/





























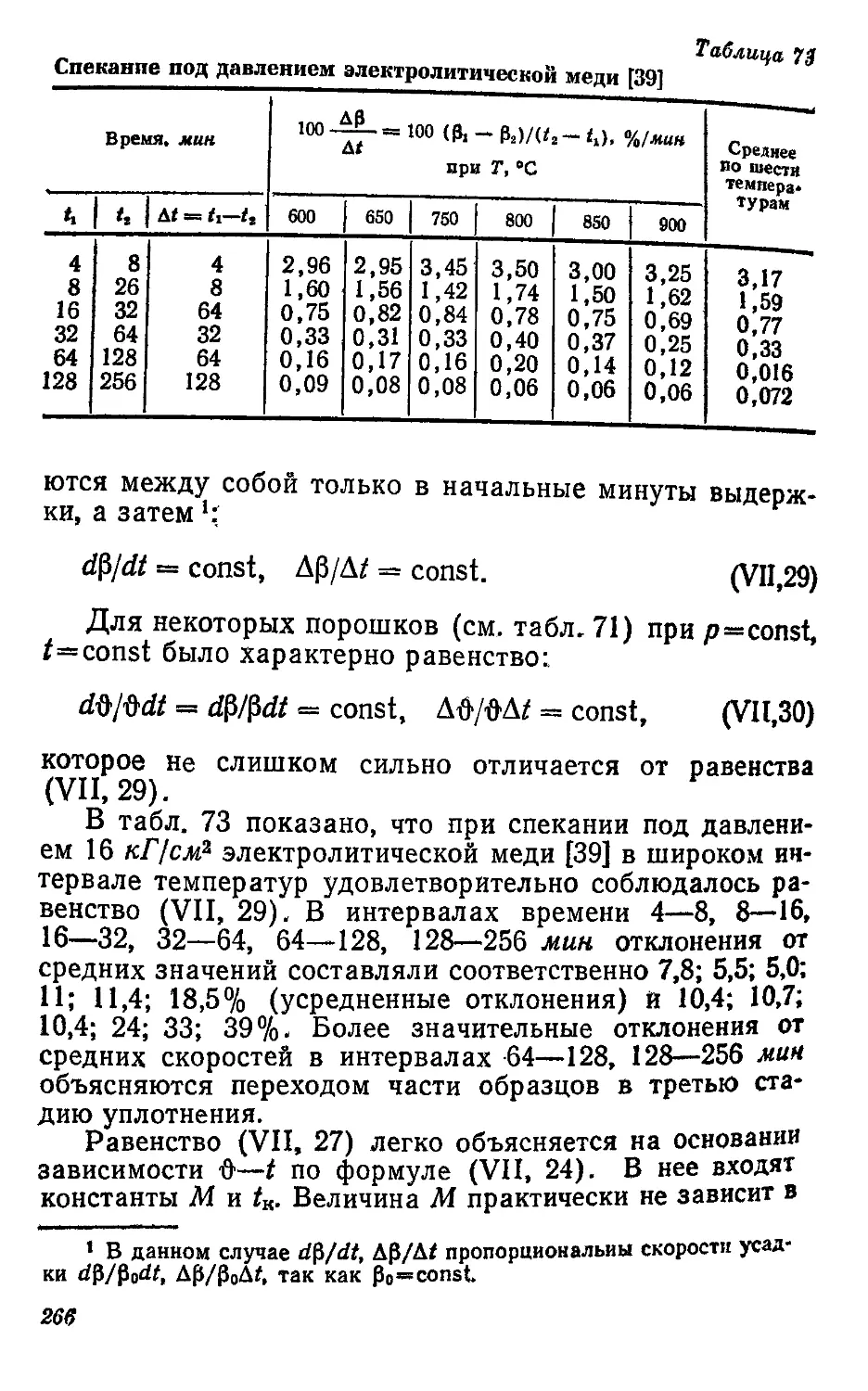













Автор: Бальшин М.Ю.
Теги: металлургия машиностроение порошковая металлургия издательство металлургия
Год: 1972


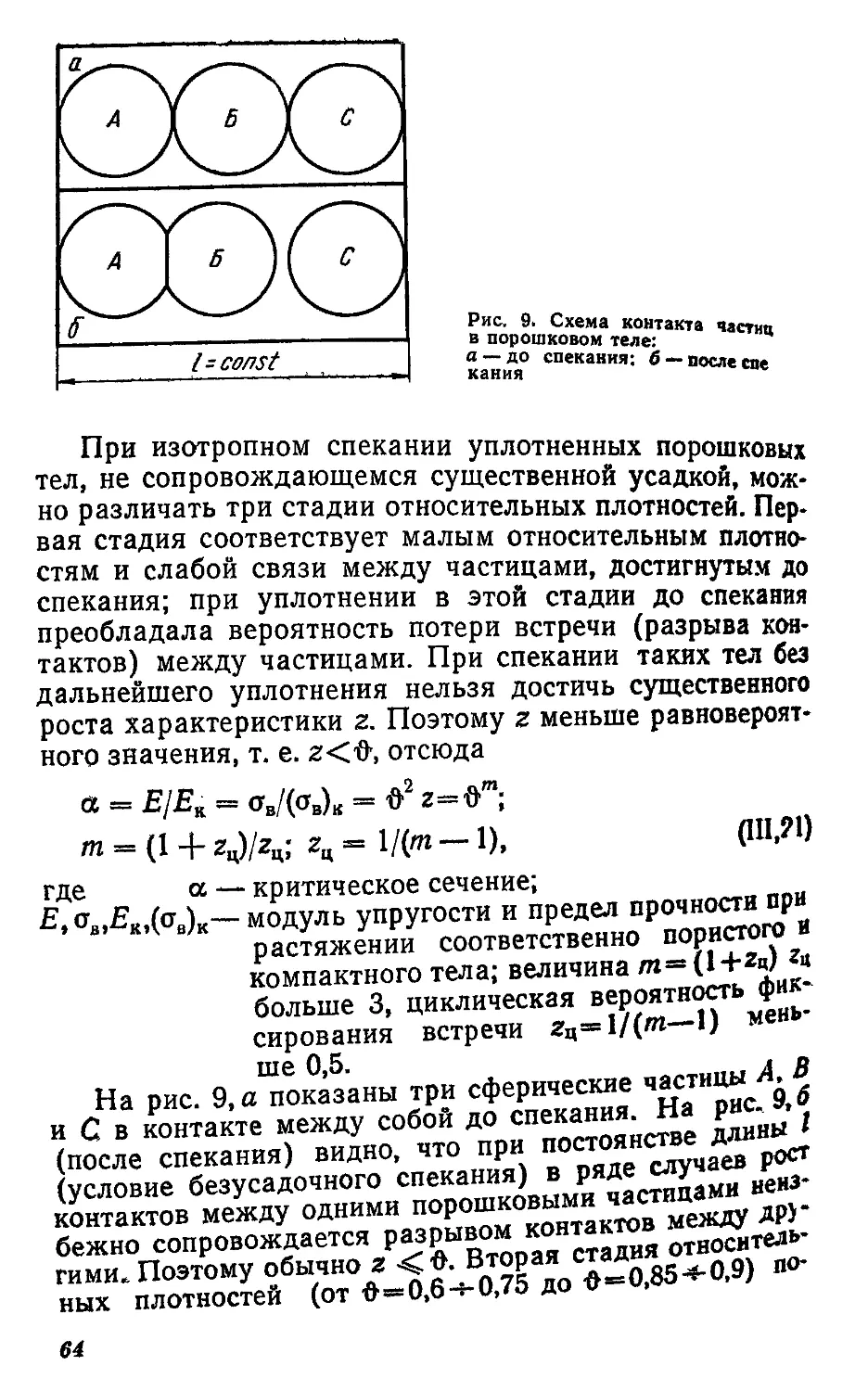
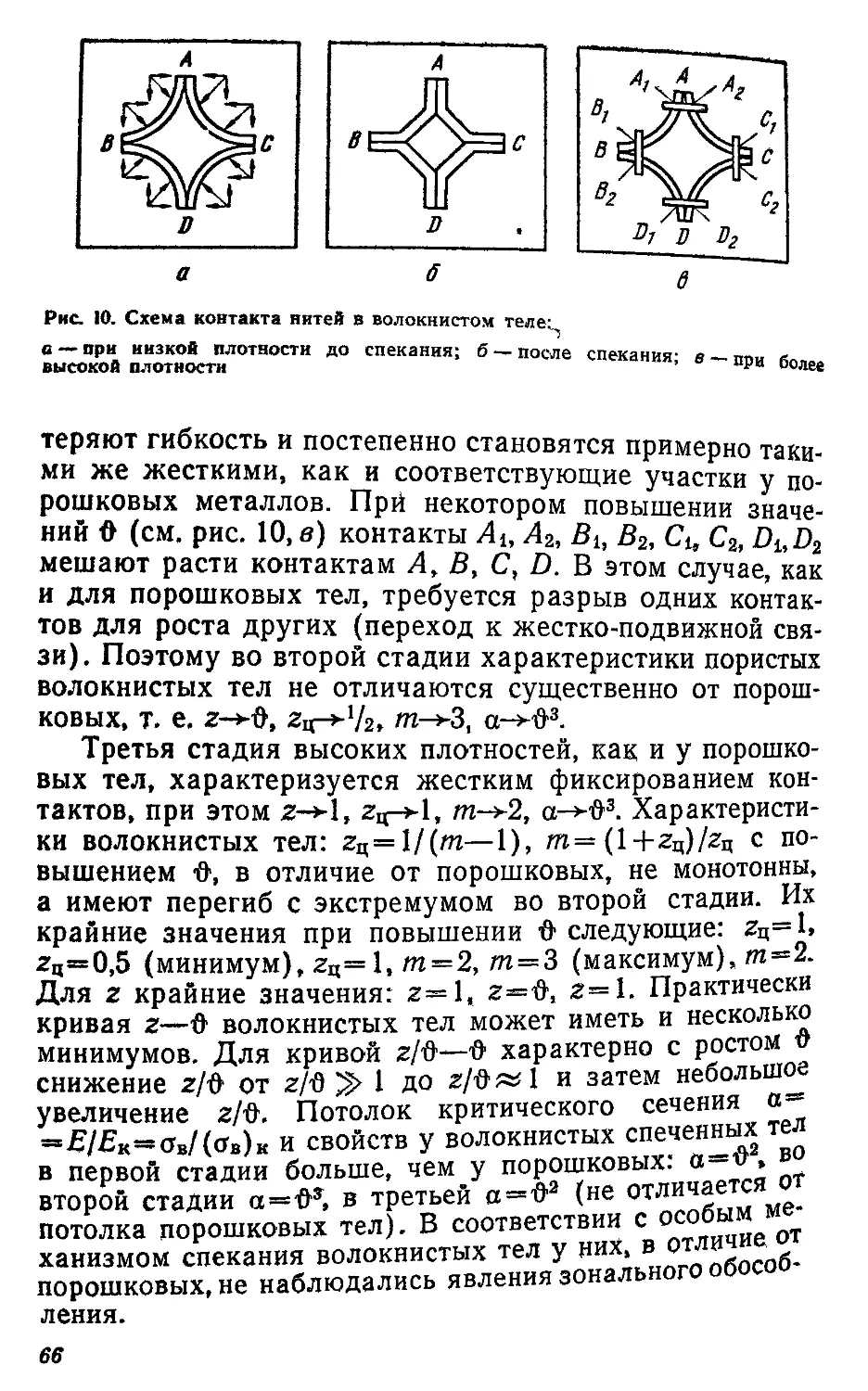
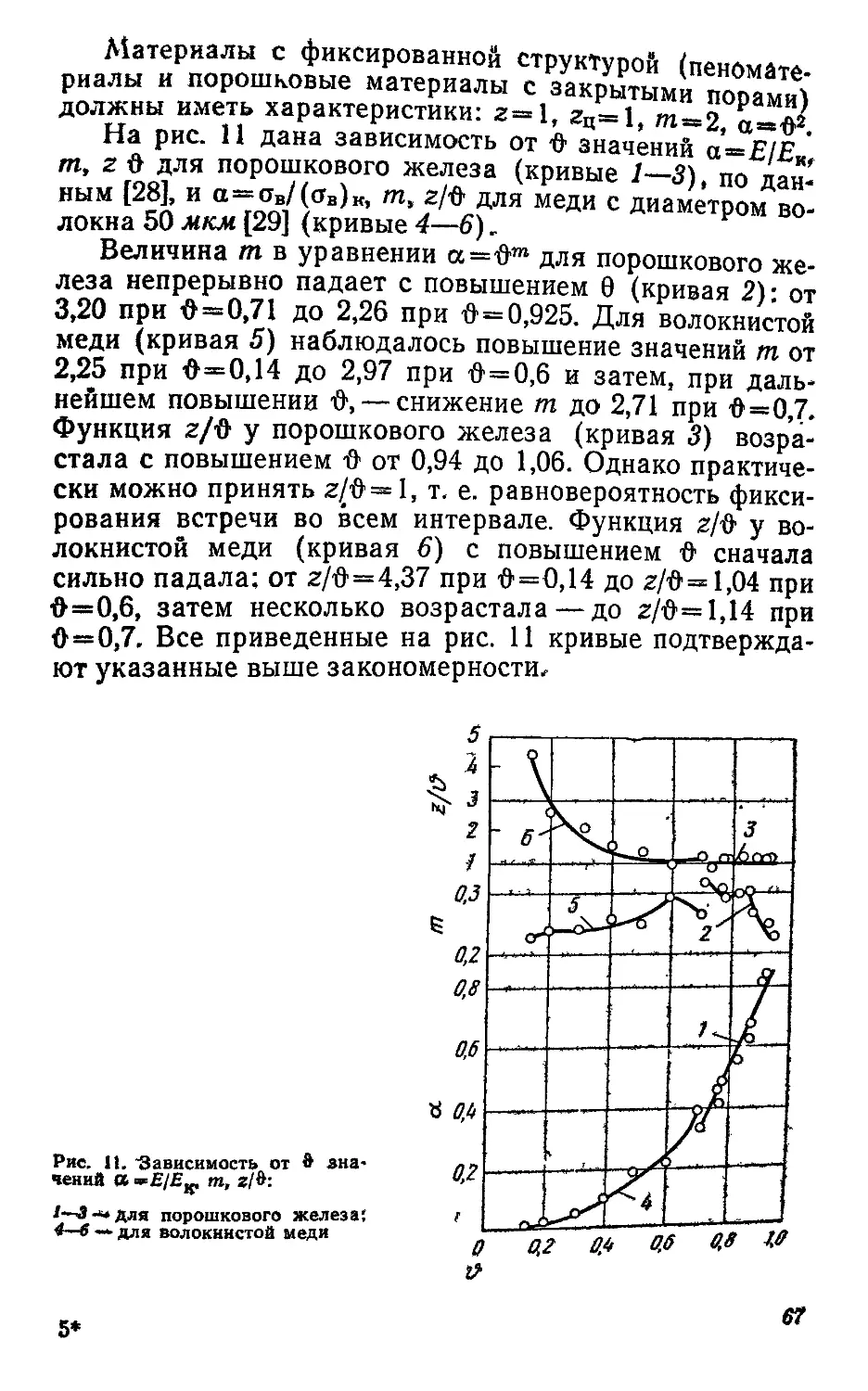
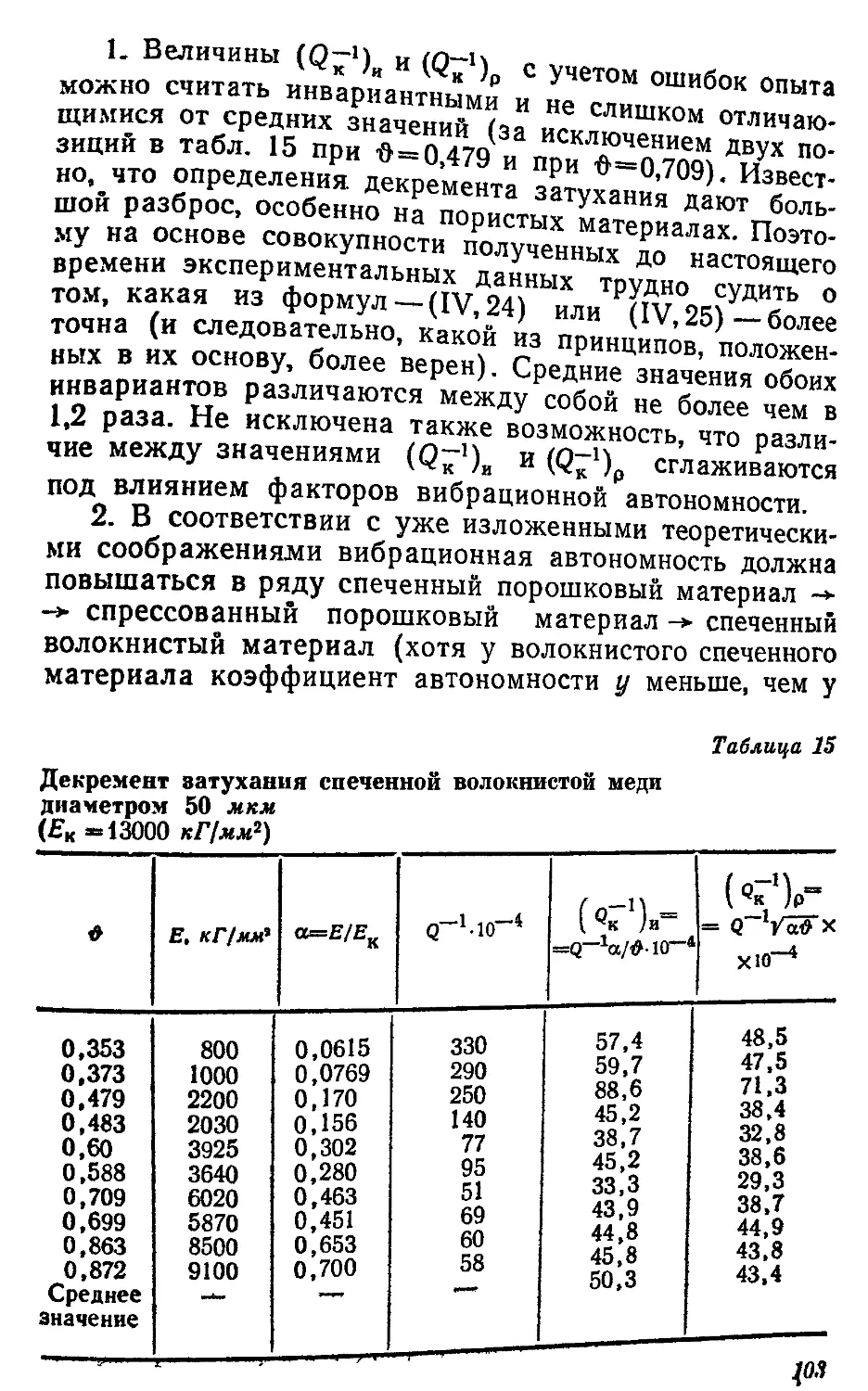
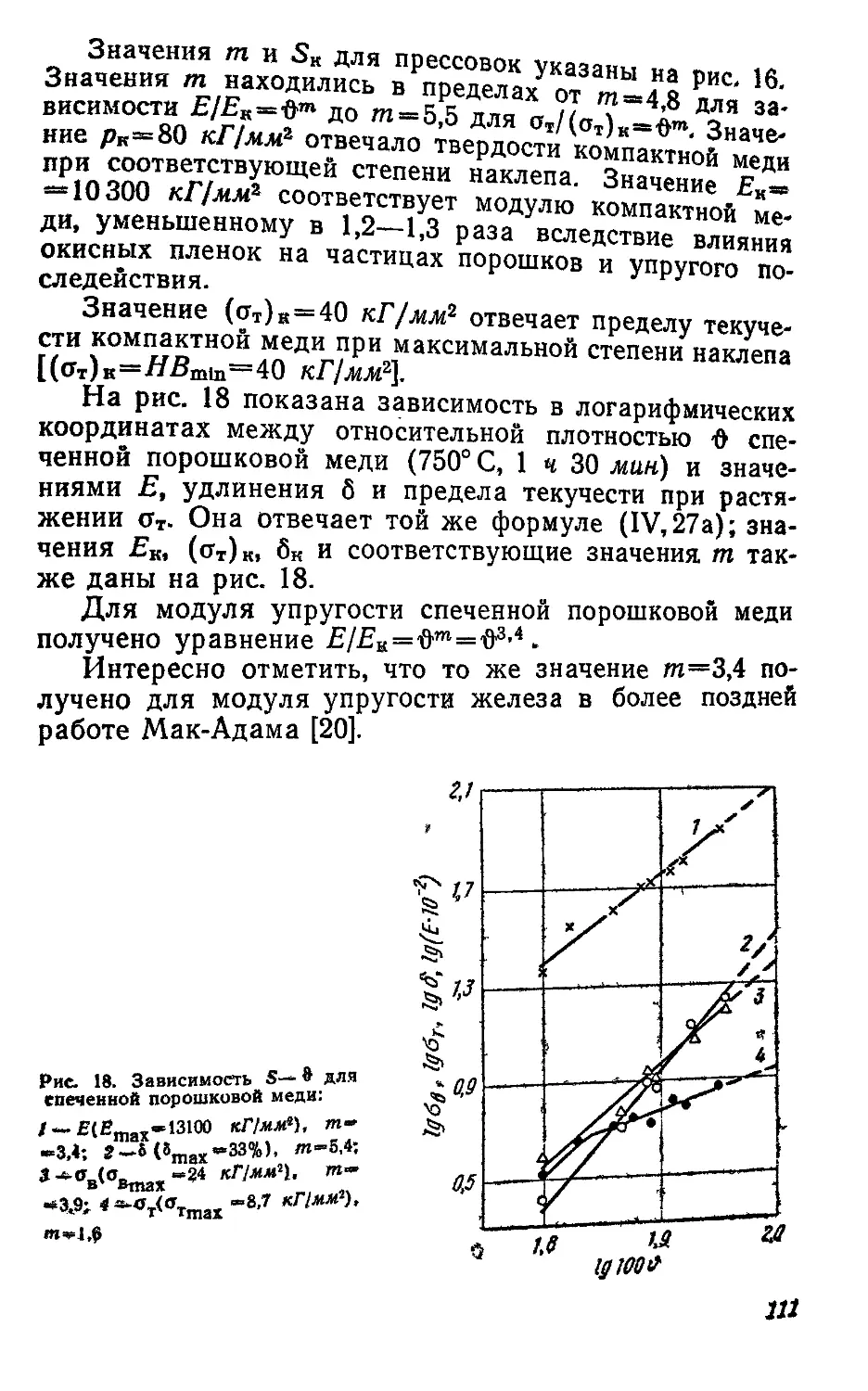
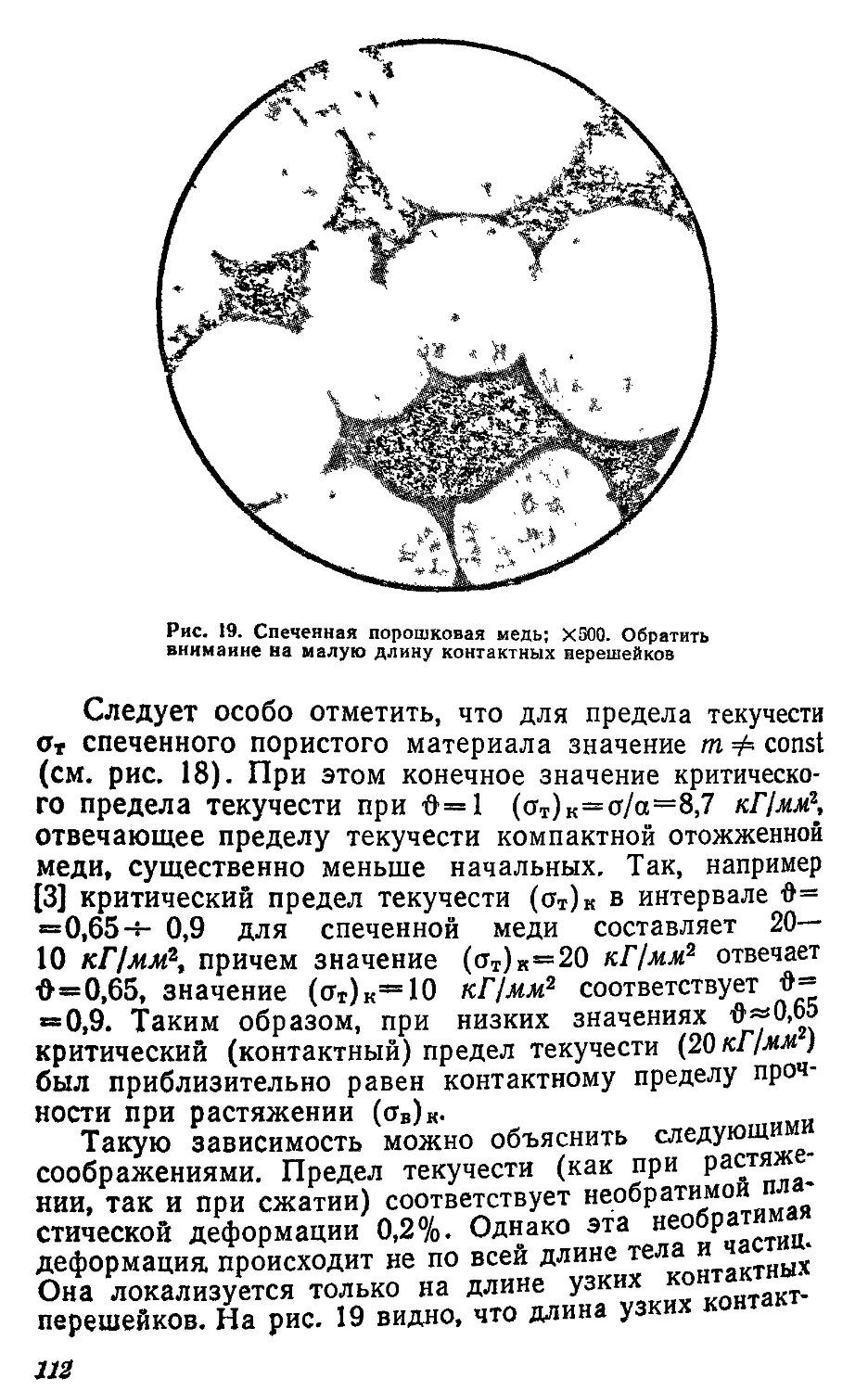
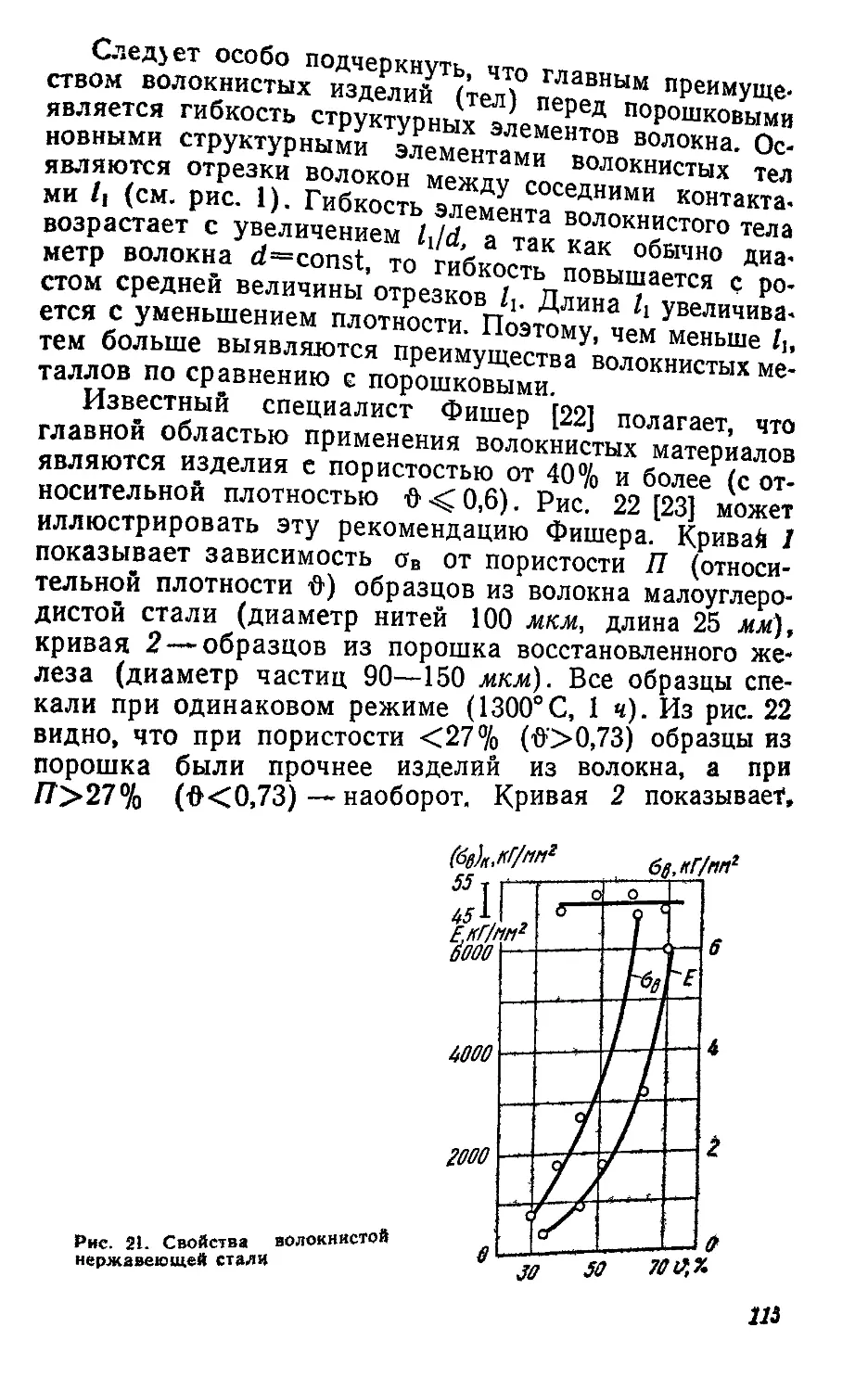
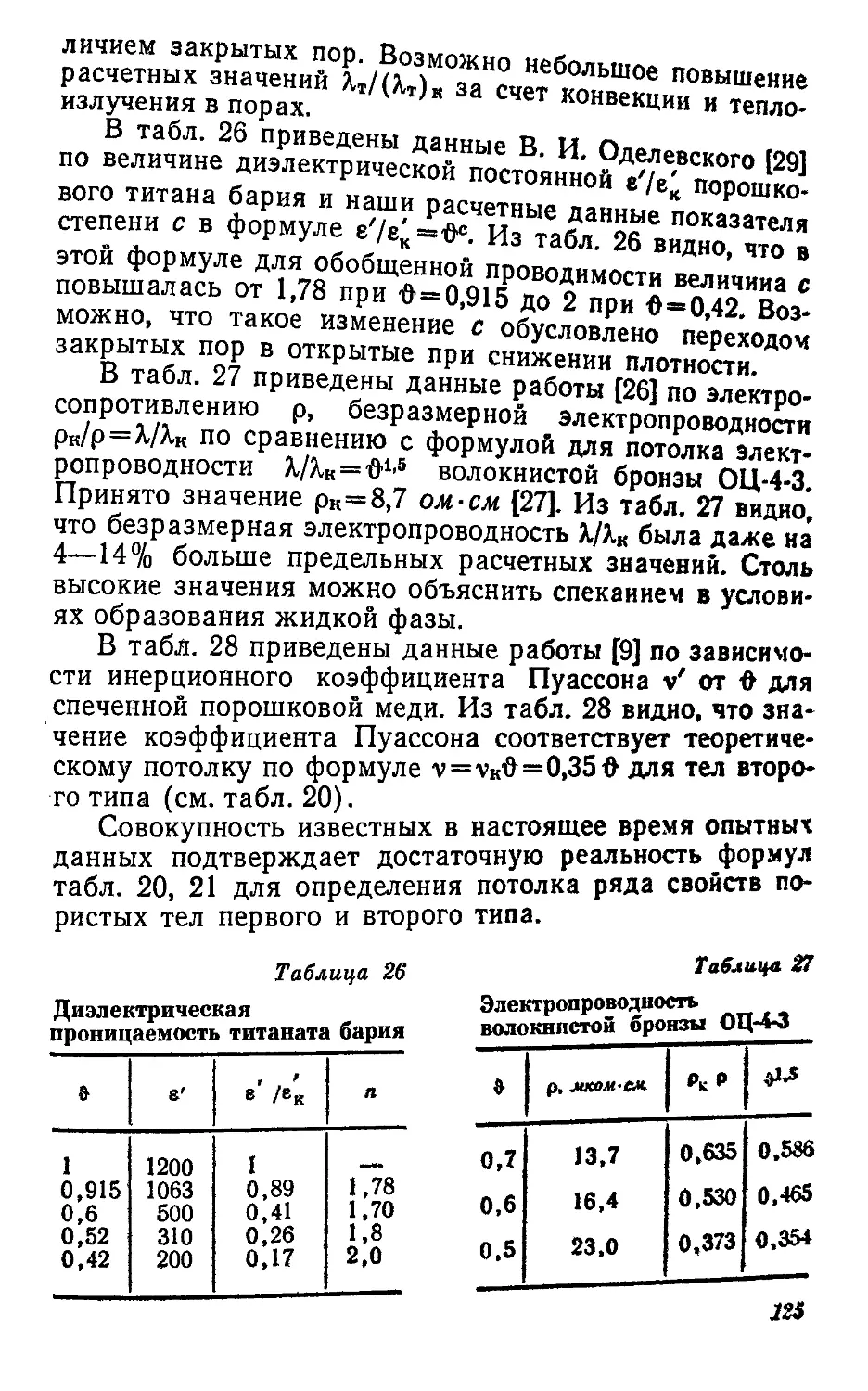
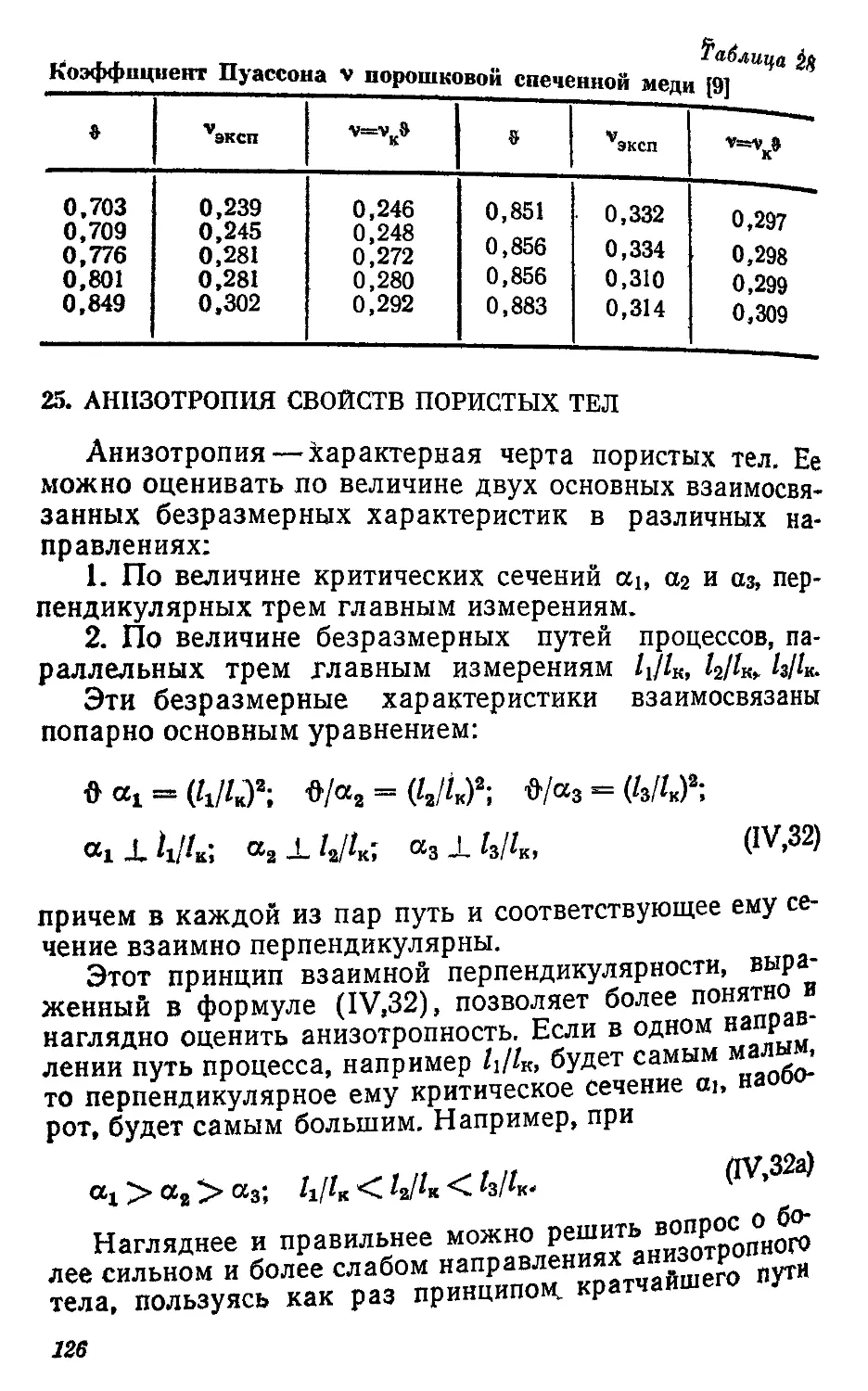
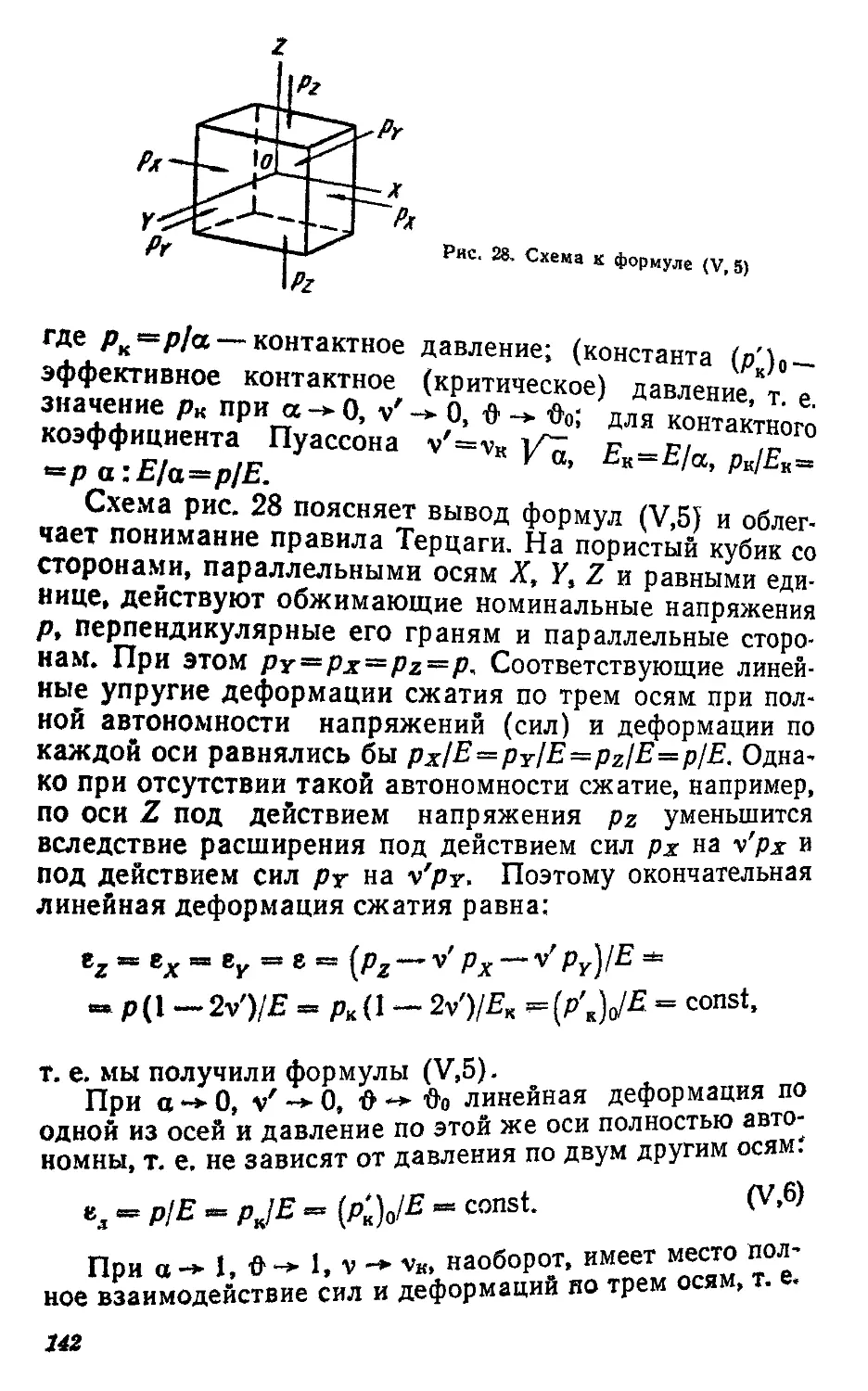
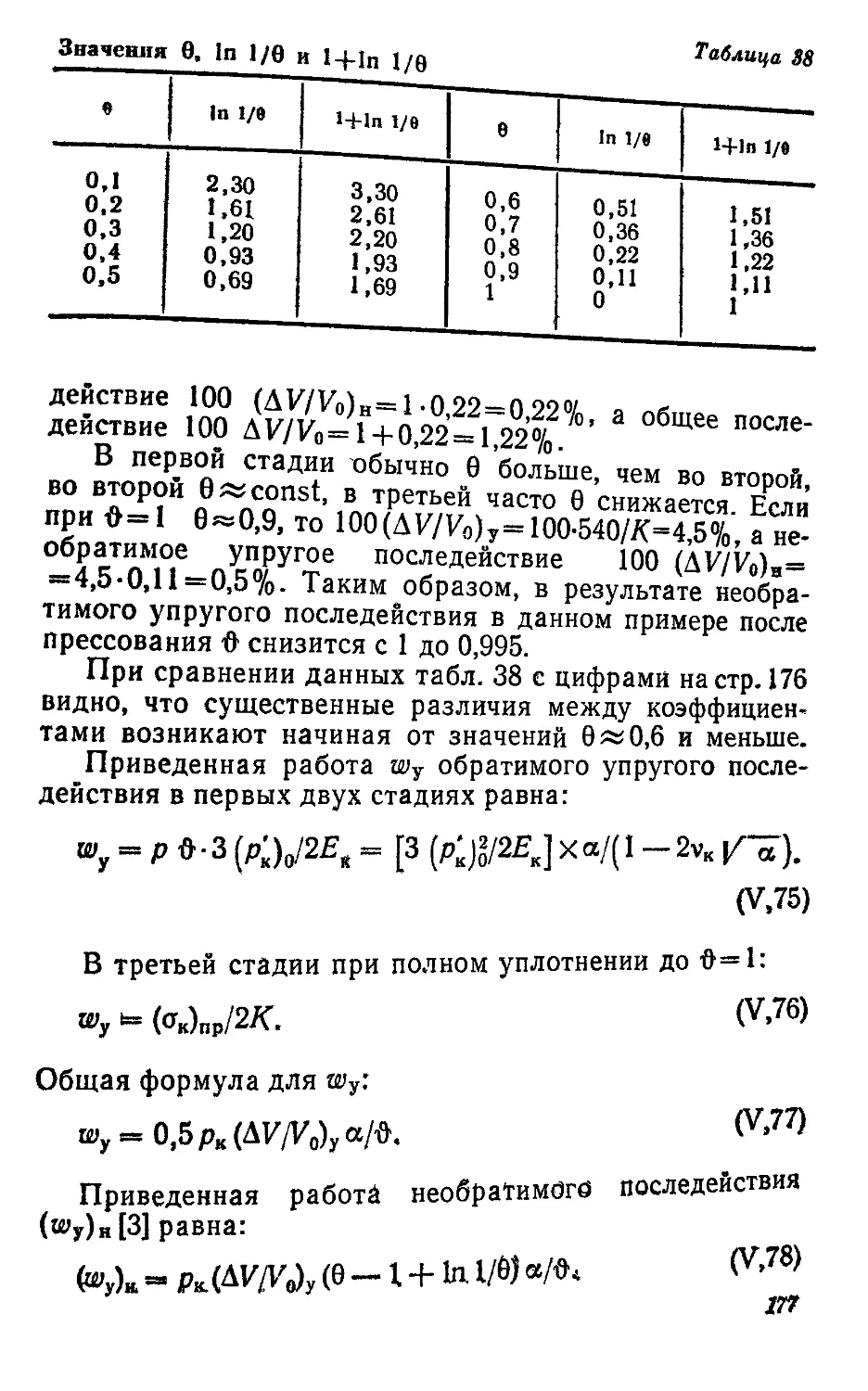
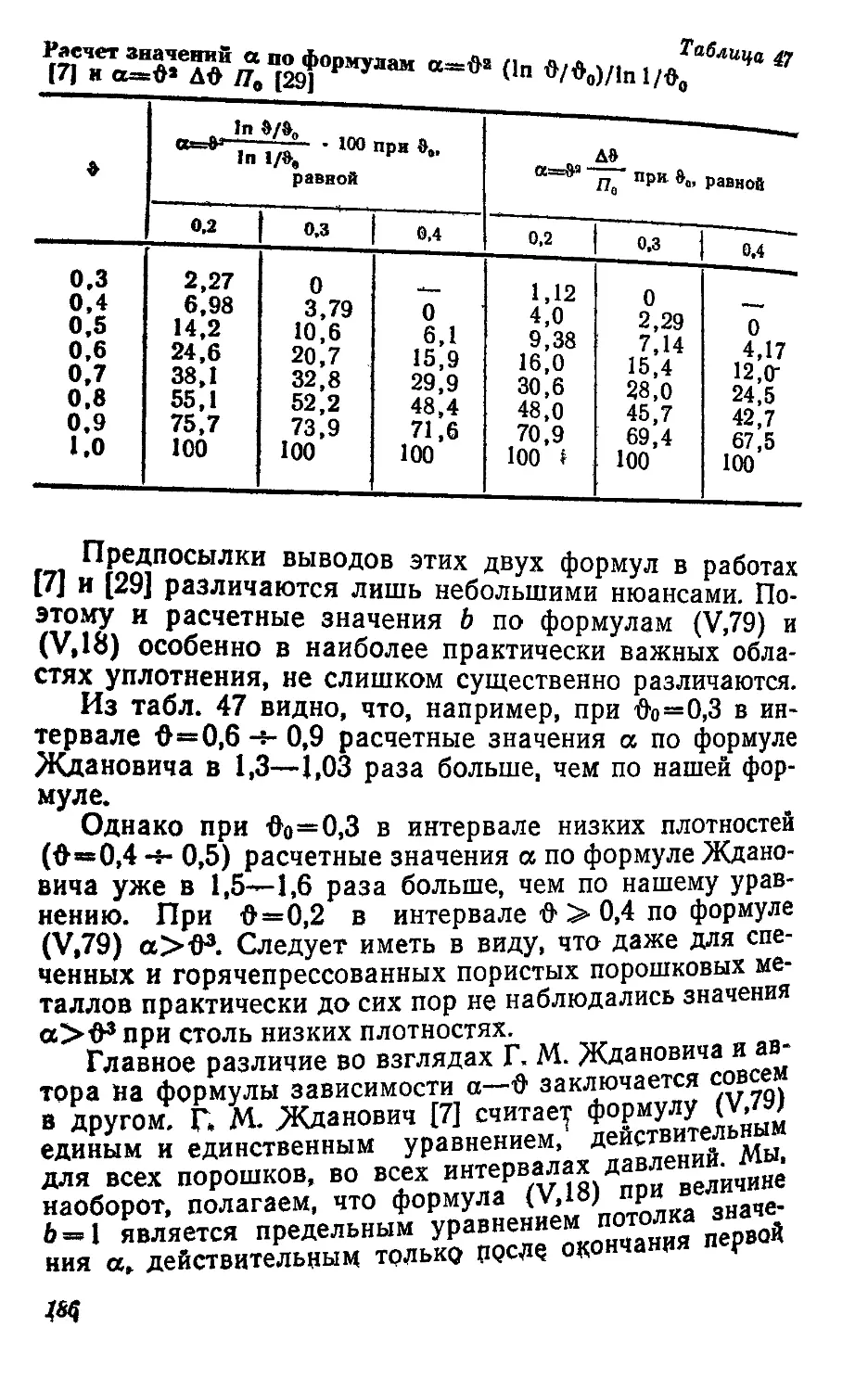
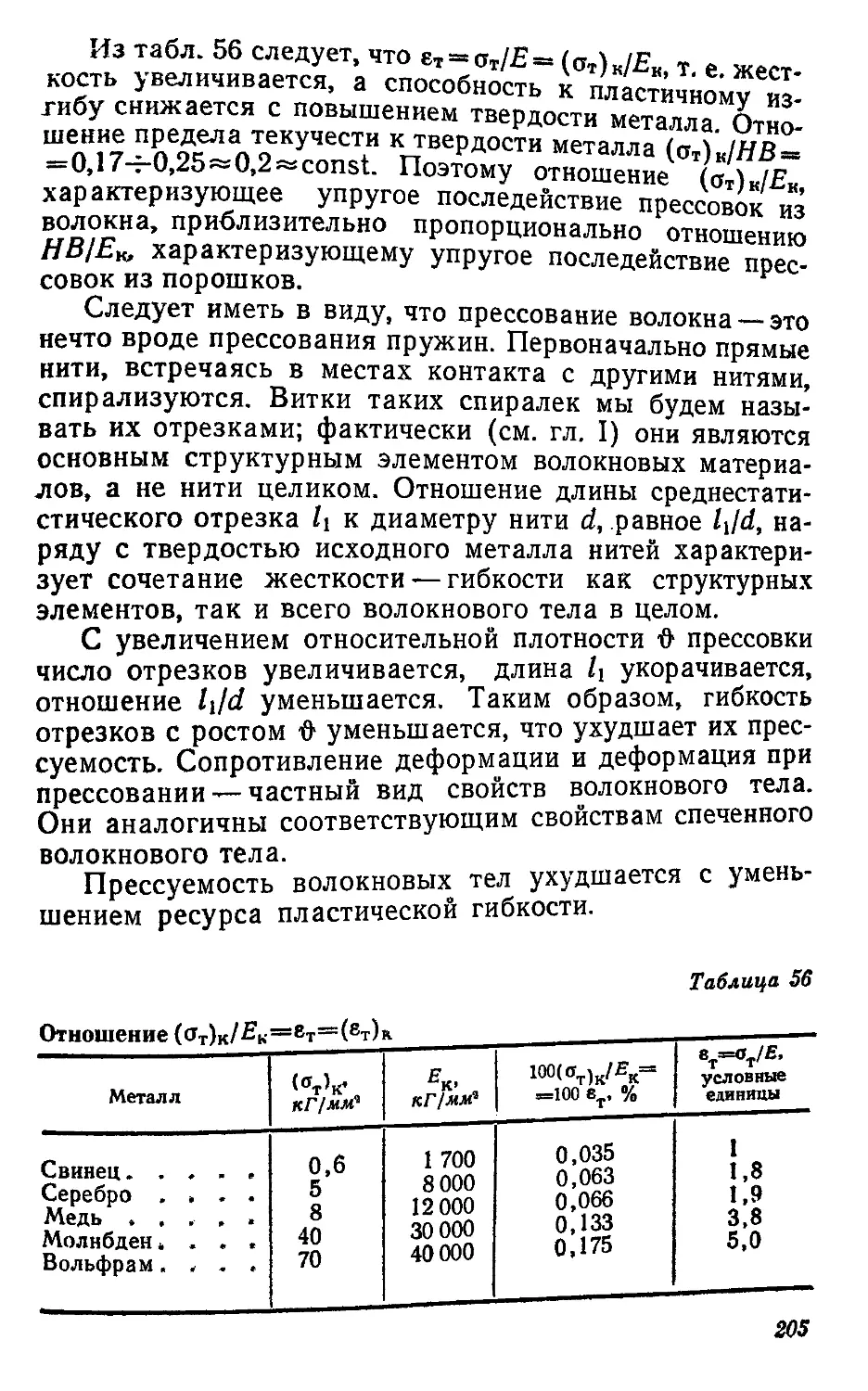
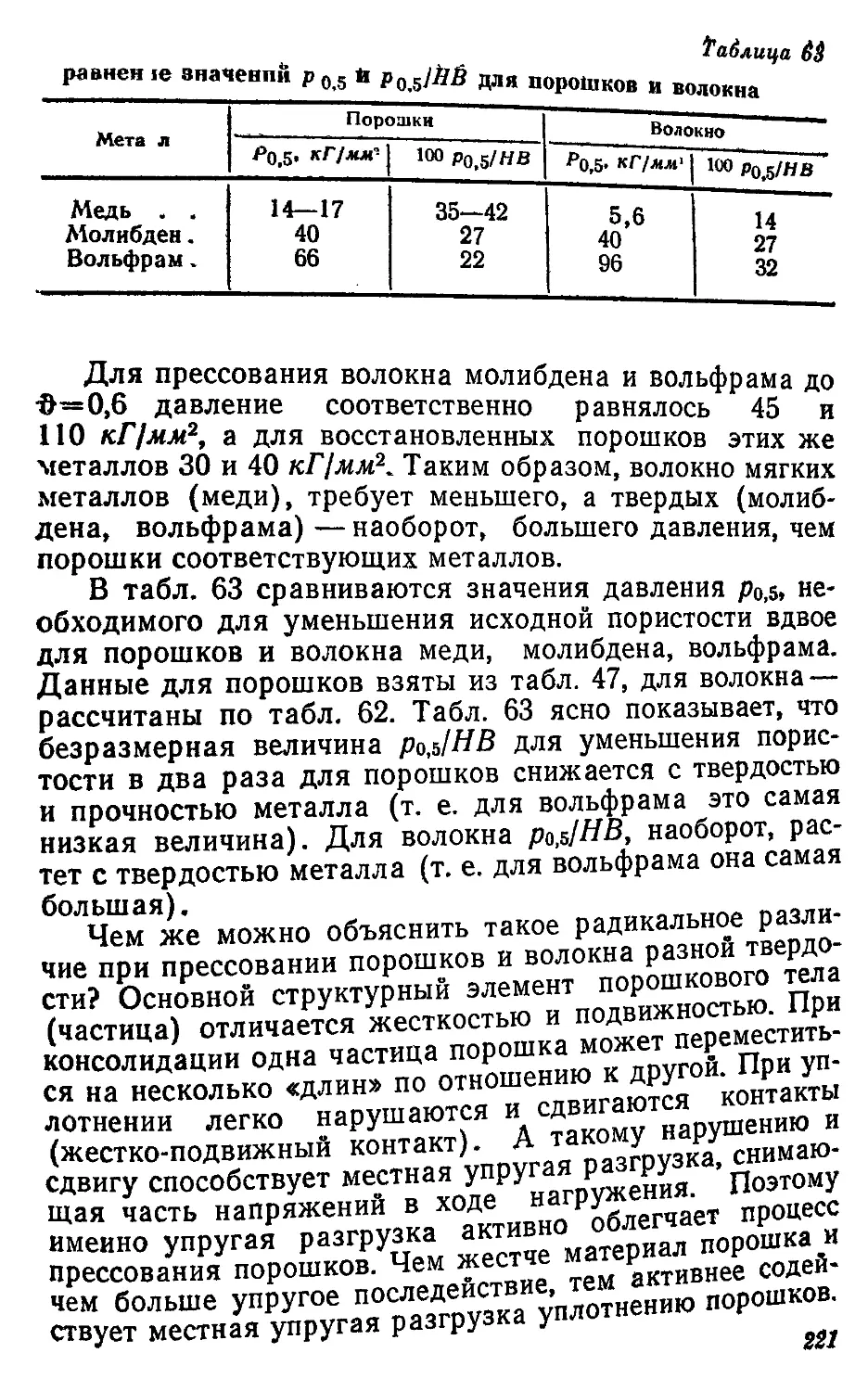
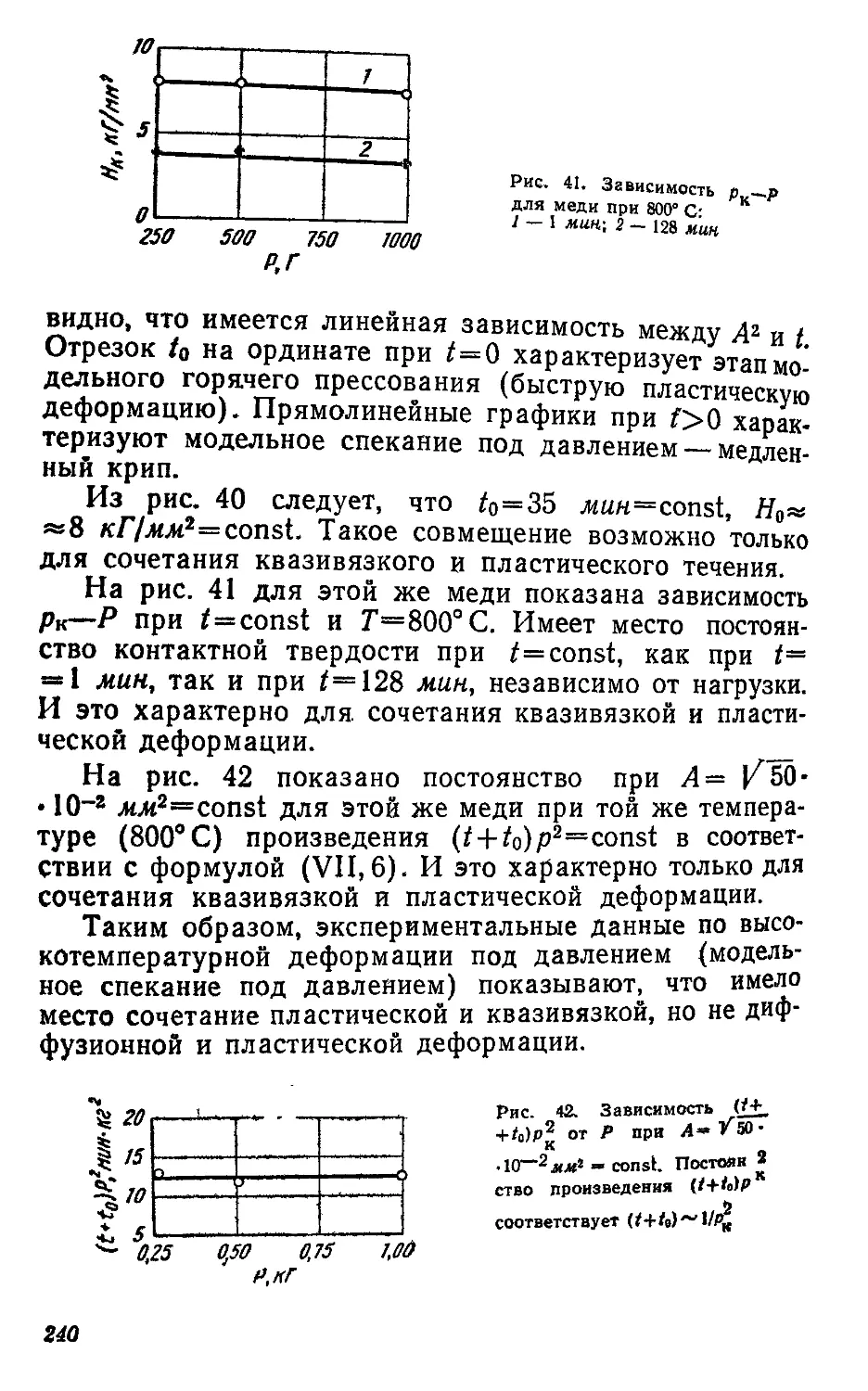
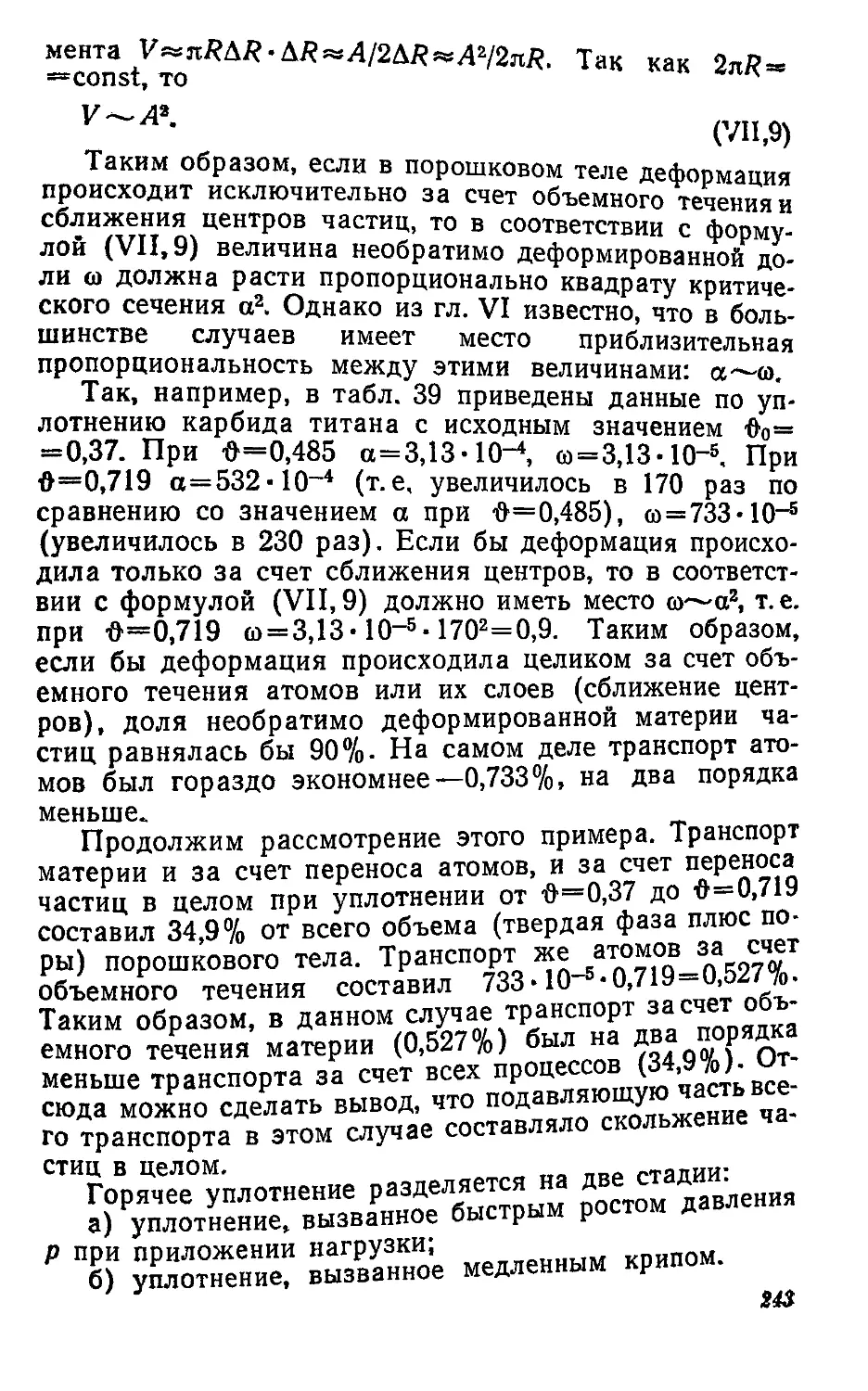
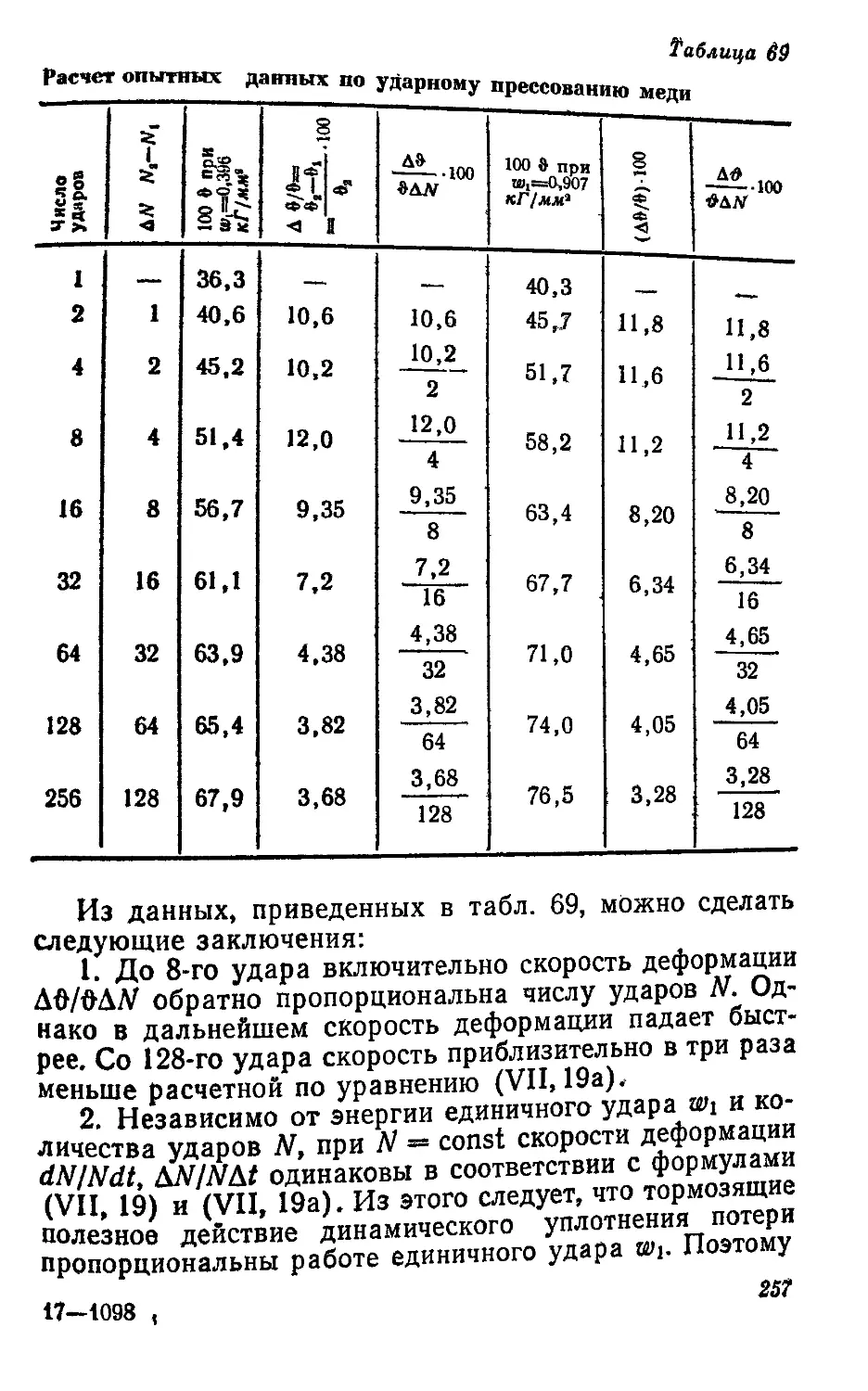
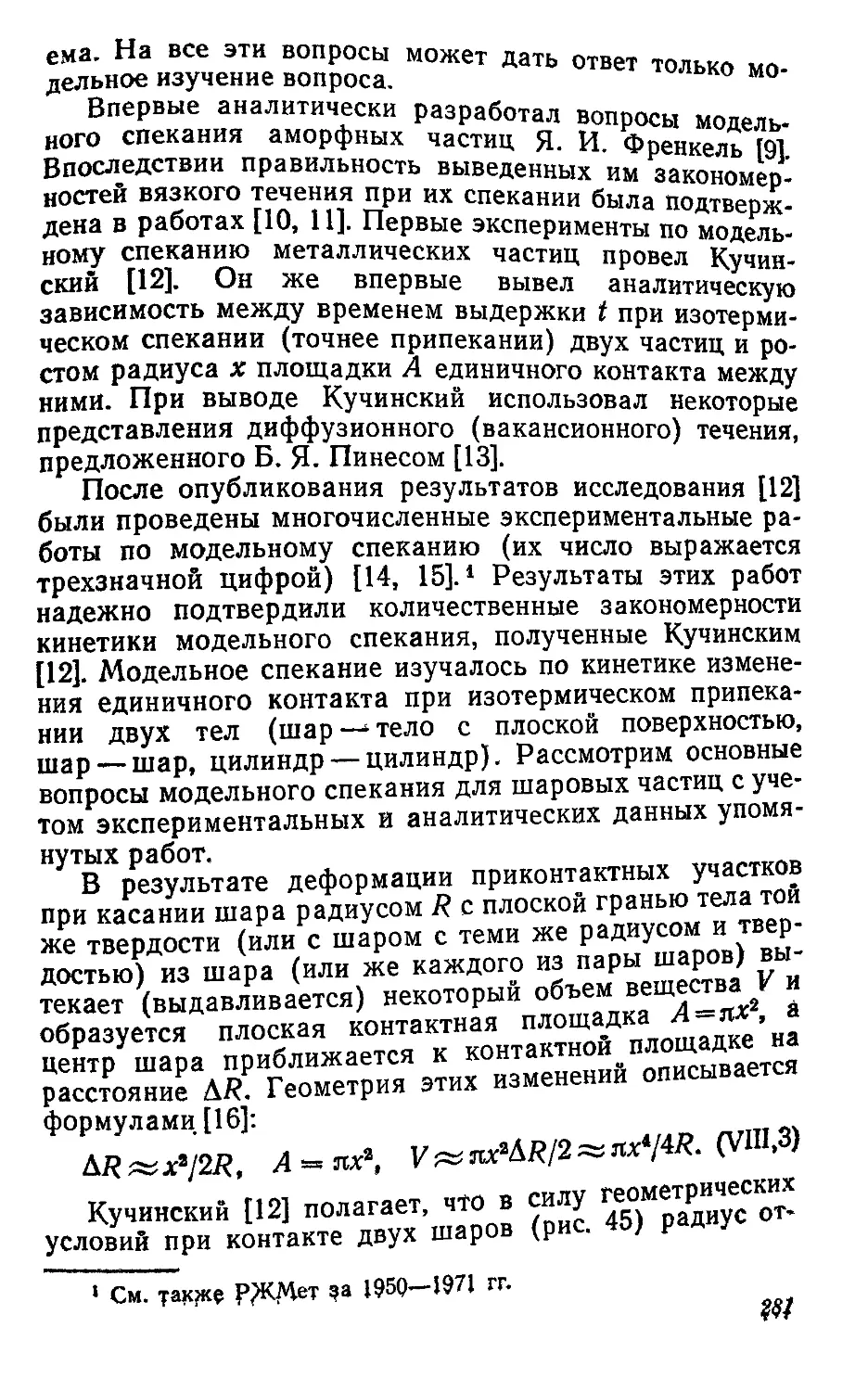
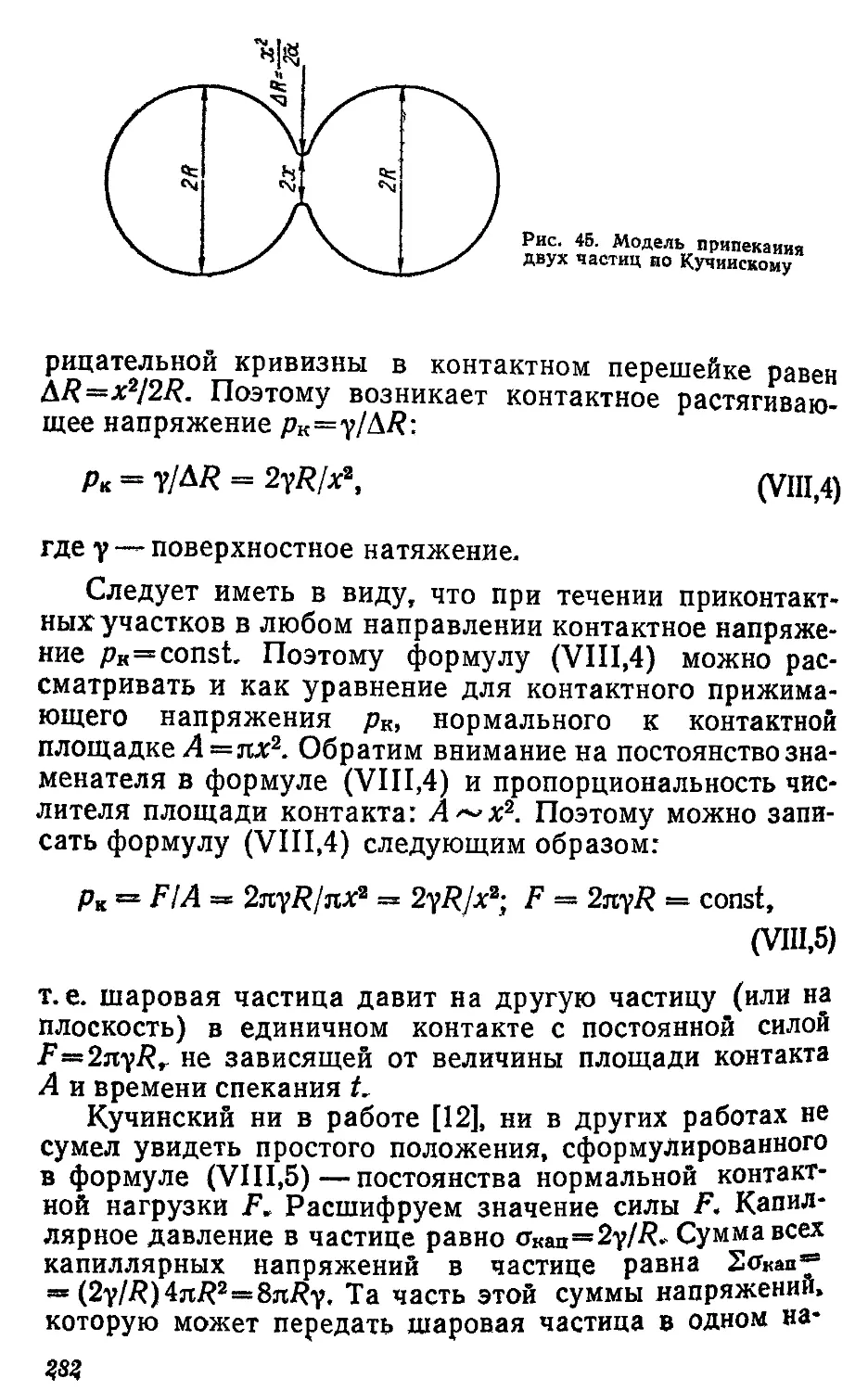
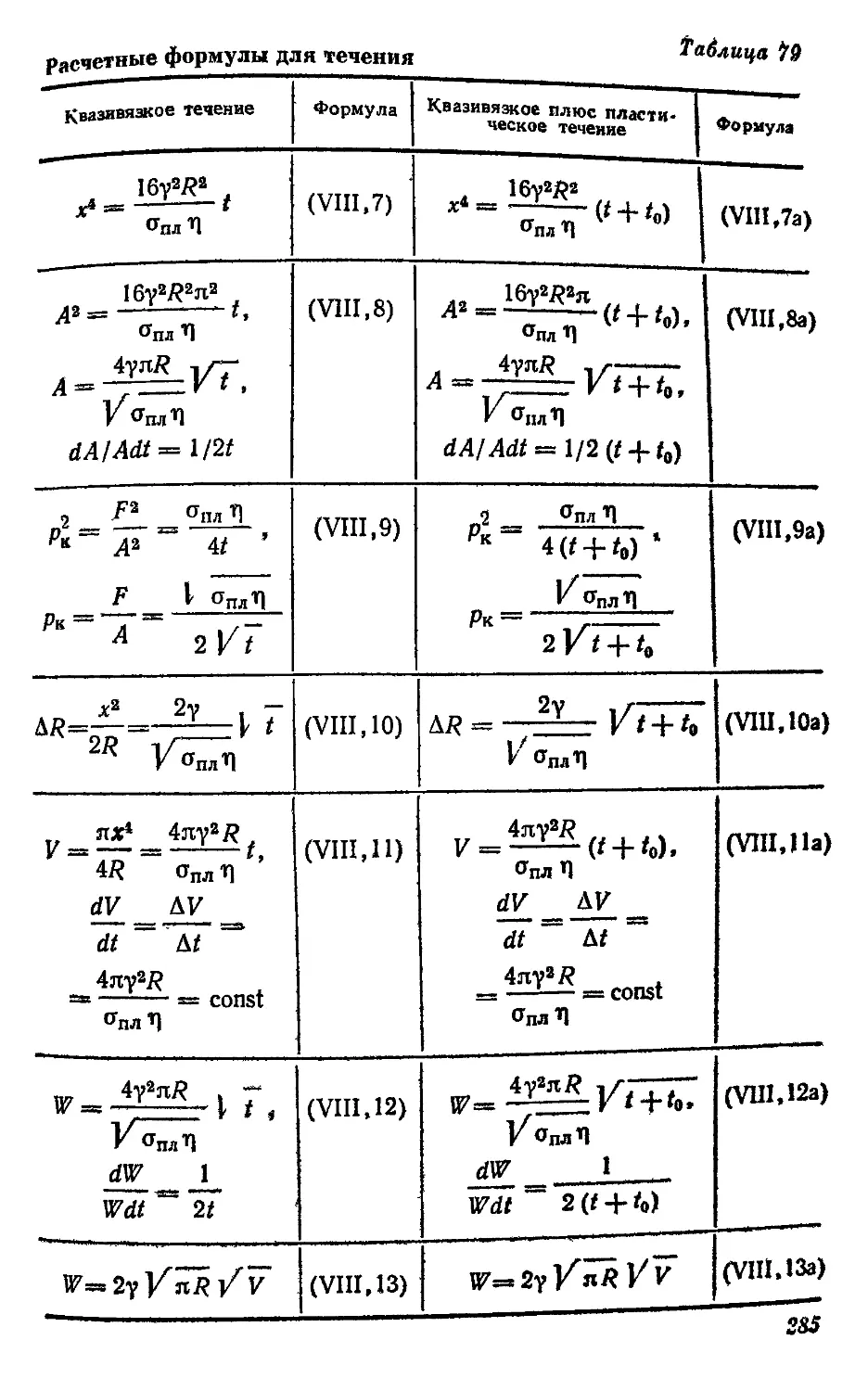
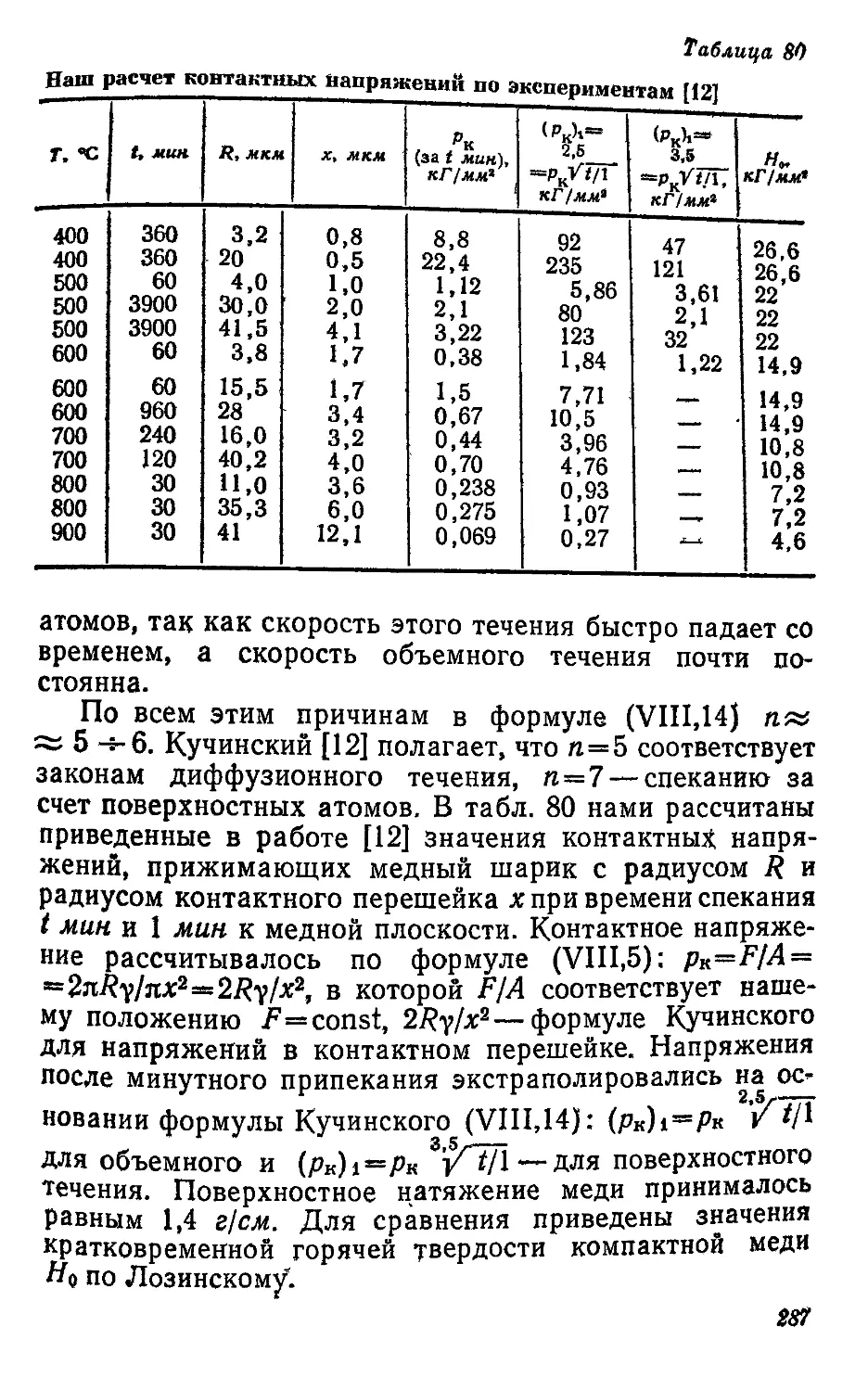
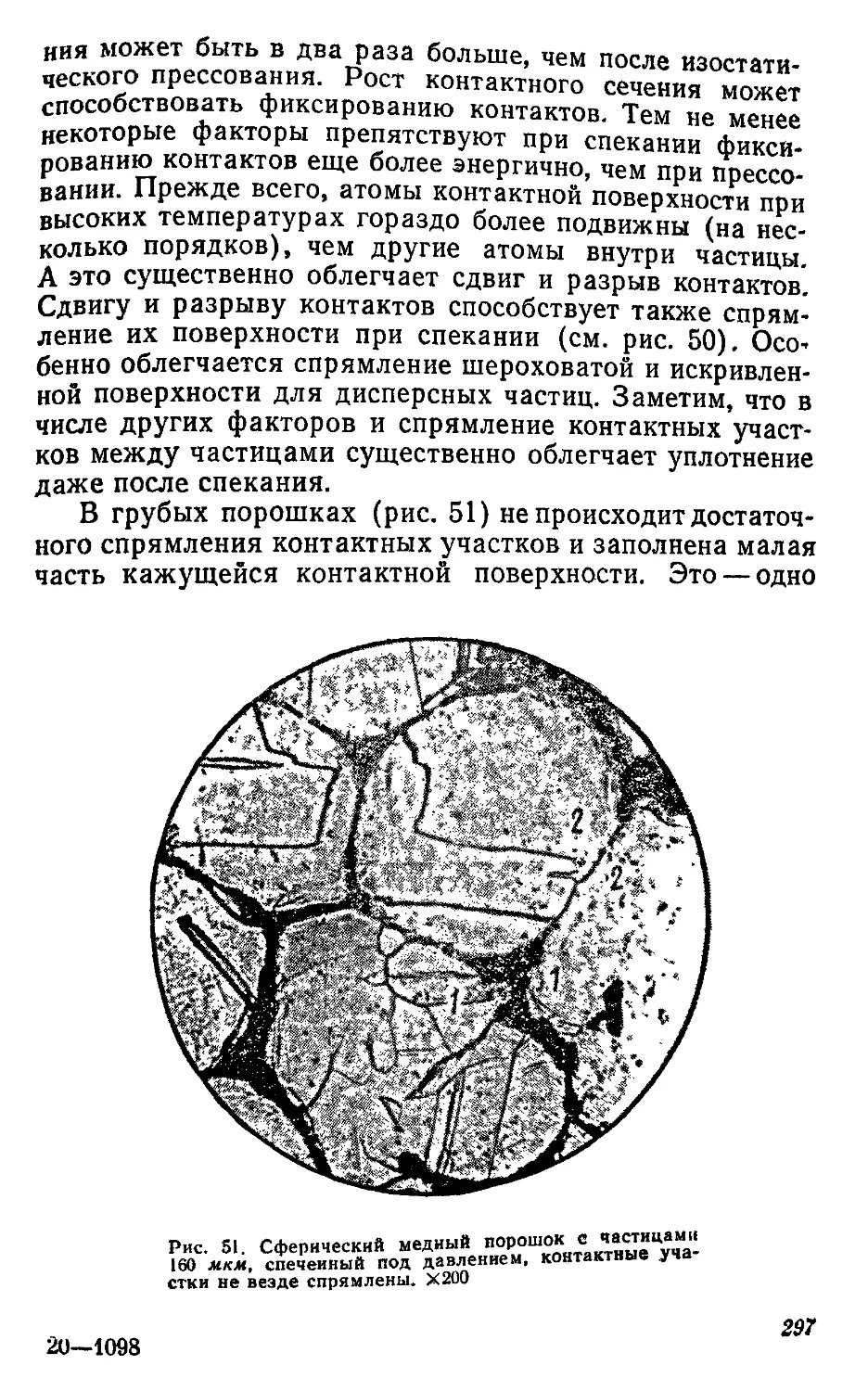
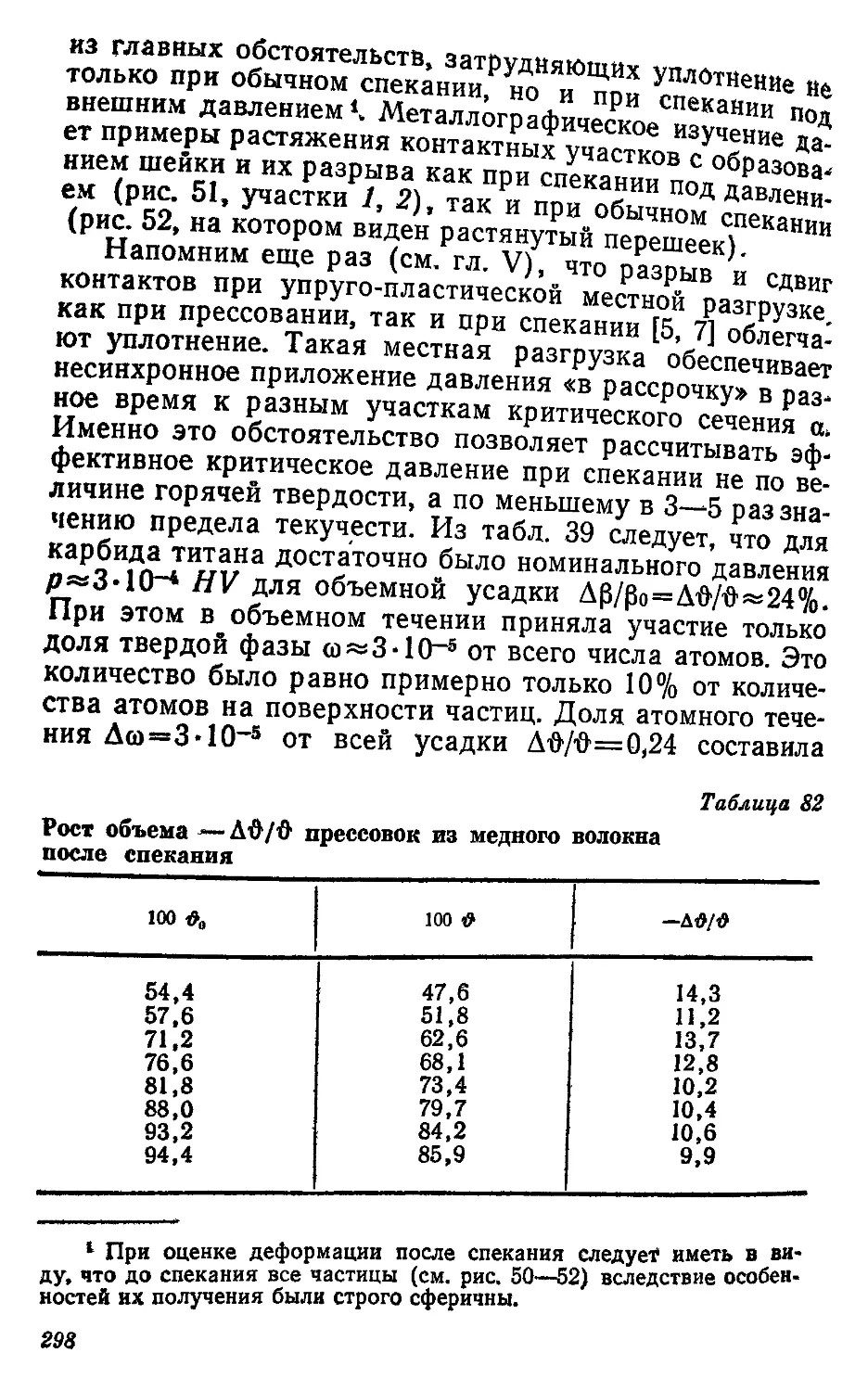
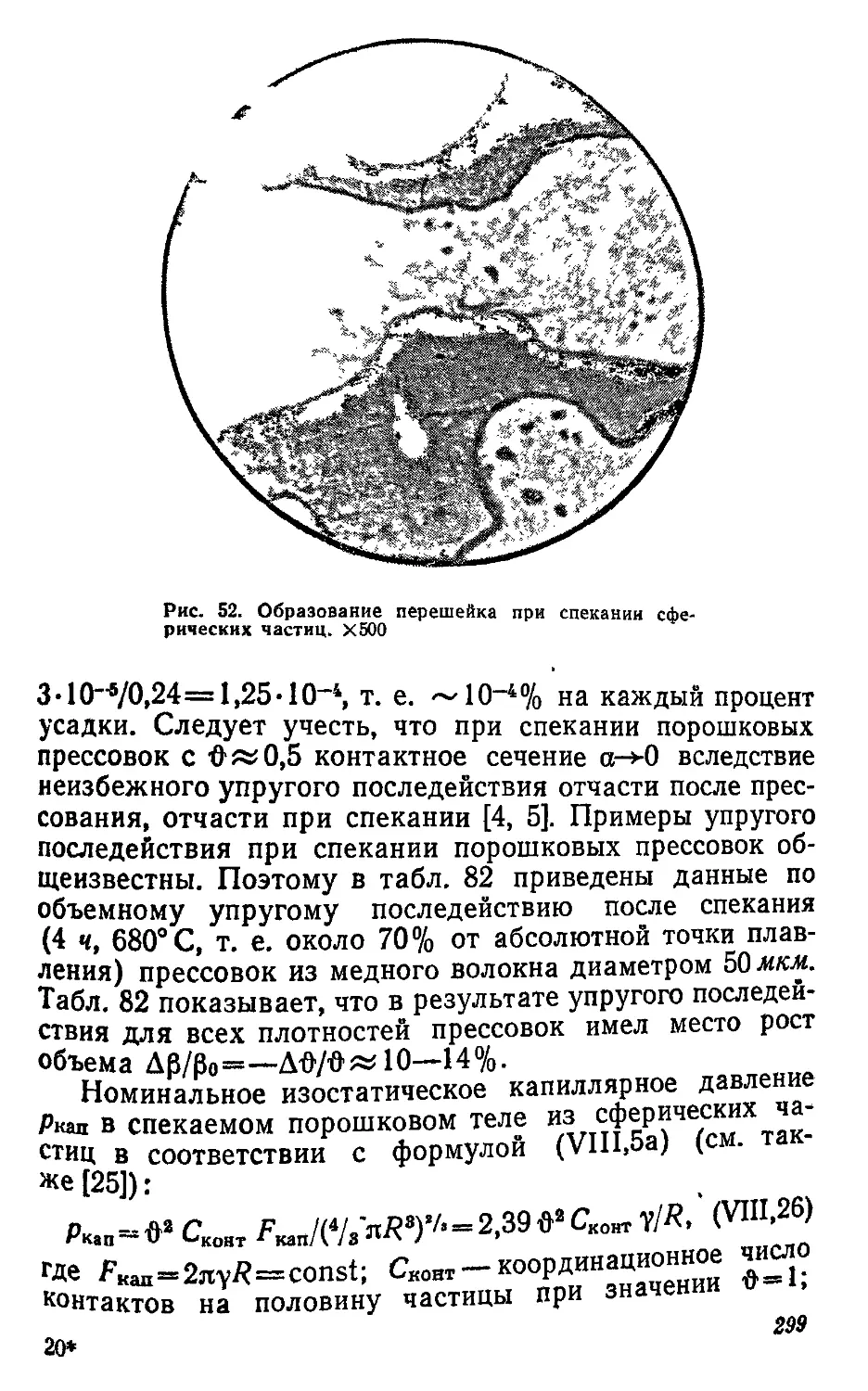
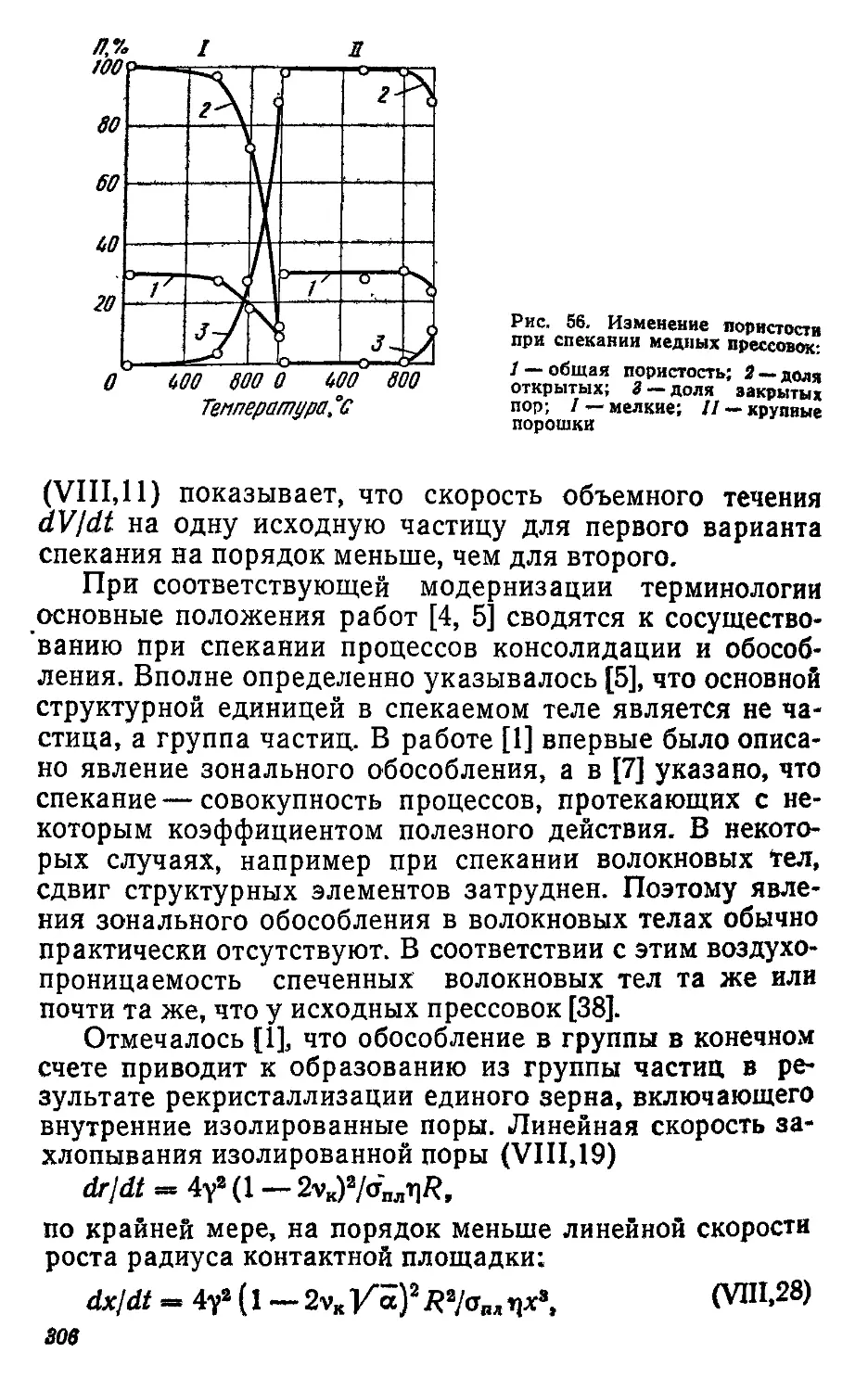
Текст
М.Ю.Балъшин НАУЧНЫЕ
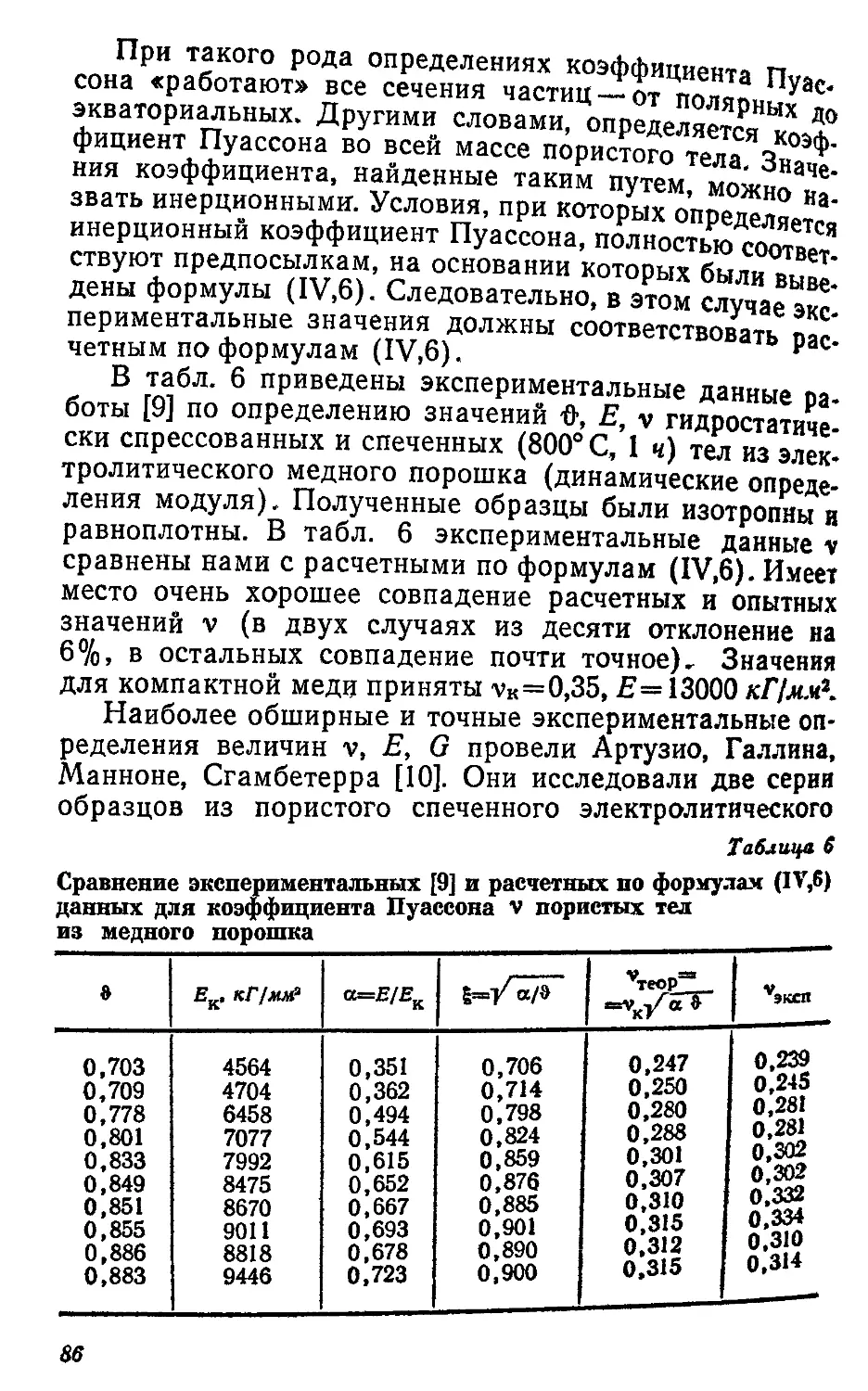
ОСНОВЫ
ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
И МЕТАЛЛУРГИИ
ВОЛОКНА
ИЗДАТЕЛЬСТВО
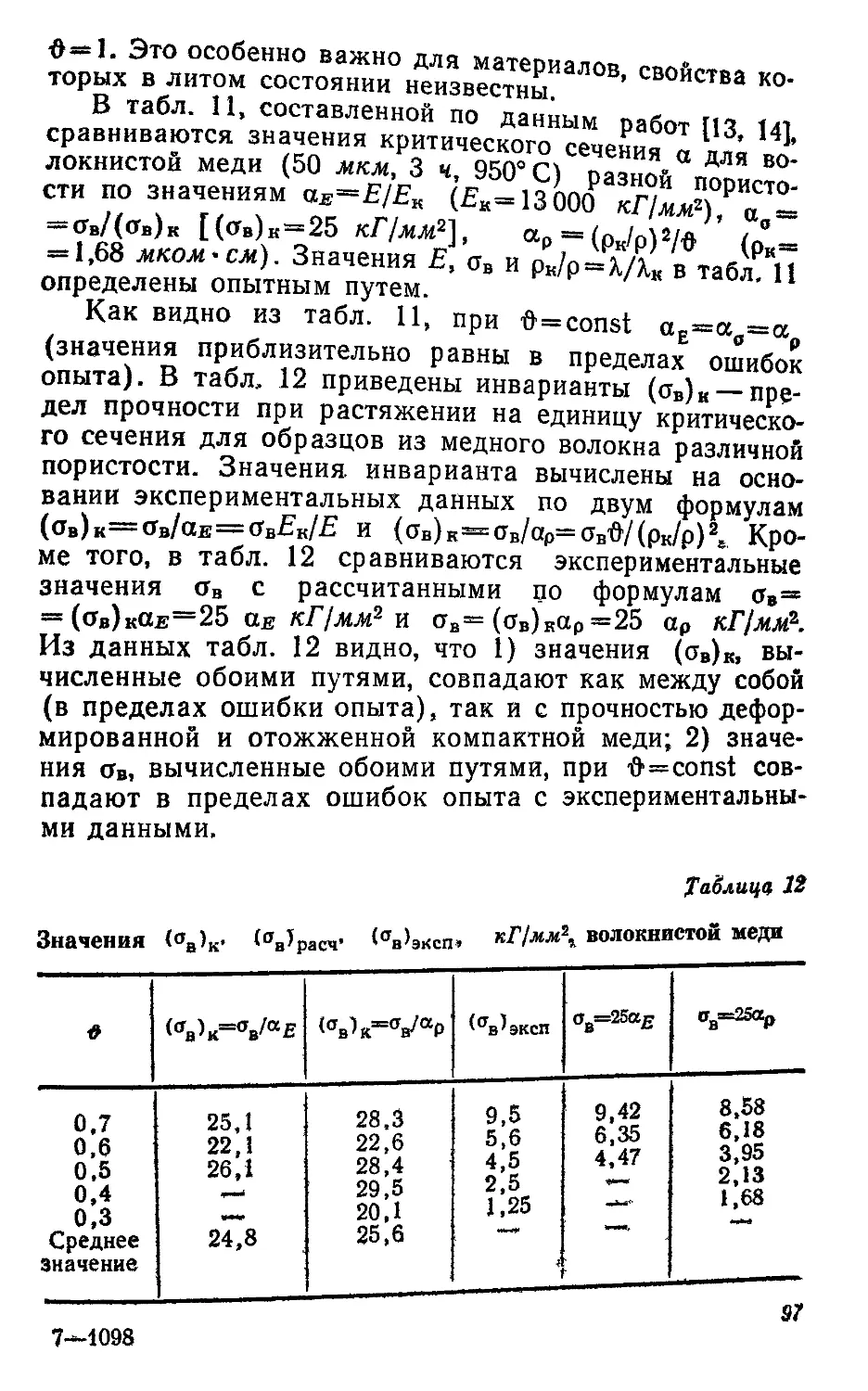
«МЕТАЛЛУРГИЯ»
Москва 1972
УДК 669—138*494 (fe)
Научные основы порошковой металлургии и металлургии во-
локна. Бальшнн М. Ю. Изд-во «Металлургия», 1972,
с. 336.
В книге рассматриваются научные основы порошковой метал-
лургии и металлургии волокна — теория получения (прессова-
ние. спекание) и свойств материалов из металлических порош-
ков и волокна. Это первая монография, в которой эти основы
рассматриваются как единое и взаимосвязанное целое. Обоб-
щаются результаты как собственных исследований автора, так
и работ, опубликованных в отечественной и зарубежной лите-
ратуре.
Книга рассчитана на широкий круг инженерно-технических
И научных работников, занимающихся созданием всевозможных
порошковых и волокнистых материалов (металлических, кера-
мических. стекловолокннстых и др.). Она представляет интерес
для специалистов машиностроения и новой техники, применяю-
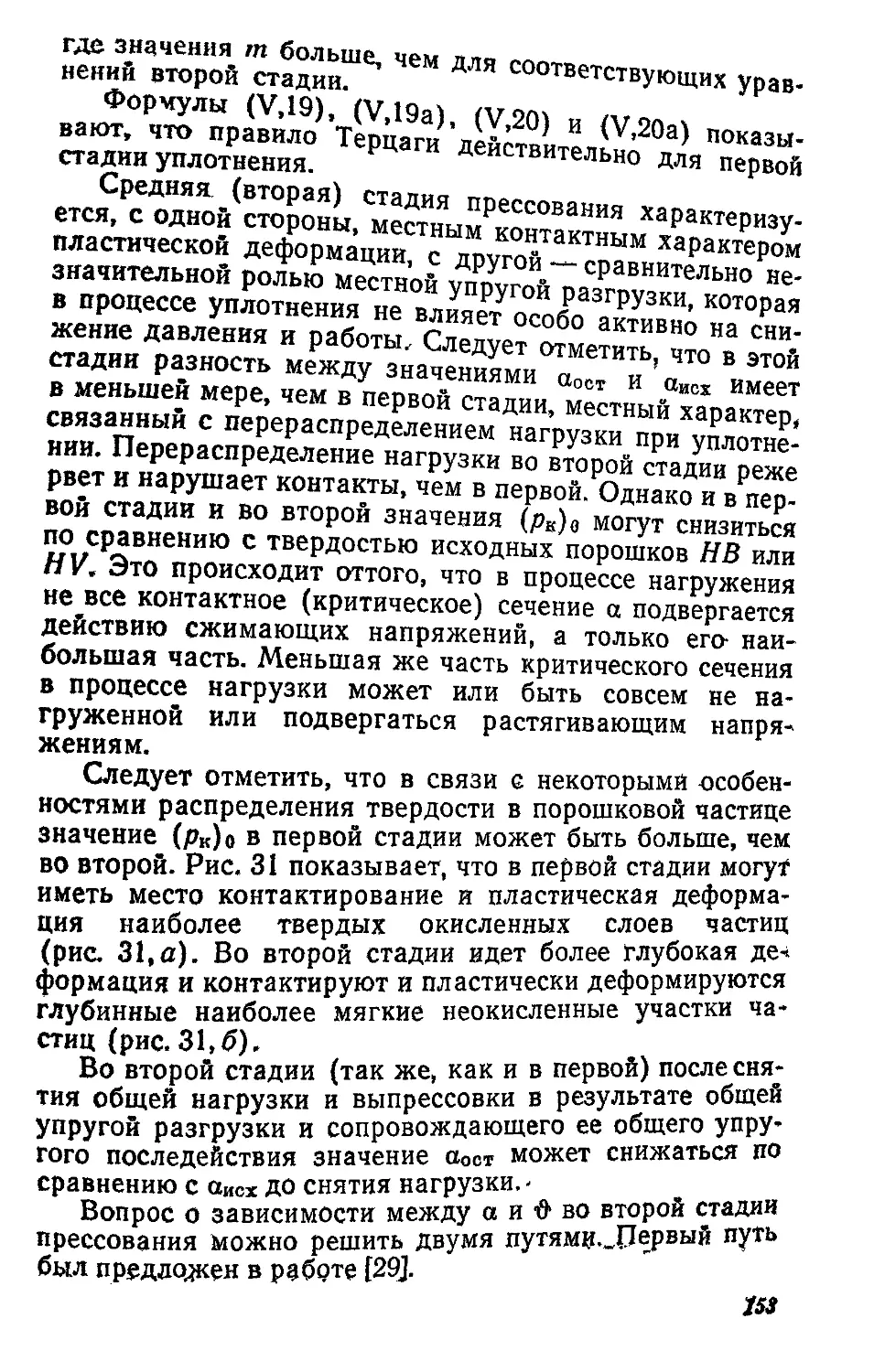
щих эти материалы, а также для студентов старших курсов
металлургических и машиностроительных вузов. Илл. 59.
