/




Автор: Шабурников В.Н.
Теги: строительство строительное проектирование строительство зданий жилищное строительство
Год: 1962


Текст
ШАБУРНИКОВ
ипыт
жилищною
строительства
В. Н. ШАБУРНИКОВ
КРУПНОПАНЕЛЬНОЕ
ДОМОСТРОЕНИЕ
(из опыта строительства в Челябинске)
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ
ПО СТРОИТЕЛЬСТВУ, АРХИТЕКТУРЕ
И СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ
Москва — 1962
Научный редактор —
доцент канд. техн, наук А. К. НИКОЛЬСКИЙ
Брошюра обобщает передовой опыт крупнопанельного
домостроения в одном из крупнейших городов Южного
Урала — Челябинске. В. основу брошюры положен опыт
строительства трестов Челябметаллургстрой и № 42 по
комплексной застройке жилых массивов.
Рассмотрена возможность перспективного для метал-
лургических районов страны расширения сырьевой базы
крупнопанельного строительства за счет использования до-
менных шлаков и зол, получаемых на электростанциях
при сжигании угля в пылевидном состоянии.
В брошюре освещаются вопросы: организации работ
по строительству крупнопанельных зданий; конструктив-
ных и планировочных решений крупнопанельных зданий;
изготовления заводских деталей, методов их транспортиро-
вания, складирования и монтажа, а также производства
отделочных, санитарно-технических и электромонтажных
работ.
Брошюра рассчитана на инженерно-технических работ-
ников, занятых на жилищном строительстве.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ................................................................. 3
Структура треста Челябметаллургстрой и организация работ в крупнопа-
нельном домостроении . . ........................................6
Типы жилых домов и их технико-экономическая характеристика ... 9
Местные строительные материалы, их производство и применение .16
Материально-техническая база крупнопанельного домостроения . .23
Производственные предприятия и их продукция............................--
Производство фундаментных блоков на полигонах..........................25
Производство крупных стеновых шлакобетонных панелей поточно-агрегат-
ным способом ... 27
Производство панелей междуэтажных перекрытий с применением электро-
нагрева ...............................................................32
Производство газозолобетониых панелей стендовым способом . .40
Организация и производство работ на крупнопанельном строительстве 50
Подготовительные работы.................................................—
Производство работ по возведению подземной части зданий . .55
Производство работ по возведению и.адземной части зданий . . .57
Производство послемонтажных отделочных работ.........................63
Внутренние санитарно-технические и электромонтажные работы в крупнопа-
нельных домах............................................................68
Производство санитарно-технических работ —
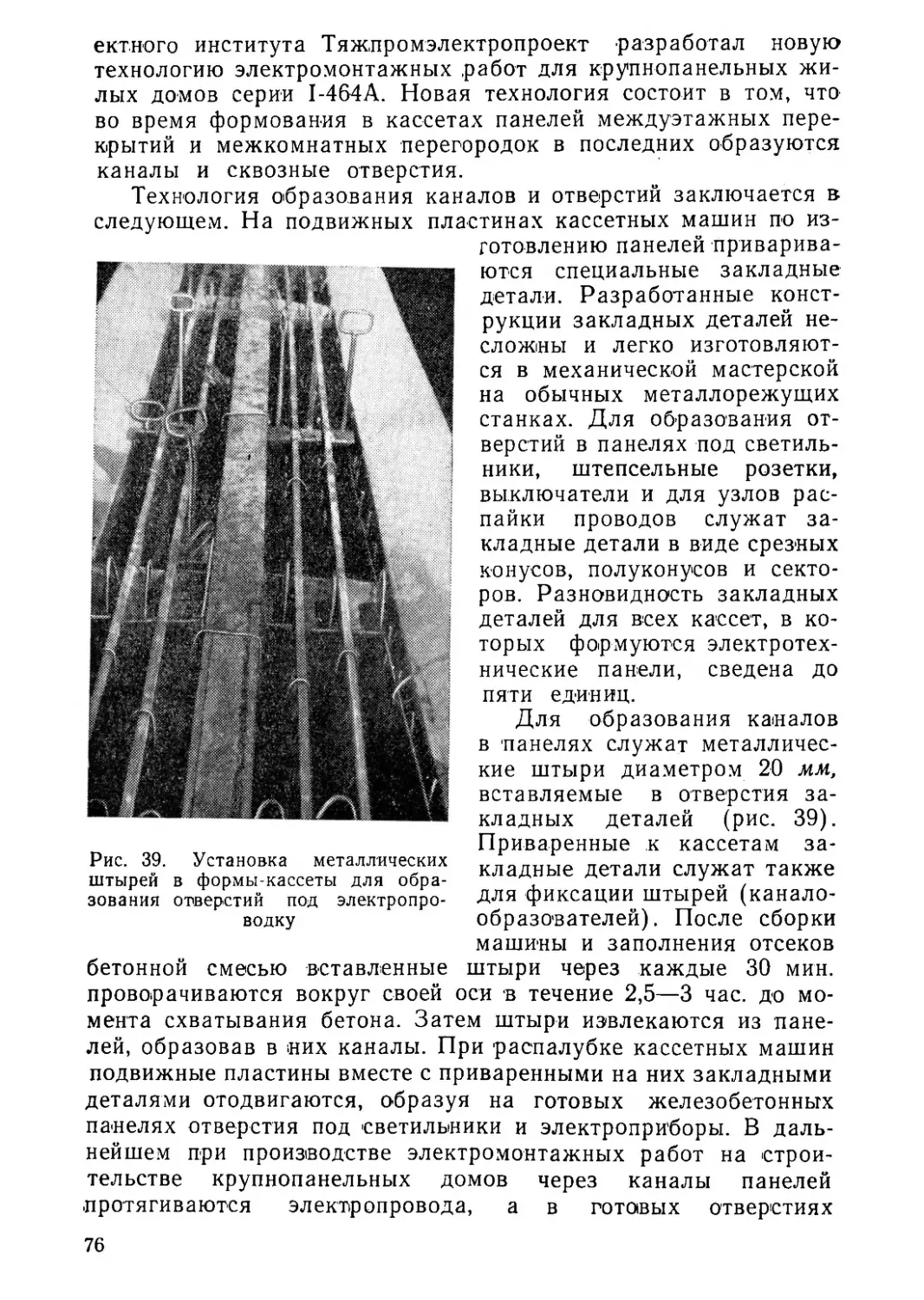
Производство электромонтажных работ . . 72
Приложение 1
Акт приемки работ по возведению подземной части жилого дома 78
Приложение 2
Акт приемки работ по возведению надземной части жилого дома 79
Литература................................................................. .80
ПРЕДИСЛОВИЕ
Улучшение жилищных условий трудящихся является одной из
основных задач Коммунистической партии и Советского пра-
вительства. В программе, принятой XXII съездом КПСС, преду-
сматривается обеспечение в ^тоге второго десятилетия каждой
семьи благоустроенной квартирой, соответствующей требова-
ниям гигиены и культурного быта.
По Челябинской области планом развития народного хозяй-
ства только на 1959—1965 гг. запланирован объем капиталовло-
жений в жилищное строительство в размере 698,2 млн. руб. На
отпущенные государственным бюджетом средства, а также лич-
ные сбережения трудящихся в Челябинской области введено в
эксплуатацию за три года семилетки жилой площади: в 1959 г.—
1'202,8; в 1960 г. — 1318 и в 1961 г. — 1350 тыс. м2.
Для успешного выполнения намеченного планом объема ка-
питальных работ строительные организации Челябинской обла-
сти применяют индустриальные методы, превращая строитель-
ное производство в механизированный поточный процесс сборки
и монтажа зданий из крупноразмерных элементов узлов, изго-
товляемых на заводах и полигонах.
Практика показывает, что в области жилищного строитель-
ства наиболее экономичным и скоростным видом возведения жи-
лых зданий является крупнопанельное домостроение. Впервые в
Челябинской области бескаркасное крупнопанельное строитель-
ство было освоено в Магнитогорске трестом Магнитострой. Но
внедрение сборного домостроения происходило медленно из-за
отсутствия должного внимания к планированию и созданию ма-
териально-технической базы. Челябинский совнархоз учел до-
пущенное отставание и в плане на 1959—1965 гг. предусмотрел
ввод мощностей для обеспечения крупнопанельного строитель-
ства с опережением на год:
на 1 января 1960 г............................... 60 тыс. м*
в 1960 г......................................... 70 „
. 1961 ......................................... 70 „
„ 1962 ........................................ 105 ,
, 1963 ........................................ 140 „
, 1964 ........................................ 155 ,
3
Этим планом ввода мощностей намечено создание районных
баз строительной индустрии в узлах сосредоточенного строитель-
ства жилых, культурно-бытовых и промышленных объектов, по-
скольку такие базы по стоимости дешевле на 12—Ц5% по срав-
нению с постройкой разрозненных мелких предприятий.
Районированию строительной индустрии в Челябинской об-
ласти предшествовало решение целого ряда технических и орга-
низационных вопросов, связанных с определением для каждой
районной базы источников сырья, кратчайших маршрутов и де-
шевых видов транспорта сырья и готовой продукции, возможно-
стей обеспечения базы необходимой энергией при малых затра-
тах средств.
На основании принятых принципиальных решений Совет на-
родного хозяйства разделил Челябинский экономический район
на следующие девять узлов сосредоточенного строительства с
созданием для них районных баз строительной индустрии: Челя-
бинский, Магнитогорский, Златоустовский, Буроугольный, Троиц-
ко-Увельский, Миасс-Чебаркульский, Сатка-Бакальский, Аша-
Миньярский и Уфалейско-Каслинский. Основой для создания
районных баз послужили производственные предприятия строи-
тельно-монтажных трестов, которые обеспечивали в этих райо-
нах постройку объектов материалами и конструкциями.
В настоящее время закончена реконструкция предприятий по
производству крупных панелей и деталей, принадлежащих тре-
стам Челябметаллургстрой и № 42. Производится переоборудо-
вание заводов и полигонов строительных организаций Уралавто-
строй, Челябинскшахтострой, Южуралшахтоцветметстрой и
Южуралметаллургстрой для выпуска конструктивных элементов
крупнопанельного домостроения.
Наряду с реконструкцией существующих строятся новые про-
изводственные предприятия по проектам, обеспечивающим за-
водское поточное изготовление конструкций и деталей для жилых
домов. Такие заводы построены в Челябинске, Магнитогорске и
Златоусте по проектам института Гипростройиндустрия для воз-
ведения зданий типовой серии I-464A.
Принимая во внимание наличие в Челябинской области ог-
ромных запасов сырья в виде доменного шлака и зол пылевид-
ного топлива на предприятиях металлургической и энергетиче-
ской промышленности, создана индустриальная база по изготов-
лению более дешевых крупнопанельных конструкций для жилых
домов типовых серий ТКБ-3 и ТКБ-4 из шлакобетона и экспери-
ментальных из газозолобетона. Последние будут строиться в
Челябинске до выхода проекта типовой серии 1-468, выполняе-
мого институтом Горстройпроект.
В брошюре описываются опыт трестов Челябметаллургстрой
и № 42 по изготовлению крупнопанельных конструкций из шлако-
бетона и газозолобетона, организация и технология работ на
4
строительстве жилых домов типовых серий ТКБ-3 и ТКБ-4 (Че-
лябинский институт Промстройпроект) и экспериментальных из
газозолобетона (трест № 42).
Ознакомление с этим опытом позволит инженерно-техниче-
ским работникам, занятым в жилищном строительстве, исполь-
зовать его в своей практической деятельности с целью исключе-
ния параллелизма и дублирования при разработке технических
и организационных решений, направленных на дальнейшее со-
вершенствование материально-технической базы и методов ор-
ганизации и производства работ в крупнопанельном домострое-
нии.
При написании 'брошюры автору была оказана ценная по-
мощь инженерами Л. А. Окраинским, Е. Б. Демаховским,
Ю. Д. Федотовым и лауреатом Ленинской премии Т. К. Глад-
ковским, за что им выражается глубокая благодарность.
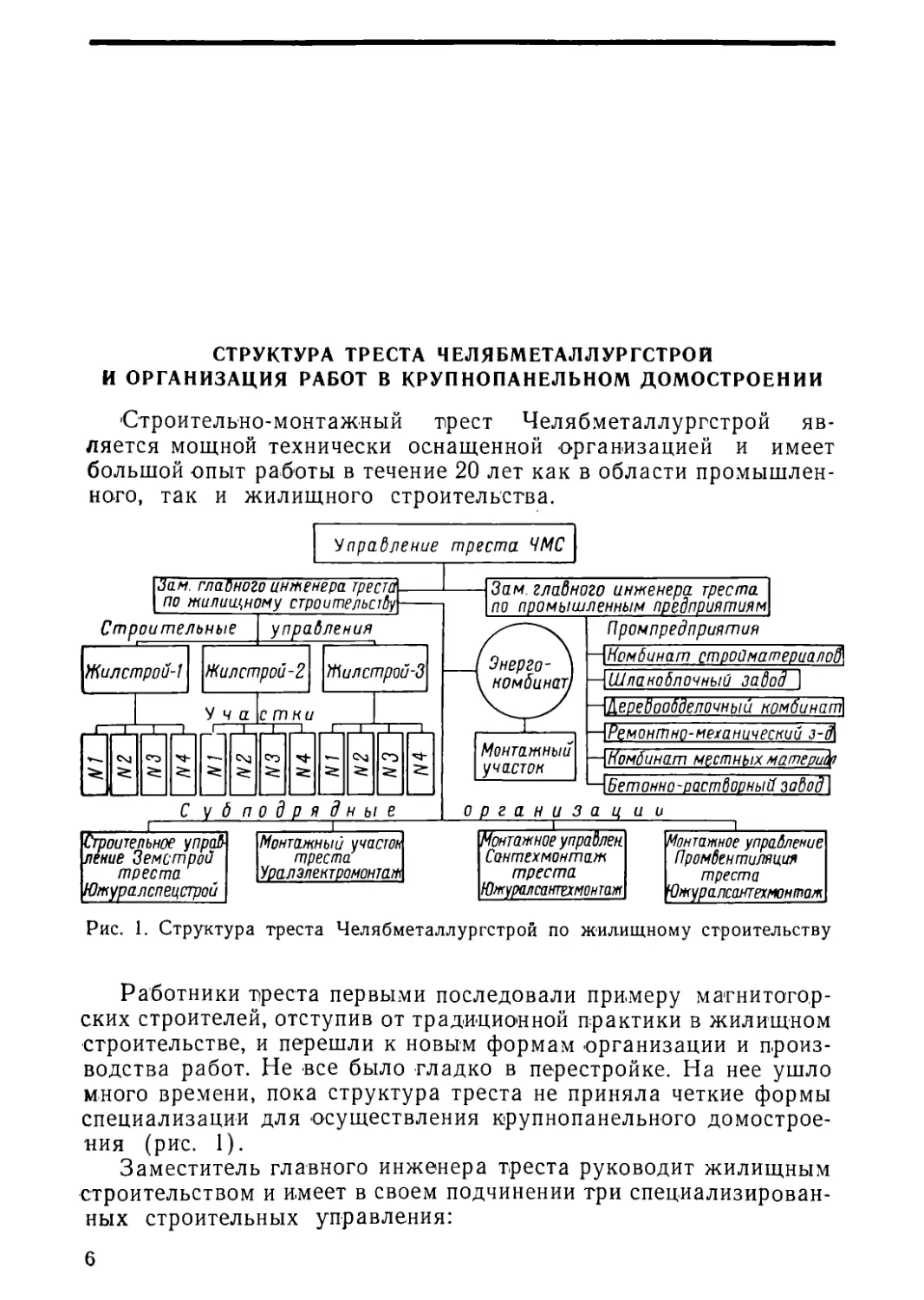
СТРУКТУРА ТРЕСТА ЧЕЛЯБМЕТАЛЛУРГСТРОЙ
И ОРГАНИЗАЦИЯ РАБОТ В КРУПНОПАНЕЛЬНОМ ДОМОСТРОЕНИИ
Строительно-монтажный трест Челябметаллургстрой яв-
ляется мощной технически оснащенной организацией и имеет
большой опыт работы в течение 20 лет как в области промышлен-
ного, так и жилищного строительства.
Промпредприятпия
—{комбинат стройматериалов
—{Шлакоблочный завод |
—{Деревообделочный комбинат]
—{Ремонтно-механический
—{комбинат местных материк
'—{Бетонно-растворный завод]
С убподрядные
Монтажный
участок
Строительное управ Монтажный участок
пение Земстрой —
треста.
Южуралспецстрой
треста
Уралзлектромонтаж
организац и и
Монтажное управлен
Сонтехмонтаж
треста
Южуралсантехмонтаж
~ ' ।______________
Монтажное управление
Промвентиляция
треста
Ч)журалсантехмонтаж
Рис. 1. Структура треста Челябметаллургстрой по жилищному строительству
Работники треста первыми последовали примеру магнитогор-
ских строителей, отступив от традиционной практики в жилищном
строительстве, и перешли к новым формам организации и произ-
водства работ. Не все было гладко в перестройке. На нее ушло
много времени, пока структура треста не приняла четкие формы
специализации для осуществления крупнопанельного домострое-
ния (рис. 1).
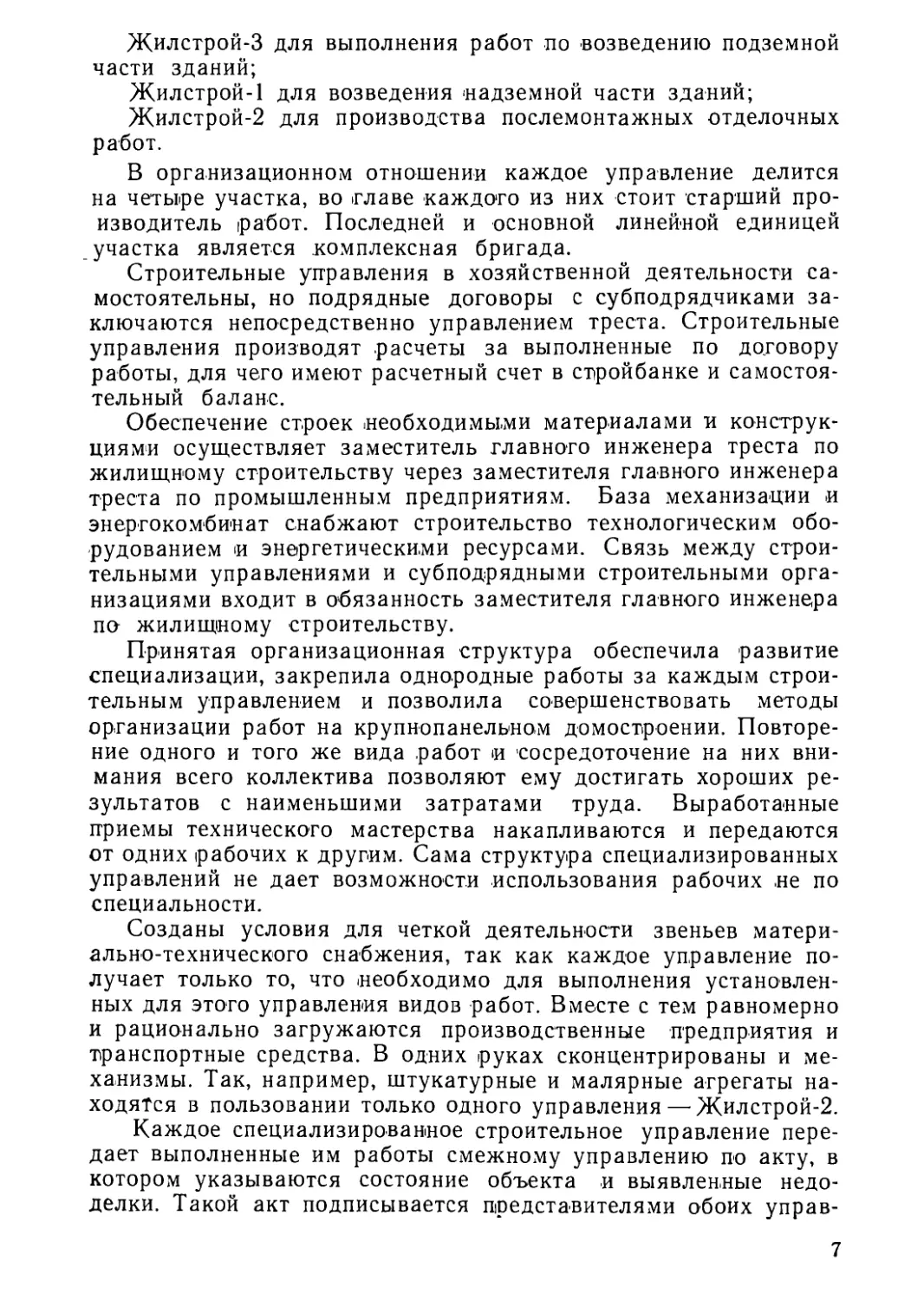
Заместитель главного инженера треста руководит жилищным
строительством и имеет в своем подчинении три специализирован-
ных строительных управления:
6
Жилстрой-3 для выполнения работ по возведению подземной
части зданий;
Жилстрой-1 для возведения надземной части зданий;
Жилстрой-2 для производства послемонтажных отделочных
работ.
В организационном отношении каждое управление делится
на четыре участка, во главе каждого из них стоит старший про-
изводитель работ. Последней и основной линейной единицей
участка является комплексная бригада.
Строительные управления в хозяйственной деятельности са-
мостоятельны, но подрядные договоры с субподрядчиками за-
ключаются непосредственно управлением треста. Строительные
управления производят расчеты за выполненные по договору
работы, для чего имеют расчетный счет в Стройбанке и самостоя-
тельный баланс.
Обеспечение строек необходимыми материалами и конструк-
циями осуществляет заместитель главного инженера треста по
жилищному строительству через заместителя главного инженера
треста по промышленным предприятиям. База механизации и
энергокомбинат снабжают строительство технологическим обо-
рудованием и энергетическими ресурсами. Связь между строи-
тельными управлениями и субподрядными строительными орга-
низациями входит в обязанность заместителя главного инженера
по жилищному строительству.
Принятая организационная структура обеспечила развитие
специализации, закрепила однородные работы за каждым строи-
тельным управлением и позволила совершенствовать методы
организации работ на крупнопанельном домостроении. Повторе-
ние одного и того же вида работ и сосредоточение на них вни-
мания всего коллектива позволяют ему достигать хороших ре-
зультатов с наименьшими затратами труда. Выработанные
приемы технического мастерства накапливаются и передаются
от одних рабочих к другим. Сама структура специализированных
управлений не дает возможности использования рабочих не по
специальности.
Созданы условия для четкой деятельности звеньев матери-
ально-технического снабжения, так как каждое управление по-
лучает только то, что необходимо для выполнения установлен-
ных для этого управления видов работ. Вместе с тем равномерно
и рационально загружаются производственные предприятия и
транспортные средства. В одних руках сконцентрированы и ме-
ханизмы. Так, например, штукатурные и малярные агрегаты на-
ходятся в пользовании только одного управления — Жилстрой-2.
Каждое специализированное строительное управление пере-
дает выполненные им работы смежному управлению по акту, в
котором указываются состояние объекта и выявленные недо-
делки. Такой акт подписывается представителями обоих управ-
7
лений. Благодаря применению поточного метода для .строителей
всех специальностей многоэтажные дома в тресте Челябметал-
лургстрой возводятся за пять-шесть месяцев вместо восьми—
десяти по нормам.
Особого внимания заслуживает структура комплексных
бригад, входящих в состав участков строительных управлений,
в обязанность которых входит выполнение всего цикла работ,
относящегося к функциям данного управления, и передача вы-
полненной работы смежным комплексным бригадам другого уп-
равления.
В комплексной бригаде предусмотрено объединение рабочих
различных специальностей для выполнения взаимосвязанных
производственных процессов. Например, в бригаду отделочни-
ков входят штукатуры, плотники-столяры и маляры; при этом
штукатуры владеют второй профессией маляров 3 и 4-го раз-
рядов, а маляры в свою очередь могут выполнять работы шту-
катуров 3 и 4-го разрядов. Качественный состав бригады при
работе на одном объекте остается постоянным до его оконча-
ния. Это обеспечивает каждому члену бригады точное знание
объекта и своих обязанностей, устраняет простои и повышает
производительность труда.
Организация труда в комплексных бригадах при специали-
зации и применении механизации рабочих процессов улучшила
экономические показатели производственной деятельности тре-
ста Челябметаллургстрой по сравнению с другими строитель-
ными организациями Челябинского совнархоза. Так, в 1960 г.
фактическая стоимость 1 м2 жилой площади в крупнопанель-
ных домах составила 106 руб. при средней фактической стои-
мости 108 руб. в других строительных трестах.
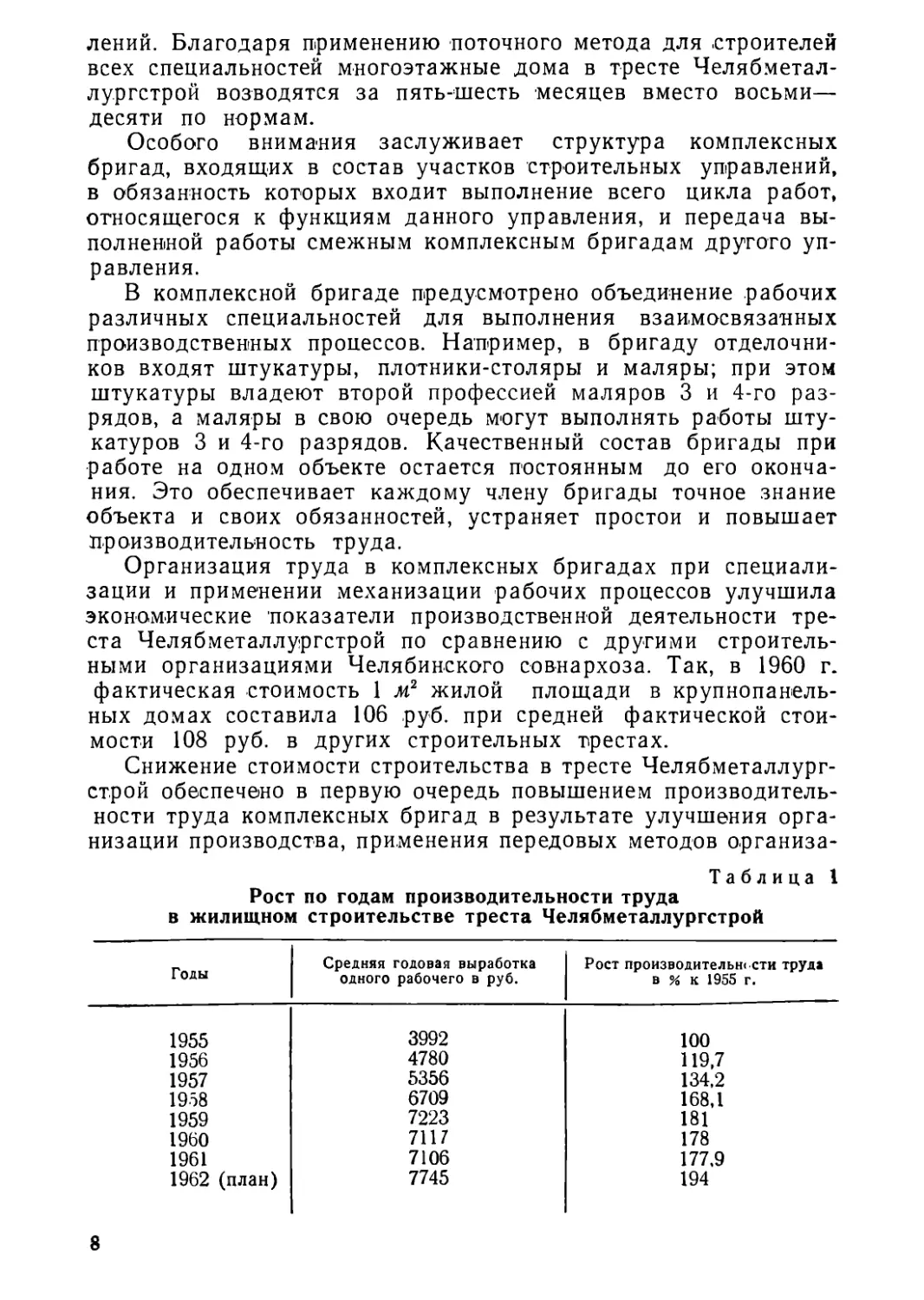
Снижение стоимости строительства в тресте Челябметаллург-
строй обеспечено в первую очередь повышением производитель-
ности труда комплексных бригад в результате улучшения орга-
низации производства, применения передовых методов организа-
Таблица 1
Рост по годам производительности труда
в жилищном строительстве треста Челябметаллургстрой
Годы Средняя годовая выработка одного рабочего в руб. Рост производительности труда в % к 1955 г.
1955 3992 100
1956 4780 119,7
1957 5356 134,2
1958 6709 168,1
1959 7223 181
1960 7117 178
1961 7106 177,9
1962 (план) 7745 194
8
ции труда, повышения производственной квалификации кадров
и их технического и культурного уровня. Повышение произво-
дительности труда рабочих в целом по тресту Челябметаллург-
строй установлено по средней выработке на одного рабочего в
жилищном строительстве за период с 1955 по 1962 г. и приве-
дено в табл. 1.
типы жилых домов и их
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА
За последние годы в строительную практику Челябинской об-
ласти внедрено несколько типов крупнопанельных жилых домов
'бескаркасной системы, отличающихся друг от друга планиров-
кой, конструктивной схемой, технологией изготовления конст-
рукций и используемыми материалами. Конструктивные реше-
ния жилых домов имеют два принципиальных направления:
до.ма с несущими наружными стенами из шлакобетона, сов-
мещающими функции наружных ограждений типовых серий
ТКБ-3 и ТКБ-4;
дома с самонесущими наружными стенами и внутренними не-
сущими поперечными перегородками типовой серии I-464A из
тяжелого бетона и экспериментальные из газозолобетона.
Применение трех типов крупнопанельных жилых домов пол-
ностью отвечает потребностям населения в различных по коли-
честву комнат квартирах.
Наличие определенных местных строительных материалов,
особенности климатических и природных условий обусловли-
вают целесообразность использования той или иной конструк-
тивной схемы и связанной с ней технологии производства.
Практика массового жилищного строительства последних
лет показала, с одной стороны, необходимость большей диффе-
ренциации типов домов (дома для одиноких и малосемейных,
дома с квартирами, рассчитанными на заселение семьями в три
и более человека), позволяющих более рационально решать
проблему заселения, а с другой стороны, необходимость созда-
ния типов домов с лучшими технико-экономическими показате-
лями жилищного строительства за счет рациональной плани-
ровки. Такое направление полностью нашло свое отражение в
планировочных решениях домов, строящихся в Челябинске, при-
чем основным типом принят четырех-пятиэтажный дом секцион-
ного типа.
Жилой пятиэтажный дом серий ТКБ-3 и ТКБ-4 состоит из
четырех секций (двух торцовых и двух рядовых) и имеет
80 квартир. При разработке проекта этих домов была использо-
вана планировка квартир крупноблочного дома серии 1-439. По
длине дома приняты два шага в 250 и 340 см, а по ширине при-
нят один модуль в 600 см. Вокруг каждой лестничной площадки
группируется четыре квартиры. Торцовые секции состоят только
9
из двухкомнатных квартир, а рядовые секции имеют 3 двухком-
натные квартиры и 1 однокомнатную (рис. 2).
Санитарные узлы в квартирах совмещены с ваннами. Такое
решение является экономичным, но неудобно в эксплуатации.
