/














































Текст
С. В. ЯКУБОВИЧ
ИСПЫТАНИЯ
ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ
И ПОКРЫТИЙ
A &/\f\
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ХИМИЧЕСКОЙ ЛИТЕРАТУРЫ ____ _
МОСКВА 1952 ЛЕНИНГРАД
667
Я. 49
32-5-3
В книге изложены физико-химические и механи-
ческие методы испытаний лакокрасочных материа-
лов в покрытий (пленок), а также испытания про-
тивокоррозионных свойств и атмосфер оустойчиво-
сти лакокрасочных покрытий.
Книга рассчитана иа инженеров, техников, квали-
фицированных мастеров и студентов втузов.
к ЧИТАТЕЛЮ
Издательство просит прислать ваши за-
мечания и отзывы об этой книге по адре-
су: Москва, Новая площадь, д. 10, $ 1
Госхимиздат t I
J
1 I
1I
у
Редактор В. К- Шталь Техи. редактор О. В. Зальиикина i
Подписано в печати 23/VIII 1952 г. Т 04596. 3
Бумага 60X92*/,» =^= 15 бумажных — 30 печатных листов. Уч.-издат. листов 29,4. Типо- t ,
графских знаков в 1 печ. листе 39200. Тираж 5000 экв. Заказ № 179. Цена 16 р. 20 к. .й
Типография Госхимиздата. Москва, 88. Угрешская и
СОДЕРЖАНИЕ
Предисловие.................................................. 12
Введен ие.....................................................13
♦'
ЧАСТЬ ПЕРВАЯ
ИСПЫТАНИЯ ПИГМЕНТОВ
Глава 1. Определение цвета пигментов и красок.................17
Определение ахроматического цвета.........................20
Определение цвета при помощи дифференциального фотометра. 20
Определение цвета при помощи ступенчатого фотометра ... 21
Определение хроматического цвета . .......................22
Определение цвета роторным колориметром («вертушка») . . 22
Определение цвета трехцветным колориметром ГОИ (системы
Л. И. Демкиной).......................................25
Определение цвета трехцветным колориметром ВИЭМ-1 ... 29
Определение цвета пигментов по шкалам ....................30
Определение цвета красок при помощи картотеки эталонов (атласов) 33
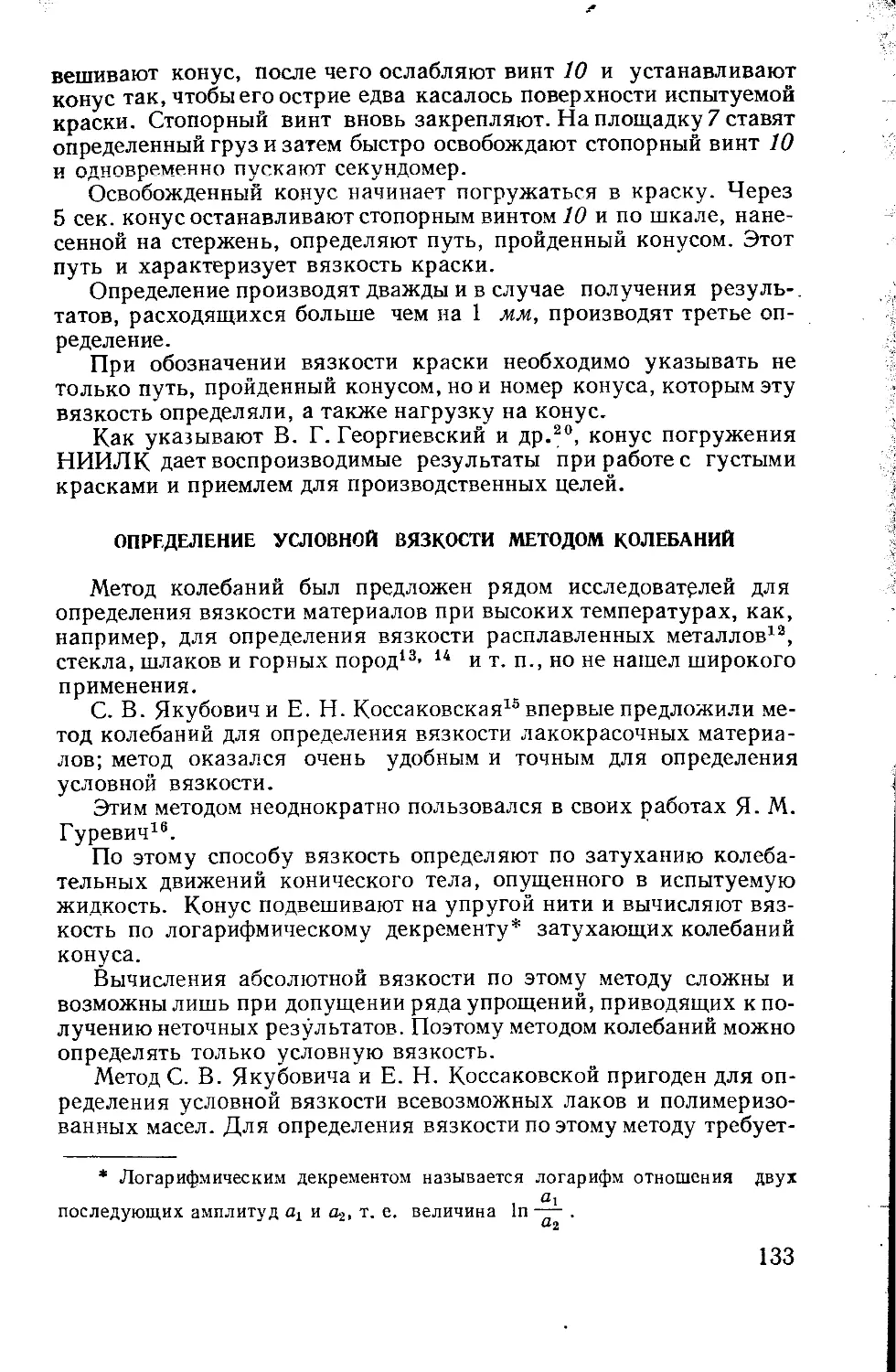
Глава 2. Определение укрывистости (кроющей способности) пигментов . 34
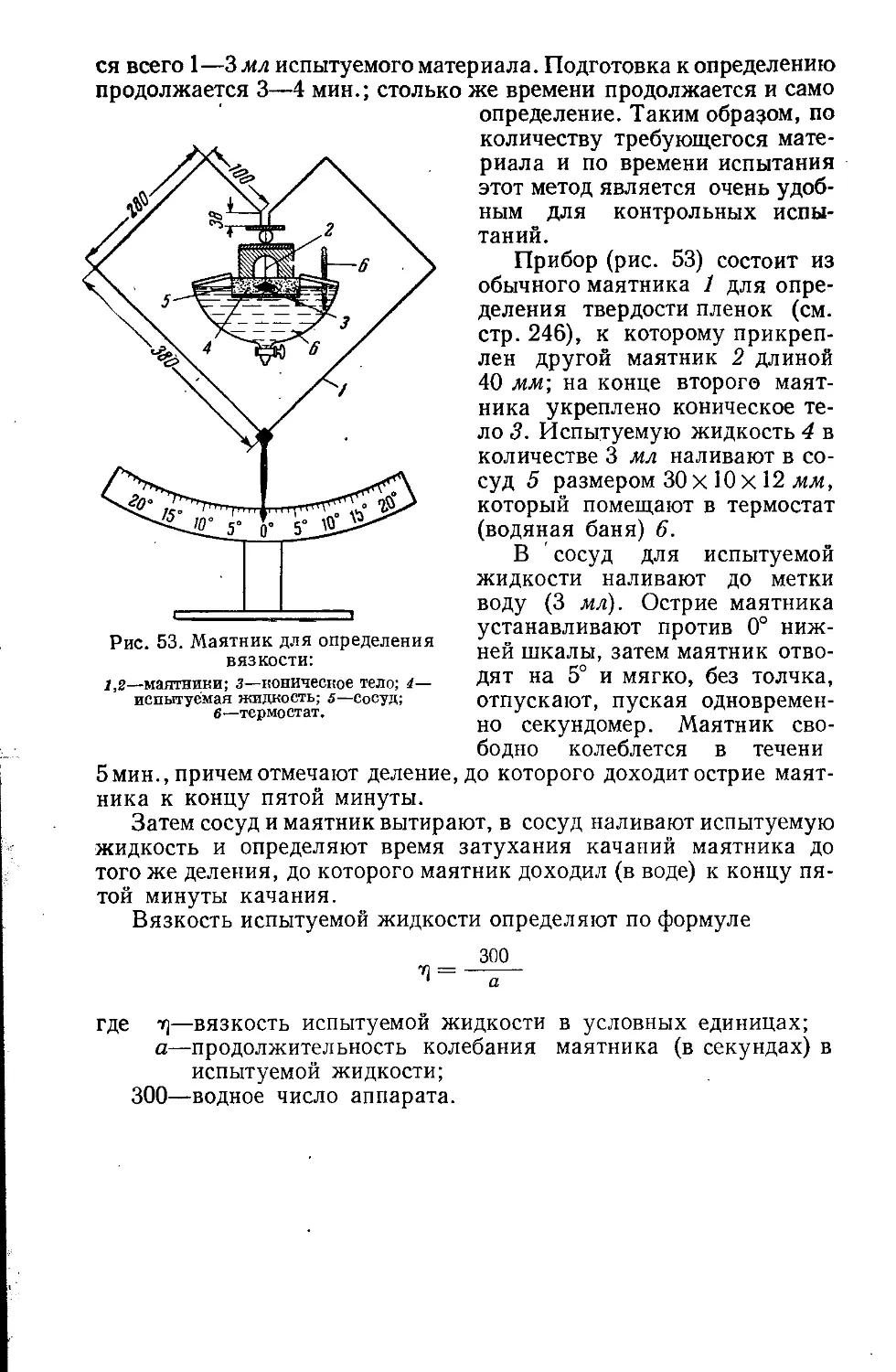
Определение укрывистости пигментов по расходу краски .... 38
Определение укрывистости методом многократного укрывания . . 38
Определение укрывистости по стандарту . ...................40
Определение укрывистости по Горбатову......................41
Определение укрывистости по «шахматной доске»..............41
Определение укрывистости по толщине слоя краски................43
Определение укрывистости криптометром..........................43
Определение укрывистости прибором Чернова..................... 46
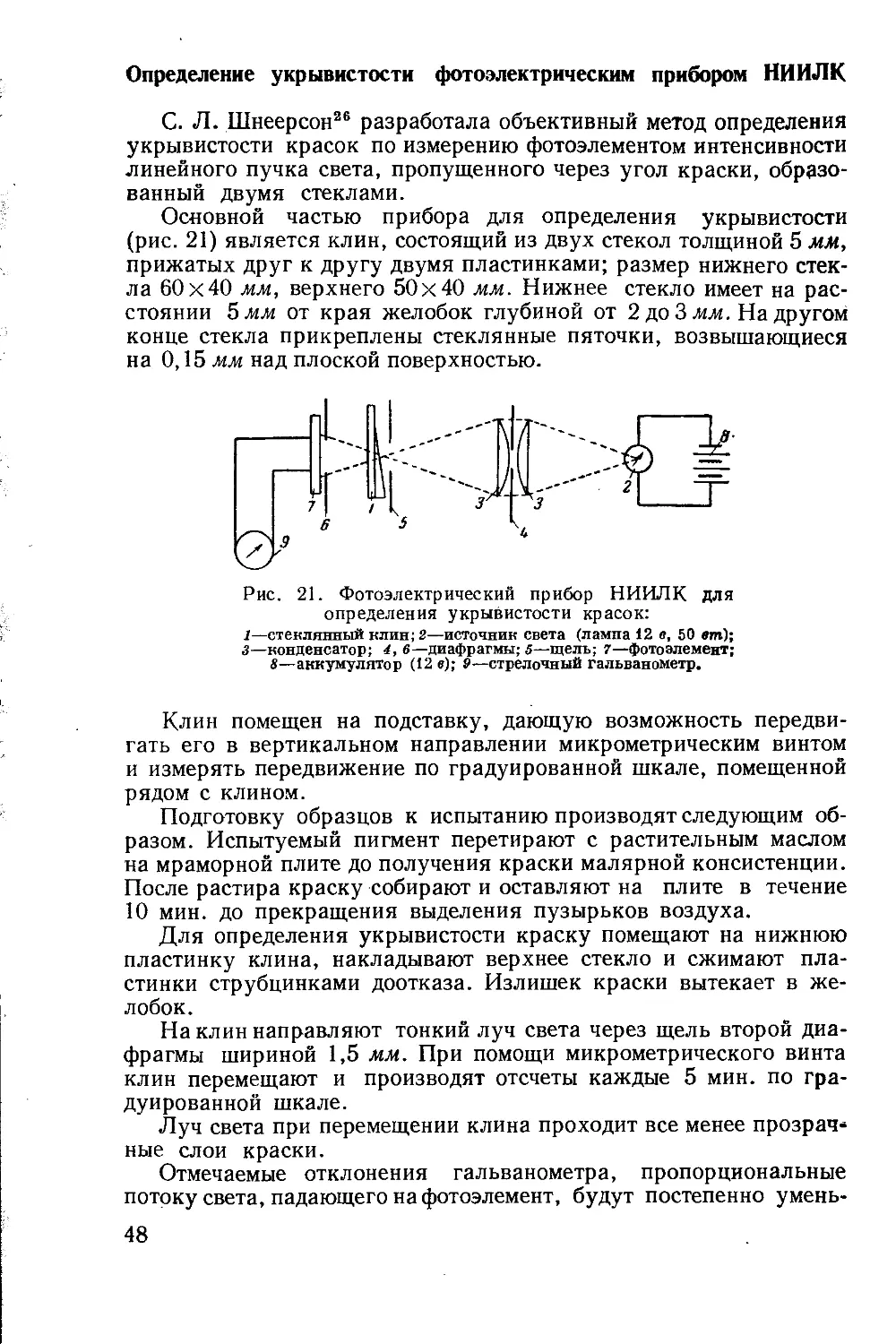
Определение укрывистости фотоэлектрическим прибором НИИЛК. 48
Глава 3. Определение интенсивности (красящей силы) пигментов ... 50
Определение интенсивности пигментов по стандарту..............53
Качественное определение интенсивности ...................... 54
Количественное определение интенсивности........................54
Определение интенсивности ультрамарина........................55
Определение интенсивности пигментов «пороговым» методом ... 55
Глава 4. Определение маслоемкости пигментов.........................58
Определение первой маслоемкости.................................63
Определение маслоемкости смешением пигмента с маслом . . 63
Определение маслоемкости перетиром пигмента с маслом. . . 64
Определение малярной маслоемкости...............................64
3
Глава 5. Определение дисперсности пигментов ........................68
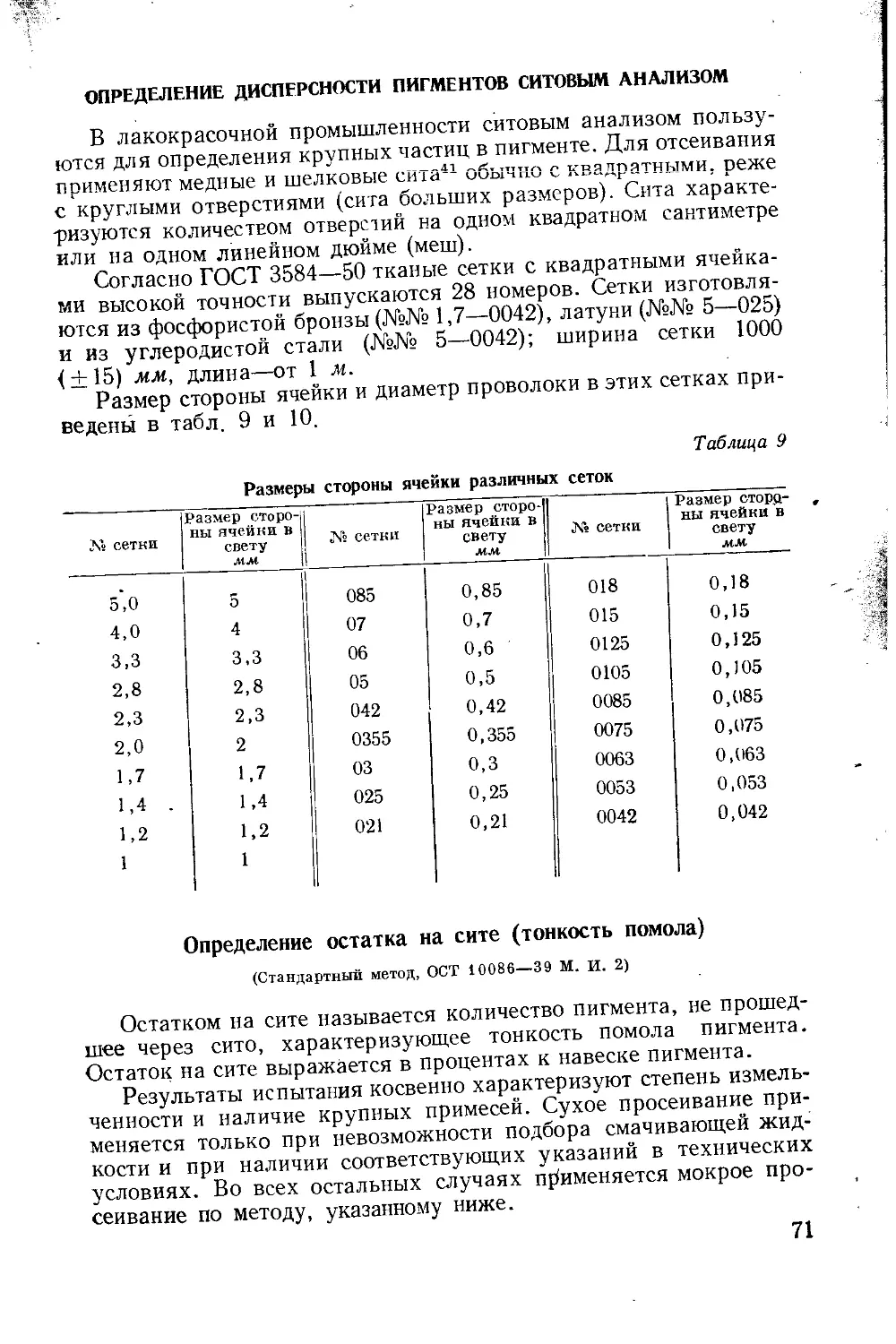
Определение дисперсности пигментов ситовым анализом .... 71
Определение остатка на сите (тонкость помола)..............71
Определение дисперсности сухим просеиванием................74
Определение дисперсности мокрым просеиванием...............74
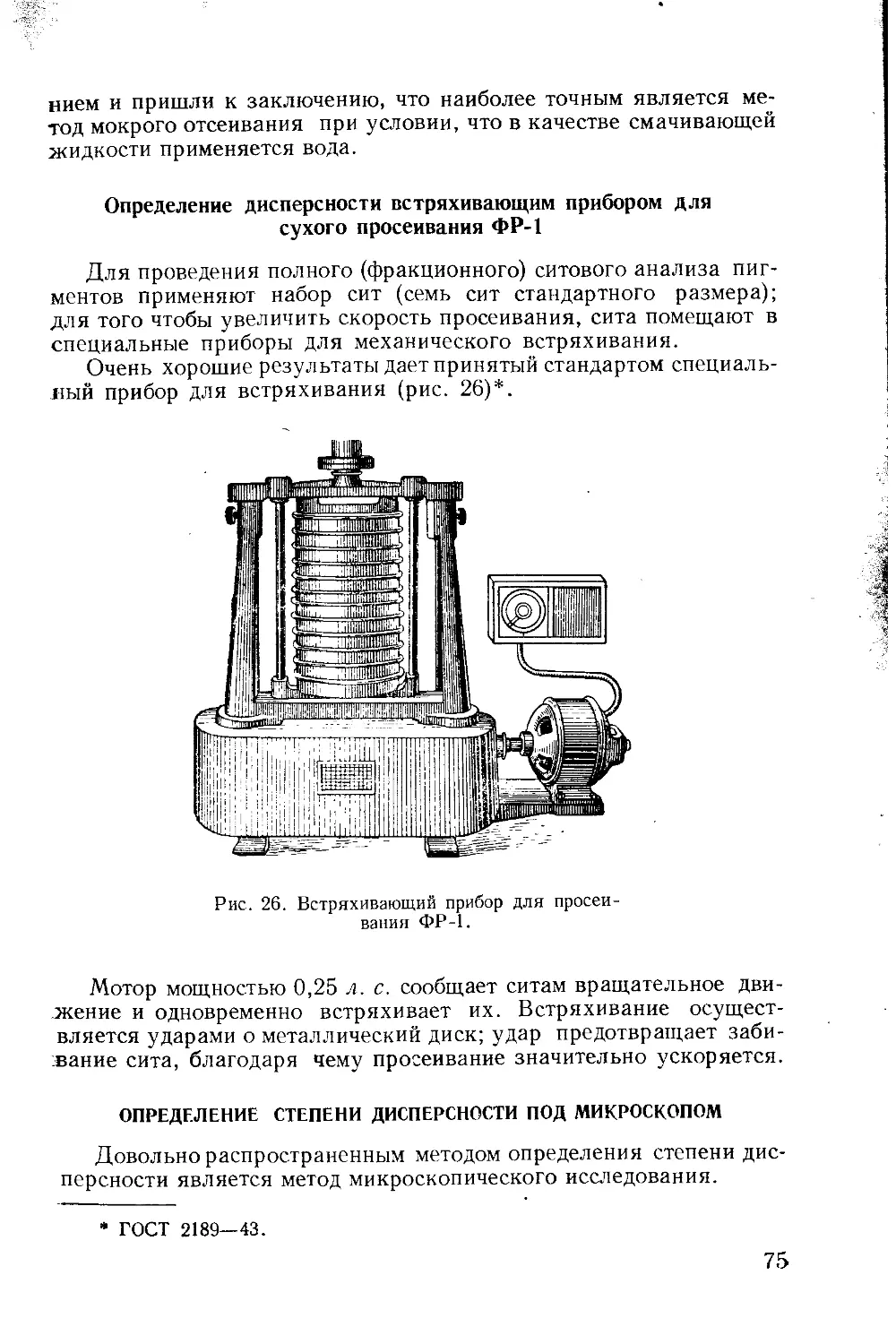
Определение дисперсности встряхивающим прибором для сухо-
го просеивания ФР-1....................................75
Определение степени дисперсности под микроскопом...............75
Определение дисперсности седиментационными (седиментометриче-
скими) методами...............................................79
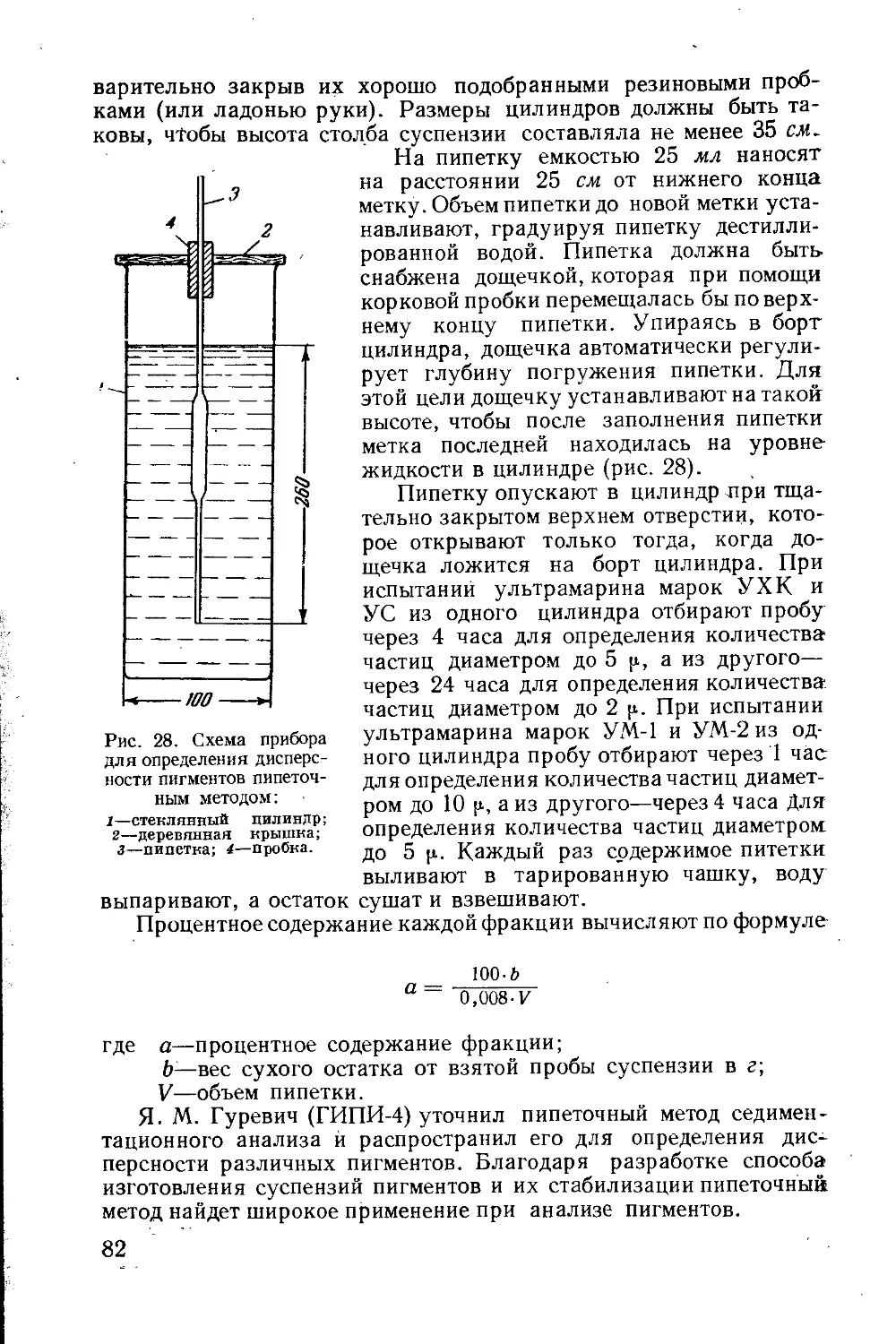
Определение дисперсности пипеточным методом................81
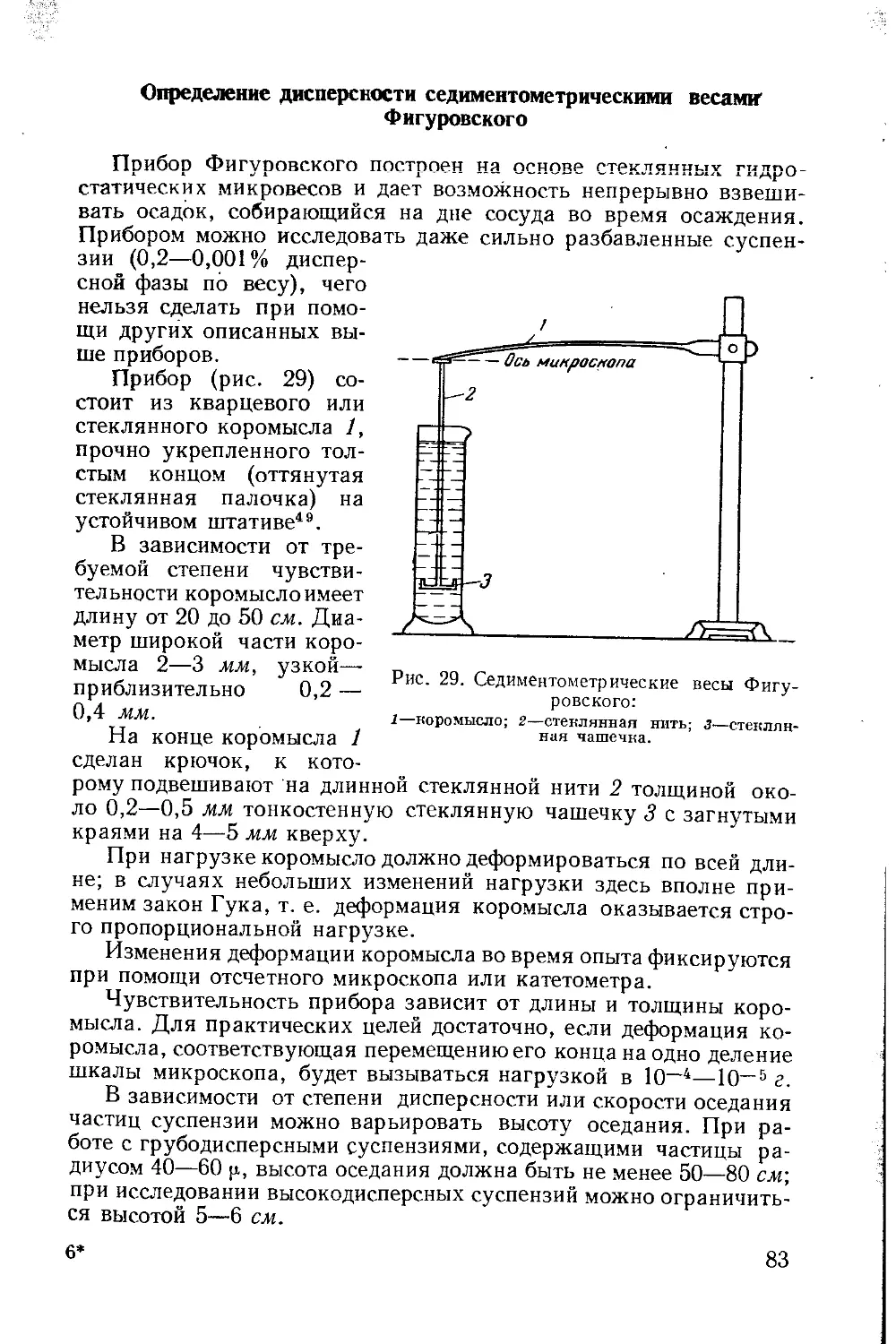
Определение дисперсности седнментометрическимн весами Фн-
гуровского.............................................83
Глава 6. Определение удельного веса и объема пигментов..............86
Определение удельного веса пигментов......................... 86
Определение объема пигментов...................................89
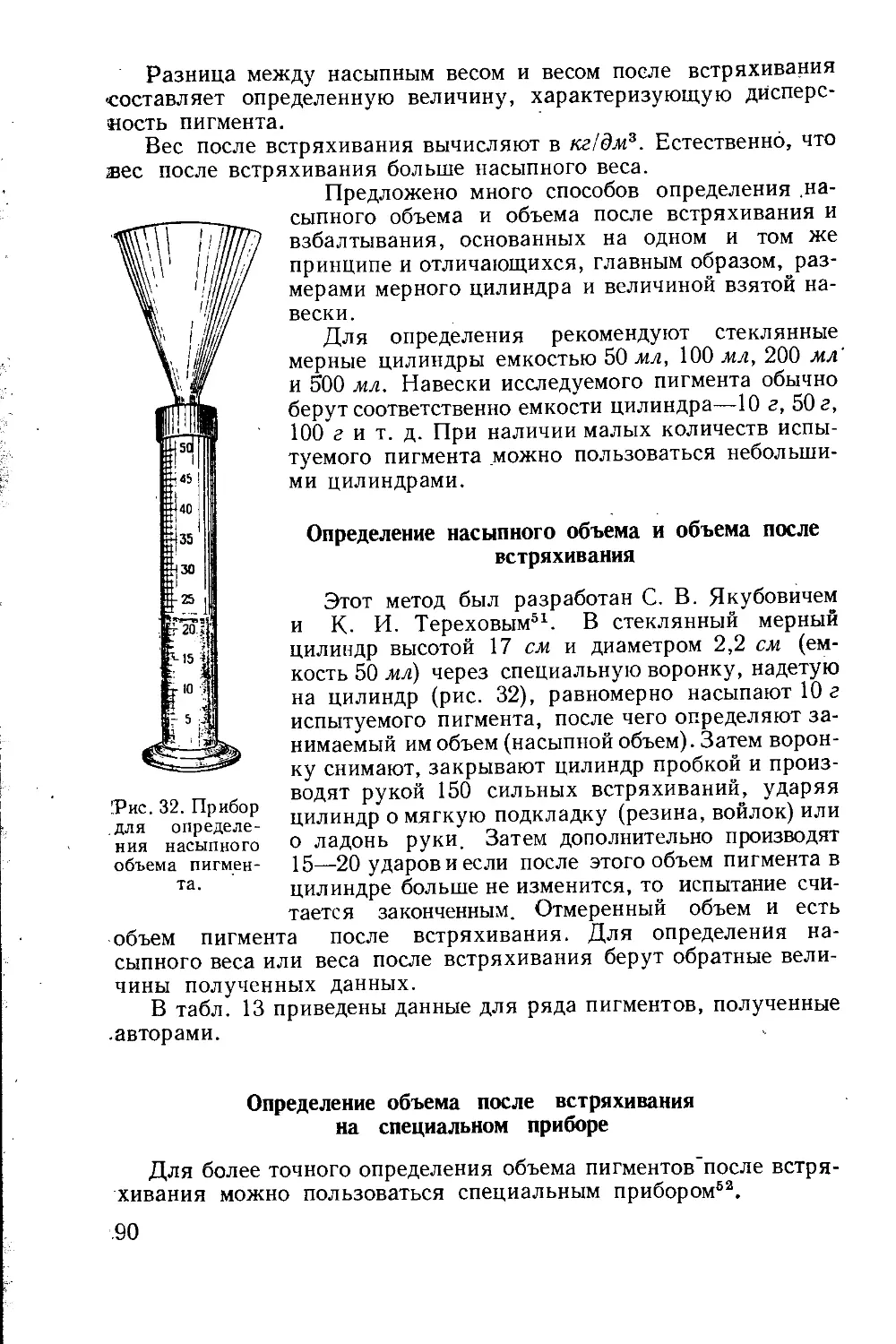
Определение насыпного объема и объема после встряхивания . 90
Определение объема после встряхивания на специальном приборе 90
' Глава 7. Определение светостойкости пигментов и красок............93
Определение светостойкости пигментов при естественном освещении 94
Определение светостойкости пигментов при искусственном освещении 96
Определение светостойкости литопона при помощи ртутно-квар-
цевой лампы............................................97
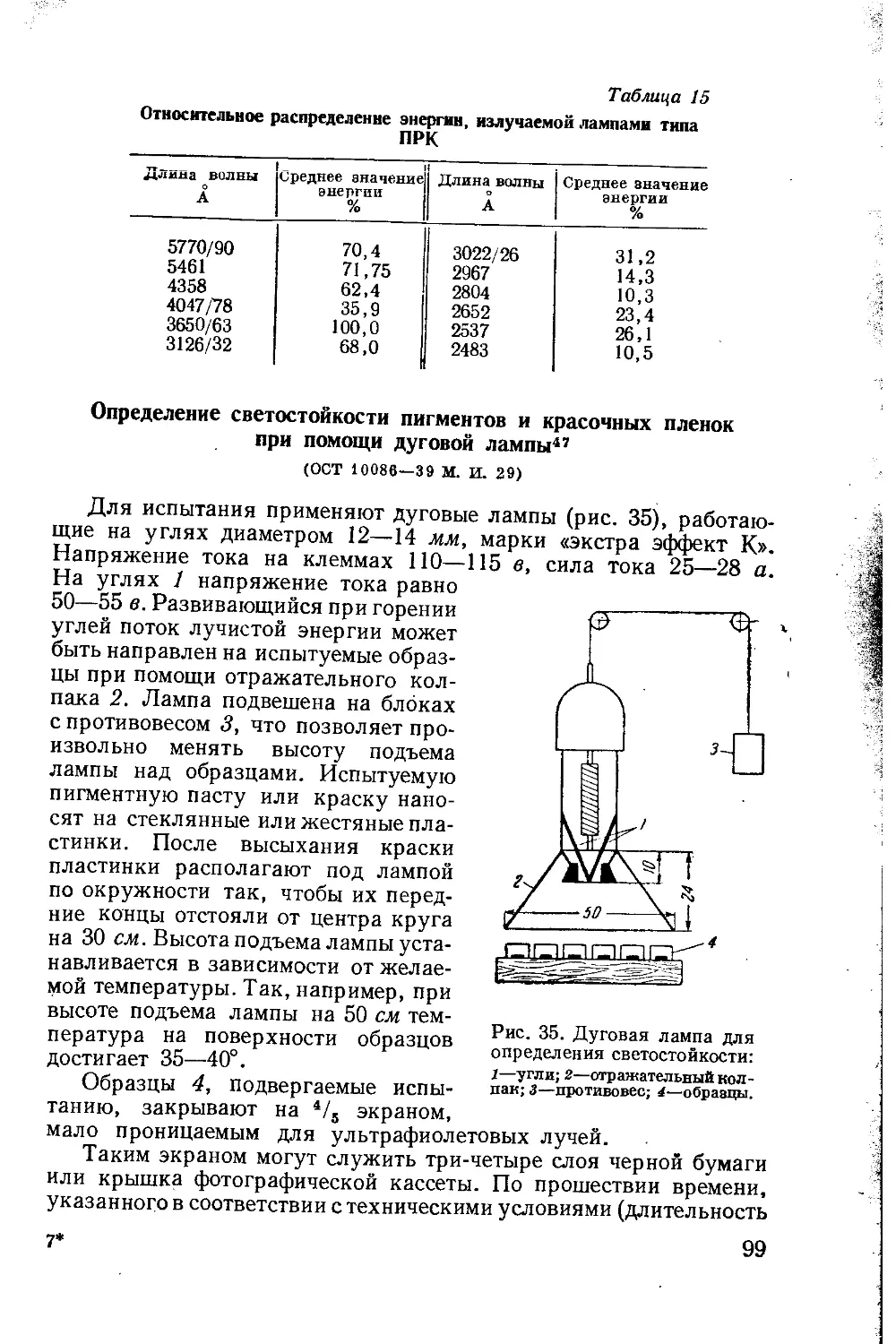
Определение светостойкости пигментов и красочных пленок при
помощи дуговой лампы...................................99
Определение степени потемнения пигментов фотоэлектрическим
колориметром..........................................101
Определение стойкости к свету и стойкости к свету и погоде . 102
Глава 8. Специальные методы испытании пигментов....................103
Определение угла естественного откоса пигментов...............103
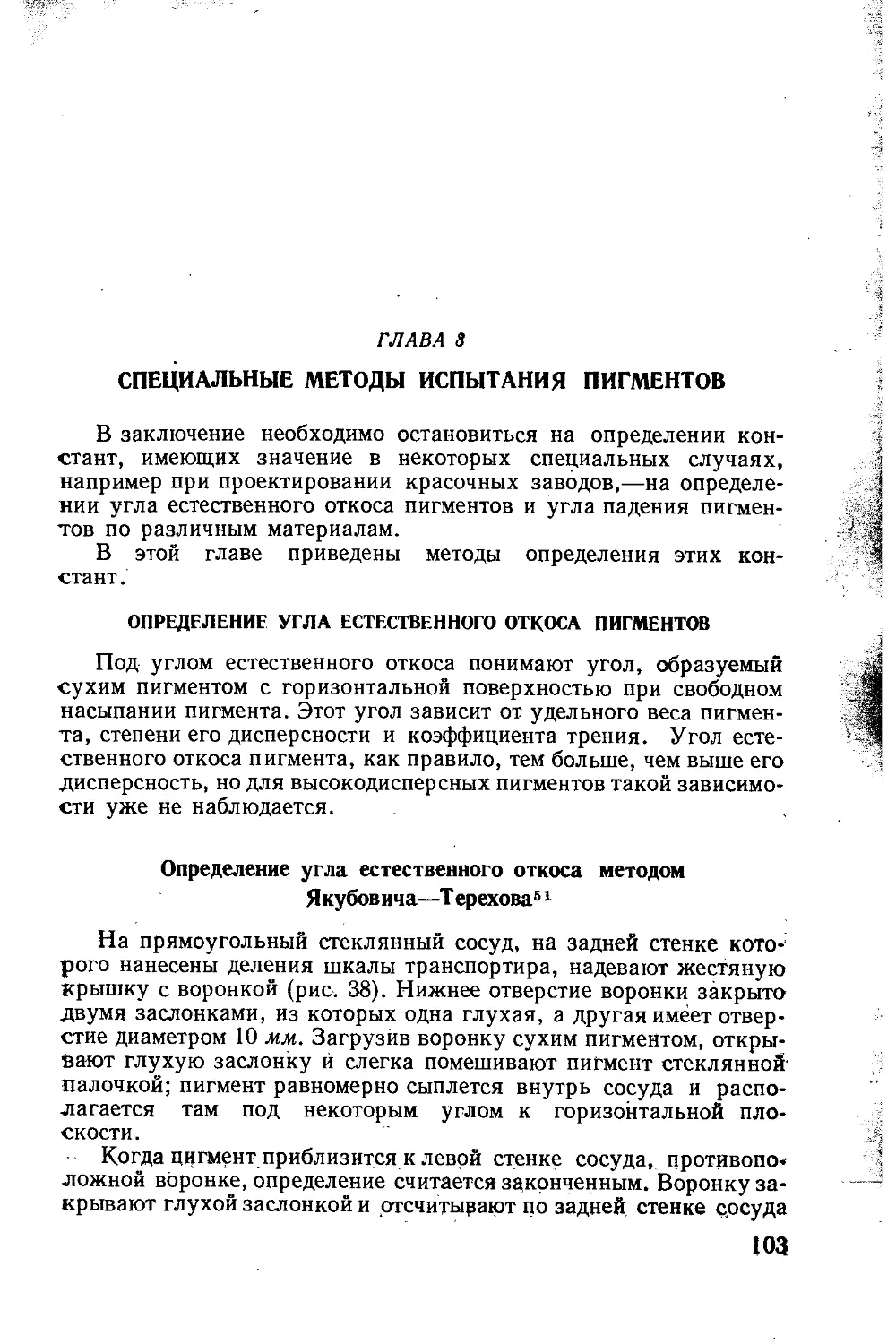
Определение угла естественного откоса методом Якубовича-Те-
рехова................................................103
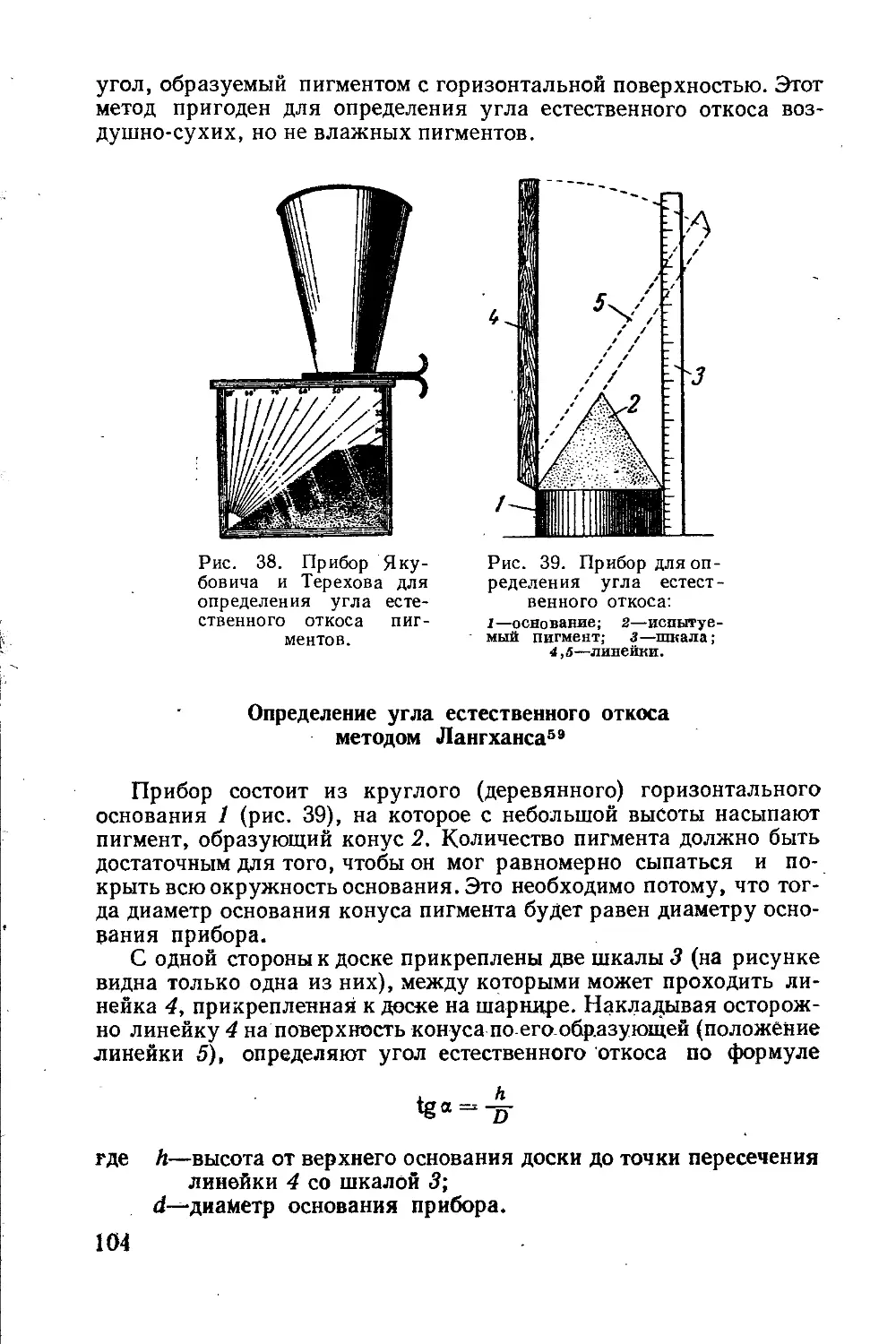
Определение угла естественного откоса методом Лангханса. . 104
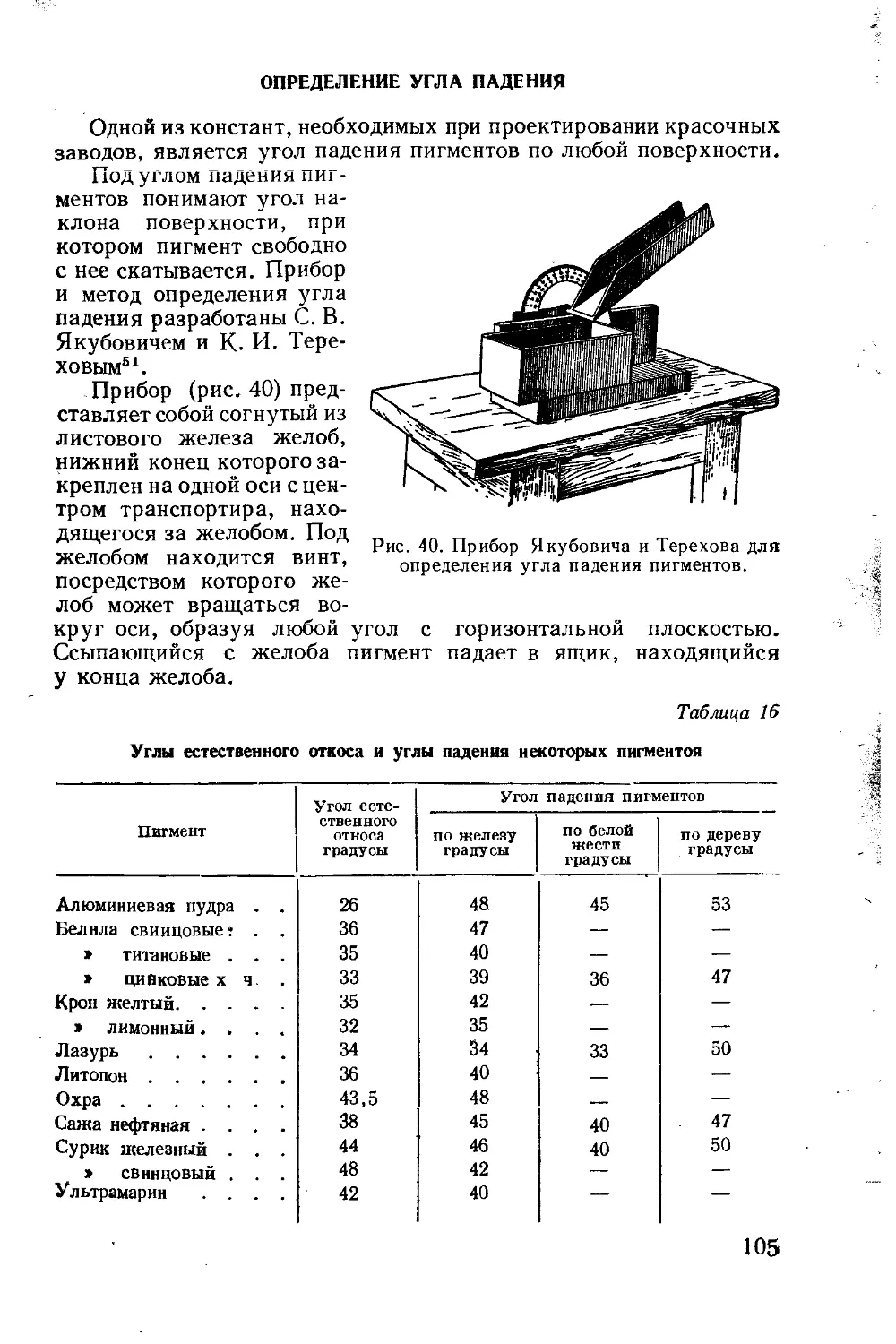
Определение угла падении . ................................. 105
Определение укрывистости алюминиевой пудры....................106
Определение «всплываемости» алюминиевой пудры.................106
Литература....................................................107
ЧАСТЬ ВТОРАЯ
ИСПЫТАНИЯ ПЛЕНКООБРАЗУЮЩИХ И ПИГМЕНТИРОВАННЫХ
СИСТЕМ В жидком СОСТОЯНИИ
Глава 1. Определение вязкости иепигментированных и пигментированных
лакокрасочных материалов....................................111
Определение вязкости капиллярными вискозиметрами..............115
Определение динамической вязкости.........................115
Определение кинематической вязкости.......................118
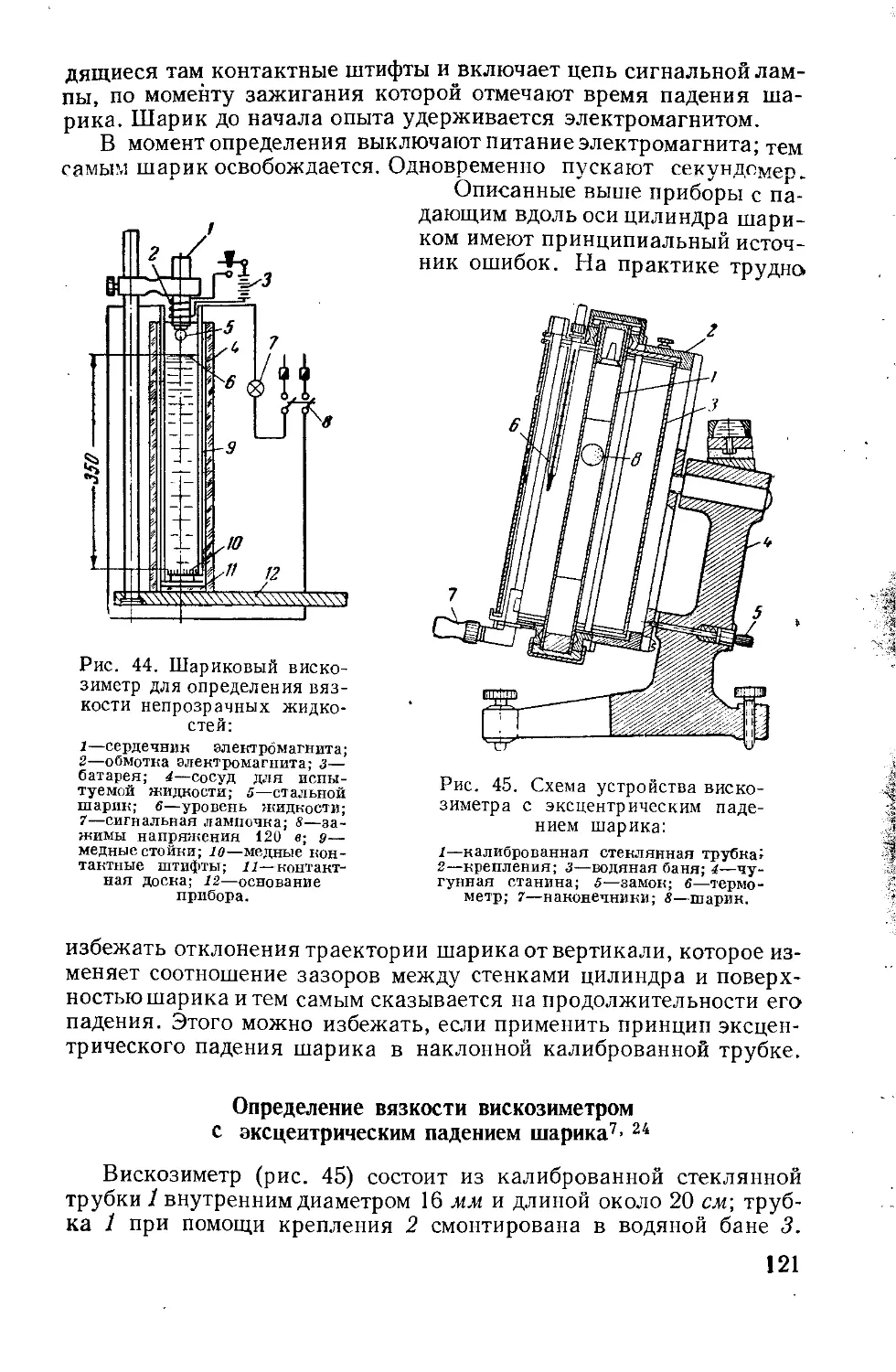
Определение вязкости шариковыми вискозиметрами................119
Определение вязкости простым шариковым вискозиметром . . 120
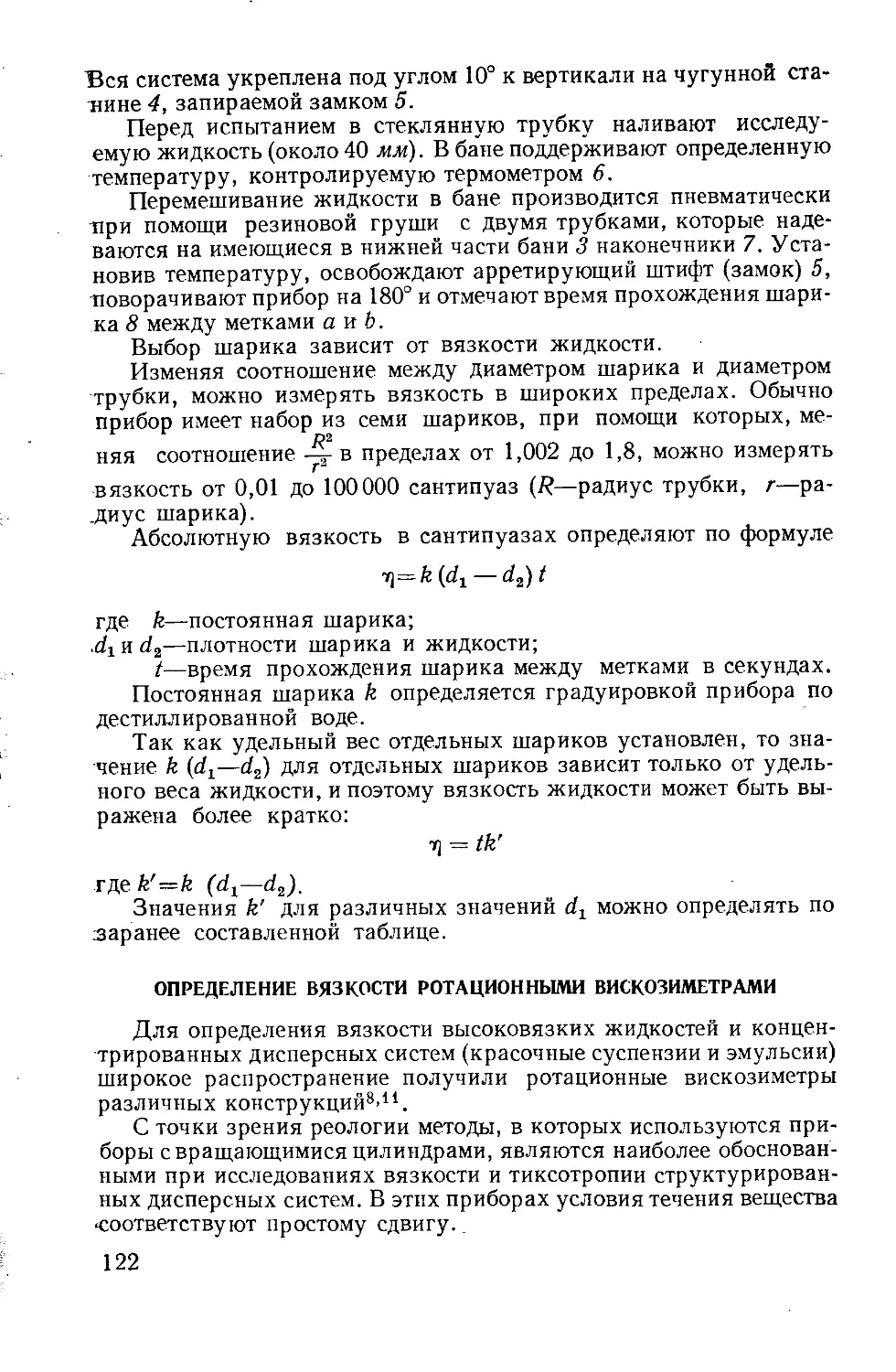
Определение вязкости вискозиметром с эксцентрическим па-
дением шарика.........................................121
4
Определение вязкости ротационными вискозиметрами.............122
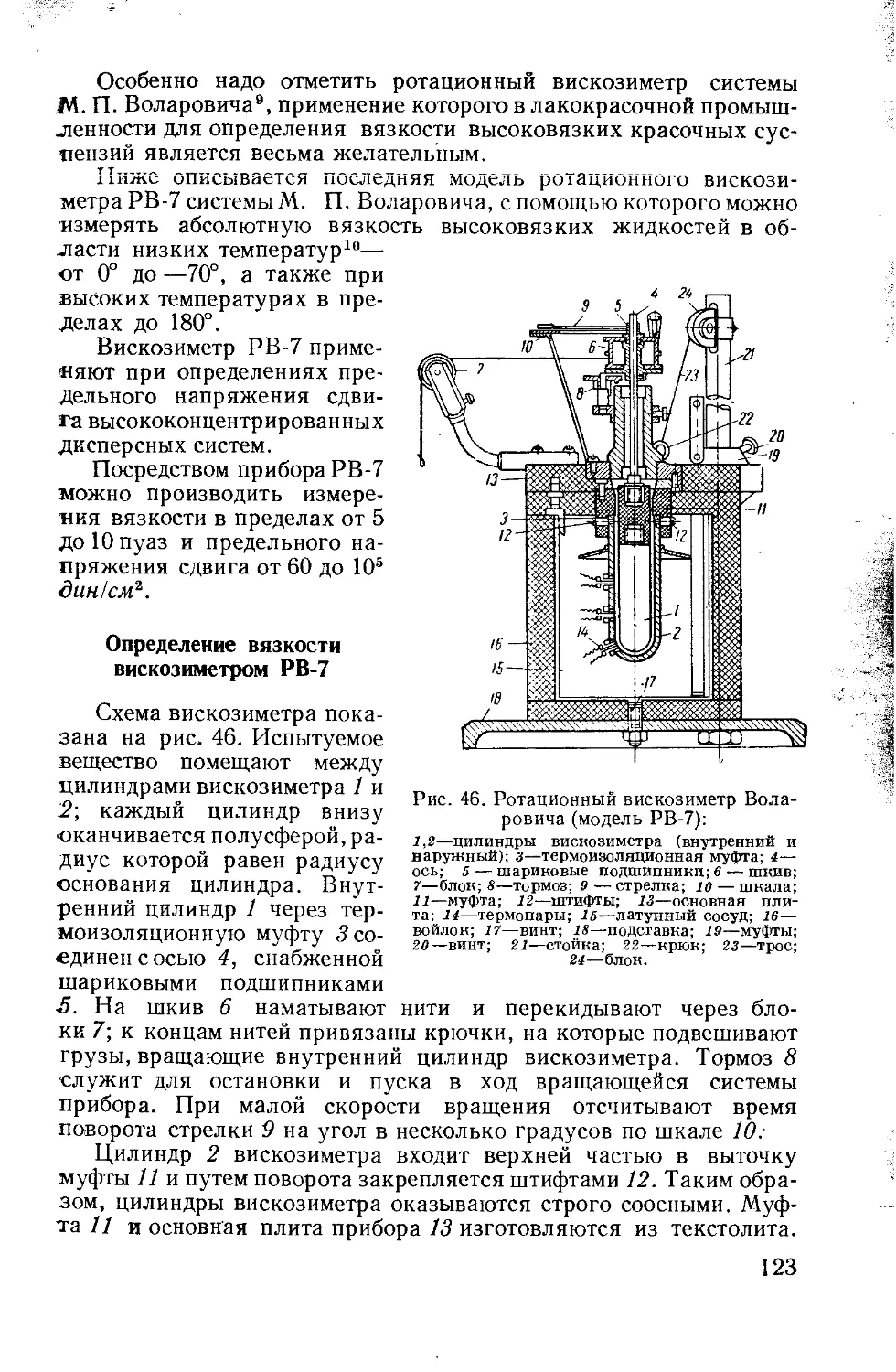
Определение вязкости вискозиметром РВ-7. ... ... 123
Определение вязкости электрическим вискозиметром типа ВИР. 125
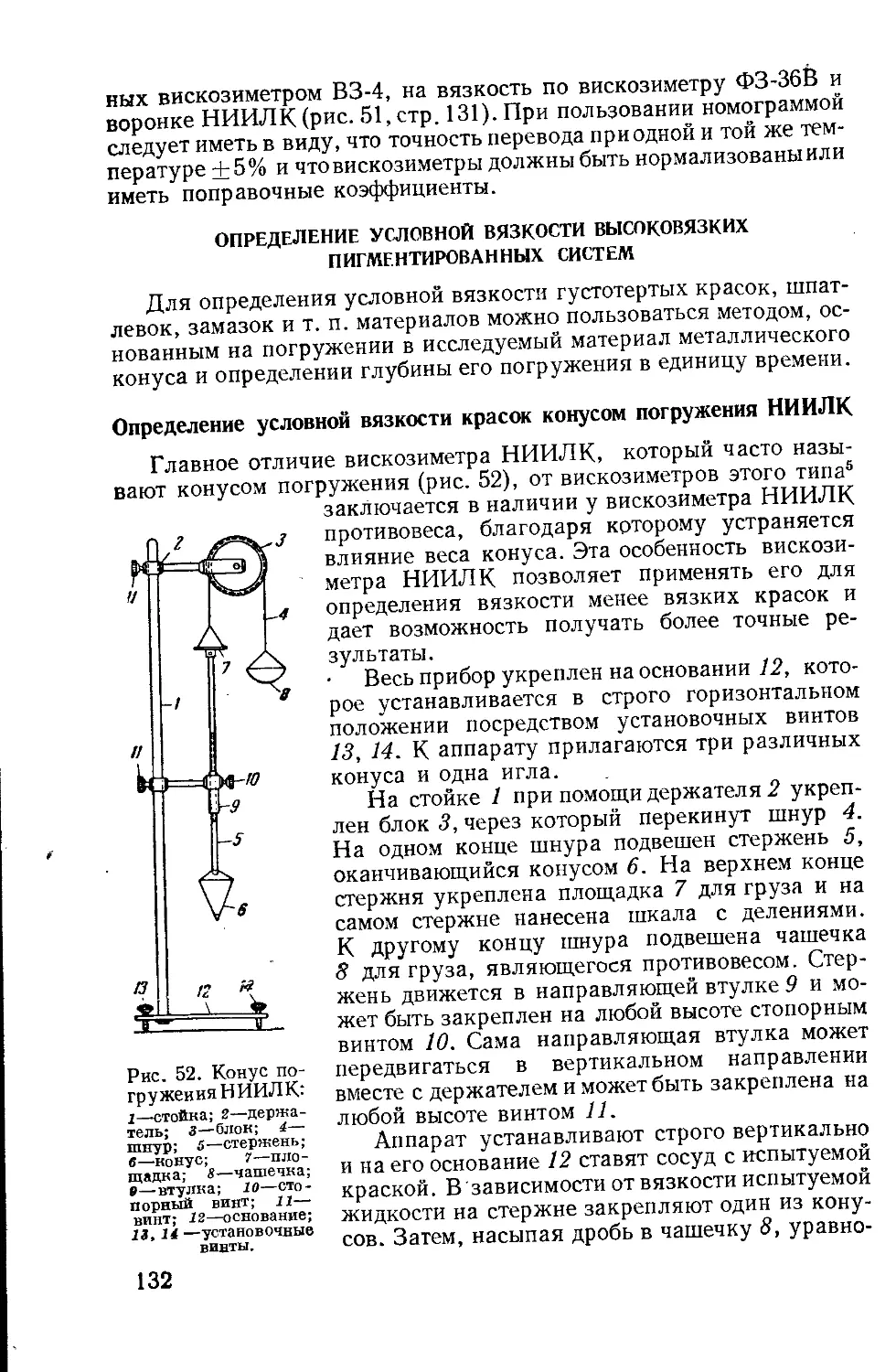
Определение условной вязкости...............................• 127
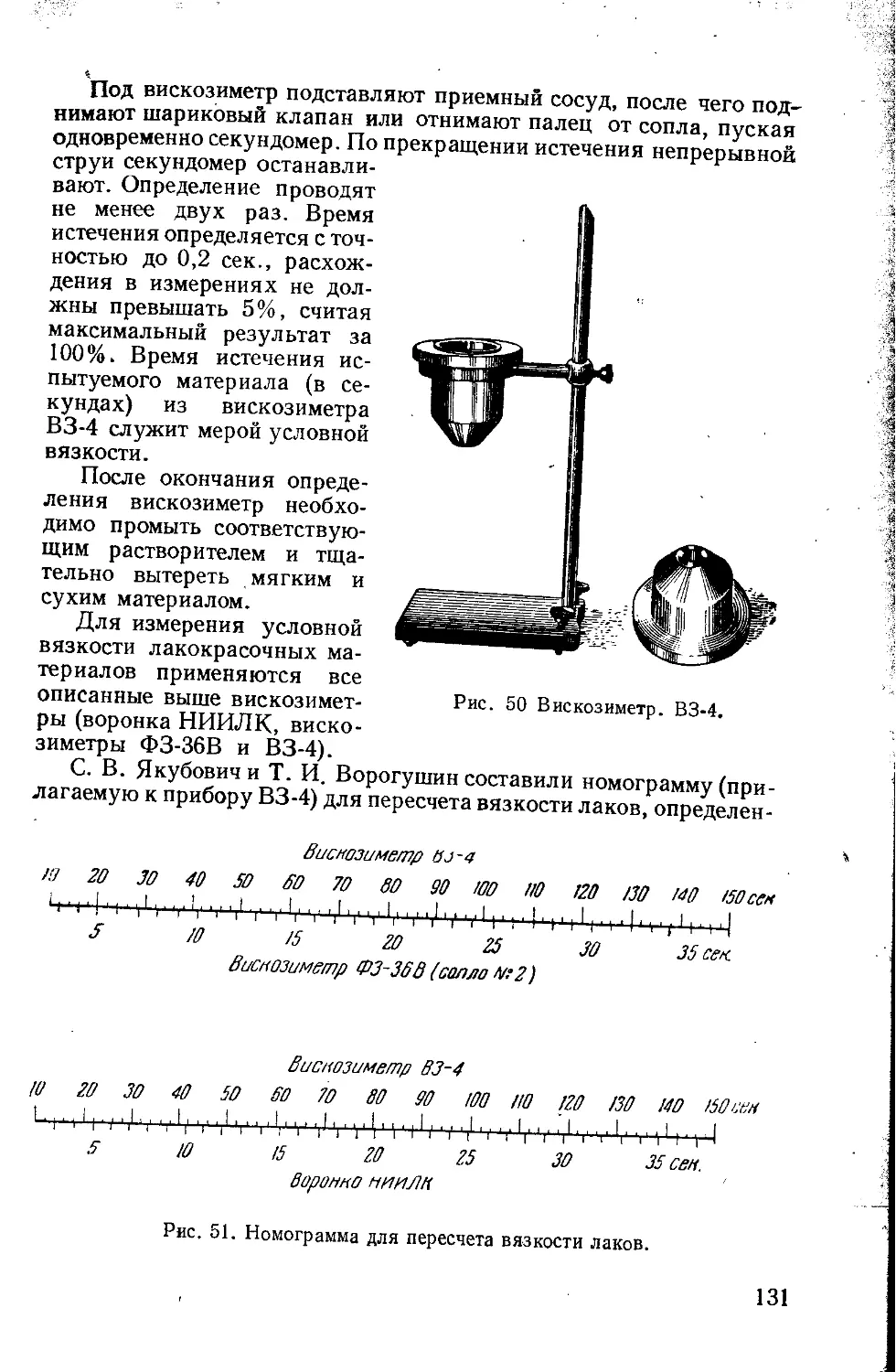
Определение условной вязкости воронкой НИИЛК.............127
Определение условной вязкости вискозиметром ФЭ-36В . . .128
Определение условной вязкости вискозиметром ВЗ-4 . . . . 130
Определение условной вязкости высоковязких пигментированных
систем..................................................132
Определение условной вязкости красок конусом погружения
НИИЛК . . „..............................................132
Определение условной вязкости методом колебаний..............133
Глава 2. Определение удельного веса жидких пленкообразующих и пиг-
ментированных систем.......................................- .135
Определение удельного веса красок весами Мора-Вестфаля . . . 137
Определение удельного веса красок при помощи шприца .... 138
Глава 3. Определение цвета и прозрачности различных пленкообразующих 139
Определение цвета масел, олиф, смол и лаков..................139
Определение цвета лака йодометрической шкалой НИИЛК . 140
Определение цвета олнф и лаков при помощи цветных стекол . 142
Определение прозрачности (мутности) масел, олиф и лаков . . . 144
Определение коэффициента прозрачности (мутности) лаков фото-
электрическим фотометром.................................144
Определение прозрачности лаковых пленок фотоэлектрическим
нефелометром.............................................146
Качественное определение прозрачности лаков..................147
Глава 4. Определение степени перетира (степени растертости) пигменти-
рованных систем...............................................148
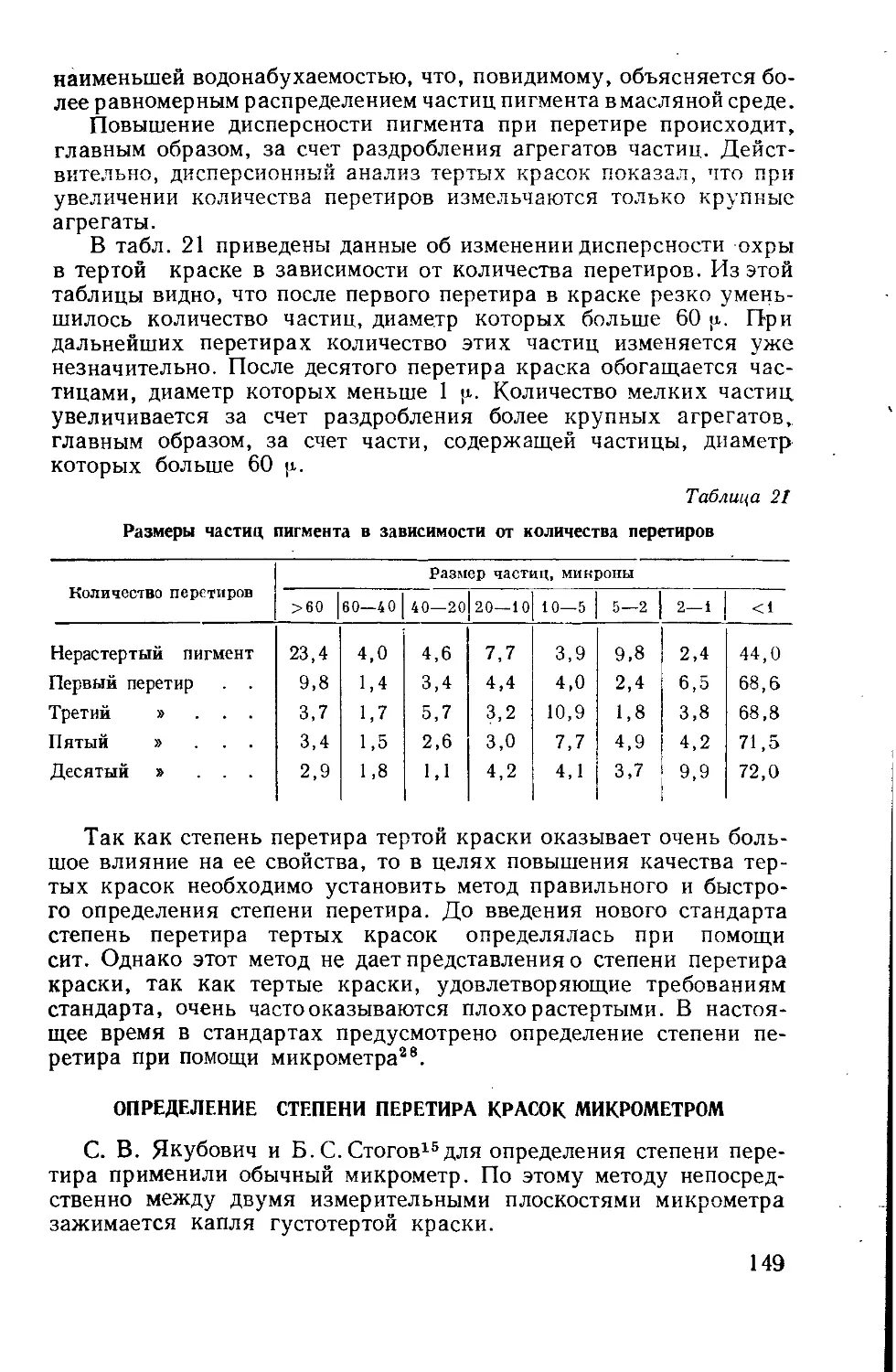
Определение степени перетира красок микрометром..............149
Определение степени перетира красок калибровочным прибором . 151
Определение степени перетира красок микрометодом.............152
Литература..........................'........................155
ЧАСТЬ ТРЕТЬЯ
ИСПЫТАНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ ПРИ ИХ
НАНЕСЕНИИ НА ПОВЕРХНОСТЬ
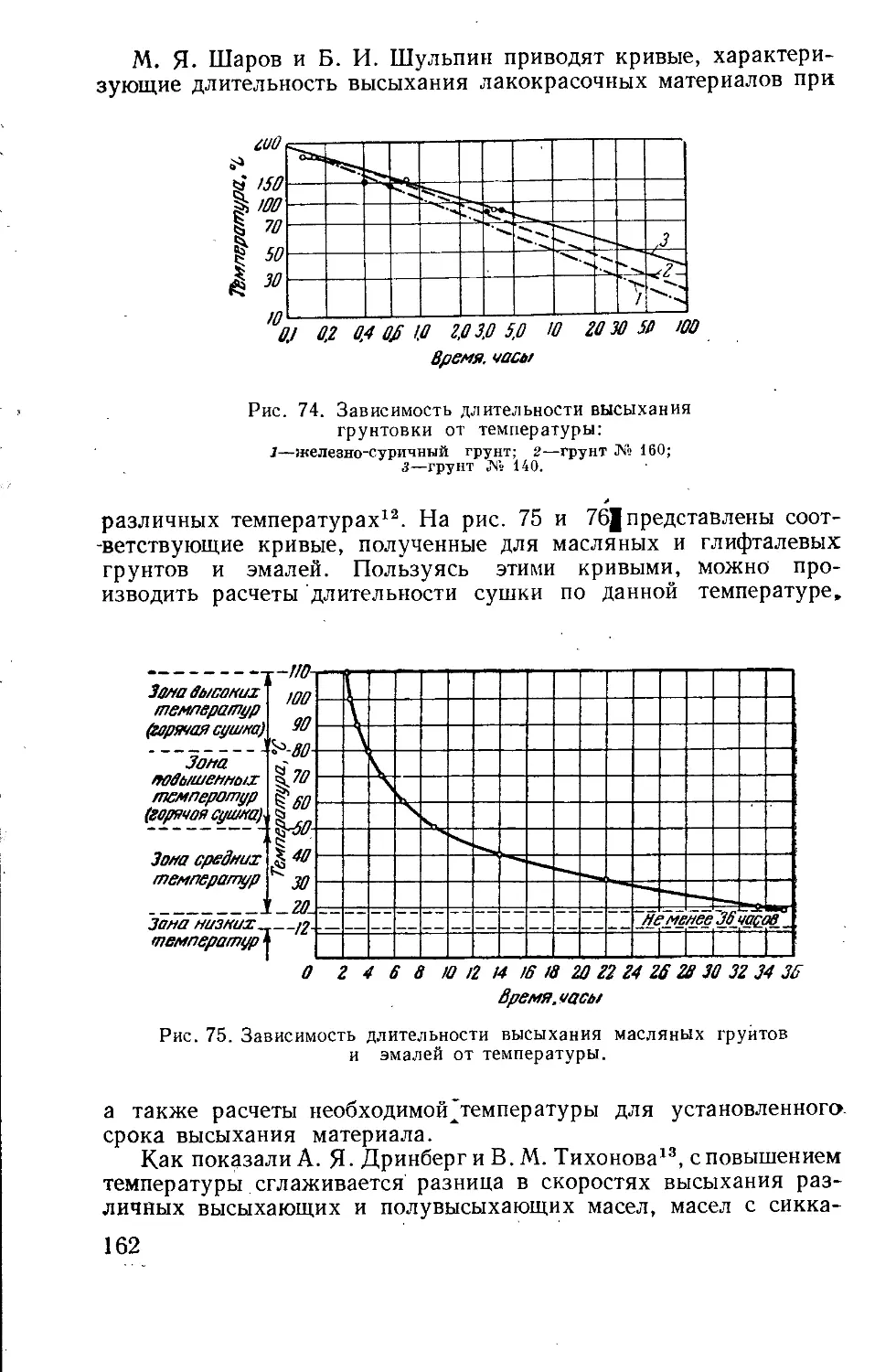
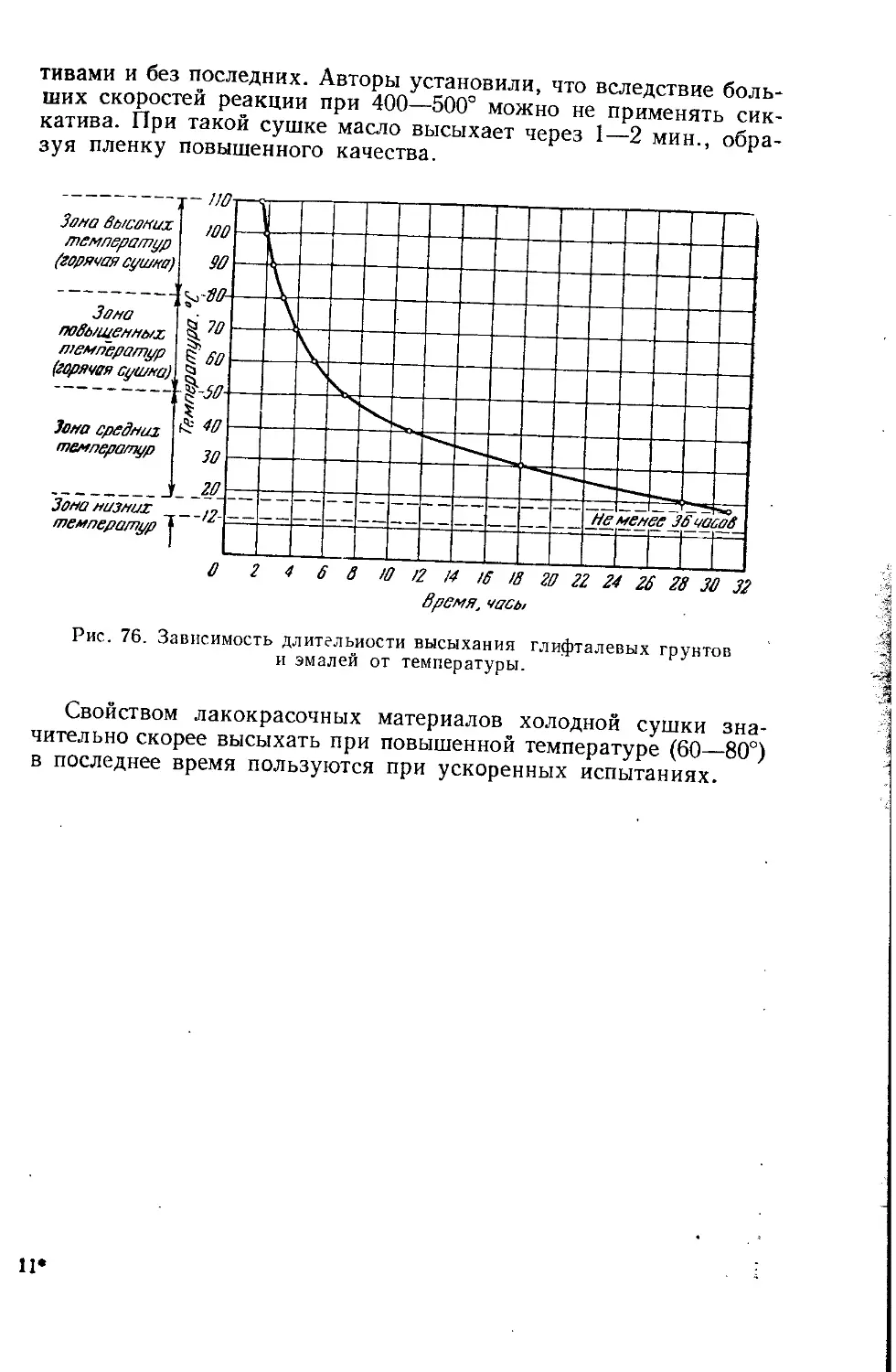
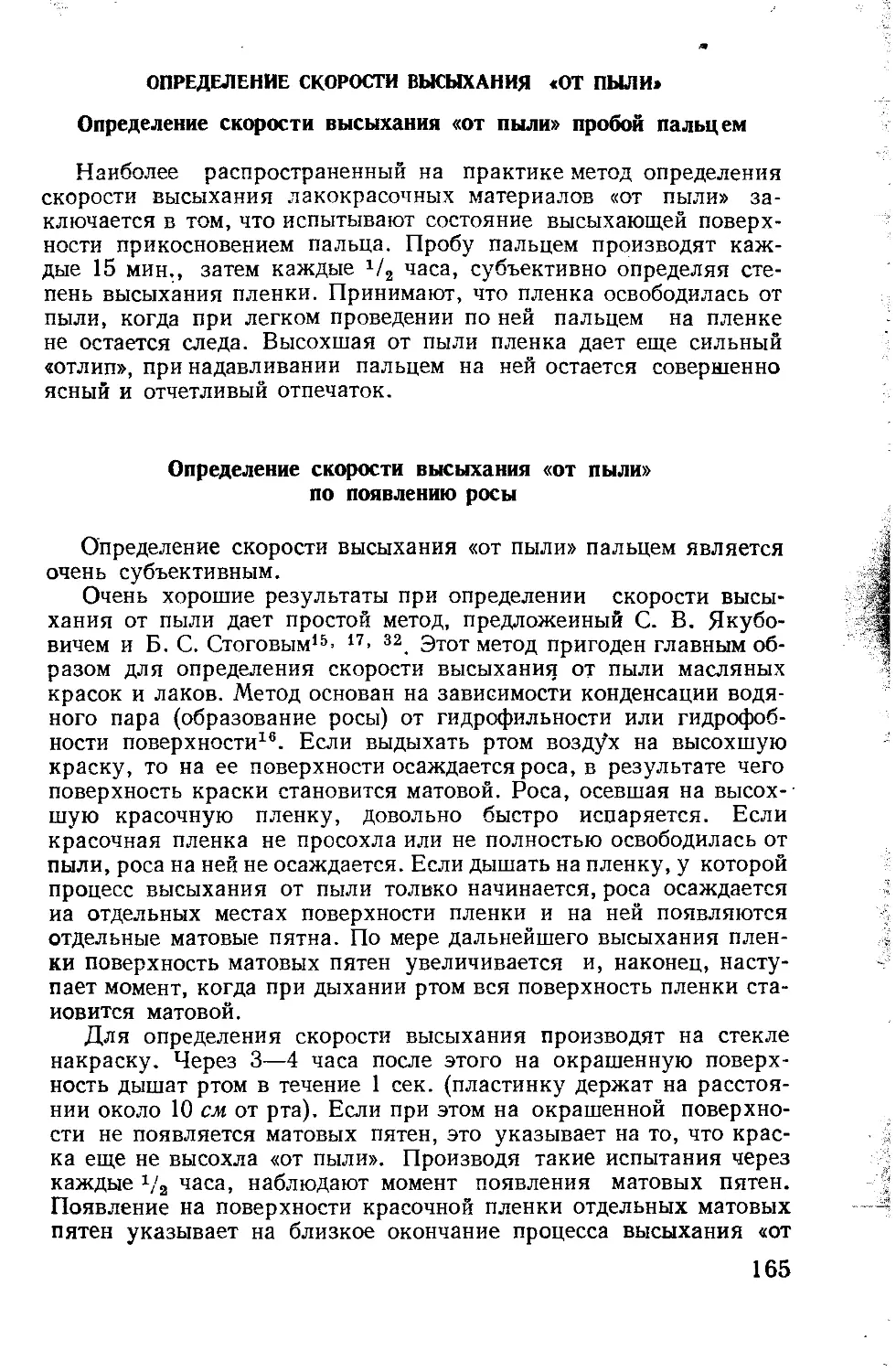
Глава 1. Условия высыхания пленкообразующих и образования пленки . 156
Глава 2. Определение скорости высыхания лакокрасочных материалов . 164
Определение скорости высыхания «от пыли».....................165
Определение скорости высыхания «от пыли» пробой пальцем . 165
Определение скорости высыхания «от пыли» по появлению росы. 165
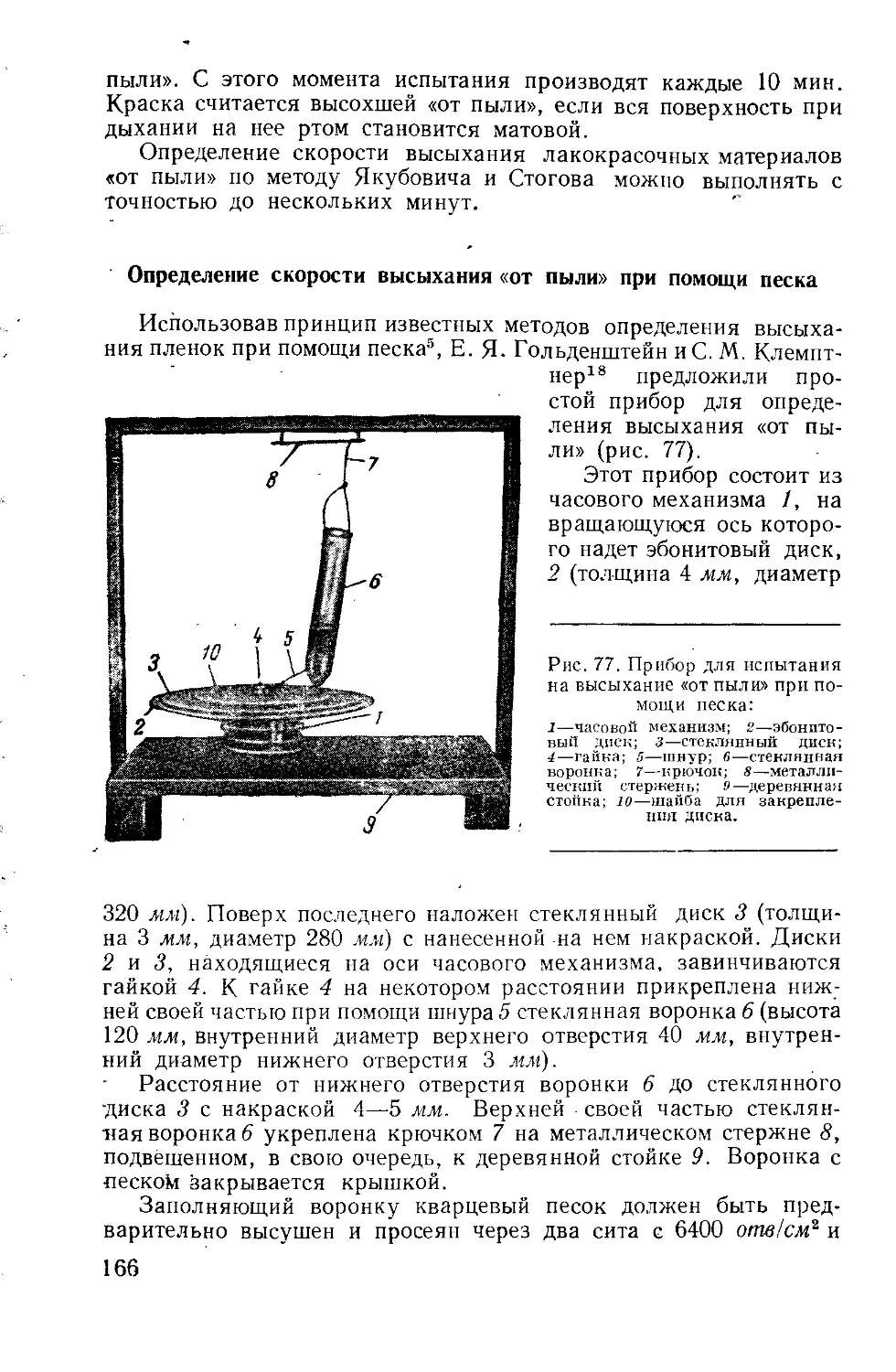
Определение скорости высыхания «от пыли» при помощи песка . 166
Определение скорости практического высыхания методом отпечатка 167
Определение полного высыхания пленок.........................170
Определение скорости полного высыхания лаков и красок маят-
