/





Похожие




Текст
ШШЖТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ
промышленности
СТАНОК УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ
ЗУ1ОА
руководство по эксплуатации
Вильнюсский завод ьлисовальных станков
Вильнюс
С о Д ЕР 1 A U МВ
I. Ооиив сведения.........................
2. Основные технические данные характере
3. Домпдектмость...........................
<,. Указания мер безопасности .............
5. Состав станка ..........................
...Л. tZL
ь. /стройство работа станка его составных частей .. 24
?. Электрооборудование ................................... 6-
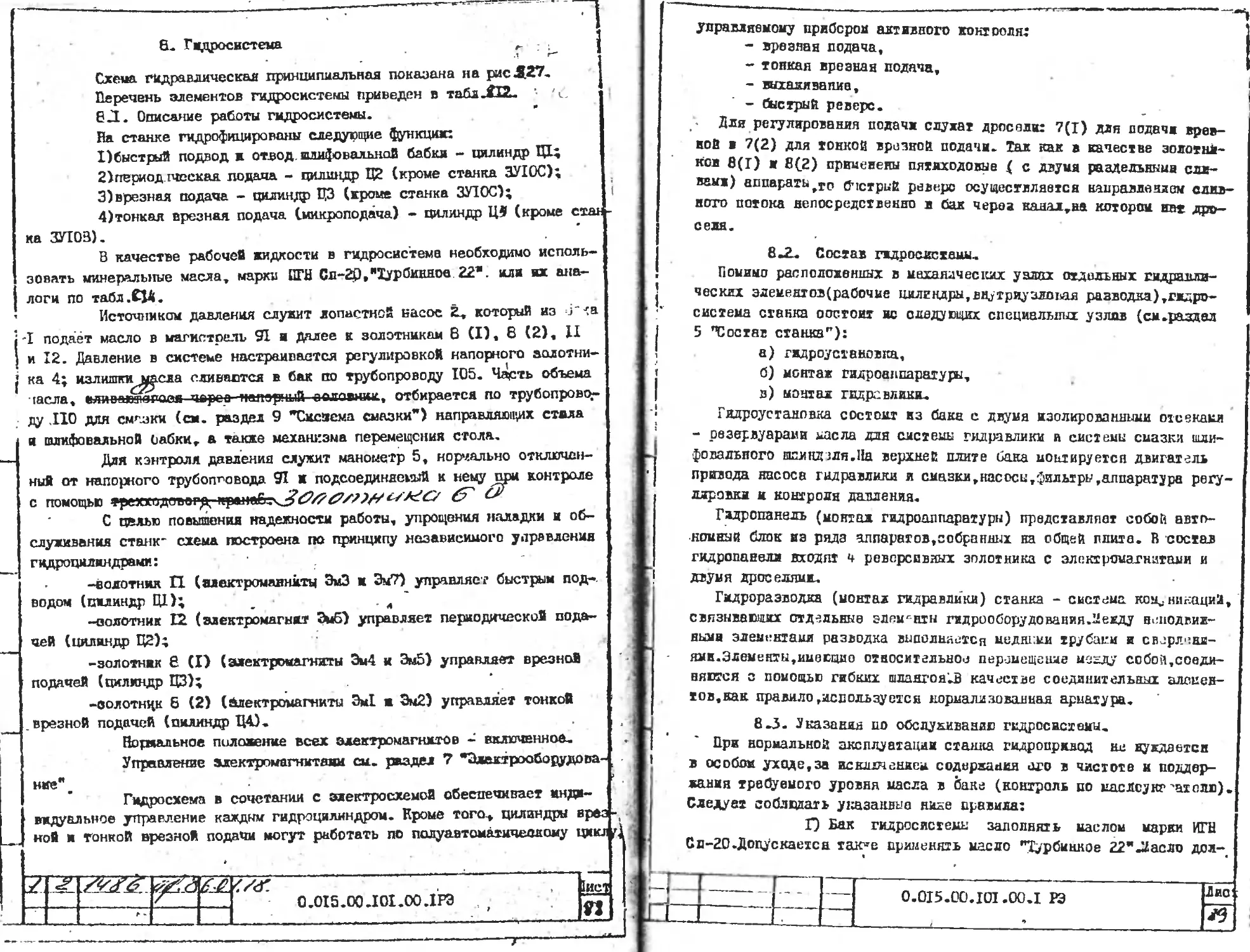
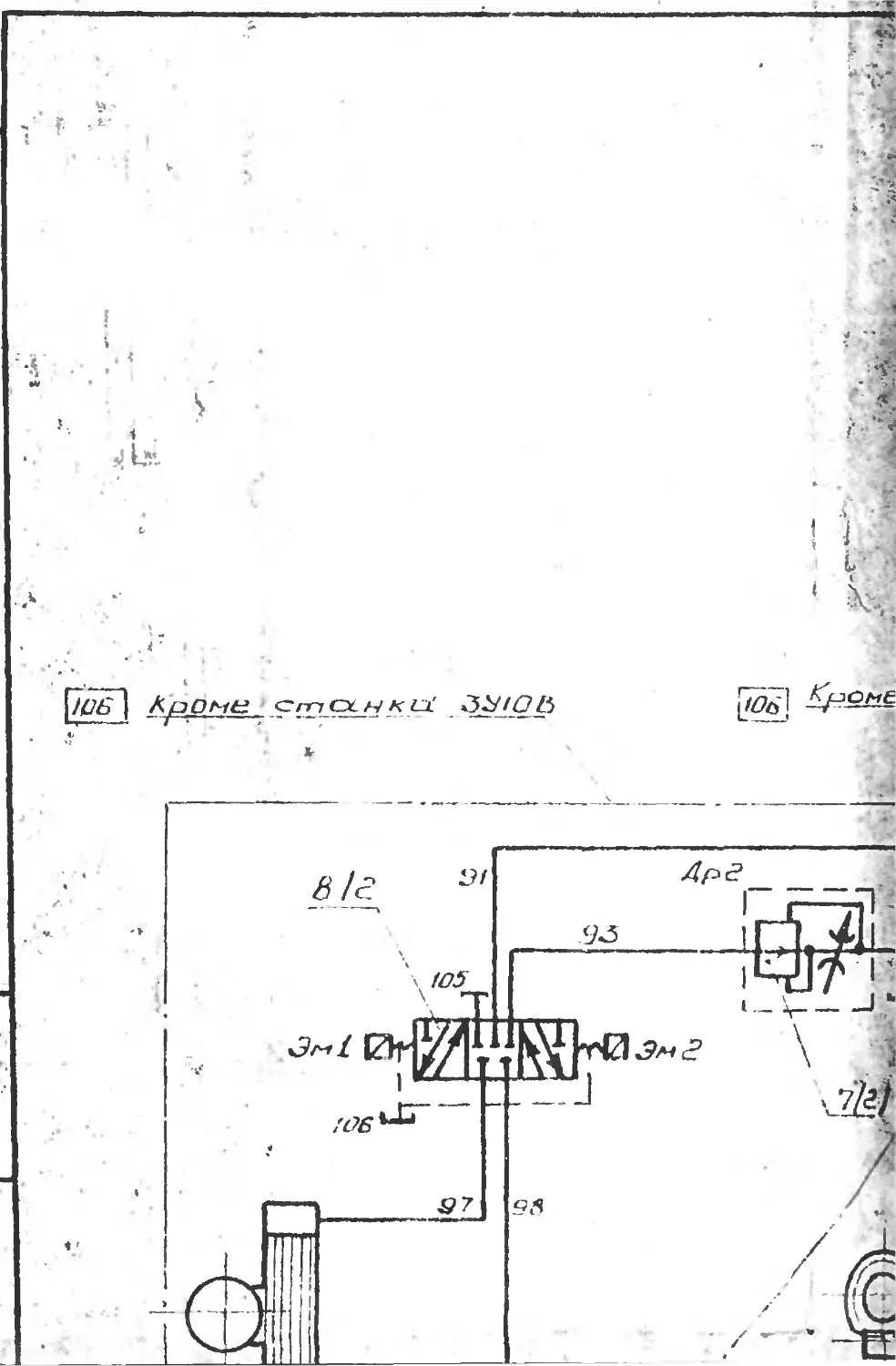
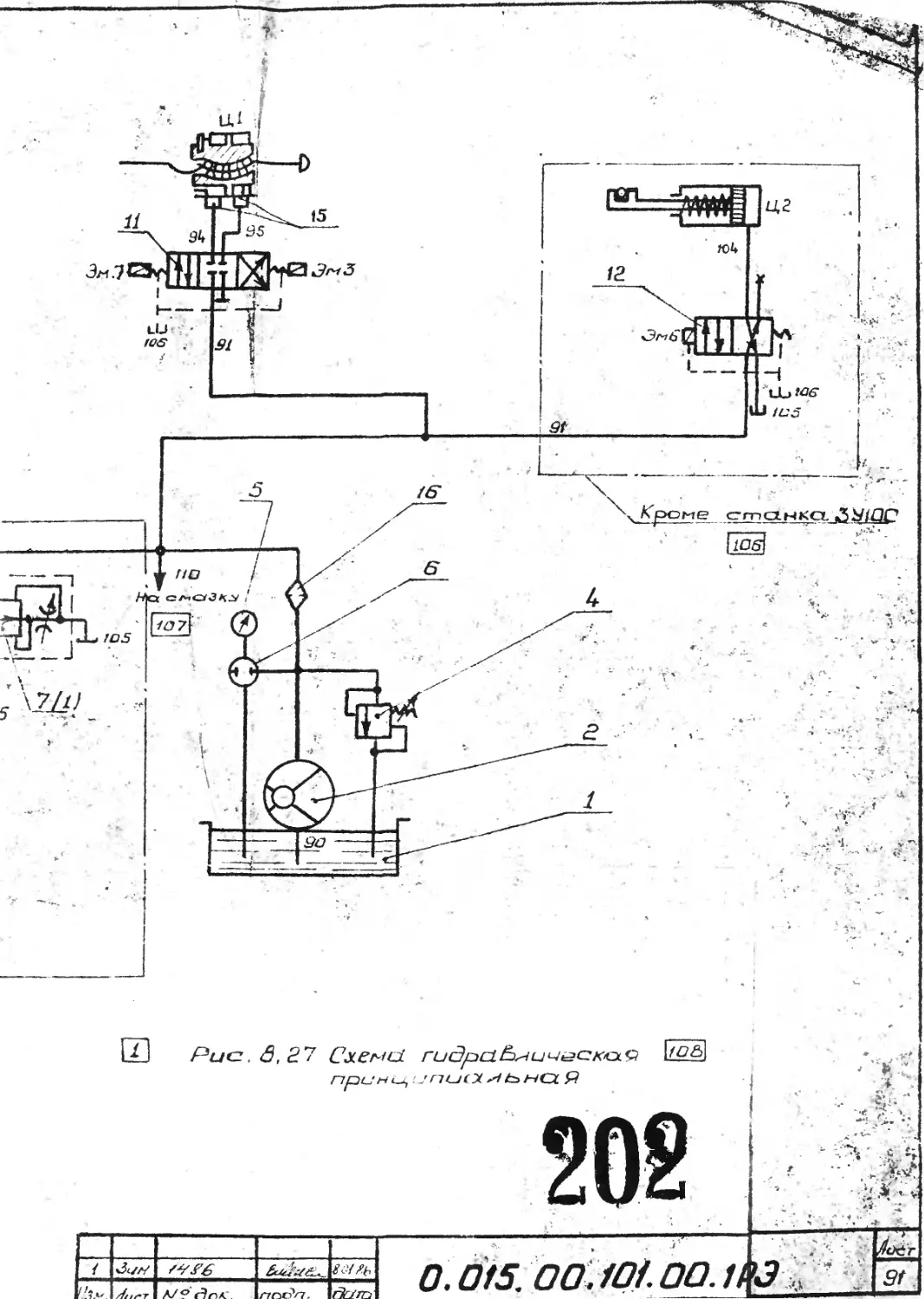
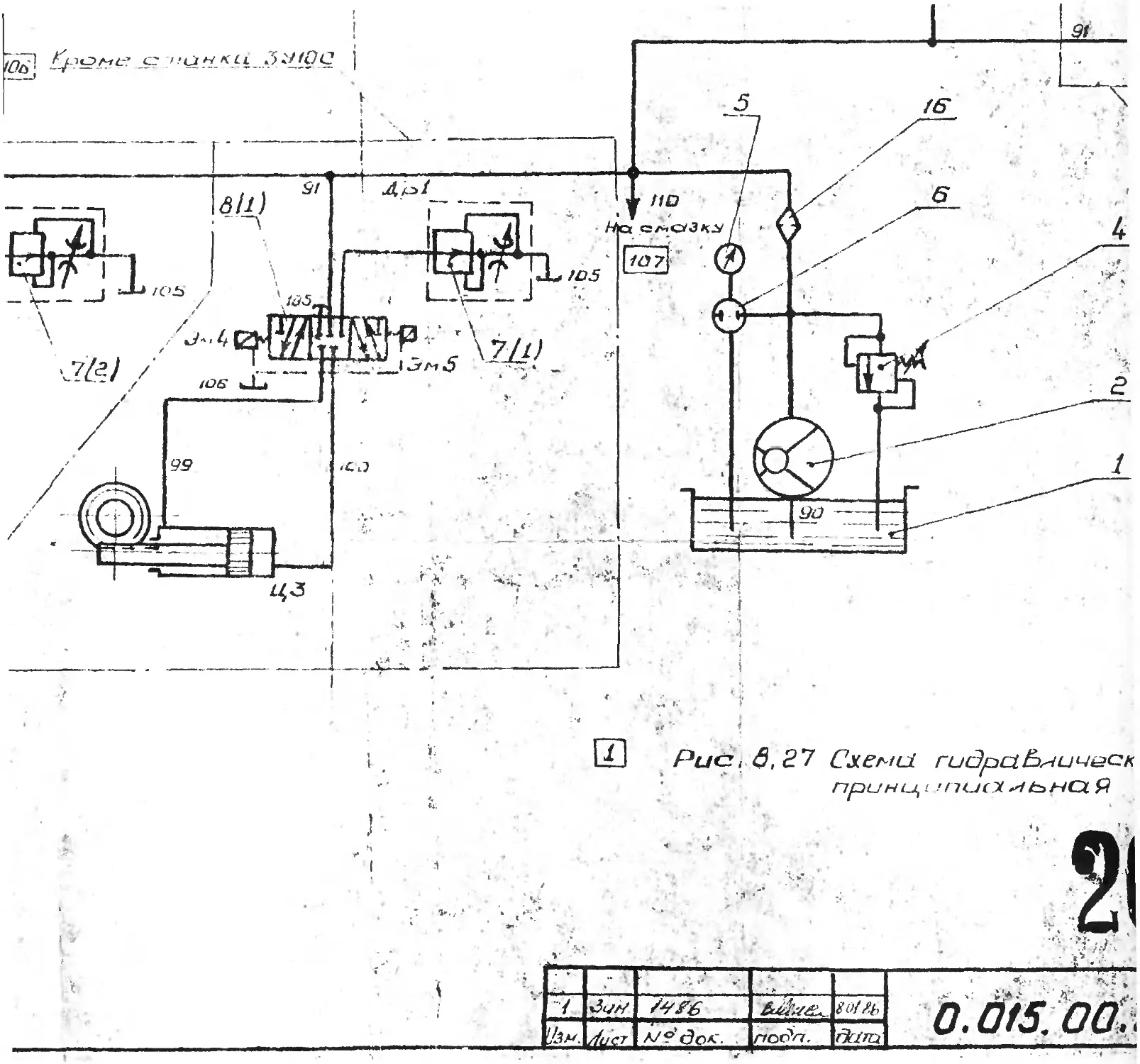
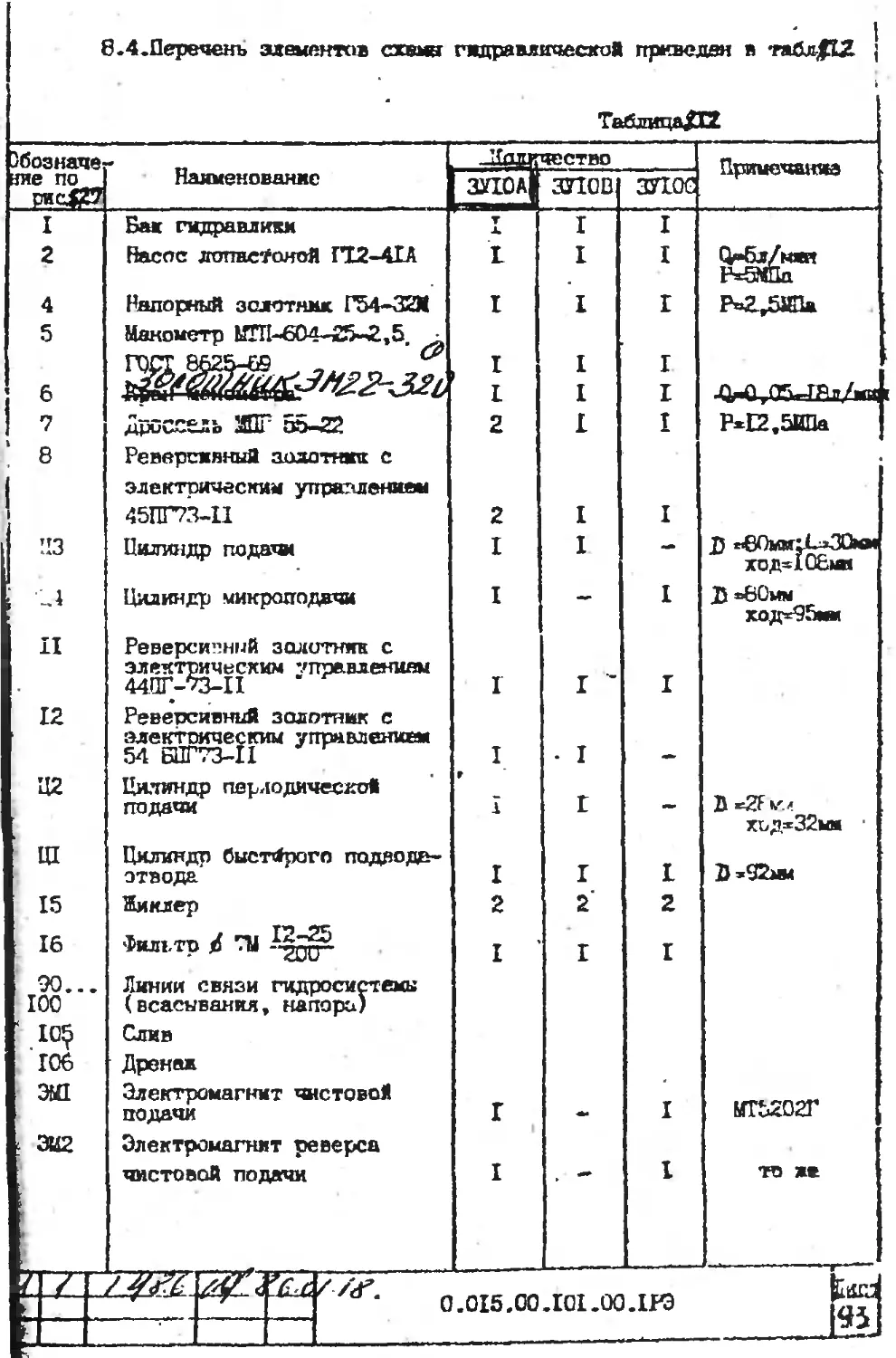
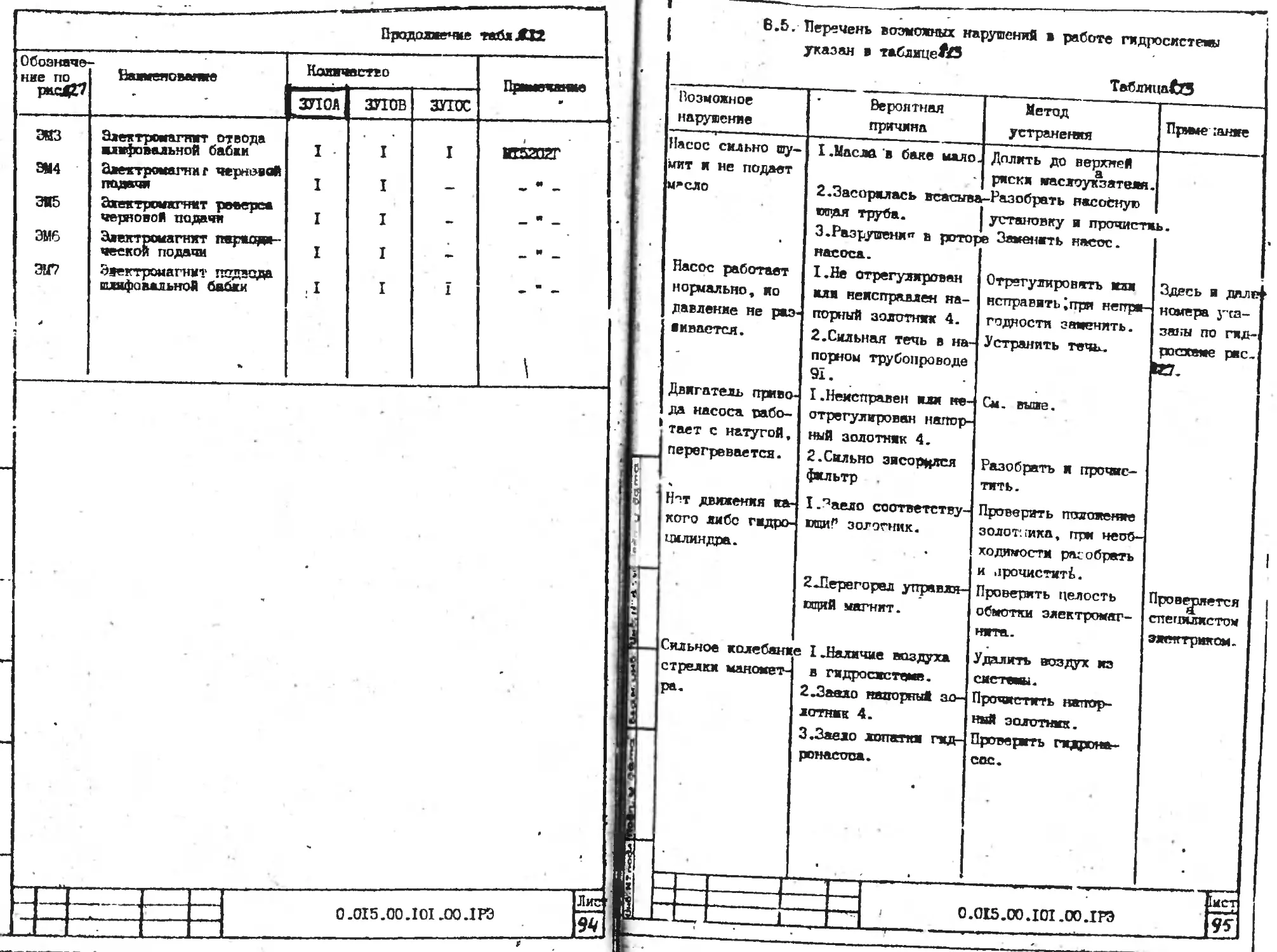
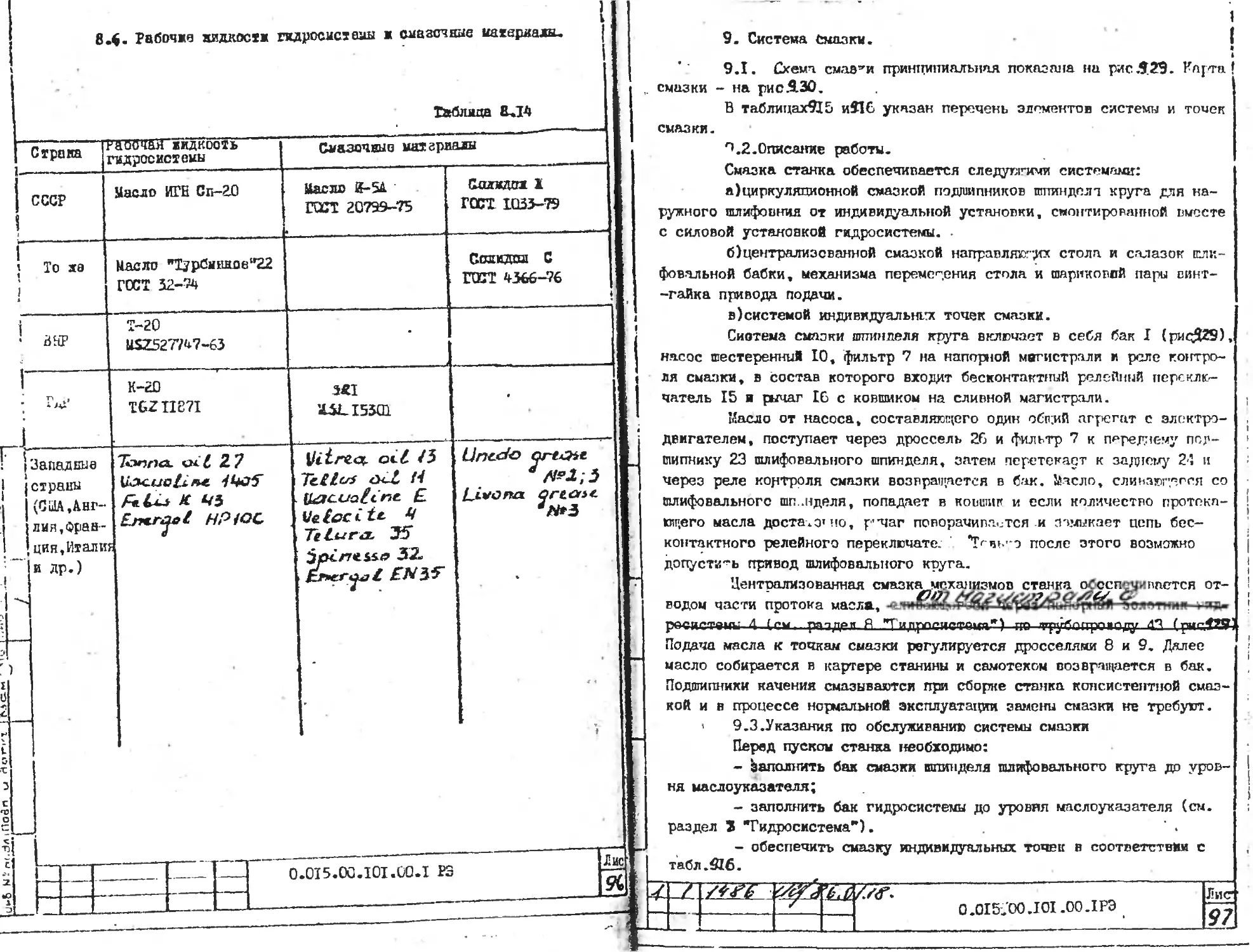
8. Гидросистема .......................................... 88
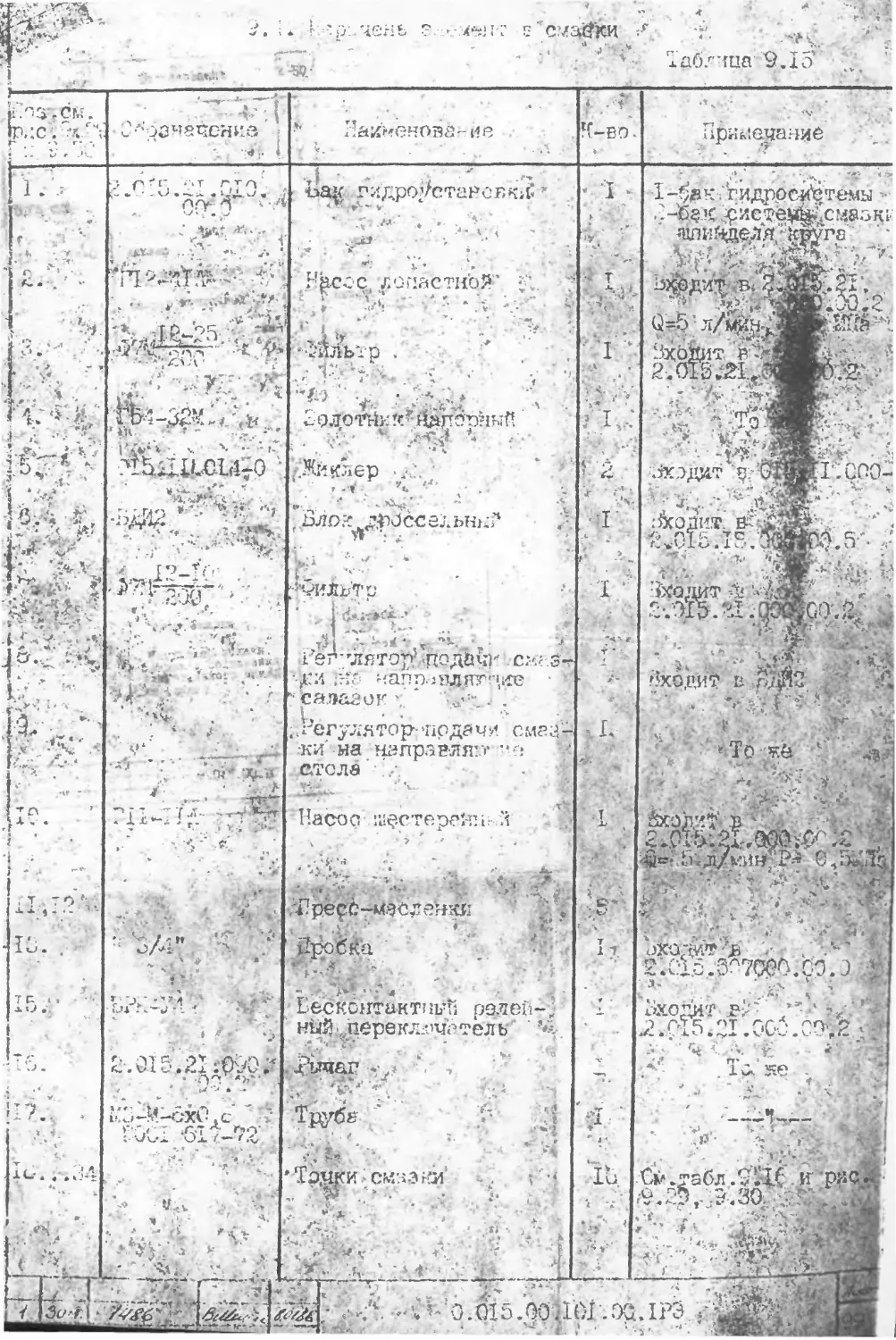
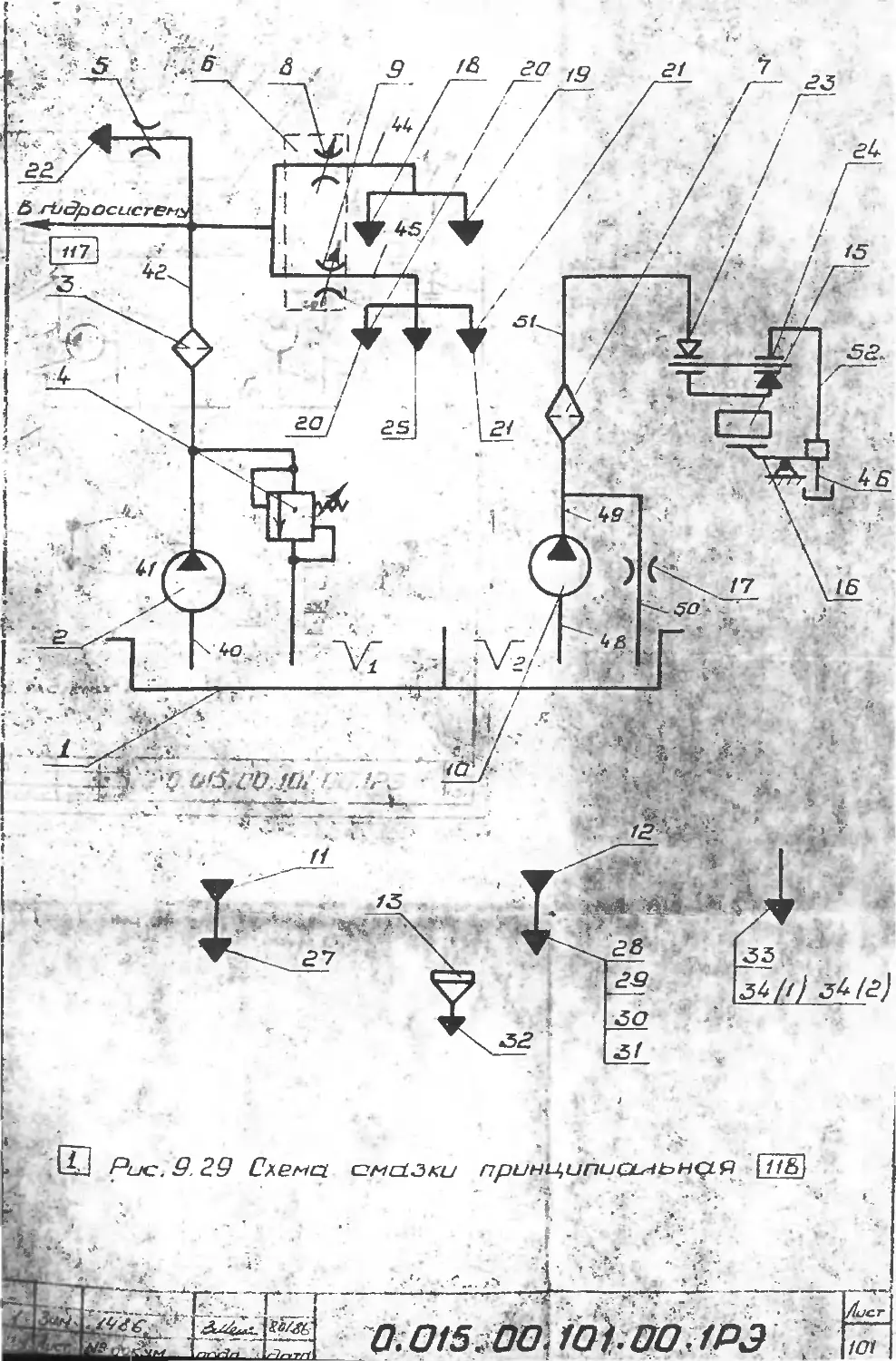
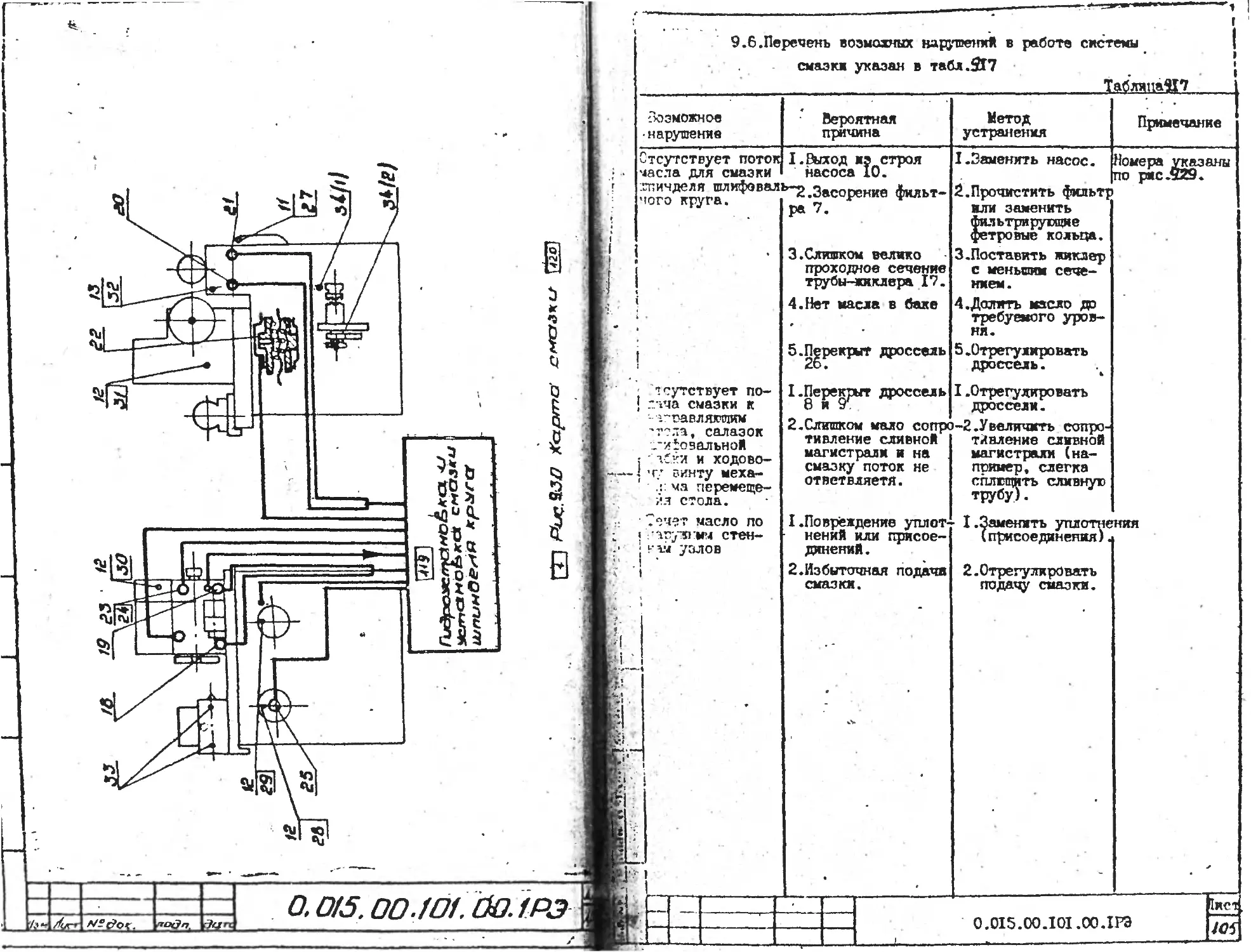
т. Система смазки ........................................ 9?