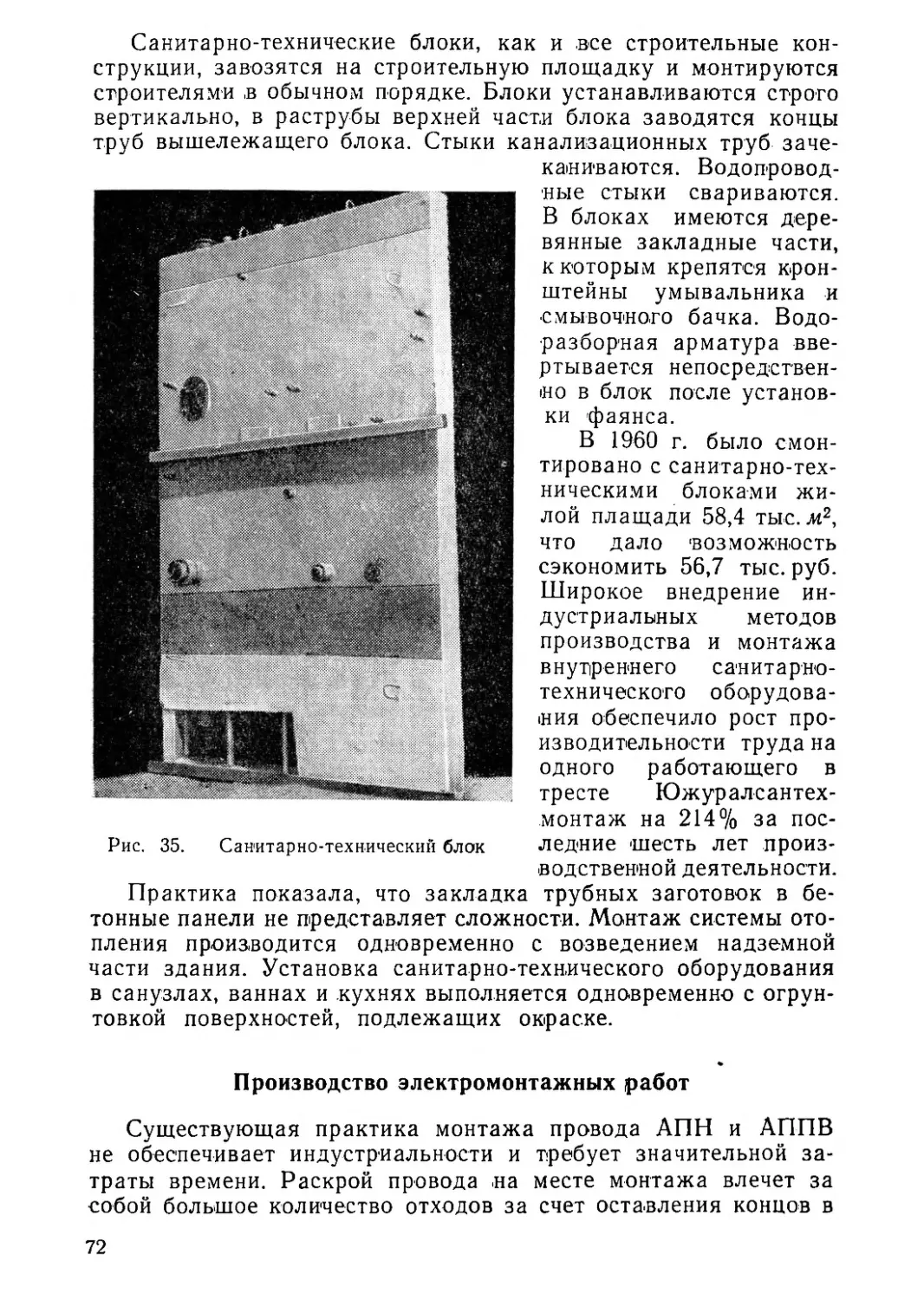
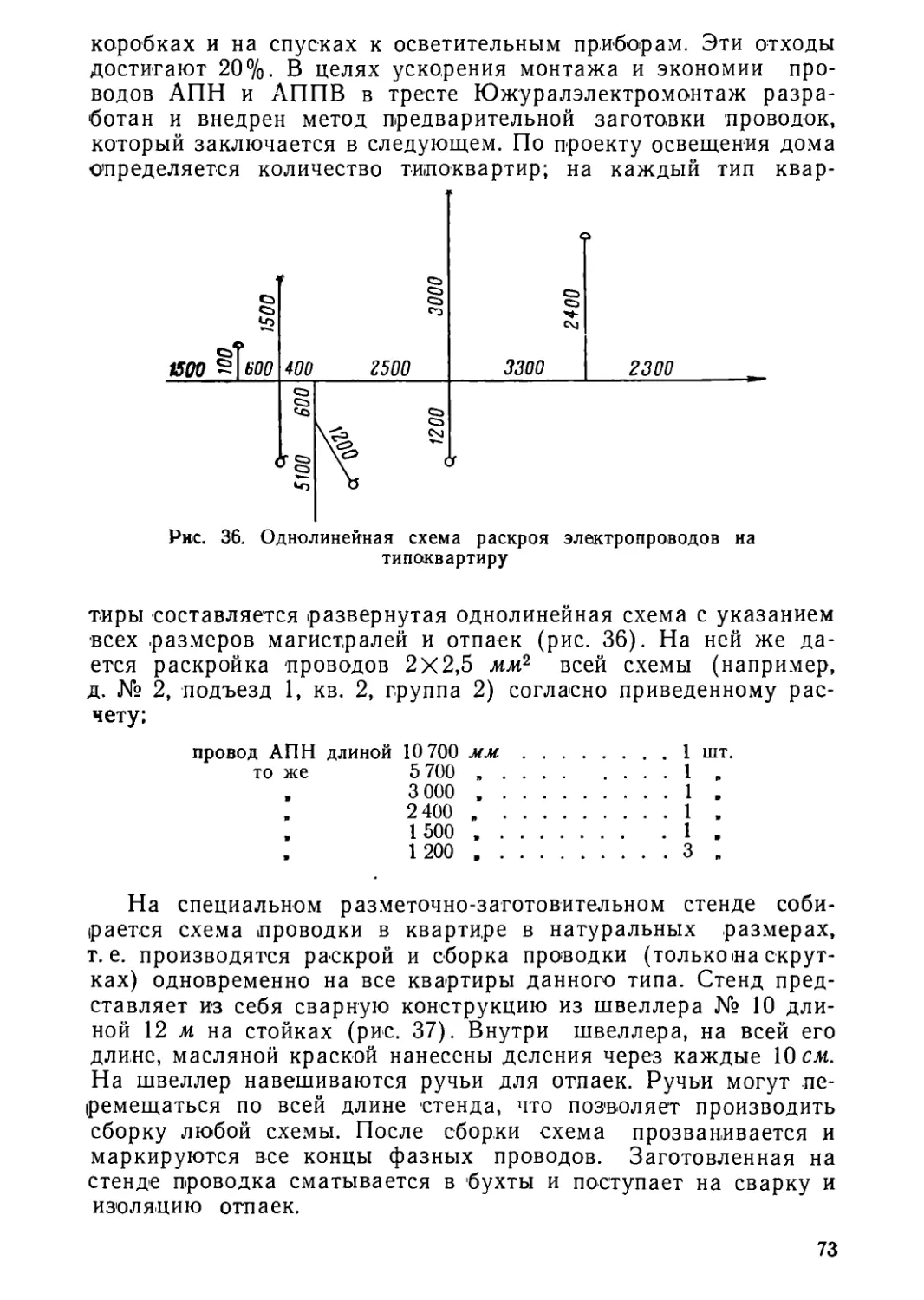
Рис. 2. План типового этажа домов серий ТКБ-3 и ТКБ-4
К недостаткам планировки домов серий ТКБ-3 и ТКБ-4 следует
отнести отсутствие в квартирах сквозного проветривания. Зато в
отношении заселения эти дома из 20 однокомнатных и 60 двух-
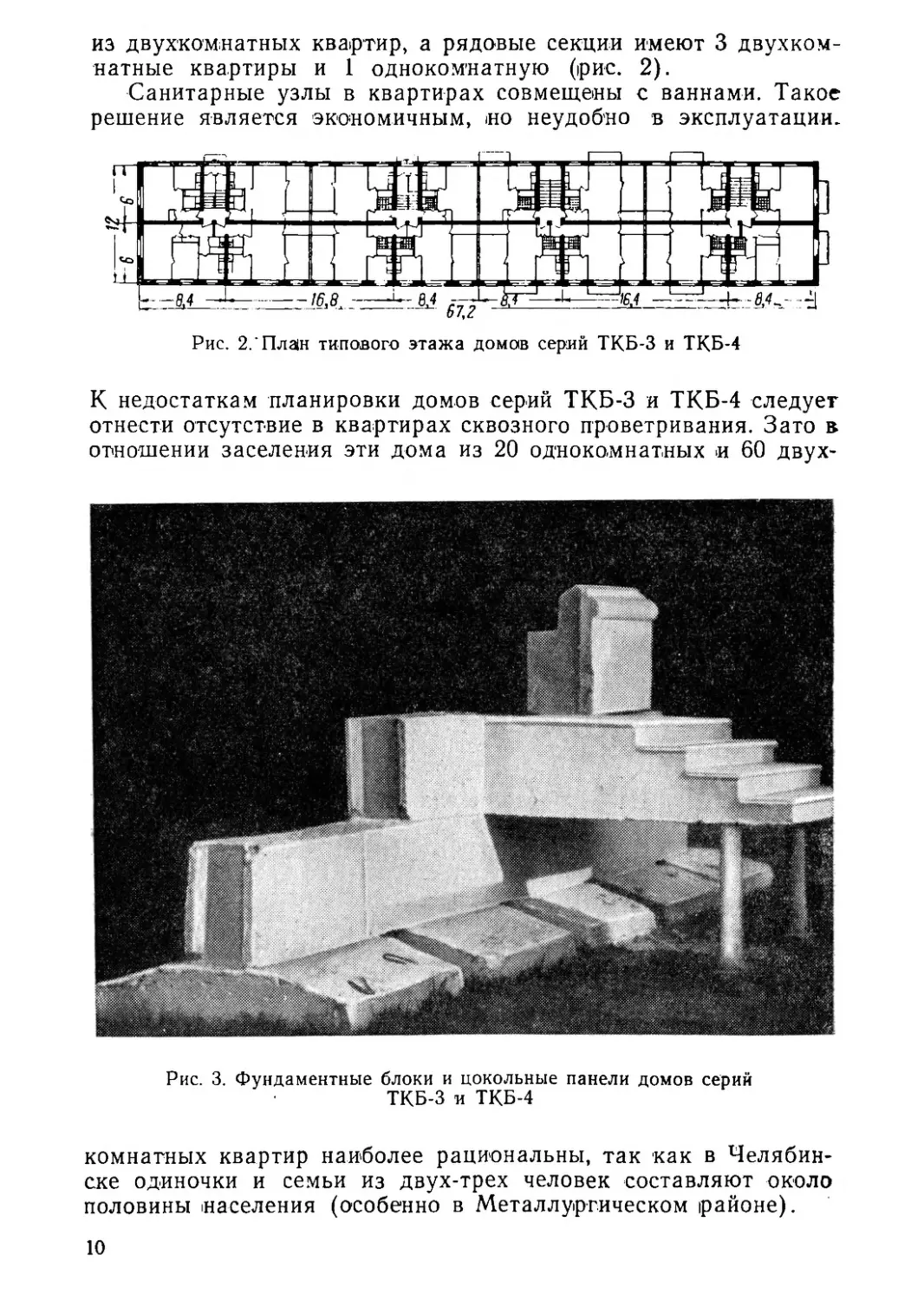
Рис. 3. Фундаментные блоки и цокольные панели домов серий
ТКБ-3 и ТКБ-4
комнатных квартир наиболее рациональны, так как в Челябин-
ске одиночки и семьи из двух-трех человек составляют около
половины населения (особенно в Металлургическом районе).
10
Фундаменты домов устраиваются сборные бетонные из бло-
ков толщиной 38 и высотой 58 см. На фундаменты монтируются
цокольные панели толщиной 38 и высотой 125 см. В зависимости
от (назначения панели по длине изготовляются трех типоразме-:
ров — 249, 339 и 364,5 см (рис. 3).
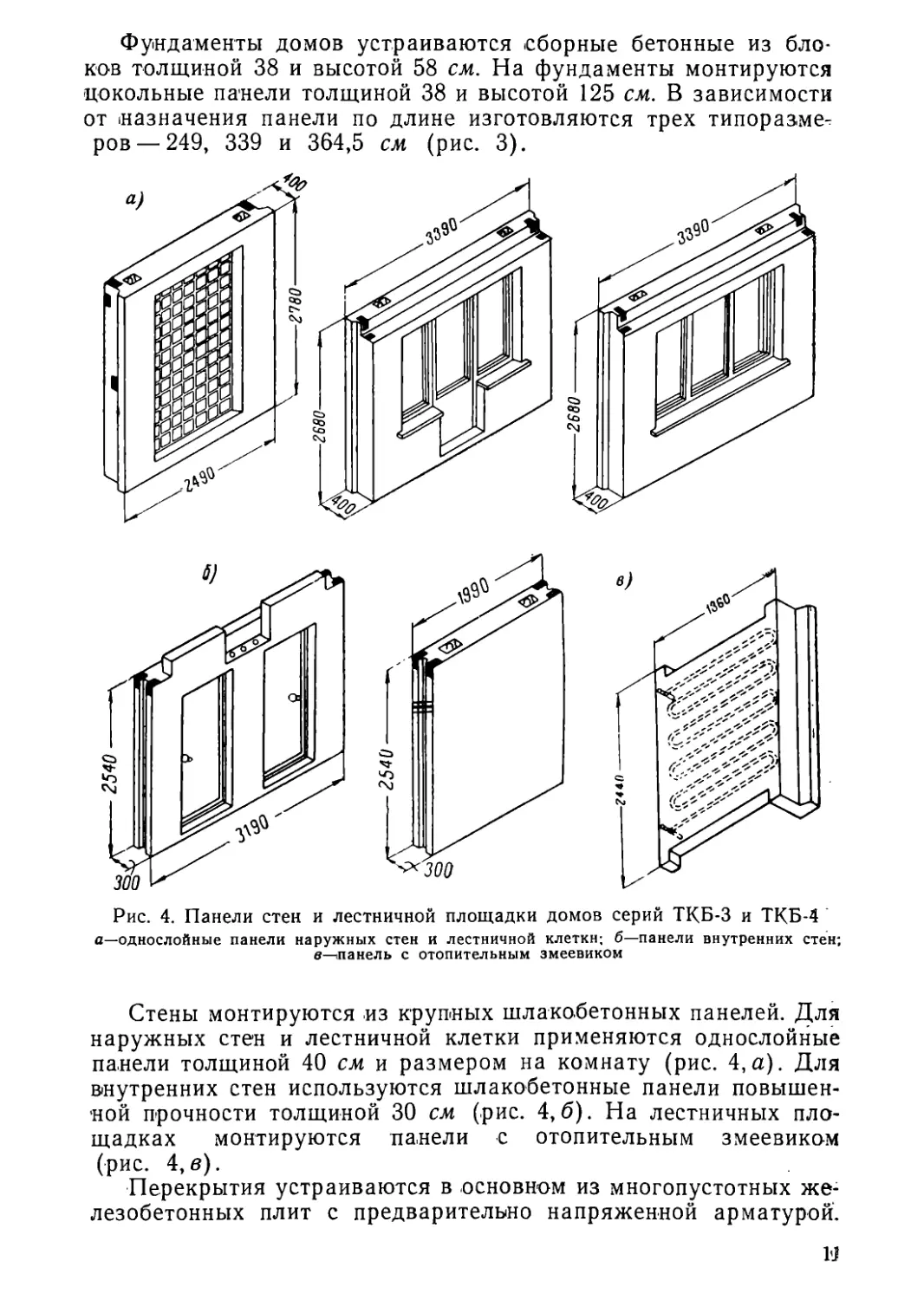
Рис. 4. Панели стен и лестничной площадки домов серий ТКБ-3 и ТКБ-4
а—однослойные панели наружных стен и лестничной клетки; б—панели внутренних стен;
в—.панель с отопительным змеевиком
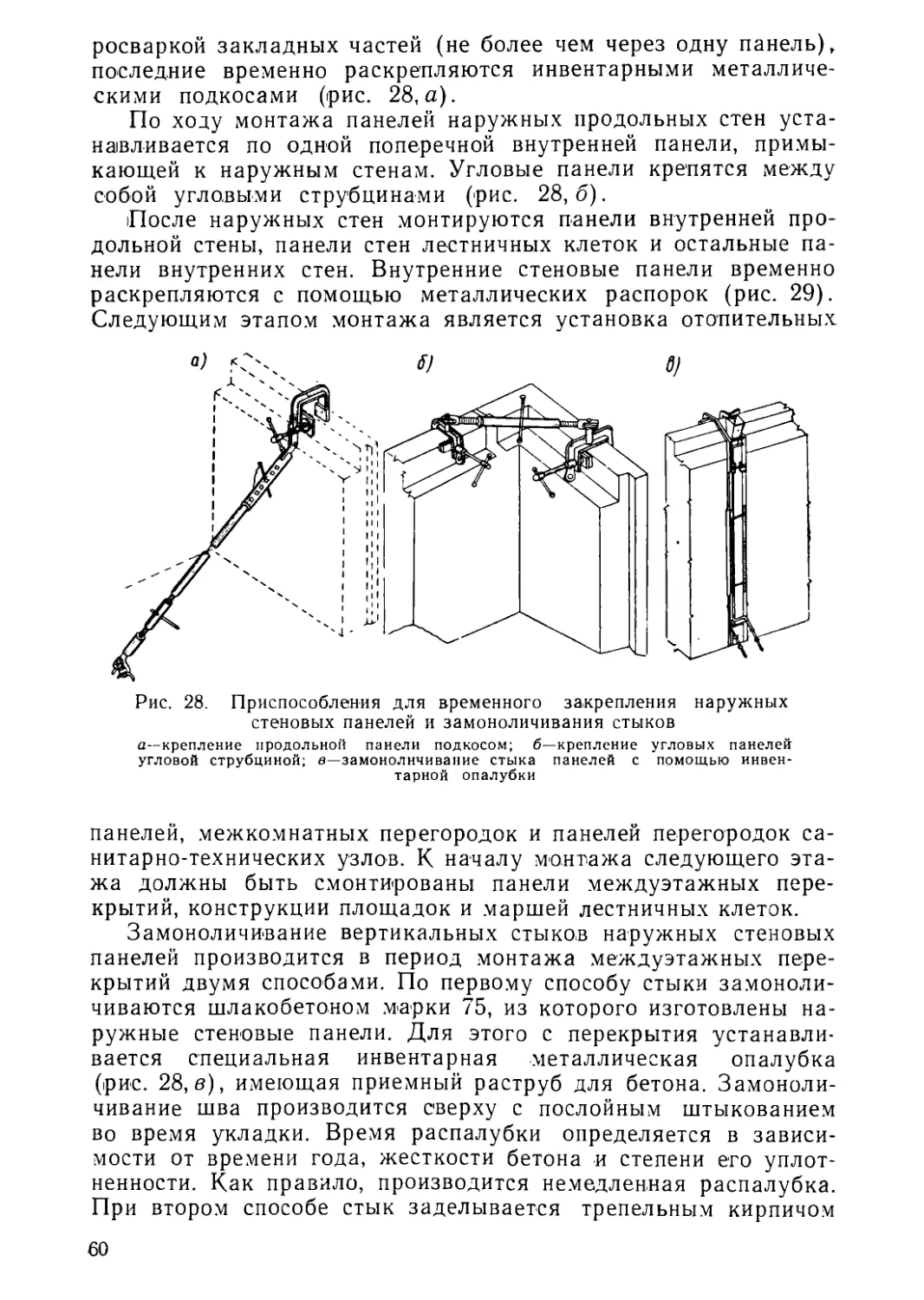
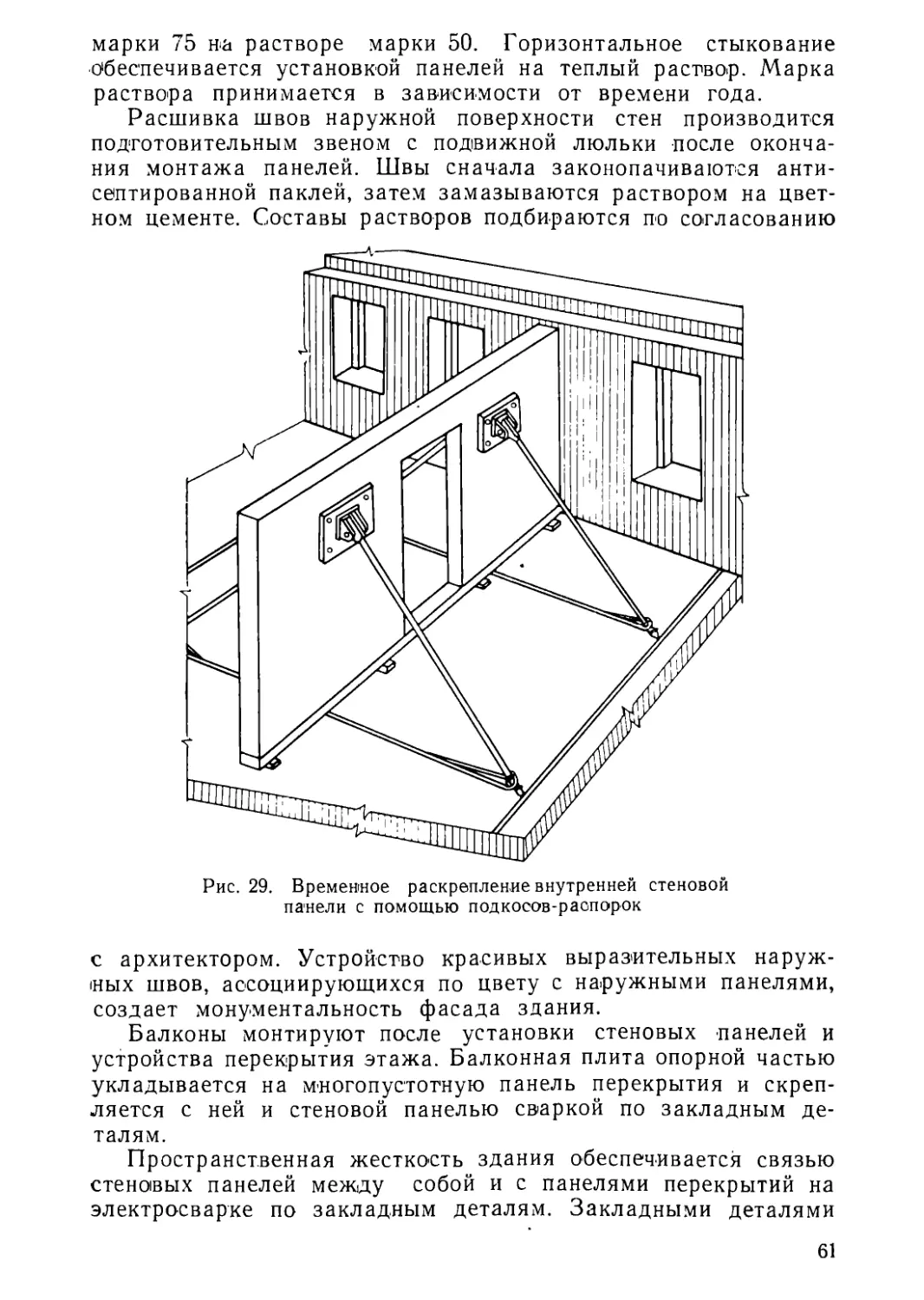
Стены монтируются из крупных шлакобетонных панелей. Для
наружных стен и лестничной клетки применяются однослойные
панели толщиной 40 см и размером на комнату (рис. 4, а). Для
внутренних стен используются шлакобетонные панели повышен-
ной прочности толщиной 30 см (рис. 4,6). На лестничных пло-
щадках монтируются панели с отопительным змеевиком
(рис. 4,в).
Перекрытия устраиваются в основном из многопустотных же-
лезобетонных плит с предварительно напряженной арматурой.
В целях сокращения расхода бето'на и металла Челябинский
институт Промстройпроект запроектировал для домов серии
ТКБ-4 «шатровые» плоские плиты с ребрами по контуру раз-
мером на комнату. Такие перекрытия более экономичны, так
как расход бетона на их изготовление уменьшается на 30—35%
по сравнению с многопустотным .настилом. Укрупнение таких
плит до размеров на одну комнату позволяет уменьшить коли-
чество монтажных элементов на перекрытия и не отделывать по-
толочные швы.
Перегородки устраиваются гипсоопилочные. Их изготавли-
вают на прокагно.м стане системы инж. Н. Я. Козлова. В связи
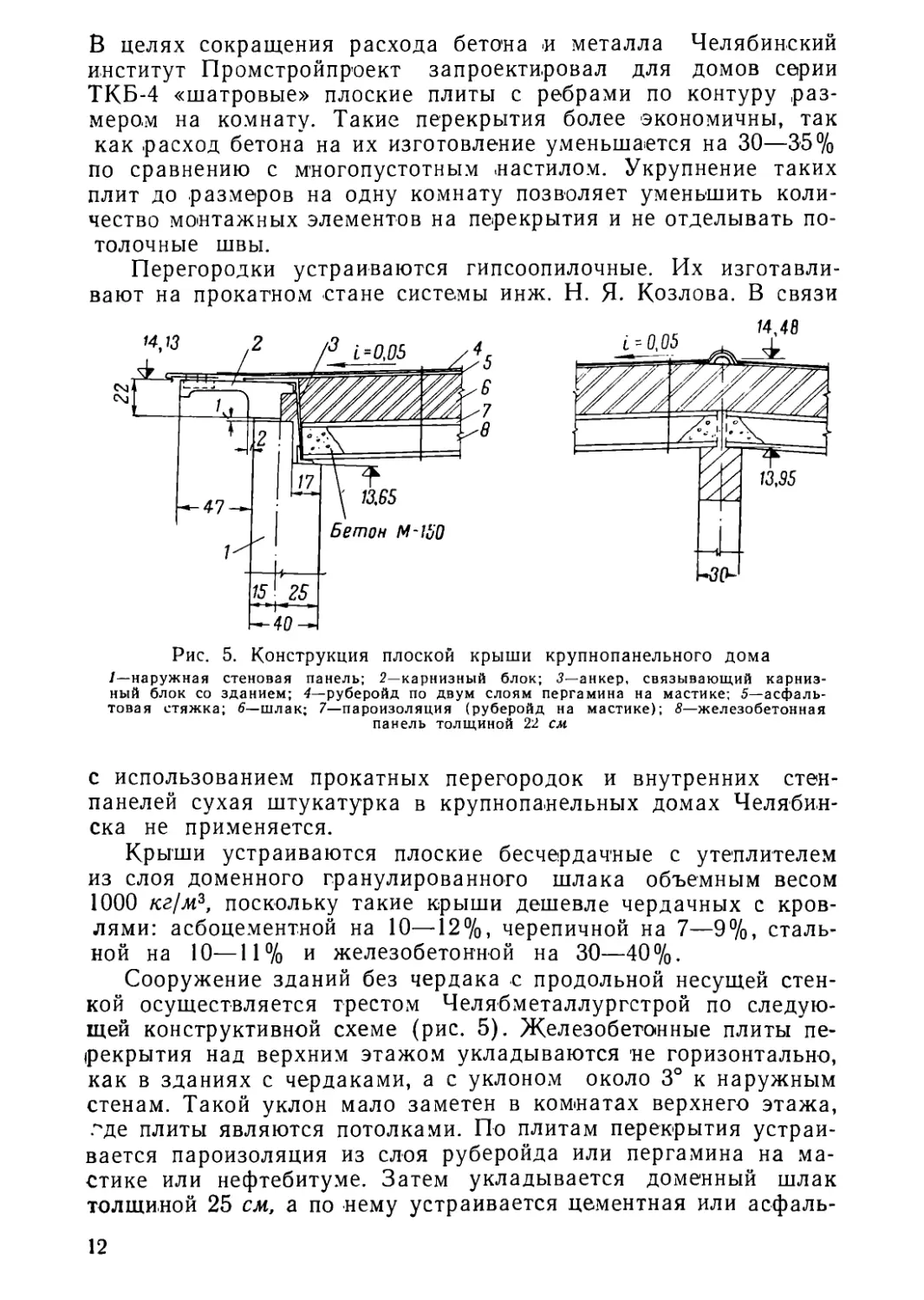
крупнопанельного дома
/—наружная стеновая панель; 2—карнизный блок; 3—анкер, связывающий карниз-
ный блок со зданием; 4—руберойд по двум слоям пергамина на мастике; 5—асфаль-
товая стяжка; 6— шлак; 7—пароизоляция (руберойд на мастике); 8—железобетонная
панель толщиной 22 см
с использованием прокатных перегородок и внутренних стен-
панелей сухая штукатурка в крупнопанельных домах Челябин-
ска не применяется.
Крыши устраиваются плоские бесчердачные с утеплителем
из слоя доменного гранулированного шлака объемным весом
1000 кг/м?, поскольку такие крыши дешевле чердачных с кров-
лями: асбоцементной на 10—12%, черепичной на 7—9%, сталь-
ной на 10—11% и железобетонной на 30—40%.
Сооружение зданий без чердака с продольной несущей стен-
кой осуществляется трестом Челябметаллургстрой по следую-
щей конструктивной схеме (рис. 5). Железобетонные плиты пе-
рекрытия над верхним этажом укладываются не горизонтально,
как в зданиях с чердаками, а с уклоном около 3° к наружным
стенам. Такой уклон мало заметен в комнатах верхнего этажа,
где плиты являются потолками. По плитам перекрытия устраи-
вается пароизоляция из слоя руберойда или пергамина на ма-
стике или нефтебитуме. Затем укладывается доменный шлак
толщиной 25 см, а по нему устраивается цементная или асфаль-
12
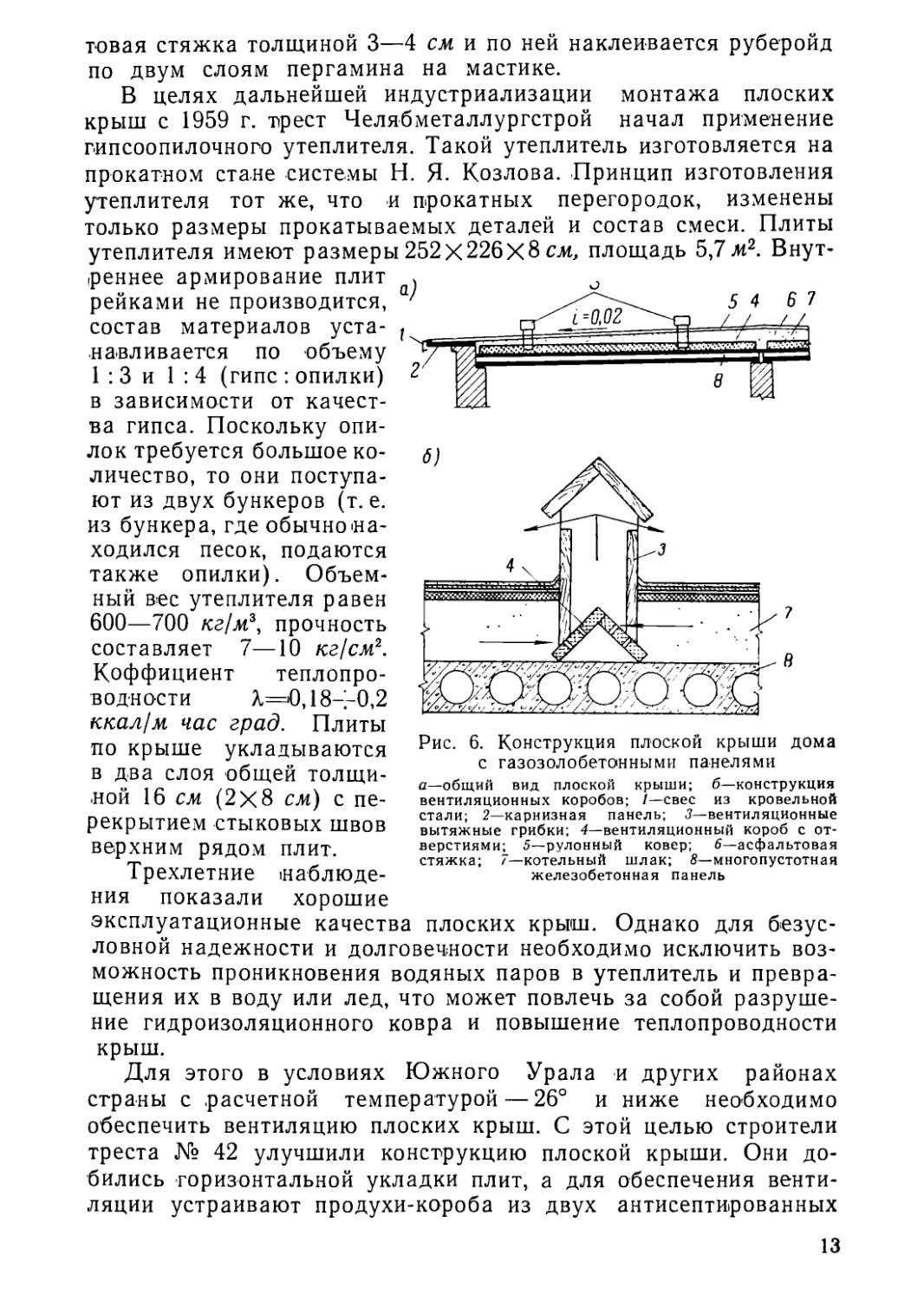
Рис. 6. Конструкция плоской крыши дома
с газозолобетонными панелями
а—общий вид плоской крыши; б—конструкция
вентиляционных коробов; /—свес из кровельной
стали; 2—карнизная панель; 5—вентиляционные
вытяжные грибки; 4—вентиляционный короб с от-
верстиями; 5—рулонный ковер; 6—асфальтовая
стяжка; 7—котельный шлак; 8—многопустотная
железобетонная панель
товая стяжка толщиной 3—4 см и по ней наклеивается руберойд
по двум слоям пергамина на мастике.