ником ...................................................171
Испытание покрытия «на отлип» при повышенной температуре . .171
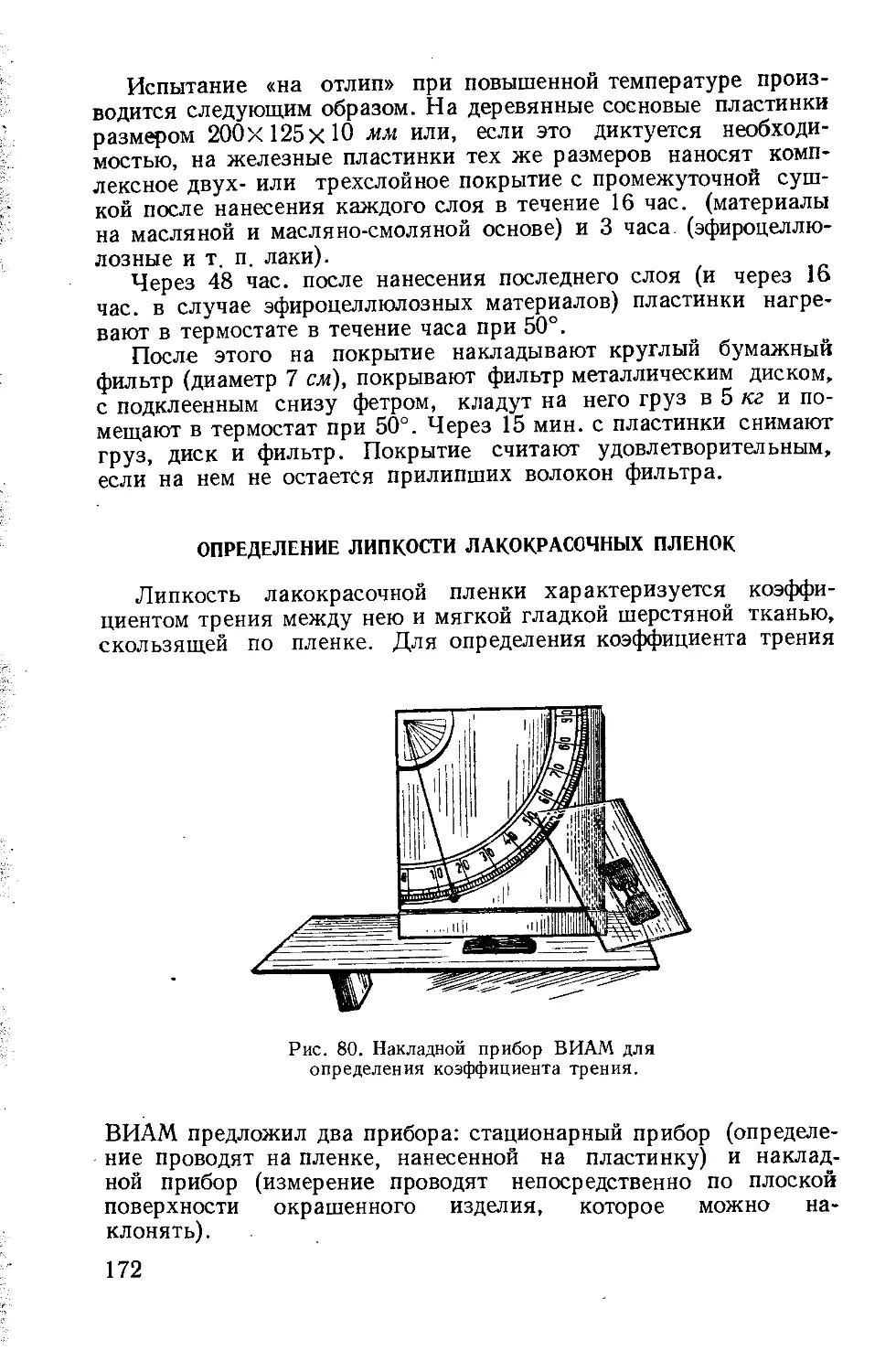
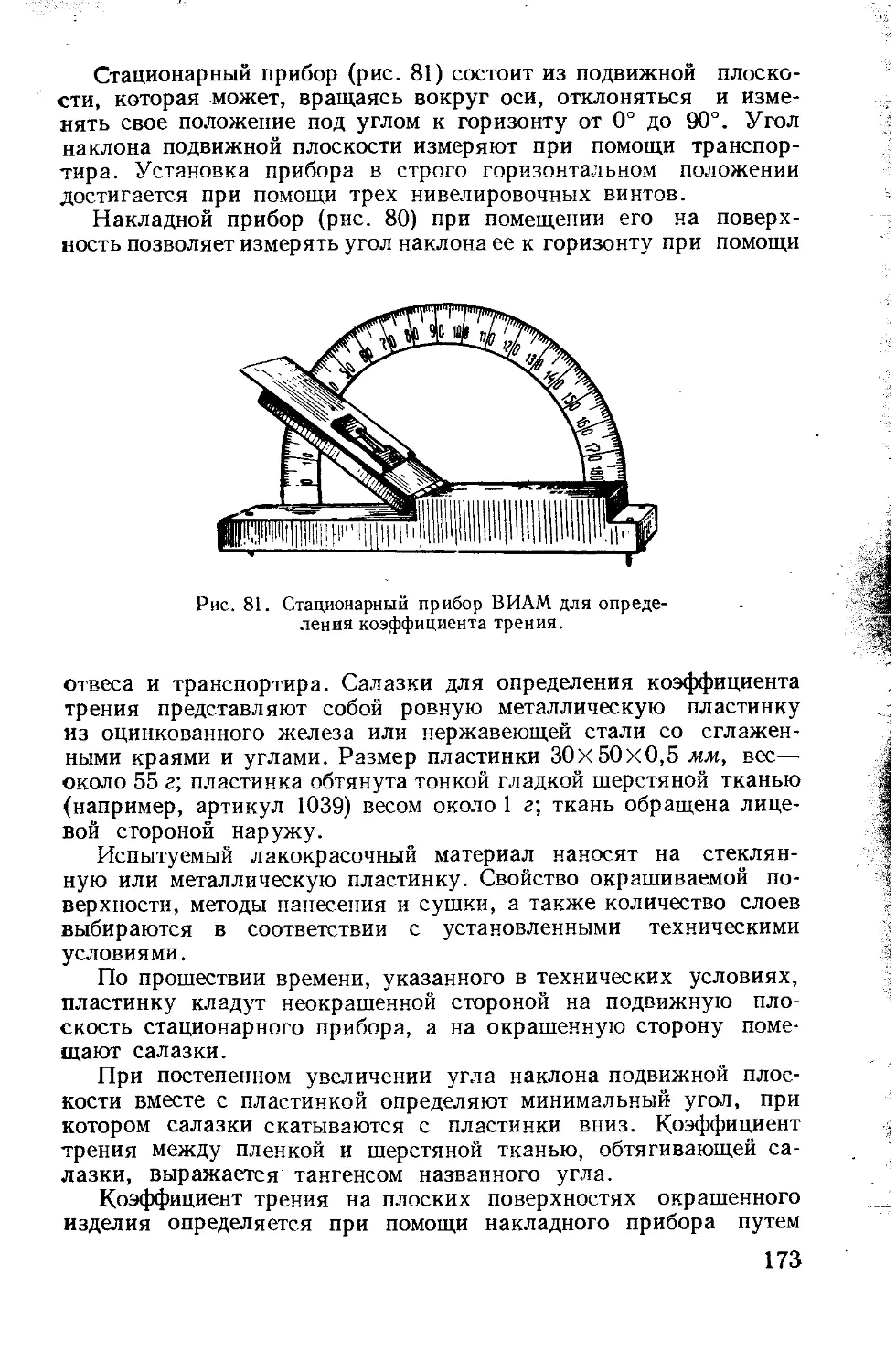
Определение липкости лакокрасочных пленок....................172
Глава 3. Методы определения малярно-технических свойств лакокрасоч-
ных материалов . . . ...........................175
Подготовка поверхности под лакировку.........................176
5
Определение свойства лаков наноситься на поверхность кистью . . 179
Определение свойства лаков и эмалевых красок «разливать» . . . 179
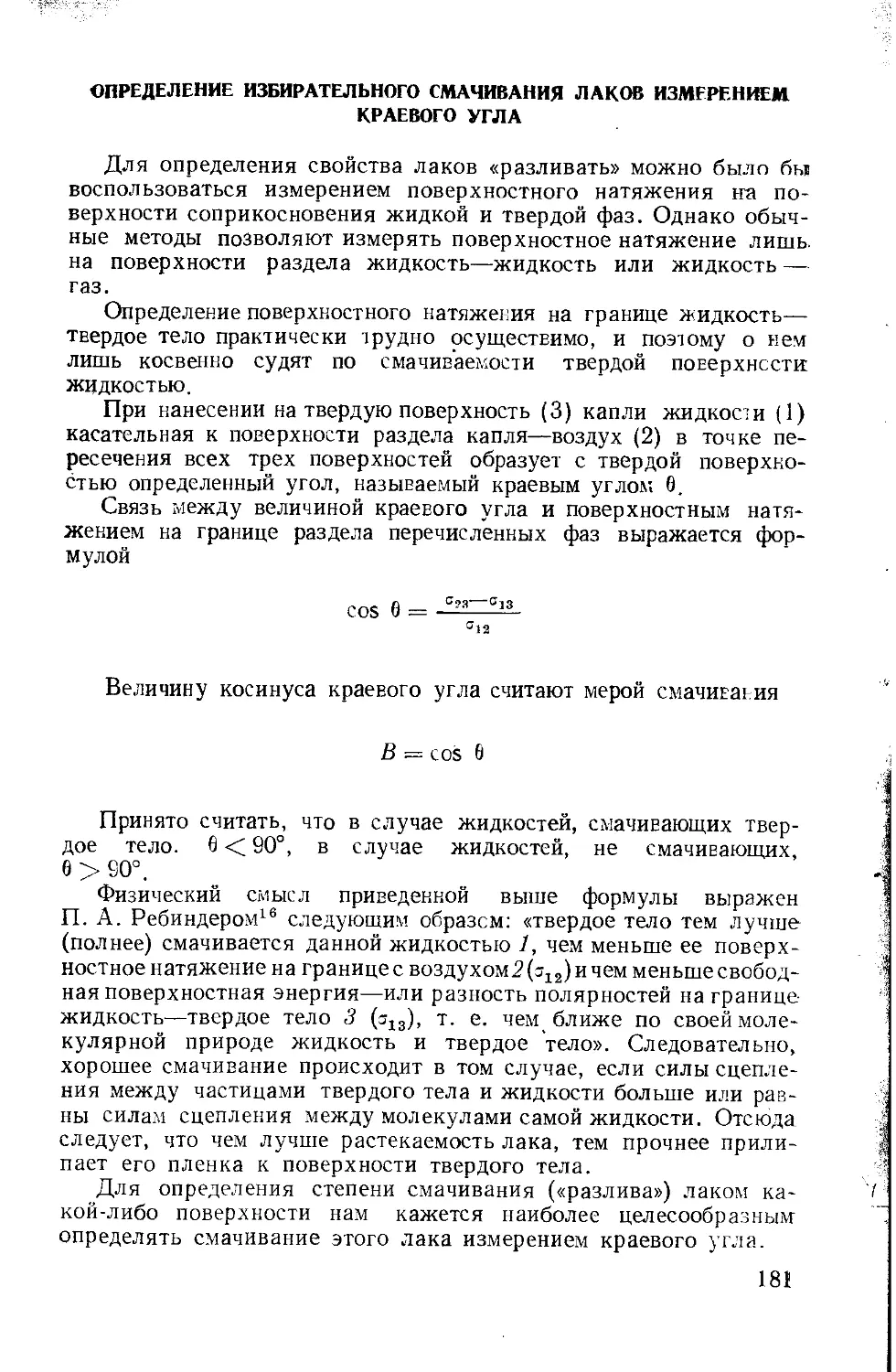
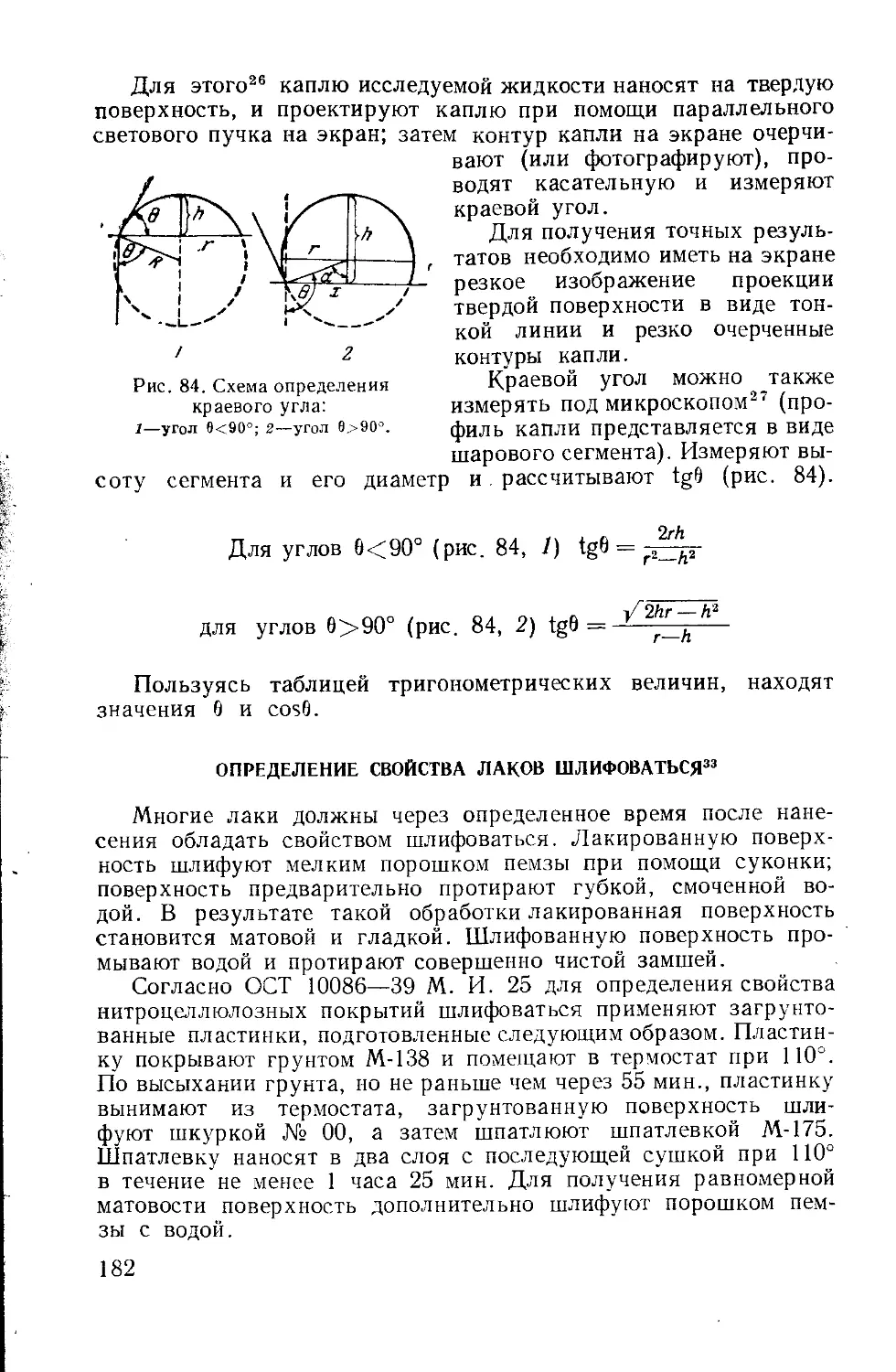
Определение избирательного смачивания лаков измерением краевого
угла .......................................................181
Определение свойств лаков шлифоваться.......................................182
Определение свойств лаков возобновлять блеск (глянец) .... 183
Определение свойств лака полироваться.183
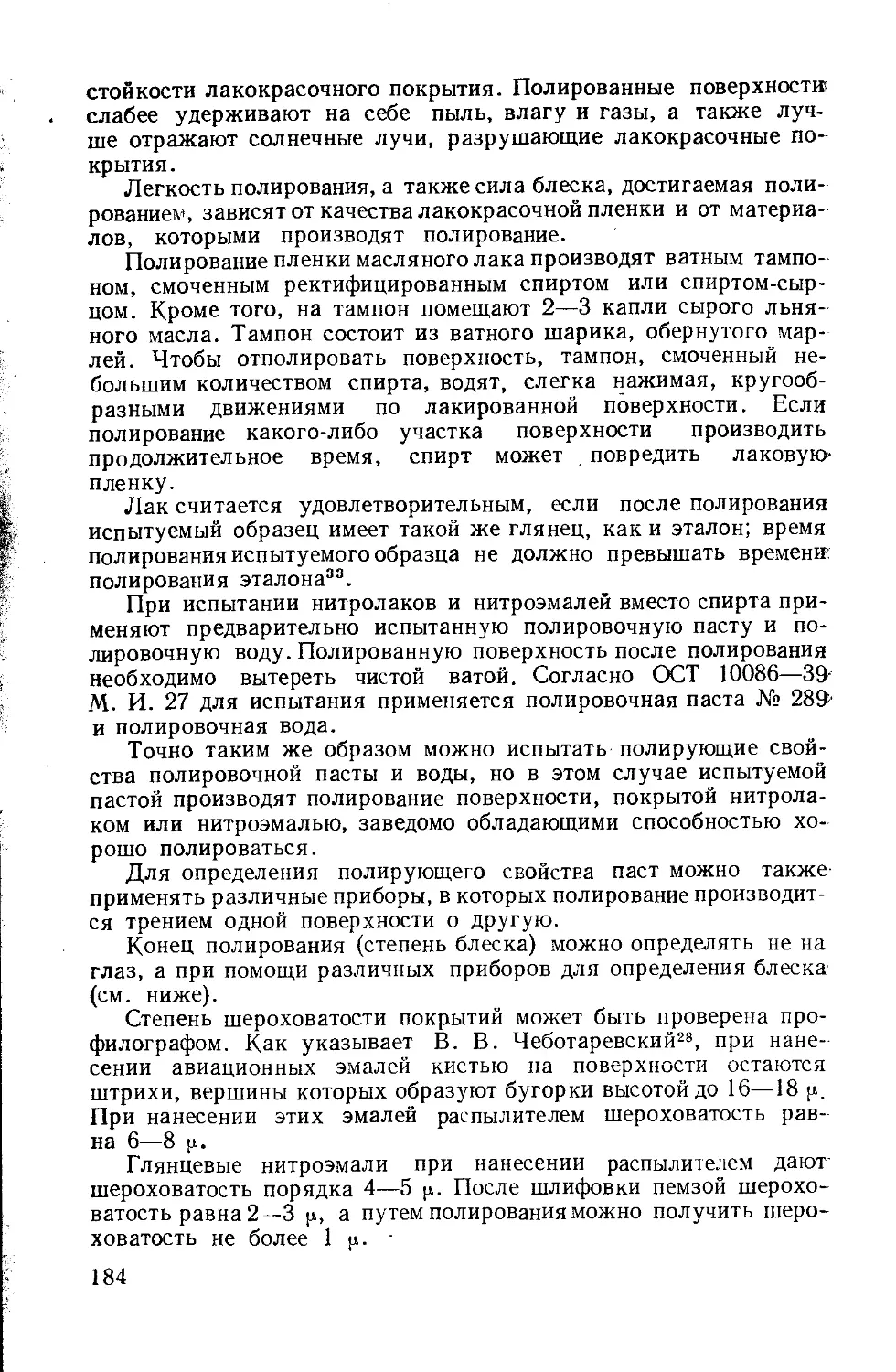
Определение полирующих свойств полировочных материалов и ис-
пытание свойств пленок (покрытий) полироваться...........................183
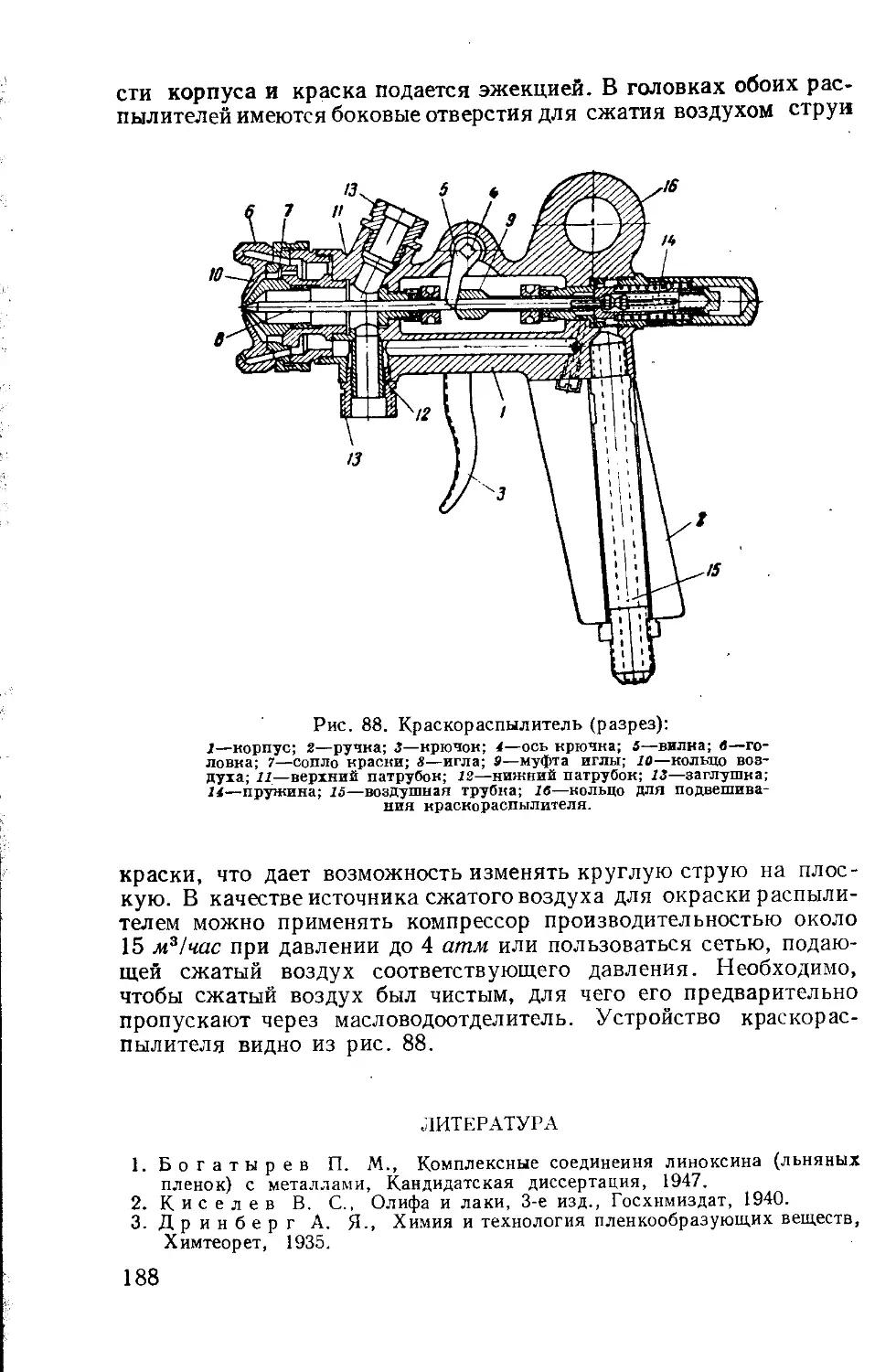
Определение свойств лакокрасочных материалов наноситься на по-
верхность распылением.......................................186
Литература.................................................................188
ЧАСТЬ ЧЕТВЕРТАЯ
ФИЗИКО-МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ (ПЛЁНОК)
Глава 1. Некоторые вопросы механических испытаний лакокрасочных
пленок.....................................................190
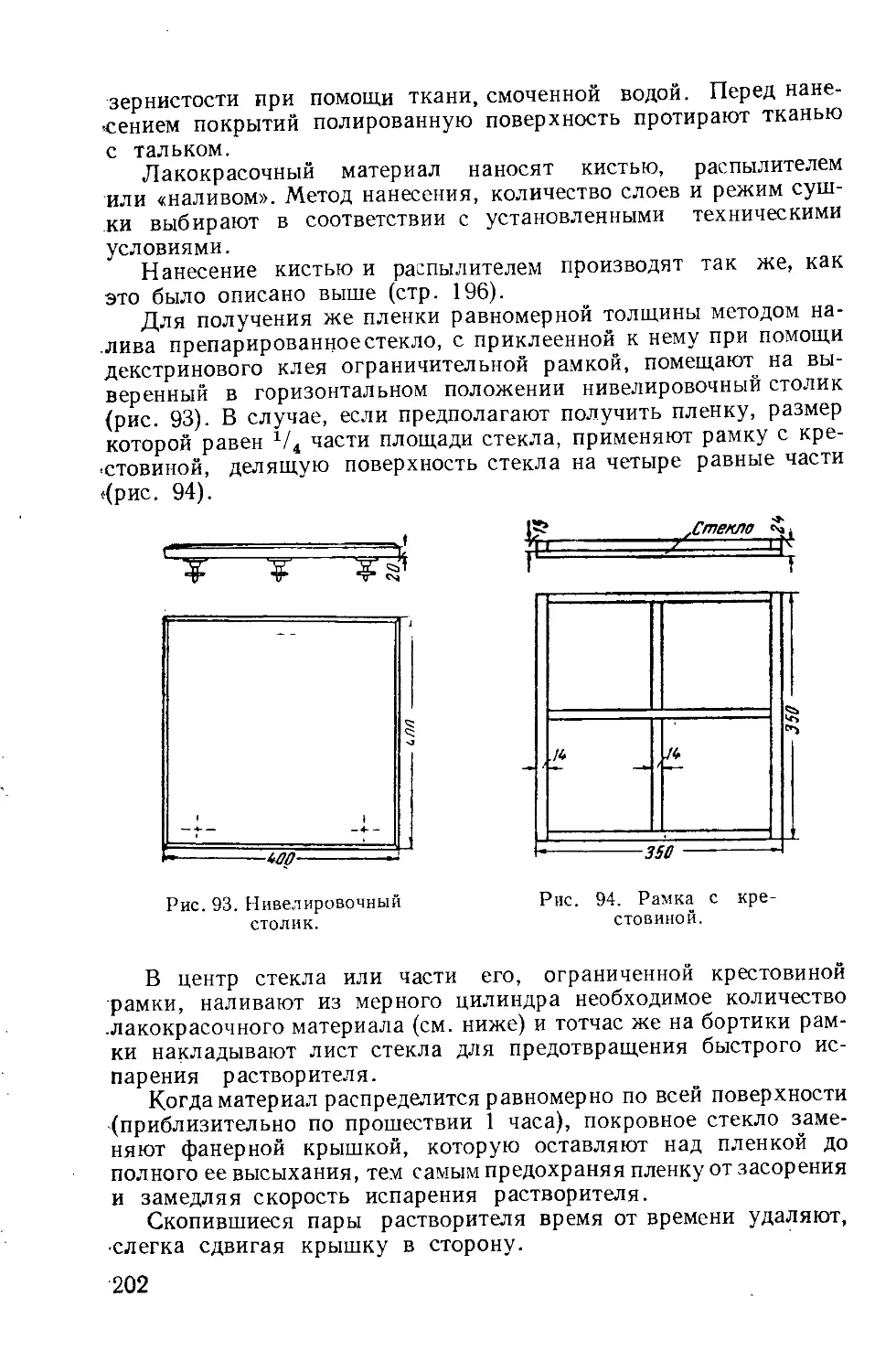
Глава 2. Получение покрытий равномерной толщины.................................195
Общие методы получения покрытий (пленок)....................................195
Получение пленок равномерной толщины распылением при помощи
автоматической установки . .................................197
Получение покрытий равномерной толщины при помощи ножей . . 198
Получение пленок равномерной толщины окунанием при помощи
автоматического прибора . ..............................199
Глава 3. Получение свободных пленок равномерной толщины . . . .201
Получение пленок с препарированной поверхности............................201
Получение пленок на агар-агаре, желатине, декстриновом и других
клеях.......................................................203
Получение пленок с амальгамированной жести................................204
Глава 4. Определение толщины покрытий (пленок).................................206
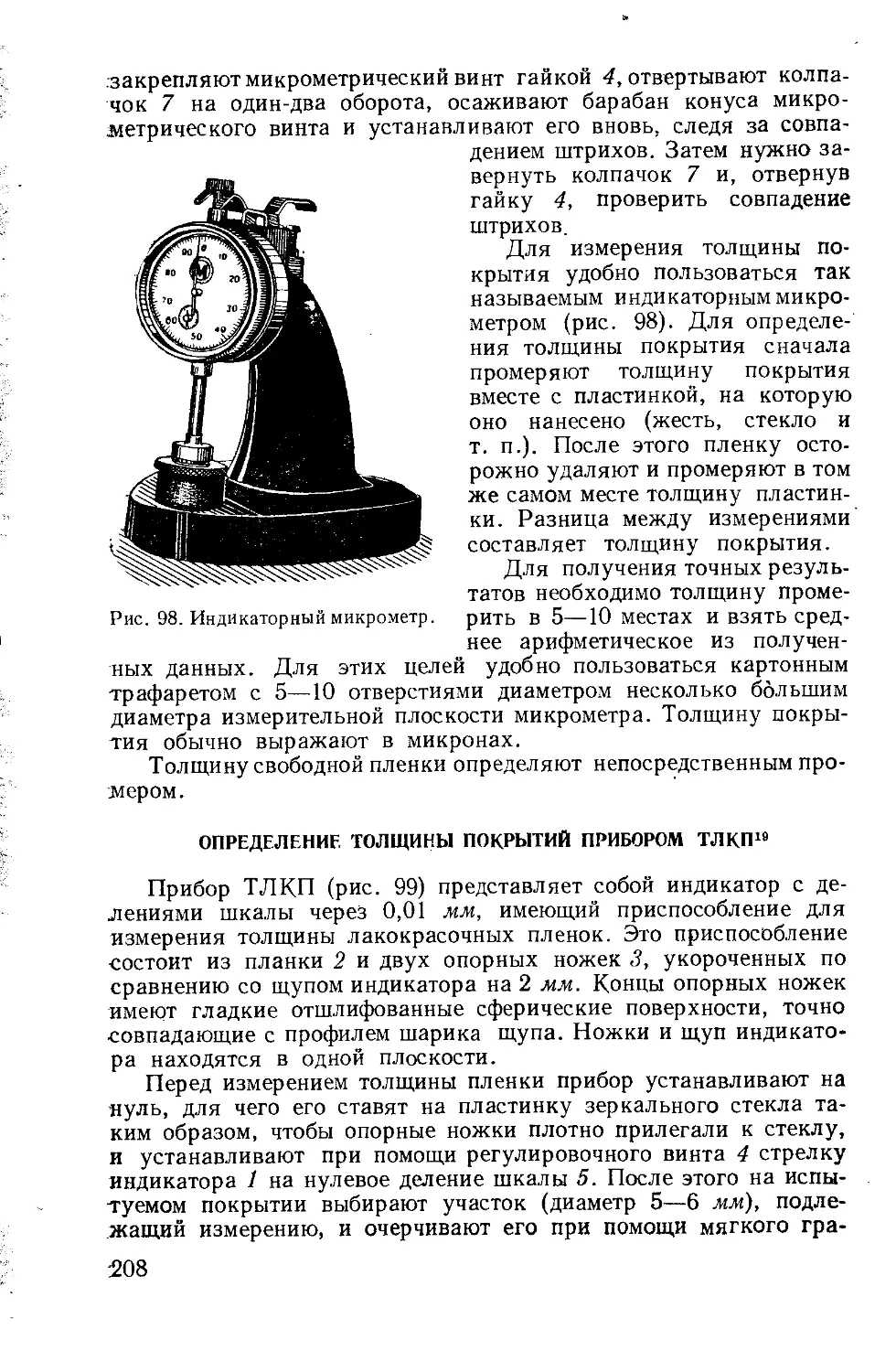
Определение толщины покрытия и свободной пленки микрометром 207
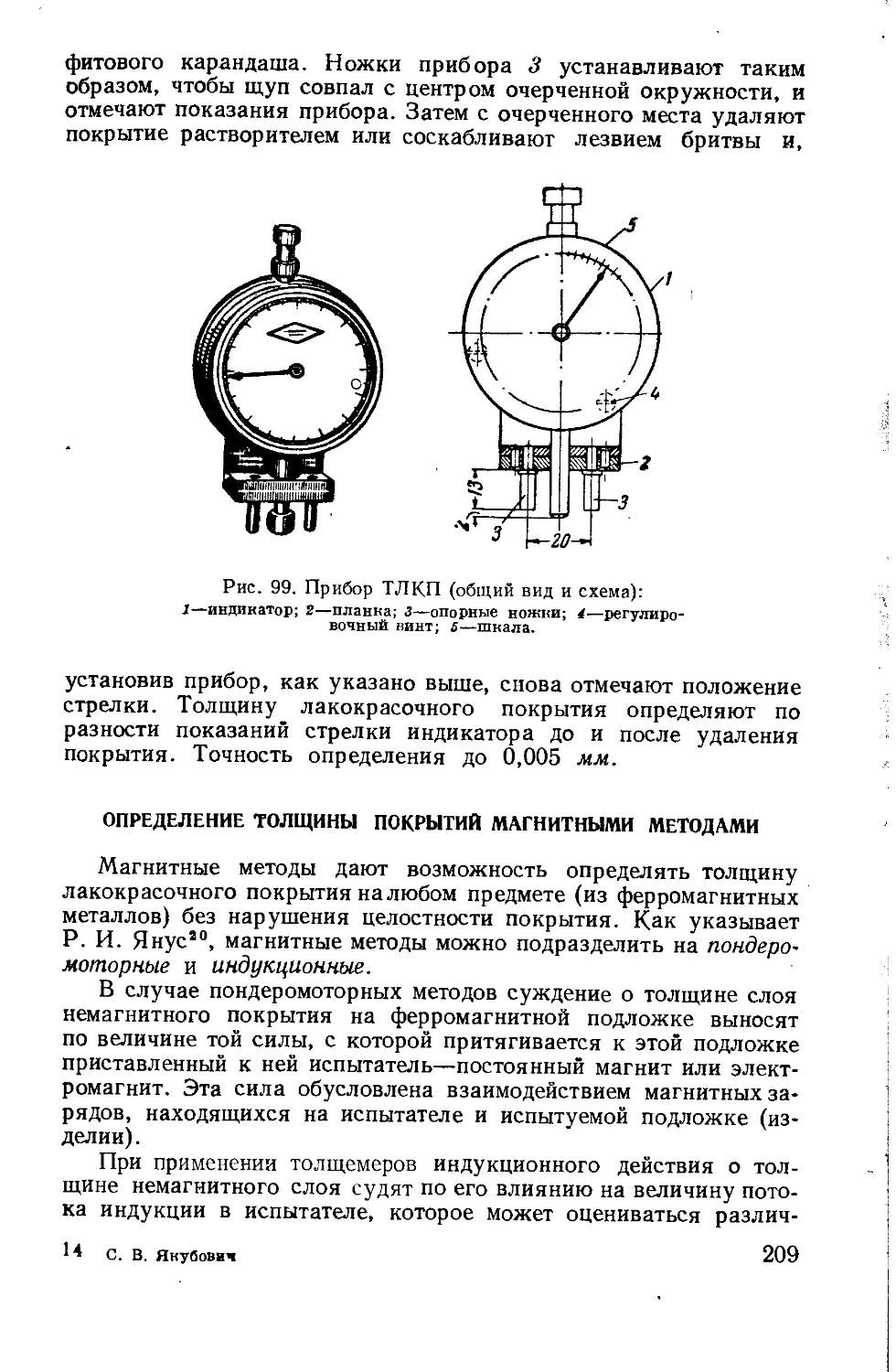
Определение толщины покрытий прибором ТЛКП..................................208
Определение толщины покрытий магнитными методами............................209
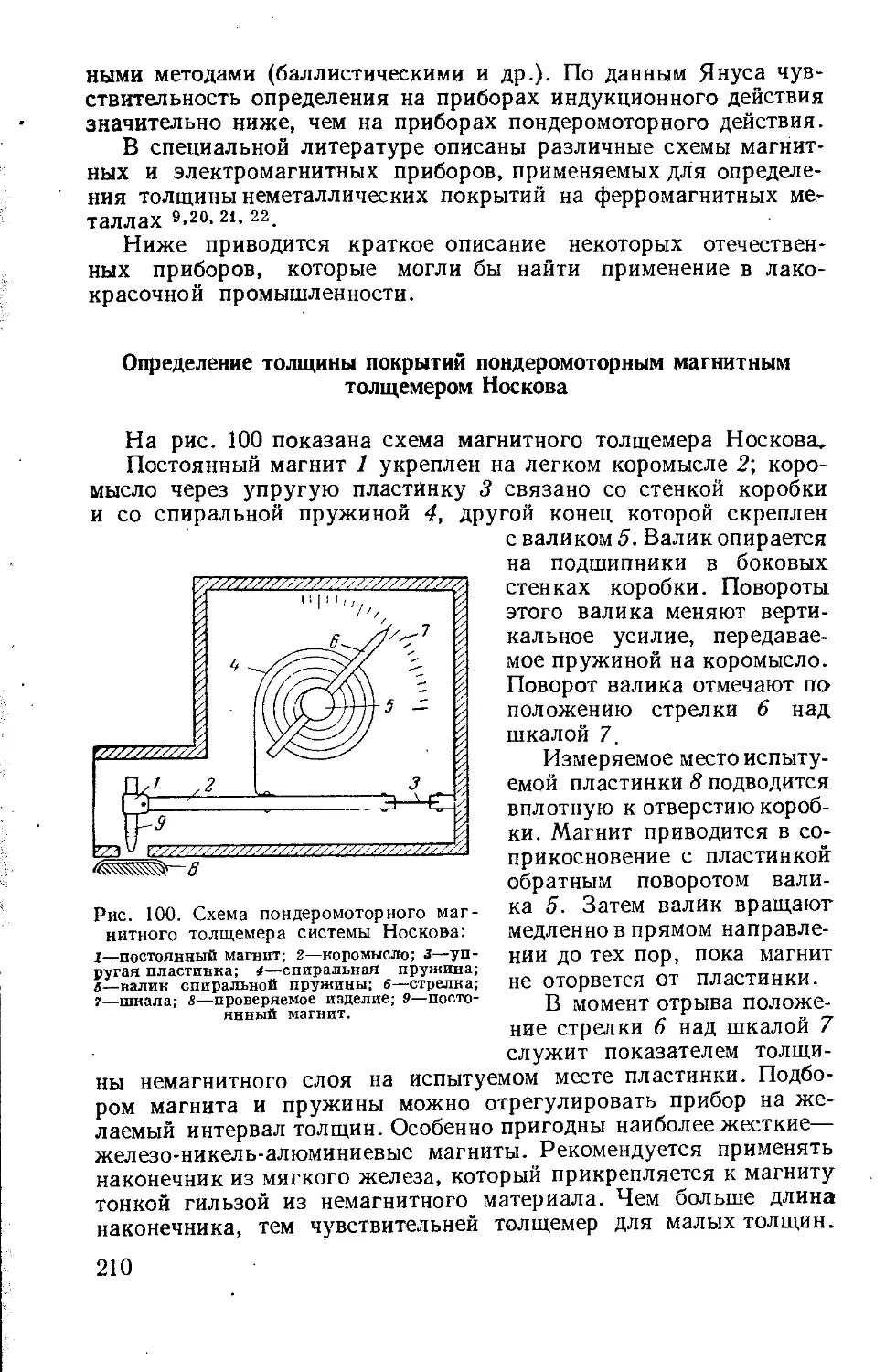
Определение толщины покрытий пондеромоторным магнитным
толщемером Носкова......................................210
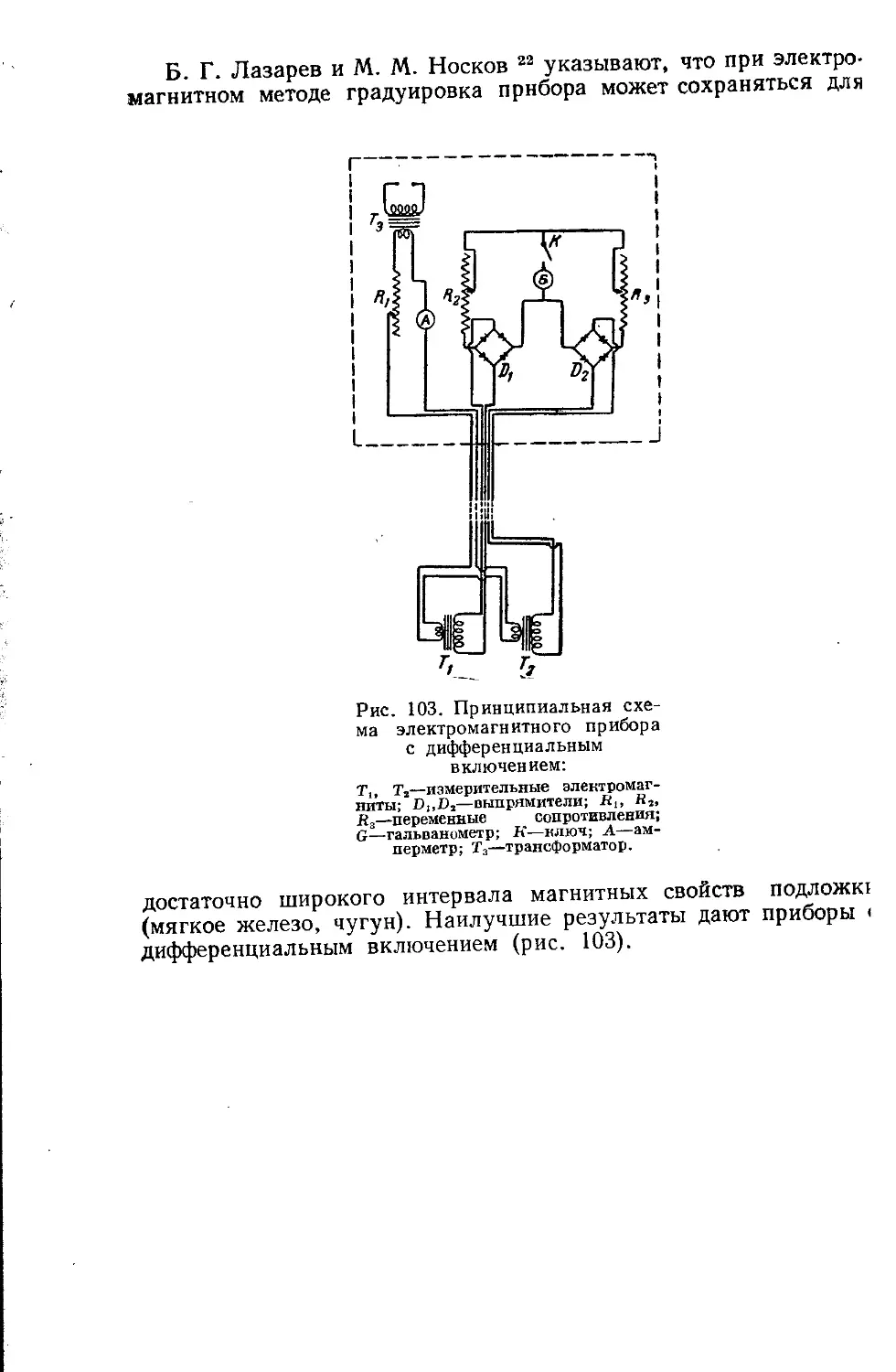
Определение толщины покрытий электромагнитным толщемером 211
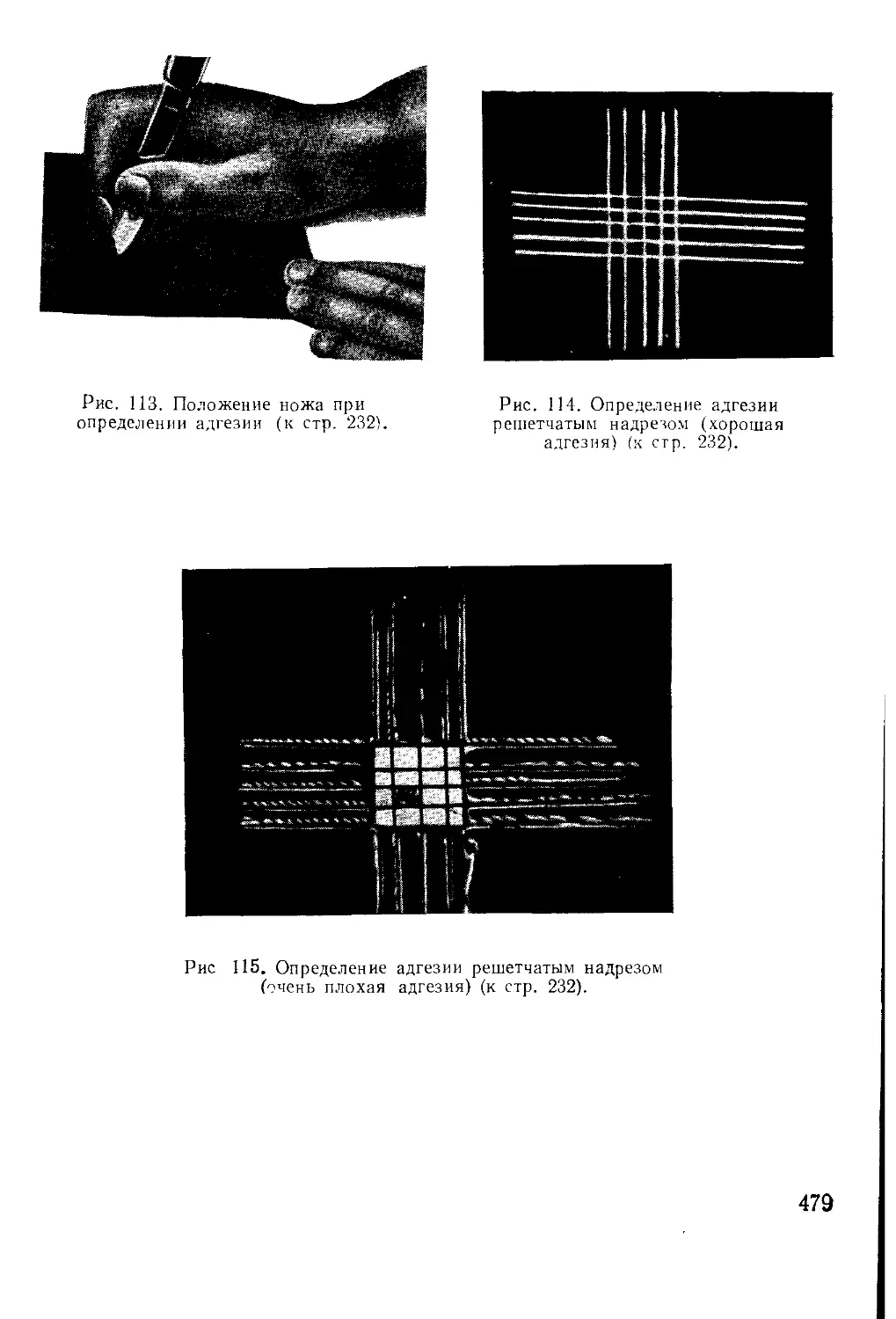
Глава 5. Определение прилипания (адгезии) покрытий к твердым по-
верхностям ................................................213
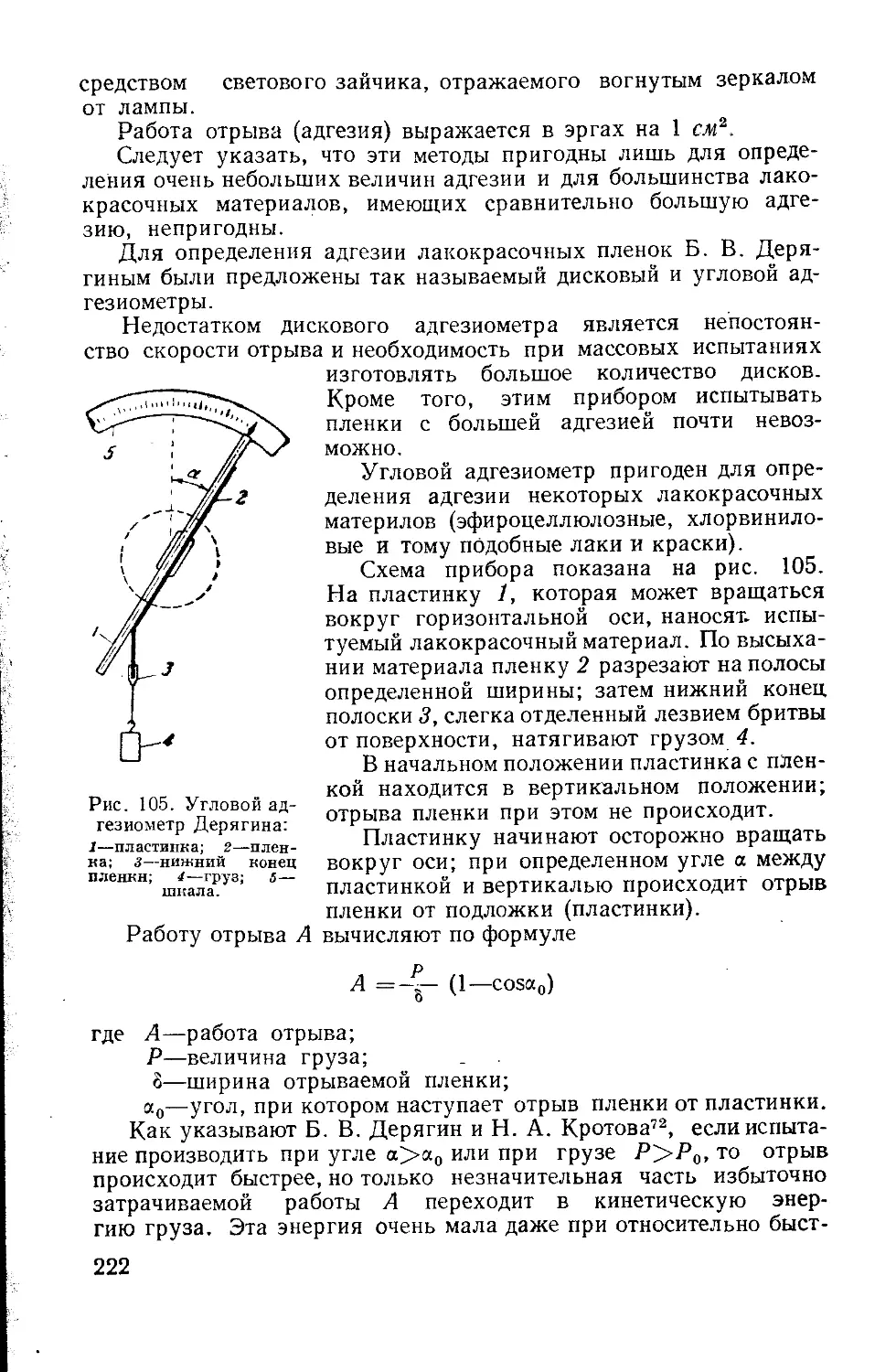
Определение адгезии адгезиометром Дерягина..................................221
Определение адгезнн адгезиометром Орлова....................................223
Определение адгезии роликовым адгезиометром Кротовой .... 226
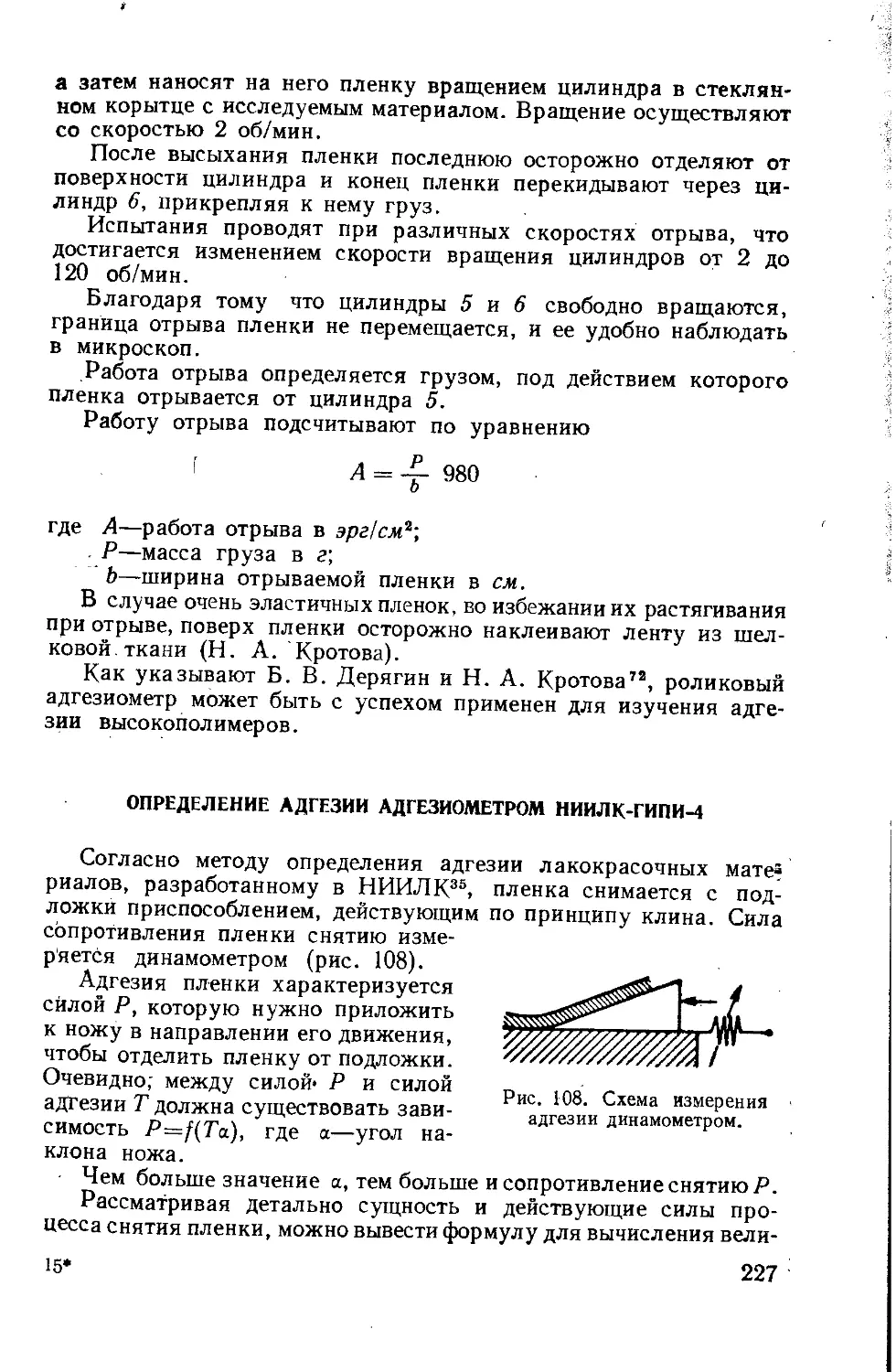
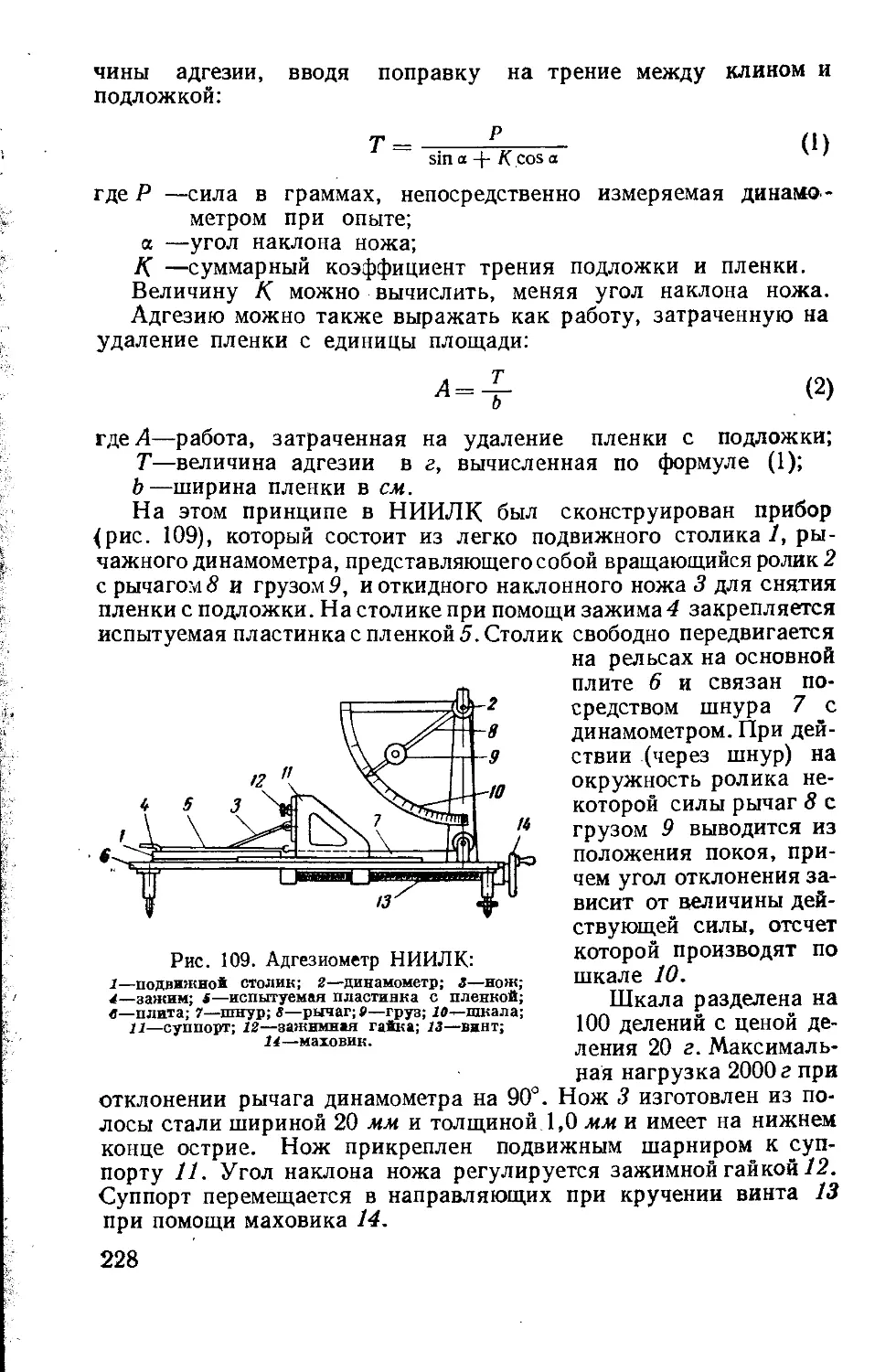
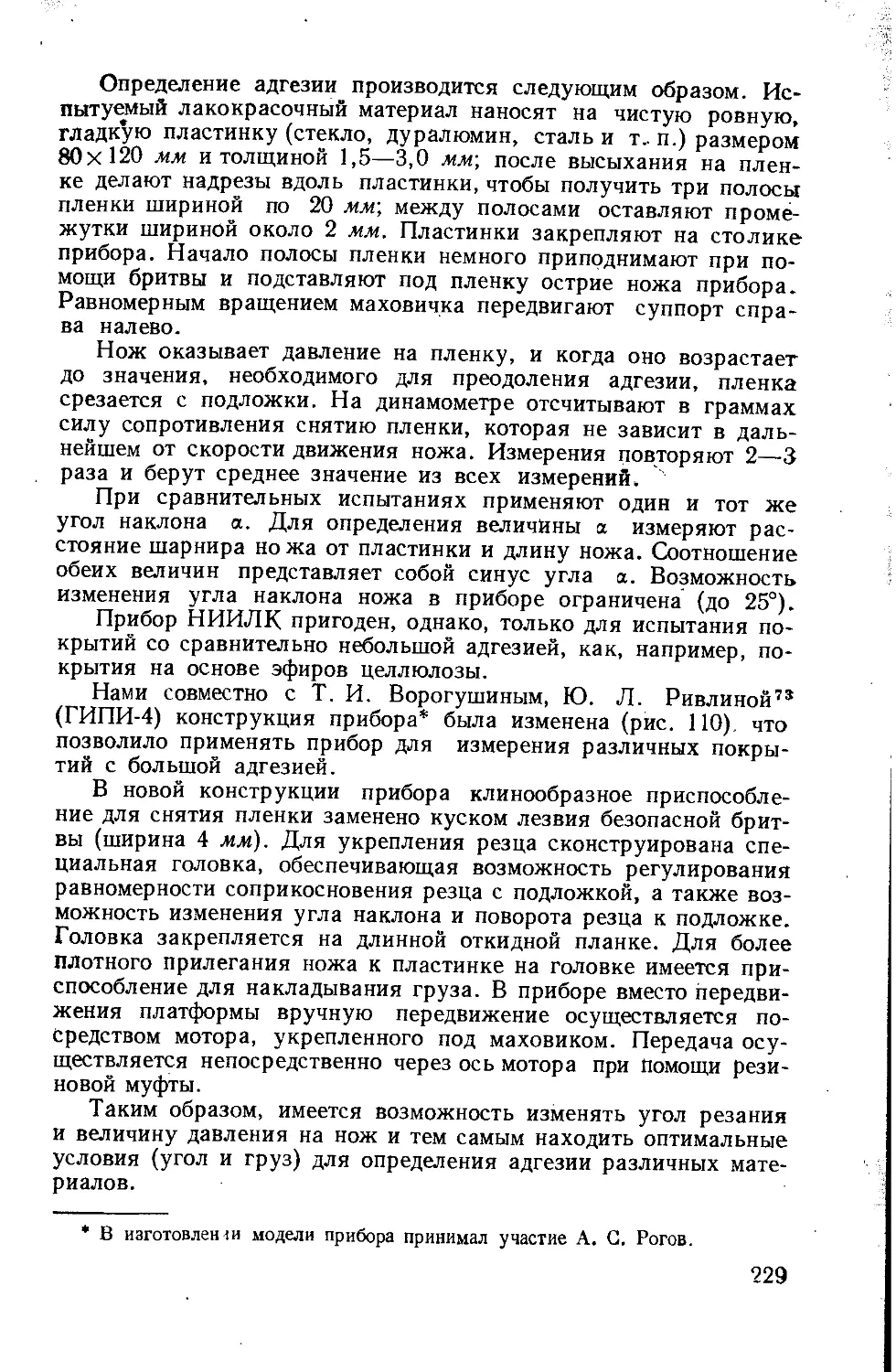
Определение адгезии адгезиометром НИИЛК-ГИПИ-4..............................227
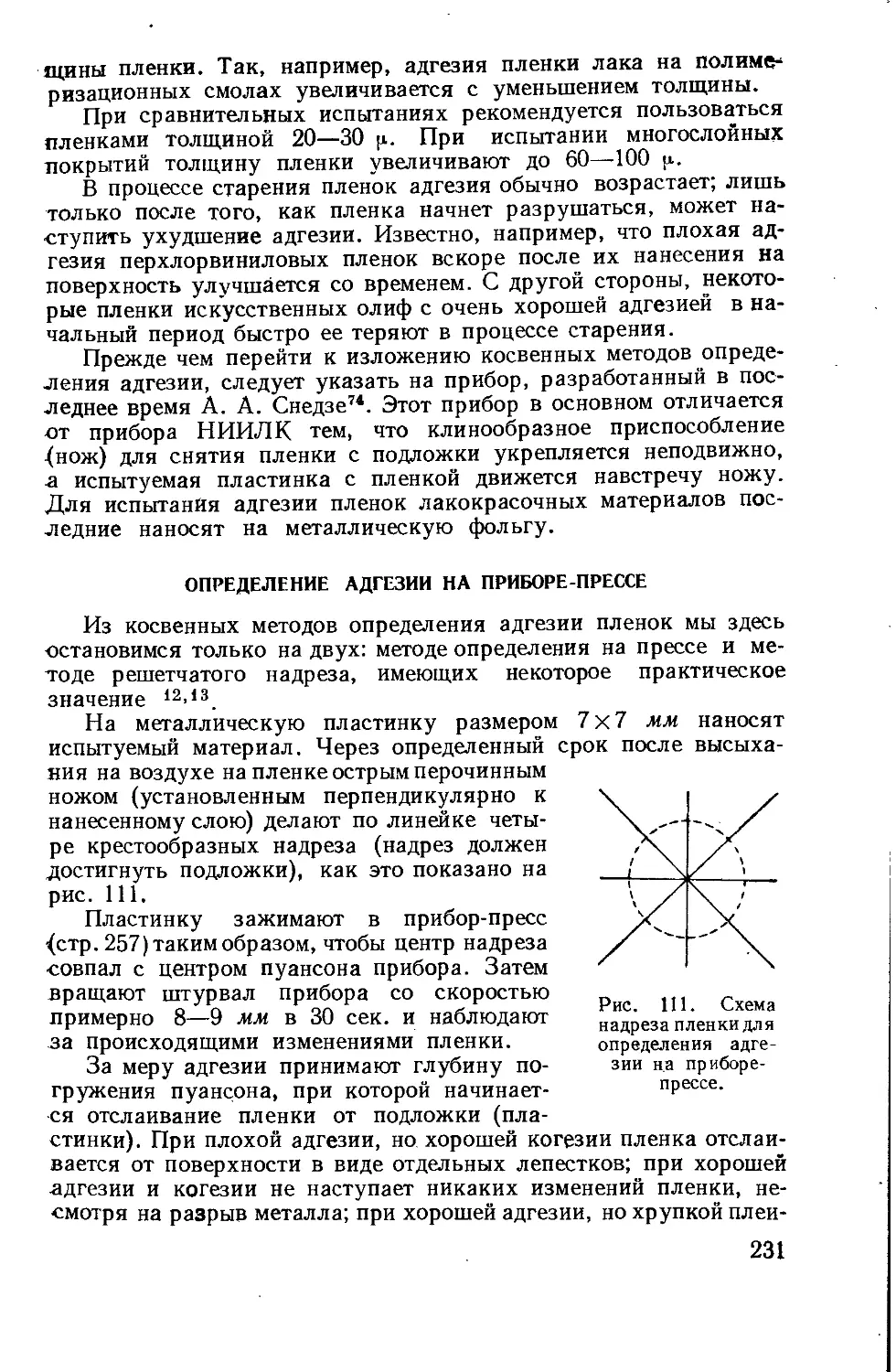
Определение адгезии на приборе-прессе.......................................231
Определение адгезии методом решетчатого надреза............................232
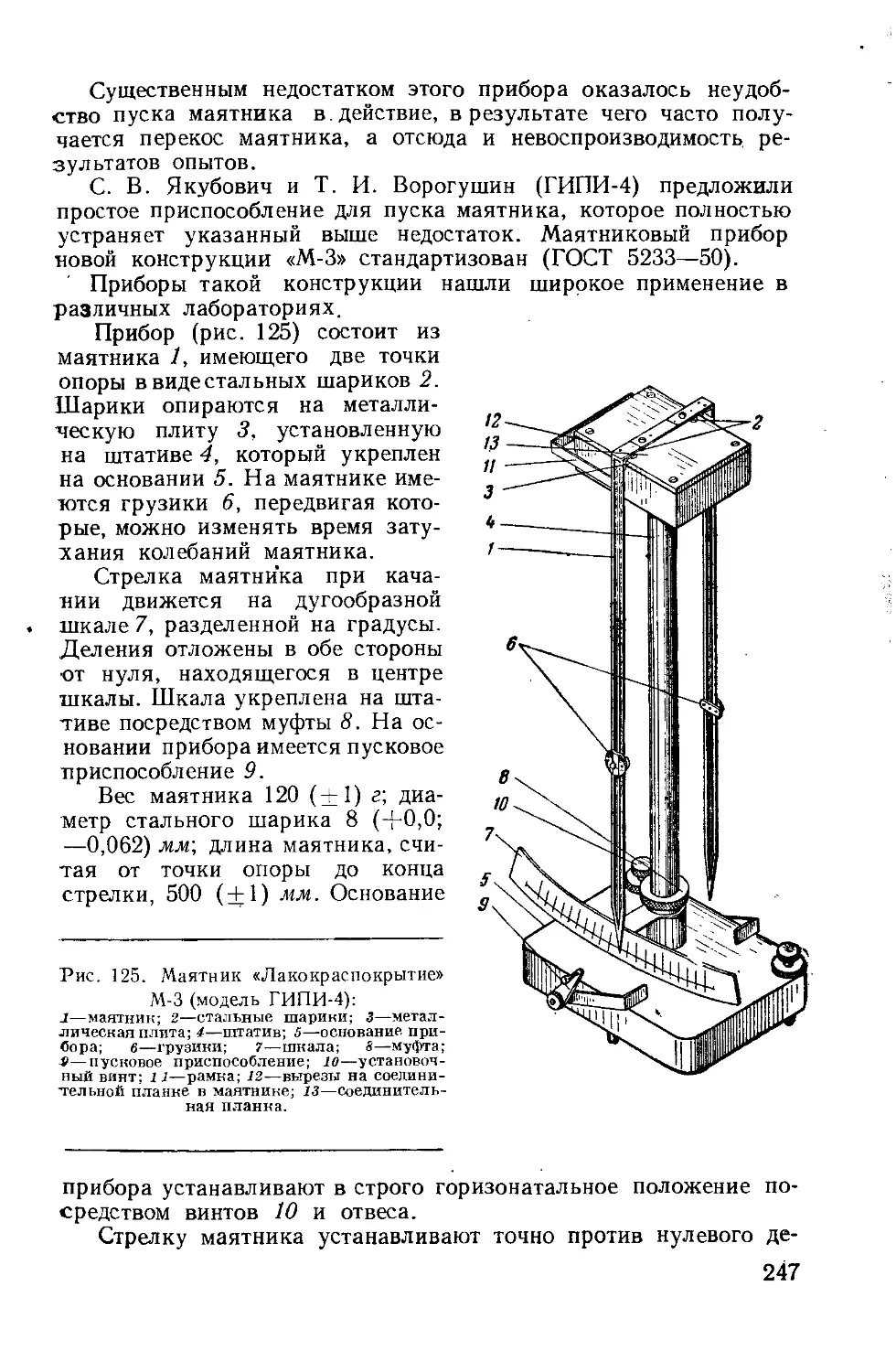
Глава 6. Определение твердости лакокрасочных пленок (покрытий) . . . 235
Определение твердости пленок царапанием.....................................238
Определение твердости пленок царапанием при помощи каран-
дашей ..................................................238
6
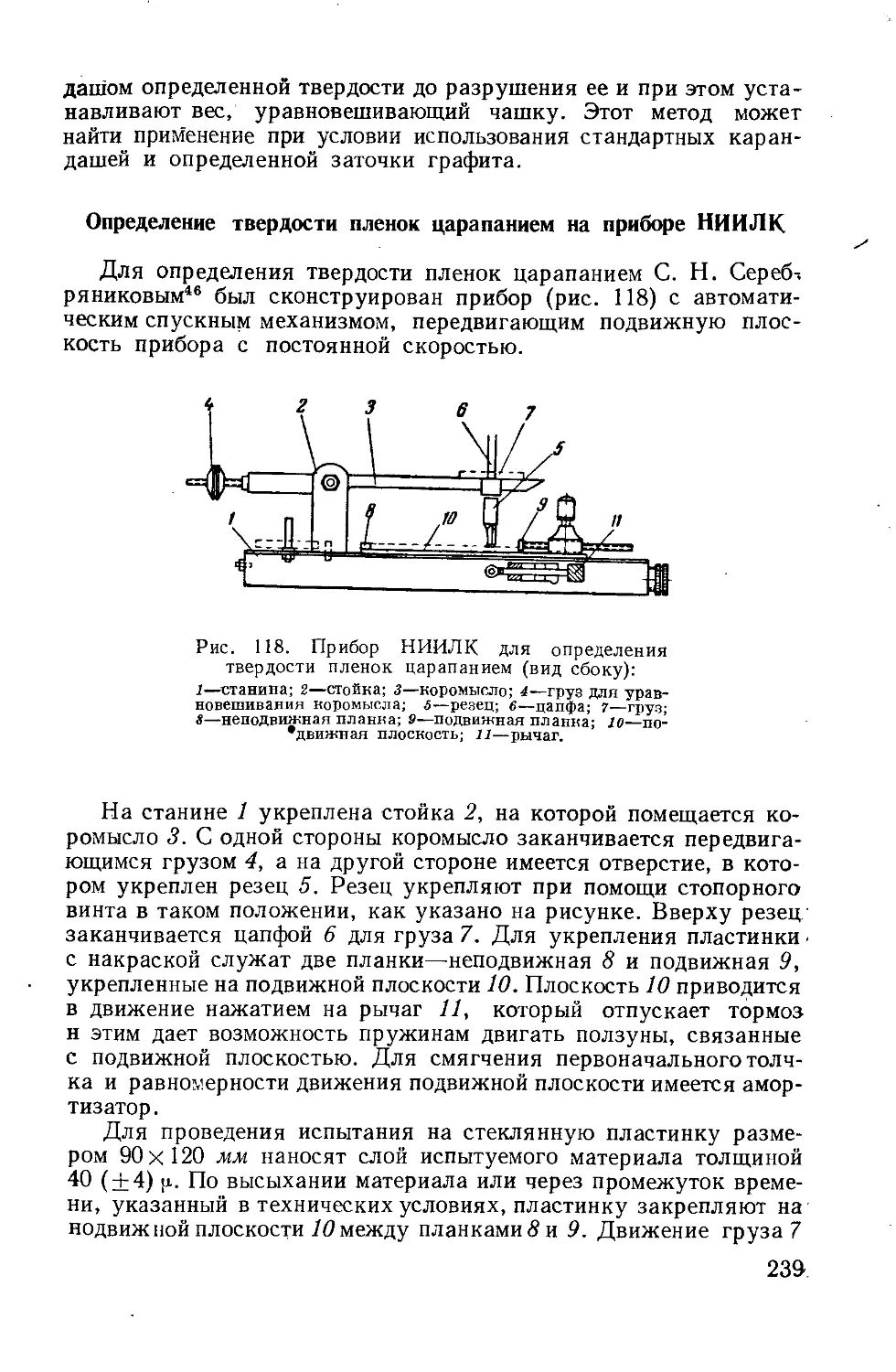
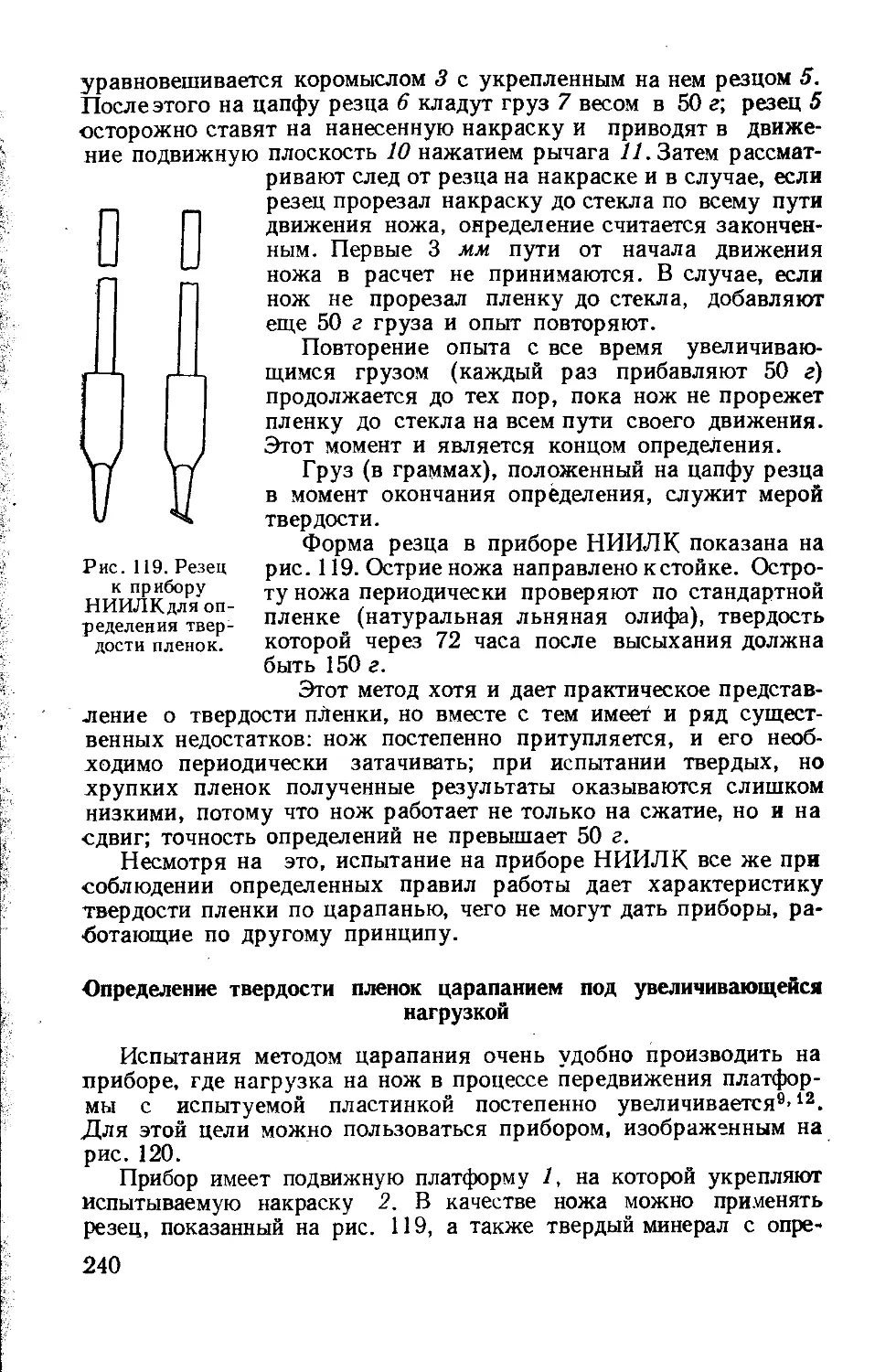
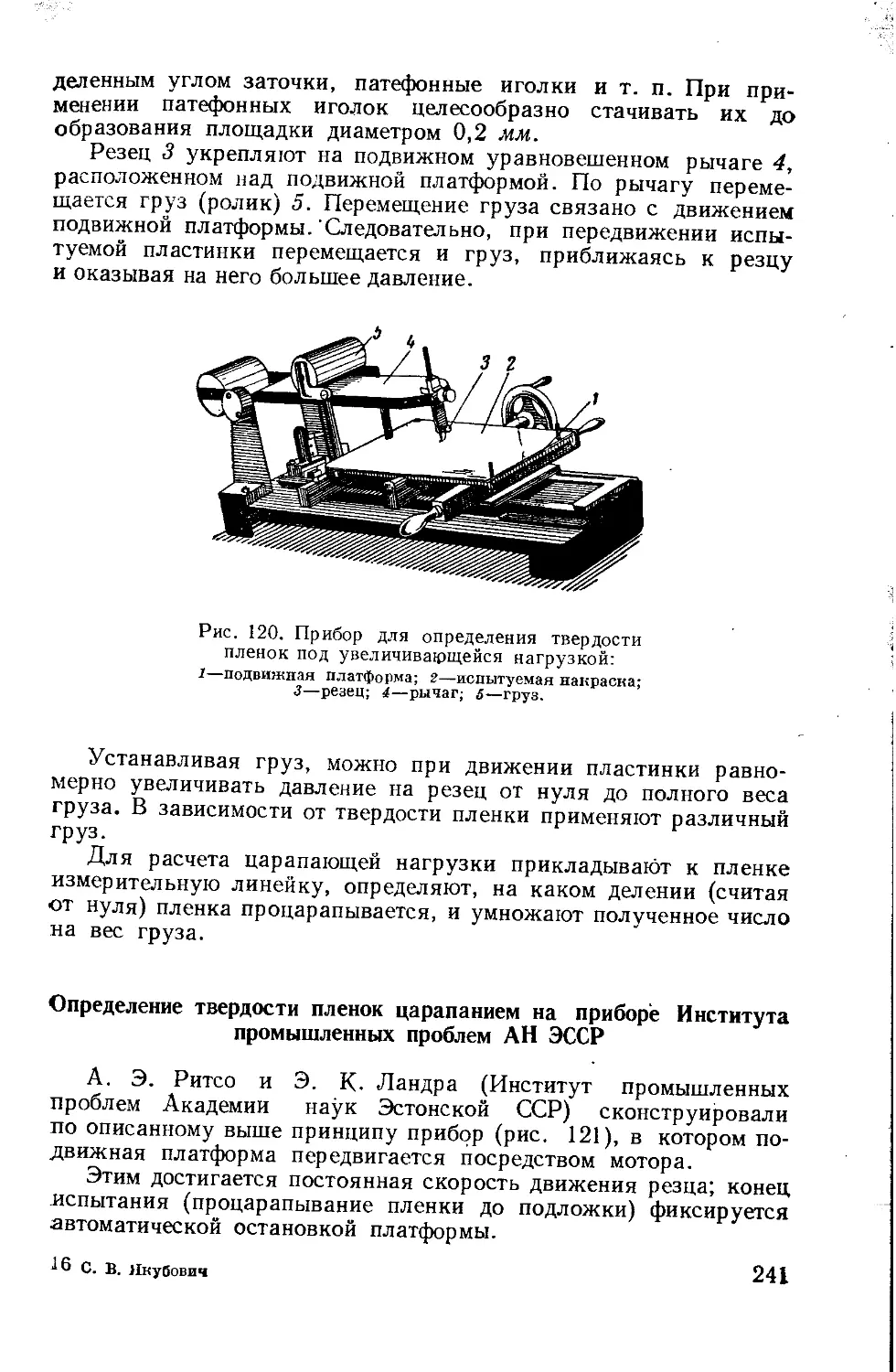
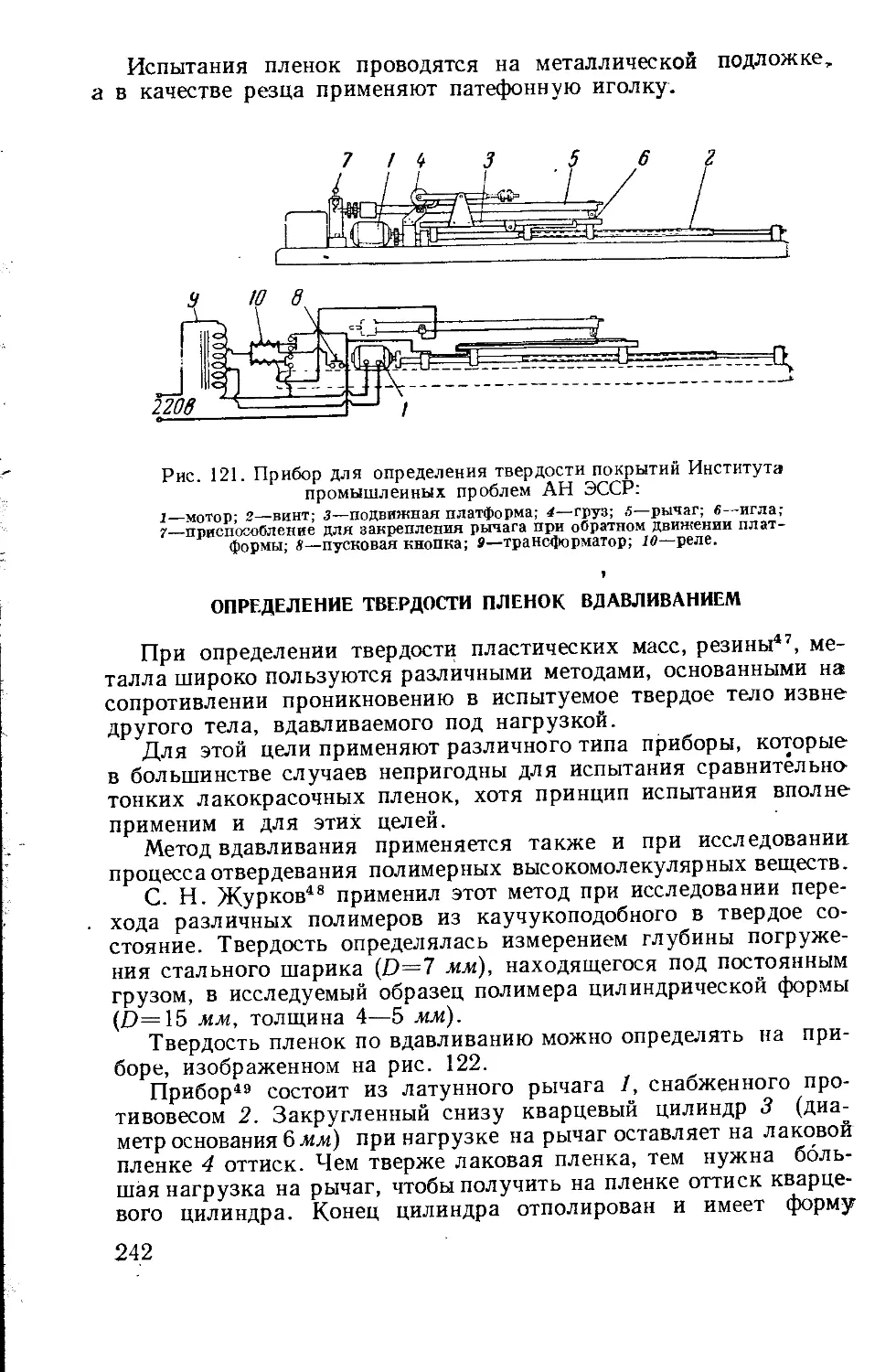
Определение твердости пленок царапанием на приборе НИИЛК. 239
Определение твердости пленок царапанием под увеличиваю-
щейся нагрузкой. ....................................... 240
Определение твердости пленок царапанием на приборе Института
промышленных проблем АН ЭССР . . . ... . . . 241
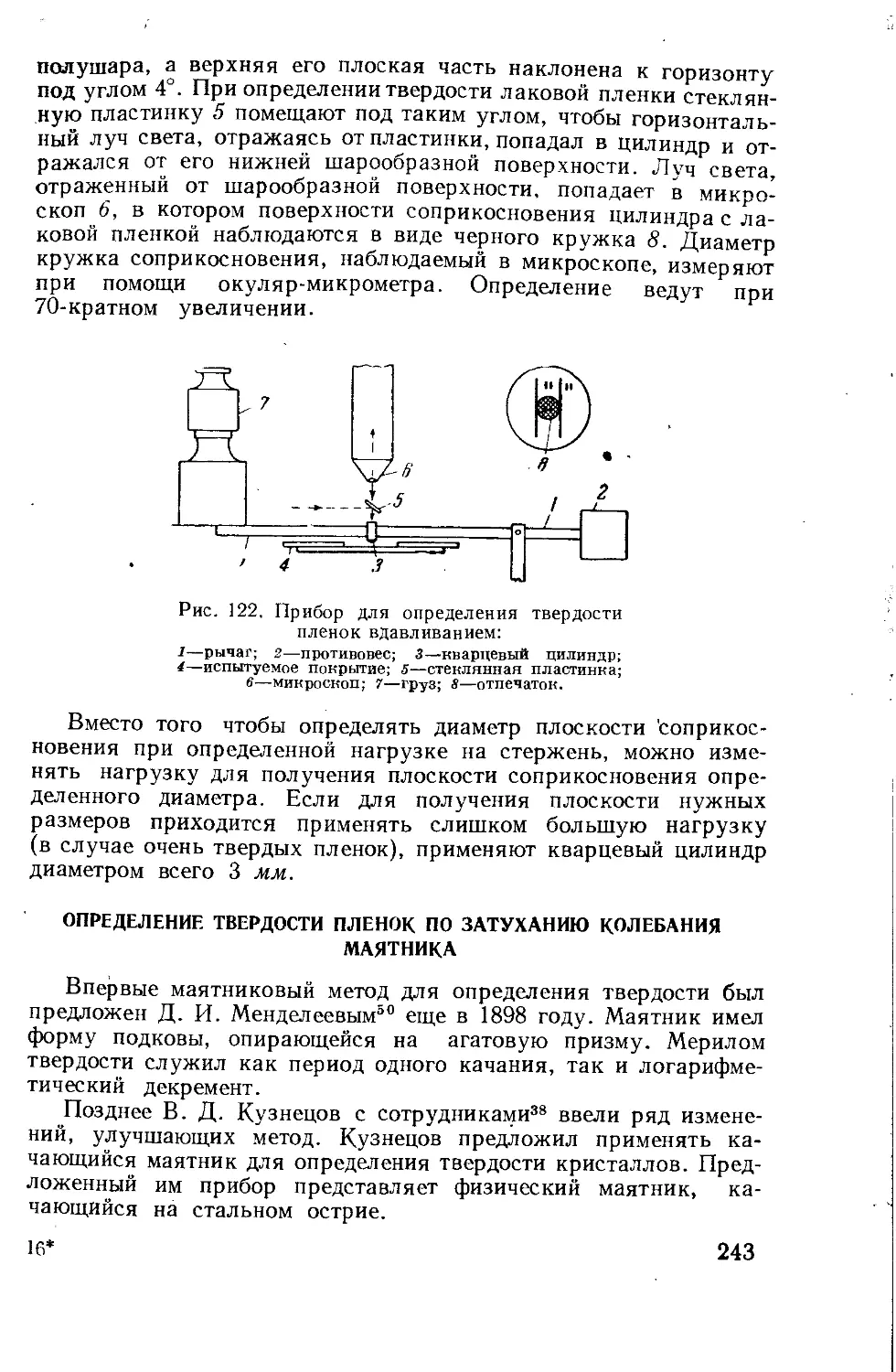
Определение твердости пленок вдавливанием...................242
Определение твердости пленок по затуханию колебания маятника . 243
Определение твердости пленок маятником НИИЛК .... 245
Определение твердости пленок маятниковым прибором НИИЛК-
«Лакокраспокрытие»-ГИПИ-4 (М-3)..........................246
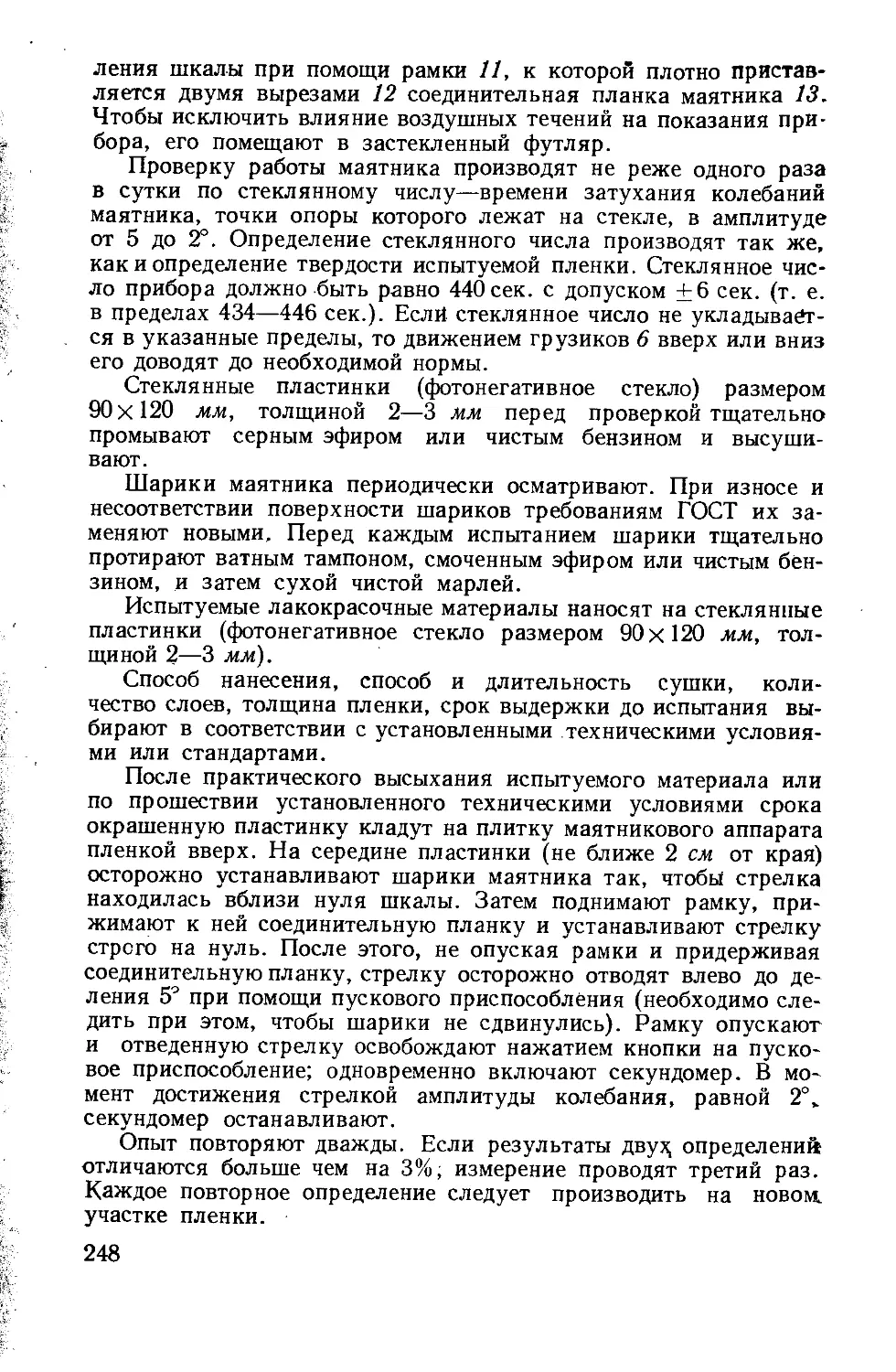
Определение твердости пленок маятником Института промыш-
ленных проблем АН ЭССР................................. 249
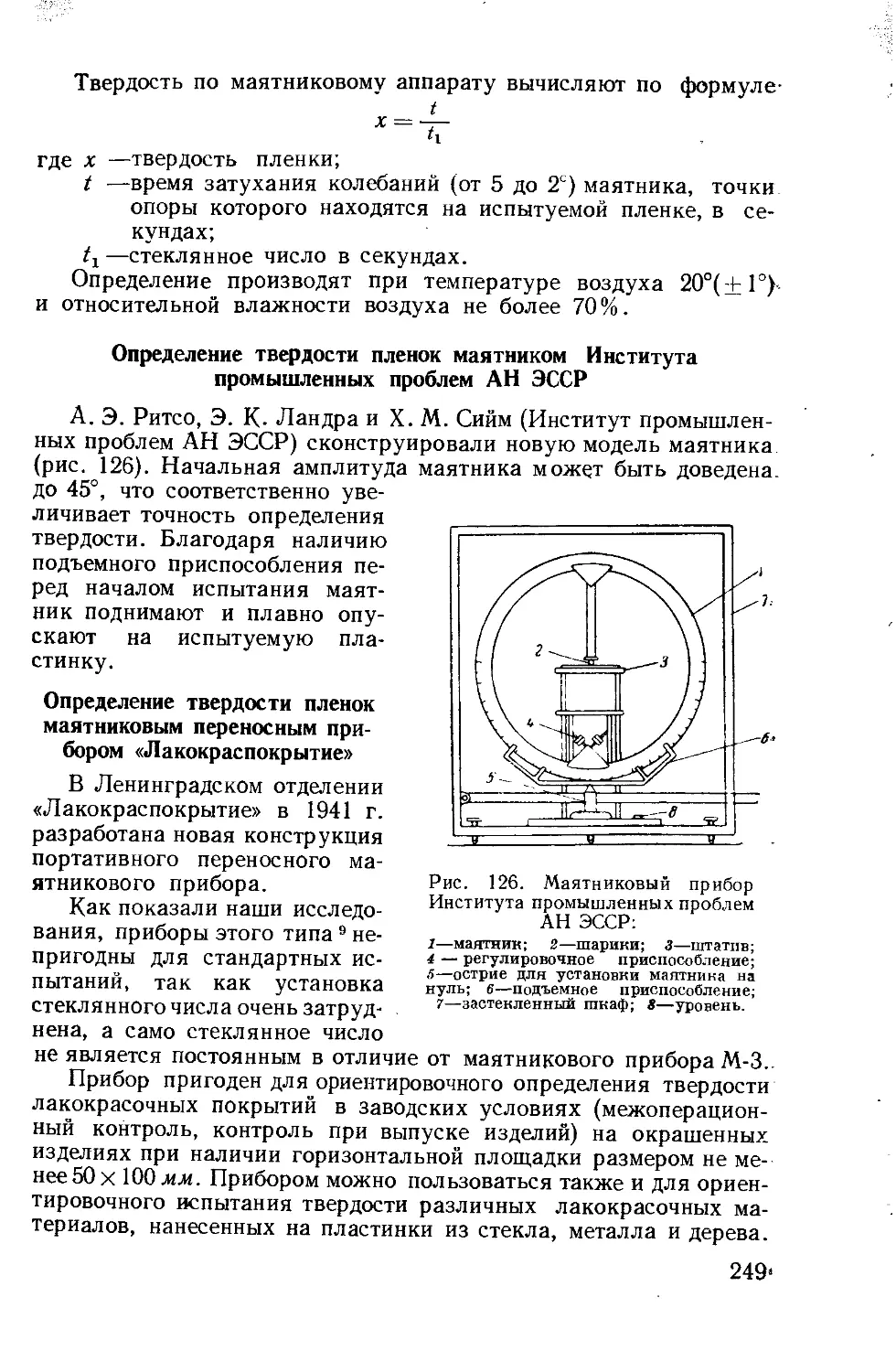
Определение твердости пленок маятниковым переносным при-
бором «Лакокраспокрытие»............................. . 249
Глава 7. Определение эластичности............................. 251
Определение эластичности пленок пробой на изгиб.............252
Определение эластичности на шкале НИИЛК...............253
Определение сопротивления пленок на изгиб многократным
изгибанием...............................................255
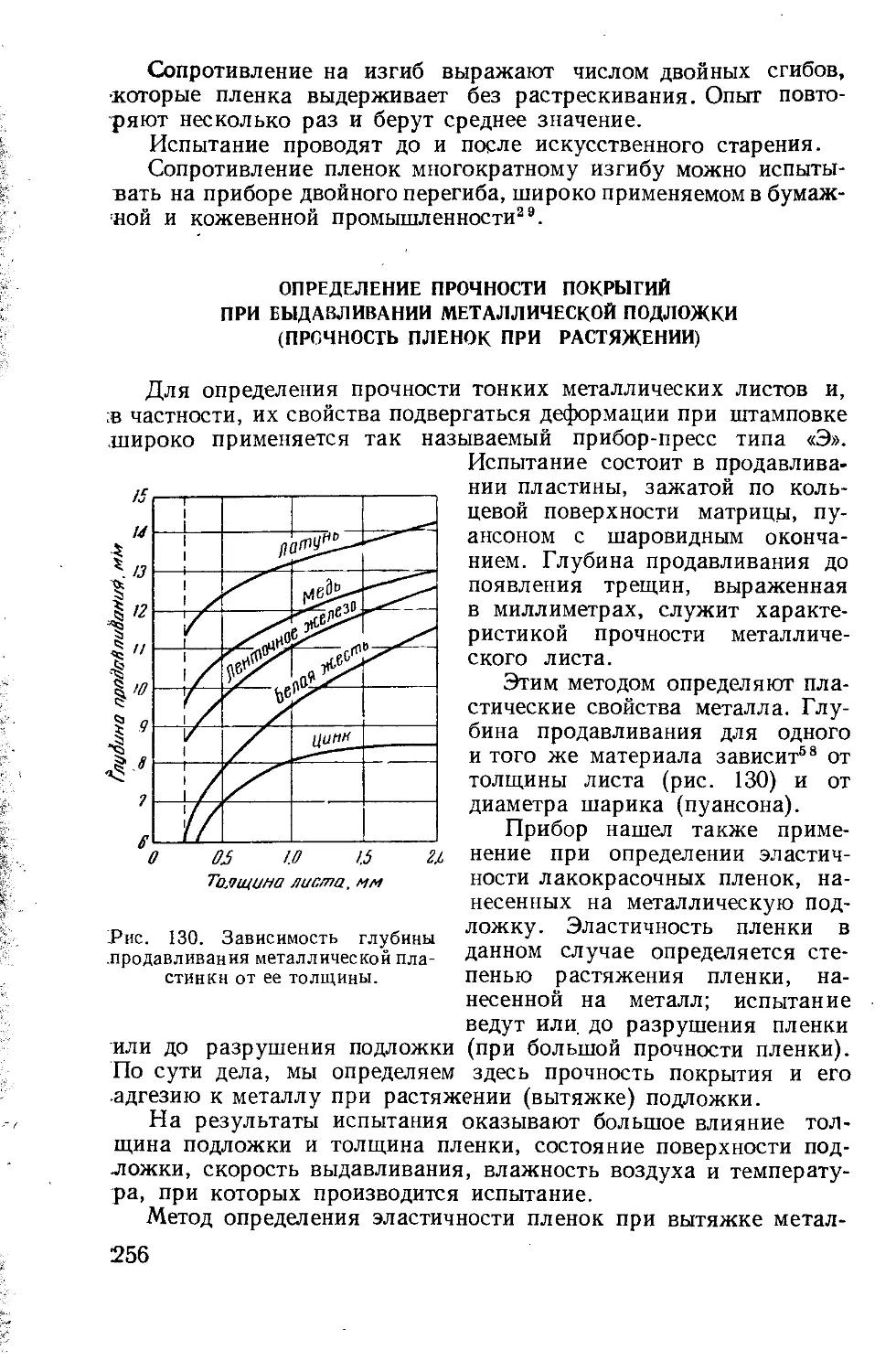
Определение прочности покрытий при выдавливании металлической
подложки (прочность пленок при растяжении). ...... 256
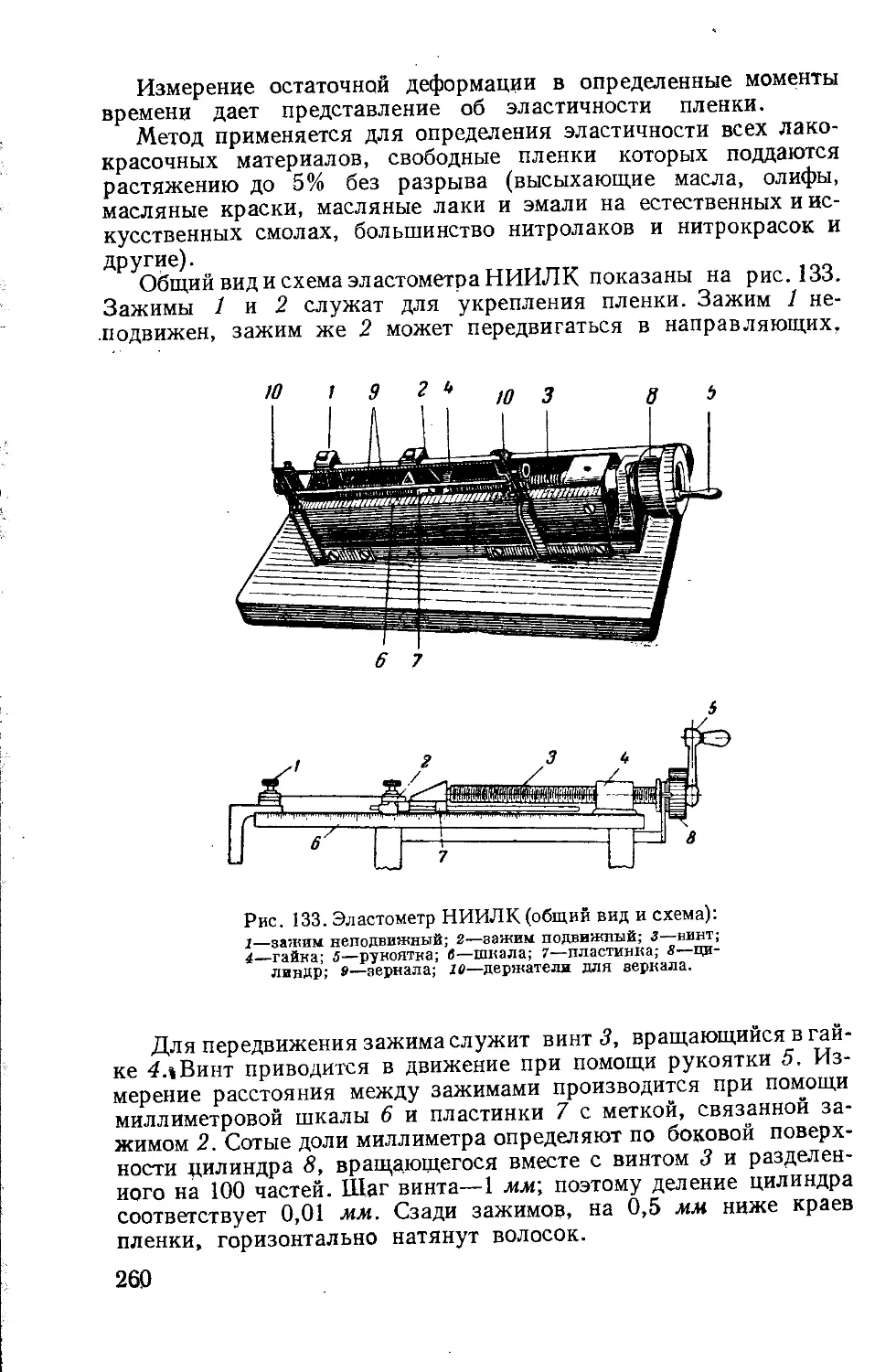
Определение эластичности пленок на эластометре НИИЛК .... 259
Определение эластичности пленок на приборе Орлова...........262
Исследование механических свойств динамометрическими весами
Каргина............................................ . 262
Глава 8. Определение относительного удлинения пленок и их прочности
при растяжении..................................................265
Подготовка пленок к испытанию...............................266
Определение прочности на приборе для разрыва пленок (динамометр) 266
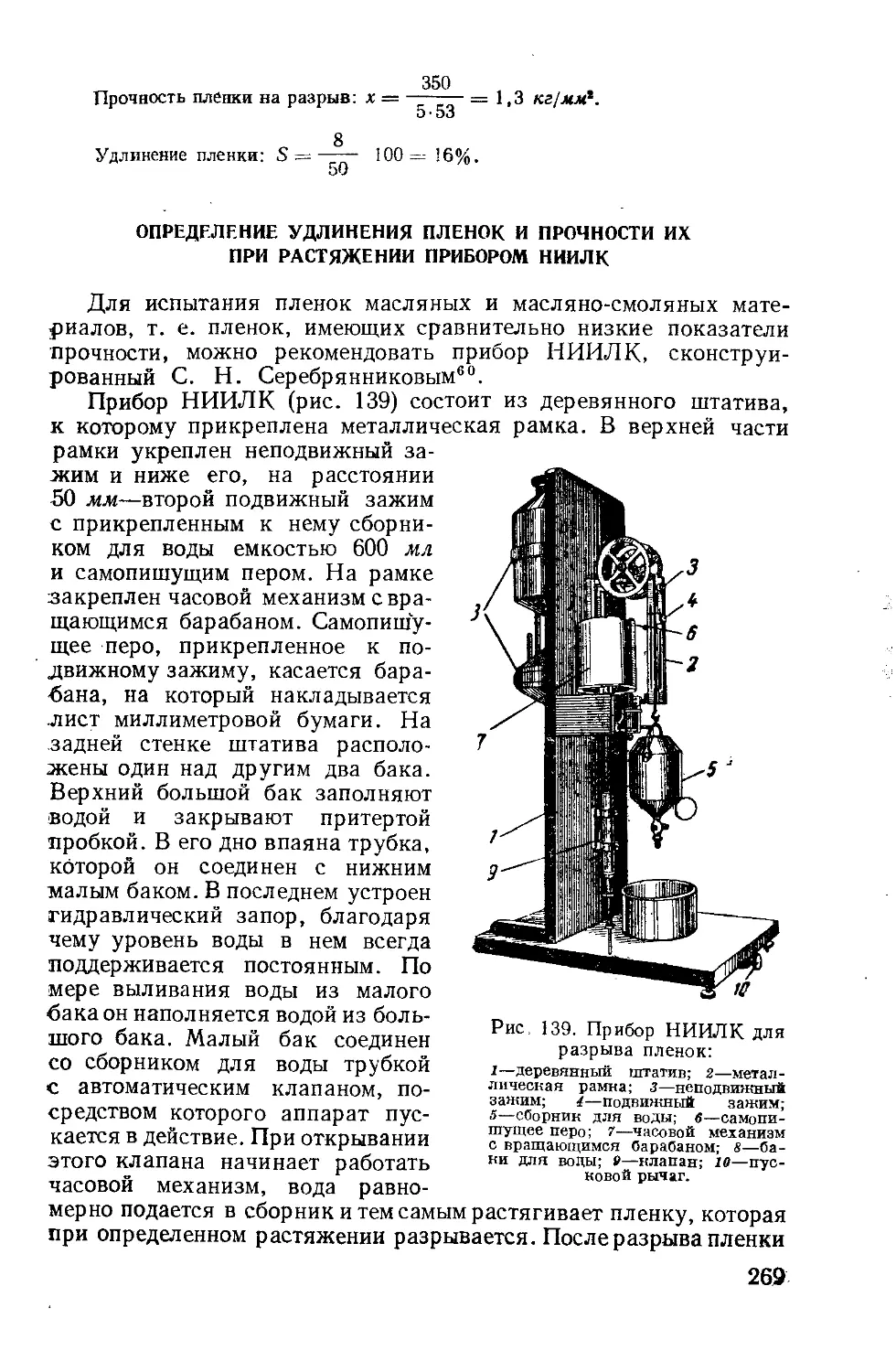
Определение удлинения пленок и прочности их при растяжении
прибором НИИЛК...............................................269
Определение механических свойств пленок прибором Поляньи . . 270
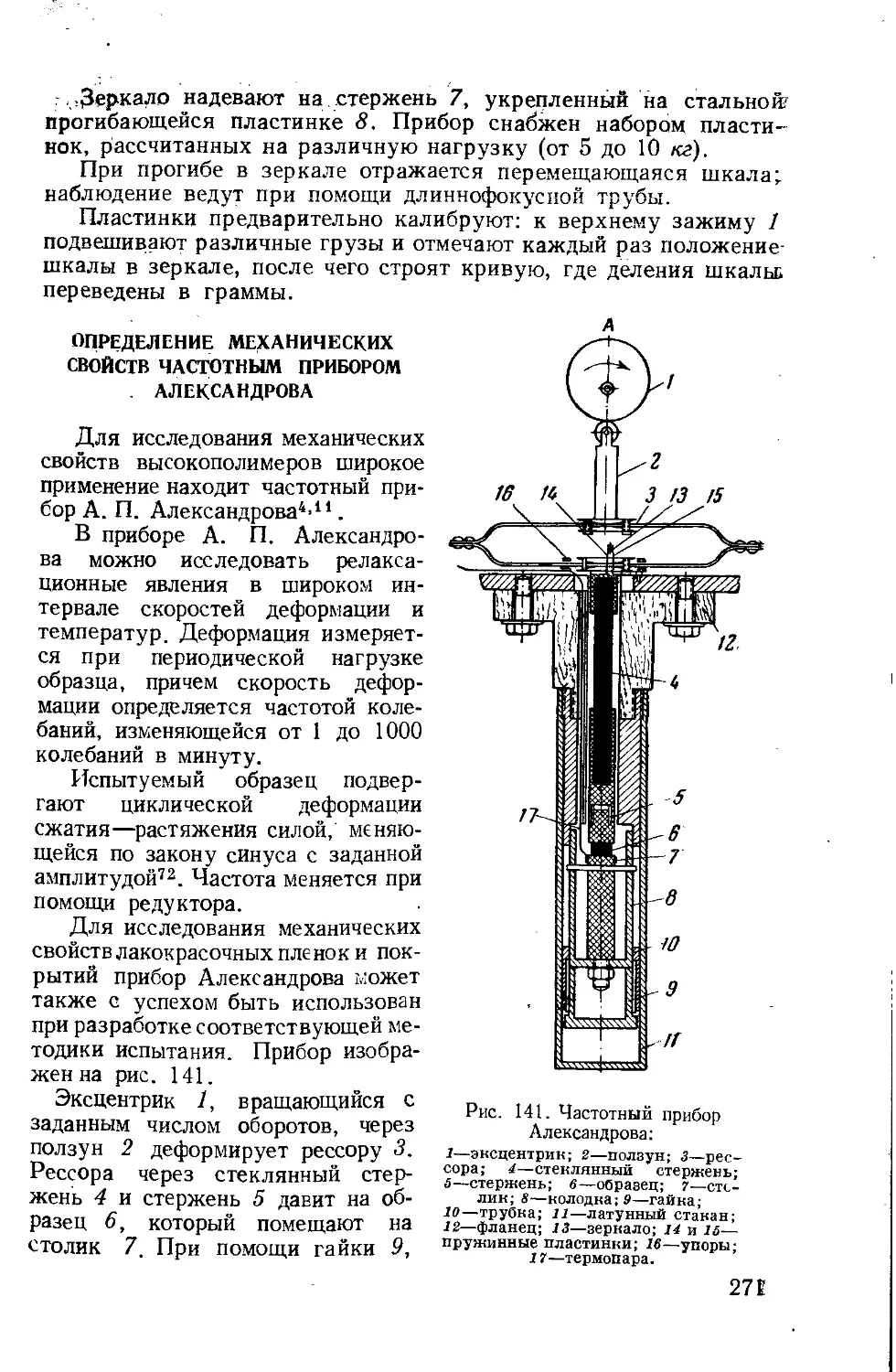
Определение механических свойств пленок частотным прибором Алек-
сандрова' ...................................................271
Глава 9. Определение прочности покрытия на удар (ударное растяжение
и ударная твердость)....................................... 273
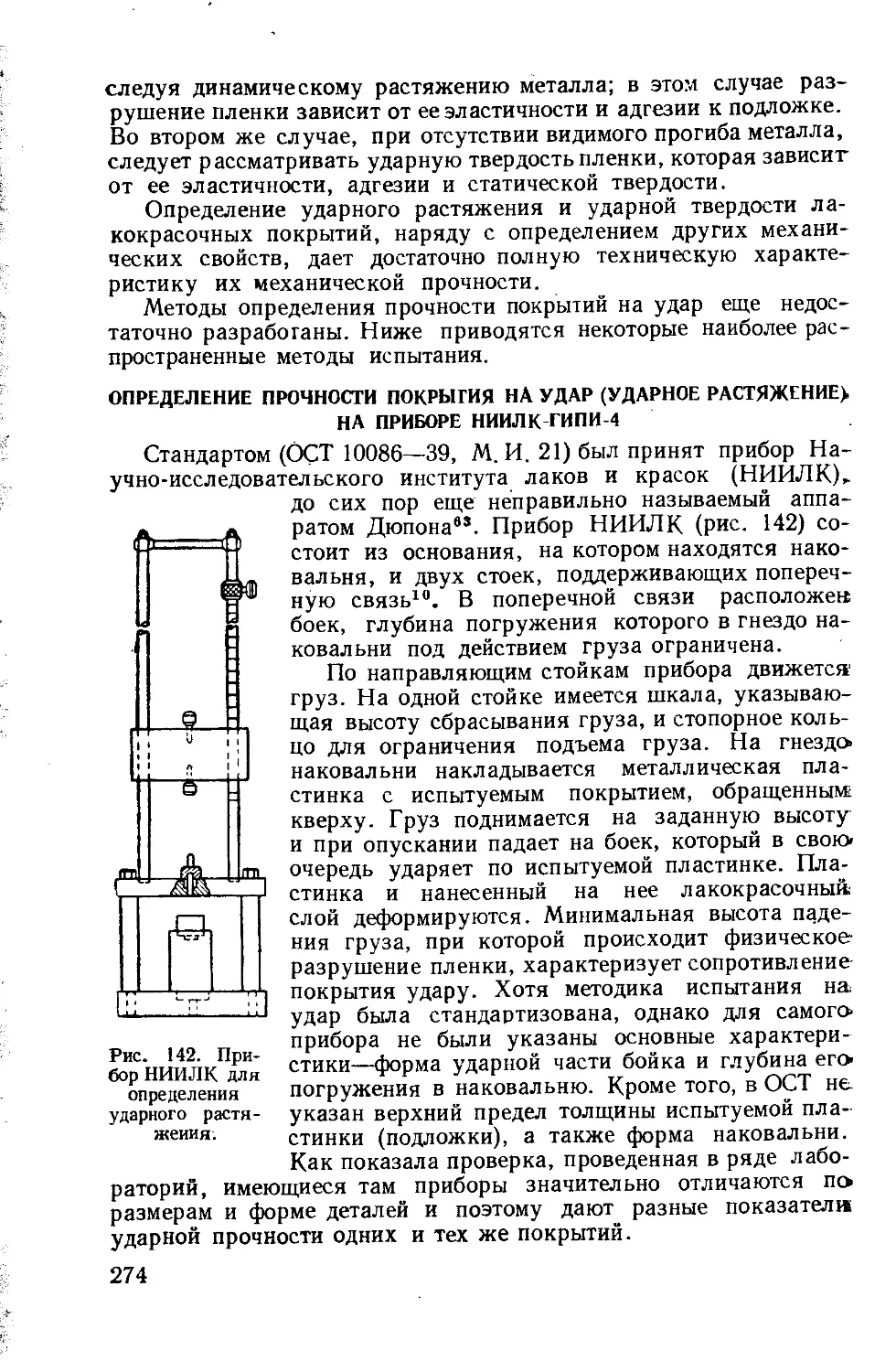
Определение прочности покрытия на удар (ударное растяжение) на
приборе НИИЛК-ГИПИ-4.........................................274
.Определение ударной твердости покрытий....................279
Определение ударной твердости покрытий методом «повторных уда-
ров» ........................................................280
Глава tO. Определение прочности лакокрасочных покрытий к истиранию 282
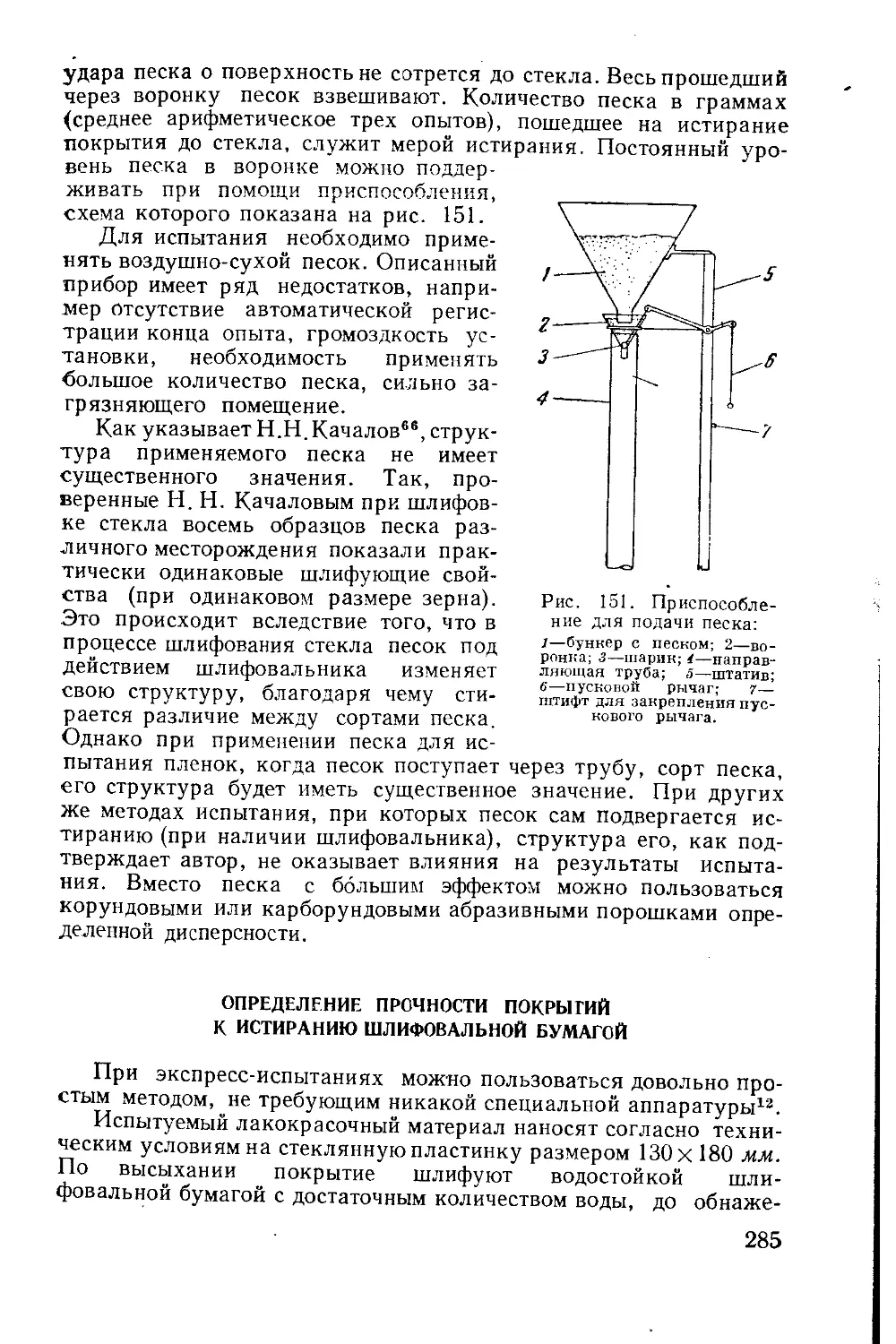
Определение прочности покрытий к истиранию стандартным методом 284
Определение прочности покрытий к истиранию шлифовальной бу-
магой ................................................... 285
Определение прочности покрытий к истиранию под давлением . . 286
Определение прочности покрытий к истиранию прибором ГИПИ-4 . 286
Глава tt. Определение коэффициента линейного расширения лакокра-
сочных пленок . .... . ................290
Определение коэффициента линейного расширения методом НИИЛК 293
7
Глава 12. Определение блеска (глянца)..........................298
Определение блеска прибором НИИЛК.........................299
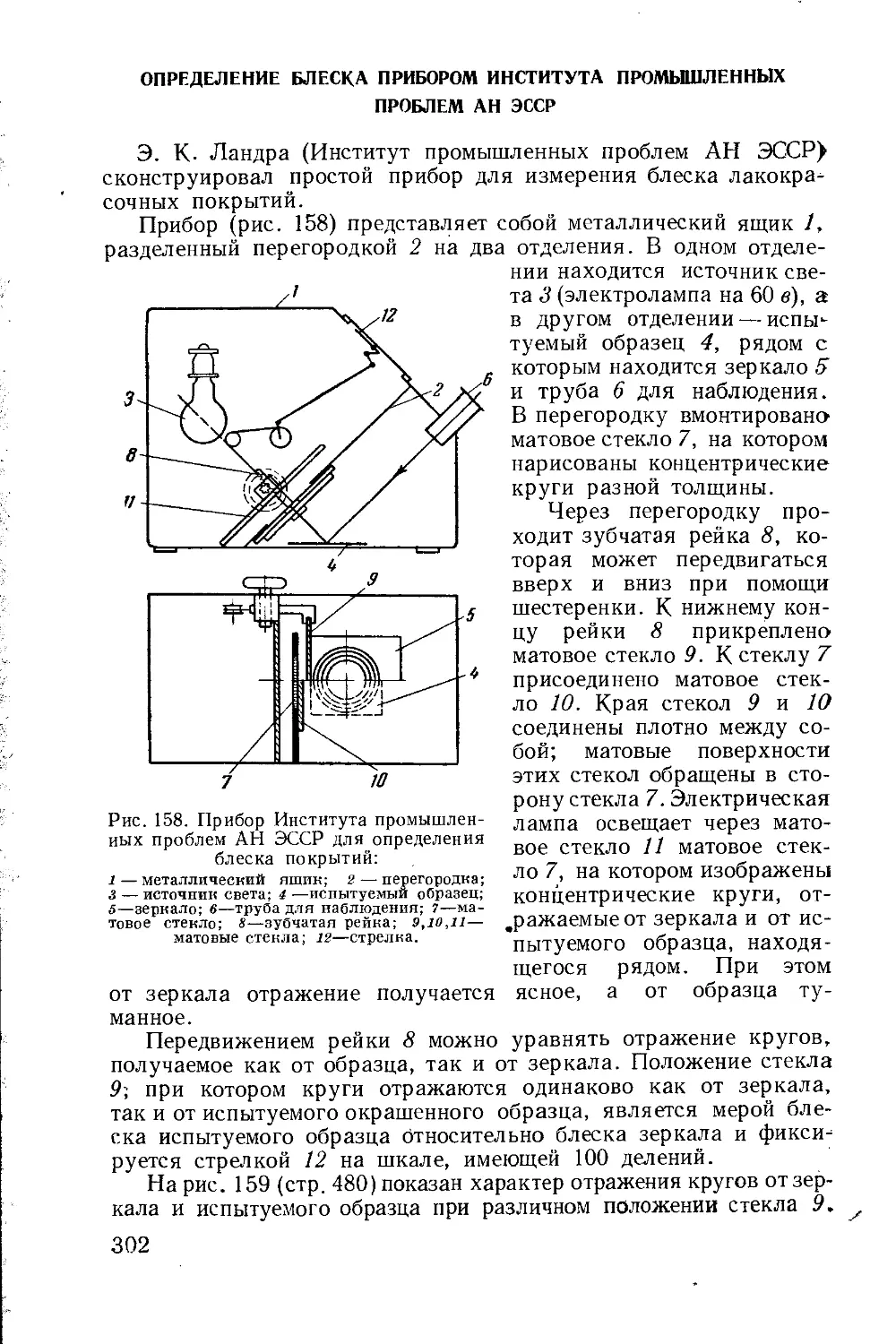
Определение блеска прибором Института промышленных проблем
АН ЭССР....................................................302
Литература . ..............................................303
ЧАСТЬ ПЯТАЯ
ИСПЫТАНИЕ ПРОТИВОКОРРОЗИОННЫХ свойств
И АТМОСФЕРОУСТОЙЧИВОСТИ ПОКРЫТИЙ
Глава 1. Основы теории коррозии и защиты металлон лакокрасочными
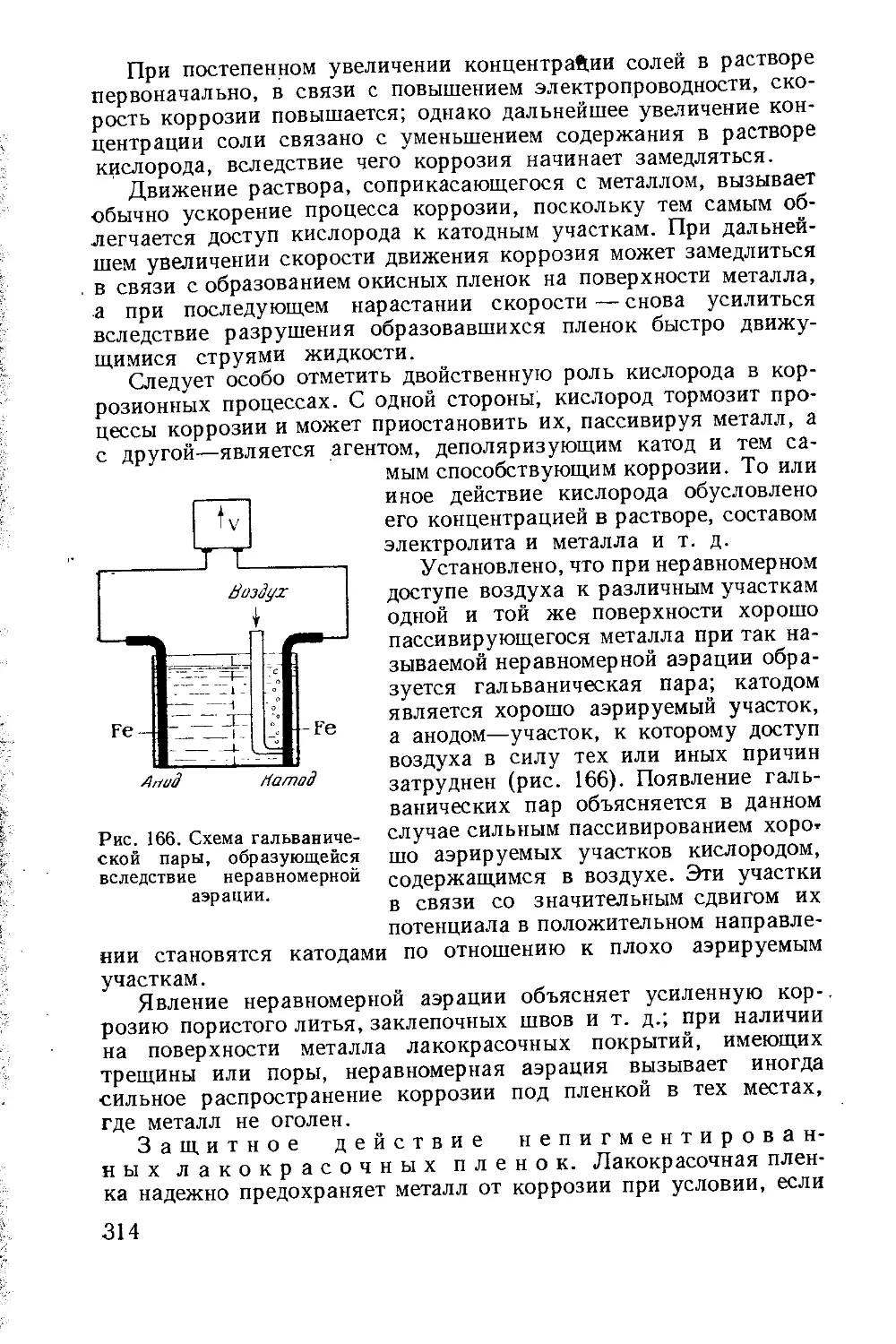
покрытиями.................................................305
Классификация методов противокоррозийных и атмосферных испытаний
лакокрасочных покрытий.....................................320
Глава 2. Определение пористости (сплошности) покрытий..........322
Определение при помощи растворов медного купороса и азотноки-
слой ртути.................................................322
Определение при помощи растворов железистосинеродистого калия
и медного купороса ....................................... 323
Определение анодным осаждением органических красителей . . 324
Определение дефектоскопом..................................325
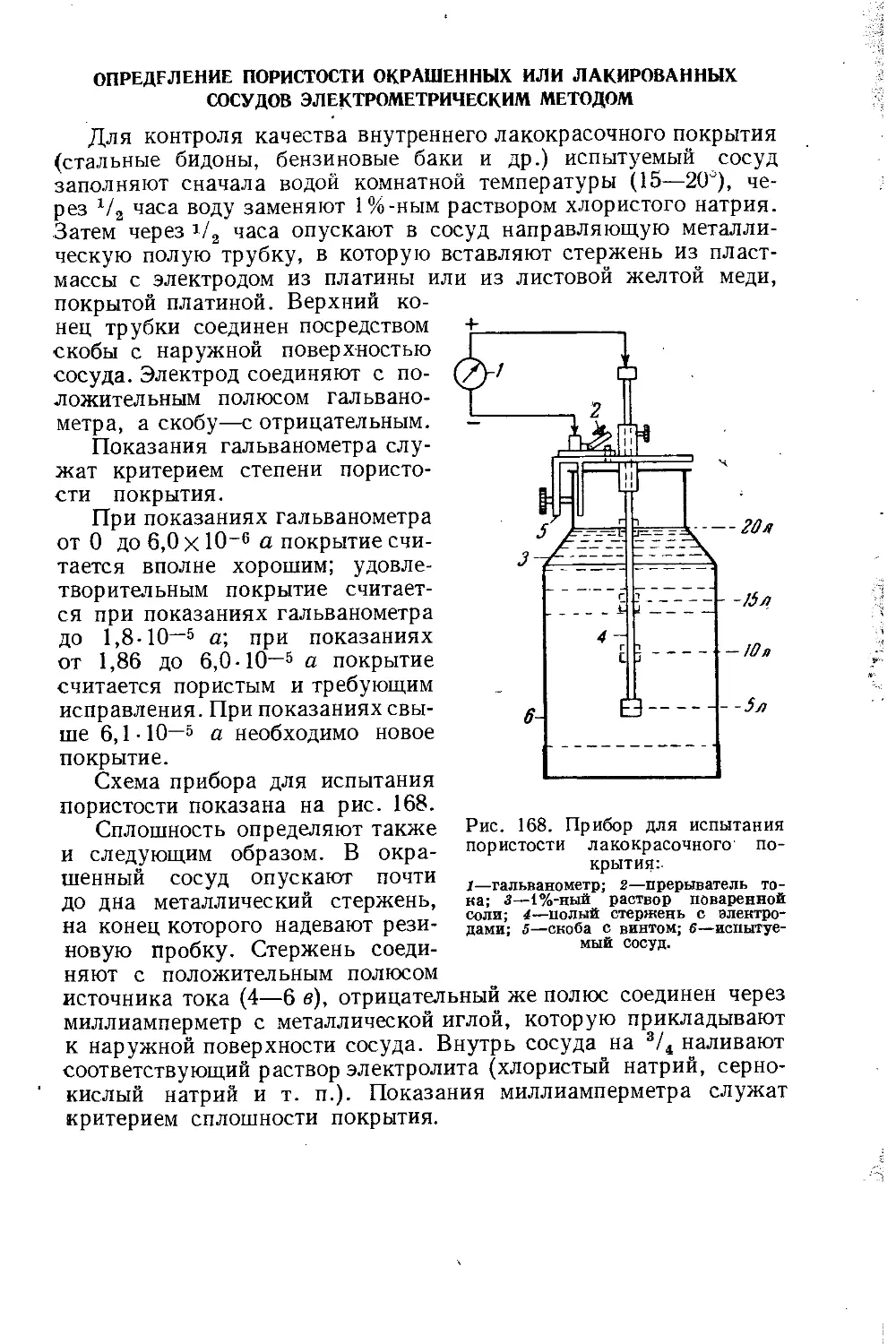
Определение пористости окрашенных или лакированных сосудов
электрометрическим методом.................................327
Глава 3. Определение водостойкости, водонабухания и водопроницаемо-
сти лакокрасочных покрытий (пленок)........................328
Определение водонабухания и водостойкости пленок...........331
Определение водонабухания пленок стандартным методом . .331
Определение водостойкости пленок стандартным методом . . 332
Определение набухания покрытий на дереве...............332
Определение водонабухания свободных пленок.............332
Определение водо- и паропроницаемости покрытий (пленок) . . . 334
Определение водопроницаемости покрытий при помощи индика-
торов ..................................................334
