/


























































Автор: Глюкман Л.И.
Теги: электротехника радиоаппаратура (радиоэлектронная аппаратура) электроника
Год: 1981




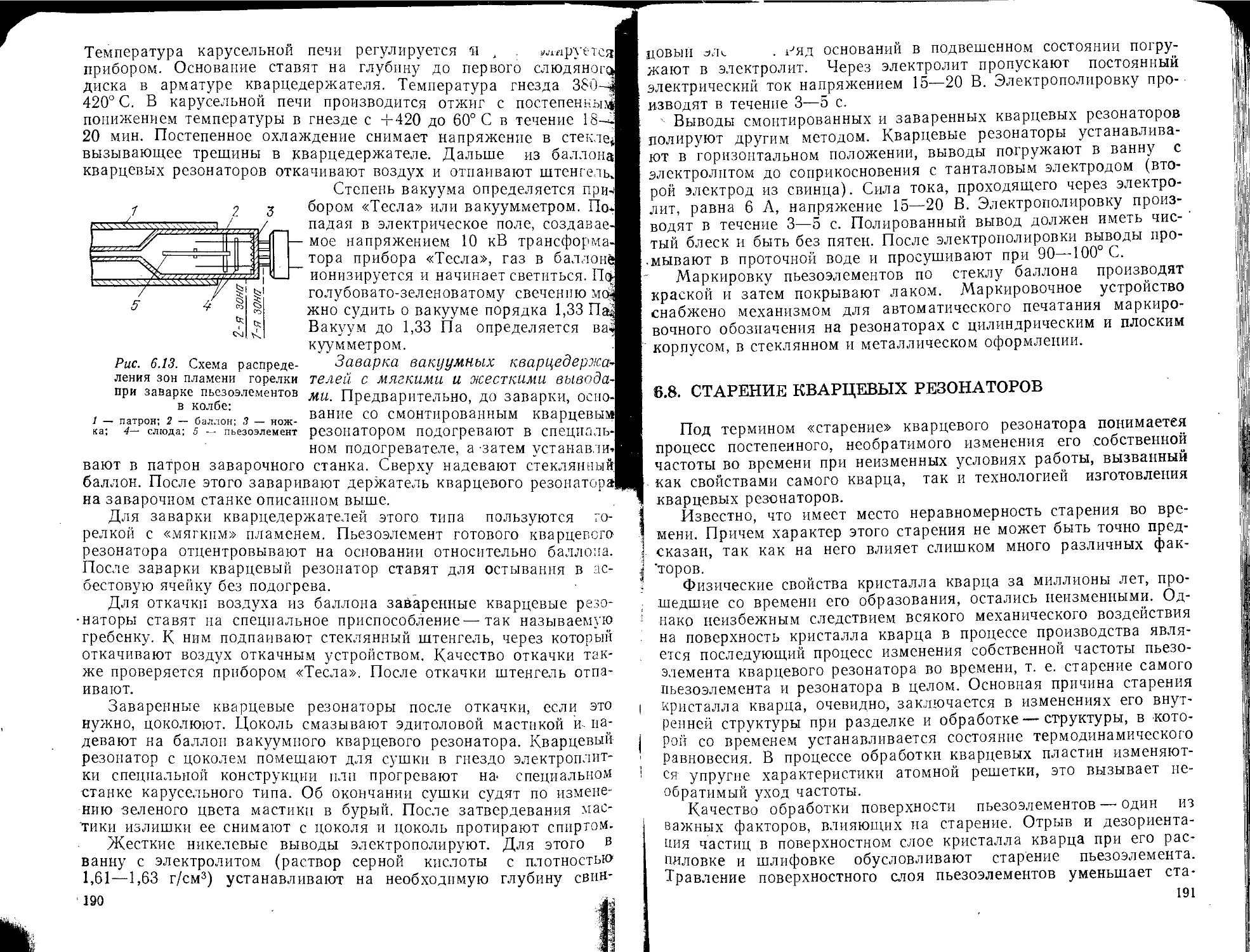
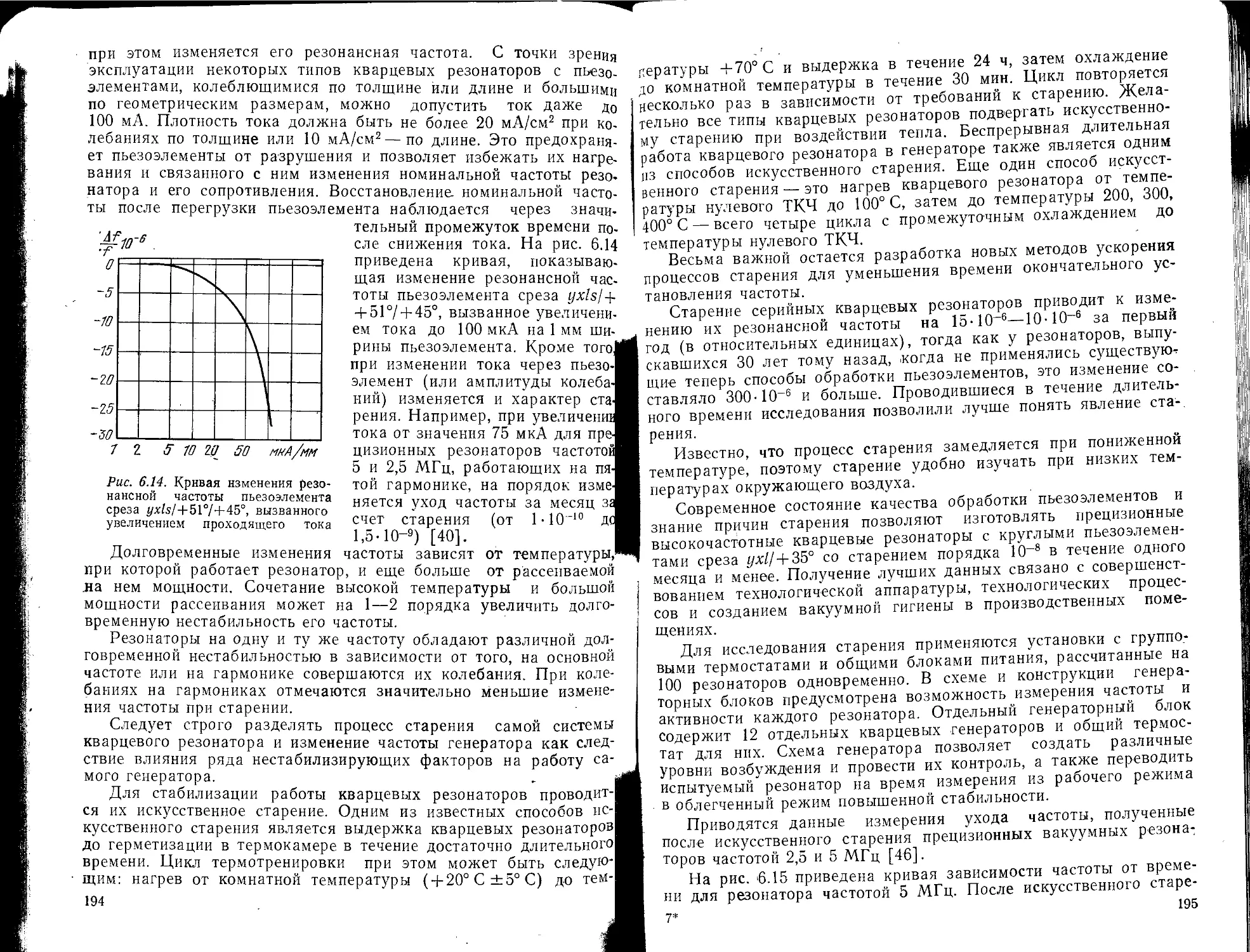
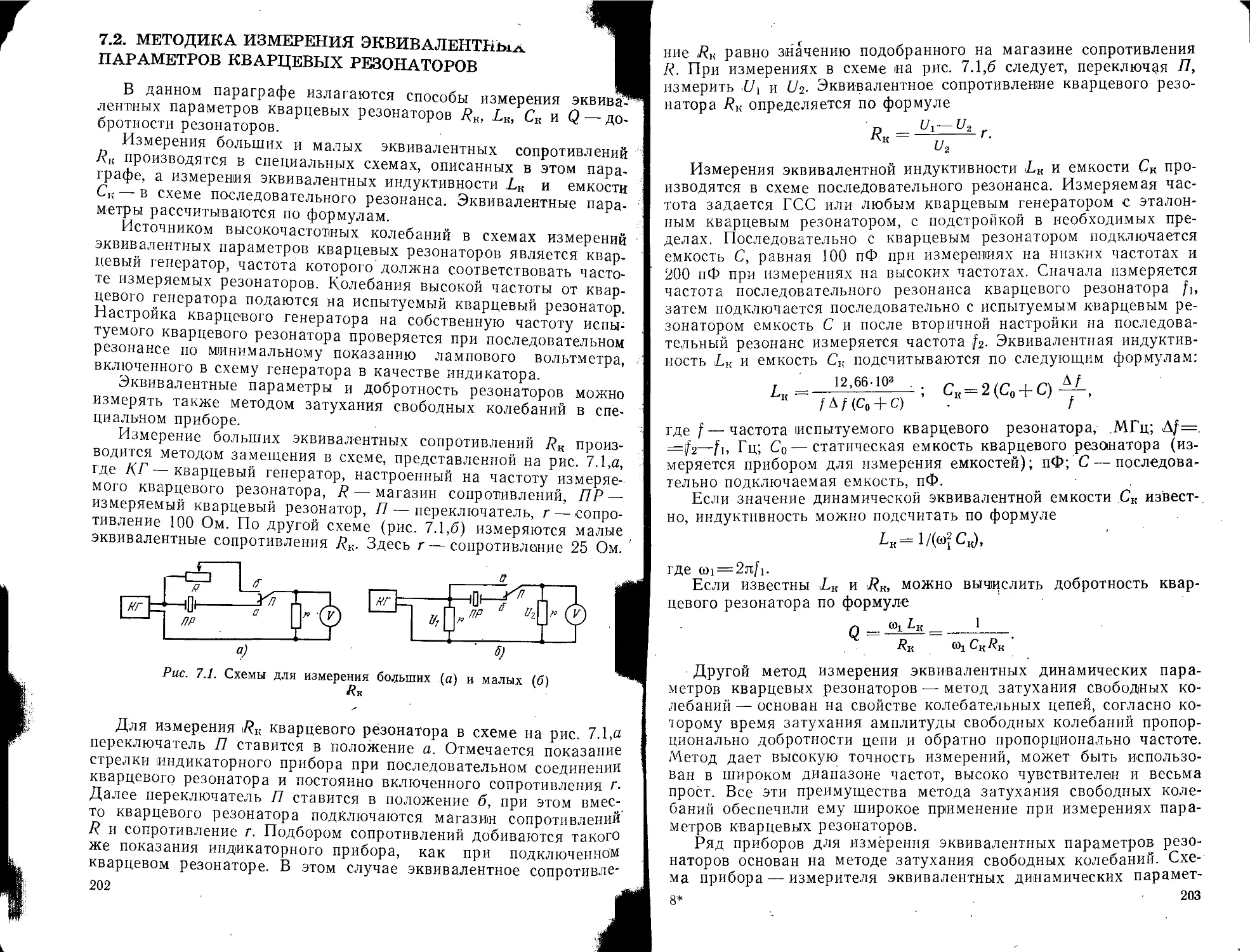
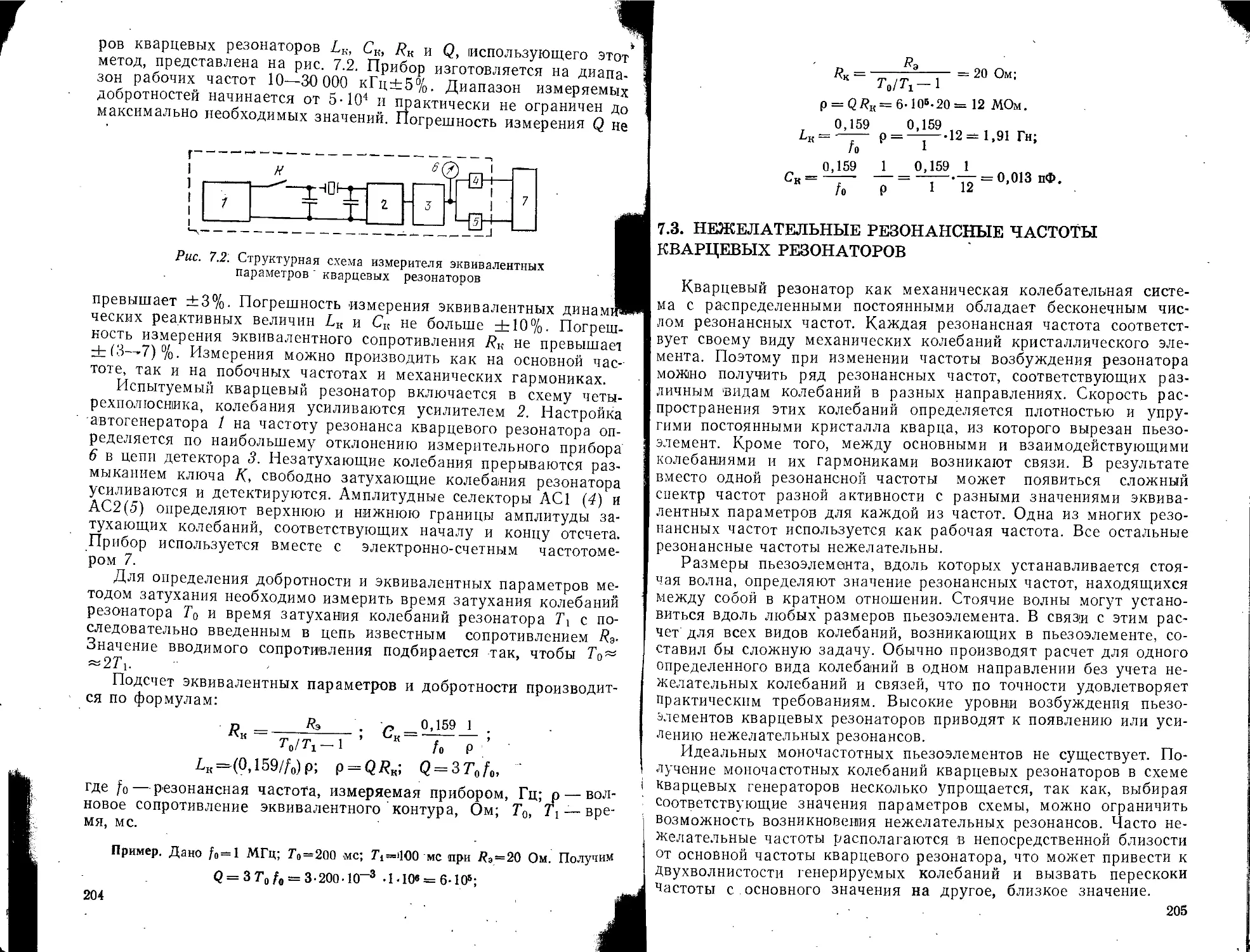
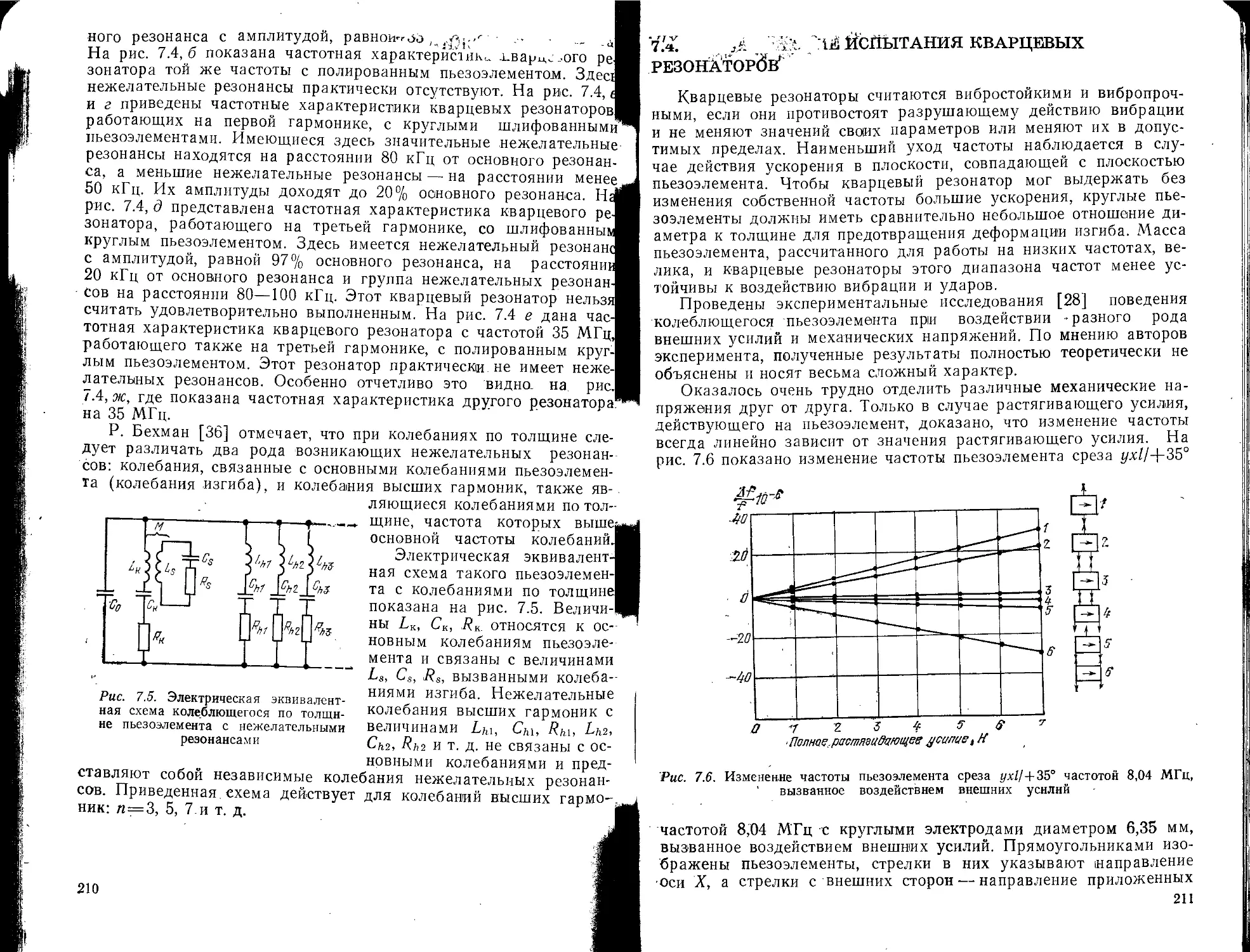
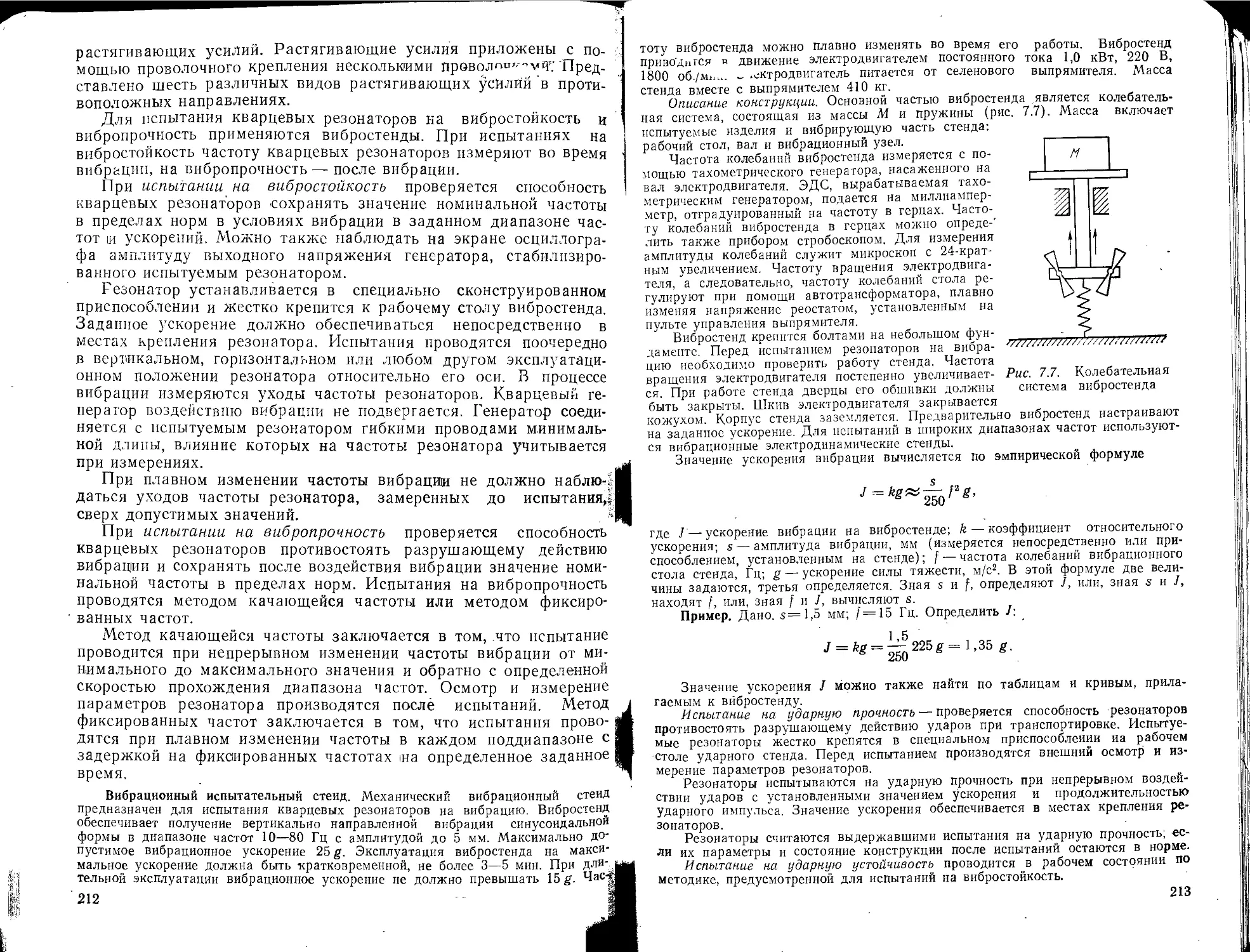
Текст
Г55
УДК 621.372.412
Г55
Глюкман Л. И.
5^/-
Пьезоэлектрические кварцевые резонаторы. -
3-е изд., перераб. и доп.—М.: Радио и связь, 1981.—-
232 с., ил. i
85 к.
Рассматриваются современная технология изготовления кварцевых
резонаторов, методы расчета кристаллических элементов, описываются
оборудование и аппаратура, применяемые в пьезокварцевом произвол-^
стве. Второе издание книги вышло в 1969 г. Настоящее издание перера-
ботано с учетом яснейших достижений в технологии производства преци-
зионных резонаторов и в технике измерений э«1слтрических параметров
резонаторов.
Книга предназначена для инженеров технологов и конструкторов, ра-
ботающих в области производства пьезой (ектрических кварцевых» резона-
торов, и может быть полезна студентам вузов соответствующих специаль-
ностей.
Предисловие
30404 167 2()0 81 . 2402020000
046(01)-81
ББК 32.84
6Ф2.43
Г?1Ш;гга$ао< wjf«да
- —-----------»»—*>мюШМрж
РЕЦЕНЗЕНТ Г. М. ДРАБКИН
Редакция литературы по конструированию и технологии
производства радиоэлектронной аппаратуры
© Издательство «Радио и связь», 198
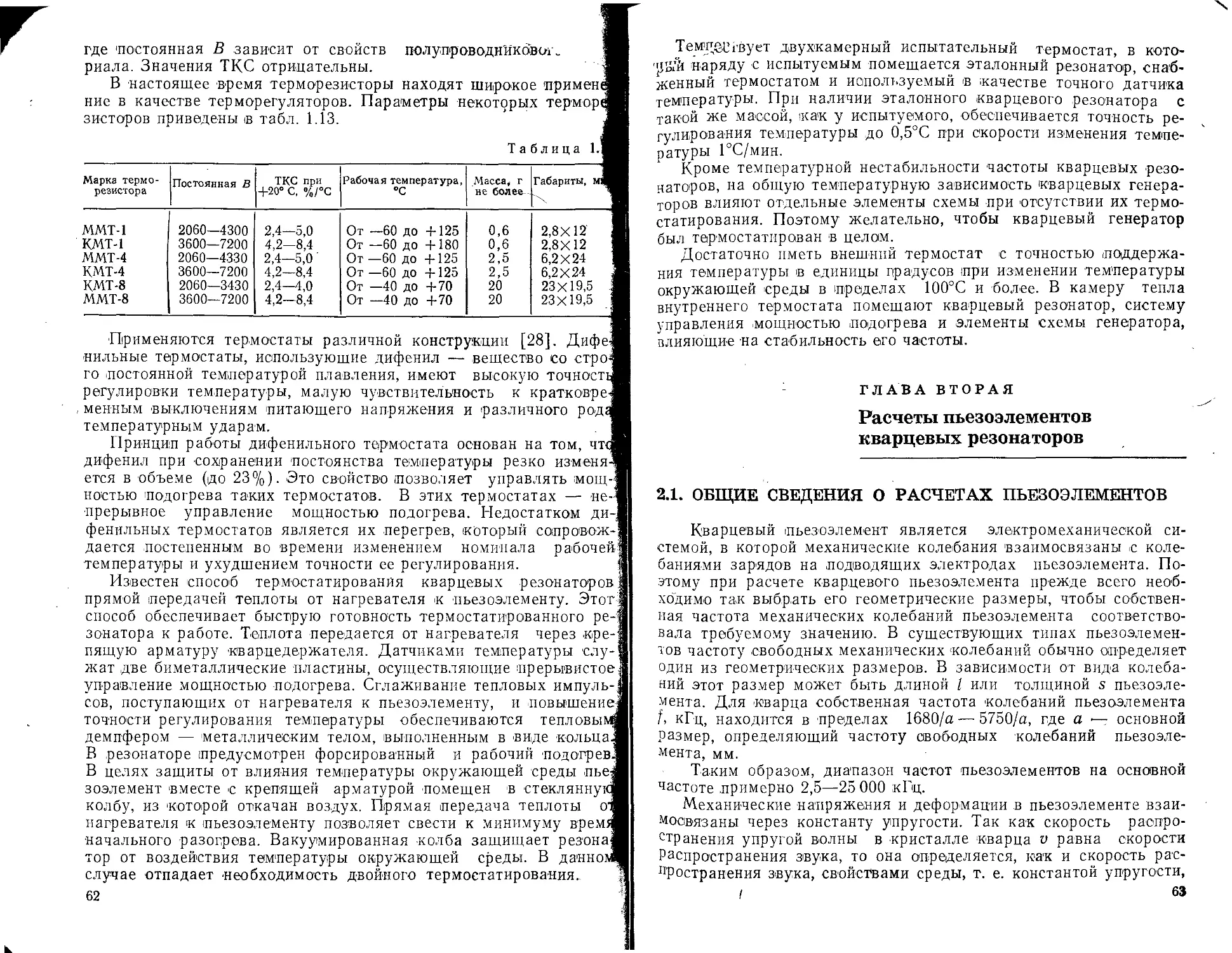
Развитие различных направлений техники связи в первую оче-
редь связано -с повышением ее надежности, стабильности генери-
руемых частот и избирательности приемной аппаратуры. Эти за-
дачи были решены применением в радиосхемах пьезоэлек-
трических кварцевых резонаторов. Использование кварцевых ре-
зонаторов в электрических генераторах позволяет обеспечить вы-
сокую стабильность частоты без значительного усложнения схемы.
Электрические фильтры с кварцевыми резонаторами обладают
значительно более высокими параметрами, чем фильтры с катуш-
ками индуктивности и конденсаторами.
В настоящей книге описываются пьезоэлектрические, кварце-
вые резонаторы и технология их производства. . .
Длительное время в пьезотехнике не было единой-терминоло-
гии. Это создавало трудности для читателей специальной литера-
туры. В настоящее время ГОСТ 18669—73 устанавливает единую
терминологию в пьезотехнике, которая и принята в данной книге.
С некоторыми из используемых терминов полезно ознакомиться
перед чтением книги.
Пьезоэлектрический резонатор — прибор, пред-
ставляющий собой одну или несколько электромеханических ре-
зонансных систем пьезоэлектрического типа. Пьезоэлектрические
резонаторы различают: по назначению (генераторный, фильтро-
вый и др.); по заполнению внутреннего объема корпуса (дегерме-
тизированный, герметизированный, вакуумный и др.), по порядку
колебаний пьезоэлемента (1, 2...), по числу электромеханических
резонансных систем (одинарный, сдвоенный и др.).
Герметизированный резонатор — резонатор, давле-
ние внутри корпуса которого мало отличается от атмосферного
и обычно составляет 10—30 кПа. Корпус герметизированного ре-
зонатора может заполняться аргоном.
В а куу м н ы й резонатор — резонатор, давление внутри
корпуса которого ниже атмосферного, обычная степень разреже-
ния составляет 0,27—0,4 Па.
В некоторых случаях баллон вакуумного резонатора наполня-
ет гелием до давления 13—2700 Па. При этом не наблюдается
Уменьшения добротности. Наполнение баллона гелием способст-
вУет улучшению теплопередачи от стенок баллона к пьезоэлемен-
з
J
ту п приводит к уменьшению времен.- s
установления теплового равновесия в рези.. '
но и при использовании термостатов для ре.
Кварцевый резонатор — пьезоэлектри ....
тор, основным элементом которого является кварцевый кристал-
лический элемент — электромеханическая колебательная систе-
ма, всегда состоящая из держателя и смонтированного в нем виб-
ратора.
Кристаллический элемент-— элемент пьезоэлектриче-
ского резонатора из пьезокерамика, имеющий определенную фор-
му, размеры и срез.
Пьезоэлемент — кристаллический элемент пьезоэлектри-
ческого резонатора с электродами. • ' <
Электрод пьезоэлектрического резонатора —
токопроводящая пластина пли пленка, контактирующая с поверх-
ностью кристаллического элемента или расположенная вблизи
нее. При помощи этой пластины или пленки к кристаллическому
элементу прикладывается электрическое поле, возбуждающее оп-
ределенный вид колебаний пьезоэлемента.
Электроды чаще всего представляют собой токопроводящую
пленку из никеля, серебра или золота, наносимую непосредствен-:
но или через подложку на поверхность кристаллического элемен-
та. Эта пленка наносится путем испарения металлов в вакууме!
или другим способом. Металлические электроды обеспечивают
равномерное распределение электрического поля по всей поверх-
ности кристаллического элемента.
Срез кристаллического элемента — ориентация
кристаллического элемента относительно кристаллографических
осей кристаллического пьезоэлектрика.
Вибратор — пьезоэлемент с отводами.
Отвод — токопроводящая деталь,. соединяющая электроды
с выводами пьезоэлектрического резонатора. Отводы служат для
электрического соединения электродов кристаллического элемен-,
та с каркасом держателя и механического закрепления кристал-
лического элемента.
Держатель — устройство для крепления и электрического)
монтажа пьезоэлемента или пьезоэлектрического вибратора. i
Кожух герметизированного резонатора — ме-
таллическая, пластмассовая или керамическая деталь, служащая
для защиты пьезоэлемента или вибратора от влияния внешние
воздействий. 9
Баллон вакуумного резонатора — стеклянная де9
таль, служащая для защиты пьезоэлемента или вибратора от!
влияния внешних воздействий. I
Корпус’ резонатора — основание и кожух'или баллон!
резонатора, соединенные вместе. 1
Основание резонатора •— часть держателя пьезоэлек-1
трического резонатора, служащая для крепления каркаса держа-1
теля и выводов пьезоэлектрического резонатора.
4 I
Втеля, служащая для крепления пьезо-
а.'
.ержателя, соединяющая пьезоэлемент или
вибратор с -внешней электрической цепью.
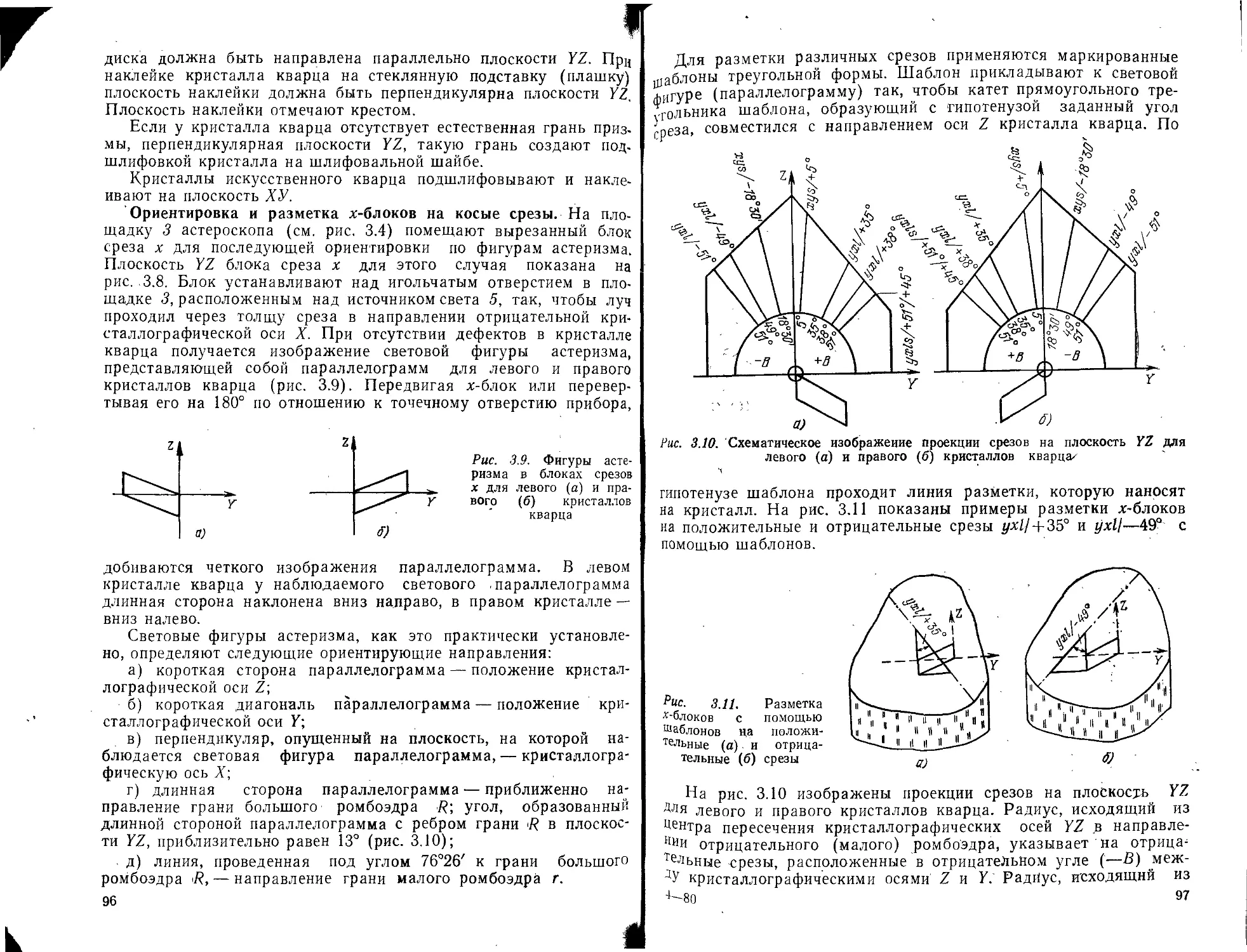
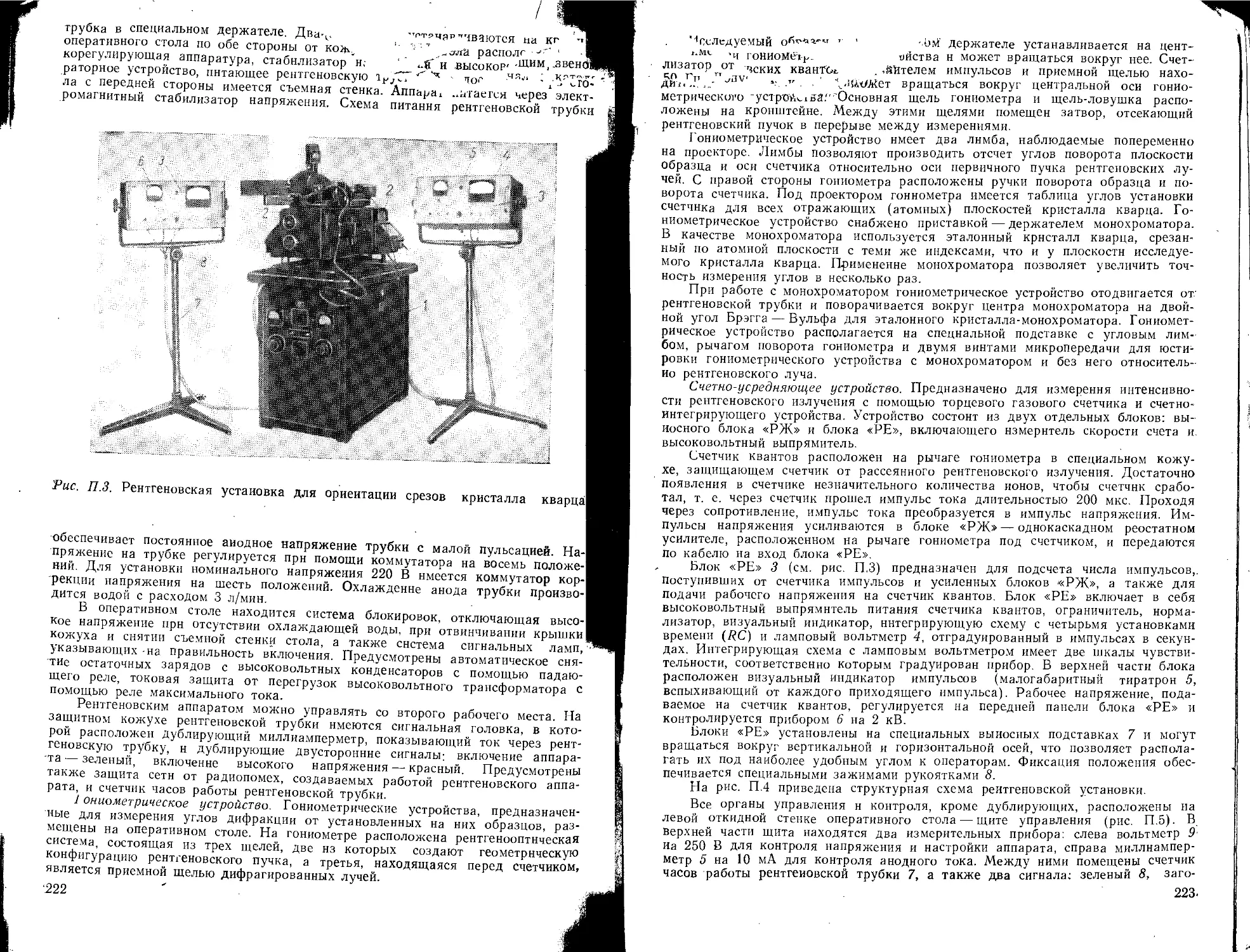
Для распиловки кристалла кварца на срезы, ориентированные
под различными углами к кристаллографическим осям, и их по-
следующей шлифовки применяется высокопроизводительное обо-
рудование — распиловочные и шлифовальные станки разных ти-
ров. При ориентировке срезов используется свойство кристалли-
ческой решетки кристалла кварца отражать рентгеновские лучи
всегда под определенным углом. Для этого сконструированы спе-
циальные установки, называемые рентгеногониометрами. По шка-
ле рентгеногониометра определяют угол среза пьезоэлемента в
градусах и минутах.
В практике используются десятки срезов кристаллических эле-
ментов, удовлетворяющих всему многообразию требований к квар-
цевым резонаторам как по параметрам, так и по их геометриче-
ским размерам, часто лимитируемым конструкцией аппаратуры.
Различные конструкции держателя пьезоэлектрических резо-
наторов применяются в зависимости от частоты и вида колебаний
кристаллического элемента.
В книге приведены расчеты кристаллических Элементов раз-
личных срезов. При расчетах определяются геометрические раз-
меры кристаллических элементов для заданной резонансной час-
тоты и другие параметры кварцевого резонатора в зависимости
от его назначения и характера работы. Кварцевые резонаторы,
предназначенные для работы в фильтрах, должны рассчитывать-
ся с учетом заданных эквивалентных параметров схемы фильт-
ра. В соответствии с этими требованиями при расчетах подбира-
ются геометрические размеры кристаллического элемента.
Производство пьезоэлектрических кварцевых резонаторов со-
стоит из разнохарактерных технологических процессов с исполь-
зованием большого количества разнообразного оборудования и
приборов. В книге такого объема оказалось невозможным рас-
смотреть с одинаковой полнотой все вопросы кварцевого произ-
водства и. связанные с ними вопросы пьезотехники. При изложе-
нии материала предпочтение и в этом издании отдавалось объяс-
нению физической сущности процессов и явлений.
Приведенные в книге сведения о работе оборудования и при-
боров, используемых в технологических процессах, даны для об-
щего ознакомления. Для более подробного ознакомления следует
обратиться к техническим описаниям.
Автор выражает признательность Канд. техн, наук Г. М. Драб-
кину за полезные замечания, сделанные им при рецензировании
рукописи. Замечания и пожелания по книге просьба направлять
по адресу: Москва, 101000, Главпочтамт, а/я 693.
Автор
ЗЩ.
Введение
Пьезоэффект известен с конца 'Прошлого столетия. В 1880 г. 9
его открыли французские ученые братья Пьер и Жак Кюри. Счаст-
ливое сочетание специальностей 'братьев Кюри (Пьер Кюри— I
физик, Жак Кюри — минералог), как нельзя лучше соответство- I
вавшее содержанию их работ, привело к открытию явления пьезо- I
электричества, недостаточно оцененному в первое время. Работая 1
над пироэлектрическими явлениями (электризация при измене- I
нии температуры некоторых кристаллов), братья Кюри обнару- I
жили возникновение электрических зарядов на поверхности Крис- I
таллов кварца, вызываемых грузом, помещенным на этой поверх- 1
ности. Заряды были пропорциональны по значению приложенно- I
му грузу, т. е. оказываемому им давлению. Это явление электри- I
ческой поляризации, вызываемое механической деформацией в |
определенных направлениях, получило название прямого |
пьезоэлектрического эффекта. I
Французский физик Липпман в 1881 г. после ознакомления I
с работами Кюри предположил существование обратного пьезоэф- |
фекта. В том же году братья Кюри подтвердили эксперименталь- I
но, что под действием приложенного электрического поля в квар- ]
цевом кристалле возникают механические деформации. Это явле- |
ние стало называться обратным пьезоэффектом. !
Русские ученые также изучали свойства кварца. Так, выдаю- 1
щийся физик академик А. Ф. Иоффе в 1915 г. получил степень !
доктора физики за исследование упругих и электрических свойств 1
кварца. ]
Слово «пьезо» (piezo) древнегреческого происхождения и оз- 1
начает «давлю». Термином «пьезоэлектричество» обозначено элек- 1
тричество, возбужденное на поверхности кристаллов кварца дав- 1
лением. Следует отметить, что прямой и обратный пьезоэффекты I
в кристалле кварца выражены чрезвычайно резко. 1
Было обнаружено существование пьезоэффекта и в кристал- I
лах других видов, как, например, турмалин, сегнетова соль. I
Возникновение пьезоэлектрического эффекта в группе кристал- 1
лов, имеющих особого вида кристаллическую структуру, можно
объяснить деформацией их кристаллической решетки под дейст-
вием электрического поля или механических сил, в результате
чего возникающие напряжения нарушают внутреннее равновесие
в кристалле. Это обусловлено тем, что кристаллические решет-
6
_____ нестатические сиг" так как их состояние может изме-
няться под .воэдейст- ,.л различных факторов.
Долгое воем"1 - ьезоэффект оставался только любопытным яв-
лену-..^: .ч ;• .Аы г. не имел практического применения. Лишь че-
поЛ'Столеьия после его открытия явление пьезоэффекта стали
использовать для технических целей.
французский математик и физик Поль Ланжевен первым при-
менил пьезоэлектрические свойства кристалла кварца на практи-
ке. Им был предложен прибор для подводной сигнализации при
помощи ультразвуковых колебаний. Здесь кристаллический эле-
мент использовался как излучатель и приемник ультразвуковых
колебаний под водой. Посредством обратного пьезоэффекта воз-
буждались колебания группы кристаллических элементов. В воду
излучались продольные ультразвуковые колебания. Отраженные
колебания, попадая на кристаллические элементы, возбуждали на
их поверхности переменную ЭДС, которая усиливалась ламповым
усилителем и принималась оператором. Этот прибор широко при-
менялся в качестве эхолота с пьезоиварцевым излучателем-прием-
ником и отличался высокой точностью измерений.
В 1923 г. американский ученый У. Кэди проводил исследования
по стабилизации частоты генераторов. Он обратил внимание на
то, что колеблющаяся с резонансной частотой пластина, выре-
занная из кварца, оказывает стабилизирующее действие на пере-
менное электрическое поле, возбуждающее колебания пластины.
Это привело к созданию кварцевого резонатора. К этому же вре-
мени относится начало разработки технологии производства ре-
зонаторов из кварца.
В дальнейшем были созданы схемы пьезоэлектрических гене-
раторов с кварцевым резонатором как механически колеблющим-
ся элементом, где возбуждались незатухающие колебания. Час-
тота кварцевого генератора определялась параметрами колеблю-
щегося кварцевого резонатора. В этих схемах, используемых для
получения колебаний постоянной частоты, кварцевый резонатор
работал в качестве элемента колебательной системы.
Многие измерительные приборы работают с помощью кварце-
вых генераторов, обеспечивающих высокую точность измерений.
Сконструированы специальные стандарты частоты пли первичные
эталоны' частоты с генератором, стабилизированным прецизион-
ным кварцевым резонатором. Как уже указывалось, пьезокварце-
вая пластина используется как резонатор в эхолоте для обнару-
жения находящихся в воде объектов, исследования рельефа мор-
ского дна, определения местонахождения рифов и отмелей, что
позволило создать точнейшие карты морских глубин.
Так как относительное изменение частоты кварцевой пласти-
ны под влиянием температуры при соответствующей технологии
ее изготовления может быть сведено до минимума и исчисляется
значениями 10 s и меньше, был создан прибор для точного изме-
рения времени и частоты '— так называемые кварцевые часы.
в кварцевых часах для измерения времени используются пьезо-
7
электрические колебания кварца, за,,..
цевая пластина или 'брусок служит йети .. у
кварцевого генератора высокой частоты. В 'Ь
раторе зависимость частоты от изменения параметров Л .
работы электронной схемы минимальна, также мала зависим,
частоты от окружающей температуры. Это обеспечивает высокую
стабильность работы пьезокварцевого генератора. Кварцевый ре-
зонатор колеблется с частотой порядка десятков килогерц. Дели-
тели частоты понижают эту частоту до 250—1000 Гц и питают
синхронный электродвигатель малой мощности (понижение час-
тоты важно для устойчивой работы электродвигателя). Электро-
двигатель управляет движением секундных и минутных часов, по
циферблату.
Пьезоэлектрические колебания кварца обладают неизмеримо
большим постоянством частоты, чем колебания маятника часов,
и не зависят от силы тяжести и колебаний почвы. Таким обра-
зом, кварцевые часы значительно точнее любых существующих
часов с маятником. Так, например, с помощью кварцевых часов
были обнаружены изменения скорости вращения Земли.
Единица частоты герц — производная от единицы времени се-
кунды, поэтому переменный ток высокой частоты, получаемый от
пьезокварцевого генератора кварцевых часов, может служить не
только масштабом времени, но и мерилом частоты. Следователь-
но, кварцевые часы дают возможность отсчитывать моменты вре-
мени, служить эталоном для воспроизведения единиц времени и
частоты. В настоящее время созданы кварцевые часы с суточным
относительным отклонением частоты от номинала в пределах
(0,8—2)-Ю~10. Группа кварцевых часов является составной ча-
стью Государственного эталона СССР.
Кварцевые резонаторы используются также в схемах фильт-
ров с высокой избирательностью. Такие фильтры, применяемые в
многоканальной телефонии, где большое число одновременных
телефонных переговоров передается по одному проводу, дали воз-
можность создать высокочастотную многоканальную телефонную
связь.
Полосовые кварцевые фильтры значительно повышают изби-
рательность супергетеродинных радиоприемников.
На земном шаре работает большое число передающих радио-
станций. Естественно, что должны быть очень жесткие требова-
ния к точности установки и поддержанию частоты этих радио-
станций, чтобы избавить их от взаимных помех. Эти требования
заставляют принимать специальные меры и могут быть удовлет-
ворены при помощи пьезокварцевой стабилизации частоты. Без
этого широкое применение радиотехники для радиовещания, воз-
можно, отодвинулось бы еще на длительное время. Действитель-
но, только кварцевая стабилизация позволила разделить прием
тысяч передающих радиостанций.
Возросшие требования к кварцевым резонаторам вызывают
необходимость уменьшения ухода их частоты, вызванного различ-
8
ки — нестаТ^
няться под воэл _ d можно достигнуть повышением точности
Долгое вРемумёйЬшения температурного коэффициента часто-
леи’-р^жением влияния старения на основе научно разработан-
технологических процессов.
Влияние изменения температуры окружающей среды на часто-
ту кварцевого резонатора можно уменьшить, применяя высокока-
чественные термостаты. Постоянство температуры поддерживает-
ся -в термостатах с большой точностью — до ±0,01°С в зависи-
мости от их конструкции.
Изменение частоты кварцевых резонаторов под воздействием
механических нагрузок можно значительно уменьшить примене-
нием вибропрочных держателей.
Мало изучено влияние радиации на кварцевые резонаторы.
Оно имеет большое значение для обеспечения космических по-
летов.
Будущее кварцевого производства — это автоматизация про-
изводственных процессов, создание механизированных поточных
линий для изготовления кварцевых резонаторов. Все возможно-
сти для решения этой задачи в настоящее время существуют.
ГЛАВА ПЕРВАЯ
Кварцевые кристаллы
и кристаллические элементы
1.1. ОПИСАНИЕ КРИСТАЛЛА КВАРЦА
Кристаллический кварц SiO2 (кремнезем) — безводная дву-
окись кремния — самое распространенное на земле соединение,
Редко встречающиеся в природе прозрачные кристаллы кварца —
ценное техническое сырье, широко используемое в технике. В квар-
це сочетаются высокая механическая прочность, химическая стой-
кость и диэлектрические свойства с ярко выраженными пьезо-
электрическими свойствами, что позволяет конструировать пьезо-
электрические устройства с высокой стабильностью характеристик,
В природе существуют четыре разновидности кварца в зави-
симости от температуры его образования. Приставкой греческих
букв а и 3 в СССР принято обозначать кристаллы кварца, обра-
зовавшиеся при температуре от 573 до 880°С (а-кварц) и при
температуре до 573°С (fj-кварц). Две еще более высокотемпера-
турные модификации кварца представляют собой тридимит, обра-
зовавшийся при температуре от 880 до 1470°С, и кристабалит, об-
разовавшийся при температуре от 1470 до 1710°С. Выше 1710°С
любой вид кварца переходит в жидкое состояние. Главное значе-
ние в технике имеет p-кварц, обладающий пьезоэффектом, поэто-
му в книге дано описание свойств и техники обработки р-кварца
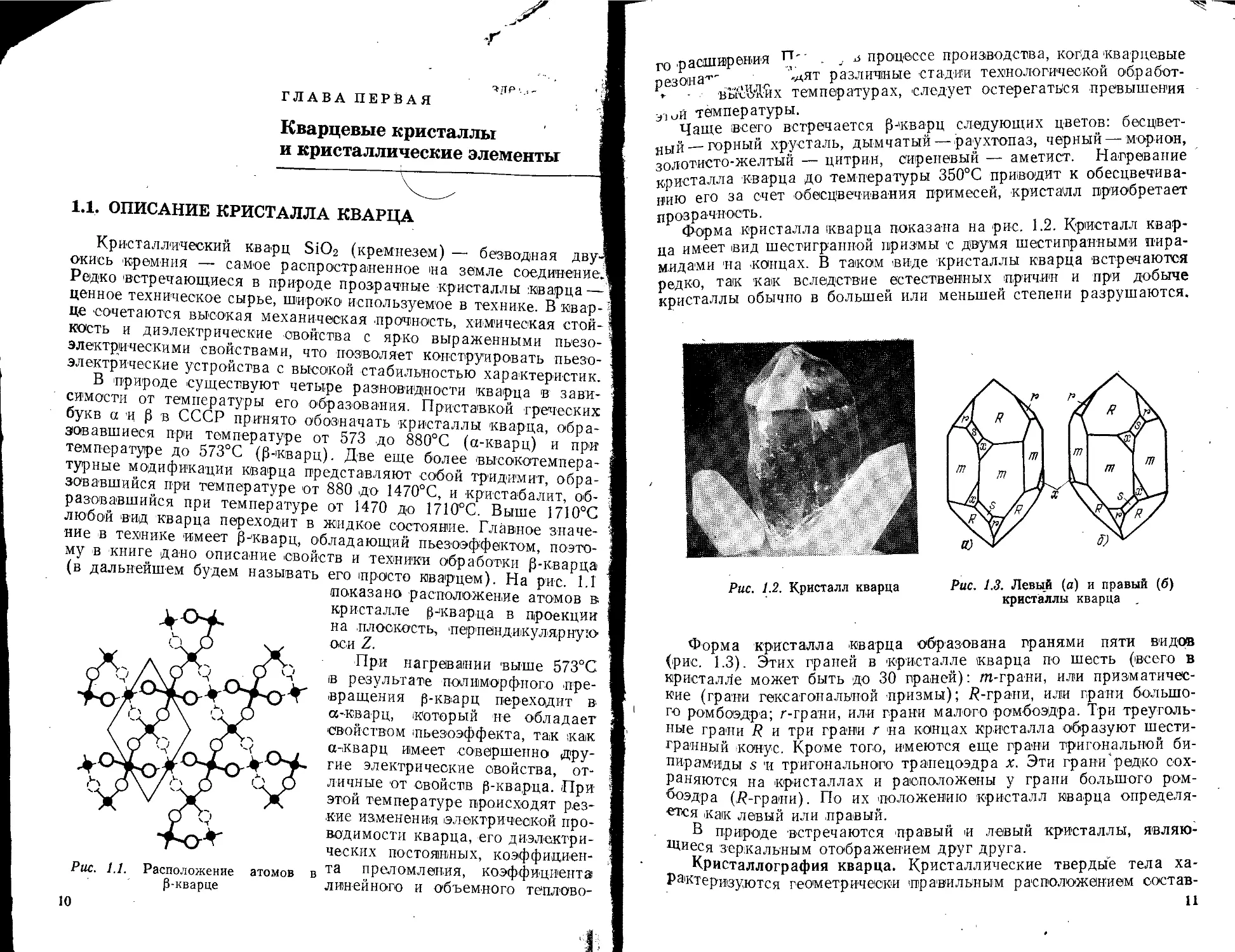
[ называть его просто кварцем). На рис. 1.1
показано расположение атомов в
кристалле р-кварца в проекции
на плоскость, перпендикулярную
оси 1.
При нагревании выше 573°С
в результате полиморфного пре
вращения р-квлрц переходит В'
а-кварц, который не обладает
свойством пьеэоэффекта, так как
а-кварц имеет совершенно! дру
гие электрические свойства, от
личные от свойств р-кварца. При
этой температуре происходят рез
кие изменения электрической про
видимости кварца, его диэлектри
ческих постоянных, коэффициен
Расположение атомов в та преломления, коэффициента
p-кварце линейного и объемного теплово
(в дальнейшем будем
Рис. 1.1.
10
г0 расширения П" . процессе производства, когда кварцевые
резона'1’' ’-аят различные 'стадии технологической обработ-
♦ - высМйх температурах, следует остерегаться превышения -
ЭЮЙ температуры.
Чаше всего встречается (J-кварц следующих цветов: бесцвет-
нЫй — горный хрусталь, дымчатый — раухтопаз, черный — морион,
золотисто-желтый — цитрин, сиреневый — аметист. Нагревание
кристалла кварца до температуры 350°С приводит к обесцвечива-
нию его за счет обесцвечивания примесей, кристалл приобретает
прозрачность.
Форма кристалла кварца показана на рис. 1.2. Кристалл квар-
ца имеет вид шестигранной призмы с двумя шестигранными пира-
мидами на концах. В таком виде кристаллы кварца встречаются
редко, так как вследствие естественных причин и при добыче
кристаллы обычно в большей или меньшей степени разрушаются.
Рис. 1.2. Кристалл кварца
Рис. 1.3. Левый (а) и правый (б)
кристаллы кварца
Форма кристалла кварца образована гранями пяти виде®
(рис. 1.3). Этих граней в кристалле кварца по шесть (всего в
кристалле может быть до 30 граней): лг-грани, или призматичес-
кие (грани гексагональной призмы); й’-грани, или грани большо-
го ромбоэдра; r-грани, или грани малого ромбоэдра. Три треуголь-
ные грани R и три грани г на концах кристалла образуют шести-
гранный конус. Кроме того, имеются еще грани тригональной би-
пирамиды s н тригонального трапецоэдра х. Эти грани’редко сох-
раняются на кристаллах и расположены у грани большого ром-
боэдра (7?-грани). По их положению кристалл кварца определя-
ется как левый или правый.
В природе встречаются правый и левый кристаллы, являю-
щиеся зеркальным отображением друг друга.
Кристаллография кварца. Кристаллические твердые тела ха-
рактеризуются геометрически правильным расположением состав-
11
ляющих их элементов — атомов или мс .
пространственную .кристаллическую решетку. ' . , • j!
Кристаллы по признакам симметрии подраЗД&ллп,
32 класса, каждый класс имеет свои элементы симметрии, т. ЙИ
оси, плоскости и центр симметрии. Они объединяются в сенМ
кристаллических систем.
К гексагональной системе тригонально-трапецоэдричеокопИ
класса принадлежит а-кварц, к тригональной системе — р-кварцМ
Каждая система 'имеет свой тип кристаллической решетки. КрисН
таллические системы отличаются типом элементарных ячеек, соЩ
ставляющих кристаллическую решетку с разными углами между
ребрами ячеек. Кристаллографические оси кристалла (оси а, Ь, с)
параллельны этим ребрам.
В разных кристаллических системах кристаллографические оси
а, Ь, с имеют различные углы наклона. Обычно кристаллопрафи-
ческая ось является осью симметрии или линией, перпендикуляр-
ной плоскости симметрии, или ребром между двумя важнейшими
гранями кристалла.
Элементарная ячейка пространственной кристаллической ре-
шетки кварца имеет форму параллелепипеда. Ребра параллелепи-
педа — это кристаллографические оси кристалла, а его грани —
грани пинакоида кристалла: для а-кварца — гексагональной приз-
мы, для 0-кварца — двух тригональных призм. В тригональной
системе, к которой относится 0-кварц, за ось с принимается ось
симметрии высшего порядка (тройная); перпендикулярные к пей
три оси симметрии второго порядка являются эквивалентными
осями й], а2, аз, расположенными под углом 120° друг к другу
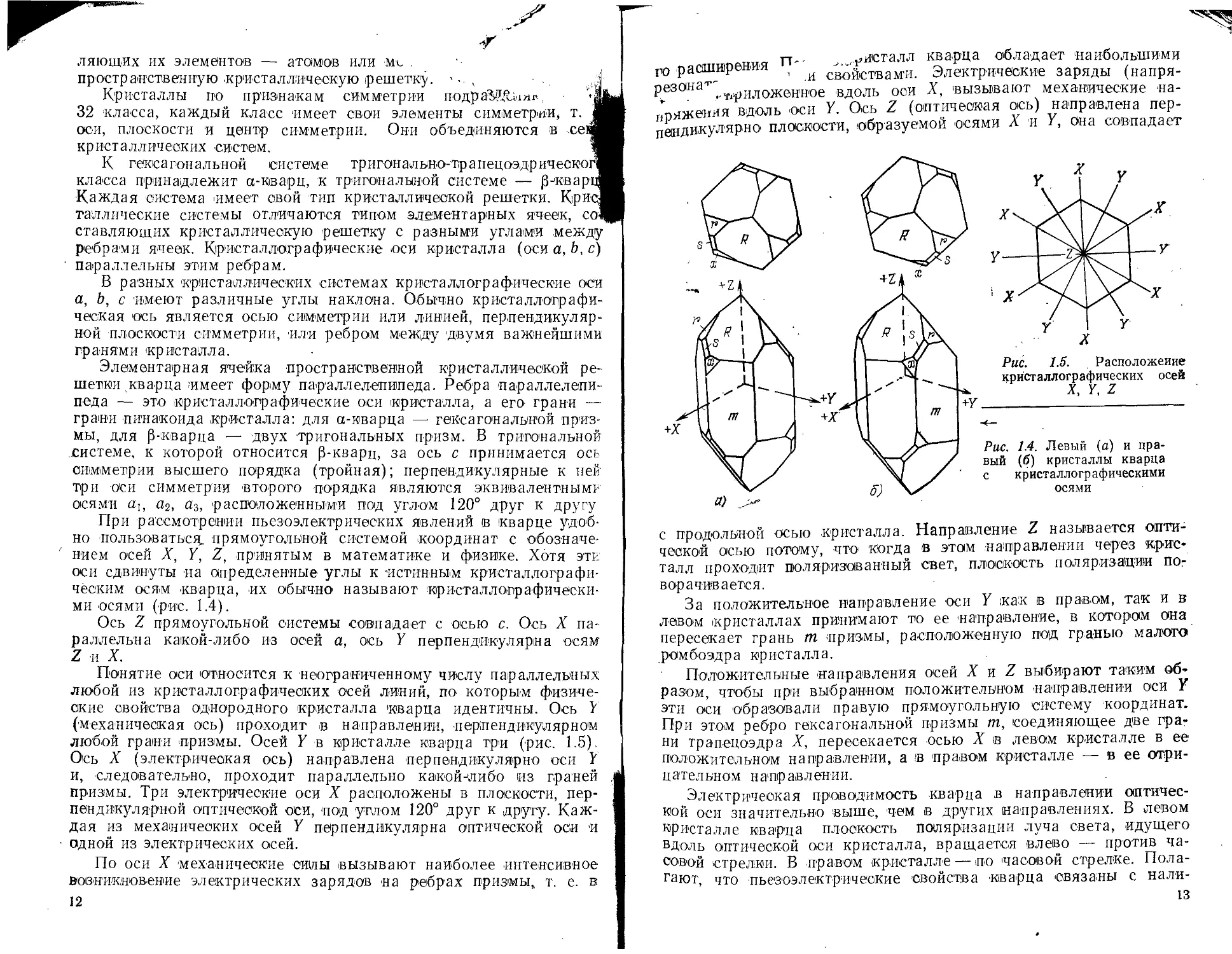
При рассмотрении пьезоэлектрических явлений в кварце удоб-
но пользоваться прямоугольной системой координат с обозначе-
нием осей X, Y, Z, принятым в математике и физике. Хотя эти
оси сдвинуты на определенные углы к ’истинным кристаллографи-
ческим осям кварца, их обычно называют кристаллографически-
ми осями (рис. 1.4).
Ось Z прямоугольной системы совпадает с осью с. Ось X па-
раллельна какой-либо из осей а, ось У перпендикулярна осям
Z и X.
Понятие оси относится к неограниченному числу параллельных
любой из кристаллографических осей линий, по которым физиче-
ские свойства однородного кристалла кварца идентичны. Ось У I
(механическая ось) проходит в направлении, перпендикулярном
любой грани призмы. Осей У в кристалле кварца три (рис. 1.5).
Ось X (электрическая ось) направлена перпендикулярно оси У
и, следовательно, проходит параллельно какой-либо из граней ,
призмы. Три электрические оси X расположены в плоскости, пер-
пендикулярной оптической оси, под углом 120° друг к другу. Каж-
дая из механических осей У перпендикулярна оптической оси и
одной из электрических осей.
По оси X механические силы вызывают наиболее интенсивное
возникновение электрических зарядов на ребрах призмы,, т. е. в
12
расширения П- ..^исталл кварца обладает наибольшими
го ’ .и свойствами. Электрические заряды (напря-
резона к<л,рИЛ0,женное вдоль оси X, вызывают механические на-
пряжения вдоль оси У. Ось Z (оптическая ось) направлена пер-
пендикулярно плоскости, образуемой осями X и У, она совпадает
с продольной осью кристалла. Направление Z называется опти-
ческой осью потому, что когда в этом направлении через крис-
талл проходит поляризованный свет, плоскость поляризации по-
ворачивается.
За положительное направление оси У как в правом, так и в
левом кристаллах принимают то ее направление, в котором она
пересекает грань т призмы, расположенную под гранью малого
ромбоэдра кристалла.
Положительные направления осей X и Z выбирают таким об-
разом, чтобы при выбранном положительном направлении оси У
эти оси образовали правую прямоугольную систему координат.
При этом ребро гексагональной призмы т, соединяющее две гра-
ни трапецоэдра X, пересекается осью X в левом кристалле в ее
положительном направлении, а в правом кристалле — в ее отри-
цательном направлении.
Электрическая проводимость кварца в направлении оптичес-
кой оси значительно выше, чем в других направлениях. В левом
кристалле кварца плоскость поляризации луча света, идущего
вдоль оптической оси кристалла, вращается влево — против ча-
совой стрелки. В правом кристалле — по часовой стрелке. Пола-
гают, что пьезоэлектрические свойства кварца связаны с нали-
13
чием правых и левых форм, т. е. с особой г>т !'та’*в’ооЫ'е образуют}
ческой решетки кварца. ' 1 ]
Условные обозначения срезов для правых и левых щ.. . ?
кварца устанавливаются общие при расположении кристаллогра-|
фических осей согласно рис. 1.4. Как для правых, так и для левых
кристаллов применяется правая прямоугольная система координат.
Свойства кристалла кварца. Как известно, кристалл кварца
является анизотропным веществом. Это значит, что его свойства
в различных направлениях одинаковы. Ось Z или оптическая осц
является осью симметрии третьего порядка. Это означает, что
свойства кристалла, измеренные по одному из выбранных направ-
лений, повторяются при повороте кристалла на 120° относительно
оси Z.
В зависимости от принадлежности к разным классам симмет-
рии кристаллы имеют различное число основных упругих, диэлек-
трических и пьезоэлектрических постоянных. Так как пьезокрис-
талл является электромеханическим преобразователем, то его пос-
тоянные меняются в зависимости от приложенной к кристаллу
механической нагрузки.
Кристалл кварца обладает следующими физическими свойст-
вами:
Плотность.................................., , , . ,
Твердость (по шкале твердости Мооса) . . . . . .
Температура плавления ........................... . .
Удельное электрическое сопротивление при температуре 20° С,
измеренное:
параллельно оси Z ... . ./..................
перпендикулярно оси Z . . ................
Сопротивление раздавливанию . \.........................
Сопротивление разрыву ..................................
Коэффициент теплового объемного расширения . . . .
Коэффициент теплового линейного расширения: ;
параллельно оси Z . . .......................
перпендикулярно оси Z . .......................
Диэлектрическая проницаемость в направлении:
параллельном оси Z .....................................
перпендикулярном оси Z .............................
2,65 г/см3
7
1710° С
0,1 1015 Ом/см3
20-1015 Ом/см3
3—4 ГПа
100 МПа
30-10—13
9-Ю-6
14,8-10-6
4,6
4,5
царапины на
Известно, что -твердый минерал может нанести
более мягком минерале. В шкале твердости минералов Мооса в
числе 10 минералов, расположенных в порядке возрастания их
относительной твердости, каждый последующий минерал может
нанести царапину на предыдущем. В табл. 1.1 эти 10 минералов
отмечены звездочкой.
Удельное электрическое сопротивление кварца быстро падает
с увеличением температуры. Диэлектрическая постоянная квар
ца е мало зависит от внешних условий. При изменении темпера
туры от 0 до 100°С можно считать диэлектрическую проницае-
мость постоянной. Она не зависит от напряженности поля вплоть
до 2000 -В/см. Кварц химически устойчив, он не растворяется в
кислотах, за исключением плавиковой кислоты (HF). Наиболее
ценным 'свойством кварца для радиотехники является его упру
14
направлении.-'.woft _ .- Таблица 1.1
П bCSUW т > .-наврал Относите- льная тве- рдость Минерал Относите- льная тве- рдость
Тальк * 1 Стекло
Свинец 1»/2 Апатит * 5
Сегнетова соль * 2 Полевой шпат * 6
Медь 2х/2 — 3 Гранат 7
Кальцит * 3 Кварц * 7
Латунь 3 — 4 Сталь Р/г-Ъ'/г
Доломит 3*/2 —4 Топаз * 8
флюорит * 4 Коруид * 9
Фосфористая бронза 4 Карборунд
Железо 4 — 5 Алмаз * 10
гость, амплитуда упругих колебаний -кварца соответствует значе-
нию переменного напряжения, возникающего в кристалле.
Природные кристаллы кварца часто имеют форму, лишь при-
ближенно иапом,инающую идеальную. На рис. 1.6 изображен та-
кой кристалл квар-ца с двумя усеченными вершинами, образуюг
щими форму пинакоида. На этом рисунке О—грань, называемая'
базисом; р — грань, называемая правой тригональ-
ной призмой; / — грань, называемая левой триго-
нальной призмой. Этих граней практически нет во
внешней форме естественного кристалла кварца,
они получаются в -виде плоскостей XY и YZ во вре-
мя разделки кристалла.
Рис. 1.6.
Кристалл
кварца с
гранями пи-
накоида
1.2. ДЕФЕКТЫ В КРИСТАЛЛАХ КВАРЦА
Для получения пьезоэлементов, используемых
в радиотехнике, пригодны -кристаллы горного хрус-
таля, раухтопаза и мориона, а также обломки кри-
сталлов. В них должны отсутствовать трещины,
инородные включения, двойники. Однако безде-
фектная область кристалла -кварца (монообласть)
обычно весьма невелика.
В природе редко встречаются кристаллы кварца без дефек-
тов. При разделке кварцевого -сырья приходится сталкиваться с
различными дефектами. Эти дефекты чаще всего располагаются
по всему кристаллу кварца, иногда они сосредоточены в какой-
либо его части.
Наиболее часто встречающимися дефектами кристаллов квар-
ца являются различные включения инородных тел, трещины, пу-
зырьки газа или жидкости, фантомы, свяли, «голубые лучи»,
двойники.
Фантомы (призраки) нарушают структуру кристалла кварца,
образование их в кристаллах -кварца объясняется перерывом в
Росте, обусловленным стихийными причинами в процессе кристал-
лизации. Вокруг уже образовавшегося кристалла кварца после
15
перерыва продолжается дальнейший процс.^ , ‘1
засоренных гранях. *3"*****»- -- ]
Свили — слоистые образования, которые''появляются вслед-
ствие изменения условий кристаллизации .в процессе роста.
«Голубые лучи» — это включения в кристалле кварца рути-
ла — двуокиси титана (ТЮ2). Титан кристаллизуется в виде
длинных игл, поглощающих все цвета спектра, кроме голубого,
откуда и происходит это название. В кристалле они встречаются
попарно и расположены под углом 45° друг к другу.
Часто встречающимся дефектом в кристалле кварца и плас-
тинах являются двойники, как естественно образовавшиеся, так
и получившиеся в процессе производства вследствие случайного
нагрева на каком-либо этапе до температуры выше 573°С. В при-
роде двойники представляют собой сросшиеся кристаллы (два или
больше). В кристаллах кварца с двойниками кристаллографиче-
ские оси расположены различно в связи с разным структурным
расположением атомов в кристаллической решетке. Двойники
имеются почти в любом кристалле кварца, захватывая большую
или меньшую его область. Области кристаллов кварца, содержа-
щие двойники, не могут быть использованы для распиловки на
срезы для пьезоэлементов.
Различают двойники: от срастания кристаллов кварца, элек-
трические (или дофинейские), оптические (или бразильские).
На рис. 1.7 показана друза кристаллов кварца, сросшихся
между собой в самых разнообразных положениях, вследствие че-
го области кварца, годные для изготовления пьезоэлементов, ог-
раничены.
При электрическом двойниковании сросшаяся часть правого
или левого кристалла кварца повернута на 180° относительно
другой его части. Граница спаянности очень четко выявляется
после длительного травления (до 1 ч) кристалла с электрическим
двойником в плавиковой /кислоте (HF), так как при этом одна
часть его кажется матовой, а другая —• зеркальной. Так легко
выявляется область электрического двойникования. На границе
сращения элементов кристалла кварца с электрическим двойни-
ком заряд, образуемый при пьезоэффекте, меняется на противо-
положный .
При оптическом двойниковании часть элементов правого крис-
талла кварца сращена с частью элементов левого кристалла.
И здесь граница сращения хорошо видна после травления крис-
таллов в плавиковой кислоте.
. Большинство кристаллов кварца являются оптическими двой-
никами, т. е. обладают как право-, так и левовращающимися об-
ластями. Границы сращения электрических двойников имеют не-
правильную форму. Оптические двойники образуют фигуры с пря-
мыми границами. Кристалл кварца обладает одинаковыми упру-
гими свойствами во всех точках, но обе части пластины с такими
дефектами будут стремиться расширяться и сокращаться в про-
тивоположных фазах.
16
Рис. 1.7. Друза кристаллов квар-
ца
Рис. 1.8. Расположение атомов
кремния в кристалле кварца с
двойником (а) (двойниковая
область показана "штриховой
линией); структура а-кварца
(б) и монокристалла (3-квар-
ца (б)
Двойники и другие дефекты можно наблюдать, направляя пу-
чок света на кристалл кварца, предварительно помещенный в со-
суд с иммерсионной жидкостью, показатель преломления которой
такой же, как у кварца.
Крупные кристаллы природного кварца имеют значительные
участки с двойниками, причем чаще встречаются дофинейские
двойники. Академик А. В. Шубников искусственно получил дофи-
нейские двойники, подвергнув кристаллы кварца высокому дав-
лению, в результате которого произошло смещение кремнекисло-
родных тетраэдров. Так как кристаллы кварца с дофинейскими
двойниками непригодны как кварцевое сырье, практическое зна-
чение имеет процесс превращения двойниковой области в моно-
кристаллическую. Метод раздвойникования кристалла кварца был
предложен академиком А. В. Шубниковым и Е. В. Цинзерлин-
гом. Он заключается в нагревании области кварца с двойниками
до температуры, превышающей точку полиморфного превраще-
ния низкотемпературной модификации [З-кварпа в высокотемпера-
турную, т. е. а-кварц ( + 573°С), с многократным переходом через
эту точку в ту и другую сторону и последующим охлаждением.
Происходящее и в этом случае перераспределение кремнекисло-
Родных тетраэдров схематически показано на рис. 1.8,а (точками
отмечены атомы Si) [14]. На рис. 1.8,6 изображена структура
17
а-кварца, получающегося при нагревании-'^-., «жа в ^писталлм
кварца. На рис. 1.8,е представлен -монокристалл'ио"-.^
•охлаждения высокотемпературного .кристалла а-кварца. В а^.ояу
щее время этот метод на практике не применяется. Больше перс^
пектив имеют опыты на кристаллах кварца по использовании!
винтовых деформаций для превращения двойников в монокрисД
таллы. 1
1.3. МЕСТОРОЖДЕНИЯ КРИСТАЛЛОВ КВАРЦА
Существуют три главных типа месторождений кварца,
1. Месторождения в пегматитах. Пегматит — это крупнокрис-
таллическая порода кислого состава, встречающаяся вблизи гра-
нитных массивов. Кварц располагается здесь в полостях и зано-
рышах, образуя отдельные кристаллы и группы сросшихся крис-
таллов (друзы). Обычно кварц, добываемый из месторождений
этого типа, бывает непригоден для пьезокварцевого производства.
В СССР хрусталеносные пегматиты имеются в Житомирской
области -вблизи г. Володарск-Волынского.
2. Хрусталеносные кварцевые жилы (рис. 1.9). В этих жилах
встречаются гнезда, погреба -с крупными кристаллами различных
разновидностей кварца. Чаще всего гнезда кварца располагаются
на выклинивании таких жил по падению (в глубину) или по про-
стиранию (на концах), татукак полости и погреба образовыва-
лись при вымывании вещества жилы. Впоследствии кристаллы
кварца росли за счет приэноса кремнезема из боковых пород.