Табл. 87. Библ. 262 иазв.
3-10-4
147-70
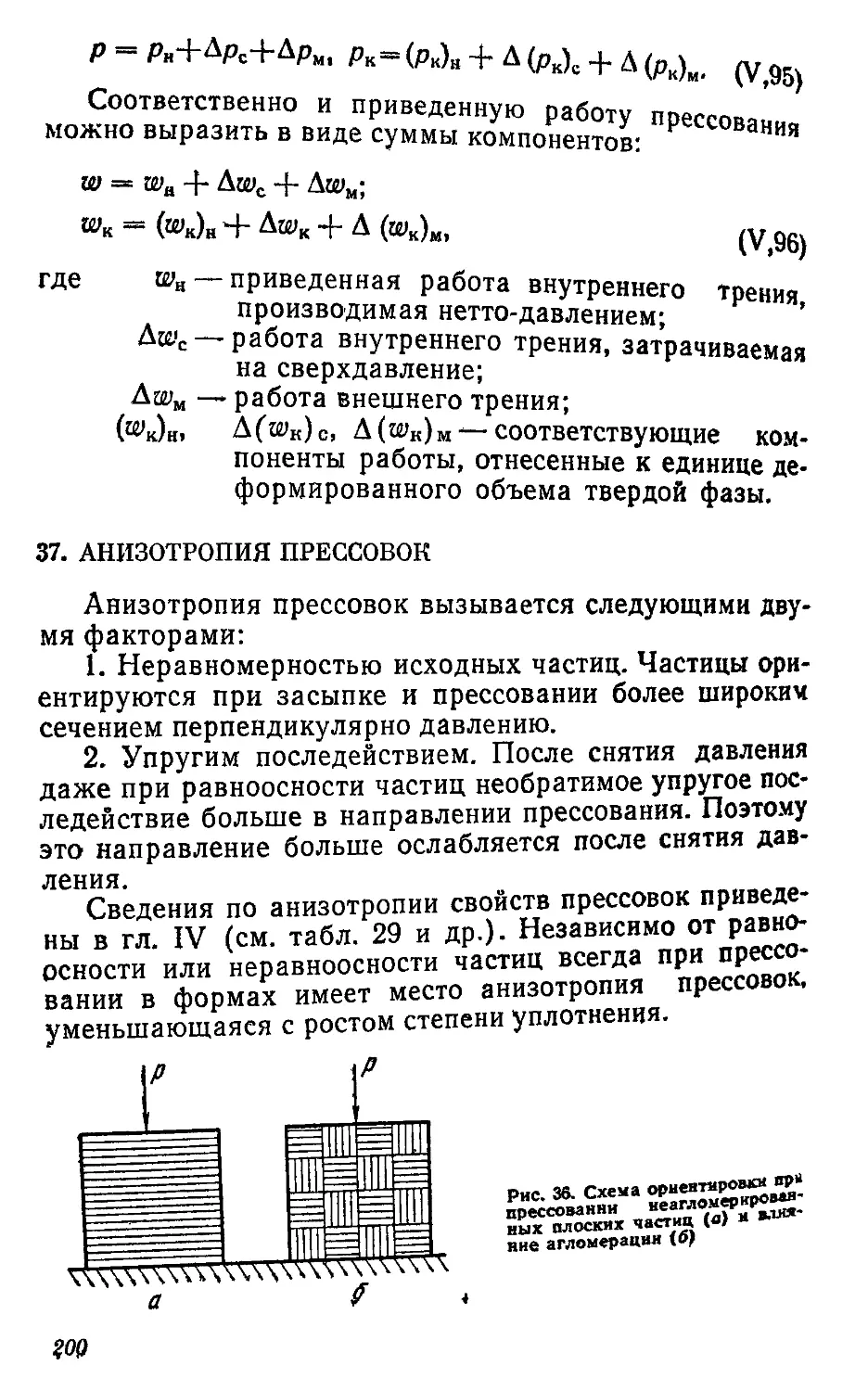
66-72
Светлой памяти
Елизаветы Николаевны
ИВАНОВОЙ
ПРЕДИСЛОВИЕ
За последние годы был издан ряд монографий в каж
дои из которых рассматривается один из специальных
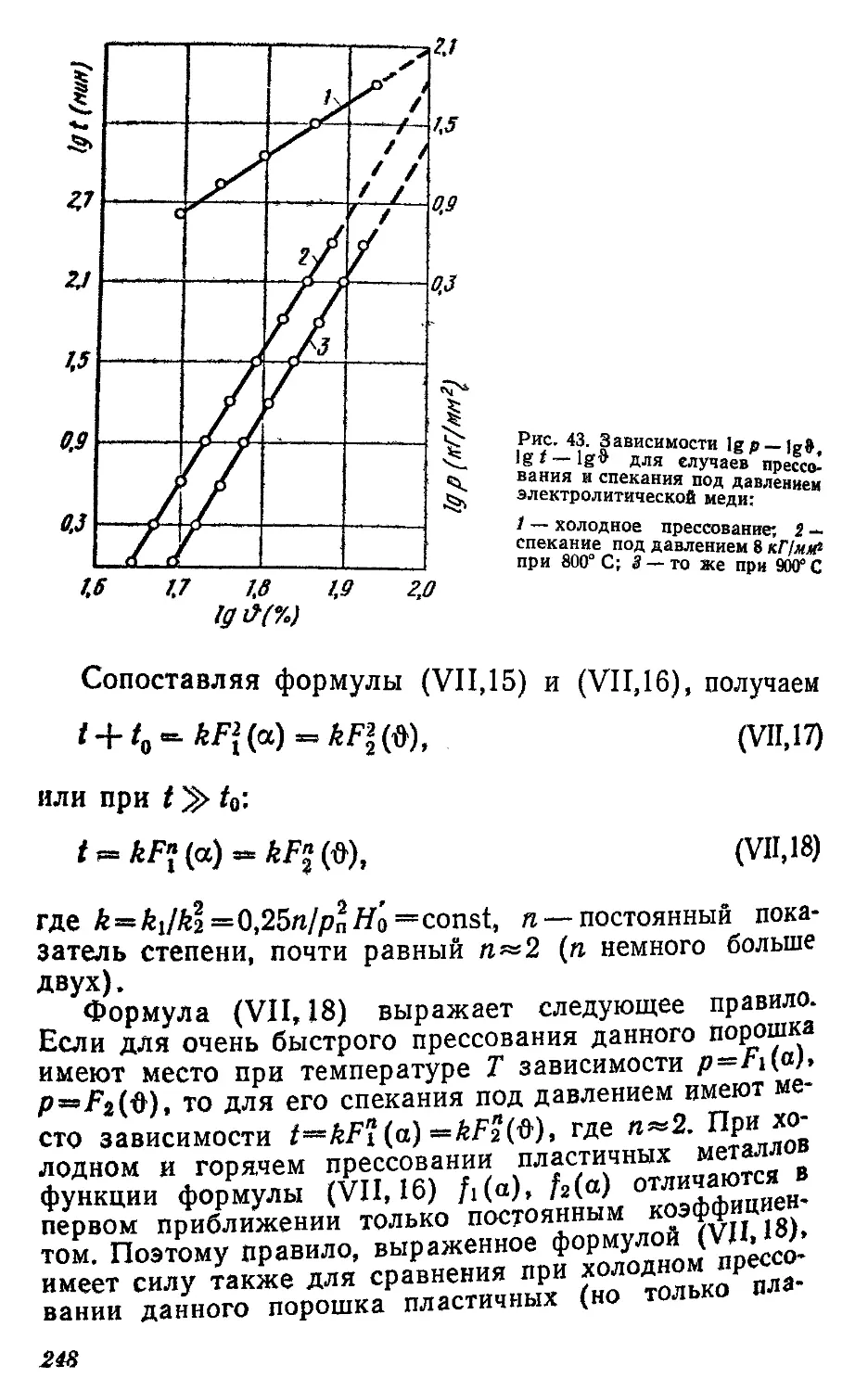
(иногда даже узкоспециальных) вопросов теории порош-
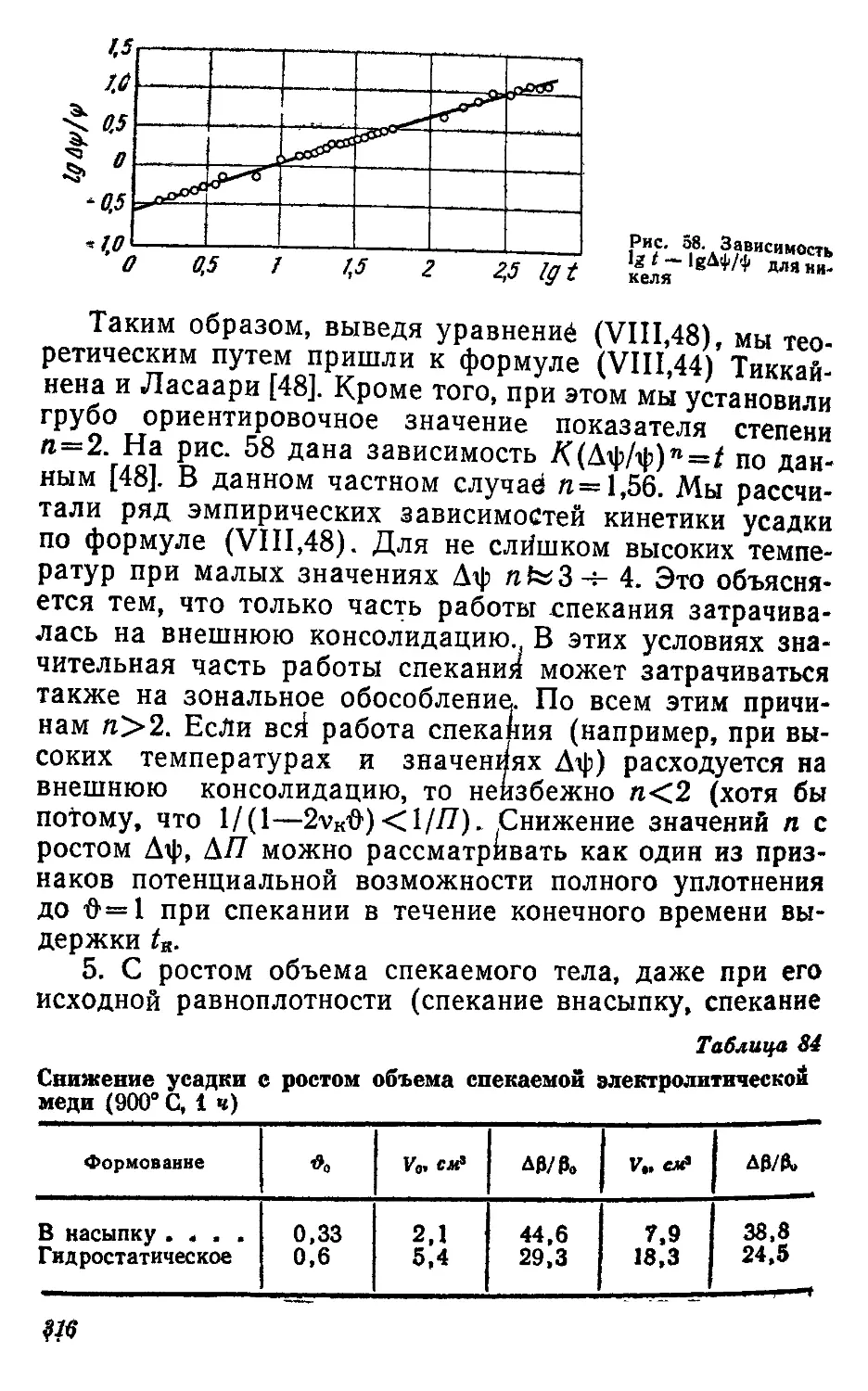
ковой металлургии (прессование, горячее прессование
вибрационное уплотнение, динамическое прессование*
спекание). Каждая из этих книг внесла ценный вклад в
развитие порошковой металлургии. Однако до сих пор
не была создана монография, в которой научные вопро-
сы порошковой металлургии рассматриваются как само-
стоятельное и единое целое.
Настоящая книга является первой попыткой запол-
нить этот пробел. В ней дается понятие о единстве и
взаимосвязи закономерностей, лежащих в основе раз-
личных процессов получения и свойств порошковых ма-
териалов. В настоящее время нельзя рассматривать изо-
лированно друг от друга научные основы порошковой
металлургии и металлургии волокна. Поэтому в книге
кратко излагаются те вопросы теории металлургии во-
локна, о которых можно получить представление на ос-
нове проведенных в этой области работ.
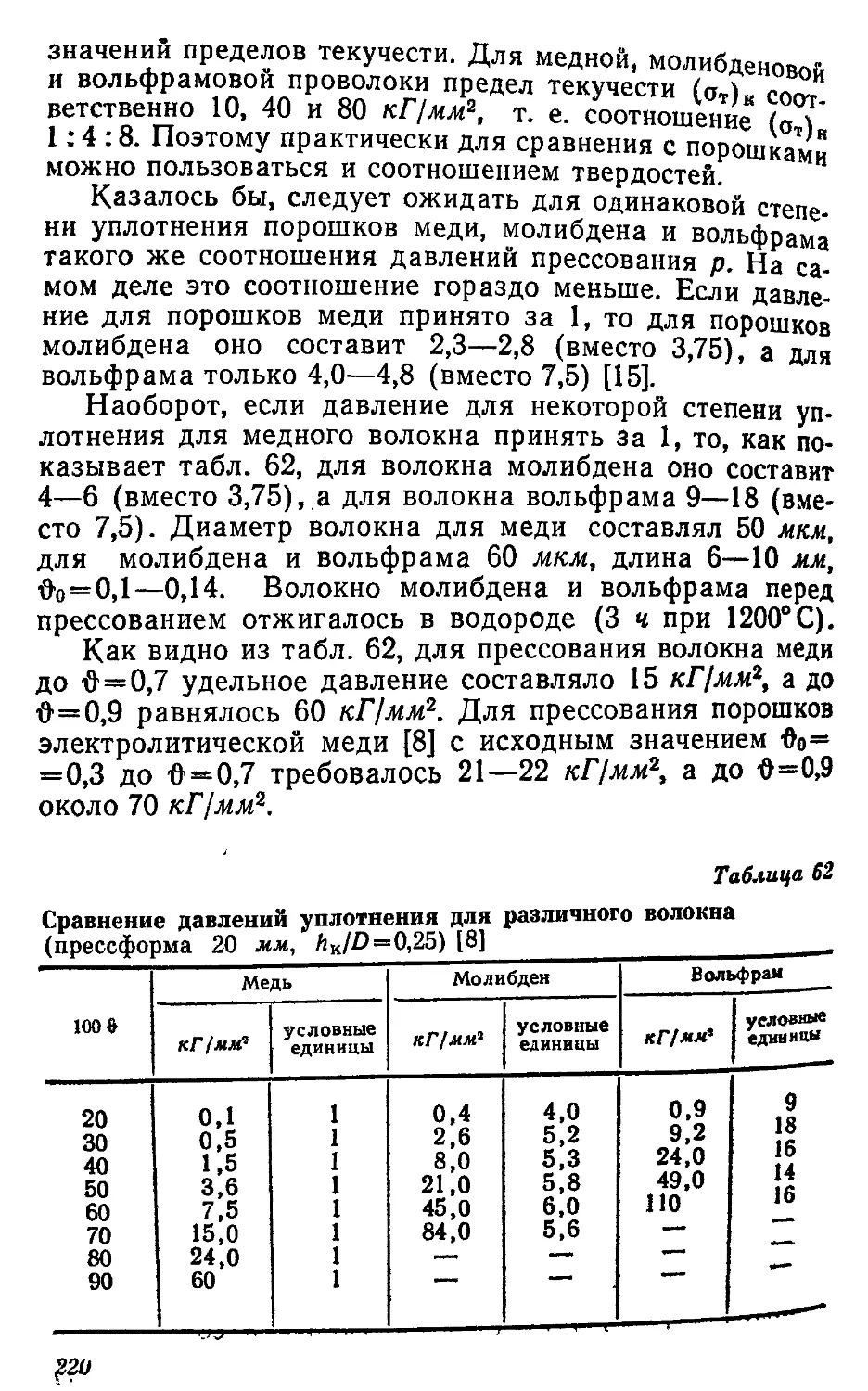
Поведение порошковых и волокновых материалов при
прессовании и спекании определяется их сопротивлением
идущим при этом процессам уплотнения и упрочнения.
Такое поведение обусловлено совокупностью свойств по-
ристого тела при различных степенях уплотнения. Это
обстоятельство позволяет рассматривать научные во-
просы порошковой металлургии и металлургии волокна
на основе немногочисленных и взаимосвязанных принци-
пов теории пористого тела.
В книге излагаются те краткие научные основы по-
рошковой металлургии и металлургии волокна, которые
представляют единое и взаимосвязанное целое. Поэтому
в ней не рассматривается ряд изолированных и узкоспе-
циальных вопросов теории порошковой металлургии, на-
пример вопрос коррозионной стойкости порошковых ме-
таллов. Сопротивление деформации при холодном и го-
3
рячем уплотнении, а также при спекании порошков и
волокна следует рассматривать как свойство пористого
тела. Значения этого сопротивления связаны со степенью
уплотнения примерно таким же образом, как и некоторые
другие свойства пористого тела. Поэтому в книге рас-
сматриваются сначала свойства пористого металла, а
затем процессы его получения.
Книга написана на основе как собственных работ ав-
тора, так и ряда отечественных и зарубежных специали-
стов. Большой вклад в разработку научных вопросов
порошковой металлургии внесли Г. И. Аксенов
А. Б. Альтман, Р. А. Андриевский, Б. А. Борок, Г. А. Ви-
ноградов, Я. Е. Гегузин, Ю. Г, Дорофеев, В. П. Елютин,
В. Н. Еременко, Г. М. Жданович, В. А. Ивенсен, С. С. Ки-
парисов, О. П. Колчин, Г. С. Креймер, В. И. Лихтман,
Н. В. Манукян, Г. А. Меерсон, Е. И. Мозжухин, Е. И. Пав-
ловская, Б. Я- Пинес, Г. С. Писаренко, К. И. Портной,
И. Д. Радомысельский, В. С. Раковский, П. А. Ребиндер,
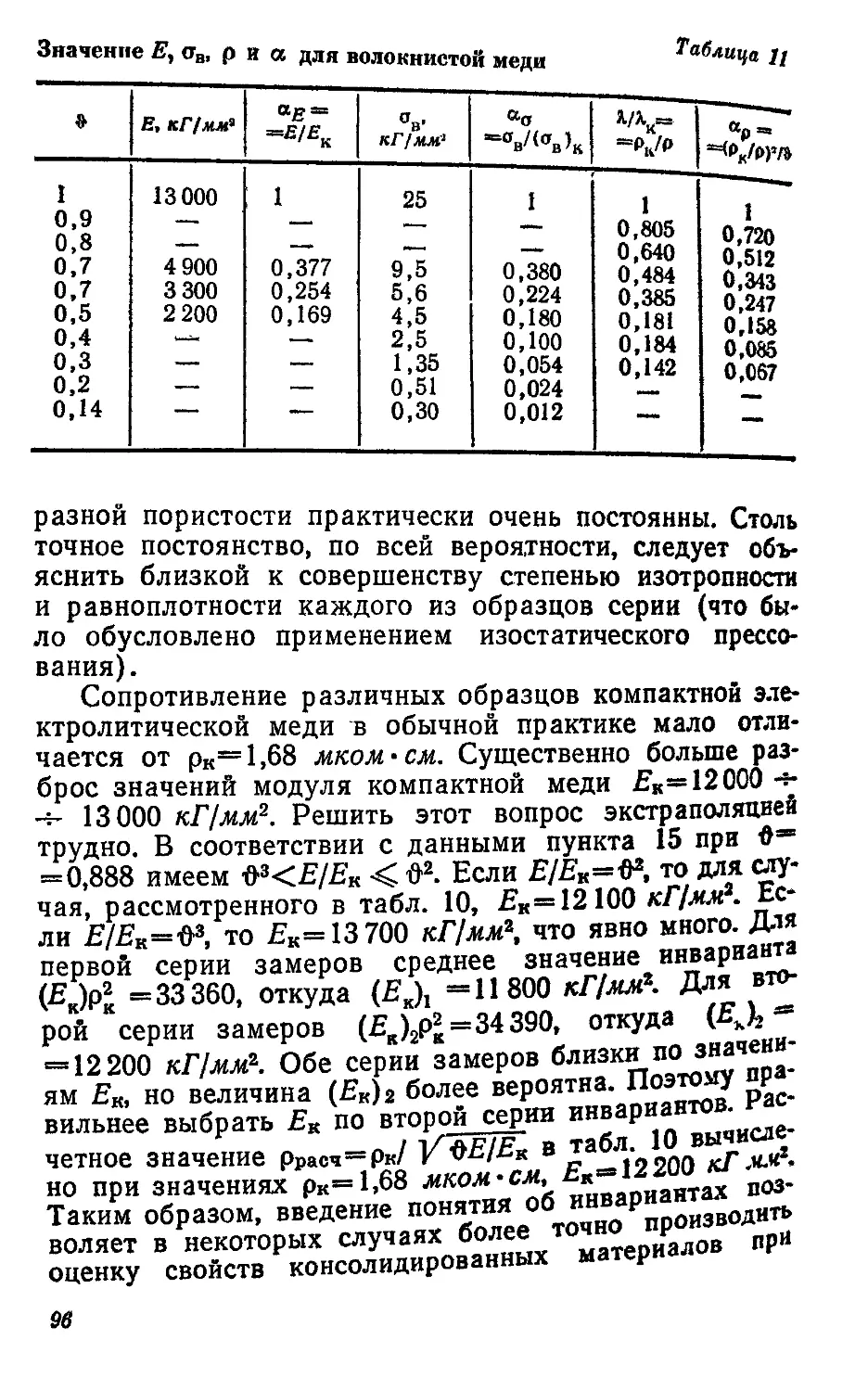
О. В. Роман, В. В. Саклинский, Г. В. Самсонов, А. Ф. Си-
лаев, В. В. Скороход, В. С. Смирнов, В. И. Третьяков,
С. Г. Тресвятский, В. Г. Трощенко, И. М. Федорченко,
В. Г. Филимонов, А. С. Фиалков, И. Г. Шаталова,
Б. Ф. Шибряев, Е. Д. Щукин и Б. Д. Юрченко, а также
зарубежные специалисты: Агте, Анселл, Айзенкольб,
Бокштигель, Вульф, Гетцель, Джонс, Зауэрвальд, Зелиг,
Зильберайзен, Кинджери, Кифер, Конопицкий, Кучин-
ский, Ленел, Петрдлик, Ристич, Рутковский, Терцаги,
Торре, Тюммлер, Хаузнер, Хотоп, Хюттиг, Шварцкопф,
Эдье и др.
Автор благодарит академика А. А. Бочвара за кон-
сультацию в ряде вопросов и рецензента канд. техн, наук
Я. Д. Пахомова за ценные замечания при просмотре ру-
кописи. Автор выражает признательность за помощь в
работе В. В. Григорьевой, кандидатам техн, наук
Е. И. Павловской, Б. Ф. Шибряеву, 3. В. Горячевой, инж.
Н. Д. Смирновой, 3. А. Шубиной, а также инж. О. Б. Бе-
лявской и В. П. Кузьмину.
Автор считает своим долгом заявить, что эта книга
могла быть создана только благодаря повседневной по-
мощи в работе над ней покойной жены автора Е. Н. Ива-
новой.
СПИСОК. ОСНОВНЫХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ1
а“ указатель степени в некоторых форму.
«к — ударная вязкость пористого тела-
(ак/к — ударная вязкость компактного тела-
А контактное сечение (размерность L2’}-
лх’лВ *—величины контактного сечения в направ-
лениях, перпендикулярном и параллель-
ном направлению нагрузки (размерность
А' — поверхность соприкосновения (контакт-
ная поверхность) (размерность L2);
луд — ударная вязкость, отнесенная ко всей
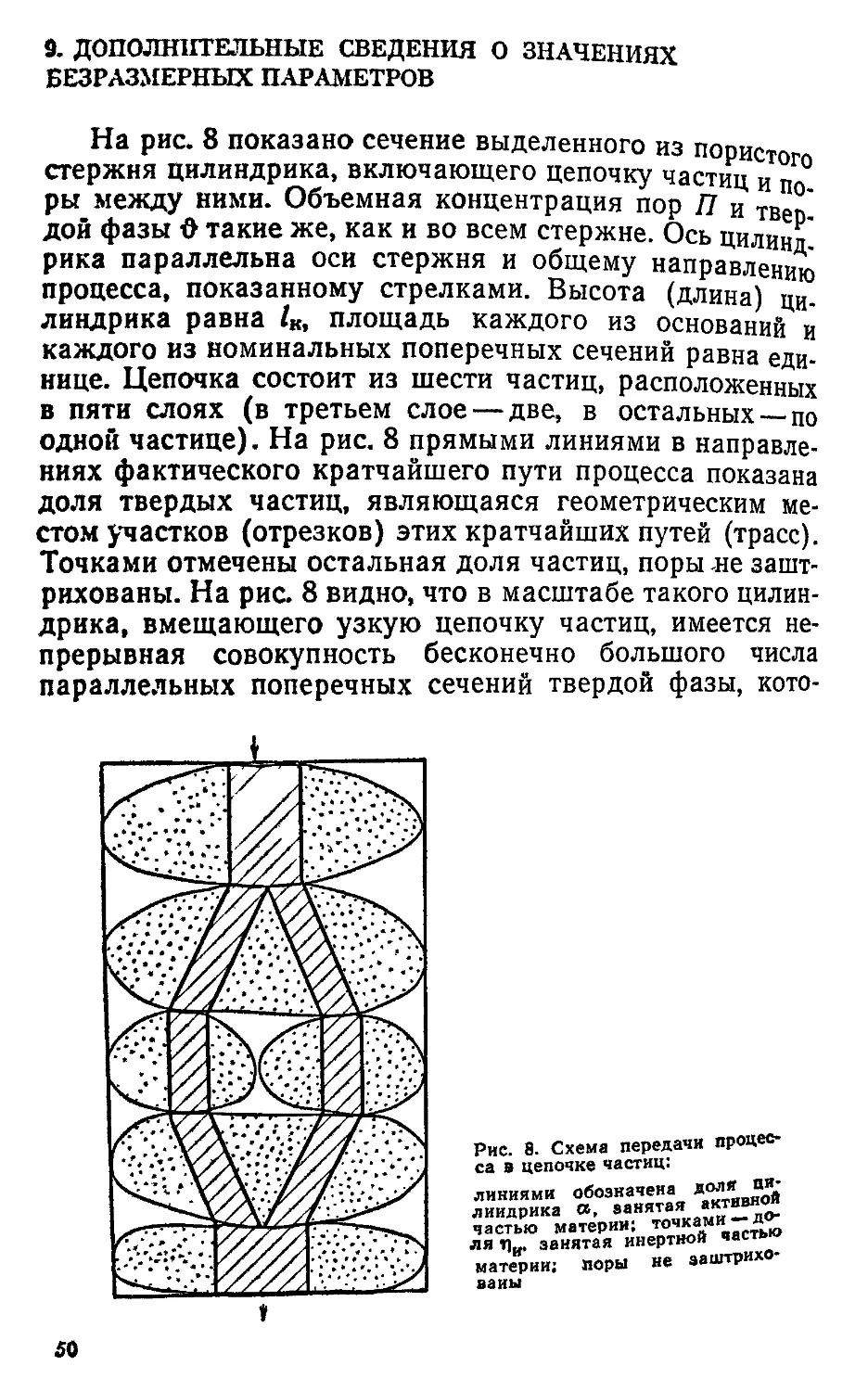
площади сечения образца;
а — безразмерное контактное (критическое)
сечение; безразмерная активная доля
объема пористого тела, в которой кон-,
центрируются направленные напряжения
или процессы;
«х*ай—величины безразмерного контактного
(критического) сечения в перендикуляр-
ном и параллельном направлениях к
направлению приложения нагрузки;
а0— исходное значение а при Ф=$о;
| _ различные значения критического сече-
ния а;
аср, Omin — среднее и минимальное значение а, для
параллельных критических сечений одно-
го и того же тела;
аа,ар ,а£—величина безразмерного критического се-
чения а, определенного соответственно
по прочности, электросопротивлению и
модулю упругости;
аис,аОст — исходное (до снятия давления) и оста-
точное (после снятия) значения крити-
ческого сечения а;
аи—величина а при изостатическом уплотне-
аед— величина единичного безразмерного кон-
тактного сечения, т. е. величина о
» Расшифровка некоторых Ре^к0 встречаюш ^усло синони^
венных обозначений дана в тексте книги. Экви. приведены
понятий, обозначающиеся одной р Т9Й же буквой, также привел
р тексте книги.
5
ния площади проекции единичного инди
видуального контакта одной частицы к
площади проекции всей частицы и пои
надлежащего ей ареала пор (берется
плоскость, перпендикулярная напоавло
нию нагрузки); н е
(«ед)х. (®ед) в — величина единичного безразмерного кон-
тактного сечения в направлениях, пер-
пендикулярном и параллельном направ-
лению нагрузки; F
— величины Различных единичных безраз-
мерных контактных (критических) сече-
ний (Хед;
6—* показатель степени в некоторых форму-
лах;
Р—относительный объем (отношение объе-
ма пористого тела к объему его твердой
фазы), Р= 1/0;
Ро—значение исходного относительного объе-
ма Р;
Pi. Рг —* различные значения Р;
с — показатель степени в некоторых форму-
лах;
Сц и сл.— значения с для функций, параллельных и
перпендикулярных давлению прессова-
ния;
сд и ск—значение с при диффузионном квазивяз-
ком течении;
Ср, ср —* теплоемкость соответственно моля и еди-
ницы массы пористого тела;
d — диаметр волокна;
D — диаметр пористого тела;
Do — исходное значение D;
SD/D0, b.hjha, ЬЬЩ, ДУ/Vo —относитель-
ные изменения размеров пористого тела
по D, h (высоте), L (длине), V (объему)
в результате упругого последействия или
усадки;
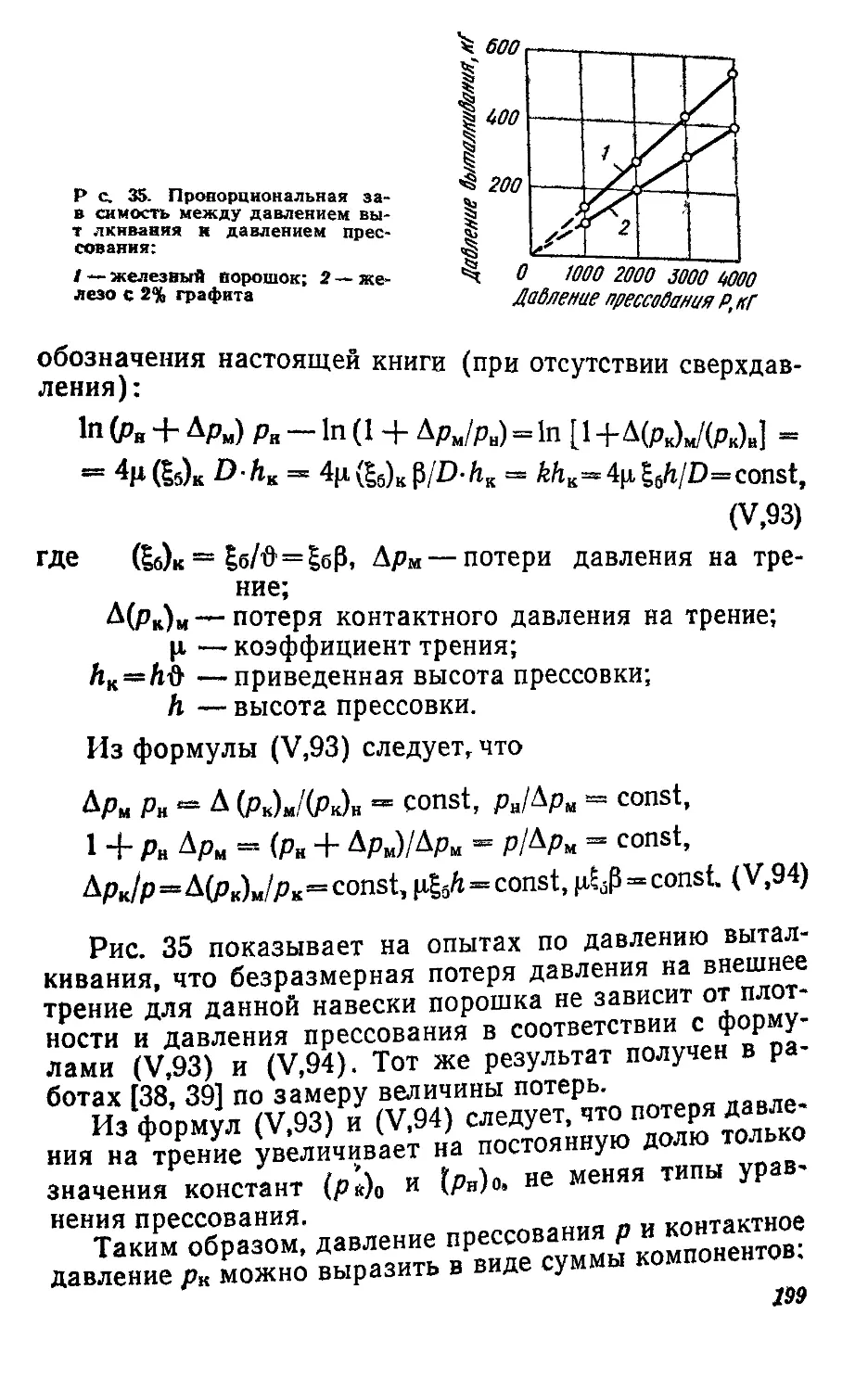
(АЖ)У; (WWt; (ДЬДо)у;
(AD/Do)*, (ДЛ/Чк; (Д£/Чв;
(ДУ/Уо)н — соответственно чисто упру-
гие (обратимые) и необратимые состав-
ляющие упругого последействия;
б, бк — удлинения пористого и компактного те-
ла;
Е, Ек-~ модули упругости пористого и ком-
пактного тела;
E„at, Еяи»— статический и динамический модули
упругости пористого тела;
Е,, Е»—модули упругости пористого тела в на-
* правлениях, перпендикулярном и парал-
лельном давлению прессования}
8 — относительная деформация-
'‘"5SS У"РУГа’ деф°рмапи’
8д — линейная упругая деформация:
8т-—линейная деформация при достижении
предела текучести о,; «жении
8У~ линейная деформация при достижении
предела упругости оу; жжении
вп — линейная деформация при достижении
, t предела пропорциональности <уп;
8 ,ек —диэлектрическая постоянная пористого
и компактного тела;
/к — компонент напряжения контактного тре
ния в направлении действия нагрузки-
F — сила;
G— модуль сдвига пористого тела (инерци-
онный) ;
G' — модуль сдвига пористого тела (контакт-
ный) ;
бк — модуль сдвига компактного тела;
у — поверхностное натяжение (поверхности я
энергия);
Угр — пограничное натяжение (погранич
энергия);
Г, Гк — плотность пористого и компактного тела
h — высота тела;
hK = Aft — приведенная высота пористого тел ,
НВ, HV,H к — твердость компактного тела, соответст-
венно по Бринелю, Викерсу или конт кт
ная;
Яо — кратковременная горячая твердость ком-
пактного тела;
Но — кратковременная горячая твердость по. -
ностью автономного единичного контак-
та в пористом теле, Н в(рк)«;
т] — коэффициент вязкости;
т]и —инертная доля объема или сечения твер-
дой фазы пористого тела по отношению
ко всему объему или сечению этого тел
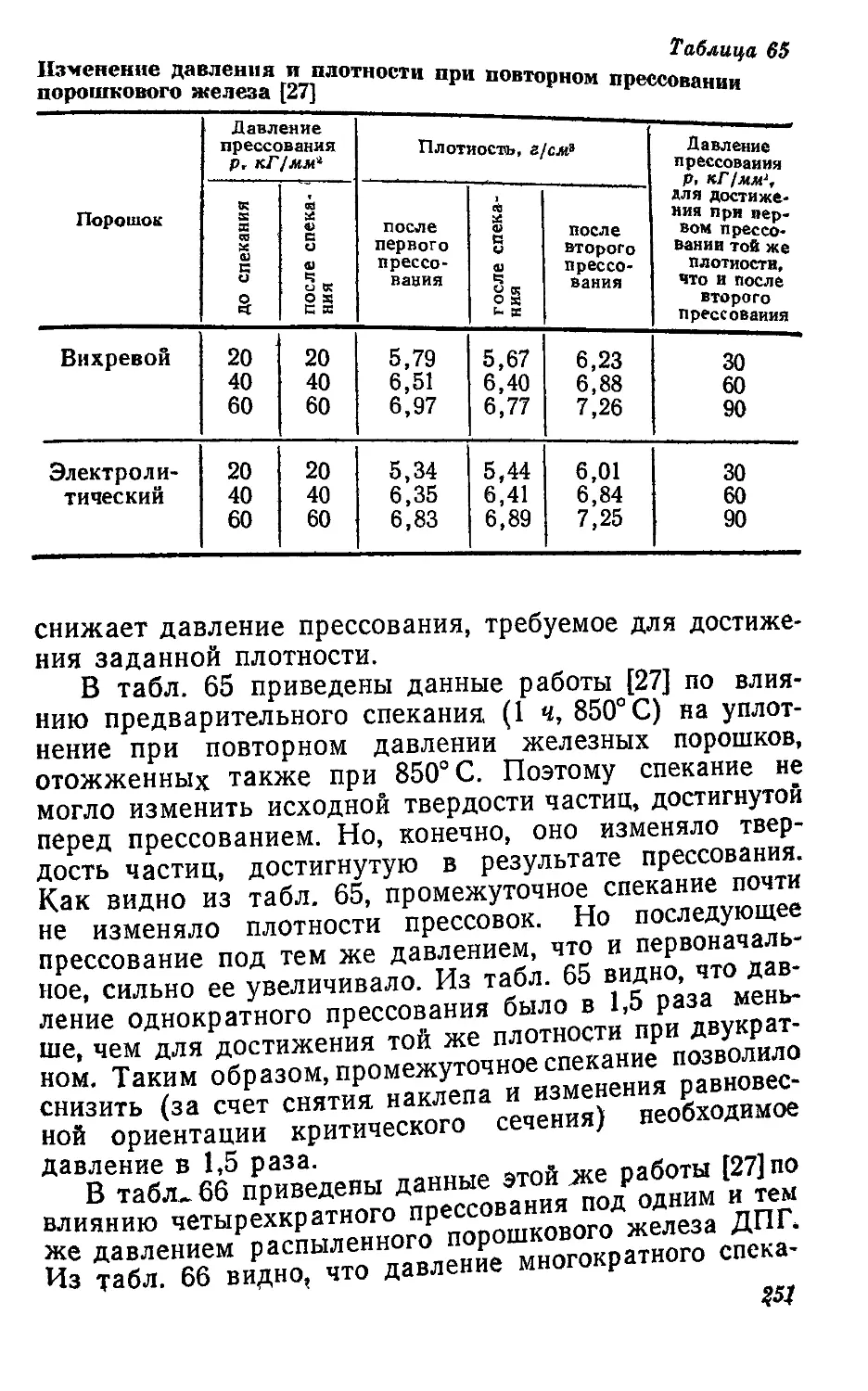
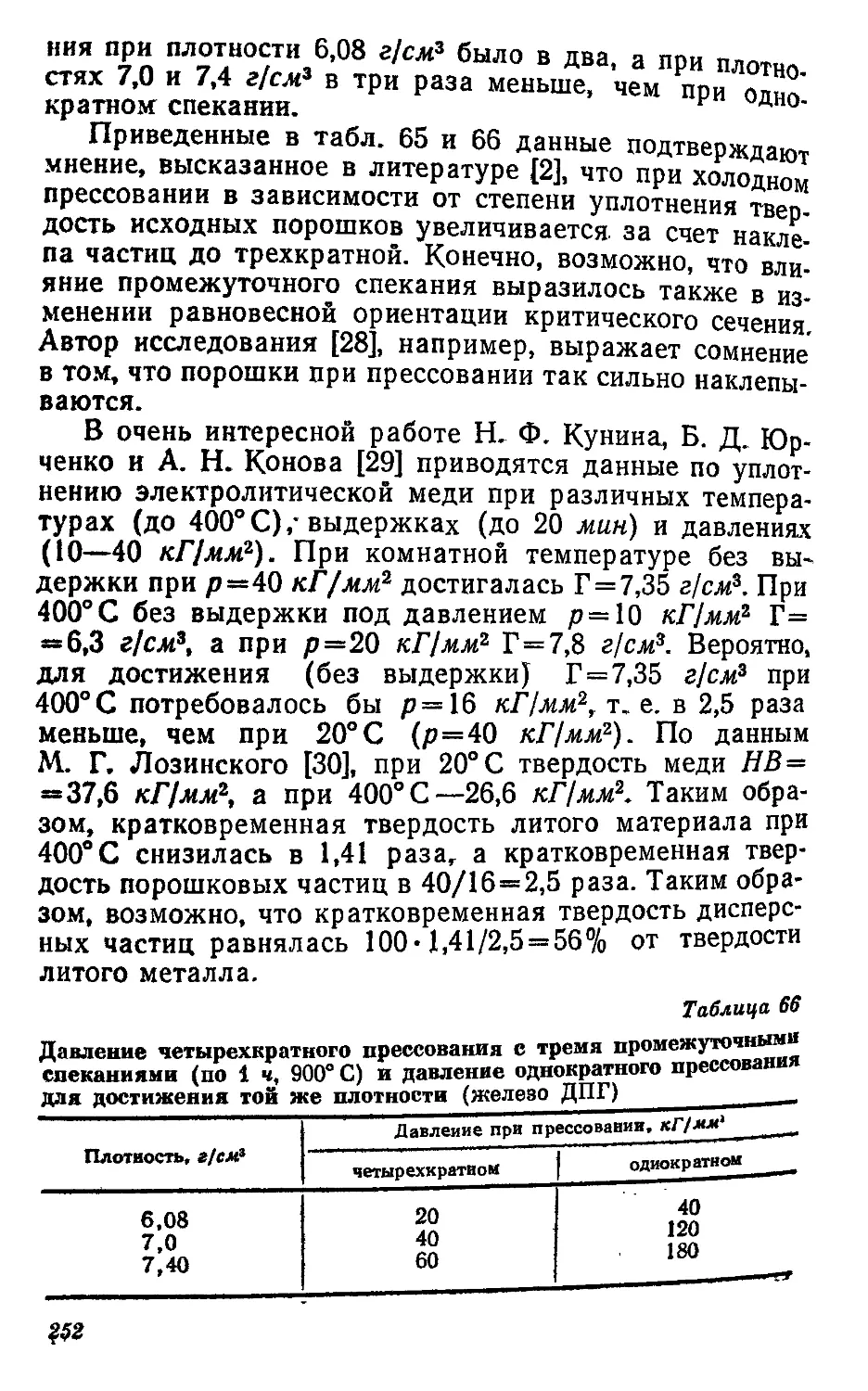
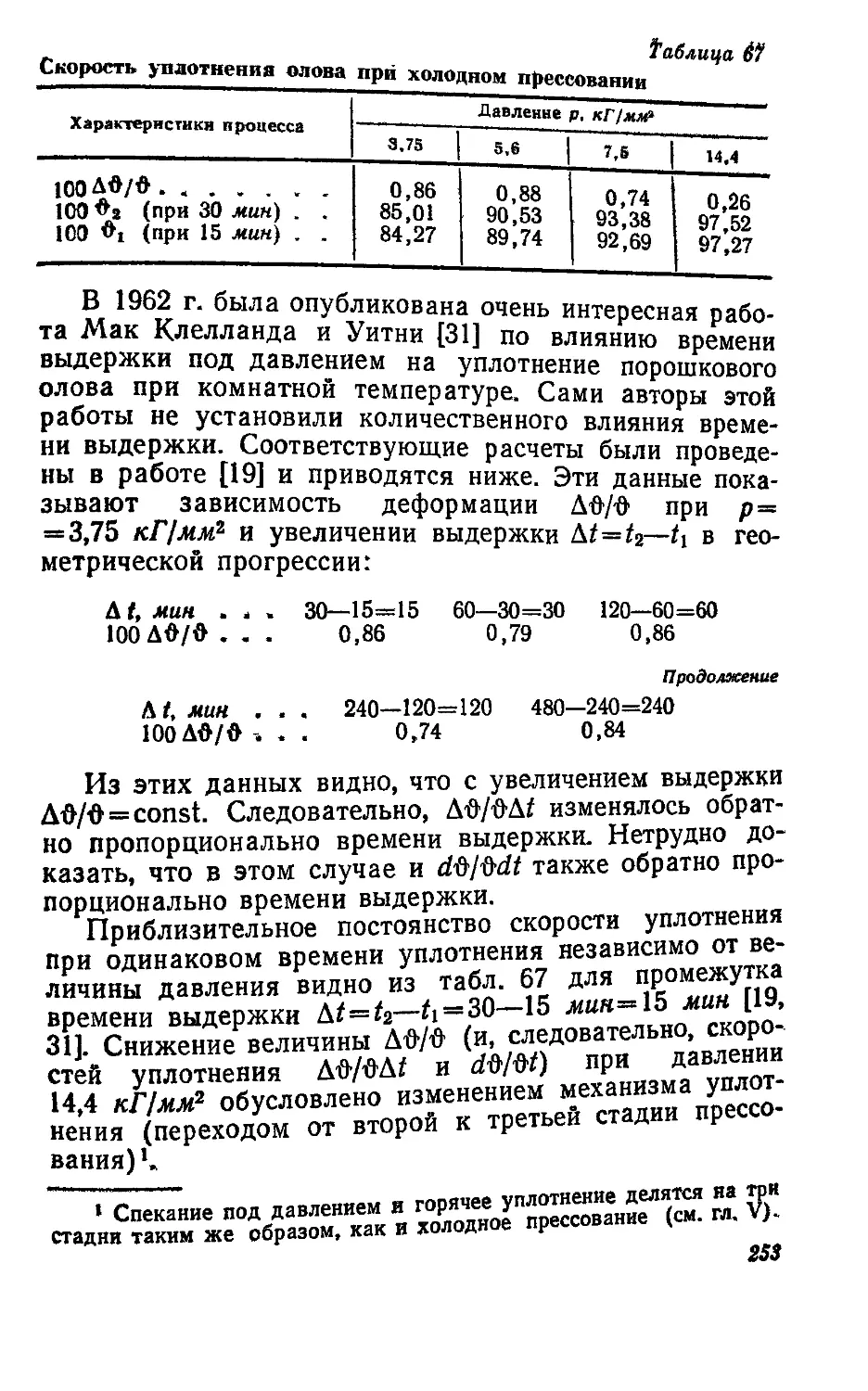
О — относительная плотность;
— исходное значение
ф2— различные значения О;
0—безразмерная доля 6^1;
0Ъ 02— различные значения 0;
}—постоянные коэффициенты;
*о’(йр)к— коэффициенты термического
' ₽ тела в пористом и компактном состоя
К— модуль всестороннего сжатия пористого
Тела (контактный);
перпендикулярных направле-
модуль всестороннего сжатия компакт
кого тела;
I— фактический (кратчайший) путь процес
са в пористом теле, также фактическая
длина волокна и некоторый линейный
параметр;
/к—номинальная кратчайшая длина пути
процесса в пористом теле; 3
L—длина пористого тела, —-его исходная
длина;
—удельная электропроводность пористого
и компактного тела;
А.т. ^тк—коэффициент теплопроводности пористо-
го и компактного тела;
т— показатель степени в различных форму-
лах;
и тх — показатели степени для функций, парал-
лельных и
нию давления прессования;
М—показатель степени в некоторых форму-
лах;
р,— коэффициент трения;
п— показатель степени в различных форму-
лах;
п0Т1 ni— число отрезков волокна на единицу пло-
щади и на единицу длины;
пе, (nf)K—число колебаний в пористом и в ком-
пактном теле, при котором их первона-
чальная амплитуда уменьшается в ераз;
(пе)к > 1
) и j—расчетные значения (пе)к по различным
формулам;
N— количество уплотняющих ударов (цик-
лов) при динамическом прессовании;
Nк— количество ударов (циклов) при динами-
ческом прессовании до полного уплотне-
ния (0=1);
v— коэффициент Пуассона пористого тела
(инерционный);
v __t коэффициент Пуассона пористого тела
(контактный);
vk—коэффициент Пуассона компактного те-
ла;
— коэффициент Пуассона пористого тела в
области пластической деформации;
(ук)Пл = 0»5— коэффициент Пуассона компактного те-
ла в области пластической деформации;
(vvn). (^Уп)к--значения коэффициента Пуассона в уп-
руго-пластичной области для пористого
и компактного тела;
р—- номинальное давление прессования (на-
грузка, отнесенная к номинальному с₽-
чрнию пористого тела);
Р ,Р —номинальное давление прессования в на-
правлениях, параллельном и перпеипику
лярном нагрузке прессования- Р Д у‘
Рь РьРз—различные значения р; ’
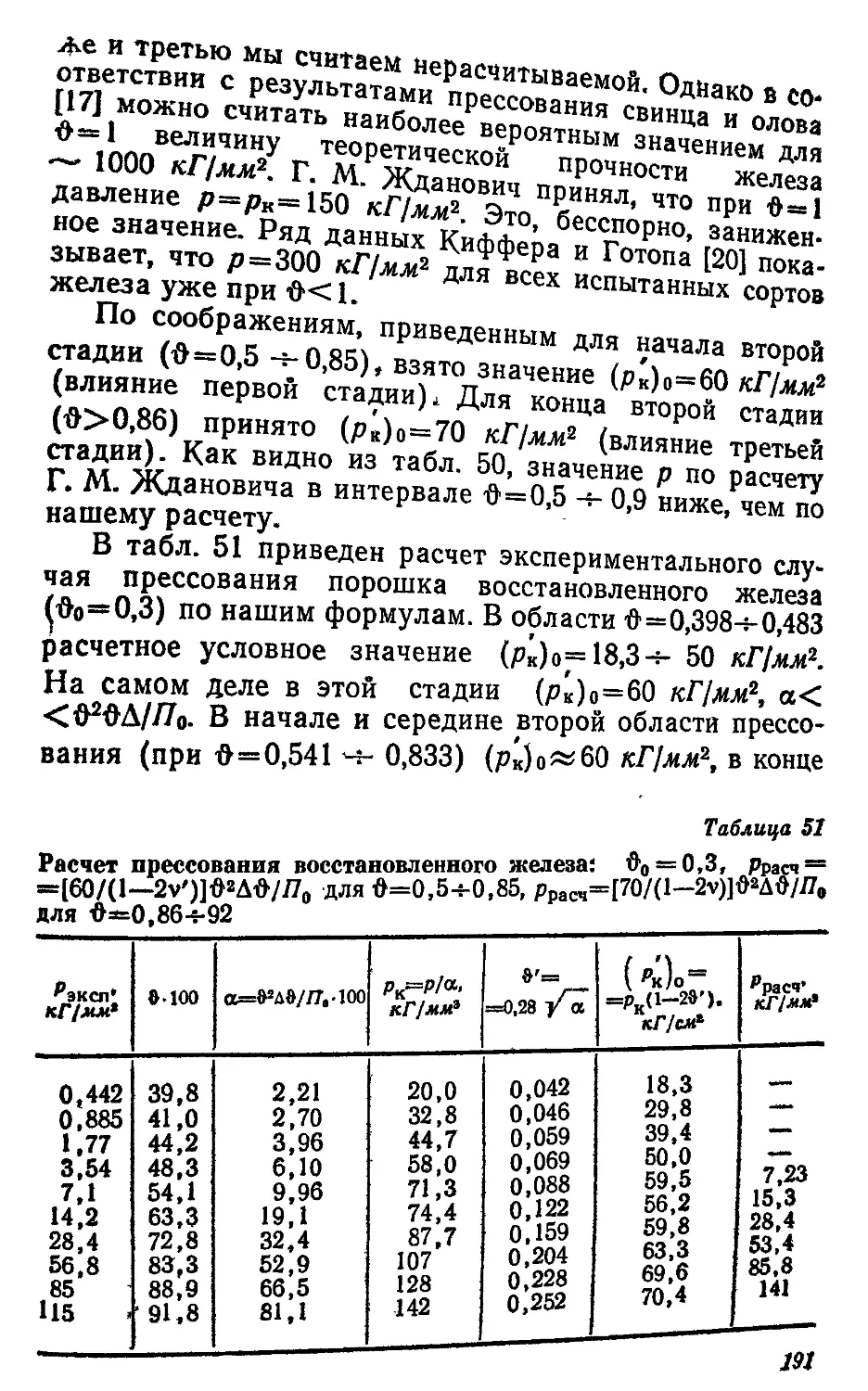
Ррасч расчетные значения р;
Рэксп~~ экспериментальные значения р-
Роб~ номинальное обратимое давление поес.
В ЧИСТ° упругой области напря-
Рп—постоянное давление при спекании поп
давлением; А
Рмз— межзеренное давление, обусловленное
пограничным натяжением угр;
Ртах и Pi— экстраполированное максимальное дав-
ление прессования в точке а=1, ’&=! со-
ответственно для тел из порошков и из
волокна;
Ркап—капиллярное суммарное давление в по-
рошковом теле;
Рн—нетто-давление, величина р при равно-
плотности и отсутствии потерь на внеш-
нее трение;
(Рк)н—контактное (критическое) нетто-давле-
ние;
Дрт—компонент давления, затрачиваемый на
преодоление внутреннего трения;
(Дрк) т « 2vpK ~ 2v'pK — компонент кон-
тактного давления рИ) затрачиваемый иа
преодоление внутреннего трения и кон-
тактного взаимодействия;
Д рм— компонент давления р, затрачиваемый на
преодоление внешнего трения (частиц с
матрицей);
ДРмк ДДкм— соответствующий компонент контактно-
го давления;
п„ == р/а— критическое (контактное) давление прес-
сования;
(рк)о - Р« (1—2v) ~ Ок — эффективное контакт-
ное (критическое) давление прессования,
рассчитанное по инерционному коэффи-
циенту Пуассона v;
in' V = о» (1 —2v') ~ Ок — эффективное контакт-
К ное (критическое) давление прессования,
рассчитанное по, контактному коэффици-
енту Пуассона v';
(ДрЗс— контактное НИв( критическое) сверхдавле-
/Дп^т-сверхдавление первого рода (при нерав-
номерности) ;
(Дрс)п —“ пакетное сверхдавление;
(Дрс)с — структурное сверхдавление;
р_ сжимающая нагрузка;
9
р (а), Р (Ь), 1
Р(®)идр./“веРоятность того’ что ЭТЙ функции им*,
ют значения а, &, ш и т. п.;
П ~1 — О— пористость;
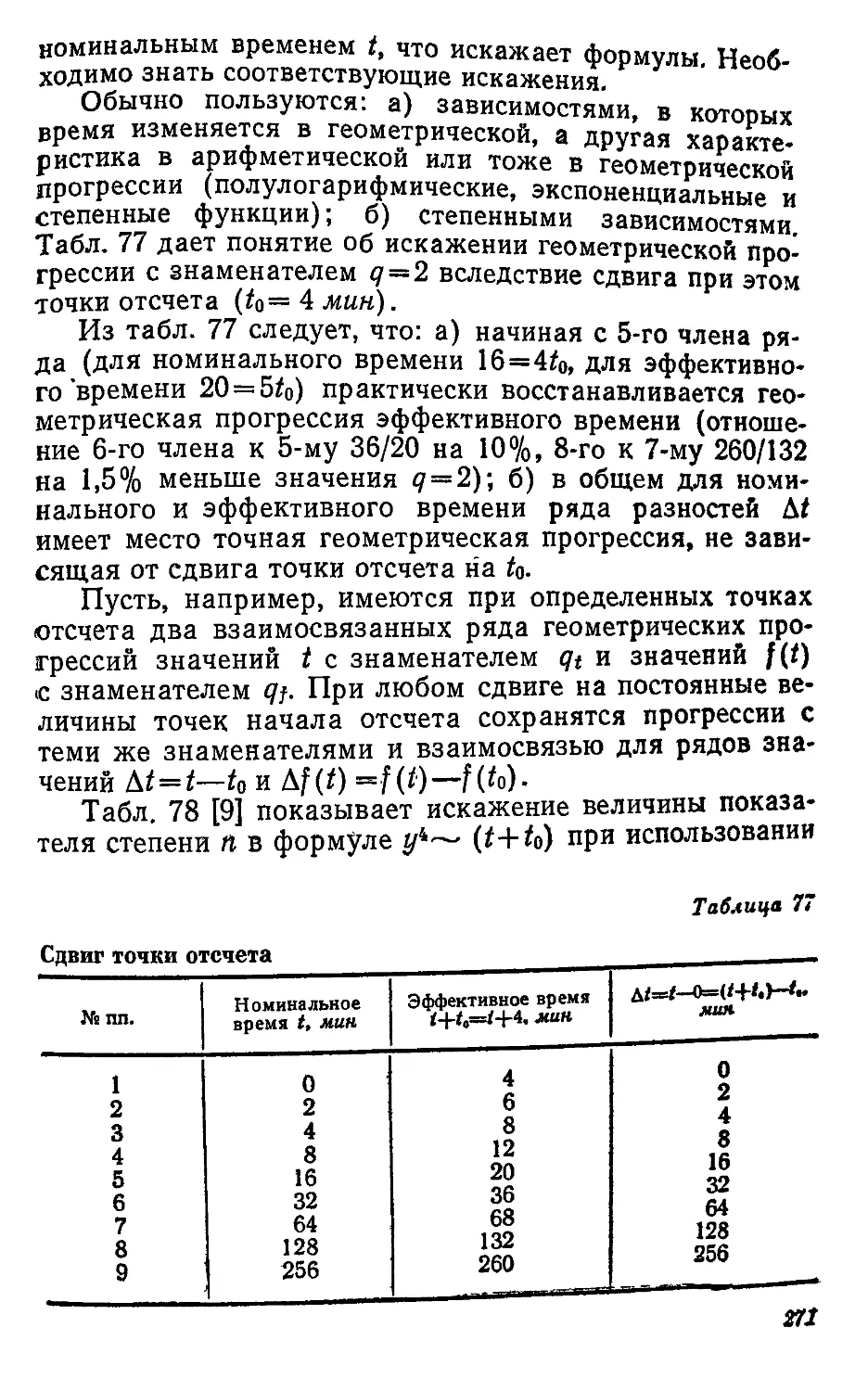
/70 —1— Фо—исходная пористость при а-» 0, р-> о-
Я> Я'— знаменатели геометрической прогрессии-
Q~\ Q71-логарифмический декремент затухания
пористого и компактного тела;
(QZ’Jn - логарифмический декремент затухания
тела, доведенного до компактного состо-
яния, вычисленный на основе различных
формул;
(?пл—скрытая теплота плавления;
Qrp—энергия на границах зерен;
га, г условные безразмерные радиусы средне-
го единичного контактного сечения ча-
стиц и среднего номинального сечения
частиц для инерционного коэффициента
Пуассона. В этом случае лг^=,&, лг^=а,
=1=/аМ;
га* — условные радиусы среднего единичного
контактного сечения частиц и среднего
сечения соприкосновения частиц для кон-
тактного коэффициента Пуассона.
В этом случае л(г$)2=1, л(г^)2=а,
r'afrh
— радиус частицы;
р, рк—удельное электрическое сопротивление
пористого и компактного тела;
£ = v/vK=/ «/"O’ — безразмерное значение
инерционного коэффициента Пуассона;
g' = vlvR=y~a — безразмерное значение кон-
тактного коэффициента Пуассона;
£б и £бк— коэффициенты бокового давления пори-
стого и компактного тела;
£пл=0,5 vna—безразмерное значение коэффициента
Пуассона в области пластической дефор-
мации;
S, SK— некоторое свойство тела в пористом в
компактном состоянии;
—значение S в направлениях, параллель-
ном и перпендикулярном давлению прес-
сования;
Зэксп—экспериментальное значение о;
Snaco — расчетное значение S;
р а—номинальное напряжение в пористом те-
ле;
ак == рк—fK — критическое (контактное) на-
пряжение;
ов—предел прочности при растяжении
стого тела; княжении пори-
(ов)к—предел прочности при растяжении к™
пактного тела; н жеиии ком-
стт— предел текучести пористого тела-
(От)к— предел текучести компактного тела-
оп— предел пропорциональности пористого
тслз,
(стп)к“* предел пропорциональности компактного
ау—предел упругости пористого тела;
(Оу)к— предел упругости компактного тела;
\Ок)пр— предел теоретической прочности материа-
ла в компактном состоянии;
ок(1—2v)—эквивалентное (приведенное) значение
предела текучести компактного тела;
о«ап— капиллярное давление в единичной ча-
стице или поре;
t— время выдержки при изотермическом
спекании или нагреве;
to— эквивалентное время выдержки, учиты-
вающее начальный период спекания (бы-
стрый подъем температуры и давления);
/к— экстраполированное время выдержки
Для полного спекания;
тк— контактное касательное напряжение тре-
ния;
и— показатель степени
лах;
v, ик~* скорости процесса
пактном теле;
° П»— скорости процесса
некоторых форму-
пористом и ком-
в
в
в
направлениях, па-
раллельном и перпендикулярном направ-
лению давления прессования;
V — объем;
w—приведенная работа прессования (для
объема частиц, равного единице при
0-1, ₽=1);
ютах, wK— приведенная работа прессования при
полном уплотнении (до v—1);
wH— приведенная нетто-работа прессования;
Дщс—затраты работы на внутреннее трение
(и, следовательно, изменение структур
частиц и сверхдавление);
Додк—дополнительная работа контактно
взаимодействия и трения;
Дшм—затрата работы на внешнее трение (с
матрицей) при статическом и динамиче-
ском прессовании;
шэксп—экспериментальное значение ®.
Шпасч— расчетное значение w; ин
^ — приведенная работа деформации на од
цикл при динамическом прессовании,
11
й?У Приведенная работа упругой деформации
при статическом и динамическом прессо-
вании;
(а>у)к — то же при 6=1;
“'ly—приведенная работа упругой деформации
на один удар (один цикл) при динами-
ческом прессовании;
“’об—работа обратимой деформации пористо-
го тела на единицу номинального объе-
ма;
(а'об)к то же при 6=1;
затрата приведенной работы при дина-
мическом прессовании на демпфирова-
ние колебаний в прессформе и инстру-
менте;
о»1и—то же, что и wn, но на один удар (один
цикл);
a>iM—затрата работы на один удар (один
цикл) при динамическом прессовании на
трение с матрицей;
шм.д, (“’м-д)к— работа упругой деформации единицы
массы для пористого и компактного тела;
ф = р—1=/7р=/7/6— коэффициент пористо-
сти (относительный объем пор);
фх—- некоторое значение ф;
х— радиус контакта частицы (размер-
ность L);
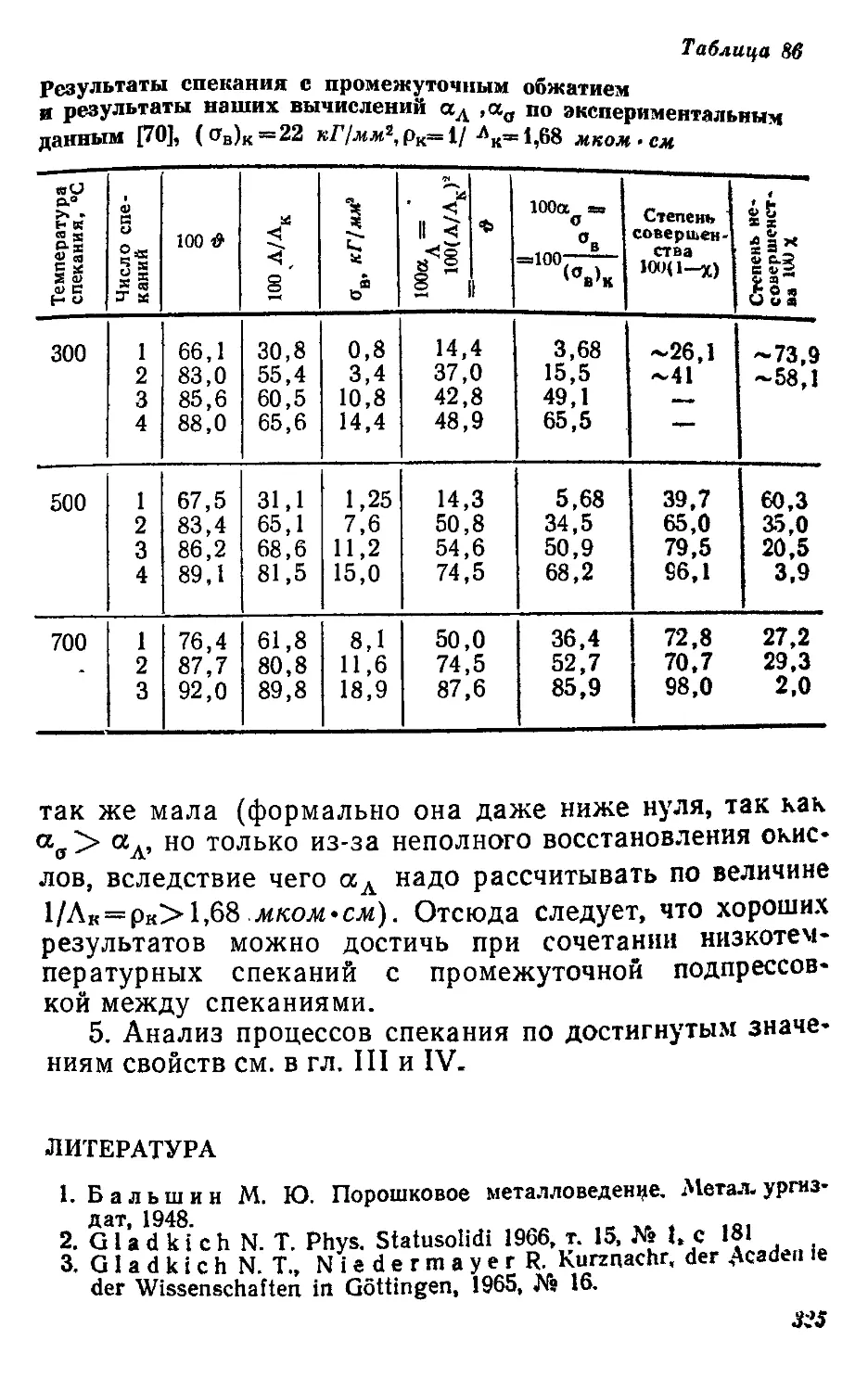
X—степень несовершенства консолидирован-
ного тела;
1 _ — степень совершенства консолидированно-
го тела;
у= 1—z—безразмерный коэффициент авто-
номности;
пс=1—zc— среднее значение у,
1—2Ц — среднее циклическое значение у
в интервале от 6 до 6=1;
z = dtit/d-d — безразмерный коэффициент кон-
солидации;
zc= Дсо/Дб —среднее (кумулятивное) значе-
ние z в интервале Д6;
ц -г ——— циклическое (кумулятивное)
1 *0* О'
значение z в интервале от 6=60 до 6=1;
со— пластически деформированная доля
объема частиц;
<Bma* = wH — пластически деформированная до-
ля объема при 6 = 1.
Металлические порошковые и волок-
нистые материалы — представители
семейства консолидированных ве-
ществ, широко распространенных в
природе и технике
ГЛАВА I ОБ ОСОБЕННОСТЯХ
ПОВЕДЕНИЯ И СВОЙСТВ
ПОРОШКОВЫХ
И ВОЛОКНИСТЫХ
МАТЕРИАЛОВ
i. КОНСОЛИДАЦИЯ И КОНСОЛИДИРОВАННЫЕ МАТЕРИАЛЫ
ИХ РОЛЬ В НАУКЕ И ТЕХНИКЕ
«Консолидация» — новый термин, который еще не полу-
чил у нас окончательно «прав гражданства». За рубежом
этот термин за последнее десятилетие все шире распро-
страняется, особенно для обозначения таких процессов,
как прессование и формирование всевозможных порош-
ков и порошковых материалов. Несомненны тенденции
и к расширению применения термина «консолидация» и
к его пониманию в широком, а не в узком смысле.
Трудно перевести с буквальной точностью латинское
слово «консолидация», так как оно включает в себя
ряд оттенков. В этом слове частица «кон» обозначает со,
совместно, взаимно, частица «солидация» — отвердение,
упрочнение, объединение, соединение, увеличение связ-
ности, преобразование в цельное твердое тело. Довольно
близки к буквальному такие переводы слова «консолида-
ция» как соотвердение, соукрепление, скрепление, объе-
динение, соединение воедино и т. и.
Зато, в отличие от буквального перевода, смысл тер-
мина «консолидация» в современной науке и технике
точен и однозначен. Консолидация — процесс или сово-
купность процессов получения цельных и связных твер-
дых тел и изделий путем объединения входящих в их с
став структурных элементов. К этому определению
обходимо сделать некоторые дополнительные зам
13
Естественно, что такое объединение в единое цельное
тело почти всегда связано с изменением и иногда даже
очень сильным изменением первоначальной структуры
объединяемых элементов. Первоначальная структура
элементов оказывает известное влияние как на процесс
консолидации, так и на свойства консолидированного
тела. Поэтому термин «консолидация» применяется толь-
ко по отношению к таким процессам, при которых глав-
ная объемная часть структурных элементов остается в
твердом состоянии. Таким образом, материалы, получен-
ные переплавкой брикетированных или небрикетирован-
ных порошков или стружки, нельзя назвать консолиди-
рованными. В то же время «композиции» из структурных
элементов разного состава, меньшая объемная часть ко-
торых расплавляется или же вводится в жидком виде
в процессе получения этих композиций, можно с полным
правом отнести к консолидированным материалам.
Необходимость применения термина «консолидация»
диктуется тем, что никакой другой термин не может ха-
рактеризовать общую сущность многообразных процес-
сов объединения отдельных элементов в цельные тела —
например, таких частных процессов, как прессование по-
рошков и волокон, спекание, получение тканей, войлока
из неметаллических и металлических волокон и т. п. На-
пример, термин «формование» явно менее пригоден для
обозначения этой группы процессов, так как их основной
физический смысл не столько в придании формы объеди-
ненному телу, сколько в придании ему способности со-
хранять форму.
Точно так же только термин «консолидированные ма-
териалы и тела» пригоден для характеристики исключи-
тельно разнообразной продукции, полученной консолида-
цией, —- строительных материалов, керамики, бумаги, не-
металлических и металлических тканей и трикотажа,
спеченных порошковых и волокнистых материалов и др-
Структурные элементы, из которых получают консо-
лидированные тела, в тех случаях, когда речь идет об их
индивидуальном поведении, называют частицами^ Ча-
стица — индивидуальное тело с небольшими размерами,
по крайней мере в двух измерениях —порядка от 0,1 мкм
до 1 мм, в большинстве случаев 10—100 мкм. Частицы
порошков имеют размеры такого же порядка и по треть-
ему измерению — длине. Волокнистые частицы подлине
14
могут иметь гораздо большие размеры Тяк „о
трикотажные изделия могут консолидирования иЭ
единственной частицы с длиной порядка 1 км одной*
Значение процессов консолидации для техники
ключается в том, что: а) консолидированные материалы
человечество начало изготовлять еще в глубокой древ
ности, раньше любых других искусственно получаемых
материалов; б) в настоящее время консолидированные
материалы и изделия стоят йо сравнению с любыми дру-
гими на первом месте по выпускаемому количеству по
разнообразию ассортимента, свойств и областей приме-
нения, по возможности такого сочетания свойств в консо-
лидированных телах, которое немыслимо для других
твердых тел; в) методы консолидации весьма перспек-
тивны для получения материалов будущего.
Процессы консолидации играют значительную роль в
природе при образовании почвы, грунтов, горных пород
и др.
Для науки изучение консолидированных материалов
представляет большой интерес, так как оно расширяет
понимание природы твердого тела. Консолидированные
тела иногда отличаются такими особенностями, которые
требуют внесения некоторых корректив в обычное опре-
деление понятия твердого тела, в соответствии с кото-
рыми его отличительными признаками является сохране-
ние постоянства объема, а при условии воздействия не
слишком высоких напряжений и постоянство формы.
Объем, занимаемый пористыми консолидированными те-
лами, при обжатии может необратимо уменьшаться. Та-
кие консолидированные материалы, как, например, тка-
ни, трикотаж при самых ничтожных усилиях меняют
свою форму и близки к жидкостям по своей способности
принимать и воспроизводить форму контуров тел, с кото-
рыми они соприкасаются.
Основной характеристикой консолидированного р
дого тела является то, что оно при изменении Фор^м ”
действием не слишком больших усилий сохра »
и обычные твердые тела, объем, цельность и р
(точнее, очередность) расположения СТРУ* УР и-
ментов, из которых оно состоит. Например, пр Р
вании первоначально прямого отреза ткани ( Р У
очень незначительных усилий) он изменяв
но сохраняет цельность и очередно р
>5
структурных элементов (например, нить № 4 в такой тка-
ни по-прежнему расположена рядом с нитью № 5). Для
некоторых консолидированных тел по сравнению с обыч-
ными сплошными твердыми телами понятия обратимая"
и необратимая деформация теряют свой классический
характер. Так, в вышеупомянутом примере свернутая
ткань сохраняет порядок расположения структурных
элементов, ее легко вновь развернуть и придать ей перво-
начальную форму. В этом смысле формоизменение
можно назвать практически обратимым. Однако трудно
назвать эту деформацию обратимой в классическом
смысле; так, свернутый кусок ткани после снятия при-
ложенных усилий не разворачивается сам по себе.
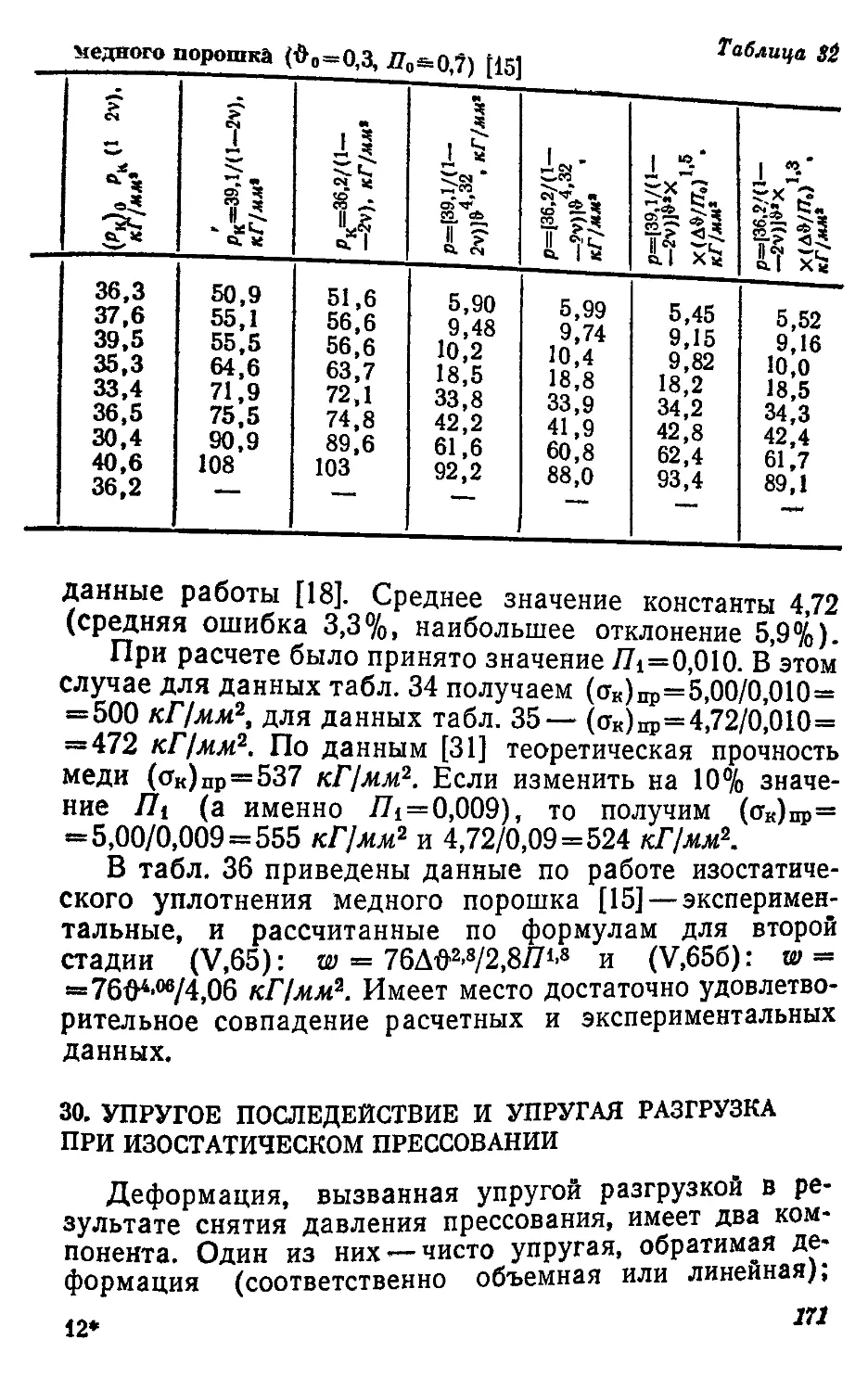
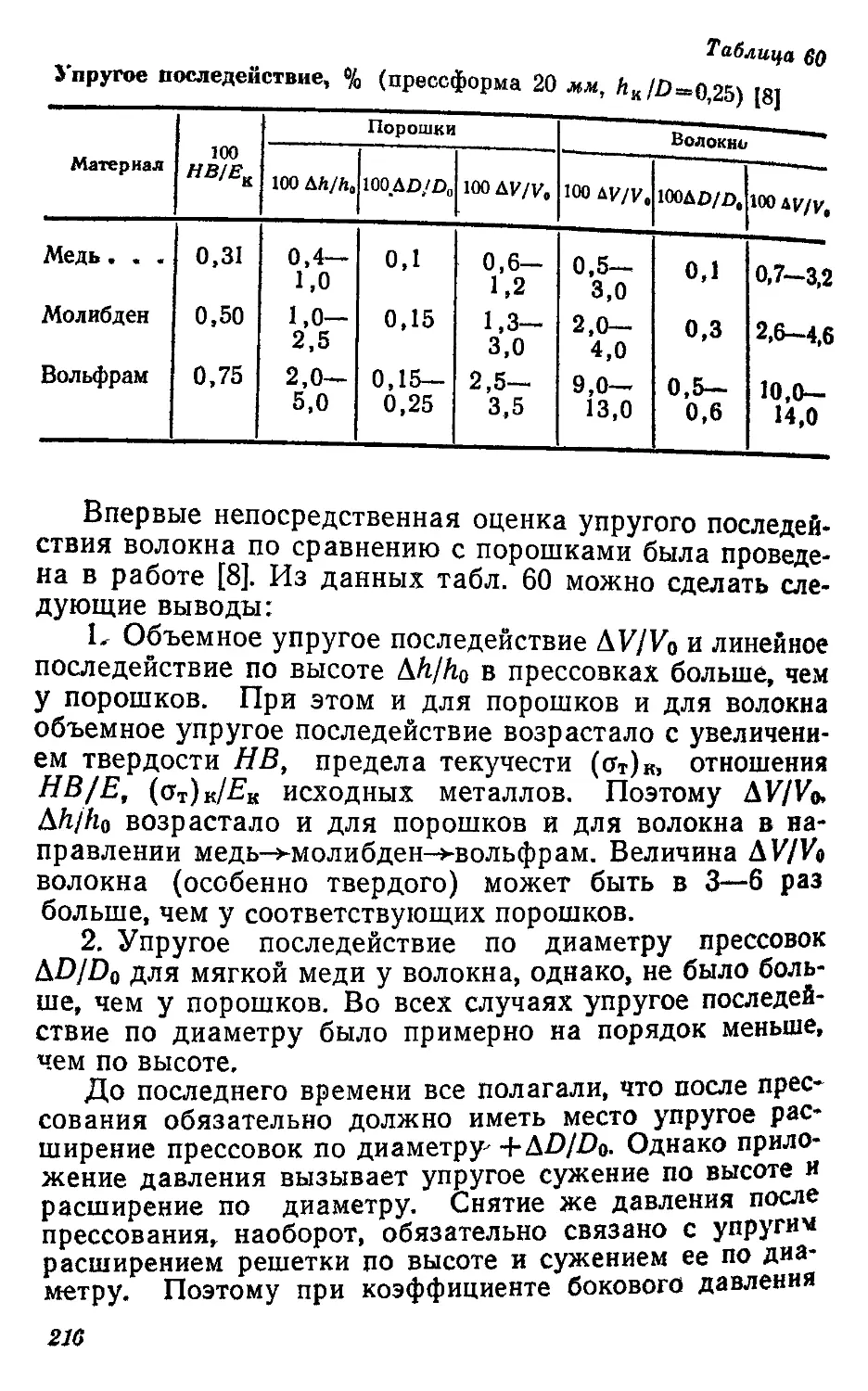
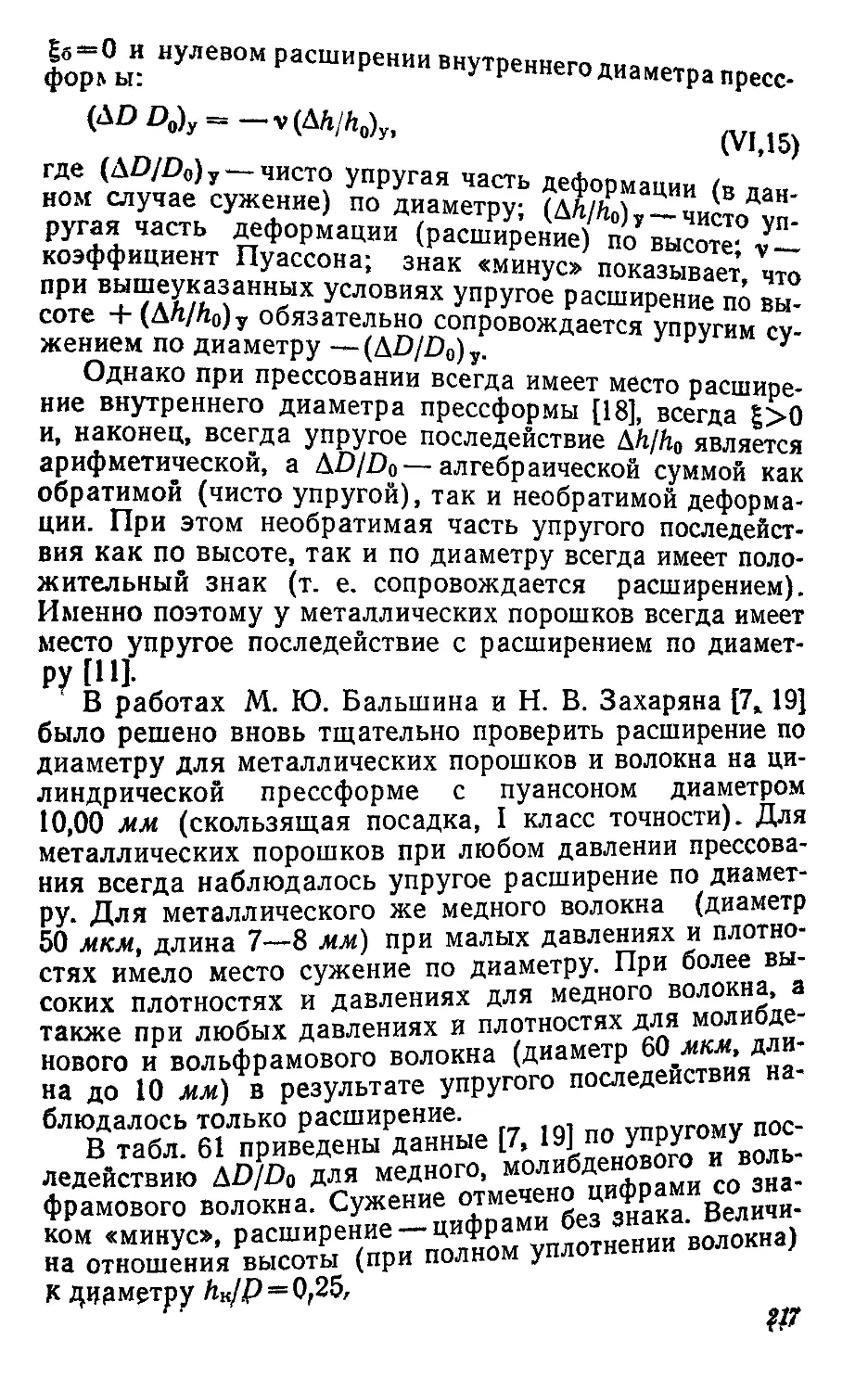
Уже давно было показано [1—3], что упругое после-
действие после снятия приложенных напряжений в по-
рошковых консолидированных прессовках приводит не
к чисто упругой, а в подавляющем большинстве случаев
и к обратимой деформации. Таким образом, понятие об
упругом последействии по отношению к консолидирован-
ным материалам также теряет свой классический ха-
рактер.
При различных процессах консолидации, например
прессовании и спекании, имеют место деформация и из-
менения контакта и связей между структурными элемен-
тами, характерные только для консолидируемых, а не
для сплошных твердых тел.
Выше было приведено краткое, далеко не полное пе-
речисление некоторых методов консолидации и консоли-
дированных материалов. Они настолько разнообразны и
различны, что не имеет смысла их описание в одной
монографии. В научной монографии целесообразно рас-
сматривать такие теоретические основы процессов по-
лучения и свойств материалов, которые имеют достаточ-
но общих сторон и достаточно выраженную взаимосвязь.
Поэтому настоящая работа ограничивается изуче-
нием кратких теоретических принципов процессов полу-
чения и свойств консолидированных материалов на ме-
таллической основе с неорганизованной структурой из
порошков и волокна. Структурные элементы таких ма-
териалов— металлические порошки и волокно — распре-
деляются в значительной степени в соответствии с зако-
нами статистики. Поэтому и научные принципы процес-
сов консолидации и свойств таких материалов опреде-
ли
ляются в основном законами статистики и имеют, таким
образом, общую теоретическую основу. Много общего
и в технике получения металлических порошков и во
локна. Методы порошковой металлургии и металлургии
волокна в основном совпадают.
Металлические материалы с организованной структу-
рой, полученные из волокна, — металлические ткани, три-
котаж, тела, изготовленные намоткой проволоки на’фор-
мы с последующим спеканием, в настоящей моногрЦши
не рассматриваются. Распределение структурных эле-
ментов материалов с организованной структурой, а сле-
довательно, и принципы научного изучения методов по-
лучения и свойств этих материалов в основном опреде-
ляются не законами статистики. Поэтому основные науч-
ные принципы для случаев консолидированных материа-
лов с организованной и неорганизованной структурой
имеют коренные различия. В связи с этими различиями,
лишь в виде исключения, для лучшего понимания осо-
бенностей материалов с неорганизованной структурой
в настоящей работе даются некоторые примеры поведе-
ния также и материалов с организованной структурой
(стр. 15—16).
2. ПЕРВЫЕ СВЕДЕНИЯ О НЕКОТОРЫХ ОСОБЕННОСТЯХ
ПОВЕДЕНИЯ КОНСОЛИДИРУЕМЫХ ТЕЛ, О ХАРАКТЕРЕ
ПОДРАЗДЕЛЕННОСТИ И СВЯЗИ МЕЖДУ ИХ СТРУКТУРНЫМИ
ЭЛЕМЕНТАМИ
Обычно мы классифицируем материю по ее состоя-
ниям — на твердую, жидкую и газообразную, на кристал-
лическую и аморфную, на металлическую и неметалли-
ческую. Материю можно классифицировать не только по
этим состояниям, но и по степени и характеру ее подраз-
деленности и связности.
По степени подразделенности сыпучие и консолиди-
руемые тела из частиц порошков или волокна, с диамет-
ром 0,1 мкм — 1 мм занимают среднее положение ме*ДУ
обычными сплошными компонентными телами с раз -
рами более нескольких миллиметров и коллоидами
стицами от 0,001 до 0,1 мкм. мягга
Решающее значение имеют не только °°’ье2!1 - ре
частиц, на которые подразделяется материя, сш
17
Wdd-
I
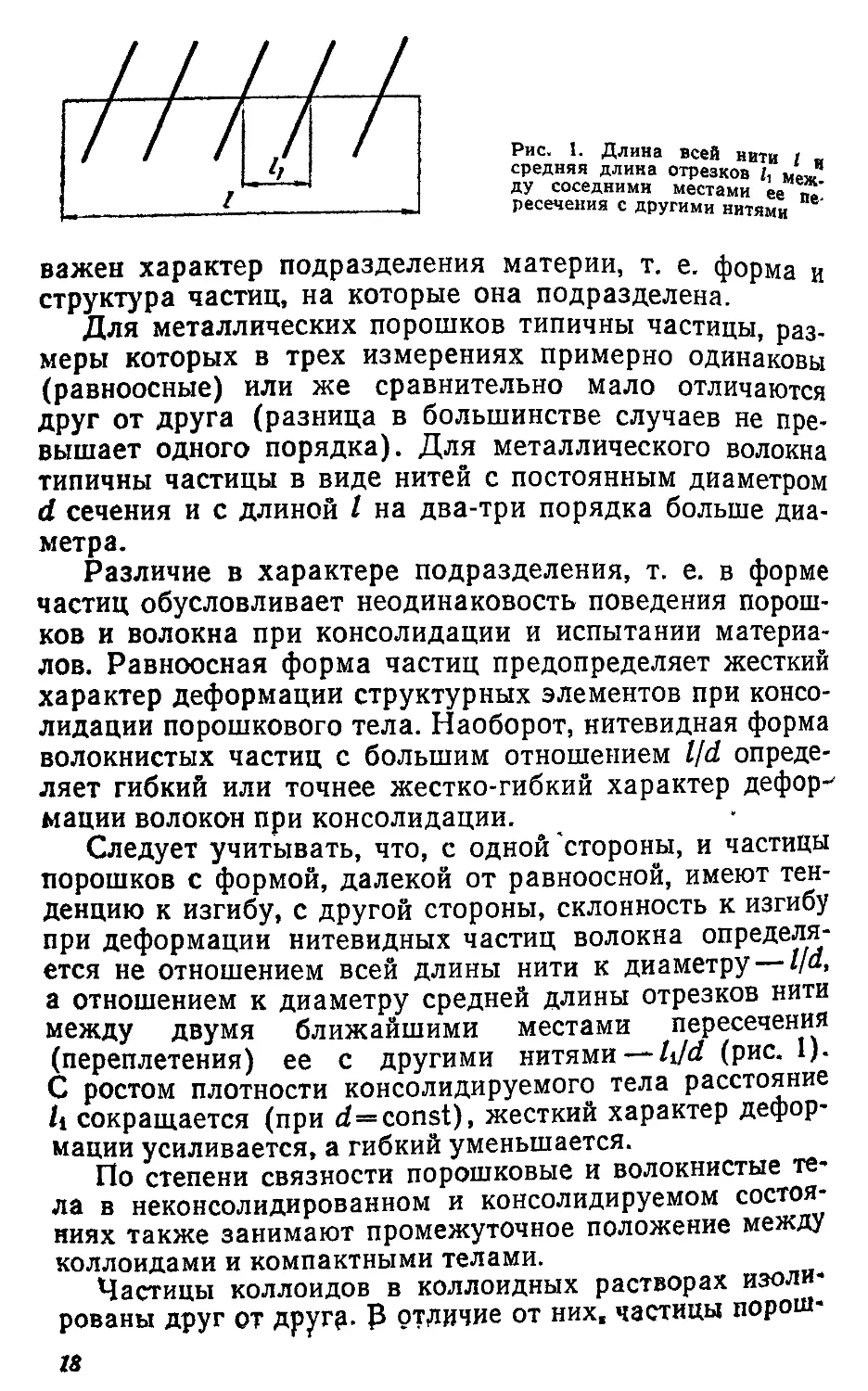
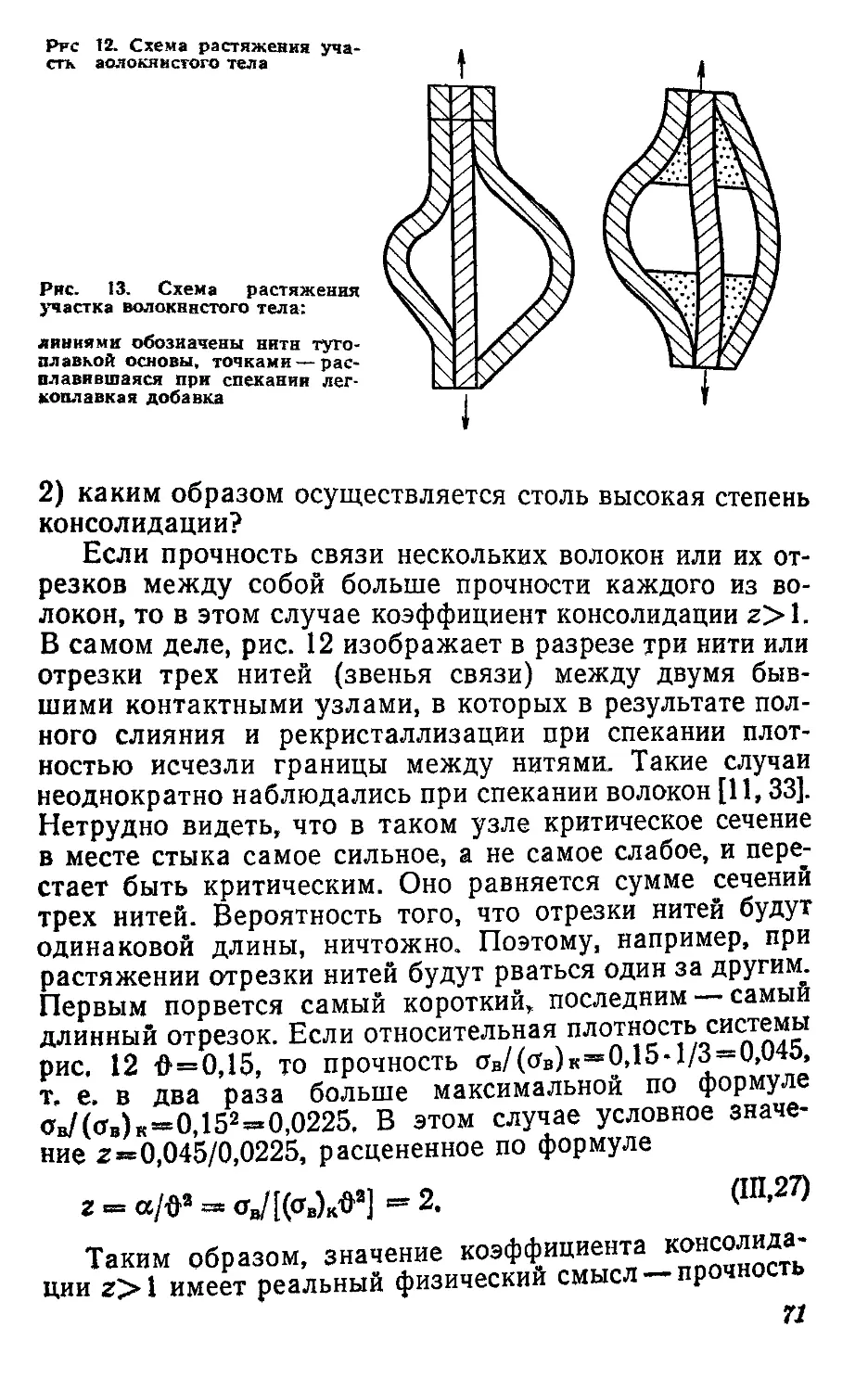
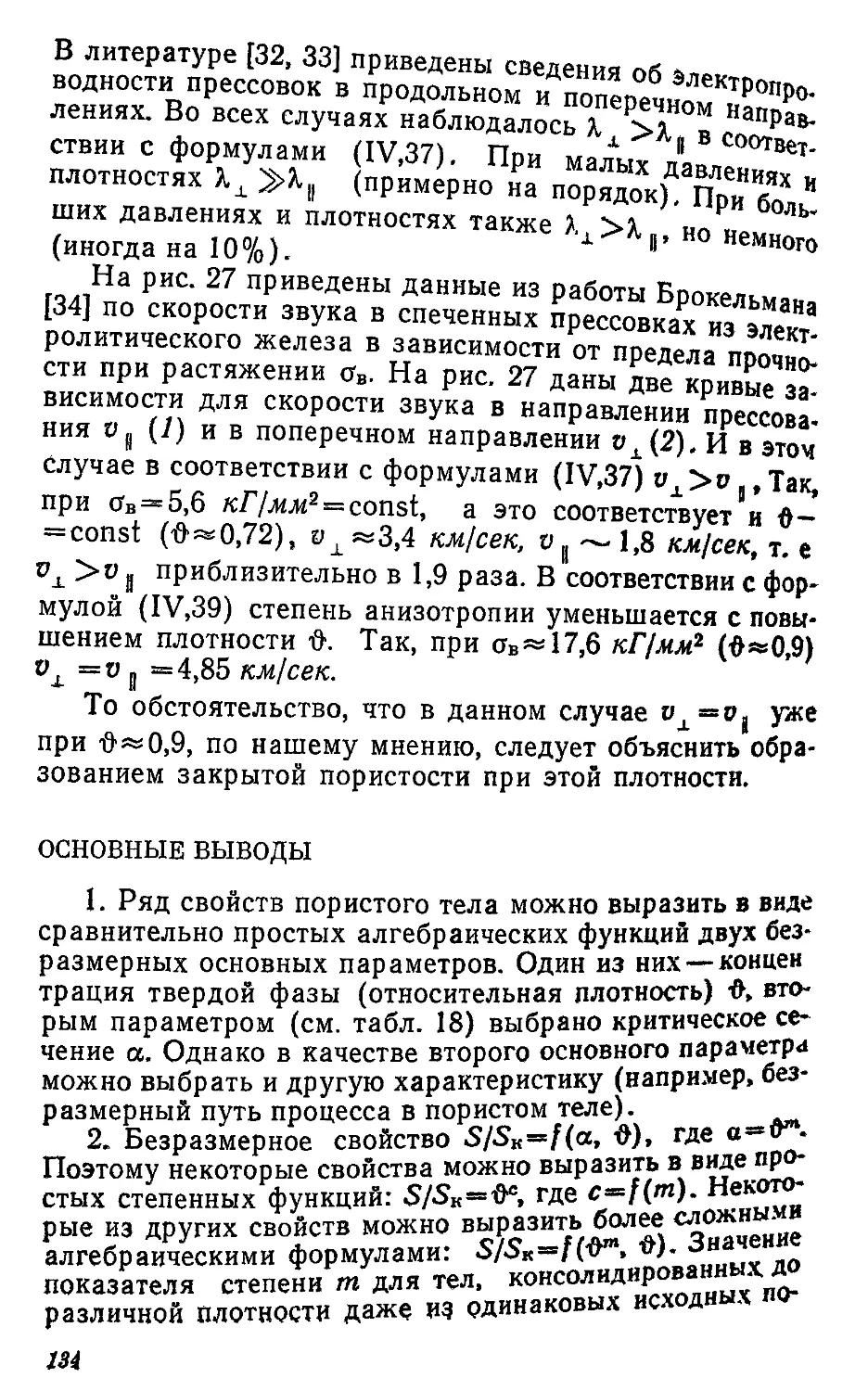
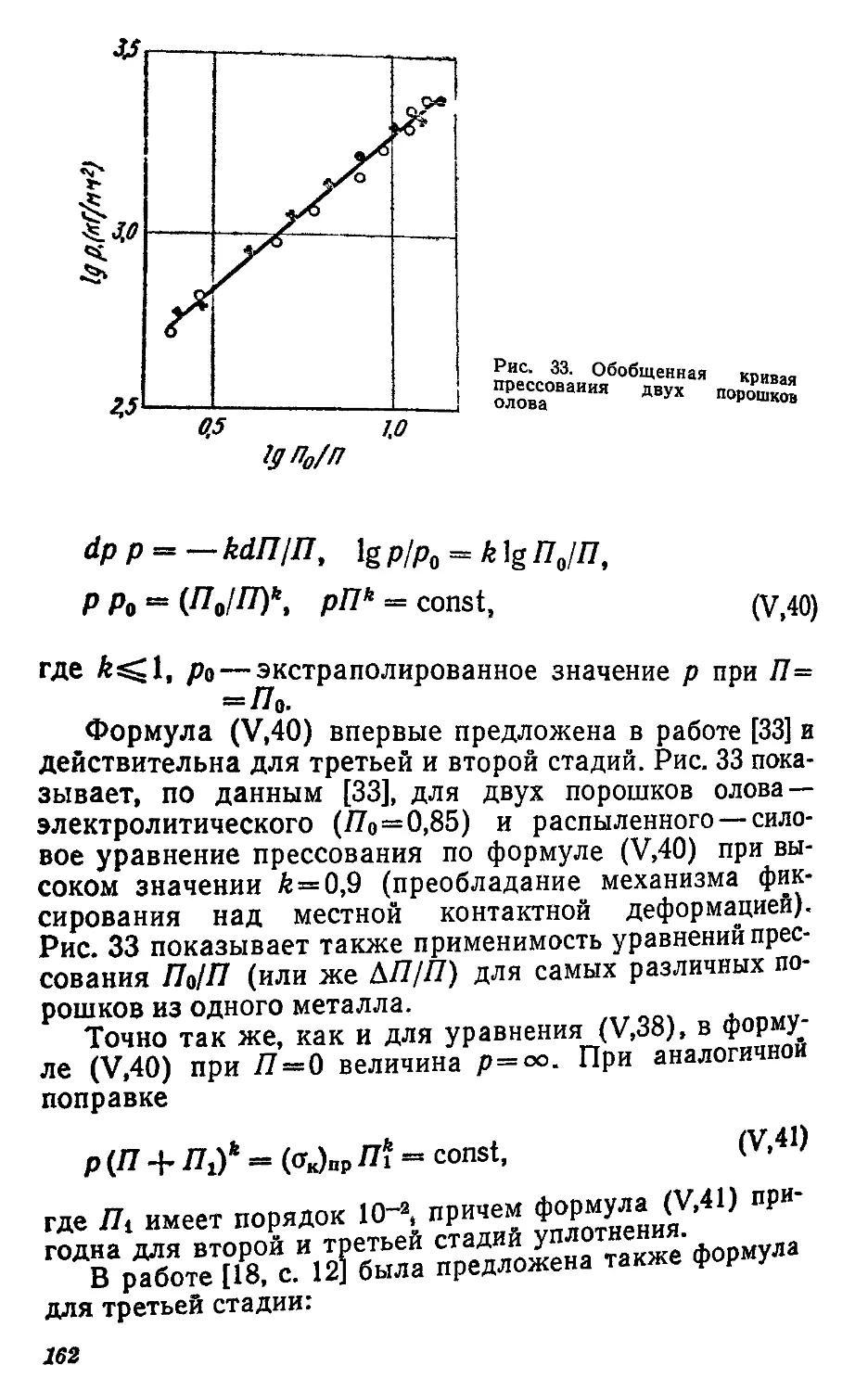
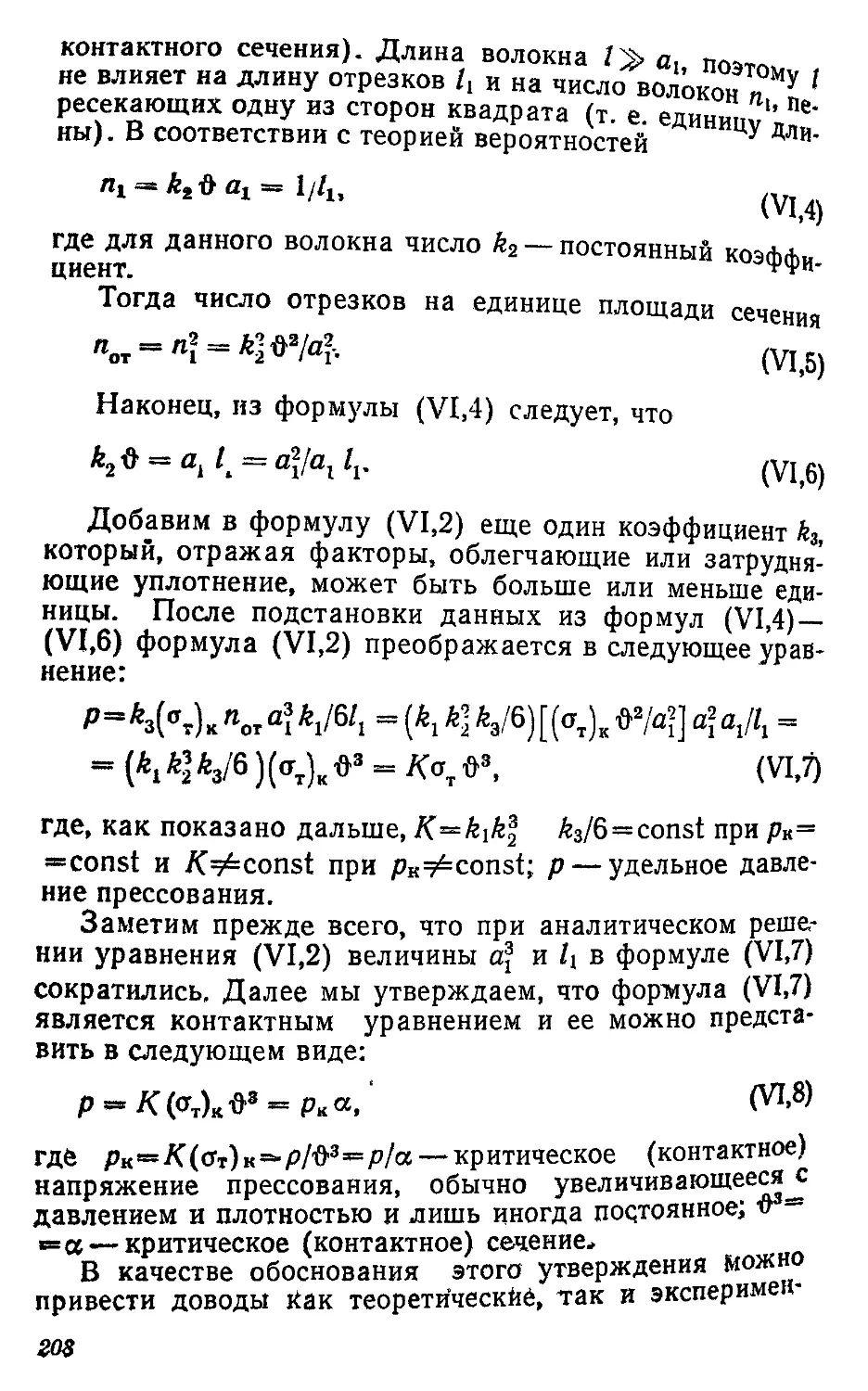
Рис. 1. Длина всей нити I «
средняя длина отрезков I, м‘ "
ду соседними местами ее » ’
ресечения с другими нитями
важен характер подразделения материи, т. е. форма и
структура частиц, на которые она подразделена.