Определение водо- и паропроницаемости покрытий при помощи
водопоглощающих веществ.................................336
Определение паропроницаемости лакокрасочных пленок по ме-
тоду НИИЛК..............................................336
Определение паро- и водопроницаемости пленок ........ 338
Глава 4., Определение противокоррозионных свойств лакокрасочных по-
крытий ....................................................342
Подготовка образцов к испытанию............................344
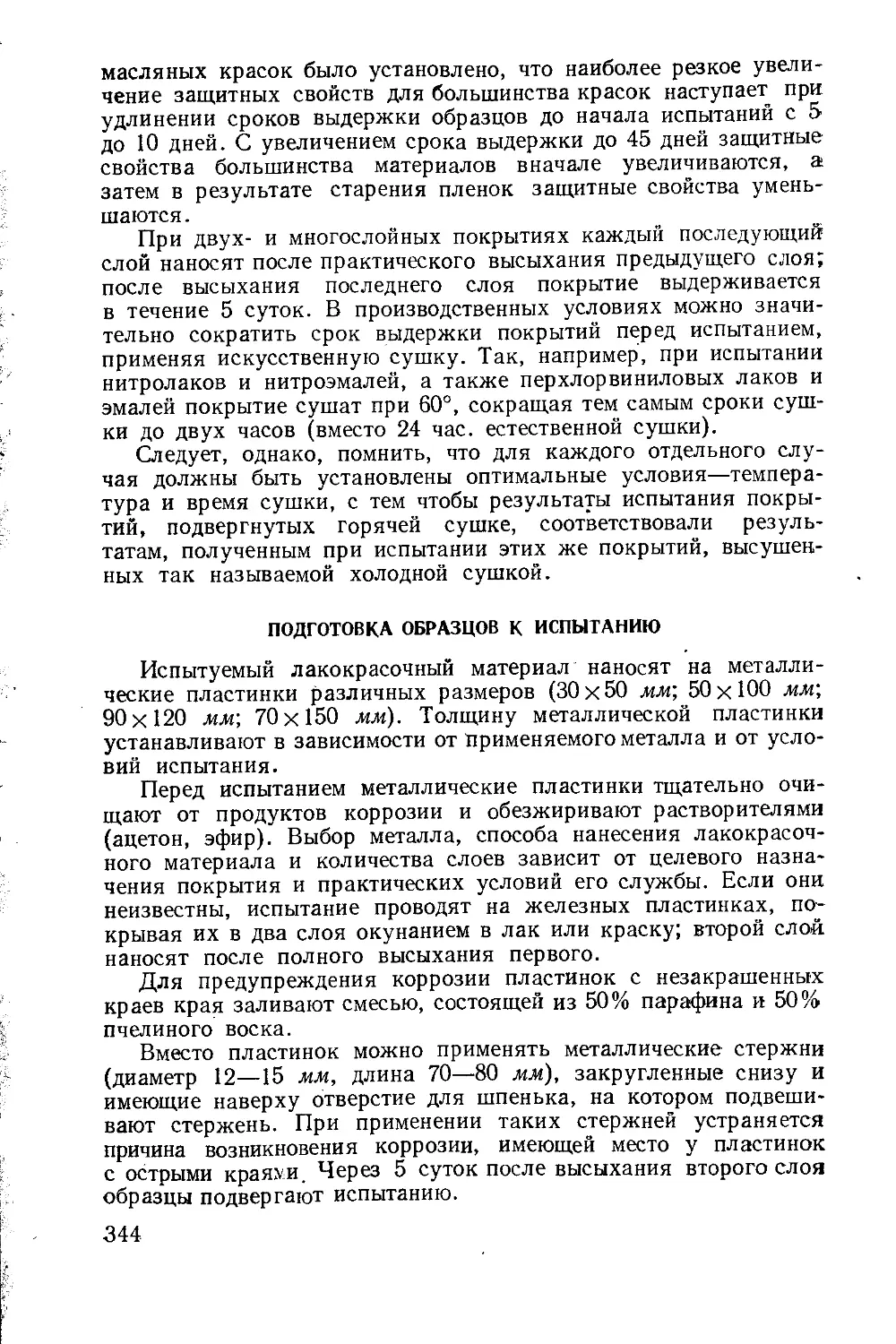
• Испытание погружением в неподвижный корродирующий раствор . 345
Испытание в газовой среде................................ 346
Испытание погружением в движущийся корродирующий раствор . . 346
Испытание при переменном погружении в корродирующий раствор 347
Испытание во влажной и туманно-дождевой камере.............348
Испытание во влажной камере без распыления корродирующего
раствора................................................348
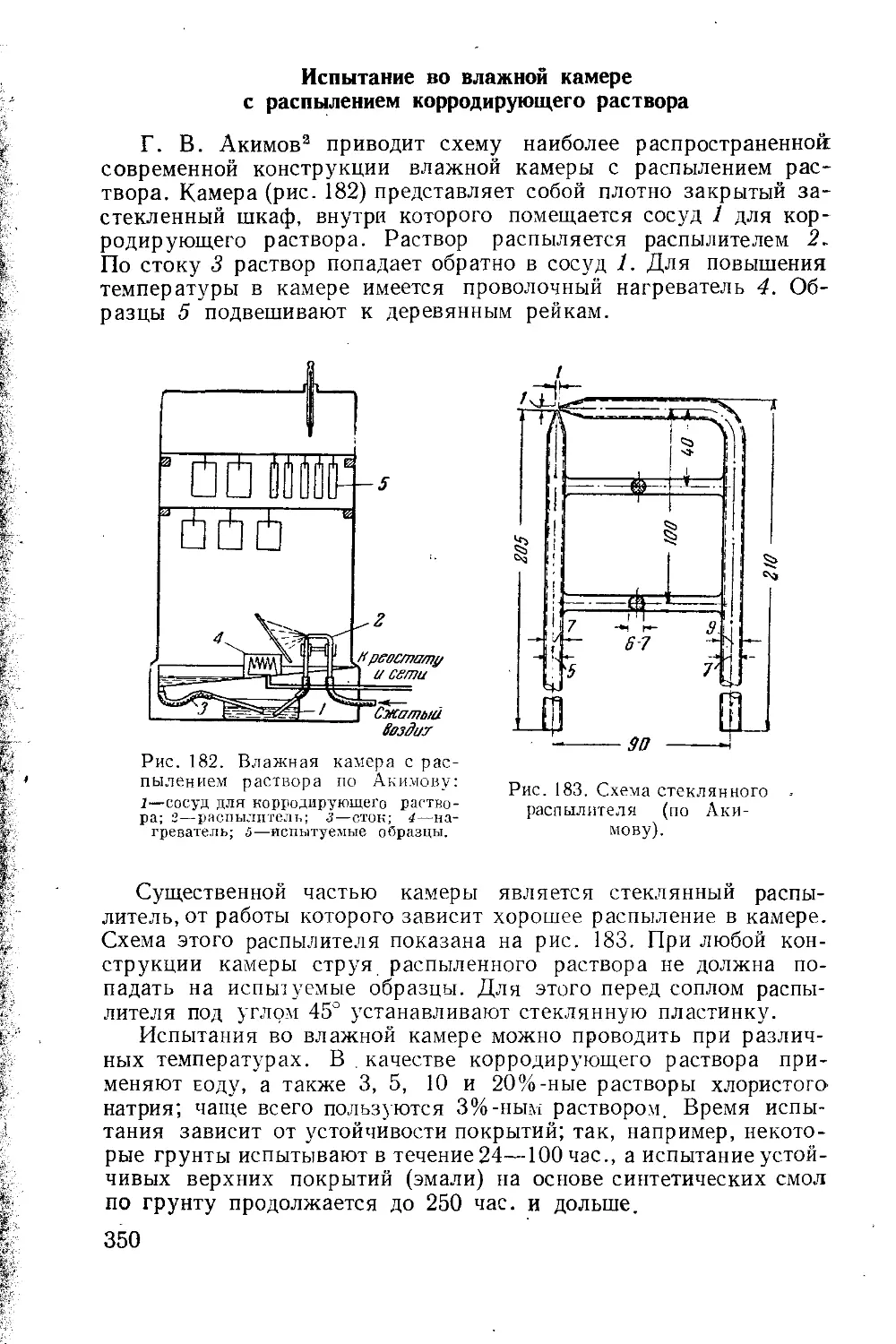
Испытание во влажной камере с распылением корродирующего
раствора ..............................................350
Испытание во влажной (туманно-дождевой) камере конструкции
Афанасьева................•...............•.............351
8
Определение противокоррозионных свойств покрытий объемным ме-
тодом .......................................................351
Определение противокоррозионных свойств покрытий методом
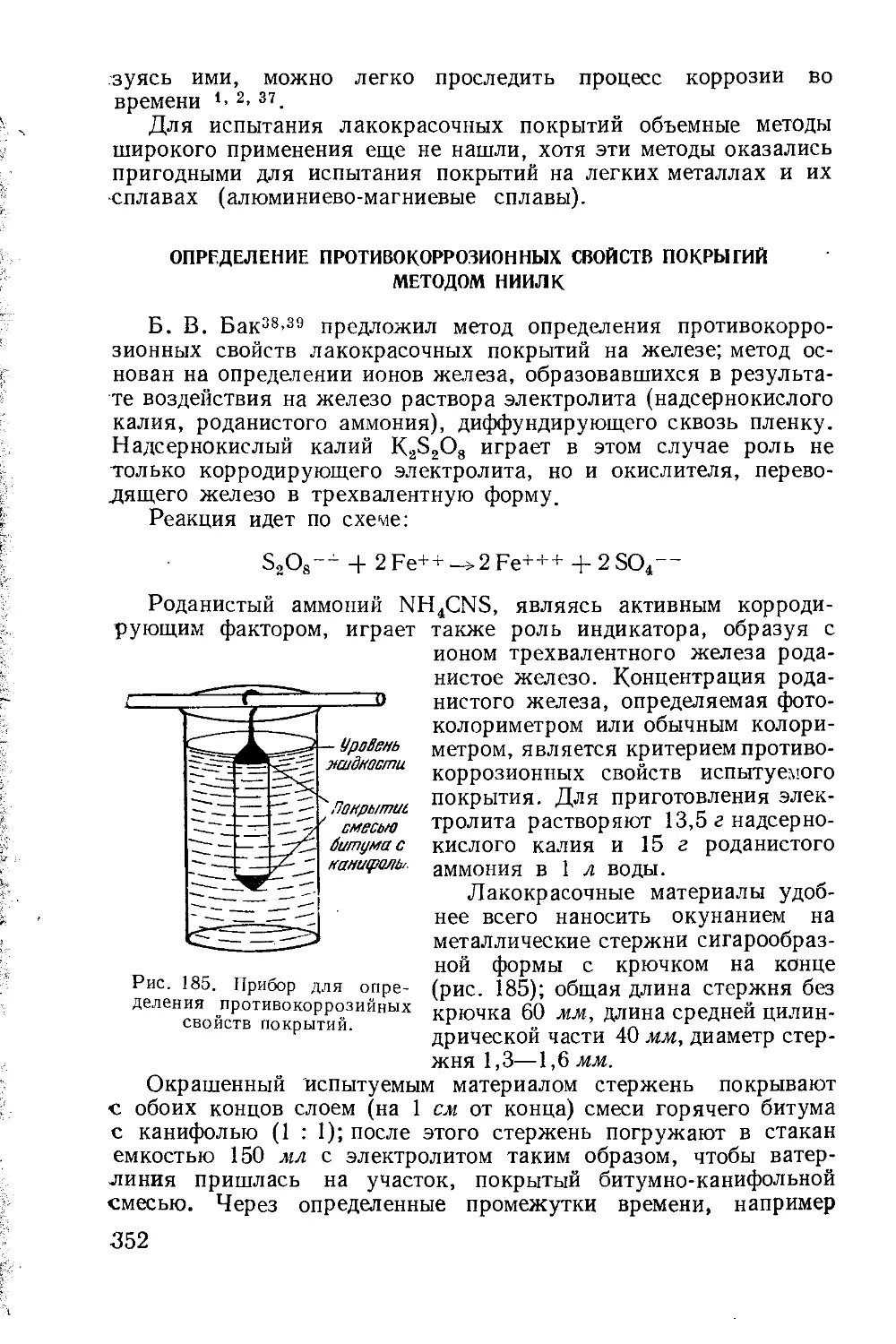
НИИЛК........................................................352
Определение скорости коррозии электрохимическими методами
(испытание с защищенным анодом или катодом на моделях корро-
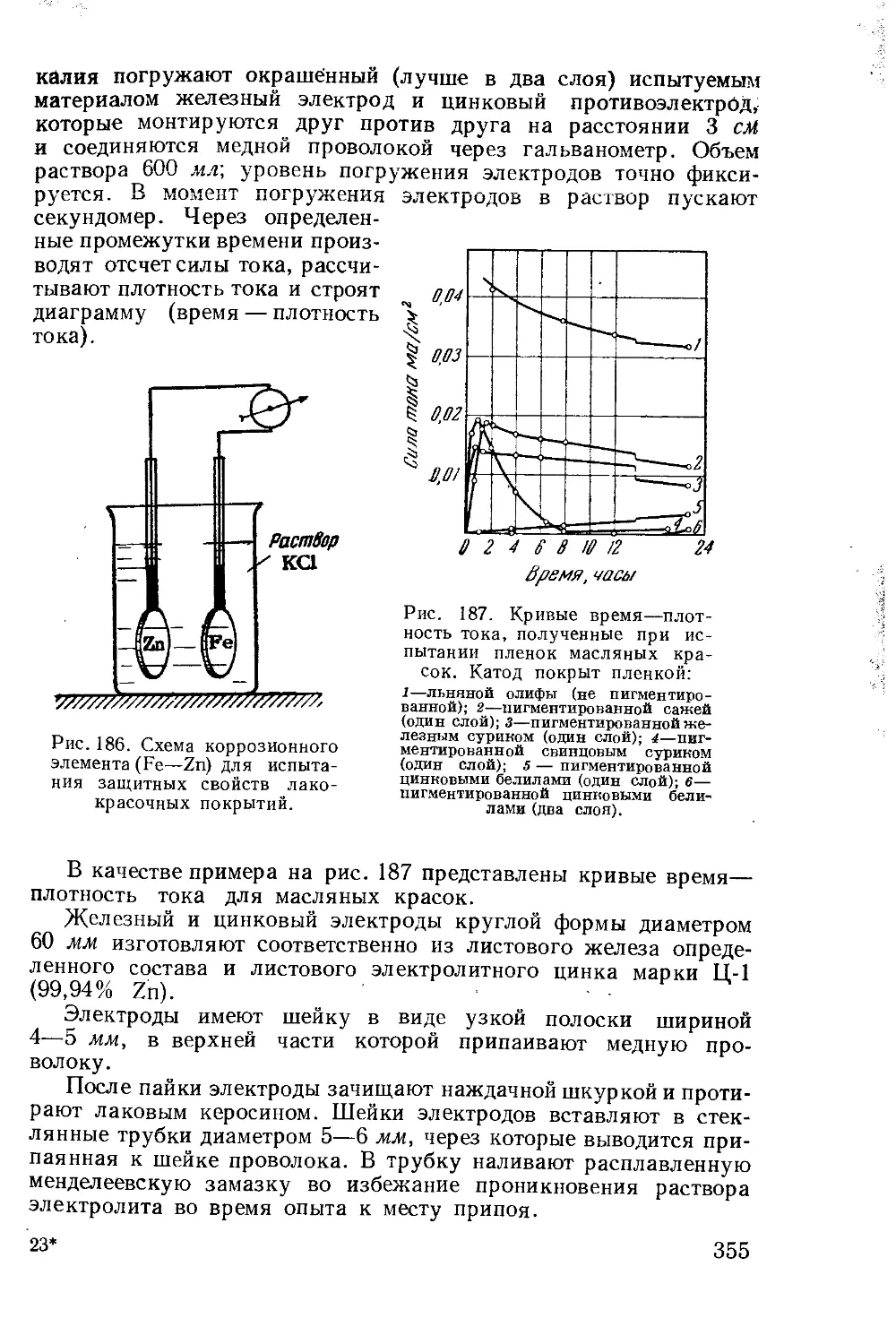
зионных элементов)...........................................353
Электрохимическое испытание покрытий (испытание с окрашен-
ным катодом).............................................354
Электрохимическое испытание покрытий (испытание с окрашен-
ным анодом или катодом)..................................356
Определение скорости коррозии ускоренным электрохимическим
(поляризационным) методом....................................357
Глава 5. Ускоренные (лабораторные) испытания атмосфероустойчивости
лакокрасочных покрытий......................................359
Испытание атмосфероустойчивости прибором НИИЛК...............360
Испытание по циклу ГИПИ-4....................................362
Испытание на колесе НИИЛК.................................. 363
Испытание иа аппарате НИИЛК-ЛТИ .............................365
Испытание масляных покрытий на экспресс-аппарате Дрннберга-
Ряшенцева....................................................366
Испытание иа аппарате искусственной погоды ГИПИ-4............368
Глава 6. Испытание атмосфероустойчивости покрытий в естественных
условиях (атмосферные испытания)............................377
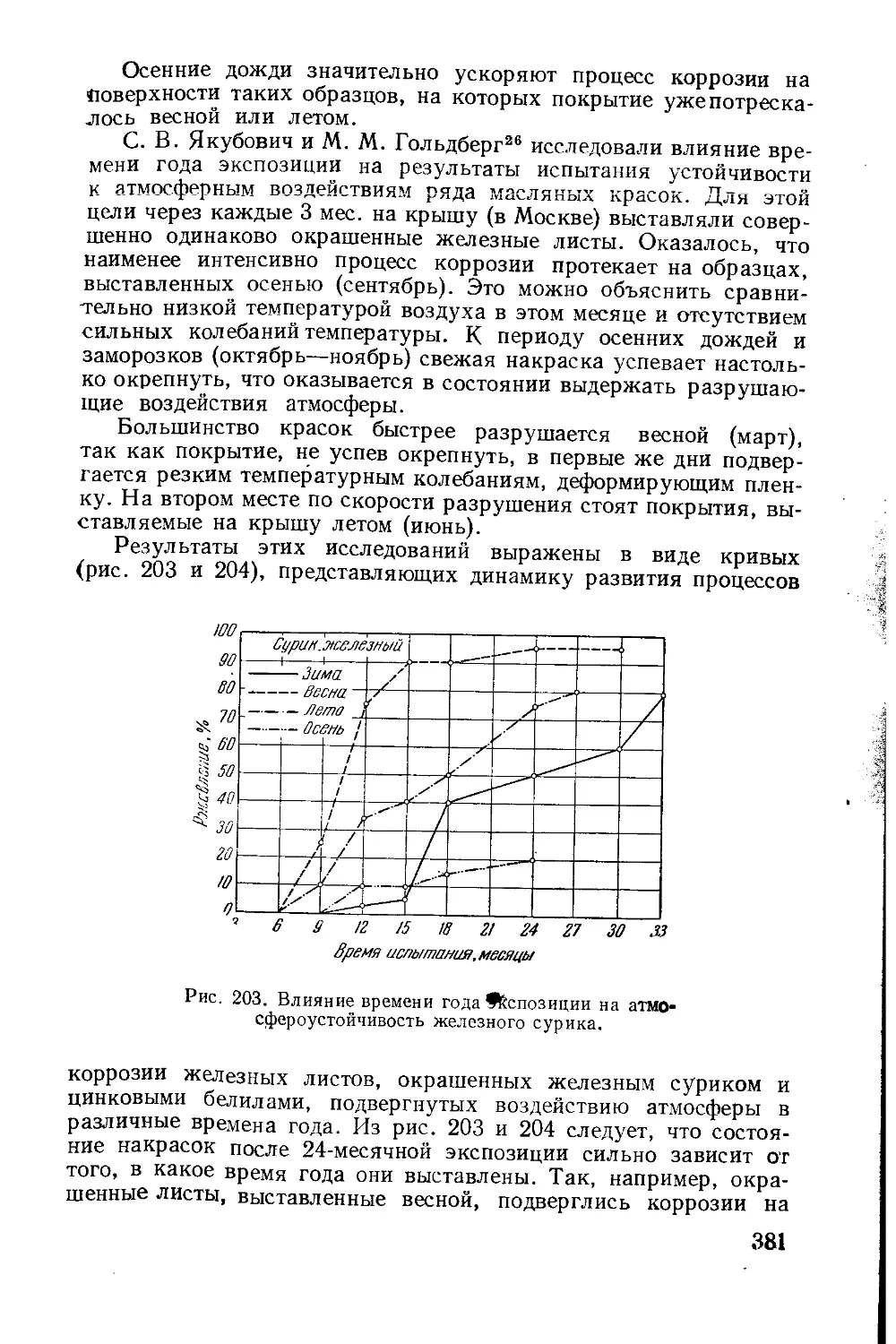
Влияние климата на устойчивость покрытий.....................378
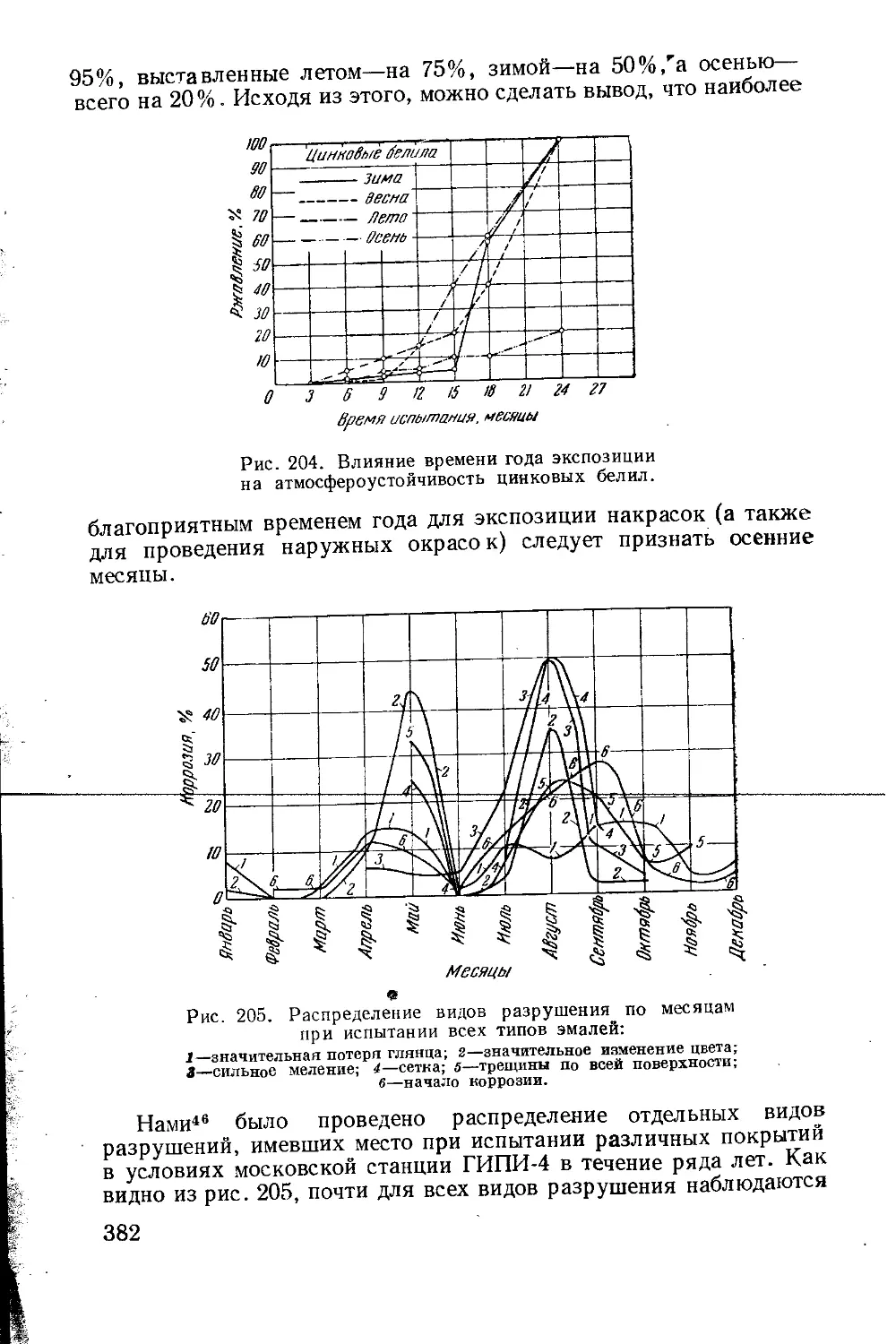
Влияние времени года на устойчивость покрытий................380
Влияние угла наклона и направления к странам света на устой-
чивость покрытий.............................................383
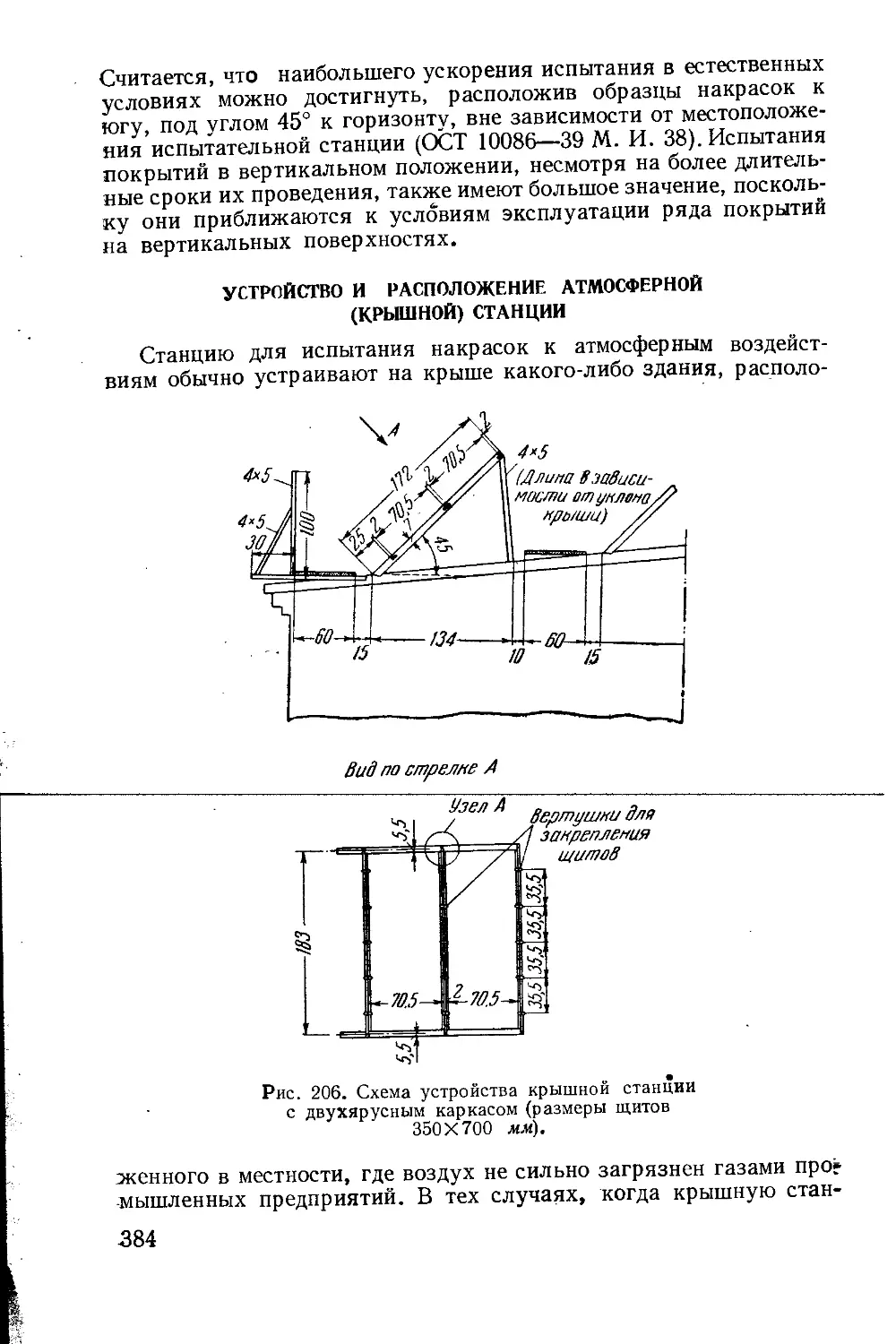
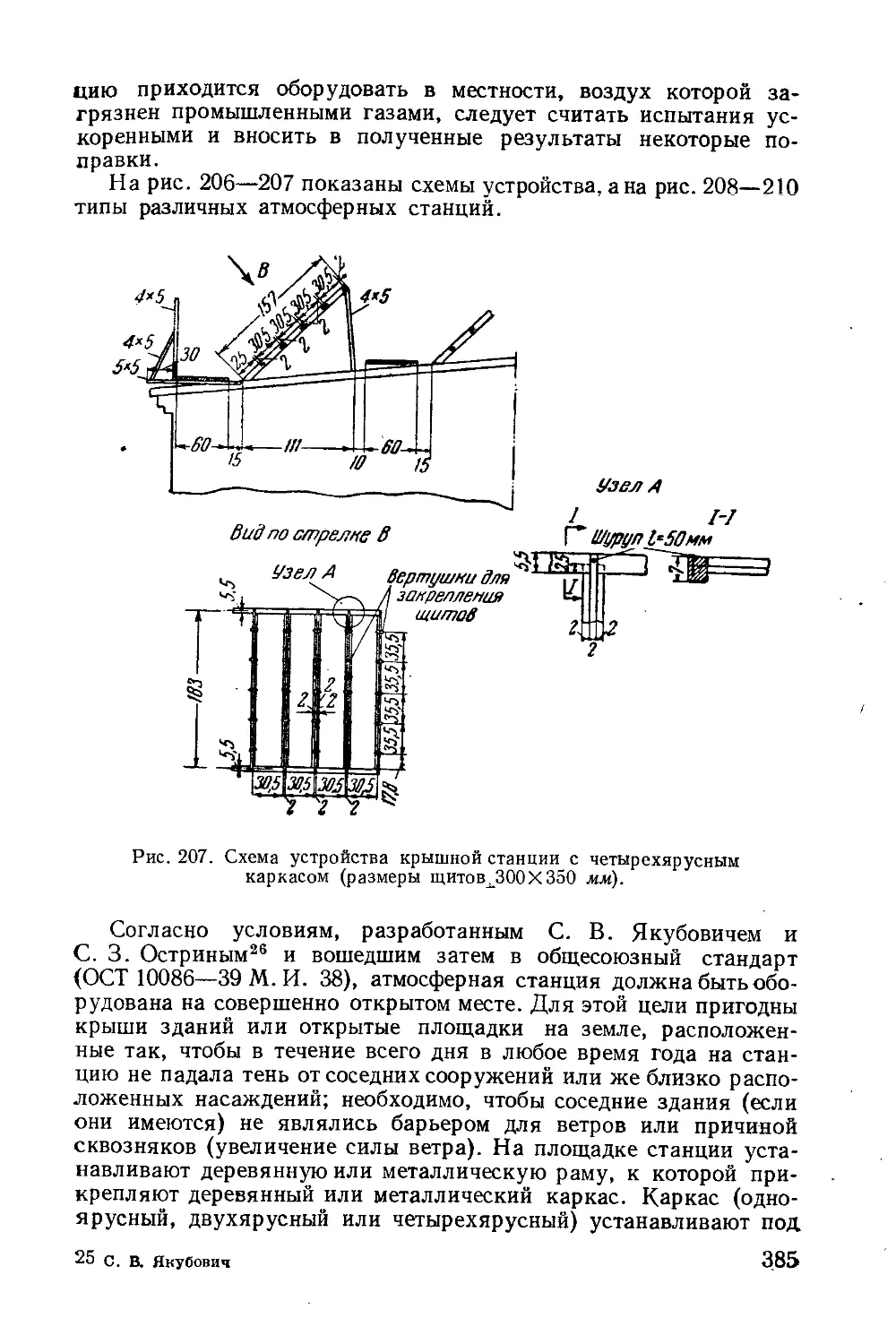
Устройство и расположение атмосферной (крышной) станции . . . 384
Влияние способа очистки металлической поверхности на результаты
испытания....................................................387
Подготовка поверхности и изготовление экспонатов.............389
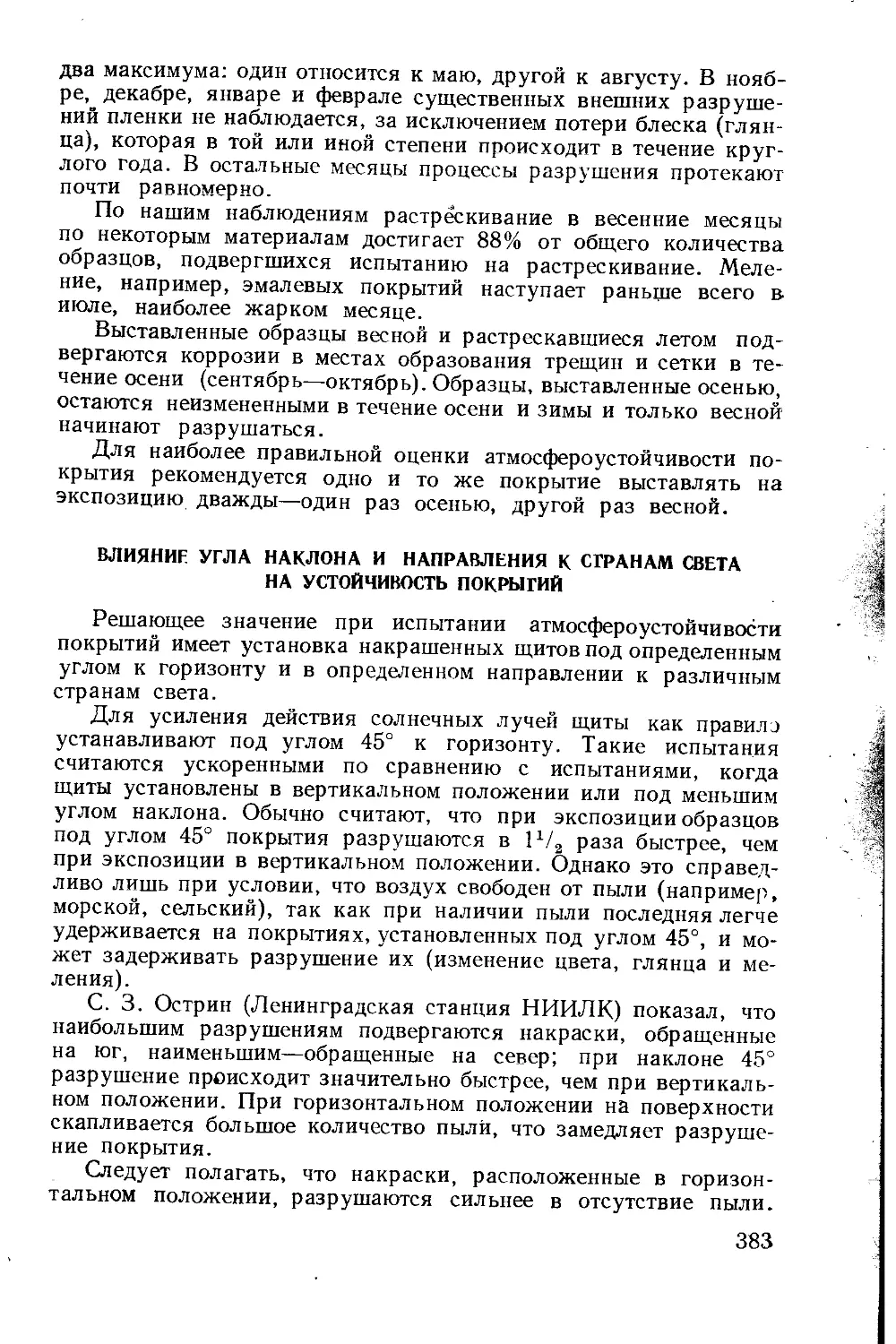
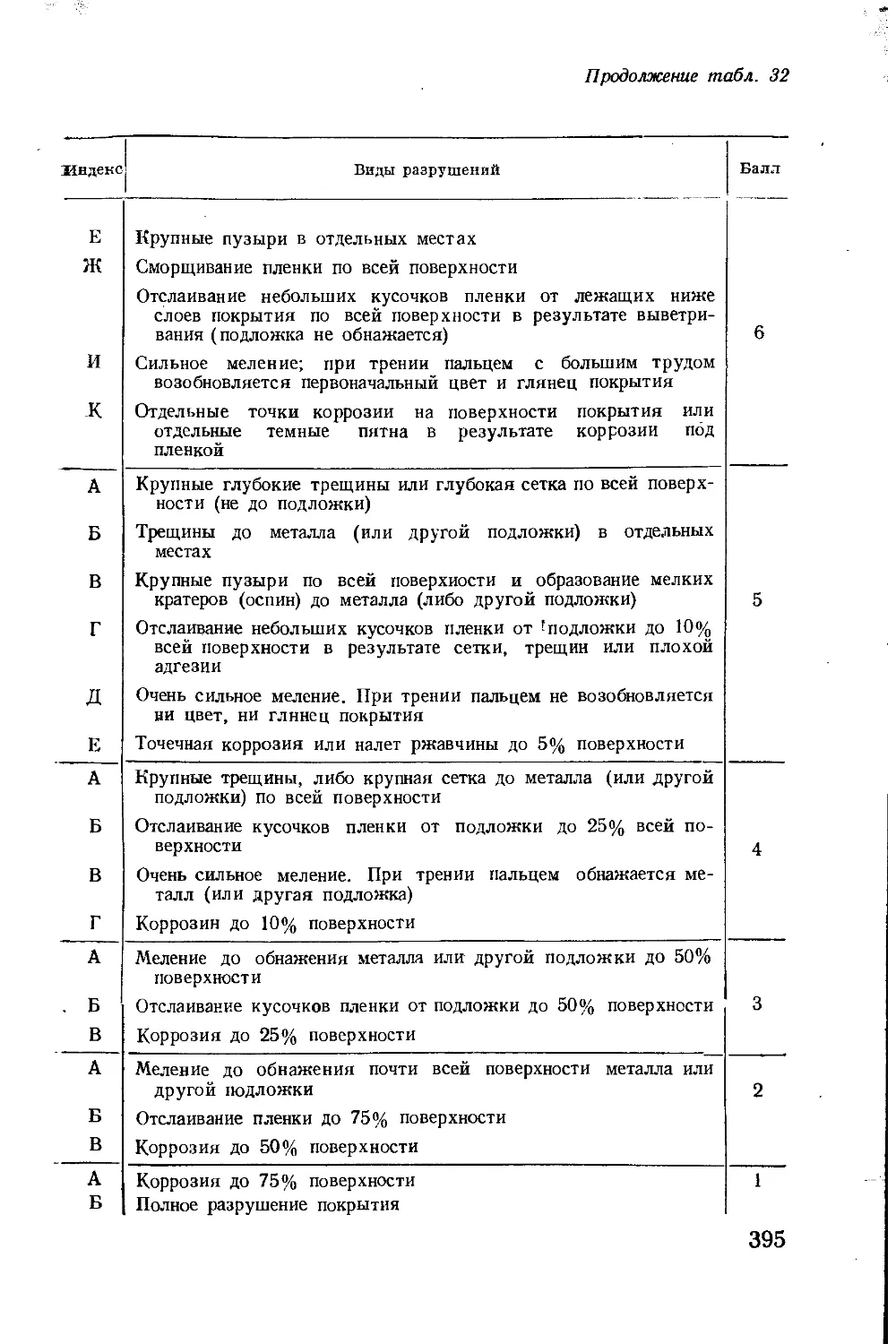
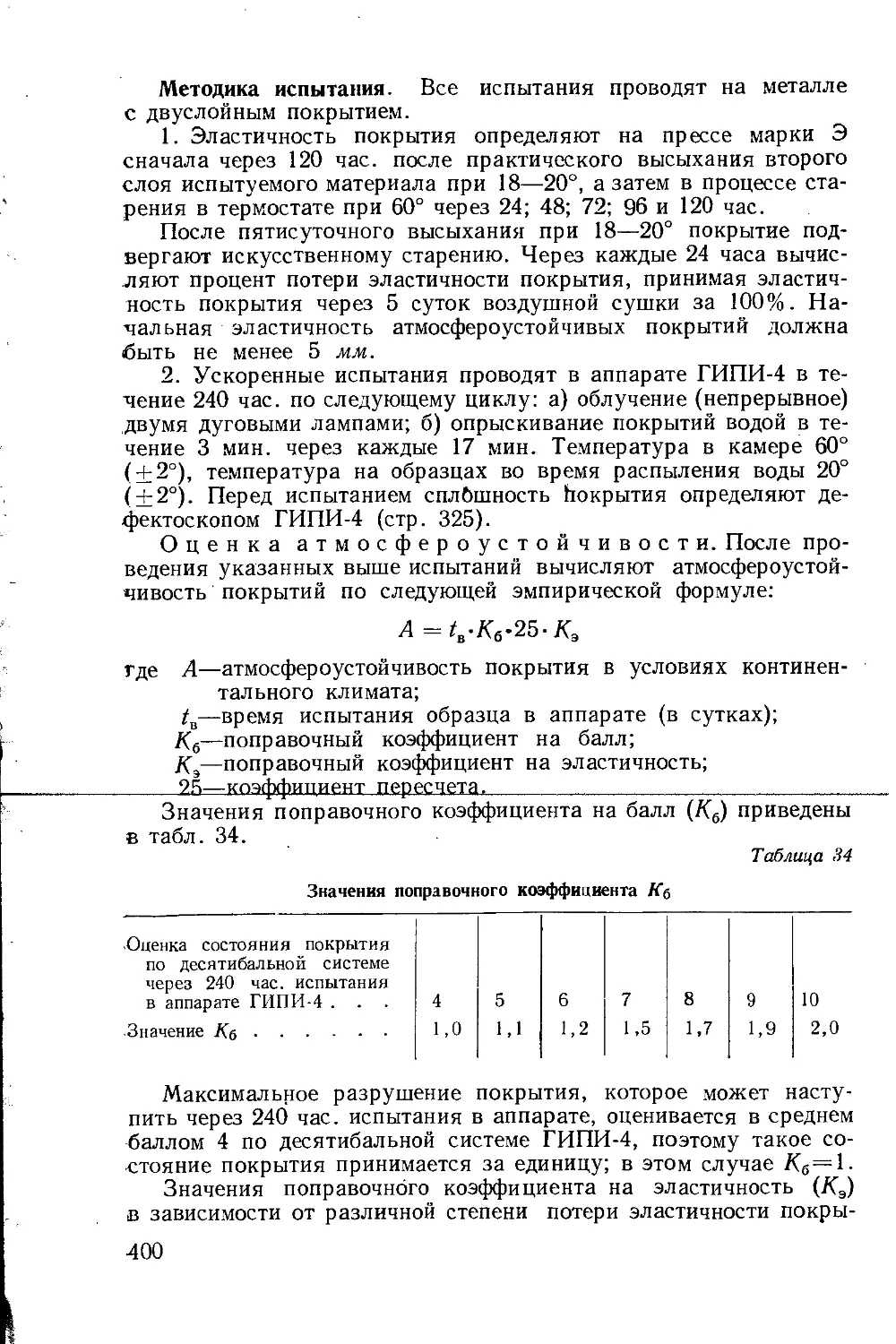
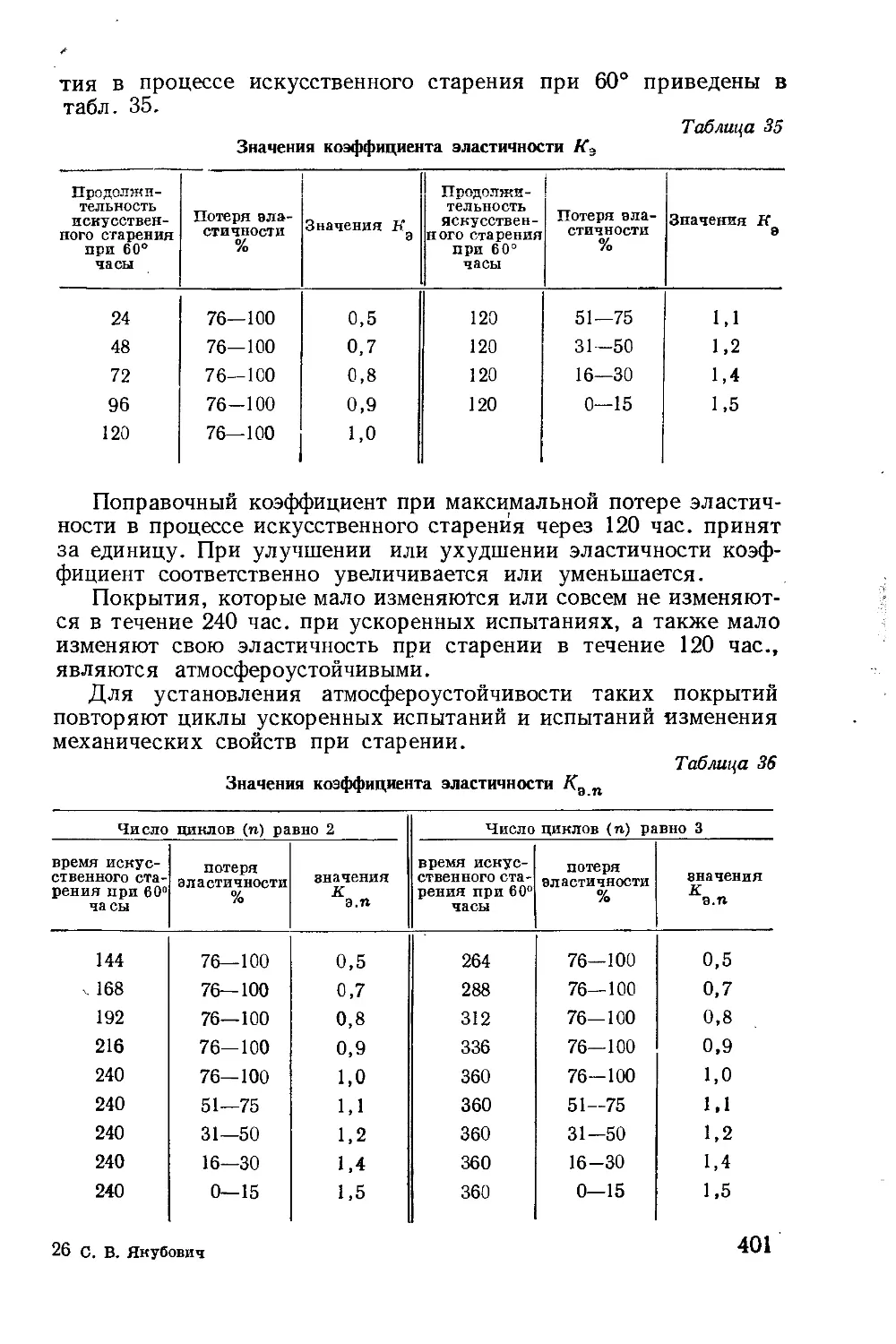
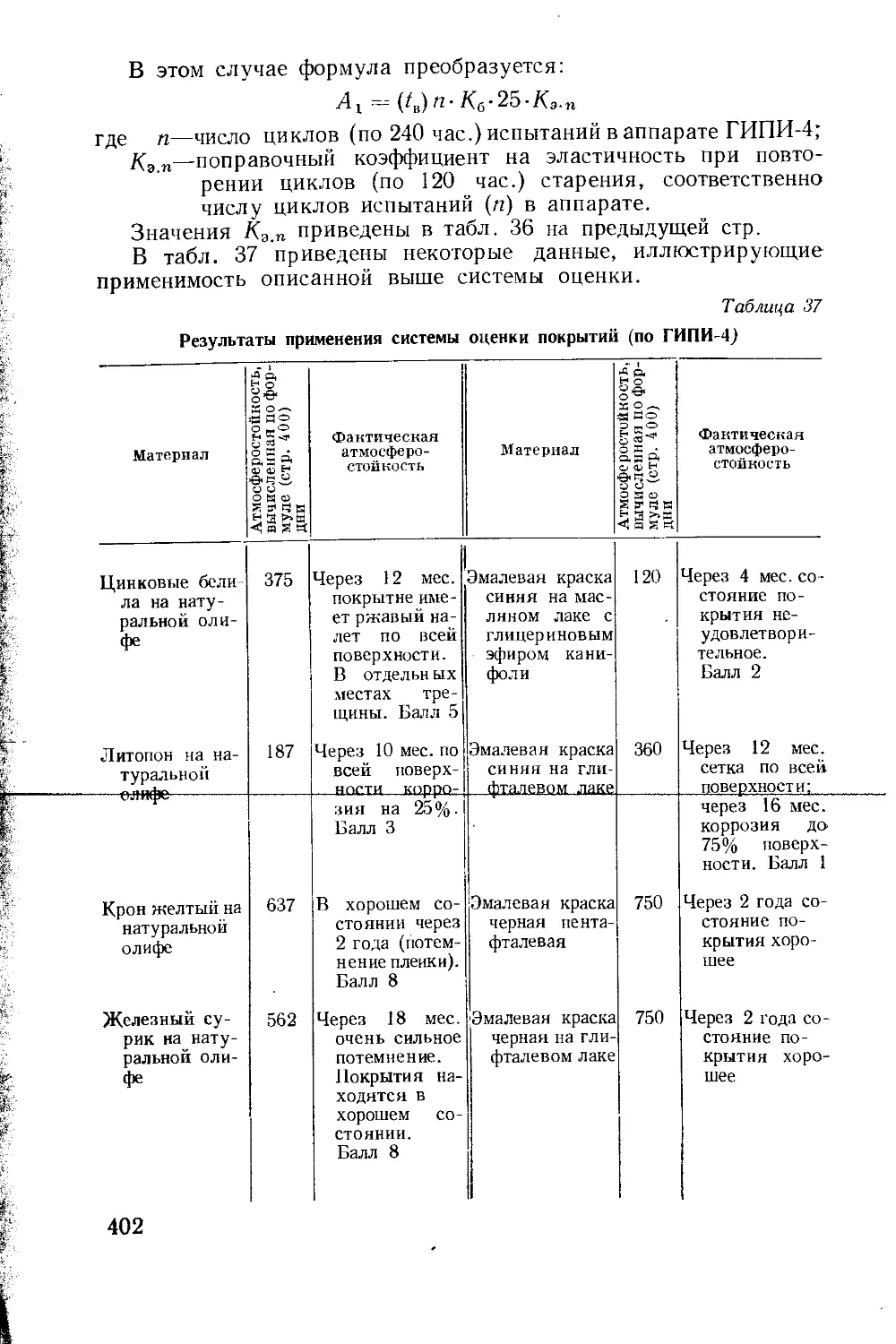
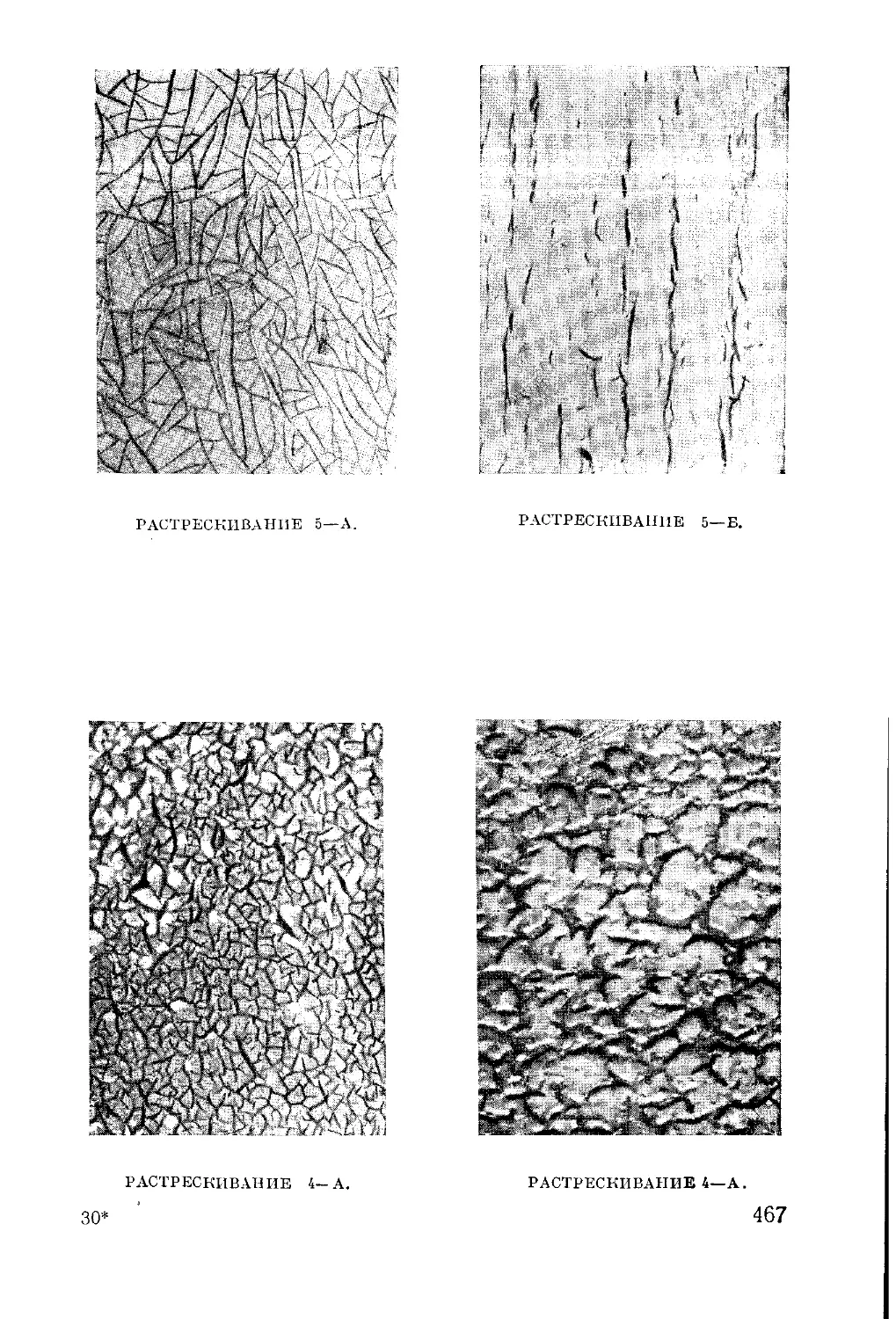
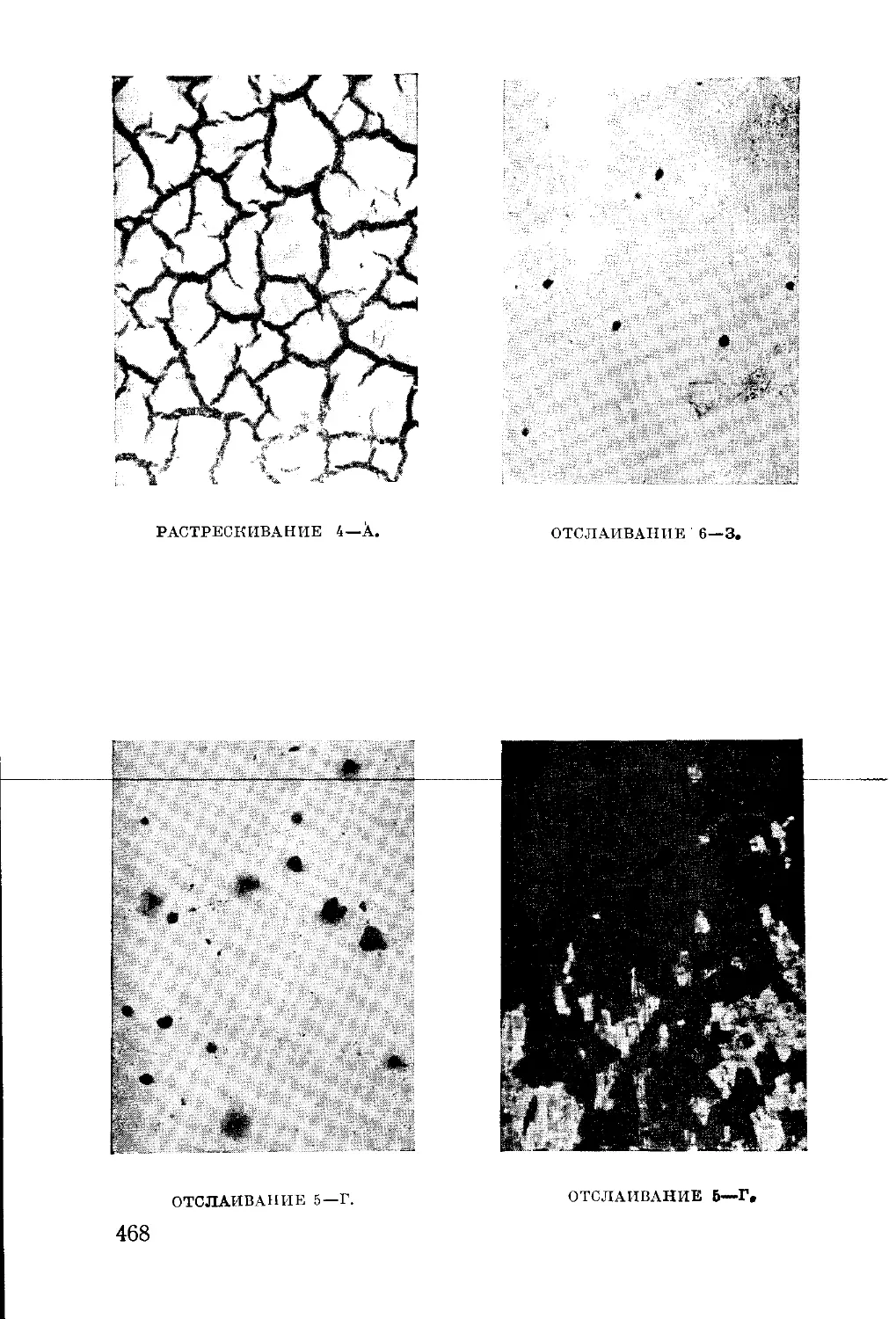
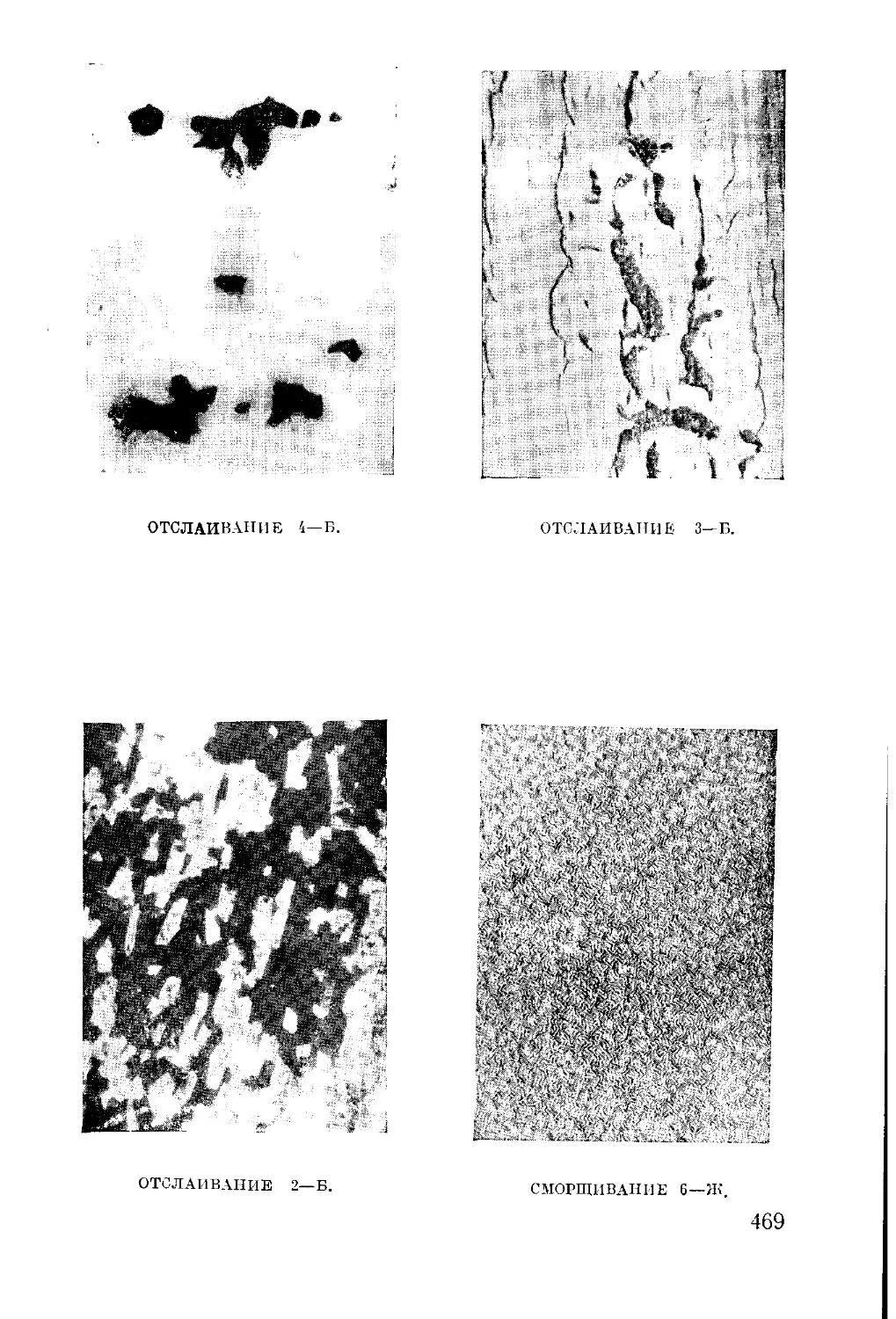
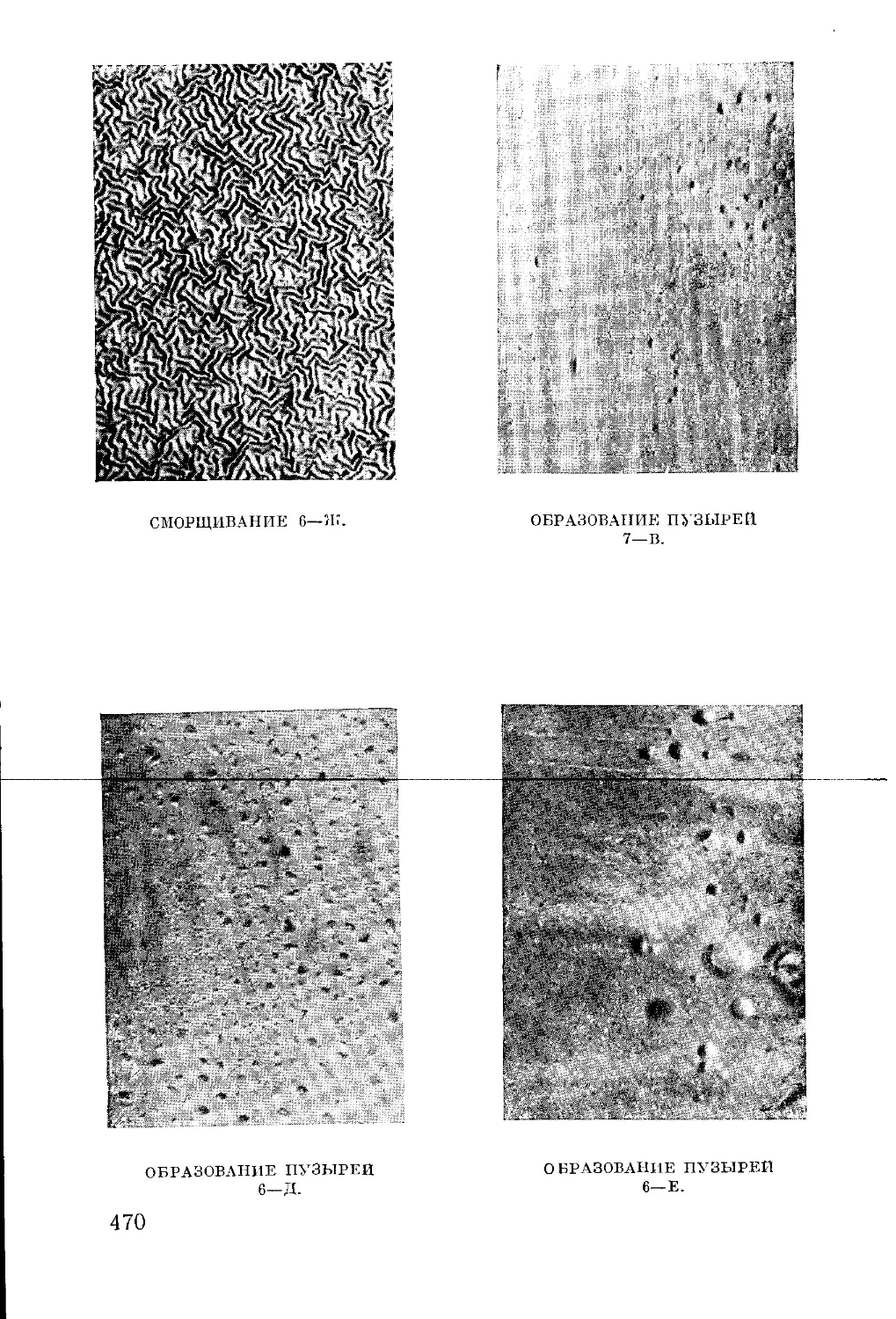
Глава 7. Система оценки разрушений лакокрасочных покрытий и их экс-
плуатационной устойчивости....................-.............392
Система оценки разрушений покрытия в процессе ускоренных и атмо-
сферных испытаний............................................392
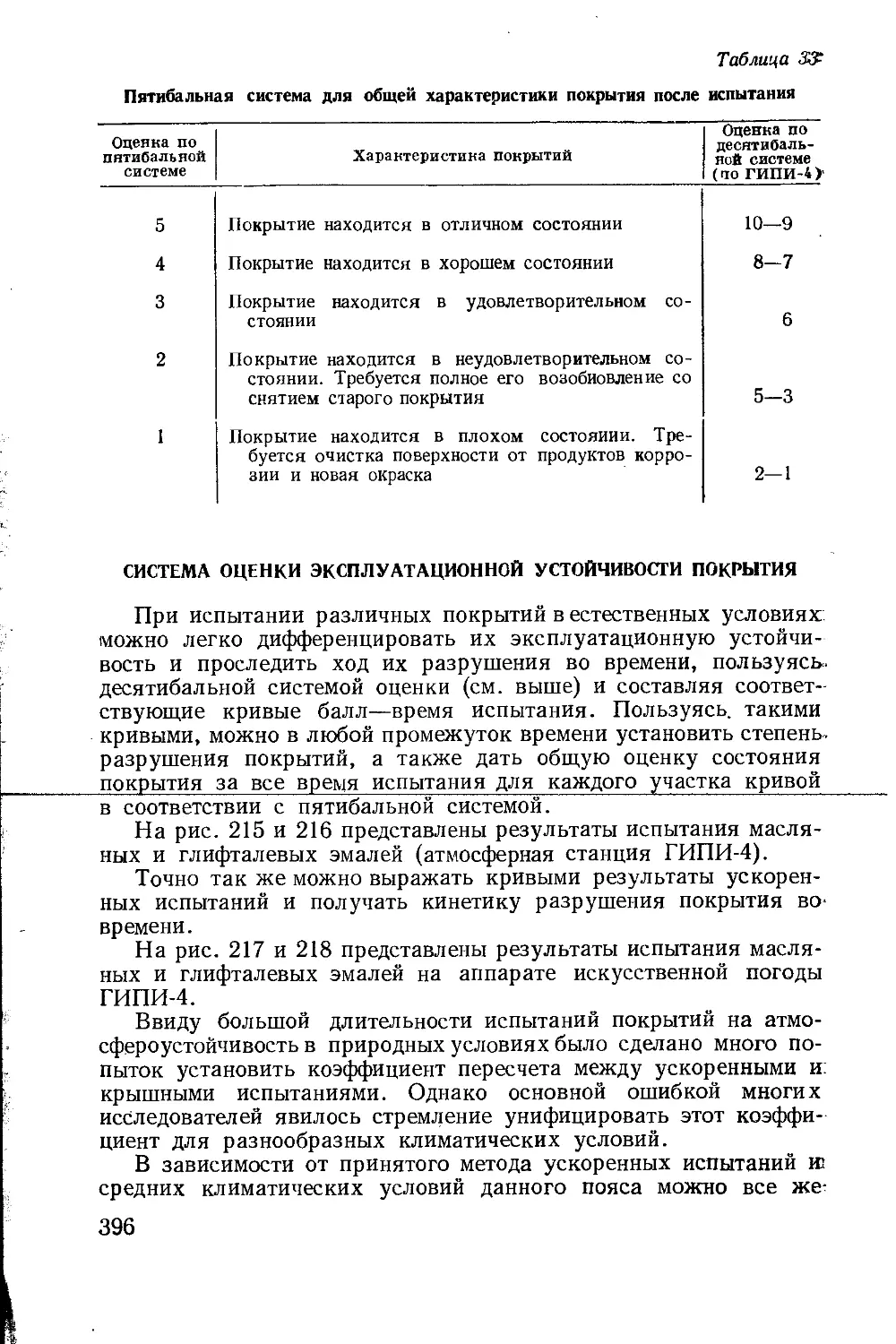
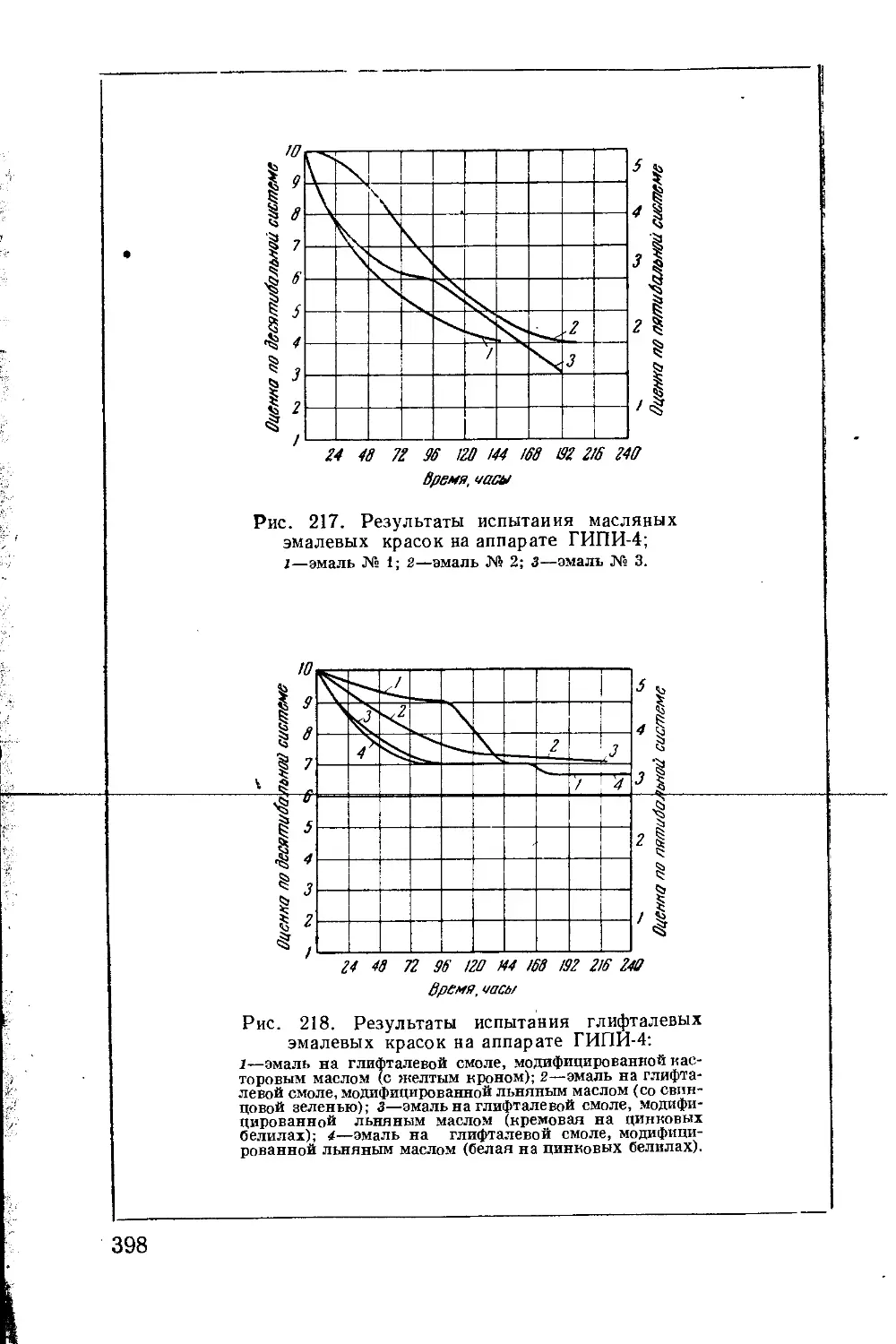
Система оценки эксплуатационной устойчивости покрытия . . . 396
Литература...................................................403
ЧАСТЬ ШЕСТАЯ
СПЕЦИАЛЬНЫЕ МЕТОДЫ ИСПЫТАНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ И ПОКРЫТИЙ
Глава 1. Электрические методы испытания лакокрасочных материалов и
покрытий (пленок)............................................405
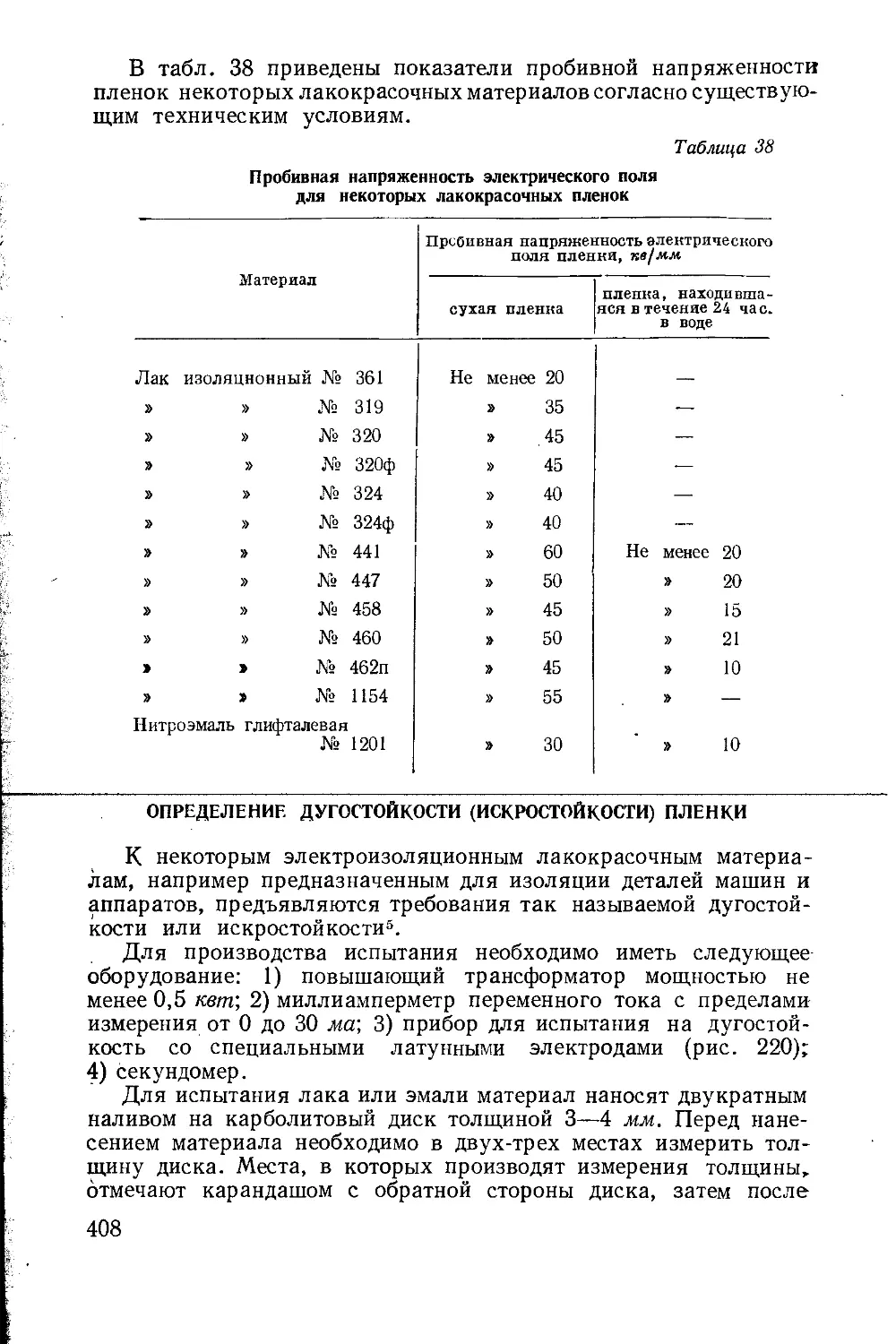
Определение пробивной напряженности лакокрасочных пленок . 405
Определение пробивной напряженности пленки до воздействия
воды........................................ - . . . . 406
Определение пробивной напряженности пленки после воздей-
ствия воды...............................................407
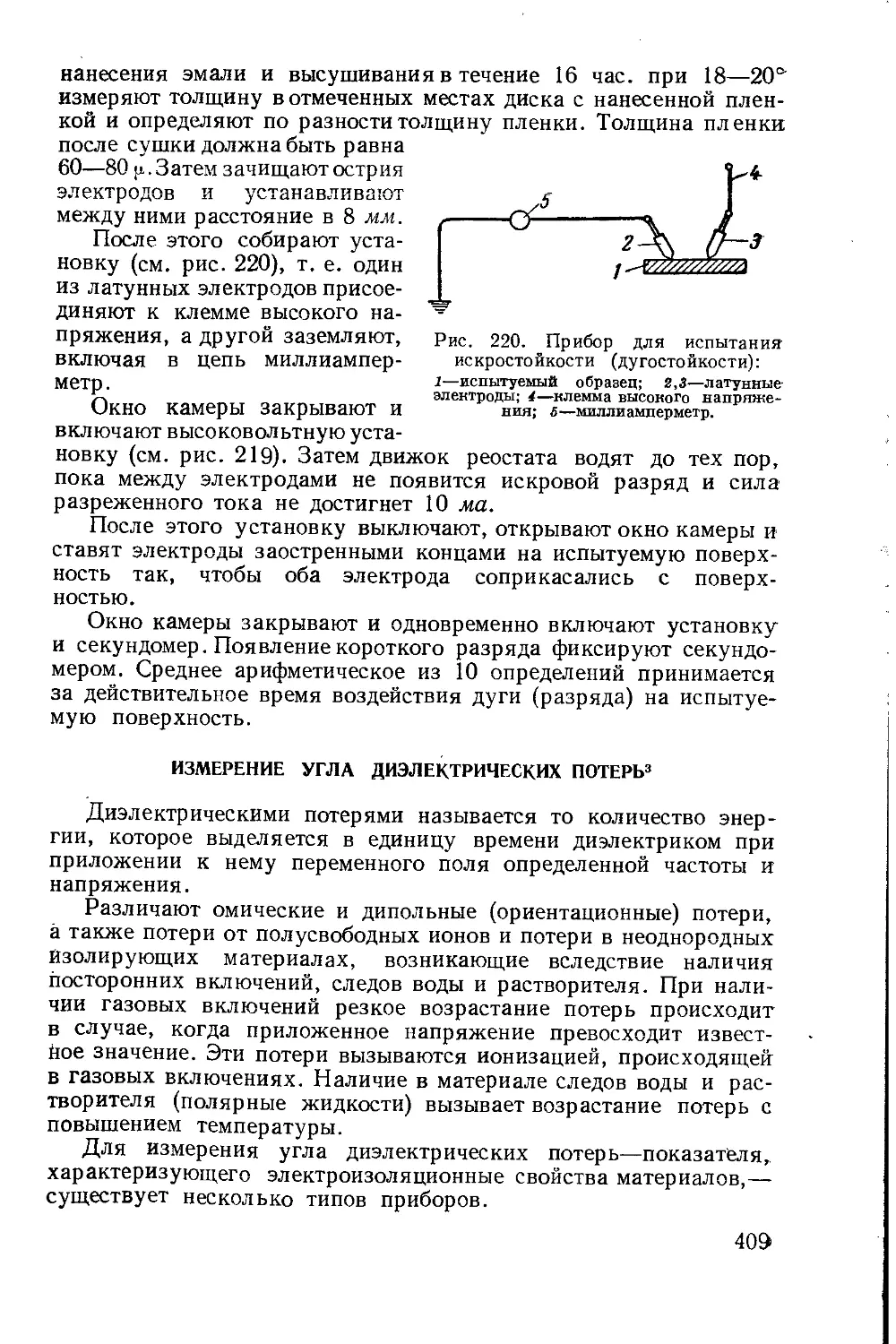
Определение дугостойкостн (нскростойкости) пленки.............408
9
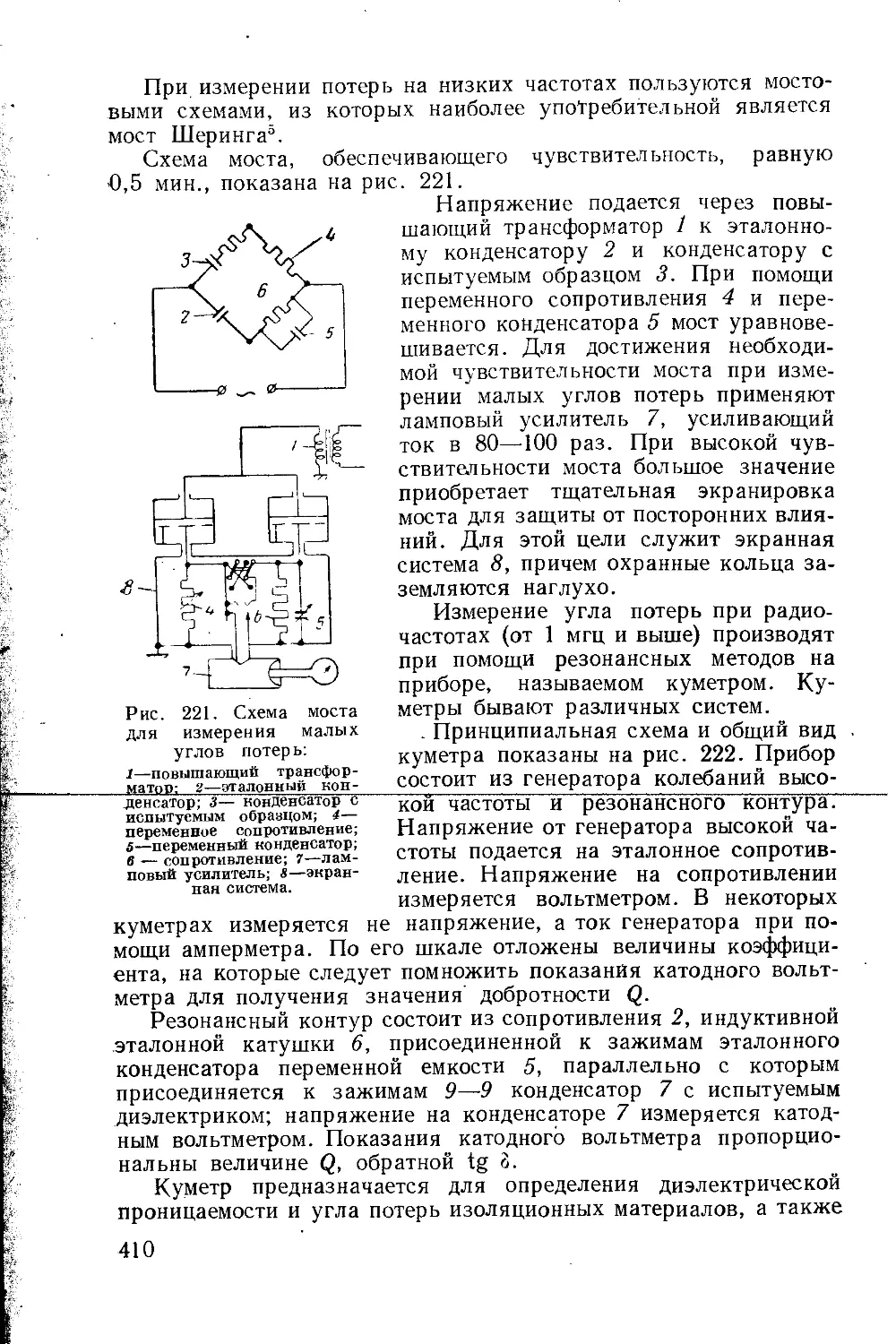
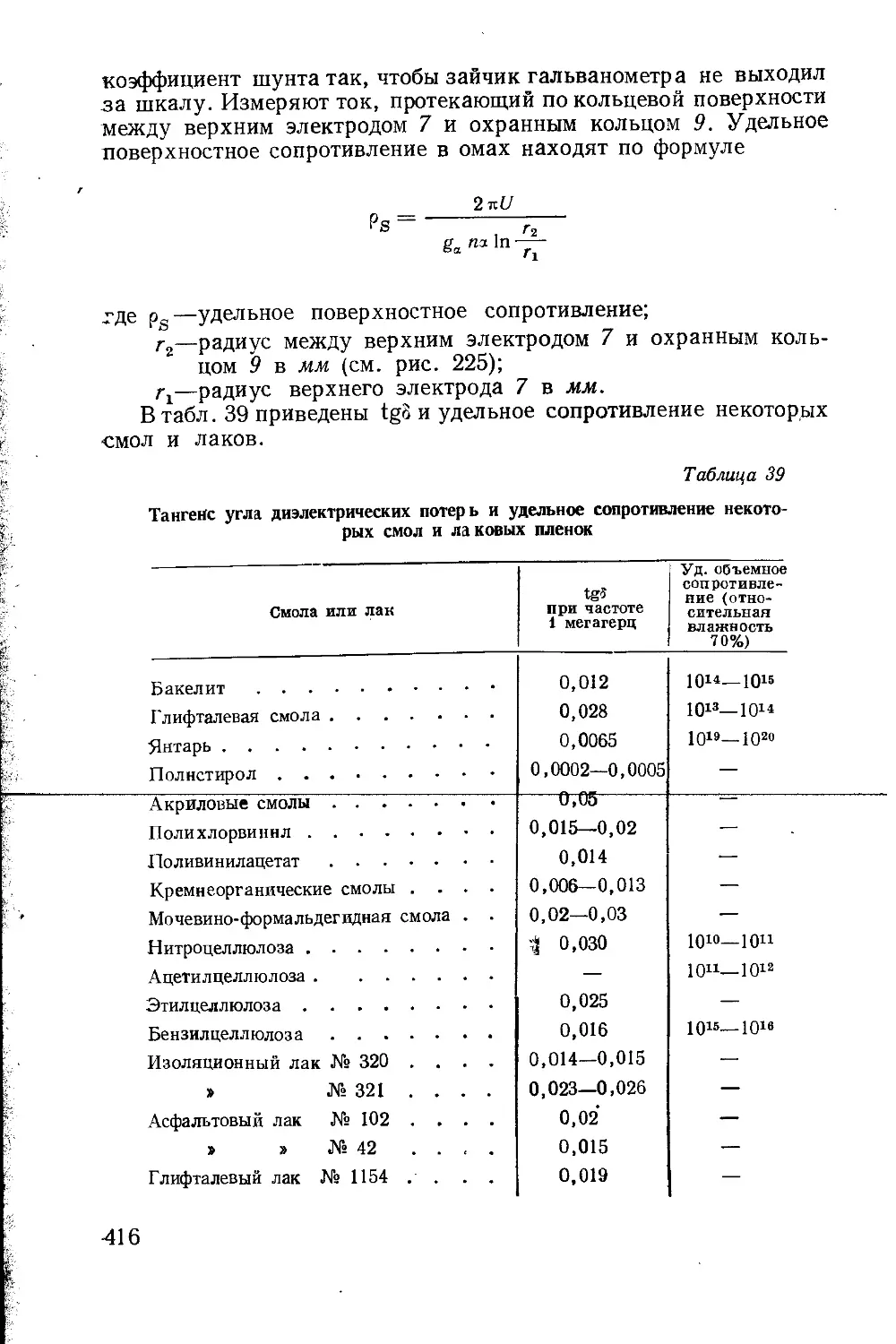
Измерение угла диэлектрических потерь.......................409
Измерение тангенса угла диэлектрических потерь пленки (при
низких частотах) стандартным методом....................412
Измерение тангенса угла диэлектрических потерь пленки (при
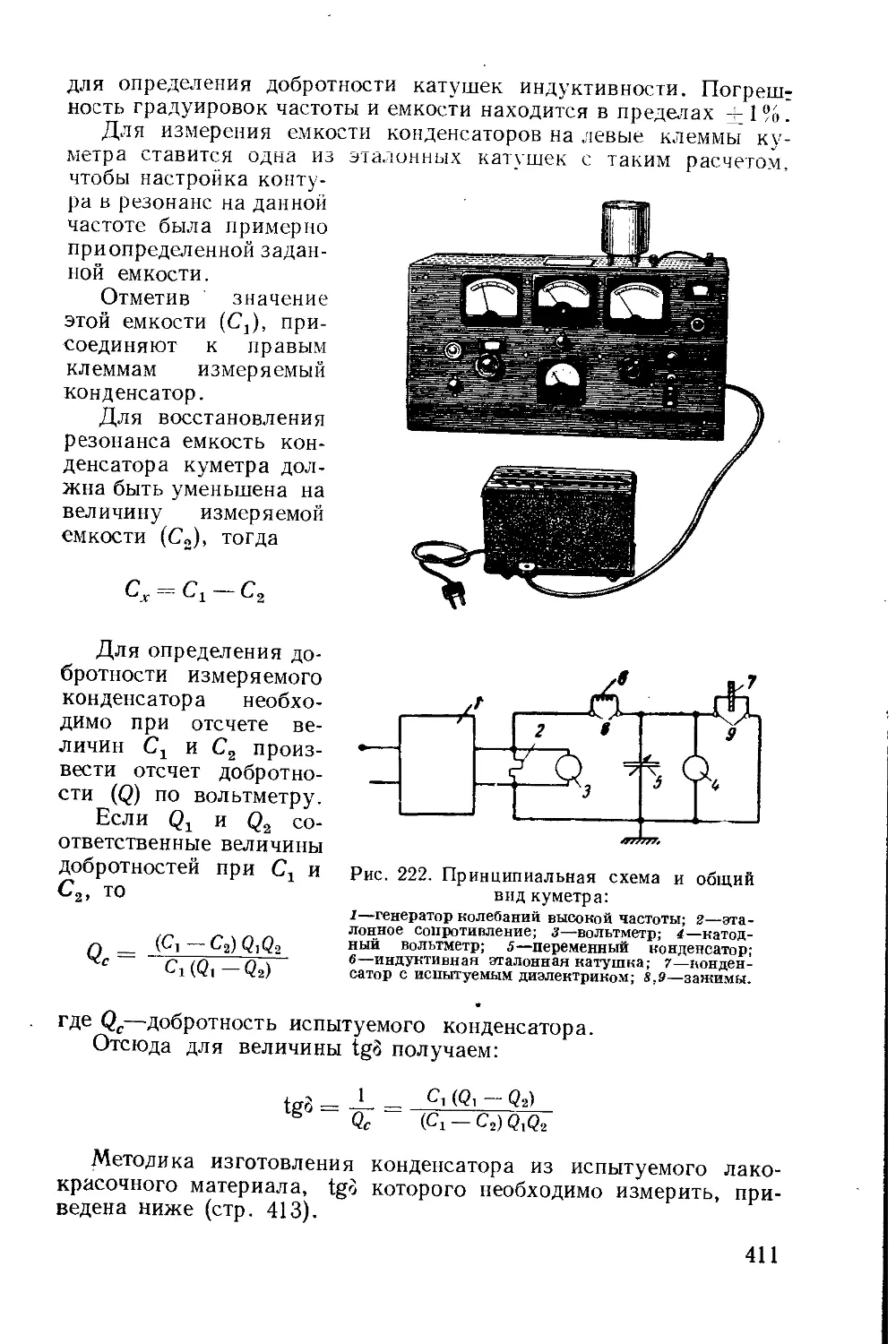
высоких частотах) на куметре............................413
Определение удельного объемного сопротивления н удельного по-
верхностного сопротивления ................................ 413
Определение удельного объемного сопротивления...........414
Определение удельного поверхностного сопротивления . . . 415
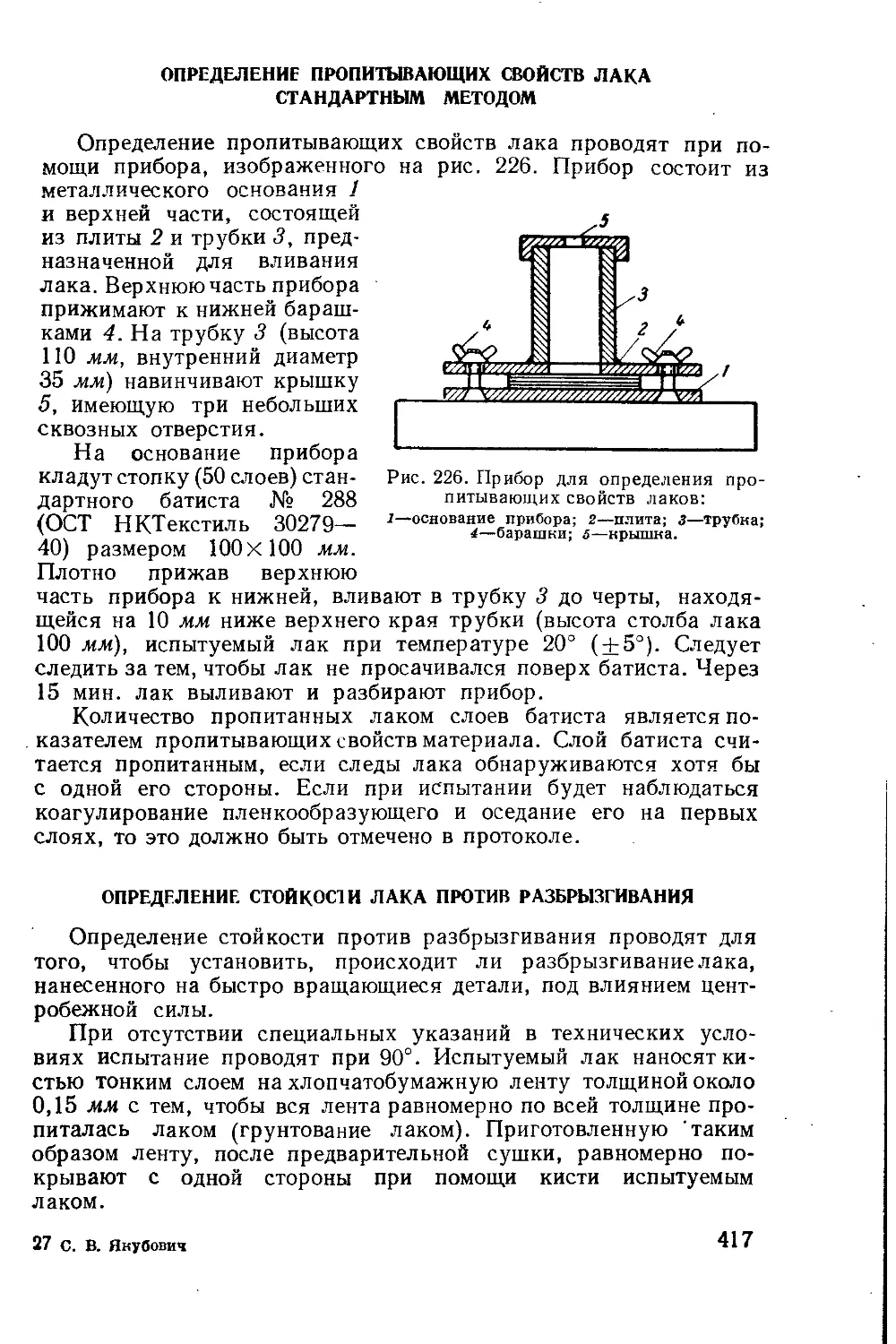
Определение пропитывающих свойств лака стандартным методом . 417
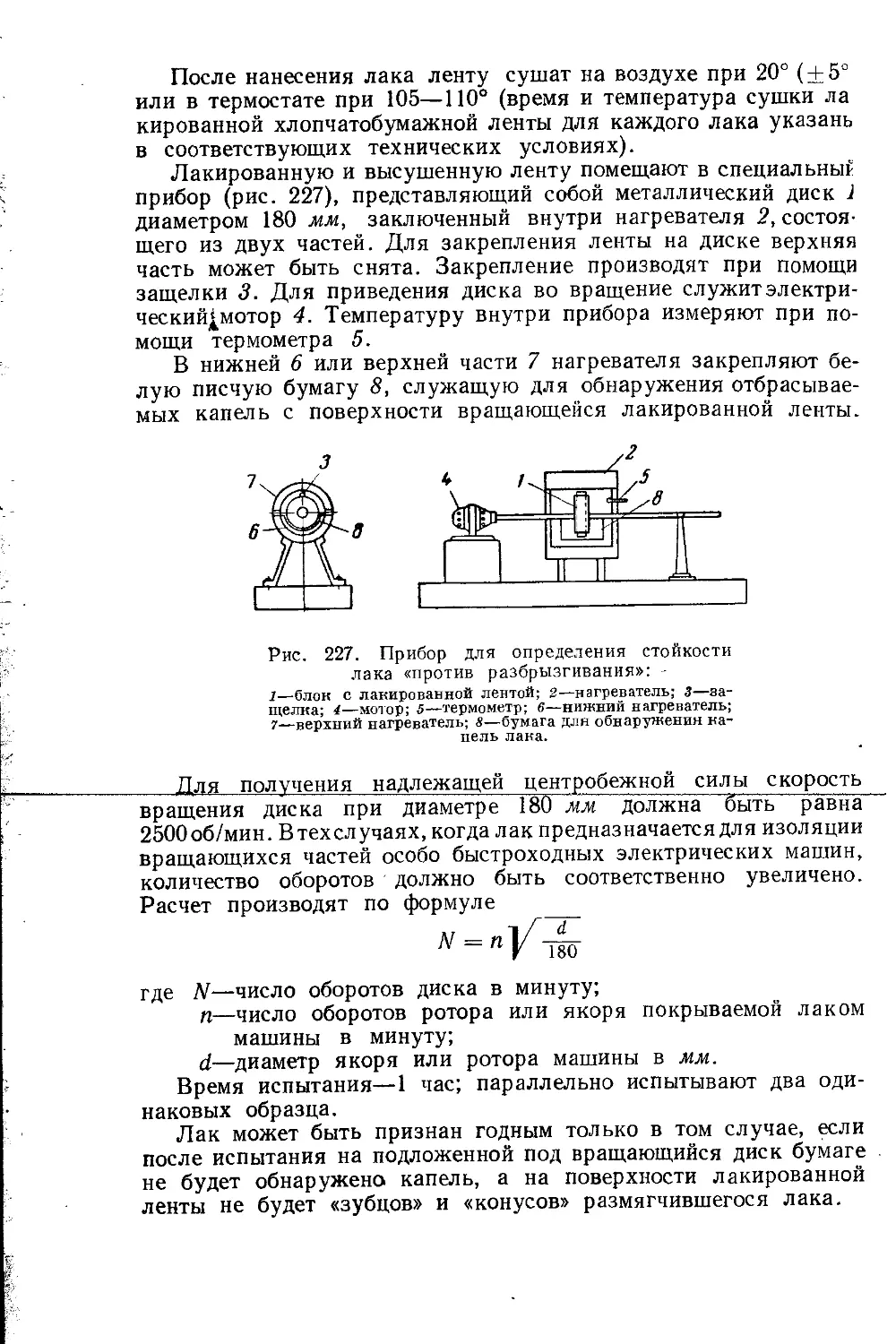
Определение стойкости лака против разбрызгивания............417
Глава 2. Определение термостойкости и негорючести лакокрасочных по-
крытий ....................................................419
Испытание огнезащитных покрытий на дереве ....... 420
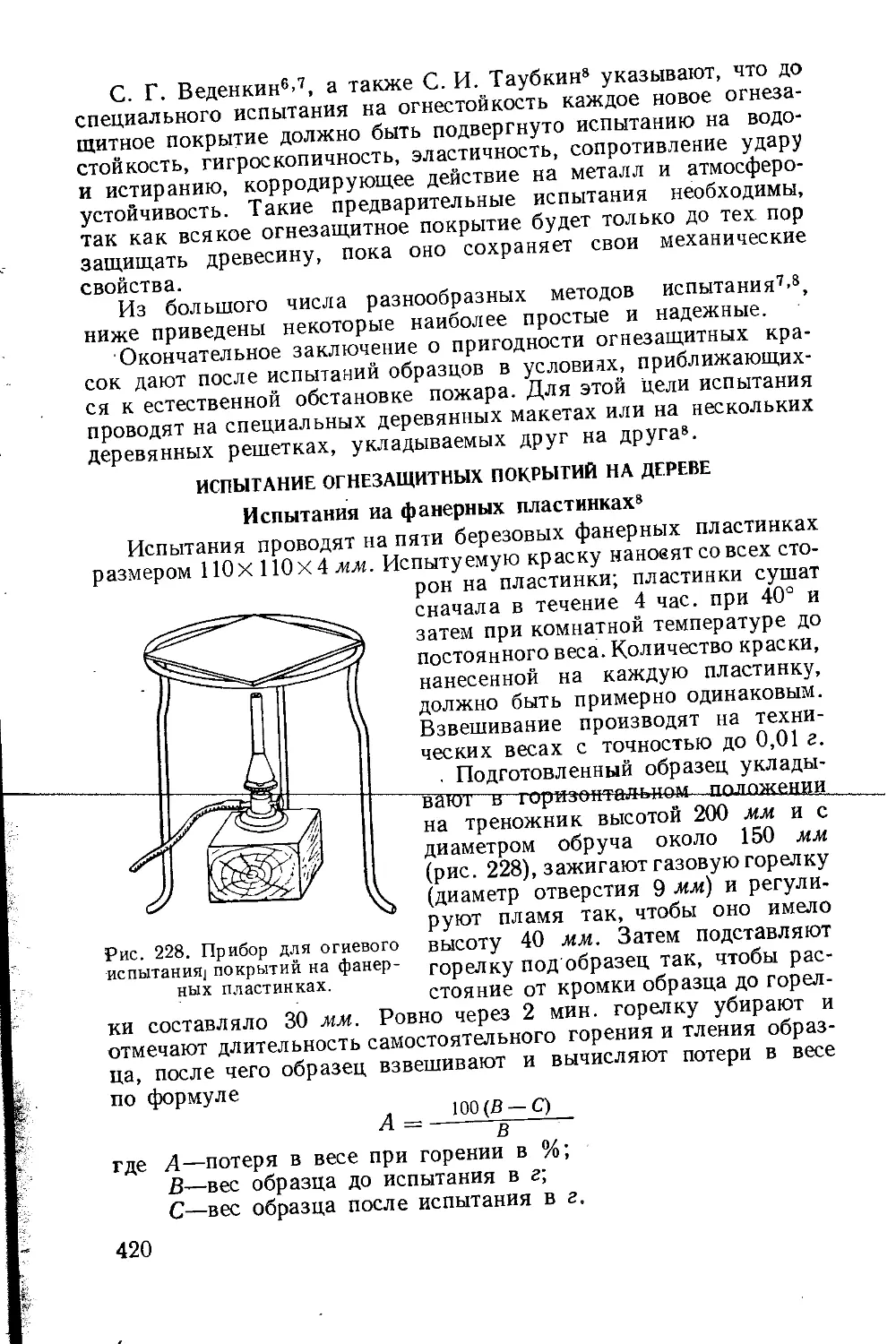
Испытания на фанерных пластинках........................420
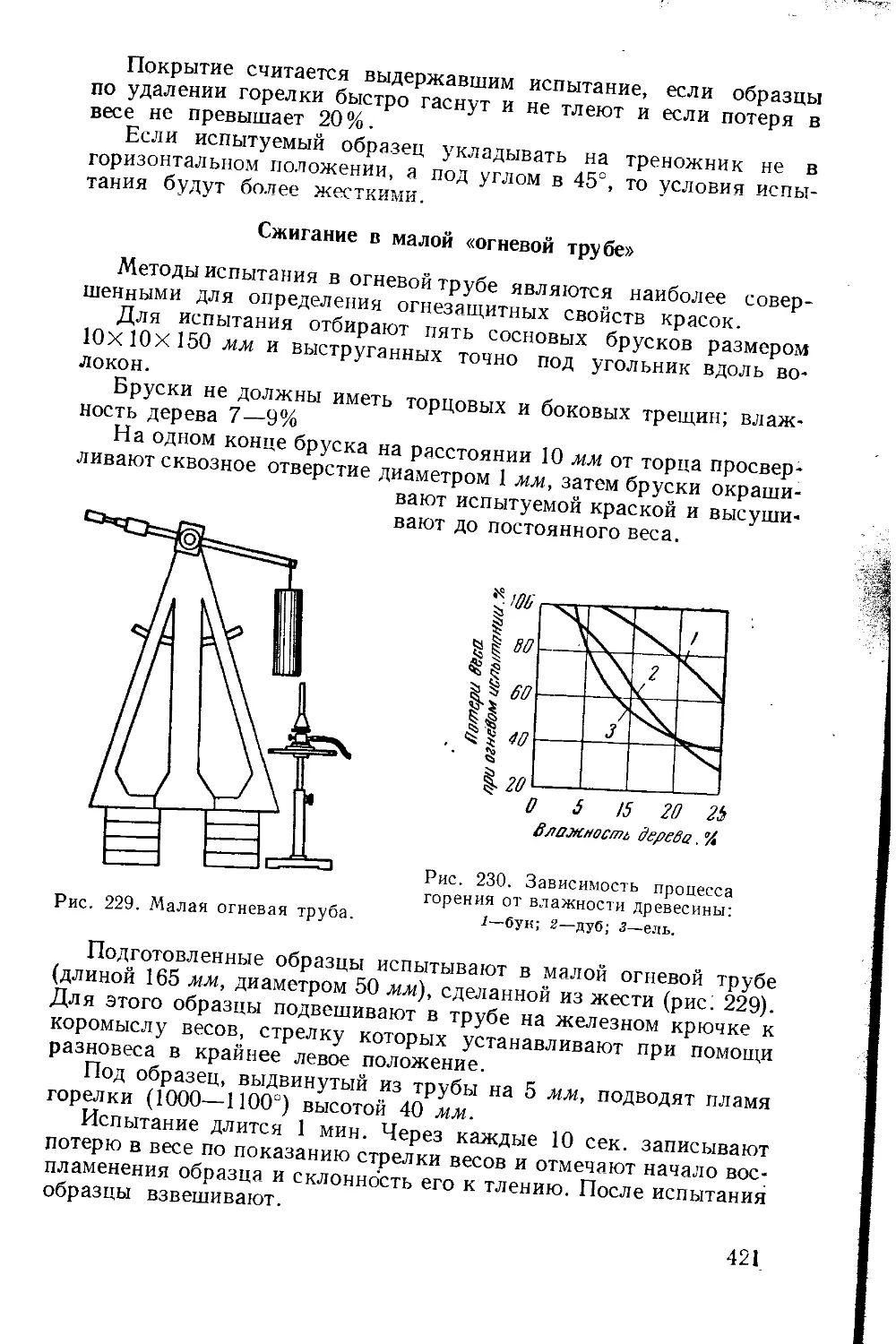
Сжигание в малой «огневой трубе»....................... 421
Определение термостойкости и негорючести покрытий на ме-
талле н ткани...............................................422
Определение термостойкости лакокрасочных покрытий проводов
зажигании...............................................422
Определение негорючести лакокрасочных покрытий проводов
зажигания...............................................422
Определение негорючести изоляции лакированной проволоки . 423
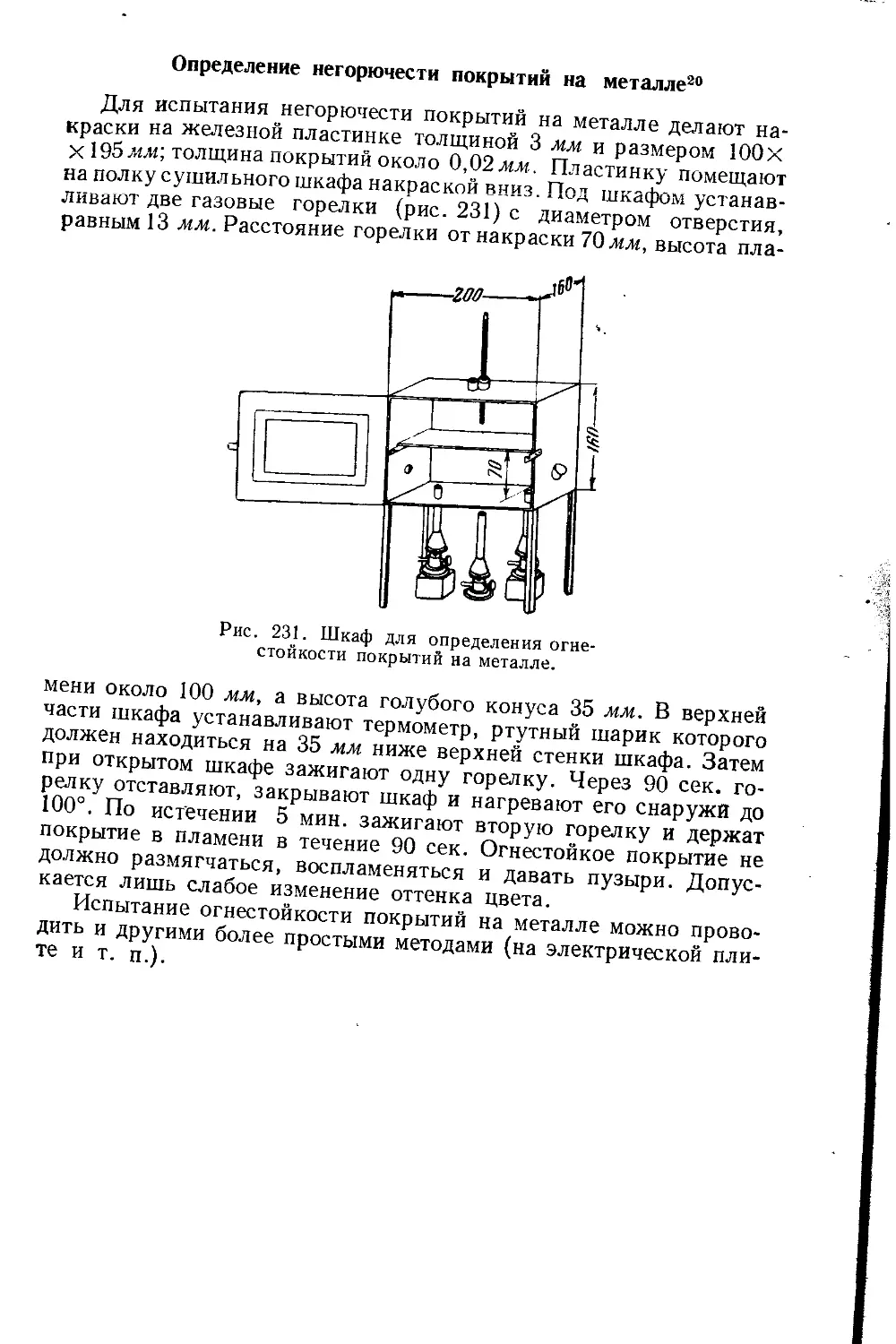
Определение негорючести покрытий на металле.............423
Глава 3. Определение морозостойкости (хладостойкости) покрытий . . 424
Определение морозостойкости покрытия испытанием на удар . . 425
Определение морозостойкости покрытий методом выдавливания
подложки.................................................... 428
Определение морозостойкости пленки по удлинению ее при прило-
жении нагрузки...............................................430
Определение морозостойкости покрытия методом изгиба .... 432
Определение морозостойкости покрытия высоковольтных проводов
зажигания методом изгиба.....................................432
Определение морозостойкости покрытия «термическим ударом» . . 433
Определение морозостойкости при повышенной влажности .... 433
Глава 4. Определение стойкости покрытия к различным реагентам
(щелоче- и кислотостойкость, масло- и бензостойкость и др.) . . 434
Определение стойкости покрытия к кислотам и щелочам .... 435
Определение стойкости покрытий на дереве и штукатурке к кислотам 435
Испытания на дереве......................................435
Испытания на штукатурке..................................436
Определение стойкости покрытия к кислотам комплексным методом 436
Определение стойкости электроизоляционного покрытия к кислотам
и щелочам ......... .......................436
Определение стойкости покрытий к дезинфекционным средствам . . 437
Определение стойкости покрытий к моющим средствам..........437
Определение стойкости лакокрасочного материала к жидкому топли-
ву (горючему)................................................438
Определение бензиностойкостн материала, предназначенного
для внутренних покрытий................................. 438
Определение бензиностойкостн материала, предназначенного
для внешних покрытий.....................................438
Определение стойкости материала, предназначенного для внеш-
них покрытий, к жидкому топливу..........................439
10
Определение стойкости материала, предназначенного для вну-
тренних покрытий, к жидкому топливу..................439
Определение керосиноустойчнвости материала............439
Определение стойкости лакокрасочного материала к минеральному
маслу.....................................................440
Определение маслостойкости материала, предназначенного для
внутренних покрытий ................................. 440
Определение маслостойкости материала, предназначенного для
внешних покрытий......................................440
Определение маслостойкости изоляционных лаков .... 440
Глава 5. Испытание лакокрасочных материалов, предназначенных для
лакировки и окраски ткаии ............................. 442
Определение малярных свойств лаков и красок, предназначенных
для окраски и лакировки ткани.............................442
Испытание лаков первого покрытия......................442
Испытание эмалевых красок второго покрытия............443
Определение привеса ткани после нанесения аэролаков . . . . . 443
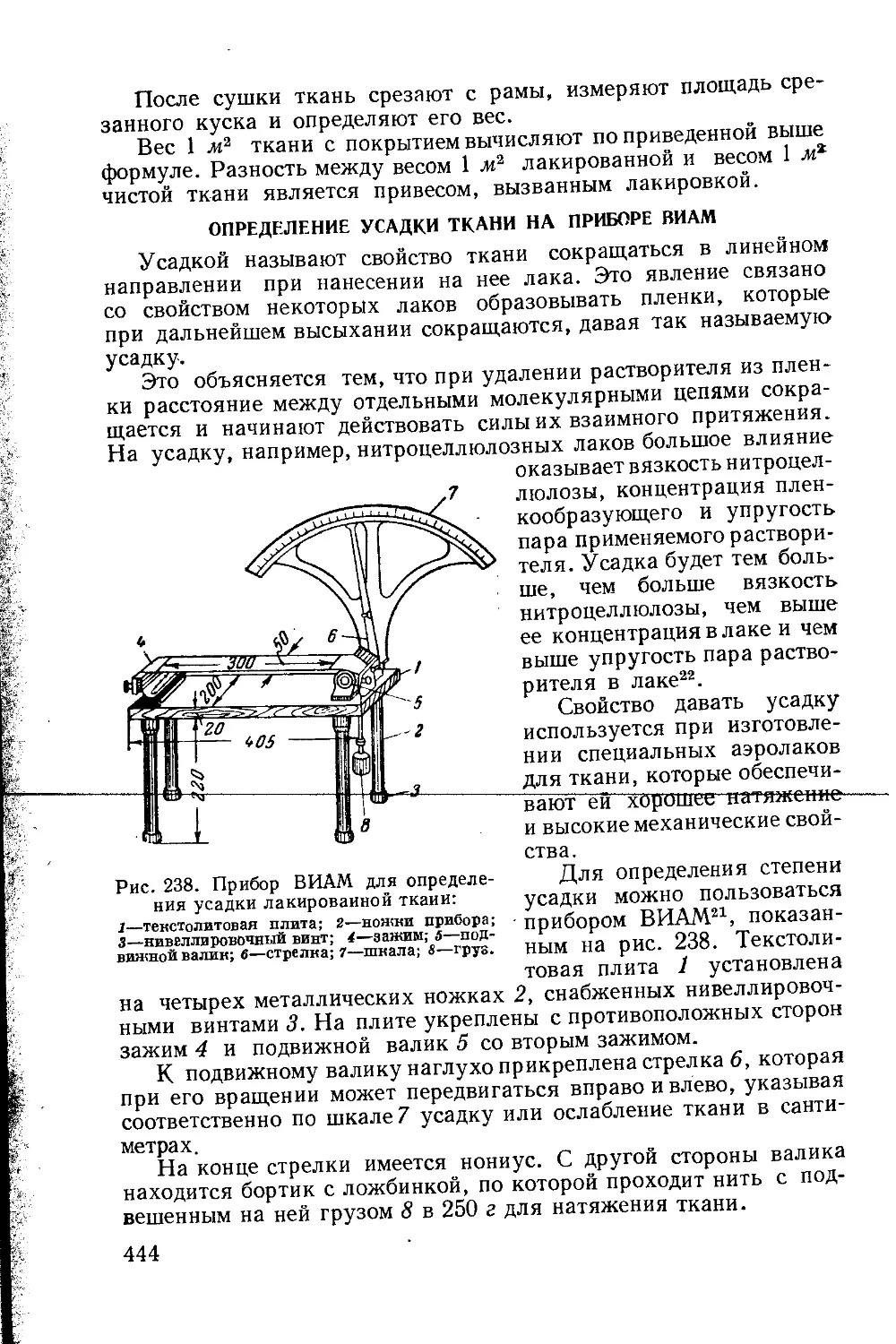
Определение усадки ткани на приборе ВИАМ..................444
Определение прироста прочности ткани после лакировки .... 445