В целях дальнейшей индустриализации монтажа плоских
крыш с 1959 г. трест Челябметаллургстрой начал применение
гипсоопилочного утеплителя. Такой утеплитель изготовляется на
прокатном стане системы Н. Я. Козлова. Принцип изготовления
утеплителя тот же, что и прокатных перегородок, изменены
только размеры прокатываемых деталей и состав смеси. Плиты
утеплителя имеют размеры252x226x8см, площадь 5,7м2. Внут-
реннее армирование плит
рейками не производится,
состав материалов уста-
навливается по объему
1 : 3 и 1:4 (гипс:опилки)
в зависимости от качест-
ва гипса. Поскольку опи-
лок требуется большое ко-
личество, то они поступа-
ют из двух бункеров (т. е.
из бункера, где обычно на-
ходился песок, подаются
также опилки). Объем-
ный в>ес утеплителя равен
600—700 хг/м3, прочность
составляет 7—10 кг/см2.
Коффициент теплопро-
водности х=<0,18--0,2
к.кал!м час град. Плиты
по крыше укладываются
в два слоя общей толщи-
ной 16 см (2x8 см) с пе-
рекрытием стыковых швов
верхним рядом плит.
Трехлетние наблюде-
ния показали хорошие
эксплуатационные качесп
ловной надежности и долговечности необходимо исключить воз-
можность проникновения водяных паров в утеплитель и превра-
щения их в воду или лед, что может повлечь за собой разруше-
ние гидроизоляционного ковра и повышение теплопроводности
крыш.
Для этого в условиях Южного Урала и других районах
страны с расчетной температурой — 26° и ниже необходимо
обеспечить вентиляцию плоских крыш. С этой целью строители
треста № 42 улучшили конструкцию плоской крыши. Они до-
бились горизонтальной укладки плит, а для обеспечения венти-
ляции устраивают продухи-короба из двух антисептированных
плоских крыш. Однако для б(
13
досок толщиной 25 мм. Короба укладывают вдоль ската через
6 м крыши и снабжают вытяжными грибками (рис. 6, а, б).
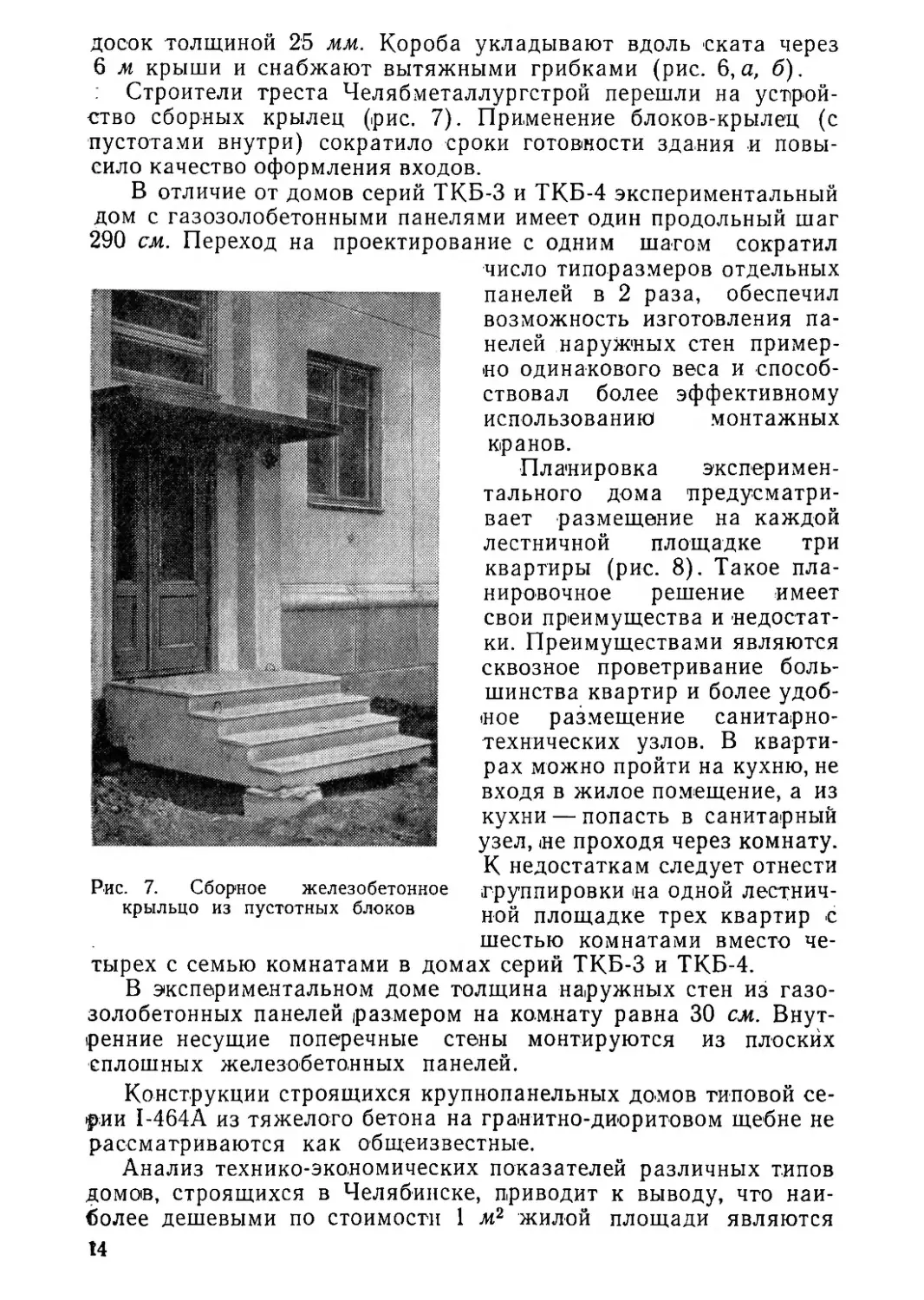
Строители треста Челябметаллургстрой перешли на устрой-
ство сборных крылец (рис. 7). Применение блоков-крылец (с
пустотами внутри) сократило сроки готовности здания и повы-
сило качество оформления входов.
В отличие от домов серий ТКБ-3 и ТКБ-4 экспериментальный
дом с газозолобетонными панелями имеет один продольный шаг
290 см. Переход на проектирование с одним шагом сократил
число типоразмеров отдельных
панелей в 2 раза, обеспечил
возможность изготовления па-
нелей наружных стен пример-
но одинакового веса и способ-
ствовал более эффективному
использованию монтажных
кранов.
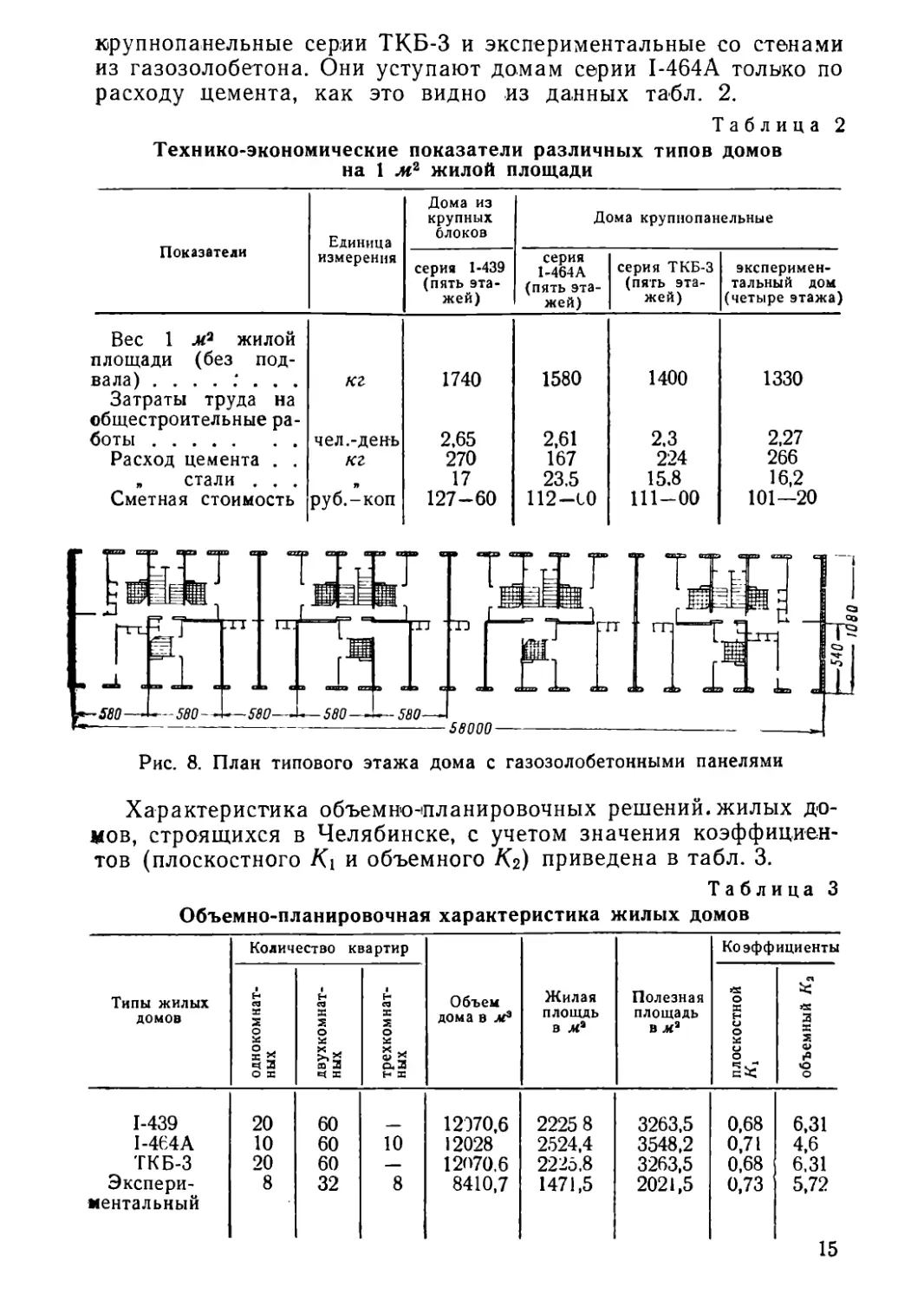
Планировка эксперимен-
тального дома предусматри-
вает размещение на каждой
лестничной площадке три
квартиры (рис. 8). Такое пла-
нировочное решение имеет
свои преимущества и недостат-
ки. Преимуществами являются
сквозное проветривание боль-
шинства квартир и более удоб-
ное размещение санитарно-
технических узлов. В кварти-
рах можно пройти на кухню, не
входя в жилое помещение, а из
кухни — попасть в санитарный
узел, не проходя через комнату.
К недостаткам следует отнести
Рис. 7. Сборное железобетонное .группировки на ОДНОЙ лестнич-
крыльцо из пустотных блоков ной площадке трех квартир с
шестью комнатами вместо че-
тырех с семью комнатами в домах серий ТКБ-3 и ТКБ-4.
В экспериментальном доме толщина наружных стен из газо-
золобетонных панелей размером на комнату равна 30 см. Внут-
ренние несущие поперечные стены монтируются из плоскйх
сплошных железобетонных панелей.
Конструкции строящихся крупнопанельных домов типовой се-
рии I-464A из тяжелого бетона на гранитно-диоритовом щебне не
рассматриваются как общеизвестные.
Анализ технико-экономических показателей различных типов
домов, строящихся в Челябинске, приводит к выводу, что наи-
более дешевыми по стоимости 1 м2 жилой площади являются
14
крупнопанельные серии ТКБ-3 и экспериментальные со стенами
из газозолобетона. Они уступают домам серии I-464A только по
расходу цемента, как это видно из данных табл. 2.
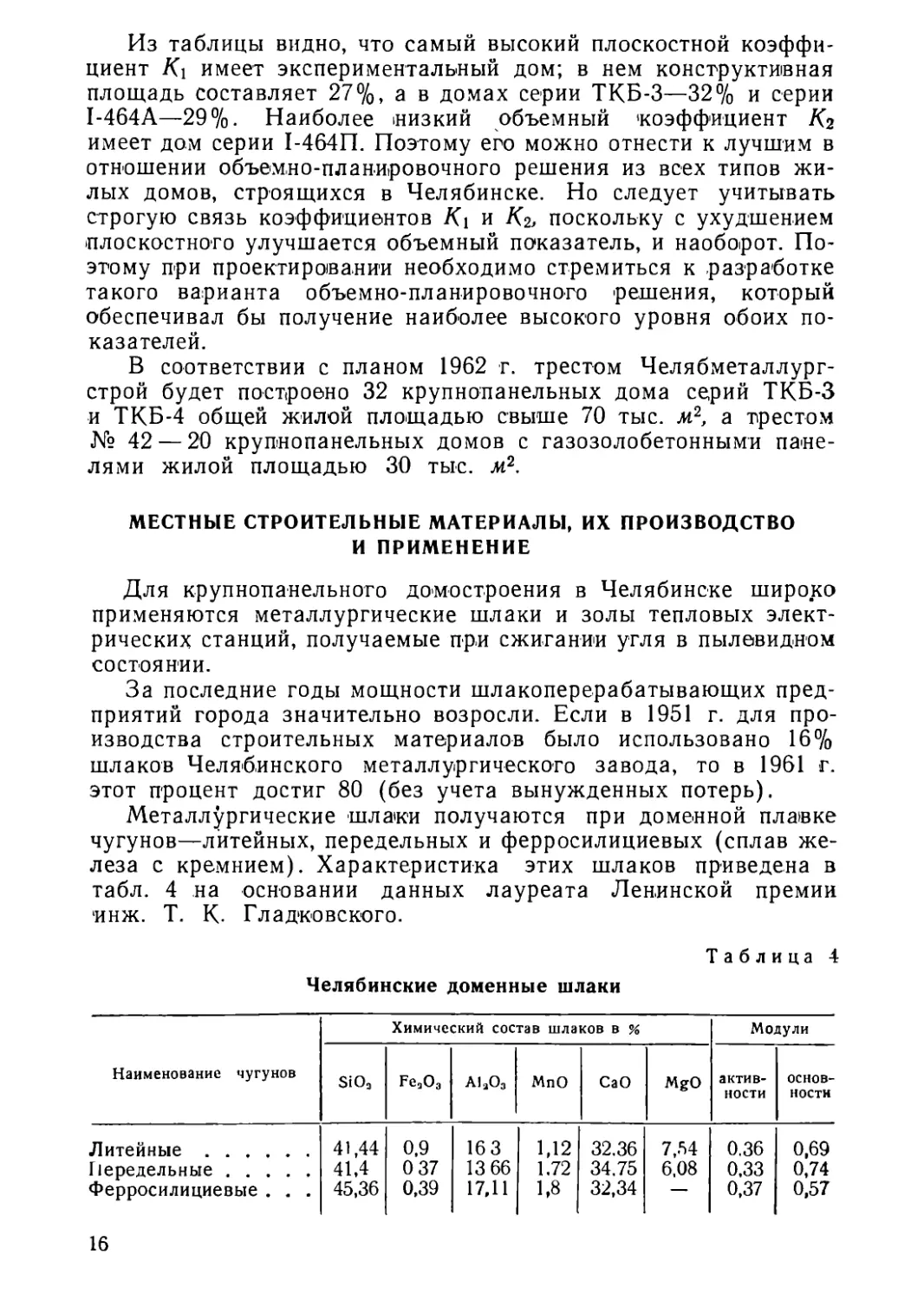
Таблица 2
Технико-экономические показатели различных типов домов
на 1 мг жилой площади
Показатели Единица измерения Дома из крупных блоков Дома крупнопанельные
серия 1-439 (пять эта- жей) серия 1-464А (пять эта- жей) серия ТКБ-3 (пять эта- жей) эксперимен- тальный дом (четыре этажа)
Вес 1 жа жилой площади (без под- вала) кг 1740 1580 1400 1330
Затраты труда на общестроительные ра- боты чел.-день 2,65 2,61 2,3 2,27
Расход цемента . . кг 270 167 224 266
„ стали . . . 17 23.5 15.8 16,2
Сметная стоимость руб.-коп 127-60 112-10 111-00 101—20
Рис. 8. План типового этажа дома с газозолобетонными панелями
Характеристика объемно-планировочных решений, жилых до-
мов, строящихся в Челябинске, с учетом значения коэффициен-
тов (плоскостного Ki и объемного Кг) приведена в табл. 3.
Таблица 3
Объемно-планировочная характеристика жилых домов
Типы жилых домов Количество квартир Объем дома в ж3 Жилая площдь в л<а Полезная площадь в м3 Коэффициенты
1 еч X S О X = * 3 о X двухкомнат- ных трехкомнат- ных плоскостной Я1 объемный Ка
1-439 20 60 12970,6 2225 8 3263,5 0,68 6,31
1-464А 10 60 10 12028 2524,4 3548,2 0,71 4,6
ТКБ-3 20 60 — 12070.6 2225.8 3263,5 0,68 6,31
Экспери- ментальный 8 32 8 8410,7 1471,5 2021,5 0,73 5,72
15
Из таблицы видно, что самый высокий плоскостной коэффи-
циент К\ имеет экспериментальный дом; в нем конструктивная
площадь составляет 27%, а в домах серии ТКБ-3—32% и серии
I-464A—29%. Наиболее визкий объемный 'коэффициент Кч
имеет дом серии 1-464П. Поэтому его можно отнести к лучшим в
отношении объем,но-планировочного решения из всех типов жи-
лых домов, строящихся в Челябинске. Но следует учитывать
строгую связь коэффициентов К\ и Кч, поскольку с ухудшением
плоскостного улучшается объемный показатель, и наоборот. По-
этому при проектировании необходимо стремиться к разработке
такого варианта объемно-планировочного решения, который
обеспечивал бы получение наиболее высокого уровня обоих по-
казателей.
В соответствии с планом 1962 г. трестом Челябметаллург-
строй будет построено 32 крупнопанельных дома серий ТКБ-3
и ТКБ-4 общей жилой площадью свыше 70 тыс. м2, а трестом
№ 42 — 20 крупнопанельных домов с газозолобетонными пане-
лями жилой площадью 30 тыс. м2.
МЕСТНЫЕ СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ, ИХ ПРОИЗВОДСТВО
И ПРИМЕНЕНИЕ
Для крупнопанельного домостроения в Челябинске широко
применяются металлургические шлаки и золы тепловых элект-
рических станций, получаемые при сжигании угля в пылевидном
состоянии.
За последние годы мощности шлакоперерабатывающих пред-
приятий города значительно возросли. Если в 1951 г. для про-
изводства строительных материалов было использовано 16%
шлаков Челябинского металлургического завода, то в 1961 г.
этот процент достиг 80 (без учета вынужденных потерь).
Металлургические шлаки получаются при доменной плавке
чугунов—литейных, передельных и ферросилициевых (сплав же-
леза с кремнием). Характеристика этих шлаков приведена в
табл. 4 на основании данных лауреата Ленинской премии
'инж. Т. К. Гладковского.
Таблица 4
Челябинские доменные шлаки
Наименование чугунов Химический состав шлаков в % Модули
SiO3 FfcjjOa А1аО3 МпО СаО MgO актив- ности основ- ности
Литейные 41,44 0,9 163 1,12 32.36 7,54 0.36 0,69
Передельные 41,4 0 37 13 66 1.72 34.75 6,08 0,33 0,74
Ферросилициевые . . . 45,36 0,39 17,11 1,8 32,34 — 0,37 0,57
16
Доменные шлаки относятся к устойчивым и нераспадающим-
ся; их удельные веса равны: литейных 2,82, ферросилициевых
2,77 г/с/и3. Шлаки передельных чугунов используются для полу-
чения шлаковой пемзы, так как повышенное содержание магне-
зии обеспечивает их хорошую кристаллизацию при переработке.
Шлаки литейных и ферросилициевых чугунов применяются для
грануляции.
Для производства шлаковой пемзы трестом Челябметаллург-
строй в 1960 г. была построена установка производительностью
50 тыс. м? в год со стационарным (неопрокидным) бассейном по
проекту Института № 2 Министерства строительства РСФСР.
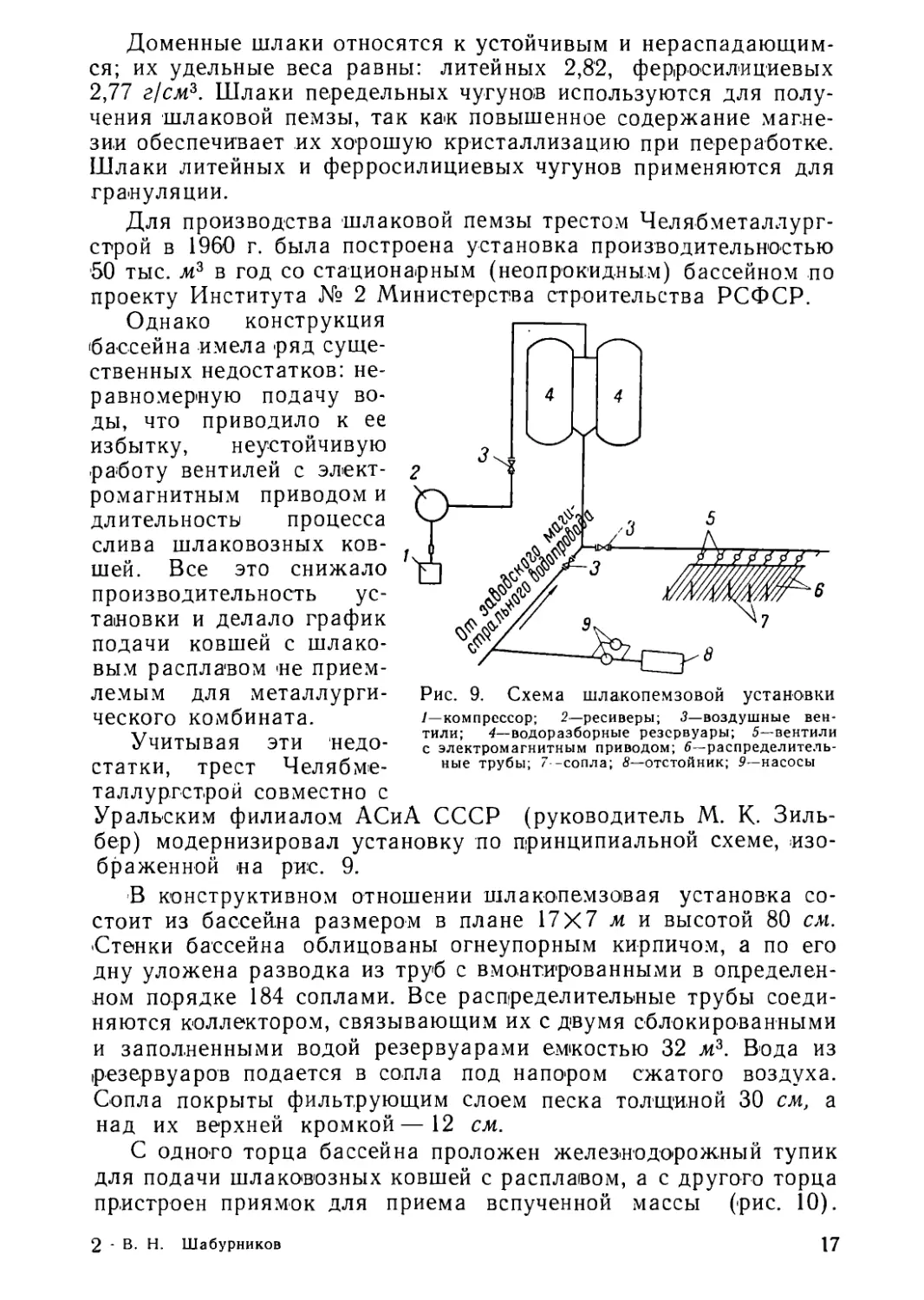
Однако конструкция
'бассейна имела ряд суще-
ственных недостатков: не-
равномерную подачу во-
ды, что приводило к ее
избытку, неустойчивую
работу вентилей с элект-
ромагнитным приводом и
длительность процесса
слива шлаковозных ков-
шей. Все это снижало
производительность ус-
тановки и делало график
подачи ковшей с шлако-
вым расплавом не прием-
Рис. 9. Схема шлакопемзовой установки
/—компрессор; 2—ресиверы; 3— воздушные вен-
тили; 4— водоразборные резервуары; 5—вентили
с электромагнитным приводом; 6—распределитель-
ные трубы; 7 -сопла; 8—отстойник; 9—насосы
лемым для металлурги-
ческого комбината.
Учитывая эти недо-
статки, трест Челябме-
таллургстрой совместно с
Уральским филиалом АСиА СССР (руководитель М. К. Зиль-
бер) модернизировал установку по принципиальной схеме, изо-
браженной на рис. 9.
В конструктивном отношении шлакопемзовая установка со-
стоит из бассейна размером в плане 17X7 м и высотой 80 см.
•Стенки бассейна облицованы огнеупорным кирпичом, а по его
дну уложена разводка из труб с вмонтированными в определен-
ном порядке 184 соплами. Все распределительные трубы соеди-
няются коллектором, связывающим их с двумя сблокированными
и заполненными водой резервуарами емкостью 32 /и3. Вода из
резервуаров подается в сопла под напором сжатого воздуха.
Сопла покрыты фильтрующим слоем песка толщиной 30 см, а
над их верхней кромкой—12 см.
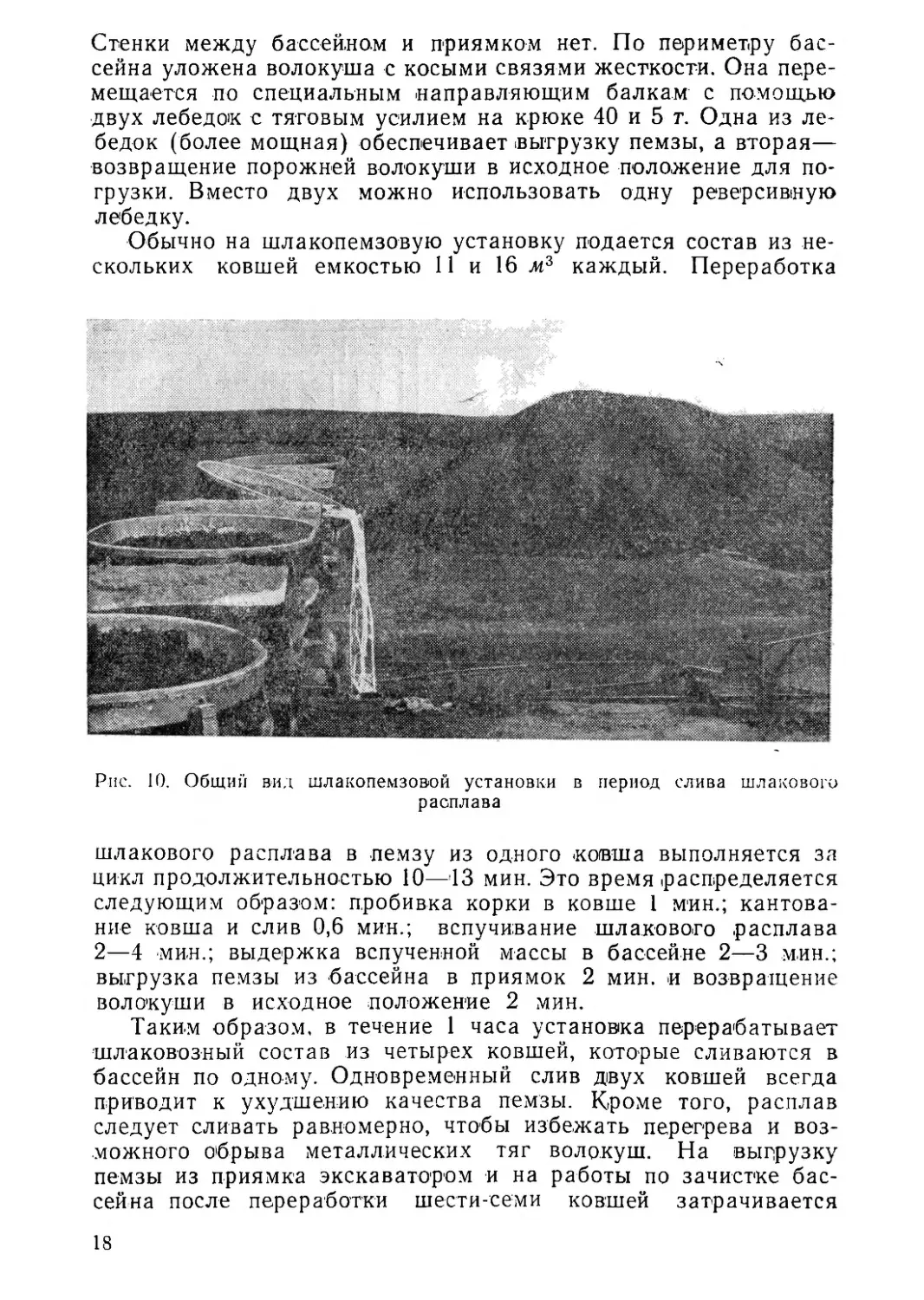
С одного торца бассейна проложен железнодорожный тупик
для подачи шлаковозных ковшей с расплавом, а с другого торца
пристроен приямок для приема вспученной массы (рис. 10).
2 - В. Н. Шабурников
17
Стенки между бассейном и дриямком нет. По периметру бас-
сейна уложена волокуша с косыми связями жесткости. Она пере-
мещается по специальным направляющим балкам с помощью
двух лебедок с тяговым усилием на крюке 40 и 5 т. Одна из ле-
бедок (более мощная) обеспечивает выгрузку пемзы, а вторая—
возвращение порожней волокуши в исходное положение для по-
грузки. Вместо двух можно использовать одну реверсивную
лебедку.
Обычно на шлакопемзовую установку подается состав из не-
скольких ковшей емкостью 11 и 16 м3 каждый. Переработка
Рис. 10. Общий вид шлакопемзовой установки в период слива шлакового
расплава
шлакового расплава в пемзу из одного ковша выполняется за
цикл продолжительностью 10—43 мин. Это время распределяется
следующим образом: пробивка корки в ковше 1 мин.; кантова-
ние ковша и слив 0,6 мин.; вспучивание шлакового расплава
2—4 мин.; выдержка вспученной массы в бассейне 2—3 мин.;
выгрузка пемзы из бассейна в приямок 2 мин. и возвращение
волонуши в исходное положение 2 мин.
Таким образом, в течение 1 часа установка перерабатывает
шлаковозный состав из четырех ковшей, которые сливаются в
бассейн по одному. Одновременный слив двух ковшей всегда
приводит к ухудшению качества пемзы. Кроме того, расплав
следует сливать равномерно, чтобы избежать перегрева и воз-
можного обрыва металлических тяг волокуш. На выгрузку
пемзы из приямка экскаватором и на работы по зачистке бас-
сейна после переработки шести-семи ковшей затрачивается
18
1,5 часа. Примерно столько же времени длится разрыв в подаче
шлаковозных составов. Следовательно, сменная производитель-
ность установки определяется в 15—16 шлаковых ковшей.
Опыт производства шлаковой пемзы в Челябинске показы-
вает, что для обеспечения качества продукции следует процесс
вспучивания осуществлять при высокой температуре шлакового
расплава и соблюдать водный режим работы бассейна. С этой
целью до начала олива шлакового расплава дно бассейна обильно
увлажняется и покрывается водой на 1,5 см для предотвраще-
ния прилипания шлака к песчаному слою и создания более бла-
гоприятных условий эксплуатации направляющих балок и во-
локуш. Воду в бассейн подают под давлением до 4 ати после
слива ковша, когда резко понизится интенсивность кипения рас-
плава, и до тех пор пока полностью не прекратится кипение и
над вспученной массой не появятся струйки воды.
Расход воды зависит от температуры шлакового расплава, его
химического состава и других факторов. Автоматизировать по-
дачу воды очень трудно. Поэтому оператор на пульте шлакопем-
зовой установки должен иметь опыт работы и регулировать
подачу воды не только принятыми расчетами, но и в зависи-
мости от состояния расплава в бассейне. По теоретическим
подсчетам М. К- Зильбера средний расход воды должен состав-
лять 124 л на 1 т расплава. Однако, учитывая потери воды, ко-
торые имеют место в процессе производства, действительный ее
расход колеблется в пределах 800—900 л на 1 т расплава.