Для металлических порошков типичны частицы, раз-
меры которых в трех измерениях примерно одинаковы
(равноосные) или же сравнительно мало отличаются
друг от друга (разница в большинстве случаев не пре-
вышает одного порядка). Для металлического волокна
типичны частицы в виде нитей с постоянным диаметром
d сечения и с длиной I на два-три порядка больше диа-
метра.
Различие в характере подразделения, т. е. в форме
частиц обусловливает неодинаковость поведения порош-
ков и волокна при консолидации и испытании материа-
лов. Равноосная форма частиц предопределяет жесткий
характер деформации структурных элементов при консо-
лидации порошкового тела. Наоборот, нитевидная форма
волокнистых частиц с большим отношением Ifd опреде-
ляет гибкий или точнее жестко-гибкий характер дефор-^
мации волокон при консолидации.
Следует учитывать, что, с одной 'стороны, и частицы
порошков с формой, далекой от равноосной, имеют тен-
денцию к изгибу, с другой стороны, склонность к изгибу
при деформации нитевидных частиц волокна определя-
ется не отношением всей длины нити к диаметру — lid,
а отношением к диаметру средней длины отрезков нити
между двумя ближайшими местами пересечения
(переплетения) ее с другими нитями -— h/d (рис. 1)-
С ростом плотности консолидируемого тела расстояние
Z1 сокращается (при d—const), жесткий характер дефор-
мации усиливается, а гибкий уменьшается.
По степени связности порошковые и волокнистые те-
ла в неконсолидированном и консолидируемом состоя-
ниях также занимают промежуточное положение между
коллоидами и компактными телами.
Частицы коллоидов в коллоидных растворах изоли-
рованы друг от другр. Р отличие от них, частицы порош-
18
ков я волокна всегда находятся в контакта
бой-—непосредственно или через тонкую nnt е„жду со-
имей. Частицы консолидируемых металлов по°хап»При'
РУ контакта отличаются также и от зеоен р кте'
таллов. В сплошных металлах контакт между““она™
осуществляется почти по всей их поверхности. Жох
ность же фактического соприкосновения в порошков;
и волокнистых телах до консолидации составляет ни
чтожную долю (обычно 0,001-0,01%) от всей поверх!
ности. Для всех неполностью консолидированных пооош
новых и волокнистых тел характерен неполный (частич-
ный) контакт между структурными элементами.
Неполностью консолидированные порошковые и во-
локнистые тела в известной степени различаются между
собой и отличаются от сплошных тел характером связи
между структурными элементами. Для сплошных тел ха-
рактерна жесткая фиксированная связь между струк-
турными элементами. Например, при всестороннем об-
жатии такого сплошного тела будет иметь место лишь
упругая деформация, а атомы на границах одних зерен
сохранят фиксированных «партнеров» на границах дру-
гих зерен. Для неполностью консолидированного порош-
кового тела характерна жестко-подвижная связь между
частицами. Например, при всестороннем обжатии пори-
стого порошкового тела из равноосных частиц наряду
с необратимым общим уплотнением и ростом контакта
между частицами будут происходить рост прежних мест
контакта в одних участках, смещение (сдвиг) в других
и растяжение и разрыв в третьих.
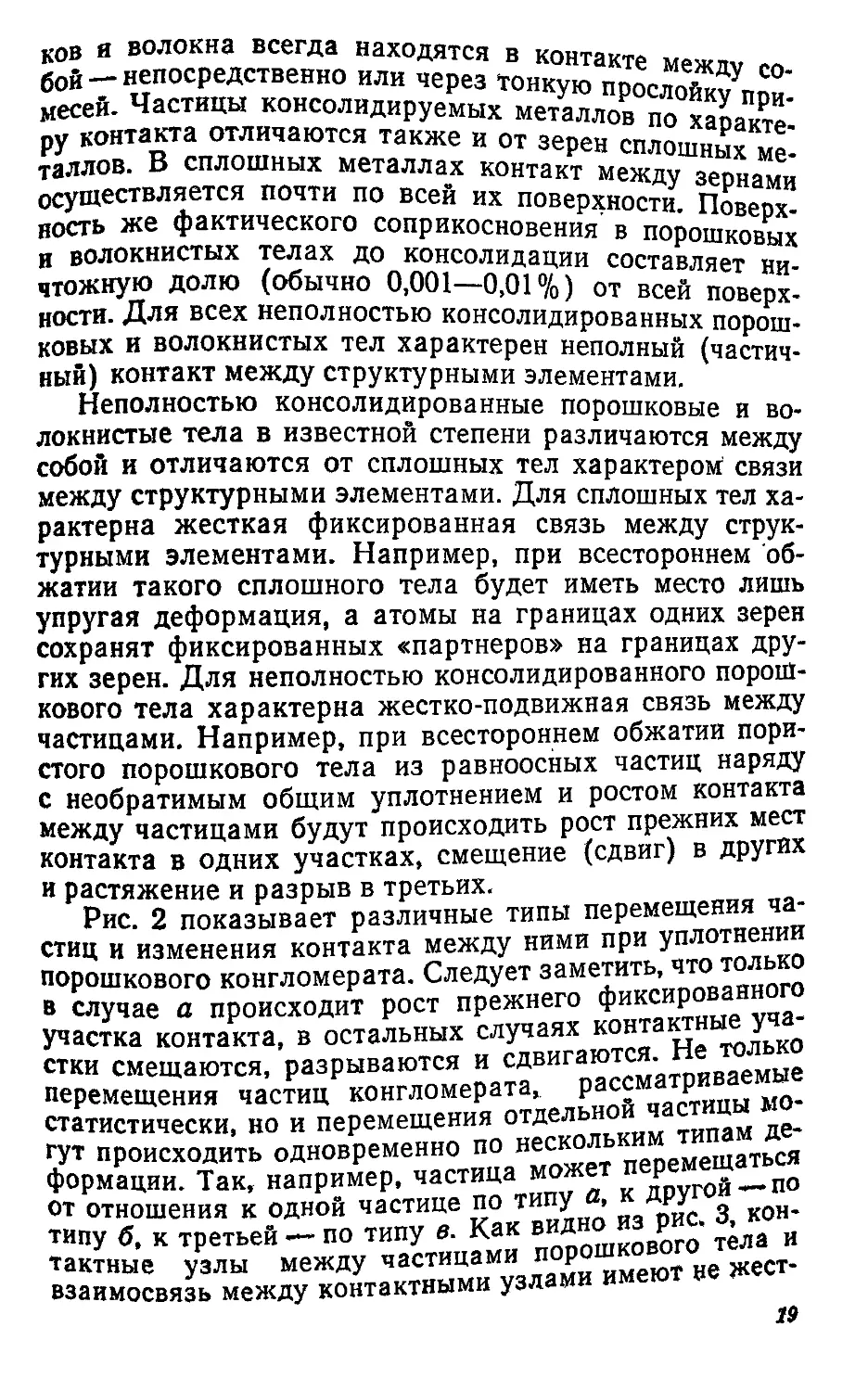
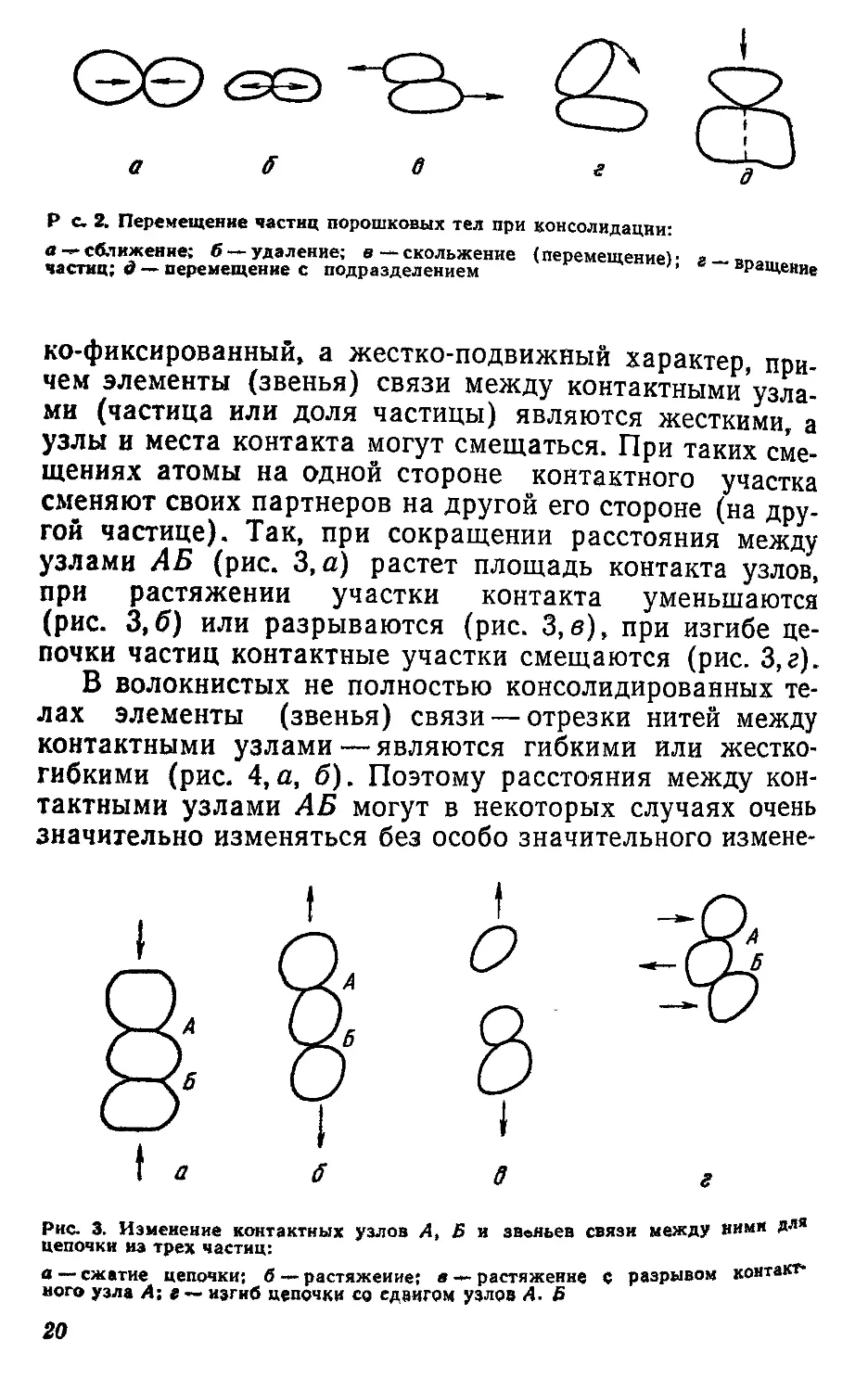
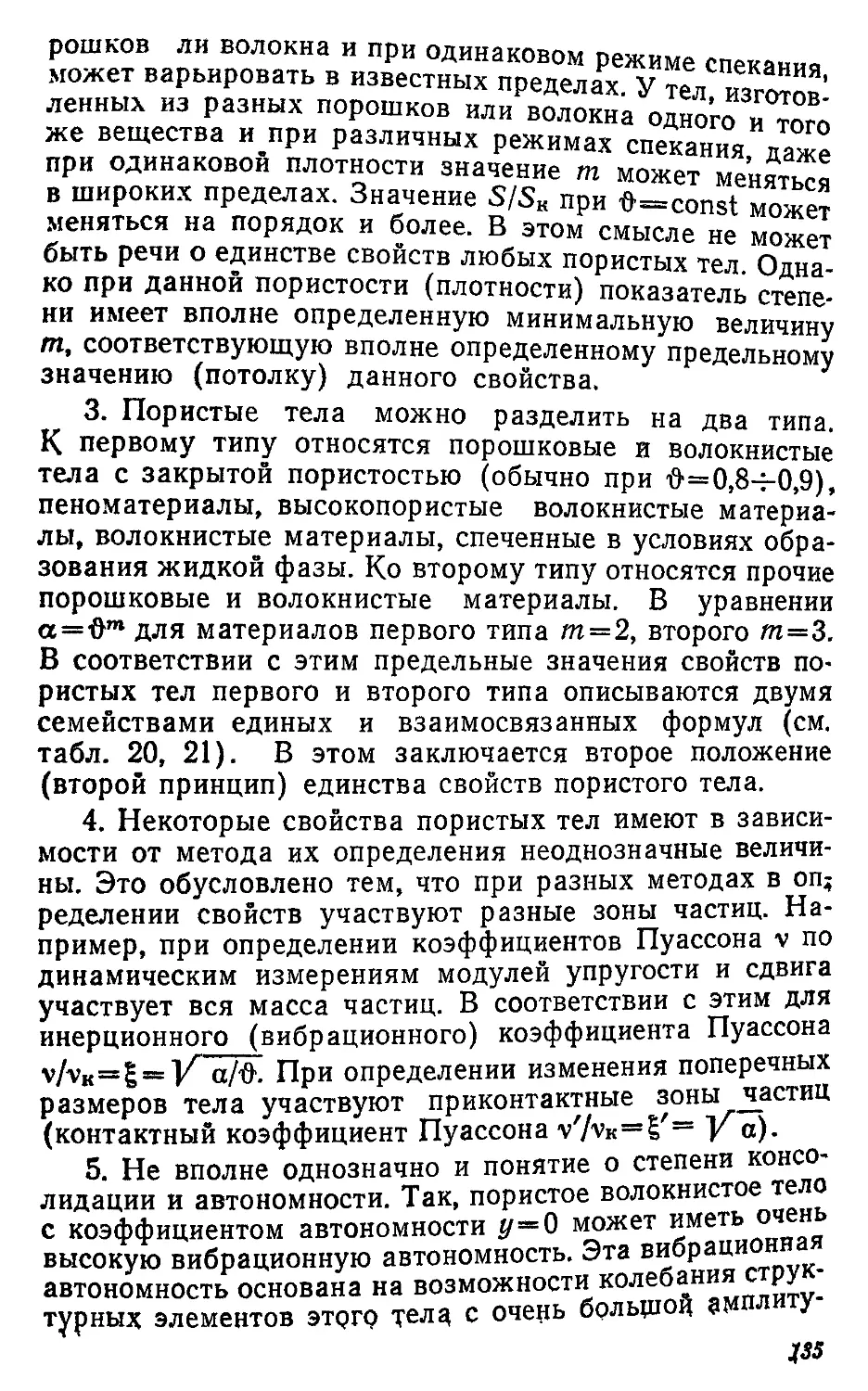
Рис. 2 показывает различные типы перемещения ча-
стиц и изменения контакта между ними при уплотнении
порошкового конгломерата. Следует заметить, что только
в случае а происходит рост прежнего фиксированного
участка контакта, в остальных случаях контактные Уча'
стки смещаются, разрываются и сдвигаются. Не ТОЛ1Ж
перемещения частиц конгломерата, рассматриваем
статистически, но и перемещения отдельной частицы
гут происходить одновременно по нескольким типа
формации. Так, например, частица может перемещаться
от отношения к одной частице по типу а, к друг
типу б, к третьей — по типу в. Как видно из рис. ,
тактные узлы между частицами порошков© _ жест.
взаимосвязь между контактными узлами имею н
19
a ff
в
г а
Р с. 2. Перемещение частиц порошковых тел при консолидации:
«-«-сближение; б — удаление; в—скольжение (перемещение)-
частиц; д — перемещение с подразделением ’
г — вращение
ко-фиксированный, а жестко-подвижный характер, при-
чем элементы (звенья) связи между контактными узла-
ми (частица или доля частицы) являются жесткими, а
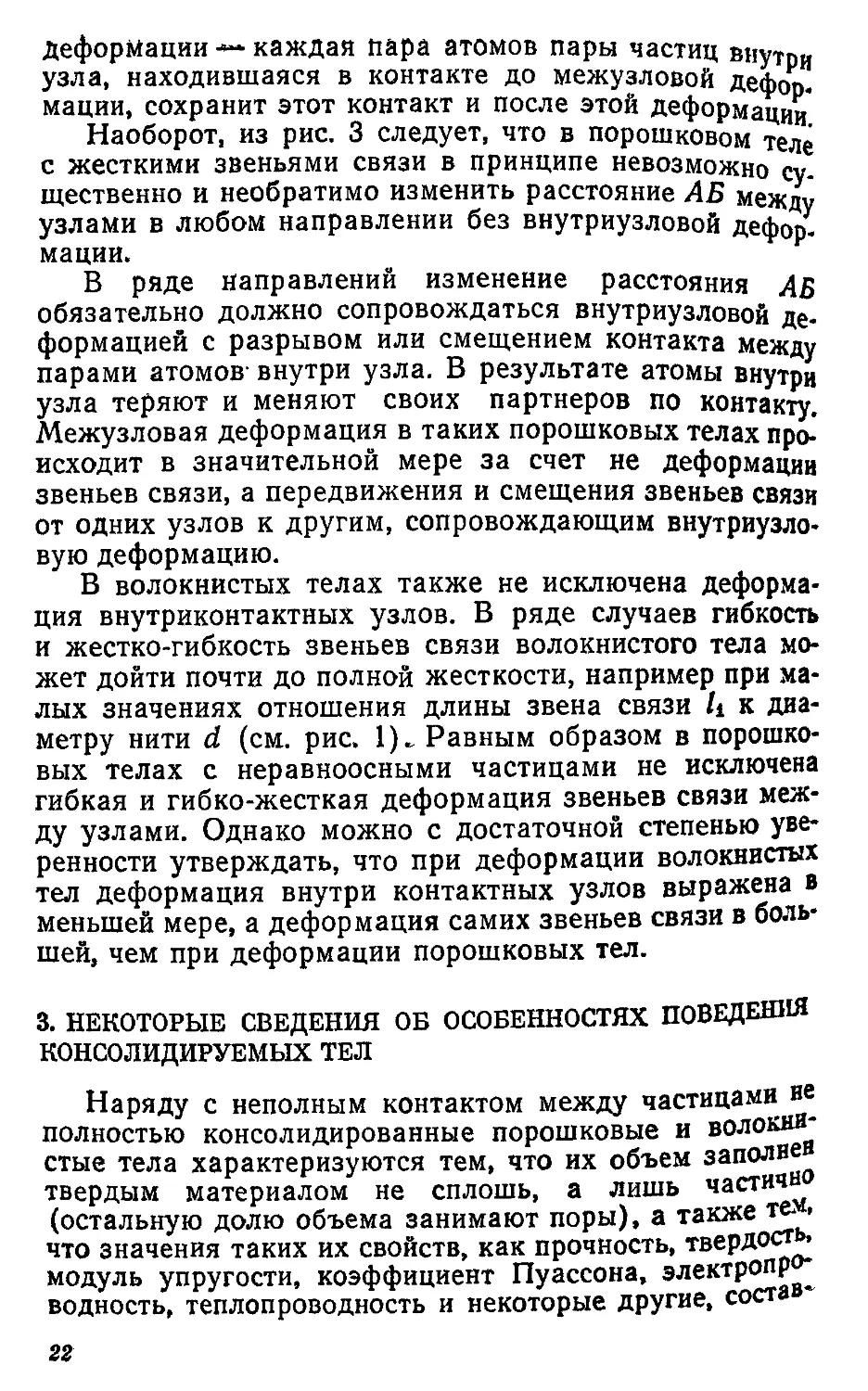
узлы и места контакта могут смещаться. При таких сме-
щениях атомы на одной стороне контактного участка
сменяют своих партнеров на другой его стороне (на дру-
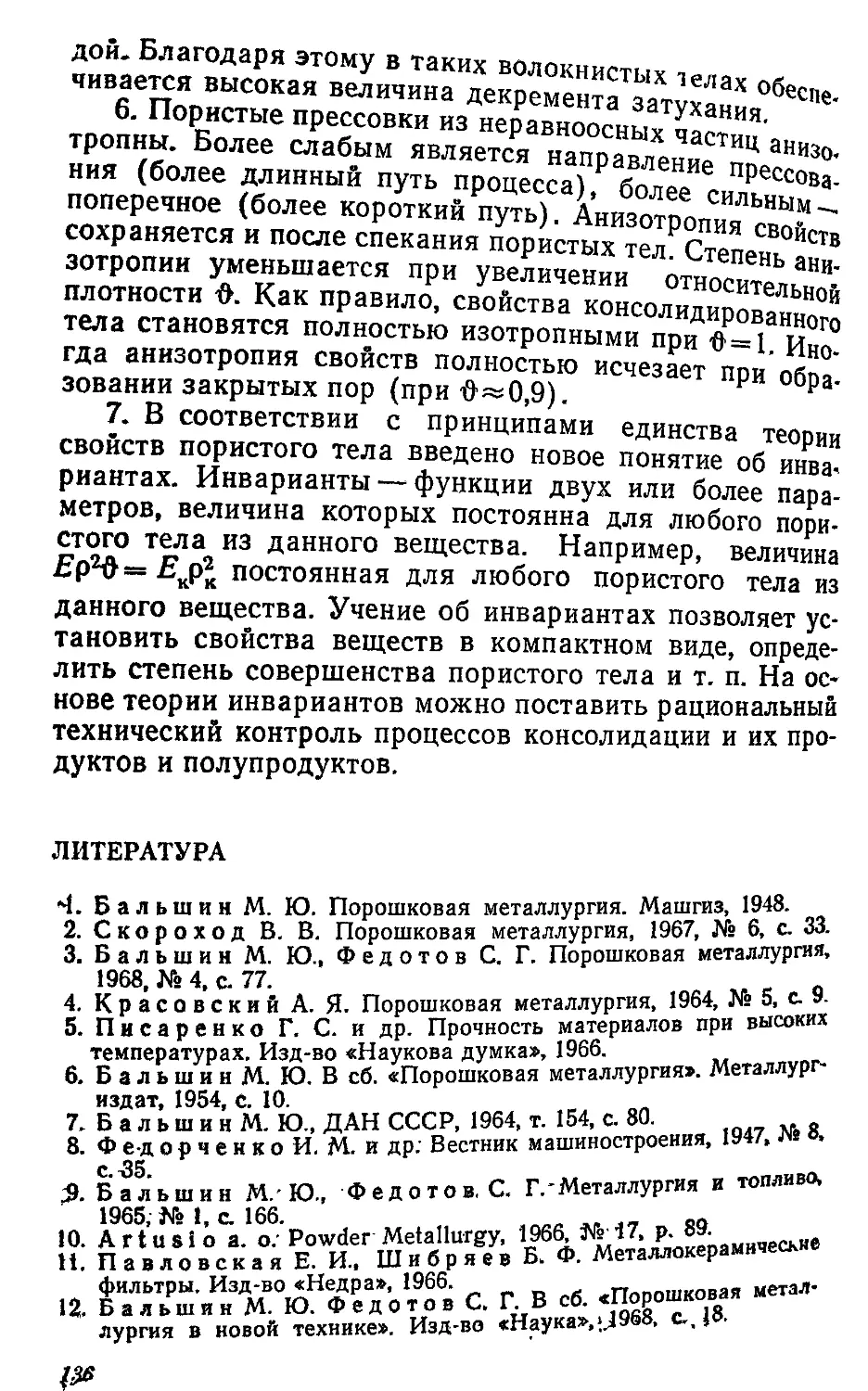
гой частице). Так, при сокращении расстояния между
узлами АБ (рис. 3, а) растет площадь контакта узлов,
при растяжении участки контакта уменьшаются
(рис. 3,6) или разрываются (рис. 3,в), при изгибе це-
почки частиц контактные участки смещаются (рис. 3,е).
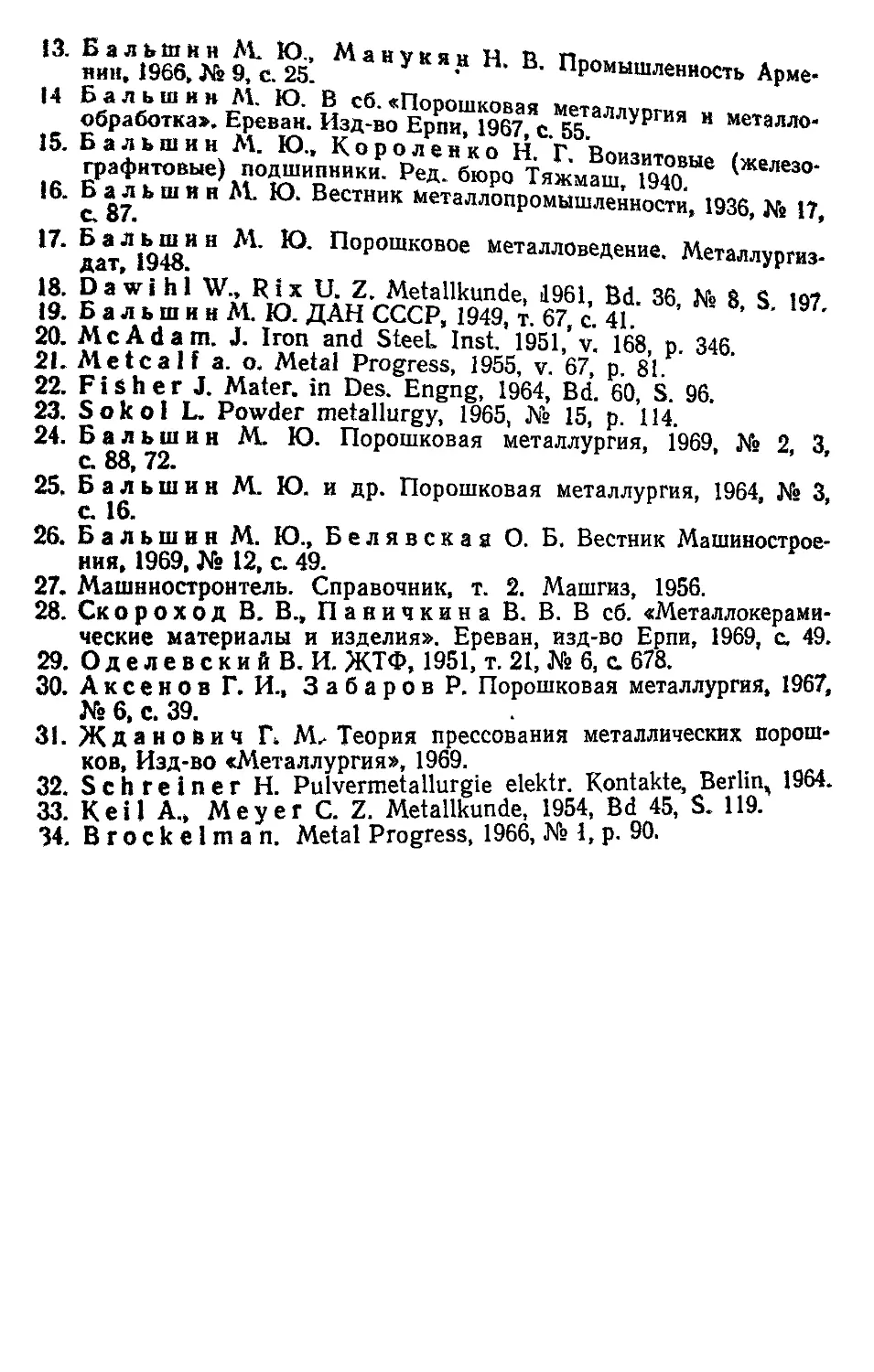
В волокнистых не полностью консолидированных те-
лах элементы (звенья) связи — отрезки нитей между
контактными узлами — являются гибкими или жестко-
гибкими (рис. 4, а, б). Поэтому расстояния между кон-
тактными узлами АБ могут в некоторых случаях очень
значительно изменяться без особо значительного измене-
Ркс. 3. Изменение контактных узлов А, Б и звеньев связи между ними для
цепочки из трех частиц:
а — сжатие цепочки; б — растяжение: в — растяжение С разрывом контакт-
ного узла А; г — изгиб цепочки со сдвигом узлов А- Б
20
НИЯ птощади контакта за счет выпрямления или наобп
рот, }ве течения изгиба элементов связи. Более того мо
гут иметь место случаи, немыслимые для порошковых
тел, — увеличение площади контактных участков пои
увеличении расстояния АБ (рис. 4, в) и их уменьшение
при сокращении расстояния АБ (рис. 4,г). На рис. 4 по-
казана связь, в которой участвуют два элемента (звена)
связи на два контактных узла. На рис. 1 была показана
связь, в которой на два контактных узла приходится один
элемент (звено) связи между ними. Вообще же любое и
порошковое и волокнистое тело является совокупностью
парных узлов контакта между частицами, соединенных
между собой совокупностью элементов (звеньев) связи.
Каждое звено связи между контактными узлами яв-
ляется частицей или долей частицы. В порошковых те-
лах звенья связи — жесткие, иногда, в случае резкой не-
равномерности частиц, — жестко-гибкие. В волокнистых
телах звенья (элементы) связи — гибкие или жестко-
гибкие.
Для волокнистых тел с гибкими звеньями связи (см.
рис. 4) имеется ряд контактных узлов, расстояние АБ
между которыми можно существенно необратимо изме-
нить в любом направлении только за счет межузловой
деформации (деформация звеньев связи). При этом
можно в принципе полностью избежать внутриузловой
Рн.. 4. узле “°
Ними (не цодштрнхованы): »РТОЯння АБ пло-
в — до деформации; б — после сжатия, при^уменьшени^Р^^^^^^ при увели..
Щадь контактный участков не изменилась; в-- Увеличилась; а
чеиии расстояния АБ площадь контактны У нтактиых участков уме ь
сжатия при уменьшении расстояния АБ площадь коита
шилась
деформации — каждая пара атомов пары частиц внутои
узла, находившаяся в контакте до межузловой дефоп.
мации, сохранит этот контакт и после этой Деформации
Наоборот, из рис. 3 следует, что в порошковом теле
с жесткими звеньями связи в принципе невозможно су-
щественно и необратимо изменить расстояние АБ между
узлами в любом направлении без внутриузловой дефор-
мации.
В ряде направлений изменение расстояния АБ
обязательно должно сопровождаться внутриузловой де-
формацией с разрывом или смещением контакта между
парами атомов- внутри узла. В результате атомы внутри
узла теряют и меняют своих партнеров по контакту.
Межузловая деформация в таких порошковых телах про-*
исходит в значительной мере за счет не деформации
звеньев связи, а передвижения и смещения звеньев связи
от одних узлов к другим, сопровождающим внутриузло-
вую деформацию.
В волокнистых телах также не исключена деформа-
ция внутриконтактных узлов. В ряде случаев гибкость
и жестко-гибкость звеньев связи волокнистого тела мо-
жет дойти почти до полной жесткости, например при ма-
лых значениях отношения длины звена связи к диа-
метру нити d (см. рис. 1). Равным образом в порошко-
вых телах с неравноосными частицами не исключена
гибкая и гибко-жесткая деформация звеньев связи меж-
ду узлами. Однако можно с достаточной степенью уве-
ренности утверждать, что при деформации волокнистых
тел деформация внутри контактных узлов выражена в
меньшей мере, а деформация самих звеньев связи в боль-
шей, чем при деформации порошковых тел.
3. НЕКОТОРЫЕ СВЕДЕНИЯ ОБ ОСОБЕННОСТЯХ ПОВЕДЕНИЯ
КОНСОЛИДИРУЕМЫХ ТЕЛ
Наряду с неполным контактом между частицами не
полностью консолидированные порошковые и волокни-
стые тела характеризуются тем, что их объем заполнен
твердым материалом не сплошь, а лишь частично
(остальную долю объема занимают поры), а также тем,
что значения таких их свойств, как прочность, твердость,
модуль упругости, коэффициент Пуассона, электропро-
водность, теплопроводность и некоторые другие, состав»
22
дяют лишь ^олес или мен^е чияимгпйт
ветствующих значений свойств сплошногоТердо™^’
териала того же состава. ° твердого ма-
В компактных металлах деформация кажтгл л™
него зерна почти в точности воспроизводи? изменим
формы как соседних кристаллитов, так и всего конгло
мерата зерен. Так, например, при обжатии сплошного
металлического тела в два раза соответствующее сече-
ние зерен уменьшается также в два раза. При консоли-
дации и деформации порошковых тел с жесткими звень-
ями связи частицы необратимо деформируются не во
всем объеме и не по всей поверхности, а преимущест-
венно в незначительных участках, прилегающих непо-
средственно к поверхностям взаимного контакта (к кон-
тактным узлам). Поэтому частицы порошковых тел
являются в значительной мере индивидуально обособлен-
ными и деформируются в некоторой степени независимо
(автономно) от других частиц, находящихся в непосред-
ственном контакте с ними. Деформация частиц не вос-
производит в точности деформации порошкового тела,
которая происходит в значительной степени за счет изме-
нения объема пор. Так, например, при обжатии порошко-
вого тела в несколько раз соответствующее сечение его
частиц может совсем не измениться.
Эта характерная особенность поведения частиц по-
рошковых тел была названа индивидуальной обособлен-
ностью [1]. Более кратко ее можно назвать «автономно-
стью». Автономность частиц непосредственно обуслов-
лена неполнотой контакта между структурными
элементами и наличием пор в порошковом теле. Теоре-
тически максимум автономности достигается при полной
изоляции частиц друг от друга. Практически степень
автономности, близкая к максимуму, достигается, когд
контакт между частицами практически близок к ну
(при сыпучем состоянии порошкового тела).
Частицы волокнистого тела с гибкими. э
связи между контактными узлами могу!_не р
формироваться в значительной части объ РУ
ных элементов. Однако и в этом случае Д Ф ₽ пол.
локнистых нитей и их отрезков не во р нитей
ностью деформации как всего тела, так fo/окна и их
и их отрезков. Поэтому в известноймере
отрезки являются автономными. Дл
характерна некоторая степень автономности и обособ-
ленности элементов (звеньев) связи между контактными
узлами. Эта автономность побуждает задуматься, что в
большей мере является структурными единицами ’волок-
нистого тела: нить или ее отрезки в контактных узлах
и звеньях связи.
Для не полностью консолидированных тел с неорга-
низованной структурой характерно не только отсутствие
сплошности. Само собой разумеется, что напряжения
внутри несплошного пористого тела не могут передавать-
ся через поры, а только через твердые частицы. Однако
еще более важно другое. Напряжения от одной частицы
к другой внутри такого несплошного тела с неполным
контактом могут передаваться только через контактные
участки между ними (контактные узлы). Поэтому не-
избежно неравномерное распределение напряжений
внутри частиц такого пористого тела от максимальной
концентрации в участках, примыкающих контактным уз-
лам, и иногда до нулевой концентрации в других участ-
ках. Также очевидно, что некоторые физические про-
цессы не могут передаваться через поры, а только через
твердые частицы, например прохождение электрического
тока. И в этом случае передача тока концентрируется не
равномерно, а преимущественно в контактных участках
частиц, К этому следует добавить, что плотность и по-
ристость в консолидированных телах распределены так-
же неравномерно.
Вследствие неполноты контакта между структурными
элементами в пористых консолидированных телах путь
распространения различных процессов (например, пере-
дачи напряжений, звука, тепла, электрического тока)
больше, а скорость их распространения меньше, чем у
соответствующих компактных тел. В дальнейшем (гл-
Ш и IV) устанавливается количественная связь между
значениями контактного (критического) сечения, длиной
пути и скоростью распространения процессов в пористых
телах.
Как правило, сплошные твердые тела при деформа-
ции и термической обработке в значительном большин-
стве случаев сохраняют практическое постоянство .
ма и степени контакта между структурными элемента,
(степень контакта близка к 100%). Даже структур
чувствительные свойства компактных твердых тел пр
24
деформации и термической обработке меняют^,
тельно. Так, например, твердость компактного поликои'
сталлического металла в результате холодно. дефоХ
ции увеличивается, как правило, максимум в ?ри паза'
причем это увеличение твердости может быть снято в п₽’
зультате последующей термической обработки ТакХ
свойства компактных металлов, как модуль упоугости
практически почти не меняются в результате дефоома’
ции и термической обработки. н
В отличие от компактный тел, порошковые и волок-
нистые тела характеризуются ярко выраженным непо-
стоянством объема и в еще большей мере непостоянст-
вом степени контакта между структурными элементами
и непостоянством свойств при механической деформации
и термической обработке. Так, например, исходный объ-
ем, занимаемый порошком или волокном, в результате
механической деформации и термической обработки мо-
жет уменьшиться в несколько раз, а поверхность кон-
тактных участков между частицами, сопротивление де-
формации и электропроводность могут при этом увели-
читься в десятки и сотни тысяч раз. Модуль упругости,
который у компактных тел имеет практически постоянное
значение, у порошковых и волокнистых тел изменяется
так же, как степень контакта, твердость и прочностные
характеристики.
Для консолидируемых тел характерно известное рав-
новесие (необратимое или лишь в некоторый части обра-
тимое) между давлением их формирования и свойствами
(сопротивлением деформации, электропроводностью, ве-
личиной контактной поверхности между частицами), с-
ли сплошное или консолидируемое тело подвергнуто вс
стороннему сжатию под нагрузкой Р (недостаточн Д
приведения этого тела в компактное состояние), /у
ление нагрузки уравновешивается сопротивл
тела деформации под нагрузкой Р:
р р' в о.
Сплошные тела в этом случае
обратимо и доля упругой деформации
от общей деформации, а доля необратимой двф к яв
равна нулю. Поэтому величина Р в$'РУ упругой
дяется для сплошного тела его сопротивлением jnpy
25
деформации. Для консолидируемых тел доля необп^
мои деформации при всестороннем сжатии в некотопГ1'
случаях составляет почти 100% от общей дефоомаЙ?
Поэтому значение Р' в формуле (I, 1) является coS’
тивлением консолидированного тела необратимой де*пп
мации и одновременно также его сопротивлением vnnv
гой деформации в конечном (после приложения нагвуГ
ки Р), но не в начальном (до приложения нагрузки
состоянии. J >
Приблизительно пропорционально величине Р изме-
няются (в основном необратимо) контактная поверхность
частиц, прочность и модуль упругости. Необратимо из-
меняются также электропроводность, теплопроводность
и ряд других свойств консолидируемых тел. В сплошных
телах внешнее давление при всестороннем обжатии урав-
новешивается только обратимым (упругим) изменением
их свойств. В порошковых и волокнистых телах внешнее
давление уравновешивается также и необратимым изме-
нением их свойств Ч
Диаграммы изменения плотности и свойств при прес-
совании и термической обработке (спекании) порошков и
волокна показывают, что сыпучие тела переходят в более
или менее связные консолидированные тела постепенно
и без резких скачков (хотя при спекании несомненно
имеют место не только количественные, но и качествен-
ные изменения).
При этом переходе постепенно сглаживаются разли-
чия между консолидируемыми и компактными телами:
уменьшаются пористость и степень автономности ча-
стиц, увеличивается поверхность контакта между части-
цами; по значению свойства все более приближаются к
соответствующим свойствам компактных сплошных ма-
териалов того же состава, степень непостоянства объема,
контакта и свойств, а также неоднородности распределе-
ния напряжений постепенно уменьшался. Таким обра-
зом, градации различий между консолидируемыми
сплошными телами могут варьировать в широких пр
делах.
1 Весьма распространенно представление о неравновесно
рошковых тел и приближение их к равновесности в ход ниЯ
На самом деле, свойства, порошковых тел в любой “°Уе яли
находятся в равновесии с формирующим давлением (
внутренним) и С сопротивлением тела деформации при
Предельными состояниями консолидируемого теля
являются, с одной стороны, неуплотненное и неспеченное
сыпучее тело из порошка или волокна, деформирующее"
ся уже под действием собственной массы, с Ей -
компактное непористое тело, полученное в результ’атР
деформации и спекания порошка, имеющее те же свойст
ва, как компактные тела, полученные другими путями.
Свойства консолидированного материала определя-
ются не только его составом, но и состоянием, и в пер-
вую очередь степенью контакта и связи между частица-
ми, а также величиной пористости. Поэтому свойства
консолидированного материала зависят от большего чис-
ла параметров, чем свойства сплошного.
Таким образом, порошковые и волокнистые материа-
лы характеризуются совокупностью ряда признаков: не-
полным контактом между структурными элементами, ко-
торые лишь частично заполняют объем тела; меньшим,
чем у сплошных материалов значением ряда свойств,
зависящих от полноты контакта (например, прочности,
электропроводности и скоростей передачи ряда процес-
сов) ; более или менее значительной автономностью
структурных элементов; неоднородными плотностью и
распределением напряжения и деформации; непостоян-
ством степени контакта и связи между структурными
элементами, степени заполнения пространства и свойств.
Указанные ранее характерные особенности опреде-
ляются тем обстоятельством, что консолидированные те-
ла являются не только сами по себе определенными
индивидуумами, но и в известной степени совокупностью
(конгломератом) отдельных индивидуальных тел (ча-
стиц) . Поэтому свойства консолидированных тел опреде-
ляются не только свойствами материала составляющих
его отдельных индивидуальных тел (частиц), но
пенью и характером связи и контакта между ним
4. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ О ПРОЦЕССАХ
КОНСОЛИДАЦИИ
Консолидация, т. е. получение ^дяется всег-
из отдельных обособленных частиц,рористого
да в результате необратимой дефор деформации
консолидируемого тела. Некоторой с ТСТВубт такая
сплошного компактного тела всегда со У
же степень деформации каждого его структурного эле-
мента. У пористого тела деформация осуществляется и
за счет деформации каждого его структурного элемента
(внутричастичная) и за счет взаимного смещения (сдви-
га, разрыва связей) этих элементов (межчастичная)"
Так, например, в начальной стадии уплотнения при прес-
совании порошков 1% необратимой межчастичной де-
формации может соответствовать иногда меньше, чем
10~*% необратимой внутричастичной. Смещение частиц
при уплотнении сопровождается изменением координа-
ционного числа структурных элементов, находящихся в
контакте с одним из них.
Разнообразные методы получения консолидацией ма-
териалов с неорганизованной структурой можно свести в
конечном счете к различным сочетаниям следующих трех
основных способов:
1. Консолидация путем переплетения исходных волок-
нистых частиц между собой. Единственным способом
(хотя и в нескольких различных вариантах) такой кон-
солидации является получение войлока [4, 5] из металли-
ческих, текстильных или бумажных волокон. В этом слу-
чае образование контактных узлов при переплетении во-
локон, в которых взаимное перемещение частиц тормо-
зится трением и механическим зацеплением, является
причиной получения цельного войлочного тела из отдель-
ных структурных элементов.
2. Различные варианты уплотнения с приложением к
консолидируемому телу извне уплотняющих сил (напри-
мер, прессование, горячее прессование, вибрационное
уплотнение и др.). При этом в конечном счете уплотнение
сводится к перемещению материи к контактным узлам
с соответствующим ростом контактной поверхности.
3. Различные варианты спекания. Спекание без при-
ложения внешнего давления возникает под действием
внутренних напряжений, связанных по меньшей мере в
первых стадиях процесса с неполнотой контакта между
частицами консолидируемого тела. В конечном счете
спекание сводится к переносу массы к контактным уз-
лам тела (который не обязательно сопровождается уп
лотнением и может ограничиться только увеличение
степени контакта) *.
1 В монографии «Физика спекания» [6] Я. Е- Гегузин отмечает^
29
Таким образом, все методы консолидации тесно
заны с процессами изменения контакт™? V Н я'
между частицами. Тноя поверхности
Контактная поверхность определяет™
участков соприкасающихся тел ’частиц), разделенных
промежутками, поперечные размеры которых не превы-
шают радиуса действия молекулярных сил. Взаимный
контакт между частицами осуществляется непосредст-
венно или через тонкие пленки примесей.
Напряжения как внутри тел (частиц), так и от одно-
го тела (частицы) к другому могут передаваться только
посредством молекулярных сил. Поэтому вышеуказанное
определение можно заменить следующим равносильным
ему [2]: контактная поверхность определяется величиной
участков поверхности, через которые передаются напря-
жения от одного соприкасающегося тела (частицы) к
другому.
Контактные участки являются во многих случаях
главными (а иногда даже единственными) воротами для
перехода энергии и передачи различных процессов от
одного тела (частицы) к другому. Так, передача элект-
рического тока от одного тела к другому обычно проис-
ходит только в местах контакта. Тепловая энергия от
одного тела к другому наиболее интенсивно передается
через контактные участки. Процессы химического взаи-
модействия между твердыми телами во многих случаях
протекают преимущественно (а иногда и исключительно)
через непосредственный контакт.
Для лучшего понимания контактных явлении в кон-
солидируемых материалах необходимо предварительно
изучить их на компактных телах.
ЛИТЕРАТУРА
1. Балыпин М. Ю. Металлокерамика.
2. Б а л ь ш и н М. Ю. Порошковое металловедение. Мет ур
3. Бальшнн М, Ю. Порошковая мет®ЛдЛ,ГИ^ёталдаргии.1 Изд-во
4. Айзенкольб Ф. Успехи порошковой металлурги
«Металлургия», 1969. , D j *ss 1957, р. 42.
5. S u m р С Н . Р о 11 а с k W. 1*8.
6. Гегузин Я. Е. Физика спекания. Изд во «пау
что термины «спекание» и «уплотнение» он употреб^ из
синонимов. В действительности, с1уекан яза„о с консолидацией без
и особенно из волокна в ряде СЛУ пазуплотиением.
уплотнения и иногда даже с некоторым разуплот
Контактные участки -* главные, йли
даже единственные ворота для nene-
дачи напряжений и процессов от
тела к телу и от частиц к частицам
ГЛАВА II
КОНТАКТ МЕЖДУ ТЕЛАМИ
(ЧАСТИЦАМИ)
5. ЕДИНИЧНЫЙ КОНТАКТ. КОНТАКТНАЯ ПОВЕРХНОСТЬ
И КОНТАКТНОЕ СЕЧЕНИЕ. КОНТАКТНОЕ ДАВЛЕНИЕ
И ЕГО КОМПОНЕНТЫ
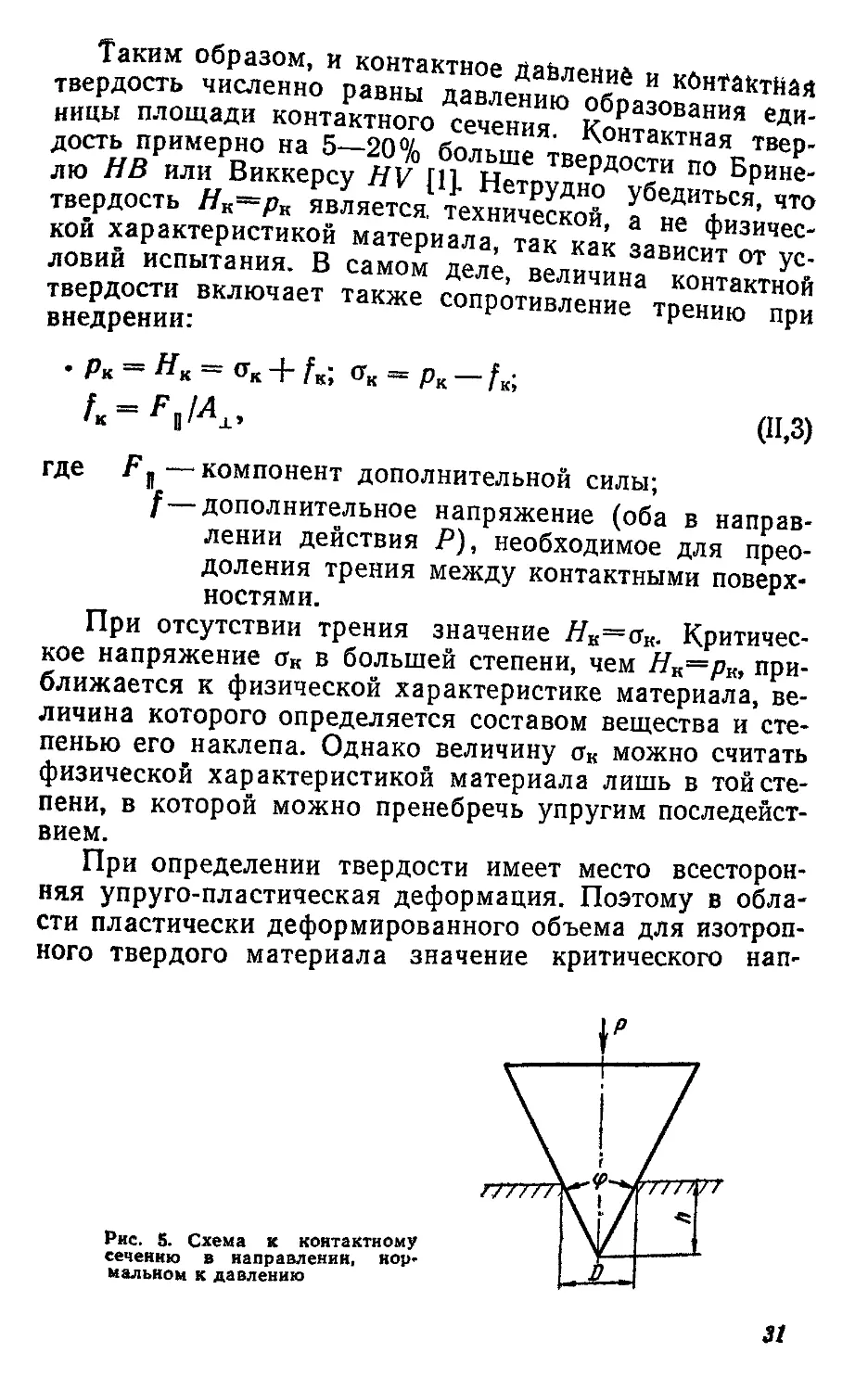
Пусть под действием нагрузки Р пирамидальный или
же конический твердый индентор с углом при верши-
не <р внедряется в более мягкое тело, ограниченное
плоскостью, перпендикулярной направлению действия
нагрузки (рис. 5). Если конический индентор внедрился
в тело на глубину h, то контактная поверхность между
ними A'=n/i2(tg <p/2)/(cos qp/2). Контактное же сечение
Ах в направлении, нормальном к давлению (плоскость
шлифа), равно:
Ах = лАа tg2 <р/2=nhD/2 tg <р/2=jiD2/4 «A' sin <p/2, (11,1)
где htgcp/2 csss D/2 — половина диаметра основания отпе-
чатка;
Ах — контактное сечение, в данном слу-
чае и сечение плоскости шлифа
индентором и проекция контактной
поверхности на плоскость шлифа
(плоскость контактного сечения).
Контактное же давление рк равно:
рк — Нк = Р/А± = const, (П»2)
где Як—контактная твердость.
30
Таким образом, и контактное Дайлениё и контактная
твердость численно равны давлению образования ели
ницы площади контактного сечения. Контактная твеп
дость примерно на 5—20% больше твердости по Боине-
лю НВ или Виккерсу HV [1]. Нетрудно убедитьсЯР что
твердость Н^р* является, технической, а не физичес-
кой характеристикой материала, так как зависит от ус-
ловий испытания. В самом деле, величина контактной
твердости включает также сопротивление трению при
внедрении: н
• Рк Як О"к 4“ /kJ Ок — рк
(П,3)
где Гц—компонент дополнительной силы;
f—дополнительное напряжение (оба в направ-
лении действия Р), необходимое для прео-
доления трения между контактными поверх-
ностями.
При отсутствии трения значение Нк=ак- Критичес-
кое напряжение ок в большей степени, чем Нк=рк, при-
ближается к физической характеристике материала, ве-
личина которого определяется составом вещества и сте-
пенью его наклепа. Однако величину <гк можно считать
физической характеристикой материала лишь в той сте-
пени, в которой можно пренебречь упругим последейст-
вием.
При определении твердости имеет место всесторон-
няя упруго-пластическая деформация. Поэтому в обла-
сти пластически деформированного объема для изотроп-
ного твердого материала значение критического нап-
Рис. 5. Схема к контактному
сечению в направления, нор-
мальном к давлению
31
ряжения <тк, нормального к некоторой площадке
постоянную величину, не зависящую от направлен
этой площадки. Так, например, общая величина с
нормальных к конической поверхности отпечатка б^’
ше, чем нагрузка Р на индентор. Однако величина0?*
ннческой поверхности отпечатка во столько же п
больше ее проекции А±г нормальной к силе Л Поэто?
напряжение на единицу поверхности отпечатка так»
равно CTK=const. е
Нетрудно убедиться, что при внедрении конического
индентора величина дополнительного напряжения L на
преодоление трения в формуле (11,3) может быть рас-
считана следующим путем: F
4 ак = Тк о Мл = ctg ф/2 - И ctg ф/2,
4 « ctg <р 2 ® ctg <р/2,
Н* » Рк — + тк ctg ф/2 = <ук (1 + ц ctg ф/2), (11,4)
где тк — касательное напряжение (напряжение
трения) на поверхности отпечатка;
р. «=г Тк/о^— коэффициент трения;
<р — угол при вершине конуса;
Дя— проекция Д' на плоскость, параллель-
ную Р.
Обычно ц—0,2. Однако при схватывании контактных
поверхностей [2] 1, величина т равна сопротивлению
на срез, причем т сгк. По данным работ [3—6], сопро-
тивление срезу при волочении олова (с твердостью
НВ=4 кГ!мм2)* для почти не окисленных свежеобто-
ченных образцов (выдержка на воздухе 10 сек) Тк88*
—3,3 кГ/мм2 (т. е. тн НВ). Уже после выдержки в те-
чение 2 мин на воздухе пленки окислов снизили сопро-
тивление срезу до 2,9 кГ/мм2, а после 24-ч выдержки —
до 1,6 кПмм2.
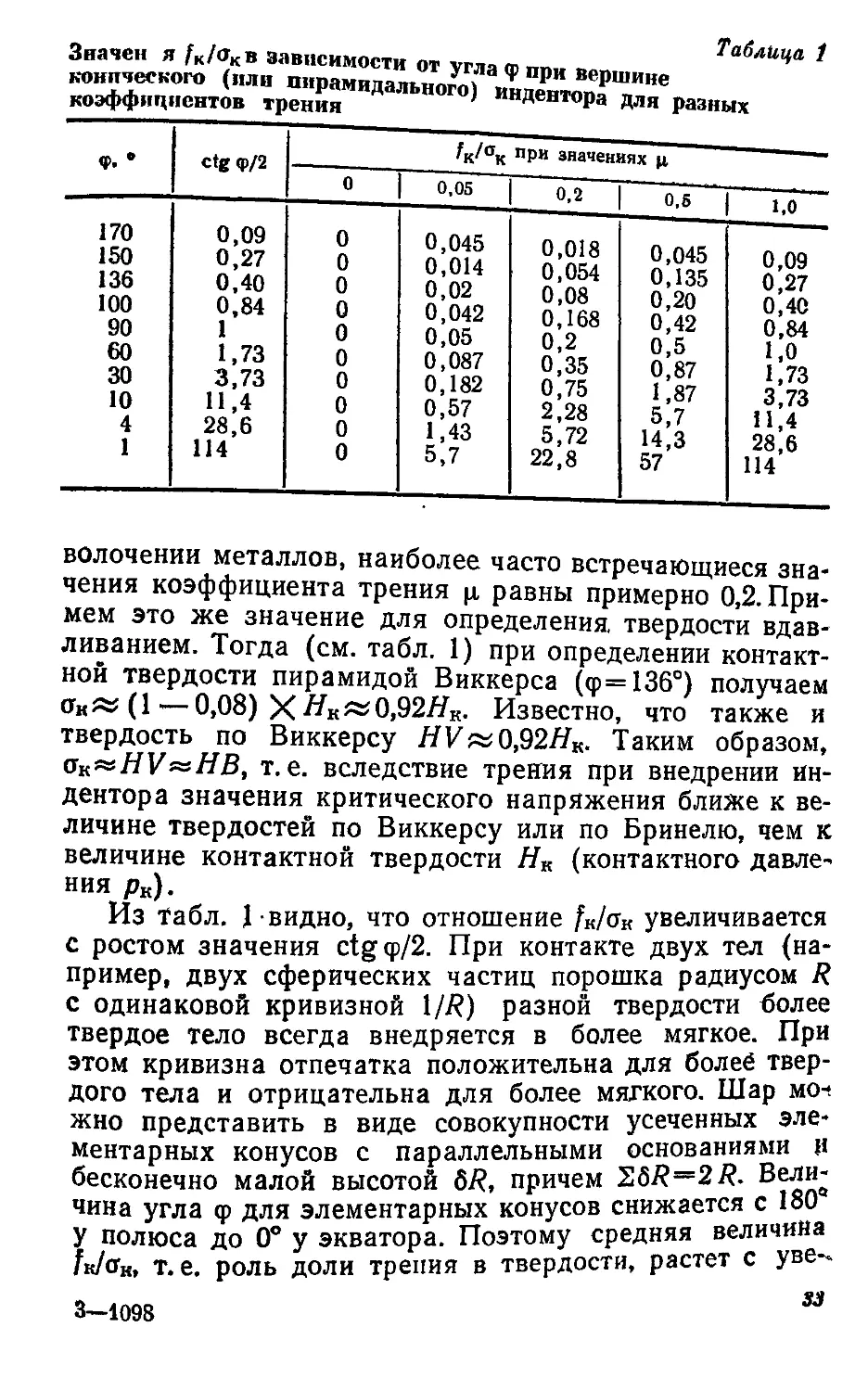
В табл. 1 приведены значения, отношения //ок а
конических или пирамидальных отпечатков в завися
сти от величины угла <р при вершине, вычисленные
формуле (И,4) при значениях ц, равных 0; 0,05; »*
0,5; 1. На основании совокупности данных, опублик
ных в разных источниках о коэффициентах трения г
* 1 кГ[мм2т1 дан/мм2.
32
Значен я /к/акв зависимости от угла ф Таблица 1 K°SeCKOro (ИЛИ пиРамиДальногУо) индеитопГпл^п коэффициентов трения ’ иДентоРа для разных
ф. • ctg ф/2 fK/gK при значениях ц '
° 1 °’05 । °-2 1 ~ о“ j-p-
170 0,09 0 0 045 п тя п о0 f ?’84 S Й2 1 o:S ‘® 'И ° 0,57 2:28 5,7
4 9 1,43 5,72 14,3 28 6
1 114 ° 5,7 22,8 57 114*
волочении металлов, наиболее часто встречающиеся зна-
чения коэффициента трения р, равны примерно 0,2. При-
мем это же значение для определения, твердости вдав-
ливанием. Тогда (см. табл. 1) при определении контакт-
ной твердости пирамидой Виккерса (<р=136°) получаем
стк~(1—0,08) X0,92Як. Известно, что также и
твердость по Виккерсу HV«0,92Як- Таким образом,
т. е. вследствие трения при внедрении ин-
дентора значения критического напряжения ближе к ве-
личине твердостей по Виккерсу или по Бринелю, чем к
величине контактной твердости Нк (контактного давле-
ния рк).
Из Табл. 1 видно, что отношение fK/oK увеличивается
с ростом значения ctgq>/2. При контакте двух тел (на-
пример, двух сферических частиц порошка радиусом R
с одинаковой кривизной 1//?) разной твердости более
твердое тело всегда внедряется в более мягкое. При
этом кривизна отпечатка положительна для болеё твер-
дого тела и отрицательна для более мягкого. Шар мо-!
жно представить в виде совокупности усеченных эле-
ментарных конусов с параллельными основаниями и
бесконечно малой высотой 6R, причем ^8R—2R. Вели-
чина угла <р для элементарных конусов снижается с
У полюса до 0° у экватора. Поэтому средняя велич
/к/огн, т. е. роль доли трения в твердости, растет с у -
3—Ю98 33
личением нагрузки и глубины отпечатка. Таким обра-
зом, несовпадение величин поверхностей контактного от-
печатка и контактного сечения является причиной роста
величин fK и отношения fK/oK- При увеличении различия
между ними, т. е. с уменьшением величины ср/2 и с ро-
стом глубины внедрения шарового индентора, увеличи-
ваются доля трения и различие между величинами Нк=
И <Тк-
Однако при контакте под давлением двух тел одина-
ковой твердости (например, шар — шар, перекрещенные
цилиндры и т. п.) отсутствует внедрение одного тела в
другое, контакт происходит по поверхности нулевой
кривизны (плоскости). В этом случае площади контакт-
ного сечения и контактного отпечатка совпадают: fK=0;
Д</ок==0; Як=Рк=огк-
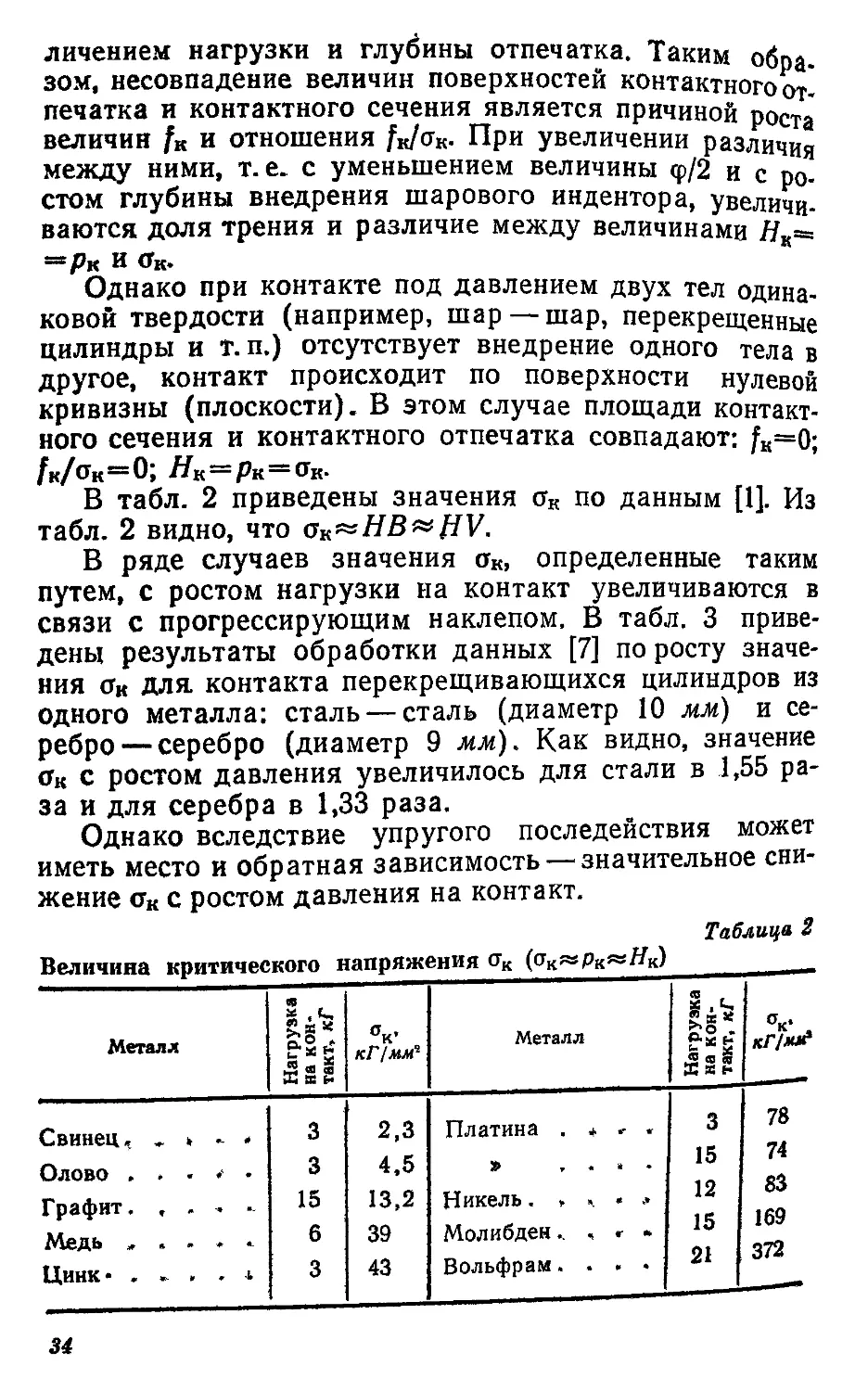
В табл. 2 приведены значения ок по данным [1]. Из
табл. 2 видно, что
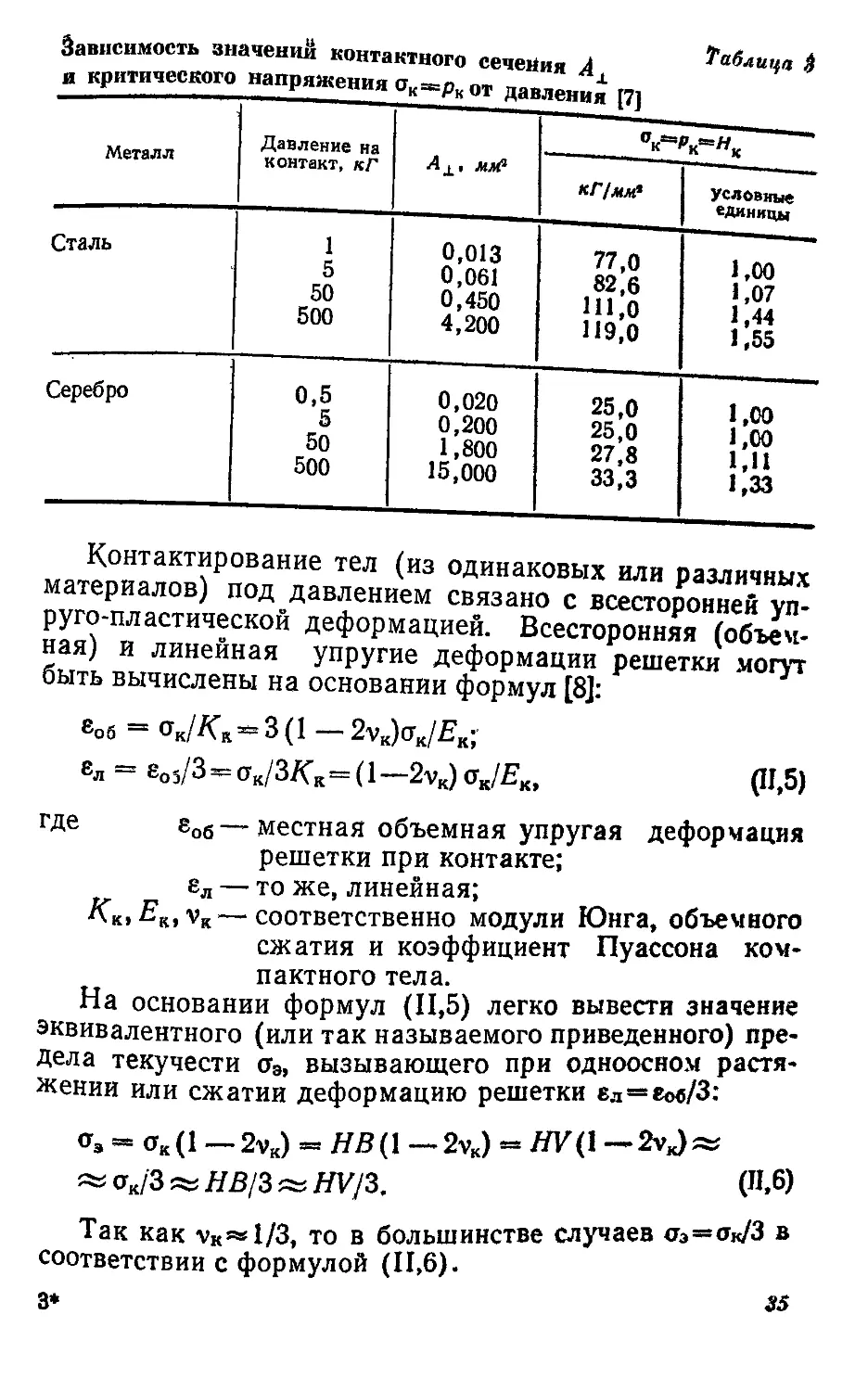
В ряде случаев значения ок, определенные таким
путем, с ростом нагрузки на контакт увеличиваются в
связи с прогрессирующим наклепом. В табл, 3 приве-
дены результаты обработки данных [7] по росту значе-
ния Ок Для контакта перекрещивающихся цилиндров из
одного металла: сталь — сталь (диаметр 10 мм) и се-
ребро— серебро (диаметр 9 мм). Как видно, значение
огк с ростом давления увеличилось для стали в 1,55 ра-
за и для серебра в 1,33 раза.
Однако вследствие упругого последействия может
иметь место и обратная зависимость- значительное сни-
жение Ок с ростом давления на контакт.
Таблица 2
Величина критического напряжения <тк (ок~рк~Нк)
Металл Нагрузка на кон- такт, кГ °К’ кГ/мм'1 Металл Нагрузка на кон- такт, кГ кГ/мм1
Свинец, ~ * 3 2,3 Платина . . . . 3 78
Олово 3 4,5 » , , < • 15 74
Графит...... Медь . . . . - Цинк«... . -4 15 6 3 13,2 39 43 Никель...... Молибден. , г • Вольфрам.... 12 15 21 83 169 372
34
Зависимость значений контактного сечения А Таблица $
и критического напряжения ок=рк от давления [7]
Металл Давление на контакт, кГ Дц,' °к^Рк~Нк “
кГ/мм* Условные единицы
Сталь 1 5 50 500 0,013 0,061 0,450 4,200 77,0 82,6 Ш,0 119,0 1,00 1,07 1,44 1,55
Серебро 0,5 5 50 500 0,020 0,200 1,800 15,000 25,0 25,0 27,8 33,3 1,00 1,00 1,11 1,33
Контактирование тел (из одинаковых или различных
материалов) под давлением связано с всесторонней уп-
руго-пластической деформацией. Всесторонняя (объем-
ная) и линейная упругие деформации решетки могут
быть вычислены на основании формул [8]:
8об = 2vK)o'K/ZlK;
8л “ 8оз/3я=сгк/3/(к==(1 2vk) ок/£к> (II,5)
где 8об—местная объемная упругая деформация
решетки при контакте;
ел — то же, линейная;
Kk,Ek,vk— соответственно модули Юнга, объемного
сжатия и коэффициент Пуассона ком-
пактного тела.
На основании формул (11,5) легко вывести значение
эквивалентного (или так называемого приведенного) пре-
дела текучести аэ, вызывающего при одноосном растя-
жении или сжатии деформацию решетки едвеов/3:
<тэ « <тк(1 —2vK) - НВ(\ — 2vK) «== ЯУ(1 —2vk)«
«ак/3«НВ/3«ЯУ/3. (П’6)
Так как vK« 1/3, то в большинстве случаев аэ==ак/3 в
соответствии с формулой (П,6).
35
3*
6. СОВОКУПНОСТЬ КОНТАКТОВ. КОНТАКТ
МЕЖДУ МНОГИМИ ЧАСТИЦАМИ. КОНТАКТНОЕ ДАВЛЕНИЕ
II ЕГО КОМПОНЕНТЫ ДЛЯ ПРОСТЕЙШЕГО СЛУЧАЯ
КОНТАКТА МНОГИХ ТЕЛ. ОСОБЕННОСТИ ПОВЕДЕНИЯ
И УПРУГОГО ПОСЛЕДЕЙСТВИЯ ПРИ КОНТАКТЕ МНОГИХ ТЕЛ
(ЧАСТИЦ)
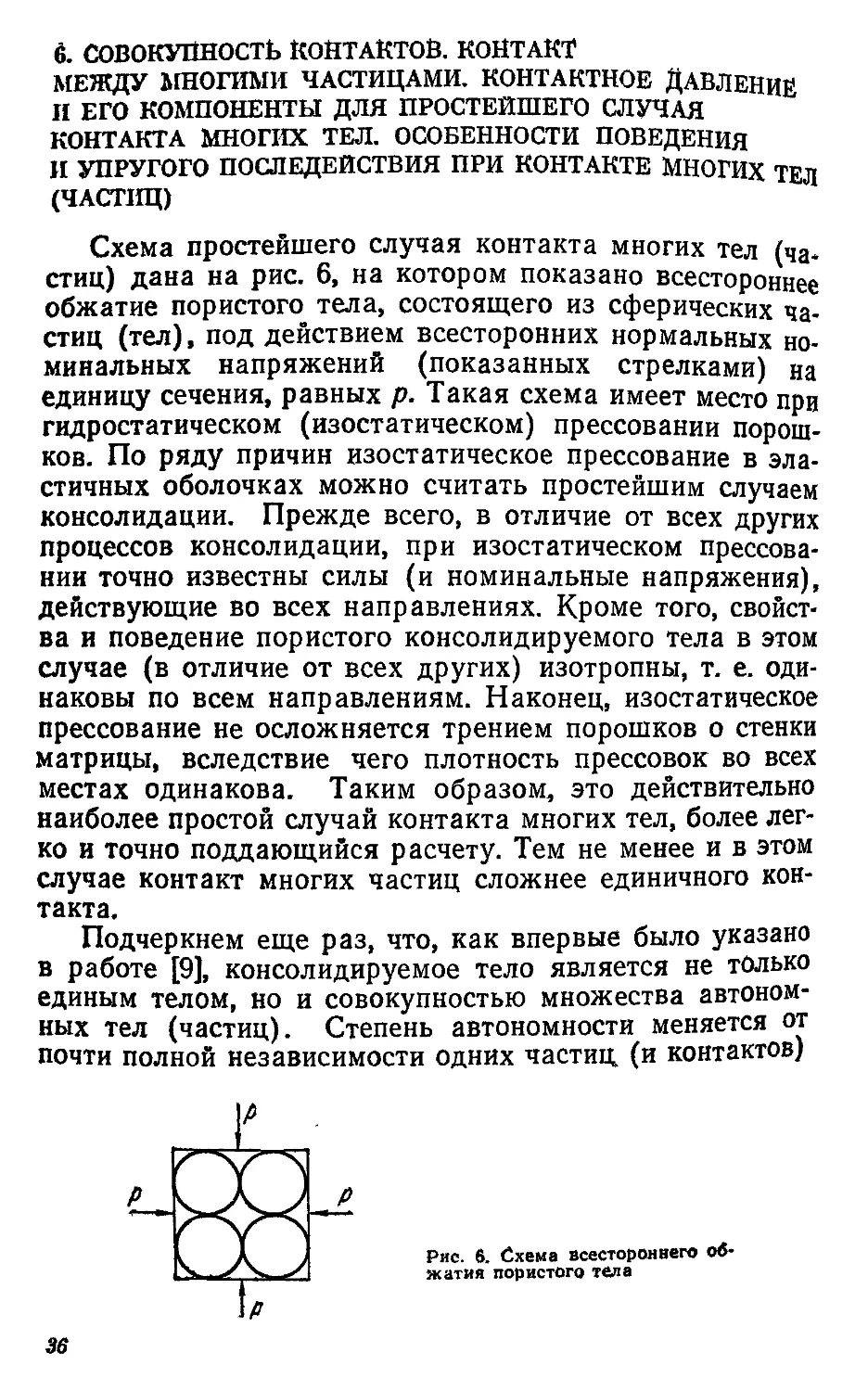
Схема простейшего случая контакта многих тел (ча-
стиц) дана на рис. 6, на котором показано всестороннее
обжатие пористого тела, состоящего из сферических ча-
стиц (тел), под действием всесторонних нормальных но-
минальных напряжений (показанных стрелками) на
единицу сечения, равных р. Такая схема имеет место при
гидростатическом (изостатическом) прессовании порош-
ков. По ряду причин изостатическое прессование в эла-
стичных оболочках можно считать простейшим случаем
консолидации. Прежде всего, в отличие от всех других
процессов консолидации, при изостатическом прессова-
нии точно известны силы (и номинальные напряжения),
действующие во всех направлениях. Кроме того, свойст-
ва и поведение пористого консолидируемого тела в этом
случае (в отличие от всех других) изотропны, т. е. оди-
наковы по всем направлениям. Наконец, изостатическое
прессование не осложняется трением порошков о стенки
матрицы, вследствие чего плотность прессовок во всех
местах одинакова. Таким образом, это действительно
наиболее простой случай контакта многих тел, более лег-
ко и точно поддающийся расчету. Тем не менее и в этом
случае контакт многих частиц сложнее единичного кон-
такта.
Подчеркнем еще раз, что, как впервые было указано
в работе [9], консолидируемое тело является не только
единым телом, но и совокупностью множества автоном-
ных тел (частиц). Степень автономности меняется от
почти полной независимости одних частиц (и контактов)
Рис. 6. Схема всестороннего об-
жатия пористого тела
36
от Других В начале консолидации до полной (или почти
полной) потери автономности в конце консолидации Ус
тановление же контактов в одних местах неизбежно 6v
дет препятствовать росту их в других. Поэтому значение
контактного давления на единицу контактного сечения
для совокупности контактов будет неизбежно больше
чем для единичного. Этот вывод является естественным
следствием из принципа, высказанного впервые в работе
[9], в соответствии с которым рост связей (контактов) ме-
жду частицами в одних местах всегда сопровождается
нарушением связей в других [10, 11].
Распространение понятия о контактном сечении для
единичного контакта на совокупность контактов в ряде
случаев не встречает затруднений. В работе [10] контакт-
ное сечение слоя частиц, пересекающего какую-либо
плоскость, рассматривается как площадь проекции на
эту плоскость всех контактных площадок, лежащих по
одну ее сторону. Удобнее всего выражать значение кон-
тактного сечения безразмерным отношением а площади
контактного сечения к площади номинального сечения
пористого тела, причем
0<а<Л. (П,7)
В работе [11] контактное сечение определяется как
доля а номинального сечения тела, в которой практичес-
ки полностью концентрируются небольшие нормальные
напряжения, не превосходящие предела упругости.
В работе [10] установлено, что при обычном прессова-
нии порошков одинаковой твердости контактные пло-
щадки являются плоскими. Это явление имеет место и
для гидростатического прессования, как установлено
Б. П. Лобашевым В случае индивидуального контакта
трение не повышает контактного давления. Однако не-
трудно видеть, что при контакте многих тел для
изостатического уплотнения, когда контактные^сече
по всем трем измерениям одинаковы (ai = <i2—аз /»
имеет место следующая зависимость:
р/а = рк — ок/(1 — Ztjchd = «MU 2|*)»
где рк —* контактное давление;
’ Лобащерр. Ц. Автореферат канд. диссертации, Москва,
^ — критическое напряжение на индивид
альныи контакт для ненаклепанногЛ?'
талла (oK)min=^Bmta; 0 Ме*
тк~ касательное напряжение трения'
р — тк ок—коэффициент трения.
В уравнении (II,8) известны все величины, кроме т
и, следовательно, коэффициента трения ц. Прожде чем
оценить его величину, обратим внимание на некотопы
особенности упругого последействия в консолидируемых
телах. Для индивидуального контакта двух тел упругое
последействие (например, при определении твердости)
имеет место только после разгрузки и никогда не наблю-
дается в процессе нагружения. Но при прессовании сово-
купности порошковых частиц, особенно в первой стадии
уплотнения, контакты смещаются и разрываются уже в
самом процессе нагружения до снятия давления. Поэтому
процесс нагружения в одних местах сопровождается од-
новременно (еще до снятия давления) процессом раз-
гружения в других. Таким образом, упругое последейст-
вие в первой стадии прессования может разорвать и
сместить контакты, причем не понадобится никаких до-
полнительных внешних сил, чтобы преодолеть трение в
контактах. В этом случае ц = 0 и
р a =s рк == (orK)mjn = HBmin = 7/7т1П. (И,8а)
В конечной стадии консолидации при высоких плот-
ностях упругое последействие проявляется только после
снятия нагрузки. В этой стадии может наблюдаться
р/<Х — рк = 3 (0fK)m,n = (О'к)тах “ ^^тах = ^Лпах- (Щ8б)
Следует иметь в виду, помимо упругого последейст-
вия, также и противодействие других упругих сил. Если
при изостатическом прессовании тело подвергается о -
жатию под действием сил р в каждом направлении, т
одновременно оно растягивается в этих же напР£® '
ниях под действием сил 2vp, где v — коэффициент 1 у
сона пористого тела. Поэтому
р (1 — 2v)/a == (рк)0; рк в Р/“ == (Рк)о/(1 — 2v)«
где (рк) Q « рк (1 —2v) да ок — эквивалентное к0НТДктН°е
(критическое) давление (напряжени ).
98
В гл. IV доказывается, что пои л
значение v=vK, т.е. равно коэЛкЬипыа ® ПРИ а==1
стого тела. Поэтому в формуле ПВЛ ПУасс°на пори-
У ( ’ вначатек°нсолида-
)К0НЦХ9<Т1СОЛИДа0Ця2 -2vK) -
->3(<Гк)тах У(Ок)тт->РЯВт1П. Таким обрЭЗОМ в КОИ
не гидростатического прессования величина р на nowi
док больше НВт1л и стремится к предельной теоретиче-
СКОЙ прочности. г 1сире1иче-
7. АНИЗОТРОПНАЯ СОВОКУПНОСТЬ КОНТАКТИРУЮЩИХ
ЧАСТИЦ. КРИТИЧЕСКОЕ И КОНТАКТНОЕ СЕЧЕНИЕ
Консолидированные пористые тела изотропны только
в случае получения их изостатическим прессованием.
В других случаях, например, при обычном прессовании
частиц, всегда имеет место анизотропность свойств. Та-
кая анизотропность обусловлена несовпадением значе-
ний контактных сечений ах, перпендикулярного направ-
лению консолидирующего давления прессования р, и аи,
параллельного этому давлению. Эта анизотропность
уменьшается с увеличением значений относительной
плотности О. В этом нет ничего удивительного, так как
при (М-1 ах->ая->1.
Более парадоксально другое явление. С первого
взгляда ах должно быть больше, чем ац, так как давле-
ние р я, формирующее сечение ах, больше, чем боковое
давление рх, формирующее сечение а у. Поэтому следо-
вало бы ожидать, что для таких характеристик прессо-
вок, как электропроводность X и скорость звука о, долж-
но наблюдаться Хй>%х,»я/о Между тем и в прессов-
ках и в спеченных изделиях на самом деле наблюдается
обратная зависимость Хх>Х у »ах/ац Можно п _
объяснить эту зависимость тем, что значение ах в оль
шей мере уменьшается упругим последействием, чем ве
личина а». Можно объяснять такой ход за
более значительным обдиранием окисных пленок у с
ния а», чем у сечения ах. Такие явления бесспорно им*
ют место. Тем не менее данный паРад°*с ° ^я Сразъясня-
только этим. Причины указанного поведе ₽ ние по-
ются более детально в гл. IV. Однако так
4»
буждает задуматься над тем, во всех ли случаях поняти
контактное сечение» достаточно точно» ГИе
Например, при спекании пористое тело в результате
рекристаллизации может превратиться в монокристалл
В этом случае контакт исчезает, но на месте бывших кон
тактов останутся наиболее узкие сечения тела в виде
перешейков. В этих самых узких сечениях практически
концентрируются все напряжения. Свойства, отнесенные
к таким узким сечениям, достигают критических значе-
ний, совпадающих с соответствующим значением для
компактного металла. Эти причины побудили нас заме-
нить термин «контактное сечение» термином «критиче-
ское сечение».
Во многих случаях при изостатическом прессовании
порошков оба понятия полностью совпадают, иногда для
спеченных материалов наблюдается некоторое несовпа-
дение. Однако во всех случаях в критическом сечении
практически полностью концентрируются напряжения,
нормальные к нему. Поэтому можно оставить для кри-
тического сечения то же обозначение а, что и для кон-
тактного сечения. В этом случае все формулы, в которые
входит контактное сечение, остаются действительным и
для критического. Необходимо при этом несколько изме-
нить название некоторых характеристик. Например, тер-
мин «контактное давление» заменить термином «крити-
ческое» и т. д.
ЛИТЕРАТУРА
1. Хольм Р. Электрические контакты. ИЛ, 1961.
2 Семенов А. П. Схватывание металлов. Машгиз, 1958.
3. В ей л ер С. Я. и др. ДАН СССР, 1956, т. ПО, с. 985.
4. Вей л ер С. Я., Лихтман В. И. ДАН СССР, 1956, т. 114
5. В еТл е р С. Я., Л и х т м а н В. И. ЖТФ, 1958, т. 28, с. 2025.
6 Лихтман В. И. и др. Физико-химическая механика металлов.
Изд-во АН СССР, 1962. ~ _
7. Bowden, Tabor. Proc. Roy. Soc., 1939 v. 169, p. 7.
8. Физический энциклопедический словарь, I9oo, т. о, с. * •
9. Бальшин М. Ю. Металлокерамика. Металлургиздат, 14М*
10. Б а л ь ш и и М. Ю. Порошковое металловедение. Металлурги
11. бТл^ш ин М. Ю. Порошковая металлургия, Д963, 3, с. 1$
ГЛАВА III
ОСНОВЫ
ФИЗИКИ И СТАТИСТИКИ
ПОРИСТОГО ТЕЛА
8. СВОПСТВА II ПОВЕДЕНИЕ ПОРИСТОГО ТЕЛА
ЕГО УСЛОВНЫЕ И ФАКТИЧЕСКИЕ ПАРАМЕТРЫ.
ОСНОВЫ ЕДИНСТВА СВОЙСТВ ПОРИСТОГО ТЕЛА
Изучение и установление закономерностей свойств и по-
ведения пористого тела достаточно обоснованно можно
считать главной проблемой научных основ порошковой
металлургии и металлургии волокна. В промежуточных
стадиях получения порошковые и волокнистые заготов-
ки являются пористыми телами, деформирующимися и
оказывающими сопротивление деформации при консо-
лидации и спекании. Пористый материал — простейшая
композиция (металл — воздух). Знание свойств и пове-
дения этой простейшей композиции необходимо для по-
нимания свойств более сложных композиций.
Хорошо известно, что почти все свойства и поведе-
ние пористого тела отличаются от свойств соответству-
ющего компактного тела. В числе причин этой особен-
ности выдвигалась, в частности, гипотеза, что вещест-
во пористого тела находится в особом структурном со-
стоянии и оно содержит больше дефектов тонкой струк-
туры, больше вакансий и дислокаций и т. п., чем веще-
ство соответствующего компактного тела. Особенно ча-
сто эта гипотеза выдвигалась для объяснения явлении
спекания. Нет оснований полагать, что любой произ-
вольно выделенный компактный объемный элемент ве-
щества пористого тела содержит больше или меньше де-
фектов тонкой структуры, чем соответствующий объем
4—1098 41
вещества к&мпактно'го тела при соответствующей степа,
ни наклепа. Нельзя также считать, что энергия bhvt *
частичных дефектов пористого тела может превысит
максимальную энергию дефектов предельно наклепа
кого компактного тела, равную скрытой теплоте пл а”
ления Qnn. Количество и энергия дефектов на Гранине'
(контактной поверхности) между частицами пористого
тела не должны быть больше, чем на границах зерен
компактного тела. Обычно границы частиц пористого
тела образуются даже при более высокой температуре
чем границы зерен компактного. ’
Действительно, свободная поверхность на границе
частиц с порами содержит дефекты особого рода и на-
ходится в другом энергетическом состоянии, чем все
другие участки вещества пористого тела. Нетрудно ви-
деть, что энергия этих дефектов сама по себе не может
оказать сколько-нибудь заметного влияния на значение
свойств пористого тела. Большинство свойств являются
характеристиками, связанными с передачей некоторого
процесса как от одного тела к другому, так и внутри
этого тела от одного структурного элемента к другому
и внутри структурных элементов от одного атома к дру-
гому. Нетрудно убедиться, что в такой передаче поры,
заполненные воздухом, и, следовательно, участки сво-
бодной поверхности не могут играть сколько-нибудь за-
метной роли. Напряжения вообще не могут передавать-
ся через поры. Передача звука через поры ничтожна.
Масса воздуха в порах на 4 порядка, скорость на 1 по-
рядок, а энергия передачи звука на 6 порядков меньше,
чем в твердой фазе пористого тела. Твердая же фаза
пористого тела содержит примерно такое же количество
дефектов тонкой структуры, как и в компактном теле,
при соответствующих зернистости и степени упрочнения.
Поэтому и свойства вещества в любом беспористом
компактном пространственном элементе пористого тела
те же, что у вещества в соответствующем сплошном бес-
пористом образце.
То, что принято называть свойствами пористого те-
ла, на самом деле только условные характеристики не-
которой пористой конструкции из сплошного металл .
Эти характеристики относят к некоторым условным п -
раметрам пористого тела — номинальным длине (и
другим линейным размерам) и сечению —или к оол
42
еложным номинальным параметрам, выраженным в киле
довольно простых функций номинальных длины шиоивы
сеченшо™ ОдЬнакое °^М °™
длина 1,: пористого тела (в отличие от Хиттого)
всегда меньше действительного пути I процесса в эт°м
теле. Точно так же действительное сечение концентрации
процесса или напряжений в пористом теле гораздо мень-
ше номинального. Поэтому безразмерный параметр
Z/ZK истинного пути звука в пористом теле является мас-
штабным фактором, показывающим: а) во сколько раз
фактический путь процесса Z через компактные элементы
пористого тела больше номинального кратчайшего пути
ZK; б) во сколько раз фактическая скорость звука vK
в пористом теле, т. е. фактический путь за время Z,
vK=l/t больше номинальной скорости звука v^l^t.
Масштаб искажения номинальной скорости звука мо-
жет быть различен в каждом из индивидуальных порис-
тых образцов (даже при одинаковых пористости, разме-
рах и материале разных образцов). Но в одном и том же
индивидуальном образце масштабы искажения скорости
любого процесса (распространения звука, электричес-
тва, тепла) одинаковы и определяются размером мас-
штабного фактора Z/ZK. Разумеется, в одном и том же по-
ристом образце масштабы искажения различных свойств,
отнесенных
личны. Это вызвано тем, что истинные безразмерные
параметры (являющиеся одновременно и масштабными
факторами) для разных свойств различны.
Поэтому с первого взгляда решение вопроса о единой
взаимосвязи разных свойств даже в одном и том же по-
ристом образце является неразрешимой задачей. Однако
между двумя основными безразмерными характеристи-
ками— истинным масштабом длины пути процесса Фк
и безразмерным сечением (или объемом) концентрации
этого процесса а в одном и том же образце сУщестау®
вполне определенное соотношение. А это дает в
ность однозначно решить задачу определения един
имосвязи около десятка различных свойств в
и том же образце. Зная в каком масштабе искажена од
на из условных характеристик пористо о Р ЛЙТЬ
пример, электропроводность), можно ле хаоакте-
и масштабы искажений около десятка дру Р
43
4*
к номинальным параметрам тела, раз-
ристик этого образца (теплопроводности, модули vn
гости, сдвига, сжатия, коэффициента Пуассона, скопг *
звука др.). Зная же масштабы искажения этих’услови
характеристик, можно определить и сами характеоис
ки данного образца. 1 сти'
Пусть условная продольная скорость распростоам
ния звука v в пористом стержне с номинальной длиной
/к меньше скорости звука vK в компактном теле. ра3де.
лив v на Vk (или vK на и), получаем соответствующие
масштабные факторы (безразмерные истинные папами
ры процесса) v/vK, l/lK: F т
»»k*ZkZ; vJv^l/Ц 0<o/vK
OO > Z ZK > 1; v = ZK/Z; vK « l/t,
(П1.1)
где v—~ скорость звука в пористом стержне, отнесенная
к его номинальной длине ZK;
vK — действительная скорость распространения зву-
ка как в компактном теле из того же вещества,
так и в любом произвольно выделенном в по-
ристом стержне компактном пространственном
элементе вещества, другими словами, скорость
vK есть также и скорость распространения зву-
ка в пористом теле, отнесенная к фактической
длине пути I;
v vK — безразмерная скорость распространения про-
цесса в пористом теле;
Z/ZK— безразмерный путь процесса в пористом теле;
(Ш“‘.
Уравнения (III, 1) выведены из предположения, что
скорость распространения звука в веществе компактно-
го тела и в компактных пространственных элементах то-
го же вещества в пористом теле одинаковы. Поэтому не-
трудно видеть, что уравнения (III,1) действительны не
только для скорости и пути звука, но й для скорости и
пути распространения любого процесса, например пере
дачи электрического тока, напряжений и т. п. Могут во
разить, что в компактном стержне путь передачи не со -
сем прямолинеен и равен klK, где значение и Р
лично для разных процессов. Нетрудно, однако, вид .
44
рис. 7. Схема к определению £
и пор стом стержне:
а — исходный пористый стер-
жень; б —-доля стержня а. (за-
штрихована i, в которой концен-
трируются напряжения при ста-
тическом определении модуля;
в — длина фактического пути i
процесса при динамическом оп-
ределении модуля
сокращаться в безразмерных
(Ш,1а)
что коэффициент k должен
величинах v/vK> l/lK;
kv kvK = klK/kl = u/uK; kl/klK = Z/ZK.
Попутно становятся более ясными и значения номи-
нального параметра длины пути ZH и условной характе-
ристики скорости v в пористом теле. Величина /к — ком-
понент длины пути в общем направлении процесса (про-
екция фактической длины пути I на это направление) «
Точно так же величина v — компонент скорости vK в на-
правлении длины процесса (в направлении номиналь-
ной длины стержня).
На рис. 7 показан пористый стержень, в котором про-
исходит в таком же продольном направлении другой про-
цесс — передачи напряжения р (меньшего, чем предел
упругости и показанного на рисунке стрелкой) с целью
определения продольного модуля упругости Е. Пусть
номинальная длина пористого стержня равна 1К, пло-
щадь и сторона поперечного квадратного сечения Ра®н
соответственно единице площади и длины (это о с о
тельство дает ряд удобств, например, У р весь
считать как общей силой («Г), действу щ Ной
стержень так и »ап₽;я¥е“^” 2наи^п) Ьтносительная
площади (кГ1мм\ кПм\ кГ]см и т. п.;.
плотность стержня — О, пористость П« • автором
В соответствии с постулатом, высказанным авт р*
[1-3], малые напряжения р "Ра*™ ^ной" доле сечения
центрируются в критической (ко же критической доле
а, или, что то же самое, в та*° ЯННый объем тела с
объема (на рис. 7,6 это заштр * и с сечением а,
такой же высотой /«, как наш стержень, и с се
4л
стороной сечений УТс, следовательно, в критической
ле объема стержня, также равной а): и
Е Ек = р рк = р (p/а); Е = Ек а; Ек = Е/а, (1Ц,2)
где Е— модуль упругости пористого тела, отнесен
ный к номинальной площади поперечного се
чения;
Ел — модуль, отнесенный к критическому (наи
меньшему) сечению а (или, что то же самое
модуль упругости компактного тела); ’
р—напряжение, отнесенное к номинальному се-
чению;
рк—р а—то же, к критическому сечению а.
Таким образом, безразмерная величина а имеет нес-
колько значений. Это и масштаб уменьшения некоторых
свойств (условных) пористого тела по сравнению со
свойствами компактного. Это и масштаб уменьшения
фактических сечений и объема концентрации напряже-
ний и процессов в пористом теле по сравнению с соот-
ветствующими номинальными размерами.
Поэтому в зависимости от смысла, который придает-
ся этой величине а в соответствующем контексте, она мо-
жет называться различно: в самом общем смысле это
критическая (активная) доля, в частных смыслах — кри-
тическое (активное) сечение, критический (активный)
объем, критическая доля свойств и т. п.
Постулат автора [1—3], в соответствии с которым ве-
личина а.~Е!Ек является наименьшим (контактным) се-
чением, далеко не очевиден, хотя он и был принят безого-
ворочно рядом крупных специалистов [4—6]. В самом де-
ле, модуль упругости определяется величиной обратимой
деформации, протекающей не только на контактных уча-
стках, но и внутри объема частиц. Поэтому вышеуказан-
ный постулат автора равносилен признанию эквивалент-
ности поведения в отношении упругой деформации при
одинаковой общей нагрузке р пористого стержня
(см. рис. 7, а) с сечением, равным единице, и контактно-
го стержня (см. рис. 7, б) с сечением, равным а, т. е. наи-
более узкому контактному сечению порошкового слоя
частиц, периодически повторяющемуся через каждый та-
кой слой. Между тем, при равномерном распределени
46
напряжений по каждому сечению тела ич
частиц получаем тела из порошковых
а < Е Ек < $
(III,3)
Хч ™ИНа £/£“ ДМЖНа быть ближе по значению
££«, осноГан11Дан1апоТГо£мепраинциТВ„аЯ величины
распределения напряжений по всей площади каждо?осе°
чения порошкового тела, проходящего через его чТсти^
Ч(и7аР₽05Н6ОГ7)- ЭТЛ=0’75 -0Р-и-ееГ’КаЧяа™лЦиЫ
F/F ~П49~Па6п’ Р“ ?т=°,’а, теоРеТ1™ское значение
£/£к~0,42. По данным [7—10], для порошковых оловя-
нистои бронзы и железа при ^=0,75 экспериментальные
значения £/Ек=0,4-ь0,45, при i>=0,5 Е/Ек=0,07- 0,1.
Таким образом, экспериментальные значения Е/Ек были
в 1,25—б раз меньше теоретических, соответствовавших
предпосылке равномерной концентрации напряжений.
Из данных, изложенных в гл. IV и V, следует, что по-
стулат о том, что в любом произвольно проведенном пло-
ском сечении пористого тела не слишком большие нор-
мальные напряжения практически полностью концентри-
руются в его критической (самой узкой) доле а, соответ-
ствует совокупности экспериментальных данных. Извест-
но, что хрупкий карбид кремния при отсутствии пласти-
ческой деформации разрывался при значениях*сгв, со-
ставлявших 0,28% от его твердости. Таким образом,
в данном случае напряжения единовременно концентри-
ровались менее чем на 1 % всей площади сечения образ-
ца. Надо иметь в виду, что наименьшие эксперименталь-
ные значения, которые могли быть до сих пор получены
на самых пористых образцах разными исследователями,
составляли £/£к=0,03. Такое значение соответствует
концентрации напряжений на 3% всего сечения[ о_ P
(включая и поры) и приблизительно на Д оапия
твердой фазы (т. е. значительно большая концентр Ц »
чем для случая с карбидом кремния). ГТрпжнЯ
Номинальный модуль упругое f стержня
может быть определен не только с ттинайИческне
рис. 7,6, но и динамически (см. рис. te).
определения модуля рассчитываютс или им-
хождения звука о, определяемой резонансным или
/7
п, мртопом По данным [121, значения скорости
пульсным ме °^“'ениях обоими методами практически
звука при опр делен^ ики [13> 14] извеСтно, что зна-
одинаковы. Из урсо £ стержня в продольном на-
46яялении^продольные скорости распространения звука
"РИ резонансная частота f связаны уравнением
E = uar = 4ZKr/a/g , 0П,4)
где объемная плотность стержня;
/к— его номинальная длина;
g—ускорение силы тяжести.
Разделив почленно формулу (Ш,4) для пористого
стержня (при Г<ГК, о<ок, f<fn, Е<ЕК) на соответству-
ющее выражение для компактного стержня (при /'=ГК,
v—vK, f=fK, Е = ЕК), получаем, учитывая, что n/i»Ke/, /,
Г/ГК=А:
Е/Ек « (о/ок)а (Г/Г^ = (t»/oK)2fl;
ОаА^(Ш2-
Подставив в формулы (III,5) значение
формул (III,2), получаем:
С'/Пк = 4// == /а/fl; z/4 = пк/° == /fl/а;
а = (v/vj* fl = fl/(Z/ZK)a; а/fl = (фк)2;
fl/а - Ж)2.
(III,5)
Е/Еква из
(Ш,6)
„ Ф°РмУле (Ш,6), в соответствии со сказанным pa-
rry * ЗН/ЧеНИЯ v'Vk являются безразмерной скоростью,
прК безразмерным путем для любого обратимого про-
ц сса (т. е. процесса, не изменяющего необратимо вели-
ину а, например для пути и скорости распространения
электрического тока и т. п.).
Поэтому формула (III,6). связывает воедино два наи-
более важных параметра (масштабных фактора) пори-
стого тела — истинную безразмерную длину пути процес-
са 1/1к и безразмерное критическое сечение а (т. е. сече-
ние концентрации процесса). Заметим, что величину а
можно рассматривать и как критический объем (в кото-
ром реально концентрируется процесс).
Таким образом, существует единая количественная
взаимосвязь между рядом свойств одного и того же по-
ристого тела. При этом нужно слепят*. ппЛ
Единая взаимосвязь существует только между
своv
МН данного индивидуального пористого тела во всех на’
правлениях, если оно изотропно, т. е. a=const и свойсГ
вами, характеризующими одинаково направленные воо-
цессы, если тело анизотропно, т. е. <и¥=аа^а, Кроме ?о-
го, единая количественная взаимосвязь стаестюет как
правило, при обратимости процесса, т. е. aH«a„=con«tf
(где ан начальное, ак—конечное значение а). Однако
в некоторых случаях приближенная единая взаимосвязь
имеет место и для характеристики необратимых поопес-
сов (см. гл. IV). г
Указанное выше положение можно назвать первым
правилом единства пористого тела.
Из формул (III,6), связывающей именно безразмер-
ные функции (масштабы), следует особая важность при-
менения безразмерных характеристик пористого тела.
Формула (111,6) выведена на основании формул (III,2) и
(111,4). Правильность формулы (III,2) подтверждена
экспериментально в работах [1—3]. Формула (III,4) бы-
ла выведена первоначально для сплошных сред. Пра-
вильность ее экстраполирования на пористые тела вряд
ли может вызвать серьезные возражения. Кроме того, все
специалисты, занимавшиеся определением модулей упру-
гости [15—18], знают, что в большинстве случаев их зна-
чения для пористых тел при статическом и динамическом
испытаниях практически одинаковы. В качестве примера
в табл. 4 сравниваются данные работы по определению
модуля упругости волокнистой меди диаметром 50 мкм
динамическим и статическим методом. Значения[ Ена
0,5—6% больше значений £стат> т. е. практ
одинаковы. 4
Модули упругости Е (диаметр 50 мкм) волокнистой меди
Относительная плотность £дин- г.,, кГ!шР стат
0,873 0,743 0,711 0,585 9065 5329 4964 2939 8710 5020 4680 2830
49
9. ДОПОЛНИТЕЛЬНЫЕ СВЕДЕНИЯ О ЗНАЧЕНИЯХ
БЕЗРАЗМЕРНЫХ ПАРАМЕТРОВ
На рис. 8 показано сечение выделенного из пористог
стержня цилиндрика, включающего цепочку частиц и п
ры между ними. Объемная концентрация пор П и твеп'
дой фазы О такие же, как и во всем стержне. Ось цилинд
рика параллельна оси стержня и общему направлению
процесса, показанному стрелками. Высота (длина) цИ.
лнндрика равна /к, площадь каждого из оснований й
каждого из номинальных поперечных сечений равна еди-
нице. Цепочка состоит из шести частиц, расположенных
в пяти слоях (в третьем слое — две, в остальных-—по
одной частице). На рис. 8 прямыми линиями в направле-
ниях фактического кратчайшего пути процесса показана
доля твердых частиц, являющаяся геометрическим ме-
стом участков (отрезков) этих кратчайших путей (трасс).
Точками отмечены остальная доля частиц, поры-не зашт-
рихованы. На рис. 8 видно, что в масштабе такого цилин-
дрика, вмещающего узкую цепочку частиц, имеется не-
прерывная совокупность бесконечно большого числа
параллельных поперечных сечений твердой фазы, кото-
f
Рис. 8. Схема передачи процес-
са в цепочке частиц:
линиями обозначена поля а»-
лнндрика а, занятая актвио^
частью материи; т0 Даам11аСтью
ля т)„, занятая инертной я
материи; поры не эаштрих
ваиы
рые периодически (через слой чягтшт 1
лее широких к более узким сечениям и обратно’ Отако
существует только конечное и Дискретное множество Л
иболее узких параллельных сечений (на рис 8 их че™оё
и они проходят через места контакта между частацЗ
Если наиболее узкие сечения в контактных стыках не
точно перпендикулярны направлению процесс™ то бе-
рется площадь их проекции на плотность, нормальную
к этому направлению. рмальную
На рис. 8 можно увидеть ряд следующих дополни-
тельных подробностей об основных фактических пара-
метрах процессов в пористом теле: н
1. Действительные направления процесса даже по
кратчайшему пути его распространения (см. показанные
на рис. 8 прямыми центральные коридоры частиц) отли-
чаются от заданного общего номинального направления
(показанного стрелками). Для пористого стержня на-
правление распространения процесса по его оси —лишь
проекция (компонент) различных направлений фактиче-
ских его путей на эту ось. Даже кратчайшие пути про-
цесса в любом звене стержня различны (см. правую и
левую ветви центральной стержневой или коридорной
части цепочки частиц на рис. 8) и, как правило, больше
номинальной длины кратчайшего пути (длины стерж-
ня) /к.
2. Критическая доля и для объема и для любого по-
перечного сечения пористого тела является геометриче-
ским местом фактических кратчайших путей (для объе-
ма) и пересечения этих кратчайших путей (для сечения)
распространения процесса в твердой фазе пористого те-
ла. В этом еще один смысл понятия критическая доля.
3. Понятие о критическом сечении следует рассматри-
вать дуалистически. С одной стороны, его величина опре-
деляется значением конечного и дискретного множества
равновеликих и параллельных сечений твердой фаз
в наиболее узких участках, перпендикулярных напр-
лению процесса (точнее площади проекции наиболее у
ких участков на поперечное к линии процесса ДапР
ние). При этом следует учесть периодичность ( е
правильную, через один слой частиц) та^ такиХ
«узких ворот». На рис. 8 можно провести Р ти^
наиболее узких сечения в местах контак - „ое й
Нами. С другой стороны, можно провести бесконечное и
51
непрерывное множество параллельных и равновелик
участков твердой фазы, в которых физически реальмАИХ
практически полно концентрируется передача наппХИ
ний или некоторых других процессов, Каждое такоеТ
чение является критическим и геометрическим местей
пересечения с участками плоскости кратчайших путей
распространения направленных процессов. Г. М Жданп
вич £6] полагает, что введя понятие о контактном (крити
ческом) сечении а, мы тем самым основали дискретную
теорию прессования пористых тел. Нет, из уравнения
(HI,2) ££к=а должно вытекать понятие о дискретно-
непрерывном характере прессования.
4. Кроме того, видна несплошность объемов твердой
фазы. Долю а объема частиц, показанную линиями, мож-
но назвать критическим или активным объемом материи
(но только по отношению к данному направлению про-
цесса!). Долю т]и, отмеченную точками, можно назвать
инертным объемом материи (тоже только по отношению
к этому же направлению процесса). При этом
а + т1„«=й;а-4-т1и4-П = ^4-77=1. (III,7)
В инертном объеме т]и данный процесс может распро-
страняться только через границы активного объема а.
Одиако следует подчеркнуть, что эти две доли ни в коем
случае не являются разными фазами твердой материи.
При другом направлении процесса в том же теле неко-
торые активные участки материи (см. рис. 8) станут
инертными, и наоборот.
Особого внимания заслуживает сложный параметр
а/О, фигурирующий в формулах (Ш,6). Это доля актив-
ной материи, приходящаяся на всю материю (в объеме,
в среднестатистическом сечении и в массе).
10. УПЛОТНЕНИЕ ПОРИСТОГО ТЕЛА И БЕЗРАЗМЕРНЫЕ
ХАРАКТЕРИСТИКИ (ПАРАМЕТРЫ). ОСНОВНЫЕ ПРИНЦИПЫ
СТАТИСТИКИ ПОРИСТОГО ТЕЛА
Рассмотрим всестороннее изотропное уплотнение по-
ристого кубика, объем материала частиц которого Рав®»
единице. В этом случае объем кубика при определенн
степени консолидации равен относительному ооъ у
fjssl/ft. Под изотропным уплотнением мы понимаем пр
52
одинаковые значения каУК критических ceJ°fi “ ИМеет
критических значений <ук, приГкотопых » так и
ратимая деформация по всем трем^лавныГи^ Нео6'
при одинаковой величине относительнойи,™рениям
При уменьшении объема на dR (длины на Жп°СТИ
щение необратимо деформированной доли ш об^ема^а'
стиц dco локализуется целиком в участках пои^га™
к критическому сечению a [1,19-23]. Поэтому
= — 3a dfi/3 = — adp = adty/fl.2;
== fl2 dco d& = ft2 z = "O'2 аед;
2 — da dft = аед; dm = zd^
a = ckaldfi =
(П1,8)
w = J zdft',
°<аед<1;
(HI,8a)
0<z<l; 0<d(o/dft<l;
(HI,86)
где ft0—значение ft, соответствующее ao=O, соо=0;
Z—cfco/cfft— новая безразмерная функция, введенная в
работах [22, 23];
аед — безразмерная среднестатистическая вели-
чина критического сечения единичного кон-
такта [21] (единичное контактное сечение,
единичное критическое сечение).