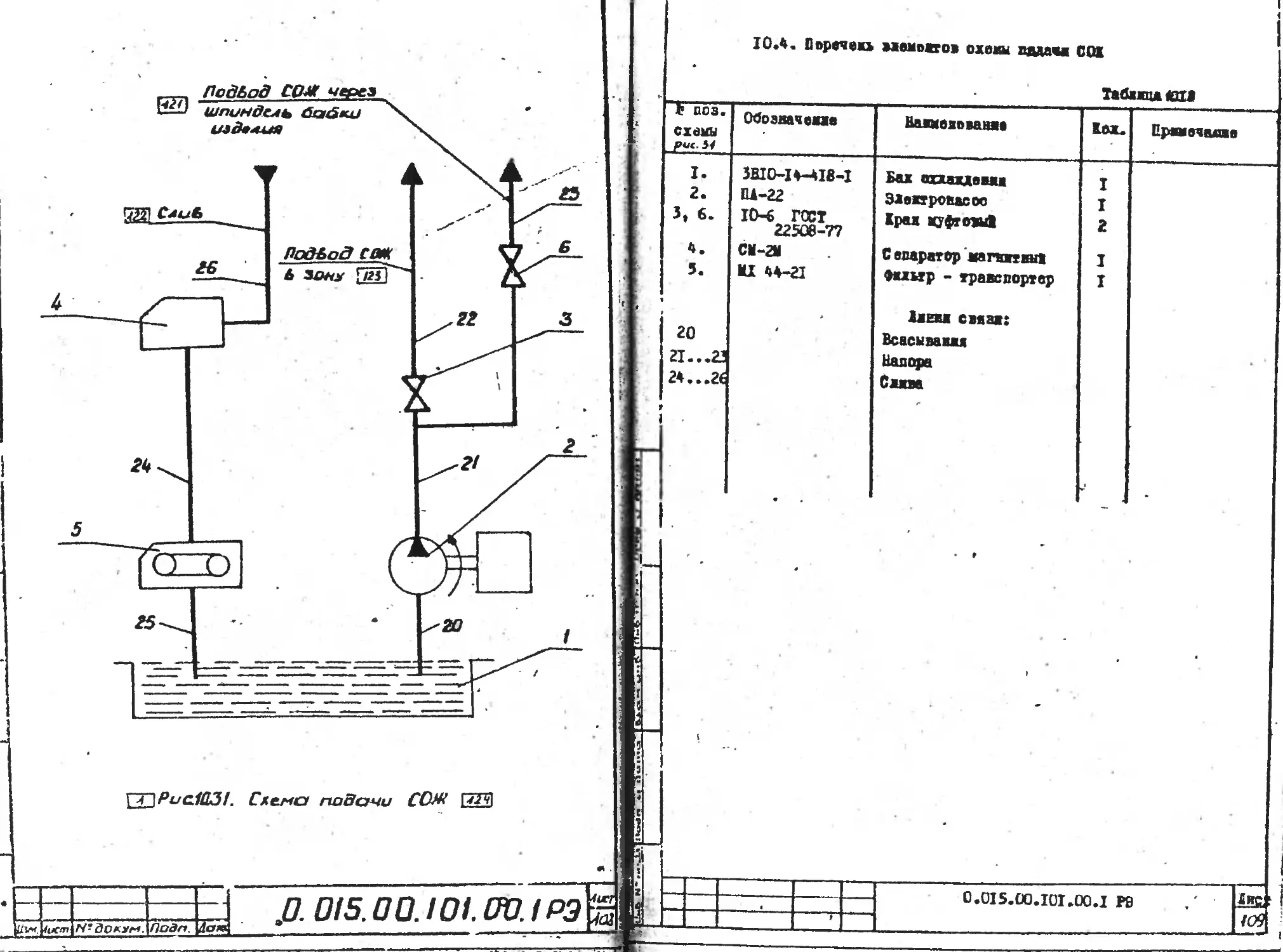
0. Система подачи C0I ................................... 108
пнезмосистема ........................................ III
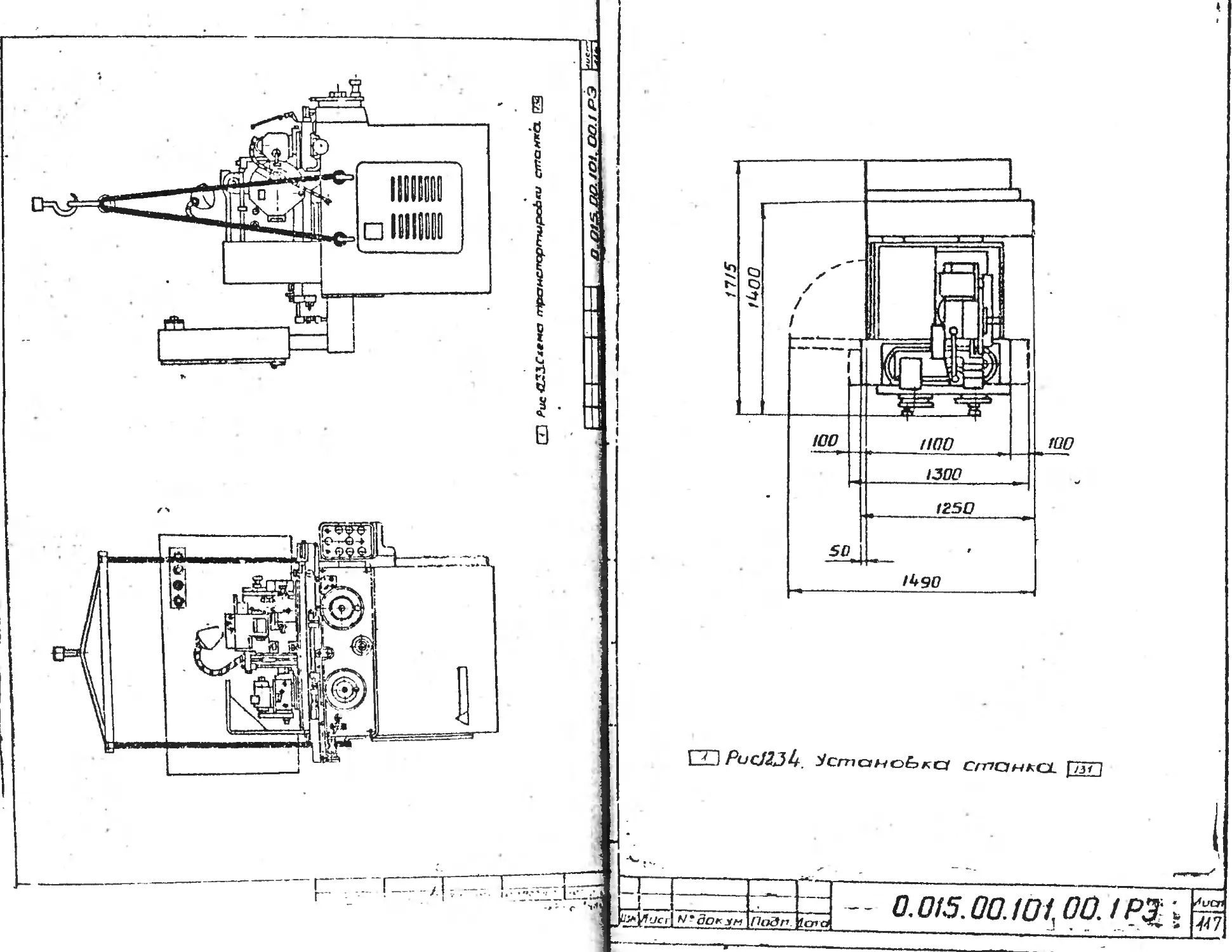
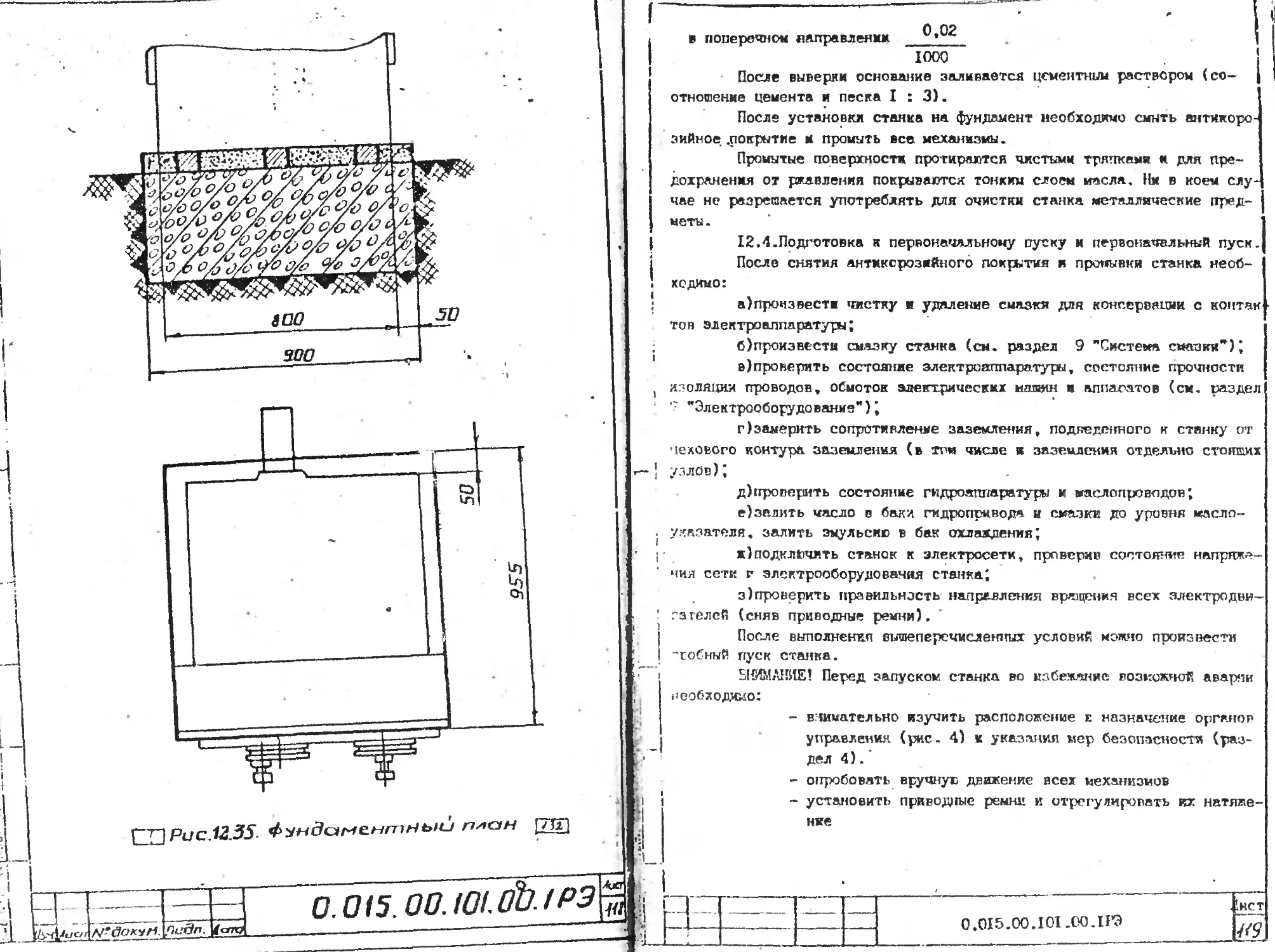
2. Г.орядок .установки ................................. II5
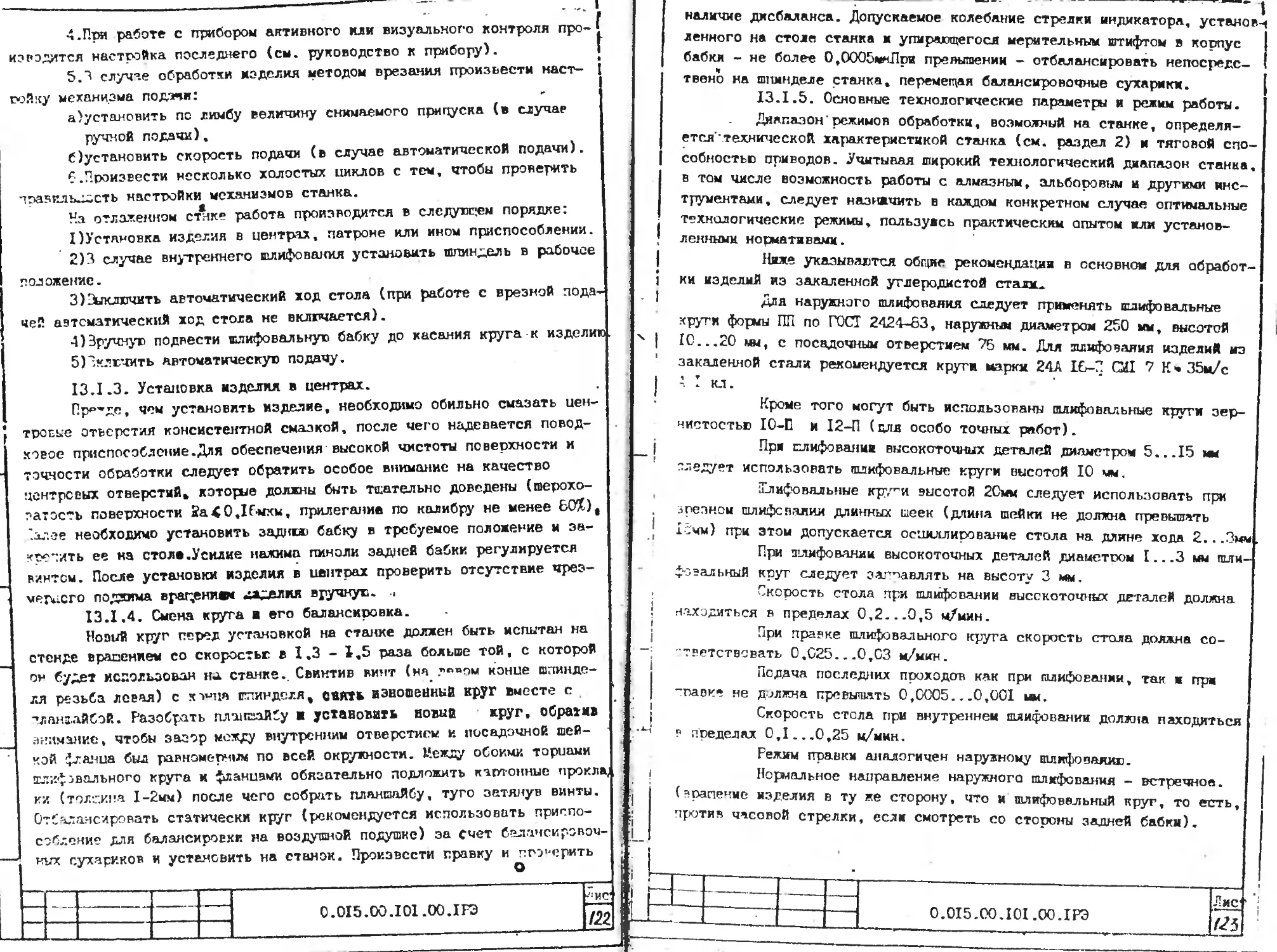
5. Г.орядок работы ................................... 121
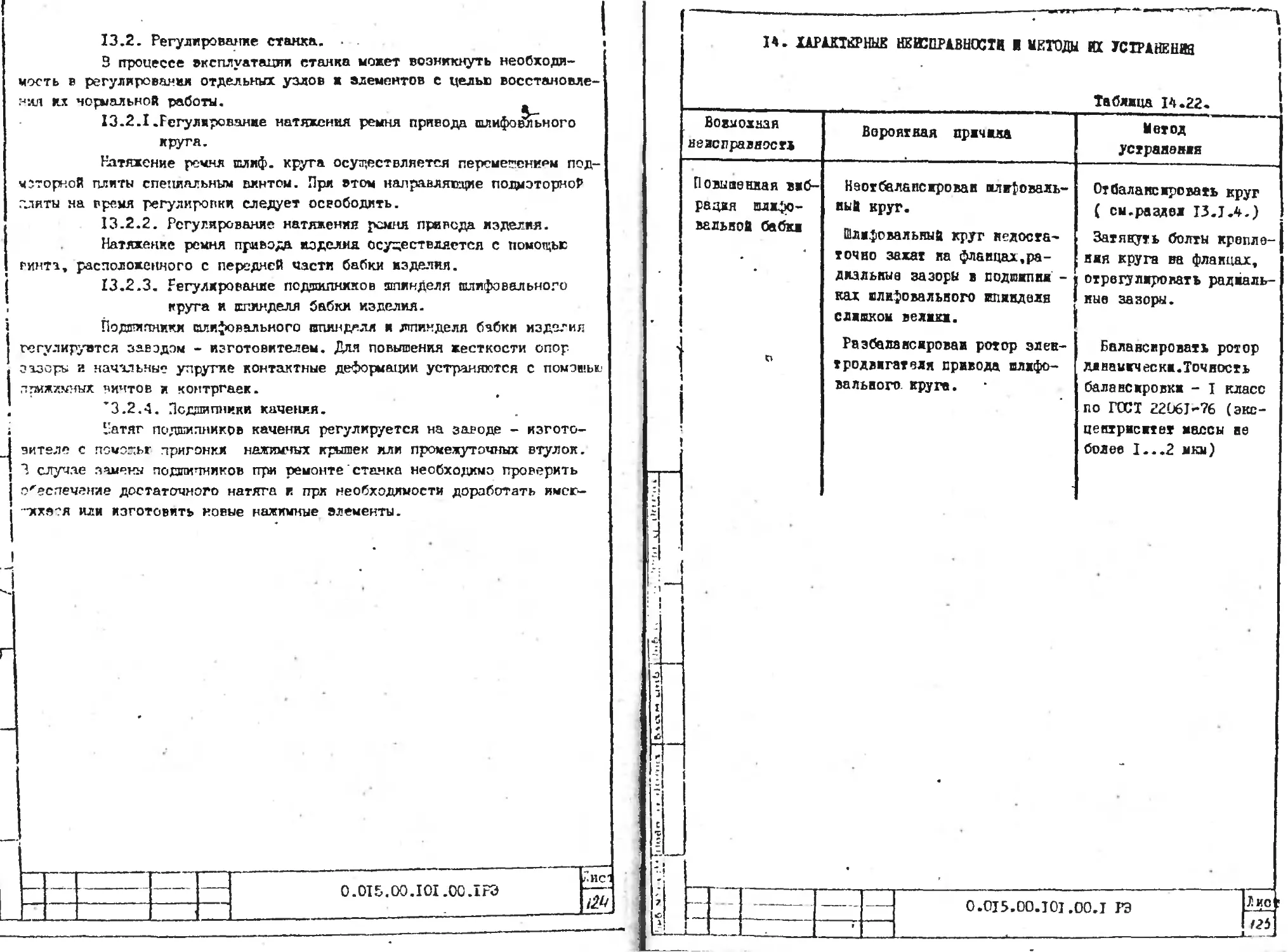
ч. характерные неисправности и методы их устранения ... 125
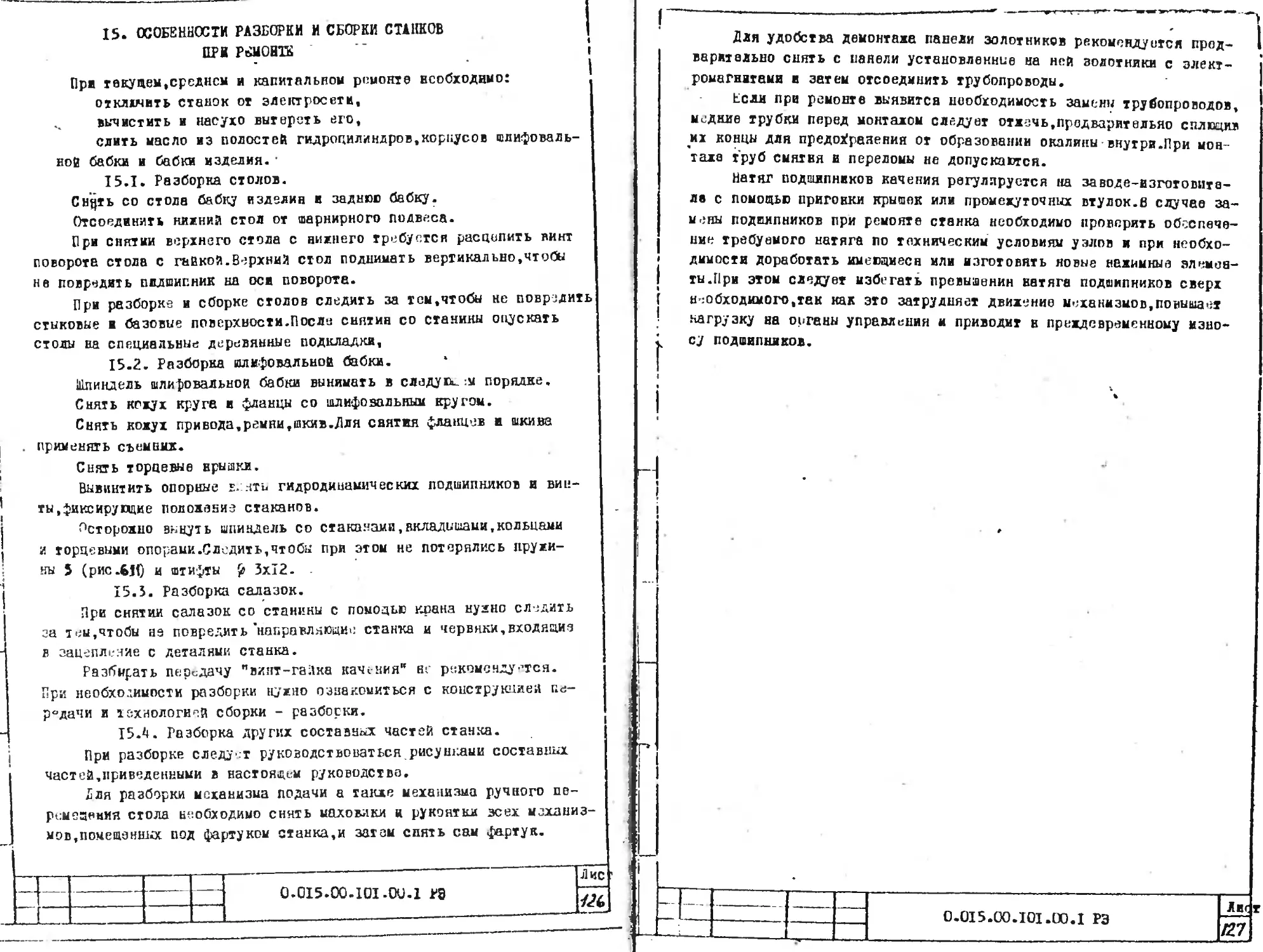
5. Особенности разборки и сборки при ремонте............. 126
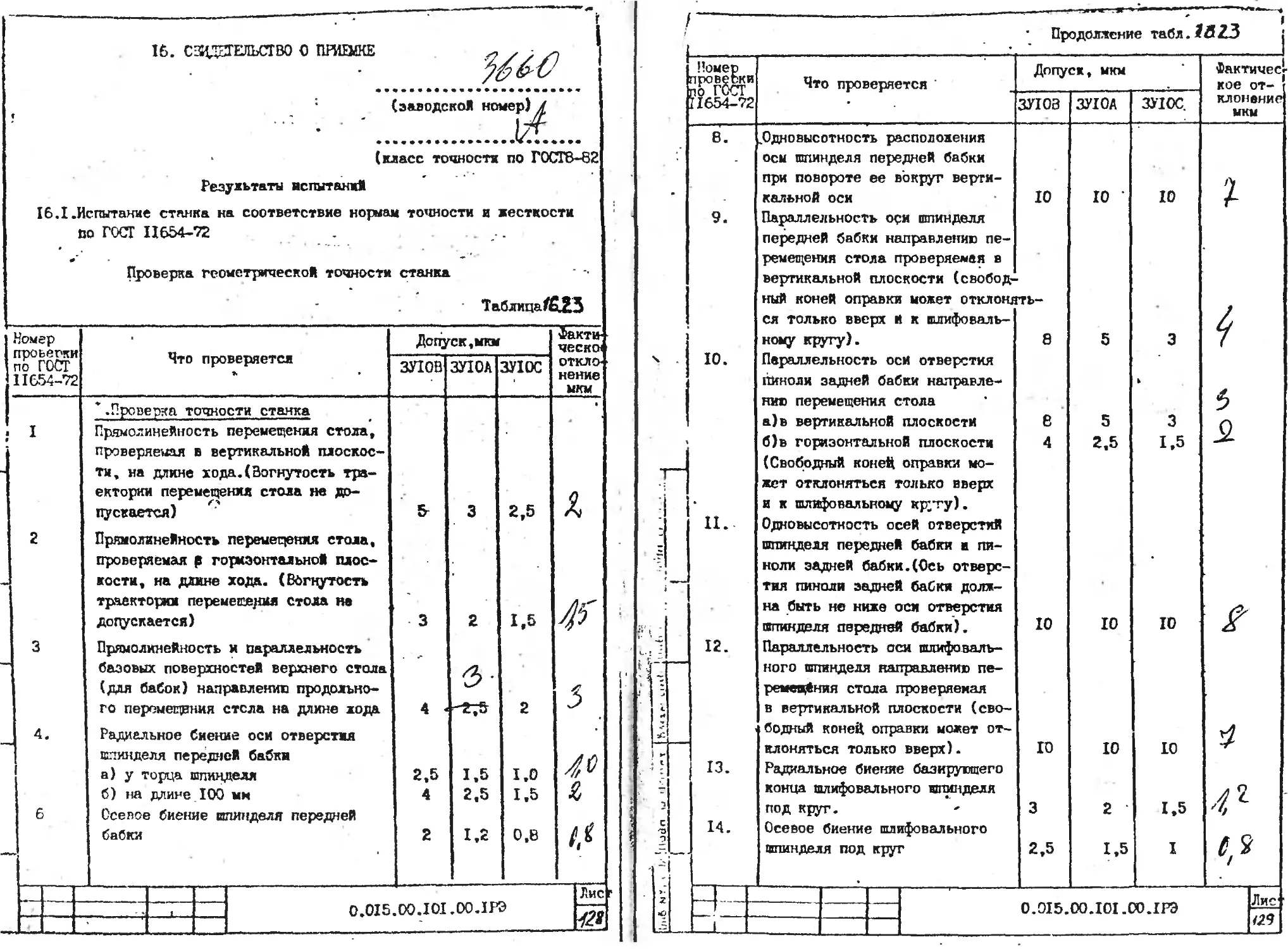
и. Свидетельство о приемке ............................... 128
7. Свидетельство о консервации ......................... 135
8. Свидетельство об упаковке ............................. 136
Э. Гарантийные обязательства ............................. 137
Приложение I:
Суждения о содержании драгоценных металлов............. 158
приложение 2:
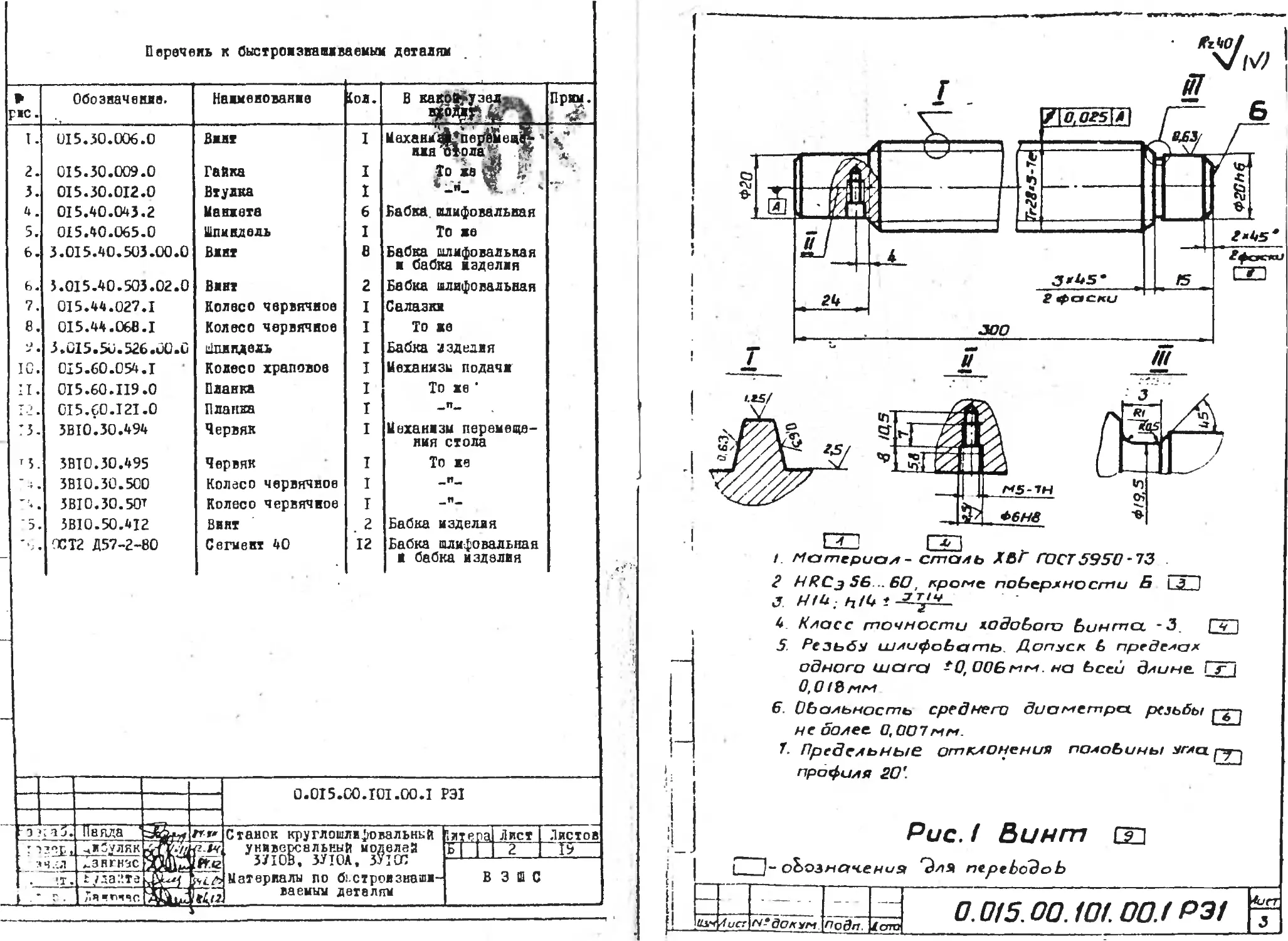
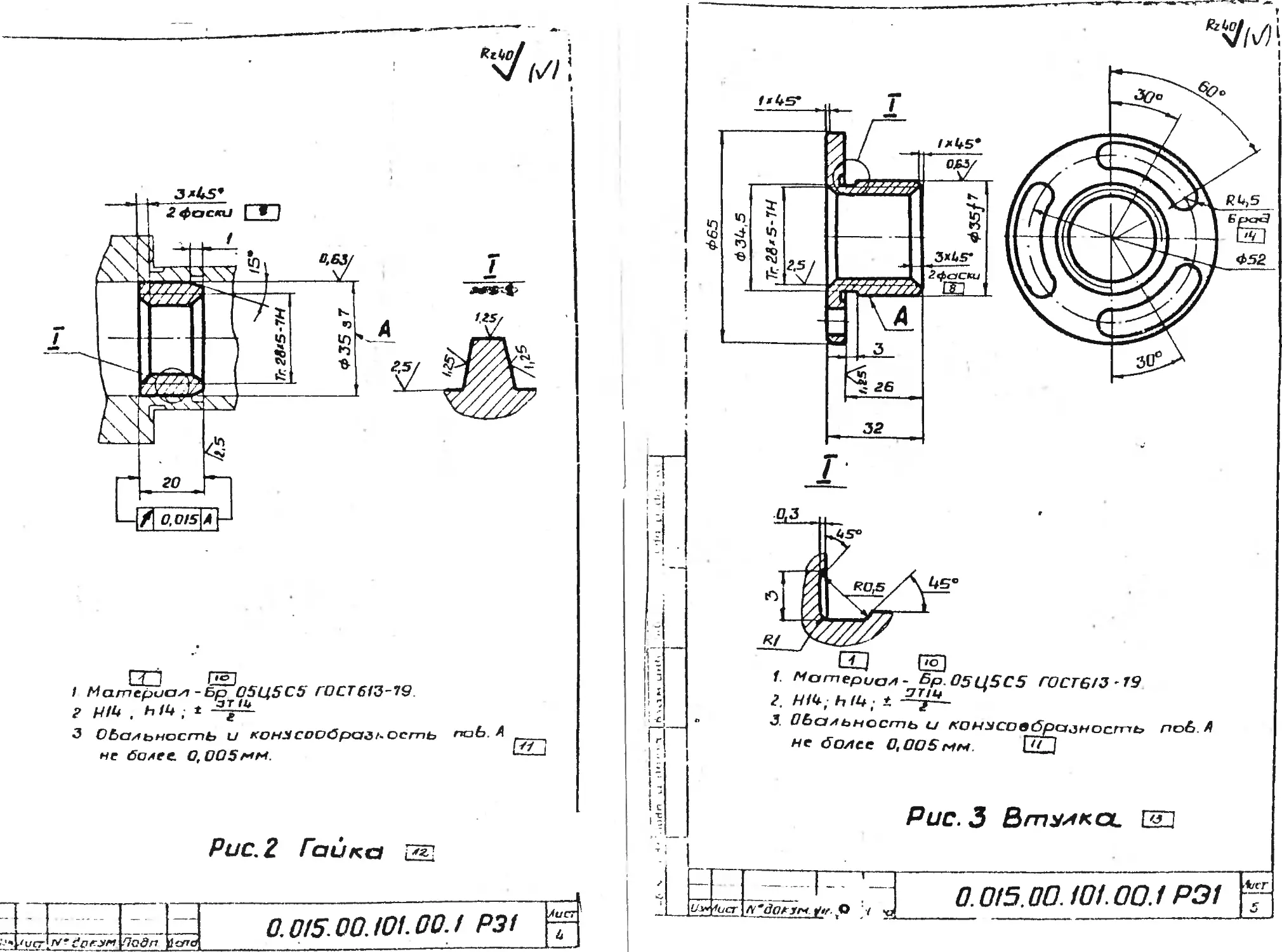
Материалы по быстроманашиваюцимся деталям
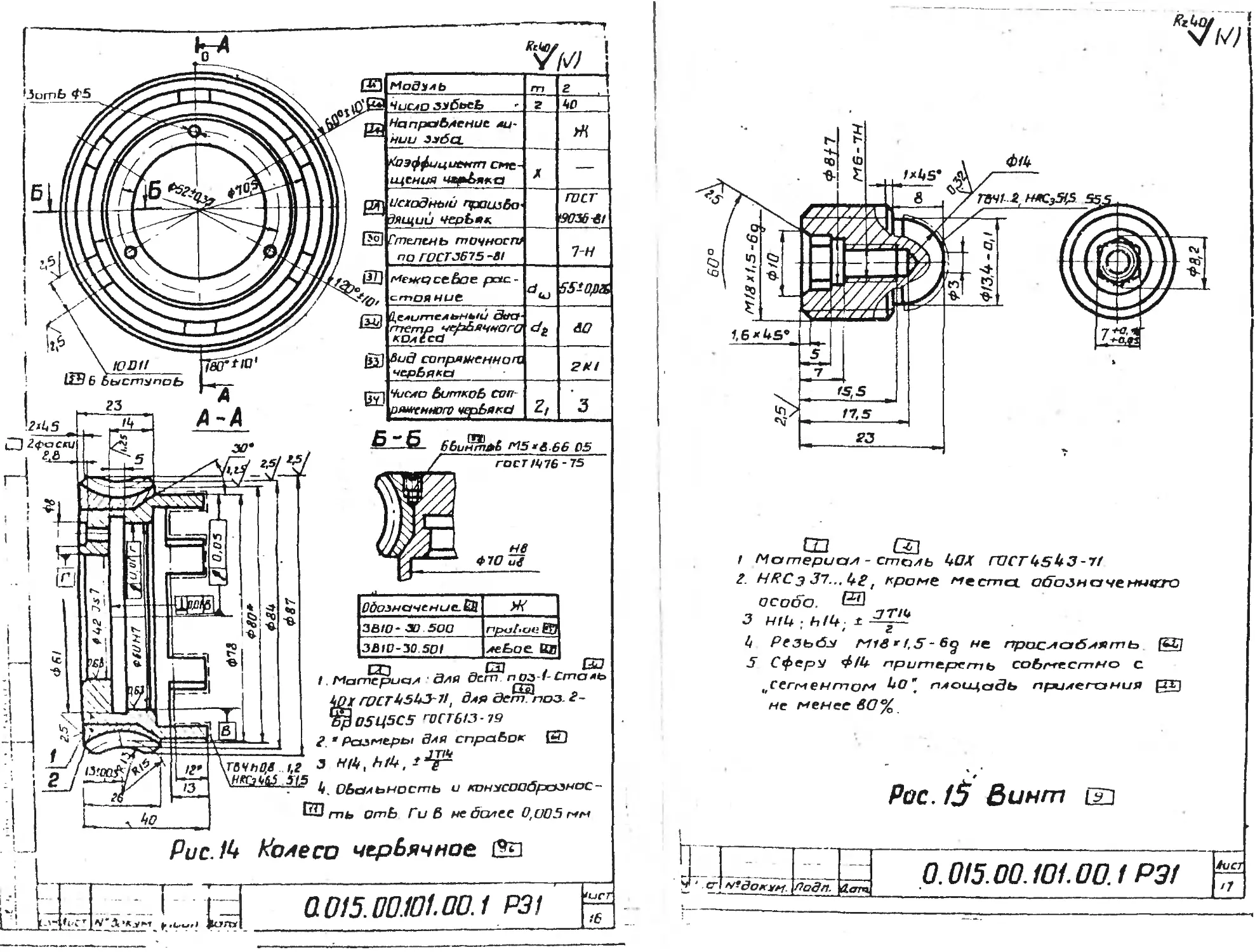
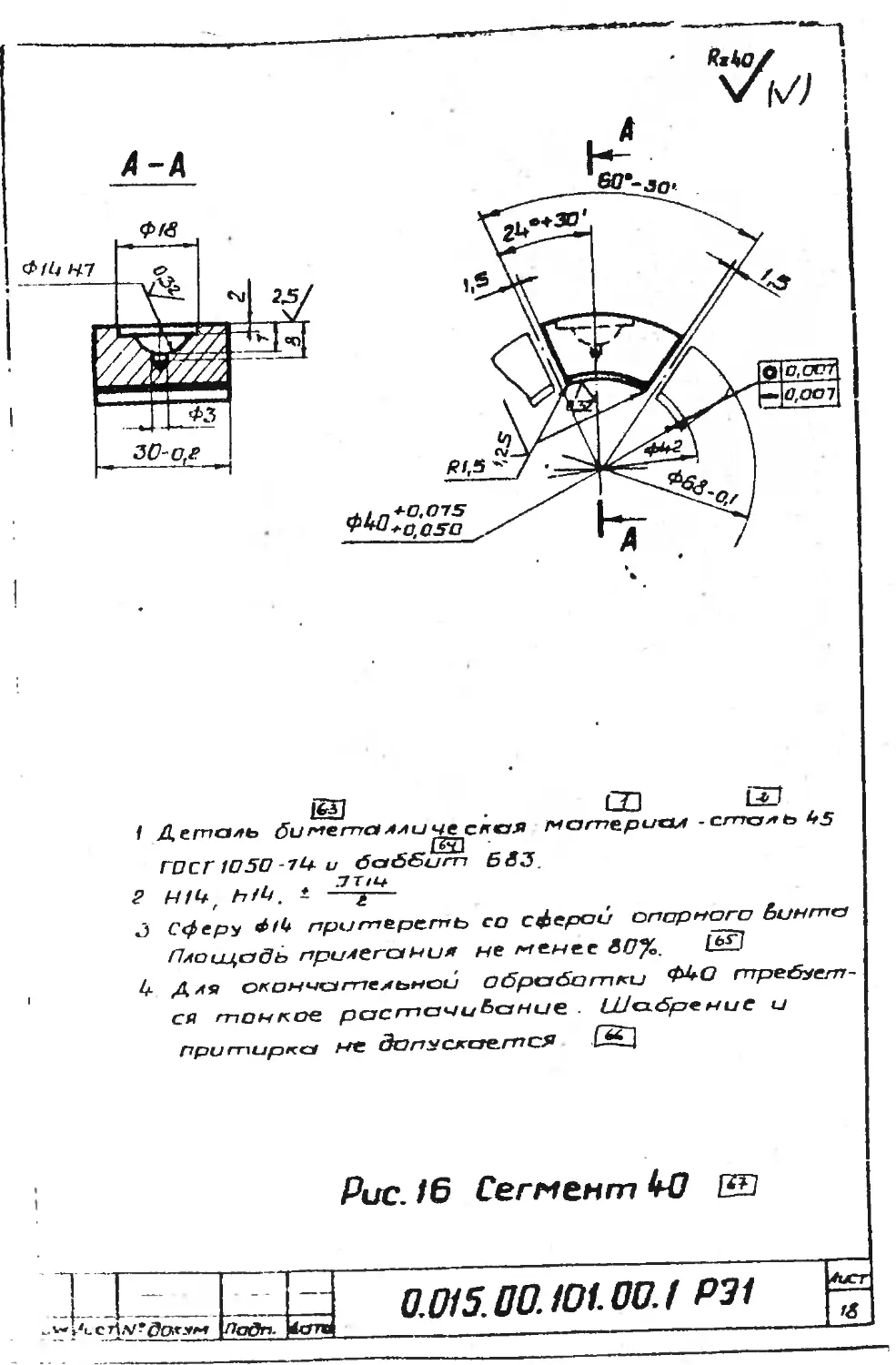
0.015.00.101.00.1 P3I .
0.015.00.101.00.1 РЭ
.аньиас,
Р :Н ;:1К
../сук
№
Ъиг
pv.u
Станок круглошли^оваль-
ный универсальный моделей
3JI0B, ЗУ10А, ЗУ10С
Руководство по вкспдуата-
__________ции_____________
Лист
Листов
142
В 3 Ш С
1.0НЦИЕ СВЕДЕНИЯ
Станки универсальные круглошлифовальиые моделей ЗУЮВ,
ЗУ10А. ЗУ10С предназначены для наружного и внутреннего шлифования
цилиндрических, конических и торцевых поверхностей деталей, уста-
новленных в неподвижных центрах, трехкулачковом патроне или цанго-
вом зажиме.(поставляемом по требованию заказчика),® также с ло-
мот ью дополнительных приспособлений.
Область применения станков - единичное и мелкосерийное про-
изводство.
Основным материалом изделий, подлежащих обработке на станках,
является закаленная углеродистая сталь, однако с применением со-
ответствующих абразивных или алмазных кругов и выбором требуемых
технологических режимов (в пределах технических характеристик
станков) возможна обработка изделий из твердых сплавов и других
материалов.
Условия эксплуатации основного исполнения станков УХЛ4 пэ
ГЭСТ15150-69.
0.015.00.101.00.1РЭ
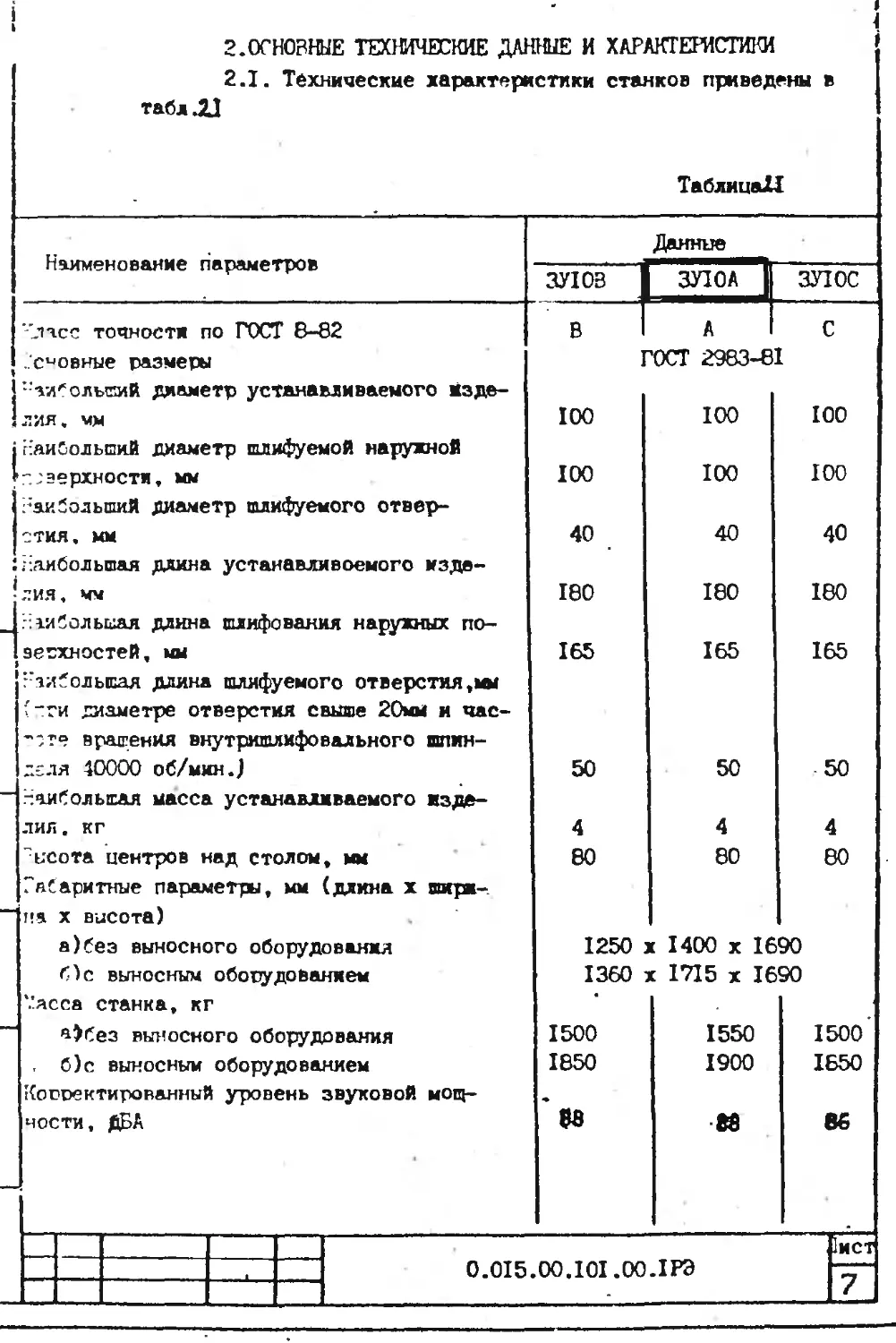
2.ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
2.1. Технические характеристики станков приведены в
табл .2J
Таблица!!
Наименование параметров Данные
ЗЛОВ ЗЛОА || злое
"лясс точности по ГОСТ В-62 В Т А 1 с
..‘сковные размеры ГОСТ 2983-81
1-тлбольший диаметр устанавливаемого изде- 1 ЛИЯ , ММ 100 100 100
iпаибольший диаметр шлифуемой наружной Поверхности, мм 100 100 100
Наибольший диаметр шлифуемого отвер- стия, мм 40 40 40
:Наибольшая длина устаиавливоемого изде- !лия, мм 180 180 180
Наибольшая длина шлифования наружных по- верхностей, мы 165 165 165
"чибольшая длина шлифуемого отверстия,>м ;_ги диаметре отверстия свыше 20мм и час- ",Т1 вращения внутркшлифовального шпин- деля 40000 об/мин.) 50 50 50
Наибольшая масса устанавливаемого изде- лия. кг 4 4 4
"ксота центров над столом, мм 80 80 80
Габаритные параметры, мм (длина х пири- на х высота) а)без выносного оборудования 1250 । 1400 х 16 90
б)с выносным оборудованием 1360 с 1715 х 1690
'.’ясса станка, кг
а)без выносного оборудования 1500 1550 1500
б)с выносным оборудованием 1850 1900 1850
Когоектированный уровень звуковой мощ- ности, ДВА * W 88 86
0.015.00.101.00.1РЭ
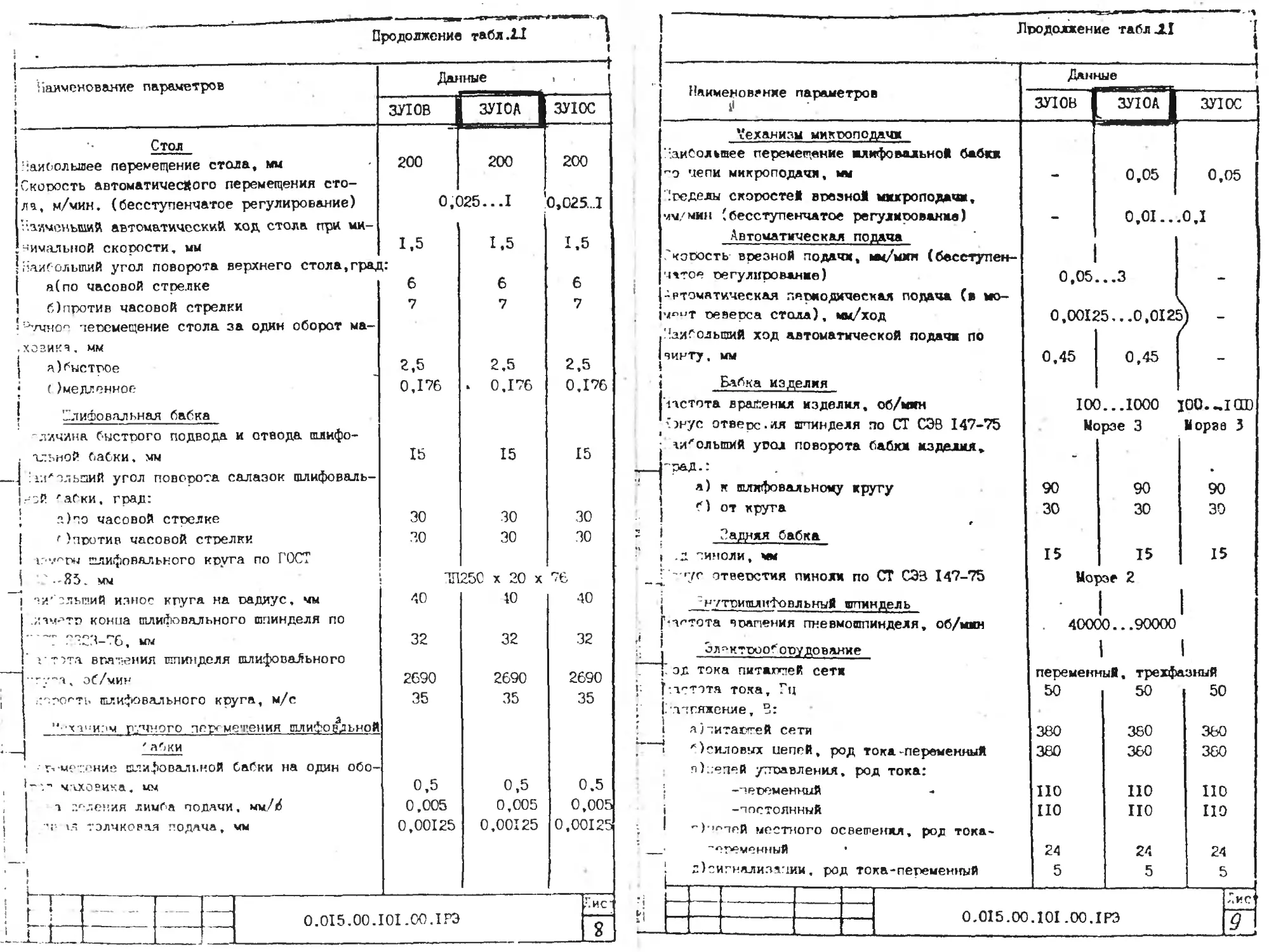
Продолжение табл.11
Наименование параметров f Данные ,
ЗУ10В | ЗУ10А | ЗУ10С
Стол Наибольшее перемещение стола, мм 200 Скооость автоматического перемещения сто- ла, м/мин. (бесступенчатое регулирование) 0,( 200 325...I 1.5 6 7 2,5 . 0,176 15 30 30 200 0,025...! 1.5 6 7 2.5 0,176 15 30 30
Наименьший автоматический чималыюй скорости, мы наибольший угол поворота а(по часовой стрелке Опротив часовой стрел! '^тчное перемещение стола хозика, мм а)бысттое ( Медленное Шлифовальная бабка ход стола при ми- 1,5 зерхнего стола,град: 6 <и 7 за один оборот Ma- г.5 0,176 и отвода шлифо- 15 залалок шлифоваль- 30 пки 30 'а по ГОСТ
'личина быстрого подвода альиой бабки, мм :г.|'пльший угол поворота ,-зй 'аГки, град: а)по часовой стрелке ' )против часовой стре. 1?-."'пы шлифовального круп
85. мм ЗП25С х 20 х 76
пи’злыпий износ круга на радиус, мм 40 ичм-тп конца шлифовального шпинделя по ' ~ 2323-76, мм 32 гттга вгятения шпинделя шлифовального об/мин 2690 .спрость шлифовального круга, м/с 35 "•хт^иом ручного пер* метения шлифовальной 40 32 2690 35 0,5 0,005 0,00125 10 32 2690 35 0.5 0,005 0,00125
Ики овальной бабки на один обо- 0,5 «ба подачи, «м/И 0,005 подача, мм 0,00125
• Га мет.рние слим 1-*.” маховика. 1 прения ли» ’Г- 1Я ТЭЛЧКОРХ 1
1 1 Г ! Г1__ — — — 0.015.00.101.00.IP3 .ЧИС* 8
Продолжение таблЛ!