После прекращения подачи воды, вспученная масса выдержи-
вается в бассейне в течение 2—3 мин. для понижения темпера-
туры пемзы и закрепления ее пористости. Готовая продукция в
виде вспученной массы вытаскивается волокушей из бассейна и
ссыпается в приямок через отверстия, имеющиеся в волокуше.
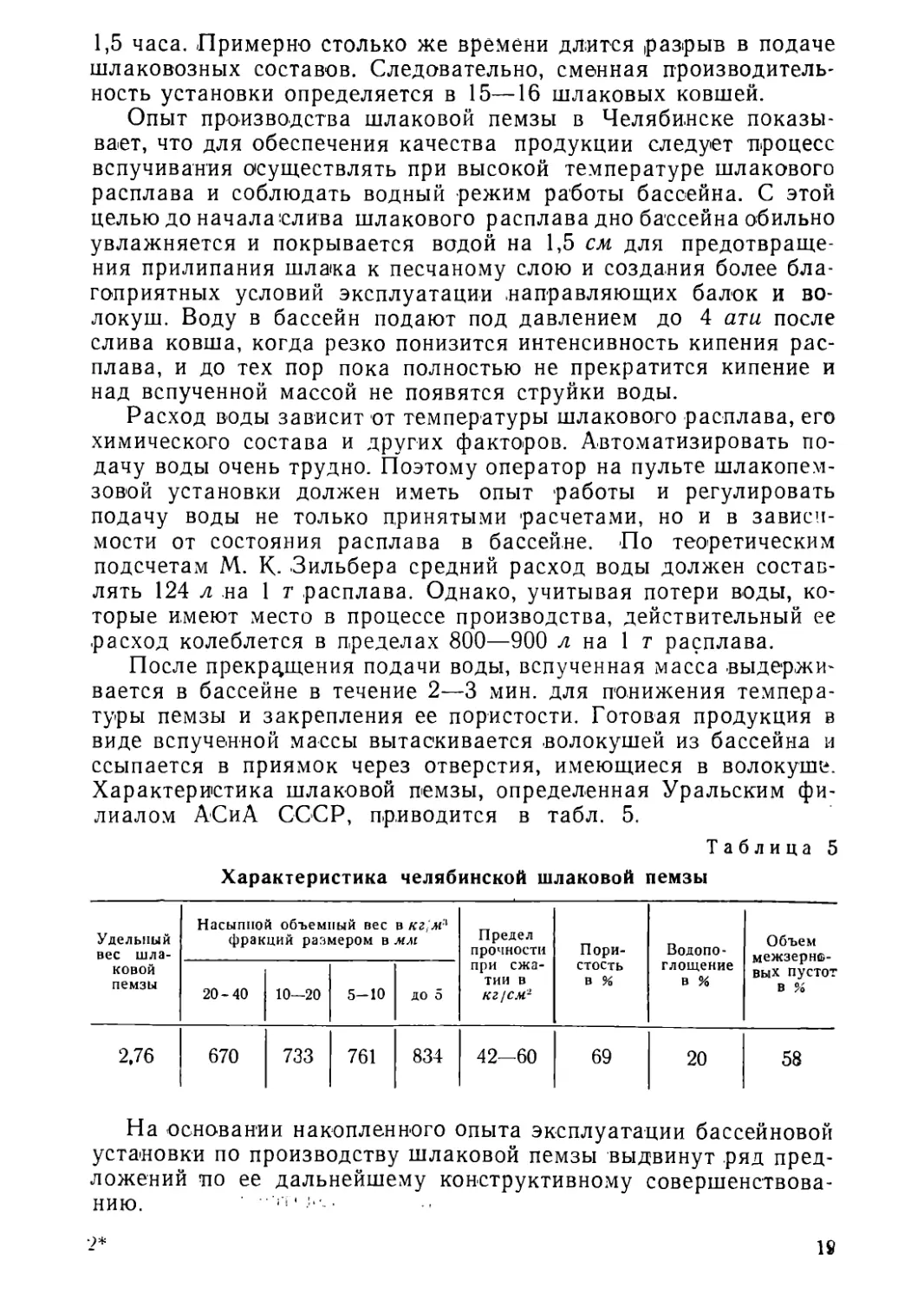
Характеристика шлаковой пемзы, определенная Уральским фи-
лиалом АСиА СССР, приводится в табл. 5.
Таблица 5
Характеристика челябинской шлаковой пемзы
Удельный вес шла- ковой пемзы Насыпной объемный вес в кг/лг'1 фракций размером в мм Предел прочности при сжа- тии в кг; см1 Пори- стость в % Водопо- глощение в % Объем межзерно- вых пустот в %
20-40 10—20 5-10 до 5
2.76 670 733 761 834 42—60 69 20 58
На основании накопленного опыта эксплуатации бассейновой
установки по производству шлаковой пемзы выдвинут ряд пред-
ложений по ее дальнейшему конструктивному совершенствова-
нию. ’ ‘
9*
18
Из-за отсутствия в бассейне передней стенки значительное
количество воды стекает прямо в приямок и не участвует во
вспучивании шлака. В результате, ухудшается качество пемзы
и часть расплава гранулируется в бассейне. Поэтому решено
установить отсекающее устройство для задержки воды в бас-
сейне.
Выборку экскаватором готовой пемзы из приямка нельзя
признать лучшим решением. Безусловно, удобнее и экономичнее
применять обычное скреперное устройство или футерованный
тележечный транспорт. Необходимо улучшить защиту тяг воло-
куши с целью обеспечить ее надежную работу. Электрозащелки
на отводах коллекторной трубы следует заменить более надеж-
ным устройством.
Кроме указанных мероприятий, непременным условием полу-
чения качественной шлаковой пемзы является обязательное ис-
пользование для ее изготовления шлаков только передельных
чугунов. Надо признать, что это важнейшее требование техноло-
гии производства нарушается на практике работниками метал-
лургического завода и приводит к резкому снижению качества
продукции.
Грануляция шлаков литейного и ферросилициевого чугунов
производится в цехе шлаковых материалов Челябинского метал-
лургического завода. В нем до 1959 г. расплавленный доменный
шлак перерабатывается барабанным способом, имеющим целый
ряд существенных недостатков: низкую производительность агре-
гата, трудности в работе из-за попадания шлака под барабан,
частые ремонты с большими затратами сил и средств.
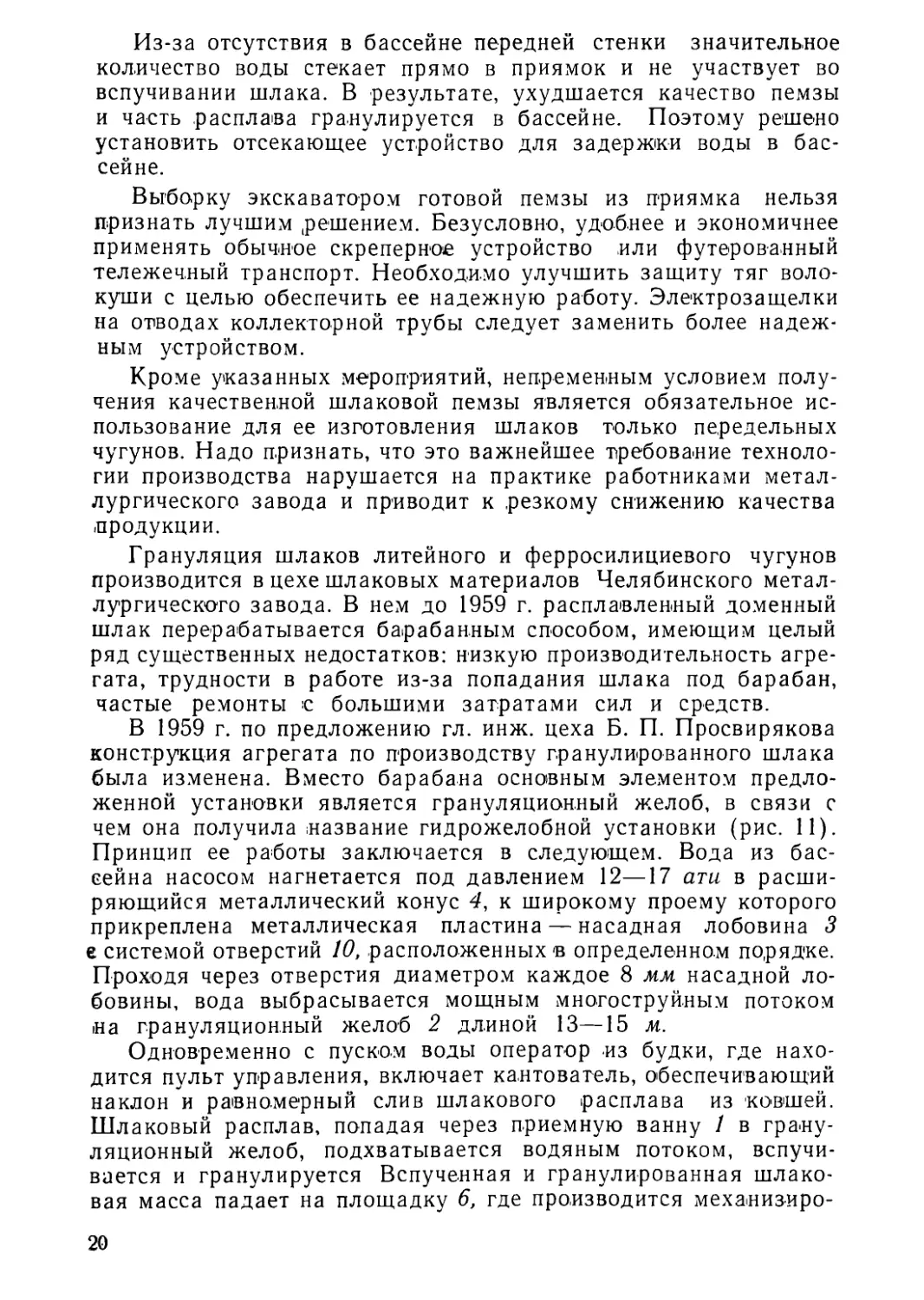
В 1959 г. по предложению гл. инж. цеха Б. П. Просвирякова
конструкция агрегата по производству гранулированного шлака
была изменена. Вместо барабана основным элементом предло-
женной установки является грануляционный желоб, в связи с
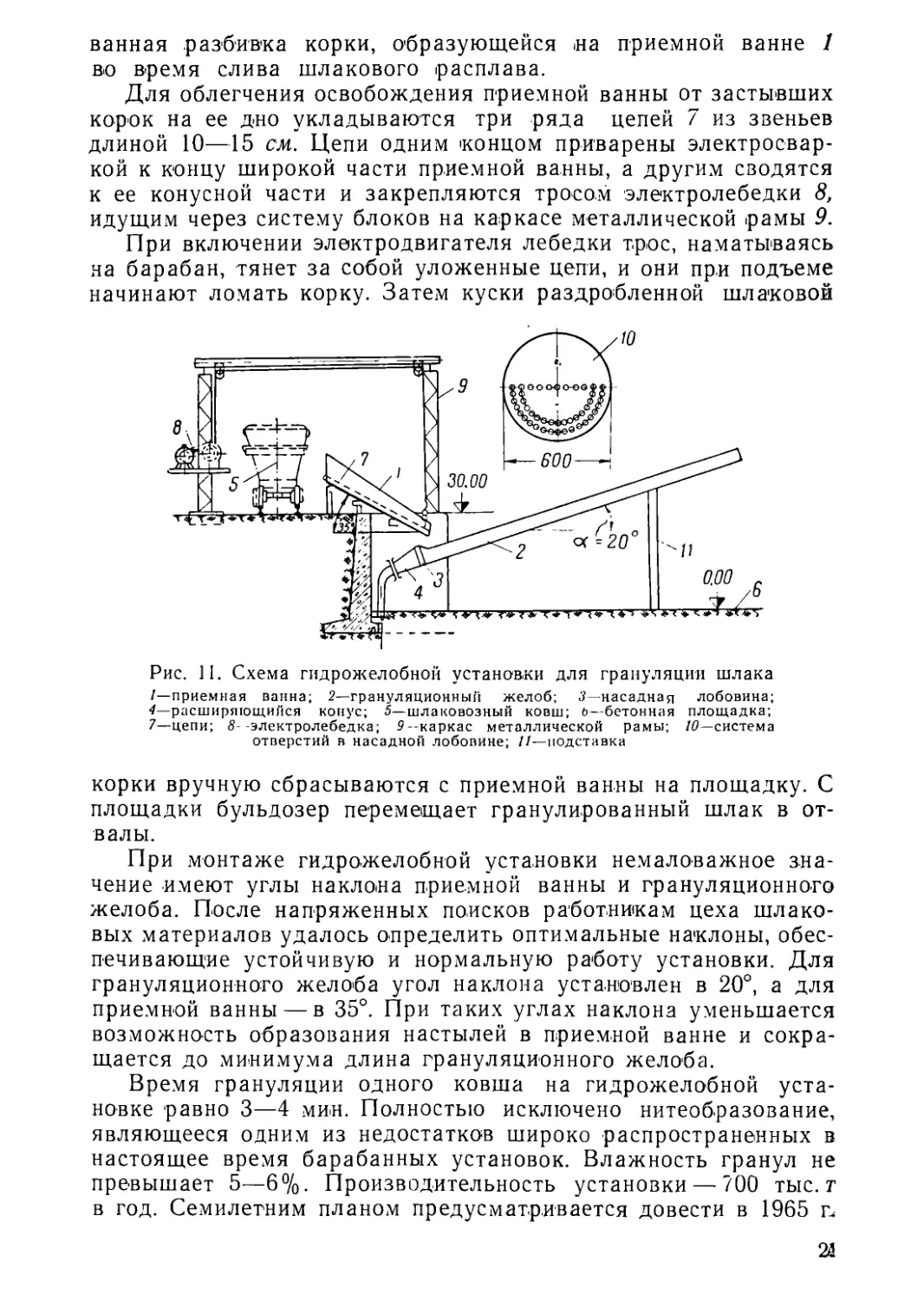
чем она получила название гидрожелобной установки (рис. 11).
Принцип ее работы заключается в следующем. Вода из бас-
сейна насосом нагнетается под давлением 12—17 ати в расши-
ряющийся металлический конус 4, к широкому проему которого
прикреплена металлическая пластина — насадная лобовина 3
е системой отверстий 10, расположенных в определенном порядке.
Проходя через отверстия диаметром каждое 8 мм насадной ло-
бовины, вода выбрасывается мощным многоструйным потоком
на грануляционный желоб 2 длиной 13—15 м.
Одновременно с пуском воды оператор из будки, где нахо-
дится пульт управления, включает кантователь, обеспечивающий
наклон и равномерный слив шлакового расплава из ковшей.
Шлаковый расплав, попадая через приемную ванну 1 в грану-
ляционный желоб, подхватывается водяным потоком, вспучи-
вается и гранулируется Вспученная и гранулированная шлако-
вая масса падает на площадку 6, где производится механизиро-
20
ванная разбивка корки, образующейся на приемной ванне 1
во время слива шлакового расплава.
Для облегчения освобождения приемной ванны от застывших
корок на ее дно укладываются три ряда цепей 7 из звеньев
длиной 10—15 см. Цепи одним концом приварены электросвар-
кой к концу широкой части приемной ванны, а другим сводятся
к ее конусной части и закрепляются тросом электролебедки 8,
идущим через систему блоков на каркасе металлической рамы 9.
При включении электродвигателя лебедки трос, наматываясь
на барабан, тянет за собой уложенные цепи, и они при подъеме
начинают ломать корку. Затем куски раздробленной шлаковой
Рис. 11. Схема гидрожелобной установки для грануляции шлака
/—приемная ванна; 2—грануляционный желоб; 5—насадная лобовина;
4—расширяющийся конус; 5—шлаковозный ковш; ь—бетонная площадка;
7—цепи; S—электролебедка; 9--каркас металлической рамы; 10—система
отверстий в насадной лобовине; //—подставка
корки вручную сбрасываются с приемной ванны на площадку. С
площадки бульдозер перемещает гранулированный шлак в от-
валы.
При монтаже гидрожелобной установки немаловажное зна-
чение имеют углы наклона приемной ванны и грануляционного
желоба. После напряженных поисков работникам цеха шлако-
вых материалов удалось определить оптимальные наклоны, обес-
печивающие устойчивую и нормальную работу установки. Для
грануляционного желоба угол наклона установлен в 20°, а для
приемной ванны — в 35°. При таких углах наклона уменьшается
возможность образования настылей в приемной ванне и сокра-
щается до минимума длина грануляционного желоба.
Время грануляции одного ковша на гидрожелобной уста-
новке равно 3—4 мин. Полностью исключено нитеобразование,
являющееся одним из недостатков широко распространенных в
настоящее время барабанных установок. Влажность гранул не
превышает 5—6%. Производительность установки — 700 тыс. г
в год. Семилетним планом предусматривается довести в 1965 г,
2d
производство гранулированного шлака по Челябинской области
до 3900 тыс. т. Поэтому большое значение имеет широкое при-
менение передовых методов грануляции доменных шлаков.
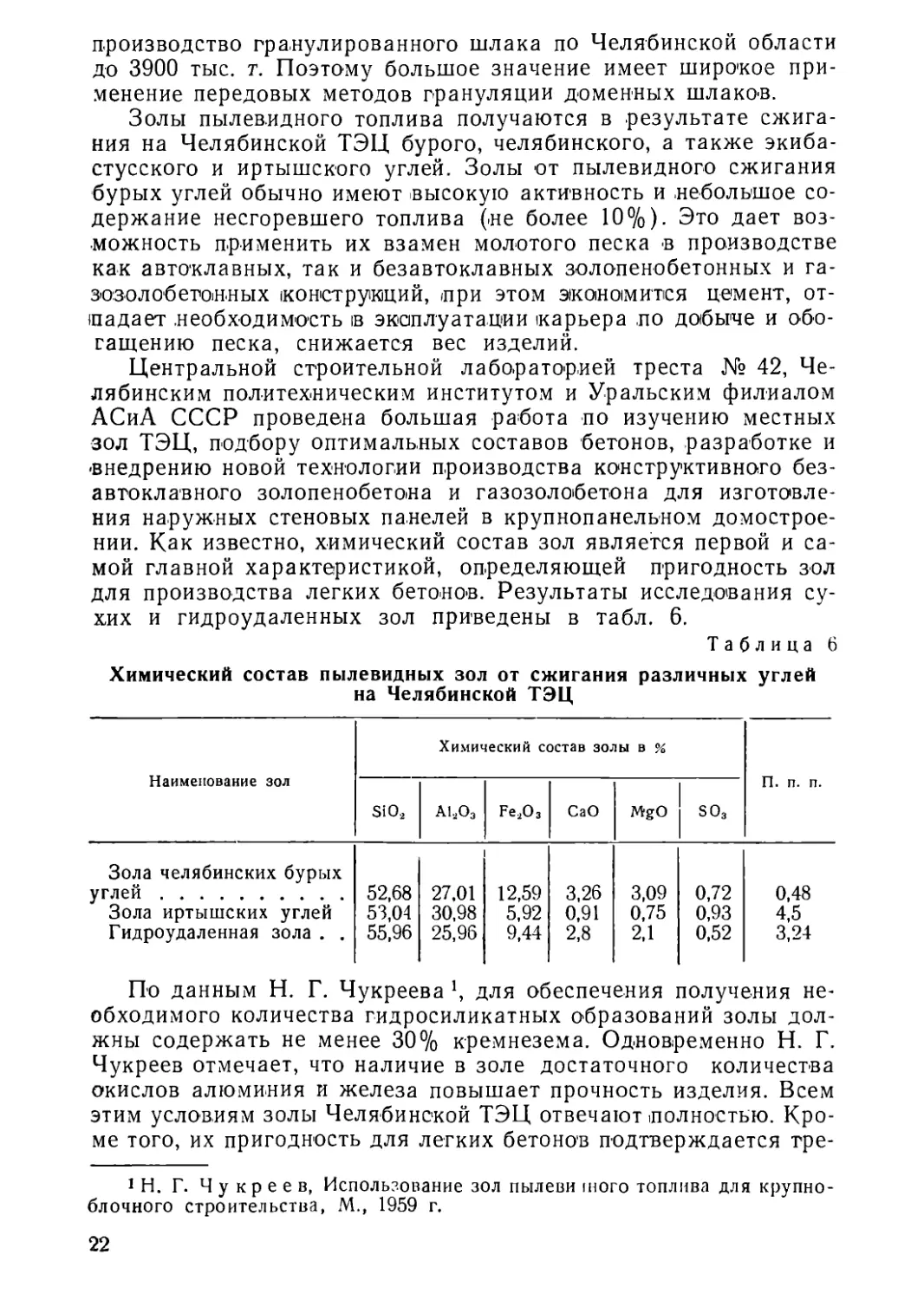
Золы пылевидного топлива получаются в результате сжига-
ния на Челябинской ТЭЦ бурого, челябинского, а также экиба-
стусского и иртышского углей. Золы от пылевидного сжигания
бурых углей обычно имеют высокую активность и .небольшое со-
держание несгоревшего топлива (ле более 10%). Это дает воз-
можность применить их взамен молотого песка в производстве
как автоклавных, так и безавтоклавных золопенобетонных и га-
зозолобетонных конструкций, при этом экономится цемент, от-
падает .необходимость в эксплуатации карьера по добыче и обо-
гащению песка, снижается вес изделий.
Центральной строительной лабораторией треста № 42, Че-
лябинским политехническим институтом и Уральским филиалом
АСиА СССР проведена большая работа по изучению местных
зол ТЭЦ, подбору оптимальных составов бетонов, разработке и
внедрению новой технологии производства конструктивного без-
автоклавного золопенобетона и газозолобетона для изготовле-
ния наружных стеновых панелей в крупнопанельном домострое-
нии. Как известно, химический состав зол является первой и са-
мой главной характеристикой, определяющей пригодность зол
для производства легких бетонов. Результаты исследования су-
хих и гидроудаленных зол приведены в табл. 6.
Таблица 6
Химический состав пылевидных зол от сжигания различных углей
на Челябинской ТЭЦ
Наименование зол Химический состав золы в % П. п. п.
SiO.2 А1.,ОЭ Fe2O3 СаО MgO so3
Зола челябинских бурых углей 52,68 27,01 12,59 3,26 3,09 0,72 0,48
Зола иртышских углей 53,04 30,98 5,92 0,91 0,75 0,93 4,5
Гидроудаленная зола . . 55,96 25,96 9,44 2,8 2,1 0,52 3,24
По данным Н. Г. Чукреева ’, для обеспечения получения не-
обходимого количества гидросиликатных образований золы дол-
жны содержать не менее 30% кремнезема. Одновременно Н. Г.
Чукреев отмечает, что наличие в золе достаточного количества
окислов алюминия и железа повышает прочность изделия. Всем
этим условиям золы Челябинской ТЭЦ отвечают полностью. Кро-
ме того, их пригодность для легких бетонов подтверждается гре-
1 Н. Г. Чукреев, Использование зол пылеви того топлива для крупно-
блочного строительства, М., 1959 г.
22
бованиями «В-ременных технических указаний по изготовлению
изделий из безавтоклавного золопенобетона и золобетона»
(1958 г).
Для производства легких панелей используются как сухая
зола, так и гидроудаляемая. Сухая зола из мультициклонов и
электрофильтров является лучшим сырьем вследствие своей од-
нородности и повышенной химической активности, а также лег-
кости в дозировании; она дает более прочный бетон по сравне-
нию с гидроудаляемой золой при том же расходе цемента.
Вместе с тем техническими указаниями предусматривается
влажность золы не выше 30%. Фактическая влажность Челябин-
ской гидроудаляемой золы колеблется от 40 до 80% в зависи-
мости от удаленности забоя от пульпопровода. Зола в конце
намывного поля получается более легкая и влажная, чем у пуль-
попровода. Поэтому зола перед употреблением в дело специаль-
но просушивается в отвалах, а в зимцее время влага вымерзает.
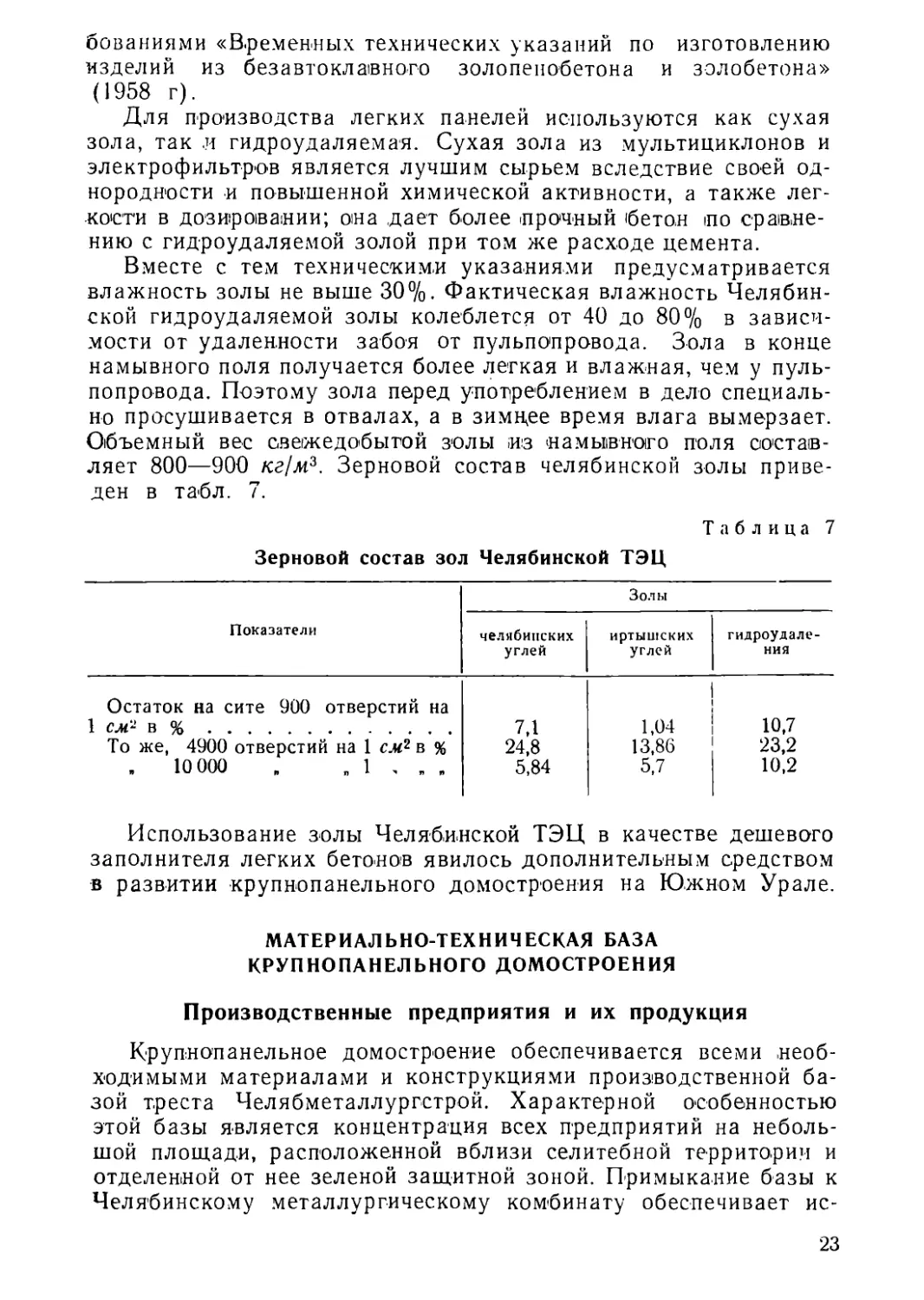
Объемный вес свежедобытой золы из намывного поля состав-
ляет 800—900 кг1м3. Зерновой состав челябинской золы приве-
ден в табл. 7.
Таблица 7
Зерновой состав зол Челябинской ТЭЦ
Показатели
Остаток на сите 900 отверстий на
1 см2 в %...........................
То же, 4900 отверстий на 1 см2 в %
10 000 „ „ 1 , , .
Золы
челябинских углей иртышских углей гидроудале- ния
7,1 1,04 10,7
24,8 13,86 23,2
5,84 5,7 10,2
Использование золы Челябинской ТЭЦ в качестве дешевого
заполнителя легких бетонов явилось дополнительным средством
в развитии крупнопанельного домостроения на Южном Урале.
МАТЕРИАЛЬНО-ТЕХНИЧЕСКАЯ БАЗА
КРУПНОПАНЕЛЬНОГО ДОМОСТРОЕНИЯ
Производственные предприятия и их продукция
Крупнопанельное домостроение обеспечивается всеми необ-
ходимыми материалами и конструкциями производственной ба-
зой треста Челябметаллургстрой. Характерной особенностью
этой базы является концентрация всех предприятий на неболь-
шой площади, расположенной вблизи селитебной территории и
отделенной от нее зеленой защитной зоной. Примыкание базы к
Челябинскому металлургическому комбинату обеспечивает ис-
23
пользование его железнодорожного транспорта, энергетических
и сырьевых ресурсов, что оказывает влияние на снижение себе-
стоимости продукции, 1вы1пускаемой производственными (пред-
приятиями.
К'Недостаткам базы следует отнести отсутствие надежной тех-
нологической связи между цехами внутри предприятий (осо-
бенно в комбинате строительных материалов и изделий). Это
обстоятельство создает трудности в организации производствен-
ных процессов поточным методом и приводит к необходимости
складирования отдельных видов продукции.
База подчиняется заместителю главного инженера по произ-
водственным предприятиям. В его обязанности входят коорди-
нация работ, руководство внедрением новых видов материалов
и конструкций, выполнение государственного плана. Структура
базы построена на принципе строгой специализации предприя-
тий, поэтому выпуском продукции для крупнопанельного строи-
тельства занимаются следующие комбинаты, заводы и полигоны:
комбинат местных материалов, бетонно-растворный завод, ком-
бинат строительных материалов и изделий, шлакоблочный завод,
деревообрабатывающий комбинат, база механизации, ремонтно-
механический завод.
Комбинат местных материалов обеспечивает исходные мате-
риалы для изготовления железобетонных и шлакобетонных кон-
структивных элементов: песок и щебень из карьеров, шлаковую
пемзу и гранулированный шлак из отвалов доменного производ-
ства.
Бетонно-растворный завод приготовляет в год 360 тыс. м3
бетона и 70 тыс. м3 раствора; кроме того, на заводе имеются ус-
тановки для производства местных вяжущих, которые использу-
ются в качестве добавок — заменителей цемента при производ-
стве стеновых материалов.
Комбинат строительных материалов и изделий изготовляет
следующие конструктивные элементы для жилых домов: фунда-
ментные подушки и блоки, лестничные марши и площадки, меж-
дуэтажные панели перекрытий, детали плоских крыш. Годовая
мощность комбината равна 150 тыс. м3 сборного железобе-
тона.
Полигоны открытого типа изготавливают трапецеидальные
фундаментные подушки и фундаментные блоки, полностью обес-
печивая жилищное строительство объемом 130 тыс. м2 в год.
Цех крупных панелей шлакоблочного завода выпускает на-
ружные стеновые панели из шлакобетона, внутренние шлакобе-
тонные стеновые панели и цокольные панели.
Деревообрабатывающий комбинат поставляет для домострое-
ния различные материалы и конструкции из дерева, в частности
пиломатериалов 70 тыс. м3, оконных и дверных блоков 146 тыс. м2
в год.
24
паза механизации обеспечивает строительство необходимы-
ми машинами и механизмами, а ремонтно-механический завод
занимается производством запасных частей, сборкой отопитель-
ных приборов, чугунным и стальным литьем, ремонтом машин и
оборудования. Эти два предприятия входят в состав производст-
венной базы, но подчиняются главному механику треста Челя'б-
металлур гетрой.
Кроме того, крупнопанельное домостроение получает гипсо-
опилочные перегородочные прокатные панели с завода Управле-
ния промышленности строительных материалов Челябинского
совнархоза и готовые масляные краски, колера, шпаклевки и за-
мазки из механизированного колерного цеха управления Жил-
строй-2, расположенных на территории базы треста Челябме-
таллургстрой.
Ниже приводится описание изготовления из местных строи-
тельных материалов фундаментных блоков, крупных стеновых
панелей из шлако- и газозолобетона, плит междуэтажных пере-
крытий из железобетона на производственных предприятиях
трестов Челябметаллургстрой и № 42.