Хрусталеносные жилы дают много высококачественных крис-
таллов.
трггъ—Измененная
У’/-х вмещающая порода
И-Массивный и
щестоватый кварц
г——I Кристаллы кварца
Es—1 (в нагревах)
Рис. 1.9. Хрусталеносная кварцевая жила
18
Крупнейшие . рождения кристаллов кварца этого типа на-
на Северном, Приполярном и Южном Урале, а
талл-i^’'Казахстане и на Памире, за рубежом — в Бразилии.
На Урале было обнаружено1 уникальное месторождение крис-
таллов-великанов. Извлечено семейство из двадцати прозрачных
кристаллов общей массой более 9000 кг. Среди них кристалл с
правильной вершиной высотой 172 см и шириной 70 см, массой
784 кг. До сих пор наибольшим известным кристаллом кварца
был кристалл, хранящийся в США, высотой 200 см и шириной
40 см.
3. Хрусталеносные россыпи. Они образуются при разрушении
хрусталеносных пегматитов и жил реками. При этом происходит
природное обогащение, так как трещиноватые кристаллы кварца
при переносе реками раскалываются и распыляются, а монолит-
ные кристаллы откладываются обычно неподалеку от коренных
месторождений. Поэтому по единичным кристаллам кварца мож-
но найти коренное месторождение. Россыпи кварца бывают обыч-
но небольших размеров.
Экспериментально установлено, что прозрачные кристаллы
природного кварца, полученные из месторождений Памира и По-
лярного Урала, обладают наивысшей стабильностью физических
свойств, и желательно их применение при изготовлении прецизи-
онных кварцевых резонаторов для эталонов частоты [3].
Большое значение для кварцевой промышленности имеют ис-
кусственно выращиваемые кварцевые кристаллы.
1.4. ИСКУССТВЕННЫЕ КРИСТАЛЛЫ КВАРЦА
До последнего времени все промышленные кристаллы кварца
добывались из естественных месторождений. Хотя кварц и явля-
ется самым распространенным минералом на земле, тем не менее
кристаллы больших размеров, обладающие необходимыми каче-
ствами, добывались в недостаточном количестве. Длительное вре-
мя ученые всех стран работали над проблемой выращивания ис-
кусственных кристаллов кварца. Эти усилия увенчались успехом.
Сейчас искусственные кристаллы кварца можно выращивать в
виде монокристаллов различной ориентации и заданных разме-
ров. Это позволяет уменьшить расход кварцевого сырья и сокра-
тить технологический цикл производства пьезокварцевых резона-
торов. Искусственные кристаллы кварца значительно дешевле
природных. В нашей стране высококачественное искусственное
кварцевое сырье получают в необходимых для промышленности
количествах и нужной сортности. Хотя все методы по выращива-
нию искусственных кристаллов, применяемые в настоящее время,
в принципе сходны между собой, все же есть определенные отли-
чия их друг от друга, влияющие на свойства получаемых крис-
таллов.
Существующие способы выращивания кристаллов кварца ос-
нованы на гидротермических процессах. Различны лишь приме-
19
няемые растворители, температурный реж,. 1Ка в кристалл<1
затравки срезы кристалла. Так как кварц при м ,ычныл vrv,~ -Ч
почти совсем не растворяется в солях и щелочах, необходима
применять высокие температуры и давление для получения удов!
летворительной растворимости. Только при соблюдении этих ус!
лов-ий возможно выращивание искусственных кристаллов кварца!
из раствора. Эти условия, -очевидно, весьма сходны с теми усло-|
Виями, при которых образовался природный кварц. Отметим, что
кварц легко растворяется в щелочном растворе углекислого- ват-'
рия при температуре около 400°С и при давлении 80—120 МПа.
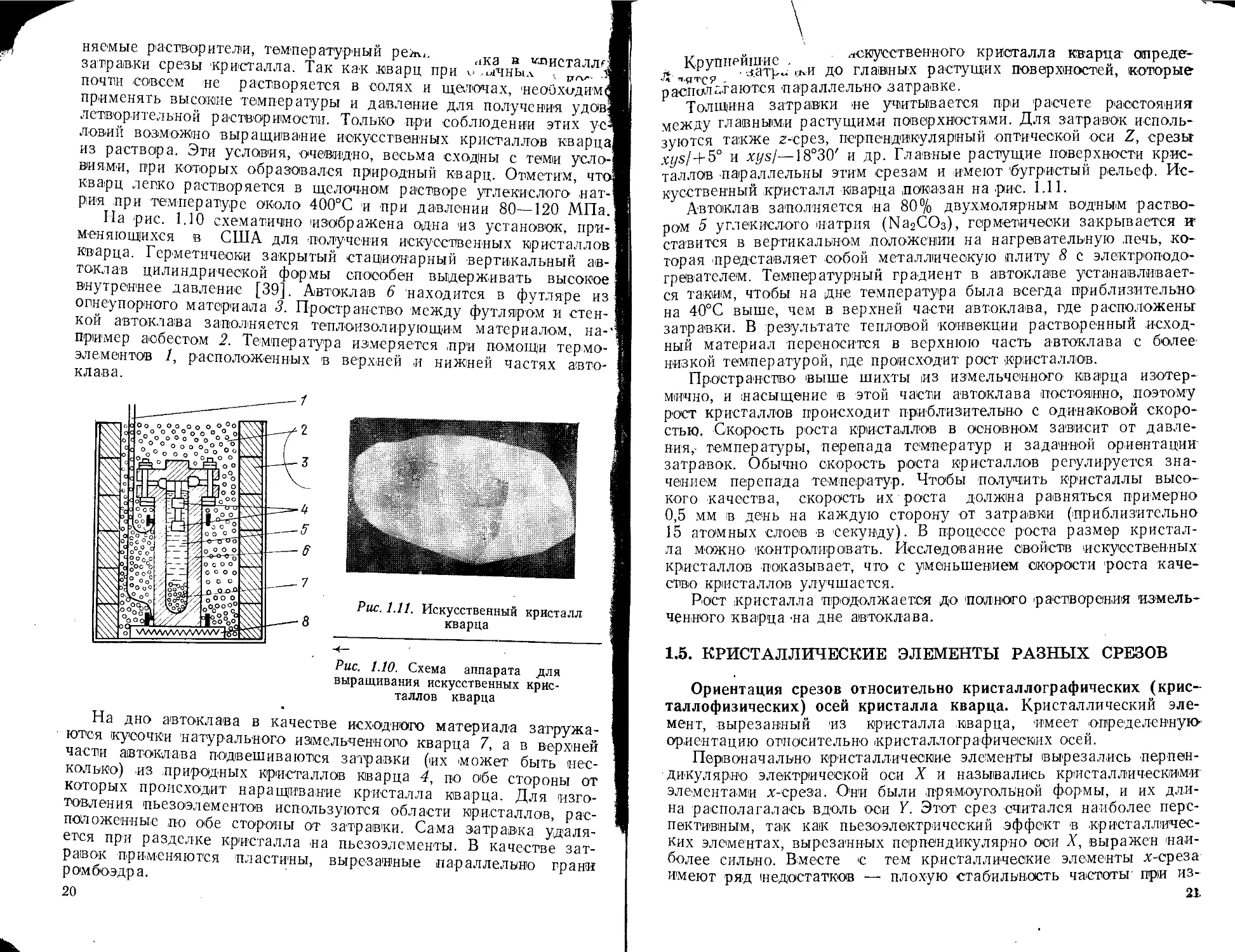
На рис. 1,10 схематично изображена одна из установок, при-
меняющихся в США для -получения искусственных кристаллов
кварца. Герметически закрытый стационарный вертикальный ав-
токлав цилиндрической формы способен выдерживать высокое
внутреннее давление [39]. Автоклав 6 находится в футляре из
огнеупорного материала 3. Пространство между футляром и стен-
кой автоклава заполняется теплоизолирующим материалом, на-’
пример асбестом 2. Температура измеряется при помощи термо-
элементов 1, расположенных в верхней -и нижней частях авто-
клава.
_____— 7
Рис. 1.10. Схема аппарата для
выращивания искусственных крис-
таллов кварца
На дно автоклава в качестве исходного материала загружа-
ются кусочки натурального измельченного кварца 7, а в верхней
части автоклава подвешиваются затравки (их может быть нес-
колько) из природных кристаллов кварца 4, по обе стороны от
которых происходит наращивание кристалла кварца. Для изго-
товления пьезоэлементов используются области кристаллов, рас-
положенные по обе стороны от затравки. Сама затравка удаля-
ется при разделке кристалла на пьезоэлементы. В качестве зат-
равок применяются пластины, вырезанные параллельно грани
ромбоэдра.
20
Коупнейшие искусственного кристалла кварца опреде-
Л -затр.. .ки до главных растущих поверхностей, которые
располагаются параллельно затравке.
Толщина затравки не учитывается при расчете расстояния
между главными растущими поверхностями. Для затравок исполь-
зуются также z-срез, перпендикулярный оптической оси Z, срезы
xys/+5° и xys/—18°30' и др. Главные растущие поверхности крис-
таллов параллельны этим срезам и имеют бугристый рельеф. Ис-
кусственный кристалл кварца показан на рис. 1.11.
Автоклав заполняется на 80% двухмолярным водным раство-
ром 5 углекислого натрия (Ыа2СОз), герметически закрывается и-
ставится в вертикальном положении на нагревательную печь, ко-
торая представляет собой металлическую плиту 8 с электроподо-
гревателем. Температурный градиент в автоклаве устанавливает-
ся таким, чтобы на дне температура была всегда приблизительно
на 40°С выше, чем в верхней части автоклава, где расположены
затравки. В результате тепловой конвекции растворенный исход-
ный материал переносится в верхнюю часть автоклава с более1
низкой температурой, где происходит рост кристаллов.
Пространство выше шихты из измельченного кварца изотер-
мично, и насыщение в этой части автоклава постоянно, поэтому
рост кристаллов происходит приблизительно с одинаковой скоро-
стью. Скорость роста кристаллов в основном зависит от давле-
ния,- температуры, перепада температур и заданной ориентации
затравок. Обычно скорость роста кристаллов регулируется зна-
чением перепада температур. Чтобы получить кристаллы высо-
кого качества, скорость их роста должна равняться примерно
0,5 мм в день на каждую сторону от затравки (приблизительно
15 атомных слоев в секунду). В процессе роста размер кристал-
ла можно контролировать. Исследование свойств искусственных
кристаллов показывает, что с уменьшением скорости роста каче-
ство кристаллов улучшается.
Рост кристалла продолжается до полного растворения измель-
ченного кварца на дне автоклава.
1.5. КРИСТАЛЛИЧЕСКИЕ ЭЛЕМЕНТЫ РАЗНЫХ СРЕЗОВ
Ориентация срезов относительно кристаллографических (крис-
таллофизических) осей кристалла кварца. Кристаллический эле-
мент, вырезанный из кристалла кварца, имеет определенную-1
ориентацию относительно кристаллографических осей.
Первоначально кристаллические элементы вырезались перпен-
дикулярно электрической оси X и назывались кристаллическими
элементами х-среза. Они были прямоугольной формы, и их дли-
на располагалась вдоль оси Y. Этот срез считался наиболее перс-
пективным, так как пьезоэлектрический эффект в кристалличес-
ких элементах, вырезанных перпендикулярно оси X, выражен наи-
более сильно. Вместе с тем кристаллические элементы х-среза
имеют ряд недостатков — плохую стабильность частоты- при из-
21.
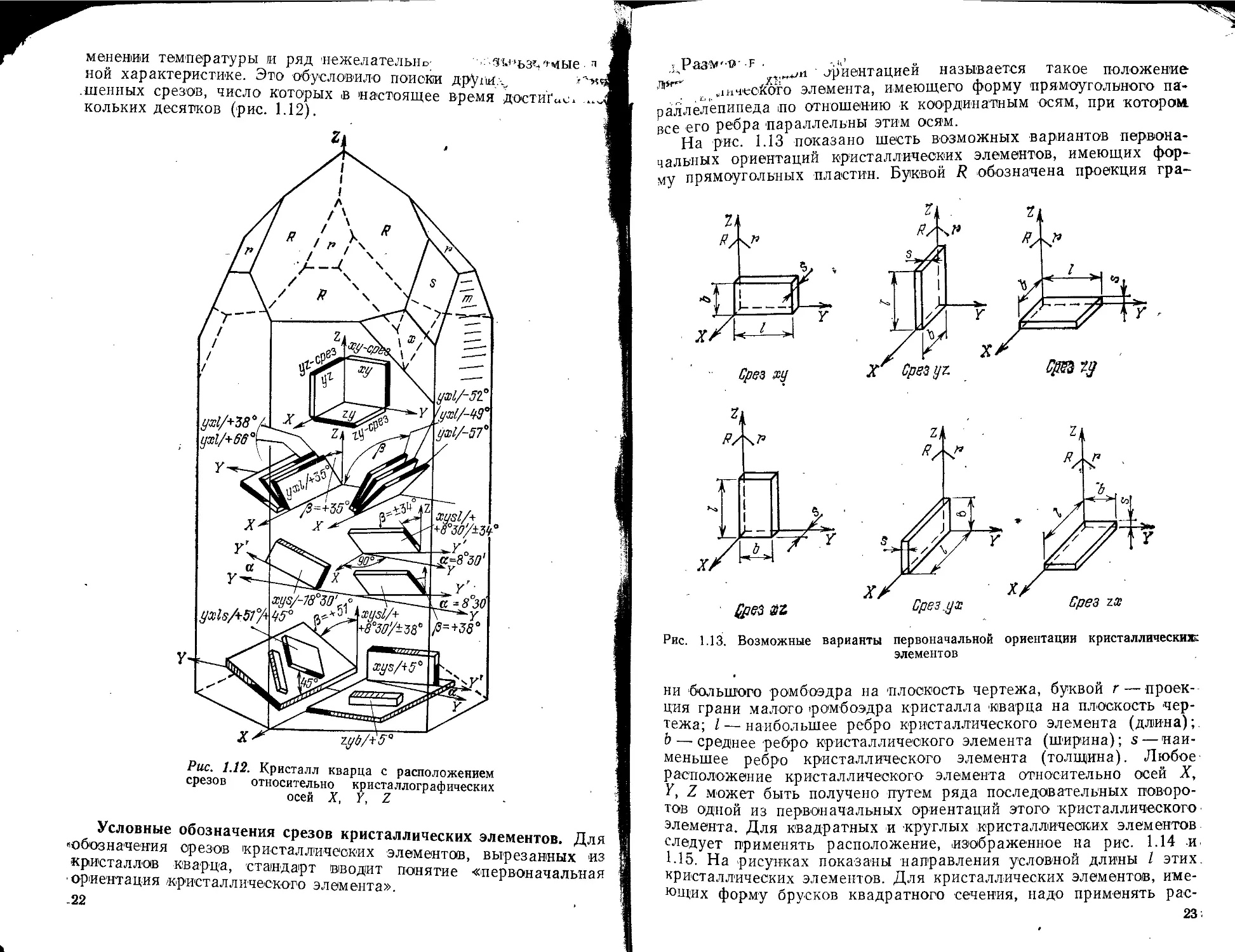
менении температуры и ряд'нежелательно- т!.|'ъз<'»мыс ।
ной характеристике. Это обусловило поиски друпи.., >>«•
.шенных срезов, число которых в 'настоящее время дости’Гас* ....
кольких десятков (рис. 1.12).
Рис. 1.12. Кристалл кварца с расположением
срезов относительно кристаллографических
осей X, У, Z
Условные обозначения срезов кристаллических элементов. Для
«обозначения срезов кристаллических элементов, вырезанных из
•кристаллов кварца, стандарт вводит понятие «первоначальная
•ориентация кристаллического элемента».
-22
к
дРазм" ' .„*>и ориентацией называется такое положение
иинеойого элемента, имеющего форму прямоугольного па-
раллелепипеда по отношению к координатным осям, при котором
все его ребра параллельны этим осям.
На рис. 1.13 показано шесть возможных вариантов первона-
чальных ориентаций кристаллических элементов, имеющих фор-
му прямоугольных пластин. Буквой 7? обозначена проекция гра-
Рис. 1.13. Возможные варианты первоначальной ориентации кристаллических;
элементов
ни большого ромбоэдра на плоскость чертежа, буквой г — проек-
ция грани малого ромбоэдра кристалла кварца на плоскость чер-
тежа; I — наибольшее ребро кристаллического элемента (длина);.
b — среднее ребро кристаллического элемента (ширина); s— наи-
меньшее ребро кристаллического элемента (толщина). Любое
расположение кристаллического элемента относительно осей X,
Y, Z может быть получено путем ряда последовательных поворо-
тов одной из первоначальных ориентаций этою кристаллического
элемента. Для квадратных и круглых кристаллических элементов
следует применять расположение, изображенное на рис. 1.14 и.
1-15. На рисунках показаны направления условной длины I этих,
кристаллических элементов. Для кристаллических элементов, име-
ющих форму брусков квадратного сечения, надо применять рас-
23.
' ( . -о’/тита. КОТОР'' .'J
положение, изображенное на рис. 1.16, оде ilv.iac •-> «Я
условной толщины и ширины этих элементов.
Условное обозначение первоначальной ориентации кристалли-
ческого элемента состоит из двух букв, обозначающих кристал-
лографические оси, вдоль которых расположен кристаллический
элемент. Первая буква показывает, вдоль какой из осей направ-'
.лена толщина кристаллического элемента, вторая буква—вдоль
какой из осей направлена его длина. За толщину принимается
наименьший размер, а за длину —наибольший. i
Рис. 1.14. Первоначальные ориентации кристаллических элементов квадратной
формы
Рис. 1.16. .Первоначальные ориентации кристаллических элементов, имеющих
форму брусков квадратного сечения, цилиндров и т. п.
Ли
Условное обозну-’.. ^металлического элемента любого ере-
s' J t лУют углы с кристаллографическими ося-
м„ ' -из? обозначения первоначальной ориентации, к
которому добавляется одна, две или три буквы {I, b, s). Первая
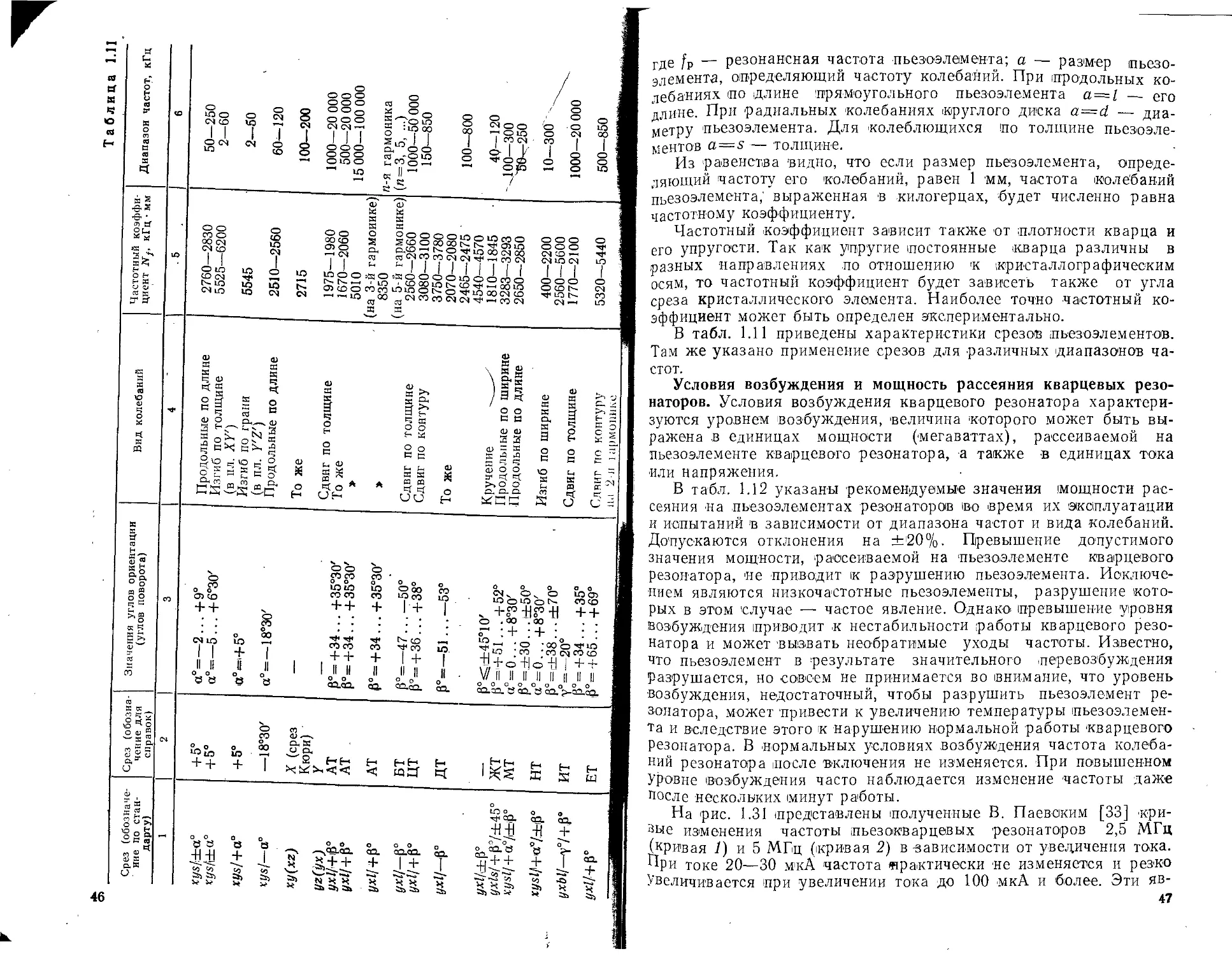
Таблица 1.2
Свез (обозначение по р стандарту) Срез (обозначение для спра- вок) Значение угла поворота Рис. 1.17
ух yxll + Р yxll + Р° yxl/ + Р° ухЦ+У ух11~Г yxll Р ухЦ— Р° yxll—₽° yzbl—y" ху , xysl±a° xysl—а? zybl+y'’ У-срез АТ ЦТ АЦ ЕТ БТ \ ФТ БЦ ДТ (с длиной вдоль оси х) ДТ (с длиной * вдоль оси г') Х-срез а°Х —18,5°Х От +34ч00' до +35°30' От +36°00' до + 38°00 + 31° От +64 до +66° От —47 до —50° От —56 до —58° —60° От —51 до —54° От —51 до —54° От —2 до +9° —18°30' От —2° до +6°30' а б б б б в в в в и г д, е е ЭЮ, з
Таблица 1.5 .
Срез (обозначение по стан- дарту) Срез (обозначение для справок) Значение угла поворота (в поря- дке, соответствующем обозначе- нию среза в первой графе) Рнс. 1.18
yxlsl+^°l+a<‘ ЖТ От +51 до +52° +45° а
yxlsf+^l+a0 ЦТ с поворотом на 45° От +36 до +38° . .+45° ._ а
yxbll+yW РТ +15° От —33 до —35° г
yxbll—y°/+<P° ИТ —19°06', —13°54', —23°25' От +33 до +35° б
</xW/±Y°/+p° лц Y°=±10°10', ₽°=+9°14' y°=tt 10°54', 0° = +9°45' б, в
xysll+a°l—p° мт От 0 до +8°30' От —33 до —50° д
xysll+a°l-$° нт От 0 до +8°30' От —50 до —70° д
25
буква указывает, 'какое направление i. ть дданы, ширины и.
толщины (имеет то ребро кристаллического элр.5-т»'га. которое .
жит осью первого его поворота из положе^..* .. . ,<J
ориентации. Последующие буквы, если они имеются, показывай
вокруг каких ребер кристаллического элемента производятся с
тальные повороты.
Числа, которые проставляются после букв через косые линк
обозначают последовательно углы первого, второго и третье:
поворотов. Угол поворота считается положительным, если пов
рот будет происходить против часовой стрелки. В обозначени
угла поворота обязательно указывается знак направления повс
рота ( + ) или (—).
Рис. 1.17. Примеры изображения одиоповоротиых типовых срезов кристалли1
ских элементов и соответствующие им условные обозначения
26
R табл. 1.2 и , 1.3 приведены условные обозначения типовых
з' 1 ’'"’^исталлических элементов, на рис. 1.17 и 1.18
м1 .„.лиьу'йщие им изображения срезов.
Поворот вокруг толщины -кристаллического элемента s обоз-
начается буквой а0, поворот вокруг длины кристаллического эле-
мента I — буквой р°, поворот вокруг ширины кристаллического
элемента b — буквой у°. Углы поворота измеряются в градусах
и минутах.
Рис. 1.18. Примеры изображения двухповоротиых типовых срезов кристалли-
ческих элементов и соответствующие им условные обозначения
1.6. ХАРАКТЕРИСТИКА СРЕЗОВ КВАРЦЕВЫХ
ПЬЕЗОЭЛЕМЕНТОВ И ВОЗБУЖДАЕМЫЕ В НИХ
ВИДЫ КОЛЕБАНИИ
Для возбуждения колебаний к пьез-оэлементу 'Подводится че-
рез электроды переменное напряжение. Пьезоэлемент, обладаю-
щий обратным пьезоэффектом, начинает колебаться синхронно с
приложенным напряжением. Амплитуда колебания пьез-оэлемента
максимальна на резонансной частоте, определяемой его геомет-
рическими размерами. Во время колебаний пьезоэлемента его
форма изменяется относительно линии или плоскости, проходя-
щих через геометрический центр пьезоэлемента, причем эта ли-
ния или плоскость не испытывает деформации. На ней распола-
27
, -кзиются пьезоэле . "
таются узловые точки колебательных вой: . .v„a;n,ueTin
торые в процессе колебания пьезоэлемента’ о,1 ; ' Зю
ними. Для уменьшения потерь на трение пьезоэ'лемёнт лрепйтс;
в держателе кварцевого резонатора ребрами электродов или стру
нами, припаянными к его металлическим обкладкам в узловых
точках колебаний. Крепление в других точках вносит значитель-
ное затухание в колебания пьезоэлемента. Различным видам коле-
баний соответствует свое особое расположение узловых точек. ;
В пьезоэлементах различных срезов могут быть возбуждены
четыре основных вида колебаний.
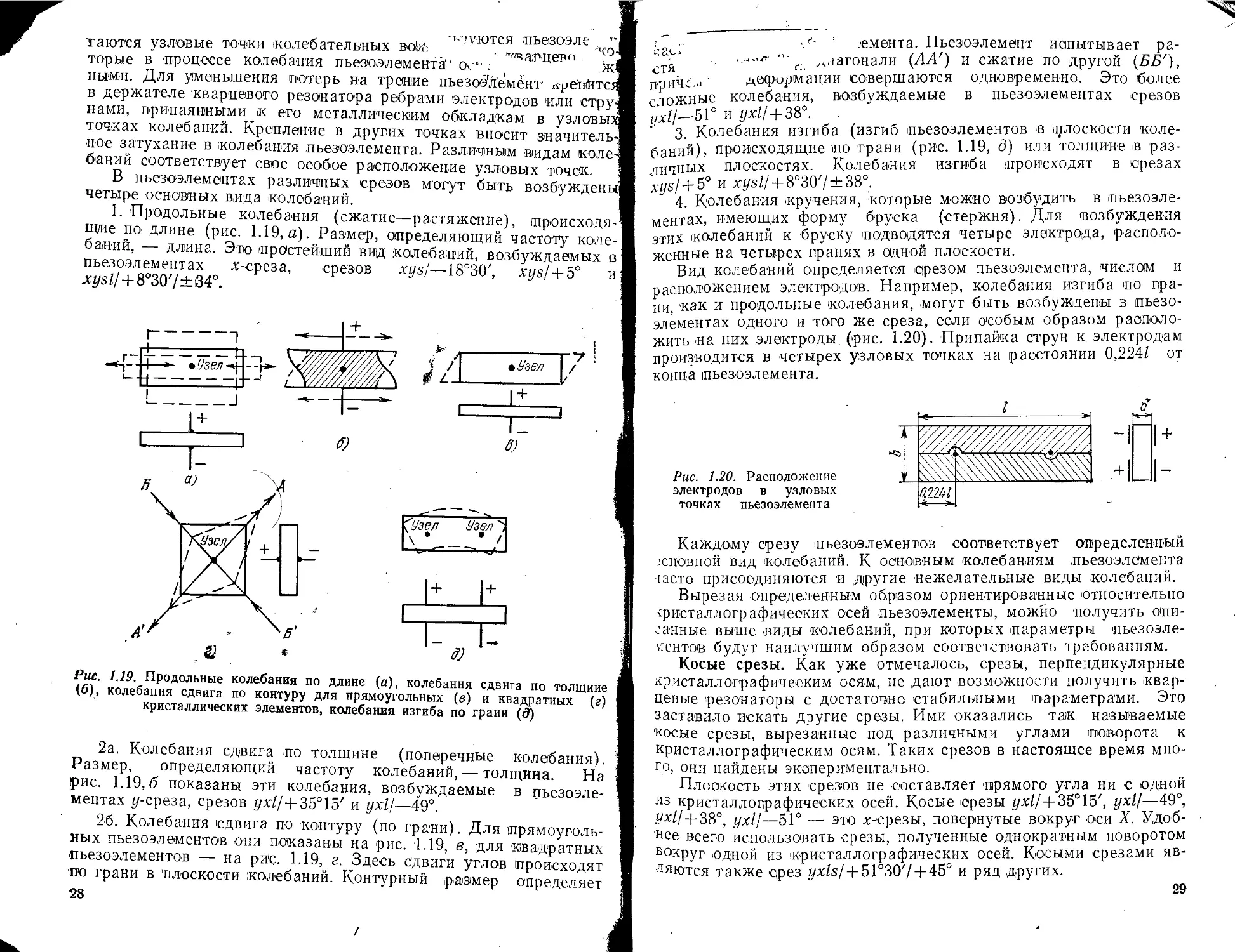
1. Продольные колебания (сжатие—растяжение), (происходя-’
щие по длине (рис. 1.19, а). Размер, определяющий частоту коле-
йяяий1 — длина. Это простейший вид колебаний, возбуждаемых в
'''""РМРНТЯУ Г-.ГПРЭЯ оппопп vnn/ 1QOOA/ . ГО
баний, -
пьезоэлементах х-среза, срезов xys!—18°30z, xys/ + $
xysl/+ 8°30'/±Q4°.
• Узел
L
Рм. 1.19. Продольные колебания по длине (а), колебания сдвига по толщине
(б), колебания сдвига по контуру для прямоугольных (в) и квадратных (а)
кристаллических элементов, колебания изгиба по грани (Э)
2a. Колебания сдвига по толщине (поперечные 'колебания).
Размер, определяющий частоту колебаний, — толщина. На
рис. 1.19,6 показаны эти колебания, возбуждаемые в пьезоэле-
ментах у-среза, срезов yxll+ 35°15' и ухЦ—49°.
26. Колебания сдвига по контуру (по грани). Для прямоуголь-
ных пьезоэлементов они показаны на рис. 1.19, в, для квадратных |
пьезоэлементов — на рис. 1.19, г. Здесь сдвиги углов происходят I
по грани в плоскости колебаний. Контурный размер определяет 1
28 “
емонта, Пьезоэлемент испытывает ра-
стЯ диагонали (АА') и сжатие по другой (55'),
причс.1 деформации совершаются одновременно. Это более
сложные колебания, возбуждаемые в пьезоэлементах срезов
ухЦ—51О и yxl/+38°.
3. Колебания изгиба (изгиб пьезоэлементов в плоскости коле-
баний), происходящие по грани (рис. 1.19, <Э) или толщине в раз-
личных плоскостях. Колебания изгиба происходят в срезах
xys/ + 5° и xysl/ + 8°30'l±38°.
4. Колебания кручения, которые можно возбудить в пьезоэле-
ментах, имеющих форму бруска (стержня). Для возбуждения
этих колебаний к бруску подводятся четыре электрода, располо-
женные на четырех гранях в одной плоскости.
Вид колебаний определяется срезом пьезоэлемента, числом и
расположением электродов. Например, колебания изгиба по гра-
ни, как и продольные колебания, могут быть возбуждены в пьезо-
элементах одного и того же среза, если особым образом располо-
жить на них электроды, (рис. 1.20). Припайка струн к электродам
производится в четырех узловых точках на расстоянии 0,224/ от
конца пьезоэлемента.
Рис. 1.20. Расположение
электродов в узловых
точках пьезоэлемента
Каждому срезу пьезоэлементов соответствует определенный
основной вид колебаний. К основным колебаниям пьезоэлемента
часто присоединяются и другие нежелательные виды колебаний.
Вырезая определенным образом ориентированные относительно
тристаллографичееких осей пьезоэлементы, можно получить опи-
санные выше виды колебаний, при которых параметры пьезоэле-
чентов будут наилучшим образом соответствовать требованиям.
Косые срезы. Как уже отмечалось, срезы, перпендикулярные
кристаллографическим осям, не дают возможности получить квар-
цевые резонаторы с достаточно стабильными параметрами. Эго
заставило искать другие срезы. Ими оказались так называемые
косые срезы, вырезанные под различными углами поворота к
кристаллографическим осям. Таких срезов в настоящее время мно-
го, они найдены экспериментально.
Плоскость этих срезов не составляет прямого угла ни с одной
из кристаллографических осей. Косые срезы ухЦ+3§°\Ъ', ух1/—49°,
yxll + 38°, yxlf—51° — это х-срезы, повернутые вокруг оси X. Удоб-
нее всего использовать срезы, полученные однократным поворотом
вокруг одной из кристаллографических осей. Косыми срезами яв-
ляются также срез г/х/з/+5Г307+45° и ряд других.
Для различных диапазонов частот •’’чэуются пьезоэле "
ты различных 'срезов. Выбор среза для пол *«ия ч®лр.церг> -. л
зонатора с нужной частотой колебания — чрелоыча....
этап -в технологическом процессе, так как от него зависит не толЛ
ко ряд параметров пьезоэлемента, но и его размеры. Умело выбив
рая срезы пьезоэлементов (их количество исчисляется многими
десятками), можно охватить весь диапазон необходимых на пракЯ
тике частот — от сотен -герц до 100 МГц и выше. Как правило,1
для получения частот выше 25 МГц используются высшие гармо-н
ничеокие частоты механических колебаний пьезоэлементов. [
Пределом для изготовления высокочастотных пьезоэлементов,г
работающих на основной частоте, является их механическая проч-1
ность, так как толщина высокочастотных пьезоэлементов состав-1
ляет всего несколько десятков микрометров и обработка таких!
пьезоэлементов представляет -большие трудности. I
1.7. ТИПЫ КВАРЦЕВЫХ РЕЗОНАТОРОВ I
Кварцевые резонаторы различаются не только по виду колеба-1
ний -пьезоэлементов, но и по -форме последних, числу электродов в|
наружных выводов. Каждой форме пьезоэлементов кварцевых ре-1
зонаторов соответствует один или несколько видов колебаний: 1
а) пьезоэлементам прямоугольной формы — продольные и по-]
перечные колебания, колебания сдвига по контуру и толщине, ко-1
лебания изгиба;
б) пьезоэлементам круглрй формы и линзам — продольные и
поперечные колебания, колебания сдвига по толщине; 1
в) брускам (стержням) 'квадратного или близкого к квадрат-4
ному поперечного сечения — колебания изгиба или кручения. 1
По числу электродов кварцевые резонаторы делятся на двух-,1
трех- и четырехполюсные, а по числу наружных выводов из балло-j
на — на двух-, четырех-, семи-, восьми- и девятивыводные. Hal
рис. 1.21—1.23 даны схемы соединения электродов кварцевых ре-И
зонаторов с .выводами. I
1.8. КЛАССИФИКАЦИЯ И СИСТЕМА УСЛОВНЫХ I
ОБОЗНАЧЕНИЙ ПЬЕЗОЭЛЕКТРИЧЕСКИХ КВАРЦЕВЫХ 1
РЕЗОНАТОРОВ I
Классификация, система условных обозначений, габаритные и присоедини-1
тельные размеры кварцевых резонаторов регламентируются стандартами СССР.1
В течение последних 20 лет происходили изменения в классификации и|
обозначениях пьезоэлектрических кварцевых резонаторов, которые можно раз-|
делить на три этапа, характеризующиеся выпуском новых стандартов иа квар-1
цевые резонаторы. 1
С 1958 г. был введен ГОСТ 6503-58 «Резонаторы пьезоэлектрические квар- )
цевые». Пьезоэлектрические кварцевые резонаторы обозначались символом !
РГ1К — резонаторы пьезокварцевые. Этот стандарт разделил все кварцевые ре- i
зонаторы иа восемь типов: '
30
I . • -
чау.а -
стя_
,-Pi
Число наружных выводов Форма пьезозлемента
Прямоугольная, круглая или линза Прямоугольная пластина Бруоон
2 ' |П|_
ж-
пип
_ I
О Q О 1- г U о Z Х 2 1 Х 2
Ч ЧПН (ООО 2 3 If ЙЦ -
□ о оо 2 3 4 io oo r 2 3 4
7 фан)© (ть— (X Gk^®
( Г*П^ Ж
8 Or"® ©Gf J®
S 0/ -Г \7) п □ г ЯК ж
Рис. 1.21. Схема соединения электродов двухполюсных,
кристаллических элементов с наружными выводами ре-
зонаторов
31
полюсных кристаллических элементов с наруж- родов четырехполюсных кристаллич1
ными выводами резонаторов ских элементов с наружными выв.
32
, рический корпус, основание на восемь выводов,
, t 1 дрический корпус, выводы под пайку или с
Л,/» - •. -
•т рПК-3 — стеклянный цилиндрический корпус, основание на девять выводов,
РПК-4 — стеклянный цилиндрический корпус, основание на семь выводов,
РПК-5 — пластмассовый цилиндрический корпус, выводы иа двухполюсную
вилку, „
РГ1К-6 — пластмассовый или стеклянный цилиндрический корпус, выводы на
двухполюсную вилку,
РПК-7 — металлический плоский корпус с двумя выводами,
РПК-8 — пластмассовый цилиндрический корпус с выводами под винты.
Диапазон частот кварцевых резонаторов от 0,4 кГц до 50 МГц (до
100 МГц при работе на механических высших гармониках).
Этот стандарт действовал в течение семи лет — до 1965 г. Выпущенные в
1965 г. ГОСТ 6503-65 на герметизированные и ГОСТ 11599—65 на вакуумные ре-
зонаторы были в 1967 г. пересмотрены и введены как ГОСТ 6503-67 и
11599-67.
Их введение характеризует второй этап совершенствования стандартов на
кварцевые резонаторы и изменения классификации и обозначений резонаторов.
По ГОСТ 6503-67 «Резонаторы кварцевые герметизированные на частоты
колебаний от 0,75 до 100 МГц» резонаторы разделялись на два типа: М —
миниатюрные для диапазона частот от 5 до 100 МГц и Б — малогабаритные
для диапазона частот от 0,75 до 100 МГц; по конструкции выводов: Ml и Б1 —,
с жесткими выводами для вставки в панель; М2 и Б2 — с мягкими выводами
для припайки; М3 и БЗ — с жесткими выводами для припайки к ним гибких
монтажных проводов. Размеры герметизированных резонаторов по этому стан-,
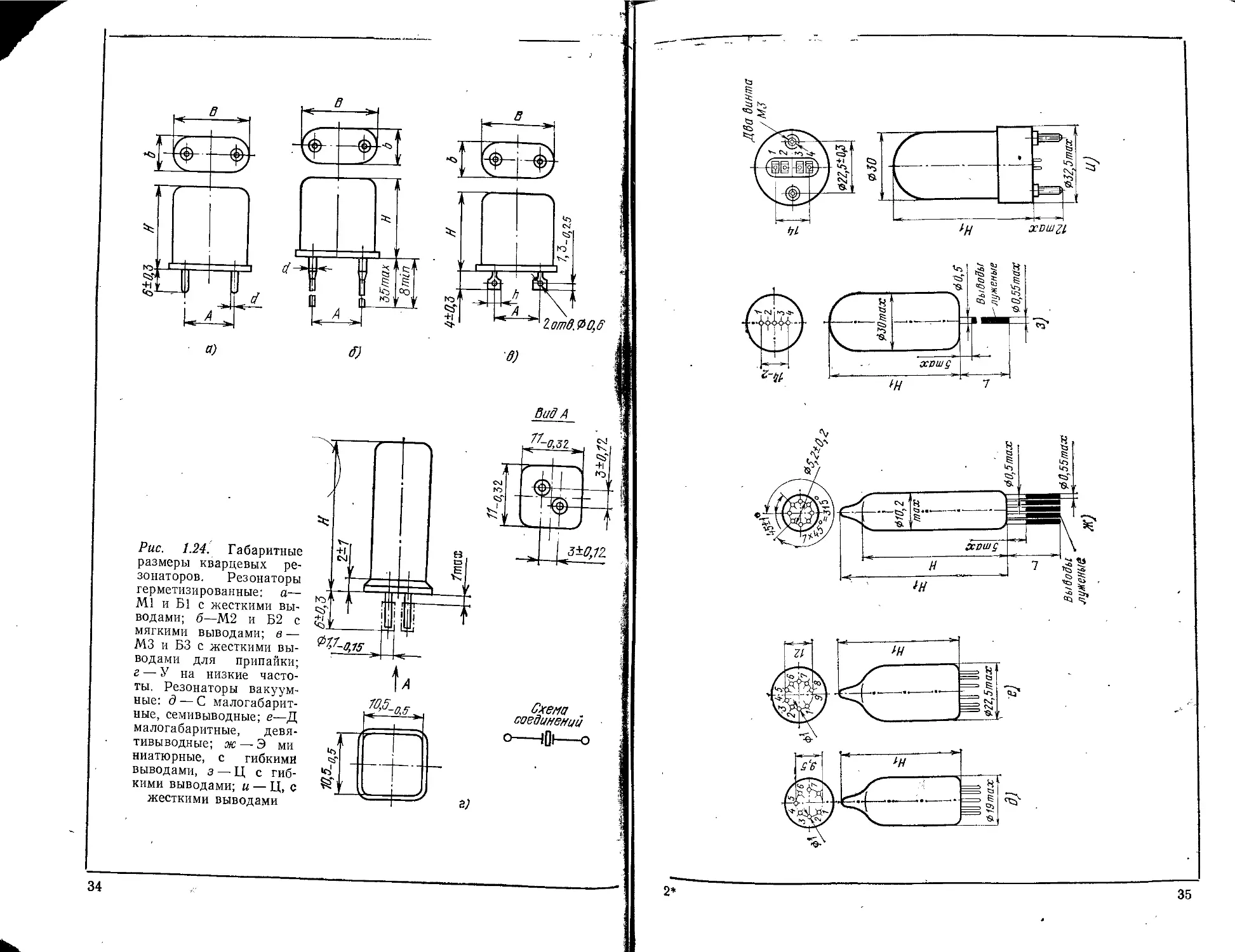
дарту соответствовали указанным на рис. 1.24а, б, в и в табл. 1.4.
Таблица 1.4
Тип резо- натора Размеры, мм Масса, г не более
Н в Ь А ' d h
'Ml - М2 Л® 13г5 —0,43 11,0 —0,43 4,6 -0,3 4,9 ±0,15 1,0 ±0,05 1,5±0,3 2
Б1 Б2 БЗ 19,7 —0,52 19,2 —0,52 8,9 —0,36 12,35 ±0,15' 1,2 ±0,05 1,8±0,3 6
Примечания; 1. В числителе указано номинальное значение, в знаменателе — до-
пустимое отклонение. 2. Масса резонаторов видов Б1, Б2 н БЗ на частоте колебаний от 0,75
До 1 МГц не более 9 г.
Эти кварцевые резонаторы делятся по условиям эксплуатации иа три груп-
пы, которые указывают допустимые вибрационные воздействия частоты (в гер-
цах) и ускорения (g).
По точности настройки (по допускаемым относительным отклонениям час-
тоты от номинальной) кварцевые резонаторы разделяются на классы, обозна-
ченные цифрами; по интервалам рабочих температур, в которых используются
резонаторы, они разделяются на группы, обозначенные буквами алфавита и
включающие в себя плюсовые и смешанные интервалы температур. По макси-
мальному относительному отклонению частоты в интервалах рабочих темпера-
тур кварцевые резонаторы делятся на классы, обозначенные буквами алфавита.
Условное обозначение кварцевого резонатора дает полное представление о
технической возможности его использования.
2-80 33
Ъзтв.Ф 0,6
Рис. 1.24. Габаритные
размеры кварцевых ре-
зонаторов. Резонаторы
герметизированные: а—
Ml и Б1 с жесткими вы-
водами; б—М2 и Б2 с
мягкими выводами; в —
М3 и БЗ с жесткими вы-
водами для припайки;
г — У на низкие часто-
ты. Резонаторы вакуум-
ные: д — С малогабарит-
ные, семивыводные; е—Д
малогабаритные, девя-
тивыводные; ж — Э ми
ниатюрные, с гибкими
выводами, з — Ц с гиб-
кими выводами; и — Ц, с
жесткими выводами
3^,72 ‘
Схема
соединении
о—ifli—о
Два винта
2*
35
Приведем пример условного обозначения мал. 3 ", резо-
натора первой группы по условиям эксплуатации (i, „ настройки
+ 15-10-6 (14 класс), с максимальным допустимым оТклс.-шием частоты
+ 75Х10-6 (класс V) в интервале рабочих температур от —40 до +70°С (Г),
с частотой колебаний 845, 465 кГц, с жесткими выводами для припайки про-
водов (БЗ);
Резонатор 1Г-14ГУ 845,465 кГц-БЗ ГОСТ 6503—67.
По ГОСТ 11599—67 «Резонаторы кварцевые вакуумные на частоты колеба-
ний от 4 до 100 МГц» резонаторы делятся на четыре типа: Э — миниатюрные
(в баллоне диаметром до 10,2 мм) на диапазоны частот от 40 до 200 кГц и от
4500 кГц до 100 МГц; С — малогабаритные (в баллоне диаметром до 19 мм)
на диапазон частот от 4 до 100 МГц; Д — малогабаритные (в баллоне диамет-
ром до 22,5 мм) на диапазоны частот от 100 до 150 кГц и от 490 до 3000 кГц;
Ц—(в баллоне диаметром до 30 мм) на диапазон частот от 100 до 120 кГц и
на отдельные частоты в диапазоне от 1 до 8 МГц. В зависимости от конструк-
ции выводов кварцевые резонаторы изготовляются следующих трех видов: Ci
и Д1 — с жесткими выводами для вставки в панель; С2, Д2, Э2, Ц2 — с гиб-
кими выводами для непосредственной припайки; ЦЗ — с жесткими выводами для
припайки к ним мягких монтажных проводов. Размеры вакуумных резонато
ров должны соответствовать указанным на рис. 1.24, д—и.
Вакуумные кварцевые резонаторы по условиям эксплуатации и параметрам
также делятся на классы и группы.
Пример условного обозначения резонатора для второй группы по условиям
эксплуатации (II), в вакуумном исполнении (В), с допускаемым отклонением
частоты ±20-10-6 (класс 15), в рабочем интервале температур от +5 до
+ 45° С (А) и максимальным отклонением частоты ±50-10—6 (класс I), с час-
тотой колебаний 60 МГц, с семью гибкими выводами длиной 20 мм (С2/20):
Резонатор IIB-15AT-60 МГЦ-С2/20 ГОСТ 11599—67.
Третьим этапом в стандартизации кварцевых резонаторов можно считать
выход ГОСТ 20297—74 «Резонаторы кварцевое. Классификация и система ус-
ловных обозначений», введенного в действие с 1976 г. По этому стандарту квар-
цевые резонаторы подразделяются на вакуумные, герметизированные, негерме-
тизированные.
По виду, срезу, виду колебаний и конструктивному исполнению резонато-
ры подразделяются на типы. По частоте и другим электрическим параметрам
резонаторы подразделяются на виды. Полное условное обозначение состоит из
следующих элементов: первый элемент — РК (резонатор кварцевый), второй —
число, показывающее регистрационный номер типа резонатора (1,2,3,...); тре-
тий — буква или сочетание двух букв, обозначающих вариант конструктивного
исполнения резонатора данного типа (первая буква—тип резонатора, вторая
буква—разновидность по габаритам); четвертый — число, показывающее класс
точности настройки резонатора; пятый — буква, обозначающая интервал рабо-
чих температур резонатора. Интервалы рабочих температур в основном оста-
лись тс же, что и в ГОСТ 11599—67; шестой—буква, обозначающая класс
максимального относительного изменения рабочей частоты резонатора в интер-
вале рабочих температур; седьмой — число, показывающее частоту, и буква,
обозначающая единицу частоты (для резонаторов, работающих на колебаниях
первого порядка, — буква К (кГц), на колебаниях высшего порядка — буква
М (МГц); восьмой — буква, обозначающая вариант исполнения резонатора по
электрическим параметрам (А, Б, В,...). Этот элемент связан с уточнениями,
необходимыми при разных требованиях к резонаторам по параметрам (напри-
мер, разная индуктивность одинаковых по частоте и другим параметрам резо-
наторов); девятый — буква, обозначающая климатическое исполнение резонато-
ра; для всех климатических районов В; для эксплуатации только в районах с
холодным и умеренным климатом девятый элемент не указывается.
Пример полного условного обозначения кварцевого резонатора с регистра-
ционным номером 16, варианта конструктивного исполнения БА, с точностью на-
стройки ±10-10-6, предназначенного для работы в интервале рабочих темпе-
ратур от —40 до +85° С, с максимальным относительным отклонением рабо-
36
•чей часто. • номинальную частоту колебаний 5 МГц, с индук-
тивностью, 00^ 1.,. .лпои в соответствии с техническими условиями шифром А,
в исполнении для всех климатических районов: и
РК16БА-13ДР-5М-А-В ГОСТ 20297—74.
Допускается сокращенное обозначение, которое должно включать в себя
элементы 1, 2, 3 полного условного обозначения, если все другие технические
данные указаны в приложенной документации.
С 1974 г. введен ГОСТ 18708-73 «Резонатор кварцевый герметизированный
на частоту колебаний от 50 до 750 кГц», расширяющий частотный диапазон
герметизированных резонаторов в сторону низких частот. Конструкция и габа-
ритные размеры резонаторов по этому стандарту должны соответствовать
рис. 1.24г, и табл. 1.5. Резонаторы в зависимости от применяемого интервала
рабочих температур делятся на четыре класса, по точности настройки — на трн
класса, по максимальному относительному отклонению рабочей частоты коле-
баний резонатора'в интервале рабочих температур — на три класса.
Таблица 1.5
Диапазон частот, кГц Н, мм Масса, г, не бо- лее
номинальное предельное отклоне- ние
50 — 65 34 — 0,61 8
65 — 90 28 — 0,55 7
90 — 150 150 — 220 25 22 6
220 — 550 550 — 750 28 25 7 6
Пример условного обозначения резонатора на частоту 500 кГц, предназна-
ченного для работы в интервале температур от —60 до +85° С, с допускаемым
относительным отклонением частоты от номинальной +20-10'6 и максимальным
относительным отклонением рабочей частоты ±300-10-6:
Резонатор 15ЕЧ-50 кГц ГОСТ 18708—73.
Классификация и система условных обозначений кварцевых резонаторов еще
не приняли окончательного вида и продолжают совершенствоваться. Примене-
ние кварцевых резонаторов расширяется и выходит за пределы только радио-
технических устройств. Это вызывает необходимость в конструировании новых
типов резонаторов, а следовательно, меняется и классификация. В настоящее
время на баллоне или кожухе кварцевых резонаторов, выпускаемых промыш-
ленностью по действующим стандартам, указывается их номинальная частота,
а в прилагаемой документации — условное обозначение резонатора.
Существуют габаритные, установочные и присоединительные размеры на
вновь разрабатываемые и модернизированные кварцевые резонаторы в зависи-
мости от типов корпусов и вариантов конструктивных исполнений.
Ниже приводятся условные обозначения типов резонаторов, вид герметиза-
ции резонаторов в металлическом корпусе, а также их размеры:
Б — резонаторы в металлическом корпусе с двумя жесткими выводами,
двумя гибкими выводами и двумя выводами для припайки. Вид герметизации —
пайка или холодная сварка; наибольшая высота 19,7 мм.
Г — резонаторы в металлическом корпусе, с четырьмя жесткими выводами.
®ид герметизации—пайка; высота 19,16—19,6 мм.
37
М — резонаторы в металлическом корпусе с двумя
выводами, двумя выводами для припайки
герметизации — пайка
двумя гибкими
выводами. Вид
та 13,5 мм.*
жестким”
: а . ля гибкими
или холодная сварка, наибольшая высо-
П — резонаторы в металличес-
ком корпусе с двумя жесткими вы-
водами. Вид герметизации — пайка,,
наибольшая высота 19,8 мм.
Т — резонаторы в металлическом
корпусе с двумя выводами высотой.
14,0—15,0 мм и четырьмя выводами,,
высотой 5,2—6,5 мм. Вид герметиза-:
ции — холодная или конденсаторная
сварка.
У —резонаторы в металлическом
корпусе с двумя выводами, высотой:
14,49—34,0 мм. Вид герметизации —
пайка.
Д — резонаторы в стеклянном-
корпусе с девятью жесткими вывода-
ми через 36° и девятью гибкими вы-
водами высотой 29,0—114,3 мм.
Ж—резонаторы в
корпусе с двенадцатью гибкими вы-
водами, высотой 22—68
К — резонаторы в
стеклянном.
Рис. 1.25. Некоторые типы
резонаторов: а — герметизированные ти-
пов Ми Б; б — вакуумные, малогаба- -
ритные типа С, семивыводные; в — то
же типа Д, девятивыводные; г — то же
типа Э, миниатюрные, с гибкими вы-
водами; д — то же типа Ц, с жесткими
выводами; е — то же в пластмассовом
корпусе
кварцевых
мм.
стеклянном
корпусе с двумя жесткими вывода-
ми, наибольшая высота 14,0—20,0 мм.
С — резонаторы в стеклянном
корпусе с семью жесткими выводами
через 45° и семью гибкими вывода-
ми, высотой 29,0—123,8 мм.
Ц — резонаторы в стеклянном
корпусе с четырьмя гибкими вывода-
ми, высотой 40,0—85 мм.
Э — резонаторы в стеклянном-
корпусе с восемью гибкими вывода-
ми, высотой 22,0—107 мм.
Некоторые типы кварцевых резо-
наторов представлены на рис. 1.25а—в-.
В табл. 1.6 приводятся установ-
ленные обозначения типов резонато-
ров и соответствующие им обозначе-
ния по ранее действовавшим стан-
дартам.
1.9. ЭКВИВАЛЕНТНЫЕ ПАРАМЕТРЫ КВАРЦЕВЫХ
РЕЗОНАТОРОВ
Кварцевый резонатор при -расчете внешних электрических це-1
пей может быть заменен эквивалентным электрическим колебач
тельным контуром с соответствующими параметрами.
На рис. 1.26 показана эквивалентная схема пьезоэлектрическо-'
го кварцевого резонатора. Эта электрическая схема имеет такое
же полное сопротивление, как и пьезоэлектрический- кварцевый
38
Таблица 1.6
Обозначе- ние по дей- ствующим стандартам По ГОСТ 6503—67 и ГОСТ 11599—67 ж Обозначение по ранее дейс- твовавшим стандартам Примечание
Б Б1, Б2, БЗ РПК-7Г, ПР2М-УП
Г — — •
М Ml, М2, М3 РПК-7МГ, ПР2М-УПМ
п —- —
т
У —— —
д Д1, Д2 РПК-ЗВ, ГТР2С-Ш
ж — —ч -
К —
С Cl, С2 РПК-4В, TIP2C-IV
ц Ц2, ЦЗ РПК-2В, ПР2С-11
э Э2 «Дробь», ПР2С-УШ
— — РПК-6Г, ПР2П-У1 В пластмассовом кожухе
— — РПК-1В, ПР2С-1 В стеклянном баллоне
с цоколем на 8 штырь-
КОВ
резонатор на частотах, близких -к резонансной. Эквивалентная
схема кварцевого резонатора состоит из последовательно ’соеди-
ненных динамической индуктивности LK, динамической емкости
Ск, динамического сопротивления Як, параллельно соединенных
статической емкости кварцевого резонатора Со и статической ем-
кости кварцедержателя Сь Эквивалентные параметры этого кон-
тура, т. е. динамические эквивалентные индуктивность LK, емкость
Ск и активное сопротивление Як, обусловленные механическими
колебаниями пьезоэлемента (пьезоэффектом), имеют численные
дачения параметров кварцевого резонатора.
Рис. 1.26. Эквивалентная схе-
ма пьезоэлектрического квар-
цевого резонатора
Рис. 1.27. Зависимость
сопротивления кварцево-
го резонатора от частоты
Такой эквивалентный кварцевому резонатору контур благода-V
ря высокой стабильности параметров обладает высокой стабиль-
иостью собственной резонансной частоты, которая не может быть
Достигнута в контуре, состоящем из катушек самоиндукции, кон-
39
денсаторов и резисторов. Стабильность эквивалентных парамеч ров является следствием стабильности характеристики кварца ка механической колебательной системы. Это свойство резонат» ров — главная причина их широкого распространения для стаб! лизации частоты. Таблица 1.
Эквивалентные параметры резонаторов (вакуумных)
Частота резонатора, кГц Динамическая индуктив- ность L Гн Динамическое сопро- тивление # кОм Статическая емкост Со, пФ, не более
4 5 6 9 14 20 25 30 40 60 150 300 500 800 1 500 2 000 3 000 5 000 10 000 15 000 20 000 100 000 25 000— 120 000 15 000— 60 000 10 000— 45 000 4 000— 25 000 1 000— 15 000 800— 10 000 500 — 5000 400 — 4000 200 — 2000 20— 1000 10 — 300 6 — 100 5 — 90 1 — 45 0,3 — 6 0,09 — 2,5 0,02—1 0,003 — 0,35 . 0,02 — 0,04 0,001 —0,01 0,001 —0,35 0,001 — 0,35 3—100 2 — 80 2 — 60 1,5 — 40 1,5 — 20 1 — 10 0,8 — 8 0,5 — 7 0,4 — 5 0,3 — 5 0,05 — 2 • 0,07 — 2 0,04—1,5 0,02\—3 0,01-0,4 0,007 — 0,3 0,005 — 0,1 0,003 — 0,05 0,001—0,03 0,001 —0,2 0,001—0,2 0,01 —0,2 25 25 25 ; 25 25 20 17 17 15 25 120 80 50 30 . 12 15 10 10 10 10 10 10’ 10
Примечание. Значения эквивалентных параметров для промежуточных частот могут быть найдены интерполяцией. ‘ • - Таблица 1.1
Диапазон частот резонаторов, МГц Эквивалентные параметры резонаторов (герметизированных) Примечание
Динамическая индук- тивность LK, Гн Динамическое сопро- тивление Нк, кОм, не более
0,75 - 1 1 — 1,5 1,5 — 2 2 — 3 3 — 5 5—10 10—15 15 — 20 1 —45 1—45 0,3 — 6 0,09 — 2,5 0,02—1 0,003 — 0,35 0,02 — 0,04 0,002 — 0,04 1,3 0,6 0,4 0,3 0,1 0,08 0,05 0,05 Основная частота
15 — 20 20-100 0,001—0,01 0,001—0,35 0,2 0,2 Механические гар- моники (3, 5, 7)
40
Примерные значения динамических эквивалентных параметров
вакуумных кварцевых резонаторов для всего охватываемого диа-
пазона частот указаны в табл. 1.7, для герметизированных резона-
торов — в табл. 1.8. Обращает на себя внимание численный поря-
док этих величин. Пьезоэлементы разных срезов и типов характе-
ризуются большими эквивалентными индуктивностями, доходящи-
ми у низкочастотных резонаторов до 120 кГн, и сопротивлением,
доходящим до 100 кОм. При этом динамическая емкость неизме-
римо меньше, а статическая емкость .пьезоэлементов чаще всего
находится в пределах 10—25 пФ.
1.10. РЕЗОНАНСНЫЕ ЧАСТОТЫ ЭКВИВАЛЕНТНОЙ СХЕМЫ
ПЬЕЗОЭЛЕКТРИЧЕСКОГО КВАРЦЕВОГО РЕЗОНАТОРА
На рис. 1.27 показана зависимость сопротивления эквивалент-
ной схемы пьезоэлектрического кварцевого резонатора от часто-
ты. Эквивалентная схема (см. рис. 4.26) имеет две резонансные
частоты- частоту кварцевого резонатора при после-
довательном резонансе, при которой обеспечивается ра-
венство абсолютных значений реактивных сопротивлений последо-
вательной ветви эквивалентной электрической схемы кварцевого
Резонатора; частоту кварцевого резонатора при па-
раллельном резонансе, при которой обеспечивается ра-
венство абсолютных значений реактивных сопротивлений последо-
вательной и параллельной ветвей эквивалентной электрической
схемы кварцевого резонатора.
Параметры эквивалентного кварцевому резонатору контура да-
ют возможность определить эти частоты.
Частота fi соответствует последовательному резонансу в ветви
U, Ск, и равна
2 л LK Ск
При этой частоте электрическая эквивалентная схема кварцевого
резонатора состоит из емкости Со и сопротивления RK '(рис. 1.28).
Частота f2 соответствует параллельному резонансу всего конту-
ра и равна
т__________J_____________1 l/' 1 I
- 1Л СКСО ' 2лУ1^сГ " Со-
При этой частоте электрическая эквивалентная схема кварцевого
Резонатора состоит из ветви LK, Ск, RK и параллельной емкости Со.
Сопротивление ветви LK, Ск, RK имеет индуктивный характер и
представляет собой индуктивность L (рис. 1.29), равную
я 1 ! г
•L — f <S>2 Ьк
К>2 \
1
ш2Ск
41
При частоте f'i реактивное сопротивление равно нулю. Междч
частотой, близкой к частоте последовательного резонанса кварце!
во-го резонатора и частотой, близкой к частоте параллельнот]
резонанса (f'2), реактивное сопротивление х положительно, т. а
имеет индуктивный характер, вне этой области — отрицательно!
т. е. имеет емкостный характер. В области от f'i до f"2 реактивной
сопротивление кварцевого резонатора меняется от пуля до макси]
мального значения, частота при этом меняется в узких пределах]
,Рис. 1.28. Эк-
вивалентная
схема пьезо-
электрического
кварцевого ре-
зонатора при
последователь-
ном резонансе
Рис. 1.29. Экви-
валентная схе-
ма пьезоэлект-
рического квар-
цевого резона-
тора при парал-
лельном резо-
нансе
Рис. 1.30. Рас-
положение ша-
йка и конус.а
рипоя на стру-
е: 1 — шарик
из припоя; 2 —
конус припоя
Так как именно в этой области наиболее-сильно выражено стаби-
лизирующее действие кварцевого резонатора, то она наиболее-
пр едпочтител ьн а.
\1 Вообще стабилизирующее действие кварцевого резонатора,
обусловлено тем, что изменение индуктивности или -емкости элек-
трического контура, входящего вместе с кварцевым резонатором в.;
генерирующую схему, не может 'вызвать -больших отклонений ча- *
стоты, так как при этом резко меняется индуктивность резонатора
. (см. рис. 1.27), что компенсирует изменение индуктивности или
емкости, происходящее в схеме.
Отношение резонансных частот
fz/fi—V i -ь (Рк/со),
отсюда получим
—?-Z‘- =_gjL или
Со fi
Обозначим разность частот /2—тогда
где Af/fi — относительный интервал между резонансными частота-
ми резонатора [10].
42
Емкостное отношение кварцевого резонатора Ск/С0, равное от-
ношению динамической емкости кварцевого резонатора к его ста-
тической емкости, характеризует разность частот при последова-
тельном и параллельном резонансах кварцевого резонатора. Чем
меньше отношение Ск/С0, тем ближе друг к другу частоты при
последовательном и параллельном резонансах. Относительный ин-
тервал между резонансными частотами зависит от типа и среза
пьезоэлемента и вида используемых колебаний, а также от рас-
положения электродов на пьезоэлементе.
Обратное отношение С0/Ск (емкостный коэффициент пьезоэлек-
трического кварцевого резонатора) характеризует резонатор; оно
важно тем, что позволяет регулировать некоторые параметры
кварцевого резонатора. Чем меньше это отношение, тем более ак-
тивными будут колебания кварцевого резонатора в генераторной
схеме. ’Отношение емкостей С0/Ск будет различно для разных сре-
зов. Значения емкостного коэффициента для пьезоэлементов из
кристалла кварца приведены в табл. 1.9.
Таблица 1.9
Срез
Вид колебаний
С0/Ск
xysl+5°
xysl+5°
yxU+F
Р°=+34...+35,5°
(АТ) -
yxll-£>°
4$°=—47 ... -50°
(ВТ)
4»//+07±450
+51 ... +52°
(СТ)
ух1/~У
ф°=—51 ... —53°
(ДТ)
ух1/+$°
+36 ... +38“
. (СТ)
xys/+5°
Изгиб в плоскости Y'Z' 200
Изгиб в плоскости XY' Сдвиг по толщине на ос- новной частоте То же 800 250 250 п2 (на гармониках п=3,5 и т. д.) ' 650
Продольные по ширине 350
Сдвиг по контуру 400
То же 350
Продольные по длине 130
Когда резонатор помещен в схему, отношение Со/Ск становит-
ся равным (С0+-Сн)/Ск, где Сн — нагрузочная емкость (входная
емкость ’схемы). Поскольку Сн можно регулировать, желательно
иметь Со малым, чтобы практически отношение можно было ме-
нять с помощью Сн. Обычно Со+Сн значительно больше Ск.
43
Г
1.11. ИЗМЕНЕНИЕ ЭКВИВАЛЕНТНЫХ ПАРАМЕТРОВ: Я
КВАРЦЕВЫХ РЕЗОНАТОРОВ ПОД ВЛИЯНИЕМ fl
РАЗЛИЧНЫХ ФАКТОРОВ fl
На эквивалентные параметры кварцевых резонаторов влияеЯ
ряд причин. Следует отметить, что для практики 'существенно не!
само значение 'какого-либо эквивалентного (параметра, а его измеЛ
нение, вызванное изменением влияющего фактора. Динамические;:
параметры LK, Ск, RK определяются физическими константами*
кварца и размерами пьезоэлемента. Эти параметры, особенно ак-|
тивное сопротивление 7?к (одна из важных характеристик кварце- S
вого резонатора, которая дает представление о качестве пьезоэле^|
мента), сильно зависят от внешних факторов. Например, изменяИ
ния механического контакта крепления пьезоэлементов в кварцяИ
держателе сказываются на эквивалентных Параметрах Ск и
Нежелательные резонансы пьезоэлементов, лежащие близко к о^И
новному, качество металлического покрытия пьезоэлементов, пр^Н
родные дефекты пьезокварца влияют на эквивалентные параметров
Д;, Ск, Дк. Плохое качество обработки поверхностей пьезоэлеме^^в
тов, оседание влаги на их поверхности увеличивают эквивалент-’
ное сопротивление RK. Слой окиси на металлическом покрытии и
наличие промежуточного слоя между пластиной и покрытием мо-
гут сказаться на величинах LI{, Ск, RK. Наконец, газовая среда, в
которой колеблется пьезоэлемент, может вызвать изменение этих
эквивалентных параметров. Емкость Со зависит в ’основном от
площади и толщины пьезоэлементов.
Резонансные явления в струне-отводе крепления пьезоэлемен-
та. Некоторые параметры кварцевого резонатора могут изменять-
ся вследствие колебаний изгиба, возникающих в струнах-отводах
крепления пьезоэлемента. Взаимодействие колебаний пьезоэле-
мента и отвода вносит затухание в колебания пьезоэлемента. Это
явление происходит при определенных длинах струн, при этом
изменяются эквивалентное сопротивление пьезоэлемента и его
резонансная частота.
Можно выбрать такие длины струны, при которых эти резо-
нансные явления будут отсутствовать. Так как волновое сопротив-
ление струны относительно мало, достаточно небольшого отклоне-
ния длины струны от критической, чтобы избавиться от нежела-
тельного влияния резонанса. При этом малые допуски на длину
отвода выдержать трудно, так как следует учитывать (влияние на
нее изменения температуры.
Известен способ, помогающий избежать резонанса струны. Для
этого применяется шарик, а на более высоких частотах — диск из
припоя, который напаивается на струну и делит ее на две части.
Часть струны между шариком и точкой крепления струны к стойке
.кварцедержателя практически в колебаниях не участвует, так как
шарик играет роль зажима в этой точке, (поэтому на данном уча-
стке струну можно крепить к стойке в любой точке. Так как стру-
на укорачивается из-за применения шарика, то она. менее под-
44
цержена влиянию температуры. Расстояние между шариком и ко-
нусом припоя.. на пьезоэлементе, зависит от частоты колебаний
пьезоэлемента.
Шарик или диск следует закреплять на струне-отводе на рас-
стоянии х (рис. 1.30), при котором струна вносит минимальное за-
тухание в колебания пьезоэлемента. Это расстояние соответствует
1/4, 3/4 и т. д. стоячей волны, распространяющейся по струне. При
расстоянии х, равном 1/2 и т. д. стоячей волны, струна вносит наи-
большие затухания в колебания пьезоэлемента, так как шарик не
влияет на колебания струны. Точность расположения шарика на
струне около 0,25 мм. Расстояние х определяется для каждого
типа пьезоэлементов экспериментально.
В табл. 1.10 приведены данные, полученные в диапазоне частот
от 22 до 800 кГ’Ц, для струны диаметром 0,15 мм. Для струны диа-
метром 0,2 мм массу шарика следует увеличить в 1,8 раза, а рас-
стояние взять равным 1,12х.
Таблица 1.10
Частота резонато- ров, кГц Расстояние х, мм Масса груза, г Частота резо- наторов, кГц Расстояние х, мм Масса груза, г
22--38 2,35 0,081 251 — 350 1,70 0,022
39 — 59 1,90 0,081 351 — 450 1,40 0,012
60 — 89 1,65 0,054 451 — 600 1,24 0,009
90 — 150 1,20 0,054 601 — 800 1,00 0,006
151—250 0,95 0,022
1.12. ЧАСТОТА И ЧАСТОТНЫЙ КОЭФФИЦИЕНТ
КВАРЦЕВОГО РЕЗОНАТОРА. УСЛОВИЯ ВОЗБУЖДЕНИЯ,
МОЩНОСТЬ РАССЕЯНИЯ, АКТИВНОСТЬ, ДОБРОТНОСТЬ
И ТЧХ КВАРЦЕВЫХ РЕЗОНАТОРОВ
К кварцевым резонаторам предъявляется ряд требований по
точности настройки частоты, по условиям возбуждения и мощно-
сти рассеяния, по активности, т. е. амплитуде напряжения на вы-.
ходе кварцевого генератора, по добротности и связанному с ней
значению RK — активному сопротивлению кварцевого резонатора,
а также по значениям LK и Ск — динамическим эквивалентным
индуктивности и емкости пьезоэлементов кварцевых резонаторов,
по уходу частоты при изменении окружающей температуры, т. е.
Т'КЧ (температурный коэффициент частоты резонаторов).
Частотный коэффициент. Одной из величин, характеризующих
кварцевый резонатор, является частотный коэффициент Nj или,
как его иногда называют, волновой коэффициент (частотная по-
стоянная) .|Он связывает резонансную частоту пьезоэлемента с его
размерами, определяющими частоту данного среза^Частотный ко-
эффициент выражается в килогерцах-миллиметрах (кГц-мм). Ве-
личина Nf, кГц-мм, определяется равенством,
Nf = fra,
45
46
где fp — резонансная частота пьезоэлемента; а — размер пьезо-
элемента, определяющий частоту колебаний. При продольных ко-
лебаниях по длине прямоугольного пьезоэлемента а=1 — его
длине. При радиальных колебаниях круглого диска a=d — диа-
метру пьезоэлемента. Для колеблющихся по толщине пьезоэле-
ментов a=s — толщине.
Из равенства видно, что если размер пьезоэлемента, опреде-
ляющий частоту его колебаний, равен 1 мм, частота колебаний
пьезоэлемента,' выраженная в килогерцах, будет численно равна
частотному коэффициенту.
Частотный коэффициент зависит также от плотности кварца и
его упругости. Так как упругие постоянные кварца различны в
разных направлениях по отношению к кристаллографическим
осям, то частотный коэффициент будет зависеть также от угла
среза кристаллического элемента. Наиболее точно частотный ко-
эффициент может быть определен экспериментально.
В табл. 1.11 приведены характеристики срезов пьезоэлементов.
Там же указано применение срезов для различных диапазонов ча-
стот.
Условия возбуждения и мощность рассеяния кварцевых резо-
наторов. Условия возбуждения кварцевого резонатора характери-
зуются уровнем возбуждения, величина которого может быть вы-
ражена в единицах мощности (мегаваттах), рассеиваемой на
пьезоэлементе кварцевого резонатора, а также в единицах тока
или напряжения.
В табл. 1.12 указаны рекомендуемые значения мощности рас-
сеяния на пьезоэлементах резонаторов во время их эксплуатации
и испытаний в зависимости от диапазона частот и вида колебаний.
Допускаются отклонения на ±20%. Превышение допустимого
значения мощности, рассеиваемой на пьезоэлементе кварцевого
резонатора, не приводит к разрушению пьезоэлемента. Исключе-
нием являются низкочастотные пьезоэлементы, разрушение кото-
рых в этом случае — частое явление. Однако превышение уровня
возбуждения приводит к нестабильности работы кварцевого резо-
натора и может вызвать необратимые уходы частоты. Известно,
что пьезоэлемент в результате значительного перевозбуждения
разрушается, но совсем не принимается во внимание, что уровень
возбуждения, недостаточный, чтобы разрушить пьезоэлемент ре-
зонатора, может привести к увеличению температуры пьезоэлемен-
та и вследствие этого к нарушению нормальной работы кварцевого
резонатора. В нормальных условиях возбуждения частота колеба-
ний резонатора после включения не изменяется. При повышенном
Уровне возбуждения часто наблюдается изменение частоты даже
после нескольких минут работы.
На рис. 1.31 представлены полученные В. Паевоким [33] кри-
вые изменения частоты пьезокварцевых резонаторов 2,5 МГц
(кривая 1) и 5 МГц (кривая 2) в-зависимости от увеличения тока.
При токе 20—30 мкА частота практически не изменяется и резко
Увеличивается при увеличении тока до 100 мкА и более. Эти яв-
47
Таблица l.tg
Диапазон час- тот, кГц Вид колебаний пьезоэлемента Максимально допустимая мощность рас- сеяния на резо- наторе, МВт Диапазон частот, кГц Вид колебаний пьезо элемента Максимал ьно до- пустимая мощность рассеяния, МВ>
4-50 30—150 Изгиб Кручение 0,1 1 10000—20 000 10000—20 000 Сдвиг ПО / толщине / Сдвиг п</ толщине'. 3-я гармо- ника 2,5-5 ; 2-4 |
50—500 150—500 Растяже- ние — сжа- тие. Сдвиг по контуру (по грани) Кручение 2 2 20 000—60 000 50000—125000 То Же Сдвиг по толщине. 5-я гармо- ника 1—2 1—2
800—10000 Сдвиг по толщине 5—10
Рис. 1.31. Кривые изменения час-
тоты кварца
ления обусловлены рядом причин, например нарушением поверх-
ностного слоя пьезоэлемента вследствие больших ускорений, вы-
званных приложенным к его электродам напряжением, и жестко-,
сти системы крепления. а
Изменение частоты вызывается также изменением упругиЯ
свойств кварца из-за неравномерного нагрева 'пьезоэлемента, ко!
горый в центральной части разогре’
вается сильнее, чем на периферии.
Если прогревание пьезоэлемента и
изменение упругих свойств кварца
вызывают изменение частоты в од-
ну сторону, то нестабильность резо-
натора может быть обусловлена
только этими факторами.,
Эксперименты показывают, что
для резонаторов с пьезоэлемента-
ми срезов yxll + 35° и yxl/—49° од-
ним лишь прогреванием могут быть
обусловлены значительные измене-
ния частоты при мощности рас-
сеяния 3—4 МВт. Следовательно, указанная мощность (для неко-
торых случаев до 5—10 МВт) должна рассматриваться как пре-
дельная.
Имеющиеся данные о влиянии амплитуды колебаний на уход
частоты показывают, что изменение уровня возбуждения, равного
48
2,0 МВт, на 10% вызывает уход частоты на 50-Ю~8, тогда как из-
менение на 10% уровня возбуждения, равного 0,5 МВт, вызывает
уход частоты, в 10 раз меньший, т. е. 5-10~8. Таким образом, при
меньшем уровне возбуждения достигается значительное повыше-
ние стабильности частоты.