Точное совпадение безразмерной характеристики z=
=d(&ld$ с величиной аед соблюдается в случае совпаде-
ния значений критического и контактного сечений. Из
формулы (Ш,8) следует, что функции а, о и ft могут
быть просто выражены как функции от параметров z и
ft. Разумеется, что и функция a/ft может быть (тоже про-
сто) выражена как функция параметров г и ft.
Функция (параметр) со была введена в статьях [ У,
20] и получила применение также в работах других авто-
ров [24].
В работе [22] было показано, что научные основы ста-
тистики пористого тела сводятся к нескольким очень пр
стым принципам.
Первый принцип — все упомянутые безразмерные ха-
рактеристики пористого тела (а также и некоторые ДРУ'
гие), значения которых заключаются между нулем и ед -
ницей, обладают всеми свойствами вероятностей
S3
МОЖНО рассматривать как соответствующие вводят
Эти принципы можно обосновать следующими гаЛСТй-
жениями: u<Joopa.
1. Число частиц пористого тела очень велико (кя
дый кубический сантиметр объема может содержать
ло миллиарда частиц, через каждый квадратный сямт°'
метр сечения может проходить около миллиона частипТ
Поэтому в силу закона больших чисел поведение кажл '
го индивидуального пористого тела статистично и So
ятное значение безразмерной характеристики с большой
степенью точности совпадает с ее фактической величиной
Например, фактическая безразмерная доля необратимо
деформированного объема частиц по отношению ко все-
му их объему (всему объему твердой фазы) с большой
степенью точности совпадает с вероятностью образова-
ния необратимого объема твердой фазы Р((в):
to Р (©); со Р ((d); (в = Р (св). (П1,9)
Точно так же и для других характеристик с большой
степенью точности имеют место равенства:
О == Р (fl); а = Р (а); а/fl = Р (a/fl); 2 = dco/dfl =
»P(z)«P(d(D/dfl). (Ill,9a)
2. Упомянутые безразмерные характеристики полно-
стью удовлетворяют одному из основных свойств веро-
ятности: их значения не меньше нуля и не больше едини-
цы. Нетрудно показать, что они отвечают и определению
вероятностей (отношение числа благоприятствующих
случаев к числу всех возможных случаев).
3. Эти характеристики удовлетворяют и другому ос-
новному свойству вероятности — так называемому зако-
ну сложения вероятностей. Например, в соответствии
формулой (III,9) вероятность необратимой
частиц равна (в, вероятность того, что эта ^фор .
не произойдет, равна (1—®); сумма обеих вер
равна единице:
'1 (П1.Ю)
СО 4- (1 —св) 1.
4. Если упомянутые безразмерные характеристики за^
висят от нескольких вероятностных факторов, т
место закон умножения вероятностей.
М
Ёыделим внутри пористого теЛй г лЛ в
трат ей твердой фазы (относителЛлй еМНОИ Концей'
некоторыи произвольно расположений плотностью) $
ный элемент (фигуру, повевхипг^пространствен-
Тогда вероятность встречи ?тлглТЬ’ Лннию иди точку)
ДО® фазой равна о^Гной^Х^”
зы Ф: концентрации твердой фа-
Р(0) = $; о<й
(III, И)
т. е. соблюдается одно из свойств вероятности.
Вероятность того, что этот элемент встретится не с
твердой фазой, а с порами, равна объемной концен?ра-
цинпор (пористости) /7=(1— ф), инцентра
Так как
VT^ = v-ru— 1, (III,Па)
то соблюдается и другое свойство вероятности — закон
сложения вероятностей.
При приращении концентрации твердой фазы наДФ=
==02—От или на d& соответствующие приращения вероят-
ности встречи с твердой фазой пространственного эле-
мента внутри пористого тела, обозначенные через ДР(Ф)
и dP (О), равны:
ДР(а)=Р(^2)—dP(ft)=d&. (111,116)
Если в качестве элемента внутри пористого тела выб-
рать одну из частиц, то вероятность ее встречи с твер-
дой фазой также описывается формулами (111,11),
(111,11а), (111,116). Таким образом, характеристика и не
только выражает относительную плотность и о ъемную
концентрацию твердой фазы, но и имеет еще Д
смысл ~ вероятность встречи какого-либо пр Р
венного элемента внутри пористого тела Р Ф
зой, т. е. й=Р(,б’). гт_.не только объемная
Равным образом поР^то^Ьи^ерОЯТНость встречи ка-
концентрация пор (пустот), iно iи вер три пористого
кого-либо пространственного элемен у Р
тела с пустотами:
П~Р(П)-, Д+^-1;Р(^)+^(^)т1- (Ш’Нв>
55
Формулы вероятности встречи с твердой фазой
111,11) и (Ш,Пб) выведены на основании предподагя
емого условия, что частицы твердой фазы не могут vk
лониться от взаимной встречи или встречи с другим по
странственным элементом. До сих пор недостаточно учи”
тывали, что подобное условие соответствует вероятности
фиксирования (сохранения) встречи, равной единице и
статистически рассчитывали только вероятности встречи
частиц между собой.
Второй простой принцип статистики пористого тела
состоит в том, что следует рассчитывать не только веро-
ятность встречи между частицами, но и вероятности ее
фиксирования и потери (уклонения, ухода от встречи).
Нетрудно видеть, что количественным фактором — мгно-
венной вероятностью сохранения встречи между части-
цами— является «диспетчерская» характеристика z=
—dco/dth При увеличении концентрации твердой фазы
на d& в соответствии с формулой (111,116) приращение
вероятности встречи с твердой фазой dP(6)=d6. Если
бы эта встреча полностью удерживалась, то dP(co) =
=Jco==dt>, z—d^/d-&—\. Поэтому величина z<l показы-
вает долю фиксированной встречи. Необходимо ввести
также понятие о кумулятивной (средней) вероятности
фиксирования встречи 2с=Д®/Д0' при уплотнении пори-
стого тела на ДО.
В самом деле, в соответствии с законом умножения
вероятностей приращение вероятности необратимой де-
формации частиц dP da) равно приращению вероят-
ности встречи dP (й)«= d-fy на мгновенную вероятность
фиксирования встречи P(z) = z=dca/d®:
dP (to) «=» d(a ~ zdft ** (da)/d'&) dQ da>. (111,12)
Как видим, формула (III,12) является тождество .
Таким образом, характеристика z является, очевид »
вероятностью фиксирования встречи между частица
Точно также получаем
ДР (<о)« Дю « ба—=zc Д^=(Дсо/Д «•) ДА « Д“- (п1*12а)
Параметр а/б, который можно рассматривать^ '
концентрацию критического сечения а в J ₽ се.
фазы б-, так жё как общее безразмерное критическо
56
чени дно частицы (но не как безразмерное
критиче ое сечение а»), равняется, в соответствии ’ “
коном умножения вероятностей, произведению вероятно'
ЖрХ!: "а МГН°ВеННуЮ МРОЯ— “Х"ия
р (а &) = а/А = ftz = fl (dQ/dfl). (ш 13)
Величина критического сечения а, в соответствии с
законом умножения вероятностей, равна произведению
вероятной концентрации твердой фазы в сечении (рав-
ной fl) на вероятность необходимой деформации этого
материального сечения (равной flz):
a = fl(flz) = fl2z. (Ш,14)
Заметим, что характеристики a/fl, а, в отличие от ха-
рактеристики со, не являются кумулятивными. Из фор-
мул (111,12), (III,12а), (111,13) и (111,14) следует, что
параметры со, а и a/fl по существу являются функциями
двух независимых параметров fl и г (вероятностей встре-
чи и сохранения встречи). Отсюда вытекает необходи-
мость более глубокого изучения и понимания природы
параметра z—da/dft. Необходимо иметь в виду, что име-
ется и параметр у вероятности потери встречи (вероят-
ности ухода в поры):
Р (у) = у == 1 —z = 1 — da/dft = (c/fl — dco)/dfl;
# + z==1;0<#<1. (П1Д5)
Третий простой принцип (не менее важный, чем два
других) состоит в том, что нельзя рассматривать стати-
стику пористого тела изолированно от физических и тех-
нологических факторов. Не следует думать, что специа-
листы могут только регистрировать статистические пара-
метры, но не воздействовать на их величину. Выше было
отмечено, что все параметры пористого тела являются
функциями двух основных —fl и z. На величину fl (от-
носительной плотности) воздействовать очень легко, е-
гулирование этой величины является повседневной •
занностью почти каждого специалиста в этой о •»
Регулирование параметра г более сложно. Мы за_ Р ’
сованы в таком регулировании в двух ПР°™ мпжно бо-
.направлениях. J3 .некоторых случаях надо как МО
&
лее снизить величину г, т. е. стремиться к значение
z-И). В других случаях нам надо повысить величину ,
до возможного максимума (z->l). у 2
Несомненно, что в процессах (особенно промежуток
ных) получения порошковых и волокнистых металле
(прессование, спекание) часто следует стремиться к сни*
жению сопротивления деформации тела при заданном
значении О, т. е. к снижению величин а (определяющей
сопротивление деформации), со (определяющей работу
деформации), а следовательно, и к z->0. При производст-
ве готовых изделий перед нами обычно стоит прямо про-
тивоположная задача — при заданном значении полу-
чить максимальную величину свойств, которые требуют
достичь потолка значений а, а и z. Следовательно, опти-
мальной будет величина z->l. Очевидно, в таких случаях
полезны две группы операций получения изделий: 1) по-
лучение максимальных значений •б1 при минимальной ве-
личине z; 2) после получения максимальной величины б
доведения значения z до потолка.
Однако есть случаи, когда в готовых изделиях тре-
буется при заданной величине ’О' максимум электросопро-
тивления или звукопоглощения. В этих случаях полезно
снизить прочность волокнистого или порошкового карка-
са, т. е. держать величину г на малых уровнях и доби-
ваться допустимых значений прочности за счет, напри-
мер, пропитки пористого каркаса веществами, плохо
проводящими звук или электричество (пластмассой, ре-
зиной).
В связи с изложенным отметим еще один — физиче-
ский смысл статистических параметров у и г. Более
30 лет назад автор [25] обратил внимание на индивиду-
альную обособленность частиц консолидируемых мате-
риалов. В гл. I эта характеристика называется также
автономностью. Необходимо дать количественное опре-
деление этому понятию, которое до сих пор было только
качественным. С этой целью введем два параметра: ко-
эффициент автономности у и коэффициент взаимозави-
симости (консолидации) z частиц пористого тела.
Нетрудно убедиться, что эти физические коэффициен-
ты полностью совпадают с соответствующими статист •
ческими параметрами у и г. В соответствии с форму-
лой (111,15) при z-da/dO-l, y~(d$—имеет
место максимальная статистически и физически возмож
5<8
ная де ормация частиц и поэтому коэффициент консоли
дации пористого тела z= 1 коэЛЛииХХ, консоли-
г=0 Прн й=0 коэффицие^т^о^сол^да^ии^вО^о1
эЛ<Го</<Г«+нг°Т1?=1' При °<Жи’о<
Напомним, что имеются и w
мулятивные коэффициенты автономности
н консолидации 2с = Дш/Д^ Часто недопонимают тот
простои факт, что консолидированное тело не просто
единое тело, а единая федерация автономных тел (ча-
стиц). Поэтому полезно напомнить об этом и дать выше-
указанные количественные критерии оценки степеней
автономности и консолидации структурных элементов
этой единой федерации.
Таким образом, нельзя недооценивать физические и
технологические факторы. Если значение критического
сечения а более или менее одинаково в каждом слое, то
причину этого не следует искать только в законе боль-
ших чисел (миллион частцц на 1 см2 сечения). Значение
а будет более или менее постоянным в силу физико-тех-
нологических факторов даже для не очень большого ко-
личества частиц (постоянство консолидирующего давле-
ния р и критического напряжения сгк)- Поэтому и значе-
ния параметров а и z не только для всего тела, но и для
каждой отдельной частицы не слишком сильно отлича-
ются от средних.
Но если не следует переоценивать статистические
факторы, то нельзя также их недооценивать. В дальней-
шем будет показано, что как тип уравнений зависимости
различных параметров пористого тела от Ф, так и пото-
лок значений этих параметров при заданной относитель-
ной плотности объясняется и статистическими и физико-
технологическими факторами.
11. ЗАВИСИМОСТЬ ПАРАМЕТРОВ ПОРИСТОГО ТЕЛА
ОТ СТЕПЕНИ УПЛОТНЕНИЯ
Из уравнений (Ш,8), (Ш,12) * параметров
Дует, что при заданной величине свойств те-
а ы (а следовательно, и опред^ * зависимости от
ла) могут существенно Разл™ ^Дое=О, а величина
гВ1Тгде ™ У-овиях про-
43
цесс изотропного уплотнения пористого тела от
О. В соответствии с указанными формулами; До
Р (?) — z — — Г1*2 = dtod-Q- О г 1; цц
dP (<о) = d<o = zd® — 0е с/й; со == Фв+1/(а 4-1);
®max “ V(fl “Ь 1) “ 1/(т 1); (П1,16а)
—'д' (с?4"1); 2ц = (дтахз= 1/(<2-|- 1) == 1/(т -—1); (Ш,1бб)
a=^2z = й,2'0,в='д2+в^'0'Гп; т == а + 2 =
~ (I “Ь 2ц)/2ц> (Ш, 16в)
где 2ц —средняя (циклическая) вероятность фиксирова-
ния встречи при полном цикле уплотнения от d=0 до
О=Отах=1 (а также средний коэффициент консолида-
ции частиц в этом цикле).
Очевидно, что верхнее предельное значение P(z} =
= г=^=1. Этому соответствует нижнее предельное зна-
чение а=0. При этом z=zc=Zu= 1 = const; dco=dd;
<0тах=1, т. е. при полном цикле уплотнения необратимо
деформируется весь объем частиц ®= 1, Таким образом,
верхнее предельное значение со='д, а=й2; нижнее пре-
дельное значение т—2, следовательно, а < О2;
т> 2; а> 0. Иногда величина т = 10 и более в практи-
чески заметном интервале. В теории может иметь место
в небольших интервалах т->оо.
Остановимся особо на случае а = 1. При этом z=d;
da^ftd®; o)==-d-2/2; ©max^Va; zc = O/2; z^/z. Этот случай
соответствует равновероятности фиксирования и потери
встречи между частицами. Об этом свидетельствует уже
значение ®тах=0,5, т. е. при полном цикле уплотне-
ния одна половина объема частиц сохраняет встречу и
деформируется необратимо, а другая уц теряет встречу и
попадает в поры:
2ц = ©max = 0,5; Г/ц « 1 — = 0.5, (ПГ, 17)
где ztt — средняя (циклическая) вероятность фиксир -
вания встречи частиц при полном цикле уплот-
нения, или, что то же самое, средняя (цикд
ческая) взаимозависимость частиц тела в эт
же цикле;
00
^ц^пКпНЯЯ (ЦИклическая) вероятность ухода от
встречи, т. е. циклическая автономность частив
пористого тела. частиц
. вЛаким 0бРаз°м, в случае а=1 имеет место полная
равноправность (если учитывать весь цикл уплотнения)
между автономностью и взаимозависимостью частиц
Равновероятность фиксирования и потери встречи ш
данного случая выражается тем, что мгновенная вероят-
ность фиксирования встречи частиц (коэффициент кон-
солидации) z равна концентрации ф твердой фазы а
мгновенная вероятность у ухода от встречи в поры равна
концентрации пор П: *
г=^-,у = П=}~ Ф;г/4-г=Ф4-77 = •» +
4- (1— ф) == 1= consb
Заметим, что при а — 1 имеет место:
011,17а)
z = ф; (о=Ф2/2; сйо=гс(Ф == W; а=Ф3; m«3. (111,18)
Рассмотрим статистический смысл одного из частных
случаев преобладания вероятности потери встречи над
ее фиксированием, когда а = 2. При этом:
р (г) = г =« Ф2;
dP (о) ®= do—zdft= ф2 ЙФ « Ф (Ф^Ф);
(о»Ф3/3; сотах ~ 1/3;
гс « Ф3/3; 2Ц *= (отах == 1/3; Уч= 1—ац=2/3;
а ₽ ф2 z — Ф4; т = а -f- 2 = 4.
ап,19)
011,19a)
(111,196)
0П,19в)
Эту систему уравнений можно объяснить следующим
образом. Потеря встречи (разрыв связей и
между частицами может происходить под J
(или более) факторов и в два (или более) этапа.^Преж-
де всего разрыв первоначальных связей между ___ _
ми в процессе уплотнения [26] обусловлен_₽ блег*
обстоятельством, что в ряде слУча®® повыше-
чает установление новых связей между повы_
ние плотности, но просто необходим,
шении до единицы покааатт®л? ЧштГ (III18) do**
с системой уравнений (ШЛ), (1П,17а)» (ПМ»К«
61
z=0. Заметим, что вывод этой системы уравнений
не связан с понятием о влиянии упругого последейсткм
на разрыв контактов, а обусловлен только некоторой н Я
избежной степенью равновесия между разрывом ставы?
контактов и установлением новых. Может, однако имет
место и дополнительный процесс —разрыв части’ остав
шихся связей упругим последействием еще в процессе
перераспределения нагрузки между оставшимися кон
тактами. Таким образом, коэффициент взаимосвязи"
между частицами, который без учета упругого последей-
ствия равнялся z=#> уменьшится под его воздействием
т. е. показатель степени а увеличится. Величина а=2 от-
вечает естественному предположению, что оставшаяся
после дополнительного разрыва силами упругого после-
действия «во втором заходе» часть контакта будет также
пропорциональна -О'.
Из формул (111,196) видно, что циклический коэффи-
циент автономности #ц=2/3, а коэффициент взаимосвязи
частиц гц= 1/3, т. е. в случае а=2 имеет место преобла-
дание автономности над взаимосвязью.
Из системы формул (111,16) (111,17) (Ш,18) и
(III,19) видно, почему в очень многих случаях связь меж-
ду относительной плотностью О' и параметрами (а следо-
вательно, и свойствами) пористого тела описывается
простой степенной зависимостью. Из этих формул также
следует, что именно характеристика z отражает противо-
речивость двух групп процессов.
Следует, однако, иметь в виду, что не на всех этапах
процесса уплотнения показатели степени а и т одинако-
вы. Существуют три стадии процесса уплотнения [27],
поэтому a—const и т = const могут иметь место только
в некоторых интервалах уплотнения. В сыпучем состоя-
нии частицы пористого порошкового тела практически
автономны. Поэтому в сыпучем состоянии
(й-Ч), а~>оо, /п~>оо. Сыпучее состояние практически про-
должается, вероятно, до относительной плотности утря-
ски. Консолидация в каждой из стадий уплотнения идет
постепенно. Поэтому значение показателя степени а не
может одним скачком от значения а->оо упасть, напри-
мер, до а—2. Такое падение должно происходить боле
медленно и непрерывно. Практически при уплотнена
сыпучих порошков следует также учитывать, что ©о »
ао=О не при д=0, а при где -Оо-*-приблизитель
62
(П1.20)
тн ите. ьная плотность утряски Ймрптл
чу. учит вающая эти обстоятельства?6^ СИСТема
z = (ДО Я0)ь = [д$ (1 — ft0)]6;
« zdft == (ДО 170)ь d&; (о (&&/no)b
“» - (1 - «») № + 1) - ЗД+1); (I
2' « (Д9 пу (b+1): z„ _ 1цЬ+1} _ (Ш20б)
(Ш20в)
где приблизительно постоянная величина 6>»о (практи
чески она иногда доходит до 4); /70= 1-КГД0=
12. РАЗЛИЧИЯ В ЗАВИСИМОСТИ ОТ ОТНОСИТЕЛЬНОЙ
ПЛОТНОСТИ ПАРАМЕТРОВ И СВОЙСТВ ВОЛОКНИСТЫХ
И ПОРОШКОВЫХ СПЕЧЕННЫХ ТЕЛ
При спекании материя может избирательно стяги-
ваться к местам контакта без уплотнения. Поэтому спе-
кание является в ряде случаев не только статистическим,
но и избирательным процессом, а иногда даже только из-
бирательным. Избирательное действие спекания обычно
ограничивается тем, что «диспетчерская» функция z—
вероятность фиксирования контакта [22]— приближает-
ся, по статистическим и физико-техническим данным,
к максимально возможным значениям, которые остают-
ся, однако, в рамках статистической теории.
Поведение и свойства спеченных порошковых и во-
локнистых тел очень различны прежде всего из-за разч
ной структуры частиц порошков и волокна. Частицы по-
рошка имеют форму, не сильно отличающуюся от равно-
осности. Поэтому связь между .часттщащщпорошкового-
тела имеет подвижно-жесткий__харвк1е.Щ_ Порошковая,
частица деформируется локально — в местах контакта.
Порошковое Тело уплотняется и за счет роста существу-
ющих до уплотнения контактных участков (жестка
связь), и в результате взаимного перемещения част ц
без существенной их деформации. При уплотнении
капни порошковых тел обязательно имеет
ко рост, но и разрыв и смещение связей и контактов
Ду частицами (фиксирование и потеря встр У
ними).
63
При изотропном спекании уплотненных порошковых
тел, не сопровождающемся существенной усадкой, мож-
но различать три стадии относительных плотностей. Пер-
вая стадия соответствует малым относительным плотно-
стям и слабой связи между частицами, достигнутым до
спекания; при уплотнении в этой стадии до спекания
преобладала вероятность потери встречи (разрыва кон-
тактов) между частицами. При спекании таких тел без
дальнейшего уплотнения нельзя достичь существенного
роста характеристики z. Поэтому z меньше равновероят-
ного значения, т. е. zC-fr, отсюда
а = £/£к = ов/(ов)к - $ z=6m;
т = (1 + 2ц)/гц; ?ц - l/(m — 1), (Ш.Р1)
где а — критическое сечение;
£, Лк»(ав)к~ модуль упругости и предел прочности при
растяжении соответственно пористого и
компактного тела; величина /п=(1+гя)
больше 3, циклическая вероятность фик*
сирования встречи zq=l/(w—1) мень'
ше 0,5. . о
На рис. 9, а показаны три сферические частицы л, °
и С в контакте между собой до спекания. На рис^ »
(после спекания) видно, что при постоянстве для _ _
(условие безусадочного спекания) в ряде случаев
контактов между одними порошковыми частиц
бежно сопровождается разрывом контактов между дю,
гимн., Поэтому обычно z <6. Вторая стадия относи
ных плотностей (от О •* 0,6 + 0,75 до -6=0,85 . )
64
Равновероятным значениям
В третьей стадии (для порошковых теп
значений Ф - 0,85ч-0,9 и выше) имеет место фиксирова-
ние контактов. Поэтому необратимая деформация ппй
уплотнении протекает не только в местах контакта но и
начинает захватывать весь объем частиц. В этой сталии
необратимо деформированная доля объема твердой Ла-
зы <о->1, z->l, т->2, а->02. ф
Таким образом, с ростом плотности порошковых тел
происходит изменение функций, характеризующих их со-
стояние, только в одну сторону: величина z увеличивает-
ся от в первой стадии до 2=,0 во второй и до z~l
в третьей. Другие характеристики с ростом плотности
также соответственно изменяются: гц<1/2, Zn=l/2
ш = 3, т—>-2, Ф3, а='0‘3j
Волокнистые частицы (нити) характеризуются гибко-
стью. Поэтому связь между частицами волокнистого те-
ла имеет обычно жестко-гибкий характер. Деформация
происходит не только в местах контакта нитей, но и за
счет изгибания — выпрямления участков нити между
двумя контактами. Основной структурной единицей во-
локнистого тела, в отличие от порошкового, является не
вся частица (нить), а участки нити между двумя бли-
жайшими контактами. Гибкость зависит от отношения
длины такого участка нити h к ее диаметру D. С ростом
О’ увеличивается число контактов, снижается величина
li/D и уменьшается гибкость этих участков. Можно раз-
делить поведение пористых волокнистых тел, в зависимо-
сти от величины А-, также на три стадии.
Рис. 10 (а — до, б —после спекания) характеризует
первую стадию. При низкой плотности контакты при спе-
кании могут расти вследствие гибкости волокон, без
усадки, т. е. без изменения расстояний между точками
Л, В, С, D и без разрыва других контактов. Таким обра-
зом, в этой стадии имеет место новый, особый механизм
спекания, значительное увеличение критического сечения
а без существенного изменения плотности и без разрыв,
контактов за счет изгиба длинных участков
ду соседними контактами (гибкая связь) Д1ри ОТСУ
разрыва контактов z=l, гц=1, /п=2, а—и .
С повышением плотности, характеризующей подокна
от первой ко второй стадии, короткие участ
5—1098 Сз
Рис. 10. Схема контакта нитей в волокнистом телец
с — при низкой плотности до спекания; б — после спекания-
высокой плотности ’
в при более
теряют гибкость и постепенно становятся примерно таки-
ми же жесткими, как и соответствующие участки у по-
рошковых металлов. Прй некотором повышении значе-
ний О (см. рис. 10, в) контакты Аи А2, В1г В2, Ci, С2, DitD2
мешают расти контактам А, В, С, D. В этом случае, как
и для порошковых тел, требуется разрыв одних контак-
тов для роста других (переход к жестко-подвижной свя-
зи). Поэтому во второй стадии характеристики пористых
волокнистых тел не отличаются существенно от порош-
ковых, т. е. г->0, 2ц->72, т-+3, а->63.
Третья стадия высоких плотностей, как и у порошко-
вых тел, характеризуется жестким фиксированием кон-
тактов, при этом 2->1, т-^2, а->63. Характеристи-
ки волокнистых тел: 2ц=1/(/п—1), т=(1+2ц)/2ц с по-
вышением “О1, в отличие от порошковых, не монотонны,
а имеют перегиб с экстремумом во второй стадии. Их
крайние значения при повышении ft следующие: 2Ц=1»
2ц=0,5 (минимум), 2Ц = 1, т = 2, т = 3 (максимум), т=2.
Для z крайние значения: 2=1, 2=6, 2=1. Практически
кривая z—б1 волокнистых тел может иметь и несколько
минимумов. Для кривой 2/6—6 характерно с ростом
снижение г/6 от 2/6 I до 2/6 «1 и затем неболып
увеличение 2/6. Потолок критического сечения
=£/£к»ав/(ав)к и свойств у волокнистых спеченных тел
в первой стадии больше, чем у П°Р21“КОВЫХ'оот
второй стадии а=63, в третьей а=62 (не отл ме.
потолка порошковых тел), В соответствии с: с' от
ханизмом спекания волокнистых тел у ниХ‘ Обособ-
порошковых, не наблюдались явления зонал
ления.
66
Материалы с фиксированной структурой (пеномате-
риалы и порошковые материалы с закрытыми попами)
должны иметь характеристики: г»1, гц=1, т=2, a=fl2.
На рис. 11 дана зависимость от Ф значений а=Е1Е ‘
т, zb для порошкового железа (кривые 1—3), по дан-
ным [28], и а«ов/(сгв)к, т, z/b для меди с диаметром во-
локна 50 мкм [29] (кривые 4—6)..
Величина т в уравнении а=т&т для порошкового же-
леза непрерывно падает с повышением 0 (кривая 2): от
3,20 при 0=0,71 до 2,26 при 0=0,925. Для волокнистой
меди (кривая 5) наблюдалось повышение значений т от
2,25 при 0=0,14 до 2,97 при 0=0,6 и затем, при даль-
нейшем повышении О, — снижение т до 2,71 при 0=0,7.
Функция z/O у порошкового железа (кривая <3) возра-
стала с повышением О от 0,94 до 1,06. Однако практиче-
ски можно принять z^0=I, т. е. равновероятность фикси-
рования встречи во всем интервале. Функция z/O у во-
локнистой меди (кривая 6) с повышением О сначала
сильно падала; от z/'fr=4,37 при 0=0,14 до z/O=l,04 при
ф=0,6, затем несколько возрастала—до z/0=l,14 при
0=0,7. Все приведенные на рис. 11 кривые подтвержда-
ют указанные выше закономерности.
Рис. И. "Зависимость от & зна-
чений m, z/ft:
Г—5-м для порошкового железа;
4—6 — для волокнистой меди
67
5*
IX СЛУЧАИ ОСОБО ВЫСОКИХ СВОЙСТВ
ПОРИСТЫХ ТЕЛ
Наиболее высокое значение предела прочности
малой величине fl (0,1) приведено в работе СамЛРИ
Поллака [30]. Волокнистая малоуглеродистая сталь п«
крытая 10% меди, расплавляющейся при спекании к/
ла <гв=1 кГ/мм2 при fl=0,1. При fl=l величина’(о Г
такого материала не могла превышать 60—70 кг 1мм*
Таким образом, фактическое значение ов было в 1 4—
1,6 раза больше максимально возможного расчетного
значения (<гв=0,б4-0,7 кПмм*) по формуле ств/(ов)к=
==a=fl2 z=fl2; z=l. Такое повышение прочности, сверх
значения предельно допускаемого статистической теорией
пористого тела, можно объяснить двумя путями:
1. Процесс спекания, являясь избирательным, может
выйти за рамки статистической теории, особенно при
низких плотностях. Возможен идеальный контакт, при-
водящий к полному слиянию волокон в местах контакта.
В этом случае величина критического сечения а может
превысить значение a==fl2, следовательно,
fla<a<fl; a-i-fl. (111,22)
В случае образования жидкой фазы, в результате стя-
гивания ее к приконтактным участкам, происходит их
идеальное заполнение. Возможно даже образование се-
чений контактных участков, площадь которых больше
сечений волокон, а следовательно, возможна и наиболее
высокая прочность волокнистых тел в местах контакта.
Нетрудно доказать, что для высокопористых волокни-
стых тел достаточно нескольких объемных процентов
твердой фазы для такого идеального заполнения. Поэто-
му значения прочности а = ав/(ств)к при наличии жидкой
фазы могут отвечать формуле (III, 22).
2. Формулы статистической теории для величины кри-
тического сечения а были введены из расчета изотроп-
ности, т. е. равенства критических сечений а (при и=®
=const) по трем главным измерениям. В случае аниз -
тропности а^агт^аз, где ai — наибольшее, аз ”
меньшее критическое сечение. В соответствии с пр
пом, впервые высказанным в работе [31], при один~
вом значении fl средняя арифметическая величина Р
тического сечения по трем измерениям при анизотроп
68
процеъсе равна величине критического сечения „ нП„
изотропном процессе формирования пористого тел а? т ел
(«1 + а3 + ®з)/3 « ан == 6f(O/^=^2 г.
= Зг = 3 (ан)ед ~ (аОед + (аа)вд’+ (а3)ед.
^ = ^2; 1<Л<3; а3=Ла2г; 0<А>'<1;
(а1)ед ®= (аз)ед 53 k'z, (111,23)
где величины k\ k могут меняться с изменением ф, ве-
личина (аи)ед—единичное критическое сечение при изо-
тропном, а (а1)ед, (аг)ед, («з)ед—единичные контактные
сечения по трем главным измерениям при анизотропном
процессе.
Величина максимального критического сечения в фор-
мулу Ов/СввЭк^а^ф2 была введена из расчета изотроп-
ности формируемых тел. Волокнистые материалы анизо-
тропны и поэтому прочность в одном из направлений
может быть в 1,4—1,6 раза больше максимального зна-
чения, что и наблюдалось в работе [30]. В принципе допу-
стимы оба альтернативных толкования. Но в сущности
второе толкование, выраженное в формулах (III, 23),
сводится к тому, что пористое тело не выходит за рамки
статистической теории в тех направлениях, где z <1, и
выходит из рамок этой теории в направлениях, где z>l.
14. АНИЗОТРОПИЯ КОЭФФИЦИЕНТОВ КОНСОЛИДАЦИИ
И АВТОНОМНОСТИ. ФИЗИЧЕСКИЙ смысл понятия
КОЭФФИЦИЕНТА КОНСОЛИДАЦИИ ПРИ ЕГО ЗНАЧЕНИИ г> 1
Анизотропность коэффициентов консолидации z и ав-
тономности у прежде всего логически очевидна. При
анизотропной форме частиц и их неодинаковой ориенти-
ровке в разных направлениях (и даже при равноосной
форме частиц, но неодинаковом давлении консолидации
по разным осям) степень их консолидации и автономно-
сти по этим направлениям не может быть одинаковой.
Следовательно, и величина коэффициентов консолида-
ции z и автономности у по трем главным измерениям
в этих случаях анизотропна.
Анизотропность учитывается и формулами физик-
статистической теории. Так, из формулы (III,о), оазиру-.
ющейся на физических соображениях, следует, что ct™
69
Одно из равноправных значений, понятия ф (объ-
емная концентрация твердой фазы) вероятность
встречи с твердой фазой любого проведенного внутри те-
ла в произвольном направлении пространственного эле-
мента (например, плоскости или линии). Таким обра-
зом величина О одинакова и изотропна в любом направ-
ленин Это утверждалось еще в работе [27] (значения
пппистости и относительной плотности — линейные, по-
верхностные и объемные-совпадают по величине). Та-
ким образом, в тех случаях, когда величина а анизотроп-
ия Фактором анизотропности может быть только сомно-
"а*^ь 2 Он же является фактором анизотропности
дляТеличины W«-безразмерной длины пористого тела
[см. формулу (Ш, 6)]:
I 1к=У^/а = Уъ/фг = ]/1/йг;
(111,24)
Величина со — безразмерной доли деформированного
объема частиц также может быть различной при уплот-
нении анизотропной укладки частиц в разных направ-
лениях. Из формулы (III, 8а) следует, что г=аед. По-
этому можно переписать систему формул (III, 23, а, б, в)
следующим образом:
(cq + aa + аз)/3 = «и в Ф2 da/d-ft == ft2 z;
3dto/dft = zx + za + z3;
cti 5= fl2 Zf, aa « ft2 z2; a3 « ft2 z3. (111,25)
В этой системе уравнений при zi>z2>Z3, по меньшей
мере, z»>l, z3<l. Из формул (III,22), (111,8) следует,
что
fla<a<-&; O8<Oaz«>; z>l, (п1’26)
ми ^wnI^L06Pa30M ?ся РазнВДа между двумя концепция-
ми t НЫМИ формулами (Ш, 25) и (111,26), в том,
rd)oniwvni>H°/TTfJoK\ie Z'>^ в некоторых направлениях
веру «ятт (Ш’25^’ » Другом [формула (111,26)] —ВО
R .. вапРавлениях. А эта разница не принципиальная.
„ СЛучаях возникают два вопроса: I) какой физи-
скии смысл значения коэффициента консолидацииг>1?
70
Рис 12. Схема растяжения уча-
сть волокнистого тела
Рис. 13. Схема растяжения
участка волокнистого тела:
линиями обозначены нити туго-
плавкой основы, точками — рас-
плавившаяся при спекании лег-
коплавкая добавка
2) каким образом осуществляется столь высокая степень
консолидации?
Если прочность связи нескольких волокон или их от-
резков между собой больше прочности каждого из во-
локон, то в этом случае коэффициент консолидации z>l.
В самом деле, рис. 12 изображает в разрезе три нити или
отрезки трех нитей (звенья связи) между двумя быв-
шими контактными узлами, в которых в результате пол-
ного слияния и рекристаллизации при спекании плот-
ностью исчезли границы между нитями. Такие случаи
неоднократно наблюдались при спекании волокон [11,33].
Нетрудно видеть, что в таком узле критическое сечение
в месте стыка самое сильное, а не самое слабое, и пере-
стает быть критическим. Оно равняется сумме сечений
трех нитей. Вероятность того, что отрезки нитей будут
одинаковой длины, ничтожно. Поэтому, например, при
растяжении отрезки нитей будут рваться один за другим.
Первым порвется самый короткий, последним — самый
длинный отрезок. Если относительная плотность системы
рис. 12 0=0,15, то прочность сгв/ (ов) к==0,15-1/3=0,045,
т. е. в два раза больше максимальной по формуле
Ов/(сгв)к=0,152 = 0,0225. В этом случае условное значе-
ние £=0,045/0,0225, расцененное по формуле
z « а/-0а =» <гв/[(ав)к&а] == 2. (Ш,27)
Таким образом, значение коэффициента консолида-
ции г>1 имеет реальный физический смысл прочность
77
связи между частицами выше прочности .
Рис. 12 объясняет, каким образом это происходит^4'
сомненно, что во всяком случае z>l xnX А ' Не'
ное вычисление z по формуле (III, 27), т. е на осно?**’
статистики потеряло свой смысл. На самом делГХ^
приведенный на рис. 12, вышел за рамки этой тЕ
ческой теории и ждет разработки новой статистиадсХ
теории, основанной на других принципах. 1ИСТИчес*ой
Особо высокие значения z наблюдаются в случяа
спекания систем с образованием жидкой фазы, напоим™
системы из смеси волокна молибдена с 10_15% (объ
емн.) медного волокна (рис. 13). На рис, 13 показан поо*
дольный разрез участка из трех нитей (или отрезков ни-
тей) молибдена между двумя контактными узлами. Ли-
ниями показан молибден,
медь, располагающаяся в приконтактных участках^
В этом случае сечение приконтактных и контактных уча-
стков заметно больше суммы сечений всех трех молибде-
новых нитей. Поэтому для схемы рис. 13 также z>L
точками— расплавленная
ОСНОВНЫЕ ВЫВОДЫ
1. То, что принято называть свойствами пористого те-
ла,’—на самом деле только условные характеристики
некоторой пористой конструкции из компактного мате-
риала. Эти характеристики относят к условным, заведомо
искаженным характеристикам пористого тела. Главные
из этих параметров — номинальная длина пористого те-
ла 1К и нормальное к ней номинальное сечение. Осталь-
ные условные параметры являются сравнительно прсь
стыми функциями этих двух основных и относительной
плотности (например, номинальные объем, отношение
длины к сечению и т. п.). Действительный путь процесса
в пористом теле I заведомо больше *к» сечение деист
тельной концентрации процесса Ая заведомо меньше
минального сечения. Поэтому реальный безр Р
параметр Ц1К пористого тела не толь^°п^"°т™е
о действительной длине пути процесса в Р' ‘ в0’
но и является масштабным фактором, п0«аз“®^щ“^ае
сколько раз условная характеристика, J звука
скорость v процесса, например Ра5пР°"стью звукаУРк
искажена по сравнению с истинной скоростью звук
в веществе тела (v/vk~Ik/')
72
Таким образом, можно, зная отношение условного
свойства пористого тела к свойству компактного опое*
делить масштаб искажения и, наоборот, зная масштаб
искажения и свойство компактного тела, определить vc
ловное свойство пористого тела. Другой важнейший па-
раметр пористого тела — критическая доля а (сечения
объема) — также масштабный фактор, определяющий’
например, масштаб искажения номинального модуля уп-
ругости Е по отношению к модулю упругости Ек ком-
пактного металла (а=£/£к).
2. Любое свойство индивидуального пористого образ-
ца имеет масштаб искажения, отличающийся по величи-
не от масштаба других образцов (даже при одинаковых
материале и пористости). Более того, разные свойства
одного и того же материала имеют различные масштабы
искажения. Тем не менее, зная одно из свойств пористо-
го образца, например электропроводность, можно вы-
числить около десятка других (теплопроводность, ско-
рость звука, модуль упругости, модуль объемного сжа-
тия, модуль сдвига, коэффициент Пуассона и др.). Это
положение можно назвать первым правилом единства
свойств пористого тела. Оно базируется на следующих
предпосылках:
а) свойства вещества любого компактного простран-
ственного элемента в пористом теле не отличаются от
соответствующих свойств этого же вещества в компакт-
ном теле при тех же зернистости и степени наклепа;
б) установлена количественная однозначная зависи-
мость между величиной двух важнейших истинных без-
размерных параметров (масштабных факторов) в одном
и том же образце:
/5/5-1:%.
где а-—критическое безразмерное сечение фактиче
ской концентрации процесса;
Шк- безразмерный путь фактического распрост-
# — концен-Зрация^вердой фазы в пористом теле;
в) остальные безразмерные параметры (масштабные
Единство н взаимо-
связь существуют только между свойствами, определен-
73
6—1098
цессовПРИ °ДН0М И Т°М Же напРавлении различных пр0.
4. Принципы статистики пористого тела обостри,
на предпосылке, что ряд его безразмерных характер
стик, значение которых не меньше нуля и не больше ел»'
ницы, можно рассматривать как соответствующие кГ
роятности. К ним относятся: а — критическое безразмеп!
ное сечение; со — пластически деформированная доля
частиц; ф — концентрация твердой фазы (она же вероят-
ность встречи пространственного элемента внутри пори-
стого тела с твердой фазой); z=dai/d'& — вероятность
удержания встречи (контакта) с твердой фазой (коэф,
фициент консолидации). Величина у~ \—z—коэффи-
циент автономности. Связь между величинами а и z оп-
ределяется формулой a='0,2z. Характеристика z может
иметь как мгновенный, так и кумулятивный характер,
функция со — величина кумулятивная.
5. Коэффициент консолидации z является также фак-
тором анизотропности в анизотропных пористых телах.
6. Статистика пористого тела позволяет объяснить
причины степенного характера зависимости между раз-
личными свойствами пористого тела и его относитель-
ной плотностью.
7, Статистика пористого тела позволяет рассчитать
потолок свойств пористых тел при данном значении 0.
Для порошковых тел потолок соответствует значениям
а—'О’3, коэффициента консолидации z=$. Для волокни-
стых тел потолок соответствует значениям а—“О2, z—1.
Такое различие объясняется жестко-подвижным харак-
тером связи частиц порошковых тел, при котором рост
контактов в одних местах неизбежно связан с разруше-
нием их в других. Для волокнистых тел благодаря гиб-
кости структурных элементов (нитей) рост контактов в
одних местах необязательно сопровождается их разры-
вом в других. Благодаря этому возможно значение 2*=^
Для порошковых и волокнистых материалов с закрыты-
ми порами a='O’2, z = l.
8. Для высокопористых волокнистых металлов, с
ченных в условиях частичного образования жидкой Ф
зы, наблюдались значения a>02, z>l. Физический с
значений коэффициента консолидации z>l в том,
этом случае прочность связи нитей между собой больше
прочности самих нитей.
74
Л ТЕРАГУРА
15.
16.
17.
18.
19.
20.
.Б ль шин М. Ю. Порошковая метаплипгыо м *
2. Б а л ьш и н М. Ю. ДАН СССР, 1949 т 6? с 8^аШГИ3’ ,948-
3. Бальшин М. Ю. Порошковая металлургия i9R4 v л
4. М е е р с о и Г. А. Порошковая металлургия 1962 м> к 4* о'
5. Раковский В. С. Основы порошкового п№ 5’ С’ 3-
ронгиз, 1954. порошкового металловедения. Обо-
6. Жданович Г. М. Теория прессования металлических по-
рошков. Изд-во «Металлургия», 1969. мческих по-
7. Е u d i е г М. Powder Metallurhy, 1962 № 8 о 278
8. Eu diet М., Hocheid В. Met. ItaL 1957 v 49 n 57<t
9. H u b e r t Thesis, C. N. A. M. Paris, 1949 ’ P‘ 573>
10- S^5*re A- Trans- Amer- Inst- Met Eng., 1947, v, 171,
r nider B- м’Л nIuf f e R- W- Acta Met- 1957, V. 5, p.666.
12. Brockelman. Metal Progress, 1966, v. 90, № 1, p. 95 F
ПЦгЯо Г* M. Физический энциклопедический’словарь, т 3
1963, с 273. ' ’
Красильников В. А. Физический энциклопедический словаоь
т. 4, 1965, с. 549. ’
BarducciJ., CabarratR. Ricerca sc. 1954, у. 24, p. 528.
BarducciJ., CabarratR. Rev. Met., 1954, v. 51, № 3, p. 149.
Красовский А. Я. Порошковая металлургия, 1964, № 4, с. 1.
Красовский А. Я. Порошковая металлургия, 1965, № 8, с.74.
Бальшин М. Ю. Порошковая металлургия, 1965, № 12, с. 20.
Б а л ьш и и М. Ю. В сб. «Порошковая металлургия». Металлург-
издат, 1954, с. 10.
21. Бальшин М. Ю. ДАН СССР, 1964, т. 154, с. 80.
22. Бальшин М. Ю. Порошковая металлургия, 1969, № 2, с. 88.
23. Бальшин М. Ю. В сб. «Металлокерамические материалы и из-
делия». Ереван. Изд. Ерпи, 1969, с. 260.
24. Дорофеев Ю. Г. Динамическое горячее прессование пори-
стых материалов. Изд-во «Наука», 1968.
25. Бальшин М. Ю. Вестник металлопромышленности, 1936, № 17,
с. 87.
26. Бальшин М. Ю. Металлокерамика. ГОНТИ, 1938.
27. Б а л ь Ш и н М. Ю. Порошковое металловедение. Металлургиздат,
28. Art’usi о а. о. Powder Metallurgy, 1966, № 17, р. 89.
29. Бальшин М. Ю. В сб. «Порошковая металлургия в новой
технике». Изд-во «Наука», 1968, с. 13. . .. v 1057
30, S u m р Q Н., Р о 11 а с k W. Proc. Metal Powder Ass. N-Y, 1957,
31. Фальшив M. Ю. В сб. «Порошковая металлургия и металло-
обработка». Ереван. НТО Машпром, 1965, с. 5U.
32. lohinose Н., Kuszinsky G, G. Acta Met, 1962, v. ш.
33. Ьльшо М. Ю. Порошковая металлургия, 1969, Xs 3, с. 72.
14.
Предельные значения многих
пористых тел взаимосвязаны
ми системами соотношений
Св°йств
едины
ГЛАВА IV СВОЙСТВА ПОРИСТЫХ
СПЕЧЕННЫХ
И НЕСПЕЧЕННЫХ ТЕЛ
15. СВОЙСТВА ПОРИСТЫХ ТЕЛ, БЕЗРАЗМЕРНАЯ ВЕЛИЧИН!
КОТОРЫХ В ПЕРВОМ ПРИБЛИЖЕНИИ РАВНА
ИХ КРИТИЧЕСКОМУ СЕЧЕНИЮ
В работе [1] постулировано, что Е/Ек=а, где а —кри-
тическая доля (номинальных сечений или объема), а
также и масштаб искажения, показывающий, во сколько
раз номинальный модуль пористого тела меньше модуля
£к компактного тела. При этом величина а определяется
наиболее узким сечением тела. Если это положение вер-
но, то величина а должна определять также и значения
прочности. Очевидно, что именно прочность лимитирует-
ся наиболее узкими сечениями, более того, самым узким
из них. Назовем совершенным пористое тело, у которого
каждое из параллельных критических (контактных) се-
чений равно аг = const. Подчеркнем, что совершенными
могут быть как изотропные, так и анизотропные тела
Если хотя бы одно из критических контактных сечении,
лежащих в одном направлении at const, то это несовер-
шенное пористое тело. Отклонение от постоянства аь
локализующееся чаще всего в местах контакта, назовем
несовершенством пористого тела (в частности, несовер-
шенством контакта). Отметим, что это—количественное
несовершенство.
Наряду с количественным несовершенством может
быть качественное несовершенство. Например, при
значении площади а, = const, но при окислении одного
или даже всех критических сечений, пересекающих ко
тактные зоны, будет иматк
шенство , выражающееся,5 “«овер-
стью контактных сечений. В отличие от в вР ЛН°ПрОЧН0'.
(2], мы не считаем то обстоятельств В' Ск0Р°х°Да2
стигли предельного потолка значений г™!!™™ 2е д0‘
совершенством. Если при этом а -тп'а ° По себе ,,е'
ных несовершенств контакт то ,т7 ° St и нет ««’“твен-
полнота консолидации ' ° Т0ЛЬК0 “«остаточная
мес?о Я СОВертенного порошкового тела может иметь
а — £ £к — S/SK; S = SKa = SKEIE^
~~ *$/а = <S£K/£ = <x,SKEK/aEK = SK = const, (IV,1)
где SK, S — соответственно свойства компактного и по-
ристого тела, пропорциональные критиче-
скому сечению [например, пределы прочно-
сти при растяжении (<ув)к, <ув спеченных
тел, пределы текучести при сжатии (<гт)к,
спрессованных, но не спеченных тел
ит. п.)].
Заметим, что в соответствии с последней из формул
(IV, 1) для каждого совершенного (но только для совер-
шенного!) пористого тела из данного материала выраже-
ние S£k/£=Sk=const является инвариантом, не завися-
щим от пористости. По тому, насколько это выражение
фактически инвариантно в соответствии с формулами
(IV,!), можно судить о степени совершенства. В табл. 5
приведены значения этого инварианта (<Ув)к=<Тв£к/£ для
спеченных порошковых и волокнистых тел, вычисленные
нами по формуле (IV,1) на основании эксперименталь-
ных данных, источники которых указаны в табл., 5.
Из табл. 5 видно, что: а) значения вычислительного
инварианта (<Тв)к соответствовали значениям <Тв обычных
компактных литых металлов после обработки давлением
’ Качественное несовершенство контакта в одних_^ень
сильно искажает прочность (например, при испы а ₽ х на
ние) неспеченных прессовок. В других СЛУ’^ почти не влиять
сжатие этих же прессовок оно может практи
НаПаРс"ОСВЬ’в. Скороход. Докт. диссертация. Киев. 1968.
ГТ
Таблица 5
Инвариантность величины (<тв)к~авЕк/Е в различных
интервалах
Материал Интервал значений а (ов>к- кГ/мм* Ек' кГ/мм1 Метод определения Е ц S «
Порошковая элек- тролитическая медь 0,65— 0,9 20 13000 Статический Ч о. [3]
Порошковое желе- 0,6—0,9 30—35 22 000
зо, восстановлен- 0,5—0,9 29—34 21 900 Статический и 13] [4]
0,5—0,7 динамический
Волокнистая медь 22—27 13000 Динамический [3]
Волокнистая не- 0,4—0,7 53 21 000 » FQ7
ржавеющая сталь ЭЯ1Т
шалТ±[^ о^РДдбн₽егоДаННЬ'Х "° И“а₽иан^ яе
обРазом» можно сделать выводы,- а) испытан-
шенН^₽^ЗЦЫ Не СЛИШКОМ сильно отличались от совер-
нии х„и, °РИСТЫХ тел; Для прочности при растяже-
нии близких к совершенству пористых тел значения <гв
и (Мк могут быть описаны формулой (IV,1).
'ыоп еМ мГ ^ieHe5 слеДует отметить, что для порошкового
железа у, 4J наблюдалась тенденция к снижению значе-
нии (ов)к с уменьшением значений Ф и а. Для волокни-
стых металлов при разбросе значений (<гв)й не наблю-
далось отчетливых тенденций к снижению величины это-
го инварианта с пористостью.
Поэтому можно сделать и выводы о некотором откло-
нении пористых (по меньшей мере порошковых) тел (см.
табл. 5) от совершенства, а также о том, что это откло-
нение от совершенства в ряде случаев прогрессировало
с понижением плотности. В формуле (IV, 1) для инва-
* Следует отметить, что температуры спекания обычно сущест-
венно больше температур отжига литых деформированных металлов.
Столь высокие температуры у деформированных обычных металлов
иногда приводят к снижению значений <гв вследствие ухудшения со-
стояния границ между зернами.
78
рианта (ав)к-ов£к/£ тенденция к его снижению озна-
чает, что дчя пористого даже сравнительно близкого к
совершенству тела значения ов искажаются при одина
ковои пористости, хотя и почти одинаково, но все-таки»
несколько большем масштабе, чем значения модуля F
Это легко объяснить. у
А. Я- Красовский [4] отметил, что модуль упругости —
среднее свойство пористого тела, значение же ов — мини-
мальная прочность. Мы попробуем развить это чисто
качественное представление в количественное. Пусть
вдоль некоторой номинальной длины Zk несовершенное
пористое тело со средней относительной плотностью fl
растягивается сначала для определения Е, а затем — ов.
Для простоты расчета пусть на длине OiZK (где О<04< 1)
Ф=й1, a = ai, на длине 02ZK (где О<02<1) fl=fl2, a=a2,
причем (0i+02) = l. Истинный безразмерный путь, отве-
чающий номинальному отрезку 0iZK, обозначим (Z/ZK)i, а
для отрезка 02ZK—(Z/ZK)2. Тогда истинный безразмерный
путь, отвечающий всему отрезку ZK, обозначенный Z/Zk,
составляется по правилу аддитивности; если принять во
внимание формулу (III,6), он равен:
Ц1* =[01 №)1 + 02 ВД2 - W/a =
"01/O'l/ai +,62 V '02/a2-
(IV, 2)
Решим конкретный пример на основании формулы
(Ш.2). Пусть fl=^=<>2 = const, 01=0,03, 02=О,97,
G/Zk)i = 1,H1 Z//k. Пусть (Z/Zk)2=0,9964 Z/ZK; тогда a2=
= 1,007a, ai=0,81a. Величина модуля E определится
средним сечением а, <тв— наименьшим сечением ai.
В данном случае ai=0,81a; a = l,23ai, т. е. Е)ЕК=
= 1,23 ов/ (сУв)
Легко объяснить и то, что относительная степень не-
совершенства пористого тела, а следовательно, и раз-
личия между величиной аср, определяющей значение t,,
и величиной amin, определяющей ов, усиливается с
уменьшением относительной плотности. Уже в силу з -
кона больших чисел, как показано в работе [5J, предет
прочности пористых образцов уменьшается с ув
нием их длины и особенно со снижением площади п
речного сечения. Уменьшение объема пористых о р
в 1,8 раза при fl = const приводило, по данным [5], к сни
жению ов в 1,15—1,27 раза.
79
Рис. 14. Схема перекоса паи
растяжении цепочки частиц: F
номинальный путь и
направление растягивающих
усилий, АОВ—1—фактический
путь и направления растягива-
ющих усилий
Между тем снижение величины -0- с 0,9 до 0,5 приво-
дит именно к такому уменьшению объема частиц в 1,8 ра-
за. Добавим, что обычно площадь критического сечения
пропорциональна О’3, число контактов на единицу площа-
ди— О2, а площадь единичного контакта — О [6, 7]. Таким
образом, число контактов на сечение уменьшалось при
Этом в 1,82=3,24 раза, а площадь контакта — в
1,8 раза. С ростом пористости сильно растет качествен-
ное несовершенство контактов (окисление), снижающее
ов гораздо сильнее, чем Е. Даже при одинаковой толщи-
не окисной пленки, если площадь единичного контакта
уменьшится в 1,8 раза при переходе Ф от 0,9 до 0,5 окис-
ли в большей степени снизят прочность менее крупных
контактов. Но воздухопроницаемость при изменении -О’ от
0,9 до 0,5 увеличивается в десятки раз [11]. Поэтому тол-
щина окисной пленки на контактах с падением плотно-
сти также увеличивается. Следовательно, с уменьшением
плотности растет качественное несовершенство пористо-
го тела.
Наконец, испытание на растяжение само по себе яв-
ляется источником несовершенств, особенно для тел ма-
лой относительной плотности О'. Прежде всего у ПОР
ковых тел е падением плотности очень быстро умен
ется пластичность [8], при -O’=® 0,5 она близка к нул .
Известно, как сильно Снижаются значения <Тв при
рекосе образцов. Но при испытаниях % п0.
всегда имеет место внутренний перекос..Н р ' ческий
казано, что происходит в образце, если ф
80
путь передачи напряжений I (длина зигзагообоазипа ям
нии) больше номинального пути /к (длина ппЛ«.Й
нии). Происходит перекос (ХтклонеЙот вГртикали^'
под углом ф, причем cos<p = /K//. Далее (стр. ц9)рт™и)
но, что обычно /«//=-&, т. е. созФ = ^. Нетрудно попе™
тать, что при в = 0,5 <р = 60°, при -0=0,9 <р = 25°. Д
Таким образом, в пористых телах имеет место внут-
ренний перекос, возрастающий с увеличением пористости
и являющийся источником зарождения несовершенств
при испытании пористых образцов на растяжение.
По данным работы [9], контактный предел текучести
(от)к при сжатии гидростатически спрессованных неспе-
ченных медных брикетов, вычисленный по формуле
(IV,1), был почти инвариантен в интервале Ф=0,6-s-0,96;
(от)к=37 н-43 кГ/мм2. Это соответствует пределу теку-
чести для максимально наклепанной компактной меди —
(от)к=#5т1п=40 кГ{мм2. Несомненно, что в образцах
было много качественных несовершенств (несовершен-
ный контакт вследствие высокого содержания окислов и
влияния сил упругого последействия). Однако способ
испытания на сжатие, против сил упругого последейст-
вия, мешал выявлению этих качественных несовершенств.
Наоборот, растяжение помогало силам упругого пос-
ледействия и активно выявляло действие качественных
несовершенств. Так, для медных неспеченных прессовок
(СТв)к=0,8 1,5 кГ1мм2 (т. е. равнялось всего 3—7% от
о’в обычной меди).
Резюмируя изложенное, можно констатировать, что
введение понятия о прочностных и других инвариантах
пористого тела позволяет судить по отклонениям от ин-
вариантности о степени совершенства н несовершенства
пористых тел (а следовательно, и совершенства техно
логии, примененной для их изготовления).
16. РАБОТА УПРУГОЙ ДЕФОРМАЦИИ ПОРИСТОГО ТЕЛА
Пусть пористый единичный кубик (т. е. кубик, спот-
торого номинальные объем, грани, р ч упруго
ветственно единице объема, площади, д „««мяльном
сжимается до деформации в направлена , р
к одной из его граней. При этом «<<£• “5^“ %o-
деформация. COOTBe3"“^XVnpH достижении предела
ристого тела; еп — деформация при д
81
пропорциональности <гп). Соответствующее номинал.»»
напряжение (сила, воздействующая на единичный ™
бик) равно Роб, причем роб<оу; роб<оп. Относительная
плотность кубика критическое сечение, нормальное!
направлению напряжения и деформации, равно а К
Выбор единичного кубика имеет то преимущество
что приложенные к нему силы одновременно совпадают
по численному значению с номинальными напряжениями
на единицу площади, а работа деформации о»0д является
также удельной деформацией в заданном направлении
единицы номинального объема (следует помнить
что Шоб в анизотропном пористом теле может при-
нимать разные значения). В соответствии с теорией кон-
центрации напряжений (см. рис. 7,6) в стержне сече-
нием а и длиной, равной длине кубика (в данном случае
единице), имеем:
Роб ~ (Роб)к (Роб)к ~ Роб/®»
8/ « Pos/E *» (ро3)к/^к = const; (IV,3)
ГДе(рО5)к==Роб/а —* действительное (не искаженное мас-
штабным фактором а) напряжение,
концентрирующееся практически пол-
ностью в активном стержне пори-
стого тела с безразмерным объе-
мом а.
Удельная работа ьу06 упругой деформации до Bi=
ц»const единицы номинального объема этого кубика
ц»const единицы номинального объема этого
равна:
^об - Роб84-/2=Р1б/2^=1(роб)1/2£к]а«(^об)Л:
а в шоб/( шоб)к = 2(ОобВа/р2б = 2шобВ/(роб)*;
(1V.4)
(IV,4а)
\WO6A ~ ''Об'-- '
где (®.Л=(Р»«2£. -не искаженная
удельная энергия объемной Д Ф Р ая.
практически полностью кондентриру
ся в активном стержне с _°^емом л
Таким образом, деформация дя работа этих на-
вающих или сжимающих напряже Р КОнцентриру-
пряжений (ьУоб)ка масштабный фактор
ются в активном ртержне. При этом масштаоны Ф
82
искажения так же, как и для модуля и прочности ра-
вен a. F
Из формулы (IV,4) следует, что при е4 = const и Ек=
= const значение wo$ непосредственно зависит не от ве-
личины О1, а от значения а.
Нетрудно рассчитать, что работа упругой деформа-
ции при e=const, отнесенная к единице объема частиц —
приведенная работа wr, и работа, отнесенная к единице
массы г^м-д, описываются формулами:
Wy = (^о5)к а/й = (дау)к а/-»; (IV,5)
а>м.д = (дам.д)к а/О; (IV ,5a)
(шу)к, (а>м.д)к — соответственно значения wy, адм.д при
0=1.
Таким образом, для Wy и (и>м.д)к безразмерная доля
(масштаб искажения) имеет значение а/0.
17. БЕЗРАЗМЕРНЫЕ СВОЙСТВА, РАВНЫЕ /к//—Уа7<Г
СКОРОСТЬ РАСПРОСТРАНЕНИЯ ЗВУКА И ДРУГИХ
ПРОЦЕССОВ. ИНЕРЦИОННОЕ ЗНАЧЕНИЕ КОЭФФИЦИЕНТА
ПУАССОНА ПОРИСТОГО ТЕЛА
В гл. III уже были приведены достаточные обоснова-
ния правильности одной из основных формул теории
свойств пористого тела (Ш,б):
р Пк =/к//=/^7 iiiK==v^Va=y^ (111>6)
где V/VK—безразмерная номинальная скорость (мас-
штаб искажения) распространения звука или
каких-то других процессов в пористом теле;
///к— безразмерный истинный путь этих процессов
в пористом теле.
Правильность формулы (III,6) в отношении скорости
звука экспериментально доказана всей практикой изме-
рения статических и динамических значений модуля уп-
ругости Е пористых тел, установившей достаточно хо-
рошее совпадение обоих значений. Соответствующие
ссылки на источники, а также данные табл. 4, иллюст-
рирующие один из многих примеров такого совпадения,
приведены в гл. Ш. Там же дано теоретическое обосно-
вание пригодности формулы (Ш,6) как для скорост
33
Рис. 15. Меридиональное е₽иа
ние частицы и ее характерно»
поперечное сечение Р 1еРН°е
звука, так и для скоростей некоторых других процессов
Экспериментальное, хотя и косвенное обоснование пои’
годности этой формулы для других процессов приводит
ся при обсуждении вопросов электро- и теплопроводно-
сти пористых тел.
Имеется, однако, и другое свойство пористого тела,
а именно коэффициент Пуассона v, безразмерное значе-
ние которого v/vk при некоторых методах определения
равно (так же, как и у скоростей некоторых процессов)
V а/О. Необходимо при этом сделать некоторые оговор-
ки. Прежде всего формулы, выведенные для определения
коэффициента Пуассона, пригодны только для изотроп-
ных пористых тел. Затем мы впервые познакомимся на
примере коэффициента Пуассона с двойственностью не-
которых свойств пористого тела, зависящей от метода
испытания. При этом различие в значениях некоторых
свойств обусловлено вовсе не более или менее значи-
тельными ошибками и неточностью в случае применения
одного метода по сравнению с другими. Двойственность
некоторых свойств обусловлена принципиальными при-
чинами-—при испытаниях их одними методами пористое
тело ведет себя (и должно вести) иначе, чем при испы-
тании другими методами.
Рассмотрим изотропное пористое тело из сферических
частиц одинакового размера, характеризующееся кон-
центрацией твердой фазы Ф и критической долей (доле
активного объема и сечения) а. В каждом сечении тел
плоскостью вся твердая фаза определяется долей »
тивная фаза— долей а номинального сечения. Поэтому
среднее значение доли активного сечения по отношен
к сечению твердой фазы равно а/Ф.
На рис. 15 слева показано меридиональное сече“^
частицы такого тела. Стрелками показаны сжимаю
84
напряжения, меньшие, чем ау и оп пористого тела Пл
этому относительная деформация сжатая , бум?
упругой. Напряжения и деформации в направляй CT„P°
лок целиком концентрируются в активной доле объ^Г
сечение которой заштриховано, а отношение активтого
объема ко всему объему такой частицы равно alb Ня
рис. 15 справа показано характерное сечение частицы
нормальное к приложенному напряжению. Характерным
оно названо потому, что оно среднестатистическое* внут-
ренняя окружность, радиус которой можно в условных
единицах принять за 1/ а, активна. Тогда у внешней
(незаштрихованной) окружности радиус г» = Уь, отно-
шение же площади активной (критической) доли ко всей
площади частицы равно (га/^ )2=а/Ь.
Коэффициент Пуассона v в активной части сечения
равен коэффициенту Пуассона vK компактного материа-
ла. Поэтому относительная линейная упругая деформа-
ция растяжения равна vKe. Деформация же радиуса
активной части равна Дга= а. Вне активной
части нет сжимающих напряжений. Но растяжение ра-
диуса га вызовет растяжение радиуса гь всей частицы,
т. е. деформация bvk]^ а распределится по радиусу всего
характерного сечения b. Таким образом, относи-
тельная упругая деформация этого сечения будет равна:
ЧА = vk6 = У~^ь-, е = в = ve;
v==£vK = О’ У a/fl; £=v/vK= Кa/b = (ra^rs)cp» 0^,6)
v—коэффициент Пуассона пористого тела;
где безразмерный коэффициент Пуассона (мас-
штабный фактор) пористого тела. _
Еще раз подчеркнем, что значение va/r»)cp
= К'aib среднестатистическое. По отдельным сече-
ниям частиц оно колеблется от ra/r% = 1 в полярн
НИЯХ до г„/г, < /а В экваториальных сечениях частиц.
При резонансных динамических хо-
упругости пористых тел коэффициент Пу
дится по известной формуле:
v = £/2G—l,
где G — модуль сдвига пористого тела.
85
При такого рода определениях коэффициента Пуас-
сона «работают» все сечения частиц — от полярных до
экваториальных. Другими словами, определяется коэф,
фициент Пуассона во всей массе пористого тела. Значе-
ния коэффициента, найденные таким путем, можно на-
звать инерционными. Условия, при которых определяется
инерционный коэффициент Пуассона, полностью соответ-
ствуют предпосылкам, на основании которых были выве-
дены формулы (IV,6). Следовательно, в этом случае экс-
периментальные значения должны соответствовать рас-
четным по формулам (IV,6).
В табл. 6 приведены экспериментальные данные ра-
боты [9] по определению значений Ф, Е, v гидростатиче-
ски спрессованных и спеченных (800° С, 1 ч) тел из элек-
тролитического медного порошка (динамические опреде-
ления модуля). Полученные образцы были изотропны и
равноплотны. В табл. 6 экспериментальные данные v
сравнены нами с расчетными по формулам (IV,6). Имеет
место очень хорошее совпадение расчетных и опытных
значений v (в двух случаях из десяти отклонение на
6%, в остальных совпадение почти точное). Значения
для компактной меди приняты vk=0,35, Е—13000 кГ[мм.
Наиболее обширные и точные экспериментальные оп-
ределения величин v, Е, G провели Артузио, Галлина,
Манноне, Сгамбетерра [10]. Они исследовали две серии
образцов из пористого спеченного электролитического
Таблица 6
Сравнение экспериментальных [9] и расчетных по формулам (IV,G)
данных для коэффициента Пуассона V пористых тел
из медного порошка _
» Ек. кГ/мм? сся=2?/ утеор” а 4 *ЭКСП
0,703 4564 0,351 0,706 0,247 0,239 0,245 0,281 0,281 0,302 0,302 0,332
0^09 4704 0,362 0,714 0,250
0,778 0,801 6458 7077 0,494 0,544 0,798 0,824 0,280 0,288
0,833 7992 0,615 0,859 0,301
0,849 8475 0,652 0,876 0,307 0,310 0,315 0,312 0,315
0,851 0,855 8670 9011 0,667 0,693 0,885 0,901 0,334 0,310
0,886 8818 0,678 0,890 0,314
0,883 9446 0,723 0,900
86
^^ажд^0,^ по 10 образ-
очень тщательно с применением современных^™"0
статистической обработки. Вывод же авторов бып^А
пессимистичен: вследствие спепиЛичог™^06 < л Очень
формулы (IV.7) раз^зна“еЖкХх0^т“:^
принта лишь к одному выводу-имеет место тенденция
к снижению с ростом пористости и размера поп
Фактически положение вовсе не так печально. Пусть
например, формула (IV,7) соответствует действительно^
сти. В этом случае, независимо от значений $ Е равно-
вероятно отклонение экспериментальных значений v от
истинного расчетного в любую сторону (т. е. равнове-
роятна ошибка со знаком «плюс» и «минус»). Сотня об-
разцов, независимо от того сгруппированы ли данные по
десяткам или не сгруппированы, — достаточное количе-
ство, чтобы алгебраическая сумма относительных оши-
бок была близкой к нулю. Тем более близка к нулю
средняя алгебраическая ошибка (алгебраическая сумма
относительных отклонений, деленная на их число). Есть
еще и другой метод проверки. Составим на основе фор-
мулы (IV,6) инвариант:
(£/Гк)(Ук/У)»_ a&Mi _ = 1 = const- (IV,8)
fl ~ fl “ fl
Величина инварианта (IV,8) теоретически равна еди-
нице при любой пористости. Однако в соответствии с
вышеизложенным при подстановке в инвариант экспери-
ментальных значений возможно вследствие ошибок опы-
та отклонение экспериментальной величины инварианта
в обе стороны от единицы. И если формулы (IV,б) истин-
ны, то среднеарифметическое значение инварианта при
достаточном числе очень близко к единице.
В табл. 7, 8 приведены результаты проверки истин-
ности формул (IV,6) и (IV,8) для расчета 3
пористого порошкового железа. проввр “раачДНЙЯ Е
двум сериям образцов. В табл.7 npI^Bej^ „ НЗучения’
v и О, полученные в работе [10] на осно„
80 образцов, в таб . _поотм и-Работы 110]. Но
-2021 кбар и у«=0,28 также взяты изPa6o™clJ^HbIM
соответствие их опытных значении использованы оба
определялось нами. При этом были использованы
87
Расчет значений у для железа с одинаковым размером исходных частиц [10] (от 2 до 125 мкм) Р Р Таблица Ч Инвариант а(Ук/ур ё
Е, кбар а=£/Ек V эксп V S3 расч =vK-j/' а/ б v_ —v эксп урасч
V ’ расч %
0,925 1697 0,838 0,26 0,267 —2,64 1,051 1,029 1,163 1,196 0,922 1,003 0,869
0,915 1643 0,812 0,26 0,264 —1,52
0,865 1376 0,680 0,23 0,247 —6'88
0,860 1284 0,635 0,22 0,241 —8,71
0,822 1128 0,557 0,24 0,230 4-4,35
0,780 977,1 0,483 0,22 0,220 4-0,00
0,770 915,3 0,452 0,23 0,214 +7,48
0,710 675,9 0,334 0,21 0,192 +8,67 0,837
Средние дан- ные 1 +0,1 1,008
Таблица 8
Расчет значений v для железа с разным размером
исходных частиц [10]
Размер частиц, мкм & Е. кбар а= V эксп ¥расч V —V эксп расч 5 . «О О. Инвариант «(ук/у)* »
4—6 0,9 1594 0,789 0,28 0,262 +6,87 0,877
33—37 0,9 1359 0,672 0,22 0,242 —9,09 1,210
62—74 0,9 1314 0,650 0,21 0,238 -11,8 1,285
105—125 0,9 1313 0,650 0,21 0,238 — 1.9 1,285
0,83 1314 0,650 0,27 0,248 +8,87 0,846
33—37 0,83 1128 0,573 0,25 0,233 +7,30 0,863
62-74 0,83 1110 0,544 0,23 0,227 +1,32 0,970
105—125 0,83 1084 0,537 0,22 0,225 —0,22 1,062
4—6 0,76 1057 0,523 0,28 0,232 +18,1 0,688 0,981 0,886 1,039 0,9985
33—37 0,76 846,6 0,416 0,21 0,208 +0,98
62—74 105—125 0,76 0,76 840,7 814,2 0,419 0,403 0,22 0,20 0,207 0,204 +6,28 —1,96 +1.2
Средние данные
88
предложенных нами метода Гспрпнаа в„ л
ошибка и среднее значение инварианта (1у86Лаич,:ская
Из данных табл. 7 и 8 слепурт о™ п тД, ’
тов средняя алгебраическая ошибка была +o"h"+1<2%'
среднее арифметическое отклонение инварианта от’™
ретического значения единица) в одной серии О М
другой-0,15%. Таким образом, расчет
Пуассона но нашей формуле (IV,7) достаток“хорошо
подтверждается массовыми опытами работы [10].
18. КОНТАКТНЫЙ КОЭФФИЦИЕНТ ПУАССОНА
МОДУЛЬ СДВИГА G И ОБЪЕМНОГО СЖАТИЯ К
ПОРИСТОГО ТЕЛА
Коэффициент Пуассона пористого тела можно опре-
делить еще и другим путем — по боковой упругой дефор-
мации образца в направлении, нормальном к сжимаю-
щей или растягивающей нагрузке. На рис. 16 показана
передача боковой деформации в системе из двух частиц
под действием вертикального упругого сжатия (напря-
жения показаны стрелками). Частицы, как и на рис. 15
слева, даны в меридиональном сечении. Сечения контакт-
ной доли объема каждой из частиц, в которых локализу-
ются приложенные напряжения, показаны пунктиром.
Области же, через которые передается боковая дефор-
мация от одной частицы к другой (т. е. осуществляется
боковая деформация всей системы — совокупности ча-
стиц), ограничены двумя параллельными плоскостями,
пересекающими боковой контакт между частицами (на
рис. 16 — две пунктирные параллели). Из рис. 16 хорошо
видно, что из этого процесса исключаются полярные се-
чения и области и наибольшее участие в такой контакт-
ной передаче боковой деформации принимают сечения и
области, более близкие к экватору. Средний радиус сече-
Рис. 16. Схема к расчету кон-
тактного модуля V*
ния всей частицы принимающего участие в бокп^л
редаче, равный г*, больше радиуса среднего инерод
ного сечения всей частицы гд=]/1>(см. рис. 15, б)
же время размер радиуса активного сечения' г'
при контактной передаче такой же, как и пои ине®*™ ®
ной (см. рис. 15). Поэтому: Р ине₽ци°н-
fa “ fa в У" а;
v/vk<v/vk; E’c/a/fl; $'<§, (IV>9)
где штрихом обозначены радиусы, коэффициент Пуас
сона и безразмерный коэффициент Пуассона при кон-
тактной (а не инерционной) передаче боковых напря-
жений. Е
Величину можно установить из следующих сооб-
ражений. Линия контактной боковой передачи непре-
рывно, без пустот, пересекает все тело, и если обозна-
чить ее длину через единицу, то длина активной части
равна К а. Поэтому
Г-»7*« = У<Ч v' = v,/a. (IV,10)
Экспериментальная проверка правильности формулы
(IV, 10) пока не производилась. Однако, кроме теорети-
ческих соображений, ее косвенно подтверждают: а) не-
которые экспериментальные данные по давлению прес-
сования; б) опытные данные по величине коэффициен-
та Пуассона пластической деформации.
Нетрудно показать, что при справедливости формул
(IV, 10) для контактного коэффициента Пуассона в об-
ласти упругой деформации они должны быть Справед
ливы и для коэффициента Пуассона в области пласт
ческой деформации:
=>„/(v„), = v„/0,5; v„ - (v,)„y a = o,5/a •
(IV >**/
В табл. 9 сравниваются значения (/плЬкся по опы£
ным данным работы [4] с нашими расчет ₽ вЗЯ.
по формулам (IV, 11). Ра™“®”“ия данных,
ты также из работы [4]. Точность совпадения да
90
Таблица 9
Экспериментальные [4] и расчетные значения ио формулам (IV,11)
коэффициента уПл
9 Е, кГ/мм^ а=Е/Ек (V 1 ПЛ 'ЭКСП ^ил ^расч <2дл!эксп <vnfl>pan«
(VI ♦ лл^расч
1 21 500 1 1 0,5 0,5 0,437 0,358
0,9 15 700 0,766 0,875 0,42 —4,1 —7,8 -1,0 -2,6 +15
0,8 11 000 0,512 0,716 0,33
0,7 7 370 0,348 0,586 0,29 0,293
0,6 0,5 4 400 2 600 0,205 0,121 0,452 0,348 0,22 0,20 0,226 0,174
если принимать во внимание три возможные ошибки
опыта (при определении значений Е, Ек и /пл), удовлет-
ворительна.
При определении модуля сдвига по крутильным ко-
лебаниям следует учитывать все сечения частиц от по-
лярных до экваториальных. Поэтому [см. формулы
(IV, 6)]:
G = Е/2 (1 + v) = Е/2 (1 + fo) = £/2(Ц- vK/5/5);
(IV, 12)
G/G. -1(1 + vj/(l + v)J (£/£в) = 1(1 + vj/(l + EvJl X
X (£/£,) = [(1 + vj/(l + V, /5/5)1 (ад =
= [(1 + vK)/(l + v, /5/5)]а; (IV,12a)
G,E = 1/2 (1 -f- v) = 1/2 (1 + 5ч<) =
= 1/2 (1 + /5/5v,), (IV,126)
где G -— модуль пористого; GK—компактного материа-
ла; £==]/ a/Ф; v=£vK=vK]/ а/fl.
Формулы (IV, 12) относятся к инерционным (вибра-
ционным) значениям модуля сдвига пористого тела, со-
ответствующим инерционным значениям коэффициента
Пуассона у. Наряду с этим контактным значениям ко-
эффициента Пуассона у' соответствуют контактные зна-
чения модуля сдвига G' пористого тела, т.е.
M
G' = E 2 (Ц- v') =E/2 (1 +% vK) = E/2 (1 4- Vk у J).
(IV 13)
(7 GK==EEK(1+vK)/(l+v') == a(l 4-Vk)/(1 4-
+ F vK) = a (1 + Vk)/( 1 4- vK Va); (IV,13a)
GE= l/2(14-v')= 1/2(1 4-^vK)= 1/2(1 4-vKV^),
(IV, 136)
где vz=vKpra, £'= / a.
В обоих случаях при a-> 0:
о Е = G'/E = 1/2; G/G, С/Gt = Е/Е* (1 + vj=
= a(lvK); (IV.14)
при a=l:
G = G' = Ек/(1 4- vK); G/Gk = G'/GK = 1 = a. (IV,14а)
Величина модуля всестороннего сжатия К в порис-
том теле также имеет два значения. Для инерционного
(вибрационного) значения модуля К:
К = £/3 (1 — 2v) = Е/3 (1 — 2vK (IV,15)
К/Кк = Е(1 >- 2vK)/EK (1 - 2vK =
= a(l - 2vK)/( 1 — 2vK’ " (IV, 15а)
Для контактного значения модуля К'ь~
К' -Е/3 (1 — 2v') = Е/3 (1 — 2v, /5); (IV, 16)
K’lK, = £(1 -2vJ/£,(l -2v9 - £(1 -
— 2vJ/£K(l-2veVS). <IV'I6a)
При a->0:
Е/3; К/Кя (1 — 2vk) =
«a(l-2vK), (IV’^
в частности при ¥кв1/3 К7^к=® К!Кк «/3-
в частности при vK=l/3 значение К К Е.
Эти формулы действительны для изотпппнлгл „
стоп» тела. Для резко анизотропных пористых в ?а'
£™яП21ЛЯ волокнистых' «аблюдалиеь следуй яв‘-
vlС*1x1 п
1. Было очень трудно определить резонансным ме-
ПуассонаТ Т°ЧН° В6ЛИЧИНу К0ЭФФ№*а
2. Определенные таким путем значения v волокнис-
той меди не укладывались в упомянутые формулы Ве-
личина коэффициента Пуассона была или меньше'рас-
четных значений (начиная, от v -> 0) или значительно
больше (до v = 0,5!).
19. ОБОБЩЕННЫЕ СОПРОТИВЛЕНИЕ И ПРОВОДИМОСТЬ
ПОРИСТОГО ТЕЛА
Условное удельное электросопротивление пористого
тела р — сопротивление единичного пористого кубика с
номинальными длиной и сечением, равными единице.
Известно, что электросопротивление пропорционально
истинной длине этого кубика l/lK= V 0/а [см. формулу
(III,6)] и обратно пропорционально его истинному се-
чению (нетрудно убедиться, что ток проходит через
среднестатистическое сечение •О’, которое для данного
процесса и является истинным сечением единичного по-
ристого кубика). Поэтому отношение номинального со-
противления р к истинному сопротивлению рк вещества
пористого тела, т. е. безразмерное электросопротивление
р/рк является также масштабным фактором, показыва-
ющим, во сколько раз искажено истинное значение со-
противления вещества по сравнению с условным сопро-
тивлением:
р/рк = //*к-V# = 1 <р/Рк<°°;
р.'р - хд.- (о/о.)«-«л*- ГЧЙ -
0<Х/Х.<1, ( ’ '
где р_ условная удельная электропровод-
ность пористого тела;
рк —• истинная электропроводность
щества;
93
>>к-Р.₽- безразмерная удельная Мектропоо-
Мотт п водность (масштаб искажения)
Нетрудно видеть, что формула (IV,20) оппелеиа^
не только безразмерную величину электропроводности
/. лк пористого тела, но и вообще его безразмерную обоб-
щенную проводимость, например безразмерную элек-
тропроводность, безразмерную диэлектрическую прони-
цаемость и др. (которые также можно обозначать Х/Л )
Следует, конечно, сделать оговорку, что, например для
теплопроводности формула (IV, 20) несколько меньше
чем для электропроводности (электрический ток от ча-
стицы к частице совсем не передается через поры, неко-
торая небольшая часть тепла может передаваться* через
поры за счет конвекции и излучения).
Величина /ад в формулах (IV, 19) и (IV, 20) явля-
ется величиной среднеэффективной доли сечения, про-
водящего электричество, если принять безразмерную
длину тела за единицу. Заслуживает внимания, что
V ад является среднегеометрическим значением между
наименьшим критическим сечением а и сечением твер-
дой фазы д. Среднегеометрическое значение величины,
как известно, ближе к среднестатистическому, чем сред-
неарифметическое. Безразмерная же длина /Дк=
]/ Qja — знаменатель геометрической прогрессии а,
/ад ид. Произведение Z//K/ad == I/(д/а)ад=д,т.е.
равно безразмерному объему твердой фазы. Интересно,
что и безразмерная длина тела К d/а также является
среднегеометрической между минимальной длиной, рав-
ной единице, и максимально возможной, равной д/а.
И в этой геометрической прогрессии 1, /д/а, д/а зна-
менатель также равен / д/а.
Из формул (IV, 20) и (IV, 19) следует, что
(Р/Рк)«ад « 1 « (%/Хк)7ад = const;
р2 £д - Р* ~ e const;
р2авд « рк «)2К « двд/Х2 ~ ~ const
(IV,21)
(IV,21a)
(IV,216)
где величины (р/рк)2ад=ад/(АДк)2» Р^, & рЯ.
==Гр2£к; р2авд==ОвдА2 являются инвариантами V
94
Значения Е Р1. (>2, Ррасч И инвариантов для поп™ - Таблица 10
порошковой меди г для поРистой
Е, кГ лы<’ Pi. мком-см рг, МКОМ-СМ Ррасч мком-см ₽2е&, (мком-см}2* pie*. (мкомх
ХкГ/мм2 Хсм)2Х X кГ/мм2
0,708 0,709 0,779 0,801 0,833 0,849 0,851 0,855 0,856 0,883 4654 4704 6458 7077 7992 8475 8670 9011 8818 9446 3,14 0,17 2,62 2,44 2,23 2,13 2,10 2,11 2,11 2,02 3,21 3,21 2,66 2,47 2,26 2,17 2,10 2,17 2,19 2,02 3,26 3,21 2,60 2,46 2,28 2,18 2,15 2,Н 2,13 2,02 31 900 33 400 34 500 33 700 33100 32 700 32 500 34 200 33 600 34 000 33300 34 400 35 700 34 600 34000 33 900 32 500 36 300 36200 34000
Среднеарифметическое значение инварианта 33 360 34390
де случаев лишь для совершенного пористого тела). Ес-
ли имеются качественные несовершенства в виде окис-
ления контактных участков, то величина р2ав'0’>р2(ав)к,
если окисление сильнее повышает р2, чем снижает св.
В противном случае, наоборот, р2ав,0’<р2(ав)к.
В табл. 10 приведены значения Е и ft, взятые из ра-
боты [9], величины pi и рг (дважды измеренные на об-
разцах пористой порошковой меди автором книги) и
значения инвариантов для каждого из значений pi и рг
для гидростатически спрессованной и спеченной при
800° С электролитической меди. Приведено также и рас-
четное значение р=рк/]/а,0’=рк/ ^/^к, рассчитан-
ное на основании формул (IV, 19) и (IV,21).
Для первой серии замеров сопротивления среднее
значение инварианта Е'&р2 = (^к)1Ркв33360 {мком-см) X
ХкГ)мм?. При этом среднеарифметическая ошибка со-
ставляет 1,73%, наибольшее отклонение —4,38 /о, паи
меньшее — 0,12%. Для второй серии замеров среднее
значение E'&pl (Е'АРг =34390 (мком-см) -кГ/мм (на
3% больше первого Значения) В этой серии среднеариф
метическая ошибка составляет 2,62/о, на п°пЛ0/ШТаким
клонение от среднего 5,55%, наименЛ^°’ых образцов
образом, значения инварианта для различ Р
95
Значение Е, <тв, р и а для волокнистой меди Телица Ц
Е, кГ/мм? =£/Нк о . в' «Г/л<м2 % 1 ==Рк/Р ttp =s
I 13 000 1 25 I 0,380 1
0,9 0,8 0,7 4 900 0,377 9,5 0,805 0,640 0,484 0,385 0,181 1 0,720 0,512 0,343 0,247 0,158 0,085
0,7 3 300 0,254 5,6 0,224
0,5 2200 0,169 4,5 0,180
0,4 2,5 0,100 0,184
0,3 1,35 0,054 0,142 еж
0,2 —* 0,51 0,024
0,14 0,30 0,012 —* —
разной пористости практически очень постоянны. Столь
точное постоянство, по всей вероятности, следует объ-
яснить близкой к совершенству степенью изотропности
и равноплотности каждого из образцов серии (что бы-
ло обусловлено применением изостатического прессо-
вания).
Сопротивление различных образцов компактной эле-
ктролитической меди в обычной практике мало отли-
чается от рк—1,68 мком‘См. Существенно больше раз-
брос значений модуля компактной меди Ек=12000 -*•
13000 кГ/мм2. Решить этот вопрос экстраполяцией
трудно. В соответствии с данными пункта 15 при 0е
=0,888 имеем 0’3<£/£к < О-2. Если Е/Ек—Ф, то для слу-
чая, рассмотренного в табл. 10, Ек=12100 кГ!м.ч2. Ес-
ли Ето Ек=13 700 кГ}мм\ что явно много. Для
первой серии замеров среднее значение инварианта
(Е)р* =33360, откуда (Ек\ = 11 800 кПмм* Для вто-
рой серии замеров (ЕК)2Р2 =34390, откуда (Е^
= 12200 кГ!мм2. Обе серии замеров близки по значени-
ям Ек, но величина (Ек)г более вероятна. Поэтому пра-
вильнее выбрать Ек по второй серии инвариантов, нас*
четное значение рРасч=рк/ VЪЕ1Ё* в ^абл. 10 вычмсде-
но при значениях рк=1,68 мком'См, Ек=1220и kj - •
Таким образом, введение понятия об инвариантах
воляет в некоторых случаях более точно пРова® _й
оценку свойств консолидированных материа
9в
Ф 1. Это особенно важно для материалов, свойства ко
торых в литом состоянии неизвестны '-листва ко-
В табл. 11, составленной по данным работ ИЗ 141
сравниваются значения критического сечения а Д’
локнистой меди (50 мкм 3 ч, 950° С) разной пористо-
сти по значениям ая=Е/Ек (Ек= 13 000 кГ/^), а 1
= Ов/(Ов)к [(<Тв)к=25 кГ!мм?\, аР“(рк/р)2/ф ’ (р°в
= 1,68 мком'см). Значения Е, ов и рк/р=ХДк в табл И
определены опытным путем.
Как видно из табл. 11, при fl=const аЕ=а0=а
(значения приблизительно равны в пределах ошибок
опыта). В табл. 12 приведены инварианты (ов)к —пре-
дел прочности при растяжении на единицу критическо-
го сечения для образцов из медного волокна различной
пористости. Значения, инварианта вычислены на осно-
вании экспериментальных данных по двум формулам
(Ов)к=Фв/сСе=СГв£к/-£ и (Ов)к==Ов/ар=ОВА/(рк/р)2е КрО"
ме того, в табл. 12 сравниваются экспериментальные
значения ов с рассчитанными по формулам ов=
== (<Ув)каЕ=25 ав кГ/мм2 и ав= (ов)кар =25 ар кГ}мм\
Из данных табл. 12 видно, что 1) значения (ов)к, вы-
численные обоими путями, совпадают как между собой
(в пределах ошибки опыта), так и с прочностью дефор-
мированной и отожженной компактной меди; 2) значе-
ния Ов, вычисленные обоими путями, при fl=const сов-
падают в пределах ошибок опыта с экспериментальны-
ми данными.
^Таблица 12
Значения волокнистой меди
1°в1эксп <?в=25аЕ
0.7 25,1 28,3 9,5 5,6 4,5 2,5 1,25 ни 9,42 6,35 4.47 8,58 6,18
0,6 22,1 22,6 3,95
0,5 0.4 0,3 Среднее 26,1 «г*** 24,8 28,4 29,5 20,1 25,6 I (11 2,13 1,68 мм
значение
S7
7—1098
М КОЭФФИЦИЕНТ КОНСОЛИДАЦИИ ПОРИСТОГО
И ЕГО НЕПОЛНАЯ ОДНОЗНАЧНОСТЬ
ДЕКРЕМЕНТ ЗАТУХАНИЯ
Коэффициент консолидации пористого тела z ч
сит следующим образом от основных его функций• '
z « а йа = (Х/Хк)2/^3 = (о/ик)2/$ = ^1$ == (^)2^2 в
(IV,22)
Формула (IV, 22) действительна только для вполне
обратимых процессов. Коэффициент консолидации z в
этом случае однозначен. Однако, подобно коэффициен-
ту Пуассона, модулям сдвига и всестороннего обжа-
тия, и коэффициент консолидации неодинаков при раз-
личных способах его определения. Прежде всего вели-
чина z различна для несовершенного пористого тела в
случаях ее определения необратимыми процессами сжа-
тия и растяжения. Несовершенными пористыми телами
являются прессовки.
Для порошковых пористых прессовок в случае рас-
тяжения нагрузка еще более увеличивает число дефек-
тов (несовершенств) наиболее дефектного (несовершен-
ного) сечения,. При сжатии нагрузка, наоборот, умень-
шает (залечивает) эти несовершенства наиболее де-
фектного из контактных сечений прессовки до уровня
среднего контактного сечения. Поэтому для прессовки
при O=const величина асж = от/(от) к, определенная по
пределу текучести, при сжатии может быть на один-два
порядка больше, чем для определения, предела текуче-
сти при растяжении араСт=от/(от)к. Так как аСж ?
карает (величина же z^a/ft2), то при •O’=const
гРаст. Таким образом, прессовка консолидирована по
отношению к растягивающим процессам гораздо мень
ше, чем по отношению к сжимающим, особенно по о
ношению к всестороннему обжатию.
Возможно, что коэффициент консолидации z и
вершенства пористого тела играют особую роль в
торых процессах, при которых величины а п v ” стй
няются необратимо. При расчете зна^и® nvac-
звука v, электросопротивления р, коэффици Уд0
сона — вибрационного v, контактного v, слеДова-
не учитывать несовершенств пористого т »
98
тельно, и особой роли коэффициента Консолидации »
Для э их расчетов достаточно знать величины «ив
Несколько иначе обстоит дело при определении'та-
ких характеристик, как логарифмический декремент за-
тухания Q-1. Известно, что цемент за-
Q * “ 1 (IV,23)
где пе число колебаний, соответствующее уменьше-
нию первоначальной амплитуды в е раз.
При таких колебаниях мы имеем дело с необрати-
мым рассеянием энергии в теле (хотя величины а и Оне
изменяются.). .Можно рассчитать величины Q-* на осно-
ве двух различных принципов.
Инерционный принцип основывается на следующих
соображениях. Если мы имеем дело с компактным бес-
пористым стержнем, в котором возбуждены вибрацион-
ные, например звуковые, колебания, то энергия вибра-
ции затухает в той же массе стержня, в которой она
возбуждена. Пусть при этом амплитуда (а следователь-
но, и энергия) уменьшается в е раз за (пе)к колебаний,
а декремент затухания —\/(ne)K. Перейдем к пори-
стому стержню, активная безразмерная масса которого
равна а, вся же масса равна 4 (см. гл. III). В этом слу-
чае в соответствии с принципом концентрации—-рассея-
ния энергия возбуждается в массе а, а затухает во всей
массе О. Поэтому амплитуда и энергия колебаний умень-
шится в е раз не за {пе)к колебаний, а за не<(Пе)к,
причем:
(«е)ки “ Q~V(<2/)h ==
(Q—>)я в 5=8 cons^ (IV,24)
где л , Q-1экспериментально полученные значения чи-
ела колебаний и Декременга
го материала; (пв)ки» \чк
ные по уравнению (IV.24), т.е. но инер-
ционному’ принципу, значения для
пактного материала, причем (QjT /и
стоянный инвариант, не зависящий *
Мы полагаем,ЧвчНтоЯ инерционный нринцип^пр^нлен.
Однако как резервный (хотя ими
нашему мнению) мы приводим другой принцип о-
Можно рассматривать безразмерную величину Q-
как аналогичную безразмерному обобщенному
тивлению р/рк— I р аф пористого тела, т. е.
расчета
°- IQ?
сопро-
С~’ (ЗгЧр = == 1
(IV,25)
декремен-
'р является
(Qk *)р = Q 1 = const,
где вычисленное по данной формуле значение
та затухания компактного материала (Q-1)
не зависящим от пористости постоянным 'инвариантом
(конечно, если верен принцип, положенный в основу
расчета). 3
Следует подчеркнуть, что в обе формулы (IV 24) и
(IV, 25) не вошел очень важный фактор — степень ав-
тономности. Формально можно считать, что в оба эти
уравнения входит коэффициент консолидации, равный
z, а следовательно, и коэффициент автономности у—
= 1—z. В самом деле, учитывая уравнение (IV,22),мо-
жно формально выразить эти формулы через z, у.
= 0~'= Q-1 (1-?)»;
(Q71), - Q~' У^ » Q-1
(IV,24а)
(IV,25а)
Декремент затухания пористого тела формально, как
видно из формул (IV, 24а) и (IV, 25а), повышается, с
увеличением коэффициента автономности у и с сниж
нием коэффициента консолидации z, вычисленных п
формуле (IV, 22). Однако на самом деле формул
(IV,22) не выражает однозначно совокупность всех
стоятельств, связанных со степенью консолидации и чт0
тономности. Имеется достаточно оснований по’ н0
автономность структурных элементов более зн^ эт0
повышает величину декремента затухании у ,
следует из формул (IV, 24а) и (IV,Ь элементы
Чем автономнее вибрируют СТРУ* У₽,ЯТухания. Но
пористого тела, тем больше декре
100
совпадают ли показатели автономности вибоапиоммпгл
поведения структурных элементов с коХшХ^
автономности у (см. гл. Пр Не всегда Циентами
же качественное (не говоря уже о количестЛнном^со!’-
падение. Например, у порошковых прессовок вибраци-
о ная автономность больше, чем у спеченных“еп ?ой
же плотности. Одновременно и коэффициенты автонХ-
ностн у у прессовок больше, чем у спеченных тел В этих
случаях наблюдается качественное совпадение. С новы-
шеннем коэффициента автономности у повышается и
вибрационная автономность.
Сравним теперь спеченные порошковые и волокни-
стые тела. У волокнистых тел (см. рис. 12) иногда ко-
эффициент консолидации и даже z>L В этих слу-
чаях коэффициент // = 1—2=0 и даже //<0. Почти во
всех случаях коэффициент автономности у при одина-
ковой пористости у спеченных волокнистых тел меньше,
чем у порошков. Однако из рис. 12 видно, что вибраци-
онная автономность структурных элементов волокни-
стых тел достаточно велика даже при у~Ъ. Имеется
достаточно оснований утверждать, что вибрационная
автономность спеченных волокнистых тел больше, чем
порошковых. Таким образом, в этом случае вибрацион-
ная автономность качественно не совпадает с коэффи-
циентом автономности. С повышением коэффициента
автономности падает вибрационная автономность1, и
наоборот.
Рассмотрим теперь вопрос, в какой мере вышеизло-
женные предпосылки подтверждаются эксперименталь-
но. В табл. 13—15 сопоставлены данные по эксперимен-
тально определенным значениям декрементов затуха
НИЯ Q-* пористой меди в различном состоянии и по рас-
четным величинам декрементов (QK )и и 'р
же материалов в компактном виде.
данные взяты из работы [9], величины ,
ны по формуле (IV,24) обобщен-
чины (О-1) —по формуле (IV, 25) (принцип
ного сопротивления), В табл. 13 сравниваются данные
1 Ках следует на рис. 12' a"®Ja“"°^“ большой°амплитуАЫ коле-
тых тел основана на возможности элементов. Увеличение амплиту-
баний их автономных структурных элементов
ды повышает затухание энергии и рост декре
Таблица 13
Декремент затухания прессованной гидростатической меди
(£к =11000 кГ ям1)
Е. к Г/мм? а=В/£к Q-klQ-* ( Q'1) « VJK у И =Q ’ct/B-io"—4 (q'1) a VcmT x ХМГ4
0,663 1550 0,141 85,5 60,2 42,2 29,1 25,8 18,2 25,2 21,1 18,5 22,2 21,0
0,786 3630 0,33 26,3
0,854 5040 0,458 30,6
0,897 6930 0,63 27,6
0,929 8800 0,80 21,9
Среднее 22,2
значение 25,7
Таблица 14
Декремент затухания спеченной гидростатической меди
(Ек 8=13000 кГ/лл2)
E, кГ/мм* a=£/BK Q~1-10~4 Q-1a/^X X10~4 11 -x^
0,706 4638 0,354 24,6 H,4 12,8
0,730 5210 0,398 21,4 11,7 11,6
0,769 6190 0,472 20,0 12,8 12,0
0,833 7992 0,610 16,2 11'9 11,6
Среднее значение 11,9 12,0
тическойОСТаТИЧеСКИХ пРессовок из порошка электроли-
зе спркяиг еДИ/олп?^л' 14—для этих же прессовок пос-
волокм а (80° С’ 1 в табл- 15 — для спеченной
ппинрп^Т0Й МеДИ (5° мкм> 980°С’ 4 «)• в табл. 13—15
Ы Та^же экспериментальные данные по вели-
л „ _ М0ДУлеи упругости £", относительной плотности
V и расчетные значения а
На основании данных табл. 13—15 можно сделать
следующие выводы; .............
10$
1. Величины ((?-), и (Q-’)p с учетом ошибок опыта
можно считать инвариантными и не слишком отличаю-
щимися от средних значений (за исключением двух по-
зиций в табл. 15 при #=0,479 и при #=0,709). Извест-
но,^ что определения декремента затухания дают боль-
шой разброс, особенно на пористых материалах. Поэто-
му на основе совокупности полученных до настоящего
времени экспериментальных данных трудно судить о
том, какая из формул —(IV,24) или (IV,25)—более
точна (и следовательно, какой из принципов, положен-
ных в их основу, более верен). Средние значения обоих
инвариантов различаются между собой не более чем в
1,2 раза. Не исключена также возможность, что разли-
чие между значениями (Q”1),, и (Q^l)p сглаживаются
под влиянием факторов вибрационной автономности.
2. В соответствии с уже изложенными теоретически-
ми соображениями вибрационная автономность должна
повышаться в ряду спеченный порошковый материал ->
-> спрессованный порошковый материал -* спеченный
волокнистый материал (хотя у волокнистого спеченного
материала коэффициент автономности у меньше, чем у
Таблица 15
Декремент затухания спеченной волокнистой меди
диаметром 50 мкм
(Ек =13000 кГ(мм2)
О Е, кГ/мм* Л Q—1.10~"* =Q—^/iMO— 4 (Q/)pe = Q~Wx X10-4
0,353 800 0,0615 330 57,4 59,7 88,6 45,2 38,7 45,2 33,3 48,5 47,5
0,373 0,479 1000 2200 0,0769 0,170 290 250 71'3 38,4
0,483 2030 0,156 140 32,8
0,60 3925 0,302 77 38,6
0,588 3640 0,280 95 29,3
0,709 6020 0,463 51 69 43^9 38,7
0,699 5870 0,451 44’8 44,9
0,863 8500 0,653 ои 58 45,'8 43,8
0,872 9100 0,700 50,3 43,4
Среднее значение
103
(^к )р Для разных типов
Таблица 1g
Среднее значение
пористой меди
Материал я 7 * О’
П р шковый спеченный . 11,9
неспеченный 21,0
Волокнистый спеченный 50,3
ю~4
р -10-*
12,0
25,7
43,4
дв}Х других). В связи с таким направлением роста виб-
рационной автономности следует ожидать, что при а=
“const или О=const наименьшие значения декремента
<tl будут у спеченной порошковой меди (см. табл. 14),
средние —у спрессованной порошковой меди (см. табл.
13), наибольшие — у волокнистой меди (см. табл. 15).
Данные таблиц 13—15 подтвердили рост декремента
Q^1 именно в этих направлениях. На основе этих же со-
ображений следует ожидать, что значения инвариантов
(От1 )и и бУДУт возрастать в этом же направлении
(минимум — для табл. 14, промежуточное значение —
для табл. 13, максимум — для табл. 15). Действительно
значение этих инвариантов у неспеченной порошковой
меди было примерно в два раза, а у волокнистой в че-
тыре раза больше, чем у спеченной порошковой меди.
Значения вибрационной автономности также возраста-
ют с величиной инвариантов.
Однако в настоящее время еще нельзя дать точного
количественного определения вибрационной автономно-
сти. Сравнение величины инвариантов для меди приве-
дено в табл. 16.
Таким образом, экспериментальные данные подтвер
ждают значительную роль вибрационной автономност
структурных элементов пористых тел. Поэтому Ф°РМУ“™
на стр. 99 и 100 невозможно считать исчерпывающими,
так как в них не отражена эта вибрационная авт°в
ность. Вопрос о закономерностях количественно
симости между затуханием и поглощением зву аЛ0
браций и другими свойствами пористого тела е.
изучен и требует дальнейших интенсивных аналитиче
ских и экспериментальных исследовани .
104
21. свойства пористых тел, не зависящие
от плотности и критического сечения
Из курса физики известно что лл
часть объема которого занимает внутренняя?'пуетаТ™
лость, при нагреве расширяется так же, как сплошной
диск с теми же внешними размерами. В принципе нет
основании ожидать, что пористый спеченный материал
в котором исчерпана склонность к изменениям размеров
при нагреве (усадке или росту, см. гл. VIII) будет
иметь коэффициент расширения (линейный и’объем-
ный), отличающийся от соответствующего коэффициен-
та компактного материала:
Ap = (ApJK, (IV,26)
где /Ср ’ коэффициент термического расширения (ли-
нейный или объемный) пористого, (/Ср)к—
компактного материала.
Уже в 1940 г. [15] было экспериментально показано,
что величина коэффициента линейного расширения
(в небольшом температурном интервале) спеченного
железа с 20—40% пор практически не отличается от со-
ответствующих значений для компактного железа и не
зависит от пористости. Однако, еще в 1936 г. [16], а за-
тем в 1948 г. [17] было отмечено, что само по себе тепло-
вое расширение приводит во многих случаях к необра-
тимому заполнению пор,, увеличению критического сече-
ния и к усадке тела, а в некоторых случаях — наоборот,
к его росту. ,
В табл. 17 приведены данные Давиля и Рикс Ца) по
величине коэффициентов линейного расширения *в раз-
ных температурных интервалах для прессованной элек
тролитической меди (р=15 кГ!ммг), спеченной при р *
личных температурах. Как видно из таблои^ы* ®эффици-
шом температурном интервале (20 100 С) фф
ент линейного расширения меди, спеченной р
практически почти не отличается от к0ЭФФ интепвале
той меди (был на 4% меньше) Но уже »
20—400° С в меди, спеченной при 750 С, наолюда
усадочные явления. ^„ппрмкости сР на
Практически величина удельной т отличается
единицу массы пористого спеченного т
103
8—1098
Величина Темпера- турный интервал. ЛГ р- 106 для Прессованная медь (0=0,59) электролитической меди Таблица Тт [18]
Медь спечен- ная при 500 °C (0=0,61)- Медь спечен- ная при 750 °C (0=0,67) Медь спечен- ная при 1000 °C (0=0,9) Литая I компакт* 1 пая медь [
20—100 15,4 16,2 16,3 16,3 15,5 16,7 17,2 17,5 17,9 16,9
20—200 13,2 15,1
20—300 11,8 14^6 17,2
20—400 9,9 14,2 15*3 17,7 18,1
от соответствующей величины для компактного тела.
Для неспеченных тел в связи с выделением тепла при
уменьшении количества дефектов при нагреве величи-
на Ср (в больших температурных интервалах) может
быть несколько ниже, чем у компактного материала.
22. СВОДКА ЗНАЧЕНИЙ РАЗЛИЧНЫХ БЕЗРАЗМЕРНЫХ
ХАРАКТЕРИСТИК ПОРИСТОГО ТЕЛА
В табл. 18 приведены значения различных безраз-
мерных характеристик пористого тела, выраженных в
виде функций величин а и -О'.
Таблица 18
Различные безразмерные характеристики пористого тела
Безразмерное значение характеристик Безразмерная характеристика
а Модуль упругости Е/Е к, предел прочности при растяжении Ов/(°в)к (Для совершенного ристого тела), другие показатели прочности! ( Р том же условии и при отсутствии УПР^И^: работа упругой деформации (на в1 нального объема) при упругой деформ ц = const
Работа упругой деФ°Рмаци^т^саене^аИяНИкУедтиц1 при в -const; прочность, отнесенная к ад сечения твердой фазы; моду% (Е/0)/£* сенной к единице сечения твердой фазы
гр
106
Безразмерное значение характеристик — Продолжение табл. 18 Безразмерная характеристика
1/а Работа упругой Деформации (на единицу иомя. ja“:to6i,eMa) "ря
у/ а/& Скорость распространения звука и других про- цессов v/vK, инерционный (вибрационный) коэф- фициент Пуассона H—v/vK ' ™
У Ф/а Путь процесса ///к
У~а~ Контактный коэффициент Пуассона коэффициент Пуассона при пластичес ой дефор- мации £nn=vun/0,5
j/~aft Проводимость: электропроводность X Х^, тепло- проводность Хщ/(ХТ)К> магнитная проницаемость, магнитная восприимчивость, диэлектрическая про- ницаемость (некоторые величины в точности, дру- гие практически точно равны у/аб)
V у/аФ Электросопротивление р/Рк
О'/a Инерционные декремент затухания и затухание
a/ft2 Коэффициент консолидации г, единичной контакт- ное сечение
1—а/Ф2 Коэффициент автономности у
®(l+vK)/(I+ -f-v)==aC14- +vK)/(H- v«]7a/d) «(l+vK)/(14- V-/T) Инерционный (вибрационный) модуль сдвига G/G к Контактный модуль сдвига G /G* ' ’’ ' ' ~ ПП
8*
Безразмерное значение характеристик g(l—2vK)/(l— . - - - Продолжены taOji. Безразмерная характеристика | Инерционный модуль объемного сжатия К/К
a(l-2vK)/(l- 2vKj/a ) Контактный модуль объемного сжатия К,'1Кк ~~
fl Объемная теплоемкость
1(а°, fl°) Инварианты первого рода — коэффициенты тепло- вого расширения (линейные и объемные), тепло- емкость на единицу массы
1 Инварианты второго рода, например, упругая де- формация при достижении соответственного со- стояния (е/ек, ав/£: Овк/Ек); также (£к0к); (<7в/и2А)/(оВк/0к) (для совершенного те- ла) Ep2fl/EKPg и многие другие
Для индивидуального пористого тела а=const и
О=const. Поэтому, зная, одно из его перечисленных в
табл. 18 свойств, можно рассчитать и значения всех дру-
гих (первое правило единства взаимозависимости пори-
стых тел),
23. ИЗМЕНЕНИЕ ХАРАКТЕРИСТИК ПОРИСТОГО ТЕЛА
ПРИ ИЗМЕНЕНИИ ЕГО ОТНОСИТЕЛЬНОЙ ПЛОТНОСТИ
При уплотнении пористого порошкового или волок-
нистого тела меняется степень его консолидации и все
его характеристики и свойства. Можно (см. табл.