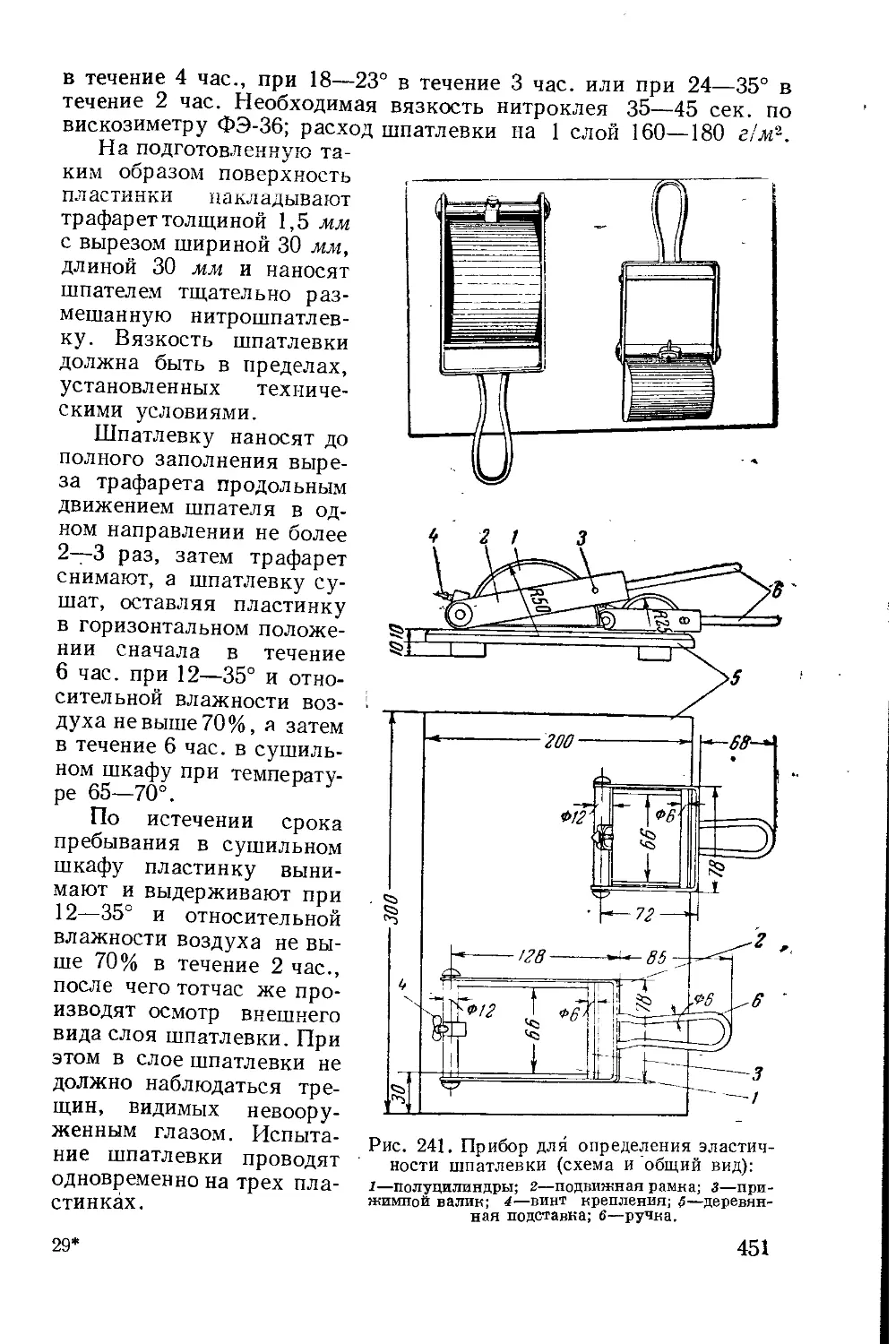
Глава 6. Испытание шпатлевок (подмазочиых масс)...............447
Определение свойства шпатлевки шлифоваться................448
Определение свойства шпатлевки шлифоваться стандартным
методом...............................................448
Определение свойства шпатлевки шлифоваться при’помощи при-
бора Серебрянникова ..................................449
Определение эластичности шпатлевки .... 450
Определение термостойкости нитрошпатлевки.................450
Литература............................................... 452
Приложения
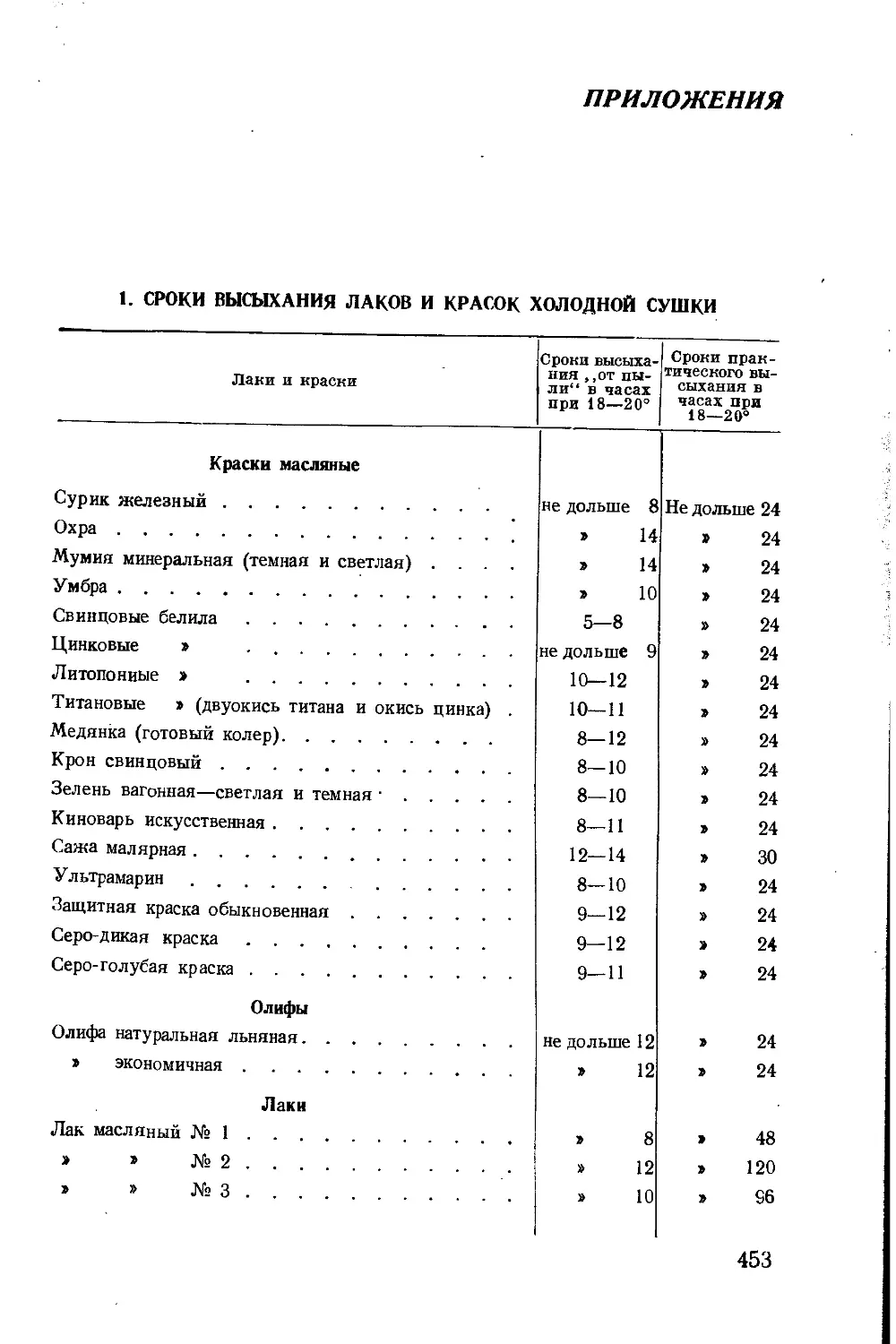
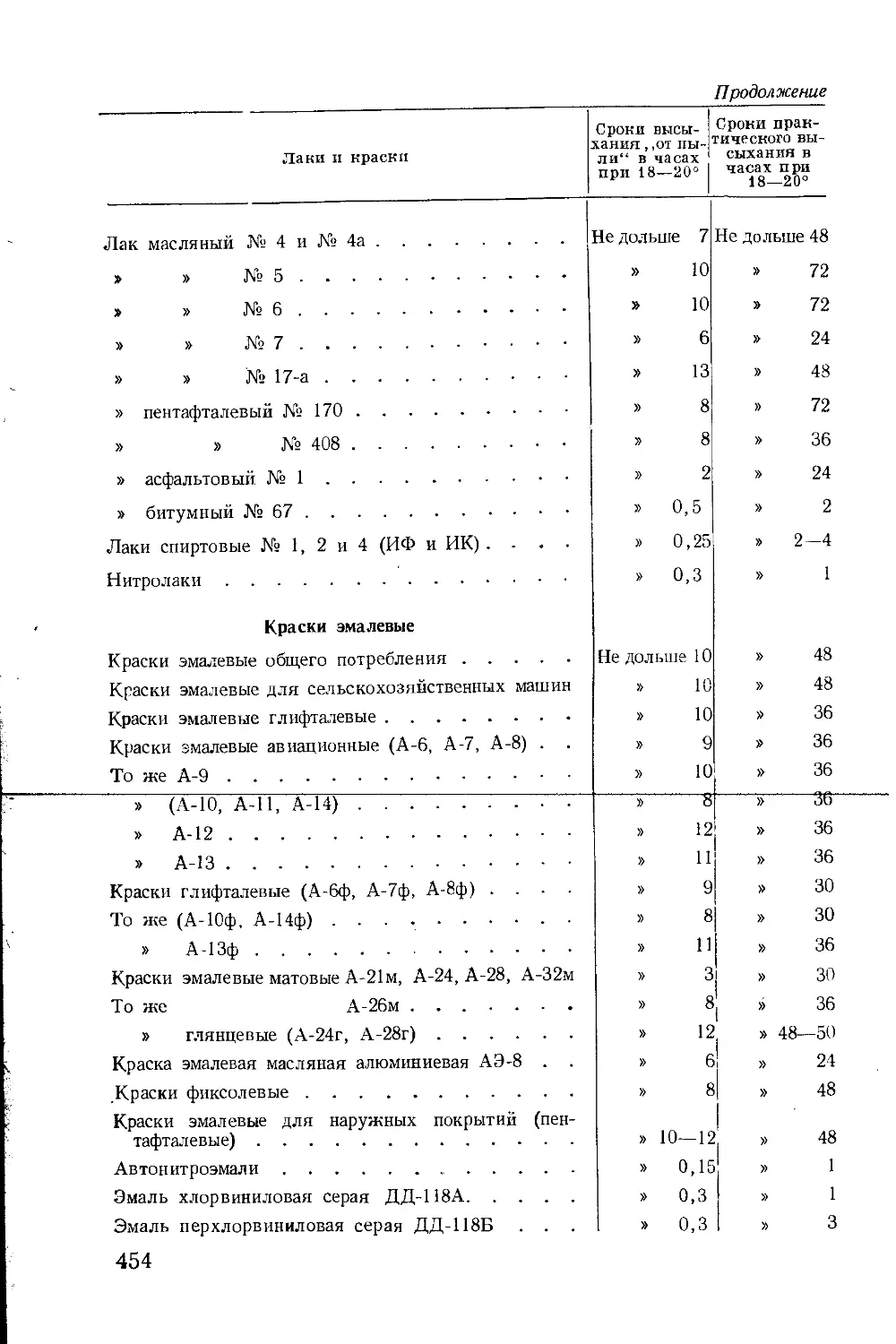
1. Сроки высыхания лаков и красок холодной сушки..........453
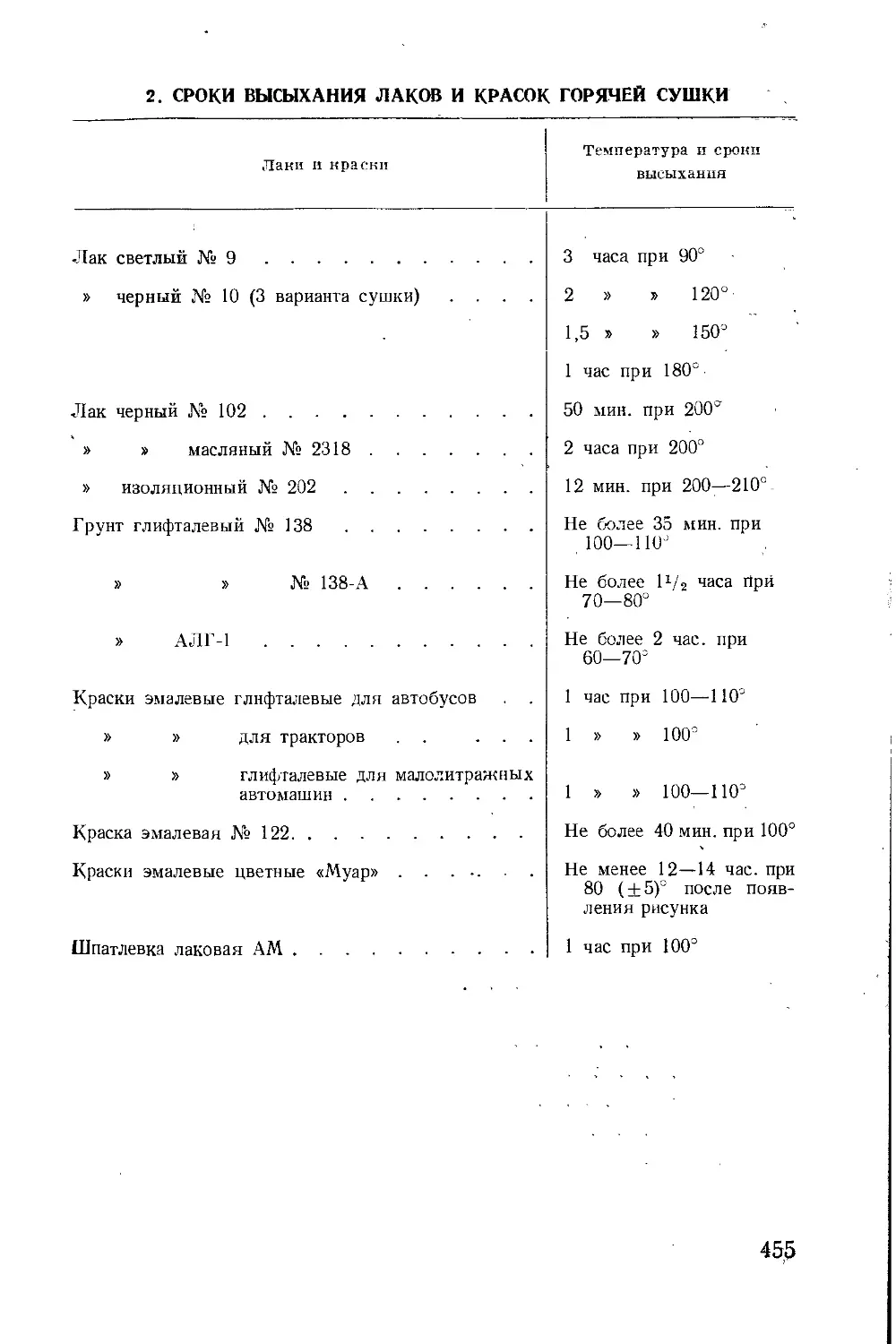
2. Сроки высыхания лаков и красок горячей сушки . 455
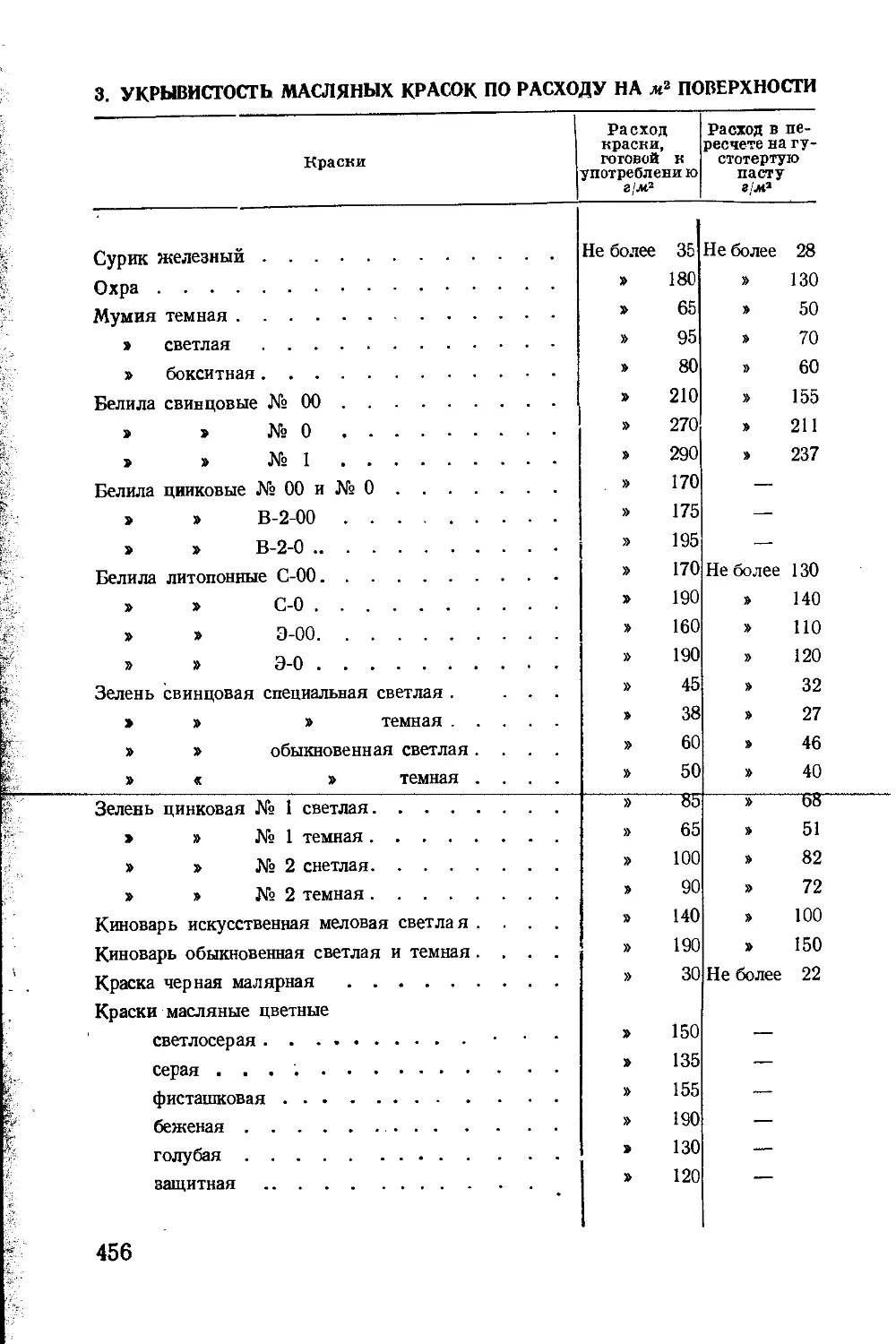
3. Укрывнстость масляных красок по расходу на 1 м2 поверхности 455
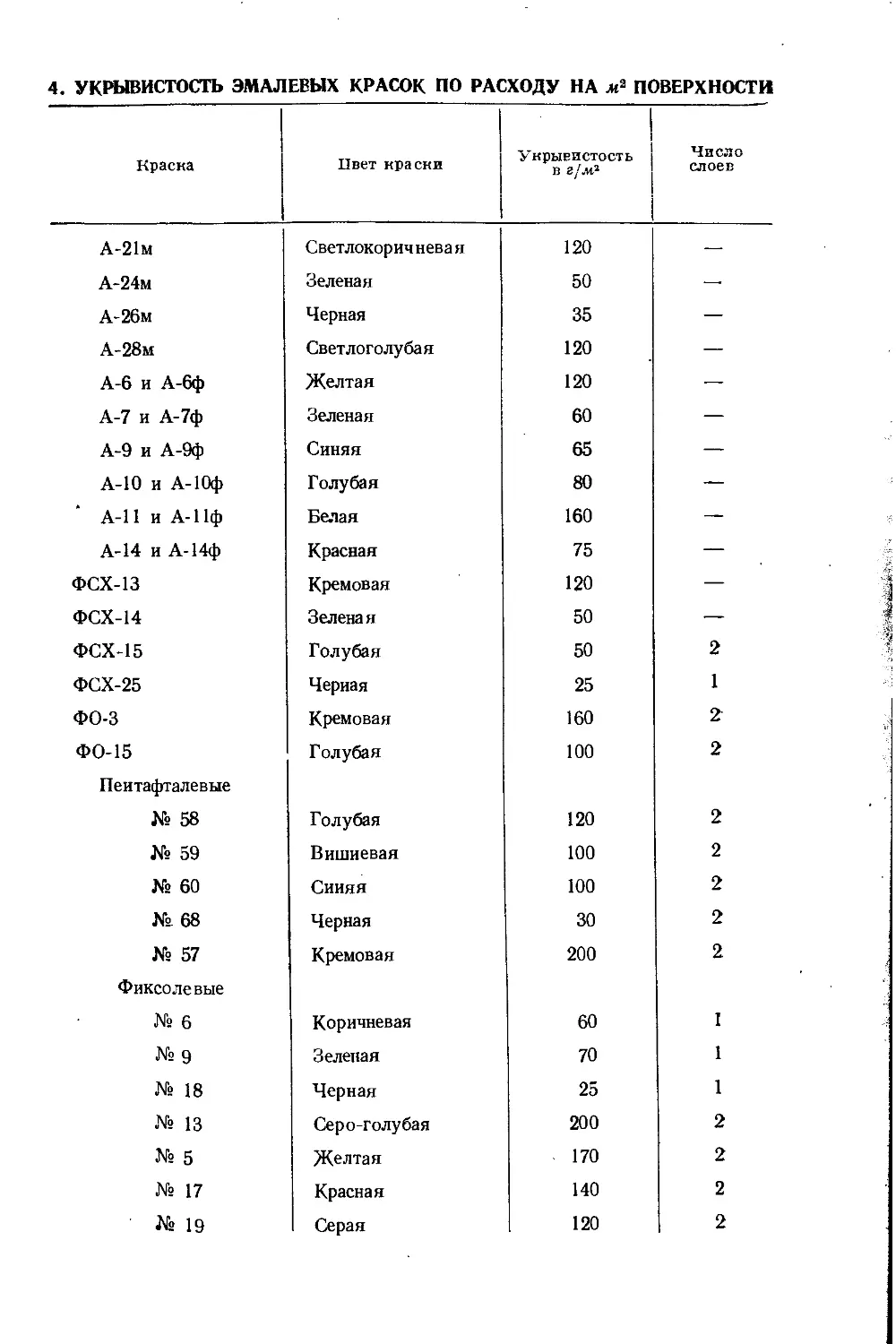
4. Укрывнстость эмалевых красок на 1 м2 поверхности .... 457
Предметныйуказатель......................................... 458
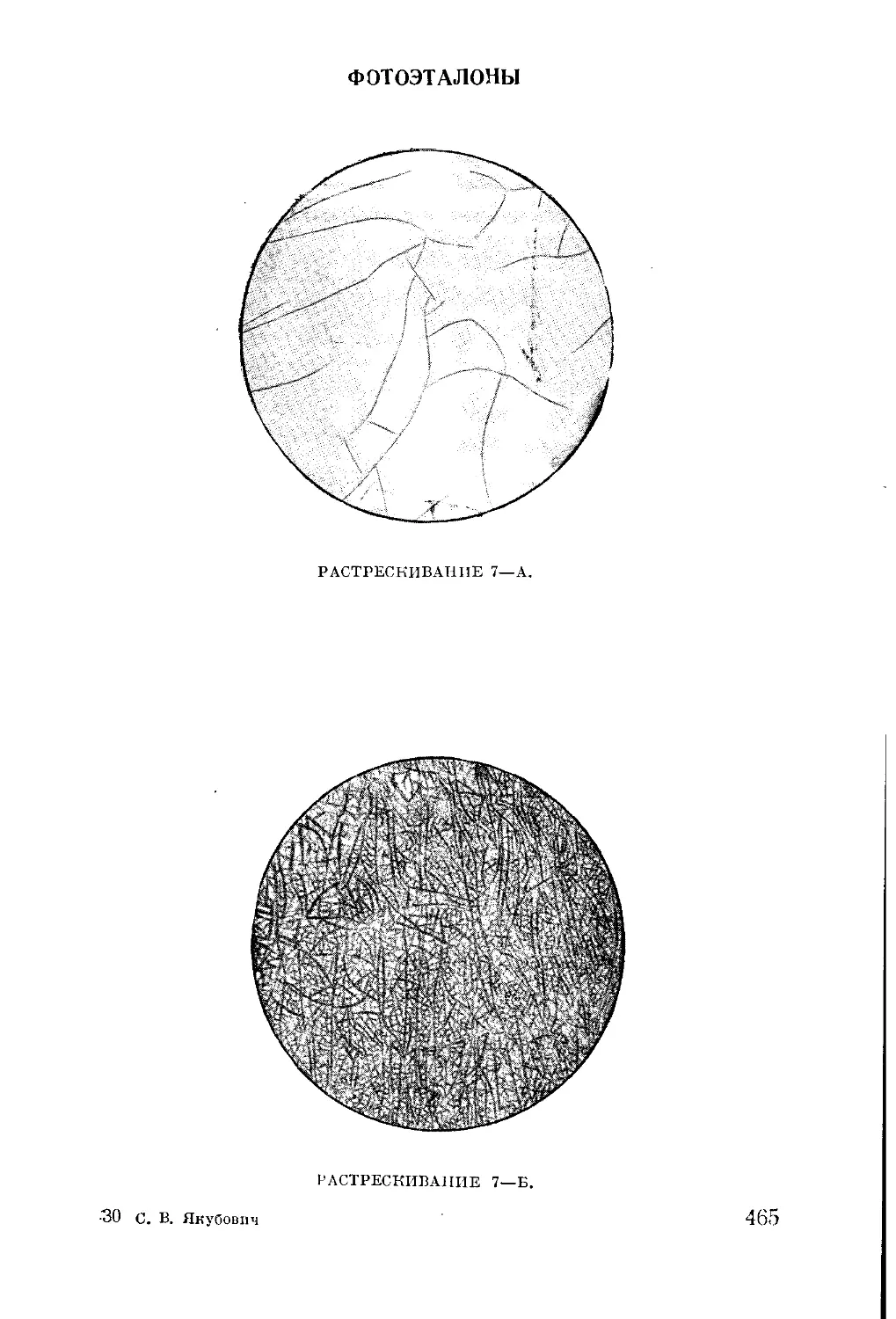
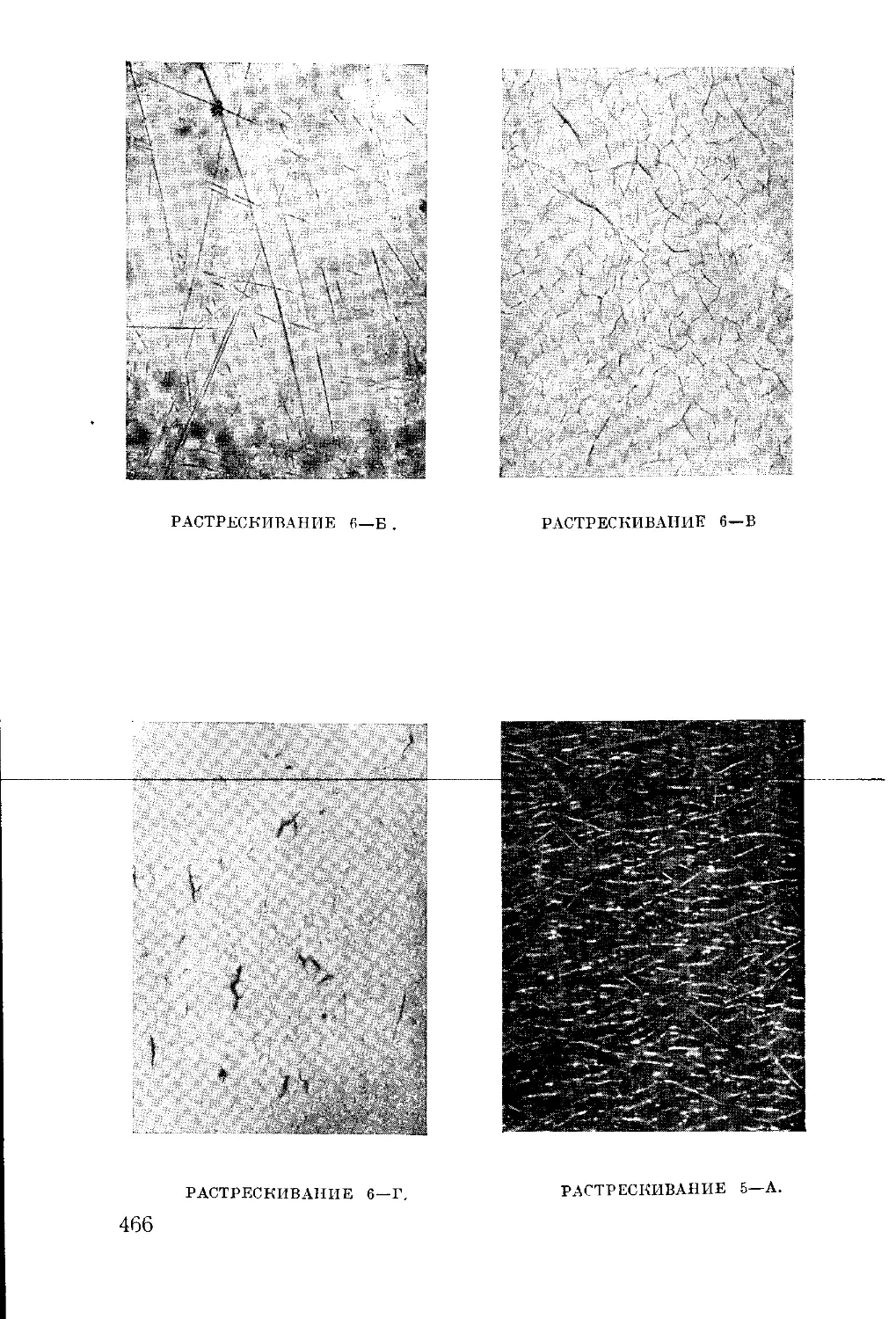
Фотоэталоны................................................. . 465
ПРЕДИСЛОВИЕ
Настоящая книга является новым, коренным образом перерабо-
танными дополненным изданием книги «Физико-механические ме-
тоды испытания лакокрасочных материалов и покрытий», вышед-
шей в 1938 г.
Рассматриваемые автором методы испытаний приведены в со-
ответствие с изменениями, происшедшими в производстве лакокра-
сочных материалов и покрытий.
В книге последовательно изложены: 1) методы испытаний лако-
красочных материалов (готовые лаки и краски) до применения их в
качестве окрасочного материала; 2) методы испытания лаков и кра-
сок при нанесении их на окрашиваемую поверхность, т. е. с мо-
мента нанесения до образования пленки (покрытия); 3) методы ис-
пытания сформировавшихся пленок, создающих защитные покры-
тия.
Книга разделена на шесть частей. В первых пяти частях при-
ведены методы, применяемые обычно для всех видов лакокрасоч-
ных материалов и покрытий. В шестой части приведены методы ис-
пытания специальных лакокрасочных материалов (электроизо-
ляционных, химически стойких, бензо-маслостойких, огнезащит-
ных и др.).
Глава 4 первой части написана кандидатом технических наук
Я. М. Гуревичем, глава 13 четвертой части написана кандида-
том технических наук М. М. Гольдбергом.
В книге использованы работы автора с сотрудниками, про-
веденные в лаборатории испытания материалов и технологии по-
крытий НИИЛК, а затем ГИПИ-4.
Автор выражает благодарность проф. А. Я. Дринбергу, инж.
М. Я- Шарову, канд. техн, наук П. М. Богатыреву, И. В. Рискину,
М. М. Гольдбергу, Я. М. Гуревичу и инж. В. И. Ивонину за
помощь в работе и ценные указания, сделанные при просмотре
рукописи, а также Л. И. Баранову за оказанную им помощь в
подготовке настоящей книги к изданию.
С. Якубович
ВВЕДЕНИЕ
Продолжительность срока службы лакокрасочных покрытий в
значительной степени зависит от условий, при которых эти покрытия
эксплуатируются. Чем жестче условия эксплуатации, тем скорее
наступает разрушение покрытий, приводящее к потере их за-
щитного действия, и тем скорее покрытия нужно восстанав-
ливать.
Но независимо от условий эксплуатации рано или поздно на-
ступает «старение» лакокрасочных пленок, т. е. происходят та-
кие изменения пленок, которые ведут к изменению их основных ме-
ханических свойств и к разрушению.
Скорость старения зависит от интенсивности воздействия на
пленку основных разрушающих факторов—света, температуры,
кислорода воздуха, влаги.
Все лакокрасочные материалы по их назначению и применению
можно в основном подразделить на три группы.
Первая группа—материалы, предназначенные для внешних
покрытий. Такие покрытия должны быть устойчивыми по отно-
шению к атмосферным влияниям.
Вторая группа—материалы, предназначенные для внутренних
покрытий в обычных нормальных условиях эксплуатации. Та-
кие покрытия могут и не быть устойчивыми по отношению к ат-
мосферным влияниям.
Третья группа—материалы, предназначенные для специальных
покрытий (внутренних и внешних)—химически стойкие, бензо-
стойкие, огнестойкие, электроизоляционные и т. п,
По роду поверхности, для которой предназначается покрытие,
каждую группу можно разбить на следующие подгруппы: 1) матери-
алы, предназначенные для покрытия черных металлов; 2) мате-
риалы, предназначенные для покрытия легких металлов и их
сплавов; 3) материалы, предназначенные для покрытия цветных
металлов; 4) материалы, предназначенные для покрытия дерева и
5) материалы, предназначенные для покрытия других неме-
таллических поверхностей (штукатурка, камень, бетон).
13
Исходя из этого, для оценки качества материала необходимо
выбирать такие показатели, которые давали бы определенную ха-
рактеристику качества покрытия при эксплуатации его в тех
или иных условиях.
Методика испытания должна быть выбрана в соответствии с
назначением материала.
В настоящее время уже разработана такая методика испы-
таний, на основании которой можно довольно быстро, с достаточ-
ной степенью точности, определять качество лакокрасочных ма-
териалов, предназначаемых как для нормальных, так и для осо-
бо жестких условий эксплуатации покрытий (бензо-масло-водо-
стойкие и другие покрытия) внутри помещений. Что же касается
материалов, предназначаемых для получения внешних покры-
тий, эксплуатируемых в нормальных атмосферных условиях, а
тем более в жестких атмосферных условиях (воздействия хими-
ческих агентов, высокие и низкие температуры и т. п.), то
установление эксплуатационных свойств таких материалов
лабораторным путем представляет очень большие трудно-
сти, и до настоящего времени эта задача еще полностью не
разрешена.
Основным условием для правильной оценки качества лакокра-
сочных покрытий является испытание их не только в данный мо-
мент времени, но и в процессе их старения. Из двух покрытий
более стойким будет то, свойства которого при всех равных по-
казателях ухудшаются медленнее в процессе старения.
Для ускорения естественного старения пленок применяют ряд
искусственных приемов. Одним из распространенных методов ис-
пытания является метод, при котором покрытие подвергается воз-
действию повышенной температуры (60—100°), так называемое
термическое старение.
Однако таких испытаний качества покрытий в большинстве
случаев не производят, что часто является причиной лож-
ных заключений о свойствах материала.
Срок службы лакокрасочной пленки при равных усло-
виях определяется в конечном счете скоростью ее старения
со временем; это обстоятельство необходимо учитывать при
всех испытаниях лакокрасочных материалов.
V '"Ч
ЧАСТЬ ПЕРВАЯ
ИСПЫТАНИЯ ПИГМЕНТОВ
Пигментами называются высокодисперсные вещества, нераство-
римые в воде и пленкообразующем (масло, олифа и т. д.), обычно от-
личающиеся высоким коэффициентом преломления.
Согласно классификации, предложенной Е. Ф. Беленьким и
И. В. Рискиным1, все пигменты делят на ахроматические и хро-
матические. И ту и другую группу в свою очередь разбивают ш>
цвету пигмента на подгруппы: белые, черные, серые, желтые, оран-
жевые, красные, зеленые, синие, фиолетовые пигменты.
Пигменты каждой подгруппы различают по хромофору, т. е. по.
атому или группе атомов, присутствием которых обусловлен цвет
пигмента. Так, например, в подгруппы желтых, оранжевых и
красных пигментов входят крона — хромовокислые пигменты,
содержащие хромофоры СгО4 (желтый, оранжевый, красный
свинцовые крона, цинковый крон и т. д.); железоокисные пиг-
менты, содержащие хромофоры Fe++ и Fe+++ (желтые, красные,
коричневые и черные окислы железа), и т. д. В подгруппы зеленых,
синих, фиолетовых пигментов входят, например, хромовые пиг-
менты, содержащие хромофор Сг (окись хрома, изумрудная зе-
лень); железная лазурь (хромофор Fe(CN)6‘—) и т. д.
Имеются также особые группы органических пигментов (пиг-
ментные красители, краплаки, осажденные лаки) и пигментов це-
левого назначения (для термочувствительных, светящихся и не-
обрастающих красок).
Пигменты имеют весьма разнообразное применение, однако наи-
более важным является их применение в красках для защиты ме-
талла от коррозии и атмосферных воздействий, а также для цвето-
вого оформления окрашиваемых объектов.
Как известно, чистые пленки (т. е. пленки, не содержащие пиг-
мента), получаемые нанесением на поверхность объекта пленко-
образующих веществ, в большинстве случаев достаточно прони-
цаемы для влаги и других атмосферных агентов, а потому почти
не применяются для защиты материала от атмосферных воздей-
ствий.
15.
Для повышения защитных свойств пленки к пленкообразующе-
му материалу прибавляют пигменты. Суспензия пигментов в плен-
кообразующем называется краской. Краски и служат основным
средством защиты покрываемой поверхности от коррозии.
Некоторые пигменты, обладающие специфическими свойства-
ми, применяются для специальных красок (необрастающие крас-
ки), термочувствительные (термофоры), сигнальные краски (лю-
минофоры) и т. д.
Кроме того, пигменты находят применение и для специальных
целей (наполнители резины, в производстве аккумуляторов и т. д.).
При изложении свойств пигментов и методики испытаний в
основном учитывалось их назначение для изготовления красок.
ГЛАВА I
ОПРЕДЕЛЕНИЕ ЦВЕТА ПИГМЕНТОВ И КРАСОК
Точная характеристика цвета пигментов и красок имеет суще-
ственное значение для контроля качества выпускаемой продук-
ции.
Тщательный контроль цвета краски приобретает особенное зна-
чение при маскировочных работах, при маркировке изделий, а
также в тех случаях, когда изделия, в силу специфических усло-
вий их работы, должны быть окрашены в совершенно определен-
ный и всегда одинаковый цвет. Поэтому вопросам правильного
определения цвета должно быть уделено большое внимание. Однако
такое испытание до сих лор вызывает затруднения, несмотря на
то что для этой цели предложено очень много различных приборов
и разработано много специальных методов.