Данные I
Наименование параметров 11 ЗЛОВ ЗЛОА 1 злое
Уеханизц микdoподачи лаибодывее перемещение шлифовальной бабкж ”0 чепи микроподачм, мм __ 0,05 0,05
Пределы скоростей врезной мхкроподачи, им/мин {бесступенчатое регулирование) — 0,01... ОД
Автоматическая подача .'кооость врезной подача, ч*</мжи (бесступен- чатое регулирование) 1 0,05. ..3 ...
-ятематическая г.ягкодическая подача (* мо- |ч«’мт реверса стола), мм/ход 0,00125...0.0I2J } -
.Наибольший ход автоматической подачи по 1чинту. мм 0,45 0,45
i Бабка изделия Частота врасенил изделия, об/мин I0C ...1000 JOO...ICDD
энус отверс.ия анинделя по СТ СЭВ 147-75 Морзе 3 Корге 3
ги^олыпий увод поворота бабки изделия, “рад.: а) я шлифовальному кругу 90 90 90
। б) от круга 30 30 30
I Задняя бабка 1 .2 пиноли, мм 15 15 15
•Г - ’•re отверстия пиноли по СТ СЭВ 147-75 | нутритлиФовльныЙ шпиндель Морзе 2 1 1
•тотота чоапения пневмочппинделя, об/мин Электрооборудование Тэд тока питагсей сети 40000...90000 1 1 переменный, трехфазный
1гтэта тока, Гц 50 50 50
|. лпгяжение, В: ля । я^итагтеи сети 380 380 380
А)силовых цепей, род тока-переменный 380 380 380
л)й уттиа влепил, род тока: --?е пененный 110 ПО ПО
ч -постоянный по по ПО
1 г') ’^пеЙ местного освестенкя, род тока» 'временный 24 24 24
1 ^сигнализации , род тока-перемениый 5 5 5
0.015.00.101.00.IP3 .’.ис 9
Продолжение табл'.М
Наименование параметров Данные
ЗУ10В ЗЛОА | злое
Количество электродвигателей на станке (с электронасосом)’ 7 7 7
Мощность электродвигателя привода шлифо- вального круга. кЗт 1,1 1,1 I.I
Суммарная мощность всех электродвигате- лей, кВт 2,64 2,64 2,64
Характеристика гидрооборудования и системы смазкж Объём, л: а)бака гидравлики 32 32 32
б)бака смазки IB 18 18
в)бака СОК 100 100 100
Производительность, д/мин: а)насоса гидросистемы 5 . 5 5
б)насоса смазки 5 5 5
i Характеристика пневмосистемы (Дааление подво^лого воздуха МЯа _| Наибольший расход сжатого воздгха (при- веденный к атмосферному давление)^'с 1 ( 0,017 ),4...0,6 0,017 ),017
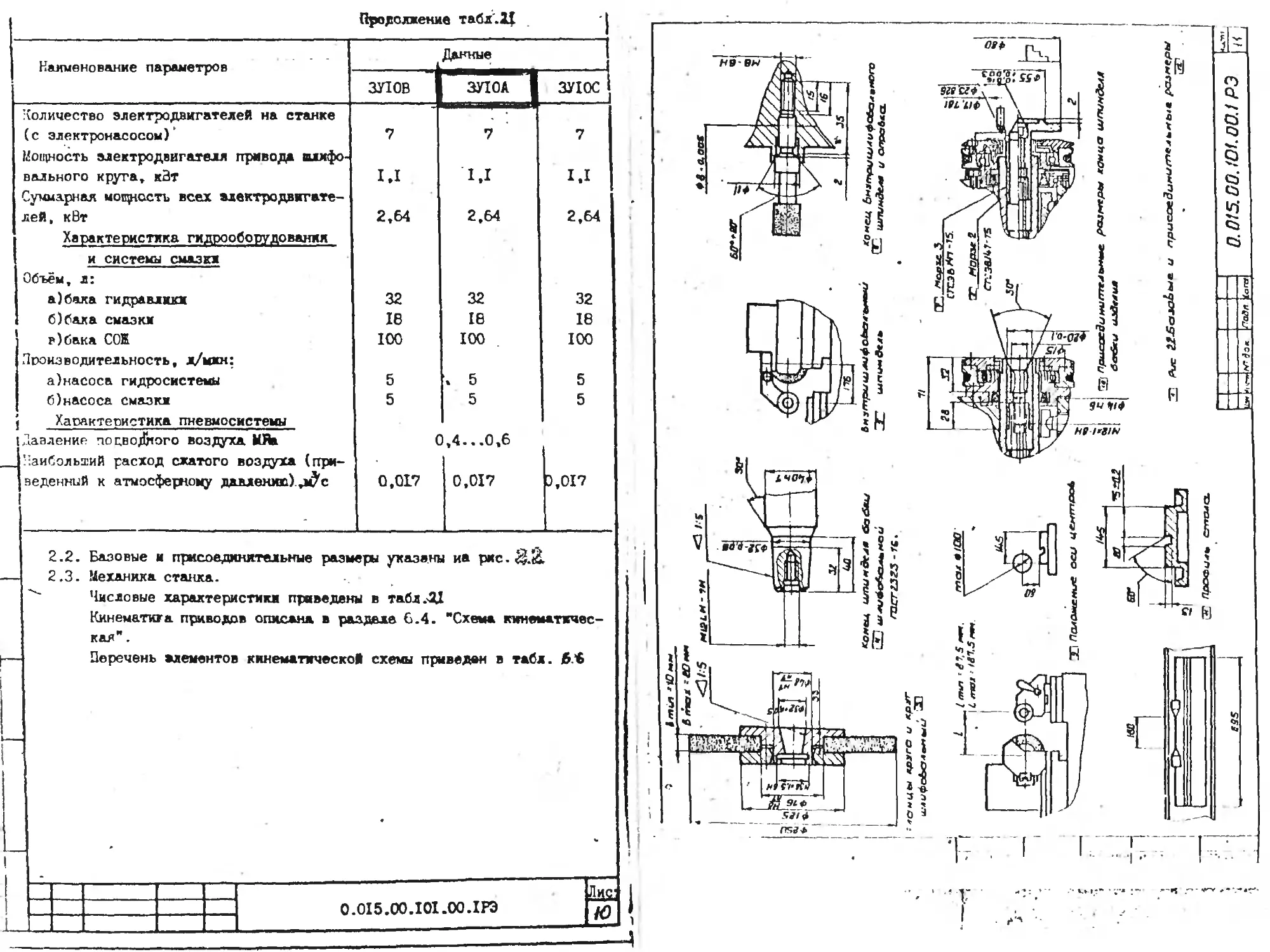
2.2. Базовые и присоединительные размеры указаны иа рис. аа
2.3. Механика станка.
Числовые характеристики приведены в табл.-21
Кинематика приводов описана в разделе 6.4. “Схема кинематичес-
кая" .
Перечень мементов кинематической схемы приведен в табл. 6.<
0.015.00.101.00.1РЭ
ЛЦ£ I
0!
—1
ugou **71
Cd /00 Ю> '00 'SIO 0 —" 'Г'" I-------------
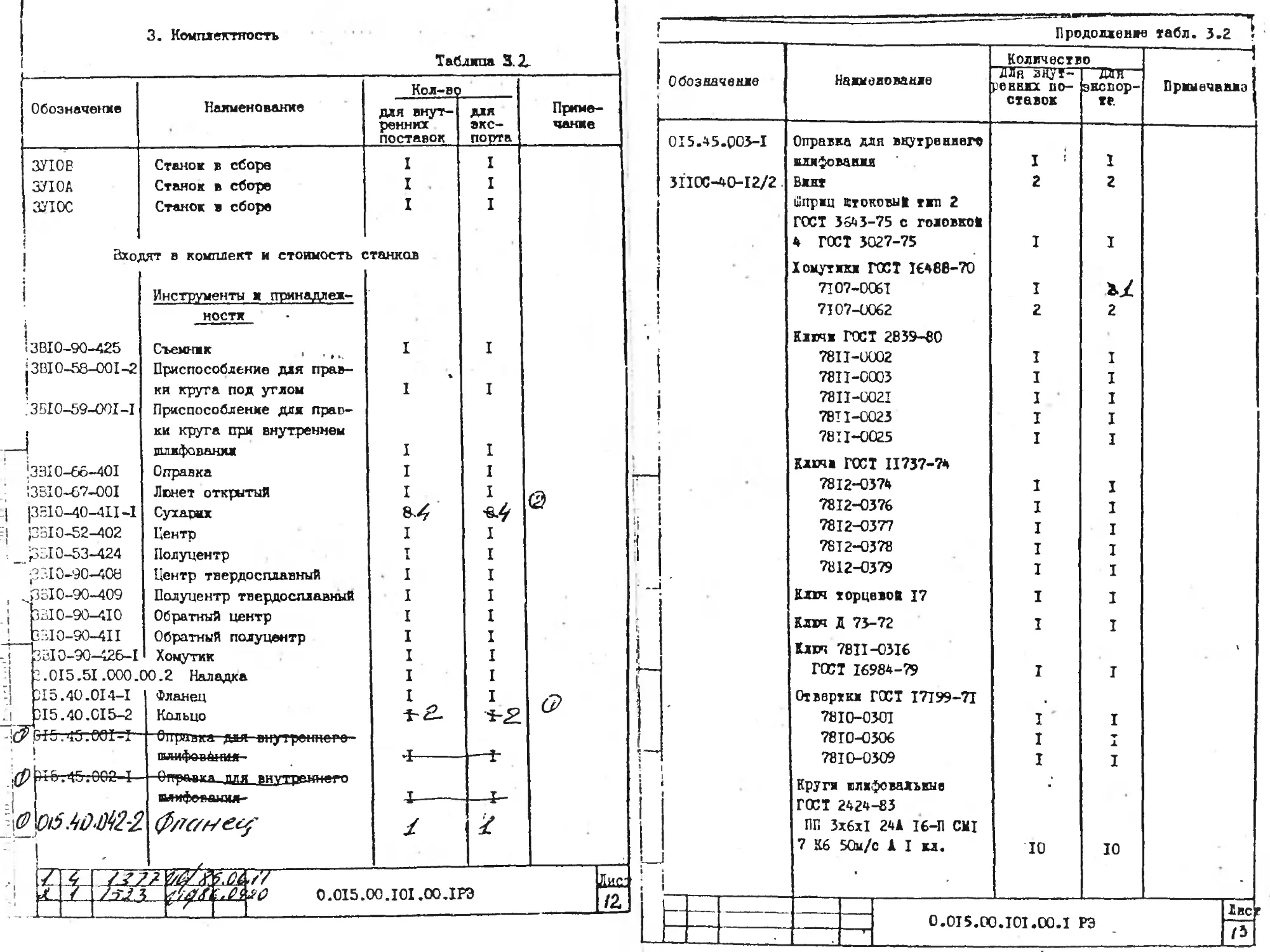
1 3. Комплектность 1 Таблица 3.2.
Кол-во
Обозначение Наименование для внут- ренних поставок Д1Я экс- порта Приме- чание
ЗУ10В ЗЛО A ЗУ I ОС Станок Станок Стенок в сборе в сборе в сборе I I I I I I
1 Вход угг в комплект и стоимость с танкоа
I Инструменты и гтринадлеж-
ности
! — -i •I 1 . i -i 71 -.1 j 3BI0-90-425 3BI0-58-001-2 ЗБЮ-59-OOI-I ЗЭ10-66-401 3BI0-67-001 [3=10-40-411-1 '3510-52-402 ,32,10-53-424 ;3 310-90-408 3310-90-409 3310-90-410 .3310-90-411 3310-90-426-1 2.015.51.000. 215.40.014-1 315.40.015-2 Съемник , Приспособление для прав- ки крута под углом Приспособление для прав- ки круга при внутреннем шлифовании Оправка Люнет открытый Сухарик Центр Полуцентр Центр твердосплавный Полуцентр твердосплавный Обратный центр Обратный полуцентр Хомутик 30.2 Наладка Фланец Кольцо I ь I I I I м I т I I I I I I I I I I I I 84 I I I I I I I I I *2. О &
'1U . Оправка дня внутреннего- ваифевплия пи о
$ 45- 002 !
ГР —1 г*
’I? |г
Z 5 /?/ /1н(
JL. /~TJ 5 Л О 0.015.00.101.00.1РЭ и
• /4
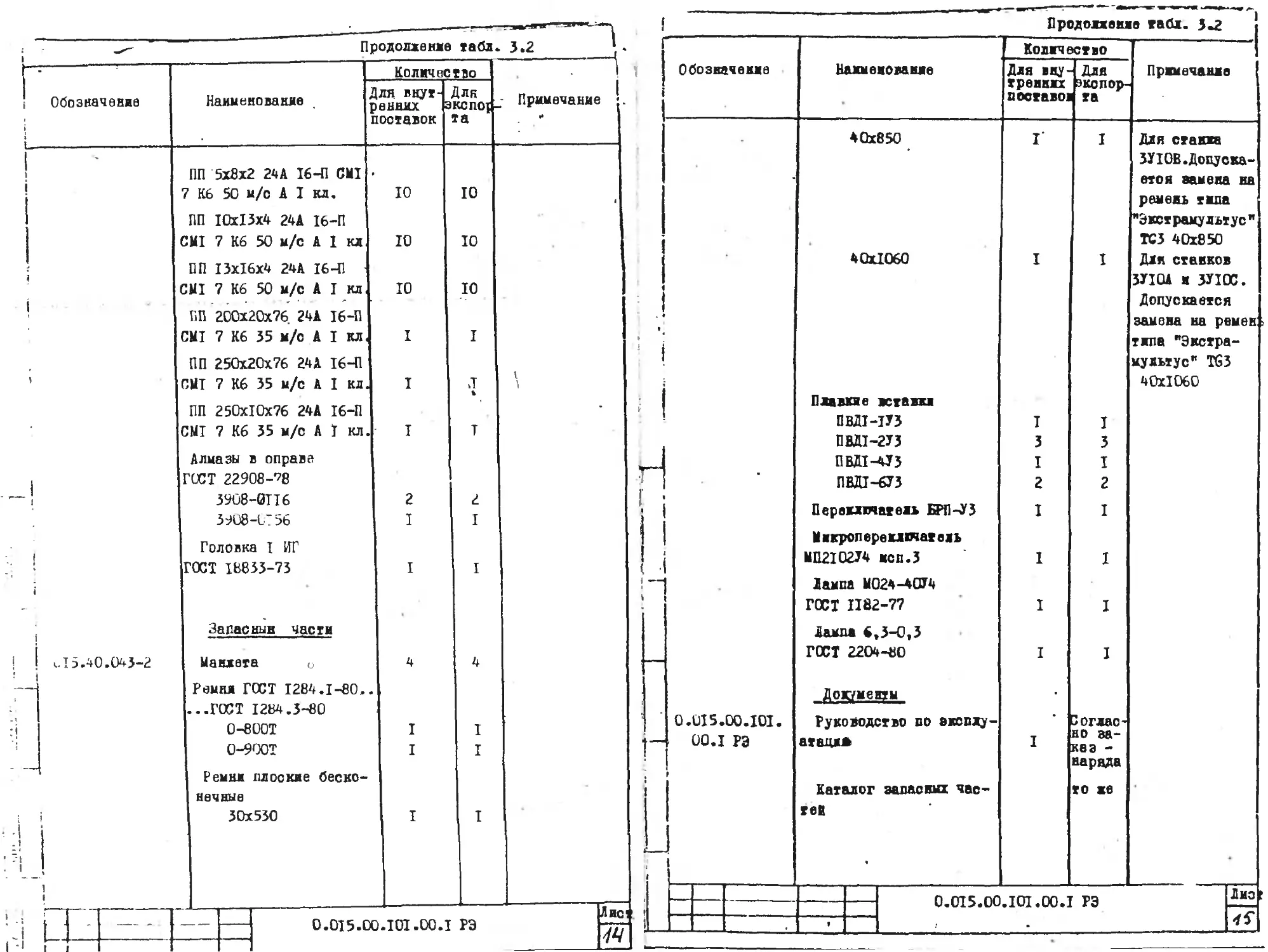
Продолжение табл. 3.2 * '
' Обозначение Наименование Количество —J Примечание
для внут- ренних по- ставок ДЗПГ экспор- те.
0I5.45.Q03-I Оправка для внутреннего илифованна I I
31100-40-12/2 • Вии 2 2
Оприц штоковым тип 2 ГОСТ 3643-75 с головном 4 ГОСТ 3027-75 Хомутики ГОСТ 16488-70 I I
7107-0061 I
7107-0062 2 2
Ключи ГОСТ 2839-80
78П-0002 I I
7811-0003 I I
78П-0021 I I
78Т1-0023 I I
7811-0025 I I
1 Кличи ГОСТ 11737-74
7812-0374 I I
7812-0376 I I
1 7812-0377 I I
7812-0378 I I
7812-0379 I I
Кл1я торцевом 17 I I
Ключ Д 73-72 I I
Ключ 7811-0316 »
ГОСТ 16984-79 I I
Отвертки ГОСТ I7J99-7I
7810-0301 I I
7810-0306 I А
7810-0309 I I
1 1 Круги илифовальные ГОСТ 2424-83 ПП 3x6x1 24А 1641 CMI 7 Кб 50м/с Ии. 10 10
О.015.00.101.OO.I РЭ
Продолжение табл. 3.2
i Обозначение Наименование Количество Примечание
Для внут- ренних поставок Для )КСПО( та
i ) 1 ПП 5x8x2 24А МЧ1 CMI 7 Кб 50 м/с А1м. ТО ТО
ПП 10x13x4 24А 16-П CMI 7 Кб 50 м/с А 1 кл ТО ТО
ПП 13x16x4 24А 16-П
СМТ 7 Кб 50 м/с А I кл то то
1 ПП 200x20x76. 24А 16-П СМТ 7 Кб 35 м/с А I кл. I I
ПП 250x20x76 24А 16-П СЫТ 7 Кб 35 м/с А I кд. I ,т 1 1
ПП 250x10x76 24А 16-П СМТ 7 Кб 35 м/с А Т кл. I т
Алмазы в оправе ГОСТ 22908-78
39O8-0TI6 2 2
3908-IT 56 I I
1 Головка I ИГ ГОСТ 18833-73 I I
! Запаснмн части
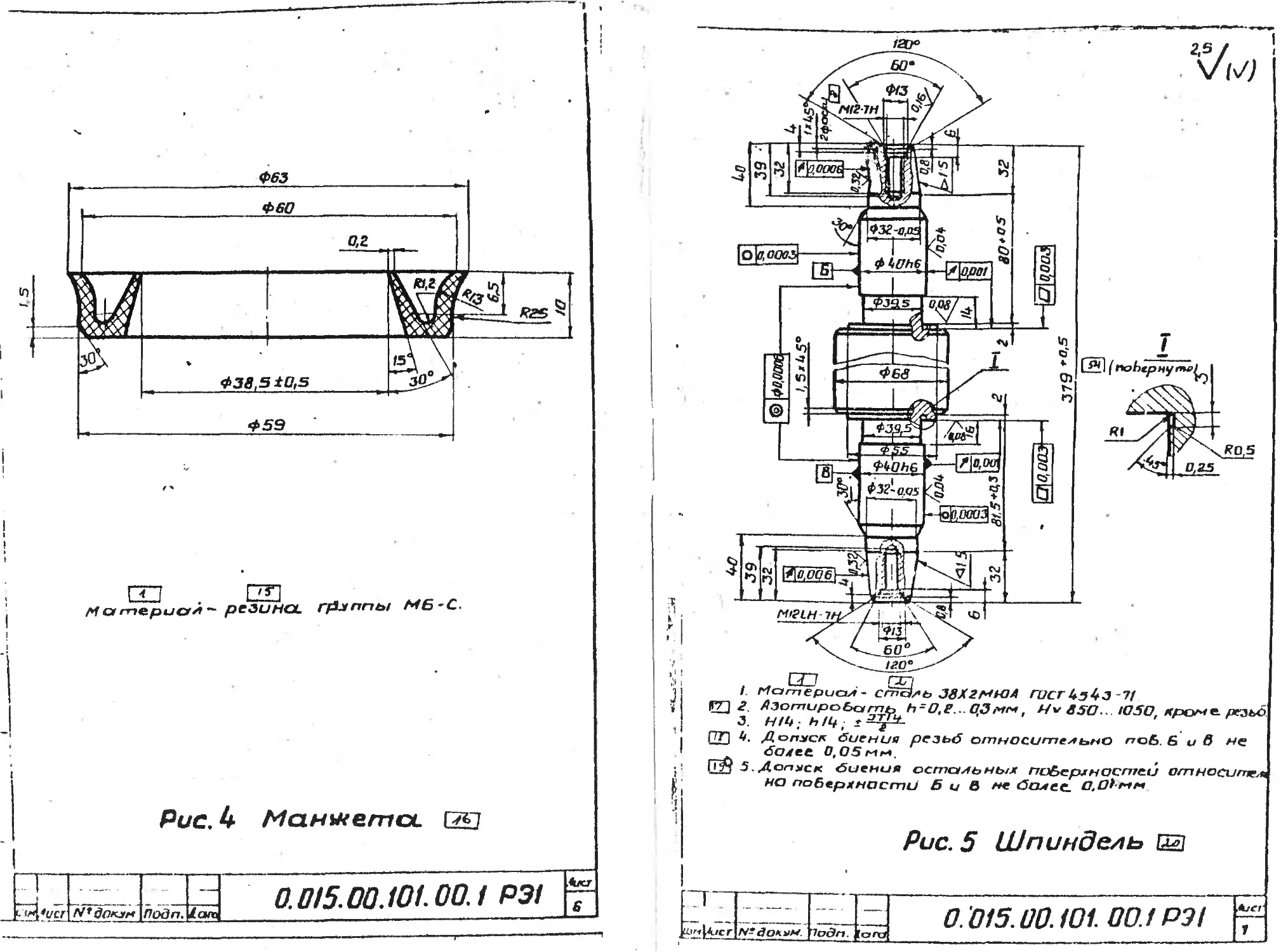
I 1.15.40.043-2 1 Манжета о Ремни ГОСТ 1284.1-80.. ...ГОСТ 1284.3-80 Ч 4
0-8 ООТ I I
0-900Т I I
Ремни плоские беско-
вечные
1 1 30x530 I I
0.015.00.101.00.1 РЭ
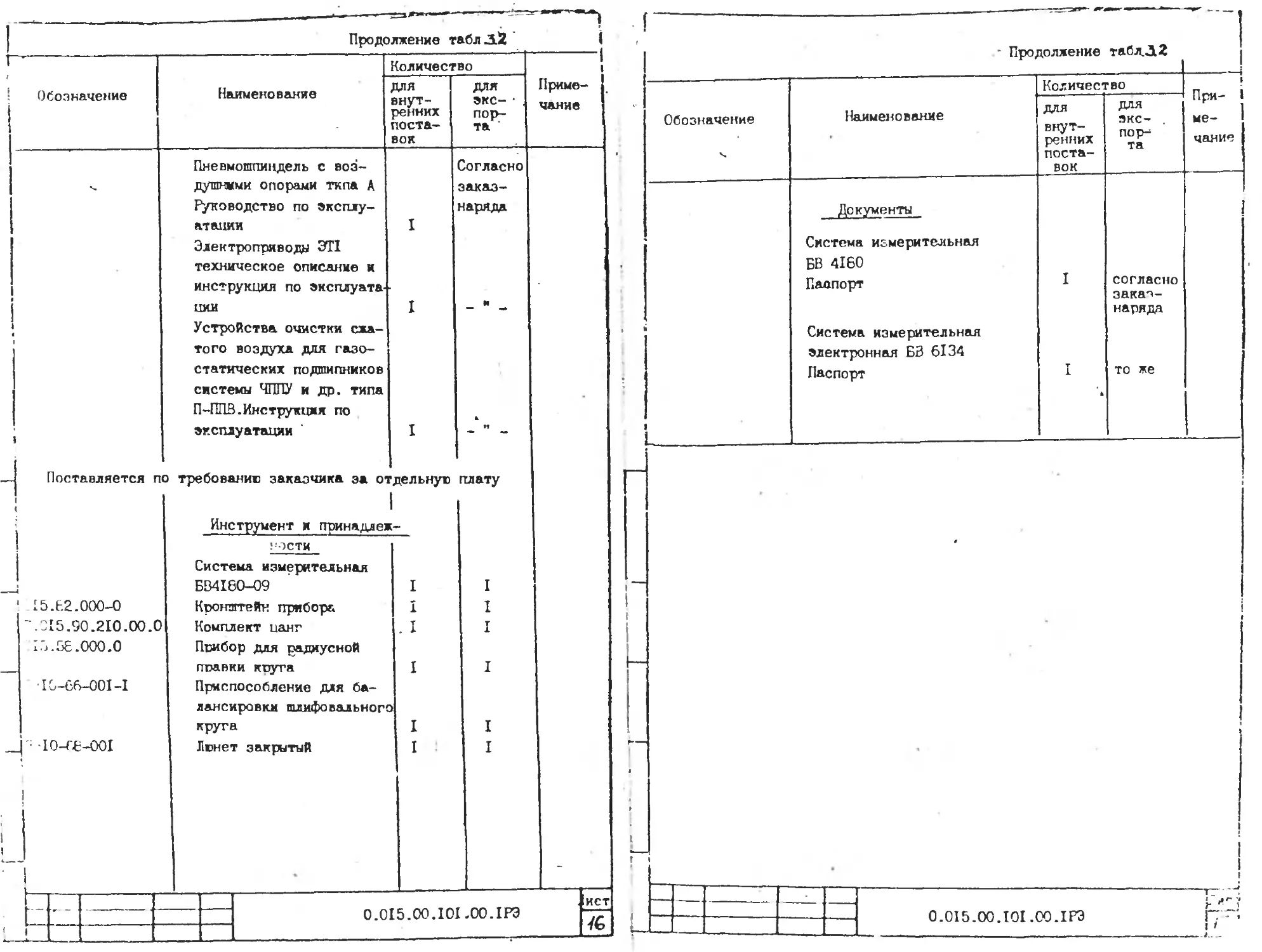
Продолжение табл. 3.2
1
Количество
Обозначение Налменованлв Для вну- тренних поотавон 1 Ала (экспор- та Примечем
1 f • 1 — i 40x850 40x1060 Синие вставки ПВДТ-1УЗ ПВЛ1-2УЗ ПВД1-4У5 ПЕЛ-613 Переключатель БРП-УЗ М акрол ереклтат ель 811210274 ксп.З Лампа М024-40У4 ГОСТ 1182-77 Лампа 6,3-0,3 ГОСТ 2204-80 I' I Т 3 I 2 I I I I I I I 3 I 2 I I I I Для станка ЗУЮВ .Допуска- ется замена на ремень тала "Экстраму лиус" КЗ 40x850 Для станков 3X1СА к ЗУ10С. Допускается замена на ремен типа "Экстра- мулыус" Т63 40x1060
г t О.015.00.101. 00.1 РЭ 1 Документы Руководство по ажсплу- атадл* Каталог запасных час- тей I Соглас- но за- каз - наряда то же
0.015.00 .101.00.] РЭ Лио
1 » • 4 S’
Продолжение таблЛЙ I
Г Обозначение Наименование Количест ДЛЯ внут- ренних поста- вок ВО для ЭКС- ‘ пор- та 1 1 Приме- чание
1 1 - ч. Поставляется п Пневмопптиндель с воз- душными опорами типа А Руководство по эксплу- атации Электроприводы ЭТ1 техническое описание и инструкция по эксплуата- ции Устройства очистки сжа- того воздуха для газо- статических подшипников системы ЧППУ и др. типа П-ППВ.Инструкция по эксплуатации о требованию заказчика за от Инструмент и принадлел I I I дельную (- Согласно заказ- наряда плату
' 15.82.000-0 215.90.210.00.0 1.9.5£.000.0 I0-66-001-I j ю-се-оо! ПОСТИ Система измерительная БВ4160-09 Кронштейн прибора Комплект цанг Прибор для радиусной правки крута Приспособление для ба- лансировки шлифовальногс круга 1 Люнет закрытый I 1 . I I I I I I I I I I
!
— ист
1 0.015.00.101.00.1РЭ - W
f • Продолжение табл.ДЗ
Обозначение К. Наименование Количество При- 1 ме- чание
для внут- ренних поста- вок для зкс- пор- та
Документа Система измерительная БВ 4160 Падпорт Система измерительная электронная БЗ 6134 Паспорт I I а согласно закап- наряда то же !
1 1 __ 1
0.015.00.101.00.1РЭ - '{ г-
i •. УКАЗАНЬЯ ?JEP БЕЗОПАСНОСТИ.
к I
• Безопасность труда на станке обеспечивается его изготовлением !
I я соответствии с требованиями ГОСТ 12.2.009-60 и ГОСТ 12.2.049-80.
Требования безопасности труда при эксплуатации станка устанав-
ливаются соответствуг^ми разделами руководства, руководством по
эксплуатагли электрооборудования, специальными правилами и нормами
безопасной работы на станках, работящих абразивным инструментом в
ссоаетствии с /ОСТ 12.3.026-62, требованиями СТ СЭЗ 499-77, СТ СЭВ
538-77, СТ СЭЗ 539-77 и настоящим подразделом.
1.1. ДЛЯ ОБСЛУЖИ" АЩЕГО ПЕРСОНАЛА.
Персонал, допущенный в установленном на предприятии порядке к
работе на станке, а также к него наладке ж ремонту обязали:
а)получить инструктаж по технике безопасности в соответствии с
заводскими инсттуыциямц, разработанными на основании руководства
J то зхсплуатацжи и типовых инструкций по охране труда;
6) ознакомиться с общими правилами эксплуатации и ремонта станка
и указаниями безопасности труда, которые содержатся в настоящем ру-
ководстве, руководстве по эксплуатации алектрооборудования и эксплу-
атацией' эй документации, прилагаемой к устройствам и комплектующим
j изделиям, входядан в состав станка;
в)работать на станке необходимо в спецодежде, обшлага рукавов
должны плотно обхватывать руки у кистей.
4.2. ПРИ ТРАНСПОРТИРОВАНИИ И УСТАНОВКЕ СТАНКА.
4.2.1. При монтаже, демонтаже и ремонте для надежного зачали-
вания и безопасного перемещения станка необходимо использовать от-
верстия, предусмотренные конструкцией станка. Грузоподаемные устрой-
ства следует выбрать согласно раздела руководства 12 "Порядок уста-
... ноаки" с учетом массы станка.
4.2.2. При расконсервации станка следует руководствоваться тре-
бованиями безопасности по ГОСТ 9.014-78.
4.3. ПРИ ПОДГОТОВКЕ СТАНКА К РАБОТЕ.
4.3.1. Проверить наличие и исправность кожуха привода шлифоваль-
ной бабки. Особое внимание обратить на надежность крепления шлифо-
вального крута во фланцах и кожуха круга к шлифовальной бабке.
РАБОТАТЬ НА СТАНКЕ БЕЗ КОЕУХА ШЛИФОВЛЬНОГО КРУГА (ЧАСТИЧНО
РАЗОБРАННОМ) ИЛИ ПРИ ОТЮЪТОЙ КПЖКЕ ЗАПРЕЩАЕТСЯ!
4.3.2. Правила и нормы безопасности работы со шлифовальными кру-
гами согласно ГОСТ 12.3.026-82. Рабочая окружная скорость круга
должна соответствовать руководству по эксплуатации.
0.015.00.101.00.1РЭ 1ис: Л —-
Круг должен иметь ярлык кли отметку'краской с указанием об ис- j
пытании на максимальную прочность. I
Разрешается стаьить на станок шлифовальные круги, только испы- !
тайные на с-орость, превышающую рабочую на 50? (наибольшая допустимая
рабочая скорость - 35 м/с при неизношенном круге).
Испытанный шлифовальный крут должен быть отбалансирован. Балан-
сировка производится с помощью сухарей, расположенных в кольцевом па-
зу фланца круга * специальной оправке, поставляемой со станком. После
установки на станок перед правкой круг должен быть подвергнут вращению
вхолостую при рабочей скорости в течение 7 чин При этом запрещается
стоять перед шлифовальным крутом. При обнаружении дисбаланса после
правки круга повторить балансировку и правку. Следует иметь в виду, что
по меое износа круга балансировка его может нарушаться вследствии не-
оавномесиой плотности абразивного материала.
НЕ ДОПУСКАЕТСЯ СНИМАТЬ ФЛАНЕЦ С КРУТОК ПУТЕМ НАНЕСЕНИЯ УДАЮ?
ПО ФЛАНЦУ.
Для снятия фланца с крутом применять специальный съемник. Зазор
между кругом и предохранительным козирьком должен быть не более С мм,
что досыпается перемещением козырька только после остановки круга.
Правка круга может производиться только с помощью специальных
приспособлений, надежно закрепленных на станке инструментом, указанным
а руководстве станка.
4.3.3. При пуске станка рукоятка Поз. II (рис.£4) должна нахо-
диться в положении ручного перемещения стола, а шлифов^ьная бабка от-
ведена .
4.3.4. Проверить правильность оаботы блокировочных устройств
пои работе станка на холостом ходу.
Периодически проверять правильность срабатывания блокировок,
описанных в разделе "Блокировка".
аЮтсутствие смазки шпинделя шлифовльногэ круга (есть сигнал-
гогит лампа на пульте сигнализации поз. 20 рис. 64).
Если путевой выключатель реле контроля смазки не замкнут, нель
ля запустить привод шлифовального круга.
б)Отвод шлифовальной бабки невозможен при опушенном в рабочее
положение внутришлифовальном шпинделе (конечный выключатель ВПЗ отпу-
тен и электромагнит ЭмЗ отключен, т.е. произвести отвод бабки невоз-
можно) .
вРрапение шпинделя шлифовального круга возмогло только при
поднятом внутришлифовальном приспособлении (нажимается выключатель EJ3.
включается реле ГП4 и своим НО контактом разрешает включение электро-
двигателя шлиф, круга).
0.015.00.101.00.1ГО >.Г1
•
[ г)Ручное перемещение стола возможно только при отключенном ]
автоматическом перемещении (при перехода с одного на другой вид пере-*
мощения стола меняются механически шестерня в цепи перемещения)-
д) Вращение пневмошпинделя внутришлифовального приспособления
возможно только при подача воздуха в его подшипники.
е Исключение электродвигателя фильтра-транспортера после загрязн
ния фильтрируюшего элемента (при загрязнении нажимается выключатель
ЗП5, получает питание магнитный пускатель РЗ, который, своими НО кон-
тактами подключает, к сети электродвигатель продергивания бумаги МФ.
Бумага продергивается, ВИЗ отпускается, двигатель останавливается).
4.3.5- Проверить наличие ограждения, защищающего обслуживающий
персонал ат брызг СОЖ.
4.3.6. Проверить надежность закрепления на столе станка перед-
] ней и задней бабок я съемных приспособлений (люнетов, устройств дня
< правки и т.д.).
4.3.7. Проверить надежность закрепления детали.
j 4.4. ПРИ РАБОТЕ СТАНКА
; 4.4.1-КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ снимать какие-либо ограждения,
j нарушать или каким-либо другим способом деблокировать предусмотренные
! конструкцией станка блокировки.
4.4.2.Осторожна подводить круг к изделию и работать только
при режимах, предусмотренных для данного станка.
4.4.3.КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при включении приводе шлифо-
вального круга производить регулировку подшипников шлифовального
шпинделя.
4.4.4.Чистить и обтирать станок можно только после полной
остановки всех механизмов станка при выключенном вводном выключателе.
4.4.5.Следить за исправностью световой сигнализации "Сеть".
- 4.4.6.По окончании шлифования выключить подачу охлаждающей
жидкости и не выключать вращение шпинделя шлифовальной, бабки в течении
2-3 мин. для подсушки круга.
4.4.7 .По окончании работа станок обязательно должен быть от-
ключен от сети.
4.4.В .Врв внутренней шлифовании после вывода шлифовального
круга из обрабатываемого отверстия (для заиеров или сиены детали)
необходимо опустить защитный щиток,закрывающий оправку с шлифо-
вальный крутом.
—'— 0.015.00.101.00.IF9
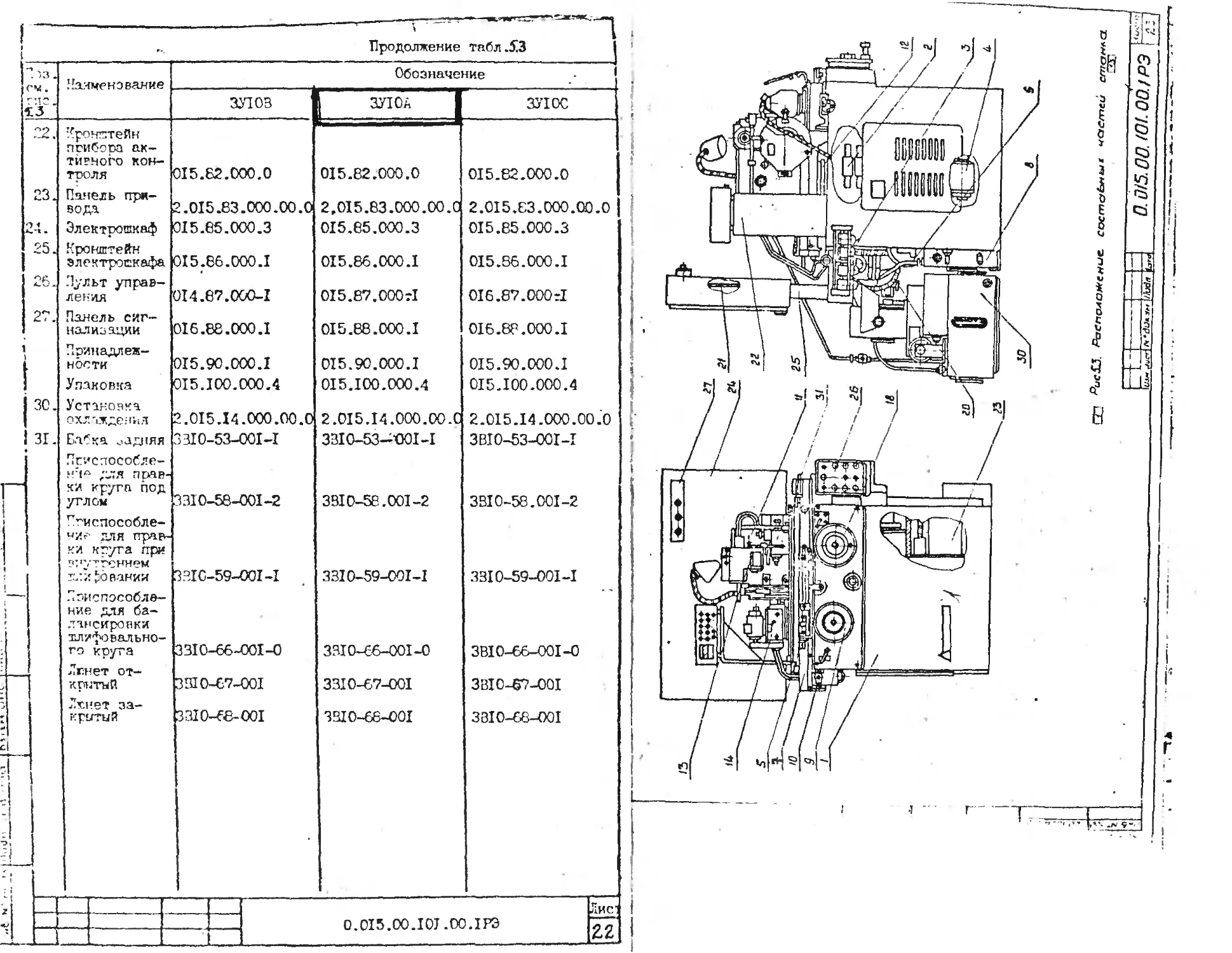
5 .Состав станка '
5.1 .Общий вид с указанием составных частей станков (рис.ЗЛ).
5.2 .Перечень составных частей станков (табл.£3)
Таблица 53
Поз см. Ж Наименование Обозначение
ЗУ1ОЗ 1 .ЗЛОА j ЗУ10С
I. Станина 015.10.000-1 015.10.000-1 015.10.000-1
2. Монтаж гидро- аппаратуры 014.II.00010 015.II.000-0 Мб.П.ОООтО
3. Устройство очистки воз- духа 2.015.13.000.00.0 2.015.13.000.00.0 2.015.13.000.00
4. Привод стола 015.15.000-2 015.15.000-2 015.15.000-2
5. Переключатель реверса стола 015.17.000-1 015.17.000-1 015.17.000-1
6. Монтаж гидрав- лики 015.IB.000-2 015.18.000-2 015.18.000-2
Стол 015.20.000-1 015.20.000-1 015.20.000-1
6. Г идроустановка 2.015.21.000.00.1 2.015.21.000.00.1 2.015.21.000.00
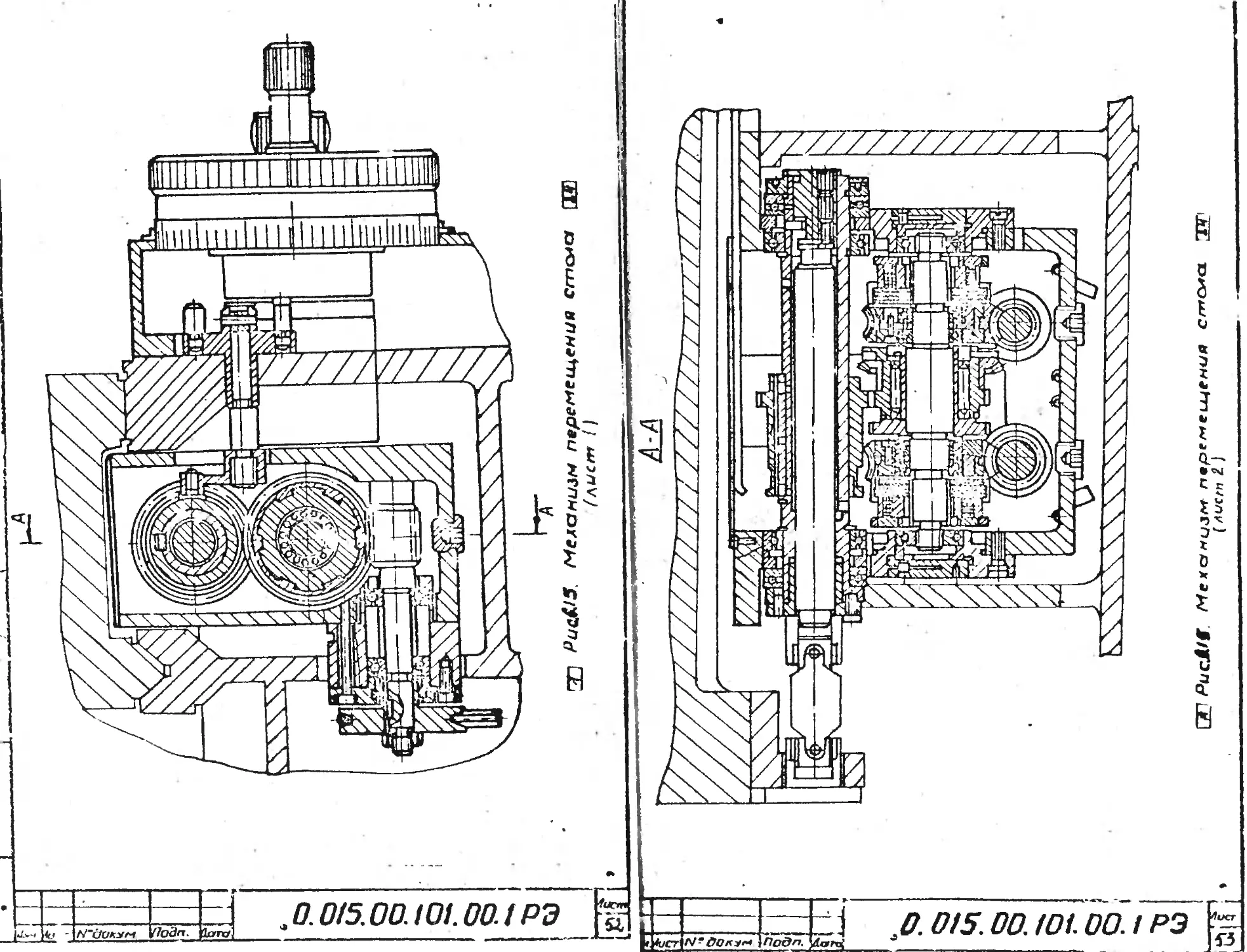
э. "еханизм пере- ыэщения стола 015.30.000-2 015.30.000-2 015.30.000,2
IC. Шарнирный подвес 015.31.000-0 015.31.000-0 015.31.000-0
и. Бабка шлифо- вальная 014.40.000-1 015.40.ОСО-2 015.40.000-2
12. Салазки 014.44.0С0т0 015.44.000-0 015.44.000-0
13. Приспособление для внутренне- го шлифования CI5.45.000-2 015.45.000-2 015.45.000-2
14. Бабка изделия 2.015.50.000.00'0 2.015.50.000.00.0 2.015.50.000.00
Наладка 2.015.51.000.00.2 2.015.51.000.00.2 2.015.51.000.00
Алмаз о держа- тель 015.53.000.0 0 15.53.000.0 015.53.000.0
Прибор для ра- диусной правки круга 015.56.000.0 015.58.000.0 015.56.000.0
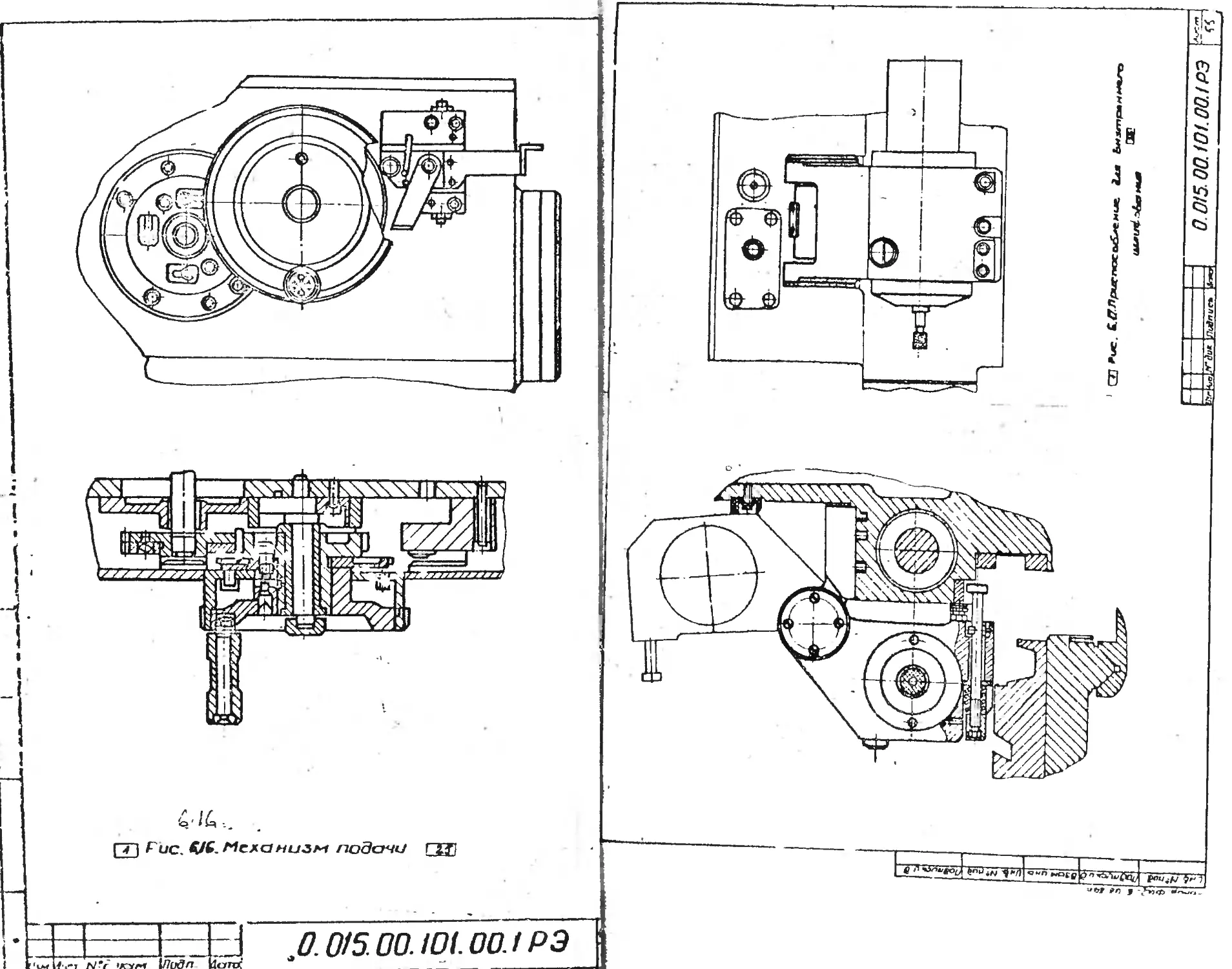
А Механизм пода- чи 0I5.60.Q00-I С [5.60.000-1 016.60.000-2
Шариковая пара винт-гайка ка- чения 015.61.000-0 0 15.61.000-0 015.61.000-0
20. Пазметение электрообору- дования на станке 014.60.000.2 0 15.80.000.2 016.80.000.2
21. Панель элек- 016.81.000.1
трошкафа 014.81.000.1 015.61.000.1
тггт
0.015.00.101.00.IP3 Лис '
Продолжение табл .5.3
71з. см. « ’ Наименование Обозначение {
ЗУ1ОЗ ЗУ10А ЗУ10С I
22. кронштейн пгибора ак- тивного кон- троля 015.62.000.0 015.82.000.0 015.82.000.0
23. Панель при- водя 2.015.83.000.00.0 2.015.83.000.00.С 2.015.83.000.00.0
24 Электрошкаф 015.85.000.3 015.85.000.3 015.85.000.3
25. Кронштейн электроскафа 015.86.000.1 015.86.000.1 015.86.000.1
26. Пульт управ- ления 014.87.000-1 015.87.000т! 016.87.000г!