значительную часть важных свойств пористых тел в> -
разить через два основных параметра* критич
сечение а и относительную плотность fl. Значение
1 За один из основных параметров нужно взять • дру.
второго основного параметра можно вместо а выбр _4eCTBe второ-
гой — например, безразмерный путь процесса Щк. ВОНЯтие ©б
го параметра выбрана функция а только потому что ион*
IV параметра стирала — --- плуги*.
этом параметре введено гораздо раньше, чем о АРУ
108
^н\адонаТнТЙза^с™ос^
мо?ть данного тела (или3дмногоИти°паР теТ’от измене-
ния его относительной плотности ft Следует иметь в ви
ду, что консолидация изменяет не только плотность и не
только количественно изменяет контакт между частица-
ми. В результате консолидации имеет место также из-
менение состояния^материала частиц и качественное из-
менение контактной поверхности между частицами.
Поэтому зависимость характеристик пористого тела
от плотности обычно изучают при соблюдении следую-
щих условий: 1. Исследование ведется на одинаковом
исходном материале (порошок или волокно). 2. Дости-
жение различной плотности проводится за счет ее варь-
ирования при прессовании или другой операции формо-
вания. 3. Окончательная консолидация производится
спеканием тел различной плотности при одинаковом
температурно-временном режиме. Такая совокупность
операций в наибольшей мере способствует одинаково-
му качественному состоянию структурных элементов те-
ла и контактов между ними при различной пористости.
Однако одинаковая процедура спекания вовсе не
обязательна в тех случаях, когда определяется потолок
свойств пористого тела (предельная величина свойств
при данной пористости). Так, например, тела при высо-
кой пористости обычно более значительно отклоняются
от совершенства, чем при низкой. Поэтому для достиже-
ния потолка прочности у малоплотных тел в ряде слу
чаев приходится, прибегать к более сложной и интенсив-
ной процедуре спекания (удлинение времени, ак™®иР ’
вание спекания, повторные спекания и деформ
т.п.) чем при изготовлении более плотных изделии.
Зависимость a=f(O) имеет степенной характер:
« (IV,27)
a = $т. '
Значения показателя сте^ен^„^^С°Ощковыхвпечен-
КОТОрОМ И р _ тт/л'т'ппрт ЯХ° отТ-оТ-*- 0,9 ДО
ных тел при относительных плотности V интервале от
-ft =1,0, т>2, при повышении т 4- З причем
0=0,5 н-0,6 д£ 0=0,8 ч-0,9 значение m зна.
минимальное значение mt соотве с у
1UJ
Рис. 17. Зависимость S—»
спрессованной порошковой ме-
Z~£<£max=10300 кГ/мм2);
-4.8; 2-p(pmax=80 кГ/л^г),
от-4,9;<?-(Гт[(от) =40 кГ/мм^,
_ t ХП«Л
rft=5,5
чений а и свойств, равно 3. В интервале ^=0,4н-0,5
значение т>3, причем с уменьшением Ф значения т
увеличиваются. Для волокнистых спеченных тел в Сред-
них интервалах относительных плотностей ги«3, прй
более высоких и низких значениях Ф волокна т->2*.
На рис. 17 показана в логарифмических координатах
зависимость между рядом свойств прессовок S (Е, дав-
ление прессования р, предел текучести <гт при сжатии)
из электролитического медного порошка и относитель-
ной плотностью Ф [19]. Прямолинейный характер лога-
рифмической зависимости отвечает уравнению:
= CV,27а)
где S — свойство пористого материала (обычно при-
ближенно пропорциональное контактному
сечению а);
то же свойство, отнесенное к критическому
сечению а; .
т = const — тангенс угла наклона логарифмиче-
ской прямой к оси абсцисс.
* Значения т для волокнистых металлов, спеченных в присутст-
вии жидкой фазы, см. в следующем разделе.
110
Значения m и SK для прессовок указаны на вис 16
Значения т находились в пределах от т=4 8 для за
висимости Е/Ек-Ф- до «=5,5 для о,/(ат)к»^ Значе,
ние рк=80 кГ[мм2 отвечало твердости компактной меди
при соответствующей степени наклепа. Значение Ек=
— 10300 кГ/мм2 соответствует модулю компактной ме-
ди, уменьшенному в 1,2—1,3 раза вследствие влияния
окисных пленок на частицах порошков и упругого по-
следействия.
Значение (<гт)к=40 кГ/мм2 отвечает пределу текуче-
сти компактной меди при максимальной степени наклепа
[(<Гт)к = ЯВт«п=40 кГ/мм2].
На рис. 18 показана зависимость в логарифмических
координатах между относительной плотностью Ф спе-
ченной порошковой меди (750° С, 1 ч 30 мин) и значе-
ниями Е, удлинения 6 и предела текучести при растя-
жении от. Она отвечает той же формуле (IV, 27 а); зна-
чения Ек, (от)к, 6к и соответствующие значения т так-
же даны на рис. 18.
Для модуля упругости спеченной порошковой меди
получено уравнение Е/Ек='О™='&3,4 -
Интересно отметить, что то же значение т 3,4 по-
лучено для модуля упругости железа в более поздней
работе Мак-Адама [20].
рис. 18. Зависимость S-* ДЛЯ
спеченной порошковой меди.
/-£СБтах’13100 кГ^л)’
-3,4-. 2^(5так-33%),
3~<Тв(ав™ях “24 кГ/мм I. т
Ш
Обратить
Рис. 19. Спеченная порошковая медь; Х500. Обрат
внимание ва малую длину контактных перешейков
а, ^печТного попигтп ’ ЧТ° Для предела текучести
(см РИС Ш Ппи J МЗтериала значение т * const
го повлек 8;;™Р конечное значение критическо-
52аПрОаг1 кГ!мм\
мели rviTiPn-r ределу текУчести компактной отожженной
П1^ЛЩеСТВ.еНН0 меньше начальных. Так, например
R4>ипепкии предел текучести (от)к в интервале
in ’JrЛ Я Для спеченной меди составляет 20-
а причем значение (ог)к=20 кГ/мм2 отвечает
т значение (°"т)к=10 кГ[мм2 соответствует 0=
Таким образом, при низких значениях Ф~0,65
критический (контактный) предел текучести (20 кГ/мм2)
оыл приблизительно равен контактному пределу проч-
ности при растяжении (ов)к.
Такую зависимость можно объяснить следующими
соображениями. Предел текучести (как при растяже-
нии, так и при сжатии) соответствует необратимой пла-
стической деформации 0,2%. Однако эта необратимая
Деформация происходит не по всей длине тела и частиц.
Она локализуется только на длине узких контактных
перешейков. На рис. 19 видно, что длина узких контакт-
112
ных перешейков, на которых может происходить пая.
стическая деформация, гораздо меньше диаметра „еде-
шеиков. Можно считать на основе анализа опытных дан-
ных по значениям о, и удлинения 6 пористых спечен-
ных порошковых материалов, что безразмерная длина
этих перешейков выражается величиной ап, где 1 4 ч-
ч- 2. Поэтому при ft = 0,65 значение необратимой пла-
стической деформации в перешейках фактически будет
не 0,2%, а значительно больше, например 1,5%. А эта
деформация соответствует напряжению в контактных
участках (стт)к~ 19 н-20 кГ1мм2, т. е. близко к величине
(сгв)к- с увеличением а возрастает и безразмерная дли-
на участков, в которых локализуется необратимая де-
формация до единицы при ft=l. При этом фактическая
необратимая деформация снижается, до 0,2%. Одновре-
менно с ростом ft и а понижается значение напряжения
(стт)к=стт/а до значения (от)к компактного отожженного
металла.
Зависимость величины удлинения б пористых порош-
ковых материалов также описывается степенной зави-
симостью от а. Впервые такая степенная зависимость
была описана И. М. Федорченко, В. Г. Филимоновым,
М. П Грабино [8]. Однако, как указано выше, степен-
ной тип зависимости в данном случае не означает про-
порциональности между удлинением и значением, а.
Имеет место пропорциональность между а" и свойст-
вом, поэтому:
(IV.28)
(lV,28a)
б/бк = а« = ftm« = ft“;
= ft™ = ft«
где 6 и ак —соответственно удлинение и ударная вяз-
кость пористого спеченного порошкового
тела*
/I и/и—показатели степени, постоянныеs в
ром интервале плотностей, поэто у
и показатель степени u=mn=cons .
Так как «=3+4 [19] и, как данного
= 14 + 2, то u-mn=4,2 + 8. Для случая, приведении
1 c/s и л5-4 те и=5,4. Величина ах в
на рис. 17, б/бк=а = « , т.е. “ ’ и материала.
значительной мере зависит от плас ость_относи-
Поэтому для зависимости ударная вязкость
119
меди20' Свойства волокнистой
тельная --------и в формуле
(IV, 28а) имеет такой же порядок величины, как для 8
/ииЛГПб —------
плотность показатель степени и в формуле
(иногда-несколько вь™ДиГза1™ п”р“ед7л"ы“’ ““ "* 6
Так, в работе [21] при увеличении относительной
плотности пористого спеченного порошкового железа с
пи ° УДарная вязкость увеличилась в 4 раза —с
0,14 до 0,56 кГ * м. Такое увеличение соответствует по-
казателю степени в формуле (IV, 28а) т=8,9.
На рис. 20 показана зависимость между относитель-
ной плотностью $ волокнистой спеченной меди (50 мкм,
1000° С, 4 ч), модулем упругости Е и характеристикой
авЕ/£к (Ек=13 000 кГ1мм2}. В соответствии с изложен-
ным а.—Е1Ек='&т, причем величина т переменная.Мак-
симальное ее значение т«*2,7 при 0,=0,6, по обе сторо-
ны от этого значения т -► 2 (при повышении -О до 0,9 в
связи с образованием закрытых пор, при понижении Ф
в связи с увеличением длины отрезков волокна между
контактами и связанным с этим повышением гибкости
структурных элементов).
Рис. 21 показывает зависимость между относитель-
ной плотностью -О волокнистой нержавеющей стали
(60 мкм, 1250° С, 3 ч), модулем упругости Е, пределом
прочности ов и критическим пределом прочности (сгв)к==
®огв/а»огв/(£/£к) (Ек—21 000 кГ/mm?). В соответствии
с формулой (IV, 1) величина (oB)K=const — инва^Ижпп-
не зависящий от значения О. Показатель степени в Ф Р
муле (IV,27а) как для Е, так и для о в равен
114
Следует особо подчеркнуть, что главным преимуще-
ством волокнистых изделий (тел) перед порошковыми
является гибкость структурных элементов волокна. Ос-
новными структурными элементами волокнистых тел
являются отрезки волокон между соседними контакта-
ми /1 (см. рис. 1). Гибкость элемента волокнистого тела
возрастает с увеличением IJd, а так как обвхчно диа-
метр волокна d=const, то гибкость повышается с ро-
стом средней величины отрезков Ц. Длина увеличива-
ется с уменьшением плотности. Поэтому, чем меньше А,
тем больше выявляются преимущества волокнистых ме-
таллов по сравнению с порошковыми.
Известный специалист Фишер [22] полагает, что
главной областью применения волокнистых материалов
являются изделия е пористостью от 40% и более (с от-
носительной плотностью Ф < 0,6). Рис. 22 [23] может
иллюстрировать эту рекомендацию Фишера. Кривай 1
показывает зависимость ов от пористости П (относи-
тельной плотности Ф) образцов из волокна малоуглеро-
дистой стали (диаметр нитей 100 мкм, длина 25 мм),
кривая 2 —образцов из порошка восстановленного же-
20
Рис. 22. Зависимость Ов — ft:
1 — волокнистое железо спечен-
ное; 2 — порошковое; 3 — прес-
совка из порошкового; 4 — то-
же из волокнистого железа 1281
-иЛг/ В0ТН?, п,При 77^21°/о имели ав«
~Ю,2 кГ!мм\ а при П«41% сгв=9,7 кГ!ммК Выигрыш
/в ?л5\Н0СТИ При. переходе от высокой пористости
%) к средней (—-20/о) для изделий из стального
волокна в данном случае был невелик (меньше 10%).
В настоящее время в связи с усовершенствованием
техники изготовления волокнистых материалов грани-
цы рекомендации Фишера могут быть несколько расши-
рены. Можно считать, что волокнистые пористые мате-
риалы теперь имеют преимущества при б<0,7 (порис-
тость более 30%).
Фишер пришел к своей рекомендации эмпирическим
путем. Она была теоретически обоснована в работе
[24]—при пористости около 40% и выше может быть
достаточно полно использована гибкость отрезков во-
локна. И только при достаточно полном использовании
гибкости этих отрезков может быть получена прочность
значительно более высокая, чем у изделий из порошков
той же пористости.
Пористые волокнистые материалы не только превос-
ходят порошковые по прочности. Их пластичность (уД"
линение б) и ударная вязкость ак на порядок выше, чем
у порошковых. При этом у волокнистых материалов не
такая зависимость удлинения и вязкости от относитель-
ной плотности -О’, как у порошковых. С уменьшением v
у всех пористых тел, как правило, снижаются все св0^‘
ства, включая удлинение и ударную вязкость. Но у в
116
л книстых тел при повышении пористости
повышения при этом гибкости структурах ие
налицо и противоположная тенденция ТОВ’
мозящая темпы падения значений 8 » а с «еньшХ
ем величины “О. к уменьшени-
Детали механизма, например, удлинения при растя-
жении пористых волокнистых тел, совсем не те, что По-
рошковых. У волокнистых тел (см. рис. 12) удлинение
обусловлено двумя процессами. Первый процесс - необ-
ратимое растяжение (преимущественно наиболее корот-
ких отрезков волокна между контактами). При этом от-
резок нити необратимо растягивается по всей длине (а
не только на коротких участках перешейков между ча-
стицами, как у порошковых тел). Второй процесс —рас-
прямление согнутых (преимущественно наиболее длин-
ных) отрезков волокна.
Поэтому, как показывает практика испытаний, удли-
нение 6 самых разнообразных пористых волокнистых ма-
териалов (меди, нержавеющей стали, никеля, молибде-
на) почти не меняется в широком интервале плотностей.
'Так, при fl=0,2 6=8-ь12%, при fl=0,7 6 = 12.-ь 16%.
'Таким образом, увеличение плотности в 3,5 раза приве-
ло к увеличению б в среднем только в 1,4 раза.
Ниже приведены данные работы [21] по зависимости
Луд от О для волокнистого спеченного железа. Увеличе-
ние О приблизительно в 5 раз (с 0,15 до 0,73) привело
к увеличению Луд в 6 раз (с 0,14 до 0,84 кГ-м).
л , „ . 0,15 0,30 0,55 0,73
л' ? . 0 14 0,28 0,57 0,84
В работе [25] отмечалось, что для волокнистого мо-
либдена с изменением 0 от 0,57 до 0.69 величХ^/^
менялась с 0 40 до 1,58 кГм см2, т. е. если принять
вниманиеошибк^опьпа.оставаласьпрактическипосго-
уравнениях HM(IV^28)3 °”’
уравнениях \ (т е. значительно
значения показателя степени 1
’^"рав"
(см. табл. 18) Х/Хк=р«/Р- В соответствии с урав
нением (IV,27) имеем
т+1
' 2
= = ’е'6Я-
(Г№)
117
Минимальное значение т, соответствующее пг„„
а при данной пористости дли порошковых и волок,^ ЛКу
ЖИ-Тсй С полностыо скрытой пористостью (Х’?’
>0,85—0,9) и для литых пеноматериалов с любой поп?
тостыо, а также для высокопористых волокнистых и»
риалов /п=2, для порошковых материалов с не слип,™
высокой пористостью т = 3. Поэтому для первого сХЛ
потолку электропроводности соответствует значение п~
== (2+1)/2 = 1,5; для второго случая — п=(3-Н)/2-2
Таким образом, получает теоретическое объяснение дан-
ное впервые в работе [13] эмпирически правило, что для
волокнистых металлов минимальное значение п=1 5
В табл. 19 приведены
данные по значению безраз-
мерной электропроводности
АДк, показателя степени п
[в формуле (IV,29)] в зави-
симости от 'О' поданным [13]
для волокнистой меди
(50 мкм\ 950° С; 3,5 ч). Со-
ответственно с повышением
гибкости при уменьшении О
т уменьшалось с 3 до 2 при
•О^-О, следовательно, п сни-
жалось с 2 до 1,5 при 0 -* 0.
Из табл. 19 следует, что
ряд безразмерных величин
является простыми алге-
от а и 'О. Поэтому (a = fl'm) та-
в виде простых степенных
0-.
Таблица 19
Значевпя п и $
для волокнистой меди [13]
О п
1 1
0,9 0,805 2,04
0,8 0,640 2,00
0,7 0,484 2,03
0,6 0,385 1,87
0,5 0,281 1,83
0,4 0,184 1,81
0,3 0,142 1,62
браическими функциями
кие величины можно выразить
функций от относительной плотности
24. ПОТОЛОК СВОЙСТВ ПОРИСТЫХ ТЕЛ.
ВТОРОЕ ПОЛОЖЕНИЕ О ЕДИНСТВЕ СВОЙСТВ ПОРИСТЫХ
МАТЕРИАЛОВ
В уравнении а = 0'т верхнее значение т Te0P®J^eaC4Ke.
не ограничено. Практически наблюдались высок аК0
ния показателя степени уравнения до т= . йстВ,
нижние значения т, соответствующие пото у тип0В
при данной пористости имеют для 0ПР®^® к первому
пористых тел строго определенные знач
118
Предельные уравнения безразмерных свойств ТаблиЧ* 20
Фор ула для c — f (m) с» C2 Безразмерное свойство
S SK = а = & C = ffl 2 3 Модуль упругости Е/Ек, предел прочности при растяжении ав/(ав)к для совершенного тела и другие показатели прочности, работа упру- гой деформации (на еди- ницу номинального объ- ема) при 8 =const
S/SK = cc/fl = (К C a tn — 1 1 2 Работа упругой дефор- мации на единицу, мас- сы, при е=const и др. (см. табл. 18)
S/SK = Va/& = II ' " <3 ** II 0,5 1 Скорость процессов v/vK, вибрационный коэффи- циент Пуассона § =* v/vK
S/SK»s $[а. — (H c = — tn — 1 “ 2 -0,5 —1 Путь процесса (кратчай- ший) ///к
S/SK —1Лх<Ь= C = tn -|- 1 e 2 1,5 2 Обобщенная проводи- мость — электропровод- ность ^/^к, теплопровод- ность, диэлектрическая проницаемость и др, (см. табл. 18)
S/SK = a/#2 « iK C ass tn — 2 3SS - 2 0 I Коэффициент консолида- ции z, единичное к°н* тактное сечение <х/иа
SJSK = Va =» Vе tn C sse ‘ 2 I 1,5 Контактный коэффици- ент Пуассона коэффициент Пуассона при пластической дефор* мации ^пл/0,5 а® £пл
119
типу принадлежат пористые тела с изолированна /
крытой) пористостью (некоторые пористые иТ? (за*
стые тела при 0,854-0,9, литые пеноматериалы и₽”И'
торые волокнистые материалы при низких значения,а
ряд волокнистых материалов, спеченных при налио5
жидкой фазы). Для первого типа нижнее значение то"
Ко второму типу принадлежит ряд пористых порошков
и волокнистых материалов с открытой (сообщающей^
пористостью. Для второго типа т=3. я
Таким образом, величина безразмерного критическо
го сечения а=-0 в зависимости от величины т может пои
одинаковой плотности варьировать в очень широких пре-
делах (иногда на 1—2 порядка) от a -> 0 до a=<P и
а = '&2. Разумеется, что в таком широком диапазоне
свойств при одинаковой пористости не может быть и речи
о единстве свойств разных тел. Единства свойств разных
тел из одного металла при одинаковой пористости, но
приготовленных при различных режимах, вообще не мо-
жет быть. Условия, благоприятствующие достижению ми-
нимального значения т и, следовательно, потолка проч-
ности данного материала — получение равноплотного
тела, высокая дисперсность исходных частиц, оптималь-
ные режимы спекания (см. гл. VIII) и др.
Однако потолок критического сечения (и, следова-
тельно, различных свойств) пористых тел двух типов
описывается совершенно определенными уравнениями
а=О2 и а=О3. Поэтому в соответствии с табл. 18, для
каждого из предельных свойств тел как первого, так и
второго типов существуют точно и однозначно опреде-
ленные уравнения. При этом различные предельные
свойства, перечисленные в табл. 18, объединяются еди-
ной системой уравнений (различной для каждого из двух
типов). Это положение и является вторым ПРИШ**! _
единства свойств пористого тела. Его можно фр
мулировать как принцип единства предельных
.пористого тела при заданной относительной
лости.
Разумеется, существуют тела промежуточные
первым и вторым типом (например, изделия,
торых часть пор открыта, а другая за^Р“т^’ Ицах
дельные свойства таких тел заключаются Р огО
между предельными свойствами тел перво
типов.
120
Предельные уравнения безразмерных характеристик
Безразмерная характеристика Общее уравнение
Коэффициент автоном- ности у у — 1 —а/д2
Вибрационный модуль сдвига G/GK G/GK = а х 1 + vK х—11 / •
Инерционный модуль объемного сжатия К/Кк KlK^a X l~2vK 1 —2vK]^ a/fl
Контактный модуль сдвига G'/GK G7GK = a X 1 + vK 1 + vKKa
Контактный модуль объемного сжатия К7/Ск jS К7Лк = а x 1-—2vK x —rz: I — 2vK V a
Таблица 21
Предельное уравнение для
тел 1-го типа тел 2-го типа
1/ = 0 «5- й >* 1 ф
G/GK = № х X 1 1 + vk ® G/GK == fl3 х 1 -4* vK х I+vKfl
К/Кк = X 1-2ук X г- 1 — 2vK у 0 W=,-&3X 1 — 2vK X ——— 1 — 2vK&
G'/GK = О3 X „ 1 + vK G'/GK = X x 1+Vk
1 + *ко x14-vK^
к'/кк = в* х 1 **— 2vK l-2vK
1 —• 2vKft Л 1 —
Значения { '^ Е/Ек, (z.m-c для спеченного поротнковпг5^2!" 22
а=Е/Е /П===с 4 а«Е/Е К. Шаге
0,925 0,838 2,26 0,822 0,557 2 Оа
0,812 0,812 2,34 0,780 0,483 2.95
0,680 0,680 2,66 0,770 0,452 3.04
0,635 0,635 3,01 0,710 0,334 3,21
определяется простыми
Ряд безразмерных свойств
степенными уравнениями:
5/SK = (IV,30)
где S — некоторое свойство пористого, SK — компактно-
го тела;
с = Ci = const —постоянная величина для соответ-
ствующего свойства тел первого типа, не зави-
сящая от '0;
с== Сг = const — то же для тел второго типа.
В табл. 20 приведены предельные уравнения свойств,
значения которых описываются уравнением (IV,30), ве-
личина показателя степени с, выраженная как функция
т, численное значение С[ для тел первого типа, с2—для
тел второго типа.
В табл. 21 сведены предельные уравнения для неко-
торых безразмерных характеристик, которые не могут
быть сведены к простому степенному уравнению (IV.30).
В табл. 22 приведены рассчитанные нами значения
показателя степени т—с в уравнении £/Ек=^т• Значе-
ния Е!Ек порошкового спеченного железа взяты из ра-
боты [10] (см. табл. 7). Из табл. 22 следует, что при Ъ-
=0,8654-0,925 значения с2>т>сх (2,66—2,26), т. е. часть
пор была закрыта, часть открыта. В интервале v=u, .
-т-0,86 /п=3,0, что соответствует потолку МОДУЛ* ?
леза с открытыми порами. Наконец, при 0=0,71
т. е. значения модуля не достигли потолка. ичиие
В табл. 23 приведены данные работы [ЭД по ве.
б», О, о./(о.)к, волокнистой бронзыi ОЦ-4-3 ,
спечено в условиях образования около % этого со*
жидкой фазы]. Прочность компактной бронзу этих
Ж
Рис. 23. Модуль упругости спе-
ченного волокнистого нихрома:
/ — расчетная по данным [281-
2 — расчетная по формуле ав-
тора книги £/£к=®2; 3 —спека-
20
ние при 1200° С:
при 1300° С [28]
4 — спекание
става (Св)к—30 кГ/мм2 [27]. Из табл. 23 следует, что ве-
личина сгв/(ов)к при '0=0,6 и 0,7 была только на 10%
меньше теоретического потолка, а при й=0,5 была в точ-
ности равна предельному теоретическому значению, по
данным работы [26].
На рис. 23 точками 3 и 4 показана зависимость моду-
ля упругости Е спеченного соответственно при 1200 и
1300° С нихрома Х20М80 (диаметр 40 мкм) от й по дан-
ным В. В. Скорохода и В. В. Паничкиной [28]. Как вид-
но из рис. 23, модули образцов, спеченных при 1300°С,
хорошо совпадают с нашей расчетной кривой й плохо
совпадают с расчетной кривой авторов [28].
В табл. 24 приведены значения безразмерной элект-
ропроводности ХДк по формуле В. И. Оделевского [29]
%ДК= 1 — 1,5 Л,
(IV,31)
Таблица 23
Значения О’, ffB, Пв/(*в)к=ств/30, № волокнистой спеченной
бронзы [26]
Ов. kPJmm1 к 8»
0,7 0,6 0,5 13,4 10,1 7,5 h 0,447 Р 0,337 U 0,250 0.49 0,36 0,25
Ж
Расчетная зависимость Х/Лк от О Та6лица 24
& по дан- ным [29] порош- ковых тел по данным [2] Тела второго типа, волок- нистых тел по данным [2J Тела первого типа,
0,9 0,8 0,7 0,6 0,5 0,85 0,70 0,55 0,40 0,25 0,85 0,70 0,55 0,41 0,28 0,81 0,64 0,49 0,36 0,25 0,86 0,72 0,59 0,47 0,36 0,854 0,716 0,586 0,465 0,354 0,253
0,4 0,10 0,18 0,16 0,27
0,3 —-• 0,11 0,09 0,18 ОД 64
0,2 0,1 — 0,05 0,04 0,11 0,0894
—— 0,01 0,01 0,05 0,0316
по расчетным данным В. В. Скорохода [2] и по нашим
расчетным данным для тел первого и второго типов (см.
табл. 20). Несмотря на совершенно различные принципы
расчета значения АДК авторов исследований [2, 29] и на-
ши, данные различных формул довольно хорошо сов-
падают.
В табл. 25 сравниваются экспериментальные данные
Г. И. Аксенова, Р. Забарова [30] по значению безразмер-
ного коэффициента теплопроводности Хт/(Мк порошко-
вого спеченного железа с нашими расчетными формула-
ми для тел первого и второго типа: Лт/(Хт)кв^*Л
%т/(Хт)к = 'О'2. Экспериментальные данные в интервале
плотностей '0'=0,94-0,7 немного больше, чем по формуле
%т/(%т)к=е2 для тел второго типа, что обусловлено на-
Тлблица 25
Экспериментальная [30] и расчетная зависимости значений J-т (Мк
порошкового железа от 'О’ —
124
личием закрытых пор. Возможно небольшое повышай™»
расчетных значений Л,/(Х,). за счет конвекции « =?
излучения в порах. ции и тепло-
В табл. 26 приведены данные В. И. Оделевскогп tool
по величине диэлектрической постоянной е'/в' порошке
вого титана бария и наши расчетные данные показателя
степени с в формуле е'/е>(Г. Из табл. 26 видно, ’"ов
этой формуле для обобщенной проводимости величина с
повышалась от 1,78 при $=0,915 до 2 при $=042 Воз-
можно, что такое изменение с обусловлено переходом
закрытых пор в открытые при снижении плотности.
В табл. 27 приведены данные работы [26] по электро-
сопротивлению р, безразмерной электропроводности
Рк/р=АДк по сравнению с формулой для потолка элект-
ропроводности ААк=$1>8 волокнистой бронзы ОЦ-4-3.
Принято значение рк=8,7 ом-см [27]. Из табл. 27 видно,
что безразмерная электропроводность АДК была даже на
4—14% больше предельных расчетных значений. Столь
высокие значения можно объяснить спеканием в услови-
ях образования жидкой фазы.
В табл. 28 приведены данные работы [9] по зависимо-
сти инерционного коэффициента Пуассона v' от $ для
спеченной порошковой меди. Из табл. 28 видно, что зна-
чение коэффициента Пуассона соответствует теоретиче-
скому потолку по формуле т=тк$ —0,35$ для тел второ-
го типа (см. табл. 20).
Совокупность известных в настоящее время опытных
данных подтверждает достаточную реальность формул
табл. 20, 21 для определения потолка ряда свойств по-
ристых тел первого и второго типа.
Таблица 26
Диэлектрическая
проницаемость титаната бария
В 8' 8 /8к п
1 1200 I
0,915 1063 0,89 1,78
0,6 500 0,41 1,70
0,52 310 0,26 1,8
0,42 200 0,17 2,0
Таблица 27
Электропроводность волокнистой бронзы ОЦ-4-3
* р. мком-см*
0,7 13,7 0.635 0.586
0,6 16,4 0,530 0,465
0.5 23,0 0,373 0.354
12$
Коэффициент Пуассона v порошковой спеченной мед» [9] г=^к9
а V эксп а V3KCn
0,703 0,239 0,246 0,851 0,332 0,297
0,709 0,245 0,248
0,776 0,281 0,272 0,856 0,334 0,298
0,801 0,281 0,280 0,856 0,310 0,299
0,849 0,302 0,292 0,883 0,314 0,309
25. АНИЗОТРОПИЯ СВОЙСТВ ПОРИСТЫХ ТЕЛ
Анизотропия — Характерная черта пористых тел. Ее
можно оценивать по величине двух основных взаимосвя-
занных безразмерных характеристик в различных на-
правлениях:
I. По величине критических сечений аь а2 и аз, пер-
пендикулярных трем главным измерениям.
2. По величине безразмерных путей процессов, па-
раллельных трем главным измерениям /i/ZK, Z2/ZK, Z3/ZK.
Эти безразмерные характеристики взаимосвязаны
попарно основным уравнением:
» «1 = ЧМг; <>/«. = (W; */»з = (Ш!;
“1 л «а ± 1Л; “з J. Wk, (iv.32)
причем в каждой из пар путь и соответствующее ему се-
чение взаимно перпендикулярны.
Этот принцип взаимной перпендикулярности, выра-
женный в формуле (IV,32), позволяет более поня™°
наглядно оценить анизотропность. Если в одном наПР
лении путь процесса, например Z]/ZK, будет самым ма «
то перпендикулярное ему критическое сечение аь
рот, будет самым большим. Например, при
а1 > аг *> аз‘, 4/^к < 4/^к < Zs/ZK* (IV,32^
Нагляднее и правильнее можно решит®°пР°с°ногО
лее сильном и более слабом направлениях . £ пути
тела, пользуясь как раз принципом, кратчайшего 1
126
процесса. Вопрос о Наиболее коротком пути легко пе
шить и путем логических представлений и по оценке фор.
мы частиц. Покажем, что, не прибегая к этому при?Х
пу, можно приити к ошибочному заключению. F
Для примера рассмотрим прессование порошков и
волокна. Известно, что в направлении прессования при-
ложенное давление р (| существенно больше бокового
давления рх (обычно в 2—10 раз). Не менее хорошо из-
вестно и другое: у тела, прессуемого из неравновесных
структурных элементов (например, из нитей волокна или
из сильно сплющенных частиц), эти частицы располага-
ются наибольшим сечением преимущественно перпенди-
кулярно давлению прессования. Теперь попробуем ре-
шить вопрос: какое из двух направлений будет более
сильным — направление прессования или направление,
перпендикулярное давлению прессования? Это один из
наиболее важных вопросов для понимания как процес-
сов консолидации, так и свойств консолидированных тел.
Очень часто на этот вопрос дают следующий совер-
шенно неправильный ответ: направление прессования —
наиболее сильное, контактное сечение в направлении,
перпендикулярном ему, ах —самое большое, модуль
упругости в направлении прессования Е^ —самый боль-
шой, прочность в этом направлении (<Тв) д ‘—также са-
мая большая. Наоборот, направление, перпендикулярное
направлению прессования, по этой точке зрения самое
слабое. Этот неправильный ответ считают безупречно ло-
гически обоснованным. Ход такого обоснования следую-
щий. Формующее давление ря >р±. Давление pg урав-
новешивается образованием контактного сечения ах ♦
причем
(IV.33)
Где критическое давление. уравн0.
Боковое давление рх<р и • Давление рх ур
вешивается с образованием контактного сечения «( .
причем
а8 ~PJP*-
Так как р 9 >р х» то
аЛ>ац.
(IV,34)
(IV,35)
127
Из формулы (IV,35) следует, что:
£1 >£х, (ст.)|>
pi>px-Zi/4<VZ«- (iv,36)
Таким образом, путем, казалось бы, безупречных рас-
/пгос\ИИиЫ ПРИШЛИ к явно неправильным формулам
(IV,оо). Неправильность как этой формулы, так и ее
вывода, мы покажем в дальнейшем. Сначала рассмот-
рим правильный вывод и правильные формулы.
На рис. 24, а схематически показан разрез простран-
ственного элемента прессовки—'Цепочки резко неравно-
осных тонких и длинных частиц (например, нитей или
листочков), выделенной в направлении прессования (по-
казано стрелкой). Ломаная линия АБАБ.,.БЛ — сечение
этих очень тонких частиц — фактический путь I g процес-
са в этом элементе в направлении прессования. Эти ча-
стицы ориентированы под малым углом <р (например,
Ф=10°) к основанию пространственного элемента (осно-
вание перпендикулярно давлению рй). Нетрудно ви-
деть, что Z(|/ZK=l/sin <p=l/sin 10°=5,7. На рис. 24,6"
дан схематический разрез цепочки частиц той же прес-
совки в направлении, перпендикулярном давлению йрес-
сования. В этом случае/л//к = 1/соз<р== I/cos 10 —1/0,у
==1,02. Таким образом, получаем:
128
Следовательно, исходя из поедстяппои«л ~
шем пути процесса, мы пришли к формулам 7lV3n'
А эта формула диаметрально поотивоппп™,^ а 37)*
лам (IV,36). Из формул (IV,37“Р<£Хчто иЛТУ'
ние прессования - самое слабое, а на^равлеше
дикулярное приложенному давлению, - паиболм ?иль
ное. Из формулы (IV,36) следуют противоположные вы
воды. Опытные данные подтверждают формулы (IV 371
и опровергают формулы (IV,36), т. е вывод формул
(IV, 37) правилен, вывод формул (IV, 36) неправилен
/тхгое\5еггЖе ошибки допущены при выводе формул
(IV,do)? Прежде всего отметим, что все-таки некоторые
промежуточные положения этого вывода бесспорно вер-
ны. Так, несомненно правильна формула (IV,33). Дей т
вительно, контактное сечение ах =р^ JpVt т. е. это кон-
тактное сечение (в данном случае полностью совпадаю
щее с критическим сечением) целиком формируется при-
ложенным давлением прессования рг И приложенное
давление прессования ря, по крайней мере в первом
приближении, уравновешивается силами сопротивления,
которые могут быть развиты в нормальном контактном
сечении а±. Верно, что свойства прессовки в направле-
нии прессования 5Я формируются давлением прессова-
ния р у. Бесспорно верно, что давление прессования
больше бокового давления, т. е. ря >рх. Но на этом и
кончаются правильные формулировки неправильног
вывода.
Следует подчеркнуть, однако, другое. Понятие о кон-
тактном сечении в направлении, параллельном давлению
прессования р ц и формируемым боковым давлением,
бесспорно, не имеет ничего общего с критическим сечени-
ем а й , определяющим свойства прессовок. Это критиче-
ское сечение а ([ формируется одновременно и давлением
прессования р я и боковым давлением рх. Оно имеет
очень существенную величину, часто ая >их ПРИ
р =0, но при ря >0. Неверно, что свойства в направ-
лении, перпендикулярном давлению прессования р^»
формируются только боковым давлением рх. Как ПР
вило, в гораздо большей мере они формируются такж
давлением прессования ря (рис. 25).
129
9—1098
Рис‘ 251 Pa3Pe3 прессовки
На рис. 25 дан разрез прессовки из частиц в <Ьопма
тонких прямоугольных правильно ориентированных Л
стинок, длина которых больше толщины. Разрез пап!!'
лелен направлению давления прессования р , показан-
ному стрелками. Пластинки ориентированы наибольшим
сечением (на разрезе длина основания) строго перпен-
дикулярно вертикальному давлению р й . На разрезё
видна площадь узкого сечения пластинок, площадь широ-
кого сечения лежит в плоскости, перпендикулярной плос-
кости чертежа. В каждом горизонтальном ряду частицы
(пластинки) не соприкасаются друг с другом. Таким об-
разом, частицы соединены между собой только контак-
тами, перпендикулярными давлению р и, контакты, па-
раллельные р я, отсутствуют, боковое давление рх =0.
Дает ли это обстоятельство право считать в соответст-
вии с формулой (IV,34), что ай =pJpK =0? Если мы
под ав подразумеваем проекцию контактной поверхно-
сти между двумя слоями частиц, параллельными направ-
лению прессования на плоскость АС или BD, то имеем
право так считать. Но такое контактное сечение не имеет
ничего общего с критическим сечением в котором
реально полностью концентрируются напряжения или
процессы, перпендикулярные давлению пРесСОва™^’ п0
пробуем оценить величину критического сеч.
рис. 25, задавшись некоторыми конкретными «ФР в
Пусть широкое сечение пластинки болып у
10 раз, -0-0,7, доля фактической площади конга
одну частицу будет в 10-0,4-4 раза больше У3^^авле-
ния. Поэтому, если растяжение «Р^^1 „Ти| т0 разрыв
нии, перпендикулярном давлению пРе меЖду частица-
произойдет не по поверхности ко двумя другими,
ми, а через всю частицу, зажатую между двумя т
130
по ее узкому сечейиЮ, параллельному плоскости АС
Пусть разрыв происходит в каждом четном слое че!^
частицу, а в нечетном — через пору. В этом случае а -
« (<Гв)х/(ов)к—0,5. На этом схематическом примере8по-
казано, что в соответствии с правильными формулами
(IV,37) ая >ах (в 50/28=1,79 раза); (ав) >(« )
(тоже в 1,79 раза). 11
Из сказанного видно, что у прессовок в направлении
прессования значения свойств меньше, а в направлении
перпендикулярном прессованию, — больше.
Если в спеченных пористых телах сохраняется анизо-
тропия упаковки неравновесных частиц, то в них также
имеет место
ац>ах- SX>S„,
(IV,38)
где Sx — свойство, увеличивающееся с а в;
Sj — свойство, значение, которого повышается с
величиной а (( .•
При анизотропии критическое значение и свойства в
разных направлениях также описываются степенной за-
висимостью:
a,-»",;
sx/sk”“»: а±<“«; тх>тр sn<sJ ci>c±' <1V’39
где cc , S» — критическое сечение и свойство, характе-
ризующие процесс, идущий в направле-
нии прессования;
а _______То же, в направлении, нормальном к
прессованию;
Рис. 26. Схема действии сил
при испытании яа сжатие прес-
совок
131
9*
М ,С -показатели степени при процессах в »я.
правлении прессования;
т ,сх — то же, для процессов, перпендикулярны,
этому направлению.
Приводим некоторые экспериментальные данные пап
тверждающие вышеизложенное. В табл 29 даны с’вр
ния по пределу прочности при сжатии осж прессовок ич
электролитической меди в направлении прессования
(продольном) (<Тсж) и и поперечном (осж)х направлении
в зависимости от давления прессования и плотности
прессовок.
В табл. 29 также приводятся данные по величине
коэффициента анизотропии Л= (<гсж)ц/(осж)х.
С первого взгляда данные табл. 29 противоречат фор-
мулам (IV,37), так как (оСж) и >(осж)х» Следует^одна-
ко, вспомнить, что в прессовках всегда оСж>Ов. На
рис. 26 показано действие сил при испытании на сжатие
прессовок.
Одновременно со сжатием тел под действием сил
Р—Р имеет место растяжение прессовок под действием
возникающих при испытании сил F — F. Разрушение идет
при сосуществовании обоих процессов. Более того, если
обжатие идет в направлении прессования, то сжимаю-
щие силы Р—Р сохраняют существующую ориентацию
частиц и контактов, продолжают процесс прессования и
содействуют не только разрушению, но и в существенной
степени повышению прочности прессовок. Поэтому раз-
рушение прессовок при сжатии в этом случае произво-
дится скорее под действием растягивающих сил F F, а
не сжимающих Р—Р.
Таблица 29
Прочность на сжатие неспеченной прессовки u
из электролитического медного порошка насыпной массы
2,47 г/сж» [17] —
Давление прес- сования, кГ/мм* 11 25 100 а 56 67 80 <ТРЖ. КГ/Mti1 Коэффициент анизотро- пии Л 4,3 2.1 1.1
1°сж || 1 1,3 5,3 22 0,3 2,5 20,5
132
Рис. 27. Зависимость : 1—<т_—о
При сжатии в поперечном -направлении происходит
переориентация частиц (при их неравноосности) и кон-
тактов, достигнутых при прессовании. Следует подчерк-
нуть, что переориентация контактов имеет место даже
при равноосности частиц. Сжатие в поперечном направ-
лении приводит не столько к продолжению и усилению,
сколько к перестройке структур, достигнутых при прес-
совании. Поэтому сжатие в поперечном направлении в
меньшей мере содействует повышению прочности прессо-
вок, достигаемой при испытании. И в этом случае более
правильно считать, что разрушение в конечном счете воз-
никает под действием растягивающих сил F—F.
Таким образом, правильнее считать, что коэффициент
анизотропии (см. табл. 29) К— (ов)х /(ов) j, т. е. в соот-
ветствии с формулами (IV,37) (ов)± > (ов)и - Данные
табл. 29 подтверждают формулы (lV,39), из которых сле-
дует;
(IV,39а)
т. е. при 1 Х-* 1, с уменьшением а увеличиваются
К и степень анизотропии. Наиболее высокое зна
предела прочности при растяжении ств в попереч ,
в продольном направлении указано в работа, i »
В литературе [32, 33] приведены сведения об элек-т
водности прессовок в продольном и поперечном напы-
лениях. Во всех случаях наблюдалось X >1 « »апРав-
ствии с формулами (IV,37). При малых давле^Г
плотностях ^>Ац (примерно на порядок). При бол*1
ших давлениях и плотностях также А >А нп Ь
(иногда на 10%). х ’ ° Иемиого
Иа рис. 27 приведены данные из работы Брокельмана
[34] по скорости звука в спеченных прессовках из элект-
ролитического железа в зависимости от предела прочно,
сти при растяжении ов. На рис. 27 даны две кривые зГ
висимости для скорости звука в направлении прессова-
ния о[( (/) ив поперечном направлении »х(2). И в этом
Случае в соответствии с формулами (IV,37) Рх>Цц,Так,
при Овв5,6 кГ/мм2 = const, а это соответствует и б—
= const (б «0,72), г/х «3,4 км/сек, v в — 1,8 км/сек, т. е
>и д приблизительно в 1,9 раза. В соответствии с фор-
мулой (IV,39) степень анизотропии уменьшается с повы-
шением плотности '0. Так, при ов~ 17,6 кГ/мм2 (б«0,9)
=и я =4,85 км/сек.
То обстоятельство, что в данном случае уже
при t>«0,9, по нашему мнению, следует объяснить обра-
зованием закрытой пористости при этой плотности.
ОСНОВНЫЕ ВЫВОДЫ
1. Ряд свойств пористого тела можно выразить в виде
сравнительно простых алгебраических функций двух без-
размерных основных параметров. Один из них — концен
трация твердой фазы (относительная плотность) •б, вто-
рым параметром (см. табл. 18) выбрано критическое се-
чение а. Однако в качестве второго основного параметр**
можно выбрать и другую характеристику (например, ез
размерный путь процесса в пористом теле).
2. Безразмерное свойство S/SKef(®» 0)> ® 00J
Поэтому некоторые свойства можно выразить в
стых степенных функций: S/SK=6C, где c~~f( /’ожнымв
1^ У , тт о ъяЫ • /Сг .f ^t) Значение
алгебраическими формулами /^идИрОванных до
показателя степени т для тел, исходных no-
различной плотности даже ИЗ одинак
134
рошков ли волокна и при одинаковом режиме спекания
может варьировать в известных пределах. У тел изгэтов’
ленных из разных порошков или волокна одного i^oro
же вещества и при различных режимах спекания даже
при одинаковой плотности значение т может менять™
в широких пределах. Значение 3/3Н при O=const может
меняться на порядок и более. В этом смысле не может
быть речи о единстве свойств любых пористых тел. Одна-
ко при данной пористости (плотности) показатель степе-
ни имеет вполне определенную минимальную величину
т, соответствующую вполне определенному предельному
значению (потолку) данного свойства.
3. Пористые тела можно разделить на два типа.
К первому типу относятся порошковые и волокнистые
тела с закрытой пористостью (обычно при ft=0,84-0,9),
пеноматериалы, высокопористые волокнистые материа-
лы, волокнистые материалы, спеченные в условиях обра-
зования жидкой фазы. Ко второму типу относятся прочие
порошковые и волокнистые материалы. В уравнении
а—для материалов первого типа т=2, второго т=3.
В соответствии с этим предельные значения свойств по-
ристых тел первого и второго типа описываются двумя
семействами единых и взаимосвязанных формул (см.
табл. 20, 21). В этом заключается второе положение
(второй принцип) единства свойств пористого тела.
4. Некоторые свойства пористых тел имеют в зависи-
мости от метода их определения неоднозначные величи-
ны. Это обусловлено тем, что при разных методах в оп5
ределении свойств участвуют разные зоны частиц. На-
пример, при определении коэффициентов Пуассона v по
динамическим измерениям модулей упругости и сдвига
участвует вся масса частиц. В соответствии с этим для
инерционного (вибрационного) коэффициента Пуассона
v/vK=^ = pr а/'О’. При определении изменения поперечных
размеров тела участвуют приконтактные зоны частиц
(контактный коэффициент Пуассона n'!vk—%— V а).
5. Не вполне однозначно и понятие о степени консо-
лидации и автономности. Так, пористое волокнистое: тел
с коэффициентом автономности у~0 может ”меть
высокую вибрационную автономность. Эта вибрац
автономность основана на возможности колебани ру
турных элементов этргр тела с очець большой амплиту
J35
дои- Благодаря этому в таких волокнистых 1елях
чивается высокая величина декремента затухания беспе'
6. Пористые прессовки из неравноосных частип'^
тропны. Более слабым является направление поессо»0’
ния (более длинный путь процесса), более сильным
поперечное (более короткий путь). Анизотропия свойгГ
сохраняется и после спекания пористых тел. Степень ан
зотропии уменьшается при увеличении относительной
плотности Как правило, свойства консолидированного
тела становятся полностью изотропными при 0==1, Ино-
гда анизотропия свойств полностью исчезает при обоа'-
зовании закрытых пор (при ft«0,9). р
7. В соответствии с принципами единства теории
свойств пористого тела введено новое понятие об инва-
риантах. Инварианты — функции двух или более пара-
метров, величина которых постоянна для любого пори-
стого тела из данного вещества. Например, величина
Лр29= £,pj постоянная для любого пористого тела из
данного вещества. Учение об инвариантах позволяет ус-
тановить свойства веществ в компактном виде, опреде-
лить степень совершенства пористого тела и т. п. На ос-
нове теории инвариантов можно поставить рациональный
технический контроль процессов консолидации и их про-
дуктов и полупродуктов.
ЛИТЕРАТУРА
4. Бальшин М. Ю. Порошковая металлургия. Машгаз, 1948.
2. Скороход В. В. Порошковая металлургия, 1967, № 6, с. оо-
3. Бальшин М. Ю., Федотов С. Г. Порошковая металлур .
4 К?асов’ски7й А. Я. Порошковая металлургия, 1964, №i 5, с 9-
5. Писаренко Г?С\ др. Прочность материалов при высоких
6. Га лТХ"в с&а«Порошковая'металлургия». Металлург-
7. б”льшям М Ю„ ДАН СССР. 1964. ’ 1947. № 8.
8. Ф е-д о р ч е н к о И. М. и др; Вестник машиностроения,
я Бальшин М.Ю., Федотов. С. Г.*Металлургия и топливо,
10. Artus iVa.1 о6- Powder Мetallurgy^ ^^‘^рамическяе
И. Павловская Е. И., Шибряев в. w.
фильтры. Изд-во «Недра», 1Уоо- „ - «порошковая метал-
12. Бальшин М. Ю. Федотов С. ГЕI сбР
лургия в новой технике». Изд-во «наука ,.л
13. Бальшнн Л1 Ю., Манукян Н. В Finnic,..- *
ник. 1966» № 9, с. 25. У ’ пР°мышленность Арме-
Н «лаЛЛШИКкГ Ю 5 сб-«Порошковая металлургия и металло-
обработка». Ереван. Изд-во Ерпи 1967 с 55 металло-
15. Б а ль ш и н М. Ю., Ко р о лен ко Н. Г. Воизитовые (железо-
графитовые) подшипники. Ред. бюро Тяжмаш, 1940. '
16. Бальшнн М. Ю. Вестник металлопромышленности, 1936 № 17
С» 87. ’ *
17. Бальшнн М. Ю. Порошковое металловедение. Металлупгиэ-
дат, 1948. '1
18. Dawihl W., Rix U. Z. Metallkunde, 4961, Bd. 36, №88 197
19. Б а л ь ш и н M. Ю. ДАН СССР, 1949, т. 67, с. 41.
20. McAdam. J. Iron and SteeL Inst 1951, v. 168, p. 346.
21. Metcalf a. o. Metal Progress, 1955, v. 67, p. 81.
22. Fisher J. Mater, in Des. Engng, 1964, Bd. 60, S. 96.
23. Sokol L. Powder metallurgy, 1965, № 15, p. 114.
24. Бальшнн M. Ю. Порошковая металлургия, 1969, Kg 2, 3,
с. 88, 72.
25. Бальшнн М. Ю. и др. Порошковая металлургия, 1964, Kg 3,
с. 16.
26. Бальшнн М. Ю., Белявская О. Б. Вестник Машинострое-
ния, 1969, № 12, с. 49.
27. Машиностроитель. Справочник, т. 2. Машгиз, 1956.
28. Скороход В. В., Паничкина В. В. В сб. «Металлокерами-
ческие материалы и изделия». Ереван, изд-во Ерпи, 1969, с. 49.
29. Оделевский В.И.ЖТФ, 1951, т. 21, № 6, с 678.
30. А к с е и о в Г. И., 3 а б а р о в Р. Порошковая металлургия, 1967,
№ 6, с. 39.
31. Жданович П М.-Теория прессования металлических порош-
ков, Изд-во «Металлургия», 1969. 1П_.
32. Schreiner Н. Pulvermetallurgie elektr. Kontakte, Berlin, 1964.
33 Keil A., Meyer C. Z. Metallkunde, 1954, Bd 45, S. 119.
34. В г о c k e 1 m a n. Metal Progress, 1966, № 1, p. 90.
ГЛАВА V ХОЛОДНОЕ
ФОРМОВАНИЕ
ПОРОШКОВЫХ ТЕЛ
26. ПЕРВЫЕ СВЕДЕНИЯ ОБ ИЗОСТАТИЧЕСКОМ
ПРЕССОВАНИИ ПОРОШКОВЫХ ТЕЛ
Процессы изостатического (гидростатического) уплотне-
ния в пластичных или деформируемых оболочках более
просто и легко поддаются расчету, чем все другие про-
цессы формования металлических порошков (например,
прессование в прессформах). Необратимая работа при
изостатическом прессовании затрачивается только на
внутреннее трение (меж- и внутричастичное). Изостати-
ческие прессовки равноплотны и изотропны, поэтому
давление прессования также рассчитывается легче, чем
для всех других процессов.
Рассмотрим номинальное давление прессования р в
одном из направлений, например по оси X. Оно уравно-
вешивается в перпендикулярном ему критическом (кон-
тактном) сечении а контактным сопротивлением р]а-Рк-
Значение р/рк можно рассматривать как безразмерны
показатель прочности.'
р/рк = «, Р = Рк«, Рк = Р/а.
где критическое (контактное) давление р&
ше указывалось, что конечные значения р« Р
гут быть больше начальных на п0Ря^°7 ’ . в виде слож*
Уравнения (V.1) можно сформулировать в виде сл
ной функции:
138
а = /1 (ft), Рк -= (Рк)о /2 (a, ft),
= (Рк)о h («. ft) fi (ft) = Рк а = рк fx (fl), {V
где эффективное контактное давление (pK)o«const спит
ветствует значению критического (контактногЛ пНЛ
при р — 0, а -* 0, fl — fl0 (fl0 приблизительно соответст*
вует плотности утряски), значении коэффициента коЗ™
лидации 2-0, коэффициента автономности
Уже в самых первых работах автора этой книги (11 быля
отмечена как основная особенность пористых тел авто-
номность их структурных элементов (тогда она была на-
звана индивидуальной обособленностью). Тогда же была
указана [1] и повторена в работах [2—4] главная харак-
теристика автономности частиц — большая или меньшая
степень независимости деформации как внутри частиц,
так и во всем порошковом конгломерате. Заметим, что
уже давно автономность приписывалась нами не только
пластической, но и упругой деформации пористого тела
[3—6]. Степень автономности варьирует от практически
полной автономности деформации в исходном состоянии
перед обжатием — до практически полной потери этой
независимости, другими словами, полной взаимозависи-
мости, или полного взаимодействия при уплотнении до
компактного беспористого состояния.
Но если более или менее автономна упругая деформа-
ция, то в той же степени автономно и действие сил по
трем взаимно перпендикулярным осям при всестороннем
изостатическом сжатии. Заранее можно сказать, что сте-
пень автономности уменьшается, а степень взаимодейст-
вия компонентов силы по трем измерениям увеличивается
с ростом уплотнения порошкового тела. Для неконсоли-
дированного порошкового тела практически эта степень
взаимодействия равна нулю. Для консолидированного до
полной компактности порошкового тела имеет место пол-
ное взаимодействие сил по трем измерениям, такое же
как у обычного беспористого тела.
Интересную мысль высказал Г. М. Жданович [7]. Но
его мнению размер контактного взаимодействия опреде-
ляется «углом контактного взаимодействия». Этот угол
с ростом степени уплотнения изменяется таким образо ,
что контактное давление возрастает. Однако при изо
тическом прессовании трудно говорить об
степенью уплотнения среднего угла между деис у
139
10*
дила возможности своего времени.
и силами и контактными площадками п
хеньшеи мере для расчета случая и?остотичНиЭТОМу По
сования лучше исходить из идеи уменып^ис Го прес’
сти (увеличения взаимодействия) структурных^л^^0*
деформации, действия компонентов сил по тоем ТОв
перпендикулярным измерениям. рем взаимно
Замечательную идею высказал почти полвека начя„
выдающийся венгерский ученый К. Терцаги Г81 Он ппЛА
гал, что модуль объемного сжатия пористой прессовки
пропорционален давлению прессования р. Это положе-
ние заслуживает быть названным правилом Терцаги
Сам Терцаги недостаточно обосновал свое правило не
выяснил детально его природы и не применил для коли-
чественного расчета процесса прессования. Даже экспе-
риментальные его доказательства в то время были недо-
статочны. Это не было сделано и в дальнейшем его
последователями, хотя положение Терцаги широко ци-
тировалось в курсах механики грунтов [9, 10]. Более того,
правило Терцаги действительно хотя и в довольно широ-
ком, но все же ограниченном интервале плотностей. Не-
смотря на вышеизложенное, мы должны быть благодар-
ны замечательной интуиции К. Терцаги, которая опере-
Для полного
понимания и использования правила Терцаги необходи-
мо прежде всего точно знать величину коэффициента
Пуассона пористого тела. Первая теоретическая формула
зависимости между коэффициентом Пуассона и относи-
тельной плотностью прессовки, основывавшаяся на кос-
венных экспериментальных данных, была выведена в
работе [3]. В этой работе впервые утверждалось, что ко-
эффициент Пуассона растет с повышением относитель-
ной плотности “О' пористого тела. Качественно такая з
висимость между коэффициентом Пуассона и плотно
подтвердилась в ряде дальнейших работ (11 1- р
ботах [7, 15] были предложены новые Ф0РмуХтью по-
мести между коэффициентом Пуассона и пл
РИСООдГна^овсе эти формулы или действительны Для част-
ных случаев, или имеют полуколичеств х^Д^^
не позволяющий использовать их дор количестРвенные
прессования. Только в этой книге д другими
зависимости между коэффициенте у новании которых
характеристиками пористого тела, на основании к н
ЛО
можно рассчитать процесс прессования. Кроме того пол-
ное использование и понимание правила Терца™ стало
возможным лишь после введения понятия о контактам
(критическом) сечении. “ом
Нетрудно видеть, что в соответствии с правилом Тев-
цаги, и
р К 8об == const,
(V,3)
где р — номинальное давление прессования;
К— модуль всестороннего обжатия;
8об*—объемная упругая деформация пористого тела1.
Известные из курсов физики [16] отношения между
модулями упругости и объемного сжатия действительны
и для пористых тел, т. е.:
/С - £/3 (1 - 2v') = £/3 (1 - 2vK (V.4)
К - £ 3 (1 — 2v) - £/3 (1 - 2vK /Н7&), (V,4a)
где £ — модуль упругости;
— контактный модуль всестороннего обжатия;
v — инерционный коэффициент Пуассона пористого
тела (см. табл. 18 и 20);
v' = vK У a , v = vK У a/ft;
vK— коэффициент Пуассона компактного тела.
Сочетая формулы (V,3) л (V,4), получаем:
Зр (1 — 2v')]E == еОб Зел == const,
р (1 — 2v')/£ - Рк(1 “ 2v')/£K “
рл (I — 2vK У а = (рк)о/£к « 8Л = const,
(p'K)o = PK(l~2v/)CTCOnSt’
Рк ~ + 2v' Рк s (^к)а + 2vk
р,=KVa -2^ - mj (* - 2v« - ^5)
< Для упрощения в формуле (V.3)i я1 J ^идТлннейной «л
опущен внак минус перед величиной объемной воб
упругой деформации пористого тела.
141
5)
(критическое) давление, т. е.
-> 0, тЭ -> Фо; для контактного
где рк—p/а — контактное давление; (константа (р'Не-
эффективное контактное (— * к
значение рк при а -> 0, v'
коэффициента Пуассона v'==
*=р а:Е1а—р1Е.
Схема рис. 28 поясняет вывод формул (V,5J и облег-
чает понимание правила Терцаги. На пористый кубик со
сторонами, параллельными осям X, У, Z и равными еди-
нице, действуют обжимающие номинальные напряжения
р, перпендикулярные его граням и параллельные сторо-
нам. При этом PY—px—Pz=P' Соответствующие линей-
ные упругие деформации сжатия по трем осям при пол-
ной автономности напряжений (сил) и деформации по
каждой оси равнялись бы pxlE=pYIE=pzlE=plE. Одна-
ко при отсутствии такой автономности сжатие, например,
по оси Z под действием напряжения pz уменьшится
вследствие расширения под действием сил рх на v'px и
под действием сил ру на v'pr- Поэтому окончательная
линейная деформация сжатия равна:
ez == = 8^ » 8 = v' рх —-vf Ру\)Е =*=
- р (1 — 2v')/E ~рк(1- 2v')/EK ^(p'Jo/E = const>
т. е. мы получили формулы (V,5). по
При а -> О, v' -> О, Ф Фо линейная деформация по
одной из осей и давление по этой же оси "°л215)^^>осямГ
номны, т. е. не зависят от давления по двум дру
8Д «= р'Е •» pJE = (Рк)о/-^ = cons^- )
Пои а -> 1 ф 1, v -* VK, наоборот, имеет место пол-
ное взаимодействие сил и деформаций но трем осям,
142
полное отсутствие автономности. Следует подчеокичтк
что и коэффициенты Пуассона, как контактный у'Р таУк и
инерционный v, и многие другие свойства пористых тел
обладают переменной степенью автономности Нетрудно
также показать, что автономность деформации и напря-
жений является не только межчастичным, но и в немень-
шей степени внутричастичным свойством пористого тепа
Из формул (V.5) и (V.6) следует, что (fa, является
номинальным значением рк при полной автономности де-
формации. Такая автономность имеет место при единич-
ном контакте двух тел. Поэтому и значение (р'к)о равно
(см. гл. II) критическому напряжению <тк, т. е. приблизи-
тельно равно твердости по Бринелю НВ или Виккерсу
^v^HB^HV.
Формулы (V,5) выводили, исходя из предположения,
что автономность линейной деформации и сил по трем
измерениям определяется контактным коэффициентом
Пуассона у', Если же они определяются инерционным
коэффициентом Пуассона у, то
р (1 — 2v)/E == рк (1 - 2v)/EK = рк (1 - 2vK V а/ф)/Ек =
в (Рк)о/^к »= е = const,.
(рк)о = рк (1 — 2v) - рк (I — 2vK Ка/й),
Рк = (Рк)о + 2vpK « (Рк)о + 2vK рк,
Рк - (Рк)0/( 1 2v) = (рк)0/( 1 — 2vK J/W&), (V,5a)
где v=vK КаМ; так как v>v', то значение эффективного
критического напряжения (рк)о в формулах (V,5а) не-
сколько меньше соответствующего значения (Рк)о в Ф°Р
В настоящее время еще не накопилось достаточно
экспериментального материала, чтобы выяснит
вариант уравнения прессования считать ос„
(V,5) или (V,5а). Мы лично отдаем предпочтение вари
ту (V,5) (т. е. контактному коэффициенту Пуассона ),
однако не исключаем полностью вариант (, • )»' *
расчета по инерционному коэффициенту у
113
стого тела v. Следует отметить, что оба варианта при
Ф>0,8 не слишком сильно отличаются один от другого.
При необратимой (пластической) деформации поропь
нового тела в процессе изостэтического прессования (или
другой его разновидности) вся необратимая работа уп-
лотнения затрачивается на внутреннее трение„ Оно скла-
дывается из двух компонентов — межчастичного и вну-
тоичастичного трения. Оба компонента трудно разделить.
Однако еще в книге [3] мы полагали, что величина коэф-
фициента трения ц обусловлена в большей мере не сцеп-
лением а зацеплением, т. е. процессом, требующим пла-
стической деформации глубинных слоев частиц. В статье
пл указывается, что при прессовании работа затрачива-
ется на пластическую деформацию некоторой доли ®
внутричастичного объема:
^/ШК = О); (р;)0 < < р& ,
Рк,
(V,8)
(V,8a)
где -так называемая приведенная работа, т. е. рабо-
та уплотнения порошкового тела, внутричастич-
ный объем которого равен единице;
® — пластически деформированная доля объема
(или, что то же самое, пластически деформиро-
ванная доля объема каждой отдельной средне-
статистической частицы);
^ — приведенная работа пластической деформации
при '0*—1, т, е. работа деформации единицы
внутричастичного объема.
При полной автономности процесса (<о -* 0, а ** О,
в формулах (V,8) нижнее значение wK—(pK)&-
При е>^0, Wk > (рк)о всегда оук Рк, так как при уп-
лотнении от до '6’ величина wK равняется некоторо-
му среднему промежуточному значению критического
давления прессования, а рк— мгновенному конечному
значению при конечной величине Ф [17]. Из Данных [3,17]
И формул (V,8) следует, что работа уплотнения w имеет
в основном внутричастичный характер и производит в
первую очередь работу внутричастичного трения, связан-
ную с преодолением сопротивления внутричастичному
сдвигу. Работа межчастичного трения, связанная с пре-
одолением сопротивления межчастичному сдвигу, Мень-
Ш
ше работы внутричастичного трения. Поэтому и нормаль-
ное давление прессования в наиболее существенной
части преодолевает сопротивление внутрХсти^
сдвигам и лишь в меньшей мере сопротивление межчас
ТИЧНЫМ сдвигам. межчт.
Рост сопротивления внутричастичным сдвигам обус-
ловлен падением автономности (ростом взаимодействия)
структурных элементов, характеристик пористого тела и
различных факторов, воздействующих на него1 Этот
рост сопротивления внутричастичным сдвигам, другими
словами внутричастичному трению, неизменно выража-
ется в росте наклепа частиц с увеличением плотности и
давления прессования. Этот рост наклепа можно опреде-
лить по увеличению твердости частиц порошкового тела
после обычного и изостатического прессования. Наклеп
можно также определить, сравнивая твердость почти
компактных прессовок из хорошо отожженных порошков
с соответствующими телами после спекания.
Так, по данным Г. А. Меерсона, Б. А. Борока,
Б. П. Лобашова [18, с. 106], исходная микротвердость
медных гранул после гидростатического обжатия при
68 кГ1мм2 увеличилась с 67,5 до 104 кГ!мм\ т. е.
в 1,54 раза, а после обжатия в стальной прессформе при
70 кГ/мм2 с 67,5 до 113 кГ/мм\ т. е. в 1,68 раза. В опытах
Тржебятовского [19] твердость медных прессовок при
fl = 0,97 доходила до #В=180 кГ/мм2, что в 4,5—3 6 ра-
за больше твердости компактной меди (40 50 кГ/мм ).
По данным Киффера и Готопа [20], твердость прессовок
из тонкого электролитического хорошо отожженного же-
леза при fl «0,98 доходила до ЛК=200 кГ/жл , а для
спеченного железа при той же плотности HV /
(различие в 2,5 раза). платно-
Таким образом, при прессовании «° ®ыс°хих за
стен фактически наблюдался рост твердо рниях в
счет наклепа (т. е. роста внутричастичного трения) з
2,5—3 раза. Теоретически возможен P0CJ 5®ер^лЛ0В
счет наклепа для различных ненаклеп
в 2—4,5 раза, чаще всего в 3 раза.
t Из всего изложенного в книге ' „освязи^взаимодейст-
ности (так же как степень консолидации, и характеристик пористо-
вия) определяется совокупностью сво и Р это тело,
го тела и различных факторов, воздействующих ««
Из табл. 21 видно, что
.... ч --к г -/» (V,9)
К Кк « а (1 - 2vk) (1 — 2vK , (V,9a)
где К' — контактный, К — инерционный модуль всесто-
роннего обжатия пористого, Кк — компактного
тела.
Из обоих уравнений следует, что отношение макси-
мального критического (контактного) давления (при
а-И ф->1) (Рк)тах К минимальному (при (1->0,
(р )0 ’ или (рк)о В соответствии с правилом Терцаги бу-
дет равно:
(Рк)тах (Рк)о — 1 0 —2vK).
(V,1O)
Так как vK=0,25-*-0,42, а чаще всего vK=l/3, то
(Рк)тах/(рк)о~2 -*-6, чаще же всего оно равно 3. Таким
образом, во многих случаях рост величины рк с уплотне-
нием, в соответствии с правилом Терцаги, можно объяс-
нить полностью ростом наклепа (внутричастичного тре-
ния) и во всех случаях совместным действием роста вну-
тричастичного и межчастичного трения.
В формулах (V,5) рк — (р'к)о+2у'рк мы имеем полное
право рассматривать компонент контактного давления
(Рк)о как нормальное критическое напряжение вдоль
данной оси, необходимое, чтобы преодолеть сопротивле-
ние внутричастичным сдвигам автономных контактов
(сопротивление внутричастичному трению).
Компонент же 2v'pK равен дополнительному нормаль-
ному критическому напряжению, вдоль этой же оси, не-
обходимому, чтобы преодолеть дополнительное напря-
жение внутричастичных и межчастичных сдвигов (до-
полнительное напряжение внутреннего межчастичного
трения), обусловленное взаимодействием с напряжения-
ми по двум другим осям при неполной автономно
контактов. Точно так же можно рассматривать и ко
нент 2vpK в формуле (V,5a).
Таким образом, следует различать основное полно-
стью автономное внутреннее трение и дополнительно
внутреннее трение взаимодействия. В переводе на удел
ную работу внутреннего трения
146
где
к ^KJo ~г
— удельная работа основного полила
, _ тономного трения- полностью ав-
“ ^к-(р') о -удельная работа дополнитель
ного трения взаимодействия. ЛЬ*
дывается из компонентГ(р')0 ^VtoS vd ТЭКЖе СКЛа'
основное, полностью автон^
компонента (Арк)т, который уравновешивает попал’ ”
тельное внутреннее трение взаимодействия: НИ’
- (Рк)о + 2v' рк »= (Р;)о + (Дрк)т,
(ДРк)т = 2v' рк;
Рк — (рк)о + 2vpK = (рк)0 (Арк)Тг
(^Рк)т =® 2vpK.
(V,12)
(V,12a)
Формулы (VJ2) и (V,12а)—разные варианты дву-
единого правила. С одной стороны, они выражают пра-
вило Терцаги. С другой, объясняют его другим прави-
лом— давление прессования всегда уравновешивает
внутреннее трение.
Впервые правило Терцаги применено для расчета
процессов прессования сыпучих тел в настоящей книге
Это правило имеет ограниченные рамки применения и
является лишь частью более общего и более широко
применяемого единого закона уплотнения.
Комбинируя формулы (V,2), (V,5) или (V,5a) и а-
висимость a=f (О) по формуле (III,20в) получаем для
давления прессования р:
р = [адЛ1 — 2vVr5)] a = [(₽:)«/(1 —2”,/“)] X
Х<Р(Д»/Ло)\
р = [(ft)o/(l-2v,/^7»)] « “ l(P«W(l -
— 2vK К 1®'2
где b > I. ns -- 0 1 можно применить ме-
Если в интервале a>0,05 . м тогда более огра-
нее точную формулу (Ш.16Ю « пл-отностей получаем:
ниченном интервале дав
Р “ [(Рк)о (1 — 2vK /а)]
P e [(Pk)o (1 — 2vK V al})]
где m > 3.
(V.14)
(V,14a)
Компоненты (pK)e и (рк)0 можно назвать эффектив
ным критическим (контактным) давлением, а давление
p(l—2v)—эффективным давлением прессования
27. РАЗЛИЧНЫЕ СТАДИИ УПЛОТНЕНИЯ УРАВНЕНИЯ
ПРЕССОВАНИЯ (ОБЫЧНОГО И И30СТАТИЧЕСК0Г0)
В ТРЕХ СТАДИЯХ. ОБЩИЙ ЗАКОН ПРЕССОВАНИЯ
Уже давно было замечено, что уплотнение сыпучих
тел целесообразно разделить на несколько стадий (эта-
пов) с различным механизмом консолидации. Можно со-
гласиться с Г. А. Меерсоном [21], что одна стадия пере-
ходит в другую постепенно. Однако это обстоятельство
не исключает принципиального различия механизма уп-
лотнения. Утверждая это, следует одновременно иметь
в виду, что наряду с принципиальным различием имеет
место и принципиальное сходство механизма. Общей ос-
новой механизма уплотнения во всех стадиях является
уравновешивание давления прессования в критическом
сечении. Другая общая черта — давление прессования —
производит необратимую работу внутреннего трения
(а при некоторых методах и работу внешнего трения)
и обратимую (в известной мере) работу упругой дефор-
мации. Однако детали этого механизма в трех стадиях
неодинаковы.
В работе [2] отмечены четыре стадии прессования.
Впервые деление процесса уплотнения на три стадии бы-
ло предложено Зелигом [22, 23]. С тех пор деление
три стадии стало общепринятым, но по вопросу^о гр
цах и характерных чертах этих трех стадий мне Р
личных авторов расходятся. Даже взгляд“ °^n„0HHD0.
же авторов на этот вопрос со временем эв классифи-
вали. В нашей работе [3], например, в осн утерМИНОло-
кации, на языке принятой в настоящей кн Р поес-
U была положена различная ковсолидаРу«ость прес_
совки в трех стадиях прессования. Та , р ного элект-
зано деление на три стадии прессов . рМе в сОот*
ролитического порошка в стальной прессформе
148
Рис. 29. Зависимость свойств прессовки от давления на. трех стадиях:
/ — относительная плотность: 2 — поелел пппонплт., _
текучести при сжатии; 4 — предел текучести при сжатии 5~предел
иия; 5 — расширение по диаметру при сжатии ₽ Э И’ * т Иетт°-Давле-
ветствии, главным образом, с этой характерной чертой.
В данном случае стадии консолидации оценивались
преимущественно по отношению предела текучести при
сжатии к давлению прессования от/р (рис. 29, кривая4),
В первой стадии это отношение увеличивается с ростом
давления. Эта стадия заканчивается обычно при
pl(Рк)о»О,1 0,2. Напомним, что (рк)о«ЯВ»ЯУ, т. е.
исходной твердости порошков. Вторая стадия соответст-
вует приближенному постоянству отношения от/р. В дан-
ном случае она закончилась при р~24 кГ[мм\ т. е. при
р/(Рк)о~О,6. Наконец, третья стадия характеризуется
непрерывным падением отношения сгт/р-
На кривых 1 и 2 рис. 30 показана [18, с. 12] зависи-
мость отношения Ci/р от давления для электролитиче-
ского медного порошка при обычном и гидростатическом:
уплотнении. Можно также четко выделить три этапа
прессования: 1) низкие давления с пониженной величи-
ной отношения От/р (для меди р—4 кГ/мм2 при обычном
прессовании); 2) средние давления (р= 104-20 к1 /м.
при обычном и р=»10-*-30 кПим2 при изостатическом:
прессовании); 3) высокие давления к/1 J-
Для молибденового порошка (кривая 3) вп
давления 60 кГ!мм2 имеет место первый эта Р
вания —этап низких давлений.
419
{ обычное прессование
•= — гидростатическое- 3 —
статическое прессование
дена
Рис. 30. Зависимость о /р о.
давления: т
меди;
гидро-
молиб-
Более предпочтителен другой принцип деления уп-
лотнения на три стадии [25], основанный на различии
количественных закономерностей уплотнения.
Первая стадия уплотнения характеризуется очень
значительной ролью упругой разгрузки еще в процессе
уплотнения и,нагрузки порошковых тел. По меньшей
мере на первой стадии прессования нагрузка одних кон-
тактов должна сопровождаться местной разгрузкой дру-
гих контактов. В работах [25, 26] было впервые отмечено,
что такая местная упругая разгрузка может активно об-
легчать уплотнение порошков.
Попробуем рассчитать границы области активного
действия местной упругой разгрузки, т. е. границы пер-
вого этапа прессования. Для примера возьмем случай
уплотнения шаровых частиц одинакового диаметра D.
Площадь единичного контакта в этом случае равна
nDAD/2, где ДР—-уменьшение диаметра D вследствие
деформации частиц при контакте, максимальная пло-
щадь единичного контакта (Ф=1, а=1; 12 контактов на
частицу) приблизительно равна лР2/12. Поэтому безраз-
мерная площадь единичного контакта cq равна:
(V,15)
а, = г = » MDID.
Местная упругая разгрузка может очень значнтель*
но снизить исходное контактное по
остальное сечение аОст<аисх. местно® поессова-
сравнению с а»ож наблюдается уже в процессе прессе
150
я при увеличении нагрузки. Оно связана <-
де гением нагрузки при уплотнении ” Нагвузк» ₽ ПРё'
контактных участков сопровожларт™ паЛГруз а, 0Дних
Обязательным условием остаточной'a»acraSnV₽ST"’'
мации является аоот>0. Линейная"адасти™ «’
мания шаровой частицы по диаметру, выпажепн»? $ ₽'
лях диаметра, равна NDID. Вслелстви/ Д0‘
всех напряжений в области контактного сечений упру™,
ая «формация по диаметру будет при любом раз-
мере этого сечения равна (р„)0/£«. Обязательным у?ло-
вием для аост>0 является требование, чтобы линейная
пластическая^ деформация по диаметру AD/D была не
меньше линейной упругой деформации (рк)о/£к, т. е.
AD/D > рк/Ек. (V,16)
или, с учетом формулы (VJ5),
ai = z = ДО/770 == 6ДО/Р > 6рк/Ек. (V, 17)
Уравнение (V,17) является нижней границей окон-
чания первой стадии. При (рк)о/£к=О,О1 минимальное
значение ДФ//7о=О,О6, при рк!Ек=0,03 ч- 0,05, как, на-
пример, для карбида титана и некоторых других твердых
соединений ДФ/Ло=О,18 ч- 0,30. Однако уравнение (V,17)
является только нижней, но не верхней границей первой
стадии. Так, например, в первой стадии контакты растут,
рвутся, смещаются. В связи с этим появляются все новые
контакты.
Поэтому верхняя граница первой стадии, в которой
упругая местная разгрузка активно облегчает процесс
уплотнения, может сместиться для величины ДФ//7о почти
до 5—10% для наиболее мягких металлов (свинца, оло-
ва), до 20% для металлов средней твердости (меди, же-
леза, причем граничное значение Дд//70несколько увели-
чивается с ростом начальной величины Фо) и до ->ои7о
для наиболее твердых соединений. Таким o6P33OJJ’
многочисленная группа материалов, у К0™Р р й
чески весь процесс прессования ограничивается первой
СТаМеестная упругая разгрузка может сама по себе выз-
ватьв первой стадии разрыв и “из основ:
зей) между частицами. В соответстви тел (2,27,
ных положений теории уплотнения п р
151
23] прй прессовании совершаемся работа против Сип
з , затрачиваемая в значительной степени на оазпыи
нарушение существующих связей. Работа внутоейн₽Д
тр ния при уплотнении в значительной части расходует
ся на разрыв и нарушение связей. Поэтому местная vn
ругая разгрузка в первой стадии прессования сущест-
венно снижает работу внутреннего трения. В частности
местная упругая разгрузка может снизить иногда даже
до нуля значение межчастичного коэффициента трения ц
Поэтому и величина Дрк в формулах (V, 11), (V,12)
и (V,12a) в первой стадии прессования незначительна
и величина контактного давления (рк) лишь незначитель-
но возрастает по сравнению с (рк)о на этой стадии
уплотнения. Другими словами, автономность в первой
стадии прессования лишь немного уменьшается.
В первой стадии местная упругая разгрузка активно
содействует смещению контакта, следовательно, содей-
ствует потере контакта и встречи между частицами и
препятствует сохранению контакта и встречи между ни-
ми (см. главу III). Количественно это выражается уве-
личением показателя степени b в уравнении (III,20в):
а _ (V.18)
где значение показателя степени b больше равновероят-
ного, т. е. для обычного прессования &>1, для гидроста-
тического Ь> 1,5. .о х сил0.
В соответствии с формулами (V.13) и (V,13а) сило
вые уравнения прессования в первой стадии выразите
формулами •:
Р - [(A/(l “2vK ’
р - [(рЛ (1 - 2*. VW
где значения Ь те же, что в уравнения через
Можно приближенно выразить эти у у
степенную зависимость аа='0,тп»
р - [(Рк)о/(1 — 2v« ,у 20а)
P-[(PkW(1-2vk/57W”-
2vKy«)xaPaK‘
> Предполагается, что зависимость Р.-Ч„рессоаавня.
терна не только для наостатического. но а для о
ГД0 ЗНЦЧСНИЯ /П боЛЬШС_ чем Л ист лалтплги
некий второй стадии. ветствующих урав-
Формулы (V,19), (V,19a), (V20) и
в а ют, что правило Терцаги действительна2^ п<,П°КаЗЫ;
стадии уплотнения. ельно для первой
Средняя, (вторая) стадия прессования характеоичч
ется, с одной стороны, местным контактным( xVdTkSm
пластической деформации, с другой сравнительно не
значительной ролью местной упругой разгрузки, которая
в процессе уплотнения не влияет особо активно на сни-
жение давления и работы^ Следует отметить, что в этой
стадии разность между значениями аОсТ и аисх имеет
в меньшей мере, чем в первой стадии, местный характер,
связанный с перераспределением нагрузки при уплотне-
нии. Перераспределение нагрузки во второй стадии реже
рвет и нарушает контакты, чем в первой. Однако и в пер-
вой стадии и во второй значения (рк)0 могут снизиться
по сравнению с твердостью исходных порошков НВ или
HV. Это происходит оттого, что в процессе нагружения
не все контактное (критическое) сечение а подвергается
действию сжимающих напряжений, а только его- наи-
большая часть. Меньшая же часть критического сечения
в процессе нагрузки может или быть совсем не на-
груженной или подвергаться растягивающим напря-
жениям.
Следует отметить, что в связи с некоторыми особен-
ностями распределения твердости в порошковой частице
значение (рк)о в первой стадии может быть больше, чем
во второй. Рис. 31 показывает, что в первой стадии могут
иметь место контактирование и пластическая деформа-
ция наиболее твердых окисленных слоев частиц
(рис. 31,а). Во второй стадии идет более глубокая деч
формация и контактируют и пластически деформируются
глубинные наиболее мягкие неокисленные участки а
стиц (рис. 31,6). ..
Во второй стадии (так же, как и в первой) после с -
тия общей нагрузки и выпрессовки в результатеЩ
упругой разгрузки и сопровождающего ее общего у РУ
того последействия значение аост может снижать
сравнению с аИсх ДО снятия нагрузки. - й стадии
Вопрос о зависимости между аи* во
прессования можно решить двумя путями._П р у
был предложен в работе [29].
ул?
а — при малом; б — при
шом давлении
Рис. 31. Контакт при налип
поверхностных примесей"8 ИЧии
боль-
Безразмерное контактное сечение по работе (291 пав
но произведению безразмерного числа частиц на едини-*
цу сечения на безразмерное число контактов в частице
и на безразмерную площадь единичного контакта аь Не-
трудно доказать на основании теории вероятностей, что
каждый из двух первых сомножителей равен ф. Поэтому
a=f (й) =-02ai. В работе [29] на основе модельных сооб-
ражений при рассмотрении уплотнения цепочки равнове-
ликих шаров доказано, что ai = A^//70. Следовательно,
во второй стадии
a = fl2 Afl/77O « № (Afl/770)» ф (Д$/По)\ b = 1, (V,21)
причем уравнение (V, 21) при значении 6 = 1 действитель-
но только для обычного, но не для гидростатического
прессования.
Другой путь изложен в работе [30] и в гл. III- Во вто-
рой стадии уже нет активного содействия локальной уп-
ругой разгрузки разрыву контактов. Поэтому имеет ме-
сто равновероятность сохранения и удержания контак-
тов (сохранения и удержания встречи частиц) в средней
стадии уплотнения. Такая равновероятность соответст-
вует значению 6 = 1 в уравнениях (III,20в), (V,18), т. е.
формуле (V,21).
При 6 = 1 значение ©=f(^), соответствующее форму-
ле (V.21), равно:
со = (А</2П0, (отах = П012.
Для уравнения а='&т значение © равно.
(О « ^/(т — 1), ©max = W — !)•
Будем считать, как в работе [25], что при прибл у_аа_
ной численной эквивалентности значении а и v УР
(V,22)
(V.23)
Ж
равенств" значений вД°фор°улИа“еть(ум«™ (V.23)®
п (V,23a)
но
уравнению (V,21), будет второй стадии!)
а = &"* == яДНЗД.)
(V,24)
™е иЯХ°ДНая n°P”7°CTb утрясенного порош-
ка, т 1+2/По. Уравнение (V,24) охватывает только
уплотнение в прессформах.
Во второй стадии прессования в прессформах в соот-
ветствии с формулой (V,21) действительны силовые урав-
нения: г
Р “ ЦРкМ 1 — 2vK V а)] Г Дф/П0; (у,25)
Р ~ [(Рк)о/( 1 — 2vKУа/fl) J Г Дй/77О. (V,25a)
В соответствии с формулой (V,24) во второй стадии
уплотнения в прессформах приближенно эквивалентны
формулам (V,25) и (V,25a) следующие уравнения:
Р = К₽;)о/(1 - 2v« Т“)] 9'1+2Ж) <V.26)
р = [(М>/( 1 - 2». 1^75)] »*,+2/л’ (V-27)
При изостатическом прессовании для одного и того же
значения ft равновесные значения критического сечения
аи<а, (V.28)
где аи — критическое сечение при изостатическом дав-
лении;
а-— критическое сечение, перпендикулярное
правлению давления прессования при упл
нении в прессформах.
Объясняется это тем, что при обычном
давление уравновешивается в нормальном сеч
изостатическом величина а«. образовавшая
155
'» Т. е.
порах);
(V.29)
пример,^ компонента давления рг, уменьшается в Л
тате действия компонентов рх, рт, ается РезУль
Соотношение между давлениями обычного поест
ния р и изостатического ри было уже давно преоожГ’
в курсах механики грунтов [9] (для капилляр^ "°
внутреннего изостатического давления воды в '
Ри/Р = (1 + 2|б)/3,
где |б — коэффициент бокового давления [9].
Непосредственно для соотношения между давлениями
изостатического и обычного уплотнения формула (V.29)
была применена для частного значения £бМ в рабо-
те [25]. Впоследствии формула (V,29) для этого соотно-
шения была использована в работе [7].
Значения &=?($) уточнены в п. 35. Подчеркнем, од-
нако, что во всех случаях £б растет с увеличением $ [3] и
при Ф=1 £=1 [25]. В соответствии с формулами (VJ27)
(V,28) приближенно можно описать зависимость:
«а/о = (M/n0)k‘ = (V.30)
где константы &i>0, &2>0 при ^=1, А^/Ло=1, «и/а=1,
при -ОС! аи/а<1, с ростом Ф увеличивается ан/а.
Учитывая формулу (V,30) при изостатическом прес-
совании во второй стадии, определяем:
аи« г (А^/п0)( 1+fel) = О* (Д ^’31)
аи = ^(l+2/Ho+fe2) = , (V,32)
где & = &> 1, т~ 1 + 2//7о+^г, т> (1 +2//7о)-
Силовые уравнения во второй стадии изостатического
прессования описываются такими же формулами { , /»
(V,19a), (V.20), (V,20a), как и для изостатического прес
сования в первой стадии, только при значении
Таким образом, правило Терцаги действительно^
для второй стадии, т. е. в обеих стадиях р^^хРк/
—2vK К а) или Рк«(Рк)о/(1—2vK/аЖ) - одно*
Уравнения для критического сеч®няяпо'^ силовые
типны для обеих стадий, поэтому одн количест-
уравнения. Различаются эти уравнения то
Ж
венно. Для обычного ппессовяниа ь 4
“О2 до /?<,)< ДЛЯ второй стадии 6 = 1 „ Уравненин «=
Переход к степенному уравнению
дни описывается формулой (V,23a) ДЛЯ ВТ0Р°^ ста'
прессовани1Э Переход0от'обычногоИЛОВЬ'М уравиениям
прессованию описывается формулами “(vg)-4^?'
Граница между второй и третьей стадиями начинав
ся при потере местного характера дефопма™
оценки этой границы можно применять несколько ад.
териев. Один из них —это, когда p«(pjo и пластнче-
ская деформация распространяется (хотя и неравно-
мерно) на весь объем частиц. Этот критерий недостаточ-
но точен. Он не учитывает, с одной стороны, того что
среднее давление на частицы р/ft больше номинального
давления прессования р, с другой, не учитывает роста
контактного давления рк по сравнению с (//)0, т. е. рк=
2Vk Va). Поэтому более точный критерий
выражается формулами;
Р $ =* ~ > Р = (Рк)о^/(1 ““ 2vK/5),
(V,33)
P “ (M #/(1 — 2v„ /5/5). (V,33a)
Приближенно критерии (V,33), (V,33a) почти совпа-
дают с критерием (р^)0 —граничное значение р не-
много больше, чем (р’к)0. Обычно граничное значение р
соответствует граничному значению f)»0,85.
Другой критерий в конце второй и начале третьей
стадии определяется прекращением смещения контактов,
их фиксированием. Такое Поэтому ** в
происходит при значениях 0,85 . * МрГТ-
третьей стадии необратимая деформация ер' ю
ный, локальный характер и переходит в оех0™м
деформацию во всем объеме частиц. . третьей
связан ряд следующих существенны
стадии от второй и первой: „оппрн7ТЙКуЛЯпных прило-
1. Передача напряжении в перпендикулярн
женному давлению направлениях характер. Поэто-
Дни не упругий, а упруго-пластическии «рактер^
му на этой стадии правило Терцаги не денег
J 157
Вместо него действует более общий и всеобщ
о , выражаемый одной из этих формул: ЮЩийза-
Р* Рк о р— 2(\п)к/а] ;
Рк “ (Рк)о [1— 2(vyn)K /а/Й] -
(^уп)к 0,5,
r^e (vyn)K~ упруго-пластический коэффициент
сона компактного металла.
(V.34)
(V,34a)
(V.346)
Пуас-
В первой и второй стадиях (vto)k=vk=const r
случае формулы (V.34) и (V,34a) переходят*' соответ”
ственно в уравнения (V.5) и (V,5a). В третьей стадш
VK5^COnst’ пРичем в соответствии с формулой
(V,346) в начале третьей стадии (vyn)K=vK, в конце при
V—I, значении (Vyn)K более близко к величине 0,5 для
пластического коэффициента Пуассона. Таким образом,
для третьей стадии правило Терцаги, выражаемое фор-
мулами зависимости (V.5) или (V,5a) между рк, (рк)0 и
а, не характерно. Оно уступает место общему закону
прессования, выражаемому формулами (V.34) или
(V,34a). Правило же Терцаги — частный случай этого
общего закона на первых двух стадиях при (ууп)к=тк.
2. Общий закон прессования двуедин, т. е. уменьше-
ние с ростом О и а знаменателя в формулах (V,34) или
(V,34a) компенсируется ростом величины рк контактно-
го сопротивления необратимой деформации. Рост идет
непрерывно. Имеются, однако, следующие три наиболее
важных значения рк.
а) исходное значение Рк = (Рк)о» гДе (Рк)о твеР‘
дость частиц исходного порошка. Оно соответствует на-
чалу первой стадии (fb-Hto, а->0, г-*0, у->1);
б) значение рк «3(р^)ода^^тах^^^тах» Т- е- Р
прессовании ненаклепанных порошков ТвеРлд0^Т1и»^пь-
симально наклепанного материала частиц. Макс
ная твердость определяется максимальной эверги I
содержания дефектов, равной Qua (с поправкам
пературу испытания, в данном случае комнатну )• у
чейие Л«ЯВтах«ЯУтах соответствует границе между
второй и третьей стадиями, т. е, границе деи Р
ла Терцаги;
158
прочной™ ™аИтериГла?"в°«югветствиисИля1ГеОреТ,,',еС1!о®
[31] величина (а„)щ соотХ7вХ "“ aei.'Zv " работи
НИЮ энергии, необходимому для ппевпав^Х c^eMa-
тела в жидкое состояние. Это^предЙьи^ зиаче™еТв°
ления прессования р=рк= (Ок) соответствует п0 ми
ным [17], окончанию третьей стадии прессования ? е
нулевой пористости. ’ ’’
Возникает, однако, необходимость условиться что та-
кое пористость и что такое нулевая пористость. Соответ-
ствует ли нулевая пористость достижению плотности
идеального бесдефектного монокристалла, или она соот-
ветствует плотности максимально дефектного поликри-
сталла?
Относительное предельное различие между этими
двумя плотностями, по нашему мнению, можно прибли-
женно оценить формулой
(Л - Г2)/Гх = ЯВтах/Кк = НВтах 3 (1 - 2vk) Ек, (V.35)
где 1\ — плотность идеального бесдефектного
монокристалла;
Г2 — плотность максимально дефектного
поликристалла;
/Ск, fK, vK — соответственно модуль объемного сжа-
тия, модуль упругости и коэффициент
Пуассона.
По формуле (V,35) нетрудно подсчитать, что при ком-
натной температуре величина 100 (Г±—Га)/Г1 для меди
и железа составляет 1%, Для свинца и олова около
0,3%.
Мы считаем, что пустоты с размерами атомного по-
рядка, обусловленные дефектами тонкой структуры (на-
пример, вакансии, дислокации, дефекты атомной упаков-
ки), нельзя считать порами. В этом случае вел”ча”а2
(Пк)пр [31], т,е. для свинца и/лова-70
для меди ~ 550 кГ!мм\ для железа ~ 1000 /
ким образом, практически нулевая 5 дНИИ
натной температуре достижима толь Р п0СТИГНгть
таких мягких металлов, как оловосвинещ До стигн>ть
нулевой пористости припР®“°тВИчески можно лишь при
твердости (меди, железа) практич
повышенных температурах.
пример вакансии, то нулевая пористость достигаете’
давлениях примерно на порядок пыше, чем вел» ”₽И
(Ок)«р. По данным [31], энергия образования вакант’
равна скрытой теплоте сублимации металла при тем ""
ратуре ее образования. А эта величина обычно в 10 пат
больше значения (ок)пр. Поэтому при комнатной темп/
ратуре даже для таких мягких металлов, как олово и
свинец, понадобилось бы давление более 500 кГ/мм2-~
для получения металла, свободного от вакансий. Прак-
тически получение таким образом прессовки без дефек-
тов тонкой структуры недостижимо. т
Однако, это не значит, как считает Бокштигель [321
что для получения нулевой пористости требуется беско-
нечно большое давление. Даже вакансии могут закрыть-
ся под действием хотя и очень большого, но не бесконеч-
но большого давления.
3. Для третьей стадии упругая деформация и упру-
гая работа могут составлять более значительную часть
общей деформации и общей работы прессования, чем не-
обратимая деформация и работа.
4. Третья стадия в связи с фиксированием контакта
характеризуется необратимой деформацией всего объема
частиц. Поэтому в соответствии с формулами (111,16) в
этой стадии:
а -> Ф2, Д© ДФ,
(V,36)
где Д© ДО*»—ДЛ— приращение пластически дефор-
мированного объема в первой стадии, прира-
щение относительной плотности на ДО.
5. Принцип необратимой деформации во всем объеме
частиц позволяет вывести силовое уравнение прессова-
ния для третьей стадии. Известно, что между номиналь
ным давлением р и приращением приведенной раооты
прессования dw (т. е. работы уплотнения единицы
ема твердой фазы пористого тела до данной плот
существует зависимость:
dw =— pdp, р >»— dw/dfi — wK d<s)[d$t (V,37)
где работа уплотнения на единицу плаСТ1!?еСКЙ
деформированного объема твердой фазы.
160
Рис. 32. Схема обжатия фикси-
рованное ПОРЫ Ч'ик.си
При фиксировании контактов и пор в третьей стадии
начинает действовать механизм всестороннего обжатия
пор, схема которого показана на рис. 32. Пусть на еди-
ницу площади сечения прессовки имеется одна пора с
площадью сечения П. В соответствии с формулой (V 37)
dw=wKdw. Приращение du будет не —d$, а —dp/П.’так
как оно связано не только с работой в объеме поры, а
с работой смещения металла приблизительно в объеме
в 1/77 раз больше, т. е. d(a——‘-d$in. Подставив это вы-
ражение для tZco в формулу (V,37), получим в интервале
третьей стадии [17]:
р = wK dfijdfi П =» wKjn, рП ~= wK = const,
dpjp = — dnjn ~ dft/П, (V,38)
Формула (V,38) соответствует при П—Q значению
р=оо. Бесконечно большая величина р при П—0 отве-
чает значению (¥уп)к=0,5 при 77=0, а=1 и $=1 в фор-
мулах (V,34) или (V,34а). Если же придерживаться мне-
ния, что при 77=0 величина р=(ок)пр — наивысшей тео-
ретической прочности данного материала, то получим в
интервале третьей стадии [25]:
р (П + 771) ~ в (^к)пр 771 = const,
dp/p~ dUl(I7 + 771), (V,39)
где в соответствии с вышеозначенным (см. стр, 174) Ih
имеет величину порядка 10-s. в т,Л„_а1гтнпй де-
При совмещении механизмов обшей и О
формации формула (V,38) преобразуете
161
11—1098
кривая
порошков
dpp------kdn/П, lgp/p0 = kignjn
P Po~ (Ло/ПУ1, pFIk == const,
(V,40)
где pQ~— экстраполированное значение p при 77=
—По.
Формула (V,40) впервые предложена в работе [33] и
действительна для третьей и второй стадий. Рис. 33 пока-
зывает, по данным [33], для двух порошков олова —
электролитического (77о=О,85) и распыленного — сило-
вое уравнение прессования по формуле (V,40) при вы-
соком значении &=0,9 (преобладание механизма фик-
сирования над местной контактной деформацией).
Рис. 33 показывает также применимость уравнений прес-
сования По!П (или же Д77/77) для самых различных по-
рошков из одного металла.
Точно так же, как и для уравнения (V,38), в форму-
ле (V.40) при 77=0 величина р=°о. При аналогичной
поправке
р (П -f*77j) = (o'kJhp 77i — const,
где /71 имеет порядок ЮЛ причем формула (V,41) при-
годна для второй и третьей стадий уплотнения.
В работе [18, с. 12] была предложена также формул
для третьей стадии:
162
(V,«)
p p‘ “ - Ф/Ф«, РФ - рП/9 » const, (V.42)
где p-oo при *-П/ф-о, ф=П₽, ,Ро-яо/во.
Следует отметить, что значения п пяг™,«.Л
формулам (V.42) и (V.38) при ««соп^ очень мало ра”з°
личаются между собою. Формула, аналогичная (Ло)
для третьей и второй стадий: 'v,w'
p(JI/&)k = = const,
где р—оа При ф=77/-$=0.
(V,43)
Формулы (V.42) и (V,43) преобразуются при следу-
ющих поправках в уравнения:
Р (Ф + ^1) = (°к)пр “Ф1 == const; (V,44)
Р (Ф + Ф1)* “ К)пр = const, (V,45)
где имеет величину порядка 10~2, k^\.
Формула (V.44) пригодна преимущественно в треть-
ей стадии, формула (V,45)—во второй и третьей ста-
диях уплотнения.
Точно также некоторые случаи прессования в третьей
(или в третьей и второй) стадии могут быть описаны
следующими уравнениями [24]:
р/(А$/П) = const;
p/^/n)k = const;
р/(Ь$1П 4- Д&1/П1) « const;
р/[ДО/(/7 4~ I7J] « const;
р/[ДО/(/7 4- /71)]* const;
р/(Дф/Ф) йак const;
р/(Дф/ф)* * const;
р/[Дф/(ф 4~ ф1)] * const;
р/[Дф/(ф 4- ipi)]*==const,
(V,46)
(V,47)
(V.48)
(V.49)
(V.50)
(V.51)
(V.52)
(V,53)
(V.54)
деформа
где A < 1.
Если учесть поправку на неРавн0“®р_”<?1С1ихСЯ на раз-
дай всего объема частицы в зонах, нах д Щ
169
11»
ных расстояниях от пор, то получйм известнее уойЬиа
ние Конопицкого [34]:
р[\пП « const, (V,55)
где р— оо, при /7=0 уравнение действительно для вто-
рой и третьей стадии прессования.
С поправкой на р = (огк)пр при /7=0 получим:
р/In (Я 4- 770 = const. (V ,56)
формула (V,56) фактически соответствует уравне-
нию Н. Ф. Кунина и П. Д. Юрченко [36]. Уравнение Ко-
нопицкого можно изобразить в виде:
^' = Г,-Г,
(V.57)
где Гк — плотность беспористой прессовки;
Г — достигнутая плотность прессовки, г/см3;
р= оо при Г=ГК;
k = const, c=const для данного порошка.
Кунин и Юрченко экспериментально проверили прес-
сование порошков ряда металлов [36]. Во всех случаях
силовое уравнение прессования описывалось не форму-
лой (V, 57), а близкой к ней формулой Кунина и Юр-
ченко:
4е°’ = Г11,-Г, (V.58)
где Гпр — экстраполированное значение Г при П—0.
Во всех случаях наблюдалось Гпр>Ги [36ь Таким об-
разом, при Г=ТК давление прессования р во всех слу-
чаях имело конечное значение. Уравнения (V, 55) и
(V, 57) можно рассматривать как частный случай урав-
нения (V,56) при /71=0 или (V.58) при Гпр=Ги. Сто-
ронники гипотезы необходимости бесконечно большого
давления прессования для уплотнения порошков до бес-
пористого состояния базировались преимущественно на
том, что уравнение Конопицкого подтверждено экспери-
ментами. Более тщательные эксперименты Н. Ф- КУ”'
на и Б. Д. Юрченко подтвердили, что на самом деле^си-
ловое уравнение прессования более точно описыва
формулой (V, 58). А эта формула предполагает конеч
164
нуч ветчину давления прессования пои nvnenn?
стости, поэтому работа [36] Н. Ф. Куноа и К п ПЖИ'
ченко является весьма существенным вкладом в то^
прессования порошков. “"«дим в теорию
28. РАБОТА ПРЕССОВАНИЯ
Представляет интерес приведенная работа прессова-
ния w, т.е. работа, отнесенная к единице объема твео-
дои фазы формовки [3]. Для краткости эта величина на-
зывается работой прессования:
dw =—pd$~ pd$>$l 2 = рк adft/Ф « pK^M(o/dOx
Xdfl/fla = pKd<o, (V,59)
где (о — пластически деформированная доля объема ча-
стиц’.
Интегрируя уравнение (V.59), получаем:
* я
f(pK)o , | (Pjo da
--------—— шй— |~ • —— аи=
1 — 2vK la Jl*- 2vK V a
= f .. (V,60)
J 1 — 2vK ]/a
o
f ..(Р5-1»____d^ C-------(Рк}» — (v,60a)
)1 — 2vK V^a/'O’ J 1 2vk Vol®
К
где (₽к)ои (p;)0 = eonst,(p;W(l-2vK/«)=P« (~-
обычного прессования
l Формула (V.59) по
(внешняя работа консо,?идации^вРВНутоенней работ? консолидац )
мов в объеме твердой фазы, т. е. вну v
см. гл. УШ,
где (V,61)
«>«-/' г—dfl.\
L-2V./"» "• 2n»' m
a. К n. J
чаем.аЗЛаГаЯ ИНТеграл выРа*<ения (V.62) в ряд, полу-
= К)о [1 + Ч (Да/77О)° (Да/1,75 + ^./1,25) +
+(2vK)2 да/п0(Да2/2,5+да • а0 ч- ао/1,5) 4- (2vK)3
(Д^/По)1,5х(да/з,25+зда2ао/2,7+здаа2/2,25+
+ ^o/l,75)+---]^^2(p,;)o, <У,63)
где k2 равно величине ряда, заключенного в квадратные
скобки.
Этот ряд быстро убывает, начиная со второго чле-
на— почти в геометрической прогрессии. Поэтому kt
можно определить, зная четыре члена ряда с точностью
примерно до 2%- Значение рк можно определить по
формуле (V, 5), а именно (для контактного коэффици-
ента Пуассона) в случае а=а2Да/Я0, ©в(ДО)2/2/70:
Рк = *1 (Рк)о = (Рк)Л1 —2v')= (PkM1-2vJ/“) =
В табл. 30 приведены значения ki и k2 для медного
порошка (vK—0,34, ао = О,3) в зависимости от значения
а во второй стадии прессования, вычисленные по фор*
мулам (V.63) и (V, 63а). В табл. 31 приведены значе-
ния ki и k2 по этим же формулам для свинцового
рошка (vK=0,42, ао=О,58). JV.
Из формул (V, 63) и (V, 63а) и табл. 30 и 31 следу
ет, что
> kJ (рк)0 < wK < рк, (PL)o < ^,64)
где при а=ао значки? рк^М®» ПРИ
чина &к<Р*,
Таблица 30
Значения k{ u k2
для медного порошка
К
0,3 1 1
0,5 0,6 1,22 1,36 1,15 1,23
0,7 1,58 1,33
0,8 1,85 1,46
0,9 2,30 1,66
Таблица 31
Значения kt и k2
Для свинцового порошка
& fe. *2
0,58 1 1
0,7 1,46 1,32
0,8 1,95 1’бЗ
0,9 2,94 2,16
0,95 3,70 2'40
(V, 63) можно произвести ид
Аналогично формулам (V.63) можно произвести ин*
тегРнР°ва™е уравнеЛия (V,60a) для случая инерциоЛ-
кого коэффициента Пуассона. и
В качестве аппроксимации формулы (V,62) для вто-
рой стадии прессования можно предложить следующие
уравнения:
ФЛ “ (Дя9>)2+7(2 4- с) п1+е-г (V,65)
- [Г-1+7(/и-1+с)] - |>g*--1+7(m - 1 + с)],
(V,65a)
O'/Wi = Ът~1+с/(т — 1 + с), (V.656)
В этих уравнениях (te/K)i = const, c=const, причем
0*0. Сравнивая величины wK из формулы (V, 61) и
из формулы (V, 65), мы видим, что
wK - Mi (Д$/П0)е, wK < (аук)ъ (V.66)
причем и/к=(и/и)1 только в случае ДФ/По=1 и &=!•
Аналогичное заключение можно сделать и в отноше-
нии величин (tt/K)i из формул (V,65а) и (V,656), Сле-
дует иметь в виду» что значения (Док)1 в формулах
(V.65) — (V, 656) не вполне совпадают, а значения с
могут даже существенно различаться. В соответствии <?
формулой (V,23а), m^l+2/Яо- VnaBHex
Формула (V,65а) более точна, чем (\65б). У^авн*
ние (V,656) действительно в интервале 0
(V,67)
(V,67a)
Для первой стадии прессования van,,,
ющие уравнения: и ия хаРактерны следу.
w H)i = Afl (№/П0)ь/(Ь + 1);
где (дак)1 немного больше (дак)0, *>1, т>2 (и '
же существенно больше). иногда да-
Аналогичные уравнения имеют место и во второй ста
дии гидростатического прессования, но (дак).Р может
быть существенно больше чем (дак)0. ' Же
Одну из формул работы прессования в третьей ста-
дии уплотнения получаем соответствующим преобоазо
ванием уравнения (V, 44): р^иразо-
Дда= w” — w' = (огк)пр In (ф'+фхЖ+фО =
- (ак)пр Пх In 4- /70; (V,68)
A^max = ^тах = (Ок)Пр 77j In (/7,/'0'-]-/71) 77j, (V,68a)
где Ада = да"—w' в интервалах ф'>ф" при
= П"1$"-, датах соответствует ф=ф"=О, и имеет
порядок 0,01.
29. СОПОСТАВЛЕНИЕ ЭКСПЕРИМЕНТАЛЬНЫХ И РАСЧЕТНЫХ
ДАННЫХ ПО ГИДРОСТАТИЧЕСКОМУ ПРЕССОВАНИЮ
В работе [15] были проведены определения зависимо-
сти между относительной плотностью ft, давлением прес-
сования р, модулем упругости Е и пределом текучести
при сжатии при изостатическом прессовании свеже-
восстановленного порошка (содержание кислорода менее
0,1%, -О’о=0,3). Экстраполированные до -0=1 значения
модуля упругости £к= 10000 к,Г[мм2 и предела текуче-
сти прессовок (ат)к=32,2 кГ)мм2. Зависимость между
свойствами и относительной плотностью прессовокопи-
сывалась степенными уравнениями Е/Ек=а==^
cT/(ffT)K=W5. Между р и -0- вплоть До значений О-и,о
существовала зависимость р=0’5-ов. пиЛь-
Полученные данные позволяют проверить прав *
ность ряда формул. В табл. 32 приведены сведения по
величинам р, а-£/£„-£/10000, контактногр давления
16S
₽=7^-0°^-НОГО коэ*Ф»1‘"ен« Пуассона v’_
соиа ^=Тв/^=о,зГг^™7Чени0/Ф(*И)ЦИерТаа
(Ajo, рассчитанного по формуле V 5а) Л.’ НИЯ
ного -ФФициента Пуассона" (₽Я( ВДЖ
Гтабк^Ьннеп ™e ЗНаЧеНИЯ Кроме того,
в табл. 32 приведены данные по значениям р' р , вычи-
слением по средним величинам (p’JQ =39,1 кГ/мм2 и
(Рк)о — 36,2 кГ{мм\ а именно р'* = 39,1/(1—2vK/a),
Рк==36,2/(1—2vKI^aM). Наконец, в табл. 32 дают-
ся расчетные величины^ давления р по формулам
(У, 14): р = [39,1 (1 —2ук 1^а) 1Ф432: (У,14а): р=[36,2/(1 —
—2vK | аМ)]^4’32; (V, 13): р=[39,1 /(1—2vK /а)1 &
(М//7оЛ5; (V,13a): р=[36,2/(1—2vK J/о^б)]^(д^/по)1Л,
В табл. 33 приведены данные по величине предела
текучести при сжатии от при изостатическом прессова-
нии того же медного порошка. Однако данные по вели-
чине а, р', v', v, (р')0, (рк)о рассчитаны по отношению
U e От/ (<*т) к в От/32,2. '
Из данных табл. 32 и 33 следует, что величины (р')
и (рк)о являются практически константами. В табл. 32
среднее значение (Рк)0 = 39,1 кГ1мм2 (при средней ариф-
метической ошибке 6,4%), в табл. 33 (р')0 = 41,9 кГ(мм2
(ошибка 8,6%). В табл. 32 (рк)0=36,2 кГ)мм2 (ошибка
6,8%), в табл. 33 (рк)о=37,8 кГ/мм2 (ошибка 8,9%). По
точности экспериментальных данных трудно судить, ка-
кому значению (рк)о следует отдать предпочтение, вычи-
сленному по контактному или по инерционному к ФФ
циенту Пуассона. Однако контактное значение (РА
ближе к твердости отожженной <восс2?в°вАеч”°^оэ“о-
ди-40 кГ/мм2, чем инерционное значение (рк)о.11оэ
му можно отдать некоторое предпоч
значению (p'V
Из табл. 32 видно также, что Д’« (V.13) н
сования р может быть “ы’и“е"°ч"та*Ию формул (V,5),
(V,14), а следовательно, и по уак KaR
(V,31) и (У,32) с точностью порядка 1 %.