Так как вопросы, связанные с определением цвета, являются
О'Тфедметом цветоведения, то мы приведем только некоторые ме-
^*тоды, приемлемые для определения цвета пигментов и красок.
Видимая глазом окраска тел, их цвет, определяется спек-
тральным составом света, отражаемого или рассеиваемого поверх-
ностью тела или частицами, распределенными внутри тела на не:
котором расстоянии от его поверхности. Цвет определяется объек-
тивными оптическими свойствами тела, зависящими от его струк-
туры и состава.
Цвет пигментов определяется степенью асимметрии кристал-
лической решетки и зависит также от физических свойств пигмента,
в частности от степени его дисперсности2.
Ахроматическими называются цвета (белые, серые, черные), ко-
торые в большей или меньшей степени отражают падающий на них
луч света, не претерпевающий при этом никаких существенных из-
менений. Таким образом, ахроматические цвета характеризуются
в основном только степенью отражения. В то же время каждый
хроматический цвет (красный, синий, желтый и т. д.) характери-
зуется тремя совершенно определенными свойствами: светлотой,
цветовым тоном и насыщенностью.
Светлота цвета характеризуется степенью отражения лучей,
падающих на цветную поверхность.
2 С. В. Якубович _ 17
. J| М -• . ' о ‘
I ....
I Тех хч с-
Цветовой тон характеризуется избирательной поглощающей
способностью поверхности по отношению к лучам различной дли-
ны волн.
Насыщенность цвета характеризуется отличием данного хрома-
тического цвета от ахроматического, одинакового с ним по
светлоте.
Самым примитивным методом определения цвета является
осмотр внешнего вида, дающий только общие, поверхностные
понятия о цвете пигмента или краски. Однако такой субъектив-
ный способ определения безусловно непригоден.
Иногда для определения цвета пользуются различными атла- •
сами3, составленными из большого числа накрасок; цвет испытуе-
мого образца сравнивают с накрасками атласа.
Такие атласы пригодны только для приблизительного опреде-
ления цвета и оттенка краски и пигмента.
Для определения ахроматических цветов большое применение
нашли специальные приборы, так называемые фотометры3’?, не-
сколько типов которых описано ниже.
Применяя светофильтры, фотометры можно также использо-
вать для определения хроматических цветов, однако такие опре-
деления не приводят к достаточно точным результатам.
Как сказано, ахроматические цвета характеризуются в ос-
новном только степенью отражения падающего на них света, по-
этому фотометры и основаны главным образом на определении
этой степени отражения.
Для исследования спектрального состава видимого света при-
меняют спектрофотометры. Наиболее совершенными являются фо-
тоэлектрические спектрофотометры и колориметры, основанные на
применении фотоэлементов4’5.
Принцип действия объективного фотоэлектрического колори-
метра заключается в том, что падающий на три фотоэлемента свет
проходит через три светофильтра, спектральные свойства кото-
рых подобраны так, чтобы различные фотоэлементы давали фото-
ток, пропорциональный координатам х, у и z цвета излучения5
(стр. 25).
Существуют авторегистрирующие спектрофотометры; в таких
приборах отклонения гальванометра, вызываемые фототоком, за-
писываются фотографическим путем.
С помощью фотоэлектрических спектрофотометров можно
определять не только лучи видимого спектра, но также и лучи, •
лежащие в области ультрафиолетовых и инфракрасных спектров,
подбирая для этого фотоэлементы, чувствительные к той или иной
области длин волн. Для цветовых измерений только видимая часть
спектра представляет интерес. Для определения цвета по так на-
зываемому трехцветному методу пользуются колориметрами. Как
и другие цветоизмерительные приборы, колориметры разделяют
на визуальные и объективные. При измерении цвета в визуальном
колориметре основная задача заключается в том, чтобы урав-
18 •
нить две половинки поля зрения, видимого в окуляре при-
бора.
Поскольку цветовая восприимчивость глаза у отдельных наблю-
дателей различна, то конечные результаты их измерений могут
расходиться. Применение фотоэлемента устраняет этот недостаток,
и поэтому фотоэлектрические колориметры относятся к приборам,
дающим объективные показания.
Большой интерес для лакокрасочной промышленности представ-
ляет предложенный Д. А. Шкловер и Р. С. Иоффе86 универсаль-
ный фотоэлектрический колориметр ВЭИ, обеспечивающий точность
и воспроизводимость результатов.
По М. М. Гуревичу5 визуальные колориметры по принципу
действия разделяются на аддитивные и субтрактивные.
В аддитивных колориметрах цвет поля зрения изменяется пу-
тем оптического смешения (или сложения) нескольких разноцвет-
ных излучений. Субтрактивные же колориметры основаны на вы-
читании цветов. Субтрактивные колориметры для измерения цвета
имеют небольшое значение, и поэтому нами не рассматрива-
ются.
Наиболее простым из аддитивных колориметров является так
называемая «вертушка», более совершенными—так называемые
трехцветные колориметры (системы ГОИ, ВИЭМ и др.)6> 7> 8> 9.
При измерении цвета при помощи визуальных приборов осо-
бенное значение имеет фиксация условий, в которые должен быть
поставлен глаз, сравнивающий и измеряющий цвета.
Поскольку дневное и сумеречное (или ночное) зрение осуще-
ствляется с помощью двух видов светочувствительных элементов
глаза человека—колбочек и палочек, а сумеречное зрение является
цветнослепым, то для сравнения и измерения цветов следует создать
обстановку, соответствующую дневному колбочковому зрению, и
исключить из работы аппарат палочек. Как указывает М. М. Гуревич5,
для этого требуются следующие условия:
1. «Поле зрения должно быть достаточно ярким, чтобы обеспе-
чить полноценную работу колбочек и выключение ослепленных
палочек.» Яркость поля зрения не должна быть меньше примерно
10~3 стильба, но не больше 1 стильба.
2. «Диаметр поля зрения не должен быть больше, чем 1,5—2°.»
Это ограничение связано с опасением вовлечь в процесс сравне-
ния значительное количество палочек, число которых возрастает
за пределами центрального углубления желтого пятна сетча-
тки.
3. Измерения цвета должны проводиться при повышенной
яркости фона (яркость больше нуля'), хотя в большинстве слу-
чаев измерения цвета проводятся при нулевой яркости фона, т. е.
при черном цвете окружающего фона.
Ниже описаны лишь некоторые методы и приборы, пригодные
Для определения цветапигмента и краски влюбойлаборатории.Под-
робно вопросы измерения цвета рассмотрены в книге М. М. Гуревича8.
9* 19
ОПРЕДЕЛЕНИЕ АХРОМАТИЧЕСКОГО ЦВЕТА
Определение цвета при помощи дифференциального фотометра
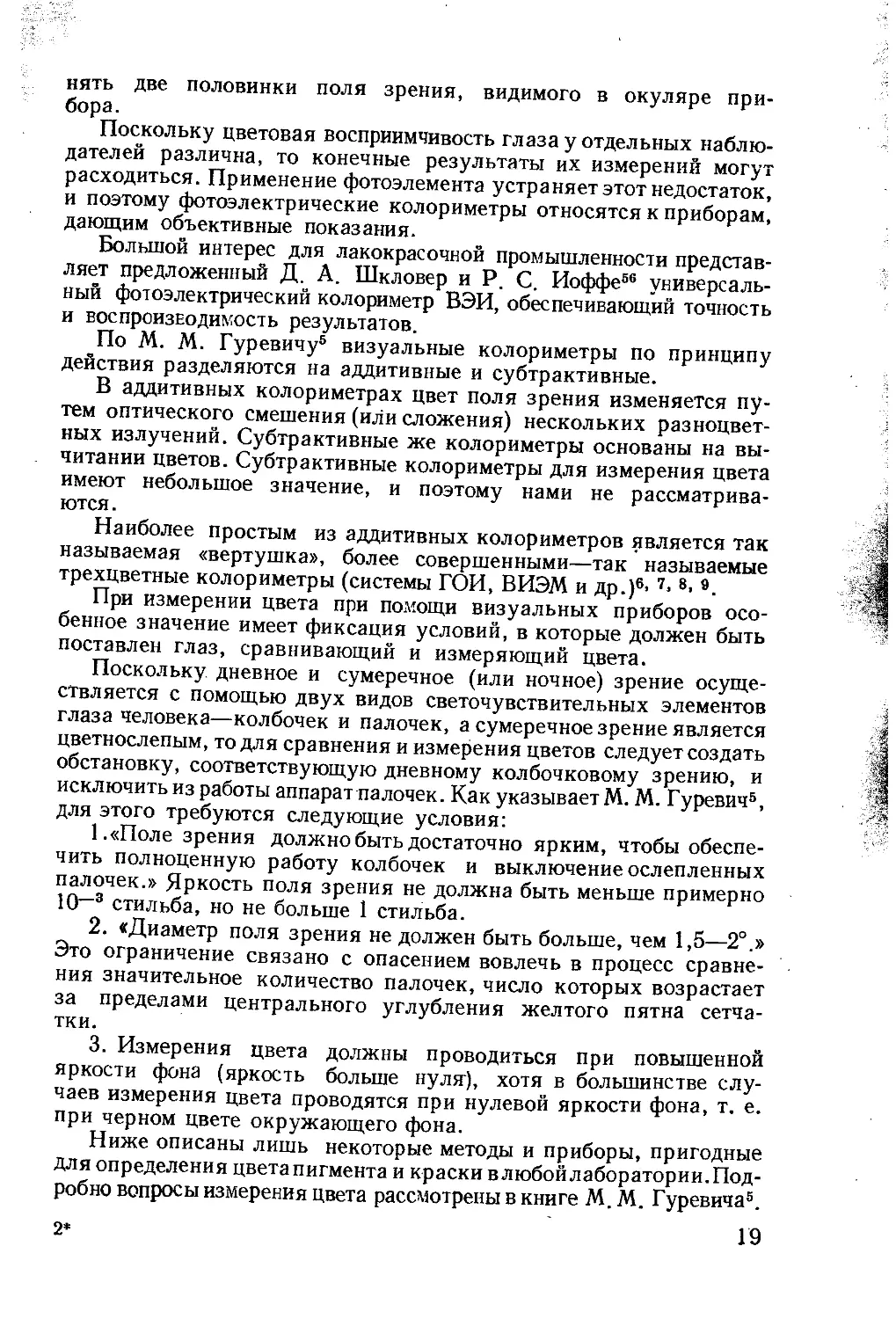
П. П. Кондрацким предложен дифференциальный фотометр
(рис. 1), которым можно пользоваться, главным образом, для
определения коэффициента отражения ахроматическими поверхно-
стями (белыми, серыми и черными)7. Этим прибором, применяя све-
тофильтры, можно также приблизительно определять цвет по-
верхности, обладающей слабой хроматичностью. Принцип дей-
1—окуляр; 2—перископ; 3—фотометри-
ческие камеры; 4—кассеты с образцами
испытуемой накраски и эталона; 5—оправа
со шторками и щелями; 6—окошки; 7—
крышка окуляра; 8—система трубок, на-
правляющих свет; 9—указатель для от-
счета делений на шкале; 10—Дверка для
вкладывания образца или эталона; 11—
подвижная шторка; 12—поле зрения, на-
блюдаемое через окуляр.
Рис. 1. Фотометр Коидрацкого
а—план; б—вертикальный разрез
ствия фотометра Коидрацкого сходен с принципом действия полу-
теневого фотометра. Определение коэффициента отражения белых
и серых поверхностей сводится к определению интенсивности двух
потоков световых лучей. Сила же светового потока, при прочих рав-
ных условиях, прямо пропорциональна площади того отвер-
стия, через которое поток проникает.
Окрашенный картон или жесть укладывают в кассетку и вво-
дят в левую камеру фотометра (при определении цвета сухого пиг-
мента пробу насыпают на металлическую пластинку с загнутыми
вверх краями и выравнивают поверхность пигмента стеклянной
пластинкой).
20
В правую камеру помещают эталон, затем вращением головки
винта регулируют положение подвижных шторок, измеряют вели-
чину зазора и определяют по шкале силу светового потока.
После этого меняют местами эталон и испытуемую накраску
и вторично определяют величину зазора по положению шторки.
Определения выполняют 2—3 раза.
Запись отсчетов производят колонками, для левой и правой
стороны отдельно.
Отсчет определяет величину зазора правого окошка в милли-
метрах. Так как сумма зазоров правого и левого окошка есть ве-
личина постоянная, всегда равная 50л.и, то величина зазора левого
окошка определяется как дополнение до 50.
В качестве источника света для работы с фотометром Кондрац-
кого применяют электролампу (100—200 вт), устанавливаемую в
направлении, перпендикулярном матовому стеклу, на расстоя-
нии около 40 см. За лампой рекомендуется помещать рефлектор,
выкрашенный в белый цвет. .
Расчет производят по формуле
А = 100^0-У-
(50—6) с
где А—коэффициент отражения измеряемого цвета в %;
d—коэффициент отражения эталона;
с— среднее арифметическое из записей левой колонки;
b— среднее арифметическое из записей правой колонки.
Определение цвета при помощи ступенчатого фотометра
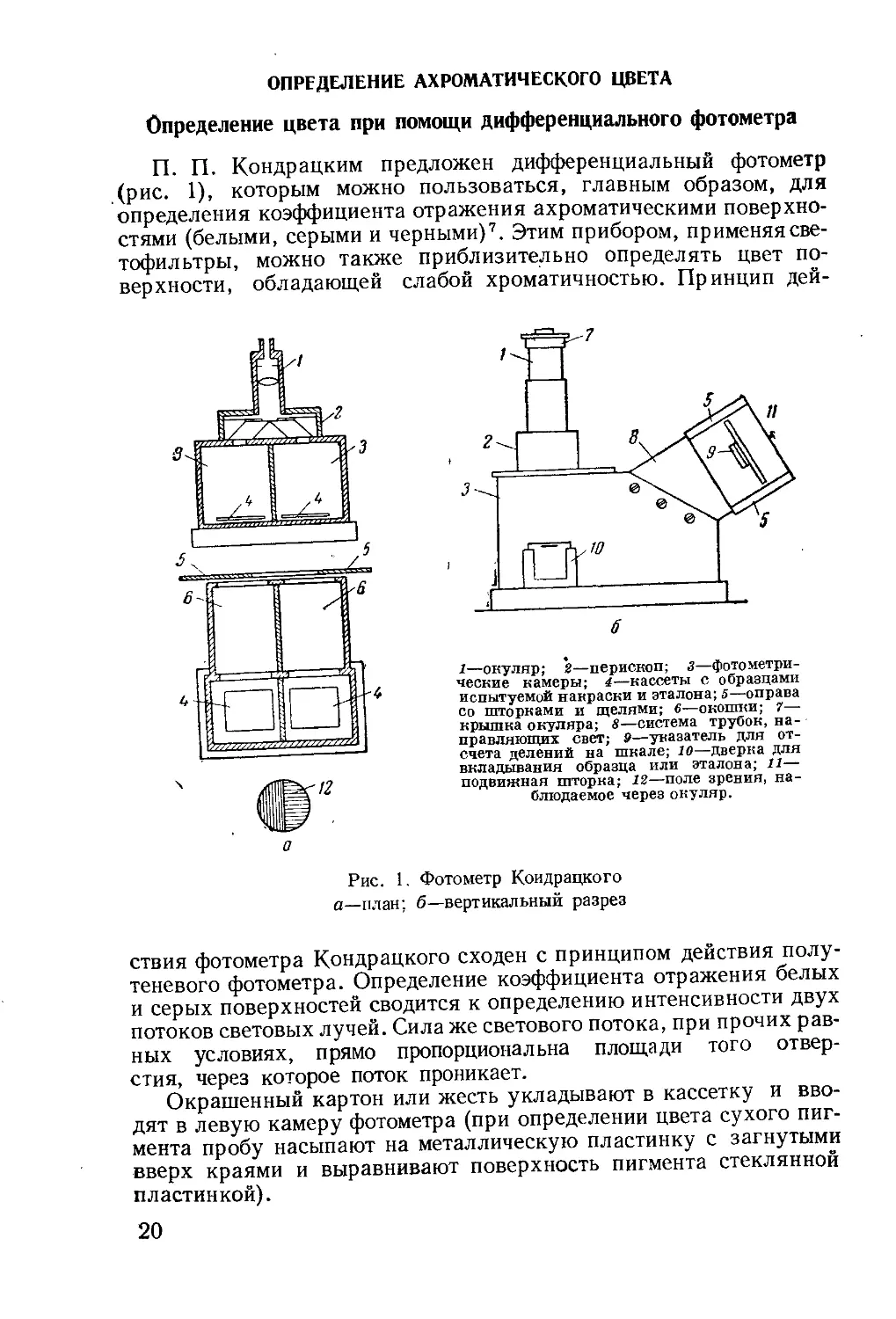
Схема ступенчатого фотометра3 представлена на рис. 2. Опти-
ческая часть прибора состоит из установленной на бесконечность
монокулярной зрительной трубы. Внутри трубы находятся две
объективные линзы 1 и 2, через которые проникают в зрительную
трубу сравниваемые световые пучки. Расстояние между осями линз
70 мм. Световые пучки проходят призмы 3 и 4 и бипризму 5. Че-
рез маленькую лупу, помещенную над окуляром 6, видны покры-
вающие друг друга изображения диафрагм 7 и 8, так называемые
«зрачки выхода».
Если смотреть через окуляр без лупы, то видны два полукруга,
разделенные тонкой линией. Относительная яркость полукругов
зависит, при прочих равных условиях, только от отношения пло-
щадей диафрагм.
Измерение цвета (содержание белого и черного) производят с
помощью пропускающих и задерживающих фильтров. При помощи
пропускающих фильтров сравнивается светлота измеряемого об-
разца 9 по сравнению со стандартной баритовой пластинкой 10,
что дает содержание черного в измеряемом образце. При помощи
задерживающего фильтра таким же путем определяется содержание
белого.
21
Приспособление для включения различных светофильтров по-
мещается перед окуляром фотометра. Всего в приборе семь свето-
фильтров (семь цветов). Содержание белого характеризуется ми-
6 нимумом кривой спектра ремиссии (в са-
ДI -ц мом темном месте спектра), и поэтому
ууу содержание белого нужно измерять с
—гь ^3- фильтром, имеющим наименьшую из-
4*—мерительную величину (задерживаю-
]( щий фильтр). Содержание черного ха-
рактеризуется максимумом кривой спек-
тра ремиссии, и поэтому измерение над-
лежит производить с фильтром, имею-
щим наибольшую измерительную вели-
чину (пропускающий фильтр).
На ступенчатом фотометре можно
производить также определение хрома-
тических цветов.
ОПРЕДЕЛЕНИЕ ХРОМАТИЧЕСКОГО ЦВЕТА
Для определения хроматических
цветов можно пользоваться простым и
точным методом трех эталонов. Этот
Рис. 2. Ступенчатый фо-
тометр :
1,2—объективные линзы;
3,4—призмы; 5—бипризма;
6—окуляр; 7,8—диафрагмы;
9—измеряемый образец;
10—стандартная баритовая
пластинка; 11,12—отсчетные
барабаны; 13—зеркало.
колесо из тонкой жести
новая груша).
метод основан на возможности получать
любой цветовой тон оптическим смеше-
нием трех цветов. На этом принципе
основайо устройство максвелловского
диска—«вертушки для смешения цве-
тов», приводимой в движение электро-
мотором. Этот прибор, усовершенстван-
ный П. П. Кондрацким, называется ро-
торным колориметром.
Вместо электромотора можно поль-
зоваться простой пневматической «вер-
тушкой»8; в этом случае турбинное
приводится в движение воздухом (рези-
Определение цвета роторным колориметром
(дисковый колориметр, «вертушка»)
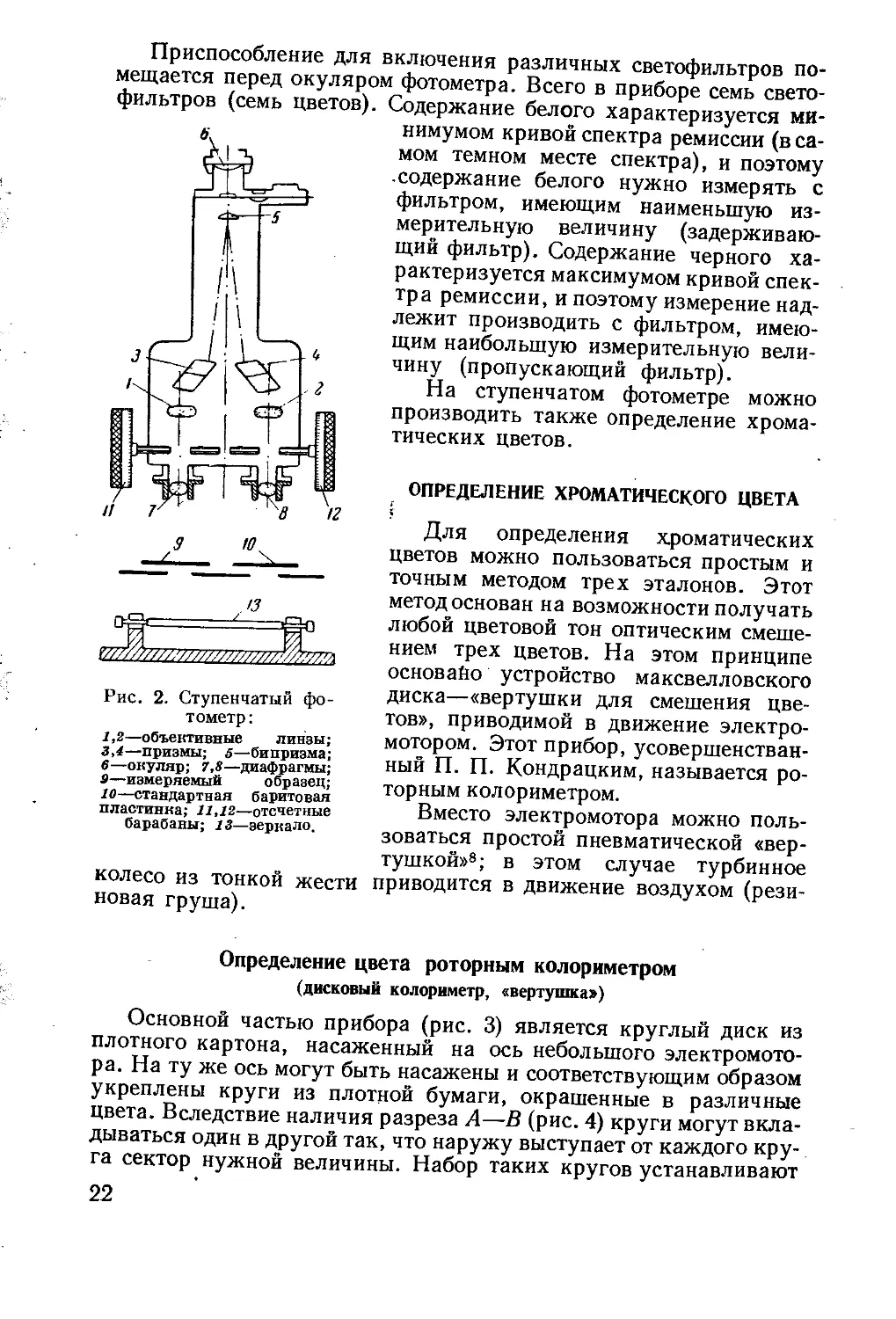
Основной частью прибора (рис. 3) является круглый диск из
плотного картона, насаженный на ось небольшого электромото-
ра. На ту же ось могут быть насажены и соответствующим образом
укреплены круги из плотной бумаги, окрашенные в различные
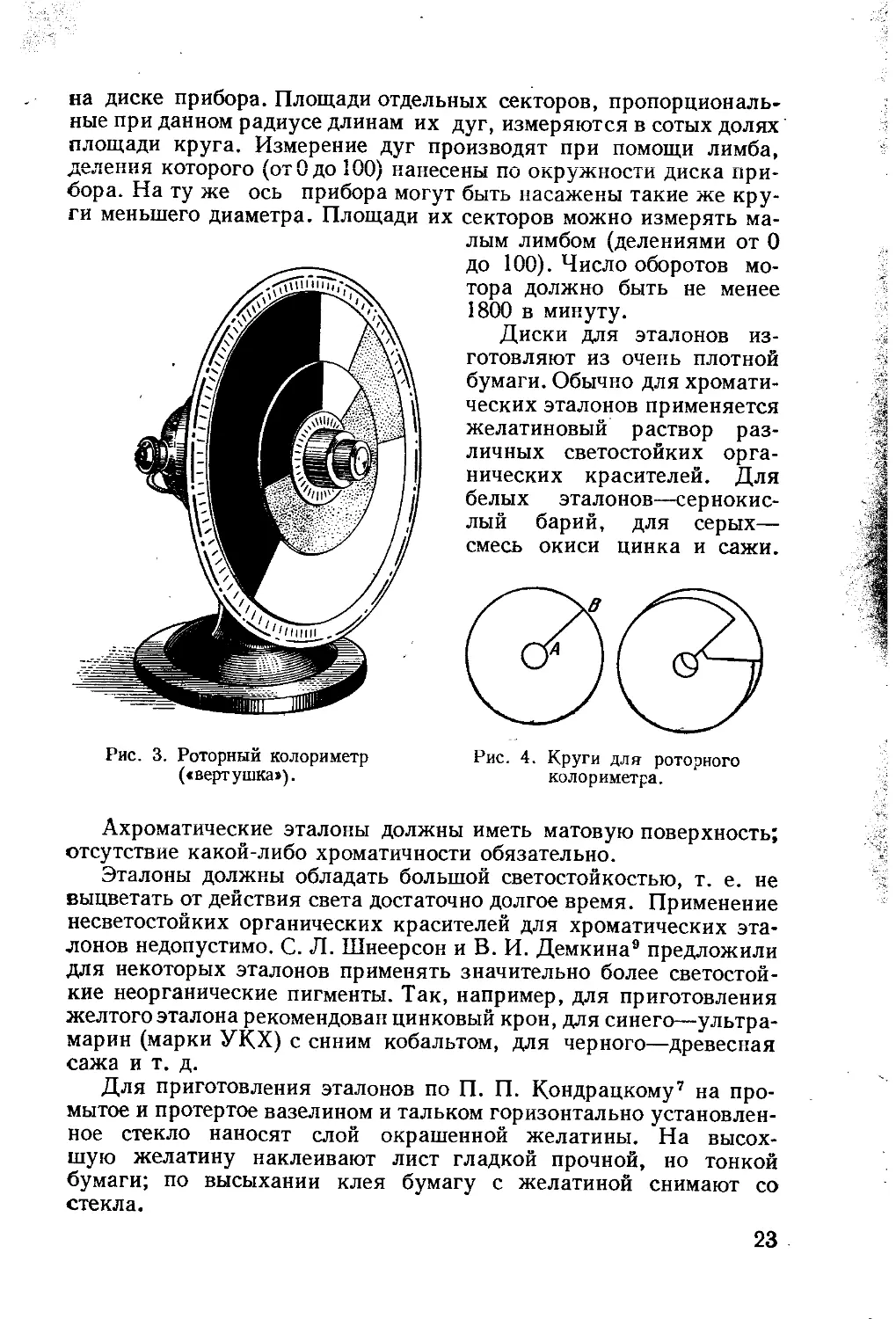
цвета. Вследствие наличия разреза А—В (рис. 4) круги могут вкла-
дываться один в другой так, что наружу выступает от каждого кру-
га сектор нужной величины. Набор таких кругов устанавливают
22
на диске прибора. Площади отдельных секторов, пропорциональ-
ные при данном радиусе длинам их дуг, измеряются в сотых долях
площади круга. Измерение дуг производят при помощи лимба,
деления которого (от 0 до 100) нанесены по окружности диска при-
бора. На ту же ось прибора могут быть насажены такие же кру-
ги меньшего диаметра. Площади
Рис. 3. Роторный колориметр
(«вертушка»).
их секторов можно измерять ма-
лым лимбом (делениями от 0
до 100). Число оборотов мо-
тора должно быть не менее
1800 в минуту.
Диски для эталонов из-
готовляют из очень плотной
бумаги. Обычно для хромати-
ческих эталонов применяется
желатиновый раствор раз-
личных светостойких орга-
нических красителей. Для
белых эталонов—сернокис-
лый барий, для серых—
смесь окиси цинка и сажи.
Рис. 4. Круги для роторного
колориметра.
Ахроматические эталоны должны иметь матовую поверхность;
отсутствие какой-либо хроматичности обязательно.
Эталоны должны обладать большой светостойкостью, т. е. не
выцветать от действия света достаточно долгое время. Применение
несветостойких органических красителей для хроматических эта-
лонов недопустимо. С. Л. Шнеерсон и В. И. Демкина9 предложили
для некоторых эталонов применять значительно более светостой-
кие неорганические пигменты. Так, например, для приготовления
желтого эталона рекомендован цинковый крон, для синего—ультра-
марин (марки УКХ) с синим кобальтом, для черного—древесная
сажа и т. д.
Для приготовления эталонов по П. П. Кондрацкому7 на про-
мытое и протертое вазелином и тальком горизонтально установлен-
ное стекло наносят слой окрашенной желатины. На высох-
шую желатину наклеивают лист гладкой прочной, но тонкой
бумаги; по высыхании клея бумагу с желатиной снимают со
стекла.
23
Согласно С. Л. Шнёерсон и В. И. Демкиной9 можно пользо-
ваться более простым способом приготовления эталонов. Два лис-
та плотной, гладкой бумаги проклеивают раствором столярного
клея (100 г клея, 150 г воды, 10 г глицерина), листы складывают
вместе, прокатывают и помещают под пресс. По высыхании бума-
гу покрывают слоем клеевой краски из соответствующего пигмен-
та (пигмент, растертый на 3%-ном растворе желатины) и по вы-
сыхании краски вырезают круг диаметром 20 см.
Градуировку эталонов производят предварительно на трехцвет-
ном колориметре при стандартном источнике света. Для этого
три цветных круга (эталона) большого диаметра—красный, зеленый
и синий (приготовление см. выше), возможно более насыщенные,,
укрепляют на оси мотора; на этой же оси закрепляют круг меньше-
го диаметра того цвета, который нужно определить. Мотор приво-
дят в движение и подбирают такую величину красного, зеленого
и синего секторов, чтобы цветовой тон, получающийся при враще-
нии больших кругов, был совершенно аналогичен цветовому тону
малого круга.
Для окончательного определения испытуемого цвета нужна
не только уравнять эти круги по их цветовому тону, но и сде-
лать их вполне одинаковыми и по светлоте и насыщенности.
Для этого помещают во внутренний или внешний диск круг черно-
го цвета, или же во внутренний диск круг одного их основных хро-
матических цветов.
Когда после ряда испытаний большой и малый диск окажутся
одинакового цвета, приступают к измерению площади каждого
сектора. Определяемый цвет выражают суммой площадей секторов.
Описанным колориметром можно количественно определять,
цветовой тон, светлоту и насыщенность испытуемого цвета.
Как указывает М. М. Гуревич5, для надежности измерений на дис-
ковом колориметре необходимо источнику света, освещающего
поверхность диска, уделить такое же большое внимание, как и
другим точным приборам.
Расчет при измерении на дисковом колориметре производится
умножением цветового стимула каждого цвета на ту относитель-
ную площадь, которую это цвет занимает на круге.
Определение цвета производят по формуле
F = +4^2 +4
ООО
где Г—определяемый цвет;
Flt F2, F3—цветовые стимулы трех эталонов;
S—площадь всего круга;
Slt S2, S3—площади секторов трех соответствующих эталонов.
Примеры расчета при полном анализе цвета пигментов с по-
мощью дискового колориметра («вертушки») приведены в книге
Н. Т. Федорова8.
24
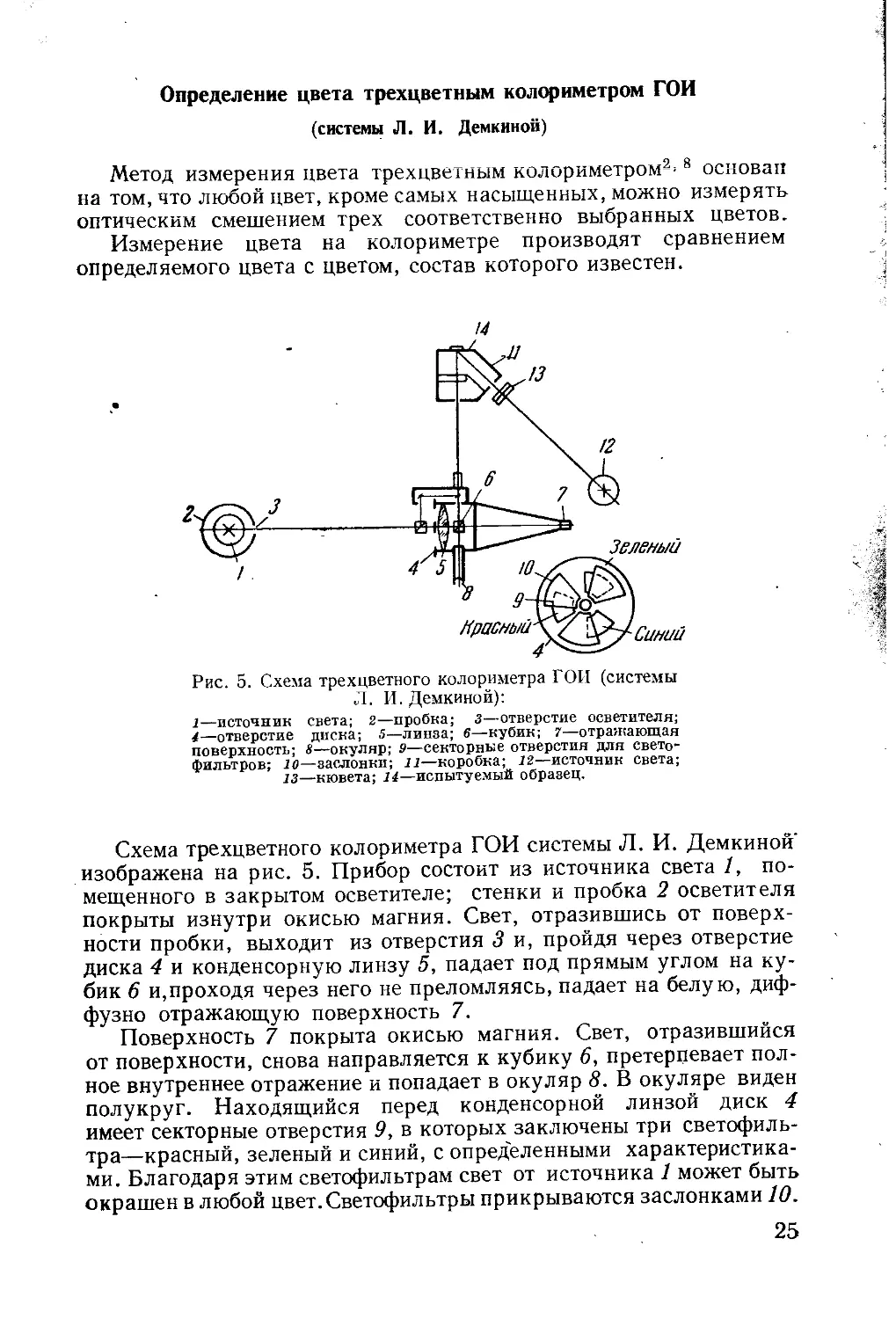
Определение цвета трехцветным колориметром ГОИ
(системы Л. И. Демкиной)
Метод измерения цвета трехцветным колориметром2’ 8 основан
на том, что любой цвет, кроме самых насыщенных, можно измерять
оптическим смешением трех соответственно выбранных цветов.
Измерение цвета на колориметре производят сравнением
определяемого цвета с цветом, состав которого известен.
/4
Рис. 5. Схема трехцветного колориметра ГОИ (системы
Л. И. Демкиной):
1—источник света; 2—пробка; 3—отверстие осветителя;
4—отверстие диска; 5—линза; 6—кубик; 7—отражающая
поверхность; 8—окуляр; 9—секторные отверстия для свето-
фильтров; 10—заслонки; 11—коробка; 12—источник света;
13—кювета; 14—испытуемый образец.
Схема трехцветного колориметра ГОИ системы Л. И. Демкиной'
изображена на рис. 5. Прибор состоит из источника света 1, по-
мещенного в закрытом осветителе; стенки и пробка 2 осветителя
покрыты изнутри окисью магния. Свет, отразившись от поверх-
ности пробки, выходит из отверстия 3 и, пройдя через отверстие
диска 4 и конденсорную линзу 5, падает под прямым углом на ку-
бик 6 и,проходя через него не преломляясь, падает на белую, диф-
фузно отражающую поверхность 7.
Поверхность 7 покрыта окисью магния. Свет, отразившийся
от поверхности, снова направляется к кубику 6, претерпевает пол-
ное внутреннее отражение и попадает в окуляр 8. В окуляре виден
полукруг. Находящийся перед конденсорной линзой диск 4
имеет секторные отверстия 9, в которых заключены три светофиль-
тра—красный, зеленый и синий, с определенными характеристика-
ми. Благодаря этим светофильтрам свет от источника 1 может быть
окрашен в любой цвет. Светофильтры прикрываются заслонками 10.
25
Смешение основных цветов на диске 4 осуществляется тем,
что линза 5 дает три взаимно налагающиеся цветные изображения.
Изменение соотношений трех смешиваемых цветных потоков на
диске 4 достигается передвижением заслонок специальными руч-
ками.
Меняя площади открытой части секторов, можно наблюдать
в окуляре 8 свет от источника 1, окрашенный в цвет, точно совпа-
дающий с определяемым. Величина открытия секторных отверстий
отсчитывается по трем соответствующим шкалам. В окуляре 8
наблюдатель видит две части кубика 6: одна освещена лампой 1,
а другая—светом, отраженным от испытуемого образца.
Испытуемый образец помещают в коробку 11 и освещают
под углом в 45° светом от источника 12, предварительно про-
фильтрованным через жидкий светофильтр определенного со-
става, помещенный в кювете 13, изготовленной из оптического
стекла.
Источник света 12, кювета 13 и коробка 11 смонтированы на
одном монорельсе. Свет, отраженный от образца 14, окрашенного
в определяемый цвет, попадает на кубик 6 и, пройдя его, попадает
в окуляр 8, где виден полукруг.
Колориметр снабжен эталонными светофильтрами, а также эта-
лонированной на цветовую температуру лампой.
Для измерения цвета испытуемый образец 14 помещают в от-
верстие коробки 11 а прижимают специальными пружинами, укре-
пленными на наружной стене коробки. Образец освещают светом
от источника 12 и производят подгонку цвета, изменяя площадь
раскрытия секторов светофильтров. После того как будет достиг-
нуто полное фотометрическое равенство двух полукругов, т. е.
когда в окуляре 8 свет от источника 1 будет окрашен в цвет, точно
совпадающий с определяемым, производят отсчеты по трем шка-
лам.
Расчет цвета осуществляется по градуировочным данным при-
бора. Цвет выражается через трехцветные коэффициенты х, у и г,
определяющие содержание красного, зеленого и синего. Резуль-
татом расчета является выражение цвета в трех числах, представ-
ляющих собой координаты измеряемого цвета в цветовом поле.
На цветовом поле определяются две характеристики—цветовой
тон (в длинах волн X) и чистота цвета (в процентах Р). Яркость об-
разца в процентах (коэффициент отражения г) рассчитывают от-
носительно яркости эталонной пластинки, покрытой окисью маг-
ния.
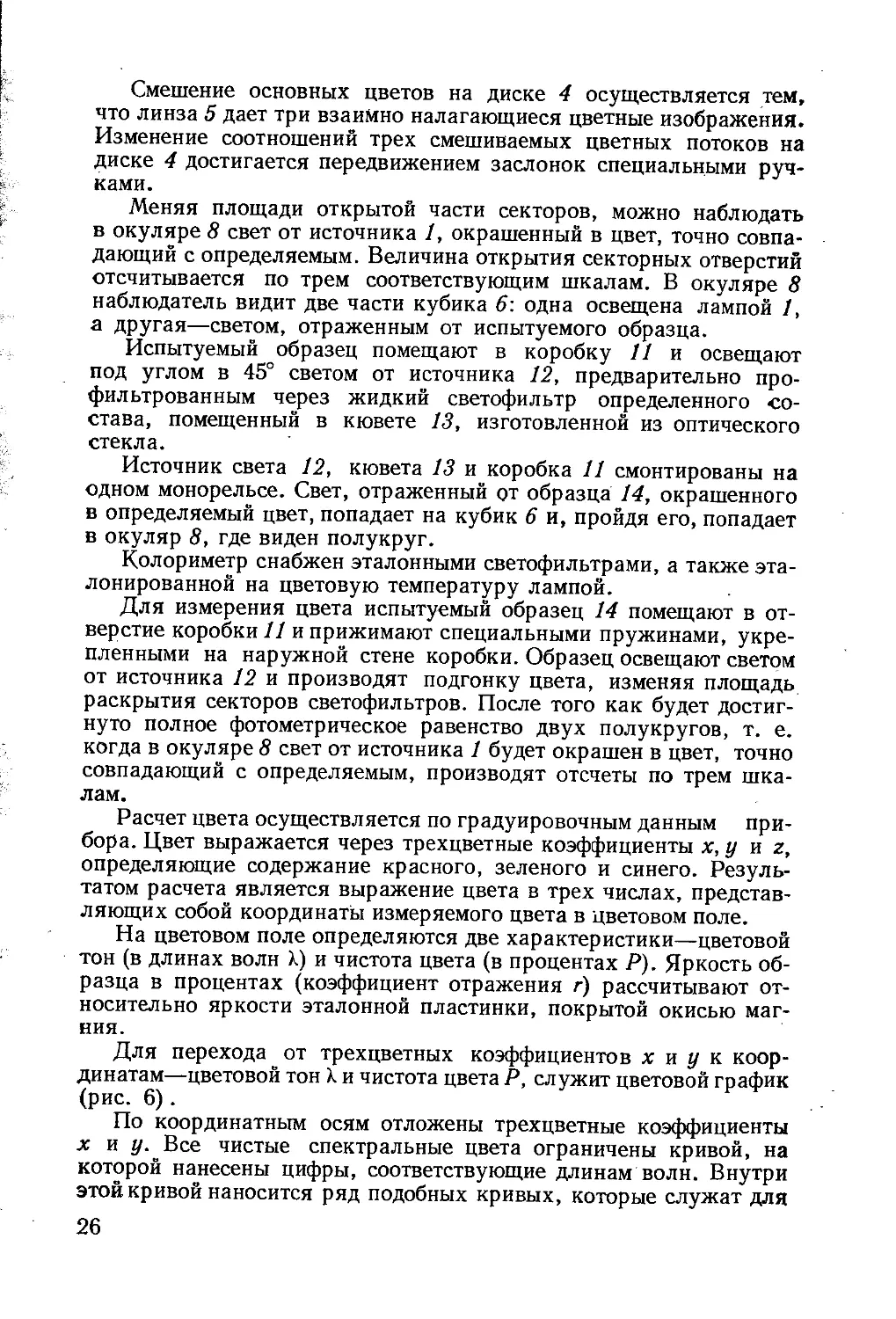
Для перехода от трехцветных коэффициентов х и у к коор-
динатам—цветовой тон X и чистота цвета Р, служит цветовой график
(рис. 6).
По координатным осям отложены трехцветные коэффициенты
х и у. Все чистые спектральные цвета ограничены кривой, на
которой нанесены цифры, соответствующие длинам волн. Внутри
этой кривой наносится ряд подобных кривых, которые служат для
26
характеристики менее насыщенных цветов. Цифры на этих кривых
характеризуют насыщенность цвета в процентах.
По оси х отложены раздражения красных нервных центров,
а по оси у—зеленых. Раздражение синих центров определяется
как дополнения до 1, т. е. из равенства z—1—(х~1-у).
Рис. 6. Цветовой график в системе координат:
1а—ультрамарин высшего сорта; 16—ультрамарин низшего сорта; 1в—ультрамарин
среднего сорта; 2—титановые и литопонные белила; 3—цинковые белила; 4—крон
лимонный; з—крон желтый; 6—охра; 7—умбра жженая; 8—крон оранжевый; 9—литоль
шерлах; 10— окись хрома; 11—марганцовая фиолетовая.
Зная величину раздражения красных, зеленых и синих нерв-
ных центров, обусловленных каким-нибудь цветом, т. е. зная его
цветовой тон, можно, пользуясь графиком, определить и насыщен-
ность цвета.
На графике, изображенном на рис. 6, показаны области, в ко-
торых располагаются цвета некоторых пигментов2.
Если смешать два цвета с определенной характеристикой,
то, пользуясь этим графиком, можно, без измерений, вычислить
характеристику смешанного цвета.
27
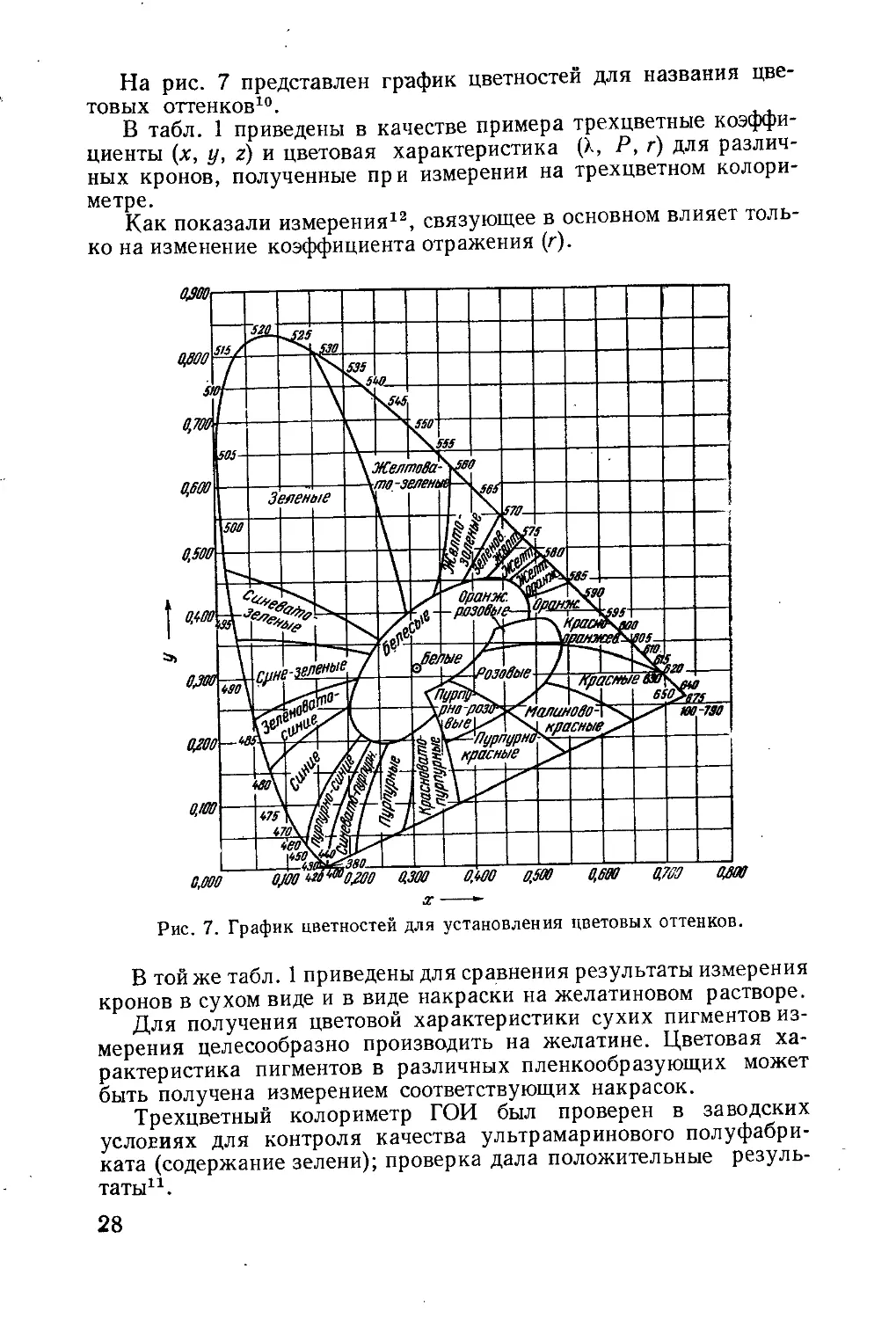
На рис. 7 представлен график цветностей для названия цве-
товых оттенков10.
В табл. 1 приведены в качестве примера трехцветные коэффи-
циенты (х, у, z) и цветовая характеристика (X, Р, г) для различ-
ных кронов, полученные при измерении на трехцветном колори-
метре.
Как показали измерения12, связующее в основном влияет толь-
ко на изменение коэффициента отражения (г).
Рис. 7. График цветностей для установления цветовых оттенков.
В той же табл. 1 приведены для сравнения результаты измерения
кронов в сухом виде и в виде накраски на желатиновом растворе.
Для получения цветовой характеристики сухих пигментов из-
мерения целесообразно производить на желатине. Цветовая ха-
рактеристика пигментов в различных пленкообразующих может
быть получена измерением соответствующих накрасок.
Трехцветный колориметр ГОИ был проверен в заводских
условиях для контроля качества ультрамаринового полуфабри-
ката (содержание зелени); проверка дала положительные резуль-
таты11.
28
Таблица 1
Трехцветные коэффициенты и цветовая характеристика свинцовых кроиов
Пигменты X У Z X р Г
Крон желтый* (двухоснов- ной) .... 0,530- 0,540 0,437—0,460 0,007—0,033 583—587 92—98 48—51
Крон желтый* (пятиосновной) 0,525—0,535 0,438—0,450 0,017—0,034 585—587 92—96 47—49
Крон лимон- ный* .... 0,469—0,479 0,474—0,487 0,058—0,059 576—580 85—86 58—62
Крон оранже- вый* .... 0,550 0,385 0,065 596 81 44,5
Крон желтый (сухой) . . . — — — 585 1 93 62
Крон желтый (на желатине) — — — 585 92 62
• Краска готовилась на натуральной олифе.
Хорошие результаты получены нами при применении трех-
цветного колориметра для объективной оценки светостойкости пиг-
ментов.
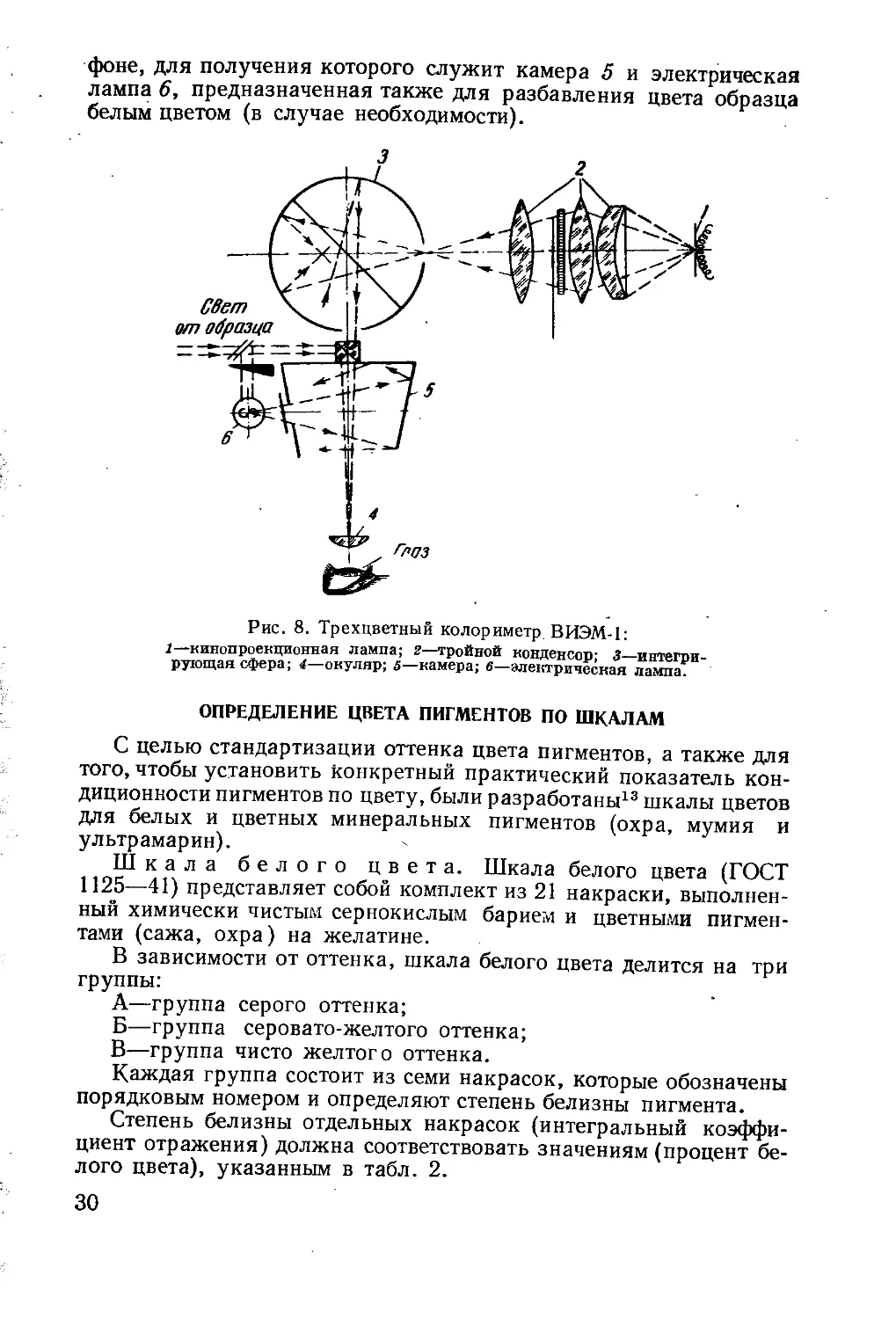
Определение цвета трехцветным колориметром ВИЭМ-1
Н. Т. Федоровым8 сконструирован портативный трехцветный
колориметр, схема которого показана на рис. 8. Лучи света от ки-
нопроекционной лампы 1 собираются тройным конденсором 2 на
входное отверстие интегрирующей сферы 3.
Между линз конденсора помещена пластинка с тремя окошка-
ми: красного, зеленого и синего цветов (6x20 мм2); окошки за-
крываются заслонками, перемещаемыми микрометрическими вин-
тами.
При рассматривании через диафрагму в окуляр 4 одна половина
поля зрения освещена светом от испытуемого образца, а другая
смесью красного, зеленого и синего световых потоков, смешанных
сферой 3. Колориметр ВИЭМ-1 отличается от других трехцветных
колориметров тем, что наблюдение можно производить на светлом
29
фоне, для получения которого служит камера 5 и электрическая
лампа 6, предназначенная также для разбавления цвета образца
белым цветом (в случае необходимости).
Рис. 8. Трехцветный колориметр ВИЭМ-1:
1—кинопроекционная лампа; 2—тройной конденсор; 3—интегри-
рующая сфера; 4—окуляр; 5—камера; 6—электрическая лампа.
ОПРЕДЕЛЕНИЕ ЦВЕТА ПИГМЕНТОВ ПО ШКАЛАМ
С целью стандартизации оттенка цвета пигментов, а также для
того, чтобы установить конкретный практический показатель кон-
диционности пигментов по цвету, были разработаны13 шкалы цветов
для белых и цветных минеральных пигментов (охра, мумия и
ультрамарин).
Шкала белого цвета. Шкала белого цвета (ГОСТ
1125—41) представляет собой комплект из 21 накраски, выполнен-
ный химически чистым сернокислым барием и цветными пигмен-
тами (сажа, охра) на желатине.
В зависимости от оттенка, шкала белого цвета делится на три
группы:
А—группа серого оттенка;
Б—группа серовато-желтого оттенка;
В—группа чисто желтого оттенка.
Каждая группа состоит из семи накрасок, которые обозначены
порядковым номером и определяют степень белизны пигмента.
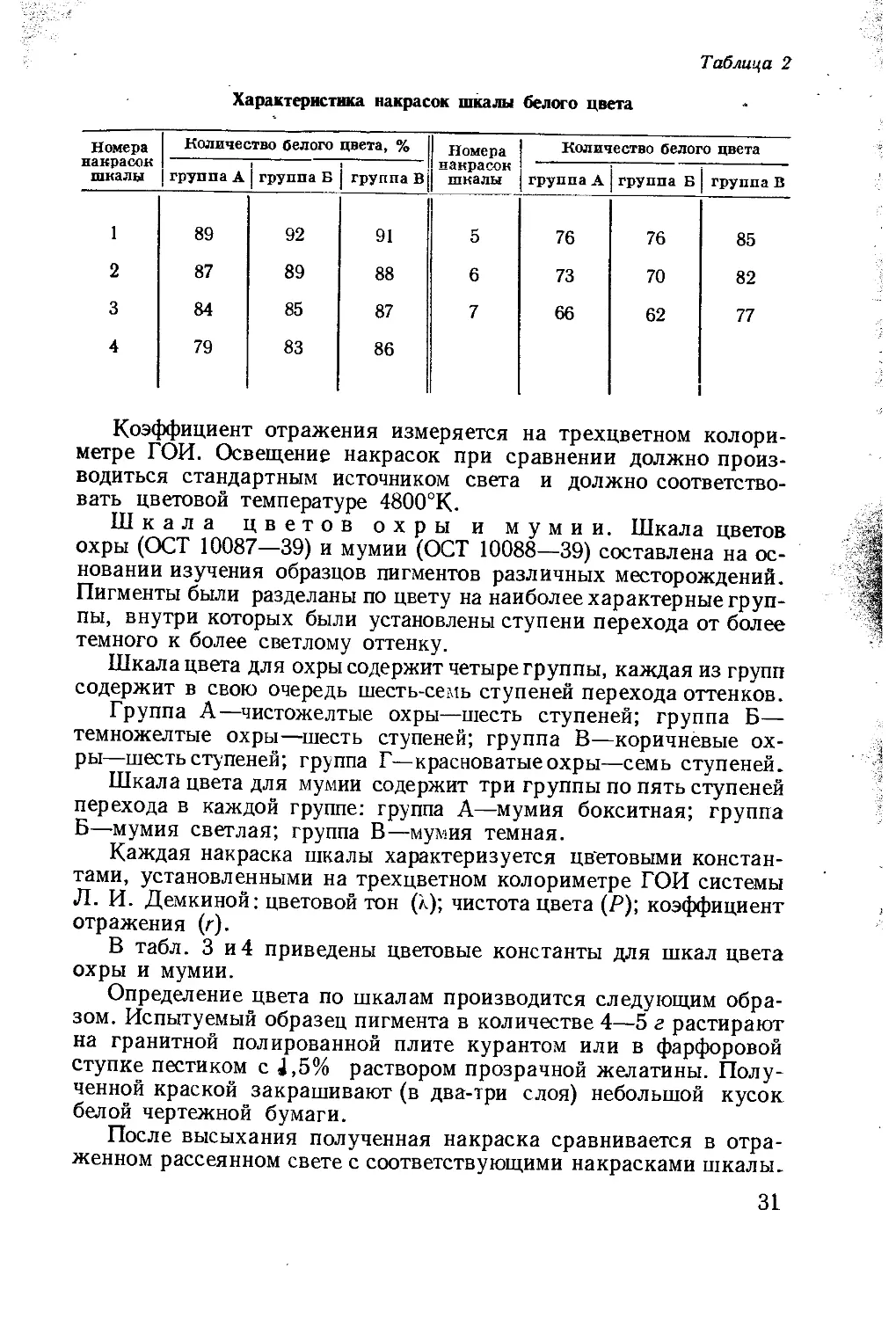
Степень белизны отдельных накрасок (интегральный коэффи-
циент отражения) должна соответствовать значениям (процент бе-
лого цвета), указанным в табл. 2.
30
Таблица 2
Характеристика накрасок шкалы белого цвета
Номера накрасок шкалы Количество белого цвета, % Номера накрасок шкалы Количество белого цвета
группа А |группа Б группа В группа А группа Б группа В
1 89 92 91 5 76 76 85
2 87 89 88 6 73 70 82
3 84 85 87 7 66 62 77
4 79 83 86
Коэффициент отражения измеряется на трехцветном колори-
метре ГОИ. Освещение накрасок при сравнении должно произ-
водиться стандартным источником света и должно соответство-
вать цветовой температуре 4800°К.
Шкала цветов охры и мумии. Шкала цветов
охры (ОСТ 10087—39) и мумии (ОСТ 10088—39) составлена на ос-
новании изучения образцов пигментов различных месторождений.
Пигменты были разделаны по цвету на наиболее характерные груп-
пы, внутри которых были установлены ступени перехода от более
темного к более светлому оттенку.
Шкала цвета для охры содержит четыре группы, каждая из групп
содержит в свою очередь шесть-семь ступеней перехода оттенков.
Группа А—чистожелтые охры—шесть ступеней; группа Б—
темножелтые охры—шесть ступеней; группа В—коричневые ох-
ры—шесть ступеней; группа Г—красноватые охры—семь ступеней.
Шкала цвета для мумии содержит три группы по пять ступеней
перехода в каждой группе: группа А—мумия бокситная; группа
Б—мумия светлая; группа В—мумия темная.
Каждая накраска шкалы характеризуется цветовыми констан-
тами, установленными на трехцветном колориметре ГОИ системы
Л. И. Демкиной: цветовой тон (к); чистота цвета (Р); коэффициент
отражения (г).
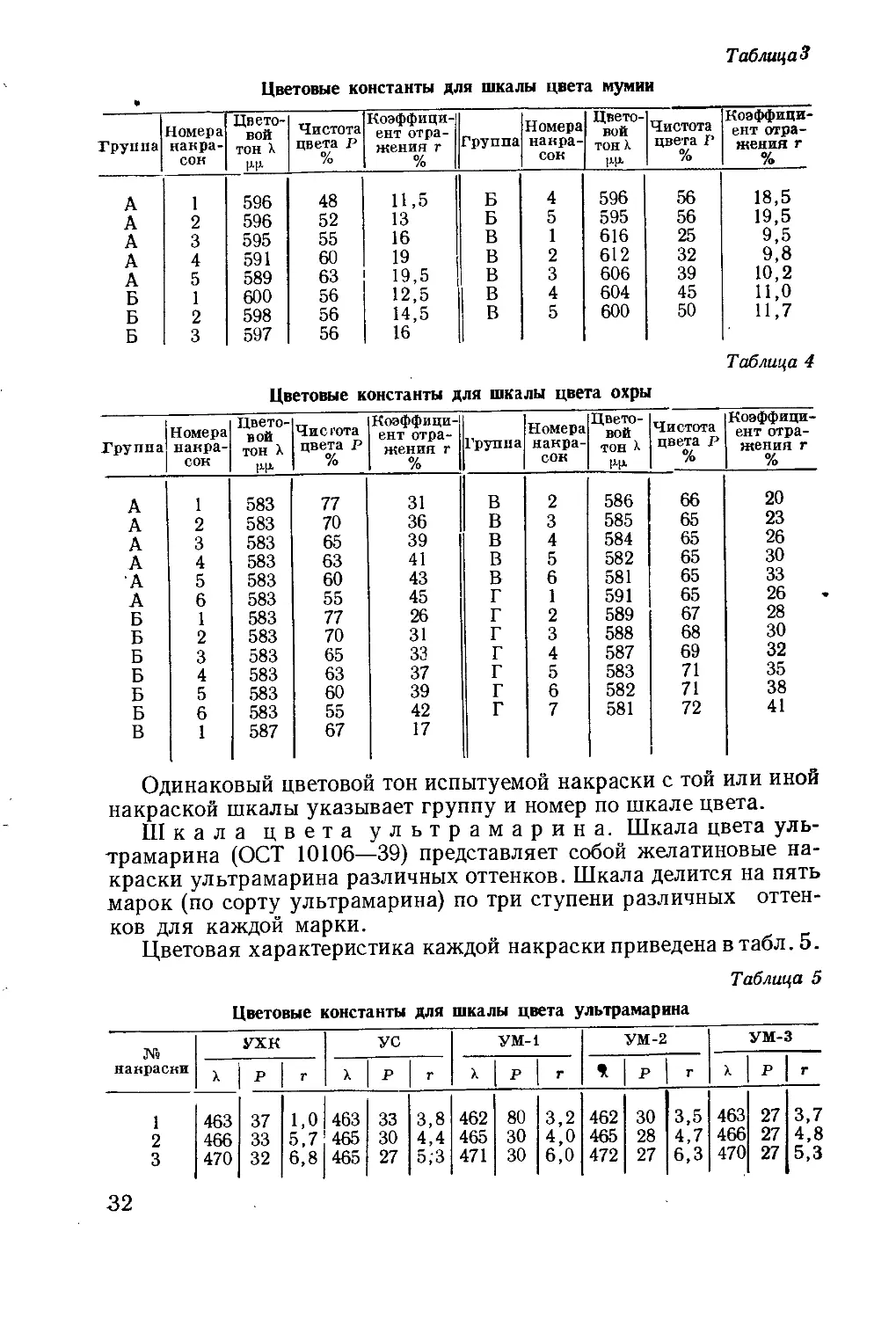
В табл. 3 и 4 приведены цветовые константы для шкал цвета
охры и мумии.
Определение цвета по шкалам производится следующим обра-
зом. Испытуемый образец пигмента в количестве 4—5 г растирают
на гранитной полированной плите курантом или в фарфоровой
ступке пестиком с 1,5% раствором прозрачной желатины. Полу-
ченной краской закрашивают (в два-три слоя) небольшой кусок
белой чертежной бумаги.
После высыхания полученная накраска сравнивается в отра-
женном рассеянном свете с соответствующими накрасками шкалы.
31
Таблица^
Цветовые константы для шкалы цвета мумии
Группа Номера накра- сок Цвето- вой тон X Р-Р- Чистота цвета р % Коэффици- ент отра- жения г о/ /о Группа Номера накра- сок Цвето- вой тон X р-р- Чистота цвета Р % Коэффици- ент отра- жения г %
А 1 596 48 11,5 Б 4 596 56 18,5
А 2 596 52 13 Б 5 595 56 19,5
А 3 595 55 16 В 1 616 25 9,5
А 4 591 60 19 В 2 612 32 9,8
А 5 589 63 19,5 В 3 606 39 10,2
Б 1 600 56 12,5 В 4 604 45 11,0
Б 2 598 56 14,5 В 5 600 50 11,7
Б 3 597 56 16
Таблица 4
Цветовые константы для шкалы цвета охры
Номера Цвето- Чистота Коэффици- ент отра- Номера Цвето- вой Чистота Коэффици- ент отра-
Группа накра- тон X цвета Р женил г Группа накра- тон х цвета р женил г
сок Р-Р- % % сок р-р- % %
А 1 583 77 31 В 2 586 66 20
А 2 583 70 36 В 3 585 65 23
А 3 583 65 39 В 4 584 65 26
А 4 583 63 41 В 5 582 65 30
А 5 583 60 43 В 6 581 65 33
А 6 583 55 45 Г 1 591 65 26
Б 1 583 77 26 Г 2 589 67 28
Б 2 583 70 31 Г 3 588 68 30
Б 3 583 65 33 Г 4 587 69 32
Б 4 583 63 37 Г 5 583 71 35
Б 5 583 60 39 г 6 582 71 38
Б 6 583 55 42 г 7 581 72 41
В 1 587 67 17
Одинаковый цветовой тон испытуемой накраски с той или иной
накраской шкалы указывает группу и номер по шкале цвета.
Шкала цвета ультрамарина. Шкала цвета уль-
трамарина (ОСТ 10106—39) представляет собой желатиновые на-
краски ультрамарина различных оттенков. Шкала делится на пять
марок (по сорту ультрамарина) по три ступени различных оттен-
ков для каждой марки.
Цветовая характеристика каждой накраски приведена в табл. 5.
Таблица 5
Цветовые константы для шкалы цвета ультрамарина
№ УХК УС УМ-1 УМ-2 УМ-3
накраски X р г X р Г X р г * р Г X р Г
1 463 37 1,0 463 33 3,8 462 80 3,2 462 30 3,5 463 27 3,7
2 466 33 5,7:465 30 4,4 465 30 4,0 465 28 4,7 466 27 4,8
3 470 32 6,8 465 27 5;3 471 30 6,0 472 27 6,3 470 27 5,3
32
ОПРЕДЕЛЕНИЕ ЦВЕТА КРАСОК ПРИ ПОМОЩИ КАРТОТЕКИ
ЭТАЛОНОВ (АТЛАСОВ)
Как уже указывалось выше (стр. 18), для определения цвета
пользуются различными атласами (атласы цветов), т. е. набором
накрасок; каждая накраска имеет свой номер и цветовую харак-
теристику5-14.
В практике заводов за эталон цвета принимается накраска те-
кущей продукции завода. Так, например, эталоны одинаковых цве-
тов приняты отдельно для масляных красок, для нитроэмалей, для
глифталевых эмалей и т. д. Такие эталоны мало пригодны, так как
они очень быстро изменяют свой цвет и оттенок.
Нами совместно с Б. Л. Рубинштейн (ГИПИ-4) разработана
картотека эталонов с целью стандартизации выпускаемых промыш-
ленностью красок.
Все цвета разбиты на 10 групп: первая группа—красные цвета
(номера от 1 до 99); вторая группа—оранжевые цвета (номера от
100 до 199); третья группа—желтые цвета (номера от 200 до 299);
четвертая группа—зеленые цвета (номера от 300 до 399);
пятая группа—синие цвета (номера от 400 до 499); шестая группа—
фиолетовые цвета (номера от 500 до 599); седьмая группа—корич-
невые цвета (номера от 600 до 699); восьмая группа—защитные цве-
та (номера от 700 до 799); девятая группа—белые, серые и черные
цвета (номера от 800 до 899); десятая группа—дополнительные
цвета—беж, фисташковые, розовые, под слоновую кость и т. п.
(номера от 900 до 999).
Каждому цвету присвоен определенный номер, по которому
можно определить, к какой группе относится данный цвет.
Сравнивая испытуемую накраску с эталоном, можно опреде-
лить ее цвет.
К настоящему времени картотека эталонов содержит более 150
цветов, охватывающих всевозможные цвета выпускаемых про-
мышленностью красок.
Картотека может постепенно дополняться недостающими эта-
лонами, которым присваивается последующий номер в соответст-
вующей их цвету группе.
Эталонные цвета изготовлены на бесцветной, светостойкой аце-
тилцеллюлозной пленке толщиной 0,01 мм и смонтированы на
картонных карточках.
Каждая карточка имеет два одинаковых по цвету эталона, один
глянцевый и другой матовый, что дает возможность сравнивать
цвета различных по глянцу (блеску) накрасок.
3 С. В. Якубович
ГЛАВА 2
ОПРЕДЕЛЕНИЕ УКРЫВИСТОСТИ (КРОЮЩЕЙ СПОСОБНОСТИ)
ПИГМЕНТОВ
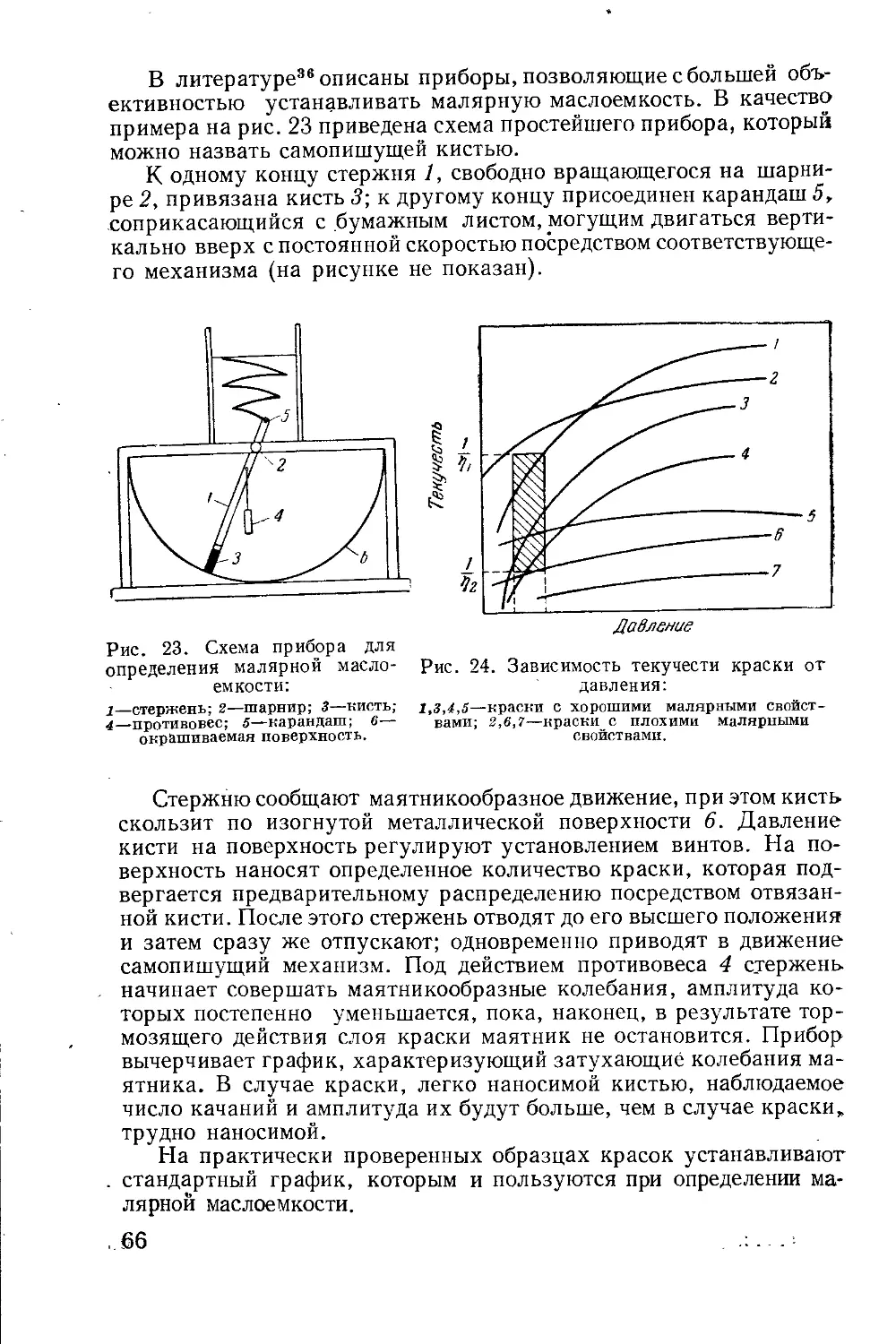
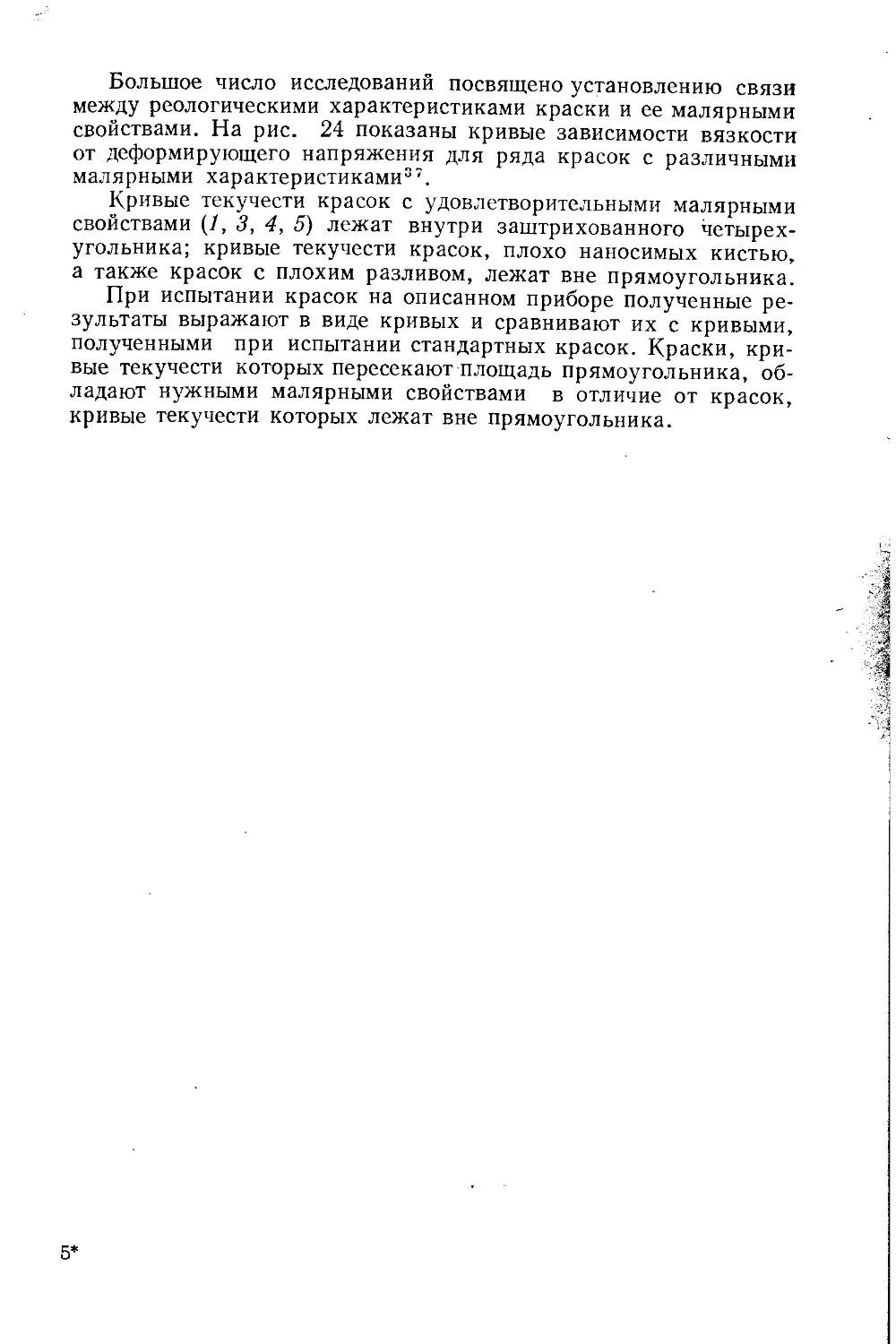
Укрывистостью (кроющей способностью) называется свойство
краски при нанесении ее топким равномерным слоем делать не-
видимым цвет окрашиваемой поверхности. Это свойство связано
с оптическими явлениями, происходящими в красочной плёнке,
содержащей пигмент.
При падении пучка световых лучей на красочную пленку часть
лучей отражается непосредственно поверхностью пленки, а часть
отражается диффузно частицами пигмента, входящего в состав
этой красочной пленки. Укрывистость пигмента находится в пря-
мой зависимости от количества отраженного света, от разницы
в показателях преломления пигмента и связующего вещества,
а также,от величины частиц (дисперсности) пигмента.
Отраженный световой луч является суммой зеркальных отра-
жений, имеющих место при переходе света из одной среды в дру-
гую. Поэтому чем мельче частицы пигмента, тем лучше определен-
ное его количество укрывает данную поверхность, так как чем
мельче частицы, тем больше зеркальных отражений дает определен-
ное количество пигмента и, следовательно, тем больше общее ко-
личество отраженного света. Однако когда величина частиц ста-
новится меньше пологины длины световой волны, укрывистость
пигмента начинает ухудшаться. Так, в случае если размеры частиц
меньше, чем 0,2 р, то не удается получать краски с достаточно
хорошей укрывистостью (см. стр. 68).
Наилучшей укрывистостью обладают пигменты, которые со-
стоят из час.тиц размером около 1 р. При такой величине частиц пиг-
мента определенную поверхность можно покрыть наименьшим ко-
личеством краски. Так, например, размеры частиц цинковых бе-
лил достаточно близки к этой оптимальной величине, и поэтому
цинковые белила кроют лучше, чем такое же по весу количество
свинцовых белил, несмотря на больший показатель преломления
последних.
Я. М. Гуревич 29 (НИИЛК) показал, что укрывистость дву-
окиси титана возрастает с увеличением дисперсности частиц до
34
0,3 р. С увеличением в пигменте содержания частиц диаметром
меньше 0,3 и укрывистость уменьшается. Вообще же можно счи-
тать, что укрывистость высокодисперсных пигментов с уменьше-
нием величины частиц должна падать.
Укрывистость определяется не только величиной частиц пиг-
ментов, но также степенью их гечеродисперсности, т. е. различи-
ем в размерах отдельных частиц, а также и содержанием их в пиг-
менте. Упаковка частиц шарообразной формы в случае монодисперс-
ных пигментов предполагает наличие свободных пространств, не
заполненных частицами. В случае гетеродисперсных пигментов
(при наличии частиц разного диаметра) частицы с меньшим диа-
метром стремятся расположиться в промежутках между более
крупными частицами, в результате чего получается более плотная
упаковка пигмента, а тем самым возрастает его укрывистость.
Считают15, что для того, чтобы меньшие частицы могли располо-
житься между большими, радиус меньших частиц должен быть по
крайней мере в четыре раза меньше радиуса больших частиц. Сле-
довательно, гетеродисперсные пигменты с таким соотношением раз-
меров меньших и больших частиц дают более плотную упаковку
в красочной пленке, чем пигменты монодисперсные, благодаря чему
их укрывистость должна быть больше.
Я. М. Гуревич29, считая такое объяснение неправильным, указы-
вает, что повышение укрывистости объясняется в этом случае умень-
шением маслоемкости пигмента (см. стр. 59), в результате чего повы-
шается укрывистость краски. При пересчете же на сухой пигмент
укрывистость не зависит от плотности упаковки частиц в краске.
Здесь следует также указать на наблюдаемое увеличение
укрывистости красочных паст в результате растира. Повышение
укрывистости паст при растире грубодисперсных пигментов объ-
ясняется диспергированием крупных агрегатов частиц. Повыше-
ние укрывистости высокодисперсных пигментов можно отнести
полностью за счет раздавливания комочков пигмента в связующем
(масло), поскольку7 пигмент при смешении его с маслом распреде-
ляется не отдельными частичками, а комочками.
Помимо дисперсности укрывистость зависит от показателя пре-
ломления пигмента. Чем выше его показатель преломления, тем
лучше отражается свет и тем выше укрывистость. Укрывистость
краски зависит от разности показателей преломления пигмента и
связующего вещества (пленкообразующего), окружающего час-
тицы пигмента. Чем больше эта разность, тем выше укрывистость.
В качестве связующего вещества при изготовлении красок мо-
гут быть использовдны клеевые растворы, масла и т. д. Укрывис-
тость пигмента зависит от того, в какой среде он находится. По-
этому некоторые пигменты могут быть укрывистыми в одной среде
и плохо укрывать в другой. Так, например, известно, что мел в
водном растворе клея или в смеси с веществами, растворяющимися
в воде (показатель преломления 1,6), дает хорошо кроющую крас-
ку. Это объясняется тем, что после испарения воды в пленке ос-
3*
35
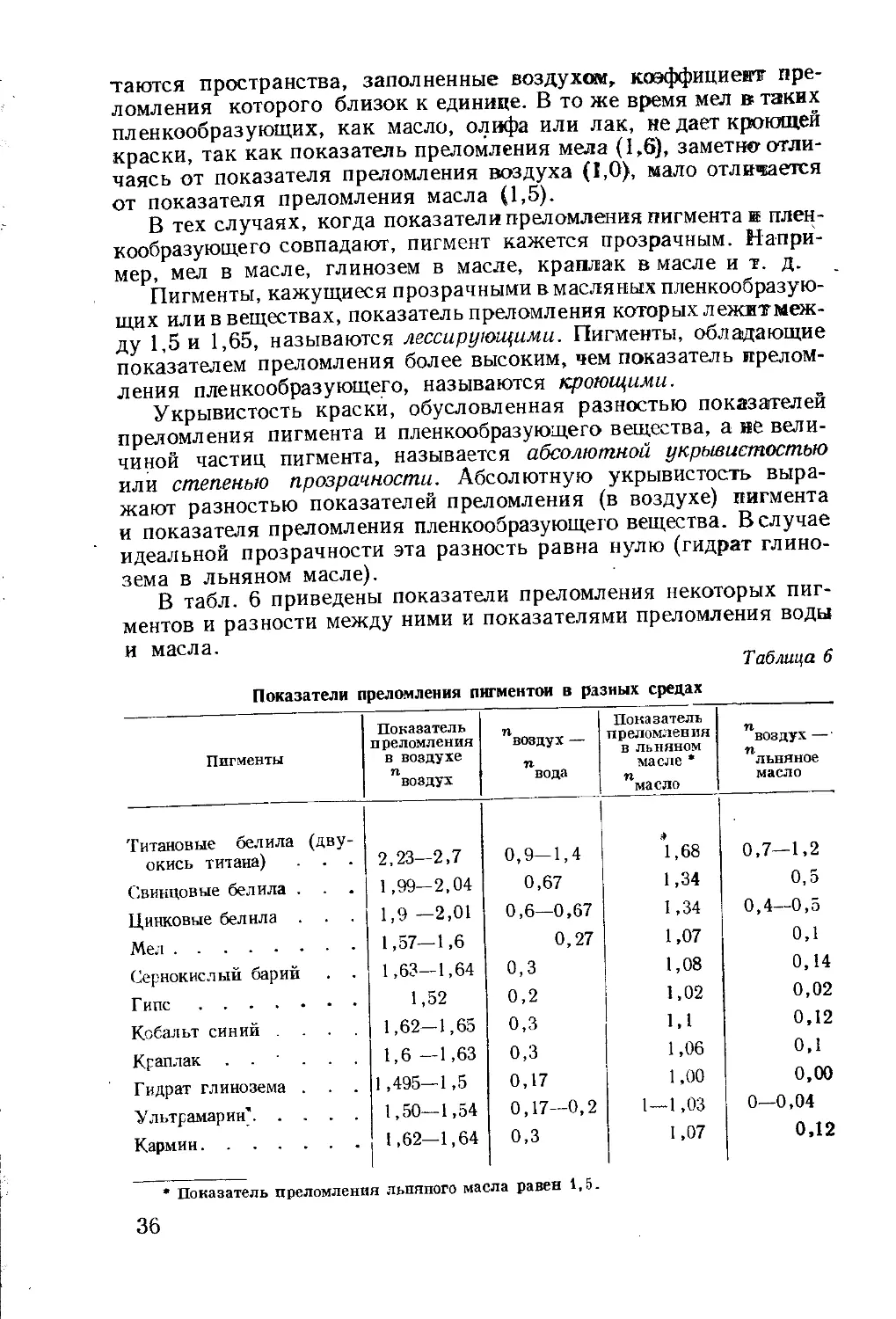
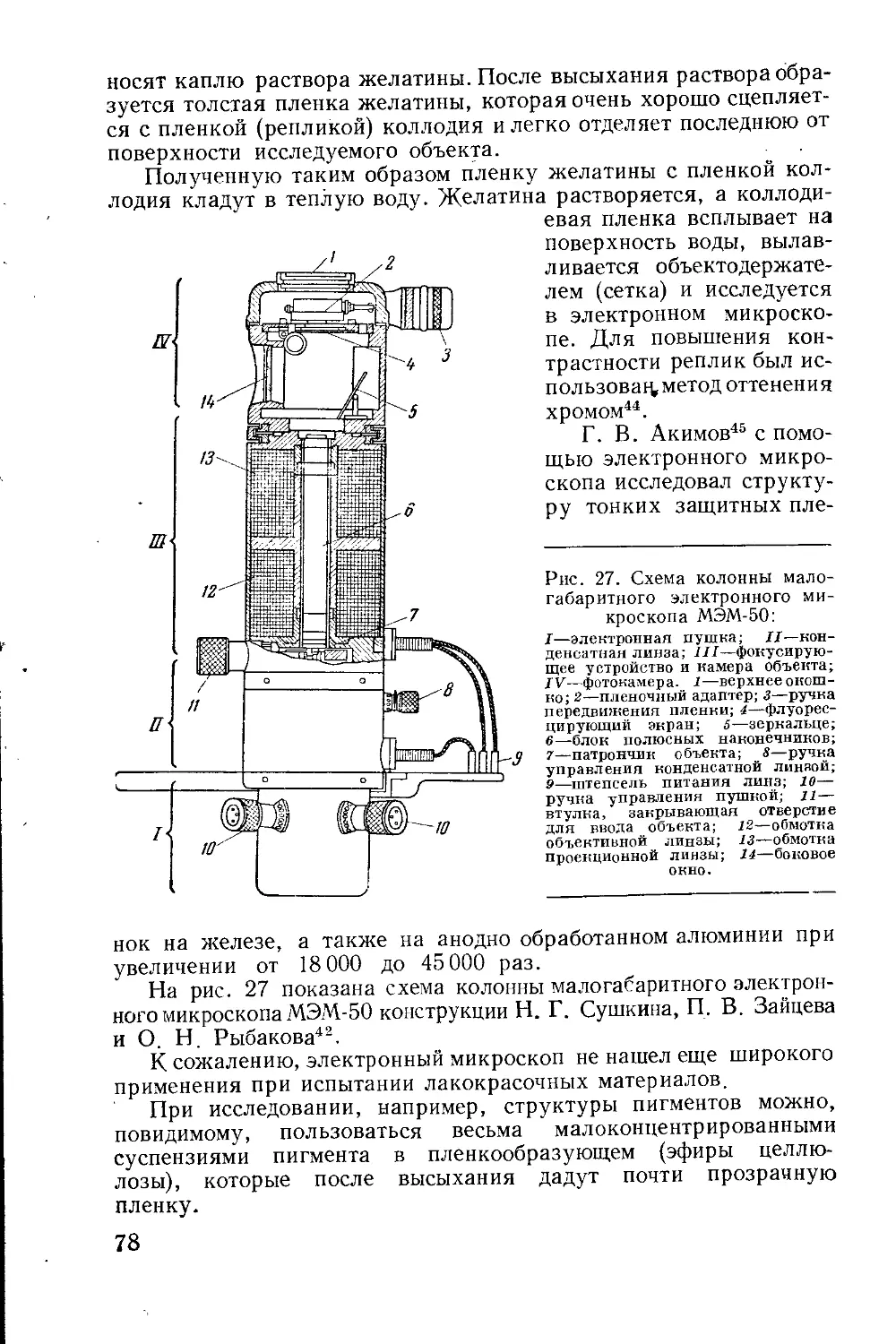
таются пространства, заполненные воздухом, коэффициент пре-
ломления которого близок к единице. В то же время мел в таких
пленкообразующих, как масло, олифа или лак, не дает кроющей
краски, так как показатель преломления мела (1,6), заметно отли-
чаясь от показателя преломления воздуха (1,0), мало отливдется
от показателя преломления масла (1,5).
В тех случаях, когда показатели преломления пигмента й плен-
кообразующего совпадают, пигмент кажется прозрачным. Напри-
мер, мел в масле, глинозем в масле, краплак в масле и т. д.
Пигменты, кажущиеся прозрачными в масляных пленкообразую-
щих или в веществах, показатель преломления которых л ежит меж-
ду 1,5 и 1,65, называются лессирующими. Пигменты, обладающие
показателем преломления более высоким, чем показатель прелом-
ления пленкообразующего, называются кроющими.
Укрывистость краски, обусловленная разностью показателей
преломления пигмента и пленкообразующего вещества, а ие вели-
чиной частиц пигмента, называется абсолютной укрывистостью
или степенью прозрачности. Абсолютную укрывистость выра-
жают разностью показателей преломления (в воздухе) пигмента
и показателя преломления пленкообразующего вещества. В случае
идеальной прозрачности эта разность равна нулю (гидрат глино-
зема в льняном масле).
В табл. 6 приведены показатели преломления некоторых пиг-
ментов и разности между ними и показателями преломления воды
и масла.
Таблица 6
Показатели преломления пигментои в разных средах
Пигменты Показатель преломления в воздухе п воздух п воздух — п вода Показатель преломления в льняном масле * п масло п воздух — п льняное масло
Титановые белила (дву- .=»
окись титана) . . . 2,23—2,7 0,9—1,4 1,68 0,7—1,2
Свинцовые белила . 1,99—2,04 0,67 1,34 0,5
Цинковые белила . . . 1,9 —2,01 0,6—0,67 1,34 0,4—0,5
Мел 1,57—1,6 0,27 1,07 0,1
Сернокислый барий 1,63—1,64 0,3 1,08 0,14
Г 1,52 0,2 1,02 0,02
Кобальт синий .... 1,62—1,65 0,3 1,1 0,12
Краплак ..'... 1,6 —1,63 0,3 1,06 0,1
Гидрат глинозема . . . 1,495—1,5 0,17 1,00 0,00
Ультрамарин’ 1,50—1,54 0,17—0,2 1—1,03 0—0,04
Кармин 1,62—1,64 0,3 1,07 0,12
• Показатель преломления льняного масла равен 1,5.
36
Необходимо иметь в виду, что темные, и в частности черные;,
пигменты не отражают света, а поглощают его; поэтому укрыви-
стость темных пигментов зависит не от отражения, а от поглоще-
ния света. На практике не делают различия между непрозрачно-
стью, являющейся следствием отражения, и непрозрачностью, яв-
ляющейся следствием поглощения света.
Часто приходится решать вопрос, каким пигментом с определен-
ным связующим веществом можно окрасить наибольшую поверх-
ность, достигая при этом полного укрытия поверхности. Исходяг
из этого, количественно укрывнстость выражают в граммах пиг-
мента (или краски), необходимого для того, чтобы сделать неви-
димым цвет закрашиваемой поверхности площадью в 1 м2, либо>
величиной окрашиваемой поверхности в квадратных метрах, ко-
торую можно укрыть 1 кг пигмента (краски), чтобы укрываемый
грунт не просвечивал сквозь слой краски.
Интересно отметить зависимость укрывистости пигментов от
введения в них наполнителей.
Увеличение количества наполнителя, вводимого в пигмент,
естественно соответственно ухудшает укрывнстость последнего, но
при этом не наблюдается какой-либо закономерности. Как пока-
зали работы С. В. Якубовича и М. М. Гольдберга16, ухудшение
укрывистости белых пигментов, вызванное введением наполни-
теля, в большинстве случаев очень незначительно, несмотря на
очень плохую укрывнстость самих наполнителей.
Влияние каждого наполнителя на укрывнстость пигмента ин-
дивидуально и зависит, повидимому, не только от разницы в по-
казателях преломления наполнителя и пигмента, но и от раз-
мера, формы и структуры частиц наполнителя. Подбирая соот-
ветствующие наполнители, можно создать много хорошо укрываю-
щих белых красок с дешевыми наполнителями.
С. В. Якубович и М. М. Гольдберг (НИИЛК) показали, что
укрывнстость смешанных белых пигментов больше, чем вычислен-
ная для них по закону аддитивности. Это положение было прове-
рено на укрывистости смесей цинковых белил с тальком.
Р. Кириллова17, исследуя цветные пигменты, пришла к почти
таким же результатам. Определяя укрывнстость смесей крона и
зелени с различным количеством тяжелого шпата и талькохлорита,
введенных в пигмент в качестве наполнителя, она получила резуль-
таты, подтверждающие, что изменение укрывистости, завися-
щее от введения наполнителя, не следует закону аддитивности.
Я. М. Гуревич и Т. П. Петросян29 позднее, на основании экс-
периментальной проверки ряда образцов двуокиси титана с раз-
личными наполнителями, показали, что почти во всех случаях,
когда смешиваются два совершенно белых пигмента или вообще
два пигмента с одинаковой яркостью, никакого отклонения от
закона аддитивности не наблюдается. Если же смешивают два
белых пигмента, из которых один затемнен (загрязнен), то укры-
вистость смеси дает сильные отклонения от закона аддитивности.