Кроме того, при возрастании уровня возбуждения резко увели-
чивается связь основного колебания пьёзоэлемента с нежелатель-
ными резонансными частотами. Следует иметь в виду, что пьезо-
элементы различных срезов по-разному реагируют на увеличение
уровня возбуждения.
Если уровень возбуждения дается в единицах тока или напря-
жения. их номинальные значения следует выбирать исходя из зна-
чения мощности, устанавливаемого табл. 1.12. Для этого должно
быть известно эквивалентное сопротивление резонатора.ш
К резонаторам с повышенными требованиями к их параметрам
(стабильность частоты, постоянство эквивалентного сопротивления
в интервале температур) и к прецизионным резонаторам значе-
ния, указанные в табл. 1.12, не применимы. В этом случае значе-
ние мощности, рассеиваемой на пьезоэлементе резонатора не
должно превышать 10 мкВт*
Таким образом, выходная мощность кварцевого 'генератора
должна быть небольшой, чтобы обеспечить его работу при номи-
нальном уровне возбуждения.
Мощность, рассеиваемая на пьезоэлементе кварцевого резона-
тора при его работе в схеме, вычисляется по его измеренным па-
раметрам: эквивалентной индуктивности LK, Гн, или добротности
Q, эквивалентному сопротивлению /?к, Ом, статической емкости
Со, Ф, и частоте последовательного резонанса Д, Гц, а также по
значению тока 1К, А, протекающего через 'резонатор, или значе-
нию падения напряжения на резонаторе UK, В.
Мощность рассеяния на пьезоэлементе кварцевого резонатора
рассчитывается по одной из формул:
Рк =--------------- или Рк =------------,
(1 -Ьо)2 + т* /?к(1 + 12)
где g — обобщенная расстройка частоты автоколебаний генерато-
ра относительно частоты последовательного резонанса кварцевого
резонатора
f- 2(f — fj)Q \ 4л(/ —Д)£к .
£ = —----ZILZ- или Е =-------- - - ;
fi R*
t = 2nf1C0 /?к;
fi — частота последовательного резонанса кварцевого резонатора,
Гц; /в — действующий ток, протекающий через резбнатор, изме-
ренный в рабочей схеме генератора, A; f — частота колебаний ре-
зонатора, измеренная в рабочей схеме генератора, Гц; UK — дей-
ствующее напряжение на резонаторе, В.
49
Активность кварцевых резонаторов. Важным параметром/для
эксплуатации кварцевых резонаторов является их активност^/ Ак-;
тивность пьезоэлектрического резонатора — это качественная ха-
рактеристика оценки способности пьезоэлектрического резонатора
возбуждаться в определенных условиях. Активность резонатора не
определяется (полностью его собственными параметрами/ Емкость-
схемы, в которой работает кварцевый резонатор, оказывает б~ль-!
шое влияние на его активность. /
Практически определены оптимальные значения нагрузочной •
емкости для резонаторов, работающих в схеме на основной часто-
те колебаний и на механических гармониках. В первом случае на-
грузочная емкость должна быть в пределах от 20 до 100 пФ (стан-
дартизованные значения 20, 30, 50 и 100 пФ) и Длях-резонаторов,
работающих на механических гармониках (на частртах выше
15 МГц) в схемах последовательного резонанса 12, 15,120 и 30 пФ
[14]. Такие нагрузочные емкости обеспечивают сочетание высокой
активности и хорошей стабильности частоты.
Вообще режим работы кварцевого резонатора значительно
ухудшается, если эксплуатировать его без учета влияния парамет-
ров схемы генератора на параметры резонатора. Условия возбуж-
дения кварцевого резонатора и его активность в большой мере
зависят от параметров колебательного контура и режима работы
кварцевого генератора. Могут быть случаи, когда при данном
кварцевом резонаторе в генераторе вообще не выполняются уело- ’
вия самовозбуждения и резонатор не возбуждается. В связи с
этим активность кварцевого резонатора определяется в эталон-
ном кварцевом генераторе, электрическая схема и параметры ко-
торого аналогичны электрической схеме и параметрам кварцевого
генератора, в котором будет эксплуатироваться кварцевый рева- ]
натор. 1
В практике чаще всего активность резонатора определяется по
значению переменного напряжения, возникающего на выходе дан- ]
ного кварцевого генератора с работающим в схеме резонатором.
Одной из характеристик активности кварцевого резонатора яв-
ляется ее постоянство в рабочем диапазоне температур. Актив-
ность в диапазоне температур не должна иметь резких понижений,
превышающих лимитируемые значения.
Активность кварцевого резонатора невозможно рассчитать до
его изготовления. Этот параметр может иметь большой разброс
значений, как это часто бывает, даже в одной партии резонаторов.
Такой разброс по активности должен заранее учитываться при
проектировании генераторов. Резонатор должен возбуждаться в Я
схеме при условии изменения его активности до 30% от уставов- Я
ленного значения. Я
Следует отметить, что активность металлизированных пластин Я
с проволочным креплением выше, чем у резонаторов с воздушным Я
зазором между пластиной и электродом, так как зазор уменьшает л|
связь между резонатором и схемой генератора. 1
50
Таким образам, активность резонатора — условная величина,
зависящая от ‘ряда факторов, используемая для качественного
сравнения способности кварцевых резонаторов колебаться в оди-
наковых условиях.
Количественно активность колебаний резонаторов, используе-
мых в кварцевых генераторах, которые работают на частоте па-
раллельного резонанса, можно определить через «эквивалентное
параллельное сопротивление» EPR (сопротивление кварцевого ре-
зонатора, соединенного параллельно с заданной внешней — нагру-
зочной — емкостью) [22], Чем больше это сопротивление, тем
больше амплитуда колебаний в цепи. Эквивалентное параллель-
ное сопротивление для данного резонатора зависит от нагрузоч-
ной емкости Сн. ।
Эквивалентное параллельное сопротивление
о2 (Со + СН)2ЯК ’ ‘
где <в = 2л /р = 1/[ДкСк;
fp — рабочая частота; Сн — внешняя нагрузочная емкость, под-
ключенная параллельно кварцевому резонатору; Ак, Ск, RK, Со —
параметры эквивалентной схемы.
Активность колебаний резонаторов, используемых в кварцевых
генераторах, которые работают на частоте последовательного ре-
зонанса, 'можно определить через «эквивалентное последователь-
ное сопротивление» ESR [22]. Чем меньше это сопротивление, тем
больше амплитуда колебаний. Значение эквивалентного последова-
тельного сопротивления также зависит от нагрузочной емкости
Са, подключенной в данном случае 'последовательно кварцевому
резонатору.
Эквивалентное последовательное сопротивление
ESR = Rs(l + C0/CBy.
Добротность кварцевых резонаторов. Одним из важнейших па-
раметров кварцевых резонаторов, определяющих стабилизирую-
щие свойства генераторной схемы, является их добротность. Доб-
ротность QK определяется как отношение реактивной энергии в ко-
лебательной системе — колебательном контуре (в данном случае
энергии колебаний кварцевого резонатора) к энергии активных
потерь в нем за период колебаний.
Добротность показывает, во сколько раз напряжение, получен-
ное на реактивных элементах контура при резонансе, больше
ЭДС, приложенной к контуру:
qk=w6k. =------1--,
/?к (оСк/?к
где
со = 2л fp; fp = 1 /(2л)/LK Ск,
51
тогда О —
тогда Чк — б
Кк
Точность измерения сопротивления резонаторов невелика, ft вслед-
ствие этого вычисление величины QK дает большие,погрешности.
Методы непосредственного измерения QK резонаторов также дают
значительные погрешности. /
Кварцевый резонатор представляет собой электромеханиче-
скую колебательную систему — колебательный контур. Отсюдг
следует, что добротность кварцевого резонатора определяется егс
эквивалентными параметрами: индуктивностью LK, ейкостью С)
и активным сопротивлением Дк. \
Добротность в большой степени зависит от размеров, формь
и крепления пьезоэлеме-нтов, от качества обработки поверхности
кристаллических элементов, качества электродов, давления внуъ
ри баллона кварцевых резонаторов и некоторых других факторов.
Особенности параметров кварцевых резонаторов (см. § 1.9) обус-
ловливают их высокую добротность по сравнению с обычными
электрическими контурами.
Добротность'отдельных типов прецизионных кварцевых резона-
торов достигает 5 000 000 и более. Чаще всего добротность серий-
ных кварцевых резонаторов находится в пределах 30 000 —
1 000 000.
Зависимость добротности кварцевых резонаторов среза
!/х// + 35° от частоты представлена на рис. 1.32. Кривая 1 не учи-
тывает потери за счет крепления пьезоэлемента. Кривые 2 и 3 учи-
Рис. 1.32. Зависимость добротности кварцевых резонаторов среза yxl]+&y° от
частоты
52
тывают эти потери. Кривая 2 приведена для линзообразных пьезо-
элементов разного размера, кривая 3 — для плоских пьезоэлемен-
тов. Добротность кварцевых резонаторов с пьезоэлементами этого
среза на частотах I—5 МГц составляет (3—10)-10~6 [2].
При прочих равных условиях меньшему значению активных
потерь в резонаторе соответствует [большая добротность. Всегда
выгодно для достижения высокой стабильности 'кварцевого генера-
тора иметь кварцевый резонатор с большой добротностью, так
как в этом случае собственные колебания резонатора более ста-
бильны. Добротность кварцевого резонатора 'можно увеличить,
уменьшив потери энергии в колеблющемся пьезоэлементе резона-
тора, которые характеризуются значением активного сопротивле-
ния RK.
Ряд причин вызывает потери энергии в резонаторе. Потерями
на внутреннее трение в кристалле кварца вследствие пьезоэффек-
та можно пренебречь, однако потери на трение в поверхностном
слое кристалла весьма велики, они вызваны нарушением струк-
туры поверхностного слоя кварцевой пластины при ее механиче-
ской обработке и определяются качеством обработки ее поверхно-
сти. Чем качественнее обработана [поверхность пластины, тем
меньше ее площадь и, следовательно, меньше потери энергии.
Увеличение значения добротности кварцевых резонаторов ог-
раничивается наличием потерь на трение в пьезоэлементах резо-
наторов.
На поверхности пьезоэлементов в-слое металла (электродах)'
имеются механические и электрические потери. Электрические по-
тери значительно меньше механических, и ими можно даже пре-
небречь.
Весьма большие потери энергии происходят в системе крепле-
ния кварцевой пластины, они зависят от конструкции кварцедер-
жателя, а также от формы и размера пьезоэлемента. Устранить,
их затруднительно, учитывая необходимость жесткого крепления
пьезоэлемента в держателе.
К потерям относится также акустическое (ультразвуковое) из-
лучение колеблющегося пьезоэлемента резонатора. Вакуумирова-
ние баллонов резонаторов уменьшает эти потери. При недоста-
точном вакууме в баллоне резонатора эти потери возрастают. И
наконец, существенное значение имеют потери, обусловленные
связанными колебаниями. При правильном подборе формы и раз-
мера кварцевой пластины, а также расположения точек закрепле-
ния пьезоэлемента, которые не всегда удается разместить точно в
узловых точках колебаний, эти потери значительно уменьшаются.
При колебаниях сдвига по толщине сопутствующие им связанные
колебания — изгибные — могут быть ослаблены применением,
пьезоэлементов в виде двояковыпуклой линзы.
Наличие примесей в кристалле кварца снижает добротность
кварцевого резонатора.
Температурно-частотные характеристики кв'арцевых резонато-
ров. Работа кварцевого резонатора характеризуется зависимостью
53
г
его частоты от температуры. Температурно-частотная характериЯ
стика (ТЧХ) пьезоэлектрического резонатора — это 'кривая, хаЯ
рактеризующая изменение частоты пьезоэлектрического резонатоЯ
ра в зависимости от температуры. I
Получение минимальных уходов частоты в заданном интерва-"
ле температур необходимо для удовлетворения 'Высоких требова-
ний, 'предъявляемых к частотной стабильности генераторов. В
этой связи в большинстве случаев практический интерес представ-
ляют только те срезы кристаллического элемента 'кварца, кото-
рые обеспечивают получение «нулевых» температурных зависимо-^
стей частоты в какой-либо точке температурного диапазона. 1
Уходы частоты в интервале температур определяются темпераЯ
дурными изменениями толщины, констант упругости и плотности
кристаллического элемента. 1
В кристаллах кварца существуют такие направления относив
дельно основных 'кристаллографических осей (срезы), которые пов
зволяют получить кристаллический элемент с равным нулю измеЯ
нением собственной частоты колебаний в отдельных точках интер-1
вала температур, т. е. с нулевым температурным коэффициентом!
частоты (ТКЧ), или кристаллический элемент с небольшим изме-j
нением частоты колебаний в широком интервале температур. |
Следует иметь в виду, что в широком диапазоне температур]
изменение частоты даже при выборе . наиболее благоприятных-
срезов все-таки довольно велико.
На практике выбирают кристалличеокие элементы срезов, '
имеющих наименьший ТКЧ в выбранном конструктивном исполне-]
нии. Это понятно, так как аппаратура, в которой применяется^
кварцевая стабилизация частоты, может эксплуатироваться в разе
личных температурных режимах, и в этом случае изменение чаЯ
стоты должно быть минимальным. Я
Часто употребляется понятие среднего ТКЧ в заданном интерв
вале температур, однако существующая в настоящее время измеЯ
рительная аппаратура и методика измерения позволяют болей
точно определить изменение частоты резонатора в диапазоне pal
бочих температур через равные промежутки. I
Частота измеряется также при плавном изменении температур
ры в заданном интервале, при этом определяются наибольший м
наименьший ТКЧ для данного случая. I
Иногда диапазон заданных температур разбивают на поддиа-1
пазоны, для которых отдельно вычисляют средние 'значения ТКЧ|
_____fmax fmin 1
f ср ~
/ном Д f 1
ГДе fmax И fmin — наибольшее и наименьшее значения частоты в1
интервале температур Д/=/2—Л, Гц; ^Ном — номинальное значе-;
ние частоты, Гц; /2, ti — граничные значения интервала темпера-
тур, °C.
54
Приведем 'примерный расчет ухода частоты от номинального
значения.
Пусть уход частоты кварцевого резонатора от номинального
значения при изменении температуры на 1°С (ТКЧ) равен
±3-10~6 (±0,0003%). Допустим, что аппаратура, эксплуатировав-
шаяся при ±30°С, оказалась в условиях температуры —40°С, т. е.
температура изменилась на 70°С. В этом случае изменение часто-
ты в диапазоне температур равно 70-3-10 6 или 21 • 10~5. При но-
минальной частоте кварцевого резонатора 100 кГц уход частоты
будет 21 Гц. Такой уход частоты — предельный для данного слу-
чая, и по заданным техническим условиям 'можно оценить его до-
пустимость.
В работе ’[35] рассматривается вопрос о целесообразности
применения срезов ух1/+ЗЪ° и ух1/—49°. Так как срез ух1/ +35° в
три раза более устойчив к изменениям температуры по сравнению
со срезом ух1/—49°, первый выгодно использовать в термостатах
с небольшой точностью поддержания температуры. В то же время
срез ух1/—49° в 2,5 раза более устойчив к разбросу по углу ориен-
тации, чем рх1/ + 35°. Поэтому при точности поддержания темпера-
туры, например, ±0,5°С и точности ориентации порядка 1' приме-
нение пластин среза ух1/—49°,для кварцевых резонаторов, исполь-
зуемых для работы в термостате, более предпочтительно, чем пла-
стин среза yxl/+ 35°.
При анализе схем кварцевых генераторов для стандартов ча-
стоты и резонаторов со старением 1 • 10~10 в месяц и кратковремен-
ной стабильностью 1 - ГО10 в секунду [51] большое внимание уде-
ляется проблеме увеличения температурной стабильности кварце-
вого резонатора. Для обеспечения работы резонатора в интервале
температур от 30 до 40°С с нулевым ТКЧ точность контроля угла
среза необходимо довести до ±0,2'.
Понижение рабочей температуры привело к трем положитель-
ным результатам.
1. Старение при 40°С в 10 раз меньше, чем при 75°С, особенно!
в течение первых месяцев.
2. Зависимость ТКЧ от изменения температуры, остающейся
близкой к комнатной, меньше, чем при повышенной. Поэтому при
изменениях температуры <в термостате частота изменяется меньше;
кроме того, облегчается настройка резонаторов при комнатной
температуре. ТКЧ вблизи точки перегиба ТЧХ при изменении тем-
пературы на 2°С равен примерно ГИГ*.
3. Значительно уменьшается изменение частоты в результате
отсутствия тепловых ударов.
В [51] приводятся данные по испытанию резонаторов в усло-
виях сверхнизких температур. В частности, отмечается, что ис-
пользование жидкого гелия позволяет получить высокую доброт-
ность (50-106), хороший ТКЧ (1 -10 8 *) при не'слишком жестких
Допусках на углы среза и минимальное старение. ТКЧ кварцевых
Резонаторов зависит от температурных коэффициентов, модулей
55
упругости, плотности и линейного размера кристаллического эле-j
мента, определяющего его частоту. Однако имеется ряд других,|
косвенным образом связанных с перечисленными величинами фак-’
торов, которые в той или иной степени влияют на температурную^
характеристику резонаторов; прежде всего это относится к геомет-’
рии пьезоэлемента. Расчет углов среза пьезоэлементов yxl/+35°,.
yxl/—49° и других срезов с колебаниями сдвига по толщине про-|
изводится на основании эмпирических соотношений и графиков!
полученных экспериментальным путем. ТКЧ низкочастотных резо!
наторов труднее контролировать, чем высокочастотных, вследствие!
появления связанных колебаний и влияния системы краплений!
Геометрия пьезоэлемента связана с ТЧХ резонатора через связан!
ные колебания, о наличии которых свидетельствуют отклонения!
реальных характеристик температурной зависимости частоты от
идеальной кубической параболы.
Геометрия пьезоэлемента подбирается таким образом, чтобы
связанные колебания сдвига по контуру и колебания изгиба не
влияли на частоту или чтобы связь их с основным резонансом не
проявлялась в пределах рабочего интервала температур.
Большое влияние на ТЧХ резонаторов как в процессе их экс-
плуатации, так ц при испытаниях оказывает температурный гра-
диент, т. е. скорость изменения температуры среды, в которой на-
ходится резонатор.
Исследованиями установлена возможность изменения хода кри-
вой температурной зависимости частоты резонаторов путем изме-
нения количества .припоя, используемого при монтаже кристалли-
ческого элемента.
Применение клея вместо припоя для крепления пьезоэлемента,
а также фаски, шлифуемой на пьезоэлементе очень крупным аб-
разивом, приводит к значительному затуханию интерферирующих
колебаний, снижая до минимума их влияние на основную частоту
колебаний, и тем самым значительно улучшает характеристику
температурной зависимости частоты резонатора.
В некоторых случаях для уменьшения изменения частоты ре-
зонатора в широком интервале температур используется воздей-
ствие давления на колеблющийся пьезоэлемент. Для этой цели
пьезоэлемент монтируется в держателе специальной конструкции
с биметаллическими элементами, которые в зависимости от тем-
пературы оказывают различное давление на пьезоэлемент. С по-
мощью этого метода уходы частоты для элементов среза yxlj + 35°
могут быть уменьшены от ± 16-10-6 до ±1 • 10-6, что позволяет
создать резонаторы для широкого интервала температур без при-
менения термостатов. Разработаны конструкции резонаторов, тер-
мокомпенсированных методом механического давления на пьезо-
элемент.
На рис. 1.33 приведены кривые зависимости относительного из-
менения резонансной частоты пьезоэлементов различных косых
срезов от температуры. Из этих кривых следует, что наименьшим
ТКЧ, причем в широком интервале температур, отличается срез
56
z/a7s/+'517 + 45°. Однако наличие значительного нежелательного
резонанса вблизи от основной частоты ограничивает широкое при-
менение этого среза.
Кварцевые резонаторы среза ух1/+35°15' имеют небольшой.
ТКЧ в довольно широком интервале температур; изменением уг-
ла среза в пределах 1,5° можно изменить форму температурной,
кривой этого среза и сместить ее в желаемую сторону.
Рис. 1.33. Температурно-частотные характерис-
тики различных срезов кристаллических эле-
ментов
Частота пьезоэлементов среза yxll—49°, yxll—51°, z/x//+38° из-
меняется по параболе в зависимости от температуры, причем бо-
лее пологая парабола у среза yxll—49°, круче у среза yxl/—51° и
наиболее крутая парабола у среза yxll + 38°. (Вообще большинст-
во срезов кварцевых резонаторов, кроме срезов yxll + 35° и
yxlsl+ЬГ/ + 45°, имеют температурную зависимость параболиче-
ского характера.) Нулевые ТКЧ этих срезов находятся в одной:
температурной области.
Изменив угол среза, можно сместить прямолинейный участок'
частотной характеристики, а также сделать ТКЧ равным нулю в
любой точке интервала рабочих температур. Практически значе-
ние угла среза пьезоэлементов выбирается с таким расчетом, что-
бы нулевое значение ТКЧ совпадало примерно с серединой рабо-
чего интервала температур кварцевого резонатора.
1.13. РАБОТА КВАРЦЕВЫХ РЕЗОНАТОРОВ
С КОЛЕБАНИЯМИ НА ВЫСШИХ ГАРМОНИЧЕСКИХ
частотах механических колебаний
ПЬЕЗОЭЛЕМЕНТОВ
Электрические гармоники. В случае электрического умножения
Частоты анодный контур генератора настраивается не на первую
гармонику анодного тока, а на вторую, третью или более высокую
57
гармонику. Режим работы генератора должен обеспечить макс
мальное значение той гармоники анодного тока, которая соотве.
ствует степени умножения частоты. При удвоении частоты коле
бательный контур генератора настраивается на -вторую гармонику
анодного тока. В этом случае можно -пренебречь напряжениями,
которые -создаются на контуре первой, третьей и более высокими
гармониками, так как для всех этих токов контур представляет с,
бой ничтожно малое сопротивление по сравнению с его сопроти:
лением для тока второй гармоники, на которую он настроен.
В настроенном анодном контуре можно получить гармоник',
всех порядков, четные и нечетные. Однако использование электри-
ческих гармоник для получения более высоких стабилизировании:
частот не оправдывается, так как уход частоты при изменени]
температуры также меняется и зависит от порядка электрически]
гармоник.
Механические гармоники. В пьезоэлементе кварцевого резона
тора можно возбудить колебания, которые являются механическое
гармоникой основной частоты колебаний. Примером таких коле
баний могут -быть высокочастотные колебания сдвига по толщин!
пьезоэлементо-в срезов рх//+35° и ух1/—49° на третьей, пятой I
т. д. нечетных гармониках. Для их возбуждения существуют спе-
циальные схемы. При работе на высоких частотах этот способ об-
ладает тем преимуществом, что можно увеличить толщину пьезо-
элементов. Это значительно снижает трудоемкость их изготовле-
ния, так как во в-сех случаях шлифовка очень тонких пьезоэлемен-
тов достаточно сложна.
Если размер пьезоэлемента рассчитывается для -работы на ча-
стоте третьей гармоники, то при этом надо помнить, что в связи
с особенностями распространения упругих колебаний в пьезоэле-
.менте соотношение -между основной частотой и ее гармоникой
только приблизительно равно целому числу, обозначающему по-
рядок гармоник. (Частота колебаний пьезоэлемента, возбужденно-
го на n-й механической гармонике, несколько ниже частоты ос-
новных колебаний, умноженной -на п.) Только на высших гармо-
никах можно считать их кратными.
В правильно настроенном на частоту третьей гармоники -квар-
цевом генераторе -не возникают нежелательные колебания, в том
числе колебания основной частоты. Следует учесть, что'параметры
резонатора, работающего на третьей гармонике, отличны от пара-
метров резонатора, работающего на основной частоте или любой
другой гармонике. Кроме того, на эти параметры по-разному влия-
ет работа на нечетных гармониках механических колебаний по
толщине.
В литературе [10, 21] приводятся следующие выражения для
эквивалентных параметров кварцевого пьезоэлемента при работе
па механических гармониках:
г - Р d*
Кп 8 е2 S,
58
с - 8s* S1 1 Ск •
Kn пгЕ d n* n? ’
n 8e2 St
I _ Pn ___ /C^n __ 1 V^E P d _ Q
n Вкп Вкп л F n n
где p — плотность кварца; e — пьезоэлектрическая постоянная;
E — модуль упругости (модуль Юнга); F — коэффициент трения;
d — толщина пьезоэлемента; Si — действующая площадь пьезо-
элемента; п=1, 2, 3, ... — порядковый номер гармоники.
Динамическая индуктивность LK зависит только от -среза- и гео-
метрических размеров кристаллического элемента и не зависит от,
номера гармоники. Динамическая емкость Ск обратно пропорцио-
нальна квадрату номера гармоники. Сопротивление увеличи-
вается пропорционально квадрату номера гармоники, следователь-
но, активность резонаторов с увеличением номера гармоники па-
дает. Добротность резонаторов Q обратно пропорциональна поряд-
ковому номеру гармоники.
Однако такие характеристики резонатора, как относительная1
нестабильность частоты при воздействии механических и климати-
ческих факторов и старение, будут одинаковы при работе резона-
торов как на основной частоте, так и на гармониках.
Высокочастотные пьезоэлементы срезов ухЦ + 35° 15', yxlf—49°'
и других, -совершающие колебания сдвига по толщине, могут воз-
буждаться только на нечетных гармониках основной частоты, таю
как при -возбуждении на четных гармониках -на обеих гранях
пьезоэлемента будут одинаковые потенциалы и явление пьезоэф-
фекта не возникнет. Надо отметить, что низкочастотные пьезоэле-
менты срезов xys/+5°, z/x/s/ + 51°307+45° и -других, совершающие
колебания сжатия—растяжения, могут возбуждаться как на не-
четных, так и на четных гармониках основной частоты, но их креп-
ление в кварцедержателях при возбуждающих колебаниях на -чет-
ных гармониках конструктивно недостаточно разработано.
Работа кварцевого резонатора на третьей механической гармо-
нике происходит следующим образом.
На кварцевый -резонатор подается напряжение U частотой Д
и пьезоэлемент начинает колебаться ’ с частотой fi, определяемой
его расчетными размерами и гармониками. Частота напряжения,,
возбуждающего колебания пьезоэлемента, обычно значительно-
ниже частоты его собственных колебаний. В анодном контуре, рас-
считанном на частоту 3fi (третьей гармоники), колебания частоты?.
/1 и других высших гармоник затухают, а частота З/д усиливается
и подается на кварцевый резонатор, возбуждая его на частоте 3/ь
Колебания пьезоэлемента на этой частоте усиливаются, и генера-
тор продолжает работать на третьей гармонике колебаний пьезо-
элемента.
5»
1.14. ОСОБЕННОСТИ КВАРЦЕВЫХ РЕЗОНАТОРОВ,
ПРИМЕНЯЕМЫХ В ФИЛЬТРАХ Я
В резонаторах, 'применяемых в фильтрах, используются в ос-*
новном те же виды (колебаний, что и в генераторных’кварцевых ре-
зонаторах. В фильтрах применяются двух- и четырехэлектродные
вакуумные кварцевые резонаторы. В специальных схемах много-^
звенных кварцевых фильтров наиболее часто используются четыЯ
рехэлектродные резонаторы как более экономичные, так как таИ
кой кварцевый резонатор эквивалентен двум двухэйектродным реД
зонаторам. Наличие в любом пьезоэлементе нежелательных резо-Д
нансных частот наряду с основной частотой колебаний заставляете
особенно тщательно выбирать тип среза пьезоэлемента при ис-Д
пользовании его в фильтровой схеме. Необходимо, чтобы его неже-Я
дательные резонансы были сдвинуты относительно основной ча-И
стоты, не участвовали в основных колебаниях и не влияли на ха-Я
рактеристику фильтра. Я
Таким образом, величина нежелательных резонансов и их сдвиги
относительно основной частоты являются определяющими при вы-Я
боре кварцевых резонаторов для электрических фильтров. НарядуЯ
с этим важно иметь минимальное значение ТКЧ и достаточной
большую добротность. Пьезоэлектрические фильтры обладаютI
большей стабильностью характеристик, что является их преиму-я
тцеством перед другими видами фильтров. Стабильность парамет-'Я
ров таких фильтров выше, чем у электрических фильтров, вслед- я
ствие высокой стабильности параметров кварцевых резонаторов. I
Кварцевые резонаторы для фильтров рассчитываются на за- 1
данную частоту и эквивалентную индуктивность, известную из рас- I
чета схемы фильтра. 1
1.15. ТЕРМОСТАТИРОВАНИЕ КВАРЦЕВЫХ РЕЗОНАТОРОВ I
Одним из способов уменьшения ухода частоты резонаторов в
широких пределах изменения температур является термостатиро-
вание. Кварцевый резонатор помещают в термостат, в котором ав- 1
тематически поддерживается постоянная температура.
Приведем некоторые термины, относящиеся к использованию .
термостатов.
Диапазон температуры окружающей среды, в
котором термостат выполняет свою регулирующую функцию.
Рабочая температура термостата, устанавливае-
мая для центра внутреннего пространства термостата.
Точность поддержания внутренней темпера-
туры тер мо стата, характеризуемая значением температуры
в центре термостата во время переключения с подогрева на осты-
вание и обратно, при этом практически исключается влияние ок-
ружающей температуры среды.
Температурная характеристика термостата —•
изменение температуры термостатируемого резонатора при изме- ’
.нении температуры окружающей среды.
НО
Темпер.', ура окружающей 'Среды основной дестабилизирую-
щий фактор термостатов, так как она может меняться в широких
пределах с 'перепадом до 185°С.
Для улучшения температурной характеристики термостатов
применяется двойное термостатирование, что приводит к увеличе-
нию габаритных размеров и массы устройства, дополнительному
0исходу мощности и не всегда выполнимо.
Широко применяемый на практике термостат представляет со-
бой замкнутую камеру, термоизолированную от внешней среды,
источника подогрева и терморегулятора. Температура внутри ка-
меры термостата поддерживается постоянной с точностью Д/.
График колебания температуры в термостате 'показан на рис. 1.34.
Термостатиру’Ющие устройства в зависимости от характера
подводимой мощности бывают с прерывистым и непрерывным уп-
равлением мощностью подогрева. При прерывистом управлении
тепловая энергия от нагревателя по-
ступает в камеру тепла с перерыва-
ми — нагрев сменяется охлаждени-
ем. При непрерывном управлении
тепловая энергия поступает в каме-
ру тепла постоянно и регулируется
терморегулятором. С понижением
внешней температуры поступление
тепловой энергии увеличивается и
наоборот. Включение и выключение
подогревной системы камеры произ-
водятся через реле, управляемое
ртутным, биметаллическим или дру-
гим терморегулятором. Ртутный терморегулятор жидкостного ти-
па достаточно надежен и прост.
Терморегулятор с двумя контактами замыкает цепь электриче-
ского тока, когда температура достигает установленного значе-
ния. Для регулирования температуры срабатывания верхний кон-
такт может перемещаться. В ртутных терморегуляторах для обес-
печения точной работы ток в цепи не должен превышать десятков
микроампер при напряжении не выше 20 В. Ртутный терморегуля-
тор может обеспечить точность регулирования до сотых долей гра-
дуса.
Он не может работать при низких температурах, так как при
—39°С ртуть замерзает.
К датчикам температуры относятся также терморезисторы —
резисторы с большим температурным коэффициентом (ТКС), из-
готовленные из полупроводникового материала. У терморезисто-
ров сопротивление уменьшается с ростом температуры.
Температурный коэффициент терморезисторов рассчитывается
по формуле
Рис. 1.34. График колебания тем-
пературы в термостате
ТКС= ~В/Т*,
61
где 'постоянная В зависит от свойств полупроводникового
риала. Значения ТКС отрицательны.
В настоящее время терморезисторы находят широкое приме»
ние в качестве терморегуляторов. Параметры некоторых термор,
зисторов приведены в табл. 1.13.
Таблица 1.:
Марка термо- резистора Постоянная В ТКС при +20° С, %/»С Рабочая температура, °C Масса, г не более- Габариты, мя
ММТ-1 2060—4300 2,4—5,0 От —60 до +125 0,6 2,8X12
КМТ-1 3600—7200 4,2—8,4 От —60 до +180 0,6 2,8X12
ММТ-4 2060—4330 2,4—5,0 ’ От —60 до +125 2,5 6,2X24
КМТ-4 3600—7200 4,2—8,4 От —60 до +125 2,5 6,2X24
КМТ-8 2060—3430 2,4—4,0 От —40 до +70 20 23X19,5
ММТ-8 3600—7200 4,2—8,4 От —40 до +70 20 23X19,5
В этих термостатах — -не-
мощностью подогрева. Недостатком ди
Применяются термостаты различной конструкции [28]. Дифе-
нильные термостаты, использующие дифенил — вещество со стро
го постоянной температурой плавления, имеют высокую точносп
регулировки температуры, малую чувствительность к кратковре-
, менным выключениям питающего напряжения и различного рода
температурным ударам.
Принцип работы дифенильного термостата основан на том, чт<
дифенил при сохранении постоянства температуры резко изменя-
ется в объеме (до 23%). Это свойство позволяет управлять мощ-
ностью подогрева таких термостатов. "
прерывное управление
фенильных термостатов является их перегрев, который сопровож-
дается постепенным во времени изменением номинала рабочее
температуры и ухудшением точности ее регулирования.
Известен способ термостатирования кварцевых резонаторов
прямой передачей теплоты от нагревателя к пьезоэлементу. Этог
способ обеспечивает быструю готовность термостатированного ре-
зонатора к работе. Теплота передается от нагревателя через кре-
пящую арматуру кварцедержателя. Датчиками температуры слу-
жат две биметаллические пластины, осуществляющие прерывистое
управление мощностью подогрева. Сглаживание тепловых импуль-
сов, поступающих от нагревателя к пьезоэлементу, и повышение
точности регулирования температуры обеспечиваются тепловым
демпфером — металлическим телом, выполненным в -виде кольца.
В резонаторе предусмотрен форсированный и рабочий подогрев
В целях защиты от влияния температуры окружающей среды пье-
зоэлемент вместе с крепящей арматурой помещен в стеклянную
колбу, из которой откачан воздух. Прямая передача теплоты от
нагревателя к пьезоэлементу позволяет свести к минимуму время
начального разогрева. Вакуумированная колба защищает резона-
тор от воздействия температуры окружающей среды. В данном
случае отпадает необходимость двойного термостатирования.
62
ТемдеСгвует двухкамерный испытательный термостат, в кото-
'Ц’Л'й наряду с испытуемым помещается эталонный резонатор, снаб-
женный термостатом и используемый в качестве точного датчика
температуры. При наличии эталонного кварцевого резонатора с
такой же массой, как у испытуемого, обеспечивается точность ре-
гулирования температуры до 0,5°С при скорости изменения темпе-
ратуры ГС/мин.
Кроме температурной нестабильности частоты кварцевых резо-
наторов, на общую температурную зависимость кварцевых генера-
торов влияют отдельные элементы схемы при отсутствии их термо-
статирования. Поэтому желательно, чтобы кварцевый генератор
был термостатирован в целом.
Достаточно иметь внешний термостат с точностью поддержа-
ния температуры в единицы градусов при изменении температуры
окружающей среды в пределах 100°С и более. В камеру тепла
внутреннего термостата помещают кварцевый резонатор, систему
управления мощностью подогрева и элементы схемы генератора,
влияющие на стабильность его частоты.
ГЛАВА ВТОРАЯ
Расчеты пьезоэлементов
кварцевых резонаторов
2.1. ОБЩИЕ СВЕДЕНИЯ О РАСЧЕТАХ ПЬЕЗОЭЛЕМЕНТОВ
Кварцевый пьезоэлемент является электромеханической си-
стемой, в которой механические колебания взаимосвязаны с коле-
баниями зарядов на подводящих электродах пьезоэлемента. По-
этому при расчете кварцевого пьезоэлемента прежде всего необ-
ходимо так выбрать его геометрические размеры, чтобы собствен-
ная частота механических колебаний пьезоэлемента соответство-
вала требуемому значению. В существующих типах пьезоэлемен-
тов частоту свободных механических колебаний обычно определяет
один из геометрических размеров. В зависимости от вида колеба-
ний этот размер может быть длиной I или толщиной s пьезоэле-
мента. Для кварца собственная частота колебаний пьезоэлемента
f, кГц, находится в пределах 1680/а — 5750/а, где а — основной
размер, определяющий частоту свободных колебаний пьезоэле-
мента, мм.
Таким образом, диапазон частот пьезоэлементов на основной
частоте примерно 2,5—25 000 кГц.
Механические напряжения и деформации в пьезоэлементе взаи-
мосвязаны через константу упругости. Так как скорость распро-
странения упругой волны в кристалле кварца v равна скорости
Распространения звука, то она определяется, как и скорость рас-
пространения звука, свойствами среды, т. е. константой упругости,
I 63
соответствующей данному виду колебаний и равной модулю ЮнЯ
Е в направлении колебания, и плотностью кварца р = 2,65 г/смЯ
v = y Е/у.
Модуль Юнга Е, Па, можно определить для данного случая
как отношение расширения кристалла кварца под влиянием лрилоЛ
женной механической силы F к относительному удлинению А///,
вызванному этой силой. Модуль Юнга зависит от типа среза, фор-
мы пьезоэлемента и соотношения между его размерами. Между
длиной волны упругого колебания и размером 4, в направлении
которого распространяется колебание, существует зависимость
вида
А = 2а!п = 21 (s)/n,
где п=1, 2, 3, ... — целые числа, определяющие номер гармоник®
колебаний. При п=1
А = 2а = 21 = 2s.
С другой стороны,
А = и Т = v/f, •
где v — скорость распространения механических колебаний I
кварце; Т — период колебаний; f — частота колебаний пьезоэле-
мента.
Пользуясь значением для А, получаем
f = v/(2a).
Собственная частота колебаний пьезоэлемента
Как указывалось в § 1.12, частотный коэффициент Nf связы-
вает резонансную частоту пьезоэлемента с размерами, определяю-
щими частоту колебаний данного среза:
Nf = fa = 0,5 VEi^.
Частотный коэффициент зависит от плотности кварца и его
упругости. Так как константа упругости кварца различна в раз-
ных направлениях по отношению к кристаллографическим осям,
то частотный коэффициент будет зависеть также от угла среза
кварцевой пластины. Наиболее точно частотный коэффициент мо-
жет быть определен экспериментально. Предлагается эмпириче-
ская формула расчета частотного коэффициента, приведенная
выше.
Кроме основного вида колебаний, в системе может возникнуть
ряд других колебаний, обусловленных тем, что пьезоэлемент явля-
ется системой со многими степенями свободы.
При расчете пьезоэлементов кроме основного размера, опреде-
ляющего частоту пьезоэлемента, необходимо найти другие разме-
ры, влияющие на активность, добротность, моночастотность квар-’
64 1
нового резонатора. Расчет производится с учетом необходимого
значения ТКЧ в рабочем интервале температур. При проектирова-
нии круглых плоских и линзовых пьезоэлементов рассчитываютс:
и другие данные, например Диаметр пьезоэлемента, радиус кри-
визны линзы и др.
2.2. МЕТОДИКА РАСЧЕТА ПЬЕЗОЭЛЕМЕНТОВ СРЕЗОВ
ух//+35° и ух//—49°
Как было указано выше, каждому типу срезов соответствует
ряд взаимодействующих колебаний. Например, в срезах ух//+ 35°
и ух1/—49° основными колебаниями являются колебания сдвига
по толщине. Эти колебания имеют связь с колебаниями изгиба,
распространяющимися вдоль оси X пьезоэлемента, и колебаниями
сдвигов вдоль осей X и Z’. В расчетах пьезоэлементов среза
yxl/+35° частоты этих взаимодействующих колебаний определя-
ются по формулам: '
ft — (1338,5/х) zij ± 0,5;
f2 = (2542/х) п2 ± 0,5;
/3 = (2540//) н3 ± 0,5, .'
где «1, «2, «з —' целые числа; х и /выражены в миллиметрах.
Так как размеры х и г эдргут оказаться малы,, для ряда частот
вводится величина п.
В расчетах пьезоэлементов среза ух1/—49° частоты этих взаи-
модействующих колебаний вычисляются по формулам: , • ,
/х = (1818/х)п^± 0,5;
/2 = (1653,14/х)лг.± 0,5; \
f3 = (1664,45//)n3± 0,5.
При расчетах пьезоэлементов берется среднее значение сдви-
говых колебаний по осям X и Z', такое усреднение допустимо, так
как Х-сдвиг отличается от /'-сдвига примерно на 2%.
Расчет круглых плоских пьезоэлементов срезов ух//+ 35° и
ух1/—49°. Диаметр пьезоэлементов выбирается с учетом требова-
ний по активности и моночастотности. Чем больше диаметр пьезо-
элемента, тем больше его активность. При неудачно выбранных
размерах пьезоэлементов возникают нежелательные связи контур-
ных колебаний с колебаниями по толщине, что влияет на моно-
Частотность пьезоэлементов. При отношении диаметра к толщине,
большем 50—100, можно пренебречь связью контурных колебаний
г колебаниями по толщине, влияющими на моночастотность. Если
эго отношение меныре 50—100, то для подавления возникающих
связанных колебаний большое значение приобретает фаска, нано-
симая на ребра пластины. Размеры этой фаски определяются экс-
периментально.
3—80 65
Диаметр пьезоэлементов вычисляется по формулам: fl
dj = (1338,5//) nj ± 0,5; <^ = (2541//) п2 ± 0,5, 1
где d\ и d2 — расчетные значения диаметра пьезоэлемента; /iifl
rt2 — целые числа. Я
Значения п,\ и п2 выбираются так, чтобы величины di и d2 ccfl
падали, т. е. di равнялось d2, или были близки по значению; d Ш
окончательно принятое значение диаметра пьезоэлемента: Ш
d = d, ± A dj = d2 ± A d2, /
где Adi и Ad2 — отклонения выбранного значения диаметра пьезе
элемента от расчетных значений:
Adj < 0,25-1338,5/Л Ad2 с 0,25-2541//=. I
Частотный коэффициент пьезоэлемента находится по формулД
7==Ж==-, I
1/ ! 5,724-10е Я
У ~ P[d-Nf, I
где NfQ — частотный коэффициент пьезоэлемента при бесконечм
больших его размерах (т. е. пренебрегаем контурными колебЯ
ниями), .который берется равным 1660 кГц.мм; f — частота, кГЯ
Толщина пьезоэлемента определяется по формуле .
У'=К^. I
Далее вычисляется радиус сферы на фасках: I
Гф = 3,4 d— 11,2 у'. I
Таким же берется радиус фасочницы. По формуле I
т = d/y' 1
находится отношение диаметра пьезоэлемента к его толщина
Здесь проверяется, выдержано ли отношение равным или большим
50—100. 1
Если известна требуемая индуктивность пьезоэлемента, то диа
метр его электродов определяется по формуле 1
d3«0,5-106//LJ3 ]
для среза yxll + 35° и по формуле 1
d3«10«//L^’ I
для среза yxll—49°, где d3 — диаметр электрода, мм; £к — ия
дуктивность, Гн; f — частота пьезоэлемента, кГц. I
Если LK не задано, то диаметр электрода и форма лепестк!
отвода определяются в зависимости от требуемой активности
пьезоэлемента. Диаметр электрода примерно равен 40—60% об-
щего диаметра пьезоэлемента. Для ориентировки рекомендуется
применять диаметр пьезоэлементов, равный 11 мм для частот ни
же 8000 кГц и 13 мм для частот 8000 кГц и выше. Расчет пьезо
66
элементов среза yxl/—49° производится по тем же формулам. Диа-
метр пьезоэлемента рассчитывается по формулам:
rf1 = (1818//)zz1 =±= 0,5; d2 = (1658,8//)«2 ± 0,5.
- Частотный коэффициент пьезоэлементов среза yxl/—49° прини-
мается равным 2250 для частот до 5000 кГц.и 2560 для частот
свыше 5000 кГц. Расчет ведется так же, как для пьезоэлементов
среза yxl/ + 35°.
Расчет прямоугольных пьезоэлементов среза ухЦ+35°. Длина
пьезоэлементов должна удовлетворять равенствам: . :
Хх= (1338,5//=) ^±0,5; х2 = (2541//) п2 ± 0,5.
Здесь хь х2 — длина пьезоэлемента, мм;. / — частота пьезоэлемен-
та, кГц; нь «2 — целые числа. Значения п.\ и и2 подбираются та-
кими, чтобы значения Xi и х2 совпадали, т. е. Xi равнялось х2. Так
как чаще всего это равенство удовлетворить невозможно, то окон-
чательная длина пьезоэлемента х выбирается близкой к этим зна-
чениям, те. 1 i '
х = Х1±Дхг, х = >с2±Д'х2(
где х — выбранное значение длины пьезоэлемента, ; мм; ДХ1 и
\х2 — отклонения выбранного значения длины пьезоэлемента от
расчетных значений.
Значения Дх1 и Дх2 должны удовлетворять неравенствам:
А 1 а лг 1338,5
А х, < 0,25----- ;
/
При расчете длины пьезоэлемента необходимо выбирать зна-
чения ti\ и н2 так, чтобы ДХ1 и Дх2 были минимальными. Приве-
денные формулы дают предельные значения ДХ] и Дх2.
Ширина пьезоэлемента определяется по формуле .
г* = (2540//) n3 i 0,5,
где г' — ширина пьезоэлемента, мм; / — частота пьезоэлемента,
кГц; Пз — целое число.
Частотный коэффициент пьезоэлемента находится по формуле
— Nft - ..................................—;
-i/ 2,811-10е 0,051-10*
Y l^P[x-Nfo /(l,16/)p- Лг'?
Л^,= 1660.
По найденному значению частотного коэффициента /V; опреде-
ляется толщина пьезоэлемеита:
y' = Ntlf.
Затем по формуле __
т—\,\зУхг'1у'
з*
67
вычисляется отношение контурных размеров пьезоэлемента к ег$
толщине.
Относительное изменение частоты пьезоэлементов в выбран-
ном интервале температур (ТКЧ). Кроме геометрических разме-
ров пьезоэлемента, определяющих его частоту, необходимо полу,
чить ряд других данных, имеющих большое значение для работы
кварцевых резонаторов. В первую очередь надо найти минималы
ные значения ТКЧ при выбранной рабочей температуре. Измене-
ние ТКЧ в довольно широких пределах достигается изменением
угла среза пьезоэлемента. На рис. 2.1 показаны кривые ТКЧ для
разных рабочих температур круглых пьезоэлементов среза
yxll + 35>° в зависимости от изменения угла среза. Из кривых вид-
но, что нулевой ТКЧ можно получить при рабочей температур
-Г20°С, вырезав пьезоэлемент среза yxl под углом 35°10'.
Рис. 2.1. Зависимости ТКЧ пьезо-
элементов среза ух//+35° от тем-
пературы и угла среза
6 2-0 W СО t°C |
Рис. 2.2. Зависимости ТКЧ пьсзо-1
элементов среза yxl!—49° от тем-1
пературы и утла среза
На рис. 2.2 даны кривые значений ТКЧ для разных рабочих
температур круглых пьезоэлементов среза yxlj—49° в зависимости
от изменения угла среза. По прямой, вычерченной на рис. 2.3 в
других обозначениях координатных осейу можно найти точку ну-
левого ТКЧ для заданной температуры, выбирая соответственно
угол'Среза пьезоэлемента. На рис. 2.4 и 2.5 изображены частотно-
температурные характеристики для пьезоэлементов срезов]
ухЦ + 35° п yxl/—49°. Я
На рис. 2.4 приведены кривые для круглого пьезоэлемента срЯ
за yxl/ + 35° с частотой основного колебания 1000 кГц. Семействе
68 1
ивых показывает зависимость относительного изменения часто-
U Af/f пьезоэлемента от температуры окружающей среды и угла
за То же показано на рис. 2.5 для пьезоэлемента среза
____49° с частотой основного .колеоания 2000 кГц.
Рис. 2.3. График нулевого ТКЧ среза ухЦ—49° в зависимости от угла среза при
разных температурах
минимального
—[ угле
интервале
кривых со-
На рис. 2.6 представлены кривые для выбора
относительного изменения частоты A//f при оптимальном
ориентации пьезоэлемента среза yxlj + 35° в заданном «нт
температур (Д/=^2—6). Закономерность приведенных
храняется также для линз.
Рис. 2.4. Температурно-частот-
ная характеристика пьезоэле-
ментов среза yxl/+35° в зави-
симости от угла среза
Рис. 2.5. Температурно-частот-
ная характеристика пьезоэле-
ментов среза yxl!—49° в зави-
симости от угла среза
69
Срез yxl]+35° может быть использован как на сравнительно
низких (400 кГц), так и на высоких (100 МГц и выше) частотах.
При этом срез yxl/+ 35° имеет малую зависимость частоты от тем-
пературы в широком интервале температур (см. рис. 2.4). Ддя
этого среза суммарный уход частоты при изменении температуры
от —55 до +105°С может составить ±20-10-6 [40].
Частотно-температурная характеристика среза yxl/ + 35° пол-?
ностью определяется ориентацией кварцевой пластины относитель--
но кристаллографических осей. Для небольших интервалов темпе-
ратур ориентация пластин этого среза может быть выбрана таким-
образом, что изменение частоты будет еще меньше. е
Практически трудно установить точку перегиба характеристики',
среза yxl/+ 35°. В этом отношении лучше применить срез yxl]—49°,?
так как частотно-температурная характеристика этого среза име-
ет форму параболы (см. рис. 1.33), причем точка перегиба этой
параболы регулируется углом среза с большой точностью
(рис. 2.5). -
При использовании самых тонких пьезоэлементов можно при-
менить срез yxl]—49°, который дает возможность получить при
той же толщине более высокую частоту, так как частотный коэф-
фициент этого среза примерно
коэффициента среза ухЦ+ 35°.
Рис. 2.6. Характеристики относи-
тельного изменения частоты пьезо-
элементов среза xyl/+35° при оп-
тимальной ориентации для задан-
ного интервала температур
70
2.3. МЕТОДИКА РАСЧЕТА ПЬЕЗОЭЛЕМЕНТОВ СРЕЗА
д^/ + 5°, ИМЕЮЩИХ ФОРМУ БРУСКА
Кварцевые резонаторы с брусковыми пьезоэлементами обычно
попользуются в низкочастотном диапазоне. Для расчета необхо-
димо в первую .очередь определить угол среза пьезоэлемента, при
котором получится минимальное значение ухода частоты с изме-
нением температуры на 1°С (ТКЧ кварцевого резонатора), а так-
же найти геометрические размеры пьезоэлемента, определяющие
собственную частоту его колебаний (s — толщина по оси X; I —
длина то оси У'). По кривым, изображенным на рис. 2.7, можно
встречающихся
«// = 0,05; ‘ ‘
0,10;
что
соот-
определить значение рабочей температуры пьезоэлемента для по-
лучения нулевого или близ-
кого к нулевому ТКЧ в зави-
симости от выбранного угла
среза для разных геометри-
ческих размеров брусков.
Кривые построены для наи-
более часто
отношений
0,15; 0,20.
Из рис. 2.7 видно,
вершины всех кривых
ветствуют углу среза, равно-
му + 7°. Для брусков с отно-
шением 6/7=0,10 нулевой
ТКЧ можно получить при
температуре +60°С (наибо-
лее удобная температура
термостатирования кварце-
вого резонатора) и при угле
среза 4-4°30'. Изменение
угла среза от 6 до 7° будет
меньше всего влиять на зна-
чение ТКЧ.
На рис. 2.8 представлена
зависимость частотного ко-
эффициента Nf от отноше-
ния размеров s/l и угла сре-
Рис. 2.8. Зависимость частотного коэффи-
циента от отношения s/l и угла среза
за. Для расчета пьезоэлемен-
тов задаются собственная
частота, интервал рабочих
температур, в котором предполагается использование кварцевых ре-
зонаторов, и желаемое среднее значение ТКЧ в этом интервале.
Пьезоэлементы рассчитываются с помощью кривых рис. 2.7 и
2.8. Частота пьезоэлемента .при колебаниях изгиба
N/s____ Nf js_
Z2 ~~ I '
71
Отсюда видно, что частота, геометрические размеры пьезоэлеме!
тов, частотный коэффициент и ТКЧ связаны между собой.. 1
На практике можно пользоваться (приближенным эмпирич!
ским графиком (рис. 2.9),-тогда расчет пьезоэлементов упрощае!
ся. По этому графику, показывающему связь частоты пьезоалемм
Рис. 2.9. Приб^|
женный график
для расчета гео-
метрических раз-
меров пьезоэле-
ментов *
численное знач<
та с его геометрическими размерами, получаем
иие отношения s/l. Зная отношение s/l, выбираем угол среза тгЯ
ким, чтобы средний ТКЧ в рабочем интервале температур .был ми-
нимальным. По значениям s/l и углу среза находим по графику
(рис. 2.8) значение частотного коэффициента, после чег,о можно
рассчитать размеры пьезоэлемента.
Приведем пример расчета.
Требуется рассчитать пьезоэлемент иа частоту 15 кГц с рабочей темпера-
турой термостата +60° С.
По графику рис. 2.9 находим отношение s/l, равное 0,09, для частоты
15 кГц. Зная это отношение и температуру1/=60° С, по графику рис. 2.7 опре-
деляем угол среза пьезоэлемента, равный ,+4°30', затем по графику рис. 2Л|
находим значение частотного коэффициента-У/= 5580. - -
Рассчитываем размеры: Л
Nt s 5580 <1
/ = у — = — 0,09 = 33,48 мм;
s = 0,09 1 = 0,09-33,48 = 3,01 мм. 1
Мы определили длину I и толщину s бруска. Ширина b в данном случае
может быть выбрана такой, чтобы сечение бруска было близким к квадрату,
т.‘ е.-Ь = 3,0 мм. Размеры пьезоэлемента равны 33,48X3,01X3,0 мм. Проверяем
значение частоты пьезоэлемента этих размеров: 1
, Nts 5580-3,0Г „
• ’ / = = — --------= 14,97 кГц,
1г 33,482
что, близко к заданному.
2.4. МЕТОДИКА РАСЧЕТА ПЬЕЗОЭЛЕМЕНТОВ 1
ДВОЯКОВЫПУКЛОГО И ПЛОСКОВЫПУКЛОГО ПРОФИЛЯ I
СРЕЗОВ yxl/+35° и yxl/—49° I
В настоящее время плоские пьезоэлементы срезов ух1/ + ЗЪ° W
yxlj—^f на частотах ниже 8 МГц все чаще заменяются двояко- И
плосковыпуклыми линзами, обладающими меньшими размерами
72
и более, высокой добротностью. У линз амплитуда колебаний
уменьшается к краям, что в значительной степени освобождает
колеблющуюся систему от системы крепления. Плосковыпуклая
форма пьезоэлемента упрощает процесс обработки пластины.
В работе [53] описывается метод расчета низкочастотных квар-
цевых резонаторов среза yxl/ + 35° в диапазоне частот 80—
3000 кГц (двояковыпуклого профиля) и 1400—3000 кГц (плоско-
выпуклого профиля). Там же приводятся графики, позволяющие
выбрать примерные значения диаметра и радиуса сферы в зависи-
мости от частоты пьезоэлемента. 'Г
Расчет двояковыпуклых линз среза yxl/ + 35° приведен также
в работе [29], где он сводится к выбору радиуса кривизны R и
определению толщины t по заданным частоте и диаметру d. ."г
Радиус кривизны R линзы выбирается по размеру кварце-
держателя, куда предполагается установить линзу. Если рассчиты-
ваемая линза устанавливается в баллон с наружным диаметром
19 мм, можно рекомендовать следующие значения радиуса кривиз-
ны R и диаметра d для частот в диапазоне 1000—5000 кГц: R —
= 30—250 мм и d=il5,5—13 мм. Линзы, показанные на рис. 2.10,
с максимальным диаметром d' не изготовляются, так как у них
будет механически повреждаемый непрочный край. Линзы имеют
истинный диаметр d, несколько мень-
ший d'. (На рис. 2.10 R — радиус
кривизны линзы; t — максимальная
толщина линзы; d — диаметр лин-
зы) .
Выбрав радиус кривизны линзы,
приступают к расчету ее толщины.
Толщину линзы t определяют рядом
приближенных вычислений. По дан-
ным, имеющимся для любой линзы,
изготовленной на частоту, близкую
к заданной, находят частотный коэффициент Nf, причем радиус кри-
визны R линзы должен быть таким же, как выбранный для рассчи-
тываемой линзы.
В табл. 2.1 приводятся данные для нескольких типов линз.
Рис. 2.10. Обозначения разме-
ров двояковыпуклой линзы
Таблица 2.1
Частота, кГц Радиус криви- зны R, мм Толщина t, мм Частотный коэффициент Nf, кГц мм
V 1000 30 1,933 1933
2000 100- 0,885 1770
3000 250 0,572 1716
5000 250 0,340 1700
73
С помощью выбранного значения частотного коэффициента с
ределяют приближенное значение толщины линзы
h = Nflf.
Далее вычисляют 'приближенное значение диаметра лин;
d{ = V I
Выбрав значение d'^ подсчитывают отношение d'JR и с по
мощью графика на рис. 2.1
отыскивают второе приближен
ное значение частотного коэф
фициента Nit. По значению
Nfl можно определить второе
значение, более точное, толщи
ны линзы /2. Чаще всего на
этом можно остановиться, не
делая дальнейших приближен
ных вычислений. Определив
Рис. 2.11. Зависимость частотного ко
эффициента от отношения диаметра
лиизы к радиусу кривизны для сре
за yxl!+35°
искусственного
ДЛЯ
линия) й естественного (сплошная линия) кристал
лов кварца -
74
толщину линзы, следует рассчитать ширину бортика h для дан-
ного диаметра линзы d: д
h = V^—d2—2R + t.
Если ширина бортика больше 0,2 мм, у линзы целесообразно
снять фаску. Фаску снимают так, чтобы уменьшить ширину бор-
тика до 0,2 мм. После этого находят угол среза для получения ми-
нимального ТКЧ. Приближенное значение угла среза линзы мож-
но определить по графику на рис. 2.12.
Этот метод используется также для расчета пьезоэлементов
среза ухЦ—49°. В этом случае для определения значения частот-
ного коэффициента Nft следует обратиться к графику на рис. 2.13.
2.5. МЕТОДИКА РАСЧЕТА ПЬЕЗОЭЛЕМЕНТОВ СРЕЗОВ
xys// + 8°307±34°; xyslf+ 8°30'/±38° И ТАБЛИЦА РАСЧЕТНЫХ
ДАННЫХ ТИПОВЫХ СРЕЗОВ
Срезы xyslf+8°307±34° и xyslf + 8°307±38° являются разви-
тием среза xysf + b° и используются в низкочастотном диапазоне в
фильтрах и генераторах.
Частотный коэффициент Nf среза xyslf + 8°307±34° зависит от
отношения ширины пьезоэлементов по оси Z' к их длине ; по оси
У', т. е. от ЬЦ. Ниже приведены эти данные:
Ь/1 ........................ 0,4 0,5 0,6 0,7 0,8 : 0,9
N,......................... 2800 2760 2700 2600 2470 2360
На графике (рис. 2.14) дано значение частотного коэффициен-
та при разных отношениях ширины к длине для разных углов
среза пьезоэлементов. Толщина пьезоэлементов задается в зависи-
мости от эквивалентных параметров фильтров (при использова-
нии кварцевых резонаторов в схеме фильтров).
Температурный коэффициент частоты пьезоэлементов также
Зависит от отношения ширины к длине: :
Ь/1...................0,35 ; 0,4 0,45 -0,5 0,55 0,6 0,65
ТКЧХЮ-6 . ... 0 +0,5 +0,4 0. —1.3 —2,5 —4
.-л • .75
Таблица 2.2
Срез Вид пьезо* элемента Вид колеба- ний Изображение пьезоэлементов с обозначением размеров Обозначения геометриче- ских размеров Частотный коэффициент - лу, кГц • мм Формула для расче- та значе- ния ча- стоты Отношение сторон Примечание
1 1. 2 3 4 5 6 7 8 9
xys/+ 5°
(zyb/Г)
(+5)
xys/ + 5
(+5°)
Брусок Изгиб по толщине (в пл. XY')
Пластина прямоуголь- ная Изгиб по грани (в пл. Z'Y')
Сжатие и растяжение по длине
s — толщина
но оси X(Z')
I — длина
по осн У'
b — ширина
по оси Z'(X)
а —0,224/
5525 s
/2
s
— «0,85
b
— <0,15
I
Следует поль-
зоваться рис.
2.8, 2.9 для бо-
лее точного вы-
бора соотноше-
ния сторон s/l
и частотного
коэффициента
Xf
г s — толщина по оси X 1 — длина по оси Y' b — ширина по осн Z' а=0,224/ 5545 / = 55456
~ /а '
Z'
г’ £ X s.— толщина по оси X / — длина по оси Y’ h — ширина по оси Z' 2760 — 2830 2830
ь
- <0,15
/
s=0,2—1,0 мм
s=0,2—1,5 мм
2760 — 2860 / = 3-2820 1
-<0,15 / (на 3-й гармо- нике)
1 “ /
Z'
ухЦ—Ы° (ДТ) Пластина квадратная Сдвиг по контуру 'К. Z s — толщина по оси Y' / — длина по оси X b — ширина по оси Z' 2070 — 2860 2070 - 2070 ~ Ь -^=1 I s=0,2—1,2 мм
их//—51° (ДТ) Пластина прямо- угольная Сдвиг по контуру z\ 7 X 4540 — 4570 __ 4570 1 — = 0,41 I s=0,2—1,2 мм Для круглой пластины АГ, = 2465-2475 s=0,2—1,0 мм t
yx/s/+51°30'/+45° (ЖТ) м _ Пластина прямо- угольная । Сжатие и растяжение по ширине fY', х’ s — толщина по оси Y' 1 — длина по осн X' b — ширина по оси Z’ 3283 — 3293 3293 f~ b —=0,863 I 1
На рис. 2.15 показана зависи-
мость ТКЧ от отношения ширины
к длине пьезоэлемента для разных
углов срезов. Из приведенной зави-
симости ТКЧ от Ь/1 и этого рисунка
видно, что значение ТКЧ пьезоэле-
ментов данных срезов достаточно
мало по сравнению с ТКЧ пьезоэле-
ментов других срезов, применяемых
для фильтров (xys/ + 5° И др.).
Рис. 2.14. Зависимость частот-
ного коэффициента пьезоэле-
ментов от отношения сторон и
угла среза
На рис. 2.16 дано относительное изменение частоты пьезоэле-
ментов среза xysl/ + 8°30'/±34o в зависимости от температуры ок-
ружающей среды. Частотный коэффициент Nf и ТКЧ для среза
Рис. 2.15. Зависимость ТКЧ
пьезоэлементов от отноше-
ния сторон и угла среза
Рис. 2.16. Характеристики относи-
тельного изменения частоты пье-
зоэлементов среза xysl/+8°307
±34° в зависимости от темпера-
туры
xyslf + 8°307 ±38° также меняются в зависимости от отношения
ширины к длине пьезоэлементов. Эти данные приведены ниже:
ЬЦ........................................ 0,1 0,2 0,3 0,4
N, '. .................................. 5600 5200 4833 4200
ЬЦ..................... 0,1 0,2 0,4 0,5 0,65 0,75 0,9
ТКЧХ1О-6 . . . . -2,5 —2,7 —3 —3,2—4 —5 -7,5
Расчетные данные для пьезоэлементов срезов xt/s/ + 5°;
ухц~ 51°; yx/s/ + 51°307+45°; i/x// + 38°; хг/s/—18°30';
-vt/s// + 8°307±34°; xyslj + 8°30'/±38° приведены в табл. 2.2.
2.6. ВЛИЯНИЕ РАЗЛИЧНЫХ ОТКЛОНЕНИЙ,
ВОЗНИКАЮЩИХ ПРИ ИЗГОТОВЛЕНИИ КВАРЦЕВЫХ
РЕЗОНАТОРОВ, на стабильность их параметров
Имеются данные о влиянии различных отклонений, возникаю1
Ших при изготовлении кристаллических элементов разных срезов-,
79
на их характеристики. Эти отклонения следует учитывать при. рас-
чете и конструировании кварцевых резонаторов. Это могут быть
отклонения в ориентации орёзов или.;в геометрических размерах
и др. ’
Так как кварц — анизотропное тело, то кристаллические эле-
менты, вырезанные из кристалла кварца, обладают упругими и
пьезоэлектрическими свойствами,, зависящими от точности ориен-
тации относительно кристаллографических осей. Для элементов
срезов xys/ —5° и xys/—18°30' отклонение угла ориентации, вызы-
вающее отклонение плоскости элемента от плоскости УХ мало
влияет на такие параметры кристаллического элемента, как резо-
нансная частота /р и индуктивность L,:. В то же время изменение
угла вращения элемента вокруг кристаллографической оси X при
его ориентации влияет значительно сильнее, что видно из данных,
приведенных в табл. 2.3.
Таблица 2.3
Срез Отклонение угла вра- щения Изменение, %
резонансной частоты индуктивности LK
xys/+5° ±1° , От ’—0,9 до +0,6 ±0,7 ’
xys/—18°30' ±1° ±1,2 От —0,02 до +0,05
Для этих срезов резонансную частоту определяет длина пьезо-
элемента. Длина пьезоэлемента подгоняется после окончания всех
других операций настройки пьезоэлемента так, чтобы скомпенсиро-
вать влияние других возможных отклонений. В зависимости от
рода колебаний частота по-разному зависит ' от длины пьезоэле-
мента. Для пьезоэлементов с продольными колебаниями резонанс-
ная частота обратно пропорциональна длине, а для пьезоэлемен-
тов с колебаниями изгиба — квадрату длины. Следует учитывать,
что при такой подгонке частоты ТКЧ и индуктивность могут силь-
но измениться.
. ..Отклонение геометрического размера по ширине влияет-на ре-
зонансную частоту. Эти данные приведены в табл. 2.4.
Для элементов срезов x«/s/ + 5° и xys/—18°30' с продольными
колебаниями индуктивность LK можно считать обратно пропор-
циональной ширине. Для элементов с колебаниями на изгиб с
увеличением ширины элементов индуктивность уменьшается зна-
чительно быстрее. При отношении размеров 0,6 индуктивность
уменьшается примерно по квадратичному закону, а при отноше-
нии 0,1 — по кубическому закону.
У элементов среза xys/—18°30' связь с другими видами коле-
баний сравнительно слаба, поэтому ТКЧ мало меняется с измене-
нием ширины элемента. Ширина элементов среза xys/ + 5° значи-
тельно влияет на их ТКЧ. Хотя для длинного узкого стержня это-
го среза ТКЧ = 0, однако с увеличением ширины элемента ТКЧ
его быстро возрастает вследствие возникающих связей между
продольными и .поперечными колебаниями.
80
Таблица 2.4
Срез Отношение ширины к длине Увеличе- ние шири- ны, % Понижение частоты, %
xys/+5° 0,4 1 0,04
xys/+5° 0,6 1 0,13
xys/—18°Э0' 0,8 1 0.04
Для пластин среза yxls/ + 51°/ + 45° рекомендуется рассматри-
вать отклонение угла среза вместе с отклонением геометрических
размеров элемента, так как они влияют друг на друга. У элемен-
тов этого среза при угле поворота р=+51°7,5/ и отношении. . ши-
рины к длине 0,859 можно получить ТКЧ, близкий к нулю, в ши-
роком диапазоне температур (от —25 до + 75°С). Установлено
также, что температурный коэффициент частоты зависит как от
угла среза, так и от отношения ширины к длине. Вследствие этого
оказалось возможным компенсировать небольшие отклонения угла
среза подбором геометрических размеров кристаллического, эле-
мента. При этом область температур с нулевым ТКЧ можно сдви-
гать с помощью угла среза в сторону положительных или отрица-
тельных температур примерно на 1,1°С при изменении угла пово-
рота элемента на 1' в сторону увеличения или уменьшения.
В элементах среза yxls!+51°/ + 45° от ширины непосредственно
зависит резонансная частота. Учитывая это, ТКЧ следует подго-
нять изменением длины, а не ширины. Обычно элементы этого
среза имеют некоторый припуск по длине. При настройке пьезо-
элемента резонатора резонансная частота и ТКЧ подгоняются од-
новременно путем шлифовки пьезоэлемента по ширине и длине.
При увеличении отношения ширины к длине на 1% ТКЧ увеличи-
вается на +1,35-10-6. Изменение этого отношения вызывает так-
же отклонение индуктивности от номинальной.
Можно изменить частоту кварцевого резонатора, изменяя дав-
ление на торцы пьезоэлемента. Здесь используется зависимость
Рис. 2.17. Изменение &
частоты кварцевого ре-
зонатора среза (/%//+35° -ff
в зависимости от направ-
лении приложенного
давления
78
71
6
81
модуля упругости пьезоэлемента от давления, при его изменении
меняется частота кварцевого резонатора. Из рис. 2.17 видно, что
частота меняется в зависимости от направления приложения дав-
ления. Изменение ее максимально при углах 0 или 180°. В зави-
симости от направления давления изменяется знак ухода частоты,
а при определенном значении угла ф°, равном 60 и 120°, частота
не зависит от давления. Крепление элементов кварцевых резона-
торов целесообразно производить в этом направлении для умень-
шения влияния системы крепления на частоту кварцевого резо-
натора.
Подобный эффект возникает при давлении, приложенном к
прямоугольным или 1ивадратным пьезоэлементам. При исследова-
нии элементов среза yxl/—49° было замечено, что уход частоты
зависимости от приложенного давления в этом случае не изменяет!
знака. I
2.7. МЕТОДИКА РАСЧЕТА НОРМ РАСХОДА 1
КВАРЦЕВОГО СЫРЬЯ |
Нормы расхода кварцевого сырья на изготовление кристаллических элемен-
тов и готовых кварцевых резонаторов рассчитываются отдельно для каждого
среза. Для каждого среза необходимо разбить диапазон частот на поддиапа-
зоны, в пределах которых можно распространить одну норму расхода. Расчет
норм расхода кварцевого сырья в пределах заданного поддиапазона ведется по
наибольшему размеру элементов. Расчетные размеры элементов обозначаются
по длине, ширине и толщине соответственно буквами /, b и s. Первоначальные
размеры элементов 'без припусков на обработку обозначаются буквами с ин-
дексом: /о, Ьа и s0.
Припуск по длине и ширине на последующую обработку берется 3,0 мм,
по толщине 1,4—1,5 мм. Припуск на пропил принимается равным 1—1,5 мм.
Расчетные размеры элементов любых срезов будут определяться так:
1=10 + 3; b = Ь„ + 3; s = s0 + (l,4-l,5).
Масса заготовки Рзаг находится как ее объем, умноженный на- плотность квар-
ца р, равную 2,65:
Рзаг —— I bs р •
Норма расхода кварцевого сырья на элемент на заготовительном участке
определяется массой элемента вместе с потерями иа пропил, зависящий от тол-,
щины дисковой пилы, и коэффициентом использования моноблока К, из которой
го вырезаются элементы: :
Л = Рзаг/ К. . !
Значение К зависит от соотношения размеров кристалла кварца и вырезае-
мого элемента, конфигурации кристалла, типа среза элемента и др. Значение
К устанавливается опытным путем. Норма расхода кварцевого сырья на квар-
цевый резонатор А' определяется нормой расхода кварцевого сырья на эле- ’
мент;Л н коэффициентом выхода годных элементов К.' от общего числа нзго- •
товленных элементов: . ;
' Л' = Л/К' = Рзаг/КК\ । ;
величина А' в большой степени зависит от • состояния технологии ДанноГб
производства, степени сложности типа кварцевых резонаторов и жесткости тре-
бований к их параметрам. с
Значения коэффициентов К и К' для практических1 расчетов берутся усред-
ненными.
825!
ГЛАВА ТРЕТЬЯ
Распиловка кристаллов кварца:
3.1. КВАРЦЕВОЕ СЫРЬЕ; - J
Для изготовления кварцевых резонаторов промышленность ис-
пользует природное и искусственно выращенное, сырье. Н.а при-
родное и искусственное сырье имеются- специальные технические
условия, определяющие их сортность.
Искусственно выращенный кварц выпускается в виде блоков и
кристаллов, предназначенных для изготовления, кварцевых резона-
торов. Приведем некоторые термины и определения, относящиеся
к искусственно выращенному кварцу.
Искусственный кварц — кристаллическое вещество, вы-
ращенное на затравке в контролируемых условиях и имеющее гра-
ни, образовавшиеся в процессе роста, или поверхности, возникшие
в результате 'механической обработки.
' Затравка — кварцевая пластина заданной ориентации,'на
которую наращивают кварц.
Кристалл — искусственный кварц, включающий затравку и
кристаллический материал, полученный посредством наращивания
на затравку по обе стороны от нее.
Блок — искусственный кварц, не содержащий в бездефектной
области включений, полученный посредством наращивания на за-
травку по одну сторону от нее.
Включение •— инородное тело, видимое невооруженным гла-
зом в проходящем свете при освещении лампой накаливания
100—150 Вт.
Бездефектная область — область кристалла (блока),
не содержащая двойников, трещин, проколов, затравки, остатков
держателя.
Искусственный пьезоэлектрический кристалл кварца (кварц),
подученный гидротермальным методом, делится по типам , на' кри-
сталлы и блоки и предназначен для изготовления кварцевых кри-
сталлических элементов.
Марки кристаллов и блоков кварца различаются по значению
.добротности Q, размерам и. ориентации затравки.
Марки искусственного кварца записываются в следующем
виде: "
. Q-106(1 ^Л)ах//р или Q-106(l-Ajzybly. ;
' Символ, стоящий перед скобками, обозначает добротность в
единицах Q-106. Выражение в скобках означает размер кристал-
лов по оси Z, взятый по одну сторону от затравки, цифра 1 или 2,
стоящая перед знаком умножения, показывает, что блок (кри-
сталл) имеет размер по оси Z по одну или по обе стороны от за-
травки. А — размеры по оси Z(Z') по одну сторону от затр.авки
(Я = 15—25 и более). Символы, стоящие после скобки указывают
,83
ориентацию затравки для блоков (кристаллов). Ориентация бло-
ков (кристаллов) производится согласно нормали. Затравка мо-
жет быть следующей ориентации:
а) параллельной (плоскости пинакоида,
б) составляющей с плоскостью пинакоида угол
—19°50' <рс36°50'. *
Рекомендуемые углы: —18°30/, +5°, +8°30'. Толщина затрав-
ки не должна превышать 3 мм.
Для блоков Q=(2,0—5,0) 106, для кристаллов Q==(0,5—
—3,5) 106.
При ориентации затравки zxl/+§° и zyb/ + 5°, zxl/+8°30' и
zybl + 8°30' эквивалентное сопротивление для кристаллов должно
быть не более 2200 Ом, при ориентации zxll—18°30'г и zyb/—18°30z
— не более 1600 Ом.
Размеры по осям X и У (У') 130 и 70 или 70 и 130 соответствен-
но для разных значений Z(Z'). Объем бездефектной области дол-
жен быть для кристаллов 50—85%, для блоков 50—100%. Кварц
должен быть устойчив к воздействию температур от —60 до
+ 530°С.
Природное кварцевое сырье может быть в виде кри-
сталлов кварца, их обломков и гальки. Природным кварцем назы-
вается бесцветный или окрашенный кварц, обладающий свойством
пьезоэлектрического эффекта, обусловливающим его применение
в пьезотехнике. Классификация природного кварцевого сырья
устанавливает минимальный размер монообласти, ее выход и на-
личие допустимых дефектов в монообласти. Монообластью
называется область кристалла кварца, свободная от дефектов.
Под выходом монообласти понимается ее процентное содержание
по массе в каждом отдельном кристалле кварца. Минимальные
размеры монообласти кварцевого сырья должны обеспечить выход
одной пластины размером 12X12X1,5 м;м. К дефектам кварца от-
носят твердые и газожидкие включения, трещины, овили, бразиль-
ские и дофинейские двойники (см. § 1.2). Минимальная масса кри-
сталла кварца должна быть не менее 100 г. Минимальная масса
монообласти устанавливается по одной монообласти и не являет-
ся суммарной величиной от сложения нескольких монообластей.
Характеристики природного кварцевого
собой кристаллы, обломки кристаллов,
окрашенного кварца, даны ниже:
Сорт...............................
Минимальная масса моиообласти, г, не менее
Выход монообласти из кристаллов сырья, %,
ие менее
Примечание. Дефекты в моиообласт!
сырья, представляющего
гальку бесцветного или
экстра высший I II
1000 300 100 10
30 20 15 10
иё допускаются.