42—1098
Данн1 х р. S кГжл* 100» у II в 8 6 60,7 11,6 II 66,4 18,7 11,6 67,4 18,8 19,1 75,3 30,7 30 83,9 45,1 38 87,4 50,4 51 91,4 70,3 102 96,4 87,8 Среднее значение ле пЬ из * .в в ft. 51,7 58,8 61,7 62,2 66,53 75,4 75,3 116 ютатичес! II > 0,116 0,147 0,148 0,188 0,228 0,241 0,285 0,319 ;°му пре< ii С 39,7 41,5 43,4 38,8 32,2 39,1 32,4 42,0 39,1 Званий (в JI 0,149 0,180 0,180 0,216 0,249 0,258 0,298 0,325
р~$т (при низких значениях & величина т «5, а при
высоких т«5-ь7), то значение плотности определяется
по этим формулам с точностью 1,5—2%.
Постоянство величин (р*) и (рк)о, рассчитанных по
формулам (V,5), (V,5a), позволяет считать, что изоста-
тическое уплотнение порошков в работе [15] во всем ин-
тервале О=0,6 -5- 0,96 подчинялось (по меньшей мере
приближенно) законам прессования второй стадии.
Вместе с тем имеются достаточные основания пола-
гать, что при изостатическом уплотнении порошков фик-
сирование контактов, т. е. начало третьей стадии, имеет
место уже при f»0,75 (77<0,25). Поэтому в интервале
изостатического прессования >^77=0,254-0,05 сосущест-
вуют [18, с. 12] закономерности и второй, и третьей ста-
дий. При /7=0,05 -*• 0 изостатическое уплотнение подчи-
няется законам прессования третьей стадии.
Типичным силовым уравнением третьей стадии яв.
ется формула (V,39): р(Па -+- 771) == (ок)щЛ = •
(ffK)nP=const/n1. Табл. 34, составленная по тем же дан
ним [15], что и табл. 32, 33, показывает, что в интервале
П=0,247 -4-0,036 это уравнение очень точно.соблюла
ся. Среднее значение константы равно 5,00 (сред
арифметическая ошибка 3,1%, наибольшее жорМуЛе
б;2%). В табл. 35 мы рассчитали по этой же фор У
меддого порошка (^0=Q,3, 2Z0-=o,7) [15] Таблица Si
сч 5
(Мо КГ/ММ* />'=39.1/(1- кГ/мм* I ч J, 5^ оГ *2 8 ~ С?| Oi со «ь II ? О. С4 р=[36,2/(1— о ..о4,32 —2v)|» , кГ/мм* 1 3* <х 3 а? 55 И
36,3 37,6 50,9 55,1 51,6 56,6 5,90 9,48 10,2 18,5 33,8 42,2 61,6 92,2 5,99 9,74 10,4 18,8 33,9 41,9 60,8 88,0 5,45 5,52
39,5 35,3 33,4 36,5 30,4 40,6 36,2 55,5 64,6 71,9 75,5 90,9 108 56,6 63,7 72,1 74,8 89,6 103 9,15 9,82 18,2 34,2 42,8 62,4 93,4 9,16 10,0 18,5 34,3 42,4 61,7 89,1 Ч W
данные работы [18]. Среднее значение константы 4,72
(средняя ошибка 3,3%, наибольшее отклонение 5,9%).
При расчете было принято значение 771=0,010. В этом
случае для данных табл. 34 получаем (ок)пр=5,00/0,010=
=500 кГ/мм.2, для данных табл. 35— (стк)пр=4,72/0,010=
= 472 кГ{мм2. По данным [31] теоретическая прочность
меди (егк)пр=537 кГ[мм2. Если изменить на 10% значе-
ние 771 (а именно 771=0,009), то получим (огк)пр=
=5,00/0,009=555 кГ1мм2 и 4,72/0,09=524 кГ!мм2.
В табл. 36 приведены данные по работе изостатиче-
ского уплотнения медного порошка [15] — эксперимен-
тальные, и рассчитанные по формулам для второй
стадии (V,65): w = 76Д#2-8/2,8771>8 и (V.656): w =
=760А-0в/4,06 кГ/мм2. Имеет место достаточно удовлетво-
рительное совпадение расчетных и экспериментальных
данных.
30. УПРУГОЕ ПОСЛЕДЕЙСТВИЕ И УПРУГАЯ РАЗГРУЗКА
ПРИ ИЗОСТАТИЧЕСКОМ ПРЕССОВАНИИ
Деформация, вызванная упругой разгрузкой в ре-
зультате снятия давления прессования, имеет два ком
понента. Один из них —чисто упругая, обратимая д -
формация (соответственно объемная или линеи ),
12* 171
к. Таблица ЗТ
*• Данные по изостатическому прессованию медного порошка (О о=0,3) [15]
Характеристике р, кГ/мм* Среднее значение
6 1 11 1 11,6 19,1 30 | 38 53 | 102
100 ^ *•£*«**»«** 60,7 66,4 67,4 75,3 83,9 87,4 91,4 96,4
от< кГ/льи2 3,33 5,00 5,59 8,64 12,8 16,8 21,4 27,7
100 а==100огт/(огт)к . , . 10,7 16,1 18,0 27,9 41,3 54,2 69,0 89,4
V'—0,34 ]^а . а , , . 0,111 0,136 0,144 0,180 0,219 0,250 0,283 0,322 1 •
Рк=р1а, кГ}мм*, . . . 54,0 68,3 64,4 68,4 72,6 70,1 78,3 114 --
Ио=Рк(1-2?Э, к/4JMM* * • м jfc. t i и 42,0 49,7 45,9 43,8 40,8 35,1 34,0 40,6 41,9-
v=0,34Va/^ ' . , . . 0,142 0,167 0,175 0,227 0,239 0,267 0,296 0,326 —н
(Рк)овРк (1—2 v) . , ,« 38,6 45,5 41,9 40,1 37,9 32,7 31,9 1 39,5 1 37,8
Другой — необратимая дефопмапия
рывом некоторой части контактаого « Вленная раз'
грузке. интактного сечения при раз-
В соответствий “е формулой апп
ДНЯХ уплотнения для’ контактаогоЧДла?’-4 "epeux «а-
сона чисто упругая обратим^ ° КоэФФициента Пуас-
(АV/V0)y равна: ~ o6paT0Ma* объемная деформация
(AV/V0)y «
Зрк (1 — 2у') 3(рк)0 _ ЗЯВ0
Ек £к
~— «const.
ft *
1Л1Гли/УУ^П₽УГаЯ линейная Деформация (AZ//0)y равна
iiwS 8 ДВУХ Первых стадиях изостатического
у I1J1U1 НсНИл •
(M/f} — inf—— (Рк)°_________ЛВ0 Я70 t
*Ш/40>у - ip I — 1 = « —2 const, (V.70)
где НВ0,НУ0—исходная твердость по Бринелю или
Виккерсу материала (компактного)
частиц порошка;
Ек—модуль упругости компактного мате-
риала частиц.
При расчете чисто упругой деформации по форму-
ле (V,5a) для инерционного контакта Пуассона получа-
ем (АУ/Уо)у=3(рк)о/£'к, (А///о)у= (рк)о/^к где (рк)о«
«О,9ЯВо«О,9ЯУо. Поэтому можно удовлетвориться
расчетом упругого последействия для контактного коэф-
фициента Пуассона.
В соответствии с формулами (V,69) и (V.70) для ме-
таллов средней твердости (меди и железа) 100 (AV/V0)y«
«1%, 100 (Д///0)у«0,3%^Линейное.чисто ynpyroe.no-
следействие (AZ//o)y показано в табл. 37; для получения
значений (AV/V0)y нужно помножить эти данные на
При прессовании порошков твердых материале
(AV/Vo)y может превышать 6%<
В третьей стадии прессования чисто упругая дефор
мация может существенно возРД/СТИ2НАПт?/И31\Р1>540/К«
при fl~l и рЛ(ок)пр«540 кГ/мм^ (AWVo)y-54O/A«
«4,5%, т. е. в 4,5 раза больше, чем в первых двух ста
173
~ *
р. кГ{мм* п
19,1 0,247 4,91
30 0,161 5,13
38 0,126 5,16
53 0,086 5'09
102 0,036 4,69
Среднее значение 5,00
Таблица 35
Расчет изостатического прессования медного порошка [18, с. 1061
по формуле (V,39) (Л1=0,01)
р, кГ/мм* я р (Я+Я1)=(<тк)п Я„ кГ /мм*
20 0,224 4,68
30 0,153 4,59
40 0,115 5,00
60 0,071 4,86
68 0,056 4,49
Среднее значение 4,72
Таблица 36
Приведенная работа изостатического уплотнения медного порошка
(см, табл. 32) _______
100 4 wBKcn- КГ/ЛЛ£’ .„2.8 2,8 Яд’8 76 84’06 m=s'6* 4.06 кГ/мм*
60,7 66,4 67,4 75,4 83,9 87,4 91,4 96,4 1,9 3,0 3,25 5,55 8,7 10,1 12,3 16,4 1,89 3,12 3,29 5,69 9,12 10,9 13,1 16,4 2,47 3,55 3,78 5,91 8,34 10,8 12,9 16,1
376
, Таблица ST Упругая деформация перпендикуляпно «лп. ненаклепанных металлов (отнХение S™T"°My Сечеиик>
НВ Ек Упругая дефор.
Металл Мавдя НВК
вольные кГ/лсл» вольные «/ прояа- едииицы % <^ЛХ’
Олово 4,8 1 4 800 1 0 1 7 Свинец., ..... 36 0.75 1 Ron п » «««₽ 1 g 8 33 1Х 2$ V* Железо. .... 65 13 7 21 non кок 3»1 Молибден. . , . 150 31 2 30000 в!» ОМ s’‘ КаЙГвол'ьфра-' 300 °2'5 40000 Ж Ь
ма * * - • л . 1600 333 72 000 15,0 2,22 22,2
днях. Для различных материалов (ДV/У0)у, (Д///0)у мо-
гут увеличиться в 3—6 раз по сравнению с первой ста-
дией. В третьей стадии относительное расширение не
постоянно, а увеличивается несколько медленнее, чем с
первой степенью давления.
Значение экстраполированного до ф=*1, /7=0 модуля
упругости изостатически спрессованного медного порош-
ка равнялось 10000 кГ/мм2. Наиболее вероятное значение
модуля вполне компактной медной прессовки при а=1,
'0=1 составляет 12500 кГ/мм2. Из этого можно сделать
вывод [3, 15], что остаточная величина контактного сече-
ния аост и величина модуля упругости £ост прессовок
после снятия давления уменьшились по сравнению с их
исходными значениями аИсх и £Исх перед снятием давле-
ния в 0 раз, причем в данном случае 0 = 10000/12500—0,8.
В общем же случае
0 = аост/аисх = Е'^/Е^ 0 < 0 < 1.
, Если бы уменьшение модуля упругости S О р Р
Исходило мгновенно, а не постепенно, то 8 л///а
общая объемная и линейная ДеФ°Рмацяя/,^н(чвниЯми
увеличилась бы в 1/0 раз по сравнению
(ДШ)п (Д/До)упри0=1:
27*
AV Vo ~ (AV V0)y + (V/V0)H (AV/Vo)y/0,
0^ Vo)H (1 — 0) 0 « Дp p0 « д^ == АЯ/( 1 —77), (У 72)
где (АV/Vo)н — необратимая часть объемной деЛпп
«^вызванная необратимым уменьшением модул?*.'
М^°?РаДМЫЙ компонент упругой деформации
(AV/Vo)H целиком идет, как показано в формуле (V 79?
на необратимые повышение пористости А/7 (пониж’ршЬ
относительной плотности Ай) и повышение относите??
кого объема Д£. ль'
Формула (V,72) является очень грубым приближе-
нием, однако ее можно применять при 0>О,6. Ниже по
казаны значения множителя (1—0)/0, на который нужно
помножить в соответствии с формулой (V,72) величину
(AV/Vo)y, чтобы получить (AV/V0)H: У
0 •«»»»« • 0,6 0,7 0,8 6,9 1
(1—0)/0 ...... 0,66 0,43 0,25 0,11 0
Более правильно выводить формулу для зависимо-
сти (AV/V0)h от (AV/Vo)y, постепенно снижая исходное
значение £ и а до остаточного значения, а следователь-
но, постепенно снижая и 0 от 1 до 0. Соответствующее
дифференциальное уравнение [3]
dV/V = dp/p ® (V/V0)y d (1 - 0)/0. (V.73)
После интегрирования получаем, учитывая, что иН'
теграл от dVIV ввиду незначительности изменения вели-
чины VH приближенно равен (AV/Vo)h=Д₽/₽о-‘
(A w. - д₽/₽ = (ДТО, In 1/0,
ду/у0 = (д v/vy, (i + in t/e). (v-74)
В табл. 38 приведены значения коэффициентов In 1/0
и (14-In 1/0) в зависимости от величины й.
Табл. 38 и формулы (V,69), (V.74) дают возможность
рассчитать упругое последействие. Так, для медны Р
Сбвок (р^)»«40 кГ/ям\ 0 = 0,8, в соответствия с форму
лбй (V,60) обратимое упругое последействие во втор
бтадии 100 (AV/Vo)y=3-4O-100/12000» 1%. В e00™!L
с™“ с формулой (V.74) и табл. 38 необратимое после
Значения 0, In I/O и 1-Мп I/O
Таблица 38
9 |П 1/0 i+in i/e е In 1/0 Ц-Ш 1/0
0,1 0,2 2,30 1,61 3,30 2,61 0,6 0,7 0,8 0,9 1 0,51 1,51
0,3 0,4 1,20 0,93 2,20 1,93 0,36 0,22 1,36 1,22
0,5 0,69 1,69 0,11 0 1,11 1
действие 100 (АУ/УО)Н=1-0,22=0,22%, а общее после-
действие 100 AV/V0= 1+0,22= 1,22%./0
В первой стадии обычно 0 больше, чем во второй,
во второй 0~ const, в третьей часто 0 снижается. Если
при О-1 0«О,9, то 1ОО(АУ/Уо)у«= 100-540/Я=4,5%, а не-
обратимое упругое последействие 100 (AV/V0)h=
«=4,5-0,11=0,5%. Таким образом, в результате необра-
тимого упругого последействия в данном примере после
прессования О снизится с 1 до 0,995.
При сравнении данных табл. 38 с цифрами на стр. 176
видно, что существенные различия между коэффициен-
тами возникают начиная от значений 0«О,6 и меньше.
Приведенная работа wy обратимого упругого после-
действия в первых двух стадиях равна:
= р О • 3 = [3 [p'J0/2EK] X «/(I — 2vK
(VJ5)
В третьей стадии при полном уплотнении до й 1.
ч>, - (<Гк)пр/2К.
Общая формула для wv:
ш, - 0,5 р, (ВД, а/0. (V,77)
Приведенная работй необратимого последейс
(аду)н[3] равна:
- fcWJ, (0 -1 + ta Vе’ «/*•
31. ПЕРВАЯ СТАДИЯ УПЛОТНЕНИЯ ПОРОШКОВ
В ПРЕССФОРМАХ
В табл. 39 приведены экспериментальные данные ра-
боты [25] по прессованию порошка карбида титана (дав-
ление прессования рЭксп, приведенная работа прессова-
ния Доэксп» относительная плотность 'О’, объемная усадка
при прессовании Др/р0=Д6'/й). Эти данные типичны для
первой стадии прессования. В табл. 39 приведены также
соответствующие расчеты. Величина критического сече-
ния а рассчитана по формуле а='О'2(ДО7/7о)3-9, доля пла-
стического деформированного объема твердой фазы по
отношению ко всему объему — по формуле ю = X
X (ДО//70)3-9- Расчетное давление прессования получали по
формуле рРасч=а 1600 кГ/мм2, расчетную приведенную
работу прессования — по формуле О1расч=® 1600 кГ1мм2.
Значения рк=а>к=1600 кГ!мм2, а=б'2 (ДО7/7о)3,9, и=
= (ДО/4,9) (ДО’/По)3,9 были получены по логарифмическим
диаграммам 1g (р/'О2)—1g Д'О/По, 1g w—1g ДО.
Величина 1600 кГ]мм2, по всей видимости, очень
близка к исходной твердости HVo порошка карбида ти-
тана (микротвердость НУ» 3000 кГ!мм2 [37]). Из табл. 39
видно довольно точное совпадение между Рэксп и рРасч,
Шэксп и Шрасч. Поэтому и приведенные в ней значения а
Таблица 39
Расчет прессования порошка карбида титана
(частицы размером меньше 10 лскле)
а? 4. *2 е О к а> 410» X «а са II <Х »отх 0 ъ ==ю » 0091= о Ха* <£> 1 XX 3 S л S к • (П
0 0,45 0,9 1,8 3,6 7,2 14,4 28,8 57,6 86,4 37,0 48,5 49,8 51,8 54,7 58,7 61,4 65,0 69,9 71,9 0 23,9 25,7 28,8 32,0 36,8 39,7 43,1 47,1 48,5 0 3,13 4,84 9,46 21,2 53,8 93,9 173 383 532 0 0,50 0,77 1,51 3,39 8,6 15,0 27,7 61,3 85,1 0 3,13 5,08 10,7 25,6 69,1 124 233 531 733 0 0,05 0,08 0,17 0,41 1.П 1,98 3,73 8,50 11.7 0 0,05 0,09 0,20 0,47 1.Ю 2,03 3,75 8,15 113
ла
и <о близки К действительным. Экспериментальил пл
те же цифры можно получить делением Z ° 1ТЙ
щих опытных данных а^р^/ну^р /Ilm™710*
= ^эксп/ЯУо = (йЭксП/16ОО. ^1 * * *<сп/пко = РВксП/16ОО, 0) =
В начале первой стадии уплотнения пластически ПА
формируется ничтожная доля всех атомов твердой *1
структуоеИна 12₽пебпя 10 М™ ПрИ простой кубической
структуре на 12 ребрах лежит приблизительно 12-3-10
97° пи?’ Н3 6 гРаяях —54«108 атомов, во всем кубике-
27-1012 атомов. Следовательно, доля атомов наУ гранях
такого кубика от всех его атомов равна 20'10-5. Факти-
ческая доля поверхностных атомов по меньшей мер в
два раза больше этой цифры, т. е. 40-10~5 (частицы мень-
ше 10 мкм и поверхность их шероховата). При объемной
усадке около 24% деформируется 3-10-5 атомов, т. е.
количество, заведомо меньшее, чем 10% поверхности х
атомов. И только при усадке около 37% доля деформи-
рованных атомов (69-10-5) количественно приблизитель-
но равна доле всех поверхностных атомов частиц прес-
совки.
Количество деформированных атомов быстро ра ет
с величиной усадки. При первых 24% усадки дефоРЧЙ
руется в двести раз меньше атомов, чем при последу
щих 24 % усадки.
Нетрудно подсчитать, что для случая табл. 39 при уп-
лотнении на 2% от 6=6о==37% до -65=39% (5,1% усад-
ки) пластически деформируется 6-10“7% всех атомов
При уплотнении на 2% от 6=69,9 до 6=71,9% (1,4
усадки) деформируется 2-10“1% всех атомов тела ®
триста тысяч раз больше (а из расчета на 1% усадки —
в миллион раз больше) *.
32. ВТОРАЯ И ТРЕТЬЯ СТАДИЯ УПЛОТНЕНИЯ ПОРОШКОВ
В ПРЕССФОРМАХ
В табл. 40 приведены данные Рабо™£®’,5„12£ “°
прессованию восстановленного электроли * ия
ного порошка: р, 6, модуль упругости ( Р
приложенного давления прессования), экспери.ме
1 Подчеркнем, что в любой стадиза стет пласти-
с постулатом [17] работа Уплот”д" ’ Истицы и пропорциональна
ческого деформирования доли объема частицы е-
этой деформации.
Расчет прессования электролитического медного порошка ^о=0Д
ZZo=-0,7, Ек «= 10500 кГ[мм* (остаточное значение)
,к' as—i х- -==</ е tv OO b- СО Ю СЧ Ю 05 ч №>cio сч-* m
AS—l X— =d I8fr Ю b- co'tooi-i ^ьГсо—<" co N't CT>
, &»ljx •(AJ—I) Sd=’(5Irf) NlONO OO 0 <p co 0 a" co -f -f -S" тф
toed fl »y{tg*O= taed fl/»Д ”4=4 0 0 m 0 0 co ю см ш —4 . ^j-^cm 04 00 I 00000
1 II 5? s 1 X* £ я я 1 S x В 3 1 ч» ,и» —< 0 00 *-« m in tn 0 0 in m ’M* ’M*
tvtw/jx ‘(.AS— -I)’*</«•(’ — CM QO О QO Щ чф LQ
b:>ed»/|fr£‘0= =h3Btl®/| Ol Г’-IQ CM О 0 —< 0 eo a> © ^CM CM 00000
л tWWf JX ^v/d-Td O CM Oin m 0 ь- 00 cm
*11 wed_ 001 •— »«= » 0 'ФООМЛ Ь?^м*СМ CO b* b-
001 x x =U3Hex> °o — CO CM *-« 00 CO -< CO 0 -4 co bw
tww/jx ‘3 0 0 S S 2 <v SODOOQO g co —»m 00 co а —< CO OO g cr
001 e Tt'tOOW® Я SJgJtSSl 8 я
9ww/jv *d •*eO56S?S e- CM co 0
ное критическое се-
чение (перпендику-
лярное Е р р) аэксцв
=£/(£«) оет. Кроме
того, приведен ряд
расчетных данных.
Расчетные значения
коэффициента Пу-
ассона — контакт-
ного у' и инерцион-
ного у — пригодны
только для. .направ-
лений, перпендику*
лярных р (парал-
лельных а). Однако
в данном случае не-
обходимо знать ко-
эффициенты Пуас-
сона только в этих
направлениях. Рас-
четные значения по
нашей основной
формуле для второй
(а возможно и для
третьей) стадии
аРасч!='0лД'0'/^о УД °*
влетворительно сов-
падают с экспери-
ментальными значе-
ниями Оэксп —
=£/10500.
В табл. 40 пока-
зано расчетное зна-
чение контактного
давления Рк =
— p/арасч. Для на*
чального контактно-
го давления (рк Ь8®
=рк(1—-2v') Рас-
считаны два вариаи*
та значений. ДлЯ
первого варианта
были использованы
180
6t0₽°r° вычис-
периментальные значени\Z«„~°Ba'"J Ж’
чения исходных данных
"ЛК8а3|а:?/ВЛбЛ 40)- СР^ее Равное значений').
Г18А Г/ (среднеарифметическое отклонение 595»/ >
и экспериментальное значение (р^
(отклонение 5,87%) лишь незначительно^на 2 5%) отлн
чались друг от друга. Эта величина (р'к)0 L 20 %
твердости ненаклепанного металла. Возможно, что ис-
ходная твердость порошка была немного больше твер-
дости ненаклепанной меди. Однако, как будет показано
дальше, при прессовании в прессформах, в отличие от
изостатического прессования, (р'к)0 может быть и боль-
ше, чем ИВо вследствие потерь на трение о стенки пресс-
формы и сверхдавления [3].
Средняя величина (рк)о=43,8 кГ)мм2 (ошибка 6,99%),
как и в случае изостатического прессования, на 10%
меньше средней величины (р^)0 =48,1 кГ!мм2. Расчет-
ные значения давления прессования, как по формуле
(V,25): р=[48,1/(1—2v,)]O'2At9'//7o, так и по формуле
(V,25a) отличались от экспериментальных на 0—9%.
Таким образом, и при обычном прессовании меди
(р*)0 « const, (Рк)о ~ const (причем в ряде случаев их
значения почти равны исходной твердости).
В табл. 41 приведены аналогичные расчеты для свин-
цового порошка [17]. От самых малых давлений и степе-
ней уплотнения и вплоть до включительно 0—0,9 ,
р=13,9кГ/лш2 наблюдалось практическое постоянство
значений (р')о (среднее значение 3,52 кПмм ошибк
7,3%) и (рк)о (среднее
7,7%), И в этом случае (рк)о=3,52 кГ/мм по
личалась-от'твердости по Бринелю не^^ЛоП?нЛ°ГО
ца (около 3,5). И в этом случае (рк)о~9,У (РКЛ>-
Так как данные рассчи^^
ТО тем самым "«Д^людение уравне-
второй стадии (0,87—1 о,у ™ /
НИЙ (V,25) и значения р и р„ быстро воз-
В инт^вал? ®,-,начениев=Рк=69,4кГ/мж = W»-
растают. При О’—1 значением рк
Прессование . свИнцоВОГо распыленно1,0 порощка (171 Таб^ца 41
кг/мл 100» а==&» —х Па *>к=Р/а v'= ( V—-
XI00 кГ/мм3 =0,42Та“ (1—2V'), кГ/м3 =0’42/а/» и-Ц,*
0 58.0 0 1 — — -
0 0 • 0 0 0
0,87 1,74 2,60 3,48 5,20 6,95 10,4 13,9 20,8 41,6 69,4 71,8 77,5 80,5 83,0 88,9 92,1 94,6 96,2 98,0 99,6 100 17,0 27,8 34,1 41,0 58,1 68,9 78,0 84,1 91,4 98,2 100 5,12 6,26 7,62 8,49 8,95 10,1 13,3 16,5 23,0 42,4 69,4 _ 0,713 0,221 0,245 0,269 0,320 0,349 0,370 0,385 0,401 0,416 0,42 3,35 3,49 3,88 3,92 3,22 3,05 3,46 3,80 4,34 7,12 И,1 0,204 0,251 0,273 0,295 0,339 0,363 0,381 0,392 0,405 0,417 0,42 3,03 3,12 3,45 3,48 2,88 2,77 3,17 3,56 4,16 7,04 И,1
теоретической прочности свинца. По данным [31], теоре-
тическая прочность свинца составляет 67 к.Г1мм2. Таким
образом, этот интервал соответствует третьей стадии уп-
лотнения.
Таблица 42
Расчет прессования
свинцового порошка [17]
по формуле (V,39):
p(27o+27i) в (^к)пр-^!=const—
(ошибка 5,3%),
среднее значение (рк)пр~
=64,4 кГ/жж\ П1 =0,01
р. кГ/мм3 И рспя-п,), кГ/мм3
69,4 0 0,694
41,6 0,004 0,582
20,8 0,02 0,624
13,9 0,038 0,684
10,04 0,054 0,686
6,95 0,079 0,619
5,20 0,111 0,629
3,48 0,17 0,626
В табл. 42 показана пра-
вильность расчета давления
по типичному для третьей
стадии силовому уравнению
(V,39) в интервале •& =
=0,83-г- 1. В табл. 43 — то
же по типичной для третьей
стадии формуле (V,44) в ин-
тервале f>=0,805 1. Та-
ким образом, в интервале
0 = 0,8050,964 имело мес-
то сосуществование сило-
вых уравнений второй и
третьей стадии.
В табл. 44 для этого же
порошка показаны данные
по величине деформирован-
ной доли объема в>в
= (Д0)2/77о, эксперимен-
182
Насчет Прессования свииповогл ^аблица 43
PW+^^ptnjb+n^l) в('ак)Пр^.’c“gta й7) »* Формуле (¥Л4)е
среднеарифметическое значение const «О б2я 7Л‘ =^°’01’
среднее значение (стк)пр =66,8 «гД W (0Шибка 6,2%),
Рк,.кГ]мг& Ф=/7/& ₽ (’Ж»,), кГ/лм»
69,4 41,6 20,8 13,9 10,4 6,95 5,20 3,48 2,60 0 0,004 0,02 0,039 0,056 0,086 0,125 0,205 0,23 0,694 0,582 0,624 0,661 0,686 0,667 0,702 -0,747 0,624
тальные значения приведенной работы прессования
и^эксп» величины w и значения коэффициента
в формуле’(V,63) w = 3,52 кгМЙ/По. Удовлетворительное
совпадение экспериментальных и расчетных значений kt
свидетельствует о правильности этой формулы для вто-
рой стадии прессования свинца.
Вместе с тем в табл. 45 показана применимость для
этих же свинцовых прессовок энергетического уравнения
Таблица 44
Приведенная работа прессования свинцового порошка [17]
(0'0=0,58)______________________________________
4-100 юэксп’ кГ/мл? ш=(Д»)7Лох Х100 ц»к=и>/«э-100 1^эксп“ <МраСТ »о формуле (V. 6Э>-
71,8 77,5 80,5 83,0 88,9 92,1 94,6 96,2 98,0 99,6 100 0,10 0,23 0,37 0,50 0,80 1,04 1,36 1,55 i 1,88 < 2,31 2,53 2,27 4,52 6,02 7,44 11,4 14,0 16,0 17,4 19,0 20,6 21,0 4,41 5,09 5,15 6,72 7,02 7,43 8,50 8,91 9,89 11,2 12,1 I 1 1 «О 4*- СЛ L54 1,65 еж* 2,07 2,14 2,39 «М «жж ж"
183
прессования (V,68), типичного для третьей стадии прес-
сования в интервале давлений 2,60—69,4 кГ/мм2. и
В табл. 46 приведен расчет данных Киффера и Гото*
па [20] но прессованию железа, Значения (pj0, рассчи-
танные по формуле (рк)о==рк/(1-~2v') == (р/а)/(1—2v) =
=[р/Ф2ДФ//70](1—2v'), в интервале практически наибо-
лее важных давлений (20—80 кГ/мм2) постоянны и близ-
ки к минимальной твердости по Бринелю железа —
60 кГ/мм2 (несколько от него отличаются), В табл. 46
приведены для этого интервала давлений расчетные зна-
чения по формуле (V,25): р—60оь/(1 2'Ук1//Го), где о»
=О2ФД/Л0. Расчетные значения рк совпали с эксперимен-
тальными с наибольшей ошибкой около 6%. Таким об-
разом зная исходную твердость металла порошка и
плотность утряски Фо, можно с удовлетворительной точ-
ностью рассчитать давление прессования.
Табл. 46 показывает, что в третьей стадии уплотнения
(р=100 -*-300 кГ/мм2), значения рк и (р'к )0 быстро рос-
ли: рк= 135 314, (рк)о=69,9 142 кГ)мм2.
Более естественным значением для (рк) во второй
стадии является 70 кГ/ли*2, так как при уплотнении в
прессформах (рк)о должно быть на 10—20% больше
НВо- Возможно, что в интервале 20—60 кГ[мм2 для же-
леза имело место некоторое влияние первой стадии уп-
Таблица 45
Расчет работы полного уплотнения свинцовой прессовки [17],
ранее уплотненной до заданного значения ф', доф "=0
по формуле (V,68), Aw=0,668 In (ф 4-0,01)/0,01 (см. табл. 43)
Ъ=П/& р, кГ/мм2 А^расч’
0,230 0,208 0,125 0,086 2,60 3,48 5,20 6,95 2,12 2,06 1,74 1,51 1,26 1,05 0,73 0,23 0 2,16 2,03 1,73 1,49 1,17
0,056 10,4 0,98
0,039 0,02 0,004 0 13,9 20,8 41,6 69,4 0,65 0,22 0
184
Раечеч (1Э'о=Х г данш >,37, По «х [20] по =0,63) прессованию восстановленного Таблица 46 железа
X 1»
kTJmm- 100 S <х=&аД»? хюо «к «Ь * £ сч I Рк j =» ^(l-Zv-l кГ/Mrf кГ/мм?
20 40 60 80 100 150 200 69,8 80,9 86,2 89,7 92,1 96,7 97,8 24,8 45,7 58,0 67,3 74,2 88,5 93,3 80,6 87,5 105 119 ’ 135 170 214 0,139 0,189 0,213 0,230 0,241 0,263 0,270 58,2 54,4 60,3 64,2 69,9 80,6 98,4 122 20,6 44,1 59,6 75,0
250 98,3 94,4 268 0,272
300 98,7 95,4 314 0,274 142
лотнения. В этом случае на самом деле величина а была
несколько меньше, чем '&2А6,/77о, а (рк)о несколько боль-
ше 60 кГ/мм2. Формально же эта промежуточная ста-
дия уплотнения может быть описана условиями (рк)в =
=60 кГ[мм2, а = б^АФ/Ло-
33. ДОПОЛНИТЕЛЬНЫЕ СВЕДЕНИЯ О РАСЧЕТЕ УРАВНЕНИЯ
ПРЕССОВАНИЯ ПОРОШКОВ В ПРЕССФОРМАХ
Г, м. Жданович [7] Предложил следующую формулу
зависимости между контактным сечением а и степенью
уплотнения порошков в прессформах при различно
ходной относительной плотности б'о.
а =з [^In'd/O'oJ^n l/O'o- (V J )
Пои выводе этого уравнения Г. М. Жданович исхо-
при выводе chuiu основе которых было ра-
дил из тех же предпосылок, на уравнение
нее (в 1964 г.) выведено на *от степени уплот-
[291 зависимости контактного с
нения (V,18):
а *=* Ф2 (ДО//7 0)ь,
где в предельном случае Ь = 1
Ж
. In $/&„
-’’ТИл '100 *
равной
0,3
0,4
0,5
0,6
0,7
0,8
0.9
1.0
„ А»
-1 rrnu A
П0 при равной
0.2 f оз ' 0.4 0,2 _ 0.3 0,4
2,27 6,98 14,2 24,6 38,1 55,1 75,7 100 0 3,79 10,6 20,7 32,8 52,2 73,9 100 0 6,1 15,9 29,9 48,4 71,6 100 1,12 4,0 9,38 16,0 30,6 48,0 70,9 100 1 0 2,29 7,14 15,4 28,0 45,7 69,4 100 0 4,17 12,О' 24,5 42,7 67,5 100
Г71 ГгР90]П«С?ЛКИ выводов этих двух формул в работах
[7] и [29] различаются лишь небольшими нюансами. По-
А?Ж и Расчетные значения b по формулам (V,79) и
(V,io) особенно в наиболее практически важных обла-
стях уплотнения, не слишком существенно различаются.
Из табл. 47 видно, что, например, при Фо=О,3 в ин-
тервале 0=0,6 0,9 расчетные значения а по формуле
Ждановича в 1,3—1,03 раза больше, чем по нашей фор-
муле.
Однако при 0'о=0,3 в интервале низких плотностей
(0=0,4 -4- 0,5) расчетные значения а по формуле Ждано-
вича уже в 1,5——1,6 раза больше, чем по нашему урав-
нению. При 0=0,2 в интервале О' > 0,4 по формуле
(V.79) а><Р. Следует иметь в виду, что даже для спе-
ченных и горячепрессованных пористых порошковых ме-
таллов практически до сих пор не наблюдались значения
а>(Р при столь низких плотностях.
Главное различие во взглядах Г. М. Ждановича и ав-
тора на формулы зависимости а—О’ заключается совсем
в другом. Г. М. Жданович [7] считае^ формулу
единым и единственным уравнением, действительны
для всех порошков, во всех интервалах давлении. •
наоборот, полагаем, что формула (V.18) привел
Ь=1 является предельным уравнением потолка A0BQft
ния а, действительным только после оконча и Р
Ж
с адии прессования. Ич тяйп qo
арбида титана 0%-0,37) приV»одя’^0 Д?Я1П0р0Шка
етное же значение « пл 0,485 ал?3-10~*. рас.
случае 3,7-10-3. Та™£ oOnafe? » этом
в данном примере было вКЮ па.Л^ическое значение а
потолка по предельномуваоиаХ ЛЬШе его Ратного
формуле Ждановича а==6-10-2 •/ ГМулы (V,18). По
чина контактного сечения в чтА J'Фактическая вели-
меньше расчетной. °М СЛучае уже в 200 раз
— прессования^’?’ ЯВН0Л
формулу (V.18) множитель (ДО/770)Ь яв’ляетТТначе*
нием вероятности сохранения встречи (контакта) между
частицами (см. гл. III). Величина U1 является S
дельным случаем, соответствующим равновероятности
сохранения и потери встречи. Эта равновероятность со-
ответствует варианту уравнения (V,18) а^ДФ/Яо, ти-
пичному для второй стадии уплотнения. В третьей’ста-
дии контакты фиксируются. Поэтому вероятность сохра-
нения контакта приближается в этой стадии к единице.
Это может быть, если ДФ//70 1, b -> 0.
В интервале 0=0,9-s-1, соответствующем третьей
стадии (при О «0,9 возможно сосуществование второй
и третьей стадий), значения а=Ф2ДФ/77о и а=О2 разли-
чаются только на 0—10% в зависимости от плотности.
Это обстоятельство позволяет практически пользоваться
формулой а=О2Д0//70 в двух последних стадиях уплот-
нения.
В первой стадии уплотнения обязательно происходит
смещение (и разрыв) образовавшихся и образующихся
контактов между частицами. А такое смещение связано
с перераспределением нагрузки, т. е. с разгрузкой одних
контактов и увеличением нагрузки других. Разгружен-
ные контактные участки могут быть разорваны под влия
нием упругой деформации при разгрузке уже в проце
уплотнения при увеличении нагрузки, а не то ,
ее уменьшении и снятии. Чем больше УПРУ „пХакты
ция при разгрузке, тем легче разрывают *
Величина чисто упругой деформации пр
грузке в направлении давления прессовани ' наПпав-
на величине упругого после?^тввя из следующих
лении. Ее нетрудно рассчитать, ис А
Соображений:
187
(дг^-₽- (V 80)
(AZ 0; = (р Jo £к _ 0,9 kHBa Е*, (V ’ 0
(V,80) соатветствУет контактному, формул»
(V,80a) —инерционному коэффициенту Пуасетна S
фициент 1 —константа для данной засыпки пооош'
ка в данной прессформе (при небольших размерах пп₽7
совок £-> I, при пересчете на так называемое нетто
давление [3] k= 1).
Чем больше (Д///)у=НВ/Ек, тем меньше вероятность
сохранения контакта в первой стадии уплотнения. По-
этому с увеличением этого отношения растет константа
Ь, падают значения (ДФ//70), а=Ф2(ДФ//70)ь, ®=Д^/(1 +
+6)-(АШ)1+ь, уменьшаются давление и работа уплот-
нения. Давление прессования при одинаковой твердости
исходных порошков одного и того же металла, но с раз-
личной исходной пористостью 770 пропорционально вели-
чине По (см. рис. 33). Поэтому при уплотнении таких
различных порошков одного металла до сокращения ис-
ходной пористости вдвое (77=О,5/7о) давление прессова-
ния ро,5~ const. Табл. 48 показывает, что отношение
pofil(рк)о^Ро.ь/НВо уменьшается с увеличением упругого
последействия и твердости прессуемого металла. Таким
образом, если за единицу давления принять твердость
исходного металла (или другой показатель прочности),
Таблица 48
Зависимость р q cJHBq от отношения HBqIE к [26]
Материал НВ0. кГ/мм* ®к’ кГ/мм? 100НВо/Ек Р0,5, кГ/мм* 100 рп JHBa и,о
Олово Свинец Медь . , . , . Железо . , . т Молибден...» Вольфрам. .. . Вольфрам с до- бавкой каучука в бензине...... Карбид титана с добавкой каучука в бензине , , . 5 3,5 40 65 150 300 300 1600 4 800 1 600 13 000 21 000 30 000 40 000 40 000 40 000 0,10 0,22 0,31 0,31 0,50 0,75 0,75 4,0 2,5—3,0 1,7—1,9 14-17 18—22 40 66 34 55 50—60 49-54 35—42 30-37 27 .22 11 3,4
J88
У1
«сличение значения р0 5 за счет Таблица 49
VK 1/(1—2% к У Ъ /ед >
0,25 0,28 0,30 0,34 0,42 0.44 1,30 1,34 1,38 1,45 1,63 1,68 1 1,01 1,06 1,12 1,25 1,29 1,40 1,47 1,52 1,63 1,92 2,00 I 1,05 1,09 1,16 1,30 1,43
Примечаня е. Показатели 3-й и 5-й граф даны в условных единицах.
то величина такого относительного давления прессова-
ния уменьшается с ростом НВ0 и отношения НВО/ЕК.
Следует иметь в виду, что давление прессования ра-
стет пропорционально отношению 1/(1— 2vK/а) для
контактного vz или 1/(1—2vK]/a/fl) для инерционного v.
Поэтому оно увеличивается с ростом значения vK.
Табл. 49 иллюстрирует влияние значения vK для случая
бо=О,3, ДА//7о=0,5; А=0,65, а=А2ДА/Яо=О,211, 1/а =
==0,459,. У А = 0,806. Из табл. 48 видно, что для железа
и меди отношение ЯВо/Ек=0,31 % одинаково, однако от-
ношение роя/НВъ для меди больше. Из табл. 49 видно,
что pofi у меди должно быть больше. Однако невозмож-
но объяснить такое различие, как ро,5=0,5 -н 0,6 НВ у
олова и 0,22 НВ у вольфрама только за счет не слишком
большой разницы в величине vK. .
Заметим, что вероятность потери контакта в первой
стадии уплотнения зависит не только от величины чиСто
упругой деформации полной разгрузки (А///) у,
необратимой деформации (Д///)н. Величина же
растет с уменьшением шероховатости частиц порошк
их «конструктивной» прочности, т. е. с повышением
ходного значения Ао- Поэтому у более тяжелых п р'
одного и того же металла выше значен е
степени b в формуле (V, 18) и больше облас у
вания первой стадии. пявления
В табл. 50 приводится расчет величины а, давлен
прессования р, контактного давления пр
13^
Расчет прессования Железного порошка (Фпа=0<ь Таблица $0
по данным [7] и по нашим данным 1
Расчет по данным J7 ] Наш насчет
кГ/мл? 100 a р. | кГ/мм* Рк». кГ!мм* ( ₽к)о к.Г/мм! 100 a Р,
0,3 24,8 0 0 60—70 60—70 0
0,4 32,1 3,79 1,22 Первая стадия уплотнения
0,5 38,2 10,6 4,05 70,1 60 7,14 15,4 28,0 45,7 69,4 100 5,01 11,8 23 9 44,1 90,8 1000
0,6 47,7 20,7 9,85 76,9 60
0,7 59,2 32,8 19,4 85^ 60
0.8 0,9 75,8 101 52,0 73,0 39,4 73,7 96,4 131 60 70
1,0 150 100 150 1000 (230)
(у Г. М. Ждановича эта величина обозначается через
Ок), величины (рк)0=НВ0 по данным Г. М. Ждановича
[7] и по нашим для железного порошка с Фо=О,3. Для
расчета Г. М. Жданович [7, с. 104, 105] принял (кроме Фо)
11 исходных констант. Шесть из них характеризуют проч-
ность и упрочняемость исходного порошка. Величина
пяти других констант (1п — среднестатический приве-
денный угол наклона образующей эквивалентного ко-
нуса, константы т, %2> Хз) выбрана с известной сте-
пенью произвольности. Наш_ расчет произведен_по фор-
муле: р— (pi)oa/(l—2vKKа) =ЯВоа/(1—2vK V а) (для
контактного коэффициента Пуассона). Можно произво-
дить расчет и по нашей формуле для инерционного ко-
эффициента Пуассона: р=(рк)оа/(1—2vKp<a/'6j. При
этом практически получается значение (рк)о~О,9 (Дк)о»
значения р останутся теми же. Поэтому расчет по фор-
муле для инерционного коэффициента Пуассона не при-
водится. Данные по а взяты из табл. 47 по формулам
Ждановича и нашим. ые
В нашем расчете фигурируют только две исходи
константы, величина которых общеизвестна: коэфф Д
ент Пуассона компактного железа -vK=0>28 и твердо
компактного ненаклепанного железа ЯВо=(Рк)о=
-г- 70 кГ[мм2. м интервале
Г. М. Жданович произвел расчет во всем и V
плотностей. Первую стадию уплотнения (v<. » )»
190
ле и третью мы считаем иерасчитываемой. Однако в со.
?.Т™ИИ С Рез>’Льта™ прессования свинца и олова
[17] можно считать наиболее вероятным значением мя
г т“ре™ческой прочности железа
1000 кГ/мм . Г. М. Жданович принял, что при 0=1
давление р=рк=150 кГ/мм2. Это, бесспорно, занижен-
ное значение. Ряд данных Киффера и Готопа [20] пока-
зывает, что р=300 кГ/мм2 для всех испытанных сортов
железа уже при 6,<1.
По соображениям, приведенным для начала второй
стадии (^=0,5 -*-0,85), взято значение (рк)о=6О кГ/мм2
(влияние первой стадии) * Для конца второй стадии
(Ф>0,86) принято (Рк)о=7О кГ/мм2 (влияние третьей
стадии). Как видно из табл. 50, значение р по расчету
Г. М. Ждановича в интервале '0=0,5 0,9 ниже, чем по
нашему расчету.
В табл. 51 приведен расчет экспериментального слу-
чая прессования порошка восстановленного железа
(Фо=0,3) по нашим формулам. В области 0=0,398-7-0,483
расчетное условное значение (pK)o=18,3-s- 50 кГ/мм2.
На самом деле в этой стадии (Рк)о=6О кГ/мм2, а<
В начале и середине второй области прессо-
вания (при 0=0,541 0,833) (рк)о«6О кГ/мм2, в конце
Таблица 51
Расчет прессования восстановленного железа: $0—0,3, р₽асч =
=[60/(1—2v')]Wft//70 для 0=0,54-0,85, ppac4=[70/(!-2v)jO2AO/27e
для 0=0,864-92
- ।
Рэксп* кПмм* a.wo аягШа/П.ЛОО p^Pl*. »'= =0,28 j/os ( =р (1-24’). кГ/сж® Ррасч’ кГ/ми1
0,442 0,885 1,77 3,54 7,1 14,2 28,4 56,8 85 115 39,8 41,0 44,2 48,3 54,1 63,3 72,8 83,3 88,9 >91,8 2,21 2,70 3,96 6,10 9,96 19,1 32,4 52,9 66,5 81,1 20,0 32,8 44,7 58,0 71,3 74,4 87,7 107 128 142 0,042 0,046 0,059 0,069 0,088 0,122 0.159 0,204 0,228 0,252 18,3 29,8 39,4 50,0 59,5 56,2 59,8 63,3 69,6 70,4 «мв» «=* 7^3 15,3 28,4 53,4 85,8 141 191
(для 0=0,889 4-0,918) значение (Рк)о«7О кГ/Жл2 п
расчете по (дк)о=6О ч- 70 кГ1мм\
—2v )&&& По, значения рРасч удовлетворительно "
дает с рэксп. Экспериментальные данные табл 51 ВПа'
тверждают наш расчет, приведенный в табл. 50 1 П0д’
34. О КРИТИЧЕСКИХ ЗНАЧЕНИЯХ ПЛОТНОСТИ
ПРИ ПРЕССОВАНИИ
Критические значения относительной плотности ппм
прессовании могут быть связаны: а) с изменением хя
рактера уплотнения в пределах одной и той же области
прессования; б) с переходом уплотнения в другую ста-
Пусть уплотнение происходит в пределах одной и той
же области по уравнению (V,18): а = № (Д$/По)ь. Тогда
<о[ДО/(6 + 1)](ДО/П0)ь. Разделив почленно эти уравне-
ния, получаем
со а = [ 1 (b + 1)] Дб’/б’2 = [ 1/(6+1)] £V>8 ц
Нетрудно видеть, что при Ф = значение w/a=0.
С ростом Ф это значение может или непрерывно возра-
стать, или достичь при некотором значении максимума,
а затем снижаться. Точка максимума определяется усло-
вием d(<o/<x)/d0=0:
d(o>/a)dO = [1/(0+1)] d(0 —O0)/O.‘dO =
« [ 1/(6 + 1)] (О’ — 2О0)/О « 0. (V.82)
Условие (V.82) удовлетворяется при:
О - 2О0, («>/<х)т„ - 1/4 (6 + 1). (V‘83>
Нетрудно доказать также, что при 0<20о рост кон-
тактного сечения при уплотнении совершается преиму-
щественно за счет увеличения единичных контактных
чений а«„=Д«Ж при »>2О0-преимущественно за
счет роста числа контактов; при критическом зна
0-=20о—в одинаковой мере за счет обоих ПР0^® * ои
Если О, >0,5, то значение (<о/а)ш.х
».l, Если Оо-ОД то постигается "ри пн«со-
При этом в случае, типичном для второй с Д Р #
вания, »-1. (ш/а)тах-0,417. Ясно, что для случая Л
192
Таблица 52 Отношение w р для прессовок из медного порошка 1171 (Фо=0,3) Таблица 53 Орошение w/p для прессовок (Ф=0,58)ЦОВОГ° ПОРОШ“а W
100 В р, кГ мм* кГ/мм? 100 w/p 100 » _Р, 100 о>/р
КГ/мм* КГ/мм*
3,77 0,98 0,15 15,3 71,8 0,87 0,10 11,5 13,2
42,0 1,96 0,52 26,6 77,5 80,5 1.74 0,23
47,6 3,92 1,30 33,2 2,60 0,37 14'2
64,5 64,7 7,84 15,7 2,75 6,00 35,1 38,3 83,0 88,9 92,1 3,48 5,20 6,95 0,50 0,80 1,04 14,4 15,4 15,0
75,6 29,4 11,0 37,4 94,6 10,4 1,36 13,8
88,0 92,0 58,8 78,4 19,1 22,5 33,5 28,5 96,2 98,0 99,6 13,9 20,8 41,6 1,55 1,88 2,31 11,2 9,04 5,55 3,64
94,9 98,0 25,3 25,8 100 69'4 2'53
=0,3 критическая точка, соответствующая (со/а)шах, не
связана с переходом из одной стадии в другую.
^Значение ((в/а)тах связано с важной критической точ-
кой максимума отношения работы прессования w/p:
KJ/р = [®/аJ wK/pK; (V.84)
w р < (о/а, (V,85)
где wK/pK < 1.
Для медного порошка с Фо=0,3 при Ф=2Фо=О,6 (см.
табл. 30) отношение wK/pK= 1,23/1,36=0,904 лишь не-
многим меньше единицы. Поэтому (w/p)max соответст-
вует приблизительно тому же значению Ф=2Фо=О,6, что
и о/а (смещению максимума в сторону значений Ф<0,6
способствует снижение значений w^p^ с ростом О, сме-
щению в сторону Ф>0,6 — наличие первой стадии уплот-
нения) 4 В табл. 52 приведены опытные данные по прес-
сованию медного порошка с Фо =0,3.
Табл. 52 показывает, что максимум отношения w/p
действительно соответствует Ф=0,6. Выше было указано,
что для такого медного порошка (co/<x)niax=o,4i/.
В табл. 52 (ty/p)max=0,383<(o/a)max в соответствии с
формулой (V.84). Данные табл. 52 подтверждают пра-
вильность формулы (V,83). Следовательно, они являются
13—1098 193
также и подтверждением правильности
мул: a=^(AW0)b, ®»IAO/(b + l)](A^Jовнь’х фор.
Для свинцового порошка с во=0 58 (г™ «
при 0=0,9 отношение ^«/рк = 2,10/2,94 = О 7cvin^' 44)
меньше единицы. Поэтому по сравнению с отнлтВенно
(®a)max, соответствующим 0=1, значение Гг7/„\Ием
может соответствовать О «0,9. В табл 53 поиР тах
экспериментальные данные по величине отношений1?
для такого порошка. В табл. 53 значение (w/p) . ъ
ствительно соответствует значению О «0,9. ^'тах дей’
35. КОЭФФИЦИЕНТ БОКОВОГО ДАВЛЕНИЯ
Давление, приложенное к прессуемому порошковому
телу, может передаваться в направлении, перпендику-
лярном движению пуансона, не одним, а несколькими
путями. Поэтому имеются расхождения как в экспери-
ментальных результатах, так и в формулах, выражаю-
щих величину этого коэффициента.
В первой стадии прессования, особенно до консоли-
дации, боковое давление передается частицами, растал-
кивающими при движении другие частицы в сыпучем, но
не консолидированном теле. Несомненно, что в этом слу-
чае имеют место не такой механизм и не такие законо-
мерности, как в связанном консолидированном теле.
В консолидированном теле механизм передачи боково-
го давления может зависеть от скорости прессования.
Уже первые опыты [3] показали, что при быстром дина-
мическом прессовании на фрикционных прессах упругое
последействие меньше, чем при статическом прессова-
нии. Это позволяет предполагать меньшую величину ко
эффициента бокового давления при быстром динамиче-
ском прессовании импульсного типа.
Первое предположение о том, что величина КОЭФФ "
циента бокового давления увеличивается с ростом гот
ности прессуемого тела, было высказано в ра о I
В этой работе указывалось, что зависимость коэффшш
ента |б от бокового давления пропорциональна о
тельной плотности •&:
х (V,86)
где (^б)ккоэффициент бокового давления в беспор
стом материале.
194
Формула (V,86) прежде всего подтверждается тем
что потеря давления на трение о стенки прессформы не
зависит от плотности прессовки [3,38* *1. А это возможно
лишь в случае, когда |б или пропорционален Ф, или уве-
личивается больше чем с первой степенью плотности.
Некоторые исследователи полагали, что £б является
постоянной, не зависящей от плотности величиной [39_
43] . Однако, по данным последних исследований, ра-
стет быстрее, чем с первой степенью плотности [24].
При упруго-пластическом механизме передачи боко-
вого давления для контактного коэффициента Пуассона
пластической деформации, равного 0,5_]/а, и контакт-
ного коэффициента Пуассона v'=vK V а:
^ = 0,5/J(l — 2v, VoT)/(l — 0,5 Ка). (V,87)
При инерционных коэффициентах Пуассона для уп-
руго-пластической передачи бокового давления
b-O,8V^7»(l-2v,/575)/(l-O,6Va/5). (V.88)
Для чисто упругого механизма передачи коэффициен
та бокового давления имеем соответственно:
Гб = vK ]/а (1 - 2vK]/<x )/(1 - VK V^); (V,87a)
^«укУл7^(1—2vK/a/^)/(l — vKVraM). (V,88a)
Все эти формулы учитывают, что УПРУ^^^Р^Г
ция в направлении давления равна р (1 v)/ .
р(1— 2v)/E. Без этого учета получаем для пластической
передачи:
Г, = 0,5 Va /(1 - 0,5 ; <V’876)
fj-0,5/a/0/(l — 0,5/а/о). (V.886)
В табл. 54 приведены расчетные зкаченияДв покатам
формулам; увеличивается быстрее, ч
пенью Ф.
и и Ы Канд диссертация, Москва, 1970.
* Дуденков Н. Н. канд. д к
13*
Расчет значения |б для Железа (<1о==0,3, а—^ДА’/уУо) а^лица &
100 а $б по Различным формулам ———
ПУ.87) (V.88) (У,87а) (V. 876) (V, 886)
0,5 7,4 0,137 0,184 0,069 0 161
0,6 15,4 0,190 0,243 0,093 0 244 0,233
0,7 28,0 0,190 0,300 0,130 О’ 360 0,340
0,8 45,7 0,253 0,345 0,146 0 500 0,464
0,9 69,4 0,311 0,398 0,185 0,715 0,598 0,783
В настоящее время еще нет полной ясности ни в во-
просах количественного расчета g6, ни в вопросах его
экспериментального определения. Возможно, что экспе-
риментальные значения коэффициента Нб зависят от уп-
ругого сопротивления прессформы расширению брикета,
т. е. от отношения размеров внешнего и внутреннего диа-
метров. Вероятно, что значение уменьшается с уве-
личением скорости прессования.
36. КОМПОНЕНТЫ ДАВЛЕНИЯ И РАБОТЫ ПРЕССОВАНИЯ
В ФОРМАХ
Так же, как и давление изостатического прессования,
контактное давление в формах рк включает три компо-
нента: один из них (Рк)о«##,или (рк) о ~ 0,9Я5— дав-
ление образования единицы контактного сечения в некон-
солидированном теле; два других: Д(рк)т, или А(рк)т —
дополнительное давление упругого взаимодействия ча-
стиц в консолидируемом теле и дополнительное давле-
ние на преодоление внутреннего трения (меж- и внутри-
частичного). Оба эти дополнительных компонента тесн
взаимосвязаны, так что
(Арк)т = 2v рк,
(Арк)т2vpK,
(V,89)
(V,89a)
где
(Арк)т — компонент внутреннего трения;
2v'p —компонент упругого взаимодеистви , Ф
мула (V,89) действительна для контакт *
гоУ (V, 89а) — для инерционного коэффид
ента Пуассона.
196
Поэтому полное контактное неттп .
равно соответственно: етто-давление (рк)н
Wh (Рк)о + (ДРК)Т - (р'к)0+ 2v* рк « (р;)о/( 1 _ 2vyt
(V,90)
<Рк)н =» Wo+(APk)t=(Pk)o4-2vpk==(pk)o/(1_2v), (V,90a)
но равно сумме не этих трех компонентов, а только ос-
новного компонента и одного из дополнительных т е.
(Рк)н < (Рк)о (Арк)т 4" Рк>
(Рк)н *С (Рк)о 4“ (ДРк)т 4" 2vpK.
(V.91)
(V,91a)
Действие дополнительных компонентов связано с на-
клепом частиц и повышением значения (рк)н- В отличие
от давления изостатического уплотнения при прессова-
нии в формах имеются еще два дополнительных компо-
нента: сверхдавление Дрс и потери давления на внешнее
трение прессовки со стенками матрицы Дрм.
Понятие о сверхдавлении было введено в работе [3].
Сверхдавление связано с неравномерным распределе-
нием плотности по сечению. Пусть в объеме прессовки
одна продольная половина имеет относительный объем
а другая — ₽2=1/'0’2. Средняя величина р=
= (Pi+₽2)/2=1M. В этом случае pi= (рк)оа1/(1-—
Рг= (Рк)оаг/(1—*-2у'), нетто-давление, необходимое для
равномерной плотности, рн=® (Рк)оа/(1—2v').
же, включающее сверхдавление (Дрк)с равно р— (ргт
+р2)/2. В этом случае компонент номинального сверх-
Таблица 55
Расч( 100 » не св< 100», ?рхдг 100», ивлен 100 а ИЯ И] 100а, ш пре 100 а. .ссован Рн, кГ/мм* ИИ Р«. „ КГ/мм? кПмм' 1 Р14~Р« 2 \’кГ/мя? Ддс Р- 100Д-5 Ря
so 83,3 47,6 79,4 52,6 87,7 9,37 54,7 8,74 46,8 11,3 65,1 5,9 55 5,05 42,5 7,35 79,0 6,20 60,8 0,30 5,8 5,04 10,5
197
“7/7»₽аВеН ПРИ а-^0/П°<
&рс “ [[(AM1 — )k?A«1/n0 +
+ [K)o/( 1 - 2vK I 0] Д*2/По)/2-
- [(Pk)«/( 1 - 2v, Г J)] «• ДЙ//7, Дрс/р„ = (дрД
(V,92)
В табл. 55 приведен расчет по этой формуле свепх.
давления для случая прессования меди с i%=0 9 я -о
(1-0,05), ₽2=₽ (1+0,05). Рассчитаны два случая:'»-
= 2,0, 0—0,5, 01=476, О2=0,526 и 0 = 1,20, 0=0,833,01=
=0,794, О2=0,877. Значение (рк)о=5О кГ!мм*. Из табли-
цы видно, что сверхдавление, выраженное в долях от
нетто-давления рн, растет с плотностью.
При 0=0,5 сверхдавление Дрс/рн=Д(рк)с/(рк)н рав-
но 5% от рн, а при 0=0,83% — 10% от рн или от (рк)н.
В третьей стадии сверхдавление может доходить до де-
сятков процентов от (рк)н-
Сверхдавление может быть вызвано как процессом
прессования (повышение плотности на периферии прес-
совки по сравнению с центром), так и засыпкой (обычно
плотность выше в центре). Очень трудно получить рав-
номерную плотность засыпки. Поэтому при р=const наи-
высшую плотность имеют прессовки не с самым малым
отношением приведенной высоты hK к диаметру D, а с
AK/D = 0,15-^0,25. Рис. 34 [3] показывает такой пример
максимума плотности при р=const для прессования
вольфрама в прессформе с D = 10 мм. Оптимум плот-
ности наблюдался при hKID^Q,2.
Компонент потерь давления Дрм на трение пРесс° я
с матрицей можно определить по данным [3J, при.
-const
Рис. 34. Относительная плот-
ность вольфрамовых Д'
в зависимости от Лк и в₽ г
Р с. 35. Пропорциональная за-
в симость между давлением вы-
т лкнвания к давлением прес-
сования:
/ железный порошок; 2 — же-
лезо с 2% графита
обозначения настоящей книги (при отсутствии сверхдав-
ления):
In (рн + Арм) ри - In (1 + Арм/рн) = In [1 +А(рк)м/(рк)н] «
®= 4р(|5)к &hK = 4p.(g6)Kp/D-/iK == &/iK=4pg6/i/D==const,
(V,93)
где (|6)к = Арм —потери давления на тре-
ние;
Д(рк)м — потеря контактного давления на трение;
р — коэффициент трения;
hK=h$ —приведенная высота прессовки;
h — высота прессовки.
Из формулы (V,93) следует, что
Арм Рн “ А (Рк)м/(Рк)н “ const, Рн/Арм *== const,
1 Ч- Рн Арм = (Рн 4- Арм)/Арм = р/Арм == const,
Дрк/рвД(Рк)м/Ркв const, р£3/г = const, const. (V,94)
Рис. 35 показывает на опытах по давлению вытал-
кивания, что безразмерная потеря давления на внешнее
трение для данной навески порошка не зависит от плот-
ности и давления прессования в соответствии с форму-
лами (V,93) и (V,94). Тот же результат получен в ра-
ботах [38, 39] по замеру величины потерь.
Из формул (V,93) и (V.94) следует, что потеря давле-
ния на трение увеличивает на постоянную долю только
значения констант (рк)0 и (рн)о, не меняя типы урав-
нения прессования.
Таким образом, давление прессования р и контактное
Давление рк можно выразить в виде суммы компонентов:
199
Р - Рн+ЛРе+Др,,. (рк)а + Д (р^ + д
Соответственно и приведенную работу поест»,’
можно выразить в виде суммы компонентов: Р ССОвани*
w « wa + До>с + До>м;
®«“(Шк),+ ДШк +А (№«),, (у
где W, — приведенная работа внутреннего тоени»
производимая нетто-давлением- ’
Д^'с —работа внутреннего трения, затрачиваемая
на сверхдавление;
Доум ~~ работа внешнего трения;
(^к)н, Д(^к)с, Д (^к) м ~ соответствующие ком-
поненты работы, отнесенные к единице де-
формированного объема твердой фазы.
37. АНИЗОТРОПИЯ ПРЕССОВОК
Анизотропия прессовок вызывается следующими дву-
мя факторами:
1. Неравномерностью исходных частиц. Частицы ори-
ентируются при засыпке и прессовании более широким
сечением перпендикулярно давлению.
2. Упругим последействием. После снятия давления
даже при равноосности частиц необратимое упругое пос-
ледействие больше в направлении прессования. Поэтому
это направление больше ослабляется после снятия дав-
ления.
Сведения по анизотропии свойств прессовок приведе-
ны в гл. IV (см. табл. 29 и др.). Независимо от равно-
осности или неравноосности частиц всегда при прессо
вании в формах имеет место анизотропия прессовок,
уменьшающаяся с ростом степени уплотнения.
Рис. 36. Схема °Ри®"^н^ва£-
прессованни неаО,“?Ри₽^тда-
ных плоских частиц (о) «
ние агломерация W
?О0
сво^тв XXп анизотро™
структуры прессовок различие свойств в разиХнапив"
пениях остается и после спекания. Поэтому, а также во
избежание брака прессования часто очень важно пп„
нимать меры для обеспечения изотропности ctovktX
при прессовании.
Один из наиболее эффективных методов для этого .
агломерация исходных частиц в гранулы до прессова-
ния. Рис. 36 показывает принципиальную схему влияния
такой агломерации на ликвидацию анизотропности.
ОСНОВНЫЕ ВЫВОДЫ
1. Сопротивление обжатию пористого тела, равное дав-
лению прессования р, — одно из свойств этого тела. За-
висимость этого свойства от критического сечения а ана-
логична зависимости для модуля всестороннего сжа-
тия Л.
2. Эффективный компонент давления прессования
(эффективное давление прессования) равен р (1—2v')
или р (1—2v). Соответственно эффективное критическое
давление (рк)о= (1— 2v')p/a или (рк)0= (1—2v)p/a
практически во всем интервале значений а. Значение
(Рк)о равно твердости исходных частиц металла. По-
этому р(1—2v) = (pjoa, откуда p = a(pK)o/(l—2v).
3. Во второй стадии уплотнения порошка максималь-
ное значение а = (ДФ//7о)Ф2.
4. Максимальное значение пластически деформиро-
ванной доли объема со частиц порошка во второй стадии
уплотнения равно В=(Л№)*!. Соотношения между
Аы АВ Aft показывают соотношения между общей (ВНУ
ри- и межчастичной) деформацией Д₽, Ай пористого тела
и внутричастичной выражает важ-
5. Зависимость — pa р-pa xr/v f абота
ное положение, что при "Рес““ришей работе консоли-
консолидации —pdfi равна внутр р
дации pKd(&.
ЛИТЕРАТУРА № 17
1 Бальшнн М. Ю. Вестник металлопромышленности. 1936. № 1 .
2. Бальшнн М. Ю. Металлокерамика. Металлургии. 1938.
14—1098
ЗБалЛ^ин ПдРйш*овое металловедение. Металлх,^
дат, 1948. ""Урги^-
4. Бальшин М. Ю. Порошковая металлургия. Машгич Юло
5. Бальшин М. Ю. ДАН СССР, 1949, Ns 67, с, 831 ’ 48‘
6. Бальшин М. Ю. Порошковая металлургия, 1963 № 4 с %
7. Жданович Г. М. Теория прессования металлических попа™
ков. Изд-во «Металлургия», 1969. орощ-
8. TerzaghiK. Erdbaumechanik Wien, 1925.
9. Цыто вич А. Основы механики грунтов. ОНТИ. 1934.
10. Б а бко в В. Ф. и др. Грунтоведение и механика грунтов
ва. Дориздат, 1941. ‘ 1оск'
11. Федорченко И. М., Андриевский Р. А. Основы порош-
ковой металлургии. Киев. Изд-во АН УССР, 1962. и
12. Артамонов А. Я. и др. Порошковая металлургия, 1964 № I
с. 42. ’ ’
13. Е u d i е г М. Powder Metallurgy, 1962, № 9, р. 278.
14. А г t u s i о а. о. Powder Metallurgy, 1966, № 17.
15. Б а л ь ш и н М. Ю., Федотов С. Г. Металлы, 1965, № 1, с. 42.
16. Слепцова Б. С. Физический энциклопедический словарь т 1
1963, с. 273. F '
17. Бальшин М. Ю. Порошковая металлургия, 1965, № 12, с. 20.
18. Труды 7-й Всесоюзной конференции по порошковой металлургии.
Ереван. НТО Машпром, 1964.
19. Trzebiatowski N. Z. Phys. Chem., 1934, Bd 24, S. 75.
20. К i e f f e r R„ H o t о p W. Sintereisen und Sinterstahl, Wien, Sprin-
ger, 1948.
21. Mee p сон Г. А. Порошковая металлургия, 1962, № 5, с. 3.
22. S e e 1 i g R. P. AIME Metals Techology. August 1947, Tech. Pub.
2237; August 1946, Tech. Pub. 2044.
23. S e e 1 i g R. P. В сб. The Physics of Powder Metallurgy, McGraw
Hill Book Co. New-York, 1951, p. 344.
24. Радомысельский И. Д. и др. Порошковая металлургия,
1966, № 6, с. 6.
25. Бальшин М. Ю. В сб. «Порошковая металлургия и металло-
обработка» Ереван. НТО Машпром, 1965, с. 50.
26. Б а л ь ш и н М. Ю. В сб. «Порошковая металлургия». Минск,
Изд-во «Высшая школа», 1966, с. 8.
27. Б а л ь ш и и М. Ю. ЖТФ, 1952, № 22, с. 686.
28. Р е б и н д е р П. А. Физико-химическая механика. Изд-во «зна-
ние», 1957. . , оп
29. Бальшин М. Ю. ДАН СССР, 1964, т. 154, № 1, с80.
30. Б а л ь ш и н М. Ю. Порошковая металлургия, 1969, № а *
с 88 72
31. Бальшин М. Ю. В сб. Труды семинара по жаростойким ма-
териалам». Изд-во АН УССР, 1956, с. 5. „лмАлпан-
32. Бокштигель Г. В сб. трудов 4-й Международной коиферен
ции в ГДР. Дрезден, 1969, докл. Ns 6. м^л
33. Б а л ь ш и и М. Ю. В сб. «Порошковая металлургия», мета •
лургиздат, 1954, с. 10.
34. Konopicky К. Radex Rundschau, 1948, S. 141. _
35. Torre С. Berg- und Huttenm. Monatshefte 1948, Bd9X^ -
36. Кунин H. Ф., Юрченко П. Д. Порошковая металлург
1963, Ns 6, с. 14.
202
37 Меер сон .А? Карбиды, т. II, Краткая химическая энцикло-
педия, 963, с. 423.
38 S einhartz, McCulIogh, Lambraw. Metals, 1954,
Bd 6, S. 5.
39. Гончарова В. H. В сб. «Исследования в области металлоке-
рамики . Машгиз, 1953, № 56, с. 115.
40. Гончарова В. Н. Заводская лаборатория, 1948, Ns 5, с. 51.
41 Филимонов В. Г. Вестник машиностроения, 1951, № 3, с. 63.
42. Me ер сон Г. А. Порошковая металлургия, 1956, № 3, с. 92.
43 Богданов А. П., и др. Машиностроение и металлообработка.
' БПИ, 1968, № 2, С. 144.
Между прессованием nopontwm.
волокнй наряду m гглпл* ”
различия ₽ ДУ С° ^«вом есть J
ГЛАВА VI ПРЕССОВАНИЕ
МЕТАЛЛИЧЕСКОГО
ВОЛОКНА
38. О КОНТАКТНОМ (КРИТИЧЕСКОМ) СЕЧЕНИИ
ВОЛОКНОВЫХ ПРЕССОВОК И ДАВЛЕНИИ ПРЕССОВАНИЯ
Для подавляющего большинства специалистов по изго-
товлению изделий из волокна стало традицией концент-
рировать внимание на сверхпрочности исходных структур-
ных элементов — тонких нитей [1—4]. В отличие от этого
твердо установившегося мнения, мы считаем основным
свойством структурных элементов волокновых материа-
лов сверхгибкость (5—7]. Нити различных металлов в
разной мере сочетают следующие два типа гибкости:
1. Способность к обратимому упругому изгибу—пла-
стическая гибкость; она сходна с гибкостью жесткой пру-
жины. Эту жесткую гибкость можно назвать жесткостью.
2. Способность к необратимому пластическому изги-
бу— пластическая гибкость (для краткости будем назы-
вать ее просто гибкостью).
Сочетание в различных металлах жесткой и пластич-
ной гибкости можно оценить по величине упругой дефор-
мации 8т в момент достижения предела текучести ст». Чем
больше 8т» тем выше жесткость и меньше пластическая
гибкость в нитях из данного металла. Значение ет^о»
для различных металлов приведено в табл. 56
* Значение ет=(От)к/£' отражает соотношение жестеостим^
кости металла, но не волокна из него. Это соо^°^н“® bo.1okoh
больше, чем для соответствующего металла табл. 56, но для во-
из разных металлов приблизительно пропорционально ему.
204
Из табл. 56 следует, что ет = От/£ = (От)к/£к, т. е Жес_
кость увеличивается, а способность к пластичному из-
гибу снижается с повышением твердости металла Отно-
“пН1И? РКйпТ9е5ЧеС7 кЛвердости металла (ат)к/ЯВ-
0,17.0,25 ~ 0,2 const. Поэтому отношение (gt'Iu/E
характеризующее упругое последействие прессовок из
волокна, приблизительно пропорционально отношению
НВ]Ек, характеризующему упругое последействие прес-
совок из порошков. F
Следует иметь в виду, что прессование волокна— это
нечто вроде прессования пружин. Первоначально прямые
нити, встречаясь в местах контакта с другими нитями,
спирализуются. Витки таких спиралек мы будем назы-
вать их отрезками; фактически (см. гл. I) они являются
основным структурным элементом волокновых материа-
лов, а не нити целиком. Отношение длины среднестати-
стического отрезка к диаметру нити d, равное IJd, на-
ряду с твердостью исходного металла нитей характери-
зует сочетание жесткости — гибкости как структурных
элементов, так и всего волокнового тела в целом.
С увеличением относительной плотности О прессовки
число отрезков увеличивается, длина 1\ укорачивается,
отношение IJd уменьшается. Таким образом, гибкость
отрезков с ростом ft уменьшается, что ухудшает их прес-
суемость. Сопротивление деформации и деформация при
прессовании — частный вид свойств волокнового тела.
Они аналогичны соответствующим свойствам спеченного
волокнового тела.
Прессуемость волокновых тел ухудшается с умень-
шением ресурса пластической гибкости.
Таблица 56
Отношение (сгт)к/£k=sBt:=(st)k 100(ат)к/Як= =100 8Т. % Вт=От/£. условные единицы
Металл 1°т1к* кГ/мм? ^к> кГ/мл?
Свинец. .... 0,6 1 700 8 000 12 000 30 000 40000 0,035 0,063 1 1,8
Серебро .... Медь ..... Молибден» . . . Вольфрам.... 5 8 40 70 0,066 0,133 0,175 1,9 3,8 5,0
205
Прочность спеченных пористых волокновых тел rwh,
прочности соответствующих порошковых, именно в ш
мере, в какой удается полезно использовать их плаЛи
ческую гибкость [5]. Поэтому изучение вопросов поесеп
вания волокна важно не только само по себе пп « »
понимания свойств спеченных волокновых тел.
Большое значение для развития основ теории прессо
вания волокна имеет работа Ю. Г. Дорофеева [12]
впервые сформулировано, что в первой стадии уплотне*
ния металлического волокна давление подпрессовки сле-
дует рассчитывать не по величине контактного сечения а
по напряжению, «которое на первой стадии подпрессов’ки
определяется суммарным сопротивлением волокон изги-
бу». При высоких же плотностях [12] изгиб отсутствует и
передача давления осуществляется контактным (крити-
ческим) сечением тела. Добавим от себя, что во всех ста-
диях уплотнения волокна — начальной, средней и конеч-
ной, а не только в двух последних, возможно сосущество-
вание обоих механизмов уплотнения — за счет изгиба
волокон и за счет их контактного обжатия.
В данном разделе излагаются все выводы Ю. Е До-
рофеева [12] по начальной стадии прессования волокна.
При изложении мы внесли небольшие изменения. В част-
ности, для упрощения рассматривается волокно не с
прямоугольным, как это делает Дорофеев, а с квадрат-
ным сечением, изменены некоторые термины и обозна-
чения.
Давление Р\ [12], передаваемое единичным отрезком
волокна с квадратным сечением при пластическом изги-
бе, равно:
Л = К)Ла1/«.. (V1>I)
где (ат)к— предел текучести компактного волокна;
ах— длина стороны его сечения;
Zx—. длина единичного отрезка;
коэффициент, учитывающий точки приложе-
- ния сил по длине этого отрезка.
Суммарное давление р на единицу площади номи-
нального сечения равно:
Р -ЭД - (У1*2}
206
где лот— число отрезков, принимающих участие « па
редаче давления; значение п ЛгУ е 3 пе‘
с повышением плотности давления ?СЯ
По Ю. Г. Дорофееву [12J аналитически представив
зависимость выражения (VI,2) от изменений Гневоа
это^НзадачиМОЖН° СЛед^ие пути решений
В работе [12] принимаются предпосылки ^^76=const
также (при отсутствии упрочнения) (oT)K=const. Поэто-
му р изменяется пропорционально двум величинам пот и
1/А» т. е. быстрее [12], чем Ф, что в общей форме может
быть выражено степенной зависимостью
Р = Д’(<ГтМ'п, (VI,3)
где К—const.
Здесь изложены все результаты работы [12]. Эти со-
ображения и выводы в основном (но не во всем) верны,
однако недостаточны. Изгиб имеет не пластический [12],
а упруго-пластический характер. Далее, вопреки мнению
Дорофеева, передача давления даже в стадии подпрес-
совки обязательно происходит через контактное (крити-
ческое) сечение а. В самом деле, точки приложения сил,
изгибающих отрезки волокон, проходят через участки их
контакта. Давление прессования р даже при изгибающих
напряжениях полностью уравновешивается критическим
напряжением рк=р/а в участках критического сечения
волокновой прессовки. При этом критическое напряжение
Рк одновременно является и наибольшим напряжением в
волокновой прессовке.
Поэтому мы считаем необходимым аналитически ре-
шить уравнение (VI,2) Ю. Г. Дорофеева и показать, что
в результате такого решения оно преобразуется в урав-
нение прессования контактного типа4. Выделим в сече-
нии прессовки квадрат со стороной, равной единице дли-
ны и установим число отрезков «от на его площади,> ’
же равной единице (точнее на соответствующей площ Д
* Мы ни й коем сучае не можем согласиться с Д°Р°£^’Ж™
уравнение (VI. 2) аналитически неРазРе“"м°‘^ Л®жио из ураме-
что аналитически, а не только ’^стериметта ”0 уравнении
ния (VI, 2) вывести значение показателя степени т » уи
(VI, 3).
207
контактного сечения). Длина волокна а. П0ЭТА
не влияет на длину отрезков Ц и на число волокон „у 1
ресекающих одну из сторон квадрата (т. е. единип?’ Л
ны). В соответствии с теорией вероятностей у дли'
Лд =» ‘д —= 1//1э
где для данного волокна число k2 — постоянный
циент.
Тогда число отрезков на единице площади
= =
Наконец, из формулы (VI,4) следует, что
О’ ==
(VI,4)
КОЭффи-
сечения
(VI,5)
(VI,6)
Добавим в формулу (VI,2) еще один коэффициент k3,
который, отражая факторы, облегчающие или затрудня-
ющие уплотнение, может быть больше или меньше еди-
ницы. После подстановки данных из формул (VI,4)—
(VI,6) формула (VI,2) преображается в следующее урав-
нение:
Р:=а^з{ат)х.Пота1^1^1 ~(^1^2^э/6)[(СТт)к^2/аПа1а1^1 =
- (kt kj k3/6) (QT)K fl3 = K<yT F, (VI,7)
где, как показано дальше, /?3/6 = const при рк=
«const и КФconst при pK=#const; р— удельное давле-
ние прессования.
Заметим прежде всего, что при аналитическом реше-
нии уравнения (VI,2) величины af и Ц в формуле (VI,7)
сократились. Далее мы утверждаем, что формула (VI,7)
является контактным уравнением и ее можно предста-
вить в следующем виде:
р « К (9^ $3 “ Рк а.
где рка=К(сГт)кга’Р/'О,3з=р/а — критическое (контактное)
напряжение прессования, обычно увеличивающееся^
давлением и плотностью и лишь иногда постоянное;
=а — критическое (контактное) сечение* о
В качестве обоснования этого утверждения »
привести доводы как теоретические, так и экспер
208
тать ые. Теоретическое обоснован ™
щему. Из хода аналитического пешеНиа ДИТСЯ к СледУю-
следует, что в самом ЛУравнения (VI-2)
{VI,5) вытекает, что О'2— безпазмепЛ?16’ И3 $°РмУлы
в сечении, а из формулы (VI
безразмерное отношение величины сечен™
перечного контакта нити под некоторым углом Д”°й
продольной площади а.1, единичного отрезка т J Л.
размерное, единичное контактное сечение. А это по™
ведение безразмерного числа контактов «> на безразмХ
ное единичное контактное сечение б и есть контакта™
сечение б2б=б3=а. Кроме того, ужеХ.о
(стр. 207), что любые напряжения, в том числе и изгиба-
ющие, должны концентрироваться в контактном (крити-
ческом) сечении а. н
Приведем экспериментальные обоснования контакт-
ного характера уравнений (VI,7) и (VI,8). Если Ф3=а, то
Л<Тт=Рк и величины К и рк могут практически варьиро-
вать лишь в следующих пределах:
(°т)к Рк <НВmaxi 1 "С /С 15, (VI, 9)
где (от)к— предел текучести при изгибе ненаклепанно-
го металла *;
f/Bmax твердость максимально наклепанного ме-
талла.
Кроме того, в некоторых относительно редких случаях
К(От)к=Рквсопз( и тогда имеет место силовое уравне-
ние прессования р — Ф3. „
На практике, действительно, наблюдалось ниж
значение показателя т в степенном уравнении^ Р
ния р^Ъ™ т~3. Многочисленные экспериментальные
значения рк в уравнении (VI,8) колебались таким
делах от £ до НВтах, а значения ^Тя7ЖеЛподтвер№
образом, экспериментальные дани справедли-
прессованию вольфрамового волокна (дна и
---. а может снизиться до предела упругости
1 Иногда величина от
или пропорциональности, >
209
F^«XX4)* pa6°™ T^Z Sr
^эксп* кГ/мм* 100» 100 0*= =100 а Рк~ ^эксп/38 кГ/мм3 Ррасч~ =340X КГ/мм3 W КПмм* =34^ 0,14 /) кГ/мм'
6.25 12,6 19,0 25,3 50,6 75,7 26,0 33,4 38,6 42.5 53,0 60,0 1,76 3,73 5,75 7,68 14,9 21,6 355 338 328 329 340 350 6,0 12,7 19,6 26,1 50,8 73 (8,1) 15,4 21,7 27 44,5 57,9 8,1 15,6 21,9 27,4 44,4 57,8
ДЛИН?п12о'?.Л<’ ^о=0’14’ „предварительный отжиг волокна
при 1200 С, внутренний диаметр D прессформы 10 мм,
AK/D=A6/D=0,25). В табл. 57 помещены эксперимен-
тальные данные по давлению прессования рэксп, О', О3=а,
Рк=рЭксп/03. Величина рк колебалась от 328 до 355 кГ{мм2\
Среднее значение рк составляет 340 кГ!мм2 при средней
ошибке 2,4 и наибольшей 4,4%. Отклонения рраСч=340О3
от Рэксп также в среднем 2,4%. Величина 340 кГ/мм2 как
раз равна твердости НВ или HV ненаклепанного воль-
фрама. Таким образом, уравнение прессования для этого
вольфрамового волокна в точности соответствовало фор-
муле (VI,8) с отклонениями, не выходящими за пределы
точности эксперимента. В табл. 57 также даны сведения
по работе прессования вольфрамового волокна.
В табл. 58 приведены экспериментальные данные по
прессованию медного волокна двух диаметров 50 и
70 мкм, длиной 7 мм. Диаметр прессовок £> = 10 мм,
hK/D=0,25. В обоих случаях величина ркЧ= const, при-
чем для медного волокна диаметром 50 мкм 7,89<^рк,С
•С 72,6 кГ(мм2, для медного волокна диаметром 70 мкм
20,1 <рк<55,6 кГ[мм2. Таким образом, значения рк ко-
лебались, например, для более тонкой меди
текучести ненаклепанного металла От при О—0»544 д
твердости средненаклепанной .меди при 0—0,955. с
раз заметим, что для очень низких О возможно й
величины рк до значений, близких к пределу УПРУ '
Отметим, что значение рк«75 ^^^^о^г/мм2 при
таки гораздо ниже величины рк—120 . 140 kJ/ й
прессовании меднык порошков до такой же
210
И табл. 58 видно, что более тонкое медное волокно
(диаметром 50 мкм) уплотнялось при одинаковом давл^
нни до большой плотности, а при одинаковой плотное™
требовало меньшего давления, чем более грубое волокно
диаметром 70 мкм. В соответствии с аналитическим ппе
образованием уравнения (VI,2), проведенным нами в
формулах (VI,4) — (VI,9), диаметр и длина нитей не дол-
жны влиять на прессуемость волокна. Тем не менее на
практике всегда более тонкое волокно требовало меньше-
го давления прессования, чем более грубое при одинако-
вой степени уплотнения.
В числе возможных причин этого явления следует об-
ратить особое внимание на гораздо лучшую формуемость
тонкого волокна в войлок как при сухом, так и при мок-
ром войлоковании. Грубые нити при войлоковании име-
ют тенденцию падать пакетами, в которых приблизи-
тельно параллельно расположены десятки волокон. Та-
кие пачки требуют примерно на порядок большего сопро-
тивления изгиба, чем отдельные волокна, их составляю-
щие. Поэтому более грубое волокно требует большего
давления прессования, чем тонкое.
По этой же причине давление прессования волокна,
прошедшего операцию предварительного сухого или мок-
рого войлокования, для достижения одинаковой плотно-
сти на 15—25% меньше, чем для того же волокна, не
подвергнутого этой операции.
Большой разбег значений рк, X по формуле (VI,У)
Таблица 53
Расчет контактного давления рк медного волокна _
Р. кГ/мм? Волокно диаметром 50 мкм Волокно диаметром 70 мкм
100S 100&з=ЮО а РК=Р/^ кГ/мм? 100 100 03=100 а рк=р/8*’ кГ/мм"'
1,27 54,4 16,1 7,89 50,2 65,5 73,4 79,4 83,0 12,7 20,1
2,55 57,6 19,1 13,3 28'1 22,7
6,37 71,0 35,8 19,9 39,5 32,1
12,7 76,6 45,0 28,1 50,1 38,1
19Д 31,8 81,8 88,0 54,7 68,1 34,9 46,7 5Л2 55,6 V*
51,0 63,7 93,1 95,2 80,7 86,3 63,2 72,6
211
1:15 обусловлен сосуществованием двух механизм
уплотнения. Многие будут склонны назвать такой разб
фактором незнания процесса. По нашему мнению, гопаг
до правильнее считать этот разбег показателем в’озмож
ностей управления процессом. Действительно, сосущест-
вование двух механизмов уплотнения — изгиба и обжа-
тия структурных элементов — дает такие возможности
управлять прессованием волокна, которых мы не имеем
при уплотнении порошков. Выше уже приводился пример
существенного снижения давления прессования в резуль-
тате предварительного войлокования.
Вследствие наличия двух механизмов уплотнения
нельзя считать полностью исключенной для контактного
сечения волокнистых прессовок основной формулы для
контактного сечения порошковых прессовок (V,21):
а — Р Рк — й*Ай/Пв.
39. НЕОБРАТИМО ДЕФОРМИРОВАННАЯ ДОЛЯ ОБЪЕМА
ЧАСТИЦ И РАБОТА ПРЕССОВАНИЯ ВОЛОКНА
Из формул (VI,1) — (VI,2) следует, что число контак-
тов пропорционально произведению изгибающего момен-
та, произведению силы (давления) на плечо (единичный
отрезок Ij, т. е. расстояние на нити между двумя сосед-
ними контактами с другой нитью или нитями). Правда,
при аналитической обработке этого выражения показано,
что плечо 1\ сокращается и не фигурирует в окончатель-
ной, аналитически преобразованной формуле (VI,8).
Однако есть другой путь вывода формулы (VI,8), ко-
торый с самого начала исключает введение в формулы
прессования понятия о величине плеча—длины единич-
ных отрезков Zj и числа отрезков пот. Это путь вычисле-
ния функции о — необратимо деформированной доли
объема нитей. А знание величины со позволяет однознач-
но определить значения а, р и со.
Известно [13, 16], что
а =* —dto/dfi — d(a&2/d&l d(& = ad$/&2 = —а^Р»
&
Да) =c co —- (Oo = I ——
,1 V
t w = wK (co — ®o)»
— dw/dfi == dwffl/dft
pKa = p,
212
где, если t^const, То =ГЛпе+
РкЖ’к- OnSt’ если tt’x^const, ТО
Разумеется, что величина т „
числа отрезков лот и что (oT)K\ w TwJ? °Т ДпИНЫ Z« и
чая силового уравнения (VI,8) • к nz3max. Для слу-
(VIJ0)
если WK=const, то wK=pK=const если ,4. const то
“1Р“ t Е03Растает с давлением и плотностью
В табл. 57 были приведены данные по зависимости
приведенной работы волокна от б. Эта зависимость оче^ь
дорошо соответствовала формуле (VI,10) с значением
шк=340 (отклонения значений Шэкод от ®wc, не
превышали 1,5%). р
Для случая зависимости а—Ф по формуле (V,21)
имеем:
ю - (й—а0)2/2П0 = (^2П0; w = ^К(А§)2/2ПО. (VI,11)
40. ЭМПИРИЧЕСКИЕ СТЕПЕННЫЕ УРАВНЕНИЯ
ПРЕССОВАНИЯ С ПОСТОЯННЫМИ КОНСТАНТАМИ
Было установлено [9, 10], что уплотнение металличес-
кого волокна при прессовании хорошо описывается сте-
пенным уравнением, предложенным в работе [11]:
ez (VI, 12)
где константа pi равна твердости металла в состоянии
некоторого наклепа, причем pi равна экстраполированно-
му давлению прессования р (контактному давлению рк)
при а={}=1; 3 ^.т < 5,5.
В табл. 59 приводятся сведения по
го волокна.. В интервале давлении 2—32 кГ/мм
мость р—й удовлетворительно отвечала фоР^ с^ед^иМ
с значениями констант pi-60 к1 /мм> кпмм2 5 2%.
отклонением в интервале т>3 и (VI,8)
Связь между формулами (VI.12) "Р“
при т=3 имеет следующий физический см расшиф-
мер, при значении т»4 в формуле (VI,12) она расш у
ровывается следующим образом.
р (Pi ft) ft3 =* Рк ®
ИЗ
де n,=const, (рб) -pK^const (возрастает с увеличенц.
еМ РЙ^ЭТ 191 показывает степенную зависимость по фор-
„„ПЛ121 Р=Р.бга при прессовании волокна свинца,
сембва и нержавеющей стали. Для свинцового волокна
пиаметром 120 жкж уплотнение в интервале до 0=0,9
описывается формулой р-6О« «Г/лл.»; для серебряного
описывается и з 100 тм и длинои 10 мм р„
ВОЖЙ кПмм* (до О«0,8); для того же волокна длиной
п=60<Р“ «Пим* (до 0«0,8). Во всех случаях зна-
£XJ JnJrb р W
чения Pi равнялись твердости слегка наклепанного ме-
талла волокна. С увеличением длины волокна при том
же диаметре давление прессования слегка повышалось.
Следует, однако, иметь в виду, что отношение l/d длины
волокна должно быть больше некоторого минимума. Так,
при l/d <3—5 волокно-вырождается в порошок и хуже
прессуется. Кроме того, для
ld< 10-*-30
(VI,13)
возможно, что при низких плотностях часть волокон бу-
дет иметь только один контакт с другими волокнами. А
это соответственно снизит прочность спеченных волокни-
стых тел.
При 0>-0,8-i-0,9 волокно прессуется по тем же урав-
нениям, что и порошки. Тем не менее и в этой последней
стадии волокно мягких металлов требует меньшего -дав-
ления для уплотнения до 0= 1, чем соответствующие по-
рошки. Так (см. рис. 37), при уплотнении до Ф==1 свин-
цового волокна диаметром 120 мкм р = 12 кГ/мм*. Для
Таблица 59
Рэксп и Ррасч для медного волокна диаметром 50 мкм
и длиной 6 мм _________ _
100» Рэксп* кГ'мм' рС=6О д4, кГ/лл*
43,0 50,2 61,6 73,2 84,4 92,7 2,0 4,0 8,0 16;0 32,0 64,0 2,05 3,8 8,5 17,2 30,4 43,3
214
Рис. 37. Степенная зависимость между давлением и относительной плот-
ностью в логарифмическом масштабе:
/ — волокно свинца диаметром 120 мкм; 2 — то же, 550—600 мкм; 3 — серебро
100 мкм, длина 10 мм; 4 —то же, длина 20 мм; 6 — нержавеющая сталь
такого же уплотнения свинцового порошка (см. табл. 41)
требуется р=70 kFJmm2 — почти в шесть раз больше.
Приведенная работа прессования w в интервале, под-
чиняющемся степенной зависимости между давлением и
плотностью, равна для силовых уравнений по формуле
(VI,12):
— (VI,1)
а более точно:
«.-рДГ-'-йГЧЛт-!)
(VI,На)
где Фо—исходная плотность волокна до прессования.
41. УПРУГОЕ ПОСЛЕДЕЙСТВИЕ ПРЕССОВОК
ИЗ МЕТАЛЛИЧЕСКОГО ВОЛОКНА
Уже в работе [17] было отмечено, что упругое после-
действие в прессовках из металлического ®°Л°ПОООШКОВ-
ше, чем в прессовках из соответствующи £Жилось.
Прямых определений в этой работе не пр рения
Суждение было косвенное —на основан Р
прессовок после спекания.
215
Таблица вО
Упругое последействие, % (прессформа 20 мм, hK/D^0,25) [8]
Материал 100 НВ/Е& Порошки Волокно
100 дл/л0 100ДО/Д, 100 ДУ/у, 100 ду/у„ юодо/л. 100 ду/у.
Медь. . . 0,31 0,4— 1,0 0,1 0,6— 1,2 0,5— 3,0 0,1 0,7—3,2
Молибден 0,50 1,0— 2,5 0,15 1,3— 3,0 2,0— 4,0 0,3 2,6-4,6
Вольфрам 0,75 2,0— 0,15— 2,5— 9,0— 0,5— 10,0— 14,0
5,0 0,25 3,5 13,0 0,6
Впервые непосредственная оценка упругого последей-
ствия волокна по сравнению с порошками была проведе-
на в работе [8]. Из данных табл. 60 можно сделать сле-
дующие выводы:
L Объемное упругое последействие AV/Vo и линейное
последействие по высоте h.hlh0 в прессовках больше, чем
у порошков. При этом и для порошков и для волокна
объемное упругое последействие возрастало с увеличени-
ем твердости НВ, предела текучести (сгт)к, отношения
НВ/Е, (от)к/£к исходных металлов. Поэтому ДУ/Vo,
bhihs возрастало и для порошков и для волокна в на-
правлении медь->молибден->вольфрам. Величина ДУ/Уо
волокна (особенно твердого) может быть в 3—6 раз
больше, чем у соответствующих порошков.
2. Упругое последействие по диаметру прессовок
ДР/Р0 для мягкой меди у волокна, однако, не было боль-
ше, чем у порошков. Во всех случаях упругое последей-
ствие по диаметру было примерно на порядок меньше,
чем по высоте.
До последнего времени все полагали, что после прес-
сования обязательно должно иметь место упругое рас-
ширение прессовок по диаметру> +&D/Dq. Однако прило-
жение давления вызывает упругое сужение по высоте и
расширение по диаметру. Снятие же давления после
прессования, наоборот, обязательно связано с упругим
расширением решетки по высоте и сужением ее по диа-
метру. Поэтому при коэффициенте бокового давления
210
фоД" “УЛе’0М ₽асши₽е“"“ внутреннего диаметра пресс-
(ADDo)y = -v(4A/A(,)y,
где (AD/D„)y_ чисто упругая часть деформации г. „=„
ном случае сужение) по диаметру; (дЦ)у1чис?о vn’
ругая часть деформации (расширение) по высоте-
коэффициент Пуассона; знак «минуса показывает’ что
Условиях упругое расширение по ™
соте 4- (Ал/Л0)у обязательно сопровождается упругим су-
жением по диаметру — (AD/D0)y. J у
Однако при прессовании всегда имеет место расшире-
ние внутреннего диаметра прессформы [18], всегда Е>0
и, наконец, всегда упругое последействие kh/h0 является
арифметической, a AD/D0— алгебраической суммой как
обратимой (чисто упругой), так и необратимой деформа-
ции. При этом необратимая часть упругого последейст-
вия как по высоте, так и по диаметру всегда имеет поло-
жительный знак (т. е. сопровождается расширением).
Именно поэтому у металлических порошков всегда имеет
место упругое последействие с расширением по диамет-
ру [П].
В работах М. Ю. Балыпина и Н. В. Захаряна [7, 19]
было решено вновь тщательно проверить расширение по
диаметру для металлических порошков и волокна на ци-
линдрической прессформе с пуансоном диаметром
10,00 мм (скользящая посадка, I класс точности). Для
металлических порошков при любом давлении прессова-
ния всегда наблюдалось упругое расширение по диамет-
ру. Для металлического же медного волокна (диаметр
50 мкм, длина 7—8 мм) при малых давлениях и плотно-
стях имело место сужение по диаметру. При более вы-
соких плотностях и давлениях для медного bojJ°kh .
также при любых давлениях и плотностях ДЛЯ
нового и вольфрамового волокна (диаметр 6 »
на до 10 мм) в результате упругого последеист
блюдалось только расширение. „nnvrniwv пос-
В табл. 61 приведены данные [7, 19| по У"РУГ°7ВХ
ледействию ДО/Оо для медного, и с0 зна.
фрамового волокна. Сужение отмечен ц ФР величи.
ком «минус», расширение-цифркевии 'волокна)
на отношения высоты (при полном у
к диаметру hu/p—0,25,
Упругое последействие по диаметру Д Таблица в] и!ио для волокна
р. кГ/мм* Медь Молибден ВольсЬйям
100 & 100Д Р/Ро 100 0 100 А Р/Р„ 100 » 100 А />//>„
1,27 54,4 —0,32 -
2,55 57,6 —0,17
6,37 71,0 ±0,0 42,2 0,2 26?0 33,4 38,6 42,5 А» 1 л
12,7 76,6 ±0,0 51,7 0,2 1,0 0,73 0,5 0,5
19,1 25,4 31,8 81,8 88,0 0,1 0,13 54,8 60,0 0,2 0,2
51,0 93,1 0,2 71,6 0,2 53,0 0,4 0,4
63,7 75 95,2 0,2 75,1 0,2 60,0
Для наиболее мягкого из трех волокон —- медного —
при самых низких значениях Ф=0,544-0,58 имело место
сужение по диаметру, при ^=0,714-0,77 размеры по диа-
метру не изменились, при й=0,824-0,95 наблюдалось
расширение. Таким образом, в медном волокне происхо-
дило непрерывное увеличение значения &DIDQ с ростом
О, возможно, обусловленное ростом деформации матрицы
прессформы с повышением ±
Для наиболее твердого вольфрамового волокна ха-
рактерно обратное явление — непрерывный рост значения
ДР/Р0 с уменьшением '0*. Возможно, что это обусловлено
ухудшением фиксирования контактных узлов жесткого
вольфрамового волокна с. уменьшением плотности прес-
совок.
Для молибденового волокна средней жесткости зна-
чение AD/Do оставалось постоянным при изменении о.
Может быть, это явление обусловлено сбалансированным
равновесием между ухудшением фиксирования контакт-
ных узлов и уменьшением деформации отверстия матри-
цы при снижении плотности. ,
Таким образом, впервые доказано теоретически и
периментально наличие отрицательного упругого по
действия (сужение диаметра прессовок) при малых д
лениях и плотностях (на медном волокне). _гк0
Особенности упругого последействия вол°™а
понять, если учесть, что уплотнение волокна эт
совокупности более или менее жестких пруж
2Z8
ствительно, первоначально прямые нити « п *
взаимного перемещения пересекаюши? ТЛ В Результате
(десятки и даже более со?ни Пе£СечЖй
нить) превращаются в витые пружинки И 1 каждую
го совокупность нитей является7 пружинным kaoV ЭТ0‘
Упругая же деформация пружины всегда больше vmv'
гон деформации компактного металла. При тодольном
сжатии пружины и после ее разгрузки сильно таелти-
вается длина и несколько уменьшается ширина Вот по
чему сужение диаметра прессовой в результате упругого
последействия обнаружено именно на волокне а не на
порошках. ’ на
& РАЗЛИЧИЕ И СХОДСТВО ПРОЦЕССОВ ПРЕССОВАНИЯ
ПОРОШКОВ И ВОЛОКНА
Силовые уравнения прессования и порошков и волок-
на довольно хорошо описываются уравнением (VI,12):
P~Pi^m, где в обоих случаях Pi —твердость более или
менее наклепанного металла, т 2>3. Однако при внеш-
нем сходстве силовых уравнений прессования имеются
существенные различия в зависимости величины показа-
теля степени т от твердости металла частиц у порошков
и у волокна. У порошков значение т повышается с уве-
личением твердости и отношения HBjE^ исходных частиц
[20]. Например, по данным С. С. Кипарисова [21], при
изостэтическом прессовании порошков меди т~5, а бо-
лее Твердого вольфрама — (значения Фо в обоих
случаях были почти одинаковы). Это различие в вели-
чине т связано с более низким безразмерным давлением
р[НВ для одинакового уплотнения порошков металла бо-
лее высокой твердости (см. табл. 48).
Наоборот, значения т у волокна снижаются с увели-
чением твердости металла (для свинцового волокна т —
®5,28, для медного от «4, для вольфрамового т—
Такой ход значения т у волокна связан с
лением —более высоким безразмерным давлением р/
для одинаковой степени уплотнения волокна ме
лее значительной твердости. пяботе
Последнее явление было впервые описа. gCOOT.
[8]. Значения НЕi для меди, молибдена 9ТИХ
' Почтило же и-соотношение
219
значении пределов текучести. Для медной, молибденов
и вольфрамовой проволоки предел текучести (a„?
ветственно 10, 40 и 80 кГ!мм2, т. е. соотношение
1:4:8. Поэтому практически для сравнения с порошками
можно пользоваться и соотношением твердостей. и
Казалось бы, следует ожидать для одинаковой степе
ни уплотнения порошков меди, молибдена и вольфрама
такого же соотношения давлений прессования р. На са-
мом деле это соотношение гораздо меньше. Если давле-
ние для порошков меди принято за 1, то для порошков
молибдена оно составит 2,3—2,8 (вместо 3,75), а для
вольфрама только 4,0—4,8 (вместо 7,5) [15].
Наоборот, если давление для некоторой степени уп-
лотнения для медного волокна принять за 1, то, как по-
казывает табл. 62, для волокна молибдена оно составит
4—6 (вместо 3,75),.а для волокна вольфрама 9—18 (вме-
сто 7,5). Диаметр волокна для меди составлял 50 мкм,
для молибдена и вольфрама 60 мкм, длина 6—10 мм,
О’о==О,1—0,14. Волокно молибдена и вольфрама перед
прессованием отжигалось в водороде (3 ч при 1200°С).
Как видно из табл. 62, для прессования волокна меди
до 0=0,7 удельное давление составляло 15 кГ}мм2, а до
0=0,9 равнялось 60 кГ)мм2. Для прессования порошков
электролитической меди [8] с исходным значением 0о=
=0,3 до 0 = 0,7 требовалось 21—22 кГ/мм2, а до 0=0,9
около 70 кГ!мм2'
Таблица 62
Сравнение давлений уплотнения для различного волокна
(прессформа 20 мм, hK/D=0,25) [8] _________
Медь Молибден Вольфрам
too а кГ!мяР условные единицы кГ/мм? условные единицы кПмм' условные единицы
20 30 40 50 60 70 80 90 0,1 0,5 1,5 3,6 7,5 15,0 24,0 60 1 1 1 1 1 1 1 1 0,4 2,6 8,0 21,0 45,0 84,0 4,0 5,2 5,3 5,8 6,0 5,6 0,9 9,2 24,0 49,0 НО 9 18 16 14 16 Ы» II»
$2U
равней ie зна’ Мета л Медь . . Молибден. Вольфрам. <енпй р 0 5 и р0 для п Порошки Таблица орошков и волокна Волокно
Р0.5« кГ/мм’ 14—17 40 66 100 P0.5/WB 35—42 27 22 ^0,5- кГ/жл1 5,6 40 96 м° рол/яв ' 14 27 32
л. пРессован11я волокна молибдена и вольфрама до
v=0,6 давление соответственно равнялось 45 и
110 к.Г!мм\ а для восстановленных порошков этих же
металлов 30 и 40 кГ]мм\ Таким образом, волокно мягких
металлов (меди), требует меньшего, а твердых (молиб-
дена, вольфрама) —наоборот, большего давления, чем
порошки соответствующих металлов.
В табл. 63 сравниваются значения давления р0,з» не-
обходимого для уменьшения исходной пористости вдвое
для порошков и волокна меди, молибдена, вольфрама.
Данные для порошков взяты из табл. 47, для волокна —
рассчитаны по табл. 62. Табл. 63 ясно показывает, что
безразмерная величина ро^НВ для уменьшения порис-
тости в два раза для порошков снижается с твердостью
и прочностью металла (т. е. для вольфрама это самая
низкая величина). Для волокна р^НВ, наоборот, рас-
тет с твердостью металла (т. е. для вольфрама она самая
большая).
Чем же можно объяснить такое радикальное разли-
чие при прессовании порошков и волокна разной твердо-
сти? Основной структурный элемент порошкового тела
(частица) отличается жесткостью и подвижностью, Р
консолидации одна частица порошка может пер
ся на несколько «длин» по отношению к ДРУ •• Р
лотнении легко нарушаются и сдвигаютс „ и
(жестко-подвижный контакт). А такомуп РУ“!нимаю.
сдвигу способствует местная упругая раз ру > поэтОМу
щая часть напряжений в ходе н*гр^ чает процесс
именно упругая разгрузка активно об ПОпОшка и
прессования порошков. Чем жестче м P неР содей-
чем больше упругое последействие, те акт^ порошков,
ствует местная упругая разгрузка ул
Основной структурный элемент волокнистого та™
нить. Деформация нити имеет жестко-гибкий xanZv
При уплотнении одна нить не может переместиться nJep‘
сительно другой даже на одну длину частицы КонтЛ?'
сравнительно прочно защемлены в контактных узля
Уплотнение волокна даже в первой стадии происходи
в основном не за счет смещения контактов, а за счет сме
щения старых контактных узлов (без разрыва самих
контактов) при образовании новых контактных узлов
Но даже сдвиг старых контактов внутри узла не будет
способствовать уплотнению, а скорее разуплотнению
прессуемого волокнистого тела. В порошковых телах
вследствие жестко-подвижного характера деформации
местная упругая разгрузка облегчает заполнение пор ча-
стицами и их уплотнение. В волокнистых телах местная
разгрузка упругого характера, наоборот, не может об-
легчить заполнения пор частицами и скорее содействует
их разуплотнению. Таким образом, повышение способно-
сти к упругому последействию не облегчает прессования
волокнистых металлов. И во всех случаях оно способст-
вует снижению плотности после прессования — для твер-
дого волокнистого вольфрама — приблизительно до 15%
(см. табл. 60).
Упругое последействие повышается с твердостью ме-
талла волокна и увеличением отношений НВ{Ек, (<Тт)к/^к.
Уже в силу этого обстоятельства более мягкое волокно
требует меньшего безразмерного давления р/НВ, р/(от)«
для достижения заданной относительной плотности, чем
более твердое и жесткое волокно.
Однако есть еще одна причина, снижающая безраз-
мерное давление у менее жесткого и более мягкого во
локна. В отличие от порошков у волокна напряжен
прессования могут весьма существенно снижаться
давлением местной (еще при возрастании £aBJ*eH** *
общей пластической разгрузки. Мы уже сравни_ J
лотнение волокна со сжатием пружин. Пусть пр
сжатие двух пружин в 1,5 раза. Первая из н
жесткая и твердая, вторая очень пласти* веШива-
жесткая. Внешняя сжимающая нагрузка уравновешива
ется упругим сжатием.
Пусть при деформации в 1,5 раза первая ст^
пружина совсем не деформируется пл давления
случае она не разгружается вплоть до снят д
222
и будет разгружена только после расшипрмиа i к
П)сть вторая мало жесткая пружим пластически Й'
' руется при сжатии. При полной разгрузке ПОСлЛ»«’
тия давления она может расшириться ummo ?