Производство фундаментных блоков на полигонах
Фундаментные подушки и блоки изготавливаются на двух от-
крытых полигонах. Первый полигон состоит из бетонных бойков-
площадок, склада готовых изделий и трех пандусов, которые
оканчиваются горизонтальной металлической рамой, куда встав-
ляется несколько плоских конусообразных бункеров. Погрузоч-
но-разгрузочные работы выполняются двумя башенными кра-
нами типа БКСМ-2.
Бетон нужной марки доставляется на самосвалах с бетонно-
растворного завода и выгружается в бункера емкостью 0,3 Л13
каждый. Бетонирование фундаментных блоков производится в
металлической опалубке, а фундаментных подушек — в дерево-
металлической сборно-разборной пакетной опалубке несложной
конструкции (рис. 12), что обеспечивает ее многократную обора-
чиваемость. В деревометаллической опалубке электродами яв-
ляются металлические перегородки, в результате чего исклю-
чается расход металла на электроды. Электропрогрев осуществ-
ляется четырех-пяти пакетов одновременно.
По техническим условиям отгрузочная прочность фундамент-
ных блоков в зимнее время должна быть не менее 70%, а ле-
том— 50% от /?2в. В связи с этим до набора блоками прочности
50% от /?28 они подвергалась электропрогреву с остыванием в
течение 36 час. По опыту рационализаторов треста Магнитострой
был изменен режим электропрогрева путем добавки 2% соли
и по времени. На подъем температуры стали затрачивать 9, а
на прогрев — 13 час. В результате, расход электроэнергии со-
25
ставил 94,4 квт-ч и получена экономия в 75 коп. на 1 ж3 бетона»
При таком режиме распалубка производится немедленно, после
электропрогрева, причем прочность блока достигает 40% от 7?28-
Для уменьшения теплопотерь боковые стенки утепляются слоем
шлаковаты, прикрепляемым к стенкам металлической сеткой, а
сверху забетонированная поверхность засыпается опилками или
шлаком.
На полигоне работает комплексная бригада, каждая смена
которой состоит из четырех опалубщиков, четырех бетонщиков»
двух крановщиков, двух такелажников и двух электромонтеров.
Рис. 12. Дереваметаллическая опалубка фундаментных подушек
1—бортовая доска; 2—металлическая перегородка толщиной 8 мм; 3—ме-
таллическая накладка толщиной 8 мм; 4—клин
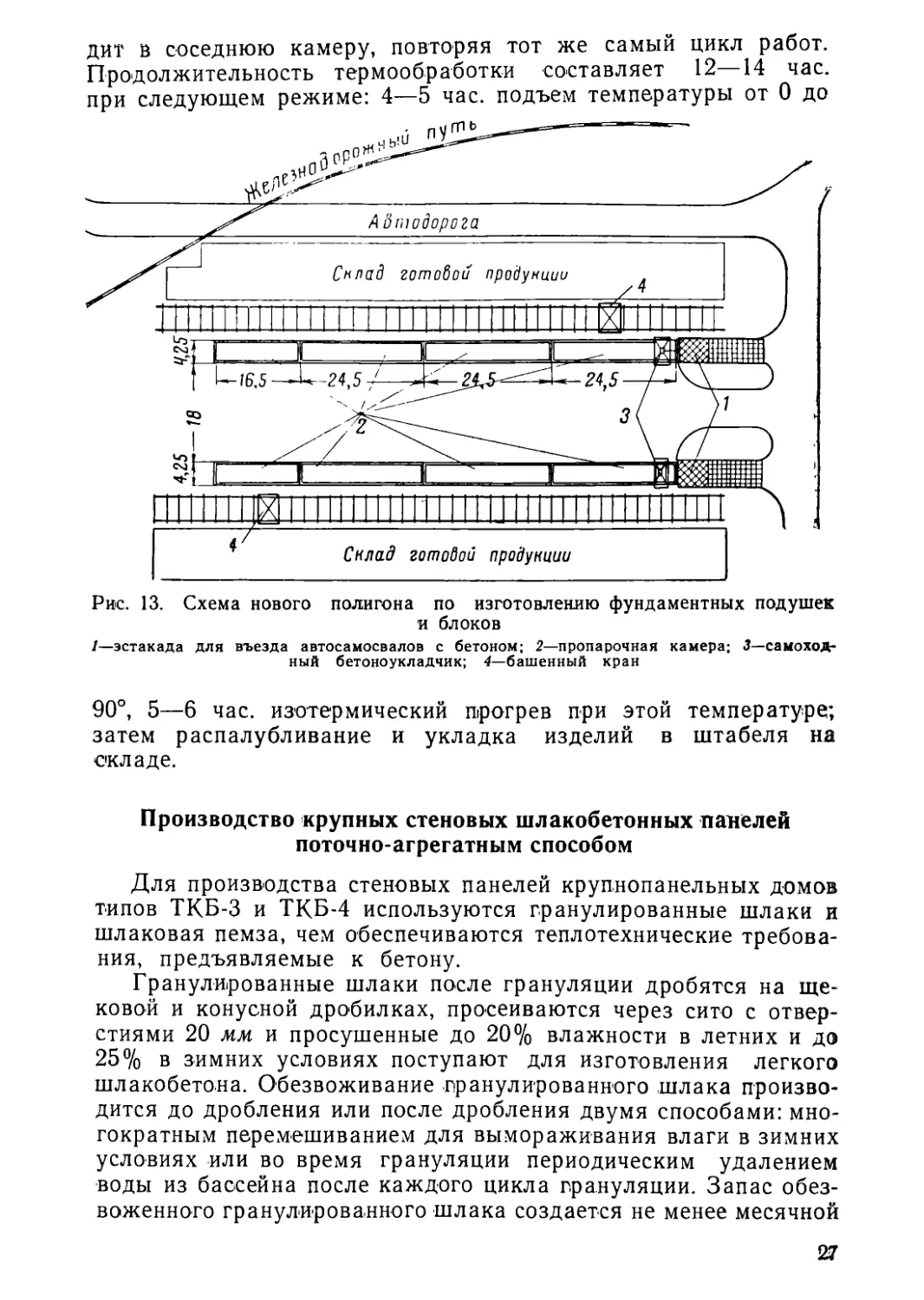
Второй полигон, построенный в 1961 г., является более со-
вершенным в технологическом отношении (рис. 13). Он имеет
два ряда пропарочных камер 2, два бетоноукладчика 3, установ-
ленные на рельсах, над каждым рядом камер два башенных
крана 4, эстакаду 1 для въезда автосамосвалов с бетоном и
склады готовой продукции.
Бетон, доставленный автосамосвалами с бетонно-растворного
завода, перегружается в бункер бетоноукладчика емкостью 3 м3.
Бетоноукладчик, перемещаясь над пропарочными камерами, за-
полняет бетоном стендовые металлические формы фундаментных
блоков и подушек. Уплотнение бетонной массы производится с
помощью глубинных вибраторов типа И-50. После уплотнения
бетона выравниваются открытые поверхности изделий. После
бетонирования всех форм, находящихся в данной пропарочной
камере, последняя плотно закрывается крышкой, после чего из-
делия подвергаются термообработке. Звено в это время перехо-
26
дит в соседнюю камеру, повторяя тот же самый цикл работ.
Продолжительность термообработки составляет 12 14 час.
при следующем режиме: 4—5 час. подъем температуры от 0 до
Рис. 13. Схема нового полигона по изготовлению фундаментных подушек
и блоков
1—эстакада для въезда автосамосвалов с бетоном; 2—пропарочная камера; 3—самоход-
ный бетоноукладчик; 4—башенный кран
90°, 5—6 час. изотермический прогрев при этой температуре;
затем распалубливание и укладка изделий в штабеля на
складе.
Производство крупных стеновых шлакобетонных панелей
поточно-агрегатным способом
Для производства стеновых панелей крупнопанельных домов
типов ТКБ-3 и ТКБ-4 используются гранулированные шлаки и
шлаковая пемза, чем обеспечиваются теплотехнические требова-
ния, предъявляемые к бетону.
Гранулированные шлаки после грануляции дробятся на ще-
ковой и конусной дробилках, просеиваются через сито с отвер-
стиями 20 мм и просушенные до 20% влажности в летних и до
25% в зимних условиях поступают для изготовления легкого
шлакобетона. Обезвоживание гранулированного шлака произво-
дится до дробления или после дробления двумя способами: мно-
гократным перемешиваниехМ для вымораживания влаги в зимних
условиях или во время грануляции периодическим удалением
воды из бассейна после каждого цикла грануляции. Запас обез-
воженного гранулированного шлака создается не менее месячной
27
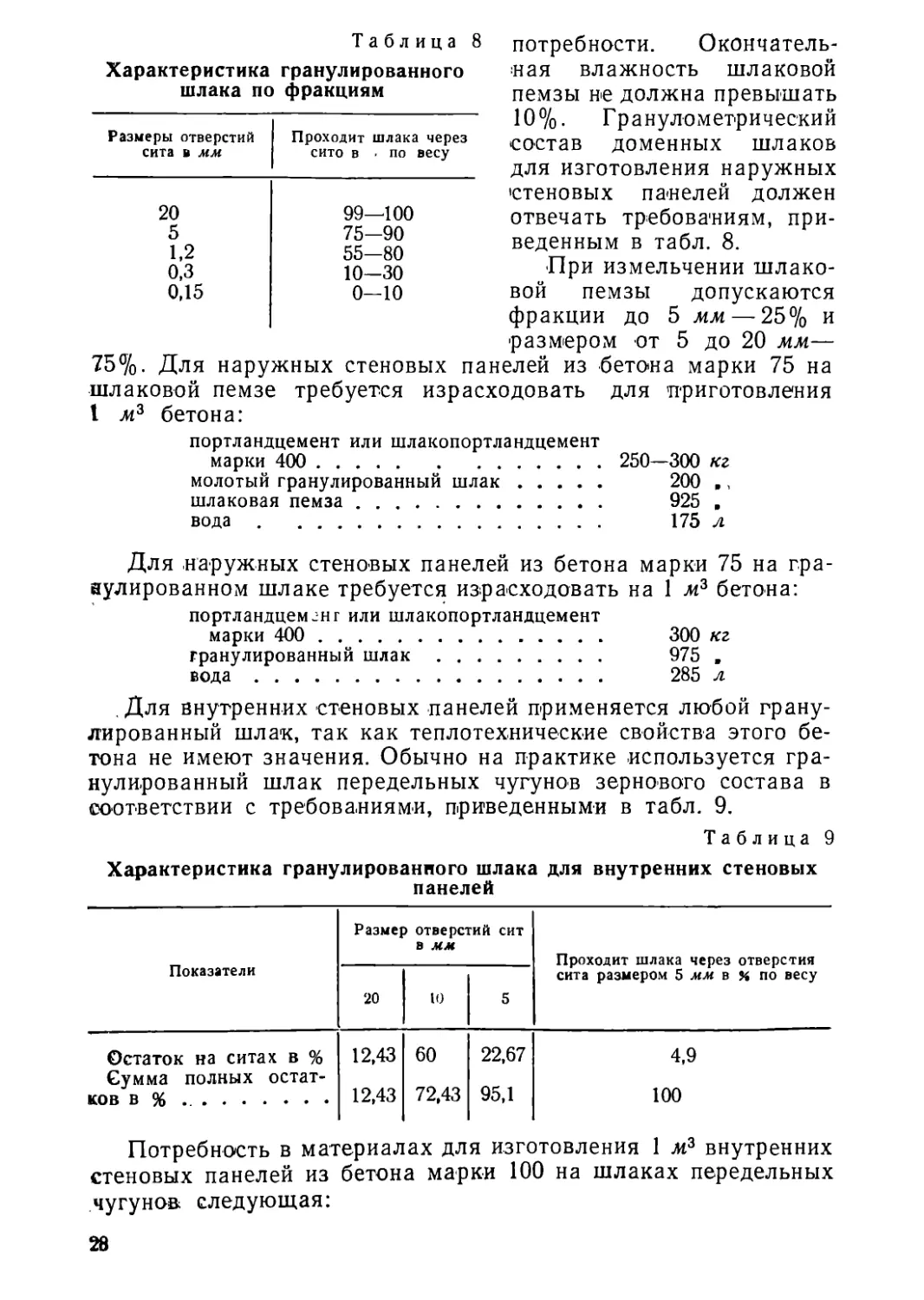
Таблица 8
Характеристика гранулированного
шлака по фракциям
Размеры отверстий сита в мм Проходит шлака через сито в ’ по весу
20 99—100
5 75-90
1,2 55—80
0,3 10-30
0,15 0—10
потребности. Окончатель-
ная влажность шлаковой
пемзы не должна превышать
10%. Гранулометрический
состав доменных шлаков
для изготовления наружных
стеновых панелей должен
отвечать требованиям, при-
веденным в табл. 8.
При измельчении шлако-
вой пемзы допускаются
фракции до 5 мм — 25% и
размером от 5 до 20 мм—
панелей из бетона марки 75 на
для приготовления
75%. Для наружных стеновых
шлаковой пемзе требуется израсходовать
I м3 бетона:
портландцемент или шлакопортландцемент
марки 400 ........................... 250—300 кг
молотый гранулированный шлак............... 200 ,,
шлаковая пемза ............................ 925 ,
вода....................................... 175 л
Для наружных стеновых панелей из бетона марки 75 на гра-
нулированном шлаке требуется израсходовать на 1 ;и3 бетона:
портландцем ан г или шлакопортландцемент
марки 400 ............................ 300 кг
гранулированный шлак.................. 975 ,
вода.................................. 285 л
Для внутренних стеновых панелей применяется любой грану-
лированный шлак, так как теплотехнические свойства этого бе-
тона не имеют значения. Обычно на практике используется гра-
нулированный шлак передельных чугунов зернового состава в
соответствии с требованиями, приведенными в табл. 9.
Таблица 9
Характеристика гранулированного шлака для внутренних стеновых
панелей
Показатели Размер отверстий сит в мм Проходит шлака через отверстия сита размером 5 мм в % по весу
20 ю 5
Остаток на ситах в % 12,43 60 22,67 4,9
Сумма полных остат- ков в % 12,43 72,43 95,1 100
Потребность в материалах для изготовления 1 м3 внутренних
стеновых панелей из бетона марки 100 на шлаках передельных
чугунов следующая:
28
портландцемент или шлакопортландцемент
марки 400 ............................... 150 кг
молотый гранулированный шлак (с тонкостью
помола цемента) ......................... 350
гранулированный шлак ....................1300
вода....................................... 210 л
Применение бетона повышенной прочности объясняется, тем,
что толщина внутренних стен меньше наружных и равна 30 cal
Изготовление крупноразмерных панелей организовано в спе-
циальном цехе (рис. 14) шлакоблочного завода, запроектиро-
ванном институтом Промстройпроект. Постройка цеха осущест-
влена трестом Челябметаллургстрой в середине 1958 г. Перво-
начальная производительность цеха по выпуску панелей обеспе-
чивала строительство 21 дома, или 45,4 тыс. м2 жилой площади
в год. За прошедшие годы цех значительно расширился, и мощ-
ность его по выпуску крупноразмерных элементов доведена до
72 тыс. м2 жилой площади в год.
Цех полигонного типа с поточно-агрегатным способом изго-
товления конструкций состоит из следующих основных отделе-
ний: приема бетона и изготовления фактурного раствора; сварки
и складирования арматурных каркасов; формовочного; пропа-
рочных камер; распалубливания; ремонтно-механической мастер-
ской и бытовых помещений. Цех работает одновременно по двум
технологическим схемам, используемым для производства наруж-
ных и внутренних стеновых панелей. Для наружных стеновых
панелей шлакобетонная смесь готовится отдельно на бетонно-
растворном заводе.
Готовый бетон доставляется автосамосвалами и выгружается
в раздаточный бункер 10, из которого бадьей подается в само-
ходные бетонораздатчики 2 емкостью 2лг3 каждый. Самоходность
бетонораздатчиков обеспечивается их связью с тельферами 16,
передвигающимися по монорельсу. Бетонораздатчики располо-
жены на высоте 4 м от уровня пола. Внизу на полу находятся
рельсовые тележки 5 с установленными на них металлическими
формами. Конструкция форм исключает изменение размеров из-
делий выше допустимых.
В собранном виде формы смазываются по внутренней по-
верхности составами, предохраняющими их от прилипания шла-
кобетонной смеси. Дно формы, на которой формуется лицевая
поверхность панели, смазывают известковым молоком, а боковые
стороны — мыльной эмульсией 7. Перед установкой арматурные
каркасы и закладные части покрывают антикоррозийным соста-
вом из цементно-битумной пасты. В подготовленные формы по-
дается из бетонораздатчика декоративный бетон. Декоративный
бетон приготовляется в маленькой бетономешалке, установлен-
ной в формовочном отделении на площадке, расположенной на
отметке +4 м. Расход декоративной бетонной смеси для фактур-
ного слоя на 1 м3 наружных стеновых панелей следующий:
20
белый цемент марки 400 ................. 450 кг
пигмент (краситель)................ 3 — 5% от веса
цемента
отсев шлаковой пемзы крупностью
зерен менее 5 мм...................... 1140 кг
вода . ................................. 300 л
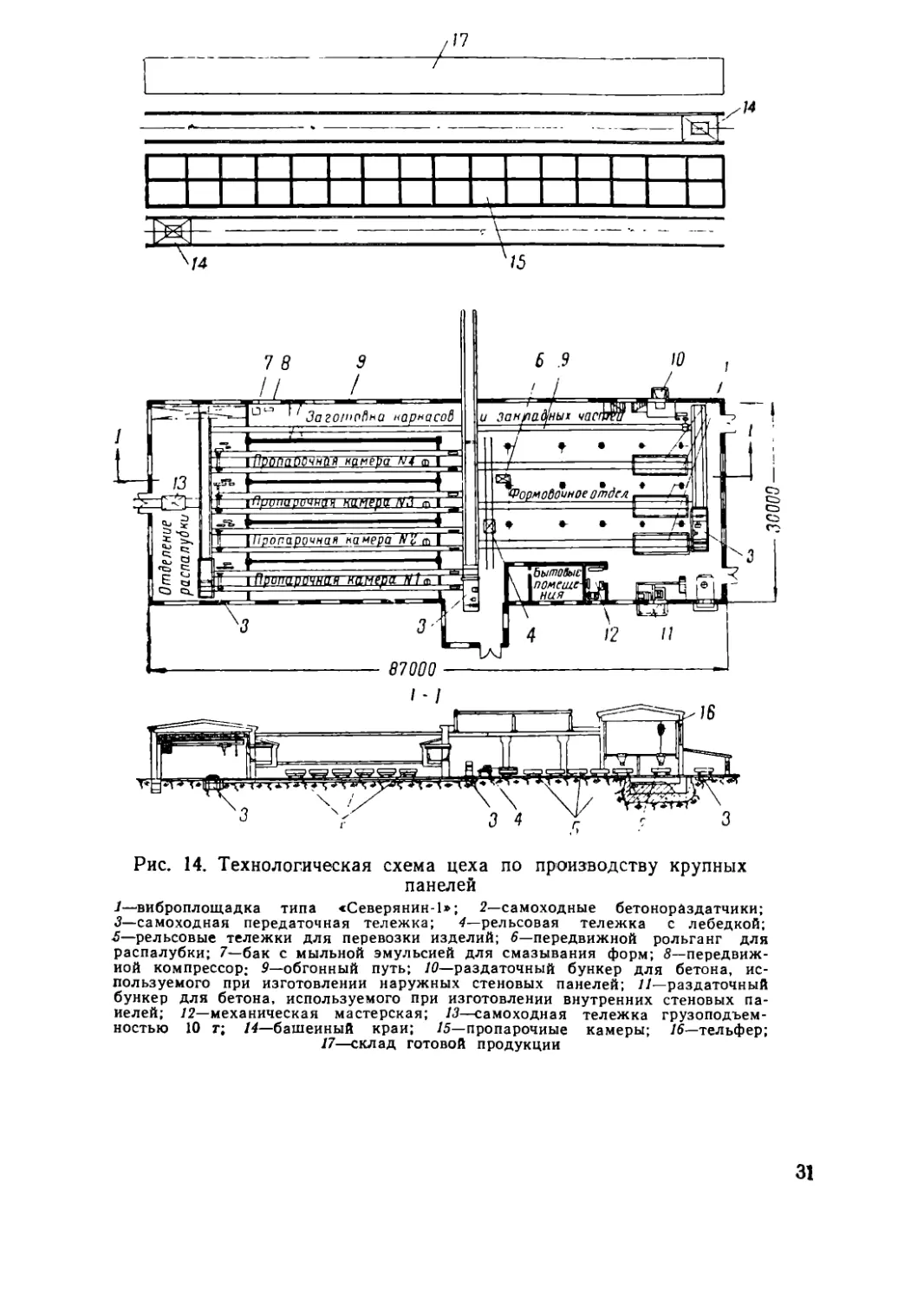
Бетонораздатчики под основную шлаковую и декоративную
бетонные смеси работают на одном монорельсе. После укладки
•на дно фактурного слоя толщиной 2 см форма заполняется шла-
кобетонной смесью. В момент заполнения формы рельсовая те-
лежка стоит на вибростоле типа «Северянин»-!, установленном
заподлицо с полом. Вибростол имеет амплитуду колебания 1 мм
при частоте колебаний 250 в 1 мин. Вибрации подвергается вся
тележка с установленной на ней заполненной формой в течение
1—2 мин. После уплотнения бетонной смеси тележка по рельсам
подается лебедкой на электропередаточную самоходную те-
лежку 3. Передаточная тележка с грузом выходит из цеха через
раздвижные ворота на улицу. Здесь форму принимает башенный
кран и устанавливает в одну из 32 пропарочных камер полигона.
Термовлажностная обработка в полуавтоклавных безнапорных
камерах производится по методу проф. Л. А. Семенова. В тече-
ние первых 4 час. изделие подвергается обработке насыщенной
паровоздушной смесью, нагретой до температуры 50—75°. Затем
камера заполняется чистым паром и температура в ней дости-
гает 95°. Обработка при этом режиме длится 10 час., после чего
камера открывается, изделие охлаждается, производится рас-
палубка формы и готовое изделие подается на склад готовой
продукции.
При изготовлении внутренних стеновых панелей по второй
технологической схеме принцип формования панелей сохраняется
тот же, что и для наружных панелей. Только подача шлакобе-
тона марки 100 производится уже в раздаточный бункер И
(рис. 14) и в другие бетонораздатчики. Внутренние панели не
имеют фактурного слоя из декоративного бетона. Заполненные
бетоном формы вместе с тележками посредством самоходной
передаточной тележки 3 подаются в пропарочные камеры тон-
нельного типа, конструкция которых аналогична ямным. В каж-
дом тоннеле проложены два рельсовых пути, что позволяет ус-
танавливать два ряда тележек с изделиями в количестве
18 шт. После закрывания тоннеля производится термовлаж-
ностная обработка изделий в течение 12 час. при температуре
изотермического прогрева 90—95°. Затем пар выкачивается, и
тоннель открывается с другого конца. Тележка выкатывается ле-
бедкой на самоходную передаточную тележку 3 в отделение рас-
палубки. Здесь происходит распалубка, готовое изделие мосто-
вым краном устанавливается на самоходную тележку 13 и от-
правляется на склад готовой продукции, а самоходная передаточ-
ная тележка 3 подает тележку 5 с опалубкой на обгонный путь 9,
30
/7
30000
Рис. 14. Технологическая схема цеха по производству крупных
панелей
1—виброплощадка типа «Северянин-1»; 2—самоходные бетонораздатчики;
3—самоходная передаточная тележка; 4—рельсовая тележка с лебедкой;
5—рельсовые тележки для перевозки изделий; 6—передвижной рольганг для
распалубки; 7—бак с мыльной эмульсией для смазывания форм; в—передвиж-
ной компрессор; 9—обгонный путь; 10—раздаточный бункер для бетона, ис-
пользуемого при изготовлении наружных стеновых панелей; //—раздаточный
бункер для бетона, используемого при изготовлении внутренних стеновых па-
нелей; /2—механическая мастерская; 13—самоходная тележка грузоподъем-
ностью 10 т; /4—башенный край; /5—пропарочные камеры; 16—тельфер;
17—склад готовой продукции
31
по которому она возвращается в формовочное отделение. Цех
шлакоблочного завода работает в три смены. В каждой смене
занято 23 человека. Производительность цеха за 1961 г. соста-
вила 42 127 м3 панелей.
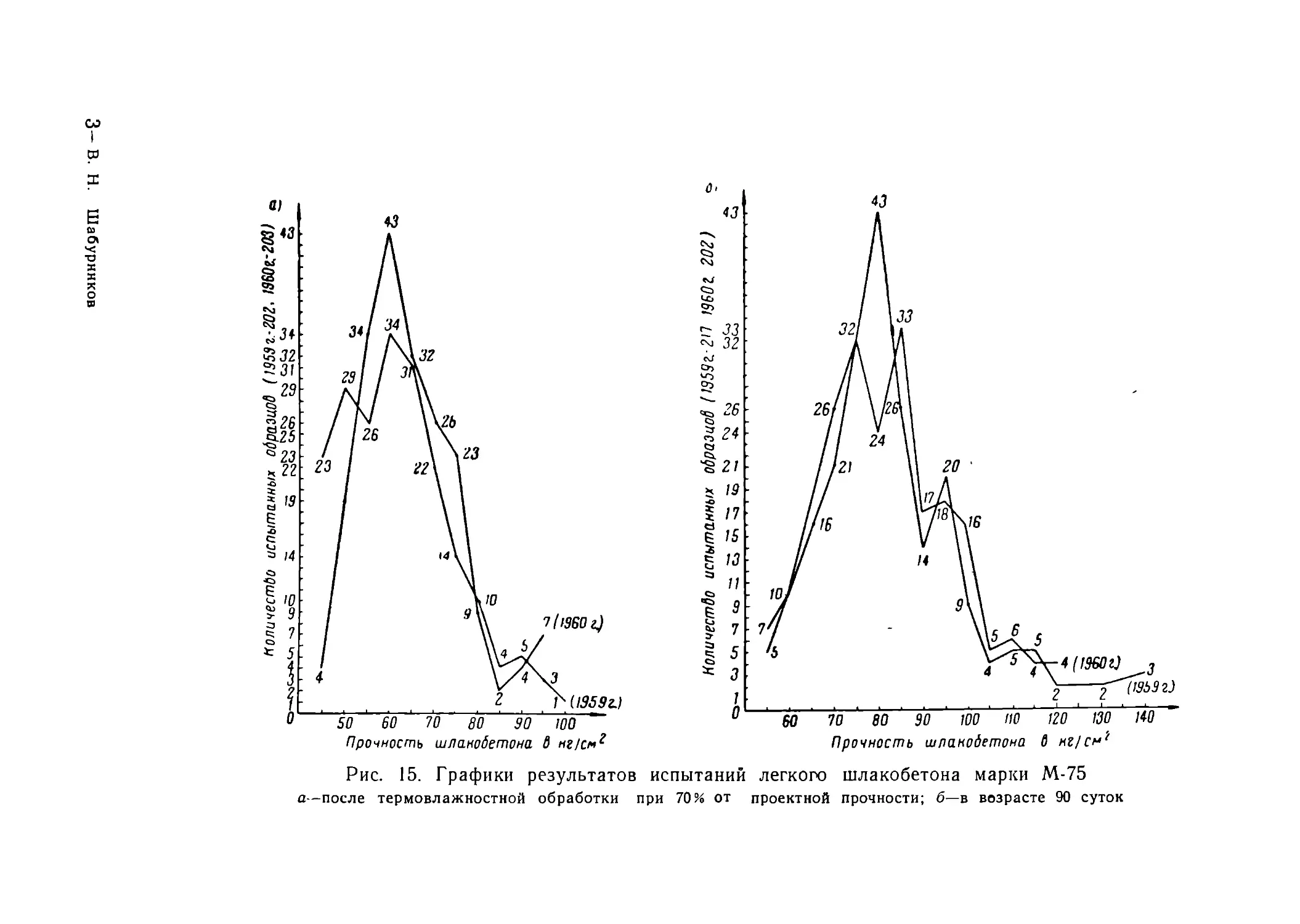
Центральной строительной лабораторией треста Челябметал-
лургстрой в 1959—1960 гг. были произведены испытания много-
численных опытных образцов легкого шлакобетона марки 75
после термовлажностной обработки при прочности бетона 70%
7?28 и испытания образцов в возрасте 90 суток. Результаты испы-
тания показаны на графиках (рис. 15, а, б). При анализе гра-
фика нетрудно заметить, что в подавляющем большинстве шла-
кобетон после пропарки имеет прочность 60 кг/см2, или 80% от
заданной марки бетона, а в возрасте 90 суток прочность шлако-
бетонных образцов в основном составляет 80 кг! см2, или 110,6%.
Объемный вес панелей проверялся взвешиванием их на дина-
мометре при отгрузке. За 1959—1960 гг. было проверено взвеши-
ванием 365 панелей, из которых 353 показали объемный вес до
1600 кг!м3 и только 12 имели объемный вес до 1650 кг/м3. Ко-
эффициент теплопроводности шлакобетона X при влажности
6—8% равен 0,4 ккал)м час град, а в сухом состоянии —
0,3 ккал!м час град, что соответствует величине термического со-
противления /?о= 1,17 град м2 час!ккал для стен толщиной 40 см
с объемным весом шлакобетона у = 14504-1500 кг/м3. Натурные
наблюдения, произведенные лабораторией строительной физики
Уральского филиала АСиА СССР, подтверждают удовлетвори-
тельное состояние температурно-влажностного режима в опыт-
ных квартирах. При объемном весе панелей у = 15204-1570 кг!м3
средняя температура в зимний период 1960 г. составила 20° и
не опускалась ниже 18° даже в самые холодные дни. Таким об-
разом, следует отметить, что уменьшение объемного веса суще-
ственно улучшает теплотехнические качества материала панелей.
Производство панелей междуэтажных перекрытий
с применением электронагрева
Изготовление панелей междуэтажных перекрытий в тресте
Челябметаллургстрой началось в 1956 г. с использованием впер-
вые разработанной и внедренной технологии натяжения арма-
туры в железобетонных конструкциях посредством ее электро-
нагрева. В последующем эта технология получила широкое рас-
пространение по всему Советскому Союзу, а предложившим ее
инженерам — работникам треста Челябметаллургстрой А. К.
Гайдуку , А. А. Марченко, Б. Я. Рискинду, Т. К. Гладковскому,
В. П. Масленникову и И. М. Илюхину — в 1961 г. была присуж-
дена Ленинская премия.
Трест Челябметаллургстрой выпустил в 1958 г. 13, в 1959 г.
около 30, а в 1960 г. более 50% всего объема сборного железо-
32
ы
I
и
X
Рис. 15. Графики результатов испытаний легкого шлакобетона марки М-75
а—после термовлажностной обработки при 70% от проектной прочности; б—в возрасте 90 суток
бетона с элекгронатяжением стержневой и пучковой арматуры
(включая конструкции для промышленного строительства). Что
касается жилищного строительства, то все панели междуэтаж-
ных перекрытий применяются только с предварительно напря-
женной арматурой во всех строительных организациях Челябин-
ска. В Челябинской области за 1959 г. было изготовлено более
500 тыс. м2 предварительно напряженных панелей, или 16% от
общего объема сборного железобетона. В 1960 г. производство
возросло почти вдвое, за счет чего в 1958—1960 гг. сэкономлена
более 5 тыс. т арматурной стали.
Принцип натяжения арматуры железобетонных конструкций
с помощью электронагрева привлекает внимание исследовате-
лей и практиков уже более 25 лет как у нас в Советском Союзе,,
так и за рубежом. Однако до 1958 г. не'предпринималось серьез-
ных попыток внедрить этот эффективный способ в производство.
Высказывались опасения, что электронапрев при температуре
выше 300° холодноде»формированной или холоднотянутой упроч-
ненной арматуры вызовет разупрочнение стали (возврат, рекри-
сталлизацию). При этом упускался из виду такой важный фак-
тор, как продолжительность электронагрева. Считалось также,
что встретятся на производстве значительные трудности в обес-
печении техники безопасности, надежной электроизоляции
стержней и натяжных приспособлений и в получении необходи-
мой прочности арматуры.