84
3.2. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ПЕСКОМ, ТРАВЛЕНИЯ
И РАСПИЛОВКИ КРИСТАЛЛОВ КВАРЦА
Кварцевое сырье (кристаллы кварца) подвергается предварительной очист-
ке песком в пескоструйном аппарате. Обработка песком производится до полу-
чения матовой поверхности кристаллов кварца со всех сторон. Камера песко-
струйного аппарата имеет объем 0,7 м3. Максимальное давление в ией до
0,6 МПа. Габаритные размеры пескоструйного аппарата 1000X1000X3000 мм.
Он расположен в отдельном помещении с вентиляционной вытяжкой.
Кристаллы искусственного кварца пескоструйной обработке не подвергают-
ся.
После очистки песком кварцевое сырье протравливается 30%-ной плавико-
вой кислотой (фтористоводородная кислота HF) при комнатной температуре.
Травление кристаллов кварца производится в винипластовых бачках цилиндри-
ческой формы в течение 6—10 ч в зависимости от скорости травления. Травле-
ние должно обеспечить достаточную ясность фигур астеризма (см. § 3.3). Пос-
ле травления кристаллы кварца промывают в щелочном растворе (5—10 %-иый
раствор NaOH) и в проточной воде в винипластовых ваннах. Объем ванны
0,5 м3, ее габаритные размеры 550X550X1550 мм. Для промывки кристаллы
кварца загружают в перфорированные бачки. После промывки их просушивают
в термостате теплым воздухом температурой не выше 50—60° С.
Винипластовые бачки с плавиковой кислотой устанавливают в вытяжном
шкафу. Образующиеся испарения кислоты удаляются из шкафа вентиляционной
вытяжкой. Для операции травления отводится отдельное помещение.
Для резки кристаллов кварца используются станки разных типов.
Алмазно-отрезной полуавтомат предназначен для резки блоков, промежу-
точных блоков и секций кварцевого сырья на пластики (фракции). Наибольшие
размеры обрабатываемого сырья: длина 140 мм, ширина 60 мм, высота 40 мм.
Габаритные размеры полуавтомата 1000X1095X1645 мм, масса 900 кг. Питание
от сети переменного тока частотой 50 Гц, напряжением 220/380 В. Потребляе-
мая мощность 1,1 кВт. Система охлаждения обеспечивает подачу жидкости не
менее 8 л/мин. Частота вращения шпинделя 2830—3800 об/мин. Радиальное
биение шпинделя 0,002 мм. Резка производится алмазно-отрезным кругом
(АОК) с наружной режущей кромкой. Диаметр отрезного круга 160 и 200 мм.
Рабочая подача АОК на заготовку свободная. Полуавтомат может работать в
ручном и полуавтоматическом режиме. Автоматизированы следующие операции:
подъем н опускание шпинделя, перемещение стола на толщину, остановка стан-
ка после разрезки всей заготовки. Операции, производящиеся вручную: уста-
новка и съем заготовки, корректировка углового положения заготовки, переме-
щение стола в исходное положение.
Схематическое изображение станка дано на рис. 3.1, где 1—кран системы
охлаждения; 2 — тумблер освещения; 3—переключатель режима работы; 4 —
переключатель насоса охлаждения; 5 — кнопка «пуск шпинделя»; 6 — кнопка
«шпиндель вниз»; 7—кнопка «шпиндель вверх»; 8 — кнопка «стоп»; 9—ввод-
ный выключатель; 10—рукоятка поворота стола; 11— рукоятка фиксации по-
ворота стола; 12—рукоятка механизма подачи на толщину; 13— фиксатор;
14— дроссель; 15-—рукоятка подъема шпинделя; 16 — маховик наклона стола;
17 — фиксатор наклона стола.
Полуавтомат состоит из следующих основных частей: станины, стола,
шпинделя, гидросистемы, ограждения, системы охлаждения, электрооборудова-
ния, механизма подъема шпинделя, механизма подачи на толщину. Стол обес-
печивает линейное перемещение, поворот и наклон заготовки. Линейное пере-
мещение (подача на толщину) осуществляется в направляющих, поворот — чер-
вячной передачей, наклон—микрометрическим винтом. Угол вращения стола
360° (отсчет Г), угол наклона стола ±3° (отсчет Г).
Другой тип алмазно-отрезного станка простой конструкции обрабатывает
кварцевое сырье размерами: длина 180 мм, ширина 200 мм, высота 90 мм. Га-
баритные размеры станка 1200X880X1770 мм. Резка производится также ал-
мазно-отрезными кругами диаметром 200 и 320 мм. дпк'
Работа этого станка происходит следующим образом: шпиндель с
опускается на заготовку под действием регулируемого усилия. Скорость рабочей
85
подачи регулируется при помощи гидравлического устройства. Стол , обеспечи-
вает взаимно перпендикулярные установочные перемещении обрабатываемого
изделия. Кроме того, с помощью червячных передач осуществляется поворот и
наклон стола. Наибольшее перемещение стола: продольное—180 мм, попереч-
ное — 200 мм. Наибольший поворот вокруг вертикальной оси 360°, вокруг го-
ризонтальной оси ±10°. Частота вращения шпинделя 1950 об./мии. Питание от
сети напряжением 220/380 В, частотой 50 Гц. Потребляемая мощность 1,22 кВт.
Схематическое изображение верхней части распиловочного станка этого ти-
па дано на рис. 3.2. Основной особенностью этих станков является контроли-
руемая вертикальная подача АОК, разрезающего кристалл кварца. Скорость по-
дачи регулируется гидравлическим тормозом. Этот тормоз замедляет падение
шпинделя с дисковой пилой. Регулировка обеспечивает равномерное опускание
пилы, медленное в начале резки и более быстрое в конце. Скорость подачи пи-
лы замедляется закрыванием перепускного клапана в верхней части цилиндра
и регулируется этим клапаном с круговой шкалой до любого значения. При же-
лании можно отключить тормозную систему с помощью рычага в верхней части
бачка гидравлического тормоза. Нуж-
ное давление дисковой пилы на кри-
сталл, подлежащий распиловке, уста-
навливается с помощью груза, при-
крепленного к шпинделю коромыс-
лом. Давление можно регулировать,
перемещая груз вдоль коромысла.
Гидравлический тормоз увеличивает
срок службы дисковой пилы. Шпин-
дель с дисковой пилой удерживается
только во время хода вниз и свободно
поднимается вверх из любого положе-
ния.
Алмазно-отрезной круг с алмазно-
несущей режущей кромкой может
быть диаметром 100—350 мм в зави-
симости от типа станка и размера
разделываемого сырья. На АОК (рис.
3.3) наносится порядковый номер, чи-
сло карат и номер зернистости алма-
за. (Карат —мера массы алмаза.
1 карат равен 0,2 г, масса одного зер-
на технического алмаза в среднем
0,06—0,07 карата.)
Жесткость диска пилы имеет
большое значение для избежания ис-
кривления плоскости пропила. Уста-
Рис. 3.3. Алмазно-отрезной круг с ал-
мазным металлокерамическим обод-
ком
новлены соотношения диаметра и ми-
нимальной толщины пилы, при которых сохраниется необходимая жесткость. При-
менять для экономии кварцевого сырья топкие алмазные пилы толщиной меиее
1,0 мм пока не удается, так как при этом искривляется плоскость пропила.
Для охлаждения и промывки образующейся при распиловке кварца прорези
применяется трансформаторное масло, подаваемое местным насосом на диск.
Средняя скорость резания равна 20 м/с для протяженности реза 85 мм. Ско-
рость резания, в данном случае линейная окружная скорость дисковой пилы,
определяется по формуле
v — nDn/60,
где v — скорость резания, м/с; D — диаметр дисковой пилы, м; п — число обо-
ротов дисковой пилы в минуту.
АОК, охлаждаясь, отдает свою теплоту распыленному Маслу, пары кото-
рого отсасываются из кабины вытяжной вентиляцией.
3.3. ПРИБОР ДЛЯ ОПТИЧЕСКОЙ ОРИЕНТИРОВКИ
КРИСТАЛЛА КВАРЦА
Для распиловки кристалла кварца на нужные срезы необходи-
мо знать расположение кристаллографических осей. Найти этй
оси в кристаллах, сохранивших идеальную форму, нетрудно. Од-
нако используемые в производстве кристаллы в большинстве слу-
87
чаев сохраняют только несколько, выраженных естественных гра-
ней (что облегчает их ориентировку) либо не имеют их совсем,
В этих случаях нахождение кристаллографических осей кристалла
кварца требует применения специальных приборов и методов.
Один из таких методов — предварительная ориентировка мри:
сталлов кварца по фигурам астеризма.
Термин «астеризм» присвоен оптическому явлению в кристал-
лах кварца, заключающемуся в том, что при наблюдении отра-
женного от кристалла луча света или при просматривании через
кристалл точечного источника света обнаруживаются различные
световые фигуры, форма которых зависит от ориентировки кри-
сталла относительно светового луча. По этим световым фигурам
приближенно, с точностью до 2—3°, определяются кристаллогра-
фические оси кристалла кварца X, У, Z, а по ним — требуемые
кварцевые срезы. Впервые этот метод был разработан академиком
А. В. Шубниковым, и фигуры астеризма были применены для
ориентировки направления кристаллографических осей в кристал-
ле кварца.
Предварительная ориентировка кристаллов кварца в современ-
ном кварцевом производстве сведена к довольно простым опера-
циям и составляет небольшую часть общего технологического про-
цесса.
Различные методы предварительной ориентировки кристаллов
кварца перед распиловкой подробно рассмотрены в [27]. Ограни-
чимся описанием наиболее распространенного в кварцевом произ-
водстве способе.
Ориентировка производится при помощи прибора (астероеко-
па) конструкции А. А. Тюльпанова и Ф. М. Ильина для определе-
ния положения плоскости YZ в кристалле кв<арца. Прибор (рис.
3.4) состоит из подставки 4, на которой укреплена стойка 2 с го-
Рис. 3.4. Прибор,
предназначенный для
ориентировки крис-
таллов кварца по фи-
гурам астеризма
чечным источником света, 1. Источником света служит лампочка
напряжением 6 В, закрытая колпачком. На подставке укреплена
площадка 3, в которой имеется игольчатое отверстие. Под этим
88
отверстием находится еще один источник света 5 — лампочка на-
каливания. На подставке имеются выключатели, которыми по-
очередно включают верхний и нижний источники света. На пло-
щадке помещают протравленный в плавиковой кислоте и высу-
шенный теплым воздухом кристалл кварца. Этот кристалл осве-
щают коническим пучком света, исходящим от источника света Л
Поворачивая кристалл кварца в различных направлениях, нахо-
дят такое его положение, при котором наиболее ясно видна фигу-
ра астеризма.
Метод ориентировки по фигурам астеризма приведен в § 3.5.
3.4. ОРИЕНТИРОВКА СРЕЗОВ КРИСТАЛЛА КВАРЦА
С ПОМОЩЬЮ РЕНТГЕНГОНИОМЕТРА
В кварцевом производстве для точной ориентации кристаллов
кварца используются специальные рентгеновские . установки,—
рентгенгониометры.
После предварительной ориентировки кристалла кварца опти-
ческим способом все замеры уточняются с помощью рентгенгонио--
метрической установки. Пробные срезы (кварцевые пластины),
полученные на распиловочных станках и поступившие для замера
на рентгенгониометр, имеют уже приближенно нужную ориента-
цию.
В основе устройства рентгенгониометра лежит явление дифрак-
ции рентгеновских лучей в кристаллах. Известно, что в кристалле
кварца, как и в любом другом кристалле, атомы расположены в
углах пространственной решетки. В этой пространственной решет-
ке можно выделить несколько плоскостей, в которых атомы обра-
зуют правильные плоские решетки. Рентгеновские лучи, длина
волны которых одного порядка с межатомными расстояниями в
кристаллах, попадая на плоские атомные решетки, дифрагируют
подобно световым лучам, попадающим на прозрачные пластинки с
нанесенными на них тонкими линиями (оптические решетки).
Существует дифракция двух типов: в проходящих и в отражен-
ных лучах. В рентгенгониометре используется дифракция в отра-
женных лучах. В этом случае углы максимального отражения
рентгеновских лучей от атомных плоскостей определяются сле-
дующим уравнением, известным как уравнение Брэгга—Вульфа:
2L sin 0 =
где L — расстояние между одинаковыми (параллельными) атом-
ными плоскостями, от которых происходит отражение; 0 — угол
максимального отражения (между рентгеновским лучом и атом-
ной отражающей плоскостью); п—\, 2, 3, ... — число, показываю-
щее порядок отражения; X — длина волны рентгеновских лучей.
В рентгенгониометре используются монохроматические рентгенов-
ские лучи с длиной волны 1,593-1010 м.
Для нахождения угла максимального отражения рентгеновских
лучей 0 вырезанные на распиловочных станках кристаллические
89
if
элементы перемещают в пучке рентгеновских лучей. Положение
при котором получается максимальное отражение этих лучей о1
отдельных атомных плоскостей элемента, фиксируется максималь
ным отклонением стрелки индикаторного прибора рентгенгонио(
метра-гальванометра. Одно из таких положений показано nd
рис. 3.5, где К —• ионизационная камера, которая может переме]
щаться по дуге и закрепляться в разных положениях так, чтобы
90'
РТ
Рис. 3.5. Условия макси-
ме мального отражения
’ рентгеновских лучей от
атомной плоскости крис-
талла кварца .
плоскостей квар-
от используемой
камере К на-
отражение происходило от выбранных атомных плоскостей; РТ —|
рентгеновская трубка; mA — миллиамперметр, регистрирующий
ионизационный ток в камере К; Л — лимб рентгенгониометра;
сс — кристалл кварца; dd — одна из атомных
ца; п — перпендикуляр к атомной плоскости; г — рентгеновский
луч; 20 —• двойное значение угла отражения
атомной плоскости, при котором в ионизационной
блюдается наиболее интенсивный поток отраженных рентгенов^
ских лучей. Я
Во время измерений камера К устанавливается против делеЯ
ния шкалы рентгенгониометра, соответствующей двойному угле
20 отражения ют используемой атомной плоскости. Я
Интенсивность отраженных рентгеновских лучей измеряется
ионизационным методом, отсчет производится при помощи радио-
технического устройства с индикаторным прибором. Ошибка в оп-
ределении положения атомных плоскостей на рентгенгониометре
не превышает 1—3'. Такая высокая точность контроля возможна
на любой стадии обработки кристалла кварца, а не только в про-
цессе резки и шлифовки. В последние годы созданы двухкристаль-
ные рентгенгониометры с точностью измерения угла среза ±10".
Атомные плоскости кристаллической решетки кварца соответ-
ствуют граням кристалла кварца и даже имеют одинаковые с ни-
ми названия («большой ромбоэдр», «малый ромбоэдр» и т. д.).
Атомные плоскости и грани составляют определенные углы с кри-
сталлографическими осями. Поэтому, определив в кристалле квар-
ца независимо от его внешней формы положение атомных плоско-
стей, можно найти и положение кристаллографических осей. Atom-j|
ные плоскости обозначаются цифрами. Я
90
Каждая итомнаяплоСКОсть-'кварца может отражав рентгенов-
ские лучи, но при одном определенном угле падения рентгенов?
ских лучей на атомную плоскость отражение будет максимальным.
Значение угла отражения определяется отсчетным устройством
рентгенгониометра. Свойством кристаллов кварца отражать рент-
геновские лучи от атомных плоскостей кристаллической решетки
пользуются для замера углов среза.
Для ориентации кварцевых срезов выбирают по возможности
такие атомные плоскости, которые отстоят на небольшой угол от
заданного угла среза, так как большие углы исключают замер на
лимбе' .рентгенгониометра, дуга которого равна 90°. (В этом слу-
чае может получиться большое отклонение отраженных лучей и
они не попадут в ионизационную камеру.) Когда в кристалле
кварца нет близкой к срезу атомной плоскости или она проходит
с наклоном в другой плоскости, разность угла среза и угла накло-
на атомной плоскости заранее подсчитывается. Расчетные данные-
для таких сложных случаев сводятся в специальные таблицы и
используются для точной ориентации данного среза.
Устройство рентгенгониометра. На рис. 3.6 приведено схемати-
ческое изображение основных деталей рентгенгониометра с левым
Рис. 3.6. Схематическое изображение рентгенгониометра
и правым лимбами, используемого в кварцевом производстве. Та-
кая система позволяет производить одновременный замер на двух
рабочих местах с одной рентгеновской трубкой. Здесь РТ — рент-
геновская трубка; mA — миллиамперметр; К — ионизационная
камера; Кд — кварцедержатель; РКд — рычаг, связанный с квар-
Цедержателем; СКд — стопорное кольцо кварцедержателя; ЛЛ —
Шкала левого лимба (от —10 до 0° шкала отрицательная с отрица-
тельным значением отсчетов, от 0 до + 80° шкала положитель-
ная); ПЛ — шкала правого лимба с теми же значениями деле-
ний; В — верньерная головка со шкалой, разделенной на 60',-
Укладывающихся в деление Г шкалы лимба. Это дает возмож-
ность определить угол поворота кварцедержателя с точностью
До Г.
91
На рис. 3.6 видна установка ионизационной камеры по угле
отклонения (29=26°40/) от рр'ани, параллельной большому роЛ
боэдру R. Я
Точная кристаллографическая ориентировка кристаллических
элементов по углу среза является первым важным условием для
получения кварцевых резонаторов с минимальным ТКЧ п хороши-
ми характеристиками в широком интервале температур. Для изме-
рения ориентировки и угла среза кристаллических элементов в
производстве применяются наиболее точные рентгенгониометры с
ценой деления шкалы 5—60". Однако температурно-частотные ха-
рактеристики кварцевых резонаторов различных срезов, изготов-
ленных в производственных условиях, показывают, что точность
кристаллографической .ориентировки среза на 1 —1,5 порядка ни-
же приведенных значений. Исследованиями причин такого несоот-
ветствия точности шкалы рентгенгониометра и точности кристал-
лографической ориентировки среза было установлено [26], что
суммарная погрешность измерения определяется тремя группами
погрешностей: случайными, методическими и инструментальными.
Две первые группы погрешностей определяются точностью юсти-
ровки рентгенгониометра, методикой и условиями измерения угла
среза. При надлежащей юстировке рентгенгониометра и примене-
нии соответствующей методики измерения эти погрешности могут
быть полностью устранены.
Однако все инструментальные погрешности измерения, имею-
щие систематический характер, определяются физическими особен-
ностями рентгеновского излучения и аналитический учет их со-
пряжен со значительными трудностями. Методы компенсации ин-
струментальных погрешностей изложены в [26]. Они позволяют
получить абсолютную и относительную точность измерения угла
среза в пределах до ±10".
Настройка рентгенгониометра. Настройка рентгенгониометра
заключается в том, чтобы так установить кварцедержатель Кд по
отношению к рычагу РКд, связанному с кварцедержателем, чтобы
между рабочей плоскостью Кд и нулевым положением рычага
кварцедержателя был угол максимального отражения 0 рентге-
новских лучей от той атомной плоскости, по которой желают на-
строить рентгенгониометр. Приняв угол 0 за нулевой замер данной
атомной плоскости (нулевым замером называют величину отсчета
по лимбу рентгенгониометра, характеризующую ту или иную
атомную плоскость кристалла кварца), нулевые замеры других
атомных плоскостей определяют как разности между их углами
01, 02, 0з-- и углом 0, по которому настроен рентгенгониометр.
Обычно вычитают меньшую величину из большей.
Самым малым углом 0 атомных плоскостей будет угол Брэгга
атомной плоскости призмы 0т=1О°26', но по нему не настраивают
рентгенгониометр вследствие того, что относительная интенсив-
ность отражения от этой плоскости мала, тогда как относительная
интенсивность отражения рентгеновских лучей от атомной плоско-
сти ромбоэдра К при максимальном угле отражения О' достаточно
'92 л
велика. По атомной ^плоскости ромбоэдра и принято настраивать
рентгенгониометр.
Рентгенгониометр настраивают по эталону атомной плоскости
ромбоэдра R следующим образом:
а) ионизационную .камеру устанавливают по лимбу рентгенго-
ниометра на двойной угол 20 максимального отражения рентгенов-
ских лучей от атомной плоскости ромбоэдра R; согласно таблич-
ным данным двойной угол 20 = 26°4О/;
б) в кварцедержатель вставляют точно обработанный эле-
мент — эталон атомной плоскости ромбоэдра R.
Рычаг, связанный с кварцедержателем, при включенном рент-
генгониометре должен строго устанавливаться на делении 0°
шкалы лимба. Этот замер, называемый нулевым замером атом-
ной плоскости ромбоэдра, должен получиться при любом положе-
нии правильно вставленного в кварцедержатель эталона.
Нулевое положение на рентгенгониометре регистрируют в тот
момент, когда отклонение стрелки миллиамперметра будет наи-
большим. В этот момент останавливают движение рычага квар-
цедержателя РКд. Если рычаг, связанный с кварцедержателем,
не останавливается на нуле шкалы лимба, то следует произвести
настройку рентгенгониометра. Для этого рычаг, связанный с
кварцедержателем, надо установить на 0° шкалы лимба. Освобо-
жденный от рычага кварцедержатель с закрепленной в нем пла-
стиной-эталоном R следует вращать в рентгеновских лучах до-
статочной плотности до тех пор, пока отклонение стрелки мил-
лиамперметра не будет наибольшим. Затем, не изменяя положе-
ния кварцедержателя Кд, необходимо закрепить его стопорным
кольцом на рычаге кварцедержателя. После закрепления стопор-
ного кольца следует произвести несколько замеров эталона атом-
ной плоскости ромбоэдра R.
Если верньер кварцедержателя при замерах останавливается
точно на 0" шкалы лимба, то можно считать, что кварцедержа-
тель установлен верно, в противном случаем настройку рентген-
гониометра надо повторить.
Несовпадение делений шкалы лимба с делением верньера
можно устранить, регулируя стопорным винтом головку вернье-
ра до совпадения делений. Несовпадение нулевых замеров дру-
гих атомных плоскостей при контрольных замерах с помощью
эталонов этих атомных плоскостей свидетельствует о неправиль-
ной работе рентгенгониометра. Причиной неисправности рентген-
гониометра является либо недоброкачественность эталонов, при-
меняемых для настройки и контроля, либо неправильное положе-
ние отдельных деталей механизма рентгенгониометра. Только
точно настроенный рентгенгониометр будет годен к работе для
замера угла среза кристаллических элементов и ориентации кри-
сталлов кварца по пробным срезам.
После настройки рентгенгониометра по эталону атомной плос-
кости можно приступить к измерениям угла среза кристалличес-
ких элементов. Для этого вместо эталона в кварцедержатель
93
вставляют кристаллический элемент и передвигают ионизацион-.
ную камеру К в положение, при котором интенсивность отражен-
ных рентгеновских лучей наибольшая. Разность в отсчетах по
лимбу, соответствующих первоначальному и конечному положе-
ниям ионизационной камеры, дает угол между атомной плоско-
стью эталона и измеряемой плоскостью элемента.
Разность измеренного на рентгенгониометре угла пробного
среза и требуемого угла среза составляет поправку, на которую
изменяют установку подлежащего распиловке кристалла кварца
на суппорте распиловочного станка.
Правила техники безопасности при работе на рентгенгонио-
метрё. Невидимые рентгеновские лучи являются опасными для
человека при непосредственном облучении ими. Нельзя подвер.
гать себя и окружающих лиц даже самому кратковременному об-
лучению рентгеновскими лучами, с помощью которых производит-
ся замер углов среза кристалла кварца на рентгенгониометре.
Для защиты человека от облучения рентгеновскими лучами
устанавливаются заградительные экраны, изготовленные из ма-
териала, хорошо поглощающего эти лучи, например свинца. Хо-
рошо поглощаются «мягкие» рентгеновские лучи, с помощью ко-
торых производится замер углов среза кристалла кварца.
При размещении нескольких установок в одном помещении
взаимное их расположение должно быть таким, чтобы при любых
рабочих операциях пучок рентгеновского излучения не мог по-
пасть на постоянные рабочие места.
Отверстие коллиматора, откуда выходят рентгеновские лучи,
должно автоматически запираться, чтобы не пропускать рентге-
новские лучи при поднятом вверх предохранительном экране, ко-
торый находится в этом положении, пока в кварцедержатель
вставляется кварцевая пластина для замера.
' Во время настройки рентгенгониометра стопорное кольцо на
рычаге кварцедержателя следует закреплять таким образом, что-
бы руки настройщика не находились на уровне прохождения
рентгеновских лучей от коллиматора до эталона пластины и от
эталона пластины до камеры. |
Юстировку рентгенгониометра необходимо1 проводить удлинен!
ным торцовым ключом, чтобы защитить руки оператора от излЯ
чения. Я
Для дозиметрии легкого рентгеновского излучения рекомендЯ
ется применять прибор типа «Луч-А» с торцовым счетчиком. Я
качестве предельно допустимого применяется такой уровень иЯ
лучения, при котором в любой доступной точке установки покЯ
зание прибора «Луч-А» составляет не более 20 имп./с.
На полу около рентгенгониометра должен находиться резино-
вый коврик, предохраняющий от высокого напряжения, которое
может попасть на корпус рентгенгониометра в случае его неис-
правности. Корпус рентгенгониометра должен быть тщательно
заземлен. Не следует открывать защитных ограждений, за кото-
рыми стоят приборы, находящиеся под напряжением. ПроводЦ
94 Я
электропитания рентгенгониометра должны быть исправными, не
иметь оголенных мест и не мешать работе. Все работающие на'
рентгенгониометре должны знать правила техники безопасности.
Мощность дозы излучения на расстоянии 5—10 см от места
рассеивания пучка может достигать 2,58 Кл/кг-ч (1 Р/ч). Защита
от рентгеновского облучения должна обеспечивать ослабление
излучения на рабочем месте до значения, не превышающего до-
пустимых 0,258 Кл/кг-ч (100 мР/ч).
3.5. ОРИЕНТИРОВКА И РАЗМЕТКА КРИСТАЛЛОВ КВАРЦА
НА БЛОКИ СРЕЗА х ПО ФИГУРАМ АСТЕРИЗМА
Если поместить под точечный источник света 1 (см. рис. 3.4)
протравленный и высушенный теплым воздухом кристалл кварца
(это может быть кристалл любого вида), то в нем обнаружива-
ется, как было указано выше, световая фигура — фигура асте-
ризма. Как видно на рис, 3.7, для правого кристалла кварца она
Рис. 3.7. Фигуры асте-
ризма в плоскости YZ
для правого (а) и лево-
го (б) кристаллов квар-
ца
Рис. 3.8. Схематическое изображение плоскости
YZ, пересекающей кристалл кварца
имеет вид единицы,, а для левого — зеркального изображения
единицы. Эта фигура расположена в кристаллографической плос-
кости YZ. Вершина единицы показывает направление кристалло-
графической оси Z. При этом глаз наблюдателя, луч света и фи-
гура астеризма находятся в вертикальной плоскости, параллель-
ной плоскости YZ. На рис. 3.8 пириховыми линиями показана эта
плоскость.
На поверхность кристалла кварца мягким красным каранда-
шом наносят направление, указанное фигурой астеризма. По этой
линии, параллельной плоскости YZ, производят распиловку кри-
сталла кварца на блоки среза х. При этом плоскость режущего
95
диска должна быть направлена параллельно плоскости KZ. При
наклейке кристалла кварца на стеклянную подставку (плашку)
плоскость наклейки должна быть перпендикулярна плоскости FZ,
Плоскость наклейки отмечают крестом.
Если у кристалла кварца отсутствует естественная грань приз-
мы, перпендикулярная плоскости EZ, такую грань создают под-
шлифовкой кристалла на шлифовальной шайбе.
Кристаллы искусственного кварца подшлифовывают и накле-
ивают на плоскость ХУ.
Ориентировка и разметка х-блоков на косые срезы. На пло-
щадку 3 астероскопа (см. рис. 3.4) помещают вырезанный блок
среза х для последующей ориентировки по фигурам астеризма.
Плоскость YZ блока среза х для этого случая показана на
рис. .3.8. Блок устанавливают над игольчатым отверстием в пло-
щадке 3, расположенным над источником света 5, так, чтобы луч
проходил через толщу среза в направлении отрицательной кри-
сталлографической оси X. При отсутствии дефектов в кристалле
кварца получается изображение световой фигуры астеризма,
представляющей собой параллелограмм для левого и правого
кристаллов кварца (рис. 3.9). Передвигая х-блок или перевер-
тывая его на 180° по отношению к точечному отверстию прибора,
Рис. 3.9. Фигуры асте-
ризма в блоках срезов
х для левого (а) и пра-
вого (б) кристаллов
кварца
добиваются четкого изображения параллелограмма. В левом
кристалле кварца у наблюдаемого светового .параллелограмма
длинная сторона наклонена вниз направо, в правом кристалле —
вниз налево.
Световые фигуры астеризма, как это практически установле-
но, определяют следующие ориентирующие направления:
а) короткая сторона параллелограмма — положение кристал-
лографической оси Z;
б) короткая диагональ параллелограмма — положение кри-
сталлографической оси У;
в) перпендикуляр, опущенный на плоскость, на которой на-
блюдается световая фигура параллелограмма, — кристаллогра-
фическую ось X;
г) длинная сторона параллелограмма — приближенно на-
правление грани большого ромбоэдра R-, угол, образованный
длинной стороной параллелограмма с ребром грани R в плоскос-
ти YZ, приблизительно равен 13° (рис. 3.10);
д) линия, проведенная под углом 76°26' к грани большого
ромбоэдра R, — направление грани малого ромбоэдра г.
96
Для разметки различных срезов применяются маркированные
шаблоны треугольной формы. Шаблон прикладывают к световой
фигуре (параллелограмму) так, чтобы катет прямоугольного тре-
угольника шаблона, образующий с гипотенузой заданный угол
среза, совместился с направлением оси Z кристалла кварца. По
Рис. 3.10. Схематическое изображение проекции срезов на плоскость YZ для
левого (а) и правого (б) кристаллов кварца/
гипотенузе шаблона проходит линия разметки, которую наносят
на кристалл. На рис. 3.11 показаны примеры разметки х-блоков
на положительные и отрицательные срезы z/x//-f-35° и yxll—49° с
помощью шаблонов.
3.7/. Разметка
^блоков с помощью
щаблонов ца положи-
тельные (а) и отрица-
тельные (б) срезы
На рис. 3.10 изображены проекции срезов на плоскость KZ
•Т;,я левого и правого кристаллов кварца. Радиус, исходящий из
Центра пересечения кристаллографических осей YZ в направле-
нии отрицательного (малого) ромбоэдра, указывает на отрицав
Тельные срезы, расположенные в отрицательном угле (—В) меж-
Ту кристаллографическими осями Z и Y: Радиус, исходящий из
Т-80 97
центра пересечения кристаллографических осей KZ в направлю
'нии положительного (большого) ромбоэдра, указывает на поло.
жительные срезы, расположенные в положительном угле (+В)
между кристаллографическими осями Z и У. Срезы yxl/+33>-
yxl/+38°; z/x//+51°307+45° и другие называются положительны’
ми срезами, срезы ух1/—49°; yxlf—51° и другие-—отрицатель,
ными.
Для разметки одного и того же среза в левом или правом кри-
сталле кварца поворачивают блок на 180°. Это вызвано тем, что
необходимо иметь однозначные поправки поворота стола-суппор.
та распиловочного станка, чтобы избежать ошибок при замере
угла среза на рентгенгониометре, показывающем значение и знак
поправки.
Разметку блоков среза х на косые срезы можно производить
для положительных срезов по световой фигуре правого кристал-
ла кварца, а для отрицательных срезов — по световой фигуре ле-
вого кристалла кварца. Вообще для выреза любых кварцевых
срезов могут быть использованы как правые, так и левые кри-
сталлы кварца, так как физические свойства их одинаковы. Та-
кой случай показан на рис. 3.11.
Кварцевые х-блоки наклеивают на подставки (стеклянные
и деревянные плашки) той поверхностью, которая не подверга-
ется разметке. Разделку кварцевого сырья под требуемые срезы
иногда выгодно начинать с заготовки блоков среза z, а затем
эти блоки следует разрезать на х-блоки (или //-блоки). Кварц в
виде кристаллов или имеющий грани и ребра призмы удобно на-
клеивать одной из этих граней и разрезать на блоки среза z пер-
пендикулярно ребрам.
При пропускании тонкого луча света через толщу блока в на-
правлении кристаллографической оси Z на протравленной по-
верхности в плоскости среза z образуется световая фигура асте-
ризма (рис. 3.12). Луч света исходит из игольчатого отверстия 5
Рис. 3.12. Световые фи-
гуры астеризма для ле-
л вого (а) и правого (°)
кристаллов кварца
прибора (астероскопа), изображенного на рис. 3.4. Эта фигур3
имеет форму треугольника с вогнутыми внутрь сторонами. Пра‘
вый и левый наклоны вершин треугольника указывают на пра'
вый и левый кристаллы кварца. Направление вершин треугоЛК
ника показывает направление кристаллографических осей X.
98 Я
Кварцевое сырье распиливают на х-блоки или х-секции. Раз-
тчие между х-блоками и х-секциями заключается в том, что
...блок ориентирован по всем трем кристаллографическим осям, а
jj х-секции известно только направление оси Х\ в отношении же
^сей Z и У известна параллельная им плоскость. Перед размет-
кой х-секции на пластики заданного угла среза необходимо оп-
ределить направление осей Z или У (см. § 3.6). При разметке
v-секций, вырезанных из кристаллов кварца с гранями, можно
ориентироваться по граням ромбоэдров R и г.
3 6. РАСПИЛОВКА КРИСТАЛЛОВ КВАРЦА НА СРЕЗЫ
^х// + 35°15'; ухИ—49°; z/xZ/+38°; ухЦ— 51°; z/xZ/ + 51c3O7+45°
Перед распиловкой кристалл кварца наклеивают на стеклян-
ную плашку, которая, в свою очередь, наклеивается на деревян-
ную плашку. Их склеивают клеем БФ-4. Стекло обладает близ-
кими к кварцу механическими свойствами, ; это предохраняет
кварц при распиловке от образования сколов на месте выхода,
пилы. -
Кварцевое сырье наклеивают мастикой или шеллаком на пла-
шки размером 150x100x15 мм. Для этого нагревают кристалл
кварца и стеклянную плашку до температуры плавления мастики,
смазывают склеиваемые плоскости кварца и стеклянной плашки.
Плашки с наклеенным кварцем помещают в- термостат с темпе-
ратурой 80—120° С на 1,5—2 ч. Затем вынимают их из термоста-
та и выдерживают на воздухе до полного охлаждения кварца.
При наклейке необходимо следить за тем, чтобы линия разметки
и плоскость yZ располагались по ширине плашки в вертикаль-
ном положении, и проверять прочность приклейки.
Для распиловки на х-блоки наклеенный кристалл кварца ук-
репляют на суппорте станка, совместив отмеченную плоскость
KZ с плоскостью пилы. Отрезают пробный срез. На рентгенгонио-
метре измеряют угол .отклонения плоскости среза от атомной
плоскости ZZ и поправку записывают на пробном срезе. В соот-
ветствии с результатом измерения первого пробного среза необ-
ходимо сделать поправку на суппорте станка и отрезать второй
пробный срез. Эту операцию повторяют до тех пор, пока, точность
ориентировки плоскости среза к атомной плоскости ZZ не будет
Доведена до ±20'.
Точная ориентировка обычно достигается . вторым пробным
срезом. Толщина среза должна быть 1—2 мм. Если первый проб-
ный срез не замеряется на рентгенгониометре, то кристалл квар-
Ча направляют на повторную ориентировку. Правильно ориенти-
рованный кристалл кварца разрезают на х-блоки. При этом кон-
тролируют толщину х-блока и его плоскопараллельность. Тол-
щина должна соответствовать заданному размеру изготовляемых
Карцевых пластин с припуском 2,0—3,0 мм на шлифовку по кон-
турному размеру и 0,5 мм по толщине. Если размер кристалла
КВаРца допускает вырезку только одного х-блока, то в. этом .слу-
чае его вырезают возможно большей толщины (в целях экономJ
сырья), но не более 80 мм. I
Плоскопараллельность должна быть в пределах 0,2 мм ц]
50 мм длины. Распиловку кристалла кварца следует вести от обо!
их краев куска кварца к центру, предварительно разметив крис!
талл кварца на определенное число х-блоков. Этим предотвраща!
ется возможность отклеивания кварца от плашки во время рас)
пиловки. После этого легкими ударами молотка отделяют х-бло-
ки от плашки и передают на подшлифовку.
На шлифовальном станке с планшайбой подшлифовывают по-
верхность KZ х-блоков до устранения следов резки или образо-
вавшихся при резке выступов и неровностей. При этом необходи-
мо сохранить плоскопараллельность плоскостей среза к атомной
плоскости YZ. После подшлифовки х-блоки промывают в воде и
просушивают в термостате с температурой воздуха не выше 50—
60° С. После повторной проверки х-блоков по толщине и плоско-
параллельности их травят в 30%-ной плавиковой кислоте. Для
этого х-блоки очищают от частиц дерева плашки, промывают в
бензине и опускают в перфорированном бачке в плавиковую ки-
слоту. Травление длится 10—48 ч. После травления х-блоки про-
мывают в щелочном растворе и проточной воде. Травление долж-
но обеспечить четкое изображение фигур астеризма.
По фигурам астеризма производят разметку х-блоков для рас-
пиловки на пластики. Если при этом выявляются дефекты, меша-
ющие разметке х-блока в целом, то его распиливают на несколь-
ко частей и каждую из них размечают в отдельности. Далее раз-
метку производят с помощью шаблонов для каждого из размеча-
емых срезов. Определяют направление кристаллографических
осей Z и У на плоскости TZ и наносят ряд параллельных прямых,
обозначающих направление плоскости распиловки. Дефектные
области заштриховывают цветным карандашом.
Перед распиловкой на пластики х-блок наклеивают на стек-
лянную плашку размером 150X100X6 мм. Для этого х-блок и
стеклянную плашку подогревают на электрической плите через
предохранительную прокладку из асбеста до 90° С. Подлежащие
склейке подогретые поверхности смазывают мастикой, состоящей
из канифоли, воска и парафина. На 1000 частей канифоли берут
45 частей воска и 15 частей парафина. Для более прочной при-
клейки применяют шеллак. После этого х-блок кладут на стекло
и притирают к нему.
Стекло с блоком наклеивают клеем БФ-4 на деревянную пла-
шку. Склеенные с кварцем плашки кладут на металлическую пли-
ту для теплоотдачи и выдерживают до полного охлаждения.
После всех подготовительных операций производят распилов-
ку х-блока на пластики с допуском +0,3 мм к заданной толщи-
не. Для этого наклеенный х-блок закрепляют к горизонтальной
плоскости на суппорте распиловочного станка, установив линию
разреза параллельно плоскости АОК- Отрезают пробный срез 11
замеряют на рентгенгониометре. На поверхности пробного среза
оТмечают номер распиловочного станка, так как при нескольких
сТанках можно перепутать принадлежность срезов при их замере.
Замеряют угол отклонения плоскости среза от угла ориентиров-
ал и вносят угловые поправки по отношению к кристаллографи-
ческим осям Z и X. Эти поправки записывают на плоскости проб-
ного среза и затем устанавливают суппорт распиловочного стан-
ка на значение поправки по оси Z в горизонтальном положении
п по оси X — в вертикальном.
Далее отрезают второй пробный срез. После замеров второго
среза в случае совпадения с заданными допусками продолжают
распиловку х-блока кристалла кварца до конца на пластики нуж-
ной толщины.
Для большей точности распиловки пластики следует проверять
через 2—3 среза на рентгенгониометре, чтобы вовремя откоррек-
тировать возможные уходы от заданного угла среза.
Толщину и плоскопараллельность пластиков контролируют с
помощью микрометра с ценой деления 0,01 мм. Как и раньше,
контролируемый угол среза замеряют рентгенгониометром, кото-
рый настраивают по эталонным кварцевым элементам замеряемых
срезов. Систематически через 100—150 замеров проверяют пра-
вильность установки рентгенгониометра.
Толщина пластиков должна соответствовать окончательной
толщине годного элемента, но с припуском по толщине на шли-
фовку:
/г0 ± 0,5 ± 0,15,
где h0 — окончательная толщина элемента; 0,5 — припуск по тол-
щине на шлифовку; 0,15 — допуск на вырезку пластика.
Это условие распространяется на элементы с толщиной более
0,5 мм. Плоскопараллельность пластиков должна быть выдержа-
на с точностью 0,1 мм по длине и 0,03 мм по ширине. Угол сре-
за выдерживают в зависимости от требований, предъявляемых к
элементам от ТКЧ.
Например, для среза yxl) + 35°15' допуск по углу ZZ' находит-
ся в пределах от ±1 до ±10' для ТКЧ, равного (0,5—2)-10~3.
При этом допуск по углу XX' равен ±15'. Для среза yxl)—49°
Допуск по углу ZZ' составляет ±10', а по углу XX равен ±15'.
• А
• О
.В •!>
Рис. 3.13. Схематическое
расположение точек, в ко-
торых проверяется плоско-
параллельность кристалли-
ческих элементов
Проверку толщины и плоскопараллельности элемента произво-
дят замером их в пяти точках (А, В, С, D, 0 — рис. 3.13) и срав-
нением результатов замеров. За толщину элемента принимают
ег° толщину в точке 0. Разность между размерами АВ и CD не
Должна превышать 0,03 мм, а между точками А и С, D и В —
UH мм. После проверки пластиков их промывают в бензине и
101
теплой воде и еще раз травят в 30 %-ной плавиковой кислД
Травление производят в течение 1—2 ч, после чего пластики про'
мывают и просушивают теплым воздухом. Травление должно вы,
явить двойниковые области и обеспечить достаточную ясность фц,
гур астеризма.
Далее пластики размечают на элементы срезов yxl/ + 35°15'.
yxll—49°; ух// + 38°; yxl/—51°; yxls/ + 51°307 + 45°, что являет^
конечной целью распиловки кристаллов кварца. На сухих э*.
ментах отмечают двойниковые области, затем, смочив элемента^
иммерсионной жидкости, просматривают его в ярком свете и ф.
мечают прочие материальные и механические дефекты. '
Разметку пластиков на элементы производят с помощью спе-
циального приспособления, имеющего вид столика с угольником
на нем, под который кладется размечаемый пластик. Карандашом
наносят контуры элементов требуемого размера. В большинстве
срезов элементов их ребра параллельны направлениям кристал-
лографических осей или их проекциям на плоскость среза, по ним
и ориентируют вырезаемые элементы. Периодически при помощи
угломера проверяют направляющие линии и контуры элементов,
которые должны быть параллельны или перпендикулярны торцо-
вой грани плоскости YZ с допустимым отклонением не более
±30'. Пластики среза yxls)±51°30'/ + 45° размечают на заготовки
так, чтобы контурные размеры элементов составляли с осью Л
угол 45°.
После разметки пластики обрезают на обрезном распиловоч-
ном станке. Пластик подводят к кромке вращающейся пилы так,
чтобы его плоскость была перпендикулярна плоскости диска пи-
лы, а линия разметки совпадала с плоскостью пилы. Движени-
ем по вертикали надрезают пластик по линии разметки п затем
небольшим усилием рук отделяют элемент по линии надреза.
Этот способ имеет ряд недостатков: по линии отлома образуются
глубокие трещины, идущие в глубь элемента, и нарушается его
прочность. Это устраняется применением станка с двусторонней
обрезкой пластиков.
Пластики толщиной более 1,5 мм склеивают в стопки и обре-
зают. Пластики в количестве 30—60 шт. собирают в стопки так,
‘чтобы совпадали линии их разметки. По краям стопки кладут не-
сколько дефектных пластиков. Собранную стопку ставят на стек-
ло и подогревают на электрической плите до 50° С. Сверху на.на-
гретые заготовки наносят мастику, которая склеивает стопку, про-
никая в щели между пластиками. Усилием руки стопку сжимают,
обеспечивая ее равномерное склеивание. После остывания стопку-
укрепленную на стеклянной и деревянной плашках, помещают на
суппорт распиловочного станка. Линию разметки совмещают с
• плоскостью пилы и элементы вырезают согласно разметке.
Затем стопку элементов разогревают и расклеивают. Элемен-
ты промывают в бензине и после контроля на отсутствие дефек'
тов производят проверку геометрических размеров и прямоугоД^
ноети элементов. Я
' 1D2
Кристаллические элементы не должны иметь сколов, следов
пубой резки, глубоких царапин, двойников, пузырьков, трещин,
габаритные размеры должны быть выдержаны с припуском к
’готовому размеру по длине и ширине от +1,5 до +2,5 мм и по
’олшине от +0,45 до +0,75 мм (для элементов толщиной боль-
ше 0,5 мм). Плоскопараллельность элементов после обрезки
должна быть не хуже 0,03 мм.
Длину и ширину элемента измеряют штангенциркулем с точ-
ностью отсчета 0,05 мм, а толщину и плоскопараллельность —
микрометром с точностью отсчета 0,01 мм. Угол среза проверяют
по осям Z и X с обеих сторон элементов. Рентгенгониометр для
проверки угла среза настраивают по эталонному кварцевому эле-
менту (для данного угла среза). Элементы, не укладывающиеся
в допуск по углу среза, могут быть исправлены шлифовкой с по-
следующей повторной проверкой угла среза.
3.7; РАСПИЛОВКА КРИСТАЛЛОВ КВАРЦА НА СРЕЗЫ
xys/+ 5° и xys/—18°30' /
Вырезку х-блока и все предшествующие операции производят
по технологическому процессу, описанному в § 3.6. Толщину бло-
ка по оси X выдерживают максимально возможной, но не более
80 мм, остальные размеры должны обеспечивать вырезку гото-
вых кристаллических элементов срезов xys/ + 5° или xys/—18°30'
с припуском на последующую обработку по контурному размеру
1 мм+ 0,5 мм на каждую сторону элемента.
Кристаллы кварца, имеющие плоскости ромбоэдра, разделы-
вают на блоки xys/ + 5° и xys/—18°30', наклеивая их на плоскость
ромбоэдра. Протравленные кристаллы кварца размечают на бло-
ки, минуя двойниковые области и ориентируя срезы на +5° и
—18°30z, непосредственно на распиловочном станке.
Ориентированный кристалл кварца распиливают на блоки
толщиной, равной ширине элементов по оси Z' с припуском 2 мм.
Последующие операции производят по данному технологическо-
му-процессу.
Поверхность YZ вырезанного х-блока по ошлифовывают до
полного устранения следов пилы и выступов на плоскости среза,
сохраняя плоскопараллельность плоскости среза к атомной плос-
кости YZ. После промывки и сушки х-блоки подвергают травле-
нию в 30%-ной плавиковой кислоте по методике, описанной в
§ 3.6.
Размеры блока должны обеспечить вырезку готовых элемен-
тов среза xys/+ 5° и xys/—18°30' с припуском на последующую
обработку. В § 3.6 описана технология, по которой х-блок наклеи-
вают на стеклянные и деревянные плашки и распиливают на сре-
3bI xys/+5° и xys/—18°30'. Ориентация этих срезов имеет неко-
торые особенности; она производится на распиловочном станке.
УРи замере пробных срезов на рентгенгониометре допуск по оси
берут равным ±10' и по оси X ±15'. Срез xps/ + 5° делают в
103
плоскости базиса и угол XX корректируют по атомной плоскоД!
базиса с допуском ±10'. После этого, повернув блок на +5°, орд
ентируют угол ZZ' с допуском ±1(У.
Как указывалось выше, толщина блока по оси Z' должД
быть равна ширине вырезаемого элемента. Отмечают плоскости
выреза блока Y'X, а направление оси Y' указывают стрелкой. Оби
плоскости блока YX срезов xys/+5° и xys/—18°30z подшлифовы.1
вают на шайбе, не допуская их перекоса. Одну из плоскостей
Y'X отмечают крестом как плоскость наклейки. Далее производя?
разметку блоков срезов xys/ + 5° и xys/—18°30' на пластики. На
плоскости блока Y'X в направлении оси Y' наносят карандашом
2—3 линии выреза пластиков. На блоке отмечают толщину плас-
тика, равную толщине готового элемента по оси X с припуском
0,8 ±0,15 мм на последующую шлифовку элемента по толщине,
Блоки срезов xys/4- 5° и xys/—18°30' наклеивают на плашки. Рас-
пиловку блоков на пластики производят на распиловочном стан-
ке по методике, описанной в § 3.6. Вырез пластиков ориентиру-
ют по атомной плоскости YZ с допуском по оси Z ±5' и по оси
Х±10'. Плоскопараллельность среза должна быть в пределах
0,05 мм.
Все последующие операции, включая контрольные, производят,
как указано в § 3.6.
Для кварцевых элементов брускового типа срезов xys/±.a° и
ух1/~\-4Ъ° толщина пластика должна быть равна толщине готово-
го кристаллического элемента плюс припуск на обработку 1,0 мм.
Для среза zyb/±y° и ух1/—45° толщина пластика должна
быть равна ширине готового кристаллического элемента плюс
припуск на обработку 1,0 мм.
3.8. РАСПИЛОВКА КРИСТАЛЛОВ КВАРЦА НА СРЕЗЫ I
xys//+8°307±34°; xysl/ + 8°30'/±38° I
Вырезку х-блоков и все предшествующие операции производят
по технологическому процессу, описанному в § 3.6. Размеры х-
блока должны обеспечить вырезку готового элемента среза
xysl/8°30'/±34° или xysl/ + 8°30'/±38° с припуском на последую-
щую обработку по заданным размерам. По контурному размеру
припуск равен 1 + 0,5 мм на каждую сторону элемента, на шли-
фовку элемента по толщине по оси X припуск составляв1
0,8±0,15 мм. Плоскость YZ х-блока подшлифовывают, после чего
х-блок подвергают травлению, последовательно выполняя опера-
ции технологического процесса (см. § 3.6).
Разметку х-блока на срез + 8°30' производят по технологиче-
скому процессу, описанному в § 3.6. Отмечают плоскость наклей-
ки YZ. Размер блока по оси Y' равен длине готового элемента
по оси У среза xysl/ + 8°30'/±34° или ху$//8°307±38° с припусков
2 мм на последующую обработку. Блок х наклеивают на стекляЮ
ную и деревянную плашки и распиливают на блоки среза + 8°30-
104
Разметка и распиловка х-блока на срез +8°30' поясняются
ца рис. 3.14, а, где показаны линии разметки и положение диска
ло отношению к ориентированному х-блоку на суппорте распило-
очного станка. Срез +8°30/ ориентируют рентгенгониометром по
аТомной плоскости призмы т. Угол установки ионизационной ка-
меры рентгенгониометра равен 20°52/.
ff)
Рис. 3.14. Разметка х-блоков на срезы xysl/+8°30'/±34° и xysl/+8o30'/±38°
Начальный (нулевой) отсчет по оси Z равен 5°36/ (при этом
сторона наклейки — плоскость YZ обращена вверх), отсчет по
оси X составляет 2°54' (сторона наклейки, плоскость YZ, обраще-.
на влево или вправо). Допуск по оси Z равен ±5', по оси X
±10'. Одну плоскость блока Z'X отмечают как плоскость наклей-
ки и подшлифовывают на шлифовальной шайбе. Этой плоскостью
наклеивают блок среза + 8°30' на плашку для дальнейшей ориен-
тации и распиловки (рис. 3.14,6). Правильность выбранного на-
правления кристаллографических осей определяют по фигурам
астеризма, как показано на рис. 3.14, а и б (линия а—а — поло-
жение кристаллографической оси У, короткая сторона параллело-
грамма — положение оси Z).
С помощью угломера или специального металлического тре-
угольника на плоскости Z'X, противоположной наклеенной, нано-
сят карандашом параллельные линии, проходящие под углом р к
плоскости Z'Y'. Эти линии показывают направление выреза эле-
ментов нужного среза. (Согласно табл. 1.8 угол р для среза
;'У-У/+ 8°30'/± 34° лежит в пределах от ±34° до ±50° и для среза
;';±7 + 8°30/±38о—от ±38° до ±50°.)
На рис. 3.14, в показаны положение блока среза + 8°30' на
суппорте распиловочного станка и направление реза диска пилы.
' г0л р (рис. 3.14, в) ориентируют относительно оси Z' с помощью
105
рентгенгониометра от атомной плоскости бипирамиды s. Пм
этом угол 20 установки ионизационной камеры рентгенгониомея
ра равен 40°14z. Начальный (нулевой) отсчет для среза xt/sZ/3
+ 8°307±34° по оси Z' составляет 16°39' (сторона наклейки o6pjl
щена вверх) или —2°57z (сторона наклейки обращена вниз). ПрЛ
ориентации от атомной плоскости трапецоэдра х угол 20 = 5О°51
Начальный отсчет по оси Z' равен 19°51z (сторона наклейки обра!
щена вниз) или 3°55' (сторона наклейки обращена вверх). Угол'
среза по оси X (У') проверяют при установке ионизационной
камеры рентгенгониометра под углом 20=67°42/. Отсчет по оси
AZ(TZ) равен 15°41z или 25°27z.
Для среза xysl/+8°30'/±38° при установке ионизационной ка-
меры под углом 20=4О°14/ нулевой отсчет по оси Z' равен 20°39'
или —6°57z и при 20 = 5O°O5Z замер по оси Z' равен 15°51z или'
7°55z; по оси X(Y') он составляет 17°32z или 6°06z. Кроме того,
вертикальный угол Y'Z' необходимо проверить с помощью уголь-
ника, приложенного к плоскости среза пластика и плоскости стек-
ла, на котором наклеен кварцевый блок (рис. 3.14,6). Корректи-
ровку среза производят изменением горизонтального положения
суппорта распиловочного станка. При замере контрольных срезов
на рентгенгониометре допуск по осям Z' и Y' равен ±15z. Плос-
копараллельность должна быть в пределах 0,05 мм. jg.
ГЛАВА ЧЕТВЕРТАЯ
Шлифовка и полировка
кристаллических элементов
4.1. ШЛИФОВКА КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ 1
Правильная обработка поверхности кристаллических элемен-
тов — важный этап технологического процесса изготовления квар-
цевых резонаторов. Кристаллические элементы шлифуются по
толщине и контуру. После ряда последовательных операций шли-
фовки абразивами разных номеров кристаллический элемент при-
обретает окончательную толщину и контурные размеры.
Шлифованная поверхность имеет много выступов и впадин.
Они образуют внешнюю часть разрушенного слоя — рельефный
слой, состояние которого существенно влияет на параметры квар-
цевых резонаторов.
Под рельефным слоем лежит также тронутый шлифовкой, но
имеющий более слабые следы разрушения так называемый тре-
щиноватый слой. Ниже этих двух слоев находится слой с иска-
женной кристаллической решеткой. Общая толщина разрушенно-
го слоя определяется в основном размерами, твердостью и проч-
ностью зерен абразива, прочностью шлифовального инструмента-
Поверхность кварца при механической обработке улучшается 5
106
1
результате ее доводки абразивами мелких фракций, а в случае
необходимости последующей полировкой. Качество обработки по-
Берхности кварца определяется размером остаточного рельефно-
г0 слоя и глубиной расположенного под ним трещиноватого слоя.
Процесс шлифовки должен быть таким, чтобы последним из при-
меняемых абразивов был окончательно удален трещиноватый
•ЛОЙ, образованный всеми предыдущими абразивами.
Механизм шлифовки поверхности кристаллического элемен-
та состоит в том, что под действием зерен абразива на гладкой
поверхности появляются впадины, число которых растет в про-
цессе шлифовки. Впадины расширяются и заполняются в процес-
се шлифовки абразивным порошком, а разрушению подвергаются
оставшиеся выступающие части поверхности. Сошлифованные ча-
стицы кварца уносятся абразивной суспензией (шлифовальный
порошок и трансформаторное масло, смешанные в соотношении
1:5). При шлифовке абразивным порошком на шлифуемой по-
верхности возникают микротрещины, идущие в глубь кристалла
на расстояние, зависящее от крупности зерен абразива и их физи-
ческих свойств.
На каждой последующей операции надо по возможности со-
шлифовать с каждой стороны кристаллических элементов слой
толщиной, равной удвоенному диаметру зерна абразива, которым
шлифовали их на предыдущей операции, чтобы полностью сгла-
дить образовавшиеся во время шлифовки более крупным зерном
неровности на поверхности элементов и трещины в следующем
слое.
Кристаллические элементы шлифуются на шлифовальных по-
луавтоматических станках специального типа. Кроме того, в обо-
рудование участка шлифовки кристаллических элементов входят
шлифшайбы разных размеров для ручной шлифовки и ряд при-
боров и приспособлений, необходимых в технологическом про-
цессе.
Кристаллические элементы, помещенные в кассеты, шлифуют-
ся между’ двумя чугунными нарезными шайбами с помощью
абразивной суспензии. В конструкции станка предусматривается
электроизоляция шайб друг от друга. Верхняя шлифующая шай-
ба соединена коаксиальным кабелем (с заземленной оболочкой)
со входом приемника. Элементы во время шлифовки находятся в
гнездах кассет из изолирующего материала — винипласта (гети-
накса для тонких элементов). Используют также кассеты из фо-
топленки толщиной до 100 .мкм и еще более тонкие кассеты тол-
щиной до 70 мкм из лавсана и терилена.
Толщина кристаллических элементов контролируется во вре-
мя шлифовки по частоте колебаний с помощью прием-
ника. В процессе шлифовки кристаллические элементы пере-
мещаются между двумя шлифующими шайбами. В них возбу-
ждаются колебания, вызванные явлением пьезоэффекта.
Интенсивность колебаний зависит от среза элементов. Эти коле-
бания принимаются приемником, по шкале которого определяет-
107
f
ся частота колебаний шлифуемых элементов. Так как толщиц5
шлифуемых элементов неодинакова, то принимаемый сигнал og ;
ладает довольно широким спектром частот, ширина полосы ко.
торого зависит от разброса по толщине и контурным размера^
всех элементов в кассете. Этот сигнал с наибольшей интенсивно,
стью прослушивается на частоте, соответствующей среднему зна-
чению геометрического размера шлифуемых элементов. После до.
стижения нужной частоты станок выключается и элементы на-
правляются на следующую технологическую операцию.
На всех операциях шлифовки-—грубой, промежуточной и до.
водке — имеются специальные таблицы, где указаны допуски по
толщине в микрометрах, пересчитанные на частоты в килогерцах,
для наиболее часто встречающихся значений частот. Эти таблицы
используются при шлифовке по толщине с контролем частоты по
приемнику.
4.2. ШЛИФОВКА АЛМАЗНЫМ ИНСТРУМЕНТОМ
Особое место среди абразивных материалов принадлежит ал-
мазу из-за его высокой абразивной способности. Алмаз—материал,
обладающий уникальными физическими и механическими свой-
ствами. Главнейшими свойствами алмаза являются его высокая
твердость и прочность. Микротвердость алмаза в девять раз выше
микротвердости кварца, равной 11 ГПа, и в пять раз выше мик-
ротвердости корунда, равной 20 ГПа. л
Физико-механические свойства алмаза: я
Микротвердость......................................100 ГПа Я
Модуль упругости алмаза............................ 900 ГПа
Теплопроводность....................................138 Вт/(м-К)
Теплоемкость........................................0,5 Дж/К
Важной технической областью приемника алмазного абразив-
ного материала является шлифовка. Применение этого материа-
ла при шлифовке значительно повышает производительность тру-
да, обеспечивает качество и точность обрабатываемых деталей.
Шлифовка алмазными кругами обладает рядом преимуществ
по сравнению с шлифовкой свободным абразивом. Шлифовка
свободным абразивом имеет следующие недостатки: станок дол-
жен снабжаться сложными устройствами — питателями для раз-
мешивания и подачи абразива, все выпускаемые микропорошки
имеют большой процент примеси абразива с зернистостью выше
номинальной.
Преимущества алмазной обработки:
1. При шлифовке алмазными кругами усилие примерно в 5
раз меньше, чем при шлифовке кругами из карбида кремния.
2. Температура, возникающая в процессе шлифовки, в 4—5 раз
меньше.
3. Расход алмаза по массе на доводочную шлифовку одного
изделия значительно ниже в (300—4600 раз) расхода других
шлифующих материалов: карбида бора, карбида кремния и т. fl-
108 1
4. Шлифовка алмазными кругами по сравнению с доводкой
пастой из карбида бора повышает производительность труда в
4 раза и больше.
5. При операциях доводочной шлифовки достигается чистота
поверхности до 12—13-го класса.
Несмотря на то, что для изготовления алмазных кругов ис-
пользуется ценное сырье и поэтому стоимость алмазного круга
значительно выше стоимости абразивного, все это окупается уве-
личением стойкости инструмента.
Однако применение алмазов при шлифовке приводит к более
глубокому разрушению обрабатываемого слоя. В связи с этим
после шлифовки алмазом необходимо производить доводку по-
верхности кристаллических элементов свободным абразивом.
Кроме того, современная методика металлизации не обеспечива-
ет прочной связи металлического покрытия с глянцевой поверх-
ностью, получающейся при алмазной шлифовке. Поэтому алмаз-
ную шлифовку пока следует рекомендовать только для началь-
ных стадий шлифовки кристаллических элементов.
Поскольку характеристики кварцевых резонаторов тесно свя-
заны с качеством отделки фасок, то фаски кристаллических эле-
ментов целесообразно подвергать алмазной шлифовке. Получае-
мая в этом случае глянцевая поверхность фасок не подвергается
металлизации.
4.3. ПОЛИРОВКА КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
Полировка как один из методов обработки поверхности квар-
цевого кристаллического элемента принципиально отличается от
шлифовки. При полировке зерна абразивной суспензии (крокус
в смеси с дистиллированной водой) снимают гидролизную плен-
ку, образующуюся на полируемой поверхности при химическом
взаимодействии воды и кварца, обладающего гидрофильными
свойствами. Эта пленка слабо связана с лежащим под ней слоем
кристалла кварца. На вновь образованной поверхности кварца
возникает новая гидролизная пленка, которая, в свою очередь,
снимается абразивной суспензией до тех пор, пока не закончит-
ся процесс полировки всей поверхности. Этот процесс происходит
в тонком слое поверхности кристалла кварца, измеряемом тысяч-
ными долями микрометра.
В результате полировки кристаллического элемента значи-
тельно повышается добротность, уменьшаются активное сопротив-
ление и процесс старения кварцевого резонатора, улучшаются его
температурно-частотные характеристики. При полировке кристал-
лических элементов обеспечивается хорошая плоскопараллель-
ность или высокая точность заданного радиуса кривизны у линз.
Несмотря на ряд преимуществ, полировка — это длительный
и трудоемкий процесс, который не всегда себя оправдывает. По-
лировочные материалы проникают в поверхность элемента и, вы-
нашиваясь со временем, способствуют процессу старения. Как
109
и при шлифовке, эти материалы должны быть удалены с поверх,
ности элемента, для чего кристаллический элемент приходится
вновь травить. Следует иметь в виду, что параметры полирован-
ных и шлифованных пьезоэлементов в общем мало отличаются
друг от друга, что также говорит в пользу преимущественного
применения шлифованных пьезоэлементов. Можно полировку за-
менить травлением, создающим качественную поверхность, но
этот способ требует дальнейшей разработки.
Исследование полировки кристаллических элементов указы-
вает на то, что для получения хорошей плоскостности у тонких
кристаллических элементов необходима двусторонняя шлифовка
и полировка, так как односторонняя обработка дает разность на-
пряжений из-за различия в обработке поверхности двух сторон
кристаллического элемента. Поэтому одностороннюю шлифовку
рекомендуется применять на начальных стадиях обработки для
исправления угла среза.
Полировка производится на оптических станках. Основным
приспособлением для полировки служит полировальник — метал-
лический диск плоской или сферической формы. На поверхнос-
ти диска укреплен слой подложки, участвующий в процессе по-
лировки вместе с полирующим порошком. При более низких тре-
бованиях к полируемой поверхности подложка может быть из
сукна или фетра толщиной 1,5—2,5 мм. При высоких требованиях
к качеству полированной поверхности необходимо применять смо-
ляные полировальники. Полировочные смолы составляются из
канифоли, воска и пека в различных соотношениях. Толщина слоя
подложки для полировальников из смол зависит от радиуса об-
рабатываемой поверхности.
Подготовка полировальника к работе состоит в том, что на
его поверхности укрепляется подложка из сукна или наносится
слой из полировочной смолы и создается ровная поверхность.
Смола наносится более толстым слоем в средней части полиро-
вальника, так как в процессе полировки она постоянно сползает
па край и срезается. Это делается в том случае, если нельзя ре-
гулировать на оптическом станке с помощью каретки размах
блока, на котором наклеены полируемые кристаллические элемен-
ты, и выравнивать таким образом подложку.
Одним из важных условий при полировке кристаллических
элементов является постоянство температуры и влажности окру-
жающей среды. Температура в помещениях, где производится по-
лировка, должна выдерживаться в пределах 21° С + 1 ° С, влаж-
ность— не более 60—70%, так как колебания температуры окру-
жающей среды влияют на постоянство температуры полироваль-
ника и на качество смоляной подложки. Такие условия можно
создать в специально оборудованных помещениях.
Качество полированных элементов проверяется с помощью
лупы шестикратного увеличения. При проверке полированной по-
верхности элементов, наклеенных на шайбу, необходимо сфокуси-
ровать через лупу луч света лампы на полированную поверхность»
ПО
затем, не нарушая фокусировки, проверить через лупу качество
кодировки элементов.
В процессе полировки плоскопараллельность элементов, обра-
батываемых на оптическом контакте, проверяется вместе с шай-
<1й (планом) с помощью оптиметра. После расклейки кристалли-
сские элементы возбуждаются в схеме генератора с частотоме-
юм, где более точно оценивается их частота.
Толщина линз в процессе шлифовки (равномерность толщины
<раев по окружности) проверяется в специальной оправке опти-
метром или по частоте в схеме.
Кривизна или плоскопараллельность проверяется пробным
стеклом по интерференционной картине. Блок с наклеенными эле-
ментами при проверке пробным стеклом считается за одну плос-
кость. Пробное стекло •— это калибр для контроля плоскопарал-
!ельности или заданной кривизны поверхности кристаллических
элементов. Наложением пробного стекла на контролируемую по-
верхность проверяется наличие промежутка между ними, толщи-
на которого выражается долями микрометра. При этом использу-
ется явление интерференции световых волн.
Рабочая поверхность пробного стекла, которая изготовляется с
высокой степенью точности, должна быть в зависимости от на-
значения плоской или сферической. При наложении пробного
стекла на полированную поверхность участки воздушного проме-
жутка с одинаковой толщиной будут располагаться по окружно-
сти и при интерференции световых волн будут видны как интер-
ференционные кольца с различной окраской.
4.4. ОБОРУДОВАНИЕ ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ
КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ И КОНТРОЛЬНОГО
ИЗМЕРЕНИЯ ЧАСТОТЫ
Полуавтоматический шлифовальный станок. Полуавтоматический шлифо-
зальный станок (рис. 4.1) сконструирован на основе сверловочного станка.
Вместо патрона для сверл на шпинделе станка крепится поводок эксцентрика
А На поводке находится металлический палец 3. Кассета имеет в центре от-
верстие, в которое вставляется втулка 2. Кассета зажимается на втулке гайкой.
Втулка имеет центральное сквозное отверстие, куда вставляется палец 3 повод-
ка эксцентрика, ведущий кассету. Во время работы станка кассета, ведомая по-
водком, совершает движения по кругу. Такие же движения совершают элемен-
ты, расположенные в гнездах кассеты; кроме того, элементы вращаются в гнез-
дах вокруг своей оси.
На рис. 4.2 показан путь элемента на неподвижной шайбе шлифовального
станка сверловочного типа. Во время этого сложного движения элементов меж-
ду шайбами, покрытыми абразивом, происходит их шлифовка. На шайбах сде-
ланы нарезки глубиной до 5 мм. Нижняя шайба закрепляется на массивной
’танине станка. Верхняя шлифующая шайба свободно закрепляется на метал-
лических упорах, в которые вставлены четыре текстолитовых пальца, препятст-
вУющие ее смещению. Во время шлифовки верхняя шайба всей плоскостью ле-
'кит на шлифуемых элементах. Масса нижней шайбы до 6 кг, верхней — до 3 кг'
3 зависимости от толщины шлифуемых элементов. После шлифовки 200—300
элементов рабочие шлифующие плоскости притираются в течение 30—60 мин на
''Олостом ходу станка до полного их выравнивания. Для этого в центральное
°тверстие верхней шлифующей шайбы вставляется специальный фланец. Шпин-
111
I
дель опускается, и поводок эксцентрика попадает в центральное отверст^
фланца. Во время работы станка при периодическом подливании абразивной
суспензии плоскости притираются и выравниваются. В процессе притирки шли.
фующне плоскости периодически меняют местами с целью сошлифовки неров,
ностей, образующихся в результате неравномерности шлифовки шайб. Сильно
Рис. 4.1. Полуавтоматический шлифовальный ста-
нок сверловочного типа
изношенные шлифующие плоскости подвергаются токарной н фрезерной обра-
ботке.
Шлифующие поверхности периодически выравниваются абразивным корун-
довым кругом. л
Рис. 4.2. Путь кристал-
лического элемента на
неподвижной нижней
шайбе шлифовального
станка сверловочного ти-
па:
1 — неподвижная шлифо-
вальная шайба; 2 — элемент;
3 — путь перемещения
Проверка плоскопараллельности стачиваемой поверхности производится
контрольной стеклянной линейкой. Сплошной след, оставленный линейкой па
всему диаметру шлифующей плоскости, указывает на достигнутую плоскопа-
раллельность шайб, прерывистый след — на неполную пришлифовку шайб.
На станке укреплен электродвигатель мощностью 0,5 кВт, 1400 об./мин.
соединенный системой шкивов и ременной передачей со шпинделем станка. Шкив
112
ла шпинделе защищен кожухом. Подъемная ручка помещена на правой части
шпинделя и дает возможность поднимать шпиндель с поводком. Шпиндель за-
крепляется в нужном положении стопорной ручкой. Станок запускается выклю-
чателем.
На рис. 4.1 видно расположение деталей станка в момент шлифовки. Слева
находится шайба 5 иа подставке с текстолитовыми пальцами 6, фланец 4 и
детали втулки, крепящей кассету. Для уменьшения разброса элементов по тол-
щине их следует во время шлифовки перекладывать в кассетах. Перекладку
производят 1—2 раза за время шлифовки. Процесс перекладки состоит в том,
что диаметрально противоположные в кассетах элементы меняют местами че-
рез одну по окружности. %
Станок планетарного типа для шлифовки кристаллических элементов. Спе-
циальный высокопроизводительный станок планетарного типа предназначен для
шлифовки кристаллических элементов, различных по форме и размерам. На
станке производится шлифовка кристаллических элементов по плоскостям. Кон-
струкция станка предусматривает использование его для грубой промежуточной
и доводочной шлифовки элементов и обеспечивает их плоскопараллельность.
При различных операциях необходимо применение соответствующих кассет и
разного абразива. Кристаллические элементы закладываются в специальные кас-
сеты (хорошо видные на рис. 4.3), имеющие по периферии зубцы. (Кассеты 1
Рис. 4.3. Устройство кас-
сет планетарного станка
своими зубцами сцепляются с малой 2 и большой 3 шестернями станка.) Во
время работы станка кассеты совершают планетарное движение (вращение во-
круг своей оси и поступательное движение), при этом элементы дополнительно
перемещаются в гнездах кассет. Таким образом, элементы совершают сложное
суммарное движение по циклоиде и, находясь между двумя неподвижными
чугунными притирами, шлифуются одновременно с двух сторон с помощью аб-'
разивной суспензии.
Для уменьшения разброса элементов по толщине их следует перекладывать
в кассетах 1—2 раза во время шлифовки. Перекладывают диаметрально про-
тивоположные элементы через одну по окружности по схеме, приведенной на
рис. 4.4. Здесь схема перекладки более сложная, чем в кассетах шлифовально-
го станка сверловочного типа. Перекладку производят по направлениям, ука-
занным стрелками.
Вначале снимают элементы в гнездах 1, 3, 5, 7, 9 или в гнездах 2, 4, 6, 8,
Ю и затем перекладывают их по схеме, приведенной на рис. 4.4. Для этого в
те же гнезда кассеты IV закладывают элементы, снятые с кассеты I. В кассе-
ту I закладывают элементы, снятые с кассеты III, и т. д. (При операциях гру-
бой и промежуточной шлифовки перекладку кристаллических элементов не про-
изводят.)
По внешней и внутренней окружностям шлифующих плоскостей установле-
ны чугунные кольца.
Плоскости колец предотвращают изгиб кассет по выходе нх за пределы
Рабочих поверхностей плат. Кроме того, наличие колец без нарезок улучшает
плоскопараллельность кристаллических элементов при их шлифовке, так как
Уравниваются условия шлифовки краев и середины элементов. Края элементов
выходят на наружные и внутренние ненарезанные кольца шлифовального дис-
ка, где они не подвергаются шлифовке. При отсутствии таких колец края
элементов, которые первые сталкиваются с абразивной суспензией, сильно ста-
113
, . OTEienr-тч
чивались бы, так как до них доходило бы больше абразивной .чей
до середины элемента.
Кассеты для шлифовки кристаллических элементов по плоскостям пред-
ставляют собой тонкие диски. Материалом для кассет служат текстолит, вини-
пласт, лавсановая пленка и др. Толщина кассет должна быть меньше оконча-
тельного размера элементов в конце данной операции.
Рис. 4.4. Схема перекладки кристаллических
элементов на планетарном станке ‘
Форма, размеры и число гнезд в кассетах могут быть различными в зави-
симости от формы и размеров элементов с учетом необходимого выхода эле-
ментов за пределы рабочих поверхностей плат во время шлифовки. Одновремен-
но в станок помещается пять и более кассет.
Имеется возможность шлифовать элементы на станке также по контуру.
При шлифовке по контуру замер элементов, склеенных в пакет, производится с
помощью микрометра или другого точного измерительного прибора.
Производительность планетарного станка значительно выше производитель-
ности других типов станков (примерно в 2,5 раза). При шлифовке тонких эле-
ментов это отношение уменьшается, так как частота вращения станка снижает-
ся. Производительность станка зависит от ряда факторов: а) зерна, состава,
количества применяемого абразива и равномерности его подачи; б) массы верх-
него притира; в) размеров припусков на элементах; г) формы и размеров
шлифуемых элементов; д) частоты вращения шестерен планетарного механиз-
ма станка.
Нагрузка на 1 мм2 кристаллического элемента, шлифуемого на планетар-
ных станках, меньше нагрузки на кристаллические элементы, шлифуемые на
полуавтоматических станках сверловочного типа, что обусловливается большим
числом одновременно шлифуемых кристаллических элементов в первом случае.
Для измерения толщины кристаллических элементов во время их группи-
ровки в процессе шлифовки используются микрометры со шкалой 0—25 мм, це-
на деления которой 0,01 мм. Точные измерения толщин производятся с помощью
прибора специального типа — оптиметра.
Шлифовальный станок планетарного типа предназначен для двусторонней
шлифовки свободным абразивом плоских кристаллических элементов толщиной
0,15—10 мм и диаметром 5—100 мм, отклонение от плоскопараллельностн не
114
более 0,0005 ми (0,5 мкм). Число одновременно обрабатываемых элементов
может быть до 50 шт. в зависимости от размера. Отклонение по толщине в
партии элементов не более 0,002 мм. Пределы регулирования частоты вращения
шпинделя центрального колеса 30—300 об./мии, наружного колеса 10—
100 об/мин. Размеры притиров: наружный диаметр 400 мм, внутренний диа-
метр 168 мм. Питание станка осуществляется от сети с напряжением 220/380 В
и частотой 50 Ги.
Рабочим органом станка служат два плоских чугунных притира с притер-
тыми плоскостями. Обрабатываемые кристаллические элементы размещаются
между притирами в кассетах, имеющих вид шестерен, находящихся в зацеп-
лении одновременно с наружным и внутренним зубчатыми колесами планетар-
ного механизма. Кассеты, совершая сложное планетарное движение, перемеща-
ют элементы между притирами по определенной траектории, обеспечивающей
их шлифовку и равномерный износ притиров. В рабочую зону между притира-
ми в период шлифовки автоматически подается абразивная суспензия. В про-
цессе шлифовки посредством радиозамера пьезошумов кристаллических элемен-
тов осуществляется их контроль по толщине. При работе с реле времени по-
следнее автоматически отключает станок по истечении заданного промежутка
непрерывной шлифовки. В подготовку станка к эксплуатации входит приготов-
ление абразивной суспензии. Для элементов толщиной s^0,5 мм суспензию
приготовляют из абразивных материалов соответствующей зернистости и транс-
форматорного масла в соотношении 1:5. Для элементов толщиной з^0,5 мм
суспензию приготовляют из абразивных материалов, трансформаторного масла
и керосина в соотношении 1:1:3. Эту суспензию заливают в бачок смесителя.