27. Панель сиг- нализации 016.88.000.1 015.88.000.1 016.88.000.1
1 Принадлеж- ности 015.90.000.1 015.90.000.1 015.90.000.1
Упаковка 015.100.000.4 015.100.000.4 015.100.000.4
зс. Установка охл'лдеяня 2.015.14.000.00.0 2.015.14.000.00.С 2.015.14.000.00.0
31. Бабка задняя 33!0-53-00!-I 3310-53-«О! -I 3BIO-53-OOI-I
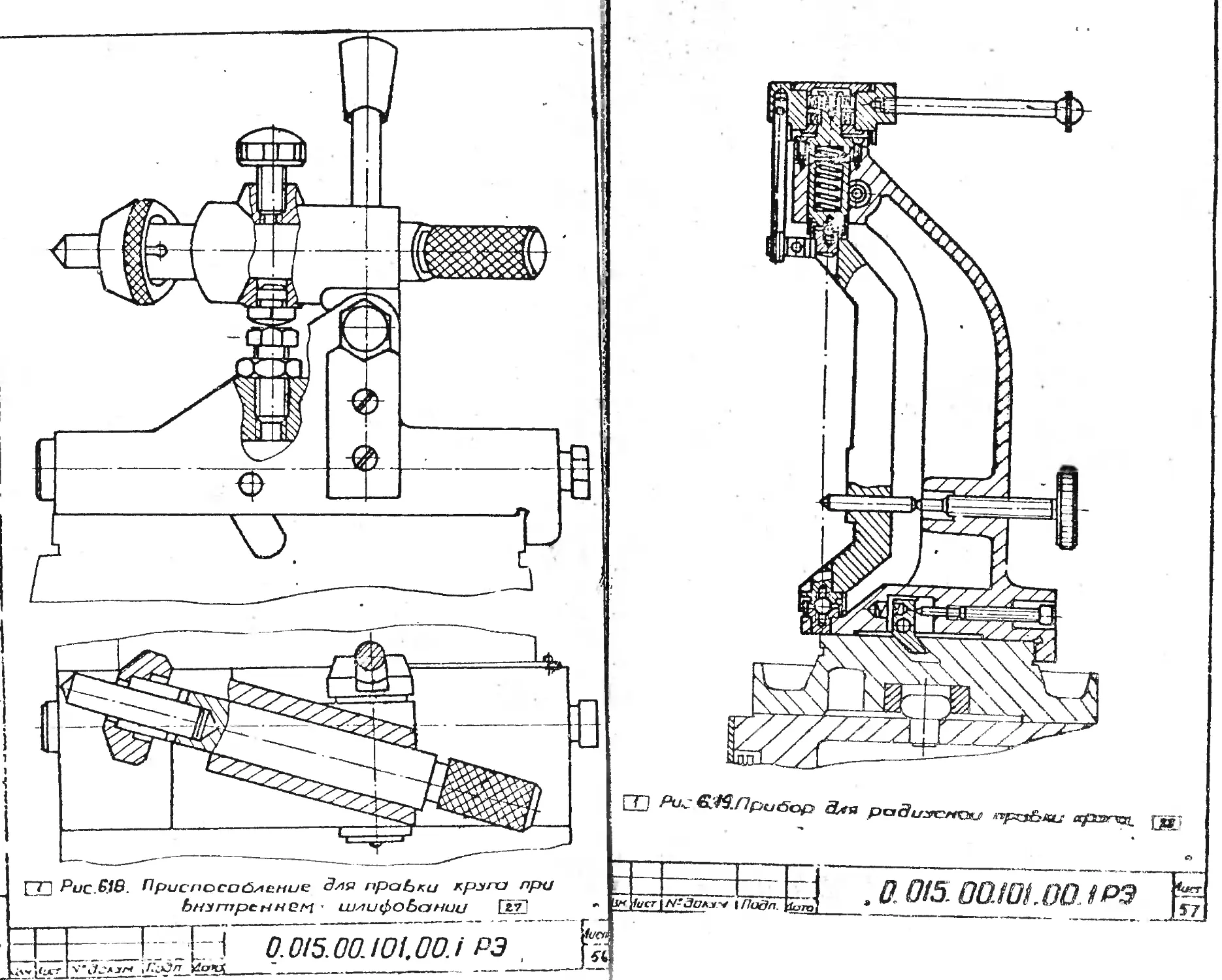
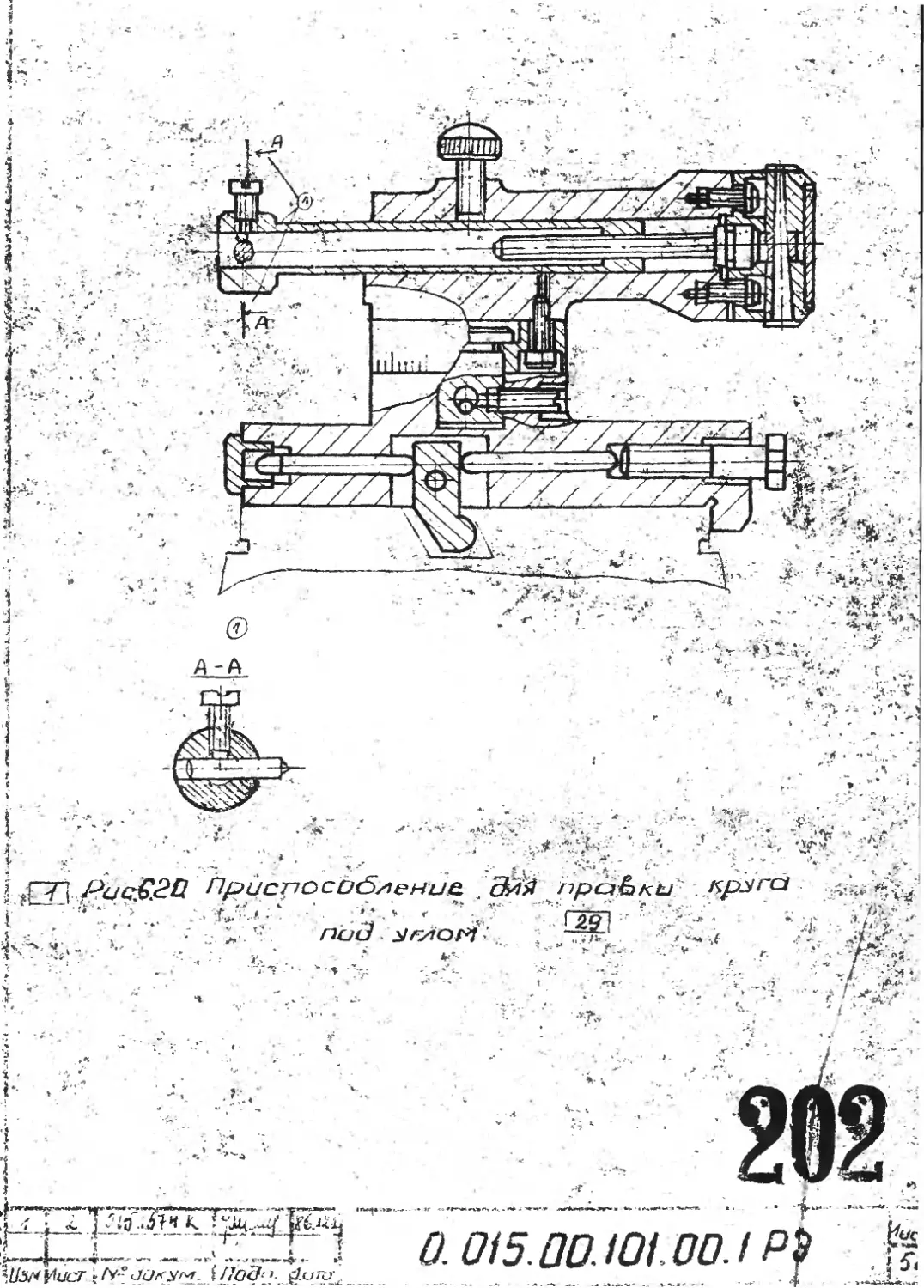
Псиспособле- нчл для прав- ки круга под углом 3310-58-001-2 ЗВ!0-58.00!-2 3BI0-58.001-2
Пгиспособле- «Иг* для прав- ки круга при внутреннем г-: и ковании 33IG-59-OOI-I 33IO-59-OOI-I 33IO-59-OOI-I
Лоиспэсобле- ние для ба- лансировки шлифовально- го круга 3310-66-001-0 33I0-66-00I-0 3BI0-66-00I-0
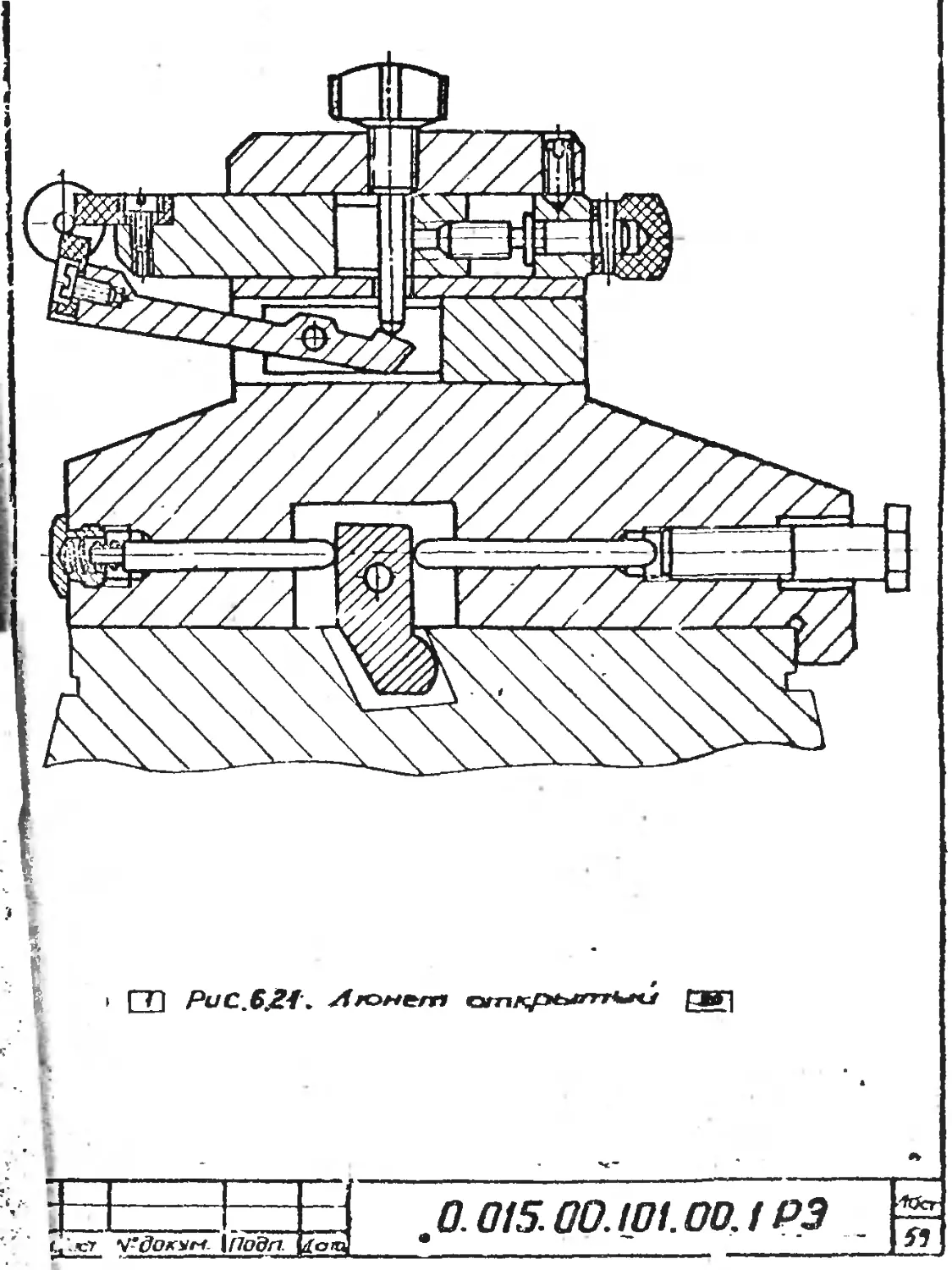
Люнет от- крытый 3310-67-001 33!0-67-00! ЗВ!0-67-00!
Люнет за- крытый 3310-68-001 3310-68-00! ЗВ!0-68-00!
0.015.00.10! .00.1РЭ Лис1 22
I
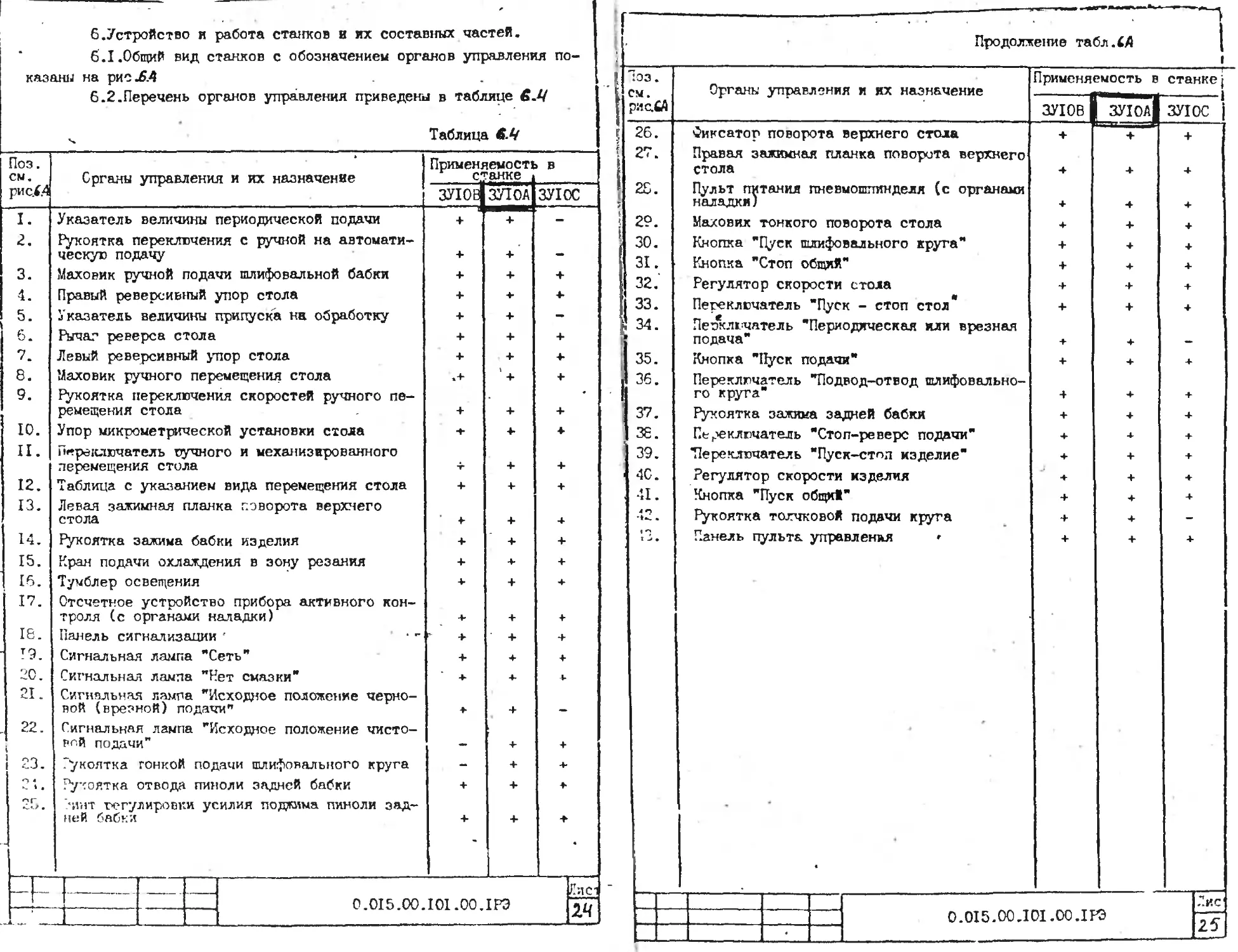
6 .Устройство и работа станков и их составных частей.
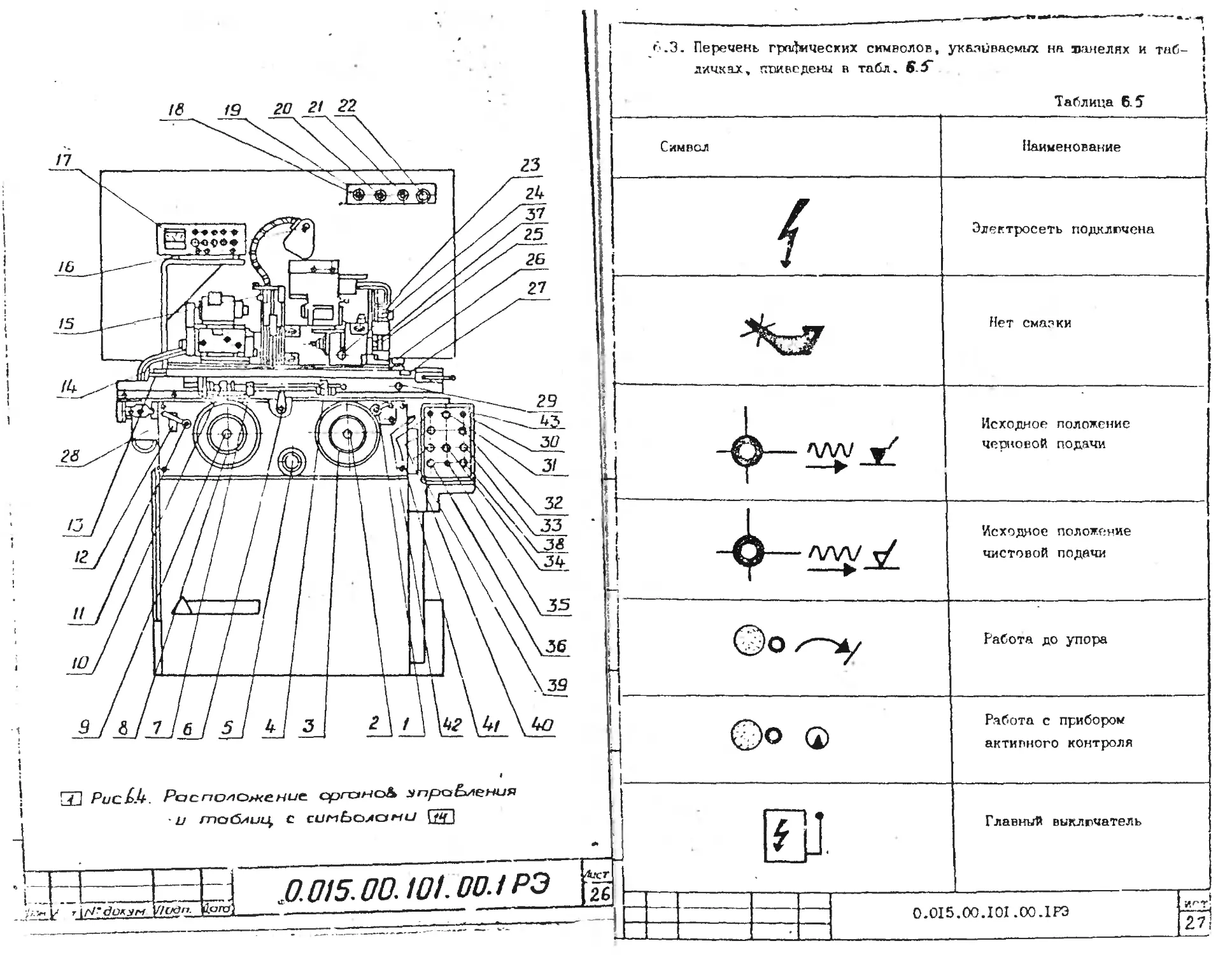
6.1 .Общий вид станков с обозначением органов управления по-
казаны на рис .6.4
6.2. Перечень органов управления приведены в таблице
Таблица вЛ
Поз. см. рис.4.4 Органы управления и их назначение Применяемость в станке ।
ЗУЮВ] ЗУ10А|ЗУ10С
I. Указатель величины периодической подачи + + -
2. Рукоятка переключения с ручной на автомати- ческую подачу + + -
3. Маховик ручной подачи шлифовальной бабки + + 4-
4. Правый реверсивный упор стола + 4 4-
5. Указатель величины припуска на обработку + + -
5 Рычаг реверса стола + + 4-
7. Левый реверсивный упор стола + + 4-
8. Маховик ручного перемещения стола *4- ' + 4-
9. Рукоятка переключения скоростей ручного пе- ремещения стола + + 4-
10. Упор микрометрической установки стола -4 4- 4-
II. Переключатель ручного и механизированного перемещения стола 4 + 4-
12. Таблица с указанием вида перемещения стола + 4- 4-
13. Левая зажимная планка поворота верхнего стола 4 4- 4-
14. Рукоятка зажима бабки изделия + 4- 4-
15. Кран подачи охлаждения в зону резания + 4- 4-
16. Тумблер освещения 4 4- 4-
17. Отсчетное устройство прибора активного кон- троля (с органами наладки) 4- 4- 4
18. Панель сигнализации ' ' 4- 4- -4
19. Сигнальная лампа "Сеть" + 4- 4
20. Сигнальная лампа "Нет смазки" + 4- 4
21. Сигнальная лампа "Исходное положение черно- вой (врезной) подачи" 4 4 —
22. Сигнальная лампа "Исходное положение чисто- вой подачи" * 4- 4
1 23. Рукоятка гонкой подачи шлифовального круга - 4- 4-
< * , Рутоятка отвода пиноли задней бабки + 4- 4
<•.> . ?инт регулировки усилия подкима пиноли зад- ней бабки + 4- -4
0.015.00.101.00.IP3
24
Продолжение табл.М
эз. м. ИС.6А Органы управления и их назначение Применяемость в станке
ЗУЮВ ЗУ10й| ЗУ10С
26. Сиксатор поворота верхнего стола 4 4 4
27. Правая зажимная планка поворота верхнего стола 4 4 4
25. Пульт питания пневмошпинделя (с органами наладки) + 4 4
29. Маховик тонкого поворота стола 4 4 4
30. Кнопка "Пуск шлифовального круга" 4 4 4
31. Кнопка "Стоп общий" 4 4 4
32. Регулятор скорости стола 4 4 4
33. Переключатель "Пуск - стоп стол 4 4 4
34. Пеэтлючатель "Периодическая или врезная подача" 4 4
35. Кнопка "Пуск подачи" 4 4 4
36. Переключатель "Подвод-отвод шлифовально- го крута" 4 4 4
37. Рукоятка зажима задней бабки 4 4 4
38. Переключатель "Стоп-реверс подачи" 4 4 4
39. Переключатель "Пуск-стоп изделие" 4 4 4
40. Регулятор скорости изделия 4 4 4
41. Кнопка "Пуск общий’ 4 4 4
•*< . Рукоятка толчковой подачи крута 4 4 -
t J • Панель пульта управленья * 4 4 4
0.015.00.101.00 ДРЭ
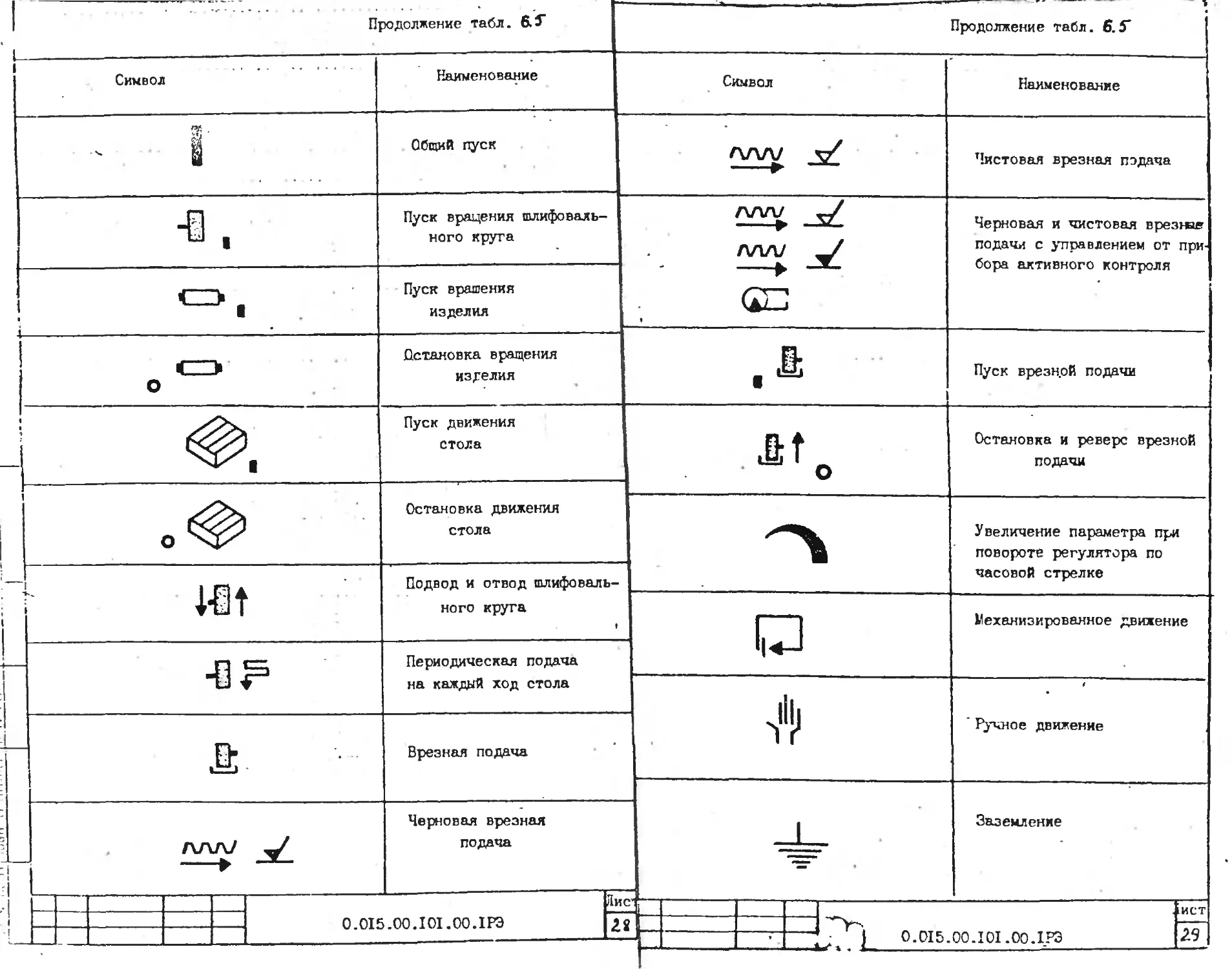
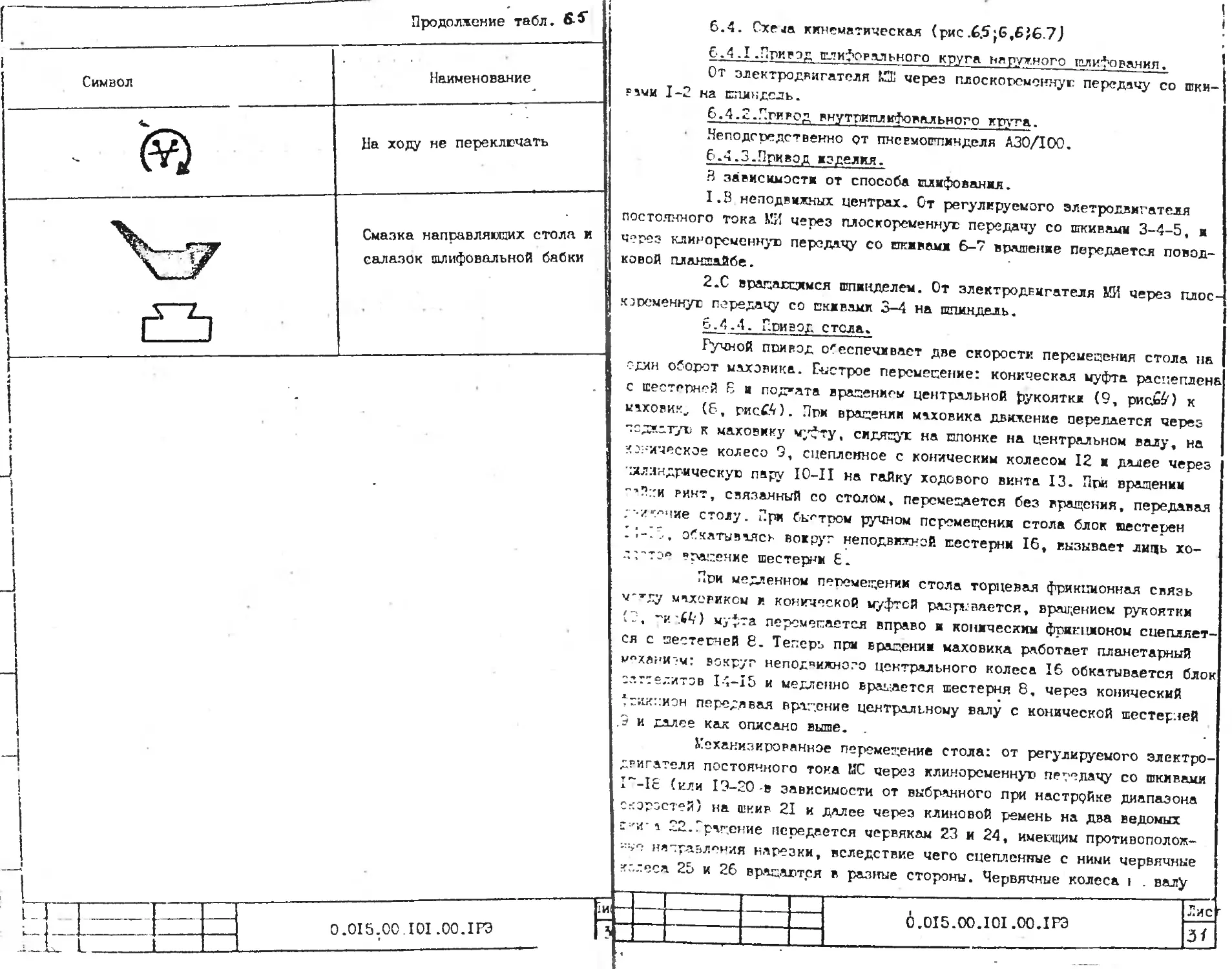
6.3. Перечень графических символов, укалываемых на панелях и таб- 1
личках, гтиведены в табл. 5.5" I
20 2t 22
Символ
Электросеть подключена
АЛЛ/
Работа до упора
Главный выключатель
0.015.00.101. 000 РЭ
V r \rt'dOKjM УНк>‘
Работа с прибором
активного контроля
Исходное положение
черновой подачи
Исходное положение
чистовой подачи
□0 Рис£.£ Расположение срго/иоЛ эпраЬления
и таблиц с сипЬсз-ломи |
Таблица 6 ?
23
24
37
27
Наименование
Нет смавки
0.015.00.101.00.1РЭ
27i
| Продолжение табл. 6.5" Продолжение табл. 6.5”
—— 1 Символ Наименование Символ Наименование
i Общий пуск лл/у к/ Чистовая врезная подача
-о. Пуск вращения шлифоваль- ного круга Пуск вращения изделия ЛЛЛ. —1 / —/ ► — Черновая и чистовая врезте подачи с управлением от при- бора активного контроля
! '—*
i 1 ° <~>| Остановка вращения изделия 1 в • Пуск врезцой подачи
—। а Пуск движения стола о Остановка и реверс врезной подачи
1 о Остановка движения стола
Увеличение параметра при повороте регулятора по часовой стрелке
Г l-Ot Подвод и отвод шлифоваль- ного круга
Механизированное движение
t
-OF Периодическая подача на каждый ход стола
II ’ Ручное движение
[ср Врезная подача
Заземление
f\J\T\J J • —► -х- •i Черновая врезная подача 4_ _L_
' 1 — ‘ аи< 0.015.00.IOI.00.1РЭ 7) 4 . ист
1 4- — »
1 J; ) 0.015.00.101.00.IP3 29
Продолжение табл. 65"
Символ
Наименование
На ходу не переключать
Смазка направляющих стола и
салазок шлифовальной бабки
_______________________________________________________ I
i
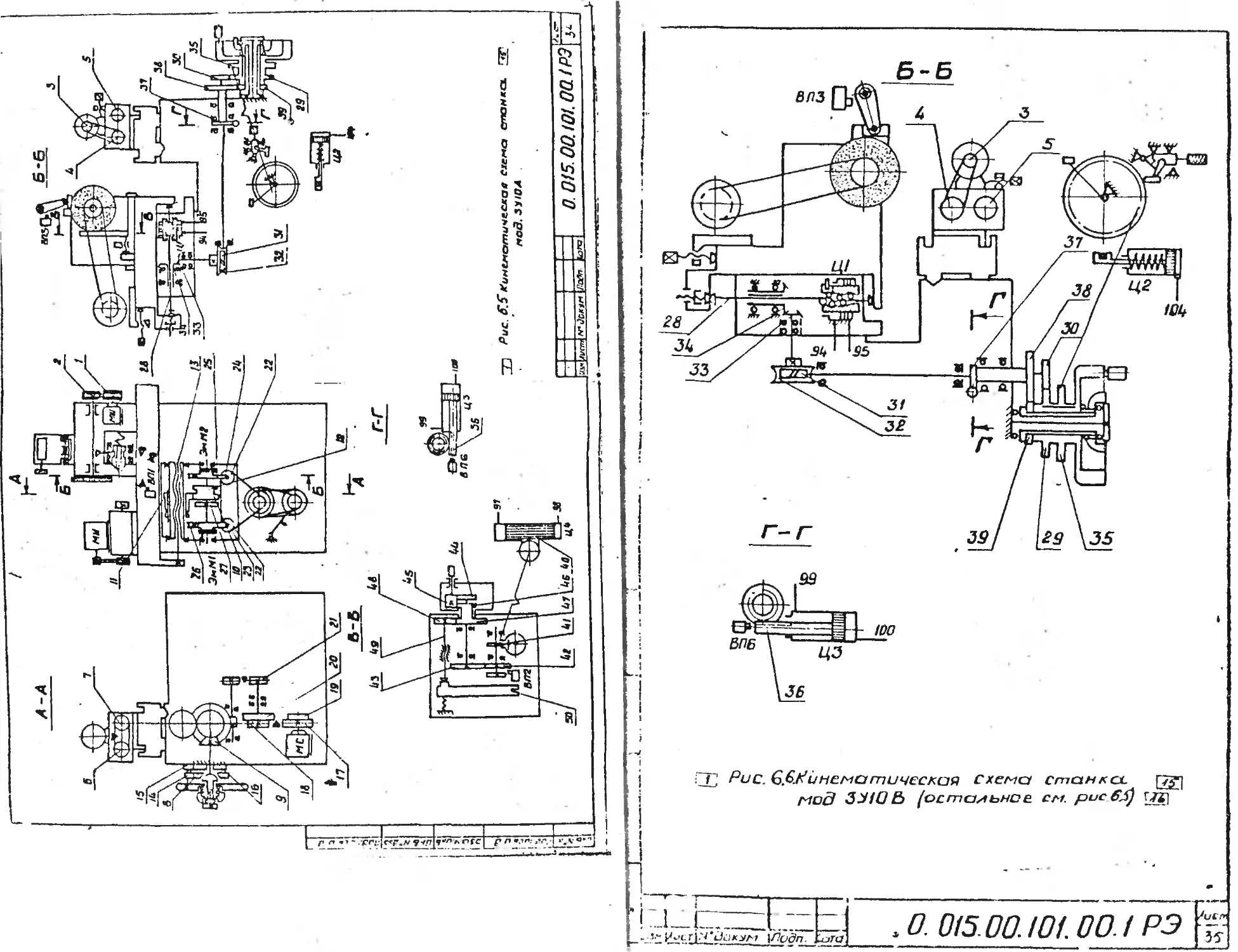
6.4. Cxe-ia кинематическая (рис X.5 jG,6)6.7j
6.4.1. Привод Е-Тифовального круга наружного шлифования. !
От электродвигателя ИС через плоскоремоннус передачу со шки-|
ками 1-2 на шпиндель.
6.4.2. Привод внутри-плифовального круга.
Неподсрсдствеино от пневмошпмнделя A30/I00.
6.4.З. Привод изделия.
3 зависимости от способа шлифования.
I.B неподвижных центрах. От регулируемого элетролвигателя
постоянного тока МИ через плоскоременную передачу' со шкивами 3-4-5, и
через клиноременную передачу со шкивами 6-7 врашение передается повод-
ковой планшайбе.
2.С вращающимся шпинделем. От электродвигателя МИ через плос
к временную передачу со екивзмк 3-4 на шпиндель.
6.4.4. Привод стела.
Ручной привод обеспечивает две скорости перемещения стола па
един оборот маховика, быстрое перенесение: коническая муфта расцеплена
с шестерней 8 и поджата вращением центральной рукоятки (9, рисьб) к
маховик. (6, рисСА). Яри вращении маховика движение передается через
поджстую к маховику муфту, сидящую на шпонке на центральном валу, на
коническое колесо 9, сцепленное с коническим колесом 12 и далее через
цилиндрическую пару 10-11 на гайку ходового винта 13. При вращении
"’й::и винт, связанный со столом, перемещается без вращения, передавая
••ик^чие столу. При быгтром ручном перемещении стола блок шестерен
обкатываясь вокруг неподвижной шестерни 16, вызывает лищь хо-
г.о-тэ» вращение шестерни Е.
При медленном перемещении стола торцевая фрикционная связь
ч'тду маховиком л конической муфтой разрывается, вращением рукоятки
"И-.4А') муфта перемещается вправо и коническим фрикционом сцепляет-
ся с шестерней 8. Теперь при вращении маховика работает планетарный
механизм: вокруг неподвижного центрального колеса 16 обкатывается блок
с.’.тте.-.итэв 14-15 и медленно вращается шестерня 8, через конический
бсикг.ион передавая вращение центральному валу с конической шестерней
.9 и далее как описано выше.
Механизированное перемещение стола: от регулируемого электро-
двигателя постоянного тока МС через клинорсменную передачу со шкивами
Г-18 (или 19-20 в зависимости от выбранного при настройке диапазона
скоростей) на шкив 21 и далее через клиновой ремень на два ведомых
г;,и а 22. Пращение передается червякам 23 и 24, имеющим противополож-
ные направления нарезки, вследствие чего сцепленные с ними червячные
к.-.леса 25 и 26 вращаются в разные стороны. Червячные колеса 1 . валу
Нис ~
3<
6.OI5.OO.101.00.IP3
сидят свободно и сцепляются с ним поочередно посредством электромаг»
'нктных ыуфт ?м."1 или Эмй2. Эти муфты включаются поочередно, в зави-
симости от того, в какую сторону переброшен реверсирующими упорами
стола рычаг реверса, нажимающий или освобождающий наконечник ВЕН.
Таким образом врацательн э движение с переменным направлением пере-
дается на шестерню 27, с которой при механизированном перемещении ci
ла сцепляется с помощью рукоятки II (рис£!/) подвижная шестерня II,
, разрывая с целью блокировки цепь ручного перемещения стола. Далее
вращение передается на гайку и ходовой винт 13.
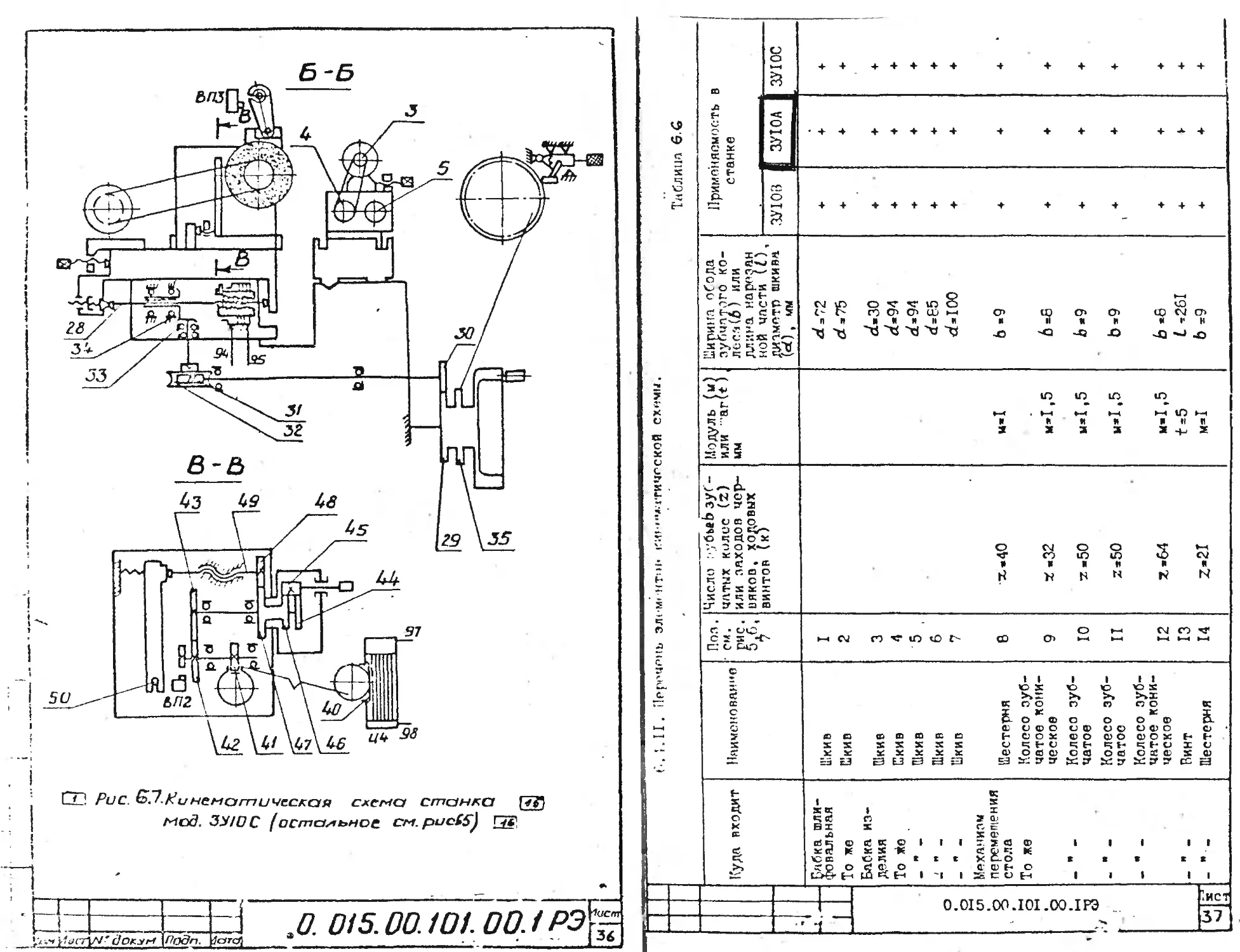
6.4.5. Привод быстрого подвода шлифовальной бабки.