Эти опасения были полностью опровергнуты работами Цент-
ральной строительной лаборатории треста Челябметаллургстрой
и Уральского филиала АСиА СССР в 1958—1960 гг. Для деталь-
ного изучения характера воздействия электронагрева на механи-
ческие свойства упрочненной арматуры лауреатом Ленинской
премии инж. Б. Я. Рискиндом была изготовлена и испытана се-
рия образцов из стали марок 25ГС и Ст. 5 длиной 6—6,4 м. Об-
разцы упрочнялись посредством механической вытяжки на
3,5% (25ГС) и 5,'5% (Ст. 5). Каждый упрочненный образец ис-
пытывался до и после электронагрева на разрывной машине
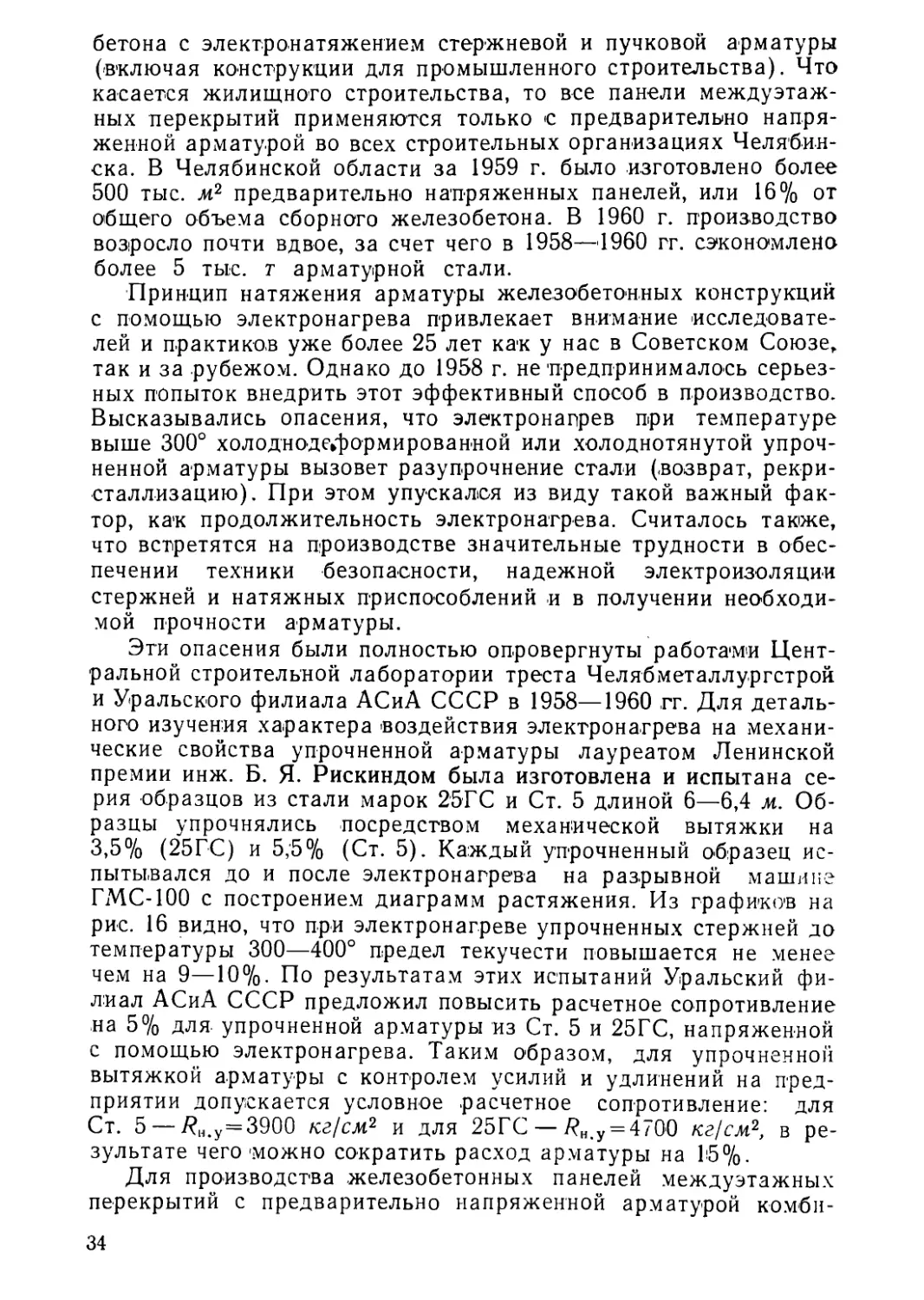
ГМС-100 с построением диаграмм растяжения. Из графиков на
рис. 16 видно, что при электронагреве упрочненных стержней до
температуры 300—400° предел текучести повышается не менее
чем на 9—10%. По результатам этих испытаний Уральский фи-
лиал АСиА СССР предложил повысить расчетное сопротивление
на 5% для упрочненной арматуры из Ст. 5 и 25ГС, напряженной
с помощью электронагрева. Таким образом, для упрочненной
вытяжкой арматуры с контролем усилий и удлинений на пред-
приятии допускается условное расчетное сопротивление: для
Ст. 5 — /?н.у=3900 кг/см2 и для 25ГС — /?н.у = 4700 кг/см2, в ре-
зультате чего можно сократить расход арматуры на 15%.
Для производства железобетонных панелей междуэтажных
перекрытий с предварительно напряженной арматурой комби-
34
натом строительных материалов и изделий треста Челябметал-
лургстрой построен специальный цех из трех отделений — фор-
мовочного А, пропарочных камер тоннельного типа Б и распа-
Рис. 16. Диаграммы растя-
жения упрочненных арма-
турных стержней до и по-
сле электронагрева
а—образец из стали 25ГС
0 = 16 мм- б—образец из стали
Ст. 5 0 = 16 мм\ /—после элек-
троиагрева стержня; 2—до
электронагрева стержня
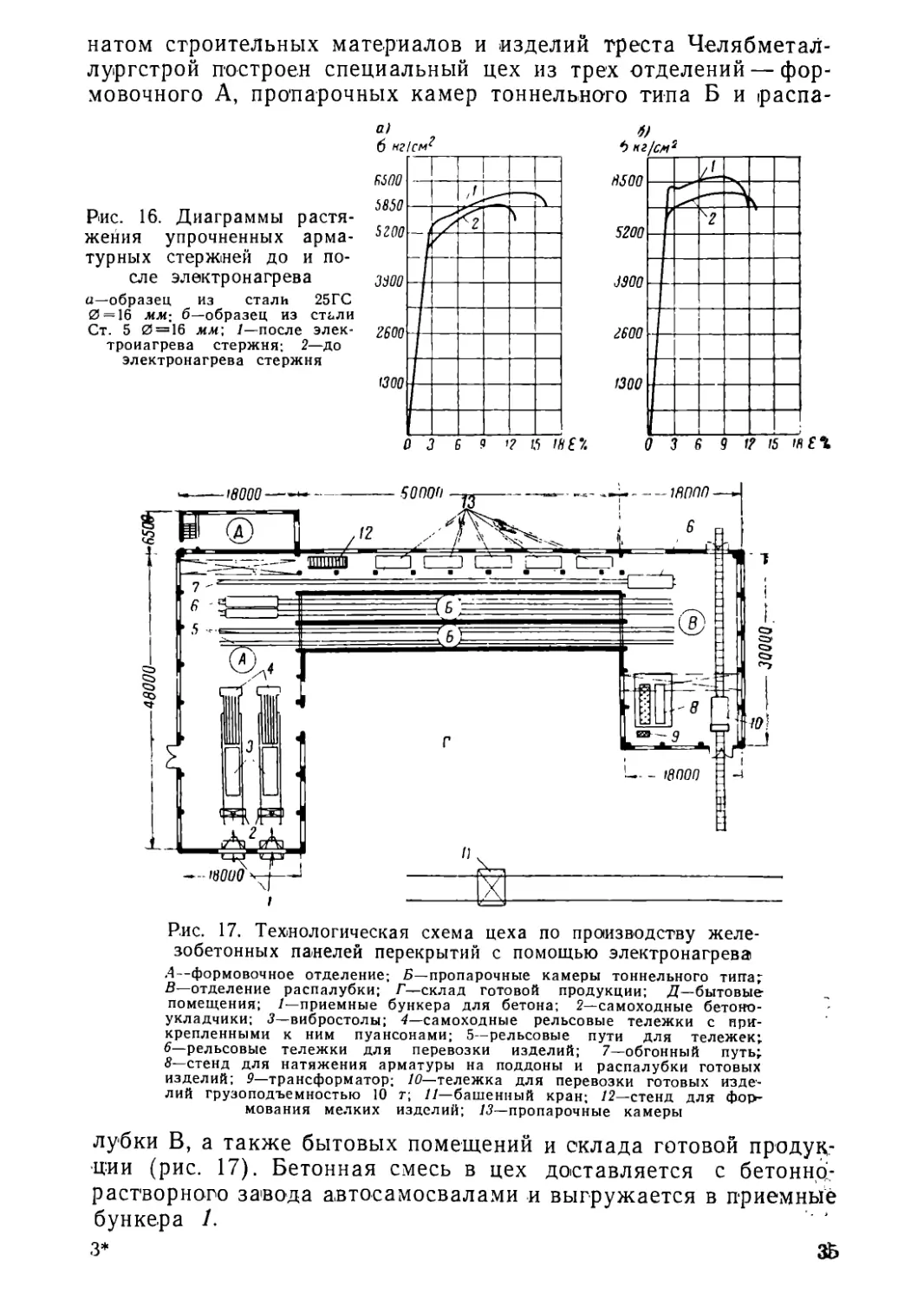
Р.ис. 17. Технологическая схема цеха по производству желе-
зобетонных панелей перекрытий с помощью электронагрева
.4--формовочное отделение; 5—пропарочные камеры тоннельного типа;
В—отделение распалубки; Г—склад готовой продукции; Д—бытовые
помещения; /—приемные бункера для бетона; 2—самоходные бетоно-
укладчики; 3—вибростолы; 4—самоходные рельсовые тележки с при-
крепленными к ним пуансонами; 5—рельсовые пути для тележек;
6—рельсовые тележки для перевозки изделий; 7—обгонный путь;
8—стенд для натяжения арматуры на поддоны и распалубки готовых
изделий; 9—трансформатор; 10— тележка для перевозки готовых изде-
лий грузоподъемностью 10 т; //—башенный кран; /2—стенд для фор-
мования мелких изделий; 13—пропарочные камеры
лубки В, а также бытовых помещений и склада готовой продук-
ции (рис. 17). Бетонная смесь в цех доставляется с бетоннц-
растворного завода автосамосвалами и выгружается в приемные
бункера 1.
з* ЗВ
Из приемных бункеров 1 бетонная смесь скиповым подъем-
ником загружается в самоходные бетоноукладчики 2, передви-
гающиеся по рельсам, проложенным вдоль вибростолов 3. На
вибростолах с креплением к ним зажимами установлены жест-
кие металлические поддоны. В торцовые отверстия инвентарной
рамы вставляются шесть пуансонов 4 с электровибраторами
типа И-117 мощностью 0,8—1 кет на их концах (в местах при-
мыкания к рельсовому механизму передвижения).
По концам будущей панели, в форму между паунсонами,
вертикально опускаются каркасы из проволоки диаметром Змм,
длиной 0,8 м и высотой, равной высоте панели. Они необходимы
для укрепления торцов свежеотформованной панели. Сверху
укладывается конструктивная сетка из проволоки диаметром
3 мм с размером ячеек 15x20 см. Затем производится загрузка
формы бетонной смесью, включаются вибростол и вибраторы
пуансонов. Вибрация производится в течение 2—3 мин. В ходе
вибрирования добавляется бетон.
После того как панель отформована, на ее верхнюю откры-
тую сторону устанавливается тяжелая плита и производится
дополнительное вибрирование в течение 0,5 мин. с целью полу-
чения ровной и гладкой поверхности.
После формования производится частичная распалубка из-
делия со снятием инвентарной рамы для улучшения условий
пропаривания. Затем поддоны с отформованными изделиями по-
даются мостовым краном на конвейер, состоящий из тележек 6.
На каждую тележку устанавливается по три поддона в каждый
ярус. Чтобы вышележащие поддоны не смяли изделие, к каждому
поддону по бокам приварены четыре штыря, высота которых
равна высоте изделия. Загруженные тележки выкатываются в
две пропарочные камеры тоннельного типа, оборудованные и
работающие по методу, предложенному проф. Л. А. Семеновым.
В каждой камере размещается два ряда тележек по семи в ряду.
Режим термообработки изделий одинаков с изготовлением круп-
ных панелей из шлакобетона.
Готовое изделие поступает в отделение распалубки, где под-
дон с панелью переносится мостовым краном на стенд 8 для
срезки арматурных стержней. Длина поддона (между наруж-
ными гранями упоров) принята с таким расчетом, чтобы высту-
пающие за изделие концы арматурных стержней не превышали
50—60 мм; в этом случае отходы металла от обрезки выступаю-
щих концов напряженной арматуры снижаются на 2—3%
вместо 6—7% отходов при действующей на многих заводах тех-
нологии.
После срезки арматуры панели' укладываются на самоход-
ную тележку 10 грузоподъемностью Юти вывозятся за пределы
Здания. Складирование панелей производится башенным кра-
ном И в штабеля на складе готовой продукции.
36
В отделении распалубки на стенде 8 после снятия готовых
изделий сразу же производится подготовка поддона для фор-
мования новой панели. Поддон очищается от остатков бетона и
смазывается рекомендованными Центральной строительной
лабораторией треста Челябметаллургстрой следующими соста-
вами: петролатум и керосин в соотношении 1 : 1 или мыльная
эмульсия 1 л воды, 200 г мыла и 125 г керосина. Этими же со-
ставами смазывается и инвентарная формовочная рама.
Заготовка арматуры производится в другом цехе с соблюде-
нием следующей последовательности. Выправленные и очищен-
ные арматурные стержни режутся по длине на пресс-.ножницах.
Затем они подаются к стыкосварочной машине МСР-75 (или
МСР-50) для расплющивания концов (высадки головок). Перед
расплющиванием на стержень надеваются две анкерные втулки
с коническими отверстиями (конусами наружу) или обычные
торговые шайбы. Конец стержня зажимается в одном из кон-
тактов стыкосварочной машины с выпуском на 40—50 мм.
В другой контакт закладывается упор из красной меди. Стер-
жень доводится до соприкосновения с упором и посредством
кратковременного периодического включения тока разогревается
до светло-желтого цвета. После разогрева конец стержня рас-
плющивается с помощью рычага 'машины до диаметра на
6—8 мм больше первоначального.
В начале при производстве панелей междуэтажных пере-
крытий упрочненные арматурные стержни из стали Ст. 5 и
25ГС подвергались электронагреву непосредственно на поддонах.
Для предотвращения контакта между формой и нагреваемыми
стержнями применялись подкладки из дерева или сухого бетона.
После получения стержнями необходимого теплового удлинения
они закреплялись между упорами жестких металлических под-
донов и при остывании напрягались. По опыту Московского за-
вода железобетонных изделий № 12 технология электронагрева
была изменена. Электронагрев стержней производится на спе-
циальных подставках вне поддона, после чего горячие стержни
вручную снимаются с подставок и закладываются между упора-
ми поддона. Тем временем освобожденная тележка 6 мостовым
краном переносится на обгонный путь 7 (рис. 17), на нее уста-
навливаются подготовленные поддоны с напряженной армату-
рой и она перекатывается снова в формовочное отделение. Про-
цесс вновь повторяется. Вдоль обгонного пути 7 располагаются
виброплощадка и небольшие пропарочные камеры ямного типа,
в которых изготовляются мелкоразмерные изделия различной
номенклатуры.
В 1958—1959 гг. Уральским филиалом АСиА СССР и трестом
Челябметаллургстрой была разработана и проверена практикой
новая усовершенствованная полуавтоматическая установка на-
тяжения стержневой и пучковой арматуры с помощью электро-
37
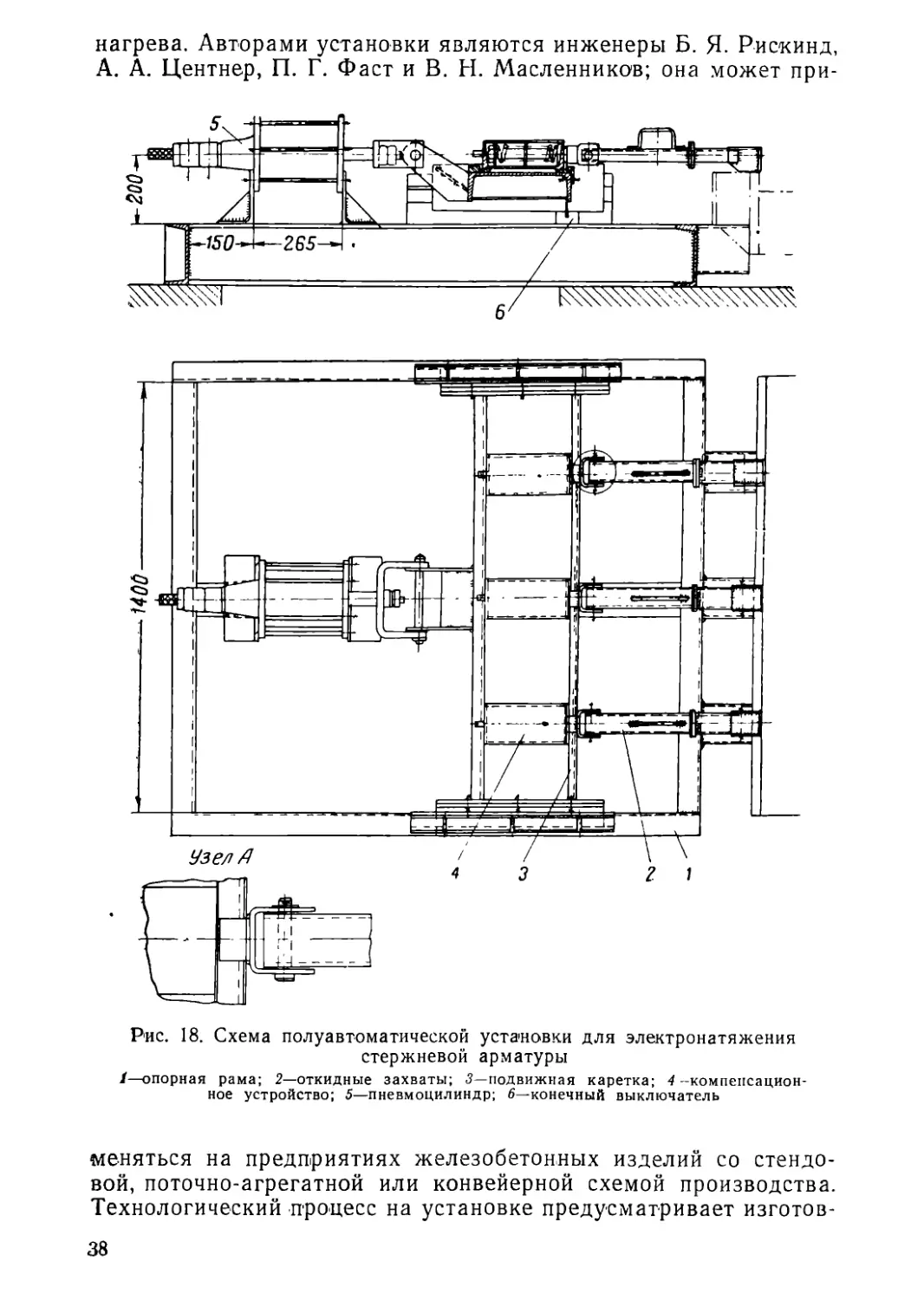
нагрева. Авторами установки являются инженеры Б. Я. Рискинд,
А. А. Центнер, П. Г. Фаст и В. Н. Масленников; она может при-
Р'ис. 18. Схема полуавтоматической установки для электронатяжения
стержневой арматуры
1—опорная рама; 2—откидные захваты; 3—подвижная каретка; 4 -компенсацион-
ное устройство; 5—пневмоцилиндр; 6—конечный выключатель
меняться на предприятиях железобетонных изделий со стендо-
вой, поточно-агрегатной или конвейерной схемой производства.
Технологический процесс на установке предусматривает изготов-
38
ление не только междуэтажного настила, но и других конструк-
ций второй и третьей категорий трещиностойкости; при этом
обеспечивается одновременный нагрев нескольких стержней
(2, 3, 4, 6, 8 шт.), находящихся непосредственно на формах, и
исключаются ручные операции по подключению контактов, изо-
ляции стержней от формы и закладке их между упорами.
Установка (рис. 18) состоит из опорной рамы 1 с направляю-
щими 2, по которым движется каретка 3 с захватами (узел А)
Рис. 19. Общий вид головной части полуавтоматической установки для
электронатяжения стержневой арматуры
для арматуры. На захватах имеется компенсационное устрой-
ство 4 для погашения разницы в длине отдельных заготовленных
стержней, не допускающее искрения в контактах. Передняя часть
захватов изолирована от каретки. Перемещение каретки обеспе-
чивается под действием пневмоцилиндра 5, работающего при
давлении воздуха 5—6 ати. Усилие, развиваемое пневмоцилинд-
ром и приходящееся на один стержень, должно быть не менее
120—150 кг.
Форма (поддон) устанавливается торцом к захватам уста-
новки (рис. 19). В прорези упоров поддона с задней стороны
закладывают стержни, заготовленные короче формы (по рас-
чету) на требуемую величину удлинения. С передней стороны
поддона на стержни накидывают захваты каретки. В пнев'.мо-
39
цилиндр подается воздух, каретка начинает отходить от поддона,
слегка натягивая стержни, и приподнимает их над поддоном на
20—30 см. Затем включают электроток. Стержни начинают на-
греваться и получают тепловое удлинение. Движение каретки с
захватами не дает возможности стержням провисать. Когда
удлинение достигает заданной величины, каретка касается ко-
нечного включателя; последний, срабатывая, включает электро-
ток и переключает электропневмоклапан управления пневмоци-
линдром. Подача воздуха прекращается, и каретка получает
возвратное движение; при этом захваты под действием собст-
венного веса падают и стержни накладываются в прорези перед-
него упора поддона. Электрооборудование установки состоит из
двух-трех сварочных аппаратов, рубильника и пульта управле-
ния. Схема включения и тип трансформаторов выбираются в за-
висимости от количества, длины и диаметра напрягаемой арма-
туры.
Внедрение новой техники не потребовало значительных капи-
тальных затрат на переоборудование цеха, так как дополнитель-
ным оборудованием, по существу, явилась установка недефи-
цитного сварочного агрегата. Вместе с тем был получен большой
экономический эффект. По сравнению с обычным пустотным
настилом стоимость панелей с предварительно напряженной
арматурой снижается на 10—12%• При этом достигается значи-
тельная экономия металла (около 30% всей арматуры или 50%
рабочей арматуры по весу) и уменьшается почти в 1,5 раза тру-
доемкость армирования.
В 1961 г. трест Челябметаллургстрой изготовил 39 369 м3 ме-
ждуэтажных предварительно напряженных железобетонных па-
нелей. Для этих панелей используется жесткий бетон с осадкой
конуса 2 см при водоцементном отношении 0,525. Расход мате-
риалов на 1 м3 панелей при бетоне марки 200 следующий:
портландцемент или шлакопортландцемент мар-
ки 400 ............................... 300—400 кг
песок мытый из Федоровского карьера . . . 670
щебень гранитно-диоритовый или шлаковый
с крупностью зерен 5—20 мм................ 1100
вода..................................... 210 л
Производство газозолобетонных панелей стендовым способом
Изготовление газозолобетонных панелей было организовано
в 1959 г. трестом № 42, после окончания постройки предприятия
полигонного типа годовой производственной мощностью на 20
крупнопанельных домов жилой площадью более 30 тыс. м2. На
ближайшие годы планом предусмотрено довести выпуск продук-
ции ца полигоне для обеспечения строительства 120 тыс. м2
жилой площади в год.
40
Применяемая трестом № 42 новая технология изготовления
конструктивного безавтоклавного газозолобетона имеет сущест-
венное принципиальное отличие от существующей общеприня-
той технологии. Чтобы ясно представить себе это отличие, кратко
излагается существующий общепринятый процесс изготовления
изделий из безавтоклавного газозолобетона. Этот процесс со-
стоит из следующих основных операций: сушка заполнителей,
помол заполнителей, подогрев воды для затворения, дозировка
компонентов, перемешивание ячеистой смеси с водой, подогретой
до 40—50°, введение газообразователя, перемешивание смеси с
газообразоцателем в течение 1—2 мин., формование изделий, вы-
держка ячеистой массы в формах до вспучивания и частичного
схватывания при температуре 25° в течение 4—5 час., срезка
«холмика», выдержка изделий в формах перед термообработкой
в течение 10—11 час., термовлажностная обработка, распалубка
изделий.
Новая технология предусматривает такую же последова-
тельность приготовления ячеистой смеси, только некоторые ее
элементы исключаются или изменяются. В частности, затворе-
ние ячеистой смеси производится на неподогретой воде с поло-
жительной температурой 5—20°, а плотное закрывание »форм
крышками и термовлажностная обработка изделий осуществля-
ются сразу после формования (без предварительной выдержки).
Предусматривается обязательный избыток газообразователя не
менее 10% по отношению к изделиям того же объемного веса,
приготавливаемым по существующей технологии. Применение
новой технологии не только упрощает и сокращает процесс
приготовления конструкций из ячеистых бетонов, но и улучшает
их качество.
При общепринятой технологии вспучивание газозолобетона,
затворенного .на подогретой воде, начинается очень быстро и
сокращает время перемешивания массы с газообразователем
до 1—2 мин. Естественно, что за такое короткое время алюми-
ниевая пудра не успевает равномерно распределиться по всей
массе газозолобетона; это приводит к неоднородности ячеистой
смеси и, следовательно, к понижению прочности, повышению теп-
лопроводности и трещиноустойчивости. Кроме того, такая ско-
рость вспучивания требует специального оборудования в виде
подвижных бетономешалок, в которых перемешивание бетонной
смеси должно происходить во время их передвижения от бун-
керов с материалами к формам.
В случае применения по новой технологии неподогретой воды
вспучивание ячеистой смеси начинается не раньше 15—20 мин.
после ее приготовления. Этого времени достаточно для получе-
ния однородной массы при перемешивании смеси с пудрой, а
также для надежной укладки бетона в формы. Однако при за-
творении массы на холодной воде алюминий не успевает пол-
41
ностью прореагировать с известью до начала схватывания бе-
тона. Вместе с тем нельзя допустить, чтобы схватывание смеси
началось, как только (вспучиваясь) она достигнет крышки фор-
мы. Поэтому для замедления схватывания смеси вводится дву-
водный гипс, а для ускорения вспучивания добавляется хлори-
стый натрий. В частности, портландский цемент Еманжелинского
завода содержит растворимых щелочей менее сотой доли про-
цента (следы); однако масса, приготовленная на этом цементе
с добавкой хлористого натрия, хорошо вспучивается на неподо-
гретой воде.
При изготовлении ячеистых бетонов по обычной технологии
дается выдержка свежесформованного изделия перед термооб-
работкой в течение 10—11 час. Такая выдержка необходима для
набора материалом прочности, позволяющей противодейство-
вать температурным напряжениям, возникающим при термооб-
работке и приводящим к образованию трещин.
В технологии треста № 42 такой выдержки не предусматри-
вается. Наоборот, комбинированная термообработка рекомен-
дуется сразу же после формования. Предотвращение трещино-
образования достигается за счет понижения водовяжущего
отношения. Причем избыток воды удаляется не перед приготов-
лением бетонной смеси, для которой избыток воды необходим,
а после, когда создана структура материала и избыток воды пе-
рестает быть необходимым. Такой прием широко распространен
в асбоцементной промышленности. В этом случае вода уда-
ляется, благодаря повышению давления в замкнутых ячейках
материала. Для этого нужно ввести в массу 10%-ный избыток
газообразователя (алюминиевой пудры) и форму плотно при-
крыть крышкой.
Когда вспучивающая масса доходит до крышки, реакция га-
зообразования еще продолжается. За счет этого давление в массе
повышается, вследствие чего через зазоры между элементами
разборной формы,,а также между крышкой и формой происхо-
дит отделение воды, что ликвидирует трещинообразование в из-
делиях и повышает их прочность. Особое значение имеет нали-
чие зазоров между крышкой и формой. Степень прикрытия фор-
мы взаимосвязана с давлением в бетонной смеси и прочностью
бетона, что видно из данных табл. 10.
Как видно из табл. 10, зазоры между элементами формы
должны быть минимальными и, с другой стороны, обеспечивать
выход свободной воды.
При увеличении количества алюминиевой пудры величина
-внутреннего давления повышается, количество свободной воды
в бетонной массе уменьшается за счет ее выхода через неплот-
ности формы, водоцементное отношение понижается, прочность
бетона возрастает, что подтверждается данными табл. 11.
Таким образом, из таблицы видно, что повышение количества
42
Таблица 10
Влияние плотности прикрытия форм на развиваемое
внутреннее давление и прочность бетонной массы
Показатели бетонной массы Единица измерения Номера партий бетонной массы
1 2 3
Степень прикрытия
форм — Плотно но негерме- тично Зазор 0,5 мм Зазор 1 мм
Вид выдавливаемой
массы — Вода Жидкая масса Густая масса
Объемный вес . . . кг/м3 779 782 738
Развиваемое внутрен-
нее давление кг/см2 0,13 0,105 0,022
Прочность • 56,4 53,8 38,1
Таблица 11
Влияние количества алюминиевой пудры на прочность
бетонной массы
Показатели бетонной массы Единица измерения Номера партий бетонной массы
1 2 з 4
Количество алюминиевой пудры . . . Объемный вес . Развиваемое внутреннее давление Прочность % кг м3 кг/см2 0,05 812 0,11 56,5 0,06 793 0,13 55,7 0,07 809 0,143 65 0,08 814 0,17 69,6
алюминиевой пудры сверх 0,06—0,08% увеличивает внутреннее
давление на 30% и прочность бетона на 24%.
Опытами, проведенными в Центральной строительной лабо-
ратории треста № 42, установлено, что при вспучивании от из-
бытка газообразователя до 10% понижение водоцементного от-
ношения за счет отделения воды достигает до 0,46—0,32, т. е.
количество воды после вспучивания может быть уменьшено на
30%.
Описанный способ понижения водоцементного отношения
является новым. Авторами этой технологии приготовления газо-
золобетона являются инженеры В. В. Капранов (Челябинский
политехнический институт) и А. Н. Чернов (Центральная строи-
тельная лаборатория треста № 42). Применительно к новой тех-
43
нологии разработан состав газозолобетона, приведенный в
табл. 12.
Таблица 12
Состав газозолобетона, применяемого в тресте № 42
Марка бетона Состав материалов на 1 м1 бетона в кг
портланд- цемент М-400 зола известь ГИПС алюминие- вая пудра мыльный корень хлористый натрий вода в л
в кг
М-50 255 465 40 8 0,56 0,3 8 355
Для обеспечения сырьем производства газозолобетонных
панелей трест № 42 построил установку по отбору сухой и
гидроудаленной золы в районе Челябинской ТЭЦ. Изготов-
ление панелей организовано на полигоне в составе цеха при-
готовления газозолобетона и формовки изделий, пропарочных
камер, цеха доводки изделий и склада готовой продукции
(рис. 20). Приготовление газозолобетона производится в двух-
лопастной растворомешал.ке емкостью 1500 л. Формование и
пропаривание панелей выполняются в 52 пропарочных камерах
конструкции проф. Семенова Л. А. размером каждая в плане
4x4 м и глубиной 70 см. В камере установлено по одной метал-
лической форме-стенду с откидной бортоснасткой. Доводка изде-
лий осуществляется на специальных кассетах-тележках (рис. 21).
Полигон оборудован двумя башенными кранами грузоподъем-
ностью 5 т, один из них предназначен для формовки изделий,
другой — для погрузки готовых панелей на автотранспорт.
Технологический процесс изготовления панелей организован
по схеме, приведенной на рис. 22. Исходные материалы — зола,
цемент — привозятся автомобилями-цементовозами. Доставлен-
ные в цех приготовления раствора зола, известь и цемент под-
нимаются элеватором в трехсекционный бункер и дозируются в
дозаторе по весу полуавтоматически (с погрешностью в 2—3%).
В этих же объемах наблюдается отклонение объемного веса го-
товых изделий от заданного. Газообразователем служит непро-
каленная алюминиевая пудра марки ПАК-3; она используется
в виде водной суспензии. Технология приготовления суспензии
непроналенной алюминиевой пудры заключается в следующем.
На 1 кг пудры берется 20 л воды и 0,5 л смолосапонинового
пенообразователя (могут применяться и другие поверхностно-
активные вещества: пенообразователь ГК, сульфитно-спиртовая
барда). Суспензия вместе с другими материалами загружается
в двухлопастную растворомешалку емкостью 1500 л. После
тщательного перемешивания смеси готовая бетонная масса
44
Рис. 20. Общий вид полигона по производству наружных
стеновых газозолобетонных панелей
Рис. 21. Кассеты-тележки для перевозки и доводки
отформованных газозолобетонных панелей
Автотранспортом
Рис. 22. Технологическая схема производства газозолобе-
тонных панелей
выгружается в кюбель башенным краном и подается к месту
формования.