Смеситель абразивной суспензии состоит из бака и насоса, подающего абразив-
ную суспензию через дозатор в зону обработки.
Перед работой проверяется плоскопараллельность рабочих поверхностей
притиров линейкой на просвет. Если неплоскостность рабочих поверхностей од-
ного из притиров превышает 0,003/100 мм, т. е. просматривается щель между
притиром и линейкой, на нижний притир устанавливается комплект из трех
правильных шестерен, опускается верхний притир и подается небольшое коли-
чество суспензии. Частота вращения центральной шестерни шпинделя устанав-
ливается 60—80 об./мин. Исправление рабочих поверхностей притиров произво-
дится в течение 20—30 мин. Отклонение по толщине правильных шестерен
должно быть не более 0,003 мм.
После подъема верхнего притира на рабочую поверхность нижнего притира
укладывают кассеты и в зону шлифовки кратковременным включением дозатора
подают абразивную суспензию равномерно по всей рабочей поверхности. Верх-
ний притир опускается, и включается шпиндель. Частота вращения центральной
шестерни устанавливается в пределах 100—120 об./мин. Далее включается по-
дача абразивной суспензии и в течение 1—2 мин производится притирка кассет.
После укладки кристаллических элементов в гнезда кассет устанавливается
верхний притир, который через зубчатое колесо сцепляется с центральной шес-
терней шпинделя и вращается вместе с ней. После подачи абразивной суспен-
зии верхний притир проворачивается вручную против часовой стрелки с целью
-Проверки правильности укладки элементов в кассеты. Включают шпиндель стан-
ка, плавно устанавливая необходимую частоту вращения:
220—300 об./мин для элементов толщиной более 0,5 мм; 150—220 об./мин —
От 0,25 до 0,5 мм. Одновременно включается подача абразива.
Кристаллические элементы шлифуются до заданной толщины. Подача абра-
зивной суспензии осуществляется порциями через 1—1,5 мин. В конце шлифовки
следует произвести несколько перекладок элементов из гнезд 1, 3, 5, 7, 9 одной
кассеты в соответствующие гнезда другой кассеты согласно рис. 4.4.
Контроль элементов по толщине в процессе шлифовки осуществляют путем
Радиоз.амера пьезошумов элементов, обеспечивая электроизоляцию верхнего
Притира и соединяя приемник для прослушивания шумов с верхним прити-
. Ром при помощи кабеля.
Если допуски на параметры кристаллических элементов после шлифовки не
выд.ерживаются, следует произвести правку рабочих поверхностей. Следует об-
ратить внимание также на режимы обработки (скорость, номер абразива).
115
Возможно скругление элементов при шлифовке. Это случается, если глубй₽
на канавки на поверхности зубьев шестерен выработана зубом кассеты больше
допустимой. В этом случае следует установить нижний притир так, чтобы
зубья кассеты, уложенной на рабочую поверхность притира, не входили в кон-
такт с выработанным участком на поверхности зубьев шестерен.
При большом разбросе по толщине обрабатываемых при шлифовке кристал-
лических элементов могут быть поломки самих элементов и гнезд кассет.
Полноценная автоматическая доводка и полировка тонких элементов осу-
ществляются на специально созданных для этих операций станках. Одна из та-
ких моделей станков — доводочно-полировальный станок.
Доводочно-полировальный станок. Этот станок предназначен для двусторон-
ней доводки и полировки свободным абразивом тонких элементов из кварца
толщиной 0,12—0,04 мм, диаметром 13,5—5 мм. Отклонение от параллельности
поверхностен доведенных элементов толщиной 0,04 мм, диаметром 5 мм состав-
ляет 0,0005 мм, разнотолщинность полированных элементов 1—2 интерферен-
ционных кольца в синем свете, разброс по толщине в партии обработанных эле-
ментов 0,0005 мм. Станок рассчитан на эксплуатацию в закрытых помещениях
с температурой окружающего воздуха 25°С±10°С при относительной влажно-
сти воздуха 60±15% при +25° С. Регулируемая частота вращения шпинделя
0—300 об./мин.
Питание станка осуществляется от однофазной сети переменного тока час-
тотой 50 Гц и напряжением 220 В+10 В. Минимальная электрическая мощ-
ность, потребляемая станком, 0,1 кВт.
Обрабатываемые элементы размещаются в гнездах кассеты между двумя
плоскими притирами, причем кассета и каждый из притиров имеют свои оси
вращения, лежащие в одной плоскости. Ось вращения нижнего притира нахо-
дится на таком же расстоянии от оси вращения кассеты, что и ось вращения
верхнего притира. Ведущим звеном является нижний притир, который приво-
дится во вращение электродвигателем через клиноременную передачу. Благода-
ря трению между плоскостью нижнего притира и элементами, между элемен-
тами и верхним притиром, а также смещению осей кассеты и верхнего притира
возникают силы, вращающие кассету и верхний притир в ту же сторону, что и
нижний притир. Сложное перемещение обрабатываемых элементов относитель-
но поверхностей нижнего и верхнего притиров создает условия для равномер-
ной двусторонней доводки.
В зону обработки периодически подается суспензия, приготовленная на ос-
нове абразивного микропорошка соответствующей зернистости.
В случае если неплоскостность рабочей поверхности одного из притиров
превышает 3 мкм, следует произвести правку следующим образом. Подгото-
вить абразивную суспензию из микропорошка М5 20—25 г, воды дистиллиро-
ванной 60 мл, спирта-ректификата 16 мл, глицерина 8 мл или микропорошка
М5, трансформаторного масла, керосина в объемном соотношении 1:1:3. Нане-
сти 10—15 капель суспензии на рабочую поверхность нижнего притира и про-
изводить правку в течение 10—15 мин, подавая абразивную суспензию через
2—3 мин.
В зависимости от размеров обрабатываемых элементов выбирают кассеты
по данным табл. 4.1.
На рабочую поверхность нижнего притира наносят 10—15 капель абразив-
ной суспензии. Надевают кассету на эксцентрик так, чтобы она плотно приле-
гала к рабочей поверхности нижнего притира, затем наносят на кассету 8—
10 капель абразивной суспензии и притирают кассету в течение 3—5 мин.
Абразивная суспензия для работы приготовляется из крокуса и дистилли-
рованной воды в объемном соотношении 1 : 3.
При выполнении операции доводки пользуются суспензией, имеющей в сво-
ем составе микропорошок М5, при выполнении операции полировки — суспен-
зией из крокуса.
Элементы следует уложить в гнезда кассет так, чтобы три элемента с наи-
большей толщиной были равномерно расположены по окружности.' После на-
несения на элементы суспензии надо установить частоту вращения шпинделя,
соответствующую режиму обработки.
116
Таблица 4.1
Размеры элемента, мм Маркировка Число гнезд в кассете шт. Толщина пленки, мкм
диаметр толщина верхнего при- тира эксцентрика
50 0,05 40+5
60 0,06 50+5
5 70 0,07 5 36 60+5
80 0,08 70+5
50 0,05 40+5
60 0,06 50+5
6 70 0,07 6 30 60+5
80 0,08 70+5
50 0,05 40+5
60 0,06 50+5
8 70 0,07 8 30 60+5
80 0,08 70+5
50 0,05 40+5
60 0,06 50+5
10 70 0,07 10 24 60+5
80 0,08 70+5
50 0,05 40+5
60 0,06 50+5
12,5 70 0,07 12,5 20 60+5
80 0,08 70+5
50 0,05 40+5
60 0,06 50+5
13,5 70 0,07 13;5 18 60+5
80 0,08 70+5
Подачу абразивной суспензии производить регулярно через 1,5—2 мни. Для
получения минимальной разнотолщинностн в партии элементов необходимо де-
лать перекладки.
При полировке элементов на расстоянии 0,5 мм от края образуется фаска,
которую можно удалить путем обработки элементов по контуру.
Окончание обработки элементов проверяется по трем элементам с наи-
большей толщиной, равномерно расположенным по окружности. В случае не-
обходимости операции повторяются.
Ультразвуковая установка. Для промывки и обезжиривания кристалличе-
ских элементов, загрязненных во время шлифовки, используется ультразвуковая
установка. Промывка и обезжиривание производятся в жидкой среде органи-
ческими растворителями, щелочными растворами и водой. Установка работает
От сети трехфазного тока 220/380 В и потребляет 4 кВт. Рабочая частота 15—
30 кГц. Номинальное анодное напряжение 3 кВ. Анодный ток 0,7—0,9 А.
Высокочастотная часть электрической схемы — ламповый генератор ультра-
звуковой частоты.
В генераторном блоке возбуждаются и усиливаются синусоидальные коле-
бания в диапазоне частот 15—30 кГц. Напряжение подается на катушку воз-
буждения магнитострикционного преобразователя. Ультразвуковые колебания
Излучаются диафрагмой этого преобразователя.
Магнитострикционный преобразователь придается генератору для возбуж-
дения ультразвуковых колебаний в ваннах, где производятся промывка и обез-
жиривание элементов. Преобразователь встроен в ванну, размеры и конструк-
ция которой зависят от характера обрабатываемых деталей. Для промывки ис-
пользуются ванны цилиндрической формы диаметром 160 мм и высотой 100 мм.
117
Очистка кристаллических элементов, погружаемых в ванну в специальном
ковшике с решетчатым дном, длится 7—12 мин.
Технология очистки кристаллических элементов после шлифовки в ультра-
звуковой ванне состоит из промывки кристаллических элементов в горячей хро-
мовой смеси, очистки от следов хромовой смеси в ультразвуковой ванне, про-
мывки в горячем очищающем растворе, промывки в ультразвуковой ванне и дис-
тиллированной воде, сушки.
Выбранный диапазон частот 15—30 кГц не используется в радиовещании,
поэтому установка не требует экранирования и сетевых фильтров. Схемой и
конструкцией генератора обеспечивается подавление высших гармоник до пре-4
делов, допускаемых действующими в СССР нормами. Д
4.5. АБРАЗИВНЫЕ МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ I
ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ КРИСТАЛЛИЧЕСКИХ ’
ЭЛЕМЕНТОВ
Абразивные материалы используются для шлифовки и подготовки поверх-
ности кристаллических элементов к полировке. Термин «абразивные» происхо-
дит от латинского слова abrasio — соскабливание. Применяются главным обра-
зом искусственно приготовленные абразивные материалы—карборунд (карбид
кремния) и электрокорунд, а также естественный корунд. Естественный корунд
добывается в россыпях, где он находится в смеси с другими породами.
Корунд — окись алюминия (Ai2Os), плотность его р = 3,95—4,1 г/см3, твер-
дость по шкале Мооса 8—9. Применяется в виде порошков различной крупно-
сти от светло-коричневого до белого цвета в зависимости от процента содер-
жания алюминия (70—90%).
Карборунд — карбид кремния (SiC2), плотность его р = 3,12—3,22 г/см3,
твердость по шкале Мооса 9,5—9,7. Карборунд образуется методом химиче-
ского соединения антрацита с кварцевым песком во время сплавления их при
высоких температурах (1920—2200° С). Карборунд бывает разного цвета в за-
висимости от температуры образования. Лучший сорт — зеленого цвета.
Электрокорунд—искусственный корунд, тоже окись алюминия, получаемая
выплавкой из бокситов, содержащих А12О3. По абразивным свойствам электро-
кору-нд лучше естественного корунда.
Для полировки используются приготовленные искусственным путем мелко-
зернистые порошки.
Крокус — окись железа (Fe2O3), порошок от ярко-красного до темно-вишне-
вого цвета с размером зерен от 0,6 до 1 мкм. Исходным сырьем является же-
лезный купорос FeSO4. Зерна крокуса отличаются высокой твердостью.
Полирит — порошок кирпично-красного цвета, его кристаллические зерна
имеют размер до 5 мкм. Полирит изготовляется из смеси окислов редкоземель-
ных металлов (церия и лантана) прокаливанием при температуре около 1000°С
и обладает высокими полирующими свойствами.
Искусственные и природные абразивные материалы в зерне предназначены
для использования в свободном- виде на шлифовально-полировальных опера-
циях. По крупности зерна оии разделяются на группы и номера зернистости,
указанные в табл. 4.2.
Таблица 4.2
' Группа материала Номер зернистости
Шлифзерио 200; 160; 125: 100; 80; 63; 50; 40; 32; 25; 20; 16
Шлифпорошки Микропорошки Тонкие микропорошки 12; 10; 8; 6; 5: 4; 3 М63; М50; М40; М28; М20; Ml4 М10; М7; М5
118
xxii ..л номер зернистости характеризуется следующими фракциями: пре-
дельной, крупной, основной, комплексной и мелкой (первой и второй). Комплек-
сная фракция для шлифзерна и шлифпорошков состоит из трех фракций; круп-
ной, основной и смежной, для микропорошков — из двух фракций: основной и
смежной. Крупность основной фракции приведена в табл. 4.3. В зависимости от
процентного содержания основной фракции при соблюдении норм по осталь-
ным фракциям, установленных стандартом, номер зернистости дополняется бук-
венным обозначением согласно табл. 4.4. Нормы содержания отдельных фрак-
ций должны соответствовать для шлифзерна, шлифпорошков, микропорошков н
тонких микропорошков таблицам, помещенным в стандарте.
Таблица 4.3
Номер зерни- стости Крупность ОС- НОВНОЙ фрак- ции, мкм Номер зернис- тости Крупность ос- новной фрак- ции, мкм
Для продуктов рассева । Для продуктов гидроклассн- фикации
200 2500 — 2000 М63 63—50
160 2000— 1600 М50 50—40
125 1600— 1250 М40 40—28
100 1250— 1000 М28 28—20
80 1000 — 800 М20 20—14
63 800 — 630 МИ 14—10
50 630 — 500 М10 10—7
40 500 — 400 М7 7—5 -
32 400 — 315 И5 5—3
25 315 — 250
20 250 — 200
16 200— 160
12 160—125
10 125—100
8 100 — 80
6 80 — 63
5 63 — 50
4 50 — 40
3 40 — 28
При шлифовке кристаллических элементов применяются шлифзерно и шлиф-
порошки, микропорошки М28, М20, Ml 4 и тонкие микропорошки Ml О, М7 и
М5 в различных сочетаниях — от более крупных фракций к более мелким.
Большое влияние на качество обработки поверхности кристаллических эле-
ментов оказывает чистота фракции микропорошков, с помощью которых произ-
водится окончательная обработка поверхности элементов. Для обеспечения вы-
сокого качества микропорошков их разделяют по крупности зерен на группы,
применяя так называемую водную классификацию. При этом получаются груп-
пы микропорошков от М14 до М28, а затем от М5 до М10. Эти группы и на-
зываются фракциями в зависимости от крупности зерен. Разделение зерен мик-
ропорошков происходит в восходящем потоке воды, в специально сконструиро-
ванном для этих целей конусе и ведется от мелкого порошка к крупному. Во
избежание коагуляции мелкодисперсных частиц в конус подается стабилизатор
3 виде жидкого стекла, концентрация его в конусе от 0,5 до 1,0%.
Водная классификация основана на том, что абразивные частицы в зави-
симости от их размера оседают в воде с различной скоростью, связанной с их
Массой и зависящей от размера частиц и плотности воды при определенной
температуре, которую следует выдерживать постоянной. При водной классифи-
119
Таблица 4..
Содержание основной фракции для номеров зернистости, %
Буквенное обозначение 200—32 25-16 12-8 6—4 3 М63—М28 М20—Ml 4 М10—М!
в . 60 60 55
п 55 55 55 55 50 50 45
н 45 43 45 40 40 45 40 40
Д 41 39 41 36 36 42 37 37
кации в восходящем потоке воды, которая течет вверх со скоростью, большей
чем скорость оседания мелких частиц абразива, мелкие частицы выносятся на
верх, а крупные частицы с большей скоростью падения оседают.
Так как скорости восходящего потока малы и равны сотым долям санти
метра в секунду, легче установить время скорости слива с зеркала слива ко
нуса. Для этого замеряется время заполнения сосуда емкостью 1 или 3 л, ко
торое будет соответствовать скоростям восходящего потока: •
T = Vk;(vS), . |
где Т •— время заполнения сосуда, с; V — объем сосуда для контроля скороей,
слива, см3; v — скорость слива, см/с; для d=l—28 мкм (d— диаметр зерна
абразива, мкм) скорость v = 0,003—0,06 см/с; k — коэффициент, указывающий
разность вязкости воды при различной температуре t (6=1,45—0,88 для t=
= 3—20“ С; 6=1,0 для /=15° С); S—площадь зеркала слива, см2, равная
5=л£>2/4, где D—диаметр конуса, см.
В конус загружается подлежащий классификации микропорошок. Устанав-
ливается скорость восходящего потока воды, соответствующая фракции 14 мкм
(М14). После сбора в специальный приемник фракции 14 мкм скорость восхо-
дящего потока повышается для отделения фракции 20 мкм, а затем 28 мкм.
Далее производится классификация шлифпорошков М5, М7 и М10. Для этого
собранная в отстойник фракция 14 мкм обезвоживается и загружается в конус.
Скорость восходящего потока или скорость слива доводится до расчетной для
отделения фракций 5, 7 и 10 мкм.
4.6. ШЛИФОВКА ПРЯМОУГОЛЬНЫХ КРИСТАЛЛИЧЕСКИХ
ЭЛЕМЕНТОВ НА ШЛИФОВАЛЬНОМ СТАНКЕ
С ПЛАНШАЙБОЙ ДЛЯ РУЧНОЙ ШЛИФОВКИ
Кристаллические элементы прямоугольной формы, большого
контурного размера, разных срезов, мелкосерийные могут обра-
батываться на планшайбе для ручной шлифовки. При шлифовке
применяют абразивные шлифовальные порошки и микропорошки
разных номеров и марок, сочетая их по убывающим размерам
зерен в зависимости, от требований, предъявляемых к элементам.
Кристаллические элементы, подготовленные для ручнбй шлифов-
ки, должны иметь припуск по контурному размеру 2 мм ±0,5 мм
и по толщине 0,8 мм ± 0,1 мм.
Кристаллические элементы склеивают мастикой, состоящей
из канифоли и воска в пропорции 10 : 1, в стопку (пакет) по 20—
30 шт. высотой 50—65 мм, с двумя прокладками из стекла по
краям, чтобы предохранить крайние элементы от сколов. При
этом совмещают линии разметки каждого элемента по одной из
120
1
ее длинных"'сторон (параллельных оси X), называемых базо-
выми.
Шлифовку производят на подготовленной планшайбе (прото-
ченной абразивным бруском и проверенной на плоскопараллель-
ность). Размеры стопки контролируют микрометром. Предвари-
тельный контур элементов шлифуют шлифовальным порошком
№ 8, причем шлифовку граней стопки производят строго парал-
лельно линиям разметки кристаллических элементов с четырех
сторон (строго под прямым углом к базовой стороне стопки).
Для дальнейшей обработки до заданного контура оставляют при-
пуск 1,8—2 мм к окончательному размеру. Прямые углы стопок
элементов скругляют шлифовкой на планшайбе с радиусом за-
кругления Д = 0,5—1 мм. Затем стопку подогревают до размягче-
ния мастики на электроплите с закрытой подогревной спиралью с
температурой нагрева 80—100° С и расклеивают. Для очистки от
мастики после расклейки элементы промывают в бензине и су-
шат.
Перед шлифовкой по плоскости проверяют на рентгенгонио-
метре угол среза элементов по кристаллографическим осям X
и Z. Если обнаружено отклонение угла среза, то на самом эле-
менте отмечают величину отклонения и сторону, которую следу-
ет выровнять. Для исправления угла среза элементы шлифуют
на шлифовальной шайбе до тех пор, пока не будет достигнут за-
данный угол среза по кристаллографическим осям X и Z с точ-
ностью ± (1—3)'. Систематический контроль осуществляют рент-
генгониометром. Вообще исправляют те элементы, которые имеют
отклонение от заданного угла среза не более 45\ После исправ-
ления одной стороны элементы наклеивают этой стороной на
план — керамическую пластинку толщиной 7—10 мм, размером
150X150 мм, плоскость которой выровнена с точностью до 1—2
мкм, и шлифуют другую сторону. При исправлении угла среза обе
стороны элемента шлифуют по толщине последовательно абразив-
ными порошками № 3, М28 и М20.
Если кристаллические элементы находятся в пределах допу-
ска, то их наклеивают на план лучшей стороной по углу среза,
которая при проверке на рентгенгониометре отмечается крестом.
Шлифовку по толщине производят сначала шлифовальным по-
рошком № 8, снимая слой 0,2 мм. Затем шлифовальным порош-
ком № 3 снимают слой 0,1 мм и микропорошком М20 — слой
0,06 мм. Далее элементы отклеивают.
После отклейки элементы промывают в бензине. Просушен-
ные элементы шлифованной стороной протирают к. плану часо-
вым маслом и закрепляют мастикой. Шлифовку по толщине вто-
рой стороны и в этом случае производят шлифовальным порош-
ком № 8 с припуском к окончательному размеру 0,2 мм. Затем
Шлифовальным порошком № 3 сошлифовывают 0,1 мм и микро-
порошком М20 — оставшуюся до окончательного размера 0,1 мм.
Толщину элементов, наклеенных на план, проверяют в процессе
Шлифовки микрометром. Так как толщина плана известна, то ус-
121
тановить действительную толщину элемента нетрудно. Плоскоп®
раллельность вместе с планом должна быть не хуже 0,002 мм. 1
Элементы, отшлифованные по толщине, снимают с плана й
промывают бензином от следов мастики. При переходе во время
шлифовки от одного номера абразивного порошка к другому не-
обходимо менять шлифовальную шайбу. Для каждого номера аб-
разивного порошка должна быть отдельная планшайба. Для шли-
фовки по заданному окончательному контуру элементы снова
склеивают в стопку высотой 80—100 мм. Затем элементы шлифу,
ют равномерно со всех сторон шлифовальным порошком № 8, ос-
тавляя припуск 0,5 мм к окончательному контурному размеру.
После этого микропорошками М28 и М14 элементы шлифуют до
окончательного контура размера с допуском ±0,01 мм, сохраняя
прямоугольность сторон с допуском ±5Х.
После шлифовки по контуру, перед расклейкой, с ребер стоп-
ки элементов срезов yxlf+ЗЪ0 и ухЦ—51° снимают фаски шири-
ной 0,1 мм под углом 45° для предохранения их от сколов (рис.
4.5). Ребра стопки элементов среза ухЦ—49°, где сохранение кон-
турного размера с большой точностью не так важно, закругляют
с радиусом Д=1,5 мм (рис. 4.6). Снятие фасок и закругление ре
бер производят на планшайбе микропорошками М20 и М14. При
обработке предварительного контура ребра стопок кристалличес-
ких элементов уже
закруглялись, но в
процессе шлифовки по
Рис. 4.5. Изобра-
жение размеров
фасок, снимаемых
со стопки элемен-
Рис. 4.6. Изобра-
жение закругления
ребер стопки эле-
ментов
Рис. 4.7. Изобра-
жение снятия фа-
сок с отдельных
элементов
тов
плоскости закругление стирается, и эту операцию необходимо
повторять. Кристаллические элементы срезов ухЦ+35° или
ухЦ—49° толщиной меньше 0,6 мм, прошедшие все операции шли
фовки по толщине и окончательную шлифовку по контуру, подле
жат индивидуальной обработке по снятию фасок. На остальных
срезах, как правило, конусные фаски не делают, а закругляют
короткую сторону.
Индивидуальное снятие фасок производят следующим спосо
бом. На одной из коротких сторон элемента толщиной 0,3—0,6 мм
122
шлифуют фаску, прижимая элемент под углом 30—35° к план-
шайбе с нанесенной абразивной суспензией (микропорошок М14).,
Такую же фаску наносят на обратную сторону элемента. Между
фасками образуется угол 60—70° с площадкой на его вершине
шириной 0,15 мм + 0,05 мм (рис. 4.7).
Такие фаски наносят и на противоположный конец элемента.
Ребра длинной стороны элементов всех срезов закругляют на вра-
щающейся планшайбе с радиусом i/?=0,5 мм легким сошлифовы-
ванием. Также закругляют с радиусом /? = 0,1—0,15 мм ребра
площадки при вершине клина короткой стороны элемента.
На кристаллических элементах толщиной менее 0,3 мм ребра
коротких и длинных сторон закругляют ручным шлифованием на
планшайбе с радиусом /? = 0,1—0,15 мм.
Фаски на кристаллических элементах толщиной более 0,6 мм
снимают следующим образом. После окончательной шлифовки по
контуру стопку элементов подогревают до размягчения мастики
и снимают с нее предохранительные стекла. Стопку кладут на
специальное приспособление «кроватку» и наклоняют ее в соот-
ветствии с углом наклона этого приспособления.
На рис 4.8, а схематически изображена наклонная стопка эле-
ментов, расположенных на «кроватке». После охлаждения стопки
Рис. 4.8. Приспособление для снятия фасок со стопки элементов (а) и схема
сошлифовки ребер короткой стороны элементов (б)
до комнатной температуры на планшайбе, покрытой абразивной
суспензией с абразивным порошком М20, сошлифовывают ребра
коротких сторон элементов до заданного размера (рис. 4.8,6), не
Допуская перекосов. Толщину сошлифованного слоя t короткой
. стороны элемента определяют по формуле
, 7 — 0,15
t —------— cos а,
2
гДе Т — толщина элемента; а — угол наклона элемента. В этом
случае кристаллические элементы должны иметь одинаковую
толщину Т с допуском не более ±0,005 мм.
123
Ту же операцию повторяют после наклона стопки в другу®
сторону. И в этом случае ребра при вершине клина короткой стЯ
роны элемента закругляют с радиусом 7? = О,I—0,15 мм.
Например, дано: 7=3,4 мм; а = 35° (для элементов 500 кГц®
Получаем Я
* = 3,42^0,15^ 0 9== 31 мм.
2
Окончательно отшлифованные элементы после тщательной
промывки в бензине и в воде ультразвуковой ванны, а также про-
сушки теплым воздухом проверяют по частоте. Проверку произво-
дят с помощью электронного частотомера. Далее элементы на-
правляют на дальнейшую обработку.
Элементы после шлифовки имеют слегка сферическую поверх-
ность. Толщина элементов у краев должна быть одинаковой и
равномерно увеличиваться от края к центру до значения, соответ-
ствующего нужной частоте элемента. Сферическая выпуклость
элементов обусловливается их частотой и находится в пределах:
0,004—0,008 мм для частот 2—6 МГц; 0,003—0,006 мм для 6-4
9 МГц; 0,002—0,004 мм для 9—18 МГц. 1
Измерения сферической выпуклости производят в пяти точ|
ках — по концам диагоналей параллелограмма и в середине.
Шлифовкой на плоскопараллельных шлифовальных станках
сверлильного типа и планетарных станках элементам придают
сферическую форму в указанных выше пределах. Для высоких
частот следует стремиться придать элементам высокую плоско-
параллельность, так как при этом условии пьезоэлемент более
активен. Однако получить достаточно высокую плоскопараллель-
ность шлифовкой на станках этих типов затруднительно, и она
достигается полировкой кристаллических элементов.
4.7. ШЛИФОВКА КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
НА ПОЛУАВТОМАТИЧЕСКИХ И ПЛАНЕТАРНЫХ СТАНКАХ
Кристаллические элементы, поступившие с участка резки на
полуавтоматическую шлифовку, должны иметь припуск на обра-
ботку к заданным геометрическим размерам по длине и ширине
2 мм ±0,5 мм и по толщине 0,6 мм +0,2 мм. Допуск для угла
среза по оси X должен быть равен 15—20' и по оси Z 5—20' в за-
висимости от предъявляемых требований.
Предварительным условием машинной шлифовки кристалличе-
ских элементов является их полная идентичность по толщине.
Для этого все элементы перед шлифовкой группируют по тол-
щине.
Кристаллические элементы проходят последовательно четыре
этапа шлифовки: первый и второй — грубая шлифовка, промежу-
точный и последний — доводка. Перед каждым из этих этапов эле-
менты заново группируют. Для грубой шлифовки группировка
производится с разбросом по толщине ± (0,1—0,05) мм, для про-
124
межуточной ±0,01 мм и для окончательной шлифовки (доводки)
+ 0,005 мм.
"" В одну кассету закладывают элементы, сгруппированные с
этими допусками.
Перед шлифовкой по толщине кристаллические элементы пред-
варительно обрабатывают по контуру с припуском к окончатель-
ному размеру по длине и ширине 1,5—2 мм для среза z/x//+35°,
ijxlj—51° и других соответствующих им срезов и 1,5 мм ±1 мм
для элементов среза yxll—49° и соответствующих ему срезов.
Склеенные в стопку и обработанные на планшайбе кристалли-
ческие элементы шлифуют по предварительному контуру на пла-
нетарных станках. Для этого используют специальные кассеты
толщиной 8—15 мм с прямоугольными отверстиями, соответству-
ющие размерам склеенных в стопку элементов.
Вначале шлифовку производят при малой частоте вращения
шпинделя (30—50 об./мин) до устранения грубых неровностей на
стопках элементов, после этого частоту вращения шпинделя, вра-
щающего с помощью шестерен кассеты, увеличивают. Шлифовку
предварительного контура элементов выполняют шлифовальным
порошком № 10. Элементы, склеенные в стопку, шлифуют по ши-
рине и длине со стороны торца в кассетах, т. е. по контуру с
четырех сторон, с припуском 1,8—2 мм к окончательному раз-
меру.
На планшайбе, шлифуя шлифпорошком № 8 ручным способом,
закругляют стопки элементов с радиусом 7? = 0,5—1 мм.
После расклейки элементы промывают в бензине и проверяют
на сколы, трещины и другие дефекты, а также по углу среза на
рентгенгониометре.
Кристаллические элементы с окончательной толщиной мень-
ше 0,350 мм (до 0,150 мм) шлифуют полуавтоматами сверлильно-
го типа, применяя микропорошки М14 и М7.
При шлифовке элементов с окончательной частотой выше
12 МГц прослушивание их приемником затруднено из-за сильных
помех. В этом случае для проверки частоты периодически сни-
мают со станка несколько элементов из партии и возбуждают их
в специальной генераторной схеме между двумя электродами,
имеющими форму пятачков.
Кристаллические элементы после окончательной доводки про-
мывают в бензине и, проверив их на отсутствие внутренних де-
фектов, сколов и трещин, передают на окончательную шлифовку
по контурному размеру. Окончательную шлифовку по контурно-
му размеру и нанесение фасок производят по методике, описан-
ной в § 4.6.
Отшлифованные элементы после тщательной промывки и про-
Верки по частоте поступают на дальнейшую обработку.
Технологические процессы двусторонней шлифовки кристалли-
ческих элементов прямоугольной, квадратной, круглой формы и
брусков на станках планетарного типа. Различные типы планетар-
ных станков обеспечивают шлифовки кристаллических элементов
125
Рис. 4.9. Схема техноло-
гического процесса шли-
фовки кристаллических
элементов на станках
планетарного типа
126
различной геометрической формы толщиной от 10 до 0,5 мм, кри-
сталлических элементов, кроме брусков, от 0,5 до 0,15 мм и от
0,15 до 0,08 мм.
Кристаллические элементы, поступающие на операцию шли-
фовки, должны удовлетворять следующим требованиям: техноло-
гический припуск по толщине после резки не менее 0,8 мм, раз-
брос по толщине в партии на первую грубую операцию шлифов-
ки ±0,1 мм, на вторую грубую операцию шлифовки ±0,05 мм,
на последующие операции шлифовки ±0,005 мм. Кристалличес-
кие элементы, прошедшие обработку на станках планетарного
типа, должны удовлетворять следующим требованиям: разброс по
толщине в партии не более 0,002 мм, разброс по толщине на од-
ном элементе не более 0,0005 мм, не допускается наличие сколов
и трещин. Диаметр отверстий в кассете должен быть на 0,5 мм
больше диаметра обрабатываемых кристаллических элементов
или диаметра окружности, в которую вписываются обрабатывае-
мые элементы прямоугольной формы. Толщина кассет должна
быть в пределах от 1/2 начальной толщины элемента до 2/3 его
конечной толщины.
Технологические процессы двусторонней шлифовки выполня-
ются в помещении, соответствующем требованиям электронно-ва-
куумной гигиены третьей категории. Схема технологического про-
цесса двусторонней шлифовки кристаллических элементов по пло-
скости приведена на рис. 4.9.
Операция предназначена для снятия припуска по толщине
кристаллических элементов с целью удаления разрушенного при
резке слоя кварца. Она предусматривает двустороннюю шлифов-
ку элементов по плоскости толщиной больше 0,5 мм шлифоваль-
ными суспензиями. Шлифовка кристаллических элементов, уло-
женных в кассеты, осуществляется на специальных шлифоваль-
ных станках планетарного типа, описанных в § 4.4. Заданная тол-
щина (частота) кристаллических элементов контролируется по
пьезошумам с помощью приемника.
Неплоскостность рабочей поверхности верхнего и нижнего
притиров проверяется поверочной линейкой на просвет. При на-
личии зазора между рабочими поверхностями притиров и пове-
рочной линейкой следует провести их правку притирочными ше-
стернями с суспензией.
Вновь изготовленные кассеты необходимо притереть между
Верхним и нижним притирами с суспензией.
Процесс шлифовки заключается в том, что рабочая поверх-.
Ность нижнего притира смачивается суспензией из смесителя. В
зависимости от геометрических размеров обрабатываемых кри-
сталлических элементов подбираются кассеты, которые размеща-
ется на нижнем притире. В отверстия кассет закладываются за-
г0товки кристаллических элементов, которые также смачиваются
Шлифовальной суспензией. Устанавливается верхний притир стан-
Ка- Режим обработки элементов выбирается согласно табл. 4.5.
127
г
Таблица 45
Толщина, мм Частота вращения шпинделя, об./мин Давление, кПа Масса до- полни- тельного груза, кг Количест- во подава- емой сус- пензии, мл/мин Кассеты
Материал Толщина, мм
До 0,5 220 — 300 50 — 22 8,6 10—15 Текстолит Винипроз Целлулоид 3 — 0,5
0,5—0,35 170 — 200 18 8,6 2,4 10 Гетинакс Винипласт Винипроз 0,3 1
0,35-0,25 120 11 8,6 8—10 Рентгенпленка триацетатная 0,2 ]
0,25—0,15 110 10 — 9 — 8—10 Рентгенпленка Целлулоид Г етинакс 0,2 —0,|
0,15—0,08 100 8—9 — 8—10 Полиэтилен Терефталатная пленка 0,08 — 0,|
Во'время шлифовки подается суспензия по 8—10 мл через fl
1,5 мин. 11
Толщина элементов проверяется в процессе обработки с по-
мощью радиоприемника по пьезошумам. Можно проводить конт-
роль толщины элементов микрометром. При этом время шлифов-
ки рассчитывается по формуле
Т = As/c,
где Т — время шлифовки; As— снимаемый припуск, с — скорость
съема слоя кварца, мкм/мин.
Ниже приведена ориентировочная скорость съема кварца в
микрометрах в минуту в зависимости от зернистости шлифоваль-
ного
материала.
Шлифовальный порошок № 3, М40
М.28.........................
М20..........................
М14 . . . . »..............
М10..........................
М7...........................
120
100
70
35
20
7'
В процессе шлифовки производят перекладку элементов. При
этом четные элементы из кассеты I перекладывают на место чет-
ных элементов кассеты III, те, в свою очередь, перекладывают на
место четных элементов кассеты V и т. д.
После окончания шлифовки элементы снимают со станка с по-
мощью контактного съемника и промывают в теплой проточной
воде. Шлифовку кристаллических элементов по плоскости до тол-
щины 0,15 и 0,08 мм производят двусторонней шлифовкой, как и
в предыдущем случае. При 10 кассетах элементы перекладывают
следующим образом: четные элементы из кассеты I перекладыва-
ют на место четных элементов кассеты V, те, в свою очередь, пе-
рекладывают на место четных элементов кассеты IX и т. д.
128
r
Кристаллические элементы, поступающие на операцию сошли-
фовки клина, должны иметь разброс в партии элементов, замерен-
ных по толщине в центре элемента, не более 0,03 мм, припуск по
толщине к окончательному размеру не менее 0,6 мм, отмеченную
разовую сторону.
Для односторонней сошлифовки клина кристаллические эле-
менты закладывают в отверстия кассет, базовой стороной вниз, на
:оводочные шестерни, которые устанавливают на нижний притир;
цементы и нижний притир смачивают шлифовальной суспензией.
После установки верхнего притира станок пускают в ход, и клин
t ошлифовывается.
Исправление угла среза кристаллических элементов произво-
дится на плоскошлифовальных станках алмазным шлифовальным
кругом. Шлифовку производят с применением охлаждающей жид-
кости.
Шлифовальная суспензия из шлифовальных порошков и мик-
ропорошков, предназначенная для шлифовки кристаллических эле-
ментов из кварца. Шлифовальная суспензия представляет собой
месь однородной консистенции. Применяют шлифовальный поро-
шок № 3 и микропорошки от М.28 до М5. Технологический процесс
,:риготовления суспензии заключается в том, что 1 кг шлифоваль-
ного материала смешивают с 3 л воды (1:3) до получения одно-
: одной суспензии. При этом не должно быть слипшихся комочков
ерен шлифовального материала. После приготовления суспензии
се помещают в смеситель.
Шлифовальный материал отмеряют стаканом, пользуясь сле-
дующими данными, характеризующими объем в миллилитрах, за-
нимаемый 1 кг порошка:
№ 3 . 580
М40 . 560
М28 . 580
М20 . 640
М14 . 760
М10 . 800
М7 840
4.8. ШЛИФОВКА И ПОЛИРОВКА ПРЯМОУГОЛЬНЫХ
КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПРЕЦИЗИОННЫХ
РЕЗОНАТОРОВ СРЕЗА ухЦ + 35°
Обработку этих элементов начинают с шлифовки предвари-
тельного контура шлифовальными порошками № 4 и № 3. Затем
кристаллические элементы шлифуют по толщине с обеих сторон
Шлифовальным порошком № 3 и микропорошком М.28. Оконча-
тельную обработку по контуру производят шлифпорошком № 3 н
микропорошком М20. Все операции шлифовки и обработки кон-
турного размера выполняют по методике и технологии, описанным
® § 4.6 и 4.7. Фаски для этого типа элементов наносят под углом
35° на специальном приспособлении, рассмотренном в § 4.6 (см.
5—80 129
рис. 4.8, а). Размер фаски по гипотенузе (скосу) должен быть nJ
более 1,5 мм. Фаску шлифуют последовательно микропорошкамД
М28, М14 и М10. |
После нанесения и шлифовки фаски ее полируют на суконном'
полировальнике специальным шлифовальным микропорошком -<
крокусом (полиритом). Качество полировки проверяют через чету,?
рехкратную лупу. Операции шлифовки и полировки повторяют с
другой стороны стопки. После полировки фасок стопку элементов
расклеивают, промывают и сушат. Затем микропорошками произ4
водят дальнейшую шлифовку по плоскости с большой точностью.
Элементы наклеивают на стеклянную шайбу диаметром 300 мм,:
покрытую смолой или мастикой. ’5
Блок (так называется шайба с наклеенными элементами) шли-
фуют на латунной планшайбе станков типа полуавтоматов, приме-;
няемых в оптической промышленности. Шлифовку производят;
микропорошком М.28, снимая при этом слой 0,02 мм и выдерживая:
плоскопараллельность 5 мкм, затем микропорошком М14, снимая
слой 0,015 мм и выдерживая плоскопараллельность 2 мкм, и, на-
конец, микропорошком Ml0, снимая слой 0,01 мм и выдерживая
плоскопараллельность 1 мкм. Толщину контролируют микромет-
ром, периодически снимая блок с планшайбы полуавтомата. (Пе-
ред каждым измерением толщины блок промывают и сушат.) Да-
лее полируют отшлифованную сторону элементов. Блок кристал-
лических элементов полируют на смоляном полировальнике сус-
.пензией крокуса или полирита на оптическом полуавтомате. Поли-
ровкой снимают слой толщиной 5 мкм. Толщину проверяют опти-
метром. Качество полировки контролируют специальными оптиче-
скими методами.
После достижения нужной степени полировки блок кристалли-
ческих элементов расклеивают для посадки на так называемый
оптический контакт. Перед посадкой элементов на оптический кон-
такт тщательно протирают спиртом их полированную поверх-
ность и специальную контактную пластину (план). Затем кристал-
лические элементы накладывают на поверхность контактной плас-
тины и полируют до окончательного размера. Предварительно
элементы на оптическом контакте покрывают нитролаком для пре-
дохранения от проникновения влаги, иначе они могут отойти от
контакта.
Шлифовку и полировку второй стороны производят таким же
способом. После этого протертый спиртом элемент проверяют по
частоте.
4.9. ШЛИФОВКА И ПОЛИРОВКА КРУГЛЫХ ПЛОСКИХ
КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ СРЕЗОВ
//%//+35° и yxll—49°
Предварительная шлифовка кристаллических элементов по кон-
туру и шлифовка по толщине выполняются по методике и техно-
логии, описанным в § 4.6. Отшлифованные с необходимым припус'
130
к
^ом кристаллические элементы нужно скруглить, для этого их
вклеивают в стопки по 100—150 шт. Стопку шлифуют на план-
шайбе вручную шлифпорошком № 8, получая 8-гранную, а затем
16-гранную форму, до готового размера с припуском 1,0 мм±
£0,1 мм, выдерживая эллиптичность 0,05 мм.
К стопке кристаллических элементов приклеивают наклеечную
муфту и закрепляют ее на торце шпинделя станка для ручной
шлифовки. Стопку элементов скругляют с помощью латунной об-
жимки в виде хомутика шлифпорошком № 3, оставляя припуск
0,5 мм к заданному диаметру. Абразивную суспензию наносят
кистью на стопку элементов и охватывающей обжимкой водят
вдоль вращающейся на шпинделе станка стопки, равномерно рас-
пределяя абразивную суспензию по всей шлифуемой поверхности.
Замеры производят микрометром. Дальнейшее скругление с при-
пуском 0,2 мм к заданному диаметру производят микропорошком
М28. Окончательную шлифовку до заданного диаметра выполняют
микропорошками М.14 и М7 с припуском 0,1 мм. После каждого
перехода стопку кристаллических элементов тщательно промыва-
ют для удаления абразивных порошков.
Для скругления также используют специальные станки, где
стопка элементов зажимается и обрабатывается по принципу об-
работки деталей на токарном станке алмазным кругом.
После расклейки стопки элементов на них наносят с двух сто-
рон фаски. На круглые элементы фаски наносят в сферическом
шлифовальнике с радиусом сферы ^Сф = 60—90 мм. Шлифовку
фаски производят микропорошком М.10. Для этого прижимают эле-
мент к поверхности вращающегося сферического шлифовальника.
Шлифовальник периодически смазывают абразивной суспензией.
Таким образом наносят фаску нужного радиуса и ширины.
После тщательной промывки кристаллические элементы гото-
вы для дальнейшей обработки.
Фаски имеют большое значение для качества работы пьезоэлементов. Слож-
ность изготовления высококачественного пьезоэлемента в основном заключается
з исполнении фаски. Фаски нужны для поглощения отраженных волн, возни-'
кающих во время работы пьезоэлемента. Во время колебания пьезоэлемента от
»о центра распространяются круговые волны, которые, дойдя до фаски, погло-
щаются.
В случае неверного выполнения фаски часть волн не поглощается, а отра-
жается, и эти отраженные волны, встречаясь с волнами, идущими к фаске, соз-
дают сложную интерференцию волн, в результате чего колебания затухают и
пьезоэлемент теряет активность. Изменением фаски устраняется этот дефект ра-
боты пьезоэлемента. При неправильном исполнении фасок увеличивается также
температурный коэффициент частоты вследствие возникновения паразитных ко-
лебаний.
При изготовлении круглых пьезоэлементов нужно выдерживать следующие
соотношения между диаметром пьезоэлемента D и толщиной пьезоэлемента d:
при D/d>50 пьезоэлемент хорошо возбуждается, активен, если при этом
соблюдена хорошая плоскопараллельность;
при Dld=2G—50 пьезоэлемент возбуждается плохо, в этом случае необхо-
димо нанести на пьезоэлемент специальные фаски;
при £>/d<20 пьезоэлемент возбуждается хорошо, если иа ием нанесены
обычные фаски и. он изготовлен с выпуклостью, линзообразным.
5* 131
Круглые кристаллические элементы диаметром 9—13 мм цд
клсивают, мастикой на стеклянную планшайбу диаметром 300 мщ]
к которой приклеивают гнездо для поводка. Блок шлифуют цЛ
шайбе оптического полуавтомата микропорошком М28, снимая
слой 0,06—0,07 мм, затем микропорошком М14, снимая слой 0,0.3-—
0,04 мм, и микропорошком М10, снимая слой 0,02—0,03 мм. Абра.
дивную суспензию наносят на шлифовальную шайбу кистью.
Далее на смоляном полировальнике крокусом или полиритоц
.производят предварительную полировку или просветление поверх,
пости элементов. Гермин «просветление» употребляется в оптиче-
ской технологии, это — поверхностная полировка на сукне, кото-
рая снимает натяжения с поверхности элементов, возникающие
во время шлифовки.
Отшлифованные и просветленные элементы наклеивают на
план просветленной стороной и затем шлифуют, полируют или
просветляют вторую сторону. И здесь полировку производят на
смоляном полировальнике, а просветление — на сукне полиритом.
Полировочную смолу наносят на разогретую планшайбу.
Плоскопараллельность плана проверяют оптиметром, по диа-
метру плана она должна быть ие хуже ±0,005 мм (5 мкм). После
охлаждения планшайбы в течение 30 мин сухим льдом или в хо-
лодильнике кристаллические элементы отклеивают.
В зависимости от назначения кварцевых резонаторов и требо-
ваний к ним кристаллические элементы подвергаются дальнейшей
обработке — полировке — на оптическом контакте. Для этого ос-
тавляют припуск к заданной толщине 0,005 мм (5 мкм). Блоки с
посаженными на оптический контакт элементами могут полиро-
ваться до окончательного размера в сепараторе (так называется
стеклянная шайба с тремя отверстиями для блоков), что значи-
тельно ускоряет процесс полировки.
Двусторонняя полировка круглых плоских высокочастотных
кристаллических элементов выполняется также на специальных
доводочно-полировальных станках эксцентрикового типа (см.
§ 4.4) и обеспечивает получение кварцевых резонаторов среза
на частоты свыше 20 МГц на основной гармонике. При
этом сокращается ряд таких операций, как наклейка элементов на
колодки, посадка элементов на оптический контакт, а также рабо-
та со смолой и наклеечкой мастикой.
Окончательно обработанные элементы должны удовлетворять
следующим требованиям: разность по толщине 0,18—0,9 мкм,
чистота поверхности V14. Поступающие на двустороннюю поли-
ровку элементы должны иметь припуск по толщине на полировку
не менее 4 мкм, разброс по основной частоте в партии не более
± 1 • Ю~3 основной частоты, чистоту поверхности не менее V10-
Процесс двусторонней полировки высокочастотных пластин вы-
полняется в помещениях с производственной гигиеной второй ка-
тегории «Б».
Двусторонняя полировка плоских кристаллических элементов
частотой свыше 20 МГц окисью железа или двуокисью церия. Ин-
132
-генсивность полировки поверхности кристаллических элементов,
уложенных в кассеты, и необходимая точность по частоте контро-
лируются периодическими замерами элементов с помощью гене-
ратора и частотомера. Продолжительность полировки определяет-
ся скоростью съема кварца (в микрометрах в час) и припуском
перед началом полировки. Чистота поверхности после полировки
щлжна быть V14.
На операцию полировки кристаллические элементы поступают
после травления или окончательной шлифовки. К полировальни-
ку предъявляются следующие требования: натяжка подложки по-
иировальника должна быть равномерной, без морщин, отклонение
плоскости полировальника из релина не более 1—3 мкм. Элемен-
ты одной партии должны иметь разброс по частоте не более
+ 1-1СН основной частоты; у них не должно быть трещин, сколов,
царапин.
Для полировки элементов с разнотолщинностью 0,3 мкм и вы-
ше следует пользоваться полировальниками с подложкой из кап-
роновой ткани, а с разнотолщинностью ниже 0,3 мкм — полиро-
вальниками с подложкой из релина.
Масса в (праймах) верхнего полировальника выбирается в за-
висимости от толщины обрабатываемых элементов:
Толщина кристаллического элемента, мкм;
40—50 ........................................ 450—570
60 ........................................... 680
70-80 .......................................... 810-1200
Подбираются кассеты нужной толщины; при этом толщина
кассет должна быть меньше окончательной толщины кристалли-
ческого элемента на 5—20 мкм. Вновь изготовленные кассеты не-
обходимо притирать в течение 1—2 мин, предварительно смазав
полировальники полировальной суспензией.
Технологический процесс. Режим обработки выбирается в со-
ответствии с частотой полируемых элементов согласно табл. 4.6.
Таблица 4.6
Частота полиро- ванных элемен- тов. МГц Толщина кассе- ты, мкм Частота враще- ния дисков, об./мин Давление, кПа Скорость съема, мкм/ч
20—26 26—30 30—40 60+5 45+5 35±5 120—180 100—120 80 — 100 8—10 5 — 6 4 1,9 1,3 0,8—1,0
Примечая основной частоты. и е. Разброс полированных элементов по частоте составляет ±1-10 3
(Толщина кассеты выбирается равной 0,8—0,9 конечной толщи-
ны обрабатываемых элементов.)
Кристаллические элементы помещают в гнезда кассеты; на по-
верхность кассеты с элементами, а также на рабочую поверхность
верхнего полировальника наносят суспензию, затем -верхний поли-
ровальник кладут на элементы. Включают станок и устанавлива-
ла
ют частоту вращения, выбранную по данным табл. 4.6. В процесЯ
се полировки элементы промывают в дистиллированной воде*
протирают спиртом и частотомером замеряют их частоту. Череа
30—50 кГц их рассортировывают. Элементы одинаковой толщины
закладывают в диаметрально расположенные гнезда кассеты. Да-
лее элементы полируют с припуском 1 мкм под посадку на часто-
ту.
После очередного замера кристаллические элементы рассорти-
ровывают через 10—30 кГц. Затем продолжают полировку до за-
данной частоты с необходимым допуском. После окончания по-
лировки элементы промывают в дистиллированной воде, затем в
спирте и просушивают батистовой салфеткой. Замеряют их часто-
ту.
Приготовление полировальников с подложками из капроновой
ткани и релина, предназначенных для полировки кристаллических
элементов, производится в соответствии со специальными техниче-
скими требованиями. Для полировальников с подложкой из
капроновой ткани они состоят в подготовке чугунных притиров и
натяжке подложки; для полировальников с подложкой из рели-
на-— в подготовке чугунных притиров, наклейке эпоксидным кле-
ем подложки и доводке полировальников микропорошком.
Полировальную суспензию, приготовленную из двуокиси це-
рия, следует применять для полировки на полировальниках из ре-
лина. Полировку на полировальниках из капроновой ткани можно
производить суспензией, приготовленной как из двуокиси церия»
так и из окиси железа. Приготовление суспензии из окиси железа
или двуокиси церия производится по специальным инструкциям.
Окончательную частоту кристаллических элементов проверя-
ют с помощью частотомера. Разнотолщинность полированных
кристаллических элементов замеряют на специальной установке
по интерференционной картине.
4.10. ИЗГОТОВЛЕНИЕ КРУГЛЫХ КВАРЦЕВЫХ ЛИНЗ
Подготовительные операции перед изготовлением линзообраз-
ных кристаллических элементов, включая исправление угла среза,
описаны в предыдущих параграфах. Для дальнейших операций
оставляют припуски к окончательному размеру: по контуру 1 мм,
по толщине 0,6 мм. Кристаллические элементы наклеивают с по-
мощью мастики на план лучшей стороной по углу среза, которую-
для этого помечают крестом во время проверки элементов на рен-
тгенгониометре. Шлифовку производят микропорошком М28, ос-
тавляя с двух сторон 0,4 мм (по 0,2 мм на сторону). Кристалли-
ческие элементы закругляют последовательно шлифпорошкамй
№ 4 и № 3 и микропорошками М20 и М10, оставляя допуск к за-
данному размеру ±0,1 мм.
Перед шлифовкой сферы на кристаллических элементах прове-
ряют радиус сферы шлифования. Проверку производят по шаб-
лону, исправляя шабером отклонение сферы шлифовальника от
134
заданного радиуса. Кристаллические элементы шлифуют на шли-
фовальном станке с образованием сферы, радиус которой задан
техническими условиями. Вначале шлифовку производят шлифпо-
□ошком № 3 с образованием сферы с обеих сторон, оставляя в
центре заготовки площадки диаметром 0,5—1 мм. Эти площадки
служат ориентиром для проверки сохранения правильного угла
среза.
Сферу шлифуют, прижимая элемент пальцем в резиновом на-
пальчнике или специальной держалкой к шлифовальнику. Дер-
жалка имеет вид шахматной пешки, к основанию которой прикле-
ивается элемент. На шлифовальник наносят кисточкой абразив-
ную суспензию. Далее шлифовку производят микропорошком М20,
оставляя припуск по толщине к заданному размеру 0,08 мм. В
этом случае элемент (так как он тонкий) держится на специаль-
ной резиновой присоске.
При шлифовке сферы для сохранения правильного угла среза
относительно кристаллографических осей необходимо следить за
тем, чтобы оставляемая площадка сошлифовалась (сошла на нет)
строго в центре линзы.
Искажение угла среза ведет к увеличению ТКЧ. При шлифовке не должно
быть перекоса линзы, т. е. толщина лиизы должна быть одинакова в одинаково
удаленных от центра точках с допуском не более ±(0,5—1) мкм. Перекос вли-
яет на активность линзы при ее работе.
Дальнейшую шлифовку сферы производят микропорошками
М10 и М17, оставляя допуск к окончательному размеру ±0,001 мм
или в случае снятия слоя полировкой от 0,004 до 0,002 мм. При
таких точных допусках полученную толщину проверяют замером
частоты в одной из существующих измерительных схем.
Фаску наносят микропорошком М20 на сферическом шлифо-
вальнике с заданным радиусом кривизны, при этом элемент за-
крепляют в присоске. Затем фаску шлифуют микропорошком М10,
оставляя припуск по ширине фаски 0,04—0,07 мм. Шлифовку фа-
сок на элементах рекомендуется производить микропорошком М7
До шлифовки сферы, чтобы не испортить поверхность более круп-
ным микропорошком.
Если фаски наносят на окончательно отшлифованные или от- -
полированные элементы, то поверхность элементов покрывают
Шеллаком или заготовки окунают в мастику для предохранения их
сферической поверхности от царапин. После нанесения фасок шел-
лак или мастику снимают с поверхности элементов спиртом. По-
лировку сферы и фасок линзообразных кристаллических элемен-
тов производят полиритом на сферическом суконном или на смо-
Дяном полировальнике.
<•11. ТРАВЛЕНИЕ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
Травление — важный технологический этап в процессе обра-
ботки кристаллических элементов.
135
г
В настоящее время практически установлено, что для обеспе-В
чения повышенной стабильности резонаторов необходимо после!
окончательной механической обработки кристаллических Элемен-И
тов производить их травление. С помощью травления с поверхно-И
сти элементов удаляются поверхностный слой с разрушенной!
структурой, наличие которого увеличивает стирание кварцевых ре-!
зонаторов во времени, а также следы различных загрязнений.!
Этими факторами объясняется повышение стабильности кварце-^
вых резонаторов, элементы которых подвергались травлению.
Необходимо строго следить за концентрацией кислоты, равно-
мерностью покрытия поверхностей элементов и за длительностью
процесса. При малых допусках на травление трудность заключа-
ется в точности контроля процессом травления.
Для улучшения физического состояния поверхности полиро-
ванных элементов рекомендуется подвергать их химической очист-
ке и травлению в серной, соляной и азотной кислотах и Отжигу,
что способствует удалению остатков крокуса и других загрязне-
ний и снятию поверхностных напряжений.
Кристаллические элементы, передаваемые с операции шлифов-
ки 1на операцию травления, должны иметь геометрические разме-
ры с припусками к окончательным размерам: по длине и ширине
0,01 мм и по толщине 0,001—0,003 мм.
Травление кристаллических элементов производят в техниче-
ской плавиковой кислоте (H2F2) концентрации 35% при комнат-
ной температуре. Перед травлением кристаллические элементы
обезжиривают. Для обезжиривания приготовляют хромовую
смесь (раствор хромпика). Для этого растирают 6 г двухромово-
кислого калия (К2СГ2О7), добавляют 100 мл дистиллированной во-
ды, затем постепенно вливают 100 мл серной кислоты с плот-
ностью 1,84 г/см3.
Обезжиривание и промывку производят в такой последователь-
ности. Промытые в ультразвуковой ванне кристаллические эле-
менты кладут в плоскодонную фарфоровую посуду, наливают
раствор хромовой смеси так, чтобы все элементы находились 0
растворе, и кипятят на электроплитке в течение 3—4 мин, пере-
мешивая их стеклянной палочкой. Затем посуду снимают с плитки
и охлаждают до 40—50° С. Раствор хромовой смеси сливают И
кристаллические элементы промывают горячей (60—80° С) про-
точной водой. В посуду с кристаллическими элементами налива-
ют аммиачный раствор из расчета 5 мл иа один элемент и кипя-
тят в течение 2—3 мин. После этого элементы промывают
горячей проточной водой и кипятят дважды- в дистиллированной
воде.
Чистоту промывки элементов проверяют следующим образом-
Если вода полностью скатывается с элементов, то процесс обезжи-
ривания и промывки считается оконченным. Элементы сушат в
сушильном шкафу на никелированной проволочной сетке пр11
100° С.
136
1
Травление элементов ряда срезов (yxl/—51°; xys/+5°;
xyl/—18°30' и некоторых других) производят в течение 1—3 мин,
чтобы снять верхний рыхлый слой кварца, образовавшийся после
шлифовки. Для срезов ух//+35° и ухЦ—49° снимают слой толщи-
ной 2,5 мкм, пересчитанный на частоту, так как измерения прово-
дятся на электронном частотомере, шкала которого отградуиро-
вана по частоте. При этом исходят из того, что плотность серебра
(10,5 г/см3), которым будет покрыт элемент, примерно в четыре
раза больше плотности кварца (2,65 г/см3). Серебрение произво-
дят слоем серебра толщиной приблизительно 0,3 мкм с каждой
стороны или всего 0,6 мкм. Этот слой серебра заменит слой квар-
ца, в четыре раза больший, т. е. около 2,5 мкм, который и снима-
ют при травлении. Одновременно достигается очистка поверхно-
сти, как указывалось выше.
Поступившие на травление кристаллические элементы срезов
р//+35° или yxl/—49° замеряют по частоте. Для этого элемент
возбуждают между электродами.
После замера частоты элементы раскладывают на группы, име-
ющие одинаковую разность между собственной частотой элемен-
та и частотой эталона. Элементы одной группы закладывают в
прорези специальных кассет и опускают в ванночку с плавиковой
кислотой (при этом элементы должны быть полностью покрыты
кислотой), где они подвергаются травлению до достижения нуж-
ной частоты. Кристаллические элементы, которые во время замера
частоты оказываются неактивными, следует подточить на стекле
абразивным микропорошком по грани, идущей по длине элемента.
Ванночку с кассетами размещают в вытяжном шкафу. Время
травления для каждого типа элементов устанавливается по прак-
тическим данным и зависит от окружающей температуры и кон-
центрации кислоты. Подогнанные до необходимой частоты эле-
менты двукратно промывают в воде в двух ванночках или в про-
точной воде и сушат теплым воздухом или полотенцем.
На рис. 4.10—4.13 показаны графики, составленные по опыт-
ным данным для разного диапазона частот. По этим графикам
можно определить необходимые допуски по частоте для шлифов-
ки и травления элементов срезов ух//-]-35о и yxl/—49°. На графи-
ках даны плюсовые допуски по частоте. Такие же графики или
таблицы по практическим данным составляются на другие срезы
и типы элементов.
Для двояковыпуклых, плосковыпуклых линз и плоских элемен-
тов в табл. 4.7 приведены припуски на травление в процентах от
общего припуска на металлизацию (для пьезоэлементов с часто-
той до Ю МГц) и в килогерцах (на частоты выше 10 МГц). Эти
Данные вычисляются по формуле
где Д/— припуск иа металлизацию; кГц, f— номинальная часто-
Та первой гармоники, МГц; k — коэффициент, зависящий от диа-
Пазона частоты и формы пьезоэлемента. Данные приведены для
137
*
Пьезоэлементов с колебаниями по толщине среза цх11й° от
+34° до+35°30'). Р Т
В процессе травления необходимо следить за темг чтобы пла-
виковая кислота не попадала на кожу или одежду. Всю работу
надо выполнять в резиновых напальчниках.
Рис. 4.10.
элементов
График допусков на подгонку частоты шлифовкой н травлением
срезов ух1]+35° и ух1/—49° с колебаниями сдвига по толщине на
первой гармонике (от 400 до 5000 кГц) .
Допуск т частоткГц Ю
Рис. 4.11. График допусков на подгонку частоты шлифовкой и травлением
элементов срезов yxll+2Sf и yxl!—49° с колебаниями сдвига по толщине на
первой гармонике (от 5 до 20 МГц)
138
Рис. 4.12. График допусков
на подгонку частоты шли-
фовкой и травлением эле-
ментов срезов </xZ/+35° и
ух//—49° с колебаниями
здвнга по толщине на
третьей гармонике (от 13
до 25 МГц)
?ис- 4.13. График допусков на подгонку частоты шлифовкой и травлением эле-
ментов срезов ух1!+2К>° и ух1/—49° с колебаниями сдвига по толщине на
третьей гармонике (от 25 до 55 МГц)
139
а о л и ц a
Частота, МГц Форма пьезоэлемента Коэффициент Припуск на травление Примечание
0,7— 1,5 1,5 —7,0 7,0—10,0 Двояковыпуклая линза Плосковыпуклая линза Плоский 2,0 —2,5 1,5—1,6 1,1 — 1,3 До 30 % —
10,0 — 20,0 20,0 — 60,0 60,0 — 90,0 Плоский 1,1 —1,2 1,0— 1,1 1,0— 1,1 10 кГц На 3-й и 5-й J ханических гари никах J
ГЛАВА ПЯТАЯ
Металлизация кристаллических
элементов
5.1. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛИЗАЦИИ
КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
В кварцевых резонаторах электродами служат тонкие Метал-
лические пленки толщиной в единицы микрометров, наносимые на
поверхность кристаллических элементов. Пленки металла, исполь-
зуемые в качестве электродов, должны иметь хорошую проводи-
мость и адгезию к поверхности кварца. Высокая проводимость
электродов способствует получению необходимой активности и до-
бротности кварцевого резонатора. Прочное сцепление электродов
с кварцем обеспечивает механическую прочность монтажа пьезо-
элемента.
В настоящее время в качестве электродных материалов широ-
ко используются серебро и золото для высокочастотных кварце-
вых резонаторов, никель для низкочастотных резонаторов.
К пленкам металла, служащим электродами в кварцевых резо-
наторах, предъявляются очень высокие требования в отношении
стабильности их физико-химических свойств, поскольку всякие
изменения, происходящие в пленках, могут привести к изменению
параметров резонаторов. Испытано большое число кварцевых ре-
зонаторов с электродами, выполненными из золота, серебра, нике-
ля. Оказалось, что золото дает более высокий процент высокоста-
бильных резонаторов. (По некоторым источникам рекомендуется
применять золото для металлизации кристаллических элементов,
работающих на основных частотах, серебро — для элементов, ра-
ботающих на гармониках, и алюминий для высокочастотных эле-
ментов) .
На более высоких частотах (свыше 10 МГц) и на высших ме-
ханических гармониках нежелательно использование золота преЖ"
140
де всего потому, что существенно возрастает динамическое сопро-
тивление резонаторов с золотыми электродами по сравнению с
тем, которое наблюдается у аналогичных резонаторов с серебря-
ными электродами. Этим объясняется отмечаемое в работе [37]
резкое понижение активности у резонаторов с золочеными пьезо-
элементами.
Установлено, что наилучшие результаты по старению пьезо-
элементов дают однослойные покрытия из очень чистых металлов,
нанесенных в вакууме при разрежении не хуже 0,13-10~2 Па. Ре-
комендуется в прецизионных резонаторах применять однослойную
и однородную металлизацию, так как наличие даже незначитель-
ного количества примесей (менее 1%) увеличивает старение
вследствие миграции одного металла в другой. Выяснено, что наи-
меньшее старение имеют те резонаторы, у которых основной ме-
таллизационный слой нанесен за одну операцию напыления, а для
настройки напылялось незначительное количество металла.
Существенное значение имеет и вопрос об оптимальной тол-
щине слоя металла, наносимого на кристаллический элемент. В
работе [30] показано, что при колебаниях по толщине слишком
тонкий электрод обладает большим собственным электрическим
сопротивлением, а слишком толстый вызывает дополнительное за-
тухание колебаний пьезоэлемента вследствие потерь энергии в
нем. Оптимальное значение толщины электродного слоя металла
для частот, измеряемых единицами мегагерц, находится в преде-
лах 0,2—0,5 мкм.
Одним из наиболее совершенных способов нанесения электро-
дов на кристаллические элементы является испарение металла в
вакууме. Однако наилучшие материалы по проводимости и старе-
нию для электродов — серебро и золото—плохо сцепляются с по-
верхностью кристаллических элементов. Поэтому широкое приме-
нение нашел способ металлизации, при котором на кристалличе-
ский элемент сначала наносится слой хрома, а затем основной
<лой — серебра. Прокаливанием при 270° С в вакууме усиливают
процесс диффузии хрома в кварц и серебро. В результате этой
диффузии серебро прочно сцепляется с поверхностью кварца через
подслой из хрома. В основном все высокочастотные и прецизи-
онные кварцевые резонаторы металлизируются этим методом.
Металлизация кристаллических элементов, т. е. нанесение слоя
металла, образующего электроды кристаллических элементов,
производится различными способами. В кварцевом производстве
применяются три основных способа металлизации кристалличе-
ских элементов: вакуумная металлизация, или метод испарения
серебра или золота в вакууме; химическая металлизация, или
альванический метод нанесения электродов из серебра; химиче-
ское никелирование, или нанесение никелевых электродов на пов-
ерхность кристаллических элементов.
Технологический процесс подготовки кристаллических элемен-
та для металлизации включает также нанесение на элементы то-
к°проводящих точек из серебросодержащей пасты, прочно сцеп-
141
ленных с поверхностью кристаллического элемента, и вжигягЯИ
этих точек для последующей припайки токопроводящих струц]
Дальнейший процесс металлизации одинаков как для элементов!
с точками для припайки струн, так и для элементов с другим спо-|
собой крепления. йЦ
5.2. ОБОРУДОВАНИЕ ДЛЯ МЕТАЛЛИЗАЦИИ И
КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ W|
Основным оборудованием для металлизации кристаллических
элементов являются вакуумные установки, конвейерная и муфель-
ная печи и термостаты.
Полуавтоматическая вакуумная установка резистивного напы-1
ления пленок. Установка предназначена для нанесения пленки ме-
тодом термического испарения в вакууме. Питание установки осу-
ществляется трехфазным переменным током напряжением 380 В и
частотой 50 Гц. В установку должна подаваться холодная вода
под давлением 0,2—0,4 МПа температурой + 15° С ±10° С и рас-
ходом 600 л/ч, горячая вода — под давлением 0,2—0,4 МПа тем-
пературой от +80 до +90° С и расходом 200 л/ч и сжатый воздух
под давлением 0,3—0,5 МПа. Габаритные размеры установки: дли-
на 1300 мм, ширина 850 мм, высота с поднятым колпаком'
2520 мм. Масса 680 кг. Потребляемая мощность 12 кВ-A.
Основные рабочие параметры установки следующие: С
Число позиций резистивных испарителей..................3
Питание резистивных испарителей II, III, IV:
максимальная мощность, Кв-А..........................2
максимальный ток, А.............................. 500
ступени регулирования по напряжению, В 4; 8;
Питание резистивного испарителя I: -аМ
максимальная мощность, кВ-А . ' . 2 -уЯ
максимальный ток, А...........................125 И
Питание ионной очистки: Я
напряжение, кВ ....................... 3 И
ток, мА .........................................0—165 ЧЦ
Диапазон температур нагрева подложек, °C . . . . 100—400 "
Время нагрева подложек до температуры 400° С, мин . . 15
Частота вращения карусели подложкодержателей, об./мии 50—100
Точность стабилизации температуры подложки, % . . ±1,5
Точность стабилизации скорости испарения, % ... ±10
Точность фиксации сопротивления напыляемого слоя, % . ±1
Число подложек с масками на карусели...................12 .
Размеры подложки, мм...................................60х48Х0>®
Установка позволяет изготовлять тонкие пленки в высоком ва-
кууме методом резистивного испарения материала.
Ситалловые, стеклянные или керамические подложки закреп-
ляются на металлическом столике, который вставляется в рамку
маскодержателя. Пружина из жаропрочной стали с помощью ша'
рикового поджима плотно прижимает столик к базовым упора’'1
маскодержателя. Собранные таким образом двенадцать кассет Ук'
ладываются в гнезда карусели подколпачного устройства. Рабо-
чее пространство откачивается до высокого вакуума, после чего
142
Рис. 5.1. Общий вид установки вакуум-
производится испарение материала из испарителя, предварительно
установленного на токоподводах. Одна позиция напыления обору-
дована дополнительным токоподводом для крепления вспомога-
тельного испарителя, дающего возможность наносить подслой при
напылении материалов с плохой адгезией. Напыление может про-
изводиться как на вращающуюся, так и на неподвижную под-
ложку.
В установке предусмот-
рена возможность (подогре-
ва и стабилизации темпера-
туры подложки, стабилиза-
ции скорости напыления, а
также возможность измере-
ния толщины напыляемого
слоя и индикации его сопро-
тивления. Общий (вид уста-
новки представлен на
щс. 5.1.
Установка состоит из
ледующих основных 'частей:
, стронетеа универсальной
автоматической вакуумной
откачки, подколпачного ус-
тройства, шкафа питания и
упр а влени я подколиачн ы м
устройством.
Устройство универсаль-
ной автоматической вакуум-
ной откачки предназначено
для создания и поддержа-
ния вакуума в рабочем
объеме.
Технические данные его
следующие: иого напыления
Предельно достижимое разрежение в рабочей камере, Па 0,7-10-4,
Время достижения давления 1,3-10-3 Па с момента открытия
высоковакуумного затвора, мин.........................7
Время достижения давления 5,3 Па в форвакуумной магистра-
ли, мин...............................................5
Время достижения давления 5,3 Па в рабочей камере, мин . 5
Размеры рабочей камеры, мм................................. 0500X640
Объем рабочей камеры, м3................................0,12
Устройство может работать в режимах: ручном, автоматиче-
ском, наладочном, автоматического отключения и состоит из сле-
дующих частей: корпуса, колпака, гидропривода подъема колпа-
ка> вакуумного агрегата, системы охлаждения, азотного питателя,
Комплекта электрооборудования.
Создание и поддержание вакуума в рабочей камере устройства
°сУЩествляются паромасляным насосом. Предварительное разре-
143
жение создается с помощью механического вакуумного насоса.
Управление элементами вакуумной системы устройства осуществ-
ляется в различных режимах блоком управления.
Конвейерная печь туннельного типа. Эта печь с электрическим
подогревом используется для вжигания точек из серебросодержа-
щей пасты. Скорость движения конвейерной ленты 17—150 мм/мин
и может регулироваться. Движение конвейерной ленты прерывис-
тое. Печь загружается керамическими подставками, на которых
установлены кристаллические элементы по 50—80 шт. на подстав-
ке в зависимости от их контурного размера. Одновременно загру-
жаются четыре подставки с 200—320 шт. элементов. Через каж-
дые 2,5 ч загружаются следующие четыре подставки. Конвейерная
печь питается от сети переменного тока 380/220 В, 50 Гц. Наиболь-
шая потребляемая мощность печи 4,5 кВт. Максимальная темпе-
ратура вжнгания-|-510о С. Заданный температурный режим под-
держивается автоматически. Время разогрева печи 1,25 ч.
Технологический процесс вжигания точек в печи включает в
себя следующие этапы: подогрев до температуры вжигания
Д-510° С, выдерживание элементов при этой температуре, медлен-
ное охлаждение от температуры вжигания до +280° С, быстрое
охлаждение до температуры окружающей среды +20° С. Это рас-
пределение температур обеспечивается переменным шагом конвей-
ерной ленты.
В электрическую схему печи входят следующие главные эле-
менты: электродвигатель мощностью 0,2 кВт с частотой враще-
ния 680 об./мин, автотрансформатор для регулировки напряжения,
подаваемого на нагревательный элемент печи, магнитный пуска-
тель для включения и отключения печи, биметаллическое реле с
датчиком и термометром для измерения температуры в рабочей
зо,не печи, трехполюсный выключатель печи на 25 А, установлен-
ный на вводе.
При установке печи необходимо выверить горизонтальность ее
положения. Перед пуском печь следует выдержать не менее трех
суток в сухом помещении для удаления влаги из изоляции обмо-
ток электродвигателя, электроаппаратуры и проводов. Темпера-
тура в рабочей зоне печи регулируется автоматически с помощью
датчика — термопары с контактным гальванометром.
Муфельная печь. Используется для вжигания точек и отжига
кристаллических элементов, преимущественно полированных. Мак-
симально допустимая температура нагрева печи +500° С. Объем
печи 0,1 м3. Габаритные размеры 400X400X450 мм. Потребляемая
мощность 2,6 кВт. Печь изготовляется на 127 и 220 В переменно-
го тока.
Печь состоит из металлического корпуса, внутри которого по-
мещен керамический муфель. На наружной поверхности керамиче-
ского муфеля намотан нихромовый нагревательный элемент, обма-
занный сверху шамотной замазкой. Концы нагревательного эл®'
мента выведены к фарфоровой клеммной колодке, установленной
на корпусе печи. Пространство между керамикой и корпусом за-
144
полнено теплоизоляцией из волокнистого асбеста. Печь закрыва-
ется керамической дверцей с металлической обшивкой. В дверце
сделано смотровое отверстие. В задней стенке печи имеется такое
же отверстие, предназначенное для установки термопары.
Температура печи регулируется рычажным реостатом, изготов-
пенным в виде подставки к печи. Реостат имеет десять ступеней
сопротивления. Корпус печи заземляется. Имеются также муфель-
ные печи с автоматической регулировкой. Точность поддержания
температуры ±5° С.
Термостат. Предназначен для сушки элементов после ряда тех-
нологических операций и обеспечивает автоматическую регулиров-
ку температуры в пределах от температуры на 10° С выше ком-
натной до +200° С. Точность регулировки ±3%. Сверху в корпу-
се термостата имеется отверстие для установки термометра и вен-
тиляционный колпачок, поворотом которого можно регулировать
конвекцию воздуха в рабочей камере. На наружной поверхности
рабочей камеры расположена нагревательная обмотка. Простран-
ство между корпусом прибора и рабочей камерой заполнено теп-
лоизоляцией. Внутри подставки термостата помещается электри-
ческая часть регулятора температуры, включающая электромаг-
нитное реле. На передней стенке подставки расположены сигналь-
ная лампа, выключатель прибора и рукоятка терморегулятора со
шкалой. Сигнальная лампа контролирует работу реле. В верхней
части корпуса шкафа находится отверстие, закрывающееся кол-
пачком, к нему изнутри подходит стержень терморегулятора.
Терморегулятор работает по принципу линейного расширения
двух металлов, имеющих разные коэффициенты линейного расши-
рения. При включении прибора в сеть через замкнутые контакты
терморегулятора, включается первичная обмотка накального тран-
сформатора, питающего кенотрон. По обмотке реле проходит ток,
якорь реле притягивается, и включаются нагревательные элемен-
ты термостата. При достижении установленной температуры всту-
пает в действие механическая часть терморегулятора, состоящая
из жестко скрепленной с рабочей камерой термостата алюминие-
вой лодочки и металлического стержня, один конец которого при-
креплен к лодочке, а другой замыкает или размыкает электриче-
ские контакты. При нагревании шкафа термостата алюминиевая
лодочка, обладая большим коэффициентом линейного расширения
по сравнению со стальным стержнем, удлиняется и поднимает
стержень, электрические контакты размыкаются и выключают по-
догрев термостата. При охлаждении термостата процесс работы
терморегулятора протекает в обратном порядке. В нижней части
рабочей камеры имеется отверстие для притока воздуха. В задней
стенке шкафа находится шнур со штепсельной вилкой для вклю-
чения термостата в сеть и клемма для' заземления корпуса шкафа.