чем на 0,1%. Это модельное сравнение позволяет понять
механизм разгрузки второго рода в результате пластиче-
скои деформации. Такая пластическая разгрузка cvme.
ственно снижает безразмерное давление прессования v
мягких волокон по сравнению с жесткими.
43. СВЕРХДАВЛЕНИЕ ПРИ ПРЕССОВАНИИ ВОЛОКНА
Сверхдавление Дрс при прессовании волокна может
бытьвызвано в числе других факторов, также и той при-
чиной, что и при прессовании порошков. Это сверхдавле-
ние, обусловленное местной неравноплотностью располо-
жения частиц; назовем его в волокнистой прессовке
сверхдавлением первого рода (Дрс)ь В прессовках из
волокна исходное равноплотное распределение частиц
при заполнении прессформы, а также последующее вы-
равнивание плотности при прессовании гораздо труднее
достижимо, чем в прессовках из порошков. Это вызвано
очень плохой сыпучестью (текучестью) исходного волок-
на, а также слабыми по сравнению с порошками возмож-
ностями взаимного перемещения частиц при этом.
Примем условно, что в случае прессования медного
волокна (см. табл. 59) по уравнению р = 60,0'4 кГ]мм\ рас-
пределение частиц было идеально равноплотно, т. е. р—
=рп— нетто-давление. Теперь мы рассчитаем для Ф=0„5
(р==2,0, Pi = l,8, т.е. меньше |3 на 10%, fa—2,2, т.е. боль-
ше В на 10%) соответствующее сверхдавление первого
рода (Дрс)ь Получаем (Дре) 1/Рн=0,11, т. е. сверхдавле-
ние в этом случае составляет 11 % от нетто-давления.
Второй фактор, вызывающий сверхдавление при прес-
совании волокна, не имеет места при прессовании порош-
ков. Это местное образование пакетов волокна при запол
нении прессформы. Пусть при ручной засыпке^в пре> -
форму волокна с отношением l/d = 50 оно пад
одинаково ориентированными пакетами в еi д. Р'
лепипедов, длина которых равна /«504, пакета и его
20 d, ширина 20 d. Одно из сечений такого пакета и его
ориентировка к давлению прессован: жакто-
рис. 38. Назовем сверхдавление, вызванное этим ф
223
Рис. 38. Пакеты волокна:
а —обычная ориентировка пакета при прессовании- б —не вппяив «
ная засыпка с пустотами - нормально к направлению прессования® £ав«ОмеР-
с пустотами при направлении волокон параллельно к давлению ' то **
ром —пакетным сверхдавлением (Дрс)п и попробуем
оценить его величину для медного волокна.
Пусть все волокно при засыпке целиком загружается
в виде ориентированных пакетов (рис. 38,а). Нетрудно
видеть, что в таком пакете волокно почти полностью ли-
шается своего основного преимущества — гибкости. В па-
кетах волокно не имеет и основного преимущества по-
рошков— хорошей перемещаемости частиц. Поэтому в
лучшем случае пакетированное волокно потребует дав-
ления не меньшего, чем соответствующие порошки.
Давление прессования жесткого вольфрамового во-
локна больше, чем у вольфрамовых порошков. Это объ-
ясняется в значительной мере сверхдавлением пакетиро-
вания у вольфрамового волокна 1 (см. стр. 220).
Наконец, имеется еще один фактор, вызывающий
сверхдавление (иногда очень большое) у волокна, но не
у порошков. Это — структурная ориентировка частиц во-
локна при загрузке в прессформу. Ее эффект (структур-
ное сверхдавление) был впервые отмечен в работе [22].
Пусть укладка волокна происходит преимущественно
перпендикулярно давлению (рис. 38,6). На рис. 38,о
представлена не вполне равномерная засыпка (посереди-
не пустое незаполненное пространство). При такой ориен-
тировке менее полно используется их гибкость и пусто ~
пространство посередине не может быть целиком запол
1 Предварительное формование волокна в войлок: поз
значительной мере ликвидировать пакетированные засы • чтО
даря взаимному переплетению гибких нитей. Нетрудно „акетнро-
формование в войлок лучше всего позволяет избеж
вания для мягкого волокна, хуже всего— для жестк
224
ено. Оба эти недостатка ведут к повышенному сто™
ту рному сверхдавлению. шейному струк-
На рис. 38, в дана схема исходной укладки волокна
параллельно давлению прессования; показан также
случаи неравномерной укладки с пустотой посередине
Ориентировка, приведенная на рис. 38, в, имеет следую
щие преимущества: 7
1* Наиболее полное использование гибкости волокна
Исходная длина волокна при прессовании уменьшается
за счет изгиба в несколько раз. В этом случае изгиб ис-
ходного волокна намного больше, чем на рис. 38, б.
2. При уплотнении разбиваются пакеты волокна и,
следовательно, ликвидируется пакетное сверхдавление
(Д/Зс)п>
3. При уплотнении за счет изгиба заполняется пустота
посередине. Поэтому ликвидируются неравноплотность и
сверхдавление первого рода (Дрс) ь
По тем же причинам, что и для пакетного сверхдавле-
ния, структурное сверхдавление, а следовательно, и сни-
жение давления прессования за счет оптимальной ориен-
тировки укладки волокна больше всего выражены у
волокна мягких металлов. В работе [22] влияние ориенти-
ровки укладки волокна на изменение давления прессова-
ния было выявлено следующим образом. При заполнении
прессформы, диаметр которой заметно больше длины во-
Таблица 64
Давление прессования, кГ/мм?, при равных условиях [22]
Материал Состояние материала Диаметр пресс- формы, мм Давление при разных значени- ях в
0,5 0.6 0,7
Порошок 10 22 5 5,3 ю. 10,5 20 21
Медь Волокно 10 22 1,2 3,6 2,5 7,5 6 16
Порошок 10 22 13 14 26 28 55 58
Молибден Волокно 10 22 12 21 25 42 50 84
15—1098
локна, ориентировка нитей близка к направлен»™ .
пендикулярным к прилагаемому давлению Есм жё
метр прессформы близок к длине волокна, то нити
тируются параллельно прилагаемому давлению Поэт™’
при прессовании волокна в прессформах разного диам??
ра должны выявиться эффект ориентировки и стоук™*
ное сверхдавление.
Несомненно, что увеличение диаметра прессформы
должно повысить и структурное сверхдавление (Дрс) и
сверхдавление первого рода (Дрс)ь вызванное неравно-
плотностью. Для получения количественного представле-
ния о величине сверхдавления обоих родов, было произ-
ведено сравнительное прессование порошков волокна и
меди в прессформах с внутренним диаметром 10 и 22мм.
Прессовали порошки электролитической меди 0=0,3
восстановленного молибдена, волокно (0о=О,14-0,12)
меди диаметром 50 мкм, длиной 6—7 мм и отожженного
при 1200° С молибдена диаметром 60 мкм, длиной до
10 мм. Для всех прессовок hK/D=0,25. Результаты даны
в табл. 64
Табл. 64 показывает, что для порошков меди и молиб-
дена давление раг в прессформе диаметром 22 мм (при
0=const) примерно на 5—7% больше, чем давление рю
в прессформе диаметром 10 мм, т. е. сверхдавление пер-
вого рода (Дрс) 1=0,054-0,07. Для волокна меди при
0=const давление ргг—Зрщ, для волокна молибдена ря—
= 1,6рю. Таким образом, для меди безразмерная сумма
трех сверхдавлений 100[(Дрс) i + (АРс)п + (APc)cj рю~
«200%.
Данные табл. 64 практически подтвердили возмож-
ность изменения коэффициента К в формуле (VI,8) и рк
в три раза. Они вполне согласуются с замечанием, что
большой разбег значений коэффициента А в формул
(VI,8) следует прежде всего рассматривать как большую
возможность существенного снижения давлвви” "^сса
вания волокна за счет регулирования условии процесс .
44. ПРОЧНОСТЬ И КРИТИЧЕСКОЕ СЕЧЕНИЕ
ВОЛОКНИСТЫХ ПРЕССОВОК
На рис. 39 показана зависимость прочности ”®
(ов) х неспеченных прессовок изсвин£°в° уравнение
метром 120 мкм от плотности [9]. Силовое ур
226
Рис. 39. Зависимость проч-
ности Ов от плотности прее-
совок из свинцового волокна
п- . волокна (см. рис. 39): о=6#5>28
Для компактной проволоки величина (сгв)к==14 кПмм2
прессования этого же
Однако из рис. 39 следует, что для'прессовки'с'г^’
ПЯ. nVа «о ~г/° наблюДались три значения (ав)к:
U,о, и,/о и 0,о2 кГ/мм2, т. е. среднее значение (ав)к=
«0,7 кГ/мм2. При Г=5,67 г/см3, #=0,5, <гв=0,18 кГ/мм2^
~0,7-0,52~ (ов)к#2. При Г=4 г/см3, #=0,353, ств=
=0,09 кГ/мм2^,7-0,3532~ (ов)к#2.
Таким образом, для свинцового волокна критическое
сечение а и, параллельное давлению р, было равно:
(VI,16)
т. е. имело (см. гл. Ill, IV) максимально возможные раз-
меры.
Если экстраполировать силовое уравнение прессова-
ния свинцового волокна р=6#5-28 кГ/мм2 до #=0,353, то
получим р=0,025 кГ/мм2, т. е. р=0,36(сгв)х. Это может
служить подтверждением сказанного в гл. V о том, что
в прессовках (ов)х >(ов)ц и что давление прессования
р непосредственно формирует и уравновешивает только
ах,но не ан, „„„
Следует заметить, что у прессовок чем мягче мета ,
тем (при #==const) больше значение ов/(ов)к.
ЛИТЕРАТУРА
1. Механические свойства новых материалов. ^зл‘в°
2. Б о к ш т е й н С. 3. и др. В сб. «Исследования ™ высокопрочн^
сплавам и нитевидным кристаллам». Изд •
с. 20.
227
15*
3. И в а н о в а Ё. С. и др. Усталость и Хрупкость металлически»
териалов. Изд-во «Наука», 1968. СКИх ма-
4. Волокнистые композиционные материалы. Изд-во «Мио» шсо
5. Бальшин М. Ю. Порошковая металлургия, 1969, № 2 3 Ji!'
* *** vQr
6. Бальшин М. Ю., Белявская О. Б. Вестник машинпс™^
ния, 1969, Ks 12, с. 49. ««острое-
7. Б а л ь ш и н М. Ю. К вопросам теории прессования металличи
ского волокна. Препринт № 24. Киев. ИПМ АН УССР, 1970 *
8. Б а лыпи н М. Ю., М а н у к я н Н. В. В сб. «Металлокерамиче-
ские материалы и изделия». Ереван, Изд. Ерпи, 1969, с. 130
9. S о к о 1 L. Powder Metallurgy, 1965, № 15, р. 114.
10. БальшинМ. Ю., М а н у к я н Н. В. В сб. «Порошковая метал-
лургия и металлообработка». Ереван, Изд. Ерпи, 1967, с. 10.
11. Бальшин М. Ю. Металлокерамика. Металлургиздат, 1938*
12. Дорофеев Ю. Г. Динамическое горячее прессование пористых
материалов. Изд-во «Наука», 1968.
13. Бальшин М. Ю. Порошковая металлургия, 1965, № 12, с. 20.
14. Б а л ь ш и н М. Ю. В сб. «Порошковая металлургия». Металлург-
издат, 1954, с. 10.
15. Б а л ь ш и н М. Ю. В сб. «Порошковая металлургия». Минск.
Изд-во «Высшая школа», 1966.
16. Бал ьшин М. Ю. ДАН СССР, 1964, № 154, с. 80.
17. Бальшин М. Ю. и др. Порошковая металлургия, 1964, № 3,
с. 16.
18. А к с е н о в Г. Ич Н и к о л а е в Н. Н. Порошковая металлургия,
Ярославль, 1954, с, 204.
19. 3 а х а р я н Н. В. Промышленность Армении, 1971, № 8, С. 51.
20. Б а л ь ш и н М. Ю. Порошковая металлургия. Металлургиздат,
21. Кипарисов С. С. Рифал Мухамед Абдель Хамид. В сб. «По-
рошковая металлургия». Минск, изд-во «Высшая школа», 1966,
с. 72.
22. Бальшин М. Ю., Белявская О. Б. В сб. «Обработка ме-
таллов и сплавов давлением» (ВИЛС). Изд-во «Металлур »
1971.
Теория горячего уплотнения вклю-
чает основы теории холодного уп-
лотнения, но учитывает также и
медленное течение вещества
ГЛАВА VII ГОРЯЧЕЕ ПРЕССОВАНИЕ
И СПЕКАНИЕ
ПОД ДАВЛЕНИЕМ
ПОРОШКОВ И ВОЛОКНА
45. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
О ГОРЯЧЕМ ПРЕССОВАНИИ И СПЕКАНИИ
ПОД ДАВЛЕНИЕМ. МОДЕЛЬНОЕ ИЗУЧЕНИЕ ВОПРОСА
При горячем прессовании как и при спекании под дав-
лением для уплотнения и консолидации порошковых и
волокнистых тел совмещают воедино нагрев и воздейст-
вие внешнего давления. Первоначально [1] обоими терми-
нами пользовались как синонимами, в дальнейшем [2, 3]
каждому из них придавалось различное значение. По
этому вопросу до сих пор нет единого мнения. Так, в ра-
боте [4] в понятие горячего прессования включается и спе-
кание под давлением, в работе [5] обоими терминами
пользуются как синонимами.
Тем не менее, многие вкладывают в каждый из тер-
минов, если и не вполне различное понимание, то, по
меньшей мере, — разные оттенки понимания. Мы также
будем придерживаться этой точки зрения. Горячее прес-
сование характеризуется приложением быстро нарастаю-
щего до необходимой величины давления и сравнительно
краткой выдержкой. Поэтому оно сопровождается пре*
имущественно быстро действующей пластической дефор-
мацией при сравнительно большом для данной темпера-
туры давлении. Спекание под давлением характеризуется
длительной выдержкой под постоянным давлением, ино
обязательно сопровождается длительным крипом и тре-
бует поэтому меньшего давления для данной температу-
ры при достижении заданных плотности и степей
такта, чем горячее прессование. епени кон-
Нужно подчеркнуть, что практически трудно ппеп^
вить горячее прессование и спекание под давлением
виде двух, целиком изолированных и не сопровожХ®
щих в какой-то мере друг друга, процессов. Нагрев ппй
горячем прессовании не может происходить мгновенно »
поэтому требует выдержки. Слишком кратковременное
горячее прессование, хотя и допустимо теоретически
практически невыгодно. Сравнительно медленное горя-
чее прессование в ряде случаев необходимо для восста-
новления окислов и улетучивания примесей в порошках
или в волокне. Кроме того, во избежание вредного влия-
ния упругого последействия не рекомендуется снимать
нагрузку до полного охлаждения прессовок. Неизбеж-
ность упругого последействия даже при высоких темпе-
ратурах была показана в работах [1, 2, 6, 7]. Эксперимен-
тально практическая желательность выдержки при горя-
чем прессовании под давлением даже при охлаждении во
избежание вреднего влияния упругого последействия
была убедительно доказана в интересной работе М. С. Ко-
вальченко и Г. В. Самсонова [8].
Для исследования некоторых явлений при горячем
уплотнении с возрастающим давлением можно пренеб-
речь практической желательностью выдержки и воспро-
извести процесс горячего прессования в более или менее
(но не вполне) чистом виде. Получить же процесс спека-
ния под давлением в чистом виде даже в теории невоз-
можно. Неизбежно первым этапом процесса будет уплот-
нение с нарастающим давлением, т. е. горячее прессова-
ние под небольшим давлением. В этой стадии будет
иметь место быстрая пластическая деформация, размер
которой обусловлен кратковременным сопротивлением
тела горячей деформации (кратковременная горячая
твердость и жаропрочность). При дальнейшей выдержу
под постоянным давлением имеет место вторая стадия
длительная медленная деформация (крип), обусловл_
ная длительным сопротивлением тела деформации {Д
тельные горячая твердость и жаропрочность).
Таким образом, горячее прессование и спекани
давлением являются скорее не двумя разными пр
ми, а двумя ступенями единого процесса, lipa
можно (но не выгодно) оборвать процесс на перв
230
дни и получить горячее прессование, не слишком заметно
сопровождаемое спеканием под давлением. Неюзможно
однако, получить спекание под давлением в чистом юле
так как нельзя получить вторую стадию процесса, минуя
первую Но можно вести процесс в таких условиях
(например, при очень большой выдержке), что деЛоома
ция за счет медленного крипа под постоянной нагрузкой
будет существенно больше быстрой пластической дефор-
мации при приложении нагрузки. н
Пористое тело сложный конгломерат частиц. Для
расчета его уплотнения необходимо принимать во вни-
мание изменение контактного давления рк при увеличе-
нии степени конгломерации частиц. В работах [9—12]
было предложено модельное изучение процессов сов-
местного воздействия нагрева и внешнего давления на
единичном контакте. Исследовали кинетику изменения
площади контактного сечения (сечения отпечатка) А,
скорость этого изменения dAJAdt, скорость линейной де-
формации при вдавливании пирамидального индентора
(угол при вершине <р=136°) в исследуемый материал.
Нагрев производился в вакууме, нагрузка давалась пос-
ле достижения заданной температуры. Для твердого те-
ла при изотермической выдержке возможны следующие
механизмы:
1. Вязкое течение — механизм, предложенный впер-
вые для объяснения явлений спекания Я- И. Френкелем
[13]. При вязком течении
dljldt « Q,bdA!Adt ~ l/irpK = Р/М, (W)
где /—линейный параметр отпечатка, например сторо-
на или диагональ;
т] == const — коэффициент вязкости;
/— время,
р/ДР—контактная длительная твердость тече-
Формула (VII,1) пригодна только для описа^^
ний аморфных тел (например, сте ) я
этому она в дальнейшем тексте не приводится.
' ' ...* „«Пашковых и волокнистых тел иа
* Кроме того, при спекании пор других снижается давле-
одиих контактах, неизбежно иара « макро-, а не в микромао
ние. Следовательно, пористое тело только в « н
штабе находится под постоянной ГРУ
131
2. Так называемое диффузионное течение, которое
можно назвать по имени его авторов течением Пинеса —
Кучинского. Его механизм основан на гипотезе движе*
ния вакансий от мест большей концентрации к местам
меньшей концентрации по законам диффузии Фика
(т е перемещения атомов к местам большей концентра-
ции вакансий) Принципиальный механизм этого переме-
щения был дан Б. Я- Пинесом [14]. Впервые на основе
чтих принципов расчет модельного спекания был произ-
веден Г. Кучинским [15]. Затем количественно несколько
отличающийся расчет произвел Б. Я. Пинес [16,17]. При-
водим для вдавливания индентора расчетную формулу,
составленную по Пинесу.
dl Idt = 0,5dA/Actf = D&p^kTa* D&p^kTA =
~ D&P kTA\ (VII,2)
где D— коэффициент диффузии;
T—абсолютная температура деформации;
k—константа Больцмана;
6—параметр решетки;
а—некоторый критический линейный параметр; в
данном случае ц2=12=А.
3. Теория Пинеса — Кучинского вскоре после ее появ-
ления надолго завоевала себе абсолютное господство. На
некоторые противоречия в этой теории было указано
в [9], в связи с чем был предложен [9—12] для объясне-
ния явлений спекания и спекания под давлением особый
случай квазивязкого течения1:
dtfldt = 0,5<М/АЛ = (1/п)*Рк/^о = = РЦН№
(VII,3)
Рк*-* Длительная контактная горячая твердость
(контактное напряжение в момент времени /);
кратковременная контактная горячая твер-
дость при /=0.
Формулу (VII,3), выражающая пропорциональность
скорости течения квадрату напряжения (показатель сте-
1 Впервые механизм квазивязкого течения для спекания под
давлением был предложен Вильямсом |26].
пени п-2), отвечает случаю неограниченной (беспоро-
говой) текучести твердого тела. Формула для ограничен-
ной (пороговой) текучести, идущей только при pK>(pAi
приводится в работе [10]. В данной книге ограничимся
замечанием, что зависимость пороговой текучести от вяз-
кости может быть приближенно описана степенной зави-
симостью скорости деформации от напряжения. Эта за-
висимость типа формулы (VII,3) но с показателем сте-
пени п>2.
При температурах, практически применяемых для
спекания, течение описывается формулой (VII,3) с пока-
зателем степени п=2. При низких температурах может
иметь место квазивязкое (пороговое) течение с п>2.
В последнее время для объяснения явлений спекания,
наряду с диффузионной теорией, получила признание и
теория квазивязкого течения [5]. Автор этой книги так-
же не отрицает, что изменение подвижности атомов при
повышении температуры имеет диффузионный характер.
Мы также ценим исключительно большой вклад
Б. Я. Пинеса и Кучинского в теорию спекания порошко-
вых тел. Но из этого не следует, что крип твердого тела,
компактного или пористого, должен быть описан уравне-
нием Фика.
Время t образования отпечатка с площадью контакт-
ного сечения А при квазивязком течении в соответствии
С формулой (VII,3) равно:
А
i s Л5М. С AdA « 0,25 (Аа/Р2) НОТ] =О,25ПЯо/Рк-
Ра .)
0 (VII, За)
Так как при постоянной температуре т)== const, Н&—
—const, то при t—const величина рк—const (длительная
контактная твердость), а следовательно, и длительная
твердость по Виккерсу или Бринелю не зависят от я
грузки р и постоянны. „
Заметим, что независимость длительной твердости
нагрузки р действительна также для вязкого и мхюг
вида квазивязкого течения, т. е. при alii'"'\рк) »
Сочетая формулы (VII,3) и (Vll»3a), получаем.
dA!Adt**2dl[ldt** 1/2/,
16—1098 233
1/21g I lu t tl (4Mi)2 e (Vn
где Z—линейный параметр (диагональ, сторона отп»
чатка, глубина погружения индентора)-
A, значения А и I при t=ti. v
В формулы (VII,36) не входят величины п и Р Пп
этому из них вытекают следующие характерные законо-
1. При f=const для любой температуры Т и нагрузки
Р относительные скорости деформации постоянны:
t« const, dAJAdt = 2dl[ldt = 1/2/.. (VII Зв)
Однако, если температура снижается таким обра-
зом, что течение принимает пороговый характер (следо-
вательно, величина показателя п>2), то dAIAdt-Xjnt,
т. е. уменьшается со снижением температуры.
2. Относительные скорости деформации dA]Adt,
dljldt при любых температурах и давлениях обратно
пропорциональны времени выдержки t.
Из формул (VII, 36) также следует, что если время
выдержки t изменяется в геометрической прогрессии с
знаменателем q=const, то и сечение отпечатка А меня-
ется также в геометрической прогрессии с знаменателем
q'tsz q®>5=const. Если взять i'-тый и (I—1)-й члены про-
грессий, то разности между ними At и ЛА равны: Д/=
ДА=А1( К?)*-1—Ai( Vq)^ * отноше-
ния At It, ДА/А равны:
А/// « М~' - (?-1)/<7 » const«
ДА/А» (/Г— О/ const«
откуда
ДА/АД/-1/Л/,
k = (7 — 1)/( W—1) VV= const. (VII’3r)
В частном случае q~2, константа Л-1,61. Таким об-
разом, обратная пропорциональность между Ржения
деформации и временем изотермического Р ^о-
нагрузки действительна не только для
234
ростеи, ЙО и ДЛЯ средних скоростей при условии посто-
янства знаменателя q геометрической прогрессии Это
практически важно, так как средние скорости дефоома-
ции определяются с большей точностью и меньшей ппп-
извольностью, чем мгновенные скорости, которые noSv
чают графическим интегрированием. у
Следует заметить, что обе вышеприведенные законо-
мерности для скоростей деформации действительны так-
же для вязкого и любого вида квазивязкого течения
В соответствии с формулой (VII, За) при
А = const, 1/Ра, dAtAdt ^ 2dl[ldt~P2, (VII,Зд)
т.е. время t достижения значения А=const обратно, а
скорости деформации при А=const прямо пропорцио-
нальны квадрату нагрузки Р2.
В работах [9—11] разъясняются хотя и с недостаточ-
ной четкостью, причины, по которым скорость высоко-
температурной деформации компактных и пористых
твердых тел по законам квазивязкого течения пропор-
циональна квадрату напряжения» До сих пор принято
считать сходством между квазивязким и вязким тече-
нием постоянство скорости течения при постоянстве на-
пряжения. А основным различием между ними считают
степенную зависимость между напряжением и скоро-
стью при квазивязком вместо пропорциональной при
вязком течении. Но это формальный признак, еще не
раскрывающий механизма различия между этими ви-
дами течения.
Вязкое течение иначе называется ламинарным, или
послойным. В полном соответствии с последними назва-
ниями, оно заключается в сдвиге каждого атомного
слоя относительно соседнего на определенную величину.
Так как в вязком течении участвуют все атомные слои
тела, то его скорость пропорциональна напряжению о.
Способны к вязкому течению только жидкие и аморф-
ные тела, у которых размещение атомов максимально
дефектно.
Известно, что в твердых телах имеет место не п
слойное, а пачечное скольжение. Одна пачка атомных
слоев скользит относительно другой. Квазивязкое тече-
ние можно иначе назвать пачечным скольжением, ск
рость такого скольжения* очевидно, определяется двумя
1о*
акторами. Первый фактор — Скорость ОтнбсйТельйбгб
сдвига соседних пачек. Она, так же как и при послой-
ном вязком течении, пропорциональна напряжению о.
Втооой фактор — скорость, пропорциональная концен-
тоании пачек скольжения. А эта концентрация также
пропорциональна энергии дефектов, которая в свою оче-
редь пропорциональна о [18]. Таким образом,
dl Idt = (1 n) a e №) a2/amax,
п максимально возможная величина напряже-
где ния при сдвиге.
Отсюда легко выводится формула (VII, 3). Для диф-
фузионного течения Пинеса - Кучинского в соответст-
!нв с формулой (VII, 2) получаем
t - (0,25H’,W) Л2/Р = (0.25ЙТ/О63) Д/Рк _
где / — время достижения данных значений А и о •
рк—длительная контактная твердость. Рк’
Отсюда для диффузионного течения при /=const:
ЛДк=в const, Р/рк = const, /Р/рк=я const, (VII,26)
^л1ДЛ™ЬНаЯ контактная твердость рк (а следова-
» °’ ® Длительная твердость по Виккерсу или Брине-
/ при t-—const для диффузионного течения возрастает
прямо пропорционально квадратному корню из на-
рузки. Этим диффузионное течение отличается от ква-
зивязкого, для которого при /== const значения рк, НВ я.
nV постоянны.
Есть и второе отличие от квазивязкого течения. Для
диффузионного течения время t достижения Л—const и
скорости деформации в эти моменты времени будут со-
ответственно обратно и прямо пропорциональны на-
t^l{Pt dljldt » O,5dA/Adt Р, (VII,2в)
резкое отличие от квазивязкого течения,
в соответствии с формулой (VII, Зд) эти
грузке Р:
А «=* const
Это очень
для которого
236
величины соответственно обратно или прямо поопоопио
нальны квадрату нагрузки. р пропорций*
Этих резких различий достаточно, чтобы решить во-
прос о том, какое именно течение имеет место при мо-
дельном спекании под давлением. Эти же различия мо-
гут решить аналогичный вопрос при спекании под дав-
лением порошков и волокна. А
Необходимо, однако, иметь в виду, что следующие яв-
ления имеют место и для квазивязкого и для диффузи-
онного течения:
1. Время достижения одинакового соответственного
состояния (т.е. А ®const, /=const) при P»const и
Т— const прямо пропорционально квадрату сечения Дг
и четвертой степени линейного параметра
2. При P=const и T=const скорости деформации
dl/ldt и dA/Adt обратно пропорциональны времени вы-
держки I.
3. При t=const скорость деформации d//ZJ/=0,5
dA/Adt=const и обычно не зависит от температуры и
давления.
Следует отметить, что зависимости, аналогичныеука-
занным в пп. 2, 3, как показано в работах [7,19], хара -
терны для кинетики при самых разнообразных механиз-
мах процессов уплотнения пористого тела, например
холодного динамического прессования. Очевидно, эти осо-
бенности присущи всякому процессу уплотнения порис-
того тела. Между тем, например, наличие зависимости
п. 1 трактуется некоторыми авторами как доказатель-
ство правильности теории диффузионного спекания
В работе [10] было установлено, что практически вся-
кая деформация при нагреве является суммой быстр
пластической деформации при приложении нагрузки,
обычно заканчивающейся за минуту или еще
(т.е. стадии модельного горячего прессованиями д -
нейшего медленного течения — крипа под п
нагрузкой (т. е. стадии модельного спекания п д д
нием).
Следовательно,
\f + у == (0,25М2/Ра) * 0,25тД/р;,
t =» 0,25т| Д2№2 — Яо ^/Ра) - 0.251] (Яа /г — 1 Яо ,
23?
где Ло, Яв-*-значения А, рк (экстраполированные) При
/в“ГаХ?ЛИРОВаННОе ЗНаЧеНие вР*мени,
“ 0>25 И’//52) = О,25т)/Яо =* const, (VII,4a)
т.е. to— константа, зависящая только от температуры.
В этом случае
dA Adi = 2dl/ldt = 1 /2 (t 4- /0),
(t + 4) 4 «= (Л/Л^ = (/До)4, (VII,46)
Формулы (VII,4) и (VII, 46) можно приближенно
приравнять к уравнениям (VII,За) и (VII, 36) при*>/0.
В этом случае зависимости для скорости деформации те
же, что и при чистом квазивязком течении.
При Л = const, Т=const и Р const имеем:
+ I//32, dAjAdt= 2dl!ldt~P*. (VII,4в)
Если деформация складывается из пластической де-
формации и диффузионного течения, то
t + /0 » (0,25йТ/Об3) Л2/Р » (0,25kT/D&) Р/р^ ?
t « (Q,25kT/D&) (А*/Р - АуР), (VII,5)
где
t0 ~(G,25kT/D83) АуР (0,25kT/D&) АуНй *=
«(0,25^T/D6s) Р/НУ (VII,5а)
Отметим, что в этом случае, если Но—const, то t<r"?
'-*-Р=Р const. Если же /0=const, то Hq—VP const
Из формул (VII, 5) следует, что при Р-const имеет ме-
сто такая же зависимость, как и для квазивязкого те-
чения по формуле (VII,46). Однако при дуффузионном
течении в этой формуле не обязательно /о=const.
Из формулы (VII, 5) следует, что время t Достиже-
ния Л —const при Р ¥= const, так же как и при с
нии квазивязкой и пластической деформации, пр н
ционально Л2 и I4.
238
Рис 40. Кинетика изменения
контактного сечения А при
внедрении пирамидального
индентора в медный диск
при 800° С:
/ —Р-250 Г; 2 — 500 Г; 3 —
1000 Г
Однако имеются и следующие характерные различия:
1. При сочетании квазивязкой и пластической де-
формации имеет место совмещение f0=const, Но—const.
Такое совмещение невозможно для сочетания диффузи-
онной и пластической деформации.
2. При t—const для сочетания квазивязкой и пла-
стической деформации рк—const, //V=const. В этом же
случае для сочетания диффузионной и пластической рк
и HV растут линейно с увеличением значения V Р.
3. При Г=const, РФ const имеет место при сочета-
нии квазивязкой и пластической деформаций для дости-
жения Л=const
P*{t + Q «const (VII,6)
и для диффузионной и пластической деформации
Р (i + /0) « const (VII,7)
На рис. 40 приведена [12] зависимость между квад-
ратом контактного сечения Л2 и временем деформации
t для внедрения пирамидального индентора при 800°С
и трех постоянных нагрузках 250, 500, 1000 Г. Из рис. 40
239
Рис. 41. Зависимость р —р
для меди при 800’ С- К
1 - 1 мин.-, 2 - 128 мин
видно, что имеется линейная зависимость между А2 и t
Отрезок tQ на ординате при /=0 характеризует этап мо-
дельного горячего прессования (быструю пластическую
деформацию). Прямолинейные графики при f>0 харак-
теризуют модельное спекание под давлением — медлен-
ный крип.
Из рис. 40 следует, что /0=35 jw«H=const, Яо~
«8 кГ(мм2=const. Такое совмещение возможно только
для сочетания квазивязкого и пластического течения.
На рис. 41 для этой же меди показана зависимость
Рк—Р при Z=const и Т=800°С. Имеет место постоян-
ство контактной твердости при t=const, как при t=
— 1 мин, так и при 128 мин, независимо от нагрузки.
И это характерно для. сочетания квазивязкой и пласти-
ческой деформации. _
На рис. 42 показано постоянство при А= |/50*
• 10-2 мм2—const для этой же меди при той же темпера-
туре (800° С) произведения (£-Но) р2=const в соответ-
ствии с формулой (VII, 6). И это характерно только для
сочетания квазивязкой и пластической деформации.
Таким образом, экспериментальные данные по высо-
котемпературной деформации под давлением (модель-
ное спекание под давлением) показывают^ что имело
место сочетание пластической и квазивязкой, но не диф-
фузионной и пластической деформации.
Рис. 42. Зависимость U+.
+/0)р2 от Р при Д-Т50-
КГ~2мм* - const Постояв 2
ство произведения (/+/»)₽
соответствует
240
(VII,8)
двеХ^в^льи^ста^единого Г "
стадия быстрого нарастания ТавлеиияР ^есса‘ ПеРвая
сование, вторая стадия,-медленная выдержка^о^по
стоянным давлением, спекание пол ляп? Д л °‘
но, что получит свое название и сам единый °Чевид'
ный процесс. Наиболее подходит для этого
видимости, термин «горячее уплотнение», ’ "
уТегко доказать, что скорость относительной объем-
ной деформации dV/Vdt при вдавливании пирамидаль-
ного индентора описывается уравнением рамидаль
dVJVdt « Ml[ldt - 3/4 (t -10),
т.е. уравнением типа формулы (VII, 46).
Очевидно также, что при Т=const, const, время
t достижения одинаковой деформации объема V=const
при сочетании квазивязкой и пластической деформации
описывается формулой (VII,6), т.е. P2(t+t0) = const.
46. ПРОЦЕССЫ, ИДУЩИЕ ПРИ ГОРЯЧЕМ УПЛОТНЕНИИ
РЕАЛЬНОГО ПОРОШКОВОГО ТЕЛА
Процессы горячего уплотнения реального порошко-
вого тела гораздо сложнее процессов горячей модель-
ной деформации единичного контакта. Реальное порош-
ковое тело является совокупностью непрерывно взаимно
смещающихся контактов, рождающихся и умирающих,
увеличивающихся и уменьшающихся, а также совокуп-
ностью частиц, сближающихся, удаляющихся и сдви-
гающихся, растягивающихся, сжимающихся и изгиба-
ющихся.
Процессы горячего уплотнения и обычного спекания
в конечном счете сводятся к переносу (транспорту) ма-
терии к наиболее напряженным и узким Участкам,У* *
к критическому сечению. Уже в 1936 г. [20] был -
чено, что даже при обычном спекании проис д Р
нос частиц (структурных элементов). В ivoz г l J
раз было показано, что спекание нельа* Дасатом Рв ИЛн
только как перенос (течение, скольжен ) * й еслн
их слоев (пачек). Оно совершается не частиц’ Еще
не в большей, мере за счет пеРе“0С® ппИ горячем уп-
большую роль играет транспорт частиц р Р
лотнении.
241
Модель раздела 45 учитывает только один вил ь,-
носа материи-объемную деформацию ирикотакЛи'
участков путем пластического и квазивязкого течет,
атомов или их слоев (пачек). Такую же объемную де*о„.
мацию (но только за счет другого механизма — диЛн™.
знойного течения вакансий) предусматривает модель
взаимного припекания двух сферических частиц Пине-
са Кучинского [15, 17] с сближением частиц за счет
уменьшения расстояния между центрами, т.е. целиком
за счет объемной деформации.
Например, в работе [17] рассматриваются усложне-
ния явлений спекания в практических условиях, т.е. в
порошковых телах: влияние газов, местные различия в
величине пор и концентрации вакансии, неравномерное
зарастание пор разного размера, осложнения, вызван-
ные наличием спекшейся корки. Однако при этом не
упоминается, что поры спекаемого тела могут увеличи-
ваться и уменьшаться за счет перемещения самих ча-
стиц как структурных индивидуумов. В очень интерес-
ной работе В. А. Ивенсена [21] спекание порошкового
тела также по существу сводится к сближению расстоя-
ний между центрами его частиц при объемном течении
материала.
Введение понятия о функции со, т.е. о необратимо
деформированной доле объема твердой фазы [22—24],
наряду с использованием понятия о критическом сече-
нии а [2, 25] позволяет количественно сопоставить роль
объемного течения и движения самих частиц в переносе
материи. В применении к процессам горячего уплотне-
ния и спекания под со мы понимаем долю объема твер-
дой фазы, необратимо деформированную вследствие
объемного течения любого вида*—пластического, вяз-
кого, квазивязкого, диффузионного1. Пусть частицы ра
диусом R вследствие объемного течения сблизились
Д/?, в результате чего образовалась контактная площад-
ка А=лх2 и в каждой из двух частиц ДеФ°Р^иРозаг.
объем V. Из курса геометрии известно, что ооъем ее
‘ Для нас безразлично, какую долю Аеформ^ Bq сду,
занимают поверхностные атомы: О, ЪШ или поверхностных
чаях —это деформация некоторого °^ма. I Ноие зависимость
атомов может изменить скорость деформации, но ие
ее от других факторов.
242
Так ™ 2"R
(711,9)
Таким образом, если в порошковом теле деформация
происходит исключительно за счет объемного течений
сближения центров частиц, то в соответствии с форму
лои (VII, 9) величина необратимо деформированной до-
ли о должна расти пропорционально квадрату критиче-
ского сечения а2. Однако из гл. VI известно, что в боль-
шинстве случаев имеет место приблизительная
пропорциональность между этими величинами: а—со.
Так, например, в табл. 39 приведены данные по уп-
лотнению карбида титана с исходным значением Оо=
= 0,37. При 0=0,485 а=3,13*10“4, и=3,13-ЮЛ При
0=0,719 а=532*10~4 (т. е, увеличилось в 170 раз по
сравнению со значением а при 0=0,485), <в=733*10-6
(увеличилось в 230 раз). Если бы деформация происхо-
дила только за счет сближения центров, то в соответст-
вии с формулой (VII, 9) должно иметь место со—а2, т.е.
при 0=0,719 <o = 3,13* 10-5* 1702 = 0,9. Таким образом,
если бы деформация происходила целиком за счет объ-
емного течения атомов или их слоев (сближение цент-
ров), доля необратимо деформированной материи ча-
стиц равнялась бы 90%. На самом деле транспорт ато-
мов был гораздо экономнее—0,733%, на два порядка
меньше..
Продолжим рассмотрение этого примера. Транспорт
материи и за счет переноса атомов, и за счет переноса
частиц в целом при уплотнении от 0=0,37 до 0=0,719
составил 34,9% от всего объема (твердая фаза плюс по-
ры) порошкового тела. Транспорт же атомов за
объемного течения составил 733*10 *0,719—0,527%.
Таким образом, в данном случае транспорт за счет‘объ-
емного течения материи (0,527%) был на два р
меньше транспорта за счет всех процессов (34,9%).
сюда можно сделать вывод, что подавляюшу_
го транспорта в этом случае составляло скол
стиц в целом. ___
Горячее уплотнение разделяется на А л явления
а) уплотнение, вызванное быстрым р
Р при приложении нагрузки; „„„„„„„ клипом
б) уплотнение, вызванное медленным р
Вероятнее всего, что очень быстрое горячее
ванне должно описываться тем же уравнением ?V f S'
что и холодное прессование1:
Р [Wo (1 — 2vK /а )] а [н'о/ (1 — 2vK /а)] а
- Рка»
где H'Q— кратковременная горячая твердость материала
частиц; (рк)о=я;;
Рк = "од i — zvK у « ) • (VII,10)
По всей вероятности, кратковременная горячая твер-
дость Яо материала частиц дисперсного порошка дол-
жна быть меньше, чем величина Но у аналогичного ли-
того материала. Это объясняется [2] довольно заметной
концентрацией высокоподвижных атомов (поверхност-
ных, активированных в момент восстановления окислов,
атомов дефектных мест внутри частиц). Концентрация
таких более подвижных атомов в начале нагрева мо-
жет доходить до нескольких процентов, а их подвиж-
ность, по скромной оценке [2], на несколько порядков
больше, чем для атомов в недефектных участках внутри
кристалла. В. А. Ивенсен [21] удачно назвал более вы-
сокую подвижность атомов частиц при нагреве активно-
стью порошков. Чем выше активность порошка, тем
меньше кратковременная горячая твердость Но мате-
риала частиц.
При внедрении индентора в компактный металл раз-
грузка протекает только при снятии нагрузки, при го-
рячем уплотнении порошков часть контактов разгружа-
ется еще в процессе приложения давления. В результа-
те перераспределения нагрузки, вызываемого частичной
разгрузкой, создаются дополнительные контактные уча-
стки. Это вторая причина снижения горячей твердост
по сравнению с компактным металлом. Данные по вел -
чине Торячей твердости при уплотнении порошков пр
ведены в табл. 71 и 72.
1 Здесь и в дальнейшем взят вариант основного ура
сования с контактным коэффициентом пУа“°н®:^Аиииентом Пуас-
очень мало изменений вариант с инерционным коэфф
сона.
244
(о чем
атомов
атомов
атомов
переме-
С первого взгляда аналитическая разработка кии«>
тики второй стадии горячего уплотнения - спекания
под давлением-является почти неразрешимой зада-
ЛпМ0М ДеЛе’ ПРИ СПекании под Давлением имеет
место сосуществование процессов транспорта (пеоено-
са) материи следующих трех различных типов ' ₽
уже частично упоминалось ранее):
I. Транспорт материи за счет перемещения
внутри объема частиц. Доля переместившихся
по отношению ко всем атомам тела равна и.
2. Транспорт материи за счет перемещения
по поверхности частиц.
3. Транспорт материи ДФ за счет взаимного
щения частиц.
Тем не менее аналитический расчет кинетики спека-
ния под давлением можно решить очень просто, исходя
из следующих соображений. Все три типа процессов
одновременно сосуществуют. Так, например, третий про-
цесс— транспорт материи ДФ за счет взаимного пере-
мещения частиц — обязательно сопровождается их де-
формацией, т.е. транспортом материи Дсо за счет необ-
ратимого перемещения атомов внутри объема частиц.
Поэтому протекание взаимодействия этих трех процес-
сов будет определяться, с одной стороны, самым мед-
ленным из трех видов транспорта, т.е. объемным тече-
нием атомов, с другой — самым массовым из них, т.е.
взаимным перемещением частиц.
Транспорт материи за счет перемещения, атомов по
поверхности частиц (как и транспорт за счет других
дефектов) не отразится на типе уравнения зависимости
степени уплотнения от времени спекания под постоян-
ным давлением. Но наличие этого вида переноса мате-
рии ускоряет процесс, снижая величину входящих вэт
уравнение констант — кратковременной твердости о
коэффициента вязкости 1). л
Время спекания под давлением t
ком Ри полностью скоростыо «чения «омопз в Mo6w«e
частиц, равном со, т.е. уравнением 0Ппеделяется только
ном спекании зависимость о Р д Поэтому
переносом атомов в
зависимость долж”а п лч Дпугими слова-
соответствующему уравнению / П )• 0 в форму-
ми, для получения зависимости нужно Ф Р I
245
ле (VII, 4) заменить величину А величиной а, а длите лк
ную горячую твердость компактного тела эквивХнтвм
ч"тциЧ"“" длительной горячей Твердости материала
Для описания же кинетики уплотнения Z = f(m Зави
симость недостаточна. Необходимо еще знать
зависимость А^=ф(<о) между транспортом материи да
за счет перемещения частиц и транспортом о за счет
перемещения атомов внутри объема частиц (другими
словами, за счет необратимой деформации доли © объ-
ема частиц). Из зависимости А^=ф(®) легко выводят-
ся зависимости ,0‘=ф(а) и а=/(,в'). Сочетая уравнения
(а) и a—f (&), получим зависимость Зави-
симости АФ=ф((о), Ф=ф(а) при холодном уплотнении
известны (см. гл. V). Нет оснований ожидать сущест-
венного изменения этих зависимостей при горячем уп-
лотнении.
На основе такого рода соображений в работах [И,
12, 25] были выведены уравнения кинетики спекания под
постоянным давлением ра. Приводим этот вывод в не-
сколько более строгом изложении.
При холодном уплотнении под постоянным давлени-
ем ра имеем в соответствии с формулой (V, 13) г
“-/(«) = Рп/Рк= Р„ (1 — 2vK/a)/(pJ0.
a/(l — 2vK /а) - р„/(рк)0,
а*/( 1 - 2v, Га )2 = Рп/(р Jo,
(VII,11)
величины, входящие в
этом случае также
исходной твердости
где a ==/($).
При холодном уплотнении все
формулу (VII, 11), постоянны. В
(pK)o=const, причем (рк)о равна
материала частиц. В случае спекания под постоянны
давлением при температуре Т== const формула (Vli,J )
сохраняет постоянство только величины рп, Vjt (значе
vK увеличивается с температурой, но не со времен ь
С увеличением времени выдержки величина (/Ш Р
ная в этом случае длительной горячей твердости, н: р
рывно падает, величина же a—fW непрерыво Р 4)
Кинетику этого изменения узнаем из формул (*мй*
подставив в нее, в соответствии с ранее изложенными
246
соображениями а вместо A,(p„}0 вместо Рк> д' вмест0
(Рк о = 0,25г[//(|/(/ lQ)f (VII 12)
где величину te можно рассчитать, приравняв (=0, тог-
да (Рк)0~ Но И
/в == 0,25tj Яо. (VII, 13ч
С увеличением активности порошка, т.е. с ростом
подвижности атомов, величина коэффициента вязкости
т), падает быстрее кратковременной горячей твердости
Но. Поэтому значение Но уменьшается с ростом актив-
ности порошка.
Подставив в формулу (VII, 11) значение (рк)о из
формулы (VII, 12), получим:
р (в)/( 1 - 2тк V f т)’ = а!/( 1 - 2v. Vа)! =
-Pl +
(VII.14)
где постоянны все величины, кроме а и t.
Поэтому формулу (VII, 14) можно представить в
виде
(VII,15)
где А(а)=а/(1-2ук/а), f2(d) =f(d)Al-2vK //(d)],
а—/(d), = 0,25 Hoppit.
Рассмотрим теперь процесс очень быстрого горячего
прессования при той же температуре Г= const, -* ,
причем /«const. В этом случае (рк)о=^о — const, зна-
чение давления р непрерывно возрастает с ростом о,
в соответствии с формулой (V, 13) по уравнению.
р =* Ho<x/(l — 2vK /а) = k2<x/(l 2vfc /d) —
= Vl(«) « = F1 И F* (VI1’
где k^H' «const; функции h(a), f2(d) в формуле
(VII, 16) (VII, 15) одинаковы (их 3^еДи* ,X(d) =
«const, d«const совпадают); Fi(a)-^i(a), M )
Рис. 43. Зависимости Igp —lg>,
Igf —lg$> для случаев прессо-
вания и спекания под давлением
электролитической меди:
1 — холодное прессование; 2 —
спекание под давлением 8 кГ/мМ1
при 800° С; 3 — то же при 900° С
(VII,18)
Сопоставляя формулы (VII,15) и (VII,16), получаем
+ А»& (а)3=3 kF^ (ф), (VII,17)
или при t > t0:
i я= kF* (а) =» kFI (t)),
где £=Ai/&2=O,25n/pn#o— const, n — постоянный пока-
затель степени, почти равный /1~2 (и немного больше
Двух).
Формула (VII, 18) выражает следующее правило.
Если для очень быстрого прессования данного порошка
имеют место при температуре Т зависимости p=Fi(a),
то для его спекания под давлением имеют ме-
сто зависимости t~kFi(a) —^Faffr)» где п«2. При хо-
лодном и горячем прессовании пластичных металлов
функции формулы (VII, 16) fj(a), /2(«) отличаются в
первом приближении только постоянным коэффициен-
том. Поэтому правило, выраженное формулой (VH»1“)>
имеет силу также для сравнения при холодном прессо-
вании данного порошка пластичных (но только пла-
248
соответствующую за-
для спекания той жеме-
С соответствует уравнению
1; кривая
стичных) металлов и спекания под постоянным ftaenA
нием этого же порошка. А стояниым давле-
Рис. 43 показывает споавелликпетк г,АА„
лы (VII, 18) для случаев холодного прес^оваия^пГ
кания электролитической меди под постоями^
нием ₽«=8 кГ/мм2 [12]. Кривая /доказывает
зависимость 1g р=4,2 Ig 6“+1g с, с—------т линейнУю
висимости p=W>2; кривая 2— ’
ди под давлением при 800°Г
Igf-10 Igfl+lg с , т.е. также уравнению кривая
3 — для спекания под давлением при 900° С отвечает
уравнению lg/=9,9 lgfl + lgс", т.е. t=k^ ~
разом в соответствии с формулой (VII 18)
где при 800°С значение 10/4,2=2,38 и
п=1,9/4,2=2,36, т.е. и немного больше 2.
Таким об-
при 900° С
47. ДОПОЛНИТЕЛЬНЫЕ СВЕДЕНИЯ О ПРОЦЕССАХ
ГОРЯЧЕГО УПЛОТНЕНИЯ ПОРОШКОВОГО ТЕЛА
В предыдущем разделе были рассмотрены два фак-
тора, интенсифицирующие уплотнение при нагреве:
а) снижение начальной кратковременной твердости при
нагреве; б) непрерывное снижение при выдержке под
постоянным давлением длительной горячей твердости
материала частиц. Но имеются и другие факторы, об-
легчающие уплотнение при нагреве, которые перечисля-
ются ниже:
1. При комнатной температуре внешние слои ча-
стиц, которые деформируются в первую очередь, — яв-
ляются самыми твердыми и трудно деформируемыми
участками материи в связи с их окисленностью. Наобо-
рот, по этой же самой причине, а также вследствие вы-
сокой подвижности поверхностных атомов, поверхност-
ные слои частиц легче деформируются, чем централь-
ные. Эти же причины содействуют снижению
коэффициента взаимного трения частиц.
2. Нагрев вызывает релаксацию остаточных напря-
жений, снимает механический наклеп, если: он име ,
и не дает развиться, этому наклепу, если е ‘
Это интенсифицирует уплотнение по сРавнени^ Х°
ным прессованием. Нагрев может выава еп v ак.
ратное явление — своего рода теР^Ийаск“® исходной
Тцрщлх порошков, обусловленный п д
активности. Не следует, однако, слишком переоценив
роль термического наклепа. уценивать
3. Уже при холодном прессовании порошков и ь
локна (см. гл. V и VI), в отличие от компактных теп'
протекает еще до снятия нагрузки местная pasrovS’
как упругая, так и пластическая. Такая разгрузка
провождаемая нагрузкой новых участков) всегда спп
собствует уплотнению даже при комнатной темпера™
ре. Еще более эффективны местные перераспределения
напряжений —локальная нагрузка — разгрузка при на-
греве. Нагрев ускоряет образование, залечивание и пе-
ремещение дефектов. А любой дефект вызывает мест-
ную и не малую концентрацию напряжений. В сущности
к этому и сводится диффузионный механизм спекания —
к непрерывному перераспределению напряжений. Ранее
отмечалось, что местная несинхронность концентрации
растягивающих напряжений может значительно снизить
величину сопротивления разрыву хрупких материа-
лов— для карбида кремния приблизительно на два по-
рядка. Но точно так же местная несинхронность кон-
центрации сжимающих напряжений облегчает уплотне-
ние при нагреве.
4. Большое значение для несинхронности локализа-
ции напряжений имеет наложение на спекание под дав-
лением явлений собственно спекания под собственным
капиллярным давлением ркап. Хотя обычно рКап на по-
рядок или даже на два ниже внешнего давления, но оно
имеет гораздо более местный, дезориентированный и в
то же время избирательный и более быстро меняющий
направление и точки приложения характер.
5. Все эти факторы тесно связаны также с тем, что
критическое сечение, уравновешивающее (см. гл. I) ул-
лотняющую нагрузку под действием нагрева, меняет
уравновешивающую ориентировку, Тем самым нагре
также облегчает деформацию.
Некоторые из этих факторов легче всего выясник»
«в чистом виде», применив после холодного пРесс°в '
ния промежуточное спекание и повторное прессов »
например под тем же самым давлением. Подобну
рацию можно повторить многократно. Как пр ’
промежуточное спекание скорее повышает, чем г0
ет величину достигнутого при прессовании Крит еск
сечения. И тем не менее промежуточный отжиг
25Q
Таблица 65
Изменение давления и плотности при повторном прессовании
порошкового железа [27] г «пни
Порошок Давление прессования р, кГ/мм2 Плотность, a/cjn8 Давление прессования Р, кГ/мм2, Для достиже- ния при пер- вом прессо- вании той же плотности, что и после второго прессования
рр спекания после опека- i ния после первого прессо- вания госле спека- ния после второго прессо- вания
Вихревой 20 20 5,79 5,67 6,23 30
40 40 6,51 6,40 6,88 60
60 60 6,97 6,77 7,26 90
Электроди- 20 20 5,34 5,44 6,01 30
тический 40 40 6,35 6,41 6,84 60
60 60 6,83 6,89 7,25 90
снижает давление прессования, требуемое для достиже-
ния заданной плотности.
В табл. 65 приведены данные работы J27] по влия-
нию предварительного спекания (1 ч, 850° С) на уплот-
нение при повторном давлении железных порошков,
отожженных также при 850° С. Поэтому спекание не
могло изменить исходной твердости частиц, достигнутой
перед прессованием. Но, конечно, оно изменяло твер-
дость частиц, достигнутую в результате "Р^ссован '
Как видно из табл. 65, промежуточное спекание почти
не изменяло плотности прессовок. Но "дующее
прессование под тем же давлением, что Р ,
ное, сильно ее увеличивало. Из табл. 6 ’ а мень_
ление однократного пРесс°ва”ияПдоТНОСТи прРи двукрат-
ше, чем для достижения той же п позволило
ном. Таким образом, промежуточн нения равНовес-
снизить (за счет снятия наклепа . необходимое
ной ориентации критического сечения) неооход
давление в 1,5 раза. „аинм#, этой же работы [27] по
В табл^бб приведены дан^“ Яния Под одним и тем
влиянию четырехкратного пр ошкового железа дпп
же давлением распыленного п ро“ атного спека-
Из табл. 66 видно, что давление мнш« р
НИЯ при плотности 6,08 г/см3 было в два, а при плотил
стях 7,0 и 7,4 г/см3 в три раза меньше, чем при
кратном спекании. к дио'
Приведенные в табл. 65 и 66 данные подтверждают
мнение, высказанное в литературе [2], что при холодном
прессовании в зависимости от степени уплотнения твер-
дость исходных порошков увеличивается, за счет накле-
па частиц до трехкратной. Конечно, возможно, что вли-
яние промежуточного спекания выразилось также в из-
менении равновесной ориентации критического сечения.
Автор исследования [28], например, выражает сомнение
в том, что порошки при прессовании так сильно наклепы-
ваются.
В очень интересной работе Н. Ф, Кунина, Б. Д, Юр-
ченко и А. Н. Конова [29] приводятся данные по уплот-
нению электролитической меди при различных темпера-
турах (до 400°С)/выдержках (до 20 мин) и давлениях
(10—40 кГ/мм2). При комнатной температуре без вы-
держки при р=40 кГ(мм2 достигалась Г = 7,35 г/см3. При
400°С без выдержки под давлением р = 10 кГ/мм2 Г=
= 6,3 г/см3, а при р=20 кГ/мм2 Г=7,8 г/см3. Вероятно,
для достижения (без выдержки) Г = 7,35 г/см3 при
400° С потребовалось бы р = 16 кГ/мм2, т. е. в 2,5 раза
меньше, чем при 20°С (р=40 кГ/мм2). По данным
М. Г. Лозинского [30], при 20° С твердость меди НВ=
=37,6 кГ/мм2, а при 400° С—26,6 кГ/мм2. Таким обра-
зом, кратковременная твердость литого материала при
400°С снизилась в 1,41 раза, а кратковременная твер-
дость порошковых частиц в 40/16=2,5 раза. Таким обра-
зом, возможно, что кратковременная твердость дисперс-
ных частиц равнялась 100* 1,41/2,5=56% от твердости
литого металла.
Таблица 66
Давление четырехкратного прессования е тремя промежуточными
спеканиями (по 1 ч, 900° С) и давление однократного прессован
для достижения той же плотности (железо ДПГ) —
Давление при прессовании, кГ/мм'
Плотность, г/сж3 однократном _
6,08 7,0 7,40 20 40 60 40 120 180
Таблица
Скорость уплотнения олова при холодном прессовании
Характеристики процесса ^Давление р, кГ/мм? ~
3.75 1 5,6 | 7,5 | 14.4
100 ДФ/Ф . 100 ^2 (при 30 мин) . . 100 (при 15 мин) . . 0,86 85,01 84,27 0,88 90,53 89,74 0,74 93,38 92,69 0,26 97,52 97,27
*« 1962 Г‘ была опубликована очень интересная рабо-
та Мак Клелланда и Уитни [31] по влиянию времени
выдержки под давлением на уплотнение порошкового
олова при комнатной температуре. Сами авторы этой
работы не установили количественного влияния време-
ни выдержки. Соответствующие расчеты были проведе-
ны в работе [19] и приводятся ниже. Эти данные пока-
зывают зависимость деформации Дф/ф при р =
=3,75 кГ{мм2 и увеличении выдержки дг=г2—Л в гео-
метрической прогрессии:
At, мин . - . 30—15=15 60—30=30 120—60=60
100 АО/а . . . 0,86 0,79 0,86
Продолжение
At, мин ... 240-120=120 480-240=240
ЮОДд/д . 0,74 0,84
Из этих данных видно, что с увеличением выдержки
Дб/О=const. Следовательно, ДФ/ФДГ изменялось обрат-
но пропорционально времени выдержки. Нетрудно до-
казать, что в этом случае и d’&j'O’dt также обратно про-
порционально времени выдержки.
Приблизительное постоянство скорости уплотнения
при одинаковом времени уплотнения независимо от ве-
личины давления видно из табл. 67 для_г!Р.0!^^^г1д
времени выдержки M=t2—^=30—15 мин~ скопо-
31]. Снижение величины ДОМ (и. следо ппТ давлении
стей уплотнения Дй/ОД* и dft/Ы) уплот-
14,4 обусловлено
нения (переходом от второй к третьей
вания)
Спекание под давление., . Г ” ft
стадии таким же образом, как и холод р
253
Расчет горячего прессования, КГ/ММ\ электролитического^4® 66
Т, °C 0=0,90 Р 9=0,95 Нсг^-Ну
Р "о н* 0
500 30 41,1 17,8 55 75,4 28,7 13,3 10,9 5,85
600 700 800 16 9 5 21,9 12,3 6,9 9,42 5,39 2,97 30 16 8 35; 1 28,7 15,4 и/ 34 23
900 4 5,5 2,37 6 7,0 2,96 5,6 1л
1000 6 8,2 3,53 9 10,5 4,0
1100 3 4,1 1,76 6 7,0 2,66 7
Особенности кинетики холодного прессования олова
при выдержке под постоянным давлением соответству-
ют зависимостям (VII, 36), (VII, 46).
В табл. 68 рассчитаны данные работы [32] Шварц-
копфа и Гетцеля по прессованию электролитического
железа до О=0,90 и 0,95 при различных температурах
(от 500 до 1100°). Значения для критического сечения
рассчитаны по формуле а=63, т.е. при 6=0,9, а=0,729,
при 6=0,95, а—0,857. На основании данных [32] были
рассчитаны значения рк=р/а и по формуле (VII, 10)
значения кратковременной горячей твердости материа-
ла частиц Яо=(рк)о=(1—2vK /а)рк. Для всех темпе-
ратур принимались значения vK=0,33. Принятие такого
единообразного значения vK может исказить в отдель-
ных случаях расчетное значение Но на ±0,15 Но. Зна-
чения Но сравнивались с значениями кратковременной
твердости Но, взятыми из работы [30]. Как следует из
табл. 68, при 6=0,90 значение Но составляет 20—40 /о
от Но и 30—50% при 6=0,95. Рост значений Но со сте-
пенью уплотнения обусловлен вовлечением в дефор
цию глубинных менее активных участков частиц.
Рост значений Но после а—у-превращения пр
1000° С обусловлен ростом значения До в резУ сИ.
этого превращения <3"ачение90й”сп^ 79“ , значения
лось по сравнению с Но при 900 с. на ю,
Но при 6=0,90 и 0,95 увеличились соответственн
и 35%).
254
48. ДИНАШ1ЧЁСК0Е ПРЕССОВ АННЕ — ХОЛОДНОЕ И ГОРЯЧЕЕ
Изучение динамического прессования представляет
особый интерес с нескольких точек зрения. Кинетика
динамического уплотнения под ударами постоянной
мощности имеет много общих черт с кинетикой уплот-
нения при спекании под постоянным давлением и с ки-
нетикой уплотнения под собственным капиллярным дав-
лением. Далее, динамическое прессование представляет
собой типичный пример порогового уплотнения, которое,
пожалуй, правильнее назвать потолковым. Чем меньше
мощность единичного удара —тем ниже потолок плот-
ности, который может быть достигнут даже при бес-
конечно большом числе ударов и затрате энергии ди-
намического уплотнения. Точно так же в ряде Случаев
спекание позволяет достичь при недостаточной его мощ-
ности (т.е. при малых давлениях и температурах) толь-
ко довольно низкого потолка плотности. Наконец, горя-
чее динамическое уплотнение может производиться с
такими высокими скоростями, которые позволяют пре-
небречь явлениями медленного течения и учитывать
лишь кратковременное сопротивление деформации
(кратковременную горячую твердость).
Кроме того, динамическое уплотнение — холодное и
горячее, и его разновидность — вибрационное уплотне-
ние имеет большое практическое значение [33, 34].
Пусть производится динамическое уплотнение по-
рошка, объем твердой фазы которого равен единице.
В этом случае работа уплотнения w равна приведенной
работе. Приблизительно по аналогии со статическим уп-
лотнением уравнение w—ft имеет степенной характер :
=х e NwJNg. Wi == AZ/AZK t/fa
dw/w dft/ftdw = l/(m — 1)
dft/ftdN = l/(m — 1) N, dft/ftdft — 1) /, (VII, 19)
где кд — const — энергия удара за один цикл,
N—число циклов (ударов);
кд— работа уплотнения до ,&=1;
7VK—число циклов (ударов) Для уплотнения Д
» Степенная зависимость для динамического Уплотнения впервые
была предложена в работах [7, 22], затем Ю. Г. Дор ф
255
f>=t; если за единицу времени произвол»*
ся одинаковое и постоянное число UHIS
(ударов), то время динамического тплХ?
ния 7V; уплотне-
4—время достижения 0=1;
^/0-= d0/p=dL/L —объемная или линейная мгио
венная деформация.
В уравнении (VII, 19) величина Wi сокращается. По-
этому, если принять wK=const, а при статическом прес-
совании порошков для данного порошка wK —всегда
конечная константа, то с увеличением значения N t
Лк и tK будут уменьшаться обратно пропорционально
Wi. Из формул (VII, 19) вытекают следующие основные
зависимости кинетики динамического уплотнения при
постоянстве работы на цикл:
1. Скорость уплотнения dO-/O’=dp/p обратно пропор-
циональна числу циклов N (времени уплотнения /).
2. При Af=const, t=const скорость уплотнения
d'&/'&dN= 1/ (tn—l)V = const, d$/,&d'&= 1 / (m—l)f=cosnL
При выдержке оловянного порошка под давлением
кинетика уплотнения не отличалась от кинетики по фор-
муле (VII, 19). Это же показывают примеры спекания
под давлением, приведенные в следующем разделе.
Такое совпадение вряд ли случайно, хотя механизмы де-
формации при динамическом холодном прессовании и
при спекании различны. Наиболее вероятное объясне-
ние—'Одинаковая зависимость во всех случаях между
необратимо сместившейся долей атомов со, необратимым
смещением частиц ДО, необратимой деформацией ДО/Ф
и критическим сечением а.
Из формулы (VII, 19) следует также, что
M/MN = 1/N (т — 1), ДО/ФДФ = W (т “ О- (VII,19а)
В табл. 69 приведены расчетные данные по ударно^
му динамическому прессованию при комнатной темпера
туре двух одинаковых навесок (объем твердой фазы
ло 0,79 см3) электролитического медного порошка Р
комнатной температуре. В обоих случаях ударное пр
сование производилось путем падения груза с од•
вой высоты 10 см. Однако в одном случае пРивед „2
работа каждого удара Wi —0,907 кГм/см =0,90 • »
в другом Wi=0,396 кГ/мм2.
256
Таблица 69
Расчет опытных данных по ударному прессованию меди
Г I г - I
ж ч 55 1 55 < 8 Aft -100 ft ДАТ 100 ft при u>i=O,907 кГ/мм* (Д»/»)100 ~—..100 0ДЛГ
V «Г S
1 2 1 36,3 40,6 10,6 10,6 40,3 45,7 11,8 11,8
4 2 45,2 10,2 10,2 2 51,7 Н,6 11,6 - 2
8 4 51,4 12,0 12,0 4 58,2 11,2 11,2 4
16 8 56,7 9,35 9,35 8 63,4 8,20 8,20 8
32 16 61,1 7,2 7,2 16 67,7 6,34 6,34 16
64 32 63,9 4,38 4,38 32 71,0 4,65 4,65 32
128 64 65,4 3,82 3,82 64 74,0 4,05 4,05 64
256 128 67,9 3,68 3,68 128 76,5 3,28 3,28 128
Из данных, приведенных в табл. 69, можно сделать
следующие заключения:
1. До 8-го удара включительно скорость деформации
ДО/ОДЛГ обратно пропорциональна числу ударов N. Од-
нако в дальнейшем скорость деформации падает быст-
рее. Со 128-го удара скорость приблизительно в три раза
меньше расчетной по уравнению (VII, 19а)#
2. Независимо от энергии единичного удара и ко-
личества ударов N, при V = const скорости деформации
dN/Ndt, &N/NAt одинаковы в соответствии с формулами
(VII, 19) и (VII, 19а). Из этого следует, что тормозящие
полезное действие динамического уплотнения потери
пропорциональны работе единичного удара W\. Поэтому
17—1098 , 257
й число ударов для достижения практически ппепелкил
для данной величины wt плотности одинаково ‘ А ЬНого
Впервые анализ потерь при динамическом (уд а о нт л
прессовании был произведен в работах [35, ЗбГПои^'
выяснилось, что достигнуть значений можно тол?
ко начиная с некоторых пороговых значений wt Ппи
значении Wt меньше этого порога достигается значение
соответствующего потолка относительной плотности
Oi<l. Работа (приведенная) уплотнения при динамиче-
ском прессовании до этого потолка равна без учета по-
терь по степенному уравнению:
w - Pi/(m — 1) = ахРк/Ст — 1) (VII,20)
Работа за один цикл
Wi == w/a = axpja {т — 1) = рх/а (т — 1) (VII,21)
где а>1 — безразмерное число.
Работа затрачивается, кроме уплотнения, также на
трение порошка о стенки матрицы — wT, а также на один
цикл (с01)т, на упругую деформацию самой прессовки
wr, (®i)y и на демпфирование упругих колебаний в прес-
совке и инструменте (wi)H-
Потери работы на трение, как правило, составляют
одинаковый процент от работы Wi = const любого цикла.
Поэтому (wi)7/wt = const и можно предусмотреть эф-
фект этой потери, соответственно повысив расчетное зна-
чение рк в формулах (VII, 19) и (VII, 20).
Потеря (Wi)7 в каждом цикле определяется уравне-
нием
(“».), - Р’/2ЛЕ ~ р’/«2£к, <VD-22)
т. е. возрастает в каждом цикле пропорционально вели
чине а и более чем пропорционально величине Jv.
Потеря (Ш1)и возрастает с увеличением контактаi
жду прессовкой и прессформой, т.е. с ростом а* *
рассчитать величину (шОи невозможно. Не слишком
но можно оценить ее экспериментальным путем ро.
Минимальное значение Wi. по расчету на потери ( му
I Но предельная величина потолка плотности растет с значе-
нием Wj.
258
В соответствии с формулой /VIt
чений а и О, близких к единице, равно? 0СТИженйя зна‘
Р*2Е*~Р^п-]). (vn>23)
Для меди в этом случае рк« 120 кГ1мм* Е -
2000 откуда <«, = 0 6 кЛи/сз<з=о,6 к W ripi
a — 1) ~^200._ Количество же циклов
- прогрес-
®i =
— 12000 кГ/мм2,
tn = 4, а — 67
Л, когда будет достигнут потадоТоГв'свииТптогоес!
сирующими потерями в каждом цикле 7VK>200 и имеет
порядок величины ОКОЛО 103. имеет
Однако в связи с потерями работы в аппаратуре ми-
нимальная энергия единичного удара должна быть в не-
сколько раз выше W\ по этому расчету. Ниже приведены
данные по работе уплотнения при динамическом и стати-
ческом прессовании медного порошка с Фо=0,28 до &=
=0,68. При статическом прессовании работа w составля-
ет 9 кГ!мм2, при динамическом (иу1у=о,9О7 кГ/лл2) w-
=30 кГ/мм2, при йУ1У=0,396 кГ1мм2 ау = 100 кГ{мм2.
Таким образом, при малой приведенной энергии еди-
ничного удара Wi потери очень сильно возрастают, отча-
сти за счет потерь на упругую работу (twi)y, отчасти из-
за потерь в аппаратуре.
В табл. 70 приведен наш расчет данных работы Ю. Г.
Дорофеева [33] по динамическому прессованию медного
электролитического порошка при разных температурах.
Данные по величине (ок)пр (предельной прочности, пре-
дельной энергоемкости) компактной меди, величине пре-
дельной работы уплотнения wK порошка до отно-
шению №к/(<7к)ггр, показателя степени (т—1) в уравне-
нии w = wKT&m-1 взяты из литературы [33]. Нами про-
изведены дополнительно на основании этих данных рас-
четы величины работы уплотнения ДО
уравнению Wq ss = а>к-0,88(,п_1\ значения отношении V,
«w/Ww, «ms/ЯИ. Значения HV взяты из литературы
[30]. Звездочкой отмечены данные статического ирессо-
вания. ,( ч
Из табл. 70 видно, что если отношения Wo.ss/Wnp и
^к/(ок)иР с ростом температуры неуклонно снижались,
то отношения этих же величин к кратковремен Р
чей твердости, наоборот, повышались. Отношение к/
повысилось с 0,997 при комнатной темп^атур Д »
при 900°С. Заметим, что при комнатной темпер ур
259
17*
“5 Температура, *С “ £ :т динамического 55 прессования »д меди при раеиы> темп(, "
<°к> пр, э* 100 и>к ^av) пр HVf кГ/мм* 100 wK а; I “’О 88’ кГ/лл’ 00 эд f 8 | 100 юр , 88 пр 88‘Om OOI *
20* 570 35,0 6,14 37,6 93 3,85 21,3 61 1 Й 74
20 570 37,5 6,49 37,6 99,7 5,70 18,1 48 3 Я 1Я ОО,7
600 371 15,0 4,05 13,1 114 7,20 5,88 39,8 1 5R 48,1
700 334 12,3 3,69 10,8 114 7,30 4,83 39’3 1 25 44,7
800 299 11,3 3,82 7,2 157 5,37 5,37 47'5 1 80 44,7 74 Л
800 299 11,0 3,72 7,2 153 7,80 4,06 36^9 1,36 '4,0 KR а
900 259 9,6 3,72 4,6 209 8,52 3,23 33,7 1,25 7П 9
1000 220 7,1 3,23 15,5 0,98 13.8 0*45
1083 181 6,5 3,60 —
данным [24] для разных металлов это отношение колеб-
лется от 0,7 до 1,6 HV (в зависимости от Фо оно падает
с увеличением Фо). Отношение WwalHV росло с некото-
рыми колебаниями от 0,481 при 20° С до 0,702 при 900°С.
Мы видели, что отношение pdHV при горячем статичес-
ком уплотнении всегда падало с ростом температуры.
Отклонение от этой закономерности при горячем динами-
ческом прессовании можно объяснять как сверхбыстрым
приложением давления, так и возможным окислением
частиц.
49. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА СПЕКАНИЕ
ПОД ДАВЛЕНИЕМ ПОРОШКОВЫХ ТЕЛ
В соответствии с формулой (VII, 18), l-kF1^)**
где F('O’)—функция от относительной плотно-
сти Ф в стадии приложения давления р без выдержки,
пропорциональная р, р/рк, В области средних плотносте
приближенно р1рк—$т (см. рис. 43). В этом случае
tltK « (фм)я «= фм; ddfidt « 1/MZ;
Дф/фД/-1/сМ, ;(УП,24)
где /к «= 1/А = const — экстраполированное значение вре
мени для уплотнения до Ф= 1;
260
k— константа в формуле (VII, 18); М - тп « 2m -
=const;
~ d^~dLIL ~ бесконечно малое приращение
ДО О—конечное не слишком большое прирашение
усадки в интервале времени
с = const при росте значений Д/, t в определенной
геометрической прогрессии с постоянным зна-
менателем q (в этом случае A0/0==const).
Из формулы (VII, 24) видно, что она ни в каком слу-
чае не может быть распространена на малые начальные
значения О. В самом деле, хотя константа tK падает с вре-
менем и температурой, она не входит в формулы для ско-
ростей. Константы, входящие в выражения для скоро-
стей, практически не зависят (или почти не зависят) от
давления и температуры. При t = const скорости прира-
щения усадки dftlftdt, ДО/ОД? одинаковы. Если эта зави-
симость действительна для любых значений th начи-
ная с t>=t>o то достигнутая при t=const плотность то-
же будет одинакова при любых температуре и давле-
нии. А это абсурдно. Кроме того, простая степенная
зависимость недействительна и для прессования, так как
при t>=t>o ро^Рк'&о^О-
Для малых значений действительно уравнение прес-
сования (V, 25): р/(рк)о= ('&2А'О'//7о)/(1—2vKVra)- Так
как в этой стадии (1—2vK V а) близко к единице, то мо-
жно откинуть это выражение и тогда р/рк^Ф ДФ/по-
Применив формулу (VII, 18), получим для кинетики спе-
кания под давлением:
(VII,25)
f//K « ( &МЦП0)\
2d$/$dt + d$/&&dt ~ 1/л/,
При ДО->0, a->0, ПРИ
малых значениях О величина d^l^dt^>2 t>/0
Mjdt = Л9/п(. (VII,26)
В этой стадии величина КРИ™Ч“К°™ до
тет главным образом за счет аед- В это у й
? значением а-дМ т.е. увеличивается с величиной
2Щ
Таблица 71
Расчет спекания под давлением порошковой меди
е с 2 р, кГ/см* г. °с Вибрация мин м 100^ &dt %/мин 100 Mt ' %/мин (<^/№)гм
1 1а 8 8 900 900 Нет > 1 256 9,9 9,9 10,1 0,04 10,1 0,04 250 окл
2 8 900 Да 1 9,9 10,1 10,1 250 250 250 250
2а 8 900 » 256 9,9 0,04 0,04
3 8 800 Нет 1 10 10 10
За 8 800 » 256 9,9 0,04 0,04
4 2 800 > 1 45 2,2 2,2 ПО по
4а 2 800 256 20 0,02 0,02
постоянного давления рк и падением Но (т. е. с увеличе-
нием температуры).
В дальнейшем с повышением значений Ф скорость из-
меняется по формуле
dd tidt - 1/(2 + u) nt, (VII,27)
где н=0/Д0>1.
Снижение величины и с ростом О компенсируется рос-
том отброшенного нами множителя 1/(1—2vK ]/а). По-
этому в дальнейшем имеет место кинетика по формуле
(VII, 24).
Обратная пропорциональность между скоростью усад-
ки и временем спекания под давлением отмечена в рабо-
тах [37—39]. Там же показано постоянство значений ско-
рости усадки при t = const в некотором интервале тем-
ператур и давлений.
В табл. 71 и 72 помещены данные по изотермическо-
му спеканию (800 и 900°С) под постоянным давлением/?
(8 и 3 кГ!см2) электролитического медного порошка (Фо—
=0,3). Для каждой навески приведены результаты толь-
ко после 1-й и 256-й минуты спекания. Для двух случ*;
ев—спекания под давлением 8 кГ]см2 при 900° и 800 G
приведены полные кривые после 1, 2, 4, 8, 16, 32, 64, izo,
256 минут спекания. Как видно из рис. 43, кривые вполне
удовлетворительно соответствовали степенному уравне»
262
НИЮ (VII, 24): 1/1к=^м, при М = 9,9 и 10 t<=1320 и
5100 мин. Одна из навесок (—2 и 2а) одновременно со
спеканием под давлением подвергалась вибрации с час-
тотой 50 гц.
Из табл. 71 видно, что в соответствии с формулой
(VII, 24) скорость уплотнения dO/Odf«l /Mt При этом
для всех случаев, кроме одного, скорость уплотнения пос-
ле 1-й минуты спекания (dfl/MOi была примерно в 256
раз больше скорости (dO/M/)25e после 256-й минуты. Для
меди № 4 и 4а (р=2 кГ/см\ 800° С) уплотнение прошло
(см. табл. 71, 72) только в очень коротком интервале
(после 1-й минуты 0,372, после 256-й 0,468).
Поэтому в соответствии с формулами (VII, 25) —-
(VII, 27)m#=const и (^/М/)1/(^/М/)25в=110, т. е, су-
щественно меньше 256.
В табл. 72 рассчитано критическое сечение а =
= (РДО/Т/о, величина а/(1—2тк]/Ла') (было принято_при
800—900°С значение ук=0,37), (рк)о — р(1—2vK Vа)/а.
Кроме того, было учтено и значение (рк) о с поправкой
на капиллярное давление рКап=2 к,Г]см2. Значение эф-
фективного контактного напряжения при спекании под
давлением с этой поправкой после первой минуты спека-
ния равнялось 1,33 кГ!мм2 при 900°С (т.е. 29% от крат-
ковременной твердости 4,6 к,Г{мм2 компактного металла
Таблица 72
Расчет спекания под давлением (см. табл. 71) Ркап~2 кГ1см?
ЛЬ пп. 100 0 Е 4s' <1 4> 1 1 с с * а 1—2v„yrа К в 1 гГ х К 1 Л Н I 1 х в" J -I- > а „ <7 ч X— * X «_ * « о. . £ * 3 J4
I 1а 2 2а 3 За 4 4а 48,4 84,7 52,2 93,4 42,8 74,1 37,2 46,9 6,16 56,1 8,66 78,5 3,34 34,6 1.42 5,32 7,55 124 П.1 228 3,86 61,2 1,53 6,42 1,06 0,065 0,72 0,035 2,07 0,13 1,31 0,32 1,33 0,081 0,90 0,044 2,59 0,164 2,62 0,64 16,3 16,3 20,6 20,6 15,9 15,9 4,1 4,1 1320 1320 507 507 5100 5100
261
при этой температуре) и 2,59-2,62 кГ/мм* при 800° г
(т- е. 36% от кратковременной твердости 7 2
При вибрации (позиция №2) величина (пк)/ снизив'
до 100-0,9/4,6 ~ 20% от кратковременной твердости Т?
ким образом чистое кратковременное контактное соппп.
тивление (Рк)о, по величине соответствует кратковоемри"
ному пределу текучести (о,)и, компактного металла’
П₽“ Р=8 ^м2 отношение (Рк)о.:(Рк)о„-15,9+
20Д т. е. за 256 мин уменьшилось приблизительно в
К 256=16 раз. В соответствии с формулой (VII, 4) для
модельного изменения единичного контакта (рк) i/(pK)256=
®= V (256 4-/о)/(14-/о), т.е. уменьшение чистого контакт-
ного напряжения в 16 раз отвечает £о=О—полному от-
сутствию быстрой пластической деформации.
Между тем для компактных металлов значение /0=
=5-г-40 мин и за 256 мин горячая твердость поэтому обыч-
но уменьшается только в 2,5—7 раз. Конечно, для дис-
персных частиц удельная роль начальной пластической
деформации и, следовательно, величина t0 снижается, но
не до значения /о=0- Число контактов в сечении растет
пропорционально О2, следовательно, при 8 кГ!смг оно
увеличилось в т-е- за 256 мин в 3 раза.
Фактически число «новорожденных» при изотермичес-
кой выдержке контактов увеличилось не в 3, а в 4—6 раз
в связи с разрывом части уже образовавшихся и вновь
образующихся контактов. При процессах местного на-
гружения и разгружения местная быстрая пластическая
деформация контактов имеет место не только на первой
минуте, но и на всех 256 минутах положения нагрузки.
Поэтому скорость течения материи при выдержке боль-
ше, чем для индивидуального контакта. Так, например,
вибрация увеличивает скорость смещения образова-
ния контактов. Из табл. 71 видно, что приложение виб-
рации, увеличив скорость спекания, сократило время «к
полного спрканця (см. JNb 1, 2) с 1320 до 507 минут, т.е.
р 2,6 раза.
Есть и другая причина более быстрого снижения ве-
личины эффективного контактного напряжения (рк)э
со временем выдержки t в порошковом теле по сравне-
нию с индивидуальным контактом двух частиц. В соот-
ветствии с формулой (VII, 9) для индивидуального кон-
такта при р —const деформированная доля объема твер-
дои фазы <о~(/4-/о), контактное сечение сх
—V *+*®- В пеРвом приближении для порошкового те-
ла также ®7 </+/о), но в известном интервале плотно-
стей (f+M- Поэтому за одно и то же время ве-
личина а растет в порошковом теле быстрее, чем для ин
дивидуального контакта. Следовательно, и эффективное
контактное напряжение (р')0=р(1—2vK /а)/а падает
со временем также быстрее. Весьма распространено не-
правильное представление, что скорость уплотнения спе-
каемого порошкового тела со временем всегда падает из-
за снижения активности частиц. Наоборот, очень часто
сопротивление деформации порошкового тела в целом,
как видно из табл. 72, падает быстрее, чем сопротивле-
ние деформации отдельных частиц.
При давлении р=2 кГ/см1 2 значение Ф за 256 мин уве-
личилось только в 1,24 раза, число контактов в (1,24)2=
= 1,5 раза. Поэтому критическое сечение а росло глав-
ным образом за счет увеличения единичного контактно-
го сечения, и значение (р')о за 256 минут снизилось толь-
ко в 4,1 раза (как для индивидуального контакта) *, Зна-
чение эффективного контактного напряжения на 256-й
минуте при р = 2 кГ!см2 в четыре раза больше, чем при
р=8 кГ]см2. Напомним, что для диффузионного квази-
вязкого течения, наоборот, следует ожидать снижения
(рк)о с уменьшением величины р.
Можно определить энергию активации при спекании
по уравнению Аррениуса:
In [(/Ji/WJ = (Q//?)-(l/T,- 1/Л). (VII,28)
Подставив в это уравнение соответствующие данные
из табл. 62 для спекания под давлением 8 кГ]мм2 при
900 и 800°С, получаем: Л«1073°С, 72=1173° С, (/K)i—
=5100 мин, (/к)2=1320 мин получим Q=34000 кал!моль.
В литературе [37, 39] была установлена следующая
закономерность. При / = const, р=const для
порошков в довольно широком интервале темпер ур
скорости деформации d$/dt=dtyffi di я Др/Д^ P
1 Даже если считать, что контактное сечение достигло на =
минуте теоретического потолка, то и й этом случае (Рк о, к
= 10, а не 16, как при р=8 кГ/смК
265
18—1098
Таблица 73
Спекание под давлением электролитической меди [39]
Время, мин 100-Д^-= 100 (ft - ft)/U2— %/мин при Т, °C Среднее по шести темпера, турам
h Д* = h—tt 600 650 750 800 850 900
4 8 4 2,96 2,95 3,45 3,50 3,00 3,25 3,17 1,59 0,77 0,33 0,016 0,072
8 26 8 1,60, 1,56 1,42 1,74 1,50 1,62
16 32 64 0,75 0,82 0,84 0,78 0,75 0,69
32 64 32 0,33 0,31 0,33 0,40 0,37 0,25
64 128 64 0,16 0,17 0,16 0,20 0,14 0,12
128 256 128 0,09 0,08 0,08 0,06 0,06 0,06
ются между собой только в начальные минуты выдерж-
ки, а затем
dfi/dt = const, Др/Д/ = const. (VII,29)
Для некоторых порошков (см. табл. 71) при p=const,
/=const было характерно равенством
d^/'&dt ~ dfi/fidt = const, Дй/ОД/« const, (VII,30)
которое не слишком сильно отличается от равенства
(VII, 29).
В табл. 73 показано, что при спекании под давлени-
ем 16 кГ}см2 электролитической меди [39] в широком ин-
тервале температур удовлетворительно соблюдалось ра-
венство (VII, 29). В интервалах времени 4—8, 8—16,
16—32, 32—64, 64—128, 128—256 мин отклонения от
средних значений составляли соответственно 7,8; 5,5; 5,0;
11; 11,4; 18,5% (усредненные отклонения) И 10,4; 10,7;
10,4; 24; 33; 39%. Более значительные отклонения от
средних скоростей в интервалах -64—128, 128—256 мин
объясняются переходом части образцов в третью ста-
дию уплотнения.
Равенство (VII, 27) легко объясняется на основании
зависимости О'—t по формуле (VII, 24). В нее входят
константы М и fK. Величина М практически не зависит в
* В данном случае d$/dt, ДР/Д< пропорциональны скорости усад
ки dp/Po^f, Др/р0Д£, так как р0—const.
266
известных интервалах от температуры и давления Уве-
личение температуры и давления повышает ско'оость
процесса, снижает сопротивление деформации и величи-
ну времени спекания tK. Величина же d$l®dt=*llMtне за-
висит от константы tK. При повышении температуры или
давления уменьшается /к, снижается сопротивление де-
формации. Но соответственно растет и контактное сече-
ние, уравновешивающее нагрузку. Именно поэтому при
t = const dWdt = const. Таким образом, спекание—-до-
вольно равновесный процесс. Аналогичным образом объ-
ясняется и формула Д1С)/<Ш = const.
Рис. 44 показывает [37] зависимость d^ldt—Xjt для
карбонильного никеля при разных давлениях (7=950° С).
Для р=8, 16, 32 кГ/л«Л£1 2 начиная с 3-й минуты выдержки
в соответствии с вышеизложенным скорость мало зави-
сит от давления (при £=const), но при р=4 кГ/мм2
dp/dt — скорость уплотнения для t = const падает почти
на порядок.
При спекании одновременно сосуществуют два про-
цесса: 1) перенос атомов к контактам —внутричастич-
ная деформация, связанная с деформацией доли объема
частиц Дсо; 2) перемещение самих частиц межчастич-
ное уплотнение, за счет смещения контактов, обычно со-
ставляющее главную часть общего уплотнения ДО. От-
ношение Д'О’/Дй) может колебаться в очень широких пре-
делах- от Дб’/Дш »Ю4 до ДО/Дш=1. При малых темпе-
ратурах или давлениях смещение контактов тормозите ,
Рис. 44. Зависимость dP/dtдля
спекания под давлением кар
нильного никеля при v:
1 — 4; 2—8; 8 — 16;
4 — 32 кГ/ммг
18*
а их фиксирование усиливается, что и вызывает сушеет
венное падение скорости усадки при р=4 кГ/ся?
Постоянство усадки и скорости усадки при различной
мощности воздействия, но одинаковом времени (или ко-
личестве циклов) наблюдалось и при динамическом хо-
лодном прессовании [19]. Например, из следующего ряда
цифр- видно, что скорость динамического уплотнения вих-
ревой меди между 8-м и 16-м ударами не зависела от
энергии удара:
Энергия удара, кГм . 0,5 1 2
100ДФ/О, % . . . . 3,9 3,4 3,4
Таким образом, особенности уплотнения при спека-
нии под давлением часто вызваны не спецификой спека-
ния, а общей спецификой уплотнения пористого тела.
Значения времени и достижения одинакового со-
ответственного состояния (например, б' = const) и ско-
рости уплотнения при этом состоянии dtl^dt (или
dt dty при разных давлениях pi и р% описываются фор-
мулами:
Д/1 Д/2 - (d^dtMd^dt\ - (рМ\ (VII,31)
где п»1 для диффузионного, и^2 —для квазивязкого
течения.
В табл. 74 приведены значения показателя степени п
в формуле (VII, 31) по данным [26, 37, 45]. Во всех слу-
чаях т. е. при спекании под давлением имело место
квазивязкое, а не диффузионное течение.
Увеличение дисперсности при горячем уплотнении
(как для спекания под давлением, так и для горячего
прессования) при не слишком малых температурах всег-
Таблица 74
Величина показателя степени п
Материал Значения па данным
(26) [391 [37]
Электролитическая медь Другие металлы , . « 2,0—2,3 2,0—3,2 2,5—3 2,0—2,1 2,0—5,0
268
Таблица 75
Влияние дисперсности иа давление прессования [32]
Давление, кГ/лм,\при температуре"^?
20 500 600 700 1 900
Грубое 120 33 28 13 4
Дисперсное 200 38 27 9 2,4
да облегчает уплотнение (даже если при более низких
температурах оно ее ухудшало). Таблица 75 [32] иа пон-
мере прессования до одинакового значения Ф=0 9 грубо
го восстановленного железного порошка (частицы
150 мкм) и дисперсного (40 мкм) иллюстрирует это по-
ложение.
Следующие данные А. А. Трофимовой и автора пока-
зывают влияние активирования увлажнением водорода
при спекании под давлением вихревого железа (части-
цы 0,9 мм, р = 16 кГ/мм2, Г=860 и 960°С). При 860°С
для t—const (256 мин) степень уплотнения в сухом во-
дороде О/Оо =1,27, во влажном Ф/Фо=1,68; то же при
960°С: в сухом 1,18, во влажном 0/0о=1,53. При
860° С для достижения О/Ф0= 1,27 = const время спекания
в сухом водороде 256 мин, во влажном — 70 мин (уско-
рение от активирования в 3,7 раза). То же при 960эС:
для Ф/Фо= 1,18 время спекания в сухом водороде —
256 мин, во влажном 64 мин (ускорение в 4 раза).
50. ГОРЯЧЕЕ УПЛОТНЕНИЕ ВОЛОКНА
Вопрос о горячем уплотнении металлического волок-
на еще мало изучен. Как и при холодном прессовании во-
локна, имеют место существенные индивидуальные раз-
личия в уплотняемости волокна в зависимости не только
от температуры и давления, но и от форморазмеров Р
совок, условий засыпки, предварительного ф P
войлока и др. В табл. 76 приводятся данные по спека
нию при 900° С под давлением 28 кГ/СЛ1‘выдержки
на. Критическое давление после мину ои
Рк«р/а=р/Ф3=2,0 кПмм* равнялись 43 А от о
МкПмм2). В данном случае 3aB^°c™ ^ДУ Д
Менем выдержки t и Ф в интервале t •
Таблица 76
Спекание под давлением медного волокна
(диаметр 50 длина 5 мм, р=28 кГ/мм2, 900е С)
t, мин Л/, мин 1оо а wo да 100 ™ а ио-Л*. ад/ ’ %/мин
0 0 43,2
1 1 51,8 8,6
2 1 54,3 2,5 4,61 4 61
4 2 56,9 2,6 4,57 2 29
8 4 60,1 3,2 5,32 1 37
16 8 63,2 3,1 6,37 • >о/ 0 Я
32 16 67,5 4,3 6,37 0 4
64 32 72,4 4,9 6,35 0 2
128 64 77,5 5,1 6,59 0 1
256 128 82,6 5,1 6,17 V, 1 0,05
=0,5184-0,6 могла быть описана уравнением (VII,24):
с константой Л4 = 14. Во втором интервале /=
= 8~256мин, О’=0,6-Ч),826 она описывается уравнени-
ем с константами /к = 2050 мин, М = 10,9.
Уравнение второго интервала соответствует формуле
(VII, 24). При этом константа т=Л4/2=5,45 приблизи-
тельно соответствует показателю степени в уравнениях
прессования при комнатной температуре волокна мягких
легкоплавких металлов (свинца).
51. СМЕЩЕНИЕ ТОЧКИ ОТСЧЕТА ХАРАКТЕРИСТИК
В уравнениях горячего уплотнения не для всех ха-
рактеристик и прежде всего не для времени t изотерми-
ческой выдержки можно с полной определенностью наз-
вать нулевую точку отсчета. Не всегда точно определяет-
ся начало достижения заданной температуры выдержки.
Кроме того, в нулевой момент времени выдержки
значения ао>О, оо>0. Можно сделать корректировку,
введя время to, соответствующее достижению значении
ао, ®о. Тогда корректированное значение (f-Но) со сдви-
нутой начальной точкой отсчета и будет эффективным
временем воздействия, которое должно фигурировать в
соответствующий формулах. Часто, однако, пользуют
270
номинальным временем t, что искажает формулы Необ
ходимо знать соответствующие искажения, '
Обычно пользуются: а) зависимостями, в которых
время изменяется в геометрической, а другая характе-
ристика в арифметической или тоже в геометрической
прогрессии (полулогарифмические, экспоненциальные и
степенные функции); б) степенными зависимостями
Табл. 77 дает понятие об искажении геометрической про-
грессии с знаменателем q=2 вследствие сдвига при этом
точки отсчета (to—4 мин).
Из табл. 77 следует, что: а) начиная с 5-го члена ря-
да (для номинального времени 16=4£о, для эффективно-
го времени 2О = 5/о) практически восстанавливается гео-
метрическая прогрессия эффективного времени (отноше-
ние 6-го члена к 5-му 36/20 на 10%, 8-го к 7-му 260/132
на 1,5% меньше значения <7 = 2); б) в общем для номи-
нального и эффективного времени ряда разностей Af
имеет место точная геометрическая прогрессия, не зави-
сящая от сдвига точки отсчета на to.
Пусть, например, имеются при определенных точках
отсчета два взаимосвязанных ряда геометрических про-
грессий значений t с знаменателем qt и значений f(t)
с знаменателем qf. При любом сдвиге на постоянные ве-
личины точек начала отсчета сохранятся прогрессии с
теми же знаменателями и взаимосвязью для рядов зна-
чений А/=/—to и &f(t) =f(t)—f(to)-
Табл. 78 [9] показывает искажение величины показа-
теля степени п в формуле (£+М при использовании
Таблица 77
Сдвиг точки отсчета
№ пп. Номинальное время t, мин Эффективное время /+<„=/4-4, мин Д/==/— лшя
1 2 3 4 5 6 7 8 9 0 2 4 8 16 32 64 128 256 4 6 8 12 20 36 68 132 260 0 2 4 8 16 32 64 128 256
271
Таблица 78
Значение показателя степени п в формуле xn^t
в зависимости от длительности спекания t
при разных значениях [9]
i„ мин
0,5—1 0.5-10 0,5-50 1—50 5-50
0 4 4 4 4 4
10 4,6 4,4 4,25 4,15 4,05 4,15 4,3
30 6,85 5,1 4,7 4,45
60 9,6 6,0 5,2 4,8
вместо нее формулы со сдвинутой точкой отсчета време-
ни yn—t, где значение показателя степени л>4. Это фор-
мула зависимости радиуса (у контактной площадки ме-
жду двумя частицами) от эффективного времени спека-
ния (£-Но). В первую минуту спекания происходит быст-
рая пластическая деформация, для учета которой в фор-
мулу для эффективного времени добавляется член 4.
Табл. 78 показывает, что искажение величины п==4 сни-
жается с уменьшением /о и увеличением t.
52. ХАРАКТЕРНЫЕ ОСОБЕННОСТИ СПЕКАНИЯ
ПОД ДАВЛЕНИЕМ. РАБОТА ПРОЦЕССА
Для спекания под давлением характерны следующие
основные черты сходства и различия с процессами холод-
ного прессования:
1. В обоих случаях уплотнение происходит как за
счет смещения атомов (внутричастичная деформация
Дсо),такиза счет перемещения частиц (межчастичная
деформация). Суммарное уплотнение за счет этих про-
цессов равно Д-О-. И для холодного, и для горячего уплот-
нения характерно подавляющее преобладание межчас-
тичной деформации в стадии низких плотностей, «парт-
нерство» обоих процессов в средней стадии и полное
(или почти полное) исключение перемещения частиц при
наиболее высоких плотностях.
2. В обоих Случаях соотношения между функциями
Дсо, Д€> при равных степенях уплотнения почти одинако-
вы. В обоих случаях повышение критического (контакт-
272
йоге) Давления рк с ростом ф связано одинаковым пЛп.
зон с эффективным критическим давлением (рЛ? ра„
(р,). уравнениями (V, 5) или (V, 5а) /
(1—2vk V «) для контактного и р„= (р,т./Л_к, irXlt
для инерционного коэффициента Пуассона. к
3. Конечно, в обоих случаях различны и механизм
смещения атомов, и способ приложения нагрузки для
уплотнения: при прессовании это пластическая деФовмя
ция, при спекании под давлением— пластическая дефоп-
мация плюс квазивязкое течение. В результате квазивяз-
кого течения в соответствии с формулой (VII, За) эффек-
тивное напряжение (рк) о или (рк) о уменьшается обратно
пропорционально V t. При прессовании (рк)о = const
р непрерывно растет со степенью уплотнения. При спе-
кании под постоянным давлением р=const (р^)0 непре-
рывно падает со временем и степенью уплотнения.
4. В соответствии с различиями и сходством между
обоими процессами имеют место соотношения (VII, 16—
VII, 18). Если процесс прессования данного порошка опи-
сывается уравнением p—FfJF), то процесс его спекания
под давлением выражается формулой t=kFn($), где
п~2.
5. Дисперсность и дефектность частиц порошка при
холодном уплотнении снижают, а при горячем увеличи-
вают уплотняемосты При горячем уплотнении концент-
рация дефектов снижается, при холодном повышается.
6. Упругое последействие, несомненно [1, 2, 6—8], иг-
рает значительную роль и при холодном, и при горячем
уплотнении (в последнем случае несколько меньшую).
7. При холодном уплотнении эффективное критичес-
кое напряжение (p'K)o — HV; при спекании под давлением
дисперсных порошков кратковременное значение (рк)о—
=0.24-0,ЗЯУ= (от)к. Такое различие можно объяснить
двояко: а) снижением кратковременной твердости всле
ствие высокой активности порошков; б) в порист
лах даже за очень короткое время проходят пр
местной упруго-пластической разгрузки-нагру »
ственно снижающие сопротивление УПЛ°3Н®?. 'ТИВНОе
спекании под давлением грубых д^же боль-
критическое давление, наоборот, рав о
ше горячей твердости.
273
8. Довольно специфична приведенная работа Уплот-
нения w при спекании под давлением р = const. Рассмот
рим упрощенный случай_рк»(р_;)0. В этом случае
(рк)о®, (рк)о~'К1/^ t! Vt = Vt—W. _ Так как
р=const, то работа w=pA[3~]/‘7 или Др —V t. Но так
как рк=/=(Рк)о, то эта зависимость имеет место лишь
в очень коротком интервале.
9. Имеется существенное сходство между кинетикой
спекания под давлением и кинетикой динамического уп-
лотнения (холодного и горячего). J
10. При спекании под давлением достигается при оди-
наковой плотности более высокая прочность.
Сопоставим на основании данных табл. 72 холодное
прессование и спекание под давлением р=8 кГ!смг по-
рошков электролитической меди при 900° С. Кратковре-
менное (1 мин) значение эффективного критического на-
пряжения (рк)о=1,33 кГ/мм2 в 30 раз меньше, чем при
холодном прессовании (40 кГ!мм2). За счет выдержки в
течение 256 мин оно снижается еще в 1/256=16 раз и
становится в 30-16 — 500 раз меньше, чем при горячем
прессовании. Поэтому давление р = 8 кГ/см2=0,08 кГ/мм2
эквивалентно приблизительно 0,08-500=40 кГ/мм2. При
этом спекании была достигнута плотность 0=0,85. При
холодном прессовании (р=40 кГ/мм2) была получена
такая же плотность.
ЛИТЕРАТУРА
1. Бальшин М. Ю. Металлокерамика. Металлургиздат, 1938.
2. Б а л ь ш и и М. Ю. Порошковое металловедение. Металлургиз-
дат, 1948. _ _
3. Бальшин М. Ю. В кн. «Основы металлургии», т. I, ч. 2. ме-
таллургиздат, 1960.
4. Федорченко И. М., Андриевский Р. А. Основы порош-
ковой металлургии. Изд-во АН УССР, 1961.
5. Г е г у з и н Я. Е. Физика спекания. Изд-во «Наука», 1967.
6. W u 1 f f J. Powder Metallurgy, Cleveland, 1942.
7. Бальшин M. Ю. Ж.ТФ, 1952, t. 22, c. 686.
8. Ковальченко M. С., Самсонов Г. В. Металлургия и топ-
ливо, 1959, № 4, с. 143.
9. Б а л ь ш и н М. Ю. Исследования по жаропрочным сплава-.
1957 т. 2 с. 359.
10. Б а л ь ш и н М. Ю. Исследования по жаропрочным сплавам,
1959 т. 4 с. 311.
11. Бальшин М. Ю. В сб. «Твердые сплавы и порошковая метал
лургия», ЦИИНцветмет, ч. 2, 1963, с. 109.
274
19.
20.
12. Ба ль шин М. Ю. В сб. «Порошковая металлургия и металл»,
обработка . Ереван. НТО Машпром, 1965 с 205 Р “ металло
13. Ф р е н к е л ь Я. И. ЖЭТФ, 1946, № 16 с 29 ’
14. П и в е с Б. Я. ЖТФ, 1946, № 16, с 737’
15. Kuczynski G., Trans. A.I.M.E., 1949, № 2 d 169
16. П и н е с Б. Я. Ученые записки Харьковского университета Tnvnu
физ-мат. факультета, 1946, № 3. У Р итета. Труды
17’ АН УССР?1955В Сб‘ «В°ПРОСЫ поРошковой металлургии». Изд-во
”• KhT1S^ Ah Усёр^сТ ““"”аРа ”°
Бальшин М. Ю. В сб. «Порошковая металлургия», Минск
Изд-во «Высшая школа», 1966. н
Бальшин М. Ю. Вестник металлопромышленности, 1936, № 17
с. 87. ’ ’ ’
21. ИвенсенВ. А. ЖТФ, 1950, № 20, с. 1483.
22. Бальшин М. Ю. В сб. «Порошковая металлургия» Метал-
лургиздат, 1954, с. 8.
23. Бальшин М. Ю. Порошковая металлургия, 1965, № 12, с. 20.
24. Бальшин М. Ю. Порошковая металлургия, 1969, № 2, 3, с 88
72.
25. Б а л ь ш и н М. Ю. Исследования по жаропрочным сплавам.
1961, № 7, с. 129.
26. W i 11 i a m s J. Spec. Report № 58, Iron and Steel Inst.. 1958,
p. 112.
27. К i e f f e r R., H о t о p W. Sintereisen und Sinterstahl, Wien, 1948.
28. Жданович Г. M. Теория прессования металлических порош-
ков. Изд-во «Металлургия», 1969.
29. К у н и н Н. Ф. и др. Порошковая металлургия, 1969, № 10, с. 17.
30. Лозинский М. Г. Высокотемпературная металлография. Изд-
во АН СССР, 1959.
31. М с С 1 е 11 a n d, W h i t n e у D. Z. Planseeberichte of Powderme-
tallurgie, 1962, № 10, S. 3.
32. Schwarzkopf P., Gotzel C. Iron Age, v. 148, 4 Sept, 1941,
P 37.
33. Д о p о ф e e в Ю. Г. Динамическое горячее прессование пористы*
материалов. Изд-во «Наука», 1968.
34. III а т а л о в а И. Е. и др. Физико-химические основы вибрацион-
ного уплотнения порошковых материалов. Изд-во АН сссн,
1965
35. Б а л ь ш и и М. Ю. В сб. трудов 7-й конференции по порошковой
металлургии. Ереван. Изд. ЦИ НТО Машпром, 1964, с. •
36. Б а л ь ш и н М. Ю. В сб. «Порошковая металлургия и металл0*
обработка». Ереван. Изд. НТО Машпром, 1965, с. 50.
37. Бальшин М. Ю., Трофимова А. А. Порошковая металлур
гия, 1961, № 1. с. 82.
38. Б а л ып и н М. Ю., Трофимова
во. 1962, № 6, с. 45.
39. Бальшин М. Ю-. Трофимова
гия, 1962, Xs 2, с. 102.
А. А. Металлургия и топли-
А. А. Порошковая металлур-
При спекании без внешнего nattn
иия работа уплотнения поп™-»?
тела обычно меньше работы
мации его частиц «ефор-
ГЛАВА УШ СПЕКАНИЕ
БЕЗ ПРИЛОЖЕНИЯ
ВНЕШНЕГО ДАВЛЕНИЯ
53. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Высокотемпературный нагрев, особенно в защитной сре-
де, связан с прохождением в пористом спрессованном
или неспрессованном теле ряда процессов. Особое вни-
мание следует уделить повышению подвижности атомов.
При высоких температурах твердое тело начинает не-
прерывно течь под действием сравнительно небольших
напряжений. Оно течет не как жидкость и по другим за-
конам (квазивязкое для твердого, вместо вязкого течения
для жидкого тела). Тем не менее можно рассматривать
состояние твердого тела при высокой температуре как
некоторую промежуточную ступень между его состоя-
нием при низкой температуре и в жидком виде. Более
того, уже при температурах около 70% от точки плав-
ления плавится слой материи частиц, лежащий на по-
верхности [1]. Экспериментальные работы [2, 3], в кото-
рых показано плавление очень дисперсных изолирован-
ных частиц меди и серебра при температурах около 70%
от точки плавления, подтвердили предположение, выска-
занное в литературе [1].
Повышение подвижности атомов открывает пути для
других процессов, идущих при спекании (уменьшение
свободной энергии пористого тела; снижение концентра-
ции дефектов и рекристаллизации; снижение общей на-
пряженности твердой фазы пористого тела, включая
276
полное исчезновение некоторых видов
точных напряжений прессования; уменьшение напп °CW
ности критического сечения, даже в случай Д^ рЯЖен'
обшей напряженности твердой фазы; переход свобопи”?
и контактной поверхности частиц из н?метХ^
в металлическое состояние под воздействием защитой
среды; рост поверхности контакта между частипХ"
изменение пористости; повышение прочности и измене’-
ние свойств и др.). ене
Процессы снижения концентрации дефектов в пори-
стом теле, уменьшения общей напряженности его твердой
фазы и необратимой деформации этой фазы неразрывно
связаны между собой. Необратимая деформация кри-
сталлического тела под действием внешних сил вызывает
образование всевозможных дефектов тонкой структу-
ры — вакансий, дислокаций, дефектов упаковки. Эти де-
фекты уравновешивают действие внешних сил и обуслов-
ливают сохранение остаточных напряжений после снятия
нагрузки, создавая вокруг себя соответствующие поля
напряжений. Поэтому уменьшение концентрации дефек-
тов в свою очередь вызывает эквивалентную разгрузку
твердой фазы от напряжений. Разгрузка от остаточных
напряжений формования (упругое последействие) про-
исходит уже при температурах отдыха (возврата) [4, 5].
Обычно упругое последействие при спекании вызывает
некоторое увеличение пористости и снижение величины
критического сечения а.
Для изучения явлений консолидации представляет
особый интерес действие капиллярных напряжений при
спекании (капиллярное давление). Капиллярное давле-
ние в неспеченном пористом теле при комнатной темпе-
ратуре не меньше (и даже обычно на 10% больше), чем
при температуре спекания. Но величина номинального
капиллярного давления обычно на три-пять порядков
меньше номинального давления холодного прессования,
что позволяет пренебречь его действием при комнатной
температуре. При высоких температурах спекания и д -
статочной выдержке малое давление Ркап может ст
эквивалентным давлению холодного прессования, в
чина которого на три порядка больше, чем Ркап-
В результате течения атомов под действием каин
лярного давления рКап растет доля объема сместивш
атомов со, критическое сечение а, а также в ряде с у
277
и плотность консолидируемого тела Ф. Таким образом
спекание как бы сводится к консолидации под дей-
ствием капиллярного давления, к крипу под его воздей-
ствием.