Перед формованием производится смазка бортов формы от-
работанным машинным маслом, а ее дна и крышки — известко-
вым молоком. Формовка начинается с укладки’ арматуры. За-
кладные части и арматуру до установки в форму покрывают ан-
тикоррозийным составом — смесью цементного теста, казеина и
нитрата натрия или цементно-битумной пастой (по рекоменда-
ции лаборатории коррозии НИИЖБ). Процесс покрытия произ-
водится в ванне с раствором, после чего металл сушится. Для
армирования панелей применяются сварные сетки из холодно-
тянутой проволоки диаметром 5 мм и стержни диаметром 16 мм.
Заливка формы осуществляется в пропарочной камере, при-
чем масса заливается с учетом заполнения формы точно на 80%
ее высоты. Сразу же после заполнения форма накрывается
крышкой с креплением ее к форме восемью болтами. Пропарка
производится при оптимальном термовлажностном режиме,
установленном опытными исследованиями (табл. 13).
Таблица 13.
Режим пропарки газозолобетонных панелей
Циклы пропарки Продолжительность прогрева в час. при температуре
89-90° 95-100°
Подъем температуры 3 3
Изотермический прогрев 12 9
Остывание 3 3
Как видно из таблицы, общий цикл термовлажностной обра-
ботки панелей составляет 15—18 час. и зависит от температуры
прогрева. При пропаривании изделий необходимо особое внима-
ние обращать на равномерность прогрева панели по толщине.
С этой целью на дне камеры под формы устанавливаются под-
ставки высотой 15 см для облегчения доступа пара под форму.
После окончания пропарки камеры открываются и с форм
снимаются крышки. Затем одна сторона формы поднимается на
50—60 см от дна камеры и фиксируется в таком положении.
Съем панели производится при откинутых бортах формы из ее
наклонного положения, чтобы при съеме не обломать ребер.
Снятые панели башенным краном устанавливаются на специаль-
ные кассеты-тележки, которые лебедками закатываются в цех
доводки. Здесь у панелей ремонтируют отколы ребер, если они
получились при неосторожном съеме с форм, устанавливают
дверные и оконные блоки, подоконные доски, отделывают оцин-
кованным или покрашенным железом сливы. Толщина наруж-
ных стеновых панелей равна 30 см. Фактурный слой по суще-
47
ству отсутствует. Его заменяет уплотнение структуры на по-
верхности изделия, образовавшееся вследствие прикрытия форм.
Для получения однородного цвета все панели в цехе доводки с
наружной стороны затираются раствором на извести. В случае
необходимости ремонт и затирка наружных панелей с внутрен-
ней стороны производятся только раствором на цементе.
Строгое соблюдение подобной технологии необходимо, имея
в виду высокую паропроницаемость и водопоглощение газозоло-
бетона. Если стены здания снаружи не имеют влагонепроницае-
мого покрытия, то водяные пары свободно выходят наружу.
Влага мигрирует от теплой к охлаждаемой поверхности. Цемент-
ная затирка с внутренней стороны препятствует проникновению
влаги из воздуха внутрь панели, а та влагая, которая просочи-
лась, имеет свободный выход через пористую известковую за-
тирку. Несоблюдение этого важного правила приводит к тому,
что поступающая изнутри в стену влага конденсируется и задер-
живается возле слоя плотной затиркой, не выходя наружу. Насы-
щенный влагой слой, прилегающий к наружной затирке, в хо-
лодное время года подвергается многократному замерзанию и
оттаиванию. Вследствие низкой морозостойкости газозолобетона
эта прослойка быстро разрушается, образуя трещины и отпада-
ние фактурного слоя.
Здесь следует отметить, что газозолобетонные панели яв-
ляются однослойными и однородными по своей структуре. В та-
ких панелях нет «мостиков холода», возможность расслоения
изделий или нарушения теплоизоляционных качеств ,в процессе
эксплуатации исключается.
При освоении полигона было опробовано изготовление пено-
золобетонных панелей, однако это оказалось невыгодным. При
изготовлении пенозолобетонных панелей общий цикл их обра-
ботки составляет практически двое суток, тик как предвари-
тельная выдержка производится на тех же стендах (без вклю-
чения пара). При переходе на газозолобетон общий цикл обра-
ботки составляет меньше суток. Кроме того, стоимость материа-
лов для изготовления 1 jh3 пенозолобетона равна 7 р. 17 к., а га-
зозолобетона— только 5 р. 27 к. Невыгодность использования
панелей из пенозолобетона подтверждается данными
табл. 14.
Челябинские строители совместно с учеными продолжают ра-
ботать над дальнейшим усовершенствованием производства га-
зо- и пенозолобетонных панелей. В частности, ведутся исследо-
вания по снижению расхода цемента, уменьшению усадочных де*
формаций в панелях, укрупнению и хдо размеров на две комнаты
и более, расширению области применения газо- и пенозолобетона.
Так разработаны составы и методы изготовления теплоизоля-
ционных плит из газозолобетона для покрытия промышленных
зданий.
48
Таблица 14
Технико-экономические показатели наружных газозолобетонных
и пенозолобетонных панелей
Типы панелей Эскиз (размеры в мм) Панели из газозолобетона Панели и» пенозолобетона
марка бетона в кг1см3 объем панели в м3 расход стали в кг вес панели в кг марка бетона в кг/см3 объем панели в м3 расход стали в кг вес панели в кг
после термо- обработки сухой после термо- обработки сухой
2 3 4 5 6 7 8 9 10 11 12
НП-1 1230 2690 I 0901 1890 50 1,48 27,92 (8) 1950 1300 50 1,48 27,92 («) '500 1296
НП-2 I I25U\_ 2890 50 1,93 34,43 (8) 2380 1680 50 1,93 34,43 (8) 2100 1207 1682
2890
НП-Зл и НП-Зп 0692 50 1,09 31,87 (6) 1355 960 50 1,09 1,06 31,37 (6) 895
2890
НП-4 50 1,06 12,23 1285 910 50 12,23 1110 2380 880
1 | 0901 | I29Q
2890
НП-5 50 2,2 25,08 2680 1900 50 50 2,2 25,08 1895
«м 1050 1О9О\
2890
НП-7 50 1,75 33,33 (8) 2160 1530 1,75 33,33 (8) 1930 1526
1 1 1890 2890
10 обозначают вес
панелей.
Примечание. Цифры в скобках в графах 5 и
стали, идущей на дополнительное армирование углов
4— В. Н. Шабурников
40
ОРГАНИЗАЦИЯ И ПРОИЗВОДСТВО РАБОТ
НА КРУПНОПАНЕЛЬНОМ СТРОИТЕЛЬСТВЕ
Подготовительные работы
Строительство крупнопанельных жилых домов осуществляет-
ся методом непрерывного потока на основании технологических
правил, разработанных трестом Челябметаллургстрой. Общий
поток в технологических правилах расчленен на отдельные по-
токи для выполнения следующих работ: подготовительные ра-
боты, возведение подземной части зданий, возведение надземной
части зданий, послемонтажные отделочные работы.
Подготовительные работы включают инженерную подготовку
и общеплощадочные строительные работы. В период инженер-
ной подготовки магистральные коммуникации водопровода, ка-
нализации, газопровода, теплофикации и др. прокладываются
до начала застройки микрорайона, а внутриквартальные комму-
никации—одновременно с отрывной котлованов под здания.
На геодезической разбивке зданий применяется метод уп-
равления Жилстрой-3—сноски осей в котлован. Вместо инвен-
тарной деревянной обноски по углам котлована вбиваются
четыре металлических штыря почти заподлицо с землей для
закрепления от оси здания по периметру и два таких же штыря
по торцам котлована для сноски оси средней продольной стены
здания. Такой метод разбивки является более надежным в ус-
ловиях использования гусеничных и автомобильных кранов на
монтаже элементов подземной части зданий.
Особое внимание уделяется завозу и раскладке материалов
и конструкций на площадке в соответствии с графиком произ-
водства работ и строительным генеральным планом.
Для выполнения строительно-монтажных работ стоимостью
в 1 млн. руб. на крупнопанельном строительстве требуется
около 45 тыс. т материалов, деталей и конструкций. Таким об-
разом, трестом Челябметаллургстрой для обеспечения плана
1961 г. было перевезено 6930 тыс. т строительных грузов. При
этом транспортные расходы составили 6—7% от сметной стои-
мости общестроительных работ, а в общем балансе строитель-
ства— около 17%.
Для сокращения транспортных расходов челябинские строи-
тельные организации провели работы не только по уменьшению
веса зданий за счет применения легких бетонов в конструкциях,
но и обеспечили рациональное использование транспортных
средств.
Трестом Челябметаллургстрой в первую очередь применяется
железнодорожный транспорт, как более экономичный, для до-
ставки из карьеров и отвалов щебня, песка и доменного шлака
на расположенные компактно производственные предприятия.
Перевозки строительных грузов автомобильным транспортом
50
централизованы в Челябинске с 1959 г. Для избежания холо-
стых пробегов автомобилей строительные организации ввели
продуманные транспортные схемы с предусмотренными в них
наиболее рациональными маршрутами внутригородских пере-
возок. На эти маршруты отпускаются средства в первую оче-
редь для постройки новых и ремонта существующих дорог.
Широкая .номенклатура перевозимых строительных грузов
вызывает необходимость применения разнообразного подвиж-
ного состава. Так, для перевозки панелей ^наружных стен и гип-
соопилочных перегородок в вертикальном положении широко
используется универсальный полуприцеп-панелевоз (рис. 23).
Он имеет раму, сваренную из двухтавровых балок № 22а.
Рис. 23. Универсальный полуприцеп-панелевоз с тягачом
ЗИЛ-ММЗ-164Н
Рама соединена передней частью с автомобилем через разъ-
емный шкворень. Задняя ось подвешена к раме с помощью
продольных полуэллиптических рессор с дополнительными рес-
сорами, для чего использована подвеска заднего моста автомо-
биля ЗИЛ-150. Кассета для установки панелей изготовлена из
швеллера № 14а. Во избежание смещения панелей при пере-
возке их опорные части находятся в одной горизонтальной
плоскости. Пол кассеты, на который опираются панели, настлан
досками, чтобы предотвратить разрушение изделий о металл.
Между панелями вставляются вертикально прокладочные
бруски толщиной 30 мм и размещаются на одинаковом расстоя-
нии от центра тяжести панелей.
Панели в кассете закрепляются пятью парами зажимных
стоек, а вверху каждая пара соединяется .накидными барашко-
выми винтами.
4*
51
Техническая характеристика полуприцепа
Грузоподъемность при перевозке пане-
лей тягачами:
ЗИЛ-120Н или ЗИЛ-ММЗ-164Н . . 7 т
МАЗ-200В...................... 12 .
Вес.................................. 3,5 „
Габаритные размеры:
длина............................... 9734 мм
ширина......................... 2280
высота......................... 3140
Максимальная длина перевозимых па-
нелей ... .... .... 6500 „
Погрузочная высота ... 3140
Минимальный радиус поворота панеле-
воза ............................. 13 м
Колея............................. 1740 мм
Размер шин..........................10—20 дюймов
Клиренс.............................. 277 мм
Широкое распространение получил специализированный по-
луприцеп-панелевоз, предназначенный только для перевозки на-
ружных стеновых панелей (рис. 24). Этот полуприцеп имеет
сварную укороченную раму из швеллера № 30, которая передней
частью опирается через поворотное устройство на раму тягача,
а задней — через рессоры на ось полуприцепа. На торцах рамы
приварены четыре стойки из швеллера № 16а. По верху стоек
прикреплена рама-кассета. В поперечных связях рамы имеются
пазы, по которым в поперечном направлении перемещаются две
продольные прижимные балки. Перемещение балок обеспечи-
вается винтовыми штурвалами.
Опорная площадка рамы панелевоза 'выстлана деревянным
настилом. По настилу прибиты деревянные брусья для образо-
вания пазов, в которые устанавливаются две панели. Панели
в вертикальном положении закрепляются прижимными бал-
ками. Благодаря значительной толщине однослойных наруж-
ных панелей последние при транспортировании не нуждаются
в специальных амортизационных устройствах. Грузоподъемность
панелевоза равна 10 т, радиус поворота 13 м, собственный вес
3 т.
Предприятия Челябинского совнархоза разработали и изго-
товили в массовом порядке для строек области безрамные уни-
версальные полуприцепы-панелевозы, более совершенные по
своему конструктивному решению в сравнении с приведенными
на рис. 23 и 24 полуприцепами. Новые полуприцепы-панелевозы
могут быть использованы не только для перевозки крупноразмер-
ных панелей и перегородок, но и других грузов (кирпича в кон-
тейнерах, ящиков со стеклом, дверных и оконных блоков и т. п.).
Основой безрамного универсального полуприцепа-панелевоза
(рис. 25) является несущая стальная труба, выполняющая роль
рамы и воспринимающая все тяговые и тормозные усилия. Несу-
щая труба передним концом опирается на козловое опорно-пово-
52
ротное устройство с шаровым пальцем и амортизаторами, а зад-
ним концом на такое же козловое опорное устройство, установ-
ленное на прицеп-роспуск. Панели и другие грузы укладываются
Рис. 24. Специализированный полуприцеп-панелевоз с тягачом ЗИЛ-ММЗ-164Н
Рис. 25. Безразмерный универсальный полуприцеп-панелевоз с тягачом
МАЗ-200В
на специальные площадки по обеим сторонам (несущей трубы.
Панели закрепляют продольной стальной балкой, свободно пере-
двигающейся по двум наклонным направляющим с помощью
штурвала. Такое свободное перемещение балки обеспечивает
53
надежное крепление любых по высоте перевозимых конструкций.
Погрузочная высота полуприцепа составляет 0,6—0,9 м, что поз-
воляет использовать для погрузки автомобильные краны с не-
большой высотой подъемд груза. Конструкция безрамного полу-
прицепа-панелевоза имеет небольшую по величине амплитуду
колебаний, необходимую для исключения перекоса при пере-
возке крупных изделий — гипсоопилочных перегородок, застек-
ленных оконных и дверных блоков.
Техническая характеристика
безрамного универсального
полуприцепа-панелевоза
Грузоподъемность...................... 16 т
Тип тягача.......................... МАЗ-200В
Вес.............................. 3000 кг
Габаритные размеры:
длина ........................• . . . • 11000 мм
ширина....................• ... 2600 „
высота............................... 2600 »
Клиренс.................................. 500 »
Расстояние от оси шкворня до оси колес
тягача .................................. 1500 „
Полезная площадь грузовой площадки . . 11 д2
Колея................................. 1920 мм
Рис. 26. Деревянные кассеты для хранения гипсоопилочных
прокатных перегородок
Приобъектное складирование изделий организуется отдель-
но для возведения на подземную и 1надзем.ную части здания.
Поскольку панели крупнопанельного дома серий ТКБ-3 и ТКБ-4
имеют значительную площадь опоры (толщина наружных стен
40 см, внутренних — 30 см), для их складирования не требуется
сложного инвентаря, как это предусмотрено для тонкостенных
конструкций. Для хранения стеновых панелей в вертикальном
положении применяются металлические кассеты простой кон-
54
струкции, изготовленные на ремонтно-механическом заводе
треста Челябметаллургстрой. Конструкция кассет позволяет из-
влечь требуемую панель без перегрузки остальных. Панели ме-
ждуэтажных перекрытий складируются в горизонтальном поло-
жении на инвентарных прокладках, уложенных под опорные
плоскости изделий.
Особое внимание уделяется организации складирования
крупноразмерных гипсоопилочных межкомнатных прокатных
перегородок, так как эти изделия являются непрочными и при
неосторожном обращении ломаются. Трестом Челябметаллург-
строй изготовлены инвентарные деревянные кассеты для при-
объектного хранения перегородок (рис. 26). Опыт показал, что
для легких прокатных перегородок деревянные кассеты вполне
применимы, их надежность и долговечность удовлетворительны.
Производство работ по возведению подземной части зданий
Возведение подземной части зданий занимает значительную
долю в общем комплексе работ по крупнопанельному строитель-
ству и составляет в тресте Челябметаллургстрой более 12% от
общей стоимости строительно-монтажных работ 1960 г. Резервы
снижения стоимости и трудовых затрат на этих работах велики.
Для более полного использования резервов и в целях дальней-
шей индустриализации монтажные работы по возведению под-
земной части зданий выделены в самостоятельный цикл. Четкое
и поточное осуществление работ данного цикла оказывает боль-
шое влияние на ритмичность выполнения последующего монтажа
надземных частей зданий.
Возведение подземной части зданий возложено на управле-
ние Жилстрой-3 с субподрядными организациями Земстрой,
Желдормостстрой и Водоканалстрой-2 треста Южуралспец-
строй, которые обеспечивают также инженерную подготовку и
'благоустройство территории на строительстве.
Управление Жилстрой-3 выполняет работы комплексными
бригадами. Передовой из них, завоевавшей звание коллектива
коммунистического труда, является бригада И. С. Ордина.
Бригада имеет 22 рабочих и состоит из трех монтажных звеньев,
работающих в три смены. В каждое монтажное звено входят: два
монтажника, электросварщик и такелажник. Кроме того, в
бригаду входят резервное монтажное звено на случай очеред-
ных отпусков, невыхода на работу рабочих основных звеньев
по уважительным причинам и разнорабочие для выполнения
подсобных работ (расшивка швов, сверление отверстий и др.).
На монтаже элементов подземных частей здания применя-
ются гусеничные или пневмоколесные краны грузоподъемностью
Юте учетом ширины здания, веса и размеров фундаментных и
цокольных блоков, перегородок и плит перекрытий подвала.
55
Перед началом монтажа проверяется исправность такелаж-
ных приспособлений, мастер знакомит членов монтажного
звена и бригадира с предстоящей работой. В обычном порядке
находится угловая точка пересечения осей продольной и тор-
цовой стен здания, монтируется первая угловая фундаментная
подушка и выравнивается по отметке. Затем в котловане натя-
гивается шнур параллельно продольной оси здания, фиксирую-
щий линию обреза подушек с внутренней стороны. Эта линия
служит направляющей для монтажа фундаментных подушек.
Для того чтобы не ошибиться по высоте, по оси стены через
каждые 8—10 м забиваются тонкие колышки, на которых сде-
ланы отметки, указывающие уровень верха фундаментной по-
душки. Делается это так: укладывается следующая подушка,
на риски отметок соседних кольев натягивается шнур, по кото-
рому определяется положение подушки по вертикали. Если ни-
же— подушка поднимается, производится подсыпка песка или
каменной мелочи и снова устанавливается на прежнее место.
Если выше — производится срезка земли. Так последовательно
монтируются подушки по всему периметру и внутренним стенам
здания.
Монтаж фундаментных блоков начинается со стороны, вдоль
которой в последующем устанавливается башенный кран для
строительства надземной части здания. По рабочим чертежам
намечаются места оконных и дверных проемов, отверстий в фун-
даменте и т. д. После укладки фундаментных подушек по их
поверхности расстилается выверенный горизонтальный слой
раствора и по нему расстилается гидроизоляционный слой из
толя и руберойда.
Монтаж стен фундамента ведется в следующем порядке. На
выверенной плоскости делается разбивка осей и устанавлива-
ются угловые блоки. Кроме того, по длине стены через каждые
10—15 м устанавливаются еще отдельные блоки с полной вы-
веркой, но не на растворе. Эти блоки служат маяками при даль-
нейшем монтаже фундамента.
Такелажник, находясь у штабеля блоков, обеспечивает
бесперебойную строповку блоков нужных марок, требующихся
для работы монтажников. Одновременно такелажник принимает
раствор, привезенный на объект самосвалами и по мере на-
добности краном подает его в ящиках-контейнерах на рабочее
место.
Выравнивание неточно уложенного блока производится таке-
лажными ломиками. Во время подачи очередного блока один из
монтажников кувалдой загибает монтажные петли уже уста-
новленного блока, а другой помогает заливать торцовые пазухи
раствором и производят расшивку швов. При кладке стен под-
вала из блоков обязательно соблюдается перевязка между на-
ружными и внутренними стенами.
56
Одновременно 'С монтажом фундаментов монтируются сбор-
ные железобетонные приямки и лестничные марши в подвале.
Фундаменты и цоколь монтируют гусеничным краном, кото-
рый двигается вокруг котлована. Перед монтажом перекрытия
производятся все работы в подвале: уборка, устройство пола,
перегородки и т. д. Следующим заходом кран монтирует пе-
рекрытие над подвалом. После монтажа перекрытия в техни-
ческом подполье монтируются внутренние сети отопления, га-
зоснабжения, водоснабжения, канализации, а также ведется ус-
тройство вентиляции подвального помещения.
Обратная засыпка пазух котлована производится с тщатель-
ным уплотнением грунта после устройства вертикальной гидро-
изоляции стен подвала.
Закончив монтажом одну сторону, гусеничный кран переходит
«а другую сторону здация, а на освободившейся стороне бригада
базы механизации треста Челябметаллургстрой приступает к
устройству путей для башенного крана.
После того как звено монтажников приступило к монтажу
подвального перекрытия, остальные члены бригады перевозят
контору, инструменты и приспособления на другой объект и
ведут там необходимую подготовку выполнения работ по нуле-
вому циклу.
Комплексная бригада монтажников И. С. Ордина обеспечила
рост производительности труда на 130% и довела среднюю ме-
сячную заработную плату рабочего в бригаде до 108 руб. Вы-
полнение работ комплексными бригадами повысило производи-
тельность труда в управлении Жилстрой-3 ,на 149% и довело
выработку на одного работающего в год с 6216,3 до 9257,7 руб.
за последние шесть лет. Применение индустриальных методов
дало сокращение сроков монтажа подземных частей зданий и
снизило накладные расходы управления.
Производство работ по возведению надземной части зданий
Возведение надземных частей зданий осуществляется управ-
лением Жилстрой-1 после приемки выполненных работ управ-
лением Жилстрой-3 по акту (приложение 1). В акте указыва-
ются название и качество работ и дается перечень недоделок по
объекту. При решении спорных вопросов между управлениями
арбитром является заместитель главного инженера по жилищ-
ному строительству.
Основной производственной единицей в управлении Жил-
стр'ОЙ-1 является комплексная бригада. На каждую бригаду
возложено производство полного цикла работ по монтажу над-
земной части здания без отделки. Особенность бригады заклю-
чается в том, что она состоит из рабочих, имеющих две-три.
смежные специальности. Такой состав по специальности обеспе-
57
чивает бригаде выполнение работ при небольшом числе рабо-
чих с хорошей технической и организационной подготовкой.
Численный и квалификационный состав одной из комплексных
бригад (бригадир Д. Л. Ау) приведен в табл. 15.
Таблица 15
Состав комплексной бригады монтажников
по специальности и квалификации
Специальности Количество рабочих по разрядам , Всего рабочих в бригаде
2-й I 3-й 4-й 5-й
Каменщики 13 3 1 7 24
Монтажник - 1 — — 1
Такелажники -— 3 — — 3
Сварщик — 1 — — 1
Всего 13 8 1 7 29
Овладение членами бригады смежными специальностями
обеспечивает им четкое выполнение смежных графиков работ
в результате улучшения маневренности бригады и взаимоза-
меняемости любого рабочего. Прекратились случаи простоев из-
за невыхода на работу отдельных членов бригады.
Работы в бригаде производятся с помощью типовых Ком-
плектов рационализированных ручных инструментов и специ-
альных монтажных приспособлений: угловых струбцин для вре-
менного крепления угловых панелей, подкосов со скобой для
временного крепления рядовых панелей и перегородок. Осо-
бенно удачно организована подача раствора на рабочие места.
Раствор, приготовленный на центральном бетонно-рдствор-
ном заводе автосамосвалами, доставляется к строящемуся дому
и выгружается в контейнеры конструкции рационализатора
треста Челябметаллургстрой А. В. Киселева. Обычно при до-
ставке раствора на стройку его перегружают в металлические
бункера с секторными затворами — «туфельки». Отсюда, по мере
необходимости, он поступает в растворные ящики и подается
башенным краном на рабочие места. Предложенный А. В. Кисе-
левым тип контейнера (рис. 27) имеет целый ряд преимуществ
по сравнению с обычным: исключает промежуточные бункера,
на которые ранее затрачивалось много металла и труда; обес-
печивает разгрузку автосамоовала непосредственно в четыре
контейнера, установленные вплотную друг к другу; устраняет
необходимость в перегрузке раствора из бункера-туфельки в кон-
тейнеры и уменьшает потери раствора. Предложенный А. В. Ки-
селевым тип контейнера стал единственным типом на граждан-
ском строительстве треста Челябметаллургстрой.
58
Работы в комплексной монтажной бригаде организуются
следующим образом. В первую смену выходят рабочие монтаж-
ного и подготовительного звеньев. Монтажники выполняют мон-
таж наружных и стеновых панелей, межкомнатных перегородок,
отопительных панелей, санитарно-технических блоков и пане-
лей междуэтажных перекрытий. Перед установкой панелей
устраиваются «постели» из цементного раствора, а после уста-
новки производится сварка стыков закладных металлических
элементов с уборкой временных креплений.
Подготовительное звено замоиоличивает все швы и стыки,
промазывает и расширяет наружные швы стеновых панелей, кре-
пит перегородки ,в соответствии с проектным положением, заде-
Рис. 27. Бесперегрузочные контейнеры для приемки раствора
лывает узлы примыкания внутренних панелей и перегородок к
наружным стеновым панелям. На это же звено возлагаются ра-
боты по звукоизоляции и засыпке шлаком междуэтажных пере-
крытий, установка ограждений лестничных маршей и балконов,
устройство подкрановых путей для башенного крана на следую-
щем объекте, а в зимнее время очистка от снега строительной
площадки и рабочих мест.
Монтаж конструкций осуществляется по всему этажу здания
в следующей последовательности. Сначала устанавливаются уг-
ловые панели, между ними натягиваются контрольные шнуры,
затем монтируются все панели торцовых и продольных наруж-
ных стен. Перед установкой панели в проектное положение очи-
щается опорная поверхность и расстилается слой раствора.
Поданная панель, подвешенная к крюку крана, направляется
монтажными ломиками, ставится и выверяется по уровню и от-
весу, затем временно закрепляется. Для надежной устойчи-
вости, помимо монтажного соединения смежных панелей элект-
59
росваркой закладных частей (не более чем через одну панель),
последние временно раскрепляются инвентарными металличе-
скими подкосами (рис. 28, а).
По ходу монтажа панелей наружных продольных стен уста-
навливается по одной поперечной внутренней панели, примы-
кающей к наружным стенам. Угловые панели крепятся между
собой угловыми струбцинами (рис. 28,6).
После наружных стен монтируются панели внутренней про-
дольной стены, панели стен лестничных клеток и остальные па-
нели внутренних стен. Внутренние стеновые панели временно
раскрепляются с помощью металлических распорок (рис. 29).
Следующим этапом монтажа является установка отопительных
Рис. 28. Приспособления для временного закрепления наружных
стеновых панелей и замоноличивания стыков
а—крепление продольной панели подкосом; б—крепление угловых панелей
угловой струбциной; в—замонолнчивание стыка панелей с помощью инвен-
тарной опалубки
панелей, межкомнатных перегородок и панелей перегородок са-
нитарно-технических узлов. К началу монтажа следующего эта-
жа должны быть смонтированы панели междуэтажных пере-
крытий, конструкции площадок и маршей лестничных клеток.
Замоноличивание вертикальных стыков наружных стеновых
панелей производится в период монтажа междуэтажных пере-
крытий двумя способами. По первому способу стыки замоноли-
чиваются шлакобетоном марки 75, из которого изготовлены на-
ружные стеновые панели. Для этого с перекрытия устанавли-
вается специальная инвентарная металлическая опалубка
(рис. 28, в), имеющая приемный раструб для бетона. Замоноли-
чивание шва производится сверху с послойным штыкованием
во время укладки. Время распалубки определяется в зависи-
мости от времени года, жесткости бетона и степени его уплот-
ненности. Как правило, производится немедленная распалубка.
При втором способе стык заделывается трепельным кирпичом
60
марки 75 на растворе марки 50. Горизонтальное стыкование
обеспечивается установкой панелей на теплый раствор. Марка
раствора принимается в зависимости от времени года.
Расшивка швов наружной поверхности стен производится
подготовительным звеном с подвижной люльки после оконча-
ния монтажа панелей. Швы сначала законопачиваются анти-
септированной паклей, затем замазываются раствором на цвет-
ном цементе. Составы растворов подбираются по согласованию
Рис. 29. Временное раскрепление внутренней стеновой
панели с помощью подкосов-распорок
с архитектором. Устройство красивых выразительных наруж-
ных швов, ассоциирующихся по цвету с наружными панелями,
создает монументальность фасада здания.
Балконы монтируют после установки стеновых панелей и
устройства перекрытия этажа. Балконная плита опорной частью
укладывается на многопустотную панель перекрытия и скреп-
ляется с ней и стеновой панелью сввркой по закладным де-
талям.
Пространственная жесткость здания обеспечивается связью
стеновых панелей между собой и с панелями перекрытий на
электросварке по закладным деталям. Закладными деталями
61
'панелей перекрытий, связывающих их со стеновыми панелями,
являются монтажные петли. После монтажи панели перекрытия
петля кувалдой пригибается и к ней приваривается пластина,
в свою очередь уже приваренная к закладной части наружной
стеновой панели (рис. 30).
Карниз здания устраивается из плоских плит или блоков.
Монтаж карниза плоской крыши начинается с торца здания. Од-
новременно производится монтаж вентиляционных блоков. В за-
висимости от принятой конструкции карниза осуществляется его
крепление с наружными стенами здания.
Рис 30. Соединение панели междуэтажного перекрытия со сте-
новыми панелями электросваркой по закладным деталям
Общим для всех способов служит крепление карниза с по-
мощью анкеров. Анкеры устанавливаются на опорные площадки
наружных стеновых панелей в местах, предусмотренных проек-
том (рис. 31). После установки анкера монтируется панель
междуэтажного перекрытия, которая ложится на опорную пло-
щадку стеновой панели и своей тяжестью прижимает приварен-
ную к нижнему концу анкера квадратную пяту. Верхний конец
анкера с резьбой выступает из зазора между четвертью наруж-
ной стеновой панели и панелью перекрытия. При установке
карнизной плиты два анкера проходят через сквозные отверстия
в ней. Надежное соединение карнизной плиты с наружной сте-
ной обеспечивается гайками, навертываемыми на выступающий
стержень анкера.
Мягкая кровля устраивается комплексной бригадой по воз-
ведению надземной части здания.
62
и
Узкая специализация управления Жилстрой-1, организация
производство работ по технологическим правилам, ис-
пользование комплексных
бригад обеспечили повы-
шение производитель-
ности труда и снижение
стоимости строительства.
За последние шесть лет
выработка увеличилась в
среднем на 220%. В пере-
довых бригадах, 'напри-
мер тов. Сахнова в со-
ставе 18 человек, выра-
ботка на одного рабочего
составила 26 033 руб. в
год, а средняя месячная
заработная плата рабо-
чего — 109 руб.
Повышение уровня ме-
ханизации и сбор'ности,
сокращение сроков строи-
тельства и другие органи-
зационно-технические ме-
роприятия позволили уп-
равлению Жилстрой-1
обеспечить резкое сниже-
ние стоимости строитель-
ства за счет сокращения
накладных расходов на
0,4% по сравнению с
планом.
Рис. 31. Анкер для соединения карнизных
панелей совмещенной крыши с перекры-
тием последнего этажа
Производство послемонтажных отделочных работ
В жилищном строительстве отделочные работы являются
наиболее трудоемкими. Удельный вес затрат труда только на
штукатурные, малярные работы без учета устройства полов и
встроенной мебели составляет около 35% от общей трудоем-
кости возведения здания.
На крупнопанельном строительстве треста Челябметаллург-
строй в результате использования панелей с гладкой ровной по-
верхностью применяется тонкая однослойная штукатурка тол-
щиной 8—10 мм или затирка. Гипсовая сухая штукатурка стала
невыгодной, и ее удельный вес в общих объемах штукатурных
работ резко уменьшился, что видно из данных табл. 16.
Отделкой зданий занимается управление Жилстрой-2 после
приемки выполненных работ управлением Жилстрой-1 по акту
(приложение 2). В акте указываются состояние объекта в от-
63
Таблица 16
Производство штукатурных работ в тресте Челябметаллургстрой за 1954—1960 гг.