Термостат питается от сети переменного тока напряжением 127
Или 220 В. Номинальная мощность 500 Вт±Ю%. Время разогре-
ва до +200° С около двух часов. Перепад температуры по объе-
му рабочей камеры при максимальной температуре 4-200° С равен
145
14° С. Размеры рабочей камеры: диаметр 360 мм, глубина 290 мм
Габаритные размеры шкафа 600X470X395 мм. Масса 30 кг.
Электрическая схема термостата приведена на рис. 5.2, где
1 — трансформатор накала, 2 — сигнальная лампа, 3 — контакт-
ные пластины терморегулятора, 4 — кенотрон, 5 — конденсатор
6 — электромагнитное реле, 7—нагревательная обмотка.
Рис. 5.2. Электрическая
схема термостата
Более современные термостаты имеют устройство для поддер-
жания постоянства установленной температуры с точностью 0,5° С.
Колебания температуры в рабочем объеме термостата менее Г С.
Вакуумная откачная установка. Предназначена для получения
и измерения вакуума в баллонах, напаянных на стеклянный вы-
вод, или в пространстве, находящемся под уплотненным стеклян-
ным колпаком.
Максимальная температура рабочей воны откидной электри-
ческой печи 4-450° С, габаритные размеры рабочего пространства
печи 300X160X300 мм. Для контроля температуры рабочего про-
странства печи имеется термометр. Предельный вакуум с ловуш-
кой, охлаждаемой жидким азотом, 0,9-10-4 Па. Измерение вакуу-
ма в откачиваемом объекте производится вакуумметром.
Схема вакуумной системы позволяет напаивать резонатор,
предназначенный к откачке, при горячем паромасляном насосе,
сохраняя в нем вакуум, и предварительно откачивать этот резо-
натор, минуя паромасляный насос.
Наибольшая температура наружных стенок печи не превыша-
ет 80° С.
5.3. ВАКУУМНАЯ МЕТАЛЛИЗАЦИЯ КРИСТАЛЛИЧЕСКИХ
ЭЛЕМЕНТОВ И ГАЛЬВАНИЧЕСКОЕ ЗАКРЕПЛЕНИЕ
СЛОЯ МЕТАЛЛА
В процессе вакуумной металлизации для нанесения электродов
можно использовать как серебро, так и золото. Золото легко ис-
паряется, обладает хорошей проводимостью, высокой стойкостью к
химическим воздействиям и в связи с этим высокой долговремен-
ной стабильностью частоты. При нанесении золотых электродов на
поверхность элементов прецизионных резонаторов последние при-
обретают высокую долговременную стабильность, достигающую
146
1-10~9 и менее в сутки. Использование золота ограничивается на-
ряду с высокой стоимостью причинами, изложенными в § 5.1.
Рассмотрим процесс возгонки серебра как чаще встречающий-
ся. Процесс возгонки золота ничем не отличается от него.
Установка для вакуумной металлизации кристаллических эле-
ментов описана в § 5.2. Прямоугольные и квадратные элементы
перед металлизацией подвергают травлению, поэтому на элемен-
тах любой частоты оставляют одинаковый припуск по толщине
для металлизации. Количество распыляемого в установках сереб-
ра одинаково для всех частот и заранее определено. Круглые вы-
сокочастотные элементы не подвергаются травлению перед метал-
лизацией. Это объясняется тем, что затруднена достаточно ка-
чественная промывка тонких элементов, необходимая перед трав-
лением. Поэтому после предварительной группировки этих элемен-
тов по толщине приходится для каждой группы подсчитывать чис-
ло отрезков серебра N, которое необходимо помещать в испарите-
ли.
Элементы возбуждаются в кварцевом генераторе. Для этого их
кладут на металлический круглый электрод «пятачок», сверху
накладывают другой электрод. Оба электрода соединены со схе-
мой генератора. Частота элементов до металлизации должна быть
/доводки = /НОМ + (2 ± 0,5) fном/8,
где /ном — номинальная частота элемента, кГц; 2±0,5 — допуск
шлифовки (доводки) на металлизацию, мм; s — толщина элемен-
та, мкм.
При соблюдении этого равенства производится нормальное се-
ребрение, т. е. вакуумное испарение серебра, из расчета 2,5 от-
резка проволочного серебра массой 1 мг каждый на один испари-
тель (лодочку). Если частота элемента до металлизации /'доводки
превышает /доводки, то число отрезков серебра увеличивают про-
порционально отношению /'доводки к /ном-
Пример. Дано /иом==8 МГц; S —=208 мкм; / доводки==8100 кГц.
Получаем
/доводки = 8000 4- 2 • 8000/208 = 8077 кГц.
В этом случае 2,5 отрезка серебра на один испаритель (или 15 отрезков на
сторону) соответствуют уменьшению частоты элемента на 77 кГц. Надо опре-
делить, какое число отрезков серебра требуется поместить в испарители, чтобы
это соответствовало уменьшению частоты элемента на 100 кГц.
Составляем пропорцию и находим число отрезков W на сторону: N ==20.
Число отрезков серебра N, необходимое для металлизации
кристаллических элементов, можно вычислить также по эмпириче-
ской формуле
N =10 A f/p,
где / — основная частота элемента, МГц, Af— плюсовое отклоне-
ние основной частоты элемента от номинального значения, кГц;
Ю — коэффициент, меняющийся в зависимости от типа среза.
147
Пример. Дано. f=20 МГц, 1Д/—6ОО кГц. Число отрезков серебра на одна
сторону У=15. I
В один испаритель допускается помещать для распыления не
более пяти отрезков серебра. (Общее количество распыленного
серебра на одну сторону должно быть не более 30 мг.) Если пред-
варительно замеренная частота элементов превышает необходи-
мый допуск, то такие элементы бракуются по частоте.
Кристаллические элементы, подлежащие металлизации, могут
быть с хромовой подложкой, т. е. с предварительной металлиза-
цией хромом, или без нее. Перед металлизацией элементов с хро-
мовой подложкой приготовляют порошок металлического хрома
(хром металлический — 0,042 г, сода кальцинированная — 10 г,
вода дистиллированная — 100 г). Первоначально кристаллические
элементы обезжириваются.
Из предварительно промытой серебряной проволоки диаметром
0,8 мм нарезаются отрезки длиной 4 мм.
Кристаллические элементы металлизируются сначала по тор-
цам. Для этого их закладывают в подобранные по размеру кассе-
ты, которые устанавливают в кассетодержателях под колокол ва-
куумной установки. В вольфрамовые лодочки помещают хром, а
в шесть танталовых лодочек — серебро. Далее производят метал-
лизацию в последовательности, указанной в § 5.2 при описании
работы вакуумной установки. При этом сначала подогревают
вольфрамовые лодочки и испаряют хром, затем производят допол-
нительную откачку воздуха до давления (0,13—0,39) 10~~2 Па и
включают подогрев танталовых лодочек для испарения серебра.
После металлизации торцов кристаллические элементы пере-
кладывают в другие кассеты для металлизации их по плоскости.
Заряженные кассеты размещают в кассетодержателях (в каждую
ячейку ставится заглушка, предохраняющая неметаллизируемую
плоскость от запыления в процессе металлизации) и устанавли-
вают под колокол вакуумной установки. В вольфрамовые лодочки
раскладывают равномерно 2,5 мг хрома, а в танталовые лодоч-
ки — отрезки серебра по специальному расчету. Сначала испаря-
ется хром, образуя на кристаллических элементах хромовую под-
ложку, потом серебро. В результате диффузии хрома в кварц и
серебро последнее прочно соединяется с поверхностью кварца че-
рез подложку из хрома. Металлизацию обеих плоскостей элемен-
тов производят поочередно.
После металлизации элементы проверяют по частоте. Одновре-
менно проверяют качество вакуумного серебрения: слой серебра
должен быть однородным, непрозрачным.
Далее производят гальваническое закрепление слоя серебра.
Для этого элемент, зажатый в пинцет по граням, погружают в ни-
келевый электролит (никель сернокислый — 20 г, соль глауберо-
ва — 7 г, магний сернокислый — 2 г, борная кислота — 3 г, спирт-
ректификат — 30 г, вода дистиллированная — 1 л) с температурой
148
50—00° С на 5—30 с в зависимости от частоты элемента (при-этом
пинцет все время соприкасается с никелевым электродом). Фар-
форовый стакан с электролитом подогревают на плитке специаль-
ной конструкции. Плотность тока должна быть 5—8 мА/см2. Окон-
чательная подгонка частоты никелированием или серебрением
производится на последующих операциях. Избыток никеля может
быть удален с элемента чернильной резинкой, после этого элемент
тщательно промывают в спирте. Толщина гальванического покры-
тия никелем 1 мкм. На данной операции гальваническое закрепле-
ние производится с плюсовым допуском по частоте 0,2%.
При гальваническом закреплении слоя серебра в цианисто-се-
ребряном электролите элементы погружают в электролит на 2—
5 с по описанной выше методике.
Элементы после закрепления должны быть покрыты сплошным
плотным слоем серебра, без вздутий и шероховатостей. Серебро
не должно отслаиваться. Не допускаются желтые подтеки и поло-
сы. Тщательное обезжиривание и промывка — обязательное усло-
вие качественной металлизации элементов. Слой серебр и хрома,,
если это необходимо, снимают с элементов последовательным их
кипячением в течение 3—4 мин сначала в азотной кислоте, затем
в растворе хромпика до полного растворения серебра и хрома..
После этого каждый элемент протирают и промывают в подогре-
том до температуры 40—50° С аммиачном растворе и в дистилли-
рованной воде.
Подготовительные операции предварительного обезжиривания
и промывки элементов с «ожженными точками и полированных
элементов одинаковы (см. § 5.6). Шлифованные элементы с вож-
женными точками перед металлизацией протирают раствором зуб-
ного порошка (сметанообразный раствор зубного порошка в дис-
тиллированной воде), затем промывают и кипятят в дистиллиро-
ванной воде 2—3 мин. Полированные элементы промывают каж-
дый в отдельности и также кипятят в дистиллированной воде.
Кристаллические элементы подвергаются отжигу одновременно
с вжиганием точек. Если необходимо произвести дополнительный
отжиг для уплотнения металлического слоя или очистки поверх-
ности от остатков абразива, то элементы устанавливают на кера-
мические подставки так, чтобы металлизированные поверхноспи
не касались керамики. Подставки с элементами устанавливают в.
муфельную печь. Температура муфельной печи в течение одного-
часа поднимается до +2ОО0 С. При этой температуре элементы
выдерживают в течение 30 мин. Затем муфельную печь выключа-
ют и дают ей остыть до температуры 60—70° С. После этого эле-
менты вынимают из печи. Золоченые элементы отжигают при тем-
пературе +300° С, охлаждение производится до температуры 50—
60° С. Если кварцевые элементы протравливаются в плавиковой
кислоте, отжиг их поверхности не обязателен. Металлизированные
элементы оберегают от царапин и загрязнения, обертывая каждый
Папиросной бумагой.
14&-
SA. ХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ КРИСТАЛЛИЧЕСКИ»
ЭЛЕМЕНТОВ И ГАЛЬВАНИЧЕСКОЕ ЗАКРЕПЛЕНИЕ Ц
СЛОЯ МЕТАЛЛА
Целый ряд кристаллических элементов металлизируется мето-
.дом химической металлизации. Он дает менее плотное покрытие.
.Этим методом выгодно металлизировать мелкие партии элементов
и элементы нестандартных контурных размеров, для которых эко-
номически нецелесообразно изготовлять кассеты. Наконец, ре-
тающими являются требования к параметрам пьезоэлементов и
уход частоты по старению (уход частоты во времени). Менее
жесткие требования допускаются при химической металлизации
кристаллических элементов срезов xys/-\-5°, xys/—18°30z и неко-
торых других.
Для процесса химического серебрения используются два ис-
ходных раствора: раствор № 1 — основной раствор, содержащий
серебро, и раствор № 2—восстановитель серебра. Раствор № 1
состоит из дистиллированной воды, в которой растворены 13,3 г/л
.азотнокислого серебра (AgNO3), 3—5 мл/л аммиака водного
(NH4OH) и 10 г/л едкого натра (NaOH). Раствор № 2 содержит
дистиллированную воду, в которой растворены 50 г/л сахара-ра-
финада и 2—3 г/л серной кислоты. Спирт-ректификат не добав-
ляется, так как в растворе содержится малое количество сахара
и брожение его не возникает.
Приготовление раствора № 1. В колбу емкостью 1000 мл нали-
вают 100 мл дистиллированной воды, в которой растворяют 13,3 г
азотнокислого серебра, затем по каплям подливают аммиак вод-
ный до растворения выпадающего вначале беловато-бурого осад-
ка окиси серебра (Ag2O). Избыток аммиака отрицательно влияет
на процесс химического серебрения кристаллических элементов.
В отдельной колбе растворяют в 100 мл дистиллированной воды
10 г едкого натра (NaOH). После охлаждения до комнатной тем-
пературы раствор вливают в первую колбу с аммиачным сереб-
ром, при этом образуется белый осадок гидроокиси серебра. Для
его растворения добавляют несколько капель аммиака. Получен-
ный раствор доливают дистиллированной водой до 1 л. Этот раст-
вор хранится в темной бутыли.
Приготовление раствора № 2. В плоскодонную колбу емкостью
2000 мл наливают 1000 мл дистиллированной воды и прибавляют
10—20 капель серной кислоты (плотность 1,84). После нагрева
раствора до +60о С добавляют 50 г сахара-рафинада и раствор
кипятят 5 мин., затем охлаждают до комнатной температуры.
Предварительно перед металлизацией производят обезжирива-
ние кристаллических элементов. Элементы с вожженными точка-
ми серебра кипятят в водном растворе аммиака, затем промыва-
ют в течение 5 мин. После этого элементы кипятят в дистиллиро-
ванной воде, трижды меняя ее. Элементы без вожженных точек
серебра обезжиривают в хромовой смеси, промывают в горячей
проточной воде в течение 5 мин и затем в водном растворе аммиа-
150
ка и кипятят в дистиллированной воде. Простой способ определе-
ния качества обезжиривания состоит в том, что элементы смачи-
вают водой, и если вода полностью не скатывается с них, то про-
цесс обезжиривания и промывки надо повторить.
После тщательного обезжиривания элементы поступают на хи-
мическое серебрение. Их заливают раствором № 1 из расчета
/5 мл на 0,15 дм2 поверхности элементов, нагревают до темпера-
туры 20—25° С и при непрерывном помешивании добавляют раст-
вор № 2, соблюдая между растворами № 1 и № 2 пропорцию 3 : 1.
При этом температура раствора не должна быть ниже 20—25° С.
Чашку с раствором и погруженными в него элементами покачи-
вают вручную до момента, когда раствор примет бурый оттенок.
Затем элементы промывают в проточной воде.
Пластины срезов xys/-\-5°, xys/—18°30', yxl/—51° следует сереб-
рить для полного покрытия три раза, а элементы срезов i/x//-|-35%
ху — два раза.
После химического серебрения производят гальваническое за-
крепление слоя серебра. Элементы помещают в гальваническую-
ванну с электролитом. Допустимая сила тока определяется опыт-
ным путем исходя из площади металлического покрытия и плот-
ности тока. При большей силе тока поверхность металлизирован-
ного покрытия темнеет.
Время выдержки элементов в электролите определяется их час-
тотой. Общая толщина покрытия элемента состоит из толщины хи-
мического покрытия 1—3 мкм и толщины гальванического покры-
тия 0,5 мкм и равна 1,5—3,5 мкм.
После гальванического закрепления элементы промывают горя-
чей дистиллированной водой.
Элементы сушат между листами фильтровальной бумаги или
в термостате с температурой +100° С. Затем для получения изо-
лированных электродов на шлифшайбе или стекле с помощью аб-
разивного порошка разрывают слой серебра на гранях элементов.
Качество поверхности проверяют в отраженном свете и под лупой
двух-, трехкратного увеличения.
Химическая металлизация кристаллических элементов с вож-
женными точками принципиально ничем не отличается от метал-
лизации элементов'без вожженных точек. Для металлизации эле-
ментов без «ореолов» (темных ободков вокруг мест припайк»
струн) вокруг вожженных точек элемента следует, как и при ва-
куумной металлизации, протирать каждую точку сметанообраз-
ным раствором зубного порошка в дистиллированной воде. Про-
тирку производят жесткой зубной щеткой с последующей промыв-
кой.
Предложенный нами раствор для электролита применяется для»
гальванического закрепления слоя серебра на элементах.
Для изготовления электролита применяется сернокислое се-
ребро. Сернокислое серебро, взаимодействуя с йодистым калием,,
образует устойчивое соединение — иодистое серебро. Состав элек-
Долита: серебро'сернокислое чистое — 20—25 г/л; йодистый ка-
15В
.лий — 300—350 г/л. Применяются серебряные аноды толщиной
4—5 мм. Электролит работает при ±(18—25)° С. Плотность тока
подбирается опытным путем.
Приготовление электролита. В воде растворяют 200—250 г/д
йодистого калия. Этот раствор подогревают до 20—25° С, после
чего небольшими порциями добавляют 20—25 г/л сернокислого се-
ребра, усиленно перемешивая раствор, который приобретает мо-
лочный цвет. Продолжая усиленно перемешивать раствор, добав-
ляют оставшееся количество йодистого калия, при этом раствор
становится прозрачным.
Время от времени требуется добавлять недостающее количе-
ство йодистого калия. Для повышения рассеивающей способно-
сти электролита полезно добавить 30—50 г/л пирофосфорнокисло-
го натрия. Электролит допускает подогрев, что позволяет повы-
сить плотность тока и этим ускорить процесс серебрения. Приме-
нение этого состава для серебрения кристаллических элементов
полностью безопасно, так как он не ядовит. Состав дает мелко-
зернистое покрытие.
Опытное серебрение производилось на контрольной партии
кварцевых резонаторов с частотой 4000 кГц. После отработки про-
цесса серебрения была установлена оптимальная сила тока, про-
ходящего через электролит, для получения чистой поверхности
элементов.
Контрольная проверка партии кварцевых резонаторов через 17
месяцев показала, что уход их частоты за счет старения не пре-
вышал ± (25—30) Ю—6.
5.5. ХИМИЧЕСКОЕ НИКЕЛИРОВАНИЕ КРИСТАЛЛИЧЕСКИХ
ЭЛЕМЕНТОВ
Описанные выше способы вакуумной и химической металлиза-
ции кристаллических элементов имеют ряд недостатков: при ва-
куумной металлизации — необходимость сложных установок, тре-
бующих квалифицированных специалистов для их наладки и на-
блюдения за ними, большая длительность процесса зарядки эле-
ментов в кассеты и самой металлизации, в обоих случаях — вы-
сокая стоимость металлов покрытия (серебро, золото), длитель-
ность технологического процесса вжигания точек серебросодержа-
щей пасты.
Процесс металлизациии кристаллических элементов можно уп-
ростить и удешевить, применив химическое никелирование, при
котором элементы покрывают никелем после предварительного
активирования их раствором хлористого палладия.
Технологический процесс химического никелирования элемен-
тов включает такие этапы: обезжиривание, покрытие палладием,
никелирование, термическую обработку покрытия.
Для химического никелирования используются ванна с подо-
гревом раствора до 95—98° С, изготовляемая из фарфора, стекла,
полистирола или другого материала, на котором во время процес-
Д52
са покрытия не отлагается никель, пружинные держатели специ-
ального типа, употребляемые при палладировании пластин, и кас-
сеты для никелирования.
Для приготовления раствора хлористый палладий (PdCl2) из--
расчета 0,5 г на 1 л помещают в сосуд с дистиллированной водой
и нагревают до 50—60° С в течение 30 мин. В горячий раствор до-
бавляют по каплям соляную кислоту (НС1) с плотностью 1,19 н
помешивают его стеклянной палочкой до полного растворения
хлористого палладия. Раствор охлаждают и нейтрализуют 10%—
ним раствором едкого натра (NaOH), который добавляют по кап-
лям до концентрации рН=3,5 (pH проверяют индикаторной бу-
магой). После этого раствор готов к употреблению.
Раствор для химического никелирования состоит из янтарной
кислоты (СН2СООН) — 6,55 г/л, гипофосфита натрия
(NaH2PO2H2O)— 30 г/л, хлористого никеля (NiCl2-6H2O) —
25 г/л, едкого натра '(NaOH) — 4,5 г/л, соляной кислоты (НС1 е
плотностью 1,19) — 2,5 мл.
Для приготовления 10 л раствора эти химикаты, кроме соля-
ной кислоты, растворяют в 1 л дистиллированной воды каждый
в отдельной колбе. Растворы профильтровывают через ватный
фильтр в бутыль емкостью 10—12 л в такой последовательности:
янтарная кислота, едкий натр, хлористый никель, гипофосфит
натрия. После фильтрации каждого химиката фильтр заменяют.
Затем доливают в бутыль оставшуюся от 10 л дистиллированную1
воду. К раствору прибавляют 2,5 мл соляной кислоты (pH раст-
вора должен быть равен 4,5—5,0). Растворы хранятся в бутыл-
ках с притертой пробкой.
Обезжиривание. После травления в 40%-ном растворе фтори-
стоводородной (плавиковой) кислоты элементы обезжиривают в
растворе хромпика, кипятят в растворе аммиака и промывают
в горячей проточной воде. Промытые элементы кипятят в дис-
тиллированной воде и сушат на никелированной сетке в термо-
стате п,ри температуре +100°С.
Покрытие палладием. Подготовленные таким образом элемен-
ты погружают в активирующий раствор хлористого палладия на
3—5 с. После этого элементы сушат в -термостате при темпера-
туре 80—100°С.
Никелирование. Элементы, покрытые хлористым палладием-,,
вставляют при помощи пинцета в -кассеты специального веда..
После подогрева в термостате при температуре 60—80°С кассету
с элементами помещают на 1—2 с в горячую дистиллированную
воду для выравнивания слоя хлористого палладия. Затем произ-
водят никелирование элементов.
Элементы предварительно окунают в никелевый раствор на
время до 40 с, при этом металлический никель выпадает, раст-
вор приобретает черный цвет и в дальнейшем не используется.
После промывки элементы вторично погружают в никелевый
Раствор температурой 96—98°С и выдерживают в нем 3 мин, в
течение которых происходит осаждение химического никеля нуж-
155
1Н0Й толщины. При этом на элементе осаждается в среднем 1 мвдф
никеля в 1 мин. Вообще для ’припайки отводов -к тер’мообрабо-
данному никелевому покрытию достаточно слоя никеля толщиной
0,4—1 мкм.
После никелирования элементы в '.кассете тщательно промы-
вают в горячей дистиллированной воде. Элементы сушат между
листами фильтровальной бумаги.
Слой никеля, если в этом есть необходимость, удаляют, раст-
воряя его 50%-ным раствором азотной кислоты.
После химического никелирования элементы должны быть по-
крыты сплошным, плотным, гладким слоем никеля, без пузырей,
вздутий и шероховатостей. Слой никеля не должен шелушиться
и отслаиваться.
Термическая обработка покрытия. Элементы, покрытые нике-
лем, помещают в стеклянный баллон со штенгелем. Баллон за-
паивают при температуре не выше 160°С. Штенгель баллона на-
паивают на гребенку специальной вакуумной откачкой установки.
Воздух из баллона откачивают до вакуума не ниже 1,33-10~2 Па
и одновременно производят термическую обработку с откачкой
в следующем режиме: температура печи установки поднимается
за 1 ч до 435°С, и при этой температуре элементы в баллоне вы-
держиваются в течение 1 ч. После этого подогрев выключают, и
постепенно печь охлаждается до температуры 80—200° С. Толь-
ко тогда откачку прекращают и колбу с термообработанными
элементами отпаивают от гребенки.
При необходимости снятия слоя никеля после термообработки
его растворяют в «царской водке» (3 части НС1 + 1 часть HNO3),
нагретой до 80—90°С.
Химическое никелирование обеспечивает прочное крепление
контактных струн к пьезоэлементам без предварительного вжи-
гания точек серебросодержащей пасты. Прочность сцепления ни-
келя с (кварцем равна 15 Н на точку диаметром 1 мм.
Ниже дан сравнительный расчет времени (в минутах), затра-
чиваемого на химическое серебрение с вжиганием точек и хими-
ческое никелирование, для партии элементов одинакового кон-
турного размера.
Химическое серебрен и е Химическое никелнрова ние
Нанесение точек . ... 20 Покрытие палладием . 13
Вжнганне точек .... 480 Сушка в термостате 10
Обезжиривание и промывка .30 Химическое никелирование 9
Химическое серебрение 15 Промывка 3
Промывка 15 Сушка в фильтровальной бу-
Закрепление в никеле 10 маге 5
Промывка и сушка 10 Запайка в колбу, откачка
воздуха, термообработка 270
Распайка колбы .... 5
Итого. . 9ч 40 мин Итого 5ч 15 Мйй
Расчет показывает, что химическое никелирование произво-
дится примерно в два раза быстрее химического серебрения с
вжиганием точек.
154 М
Химическое никелирование имеет ряд преимуществ и перед,
другими нидами металлизации, так как не требует сложного обо-
рудования, исключает расходование серебра, а прочность при-
пайки контактных струн обеспечивается без вжигания точек. Од-
нако отсутствие приспособлений для крупносерийной металлиза-
ции кристаллических элементов этим методом ограничивает его
применение.
5.6. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРИГОТОВЛЕНИЯ,
НАНЕСЕНИЯ И ВЖИГАНИЯ СЕРЕБРОСОДЕРЖАЩЕЙ
ПАСТЫ И ПРИПАЙКИ ТОКОПРОВОДЯЩИХ СТРУН
Процесс приготовления пасты для вжигания точек в кристал-
1ические элементы состоит из операций приготовления дисперс-
ного серебра, легкоплавкого флюса и пасты для вжигания.
Способ приготовления дисперсного серебра. Азотнокислое се-
ребро- в количестве 50 г растворяют в 100—150 мл горячей дис-
тиллированной воды, затем добавляют 30 мл разбавленной соля-
ной кислоты (1:1). При этом должен выпасть белый творожис-
тый осадок хлористого серебра, слегка темнеющий на воздухе..
Осадку дают отстояться. Верхний слой раствора -исследуют на
полноту осаждения — добавляют 2—3 капли соляной кислоты
(1:1). В случае замутнения хлористого серебра добавляют еще
10 мл соляной кислоты (Г.1) и вновь выпавшему осадку дают
отстояться. Полученное хлористое серебро промывают 5—6 раз »
горячей дистиллированной воде. Промытое хлористое серебро по-
мещают в фарфоровую чашку, куда кладут 10 г металлического
цинка и наливают 250 мл 20%-ной -серной кислоты. Эту смесь .
перемешивают стеклянной палочкой и подогревают. Прекраще-
ние выделения пузырьков водорода указывает на окончание реак-
ции восстановления серебра.
Полученное дисперсное серебро тщательно промывают дистил-
лированной водой до получения в фильтрате отрицательной реак-
ции на серную кислоту. Дисперсное -серебро просушивают в тер-
мостате при температуре 80—100°С в течение 2 ч.
Способ приготовления легкоплавкого флюса. В состав легко-
плавкого флюса входят: свинцовый глет (РЬО) — 81,0%, борная
кислота (Н3ВО3) — 15,0%, кварц плавленый в виде кварцевых
трубок — 4,0%. Все эти составные части размельчают и расти-
рают по отдельности, затем просеивают через шелковое сито с
2500 отверстиями на 1 см2. Каждую из составных частей просу-
шивают в течение 30 мин в термостате при температуре +100°С.
Флюс приготовляют в количестве 50—70 г для получения более
однородного состава. Все составные части перемешивают в ступке
и помещают в фарфоровый тигель. Тигель выдерживают в му-
фельной печи в течение 10 -мин при температуре + 800°С. Рас-
плавленный флюс выливают на алюминиевый противень, затем
Растирают в фарфоровой ступке -и просеивают через шелковое
сито. Просеянный флюс помещают в бюкс с притерной крышкой.
155
Способ приготовления пасты для вжигания. Берут 85 частей
дисперсного серебра и 15 частей флюса. Добавляют онипидар!
«Пинен» до получения сметанообразной массы. (Скипидар дол-1
жен иметь плотность 0,875—0,880. Если плотность скипидара!
меньше указанной, то его следует выпарить, затем охладить я!
измерить плотность.) Пасту приготовляют небольшими порциями
для лучшего ее растирания. Рекомендуется следующее количе-
ство составных частей: серебра 18,2 г, флюса 3,2 г, скипидара
100 г. Срок хранения пасты 10—15 дней. Это количество пасты
помещают в ступку станка, где ее растирают в течение 72 ч. Ски-
пидар добавляют постепенно, небольшими порциями по мере за-
густения пасты. Перед употреблением пасту выдерживают в те-
чение двух суток.
Изготовленная паста должна быть однородной. При нанесе- .
-нии на кристаллический элемент капли размером 1—2 мм паста
не должна растекаться. Капля должна иметь форму правильной
полусферы без заострения в верхней части — признак густой
пасты.
Перед нанесением точек серебряной пасты и вжиганием их -в
кристаллические элементы производят обезжиривание поверхно-
стей кристаллического элемента.
Обезжиривание кристаллических элементов. Кристаллические
элементы обезжиривают в течение 3—4 мин в хромовой смеси, -
доведенной до кипения. Затем раствор остужают до температу-'
ры 60—70°С, -и элементы промывают в течение 5 мин горячей
проточной водой той же температуры. Обработанные таким спо-
собом элементы кипятят 2—3 мин в 50%-ном водном растворе ;
аммиака (кипячение элементов .в мыльном растворе не произво-'
дится, так как эта промывка зажиривает их). После этого эле-
менты снова промывают в горячей проточной воде и затем в те-
чение 2—3 мин кипятят в дистиллированной воде.
Промытые и обезжиренные элементы просушивают на никели-
рованной сетке в термостате при температуре + Ю0°С.
Нанесение точек серебросодержащей пасты. Количество пас-
ты в точке, -соединяющей отвод с элементом, должно быть мини-
мальным, так как это сильно влияет на изменение параметров
резонатора. Излишнее количество пасты повышает сопротивление
элемента, которое резко возрастает с повышением температуры.
Поэтому особенно тщательно следует дозировать количество пас-
ты в точке вжигания при высокой рабочей температуре резона-
торов. ТКЧ резонаторов также может увеличиться от чрезмерно
большого количества пасты в точке пожженного серебра.
Находящуюся в бюксе пасту в течение 15—20 мин растирают
на стекле, добавляя 1—3 капли скипидара.
Для нанесения пасты используют два вида приспособлений-
Круглые элементы зажимают в ручном приспособлении и на ииХ
с помощью деревянной остро заточенной палочки или металли-
ческой проволочки наносят пасту в виде точек с обеих сторон
элемента на расстоянии 1—2 мм от кромки фаски. Для други*
156
видов элементов применяют стационарное приспособление. Крис-
таллические элементы закрепляют в этом приспособлении в спе-
циальном зажимном устройстве на столике координатного меха-
низма. Место нанесения точек предварительно размечают штан-
генциркулем в соответствии с расположением на элементе узло-
вых точек колебаний. Топки наносят на узловой линии или вблизи
нее. В этих местах должно быть вожжено серебро. Заданные ко-
ординаты узловой точки элемента устанавливают вручную при
помощи микрометра и двух винтов координатного механизма.
Элемент передвигают вместе со столиком в двух направлениях,
пока он не расположится под концом стержня. Стержень укреп-
лен на кронштейне и на одном конце имеет сферическое закруг-
ление, а на другом — утолщение в виде кнопки. Стержень опус-
кается при нажитии рукой на эту кнопку и возвращается в ис-
ходное положение пружиной. Сбоку укреплена чашечка с пастой,
которая может свободно подводиться под стержень и затем отво-
диться обратно.
Процесс нанесения точки происходит следующим образом. По
контрольному элементу регулируют положение конца стержня.
Элемент закрепляют на столике зажимом, чашечку с пастой под-
водят под стержень. Нажатием на кнопку острие стержня погру-
жают в пасту, затем под действием пружины стержень возвра-
щается в верхнее положение, после чего1 отводится в сторону
чашечка с пастой. На конце стержня остается небольшая капля
пасты. Вторичным нажатием на кнопку стержень опускают до
соприкосновения с поверхностью элемента. Нанесенная на эле-
мент паста должна иметь, как уже указывалось, сферическую
форму и соответствующие чертежу размеры. В столике имеется
отверстие, которое позволяет, не дожидаясь высыхания пасты,
повернуть элемент и нанести пасту на другую его сторону. Диа-
метр наносимых точек пасты 0,5—2 мм.
После нанесения точек элементы устанавливают на обезжи-
ренные керамические подставки и просушивают в течение 30 мин
на воздухе. Некачественные точки снимают концентрированной
азотной кислотой.
Приспособление пригодно для нанесения пасты на круглые,
квадратные п прямоугольные кристаллические элементы. Размер
элементов: круглый — диаметр 4—30 мм, квадратных — 30X30 мм,
прямоугольных — длина до 100 мм.
Вжигание точек серебросодержащей пасты. Элементы на кера-
мических подставках устанавливают в муфельную или туннельную
печь. Муфельную печь нагревают до +300°С в течение 2,5—3 ч.
При этой температуре элементы выдерживают в течение 30 мин.
Далее температуру муфельной печи повышают до +500°С в тече-
ние 1 ч. Затем печь выключают и после охлаждения ее до 50—
?0°С элементы вынимают и охлаждают до комнатной температуры.
Вожженное серебро должно быть ровного белоп> цвета, а пос-
ле зачистки агатовым карандашом иметь металлический блеск.
При повторном вжигании обязательна подшлифовка прежних
157
мест вжигания. Прочность сцепления ©ожженной серебряной тот- I
ки с поверхностью элемента должна быть не менее 8—10 Н при |
диаметре точки 0,8—1,5 мм; она определяется на специальном I
приспособлении или путем отрыва струны от точки пальцами & s
резиновых напальчниках. -
В процессе вжигания серебра необходимо иметь в виду, что
если температура кристаллического элемента поднимется выше-
+ 573°С даже на короткое время, то в элементе возникнут двой-
ники. Такие случаи возможны, так как температура вжигания
не намного ниже температуры, при которой образуются двойни- I
ки. Вообще двойники могут появиться при более низких темпе- I
Рис.' 5.3. Станок для припайки токо-
проводящих струн
та стола, 7 — ходовой винт, 8 -
ратурах вследствие больших тер-
мических натяжений, возникаю-
щих в кварце из-за неравномер-
ности нагрева кристаллического
элемента.
При использовании паяльни- ।
ка для припайки отводов к пьезо-
элементам следует учесть, что
двойники могут возникнуть даже
при температуре паяльника, не
превышающей 4-300°С. Во избе-
жание этого надо повышать тем-
пературу всего пьезоэлемента до
значения, близкого к точке плав-
ления припоя, а нагрев элемен-
тов в процессе вжигания точек
производить равномерно по всей
поверхности.
Припайка токопроводящих
струн к пьезоэлементам с вож-
женными точками. Токопроводя-
щие струны припаивают с по-
мощью специально сконструиро-
ванного станка, изображенного
на рис. 5.3, где 1 — пружинные
держатели для закрепления
пьезоэлемента, 2 — сопло, <3 —
держатель, 4 — термоэлемент в
кожухе, 5 — кронштейн, 6 — пла-
основание станка. Заданные коор-
динаты устанавливают вручную при помощи микрометра и двух
винтов координатного механизма.
Припой для припайки струн к пьезоэлементу представляет со-
бой сплав олова (61%) © свинца (39%) с температурой плавле-
ния + 183°С. Для припайки струн к стойкам кварцедержателей
и «для припайки выводов к круглым пьезоэлементам используют
сплав с температурой плавления +230°С, состоящий из кадмия
(79%), цинка (20%) и серебра (1%). Прочность соединения за-
siiCHT от прочности 'применяемого припоя, которая тем выше, чем
выше температура плавления припоя. Однако для уменьшения
воздействия температуры на пьезоэлемент резонатора температу-
ра плавления припоя ограничивается.
Припой применяется в виде палочки диаметром 6 М'М. Пред-
варительно проволоку, из которой изготовляются струны (оло-
вянно-фосфористая бронза, диаметр 0,2—0,3 м'м), зачищают наж-
дачной бумагой № 0, смазывают флюсом и облуживают припоем
с помощью паяльника, в жале которого имеется отверстие для
протягивания проволоки. Отрезки проволоки длиной 25—30 мм
вставляют в сопло станка для припайки струн. Конец проволоки
загибают на длину 0,3—0,4 мм и вставляют в сопло загнутым
концом вниз. Этот конец для прочности пайки припаивают к эле-
менту. Точки зачищают агатовой палочкой. Точку из серебро-
содержащей ласты на пьезоэлементе смазывают флюсом.
На прочность соединения большое влияние оказывает качество
флюса. Как известно, назначение флюса — растворить окислы,
образовавшиеся на поверхности пьезоэлемента перед пайкой, и
предотвратить их образование в процессе самой пайки.
Струны припаивают к обеим сторонам пьезоэлемента. Значи-
тельно лучше концы струн расклепать на специальном станке до
формы головки гвоздика и этой головкой припаять к пьезоэле-
менту. Отводы этого типа изготовляются на многоударном холод-
новысадочном автомате. Размер и форма высаживаемой головки
определяются матрицей. Автомат производит следующие опера-
ции: разматывает проволоку с катушки, правит проволоку, произ-
водит высадку конической головки, отрезает отводы. Он выпол-
нен в виде настольной конструкции, имеет пульт управления и
счетчик для отсчета изготовленных отводов. Автомат устанавли-
вается на разные диаметры и длины проволоки, производитель-
ность его 600 шт. ч.
Пьезоэлементы с припаянными струнами промывают в спирте
и дистиллированной воде.
Для испытания прочности припайки струн применяется при-
бор — электронный динамометр, который позволяет регистриро-
вать результаты измерения по шкале. Диапазон измеряемых .уси-
лий от 0 до 50 Н. Точность измерения ± 1 мН.
5.7. ТРЕБОВАНИЯ К СПОСОБУ КРЕПЛЕНИЯ ОТВОДОВ
ПЬЕЗОЭЛЕМЕНТОВ
Способ крепления отводов к пьезоэлементу во многом опреде-
ляет параметры кварцевого резонатора. В настоящее время, как
Уже указывалось, основным способом крепления пьезоэлементов
является припайка к ним отводов. Это не обеспечивает полностью
выполнения ряда наиболее важных требований, таких как меха-
ническая прочность, нагревостойкость, стабильность значения пе-
реходного сопротивления, минимальные механические нагрузки
на пьезоэлемент, влияющие на его активность. Все эти недостат-
ка
.ки существующего способа крепления могут быть устранены при-
менением так называемого метода тер-мокомпрессионной сварки
[32] для крепления отводов к кристаллическому элементу. Тер-
мокомпрессионная сварка основана на явлении увеличения ско-
рости диффузии с ростом температуры на поверхности двух плот-
но сжатых металлических тел. Технология крепления отводов
сходна с существующей технологией припайки струн к вожжен-
ным точкам серебра. Сварка осуществляется на специально скон-
струированном для этих целей приспособлении.
Внедрение терм оком пр есси он ной сварки отводов с пьезоэле-
ментами позволило бы увеличить нагревостойкость пьезоэлемен-
тов, так как она определяется практически температурой размяг-
чения серебросодержащей пасты, применяемой для вжигания то-
чек (в пределах, ограниченных температурой +573°С). Увеличи-
лась бы добротность резонаторов, значительно возросла механи-
ческая прочность контакта отвод — пьезоэлемент и исчезла воз-
можность загрязнения места крепления отводов, а также обеспе-
чивалось бы постоянство переходного сопротивления в местах
припайки.
5.8. РАСЧЕТ НОРМ РАСХОДА И СБОР ОТХОДОВ
ДРАГОЦЕННЫХ МЕТАЛЛОВ
Нормы расхода серебра. Рассмотрим нормы расхода серебра
при вакуумной металлизации кристаллических элементов как
наиболее часто применяемой. Они должны включать расход се-
ребра как на полезные операции металлизации, так и на потери.
Драгоценные металлы расходуются при металлизации на об-
разование электродов. Здесь возвратимым отходом является ме-
талл, оседающий на внутренних стенках колпака вакуумной уста-
новки в кассетах, а безвозвратными отходами — испарение час-
тиц металла в вакуумной установке и расход на угар.
Норма расхода драгоценных металлов складывается из коли-
чества металла, затраченного на создание электродов, возврати-
мых и безвозвратных отходов.
Масса металла на образование электродов
GM = F6p/104,
где GM — масса -металла, г; F— площадь покрытия, см2; б — тол-
щина покрытия, мим; р — плотность металла; 104 — коэффициент,
учитывающий размерность F.
Возвратимые отходы определяются по формуле
г F ko б
где Go — масса металла возвратимых отходов, г; ko — утвержден-
ная норма возвратимых отходов при толщине слоя покрытия ме-
таллизируемой поверхности бо, г/м2; б0 — толщина покрытия, для
которой утверждена норма возвратимых отходов, мкм.
160
Безвозвратные отходы
Ga = F VI 0\
рДе Gn —масса металла, безвозвратно теряемого при металлиза-
ции; ku — утвержденная норма безвозвратных отходов, г/м2.
Общая норма расхода металла составляет
G = GM + G0 + Gn.
Пример расчета нормы расхода серебра на 1 й2 металлизируемой поверх-
ности при толщине покрытия 1,5 мкм.
' • Дано. F=l м2; 6=1,5 мкм; р=10,5; йо = 15,0 г при толщине покрытия
(?о = 0,7 мкм; Ап = 4,23 г/м2.
Расход металла на образование электродов (полезного слоя покрытия)
0м = /'6р/Ю*= 15,75 г.
Возвратимые отходы
Безвозвратные отходы
. Gn = F Ап/104 = 4,23 г.
Общая норма расхода серебра
G = GM -|- Go -|- Gn =52,12 г.
Сбор отходов драгоценных металлов. Сбору подлежат отходы
драгоценных металлов во всех видах на всех этапах металлизации.
Химическое серебрение. Из азотнокислого серебра (AgNO3)
приготовляют аммиачный раствор для химического серебрения
элементов. После серебрения рабочий раствор сливают в отстой-
ник серебряных отходов, куда сливают также воды после про-
мывки пьезоэлементов. В отстойник смывают неокрепший слой
серебра с поверхности серебряных пьезоэлементов (так как ам-
миачный раствор серебра взрывоопасен, в отстойник предвари-
тельно наливают техническую соляную кислоту для подкисления
среды и выделения серебра в виде хлористого серебра). Раствор
в отстойнике проверяют на полноту осаждения серебра, добавляя
небольшое количество соляной кислоты. (При неполном осажде-
нии серебра раствор должен быть мутным.) После уплотнения
осадка в отстойнике раствор сверху сливают, осадок высуши-
вают в термостате. Серебро, осевшее на стенках фарфоровых ча-
шек, где происходит серебрение, периодически снимают в виде
тонкой серебряной фольги.
Гальваническое серебрение. После электролитического нанесе-
ния серебра пьезоэлементы промывают в двух ванночках с горя-
чей водой. По мере насыщения воды электролитом уровень ее в
ванночке электролиза пополняют. Остатки израсходованных се-
ребряных анодов подлежат сбору как отходы анодного серебра.
При неработающих ванночках аноды надо вынимать из элек-
тролита.
Вакуумное серебрение. При отслаивании пленки серебра на
внутренней поверхности стеклянного колокола- вакуумной уста-
6—80 161
НОВК’П .колокол снимают и латунным скребком соскакивают слой
серебра. Оставшееся серебро удаляют тампоном ваты, смоченным
концентрированной азотной кислотой. После этого колокол про.
мыв-ают водой и протирают досуха. Детали испарителя и другие
части вакуумной установки, а также кассеты, покрывающиеся g
процессе металлизации серебром, очищают при помощи шабера и
протирают тампоном, смоченным спиртом. Тампоны ваты, остав-
шиеся после протирки, сжигают, а золу собирают. Эту золу и все
другие собранные отходы подвергают анализу на процентное со-
держание 'в них серебра. С бракованных пьезоэлементов серебро
снимают концентрированной азотной кислотой. В азотную кисло-
ту с растворенными в ней отходами серебра добавляют соляную
кислоту до полного осаждения содержащегося в азотной кислоте
серебра в виде хлористого серебра (AgCl). Хлористое серебро
после отстаивания промывают водой и высушивают.
Вакуумное золочение. С бракованных пьезоэлементов золото
снимают «царской водкой», которую сливают в сосуд для обора
отходов золота. По мере накопления «царской водки» с раство-
ренным в ней золотом.производят осаждение золота. Раствор вы-
варивают до густой темно-желтой массы, в которую добавляют
горячую воду в пятикратном объеме и насыщенный раствор сер-
нокислого закисного железа (FeSO4). После этого смесь длитель-
ное время нагревают, в результате чего Fe+2 окисляется до Fe+3,
а Аи+3 восстанавливается до металлического золота, которое вы-
падает в осадок. Осадок золота отфильтровывают, промывают и
высушивают.
Гальваническое золочение. После электролитического золоче-
ния пьезоэлементы промывают в трех ванночках с горячей водой.
По -мере насыщения воды электролитом ее доливают в ванночку
до нужного уровня. Остатки израсходованных золотых анодов
подлежат сбору. При неработающих ванночках необходимо вы-
нимать аноды из электролита.
Все прочие отходы: протирочный материал, которым пользу-
ются для протирки пьезоэлементов, бумагу, застланную под ван-
ночками серебрения и золочения, и другие — собирают в желез-
ную тару, сжигают, а золу подвергают анализу на процентное
содержание золота или серебра.
5.9. ИЗМЕНЕНИЕ ЧАСТОТЫ КВАРЦЕВЫХ РЕЗОНАТОРОВ
КАК РЕЗУЛЬТАТ ПРОЦЕССОВ, ПРОИСХОДЯЩИХ
В ЭЛЕКТРОДАХ ПЬЕЗОЭЛЕМЕНТОВ
Изменение частоты резонаторов во времени является резуль-
татом следующих процессов, происходящих в объеме или на по-
верхности электродов: взаимной диффузии металлов, составляю-
щих электрод, снятия внутренних напряжений в металлической
пленке, изменения зерна металла электродов, отслаивания плен-
ки металла от кристаллического элемента, потери или поглоте'
-ния электродами газов.
/162
Неболь.п^.„ положительные уходы частоты могут быть вызва-
ы снятием напряжений, а более значительные — выделением
1зов или плохим качеством сцепления основного или вторичного
окрытия. Отрицательные уходы частоты связаны с коррозивн-
ыми процессами на поверхности электродов.
Взаимная диффузия может привести как к положительным,
;к и к отрицательным сдвигам по частоте в результате измене-
пя положения центра тяжести электрода относительно плоскости
элебаний пьезоэлемента.
Известно, что на качество сцепления металла с кварцем боль-
нее влияние оказывает чистота поверхности кварца. В производ-
гве кварцевых резонаторов широко применяется метод химиче-
<ой очистки. Однако, как показывают исследования, химический
стод очистки не самый лучший.
Наиболее полное удаление загрязнений достигается очисткой
тлеющем разряде (ионная очистка). Обработка тлеющим раз-
ядом производится в вакууме 13,3—1,33 Па <в течение 5—10 мин
ри напряжении 2—10 кВ. Образующиеся под влиянием высокого
апряжения положительно заряженные ионы остаточных газов
эмбардпруют подложку, тем самым очищая ее.
Другим важным фактором, влияющим на прочность сцепления
ленки металла с кварцем, является температура кварца в про-
ессе нанесения электродов. В литературе имеются указания на
слесообразность подогрева кристаллических элементов перед ме-
лллизацпей. Так, в работе [37] указывается, что серебряные
. лектроды наносились при температуре 200°С, а золотые — при
150°С. Авторы этой работы делают вывод, что стабильные резо-
наторы с алюминиевыми покрытиями! могут быть изготовлены
путем напыления алюминия одновременно на обе стороны крис-
таллического элемента, нагретого до температуры 250° С. Реко-
мендуется также стеклянные баллоны и помещенные в них крис-
таллические элементы подвергать перед герметизацией вакуум-
ному подогреву в течение длительного времени (около 3 ч) при
температуре 180°С и при разрежении 0,13-10—2 Па.
ГЛАВА ШЕСТАЯ
Монтаж и настройка кварцевых
резонаторов
6.1, ОБЩИЕ. СВЕДЕНИЯ О НАСТРОЙКЕ КВАРЦЕВЫХ
РЕЗОНАТОРОВ
Частота колебаний пьезоэлементов после металлизации отли-
чается от заданного номинального значения, и требуется допол-
нительная ее настройка. Настройка частоты выполняется в два
этапа — предварительного и окончательного (эталонировка).
6* 163
Предварительная настройка кварцевых -резонаторов произ-во-
дится изменением толщины электродов пьезоэлементов, а также
изменением их контурных размеров. Толщину электродов пьезо-
элементов изменяют различными методами. Наиболее перспектив,
ными можно считать метод настройки частоты вакуумной метал-
лизацией на установке индивидуальной металлизации, описанной в
§ 6.5. Предварительную настройку пьезоэлементов обычно произ-
водят в технологическом кварцедержателе, после чего пьезоэле-
менты окончательно монтируют в кварцедержатель.
Далее следует окончательная настройка (эталонировка). Ме-
таллический кварцедержатель герметизируют, т. е. запаивают, а
на стеклянное основание вакуумного кварцедержателя надевают
стеклянный баллон со штенгелем — отростком для откачки воз-
духа — и заваривают. После -откачки воздуха штенгель отпаи-
вают и производят термотренировку резонатора. На термотрени-
ровку и заварку резонатора оставляют определяемый практически
в зависимости от номинальной частоты резонатора допуск по час-
'.тате. Термотренировку производят на специальной вакуумной
.установке. Кассету с резонаторами без кожуха или баллона уста-
лавливают в камеру вакуумной установки, из которой откачи-
вается воздух до предельного разрежения, согласно инструкции
по эксплуатации установки. Температура термотренировки уста-
навливается равной 110°С. Резонаторы термотренируют в течение
2 ч, считая с момента установления температуры 110°С в камере.
После термотренировии резонаторы выдерживают при темпера-
туре окружающего воздуха в течение 10—45 мин, после чего они
вынимаются из кассеты.
Пьезоэлемент осматривают с помощью лупы (4—6-кратной) в
отраженном свете электролампы или лампы дневного света. Ско-
лы на торцах пьезоэлемента, если они есть, затачивают шлифо-
вальным бруском, при этом длина заточенной части должна быть
не более 1/3 диаметра пьезоэлемента. К пьезо-элементам предъяв-
ляется ряд требований по внешнему виду. Пьезоэлементы, уста-
навливаемые параллельно стойке, не должны перемещаться в по-
перечном направлении. Серебряное покрытие пьезоэлементов дол-
жно быть чистым и равномерным.
Оборудование рабочего места для настройки частоты пьезо-
элементов кварцевых резонаторов. Рабочее место для предвари-
тельной настройки оборудовано шлифовальной шайбой для на-
стройки частоты пьезоэлементов шлифованием, ванночкой с элек-
тролитом для настройки частоты пьезоэлементов, ванночкой с по-
догревом для промывки пьезоэлементов в горячей дистиллирован-
ной воде или «баней» с электроплиткой для получения горячей
проточной дистиллированной воды, термостатом для просушки
пьезоэлементов, паяльником — электрическим или воздушным,
. тарой транспортировочной, технологическим генератором, элек-
- тронно-счетным частотомером.
Рабочее место для окончательной настройки (эталонировки)
пьезоэлементов кварцевых резонаторов оборудовав© вакуумной
; 164
L
установкой для 'индивидуальной металлизации пьезоэлементов,
электронно-счетным частотомером, приемником соответствующего
диапазона частот, селектором гармоник, звуковым генератором,
осциллографом, эквивалентом кварцевого генератора для вклю-
чения эталонируемого кварцевого резонатора. К рабочему месту
для эталонировки подводится эталонная частота 1000 Гц для ра-
боты с селектором гармоник.
Для выполнения различных операций по сборке и настройке
кварцевых резонаторов весьма перспективно применение вакуум-
ных скафандров. Вакуумный скафандр представляет собой мон-
тажный стол, рабочая поверхность которого изолирована от окру-
жающей среды герметичным колпаком. Под колпаком создается
вакуум 0,67 Па. Все операции производятся через отверстие в
колпаке, в которое вставлены специальные резиновые перчатки.
6.2. ГЕНЕРАТОРЫ ДЛЯ НАСТРОЙКИ КВАРЦЕВЫХ
РЕЗОНАТОРОВ
Технологические генераторы. Предварительная настройка
пьезоэлементов кварцевых резонаторов в рабочем состоянии про-
изводится в технологических генераторах (ТГК), где резонаторы
возбуждаются на резонансной или близкой к ней частоте.
Один из таких технологических кварцевых генераторов предназначен для
возбуждения кварцевых резонаторов на частоте, близкой к частоте последова-
тельного резонанса, и измерения сопротивления потерь J?K в процессе их на-
стройки и электрических испытаний. Диапазон частот генератора 1—30 МГц
разбит на пять поддиапазонов: 1—2, 2—4, 4—8, 8—16 и 16—30 МГц. Время
предварительного прогрева генератора 30 мин. Питание от сети переменного то-
ка частотой 50 Гц±0,5 Гц и напряжением 220 В±10%. Погрешность уста-
новки частоты по частотной шкале генератора не более ±5%.
Повторяемость частоты возбуждения при многократном возбуждении квар-
цевого резонатора в одном и том же генераторе в одном и том же поддиапа-
зоне не хуже ±0,7-10-6. Повторяемость частоты возбуждения при возбуждении
кварцевых резонаторов в одном генераторе в смежных поддиапазонах или в
разных генераторах при одной и той же нагрузке не хуже ±2-10-6. При этом
учитываются все дестабилизирующие факторы, влияющие на генератор, и не
учитываются дестабилизирующие факторы, влияющие на кварцевый резона-
тор, например изменение климатических условий.
Измеряемое сопротивление потерь 5—500 Ом. Добротность не менее 5-10*.
Погрешность измерения сопротивления потерь кварцевых резонаторов не пре-
вышает ±15%. Напряжение высокой частоты на выходе генератора не менее
0,15 В при нагрузке 50 Ом. Генератор сохраняет свои технические характерис-
тики в течение 8 ч непрерывной работы.
Генератор выполнен в виде переносного прибора и состоит из двух основ-
ных узлов: блока питания с органами управления и блока автогенератора. Схе-
ма генератора показана иа рис. 6.1, где /, II, III — каскады автогенератора,
АРУ — схема автоматической регулировки усиления, ШУ — выходной широко-
полосный усилитель, Д1—детектор входного напряжения четырехполюсника,
Д2 — детектор выходного напряжения четырехполюсника, УПТ — параллельно-
балансный усилитель постоянного тока, ИП — стрелочный измерительный при-
бор.
В цепь положительной обратной связи трехкаскадного автогенератора вклю-
чен резистивный четырехполюсник, в гнезда Г1—Г2 которого устанавливается
кварцевый резонатор. В режиме возбуждения благодаря схеме АРУ напряже-
ние возбуждения на входе четырехполюсника — на гнезде Г1 — поддерживает-
165
ся постоянным, что позволяет производить настройку кварцевых резонаторов»
по максимуму напряжения иа выходе четырехполюсника — на гнезде Г2.
В качестве индикатора настройки, а также для измерения сопротивления,
потерь кварцевых резонаторов служат детекторы Д2, Д1 и усилитель УПТ со.
стрелочным прибором. Коммутация детекторов в процессе измерения произвел
дится переключателем В2.
Калибровка
Рис. 6.1. Структурная схема технологического кварцевого генератора на cpi
ние и высокие частоты
Другой тип технологического генератора охватывает рабочий диапазон'
500 Гц—70 кГц, который разбит "на пять поддиапазонов: 0,5—2 кГц; 2,01—
5 кГц; 5,01—15 кГц; 15,01—35 кГц; 35,01—70 кГц.
Схема прибора (рис. 6.2) состоит из следующих элементов: генератора,
усилителя АРУ, усилителя выходного напряжения синусоидальной формы, ка-
тодного повторителя, формирователя выходного напряжения импульсной фор-
мы, измерителя сопротивления потерь RK и напряжения иа входе четырехпо-
люсника, к которому подключается кварцевый резонатор, источника питания.
Генератор выполнен по . схеме апериодического усиления с кварцевым резо-
натором в цепи положительной обратной связи, кварцевый резонатор возбуж-
дается на частоте, близкой к частоте последовательного резонанса.
Изменение результатов измерения частоты возбуждения кварцевых резона-
торов после 60-мииутиого прогрева приборов при повторном возбуждении в од-
ном приборе или при возбуждении в разных приборах данного типа не прв'
166
вышает ±1-10-6 при условии, что температура кварцевого резонатора за вре-
мя измерения изменяется ие более чем на ±0,2° С.
Параметры кварцевых резонаторов измеряются при напряжении 250 мВ на
ходе четырехполюсника, к которому подключается резонатор.
Рис. 6.2. Структурная схема технологического кварцевого генератора на низ-
кие частоты
Эквиваленты кварцевых генераторов. Для точной настройки и
испытаний по электрическим параметрам кварцевые резонаторы
возбуждают в эквивалентах кварцевых генераторов. Следует
учесть, что при включении резонатора время нарастания ампли-
туды .колебаний определяется по формуле
Z=1,5Q//,
где t — время, мс; / — частота, кГц; Q—•добротность резонатора.
Эквивалент генератора по своим параметрам и режиму рабо-
ты должен точно соответствовать генератору, в котором предназ-
начены работать кварцевые резонаторы. В случае несоответствия
частота кварцевого резонатора может отличаться от номинальной
больше, чем это допустимо по установленной точности частоты.
При этом активность пьезоэлемента может сильно снизиться, а
при полном несоответствии параметров эквивалента генератора и
кварцевого генератора резонатор, помещенный в кварцевый гене-
ратор, может совсем не возбудиться.
При настройке частоты резонатора в эквиваленте генератора
следует точно определить условия, при которых будет возбуж-
даться нужная частота. Эти условия относятся как к кварцевым
Резонаторам, так и к эквиваленту генератора. Для кварцевого
резонатора, настраиваемого в схеме, это будут уровень возбуж-
дения, диапазон рабочих температур, старение, климатические и
механические условия работы. Для схемы генератора — стабиль-
•ость питающих напряжений, старение элементов схемы, значе-
’Ие нагрузочной емкости (см. § 1.12).
Эквиваленты кварцевых генераторов (ЭКГ) должны быть
Укомплектованы приспособлениями и нестандартной аппаратурой,
Необходимой для их эксплуатации и периодической проверки.
167
Конструкция ЭКГ, термостата и панели для подключения
кварцевого резонатора должна обеспечивать вертикальное поло-
жение резонатора, удобство подключения и смены его на всех,
этапах технологического процесса. Конструкция панели для под-
ключения кварцевого резонатора должна обеспечивать надежный
электрический контакт, конструкция термостата — фиксирован-
ное рабочее положение его камеры, возможность контроля тем-
пературы внутри камеры с находящимся в ней кварцевым резо-
натором с помощью ртутного термостата, быструю смену резо-
наторов.
ЭКГ должен быть изготовлен в виде настольного прибора и
иметь массу не более 10 кг без учета массы съемного термо-
стата.
Схема ЭКГ должна (возбуждать кварцевые резонаторы с ми-
нимальным значением добротности для данного типа резонато-
ров. Соответствие этому требованию определяется путем возбуж-
дения в ЭКГ контрольного кварцевого резонатора с последова-
тельно включенным добавочным резистором. Сопротивление до-
бавочного резистора подсчитывается по формуле
Rro6~ Rk(Q1/Qz 1)»
где' RK — эквивалентное динамическое сопротивление контрольно-
го кварцевого резонатора; Qi — добротность контрольного (Квар-
цевого резонатора; Q2—минимальное значение добротности квар-
цевого резонатора данного типа.
При включении в ЭКГ конденсатора вместо кварцевого резо-
натора его выходное напряжение должно быть не более 10 мВ на
нагрузке 50 пФ. Значение емкости конденсатора в ЭКГ на часто-
ты 30 МГц должно быть Со +1 пФ, в ЭКГ на частоты свыше
30 МГц С0 + 5 пФ, где Со—статическая емкость резонатора.
Мощность, рассеиваемая на кварцевом резонаторе в схеме
ЭКГ, не должна превышать значений, рекомендованных стандарт
том. Отклонение частоты контрольных кварцевых резонаторов от
номинального значения в ЭКГ не должно превышать 50% от пре-
дельных отклонений на этот параметр, оговоренных в стандарте.
Изменение частоты автоколебаний эквивалентов генераторов ®
результате подключения измерительной аппаратуры и изменения
питающих напряжений на ±10% не должно превышать 25% от
допусков на номинальное значение. Выходное напряжение ЭКГ
должно быть не менее 0,25 В на нагрузке 50 пФ. Отклонение
температуры внутри термостата не должно превышать 50% от
номинальной температуры, оговоренной в стандарте.
Схема термостатирования должна обеспечивать: время уста-
новления заданной температуры внутри термостата не более
30 мин при первоначальном включении и не более 10 мин при за-
мене резонатора, автоматическое поддержание температуры внут-
ри термостата, отсутствие влияния на частоту ЭКГ и активность-
кварцевого резонатора.
168
В качестве эквивалентов допускается применение соответст-
вующих блоков и узлов аппаратуры, в которой будут использо-
ваться кварцевые резонаторы. При изготовлении эквивалентов
1ли применении блоков и узлов аппаратуры в качестве эквива-
leHTOB необходимо соблюдать правила техники безопасности.
Эквиваленты одного и того же кварцевого генератора, если их
зесколько, настраиваются таким образом, чтобы разница частот
IX колебаний при работе на одних и тех же кварцевых резона- .
торах не превышала 5% заданного допуска точности настройки
и заданной амплитуды колебаний. К эквивалентам прилагается
следующая документация: а) принципиальная схема со специфи-
кацией, б) краткое описание и инструкция по эксплуатации,
в) паспорт с указанием рабочих параметров эквивалента, изме-
ренных с контрольными резонаторами (отклонение от номиналь-
ной частоты, активность), й сроков проверки эквивалентов.
6.3. АППАРАТУРА И МЕТОДЫ ИЗМЕРЕНИЯ ЧАСТОТЫ
КВАРЦЕВЫХ РЕЗОНАТОРОВ
Стандарт частоты. Стандарт частоты или первичный эталон частоты
(НЭЧ)—один из наиболее известных приборов, конструированных на основе
выеокостабильных прецизионных резонаторов. Стандарты частоты, разработан-
ные первоначально для применения в средствах связи, в настоящее время ис-
пользуются в таких областях, как радиолокация, мореплавание, в ракетах и
спутниках Земли и пр. Этот прибор имеет широкую область применения и в
кварцевом производстве. Он дает возможность корректировать звуковые гене-
раторы и при необходимости проверять частоты кварцевых генераторов. Выда-
ваемые им частоты используются для сравнения (как эталонные) в схемах из-
мерения методом биений или для других целей, где требуются точные стабиль-
ные частоты с относительной нестабильностью 1 • 10-8 и лучше. Есть конструк-
ции стандартов частоты со значительно более высокой точностью эталонных час-
тот. Специальные стандарты частоты имеют суточную нестабильность частоты
порядка 10-10 и выше.
При' производстве кварцевых резонаторов стандарт частоты используется
для обслуживания эталонными частотами частотоизмерительных рабочих мест. '
Стандарт частоты дает сетку стандартных частот. Эта сетка частот в различ-
ных. конструкциях стандартов может в случае необходимости перекрыть диа-
пазон частот от 1 кГц до 25 МГц и выше. Стандартные частоты распределяют-
ся в поддиапазонах через 1, 10 и 100 кГц. Относительная нестабильность час-
тоты исчисляется в течение 24 ч непрерывной работы после предварительного
прогрева стандарта в течение 72 ч. Эта нестабильность определяется как ариф-
метическая сумма уходов частоты стандарта, возникающих в результате изме-
нения напряжения питающей сети, окружающей температуры, старения кварце-
вого резонатора, используемого в стандарте, и некоторых других факторов,
влияющих на изменение частоты. Все эти дестабилизирующие факторы должны
Укладываться в указанную выше относительную точность частоты стандарта.
К прецизионным кварцевым резонаторам, предназначенным для стандарта
частоты, предъявляются особые требования: для увеличения добротности в них
используются неметаллизированные пьезоэлементы, так как металлизированная
Поверхность подвержена физико-химическим изменениям, настройка и искусст-
венное старение резонатора производятся в схеме задающего генератора стан-
дарта частоты. Все проверочные испытания самих стандартов частоты должны
Проводиться в определенных климатических условиях (чаще всего при темпе-
ратуре +20° С +5° С, атмосферном давлении 105 Па +4-103 Па и относитель-
ной влажности 65+15%). Проверка и корректировка отклонения частоты стан-
дарта выполняются по сигналам, передаваемым по проводам или по радио.
169
Проверяемая частота подается иа катод электроино-лучевой трубки Если
проверяемая и эталонная частоты одна больше другой в целое число раз, то на
кольцевой развертке появятся яркие неподвижные точки. Число точек опреде-
ляется соотношением этих частот. Если сравниваемые частоты не кратны, то
точки будут перемещаться по кольцевой развертке. При движении точек по ча-
совой стрелке проверяемая частота ниже эталонной, при движении против —
выше эталонной. Скорость передвижения точек указывает иа степень совпаде-
ния проверяемой частоты с эталонной.
С помощью секундомера определяется время передвижения одной точки да
следующей точки, а затем вычисляется относительная разность сравниваемых
частот К. по формуле
К — 1 / (103 /пров О>
где fnpon — проверяемая частота, кГц; t — время передвижения одной точки да
следующей, с.
Знак разности определяется направлением вращения точек. Для облегчения
наблюдения за движением точек иа экране нанесены контрольные риски.
Селектор гармоник. Преобразует эталонную частоту 1 кГц в кратные ей час-
тоты: 9, 10, 11 и 50 кГц. Дискретные спектры этих частот служат для измере-
ний частоты испытуемого кварцевого резонатора методом вторичных биений;
Точность эталонных частот обусловливается точностью источника эталонной
частоты 1 кГц. Амплитуда гармоник частот 9, 10 и 11 кГц составляет 100—
1000 мкВ. Амплитуда напряжения эталонной частоты 1 кГц, подаваемого иа»
вход селектора гармоник, должна лежать в пределах 3—20 В.
В основе работы селектора гармоник лежит принцип умножения эталонной
частоты 1 кГц с выделением высших ее гармоник посредством кварцевых фильт-
ров, обеспечивающих хорошую фильтрацию выделяемых частот при достаточно»
ослаблении умножаемой частоты. Выделенное напряжение эталонной частоты
9, 10, 11 и 50 кГц искажается затем с целью придания ему формы, обеспечи-
вающей широкий спектр гармонических составляющих на выходе прибора.
Ко входу установленного иа рабочее место селектора гармоник подводится
источник эталонной частоты 1 кГц. Выход селектора гармоник — выход эта-
лонной частоты — соединяется с клеммой «аитениа приемника». Внешние соеди-
нения выполняются высокочастотным кабелем.
Методы измерения частоты кварцевых резонаторов. Измерения
частоты кварцевых резонаторов производят с помощью электрон-
но-счетного частотомера. Используется также метод вторичных
нулевых биений при сравнении частоты кварцевого резонатора с
эталонными частотами, полученными от стандарта частоты ил»
другого источника эталонной частоты.
На рис. 6.3 приведена схема соединения аппаратуры для изме-
рения частоты с помощью электронно-счетного частотомера. Квар-
Рис. 6.3. Структурная схема
соединения аппаратуры для из-
мерения частоты с помощью
электроино-счетного частото-
мера:
ЭЧ— электронно-счетный час-
тотомер, ПЭЧ — первичный
эталон частоты
цевый резонатор включен .в схему эквивалента генератора. Час-
тота отсчитывается непосредственно по частотомеру.
На рис. 6.4 приведена схема соединения аппаратуры для из^-
мерения частоты кварцевых резонаторов методом нулевых биении
на частоты до 25 МГц. На схеме показан звуковой генератор на
170
частоту до 5 кГц, П1 — переключатель частот селектора гармо-
ник СГ, П2—переключатель коррекции звукового генератора,
пэч — первичный эталон частоты. Точность эталонной частоты
должна быть не хуже 0,5-10-6.
Рис. 6.4. Структурная схема соединения аппаратуры для измерения частоты
до 25 МГц
Испытуемый резонатор подключается к эквиваленту генерато-
ра. Эталонная частота f3, полученная от селектора гармоник
(равная 9, 10, 1.1, 13 или 50 кГц в зависимости от измеряемой ча-
стоты), и номер гармоники эталонной частоты п выбираются так,
чтобы модуль разности |п/э—фк| находился в диапазоне частот
.звукового генератора, например:
300 Гц < I n f3—fK I < 5 кГц,
где /к — измеряемая частота кварцевого резонатора.
На вход приемника подаются измеряемая частота и эталон-
ная частота от селектора гармоник. На выход приемника посту-
пает разностная частота. При равенстве разностной частоты час-
тоте звукового генератора на осциллографе должна наблюдаться
неподвижная фигура Лиссажу в виде эллипса. Перед измерением
звуковой генератор корректируется по эталонной частоте селек-
тора гармоник. Измерение сводится к остановке изображения фи-
гуры Лиссажу (эллипса) на экране осциллографа ручкой уста-
новки частоты звукового генератора. Поочередным выключением
кварцевого генератора и селектора гармоник убеждаются в пра-
вильности настройки приемника на частоту резонатора. Если при
выключении одного из них будет пропадать фигура Лиссажу,
приемник настроен правильно.
Частота кварцевого резонатора
/к = п/Э±/з.г = /П±/з.г>
где ?з.г — разностная частота по шкале звукового генератора, со-
ответствующая появлению фигуры Лиссажу на экране осцилло-
графа; fn — частота настройки приемника.
Знак разностной частоты звукового генератора /З.г определяет-
ся прикосновением руки к кварцевому резонатору, т. е. добавле-
нием емкости. Если частота звукового генератора при этом умень-
171
шается, то уход частоты резонатора считается положительным (в-
плюс), если увеличивается — отрицательным (в минус).
Знак частоты звукового генератора можно определить двои
ным измерением, используя при этом две различные частоты се
лектора гармоник, например 9 и 11 кГц. Поскольку в обоих слу
чаях измеряется одна частота, то справедливо следующее равен
ство:
где «ifsi — «1-я гармоника частоты f3l селектора; f3.n — частота
звукового генератора, полученная при первом измерении; п^э2 —
«2-я гармоника частоты /э2 селектора; /З.г2 — частота звукового
генератора, полученная при втором измерении.
Так как равенство возможно только при определенных знаках
в левой и правой частях, то вопрос выбора знака частоты звуко
вого генератора будет решен. Практически равенство из-за неиз
бежных- ошибок при измерении удовлетворяется неабсолютно.
Для измерения методом биений частоты кварцевых резонато
ров, работающих на высоких частотах (25 МГц и выше), приме
няется схема, показанная на рис. 6.5. От эталонного генератора
Эталон-
ный
генератор
Умножи-
тель
частоты
Смеси- _
тель
ЭнВийа-
лент
генератора
- И ЗвуМ.
граф
генератор
лэч
Селектор „
гармоник
Рис. 6.5. Структурная схема для измерения высоких частот
сигнал поступает на умножитель частоты, на выходе которого
получается спектр частот. Из этого спектра всегда можно выб
рать такую частоту, которая биением с измеряемой частотой квар-
цевого резонатора, включенного в эквивалент кварцевого генера-
тора, давала бы на выходе смесителя более низкую частоту, чем
частота пьезоэлемента. Такое предварительное снижение изме-
ряемой частоты облегчает последующие измерения и более удоб-
но, чем прямое прослушивание высокой частоты на приемнике
Последующая схема сравнения частоты повторяет схему, по-
казанную на рис. 6.4.
Погрешность метода измерения частоты. Расчет погрешности
измерения частоты по методу вторичных нулевых биений. Относи-
тельная погрешность измерения этим методом обусловлена пог-
решностью звукового генератора и относительной погрешностью*
эталонной частоты и рассчитывается по -формуле
f \ «/к /э /
172
где kf3/f» — относительная нестабильность эталонной частоты; fK —
измеряемая частота, Гц; п — номер гармоники измеряемой часто-
ты; А/з.г — ‘погрешность звукового генератора, Гц.
Пример. Дано. n=10; Af3.r = ±0,5 Гц; (к = 100 кГц; Д(э/(э= 1 • 10-7.
Получаем Д(/(= ±0,6-10-6.
Расчет погрешности измерения частоты на электронно-счет-
ном частотомере. Погрешность измерения частоты в процентах
определяется следующими зависимостями:
а) основная относительная погрешность
У, < ± (у0 + 1/4 Т) 100,
где уо—основная относительная погрешность измерения частоты
внутреннего кварцевого генератора или внешнего источника опор-
ной частоты; fx — измеряемая частота, Гц; Т — время измере-
ния, с;
б) дополнительная относительная погрешность измерения час-
тоты синусоидальных сигналов в зависимости от температуры ок-
ружающей среды
Уч доп = Уо доп' ^00,
где уодоп — дополнительная относительная погрешность измере-
ния частоты внутреннего кварцевого генератора или внешнего ис-
точника опорной частоты.
Основная относительная погрешность измерения частоты внут-
реннего кварцевого генератора после двух часов прогрева не
превышает следующих значений;
а) ± (1 5) • 10~7 в течение 15 сут. без корректировки;
б) ± (2-10—7 -т- 2- 10-в) в течение 6 мес. без корректировки.
Относительное значение средней временной нестабильности
частоты кварцевого генератора после двухчасового прогрева не
превышает:
а) ± (2-10~9 -т-5- 10-8)в течение 1 ч;
б) ±(5-10~9 4- 2-10-7) в течение 24 ч.
Дополнительная относительная погрешность измерения часто-
ты внутреннего кварцевого генератора связана с воздействием ок-
ружающей температуры (средний ТКЧ) и в диапазоне рабочих
температур не превышает ± (1—5) • 10~9° С-1.
Время самопрогрева прибора до достижения заданной точнос-
ти измерения определяется погрешностью внутреннего генерато-
ра. Относительная погрешность внутреннего кварцевого генера-
тора не превышает: ± (2ч-5) • 1 (У 5 через 30 мин прогрева,
±5-10~6 через 1 ч прогрева и значений, указанных выше, через
2 ч прогрева. Прибор измеряет на входе период или средний из
Ю, 102, 103, 104 периодов электрических колебаний в диапазоне
от 10 мкс до 100 с (частоты 100 кГц, 0,01 Гц соответственно).
173
Чувствительность при измерении периода синусоидального сгЯЦ
нала не хуже 0,3 В, при измерении периода импульсного спгйа.
ла не хуже 0,5 В при длительности импульса 0,1 мкс. '
Погрешность измерения периода в процентах определяется
следующими зависимостями:
а) основная относительная погрешность при синусоидальном
сигнале
, / . 0,003 . Т \ inn
Ут осн < ± ( УоЧ-----1---
К а « га Тх /
где уо — основная относительная погрешность измерения частоты
внутреннего кварцевого генератора или внешнего источника опор-
ной частоты; Тх — измеряемый период, с; То — период следования
меток времени, с; и — коэффициент умножения периода, равный
1, 10, 102, 103, 104;
б) дополнительная относительная погрешность при измерении
окружающей температуры
Ут доп = Уо доп 100,
где уодоп—дополнительная погрешность внутреннего кварцевого
генератора.
Максимально допустимое входное напряжение для синусои-
дальных сигналов 100 В.
Время готовности прибора не должно превышать 30 мин при
работе от внутреннего кварцевого генератора и 5 мин при работе
от внешнего источника опорной частоты.
Погрешность этих методов лежит в пределах от ±5-10“6 до
±1-10~7 в зависимости от диапазона измеряемых частот.
6.4. МОНТАЖ И НАСТРОЙКА ЧАСТОТЫ КВАРЦЕВЫХ
РЕЗОНАТОРОВ С ПЬЕЗОЭЛЕМЕНТАМИ РАЗНЫХ СРЕЗОВ В
Настройка частоты высокочастотных кварцевых резонаторов с
круглыми пьезоэлементами срезов z/x// + 35° и ухЦ—49° в герме-
тичных металлических малогабаритных кварцедержателях или
стеклянных вакуумных кварцедержателях. Пьезоэлемент устана-в-
лпвают в кварцедержатель, обеспечивая контакт пятен вожжен-
ного серебра со стойкой кварцедержателя. Некоторые пьезоэле-
менты подлежат предварительному подогреву перед припайкой
при температуре 80°С±10°С в течение 20—30 мин.
Предварительно подготавливается для работы припой, для
чего диски припоя вырубают на специальном приспособлении.