Но деформация при спекании без приложения внеш-
него давления не может быть так просто связана с де-
формацией при прессовании, как для спекания под дав-
лением р^Ркап в формулах гл, VII.
В самом деле, холодное прессование пористых тел___
процесс внешней консолидации, точнее процесс, при ко-
тором внутренняя консолидация целиком и полностью
определяется внешней. Поэтому деформация при прес-
совании может быть описана на основании принципа
равенства работы внешней и внутренней консолидации,
установленного в литературе [6]:
— р^Р = (p/a)dco, dw = рк dco; . (VIII, 1)
— сф = dft/W = dco/a. (VIII,1а)
В уравнениях (VIII,1) левая часть—pd$=dw— при-
ращение внешней работы консолидации (приращение ра-
боты уплотнения), правая (p/a)da=pKda— приращение
внутренней работы консолидации, со— доля объема сме-
щенных атомов по отношению к объему всех атомов.
Уравнение (VIII,!а) показывает, что при равенстве внут-
ренней и внешней работы консолидации точно опреде-
ляется связь между контактным сечением а и прираще-
ниями деформации и доли сместившихся атомов. Из
этих уравнений видно, что вследствие равенства работы
внешней и внутренней консолидации термины «прессова-
ние» и «уплотнение» можно рассматривать как сино-
нимы.
Для спекания под давлением при р >рКап также дей-
ствительны уравнения (VIII,1) и (VIII,1а)1. Поэтому
термины «спекание под давлением» и «уплотнение» так-
же можно рассматривать как синонимы. Но при обыч-
ном спекании внутренняя работа консолидации
(Ркап/а)^ю, как правило, больше внешней работы
Ркап^р. Случай равенства обеих работ встречается
не слишком часто. Таким образом,
* При величине р~рНап для спекания под давлением принцип
равенства обеих работ недействителен (см. табл. 71, 72).
278
— d0 = dW1 2 < d«, а
(VIII,2a)
где неравенства (VIII,2) заменяют в случае
спекания равенства (VIII,!) для случаев^спекан^Т0
Дарием, неравенство (VIII,2а) з'аменяеГрдаен^
„ЯЙ-П ак(И. Не так редко) усадка Равна нулю т е
—pdp-O. В этом случае работа консолидации идет на
рост контактных участков. Иногда даже наблюдается
отрицательная усадка - рост. В этом случае идет работа
разуплотнения, которая тем не менее может сопровож-
даться ростом контактных участков. При спекании име-
ет место тенденция к более равномерному распределе-
нию напряжений. Поэтому неизбежно материя течет из
наименее к наиболее напряженным участкам, т. е. к ме-
стам контакта и к критическому сечению, или от мест
с более высокой к местам с более низкой концентрацией
твердой фазы *.
Из сказанного следует, что уплотнение и спекание от-
нюдь не синонимы, как это иногда полагают. Скорее
можно считать спекание процессом консолидации под
действием капиллярных напряжений (или, что то же са-
мое, переноса массы при течении к наиболее напряжен-
ным участкам). То обстоятельство, что не вся работа
консолидации затрачивается на уплотнение, способству-
ет повышению величины критического сечения до равно-
весных значений а=,03 для порошковых, для во-
локновых спеченных тел.
Не всегда при спекании работа затрачивается полно-
стью на консолидацию, т. е. на объединение частиц в еди-
ное тело. Часто спекание сопровождается объединением
структурных элементов в сепаратные группы, более или
менее обособленные друг от друга — так называемое -
нальное обособление [1]. Поэтому спекание пр ц
консолидации, который идет с некоторым коэфф
том полезного действия, не всегда равным единиц •
Уплотнение (усадка) при обычном спекании
выражено, чем при спекании под внешним да *
Поэтому отношение Д07Дсо меньше, чем при пр
1 Понятия критическое сечение и контактные участки при
кании не вполне совпадают.
279
Нии. Однако было бы Ошибочно считать, что усадка сл
вершается только или даже преимущественно за счЙ
сближения центров при течении атомов. Несомненно чтп
усадка должна происходить и за счет движения частив
как указано в литературе [4—7], сопровождаемого сме-
щением (скольжением) и разрывом части контактов
Можно считать, что при спекании имеют место все виды
движения частиц, указанные на рис. 2. А
Это подтверждается рядом хорошо известных экспе-
риментальных данных. Прежде всего очень трудно объ-
яснить очень большие скорости усадки в начале спека-
ния дисперсных порошков (порядка 10% в минуту) толь-
ко за счет течения атомов под действием сравнительно
малых капиллярных сил. Но при уплотнении с перемеще-
нием частиц для начальной усадки A₽/₽o=AW=24%
(объемн.) усадка может идти за счет течения ничтожной
доли атомов Дсо = 3-10-5 (см. табл. 39).
Усадка исключительно за счет течения атомов явля-
ется уплотнением с фиксированными несмещаемыми
контактами. Такому уплотнению (см. гл. III) должны
соответствовать равновесные значения критического се-
чения а=,в'2. Между тем равновесное значение для спе-
ченных материалов а = Ф3. Наконец, усадка только за
счет сближения центров без смещения частиц должна со-
провождаться переходом более значительного количест-
ва открытых пор в закрытые, чем это обычно наблю-
дается.
Спекание волокновых тел также происходит не толь-
ко в результате течения атомов, но и перемещения уча-
стков нитей [8].
54. ОСНОВНЫЕ ПРИНЦИПЫ И ЗАКОНОМЕРНОСТИ
МОДЕЛЬНОГО СПЕКАНИЯ
Изучение спекания реальных порошковых и волокно-
вых тел осложняется рядом факторов. Практически
очень трудно дать на основании только этого изучения
точный ответ на ряд вопросов — какова скорость т®чен^
вещества при спекании, как зависит от времени сораз)-
ющаяся поверхность контакта, с какой силой одна •
стица давит на другую в месте контакта, постоянна и
нет эта сила, как изменяется во времени объем сме<^.
шихся атомов, как велика работа смещения этого о
280
ема. На все эти вопросы может дать ответ
дельное изучение вопроса. Т ет только мо-
Впервые аналитически разработал вопросы модель-
кого спекания аморфных частиц Я. И. Фоенк^ 1Q1
Впоследствии правильность выведенных им закономео
ностеи вязкого течения при их спекании была Подтверж-
дена в работах [10, 11]. Первые эксперименты по модель-
ному спеканию металлических частиц провел Кучин-
скин [12]. Он же впервые вывел аналитическую
зависимость между временем выдержки t при изотерми-
ческом спекании (точнее припекании) двух частиц и ро-
стом радиуса х площадки А единичного контакта между
ними. При выводе Кучинский использовал некоторые
представления диффузионного (вакансионного) течения,
предложенного Б. Я. Пинесом [13].
После опубликования результатов исследования [12]
были проведены многочисленные экспериментальные ра-
боты по модельному спеканию (их число выражается
трехзначной цифрой) [14, 15].1 Результаты этих работ
надежно подтвердили количественные закономерности
кинетики модельного спекания, полученные Кучинским
[12]. Модельное спекание изучалось по кинетике измене-
ния единичного контакта при изотермическом припека-
нии двух тел (шар —тело с плоской поверхностью,
шар — шар, цилиндр — цилиндр). Рассмотрим основные
вопросы модельного спекания для шаровых частиц с уче-
том экспериментальных и аналитических данных упомя-
нутых работ.
В результате деформации приконтактных участков
при касании шара радиусом R с плоской гранью тела той
же твердости (или с шаром с теми же радиусом и твер-
достью) из шара (или же каждого из пары шаров) вы-
текает (выдавливается) некоторый объем вещества V и
образуется плоская контактная площадка А-лх, а
центр шара приближается к контактной площ д
расстояние AR. Геометрия этих изменений
формулами [16]:
AR«x’/2R, А = пх\ V^mMRIZ^mWR- (VHI.3)
Кучинский [12] полагает, что в силу «“Хусот-
условий при контакте двух шаров (ри . ) Р
1 См. также Р^ЖМет за 1950—1971 гг.
Рис. 45. Модель припекания
двух частиц яо Кучинскому
рицательной кривизны в контактном перешейке равен
Д7?=х2/27?. Поэтому возникает контактное растягиваю-
щее напряжение pK=y/AR‘
Рк - V/&R = 2yR/x2, (VIII, 4)
где у —поверхностное натяжение.
Следует иметь в виду, что при течении приконтакт-
ных участков в любом направлении контактное напряже-
ние рк=const Поэтому формулу (VIII,4) можно рас-
сматривать и как уравнение для контактного прижима-
ющего напряжения рк, нормального к контактной
площадке А=лх2. Обратим внимание на постоянство зна-
менателя в формуле (VIII,4) и пропорциональность чис-
лителя площади контакта: Л~х2. Поэтому можно запи-
сать формулу (VIII,4) следующим образом:
рк = FIA =» 2лу/?/лх2 =« 2yR/x2; F == 2nyR — const,
(VIII,5)
т.е. шаровая частица давит на другую частицу (или на
плоскость) в единичном контакте с постоянной силой
F—2nyR, не зависящей от величины площади контакта
А и времени спекания L
Кучинский ни в работе [12], ни в других работах не
сумел увидеть простого положения, сформулированного
в формуле (VIII,5)—постоянства нормальной контакт-
ной нагрузки F. Расшифруем значение силы F. Капил-
лярное давление в частице равно aK&n—2y/R^ Сумма всех
капиллярных напряжений в частице равна Закал*8
«« (2y/R)4nR2—8nRy. Та часть этой суммы напряжений»
которую может передать шаровая частица в одном на*
правлении, очевидна, равна произведению кйпып„оЛ л
давления oKan на площадь большого круга л#"™ *рного
F «= А£<гкап = (2у//?) л/?а == 2л/?у == const. (VIII 5а)
Таким образом, мы вновь пришли для выражения
нормальной контактной силы к формуле (VIII 5)- F==
=const. Однако на этот раз формула (VIII,5а) выведена
на основании общего принципа, смысл которого очень
прост. В сферической изолированной частице имеются
неуравновешенные напряжения, компонент суммы кото-
рых для какого-либо заданного направления равен F=
=2лЯу=const. При контакте с другой частицей или те-
лом сумма этих напряжений должна уравновеситься,
в результате чего возникает межчастичная контактная
нагрузка, как раз равная этому внутричастичному ком-
поненту F и прижимающая частицы друг к другу1. Если
уравновешивание сил должно произойти, то соответству-
ющие пути для него всегда найдутся.
Кучинский [12] полагает, что по чисто геометрическим
причинам радиус отрицательной кривизны контактного
перешейка (см. рис. 45) обязательно в соответствии
с формулами (VIII,3) и (VIII,4) равен Д7?. На самом де-
ле геометрия образования контакта не накладывает
ограничений на величину радиуса перешейка. Эта гео-
метрия допускает величину радиуса кривизны и больше
и меньше Д/?. Величина радиуса перешейка определяется
не геометрией, а физическим принципом, выраженным в
уравнении (VIII,5а).
Закон постоянства нагрузки на единичный контакт
действителен для контактов шар — плоскость, шар —
шар, перекрещивающиеся цилиндры.^ Этот закон можно
также вывести в соответствии с идеей ФРе™£ля l9-*’ при^
равнивая работу, производимую силой FdR, к умень
шению свободной поверхностной энергии шар
yd(2nRbR)~2nRyiR [см. (VIII,3) и [16]]. Отсюда.
dW « FdR « 2nRydR- F -= 2лЯу. (VIII,6)
* Сумма этих сил 2F на единицу
нового тела названа в работе fl] к®п®?яРлпмуле (VIII. 5а) был
Именно на основе принципа, выраженного в фр У л'ениЯ pKiV по-
произведен приблизительный расчет капиллярного дав е
рошковых тел в табл. 52 работы [Ц*
£8$
Таким образом, при выводе формулы (VIII6) пол
чается закон постоянства нагрузки, данный фоомЖ
(VIII,5а). Величину контактного давления рк можно п Й
лучить, разделив F на площади контакта пх2. ОдновпТ
менно рк является удельной работой необратимой дефоп
мации части шара pKdV. Приравняв pKdV=2nRydR мо»
но также рассчитать значения рк. В обоих случаях
Л - iyR/x3, (уш,6а)
т. е. та же формула, что у Кучинского (VIII,4).
Из закона постоянства F следует, что модельное изу-
чение спекания по кинетике изменения отпечатка инден-
тора под постоянной нагрузкой, бесспорно, корректно.
В табл. 79 приведены основные закономерности спекания
(припекания) двух сферических частиц в соответствии
с законами квазивязкого течения под действием капил-
лярных сил F=const.
В табл. 79 F = 2ynR, оПл — напряжение быстродей-
ствующей пластической деформации, ц— коэффициент
вязкости, Д = лх2, х— радиус контакта, А7?=х2/2У? — сме-
щение частицы. У=лх4/47?— объем смещенных атомов
частицы, W—F&R— работа смещения приконтактного
объема, pK—FIA — нормальное контактное напряжение,
to — эквивалент* времени для прохождения пластической
деформации.
Из табл. 79 вытекают следующие законы спекания
сферических частиц (при условии F=const):
1. Для чистого квазивязкого объемного течения в со-
ответствии с формулами (VIII,7—VIII,12) время t изо-
термической выдержки пропорционально четвертой сте-
пени радиуса х контактной поверхности, квадрату ее
площади А, квадрату линейного сближения частиц &R,
квадрату работы W Припекания частиц.
2. Особенно характерен при изотермическом спекании
закон постоянной скорости течения вещества (по край-
ней мере при сферической форме частиц): dVjdt^
==ДУ/Д/=const, который следует из формул (VIII,11) и
(VIII,Па). Этот закон действителен как для чистого ква-
зивязкого, Так и для сочетания пластического и квази-
вязкого течения. Впервые закон постоянства скорости
течения объема твердой фазы (следовательно, и посто-
янства скорости массового течения) при спекании был
Ж
расчетные формулы д Квазивязкое течение ля течения Формула Таблица % 9 Квазивязкое плюс пласти- 1 ческое течение 1 Формула
16у2/?а v& es 11 t °пл Я (VIII, 7) , 16у2/?2 х‘= а . ('+/.) °пл Л (VIII ,7а)
16У2/?2Л2 Л2 = „ „ °пл Л 4ул,7? -.гт А~ V t , V «ГплП dA/Adi=l/2t (VIII, 8) А,~ <' + '•> V «ГплП йЯ/Л^«1/2(/4-/0) (VIII ,8а)
2 f2 <?плП ₽‘=^ 4t ’ F аплЛ Рк — л **• — А 2 V t (VIII,9) 2 °т!л ‘П к 4(< + М ‘ V РплП рк — 2Ю + /0 (VIII ,9а)
ДЯ=—|, t 2R Т^Гп (VIII, 10) дя«-7~=- //+<• V ojna1! (VIII, 10a)
у _ ях* — 4зт?2^ t ~*4Я “ аплП dV ДУ dt ~ М “ 4лу21? = const «ГплП (VIII, 11) V=W£. Опл n dV AV _ dt ~ At ~ 4nv8/? . = —!— = const <гПлП (VUI.lla)
V СТплП dW 1 Wdt 2t (VIII, 12) <?плП dIF 1 Wdt ~~ 2 (t + f<>) (VUI,12a)
(VIII, 13) U7= Vv (VIII. 13a)
— 2SS
сформулирован в работе [17]*. Этот закон практичен
действителен при х^0,5/?. еСки
3. Для квазивязкого течения (чистого) dAlArh
=dW/Wdt=l/2tt а при сочетании квазивязкого и пластГ
ческого течения dA/Adt=dW/Wdt= 1/2(^4-/0). Таким об*
разом, уравнения скорости деформации этого типа не
связаны с константами квазивязкого течения г| и апл е
4. Работа припекания пропорциональна квадратному
корню из объема деформированной твердой фазы. У
5. В соответствии с формулой (VIII,3) деформирован-
ный объем твердой фазы V пропорционален квадрату по-
верхности контакта А2, т.е. V=kA2, причем й=1/4я^в
=const.
6. Всегда имеет место сочетание квазивязкого и пла-
стического течения. Последнее может учитываться сдви-
гом точки отсчета на t0, как показывают формулы
(VIII,7а—VIII, 13а). А это (см. табл. 78) эквивалентно
уравнениям:
хп xt, An/2^t,
(VIII,14)
где n>4.
Из табл. 78 следует, что по этой причине практически
величина п=4,3-*-6 вместо п=4. Кроме того, имеются
также еще две причины повышения величины показате-
ля степени п>4.
Во-первых, положение F=const можно практически
считать законом только в пределах постоянства суммы
капиллярных напряжений частицы, т. е. примерно до
x=0,5F. Нетрудно подсчитать, что при х=0,5/? сумма
капиллярных напряжений в частице падает на 10%, а
следовательно, при х=О,57? F=0,9Fo. Это обстоятельство
также способствует повышению величины п в формуле
(VIII,14). По этой же причине соответственно слегка па-
дает и скорость объемного течения.
Во-вторых, повышение значения п обусловлено так-
же вкладом в общее течение поверхностной миграции
» Наряду с бесспорно правильными формулировками в работ*
[17] имеются и некоторые ошибки, так как полагают, что работа
спекания W пропорциональна времени t. Пропорциональность •» ~
имеет место только для вязкого течения, при квазивязком течении
W ~Vt.
286
Таблица 80
Наш расчет контактных Напряжений по экспериментам [12]
т. *с t, мин R, мкм х, мкм Рк (за t мин), кГ/мм* (рА= 2,5 =РкГ//1 кГ/мм* (ркК“ 3,5 аРкАн, кГ/мм* н„ кГ/мм*
400 400 360 360 3,2 20 0,8 0,5 8,8 22,4 92 235 47 121 26,6 26,6 22
500 60 4,0 1,0 1,12 5,86 3,61
500 3900 30,0 2,0 2,1 80' 2,1 32 22
500 3900 41,5 4,1 3,22 123 22
600 60 3,8 1,7 0,38 1,84 1,22 14,9
600 60 15,5 1,7 1,5 7,71 14,9 14,9 10,8
600 960 28 3,4 0,67 10,5
700 240 16,0 3,2 0,44 3,96
700 120 40,2 4,0 0,70 4,76 10,8
800 30 п.о 3,6 0,238 0,93 7'2
800 30 35,3 6,0 0,275 1,07 » 7,2
900 30 41 12,1 0,069 0,27 4,6
атомов, так как скорость этого течения быстро падает со
временем, а скорость объемного течения почти по-
стоянна.
По всем этим причинам в формуле (VIII,14)
~ 5 -s-б. Кучинский [12] полагает, что п=5 соответствует
законам диффузионного течения, п=7 — спеканию за
счет поверхностных атомов. В табл. 80 нами рассчитаны
приведенные в работе [12] значения контактных напря-
жений, прижимающих медный шарик с радиусом R и
радиусом контактного перешейка х при времени спекания
t мин и 1 мин к медной плоскости. Контактное напряже-
ние рассчитывалось по формуле (VIII,5): pK=F!A —
~2n.Rylixx2=2Ry/x2, в которой F/А соответствует наше-
му положению F=const, 2Ryfx2—формуле Кучинского
для напряжений в контактном перешейке. Напряжения
после минутного припекания экстраполировались на ос-
новании формулы Кучинского (VIII,14): (рк)1даРк VW
для объемного и (рк)1=Рк — Для поверхностного
течения. Поверхностное натяжение меди принималось
равным 1,4 г/см. Для сравнения приведены значения
кратковременной горячей твердости компактной меди
Но по Лозинскому.
Из данных табл. 80 можно сделать следующие вывл
ды. Контактные напряжения во всех случаях были менк
ше у наиболее дисперсных частиц с радиусом около
4 мкм (при 400°С в 2,5 раза меньше, чем для частиц дйа°
метром 20 мкм, при 500 и 600° С на порядок меньше, чем
для более грубых частиц). При самой низкой температу-
ре (400° С) минутное напряжение больше минутной го-
рячей твердости; при 500° С минутные контактные напря-
жения для частиц диаметром 30 и 40 мкм имеют пример-
но одинаковую с горячей твердостью величину, при
800—900° С —на порядок меньше твердости. Следует
иметь в виду, что оптическое определение иногда дает
завышенные размеры площади контактных участков и,
следовательно, заниженные значения контактных напря-
жений. Полученные данные соответствуют снижению
эффективных контактных напряжений при горячем уп-
лотнении порошков по сравнению с горячей твердостью
компактных металлов (см. гл. VII).
Экспериментальные данные по кинетике горячей твер-
дости и изменению скорости уплотнения с ростом давле-
ния подтверждают квазивязкое, а не диффузионное тече-
ние. Можно экспериментально оценить вид течения также
и по размерному эффекту [18, 19]. Рассмотрим спека-
ние двух мотков медной проволоки [20], первого с ради-
усом /?'=64 мм, второго с 7?"=26,3 мм. Отношение про-
межутков времени выдержки для достижения одинако-
вого соответственного состояния (например, от пори-
стости 271 до /72) At' и At" будут удовлетворять уравне-
нию1:
(R']R")C в дг/дг; (VIII,15)
где с «const, At' и At" — промежутки времени для про-
волок радиусом R' и R".
Если учитывать только чисто геометрические
жения, то для квазивязкого течения с=2, для диффузи-
онного с=3. Но следует принимать во внимание также
уменьшение активности, увеличение эффекта упругого
последействия и ухудшение уплотняемости (даже пр
* Взяты промежутки времени At' и Д^ между значе чтобы
и Пг, а не значения времени f, t" для достижения П\ или I а.
исключить влияние начальной пластической деформации.
288
<• Д* CL6Лицл А/
Расчет с для медной проволоки с /?'=б4, 26 3 мм
Температура спекания, ®С 100 п ДГ, ч ДГ, ч Показатель степени с в формуле (VIII, 15)
П. л,
900 7,8 6,9 96—18=78 10—2=8 2,51 2,51 2,23
1000 6,5 5,4 110—32=78 10—2=8
1050 5,3 4,0 108—50=58 10—2=8
холодном прессовании, см. гл. VI) с ростом диаметра
проволоки. Поэтому в формуле (VIII,15):
Сд>б, ' (VIII,16)
где ск — показатель степени для квазивязкого; сд — для
диффузионного течения.
Из табл. 81 [20] следует, что в среднем с=2,43, а при
1050° С с=2,21, что соответствует значению ск для квази-
вязкого течения в формуле (VIII,6). Таким образом,
сравнение кинетики спекания при разных диаметрах про-
волоки также подтверждает теорию квазивязкого, а не
диффузионного течения.
Следует отметить, что упругое последействие намо-
танной проволоки существенно затрудняет количествен-
ный анализ опытных данных по кинетике ее модельного
спекания. Кучинский [21] положил начало эксперимен-
тальному изучению кинетики модельного спекания не
только сферических частиц, но и цилиндрических (про-
волоки). В его опытах (и в последующих работах) про-
волоку наматывали на круглый пруток из того же мате-
риала и изучали кинетику зависимости половины шири-
ны (радиуса) контактного перешейка х от времени
спекания t. В работе [21] и ряде других получили 6
причем в ряде случаев п.«5. Минимальное значение
(лагЗ) отмечено в некоторых экспериментах Тюммле-
ра [22]. Установлено [23], что показатель степени п с уве-
личением радиуса проволоки R непрерывно возрастал
до 60.
С повышением радиуса R падают напряжения припе-
кания, вызывающие рост контакта, и остаются пос о
19—1098 289
йыми (или растут) напряжения упругого последействия
которые способствуют уменьшению контакта. Поэтому
вклад упругого последействия и значения п повышаются
с увеличением R. На более существенную роль упругого
последействия при спекании волокновых тел по сравне-
нию с порошковыми указывается в работах [24, 25].
Есть еще один фактор, осложняющий кинетику рас-
чета модельного припекания проволоки. Нити стремятся
не только к увеличению контакта, но и к приближению
формы к равновесной (т. е. к сферической). Второе
стремление вызывает коробление припекаемой проволо-
ки и снижает рост контакта.
55. ПОВЕРХНОСТНЫЙ ТРАНСПОРТ МАТЕРИИ
ПРИ ЕДИНИЧНОМ КОНТАКТЕ ДЛЯ СФЕРИЧЕСКИХ
ЧАСТИЦ
Имеются два поверхностных механизма транспорта
материи при контакте: а) миграция, т. е. стягивание
атомов свободной поверхности к контактным участкам,
описанное Я. И. Френкелем [26]; б) выдавливание под
контактным напряжением рк в приконтактные участки
подвижных атомов, лежащих на контактных поверхно-
стях [27—33]. Оба случая показаны на рис. 46. Рассмот-
рим для упрощения случай настолько высокой темпера-
туры спекания, что материю как на свободной, так и на
контактной поверхности частиц можно считать жидкой.
В этом случае расчет кинетики спекания можно (и долж-
но) вести по формулам вязкого течения.
Рис. 46. Схема спекания за счет
поверхностных атомов:
1 направление миграции ато-
мов свободной поверхности;
2 — направление течения атомов
контактной поверхности
290
Для заполнения прикбнТакТНого объема V за сча-г
Хеем* ЙТ0М0В СВ°бОДНОЙ повеРхности в этом Йучаё
(Р/ — х3 dx/R Усв (рк/т1) dt = Vca (F/jtx8,q) dt,
xe e 6VCB FRt rj = 12VCB yR2tt
л (VIII,17)
где V«— объем поверхностного слоя частицы- в соот-
ветствии с формулами (VIII,5) и (VIII,5а)
r=2n/<Y=const; ’
Рк = ^"/л-^2—2у7?/х2 — одновременно и контактное
и капиллярное давление, засасывающее ато-
мы свободной поверхности в капилляры с ра-
диусом отверстия x2/2R; при VCB=const п=
=6, при убывании УСв п>6.
Обычно со временем спекания Усв убывает на поря-
док и с учетом этого, а также времени to (см. табл. 79)
8-т-10. При квазивязком объемном течении п«5,
поэтому доля участия этого вида течения в общем ба-
лансе смещенных атомов быстро падает. Тем не менее
данный вид течения имеет существенное значение для
роста контактной поверхности А (которая может при
этом увеличиваться без сближения между центрами
частиц).
Увеличение объема V за счет выдавливания атомов
с границ контактных участков под сжимающей силой
F=2ji/?y=const описывается формулой
dV/dt « Угр Г/л№т1 = nx28F/jvc2x\ = SF = const, (VIII,18)
где Угр—лх2б — объем слоя атомов на границе кон-
тактного участка частицы;
б — расстояние между двумя атомами.
Скорость объемного квазивязкого течения до форму-
ле (VIII, 11) dV/dt=const. Но и скорость заполнения объ-
ема за счет течения контактного слоя атомов по формуле
(VIII,18) постоянна. Поэтому наличие контактной гр
ницы (см. гл. VII) не изменяет законов кинетики спек -
ния, но увеличивает его скорость: чем дисперснее част
Цы, тем больше скорость спекания.
56. КИНЕТИКА ИЗМЕНЕНИЯ ИЗОЛИРОВАННЫХ ПОР
Пусть в сферической частице радиусом R (рис. 47)
пасположенная в центре сферическая пора радиусом г
чакцывается при спекании под действием капиллярного
давления п«„=2у/г. Сумма 2о„а„ по всей внутренней
лАопа пявна F=8луг. Сжимающее напряжение на внеш-
н!йРсфере равно Так как Zyr^ylR,
ТА квазивязкое течение определится именно наименьшей
его объемной скоростью на периферии частицы:
dR R « 1(2тг/^2)2/ад] dt,
где опл — напряжение кратковременной пластической
деформации.
Объемные изменения во,всед зонах тела dV=const,
т. е. 4л/?2^/?=4лг2с?г, откуда dR=r2[R2dr-, подставив
в уравнение для dRIR соответствующее выражение, по-
лучаем [34]: dr'jdt = 4у2/оплт}Я.
Учитывая же, что при всестороннем давлении эффек-
тивное напряжение в твердом теле Оэфф = п(1—2vK), где
vK — коэффициент Пуассона компактного материала,
окончательно имеем:
dr[dt = 4у2 (1 — 2ук)7стПл'|']^ e const- (VIII, 19)
Сравним линейную, скорость ^захлопывания изолиро-
ванной поры с линейной скоростью роста радиуса кон-
такта х частиц того же радцуса R\
(VIII,19а)
dx/dt - 4у2 Я2/РлЛ П*3.
Рис. 47. Схема к кинетике за-
крытия сферической поры
Далее приведены численные данные, показывающие,
что dx dt>dr/dt по крайней мере на порядок (стр,.306)'
Ниже приведены рассчитанные аналогичным образом
уравнения кинетики захлопывания при спекании изоли-
рованных пор, сферических и цилиндрических, под дей-
ствием внутреннего (на поверхности поры) и внешнего
(на поверхности частицы) поверхностного натяжения
(г—радиус поры, /? —радиус частицы, г0— начальное
значение радиуса поры):
Сферическая пора, внутреннее поверхностное натя-
жение:
dr dt -= 4у2 (1 2ук)/оплт) /?; (VIII, 19)
/ » Со — 0 (Тпл П^/4?2 (1 — 2vK). (VIII,20)
Сферическая пора, внешнее поверхностное натяжение:
</rd/ = 4Y2(l_2vK)/?/onjlr1r2; (VIII,21)
tв (Г®—г®)/12 n (1 — 2vK) R. (VIII,22)
Цилиндрическая пора, внутреннее поверхностное на-
тяжение:
dr/dt = ?2(1- ук)/опл T]r; (VIII,23)
/ » (г* — г2) <тпл *п/2т2 (1 — vJ. (VIII,24)
Цилиндрическая пора, внешнее поверхностное натя-
жение:
dr/dt = у2 (1 — ук)/опл т) г; (VIII,23)
* = ('о ~ f2) апл 'П/ЗТ2 (1 ~ vj. (VIII,24)
Для цилиндрической поры скорость усадки, обуслов-
ленной внутренним поверхностным натяжением
больше, а время закрывания поры меньше, чем для сфе-
рической; кинетика закрывания в отличие от сфериче-
ской поры под действием как внутреннего, так и внешне-
го поверхностного натяжения одинакова.
Интересно отметить, что при постоянной нагрузке г
=const, под, действием внешнего поверхностного натя-
Н
Рис. 48. Схема к кинетике
менения совокупности пои
наковой величины ₽
на-
оди-
жения усадка и сферических, и цилиндрических изолиро-
ванных пор, согласно формулам (VIII,22) и (VIII,24),
соответствует закону постоянства скорости объемного
течения:
ДУ = АД/, &У[Ы = dV/dt = k = const,' (VIII,25)
где значение ДУ совпадает одновременно и с уменьше-
нием объема поры, и с приращением объема сместив-
шихся в поры атомов.
, Захлопывание совокупности изолированных сфериче-
ских пор протекает еще медленнее, чем процесс закрыва-
ния одной поры. Из рис. 48 видно, что при расстоянии
между центрами пор одинаковой величины, равном 2r+d
в точке, расстояние которой от центра каждой поры оди-
наково и равно /?=(2r+d)/2, dRldt=Q> в то время как
для одной поры dR/dt=Q только при R — oo. Это означа-
ет,, что на границах сфер влияния отдельных пор легко
могут образоваться новые трещины, пустоты и поры.
При неравной величине пор (г2>Г1) при. r2/ri> (1 +
-И/П)2 (рис. 49) 2у/г2<(2у/Г1У Ri/Vi+d)]2, поэтому
меньшая пора будет сжиматься, а более крупная растя-
гиваться [34]. Это обстоятельство объясняет установлен-
ный в работе [1] рост более крупных пор при одновре-
менном уменьшении размеров более мелких. -
Рис,- 49. Схема к кинетике из-
менения совокупности пор раз-
ной величину ‘
57. НЕКОТОРЫЕ СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ
СПЕКАНИЯ совокупности частиц глшисти
(СПЕКАНИЯ ПОРИСТОГО ТЕЛА)
Уже отмечалось, что спекание совокупности чагт»,.
в отличие от взаимного припекания двух части" в подав
ляющем большинстве связано с возникновениемнаряду
С транспортом (течением) атомов нового вида певеН
материи —необратимого перемещения частиц в пеиом
для порошковых тел и крупных участков частиц длГво
локновых. А ии'
Впервые положение о неизбежности необратимого
перемещения частиц при спекании порошкового тела и
пути этого перемещения были выдвинуты в работах [4 51
Так, например, по данным [5, с. 112], перемещение ча-
стиц спекаемого порошкового материала может идти од-
ним или несколькими из следующих путей:
1. «Перемещение за счет изменения поверхности
прежних мест контакта: а) посредством деформации
прежней контактной поверхности; б) путем увеличения
прежней поверхности контактов (при сближении); в) пу-
тем уменьшения прежней поверхности контактов (при
удалении частиц).»
2. «Перемещение за счет смещения прежних мест
контакта и замены их новыми».
3. «Перемещение за счет разрыва контактов; одно-
временный разрыв контактов между рядом соседних ча-
стиц вызывает появление трещин (расслой, скрытый рас-
слой, пережог)».
4. «Перемещение, сопровождаемое одновременной
внутренней или внешней рекристаллизацией» (т.е. ре-
кристаллизацией в пределах или за пределами границ
индивидуальных частиц).
Там же [5, с. 112] было отмечено, что «указанный ме-
ханизм перемещения частиц (кроме п. 4) действителен
не только при спекании, но и при прессовании порошков
и деформации спеченных изделий».
Еще в работе [4, с. 91] указывалось, что при спекании
имеют место три типа процессов деформации порошко-
вого тела: а) взаимное перемещение частиц; б) внутр •
частичная деформация; в) процессы, связанные с рекр •
сталлизацией, перерастающей границы частиц.
отмечалось, что первые два типа процессов неразр
связаны друг с другом и протекают всегда совмести .
295
Рис. 50. Спекание сферического медного порошка,
несовершенство контакта. Х150
Таким образом, уже более тридцати лет назад [4, 5]
было выдвинуто положение о деформации порошкового
конгломерата при спекании по тем же схемам, что и при
прессовании (см. рис. 2), за счет совокупности процессов
роста (сближения), разрыва и сдвига (смещения) кон-
тактных участков. Некоторые экспериментальные подт-
верждения этой теории уже отмечались. Известны слу-
чаи усадки при спекании неспрессованных порошков ме-
ди, железа и никеля от Фо=О,25 до Ф>0,9. Невозможно
представить, что такая усадка происходит без сдвига ча-
стиц, только за счет сближения центров при фиксирован-
ных контактах. Возможны и усадка при ничтожной де-
формации объема частиц и существенная деформация
объема частиц без усадки.
Спекание можно представить как изостатическое уп-
лотнение под собственным капиллярным давлением. Не-
сомненно, при спекании достигается большая степень
контакта, чем при гидростатическом прессовании. В обо-
их случаях критическое (контактное) сечение а=Фт, но
при спекании т=3, при гидростатическом прессовании
т=4,3 -*-4,0. При Ф=0?5 -+• 0,6 величину а после спекЗ’
Ж
способствовать фиксированию контактов. Те™не м°енее
некоторые факторы препятствуют при спекании ж»™
рованию контактов еще более энергично, чем при прессо-
вании. Прежде всего, атомы контактной поверхности ПОи
высоких температурах гораздо более подвижны (на X
колько порядков), чем другие атомы внутри частипм
А это существенно облегчает сдвиг и разрыв контактов
Сдвигу и разрыву контактов способствует также спрям-
ление их поверхности при спекании (см. рис. 50) Осо-
бенно облегчается спрямление шероховатой и искривлен-
ной поверхности для дисперсных частиц. Заметим, что в
числе других факторов и спрямление контактных участ-
ков между частицами существенно облегчает уплотнение
даже после спекания.
В грубых порошках (рис. 51) не происходит достаточ-
ного спрямления контактных участков и заполнена малая
часть кажущейся контактной поверхности. Это —одно
Рис. 51. Сферический медный порошок с частицами
160 мкм, спеченный под давлением, контактные уча-
стки не везде спрямлены. Х200
20—1098
29Т
из главных обстоятельств, затрудняющих уплотнение не
только при обычном спекании, но и при спекании под
внешним давлением1. Металлографическое изучение да-
ет примеры растяжения контактных участков с образовав
нием шейки и их разрыва как при спекании под давлени-
ем (рис. 51, участки 1, 2), так и при обычном спекании
(рис. 52, на котором виден растянутый перешеек).
Напомним еще раз (см. гл. V), что разрыв и сдвиг
контактов при упруго-пластической местной разгрузке,
как при прессовании, так и при спекании [5, 7] облегча-
ют уплотнение. Такая местная разгрузка обеспечивает
несинхронное приложение давления «в рассрочку» в раз-
ное время к разным участкам критического сечения а.
Именно это обстоятельство позволяет рассчитывать эф-
фективное критическое давление при спекании не по ве-
личине горячей твердости, а по меньшему в 3—5 раз зна-
чению предела текучести. Из табл. 39 следует, что для
карбида титана достаточно было номинального давления
р«3-10“* HV для объемной усадки Др/ро=Д'0’/'0’яа24°/о.
При этом в объемном течении приняла участие только
доля твердой фазы ©«З-Ю"5 от всего числа атомов. Это
количество было равно примерно только 10 /о от количе-
ства атомов на поверхности частиц. Доля атомного тече-
ния Д©=3-10~5 от всей усадки Д$/#=0,24 составила
Таблица 82
Рост объема — ДФ/Ф прессовок из медного волокна
после спекания
100 100 &
54,4 57,6 71,2 76,6 81,8 88,0 93,2 94,4 47,6 51,8 62,6 68,1 73,4 79,7 84,2 85,9 14,3 11,2 13,7 12,8 10,2 10,4 10,6 9,9
1 При оценке деформации после спекания следует иметь в ви-
ду, что до спекания все частицы (см. рис. 50~-52) вследствие особен,
костей их получения были строго сферичны.
298
Рис. 52. Образование перешейка при спекании сфе-
рических частиц. Х500
3*10"’5/0,24=1,25*10~4, т. е. ~10~4% на каждый процент
усадки. Следует учесть, что при спекании порошковых
прессовок с О «0,5 контактное сечение а->0 вследствие
неизбежного упругого последействия отчасти после прес-
сования, отчасти при спекании [4, 5]. Примеры упругого
последействия при спекании порошковых прессовок об-
щеизвестны. Поэтому в табл. 82 приведены данные по
объемному упругому последействию после спекания
(4 ч, 680° С, т. е. около 70% от абсолютной точки плав-
ления) прессовок из медного волокна диаметром 50лкл.
Табл. 82 показывает, что в результате упругого последей-
ствия для всех плотностей прессовок имел место рост
объема Др/Ро»—Де/0« 10—14%.
Номинальное изостатическое капиллярное давле
Ркап в спекаемом порошковом теле из тсФ|,Р^че/сД11Хтя ‘
стиц в соответствии с формулой (VIII,оа) (с
же [25]):
Скмт = 2,390’С„„ tIR.
Че na„-2ny«=const; - к00Рд,™“"™1т ™-1;
контактов на половину частицы при значе
299
20*
Сконт — то же при 1; ^Сконт/(4/злЛ3)2/з _ числп
тактов на единицу площади номинального сечения Л Н*
стого тела. 1,0Ри-
Вследствие роста частиц, а также зонального обослл
ления при практически применяемых температуоах сп
кания можно считать vne’
Ркап о (ркап)о, (VIII,26а)
где исходное значение капиллярной нагрузки (ркап) =
=Ркап1&о/1& = const. ап'°
При еще более высоких температурах спекания зна-
чение рКап постоянно:
Ркап (Ркап)о CODSt, (VIII,26б)
т. е. ^2/7?=йо2//?о.
Значения рКап для сферических порошков меди, вычи-
сленные по формуле (VIII,26) при у = 1,4 Г/см, Сконт=
=6; 0—0,5, приводятся ниже:
R, мкм...... 0,5 1 2 5 10 20 30 50
Ркап» кГ/см** . . 100 50 25 10 5 2,5 1,6 1,0
Из этих данных видно, что даже при не слишком вы-
сокой дисперсности Я=5 (£> = 10 мкм), рКап=Ю кГ/см2
составляет при 800° С (почти 80% от точки плавления)
1,4% от кратковременной (минутной) горячей твердости
(7,2 кГ[мм2), а при 950° С (около 90% от точки плавле-
ния) — около 2,6% от твердости (3,8 кГ/мм2). По анало-
гии с данными табл. 39 такие напряжения достаточны,
чтобы вызвать быструю начальную усадку за счет сдвига
частиц, порядка 10—40% в первую минуту спекания.
Значения ркао на 2—5 порядка больше сил тяжести. Та-
ким образом, капиллярное давление при спекании заве-
домо достаточно, чтобы вызвать не только течение ато-
мов Дсо, но и смещение частиц в целом. При этом транс-
порт массы за счет смещения частиц в целом может на-,
много превышать ее транспорт за счет собственно атом-
ного течения.
Нетрудно показать, что консолидация при спекании
волокна осуществляется также в результате не только
атомного течения к местам контакта, но и изгиба и сме-
щения крупных участков нитей. Скольжение контактов
в волокновых телах затруднено по сравнению с порош-
ковыми. Зато облегчено взаимное удаление контактных
309
Рис. 53. Медное спеченное волокно 50 мкм
узлов за счет выпрямления (разгибания) элементов
(звеньев) связи между ними (см. рис. 4). Имеют место
ощутимый разрыв и срез волокон при-спекании. Так, на-
пример, после спекания вольфрамового волокна часто
осыпается некоторая доля отрезков нитей, длина кото-
рых в 2—4 раза.меньше исходной длины волокна. На
рис. 53 видно разорванную или, может быть, разрезан-
ную в результате спекания или лри шлифовании нить
(рис. 53, участки 1—/).
В соответствии с формулой (VIII,11) i
емкого течения атомов на один контакт Дг/Д —
при F=const, а ДГ~Д/. При спекании порошкового те-
ла с увеличением плотности Ра'^д<#’п“е““ществеи^
ммИу^и«нии°# рк^начимет п^м^из^ау^геньшения
свободной поверхности. Следует учесть ещ
ное снижение эффективного капиллярно
соответствии с формулами (V,5), (V,oa).
более силь-
давления в
Рэ<Ь<Ъ **
(VHI.27)
(УШ,27а)
301
Таблица 83
Кинетика изменения характеристик меди
1.4 100 # 100 А/А^ 100 «= > «lOOU/A^*/# loo a==ioo #>
0,5 41,2 12,0 3,50 6,99
1 51,5 19,4 7,30 13'7
2 62,0 30,3 14,8 23,8
4 72,3 47,0 30,6 37'3
8 77,5 59,1 45,1 46,6
Поэтому с дальнейшим увеличением времени спека-
ния t начинает снижаться скорость течения атомов
daldt. В табл. 83 приведена кинетика изменения плотно-
сти, электропроводности Л/Лк, критического сечения а=
= (Л/Лк)2А равновесного критического сечения а=#3
при спекании неспрессованной электролитической меди
(Фо=0,28, 900°С).
Из табл. 83 можно сделать следующие выводы:
1) экспериментальное значение a = (Л/Лк)2/# росло от
50% равновесного значения а=#3 при /=0,5 ч до 100%
при f=8 ч; 2) сначала (0,5—4 ч) эксперименталь-
ное значение а увеличивалось пропорционально времени
спекания — с ростом t в 8 раз (Л/Лк)2/# увеличилось
8,7 раз, а затем его рост замедлился; 3) величина <в (см.
гл. V) растет быстрее а. Следовательно, в первые часы
спекания скорость атомного течения d&ldt увеличивалась
со временем, затем оставалась постоянной и под конец
падала.
58. ЗАКОН ЗОНАЛЬНОГО ОБОСОБЛЕНИЯ. ДАВЛЕНИЕ
И КИНЕТИКА СПЕКАНИЯ В КОНЕЧНОМ ЭТАПЕ
Работа спекания не всегда затрачивается на консо-
лидацию, т. е. на объединение частиц в единое целое.
Часть энергии процесса независимо от нашего желания
расходуется на обособление частиц в сепаратные группы.
Усадку при спекании порошковых тел в ряде случаев
рассматривали как некий единый процесс, который в ко-
нечном счете направлен к полному уплотнению и полной
консолидации тела.
ш
рошковых тел обычно смза^нГтолькТГобш^ ЗНИЯ П0'
дацией, но и с противоположныйявлением^^^11*
нием частиц в сепаратные группы и на 6 собле*
с ростом автономности и обособленности ™их°\7аПе
Другими словами, при спекании происходит самопЕ'
вольный процесс агломерации частиц в группы Kt
образом, усадка или, более точно, сближение, стягивание
частиц имеет место в пределах не одной, а многих зон
(групп). В результате этого процесса происходит зональ-
ное (групповое) обособление (рис. 54). В каждой обла
сти (зоне) частицы, как показано стрелками, стягивают-
ся внутрь зоны, как бы к ее геометрическому центру
Такой процесс ведет к сближению частиц, уменьшению
пористости внутри группы (агломерата, зоны) и обособ-
лению сепаратных групп, их взаимному удалению и росту
межгрупповои пористости. Зональное обособление тор-
мозит усадку и задерживает рост критического сечения
при спекании порошковых тел.
На рис. 55 дано металлографическое подтверждение
сказанного. Частицы собираются в группы (агломераты),
Рис. 54. Схема зонального
обособления (а) и далеко
зашедшее зональное обо-
собление при спекании тзер-
дого сплава (б)
Рис. 55. Пример зонального обособления при спека-
нии (медь). Х150
содержащие от десятка (или даже менее) и до несколь-
ких тысяч частиц. Пористость внутри группы незначи-
тельна (может доходить до нуля), контакт значителен
(может дойти до полного контакта). Межгрупповая по-
ристость больше, а степень межгруппового контакта
меньше, чем между частицами внутри групп.
Именно в первую очередь процесс зонального обо-
собления приводит к росту наиболее крупных (межгруп-
повых) пор при одновременном уменьшении наиболее
мелких (внутригрупповых) пор [1]. Это наблюдение было
первоначально отмечено в работе [1] и затем подтверж-
дено исследованием [37]. Помимо металлографических,
приведем еще следующие доказательства наличия зо-
нального обособления:
1. Падает доля закрытых и растет доля открытых пор
при спекании, особенно для тел из тонких порошков
(рис. 56).
2. Практика изготовления пористых порошковых
фильтров показывает, как правило, рост проницаемости
по отношению к воздуху и к жидкостям спеченных тел
по сравнению со спрессованными. Этот рост проницае-
мое
мости наблюдается независимо от наличия или отсутст-
вия усадки и образования закрытых пор. Приведем ти-
пичный пример [1]. Прессовки из хорошо восстановлен-
ного медного порошка при П=30% (все поры открытые)
имели воздухопроницаемость 15 см.31мин. После спекания
при 800° С пористость снизилась до 19%, общая же от-
крытая пористость до 19-0,73 «14%. Таким образом,
открытая пористость была в два раза меньше, чем в
прессовке. Проницаемость же в спеченном теле увеличи-
лась с 15 до 22 см31мин, в 1,5 раза больше, чем в прес-
совке.
Такой результат можно объяснить только зональ-
ным обособлением при спекании, которое собрало части-
цы в более крупные структурные единицы (группы, агло-
мераты) и привело к существенному увеличению разме-
ров открытых межгрупповых пор Ч
Процесс зонального обособления можно рассматри-
вать как внутреннюю (внутризональную) усадку. Такая
внутренняя усадка может протекать при нулевой или
даже отрицательной внешней усадке (росте) порошково-
го тела [1]. Во многих случаях внутренняя усадка — зо-
нальное обособление — приводит к более полному термо-
динамическому равновесию, чем внешняя усадка без
обособления. Пусть спекается прессовка ('0'0=0,7, радиус
частиц /?0). В одном варианте отсутствует внешняя усад-
ка и имеет место полная агломерация в группы из 27 ча-
стиц. После спекания 6=6о=О,7; критическое сечение
а=б3=0,343, радиус группы частиц R — SRo. В этом слу-
чае после спекания энергия свободной поверхности из
расчета на одну исходную частицу равна 4л (ЗТ?о)2т/27 (1—
—0,343) =2,33 к В другом варианте нет зонального
обособления, но есть значительная усадка до 6=0,8;
а=®63=0,512. В этом варианте энергия свободной поверх-
ности на одну исходную частицу равна 4л^ (1—0,512)?=
-6,13 у/?2.
Таким образом, в первом варианте (при зональном
обособлении) энергия свободной поверхности в 6,13/2,33=
=2,63 раза меньше, чем во втором. Расчет по формуле
* Проницаемость увеличивается пропорционально квадрату д
Метра пор, т. е. пропорционально квадрату диаметра структур
единиц.
305
Рис. 56. Изменение пористости
при спекании медных прессовок:
/ — общая пористость; 2 —доля
открытых; 3 — доля закрытых
пор; / — мелкие; // — крупные
порошки
(VIII,11) показывает, что скорость объемного течения
dVjdt на одну исходную частицу для первого варианта
спекания на порядок меньше, чем для второго.
При соответствующей модернизации терминологии
основные положения работ [4, 5] сводятся к сосущество-
ванию при спекании процессов консолидации и обособ-
ления. Вполне определенно указывалось [5], что основной
структурной единицей в спекаемом теле является не ча-
стица, а группа частиц. В работе [1] впервые было описа-
но явление зонального обособления, а в [7] указано, что
спекание — совокупность процессов, протекающих с не-
которым коэффициентом полезного действия. В некото-
рых случаях, например при спекании волокновых ‘тел,
сдвиг структурных элементов затруднен. Поэтому явле-
ния зонального обособления в волокновых телах обычно
практически отсутствуют. В соответствии с этим воздухо-
проницаемость спеченных волокновых тел та же или
почти та же, что у исходных прессовок [38].
Отмечалось [1], что обособление в группы в конечном
счете приводит к образованию из группы частиц в ре-
зультате рекристаллизации единого зерна, включающего
внутренние изолированные поры. Линейная скорость за-
хлопывания изолированной поры (VIII,19)
dr/d/4Y2(l-2vK)2/on^/?,
по крайней мере, на порядок меньше линейной скорости
роста радиуса контактной площадки:
dxjdt — 4-у2 (1 — 2vK V«)2 7?а/оил (VHI.28)
зов
где х--радиус контактной площадки, множитель (1—
—2vK/а)2 —поправка к формуле (VIII,19а) на эффек-
тивное напряжение в соответствии с формулой (V,5),
В самом деле, приравняв х=0,5, /? = 1, получим, что
dxldt даже при условии равенства (1—2vK)2==’(l—
—2vkV"o)2 в раз больше dr/dt. Следует учесть еще два
следующих обстоятельства: а) захлопывание совокупно-
сти изолированных пор (см. рис. 48) всегда идет медлен-
нее, чем по формуле (VIII,19); б) вследствие участия в
процессе увеличения х более подвижных атомов на кон-
тактных участках величина ОпП в формуле (VIII,28)
меньше, чем в формуле (VIII,19), а величина dxjdt со-
ответственно больше.
По этим двум причинам dx/dt превышает dr]dt болыпе-
чем на порядок, вероятнее всего на несколько порядков.
Впервые было отмечено [1, с. 253—254] влияние границ в
контактных участках на скорость усадки изолированной
поры. По данным [1], при перемещении поры в глубь
частиц скорость усадки падает на несколько порядков.
В 1957 г. это мнение было подтверждено в исследовании
[20] и в 1962 г. [39]. В дополнение к уже высказанным
соображениям о причинах этого явления следует доба-
вить еще одно и, быть может, наиболее важное.
В уравнении (VIII,5а) постулировано постоянство
силы, прижимающей частицу к частице в каком-либо на-
правлении в месте контакта (VIII,5а):
F = 2окап = 2л/?у =» const.
Формула (VIII,5а) действительна только в сравни-
тельно небольших интервалах практического постоянства
размера свободной поверхности. Если считать, что внут-
реннее давление сг1{ап исчезает с ликвидацией свободной
поверхности, то сила F с ростом консолидации постепен-
но сведется к нулю. Однако внутреннее давление не мо-
жет исчезнуть при ликвидации свободной поверхности
и превращении ее в контактную, а частиц в зерна. В этом
случае, руководствуясь тем же принципом уравновеши-
вания внутри- и межзеренного давления, как и для ка-
пиллярного внутри- и межчастичного давления, полу-
чаем:
овз =» 2угр//?;
(VIII,29)
307
F„ - 2nA>Trp _ const; (VUI>29a,
рю = 2n/?yrp nS> _ FK3,nRa = 2Vrp/«, = a >i
где Л * радиус полиэдрического зерна;
°ьз — внутризеренное давление;
Рмз—’ межзеренное давление;
межзеренная нагрузка в данном направле-
нии, прижимающая частицы друг к другу;
ТгР—пограничное натяжение; формула (VIII,296)
вполне точно соблюдается при беспористости
границ.
Нетрудно понять, что в отличие от силы F в формуле
(VII 1,5), прижимающей частицы друг к другу, сила, при-
жимающая зерна (сжимающая границы зерен), FM3 в
формуле (VIII,29а) практически постоянна в конечном
интервале спекания при отсутствии роста зерен. Соотно-
шения величин угр и у решены в исследовании [40]. Энер-
гетически у=фсб/6, где Qc6 — энергия сублимации; угр=
= фцл. отношение у/угр обычно:
У Угр = 3 -г 5.
(VIII,30)
Легко вывести, что скорость объемного течения ато-
мов dnldt при закрывании межзеренных пор для квази-
вязкого течения по аналогии с формулой (VIII,И) в ко-
нечном этапе постоянна:
d(i) dt — Д<о/Д/ S 4y^p nR/(Jna •q = const. (VIII,31)
В формуле (VIII.31) не сделана поправка на эффек-
тивное натяжение (при очень высоких плотностях она
близка к постоянству). Если рассчитывать скорость усад-
ки внутризеренных пор по формуле (VIII,31), то все-таки
dtojdt будет меньше (в объемном течении принимают
участие менее подвижные атомы, что увеличивает вели-
чину знаменателя). Но ее нельзя рассчитывать по этой
формуле, так как при этом неизбежны разрывы границ
зерен. А их залечивание замедлит процесс закрытия
внутризеренных пор.
Из формулы (VIII,31) следует, что при закрытии
межзеренных пор ’
Дф^Д/. (VIII,32)
рис. 57. Усадка прессовок из
медного волокна 120 мкм:
а — время исчезновения грани-
цы зерен при 1075° С; б то же,
при 1050° С
В последнем этапе спекания при высоких плотностях
Дсо~Д₽~ДР/Ро, откуда:
Др— АЛ (VIII,33)
Следует учесть, что объемное течение в последнем
этапе замедленно по сравнению е первым этапом в
(Y/Vrp)2 = 10 25 раз. (VIII,34)
Рис. 57 [46] показывает конечный этап прессовок из
медной проволоки (/? = 60 мкм). При 1000°С в интервале
60—350 ч Др/Ро~Д/ в соответствии с формулами
(VIII,32, VIII,33). В связи с исчезновением границ зерен
при 1075° С усадка практически прекращается через
100 ч.
59. АНАЛИЗ ФЕНОМЕНОЛОГИЧЕСКИХ (ЭМПИРИЧЕСКИХ)
ЗАВИСИМОСТЕЙ СПЕКАНИЯ
Из ранее изложенных сведений следует принципиаль-
ная (а не только практическая) невозможность описа-
ния кинетики консолидации при спекании едиными уни-
версальными уравнениями, пригодными для всех слу-
чаев, Эта невозможность обусловлена следующими об-
стоятельствами;
1. При спекании нет равенства (и даже однозначного
соотношения) между работой внешней и внутренней кон-
солидации. Это соотношение различно для разных по-
рошковых и волокновых тел, при разных плотностях
этих тел, а также температуре, времени и режиме спе-
кания.
309
2. При спекании сосуществуют два противополож-
ных процесса (или две группы процессов) — консолида
ции и обособления частиц (ко второму процессу можно
отнести и рост частиц вследствие рекристаллизации)
Между этими процессами нет и не может быть единого
соотношения.
3. Общее давление спекания (капиллярное давление)
может и увеличиваться (вследствие роста количества
контактов) и уменьшаться в ходе процесса. Эти измене-
ния в принципе не могут быть точно рассчитаны (хотя
на некотором этапе давление можно считать приближен-
но постоянным).
Таким образом, трудно дать заранее точный количе-
ственный расчет кинетики спекания. Однако, определив
опытные данные по кинетике спекания пористого тела,
можно дать количественный анализ и расшифровку влия-
ния различных процессов на ход спекания. В некоторых
случаях даже можно экстраполировать полученную за-
висимость на дальнейшую кинетику спекания в некото-
ром интервале плотностей *.
Дадим грубо ориентировочную оценку влияния на ки-
нетику усадки следующих факторов:
1. При ркап=const скорость объемного течения ато-
мов d(o/d/=&<o/A/=const. В начале процесса уплотнения
(см. табл. 50) 1% усадки dp/po может соответствовать,
например, 10~*°/о смещения атомов d®, т. е. dfitfiodt боль-
ше d(n[dt на четыре порядка. При & -> 1 значение dp =
— da), следовательно dp/Pod/<d®/d£. Таким образом,
можно с достаточным основанием полагать, что за
счет этого фактора скорость усадки может упасть на че-
тыре порядка.
2. С ростом усадки быстро падает эффективное дав-
ление спекания. При ft -* 1 эффективное капиллярное
давление (ркап)эФФ=Ркап(1—2vK), где vK — коэффициент
Пуассона компактного материала. При высоких темпе-
ратурах vK=0,45. Следовательно, минимальная величина
(Ркап)эфф«0,1 ркап, а скорость объемного течения d<^dt~
~ (Ркап)эфф« 10-1 2 Ркап, т. е. уменьшается на два порядка.
1 Такая экстраполяция облегчается узостью интервала плотно-
стей ДО, который может быть экспериментально исследован при
изотермической выдержке. Например, несмотря на выдержку в те-
чение 1000 ч № не превышало 15—20% [37]; обычно ДО = 104-15%
[30—33].
310
3. При отсутствии рекристаллизации в конце процес-
са Рма-0,3 °'2 ₽».» Скорость объемного течения ато
мов за этот счет может упасть в 0,32 раза, т е н а „ 7™
порядок. г ’ иа °ДИН
4. За счет рекристаллизации (и зонального обособле-
ния), если исходные частицы вырастут в 10 паз с2о
рость объемного течения также упадет на два порядка*
при рекристаллизации в монокристалл—до нуля. '
5. Скорость закрывания пор, попавших внутрь частиц
может упасть практически до нуля. ’
За счет влияния первых трех факторов скорость усад-
ки в интервале от 0'=0o до О 1 упадет на 4+2+1=7
порядков, т. е. уменьшится в 10 миллионов раз. За счет
4-го фактора при умеренном росте частиц (в 10 раз) ско-
рость усадки может уменьшиться на два порядка, а все-
го на девять порядков, или в миллиард раз. Наконец, при
превращении в монокристалл или же под действием 5-го
фактора скорость усадки может дойти до нуля.
Ниже приводится анализ феноменологических зависи-
мостей, найденных рядом исследователей.
L В работах [7, 17, 42, 43] была отмечена аналогия
между уравнениями уплотнения при прессовании р—
=F(0) и при изотермическом спекании для од-
ного и того же порошка, а именно:
₽/₽™ - f ю, - Fa т, (VIII,35)
где Ртах» ^тах — соответственно давление прессования и
время достижения при изотермическом
спекании значения 0=1, обычно п=
= 1-4-4.
Формула (VIII,35) аналогична уравнению (VII, 18)
и его частной разновидности—формуле (V11+ ) Л
спекания под постоянным давлением. Однако при о
ном спекании внутреннее капиллярное давление ркап не
строго постоянна и может как увеличиватьс ’««2 то
уменьшаться. Поэтому если в формуле (V , ) »
в формуле (VIII,35) колеблется больше.
Например, спекание неспрессованн ХОрОШО опи-
рошка (см. табл. 83) в интервале 0,5-4 ч хорошо ш
сывается уравнением
где в данном частном случае ft=6,72, /max” ’*
311
Формула (VIII,36) является аналогом уравнения
(Прессма^ия, впервые предложенного в исследовании
In Р Ртах =® = ЛД'О', [р/Ртах “ е (VIII,37)*
В формуле (VIII,37) для электролитических медных
порошков значение Л=5-т-7. Таким образом, для дан-
ного частного случая —начальной стадии спекания не-
спрессованного медного порошка — в формуле (VIII,35)
характеристика 1. ’ '
2. В работах [7, 17, 42, 43] была отмечена как харак-
терная черта кинетики спекания приблизительно обратно
пропорциональная связь между временем изотермиче-
ского спекания t и одной из характеристик скорости уп-
лотнения при спекании. Подчеркивалось, что эта связь
не зависит или мало зависит от температуры. Поэтому
при f=const, p=const скорость усадки Др/ДО не должна
зависеть от температуры [47] (см. табл. 73).
Ниже приведена обратно пропорциональная зависи-
мость между скоростью усадки и длительностью выдерж-
ки для прессовок из медного порошка [37]:
Спекание при
800° С с выдерж-
кой, ч . 1 Ю 100 1000
Скорость уплотне-
ния d&ldt . . . . 4,2-10-« 4,2-10—7 4,2-10—8 4,2.10-9
Таким образом, удлинение времени выдержки в
1000 раз (с 1 до 1000 ч) привело к падению скорости
уплотнения dtydt также в 1000 раз (с4,2.10-6до4,2-10-9).
Приближенное постоянство скорости усадки
=*d$l&dt при const = 1 ч видно из той же работы [37]:
Температура изотермической вы-
держки, °C ......... * 800 900 1000
Скорость усадки d ‘&/&dt, 1/ч • 10® . 14 17 18
Эти результаты можно объяснить приблизительным
постоянством эффективного давления спекания при всех
температурах. Интересно, что сами авторы работы [37J
• Впоследствии уравнение (VIII, 37) широко пРименял?с^_^л
описания прессования порошков в керамической и углеграфито
промышленности [44—46].
S12
яе заметили этой зависимости (они приводят теооетиче
ские значения скорости уплотнения, совершенно К сов'
падающие с экспериментальными). Эта зависимост! X
ШоЛ!пе?аниюеНН°И ТаКЖе ” В последУю^их монографиях
3. В. А. Йвенсен [29, 30] сформулировал следующую
интересную феноменологическую зависимость- для прес-
совок из одинакового порошка с различными исходными
значениями Фо=Аconst и относительного объема пор
const после одинаковой изотермической выдержки
=const при одинаковой температуре спекания T=const
в более или менее широком интервале исходных ф0 имеет
место постоянство сокращения объема пор:
Ф/Фо = k == const. (VIII,38)
До сих пор эта приближенная зависимость не была
объяснена ни самим Ивенсеном, ни другими исследова-
телями. Между тем ее нетрудно объяснить. Представим
формулу (VIII,38) в виде
Дф ф0 = (ф0 — ф)/ф0 == 1 — k = К = const, (VIII,39)
где при усадке К 1.
Примем, что эффективное капиллярное давление
(Ркап)эФФ=const, независимо от исходных значений Фо и
фо. Заметим, что если в начале изотермического спекания
(Ркап)эфф = const, то в соответствии с формулой (VIII,26)
при /=const в конце изотермического процесса эффек-
тивное капиллярное давление не зависит от исходной
плотности порошка *. Нетрудно видеть, что при условии
постоянства давления в соответствии с формулами
(VIII,11) и (VIII,13) имеет место закон постоянства
деформированного объема У=(о и произведенной рабо-
ты w за время t = const. Легко убедиться, что при этих
условиях
Дф/фо ~ wlwK =3 ]/Ы/ок “ К =» const, (VIII,40)
где приведенная работа за время t—const;
-— работа полного уплотнения до компактного со-
стояния (Ф=1);
1 Следует учитывать, что спекаются прессовки из одного и то
го же порошка.
№
(О —доля деформированного объема при /=const•
—доля деформированного объема при ^=1
Так* как Qsconst> «к—const, то
Дф/фо=К== const. '
Проверим, насколько обоснованна наша предпосылка
(ркап)эфф=const. В соответствии с вышеизложенным я
также с данными [1] величина ркад«-&с. По формуле
(VIII,27а) (Ркап)эФФ=Ркап(1—2vK l/'a/'O'), а при a=ft3
(Ркап)эфф=Ркап(1—2vk'O’), откуда (см. VIII,26а)
(Ркап)эфф — С'б (1 ЗУк'О’) = COnst,
(VIII,41)
где с—const, Сй=Ркап.
Таким образом условие (VIII,41) постоянства
(Ркап)эфф сводится к практическому постоянству произве-
дения Ф(1—2vk0). Ниже приводятся границы практи-
ческого постоянства при vK=0,4 для разных значений 0.
Если принять за среднее значение произведения •0,(1—
—2vK^)=0,3, то практически отклонения от постоянства
на величину ~10% начнутся при ФСО,4 (нижняя гра-
ница) и Ф>0,8 (верхняя граница). Так как то
фактически обе границы сдвинутся влево от приведенных
значений:
О . 4 .... 0,3 0,4 0,5 0,6
(1—2vK0)0 . . 0,288 0,272 0,300 0,312
Продолжение
Ъ ...... 0,7 0,8 0,9 0,95
(1—2vKO)0 . » 0,308 0,288 0,252 0,228
Таким образом, постоянство сокращения объема пор
является следствием сформулированных нами трех за-
конов: 1) постоянства эффективного давления спекания;
2) постоянства деформированной доли объема частиц;
3) постоянства работы деформации. С ростом температу-
ры спекания область постоянства сокращения объема
снижается (увеличение vK и отношения О/Оо) -
Для ряда порошков на зависимость усадка — исход-
ная пористость наслаиваются, помимо вышеупомянутого
процесса, дополнительные явления (зональное обособле-
ние, рост зерна и др.)* Поэтому правило Ивенсена дей-
ствительно не для всех порошков.
4. Рассмотрим феноменологическое уравнение кине-
тики спекания В. А. Ивенсена:
ф/ф0 _ (q т 14- l)~1/m. (VIII.42)
В работе [7] показано, что оно может быти а
женно сведено к следующему: Жет быть ПРИ^ЛИ*
t = k (ф0/ф)'я.
р а (VIII, 43)
нсс^:вЙШ]:УРаВИеИИе ИВеНСеИ - в
(vni44)
НеДЖНЛ?ИДеТЬ зквивалентн°сть зависимостей (VIII 43г
И (VIII.44).
Попробуем вывести приближенную теоретическую за
висимость для кинетики изотермического спекания поес-
совки, исходя из двух следующих сформулированных ра-
нее законов. 1. Номинальное капиллярное давление в не-
котором интервале плотностей рКап=const. 2. Для того
же интервала плотностей доля необратимо смещенного
объема атомов в соответствии с формулами (VIII,31),
(VIII,11) Д©~/ (т. е. скорость смещения этого объема’
d(n/dt=^(i)/M=const). Интервал плотностей, в котором
может быть надежно исследована изотермическая усадка,
невелик (Д&=ДЛ=15ч-20%). Это обстоятельство спо-
собствует соблюдению двух упомянутых законов. По-
этому в соответствии с формулами (VIII,11) и (VIII,266):
kx Д <в/(Ркап)эфф — (Дф)2 / (Ркап)2( 1 — 2vK'O’)2 2Лв =
- kx kz (Д Л) 7 ( 1 — 2уЛ )2 =Л(А/7)2/( 1 — 2уЛ)2 =
(VIII,45)
где Д<1)= (ДО)2/2Ло= (ДЛ)2/2Л0, &i=const, pKan=const,
/7o=const, ^2= 1/(Ркап)2277о=const, &=&i#2=const, обыч-
но vK=0,4 -5- 0,45.
Выражение 1—2vfl,«l—0,9Ф« 1—Ф~Л, поэтому
можно преобразовать формулу (VIII,45) в следующую:
t = k (лл/пу « k (и-п/пу. (vm,46)
Нетрудно доказать, что
ДЛ/Л « (Дф/ф) ’ 1/Ро =» (М'Ф) (VIII,47)
где исходная относительная плотность порошкового тела
Фо-1/Po-const, Отсюда
t - (Дф/ф)я~К (Дф/Ф)2. ( ’
Где К—ЭД1} «= const, п « 2,
Ml
Таким образом, выведя уравнений (VIII,48), мы тео-
ретическим путем пришли к формуле (VIII,44) Тиккай-
нена и Ласаари [48]. Кроме того, при этом мы установили
грубо ориентировочное значение показателя степени
п=2. На рис. 58 дана зависимость /<(Дф/ф)п=/ по дан-
ным [48]. В данном частном случаё п—1,56. Мы рассчи-
тали ряд эмпирических зависимостей кинетики усадки
по формуле (VIII,48). Для не слишком высоких темпе-
ратур при малых значениях Дф 4. Это объясня-
ется тем, что только часть работы спекания затрачива-
лась на внешнюю консолидацию. В этих условиях зна-
чительная часть работы спекания может затрачиваться
также на зональное обособление. По всем этим причи-
нам п>2. ЕсЛи вей работа спекания (например, при вы-
соких температурах и значениях Дф) расходуется на
внешнюю консолидацию, то неизбежно п<2 (хотя бы
потому, что 1/(1—2vK6')<1//7). Снижение значений п с
ростом Дф, Д/7 можно рассматривать как один из приз-
наков потенциальной возможности полного уплотнения
до 6=1 при спекании в течение конечного времени вы-
держки /к.
5. С ростом объема спекаемого тела, даже при его
исходной равноплотности (спекание внасыпку, спекание
Таблица 84
Снижение усадки е ростом объема спекаемой электролитической
меди (900° С, 1 ч) ,
Формование Кв. еж3 ДЗ/Р» 1 V,, «0 ДР/Р,
В насыпку . . . . 0,33 2,1 44,6 7,9 38,8 24,5
Гидростатическое 0,6 5,4 29,3 18,3
№
изостатических прессовок) должна снижаться чг»я..
Это объясняется своего рода сверхдавлением
кании более крупных тел, аналогичным SJ, пе"
при уплотнении прессовок. Примеры снижен™ усадки^
увеличением объема спекаемого” тела пр^деТ в
60. О ТЕМПЕРАТУРЕ СПЕКАНИЯ
В работе [40] доказывается, что скрытая теплота плав-
ления чпл равна максимальной энергии дефектов (нару-
шения связей), которую можно получить механической
деформацией чистых металлов при 0°К. При пересчете
энергии (?пл на кГ!мм\ получаем
Спя ^^max ^Vmax,
(VIII,49)
где HBmax~^Vmax — твердость (по Бринелю или Вик-
керсу) максимально наклепанного металла при 0°К-
В случае сохранений этой максимальной энергии де-
фектов при нагреве тело должно плавиться при значи-
тельно меньшей температуре без поглощения скрытой
теплоты плавления.
Величина снижения температуры плавления ДТтах
определяется условием
^тт„ - QM/C (VIH.50)
Г
где Ср — теплоемкость жидкого тела около точки плав-
ления (практически она не меняется в неко-
тором температурном интервале)^
В обычных твердых телах эта энергия не сохраняется
из-за залечивания дефектов при нагреве. Однако у изо-
лированный частиц тонких порошков очень существен-
ную и трудно залечиваемую часть дефектов составляют
атомы их поверхности. Поэтому понижение температуры
плавления — кристаллизации по формуле (VIII,50) или
же менее значительное может иметь для них место.
В табл. 85 сопоставлены для некоторых металлов
значения ДТш„, рассчитанные по формуле (VIIW0) по
данным для С„, Q™ по данным [40, «-60], отношения
ДТшах/Тпл. экспериментальные дан™еихп°к^*еНмНеталла
пературы кристаллизации AT„ >ге к чт0
[61 ] И отношения ДТкр/Д'тах. пехрудп
317
Сравнение значении А7*тах длй некоторых металлов
Таблица SS
Металл о ч к5 чгок/гя ,UUQ СР' кал//{мольх X град) х 5 сз С «Л Г СХ, м t-ч Т it 1 'кр' max 1
Свинец 600 1220 7,27 168 0,28 80 0 47R
Серебро 1234 2690 7,30 368 0,298 227 0,617
Медь 1356 3100 7,50 413 0,305 236 0,571
Никель 1728 4220 9,20 459 0,266 319 0^695
Кобальт 1768 3750 8,30 452 0,256 330 0,730
Железо 1807 3640 10 364 0,202 295 0,81
отношение АТкр/АТшах-^ 1 и выражает также долю энер-
гии зародышевых твердых микрокристалликов от ее мак-
симального значения Qua- Как видно, это отношение
варьировало от 0,476 для свинца до 0,81 для железа. Не-
трудно также доказать, что температура плавления по-
верхностных атомов равна (1—АГтах/Гпл)* т. е. для ме-
таллов, приведенных в табл. 85, от 0,695 до 0,798. Впер-
вые эта температура была рассчитана на основе других
принципов [1, с, 190] для кубических кристаллов. Она со-
ставляла 0,7 Тпл, т. е. была близка к более точным опре-
делениям по формуле (VIII,50).
В работах [2—5] показано, что наиболее низкие тем-
пературы плавления для ультратонких Частиц серебра
равнялись 893° К, меди — 973° К. Следовательно, для
частиц серебра экспериментальное снижение температу-
ры плавления АГпл =1234—893=347° К и для меди
АГПлв383°К- Соответствующие значения АГтах (см.
табл. 85) 368 и 413° К, а отношения А7,Пл/А7’тах=0,94 и
0,93.
Еще в работе [1, с. 253] показано, что исчезновение
контактных участков (границ) между порами приводит
к резкому падению (на несколько порядков) скорости
спекания. В известной мере это связано с более высокой
подвижностью атомов на границах частиц. Особенно уве-
личивается подвижность при расплавлении атомов на
границе между частицами. В этом случае избыточная
энергия одного расплавленного слоя атомов должна
распределяться между двумя соседними слоями (т. е.
318
всего на три слоя). Поэтому избыточная энергия б м
соответствующее снижение температуры плавления
дГгр граничных слоев равны: плавления
Qrp - <?пл/3 « HBmia ж HVmin-
ДТгр гпл= (ATmax/3)/r
пл> (VIII,51)
где HBmin твердость ненаклепанного металл
ла при 0° К (экстраполированное значе-
ние.), приблизительно равная '/з твердости
металла в состоянии максимального на-
клепа.
В соответствии с данными табл. 85 ДТгр/Тпл=0,07
-т- 0,1. Поэтому температуры расплавления граничных
атомов равны 90—93% Т'пл- Так как при таком плавле-
нии границ резко интенсифицируется спекание, то имен-
но при этих температурах практикуется спекание метал-
лов из грубых порошков и волокна.
61. ДЕЗАКТИВИРОВАНИЕ И АКТИВИРОВАНИЕ
СПЕКАНИЯ
Впервые дезактивирование спекания было проведено
в работах [4, 5]. Для этого применили предварительный
отжиг порошков перед прессованием. С увеличением
температуры такого отжига уменьшались усадка и проч-
ность спеченных тел. Такое действие отжига можно объ-
яснить двумя обстоятельствами: 1) уменьшается коли-
чество активных атомов (на свободной поверхности ча-
стиц, на внутричастичных границах раздела, количество
атомов в дефектных местах, например дислоцированных
и др.); 2) происходит предварительное зональное обо-
собление с образованием агломератов групп частиц. Ес-
ли, например, линейные размеры такого агломерата в
3—5 раз больше величины исходных частиц, то сила,
вызывающая спекание, уменьшится тоже в 3—5 раз, а
скорость спекания в 9—25 раз.
В. А. Ивенсен [29—33] открыл, что снижение скорости
нагрева перед изотермической выдержкой или предва-
рительная выдержка при более низких температурах
дезактивируют спекание, т. е. уменьшают усадку (а иног-
да и рост контактного сечения) *. Такое дезактивирова-
1 Можно утверждать и наоборот, что увеличение скорости на
грева активирует спекание, но по существу это одно и то же.
ние объясняется приблизительно теми же причинами ч™
и при предварительном отжиге. Спекание выражается *
трех процессах (внешняя и внутренняя консолидация «
зональное обособление). Длительная выдержка при нич
ких температурах содействует преобладанию двух пос-
ледних процессов. Уже было отмечено, что предвари-
тельное прохождение зонального обособления очень
сильно дезактивирует спекание. При высоких же темпе-
ратурах интенсифицируется уплотнение, что в извест-
ной степени препятствует проявлению зонального обо-
собления.
Интенсификация спекания может быть достигнута за
счет различных методов, которые можно разделить на
две группы. К первой группе относятся повышение тем-
пературы, длительность выдержки, приложение дополни-
тельной нагрузки. Методы первой группы были уже опи-
саны ранее в гл. VII. Ко второй группе относятся прочие,
весьма различные приемы более или менее длительного
ослабления связей между частицами спекаемого тела.
Такое предварительное ослабление связей способствует
в конечном счете их упрочнению и уплотнению спекае-
мого тела. Приемы второй группы (или их сово-
купность) обычно называют активированием спека-
ния. Следует заметить, что аналогичные приемы для
активирования уплотнения применяют и при холодном
прессовании или формовании пористых тел [43]. Внутрен?
няя основная сущность механизмов активирования прес-
сования при всем внешнем разнообразии в деталях всег-
да едина — ослабление (временное или постоянное)
прочности контакта (уменьшение поверхности контакта)
между частицами и уменьшение трения между ними.
Пути ослабления прочности контакта и трения меж-
ду частицами различны, поэтому и механизм активиро-
вания прессования, имея единую основу, может разли-
чаться в деталях. В ряде случаев наблюдается химиче-
ское активирование прессования. Например, при мокром
прессовании окислов уплотнение облегчается в резуль-
тате химического взаимодействия между водой и окисла-
ми (образование гидратов окислов). И в этом случае
единой основой механизма активирования прессования
являются временное ослабление прочности контакта
между частицами и снижение трения между ними. Пос-
ле сушки прессовок это ослабление устраняется.
320
Другой П}ТЬ ослабления прочности связи между ча-
стицами при прессовании —физический, например до-
бавка жидких или твердых смазок, адсорбирующихся на
поверхности частиц. Весьма эффективны поверхностно
активные смазки, которые неполностью выдавливаются
из контактных участков, например, олеиновая кислота
[62]. И в этом случае значительное уплотнение достига-
ется за счет уменьшения прочности связи между ча-
стицами.
К механическим методам активирования прессования
относится вибрационное уплотнение [63]. Вибрация свя-
зана с циклическим образованием и разрывом связей
между частицами. В данном случае более значительная
степень уплотнения достигается за счет уменьшения
прочности связи между частицами.
Точно так же и при спекании все методы активиро-
вания сводятся к временному ослаблению связей между
частицами. При химическом активировании (например,
в результате добавки паров воды в водородную атмос-
феру) при периодическом окислении-восстановлении ато-
мов на поверхности частиц резко растет их подвижность
падает межчастичное сопротивление деформации [1].
При физическом активировании спекания сопротив-
ление межчастичной деформации падает в результате
хотя бы кратковременной адсорбции атомов углерода
или газов на поверхности частиц. Чем выше температура
существования газов в жидком состоянии, тем больше
атомов адсорбируется на поверхности частиц и тем боль-
ше срок их «оседлого» существования в адсорбирован-
ном состоянии. Этим объясняется [64—66] эффект акти-
вирующего влияния инертных газов с расширением
температурной области существования газа в жидком со-
стоянии (активирование возрастало в направлении ваку-
ум—гелий—неон—азот—аргон). Для получения образ-
цов одинаковой прочности требовалась тем меньшая
температура спекания, чем выше была температура сжи-
жения. Активирующее влияние смазывающих веществ,
улетучивающихся при спекании, отмечено в работе [49],
активирующее влияние графита—-в [1].
Механическое активирование — вибрационное спека-
ние также основано на временном ослаблении прочности
контактов (или на уменьшении величины контактно!
поверхности) при вибрации [43]. Интенсификация усадки
21-1098 Ш
при циклическом спекании в работе Р. С Минц [671
же по всей видимости, объясняется временным ослабЛ’
РИНЗ]0”™*™ ПРИ ЦИКЛиЧеском изме«ении температу-
К особой группе следует отнести интенсификацию
спекания в результате введения добавок, образующих
в процессе спекания жидкую фазу. Объем этой книги не
позволяет детально изучить обширный круг вопросов
связанных с жидкофазным спеканием. Эти вопросы рас’
сматриваются в недавно вышедших монографиях [68 14]
62. ОСНОВНЫЕ СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ
СПЕКАНИЯ
Спекание как процесс консолидации имеет ряд сле-
дующих специфических особенностей:
1. При других процессах консолидации (в том числе
и спекании под давлением) консолидирующая сила (на-
пряжения) прикладывается извне. Этим внешним про-
цессам консолидации присущи две следующие особен-
ности: во-первых, работа внешней консолидации (работа
усадки пористого тела) в точности уравновешивается
работой внутренней консолидации (работой смещения
атомов внутри частиц); во-вторых, общей консолидации
тела соответствует точно такая же или почти такая же
местная консолидация каждого участка пористого тела.
В отличие от этого, при спекании без приложения внеш-
него давления пористое тело консолидируется под дей-
ствием внутренних сил. Такой внутренний процесс кон-
солидации отличается от внешнего двумя следующими
особенностями: во-первых, при обычном спекании в боль-
шинстве случаев внешняя работа консолидации (рабо-
та усадки) обычно меньше внутренней работы консоли-
дации (работы смещения атомов внутри частиц), очень
редко наблюдается равновесие между этими двумя Ра*
ботами; во-вторых, могут происходить местные (сепарат-
ные) процессы групповых консолидаций-—обособления
(зональное обособление), которые не обязательно сопро-
вождаются общей консолидацией всего Тела. Поэтому
консолидация при спекании — процесс, имеющий коэф-
фициент полезного действия, который может быть мень-
ше единицы или равен ей.
322
2. Частица давит на другую частицу в месте контакта
сначала с одинаковой силой, которая падает с уменьши
нием пористости, затем (при отсутствии рекристаллиза’
ции) вновь становится постоянной. Даже при почти пол.
ном исчезновении пористости остается межзеренное лав
ление конечной величины рмз = 2угр/Я, Где 7? —радиус
зерна, угр — натяжение на границах зерен, прижимаю-
щее зерна друг к другу. Один из наиболее важных зако-
нов спекания —постоянство скорости объемного течения
атомов Aw/A/=fifw/<^ = const, w~^ при (рКап)Эфф=const
Из этого закона, принимая во внимание формулу
(VI 11,12), следует, что ~ Ар ~ А₽/₽о~ УТ Этим можно
объяснить_эмпирическую зависимость, найденную в [68];
А0/0о,х* I 7. Однако (ркап) эфф = const лишь в течение ко-
роткого промежутка времени спекания. В соответствии
с этим в [68] Ар/ро= const в течение 20 мин.
3. Кинетика спекания пористого тела может быть по-
строена на основании следующих предпосылок:
а) величина давления частиц друг на друга (капил-
лярное давление) в некотором интервале плотностей по-
стоянна;
б) необходимо ввести в формулы для капиллярного
давления ркап поправку на эффективное давление в со-
ответствии с формулами (V,5), (V,5a); если критическое
сечение а=й3, то соответствующий поправочный коэф-
фициент по формуле (V,5a) равен (1—2vk&)I
в) величины a, Aw и АО могут быть вычислены из до-
пущения деформации по законам квазивязкого течения,
соответствующих зависимостей a=f(6'), для хо-
лодного прессования и спекания под давлением;
г) усадка при спекании происходит не только за счет
транспорта атомов, но и за счет транспорта самих частиц
(сдвиг, сближение, удаление), в соответствии со схема-
ми, приведенными на рис, 2;
д) в ряде случаев в расчеты должны быть внесены
поправки в соответствии с пп. 1, 2;
е) во всех случаях любая компактная беспористая
область пористого тела ведет себя при спекании так же,
как и соответствующая область компактного тела, под-
вергнутая Тем же напряжениям, при тех же температу-
рах и выдержках; , г
ж) концентрация и энергия вНУтРичасТ.И1!-Н^_^ХгЛд
тов тонкой структуры в любой компактной беспорист
21* 323
области пористого тела могут принимать значения тол
ко в пределах между наименьшими и наибольшими пока*
зателями соответствующих значений концентрации Э
энергии дефектов компактного тела; и
з) компактные области пористого тела могут отли
чаться от соответствующих областей компактного тела'
концентрацией и энергией некоторых специфических де-
фектов (например, атомов, лежащих на свободной по-
верхности).
4. Пористое тело (даже при равноплотности) обла-
дает еще одной специфической разновидностью дефек-
тов (несовершенств) — несоответствием между средней
и наименьшей величиной критического сечения а. По-
пытка количественной оценки этих несовершенств особо-
го рода впервые предпринимается в данной монографии.
Степень совершенства (1—х) определяется отношением
минимального критического сечения amin к среднему кри-
тическому сечению аср, т. е. arato/aCp. Тогда степень несо-
вершенства % равна;
X == (о&ср amin)/^cp “ 1 amin/acp> ЮОх
- 100(1 —amin/<xcp). (VIII,52)
Среднее критическое сечение аср можно оценить по
модулю упругости, скорости звука, электропроводности
[ад == (А/Ак)2: #].
Минимальное критическое сечение можно определить
по величине оъ, amm=ao = ов/(ов)». т
Отсюда
(1—х) = аа/ад: х ==1 - %/ад- (Viii,53)
В табл. 86 приведены рассчитанные нами по экспери-
ментальным данным [70] значения аср=ал — (Л/Лк)2:#»
a.nin=aa ==ав/(ав)к-Степень совершенства (1— х) “ве/ад»
степень несовершенства Х“1—со/ал (первое спекание
после давления прессования р«=15 кГ[мм\ последующие
после промежуточных давлений р=35 кГ/мм2),
Из табл, 86 следует, что степень несовершенства
уменьшается с увеличением температуры и количества
спеканий (например, после четвертого спекания при
500° С степень несовершенства 0,039, после третьего спе-
кания при 700°С — 0,02, т. е. близка к нулю). Но и при
300® С после 3-го и 4-го спекания степень несовершенства
324
Таблица 86
Результаты спекания с промежуточным обжатием
и результаты наших вычислений аЛ ,ао по экспериментальным
данным [70], (сгв)к=22 кГ1мм^,ркх=}.1 -^к= 1,68 мком-см
Температура спекания, °C Число спе- каний 100 0 KI 4 V/V 001 a e II < § =b lOOCt sss a °B =100' <°b)K Степень совершен- ства JOO(l-x) Степень не- j совершенст- I ва WOX 1
300 1 66,1 30,8 0,8 14, 4 3,68 -26,1 -73,9
2 83,0 55,4 3,4 37,0 15,5 -41 —58,1
3 4 85,6 88,0 60,5 65,6 10,8 14,4 42,8 48,9 49,1 65,5 —
500 1 67,5 31,1 1,25 14,3 5,68 39,7 60,3
2 83,4 65,1 7,6 50,8 34,5 65,0 35,0
3 86,2 68,6 И.2 54,6 50,9 79,5 20,5
4 89,1 81,5 15,0 74,5 68,2 96,1 3,9
700 1 76,4 61,8 8,1 50,0 36,4 72,8 27,2
2 87,7 80,8 11,6 74,5 52,7 70,7 29,3
3 92,0 89,8 18,9 87,6 85,9 98,0 2,0
так же мала (формально она даже ниже нуля, так как
о, > «Л, но только из-за неполного восстановления окис*
лов, вследствие чего аЛ надо рассчитывать по величине
1/Лк = рк> 1,68.мкОм*см). Отсюда следует, что хороших
результатов можно достичь при сочетании низкотем-
пературных спеканий с промежуточной подпрессов-
кой между спеканиями.
5. Анализ процессов спекания по достигнутым значе-
ниям свойств см. в гл. III и IV.
ЛИТЕРАТУРА
1. Б а л ь ш и н М. Ю. Порошковое металловедение. Метал, ургиз*
дат, 1948.
2. GI a d k i с h N. Т. Phys. Statusolidi 1966, т. 15, № 1, с 181
3. GladkichN. Т., NiedermayerR. Kurznachr, der Acaden ie
der Wissenschaften in Gottingen, 1965, Xs 16.
4
5
6
7
в
Бальшин М. Ю. Вестник металлопромышленности, 1936 № 17
Бальшин М. Ю. Металлокерамика. Металлургиздат 1938
Бальшин М. Ю. Порошковая металлургия, 1965 № 19 / ЛЛ
Бальшин М. Ю. ЖТФ, 1952, № 22, с. 686. с‘ 20-
Бальшин М. Ю. Порошковая металлургия, 1969 № 2 Ч л оо
ft) 9 о, с. oof
9. Ф р е н к е л ь Я- И. ЖЭТФ, 1946, № 16, с. 29.
10 KuczinskyG. С J..Appl. Phys., 1949, v. 20, р. Ц60
(1. Kin ger у N. D. Berg M. J. Appl. Phys., 1955, v. 26 n
12. Ku cz у n ski G. Trans. AIME, 1949, № 2, p. 169 ’
13. П и и e с Б. Я. ЖТФ, 1946, № 16, c. 737.
14. Гегузин Я. E. Физика спекания. Изд-во «Наука», 1967
15 Тю м мл ер Ф. В кн. Ф. Айзенкольб. Успехи порошковой метал-
лургии. Изд-во «Металлургия», 1969, е. 132—210.
16 Машиностроение. Энциклопедический справочник, т. I, кн I
Машгиз, 1947.
17. Бальшин М. Ю. В сб. «Порошковая металлургия». Металлург-
издат, 1954, с. 10.
18. Herri n g С. J. Appl. Phys. 1950, v. 21, р. 301.
19. БальшинМ. Ю. Исследования по жаропрочным сплавам 1959
№4, с. 311.
20. Alexander В. Н., В а 1 u f f i R. W. Acta Met, 1957, v. 5,
p. 666.
21. Кучинский и др. В сб. «Кинетика высокотемпературных про-
цессов». Изд-во «Металлургия», 1965, с. 234.
22. Айзенкольб Ф, Порошковая металлургия. Металлургиздат,
1959, с. 115—204.
23. De Hoff R. Т. Planseeber Pulvermetallurgie, 1962, Bd 10, S. 24.
24. Б а л ь ш и н M. Ю. и др. Порошковая металлургия, 1964, № 4,
с. 16.
25. Скороход В. В., Паничкина В. В. Металлокерамические
материалы и изделия. Ереван, Изд-во Ерпи, 1969, с. 149.
26. Френкель Я. И. ЖЭТФ, 1946, т. 16. е. 45-
27. D a w i h 1 W. Stahl und Eisen, 1941, № 40.
28. ФеД о рчeи ко И. M. В сб. «Вопросы порошковой металлур-
гии». Киев. Изд-во АН УССР, 1955, с. 53.
29. И в е н се н В. А. В сб. «Вопросы порошковой - металлургии».
Киев. Изд-во АН УССР, 1955. с. 130.
30. Ивенсея В. А. ЖТФ, 1947, № 17, с. 1301.
31. И в е н с е н В. А. ЖТФ, 1948, № 18, с. 1290.
32. И в е и с е н В. А. ЖТФ, 1950, № 20, с. 1483.
33. И в е н с е н В. А. ФММ, 1958, № 6, с. 370.
34. Б а л ь ш и и М. Ю. Исследования по жаропрочным сплавам,
1961, № 6. с. 174.
35. Бальшин М. Ю., Трофимова А. А. Изв. ОТН АН СССР,
1961, № 6, с. 45.
36. Бальшин М. Ю., Трофимова А. А. В сб. трудов 7-й Все-
союзной конференции по порошковой металлургии. Ереван. Изд.
ЦП НТО Машпром, 1964, с. 225.
37. R h i n е s I. Н. а. о. J. Metals, 1950, v. 188, р. 378.
38. Б е л я в с к а я О. Б. В сб. «Порошковая металлургия в новой
технике». Изд-во «Наука», 1968, с. 36.
39. Inchinose Н., Kuczinski G., Acta Met., 1962, v. 10, p. 209.
326
40 Бальшнн М. Ю. Сб. по жаропрочным материалам. Киев Изд-
во АН УССР, 1959, с. 5.
41. Seigle L., Prana tis A. L. Met. Progr., 1955, v. 68, p. 986
42. Б а л ь ш и н M. Ю. Исследования по жаропрочным сплавам 1961'
№ 7,c. 129. ’ ’
43. Бальшнн M. Ю. Сб. мат. по металловед, и технол. изгот ме-
таллок. тв. сплавов, ч. II. ЦИИНцветмет, 1963, с. 109.
44. Бережной А. С. Огнеупоры, 1947, № 3, с. 7.
45* Фиал ко в А. С. Формирование структуры и свойств углегра-
фитовых материалов. Изд-во «Металлургия», 1965.
46. Попильский Р. Я, Кондрашев Ф. В. Прессование кера-
мических порошков. Изд-во «Металлургия», 1968.
47 Бальшнн М. Ю., Трофимова А. А. Порошковая металлур-
гия, 1962, № 1, с. 82.
48. Tikkainen М. Н., L a s а а г i S. V. Inst. powd. Met. conff.
N.Y., 1965.
49. В e p т м а н А. А., Самарин A. M. Свойства железа. Изд-во
«Наука», 1969.
50. Ш а м р а й Ф. И. Литий и его сплавы. Изд-во АН СССР, 1952.
51. Корольков А. М. Литейные свойства металлов и сплавов.
Изд-во АН СССР, 1960.
52. Краткая химическая энциклопедия, т. 1—5, 1961—1967 гг.
53. Физический энциклопедический словарь, т. 1—5, 1960—1966 гг.
54. Справочник по машиностроительным материалам, т. 2. Машгиз,
1959.
55. KubaschewskiO., Evans Е. Metallurgische Thermochem'.e,
Berlin, 1959.
56. Liqvid metal. Handbook, U. S. Atomic En. Comissie, 1950.
57. Справочник физических, химических и технологических величин,
т. 2, БСЭ, 1926.
58. С м и р я г и и А. П. Промышленные цветные металлы и сплавы.
Металлургиздат, 1956.
59. Metal Handbook, Am. Sos. for Metals, 1961.
60. Ч и p к и н В. С. Теплофизические свойства металлов. Атомиздат,
1968.
61. Turnbull D.r С е с h R. Е. J. Appt Physics, 1950, v. 21, p. 804,
1022.
62. Л и xt м а н В. И., P e б и н д e p П. А. Вестник машиностроения,
1951, № 3.
63. Шаталова И. Е. и др. Физико-химические основы вибрацион-
ного уплотнения порошковых металлов. Изд-во «Наука», 1965.
64. Mayer J., Forestier Н. Revue de Metallurgie, 1955, v, 52,
p. 811.
65. Forestier H. Comptes rendues, 1954, v. 238, p. 207.
66. F о r e s t i e r H. J. Maurer, Y. Kiehl, P. Stahl, Planseeberichte.
1952, № 8.
67. Минц P. С. ДАН, 1958, т. 118, с. 543.
68. Еременко В. Н. и др. Спекание в присутствии жидкой метал-
лической фазы. Киев. Изд-во «Наукова Думка», 1968.
69, И вен сен В. А. Кинетика уплотнения металлических порошков
при спекании. Изд-во «Металлургия», 1970.
70, Н а м и т о к о в К. Б. и др. Порошковая металлургия, 1969, № 2»
с. 34.
327
с Позиции теории пористого тел?СЯ
* v * v«l d
ГЛАВА IX КРАТКИЕ
НАЧАЛЬНЫЕ СВЕДЕНИЯ
О СВЯЗИ СВОЙСТВ
ПОРИСТЫХ ТЕЛ
И КОМПОЗИЦИЙ
Пористое тело — самый простой предельный случай
двухфазной композиции: твердая фаза — пустота (точ-
нее воздух или газ). Пористое тело как двухфазная ком-
позиция отличается следующими характерными особен-
ностями: 1) передача энергии и напряжений через пори-
стое тело практически полностью концентрируется в его
твердой фазе; 2) передача энергии и напряжений кон-
центрируется не во всем объеме твердой фазы, а в его
активной части, характеризующейся узким сечением а
(контактным, критическим сечением) и являющейся гео-
метрическим местом кратчайших путей передачи [1—3];
3) такие свойства фазы, заполняющей поры, как проч-
ность, электропроводность, звукопроводность и т. п., по
сравнению со свойствами твердой фазы практически
можно приравнять к нулю.
Научные основы свойств и процессов получения все-
возможных композиций гораздо сложнее научных основ
пористого тела на металлической основе, которой посвя-
щена настоящая монография. Научные основы метал-
лургии композиций еще в недостаточной мере изучены.
Не подлежит, однако, сомнению, что для создания этих
основ необходимо (хотя и далеко недостаточно) понима-
ние основ теории пористого тела. Так, например, переда*
328
ча энергии и напряжений в композициях концентрирует-
ся хотя и не полностью (как в пористых телах), но пред-
почтительно в одной из фаз. Более того, можно предпо-
лагать, что эта передача концентрируется главным
образом в активной части активной фазы композиции.
Вероятно, в более или менее близком будущем можно
будет на основе этих соображений с учетом теории пори-
стого тела рассчитывать и анализировать свойства ком-
позиций. Приведем три примера такого расчета и ана-
лиза:
1. Наиболее древняя композиция — серый литой чу-
гун, т.е. композиция сталь — графит. Модуль упругости
стали на порядок больше, чем у графита. Поэтому мо-
жно для расчета передачи напряжений пренебречь гра-
фитовой фазой и считать, что они передаются полно-
стью через активную долю объема стальных зерен, оп-
ределяемую наиболее узким критическим сечением кон-
такта этих зерен между собой. В этом случае в соответ-
ствии с основным уравнением теории пористого тела:
а - Е,т„1Е„ 0ХЛ)
где Еж.п — модуль упругости (экспериментальной)
композиции сталь — графит (серый чу-
гун);
Ек = 21 000 кГ]мм2 — модуль упругости компак-
тной стали.
В соответствии с формулой (IV, 10):
v =s vK Vа = vK VE ’iE*, (IX,2)
где v—коэффициент Пуассона серого чугуна;
Е— модуль упругости чугуна;
Ек==21000 кГ/мм? — модуль упругости компакт-
ной стали;
vK = 0,28— коэффициент Пуассона компактной
стали;
Наконец, инвариант для коэффициента Пуассона
(см. гл. IV)
^эксп/^расч “ ^эксп/^к VE]Ek « 1, (IX,3)
где v3K.n — экспериментальное; vpac4 расчетное зна
э чение коэффициента Пуассона по форму-
ле (IX,2).
329
Рис. 59. Зональное обособление спекаиня композиции
медь—свинец (светлые частицы — медь, темные —
свинец). Х500
Табл. 87 рассчитана по экспериментальным данным
Вулмена [4] для серого чугуна по нашим формулам
(IX,!) — (IX,3). Расчетные и экспериментальные зна-
чения vK различаются не более чем на 14%. Среднее
значение инварианта 0,98 только на 2% отличается от
теоретического значения (единица). Таким образом, ко-
личественная взаимосвязь между Е и v для, серого чу-
гуна удовлетворительно рассчитывается по формулам
теории пористого тела.
2. Значения электросопротивления для композиций
металл — пластмасса (вторая фаза непроводящая) хо-
рошо рассчитываются по соответствующим формулам
теории пористого тела.
3. На рис. 59 показано, что для композиций медь—
свинец (температура спекания выше точки плавления
свинца) имело место зональное обособление в группы
медных частиц. Таким образом, более тугоплавкая фа-
за (медь) вела себя при спекании аналогично твердой
фазе в пористом теле, т.е, в композиции металл — воз-
дух. Нетрудно дать теоретический анализ неизбежности
такого поведения. Через жидкий свинец не передавались
S3Q
нормальные напряжения от одной частицы твердой Ла
зы к другой. Поэтому жидкий свинец вел себя в»»™
торых отношениях подобно пустоте или воздуху в поп»'
стом металле. Жидкая фаза легко выдавливалась из кС»'
тактных и прнконтактных участков между частицам»
твердой фазы-преимущественно в крупные межа»
нальные поры между группами частиц меди iVie?K3o-
Приведенные примеры наглядно иллюстрируют что «
Ряде случаев свойства композиций и их поведение м™
но рассчитывать на основе теории пористого тела
Таблица 87
Наш расчет экспериментальных данных [4] по модулю упругости
£экспи коэффициенту Пуассона v3Kcn, vpac4 (Е& =21000 кПмм2,
•vK —0,28)
£эксп’ КГ!ММ* 100 a= *=’0°ЕЭксп/£к ЭДЫ! » V эксп ^расч Инвариант T3KCi/vkV ®
9200 43,5 0,21 0,185 1J4
7350 35,0 0,17 0,165 1,03
4850 23,1 0,12 0,134 0,S0
3640 17,3 0,10 0,116 0,86
Среднее 0,98
ЛИТЕРАТУРА
I. Бальшин М. Ю. Порошковое металловедение. Металлургиздат,
1948.
2. Бальшин М. Ю. Порошковая металлургия. Машгиз, 1948.
3. Б а л ь ш и н М. Ю. ДАН СССР, 1949. № 67, с. 831.
4. Wool man. J. Iron and Steel Inst, 1953, v. 168, p. 273.
ОГЛАВЛЕНИЕ
_ Стр.
Предисловие ,
Список основных условных обозначений . „ „ , . t
ГЛАВА I Об особенностях поведения
и свойств порошковых и во-
локнистых материалов . .
1. Консолидация и консолидированные материалы, их роль
в науке и технике 13
2. Первые сведения о некоторых особенностях поведения
консолидируемых тел, о характере подразделенности
и связи между их структурными элементами............... 17
3. Некоторые сведения об особенностях поведения консоли-
дируемых тел . » , ... * ......... . 22
4. Предварительные сведения о процессах консолидации . 27
Литература ........ ч ........ . 29
ГЛАВА К Контакт между телами (ча-
стицами) . 30
5. Единичный контакт. Контактная поверхность и контакт-
ное сечение. Контактное давление и его компоненты . 30
6. Совокупность контактов. Контакт между многими ча-
стицами. Контактное давление и его компоненты для
простейшего случая контакта многих тел. Особенности
поведения и упругого последействия при контакте мно-
гих тел (частиц)
7. Анизотропная, совокупность контактирующих частиц.
Критическое и контактное сечение « , „ < । . . • •
Литература , 40
ГЛАВА 111 Основы физики и статистики
пористого тела . к л » » •» 41
8. Свойства и поведение пористого тела. Его условные
и фактические параметры. Основы единства свойств по-
ристого тела . v ’
9. Дополнительные сведения о значениях безразмерных
параметров
10 Уплотнение пористого тела и безразмерные характери-
стики (параметры). Основные принципы статистики по-
ристого тела . лs » « 4 • « « » « s •- * • * ‘
332
11.
12.
Стр.
59
3 висимость параметров пористого тела от стр при
лотнения ..... Ul степени уп-
Различия в зависимости от относйтелкнпй ...............
ршетро. к ^свойств иоаокнястмх „ торотк^2^;^
Случай особо высоких свойств пористых тел...............
А тттгпафплГгигт _____ С'Л > •
13. Случай особо высоких свойств пористых тел " ’ ' *
14 Анизотропия коэффициентов консолидации и автоиА«
ности. Физическии смысл понятия коэффициентаS
лидации при его значении г>1 . . . консо-
Основные выводы.............
Литература.......................................
ГЛАВА IV
Свойства пористых спечен*
ных и неспеченных тел .
15. Свойства пористых тел, безразмерная величина кото-
рых в первом приближении равна их критическому се-
чению . ........................................
16. Работа упругой деформации пористого тела . . . . .
17. Безразмерные свойства, равные lyjl «= •j/"a/'ft. Скорость
распространения звука и других процессов. Инерцион-
ное значение коэффициента Пуассона пористого тела .
18. Контактный коэффициент Пуассона v'. Модуль сдвига G
и объемного сжатия К пористого тела . ...........
19. Обобщенные сопротивление и проводимость пористого
тела . . . л . . ... i . . . 1 « ч. .... .
20. Коэффициент консолидации пористого тела и его не-
полная однозначность. Декремент затухания ; » . - .
21. Свойства пористых тел, не зависящие от плотности
и критического сечения.........................
22. Сводка значений различных безразмерных характери-
стик пористого тела ..... .......................
23. Изменение характеристик пористого тела при изменении
его относительной плотности *....................
24. Потолок свойств пористых тел. Второе положение
о единстве свойств пористых материалов
25. Анизотропия свойств пористых тел *
Основные выводы ....................... . -
Литература . ........ > •
ГЛАВА V
Холодное формование порош-
ковых тел
26.
Первые сведения об изостатическом прессовании по-
27. ЙХХ стадии" уплотнения/
(обычного и изостатического) в трех стадиях. Общин
кон прессования • •*•*'*’’’’***.<
28. Работа прессования * . • • *2 ‘ Расчетных данных
29. Сопоставление экспериментальных р .....
во гидростатическому прессованию .... *
63
68
69
72
75
76
76
81
83
89
93
98
105
106
108
118
126
134
136
138
138
148
165
168
М?
30. Упругое последействие и упругая разгрузка при изостя
тическом прессовании................ v проста
31. Первая стадия уплотнения порошков в прессф’ормах * *
32- В™Рая и тРетья стадии уплотнения порошков в пресс
33. Дополнительные сведения о расчете уравнений прессой
вания порошков в прессформах ....
34. О критических значениях плотности при прессовании’ *
35. Коэффициент бокового давления -
36. Компоненты давления и работы прессования в формах
37. Анизотропия прессовок
Основные выводы . ..................
Литература . k ,.................... ’ ' '
Стр.
171
178
179
185
192
194
196
200
201
201
глава VI Прессование металлического
волокна................... 204
38. О контактном (критическом) сечении волокновых прес-
совок и давлении прессования ........... 204
39. Необратимо деформированная доля объема частиц и ра-
бота прессования волокна ? . . «.......... . 212
40. Эмпирические степенные уравнения прессования с по-
стоянными константами ........................213
41. Упругое последействие прессовок из металлического во-
локна . ..................................... 215
42. Различие и сходство процессов прессования порошков
и волокна . ............ г......................219
43. Сверхдавление при прессовании волокна........223
44. Прочность и критическое сечение волокнистых прессо-
вок ........................».................226
Литература , .............227
глава VI f Горячее прессование и спека-
ние под давлением порошков
и волокна ........ 229
45. Предварительные сведения о горячем прессовании и спе-
кании под давлением. Модельное изучение вопроса . . »
46. Процессы, идущие при горячем уплотнении реального
порошкового тела м » л > . ...... 4 • *
47. Дополнительные сведения о процессах горячего уплот-
нения порошкового тела . ...........................
48. Динамическое прессование — холодное и горячее . . •
49. Влияние различных факторов на спекание под давлени-
ем порошковых тел
50. Горячее уплотнение волокна
51, Смещение точки отсчета характеристик . * . • • • •
52. Характерные особенности спекания под давлением, ра-
бота процесса . - * - • *
Литература »
229
241
249
255
260
269
270
272
274
534
Стр.
ГЛАВА Vlll Спекание без приложения
внешнего давления . . . . 276
53. Предварительные замечания ............. , 276
54. Основные принципы и закономерности модельного спе-
кания ....................................... 280
55. Поверхностный транспорт материи при единичном кон-
такте для сферических частиц . .............. 290
56. Кинетика изменения изолированных пор . . 292
57. Некоторые специфические особенности спекания сово-
купности частиц (спекания пористого тела) ..... 295
58. Закон зонального обособления. Давление и кинетика
спекания в конечном этапе 302
59. Анализ феноменологических (эмпирических) зависимо-
стей спекания .............................. . . 309
60. О температуре спекания ............. 317
61. Дезактивирование и активирование спекания ..... 319
62. Основные специфические особенности спекания , « т . 322
Литература , ............................ . 325
ГЛАВА IX Краткие начальные сведения
о связи свойств пористых тел
и композиций ...... 328
Литература 331
БАЛЬШИН
МИХАИЛ
ЮЛЬЕВИЧ
НАУЧНЫЕ ОСНОВЫ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
И МЕТАЛЛУРГИИ ВОЛОКНА
Редактор издательства
Технический редактор
Художник
Г. Л. Позднякова
Л. .В. ДобужинскаА
В. Н. Т и к у нов
Сдано в производство 16/VIII 1971г.
Подписано в печать 14/11 1972 г.
Бумага типографская № 1 84Х1081/» бум. л.
5,25 печ. л. 17,64 (усл.) Уч.-изд. л. 17,05
Тираж 3300 экз. Изд. № 5580 Заказ 1098
Т-01679 Цена 2 р. 48 коп.
Издательство «Металлургия»
Москва, 119034, 2-й Обыденский пер., 14
Владимирская типография
Главполиграфпрома Комитета по печати
при Совете Министров СССР
г. Владимир, ул. Победы, д. 18-6.