Виды штукатурных работ и их показатели Единица и.мерения Годы
1954 1955 1956 1957 1958 1959 I960
Мокрая улучшенная и однослой-
ная штукатурка М2 602 156 518271 417 600 449 640 587 400 642 728 769 700
Трудоемкость чел.-день 68 234 58 233 45 789 47 545 61 176 59 349 67 492
Средняя выработка на 1 чел.-день .И2 8,85 8,9 9,12 9,46 9,6 10,8 11,4
Сухая штукатурка • — 101 539 214 000 261 286 305400 340 892 167 372
Трудоемкость чел.-день — 7 994 9 554 9 677 10121 12 390 6130
Средняя выработка на 1 чел.-день Л2 — 12,7 22,4 27 27,25 27,5 27,3
Всего выполнено штукатурных ра-
бот 602 156 619810 631 600 711 050 892 800 983 620 937 072
Трудоемкость общая . . чел.-день 68 234 66 22 55 343 57 222 73 420 71 420 74 622
Средняя выра'отка на одного
штукатура л2 8,85 9,4 11,41 12,43 12,16 13,7 12,6
ношении подготовки для отделочных работ и перечень недоде-
лок. Здание может приниматься полностью или частями по сек-
циям и этажам. В последнем случае работы по отделке орга-
низуются одновременно с управлением Жилстрой-1. В приемке
объекта участвуют представители обоих управлений — началь-
ники участков и производители работ, при этом присутствуют
мастера и бригадиры.
Отделочные работы в управлении Ж.илстрой-3 производятся
комплексными бригадами. На каждую бригаду возложено вы-
полнение всего отделочного цикла: монтаж механизмов верти-
кального транспорта; настилка полов, заполнение дверных и
оконных проемов, устройство встроенных шкафов; штукатур-
ные и малярные работы; монтаж внутренних инженерных сетей
и оборудование санитарно-технических узлов, кухонь и ванн. По-
следние работы ведутся специальными бригадами субподрядных
строительных организаций.
Опыт последних лет подтвердил целесообразность использо-
вания комплексных бригад на выполнении основных и вспомо-
гательных операций технологического процесса отделки зданий.
Оптимальный состав бригады 35—40 человек. Бригада разби-
вается на звенья — «парь!» и «тройки». В каждой паре и тройке
имеется звеньевой из числа рабочих более высокого разряда.
Звеньевой является ответственным за работу и одновременно
выполняет наиболее сложные операции рабочего процесса.
В комплексной бригаде нет подготовительных и вспомога-
тельных звеньев. В парах и тройках рабочие выполняют наряду
с основными и вспомогательные работы. Опыт показывает, что
при нынешнем уровне механизации и квалификации отделочни-
ков подготовительные и сопутствующие операции занимают
немного времени. Зато отсутствие подсобного рабочего обес-
печивает звену полный фонд заработной платы за проделанный
объем работы. Примерный состав такой комплексной бригады
(бригадир Ф. К. Валявин), являющейся коллективом коммуни-
стического труда, приведен в табл. 17.
Таблица 17
Состав комплексной бригады отделочников
по специальности и квалификации
5— В. Н. Шабурников
65
Комплексная бригада с помощью мастера составляет гра-
фики для отдельных звеньев по видам работ на основании плана
управления и полученного производственного задания. Кроме
того, на дома серии ТКБ-3 и ТКБ-4 разработаны подробные
калькуляции трудовых затрат и заработной платы по прямым
сдельным расценкам на отделочные работы. Наличие кальку-
ляций значительно сокращает время по написанию нарядов и
позволяет мастеру уделять больше внимания производству.
Работы в бригаде обеспечиваются материалами на основании
лимитных карточек, заполняемых мастером и бригадиром. Та-
ким образом, коллектив комплексной бригады получает перед
работой детально разработанный и материально обеспеченный
график и наряд, дающие полное представление каждому члену
бригады о том, что надо делать, в каком объеме, какими меха-
низмами и к какому сроку закончить задание. Выполненные
объемы работы и трудовые затраты сравниваются с нарядом
и на основании полученных данных определяется рентабель-
ность хозяйственной деятельности бригады.
Для высокопроизводительной работы комплексная бригада
снабжается рациональными ручными инструментами, приспо-
соблениями и следующими механизмами:
подъемники для вертикального транспорта мате-
риалов .....................................2 шт.
малярный агрегат для водных окрасок...........1 »
компрессор....................................1 .
нагнетательный бачок..........................1 »
пистолет-распылитель..........................1 »
электрорубанок .............................. 1 .
электропила...................................1 ,
электродрель ............................... 1
пемзошлифовальный станок для шлифовки пола 1 .
паркетострогальный станок ................... 1 ,
электродолбежник..............................1 »
станок для шлифовки мозаичных полов .... 1 ,
Особого внимания заслуживает использование мачтового
подъемника грузоподъемностью 0,5 т для вертикального транс-
порта материалов вместо крана ДИП и блока, укрепляемого на
крыше. Этот подъемник предложили рационализаторы управле-
ния Жилстрой-2 А. А. Тольмер, А. Г. Бенц, В. Б. Келлер, С. И.
Курдюмов и В. П. Пискеев (рис. 32).
Основой подъемника является мачта квадратного сечения
длиной 19 м на всю высоту жилого здания, изготовленная
сваркой из угловой стали 45x45x5 мм. Для жесткости мачты
с одной из ее сторон к углам привариваются два швеллера №8.
Между швеллерами до сварки вставляется ползун с приварен-
ными к нему двумя горизонтальными консолями. На консоли
уложены направляющие с опорной площадкой для установки
контейнера с раствором. Контейнер удерживается на стойках с
66
Рис. 32. Мачтовый подъемник ти-
па Челябметаллургстрой
шарнирами и может поворачиваться вокруг оси на 90°. Ползун
перемещается по вертикали с помощью троса, перекинутого че-
рез блок в верхней части мачты и соединенного с электролебед-
кой мощностью 5 кет. Выгрузка раствора производится шту-
катуром после остановки груза на уровне заданного окна; для
этого контейнер вручную подтягивается в оконный проем, и рас-
твор сливается в ящик.
При подаче половых досок грузовая площадка подъемника
освобождается от контейнера. Подъемник весит 1,8 т, при пере-
возке разбирается на звенья длиной 3 м и одно звено 4 м. Мач-
товый подъемник принят в
тресте Челябметаллург-
строй как единственный ме-
ханизм, который быстро, про-
сто и надежно обеспечивает
подачу всех материалов,
необходимых для внутрен-
ней отделки здания. Годовая
экономия от внедрения толь-
ко одного подъемника со-
ставляет около 15 тыс. руб.
Одновременно с установ-
кой подъемника устраивает-
ся навес для складирования
листов сухой штукатурки
и лари для хранения цемен-
та. В специальном вагон-
чике размещается столярная
мастерская. В ней один
столяр изготавливает и вос-
станавливает мелкий шту-
катурный и малярный инс-
трументы, выполняет мелкие
столярные работы, совме-
щая одновременно функции
кладовщика.
В Жилстрое-2 установлено хорошее правило. Прежде чем
затребовать шпунтовые доски для полов, составляются карты
раскроя досок, по которым на деревообрабатывающем комби-
нате производится заготовка и комплектная подача их на строи-
тельную площадку. Карты раскроя обеспечивают экономию де-
ловой древесины и ускорение работы плотников.
Технологический поток производства отделочных работ, как
правило, начинается с верхнего этажа. Вначале плотники запол-
няют дверные проемы, встроенные шкафы, укладывают лаги под
полы. В зимнее время подключается отопление здания. !3атем
штукатуры наносят тонкий слой штукатурки, а в отдельных ме-
5*
67
стах ограничиваются затиркой и .расшивкой швов потолков. От-
делка потолков производится с переносных инвентарных столи-
ков. Устройство чистых деревянных полов и настилов полов ив
метлахских плиток производится сразу после штукатурных ра-
бот. Одновременно с этим навешиваются двери и убирается
строительный мусор. Вслед за штукатурами и плотниками сле-
дуют звенья маляров, заканчивая полный цикл отделочных ра-
бот.
Организация комплексных бригад, применение поточных ме-
тодов выполнения отделочных работ, внедрение комплексной
механизации и передовой технологии обеспечили повышение
производительности труда. Так, за последние шесть лет выра-
ботка на одного работающего в год выросла с 2721 до
3932,3 руб, или на 144%, а снижение накладных расходов по
управлению снизилось на 40,3 тыс. руб. в 1960 г.
ВНУТРЕННИЕ САНИТАРНО-ТЕХНИЧЕСКИЕ
И ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ В КРУПНОПАНЕЛЬНЫХ ДОМАХ
Производство санитарно-технических работ
Санитарно-технические работы в жилищном строительстве
выполняет трест Южуралсантехмонтаж. С развитием крупнопа-
нельного домостроения эти работы стали тормозом в сокращении
сроков строительства, так как монтаж систем водяного отопления
из мелких деталей занимает много времени.
Для ускорения монтажа санитарно-технического оборудова-
ния трест Южуралсантехмонтаж перешел в .1958 г. на изго-
товление бетонных отопительных панелей и санитарно-техни-
ческих блоков для домов серии ТКБ-3 и ТКБ-4, а также для
домов с газозолобетонными панелями. В 1960 г. была введена
первая очередь завода санитарно-технических изделий и они
прочно вошли в практику работ треста Южуралсантехмонтаж.
Отопление с использованием панелей вместо радиаторов яв-
ляется .прогрессивным в техническом и санитарно-гигиеническом
отношениях. Наблюдения показали, что по своим показателям
оно лучше обычного конвекционного и приближается к лучистой
системе отопления. При отоплении с применением панелей можно
установить сравнительно равномерную температуру ограждения
и вследствие этого обеспечить незначительные конвекционные
токи воздуха. Бетонные отопительные панели несколько улуч-
шают внутренний вид помещений и ускоряют монтаж систем
отопления.
Трест Южуралсантехмонтаж смонтировал в 1959 г. с ото-
пительными панелями 62,6, а в 1960 г. — 99,8 тыс. м2 жилой
площади и получил экономию только в 1960г. 26 тыс. руб. Та-
кое отопление с параметрами теплоносителя в 70—95° обеспе-
68
чивает снижение расхода чугуна на один 80-квартирный дом
до 9 т, однако количество расходуемых газовых труб увеличи-
вается.
Таблица 18
Сравнительные данные устройства систем отопления в домах
серии ТКБ-3 и ТКБ-4
Характеристика систем отопления Расход в кг Трудовые затраты в чел.-час. Стоимость отопления в руб.
металла труб заготовка монтаж
С чугунными радиа- торами С бетонными панеля- ми на перегретой воде 17168 4418 4179 4198 206,5 189,3 793,6 382,3 5390 2787
В целях экономии газовых
труб и снижения металлоем-
кости систем отопления разра-
ботано и внедрено на произ-
водстве отопление с бетонны-
ми панелями на параметрах
70—130°. Смонтированное ото-
пление на перегретой воде в
зданиях жилой площадью
20 тыс. м2 за первый квартал
1961 г. обеспечило значитель-
ную экономию сил и средств,
что видно из данных табл. 18.
На основе анализа фактиче-
ских затрат по данным табли-
цы общая экономия металла
составила 12 750 кг при незна-
чительном перерасходе труб в
19 кг, трудовые затраты на мон-
таже снизились более чем в
2 раза, получена экономия в
2603 руб. Таким образом, при
отоплении с бетонными пане-
лями на перегретой воде рас-
ход металла по весу составил
25,5% от системы с радиатор-
ным отоплением, стоимость
снизилась на 47% за счет
Рис. 33. Схема бетонной отопи-
тельной панели со змеевиком для
параметров теплоносителя 70—130°
/—край АКХ
снижения расхода металла и трудовых затрат на изготовление
и монтаж.
Панель отопления представляет собой строительную конст-
рукцию и применяется как обычная перегородка (рис. 33). В уг-
69
левых комнатах панель приставляется к наружным стенам.
Внутри бетонной панели замоноличивается трубная заготовка
из газовых труб, по которой проходит теплоноситель в виде
перегретой воды. Заготовка выполняется из газовых труб диа-
метром 20 мм на заводе санитарно-технических изделий.
Гнутье выполняется на приводных трубогибочных станках. Го-
товая трубная заготовка испытывается гидравлическим давле-
нием на 12,5 ати. Готовые заготовки поставляются на заводы
железобетонных изделий трестов, где укладываются в бетонную
панель. Все панели имеют одинаковые габаритные размеры и
маркировку с указанием типа трубной заготовки, уложенной в
панель.
Рис. 34. Трубный регистр бетонной отопительной панели для параметров
теплоносителя 70—95°
По конфигурации трубные заготовки отопительных панелей
разделяются на два типа: змеевик (рис. 33) и регистровый
(рис. 34). С точки зрения принципа теплоотдачи это конструк-
тивное различие не имеет никакого значения и зависит от при-
нятой системы отопления и площади нагрева панели. Змеевики
имеют меньший расход труб и, следовательно, меньшую площадь
нагрева; теплоносителем для такого типа панелей является пе-
регретая вода с параметрами 70—130°. Для панелей с регист-
ровой трубной заготовкой теплоносителем служит вода с па-
раметрами 70—95°.
После изготовления и гидравлического испытания трубных
заготовок любого типа к отверстиям концов труб привариваются
заслонки, чтобы во время бетонирования, транспортирования
и складирования отопительных панелей внутрь трубной раз-
водки не попал .мусор. Перед монтажом эти заслонки срезаются.
70
С заводов железобетонных изделий панели транспортируются
на строительную площадку, как и все строительные конструк-
ции. Установка панели производится башенным краном. Между
собой трубные заготовки панелей соединяются на сварке с
помощью скоб. Соединение панелей в 80-квартирном крупнопа-
нельном доме серии ТКБ-3 или ТКБ-4 выполняет один свар-
щик в течение четырех дней.
Отопление на перегретой воде применяется в тресте Челяб-
металлургстрой по проекту, разработанному Челябинским ин-
ститутом Промстройпроект совместно с работниками Челя-
бинского монтажного управления № 1 треста Южуралсантех-
монтаж. Отопление на обычных параметрах монтируется в тре-
сте 42 и тресте Челябинскпромстрой.
Отопление лестничных клеток в домах серий ТКБ-3 и ТКБ-4,.
как уже указывалось, осуществляется сборными железобетон-
ными площадками с вмонтированными в них отопительными
регистрами или панелями, подобными тем, которые монтируются
в комнатах. В настоящее врмя Уральским филиалом Академии
строительства и архитектуры СССР совместно с трестом Юж-
уралсантехмонтаж ведется работа по изготовлению эффектив-
ных безметальных отопительных приборов, исключающих при-
менение металлических трубчатых заготовок. Водонепрони-
цаемость таких нагревательных приборов достигается за счет
пропитки поверхности каналов специальными составами, полу-
чаемыми на основе эпоксидной смолы.
Конструкция санитарно-технического блока разработана Че-
лябинским монтажным управлением № 2 треста Южуралсан-
техмонтаж в содружестве с новаторами строительного треста
№ 42.
Санитарно-технический блок представляет собой монолит-
ную железобетонную перегородку для спаренных (или разоб-
щенных) санузлов (рис. 35). В ней забетонировано четыре
стояка санитарно-технических систем: канализационный со все-
ми горизонтальными разводками, отопление санузла, холодного
и горячего водоснабжения. Заделанные внутри блока трубы од-
новременно являются его арматурой и обеспечивают восприятие
нагрузки вышележащих блоков. Толщина блока равна 16 см,
высота — 279 см, вес составляет 1,2 т.
' Для одного жилого дома применяются четыре типа санитар-
но-технических блоков. Трубная заготовка водопровода горячей
и холодной воды собирается с помощью сварки на заводе сани-
тарно-технических изделий и подвергается гидравлическому
испытанию давлением 10 ати. Канализационная заготовка вы-
полняется также на заводе санитарно-технических изделий и сов-
местно с водопроводной отправляется на заводы железобетон-
ных изделий соответствующих трестов и там укладывается при
бетонировании в блоки.
71
Санитарно-технические блоки, как и все строительные кон-
струкции, завозятся на строительную площадку и монтируются
строителями .в обычном порядке. Блоки устанавливаются строго
вертикально, в раструбы верхней части блока заводятся концы
труб вышележащего блока. Стыки канализационных труб заче-
ка1ниъаются. Водопровод-
ные стыки свариваются.
В блоках имеются дере-
вянные закладные части,
к которым крепятся крон-
штейны умывальника и
•смывоч'ного бачка. Водо-
разборная арматура вве-
ртывается непосредсгвен-
iho в блок после установ-
ки -фаянса.
В 1960 г. было смон-
тировано с санитарно-тех-
ническими блоками жи-
лой плащади 58,4 тыс. л2,
что дало 'возможность
сэкономить 56,7 тыс. руб.
Широкое внедрение ин-
дустриальных методов
производства и монтажа
внутреннего санитарно-
технического оборудова-
ния обеспечило рост про-
изводительности труда на
одного работающего в
тресте Южуралсантех-
монтаж на 214% за пос-
Рис. 35. Санитарно-технический блок ледние шесть лет произ-
водственной деятельности.
Практика показала, что закладка трубных заготовок в бе-
тонные панели не представляет сложности. Монтаж системы ото-
пления производится одновременно с возведением надземной
части здания. Установка санитарно-технического оборудования
в санузлах, ваннах и кухнях выполняется одновременно с огрун-
товкой поверхностей, подлежащих окраске.
Производство электромонтажных работ
Существующая практика монтажа провода АПН и АППВ
не обеспечивает индустриальности и требует значительной за-
траты времени. Раскрой провода .на месте монтажа влечет за
собой большое количество отходов за счет оставления концов в
72
коробках и на спусках к осветительным приборам. Эти отходы
достигают 20%. В целях ускорения монтажа и экономии про-
водов АПН и ЛППВ в тресте Южуралэлектромонтаж разра-
ботан и внедрен метод предварительной заготовки проводок,
который заключается в следующем. По проекту освещения дома
определяется количество типоквартир; на каждый тип квар-
Рнс. 36. Однолинейная схема раскроя электропроводов на
типоквартиру
тиры составляется развернутая однолинейная схема с указанием
всех размеров магистралей и отпаек (рис. 36). На ней же да-
ется раскройка проводов 2X2,5 мм2 всей схемы (например,
д. № 2, подъезд 1, кв. 2, группа 2) согласно приведенному рас-
чету:
провод АПН длиной 10 700 мм.....................1 шт.
то же 5 700 1 я
, 3 000 1 .
2 400 .................... 1 .
. 1 500 1 .
1 200 .................... 3 „
На специальном разметочно-заготовительном стенде соби-
рается схема проводки в квартире в натуральных размерах,
т. е. производятся раскрой и сборка проводки (толькопа скрут-
ках) одновременно на все квартиры данного типа. Стенд пред-
ставляет из себя сварную конструкцию из швеллера № 10 дли-
ной 12 м на стойках (рис. 37). Внутри швеллера, на всей его
длине, масляной краской нанесены деления через каждые lOcit.
На швеллер навешиваются ручьи для отпаек. Ручьи могут пе-
ремещаться по всей длине стенда, что позволяет производить
сборку любой схемы. После сборки схема прозванивается и
маркируются все концы фазных проводов. Заготовленная на
стенде проводка сматывается в бухты и поступает на сварку и
изоляцию отпаек.
73
Рис. 37. Стенд для раскроя и сборки
электропроводов на типоквартиру
Бригада в пять человек за
7 час. работы заготавливает
проводку на 20 двухкомнат-
ных квартир. Монтаж провод-
ки в квартирах сводится к
прокладке и креплению прово-
да. Время на прокладку про-
вода в двухкомнатной квар-
тире составляет 2 чел.-часа.
Если при монтаже обычным
способом затраты времени по
нормам (ВЦНИБ, 1956 г.) со-
ставляют для двухкомнатной
квартиры 10,59 чел.-часа, то по
данным хронометража стендо-
вая заготовка позволила сни-
зить затраты времени до 5,25
чел.-часа. Описанный способ
монтажа проводки увеличи-
вает производительность тру-
да в 2 раза, улучшает качест-
во и сокращает расход про-
вода.
Как при раскрое проводов
в заводских условиях, так и
при монтаже в построечных
условиях электромонтажники
используют кусачки, кругло-
губцы и монтерские ножи. Использование и переноска стольких
инструментов усложняют работу электромонтажника. Это от-
рицательно влияет на производительность труда, так как
Рис. 38. Схема
инструмента
для монтажа
электрических
проводов
1 и 2—губки;
3—корпус; 4—НО-
ЖИ; 5—щечки;
6—скошенная по-
верхность; 7—по-
движный нож;
8—неподвижный
нож; 9—рычаг;
10—вилка; //—пес-
тик; /2—ось;
13—шпильки
74
электромонтажник делает лишние движения. Рационализато-
ром Н. И. Свердловым изобретен специальный инструмент
(рис. 38) для монтажа электрических проводов, который позво-
ляет быстро и качественно выполнять следующие операции: от-
кусывать провод, снимать изоляцию 'с жил провода, изгибать
кольца (для подключения к аппаратам), разделять жилы про-
водов ППВ и А'ПН.
Откусывание провода осуществляется губками 1 и 2, вы-
ступающими из корпуса 3. Изоляция с жилы снимается под-
вижным 7 и неподвижным 8 ножами, которые имеют полуотвер-
стия сечением 1,5 и 2,5 о2 для прохода жилы. При нажатии
рычага 9 в направлении стрелки А вилка 10 давит на пестик И
подвижного ножа, и последний, поворачиваясь вокруг оси 12,
надрезает изоляцию прохода, не повреждая его жилы. После
небольшого ослабления рычага изоляции провода свободно сни-
мается с конца жилы.
Откусывание проводов марок ППВ и АПН производится в
два приема, а одножильные провода перекусываются в один
прием губками 1 и 2. Изгибание конца жилы в кольцо произво-
дится путем укладки его между шпильками 13 и навертывания
на одну из них. Кольца, выполненные таким образом, соответ-
ствуют диаметрам винтов М3 и М4.
Для разделения жил проводов ППВ и АПН применяются
стальные ножи 4 (один или два), закрепленные между щечками 5
и расположенные под небольшим уклоном друг к другу. Кроме
того, они защищают руки от .порезов ножами во время работы.
Специально скошенная поверхность 6 затягивает провод и не
дает ему соскальзывать. Применение инструмента для монтажа
электрических проводов повысило производительность труда
монтажника на 15%.
Если стеновые панели, межкомнатные перегородки и плиты
перекрытий изготовляются на заводах крупнопанельного домо-
строения в кассетах, прокатом или стендовым способом, то су-
ществующие в настоящее время методы монтажа скрытых элект-
ропроводок в жилых домах не обеспечивают полной индустриа-
лизации электромонтажных работ. Для устройства скрытой
электропроводки .пробиваются борозды и отверстия в стенах и
затем прокладывается провод по борозде, а в отверстиях уста-
навливаются светильник, выключатели и штепсельные розетки.
Такой метод монтажа скрытой электропроводки в жилых домах
является несовершенным и неиндустриальным, так как при вы-
полнении электромонтажных работ затрачивается большое ко-
личество ручного труда непосредственно на объекте. Этим са-
мым удорожается строительство и частично удлиняется срок
ввода жилья в эксплуатацию.
Для устранения указанных недостатков трест Южурал-
электромонтаж в содружестве с Челябинским отделением про-
75
Рис. 39. Установка металлических
штырей в формы-кассеты для обра-
зования отверстий под электропро-
водку
ект.ного института Тяжпромэлектропроект разработал новую
технологию электромонтажных работ для крупнопанельных жи-
лых домов серии I-464A. Новая технология состоит в том, что
во время формования в кассетах панелей междуэтажных пере-
крытий и межкомнатных перегородок в последних образуются
каналы и сквозные отверстия.
Технология образования каналов и отверстий заключается в
следующем. На подвижных пластинах кассетных машин по из-
готовлению панелей приварива-
ются специальные закладные
детали. Разработанные конст-
рукции закладных деталей не-
сложны и легко изготовляют-
ся в механической мастерской
на обычных металлорежущих
станках. Для образования от-
верстий в панелях под светиль-
ники, штепсельные розетки,
выключатели и для узлов рас-
пайки проводов служат за-
кладные детали в виде срезных
конусов, полуконусов и секто-
ров. Разновидность закладных
деталей для всех кассет, в ко-
торых формуются электротех-
нические панели, сведена до
пяти единиц.
Для образования каналов
в панелях служат металличес-
кие штыри диаметром 20 мм,
вставляемые в отверстия за-
кладных деталей (рис. 39).
Приваренные к кассетам за-
кладные детали служат также
для фиксации штырей (канало-
образователей). После сборки
машины и заполнения отсеков
штыри через каждые 30 мин.
оси в течение 2,5—3 час. до мо-
бетонной смесью вставленные
проворачиваются вокруг своей
мента схватывания бетона. Затем штыри извлекаются из пане-
лей, образовав в них каналы. При распалубке кассетных машин
подвижные пластины вместе с приваренными на них закладными
деталями отодвигаются, образуя на готовых железобетонных
панелях отверстия под светильники и электроприборы. В даль-
нейшем при производстве электромонтажных работ на строи-
тельстве крупнопанельных домов через каналы панелей
протягиваются электропровода, а в готовых отверстиях
76
устанавливаются выключатели, штепсельные розетки и светиль-
ники.
Таким образом, вся работа электромонтажников на объекте
заключается в затяжке проводки через готовые каналы, уста-
новке осветительных приборов и соединении проводов в узлах
распайки. По сравнению со старыми методами новая технология
сокращает трудовые затраты по монтажу электропроводки на
34%. Кроме этого, при трассировке проводки по каналам умень-
шается расход провода на 35%, так как каналы в панелях в
основном проходят по наикратчайшим путям. Экономия ме-
таллических труб составляет 100 м на один 80-квартирный пя-
тиэтажный крупнопанельный дом.
Новая технология электромонтажных работ при строитель-
стве крупнопанельных жилых домов может быть внедрена по-
всеместно, где панели междуэтажных перекрытий и межкомнат-
ных перегородок изготовляются на домостроительных заводах
кассетным способом.
В домах серий ТКБ-3 и ТКБ-4, а также крупнопанельных
домах с газозолобетонными панелями при изготовлении панелей
на полигонах и перегородок на прокатном стане Н. Я. Козлова
для образования электротехнических борозд, канадол и отвер-
стий, а также выемок для ответвительных коробок в опалубке
устанавливаются закладные детали, изготовленные в механиче-
ской мастерской и вынимаемые сразу, как только 6ctqh наберет
прочность, способную сохранить форму, образованную заклад-
ной деталью.
Таким образом, на месте монтажа работа электромонтажного
персонала заключается в укладке провода в готовые борозды
и каналы. Если раньше при монтаже на электропроводку в
80-квартирном доме серии ТКБ-3 затрачивалось 2891 чел.-час.,
то при новой технологии — только 1953 чел.-часа. Внедрение
индустриальных методов производства электромонтажных
работ на строительстве крупнопанельных зданий обеспечило
дальнейшее снижение стоимости домостроения.
Приложение 1
АКТ
приемки работ по возведению подземной части жилого дома
Челябинск ,-----“------------1962 г.
Мы, нижеподписавшиеся, начальник участка №------СУ Жилстрой-3,-------
производитель работ (мастер) СУ Жилстрой-3---------------------------.
начальник участка №---------СУ Жилстрой-1----------------------------
производитель работ (мастер) СУ Жилстрой-1---------------------------
составили настоящий акт в том, что Жилстрой-3 сдал, а Жилстрой-1 принял
под монтаж надземной части-------------------------------------------
(наименование объекта)
Состояние объекта:
а) нулевой цикл выполнен до отметки----------------------------.-------
б) анкеровка перекрытия --------------------------------------------
в) перекрытие засыпано шлаком (спланировано)------------------------
г) отверстия для вентиляционных и газовых каналов-------------------
д) в подвале спланировано и очищено от мусора-----------------------
е) приямки очищены от мусора и грунта-------------------------------
ж) перегородки в подвале выполнены----------------------------------
з) на площадке дома сборных бетонных элементов нет------------------
и) -----------------------------------------------------------------
К) ------------------------------------------------------------------
л)-------------------------------------------------------------------
м) __________________________________________________________________
н) передано: журнал работ, исполнительная схема и оси в натуре.
Перечень недоделок и нерешенные вопросы:
1) -------------------------------------------------------------
2) -----------------------------------------------------------------
3) -----------------------------------------------------------------
4)
Подписи:
начальник участка №-----СУ Жилстрой-3---------------
производитель работ (мастер) СУ Жилстрой-3----------
начальник участка №-----СУ Жилстрой-1---------------
производитель работ (мастер) СУ Жилстрой-1----------
78
Приложение 2
АКТ
приемки работ по возведению надземной части жилого дома
Челябинск „----*----------1962 г.
Мы, нижеподписавшиеся, начальник участка №----СУ Жилстрой-1----------
производитель работ (мастер) СУ Жилстрой-1----------------------------
начальник участка №------СУ Жилстрой-2-------------------------------
производитель работ (мастер) СУ Жилстрой-2-------------------- соста-
вили настоящий акт в том, что Жилстрой-1 сдал, а Жилстрой-2 принял под
отделочные работы ---------------------------------------------------
(наименование объекта)
Состояние объекта:
а) фасад -----------------------------------------------------------
б) ограждения балконов и экраны ------------------------------------
в) ограждения лестничных маршей, площадок, окон---------------------
г) отверстия для вентиляционных и газовых каналов--------------------
д) другие конструкции ----------------------------------------------
Перечень недоделок или нерешенные вопросы:
1)
2)
3)
4)
Подписи:
начальник участка №-----СУ Жилстрой-1
производитель работ (мастер) СУ Жилстрой-1__________.
начальник участка №-----СУ Жилстрой-2
производитель работ (мастер) СУ Жилстрой-2
79
ЛИТЕРАТУРА
Кутина М. Ф., Чернов А. Н., Капранов В. В., Опыт изготовления
стеновых панелей из газозолобетона по новой технологии. Технико-экономи-
ческий бюллетень № 1 Челябинского совнархоза, 1961 г.
Либерман И. А., Система панельного отопления. Сб. «Передовой опыт
в строительстве», вып. 1, ЦБТИ Челябинского совнархоза, 1958 г.
ЗильберМ. К, Ч е р н ы и А. С., Ж а в р и д А. И., Мусатов В. М.,
Освоение шлакопемзовой установки со стационарным бассейном на Челябин-
ском металлургическом комбинате. «Строительные материалы» № 4, 1961 г.
Г е р к е Е. А., Опыт механизации отделочных работ в тресте Челябметал-
лургстрой. Технико-экономический бюллетень № 4 Челябинского совнархоза,
1960 г.
Прокопьев Е. Ф., Гидрожелобная установка для грануляции шлака.
Технический листок ЦБТИ Челябинского совнархоза, 1960 г.
В а л ь к о н и н Н. Н., Мачтовый подъемник для вертикального транспорта
материалов на отделочных работах- Сб. «Рационализаторские предложения,
внедренные на стройках Южного Урала», ЦБТИ Челябинского совнархоза
1959 г.
Ч е х о в и ч Г. Ф., Отопительные перегородочные панели на перегретой
воде. Информационный листок ЦБТИ Челябинского совнархоза, 1961 г.
Уральский филиал АСиА СССР, Полуавтоматическая установка для
электронатяжения стержневой и пучковой арматуры на формах, Госстройпз-
дат, 1960 г.
Р и с к и н д Б. Я., Эффективно использовать арматурную сталь в произ-
водстве сборного железобетона. Технико-экономический бюллетень № 12 Челя-
бинского совнархоза, 1960 г.
Свердлов Н. И., Инструмент для монтажа электрических проводов.
Технический листок ЦБТИ Челябинского совнархоза, 1960 г.
Шабурников В. Н„ Строительство жилых домов из местных строи-
тельных материалов, Челябинское изд-во, 1960 г.
Шабурников В. Н„ Крупнообъемное домостроение, Челябинское
изд-во, 1962 г.
Василий Николаевич Шабурников
КРУПНОПАНЕЛЬНОЕ ДОМОСТРОЕНИЕ
* *
Г осстройизда!
Москва, Третьяковский проезд, д. t
* * *
Редактор издательства Г. М. Широкова
Технический редактор Е. Л. Т е м к и и а
Сдано в набор 11/VII 1962 г. Подп. к печати 4/Х1 1962 г. Т-10564. Формат бОхЭО’/к,-
2,5 бум. л. — 5 физ. печ. л. (5 уч.-изд. л.). Тираж 4500 экз. Цена 25 коп. Заказ 531.
Типография № II УЦБиПП Ленсовнархоза. Ленинград, ул. Марата, 58.
ОПЕЧАТКИ
Страница Строка Напечатано Следует читать
16 5 сверху 1-464П 1-464А
16 Табл. 4, ко- 0,9 16 3 0,9 16,3
лонки 3 и 4 0 37 13 66 0,37 13,66
17 20 снизу комбината завода
65 8 сверху Жилстрой-3 Жилстрой-2
Зак. 531
Цена 25 коп<