37
А так как на практике при смешивании пигментов чаще всего
имеют дело не с чисто белыми наполнителями и не обязательно с
пигментами одинаковой яркости, то всегда имеет место отклоне-
ние от закона аддитивности. Этим можно и объяснить полученные
результаты в работах С. В. Якубовича и других авторов.
ОПРЕДЕЛЕНИЕ УКРЫВИСТОСТИ ПИГМЕНТОВ ПО РАСХОДУ КРАСКИ
Методы определения укрывистости красок можно разделить на
методы, основанные на определении минимального количества
краски, необходимого для укрытия (покрытия) единицы поверхно-
сти, и методы, основанные на определении минимальной толщины
слоя краски, при котором краска «укрывает» окрашиваемую по-
верхность.
Толщина слоя определяет укрывистость, в то время как рас-
ход краски на единицу поверхности следовало бы назвать другим
тер' и о т—экономичность.
Теоретически между этими двумя понятиями существует раз-
ница, но практически укрывистость представляет интерес с точки
зрения определения фактического расхода краски на единицу по-
верхности, т. е. с точки зрения ее экономичности.
Если результаты определения урывистости по толщине слоя
пересчитать на расход пигмента на единицу поверхности, то тем са-
мым сгладится разница между представлением об укрывистости,
определяемой по толщине слоя краски, и представлением о расхо-
де краски на единицу поверхности.
Определения укрывистости надо производить всегда в точно
определенных условиях.
Определение укрывистости методом многократного укрывания18
Метод основан на определении количества краски, необ-
ходимой для полного укрытия 1 м2 поверхности по цветному
грунту.
Для определения укрывистости по этому методу на одну сто-
рону пластинки белого стекла размером 50x100 мм и толщиной
около 2,5 мм густой масляной краской накрашивают параллельно
длинной стороне пластинки две смежные полосы шириной 13 мм
каждая. Незакрашенные части стекла покрывают черной краской.
Для определения укрывистости белых пигментов пользуются
пластинкой, на которой нанесены черная (газовая сажа) и красная
(светлая мумия) полосы; для желтых красок пользуются пластин-
кой с черной и белой (цинковые белила М-1) полосами, для синих—
с белой и красной полосами, для красных—с черной и белой поло-
сами. После подготовки стекол испытуемый пигмент хорошо рас-
тирают с натуральной олифой до малярной консистенции, т. е. до
получения краски, готовой к употреблению.
38
Подготовленную пластинку (рис. 9. стр, 476) взвешивают на
технических весах и затем покрывают окрашенную сторону рав-
номерным тонким слоем испытуемой краски, двигая кисть в на-
правлении, перпендикулярном цветным полосам (рис. 10, стр, 476).
После этого пластинку взвешивают и по разности весов опреде-
ляют вес израсходованной краски. По высыхании краски плас-
тинку закрашивают вторично, оставляя незакрашенной часть
первого слоя площадью 20x50.мм (рис. 11, стр. 476).
Для ускорения работы рекомендуется заранее заготавливать
большое количество стеклянных пластинок с цветными полосами.
Взвешиванием определяют вес краски, израсходованной на
второй слой. По высыханий второго слоя наносят третий слой,
оставляя незакрашенной часть второго слоя площадью30х50мм.
Третий слой наносят такой толщины, чтобы он полностью укрыл
цветные полосы (рис. 12, стр. 476), после чего взвешиванием
пластинки определяют вес краски, израсходованной на третий слой.
Укрывистость определяют по расходу краски, нанесенной на
1 м2 поверхности по цветному грунту, на основании следующей
формулы:
где Кк—укрывистость (расход краски, необходимой для окраски
1 м2 поверхности, в г);
а, Ь, с—количества краски в граммах, израсходованной при на-
несении первого, второго и третьего слоев.
Для более точных определений укрывистости пигментов метод
изменяют следующим образом. Слой краски наносят на стеклян-
ную пластинку размером 300x100 мм, оставляя незакрашенной
полосу предыдущего слоя площадью 50 х 100 мм. Последним слоем
является слой, полностью укрывающий цветные полосы. Если по-
сле нанесения шестого слоя полосы все еще просвечивают, то осталь-
ные слои наносят на шестой, не оставляя незакрашенной полосы
(рис. 13, стр. 476). В этом случае формулу определения укры-
вистости соответственно изменяют.
Для ускорения высыхания накрасок рекомендуется краску
готовить на натуральной олифе с добавлением 10% сиккатива
№ 64.
Для еще большего сокращения времени определения укрывис-
тости по методу многократного укрывания А. Н. Коновалов19 пред-
ложил производить сушку накрасок при 50—60°. В этом случае
краску готовят, растирая пигмент с олифой, к которой добавлено
5% сиккатива № 64. Растертую краску наносят первым слоем на
стеклянную пластинку и сушат в сушильном шкафу при 50—60°
в продолжение одного часа. По высыхании первого слоя наносят
второй и т. д. Все определение продолжается 4—5 час. вместо 3—
4 дней.
39
Метод многократного укрывания пригоден также и для испы-
тания готовых масляных и эмалевых красок.
Расчет укрывистости пигментов (а также и красок) можно про-
изводить по следующим формулам:
Ki==-| 10 000 гМ2 (1)
Ъ = ^°10~С)-10 000гМ2 (2)
#3 = g(e°?nT6) 10 000 г'м2 (3)
где /(j—укрывистость краски малярной консистенции в г/л2;
—укрывистость густотертой пасты в гЛи2;
К3—укрывистость пигмента в г!м2-,
а—количество готовой к употреблению краски,затраченной
на укрывание пластинки, в г;
b—количество олифы, содержащейся в готовой к употреб-
лению краске, в %;
с—количество олифы, пошедшей на получение готовой к упо-
треблению краски, в %;
5—укрываемая площадь в см2.
Между двумя определениями допускается расхождение не
более чем в 5% при испытании красок укрывистостью до 100 г
на 1 м2 и не более чем в 7% при испытании красок с укрывисто-
стью до 300 г на 1 м2\ максимальная укрывистость принимается за
100%.
Определение укрывистости по стандарту
(ОСТ 10086—39 М. И. 13)
Для быстрого определения укрывистости пигмента пользуют-
ся методом укрывания цветного грунта с одного раза. Для этого
готовят по-предыдущему стеклянные пластинки с цветными поло-
сами размером 100x300 мм и готовую к употреблению краску.
Стеклянную пластинку закрашивают постепенно слоем краски та-
кой толщины, чтобы она полностью укрыла полосы, т. е. чтобы
при рассматривании пластинки, положенной на лист белой бума-
ги, в отраженном свете цветные полосы не просвечивали через слой
краски.
Взвешивают пластинку до и после окраски и, деля получен-
ную разность на площадь закрашенной поверхности, определяют
укрывистость по формуле (1).
Следует указать, что при таком определении укрывистости по-
лучается более высокая укрывистость, так как в этом случае
определяется укрывистость краски до ее высыхания, в то время
как при применении метода, описанного на стр. 39, опреде-
ляется укрывистость уже высохшей красочной пленки.
40
Укрывнстость высохшей пленки обычно ниже укрывистости
краски до ее высыхания. Уменьшение укрывистости высохшей
пленки может достигать до 40% укрывистости краски20.
Укрывнстость пигментов находится также в зависимости и от
пленкообразующего. При одном и том же пигменте, но различном
пленкообразующем укрывнстость высохшей пленки может быть
различной21.
Определение укрывистости по Горбатову
Рис. 14. Прибор
Горбатова:
1—корпус прибора; 2—
прижимной винт; з—
внутренний цилиндр-
поршень; 4 — нижнее
стекло; 5 — покровное
стекло.
К. Горбатов 1в> 22 предложил определять укрывнстость на спе-
циальном приборе. Прибор (рис. 14) состоит из алюминиевого
цилиндра (корпус прибора) 1, внутри которого при помощи при-
жимного винтй 2 передвигается другой ци-
линдр-поршень 3. Наверху внутреннего
цилиндра 3 находится стекло 4, под которое
помещают фигурный рисунок (например,
крест), выполненный тушью.
По диагоналям квадрата карандашом
наносят деления через 1 мм. Подготовленную
таким образом поверхность бумаги лакируют
прозрачным летучим лаком.
Для определения укрывистости в центре
нижнего стекла 4 помещают навеску краски.
Прижимным винтом осторожно сближают
нижнее стекло с покрывным стеклом 5, вслед-
ствие чего краска, помещенная на нижнем
стекле, растекается по кругу и слой ее ста-
новится тоньше. Стекла сближают до тех пор,
пока черный рисунок не станет просвечивать
сквозь слой краски. Затем определяют вели-
чину радиуса круга растекшейся краски как
среднее арифметическое из отсчетов по всем
четырем направлениям.
Расход краски в граммах на 1 мг поверх-
ности вычисляют по формуле
v а-4-10 000
“ лО2
где К—укрывнстость;
а—навеска краски в г;
D—диаметр круга в см.
Определение укрывистости по «шахматной доске»
Гарднером23 был описан метод определения укрывистости при
помощи клеенки, раскрашенной в шахматном порядке (белые и
черные квадраты). Принцип метода заключается в определении
41
количества краски, расходуемой для полного покрытия поверх-
ности,
При проверке этого метода10 установлено, что неровность по-
верхности клеенки и невозможность полного заполнения ее пор
являются источниками возможных погрешностей; кроме того, верх-
ний слой клеенки после небольшого числа определений стирается.
__________________________________ Другой источник возможных
_____________________________погрешностей заключается в
том, что иакраску, нанесенную
кистью, не разравнивают флей-
цем для уничтожения штрихов.
Изменения, внесенные в этот
метод нами совместно с Б. С.
l|| I Стоговым21, позволили получать
!j |Я I хорошо воспроизводимые ре-
|д|| И зультаты.
О II Абсолютные цифры, получен-
1 | | иые при испытании укрывисто-
। I I I сти пигментов методом закраски
||Щ| «шахматной доски», значитель-
по ВЬ1ше, чем цифры, получен-
ные другими методами.
Рис. 15. «Шахматная доска». Метод испытания сводится к
следующему. Кусок белой чер-
тежной бумаги размером 200x200 ,вд делят на 16 квадратов;
восемь квадратов, расположенных в шахматном порядке, закра-
шивают черной тушью. По высыхании туши бумагу наклеивают
на картон, а картон в свою очередь—на фанерную Доску раз-
мером 200x200 мм. Боковые поверхности доски шпатлюют лако-
вой шпатлевкой и по высыхании последней закрашивают масля-
ной краской.
Поверхность подготовленной таким образом «шахматной доски»
покрывают при помощи распылителя тремя слоями прозрачного
нитролака. Для удобства работы доску накалывают на деревян-
ную болванку, имеющую на верхней плоскости несколько вбитых
остроконечных гвоздей, выступающих наружу не более чем на по-
ловину толщины фанеры (рис. 15).
Хорошо растертую краску, разведенную до малярной конси-
стенции, наносят щетинной кистью на отдельные квадраты и затем
распределяют равномерным слоем по всей доске. Образовавшиеся
неровности сглаживают флейцем, после чего наблюдают, не про-
свечивает ли грунт. Если квадраты видны сквозь слой краски, то
«шахматную доску» снова окрашивают по-предыдущему. Испыта-
ние прекращают, когда квадраты «шахматной доски» перестают
просвечивать сквозь слой краски.
Взвешивая на технических весах стакан с краской, кисть и
флейц до и после испытания, определяют количество краски, из-
расходованной на покрытие поверхности «шахматной доски».
42
Укрывистость выражают количеством краски, расходуемым для
окраски 1 .и2 поверхности по формуле (1) (стр. 40),
Укрывистость пигментов, масляных и эмалевых красок опре-
деляют также и следующим образом (ОСТ 10086—39, М. И. 14).
Испытуемый материал сначала наносят на стеклянную пла-
стинку размером 100 х 200 мм (способом, указанным в технических
условиях), а затем накладывают пластинку на «шахматную доску».
Нанесение краски производят все время, понемногу добавляя
ее, и каждый раз накладывают стеклянную пластинку на «шах-
матную доску» до тех пор, пока черные и белые квадраты «шахмат-
ной доски» не перестанут просвечивать сквозь слой краски.
По разности взвешивания стеклянной пластинки до окраски
и с нанесенным слоем краски определяют вес материала, пошед-
шего на укрывание двухцветного грунта «шахматной доски».
Для определения укрывистости нитролаков и нитроэмалей по-
следующий слой лака или эмали наносят после высыхания пре-
дыдущего слоя. Сушку каждого слоя лака или эмали производят
в сушильном шкафу при 50° в течение 5 мин.
Из описанных выше методов для быстрых испытаний наиболее
пригоден метод окраски «шахматной доски», так как он дает до-,
статочно точные и хорошо совпадающие результаты.
Необходимым условием получения воспроизводимых резуль-
татов при определении укрывистости по «шахматной доске» яв-
ляется соблюдение стандартности в цвете черных и белых квадра-
тов. При исследовательских работах рекомендуется применять
метод «многократного укрывания» па стекле, так как результаты,
получаемые по этому методу, отличаются большой точностью и
самые испытания могут быть легко воспроизведены.
ОПРЕДЕЛЕНИЕ УКРЫВИСТОСТИ ПО ТОЛЩИНЕ СЛОЯ КРАСКИ
Для определения укрывистости пигментов по толщине слоя
краски предложено много различных приборов.
Наибольший интерес представляют так называемый крипто-
метр и прибор Чернова.
Определение укрывистости криптометром23
Принцип действия криптометра основан на отыскании наимень-
шей (критической) толщины красочного слоя, достаточной для
полного укрытия закрашиваемой поверхности.
Криптометр (рис. 16) состоит из черной стеклянной пластинки 1
размером 140х50х6 мм. На полированной верхней поверхности
пластинки нанесена миллиметровая шкала и имеется углубление 2
глубиной 2 мм и шириной 10 мм. По поверхности пластинки 1
движется верхняя пластинка 3 размером 70 х 35 х 6 мм, к нижней
43
поверхности которой прикреплена стальная пластинка 4 толщиной
0,45 мм. Таким образом, между пластинками 1 и 3 образуется
клинообразное пространство, которое заполняют испытуемой
краской. В зависимости от положения пластинки 3 граница углуб-
ления 2 может быть заметна сквозь слой краски или незаметна.
Рис. 16. Криптометр (схема и общий вид):
1—черная стеклянная пластинка; 2—углубление; 3—верхняя пластинка; 4—сталь-
ная пластинка.
При передвижении пластинки 3 влево, т. е. при увеличении тол-
щины слоя краски над границей углубления 2, эта граница в кон-
це концов исчезает. При передвижении же пластинки 3 вправо слой
краски над границей углубления 2 становится тоньше и граница
вновь становится видимой. По положению пластинки 3, опреде-
ляемому по шкале пластинки 1, легко вычислить толщину слоя,
при котором граница углубления перестает быть видимой.
Чтобы исключить возможность ошибок, пластинку 3 передви-
гают направо, пока не покажется линия раздела, затем пластинку
передвигают влево, пока линия раздела не исчезнет; берут среднее
арифметическое из показаний шкалы, при которых линия раздела
исчезает и появляется. Передвижение пластинки вправо и влево
необходимо, так как человеческий глаз определяет изменение ин-
тенсивности с точностью только от 1 до 2%. Определение укрыви-
стости черных, красных, синих и других темных пигментов на этом
приборе затруднительно, так как при их испытании граница
углубления 2 на черном фоне не будет заметна. Для таких пигмен-
тов применяют стеклянную пластинку (без углубления), состоящую из
двух стекол (черного и белого), сплавленных по линии раздела.
Для более объективного определения укрывистости на крип-
тометре можно применять фотоэлектрическую схему, для чего
под нижнюю пластинку помещают камеру с фотоэлементом, а над
верхней пластинкой—камеру с источником света.
Схема фотоэлектрического криптометра показана на рис. 17.
'Вычисления укрывистости пигмента производят следующим
образом2. По треугольнику MRQ (рис. 18) определяют критиче-
44
скую толщину краски RQ, при которой пропадает граница углуб-
ления
RQ = MQ tg а или RQ = MQ ^р-
При очень малом угле а можно принять, что МР= V1/V, тогда
RQ=MQ^, где MQ отсчитывается (в миллиметрах) по шкале.
Рис. 17. Фотоэлектрический криптометр:
1—аккумулятор 6 в; 2—реостат; з—лампочка;
4—линза; 5—щелевая диафрагма и фотоэлемент;
6, 7—стекла крипометра; 8—регулировочный
эксцентрик; 9—коробка; 10—амперметр;
11—гальванометр.
Обозначив /^Q через D, a MQ через К, получают
D = К или D = 0,0064 К
здесь 0,45 мм—толщина, а 70 см—периметр стеклянной пластин-
ки.
Рис. 18. Графический расчет
укрывистости.
Таким образом, определив положение пластинки 3 (см. рис. 16)
и умножив показание шкалы на 0,0064, получают толщину кри-
тического слоя, при котором краска начинает просвечивать.
45
Если краска укрывает при толщине слоя 0=0,0064 К, то на 1 м"
окрашиваемой поверхности такой краски пойдет 6400 К мм3, или
6,4 сл-г3/лг2, или 6,4 f^dz/м2, где d—удельный вес краски.
Зная р—процентное содержание пигмента в краске, можно вы-
числить укрывнстость пигмента по формуле
Oi =-’4(F~ г/м2 = 0,064 dpK г/м2
Для получения точных результатов берут среднее из пяти-
шести определений.
Определение укрывистости прибором Чернова25
Рис. 19. Прибор Чернова для определе-
ния укрывистости красок:
1 --металлический цилиндр: 2—винт; 3—пор-
шень; 1—электрическая лампочка; 5—при-
жимные впиты; 6, 7—шлифованные стекла.
Принцип метода заключается в нахождении критической тол-
щины слоя краски. Это достигается сдавливанием определенного
количества готовой к упо-
треблению краски между дву-
мя шлифованными стеклян-
ными пластинками.
Внутри, металлического
цилиндра 1 (рис. 19) при по-
мощи винта 2 передвигается
полый цилиндр—поршень 3
с укрепленной в нем электри-
ческой лампочкой 4, питаю-
щейся постоянным током от
аккумулятора (напряжением
4 в). Силу света лампочки
п р едва р ител ь но п р овер я ют
фотометрическим способом;
она всегда должна быть равна
точно одной свече. В верхней
открытой части наружного
цилиндра винтами 5 прижато
шлифованное стекло 6; на
внутреннем цилиндре лежит
стекло 7, под которым поме-
щается непрозрачный экран
с круглым отверстием. Для
регулировки силы света лам-
почки в наружную цепь вве-
ден реостат.
Точно взвешенное количество хорошо подготовленной к ис-
пытанию краски помещают стеклянной палочкой на нижнее стек-
ло 7. Через прорезы в наружном цилиндре между стеклами на-
кладывают стальные калиброванные пластинки определенной тол-
щины. При сближении стекол краска между ними растекается толь-
ко до определенного предела, так как расстояние между стек-
46
лянными пластинками (т. е. толщина красочного слоя) опреде-
ляется толщиной измерительных пластинок, заложенных между
стеклами.
Площадь расплывшейся краски (X) определяют, измеряя ли-
нейкой диаметр образовавшегося между стеклами круга:
Зная высоту слоя краски А, равную толщине измерительных
пластинок, можно определить объем испытуемой краски:
. Г=ХД
По объему краски и навеске ее Р, помещенной на стекло, можно'
определить ее удельный вес:
При помощи винта 2 полый цилиндр-поршень 3 несколько опу-
скают вниз и осторожно, не нарушая целости красочного пятна,
вынимают измерительные пласти
лампочку прибора и вновь мед-
ленно сближают стеклянные
пластинки, доводя толщину
слоя до так называемой крити-
ческой толщины, т. е. до появ-
ления в пятне красочной пленки
светотени экрана.
Измеряя по-п р едыду щем у
в момент появления светотени
площадь красочного пятна и
зная уже из первого определе-
ния объем краски, можно вы-
числить искомую критическую
толщину красочного слоя К:
ки из прорезов, затем включают
Рис. 20 Схема прибора Чернова с фо-
тоэлементом (по НИИЛК):
1—реостат накала; 2—электрическая лам-
почка; 3—сопротивление; 4—линза; 5—фо-
тоэлемент; 6—кожух (приставной); 7. 9—
стекла; 8--испытуемая краска; 10—диа-
фрагма: 11 — подвижной кожух; 12 — галь-
ванометр.
По критической толщине
слоя и удельному весу краски
легко вычислить укрывистость,
которую выражают в квадрат-
ных сантиметрах площади, за-
крашиваемой 1 г или 1 мл ис-
следуемого красочного мате-
риала.
Голубев (НИИЛК) для более объективного определения укры-
вистости прибором Чернова предложил перенести осветитель в ви-
де приставной части наружу, а внутри аппарата поместить фото-
элемент.
Схема такого фотоэлектрического прибора показана на рис. 20.
47
Определение укрывистости фотоэлектрическим прибором НИИЛК
С. Л. Шнеерсон26 разработала объективный метод определения
укрывистости красок по измерению фотоэлементом интенсивности
линейного пучка света, пропущенного через угол краски, образо-
ванный двумя стеклами.
Основной частью прибора для определения укрывистости
(рис. 21) является клин, состоящий из двух стекол толщиной 5 мм,
прижатых друг к другу двумя пластинками; размер нижнего стек-
ла 60x40 мм, верхнего 50 x 40 мм. Нижнее стекло имеет на рас-
стоянии 5лглг от края желобок глубиной от 2 до 3 мм. На другом
конце стекла прикреплены стеклянные пяточки, возвышающиеся
на 0,15 мм над плоской поверхностью.
Рис. 21. Фотоэлектрический прибор НИИЛК для
определения укрывистости красок:
1—стеклянный клин; 2—источник света (лампа 12 в, 50 вш);
3—конденсатор; 4, 6—диафрагмы; 5—щель; 7—фотоэлемент;
8—аккумулятор (12 в); 9—стрелочный гальванометр.
Клин помещен на подставку, дающую возможность передви-
гать его в вертикальном направлении микрометрическим винтом
и измерять передвижение по градуированной шкале, помещенной
рядом с клином.
Подготовку образцов к испытанию производят следующим об-
разом. Испытуемый пигмент перетирают с растительным маслом
на мраморной плите до получения краски малярной консистенции.
После растира краску собирают и оставляют на плите в течение
10 мин. до прекращения выделения пузырьков воздуха.
Для определения укрывистости краску помещают на нижнюю
пластинку клина, накладывают верхнее стекло и сжимают пла-
стинки струбцинками доотказа. Излишек краски вытекает в же-
лобок.
На клин направляют тонкий луч света через щель второй диа-
фрагмы шириной 1,5 мм. При помощи микрометрического винта
клин перемещают и производят отсчеты каждые 5 мин. по гра-
дуированной шкале.
Луч света при перемещении клина проходит все менее прозрач-
ные слои краски.
Отмечаемые отклонения гальванометра, пропорциональные
потоку света, падающего на фотоэлемент, будут постепенно умень-
48
шаться. Таким образом можно получить кривую непрозрачности
краски в зависимости от толщины слоя и произвести сравнительную
оценку различных красок по их абсорбционным свойствам.
Укрывнстость краски при одной и той же толщине слоя опреде-
ляют по отклонению стрелки гальванометра.
В литературе описан еще ряд фотоэлектрических приборов
для определения укрывистости красок27.
Следует отметить, что методы определения укрывистости с при-
менением фотоэлектрических приборов являются наиболее со-
вершенными и объективными.
ГЛАВА 3
ОПРЕДЕЛЕНИЕ ИНТЕНСИВНОСТИ (КРАСЯЩЕЙ СИЛЫ)
ПИГМЕНТОВ
Под интенсивностью или красящей силой пигментов понимают
количественную характеристику их свойства передавать свой цвет
(окраску) другим веществам.
Отсюда следует, что чем меньше требуется одного пигмента в
сравнении с другим (при одном и том же количестве третьего «кон-
трастирующего» пигмента) для придания смеси определенного от-
тенка, тем он интенсивнее, а также его применение экономически
выгоднее.
Красящая сила имеет большое значение при составлении ко-
лерных (цветных) красок, так как она определяет соотношение от-
дельных пигментов, входящих в состав колерной краски, а также
дает данные для составления смесей определенного оттеика. Кроме
того, интенсивность пигмента может определить выгодность его
применения для получения смеси определенного оттенка. Так, на-
пример, из нескольких краплаков выгодней тот, который можно*
разбавить большим количеством белил для получения смеси опре-
деленного розового оттенка. Красящая сила является для неко-
торых пигментов, как, например, для ультрамарина, важней-
шим показателем, определяющим его достоинство28.
Главнейшим фактором, определяющим красящую силу пигмен-
та, является степень его дисперсности. Согласно литературным
данным красящая сила пигментов увеличивается с повышением
степени их дисперсности. Дисперсность пигментов влияет на их ин-
тенсивность в гораздо более резко выраженной форме, чем на
укрывистость. При одном и том же уменьшении дисперсности пиг-
мента укрывистость его может падать, в то время как интенсивность,
может или возрастать, или оставаться без изменения.
Для двуокиси титана, например, как интенсивность, так и
укрывистость возрастают с увеличением степени дисперсности толь-
ко до некоторого предела. С увеличением в пигменте содержания
частиц диаметром 0,3 у. интенсивность уменьшается.
Однако поскольку основная масса частиц любого пигмента в
среднем выше, чем 0,3 у, то практически верным можно считать*
что интенсивность растет с увеличением дисперсности.
50
Зависимость красящей силы от степени дисперсности частиц
наблюдается и в тертых красках, интенсивность которых растет с
увеличением количества перетиров на краскотерке. Размеры пер-
вичных частиц пигмента при перетире не уменьшаются, а увели-
чение интенсивности краски идет за счет раздробления находя-
щихся в пигменте вторичных частиц (агрегатов).
Такое объяснение остается верным и для грубодисперсных пиг-
ментов, содержащих большое количество агрегированных частиц.
При мелкодисперсных пигментах интенсивность паст в ре-
зультате перетир а также повышается. Это происходит за счет того,
что при смешивании порошка пигмента с маслом пигмент распре-
деляется в масле не отдельными частичками, а комочками (слип-
шиеся частички), которые при растире раздавливаются, давая
такой же эффект в отношении повышения интенсивности, как дис-
пергирование очень крупных частиц29.
Литературные данные о зависимости между интенсивностью и
укрывистостью пигментов сильно расходятся. По одним данным
такой зависимости между интенсивностью и укрывистостью не
существует; по другим данным они связаны полной пропорцио-
нальностью.
Я. М. Гуревич и Г. П. Петросян29 на примере с двуокисью ти-
тана показали, что между интенсивностью и укрывистостью пиг-
мента существует определенная зависимость.
По Г. Вагнеру15 интенсивность белых отражающих пигментов
пропорциональна отражению ими света и, следовательно, укры-
вистости; интенсивность цветных отражающих пигментов (свин-
цового сурика, киновари) обратно пропорциональна отражению
света, а следовательно, и укрывистости; интенсивность цветных и
черных неотражающих пигментов, например сажи, пропорциональ-
на степени поглощения света, а поэтому их укрывнстость зависит и
от этого фактора.
Таким образом, для всех пигментов существует определенная
закономерность между интенсивностью и укрывистостью.
Другие авторы считают, что между красящей и кроющей способ- -
ностями существует сложная, до сих пор еще не выясненная зависи-
мость, которая, конечно, далека от простой пропорциональности.
Так, например, интенсивность белых пигментов колеблется в
зависимости от того, какой цветной пигмент (сажа, ультрамарин)
был применен для определения. В тех случаях, когда для оп-
ределения интенсивности белых пигментов пользуются сажей,
получают приблизительно пропорциональную зависимость между
интенсивностью и укрывистостью; если же применяют ультрама-
рин, то такая зависимость уже не наблюдается. Уже одно это об-
стоятельство указывает на отсутствие пропорциональности между
укрывистостью и интенсивностью пигментов.
Интересно еще отметить, что кроющая способность белых пиг-
ментов, в отличие ст красящей способности, сильно зависит от сте-
пени их светлоты; Я. М. Гуревич29, указывая на значение яркости
4* 51
пигментов при определении укрывистости и интенсивности, пока-
зал, что интенсивность и укрывистость смесей пигментов являются
аддитивными свойствами, если компоненты смеси имеют одинако-
вую яркость, и неаддитивными, если компоненты отличаются
по яркости.
Особенно сильные отклонения от пропорциональной зависимо-
сти между кроющей и красящей способностями наблюдаются у
пигментов,смешанных с наполнителями. Добавление определенного
количества наполнителей к пигменту не ухудшает его укрывис-
тость (а иногда и улучшает ее); красящая же способность пигмен-
тов от прибавления наполнителей снижается и тем сильнее, чем
больше прибавлено к пигменту наполнителя.
Так, например, по данным С. В. Якубовича1’ 30, если интен-
сивность образца двуокиси титана равна 98% (эталон принят за
100%), то при прибавлении к ней 50% наполнителя интенсивность
снижается до 55%, а при прибавлении 75% наполнителя интен-
сивность равна только 35% . По этим же данным интенсивность чис-
тых свинцовых белил—45%; примесь тяжелого шпата снижает
интенсивность до 35% (25% примеси), 26% (50% примеси) и
14% (75% примеси).
Из изложенного, однако, не следует, что получение смеси пиг-
ментов с наполнителем большой красящей силы невозможно.
В указанной выше работе30 был исследован образец титановых
белил, содержавший 75% наполнителя. Интенсивность белил
была выше чистой двуокиси титана. Это объясняется тем, что кра-
сящая сила титановых белил (смесь двуокиси титана с наполните-
лем) меняется в зависимости от способа их получения (сухое сме-
шивание двуокиси титана с наполнителями или совместное их
осаждение).
Таким образом подтверждается, что простой зависимости между
укрывистостью и интенсивностью, повидимому, не существует и
что пропорциональная зависимость между интенсивностью и
укрывистостью может существовать только в отдельных случаях.
При определении интенсивности пигментов необходимо строго
придерживаться следующих правил.
1. Необходимо очень точно отвешивать не только пигменты,
но и пленкообразующее вещество.
2. При различных испытаниях следует всегда пользоваться оди-
наковыми пленкообразующими веществами, так как замена одного
пленкообразующего другим может повлиять на оттенок пигмента.
3. Для сравнения необходимо всегда пользоваться красками
одинаковой консистенции.
4. Степень перетира сравниваемых красок должна быть при-
близительно одинаковой (продолжительность перетира зависит от
рода пигмента и пленкообразующего вещества).
5. Для определения интенсивности пигментов различного цве-
та предпочтительнее применять отдельные стеклянные пластинки,
чтобы избежать возможного загрязнения краски.
52
Следует указать, что принятые в настоящее время методы опре-
деления интенсивности пригодны только для сравнения оптически
однородных пигментов, т. е. пигментов, имеющих одинаковый
цвет и оттенок, так как в противном случае оценка интенсивности
не является точной.
Так, например, установить сравнительную интенсивность двух
синих образцов ультрамарина, отличающихся друг от друга своим
оттенком, представляет очень трудную задачу. Если же об-
разцы отличаются своим цветом, то определить их относительную
интенсивность воообще невозможно.
Я- М. Гуревич29 указывает, что различие в интенсивности срав-
ниваемых между собой цветных пигментов резко падает по мере
увеличения их содержания в смесях с белым пигментом, т. е. по
мере уменьшения яркости сравниваемых между собой красок.
Поэтому результаты всякого определения интенсивности яв-
ляются относительными и справедливы лишь для тех красок,
которые сравниваются.
ОПРЕДЕЛЕНИЕ ИНТЕНСИВНОСТИ ПИГМЕНТОВ ПО СТАНДАРТУ
(ОСТ 10086—39 М. И. 15)
Стандартный метод определения интенсивности основан на
сравнении (качественном и количественном) оттенков краски,
содержащей испытуемый пигмент, и краски, содержащей пигмент,
принятый за эталон (стандарт).
Об интенсивности (красящей силе) испытуемых красок судят
по количеству добавленной разбеливающей краски (контрасти-
рующей) .
Выбор цвета разбеливающей краску зависит от цвета испы-
туемого пигмента. Стандартом приняты следующие разбеливаю-
щие краски: для белых пигментов—сажа, для черных—цинковые
белила, для желтых—берлинская лазурь, для синих—крон свин-
цовый, для красных—цинковые белила (см. табл. 7).
Таблица 7
Количество стандартных и разбеливающих пигментов, необходимое
для приготовления красок
Цвет испытуемых ^пигментов Количество стандартных пигментов вес. ч. Количество разбеливающих пигментов вес. ч.
Белый .... 5,00 0,15 (сажа)
Черный .... 0,15 5,00 ((цинковые белила)
Желтый . . . . 1,00 0,20 (берлинская лазурь)
Синий .... 0,20 1,00 (свинцовый крон)
Красный .... 0,30 2,50 (цинковые белила)
53
Для приготовления стандартной накраски смешивают стан-
дартный пигмент с разбеливающим в соотношениях, указанных в
табл. 7, и тщательно растирают курантом смесь с натуральной оли-
фой на гранитной плите. Растертую краску разводят натуральной
олифой до малярной консистенции и наносят при помощи хорько-
вой кисти равномерным слоем на пластинку белой жести.
Качественное определение интенсивности
Вначале смешивают стандартный пигмент с разбеливающим в
соотношении, указанном в табл. 7; после этого смешивают в том
же соотношении разбеливающий пигмент с испытуемым. Получен-
ные краски наносят на пластинки, как указано выше.
Полученные накраски (испытуемая и стандартная) сравнивают-
ся при рассеянном дневном. свете.
Количественное определение интенсивности
Белые и желтые пигменты. На плите растирают
(курантом) с натуральной олифой разбеливающий пигмент в ко-
личестве,указанном в табл. 7. Затем, при непрерывном растирании,
постепенно добавляют испытуемый пигмент и натуральную олифу.
Периодически смесь разбеливающей краски с испытуемой накра-
шивают на пластинку белой жести и сравнивают со стандартной
накраской. После каждого сравнения испытуемую краску сни-
мают шпателем с пластинки и присоединяют к общей массе. При-
бавление испытуемого пигмента прекращают тогда, когда испы-
туемая накраска приобретет оттенок стандартной. По разности ве-
сов (взвешивание производят с точностью до 0,01 г) сосуда с испы-
туемым пигментом до и после испытания определяют расход пиг-
мента для получения нужного оттенка. Интенсивность краски вы-
числяют по формуле
' = т
где I—интенсивность испытуемого пигмента;
а—количество стандартного пигмента в стандартной накраске
в г;
Ь—количество израсходованного испытуемого пигмента в г.
Черные, синие и красные пигменты. На пли-
те растирают (курантом) с натуральной олифой испытуемый пиг-
мент в количестве, указанном в табл. 7. Затем при непрерывном
растирании постепенно добавляют разбеливающий пигмент, про-
изводя накраски и сравнивая их со стандартным образцом. При-
бавление разбеливающего пигмента прекращают тогда, когда ис-
пытуемая накраска приобретает оттенок стандартной. По разности
весов до и после испытания определяют расход разбеливающего
54
пигмента для получения необходимого оттенка. Интенсивность
краски вычисляют по формуле
где I—интенсивность испытуемого пигмента;
с—количество израсходованного разбеливающего пигмента
в г;
d—количество разбеливающего пигмента стандартной на-
краски в г.
ОПРЕДЕЛЕНИЕ ИНТЕНСИВНОСТИ УЛЬТРАМАРИНА
На стеклянной или фарфоровой пластинке отвешивают 0,1 г
испытуемого ультрамарина, 1 г удовлетворяющих стандарту цин-
ковых белил и добавляют 15 капель сырого льняного масла (0,7 г);
смесь тщательно перемешивают шпателем в гомогенную пасту. За-
тем готовят пасты из эталонного ультрамарина с таким же коли-
чеством белил и масла. Количество эталонного ультрамарина в
этих пастах постепенно уменьшают или, наоборот, увеличивают
(0,098; 0,075 или 1,05; 1,10; 1,15). Из паст, изготовленных на эта-
лонном ультрамарине, подбирают такую, оттенок которой совпа-
дает с оттенком испытуемого образца. Для сравнения оттенков пас-
ты наносят рядом на стеклянной пластинке и рассматривают их
через стекло в отраженном свете.
Интенсивность испытуемого ультрамарина выражают следую-
щей формулой
^Д^Г100
где /—интенсивность испытуемого ультрамарина в % от эталона;
а—содержание ультрамарина в граммах в эталоне.
За эталон для определения интенсивности всех марок ультра-
марина принимают определенный образец, установленный ГИПИ-4.
ОПРЕДЕЛЕНИЕ ИНТЕНСИВНОСТИ ПИГМЕНТОВ «ПОРОГОВЫМ» МЕТОДОМ
(метод Сапгира)
Рассматривая интенсивность как количественную характе-
ристику свойств пигментов передавать свой цвет другим пигмен-
там, И. Н. Сапгир31 указывает, что одновременно с процессом
окрашивания пигмента А пигментом Б происходит и обратный про-
цесс окрашивания пигмента Б пигментом А (взаимная интенсив-
ность). Поэтому любой пигмент проявляет различную степень ин-
тенсивности в зависимости от того, с какими другими пигмен-
тами его смешивают.
И. Н. Сапгир считает, что истинное представление об интен-
сивности одного пигмента по отношению к другому можно получить
55
лишь путем рассмотрения всего процесса их взаимного окраши-
вания при различных количественных соотношениях между
ними.
Этот процесс изображается в виде двух отрезков различных па-
рабол, смыкающихся в одну кривую. На основе этих кривых или
соответствующих им уравнений можно произвести математический
анализ всего процесса взаимного окрашивания любой пары различ-
ных пигментов как в целом, так и отдельных его стадий.
Исходя из этого И. Н. Сапгир предложил так называемый «по-
роговый» метод определения интенсивности пигментов, основанный
на использовании порога чувствительности нашего глаза или спе-
циального прибора.
Сущность определения порога можно иллюстрировать сле-
дующим простым примером. Если к цинковым белилам добавить
ничтожное количество какого-либо другого черного или хромати-
ческого пигмента, то при сравнении цвета белил, не содержащих
примесей и с ничтожной примесью пигмента, глаз не заметит ка-
кой-либо разницы.
Постепенное увеличение примеси приводит, наконец, к момен-
ту, когда глаз начинает улавливать разницу между чистыми
белилами и белилами с примесью другого пигмента. Таким
образом, порог чувствительности глаза достигнут. Этот порог мож-
но условно (для нормального глаза) считать первым между основ-
ным и добавляемым пигментами.
В данном случае оттенок цвета не имеет значения, важным яв-
ляется лишь отмечаемое глазом изменение цвета белил; в этом одно
из отличий этого метода от существующих методов, где важней-
шим условием является идентичность оттенков, получаемых при
смешивании двух сравниваемых пигментов с третьим «контрасти-
рующим» пигментом.
Весь процесс смешивания пигментов по «пороговому» методу
изображается параболами вида уг=сх, построенными по заранее
рассчитанным точкам, после определения начального прямого и
конечного обратного порогов. Это дает возможность оценивать вза-
имную интенсивность двух пигментов А и Б при любых количествен-
ных между ними соотношениях.
Для получения первого (прямого) порога дг пигмент А сме-
шивают с пигментом Б, а для получения последнего (обратного)
порога q2 пигмент Б смешивают с пигментом А в различных соот-
ношениях до видимого глазом изменения цветности.
На основании определения прямого и обратного порогов
можно расчетным путем определить количество равноступенных
переходных оттенков (порогов) при смешивании двух пигмен-
тов А и Б.
Для этой цели И. Н. Сапгир вывел следующее уравнение:
________________________ 4 4 _____
п = 20= 20 ]/С^7= 20 1/ —(1)
Г Г <?1?2
56
где п—общее число возможных порогов;
<7Х—количество одного компонента по отношению к 100 весо-
вым частям второго компонента для первого порога;
<72—количество второго компонента по отношению к 100 весо-
вым частям первого компонента для последнего порога;
Для расчета количества порогов одного «прямого» ряда фор-
мула (1) будет иметь следующий вид:
4 _____
n1 = 101/C1C2 = 101/—L_ (2)
qiQz
На основе произведенных расчетов можно также определить, в
каких количественных соотношениях нужно смешать пигменты А и
Б, чтобы получить средний между ними цвет, названный «субтрак-
тивным эквивалентом» (£).
«Субтрактивный эквивалент» определяется при помощи урав-
нения
(3)
Преимуществом «порогового» метода является возможность оп-
ределять интенсивность двух пигментов, отличающихся друг от
друга по цвету, а также возможность определять интенсивность
пигментов при отсутствии эталона и находить «субтрактивный эк-
вивалент».
К недостаткам метода надо отнести известную субъективность,
свойственную, впрочем, и другим методам, зависящую от воспри-
имчивости глаза наблюдателя и продолжительности определения
начальных порогов.
ГЛАВА 4
ОПРЕДЕЛЕНИЕ МАСЛОЕМКОСТИ ПИГМЕНТОВ*
В специальной литературе обычно применяют термин «масло-
емкость пигментов». Различают первую маслоемкость—минималь-
ное количество льняного масла, нужное для превращения в пасту
1 г пигмента, и вторую, или малярную, маслоемкость—минималь-
ное количество льняного масла, нужное для превращения 1г пиг-
мента в текучую пасту, удобную для накрашивания кистью.
Встречается также термин «пигментоемкость масел»—минималь-
ное количество пигмента, нужное для превращения в пасту 1 г
масла.
Понятие о маслоемкости пигментов и пигментоемкости масел
целесообразно заменить единым понятием маслоемкости пигмент-
ных паст, являющейся функцией как свойств пигмента, его масло-
емкости, так и свойств масла, его пигментоемкости.
Маслоемкость пигментов обычно выражают в граммах или мил-
лилитрах льняного масла на 1 г пигмента.
Маслоемкость пигментной пасты целесообразно выражать в до-
лях или процентах от общего объема пасты. Вычитая значение
маслоемкости, выраженное в объемных долях, из единицы, а
выраженное в объемных процентах—из 100, получаем значение
пигментоемкости данной пасты, также выраженное в объемных
долях или в объемных процентах.
Для практических целей маслоемкость удобнее выражать в мл/г
или в весовых процентах.
На основе геометрических соображений можно показать, что
объем шаров одинакового размера при наиболее плотной их
укладке составляет около 74% от всего объема, который они при
этом условии занимают, т. е. что объем пустот между шарами в по-
ложении наиболее плотной их упаковки составляет около 26%.
Это положение справедливо при любом диаметре шаров.
В случае гетеродисперсной смеси частиц шаровой формы сте-
пень заполнения всей системы будет выше, так как малые шары
* Глава написана кандидатом технических наук Я. М. Гуревичем.
58
могут разместиться в промежутках между большими. Геометри-
ческое условие возможности такого размещения состоит в том,
чтобы диаметр малых шаров не превышал 0,25 диаметра больших.
Объем пустот в гетеродисперсной смеси шаровидных частиц со-
ставляет, следовательно, величину меньшую, чем 26% объема всей
системы.
Минимальное количество жидкости, нужное для получения пас-
ты из монодисперсных непористых шаровидных частиц при ус-
ловии геометрически наиболее плотной упаковки их, соответст-
вует, очевидно, объему пустот между частицами. Поэтому можно
сказать, что геометрическая маслоемкость идеальных паст дол-
жна составлять для случая монодисперсных шариков 26% от объе-
ма пасты, а для случая гетероди спер сны х шариков еще меньшую
величину.
Пигментов, состоящих из вполне шаровидных частиц, не су-
ществует. Частицы большей части пигментов имеют форму мно-
гогранников; форма частиц может быть также пластинчатой, па-
лочковидной. В этих случаях при условии наиболее плотной упа-
ковки объем пустот между частицами должен быть меньше, чем при
шаровидных частицах.
Объемный процент пигмента S пасте
О Объемный процент масла в пасте
Рис. 22. Первая маслоемкость пигментных паст:
/—трансформаторное масло; 2—сырое льняное масло; 3— олифа, окисленная до
вязкости 7,12 пуаз.
Как общее правило, пигменты представляют собой гетеродис-
персные порошки. Поэтому геометрическая маслоемкость пигмент-
ных паст при предположении, что в системе отсутствуют факторы,
препятствующие наиболее плотной укладке частиц, и что частицы
не имеют пор, всегда должна была бы быть меньше 26% от объема
пасты, приготовленной с минимальной затратой связующего.
На диаграмме (рис. 22) отложены в объемных процентах зна-
чения первой маслоемкости (см. выше) паст ряда пигментов на трех
59
различных маслах: минеральном, сыром льняном и уплотненном
льняном. Эти данные29 показывают, что значения первой маслоем-
кости колеблются в пастах из разных пигментов и разных масел
в пределах 47—74%, т. е. во всех случаях в несколько раз превос-
ходят значение геометрической маслоемкости.
Это обстоятельство, а также зависимость маслоемкости реаль-
ных паст от состава пигмента и связующего обусловлены явлением
сцепления пигментных частиц.
В результате взаимного сцепления пигментные частицы при-
обретают структурное расположение, т. е. выходят из положений
наиболее плотной упаковки; это приводит к увеличению объема
пустот, заполняемых маслом при изготовлении пасты, и, следо-
вательно, к увеличению минимально необходимого количества
масла для получения пасты.
Разные пигменты в одном и том же масле и один и тот же пиг-
мент в различных маслах могут быть агрегированы в различной
степени.
Вопрос о влиянии среды и свойств пигмента на агрегативную
устойчивость суспензии нужно рассматривать на основе представ-
лений, развитых в учении П. А. Ребиндера о механизме стабили-
зации суспензий поверхностно-активными веществами, адсорби-
рующимися на поверхности частиц твердой фазы. Адсорбционный
слой таких молекул образует как бы мостик, связывающий твер-
дую поверхность частиц дисперсной фазы с дисперсионной
средой33.
В работе Я. М. Гуревича34 показано, что в масляных суспен-
зиях сцепление пигментных частиц может происходить или в ре-
зультате недостаточно прочной связи молекул адсорбционного
слоя с твердой поверхностью, или же в результате сцепления мо-
лекул адсорбционных слоев масла на разных пигментных ча-
стицах.
Если агрегирование пигмента происходит вследствие непроч-
ности адсорбционного слоя на пигментных частицах, то для пони-
жения маслоемкости пасты нужно ввести в нее поверхностно-ак-
тивное вещество, которое, адсорбируясь на пигментных частицах,
образовало бы прочный адсорбционный слой, защищающий пиг-
ментные частицы от сцепления друг с другом твердыми поверх-
ностями.
Однако для того, чтобы введение в систему вещества, способно-
го образовать прочный адсорбционный слой на поверхности пиг-
ментных частиц, действительно привело к понижению агрегиро-
вания и снижению маслоемкости системы, необходима достаточно
хорошая растворимость этого вещества в среде. Необходимо, что-
бы у молекул адсорбционного слоя было большее сродство к моле-
кулам среды, чем взаимное сродство между слоями. В противном
случае адсорбционные слои на разных пигментных частицах бу-
дут сцепляться и введение в пасту поверхностно-активного веще-
ства приведет лишь к тому, что вместо агрегирования пигментных
60
частиц путем сцепления твердых поверхностей будет происходить
агрегирований через сцепление адсорбционных слоев.
Известно, что при добавлении одного и того же поверхностно-
активного вещества к различным пастам наблюдается различный
эффект: одни пасты становятся более текучими, другие, наоборот,
загустевают32. Разжижение пасты, т. е. снижение ее маслоемкости,
происходит в том случае, когда сцепление пигментных частиц по-
нижается, а загустевание, т. е. повышение маслоемкости, происхо-
дит тогда, когда сцепление пигментных частиц усиливается.
Маслоемкость данной пигментной пасты (пигментоемкость дан-
ного связующего) зависит, во-первых, от наличия в связующем
компонентов, способных образовывать на поверхности пигмент-
ных частиц прочный адсорбционный слой, и, во-вторых, от степе-
ни сродства этих компонентов со средой, т. е. от степени их раство-
римости в среде. Чем лучше растворимы в среде компоненты свя-
зующего, образующие адсорбционный слой на поверхности пиг-
ментных частиц, тем больше пигментоемкость связующего.
Рассмотрим теперь вопрос о роли пигмента в определении зна-
чения маслоемкости пасты.
Основными факторами, определяющими маслоемкость пигмента,
являются: 1) специфические особенности поверхности пигмента,
определяющие адгезию к ней адсорбционного слоя; 2) пористость
пигментных частиц; 3) степень дисперсности пигмента; 4) степень
гетеродисперсности пигмента (равномерность пигментных частиц).
Прочность адсорбционного слоя в одной и той же среде на час-
тицах различных пигментов неодинакова. Так, например, наполни-
тели (тальк, каолин, тяжелый шпат, инфузорная земля) в лаках и
уплотненных маслах образуют легко расслаивающиеся суспензии,
в которых агрегирование частиц имеет отчетливо выраженный ха-
рактер. Такое агрегирование можно визуально наблюдать по обра-
зованию линии раздела фаз при отстаивании этих суспензий в стек-
лянной посуде. Большинство же кроющих пигментов (все белила,
крона; железоокисные пигменты и др.) в названных связующих
образуют агрегативно устойчивые суспензии. Однако степень
агрегативной устойчивости в одном и том же связующем у на-
званных пигментов может оказаться различной.
Это свидетельствует о том, что прочность адсорбционного слоя
зависит не только от характера связующего, от содержания в нем
поверхностно-активных компонентов, способных адсорбироваться
на твердых поверхностях, но и от характера твердой поверхности.
Следовательно, одним из факторов, определяющих значение
маслоемкости пигментов, является степень их агрегативной устой-
чивости в данном масле. При прочих равных условиях маслоем-
кость ниже у тех пигментов, которые образуют наиболее дисперги-
рованные и агрегативно устойчивые суспензии в данном масле.
Существенным фактором, определяющим значение маслоемко-
сти, является степень пористости пигментных частиц. Значение это-
го фактора особенно велико у пигментов, получение которых сопря-
61
жено с прокаливанием. При прокаливании первичные частицы спе-
каются в пористые агрегаты. У таких пигментов повышение степе-
ни дисперсности сопряжено с дроблением агрегатов, уменьшением
их пористости и соответственно уменьшением маслоемкости.
В табл. 8 приведены значения маслоемкости различных по сте-
пени дисперсности фракций ультрамарина.
Таблица 8
Маслоемкость (первая) фракций ультрамарина различного гранулометрического
состава
Диаметр частиц фракций Р Маслоемкость (первая) в мил- лилитрах льня- ного масла на 1 г пигмента Диаметр частиц фракций Р Маслоемкость (первая) в мил- лилитрах льня- ного масла на 1 а пигмента
80—60 1,24 10—5 0,60
60—40 1,13 5—2 0,51
40—20 1,04 2—1 0,46
20—10 0,89 меньше 1 0,40
Данные этой таблицы показывают, что чем выше степень дис-
персности фракции, тем меньше ее маслоемкость. То же имеет
место в окиси хрома, двуокиси титана и других пигментах, полу-
чаемых прокаливанием.
Следовательно, широко распространенное представление о том,
что маслоемкость пигментов с увеличением степени дисперсности
всегда возрастает, является ошибочным.
Как выше отмечалось, собственный объем шаров (не считая пу-
стот между ними) одинакового размера в положении наиболее
плотной упаковки составляет около 74% от всего занимаемого ими
объема, независимо от величины диаметра шаров. Другими слова-
ми, геометрическая маслоемкость не зависит от степени дисперсно-
сти пигмента, состоящего из непористых частиц правильной шаро-
видной формы и одинакового размера. Но в реальных пигментных
пастах, в которых маслоемкость определяется не только объемом
пустот между частицами, но и явлением структурирования пиг-
ментных частиц, повышение степени дисперсности пигмента йри-
водит к большему числу контактов между частицами, т. е. к росту
маслоемкости.
Таким образом, увеличение степени дисперсности пигмента при-
водит одновременно к увеличению маслоемкости вследствие уси-
ления процессов структурирования и к снижению маслоемкости
вследствие уменьшения объема пор в частицах. Конечный эффект,
который наблюдается при замене крупнодисперсного образца мел-
кодисперсным, зависит от значения перечисленных выше факто-
ров, действующих в противоположном направлении.
62
Равномерность размеров частиц пигмента также является фак-
тором, влияющим на его маслоемкость. При достаточно большом
различии в размерах частиц пигмента мелкие частицы размеща-
ются между крупными, что приводит к уменьшению объема пус-
тот между частицами и, следовательно, к уменьшению маслоемко-
сти. Однако это имеет место лишь в системах, в которых процессы
структурирования пигментных частиц слабо развиты, например в
пастах на уплотненном масле. В системах, в которых процессы
структурирования сильно развиты, например в пастах на мине-
ральном масле, влияние гетеродисперсности на маслоемкость бо-
лее сложно. В зависимости от соотношений крупных и мелких ча-
стиц в пасте может иметь место либо усиление процесса структу-
рирования (в результате вовлечения в этот процесс крупных час-
тиц), либо, наоборот, разрушение структуры в результате разбав-
ления мелких частиц крупными. В первом случае маслоемкость
смеси больше среднего из значений маслоемкости крупного и мел-
кого порошка, определенных порознь. Во втором случае масло-
емкость смеси меньше, чем среднее из значений маслоемкости
крупного и мелкого порошка, определенных порознь.
ОПРЕДЕЛЕНИЕ ПЕРВОЙ МАСЛОЕМКОСТИ
Поскольку значение маслоемкости зависит от того, с каким
маслом растерт пигмент, для определения первой маслоемкости
(см. выше) условились пользоваться очищенным от случайных
примесей льняным маслом с кислотным числом не выше 3.
Степень перетира пигмента с маслом также является фактором,
существенно влияющим на значение маслоемкости. Выше было от-
мечено, что у пигментов, состоящих из прочных агрегатов, получае-
мых прокаливанием (ультрамарин, окись хрома, двуокись титана
и др.), при перетире может происходить дробление агрегатов, по-
нижение объема пор и соответственно падение маслоемкости. Кро-
ме того, при перетире происходит вытеснение с поверхности пиг-
ментных частиц окклюдированного воздуха и лучшее смачивание
поверхности порошка маслом, в результате чего частицы меньше
сцепляются друг с другом и располагаются более плотно, что так-
же ведет к уменьшению маслоемкости.
Поэтому значения маслоемкости сравнимы между собой, если
они определены по одному какому-либо методу.
Определение маслоемкости смешением пигмента с маслом
(ОСТ 10086—39 М. И. 3)
Сущность метода заключается в том, что пигмент смешивается с
маслом без применения давления.
Навеску в 5 г пигмента помещают в круглодонный стакан;
затем из бюретки в стакан приливают масло. Сначала приливают
0,3 мл, затем по 2—3 капли и, наконец, по 1 капле. Каждый раз
63
после введения масла в течение 1—2 мин. перемешивают смесь стек-
лянной или эбонитовой палочкой с закругленным концом (не на-
давливая).
По мере добавления масла к пигменту образуется все больше
отдельных комочков, вначале" рассыпающихся при перемешива-
нии, а затем соединяющихся в более крупные. Добавление масла
прекращают, когда весь пигмент превратится в один комок.
Маслоемкость рассчитывают по формулам (1) и (2):
100-ad
М ~ 5
где /И—маслоемкость в % вес.;
а —количество израсходованного масла в миллилитрах;
d —удельный вес масла (0,93).
Или
(1)
Л1 = —122^2—
1 ad
г/\еМ1—маслоемкость в % объемн. (в расчете на пасту);
а —количество израсходованного масла в мл\
b —навеска пигмента в г;
d —удельный вес пигмента.
(2)
Определение маслоемкости перетиром пигмента с маслом
Метод разработан С. В. Якубовичем и М. М. Гольдбергом35.
Особенность метода состоит в том, что при смешении масла с пиг-
ментом производят перетир. Испытание проводят следующим об-
разом. На плиту помещают 1 г масла; в какой-либо таре (коробка,
бюкс) отвешивают пигмент с избытком против ожидаемого расхода.
Пигмент вводят в масло небольшими частями, тщательно перети-
рая смесь курантом до образования пасты.
По мере введения пигмента паста становится гуще, из текучей
переходит в густотертую, затем начинает распадаться с образова-
нием стружкообразной массы. С этого момента пигмент вводят очень
мелкими частями и перемешивают уже не курантом, а шпате-
лем, предварительно тщательно очистив этим же шпателем курант.
Длительное перемешивание стружкообразной массы каждый
раз после добавления пигмента продолжают до тех пор, пока мас-
са не начнет рассыпаться. Затем взвешивают остаток пигмента вмес-
те с тарой и устанавливают количество израсходованного пигмен-
та. хЧаслоемкость рассчитывают по формулам, приведенным выше.
ОПРЕДЕЛЕНИЕ МАЛЯРНОЙ МАСЛОЕМКОСТИ
Под малярной маслоемкостью понимают содержание масла (свя-
зующего) в краске, доведе. ной до консистенции, при которой ее
удобно наносить на окрашиваемую поверхность. Краска должна
64
легко накрашиваться и вместе с тем не быть слишком жидкой и не
давать подтеков на вертикальных плоскостях.
В масляных красках, не содержащих растворителей, легкость
накрашивания и разлив красок (стр. 179) определяются тиксо-
тропностью, т. е. свойством краски разжижаться, приобретать те-
кучесть под действием приложенной к ней механической силы (пе-
ремешивания, давления, движения кисти и т. п.) и вновь загусте-
вать после прекращения действия силы.
Тиксотропное загустевание обусловлено явлениями сцепления
пигментных частиц. Образующаяся при спокойном стоянии, в ре-
зультате сцепления пигментных частиц, структура обусловливает
потерю текучести краски. Для того чтобы краска снова приобре-
ла текучесть, необходимо приложение механической силы для раз-
рушения, хотя бы частичного, этой структуры. Следовательно,
легкость накрашивания и разлив краски зависят от прочности этой
структуры и от скорости, с какой происходит восстановление раз-
рушенной структуры после снятия деформирующего напряжения.
Например, кистевая краска (кистевой краской называют краску,
пригодную для нанесения кистью) будет легко накрашиваться, если
она обладает малым сопротивлением на сдвиг, так как в этом слу-
чае уже при малом деформирующем напряжении, обусловленном
движением кисти, происходит значительное разрушение структу-
ры (см. стр. 113). Разлив определяется временем, необходимым
для восстановления структуры.
При очень быстром восстановлении структуры на накраске бу-
дут оставаться следы от кисти в виде резко выраженных штрихов.
Накраска, нанесенная пульверизатором, может в этом случае иметь
вид апельсиновой корки или другие аналогичные дефекты.
При очень медленном восстановлении структуры происходит
стекание краски с вертикальных плоскостей. Некоторому оптималь-
ному времени восстановления разрушенных структур в краске со-
ответствует оптимальный разлив.
Факторами, определяющими разлив масляных "красок, не со-
держащих растворителя, являются: исходные коллоидные свой-
ства компонентов системы, влияющие на процесс сцепления пиг-
ментных частиц, и количественное соотношение между пигментом
и связующим. При наличии в краске растворителя летучесть его
является дополнительным фактором, влияющим на разлив, так
как быстрое испарение растворителя из накраски обусловливает
преждевременное повышение вязкости материала и затрудняет
разлив.
Нужная степень разведения краски (малярная или рабочая
консистенция) устанавливается опытным путем (малярами в про-
цессе работы).
Принятый у нас стандартный метод определения малярной кон-
систенции по началу расплывания «штрихов от кисти»16 применим
лишь в том случае, если связующим является натуральная олифа.
При всех других связующих этот метод непригоден.
5 С. В. Якубович
65
В литературе36 описаны приборы, позволяющие с большей объ-
ективностью устанавливать малярную маслоемкость. В качество
примера на рис. 23 приведена схема простейшего прибора, который
можно назвать самопишущей кистью.
К одному концу стержня 1, свободно вращающегося на шарни-
ре 2, привязана кисть 3; к другому концу присоединен карандаш 5,
соприкасающийся с бумажным листом, могущим двигаться верти-
кально вверх с постоянной скоростью посредством соответствующе-
го механизма (на рисунке не показан).
Давление
Рис. 23. Схема прибора для
определения малярной масло- Рис. 24. Зависимость текучести краски от
емкости: давления:
1—стержень; 2—шарнир; 3—кисть;
4—противовес; 5—карандаш; 6—
окрашиваемая поверхность.
1,3,4,5—краски с хорошими малярными свойст-
вами; 2,6,7—краски с плохими малярными
свойствами.
Стержню сообщают маятникообразное движение, при этом кисть
скользит по изогнутой металлической поверхности 6. Давление
кисти на поверхность регулируют установлением винтов. На по-
верхность наносят определенное количество краски, которая под-
вергается предварительному распределению посредством отвязан-
ной кисти. После этого стержень отводят до его высшего положения
и затем сразу же отпускают; одновременно приводят в движение
самопишущий механизм. Под действием противовеса 4 стержень
начинает совершать маятникообразные колебания, амплитуда ко-
торых постепенно уменьшается, пока, наконец, в результате тор-
мозящего действия слоя краски маятник не остановится. Прибор
вычерчивает график, характеризующий затухающие колебания ма-
ятника. В случае краски, легко наносимой кистью, наблюдаемое
число качаний и амплитуда их будут больше, чем в случае краски,
трудно наносимой.
На практически проверенных образцах красок устанавливают
стандартный график, которым и пользуются при определении ма-
лярной маслоемкости.
66
Большое число исследований посвящено установлению связи
между реологическими характеристиками краски и ее малярными
свойствами. На рис. 24 показаны кривые зависимости вязкости
от деформирующего напряжения для ряда красок с различными
малярными характеристиками37.
Кривые текучести красок с удовлетворительными малярными
свойствами (/, 3, 4, 5) лежат внутри заштрихованного четырех-
угольника; кривые текучести красок, плохо наносимых кистью,
а также красок с плохим разливом, лежат вне прямоугольника.
При испытании красок на описанном приборе полученные ре-
зультаты выражают в виде кривых и сравнивают их с кривыми,
полученными при испытании стандартных красок. Краски, кри-
вые текучести которых пересекают площадь прямоугольника, об-
ладают нужными малярными свойствами в отличие от красок,
кривые текучести которых лежат вне прямоугольника.
5*
ГЛАВА 5
ОПРЕДЕЛЕНИЕ ДИСПЕРСНОСТИ ПИГМЕНТОВ
Степень дисперсности является одним из важнейших свойств,
определяющих качество пигмента для лакокрасочных покры-
тий.
Недостаточное измельчение пигмента затрудняет растирание
его со связующим; краски, приготовленные на таком пигменте, при
хранении легко расслаиваются и быстро портятся (образуются
сгустки, требующие дополнительного перетира краски перед упо-
треблением).
Степень дисперсности пигмента оказывает большое влияние на
оптические свойства краски, например на укрывнстость и интен-
сивность пигмента, а также на маслоемкостьи противокоррозион-
ные его свойства.
Так, например, бланфикс обладает большей кроющей способ-
ностью, чем тяжелый шпат, вследствие большей дисперсности его
частиц.
Как правило, укрывнстость пигмента с увеличением степени
дисперсности его частиц улучшается. Однако такая зависимость
между укрывистостью и степенью дисперсности имеет место только
до определенного предела. При дальнейшем повышении степени
дисперсности пигментов их укрывнстость может падать.
Считают, что пигменты имеют максимальную укрывнстость при
размере частиц, равном половине длины световой волны (около
0,2 р). При дальнейшем уменьшении размеров частиц краска начи-
нает просвечивать и может даже стать прозрачной (см. стр. 34).
Таким образом, на укрывнстость краски могут оказывать влия-
ние не только слишком крупные частицы пигмента, но и слишком
мелкие. Так, например, присутствие в охре частиц размером боль-
ше 10 р. и меньше 0,1 р ухудшает укрывнстость краски. Чем больше
частиц, размеры которых находятся в этих пределах тем лучше
укрывнстость охры.
Большое значение дисперсность пигмента имеет, например,
для печатных красок. В. Г. Георгиевский38 указывает, что мак-
симальный размер частиц пигмента в печатной краске должен быть
68
около 0,5 |i, причем в случае высококачественных красок колеба-
ния в размерах частиц допустимы лишь в небольших пределах.
Обычно печатные краски содержат пигменты со значительно боль-
шими размерами частиц; однако печатная краска считается не-
доброкачественной38, если, например, пигмент содержит больше 18%
частиц с размерами от 2 до 5 р и больше 1 % частиц с размерами от
5 до 10 р.
В большинстве случаев все пигменты, особенно естественного
происхождения, являются полидисперсными, т. е. их можно рас-
сматривать как смесь нескольких монодисперсных систем, из ко-
торых каждая состоит из частиц определенного размера. Обычно
эти монодисперсные системы состоят не из частиц строго определен-
ного размера, а из частиц, размеры которых колеблются в узких
пределах. В дальнейшем при изложении методов определения сте-
пени дисперсности мы будем придерживаться именно такого пред-
ставления о монодисперсных системах.
При определении степени дисперсности пигментов необходимо
иметь в виду, что частицы большинства пигментов склонны к об-
разованию вторичных частиц. Чем мельче частицы, тем более они
склонны к аггломерации. Вторичные частицы, образовавшиеся в
результате аггрегирования основных, так называемых первичных
частиц, присутствуют почти во всех пигментах. При изучении сте-
пени дисперсности пигментов такие вторичные частицы часто за-
темняют действительную картину. Поэтому при более точном опре-
делении степени дисперсности пигментов приходится применять
вещества, предупреждающие аггрегацию частиц, например раз-
личные поверхностно-активные вещества.
Выше указывалось, что степень дисперсности пигмента ока-
зывает большое влияние на защитные свойства красочной
пленки.
Некоторые авторы считают, что максимально допустимым раз-
мером частицы пигмента следует считать размер, равный толщине
высохшей красочной пленки. Если размер частицы больше толщи-
ны пленки, то поверхность последней будет неровной, частицы
пигмента не будут полностью погружены в пленку; при механиче-
ских воздействиях такие выступающие наружу частицы могут быть
легко вырваны из пленки, в результате чего пленка станет пори-
стой и ее защитные свойства понизятся. Разумеется, что при
этом нужно учитывать и особенности пленкообразующего веще-
ства.
Пленка краски тем прочнее, чем меньше в ней незаполненных
пигментом пространств, т. е. чем больше твердых частиц в единице
ее объема, или, другими словами, чем мельче частицы пигмента в
краске.
Чем меньше размеры пигмента, тем более водоустойчива и во-
донепроницаема приготовленная из него краска. В то же время име-
ются указания, что пигмент, состоящий из смеси частиц различного
размера, обладает лучшими защитными свойствами, чем пигмент,
69
состоящий из однородных зерен, т. е. представляющий монодисперс-
ную систему.
Большое влияние на свойства пигмента оказывает также форма
и структура частиц.
По форме частиц, определяемой под микроскопом, различают
пигменты гомоморфные (одной формы) и полиморфные (разных
форм). Большинство пигментов гомоморфны (т. е. в них преоб-
ладает какая-либо одна определенная форма).
Исследования показали, что масляные краски, содержащие гру-
бые частицы с острыми краями, образуют пленку, проницаемую
для влаги. Согласно работам И. Н. Сапгира и Н. С. Рассудовой39
малярно-технические и защитные свойства пигментов меняются в
зависимости от формы частиц. Крона, состоящие из частиц ром-
бической формы, обладают иными свойствами, чем крона, состоя-
щие из частиц одноклиномерных. Значение структуры и формы час-
тиц стало очевидным, когда для изучения структуры, кроме мик-
роскопа, был применен рентгеновский анализ.
Так, например, при помощи рентгеновского анализа доказана
кристаллическая структура некоторых пигментов,которые под мик-
роскопом были признаны аморфными. Железный сурик, например,
под микроскопом был признан аморфным, рентгеновский же ана-
лиз показал, что он состоит из частиц, имеющих кристаллическую
структуру.
Рентгеновский анализ ряда образцов железного сурика, отли-
чающихся малярно-техническими свойствами, показал, что все
они состоят из частиц, имеющих кристаллическую структуру,
и что различие в их свойствах зависело от различной степени дис-
персности их частиц зв.
Один и тот же пигмент может существовать в различных кристал-
лических формах, в соответствии с чем могут изменяться и свой-
ства краски. Так, цинковые белила, содержащие значительное ко-
личество коллоидных частиц, дают покрытия, менее стойкие к
атмосферным воздействиям, чем белила, состоящие, например, из
игловидных сравнительно грубых частиц окиси цинка. Эго явление
объясняют тем, что частицы коллоидных размеров образуют более
хрупкую пленку.
Применение электронного микроскопа позволит более детально
установить связь между структурой пигментов и их свойствами.
Для определения дисперсности пигментов наиболее важными
с практической точки зрения являются методы ситового, микро-
скопического и седиментометрического анализов.
Выбор того или иного метода дисперсионного анализа зависит
от гранулометрического состава исследуемого пигмента и от же-
лательной степени точности.
Здесь будут кратко рассмотрены некоторые методы дисперсион-
ного анализа, которые в настоящее время уже применяются или
могут быть применены для определения величины частиц различ-
ных пигментов.
70
ОПРЕДЕЛЕНИЕ ДИСПЕРСНОСТИ ПИГМЕНТОВ СИТОВЫМ АНАЛИЗОМ
В лакокрасочной промышленности ситовым анализом пользу-
ются для определения крупных частиц в пигменте. Для отсеивания
применяют медные и шелковые сита41 обычно с квадратными, реже
с круглыми отверстиями (сита больших размеров). Сита характе-
ризуются количеством отверстий на одном квадратном сантиметре
или на одном линейном дюйме (меш).
Согласно ГОСТ 3584—50 тканые сетки с квадратными ячейка-
ми высокой точности выпускаются 28 номеров. Сетки изготовля-
ются из фосфористой бронзы (№№ 1,7—0042), латуни (№№ 5—025)
и из углеродистой стали (№№ 5—0042); ширина сетки 1000
{±15) мм, длина—от 1 м.
Размер стороны ячейки и диаметр проволоки в этих сетках при-
ведены в табл. 9 и 10.
Таблица 9
Размеры стороны ячейки различных сеток
Л» сетки Размер сторо- ны ячейки в свету ММ № сетки размер сторо- ны ячейки в свету мм № сетки Размер сторо- ны ячейки в свету мм
5,0 5 085 0,85 018 0,18
4,0 4 07 0,7 015 0,15
3,3 3,3 06 0,6 0125 0,125
2,8 2,8 05 0,5 0105 0,105
2,3 2,3 042 0,42 0085 0,085
2,0 2 0355 0,355 0075 0,075
1,7 1,7 03 0,3 0063 0,063
1,4 . 1,4 025 0,25 0053 0,053
1,2 1,2 021 0,21 0042 0,042
1 1
Определение остатка на сите (тонкость помола)
(Стандартный метод, ОСТ 10086—39 М. И. 2)
Остатком на сите называется количество пигмента, не прошед-
шее через сито, характеризующее тонкость помола пигмента.
Остаток на сите выражается в процентах к навеске пигмента.
Результаты испытания косвенно характеризуют степень измель-
ченное™ и наличие крупных примесей. Сухое просеивание при-
меняется только при невозможности подбора смачивающей жид-
кости и при наличии соответствующих указаний в технических
условиях. Во всех остальных случаях применяется мокрое про-
сеивание по методу, указанному ниже.
71
Сито состоит из металлического цилиндра, согнутого из белой
жести или листовой меди. На 1—Р/2 см выше нижнего основания
цилиндра натягивается металлическая сетка (полотно) с опреде-
Таблица 10
Диаметр проволоки различных сеток
№ сетки Диаметр проволоки мм № сетки Диаметр проволоки мм № сетки Диаметр проволоки мм
проволока нормаль- ной плотности проволока большой плотности проволока нормаль- ной плотности проволока большой плотности проволока нормаль- ной плотности проволока большой плотности
5,0 1,1 1,6 085 0,4 0,55 018 0,11 0,14
4,0 1 1,6 07 0,35 0,45 015 0,095 0,12
3,3 0,9 1,4 06 0,3 0,4 0125 0,08 0,1
2,8 0,8 1,2 05 0,25 0,35 0105 0,07 0,09
2,3 0,7 1,1 042 0,22 0,3 0085 0,055 0,07
2,0 0,7 1 0355 0,2 0,28 0075 0,045 0,06
1,7 0,6 0,9 03 0,16 0,22 0063 0,04 0,055
1,4 0,55 0,8 025 0,14 0,18 0053 0,035 0„045
1,2 0,5 0,7 021 0,12 0,16 0042 0,03 0,035
1 0,45 0,6
ленным количеством отверстий на 1 см2. Края сетки завальцованы.
Верхнее основание цилиндра открыто (рис. 25). Высота цилиндра
(бортик) равна 2—3 см, диаметр цилиндра (сито) равен 10—15 см.
Рис. 25. Сита для определения тонкости
помола.
Набор сит состоит чаще всего из следующих наиболее употре-
бительных номеров сеток: 021, 015, 0125, 0105, 0085, 0075, 0063,
0053, 0042.
Сита делаются с таким расчетом, чтобы одно входило в другое.
72
В табл. 11 приведены данные о числе ячеек на 1 см2 для раз-
личных номеров сетки.
Таблица //.
Число ячеек на 1 см2 сетки
№ сетки Диаметр проволоки мм Число ячеек на 1 см3 сетки № сетки Диаметр проволоки лии Число ячеек на 1 см1 сетки
5 1,6 2,3 042 0,3 194
1,1 2,7 0,22 244
4 1.6 3,2 0355 0,28 250
1 4 0,2 325
3,3 1,4 4,4 03 0,22 372
0,9 5,8 0,16 476
2,8 - 1.2 6,2 025 0,18 540
0,8 7,8 0,14 660
2,3 1,1 8,4 021 0,16 735
0,7 11 0,12 920-
2 1 11 018 0,14 990
0,7 13,8 0,11 1 190
1,7 О', 9 14,4 015 0,12 1 370
0,6 19,4 0,095 1 670
1.4 0,8 20 0125 0,1 1 980
0,55 26 0,08 2 400
1.2 0,7 28 0105 0,09 2 640’
0,5 35 0,07 3 270
1 0,6 40 0085 0,07 4 170
0,45 48 0,055 5 100
0,5 0,55 50 0075 0,06 5 500
0,4 64 0,045 6 970
07 0,45 76 0363 0,055 7 200
0,35 90 0,04 9 400
06 0,4 100 0053 0,045 10 200
0,3 124 0,035 12 900
05 0,35 140 0042 0,035 16 900
0,25 177 0,03 19 300
731
Определение дисперсности сухим просеиванием
На технических весах отвешивают 10 г пигмента (в случае сажи
2 г) и помещают в сито с количеством отверстий, указанным в тех-
нических условиях. Отсеивание пигментов производят ручным
способом или на встряхивающем приборе. Когда после встряхи-
вания сита в течение полминуты над глянцевой бумагой на по-
следней не будут видны прошедшие через отверстия сита частицы
пигмента, отсеивание прекращают. Оставшийся на сите пигмент
переносят мягкой кисточкой на часовое стекло и взвешивают.
Остаток на сите выражают в процентах по формуле
х= 100 —
а
;где х—остаток на сите в %;
а—навеска пигмента в г;
b—остаток пигмента, не прошедший через сито, в г.
Расхождение между двумя определениями допускается не бо-
.лее чем на 10%, считая максимальный отсев за 100%.
Определение дисперсности мокрым просеиванием
Около 10 г пигмента (в случае сажи 2 г) размешивают в фар-
форовой чашке с 250 мл воды. Остаток на дне чашки растирают
легким нажимом пальца и декантируют суспензию несколько раз
через предварительно смоченное водой сито (с количеством отвер-
стий, указанным в соответствующем стандарте). Когда все комки
растерты, остаток собирают на сите. Сито с пигментом ставят
в чашку, наполненную 250 мл воды, и проводят по ситу мягкой
кисточкой. Воду несколько раз меняют, добиваясь того, чтобы
в чашке не оставалось и следов пигмента. Остаток смачивают сна-
чала спиртом, затем эфиром и оставляют на воздухе в течение
30 мин., после чего сушат в сушильном шкафу при 100—105° до
постоянного веса. Остаток на сите выражают в процентах по
формуле, приведенной выше.
В случае, если пигмент водорастворим, испытание проводят с
какой-либо другой смачивающей жидкостью, в которой данный пиг-
мент не растворяется (например, бензин).
Расхождение между двумя определениями допускается не бо-
лее чем на 5%, считая максимальный отсев в граммах за 100%.
Часто определения степени дисперсности одного и того же пиг-
мента, проведенные в разных лабораториях, приводят к различ-
ным результатам. Это объясняется тем, что испытания проводились
различными методами. Поэтому всегда следует пользоваться мето-
. дом, дающим наиболее совпадающие результаты, и, приняв опре-
.деленный метод, строго следовать прописи.
С. В. Якубович и Б. С. Стогов16 проверили точность различных
методов определения степени дисперсности пигментов просеива-
.74
нием и пришли к заключению, что наиболее точным является ме-
тод мокрого отсеивания при условии, что в качестве смачивающей
жидкости применяется вода.
Определение дисперсности встряхивающим прибором для
сухого просеивания ФР-1
Для проведения полного (фракционного) ситового анализа пиг-
ментов применяют набор сит (семь сит стандартного размера);
для того чтобы увеличить скорость просеивания, сита помещают в
специальные приборы для механического встряхивания.
Очень хорошие результаты дает принятый стандартом специаль-
ный прибор для встряхивания (рис. 26)*.
Рис. 26. Встряхивающий прибор для просеи-
вания ФР-1.
Мотор мощностью 0,25 л. с. сообщает ситам вращательное дви-
жение и одновременно встряхивает их. Встряхивание осущест-
вляется ударами о металлический диск; удар предотвращает заби-
вание сита, благодаря чему просеивание значительно ускоряется.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ДИСПЕРСНОСТИ ПОД МИКРОСКОПОМ
Довольно распространенным методом определения степени дис-
персности является метод микроскопического исследования.
* ГОСТ 2189—43.
75
Микроскопический метод является очень ценным методом при
исследовании грубодисперсных систем. Основным условием Для
получения точных данных следует считать правильно подготовлен-
ную пробу пигмента и хорошо освоенную технику исследования.
При качественном определении дисперсности пигмента в про-
стейшем случае ограничиваются тем, что распределяют очень не-
большое количество пигмента в 1—2 каплях какого-либо связую-
щего (вода, масло и т. д.), переносят небольшое количество такой
суспензии на предметное стекло и покрывают покрывным стеклом..
При рассматривании под микроскопом определяют, насколько
крупны или мелки частицы пигмента и насколько один пигмент
мельче другого.
Количественно степень дисперсности определяется нескольки-
ми методами. Здесь приводится проверенный метод, дающий хоро-
шие результаты.
При определении степени дисперсности по этому методу
0,1—0,5 г испытуемого пигмента (величина навески зависит от
удельного веса и тонкости помола) помещают в цилиндр емкостью
10 мл, прибавляют в цилиндр соответствующей жидкости и взбал-
тывают образовавшуюся суспензию в течение часа. Выбор жид-
кости зависит от удельного веса и растворимости испытуемого пиг-
мента. Для определения степени дисперсности различных пигмен-
тов применяют отбеленное льняное масло, скипидар, глицерин, ва-
зелиновое масло, дестиллированную воду. Тотчас же после взбал-
тывания из цилиндра отбирают микропипеткой 0,01 мл суспензии,
разбавляют ее до 1 мл той же жидкостью и опять взбалтывают в те-
чение 1/4 часа; немедленно после этого переносят каплю образовав-
шейся суспензии в центр стеклянной счетной камеры. Камеру по-
крывают покровным стеклом и оставляют на 1—12 час. для того,
чтобы все частицы осели на дно камеры.
Хорошие результаты получаются только в том случае, если
в одном поле камеры находится 10—20 частиц, если же количество
частиц в одном поле не превышает трех, то получаемые результа-
ты нельзя считать достаточно достоверными. Подготовленную та-
ким образом камеру помещают под микроскопом и при помо-
щи окулярного микрометра, при увеличении в 550 раз, опреде-
ляют диаметр частиц и подсчитывают число частиц различной
величины.
Подсчет и определение диаметра частиц производят на всех,
участках камеры. Полученные результаты выражают в процентах
цо отношению ко всему подсчитанному числу частиц пигмента..
Как известно, разрешающая сила обычного микроскопа очень
ограничена и дает возможность получать увеличение не более
1500—2000 раз. При применении в качестве источника освещения
ультрафиолетового света можно достигнуть увеличения в 3000—
3500 раз. Однако на практике применяют редко увеличение боль-
ше, чем в 1000 раз, так как большие увеличения не дают никаких
новых деталей изображения.
76
Применение электронного микроскопа42 дает возможность до-
стигать увеличения в десятки и даже сотни тысяч раз.
Первый советский электронный микроскоп создан акад.
А. А. Лебедевым.
Действие электронного микроскопа 42 основано на явлении диф-
фракции электронов. В электронном микроскопе роль световых
лучей выполняет поток электронов, а линзами являются электри-
ческие или электромагнитные поля, собирающие или рассеивающие
поток электронов.
Пропуская через объект исследования пучок электронов, по-
лучают в разных его местах различное рассеяние электронов. Изоб-
ражение объекта получают на флуоресцирующем экране или фото-
пластинке.
Исследуемые в электронном микроскопе'объекты должны удов-
летворять в основном следующим условиям: быть прозрачными
для электронов, не разрушаться в высоком вакууме и не разру-
шаться под действием электронного пучка.
Препарат для исследования можно наносить на диафрагму или
подложку. Мелкодисперсные вещества, порошки (различные пиг-
менты), суспензии (различные краски) наносят на подложку. Под-
ложка представляет собой, например, пленку коллоксилина или
О
поливинилацеталя толщиной 200—300 А, полученную из слабо
концентрированного раствора (1—1,5%) этих смол, например в
амилацетате, путем нанесения капли раствора на поверхность
воды. Капля растекается по поверхности воды, и после высыхания
пленки на нее наносят каплю исследуемого вещества (суспензию
или др.).
Для увеличения контрастности на полученный объект иссле-
дования напыливают дополнительно слой тяжелого металла (зо-
лото, хром).
Основным и самым главным условием в электронной микроско-
пии является абсолютная чистота при приготовлении объекта для
иссследования. Для исследования, например, поверхности метал-
ла, смол, лакокрасочных пленок служат косвенные методы, из ко-
торых наиболее удовлетворительным является так называемый
метод реплик, заключающийся в том,что с поверхности объекта сни-
мают отпечаток (реплику), который затем рассматривают в элек-
тронном микроскопе.
Для изучения структуры резиновых смесей Б. А. Догадкин и
др.43 разработали новый метод отделения от объекта коллодиевых
реплик (порядка 300—500 А) с помощью желатины, без каких-либо
искажений реплики.
Метод этот заключается в следующем. Образец резиновой смеси
(каучук и сажа) замораживают в жидком азоте и на поверхность
образца (1—2 см2) наносят 1—2 капли 1%-ного раствора колло-
дия. На образовавшуюся пленку (реплику) коллодия, которая
воспроизводит детали структуры поверхности резиновой смеси, на-
77
носят каплю раствора желатины. После высыхания раствора обра-
зуется толстая пленка желатины, которая очень хорошо сцепляет-
ся с пленкой (репликой) коллодия и легко отделяет последнюю от
поверхности исследуемого объекта.
Полученную таким образом пленку желатины с пленкой кол-
лодия кладут в теплую воду. Желатина растворяется, а коллоди-
евая пленка всплывает на
поверхность воды, вылав-
ливается объектодержате-
лем (сетка) и исследуется
в электронном микроско-
пе. Для повышения кон-
трастности реплик был ис~
пользовацметод оттенения
хромом44.
Г. В. Акимов45 с помо-
щью электронного микро-
скопа исследовал структу-
ру тонких защитных пле-
Рис. 27. Схема колонны мало-
габаритного электронного ми-
кроскопа МЭМ-50:
I—электронная пушка; II—кон-
денсатная линза; III—фокусирую-
щее устройство и камера объекта;
IV—фотокамера. 1—верхнее окош-
ко; 2—пленочный адаптер; 3—ручка
передвижения пленки; 4—флуорес-
цирующий экран; 5—зеркальце;
6—блок полюсных наконечников;
7—патрончик объекта; 8—ручка
управления конденсатной линзой;
9—штепсель питания линз; 10—
ручка управления пушкой; 11—
втулка, закрывающая отверстие
для ввода объекта; 12—обмотка
объективной линзы; 13—обмотка
проекционной линзы; 14—боковое
окно.
нок на железе, а также на анодно обработанном алюминии при
увеличении от 18 000 до 45 000 раз.
На рис. 27 показана схема колонны малогабаритного электрон-
ного микроскопа МЭМ-50 конструкции Н. Г. Сушкина, П. В. Зайцева
и О. Н. Рыбакова42.
К сожалению, электронный микроскоп не нашел еще широкого
применения при испытании лакокрасочных материалов.
При исследовании, например, структуры пигментов можно,
повидимому, пользоваться весьма малоконцентрированными
суспензиями пигмента в пленкообразующем (эфиры целлю-
лозы), которые после высыхания дадут почти прозрачную
пленку.
78
ОПРЕДЕЛЕНИЕ ДИСПЕРСНОСТИ ПИГМЕНТОВ СЕДИМЕНТАЦИОННЫМИ
(СЕДИМЕНТОМЕТРИЧЕСКИМИ) МЕТОДАМИ
Седиментационные методы определения дисперсности основаны
на законе Стокса, согласно которому сила трения f, появляющаяся
при движении шарообразной частицы радиуса г со скоростью v в
среде с вязкостью -q, определяется уравнением
f--(/> r.-qrv (1)-
(Все величины выражены в единицах CGS).
Если частица начинает двигаться в жидкости под действием си-
лы тяжести, то она в первый момент движется равномерно уско-
ренно. Из формулы (1) видно, что по мере возрастания скорости
движения частицы возрастает и сила трения. Наконец, наступает
момент, когда сила трения уравновешивает силу тяжести; тог-
да частица продолжает дальнейшее движение уже только
по инерции, в результате чего это движение становится равно-
мерным
Для равномерного движения частицы справедливо равенство
6 кг(гц = кг3 (D — d)g (2}
где D—-удельный вес вещества частиц;
d—удельный вес дисперсионной среды;
g—ускорение силы тяжести (981 см/сек2).
Из равенства (2) можно вычислить значение величины г:
9 тр
2g(D-d)
или
/ tv \
г = 0,677 I п ' .
* \ D — a J
(3)
Закон Стокса выведен для равномерного движения шарообраз-
ных частиц в вязкой среде и применим к частицам, диаметр кото-
рых меньше 0,1 мм, но больше 0,1 р, так как системы с частицами
меньше 0,1 р кинетически устойчивы, а частицы, диаметр которых
больше 0,1 мм, падают равномерно ускоренно.
Частицы почти всех пигментов имеют размеры в пределах
0,1—100 [1, т. е. размеры, для которых верна формула Стокса. Од-
нако большинство пигментов состоит из частиц нешарообразных,
формула же Стокса применима только к частицам шарообразным,
т. е. к идеальным дисперсным системам. Поэтому, применяя фор-
79
мулу Стокса для определения степени дисперсности пигментов ме-
-тодом седиментации, мы заведомо допускаем некоторую ошибку.
Численное ^значение этой ошибки невелико.
Н. А. Фигуровский 40 приводит условия применимости закона
‘Стокса к реальным дисперсным системам при седиментометриче-
ском анализе.
На точность седиментометрического анализа весьма сильно
влияет агрегативная устойчивость суспензии. При наличии в сус-
пензии посторонних веществ, вызывающих коагуляцию суспензии,
получаются совершенно неправильные результаты.
П. А. Ребиндер33 указывает, что дисперсионный анализ дает
возможность определять распределение первичных частиц в дис-
персионной среде только при условии, что суспензия полностью
стабилизована. Поэтому для более точного определения степени
дисперсности рекомендуется к суспензии пигмента и жидкости при-
бавлять стабилизаторы (жидкое стекло, олеиновую кислоту, мыла
и т. д.) в количествах, обеспечивающих полноту стабилизации. Эти
-количества обыкновенно устанавливают опытным путем.
я. М. Гуревич46 установил, например, что наилучшим стабили-
затором при определении дисперсности двуокиси титана с разме-
рами частиц в пределах 0,75—0,3 р является оксиэтилцеллюлоза.
Позднее Я. М. Гуревич в ГИПИ-4 установил, что для водноацето-
новой среды хорошим стабилизатором является эмульгатор
ВНИИЖ; очень хорошим стабилизатором оказалось триэтанол-
. аминоолеиновое мыло, обеспечивающее высокую степень аг-
регативной устойчивости большинства пигментов в водной
среде.
По Н. А. Фигуровскому40 стабилизация суспензий может быть
•осуществлена следующими путями:
1) подбором подходящей дисперсионной среды для каждого ис-
следуемого порошка, причем дисперсионная среда должна хорошо
смачивать частицы дисперсной фазы, не оказывая на нее агрессив-
ного действия;
2) уменьшением концентрации дисперсной фазы в пробе для
-седиментометрического анализа до возможного минимума;
3) освобождением суспензии от содержащихся в ней примесей
электролитов и других веществ, оказывающих коагулирующее дей-
ствие на дисперсную фазу;
4) применением малых добавок стабилизирующих веществ,
в частности органических веществ полярной структуры и электро-
литов.
Седиментометрический анализ является наиболее надежным и
точным методом определения дисперсности. Н. А. Фигуровский40
рекомендует этот метод не только для научных исследований дис-
персных систем, но и для повседневных производственных испыта-
ний.
Этот метод дает возможность правильно судить о гранулометри-
ческом составе и структуре частиц дисперсных систем.
-80
Седиментометрический анализ применим для систем, содер-
жащих частицы размером не менее 0,5 р. и не более 100 р. Фрак-
ции с частицами размером менее 0,5 р. определяются суммарно.
Фракции с частицами более 100 *р предварительно определяют ме-
тодами отмучивания или отсеивания.
Обычные методы седиментометрического анализа основаны на ис-
пользовании шести различных физических принципов40:1) методы, ос-
нованные на отборе проб осадка, выпавшего из исследуемой суспен-
зии; 2) методы, основанные на определении объема осадка; 3) методы,
основанные на определении изменения концентрации суспензии
в процессе ее оседания (например, пипеточный метод); 4) методы,
основанные на определении плотности оседающей суспензии (по-
плавковые приборы); 5) методы, основанные на определении гидро-
статического давления столба суспензии (приборы Ребиндера,
Визнера, Якубовича16 и др.); 6) методы, основанные на взвеши-
вании выпавшего осадка (весы Фигуровского и др.).
.Кроме того, известны методы, основанные на исследовании осе-
дания в центробежных полях (например, весовая ультрацентри-
фуга).
Наиболее пригодными методами для выполнения полного се-
диментометрического анализа П. А. Ребиндер считает весовые ме-
тоды с применением седиментометрических весов Фигуровского,
которые дают возможность выполнить анализ в сильно разбавлен-
ных дисперсных системах, т. е. «в единственно правильных усло-
виях его проведения».
Подробное описание и разбор различных методов седименто-
метрического анализа приведены в специальной монографии
Н. А. Фигуровского40.
Ниже описаны несколько методов, нашедших практическое
применение в лакокрасочной промышленности.
Определение дисперсности пипеточным методом
Пипеточный метод заключается в отборе пробы оседающей сус-
пензии через различные промежутки времени после начала осе-
дания и в определении содержания твердой фазы в отобранной пробе.
Несмотря на ряд недостатков, этот метод является одним из
основных методов седиментометрического анализа.
В лакокрасочной промышленности этот метод применяется,
например, для определения дисперсности ультрамарина48.
Определение производят следующим образом. Две навески
по 8 г испытуемого ультрамарина кипятят каждую в отдельности в
течение! часа с 0,5 л дестиллированной воды. По охлаждении со-
держимое каждой колбы переводят в мерные цилиндры емкостью
1 л. Крупинки, остающиеся на дне колб, переносят в фарфоровые
чашки и осторожно раздавливают пальцем. Цилиндры дополняют
до метки дестиллированной водой и тщательно встряхивают, пред- 6
6 С. В. Якубович 81
варительно закрыв их хорошо подобранными резиновыми проб-
ками (или ладонью руки). Размеры цилиндров должны быть та-
ковы, чтобы высота столба суспензии составляла не менее 35 см-
Рис. 28. Схема прибора
для определения дисперс-
ности пигментов пипеточ-
ным методом:
1—стеклянный цилиндр;
2—деревянная крышка;
3—пипетка; 4—пробка.
На пипетку емкостью 25 мл наносят
на расстоянии 25 см от нижнего конца
метку. Объем пипетки до новой метки уста-
навливают, градуируя пипетку дестилли-
рованной водой. Пипетка должна быть
снабжена дощечкой, которая при помощи
корковой пробки перемещалась бы по верх-
нему концу пипетки. Упираясь в борт
цилиндра, дощечка автоматически регули-
рует глубину погружения пипетки. Для
этой цели дощечку устанавливают на такой
высоте, чтобы после заполнения пипетки
метка последней находилась на уровне
жидкости в цилиндре (рис. 28).
Пипетку опускают в цилиндр при тща-
тельно закрытом верхнем отверстии, кото-
рое открывают только тогда, когда до-
щечка ложится на борт цилиндра. При
испытании ультрамарина марок УХК и
УС из одного цилиндра отбирают пробу
через 4 часа для определения количества
частиц диаметром до 5 р, а из другого—
через 24 часа для определения количества
частиц диаметром до 2 р. При испытании
ультрамарина марок УМ-1 и УМ-2 из од-
ного цилиндра пробу отбирают через 1 час
для определения количества частиц диамет-
ром до 10 р, а из другого—через 4 часа Для
определения количества частиц диаметром
до 5 р. Каждый раз содержимое питетки
выливают в тарированную чашку, воду
выпаривают, а остаток сушат и взвешивают.
Процентное содержание каждой фракции вычисляют по формуле
__ 100*
а~ 0,008-V
где а—процентное содержание фракции;
Ь—вес сухого остатка от взятой пробы суспензии в г;
V—объем пипетки.
Я- М. Гуревич (ГИПИ-4) уточнил пипеточный метод седимен-
тационного анализа й распространил его для определения дис-
персности различных пигментов. Благодаря разработке способа
изготовления суспензий пигментов и их стабилизации пипеточный
метод найдет широкое применение при анализе пигментов.
82
Определение дисперсности седиментометрическими весами'
Фигуровского
Прибор Фигуровского построен на основе стеклянных гидро-
статических микровесов и дает возможность непрерывно взвеши-
вать осадок, собирающийся на дне сосуда во время осаждения.
Прибором можно исследовать даже сильно разбавленные суспен-
зии (0,2—0,001% диспер-
сной фазы по весу), чего
нельзя сделать при помо-
щи других описанных вы-
ше приборов.
Прибор (рис. 29) со-
стоит из кварцевого или
стеклянного коромысла 1,
прочно укрепленного тол-
стым концом (оттянутая
стеклянная палочка) на
устойчивом штативе48.
В зависимости от тре-
буемой степени чувстви-
тельности коромысло имеет
длину от 20 до 50 см. Диа-
метр широкой части коро-
Рис. 29. Седиментометрические весы Фигу-
ровского:
1—коромысло; 2—стеклянная нить; 3—стеклян-
ная чашечка.
мысла 2—3 мм, узкой—
приблизительно 0,2 —
0,4 мм.
На конце коромысла 1
сделан крючок, к кото-
рому подвешивают на длинной стеклянной нити 2 толщиной око-
ло 0,2—0,5 мм тонкостенную стеклянную чашечку 3 с загнутыми
краями на 4—5 мм кверху.
При нагрузке коромысло должно деформироваться по всей дли-
не; в случаях небольших изменений нагрузки здесь вполне при-
меним закон Гука, т. е. деформация коромысла оказывается стро-
го пропорциональной нагрузке.