От гидроциличдра Щ через невращающийся при быстром подводе
ходовой винт 2Б движение передается верхним салазкам шлифовальной
бабки.
6.4.6. Привод ручной поперечной подачи: от маховика 3 (рис.
6.4) при освобожденной центральной рукоятке 2 (рис.4) через зубчатые.
колеса 29 и 30 на червяк 31 и далее через червячное колесо 32 и ко-
ническую пару 33-34 на ходовой винт 2Б, который вращается в гайке, .
вмонтированной в поршень цилиндра быстрого подвода, ж перемещает
салазки шлифовальной бабкх.
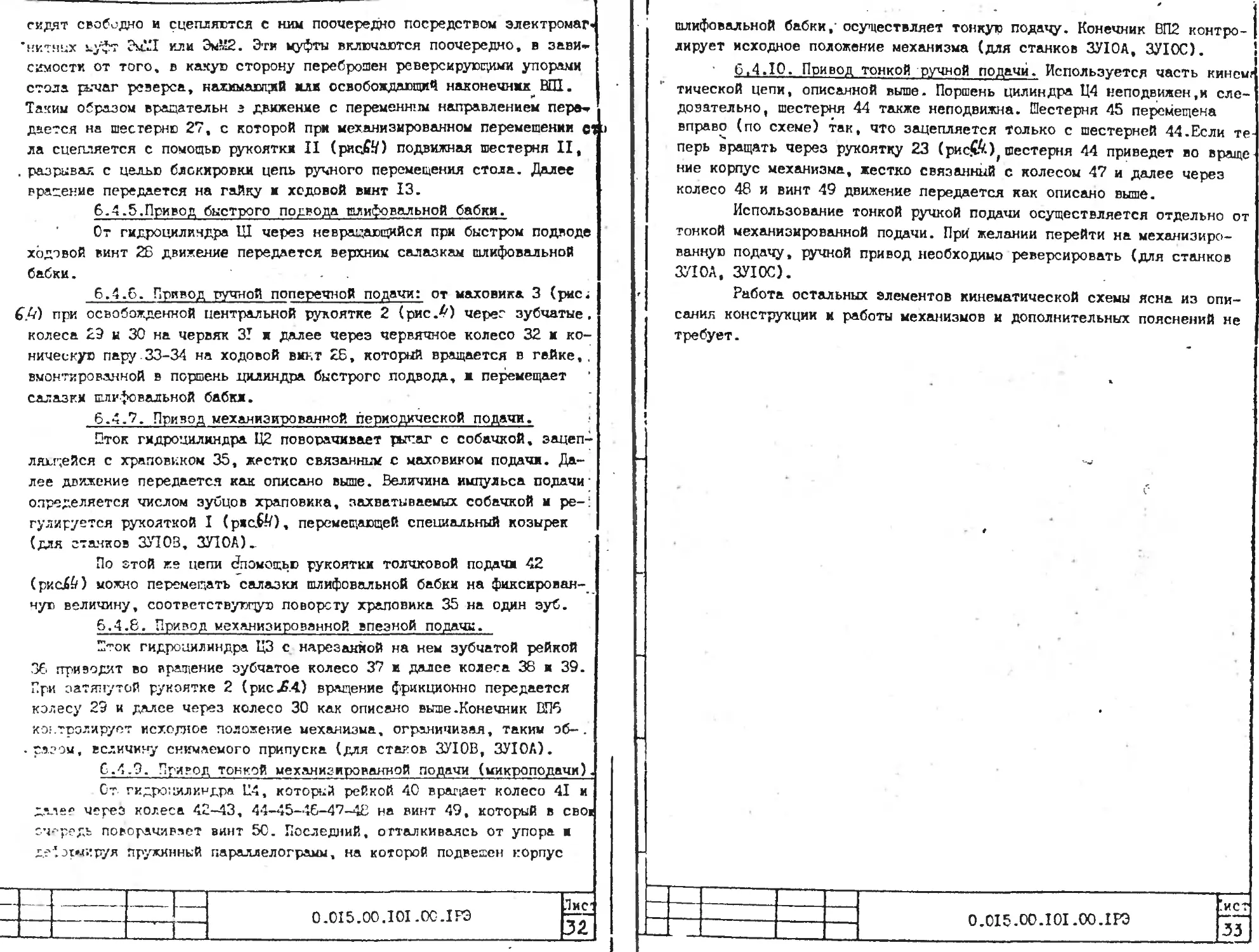
6.4.7. Привод механизированной периодической подачи.
Сток гидроцилиндра Ц2 поворачивает рыаг с собачкой, зацеп-
ляющейся с храповиком 35, жестко связанным с маховиком подачи. Да-
лее движение передается как описано выше. Величина импульса подачи’
определяется числом зубцов храповика, захватываемых собачкой и ре-:
гулируется рукояткой I (рис.64), перемещающей специальный козырек
(для станков ЗЯОЗ, ЗУ10А).
По отой же цепи <?помощью рукоятки толчковой подачи 42
(рис£4) можно перемещать салазки шлифовальной бабки на фиксирован-
ную величину, соответствующую повороту храповика 35 на один зуб.
6.4.6. Привод механизированной впезной подачи.
"ток гидроцилиндра ЦЗ с нарезанной на нем зубчатой рейкой
36 приводит во вращение зубчатое колесо 37 и далее колеса 38 и 39.
При затянутой рукоятке 2 (рис ^-4) вращение фрикционно передается
колесу 29 и далее через колесо 30 как описано выше.Конечник Ш6
контролирует исходное положение механизма, ограничивая, таким об- .
• сазом, величину снимаемого припуска (для стеков ЗУ10В, ЗУЮА).
6,4.9. Привод тонкой механизированной подачи (микроподачи).
От гидроцилиндра 84, который рейкой 40 вращает колесо 41 и
далее через колеса 42-43, 44-45-46-47-48 на винт 49, который в сво«
сч-'редъ поворачивает винт 50. Последний, отталкиваясь от упора
де',огмируя пружинный параллелограмм, на которой подвешен корпус
1ис
32
0.015.00.101.ОС-1РЭ
шлифовальной бабки, осуществляет тонкую подачу. Конечник ВП2 контро-
лирует исходное положение механизма (для станков ЗУЮА, ЗУЮС).
0,4.10. Привод тонкой ручной подачи. Используется часть кинемг
тической цепи, описанной выше. Поршень цилиндра Ц4 неподвижен,и сле-
довательно, шестерня 44 также неподвижна. Шестерня 45 перемещена
вправо (по схеме) так, что зацепляется только с шестерней 44.Если те
перь вращать через рукоятку 23 (рис<&)( шестерня 44 приведет во враще
ние корпус механизма, жестко связанный с колесом 47 и далее через
колесо 48 и винт 49 движение передается как описано выше.
Использование тонкой ручкой подачи осуществляется отдельно от
тонкой механизированной подачи. При желании перейти на механизиро-
ванную подачу, ручной привод необходимо реверсировать (для станков
ЗУЮА, ЗУЮС).
Работа остальных элементов кинематической схемы ясна из опи-
сания конструкции и работы механизмов и дополнительных пояснений не
требует.
.ист
33
0.015.00.101.00.IP3
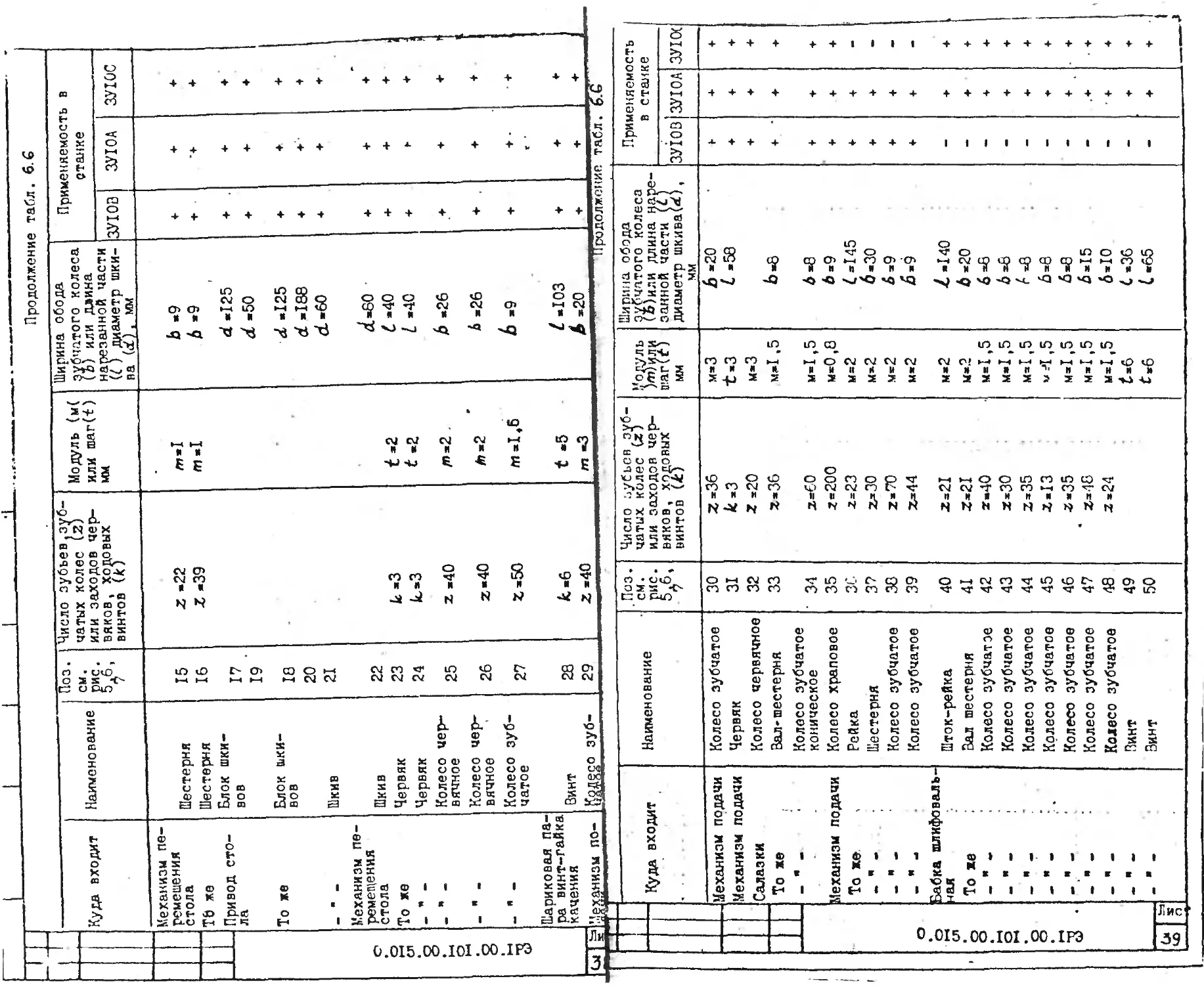
;.Ц. Перечень элементна кинематической схемы.
Таблица 6.С
Куда входит Наименование Поз. см. рис. 5.6, 7 Число ?убь*Ь зуб- чатых колес (2) или заходов чер- вяков, ходовых винтов (к) Модуль (и) или 'аг(т ) им Шипина обода зубчатого ко- леса (6) или длина нарезан ной части (£), диаметр шкива («0 , мм Применяемость в станке
ЗУЮЗ 1 I ЗУЮА I ЗУЮС
—
Вабка шли- фовальная То же Бабка из- делия То же Механизм перемещения стола То же Шкив Шкив Шкив Шкив Шкив Шкив Шкив Шестерня Колесо зуб- чатое кони- ческое Колесо зуб- чатое Колесо зуб- чатое Колесо зуб- чатое кони- ческое Винт Шестерня I 2 3 4 5 . 6 7 е 9 10 II 12 13 14 х«40 2 «32 2 «50 2=50 2 «64 Z-2I М«1 м«1,5 ы=1,5 м«1.5 м«1,5 f=5 м=1 <£=72 d =75 <£-30 <£«94 <£«94 <£=65 <£«100 6-9 6=6 Ь«9 Ь=9 Ь «6 1-261 Ь =9 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 ► 4 4 4 4 4 4 4 4 4 4 4 4 4 4
0.015.00.10I.00.IP3 .. »ч
См X о 4
Наименование
Шестерня
Шестерня
Блок шки-
вов
Куда входит
Механизм пе-
ремещения
стола
Тб же
Привод сто-
ла
То же
Блок шки-
вов
Шкив
0.015.00.101.00.IP3
Механизм пе-
ремещения
стола
То же
Шкив
Червяк
Червяк
Колесо
вячное
Колесо
вячное
Колесо
чатое
Шариковая
ра^винт-гайка
качения
Механизм по-
ЬвЙун ।
Винт
3УбП
Продолжение табл. 6.6
чер-
чер-
зуб-
| Поз. см. 7 Число зубьев.зуб- чатых колес 12) или заходов чер- вяков, ходовых винтов (к) Модуль (м( или шаг(6) мм Ширина обода зубчатого колеса (Ь) или длина нарезанной части (Z ) диаметр шки- ва W) , мм Применяемость в станке
ЗУЮЭ ЗУЮА ЗУ10С
15 z -22 /п-1 В -9 4 4 4
16 Z -39 т «I 6 -9 + ’+ 4
17 d -125 4 4- 4
19 ' d -50 4 4- 4
10 d -125 + 4. 4
20 d -188 4 4
21 d-60 4 + 4-
22 dt-80 ' + + +
23 fc-3 4*2 I -40 + + + ,
24 L-3 t -2 L *40 4 b +
25 z -40 /п-2 . 6 -26 + 4- 4- t
26 z-40 Л-2 b -26 4- . + 4
27 Z -50 м «1,6 Ь -9 + 4 4-
28 к. -6 t *5 I -103 + j + 4-
29 г -40 т -3 b -20 + ЗДОЛЖС1 4- <ие табл.
Куда входит
Наименование
Поз.
см.
4
Число ьубьсв зуб-
чатых колес С?)
или заходов чер-
вяков, ходовых
винтов (£)
Могуль
мм
Ширила обода
зубчатого колеса
(В)или длина
занноЙ части
диаметр шкива
мм
Применяемость
в станке
ел
§
3
Си
Механизм
Механизм
Салазки
То же
Механизм
То же.
пс дачи
подачи
подачи
Колесо зубчатое
Червяк
Колесо червячное
Вал-шестерня
Колесо зубчатое
коническое
Колесо храповое
Рейка
Шестерня
Колесо зубчатое
Колесо зубчатое
30
31
32
33
' 34
35
3?
3G
39
Бабка шлифоваль-
ная
То же
Шток-рейка
Вал шестерня
Колесо
Колесо
Колесо
Колесо
Колесо
Колесо
Колесо
Пинт
Винт
зубчатэе
зубчатое
зубчатое
зубчатое
зубчатое
зубчатое
зубчатое
40
41
42
43
44
45
4б
47
48
49
50
2=36
i-3
г =20
z«36
3=60
г=200
х=23
х=30
z=44
2=21
г-21
г-40
г-30
г=35
г-13
г-35
х—18
z -24
м«3
t-3
м»3
М-1 ,5
м*1,5
м*0,8
м=2
м*2
м-2
м=2
м«2
м-2
м-1,5
м«1,5
м=1,5
»-1,5
м-1,5
м»1,5
м*1,5
t-б
t-б
Ь *20
L -58
b *8
6 *8
5=9
4=145
6-30
5=9
6-9
Z-140
6*20
6 *6
Ь =8
( =8
6*8
5*8
6-15
6*10
6=36
(.65
ЗУ10В ЗУЮА ЗУЮ(
»• 4- 4-
4 4- 4-
4- 4 4
4 + 4
4 4- 4
4- 4- 4
4- 4 -
4- 4- -
4- + -
4- 4- -
- 4- 4
- ♦ 4
- 4 4
- 4- 4
- 4- 4
- 4 4
- 4- 4
- .4- 4
- 4- 4
- 4- 4
— + 4 J
6.5. Общая компоновка станка (рмс-315).
На
едется на
ВОРОТНОЙ)
бабка 31.
ления для
органы.
9.
в нижнем
станине 1, имеюоей в плане почти квадратную форму, разме-
продольных направляющих скольжения стол 7, на верхней (по-
частм которо-о устанавливаются бабка изделия 14 и задняя
11а столе также могут Сыть установлены различные прмспособ-
правкм круга, люнеты ж т»д.
Сзади стола в правой части станины установлены салазки 12, со
стоящие из нижней (поворотной) части и верхней части, переметающейся
по нижней на V -обра:ной и плоской направляющих скольжения. На верх
чих салазках установлена шлифовальная бабка II. На верхней плоскости
корпуса шлифовальной бабки крепится приспособление для внутреннего
шлифования 13, в откидном кронштейне которого устанавливается пнев-
моспиндель с питанием от специального агрегата-пульта питания.
Спереди станина имеет фартук, на котором расположены
управления движениями стола и шлифовальной бабки.
3 левой части расположен.* механизм перемещении стола
Двигатель механизированного привода стола расположен
лезем отсеке станины. 3 правом отсеке станины размещается п
с гидроаппаратуре!.
Под фартуком станины, расположен переключатель реверса стола Е
на который воздействуют упоры» закрепляемые в пазу лицевой поверхнос
ти стола. В правой части станины под фартуком смонтирован механизм
подачи 18. Часть кинематической цепи подачи относится к механизмам,
«хэ.-.ч-мм в состав нижних ж верхних салазок. Сзади станка в виде агр«
-ато.» размещаются гидроустановка 8 и установка подачи смазочно-охлах
ди-ей жидкости (СОУ.)ЗО.
Электроскаф 24 приподнят над станиной и крепится к ней с no-
ws ьг ду/х кронштейнов 25 сзади. Пульт управления 26 крепится к ста-
нине на отдельном кронштейне справа от оператора. Также на отдельно!
кронштейне, но в левой части станины устанавливается отстетное ус-
тройство прибора активного контроля.
6.6 Краткое описание основных составных частей станка.
6.6.1.. Станина.
Станина представляет собой основной несущий элемент, опреда-
ляг-гий взаимное расположение узлов станка. Поэтому отливка станины
изготавливается из специального мелкозернистого чугуна, проходит
.-.эухкпятное старение и тщательно обрабатывается по всем основным ба-
?о=ум и присоединительным поверхностям. Конструкция станины обладав'
высокой жесткостью и виброустойчивостью.
0.015.00.101.00.IF3
Сверху станина имеет ЛДобразиую и плоскую чугунные нап-
равляи-де с системой каналов для подачи сбора утечек смазки.Кон-
струкция перегор >док станины предусматривает отвод утечек из систем
ома. ди и гидравлики самотеком в бак-
6.6.2. Стол (рих£5 1-
Основными элементами стола являются две жесткие чугунные
плиты: нижний стол I, с Л/"-образной и плоской направляющими и верх
ний стол 2, поворачивающийся на нижнем вокруг оси 3 а горизонталь-
ной плоскости. Для грубой установки стола с правой стороны имеется
подпружиненный фиксатор 4 и рейка 5. Угол поворота устанавливается
по шкале, на которой указана величина угла поворота в градусах. Д-я
точной установки стола на угол имеется винт 6, соединенный с рейкой
5. Отсчет поворота стола при точной установке производится по инди-
катору 7, укрепленному на подвижной планке В.
Стол несет на себе упоры 9 10, поочередно воздействую-
щие на рычаг реверса Пи флажок 12, в который при точном контроле
перемещения стола упирается измерительный штифт индикатора 13, уста-
новленного на станине.
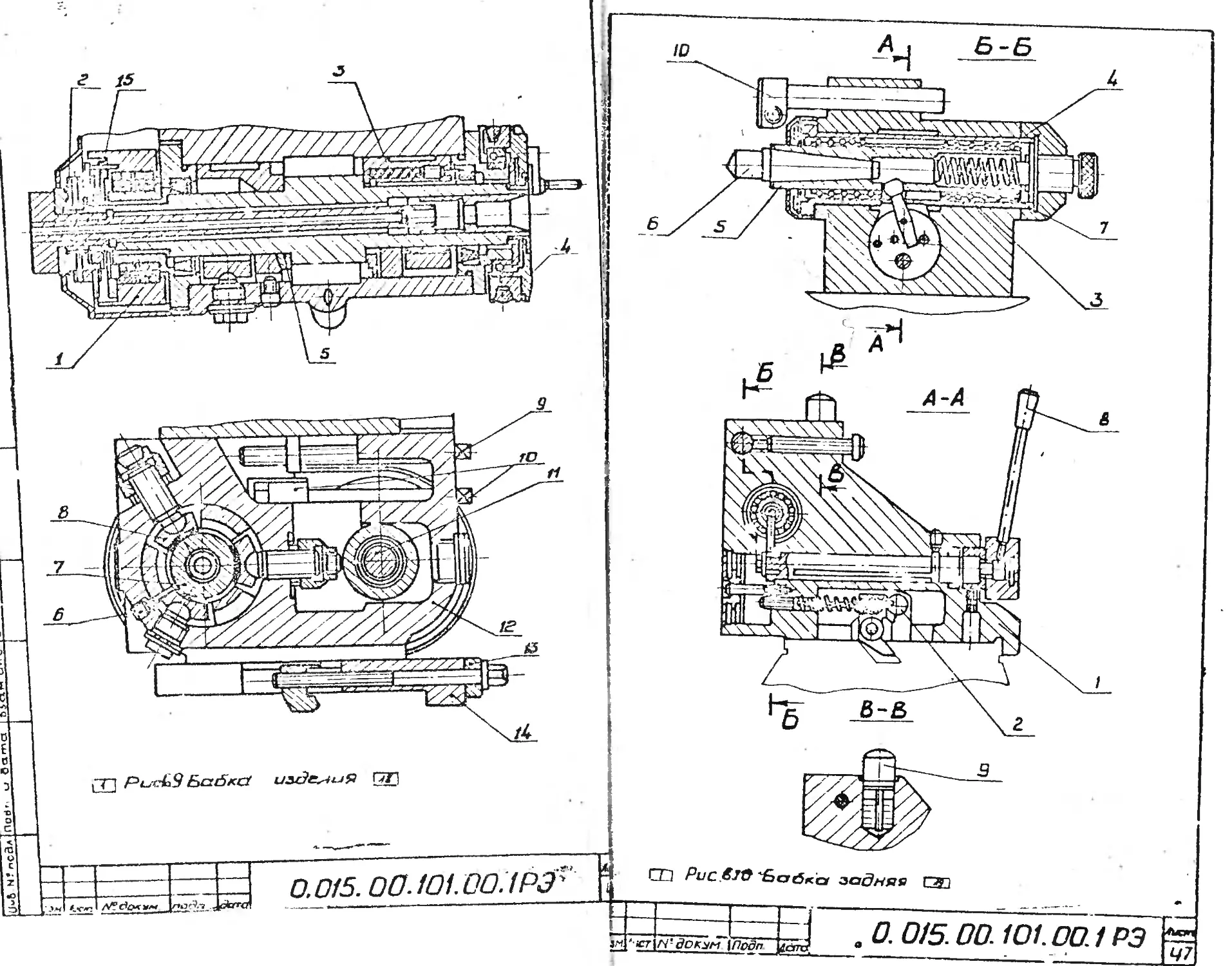
6.6.3. Бабка изделия (рисХ9 )..
Бабка изделия состоит из плиты 14, укрепляемой на столе
станка, и поворотного корпуса 12, в требуемом положении фиксируемого
на плите 14 эксцентриковым прижимом 10. ,
В корпусе 12 на трехвкяадышных самоустанавливающихся гид-
родинамических подшипниках скольжения Я монтируется шпиндель 7, вра-
щаемый от шкива I. В осевом нппт-’плеуии шпиндель фиксируется торце-
вым подшипником скольжения 5, к которому его прижимают пружины 3.
На переднем фланце корпуса 12 установлена поводковая план-
шайба 4, приводимая во вращение от шкива через промежуточную переда-
чу II. Натяг ремня регулируется перемещением электродвигателя винтом
9.
При перенастройке станка для работы в неподвижных центрах
рекомендуется фиксировать шпиндель 7 затяжной гайкой 2. В работе с
вращающимся шпинделем гайка 2 должна быть освобождена t«a I___1,5 обо-
рота и законтрена.
При необходимости ось поворота бабки может быть смещена
установкой планки 13 между базовой кромкой стола и плиты 14.
Для сбора возможных утечек через уплотнения предусмотрены
сборные емкости, откуда масло периодически выпускается через проб-
ки 6.
Для поворота бабки по часовой стрелке необходимо снять
• упор нулевого положения.
0.015.00.101.00.1РЭ
6.6.4. Бабка задняя (рис<70 ). I
Пассивный корпус бабки I крепится на столе с помощью ако-
иентрикового зажима 2. Э корпус запресГована стальная втулка 3,
в которой на шариках 4, помещенных в бронзовый сепаратор-трубку,
перемешается стальная закаленная пиноль 5 с центром 6 в кони-
ческом гнезде. Размеры сопрягаемых деталей шарикового соединения
обеспечивает полную выборку зазоров в сопряжении и небольшой
( 3 —5мкм) натяг , не препятствуталий легкому перемещению пиноли
под действием регулируемой пружины 7.
Пиноль может быть отведена с помощью рукоятки В.
Для смазки центра служит масленка 9.
Нв корпусе задней бабки может быть установлено приспособлении
10 для правки шлифовального круга при наружном шлифовакки без
снятия детали.
inci
hL
0.015.00.101.00.1ГЭ
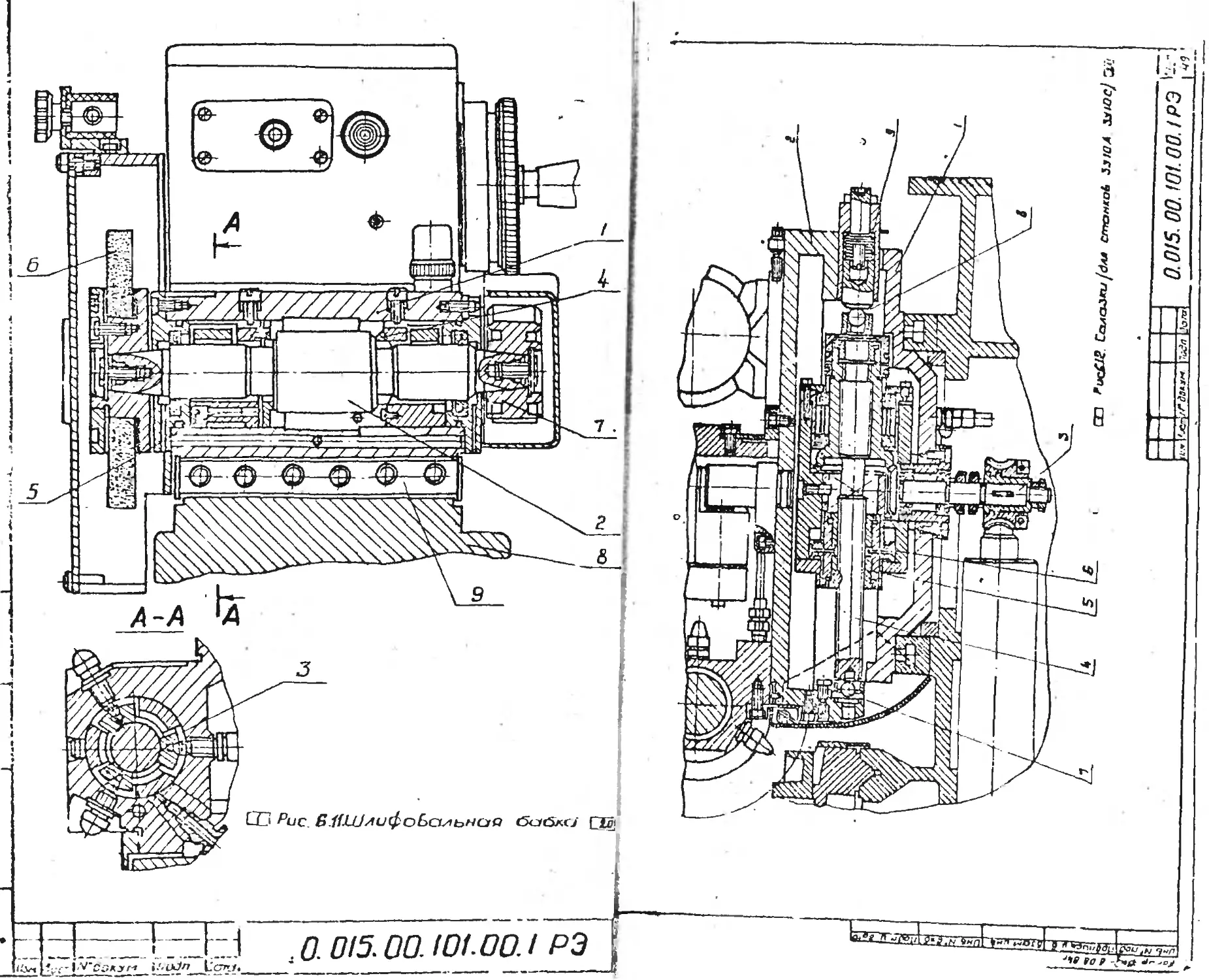
6.6.5. Бабка шлифовльная (рис.С11) I
Основными элементами шлифбмьвой бабки являются литой
Чугунный корпус I и шпиндель 2, который монтируется в корпус I ин
Трехвкладншных самоустанавливающикся гидродинамических подшипниках
Скольжения 3. Осевые опоры шпинделя - также подшипники скольжения 4,
р натигом от пружины 5. Смазка подшипников - циркуляционная.
Шпиндель имеет конические концы одного размера. Шлифовать-
। ууй круг 6 может быть установлен на правом или левом концах (привод
Jiuft шкив 7 размешается соответственно на противоположном копне). При-
ходной двигатель с двумя концами вала размещен сзади корпуса, несуще-
го шпиндель. Корпус укрепляется на верхних (подвижных) салазках 6
; Посредством двух упругих паралельннх стальных пластин 9 при деформа-
I нци которых осуществляется микроподача. Привод тонкой подачи размещен
I в корпусе шлифовльной бабки сзади шпинделя (для станков мод. ЗУЮА,
ЗУЮС).
Для станка ЗУЮВ корпус укрепляется на верхних (подвижных)
сал тх 8 и может переставлл'Ля по ним.
6.6.6. Салазки (рис)
! Салазки состоят ха двух корпусных деталей: нижних (поворот-
ных)! и верхних (подвижных) салазок 2. Верхние салазки, на которых
монтируется шд ^овальная бабка с приводом круга, перемещается по ниж-
ним на V - образной i плоской направляющих скольжения.
В нижних салазках по оси Доворота монтируется вертикгк.ный
вал 3. пердающий движение подачи на ходовой винт 4. Двойная - с целью
выборки люфтов - шариковая ггйка 5 ходового винта смонтированя в порш-
не 6 цилиндра быстрого подвода. Ходовой винт 4 зажат между передним
и задним упоромк верхних салазок. Контакт в местах упора - то«ечхиный,
через шарики 7 и 8 поджатый пакетом тарельчатых пружин 9.
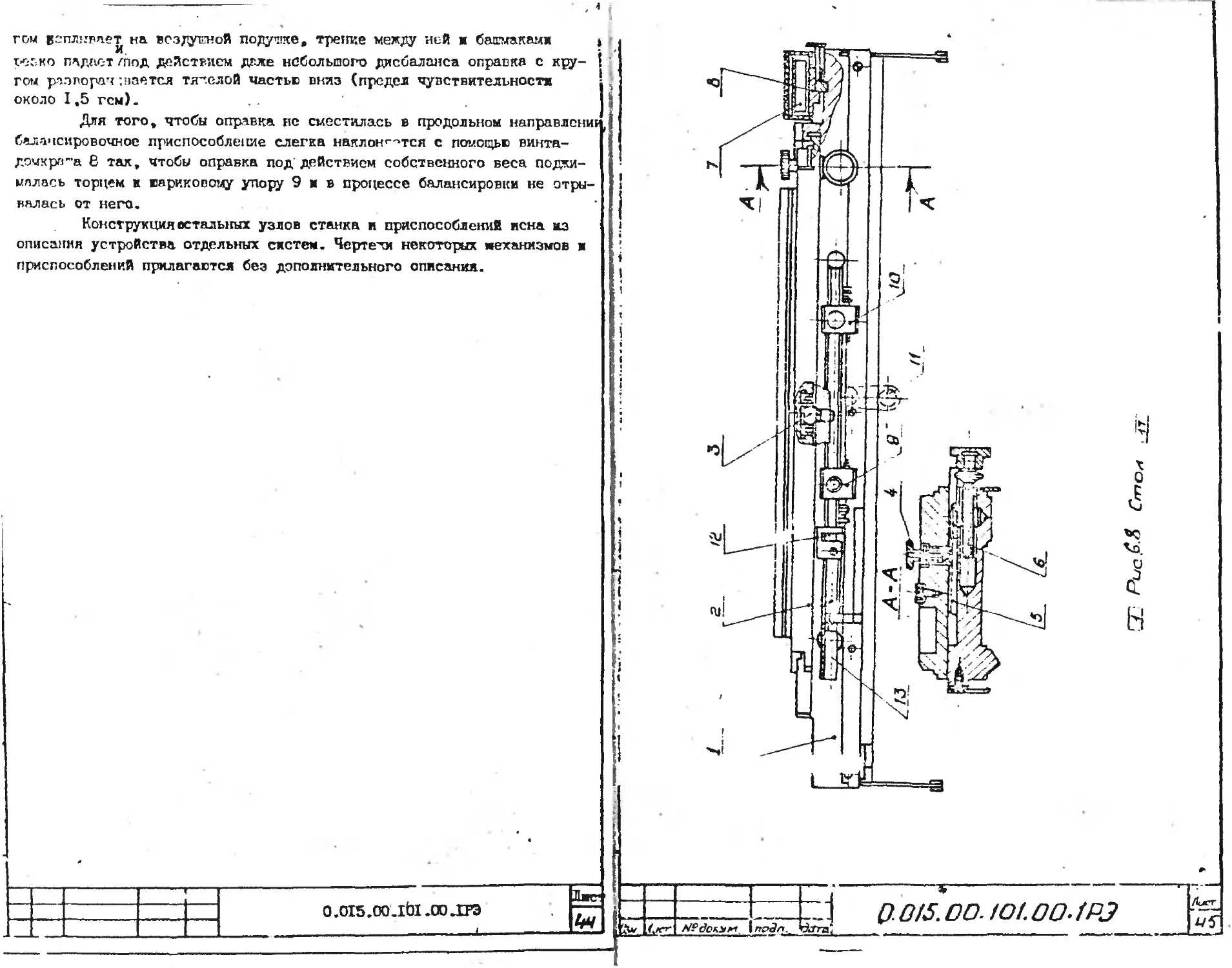
6.6.7. Приспособление для балансировки шлифовальных
кругов на воздушной подушке.(рис.£14)
Приспособление состоит из корпуса 1 с двумя полукруглыми
башмаками 4 служащими опорами дг;я балансировочной оправки с кругом.
Балансировочная оправка 3 со шлифоьалыз'м кругом, заярсплегш-ч на па-
бочи фланцах, кладется на два полукруглых баздака 4, к поверхностям
которых через ряд небольших отгзре. гий 5 подводится сжатый воздух с
давлением 0,15-0,2 КПа (давление- пастрвияается краном и контролирует-
ся манометром 7). При подаче давления балансировочная оправка с кру-
0.CI5.oo.ioi.оо.ira
Z7
гом всплывает на воздушной подушке, трение между ней и башмаками j
ос<>ко падает /под действием даже небольшого дисбаланса оправка с кру-
гом рз.эпорач :ваетсл тяжелой частью вниз (предел чувствительности
около I,5 гем).
Для того, чтобы оправка нс сместилась в продольном направлена
балансировочное приспособление слегка наклонится с помощью викта-
домкра-а 6 так, чтобы оправка под действием собственного веса поджи-
малась торцем к париковому упору 9 в процессе балансировки не отры-
валась от него.
Конструкция остальных узлов станка и приспособлений иена из
описания устройства отдельных систем. Чертежи некоторых механизмов и
приспособлений прилагаются без дополнительного описания.
0.015.00.lt)1.00 ДУЭ
_____________—___ -' -
ТД'
I
О. OiS. 00.10100 / Ри
focrj/V *#<?**«* \Подл.
0.Ot5.00. tot. 00.1РЭ
Г?~] f uc. fUC. Menaнилм подачи ГЦ71
I - H ~Д0/5.од.ТогооТрэ
U7lfdn heffiX _________
[~п Рис.6.18. Приспосо&1ение для праЬки круга при
Внутренне."! • шлифоЬании Г£т1
1НЬ _I- Г: 1 о.015.оо. ioi.оо./ рэ ,
j'.cdn '_____________________________
о'.яТкТ
? I ’’ , It
5*Л"ЗИ»-Ж*ЯЙЯГ»ГЛ*»'%Л we*XT»_f W—ч .*л* . f» Г« <♦ • »Г г*э*4(»-«фг •- &9
W^l^ucr • /У- ^cJ^yr-r._J /7o<0- > ftuiz>\
• гг <•> rr*“*< '-xw'b z«. г***; я •<>-» r-.wr*»* -я в< • -• I'».**!
0.015.00.101.00.1 РЪ
- .^-, . _,. -Л. .Л, ._ 1.4. ex ' '»-• ’ *Т
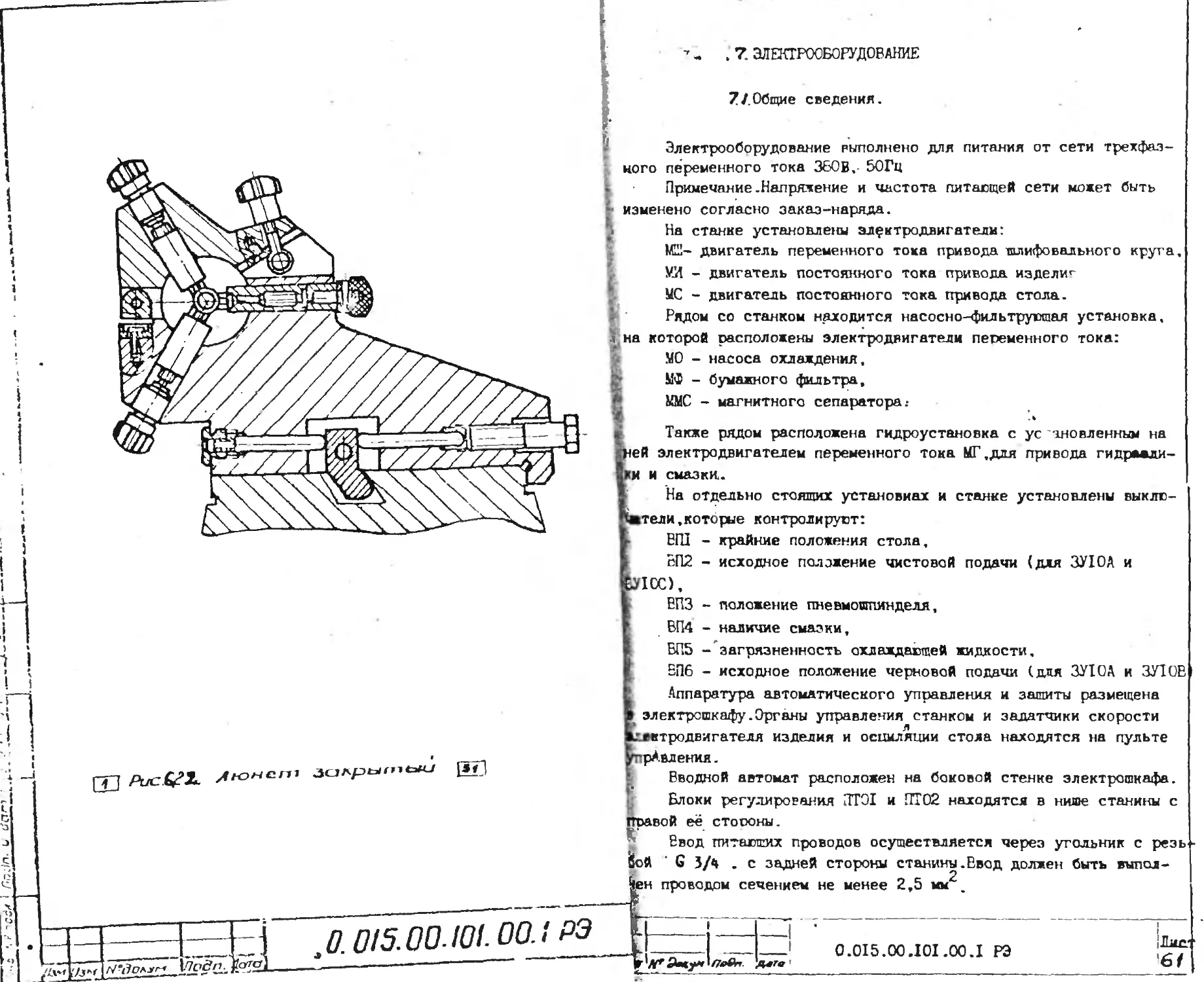
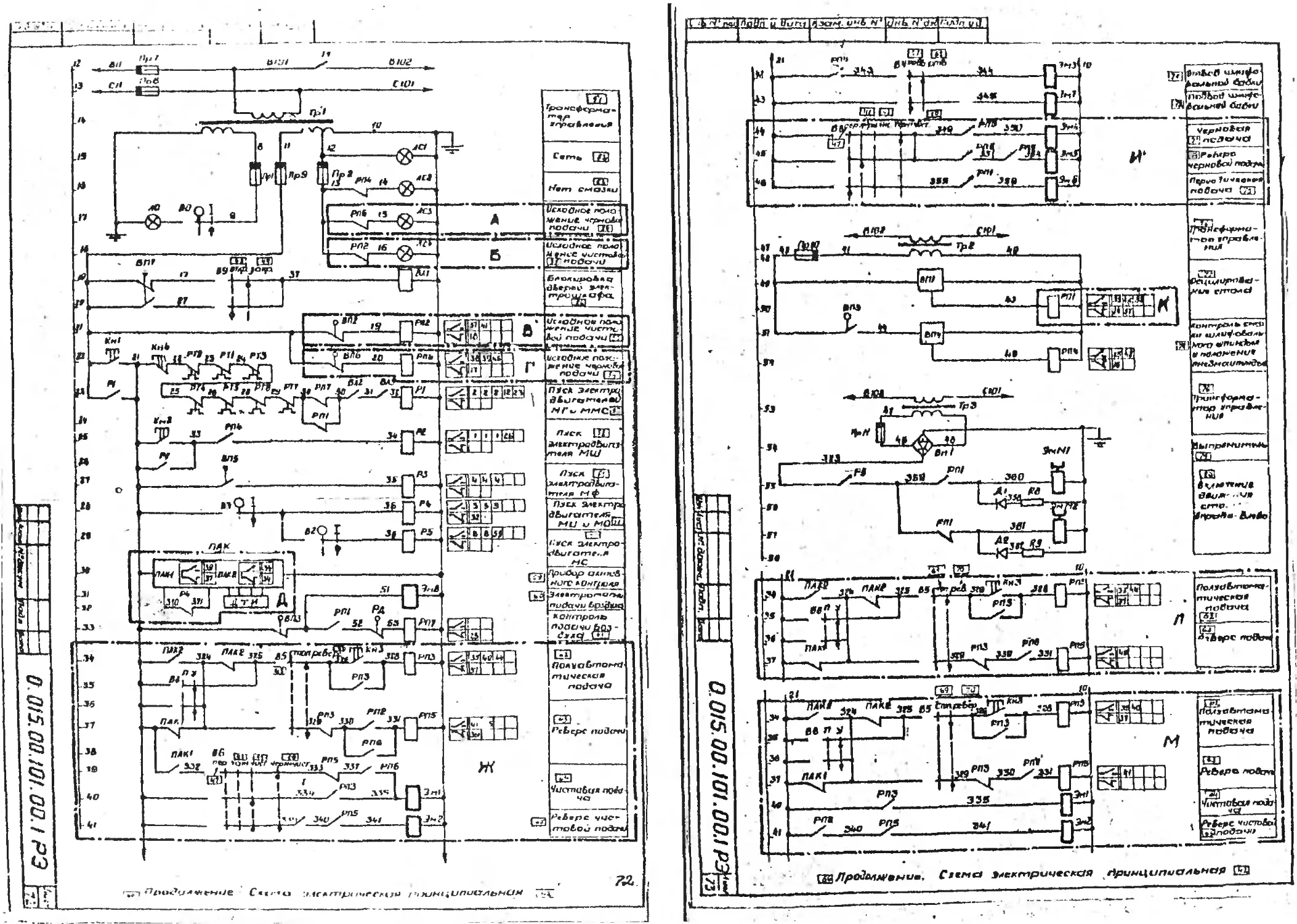
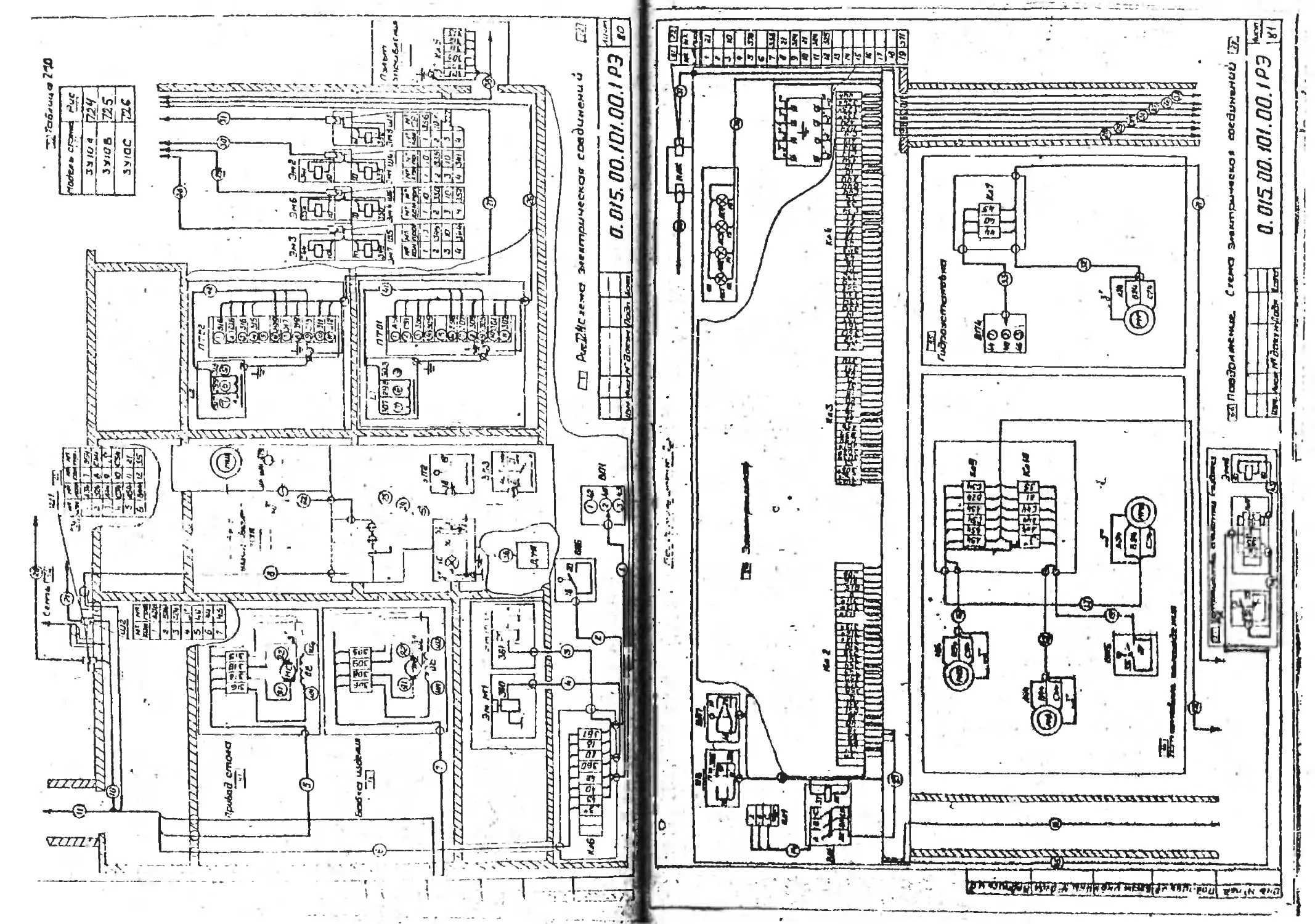
’ - .7. ЭЛЕКТРООБОРУДОВАНИЕ
I
7/.Общие сведения.