Для пьезоэлементов круглой формы диаметром 5—15 мм крепле-
ние к стойке производится дисками диаметром 0,5—1,0 мм. Квар-
цедержатели должны быть отожжены и облужены методом окуна-
ния в местах контакта с пьезоэлементами. Для нанесения флюса
принимается металлическая палочка диаметром 0,3—0,8 мм, дли-
ной 15—30 мм. Перед установкой пьезоэлемента в кварцедержа-
174
L
тель агатовым камнем (агатовой палочкой) счищают окись се*
ребра с обеих вожженных точек до металлического блеска. Пье-
зоэлемент устанавливают между выводами кварцедержателя, обе-
спечивая контакт пятна вожженного серебра со стойкой кварце-
держателя, и припаивают воздушным или электрическим паяль-
ником. Предварительно место припайки смазывают флюсом. Ди-
ски припоя кладут на место припайки. Место припайки промыва-
ют кисточкой в струе горячей проточной дистиллированной воды,
затем промывают спиртом и просушивают под феном.
Настройка частоты нетермостатированных и термостатирован-
ных резонаторов методом гальванического серебрения и золоче-
ния. Резонатор в кварцедержателе помещают в генераторе. Тер-
остатированный резонатор накрывают термостатом и выдержи-
ают под ним при температуре настройки до установления час-
тоты. Частоту проверяют по показаниям частотомера. Затем тер-
мостат снимают и резонатор выдерживают при окружающей
температуре до установления частоты. Учитывается разность час-
тот, измеренных при температуре настройки и температуре окру-
жающей среды. Для нетермостатированных резонаторов наст-
ройка производится после измерения их частоты.
Настройка частоты производится с помощью следующих тех-
нологических приемов. Если частота пьезоэлемента превышает
номинальную частоту, то следует досеребрить пьезоэлемент. Для
этого пьезоэлемент в держателе, зажатый за выводы пинцетом,
п-ромывают в струе проточной горячей дистиллированной воды,
опускают в ванну с электролитом и методом электролиза допол-
нительно серебрят в зависимости от отклонения по частоте. До-
пуск по частоте оговаривается соответствующими техническими
условиями. По индикатору (миллиамперметру) питающего уст-
ройства устанавливается сила тока.
Плотность тока на поверхности пьезоэлемента не должна пре-
вышать 1—3 мА/см2. (Изменение частоты при этом способе на-
стройки не должно быть больше —5 -10-3 номинального значе-
ния) .
После промывки в стаканах-сборниках с дистиллированной
водой для улавливания электролита пьезоэлементы промывают в
горячей дистиллированной воде и спирте.
Если частота пьезоэлемента ниже номинальной, то с него сле-
дует снять часть серебра, повышая этим частоту. Для этого пье-
зоэлемент опускают в электролит, через который пропускается
обратный ток. (В этом случае изменение частоты не должно пре-
вышать +1 • IO3.). Если требуемое уменьшение толщины покры-
тия невелико, то можно ограничиться погружением пьезоэлемен-
та в электролит без пропускания через него тока либо сошлифо-
вать металлическое покрытие пьезоэлемента микропорошком М5
равномерно с двух сторон с помощью ватного тампона или кис-
точкой из стеклянной ваты с последующей промывкой в горячей
дистиллированной воде, а затем в спирте. В этом случае можно
изменить частоту на -г20- 10 s номинального значения.
175
После настройки частоты резонаторы подлежат термотренмИ
ровке. Для этого их устанавливают на специальные металличе^ :
кие доски и ставят в вакуумный шкаф или термостат, где они
сушатся в течение 4 ч при 120—140° С. Допускаемое отклонение
частоты от номинальной после настройки составляет от —1-10-5 ,
до +5-10-6.
Эталонировка этих резонаторов производится на вакуумной
установке для индивидуальной металлизации. Резонатор в квар. i
цедержателе помещают в эквивалент генератора. Продолжитель» .
ность настройки частоты зависит от отклонения частоты от номи« J
нальной. Если частота пьезоэлемента ниже номинальной, то его ’
направляют на переделку. )
При рабочей температуре выше +20° С настройку частоты про- I
изводят следующим образом. Измеряют частоту резонатора при )
температуре +20° С, после этого его нагревают в термостате до *
необходимой рабочей температуры и выдерживают в нем в тсче- »
ние 1 ч, затем снова измеряют частоту резонатора. При настрой-
ке частоты в условиях комнатной температуры дается припуск по
частоте (в плюс или минус) в зависимости от знака ухода час-
тоты резонатора при измерениях в нагретом состоянии при ком-
натной температуре.
Для нетермостатированных резонаторов настройку произво-
дят сразу после измерения частоты.
. Настройка частоты высокочастотных кварцевых резонаторов
с пьезоэлементами прямоугольной и квадратной формы срезов
г/х//+35° и yxl/—49°. Для предварительной настройки частоты
пьезоэлементы, укрепленные в технологическом держателе, вклю-
чают в технологический генератор. По частотомеру определяют
частоту пьезоэлемента. Если пьезоэлемент не возбуждается, следу-
ет тщательно промыть его и снова включить в сравнитель часто-
ты. При работе пьезоэлемента в схеме на третьей механической
гармонике частоту замеряют в генераторе по номинальной час-
тоте пьезоэлемента.
Если окажется, что частота пьезоэлемента превышает номи-
нальную, следует нарастить слой серебра, как указывалось выше.
Время пропускания тока определяется отклонением частоты от
номинального значения. При частоте пьезоэлемента, меньшей но-
минальной, с него надо снять часть серебра, для чего пьезоэле-
мент зажимают специальным зажимом по узким граням и крат-
ковременно опускают в сосуд с электролитом. При этом с пьезо-
элемента снимается часть серебра. Слой серебра можно умень-
шить, пропуская ток в ванне с электролитом в обратном направ-
лении. В данном случае плотность тока должна быть не выше
1—3 мА/см2. После предварительной настройки частоты допуск
должен быть не больше +(300—500) Гц по абсолютному зна-
чению.
Настроенный по частоте пьезоэлемент устанавливают в квар-
цедержатель. Затем кварцевый резонатор помещают в техноло-
гический генератор и снова замеряют его частоту. Активность на-
176
1
страиваемого кварцевого резонатора определяют сравнением с
активностью эталонного резонатора или соответствием требова-
ниям технических условий. Проверяют зажатие пьезоэлемента в
пружинах кварцедержателя. Сила зажатия пьезоэлемента в квар-
дедержателе существенно влияет на изменение его частоты. На-
пример, для пьезоэлементов среза yxlj—^P ослабление зажатия
со временем увеличивает частоту пьезоэлемента, а поджатие пру-
жин уменьшает его частоту.
Настройка частоты низкочастотных кварцевых резонаторов с
пьезоэлементами-брусками с никелевым покрытием среза xys/+5°
в вакуумных кварцедержателях. На слое никеля пьезоэлемента
размечают места припайки токопроводящих выводов, которые
припаивают к обеим сторонам пьезоэлемента без предваритель-
ного вжигания точек. Конец струны длиной приблизительно
0,3 мм для прочности загибают под углом 90°. Припаянные стру-
мы должны выдерживать нагрузку на отрыв не менее 9,8 Н. Пос-
ле каждой операции пьезоэлементы промывают дистиллирован-
ной водой и спиртом.
Предварительную настройку частоты пьезоэлементов произво-
дят в технологическом держателе. Если частота пьезоэлемента
меньше номинальной, надо сточить его с одной стороны по торцу
на шайбе абразивным микропорошком М10. Если частота пьезо-
элемента больше номинальной, следует сточить его карборундо-
вой палочкой по длинным ребрам. Если позволяет деление элек-
тродов, надо сточить пьезоэлемент по всем четырем ребрам рав-
номерно. Эти операции следует повторять до тех пор, пока час-
тота пьезоэлемента не будет на 5—7 Гц ниже номинальной. Если
частота пьезоэлемента меньше номинальной более чем на 0,6%
номинальной частоты, то надо проверить длину пьезоэлемента, а
также расчет размеров и угол ориентировки брусков. Когда час-
тота пьезоэлементов больше номинальной, причем подточка не
дает нужных результатов, пьезоэлементы следует металлизиро-
вать заново.
Предварительно подогнанный по частоте пьезоэлемент монти-
руют в кварцедержателе. Его устанавливают по центру кварце-
держателя и припаивают струны к выводам. Лишние концы струн
обрезают. Места паек тщательно промывают. Кварцевые резона-
торы сушат в термостате при 120—140° С в течение 4 ч.
Покрытие никелем должно быть чистым, допускаются лишь
небольшие царапины по никелю не более 3 мм, не влияющие на
параметры кварцевого резонатора.
При эталонировке кварцевых резонаторов в виде брусков из-
меряют частоту резонатора, помещенного в эквивалент. Если его
частота ниже номинальной, то пьезоэлемент слегка стачивают по
торцевой части карборундовой палочкой М20. Место подточки
очищают кисточкой и промывают спиртом. После этой операции
вторично измеряют частоту резонатора, помещенного в эквива-
лент, где его выдерживают до полного установления частоты.
177
Если частота кварцевого резонатора выше номинальной. тсМ
пьезоэлемент следует сточить карборундовой палочкой по дли/.*!
ному ребру. Эту операцию надо повторять до тех пор, пока часто- [1
та резонатора не будет на 1 —1,5 Гц ниже номинальной. После |
окончательной настройки и сушки пьезоэлемент и стеклянную I
колбу для его герметизации очищают пылесосом. Затем покры- I
тый стеклянной колбой пьезоэлемент направляют на откачку воз- I
духа и заварку. ' I
Настройка частоты низкочастотных кварцевых резонаторов с
пьезоэлементами срезов xys/+5°; xys/—18°30; yxl/—51°; ух//+38°
в вакуумных кварцедержателях с жесткими или мягкими выво-
дами. Металлизированные пьезоэлементы проходят операции де-
ления и разрыва слоя серебра. Деление слоя серебра производят '
в зависимости от порядка гармоники колебаний пьезоэлемента и
его геометрических размеров. Слой серебра разрывают по реб-
рам пьезоэлемента для создания электродов, после чего к пьезот
элементам припаивают токопроводящие выводы — струны. При
повышенных требованиях к прочности припайки струн в пьезо-
элемент предварительно вжигают точки серебросодержащей ;
пасты.
Деление электродов производят на станке специальной кон- .
струкции для электроискрового деления
пьезоэлементов (рис. 6.6).
металлического слоя
Рис. 6.6. Станок для
электроискрового де- Л
ления металлического
слоя пьезоэлементов
Два фактора могут влиять на электрические параметры квар-
цевого пьезоэлемента при электроискровом делении металличес-|
кого слоя — положение и ширина линии раздела. Отклонение ли-
нии раздела от средней геометрической линии для пьезоэлементов
178
с продольными колебаниями дает разные емкости и индуктивнос-
ти двух половин пьезоэлемента. При правильно расположенной
лйнии раздела изменение ее ширины вызывает изменение индук-
тивности пьезоэлемента, так как индуктивность является функци-
ей Отношения площади покрытия к общей площади пьезоэлемен-
та. Для широкого пьезоэлемента изменение ширины линии раз-
дела не вызывает заметных отклонений индуктивности, тогда как
для узких пьезоэлементов оно может изменить индуктивность.
Следует иметь в виду, что вдоль линии раздела возникает в
юльшсй или меньшей степени двойниковость вследствие мгно-
венных больших температурных градиентов, появляющихся при
электроискровом делении металлизированной поверхности пьезо-
элемента. Двойниковость, возникающая при операции разделе-
ния, изменяет также резонансную частоту пьезоэлемента. При
этом способе деления металлического слоя металлизированная по-
верхность пьезоэлемента и вольфрамовая игла для деления слоя
служат электродами. Параллельно электродам включают мага-
зин емкостей. Аккумулятор заряжает конденсатор через сопро-
тивление. Искровой разряд конденсатора разрушает металличе-
ский слой поверхности пьезоэлемента в месте прикосновения к
нему иглы.
Электрическая схема станка показана на рис. 6.7, где 1 —
аккумулятор на 6 В, 2 — магазин емкостей с общей емкостью
1000—3000 мкФ и больше, которая подбирается практически, 3—
сопротивление — электрическая лампочка напряжением 6 В, 4—
вольфрамовая игла, 5 — пьезоэлемент.
Пьезоэлемент закрепляют на столе станка. Разрываемую по-
верхность пьезоэлемента смачивают спиртом и делят с помощью
иглы в соответствии с разметкой. Иглу затачивают в зависимости
от нужной ширины линии разрыва. Для разрыва слоя никеля по
контуру приготовляют суспензию микропорошка М10 в воде. Су-
спензию наносят кистью на шлифшайбу и шлифовкой по контуру
производят разрыв. Качество разрыва про-
веряют мегаомметром на отсутствие замы-
кания между электродами. Сопротивление
изоляции между электродами должно быть
не менее 100 МОм при напряжении постоян-
ного тока 100 В. Если электроды замыка-
ются, необходимо прочистить делительную
линию.
Предварительную подгонку частоты пье-
зоэлемента производят в технологическом
генераторе. Пьезоэлемент помещают в тех-
нологический кварцедержатель. Если часто-
та пьезоэлемента больше номинальной, то
следует досеребрить его гальваническим
способом, погружая зажатый в зажим пьезо-
элемент в электролит, при этом зажим
должен касаться катода. Плотность тока
Рис. 6.7. Электриче-
ская схема станка
для электроискрово-
го деления металличе-
ского слоя пьезоэле-
ментов
179
должна быть не более 3 мА/см2. Пьезоэлементы, работающие н^р
изгиб, если их частота выше номинальной, следует сточить по длин'- »
ным граням карборундовой палочкой М20. Если частота пьезоэле-
мента ниже номинальной, то надо сточить пьезоэлемент по торцо-
вым сторонам также карборундовой палочкой М20 или на шлифо-
вальной стеклянной шайбе, не допуская при этом перекоса. На-
стройку частоты производят в пределах (200-4-50) 10-6 от номи-
нальной.
После настройки по частоте пьезоэлементы монтируют в квар- •
цедержателе, для чего выводные струны припаивают к стойкам:
кварцедержателя.
Существуют и другие методы исправления частоты пьезоэле-
ментов срезов xysl + 5° и xysl—18°30', у которых частота боль-
ше номинальной. С помощью приспособления, имеющего форму
гриба с радиусом закругления 7?~50 мм, на длинных ребрах пье-
зоэлемента наносят выемки.
Выемки должны быть симметричны узловой линии. Размер вы-
емки 0,15 мм с каждой стороны. При этом частота меняется &
минус до 1 % номинальной. При нанесении выемки частотный раз-
мер (длина) пьезоэлементов этих срезов увеличивается. Шири^
на в данном случае мало влияет на частоту. '
На пьезоэлементах срезов ух1/+38° и ух1/—51° делают кана:^И
ку на узловой линии. Частотный размер — длина — увеличиваетИ
ся, и частота понижается, а ширина не влияет на частоту. На(|
длинных гранях пьезоэлементов среза yxl{+33° делают выемку
(канавку), которая снижает частоту. Здесь также увеличивается
частотный размер (толщина).
На эталонировку поступают кварцевые резонаторы, настро-
енные с точностью (50-4-30) 10-5 номинальной частоты. Точная
настройка частоты пьезоэлементов на номинальную осуществля-
ется также их подточкой карборундовой палочкой М20.
После откачки и заварки кварцевого резонатора измеряют его-
частоту, при этом проверяется правильность оставленного припусв
ка ухода частоты на заварку. -
Настройка частоты кварцевых резонаторов с вибраторами сре-И
зов xysj—18°30'; xz/s/ + 5°; xys// + 8°307±34° (вид колебаний —И
продольные по длине); xysl + 5°; xysll + 8°307±38° (вид колеба-И
ний — изгиб). Производят замер частоты вибратора и определя-И
ют отклонение его частоты от номинальной. Если частота вибра-И
тора выше номинальной, то для ее понижения следует; I
а) нанести на вибратор паяльником припой в местах, указан-И
ных на чертеже; I
б) сточить середину длинных граней шлифовальным бруском
или на шлифовальной шайбе у вибраторов со срезом xysl— I
— 18°3(У; xys/+5°, xys7 + 8°307±34° (вид колебаний — продоль-
ные по длине), сточить длинные грани шлифовальным бруском!
или на шлифовальной шайбе у вибраторов со срезами xysl+ъЗ I
xysl!+ 8°33'! ±38° (вид колебаний — изгиб).
180 I
Шлифовку вибраторов на шлифовальной шайбе производят
суспензией из микропорошка с дистиллированной водой. Номер
зернистости микропорошка выбирается в зависимости от степени
частоты обработки поверхности пьезоэлемента. Настройку часто-
ты вибраторов повторением технологической обработки произво-
дят до достижения допусков, указанных в технических условиях.
Если частота вибратора ниже номинальной, то для ее повы-
шения необходимо равномерно сточить на шлифовальной шайбе
вибратор по торцам с двух сторон. Допускается повышение час-
тоты стачиванием точек припоя на вибраторе (надфилем или шли-
фовальным бруском).
Настройка частоты кварцевых резонаторов с вибраторами сре-
за yxlsf + 51°/ + 45°. Вибратор устанавливается в технологическом
держателе в генератор, где с помощью частотомера замеряется
его частота и определяется отклонение частоты от номинальной..
Допуск по частоте до настройки в диапазоне частот этого среза
(100—300 кГц) должен быть от -J-100 до —2200 Гц.
Для определения изменения частоты термостатированных ре-
зонаторов в нужном интервале температур определяют изменение-
частоты при минимальной температуре, затем накрывают вибра-
тор термостатом и выдерживают при максимальной температуре-
до установления частоты. Вычисляют изменение частоты вибрато-
ра в зависимости от изменения температуры.
Уменьшение изменения частоты вибратора в интервале темпе-
ратур производится следующим образом:
а) если частоту нужно повысить, то вибратор шлифуют на
шлифовальной шайбе равномерно с двух противоположных сто-
рон с меньшим размером;
б) если частоту нужно понизить, то следует равномерно за-
круглить все четыре угла вибратора. .
Шлифовка вибратора на шлифовальной шайбе производится
суспензией микропорошка М14 с дистиллированной водой. Виб-
ратор промывают в струе проточной-дистиллированной воды и в
спирте путем окунания.
Если частоту вибратора следует понизить по отношению к но-
минальной, то для этого надо нанести на вибратор припой сим-
метрично по двум или четырем углам. Если частоту вибратора
надо повысить по отношению к номинальной, необходимо шлифо-
вать вибратор равномерно по длинным сторонам на шлифшайбе.
Повышение частоты вибратора производится также стачиванием'
подстроечных точек припоя надфилем или шлифовальным брус-
ком.
6.5. МЕТОДЫ ЭТАЛОНИРОВКИ КВАРЦЕВЫХ РЕЗОНАТОРОВ-
Вакуумная установка для индивидуальной металлизации. Для окончатель-
ной настройки кварцевых пьезоэлементов может быть использована вакуумная/
Установка для индивидуальной металлизации пьезоэлементов. В этой установ--
18L
«е на электроды пьезоэлементов дополнительно наносится методом распыленця
в вакууме слой металла, что вызывает понижение частоты пьезоэлемента д0
/нужного значения. При этом исключается загрязнение пьезоэлементов, которого
трудно избежать при других методах настройки. Преимущество метода заклю.
чается также в том, что в процессе настройки изменение частоты кварцевого
пьезоэлемента контролируется частото-
Рис. 6.8. Камера испарителя вакуум-
ной установки
измерительной аппаратурой.
Описываемая ниже вакуумная уста,
новка сконструирована для металлиза-
цин круглых пьезоэлементов. Ее прин-
цип действия такой же, как н устаноз-
ки для металлизации, рассмотренной з
§5.1. Камера испарителя представляет
собой колпак, установленный на метал-
лнческом основании (рис. 6.8). Колпак
и основание камеры имеют вакуум-
плотное соединение. Внутри камеры ис-
парителя помещаются: резонатор, ча-
стоту которого следует настроить, испа-
ритель, представляющий собой тантало-
вую ленту с металлом, который будет
испаряться, защитный чехол, окружаю-
щий испаритель, с круглым отверстием,
обращенным к одной из плоскостей
электрода кварцевого пьезоэлемента,
заслонка с магнитным приводом, при
помощи которой можно в любой мо-
мент открыть или закрыть отверстие
в защитном чехле. Питание испарителя
производится через автотрансформатор,
при помощи которого регулируется на-
пряжение накала испарителя. Напря-
жение на автотрансформатор подается от сети переменного тока. Питание
^соленоида, приводящего в действие заслонку, производится от селенового вы-
прямителя.
Во время работы на установке необходимо соблюдать определенную по-
следовательность операций. Смонтированный в кварцедержателе пьезоэлемент,
предварительно настроенный на частоту выше номинальной, устанавливается в
камере испарителя в гнездах. При этом положение резонатора должно быть
таким, чтобы середина электрода резонатора приходилась против середины от-
верстия в защитном чехле. На основании камеры испарителя надевается стек-
лянный колпак, который прижимается к основанию, образуя с ним благодаря
резиновой прокладке вакуум-плотное соединение. В камере испарителя созда-
•ется разрежение (6,65—1,33)10“2 Па. Помещенный в камеру испарителя резо-
натор возбуждают, включая его в схему генератора. Нажимая пусковую кнопку
заслонки, открывают отверстие в защитном чехле. С нажатием пусковой кнопки
испарителя происходит испарение металла, при этом контролируют частоту на
выходе рабочего генератора.
Испарение металла, т. е. понижение частоты пьезоэлемента резонатора,
происходит до тех пор, пока частота резонатора не будет отличаться от номи-
нальной на + (3004-500) Гц. Дальнейшее понижение частоты производят сле-
дующим образом: не открывая отверстия защитного чехла, накаливают испари-
тель, нажимая на его пусковую кнопку, затем отпускают пусковую кнопку ис-
парителя и в тот же момент нажимают кратковременно на пусковую кнопку
заслонки, пропуская к резонатору лишь малую дозу металла. Это вызывает
незначительное изменение частоты резонатора — примерно на 1-10~6 номиналь-
ного значения.
Другая вакуумная полуавтоматическая установка также предназначена для
«окончательной настройки кварцевых резонаторов методом дополнительной ме‘
таллизации электродов резонаторов в вакууме. Ее основные технические данные:
предельный вакуум 1,33-10~3 Па, время достижения рабочего вакуума 6,65Х
182 ай
10 Па при предварительно разогретом диффузионном насосе 5 мин диапа-
-н частот настраиваемых резонаторов 0,8—100 МГц, точность настройки резо-
(торов ±(2-4-5) 10-6, мощность испарителя 400 Вт, мощность, потребляемая
.тановкой, 1,5 кВт, габаритные размеры установки 1110X830X1700 мм.
В настоящее время сконструированы вакуумные установки, которые дают
тзможность настраивать прецизионные термостатированные резонаторы с еще
' алее высокой точностью и непрерывным контролем получаемой частоты. В та-
IX установках благодаря высокой степени автоматизации ручная работа сво-
ится к загрузке и выгрузке настраиваемых резонаторов.
Настройку ’частоты высокочастотных кварцевых резонаторов-
ожно производить методом создания высокочастотного разряда-
стеклянном баллоне вакуумного резонатора. Для этого индук-
ор, подключенный к специальному прибору, устанавливается на-
'аллон настраиваемого резонатора. Длительность импульса при,
оводке частоты до значения (1—3)-10~6 номинальной частоты
озонатора равна 30 мс.
Настройка частоты с помощью излучения лазера. Настройка
астоты кварцевого резонатора производится на лазерной техно-
огической установке. Допустимое изменение частоты с помо-
1ью лазерного излучения не более 3-10~6. Кварцевый резонатор-,
станавливается в приспособлении таким образом, чтобы при об-
учении пьезоэлемент находился в строго горизонтальном поло-
жении. Частота резонатора измеряется по показанию частото-
мера.
Настроенные резонаторы подвергаются термотренировке с.
>ежимом:
— 60°С в течение 1ч),-
}5 циклов;
-4-80° С » 1ч/
+ 120° С » 12 ч
Настройку частоты пьезоэлементов Можно осуществить также?
облучением рентгеновскими лучами. При облучении кристалла-
кварца рентгеновскими лучами модуль упругости срезов г/х//+35°*
и yxlj—49° понижается. Этот эффект обусловлен вырыванием-
электронов из ионов кремния в кварце, что вызывает уменьше-
ние энергии связи между молекулами, а следовательно, и неко-
торое уменьшение модуля упругости. Это приводит к изменению-
частоты колебаний пьезоэлемента до 1 • 10-3. Такой эффект зна-
чительно меняется от кристалла к кристаллу в зависимости от
содержания в них примесей. Облучение кристалла рентгеновски-
ми лучами вызывает его потемнение, причем степень потемнения
связана со степенью изменения частоты. Ввиду изменчивости это-
го эффекта данный способ не получил широкого распростране-
ния.
6.6. ТИПЫ КВАРЦЕВЫХ ГЕНЕРАТОРОВ
Кварцевые генераторы на электронно-вакуумных лампах. Кварцевые гене-
раторы, в которых производится окончательная настройка кварцевых резона*-
торов, делятся на две группы: генераторы, работающие на частоте параллель-
ного резонанса, и генераторы, работающие на частоте последовательного резо-
нанса [14].
183;
В схеме генератора, работающего на частоте параллельного резонанса, квар.
цевый резонатор включается параллельно нагрузочной емкости. Схемы этого тц.
па представлены на рис. 6.9. На рис. 6.9,аб, а показаны схемы кварцевых ге-
нераторов для частот до 25 МГц. В схеме кварцевого генератора на рис. 6.9,6
контур в цепи анода может быть настроен на основную частоту резонатора или
ее гармонику. На рис. 6.9,г изображена схема кварцевого генератора для частот
выше 25 МГц. При использовании этой схемы следует учитывать, что если анод-
ный контур настроен, например, на третью гармонику рабочей частоты, то квар-
цевый резонатор будет работать на третьей гармонике механических колебаний
и его параметры будут отличаться от расчетных для работы на первой гармо-
.цике.
Рис. 6.9. Генераторы, работающие на частоте параллельного резонанса
На рис. 6.10 представлены схемы кварцевых генераторов, работающих
частоте последовательного резонанса: а — для низкочастотного диапазона 0,4—
100 кГц; б, в — для диапазона 10 кГц — 1 МГц и г, д, е, ж — для частоты выше^И
•15 МГц. В схеме кварцевого генератора на рис. 6.10, а используются резопато-И
ры с трех- или четырехполюсными пьезоэлементами для частот до 50 кГц.
этой схеме амплитуду колебаний следует ограничить, чтобы предохранить пьезо-^^И
элемент от повреждения.
В схемах генераторов, работающих на частоте как параллельного, так и по-
цледовательного резонанса, кварцевый резонатор может возбуждаться на часто-
те несколько более высокой или более низкой по сравнению с частотой парал-
дельного или последовательного резонанса. Но выгоднее возбуждать кварцевый
резонатор в узком интервале между частотами последовательного и параллель-
ного резонанса, где его реактивное сопротивление носит индуктивный характер
<см. § 1. 10).
Кварцевые генераторы иа полупроводниковых приборах. Кварцевые гене-
раторы на электронно-вакуумных лампах в настоящее время мало применя-
:Ются в связи со значительными преимуществами транзисторов в их схемах. ;
Применение полупроводниковых приборов в схемах кварцевых генераторов
позволило значительно повысить стабильность частоты кварцевых резонаторов
вследствие малых токов и напряжений, действующих в полупроводниковом эле-
менте генератора. Наличие малых напряжений, действующих на кварцевый Ре'
зонатор, стабилизирует процесс старения резонаторов. Кварцевый генератор на
полупроводниковых приборах может быть небольшой массы, и в этом случае
можно легко термостатировать генератор в целом.
Большинство схем кварцевых генераторов на транзисторах аналогично лам- j
повым.
184 В
На рис. 6.11,а показана схема с резонатором в цепи база — коллектор,
р этой схеме входное сопротивление участка база — коллектор велико и мало
влияет на параметры кварцевого резонатора. Схема возбуждается при индук-
тивном характере сопротивления резонатора и является емкостной трехточечной.
Нагрузка в цепи коллектора должна иметь емкостную реакцию, и в качестве-
нагрузки можно использовать активное сопротивление, шунтированное емкостью-
В схемах с избирательной обратной связью кварцевый резонатор включен по-
следовательно в цепь обратной связи генератора. На частоте последовательного
резонанса f-, сопротивление резонатора минимально и обратная связь увеличи-
вается до значения, достаточного для самовозбуждения. При отходе от частоты
последовательного резонанса сопротивление резонатора резко возрастает.
Недостатком этих схем является возможность появления паразитной гене-
рации на высоких, отличных от fi, частотах, на которых могут быть созданы
условия самовозбуждения, а резонатор будет представлять собой только ем-
кость. .
На рнс. 6.11,6 показана схема генератора с трансформаторной обратной
связью, в которой резонатор включен последовательно с катушкой связи в це-
пи база — эмиттер. Колебательный контур LC включен в цепь коллектора. По-
тенциометры Rl, R2 обеспечивают подачу на базу небольшого отрицательного
напряжения смещения, определяющего выбор начальной рабочей точки.
18S
Мостиковые схемы кварцевых генераторов широко используются при рабол
те как на основной частоте резонатора, так и на его механических гармониках.
>На рис. 6.11,в показана мостиковая схема с индуктивно-емкостным мостом. Ре-
знсторы Rl, R2, R3 служат для стабилизации режима. Здесь емкость кварцедер, -
жителя (С1) нейтрализуется конденсатором С, включенным во второе плечо
мостика, образованного Cl, С н LI, L2.
L1 L7
C3
0).
of"
cz
об-
Рис. 6.11. Схемы кварцевых
генераторов на полупровод-
никовых триодах
Схемы кварцевых генераторов на туннельных диодах. Кварцевые генерато-
ры на туннельных диодах могут работать с небольшими амплитудами напря-
жений на кварцевых резонаторах. Для согласования низкого выходного сопро-
тивления диода с сопротивлением резонатора могут использоваться П-образные
•фильтры, согласующие этн сопротивления. Непосредственное включение резона-
тора, очевидно, невозможно из-за сильного шунтирующего влияния диода. На
рис. 6.11,г показана схема кварцевого генератора на туннельном диоде с П-об-
разным фильтром, образованным конденсаторами С1 и С2 и катушкой индук-
тивности L. В этой схеме напряжение питания на диод подается через потен-
циометр Rl, R2 для обеспечения положения начальной рабочей точки на падаю-
щем участке статической характеристики диода. Сопротивление нагрузки Rn
подключается через разделительный конденсатор Ср. Генераторы на туннельных
диодах позволяют получить относительную нестабильность частоты порядка
10-8-5 • 10~9.
€.7. СБОРКА, ГЕРМЕТИЗАЦИЯ И ЗАВАРКА
КВАРЦЕДЕРЖАТЕЛЕЙ КВАРЦЕВЫХ РЕЗОНАТОРОВ
Сборка кварцедержателей. Кварцедержатель состоит из осно-
вания, механически и электрически соединенного с каркасом, в
котором устанавливается льезоэлемент для предохранения его
от соприкосновения со стенками баллона или кожуха. Некоторые-
типы каркасов имеют пружинные зажимы для закрепления пьезо-
элементов, у которых нет отводов. Пружины устанавливаются так-
же для амортизации каркасов вибропрочных конструкций кварц^'
держателей.
186
основания состоят из выводов, запрессованных в стеклянный,
щтабик или в металлическую плату' со стеклянными изолятора-
ми. На них устанавливаются каркас с пьезоэлементом и стеклян-
ный баллон или металлический кожух. Основания бывают гребеш-
ковые — это стеклянные основания, выводы в которых располо-
жены в одну линию, плоские — стеклянные основания, выводы
|н которых расположены по окружности, комбинированные—ме-ч
таллические основания с запрессованными стеклянными изолято-
рами выводов.
Для того чтобы пьезоэлемент свободно колебался и в тяжелом
режиме вибраций и ударов кварцевый резонатор не менял своих
параметров, кварцедержатель, удерживающий пьезоэлемент и
обеспечивающий контакт с электродами, должен обладать доста-
точной жесткостью. Кварцедержателя выполняются в стеклянных
баллонах, из которых откачивается воздух, и в герметичных ме-
таллических корпусах.
При сборке металлических кварцедержателей типов Б и М с
высокочастотными пьезоэлементами для выводов используется
спай стекла с металлом.
Кварцедержатели резонаторов типов Б и М состоят из осно-
вания, на котором монтируется пьезоэлемент, и кожуха. Матери-
ал основания — ковар. Этот сплав имеет температурный коэффи-
циент расширения, близкий к температурному коэффициенту рас-
ширения специального стекла, которое запекается в основание ре-
зонатора для изоляции наружных выводов.
В основание кварцедержателя запрессовываются контактные
стержни, и к ним припаиваются контактные пружины. Для этого
основание устанавливается в пресс-форму. В его отверстия встав-
ляются два стержня. При помощи приспособления в отверстия во-
круг стержней засыпается мелко растертое свинцовое стекло, име-
ющее одинаковый температурный коэффициент расширения с ма-
териалом основания и стержней — коваром, который состоит из
53% железа, 29% никеля, 18% кобальта. На пресс-форму уста-
навливается пуансон, и ручным гидравлическим прессом произ-
водится запрессовка стержней в основание. Давление при запрес-
совке должно быть 4 МПа.
После запрессовки основания вынимаются из пресс-формы и
щтанавливаются на подставку7 из графита для спекания стекло-
юрошка в муфельной печи. Спекание происходит при температу-
е 950—1000° С в течение 8—10 мин. Затем основания вынимают-
ся из муфельной печи и остывают до комнатной температуры. Ос-
•ювания с запрессованными стержнями зачищаются проволочной
леткой. Запрессовка стекла производится под вытяжкой. Основа-
ния с запрессованными стержнями никелируются, концы стерж-
ней, на которые припаиваются контактные пружины, залужива-
ются.
Сборка стеклянных пальчиковых держателей состоит из по-
садки каркаса на штырьки оснований и его сварки на специаль-
ных сварочных станках, а также укрепления верхней пружины,
187
крепящей пьезоэлемент, где это необходимо. На 'некоторых тщ
пах кварцедержателей штырьки фигурно изгибаются по табло/
ну, и к ним припаиваются выводы пьезоэлементов.
Гравировальные работы производятся на гравировальных
•станках. На поверхности деталей кварцедержателей не должно
быть трещин, раковин, заусенцев, рисок глубиной более 0,06 мм
и следов коррозии. На герметических металлических кварцедер.
жителях не допускаются следы протяжки, подтеки и наслоения
олова. Поверхность их должна быть глянцевой. Отдельные пайки
на держателях должны иметь вид полусферы и глянцевую по-
верхность.
В вакуумных стеклянных кварце держателях проверяется со-
осность баллона, основания кварцедержателя и. пьезоэлемента в
лем.
Емкость между любыми выводами кварцедержателя (при от-
сутствии пьезоэлемента) не должна быть выше 3 пФ.
Монтажно-сварочный стол. Предназначен для монтажа и точечной сварки
деталей кварцедержателей. Общая толщина свариваемых деталей из пнкеля
Рис. 6.12. Монтажно-
сварочный стол
0,6—1,0 мм. Регулировка усилия между электро-
дами производится в пределах 7—60 Н. Длитель-
ность сварочного импульса 0,02 с. Производитель-
ность прн сварке 30 точек/мин. Воздушная ма-
гистраль должна подавать к столу аппарата сухой
очищенный воздух под давлением 0,2 МПа для
'очистки свариваемых деталей. Монтажно-свароч-
ный стол (рнс. 6.12) состоит из следующих основ-
ных деталей: каркаса 1, сварочного клюва 2, кол-
пака 3, сварочного трансформатора 4, педали 6.
Стол работает от сети 220 В, 50 Гц. Подключение
к сети производится через штепсельный разъем 5.
Масса стола 105 кг.
Сварочный клюв предназначен для сжатия
свариваемых деталей н для подвода тока к ним
от сварочного трансформатора. Сжатие сваривае-
мых деталей регулируется ручкой. Сваривание
деталей происходит следующим образом.
Прн нажатнн на педаль подвижный клюв пе-
ремещается вниз. С момента соприкосновения
верхнего электрода с деталью, которая сваривает-
ся, давление увеличивается за счет предваритель-
ной деформации пластин клюва. При дальнейшем
ходе педали тяга перемещается вниз, сжимая
пружину, при этом через контакты осуществляет-
ся запуск электрической схемы дозировщика, че-
рез свариваемые детали проходит сварочный ток. Этим заканчивается цикл сва°-
ки. Для повторения цикла надо опустить педаль и снова ее нажать.
Герметизация кварцедержателей. После окончательной наст-
ройки частоты производится опайка кожухов — герметизация ме-
таллических кварцедержателей — паяльником или токами высо-
кой частоты на специальной установке. Опайка токами высокой
частоты имеет ряд преимуществ, так как она производится без
флюса, который при опайке паяльником просачивается внутрь
кварцедержателя.
188
L
I
Одновременно с опайкой кварцедержателя запаивается техно-
логическое отверстие у основания кожуха, оставляемое для час-
тичного выхода воздуха, находящегося внутри основания. При
опайке токами высокой частоты технологическое отверстие не за-
паивается, и резонаторы сушатся в течение 2 ч в вакуумном шка-
фу. После сушки технологическое отверстие запаивается. До за-
пайки технологического отверстия проверяется частота кварцево-
го резонатора.
Для проверки герметичности кварцевые резонаторы погружа-
ются в ванну с дистиллированной водой температурой 90°С±5°С
на время 30—60 с. При этом не должно быть выделений пузырь-
ков воздуха.
Герметизация стеклянных кварцедержателей производится их
заваркой.
Заварка держателей кварцевых резонаторов. Оборудование и
технологический процесс.
Заварка семи- и девятивыводных вакуумных пальчиковых
кварцедержателей. При большом числе кварцедержателей наибо-
лее целесообразно использовать специальный полуавтомат для
заварки семи- и девятивыводных резонаторов. Горелки полуавто-
мата помещаются под вытяжным колпаком. Полуавтомат имеет
высокую производительность и обслуживается одним человеком.
При заварке небольшого числа резонаторов применяется за-
варочный одношпиндельный станок с газовыми горелками. В го-
релках используется смесь бутан-пропана с воздухом, дающим
«мягкое» пламя с температурой +800° С и смесь бутан-пропана
с кислородом, дающая «жесткое» пламя с температурой +1200° С.
Воздух подается компрессором с избыточным давлением до
1-Ю5 Па. Бутан-пропан и кислород находятся в баллонах и по-
даются в горелки через редуктор с избыточным давлением (0,3—
40) 104 Па. Перед заваркой основание и край баллона подогре-
вают в течение 12—15 мин на специальном подогревном приспо-
соблении при температуре ПО—120° С. После этого их устанав-
ливают в заварочный станок.
. Стеклянный баллон зажимают в патрон станка, а основание
вставляют в специальный зажим выводами вверх. Основание и
баллон отцентровывают. «Мягкое» пламя газовой горелки на-
правляют в первую и вторую зоны (рис. 6.13), где в течение 30 с
подогревают основание со смонтированным кварцевым резонато-
ром и баллон. Затем отводят эту горелку и подводят для горел-
ки с «жестким» пламенем, направив пламя "по касательной на
рант основания и баллона. Место заварки через 5—7 с обкатыва-
ют графитовой лопаткой.
Для окончательной заварки место спая подогревают сначала
«жестким» пламенем в течение 8—12 с до полной проварки, за-
тем «мягким» пламенем в течение 3—5 с. После этого в случае
необходимости производят центровку пьезоэлемента и основания.
Заваренный кварцевый резонатор снимают с заварочного стан-
ка и ставят основанием вниз в гнездо карусельной печи отжига.
189
Температура карусельной печи регулируется м t ^-пруется
прибором. Основание ставят на глубину до первого слюдяного
диска в арматуре кварцедержателя. Температура гнезда 380—|
420° С. В карусельной печи производится отжиг с постепенны^
понижением температуры в гнезде с +420 до 60° С в течение 18-*
20 мин. Постепенное охлаждение снимает напряжение в стекле*
вызывающее трещины в кварцедержателе. Дальше из баллона
Рис. 6.13. Схема распреде-
ления зон пламени горелки
при заварке пьезоэлементов
в колбе:
1 — патрон; 2 — баллон; 3 — нож-
ка; слюда; 5 — пьезоэлемент
кварцевых резонаторов откачивают воздух и отпаивают штенгелы.
Степень вакуума определяется при-;
2 з бором «Тесла» или вакуумметром. По*
падая в электрическое поле, создавае-
— мое напряжением 10 кВ трансформа-
_ тора прибора «Тесла», газ в баллоне
ионизируется и начинает светиться. По
голубовато-зеленоватому свечению моя
жно судить о вакууме порядка 1,33 Паз
Вакуум до 1,33 Па определяется ва*
куумметром.
Заварка вакуумных кварцедержа-
телей с мягкими и жесткими вывода-
ми. Предварительно, до заварки, осно-
вание со смонтированным кварцевым
резонатором подогревают в специаль-
ном подогревателе, а -затем устанавли»
вают в патрон заварочного станка. Сверху надевают стеклянный
баллон. После этого заваривают держатель кварцевого резонатора
на заварочном станке описанном выше.
Для заварки кварцедержателей этого типа пользуются го-
релкой с «мягким» пламенем. Пьезоэлемент готового кварцевого
резонатора отцентровывают на основании относительно баллона.
После заварки кварцевый резонатор ставят для остывания в ас-
бестовую ячейку без подогрева.
Для откачки воздуха из баллона заваренные кварцевые резо-
наторы ставят на специальное приспособление—так называемую
гребенку. К ним подпаивают стеклянный штенгель, через который
откачивают воздух откачным устройством. Качество откачки так-
же проверяется прибором «Тесла». После откачки штенгель отпа-
ивают.
Заваренные кварцевые резонаторы после откачки, если это
нужно, цоколюют. Цоколь смазывают эдитоловой мастикой и- на-
девают на баллон вакуумного кварцевого резонатора. Кварцевый
резонатор с цоколем помещают для сушки в гнездо электроплит-
ки специальной конструкции пли прогревают на> специальном
станке карусельного типа. Об окончании сушки судят по измене-
нию зеленого цвета мастики в бурый. После затвердевания мас-
тики излишки ее снимают с цоколя и цоколь протирают спиртоМ-
Жесткие никелевые выводы электрополируют. Для этого ₽
ванну с электролитом (раствор серной кислоты с плотностью
1,61—1,63 г/см3) устанавливают на необходимую глубину свин-
190
новый эл< . г"яд оснований в подвешенном состоянии погру-
жают в электролит. Через электролит пропускают постоянный
электрический ток напряжением 15—20 В. Электрополировку про-
изводят в течение 3—5 с.
’ Выводы смонтированных и заваренных кварцевых резонаторов
полируют другим методом. Кварцевые резонаторы устанавлива-
ют в горизонтальном положении, выводы погружают в ванну с
электролитом до соприкосновения с танталовым электродом (вто-
рой электрод из свинца). Сила тока, проходящего через электро-
лит, равна 6 А, напряжение 15—20 В. Электрополировку произ-
водят в течение 3—5 с. Полированный вывод должен иметь чис-
тый блеск и быть без пятен. После электрополировки выводы про-
•мывают в проточной воде и просушивают при 90—100° С.
Маркировку пьезоэлементов по стеклу баллона производят
краской и затем покрывают лаком. Маркировочное устройство
снабжено механизмом для автоматического печатания маркиро-
вочного обозначения на резонаторах с цилиндрическим и плоским
корпусом, в стеклянном и металлическом оформлении.
6.8. СТАРЕНИЕ КВАРЦЕВЫХ РЕЗОНАТОРОВ
Под термином «старение» кварцевого резонатора понимается
процесс постепенного, необратимого изменения его собственной
частоты во времени при неизменных условиях работы, вызванный
как свойствами самого кварца, так и технологией изготовления
кварцевых резонаторов.
Известно, что имеет место неравномерность старения во вре-
мени. Причем характер этого старения не может быть точно пред-
сказан, так как на него влияет слишком много различных фак-
торов.
Физические свойства кристалла кварца за миллионы лет, про-
шедшие со времени его образования, остались неизменными. Од-
нако неизбежным следствием всякого механического воздействия
на поверхность кристалла кварца в процессе производства явля-
ется последующий процесс изменения собственной частоты пьезо-
элемента кварцевого резонатора во времени, т. е. старение самого
пьезоэлемента и резонатора в целом. Основная причина старения
кристалла кварца, очевидно, заключается в изменениях его внут-
ренней структуры при разделке и обработке — структуры, в кото-
рой со временем устанавливается состояние термодинамического
равновесия. В процессе обработки кварцевых пластин изменяют-
ся упругие характеристики атомной решетки, это вызывает не-
обратимый уход частоты.
Качество обработки поверхности пьезоэлементов—один из
важных факторов, влияющих на старение. Отрыв и дезориента-
ция частиц в поверхностном слое кристалла кварца при его рас-
пиловке и шлифовке обусловливают старение пьезоэлемента.
Травление поверхностного слоя пьезоэлементов уменьшает ста-
191
рение, так как приводит к отделению и удалению час*"' . разру-
шенного материала кристалла кварца.
В процессе механической обработки кристалла кварца изме-
няются нагрузки на поверхности вырезанных пьезоэлементов, что
приводит к остаточным поверхностным напряжениям. Эти оста-
точные напряжения изменяются во времени и могут вызвать мик-
ротрещины. Во время вакуумной металлизации возможна диффу-
зия молекул газа в поврежденный поверхностный слой, что так-
же вызывает изменение частоты, т. е. старение. На тонких пьезо-
элементах поверхностное напряжение больше, чем на толстых.
Существенное значение для снятия поверхностного напряжения
имеет обработка поверхности пьезоэлементов после распиловки.
Последовательная шлифовка все более тонким зерном абразивов
и, наконец, полировка в значительной степени снимают поверхно-
стное напряжение пьезоэлементов. Для удаления отколовшихся
частиц, образовавшихся от различных механических повреждений
поверхности кристалла кварца, непрочно сцепленных с поверхно-
стью пьезоэлементов, и зерен абразива, запрессовавшихся в тол-
щу поверхности, пьезоэлементы следует подвергать перед метал-
лизацией отжигу при температуре +500° С и травлению. При от-
жиге пьезоэлементов в муфельной печи нагрев происходит мед-
ленно до +500° С и так же медленно происходит охлаждение до
комнатной температуры. Длительность цикла 10—12 ч.
С течением времени меняется кристаллическая структура ме-
таллического слоя, нанесенного на поверхность пьезоэлементов,
что также влияет на старение кварцевых резонаторов. Толстый
металлический слой на поверхности пьезоэлементов подвержен
различным изменениям, в том числе окислению.
Кроме того, может оказаться нестойким само сцепление ме-
таллического электрода с поверхностью кварца несмотря на при-
меняемые подложки из хрома.
Причиной отрицательных уходов частоты является коррозия
электродов, имеющая место в случае применения биметалличес-
ких электродов, — напыления в вакууме серебряной пленки, за-
тем покрытой гальваническим способом никелем.
Остаточные механические напряжения в металлических плен-
ках электродов также вызывают уходы частоты. Очевидно, неме-
таллизированные поверхности кварцевых пластин с точки зрения
старения более пригодны для резонаторов. Пьезоэлементы, ме-
таллизированные вакуумным способом, более стойки к процессам
старения, чем пьезоэлементы с более рыхлым металлическим сло-
ем, нанесенным электролитическим способом.
Для дальнейшего уменьшения старения большую роль играет
предварительная обработка пьезоэлементов перед металлизаци-
ей — тщательная промывка с использованием ультразвука и раз-
личных химических составов. Любое загрязнение поверхности
пьезоэлементов до и после металлизации ухудшает условия ста-
бильности кварцевых резонаторов во времени. К сожалению, ряд
существующих способов окончательной подгонки частоты способ-
ствует -’гпязнению поверхности пьезоэлементов. Наиболее совер-
шенным списиоом подгонки частоты можно считать индивиду-
альную вакуумную металлизацию с применением специальной
установки, описанной в § 6.5.
Причиной старения являются также часто применяемые несо-
вершенные способы герметизации металлических кварцедержате-
лей, так как во время опайки внутрь попадает флюс, который за-
грязняет пьезоэлемент. Кроме того, с течением времени в метал-
лический кварцедержатель при различных климатических услови-
ях работы натекает воздух, что также вызывает уходы частоты.
(Пластмассовые корпуса кварцедержателей, выполненные из ма-
териала на основе фенольных смол, вообще не обеспечивают но-
минальных норм старения вследствие выделений из пластмассы
и пригодны для использования в условиях сухого климата, но не
пригодны для применения в более жестких климатических усло-
виях. В настоящее время они не производятся).
Плохая герметизация приводит к проникновению в кварце-
держатель влаги, которая осаждается на поверхности пьезоэле-
ментов, и загрязнению последних. Опайка токами высокой часто-
ты без применения флюса в значительной степени устраняет этот
недостаток.
Надежное крепление пьезоэлементов в кварцедержателе в зна-
чительной степени уменьшает старение. С одной стороны, способ
крепления не должен уменьшать активность пьезоэлементов, с
другой — крепление должно исключить смещение пьезоэлемента
или касание им корпуса кварцедержателя. Упругость крепящих
струн и пружин с течением времени меняется, что также связано
с постепенным снятием механических напряжений в самом дер-
жателе и влияет на изменение частоты кварцевых резонаторов.
Крепление отводов к пьезоэлементу должно обеспечивать ме-
ханическую прочность, нагревостойкость (при заварке, гермети-
зации), стабильность переходного сопротивления во времени и
при изменении температуры. Это достигается термокомпрессион-
ной сваркой [32] (в данном случае термокомпрессионная сварка
вожженной точки серебра на пьезоэлементе и торца металличе-
ского отвода в виде шляпки).
Изменение вакуума в баллоне, в котором помещен пьезоэле-
мент, — одна из причин старения.
Наконец, большое значение имеет режим работы кварцевого
резонатора в схеме кварцевого генератора. Жесткий режим рабо-
ты резонатора, большое значение переменной составляющей тока
пли большое напряжение, подводимое к электродам пьезоэлемен-
тов, существенно влияют на степень старения кварцевых резона-
торов. Значения приложенного напряжения и тока через пьезо-
элемент должны находиться, как правило, в пределах единиц
милливольт и микроампер. При таком токе нагрев пьезоэлемента
невелик.
Следует указать, что пьезоэлемент во время работы нагрева-
ется на 5—15° С относительно температуры окружающей среды,
7—80 193
ние. 6.14. Кривая изменения резо-
нансной частоты пьезоэлемента
среза yxls/+51°/+45°, вызванного
увеличением проходящего тока
Долговременные изменения
при этом изменяется его резонансная частота. С точки зрения
эксплуатации некоторых типов кварцевых резонаторов с пьезо-
элементами, колеблющимися по толщине или длине и большими
по геометрическим размерам, можно допустить ток даже до
100 мА. Плотность тока должна быть не более 20 мА/см2 при ко-
лебаниях по толщине или 10 мА/см2 — по длине. Это предохраня-
ет пьезоэлементы от разрушения и позволяет избежать их нагре-
вания и связанного с ним изменения номинальной частоты резо-
натора и его сопротивления. Восстановление, номинальной часто-
ты после перегрузки пьезоэлемента наблюдается через значи-
тельный промежуток времени по-
сле снижения тока. На рис. 6.14
приведена кривая, показываю-
щая изменение резонансной час-
тоты пьезоэлемента среза yxlsi+
+ 51°/+ 45°, вызванное увеличени-
ем тока до 100 мкА на 1 мм ши-
рины пьезоэлемента. Кроме того,
при изменении тока через пьезо-
элемент (или амплитуды колеба-
ний) изменяется и характер ста-
рения. Например, при увеличенш
тока от значения 75 мкА для пре-
цизионных резонаторов частотой
5 и 2,5 МГц, работающих на пя-
той гармонике, на порядок изме-
няется уход частоты за месяц зг
счет старения (от 1 • 10“10 дс
1,5-10-9) [40].
частоты зависят от температуры,
при которой работает резонатор, и еще больше от рассеиваемой
.на нем мощности. Сочетание высокой температуры и большой
мощности рассеивания может на 1—2 порядка увеличить долго-
временную нестабильность его частоты.
Резонаторы на одну и ту же частоту обладают различной дол-
говременной нестабильностью в зависимости от того, на основной
частоте или на гармонике совершаются их колебания. При коле-
баниях на гармониках отмечаются значительно меньшие измене-
ния частоты при старении.
Следует строго разделять процесс старения самой системы
кварцевого резонатора и изменение частоты генератора как след-
ствие влияния ряда нестабилизирующих факторов на работу са-
мого генератора. .
Для стабилизации работы кварцевых резонаторов проводит-И
ся их искусственное старение. Одним из известных способов ис-И
кусственного старения является выдержка кварцевых резонаторовИ
до герметизации в термокамере в течение достаточно длительногоИ
времени. Цикл термотренировки при этом может быть следуЮ'И
щим: нагрев от комнатной температуры ( + 20° С ±5° С) до тем-И
194 И
рературы +70° С и выдержка в течение 24 ч, затем охлаждение
до комнатной температуры в течение 30 мин. Цикл повторяется
несколько раз в зависимости от требований к старению. Жела-
тельно все типы кварцевых резонаторов подвергать искусственно-
му старению при воздействии тепла. Беспрерывная длительная
работа кварцевого резонатора в генераторе также является одним
из способов искусственного старения. Еще один способ искусст-
венного старения — это нагрев кварцевого резонатора от темпе-
ратуры нулевого ТКЧ до 100° С, затем до температуры 200, 300,
400° С — всего четыре цикла с промежуточным охлаждением до
температуры нулевого ТКЧ.
Весьма важной остается разработка новых методов ускорения
процессов старения для уменьшения времени окончательного ус-
тановления частоты.
Старение серийных кварцевых резонаторов приводит к изме-
нению их резонансной частоты на 1-5-10 6—10-10-6 за первый
год (в относительных единицах), тогда как у резонаторов, выпу-
скавшихся 30 лет тому назад, когда не применялись существуют
щие теперь способы обработки пьезоэлементов, это изменение со-
ставляло 300-10~6 и больше. Проводившиеся в течение длитель-
ного времени исследования позволили лучше понять явление ста-,
рения.
Известно, что процесс старения замедляется при пониженной
температуре, поэтому старение удобно изучать при низких тем-
пературах окружающего воздуха.
Современное состояние качества обработки пьезоэлементов и
знание причин старения позволяют изготовлять прецизионные
высокочастотные кварцевые резонаторы с круглыми пьезоэлемен-
тами среза yxll + 3b° со старением порядка 10~8 в течение одного
месяца и менее. Получение лучших данных связано с совершенст-
вованием технологической аппаратуры, технологических процес-
сов и созданием вакуумной гигиены в производственных поме-
щениях.
Для исследования старения применяются установки с группо-
выми термостатами и общими блоками питания, рассчитанные на
100 резонаторов одновременно. В схеме и конструкции генера-
торных блоков предусмотрена возможность измерения частоты и
активности каждого резонатора. Отдельный генераторный блок
содержит 12 отдельных кварцевых генераторов и общий термос-
тат для них. Схема генератора позволяет создать различные
уровни возбуждения и провести их контроль, а также переводить
испытуемый резонатор на время измерения из рабочего режима
в облегченный режим повышенной стабильности.
Приводятся данные измерения ухода частоты, полученные
после искусственного старения прецизионных вакуумных резона:
торов частотой 2,5 и 5 МГц [46].
На рис. 6.15 приведена кривая зависимости частоты от време-
ни для резонатора частотой 5 МГц. После искусственного старе-
1 я
ния изменение частоты незначительно, оно не превышает l-lCrF’
в неделю.
Изображенная на рис. 6.16,а, кривая старения для резонато-
ра частотой 2,5 МГц имеет обратный характер по сравнению с
кривой на рис. 6.16,6 и отличается значительно меньшей ста-
бильностью частоты. Такой характер кривой старения объясня-
ется попаданием в баллон примесей, загрязнивших пьезоэлемент
вследствие недостаточного соблюдения чистоты при заварке бал-
лона резонатора. Здесь частота стабилизируется на 500-е сутки.
Такой резонатор может служить примером некачественного изго-
товления.
>•
• ••
•
-7б\ ___________ .I Г'Ш—h—F—i
О 80 760 U0 320 ООО 080 560 600 сут,-
а)
Рис. 6.16. Кривые старения кварцевых резонаторов частотой 2,5 МГц ' I
На рис. 6.16,6 показана кривая старения более качествённо-1
го резонатора частотой 2,5 МГц. После начального возрастания
частота постепенно снижается. Стабилизация частоты резонато-1
ров, кривые старения которых изображены на рис. 6.15 и 6.16,61
наступает к концу трех месяцев. I
Измерения уходов частоты прецизионных кварцевых резона-
торов отечественного производства дают значительно лучшу!0
196
картину старения, что объясняется более совершенными техноло-
гическими процессами изготовления кварцевых резонаторов.
Частотно-временные характеристики старения прецизионных
кварцевых резонаторов можно разделить на два периода [40] —
начальный период стабилизации, в течение которого наблюдают-
ся изменения частоты, достигающие 1-10'8 за месяц, и период
более медленного ухода частоты, в течение которого изменение
частоты составляет 1-Ю-10—3-10"10 за месяц. Эффекты, связан-
ные с адсорбцией и выделением остаточных газов, а также с ос-
лаблением механических напряжений, вызванных температурой,
могут компенсировать друг друга. Кратковременное изменение
частоты также вызывается либо адсорбцией и выделением газов,
либо механическими напряжениями между элементами и присое-
диненными к нему электродами. Известно влияние примесей в
кристалле кварца на старение, особенно щелочных ионов Na и
Li. Причиной кратковременной нестабильности может быть при-
сутствие водорода в кристалле кварца. Проводились опыты по
удалению примесей Na и Li путем электроочистки.
Относительное изменение частоты после удаления примесных
ионов методом электроочистки в вакууме при давлении 0,13 Па,
температуре в печи 350° С составляет 0,9-108. (Электроочистка
происходит путем подачи на электроды пьезоэлемента-бруска вы-
сокого напряжения 500—2000 В при токе несколько десятков
миллиампер, в процессе очистки ток менялся до 2 мА, что указы-
вало на окончание процесса очистки.) Старение очищенных таким
образом пьезоэлементов меньше, так как исключается диффузия
примесных ионов на поверхность пьезоэлемента в процессе эк-
сплуатации резонатора.
В [20] приводятся данные, характеризующие старение резо-.
наторов из естественного и искусственного сырья. Такие данные
полезны для оценки возможности использования искусственных
кристаллов кварца.
Сравнительные данные эквивалентных электрических парамет-
ров вакуумных кварцевых резонаторов из искусственного и при-
родного сырья с круглыми пьезоэлементами диаметром 26 мм,
плосковыпуклыми среза ух// + 35°(АТ) на 5 МГц (пятая механи-
ческая гармоника), при ТКЧ = 2-10~7 в области рабочей темпера-
туры приведены в табл. 6.1. Как видно из этой таблицы, эквива-
Таблица 6.1
Кварц Эквивалентные характеристики резонаторов
Тк, Гн Лк, Ом <3 • 10е ТКЧ • 10-7 прн Г=60— 70’С
Природный 3,2 —3,4 45—52 2,1 —2,3 0,2 —1,1
Искусственный 3,1—3,4 40—50 2,1 —2,6 0,1 —1,1
197 .
•наиь j
лентные электрические характеристики резонаторов из искусст-
венного и природного кварцевого сырья идентичны.
Не отличаются эти резонаторы и изменением частоты во вре-
мени: уход частоты за 6 мес. для природных кристаллов кварца
составил (0,4+-3) • 1СН, для искусственных (0,4+-1,2) • 10-7.
Результаты проведенных исследований подтверждают идентич-
ность природного и искусственного сырья по эквивалентным пара-
метрам, а также по долговременному изменению частоты во вре-
мени.
6.9. ВОЗДЕЙСТВИЕ ЯДЕРНЫХ ИЗЛУЧЕНИЙ НА ЧАСТОТУ
КВАРЦЕВЫХ РЕЗОНАТОРОВ. ГРАВИТАЦИОННОЕ ПОЛЕ
В настоящее время кварцевые резонаторы, применяемые в ап-
паратуре, в ряде случаев могут оказаться подверженными воз-
действию ядерных излучений. Опыты [40] показали, что при воз-
действии больших доз гамма-излучений кварцевые резонаторы,
изготовленные из искусственно выращенных кристаллов кварца,
обнаруживают меньшие постоянные изменения частоты, чем резо-
наторы, изготовленные из естественного кварца. Чем меньше со-
держание примесей, т. е. ионов алюминия и натрия, имеющихся в
кварце, тем меньше воздействие радиации на изменение частоты
резонаторов. И в этом случае наличие примесей в кристалле квар-
ца, как и при увеличении добротности резонаторов (см. § 1.12),
играет существенную роль.
В табл. 6.2[52] приведены данные испытания кварцевых ре-
зонаторов при ядерном облучении. Наиболее сильным оказалось
Таблица 6.2
Частота резона- тора в вакуумном кварцедержателе, МГц Источник излучения Доза облучения Наблюдаемый эффект
Гамма- лучи, Кл/кг Быстрые нейтроны, ней- трон/см2 Постоянное из- менение частоты, ед. • 10—8 Старение после облучения, ед. • 10—8 за не- делю
5 Реактор для учебных це- лей 25,8 4,6-Ю12 От —7,6 до —16 От —1,4 до + 1,2
16 Ядерный взрыв 22,19 1,4-Ю12 От—165 до —970 От +8 до +54
(третья гармо- ника) 19 (третья гармо- ника) То же 2,2 4,6-1011 ±40 (макс) От—3,2 до +1,6
воздействие ядерного облучения от ядерного взрыва нарезона-
тор частотой 16 МГц, работающий на третьей гармонике. Для
сравнения приведены данные для резонатора частотой 5 МГн,
облученного с помощью реактора. В этом случае постоянное из-
менение частоты было значительно меньше. Автор эксперимента
198
[52] указы..^ст, что для обеспечения статистической достоверно-
сти данных, полученных в ходе испытаний, необходимы дальней-
шие исследования влияния ядерного излучения на изменение час-
тоты кварцевых резонаторов.
Гравитационное поле. При использовании кварцевых резона-
торов в высокостабильных опорных генераторах, устанавливае-
мых, например, в спутниках Земли, необходимо учитывать влия-
ние изменения гравитационного поля Земли на частоту кварце-
вых резонаторов. В работе [52] указывается, что влияние измене-
ния гравитационного поля или влияние ориентации резонатора в
пространстве на частоту можно зафиксировать только при изме-
рениях высокой точности.
Уходы частоты от изменения положения резонатора в прост-
ранстве составляют всего несколько единиц на 10А Таким обра-
зом, точность измерения частоты должна быть не хуже 10-10.
ГЛАВА СЕДЬМАЯ
Испытания кварцевых
резонаторов
7.1. ОБЩИЕ СВЕДЕНИЯ ОБ ИСПЫТАНИЯХ КВАРЦЕВЫХ
РЕЗОНАТОРОВ
Целью испытаний кварцевых резонаторов является проверка
соответствия их параметров заданным значениям и работоспособ-
ности при различных климатических условиях и механических воз-
действиях, что в конечном счете определяет надежность работы
кварцевого резонатора. Нормальными климатическими условиями
для испытаний считаются температура +25° С±5° С, относитель-
ная влажность воздуха 65±15°/о и атмосферное давление 105 Па
±4-103 Па. Испытания кварцевых резонаторов подразделяются на
электрические, механические, климатические и испытания на ста-
рение в условиях хранения.
Электрические испытания. К ним относят: измерение номиналь-
ной частоты кварцевых резонаторов и отклонения частоты от за-
данного номинального значения, измерения максимальных отно-
сительных изменений частоты в рабочем интервале температур и
определение температурного коэффициента частоты (ТКЧ), изме-
рение эквивалентных электрических параметров резонаторов, из-
мерение динамического сопротивления и добротности резонаторов
в интервале температур, проверка активности резонаторов, про-
верка моночастотности резонаторов, измерение сопротивления изо-
ляции.
Такие испытания кварцевых резонаторов, как измерение час-
тоты, эквивалентных параметров резонаторов, добротности, изме-
рение зависимости частоты, динамического сопротивления и доб-
ротности от температуры, а также проверка моночастотности,
199
должны производиться при определенных уровнях мощностйГЦ
сеиваемой на пьезоэлементе резонатора (см. § 1.12). -
Механические испытания. К ним относятся: проверка на виь-
на ударопрочность или ударо-
на воздействие линейных на-
ропрочность или виброустойчивость,
устойчивость, проверка резонаторов
грузок.
Климатические испытания. Они
действие предельных отрицательных
и на циклическое воздействие предельных температур, проверку
на нагрево-, холодо- и влагостойкость и работоспособность в ус-
ловиях росы и инея, проверку на высотность.
Измерение номинальной частоты кварцевых резонаторов и от-
клонения частоты от заданного номинального значения произво-
дится по методике, изложенной в § 6.5. Относительное отклоне-
ние рабочей частоты от номинального значения подсчитывается п
формуле г*
включают: проверку на воз-
и положительных температур
& f /изм /ном 1
/ном /ном i
где /Изм — измеренное значение частоты; /ном —’ номинальная час-
тота резонатора.
При измерении максимальных относительных изменений часто-
ты в рабочем интервале температур, т. е. зависимости частоты ре-
зонаторов от температуры в пределах заданного интервала тем-
ператур, определяется ТКЧ кварцевых резонаторов.
Кварцевый резонатор помещают в камеру холода при крайней
минусовой рабочей температуре, где он перед началом измерения
должен быть выдержан не менее 15 мин. После этого резонатор
включают в схему генератора и измеряют его частоту во всем за-
данном интервале рабочих температур. Измерения следует произ-
водить через интервалы от 2 до 10 °C. Частоту можно измерять в
условиях плавного изменения температуры, при этом скорость из-
менения температуры должна допускать возможность фиксации
значения частоты в измеряемой точке интервала температур. Кри-
вая зависимости частоты от температуры должна иметь характер
непрерывной функции.
Средний ТКЧ вычисляют по формуле
'J’ ~ fmax — tmin
СР /ноМ Д
Значение ТКЧ должно находиться в пределах, заданных уело-:
виями работы кварцевых резонаторов (см. § 1.12).
Максимальное относительное изменение частоты резонатора в-
интервале рабочих температур определяют по формуле
А / _fmax fmin
fном /ном
Измерение эквивалентных электрических параметров кварце-
вых резонаторов (Лк, Ск, RK) производится в специальных схемах
(эти измерения описаны в § 7.2). Эквивалентные параметры и до-
200
бротность Q кварцевых резонаторов можно также измерять с по-
мощью приборов, специально сконструированных для этих целей.
Измерение динамического сопротивления и добротности квар-
цевых резонаторов производится для определения изменения этих
параметров резонаторов в рабочем интервале температур. Доброт-
ность измеряется приборами соответствующего назначения и типа,
а измерение и расчет динамического эквивалентного сопротивле-
ния выполняются по методике, изложенной в § 7.2. Измерения ди-
намического сопротивления и добротности кварцевых резонаторов
в заданном интервале температур производятся через 2—10 °C.
Бремя выдержки резонаторов в термокамере перед измерением
при постоянной температуре должно обеспечить установление тем-
пературы на пьезоэлементе резонатора.
Для проверки кварцевых резонаторов на активность колебаний
на выход кварцевого генератора с включенным кварцевым резо-
натором подключается ламповый вольтметр.
Измерения производятся после прогрева кварцевого резонатора
в течение 10 мин. Улучшить активность пьезоэлемента с крепле-
нием на струнах можно перепайкой струн к выводам оснований
кварцедержателя. При сильном натяжении струны, если точка
припайки не попала точно в узел колебаний пьезоэлемента, ослаб-
ляется его активность, так как затрудняются механические коле-
бания пьезоэлемента. В этом случае, ликвидируя при перепайке
струн излишнее их натяжение, облегчают условия механических
колебаний пьезоэлементов. Для устранения причин низкой актив-
ности пьезоэлементов необходимо припаивать струны к пьезоэле-
менту симметрично с обеих сторон.
Измерение моночастотности дает возможность выявить нали-
чие нежелательных гармонических резонансов и оценить их вели-
чину.
Измерение сопротивления изоляции кварцевых резонаторов
производится в нормальных климатических условиях и в условиях
повышенной влажности. Сопротивление изоляции между токове-
дущими выводами, а также между корпусом и каждым из токо-
ведущих выводов измеряется мегаомметром с пределом измере-
ния до 100 МОм. Испытательное напряжение равно 100 В± 15 В
постоянного тока. Электрическое сопротивление изоляции между
указанными точками должно быть в нормальных условиях при
окружающей температуре 20°С±5°С не менее 100 МОм, а по
окончании испытаний на влагостойкость не менее 3 МОм.
Проверка резонаторов на механическую прочность производит-
ся по методике, описанной в § 7.4.
Климатические испытания кварцевых резонаторов выполняют-
ся по методике, описанной в § 7.5.
Кроме того, все кварцевые резонаторы подвергаются внешне-
му осмотру. Проверяется их герметичность. С помощью трансфор-
матора «Тесла» устанавливается наличие соответствующего ва-
куума в баллонах вакуумных резонаторов.
Правила хранения кварцевых резонаторов приведены в § 7.6.
8—80
201
7.2. МЕТОДИКА ИЗМЕРЕНИЯ ЭКВИВАЛЕНТНЫХ М
ПАРАМЕТРОВ КВАРЦЕВЫХ РЕЗОНАТОРОВ И
В данном параграфе излагаются способы измерения эквива-^
Лениных параметров кварцевых резонаторов Дк, LK, Ск и Q — до-
бротности резонаторов.
Измерения больших и малых эквивалентных сопротивлений
RK производятся в специальных схемах, описанных в этом пара-
графе, а измерения эквивалентных индуктивности LK и емкости
С1( — в схеме последовательного резонанса. Эквивалентные пара-
метры рассчитываются по формулам.
Источником высокочастотных колебаний в схемах измерений
эквивалентных параметров кварцевых резонаторов является квар-
цевый генератор, частота которого должна соответствовать часто-
те измеряемых резонаторов. Колебания высокой частоты от квар-
цевого генератора подаются на испытуемый кварцевый резонатор.
Настройка кварцевого генератора на собственную частоту испы-
туемого кварцевого резонатора проверяется при последовательном
резонансе по минимальному показанию лампового вольтметра,
включенного в схему генератора в качестве индикатора.
Эквивалентные параметры и добротность резонаторов можно
измерять также методом затухания свободных колебаний в спе-
циальном приборе.
Измерение больших эквивалентных сопротивлений /?к произ-
водится методом замещения в схеме, представленной на рис. 7.1,а,
где КГ — кварцевый генератор, настроенный на частоту измеряе-
мого кварцевого резонатора, R— магазин сопротивлений, ПР~
измеряемый кварцевый резонатор, П — переключатель, г — сопро-
тивление 100 Ом. По другой схеме (рис. 7.1,6) измеряются малые
эквивалентные сопротивления RK. Здесь г — сопротивление 25 Ом. '
Рис. 7.1. Схемы для измерения больших (а) и малых (б)
Для измерения RK кварцевого резонатора в схеме на рис. 7.1,о
переключатель П ставится в положение а. Отмечается показание
стрелки индикаторного прибора при последовательном соединении
кварцевого резонатора и постоянно включенного сопротивления г.
Далее переключатель П ставится в положение б, при этом вмес-
то кварцевого резонатора подключаются магазин сопротивлений
R и сопротивление г. Подбором сопротивлений добиваются такого
же показания индикаторного прибора, как при подключенном
кварцевом резонаторе. В этом случае эквивалентное сопротивле-
202 d
ние равно значению подобранного на магазине сопротивления
R. При измерениях в схеме на рис. 7.1,6 следует, переключая П,
измерить 7/1 и lh- Эквивалентное сопротивление кварцевого резо-
натора RK определяется по формуле
RK = U1~U2 г.
М
Измерения эквивалентной индуктивности >LK и емкости Ск про-
изводятся в схеме последовательного резонанса. Измеряемая час-
тота задается ГСС или любым кварцевым генератором с эталон-
ным кварцевым резонатором, с подстройкой в необходимых пре-
делах. Последовательно с кварцевым резонатором подключается
емкость С, равная 100 пФ при измерениях на низких частотах и
200 пФ при измерениях на высоких частотах. Сначала измеряется
частота последовательного резонанса кварцевого резонатора fi,
затем подключается последовательно с испытуемым кварцевым ре-
зонатором емкость С и после вторичной настройки на последова-
тельный резонанс измеряется частота /г- Эквивалентная индуктив-
ность <LK и емкость Ск подсчитываются по следующим формулам:
LK = - 12’66-'1°—; Ск = 2(С0 + С)
/А/(С0 + С) .К /
где f — частота испытуемого кварцевого резонатора, МГц; Д/=.
—fz—fi, Гц; Со — статическая емкость кварцевого резонатора (из-
меряется прибором для измерения емкостей); пФ; С — последова-
тельно подключаемая емкость, пФ.
Если значение динамической эквивалентной емкости Ск извест-
но, индуктивность можно подсчитать по формуле
Ск=1/(0)2Ск),
где (Oi = 2n/i.
Если известны LK и RK, можно вычислить добротность квар-
цевого резонатора по формуле
Q — Ю1 __ 1
/?к WiCk^k
Другой метод измерения эквивалентных динамических пара-
метров кварцевых резонаторов — метод затухания свободных ко-
лебаний — основан на свойстве колебательных цепей, согласно ко-
торому время затухания амплитуды свободных колебаний пропор-
ционально добротности цепи и обратно пропорционально частоте.
Метод дает высокую точность измерений, может быть использо-
ван в широком диапазоне частот, высоко чувствителен и весьма
прост. Все эти преимущества метода затухания свободных коле-
баний обеспечили ему широкое применение при измерениях пара-
метров кварцевых резонаторов.
Ряд приборов для измерения эквивалентных параметров резо-
наторов основан на методе затухания свободных колебаний. Схе-
ма прибора — измерителя эквивалентных динамических парамет-
8* 203
ров кварцевых резонаторов LK, Ск, RK и Q, использующего этот*
метод, представлена на рис. 7.2. Прибор изготовляется на диапа-
зон рабочих частот 10—30 000 кГц±5%. Диапазон измеряемых
добротностей начинается от 5-Ю4 и практически не ограничен до
максимально необходимых значений. Погрешность измерения Q не
Рис. 7.2. Структурная схема измерителя эквивалентных В
параметров' кварцевых резонаторов В
превышает ±3%. Погрешность измерения эквивалентных динамЛ
ческих реактивных величин LK и Ск не больше ±10%. Погреш-
ность измерения эквивалентного сопротивления RK не превышает
±(3—7) %. Измерения можно производить как на основной час-
тоте, так и на побочных частотах и механических гармониках.
Испытуемый кварцевый резонатор включается в схему четы-
рехполюсника, колебания усиливаются усилителем 2. Настройка
автогенератора 1 на частоту резонанса кварцевого резонатора оп-
ределяется по наибольшему отклонению измерительного прибора
6 в цепи детектора 3. Незатухающие колебания прерываются раз-
мыканием ключа К, свободно затухающие колебания резонатора
усиливаются и детектируются. Амплитудные селекторы АС1 (4) и
АС2(5) определяют верхнюю и нижнюю границы амплитуды за-
тухающих колебаний, соответствующих началу и концу отсчета.
Прибор используется вместе с электронно-счетным частотоме-
ром 7.
Для определения добротности и эквивалентных параметров ме-
тодом затухания необходимо измерить время затухания колебаний
резонатора То и время затухания колебаний резонатора с по-
следовательно введенным в цепь известным сопротивлением R3.
Значение вводимого сопротивления подбирается так, чтобы
=«27\.
Подсчет эквивалентных параметров и добротности производит-
ся по формулам:
п ______Рэ_____ . л 0,159 1 .
К ~ Т’о/Л-! ’ К /о Р ’
Ак=(О,159//о)р; p = Q/?K; <3 = ЗГОЛ, ’
где /о — резонансная частота, измеряемая прибором, Гц; р — вол-
новое сопротивление эквивалентного контура, Ом; Го, Ti —вре-
мя, мс.
Пример. Дано /о=1 МГц; Т’о=2ОО мс; Ti=»>100 мс при /?э=20 Ом. Получим
Q = 37Ve = 3-200-КГ3 -Ы0» = 6-105;
204
7?э
М, =-----2---- = 20 Ом;
к То/Л-1
- " =6-106.20= 12 МОм.