Изменения деформации коромысла во время опыта фиксируются
при помощи отсчетного микроскопа или катетометра.
Чувствительность прибора зависит от длины и толщины коро-
мысла. Для практических целей достаточно, если деформация ко-
ромысла, соответствующая перемещению его конца на одно деление
шкалы микроскопа, будет вызываться нагрузкой в 10~4—10~5 г.
В зависимости от степени дисперсности или скорости оседания
частиц суспензии можно варьировать высоту оседания. При ра-
боте с грубодисперсными суспензиями, содержащими частицы ра-
диусом 40—60 р, высота оседания должна быть не менее 50—80 см;
при исследовании высокодисперсных суспензий можно ограничить-
ся высотой 5—6 см.
6*
83
Рис. 30. Построение касательных
К кривой седиментации.
Определение дисперсности пигмента производят следующим об-
разом. Навеску пигмента, обычно 0,2—2,0 г!л, насыпают в стеклян-
ный цилиндр для осаждения* (диаметр 5—6 см и высота от 15 до
30 см}, наполненный водой.
Суспензию хорошо размешивают в течение 3—5 мин. стеклян-
ной палочкой, к концу которой прикреплен резиновый гриб с раз-
мерами, несколько меньшими
размеров цилиндра. Размешива-
ние производят передвижением
мешалки вверх и вниз.
Немедленно после окончания
размешивания в суспензию опу-
скают чашечку, подвешенную
на крючок коромысла, и сейчас
же, как прекратились колеба-
ния коромысла, производят от-
счет по микроскопу.
Дальнейшие отсчеты произ-
водят по мере оседания дисперс-
ной фазы из суспензии, следя
за перемещением отсчетной мет-
ки, которая проходит одно или
несколько делений шкалы ми-
кроскопа.
заканчивают тогда, когда сус-
Седиментометрический анализ
пензия полностью осветлится, или тогда, когда в течение часа не
происходит перемещения конца коромысла весов.
Во время опыта необходимо следить за температурой суспензии,
а также за тем, чтобы дисперсионная среда не испарялась во вре-
* Рекомендуется вместо стеклянного цилиндра применять сосуд Дьюара, кото-
рый исключает образование конвекционных потоков и сохраняет постоянной
температуру суспензии во время опыта.
84
мя опыта и чтобы под чашечкой не скапливались пузырьки воз-
духа, искажающие показания микроскопа.
На основании полученных данных вычерчивают седиментацион-
ную кривую, выражающую зависимость
На оси абсцисс откладывают время (/), а на ординате—величи-
ну изменения деформации коромысла весов от начала опыта,
пропорциональную весу осадка (Q), выпавшего в чашечку весов.
Измерение величины частиц и относительное содержание час-
тиц различных размеров производят после построения касатель-
ных на седиментационной кривой (рис. 30). Графической обработ-
кой седиментационной кривой можно получить кривую распределе-
ния частиц дисперсной системы (рис. 31). Каждая фракция изоб-
ражается в виде прямоугольника, основание которого выражает
интервал радиусов данной фракции, а высотой является величина
ДО » j. /
— , т. е. содержание данной фракции в системе (в процентах от
общего количества дисперсной фазы, отнесенных к единице интер-
вала радиусов). Расчет кривой осаждения и построения графика
распределения частиц подробно описан в указанной выше книге
Н. А. Фигуровского40, а также в книге И. Н. Путиловой49.
ГЛАВА 6
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ВЕСА И ОБЪЕМА ПИГМЕНТОВ
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ВЕСА ПИГМЕНТОВ
В лакокрасочной промышленности применяются пигменты са-
мого различного удельного веса.
Удельный вес пигментов колеблется в очень значительных пре-
делах—от 1,6 (для сажи) до 9,5 (для свинцового сурика).
Большие колебания в удельных весах наблюдаются не только
в случае разных, но и в случае одного и того же пигмента. Так,
например, при определении удельного веса свинцового сурика раз-
личными авторами получены следующие цифры: 8,8; 9,2; 9,93—
9,46, а при определении удельного веса свинцовых белил—5,92—
6,81; 4,073; 6,95—7,60 и т. д. Такое расхождение между данными
разных исследователей объясняется, с одной стороны, различием
физических свойств испытанных пигментов (различная дисперс-
ность, структура и т. д.), а с другой—разнообразием примененных
методов испытания.
От удельного веса пигмента в большой степени зависит удель-
ный вес полученных красок, а также экономичность пигмента.
Определение удельного веса пигмента имеет также значение при
выборе пигментов для получения стабильных красок, так как при
всех прочих равных условиях оседание пигмента из краски будет
тем больше, чем выше удельный вес пигмента.
Очень часто для определенных целей, например для печатных
красок, смешивают пигменты с большим удельным весом (свинцо-
вые крона) с пигментами малого удельного веса (гидроокись алю-
миния), так как пигменты с большим удельным весом могут осесть
на печатную форму и загрязнить ее38.
Расход краски также определяется удельным весом пигмента.
При одинаковой цене и качестве красок предпочтение нужно от-
дать краске с меньшим, удельным весом (т. е. такой краске, в ко-
торой находится пигменте меньшим удельным весом), так как рас-
ход такой краски на одну и ту же поверхность значительно мень-
ше, чем расход краски с большим удельным весом.
Определение удельного веса пигментов значительно сложнее
определения удельного веса жидкостей.
86
Для точного определения удельного веса пигмента необходимо,
чтобы пигмент не содержал газообразных включений и пустот и
чтобы поверхность его хорошо смачивалась Жидкостью; адсорби-
рованный поверхностью пигмента слой газа должен быть полностью
удален; пигмент не должен растворяться в жидкости, при помощи
которой определяется его удельный вес.
Большое значение при определении удельного веса пигментов
имеет выбор смачивающей жидкости. Наименее пригодной жид-
костью является вода, так как она обладает высоким поверхност-
ным натяжением и плохо смачивает многие пигменты. Поэтому
пользуются жидкостями с меньшим поверхностным натяжением
(например, спирт, толуол, керосин и др.).
Для быстрого определения смачиваемости пигментов различны-
ми жидкостями в большие пробирки наливают две несмешивающие-
ся жидкости, например воду и бензол, спирт и петролейный эфир,
воду и толуол и т. п.; затем в каждую пробирку вносят в очень не-
значительном количестве (кусочек величиной со спичечную голов-
ку) пигмент, удельный вес которого хотят определить. Пробирку
встряхивают и после отстаивания наблюдают, в какой слой перей-
дет пигмент.
Пигмент распределяется в слое той жидкости, которая его
лучше смачивает. Эту жидкость и выбирают для определения
удельного веса.
Из существующих методов определения удельного веса здесь
описывается только пикнометрический метод, так как он дает до-
вольно точные результаты. Этот метод был проверен нами неодно-
кратно. Существенным недостатком его является длительность
определения. Для определения удельного веса пигментов приме-
няют обыкновенные пикнометры, которыми пользуются для опре-
деления удельного веса жидкостей.
В качествесмачивающейжидкости применяют керосин, который в
случае надобности может быть заменен спиртом, хлороформом и т. п.
жидкостями, в зависимости от различной смачиваемости пигментов.
Исследуемый пигмент необходимо высушить до постоянного
веса в сушильном шкафу в течение 1х/2 —2 час. при 105°.
Определение удельного веса пигмента начинается с определения
удельного веса керосина. Для этого чистый и высушенный пикно-
метр наполняют до метки свежедестиллированной водой и взвеши-
вают. Затем пикнометр снова высушивают и взвешивают пустым.
После этого взвешивают пикнометр, наполненный до метки керо-
сином.
Все взвешивания производят при 15°. Удельный вес рас-
считывают по формуле
d15= —
15 Pi
гдег/13—удельный вес керосина При 15°;
р—вес керосйна;
Pj—вес воды.
87
В тот же пикнометр, предварительно тщательно вымытый, вы-
сушенный и взвешенный на аналитических весах, насыпают ис-
следуемый пигмент. В случае черных и синих пигментов с неболь-
шим удельным весом берут навеску, равную примерно 1 г, в случае
белых пигментов 7—15 г. Пикнометр взвешивают и по разности ве-
сов точно определяют навеску пигмента. После этого в пикнометр
наливают небольшими количествами (5—10 мл) керосин, тщатель-
но перемешивая каждый раз содержимое пикнометра. Размеши-
вание производят стеклянной палочкой с оплавленным концом, пос-
ле чего палочку обмывают керосином и сливают этот керосин в пик-
нометр. Когда пикнометр на 2/3 заполнен керосином, его помещают
на 1—2 часа на водяную баню (с температурой 50—60°) для уда-
ления из пигмента пузырьков воздуха. Периодически содержимое
пикнометра осторожно размешивают палочкой. Затем пикнометр
охлаждают, доливают при 15° до метки керосином и взвешивают.
Таким образом определяют вес пикнометра с пигментом и кероси-
ном.
Таблица 12
Удельные веса некоторых пигментов
Пигмент Удельный вес Пигмент Удельный вес
Берлинская лазурь . . 1,85 Свинцовые белила 5,95—7,6
Бланфикс 4,28-4,45 Сернокислый свинец ос-
Виноградная чернь . . 1,8—3,5 новной 6,64
Двуокись титана . . . 3,9—4,2 Слоновая кость . . 2,73
Зелень хромовая . . . 5,21 Сурик железный . . . 3,45—4,55
Крон желтый .... 6,0 » свинцовый. . . 8,8—9,55
Легкий шпат .... 2,36 Титанат свинца . . . 7,2—7,3
Литопон 4,2—4,22 Титановые белила . 4,0—4,2
Мел 2,71 Тяжелый шпат 4,4—4,45
Охра желтая .... 2,0—3,1 Ультрамарин .... 2,24—2,43
» красная .... 2,6—2,9 Умбра 2,5—3,3
Сажа 1,6—1,8 Цинковые белила . . . 5,3-5,66
Удельный вес пиги лента вычис :ляют по формуле
d - — PS
Р + К — F
где d—удельный вес пигмента;
Р—навеска пигмента;
S—удельный вес керосина;
К.—вес пикнометра, наполненного керосином;
F—вес пикнометра с пигментом и керосином.
88
Если воздух удален из пигмента не полностью, то полученные
результаты не будут точными; воздух из пигмента можно удалить-
•полностью под вакуумом50.
В.табл. 12 приведены удельные веса пигментов, полученные раз-
ными авторами.
ОПРЕДЕЛЕНИЕ ОБЪЕМА ПИГМЕНТОВ
Различают объем пигмента при свободном насыпании (насып-
ной объем), объем пигмента после встряхивания и объем пигмента
после взбалтывания в какой-либо жидкости.
Насыпной объем. Насыпным объемом называется объ-
ем, который принимает весовая единица порошкообразного пиг-
мента при свободном насыпании. Однако это понятие является не-
определенным, так как насыпной объем зависит не только от вели-
чины и формы мерного сосуда, но и от количества порошка, с ко-
торым производится определение. Кроме того, насыпной объем за-
висит от того, не спрессовался ли перед испытанием порошок пиг-
мента от какой-либо причины (перевозка, хранение на складе,
увлажнение и т. п.).
Для практических целей насыпной объем, однако, имеет опре-
деленное значение. Например, насыпной объем, как и насыпной вес
(см. ниже), служит для расчета складских помещений, для опре-
деления количества пигмента во вскрытой таре, так как удельный
вес пигмента не определяет размеров занимаемого пигментом
места.
Объем после встряхивания. Объемом пигмен-
та после встряхивания называется объем, который принимает ве-
совая единица после полного встряхивания. Объем после встряхи-
вания можно определить с большей точностью, чем насыпной
объем.
Объем после взбалтывания в жидкости.
Объемом пигмента после взбалтывания называется объем, зани-
маемый весовой единицей пигмента через определенное время
после взбалтывания пигмента в какой-нибудь жидкости.
Это испытание дает сравнительную характеристику степени
измельчения (дисперсности) пигмента.
Насыпной вес. Насыпным весом называется отношение
веса определенного количества пигмента при свободном насыпании
к занимаемому этим пигментом объему. Насыпной вес вычисляют
в кг/дм3. Если, например, 0,1 кг свободно насыпанного порошка
занимает объем, равный 0,85 дм3, то его насыпной вес составит
-Ц-£г-=\,\1Ькг1дм*.
и,оэ
Вес после встряхивания. Весом после встряхи-
вания называется отношение определенного количества пигмента
к объему, который занимает это количество пигмента после встря-
хивания.
89
Рис. 32. Прибор
.для определе-
ния насыпного
объема пигмен-
та.
Разница между насыпным весом и весом после встряхивания
составляет определенную величину, характеризующую дисперс-
ность пигмента.
Вес после встряхивания вычисляют в кг!дм3. Естественно, что
нес после встряхивания больше насыпного веса.
Предложено много способов определения .на-
сыпного объема и объема после встряхивания и
взбалтывания, основанных на одном и том же
принципе и отличающихся, главным образом, раз-
мерами мерного цилиндра и величиной взятой на-
вески.
Для определения рекомендуют стеклянные
мерные цилиндры емкостью 50 мл, 100 мл, 200 мл
и 500 мл. Навески исследуемого пигмента обычно
берут соответственно емкости цилиндра—10 г, 50 г,
100 г и т. д. При наличии малых количеств испы-
туемого пигмента можно пользоваться небольши-
ми цилиндрами.
Определение насыпного объема и объема после
встряхивания
Этот метод был разработан С. В. Якубовичем
и К- И. Тереховым51. В стеклянный мерный
цилиндр высотой 17 см и диаметром 2,2 см (ем-
кость 50 мл) через специальную воронку, надетую
на цилиндр (рис. 32), равномерно насыпают 10 г
испытуемого пигмента, после чего определяют за-
нимаемый им объем (насыпной объем). Затем ворон-
ку снимают, закрывают цилиндр пробкой и произ-
водят рукой 150 сильных встряхиваний, ударяя
цилиндр о мягкую подкладку (резина,войлок) или
о ладонь руки. Затем дополнительно производят
15—20 ударов и если после этого объем пигмента в
цилиндре больше не изменится, то испытание счи-
тается законченным. Отмеренный объем и есть
объем пигмента после встряхивания. Для определения на-
сыпного веса или веса после встряхивания берут обратные вели-
чины полученных данных.
В табл. 13 приведены данные для ряда пигментов, полученные
.авторами.
Определение объема после встряхивания
на специальном приборе
Для более точного определения объема пигментов’после встря-
хивания можно пользоваться специальным прибором52.
.90
Таблица 13
Насыпные объемы и насыпные веса некоторых пигментов до и после
встряхивания
Пигмент Насыпной объем д м'\кг Объем после встряхивания дм' кг Насыпной вес кг дм3 Вес после встряхивания кг, дм3
Алюминиевая пудра . . 4,85 2,75 0,20 0,36
Белила свинцовые. . . 0,50 0,375 2,00 2,65
» титановые . 1,35 1,10 0,74 0,90
> цинковые . . . 2,10 1,70 0,48 0,59
Глет 0,275 0,250 3,65 4,00
Трафит 1,725 1,45 0,58 0,71
Зелень вагоиная .... 0,85 0,525 1,17 1,92
Крон баритовый . . . 0,71 0,55 1,40 1,81
» желтый свинцовый 0,85 0,625 1,17 1,60
» оранжевый свинцо- вый 0,825 0,625 1,20 1,60
» свинцовый лимон- ный 1,325 1,00 0,76 1,00
» цинковый.... 1,40 1,025 0,71 0,97
Лазурь берлинская 1,70 1,375 0,59 0,73
Литопон 0,95 0,775 1,05 1,29
.Магнезия 3,75 3,275 0,26 0,30
Мел 1,775 1,30 0,59 0,77
Мумия светлая .... 1,30 0,925 0,77 1,10
Охра 1,80 1,30 0,55 0,77
Пиролюзит 0,775 0,550 1,29 1,81
Сажа нефтяная .... 8,40 5,60 0,12 0,18
» ламповая .... 5,20 4,30 0,19 0,23
Сурик железный . . . 0,75 0,575 1,32 1,75
Сурик свинцовый . . . 0,45 0,30 2,25 3,33
Тальк 1,975 1,50 0,51 0,66
Ультрамарин 1,925 1,425 0,52 0,70
Умбра сырая .... 1,575 1,20 0,63 0,83
Цинковая пыль .... 0,50 0,375 2,00 2,65
Шпат легкий 1,40 1,00 0,71 1,00
» тяжелый . . '. . 0,675 0,50 0,14 2,00
91
Прибор (рис. 33) состоит из мерного цилиндра 1 с делениями,
который прикреплен нижним концом при помощи металлической
манжеты 2 к круглой фундаментной плитке. Фундаментная плитка
точно входит в вырез тарелки встряхива-
теля 3 и прочно соединяется с последней
винтами через накладное кольцо 4. Ниж-
ний конец 5 встряхивателя, заканчиваю-
щийся стержнем, скользит в цилиндре 6.
Стержень скользит по маленькому сталь-
ному кулачковому валу 7, который приво-
дится в движение шкивом 8. При каждом
повороте вала встряхиватель с цилиндром
поднимается, а затем падает. Высота
подъема или падения составляет точно
3 мм. Скорость вращения 250 об/мин.
Рис. 33. Прибор для определения объема пиг-
ментов после встряхивания:
мерный цилиндр; 2—металлическая манжета; 3—
встряхиватель; 4—накладное кольцо; 5—нижний конец
встряхивателя; 6—цилиндр; 7—кулачковый вал;
8—шкив.
Перед испытанием пигмент просеивают для разрыхления через
сетку с 144 отв/см2. Затем 100 г просеянного пигмента ссыпают в
мерный цилиндр через широкогорлую воронку, осторожно вырав-
нивают поверхность насыпанного пигмента и начинают встряхива-
ние. Объем после встряхивания отсчитывают через 3—5 мин. Если
оба значения совпадают с точностью до 1 мл, то значение, получен-
ное через 5 мин., считают окончательным. Общее число встряхива-
ний можно отсчитать по присоединенному к прибору счетчику.
ГЛАВА 7
ОПРЕДЕЛЕНИЕ СВЕТОСТОЙКОСТИ ПИГМЕНТОВ И КРАСОК
Светостойкостью пигмента называется свойство пигмента со-
хранять при действии солнечного света постоянство оттенка. Аб-
солютно светостойких пигментов не существует: под действием сол-
нечного света оттенок всех неорганических и органических пиг-
ментов в большей или меньшей степени изменяется. Различие меж-
ду отдельными пигментами наблюдается только в сроке наступле-
ния этих изменений. Некоторые пигменты под влиянием света
становятся светлее, выгорают, теряют свой основной цвет и при-
обретают серый или пестрый оттенок; такое явление называется
обесцвечиванием (выцветанием). К пигментам, которые сравнительно
быстро обесцвечиваются, относится большинство органических
веществ.
Другие пигменты под действием света, наоборот, темнеют, стано-
вятся мутными, особенно если они находятся в масляных пленкооб-
разующих веществах. К числу таких пигментов относятся желтый
крон, естественная киноварь, литопон и др.53> м.
Действие света может вызывать обесцвечивание или потемне-
ние пигментов; недостаток света может привести к пожелтению пиг-
ментов, особенно белых, или к другому изменению цвета (в случае
цветных пигментов).
Пожелтение белых накрасок наблюдается большей частью
внутри плохо освещенных помещений. Часто наблюдается, что
цвет, изменившийся внутри помещения в темноте, восстанавли-
вается на свету или наоборот. Это явление называется фототро-
пией и объясняется поглощением фототропным веществом ультра-
фиолетовых или вообще коротковолновых лучей. Так, например,
титановые белила после пребывания на свету теряют свою
желтизну или литопон, потемневший на свету, в темноте опять
приобретает свой начальный белый цвет.
Большое влияние на точность полученных при испытании ре-
зультатов оказывают:
1) изменения температуры опыта, так как при постоянной ин-
тенсивности ультрафиолетовых лучей изменение цвета пигмента
будет тем сильнее, чем выше температура;
93
2) изменение влажности, так как известно, что скорость фото-
химических реакций повышается в присутствии влаги;
3) пленкообразующее вещество, так как светостойкость пигмента,
например, в масле резко отличается от светостойкости этого же пиг-
мента в клеевом растворе. Поэтому при сравнительных испытаниях,
следует пользоваться всегда одним и тем же пленкообразующим
веществом.
Следует также учитывать, что и физико-химические свойства
самого пленкообразующего, например его чистота, кислотность и др_
свойства, оказывают большое влияние на светостойкость пиг-
ментов.
Необходимо отличать светостойкость пигментов, пленкообразу-
ющих веществ и готовых красок. На светострйкость пигмента влия-
ет не только пленкообразующее вещество, но и порядок наложения
одного слоя краски на другой и на нижний грунт. Отсюда следует,
что при определении светостойкости пигментов необходимо учи-
тывать все эти факторы и испытания производить всегда в строго
определенных условиях.
Часто для испытания светостойкости цветных пигментов при-
меняют не пасты, а окрашенные испытуемыми пигментами пла-
стинки из дерева, картона или бумаги. Связующим веществом в
этом случае служит раствор клея, казеина, желатины или масло.
ОПРЕДЕЛЕНИЕ СВЕТОСТОЙКОСТИ ПИГЕМНГОВ ПРИ ЕСТЕСТВЕННОМ
ОСВЕЩЕНИИ
Одни методы испытания светостойкости пигментов основаны
на применении естественного, другие—искусственного света. Для
испытания светостойкости пигментов при естественном свете ис-
пытуемые пигменты обычно растирают с масляным связующим ве-
ществом или с клеевым раствором. Однако предпочтительнее для
этой цели пользоваться чистой желатиной. Полученными таким
образом красками закрашивают железные или деревянные щиты и
закрывают половину закрашенного щита бумагой или фанерой.
После экспозиции определенной продолжительности сравнивают
цвет обеих половин щита.
Конечно, такое определение очень субъективно и к тому же
неточно, так как, во-первых, при таких испытаниях не учитывается
действие солнца, а во-вторых, на цвет краски, кроме света, влияют
и побочные факторы, например вода, пыль и т. п., так что труд-
но установить, какое участие в изменении цвета принимал свет.
Для устранения влияния побочных факторов образцы иногда вы-
ставляют в помещении, обращая их закрашенной стороной к
солнцу.
• Количество солнечных часов можно определять при помощи так
называемой «солнечной шкалы», составленной из специальной
синей бумаги, окрашенной органическими красителями. Освещая
бумагу одновременно с накраской, определяют число солнеч-
94
ных часов, в течение которых накраска подверглась действию*
света.
Этот метод при условии точного соблюдения всех его деталей
может дать хорошие результаты.
Для приготовления синей бумаги смешивают 200 г каолина с
200 мл воды и прибавляют к этой смеси 400 мл раствора,
состоящего из 2 г основного синего красителя в 1000 мл воды. Осадок
отфильтровывают, высушивают при комнатной температуре в тем-
ном помещении и размалывают. Затем 50 г полученного таким об-
разом пигмента- размешивают в 35 мл воды, добавляют 45 мл
осветленного раствора клея (1 : 5), смесь тщательно перемешивают,
наносят на слегка проклеенную бумагу и высушивают в темноте.
При освещении бумага постепенно выцветает. Отрезая от нее каж-
дые1/^ часа по кусочку, получают «солнечную шкалу», состоящую*
из ряда бумажек разных оттенков.
В последнее время для определения светостойкости пигментов
находят применение текстильные нормы светопрочное™.
В качестве текстильных норм светопрочности используют по-
лоски шерстяной ткани, окрашенной различными по светопрочно-
сти органическими красителями: эти полоски являются эталонами,
светопрочности. Следует иметь в виду, что хотя текстильные нор-
мы предусматривают только выцветание, а не потемнение или из-
менение оттенка, они, однако, во многих случаях могут характери-
зовать светостойкость пигментов и вообще красочных пленок, осо-
бенно таких, в состав которых входит смесь органических и неор-
ганических пигментов.
Для испытания светостойкости пигментов соответствующие на-
краски выставляют (при естественном освещении) параллельно с
эталонами и наблюдают изменение цвета во времени.
В СССР для определения стойкости органических красителей
к свету применяют шкалу, разделенную на пять степеней стойко-
сти55. Эталоны изготовляют из шерстяной ткани типа «Рекорд»,
окрашенной различными красителями по специальным рецептам.
Для эталонов применяют следующие красители:
Красители
Состав эталона
- % от веса ткани
Индигокармин 877 .............................. 3
Индигозоль АГГ 1............................. 0,7
Индигокармин J.......................... 2,2
Индигозоль синий АГГ |..................... 1,4
Индигокармин J....................... 1,44
Индигозоль синий АГГ |..................... 2,2
Индигокармин J..................... 0,7
Индигозоль синий АГГ......................... 3
95
ОПРЕДЕЛЕНИЕ СВЕТОСТОЙКОСТИ ПИГМЕНТОВ ПРИ ИСКУССТВЕННОМ
ОСВЕЩЕНИИ
Выше было указано, что определение светостойкости пигментов
при естественном свете связано с рядом неудобств. К числу таких
неудобств относятся непостоянство интенсивности солнечных лу-
чей, изменение влажности воздуха, необходимость производить
испытания только в ясную погоду, частые изменения температуры
воздуха и т. д. Все эти факторы часто затрудняют быстрое испыта-
ние светоустойчивости, особенно в местностях, в которых солнеч-
ные дни бывают очень редко. Вследствие этого были сделаны по-
пытки применить для определения светостойкости пигментов ис-
кусственный свет, имитирующий солнечный.
Интенсивность лучеиспускания источника искусственного све-
та должна быть всегда постоянной и химическое действие его лу-
чей должно быть сходно с действием солнечных лучей.
До настоящего времени для испытания светоустойчивости пиг-
ментов пользуются преимущественно ртутно-кварцевыми лампами,
испускающими большое количество ультрафиолетовых лучей, а
также дуговыми лампами, дающими свет, интенсивность ультра-
фиолетовых лучей которого» практически может быть сделана по-
стоянной.
Основным недостатком ртутно-кварцевой лампы является па-
дение интенсивности излучаемых ею ультрафиолетовых лучей после
определенной продолжительности ее работы. Обычно кварцевая
лампа дает свет постоянной интенсивности в течение 1000—1500
час. горения, после чего необходимо сменить горелку. В качестве
искусственного источника света можно также применять воль-
тову дугу с обычными углями, однако интенсивность ультрафио-
летовых лучей такой дуги меньше, чем дуги с углями, внутри ко-
торых находится железная проволока (сердечник)56. Дуговая лам-
па, работающая на углях с железным сердечником, излучает не
только ультрафиолетовые лучи, но и лучи видимой части спектра.
Поэтому для выделения ультрафиолетовых лучей свет такой лам-
пы нужно пропустить сквозь комбинацию светофильтров, состоя-
щих из окрашенных жидкостей, помещенных либо в кварцевые
сосуды, либо в сосуды из стекла, пропускающего ультрафиолето-
вый свет. Эти светофильтры поглощают все видимые лучи и про-
пускают только ультрафиолетовые.
Для изготовления светофильтров применяют раствор медного
купороса, поглощающий красные и желтые лучи, и нитрозодиметил-
.анилин, поглощающий зеленые, синие и фиолетовые лучи, а так-
же и специальные окрашенные стекла.
При обычных испытаниях можно пользоваться искусственным
источником света без светофильтров, при более точных работах
.лучше пользоваться светофильтрами.
Для определения светостойкости применяют также лампы на
.750 вт с вольфрамовой нитью; свет фильтруют через воду и рас-
-.96
твор медного купороса. Находят также распространение раз-
личного типа лампы накаливания со стеклянным баллоном, про-
пускающим ультрафиолетовый свет. В этом случае отпадает не-
обходимость в фильтрах.
Дальнейшим усовершенствованием являются лампы, которые,
помимо нити накаливания, имеют еще дополнительно ртутную го-
релку для удлинения ультрафиолетовой части спектра. Эти лам-
пы излучают лучи, которые имеются в солнечном свете (ультра-
фиолетовые, световые и тепловые);
нежелательный коротковолновый
свет, который испускают чисто квар- 4
цевые лампы, поглощается наружным I
баллоном.
Следует еще отметить ртутные
лампы высокого давления, которые
отличаются высокой светоотдачей.
При одинаковом потреблении элек-
трической энергии они дают света в
2—2,5 раза больше, чем обычные
лампы накаливания.
Эти лампы применяются с алюми-
ниевым рефлектором; они дают очень
высокую, подобно солнечному свету,
силу освещения и степень облуче-
ния ультрафиолетовыми лучами.
Нагревание поверхности при облуче-
нии этими лампами значительно сла-
бее, чем у ламп накаливания.
Лампы имеют различную мощ-
ность .
Срок службы этих ламп в среднем
2000 час.52.
Определение светостойкости литопона
при помощи ртутно-кварцевой лампы
(ГОСТ 907—41)
Рис. 34. Лампа ПРК для ис-
пытания пигментов иа свето-
стойкость:
1—лампа ПРК; 2—стойка;
3—трансформатор.
На стеклянной пластинке шпате-
лем замешивают 5 г литопона с 2 мл
воды. Полученную пасту накрывают
кварцевой пластинкой или, в край-
нем случае, пластинкой стекла, про-
пускающего ультрафиолетовые лучи.
Часть пасты поверх кварцевой пластинки накрывают черной бу-
магой и всю пластинку с пастой помещают на 5 мин. под ртутно-
кварцевую лампу на расстоянии 20 см от источника света. Через
10 мин. черную бумагу снимают и наблюдают разницу в цвете
закрытой и незакрытой частей пасты.
7 С. В. Якубович
97
Если литопон несветостоек, часть пасты, закрытая черной бу-
магой, светлее; у светостойкого литопона такой разницы не на-
блюдается.
Ртутно-кварцевая лампа во время работы должна быть закры-
та специальным футляром, а лица, обслуживающие ее, должны быть
снабжены синими очками, так как свет лампы очень вреден для зре-
ния. Параллельно с основным испытанием рекомендуется ставить
контрольное с заведомо несветостойким литопоном.
В качестве источника ультрафиолетового излучения широкое
применение нашли ртутно-кварцевые лампы высокого давления
типа ПРК-2, ПРК-4, ПРК-5 и ПРК-7, отличающиеся различной
мощностью. В лакокрасочной промышленности применяются лам-
пы типа ПРК-2 (рис. 34). Лампы могут эксплуатироваться в се-
тях переменного тока с напряжением 127 в (лампы ПРК-4) и 220 в
и частотой 50 герц с соответствующими приборами включения.
Возможна также эксплуатация их в сетях постоянного тока по
особым схемам.
Электрические параметры ламп при эксплуатации в сети пере-
менного тока приведены в табл. 14.
Таблица 14
Электрические параметры ламп с питанием от сети переменного тока
Типы ламп 1 Напряжение се- © Пусковой ток лампы наиболь- ший, а Продолжитель- ность неустано- вившегося режи- ма (наибольшая), минуты Установившийся режим
сила тока а напряже- ние на лампе е мощность вт
ПРК-2 220 6 15 . 3,75 (±0,25) 120(±6) 375 (±13)
ПРК-4 127 (120) 5 10 3,75 (±0,3) 70 (±5) 220 (±8)
ПРК-5 220 4,2 15 2,3(±0,15) 120 (±6) 240 (±11)
ПРК-7 220 14 10 8,05 (±0,5) 135 (±6) 1000 (±40)
Рабочее положение лампы—горизонтальное (допустимые от-
клонения от этого положения не должны превышать 15°). Эксплу-
атировать лампы в других положениях не рекомендуется, так как
при этом возможен перегрев катодов и сокращение продолжитель-
ности горения ламп. Для устранения опасности ожогов и защиты
от озона при Пользовании этими лампами можно применить защит-
ный кожух, предложенный В. В. Карасевым57.
В табл. 15 приведены ориентировочные данные относительного
распределения энергии, излучаемой лампами типа ПРК по спек-
тру (по отношению к энергии линии 3650/63 А).
98
Таблица 15
Относительное распределение энергии, излучаемой лампами типа
ПРК
Длина волны А Среднее значение энергии % Длина волны А Среднее значение энергии %
5770/90 70,4 3022/26 31,2
5461 71,75 2967 14,3
4358 62,4 2804 10,3
4047/78 35,9 2652 23,4
3650/63 100,0 2537 26,1
3126/32 68,0 2483 10,5
Определение светостойкости пигментов и красочных пленок
при помощи дуговой лампы47
(ОСТ 10086—39 М. И. 29)
Для испытания применяют дуговые лампы (рис. 35), работаю-
щие на углях диаметром 12—14 мм, марки «экстра эффект К».
Напряжение тока на клеммах ПО—115 в, сила тока 25—28 а.
На углях 1 напряжение тока равно
50—55 в. Развивающийся при горении
углей поток лучистой энергии может
быть направлен на испытуемые образ-
цы при помощи отражательного кол-
пака 2. Лампа подвешена на блоках
с противовесом 3, что позволяет про-
извольно менять высоту подъема
лампы над образцами. Испытуемую
пигментную пасту или краску нано-
сят на стеклянные или жестяные пла-
стинки. После высыхания краски
пластинки располагают под лампой
по окружности так, чтобы их перед-
ние концы отстояли от центра круга
на 30 см. Высота подъема лампы уста-
навливается в зависимости от желае-
мой температуры. Так, например, при
Рис. 35. Дуговая лампа для
определения светостойкости:
1—угли; 2—отражательный кол-
пак; з—противовес; 3—образцы.
высоте подъема лампы на 50 см тем-
пература на поверхности образцов
достигает 35—40°.
Образцы 4, подвергаемые испы-
танию, закрывают на 4/5 экраном,
мало проницаемым для ультрафиолетовых лучей.
Таким экраном могут служить три-четыре слоя черной бумаги
или крышка фотографической кассеты. По прошествии времени,
указанного в соответствии с техническими условиями (длительность
7*
99
периода облучения зависит от стойкости пигмента), экран ото-
двигают еще на х/5 часть общей длины образца. Затем открывают
*/6 и т. д. участка. Таким образом, после окончания испытания на
образце можно наблюдать ряд зон, которые подвергались различ-
ному времени экспозиции под лампой. Наличие таких зон помо-
гает лучшему обнаружению фиксации происшедших изменений.
Рис. 36. Прибор с дуго-
вой лампой для опреде-
ления светостойкости
(федометр).
В текстильной промышленности для определения светопроч-
ности красителей пользуются специальными приборами с дуговы-
ми лампами. При помощи таких ламп можно определять также све-
тостойкость пигментов и красочных пленок. Один из углей лампы
срдержит соли металлов. Спектр излучения дуги, которая заклю-
чена в стеклянном колпаке, близок к солнечному.
100
В таких приборах окрашенные образцы подвергают облучению
в специальных коробках, изолированных от атмосферы комнаты.
Коробка соединена с увлажнительной камерой и вентилятором,
благодаря которому в ней циркулирует воздух. Во все время испы-
тания поддерживается температура 37—48° и относительная влаж-
ность 85—95%55. Можно также испытуемые образцы не изолиро-
вать от атмосферы комнаты, а испытывать в условиях влажности
воздуха комнаты, где помещен прибор. При кондиционировании
воздуха в помещении этот недостаток устраняется.
Приборами с дуговыми лампами (рис. 36) пользуются также для
определения светостойкости пластических масс и других мате-
риалов58.
Для количественного определения изменения цвета пигментов
после облучения существуют более совершенные и объективные
способы, чем определение на глаз, дающее только качественную
характеристику изменений, происшедших в пигменте. Измерить
изменение цветного тона пигмента после облучения можно, напри-
мер, при помощи фотометра или других приборов.
А. М. Брусиловский и Ф. С. Сигал16 для определения степени
потемнения литопона применили спектрофотометр, дающий воз-
можность улавливать даже такое незначительное потемнение,
которое не определяется фотометром.
Вообще же для определения изменения цвета пигментов можно
пользоваться любыми точными приборами, например фотомет-
рами, спектрофотометрами, колориметрами и т. д., описанными
в гл. I (см. стр. 17).
Объективное опре-
деление степени вы-
цветания или потем-
нения красок дают
фотоэлектрические
измерения.
Определение степени
потемнения пигментов
фотоэлектрическим
колориметром
Для определения
степени потемнения
литопона при дейст-
вии иа него света Пет-
ровым и Меламед
Рис. 37. Фотоэлектрический прибор для опре-
деления степени потемнения пигментов:
1—электрическая лампа; 2—образец испытуе-
мого пигмента; 3—держатель; 4—фотоэлемент; 5—
гальванометр.
сконструирован специальный прибор1. Этот прибор пригоден
также и для измерения степени потемнения других пигментов.
Схема прибора показана на рис. 37.
Принцип действия прибора заключается в том, что свет от
электрической лампы 1 падает на испытуемый образец пигмента 2,
101
помещенный в углубление особого держателя 3, и, отражаясь от
поверхности пигмента, собирается линзой на поверхности фото-
элемента 4. Величина фототока, возбужденного светом, регистри-
руется гальванометром 5.
Методика определения степени потемнения литопона заключает-
ся в следующем. Литопон в виде водной пасты помещают до облу-
чения ультрафиолетовым светом в углубление держателя 3 и за-
крывают кварцевой пластинкой. Помещая держатель в прибор,
определяют фототок, возбужденный светом, отраженным от лито-
пона. После первого измерения литопонную пасту в держателе
облучают ртутно-кварцевой или дуговой лампой и через опреде-
ленное время облучения (10 мин.) держатель снова помещают в
прибор для вторичного измерения фототока. По разности величин
фототоков, зарегистрированных гальванометром, судят о величине
потемнения литопона.
Определение стойкости к свету и стойкости к свету
и погоде
Для определения светостойкости и свето- и погодоустойчивости
органических пигментов и лаковых красителей их испытывают в
накраске с различными связующими (пленкообразующими), с ко-
торыми они применяются в производстве (масляные и алкидные
эмали, нитроэмали и т. п.).
Оценку степени стойкости (светопрочности) производят сравне-
нием с эталонами прочностей. Согласно стандарту (ОСТ 10942—'
40) приняты пять эталонов светостойкости: первая степень—стой-
кость родамина С; вторая—кислотного красного ЖЖ; третья—
лакового алого С; четвертая—лака рубинового ЖК; пятая—пиг-
мента алого Ж-
Определение стойкости к свету. Накраски
с испытуемыми пигментами или красителями прикрепляют на дос-
ку, которую выставляют на открытом солнечном месте лицевой
стороной на юг под углом 45° к горизонту и покрывают сверху стек-
лянной рамой. Стекло должно быть бесцветное, не более Злш тол-
щиной. Расстояние стекла от доски около 5 см. К образцам должен
быть свободный доступ воздуха. Рядом выставляют эталоны свето*
прочности, не покрытые стеклом.
Испытание прекращают, когда первый эталон выцветет пол-
ностью, а пятый едва заметно изменится.
Определение стойкости к свету и пого-
д е. Испытание ведут,, как и в предыдущем случае, но испытуемые
накраски не покрывают стеклом. Оценку стойкости производят,
сравнивая изменения исследуемых накрасок с изменением этало-
нов. Степень стойкости (светопрочность) выражают баллами: 1—
•очень плохая стойкость; 2—плохая стойкость; 3—удовлетворитель-
ная стойкость; 4—хорошая стойкость; 5—очень хорошая стойкость.
ГЛАВА 8
СПЕЦИАЛЬНЫЕ МЕТОДЫ ИСПЫТАНИЯ ПИГМЕНТОВ
В заключение необходимо остановиться на определении кон-
стант, имеющих значение в некоторых специальных случаях,
например при проектировании красочных заводов,—на определе-
нии угла естественного откоса пигментов и угла падения пигмен-
тов по различным материалам.
В этой главе приведены методы определения этих кон-
стант.
ОПРЕДЕЛЕНИЕ УГЛА ЕСТЕСТВЕННОГО ОТКОСА ПИГМЕНТОВ
Под углом естественного откоса понимают угол, образуемый
сухим пигментом с горизонтальной поверхностью при свободном
насыпании пигмента. Этот угол зависит от удельного веса пигмен-
та, степени его дисперсности и коэффициента трения. Угол есте-
ственного откоса пигмента, как правило, тем больше, чем выше его
дисперсность, но для высокодисперсных пигментов такой зависимо-
сти уже не наблюдается.
Определение угла естественного откоса методом
Якубовича—Терехова81
На прямоугольный стеклянный сосуд, на задней стенке кото-
рого нанесены деления шкалы транспортира, надевают жестяную
крышку с воронкой (рис. 38). Нижнее отверстие воронки закрыто
двумя заслонками, из которых одна глухая, а другая имеет отвер-
стие диаметром 10 мм. Загрузив воронку сухим пигментом, откры-
вают глухую заслонку и слегка помешивают пигмент стеклянной-
палочкой; пигмент равномерно сыплется внутрь сосуда и распо-
лагается там под некоторым углом к горизонтальной пло-
скости.
Когда пигмент приблизится к левой стенке сосуда, противопо*
ложной воронке, определение считается законченным. Воронку за-
крывают глухой заслонкой и отсчитывают по задней стенке сосуда
103
угол, образуемый пигментом с горизонтальной поверхностью. Этот
метод пригоден для определения угла естественного откоса воз-
душно-сухих, но не влажных пигментов.
Рис. 38. Прибор Яку-
бовича и Терехова для
определения угла есте-
ственного откоса пиг-
ментов.
Рис. 39. Прибор для оп-
ределения угла естест-
венного откоса:
1—основание; 2—испытуе-
мый пигмент; 3—шкала;
4,5—линейки.
Определение угла естественного откоса
методом Лангханса59
Прибор состоит из круглого (деревянного) горизонтального
основания 1 (рис. 39), на которое с небольшой высоты насыпают
пигмент, образующий конус 2. Количество пигмента должно быть
достаточным для того, чтобы он мог равномерно сыпаться и по-
крыть всю окружность основания. Это необходимо потому, что тог-
да диаметр основания конуса пигмента будет равен диаметру осно-
вания прибора.
С одной стороны к доске прикреплены две шкалы 3 (на рисунке
видна только одна из них), между которыми может проходить ли-
нейка 4, прикрепленная к доске на шарнире. Накладывая осторож-
но линейку 4 на поверхность конуса по его образующей (положение
линейки 5), определяют угол естественного откоса по формуле
. h
tga^-D
где h—высота от верхнего основания доски до точки пересечения
линейки 4 со шкалой 3\
d—диаметр основания прибора.
104
ОПРЕДЕЛЕНИЕ УГЛА ПАДЕНИЯ
Одной из констант, необходимых при проектировании красочных
заводов, является угол падения пигментов по любой поверхности.
Под углом падения пиг-
ментов понимают угол на-
клона поверхности, при
котором пигмент свободно
с нее скатывается. Прибор
и метод определения угла
падения разработаны С. В.
Якубовичем и К. И. Тере-
ховым81.
. Прибор (рис. 40) пред-
ставляет собой согнутый из
листового железа желоб,
нижний конец которого за-
креплен на одной оси с цен-
тром транспортира, нахо-
дящегося за желобом. Под
желобом находится винт,
посредством которого же-
Рис. 40. Прибор Якубовича и Терехова для
определения угла падения пигментов.
лоб может вращаться во-
круг оси, образуя любой угол с горизонтальной плоскостью.
Ссыпающийся с желоба пигмент падает в ящик, находящийся
у конца желоба.
Таблица 16
Углы естественного откоса и углы
падения некоторых пигментоя
Пигмент Угол есте- ственного откоса градусы Угол падения пигментов
по железу градусы по белой жести градусы по дереву градусы
Алюминиевая пудра . . 26 48 45 53
Белила свинцовые: . . 36 47 — —
> титановые . . . 35 40 — —
> цинковые х ч. . 33 39 36 47
Крон желтый 35 42 — —
> лимонный.... 32 35 — —
Лазурь 34 34 33 50
Литопон 36 40 — —
Охра 43,5 48 — —
Сажа нефтяная .... 38 45 40 47
Сурик железный . . . 44 46 40 50
> СВИНЦОВЫЙ . . . 48 42 — —
Ультрамарин .... 42 40 — —
105
Для определения угла падения пигмент равномерно насыпают
из расположенной наверху воронки на верхний конец желоба. В
начале опыта желоб образует минимальный угол с горизонталь-
ной плоскостью. Постепенно желоб посредством винта поднимают
до тех пор, пока пигмент не начнет свободно скатываться с желез-
ной поверхности желоба. Тогда отмечают угол по транспортиру;
этот угол и является углом падения пигмента по железу.
Для определения угла падения пигментов по другим материа-
лам (белая жесть, дерево и т. д.) в железный желоб вкладывают
пластинку из соответствующего материала.
В табл. 16 (стр. 105) приведены углы естественного откоса и паде-
ния пигментов по различным материалам.
ОПРЕДЕЛЕНИЕ УКРЫВИСТОСТИ АЛЮМИНИЕВОЙ ПУДРЫ^
Определение укрывистости пудры производят на поверхности
воды, налитой в прямоугольный сосуд размером 500х200х 100 мм.
На борта сосуда кладут две стеклянные полоски шириной
от 2 до 4 см, причем как борта, так и стеклянные полоски должны
быть предварительно хорошо натерты парафином. В сосуд нали-
вают такое количество в</ды, чтобы мениск был выше края сосуда.
На поверхность воды, ограниченную по длине двумя стеклян-
ными полосками, при помощи алюминиевого совочка равномерно
распыляют навеску пудры в 0,1 г. Затем распределяют пудру на
поверхности воды мягкой кисточкой. Сдвигая и раздвигая полоски,
добиваются такого положения, чтобы вся ограниченная ими по-
верхность воды в сосуде представлялась покрытой сплошным ров-
ным слоем пудры, без просветов, морщин и складок.
Поверхность воды измеряют при помощи миллиметровой линей-
ки. Укрывистость пудры (на воде) рассчитывают по формуле
где К—укрывистость пудры в см2!г‘,
S—измеренная площадь в см2\
а—навеска пудры в г.
Согласно ГОСТ 5494—50 укрывистость алюминиевой пудры в
зависимости от марки колеблется в пределах 3000—7000 см2/г.
ОПРЕДЕЛЕНИЕ «ВСПЛЫВАЕМОСТИ» АЛЮМИНИЕВОЙ ПУДРЫ
Определение выполняют при комнатной температуре следую-
щим образом. Навеску 1,5 г алюминиевой пудры помещают в про-
бирку (диаметр 12—-15 мм, высота 100—120 мм) с 10 мл 25%-ного
раствора кумароновой смолы в скипидаре.
Содержимое пробирки перемешивают полированным стальным
шпателем (длина 150—200 мм, ширина 8—10 мм, толщина 0,5:—'
106
1,0 мм) с округленным концом. Перемешивание смеси производят
в течение 1 мин.
Затем шпатель осторожно, не касаясь стенок пробирки, выни-
мают с равномерной скоростью (3—5 см!сек} и подвешивают на
воздухе в вертикальном положении. Когда стекание жидкости со
шпателя прекратится, измеряют высоту участка шпателя, покры-
тую сплошным зеркальным покровом алюминиевой пудры, а так-
же измеряют общую глубину погружения шпателя в смесь. Из-
мерения производят при помощи миллиметровой линейки. Отно-
шение измеренной длины участка зеркального покрытия к общей
длине погруженного конца шпателя, выраженное в процентах,
определяет величину всплываемости пудры.
Всплываемость алюминиевой пудры в зависимости от марки ко-
леблется в пределах 40—80%.
ЛИТЕРАТУРА
1. Беленький Е. Ф. и Рискни И. В., Химия и технология пиг-
ментов, Госхимиздат, 1949.
2. Беленький Е. Ф., Курс химии и технологии пигментов, Госхим-
издат, 1940.
3. Ф е д о р о в Н. Т., Курс общего цветоведения, Гл. ред. хим. лит., 1935.
4. Б а б к о А. К^, Пилипенко А. Т., Колориметрический анализ,
Госхимиздат, 1951.
5. Гуревич М. М., Цвет и его измерение, АН СССР, 1950.
6. Оствальд В., Цветоведение, Промиздат, 1926.
7. Кондрацкий П. П., Основы колоростатики, Изд. хлопч.-бум.
треста, г. Калинин, 1932.
8. Ф е д о р о в Н. Т„ Общее цветоведение, ГОНТИ, 2-е изд., 1939.
9. Шнеерсон С. Л. и Демкина В. И., Билл. обм. опыт, лакокр.
пром. № 9, 10 (1932).
10. Ма йз ел ь С. О., Основы учения о цветах, Гостехиздат, 1946.
11. Е в с и о в и ч С. Г., Билл. обм. опыт, лакокр. пром. № 6—7, 22 (1939).
12. Те р ло Г. Я., Билл. обм. опыт, лакокр. пром. № 5, 4 (1940).
13. Т е р л о Г. Я., Билл. обм. опыт, лакокр. пром. № 4, 13 (1932).
14. Атлас архитектурных цветов, Изд. Всес. Акад, архитект., 1948.
15. Вагнер Г., Красочные пигменты, Химтеоретиздат, 1935.
16. Я к у б о в и ч С. В., Физико-механические методы испытания лако-
красочных материалов и покрытий, ГОНТИ, 1938.
17. Кириллова Р., За лакокр. индустрию № 3, 42 (1933).
18. Я к у б о в и ч С. В., Физико-механические методы испытания
лакокрасочных материалов и покрытий, ГОНТИ, 1938, стр. 58.
19. Коновалов А. Н., Бюлл. обм. опыт, лакокр. пром. № 1, 18 (1936).
20. Pigment, Vernic 20, 34—43 (1944).
21. Ind. Eng. Chem. 34, 12, 1452—56 (1942).
22. Горбатов К., За лакокр. индустрию № 3, 39 (1933).
23. G а г d n е г Н. A., Physical and Chemical Examination of Paints, Var-
nishes, Lacquers and Colors, 1930.
24. Я к у б о в и ч С. В. и С т о г о в Б. С., За лакокр. индустрию № 1
(1934).
25. Чернов В. В., Минеральное сырье № 2, 15 (1928).
26. Шнеерсон С. Л., Бюлл. обм. опыт, лакокр. пром. № 10, 23 (1940).
27. Gordon Р. Z., G i 1 d о n М. A., Ind. Eng. Chem. Anal. Ed. 16, 7,
442 (1944).
107
28. Г у р е в и ч Я. М. и Г о р е л ь А. Е., 'За лакокр. индустрию № 6,
14—19 (1932).
29. Г у р е в и ч Я. М., Маслоемкость пигментных паст. Кандидатская дис-
сертация, 1948.
30. Я к у б о в и ч С. В., Физико-механические методы испытании лакокра-
сочных материалов и покрытий, ГОНТИ, 1938, стр. 78.
31. Сапгир И. Н„ Изв. Акад, наук СССР, отд. тех. наук № 9 (1949).
32. F i g n е г, Ind. Eng. Chem. 35, 386 (1943).
33. Ребиндер П. А., Исследования физико-химии технических сус-
пензий, Госхимтехиздат, 1933.
34. Гуревич Я. М. и Бережинская М. Г., Коллоидный жур-
нал V, 9, 823 (1939).
35. Якубович С. В. и Гольдберг М. М., За лакокр. индустрию
№ 1—2, 10 (1932).
36. W о г i n g F., J. of Reolodgy 2, 307 (1931).
37. Williamson H., Ind. Eng. Chem. 21, 1111 (1929).
38. Георгиевский В. Г., Кузнецов К. А. и Полянский
Г. В., Полиграфические материалы, Гизлегпром, 1940.
39. Якубович С. В., Физико-механические методы испытания лакокрасоч-
ных материалов и покрытий, ГОНТИ, 1938, стр. 9,
40. Фигуровский Н. А., Седиментометрический анализ, АН СССР, 1948.
41. В и н о г р а д о в А. В., Организация заводских лабораторий в химиче-
ской промышленности, Госхимиздат, 1948.
42. Сушкин Н. Г., Электронный микроскоп, Гос. изд. техи.-теорет.
литературы, 1949.
43. Догадкин Б., Печковский К., Пупко С. и Сима-
новская С., Труды Научно-исслед. Инстит. шинной пром., Госхим-
издат, 1950, стр. 134—142.
44. Фример А. И. и Пупко С. Л., Зав. лабор. XIII, 11, 1375 (1947).
45. Акимов Г. В., Основы учения о коррозии и защите металлов, Ме-
таллургиздат, 1946.
46. Гуревич Я. М„ Бюлл. обм. опыт, лакокр. пром. Xs 7—8, 11 (1940).
47. Якубович С. В. и Терло Г. Я., Физико-химический методы
испытаний, Стаидартгиз, 1940.
48. Г у р е в и ч Я. М. и Г о р е л ь А. Е., За лакокр. индустрию № 3—4,
27 (1932).
49. Путилова И. Н., Руководство к практическим занятиям по кол-
лоидной химии, Госхимиздат, 1948.
50. Г а р д н е р Г., Физико-химические исследования лаков и красок, Гос-
техиздат, 1931.
51. Якубович С. В., Физико-механические методы испытания лакокра-
сочных материалов и покрытий, ГОНТИ, 1938, стр. 34, 103
52. W i 1 Ь о г n F., Physikalische und technologise he Priifverfahren ftir La-
cke und ihfe Rohstoffe, 1944.
53. С а п г и p И. H. и Расс удов а Н. С., За лакокр. индустрию
Xs 3, 12 (1935).
54. Якубович С. В., За лакокрасочную промышленную химию, т. II, 1933.
55. Колористический справочник, изд. Главаиилкраска, 1941.
56. ШкловерД. А. и И о ф ф е Р. С., Из-в. АН СССР, Отд. Техн, наук
Xs 5, 667 (1951)
57. Карасев В. В., Зав. лабор. XV, 4, 504 (1949).
58. Стандарты и технические условия иа пластические материалы, вып. 5,
Обороигиз, 1947.
59. Н а у м о в В. А., Химия коллоидов, 1930.
60. ГОСТ 5494—50.
61. Каталог-справочник лабораторных приборов н оборудования. Машгиз,
1948 г. вып. 17/18.
ЧАСТЬ ВТОРАЯ
ИСПЫТАНИЯ ПЛЕНКООБРАЗУЮЩИХ
И ПИГМЕНТИРОВАННЫХ СИСТЕМ
В ЖИДКОМ состоянии
Очень большое число органических соединений разнообразно-
го химического состава, превращающихся при окислении или на-
гревании в высокомолекулярные продукты, могут образовывать
пленки.
Вещества, образующие при высыхании пленки, носят общее на-
звание пленкообразующих веществ.
За последнее десятилетие ассортимент пленкообразователей,
применяемых для защитных покрытий, чрезвычайно возрос.
В настоящее время особо важное значение приобрели различные
синтетические смолы (алкидные, фенольные, полихлорвиниловые,
полиакриловые, полистирол, полиэтилен и т. д.).
А. Я- Дринберг1 делит пленкообразователи в зависимости от
характера процесса образования пленки на четыре группы.
1. Термопластические пленкообразова-
тели. Такие пленкообразователи в ряде случаев уже являются
высокомолекулярными соединениями и образуют пленку в ре-
зультате физического процесса—испарения растворителей (физи-
ческое высыхание). Полученные пленки при нагревании становятся
пластичными, а иногда и плавятся. Пленки обратимы, т. е. рас-
творяются в тех растворителях, из которых они были получены.
К таким пленкообразователям можно отнести эфиры целлюлозы,
естественные смолы, битумы и некоторые синтетические смолы,
как, например, поливинилацетат, полихлорвинил, полистирол
и т. д.
2. Термореактивные пленкообразовате-
л и. Такие пленкообразователи образуют высокомолекуляр-
ную пленку при нагревании в результате химических реакций.
Полученные пленки не плавятся и нерастворяются. К таким пленко-
образователям относятся высыхающие масла, масляные лаки, ряд
синтетических смол (фенолальдегидные и др.).
З.Самоокисляющиеся пленкообразовате-
л и. Эти пленкообразователи способны к химическим превраще-
ниям без нагревания, обусловленным присоединением кислорода
109
воздуха. Получаемые пленки лишь частично плавки и растворимы.
Все самоокисляющиеся пленкообразователи обычно неустойчивы
при нагревании. Представителями этой группы пленкообразовате-
лей являются высыхающие растительные масла.
4. Пленкообразователи, превращающиеся в
высокомолекулярные пленки под влиянием химических
катализаторов (без присоединения кислорода) при нормальной
температуре (полиуретановые смолы, ряд фенол альдегидных смол
и др.).
Лакокрасочные материалы обычно представляют собой слож-
ные смеси из различных групп пленкообразователей.
В основном можно все такие материалы, кроме пигментов, раз-
бить на следующие группы: 1) олифы; 2) лаки на различных на-
туральных и синтетических конденсационных смолах, содержащие
масло (так называемые масляные лаки) и не содержащие масла
(так называемые смоляные лаки); 3) лаки на эфирах целлюлозы;
4) лаки на различных полимеризационных смолах (хлорвиниловые,
перхлорвиниловые, полистироловые, полиакрилатные и др.);
5) краски масляные; 6) краски лаковые (эмалевые) (краски на раз-
личных лаках—масляных, эфироцеллюлозных и др.); 7) краски
на водных связующих; 8) грунты* и 9) шпатлевки.
Номенклатура применяемых в настоящее время лакокрасочных
материалов чрезвычайно многоообразна; в каждой группе материа-
лов имеется очень большое число отдельных представителей, от-
личающихся друг от друга рядом свойств.
В соответствующих справочниках и каталогах приведен ас-
сортимент выпускаемой в настоящее время лакокрасочной про-
дукции и указаны основные характеристики для каждого мате-
риала23- 27> 30> 32-
Весьма разнообразное применение лаков и красок естественно
приводит к тому, что к различным типам материалов предъяв-
ляются особые требования, диктующие необходимость разработки
специальной методики испытания.
При изложении методик испытаний это обстоятельство нами
было по возможности учтено.
* Грунты иногда относят к группе красок масляных или лаковых, в
зависимости от пленкообразующего, входящего в состав грунта.
ГЛАВА 1
ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ НЕПИГМЕНТИРОВАННЫХ
И ПИГМЕНТИРОВАННЫХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Вязкость является основной физико-химической характе-
ристикой жидкостей и коллоидных систем. Вязкость характери-
зует также доброкачественность лакокрасочных материалов с точки
зрения их дальнейшего применения.
Вязкость лаков и красок считается удовлетворительной, если
она не создает затруднений при определенном способе применения
продукции. Высокая вязкость весьма затрудняет применение
лакокрасочных материалов, так как слишком вязкие материалы
«тянутся» за кистью, с трудом проходят или даже совсем не прохо-
дят через сопло распылителя и не могут быть распределены ровным
слоем по поверхности окрашиваемого изделия. При слишком низ-
кой вязкости лакокрасочные материалы стекают с окрашиваемых
вертикальных или наклонных поверхностей, оставляя на верхней
ее части слишком тонкий слой материала и образуя натеки в ниж-
ней части поверхности. Таким образом, каждый лак и краска долж-
ны обладать оптимальной вязкостью, зависящей от способа их
применения. Ровную пленку, имеющую одинаковую толщину по
всей поверхности, удается получить только при применении лаков
и красок, обладающих такой оптимальной вязкостью.
Определение вязкости (вискозиметрия) имеет очень большое
значение при выяснении строения и свойств высокомолекулярных
соединений. Вискозиметрия является надежным методом опре-
деления молекулярных весов высокополимерных соединений,
так как экспериментально доказано, что между вязкостью и
длиной цепи существует пропорциональная зависимость2.
Вязкостью или внутренним трением называется свойство жид-
кости, проявляющееся в сопротивлении, оказываемом жидкостью
перемещению ее частиц под влиянием действующих на них сил.
Различают вязкость: динамическую, кинематическую и услов-
ную. Динамическая и кинематическая вязкость являются абсолют-
ными и выражаются в единицах CGS.
Динамическая вязкость (или коэффициент внутреннего трения}
определяется из уравнения Ньютона:
111
/=.s-g- (1)
где f —сила, стремящаяся уравнять скорости двух слоев жидко-
сти;
т) —коэффициент внутреннего трения жидкости (константа
вязкости);
з —поверхность трущихся слоев;
—градиент скорости двух слоев жидкости, находящихся на
х расстоянии dx и движущихся с различными скоростями,
разность между которыми равна dv.
Как правило чистые гомогенные жидкости и истинные растворы
(нормальные жидкости) имеют постоянную вязкость при постоян-
ной температуре. Для чистых индивидуальных жидкостей при дан-
ной температуре т; является величиной постоянной и характери-
зует вязкость жидкости.
Единицей динамической вязкости является пуаз, представ-
ляющий собой вязкость жидкости, оказывающей сопротивление
силой в 1 дину взаимному перемещению двух слоев жидкости пло-
щадью 1 см2, находящихся на расстоянии 1 см друг от друга и пе-
ремещающихся относительно друга друга со скоростью 1 см/сек.
Динамическая вязкость при определенной температуре обо-
значается знаком v]z и выражается в /см~1 сек~1.
Таким образом, 1 пуаз (?]) равен 100 сантипуазам, равен
1 г! см~ 1сек~1.
Для определения коэффициента внутреннего трения нормаль-
ных жидкостей при ламинарном истечении используется закон
Пуазейля. Закон Пуазейля устанавливает связь между объемом
вытекающей жидкости Q, давлением р, радиусом капилляра г, его
длиной I и временем истечения t:
Q-^-pt (2)
Этому закону подчиняются все нормальные жидкости при де-
формирующих напряжениях, соответствующих ламинарному ис-
течению, т. е. такие, у которых коэффициент т] не зависит от гра-
диента скорости.
При больших давлениях ламинарный характер течения нару-
шается и происходит переход к турбулентному движению.
Условия, при которых движение всякой нормальной жидкости
в трубке становится турбулентным, определяются числом Рей-
нольдса Re, вычисляемым по формуле
П
где г —радиус трубки;
v —средняя скорость истечения жидкости;
р —удельный вес жидкости;
т] —константа вязкости.
112
Числовое значение Re для нормальных жидкостей не должно
быть больше3 1200.
Кинематической вязкостью (или удельным
коэффициентом внутреннего трения) называется сила сопротив-
ления двух слоев жидкости площадью в 1 см2, находящихся на
расстоянии 1 см друг от друга и перемещающихся со скоростью
1 см/сек, отнесенная к единице плотности жидкости.
Единицей кинематической вязкости является стокс—вязкость
жидкости, плотность которой равна 1 г/см3 и которая оказывает
взаимному перемещению двух слоев жидкости площадью в 1 см2,
находящихся на расстоянии 1 см друг от друга и перемещающихся
относительно друг друга со скоростью 1 см/сек, сопротивление си-
лой в 1 дину. Кинематическая вязкость выражается в см2/сек.
Кинематическая вязкость представляет собой отношение
динамической вязкости к плотности dt при той же температуре:
Многие коллоидные растворы при малых давлениях не подчи-
няются закону Пуазейля. Причина этого заключается в наличии
у коллоидных растворов особых непрочных, легко разрушающихся
структур. Прочность таких структур зависит от природы сил, дей-
ствующих при их образовании (силы главных валентностей, силы
Ван-дер-Ваальса и др.).
Вязкость таких систем называется структурной вязкостью.
Явления структурной вязкости нарушают нормальность исте-
чения жидкостей. Многие жидкости, в частности краски, являют-
ся характерными представителями структурированных суспен-
зий, не подчиняющихся закону Пуазейля.
Вязкость таких суспензий (структурная вязкость) зависит от
приложенного извне давления или, что то же, от градиента ско-
рости:
Структурная вязкость может падать благодаря механической
нагрузке или при изменении температуры. Системы, в которых
вязкость падает при механической нагрузке (например, перемеши-
вании), называются тиксотропными. В тиксотропных системах
уменьшенная вязкость сохраняется некоторое время после удале-
ния нагрузки, а при дальнейшем стоянии в покое вязкость опять
возрастает. При исследовании структурированных систем большое
значение имеет определение предельного напряжения сдвига,
характеризующегося минимальным давлением, при котором жид-
кость начинает передвигаться.
Каждая структурированная система в стандартных условиях
опыта должна характеризоваться определенной величиной пре-
дельного напряжения сдвига3.
113-
8 С. В. Якубович
При исследовании высоковязких структурированных систем,
какими являются, например, некоторые красочные суспензии, не--
обходима соответствующая методика, учитывающая определение
предельного напряжения сдвига. В этом случае обычная методика
определения вязкости, применяемая для нормальных жидкостей,
будет непригодна.
Для определения абсолютной вязкости лаков и красок все так
называемые технические вискозиметры непригодны. Всякие пе-
ресчеты определений вязкости, полученной на таких вискозимет-
рах, на абсолютную вязкость неточны, однако в некоторых случаях
ими все же можно пользоваться. Для определения вязкости масел
наиболее широкое распространение имеет вискозиметр Энглера.
Для перевода вязкости по Энглеру (в °Е) в кинематическую вяз-
кость v (в сантистоксах) предложено много формул. Наилучшие
результаты дает формула ВНИИМ33:
пп-7лт? । °>03 0>Ю9 , 0.01509
v = 0,074 Е Ч------------- Ч--------
• у Е Е Е10
Для технических расчетов, не требующих большой точности
(точностью в 1—2%), Л. С. Блох рекомендует пользоваться при-
ближенной формулой34
v = 0,0755 ( Е —4г)
Абсолютную вязкость можно определять только на абсолютных
вискозиметрах. При этом каждый новый прибор надо применять
с большой осторожностью и пользоваться только такими прибо-
рами, конструкции которых обоснованы теоретически и ко-
торые дают возможность выражать вязкость в абсолютных еди-
ницах.
Для контроля производства, в заводских лабораториях, в боль-
шинстве случаев определяют условную вязкость и пользуются
для этих целей различными техническими вискозиметрами. В
этих случаях необходимо производить измерения всегда на одина-
ковых приборах и при одних и тех же условиях, указывая обяза-
тельно величину приложенного напряжения (давления) или вели-
чину скорости сдвига (скорость истечения) или тип и размеры вис-
козиметра.
Несмотря на имеющиеся трудности необходимо при испытании
лакокрасочных материалов переходить на выражение вязкости
масел, лаков и красок в абсолютных единицах, применяя для этого
вискозиметры, соответствующие для каждого типа материала
(типа текучести).
В исследовательских работах целесообразно выражать резуль-
таты испытания в виде кривой текучести. Кривые текучести вполне
характеризуют качество краски (растекание по поверхности, свой-
ство наноситься кистью или другим способом, влияние степени пе-
ретира краски на ее свойства и т. д.).
114
Эти так называемые реологические* методы изучения должны
найти широкое применение при исследовании различных лако-
красочных материалов.
В лакокрасочной промышленности для, определения вязкости
масел, растворителей, лаков, красок и т. п. нашли применение раз-
нообразнейшие простые и сложные вискозиметры.
Ниже мы опишем несколько типов вискозиметров, основанных
на различных принципах и являющихся, по нашему мнению, наи-
более удобными для определения вязкости различных лаков и
красок. Подробное описание различных новых конструкций кат
пиллярных, ротационных и .других типов вискозиметров можно
найти в специальной литературе4’ 5> 6-
ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ КАПИЛЛЯРНЫМИ ВИСКОЗИМЕТРАМИ
Определение динамической вязкости
Прибор для определения динамической вязкости показан на
рис. 41, II. Основной частью его является капиллярный вискози-
Рис. 41. Капиллярный вискозиметр и прибор для опре-
деления динамической вязкости:
I—капиллярный вискозиметр: 1—капилляр; 2, з—шарики;
II—прибор для определения динамической вязкости: 1—труб-
ка; 2—бутыль; 3, 4, в, 11—краны; 5,6—манометры; 7—тройник;
9—трубка для засасывания жидкости; 10—стеклянный уголь-
ник; 12—вискозиметр.
метр. К каждому прибору обычно прилагается специальный набор
пяти или шести вискозиметров с капиллярами разных диаметров.
* Реология—отдел физики, изучающий законы деформации и вязкого те-
чении вещества.
8* 115
Вискозиметр (рис. 41,/) представляет собой стеклянную U-об-
разную трубку, в одно из колен которой впаян капилляр 1.
В обоих коленах трубки имеются шарики 2 и 3 строго равных объ-
емов; в местах соединения шариков с трубками нанесены метки
а и Ь.
Наиболее ответственная часть вискозиметра—капилляр. Внут-
ренний диаметр его должен быть одинаков по всей длине; спай
капилляра с широкой трубкой должен выполняться, как показа-
но на рисунке. Вискозиметр помещают в водяную баню (стакан
диаметром не менее 100 мм и высотой не менее 200 мм).
Для определения вязкости при комнатной температуре и до
100° в баню наливают воду, подогреваемую горелкой. В баню опус-
кают выверенный термометр с делениями через 0,1°.
Конец колена А соединяют через кран И и стеклянный уголь-
ник 10 трехходовым краном 8, сообщающимся с атмосферой посред-
ством трубки 9. Емкость стеклянной бутыли 2 около 30 л; эта бу-
тыль служит «воздушным буфером»; она сообщается с источником
давления 1 и с трехходовым краном 3. Манометр 5 (и 6) имеет вид
U-образной трубки с небольшим расширением в месте изгиба.
Трубка укреплена на деревянной подставке, снабженной отвесами
и установочными винтами. Внутренний диаметр трубки манометра
не менее 3 и не более 4 мм, наружный—не менее 5 и не более
6 мм. Один из манометров наполняют дестиллированной водой,
другой—перегнанной ртутью, очищенной от механических приме-
сей и промытой 10%-ным раствором азотной кислоты.
Под манометрической трубкой помещают миллиметровую шкалу
(бумажную или, лучше, зеркальную) с цифрами через каждые
10 мм. Деления должны итти от середины вверх и вниз от 0 до
250. Бутыль 2 не должна подвергаться колебаниям температуры,
для чего ее помещают в плетеную корзину и обкладывают тепло-
изоляционным материалом, например ватой.
Для проверки собранного прибора на герметичность, закрыв
кран 11 и разъединив систему с атмосферой кранами 3 и 8, краном
4 присоединяют ртутный термометр и осторожно увеличивают дав-
ление до 20 мм. Если ртуть не движется 30—40 мин. и мано-
метр дает одно и то же показание, то прибор собран удовлетвори-
тельно.
Если показания манометра постепенно уменьшаются, то
следует выпустить воздух и устранить неплотности соеди-
нений.
Затем приступают к определению постоянной вискозиметра.
Для этого в колено А вискозиметра пипеткой вводят 4 мл жидко-
сти, вязкость которой при определенной температуре известна. При
наполнении вискозиметра необходимо следить, чтобы в капилляре
и шариках не образовалось пузырьков воздуха, разрывов и пле-
нок. Когда вискозиметр наполнен, на колено А надевают резино-
вую трубку с краном 11. Вискозиметр помещают в баню, нагретую
до температуры, при которой известна вязкость налитой жидкости,
116
и выдерживают 30 мин. Температура бани не должна изменяться
более чем на ±0,Г. Краны 8 и 11 должны соединять прибор с ат-
мосферой.
Затем устанавливают определенное, не менее 40 мм вод. ст.
давление и приступают к определению. Для этого закрывают кран
11, а кран 8 отъединяют от атмосферы так, чтобы вся система была
соединена с трубкой 10. Выдержав прибор в новом положении до
того момента, когда установится постоянное давление, записывают
его. После этого одной рукой открывают кран 11, а другой (в тот
момент, когда уровень жидкости в колене В пройдет мимо метки
а) пускают секундомер. Секундомер останавливают точно в тот
момент, когда жидкость пройдет метку Ь. Кран 11 закрывают, так
как в противном случае давление выбьет жидкость из колена В.
Записав время, отмеченное секундомером, вновь записывают пока-
зания манометра.
Затем приступают к повторному определению. Поворотом крана
8 отключают вискозиметр от манометра и источника давления и
сообщают прибор с атмосферой. Далее через трубку 9 в капилляр
осторожно засасывают жидкость ниже метки а в колене В и закры-
вают кран 11. После этого поднимают давление и повторяют опыт.
Вискозиметр перед каждым заполнением тщательно промывают
и высушивают.
Динамическую вязкость при температуре определения t
вычисляют по формуле
= Срх
где С—постоянная вискозиметра по водяному (Сщо) или ртут-
ному (Cng) манометру;
р—давление в миллиметрах водяного (или ртутного) столба,
при котором производился отсчет времени наполнения ша-
рика колена В от черты а до черты Ь;
т—соответствующий ему отсчет времени в секундах.
Значение вязкости определяется как среднее арифметическое
из шести измерений.
Постоянная вискозиметра определяется с помощью эталонных
жидкостей, как, например, этиленгликоля (т;25 = 0,1740), воды
(т]2о=0,0179), анилина (т;20=0,0443), бензилового спирта (vj20=
=0,0558) и др., и вычисляется по формуле:
СНз0 —----о-
Р<~-1
где р0—давление в миллиметрах вод. ст., при котором произво-
дился отсчет времени наполнения шарика в колене В от
метки до метки;
о
те—соответствующий ему отсчет времени в секундах;
qt—вязкость эталонной жидкости при температуре опреде-
ления (в пуазах).
117
Определение кинематической вязкости
Рис. 42. Виско-
зиметр типа
Оствальда-Пин-
кевича:
1—капилляр; 2,
з — расширенная
часть капилляр-
ной трубки; 4—
отводная трубка;
5 — расширение
U-образной труб-
ки; а, в—метки.
Вискозиметр Оствальда был видоизменен Пинкевичем6 и
в таком виде принят у нас в качестве стандартного для оп-
ределения кинематической вязкости нефтепродуктов.
Вискозиметр, показанный на рис. 42, представляет собой стек-
лянную U-образную трубку, в одно колено которой впаян капил-
ляр 1, переходящий в расширения 2 и 3, выдутые из капиллярной
трубки. В верхней части колена имеется небольшая отводная труб-
ка 4 для присоединения резиновой трубки при всасывании испы-
туемой жидкости, а внизу—расширение 5.
Между расширениями 2 и 3 и на самом капил-
ляре 1 имеются метки а и Ь, по которым наблюдают
истечение жидкости.
Вискозиметры должны быть изготовлены из проз-
рачного бесцветного стекла типа «23», без свилей,
воздушных пузырьков и других дефектов.
Для термостатирования вискозиметра приме-
няют термостат емкостью 6—10 л с механическим
перемешиванием, электрическим обогревом и тер-
морегулятором, точно регулирующим температуру.
Для измерения температуры пользуются термо-
метрами с делениями в 0,1°.
Внутренний диаметр, капилляра вискозиметра
выбирают в соответствии с предполагаемой вязко-
стью. Так, например, при испытании нефтепродуктов
стандартом рекомендуется диаметр капилляра выби-
рать по табл. 17. Этой же таблицей можно пользо-
ваться при испытании масел и некоторых лаков.
Перед испытанием вискозиметр тщательно про-
мывают петролейным эфиром или легким бензином,
хромовой смесью, водопроводной и дестиллированной
водой, просушивают, продувая чистый сухой воздух,
и опускают в термостат с определенной темпера-
турой на 10 мин.
Затем засасывают испытуемую жидкость в рас-
ширение 2 немного выше метки Ь, следя за тем,
чтобы в капилляре и расширении 2 не образовалось
пузырьков воздуха, разрывов и пленок.
Наблюдая за опусканием жидкости в колене,
пускают секундомер точно в тот момент, когда уровень жидкости
пройдет метку Ь, и останавливают секундомер точно в тот момент,
когда жидкость пройдет метку а. Во время истечения жидкости из
расширения 2 следят за постоянством температуры в термостате.
Записав время, отмеченное секундомером, приступают к повтор-
ному определению, для чего вновь засасывают испытуемую жид-
кость немного выше метки b и поступают так, как указано выше.
Определение повторяют 3—4 раза.
118
Таблица 17
Рекомендуемый диаметр капилляра вискозиметра в зависимости от вязкости
Пределы вязкости нефте- продуктов Рекомендуе- мый диаметр капилляра Пределы вязкости нефте- продуктов Рекомендуе- мый диаметр капилляра
°Е сантистоксы °Е сантистоксы
1,3—1,8 4—10 0,6 10,6—21 80—160 1,5
1,8—2,9 10—20 0,8 24—42 160—320 1,7
2,9-5,4 20—40 1,0 Выше 42 Выше 320 2,0
5,4—10,6 40—80 1,2
Кинематическую вязкость в сантистоксах при температуре ис-
пытания находят по формуле
= (1}
где —кинематическая вязкость в сантистоксах;
С—постоянная вискозиметра в сантистоксах;
—наблюденное время истечения испытуемой жидкости в се-
кундах (среднее из трех определений).
Постоянная вискозиметра определяется при помощи специаль-
ных калибровочных жидкостей, имеющих определенную вязкость
(масло авиационное МС, масло машинное ЭЛ, масло трансформа-
торное и др.), и вычисляется по формуле
С=^- (2)
где v,—кинематическая вязкость калибровочной жидкости в сан-
тистоксах при +20°;
tt—среднее наблюденное время истечения калибровочной жид-
кости в секундах;
С—постоянная вискозиметра.
ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ ШАРИКОВЫМИ ВИСКОЗИМЕТРАМИ
В лакокрасочной промышленности шариковыми вискозиметра-
ми часто пользуются для определения вязкости нитроцеллюлозы,
лаков, полимеризованных и оксидированных масел и других вяз-
ких жидкостей.
Принцип действия таких вискозиметров заключается в сле-
дующем. Если массивный шарик радиусомгиз материала, удель-
ный вес которого d, опускается под действием силы тяжести в жид-
кости удельного веса d0, то его падение будет ускоренным только
в первый момент. По мере возрастания скорости его падения воз-
растает и сила К внутреннего трения, и, наконец, наступает момент,
119
когда сила К уравновешивает силу тяжести F. Начиная с этого мо-
мента, скорость падения v делается постоянной.
Между значениями F и F существует зависимость:
F — Kv
Сила F определяется уравнением
F = Ате/-з (d — d0)g
о
где g—ускорение силы тяжести.
Силу К внутреннего трения по Стоксу можно определить из
уравнения
К = биту
Таким образом, для момента, с которого шарик начинает па-
дать с постоянной скоростью, будет справедливо равенство
4
-у тег3 (d — d0) g =
Откуда _ 2r2(d —d0)g
1 9t>
Определение вязкости простым шариковым вискозиметром
Наиболее простой шариковый вискозиметр (рис. 43) состоит
из стеклянной трубки длиной 350 мм и диаметром 20 мм. На рас-
Рис. 43. Простой ша-
риковый вискозиметр
(схема).
стоянии 50 мм от краев нанесены метки.
Таким образом, расстояние между метками
равно 250 мм. Стеклянная трубка укреп-
лена в штативе. Нижнее отверстие трубки
плотно закрыто корковой пробкой. К вис-
козиметру приложен стальной шарик
диаметром 8 мм и весом 2,10 г. Ша-
рики должны соответствовать ОСТ/НКТП
8201/1168.
Определение вязкости проводится в
термостате. Стальной шарик свободно опу-
скают в центр трубки и отмечают секундо-
мером время прохождения шарика между
двумя делениями; это время и является ме-
рой относительной вязкости по шариково-
му вискозиметру.
Расхождение между двумя определе-
ниями допускается не более чем на 5%,
считая максимальное время прохождения
шарика за 100%.
В резиновой промышленности7 для
определения вязкости резинового клея
применяется более совершенный шариковый вискозиметр (рис. 44),
который дает возможность определять вязкость непрозрачных
жидкостей. При падении на дно сосуда шарик замыкает нахо-
120
дящиеся там контактные штифты и включает цепь сигнальной лам-
пы, по моменту зажигания которой отмечают время падения ша-
рика. Шарик до начала опыта удерживается электромагнитом.
В момент определения выключают питание электромагнита; тем
самым шарик освобождается. Одновременно пускают секундомер.
Описанные выше приборы с па-
дающим вдоль оси цилиндра шари-
ком имеют принципиальный источ-
ник ошибок. На практике трудно
Рис. 44. Шариковый виско-
зиметр для определения вяз-
кости непрозрачных жидко-
стей:
1—сердечник электромагнита;
2—обмотка электромагнита; з—
батарея; 4—сосуд для испы-
туемой жидкости; 5—стальной
шарик; б—уровень жидкости;
7—сигнальная лампочка; 8—за-
жимы напряжения 120 в; 9—
медные стойки; ю—медные кон-
тактные штифты; 11—контакт-
ная доска; 12—основание
прибора.
Рис. 45. Схема устройства виско-
зиметра с эксцентрическим паде-
нием шарика:
1—калиброванная стеклянная трубка»
2—крепления; з—водяная баня; 4—чу-
гунная станина; 5—замок; б—термо-
метр; 7—наконечники; 8—шарик.
избежать отклонения траектории шарика от вертикали, которое из-
меняет соотношение зазоров между стенками цилиндра и поверх-
ностью шарика и тем самым сказывается на продолжительности его
падения. Этого можно избежать, если применить принцип эксцен-
трического падения шарика в наклонной калиброванной трубке.
Определение вязкости вискозиметром
с эксцентрическим падением шарика7- 24
Вискозиметр (рис. 45) состоит из калиброванной стеклянной
трубки 1 внутренним диаметром 16 мм и длиной около 20 см; труб-
ка 1 при помощи крепления 2 смонтирована в водяной бане 3.
121
Вся система укреплена под углом 10° к вертикали на чугунной ста-
нине 4, запираемой замком 5.
Перед испытанием в стеклянную трубку наливают исследу-
емую жидкость (около 40 мм). В бане поддерживают определенную
температуру, контролируемую термометром 6.
Перемешивание жидкости в бане производится пневматически
при помощи резиновой груши с двумя трубками, которые наде-
ваются на имеющиеся в нижней части бани 3 наконечники 7. Уста-
новив температуру, освобождают арретирующий штифт (замок) 5,
поворачивают прибор на 180° и отмечают время прохождения шари-
ка 8 между метками а и b.
Выбор шарика зависит от вязкости жидкости.
Изменяя соотношение между диаметром шарика и диаметром
трубки, можно измерять вязкость в широких пределах. Обычно
прибор имеет набор из семи шариков, при помощи которых, ме-
02
няя соотношение в пределах от 1,002 до 1,8, можно измерять
вязкость от 0,01 до 100000 сантипуаз (/?—радиус трубки, г—ра-
диус шарика).
Абсолютную вязкость в сантипуазах определяют по формуле
t\=k (d^ — d2) t
где k—постоянная шарика;
dxHd2—плотности шарика и жидкости;
t—время прохождения шарика между метками в секундах.
Постоянная шарика k определяется градуировкой прибора по
дестиллированной воде.
Так как удельный вес отдельных шариков установлен, то зна-
чение k (dx—d2) для отдельных шариков зависит только от удель-
ного веса жидкости, и поэтому вязкость жидкости может быть вы-
ражена более кратко:
7] = tk’
где k'—k (dt—d2).
Значения k' для различных значений dx можно определять по
заранее составленной таблице.
ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ РОТАЦИОННЫМИ ВИСКОЗИМЕТРАМИ
Для определения вязкости высоковязких жидкостей и концен-
трированных дисперсных систем (красочные суспензии и эмульсии)
широкое распространение получили ротационные вискозиметры
различных конструкций8’11.
С точки зрения реологии методы, в которых используются при-
боры с вращающимися цилиндрами, являются наиболее обоснован-
ными при исследованиях вязкости и тиксотропии структурирован-
ных дисперсных систем. В этих приборах условия течения вещества
«соответствуют простому сдвигу.
122
Особенно надо отметить ротационный вискозиметр системы
JH. П. Воларовича9, применение которого в лакокрасочной промыш-
ленности для определения вязкости высоковязких красочных сус-
пензий является весьма желательным.
Ниже описывается последняя модель рохационного вискози-
метра РВ-7 системы М. П. Воларовича, с помощью которого можно
измерять абсолютную вязкость высоковязких жидкостей в об-
ласти низких температур10—•
ют 0° до —70°, а также при
высоких температурах в пре-
делах до 180°.
Вискозиметр РВ-7 приме-
няют при определениях пре-
дельного напряжения сдви-
га высококонцентрированных
дисперсных систем.
Посредством прибора РВ-7
можно производить измере-
ния вязкости в пределах от 5
до 10 пуаз и предельного на-
пряжения сдвига от 60 до 105
дин/см2.
Определение вязкости
вискозиметром РВ-7
Схема вискозиметра пока-
зана на рис. 46. Испытуемое
вещество помещают между
цилиндрами вискозиметра 1 и
2\ каждый цилиндр внизу
оканчивается полусферой, ра-
диус которой равен радиусу
основания цилиндра. Внут-
ренний цилиндр 1 через тер-
моизоляционную муфту 3 со-
единен с осью 4, снабженной
Рис. 46. Ротационный вискозиметр Вола-
ровича (модель РВ-7):
1,2—цилиндры вискозиметра (внутренний и
наружный); з—термоизоляционная муфта; 4—
ось; 5 — шариковые подшипники; в — шкив;
7—блок; 8—тормоз; 9—-стрелка; 10— шкала;
11—муфта; 12—штифты; 13—основная пли-
та; 14—термопары; 15—латунный сосуд; 16—
войлок; 17—винт; 18—подставка; 19—муфты;
20—винт; 21—стойка; 22—крюк; 23—трос;
24—блок.
шариковыми подшипниками
5. На шкив 6 наматывают нити и перекидывают через бло-
ки 7; к концам нитей привязаны крючки, на которые подвешивают
грузы, вращающие внутренний цилиндр вискозиметра. Тормоз 8
служит для остановки и пуска в ход вращающейся системы
прибора. При малой скорости вращения отсчитывают время
поворота стрелки 9 на угол в несколько градусов по шкале 10:
Цилиндр 2 вискозиметра входит верхней частью в выточку
муфты 11 и путем поворота закрепляется штифтами 12. Таким обра-
зом, цилиндры вискозиметра оказываются строго соосными. Муф-
та 11 и основная плита прибора 13 изготовляются из текстолита.
123
Для измерения температуры служат три термопары 14, спаи
которых, проходя сквозь изоляционные муфты, помещаются в
слое испытуемого вещества. Уровень испытуемого вещества в за-
зоре между цилиндрами доходит до верхней термопары. Цилинд-
ры вискозиметра помещаются внутри термостата, представляющего
собой латунный сосуд 15, изолированный войлоком 16. В сосуд,
наливают для термостатирования жидкость (спирт, керосин, масло)
и для получения низких температур (до —50, —60°) бросают в-
нее кусочки твердой углекислоты.
Для получения высоких температур (до 150°) сосуд 15 снабжен
обмоткой из нихрома, через которую пропускают ток. Винт 17
служит для укрепления термостата на подставке 18 прибора.
Основная плита 13 вискозиметра посредством железной муф-
ты 19 с винтом 20 укрепляется на стойке 21. Для того чтобы удобно
было вынимать прибор из термостата, к крюку 22 привязан трос
23, перекинутый через блок 24 и снабженный противовесом.
Ротационный прибор является первичным вискозиметром, т. е.
позволяет вычислять вязкость в абсолютных единицах—пуазах
непосредственно и не требует калибрирования.
Вязкость вычисляют по формуле
где т(—вязкость в пуазах;
р—груз, вращающий цилиндр вискозиметра;
рг—груз, уравновешивающий силу трения подшипников; сила
трения мала и соответствует 2—3 г;
N—число оборотов цилиндра в секунду;
k—константа.
Значение константы определяется формулой
(2)
где k—константа;
7?—радиус шкива 6, на который намотана нить;
гг—радиус внутреннего цилиндра 1 и полусферы;
г2—радиус внешнего цилиндра 2 и полусферы;
h—высота цилиндрической части тела вращения, погруженная
в жидкость;
g—ускорение силы тяжести.
Если при испытании заливают всегда один и тот же объем ис-
пытуемого вещества и уровень будет всегда одинаков, то k имеет
для данной высоты h постоянное значение.
Практически очень удобно определять k, построив для этого
график k=f(h).
Измерив h для данного опыта по графику, определяют k.
124
Для измерения вязкости вискозиметр РВ-7 устанавливают на
.деревянной подставке высотой 1,2 м. В крышке подставки выре-
зают три отверстия, через которые могут свободно проходить падаю-
щие грузы, а также противовес.
Перед испытанием прибор вынимают из термостата и закреп-
ляют вверху стойки посредством винта. Затем поворотомцилиндра 2
освобождают его и вынимают из термоизоляционной муфты 11.
Все три термопары в это время уже соединены с гальванометром че-
рез переключатель.
В это время следует подвесить на нити последовательно гру-
зы 1,0; 2,0 и 2,5 г, чтобы убедиться, что трение подшипников не
превосходит допускаемой величины (2—3 г).
Цилиндр 2 тщательно промывают бензином (или другим рас-
творителем) и высушивают. Затем в него наливают определенное
количество испытуемой жидкости, осторожно вставляют в выточ-
ку муфты 11, закрепляют путем поворота и опускают в термостат.
• При достаточно высокой вязкости испытуемого материала ис-
пытание можно производить при комнатной температуре. Для
этого подвешивают на нити груз общим весом не менее 10 г*, от-
пускают тормоз 8 и наблюдают при помощи секундомера время де-
сяти или пяти оборотов вращающейся системы вискозиметра.
Затем тормоз запирают и посредством ручки, вращая шкив 6
в обратную сторону, поднимают грузы. Шкив 6 снабжен храпович-
ком, так что при подъеме грузов цилиндр 1 вискозиметра не
вращается. Проведя три-четыре повторных отсчета, вычисляют
среднее значение числа оборотов в секунду.
Затем последовательно подвешивают на нити еще два-три боль-
ших различных груза и для каждого определяют число оборотов в
секунду. В конце для контроля вновь производят наблюдения с
первоначальным грузом.
Вычисления вязкости при температуре испытания производят
по формуле (1).
Определение вязкости электрическим вискозиметром типа ВИР
Ф. Е. Темниковым11 разработан электрический роторный вис-
козиметр, работающий по принципу вращения твердого тела в жид-
кости.
Принцип работы вискозиметра заключается в изменении дина-
мического сопротивления мотора при погружении роторной на-
садки мотора в исследуемую жидкость.
При изменении вязкости жидкости меняется момент сопротив-
ления жидкости вращению, который прямо пропорционален вязко-
сти при условии, что угловая скорость вращения не превосходит
некоторого критического значения.
* Груз менее 10 г брать не рекомендуется, так как при меньшем грузе по-
правка на трение подшипников будет относительно велика.
125
Общий вид и схема электрического роторного вискозиметра11
показаны на рис. 47.
Основанием прибора является чугунная отливка 1, в нижней
части которой расположен стальной цилиндр 2 с подогревающей
обмоткой 3, выводы от которой заканчиваются тремя штепсельны-
ми вилками 4 для подвода к подогревателю переменного тока. Внут-
ри цилиндра подвешивается съемный мерный стакан 5, заполняе-
мый испытуемой жидкостью. Втулка 6 служит для закрепления тер-
мометра 7 в термостате.
Электромотор 8 с роторной
насадкой# крепитсявверх-
ней части подвижной ско-
бы 10, которая при повороте
Рис. 47. Электрический роторный вискозиметр (общий вид и схема):
1—чугунная отливка; 2—стальной цилиндр; 3—обмотка; <—штепсельная
вилка; 5—мерный стакан; 6—втулка; 7—термометр; «—электромотор;
9—роторная насадка; 10—подвижная скоба; 11—переходная колодка;
12—электромотор; Д, и Д3—постоянные сопротивления; Д2 — реостат;
Др—потенциометр со шкалой; 13—нуль-гальванометр; 11—аккумулятор;
15—обмотка возбуждения мотора.
на 90° позволяет вынуть ротор из жидкости мерного стакана и за
тем снять ротор с вала.
Электрические провода выведены к переходной колодке 11,
укрепленной на основании прибора. Все управление прибором
сосредоточено в пульте, связанном с мотором кабелем. На пе-
редней панели пульта расположены нуль-гальванометр и шкала
потенциометра. Шкала потенциометра предварительно отградуи-
рована в единицах вязкости; по ней непосредственно отсчитывает-
ся вязкость исследуемой жидкости.
Электрическая схема прибора аналогична схеме моста Уитстона.
В одно из плеч моста включается якорь шунтового электромо-
тора 12. Другие плечи моста состоят из постоянных сопротивле-
ний 7?! и 7?3, реостата и потенциометра Rp со шкалой.
126
В одну диагональ моста включен нуль-гальванометр 13 с
добавочным сопротивлением г, в другую диагональ включен ак-
кумулятор 14 на* 12 в, который одновременно питает обмотку воз-
буждения 15 мотора. Реостат /?2 служит для установления стрелки
гальванометра на нуль перед началом измерений, при вращении
мотора вхолостую (ротор в воздухе). Большой интерес представ-
ляют и другие электрические (синхронные) ротационные вискози-
метры Горьковского Физико-технического института.
ОПРЕДЕЛЕНИЕ УСЛОВНОЙ ВЯЗКОСТИ
Условная вязкость является отвлеченным числом, представ-
ляющим собой отношение времени истечения при определенных:
температурных условиях известного количества испытуемого
продукта ко времени истечения эталонной жидкости ( вода) в тех же
условиях и при стандартной температуре.
Наиболее распространенный метод определения условной
вязкости жидкостей в вискозиметре Энглера в лакокрасочной
промышленности не нашел широкого применения.
Для определения условной вязкости при испытании лакокра-
сочных материалов применяется ряд приборов, при помощи ко-
торых вязкость определяется временем истечения данного материа-
ла в секундах. Можно также применять метод колебаний.
Определение условной вязкости воронкой НИИЛК
(ОСТ 10086—39 м. И. 5)
Для определения вязкости лаков, олиф, эмалевых красок
С. В. Якубович17- 18 предложил так называемую воронку
НИИЛК.
Воронка ймеет большой диаметр выпускного отверстия, что
позволяет, во-первых, применять воронку для определения вяз-
кости густых масел, лакови пр., а во-вторых, производить эти оп-
ределения очень быстро.
Воронка НИИЛК пригодна для испытания материалов, вяз-
кость которых не меньше 100 сантипуаз. При испытании материалов
с вязкостью, меньшей, чем 100 сантипуаз, результаты получают-
ся неточные, так как жидкость вытекает из широкого отверстия
очень быстро, вследствие чего теряется чувствительность опреде-
ления*.
Воронка НИИЛК (рис. 48) состоит из полого конуса 1, окан-
чивающегося трубкой 2, закрываемой краном 3. На конец трубки
(крана) навинчиваются съемные сопла 4 с диаметром выходного
* Воронки НИИЛК изготовлялись также с добавочными насадками, вы-
пускные отверстия которых имеют диаметр 2 и 4 мм.
127
отверстия в 2, 4 и 7 мм. Вверху конус имеет бортик 5 для слива
избытка испытуемого материала. Конус снабжен водяной рубаш-
кой 6; вода поступает в рубашку и выходит по резиновым шлангам,
укрепленным на штуцерах 7. Вверху
воронка имеет крышку 8 с отвер-
стием 9 для термометра. Воронка
укрепляется в штативе 10. Под от-
верстие подставляется стеклянный
цилиндр емкостью 100 мл. Верхний
Край воронки устанавливается гори-
зонтально при помощи специальных
винтов И, 12
Количество секунд, необходимых
для вытекания 100 мл испытуемой
жидкости из воронки, служит мерой
вязкости. Расхождение между двумя
опытами допускается в пределах,
указанных в паспорте прибора.
Рис. 48. Воронка НИИЛК:
1—полый нояус£ 2—трубка; 3—
кран; 4—сопло; 5—бортик; 6—вод~
пая рубашка; 7—штуцер; «—крыш-
ка; 9—отверстие для термометра;
10—штатив; II, 12—винты.