Электрооборудование выполнено для питания от сети трехфаз -
кого переменного тока 360В.- 50Гц
I Примечание.Напряжение и частота питающей сети может быть
- изменено согласно закаэ-наряда.
На станке установлены электродвигатели:
Mill- двигатель переменного тока привода шлифовального крута,
МИ - двигатель постоянного тока привода издели'
МС - двигатель постоянного тока привада стола.
Рядом со станком находится насосно-фильтруюшая установка,
(на которой расположены электродвигатели переменного тока:
МО - насоса охлаждения,
МФ - бумажного фильтра,
ММС - магнитного сепаратора .•
Также рядом расположена гидроустановка с ус гневленным на
ней электродвигателем переменного тока МГ.ддя привода гидравли-
ки и смазки.
На отдельно стоящих установках и станке установлены выклю-
•тели,которые контролируют:
• ЕП1 - крайние положения стола,
ВП2 - исходное положение чистовой подачи (для ЗУ10А и
jyioc),
ЕПЗ - положение пневмошпинделя.
ВП4 - наличие смазки,
БП5 -загрязненность охлаждающей жидкости,
ЕП6 - исходное положение черновой подачи (для ЗУТОА и ЗУТОЕ
ry-J PuctfZ. ST!
(Аппаратура автоматического управления и зашиты размещена
электрошкафу.Органы управления станком и задатчики скорости
ветродвигателя изделия и осциляции стола находятся на пульте
рА.вления.
Вводной автомат расположен на боковой стенке электрошкафа.
Блоки регулирования ТГЭ1 и ПТ02 находятся в нише станины с
правой её стороны.
Ввод питающих проводов осуществляется через угольник с резь -
Зой ' G 3/4 . с задней стороны станины .Ввод должен быть выпол-
нен проводом сечением не менее 2,5 мм^_
l7o^<L£°?S
^QI^OOMOO^
0.015.00.101.00,1 РЭ
6/
Степень запиты алектрояхафа ГР54 и пульта управления
[Г44 по ГОСТ 14254-80.
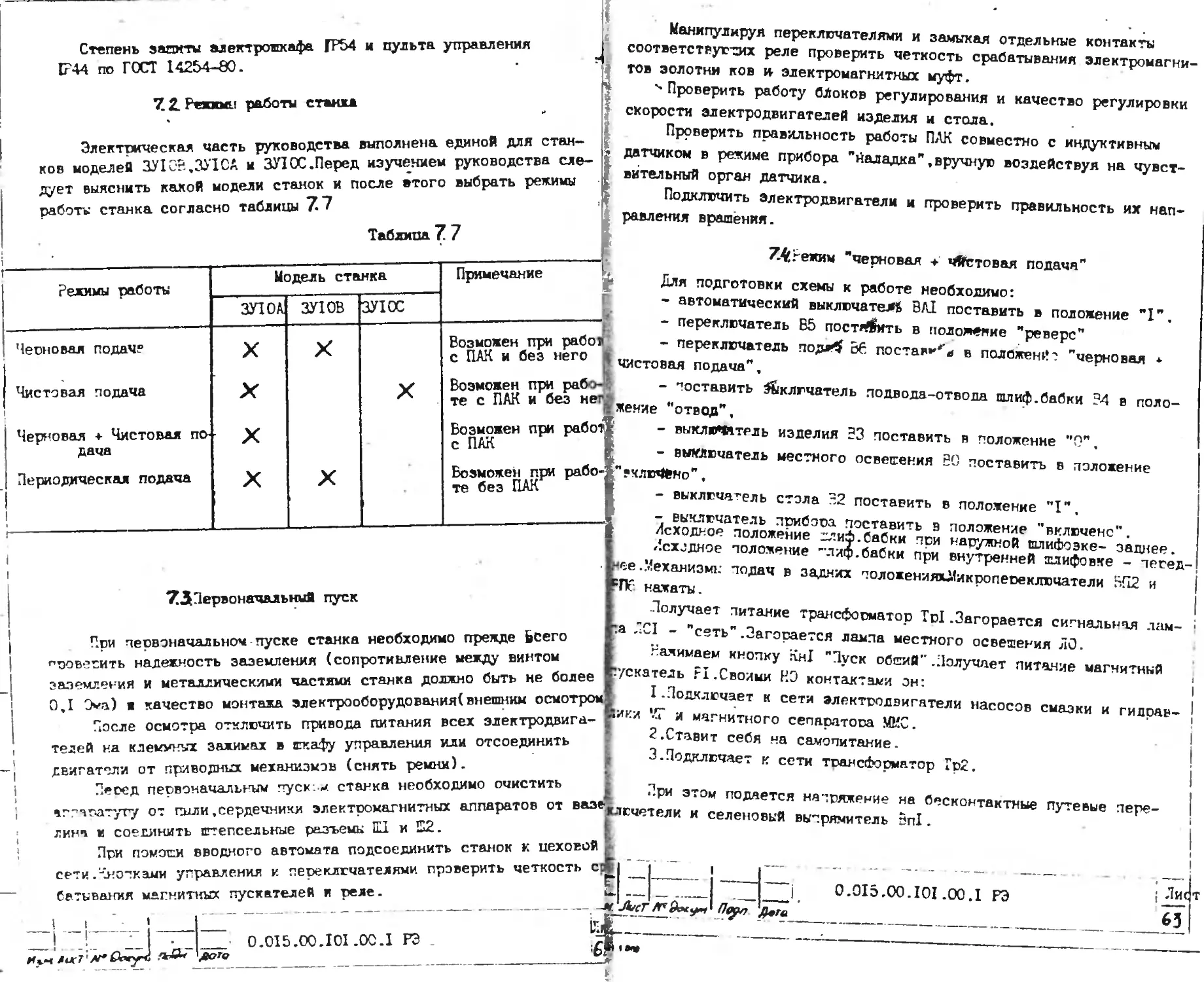
7.2.Р«отл1 работы стжнхж
Электрическая часть руководства выполнена единой для стан-
ков моделей ЗУ 10?..35'1 СА и ЗЛ ОС.Перед изучением руководства сле-
дует выяснить какой модели станок и после «того выбрать режимы
работы станка согласно таблицы Z7
Режимы работы
Черновая
подаче
Чистовая
подача
+ Чистовая по+
Черновая
дача
Периодическая подача
Таблица 7 7
Манипулируя переключателями и замыкая отдельные контакты
соответствуг-цих реле проверить четкость срабатывания электромагни-
тов эолотни ков и электромагнитных муфт.
4 Проверить работу блоков регулирования и качество регулировки
скорости электродвигателей изделия и стола.
Проверить правильность работы ПАК совместно с индуктивным
датчиком в режиме прибора "наладка".вручную воздействуя на чувст-
вительный орган датчика.
Подключить электродвигатели и проверить правильность их нап-
равления вращения.
Модель станка
Примечание
ЗУ10А1
зутов pyioc
&
В
ТДПервоначальнмй пуск
Возможен при рабов
с ПАК и без него
Возможен
те с ПАК
Возможен
с ПАК
при рабо-J?
и без не- ,
при работ*
Возможен 1.,
те без ПАК
при рабо-’ '
7.4 режим "черновая + чйстовая подача"
Для подготовки схемы к работе необходимо:
- автоматический выключателе BAI поставить в положение "I".
- переключатель В5 поставить в положение "реверс"
- переключатель поджЗ об постав»"',, в положен!!? "черновая *
чистовая подача".
- -’оставить выключатель подвода-отвода шлиф.бабки ?4
жение "отвод",
- выключатель
- выключатель
"вклгнЛно",
- выключатель
- выключатель прибора поставить в положение "включено".
Исходное положение глиф.бабки при наружной шлифовке- заднее.
положение -лиф.бабки при внутренней шлифовке - пегед-
подач в задних положенияхА!икропеюеключатели пП2 и
/.сходное
|.-ее .Механизм1:
гПс нажаты.
При первоначальном пуске станка необходимо прежде Ьсего
'’повесить надежность заземления (сопротивление между винтом
заземления и металлическими частями станка должно быть не более
0,1 Эма) качество монтажа злектрооборудования(внешним осмотром
После осмотра отключить привода питания всех электродвига-
телей на клеммных зажимах в шкафу управления или отсоединить
двигатели от приводных механизмов (снять ремни).
Перед первоначальным пуск.м станка необходимо очистить
аггясатуру от пыли.сердечники электромагнитных аппаратов от вазе
линч и соединить штепсельные разъемы И и Е2.
При помощи вводного автомата подсоединить станок к цеховой
сети.кнопками управления и пеоеклгчателями проверить четкость с;
бетываиия магнитных пускателей и реле.
в поло-
изделия 33 поставить в положение "О".
местного освещения ВО поставить в положение
стола 32 поставить в положение "I",
Получает питание трансформатор Тр!.Загорается сигнальная
’I - "сеть".Загорается лампа местного освещения лО.
Нажимаем кнопку ан! “Пуск обсий".Получает питание магнитный
Сускэтедь FI-Своими НО контактами эн:
! I.Подключает к сети электродвигатели насосов смазки и гидрав
вики ’ZT и магнитного сепаратора ЖС.
2.Ставит себя на самопитание.
, 3.Подключает к сети трансформатор Гр2.
При этом подается напряжение на бесконтактные путевые
—-------------“
па
лам-
|ючетели и селеновый выпрямитель Вп! .
-----. -"Ж ' /7^р7
0.015.00.101.00.1 РЭ
пере-
Лис)
63
0.015.00.101.00.1 РЭ
При работе с электродвигателем шлиф.круга МШ кронштейн
внутришлифовального пневмошпмнделя в нерабочее положение.При
этом нажат микропереключатель ВИЗ.Срабатывает реле контроля смаз-
ки 2П4 И включаете* реле ИИ.
С нажатием кнопки Кн2 "Пуск шлиф.крута" получает питание пускь
тель Р2.Своими НО контактами он подключает к сети электродвигатель
шлифовального кру.га !С и ставит себя на самопитание.
Переключателем ВЗ включаем пускатели Р4 и Р5.Н0 контакты
которых:
- подключают к сети электродвигатели изделия МИ,привода стола
МС и насоса охлаждения МО;
- подают питание на электромагнитные муфты осциллирования
стола ЭмМ1 или Эм?.'.2. Включение той или иной муфты зависит от поло-
жения конечного переключателя ЗГИ .При включении одной муфты стол
идет в одну сторону,при включении другой - в другую.Б конце каждогс
хода стола в ту или другую сторону бесконтактный конечный переклю-
чатель ЗШ переключает муфты с помощью контактов реле РЩ.
Переключателем 34 отключаем электромагнит ЭмЗ и включаем Эм?.
Происходит подвод шлиф.бабки к изделию.
Нажимаем кнопку КнЗ "Пуск автоматической подачи".Получает пи-
тание реле РПЗ и ставит себя на самопитание.Одновременно получает
питание электромагнит Эм4.1Лдет автоматическая черновая подача,
лонтроль размера обрабатываемой детали осуществляется прибором
т.-’ииного контроля.
С началом черновой подачи срабатывает реле РПб.т.к. механизм
подачи сошел со своего исходного положения и контакты микропере-
ключателя ЗП6 замкнулись.Одновременно гаснет сигнальная лампа ЛСЗ.
После снятия крутом чернового припуска прибор дает первую
команду Ш - переход на чистовую подачу.При этом срабатывает
первое реле прибора.Открывается НЗ контакт ПАКТ.Реле РПЗ обесто-
чивается и его НЗ контакт замыкается,подготавливая цепь для вклю-
чения реле РП5.
Одновременно своим НО контактом реле РПЗ отключает Электре
магнит черновой подачи,а первое реле прибора своим НО контактом
включает электромагнит чистовой подачи Эм1.Черновая подача прек-
ращается,начинается чистовая под.ча.
С началом чистовой подачи срабатывает реле РП2,т.к. механизм
гэдачи сошел со своего исходного положения и контакты микропереклю-
чателя зП2 замкнулись.Одновременно гаснет сигнальная лампа ЯС.4;
0.015.00.101.00.1 РЭ
После снятия кругом чистового припуска прибор дает вторую
команду ПАК2 - "готов размер",При атом срабатывает второе реле
прибора.Его НО контакт замыкается и реле РП5 срабатывает.При
этом отключается электромагнит чистовой подачи Эм1,а электромаг-
ниты реверса червовой подачи Эм5 и чистовой подачи Эм2 включа-
ются.
Идет реверс обоих подач до нажима на микропереключатели
"ВП2- к ВП6.В результате отключается реле РП2 и РП6 и своими НО
контактами отключают реле РП5,отключают электромагниты ЭмЗ и Эмб,
зажигают сигнальные лампы ЛОЗ и ЛС4 исходного положения подач.
Включая электромагнит ЭМЗ с помошью переключателя В4,производим
отвод шлиф.бабки.
1 »- -Переключателем ВЗ отключаем пускатель Р4.Двигатели изделия
стола«охлаждения останавливаются«сбрасывается запоминание команд
прибора активного контроля.Цикл окончен.
7-1Режим "чистовая подача'
->• В этом режиме возможна работа с прибором античного контро-
ля и беэ него.
Подготавливаем схему к работе аналогично тому«как это дела-
лось в описанном выше режиме,за исключением того.что переключа-
тель подач Вб ставим в положение "чистовая подача’Сдля ЗУЮА).
Производим подвод шлиф.бабки переключателем В4.
. ' При работе с прибором активного контроле нажимаем кнопку
•КнЗ.Выключается реле РПЗ и своим НО контактом включает электромал*
нит чистовой подачи ЭмХ.Идет чистовая подача.Освобождается микро-
переключатель ВП2,включается реле РП2,гаснет сигнальная лампа
ЛС4.Прибор выдает пер>ую команду - ПАЮ. - "выхаживание”.При этом
'Включается первое реле прибора,которое своим ИЗ"контактом отклю-
'Чает цепь питания реле РПЗ.Электромагнит Эм! отключается.Идет
выхаживание.Прибор выдает вторую команду - ПАН2 -"готов размер".
В 'дгчается в орое реле прибора и своим НО контактом включает
цепь питания реле РП5..
iHO контакт РП5 включает электромагнит ЭмЗ.Идет реверс чисто-
вой подачи до нажима на микропереключатель ВП2.При этом загорается
сигнальная лампа "исходное положение чистовой подачи" ЛСД,реверс
Подачи прекрадается.т.к. отключается реле РГ15.
При работе без прибора команда на окончание чистовой подачи
подается переключателем Вб«который при этом ставится в положение
"стоп".При этом отключается реле РПЗ и электромагнит Эм1.
Лис"
4У
0.015.00.101.00.1 РЭ
Происходит выхаживание. Сигнал на окончание выхаживания пода-
ется переключателем S5, который при этом ставится в положение "реверс!
При этом включается реле П5 электромагнит реверса подачи. Ре-
верс идет до нажима ка t£I2, отчего НБ отключается. Загорается сиг-
нальная лампа Л04.
7.6. Режим "черновая подача"
3 этом режиме вдачокн» работа с прибором активного контроля
и без него.
Исходное положение тоже, что в режиме "черновая + чистовая
подача" за исключением того, что перключатель 36 ставим в положение
"черновая подача".
Переключателем R4 отключаем электромагнит лй i яючш м IW7.
Происходит подвод иши£овяы»яой бабки к М9делимо.
При работе с яртбором активного контроля нжжижаем икоту ИшЗ.
(Получает питание раже КВ и ставит себя та самогаитамве. Одаовреженио
получает питание ялектрсмагкит Эм4. Чдат черновая подача. Освобоадр-
' егтея такроперекшэтатель.ЗЖ, вклиятется реле Я®, гаснет еипнальная
I лампа Ж’’.
. После смятия кругам чвртеиго д^иицуаыь прибор активного контрол
• дает ятпнацду 'ПЖ1. Юрк этом виилияиетея реле ИВ, которое своим НО
I нонтвктом отключает зшевпгрокатякт черновой водами Зм4. Черновая пода-
5. ча шрЕжрвздаетеа и иачяигавтеи ввяжкишние.
J 3 «они г выхяживагаж прибор дея т вторую команду ПАК2, При этом
1 включается реле РГБ, которое включает электромагнит Эы5.. Идет реверс
5 черновой яшдачм да» тома на микропереключатель ВП6. В результате от-
я включается рел» РЖ и своими контактами отключает реле HI5 и включает
j сигнальную шаяяу ЛСЗ.
3 При работе без прибора активного контроля команда на окончанш
черновой шедвчи подается переключателем В5, который при втом ставится
в полонгеиие "стоп". При этом отключается реле РПЗ и электромагнит
Э«4. (Происходит выхаживание.
Команда на окончание выхаживания подается переключателем В5,
। которой при этом ставится в положение "реверс".. После этого включа-
i ются реле РП5 и электромагнит Эчб.
В копие реверса нажимается ВП6, отключается реле ЙШь и амтар»
ется сигня-н.ная лампа ЛСЗ.
7.7. Режим "периодическая подача"
। В этом режиме работает только электромагнит Зяб, гарт якшюче-
I ним которого через НО контакт РП1 осуществляется теувкдагаеюкая етода-
J ча, а при отключении - подача прекращается.
н —. — i —. ф 0.0йЛ®.ИИЛ1Л F3) в 1
JkjsI А/. Г {
7.6. Блокировки
1 .Блокировки смазки шлифовального шпинделя осуществляется пере-
ключателем ВП4 и реле РП4. В случае понижения давления в системе смаз-
ки- отключается реле РП4 и разрывает свой контакт в цепи 25. Выключает-
ся двигатель шлифовального крута и загорается лампа ЛС2 "Нет смазки".
2 .Блокировка включения электродвигателя шлифовального круга я
внутрийшифовального пневмошпинделя осуществляется конечный выключате-
лем ВЯЗ через .реле РП4.
• Если кронштейн внутришлифовального шпинделя откинут в нерабочее
положение, то конечный выключатель ВПЗ нажат. При этом включается ре-?
ле РП4 и своим НО контактом разрешает включение электродвигателя ИВ.
Если кронштейн находится в рабочем положении, то конечный выклю-
чатель ВПЗ отпущен. В этом случае нельзя включать электродвигатель МШ.
3 .Блокировка исходного положения шлиф, бабки.
Исходное положение шлиф, бабки при внутреннем шлифовании - перед
нее. Для этого в цепи электромагнита ЭмЗ имеется НО контакт реле РП4,
которое срабатывает от конечного выключателя ВЯЗ. Если кронштейн внут-
ришлифовального шпинделя находится в рабочем положении, то конечный
выключатель ВПЗ отпущен и электромагнит ЭмЗ всегда отключен, т.е. от-
вод бабки произвести невозможно.
4 .Блокировка охлаждения изделия осуществляется одновременным
включением двигателя изделия и насоса ^хлаждвиия. При загрязнении ох-
лаждающей жидкости нажимается .конечный выключатель ВП5 получает пи - >-
ние магнитный пускатель РЗ, который своими НО контактами подключает
К сети электродвигатель продс-ргипания бумаги Mt>. Бумага продергивает-
ся, ЭП5 отпускается, двигатель останавливается.
5 .Блокировка дверей электрошкафа осуществляется конечным вы-
ключателем БП7 и катушкой вводного автомата ЗА1. Пги открывании две-
’рей электрошкафа замыкается ИЗ контакт выключателя ЫП в цепи катуш-
ки 3AI, которая отключает вводной автомат.
j * •
-7.9. Защита электросхемы
•с Зашита электродвигателей от перегрузок осуществляется тепловым
‘ реле РГ1... РТ7, от токов короткого замыкания - предохранителями
Пр1, Пр2, Пр7 ... ПрП.
Нулевая защита обеспечивается НО контактом цускателя Р1. При
изчеезновении напряжения станок снова можно включить только посредс-
твом нажатия кнопки Кн1 "пуск общий".
0.015.00.101.00.1 РЭ 1ис? SZ
ДаГа
Аварийная зашита станка обеспечивается кнопкой управления
Кн4 с красным грибовидным толкателем и автоматическим выключат»
леи йА1.
7. АО.Сигнализ ацмя.
На вкафу имеется сигнальные лампы:
ЛС1 - сигнализирует о наличии напряжения
ЛС2 - сигнал говорит об отсутствии смазки ,
ЛСЗ - сигнализация исходного положения механизма Черно-
вой подачи (для ЗУ1СА и ЗУ1ОВ)
ЛС4 - сигнализация исходного положения механизма чистовой
подачи (для ЗУЮА и ЗУ10С)
• 7//.Местное освещение
На станке установлен сзетилькик местного освещения с лампой
накаливания И тумблером включения.
7 42.Укаэалия по эксплуатации электро-
оборудования
При уходе за электрооборудованием необходимо периодически
проверять состояние пусковой и релейной аппаратура.При Атом особ
внимание следует обратить на надежное замыкание и размыкание
контактов.
Во еоемя эксплуатации электродвигателей систематически
производить их технические осмотры и профилактические ремонты.
Периодичность техосмотров устанавливаемся в зависимости от произ
водствензпа условий,но не реже еднего раза в два месяца.При про-
филактических ремонтах должна производиться разборка электродви-
гателя, внутренняя и наружная чистка,замена смазки подкипников.
'Very смазки подлинников при нормальных условиях следует произво-
дить через 4000 часов работы.При работе электродвигателей в
пыльной и влажной среде её следует производить чаше,по мере
необходимости.Перед набивкой свежей смазки,подшипники должны
быть тщательно промыты.
При осмотре блока питания регулируемого электропривода тща-
тельно проверить надежность электрических контактов и паек,про-
верить состояние выпрямителей и проводов.Во время эксплуатации
машин постоянного тока особое внимание обратить на то.чтобы
детки и коллектор всегда были чистыми,царапины,нагар и другие
мелкие дефекты не допускаются.Изношенные щетки должны заменять-
ся только той хе маркой,конструкции и размеров.
ЛиС7 fiora
Пи(
0
0.015.00 Л 01.00.1 РЭ
7.13. Указание мер безопасности
Персонал, занятые обслуживанием электрооборудования станка,
а также его наладкой и ремонтом обязан:
а) иметь допуск к обслуживанию электроустановок наиряжечи-
,ем до 1000 В;
• б) знать действующе правила технической эксплуатации и
безопасности обслуживания электроустановок промышленных предприя-
тий и правила испытания и измерения параметров электрооборудования;
в) руководствоваться указаниями мер безопасности, которые
содержатся в настоящем руководстве, руководстве по механической
части станка ив эксплуатации, прилагаемой к устройствам я комп-
лектным изделиям, входящим в состав станка;
г) знать принципы работы электрооборудования станка и ра-
боту его схемы автоматического управления.
Для обеспечения безаварийной работы станка, напряжение пи-
тающей сети на его вводе должно быть в пределах от 0,9 до 1,1 но-
минального значения, а отклонение частоты от номинального значения
В пределах i 0,1 Гц.
Станок и устройства, которые входят в его состав я могут
оказаться под опасным напряжением, должны быть надежно заземле-
ны.
К зазен тощему зажиму, установленному в шкафу с электро-
оборудованием, должен бьть псдведен от сети медный заземляющий
провод сечением не менее 6 мм^_
I Качество заземления должно быть проверено внешним осмот-
ром и измерением сопротивления между металлическими,частями стан-
ка, каждого выносного устройстве и зажимом для заземления, нахо-
дящимся в электрошкафу. Соп^ивлениг заземления не должно превышать
0,1 0м.
Во время перерыва в работе и при ремонте вводной выключа-
тель должен быть обязательно отключен и заперт специальным ус-
тройством, предусмотрен; гым конструкцией электрошкафа.
На пульте управления установлена кнопка "Аварийный стоп"
: грибовидным толкателем красного цвета, которая обеспечивает от-
ключение всех магнитных пускателей в силовых цепях, независимо от
>ет.има работы. Действие кнопки "Аварийный стоп" должно прсверять-
:я при первоначальном пуске станка.
— — -— 0.015.101.00.1 РЭ Лис Б9
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ РАЗЪЕДИНИТЬ И СОЕДИНЯТЬ СОСТАВНЫЕ
части отикешш разъело в, ндхолдахся ПОД НАПРЯЖЕНИЕМ.
Для обеспечения безопасности работы, предупреждения поломок ;
механизмов и брака на станке предусмотрено ряд электрических бло- ;
кигювок, описание которых приведено в разделе 7 .В настоящего руко-
водства.
Блокировка включения автоматического выключателя при откры-
тых дверях электроккафа осуществляется конечным выключателем В1Г7 и
кптуткой вводного автомата ВАТ.
ПРИ БШС.ГЧЕННОМ БЭОДЮМ АВТОМАТЕ НА ВЕРХНИХ ЗАЖИМАХ АВТОМАТА
и на дадам кдямже остается напряжение пигащея сети.
КОТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ОТКРЫВАТЬ ЭЛЕКГРОШКАФ ПОСТОРОННИМ
ЛИДАМ, НЕСВЯЗАННОМ ОБСЛУЗИЗАТЬ ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА.
Действие всех электрических блокировок должно проверяться на
холостом ход;/ и под нагрузкой при первоначальном пуске станка, а
также при профилактических осмотрах и ремонтах.
Кг’-ЕГОР'ЛЧЭСКИ ЗАПРЕЩАЕТСЯ РАБОТАТЬ НА СТАНКЕ ПРИ ОБНАРУЖЕНИИ
КЕИСПРА-НОСТЕЯ £ РАБОТЕ ЭЛЕКТРИЧЕСКИХ БЛОКИРОВОК БЕЗОПАСНОСТИ.
0.015.00.101.00.1 РЭ
IDi 00 S/О О
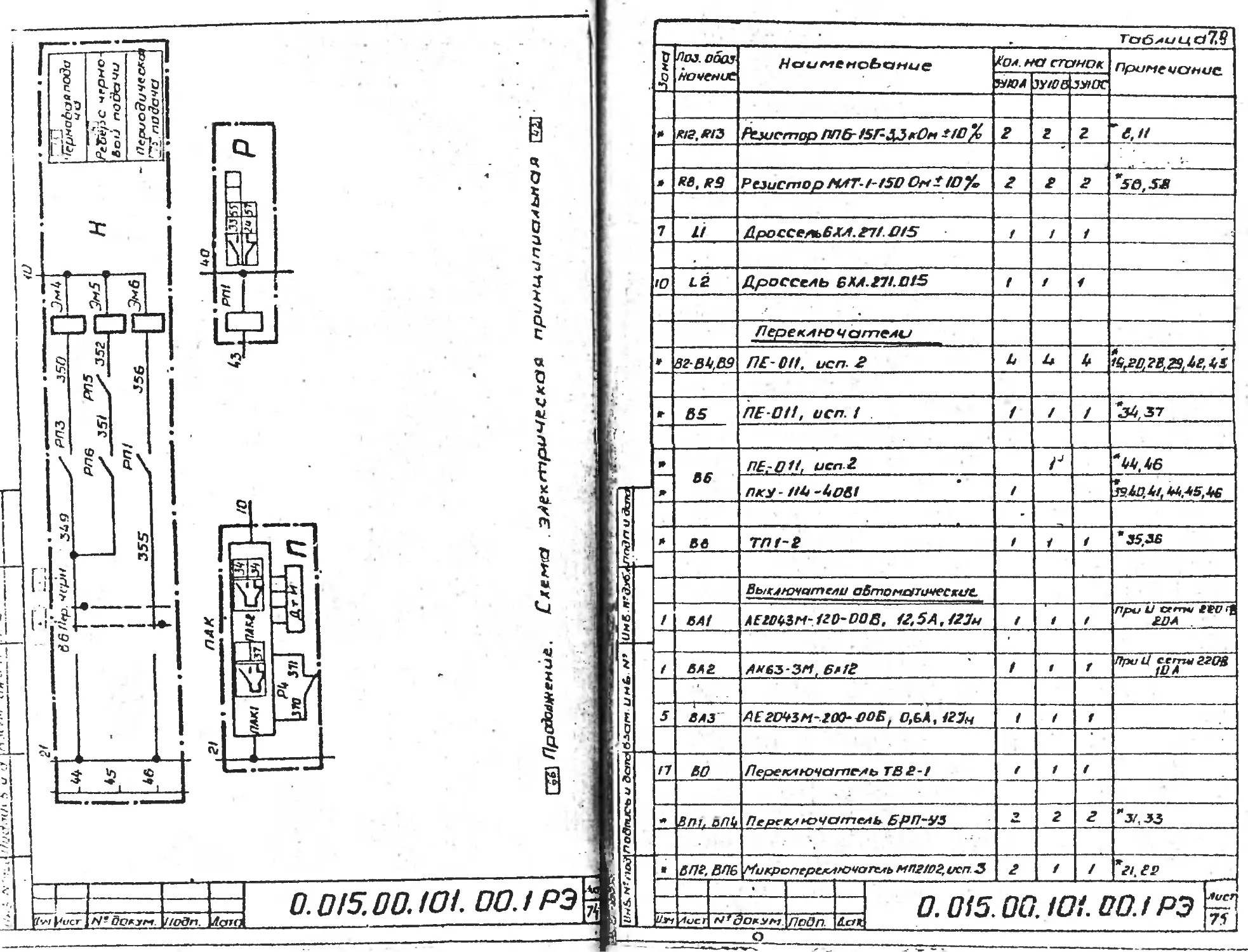
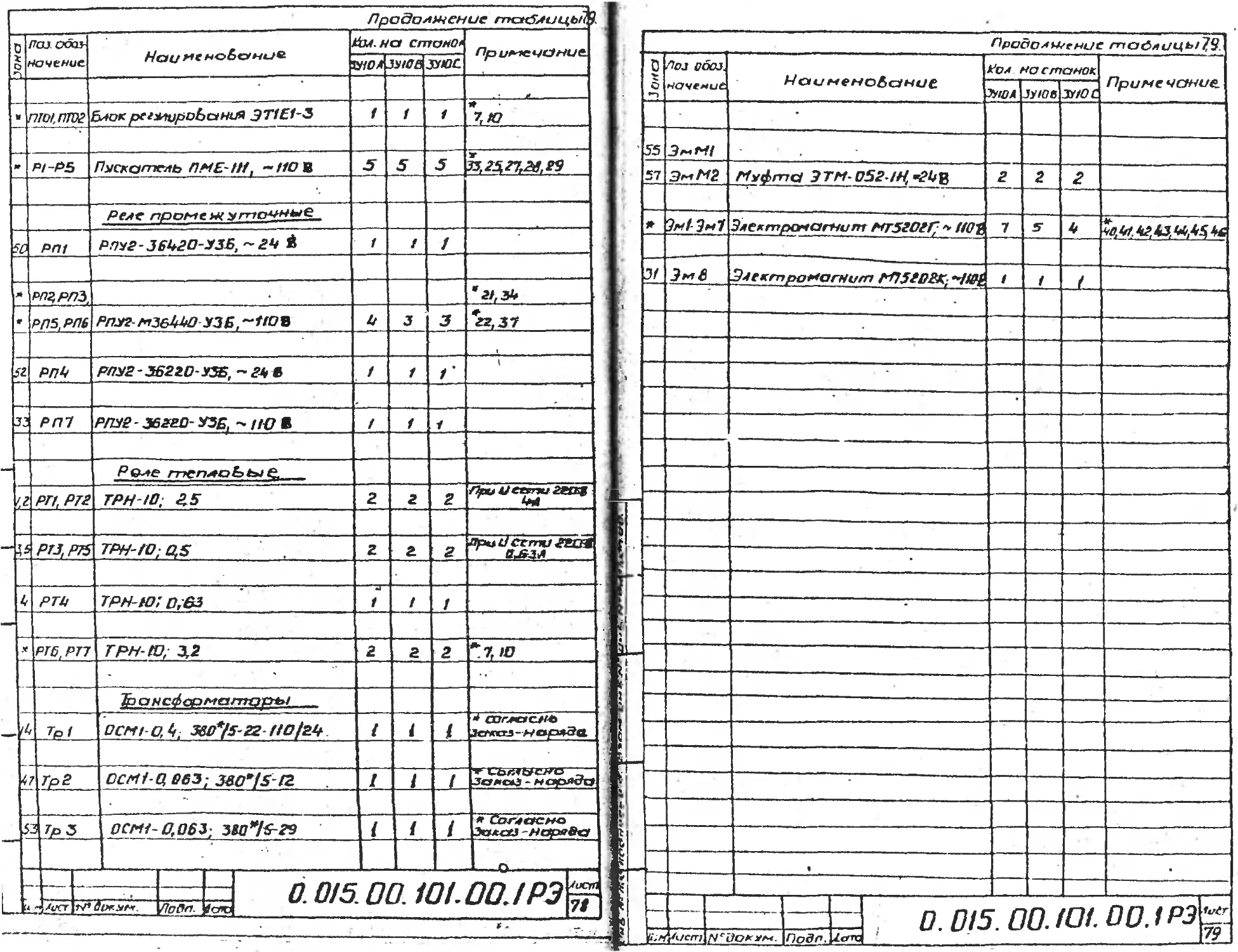
тоб^ицо!^
ЪПаз.ооаз НоимсноЬание Пол на станок промеигчнче •П но'книс ПЮА ЗУ№ВЗ»ОС
» юг./МЗ Резистор ПЛб-15Г-&Зк0н ПО % 2 2 2 * 2,1/
» кв,не РезисторМЛТ-1-tSD Ont /О% 2 2 2 *50,52!
7 li ДроссельВХЛ.271.О15 t / t
Ю LZ Дроссель BM.27l.Of5 f t 1
Переключатели
• 82-Bb,B9 ПС-0И. ucn.2 f, P 0 i6^0,2B,2S,ie,AS
A 65 ПЕ ОН, ucn. t / / / X 37
f '
s * ПЕ.-ОН, ucn.2 iJ *60,66
>• 06 •
•1 If ПКУ- HO-Eo&t ! J9.EO.6l, *4,45,06
4 3 -
* c : ? * 28 ТП1-2 ! 1 1 '35,36
Выключатели оВтомсиоческел.
1 *0 ’ 1 при й errntt / 8At AE2O63M-f20-DOB. /2,5A,/2Jh t t f гол
i
1 BA2 Ал63-зм,виг f , 1 чриа^тиггов
Ё 5 8АЗ ' АЕ2ОЧЗМ-.гаР СОЕ, о,М, 123ц 1 t 1
0 *1 , ю
I £ 17 ВО Переключатель ТВ 2-t til
• -
£ * Вт, о/74 Переключатель 5pn-V3 -2 2 2 '31,33
nod
» ВП2.ВП6 МикрспереллючагельМП2Ю2,исп.З 2 1/ 2!,£S
u t 0 X 1 0.015.00.101.00.1РЭ Usm /Icjct Nfдок^М. ПпОп. LaK 75
?— о
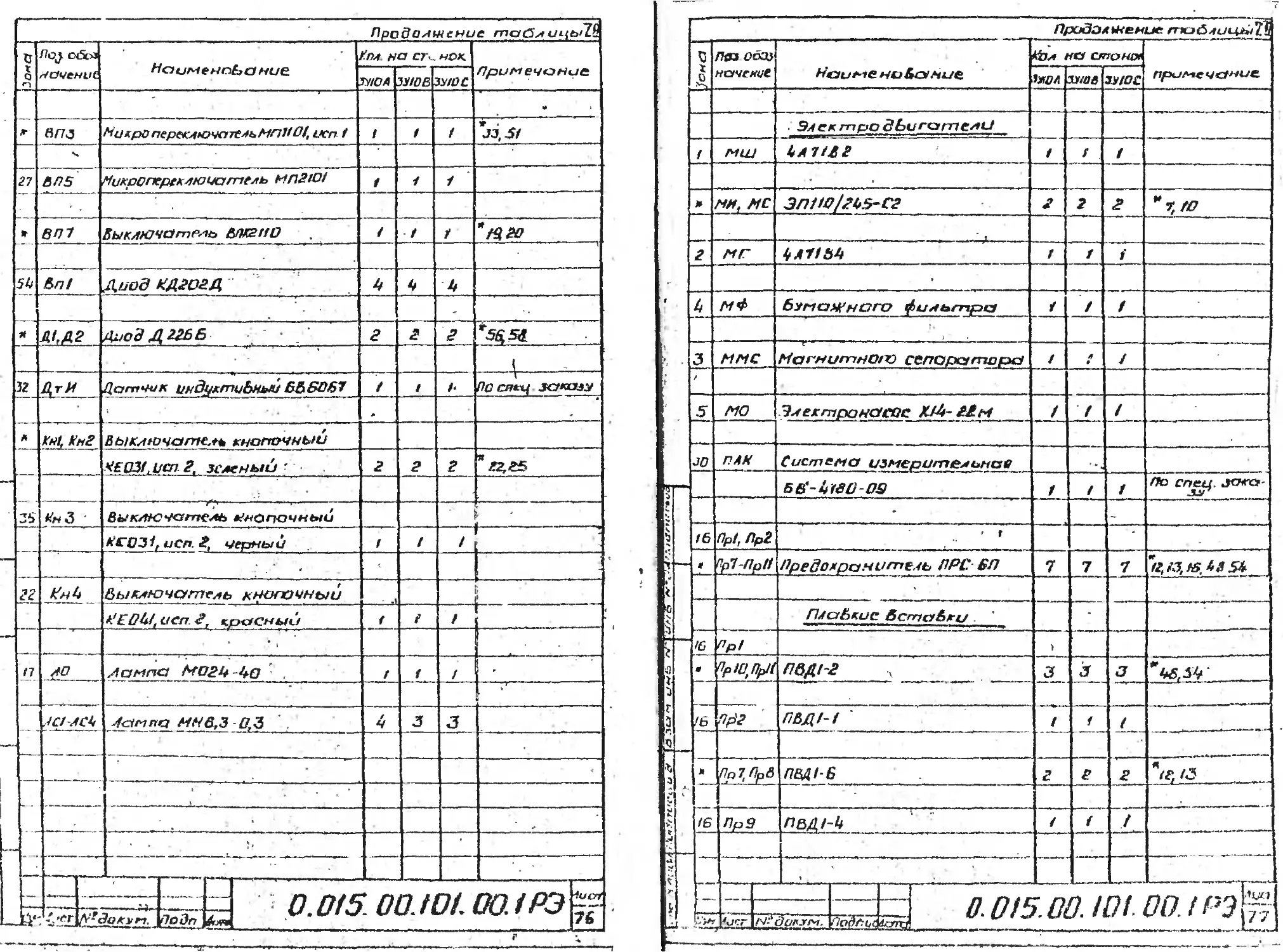
Продолжение тавлицыН
и 1 а /7qj обоз ночени1 НаименоЬо ние. Err. ч Г/ЮА ст сг^ jy/OB нРК jy/DC Примечание
ft- ч>
впз Микрю О!, ucn i / / 1 rJ3,3f
27 ВЛ5 Микропереключатель МЛ2Ю/ / / 1
Г вт Выключатель &ПХ2НО / / 1 */Я го
54 Вл/ Диод хдгогд 4 4 If
-
X А!,Д2 Диод Д 2266 г г г *56,5^
_ =_
зг ДгМ Датчик цндуктиЬнъа 6&SO67 / / h Росту закали
л
Л кщ Инг Выключатель кнопочный
НЕ C3l,Lfm 2, зеленый’ 2 г г ” Л2,26
35
Ин 3 Выключатель Ннапочный
Н£03/,исп. 2, черный f / / 7
• -
гг ЕнЬ Выключатель кнопочный
ЕЕОй/, осп. 2, красный f / t
а ЛО Лампа МОДР -Ьд ' , t t /
-- jci-ACk Лампа МНВ.З -0,3 ч 3 3
—
• • h
: O.OfS. 00./0/. 00. /РЭ f ft
г- М„
К <3Z с/оким. <1одп Ал»
* t *rr— J — s «9 a 'j г 3 ПроаМНеиие ггклЗличкн21
1 PHO^ паз ооэз нс/чение И'аимено&о.чи^ 441л на сто на прил-ic 4cf/-fue.
1Ж0Л ЗУ/О6 ЗУ/ОС
Э^ектрос!Ьигате/<и
t MIL! 4,37/22 t ! /
ми, mc snno/us-cz 2 2 2
2 МГ t t i
»
4 Mi бумажного ^и^ьтра 1 f f
3 MMC Магнитною сепаратора t ! i
/
5 MO Электронасос Им i t /
JO ПАК Система измерителинае
Бё-klSO-OQ 1 i / По cntdtl. JLy7
•
16 Opt, fipi • t
'’рТ-ПрН Предо кран отель НРС 6П 7 7 7 *2,13,(8.113 5k
ПАаЬкис Scrrfcf&/pu.
'6 Пр! >
ЧрЮ'ПрН пещ~2 3 3 3 t'kS,$4
/6 f}^2 П6Д1-1 ' t f /
-ъ jj M Пр7{ fip& псдьб ? e 2 13
/6 Пр 9 лад/-4 / f f
• i!
2- — 0.015.00.10L 00./p^te
lii* XvZCr
Продолшение тенЗлицьн J.
паз ooay § качение. Наи^еноЕониь. cmoHOf Пр иетечоние.
ШОА. шюе> ЗУЮС
л
• moi итог уюк реелюроЬания ЭТ1Е1-3 1 / 1 ЪЮ
• Pt-PS ГЪ/ск отель ПМЕ-tH, — ИО'Л 5 5 5 33,25,21,24,Ю
Реле проме т точные
50 РП1 р.'Н2-ЗбЬ2О-хзб,~гч й 1 / /
* РП2.РПЗ, * 21,3k
• РП5,РЛ6 Рпж мзеМоузе, ~гюъ 4 J 3 *22,31
51 РПР рлуг-звгго-уж, -г^л / 1 1' »
зг pm РПУ2 36Z2D- узе, -* ио в / 1 1
Ррле тепло fe
1? РГ1, РТ2 ТРН-Ю- 45" 2 Z г
-?5 РТЗ,Р7$ ТРН-Ю; 0,5 2 г. 2 Op^t) CtrrrfU амл _
4 РТР трн-fo; п,&з 1 1 /
’ РГб,РТ7 ТРН-Ю; 3,2 г г 2 *7,10
арсфсрматдры
Тр1 OCMhO.il; 3eO*(5-22-HOlZlt 1 1 i А СОгласл/Ь Icrncu - НОрлЗа.
47 Тр г OCMt-O, D63; 3S04S t2 / 1 I ▼Cb/swew-' ЗоасаЗ -
S2 ТрЗ 0СМ1-0,063; ЗЛ7*/^г9 / I i * Соглысею Эошес! наряда
о г—
, t-b.K-, I LJ 0.015 00.101.00.1РЭ\£
L h Ча*^ 1^* j/лу, yfoffa. _______ 79
Прово пае moCtunbil^.
о lOJ 0003. ючыие 1 Иоинено(,ание ttox на станок Приме ноние.