0,159
р = ^----12= 1,91 Гн;
1 0,159 1
7=— •ъг=°’013пф
р — Q —
0,159
L„ = -----
/о
0,159
Св= ------
В /о
7.3. НЕЖЕЛАТЕЛЬНЫЕ РЕЗОНАНСНЫЕ ЧАСТОТЫ
КВАРЦЕВЫХ РЕЗОНАТОРОВ
Кварцевый резонатор как механическая колебательная систе-
ма с распределенными постоянными обладает бесконечным чис-
лом резонансных частот. Каждая резонансная частота соответст-
вует своему виду механических колебаний кристаллического эле-
мента. Поэтому при изменении частоты возбуждения резонатора
можно получить ряд резонансных частот, соответствующих раз-
личным видам колебаний в разных направлениях. Скорость рас-
пространения этих колебаний определяется плотностью и упру-
гими постоянными кристалла кварца, из которого вырезан пьезо-
элемент. Кроме того, между основными и взаимодействующими
колебаниями и их гармониками возникают связи. В результате
вместо одной резонансной частоты может появиться сложный
спектр частот разной активности с разными значениями эквива-
лентных параметров для каждой из частот. Одна из многих резо-
нансных частот используется как рабочая частота. Все остальные
резонансные частоты нежелательны.
Размеры пьезоэлемента, вдоль которых устанавливается стоя-
чая волна, определяют значение резонансных частот, находящихся
между собой в кратном отношении. Стоячие волны могут устано-
виться вдоль любых'размеров пьезоэлемента. В связи с этим рас-
чет для всех видов колебаний, возникающих в пьезоэлементе, со-
ставил бы сложную задачу. Обычно производят расчет для одного
определенного вида колебаний в одном направлении без учета не-
желательных колебаний и связей, что по точности удовлетворяет
практическим требованиям. Высокие уровни возбуждения пьезо-
элементов кварцевых резонаторов приводят к появлению или уси-
лению нежелательных резонансов.
Идеальных моночастотных пьезоэлементов не существует. По-
лучение моночастотных колебаний кварцевых резонаторов в схеме
кварцевых генераторов несколько упрощается, так как, выбирая
соответствующие значения параметров схемы, можно ограничить
возможность возникновения нежелательных резонансов. Часто не-
желательные частоты располагаются в непосредственной близости
от основной частоты кварцевого резонатора, что может привести к
Двухволнистости генерируемых колебаний и вызвать перескоки
Частоты с основного значения на другое, близкое значение.
205
В каждом отдельном случае после того, как пол> itna карти-
на всего частотного спектра кварцевого резонатора, оцениваются
нежелательные резонансы.
Моночастотность кварцевых резонаторов рассматривается в оп-
ределенном интервале по обе стороны от резонансной частоты на
частотной характеристике кварцевого резонатора. Можно считать
допустимыми амплитуды нежелательных резонансов кварцевого
резонатора до 70% амплитуды основного колебания, за исключе-
нием тех нежелательных резонансов, которые находятся менее чем
в 50 кГц от основного резонанса. Они не вызывают изменения ак-
тивности резонатора или его динамической индуктивности L. В
этом случае также не наблюдалось скачкообразных изменений
частоты при изменении окружающей резонатор температуры.
При испытании кварцевых резонаторов в первую очередь не-
обходимо установить, какие из них имеют интерферирующие не-
желательные резонансные колебания. Нежелательные резонансы
чаще всего имеют более высокую частоту, чем основной резонанс
(исследования проводились на кварцевых резонаторах высоких
частот).
Число нежелательных резонансов, их близость к рабочей резо-
нансной частоте и интенсивность определяют качество частотной
характеристики резонатора. Выбирая срез и форму пьезоэлемен-
тов с соответствующим соотношением геометрических размеров,
можно сдвинуть нежелательные резонансы относительно основной
резонансной частоты. Хорошие показатели моночастотности на-
блюдаются у круглых пьезоэлементов. ,
Моночастотность и ТКЧ пьезоэлементов связаны между собой-
Пьезоэлементам с нежелательными резонансами присущи большие
значения ТКЧ.
Технология изготовления пьезоэлементов оказывает решающее
влияние на моночастотность резонаторов. Хорошей моночастот-
ностью обладают пьезоэлементы с большим отношением диаметра
к толщине и с высококачественно шлифованной или полированной
поверхностью. Хорошая плоскопараллельность кварцевых резона-
торов обеспечивает их моночастотность. У пьезоэлементов с пло-
хой плоскопараллельностью в различных точках различны усло-
вия отражения упругих волн, что вызывает появление нежелатель-
ных резонансов.
Низкочастотные бруски и пластины имеют только незначитель-
ные нежелательные резонансы, так же как толстые пьезоэлемен-
ты с колебаниями сдвига по толщине.
Проблема моночастотности возникает особенно остро для тон-
ких пьезоэлементов высокочастотных кварцевых резонаторов.
Моночастотность кварцевых резонаторов проверяется с пДЙ
мощью установки, показанной на рис. 7.3.
Установка для проверки моночастотности кварцевых резонатоИ
ров. Предназначена для обнаружения и замера абсолютных резо"
нансов, ослабленных до 60 дБ, в диапазоне частот 0,1—75 МГц с
206
к
Рис. 7.3. Структурная схема
установки для проверки моно-
частотности кварцевых резона-
торов
отсчетом уровня затуханий в децибелах и визуального наблюде-
ния на экране электронно-лучевой трубки частотных характерис-
тик кварцевых резонаторов.
Питание установки осуществляется от сети переменного тока
частотой 50 Гц, напряжением 220 В±10%. Время самопрогрева
установки не более 30 мин. Значение напряжения, соответствую-
щее затуханию 30 дБ, на выходе измерительного блока, нагружен-
ного на согласованный 75-омный кабель, не менее 13 мВ при
уровне входного сигнала 1—1,5 В.
Неравномерность частотной харак-1
теристики измерительного тракта
установки не более 5 дБ в диапазо-
нах частот 0,1—1, 1 —10 и 10—
75 МГц. Диапазон обнаружения аб-
солютных резонансов не менее 0—
80 дБ.
I Погрешность измерения абсо-
лютных резонансов, соответствую-
щих эквивалентным сопротивлени-
ям затуханий 0—60 дБ, не более
±2 дБ в диапазоне частот 0,1—
10 МГц и не более ±2,5 дБ в диа-
пазоне частот 10—75 МГц. Установка позволяет производить
j измерения абсолютных резонансов кварцевых резонаторов в диа-
пазоне температур с термокамерой. Она допускает непрерывную
работу в течение 8 ч.
Установка состоит из измерительных блоков моночастотности
БМ с диапазонами частот 0,1—1, 1—10 и 10—75 МГц и анализа-
тора частотных характеристик АЧХ, которое соединены в единую
схему.
Немоночастотный кварцевый резонатор можно представить как
параллельное соединение двухполюсников, состоящих из последо-
вательно включенных Дк, Ск, RK, шунтированных статической ем-
костью Со. Здесь Сю RK — эквивалентные индуктивность, ем-
кость и сопротивление пьезоэлемента как колебательной системы
Для каждого вида колебаний; Со—емкость кварцедержателя с
пьезоэлементом. Такая эквивалентная схема справедлива вблизи
частот последовательных резонансов (оь причем одна из частот яв-
ляется основной, а остальные — нежелательными. На частотах,
равных резонансным, резонатор представляет собой активное со-
противление RK, шунтированное статической емкостью Со. На час-
тотах, отличных от резонансной, резонатор практически представ-
ляет собой емкость Со. Для выявления всего спектра нежелатель-
ных частот и его измерения резонатору необходимо создать ре-
жим работы предельно узкополосного фильтра, для чего резона-
тор включается в схему однозвенного мостикового фильтра с диф-
ференциальным трансформатором и переменным конденсатором
Для нейтрализации шунтирующего действия статической емкости
Со.
207
Характеристикой моночастотности является сопротивление
кварцевого резонатора на частотах последовательного резонанса.
Этот метод выявления и измерения нежелательных резонансов ле-
жит в основе работы измерительных блоков БМ.
В состав рабочего места для измерения частоты резонансов
кварцевых резонаторов входят: ГСС1 и ГСС2 — генераторы стан-
дартных сигналов. Диапазоны частот генераторов 0,1—10 МГц
(выходное напряжение 1 В на нагрузке 75 Ом) и 10—75 МГц (вы-
ходное напряжение 1,5 В на нагрузке 75 Ом); УШ — усили-
тель широкополосный. Диапазон частот 10—75 МГц, выходное на-
пряжение 1,5 В на нагрузке 75 Ом; В — вольтметр. Диапазон из-
меряемых напряжений 1—2 В, диапазон частот 0,1—75 МГц, по-
грешность измерения 4%; ЭСЧ — электронно-счетный частотомер;
юО\
ВО
12,330 (700°%)
700
60
20\
О
100
12,010(55%)
72,370 (73°%)
'6,МГц
80\
60
00
20
,/18,50(10°%)
/78,56(6°%)
О
18,2 18,4 78,6 Г,МГц
6)
80
60
00
20
О
72,0
12,0 12,2 12,0
а)
12,330(100%)
12,6 f,MFlf
в)
100.
%>
80
60
40\
20
0
18,2
8)
18,50(100°%)',
\/18,58(00%)\
18,40(100°%)
78,08(56°%)
^18,00(20%)
6 Г,МГц1
•\Чл— анализатор частотных характеристик; БМ— блоки моно-
частотности измерительные; Д7—Кб— кабель ВЧ.
Установка позволяет определять эквивалентные сопротивле-
ния кварцевых резонаторов по измеренным значениям основного
И нежелательных резонансов.
На рис. 7.4 приведены частотные характеристики высокочас-
тотных кварцевых резонаторов, работающих на первой и третьей
гармониках, с круглыми шлифованными и полированными пьезо-
элементами. На рис. 7.4, а дана частотная характеристика квар-
цевого резонатора, работающего на первой гармонике с частотой
12,330 МГц. Пьезоэлемент круглый, шлифованный. Здесь имеют-
ся два нежелательных резонанса: один с частотой 12,370 МГц на
расстоянии 40 кГц от основного резонанса с амплитудой, равной
13% основного резонанса, второй на расстоянии 80 кГц от основ-
Рис. 7.4. Реальные частотные характеристики высокочастотных кварцевых ре-
зонаторов
208
209
ного резонанса с амплитудой, равноитоо,, — uH
На рис. 7.4,6 показана частотная характеристик^ .ьварм---ого рев
зонатора той же частоты с полированным пьезоэлементом. Здесм
нежелательные резонансы практически отсутствуют. На рис. 7.4, Д
и г приведены частотные характеристики кварцевых резонаторовИ
работающих на первой гармонике, с круглыми шлифованными1
пьезоэлементами. Имеющиеся здесь значительные нежелательные
резонансы находятся на расстоянии 80 кГц от основного резонан-
са, а меньшие нежелательные резонансы — на расстоянии менее
50 кГц. Их амплитуды доходят до 20% основного резонанса. Нг|
рис. 7.4, д представлена частотная характеристика кварцевого ре!
зонатора, работающего на третьей гармонике, со шлифованным
круглым пьезоэлементом. Здесь имеется нежелательный резонанс!
с амплитудой, равной 97% основного резонанса, на расстоянии!
20 кГц от основного резонанса и группа нежелательных резонан!
сов на расстоянии 80—100 кГц. Этот кварцевый резонатор нельзя!
считать удовлетворительно выполненным. На рис. 7.4 е дана час-1
тотная характеристика кварцевого резонатора с частотой 35 МГц!
работающего также на третьей гармонике, с полированным круг-1
лым пьезоэлементом. Этот резонатор практически не имеет неже-1
дательных резонансов. Особенно отчетливо это видно на, рис!
7.4, ж, где показана частотная характеристика другого резонатора1'
на 35 МГц.
Р. Бехман [36] отмечает, что при колебаниях по толщине сле-
дует различать два рода возникающих нежелательных резонан-
сов: колебания, связанные с основными колебаниями пьезоэлемен-
та (колебания изгиба), и колебания высших гармоник, также яв-
ляющиеся колебаниями по тол-
Рис. 7.5. Электрическая эквивалент-
ная схема колеблющегося по толщи-
не пьезоэлемента с нежелательными
резонансами
щине, частота которых выше^
основной частоты колебаний-И
Электрическая эквивалент-И
ная схема такого пьезоэлемен-И
та с колебаниями по толщинеИ
показана на рис. 7.5. Величи-Щ
ны LK, Ск, RK относятся к ос-
новным колебаниям пьезоэле-
мента и связаны с величинами
Ls, Cs, 7?s, вызванными колеба-
ниями изгиба. Нежелательные
колебания высших гармоник с
величинами Lm, Chi, Rm, Chi,
Chi, Rhi и т. д. не связаны с ос-
новными колебаниями и пред-
ставляют собой независимые колебания нежелательных резонан-
сов. Приведенная схема действует для колебаний высших гармо-
ник: п=3, 5, 7. и т. д. I
210
7 л. _ ЙСЙЫТАНИЯ КВАРЦЕВЫХ
резонаторов'
Кварцевые резонаторы считаются вибростойкими и вибропроч-
ными, если они противостоят разрушающему действию вибрации
и не меняют значений своих параметров или меняют их в допус-
тимых пределах. Наименьший уход частоты наблюдается в слу-
чае действия ускорения в плоскости, совпадающей с плоскостью
пьезоэлемента. Чтобы кварцевый резонатор мог выдержать без
изменения собственной частоты большие ускорения, круглые пье-
зоэлементы должны иметь сравнительно небольшое отношение ди-
аметра к толщине для предотвращения деформации изгиба. Масса
пьезоэлемента, рассчитанного для работы на низких частотах, ве-
лика, и кварцевые резонаторы этого диапазона частот менее ус-
тойчивы к воздействию вибрации и ударов.
Проведены экспериментальные исследования [28] поведения
колеблющегося пьезоэлемента при воздействии -разного рода
внешних усилий и механических напряжений. По мнению авторов
эксперимента, полученные результаты полностью теоретически не
объяснены и носят весьма сложный характер.
Оказалось очень трудно отделить различные механические на-
пряжения друг от друга. Только в случае растягивающего усилия,
действующего на пьезоэлемент, доказано, что изменение частоты
всегда линейно зависит от значения растягивающего усилия. На
рис. 7.6 показано изменение частоты пьезоэлемента среза г/х//+35°
Рис. 7.6. Изменение частоты пьезоэлемента среза ух//+35° частотой 8,04 МГц,
вызванное воздействием внешних усилий
частотой 8,04 МГц с круглыми электродами диаметром 6,35 мм,
вызванное воздействием внешних усилий. Прямоугольниками изо-
бражены пьезоэлементы, стрелки в них указывают направление
оси X, а стрелки с внешних сторон — направление приложенных
211
растягивающих усилий. Растягивающие усилия приложены с по-
мощью проволочного крепления несколькими проволок--vq1; Пред-
ставлено шесть различных видов растягивающих усйлйй в проти-
воположных направлениях.
Для испытания кварцевых резонаторов на вибростойкость и
вибропрочность применяются вибростенды. При испытаниях на
вибростойкость частоту кварцевых резонаторов измеряют во время
вибрации, на вибропрочность — после вибрации.
При испытании на вибростойкость проверяется способность
кварцевых резонаторов сохранять значение номинальной частоты
в пределах норм в условиях вибрации в заданном диапазоне час-
тот и ускорений. Можно также наблюдать на экране осциллогра-
фа амплитуду выходного напряжения генератора, стабилизиро-
ванного испытуемым резонатором.
Резонатор устанавливается в специально сконструированном
приспособлении и жестко крепится к рабочему столу вибростенда.
Заданное ускорение должно обеспечиваться непосредственно в
местах крепления резонатора. Испытания проводятся поочередно
в вертикальном, горизонтальном пли любом другом эксплуатаци-
онном положении резонатора относительно его оси. В процессе
вибрации измеряются уходы частоты резонаторов. Кварцевый ге-
нератор воздействию вибрации не подвергается. Генератор соеди-
няется с испытуемым резонатором гибкими проводами минималь-
ной длины, влияние которых на частоты резонатора учитывается
при измерениях.
При плавном изменении частоты вибрации не должно наблю-
даться уходов частоты резонатора, замеренных до испытания,,
сверх допустимых значений.
При испытании на вибропрочность проверяется способность
кварцевых резонаторов противостоять разрушающему действию
вибрации и сохранять после воздействия вибрации значение номи-
нальной частоты в пределах норм. Испытания на вибропрочность
проводятся методом качающейся частоты или методом фиксиро-
ванных частот.
Метод качающейся частоты заключается в том, что испытание
проводится при непрерывном изменении частоты вибрации от ми-
нимального до максимального значения и обратно с определенной
скоростью прохождения диапазона частот. Осмотр и измерение
параметров резонатора производятся после испытаний. Метод
фиксированных частот заключается в том, что испытания прово-
дятся при плавном изменении частоты в каждом поддиапазоне с
задержкой на фиксированных частотах та определенное заданное
время.
Вибрационный испытательный стеид. Механический вибрационный стеид
предназначен для испытания кварцевых резонаторов на вибрацию. Вибростенд
обеспечивает получение вертикально направленной вибрации синусоидальной
формы в диапазоне частот 10—80 Гц с амплитудой до 5 мм. Максимально до-
пустимое вибрационное ускорение 25 g. Эксплуатация вибростенда на макси-
мальное ускорение должна быть •кратковременной, не более 3—5 мин. При дли-.,
тельной эксплуатации вибрационное ускорение не должно превышать 15 g. Час-g
212 I
Рис. 7.7. Колебательная
система вибростенда
тоту вибростенда можно плавно изменять во время его работы. Вибростенд
приводится r движение электродвигателем постоянного тока 1,0 кВт, 220 В,
1800 об./мн... - .ектродвигатель питается от селенового выпрямителя. Масса
стенда вместе с выпрямителем 410 кг.
Описание конструкции. Основной частью вибростенда является колебатель-
ная система, состоящая из массы М и пружины (рис. 7.7). Масса включает
испытуемые изделия и вибрирующую часть стенда:
рабочий стол, вал и вибрационный узел.
Частота колебаний вибростенда измеряется с по-
мощью тахометрического генератора, насаженного на
вал электродвигателя. ЭДС, вырабатываемая тахо-
метрическим генератором, подается на миллиампер-
метр, отградуированный на частоту в герцах. Часто-
ту колебаний вибростенда в герцах можно опреде-'
лить также прибором стробоскопом. Для измерения
амплитуды колебаний служит микроскоп с 24-крат-
ным увеличением. Частоту вращения электродвига-
теля, а следовательно, частоту колебаний стола ре-
гулируют при помощи автотрансформатора, плавно
изменяя напряжение реостатом, установленным на
пульте управления выпрямителя.
Вибростенд крепится болтами на небольшом фун-
даменте. Перед испытанием резонаторов на вибра-
цию необходимо проверить работу стенда. Частота
вращения электродвигателя постепенно увеличивает-
ся. При работе стенда дверцы его обшивки должны
быть закрыты. Шкив электродвигателя закрывается
кожухом. Корпус стенда заземляется. Предварительно вибростенд настраивают
на заданное ускорение. Для испытаний в широких диапазонах частот используют-
ся вибрационные электродинамические стенды.
Значение ускорения вибрации вычисляется по эмпирической формуле
J — kgtt—— Pg,
s 250
где J — ускорение вибрации на вибростенде; k — коэффициент относительного
ускорения; s — амплитуда вибрации, мм (измеряется непосредственно или при-
способлением, установленным на стенде); f — частота колебаний вибрационного
стола стенда, Гц; g — ускорение силы тяжести, м/с2. В этой формуле две вели-
чины задаются, третья определяется. Зная s и f, определяют 1, или, зная s и /,
находят /, или, зная f и J, вычисляют s.
Пример. Дано. s=l,5 мм; f=15 Гц. Определить 7: ,
1,5
J = ke==250225g== 1,35 8'
Значение ускорения 7 можно также найти по таблицам и кривым, прила-
гаемым к вйбростенду.
Испытание на ударную прочность — проверяется способность резонаторов
противостоять разрушающему действию ударов при транспортировке. Испытуе-
мые резонаторы жестко крепятся в специальном приспособлении на рабочем
столе ударного стенда. Перед испытанием производятся внешний осмотр и из-
мерение параметров резонаторов.
Резонаторы испытываются на ударную прочность при непрерывном воздей-
ствии ударов с установленными значением ускорения и продолжительностью
Ударного импульса. Значение ускорения обеспечивается в местах крепления ре-
зонаторов.
Резонаторы считаются выдержавшими испытания на ударную прочность; ес-
ли их параметры и состояние конструкции после испытаний остаются в норме.
Испытание на ударную устойчивость проводится в рабочем состоянии по
Методике, предусмотренной для испытаний на вибростойкость.
213
Испытание на воздействие линейных нагрузи чверяется сп-'
кварцевых резонаторов противостоять разрушающему .того Ц
(центробежного) ускорения. Испытание проводится на центрцфу; с. Значение
центробежного ускорения и время испытания устанавливаются в зависимости от
требований к резонатору. И в этом случае резонатор считается выдержавшим
испытание на воздействие центробежного ускорения, если после испытаний он
удовлетворяет по параметрам и состоянию конструкции установленным требо-
ваниям.
Необходимо иметь в виду, что при изменении положения кварцевого резона-
тора относительно гравитационного поля Земли происходит незначительное из-
менение его частоты.
Это явление закономерно и наблюдается у большинства типов кварцевых
резонаторов. Однако оно не имеет большого практического значения, так как
рабочее положение кварцевого резонатора чаще всего вертикальное.
Влияние вибрации, ускорения, ударов — этих неблагоприятных внешниХ'йИ
факторов воздействия на кварцевые резонаторы — еще недостаточно изучено, в
7.5. КЛИМАТИЧЕСКИЕ ИСПЫТАНИЯ КВАРЦЕВЫХ I
РЕЗОНАТОРОВ I
Под климатическими испытаниями кварцевых резонаторов по-
нимается проверка их соответствия техническим требованиям при
воздействии климатических факторов, создаваемых в специальных
испытательных камерах или установках, по специальной програм-
ме и методике. Испытания проводятся на нагрево-, холодо- и вла- ..
гостойкость. Кварцевые резонаторы, эксплуатируемые в условиях •
тропиков, подвергаются специальным испытаниям.
Климатические испытания следует проводить после всех дру- '
гих испытаний в такой последовательности: испытания на влаго-
стойкость, на холодостойкость, на работоспособность в условиях 5
росы, инея, на воздействие морского тумана (если это нужно), на >,
нагревостойкость. Камеры, установки и другое оборудование, при- f
меняемое при испытаниях, должны обеспечивать получение нуж- ’
ных климатических условий. Испытание кварцевых резонаторов .
в среде с повышенной влажностью проводится для опре-
деления устойчивости их параметров, сохранения целости
конструкции и выявления различных дефектов внешнего вида ;
(коррозия, изменение поверхности кварцедержателя и др.).
Кварцевые резонаторы испытываются на влагостойкость при
кратковременном пребывании их в среде с повышенной влаж- :
костью. При этом температура в камере влаги сначала поднима-
ется выше установленного номинального значения и поддержи-
вается 1,5—2 ч, затем снижается до номинальной, а относитель-
ная влажность повышается до нужного значения.
Испытания на холодо- и нагревостойкость проводятся с целью
определения устойчивости параметров кварцевых резонаторов со-
ответственно в условиях низких и высоких температур и выявле-
ния различных дефектов (при испытании на холодостойкость вым
являются деформация деталей кварцедержателя, нарушение герИ
метичности и др., на нагревостойкость — нарушение герметичноИ
сти, изменение цвета материалов деталей кварцедержателя, поИ
явление подтеков и др.). И
214
' “’чспытар^чуД;^сЙовиях росы и инея определяется возмож-
ность рои/. Х-лиарцевого резонатора 'В этих условиях. Кварцевый
резонатор помещают в камеру влажности до выпадения росы
(100% влаги). Для выпадения инея на кварцедержателе резонато-
ры устанавливают на 2 ч в камеру холода при температуре
—20° С ±5° С в нерабочем состоянии. После этого их извлекают
из камеры и помещают в условия комнатной температуры. Квар-
цевые резонаторы включают на 3 ч в схему генератора и через
каждые 30—60 мин проверяют их работоспособность и измеряют
параметры.
Кварцевые резонаторы, эксплуатирующиеся в условиях тропи-
ческого климата, проходят дополнительные испытания с целью
определения устойчивости их параметров при долговременном
пребывании в среде с повышенными влажностью и температурой.
Резонаторы испытываются в нерабочем состоянии в термовлаго-
камере с максимальной температурой 4-100° С и максимальной
влажностью от 65± 15% до 98 + 2%.
Существующие камеры тепла и влаги допускают проведение
испытаний с регулировкой температуры от 4-20±5°С до 4-100±
±2° С и относительной влажностью до 98+2%. При этом ско-
рость повышения температуры составляет 1,5—2° С/мин, влажно-
сти 0,25—0,5 %/мин.
Для автоматической регулировки заданной температуры в камерах тепла и
холода установлены специальные терморегуляторы. Диапазон температур термо-
статирования от —60 до +100° С. Точность регулировки заданной температу-
ры +0,5° С. Время готовности терморегулятора к работе с момента его вклю-
чения 3 мин. Постоянство заданной температуры в камере тепла и холода под-
держивается автоматически терморегулирующнм устройством, которое состоит
из триггера на лампе 6НЗП (двойном триоде) и управляется балансным мос-
том. Одним из плеч моста является терморезнстор, находящийся в камере. Дру-
гие плечи моста образуются резисторами. Колебания заданной температуры
внутри камеры корректируются переменным резистором, включенным в числе
других в одно из плеч моста. В зависимости от положения контактов реле, ко-
торое имеется в схеме, в одно из плеч моста автоматически вводится или от-
ключается от него группа резисторов. Другие контакты того же реле размыка-
ют или замыкают цепь обмотки подогрева камеры. Таким образом, мост термо-
регулирующего устройства в процессе работы автоматически перестраивается,
что значительно уменьшает колебание температуры, заданной в камере.
Мост работает следующим образом. При температуре в камере ниже той,
которая была задана, сопротивление терморезистора, находящегося в камере, та-
кое, что к участку сетка — катод левого триода подводится запирающее отри-
цательное напряжение. При повышении температуры в камере сопротивление
терморезистора уменьшается, в результате чего уменьшается и запирающее на-
пряжение. При достижении заданной температуры происходит срабатывание
триггера. В момент его срабатывания ток левого триода скачком увеличива-
ется, а в цепи анода правого триода уменьшается, что приводит к размыканию
реле. Контакты реле, размыкаясь, разрывают цепь обмотки подогрева камеры,
температура внутри которой через определенное время начинает понижаться.
Понижение температуры в камере приводит к увеличению сопротивления термо-
резистора и отрицательного напряжения на участке сетка—катод левого трио-
да. При температуре, близкой к заданной, триггер переключается в первона-
чальное положение и контакты реле замыкаются, включая обмотки подогрева
камеры.
215
Для питания терморегулирующего устройства имеется узел питания, сдД
стоящий из двух выпрямителей со стабилизированным напряжением и стабили-ЯИ
зированного источника питания накала лампы. ИМ
Для имитации воздействия морского тумана в специальнойИ
камере разбрызгивается соляной раствор в количестве 10 л/ч начМ
1 м3 объема камеры. Брызги не должны попадать на кварцевый*
резонатор, После этих испытаний резонатор помещают на 48 ч в |
эксикатор при комнатной температуре и влажности около 95%,
затем проверяют на работоспособность. '
Для проведения испытаний резонаторов при пониженных дав- Н
лениях и различных температурах применяются термобарокамеры,
на температуру от —70 до +100° С и давление до 0,67-103 Па. И
В камере другого типа можно проводить испытания в услови-М
ях тумана и росы, сухого климата. В камере имеется програм- I
мное управление. Температурный интервал работы камеры от I
—10 до +80° С. Относительная влажность до 100%. I
7.6. ХРАНЕНИЕ КВАРЦЕВЫХ РЕЗОНАТОРОВ I
Кварцевые резонаторы могут длительное время храниться в нерабочем со-
стоянии. Если кристалл кварца может по своим природным свойствам хранить-
ся неограниченно долгий период времени, то кварцевые резонаторы подвержены
изменениям как за счет старения самого пьезоэлемента, так и за счет старения
всей системы в целом, что ведет к изменению частоты кварцевого резонатора.
Сроки хранения кварцевых резонаторов зависят от типа кварцедержателя и
технологии обработки пьезоэлементов.
Перед хранением металлические кварцедержатели следует подвергнуть анти-
коррозионной обработке, т. е. предохранить их от ржавчины. Во время хранения
не реже одного раза в 6 мес. следует производить электрическую проверку
(проверку работоспособности кварцевых резонаторов, проверку их параметров)
и механическую проверку (наличие коррозии на металлических частях кварце-
держателей, подтеков, проверку на герметичность).
Складское помещение должно быть отапливаемым, с температурой от +5
до +40° С и влажностью воздуха 65±15% при нормальном атмосферном дав- ,
лении и оборудовано стеллажами. Нижние полки стеллажей должны быть рас- >
положены не ниже 0,5 м от пола. При таком хранении и систематической про-
верке можно рассчитывать на надежную работу кварцевых резонаторов.
7.7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СРЕДЕ И УСЛОВИЯМ
ПРОИЗВОДСТВА
Характер технологических процессов кварцевого производства предъявляет .
особые требования к окружающей среде в производственных помещениях. Эти i
требования на первый взгляд весьма простые — отсутствие пыли и одинаковая г
температура в разные времена года. Однако выполнение их связано с корен-
ным переоборудованием имеющихся помещений и со специальным оборудова- ..
ннем вновь строящихся помещений. Даже мельчайшие частицы посторонних ве-
ществ на поверхности пьезоэлемента могут заметно изменить параметры квар-
цевого резонатора. При этом его работа будет нестабильной во времени и при J
изменениях температуры, даже если пьезоэлемент полностью герметизирован.
Тщательное соблюдение чистоты окупается экономией времени в процессе на-
стройки кварцевых резонаторов. Особое влияние оказывает влажность возду- ,
ха в производственных помещениях. Высокая влажность окружающей среды,
как и загрязнение пьезоэлемента, снижает сопротивление изоляции между элек- у
тродами пьезоэлемента ниже допустимых норм.
216
Основные производственные помещения по специальным требованиям квар-
цевого произюд'щтрщ делятся на две группы.
Помещенья первой группы должны быть герметизированы, с воздушным
бтгакй.'нним, совмещенным с вентиляционной системой, и кондиционированием
воздуха. Круглосуточно должна производиться контрольная запись температуры
и влажности воздуха автоматическими самопишущими приборами. В этих по-
мещениях должно быть избыточное давление по отношению к другим помеще-
ниям с тем, чтобы исключить любое проникновение пыли. Стены отделывают-
ся облицовочными плитками, пластиком или покрываются пылеотталкивающими
эмалями. Потолок выполняется из нержавеющей стали или материалов, хоро-
шо сохраняющихся во времени. Полы покрываются материалами, обладающими
малой стираемостью.
Перегородки должны быть герметичными и пыленепроницаемыми. Швы в
местах примыкания перегородок к полу, потолку и стенам герметизируются уп-
лотняющей резиновой прокладкой. В качестве материала для перегородок при-
меняется стекло в металлическом обрамлении. Оконные рамы выполняются из
металлических переплетов, с двойным остеклением крупноразмерными стеклами.
Внутренние переплеты изготовляются из алюминия.
В помещениях первой группы должны быть максимальная чистота воздуха,
содержание пыли не более 50 частиц на 1 л при измерениях анализатором за-
пыленности, полное отсутствие агрессивных газов (SO2, Cl2, H2S), температура
20—22°С±2°С и относительная влажность 40±10%.
В помещения второй группы должен подаваться фильтрованный воздух с
содержанием пыли не более 500 частиц на 1 л при измерении анализатором
запыленности. Температура должна поддерживаться в пределах 22° С±4° С, от-
носительная влажность до 65%. Рабочие места для операций, сопровождаю-
щихся выделением агрессивных газов, оборудуются местной вытяжной вентиля-
цией.
Перед входом в помещения первой и второй групп одежда и обувь про-
изводственного персонала должны обдуваться воздушным потоком в специ-
ально оборудованных коридорах для удаления пыли.
Кварцевое производство как весьма точное и имеющее дело с кристалличе-
скими элементами толщиной несколько десятков микрометров должно иметь хо-
рошо освещенные рабочие места. Применяются потолочное люминесцентное ос-
вещение п матовые электролампы в настольных светильниках.
В помещениях первой группы выполняются следующие технологические опе-
рации: окончательная доводка и полировка кристаллических элементов, метал-
лизация элементов, операции вжигания пасты коллоидного серебра, пайка струн
к пьезоэлементам, монтаж и настройка кварцевых резонаторов, термотрениров-
ки, заварка и запайка кварцедержателей, вакуумирование и заполнение нейт-
ральным газом.
В помещениях второй группы производятся шлифовка и проверка кристал-
лических элементов на рентгенгониометрах, сборка кварцедержателей.
Все остальные работы не требуют специально оборудованных помещений.
Помещения, где размещаются рентгенгониометры, должны быть отделаны
изнутри материалом, поглощающим рентгеновские лучи (свинцовая резина), а
перегородки выполнены из свинцового стекла. В этих помещениях необходима
интенсивная вентиляция, так как рентгеновские лучи влияют на состав возду-
ха.
Помещения для травления во фтористоводородной кислоте оборудуются
мощной приточно-вытяжной вентиляцией.
Операции распиловки кварцевого сырья следует проводить в помещениях,
отвечающих требованиям противопожарной безопасности, так как при этих опе-
рациях применяются горючие материалы.
Электродвигатели к распиловочным станкам должны быть взрывобезопасны-
ми.
ПРИЛОЖЕНИЕ 1
*’,ся узе”, питания, со-
аем и стабили-
СХЕМА ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПРОЦЕСС
КВАРЦЕВЫХ РЕЗОНАТОРОВ В ВАКУУМНЫХ БАЛЛОНАХ С УКАЗАНИЕМ
ПРИМЕРНОГО ВРЕМЕНИ ЦИКЛА ПРОИЗВОДСТВА
Разделка сырья (всего 71 ч).
1. Обработка поверхности кристалла кварца песком (2 ч).
2. Травление кристалла кварца во фтористоводородной кислоте (8 ч).
3, Определение направления кристаллографических осей (1 ч).
4. Крепление кристалла кварца на платы (3 ч).
5. Разделка кристаллов кварца на блоки х с максимальным размером по
электрической оси (5 ч).
6. Шлифовка блоков х с ориентацией плоскостей на рентгенгониометре
(2 ч).
7. Травление блоков х для вскрытия структурных фигур травления (8 ч).
8, Определение направления оптической и механической осей (1 ч).
9. Крепление блоков х на платы (3 ч).
10. Разделка блоков х на переходные блоки (5 ч).
И. Шлифовка переходных блоков с ориентацией плоскостей на рентгенго-
ннометре (2 ч).
12. Травление переходных блоков для вскрытия структурных фигур травле-
ния (8 ч).
13. Предварительное определение направления элемента по фигурам асте-
ризма (1ч).
14. Крепление переходных блоков на платы (3 ч).
15. Разделка переходных блоков на пластики (4 ч).
16. Травление пластиков для вскрытия структурных дефектов (8 ч).
17. Определение направления разделки пластиков (2 ч). . ,
18. Подбор н крепление пластиков для разделки на кристаллические эле-
менты (3 ч).
19. Разделка пластиков на кристаллические элементы (2 ч).
Шлифовка и полировка элементов (всего 73 ч).
1. Шлифовка элементов на станках планетарного типа (5 ч).
2. Корректировка ориентации элементов шлифовкой (18 ч).
3. Шлифовка технологических припусков элементов по толщине (16 ч).
4. Полировка поверхностей элементов (20 ч).
5. Склейка элементов и групповая шлифовка по контурным размерам (4 ч).
6. Шлифовка фасок на элементах и травление кристаллических элементов
во фтористоводородной кислоте (6 ч).
7. Контроль по сколам, трещинам и прочим дефектам (4 ч).
Металлизация элементов (всего 22 ч).
1. Нанесение и вжигание коллоидного серебра (если это предусмотрено тех-
нологическим процессом) (10 ч).
2. Нанесение металлических электродов (4 ч).
3. Термообработка пьезоэлементов (8 ч).
Изготовление кварцедержателей (всего 32 ч).
1. Штамповка деталей кварцедержателей (10 ч).
2. Изготовление стоек кварцедержателей (8 ч).
3. Сборка и сварка кварцедержателей (6 ч).
4. Гальваническая обработка и покрытие деталей кварцедержателей (8
Монтаж и настройка кварцевых резонаторов (всего 66 ч).
1. Предварительная настройка частоты пьезоэлемента (14 ч). .
2. Монтаж пьезоэлемента в держателе (6 ч).
3. Термообработка резонатора в вакууме (8 ч).
218
Основные произвол ' частоты ретодатора (14 ч).
цевого произвг1"''тна г 9Ра в вакУУме (16 ч).
Помещены ’квива....</ных параметров резонатора (8 ч).
Изготовление баллонов (всего 10 ч).
1. Резка стеклянных трубок (2 ч).
2. Изготовление ампул (2 ч).
3. Калибровка баллонов (3 ч).
4. Приварка штенгеля к баллону (3 ч).
Вакуумирование кварцевые резонаторов (всего 15 ч).
1. Заварка кварцевого резонатора (4 ч).
2. Вакуумирование кварцевого резонатора с Термообработкой (4 ч).
.3 . Контроль баллонов кварцевых резонаторов (4 ч).
4. Гальваническая обработка выводов (3 ч).
Испытание кварцевых резонаторов (всего 126 ч) без старения.
1. Термотренировка кварцевого резонатора (20 ч).
2. Испытание на вибропрочность и вибростойкость (8 ч).
3. Испытание на ударопрочность и ударостойкость (8 ч).
4. Испытание на устойчивость к линейным перегрузкам (4 ч).,
5. Испытание на устойчивость к воздействию влаги (48 ч).
6. Замер частоты резонатора при температуре настройки (4 ч).
7. Испытание на максимальное относительное отклонение частоты в интер-
вале температур (8 ч).
8. Замер эквивалентных электрических параметров (8 ч).
9. Испытание на наличие нежелательных резонансов (4 ч).
10. Маркировка резонаторов (2 ч).
11. Искусственное старение резонаторов (от 5 до 45 сут).
12. Контроль (12 ч).
Примечания. 1. Схема составлена для естественного сырья. Прн
использовании искусственного сырья операции начинают с п. 4 разделки
сырья. 2. Время цикла изготовления указано на партию кристаллических
элементов или держателей резонаторов. 3. Общий цикл производства
415 ч (52 смены при 8-часовом рабочем дне). 4. При введении искусст-
венного старения кварцевых резонаторов цикл производства увеличивает-
ся на 5—45 сут.
ПРИЛОЖЕНИЕ 2
ОПИСАНИЕ НЕКОТОРЫХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И АППАРАТУРЫ,
ПРИМЕНЯЕМЫХ В КВАРЦЕВОМ ПРОИЗВОДСТВЕ
Генератор кварцевый. Генератор предназначен для возбуждения плоских н
сферических кристаллических элементов в диапазоне частот 1—6 МГц. Рабочий
диапазон генератора 1—6 МГц разбит на пять поддиапазонов: I—1—1,4 МГц;
II —1,4—2 МГц; III—2—3 МГц; IV—3—4,5 МГц; V-4,5-6 МГц.
Питание генератора осуществляется переменным током частоты 50 Гц, на-
пряжением 220 В.
Кварцевый генератор работает по схеме последовательного резонанса на
двойном триоде с включением кварца между катодами. Левый триод представ-
ляет собой катодный повторитель с измерителем постоянной составляющей тока
управляющей сетки — микроамперметром. По значению сеточного тока можно
судить о возбуждении кристаллических элементов и сравнительной его интенсив-
ности.
Правый триод работает в режиме резонансного усилителя с заземленной
сеткой при настраивающемся контуре в аноде. При совпадении резонансных
частот контура и кварца последний возбуждается в режиме последовательного
219
иагрузки и развязки генератора
Рис. П.1. Кварцевый генера-
тор (общий вид)
погрешность вольтметра в точке
либровки 1 МГц. Максимальная
резонанса и представляет собав-Ч... „ - сопротивление^.^ на кг „ , -
связи. располс
Катодный повторитель собран на лампе и чля§-и высокор, .щим, .звеном
от последующих касх.^, „0,- на.* • катода *
лампы поступает на разъем «выход».
Блок питания состоит из трансформато-;
ра, выпрямителя на полупроводниковых дио-
дах и стабилизирующей лампы.
Генератор выполнен в виде переносного
прибора настольного типа. На передней па-
нели расположены все органы управления,
контроля и индикации, а также элементы
присоединения. Общий вид генератора пока-
зан на рис. П. 1.
Генератор стандартных сигналов. Генера-
тор работает в диапазоне частот 0,1—25
МГц, разделенном на восемь поддиапазонов.
При температуре окружающего воздуха
+ 20° С±5° С и относительной влажности не
более 80% погрешность по частоте равна
±1%. Выходное напряжение прибора на кон-
це специально присоединенного кабеля, на-
груженного омическим делителем, составля-
ет: 0,1 —1000 мкВ па контакте «01», 1,0—
10 000 мкВ на контакте «1» и 10—100 000
мкВ на контакте «10». Напряжение 0—1 В
выводится от главного аттенюатора. Погреш-
ность выходного напряжения микровольтово-
го выхода не превышает ±20%. Частотная
1 В не более ±5% относительно частоты ка-
частотная погрешность выходного напряжения.
не превышает 50% значения напряжения на частоте калибровки 1 МГц.
Генератор имеет следующие режимы работы: а) непрерывная генерация
(НГ); б) внутренняя амплитудная модуляция синусоидальным напряжением с
частотами 400 и 1000 Гц+5% и с коэффициентом глубины модуляции, регу-
лируемым от 0 до 100%; в) внешняя амплитудная модуляция синусоидальным
напряжением с частотами 50—4000 Гц на несущих частотах 100—400 кГц и
50—8000 Гц на несущих частотах выше 400 кГц и с коэффициентом глубины
модуляции от 0 до 100%.
В схемах, применяемых в кварцевом производстве, генератор используется
в основном в режиме непрерывной генерации.
Прибор состоит из следующих основных частей: генератора высокой часто-
ты, системы аттенюаторов напряжения, генератора звуковой частоты (модуля-
тора), измерителя уровня выходного напряжения, измерителя коэффициента
глубины модуляции, блока питания.
Напряжение высокой частоты с выхода генератора с помощью индуктивной
связи подается на систему аттенюаторов, на входе которых напряжение конт-
ролируется измерителем уровня выходного напряжения. При постоянном уров-
не напряжения, равном 1 В, система аттенюаторов позволяет установить на вы-
ходе любое напряжение от 0,1 мкВ до 0,1 В. Коэффициент глубины модуля-
ции определяется измерением среднего значения напряжения высокой частоты
и напряжения низкой частоты, причем среднее значение высокой частоты под-
держивается постоянным. Питание прибора осуществляется через трансформа-
тор с феррорезонансной стабилизацией. Схема прибора показана на рис. П.2.
Рентгеновская установка для ориентации срезов кристаллов кварца. Рент-
геновская установка для структурного анализа с ионизационной регистрацией
позволяет определять ориентацию срезов кристалла кварца относительно внут-
ренних атомных плоскостей с точностью до 1' и измерять углы между плос-
костью поверхности и внутренними атомными плоскостями кварцевых блоков,
пластиков и кристаллических элементов.
Источником рентгеновских лучей узкого спектра (монохроматических лу-
чей) является рентгеновская трубка. Анод трубки заземлен и охлаждается про-
220
' ,сследуем6г5таиовка стам типа рассчитана на два рабочих места,
/.Ме. ,и гОниомё¥1е пРеим "ттва. Питание ее осуществляется через стаби-
лизатор от ,!СКИХ квантног теремениого тока 110—127, 220 В, с частотой
JtP „ ...лебания напряжения сети от —15 до +5% номинально-
го значения. Установка не боится перегрева и рассчитана на длительную работу.
Фокус рентгеновской трубки линейный, размером 6X2,5 мм.
Рис. П.2. Структурная схема генератора стан-
дартных сигналов
Используется пучок рентгеновских лучей под углом 2—3° к аноду трубки
(проекция фокуса 0,25X2,5 мм). Трубка имеет два взанмопротивоположных вы-
ходных окна из бериллия толщиной 1 мм.
В установке применен ионизационный метод измерения интенсивности рент-
геновских лучей самогасящимся счетчиком с последующим отсчетом по индика-
торному прибору. Метод отсчета углов рентгенографический. Отсчет произво-
дится по проектору. Точность отсчета углов поворота измеряемого образца и
счетчика ±1'. Точность измерения интенсивности рентгеновских лучей ±20%
при колебаниях напряжения сети от —15 до +5% номинального значения.
Гониометрическое устройство имеет три вида держателей: держатель блоков
и пластиков, рассчитанный на размеры не более 200X200X80 мм, и два дер-
жателя кристаллических элементов. К гониометру предусмотрена приставка —
монохроматор. Гониометрическое устройство позволяет вращать образец и счет-
чик совместно и каждый в отдельности, причем в первом случае угловая часто-
та вращения образца будет в два раза меньше частоты вращения счетчика. Пре-
делы поворота образца от—180 до 4-180°. Пределы поворота счетчика квантов
от —120 до +150°. Счетчики квантов самогасящиеся. Конструкция счетчика
торцевая. Рабочее напряжение на нем 1600 В. Напряжение плавно регулирует-
ся от 0 до 1600 В и контролируется киловольтметром на 2 кВ.
Схема измерения интенсивности имеет две шкалы чувствительности (два
поддиапазона измерений средней скорости счета): первый поддиапазон от 0 до
200 имп/с, второй поддиапазон от 0 до 1000 имп/с. Интегрирующая схема счет-
но-усредняющегося устройства имеет четыре значения постоянных времени
(RC), определяющих время установки показаний прибора: 0,5; 1; 2; 4 с. В
счетно-усредняющем устройстве предусмотрен визуальный индикатор импульсов
(малогабаритный тиратрон), вспыхивающий при каждом приходящем импульсе.
' Габаритные размеры установки 1330X1500X1393 мм, а габаритные разме-
ры счетно-усредняющего устройства на подставке 625X540X1270 мм. Общая
масса установки 360 кг. Наибольшая потребляемая мощность 0,75 кВ-А. Уста-
новка полностью защищена от высокого напряжения блокировкой.
Установка (рис. П.З) состоит из оперативного стола 1 с рентгеновским ап-
паратом, двух гониометров 2 и двух измерительных счетно-усредняющих
устройств.
Оперативный стол. В центре крышки оперативного стола иа стойке укреп-
лен защитный кожух, внутри которого помещена двухоконная рентгеновская
221
I
трубка в специальном держателе. Два-^. '’птрчар”чваются на кг --И
оперативного стола по обе стороны от кож., ‘ ,-ола располг ‘ -9
корегулирующая аппаратура, стабилизатор н; ‘ и высоко?' -Шим> -Зиеном
раторное устройство, питающее рентгеновскую lyj'CT 4 ' то? чя‘‘ 2 VI го-
ла с передней стороны имеется съемная стенка. Аппара, „атаегся через элект-
ромагнитный стабилизатор напряжения. Схема питания рентгеновской трубки
Рис. П.З. Рентгеновская
установка для ориентации срезов
кристалла кварца
обеспечивает постоянное анодное напряжение трубки с малой пульсацией. На-1
пряжение на трубке регулируется прн помощи коммутатора на восемь положе-1
ний. Для установки номинального напряжения 220 В имеется коммутатор кор-|
•рекции напряжения на шесть положений. Охлаждение анода трубки произво-
дится водой с расходом 3 л/мин.
В оперативном столе находится система блокировок, отключающая высо-
кое напряжение прн отсутствии охлаждающей воды, при отвинчивании крышки]
кожуха и снятии съемной стенки стола, а также система сигнальных ламп,
указывающих на правильность включения. Предусмотрены автоматическое сня-
тие остаточных зарядов с высоковольтных конденсаторов с помощью падаю-
щего реле, токовая защита от перегрузок высоковольтного трансформатора с
помощью реле максимального тока.
Рентгеновским аппаратом можно управлять со второго рабочего места. На
защитном кожухе рентгеновской трубки имеются сигнальная головка, в кото-
рой расположен дублирующий миллиамперметр, показывающий ток через рент-
геновскую трубку, н дублирующие двусторонние сигналы-, включение аппара-
та — зеленый, включение высокого напряжения — красный. Предусмотрены
также защита сети от радиопомех, создаваемых работой рентгеновского аппа-
рата, и счетчик часов работы рентгеновской трубки.
1 ониомегрическое устройство. Гониометрические устройства, предназначен-
ные для измерения углов дифракции от установленных на них образцов, раз-
мещены на оперативном столе. На гониометре расположена рентгенооптнческая
система, состоящая из трех щелей, две нз которых создают геометрическую
конфигурацию рентгеновского пучка, а третья, находящаяся перед счетчиком,
является приемной щелью дифрагированных лучей.
222
Исследуемый оЛ1”1'“ ’ ' -Lirf держателе устанавливается на цент-
>.Mi .ч гониометр. ийства н может вращаться вокруг нее. Счет-
лизаторот чских кванТбт .жителем импульсов и приемной щелью нахо-
дит/?.",..- ' Хл&ч/Мет вращаться вокруг центральной оси гонио-
метрического ус1ро>1,<и5а." 0си(>вная щель гониометра и щель-ловушка распо-
ложены на кронштейне. Между этими щелями помещен затвор, отсекающий
рентгеновский пучок в перерыве между измерениями.
Гониометрическое устройство имеет два лнмба, наблюдаемые попеременно
на проекторе. Лимбы позволяют производить отсчет углов поворота плоскости
образца и оси счетчика относительно оси первичного пучка рентгеновских лу-
чей. С правой стороны гониометра расположены ручки поворота образца и по-
ворота счетчика. Под проектором гониометра имеется таблица углов установки
счетчика для всех отражающих (атомных) плоскостей кристалла кварца. Го-
ниометрическое устройство снабжено приставкой — держателем монохроматора.
В качестве монохроматора используется эталонный кристалл кварца, срезан-
ный по атомной плоскости с теми же индексами, что и у плоскости исследуе-
мого кристалла кварца. Применение монохроматора позволяет увеличить точ-
ность измерения углов в несколько раз.
При работе с монохроматором гониометрическое устройство отодвигается от'
рентгеновской трубки и поворачивается вокруг центра монохроматора на двой-
ной угол Брэгга — Вульфа для эталонного кристалла-монохроматора. Гониомет-
рическое устройство располагается на специальной подставке с угловым лим-
бом, рычагом поворота гониометра и двумя винтами микропередачи для юсти-
ровки гониометрического устройства с монохроматором и без него относитель-
но рентгеновского луча.
Счетно-усредняющее устройство. Предназначено для измерения интенсивно-
сти рентгеновского излучения с помощью торцевого газового счетчика и счетно-
интегрирующего устройства. Устройство состоит из двух отдельных блоков: вы-
носного блока «РЖ» и блока «РЕ», включающего нзмернтель скорости счета и.
высоковольтный выпрямитель.
Счетчик квантов расположен на рычаге гониометра в специальном кожу-
хе, защищающем счетчик от рассеянного рентгеновского излучения. Достаточно
Появления в счетчике незначительного количества ионов, чтобы счетчнк срабо-
тал, т. е. через счетчик прошел импульс тока длительностью 200 мкс. Проходя
через сопротивление, импульс тока преобразуется в импульс напряжения. Им-
пульсы напряжения усиливаются в блоке «РЖ» — однокаскадном реостатном
усилителе, расположенном на рычаге гониометра под счетчиком, и передаются
По кабелю на вход блока «РЕ».
, Блок «РЕ» 3 (см. рис. П.З) предназначен для подсчета числа импульсов,.
Поступивших от счетчика импульсов и усиленных блоков «РЖ», а также для
Подачи рабочего напряжения на счетчик квантов. Блок «РЕ» включает в себя
высоковольтный выпрямитель питания счетчика квантов, ограничитель, норма-
лизатор, визуальный индикатор, интегрирующую схему с четырьмя установками
времени (RC) и ламповый вольтметр 4, отградуированный в импульсах в секун-
дах. Интегрирующая схема с ламповым вольтметром имеет две шкалы чувстви-
тельности, соответственно которым градуирован прибор. В верхней части блока
расположен визуальный индикатор импульсов (малогабаритный тиратрон 5,
вспыхивающий от каждого приходящего импульса). Рабочее напряжение, пода-
ваемое на счетчик квантов, регулируется на передней панели блока «РЕ» и
контролируется прибором 6 на 2 кВ.
Блоки «РЕ» установлены на специальных выносных подставках 7 и могут
вращаться вокруг вертикальной и горизонтальной осей, что позволяет распола-
гать их под наиболее удобным углом к операторам. Фиксация положения обес-
печивается специальными зажимами рукоятками 8.
На рис. П.4 приведена структурная схема рентгеновской установки.
Все органы управления н контроля, кроме дублирующих, расположены на
левой откидной стенке оперативного стола — щите управления (рис. П.5). В
Верхней части щита находятся два измерительных прибора: слева вольтметр 9
На 250 В для контроля напряжения и настройки аппарата, справа миллиампер-
метр 5 на 10 мА для контроля анодного тока. Между ними помещены счетчик
часов работы рентгеновской трубки 7, а также два сигнала; зеленый 8, заго-
223.
рающиися при включении аппарата _, УУ.'ХУ’ОТзшоракли.ийся ~
включении высокого напряжения. г -.
Под счетчиком часов работы рцртгеноы..^. ‘ '^..vhv
Симости напряжения на трубке от положения . i. .-Z' - ТТрь сто-
различных токах нагрузки. Ниже графика нахок-«еоез элект:
«стоп» 3, с помощью которых производятся включение .. выключение выг-пхбкя
Сеть
Рис. П.4. Структурная схема рентгеновской установки
напряжения. Между кнопками расположена неоновая лампа «нет подачи воды»
10, загорающаяся при размыкании контакта водяной блокировки. Под вольт-
метром находится ручка 12 коммутатора на семь положений — корректор на-
пряжения на входе автотрансформатора. Положение коммутатора «выкл.» соот-
ветствует включению аппарата. Под миллиамперметром расположена ручка 2
коммутатора, являющегося регулятором напряжения. Первое положение ком-
224
ооя ^'ответствует включен^ кого напряжения. Между коммутато-
?жировки накала трубки.
дится н;1 иметра предусматривает два вида прибора —
метрическую - •’...юый. Ниже дается описание вертикального опти-
— • - н
Оптиметр (рис. П.6) состоит из .трубки, штатива и измерительных нако-
нечников. Основные данные прибора: предельные размеры измеряемого изде-
лие. П.5. Щит управления реитгеиовской установки
лия по длине и высоте 180 мм, по диаметру 150 мм,
цена деления шкалы 0,001 мм, пределы измерения по
шкале ±0,1 мм. Погрешность показаний прибора для
любого деления шкалы в пределах от 0 до ±60 мкм со-
ставляет ±0,0002 мм, от 0 до ±100 мкм опа равна
±0,0003 мм. Габаритные размеры прибора 300Х300Х
Х500 мм. Масса 18 кг.
Толщина линзообразных кварцевых пластин изме-
ряется с помощью специального приспособления в виде
кольца, которое кладется на стол прибора.
Принцип действия и оптическая схема прибора. В
основу оптической схемы прибора положен принцип дей-
ствия телескопической автоколлимациониой трубы. Зер-
кало, которое служит для получения автоколлимацион-
ного изображения, связано с измерительным стержнем
и при перемещении стержня отклоняется на соответст-
вующий угол.
Наблюдаемое автоколлимационное изображение
шкалы, находящееся в фокальной плоскости объектива,
перемещается относительно неподвижного индекса про-
порционально перемещению измерительного стержня.
В вертикальном оптиметре линия измерения расположе-
на вертикально. Контактными измерительными поверх-
ностями служат поверхности наконечников, надеваемых
на измерительные штифты трубки оптиметра.
Измеряемое изделие крепится на столе, механизмы
которого позволяют точно становить линию измерения
в требуемом сечении изделия по оси трубки оптиметра.
Рис. П.6. Оптиметр вертикальный
225
iipo-
2
1
Непараллельную пластинку со шкалой и индексом, причем
юены на одной половине пластинки, а индекс — на другой.
4ё,"- м
Рис. П.7. Оптическая схема трубки'оптиметра
Рис. П.8. Шкала, видимая в поле зрения трубки
оптиметра
Изме/зиета
Зе/пт
освещают шкалу.
Отсчеты при измерениях производя... гическое назначение —М
установке проекционной насадки шкала-
зеленое стекло). Отсчеты по шкале и индекс; .
.изводиться с расстояния около 250 мм.
Оптическая схема трубки оптиметра изображена Йг йб. П.7. В нее вхо- ’
.дят: зеркало 1, объектив 2, призма 3 полного отражения, сетка 4, шторки 5 и
окуляр 8. Осветительную систему составляют зеркало 6 в оправе и призма Z, \
установленная в рамке окуляра. Сетка 4 представляет собой стеклянную плос-
копараллельную пластинку со шкалой и индексом, причем деления шкалы наие-
Лучи света, отражаясь от зеркала б, через призму 7
Пройдя призму 3 и объектив 2, они падают параллельным пучком на зеркало
отражаются от него и снова попадают в объектив 2, затем проходят призму 3;
сетку 4, окуляр 5 и попадают в глаз наблюдателя. При установке окуляра по
глазу наблюдатель видит одновременно изображение шкалы и индекс, нанесен-
ный на сетке. При осевом перемещении измерительного штифта трубки опти-
метра зеркало 1 будет отклоняться на некоторый угол ср, вследствие чего изо-
бражение шкалы в поле зрения окуляра будет перемещаться относительно не-
подвижного индекса.
На рис. П.8 изображена шкала, видимая в поле зрения трубки оптиметра.
Шкала имеет 200 делений, расположенных симметрично по обе стороны от ну-
ля (по 100 делений с каждой стороны).
226
1
J
37. Belser P R„ Hicklin W. H. А- -иия всей системы оптиметра подобра-
’ '"‘л with com'"- ' -‘е шкалы на одно деление соответствует
'емс 'гн ./го штифта на 0,001 мм.
Электронно-. «ziOMep. Обеспечивает высокую точность измерения,
предназначен для атического измерения частоты и периода синусоидаль-
ных электрических колебаний, отношений частот, интервалов времени, периода,
и длительности импульсов, счета числа импульсов и некоторых других измере-
ний.
Электронно-счетный частотомер измеряет частоту синусоидального сигнала,
в диапазоне 10 Гц — 20 МГц, чувствительность 60—100 мВ, динамический ди-
апазон входных напряжений 0,1—1,5 В, частоту импульсного сигнала любой по-
лярности в диапазоне 10 Гц—5 МГц, чувствительность 0,2—0,3 В, динамический
диапазон входных напряжений 0,3—4 В, частоту синусоидального сигнала в
диапазоне 0,1 —120 МГц, чувствительность 30—100 мВ, динамический диапа-
зон входных напряжений 0,1—3 В.
Частотомер обеспечивает время индикации результатов измерения при ав-
томатическом режиме запуска в пределах от 0,3 с±0,15 с до 5 с±2,5 с. Инди-
кация результатов измерения однострочная, девятиразрядная.
Частотомер сохраняет все характеристики при запуске от внешнего генера-
тора опорной частоты 1 или 5 МГц с уровнем напряжения в пределах не ме.~
нее 0,5-5 В для 5 МГц и 1—5 В для 1 МГц.
Принцип действия частотомера основан на подсчете числа периодов неиз-
вестной частоты за известный с высокой точностью отрезок времени, называе-
мый временем измерения. При времени измерения 1 с число подсчитанных пе-
риодов и есть значение измеряемой частоты в герцах. На цифровом табло при-
бора автоматически регистрируется результат измерения с указанием порядка и:
размерности. При другом времени измерения (0,001; 0,01; 0,1; 10 с) для по-
лучения непосредственного отсчета автоматически переносится запятая ц инду-
цируется соответствующая размерность. Различное время измерения получается,
путем последовательного деления частоты опорного генератора декадными сту-
пенями.
Питание частотомера осуществляется от сети переменного тока напряже-
нием 220 В±10%, частотой 50 Гц+10%. Потребляемая мощность частотомера:
100 В-A. Габаритные размеры 490X135X422 мм, масса 21 кг.
Структурная схема, устройство и работа составных частей и схемы бло-
ков прибора, а также порядок работы даны в техническом описании и. инструк-
ции по эксплуатации.
СПИСОК ЛИТЕРАТУРЫ
1. Акишии А. И. Влияние ионизирующей радиации на пьезоэлектрические-
свойства пластин кварца. — В кн.: Радиационная физика неметаллических
кристаллов. — Минск: Наука и техника, 1970.
2. Альтшуллер Г. Б. Управление частотой кварцевых генераторов. — М.: Связь,.
1975.
3. Афанасьева Н. А., Каменцев Н. Е., Франк-Каменецкий В. А. Кристаллогра-
фия.—М.: Наука, 1959, т. 4, вып. 3.
4, ГОСТ 16962—71. Изделия электронной техники и электротехники. Механи-
ческие и климатические воздействия. Требования и методы испытаний.
5. ГОСТ 6503—67. Резонаторы кварцевые герметизированные на частоты коле-
баний от 0,75 до 100 МГц.
б. ГОСТ 11599—67. Резонаторы кварцевые вакуумные на частоты колебаний
от 4 кГц до 100 МГц.
7. ГОСТ 18708—73. Резонаторы кварцевые герметизированные на частоты ко-
лебаний от 50 до 750 кГц.
8. ГОСТ 20297—74. Резонаторы кварцевые. Классификация и система услов-
ных„обозначепий.
9. Гройс О. Ш. О влиянии свойств кварца на стабильность частоты кварце-
вых резонаторов. — Радиотехника и электроника, 1965, т. 10, вып. 2.
227
10. Кэди У. Пьезоэлектричество нА.
Изд-во иностр, лит., 1949. ’t'6> •'‘Ъ ..................216
11. Лобанов Е. М. Влияние облучения в аы-.. " ува .... 2.1R
частоту колебаний кварцевых пластин. — Радщ " _х>8
т. 13, вып. 10. • . .. - < •*
12. Малов В. В. Пьезорезонансные датчики. — М.: Энергия, 1977.
13. Мартынов В. А., Райков П. Н. Кварцевые резонаторы. — М.: Сов радио,
1976.
14. Мэзон У. Пьезоэлектрические кристаллы н их применение в ультраакустн-
ке. — М.; Л.: Изд-во иностр, лит., 1952.
15. Мэзон У. Применение пьезоэлектрических кристаллов н механических резо-
наторов в фильтрах н генераторах. — В кн.: Физическая акустика/Под ред.
У. Мэзона. — М.: Мнр, 1966.
16. Нечаев Н. Т. Вероятностные расчеты нестабильности частоты. — М.: Энер-
гия, 1969.
17. Окунь Е. Л. Радиопередающие устройства. — М.г Сов. радио, 1973.
18. ОСТ 11338.002—75. Резонаторы кварцевые. Основные размеры.
19. ОСТ 11 ПО.338.001—72. Элементы кварцевые кристаллические. Условные
обозначения срезов.
20. Плонский А. Ф., Филиппский Ю. К. Состояние и перспективы развития квар-
цевой стабилизации. — Электросвязь, 1965, № 9.
21. Пружанский М. М. Эквивалентные электрические параметры пьезокварце-
вых пластин, возбуждаемых на гармониках. — Радиотехника, 1957, № 8.
22. Публикация МЭК № 122-1 и 122-2. Кварцевые резонаторы для генераторов.
Раздел 1: Стандартные величины и условия; Раздел 2: Условия испытаний;
Раздел 3: Руководство по применению кварцевых резонаторов для генерато-
ров.— М.; Изд. Комитета по участию СССР в Международных энергетиче-
ских объединениях, 1964.
23. Публикация МЭК № 302. Стандартные определения н методы измерения
пьезоэлектрических резонаторов, работающих в диапазоне частот до
30 МГц. — М.: Изд. Комитета по участию СССР в Международных энер-
гетических объединениях, 1972.
24. Смагин А. Г., Ярославский М. И. Пьезоэлектричество кварца и кварцевые
резонаторы.—М.: Энергия, 1970.
V 25. Справочник по кварцевым резонаторам/В. Г. Андросова, В. Н. Банков,
А. Н. Дикпджн н др.; Под ред. П. Г. Позднякова. — М.; Связь, 1978.
26. Стасевич В. Н. Повышение точности рентгеновских измерений угла среза
кварцевых пластин. — Обзоры по.. электронной технике. Радиокомпоненты,
1969, вып. 30(99).
27. Тюльпанов А. А. Технология производства кварцевых пластин. — М.; Л.:
Госэнергоиздат, 1955.
28. Шитиков Г. Т., Цыганков П. Я., Орлов О. М. Высокостабильные кварцевые
^автогенераторы. — М.: Сов. радио, 1971.
29:*Ярославский М. И. Метод расчета пьезоэлементов кварцевых резонато-
ров, выполненных в форме двояковыпуклых линз. — Вопросы радиоэлект-
роники, 1961, № 4.
30. Ярославский М. И. О влиянии электродного слоя металла на эквивалентные
параметры пьезоэлементов, совершающих толщинные колебания. — Вопросы
радиоэлектроники, 1963, № 10.
31. Ярославский М. И., Смагин А. Г, Конструирование, изготовление н приме-
нение кварцевых резонаторов. — М.: Энергия, 1971.
32. Anderson О. L., Hristenen И., Anstrig Р. The mounting technology of elect-
rikal leads to semiconductors, — J. Appl. Phys., 1957, v. 28, № 8.
33. Ballato A. D., McKnight R. V. Frequency control.— Phys. Day, 1966, v. 19,
№ 8r
34. Baulk K. Crystal oscillators. — Electron. Equipm. News, 1966, v. 8, № 1.
35. Bechmann R. Uber die Temperaturabhangigheit der Frequenz von AT-und
BT-Quarzresonatoren. — Archiv d. elektr. Ubertragung, 1955, Bd. 9, № 11.
36. Bechmann R. Die Temperaturkoeffizienten hoherer Ordnung der Elastizitatsmo-
duln und Elastizitatskoeffizienten von Alpha-Quarz.-Archiv d. elektr. Uber-
tragung, 1962, Bd 16, № 6.
228
! quartz resonators of fundamental and
. filiation effects.-Proc. 16th Ann. Sympos.
x go smaller as accuracy and useincreases. — Ca-
nac. v. 9, № 1.
9 Brown C. S., Thomas L. A. The effect of impurities on the growth of synthe-
tic quartz. — Physies and Chem. Sol., 1960, v. 13, № 3/4.
40 Gerber E A. Sykes R. A. State of the art-quartz crystal units and oscilla-
’ tors. -- Proc. ’1EEE, 1966, v. 54, № 2.
41.. Glowinski A. Progres recents des quartz les quartz etalons. — Oude electr.,
„ 1966, t. 46, № 469. . „ .
42. Griffin J. P. Improvements in Technique for thermo-compressing mounting wi-
res to quartz crystal plates. — Proc. 17 th, Ann. Sympos. Frequency Control.
USA, 1963 .
43. Grote H. Precision Crystal Units. — Nachrichtentechnik Z., 1966, Bd 16,
№ 12.
44. Kyncel L. A contribution to the process of quartz polishing. — Czechosl. J.
Phys., 1962, v. 12, № 2.
45. Munn R. J. Temperature compensated quartz crystal units. — Proc. 16 th Ann.
Sympos. Frequency Control. USA, 1962.
46. Pajewski W. High-stability quartz units. — Prace Inst, tele-i radiotechn., 1965,
v. 9, № 1. '
47. Pajewski W. Properties of high-stability quartz crystals. — Czechosl. J. Phys.,
1966, v. 16, № 5.
48. Reed F. A. The specifiging quartz crystals. — West. Electron; News, 1966,
v. 14, № 6.
49. Schnabl W. Die Frequenztoleranz von serienmaflig hergestellten AT-Schwing-
quarzcn fiber 0,8 MHz. — Nachrichtentechnik, 1963, Bd 13, № 6.
50. Seed A. Development of high-quality quartz units BT-cut. — Brit J. Appl.
Phys., 1965, v. 16, № 9.
51 Smith W. L., Warner A. W. Fundamental on an improved crystal controlled
standard. — Proc. 12 th Ann. Sympos. Frequency Control. USA, 1958.
52. Stanly J. M. Effects of transient radiation on frequency control devices. —
Transient Radiation Effects on Electronics/Battelle Memorial inst.—Hand-
book, 1965.
53. Tyler L. A. Design of low frequency AT-cut quartz resonatore. — Proc. 14th
Ann. Sympos. Frequency Control. USA, 1960.
54. Warner A. W. Studing of ageing of crystal units quartz resonators. — IEE
Trans., 1965, v. SU—12. Ns 2.
55. Zelenka J. A note on the ageing of high precision piezoelectric crystal units. —
Czechosl. J. Phys., 1966, v. 16, № 5.
Стр.
......................216
-ОИЗТОД&?. • • „
'"v операций про-
- -.с wa-
ОГЛАВЛЕНИЕ
Стр.
Предисловие . ..................................... 3
Введение .............................................................. 6
Глава первая. Кварцевые кристаллы и кристаллические элементы 10
1.1. Описание кристалла кварца......................................... 10
1.2. Дефекты в кристаллах кварца................................ . 15
1.8. Месторождения кристаллов кварца................................... 18
1.4. Искусственные кристаллы кварца..............................19
1.5. Кристаллические элементы разных срезов..............................21
1.6. Характеристика срезов кварцевых пьезоэлементов и возбуждаемые
в них виды колебаний.....................................................27
1.7. Типы кварцевых резонаторов........................................30.
1.8. Классификация н система условных обозначений пьезоэлектрических
кварцевых резонаторов ...................................................30
1.9. Эквивалентные параметры кварцевых резонаторов......................‘38
1.10. Резонансные частоты эквивалентной схемы пьезоэлектрического квар-
цевого резонатора..........................'.............................41
1.11. Изменение эквивалентных параметров кварцевых резонаторов под
влиянием различных факторов ........................................... -44
1.12. Частота и частотный коэффициент кварцевого резонатора. Условия
возбуждения, мощность рассеяния, активность, добротность и ТЧХ
кварцевых резонаторов...............................................45
1.13. Работа кварцевых резонаторов с колебаниями на высших гармо-
нических частотах механических колебаний пьезоэлементов ... 57
1.14. Особенности кварцевых резонаторов, применяемых в фильтрах . . 60
1.15. Термостатирование кварцевых резонаторов.......................60
Глава вторая. Расчеты пьезоэлементов кварцевых резонаторов . . 63
2.1. Общие сведения о расчетах пьезоэлементов ............................63
2.2. Методика расчета пьезоэлементов срезов yxl/-\-&5° н ух1/—49° ... 65
2:3. Методика расчета пьезоэлементов среза xt/s/+5°, имеющих форму
бруска..........................................*.....................71
2.4. Методика расчета пьезоэлементов двояковыпуклого и плосковыпук-
лого профиля срезов ух1/-\-35° и ух1/—49°..................................72
2.5. Методика расчета пьезоэлементов срезов хг/х//+8°307±34о;
xyslf+8330'1 + 38° и таблица расчетных данных типовых срезов . . . 75
2.6. Влияние различных отклонений, возникающих при изготовлении квар-
цевых резонаторов, на стабильность их параметров........................ 79
2.7. Методика расчета норм расхода кварцевого сырья.......................82
Глава третья. Распиловка кристаллов кварца................................83
3.1. Кварцевое сырье................................................
3.2. Оборудование для очистки песком, травления и распиловки кристал-
лов кварца...................................................... •
3.3. Прибор для оптической ориентировки кристалла кварца . . . •
3.4. Ориентировка срезов кристалла кварца с помощью рентгенгониометра
3J5. Ориентировка и разметка кристаллов кварца на блоки среза х по
фигурам астеризма...................................................
83
85
87
89
95
230
Стр.
Ш ла срезы t/x//4-35°15'; yxlj—49°;
.+45°..............................
Г . ’ , да на срезы xys/+5° и xysf—1-8°30' .
„ кварца «а срезы xysZ/+8°30'/±34o;
Глава четвертая. Шлифовка и полировка кристаллических элементов
‘4.1. Шлифовка кристаллических элементов.................................
4.2. Шлифовка алмазным инструментом....................................
4.3. Полировка кристаллических элементов...............................
4.4. Оборудование для шлифовки и полировки кристаллических элементов
и контрольного измерения частоты.......................................
4.5. Абразивные материалы, используемые для шлифовки и полировки
кристаллических элементов..............................................
4:6. Шлифовка прямоугольных кристаллических элементов на шлифоваль-
ном станке с планшайбой для ручной шлифовки............................
4.7. Шлифовка кристаллических элементов на полуавтоматических и пла-
нетарных станках ......................................................
4.8. Шлифовка и полировка прямоугольных кристаллических элементов
для прецизионных резонаторов среза yxZ/+3|5°..........................
4.9. Шлифовка и полировка круглых плоских кристаллических элементов
V срезов pxZ/+35° и yx.ll—49°............................................
4.10. Изготовление круглых кварцевых линз..............................
4111. Травление кристаллических элементов..............................
Глава пятая. Металлизация кристаллических элементов . . . .
5.1. Общие сведения о металлизации кристаллических элементов .
5J2. Оборудование для металлизации кристаллических элементов .
5.3. Вакуумная металлизация кристаллических элементов и гальваническое
закрепление слоя металла ..............................................
5.4. Химическая металлизация кристаллических элементов и гальваническое
закрепление слоя металла ..............................................
5.5. Химическое никелирование кристаллических элементов...............
5.6. Технологический процесс приготовления, нанесения и, вжигания сереб-
рисодержащей пасты и припайки токопроводящих струн ....
5.7. Требования к способу крепления отводов пьезоэлементов ....
5:8. Расчет норм расхода и сбор отходов драгоценных металлов .
:5.9. Изменение частоты кварцевых резонаторов как результат процессов,
/ происходящих в электродах пьезоэлементов............................
'Глава шестая. Монтаж и настройка кварцевых резонаторов .
6.1. Общие сведения о настройке кварцевых резонаторов.................
6.2. Генераторы для настройки кварцевых резонаторов...................
{6.3. Хппаратура и методы измерения частоты кварцевых резонаторов .
>6.4. Монтаж и настройка частоты кварцевых резонаторов с пьезоэлемен-
|. томи разных срезов..................................................
6.5. .Методы эталонировкн кварцевых резонаторов . . ...
6.6. Типы кварцевых генераторов ............................... . .
6.7. Сборка, герметизация и заварка кварцедержателей кварцевых резо-
наторов .......................................................
6.8. Старение кварцевых резонаторов...................................
6.9. Воздействие ядерных излучений на частоту кварцевых резонаторов.
Гравитационное поле ........................................... ;
Глава седьмая. Испытания кварцевых резонаторов........................
7.1. Общие сведения об испытаниях кварцевых резонаторов . . . .
7.2. .Методика измерения эквивалентных параметров кварцевых резонаторов
7.3. Нежелательные резонансные частоты кварцевых резонаторов .
7.4. Механические испытания кварцевых резонаторов ......
7.5. Климатические испытания кварцевых резонаторов ....
I
99
103
104
106
106
108
109
111
118
120
Г$4
129
130
134
135
140
140
142
146
150
152
155
159
160
162
163,
163
165
169
174
181
183
186
191
198
199
199
202
205
211
2,14
231
c I
Стр.
7.6. Хранение кварцевых резонаторов...................................216
7.7. Техничесюие требования к среде и условиям щпизЕЗДС’ва .... 216.
ПРИЛОЖЕНИЕ 1. Схема основных технологически операций про-
цесса производства кварцевых резонаторов в вакуумных баллонах ука-
занием примерного времени цикла производства..........................218 /f
ПРИЛОЖЕНИЕ 2. Описание некоторых измерительных приборов и ЛИ
аппаратуры, применяемых в кварцевом производстве.......................219 *ЯЦ
Список литературы................................................... . 227 ТТ*
Лазарь Исаакович Глюкман
Пьезоэлектрические кварцевые резонаторы
Редактор Л. М. Пархоменко а
Обложка художника В. Я. Виганта |
Технический редактор Г. И. Колосова
Корректор 3, Г. Г алушкина
ИБ № 1836 $
Сдано в набор 4.06.81. Подписано в печать 14.08.8!.
Т-21595 Формат 60x90/ie Бумага кн.-журн. Гарнитура литературная
Печать высокая Усл. печ. л. 14,5 Усл. кр.-отт. 14,875 Уч.-изд. л. 17,05
Тираж 10 000 экз. Изд-. № 19494 Зак. № 8(0 Цена 85 к.
Издательство «Радио и связь». 101000 Москва, Главпочтамт, а/я 693
Типография издательства <Радио н связь» Госкомиздата СССР
101000 Москва, ул. Кирова, д. 40