ЬЮ* нов V/O с
55 3~M!
57 Эм М2 Мнфгпа ЭТМ и521Н1’гЬЬ 2 2 2
?л//?м7 Электромагнит МТ52О2Г; *• f/02 7 5- 4>
3/ Эм в Электромагнит М151О2К; ЧНЦ / t (
•
. -
-
li _
iU м —
J
!
к i
t
l~ . 0.015.00.101.00.1РЭ^. 1 -
b u
El V-' Дл/стг; Подо. Лта
. 7//
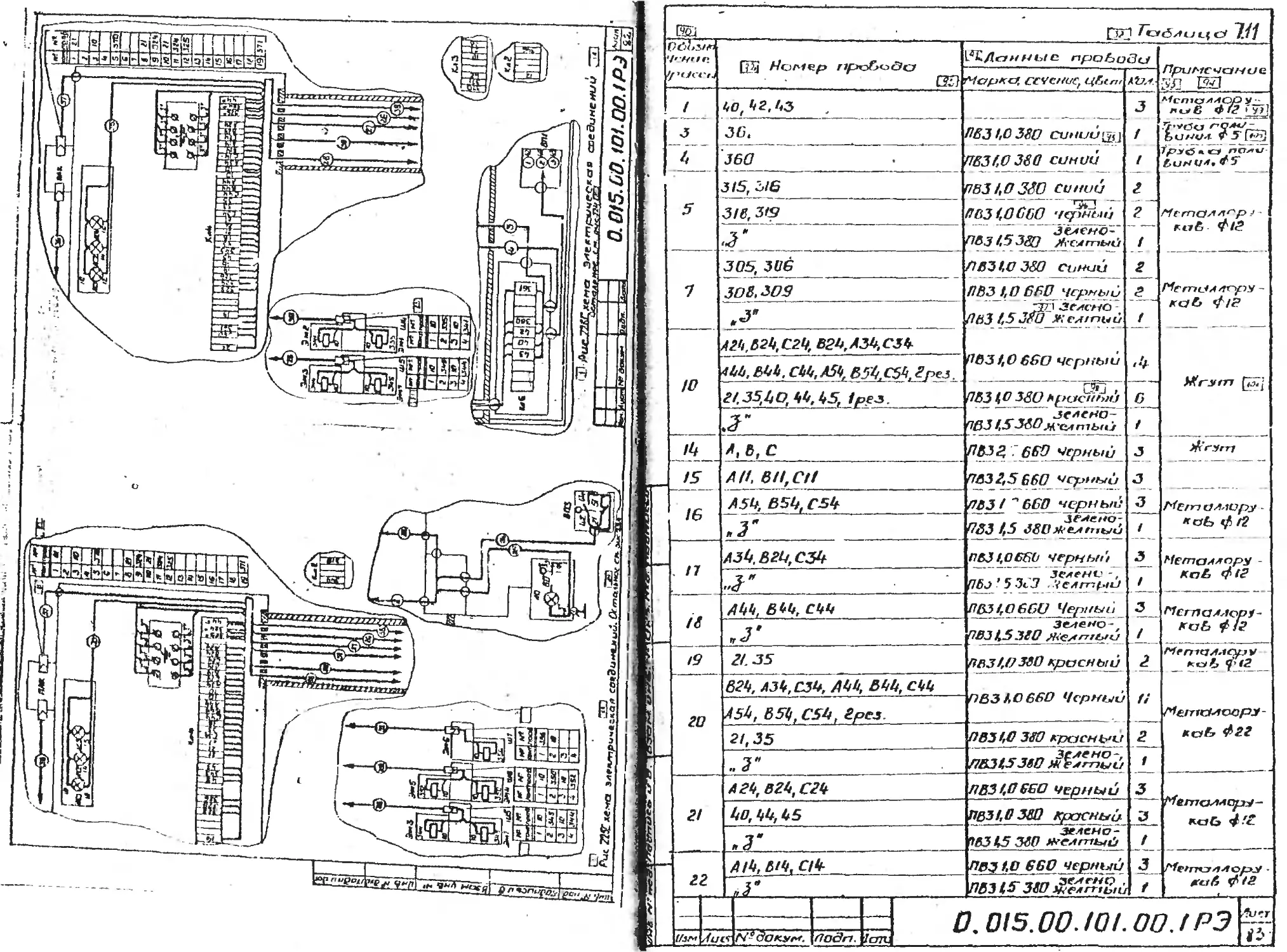
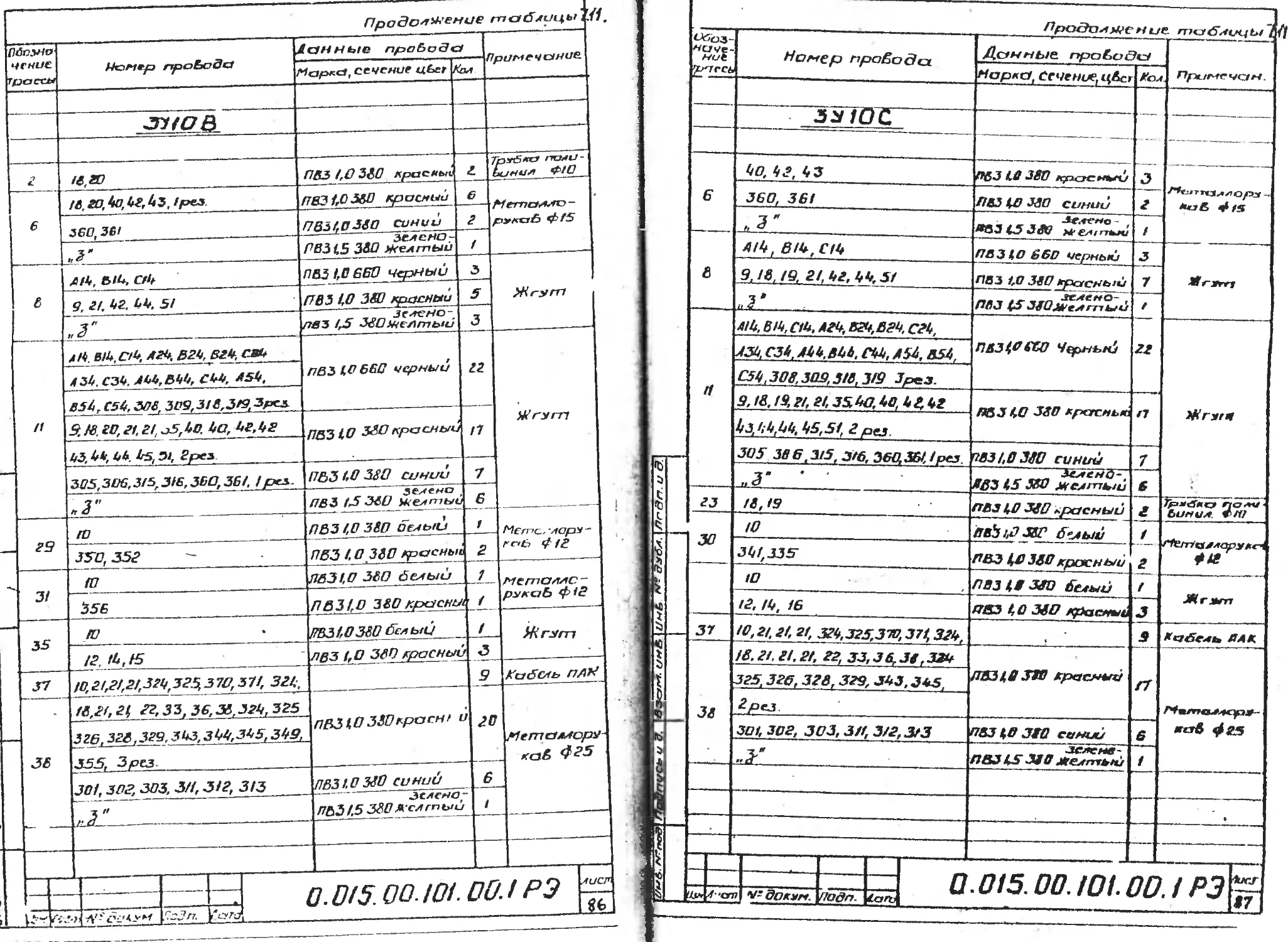
VCU^fn KWH ptjfCt'fA [pj Момър ripa&acdej Si} ^Данные проживи Приме чан и е 5Л 133
Марка, ccver«jet t^Fjtnf
/ 40,42,1,5 3 Mcntt^AACtp V - tf/S’i'y?)
3 T~ 36. ЛВЗ 40 320 Синийпщ / / 7’*cjo 6<J/-4M. FJ 1*^2 T/7>«5 * rfCTAftJ- if 5
360 ГГВЗГ.О 380 синий
s 3tSr Ы6 17831,0330 Синий 1 1 м 1 ‘ '«J «V Ffemej^A^p 2 - rut #12
3/e. 3ts B3(0 660 vtpheitj Пб J i, 5 3^0 Ж'ел тый
.5"
7 305, 30G /JB5f,O 580 Синаи Метем лерзц - каЬ <//г Мгят Q37J
зов, 303 n05J, O ООО ^глсл/6 /7б5 1,5 исО /
„3"
Ю A24,B24,C24, В2Ь,А34,С34 /4
AU, 544, М.А54, В 54.654, Врез. OB3ffO 650 черный
21.35,40,44,45, ipes. 065 ^О 580 6
LT зелено- 4(33 (5 380 'c^nibnj /
Jk IS и, B, c П&52, . 660 Черный 3 Ж’еут
AU. BH,CH *7632,5 660 черныи 3 3
16 A5O, If, C$4 77В3 / 660 черный МсггзезлАОру - каЬ «?5 /2
.Г зеЛёно- ^53 *,5 / 3 /
. n АЗЬ.Вг^СЗЬ ПВ31,ОВ60 черньп’/ Метсмлору - Ккзбз </ f?
f L .«. « г, лел<?А?о -, Ибо 5 ЗсО . .\е/1т^1а
!g A 44, 544, C44 ПБ31,О6С>и Черный 3 T'lcrnajMepf- каЬ f!2
Зелено- 4ВЗ (5 320 ^/rrib/Tj / 2
г o' 4 s !“ 1 1 t9 21.35 77831,0310 кроеный МетаАлезр у y*f2
го B24, A34.C34, A44, 344, C44 ПВЗ АО660 Черный // Нетсм еюр^ - коб Ф22
A 54, В 54, CS4, 2рез.
21,35 033 (О 3S0 красный 2
..3" 033(5 380 f
г/ A 24, В24, C24 ПВЗ1,0660 черный 3
4o, 44,45 0831,0 3SQ Красный. 3 Мегпаллср^ - koG ^.'2
„Г зелено- ^33(5 380 /
гг A l4,Bi4,Cl4- Пвз 1,0 660 черный 3 МмтзгААорку - каб
ПВЗ 45 ЗВО Зытый t
£7.015. DO. 101.00. f РЭ ~~
dues №дсны*. Поди.
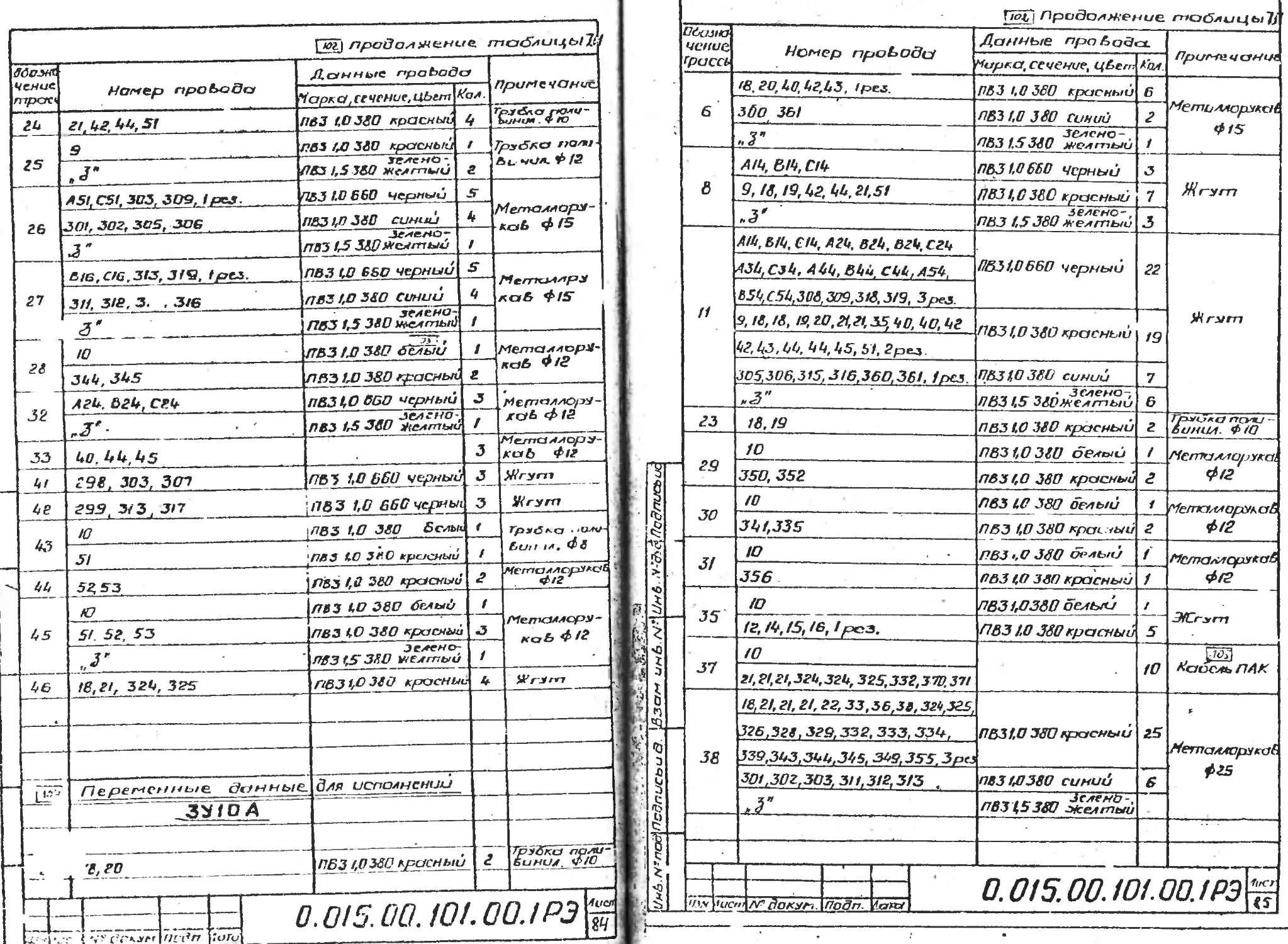
^41 41ро^олМ’ел/1/е rr>ot5>4JUb/7i
[~i5aj лро/Золтиние. тоблии,ы7й OCtuta чснис срассь Номер прободи Даннь/е cpn/nUa Пригни ч анut
KVM Чен ас трск< Номер проЬава Ионные праЬади Приме чанчс. Нарка, Сечение, Цбет Кал.
арка,сечение,цЬегп А 'ал. 6 fS, 2Ur kQt IfS'ltSf ЛВЗ 1,0 560 красный 6 МеггшллорлкеН 415
ги ZI lt2 44,51 7dJ 10380 красный 4 "р^бла гк)бй~ \nJKU" .4- ю ЗбО ЗБ! ОВЗ !,0 380 Синий 2
Z5 9 ПВЗ tpo 380 красный / и пол w- ,.3" OR3 1,5360 //г&^тый 9
,3" Уе>ге>гО - 7ЛЗ /,5 16Q желтый г kl чал. Ф /г & Л/4, 6/4, C/4 ОВ31,0 660 Черн ы и 3 Жгзт
26 A5I.CS1, 305, 309, Ipej. 763 1.0 Б 60 Черный- 5 Металлорл- каб 4 >5 g, //, /g, 42, 44,2/,5/ 083 9,0 3Q0 красный 7
301, 302, 305, 30G ПВЗ1,0 360 синий h .3" 3 £ ДРИС ~~ ЯЬЗ 9,5380^е/Бпыс/ Л
J' JoreWO- ГТВЗ tr5 5<5Z?>Ve^/rTb/4j 9 fl АЛ, 6tii, c/4, Л24, вг5, вгь.сгч 0539,0660 черный 22
27 BUS, &G.313, ЗОЭ, 1рез. ПВЗ to 660 черный S Мегтк^лр^ *а6 ^95- A3h,C3h, Ahh, Bth Chi, ASh.
311. 312. 3. , 316 ПВЗ 1,0 380 Синий 4 651,055,306,309,318,319, Зрел.
1 1 *\) & 1 п ЗеЛ^НО- ПВЗ 9,5 3&D желтый / 9,16,18, 10,20,21,61,35,90, ho, 42 П63 !, О 380 красный 19
22 ГГБЗ /.О 380 белый / Мешал ле>ря- каВ 4/г 42,45,44, 44,45, Ы, 2рел.
344, 345 Л 63 1,0 380 красные г JD5.306,315,316,360,361. fpej 91839,0 360 синий 7
32 Л24. 324, C24 П831,0 ОБО черный 5 Мегсшллорч- jrab с/> 93 * зелено- 083 95 Зб0^ел9гпыи> 6
J- ' к. лелгно-, ЛВЗ 45 Л<К7 Желтый / 23 _18,I9 П83 9,0 360 красный г TpxiKKcj гта^и — Винил. Ф 9Q
33 UO. 5 Mcjnd л лар У- Кпб $92 29 10 0631,0380 белый / Неталларзка^ 4/2
lit г 9e, зоз, sen /767 1,0 ОБО черный 3 Mgrn 1 £ 4‘ IS 4) 350, 352 063t,O 380 красный г
he 299. 3/3. 317 /763 1,0 ОБО черные 3 Wryra 30 /0 /763 9,0 380 ое//ый 1 Пета/аорук а8 Ф/2
43 IQ \OB3 t.O 380 белый 9 7/3><5a.o •'ОЛчЛ- ' Си,, м. de 39/,335 ОБЗ 1,0 380 крас лый 2
5! ПВЗ to 380 красный 9 J/ Ю ОВЗ >.О 380 белый / Мслталлсрлкаб 4/2
44 5? «ГЗ jPBJ t.O ЗеО красный 2 MemdKt^Cifjy^t <//2 f .' 356 П631,0 360 красный 1
45 ю |/7йЗ Ю ЗБО белый 9 35 Ю ПВЗ !,О380 белый / Э/Сг-згт
51. 52, S3 ПВЗ to 380 красный 5 каЬ 3/~ :£ о t 0 0 n 3 4 I I ’i •0 — f2t №, fSt f6t /раз. П631.0 380красный 5
„3" jexe/vo ЛВЗ 9,53KD желтый 1 1 4 •il । J> 37 Ю /О ~wj Асгослъ /7/1ЛГ
4 <6 fE.Zt, 300,305 ПВЗ!,О 360 красные h V-rJra 2/, ?/, 2/, 524,324, 325,332,370.371
- t V 38 18,2), 2f, 2f, 22, 33,36,36,321,325, П63/,О 380 красный 25 г Неталлорлкхз/ 423
326,326, 329,332, 333, 334,
339,343,344,345, 309,355.3pti
lF7 Переменные данные. для исполнении 301,302,303, 311,312,3/3 0831Л380 синий 6
.ЗИЮА s ; иЛ , ЗсленЬ-, ПВЗ 9,5586 йЖелгпыи
'1, го ПБЗ 1,0380 красный г 7pi£)K& na/tu^ Бини/ 4>/O
0.015.00.Ю1.00.1РЭ 1//С/
0.0/5.00.10I.00.IP3 4uC0 '/ЗУ [l/Cf 4 AC OoKHM. fiodn. ia№f <г
U— w] 1
ПСЗп !иГи
~ Г г! ! пп in J nn Qin n upon HKXOQzfr tun., у
—
♦
ji't ^VO **»&?&# / rwnjjra* Qf£ 57 №U -ЫЛ&Г к l£ “
9 мню 09£ gl££U EfC'O/C '//F ‘£O£ '30£ 4O£
и 6 MrfBodif igf gtcaii ~ ГэсУ?
s-*c -£зг 'бгг ‘яге ‘вге sk
trK‘f£Ъс'££ ‘гг чг чг /г я/ 'VE U£ 'OL£‘SZ£'fX ‘к ‘/г 'Ю '0/
^-48 С TmvaopV (JK Of ОШ 91 Ч/ 'S1
J ппгэу акпст О!
Я+ игхсоягяцщ/ ШФ гпнлд /Н-оЬ СЛЮфкеЦ г г п/с,нжк1з< gf£ of £%U Stt'M ОЕ _ сг
пгч^у лгс^аа nHHBod-' uf£ of сяи 01 61 ‘к
Н‘Щ 9 OS£ S4 Z9n £н и
L ппнпз аисо'кяь c>df т‘09С ‘дк ‘SK'9К S0£
и v4nDdn OK Of £90 nd г 'fE'si'l/tr‘tr'/'c^
‘of ‘оз vc чг чг и '₽/ в
гг пч^>), Q33 of £9U c»d[ 6i£’giS'5O£‘8O£'fS3
TS9 ‘nJ 'ЧЧЯ ЧЧГ f£3 ‘КГ
чго ъгд'вгя ‘ьгя 'vo ‘чю 'т»
! пгч LU глиозеso Ci/[J -owaxar 9
ntBfL^KrJj) OK Of £0U >£ ЪЧ ‘If 7г 'б/ ‘9! 6
С пчнОзп 099 OICBU fio'fig ‘ftv
S/p yr»tf - Kt/oix^rMirrj,^ / ПгшгьЫК ZVFi^CCW ' Ом.»*’Д- Л“ 9
г ntwno aecaisvu I9£ '09С
с ruLvixxJit ogr of £90 £f ‘г f ’оз ЭО/ Atg
bfOHit^irKJu ГО* i^gh‘arwah»o ‘pudan ородгосЛа Ызыац ^ЛН -алп>у -^РЯГ7
n(jo<jocki at4>-ino'[y
^y-ilwyrw злцМ)<гО(Юс1у
йЭПГ €d roa ioi oo SIQO и0=^ Ил1.~О ,-,v pi
—
5гр 9*” fidarroLU»^ W/ij ч>одп^ LUKJ^ 2l$ qnxxd - OWOLU^kj 21 ф Qoj ~ Rdov. "3idJJ^ 1 9 nnui^.viKf: $7 Q4u - OdJ/JC ппнлз (tf£ 0‘I £9u £/£ ‘г/с 7/f '£0£ ‘гос ‘70£ 9£ 7.9 S9 !С вг ~ и
•оШ ! 1 n ,njod*as£ O1£9U ппнэоОО (J#£ a‘l £9U езоГ^^дг
'6i£ ‘ste'^e '£9£ ‘огс'згЕ ‘эгс
S2£ ,fTi£ К '9C '££ ‘гг 7г 7?'Р/ ??£• 7Z £ ‘OL £ ‘Згз ‘>17£ 7г7г7г ‘0/ Si'll si
I / nwq O9£O7£9d vjootxfyO3£ a~‘i£9d • a 9S£
~ I £ N щ! ж M J ! L . пгчгзд O7C О7СИ/ wmjodt ag£O Ч £Яц п/якзо (Jg£ a'l £9U тчилъж S4! C)HOf.)£ ппнп OS£ 07 £9U nntoodn ops 07 £BU nnucfor, 09307 £30 OJ 3S£‘OS£ tu "TP1 гаУ/ 79£'o‘l£-19l£'3/£‘9a£'SIK "K ’So 43 ‘43 £3 гз’гз ‘оз аз'гг /г 7г 'аг 97s '&£'91£ ‘5О£ ‘зек ‘393 ‘799 ‘399 '333 ‘ЗЗЯ'ЗЗГ ЗСЗ 393
зяз Згз Згя ‘згу ‘зи'31я зи
UJX-'yf 57*5* g°**d -аМПШЭЦ £ CBV S" 9 9
S n^Hoodt (jgC 07 С9Ц is зз гз 7г б
f / гоянсЬь Q39Q7&U ЗЮ '3!Я ‘3!3
г ппнк> ats-o7c3o /Я£ ‘азе
9 nmnodn OK 0'7 £30 93d{ ез'гз‘03‘аг9/
(J/ф t/ndflQ -n^atf 7 vowock/x 09£O‘l£VU аг’9!
— <9 о те
ЭП//АЭ h JHndy l^jTl inH^h3D ttQoejodij chmcttf fqrzaocli 1 эпнлъ
ogoyadu a!4HHDf
'дог
EL Гидросистема r .
.1 'г-
Схема гидравлическая принципиальная показана на рисЛ.27.
Перечень элементов гидросистемы приведен в таблЛИ. Ч.
6Д. Описание работы гидросистемы.
На станке гидрофицированы следующие функции
Пбыстрый подвод и отвод шлифовальной бабки - цилиндр Щ.;
2)периодическая подача - цилиндр Ц2 (кроме станка ЗУ10С);
3)врезная подача - цилиндр ЦЗ (кроме станка ЗУ!ОС);
4)тонкая врезная подача (микроподача) - цилиндр Ц# (кроме став -
на ЗУ1ОЗ).
В качестве рабочей жидкости в гидросистема необходимо исполь-
зовать минеральные масла, марки ИГЛ Сл-йЭ,"Турбинное 22я. или их ана-
логи по табл,ем.
Источником давления служит лопастной насос 2, который из Г<а
I подаёт масло в магистраль 91 Далее к золотникам В (I), 8 (2), II
и 12. Давление в системе настраивается регулировкой напорного аолотни-
; ка 4; излишки^.сла сливаются в бак по трубопроводу 105. Часть объема
пасла, елиоаюдюгаед чарео напершй оеловпик, отбирается по трубопрово-
ду .110 для смазки (см. раздел 9 "Смсвема смазки") направляющих стала
я шлифовальной бабки, а также механизма перемещения стола.
Для кэнтроля давления служит манометр 5, нормально отключен-
ный от напорного трубопровода 91 ж подсоединяемый к нему при контроле
с помощью траххидовард (3^ СР
С целью повышения надежности работы, упрощения наладки и об-
служивания станк' схема построена по принципу независимого управления
гидроцилиндрами:
-болотник П (алектромавнмтщ ЭмЗ к Эм7) управляет быстрым под-,
ведом (цилиндр Ц1); _ . 4
- золотник 12 (электромагнит Эмб) управляет периодической пода-
чей (цилиндр Ц2);
- золотник 8 (I) (электромагниты Эм4 к Эм5) управляет врезной
подачей (цилиндр ЦЗ);
- золотнцк 6 (2) (Электромагниты Эм! ж Эм2) управляет тонкой
врезной подачей (цилиндр Ц4).
Нормальное положение всех электромагнитов - включенное.
Управление электромагнитами см. раздел 7 "Электрооборудова-
ние" _
Гидросхема в сочетании с электросхемой обеспечивает инди-
видуальное управление каждым гидроцилиндром. Кроме того, цилиндры врез -
ной и тонкой врезной подачи могут работать по полуавтоматичеокоиу цикл л
7 37 ^.6 </<г. O.OIS.OO.IOI.OO.IP3 iHCf п
управляемому прибором активного жонтооля:
- врезная подача,
- топкая врезная подача,
- выхаживание,
- быстрый реверс.
Для регулирования подачи служат дроспли: 7(1) для подачи врез-
кой и 7(2) для топкой врезкой подачи. Так как в качестве золотни-
ков 8(1) и 8(2) применены пятяходовые ( с двумя раздельными сли-
вами) аппаратного бчстрьй реверс осуществляется направлением «див-
ного потока непосредственно в бак через канал.на котором нет дрхь-
селя.
8.2. Состав гидросистемы.
Помимо расположенных в механических узлах отдельных гидравли-
ческих элементоз(рабочие цилиндры, внлтриузлпыиа разводка),гидро-
•' система ставка оостоит ис сдедувщих специальных узлов (см.раздел
1 5 "Состав станка"):
! а) гидроустановка,
б) монтаж гидроаппаратуры,
з) мангал гидравлики.
1 Гидроустановка состоит вз бака с двумя изолированными отсеками
- резервуарами масла для системы гидравлики и системы смазки шли-
. {овального шпивдзля.Па верхней плите бака монтируется двигатель
привода насоса гидравлики и смазки,насоси,фильтры,аппаратура регу-
лировки м контроля давления.
Гадропанель (монгол гидроаппаратуры) представляет собой авто-
номный блок из ряда аппаратов,собранных на общей плите. В состав
гидропаяелл нходнт ч реверсивных золотника с электромагнитами и
’! двумя дрос елями.
Гмдрораэводка (монтаж гидравлики) станка - система кон^ниваций,
связывавших отдельные элемент» гидрооборудования.Уевду неподвиж-
яыма элементами разводка выполняется медными трубаги и сверлчни-
ямн.Элементы,имевщио относительное перемещение между собой,соеди-
няются о помощью гибких шлаагоя.В качестве соединительных алспен-
тов.как правило .используется нормализованная арпагура.
8.3. Указания по обслуживанию гидросистемы.
При нормальной эксплуатации станка гидропривод не нуждается
в особом уходе,за исключением содержания аго в чистоте и поддер-
жания требуемого уровня масла в баке (контроль по маслсукг ателп).
Следуаг совладать угазакнга низе правила:
I) Ьак гидросистемы заполнять маслом марки ИГН
Сп-20.Доцускаетсн так»е применять масло "Турбинное 22"^4асло дол-
L. — — — 0.015.00.101.00.1 РЭ Лис /3
жяв быть свежим (не бывшим в употреблении)-Использование восстаиев- I
ленного после употребления масла также не допускается. ;
До пергоначвльной заливки >лость бака должна быть промыт*
«Ч-ь «ямом ил1' освеите |ь>гт керог ж.
Смену »а|Чя регоменду'- * 1роизводить первый раз после десяти
д'и-Р .лботы; втоотй раз - по л двядпат- дней, а затем - через каж-
дые 3 месяия. Кел:-. в час- г' '•т^чие с «^падением те;.,, ого
смолистого осадка - зв ,г- . ,,«е- и» и иоомыть бак бензином
или керосином.
2)Ие допускать .... iu^-.ь охлаждаг- • тдкости в масло.
3)При ремонтах для прот’-рки реэер п'_ пользоваться чистой
тряпкой. Использование для протирки рван И •’Тоши или кончав недопуг-
K'njicf во избежания 3' --логни
ЙСледить О' км. - че замялись мод -рубы.
5 Жри отх’.ле ”•> \ нч.» 'отпиков разобра’ , , промыть кероси-
нам, прочистить демпфер ые птвеггтин и вновь сс' обратит внима-
ние на правильное положение крышки.
6)Поеле контроля давления отключать манотг.-тр -граном от капер-
ной магистрали.
7) При появлении течи подтянуть подт«пи»щле тисоедднения или
заменить их на г''вые.
8Жри появлении на гибких шлангах местного вэутин заменить
шланг и опробовать гидросистему давлением 1,2-1,5 Kite..
ЭЖериодически (ориентировочно раз в 2-3 месяца) прочищать
двойной (магнито-сетчатый) фильтр гидрос :стемы, для чего демонтиро-
вать фильтр с гидроустановки, разобрать его и прзмыт: гмльтри: тощие
элементы и стаканы.
1О)Масла,заливаемые бак гидросистемы воланы быть отфилвт-
роваач от посторонних (ястиц о абсолютиыи размером быше 25 га.
0.Ш5.С0ЛШ..П0.1РЭ
Unci
90
Рис. <3,27 Схеме!
Г~1pc! d '
Г и (Ср С Ь^и С^СКСс <Э
j riLjd л ь>нС(. Я
20S
С ° rfrt.
Ьа<:/А^_ 8${ ?Ь
nr\ri,/'i. гк/т
0.0/5. ОО. 10/. ОО. //1? у
-'Л
"Ou ЯО’О
•v > Л ’*,* >"
rung 'L/MU -.yOp^/Y "ияр •^7/
Wfog
4 . \ •’
P' Ktr~lLJ i f'riHndu
102
91
lia
it 4
116
Л-ter
Q,0l5.D2.fOI.OO.1P3
уЗН.УиСГ ' (9окум\пас!п. .
redbed
8.4. Перечень элементов схемы гидравлический приведен в -rafijiflZ |
Таблицами
Збозначе зие по гис#7 Наименование -Дды ЗЛОА ЗЛОЕ злое Примечание
I 2 5 6 7 8 -.1 II 12 U2 Щ 15 16 90... 100 .10!? Г06 ЭИ : ЭИ2 Бал гидравлики Насос лопнсТоиоЯ ГТ2-41А Напорный золотник Г54-32М Манометр ИГП-604-25-2,5. & дроссель ЖГ 55-22 Реверсивный золотник с электрическим управлением 45ПГ73-П Цилиндр подетш Цилиндр микраподачи Реверсивный золотник с электрическим •.'правлениям 44ПГ-ТЗ-П Реверсивный золотник с электрическим управлении» Цилиндр периодической подачи Цилиндр быстйрого подводе- отводе Жиклер Фильтр i ТЫ Линии связи гидросистемы (всасывания, напори) Слив Дренаж Электромагнит чистовой подачи Электромагнит реверса чистовой подачи г г I i 2 2 I I I I I 2 I Г I I I I I I I I I I ’ • I I I 2 I I I I г I I I I I I 2 I I I 0-бл/няп Р=5МПа Рп2^Ша XHI.fFw-WMH Р«Е2,5ИПа Д «eOMMiL^Xbw ход=10£»т 15.80мм ХОДе’ЭБмИ хъд»32ш • В.92мм МТЬ202Г •го же
0.015.00 .101.00.1Ю tilTJ |95
6.5. Перечень возможных нарушений в работе гидросистемы
указан в тяблицеАЗ
ТаблицаОЗ
Возможное нарушение Вероятная причина устранения Примечание
Насос сильно шу- мит и не подает I .Масла в баке мало. Долить до верхней риски масхоухзатеяя.
масло
2.Засорялась веасыва-Разобрать насосную
ющая труба. | установку я пречист
З.Раэрупенип в роторе Заменять насос.
насоса.
I.He отрегулирован
или неисправней на-
горный золотник 4.
2.Сильная течь в на-
порном трубопроводе
Насос работает
нормально, ио
•иваетсл.
Отрегулировать кзж
исправить ,пря негтрв—
годности заменять.
Устранить течь.
Здесь и дало
номера j~ta-
Двигатель приво-
тает с натугой,
перегревается.
хого либо гидро-
цилиндра.
I.Неисправен или не-
отрегулирован напор-
ный золотник 4.
2.Сильно зисорцлся
фильтр
I .’’аело соответству-
ющие золотник.
Разобрать и прочис-
2Лерегорел управля-
ющий магнит.
Проверить положение
золотника, при необ-
ходимости разобрать
и прочистит^.
Проверить целость '
обмотки электромаг-
спегтялистом
Сильное колебание I.Наличие воздуха
Прочистить напор-
ронасииа.
0.015.00.101.00 .IF3
i 8.$. Рабочие жидкости гадросистеан ж смазочные материала. | Таблица 1 9. Система Смазки. 9.1. Схема смав’и принципиальная показана на рис.929. Карта ,. смазки - на рис.9.30. В таблицах915 и916 указан перечень элементов системы и точек смазки. 7.2.Описание работы. Смазка станка обеспечивается следутагими системами: а)циркуляционной смазкой подшипников шпинделя круга для на- ружного шлифовния от индивидуальной установки, смонтированной вместе с силовой установкой гидросистемы. • б)централизсванной смазкой направляюг-дх стола и салазок шли- фовальной бабки, механизма перемещения стола и шариковой пары синт- -гайка привода подачи. в)системой индивидуальных точек смазки. Сиотема смазки шпинделя круга включает в себя бак I (piiqJZS), насос шестеренный 10, фильтр 7 на напорной магистрали и реле гонтро- ля смазки, в состав которого входдт бесконтактный релейный переклю- чатель 15 и рычаг 16 с ковшиком на сливной магистрали. Масло от насоса, составляющего один общий агрегат с электро- двигателем, поступает через дроссель 26 и фильтр 7 к переднему под- шипнику 23 шлифовального шпинделя, затем перетекает к заднему 24 и через реле контроля смазки возвращается в бак. Йасло, сливающееся со шлифовального шп.нделя, попадает в ковшик и если количество протека- ющего масла доста.о'но, р"чаг поворачивается и отмыкает цепь бес- контактного релейного переключате. ' ’Тгш."-> после этого возможно допусти~ь привод шлифовального круга. ~ Централизованная смазка^^хани^^етавш^^^п^иппстся от-
Страка j аООЧАЯ жидкость тадросистемы Смазочные материалы
СССР Масло ИГЕ Сп-2.0 Масло Й-5А ' ГОСТ 20799—75 Солидол X ГОСТ 1033-79
То ха Масло "Т?рбиниое"22 ГОСТ 52-54 Салида С ГОП 4366-76
• анр Т-20 USZ5ZTlW-&
1 Гм’ К-20 TGZIIB7I X5JLI55CH
J- j- I 1 Западные страны (СНА, Анг- лия, Фран- ция, Итали! И др.) ТЪппо. ex Z 27 M^CUotilUL FtUi X 45 HP IOC Viirecp oii /3 Тс££^ aeZ Н Uac-uatcnt. £. Vefocitt * Те Lura. ЗБ jpimtu 32. £Н5Г Une.cto qrtetie d №1,5 Livona orient *№3 — ЕГ
Подача масла к точкам смазки регулируется дросселями 8 и 9. Далее масло собирается в картере станины и самотеком возвращается в бак. Подшипники качения смазываются при сборке станка консистентной смаз- кой и в процессе нормальной эксплуатации замени смазки не требуют. 1 9.3.Указания по обслуживанию системы смазки Перед пуском станка необходимо: - Заполнить бак смазки шпинделя шлифовального круга др уров- ня ыаслоуказателя; - заполнить бак гидросистемы до уровня маслоуказателя (см. раздел S “Гидросистема"). J - обеспечить смазку индивидуальных точек в соответствии с
□ 1 1—1—1 1 0.015.00Л01.00Л PS |Лис Га- табл.916.
_EEEz±H_ _____|Уь]
• ^ично'сть^мазкй указанс:
* -- - *
г
* о
Категорически запра
\« ’* ** ' *%. «Г.* • _ А
-^сг^ользр^ать;. стра
- лй с п олгь з ава т ь. • к а из
;, -* ; ’> <• ’ '- • - •
и паспортизации ясно
» с
< Л
’_____ _ г-
ного сигнализатз
Масло,применяемо
:кежорс на гэлзект
КИ .ПОДЙКГ-’НКОВ* ско
л
абл-ша 9.Io
*
Заначен*:
рри^еиание
>а: г
’4
J-
г-а^е?шзЬнив
Т-во
•1-^як гидросистемы
,. рис.гем^'сяазкг
с СУафеи
^^ ” •> j*-
1
1Л
•»
• у.табл
и рис
Г-4
i’t
w *>• - ,.
•’—0X1 с
СМГО*"^.
Диклер
гсМдпбшый
ьлох ^осс ел ый
Л *: ,•
'VHJCP?
i ег'глятор,лподан>* с;-^
/Л: напрудят i^e
-ки на непракяя
стола
Надо о- г^етерейн
Про б к
Ь' •
т
И.Т в~
л.<
ХОДИТ< ‘V ’
*
ГХО.ЦИ? в йд
То ыл
е'
релей-
h ecKOHTuKTw
ныЗ. перекл^чстель
Рычаг
Трубе
1
*! ‘
т
Тонги см
53»-!И
т.
1
.5йо/Л5 д/мин
.. . j , ;‘L' м;._' . - - -_— : — 1 9.6.Перечень возможных нарушений в работе системы | смазки указан в табл .517 Та&ииаЯГ?
Возможное •нарушение Вероятная причина Метод устранения Примечание
Отсутствует поток масла для смазки гпичделя шлифовал чого круга. тсутствует по- гчча смазки к -г-’павляющим ^т?ла, салазок --/жвальной чбки и ходев0- ’г/ винту меха» ма перемеще- йя стола. Течет масло по /агу-чгым стен- rvt узлов i 1 i 1 I.Выход из строя насоса 10. *~2.Засорение фильт- ра 7. 3 .Слишком велико проходное сечение трубы-жиклера 17. 4 .Нет масла в баке 5 .Перекрыт дроссель I.Перекрыт дроссель 2.Слишком мало сопрс тивление сливной магистрали и на смазку поток не ответвляетя. I.Повреждение уплот- нений или присое- динений. 2.Избыточная подача смазки. • • • I.Заменить насос. 2 .Прочистить фильтр или заменить фильтрирующие фетровые кольца. 3 .Поставить жиклер с меньшим сече- нием. 4 .Долить масло до требуемого уров- ня. 5.Отрегулировать дроссель. I.Отрегулировать дроссели. )-2.Увеличить сопро- тивление сливной магистрали (на- пгимер, слегка сплющить сливную трубу). I.Заменить уплотне (присоединения). 2.Отрегулировать подачу смазки. Номера Указаны по рмс.529. НИЯ ✓
— • 0.015.00.101.00.1РЭ Irci
IO- СкСЕКЛ поддчя ссд.
IO.1. Стена приицжпжалъкан подачи COI погавеис ва рвя. IO.3I.
Перячечс элементов смс-тоии приведем в табижде 10.IB.
10.2. Списание работы свстемю подачи СМ.
Стяиоя оснажав иидлвйдуальиои васосио-фжлыркруюе;в1! уставовЕоЯ,
состоящей пз бона I.центробежного насоса 2,магнитеого еопвраторе 4
s Cyvaaanro фильтра-храпспортера 5.<1а вагнетатолЕПОм трубопроводе
жчееточ обцяй граи З.Охлахдапхзя хадкость по трубопроводу 21 педаез-
с я к хрену 5 .моторки регулируется величина потоке, иэлявакцегосп че-
р-з сопло » зову клжфованкя.
Кроме roro.no трубопроводу 23 потов охлаждения может быть по-
лей парез полые ипжвдвль бабка взлелик к иляфуемой втулке nps вцут-
I разлей тлифовавиж.Величина этот* потока регулируется краном б.Охлаи-
дагедя падкость собирается в ворыто станины в самотеком направляете и
' по сливному лотку 26 в приемный догов магвлткого сепаратора .Далее
вязкость омывает вречагщийоя барабав магнитного сепаратора,в котором
установлены постоянные магниты .Под их воздействием из квдкпетя выде-
л-шед ферромагнитные примеси (в основной, м еталлжч ее кив. илам, образу-
мился при шля.овзнли) вместе со значительным количеством немагнит-
ного я;.аЬа (главным образом,продуктов износа абразивного инструмен-
та)...лам отхииается резиновым валиком магнлткого сепаратора ж скаг-
I ллзается в специальном бнчжз.
СО! вместе с неуловимыми частицами алама из магнитного сепара-
j тора попадает в приемный лоток фильтра-транспортера,через который
I попадает на поверхность фильтревальвой бумаги,уложенной из ленте тра-
j нс порт ера .По мере загрязнения фильтровальной бумаги увеличиваема
' обьгм жидкости на ленте транспортера.Лента под действием веса жжд-
, кестр провисает ж с помочью устройства для регулировки уровня жид-
кости воздействует па микропереключатель,вследствие чего происходи
зклхяевкз электродвягатрля.Загрязненный участок фильтруювей буяагя
сбрасывается в бачок для олама.На него место поступает жв рулонах
чистый участок фжльтрирующей бумагж.Послп понижения уровин жидкости
устройство регулировки урона перестает воздействовать на микропере-
ключатель,электродвигатель отключается и транспортер останавливает-.
ся.Ижкл периодически повторяетоя.Просочилвись черев бумажный фильтр,
COi попадает в бак с отстойниковымя первгородками.откуда снова, за-
бираетсн насосом.
O.UIS.OO.IOI.OO.I РЭ
iwoi
IOC
10.3. Указания по обслуживанию. .
а)Следить за уровнем жидкости а баке, не допускать чрезмер-
ного понижения, доливая ССК.
б)Периодически (по игре надобности) оспобомдать емкости
для шлама и отработанное бумаги.
•- в)Полностью эпменят1> СОХ не реже чем через 15-20 дней. Пря
этом промывать водой иля свежей C0I бал снстени.
г)Не допускать попадания л бак рбгнро'сгых концов, грубого
мусора а т.д. .
д) Применять рецептуру СОЙ в соответствия с выплняьмьмя на
станке работами. При переходе па другой вид СОЙ прсмыть бая.
е)Не допускать те*1м СОК из стиков и присоединения, особенно
вне контура порыта станины.
к)После окончания работы (но реяв одного раза в смену) сле-
дует обтереть станок от грязн и подтеков СОК к смазки мягккик чмет.гми
концами.
э)Пря значительных перерывах в работе станок следует тщател*-
но промыт:. (используя СОК), насухо протереть и все '^''работинныв части,
в особенности верхний стол, смазать консистентной смазкой для предох-
ранения от коррозии. Обдув станка сжатым воздухом не допускается.
При шлифований изделий из углеродистой стали, а также в ря-
де других случаев рекомендуется ехедутэщий состав ГОЖ:
вчульсол - 1,2%
сод& яальцанироеанная - 0,5...0,Е%
вода-остальное
После снесения кемпонентое жидкость долина
перемешана до ралномерного молочно - белого цвета.
Для фильтра! им СОК рекомендуется применять
быть тщательно
специальную
длинноволокнистую щелочностойкую фильтровальную бумагу, пропитанную
пэливиниловым спиртом. Допускается также применение других фильтро-
вальных материалов, используемых в аналогичных по назначению устрой-
ствах.
С.015.00.101.00. IFW
Лису
liv*. 1ltC{n Юдолям. Подл,
J).0i5.0Q.I0l.ff0.IP9-%
< г 1- I с А з. * с J ii i Z L — г ЮЛ, Dopneu мемовоа схемы вмамж сок ТабхжцаЮ!»
1? D03. схемы P*jc. 54 Обозмачемже Вашоховаше Кох. Пршвчаяха
I. 2. 3, 6. 4. 5. 20 21...22 24...ге 1 3BIO-I4—4I8-I ПА-22 10-6 ГОСТ 22508-77 СМ-2Я MI 44-21 Бах аххахдваш Злввревасос Крах куфтожа С виратор нагнпвн Фххир - травспортвр Ахай свяах: Всасывахая Няппря Сажав 9 I I 2 I I
0.015.00.10I.00.I Р0 15Е.! 10%
»
10.5. Перечень возможных нарушений в работе
системы подачк СОЖ указаны в Ta6xJ019.
Таблица ПНУ
। возможное 1 нарушение Вероятная причина Метод устранения Примечание
Иасос сильно шу- мит »Ь подает СОЖ Насос сильно гре- ется и не подает ссж. I .Низок уровень СОЖ в баке. 2 .Неправильное нап- равление вращения насоса. 3 .Засорение всасыва ющего отверстия. I.Засорилась нагне- тательная магист- раль. 2.Двигатель электро насоса долгое вре ыя работает при полно-тью закрыто, кране. Долить СОЖ. Изменить направле- ние вращения, поме- няв местями силовые провода питания электронасоса. .Снять нэсос и про- чистить . Прочистить. - Открыть кран или - выключать электро- насос т когда на- ( долго закрывают кран. Производит- ся спеима- лмстом-элек- триком. i
0.015.00 JOI .00.IP3
Лис
ЦО
И. ПНЕШОСКЕНЛ
II.I Овес аале пае вы ос нс темы.
Еневиосистема станка обеспечивает оледующиэ функции:
• ) садовой привод а газовая смазка подшипников виутримифо-
валъного пневыоаьлнделн,
б) пахание пиевмосистемы прибора актквяого контроля,
«) питание приспособления для баяаасировкж круге на воздуш-
ной осдуии.
Ясточвгпок сжатого воздуха ми пиевмосяотомы станка явллет-
сн цеховая йневмосеть давлениям 0,4•••0.6 Мв
' Пи9»осхем» пжтанли пневхоипивлелв 450/100 приведена на ри-
сунке II.52-Перечень элементов схемы указам в таблице П.20.
Сжатый воздух поступает и пульту питаьян ПУ-I пиевмоипииде-
ля 430/1 СО.Пулы витания представляет собой агрегат.состояний из за-
. порвого вентиля I,обратного клапана 2,фильтрол-влагоотлевителей 5 я
1 4,фильтра тонкой очистки 5,осуиитеан б.пиевиоклапаве 7,реле давления
1 6 .йлгктромегЕитвого золотника S к регулятора скорости вращения епинд-
|> деля W. Г. невм о клапан редукционный обеспечивает поддержание постоян-
ного дав*, ьия воздуха в системе потребителя.В случае падения давлани!
ниже доиистямого,срабатывает реле давления,обеспечивая электрический
сигнал ид откягчение подачи воздуха -длц вращения турбины пневмовшив-
дела.Давление бз выходе их устройства очистки контролируется мано-
! метром II.
I При стключеник питания воздухом срабатывает обратный клапан
I 2 и прздотврадает утечку воздуха из системы потребителя.
В регуляторе скорости врадения «шииделн 10 имеется манометр,
J якала которого градуирована непосредственно в оборотах в минуту пне-
| вы о ап виде жя..
Подробнее об устройстве пульта питания а пневмоипипделя.а
так хе об устройстве прибора активного контроля си.в документации
на указанные изделия.
Рабств приспособления для балансировки шлифовальных кругов
на воздуипой подушке описана в разделе 6.6.7.
II.2. Тказааия по обслухиванию паввмосистеиы.
Основными причинами отказов и сбоев в работе пневмосистемы
'I являются попадание в пневмосистому влаги и грязи,и такие образова-
ние утечек воздуха и,как следствие,потеря давхенин.Позтому необхо-
димо соблюдать следующие правила:
а) перед началом работы выпустить иакопввпуюси воду из оети
с помощью крана,
Пис1
y/f
0.015.00.101.00.1 РЭ
б)пер«одически (по мере надобности) сливать накопившуюся воду j
из влагоотделителей 3,4 отворачивая спускную пробку. Раз в 2—3 меся- I
на снимать и прочитать влагоотделители^
в)следить за тем.чтобы магистрали пневмосистемы не пережимались
г)при появлении характерного евиета устранить возникщух неплот-
ность в соединениях магистралях пневмосистемы;
д)прк снятии и повторном монтажа аппаратов следить за тем,
чтобы направление движения сжатого воздуха совпадало со стрелками на
криАх аппаратов; .
е)рекомендуется на выходе из цеховой пневмосети устанавливать
дополнительный фильтр-отстойник (возможно один на группу станков).
Указание по обслуживанию отдельных пневмоаппаратов ем. также
в документации на вти'аппараты.
ПЛ. Перечень влементов пмевмосиетемы етанка.
Таблица Ц.20
Поэ. CM'.ptfC. Обозначение Наименование К-во Примечание
I. ’5-6 Кран муфтовой I ГОСТ 2250^-77
2. ПК-16/10 Обратный клапан I Установлен на
п^л^те питания
3-4. Б341-14 Фильтры-влагоотде-
лители 2 То же
5. п-з-1^ Фильтр тонкой
очистки I
6. П-0 12/10 Осушитель I
ПКИ 6-21 Пневмоклапан ре-.
дукционный I
е. РД-12П Реле давления I
9. Э64-23Й Пневмораспредели-
тель* I .
10. Регулятор скорое-
тм вралкняя 1
0.015.00.101.М;т Р8
/4
*
II Л.Перечень возможных нарушений в работе пнепмосисте|в указаны в таблице II! Таблица JL2I
Возможное нарушение вероятная причина Метод устранения Примечание
гои sрадении ро- гу лигесочного г гита гн? гулят о- гл давления на *кход; из регу- лятора давление отсутствует. "‘•’гулятор не обес- •счивает норлаль- •»?го давления на ~ ухода. гзлчнеировочная "равна не всплы- 1ст на воздуш- • ’й подушке. 1.Нет давления’ в це- ховой сети. 2.Закрыт входной кран 3.Открыт свободный выход в атмосфе- ру ,(напоимер, раз- рыв магистрали, открыт силовой кран влагоотдели- теля и т.д.) г Износились резино- ‘вые вкладыши ила- прна регулятора. 2.Засорились жиклер>- ные отверстия в регуляторе. . I.Недостойное давле- ние по причинам, указанным выше. 2.Засорились выход- ные сопла на баш- маках приспособ- ления . Проверить нали- чие давления. Открыть кран. Определить и устронить утеч- ку воздуха. Заменить вкла- дыши. Разобрать и пре- чистить регуля- тор. Прочистить сопла. --
1
-- л КС 0.01b.00.101.00.IF? “
12. Порядок установки.
12.1 .Распаковка станка.
Для устранения опасности повреждвнмя деталей станка распако-
вочным инструментом, вскрытие ящика рекомендуется производить в следу-
юсем порядке! вначале снимается верши! щит упаковочного «пика, а за-
тем боковые.
После вскрытия упаковки следует проверить наружное состояние
узлов к деталей станка, наличие всех пржнадлехностей а других матери-
алов, согласно упаковочной ведомости.
Х2.2.Траяспортировка станка (рис 1233).
Внутризаводскую, транспортировку распакованного станка краном
следует производить согласно схеме транспортировки. при отом следить
за тем, чтобы не были повреждены выступающие части его. Натянутые ка-
наты не должны касаться лвгкодеформхруемых деталей, обработанных час-
тей, острых углов деталей, консольно укрепленных узлов и т.д..Для
этого в соответствуювдх местах под канаты подкладывается деревянные
бруски и войлочные прокладки. Перекосы более 10е при транспортировке
станка не допускаются.
при транспортировке к месту установки я при опускании на фун-
дамент станок не должен подвергаться сильным толчкам.
При транспортировке шлифовальная бабка, стол и внутряшлитлмфо-
1 бальное приспособление должны быть закреплены, подкладки и распорки
следует снимать только после доставки станка на место.
Транспортировочное коромысло в комплект станка не входит.
12.3.Понтах. *
Схема установки станка показана на рис 3234.
Станок устанавливается на фундаменте или бетонной подушке
-I (рясЛ35).
Песто для фундамента следует выбрать так, чтобы станок не под-
вергался непосредственному воздействию солнечных лучей или нагреванию
-— близко расположенных отопительных устройств, так как неравномерное
• нагревание станка приводит к местным деформациям, снижающим точность
станка. Станок не следует устанавливать вблизи оборудования, вызыяа-
; юс его вибрации. При выборе места для станка необходимо предусмотреть
—— возможность его обслуживания и ремонта.
Глубина заложения фундамента принимается в зависимости от
I грунта, но не менее 400 мм. Для установки станка по уровню надо поль-
- зеваться нивелировочными клиньями или домкратами.
Точность установки: •
в продольном направления
1000
Jub. M t rircM |Повп
0.015.00.101.00. IP3
Лис'
77?
L2J PucJ2J)Li ^станоЬка Сгпс/hkql. |7й I
N‘aor.^M Подп. ten a
0.0/5.00. /0/, 00.
9S5
QTZ) Puc.12.3S- Фундаментный n-лсзн J7Ji |
- &~<Рцс"1А,*<?б’лул>
rujfdtn, ferny
0.015.00.101.0Ъ.1РЭ
Ai
7
I в поперечном направлении • . I
I 1000 ‘ 1
• После выверяй основание заливается цементным раствором (со— |
отношение цемента и песка 1:3).
После установки станка на фундамент необходимо смыть антикоро-
зийное .покрытие к промыть все механизмы.
Промытые поверхности протираются чистыми тряпками и для пре-
дохранения от ржавления покрываются тонким слоем масла. Нм в коем слу-
чае не разрешается употреблять для очистки станка металлические пред-
меты .
| 12.4.Подготовка к первоначальному пуску и первоначальный пуск,
i После снятия антиксрозийного покрытия и промывки станка необ-
1 хсдимо:
; а)произвести чистку и удаление смазки для консервации с коитак
тон электроаппаратуры;
б Произвести смазку станка (сн. раздел 9 "Система смазки");
в)проверить состояние электроаппаратуры, состояние прочности
изоляции проводов, обмоток электрических машин и аппаратов (см. раздел
’’ "Электрооборудование");
г(замерить сопротивление заземления, подгеденного к стенку от
цехового контура заземления (в той числе я заземления отдельно стоящих
-! узлов);
д)проверить состояние гидроаппаратуры и маслопроводов;
е)залить масло в баки гидропривода и смазки до уровня масло-
. указателя, залить эмульсию в бак охлаждения;
;• ж)подкльчить станок к электросети, проверив состояние напряже-
ния сети г электрооборудования станка;
з)проверить правильность направления вращения всех злектродви-
"згелсй (сняв приводные ремни),
| После выполнения бышеперсчмслеюгых условий можно произвести
I -гобный пуск станка.
' ВНИМАНИЕ! Перед запуском станка во избежание возможной аварии
необходимо:
- внимательно изучить расположение е назначение органов
управления (рис. 4) к указания мер безопасности (раз-
дел 4).
- опробовать вручную движение всех механизмов
। । - установить приводаше ремня и отрегулировать их натяже-
ние
р 1 — — — 0.015.00.101 .СЮ.1РЭ Ьнст 7/У
- Выпустить воздух aa гидросистемы .пользуясь пробка-
иж в цжлжндре черновое подача а оря необходимости
слегка освобождав присоединенин и другжц цилиндрам.
Прогнать несколько раз порани всех пжхпвдров от
крыски до крыики.установив в гидросистеме лавлоние
МП*.
- серед работ01 прогреть ставок ва холостой ходу в
течение 20...30 минут.
- жраиение илифовального круга вклпчать после поступ-
ления масла к подшипникам шлифовального шпинделя.
Убедиввиоь в нормальной работе всех механизмов,модно при-
ступать к вастроакэ станка для илифовавм.
0.CI5.0C.I0I.00.I РЭ
--- •• 13. Порядок работы
13.I. Настройка и наладка станка.
На универсальном круглошлифовальном станке можно обрабатывать раз-
личной формы поверхности у ^еталей^ра^нообразной конфигурации (см.
раздел I "Общио сведения"7^Каливде двух шлифовальных шпинделей (шпин-
деля для наружного ’шлифования и шпинделя для внутреннего шлифования),
возможность установки круга на обоих концах шпинделя для наружного
шлифования, различную взаимную установку шлифовальной бабки и бабки
изделия и базирование изделия с немощью различных приспособлений.
Дать описание наладки станка на все разнообразие выполняемых ра-
бот невозможно и не требуется, т.к.'станок выполнен в традиционной
для станков данного класса компоновке и квалифицированный рабочий, оз-
накомившись с помощью настоящего "Руководства" с назначением и конс-
трукцией узлов станка и органов управления, без затруднений сможет
настроить станок на выполнение конкретной операции.
I Поэтому ниже даются только некоторые общие указания, касающиеся
настройки и наладки станка.
! 13.I.1. Цуск станка.
I Включение станка в сеть производится вводным вг<лючателем (се-
' тевым автоматом), расположенным на электрошкафу.Сигнализация включе-
ния станка в сеть осуществляется загоранием лампочки белого цвета на
| панели сигнализации. Пуск станка производится нажатием кнопки "пуск
! общий".При этом включается электродвигатель привода насосов смазки и
, гидравлики. В случае, если станок длительное время не работал, при
пуске необходимо прогреть станок в течение 15-20 минут. Рекомендует-
ся при этом включить автоматический ход стола. После того, как станок
прогрет, можно приступить к его наладке.
1 3.1.2. Порядок наладки станка. (
Наладку станка рекомендуется производить в’ следующем порядке: ]
1 .3 зависимости от длины обрабатываемого изделия и места обра- i
- бзтки необходимо установить переднюю и заднюю бабки на верхнем стола
в требуемое положение, а затем проверить правильность положения стола
относительно круга.После этого рекомендуется произвести пробное шлифов а
ние (гладкого цилиндрического валика диаметром i 15мм и длиной <»150мм
_ для проверки конусности. 3 случае, если полученная конусность выхо-
дит за пределы допускаемой, необходимо поворотом верхнего стола до- |
£ б^ься требуемой величины. 1
2 . 3 зависимости от диаметра обрабатываемого изделия устанавли-
вается требуемое число оборотов бабки изделия.
З .При внутреннем шлифовании в зависимости от диаметра шлифоваль- '
ного крута устанавливается число оборотов внутриолифовального шпиндел; . I
0.015.00.101.00 ДРЭ Ниш
124
L.
---------------------— -1
4 .При работе с прибором активного или визуального контроля про-[
изводится настройка последнего (см. руководство к прибору).
5 .' случае обработки изделия методом врезания произвести наст-
поЯяу механизма подачи:
а)установить по лимбу величину снимаемого припуска (в случае
ручной подачи).
б)установить скорость подачи (в случае автоматической подачи).
6 .Произвести несколько холостых циклов с тем, чтобы проверить
пзавильлзсть настройки механизмов станка.
На отлаженном стике работа производится в следующем порядке:
IОстановка изделия в центрах, патроне или ином приспособлении.
2)3 случае внутреннего шлифования установить шпиндель в рабочее
положение.
3 ) 1 Ьпслючить автоматический ход стола (при работе с врезной пода-
чей автоматический ход стола не включается).
4)3ручную подвести шлифовальную бабку до касания круга к изделию,
5)'•'.лечить автоматическую подачу.
1 3.1.3. Установка изделия в центрах.
Пр»’дс, чем установить изделие, необходимо обильно смазать цен-
| тровые отверстия консистентной смазкой, после чего надевается повод-
ковое приспособление.Для обеспечения высокой чистоты поверхности и
точности обработки следует обратить особое внимание на качество
центровых отверстий» которые должны быть тщательно доведены (шерохо-
ватость поверхности 2а40,16мхм, прилегании по калибру не менее Ь0%),
'.алэе необходимо установить заднюю бабку в требуемое положение и за-
крепить ее на стол».Усилие нажима пиноли задней бабки регулируется
винтом. После установки изделия в центрах проверить отсутствие чрез-
• мерцего подхима вращение* иждвлкя вручную.
13 .1,4. Смена крута а его балансировка.
Новый круг перед установкой на станке должен быть испытан на
стенде врасением со скоростью в 1,3 - 1,5 раза больше той, с которой
он будет использован на станке,. Свинтив винт (ня ."*>»ом конце шпинде-
ля резьба левая) с к->"па шпинделя, сеять изношенный круг имеете с
’ланзлйбэй. Разобрать планшайбу > установить новый круг, обратив
внимание, чтобы зазор между внутренним отверстием и посадочной шей-
кой фланца был равномерным по всей окружности. Между обоими торцами
шлифовального круга к фланцами обязательно подложить картонные прокла,
ки (толщина 1-2мм) после чего собрать планшайбу, туго затянув винты.
Отбалансировать статически круг (рекомендуется использовать приспо-
собление для балансировки на воздушной подушке) за счет балансировоч-
них сухариков и установить на станок. Произвести правку и пгз'-ерить
О I
:ис
0.015.00.101.00.1ЕЭ
наличие дисбаланса. Допускаемое колебание стрелки индикатора, усталом
ленного на столе станка и упирающегося мерительным штифтом в корпус
бабки - не более 0,0005мнЛри превышении - отбалансировать непосредс-
твено на шпинделе станка, перемещая балансировочные сухарики.
13 .1.5. Основные технологические параметры и режим работы.
Диапазон'режимов обработки, возможный на станке, определя-
ется'технической характеристикой станка (см. раздел 2) и тяговой спо-
собностью приводов. Учитывая широкий технологический диапазон станка,
в том числе возможность работы с алмазным, зльборовым и другими инс-
трументами, следует назначить в каждом конкретном случае оптимальные
технологические режимы, пользуясь практическим опытом или установ-
ленными нормативами.
Ниже указываются общие рекомендации в основном для обработ-
i ки изделий из закаленной углеродистой стали.
I Для наружного шлифования следует применять шлифовальные
круги формы ПП по ГОСТ 2424-63, наружным диаметрам 250 мм, высотой
| 10___20 мм, с посадочным отверстием 75 мм. Для шлифования изделий из
закаленной стали рекомендуется круги марки 24А LG-?. CMI 7 К» 35м/с
| ’ кл.
Кроме того могут быть использованы шлифовальные круги зер-
нистостью 10-П и 12-П (для особо точных работ).
। При шлифовании высокоточных деталей диаметром 5____15 мм
' следует использовать шлифовальные круги высотой 10 мм.
Тлифовальные кру”И высотой 2Смм следует использовать при
зрезнои шлифовании длинных шеек (длина шейки не долина превышать
] 15 мм) при этом допускается осплллирование стола на длине хода 2...Зим.
При шлифовании высокоточных деталей диаметтом I____3 мы шли-
фовальный крут следует заправлять на высоту 3 мм.
Скорость стола при шлифовании высокоточных деталей должна
I находиться в пределах 0,2...0,5 м/мин.
При правке шлифовального круга скорость стола должна со-
; -тветствовать 0,025____0,03 м/мин.
Подача последних проходов как при шлифовании, так и при
I -павке не должна превышать 0,0005 ___0,001 ш<.
Скорость стола при внутреннем шлифовании должна находиться
' в пределах 0,1...0,25 м/мин.
Режим правки аналогичен наружному шлифованию.
I Нормальное направление наружного шлифования - встречное.
(вращение изделия в ту же сторону, что и шлифовальный круг, то есть,
против часовой стрелки, если смотреть со стороны задней бабки).
Лис
/23
0.015.00.101.00.IF3
13.2. Регулирование станка.
3 процессе вксплуатации станка может возникнуть необходи-
мость в регулировании отдельных узлов ж алементов е целью восстановле-
ния их нормальной работы.
13.2.1. Регулирование натяжения ремня привода шлифоёльного
круга.
Натяжение ремня шлиф, крута осуществляется перемещением под-
чзторной плиты специальным винтом. При втом направляющие подмэторноР
плиты на время регулировки следует освободить.
13.2.2. Регулирование натяжения ремня привода изделия.
Натяжение ремня приводя изделия осуществляется с помощью
винта, расположенного с передней части бабки изделия.
13.2.3. Регулирование подшипников шпинделя шлифовального
круга и шпинделя бабки изделия.
Подшипники шлифовального шпиндели и шпинделя бабки изделия
регулируется заводом - изготовителем. Для повышения жесткости опор
зазоры и начальные упругие контактные деформации устраняются с помощью
лпиялыных винтов и контргаек.
’3.2.4. Подшипники качения.
1'атяг подшипников качения регулируется на заводе - изгото-
вителе с помощы пригонки нажимных крышек или промежуточных втулок.
3 случае замены подшипников при ремонте'станка необходимо проверить
обеспечение достаточного натяга г. при необходимости доработать имею-
-ххе-'я или изготовить новые нажимные влементы.
t . I i I -J ^1 I!' ! j— I •£ I # l.- c * 1 7 1 . - -- - - Д В. ХАРАКТЕРНЫЕ НКЮПРАВНОСТИ Я МЕТОДЫ К УСТРАНЕНИЯ Таблица В .22.
Вовыолаая неисправность Вероятная причина Метод устранения
П овывеикая виб- рация шлифо- вальной бабки О 1 Нвотбалансжрован шлифоваль- ный круг. Шлифовальный круг недоста- точно закат на фланцах,ра- диальные зазоры в подшилни - ках шлифовального ипивдвля слишком велики. Разбалансирован ротор элек- тро двигателя привода шлифо- вального круга. Отбалансировать круг ( см.раздел T3.J.4.) Затянуть болты крепле- ния круга на фланцах, отрегулировать радиаль- ные зазоры. Балансировать ротор динамически.Точность балансировки - I класс по ГОСТ 2206J-76 (экс- центриситет массы не более I...2 мкм)
— - — . — — 0.0I5.00.J0J.00.1 РЭ и
15. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ СТАНКОВ |
ПРИ PriUOBTS " I
Пре текущем,среднем и капитальном ремонте необходимо:
отключить станок от электросети,
вычистить и насухо вытереть его,
слить масло из полостей гидроцилиндров,корпусов шлифоваль-
ной бабки и бабки изделия.
I5.I. Разборка столов.
Снцть со стола бабку и злел ин и заднюю бабку.
Отсоединить нижний стол от шарнирного подвеса.
При снятии верхнего стола с нижнего требуется расцепить винт
поворота стола с гайкой.Верхний стол поднимать вертикально,чтобы
на повредить плдвипник на оси поворота.
При разборке и сборке столов следить за тем,чтобы не повредить
стыковые и базовые поверхности.После снятия со станины опускать
столы на специальные деревянные подкладки,
15.2. Разборка шлифовальной бабки.
Шпиндель шлифовальной бабки вынимать в сладуюи:м порядке.
Снять кожух круга и фланцы со шлифовальным кругом.
Снять кожух привода,ремни,шкив.Для снятия фланцев и шкива
применять съемник.
Снять торцевые крышки.
Вывинтить опорные е.:.нть гидродинамических подшипников и вин-
ты,фиксирующие положение стаканов.
Осторожно вынуть шпиндель со стаканами,вкладышами,кольцами
и торцевыми опорами.Следить,чтобы при этом не потерялись пружи-
ны 5 (рис.611) и штифты 3x12.
15.3. Разборка салазок.
При снятии салазок со станины с помодьв крана нужно следить
за тем,чтобы аэ повредить "направляющие станка и черв яки, входящие
в зацепление с деталями станка.
Разбирать передачу "винт-гайка качения1' не рекомендуется.
При необходимости разборки нужно ознакомиться с конструкцией пе-
редачи и технологией сборки - разборки.
15.4. Разборка других составных частей станка.
При разборке следу .т руководствоваться рисункаыи составных
частей,приведенными в настоящем руководство.
Бля разборки механизма подачи а также механизма ручного пе-
ремещения стола необходимо снять махоыки и рукоятки зсех механиз-
мов, помешанных под фартуком станка,и затем спять сам фартук.
0.015.00.101-00.1 КЗ лис
/Л
Для удобства депонтам панели золотников рекомендуется пред-
варительно снять с панели установленное на ней золотники с элект-
ромагнитами в затем отсоединить трубопроводы.
Если при ремонте выявится необходимость замены трубопроводов,
медние трубки перед монтажом следует отжечь,предварительно сплющив
их концы для предохранения от образовании окалины внутри.При мон-
таже труб смятия и переломы не допускаются.
Натяг подшипников качения регулируется на заводе-изготовите-
ле с помощью пригонки крышек или промежуточных втулок.В случае за-
мены подеипников при ремонте станка необходимо проверить обеспече-
ние требуемого натяга по техническим условиям узлов и при необхо-
димости доработать имеющиеся или изготовить новые нажимные элемен-
ты.При этом следует избегать превышении ватяга подшипников сверх
необходимого,так как это затрудняет движение механизмов,повышает
нагрузку на органы управлении и приводит в преждевременному изно-
су ПОДШИПНИКОВ.
— — —- if 16. СВИДЕТЕЛЬСТВО 0 ПРИ1МКЕ .< / > Z) 1 (заводская номер) / ' ' • ' (класс точности по Г0СТ8-62 Результаты испытания I6.1.Испытание станка на соответствие норнам точности и жесткости по ГОСТ 11654-72 Проверка геометрической точности станка Таблица/£23
•Номер ггроьг ?ки по ГОСТ 11654-72 Что проверяется * • Допуск,мкм Факти- чески откло- нение мкм
ЗУ10В ЗУ10А ЗУ10С
I 2 3 4. 1 6 '.Проверка точности станка 5 3 4 - 2,5 4 2 3 2,5 2 1,5 -2^ 2 1.5 1,0 2,5 1,5 1,2 0,8 •
Прямолинейность перемещения стола, проверяемая в вертикальной плоскос- ти, на длине хода.(Вогнутость тра- ектории перемещения стола не до- пускается) Прямолинейность перемещения стола, проверяемая ₽ горизонтальной плос- кости, на длине хода. (Вогнутость траектории перемещения стола не допускается) Прямолинейность и параллельность базовых поверхностей верхнего стола (для бабок) направлению продольно- го перемещения стела на длине хода Радиальное биение оси отверстия шпинделя передней бабки а) у торца шпинделя б) на длине 100 мм Осевое биение шпинделя передней бабки \ _ '5л Г
0.015.00.101.00.1РЭ Лис №
Продолжение табл.
Номер проверки по ГОСТ 11654-72 Что проверяется ’ Допуск, мкм Фактичес- кое от- клонение мкм
ЗУ1ОЗ ЗУ10А злое.
8. 9. 10. 11. 12. 13. 14. .Одновысотность расположения осы шпинделя передней бабки при повороте ее вокруг верти- кальной оси Параллельность ори шпинделя передней бабки направлению пе- ремещения стола проверяемая в вертикальной плоскости (свобод- ный коней оправки может отклони ся только вверх и к шлифоваль- ному кругу). Параллельность оси отверстия пиноли задней бабки направле- нию перемещения стола а)в вертикальной плоскости б)в горизонтальной плоскости (Свободный конеЦ оправки мо- жет отклоняться только вверх и к шлифовальному кругу). Одновысотность осей отверстий шпинделя передней бабки и пи- ноли задней бабки.(Ось отверс- тия пинали задней бабки долж- на быть не ниже оси отверстия шпинделя передней бабки). Параллельность оси шлифоваль- ного шпинделя направлению пе- ремецйния стола проверяемая в вертикальной плоскости (сво- бодный конеЦ оправки может от- клоняться только вверх). Радиальное биение базирующего конца шлифовального шпинделя под круг. Осевое биение шлифовального шпинделя под круг 10 1ТЬ- 8 е 4 10 10 3 2,5 10 ’ 5 5 2,5 10 10 2 ' 1,5 10 3 ь 3 1,5 10 10 1,5 I ЪО го V ।
О.015.00.IOI.OO.IP3
Продолжение табл. 1А25
S iep | ^й^етаи Что проверяется i'h'&U72 Доцуек, мкм Фази- ческое • отклоне- ние. мкм
ЗУЮВ ЗУ10А ЗУ10С
15. fr- - 16. 17. ie. Параллельность оси гнезда кронштейна для внутришлифова» кого шпинделя направлению перс мещенил стола в вертикальной плоскости (отклонение свобод- ного конца оправки допуска- ется только вверх). Одновыеотность расположения осей шпинделя передней бабки и гнезда в кронштейне для вяул ришлифовального шпинделя над столом.Ось шпинделя передней бабки должна быть не ниже оси гнезда в кронштейне для внут- ртлифовального шпинделя. Прямолинейность и перпендику- лярность перемещения шлифовал! ной бабки направлению перемеще ния стола (при перемещении шл» фовальной бабки к линии цент= ров отклонение ее допускается только в сторону передней баб» а)Точность малых перемещений ручными и импульсными механиз: — 10 10 — . - и) 4 • 10 6 2.5 10 5 2 <1 '6
19. I
I .Ппсветжа станка в работе с- >ЛЬ- - 2 0,6 0,6 1,2 т* 0,4 0,4 I.o 0,3 0,4 0,1.
Точность цилиндрических поверо ност°й образца: а)постоявство диаметр», в прод ном сеченлк б)круглость: -при шлифовании образца,за- крепленного в центрах -при шлифовании образца, за крепленного в патроне
ц_ — — — 0.015.00.101.00.IP3 .Лис со
-
Продолжение табл.^Л!5 «
р’эмер jrro*evKS -с "ГСТ П6<4-72 Что проверяется Допуск, мкм ФажтичесЧ кое от- 1
ЗУ10В ЗУ10А ЗУ10С клоненме мкм
20. 21. 22. > • 23. 24. Плоскостность торцевой поверх- ности образца (выпуклость не допускается). Шероховатость обработанных на станке поверхностей образцов (по ПОСТ 2789-73)2укм, не более: а)цилиндрической наружной б)цилиндрической внутренней в)плоской торцевой III.Проверка жесткости станка 4 0,16 0,32 0,63 30 а холос* 3 0,06 0,16 0,32 /5 •ом иоду 2 0,06 0,12 0,24 12,5 0,6 с of/ /У
Относительное перемещение под нагрузкой оправок, закреплен- ных на шпинделе шлифовальной б—Тки и в конусе шпинделя пере ней и пиноли задней бабок I .Проверка колебаний станка н
Колебания шлифовальной бабки относительно оправки, зажатой в центрах, при одновременном , вращении шлифовального впиндел и планшайбы передней бабки на холостом ходу. .Проверка станка на стабильно я сть взш 0.8 ТМЧОГО
расположения рабочих органов под тепловой нагрузкой г AZ*5’
Линейное в горизонтальной плос кости и угловое смещение оси шпинделя шлифовального круга о носительно центров передней и бабок в результате разогрева станка на холостом ходу: а)линейное > б)угловое |‘ т- зедней 20 2,5 1,6 10 1.0
100мм 100мм 100мы
— — 0.015.00.101.00.11’3 Лис т
1
16.2. Нормы уровня шума
Таблица 1624
е
Модель станка...../.. .. J....
Универсальный круглошлифовальный станок
у 6-0
частота ..
16.3. Электрообо
Свидетельство Л.
Наименование станка
Порядковый номер
по системе нумерации
предприятия - изготовителе..........................
Предприятие изготовитель .*““»“«« Л“?5.^?“ь«а,станков_
• Электрошкаф
Предприятие изготовитель .^ьнюс^Ж^тавод^вл^вальиых.станков..
Порядковый номер
по системе нумерации . ’
предприятия - изготовителя .........’ЛТ.Т/».......
Питающая сеть: напряжение JxP..8, род тока..CYL.
Цепи управления: напряжение .Н9.6род Tora C^f
напряжение .12.8 род тока.-Т.
напряжение .24.8. род тока.. Г7 ,
Местное освещение: напряжение .24₽ род тока .(У
Номинальный ток станка А .л .
Номинальный ток вводного автоматического выключателя ...'Л.;А
• 0.015.00.101.00.1РЭ
Лис-
/32
Электрооборудование выполнено по:
Таблица /4ГЛ5*
Модель станка Принципиальной схеме Схемам соединения Схеме соединения | станка
злов 0.014.00.043.0Q633 0.014.00.054.00 .ОПЭ 0.014.61.044.00.034 S 014.67.000-134 0.014.80.044.00.034
2У10А 0.015.00.043.00033 0.015.00.054.ОО.ОПЭ' 0.0I5.8I.044.00.034 015.67.000-134 0.015.80.044.00.ОЭЛ.
ЗУ1ОС 016.00.000-1ЭЗ 016.81.000-134 016.67.ОСО-134 016.80.000-134
Электродвигатели
______________________________Таблица 1А.Н>
X Г Обозна- чение Назначение Тип Мощь- Мо- ность мент кВт Н.М Номин.ток.А Ток ,А
вогг, СО о со OQ 1Л »-ч 4- со О -Ф • л ч н О О OJ Ж
мг ми “J ’.Ж Привод: шлифовального круга гидравлики изделия стола насоса охлаждения бумажного фильтра Магнитного сепара- тора 4АХ7132ГО 4АХ7134Г ЭП 11^2- ЭП XI4-22M 4“М50В4 4ААМ5ОВ4 □ 1,1 3,7 0,75 5,1 lb- о.245 0,47 is- о. 245 0,Д7 0,12 0,4 0,09 0,6 '0,09 0,6 к № V '1 ыл '-ц л- V* '**' — V' v \ 1 ( 1 J
Испытание повышенным напряжением промышленной частоты 4^/Л.. fl ,1
проведено
Сопротиялеьяе проводов относительно зэди-
Силовые цепиглТ. .МОм, Цепи управления:.. МОм
Сопротивление,^изоляции между проводами цепей управления и силовы-
ми проводами .ПСУ. МОм
Электрическое сопротивление между винтом заземления и ыеталл^чё%
частями, которые могут оказаться под напряжением свыше 42В, не превы-
шает^О,! Ом.
Вывод: Электродвигателе, аппараты, монтаж электрооборудования и его'
испытание соответствуют общим техническим требованиям к электрообору-
дованию станков.
iN 9ИЛ]
0.015.00.101.00.1РЭ Лис :
16.4. Испытание станка на холостом ходу под нагруз-
кой в соответствии с требованиями технических условия и особым ус-
ловиям поставки (при наличии последних)...........................
•....••««•«.«•••••«•««•«•«••••«••«••••««««••••о* • • -
16.5. Принадлежности приспособления ж стенку.
Станок укомплектован согласно комплекту поставки.
16.6. Дополнительные замечания..............
16.7. Общие заключения по испытанию станка.
На основании осмотра и проведенных испытаний станок признан годным
к эксплуатации ж для поставки на экспорт.
Станок соответствует требованиям ГОСТ 7599-82, ГОСТ 12.
2.009-80 к техническим условиям на станок.
<* 0.015.00.101.00.1РЭ Пиг1
154
*
47. Свидетельство о консервации
.....• • •" I •
наименование издеЛил модель
1
f
I
заводской номер
подвергнут консервации согласно требованиям технических условий на
станок
Дата консерваций.'!.-?....
Срок защиты без консервации
19 А.{
по ГОСТ 9.014-7Й
- вариант временной защиты /Л ?.". Л
- вариант внутренней упаковки.
- категория условий хранения.....
Консервацию произвел
(подпись)
Изделие после консервации
принял ....
Станок поступил
На ыьЬод РОЗ ТО
& апреле №8¥ госеь.
0.015.00.101 ЛОЛ Ь
Лис1
/35]
Перечень к быстроизнашиваемым деталям
* ?жс. Обозначения. Наименование Сол. В какой?; в^оЯж’ ЯМ Прим.
т. 015.30.006.0 Вит I MazaU! р nepeiii 1 китола- > То хе Й? И1’ V
2. 015.30.009.0 Гайка I •_
3. 015.30.012.0 Втулка I
4 . 015.40.043.2 Манжета 6 Бабка шлифовальная
3, 015.40.065.0 Шпиндель I То же
6. 3.015.40.503.00.0 Винт 8 Бабка шлифовальная и бабка изделия
ь. 3.015.40.503.02.0 Винт 2 Бабка шлифовальная
7. 015.44.027.1 Колесо червячное I Салазки
8. 015.44.068.1 Колесо червячное I То не
У • 3.015.50.526.00.0 Шпиндель I Бабка ззделля
10. 015.60.054.1 Колесо храповое I Механизм подачи
II. 015.60. ПЭ .0 Планка I То хе •
Т '> 015.60.121.0 Планка Г
15. 3BI0.30.494 Червяк I Механизм перемеще- ния стола
т5. ЗВТО.30.495 Червяк I То хе
3BI0.30.500 Колесо червячное I -И-
* . 3BI0.30.50T Колесо червячное I — п—
’ 5. 5BI0.50.412 Винт . 2 Бабка изделия
- ' • 0СТ2 Д57-2-80 Сегмент 40 12 Бабка шлифовальная и бабка изделия
Пеяда
Лбуляк
_зв>нас
*/да:’.те
О.015.00.TOI.00.1 РЭ1
г э
Станок круглошлифовальнкй
моделей
.____!Т
Матерна ли по бьстрои знаши-
ваемым деталям
Inreoa Лист Листов
Ч 2 T9
В 3 Ш С
2 P/RCj 56... 60, кроме поЬерлности Б I J I
J. ШЬ; h/b t -2-Тг'^
4. Клосс точности иодоБого Бинта -3. Гн~1
5. Резьбы шлифоЬать. Допуск 6 пределак
одного си а га -0,ООБмм на Ьсей длине. Пг~
0,0 IB мм
6. Овальность среднего диаметра, резьбы r-j-j
не более 0,007мм.
У. Предельные отклонения полоЬины ыглсс ру,
правил я 20'.
Рис. / Винт 1Х]
- оЪознач.енид ^ля переЬодоЬ
tcsf^i ист\счедокум
—
Оодп. loro
0.0/5.00.101.00.1 РЭ/
s
I Материал-Бр 05Ц5С5 ГОСТ613-19
г w/4 . и m ; t
3 ОБальностЬ и конзсообрац.ость nob. А __
не белее 0,005мм.
Рис. 2 Глика
O.OI5.OO.IOI.OO.f P3f
32
0,3
3. ОЬа^ьность и кон^совбрсцноеть лоб. А
не более 0,005мм. Гн]
Рис. 3 Вт я* к cl Г^~1
ti'dotjN
0.015.00.101.00.1 РЭ1
- резина.
rfljппы МБ - С.
Рис. k Манжета Г*п
<</С/,рУ><?ДА^лг]/7оап, Цсхв
0.015.00.101.00.1 РЭ1
РЛ <*. Допуск биение резьб относительно лоб. 6 и в не
более 0,05 мм
Q3 5. Допуск биения остальных поверхностей относите,*
НО лоЪерености Б и В не более. O.Of-нгм
Рис. 5 Шпиндель IS!
К'сrIN’ул/ Зодн. taro
0.015.00.101. 00.1 РЭ! ~
Rzbo.
Te,4l ,2-HftC35l,S... 56
Ф11+
1.5^5°
7+0,15
I *о, as
3
to
I, Материей • стсмь boX ГОСГкэк-З-7/.
<?. HRCa 37-1+2, кроме места обозначенного обибо
3. Сферу 4fk притереть саЬместна с сегментом
ЬО П^осцодь прилегания не менее A0jo.
PuC. 6 Линт EJ
J j‘ yf yv"Z’pa
Doan. Hi га 0.015.00.101.00.1 РЭ1 eKlCI <3
R24
М од гп 3
Число зхбьеЬ *е го
НопраЬяение Линии эзбсС лейоерТ)
Кооэффициент сме- щения черЬлкяз X —
исходный праилбо дящий черЬяк ГОСТ
Степень точности но госгзег^-в/ е-с
МентосеЬое рас - стояние Ъ ‘гвго.ог
Целительный Виа- негр чербячн. яолеса «Хг 60
Вид сопрятненноп черЬякез
Число ЬиткоЬ сопря- женного чер&ЛкаС Z, 3
Рис. 7. Колесо черЬячное ва
— — — 0.0/5.00. (О).00.1 РЭ! 9
^UCT М*дО*:9Р-ч Поён fava
DW-
67______
о.аз
Зфаа!
'г.5
Вид A t*Z7
Модуль гп 3
Число .зу<5ье£г Zt. го
Поправение 4UHUU ЗУ&О, — (2) ле£>ас.
Коэффициент сне щен ой черЬя*а —
исходный проаз- водящий чер&яг*. ГОСТ ГЧиЗБ-8!
Степень точности по ГОСТ 3675 -в/ е-с
МюносеЬое. рсу сстол н ие *Ъ
Т.С1итезьныи ducrnfcrp чсрЬячного киессг. <4 GO
вид сопряжения нер>£зягсу г*(
Число Ьигпко& сопр* Ценного чербякс/ ?1 3
Рис. 8 Колесо черЬячноо. дгд
JL
^doKjM. Подп. icmt
0. 015.00.101.00. t РЭ1
ю
LLJ
f. Материал - сталь МХ2МЮА
Г0СТЬ5ЬЗ-П
2 ДзогпироЬагпь -h 0,2...0t3мм.
fS}HRC363:.66. KPOме резьб. I
3. Hfb; htk; i
4. Прилегание конзса Nop-
^4^ зе 3 па калибру не менее 30}
Рис.9 Шпиндель (^]
luerr,
It
Г21 1
0.015.00.101.00.1 РЭ!
(33
и
Модуль т 0.6
Число ЗубьеЬ г еоо
/, Материал - сталь UOX ГОСТ^5^3-7f
г нхсэ гг. 3k, з^бья нксэ эз .57
. , , -Jr,t*
• Ц Допускаемое
шагу между
О,О5нм. CS
5 Накопленная
Fi] на длине.
отклонение по
смежными зубьями
ошибка по шагу
дуги ' 160* не более 0,1мн.
Рис. 10 Колесо xpanoboe iS?
»*У*
Осдп. fcrrq
0.0f500.f0f.00.f РЭ1
№
I. Материал - сталь 80 ГОСТ4>5k3 - H
Z ТВЧ 0,8... f. HRCj 56... 6!.
3. HtU; h(lf. t
4. Покрытие /им ОеС.прм 1^31
Nf докик Подп (am
г л
0. Of 5.00.101.00.1РЭ1
• w
t. Материал- столь ЗОЛ Г0СТЧ5ЧЗ~Н.
г. ТВЧ О,6...1пгм. HRCa 56... 61.
3. ШЧ; ЫЧ; -
Ч. Покрытие Лим. Окс.прм. (ЕЛ
Рис. /2 Планка. ®
1кл^сг]м’доким 1одп (агд
(иск
/4
0.015-00. Ю1.00.1 РЭ1
£
ЙЕЕШ
еа
р)
flrk6_
ь^1 4 fl,h6
--------“
^I2firs^
я
1Ж
I
1
Обозначение >Н
ЗВЮ-ЗО. +94 прзд^.
ЗвЮ. 30. U95 леЬоеЯ
и
ED
Q?
Ш
ей
Модуль т е !
Число биткоЬ zt j
Пид черВлисц ZK!
Целительный угол гюдъена линии Ьитяа. г 1ПГ36’
Направление линии Витка — ж
декадный чер£>як - ПП7№И1
Степень точности по ГОСТ3675-в! 1-н
1олщина по лорде Витка 8а, inB-0,t60 }PO-D.U5
Высота Оо лорды ба, г.ао
Целительный Виане Ход Битка. at 30
/Л,в5
Л -XI
1. Материал- сталь ЬОХ ГОСГк5Ьз-11.
!. НвZ19...JM5 кроме места, обозна-
ченного особо. ED
S.HfU,
k. Овальность и конусообразносте
в^Ф/Бнб и Ф ПУзб не долее 0,005мм
Pud3 ЧерЬяк пи
In tcnv
Л5
0.015.00.101.00.1 РЭ1
I5om£> Ф5
\ ЮРИ
SB 6 ЬыступоЬ
23
К&П
Модцль гп г
Чисуо ззбьеЪ г w i
HanpotbACHUt ли- нии ^Jf6d я
>б7э<^фициенгп сж- ижения чер>яка л —
исеодныи праизбо’ дящии черЬяк ГОСТ *9036-Л!
Степень точности по ГОСТЗБ75 -в! У-Н
MtH(Qce.boc рас. - стоя ние. 5S20fl2t
Общительный dtfef- тетр чф&ячнаго колеса dt АО
Вид сопряиченногс черЬяка 2Н!
Число ВиткоЬ согг оянкнноп) черЬяка г, 3
A
A-A
'2 >1.5 _
О 2фаСп>
. 2.B
Sfn'
LCi
TB4hO,S 1,2
HffjijS St.S
<2\
is"
& ббинтрб П5Ч 66 05
ГОСТ № 70 - Т5
ФЮ
Обозначение ЁЛ
3BI0- 30 500
ЗВ 10-30 5QI
ж
npa/.ali &
кеЬое. Вв
I, Материал ' (Зля дет. nOJ - /- Ста ль
Ч)Х roCT^SUS-H, для деттспосз. t-
!Б^О5Ц5С5 г0(ТЫЗ-75
I ’Размеры для справок Ю
1ТИ4
3 Н/Ь, hfP, 2*%-
4. ОЬальность и конусообразное-
3 ть отЬ Ги В не далее 0,005 мм
_ /4 Роле со черЬячное.
a oi5. oo.ЮК 00.1 pot
.-t
“Ум
jTIU
/ Материал - сталь ЬОХ ГПСГЬВкЗ-11
I. HRCэ 37...1+1!, кроме места. обозначенного
особо.
3 HfU-hlU't —g—
4 Резьбу М1в *1,5-6tj не приставлять fZ£7
5 Сферу притерст ь СоЬнг.стНо с
„Сегментом ^О", плаьцадь Прилегания (-UJ
не менее вО°/о
Рос. 15 винт И
У ' сг] л/лЗокли Падп. Лат.
0.0l5.00.10f. 00.1 Р31
Ли а
‘1
jfcSI ( f | J
биметалличе слоя материал -сталь ks
1 Деталь
ГПСГ 1О5О 7Р- и баббит БАЗ
2 H1Ut Mb. i —£*-
3 Сферу притереть со сферой спсрпогс Бинте
Площадь прилегании не менее А0%. ИЗ
4 Для окончательной Обработки ФЬО требует-
ся тон кое растаииБание . Шабрение и
притирка не донускае.тся CS]
Рис. 16 Сегмент ^0 ЕБ
<У*^СЛГ-УА4
^o0n. £ст
0.015.00.101.00.1 РЭ1
'А