Определение условной вязкости
вискозиметром ФЭ-36В
В авиационной промышленности
для определения вязкости лакокра-
. сочных материалов нашел широкое
применение вискозиметр ФЭ-36В,
предложенный Московским лакокра-
сочным заводом и впоследствии изме-
ненный ВИАМ. Схема и общий вид
прибора показаны на рис. 49. Этот
вискозиметр19 мало чем отличается от
обычных технических вискозиметров
(воронок). Прибор предназначается
для определения условной вязкости
масляных и эфироцеллюлозных ла-
ков и эмалей. Вискозиметр имеет три сменных сопла (№№ 1, 2 и 3);
наиболее широко используемым является сопло № 2 (диаметр 5 мм).
Определению вязкости должна предшествовать промывка и
просушка прибора и особенно его сопла. Перед определением необ-
ходимо тщательно перемешать испытуемый продукт и оставить его
приблизительно на 15 мин. для удаления пузырьков воздуха.
Определение производят следующим образом. В сосуд / прибора
наливают испытуемый лак с тем, чтобы уровень жидкости почти
совпадал с концами острий 2. Затем при помощи винтов 3 устанав-
ливают прибор строго вертикально. Это достигается регулировани-
ем винтов до тех пор, пока все три острия 2 не будут одинаково
выдаваться над уровнем жидкости в сосуде 1. Закрыв сосуд крыш-
кой 4 и вставив в ее отверстие 5 термометр; доводят при помощи
128
подогретой или холодной воды, наливаемой в баню 6, температуру
испытуемого лака до 20°. Ту же температуру поддерживают и в про-
должение всего определения.
После этого подставляют под отверстие сопла 7 мерную колбу
емкостью 50 мл и вытаскивают напорную иглу 8. Вязкость изме-
ряется при помощи секундомера по времени истечения 50 мл жид-
кости из сопла.
Рис. 49. Вискозиметр ФЭ-36В (общий вид и схема):
1—сосуд; 2—острие; 3—винты; 4—крышка; 6—отверстие для
термометра; в—баня; 1—сопло; 3—напорная игла; 9—штатив.
За начало истечения принимают момент появления жидкости
из сопла, концом считается момент достижения мениском метки
мерной колбы.
Полученную величину времени истечения 50 мл лака, выражае-
мую в секундах, умножают на специальный коэффициент (константу)
для взятого при определении сопла (этот коэффициент указан в
прилагаемом к прибору паспорте). Коэффициент служит для
приведения полученного результата к условному времени исте-
чения того же лака через сопло № 2 эталонного вискозиметра. Ре-
зультат умножения и есть искомая величина вязкости лака.
S С. В. Якубович
129
Тарирование, и установление константы вискозиметра произ-
водят по жидкости, вязкость и удельный вес которой известны.
В качестве такой жидкости применяют смесь глицерина с водой19.
Константы вискозиметра ФЭ-36В вычисляют по формуле
где k—константа тарируемого вискозиметра;
»]—вязкость эталонной смеси глицерина с водой, измеренная
вискозиметром ФЭ-36В;
t—время истечения 50 мл эталонной смеси через сопло та-
рируемого вискозиметра.
Константу прибора вычисляют как среднее арифметическое из
двух значений, полученных по различным эталонным жидкостям
(смесь глицерина с водой уд. веса 1,2572; 1,2500; 1,2486; 1,2379;
1,2212):
ь__ ~4~ ^2
Допустимые отклонения не должны превышать 0,025.
Существенным недостатком вискозиметра ФЭ-36В является труд-
ность калибровки сопели быстрая их изнашиваемость, обусловлен-
ная тем, что твердость напорной иглы (сталь) выше твердости соп-
ла (медь).
Определение условной вязкости вискозиметром ВЗ-4
В настоящее время по предложению ГИПИ-4 выпускается про-
стой вискозиметр по типу существующих воронок, но с соплом точ-
ного размера из нержавеющей стали.
Прибор (рис. 50) представляет собой дуралюминовый или пласт-
массовый цилиндрический сосуд, переходящий в полый конус.
Верхний край цилиндрической части имеет желоб для слива из-
бытка испытуемого материала. Коническая часть заканчивается
соплом (диаметр 4 + 0,02 мм, высота 4 + 0,02 мм) из нержавеющей
стали; емкость вискозиметра ВЗ-4 равняется 100 + 0,5 мл.
Перед определением испытуемый материал тщательно переме-
шивают, доводят до температуры 20°( + 2°) и оставляют стоять для
выхода пузырьков воздуха (обычно в течение 5—10 мин.).
Вискозиметр тщательно промывают растворителем и вы-
сушивают. Особое {внимание должно быть обращено на чистоту
сопла.
Вискозиметр устанавливают на штативе, отверстие сопла за-
крывают шариковым клапаном или пальцем и заполняют сосуд
испытуемым материалом вровень с краями. Избыток стекает в бо-
ковой желоб. Пузырькам воздуха, находящимся в жидкости, дают
подняться на поверхность; пену сдвигают линейкой или стеклян-
ной палочкой в желоб.
130
Под вискозиметр подставляют приемный сосуд, после чего под-
нимают шариковый клапан или отнимают палец от сопла, пуская
одновременно секундомер. По прекращении истечения непрерывной
струи секундомер останавли-
вают. Определение проводят
не менее двух раз. Время
истечения определяется с точ-
ностью до 0,2 сек., расхож-
дения в измерениях не дол-
жны превышать 5%, считая
максимальный результат за
100%. Время истечения ис-
пытуемого материала (в се-
кундах) из вискозиметра
ВЗ-4 служит мерой условной
вязкости.
После окончания опреде-
ления вискозиметр необхо-
димо промыть соответствую-
щим растворителем и тща-
тельно вытереть мягким и
сухим материалом.
Для измерения условной
вязкости лакокрасочных ма-
териалов применяются все
описанные выше вискозимет- Рис. 50 Вискозиметр. ВЗ-4.
ры (воронка НИИЛК, виско-
зиметры ФЗ-36В и ВЗ-4).
С. В. Якубовичи Т. И. Ворогушин составили номограмму (при-
лагаемую к прибору ВЗ-4) для пересчета вязкости лаков, определен-
вискозиметр иэ-4
>9 20 30 40 50 ВО 70 80 90 ЮО НО !20 /30 /40 ЮОсек
‘J 1 т 'i1 т l|' v '4т '1Ч1 т 'J 'i1 у I,1 'i1 и* ‘т*111!1111' J ।1 р 11 '11 ( h 1 > J
5 М /5 20 25 30 35сек
вискозиметр Ф3~36в (сопло №2)
вискозиметр ВЗ-4
10 20 30 40 50 50 70 80 00 ЮО НО [20 730 140 !50кен
1-1 1111 /1111' i1111 4"'|1 iji' 1,1 'i-141 'iг *i 41 у11 i1 ‘'i111'1 411‘ xi ' 'i 4 ‘ \11
5 10 /5 20 25 30 35 сен.
воронко НИИЛК
Рис. 51. Номограмма для пересчета вязкости лаков.
131
Рис. 52. Конус по-
гружения НИИЛК:
1—стойка; 2—держа-
тель; 3—блок; 4—
шнур; 5—стержень;
в—конус; 7—пло-
щадка; 8—чашечка;
е—втулка; 10—сто-
порный винт; 11—
винт; 12—основание;
13, 14 —установочные
винты.
ных вискозиметром ВЗ-4, на вязкость по вискозиметру ФЗ-Збб и
воронке НИИЛК (рис. 51, стр. 131). При пользовании номограммой
следует иметь в виду, что точность перевода приодной и той же тем-
пературе +5% и что вискозиметры должны быть нормализованы или
иметь поправочные коэффициенты.
ОПРЕДЕЛЕНИЕ условной вязкости высоковязких
ПИГМЕНТИРОВАННЫХ СИСТЕМ
Для определения условной вязкости густотертых красок, шпат-
левок, замазок и т. п. материалов можно пользоваться методом, ос-
нованным на погружении в исследуемый материал металлического
конуса и определении глубины его погружения в единицу времени.
Определение условной вязкости красок конусом погружения НИИЛК
Главное отличие вискозиметра НИИЛК, который часто назы-
вают конусом погружения (рис. 52), от вискозиметров этого типа5
заключается в наличии у вискозиметра НИИЛК
противовеса, благодаря которому устраняется
влияние веса конуса. Эта особенность вискози-
метра НИИЛК позволяет применять его для
определения вязкости менее вязких красок и
дает возможность получать более точные ре-
зультаты.
Весь прибор укреплен на основании 12, кото-
рое устанавливается в строго горизонтальном
положении посредством установочных винтов
13, 14. К аппарату прилагаются три различных
конуса и одна игла.
На стойке 1 при помощи держателя 2 укреп-
лен блок 3, через который перекинут шнур 4.
На одном конце шнура подвешен стержень 5,
оканчивающийся конусом 6. На верхнем конце
стержня укреплена площадка 7 для груза и на
самом стержне нанесена шкала с делениями.
К другому концу шнура подвешена чашечка
8 для груза, являющегося противовесом. Стер-
жень движется в направляющей втулке 9 и мо-
жет быть закреплен на любой высоте стопорным
винтом 10. Сама направляющая втулка может
передвигаться в вертикальном направлении
вместе с держателем и может быть закреплена на
любой высоте винтом 11.
Аппарат устанавливают строго вертикально
и на его основание 12 ставят сосуд с испытуемой
краской. В зависимости от вязкости испытуемой
жидкости на стержне закрепляют один из кону-
сов. Затем, насыпая дробь в чашечку 8, уравно-
132
вешивают конус, после чего ослабляют винт 10 и устанавливают
конус так, чтобы его острие едва касалось поверхности испытуемой
краски. Стопорный винт вновь закрепляют. На площадку 7 ставят
определенный груз и затем быстро освобождают стопорный винт 10
и одновременно пускают секундомер.
Освобожденный конус начинает погружаться в краску. Через
5 сек. конус останавливают стопорным винтом 10 и по шкале, нане-
сенной на стержень, определяют путь, пройденный конусом. Этот
путь и характеризует вязкость краски.
Определение производят дважды и в случае получения резуль-.
татов, расходящихся больше чем на 1 мм, производят третье оп-
ределение.
При обозначении вязкости краски необходимо указывать не
только путь, пройденный конусом, но и номер конуса, которым эту
вязкость определяли, а также нагрузку на конус.
Как указывают В. Г. Георгиевский и др.20, конус погружения
НИИЛК дает воспроизводимые результаты при работе с густыми
красками и приемлем для производственных целей.
ОПРЕДЕЛЕНИЕ УСЛОВНОЙ ВЯЗКОСТИ МЕТОДОМ КОЛЕБАНИЙ
Метод колебаний был предложен рядом исследователей для
определения вязкости материалов при высоких температурах, как,
например, для определения вязкости расплавленных металлов12,
стекла, шлаков и горных пород13- 14 и т. п., но не нашел широкого
применения.
С. В. Якубовичи Е. Н. Коссаковская15 впервые предложили ме-
тод колебаний для определения вязкости лакокрасочных материа-
лов; метод оказался очень удобным и точным для определения
условной вязкости.
Этим методом неоднократно пользовался в своих работах Я- М.
Гуревич16.
По этому способу вязкость определяют по затуханию колеба-
тельных движений конического тела, опущенного в испытуемую
жидкость. Конус подвешивают на упругой нити и вычисляют вяз-
кость по логарифмическому декременту* затухающих колебаний
конуса.
Вычисления абсолютной вязкости по этому методу сложны и
возможны лишь при допущении ряда упрощений, приводящих к по-
лучению неточных результатов. Поэтому методом колебаний можно
определять только условную вязкость.
МетодС. В. Якубовича и Е. Н. Коссаковской пригоден для оп-
ределения условной вязкости всевозможных лаков и полимеризо-
ванных масел. Для определения вязкости по этому методу требует -
* Логарифмическим декрементом называется логарифм отношения двух
, а>
последующих амплитуд ах и с^, т. е. величина 1п —- .
133
ся всего 1—3 мл испытуемого материала. Подготовка к определению
продолжается 3—4 мин.; столько же времени продолжается и само
Рис. 53. Маятник для определения
вязкости:
1,2—маятники; з—коническое тело; 4—
испытуемая жидкость; 5—Сосуд;
6—термостат.
определение. Таким образом, по
количеству требующегося мате-
риала и по времени испытания
этот метод является очень удоб-
ным для контрольных испы-
таний.
Прибор (рис. 53) состоит из
обычного маятника 1 для опре-
деления твердости пленок (см.
стр. 246), к которому прикреп-
лен другой маятник 2 длиной
40 мм; на конце второго маят-
ника укреплено коническое те-
ло 3. Испытуемую жидкость 4 в
количестве 3 мл наливают в со-
суд 5 размером 30х 10х 12 мм,
который помещают в термостат
(водяная баня) 6.
В ' сосуд для испытуемой
жидкости наливают до метки
воду (3 мл). Острие маятника
устанавливают против 0° ниж-
ней шкалы, затем маятник отво-
дят на 5° и мягко, без толчка,
отпускают, пуская одновремен-
но секундомер. Маятник сво-
бодно колеблется в течени
5мин., причем отмечают деление, до которого доходит острие маят-
ника к концу пятой минуты.
Затем сосуд и маятник вытирают, в сосуд наливают испытуемую
жидкость и определяют время затухания качаний маятника до
того же деления, до которого маятник доходил (в воде) к концу пя-
той минуты качания.
Вязкость испытуемой жидкости определяют по формуле
300
7] = --------
• а
где т]—вязкость испытуемой жидкости в условных единицах;
а—продолжительность колебания маятника (в секундах) в
испытуемой жидкости;
300—водное число аппарата.
ГЛАВА 2
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ВЕСА ЖИДКИХ
ПЛЕНКООБРАЗУЮЩИХ И ПИГМЕНТИРОВАННЫХ СИСТЕМ
Удельный вес является важной константой для различных
жидких веществ и в особенности для химически чистых соедине-
ний. Каждое химически чистое соединение имеет свой определенный
удельный вес при определенной температуре. В лакокрасочной
промышленности определение удельного веса имеет особое
значение при испытании чистоты различных растворителей и масел.
Однако удельный вес таких, например, лакокрасочных мате-
риалов, как масляные лаки, не является константой, характери-
зующей их качество. Удельный вес в этом случае может служить
лишь для ориентировочного установления однородности (стандарт-
ности) определенной марки. Однако поскольку удельный вес лю-
бого лака может колебаться в чрезвычайно широких пределах, в
зависимости от исходного сырья и режима изготовления, опреде-
ление его является необязательным. Определение удельного веса
имеет особое значение при установлении весового расхода краски,
п|ш переводе объемных единиц в весовые, при установлении ре-
жима работы ванн для окунания и во многих других
случаях.
Так, например, от величины удельного веса краски зависит ее
весовой расход, и если толщина слоя краски одинакова, весовой
расход краски на единицу поверхности тем больше, чем боль-
ше удельный вес краски. Таким образом, экономичность краски
определяется меньшим удельным весом при прочих равных
условиях.
. Удельный вес имеет большое значение для характеристики
свойств печатных красок. Большой удельный вес краски может
вызвать различные осложнения при печатании, особенно при боль-
ших скоростях (на ротационных машинах), вследствие более бы-
строго нарушения однородности краски высокого удельного веса20.
Удельным весом, как известно, называется вес единицы объе-
ма. Обычно вес вещества при 20° относится к весу такого же
объема воды при 4°. Удельный вес в этом случае обозначают зна-
ком d420. ч
135
При пользовании приборами, градуированными при /=4-15°
и отнесенными к плотности воды при t—15°, производят пересчет
на d20 по табл. 18.
Таблица 18
Пересчет удельного веса dj| на и обратно
15 Удельный вес dj 5 (при пересчете .20. ,20 на 04 ) или 04 (при пересчете на 41) Поправка, которую нужно вычитать (при пересчете на ^20, 04 ) или прибав- лять (при пересчете ^15 ч на d15) ,г » Удельный вес djj (при пересчете на ,20, ,20 , d4 ) или 1/4 (при .15, пересчете на dj5) Поправка, которую нужно вычитать (при пересчете на <24 ) или прибав- лять (при пересчете Л5 ч на d15 )
0,700—0,710 0,0051 0,830—0,840 0,0044
0,710—0,720 0,0050 0,840—0,850 0,0043
0,720—0,730 0,0050 0,850—0,860 0,0042
0,730—0,740 0,0049 0,660—0,870 0,0042
0,740—0,750 0,0049 0,870—0,880 0,0041
0,750—0,760 0,0048 0,880-0,890 0,0041
0,760—0,770 0,0048 0,890—0,900 0,0040
0,770—0,780 0,0047 0,900—0,910 0,0040
0,780—0,790 0,0046 0,910—0,920 0,0039
0,790—0,800 0.0046 0,920—0,930 0,0038
0,800—0,810 0,0045 0,930—0,940 0,0038
0,810—0,820 0,0045 0,940—0,950 0,0037
0,820—0,830 0,0044
Если определение удельного веса выполнено не при /=4-20°, то
для пересчета на /=4-20° пользуются табл. 19.
Выбор метода определения удельного веса зависит от испытуе-
мой жидкости и желаемой степени точности.
Для очень точных измерений наиболее пригодным является оп-
ределение пикнометром, однако для очень густых материалов из-
мерение пикнометром затруднительно.
Обычно определение удельного веса лакокрасочных материалов
производят ареометром, пикнометром или весами Мора-Вестфаля.
При помощи ареометра определяют удельный вес всех жидких
продуктов, не выделяющих осадка при разбавлении; при помощи
пикнометра—всех жидких, главным образом непигментированных
продуктов; весами Мора-Вестфаля определяют удельные веса всех
жидких продуктов, в том числе и красок, причем для жидких кра-
136
Таблица 1SF'
Температурные поправки к удельным весам
Удельный вес Температурная поправка на 1° Удельный вес Температурная поправка на 1°
0,700—0,710 0,000897 0,830—0,840 0,000725
0,710—0,720 0,000884 0,840—0,850 0,000712
0,720—0,730 0,000870 0,850—0,860 0,000699
0,730—0,740 0,000857 0,860—0,870 0,000686
0,740—0,750 0,000844 0,870—0,880 0,000673
0,750—0,760 0,000831 0,880—0,890 0,000660
0,760—0,770 0,000818 0,890—0,900 0,000647
0,770—0,780 0,000805 0,900—0,910 0,000633
0,780—0,790 0,000792 0,910—0,920 0,000620
0,790—0,800 0,000778 0,920—0,930 0,000607
0,800—0,810 0,000765 0,930—0,940 0,000594
0,810-0,820 0,000752 0,940—0,950 0,000581
0,820—0,830 0,000738
сок можно применять весы с погружающимся цилиндриком, для
густых красок —весы с чашечкой, как это применяется при опреде-
лении удельного веса твердых тел.
Для определения удельного веса красок (жидких и густых) мож-
но пользоваться также прибором Чернова. Этот метод описан выше
при определении укрывистости красок (стр. 47.).
Для определения удельного веса жидких продуктов пользуются
также медицинским шприцем или мерным цилиндром (см. ниже).
Ниже вкратце описаны два метода определения удельного веса
жидких и густотертых красок.
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ВЕСА КРАСОК ВЕСАМИ
МОРА-ВЕСТФАЛЯ
Прибор представляет собой весы с неравноплечим коромыслом
(рис. 54), на конце короткого плеча которого укреплен постоянный
груз; другое, длинное плечо, разделенное на 10 делений, имеет на
конце подвешенный на платиновой проволоке стеклянный попла-
вок, если определяется удельный вес жидкости, или чашечку, если
определяется удельный вес твердого тела или густой краски
(пасты).
К весам прилагается набор рейтеров для уравновешивания пус-
той чашечки и чашечки с исследуемой краской в воздухе и в жид-
кости.
137
Удельный вес исследуемой краски определяют по формуле
.где Di—удельный вес краски;
PY—вес краски в воздухе;
Р2—вес краски в жидкости;
D2—удельный вес жидкости.
При определении температура окружающей среды должна быть
ев пределах^20—30°.
Рис. 54. Весы Мора-Вестфаля
с чашечкой:
1—постоянный груз; 2—шкала ве-
сов; 3—чашечка для вещества;
4—цилиндр с жидкостью; 5—уста-
новочный винт; 6—рейтеры.
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ВЕСА КРАСОК ПРИ ПОМОЩИ ШПРИЦА24
Для определения удельного веса краски можно применять обыч-
ный медицинский шприц емкостью 15—30 мл с толстой иглой (в
-случае густых красок пользуются шприцом без иглы). Шприц за-
полняют испытуемой краской, постепенно всасывая ее посредством
поршня. Образующиеся воздушные пузырьки должны быть уда-
.лены продвижением поршня вперед.
После заполнения шприца краской последнюю выдавливают в
предварительно взвешенную маленькую колбу с пробкой и опре-
, деляют ее вес. Точно так же определяют вес’дестиллированной воды
и по нему определяют объем шприца.
Удельный вес краски вычисляют делением веса краски в объеме
;шприца на найденный объем шприца.
. ГЛАВА 3
ОПРЕДЕЛЕНИЕ ЦВЕТА И ПРОЗРАЧНОСТИ РАЗЛИЧНЫХ
ПЛЕНКООБРАЗУЮЩИХ
Определение цвета и прозрачности различных пленкообразую-
щих (масла, лаки, олифа, растворы смол) имеет большое значе-
ние для контроля их качества как в процессе’, так и после их изго-
товления. Так, например, процессы фильтрации и так называемого
-«вызревания» масляных лаков требуют постоянного контроля их
цвета и прозрачности. Такой же контроль необходим и при хране-
нии лаков, поскольку практически никогда не бывает, чтобы цвет
свежеприготовленных лаков оставался постоянным. Определение
цвета имеет также значение для установления области применения
пленкообразующих.
Цвет лака является одним из факторов, определяющих его при-
годность в качестве пленкообразующего для эмалевых красок или в
качестве покровного слоя, наносимого поверх краски. Для произ-
водства эмалевых красок белого и светлого цветов темные лаки не-
пригодны, так как их присутствие в краске может изменить оттенок
пигмента. Для покрытия последним слоем поверх краски тем-
ные лаки также непригодны, так как они могут изменить цвет крас-
ки. При применении светлых лаков этих явлений не наблюдается.
Поэтому к цвету каждого лака предъявляются определенные тре-
бования, зависящие от назначения лака. Так, например, масляный
лак для последнего слоя наружных покрытий должен быть свет-
лее, чем масляный лак для подготовительных работ; лак, при-
меняемый для изготовления красок темных цветов, может быть тем-
нее лака, применяемого для изготовления светлых красок и т. д.
На практике иногда случается, что светлый лак сильно
темнеет при высыхании; поэтому для суждения о качестве
лака необходимо определять не только цвет лака, но и цвет высох-
шей лаковой пленки.
ОПРЕДЕЛЕНИЕ ЦВЕТА МАСЕЛ, ОЛИФ, СМОЛ И ЛАКОВ
Наиболее распространенные методы определения цвета масел,
олиф и лаков заключаются в сравнении цвета испытуемого мате-
риала (лака, олифы) с цветом какого-либо стандартного образца.
139
В качестве таких стандартов различными авторами были пред-
ложены: раствор двухромовокислого калия в серной кислоте, рас-
твор иода в иодистом калии, растворы карамели различной кон-
центрации, окрашенные в различные цвета стекла, набор светостой-
ких минеральных масел и т. д. .
Колориметрические методы определения цвета олиф и лаков не
нашли еще широкого применения для повседневных практических
испытаний продукции лакокрасочной промышленности, так как
точность определения, достигаемая при применении более простых
методов, оказалась вполне достаточной для заводского контроля
качества продукции. Однако для более точного определения цвета
масел, олиф и лаков, особенно при исследовательских работах, не-
обходимо пользоваться более объективными методами, какими
являются методы с применением точных приборов.
Здесь описаны некоторые методы, которые могут быть приме-
нены для определения цвета лаков, олиф, масел и т. д. Наиболее-
широко распространен метод определения цвета олиф и лаков при
помощи йодометрической шкалы. Этот метод применяется для
стандартных испытаний всех лаков,так как он дает возможность,
практически достаточно точно определять цвет олиф и лаков.
Определение цвета лака йодометрической шкалой НИИЛК
Йодометрическая шкала21 состоит из ряда растворов различ-
ных количеств иода в 0,5 н. водном растворе йодистого калия.
Вследствие содержания различных количеств иода растворы окра-
шены в различные цвета. Основным раствором является раствор,
содержащий 4000 мг иода в 100 мл 0,5 н. раствора йодистого калия.
Каждый из растворов шкалы получается разбавлением другого
раствора примерно в 1,3 раза.
Для более точной характеристики растворов, составляющих
шкалу, содержание иода во всех растворах проверяется титрова-
нием тиосульфатом.
При разбавлении основного раствора получают следующую
шкалу, цифры которой указывают содержание иода {мг} в 100 мл
раствора:
4000 3076 2366 1820 1400
1076 827 636 489 376
289 222 170 130 100
76 58 45 35 27
21 16 12 9 7
2 1 0,5 0,25 0 (вода)
Для того чтобы растворы шкалы медленнее обесцвечивались, к
основному раствору при приготовлении добавляют несколько ка-
140
цель Сконцентрированной серной кислоты. Срок годности шкалы
ограниченный—обычно через 6 месяцев необходима проверка шка-
лы по эталону.
Полученные таким образом растворы наливают в пробирки
(длина 80 мм, наружный диаметр 9,5 мм, внутренний диаметр
7,5 мм), концы которых запаивают. Эти пробирки устанавливают
на штативы, помещенные в ящике (рис. 55). Штативы вдвигаются
внутрь ящик I, так что пробирки все время находятся в темноте.
На штативах сзади пробирок укреплены матовые стекла.
Рис. 55. Йодометрическая шкала НИИЛК.
Йодометрическую шкалу можно поместить в раскрывающуюся
коробку с откидными рамками, обтянутыми темным бархатом
(рис. 56). В верхней и нижней стороне рамки сделаны гнезда для про-
бирок с раствором иода. В двух гнездах находятся пустые про-
бирки для наливания испытуемых лаков. Дно футляра, являю-
щееся фоном, на котором производят сравнение цвета, покрыто
меловой белой бумагой22.
Испытуемый лак наливают в пробирку таких же размеров и
того же стекла, что и запаянные пробирки шкалы, после чего
сравнивают цвет испытуемого материала с цветом различных рас-
141
творов шкалы. Если, например,'цвет лака темнее цвета раствора,
содержащего 376 мг иода, и светлее раствора, содержащего
489 мг, то цвет такого лака выражают двумя цифрами «376—489».
Рис. 56. Йодометрическая шкала «Лакокраспокрытие».
В табл. 20 приведены цвета различных лаков по йодометриче-
ской шкале, установленные стандартами23;
Таблица 20
Цвет различных лаков по йодометрической шкале
Лаки Цвет по йодометриче- ской шкале
Масляный № 7 » № 8 Глифталевый № 5с » № 5т » № 6с Пентафталевый № 170а Олифа натуральная Не темнее 1076 » » 827 » » 376 » » 1820 » » 636 » » 1076 В пределах 170—222
Определение цвета олиф и лаков при помощи цветных стекол
Для определения цвета масел, олиф, лаков и смол применяется
колориметр (рис. 57), в котором в качестве эталонов сравнения при-
меняются стеклянные фильтры определенного цвета, расположен-
ные на равном расстоянии на трех дисках. Цвет определяют по чис-
лу цветности. Число цветности обозначает, сколько миллиграм-
мов свободного иода содержится в 100 мл раствора иода в иодис-
том калии, имеющего такую же окраску, как и испытуемый рас-
твор, в слое толщиной 10 мм.
На первом диске находятся 10 стекол, по цветности соответст-
вующие от 1 до 9 мг иода (одно из 10 стекол бесцветное); стекла
142
второго диска по цветности соответствуют содержанию от 10 до»
90 мг иода, а стекла третьего диска—от 100 до 900 мг иода. Нало-
жением одного диска на другой можно получить комбинации цвет-
ности, соответствующие содержанию иода от 1 до 999 м^ в 100 мл'
раствора йодистого калия.
Рис. 57. Колориметр со стеклянны-
ми фильтрами: .
1—диски; 2—пробирки; 3—окуляр;
4—источник света.
Рис. 58. Колориметр с де-
вятью цветными стеклами.
Испытуемые лак, масло или смолу помещают в небольшие
стеклянные пробирки (на высоту 10 мм), которые устанавливают
под диски. Вращением диска устанавливают положение, при ко-
тором в окуляре прибора обе половины поля зрения сливаются
в один сплошной круг одинаковой интенсивности.
Испытание производят при искусственном освещении, для че-
го в приборе установлен рефлектор с электрической лампой днев-
ного света или с обычной лампой и фильтром из синего
стекла24.
По другому способу сравнение цвета испытуемых лаков произ-
водят с девятью различными цветными стеклами, соответствующи-
ми цвету растворов двухромовокислого калия в серной кислоте25.
Общий вид соответствующего прибора показан на рис. 58.
Цвет самого светлого стекла соответствует цвету отбеленного'
льняного масла; цвет самого темного стекла соответствует цвету
143
'раствора 3 г двухромовокислого калия в 100 мл серной кислоты
уд. веса 1,84, помещенного в пробирке. Стекла укреплены в дис-
ке, помещенном в специальном ящике.
Для определения цвета лака последний наливают в пробирку
'(для получения сравнимых результатов необходимо всегда поль-
зоваться одними и теми же бесцветными пробирками) и устанавли-
вают пробирку в верхнее правое отверстие прибора. Если через
два отверстия, находящиеся в передней стенке прибора, рассмат-
ривать в проходящем свете пробирку с лаком и цветные стекла,
то, поворачивая диск со стеклами, можно подобрать такое стекло,
цвет которого совпадает с цветом испытуемого лака. С правой
стороны в нижней части прибора имеется отверстие, в котором
;видна цифра, соответствующая окрашенному стеклу, видному в
.левое отверстие. Эта цифра характеризует цвет испытуемого лака.
ОПРЕДЕЛЕНИЕ ПРОЗРАЧНОСТИ (МУТНОСТИ) МАСЕЛ, ОЛИФ И ЛАКОВ
Прозрачность или мутность масел, олиф и лаков, представляю-
щих собой коллоидные системы, обусловлена рассеиванием час-
тицами дисперсной фазы падающего на них света. Интенсивность
светорассеяния зависит от величины частиц дисперсной фазы,
их концентрации, длины волны освещающего света и показа-
телей преломления веществ дисперсной фазы и дисперсионной
среды.
Для количественных измерений светорассеяния применяются
оптические приборы, называемые нефелометрами. В нефеломет-
ре определяется относительная яркость рассеянного света в
исследуемом растворе по сравнению с яркостью света в стандарт-
ном растворе.
При определении степени прозрачности (мутности) различных
масел и лаков можно пользоваться различными стандартными
растворами. Так, например, для бесцветных лаков (лаки на эфи-
рах целлюлозы) стандартным раствором может служить дестил-
лированная вода; для лаков с окраской (масляные лаки), соот-
ветствующих по цвету испытуемым лакам,—прозрачные раство-
ры иода в иодистом калии.
Для таких определений можно применять нефелометр, упо-
требляемый для исследования интенсивности светорассеивания в
жоллоидных растворах26.
Определение коэффициента прозрачности (мутности) лаков
фотоэлектрическим фотометром27
Определения производятся при помощи фотометра с селено-
вым фотоэлементом, к которому присоединяется зеркальный галь-
ванометр (чувствительностью 1-10-9 а). Фототок, зависящий
144
от мутности исследуемых растворов, отклоняет нить гальваномет-
ра. При помощи второго источника света и зеркала гальваномет-
ра, которое отражает эти отклонения, получается увеличенное
отклонение на градуированной шкале.
Схема прибора показана на рис. 59. Прибор состоит из дере-
вянного ящика, внутри которого помещается источник света 1
’(автомобильная лампа 50 вт), селеновый фотоэлемент 2 и линзы
А 4, 5, 6.
Линза 3 направляет лучи из источника света в небольшое от-
верстие 7, находящееся во внутренней стенке ящика. Это же отвер-
стие 7 находится в глав-
ном фокусе линзы 4. По-
этому из линзы 4 выхо-
дит пучок параллель-
ных лучей. На пути это-
го пучка вставляют кю-
вету 8 с испытуемым
лаком, толщина слоя
которого равна 10 мм. „ сп _ ,
гт „ Рис. 59. Фотоэлектрический прибор для опре-
lly4oj< параллельных деления коэффициента мутности лаков:
Лучей, ПОПадаюЩИХ на i—источник света; 2—фотоэлемент; 3,4,5,в—линзы;
линзу 5, собирается В 7—отверстие; «—кювета; 9—экран,
се главном фокусе (точ-
ка Д), после чего лучи
идут к линзе 6, которая снова превращает их из пучка расхо-
дящихся лучей в пучок параллельных.
Лак пропускает через себя только часть света в виде пучка
параллельных лучей. Другая часть прошедшего света рассеи-
вается вследствие мутности лака. Ход лучей, рассеянных слоем
лака, через систему линз показан на чертеже пунктиром. Неболь-
шой экран 9 из непрозрачного материала, перемещающийся в
плоскости, перпендикулярной к оси системы линз (эта плоскость,
пересекает ось системы в точке А), дает возможность путем его
передвижения в указанной плоскости по желанию закрывать или
не закрывать лучи, проходящие без отклонения через лак в кю-
вете 8 и собирающиеся в точке А.
В положении экрана, указанном на чертеже, лучи, собираю-
щиеся в точке А, пройдут беспрепятственно и попадут на фото-
элемент; если же экран поместить в точку А, эти лучи будут за-
держиваться полностью.
Рассеянные лаком лучи, идущие между линзами 5 и 6 широким
пучком, в незначительной степени ослабляются экраном 9.
Для определения коэффициента мутности прежде всего изме-
ряют токД, идущий через фотоэлемент, когда экран не задержива-
ет прямо проходящих лучей. Затем измеряют ток Iit идущий че-
рез фотоэлемент, при закрытом экране.
Эти определения проводятся с пустой кюветой и с кюветой,
наполненной испытуемым лаком.
Ю С. В. Якубович
145
Коэффициент мутности вычисляют по формуле
(12-/г) ЮО
р —- -__4 - '
( Л —л) ~ — ;г)
где k—коэффициент мутности в %;
/2—фототок, вызванный действием пучка лучей, рассеян-
ных пустой кюветой;
I2—фототок, вызванный действием пучка лучей, рассеян-
ных лаком;
h—фототок, вызванный действием всего светового пучка
лучей, прошедшего через пустую кювету;
/j—фототок, вызванный действием всего светового пучка лу-
чей, прошедших через лак.
Определение прозрачности лаковых пленок
фотоэлектрическим нефелометром
Для определения прозрачности лаковых пленок (лаки масля-
ные, лаки на синтетических смолах, лаки на эфирах целлюлозы
Рис. 60. Фотоэлек-
трический нефе-
лометр (общий вид
и схема):
1—источник света;
2—линза; г—диафраг-
ма с двумя отвер-
стиями; 4—диафраг-
ма-компенсатор; 5—
кювета; в—диафрагма
для установки на
нуль; 7—селеновые
фотоэлементы; 8—
стрелочный галь-
ванометр.
и др.) можно пользоваться фотоэлектрическим нефелометром-ко-
лориметром, принятым в промышленности пластических масс
для определения прозрачности целлулоида27.
146
Для испытания прозрачности применяют прибор, градуирован-
ный при помощи набора нейтральных стекол (НС) с различными
коэффициентами поглощения света (от 0 до 100% с интервалами
в 10%), и пользуются тиражными таблицами, составленными в
соответствии с результатами
градуировки. Схема прибора
и его общин вид показаны на
рис. 60.
Е. Г. Голубев сконструиро-
вал фотоэлектрический колори-
метр. для измерения прозрач-
ности и цвета различных рас-
творов масел и лаков. Схема
прибора показана на рис. 61,
Все части прибора смонтнрова-
Рис. 61. Схема фотоэлектрического
колориметра НИИЛК:
1—электрическая лампа; 2—установочные
вянт; г,1—линзы; 5—кювета; 6—свето-
фильтры; , 7—фотоэлемент; 8—гальвано-
метр; 9,1в—аккумуляторы; 11—амперметр.
ны в одном ящике. Отличительной особенностью прибора Голубева
является возможность установки уравнительных светофильтров
у фотоэлемента н монохроматических светофильтров у источ-
ника света.
Качественное определение прозрачности лаков
Прозрачность лаков определяют на стеклянной пластинке. Для
этого пластинку окунают в лак, затем вынимают и устанавлива-
ют в горизонтальном положении в теплом (18—22°), сухом (60—
65% относительной влажности) и непыльном помещении. При
улетучивании растворителя пленка не должна становиться мут-
ной (допускается очень слабая мутноватость). После высыхания
пленка должна быть полностью прозрачной.
1С»
ГЛАВА 4
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ПЕРЕТИРА (СТЕПЕНИ РАСТЕР-
ТОСТИ) ПИГМЕНТИРОВАННЫХ СИСТЕМ
Чем лучше растерта краска, тем она более однородна, тем боль-
ше общая поверхность соприкосновения частиц пигмента с плен-
кообразующим веществом и тем, следовательно, выше ее противо-
коррозионные свойства. Практическими наблюдениями установ-
лено, что две краски одинакового состава, но различной степени
перетира образуют покрытия, обладающие совершенно различной
стойкостью. Покрытие, сделанное груборастертой краской, обла-
дает большей влагопроницаемостью и меньшей стойкостью к ме-
ханическим воздействиям, чем покрытие, сделанное тонко рас-
тертой краской. Покрытие, нанесенное груборастертой краской,
как правило, быстрее разрушается.
Степень перетира тертых красок зависит от ряда факторов:
характера связующего вещества, твердости частиц пигмента, сте-
пени его дисперсности, конструкции краскотерочных машин
или шаровых мельниц, числа перетиров на краскотерке, материа-
ла валов, подбора диаметра шаров в шаровой мельнице и т. д.
В зависимости от степени перетира меняются и все другие свой-
ства красок, как, например, укрывистость, водопроницаемость.
С. В. Якубович и Б. С. Стогов29, изучая влияние степени пе-
ретира красок на их малярно-технические и противокоррозион-
ные свойства, нашли, что свойства красок зависят от степени пере-
тира и что существует некоторая предельная степень перетира, пос-
ле которой свойства красок практически не изменяются. Так, на-
пример, укрывистость тертой краски значительно повышается при
увеличении числа перетиров на краскотерке. Укрывистость земля-
ных красок (охра, железный сурик, мумия) заметно повышается уже
после первого перетира, причем повышение укрывистости идет
только до пятого перетира; при последующих перетирах кроющая
способность дальше не повышается. Укрывистость литопона не-
прерывно повышается вплоть до десятого перетира. Свойство кра-
сочной пленки поглощать воду (водонабухаемость) уменьшается
с увеличением числа перетиров краски; пленки, полученные из
красок, пропущенных через краскотерку десять раз, обладали
148
наименьшей водонабухаемостью, что, повидимому, объясняется бо-
лее равномерным распределением частиц пигмента вмасляной среде.
Повышение дисперсности пигмента при перетире происходит,
главным образом, за счет раздробления агрегатов частиц. Дейст-
вительно, дисперсионный анализ тертых красот; показал, что при
увеличении количества перетиров измельчаются только крупные
агрегаты.
В табл. 21 приведены данные об изменении дисперсности охры
в тертой краске в зависимости от количества перетиров. Из этой
таблицы видно, что после первого перетира в краске резко умень-
шилось количество частиц, диаметр которых больше 60 р. При
дальнейших перетирах количество этих частиц изменяется уже
незначительно. После десятого перетира краска обогащается час-
тицами, диаметр которых меньше 1 р. Количество мелких частиц
увеличивается за счет раздробления более крупных агрегатов,
главным образом, за счет части, содержащей частицы, диаметр
которых больше 60 р.
Таблица 2t
Размеры частиц пигмента в зависимости от количества перетиров
Количество перетиров Размер частиц, микроны
>60 60—40 40—20 20—10 10—5 5—2 2-1 <1
Нерастертый пигмент 23,4 4,0 4,6 7,7 3,9 9,8 2,4 44,0
Первый перетир . . 9,8 1,4 3,4 4,4 4,0 2,4 6,5 68,6
Третий » . . . 3,7 1,7 5,7 3,2 10,9 1,8 3,8 68,8
Пятый » ... 3,4 1,5 2,6 3,0 7,7 4,9 4,2 71,5
Десятый » ... 2,9 1,8 1,1 4,2 4,1 3,7 9,9 72,0
Так как степень перетира тертой краски оказывает очень боль-
шое влияние на ее свойства, то в целях повышения качества тер-
тых красок необходимо установить метод правильного и быстро-
го определения степени перетира. До введения нового стандарта
степень перетира тертых красок определялась при помощи
сит. Однако этот метод не дает представления о степени перетира
краски, так как тертые краски, удовлетворяющие требованиям
стандарта, очень часто оказываются плохо растертыми. В настоя-
щее время в стандартах предусмотрено определение степени пе-
ретира при помощи микрометра28.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ПЕРЕТИРА КРАСОК МИКРОМЕТРОМ
С. В. Якубович и Б. С. Стогов15 для определения степени пере-
тира применили обычный микрометр. По этому методу непосред-
ственно между двумя измерительными плоскостями микрометра
зажимается капля густотертой краски.
149
Паста и отдельные нерастертые частички пигмента, зажа-
тые между измерительными плоскостями, при движении мик-
рометрического винта равномерно распределяются по измеритель-
ной поверхности, а избыток краски выходит наружу. Присутст-
вие связующего в краске не влияет на точность определения.
Испытания, проведенные над одной олифой и маслом, показали,
что в этом случае микрометр абсолютно не фиксирует толщины
слоя.
Предположение о том, что отдельные частички пигмента при
зажиме микрометром могут дробиться, специальными исследова-
ниями не подтвердилось.
Данные исследовательских работ показывают, что различ-
ные тертые краски приобретают оптимальные свойства при такой
степени перетира, при которой величина частиц пигмента прибли-
жается к 5 |i. Однако в зависимости от рода пигмента тертые крас-
ки остаются доброкачественными при величине частиц от 10 до 30 р.
Согласно ОСТ 10086—39 М. И. 9 каплю хорошо размешанной
тертой краски стеклянной палочкой
ят на полированную
поверхность микро-
метрического винта.
Затем, медленно вра-
щая трещеткой этот
винт, испытуемую
краску зажимают
между измеритель-
ными плоскостями.
Вращение трещетки
прекращают, когда
она перескочит на
два-три зубца и дви-
жение барабана пре-
кратится. После это-
го по шкалам опреде-
ляют толщину слоя
краски, зажатого
Рис. 62. Микрометр с миниметром:
1—сноба; 2—измерительная плоскость; з—втулка; 4—
стопорная гайка; 5—втулка с резьбой; 6—гайка; 7—мик-
рометрический винт; 8—барабан; 9—колпачок; 10—ми-
ниметр; 11—кнопка; 12—ключ.
между измерительными плоскостями. Поворот барабана на 0,5
деления от нуля скобы соответствует толщине слоя, равной пяти
тысячным миллиметра или пяти микронам.
Для более точных определений степени перетира, а также
для красок, степень перетира которых не может быть определена
обыкновенным микрометром, можно пользоваться микрометром с
миниметром (рис. 62), дающим возможность измерять степень пе-
ретира с точностью до 0,002 мм.
Кроме указанных выше методов количественного определения,
известен еще ряд методов качественного определения степени
растертости красок при помощи специальных шкал15; шкалы со-
стоят из накрасок, сделанных густотертыми красками с прибавле-
нием корундового или карборундового порошка различной сте-
150
пени дисперсности. Один из методов с применением шкал был
разработан С. В. Якубовичем и Б. С. Стоговым2®.
В соответствующих технических условиях и стандартах30 при-
ведены данные о степени растертости различных красок.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ПЕРЕТИРА КРАСОК КАЛИБРОВОЧНЫМ ПРИБОРОМ
Для определения степени перетира красок Я. М. Гуревич
(ГИПИ-4) применил простой калибровочный прибор.
Рис. 63. Калибровочный прибор для определения степени
растертости красок.
Прибор (рис. 63) состоит из стальной пластинки размером
140Х 35X 10 мм, в середине которой проходит клинообразный же-
лоб шириной 10 мм и длиной 100 мм. Глубина клина изменяется
от 0 до 100 р.. Вдоль желоба на поверхности пластинки имеет-
ся шкала с делениями, определяющая глубину в различном мес-
те желоба на всем его протяжении. К пластинке прикладывается
стальная линейка с тонким и ровным краем.
Для определения степени перетира в глубокую выемку
желоба помещают 2—4 капли испытуемой краски, после чего
стальной линейкой сдвигают краску вдоль всего желоба.
Прибор устанавливают на уровне глаза и по делениям шкалы
определяют толщину слоя краски, в котором обнаруживается зна-
чительное скопление отдельных частиц (агрегаты, крупные час-
тицы, посторонние включения). Эта толщина, выраженная в мик-
ронах, характеризует степень перетира красок.
Прибор может быть применен также для определения сорности
эмалевых красок. В этом случае, помимо участка значительного
скопления частиц, отмечают отдельные разбросанные частицы в
направлении большей толщины слоя краски. Как показали
С. В. Якубович, Т. И. Ворогушин и А. М. Казакова (ГИПИ-4),
сорность эмалевых красок можно характеризовать двумя вели-
чинами: 1) толщиной слоя краски, в котором обнаруживается
значительное скопление частиц, и 2) толщиной слоя, в котором
не обнаруживается более 1—2 видимых частиц.
151
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ПЕРЕТИРА КРАСОК МИКРОМЕТОДОМ
С. В. Якубович и Р. И. Полляк31 разработали объектив-
ный метод определения перетира красок, дающий возможность,
помимо проверки степени перетира готовых красок, производить
также контроль всего производственного процесса в целом. Оп-
ределение перетира производится при помощи рисовального при-
бора на обычном микроскопе (увеличение в 150—500 раз).
Рисовальный прибор (рис. 64) состоит из оптического стеклян-
ного кубика, заключенного в металлическую оправу; подвижного
зеркала, соединенного длинным стержнем с оправой; светофильт-
Рис. 64. Различные типы рисоваль-
ных приборов.
ров для регулировки степени освещенности препарата при зари-
совке и металлического кольца с зажимным винтом, с помощью
которого прибор насаживается на тубус микроскопа. Схема ри-
совального прибора показана на рис. 65.
Зарисовка осуществляется следующим образом. Рисовальный
прибор надевают на тубус микроскопа и закрепляют винтом.
Оптическую часть прибора—оправу со стеклянным кубиком—от-
152
кидывают в сторону и препарат с исследуемой краской рассмат-
ривают через окуляр микроскопа. После обнаружения подлежа-
щего зарисовке поля зрения оправу со стеклянным
опускают на окуляр микроскопа
направляют изображение, ви-
димое под
лист бумаги, положенный
специальный деревянный
лик, вплотную пригнанный к
микроскопу. Контуры изобра-
жения обводят карандашом на
бумаге.
На основании полученной
таким образом зарисовки мо-
жно получать довольно полное
представление о степени пере-
тира краски. При помощи из-
мерительной линейки или оку-
ляр-микрометра определяют
размеры зарисованных частиц
пигмента. Имея заранее установленный
перетиру для всех выпускаемых красок,
ценную зарисовку с эталоном.
микроскопом,
на
на
сто-
и
кубиком
прибора
посредством зеркала
Рис.
65. Рисовальный прибор
(схема).
эталон (зарисовку) по
легко сравнивать полу-
Рис. 66. Установка для зарисовки (Якубович—Полляк).
При желании получать цветную зарисовку производят на бу-
маге раскраску агрегатов или частиц внутри контуров, а затем
153
всего остального поля в соответствующие цвета, видимые под мик-
роскопом (см. рис. 71).
Общий вид собранной установки для измерения (в проходя-
щем и отраженном свете) и зарисовки показан на рис. 66.
Для приготовления препарата для зарисовки определенное ко-
личество густотертой пасты (5—10 г) разбавляют в тигле пленко-
образующим, на котором она изготовлена (олифой, маслом или
лаком); пленкообразующее прибавляют до получения легко те-
кучей суспензии (приблизительная вязкость 10—12 сек. по вис-
козиметру ВЗ-4). После тщательного размешивания стеклянной
палочкой с оплавленным концом приступают к приготовлению
препарата. Для этого на один конец предметного стекла по каплям
сливают из тигля столько разбавленной суспензии, чтобы пол-
ностью покрыть около 1 см стекла (рис. 67, стр. 477), после чего
осторожно распределяют краску на возможно большей поверхности
стекла, держа стекло в руке горизонтально, и дают стечь избытку,
установив стекло на штатив под углом приблизительно 30°.
Наиболее г'рубодисперсная часть краски оседает в верхней
части стекла, а мелкодисперсная часть стекает вниз. Для опреде-
ления степени перетира интерес представляет грубодисперсная
часть краски, поэтому просматривают под микроскопом верхнюю
часть препарата—1,5 см длины и 2 см ширины.
Для определения средней дисперсности краски просматри-
вают среднюю часть препарата.
Препарат помещают на столик микроскопа и просматривают его
в 10—12 местах, зарисовывая каждый раз наиболее крупные аг-
регаты и измеряя их величину. Полученную зарисовку сравни-
вают с эталоном степени перетира на данную краску.
Зарисовку удобнее производить на миллиметровой бумаге,
поскольку заранее можно определить размеры клеток при том
или ином увеличении микроскопа, а затем уже определять размеры
зарисованных агрегатов.
Например, при увеличении в 150 раз 1 мм на бумаге соответ-
ствует 6,5 ]л; при увеличении в 600 раз—2,1 ]л.
Наиболее удобно наблюдать препарат в микроскопе и произ-
водить зарисовку в отраженном свете. В этом случае значительно
отчетливее, контрастнее, чем в проходящем свете, выступают кон-
туры агрегатов. Кроме того, в отраженном свете легко определить
не только размеры частиц, но и принадлежность их к тому или
иному компоненту краски.
При работе в отраженном свете необходимо под препарат по-
ложить кусочек черной (для светлых красок) или белой (для тем-
ных и черных красок) бумаги, а освещение направить между пре-
паратом и объективом микроскопа.
В качестве примера на рис. 68—70 (стр. 477—478) показаны
зарисовки с микрофотографий некоторых красок после перетира
при увеличении в 150 раз, а на рис. 71 (стр. 478) показана
зарисовка смешанной краски.
154
ЛИТЕРАТУРА
1. Дринберг А. Я., Технология пленкообразующнх веществ, Гос-
химиздат, 1948.
2. Корша к В. В. и Рафиков С. Р., Синтез и исследование высоко-
молекулярных соединений, АН СССР, 1949.
3. Песков Н. П. и Александров а-П рейс Е. М., Курс кол-
лоидной химии, Госхимиздат, 1948.
4. Воларович М. П., Труды совещания по вязкости жидкостей и кол-
лоидных растворов, АН СССР, 1944.
5. Г а т ч е к Е., Вязкость жидкостей, Гос. тех. теорет. издат., 1932.
6. Методы испытания нефтепродуктов, Гостоптехиздат, 1946.
7. И з р а е л и т Г. Ш., Механические испытания резины и каучука, Гос-
химиздат, 1949.
8. Воларович М. П., Вязкость смазочных масел при низких темпе-
ратурах, АН СССР, 1945.
9. Воларович М. П., Труды института прикладной минералогии,
56, 1—57 (1934).
10. Воларович М. П., Зав. лабор. 11,9 (1945).
11. Темников Ф. Е. и Харченко Р. Р., Электрические измере-
ния неэлектрических величин, Госэнергоиздат, 1948.
12. Поляк Э. В. и Сергеев С. В., ДАН СССР 30,2, 136 (1941).
13. Зверев Л. В., Доклады совещания по вязкости жидкостей и кол-
лоидов 1, 271 (1941).
14. К а у ф м а н Д. Л., Керамика № 9 (1939).
15. Якубович С. В., Физико-механические методы испытания лако-
красочных материалов и покрытий, ГОНТИ, 1938.
16. Г у р е в и ч Я. М., Коллоидный журнал V, 9, 823 (1939).
17. Якубович С. В., Физико-механические методы испытания лако-
красочных материалов и покрытий, ГОНТИ, 1938, стр. 124.
18. Якубович С. В. и Гол ьдбер г М. М., Малярное дело № 11—12,
34 (1932).
19. Шаров М. Я. и Шульпин Б. И., Руководство по войсковому
ремонту лакокрасочных покрытий самолетов, Воениздат, 1947.
20. Георгиевский В. Г., Кузнецов К. А., Полянский
Г. В., Полиграфические материалы, Гнзлегпром, 1940.
21. Я к у б о в и ч С. В., Малярное дело № 8—9, 30 (1932); ОСТ 10086—39
М. И. 4.
22. Ринова Л. Я., Лаборатория окрасочного цеха, Машгиз, 1941.
23. Стандарты и технические условия на лакокрасочные материалы, Оборон-
гиз, вып. 5, 1946.
24. Wilborn, Physikalische und technologische Priifverfahren fur Lacke
und£ihre Rohstoffe, 1944.
25. G a r d n e г H. A., Sward G. G., Physical and Chemical Examina-
tion of Paints, Varnisches, Lacquers and Colors, X Ed., 1946.
26. Путилова И. H., Руководство к практическим занятиям по кол-
лоидной химии, Госхимиздат, 1948.
27. Стандарты и технические условия на пластические материалы, вып. 5,
Оборонгиз, 1947.
28. ОСТ 10086—39 М. И. 9.
29. Я к у б о в и ч С. В. и Стогов Б. С., За лакокр. индустрию № 6,
24 (1933).
30. Технические условия на лакокрасочные материалы, вып. 1—7, Оборонгиз,
1946.
31. Якубович С. В. и Полляк Р. И., Обмен опытом лакокрасочной
промышленности 7—8, 28 (1940).
32. Альбом иакрасок, Госхимиздат, 1948.
33. Добрянский А. Ф., Блох Л. С. и Блесточкина Е. П.,
Труды ВНИИМ, вып. 5 (60) 29, 1947.
34. Труды ВНИИМ, вып. 5 (60), 45 (1947).
ЧАСТЬ ТРЕТЬЯ
ИСПЫТАНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
ПРИ ИХ НАНЕСЕНИИ НА ПОВЕРХНОСТЬ
ГЛАВА I
УСЛОВИЯ ВЫСЫХАНИЯ ПЛЕНКООБРАЗУЮЩИХ
И ОБРАЗОВАНИЯ ПЛЕНКИ
Образование лакокрасочной пленки тесно связано с процес-
сами высыхания лакокрасочных материалов.
По характеру процессов, протекающих во время высыхания,
все лакокрасочные материалы можно разбить в основном на че-
тыре группы.
1. Олифы и масляные краски на растительных маслах, процесс
высыхания которых тесно связан с процессом высыхания
масел.
2. Лаки и краски на основе растительных масел и различных
естественных и синтетических смол (масляные лаки и лаковые
или эмалевые краски), а также олифы и масляные краски на
препарированных маслах (полимеризованные, оксидированные и
др.), высыхание которых начинается с испарения растворителей,
а затем связано с процессами высыхания масел.
3. Лаки и краски на основе простых и сложных эфиров целлю-
лозы, некоторых полимеризационных смол (полихлорвиниловые
и др.), спирторастворимых естественных и синтетических смол
(фенолальдегидные и др.), процесс высыхания которых заключается
главным образом в испарении растворителя.
4. Лаки и краски на основе синтетических смол, процессы вы-
сыхания которых связаны с образованием трехмерного полимера
(неплавкое и нерастворимое состояние) при высокой температуре
(искусственная сушка) или при обычной температуре (естествен-
ная сушка) под влиянием различных химических реагентов (кис-
лот и других соединений).
Ко второй группе можно также отнести комбинированные ла-
кокрасочные материалы, т. е. такие, в состав которых, наряду
с эфирами целлюлозы и другими полимеризационными смола-
ми, входят растительные масла или различные полиэфирные (ал-
кидные) смолы (нитроглифталевые, нитропентафталевые и др.).
Для объяснения процессов высыхания масла и -образования
пленки было создано много теорий как чисто химических, так и
коллоидно-химических.
156
В настоящее время общепризнанной теорией первоначального
процесса высыхания масла является теория самоокисления, пред-
ложенная акад. А. Н. Бахом.
Процесс высыхания масла по существующим воззрениям про-
текает следующим образом. Ненасыщенные глицериды окисляют-
ся кислородом воздуха с образованием перекисных соединений,
затем происходит частичная перегруппировка в кетокси- и
оксисоединения; одновременно протекает и реакция полимери-
зации.
Продукты, образовавшиеся в результате процессов окисления
и полимеризации, трудно растворяются в масле и образуют кол-
лоидный раствор. При определенных условиях (концентрация,
температура) эти вещества коагулируют и переходят в гель. Это-
му моменту, повидимому, соответствует то, что на практике при-
нято называть высыхание от «пыли».
Постепенно жидкая фаза пленки уменьшается, гель становит-
ся все более твердым и, в конце концов, происходит полное отвер-
дение пленки по всей ее толщине. Наступает полное высыхание
пленки; дальше начинается ее разрушение.
Стадия так называемого практического высыхания, определе-
ние которого мы даем ниже, соответствует, повидимому, той ста-
дии процесса высыхания, когда пленка еще содержит жидкую
фазу.
П. М. Богатырев1 предложил теорию, которая дает новые пред-
ставления о процессе высыхания льняного и других масел и о
строении образующихся при этом продуктов.
По П. М. Богатыреву механизм высыхания льняного масла
можно представить как процесс конденсации предварительно окис-
ленных кислородом воздуха молекул ненасыщенных кислот, яв-
ляющихся элементарными звеньями линоксина, строение которых
соответствует производным ^-оксипирона. Конденсации и затвер-
деванию пленки предшествует распад перекисных групп и выделе-
ние летучих веществ—альдегидов и муравьиной кислоты.
Для ускорения процесса высыхания масляной пленки при-
меняют катализаторы (сиккативы), а для получения механически
прочных и атмосфероустойчивых покрытий—различные пигменты
(главным образом основного характера), которые также могут
ускорять высыхание масляных пленок.
По существовавшим и еще существующим представлениям2 при
взаимодействии окисленных масел с металлами (металл сиккати-
ва или пигмента) образуются соли жирных кислот (мыла), кото-
рые в значительной степени влияют на свойства получаемого ла-
кокрасочного материала и пленки (загустевание красок, механи-
ческие свойства пленок, меление и т. п.).
В последнее время взаимодействие между металлом сиккати-
ва или металлом пигмента объясняют иначе.
П. М. Богатырев1 доказал, что оксины льняного масла взаимо-
действуют с окислами и солями металлов с образованием про-
157
дуктов, отличающихся по свойствам от обычных мыл (линолеа-
тов) и являющихся типичными комплексными соединениями.
Правильные представления о процессах высыхания н строе-
нии масляных пленок необходимы для объяснения многих вопро-
сов поведения пленок при их испытании (механические и физи-
ко-химические свойства, атмосфероустойчивость и т. д.).
А. Я- Дринберг3-4 указывает, что основными процессами, под-
лежащими рассмотрению в современной теории уплотнения и вы-
сыхания масел, являются: окисление, полимеризация, образова-
ние структуры получающихся полимеров, старение пленок.
Окисление является исходным процессом изменения масел на
воздухе; этот процесс приводит к сополимеризации окисленных
масел (например, перекисей). В результате жидкое масло перехо-
дит в трехмерный полимер, т. е. высыхает. Дальше наступают про-
цессы старения пленки.
А. Я. Дринберг поэтому предлагает рассматривать упомянутые
процессы возникновения пленки и ее разрушения не оторванно
друг от друга, а в их взаимной связи и в непрерывности превра-
щений, что является совершенно правильным.
Все сказанное относится к первой группе лакокрасочных ма-
териалов.
Процесс высыхания лакокрасочных материалов, отнесенных ко
второй группе (масляные лаки, эмалевые краски и др.), начинается
с испарения растворителя, после чего протекают такие же
процессы окисления и образования геля, как и в пленках олиф
(материалы первой группы). В высыхании этих материалов мож-
но отметить четыре основные стадии, представляющие практиче-
ский интерес.
1. Схватывание или затягивание—стадия высыхания, когда
растворитель почти полностью улетучился из пленки, в резуль-
тате чего вязкость лака сильно повысилась, но пленка еще про-
должает оставаться липкой и к ней может прилипать пыль.
2. Высыхание «от пыли» —стадия высыхания, когда поверх-
ность пленки высохла настолько, что пыль к ней не пристает;
палец, проведенный по поверхности пленки, не оставляет на ней
следа, но пленка очень слабо противостоит даже слабым механи-
ческим воздействиям.
При нажатии пальцем на пленке, высохшей «от пыли», остает-
ся отпечаток.
3. Практическое высыхание—стадия высыхания, когда плен-
ка высохла настолько, что при надавливании пальцем на ней не
остается отпечатка. Пленка становится твердой и противостоит
механическим воздействиям.
4. Полное высыхание—стадия высыхания, когда наступило
отвердевание пленки по всей ее толщине (просыхание насквозь),
и в дальнейшем твердость пленки больше не увеличивается. Эта
стадия соответствует удалению из пленки летучих продуктов окис-
ления и распада.
158
Эта последняя стадия высыхания лаковой пленки является и
началом ее разрушения под влиянием различных факторов*.
Образование пленки лакокрасочных материалов третьей груп-
пы (эфироцеллюлозные, спиртовые лаки и т. д.) заключается глав-
ным образом в испарении растворителя из слоя лака.
Процесс испарения растворителя из пленки лакокрасочных
материалов в основном протекает в три стадии4:
1. Диффузия растворителя из нижних слоев пленки на ее по-
верхность.
2. Адсорбция выделившихся на поверхность молекул раство-
рителя поверхностью пленки.
3. Испарение молекул растворителя, адсорбированных поверх-
ностью пленки.
Первая и вторая стадии соответствуют началу высыхания и
высыханию «от пыли», а третья—почти полному высыханию
пленки.
Процесс высыхания лаков и красок, а также скорость образо-
вания лаковой пленки зависят от ряда факторов; наибольшее вли-
яние на скорость высыхания лаковой и красочной пленок ока-
зывают температура, влажность, свет, а также и грунт, на кото-
рый нанесен лак или краска. Скорость высыхания лакокрасоч-
ных материалов имеет очень большое значение, так как она оп-
ределяет технологический процесс окраски изделий, а кроме того,
определяет и долговечность покрытия при дальнейшей его эксплуа- *
тации. По этим причинам при испытании лакокрасочных ма-
териалов решающим является определение длительности их I
высыхания.
При определении скорости высыхания лаков и красок, со- '
держащих масло, испытания следует проводить не на прямом
солнечном свету, а при рассеянном свете5- 6. Сравнительные ис- !
пытания необходимо производить всегда при одинаковом осве-
щении. На скорость высыхания лаков, не содержащих масла
(эфироцеллюлозных лаков, спиртовых лаков и т. д.), свет особого
влияния не оказывает.
Влажность воздуха замедляет высыхание не только масляных
лаков и красок, но и всех других лакокрасочных материалов.
Чрезмерная влажность воздуха не только замедляет скорость вы-
сыхания лакокрасочных материалов, но и оказывает вляние на
качество образующейся пленки. Поэтому такие испытания сле-
дует проводить в помещении с относительной влажностью воздуха
60—70% (но не выше 70%).
На практике часто наблюдается, что скорость высыхания од-
ного и того же образца лака или краски меняется в зависимости
от покрываемой поверхности (железо, медь).
* До настоящего времени понятия «практическое» н «полное» высыхание
рассматривались как равнозначные, <то является по существу непра-
вильным.
159
Большое влияние на высыхание лаков и» красок оказывает
также толщина металла, на который наносится лакокрасочный ма-
териал.
Л. Я. Ринова и Е. И. Львова7 исследовали влияние толщины
металла на скорость высыхания масляно-смоляной грунтовки и
асфальтового лака при 60—120°. Эти исследования показали, что
с увеличением толщины металла высыхание красок замедляется.
Рис. 72. Шкаф для сушки пленок.
Влияние толщины металла на скорость высыхания краски начи-
нает проявляться при толщине, равной 5 мм. Это влияние более
значительно в случае быстросохнущих материалов.
Скорость высыхания зависит от толщины металла, а также
от его теплоемкости. Поскольку при лабораторных испытаниях
мы имеем дело со сравнительно тонкими металлическими плас-
тинками (до 1,0 мм), обладающими малой теплоемкостью, влиянием
толщины металла можно пренебречь; при испытании же на объ-
ектах значительной толщины и этот фактор должен быть
учтен.
Известно, что очень часто лаки и эмалевые краски высыхают
медленнее на меди, чем на железе; масляные краски на белой
жести высыхают медленнее, чем на черной. Повидимому, влия-
ние материала поверхности на скорость высыхания различных
лакокрасочных материалов неодинаково.
Поэтому рекомендуется испытания скорости высыхания лако-
красочных материалов проводить всегда на одной подложке и
лучше всего на стекле. Если лакокрасочный материал предна-
160
значен для окраски цветных металлов, нужно произвести допол-
нительное определение скорости высыхания на этих металлах.
Скорость высыхания лакокрасочных материалов на дереве
зависит от породы дерева. Деревянные пластинки, применяемые
для определения скорости высыхания лакокрасочных материалов,
должны быть обязательно соответствующим образом подготовле-
ны (загрунтованы и зашпатлеваны).
Температура оказывает решающее влияние на скорость высыха-
ния лакокрасочных материалов. Как правило, с повышением тем-
пературы скорость высыхания лакокрасочных материалов уве-
личивается8! 10- Скорость высыхания лаков и красок холодной
сушки, т. е. таких, которые высыхают при нормальной темпера-
туре (не выше 20—25°), обычно определяют при температуре 18—20°
(±2°).
Целесообразно для холодной сушки пленки применять застек-
ленные шкафы размером 1000Х600Х 1000 мм с двумя деревянны-
ми полками (рис. 72), находящимися на расстоянии 20 и 60 см
от основания.
Особое значение температура сушки приобретает при опреде-
лении скорости высыхания лакокрасочных материалов горячей
сушки, т. е. таких,
которые образуют
пленку при темпера-
турах выше 60—100°.
К таким материалам
относятся, например,
черные печные лаки,
специальные эмали
горячей сушки, ал-
кидные лаки и эмали
и т. д.9.
Определение точ-
ной продолжительно-
сти полного высыха-
ния имеет очень боль-
шое значение, напри-
мер, при выборе тех-
Рис. 73. Зависимость длительности высыхания
олифы от температуры:
1—олифа натуральная; 2—олифа оксоль.
нологического про-
цесса окраски изделий.
Л. Я. Ринова7 установила, что сроки высыхания ряда лако-
красочных материалов находятся в функциональной зависимо-
сти от температуры, при которой проводилась сушка. В темпера-
турном интервале от 20 до 100° (а в некоторых случаях до 200—250°)
такая зависимость является прямолинейной в системе ло-
гарифмических координат. Эти данные подтверждают положения,
выдвинутые А. М. Лазаревым11. На рис. 73 и 74 приведены кривые
зависимости длительности высыхания олиф и грунтовок от тем-
пературы, полученные Л. Я- Риновой.
11 С. В. Якубович
161
М. я. Шаров и Б. И. Шульпин приводят кривые, характери-
зующие длительность высыхания лакокрасочных материалов при
Рис. 74. Зависимость длительности высыхания
грунтовки от температуры:
1—железно-суричный грунт; 2—грунт № 160;
3—грунт № 140.
различных температурах12. На рис. 75 и 76Jпредставлены соот-
-ветствующие кривые, полученные для масляных и глифталевых
грунтов и эмалей. Пользуясь этими кривыми, можно про-
изводить расчеты длительности сушки по данной температуре.
Время, «асы
Рис. 75. Зависимость длительности высыхания масляных грунтов
и эмалей от температуры.
а также расчеты необходимойДемпературы для установленного,
срока высыхания материала.
Как показали А. Я-Дринберг и В. М. Тихонова13, сповышением
температуры сглаживается разница в скоростях высыхания раз-
личных высыхающих и полувысыхающих масел, масел с сикка-
162
тивами и без последних. Авторы установили, что вследствие боль-
ших скоростей реакции при 400—500° можно не применять сик-
катива. При такой сушке масло высыхает через 1—2 мин., обра-
зуя пленку повышенного качества.
Время, чаем
Рис. 76. Зависимость длительности высыхания глифталевых грунтов
и эмалей от температуры.
Свойством лакокрасочных материалов холодной сушки зна-
чительно скорее высыхать при повышенной температуре (60—80°)
в последнее время пользуются при ускоренных испытаниях.
11*
ГЛАВА 2
ОПРЕДЕЛЕНИЕ СКОРОСТИ ВЫСЫХАНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ
Существующие методы определения скорости высыхания ла-
кокрасочных материалов можно разделить на три группы: мето-
ды определения скорости высыхания «от пыли», методы определения
скорости практического высыхания и методы определения ско-
рости полного высыхания.
Для определения скорости высыхания от пыли (стр. 158) раз-
работано много различных методов, дающих возможность полу-
чать достаточно точные результаты. В то же время существующие
методы определения скорости полного высыхания (стр. 158), за
исключением рекомендованного в свое время маятникового мето-
да, недостаточно удовлетворительны. Так называемое полное
высыхание, связанное со старением пленки, наступает у масля-
ных и масляно-смоляных лаков и красок через очень длительное
время и поэтому такое испытание в обычных условиях не всегда
необходимо.
Под практическим высыханием (стр. 158) лакокрасочных ма-
териалов следует понимать время, необходимое для перехода жид-
кого или пастообразного лакокрасочного материала в достаточ-
но твердое, противостоящее механическим воздействиям покры-
тие, допускающее нанесение последующих слоев материала, а так-
же проведение других технологических операций.
В производственных условиях практическое высыхание покры-
тий означает также возможность упаковки и транспортировки
окрашенных изделий без ущерба для их качества.
Так как высыхание лакокрасочных материалов и образование
пленки, как уже было указано, являются процессами, протекаю-
щими достаточно медленно, то более правильное представление о
характере испытуемых материалов можно получить, не устанав-
ливая определенного момента высыхания от пыли или полного
высыхания, а проследив весь процесс высыхания во времени, т. е.
проследив кинетику высыхания и построив соответствующую кри-
вую14.
164
л
ОПРЕДЕЛЕНИЕ СКОРОСТИ ВЫСЫХАНИЯ «ОТ ПЫЛИ»
Определение скорости высыхания «от пыли» пробой пальцем
Наиболее распространенный на практике метод определения
скорости высыхания лакокрасочных материалов «от пыли» за-
ключается в том, что испытывают состояние высыхающей поверх-
ности прикосновением пальца. Пробу пальцем производят каж-
дые 15 мин,, затем каждые 1/2 часа, субъективно определяя сте-
пень высыхания пленки. Принимают, что пленка освободилась от
пыли, когда при легком проведении по ней пальцем на пленке
не остается следа. Высохшая от пыли пленка дает еще сильный
«отлип», при надавливании пальцем на ней остается совершенно
ясный и отчетливый отпечаток.
Определение скорости высыхания «от пыли»
по появлению росы
Определение скорости высыхания «от пыли» пальцем является
очень субъективным.
Очень хорошие результаты при определении скорости высы-
хания от пыли дает простой метод, предложенный С. В. Якубо-
вичем и Б. С. Стоговым15’ 17> 32_ Этот метод пригоден главным об-
разом для определения скорости высыхания от пыли масляных
красок и лаков. Метод основан на зависимости конденсации водя-
ного пара (образование росы) от гидрофильности или гидрофоб-
ности поверхности16. Если выдыхать ртом воздух на высохшую
краску, то на ее поверхности осаждается роса, в результате чего
поверхность краски становится матовой. Роса, осевшая на высох-
шую красочную пленку, довольно быстро испаряется. Если
красочная пленка не просохла или не полностью освободилась от
пыли, роса на ней не осаждается. Если дышать на пленку, у которой
процесс высыхания от пыли толвко начинается, роса осаждается
иа отдельных местах поверхности пленки и на ней появляются
отдельные матовые пятна. По мере дальнейшего высыхания плен-
ки поверхность матовых пятен увеличивается и, наконец, насту-
пает момент, когда при дыхании ртом вся поверхность пленки ста-
новится матовой.
Для определения скорости высыхания производят на стекле
накраску. Через 3—4 часа после этого на окрашенную поверх-
ность дышат ртом в течение 1 сек. (пластинку держат на расстоя-
нии около 10 см от рта). Если при этом на окрашенной поверхно-
сти не появляется матовых пятен, это указывает на то, что крас-
ка еще не высохла «от пыли». Производя такие испытания через
каждые 7/2 часа, наблюдают момент появления матовых пятен.
Появление на поверхности красочной пленки отдельных матовых
пятен указывает на близкое окончание процесса высыхания «от
165
пыли». С этого момента испытания производят каждые 10 мин.
Краска считается высохшей «от пыли», если вся поверхность при
дыхании на нее ртом становится матовой.
Определение скорости высыхания лакокрасочных материалов
«от пыли» по методу Якубовича и Стогова можно выполнять с
точностью до нескольких минут.
Определение скорости высыхания «от пыли» при помощи песка
Использовав принцип известных методов определения высыха-
ния пленок при помощи песка5, Е. Я. Гольденштейн и С. М. Клемпт-
нер18 предложили про-
стой прибор для опреде-
ления высыхания «от пы-
ли» (рис. 77).
Этот прибор состоит из
часового механизма 1, на
вращающуюся ось которо-
го надет эбонитовый диск,
2 (толщина 4 льм, диаметр
Рис. 77. Прибор для испытания
на высыхание «от пыли» при по-
мощи песка:
1—часовой механизм; 2—эбонито-
вый диск; 3—стеклянный диск;
4—гайка; 5—шнур; 6—стеклянная
воронка; 7—крючок; 8—металли-
ческий стержень; 9—деревянная
стойка; 10—шайба для закрепле-
ния диска.
320 мм). Поверх последнего наложен стеклянный диск 3 (толщи-
на 3 мм, диаметр 280 мм) с нанесенной -на нем накраской. Диски
2 и 3, находящиеся на оси часового механизма, завинчиваются
гайкой 4. К гайке 4 на некотором расстоянии прикреплена ниж-
ней своей частью при помощи шнура 5 стеклянная воронка 6 (высота
120 мм, внутренний диаметр верхнего отверстия 40 мм, внутрен-
ний диаметр нижнего отверстия 3 мм).
Расстояние от нижнего отверстия воронки 6 до стеклянного
•диска 3 с накраской 4—5 мм. Верхней своей частью стеклян-
ная воронка 6 укреплена крючком 7 на металлическом стержне 8,
подвешенном, в свою очередь, к деревянной стойке 9. Воронка с
песком закрывается крышкой.
Заполняющий воронку кварцевый песок должен быть пред-
варительно высушен и просеян через два сита с 6400 отвеем? и
166
10000 отв/см2-, остаток на последнем сите вновь высушивают и
применяют для проведения опытов.
При вращении дисков 2 и 3 воронка 6 с песком притягивается
к гайке 4 и на закрашенном стеклянном диске остается спираль-
ный след песка.
Все измерения удобнее всего вести в градусах окружности.
Диск вращается с угловой скоростью 0,65—0,86° в 1 мин. В тече-
ние каждого отдельного опыта скорость его должна быть постбян?
ной. Лакокрасочные материалы наносят на стеклянный диск 3,
Накрашенный диск 3 ставят на эбонитовый диск 2; песок начина-
ет сыпаться на накраску. На следующий день накрашенный диск
снимают с прибора и счищают песок мягкой кистью или флейцем.
По следу песка, который кистью или флейцем не мог быть снят,
и по скорости вращения стеклянного диска 2 определяют время,
через которое песок перестает прилипать к накраске.
Угол поворота диска, соответствующий длине следа песка,
определяется при помощи транспортира; Время высыхания
«от пыли» определяется по формуле
где t—время высыхания в минутах;
а—угол поворота диска в градусах;
ш—угловая скорость диска в градусах в минуту.
Температура, при которой производятся опыты, должна ле-
жать в пределах 18—22°.
ОПРЕДЕЛЕНИЕ СКОРОСТИ ПРАКТИЧЕСКОГО 1Ы(ЫХАНИЯ
МЕТОДОМ ОТПЕЧАТКА
Наиболее надежно определение скорости практического вы-
сыхания так называемыми методами отпечатка. Эти методы могу'г
быть использованы не только в лабораторных условиях, но и в
производстве, для определения практического высыхания по-
крытий непосредственно на окрашенных изделиях. Самым при-
митивным методом является проба пальцем.
Пленка считается практически высохшей, когда при нажатии
на нее пальцем (без особого усилия) она не дает отлипа и на ней
не остается отпечатка.
Согласно стандарту32 практическое высыхание определяют
следующим образом. На пластинку с нанесенным покрытием
накладывают ватный тампон, поверх которого помещают деревян-
ную пластинку площадью 1 • см2 с грузом весом в 200 г. По
истечении 0,5 мин. груз, пластинку и тампон снимают и проверя-
ют, имеются ли на покрытии прилипшие волокна ваты или следы
-от них. Отсутствие указанных показателей характеризует момент
практического высыхания покрытия.
167
А. И. Рейбман и А. С. Венедиктова19 предложили метод, ос-
нованный на различной степени прилипания к покрытой поверх-
ности фильтровальной бумаги. Испытания проводят в течение
30 сек. под давлением около 6 кг. Давление осуществляется металли-
ческим штампом.
Этот метод дает удовлетворительные результаты при испыта-
нии большинства лакокрасочных материалов.
С. В. Якубович и Т. И. Ворогушин (ГИПИ-4) применили
метод отпечатка, давший хорошие результаты при испы-
тании всех типов лакокрасочных материалов. Пользуясь этим ме-
тодом, можно не только определять время практического высыха-
ния пленок, но и проследить различные на-
чальные стадии высыхания.
ПД8в Для определения пользуются стальным ци-
линдриком, переходящим в конус с усеченной
\ вершиной, являющейся его основанием (рис. 78).
К этому основанию (диаметр 1,13 см) приклеен
кружок из мягкой резины с гладкой поверх-
I I ностью. Диаметр кружка должен быть равен
' I I диаметру основания, толщина—1,5—2 мм. Пло-
I I I щадь опоры равна 1 см2. Общий вес цилин-
дра 200 г.
'w J/лг Для испытания необходима обычная копи-
ровальная бумага, применяемая для пишущих
машин. Для получения воспроизводимых ре-
для’ определения зультатов всегда надо пользоваться одной и той
практического вы- же стандартной бумагой. Для этой цели при-
сыхания красок. годна копировальная бумага, отвечающая тре-
бованиям ГОСТ 489—41.
Испытания проводятся при температуре 20°( + 2°) и относитель-
ной влажности воздуха 60—65%. Лакокрасочные материалы го-
рячей сушки предварительно высушивают в термостате при соот-
ветствующей температуре.
Для определения времени высыхания пластинку с испытуе-
мой накраской толщиной 0,02—0,025 льи кладут на горизонтальную
поверхность и поверх накраски накладывают полоску копироваль-
ной бумаги шириной 15 мм, окрашенной стороной книзу. На ко-
пировальную бумагу осторожно устанавливают цилиндрик и ос-
тавляют его на 30 сек.
После этого цилиндрик удаляют, снимают полоску бумаги и па
характеру отпечатка, остающегося на пленке от копировальной
бумаги, делают заключение о степени высыхания пленки. Такие
испытания производят через определенные промежутки времени,
указанные в технических условиях.
Накладывание цилиндрика и получение отпечатка произво-
дят каждый раз на новом участке накраски, но не ближе чем на
2 см от краев пластинки. При определении степени высыхания от-
мечают четыре последовательных стадии (см. рис. 79).
168
Характер отпечатка
Стадии высыхания
Лакокрасочный материал пристает к ко-
пировальной бумаге
Копировальный слой пристает к плен-
ке не только на месте давления гру-
за, но н по всей поверхности сопри-
косновения копировальной бумаги
с пленкой
Сплошной отпечаток остается только
в месте давления груза
Пленкообразование еще не наступило
Начальный период высыхания от пыли-
(подсыхание)
Высыхание от пыли и переход к прак-
тическому высыханию
Отпечатка не остается
Практическое высыхание
9
15мин
26 час-
30 час.
Рис. 79. Различные стадии высыхания эмале-
вой краски (глифталевой).
На накрасках около отпечатков во время испытания целесо-
образно отмечать чернилами время испытания.
На рис. 79 показаны различные стадии процесса высыхания
эмалевой краски. Начальный период высыхания от пыли насту-
169’
пил через 15 мин., высыхание от пыли через 1,5 часа и практиче-
ское высыхание через 30 час.
Основываясь на определении ^скорости высыхания по отпе-
чатку, можно следующим образом сформулировать понятие прак-
тического высыхания. Под практическим высыханием (Т) лако-
красочного материала следует понимать время, прошедшее с мо-
мента нанесения испытуемого материала до того момента, когда
на образующейся пленке толщиной 0,020—0,025 мм не останется
цветного отпечатка от копировальной бумаги после воздействия
на нее груза с площадью основания в 1 с.и2 и весом 200 г в течение
30 сек. (температура испытания 20° ( + 2°), относительная влаж-
ность воздуха 60—65%).
Если принять за сравниваемую величину время практиче-
ского высыхания пленки натуральной льняной олифы (Т1 =
= 24 часа), то можно вывести коэффициент практического высы-
хания (К) для всех лакокрасочных материалов:
где 7\—время практического высыхания натуральной льняной
олифы, равное 24 час.;
Т2—время практического высыхания испытуемого материала.
Для большинства масляных красок К=1; для большинства
масляных лаков и эмалевых красок К>1; для большинства лету-
чих лаков и красок (эфироцеллюлозные, хлорвиниловые и др.)
К<1.
Коэффициент практического высыхания для масляных лаков,
в зависимости от жирности лака, колеблется от 1 до 5; для масля-
ных красок в зависимости от рода олифы от 1 до 2; для различных
летучих лаков от 0,1 до 1.
ОПРЕДЕЛЕНИЕ ПОЛНОГО ВЫСЫХАНИЯ ПЛЕНОК
Большинство методов определения скорости полного высыха-
ния не дают достаточно точных результатов. Эти методы основаны,
главным образом, на измерении механической прочности пленки
в процессе высыхания. А. Я. Дринберг и А. А. Благонравова20
предложили время полного высыхания масляных пленок опреде-
лять по степени обратимости пленки в процессе высыхания, т.е.
по растворимости ее в различных растворителях. Растворимость
пленок уменьшается в процессе их высыхания. Метод сводится
к экстрагированию высохшей пленки в аппарате Сокслета раз-
личными растворителями. Потеря в весе пленок, определенная
через известный промежуток времени и выраженная в процентах,
принимается за степень их обратимости. По причине длительности
и относительной сложности метод может быть применен лишь при
исследовательских работах.
Ямщиков21 предложил метод определения скорости высыхания
(липкости) лаков для галош, основанный на степени прилипания
170
железных опилок. Опилки приводят в соприкосновение с испы-
туемым материалом при помощи электромагнита. С. 3. Острин
и О. Н. Савина17 сконструировали на этом принципе простой при-
бор для испытания лакокрасочных материалов.
Весьма интересны и перспективны методы определения полно-
го высыхания пленок путем измерения их электрических свойств
в процессе высыхания (по изменению электрической прочности,
угла диэлектрических потерь, диэлектрической проницаемости),
однако до сих пор эти методы еще не нашли широкого при-
менения.
Определение скорости полного высыхания лаков
и красок маятником
Для определения скорости полного высыхания лакокрасоч-
ных материалов можно с успехом применять маятник, которым
пользуются при определении твердости лаков и красок.
При определении скорости полного высыхания лаков маят-
ником нами было установлено, что твердость высыхающей плен-
ки, начиная с некоторого момента, становится постоянной. Ор-
динаты начальной точки постоянной твердости характеризуют
окончание процесса полного высыхания лакокрасочного покры-
' тия, а характер кривой дает представление обо всем процессе,
т. е. о кинетике высыхания.
По данным А. М. Лазарева и С. 3. Острина22 процесс высы-
хания лакокрасочной пленки (до достижения ею начальной точки
постоянной твердости) длится гораздо дольше, чем это предусмат-
ривается техническими условиями. Это указывает на то, что маят-
ник является чрезвычайно чувствительным прибором, регистри-
рующим процесс высыхания даже тогда, когда на других приборах
такая регистрация невозможна.
При соблюдении необходимых условий результаты испыта-
ния воспроизводимы с большой точностью. Маятник применяют
для определения скорости высыхания лакокрасочных материалов
как холодной, так и горячей сушки.
Подробное описание «маятникового прибора» и метод работы
с ним приведены в главе «Методы определения твердости»
(стр. 247).
ИСПЫТАНИЕ ПОКРЫТИЯ «НА ОТЛИП» ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ
Некоторые лакокрасочные материалы, как, например, мате-
риалы для внутренней окраски железнодорожных вагонов (си-
дений, полок и т. п.), подвергают специальным испытаниям
на отсутствие «отлипа»23 при нагревании высохшей пленки до
50°.
Такое испытание в некоторой степени дает представление о
качестве покрытия в эксплуатационных условиях.
171
Испытание «на отлип» при повышенной температуре произ-
водится следующим образом. На деревянные сосновые пластинки
размером 200x125x10 мм или, если это диктуется необходи-
мостью, на железные пластинки тех же размеров наносят комп-
лексное двух- или трехслойное покрытие с промежуточной суш-
кой после нанесения каждого слоя в течение 16 час. (материалы
на масляной и масляно-смоляной основе) и 3 часа, (эфироцеллю-
лозные и т. п. лаки).
Через 48 час. после нанесения последнего слоя (и через 16
час. в случае эфироцеллюлозных материалов) пластинки нагре-
вают в термостате в течение часа при 50°.
После этого на покрытие накладывают круглый бумажный
фильтр (диаметр 7 см), покрывают фильтр металлическим диском,
с подклеенным снизу фетром, кладут на него груз в 5 кг и по-
мещают в термостат при 50°. Через 15 мин. с пластинки снимают
груз, диск и фильтр. Покрытие считают удовлетворительным,
если на нем не остается прилипших волокон фильтра.
ОПРЕДЕЛЕНИЕ ЛИПКОСТИ ЛАКОКРАСОЧНЫХ ПЛЕНОК
Липкость лакокрасочной пленки характеризуется коэффи-
циентом трения между нею и мягкой гладкой шерстяной тканью,
скользящей по пленке. Для определения коэффициента трения
Рис. 80. Накладной прибор ВИАМ для
определения коэффициента трения.
ВИАМ предложил два прибора: стационарный прибор (определе-
ние проводят на пленке, нанесенной на пластинку) и наклад-
ной прибор (измерение проводят непосредственно по плоской
поверхности окрашенного изделия, которое можно на-
клонять).
172
Стационарный прибор (рис. 81) состоит из подвижной плоско-
сти, которая может, вращаясь вокруг оси, отклоняться и изме-
нять свое положение под углом к горизонту от 0° до 90°. Угол
наклона подвижной плоскости измеряют при помощи транспор-
тира. Установка прибора в строго горизонтальном положении
достигается при помощи трех нивелировочных винтов.
Накладной прибор (рис. 80) при помещении его на поверх-
ность позволяет измерять угол наклона ее к горизонту при помощи
Рис. 81. Стационарный прибор ВИАМ для опреде-
ления коэффициента трения.
отвеса и транспортира. Салазки для определения коэффициента
трения представляют собой ровную металлическую пластинку
из оцинкованного железа или нержавеющей стали со сглажен-
ными краями и углами. Размер пластинки 30x50x0,5 мм, вес—
около 55 г; пластинка обтянута тонкой гладкой шерстяной тканью
(например, артикул 1039) весом около 1 г; ткань обращена лице-
вой стороной наружу.
Испытуемый лакокрасочный материал наносят на стеклян-
ную или металлическую пластинку. Свойство окрашиваемой по-
верхности, методы нанесения и сушки, а также количество слоев
выбираются в соответствии с установленными техническими
условиями.
По прошествии времени, указанного в технических условиях,
пластинку кладут неокрашенной стороной на подвижную пло-
скость стационарного прибора, а на окрашенную сторону поме-
щают салазки.
При постепенном увеличении угла наклона подвижной плос-
кости вместе с пластинкой определяют минимальный угол, при
котором салазки скатываются с пластинки вниз. Коэффициент
трения между пленкой и шерстяной тканью, обтягивающей са-
лазки, выражается тангенсом названного угла.
Коэффициент трения на плоских поверхностях окрашенного
изделия определяется при помощи накладного прибора путем
173
установки его на поверхность и определения по отвесу угла на-
клона поверхности к горизонту в момент соскальзывания салазок..
Для перевода угла скольжения на коэффициент трения пользуются
специальной таблицей (см. табл. 22).
Таблица 22
Таблица перевода угла скольжения на коэффициент трения
Угол скольжения Коэффициент трения Угол скольжения Коэффициент’ трения
градусы минуты градусы минуты
0 0 0,00 83 со 8,14
0 30 0,01 84 00 9,51
5 00 0,09 85 оо 11,43.
10 00 0,18 86 00 14,30
20 00 0,36 86 30 16,35
30 00 0,58 87 00 19,00
40 00 0,84 87. 30 22,9»
50 00 1 ,19 88 00 28,64г
69 00 1 ,73 88 30 39,19.
70 00 2,75 89 00 57,29
80 со 5,67 89 30 114,60
81 00 6,31 90. 00 0,СЭ
82 00 7,41
ГЛАВА 3
МЕТОДЫ ОПРЕДЕЛЕНИЯ МАЛЯРНО-ТЕХНИЧЕСКИХ
СВОЙСТВ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
К каждому лакокрасочному материалу предъявляются спе-
цифические требования, определяющие его свойство образовы-
вать защитную или декоративную пленку. Особенной специфич-
ностью отличаются требования, предъявляемые к лакам и эма-
левым краскам, которые должны при нанесении на поверх-
ность образовать совершенно ровную, блестящую и чистую
пленку.
Дефекты лакировки могут быть следствием или плохого ка-
чества лакокрасочного материала, или неправильного его хране-
ния и применения, а также следствием недостаточно тщательной
подготовки поверхности.
В большинстве случаев лак или эмаль наносят на предвари-
тельно подготовленную и выравненную поверхность, т. е. поверх-
ность, которая предварительно была подвергнута грунтовке,
шпатлевке и окраске.
Некоторые явления (например, потеря блеска, «проседание»),
наблюдаемые на окрашенной или лакированной поверхности, на-
ходятся в прямой зависимости от неправильно проведенной под-
готовки.
При испытании лакокрасочных материалов очень важно пред-
упредить всякого рода побочные влияния, которые могли бы
отразиться на полученных результатах. В частности, испытание
лаков и эмалей следует производить всегда в одинаковых усло-
виях (температура, влажность и т. д.) и наносить материал на
поверхность, подвергнутую стандартной подготовке.
Так как для испытания ряда свойств лаков и эмалей до сих
пор нет достаточно объективных методов, приходится часто поль-
зоваться методиками, основанными на изучении приемов, приме-
няемых мастерами малярного дела.
Однако, как это следует из дальнейшего, при определении
ряда малярно-технических свойств лаков и красок возможно приме-
нение и более объективных методов.
175
ПОДГОТОВКА ПОВЕРХНОСТИ ПОД ЛАКИРОВКУ
Для испытания свойств лаков и эмалевых красок наноситься
на поверхность, «разливать», шлифоваться, «выливать» приме-
няют деревянные или железные щиты размером 200x400 мм,
предварительно соответствующим образом подготовленные.
Такая подготовка состоит из следующих операций: очистки,
грунтования и шпатлевания поверхности.
Очистка поверхности. Неокрашенную железную
поверхность очищают от окалины куском наждака или песком
при помощи пескоструйного аппарата, после чего для удаления
жира промывают бензином или лаковым керосином и, наконец,
протирают сухой тряпкой.
Неокрашенную сухую деревянную поверхность зачищают
шкуркой № 1. Сучья покрывают спиртовым лаком для того, что-
бы закрепить их и не дать им возможности позже выступить из?
под слоя краски.
С окрашенной железной поверхности прежде всего или трав-
.лением или сжиганием удаляют старую краску.
Для удаления старой краски травлением на окрашенную по-
верхность щита кистью наносят 10%-ный раствор каустической со-
ды. Когда краска под действием щелочи станет мягкой, ее снимают
шпателем. Затем поверхность промывают водой до нейтральной
реакции и насухо вытирают тряпкой.
Для удаления краски травлением кроме щелочи можно при-
менять различного рода смывки, состоящие из смеси органиче-
ских растворителей. Сжигание старой краски производят пламе-
нем паяльной лампы. После сжигания краски поверхность очи-
щают и протирают.
С окрашенной деревянной поверхности краску снимают при
помощи смывок.
Грунтование и шпатлевание поверхно-
с т и. Очищенную поверхность щита грунтуют при помощи щетин-
ной кисти № 20 грунтом следующего состава (в %):
Белила цинковые............................57,6
Сажа........................................1,2
Олифа натуральная...........................29,5
Сиккатив № 63 или № 64.......................2,9
Скипидар.....................................8,8
В качестве грунта можно пользоваться другой масляной
краской или глифталевым грунтом № 138.
Загрунтованной поверхности дают в течение суток высохнуть,
после чего ее шпатлюют. Шпатлевку наносят на загрунтованную
поверхность при помощи шпателя. Для этого наносят шпателем
два-три толстых мазка шпатлевки, а затем, нажимая на шпатель,
снимают все излишки шпатлевки и распределяют ее равномерно
по всей поверхности. На шпатлевке не должно оставаться цара-
.176
пин от твердых частиц и закраин, для чего шпатель держат во
время работы в правой руке под углом 30—45°.
При нанесении шпатлевки нельзя водить шпателем несколько
раз по одному месту, так как в этом случае шпатлевка крошится.
Приводим примерный состав шпатлевки (в %): •
Мел....................51,3
Шпат тяжелый . . . . 5,8
Охра...................9,1
Белила цинковые . . . 6,1
Сурик железный . . . 2,0
Сажа....................0,2
Масляный лак подмазочный 23,1
Вода....................2,4
Можно также пользоваться готовой шпатлевкой, выпускае-
мой лакокрасочными заводами.
Нанесенный слой шпатлевки оставляют на 2—3 часа, после
чего наносят второй, а через 2—3 часа третий слой.
Через 14—16 час. после нанесения последнего слоя произво-
дят шлифование, двигая равномерно кусок пемзы по смоченной
водой шпатлеванной поверхности щита. При этом зашлифовы-
ваются все неровности шпатлеванного слоя. Шлифованная по-
верхность должна быть совершенно ровной. После шлифования
щит вытирают насухо ветошью.
Случайные повреждения шпатлевочного слоя выправляют клее-
вой шпатлевкой. Клеевая шпатлевка состоит (примерная рецеп-
тура) из малярного клея вареного (5%), мела (70%), воды (20%),
масла (5%).
После высыхания поверхности (через х/2—1 час) проводится
зачистка шкуркой № 0.
Цель зачистки та же, что и шлифования, и производят ее
так же, но по сухой поверхности. По шлифованной поверх-
ности проводят сухой щетинной кистью, а затем приступают к
окраске.
Окраска поверхности. Зачищенную поверхность
окрашивают щетинной кистью № 20 или № 12. Оставшиеся после
окраски штрихи уничтожают при помощи флейца. Для этого
флейц легко, не нажимая, водят по окрашенной поверхности
в направлении, перпендикулярном направлению штрихов. После
флейцования штрихи на окрашенной поверхности не должны быть
заметны. Окраску производят масляной краской.
После высыхания краски (через 48 час.) следует вторая окра-
ска масляной или эмалевой краской и шлифование порошком пем-
зы с водой до получения равномерной матовости по всей поверх-
ности.
На этом подготовка поверхности заканчивается.
Значительно сокращается время подготовки поверхности при
применении быстро сохнущих материалов (нитроцеллюлозные
грунты и шпатлевка). Согласно ОСТ 10086—39 подготовка поверх-
12 с. В. Якубович 177
ности упрощается и сводится лишь к двухслойному покрытию
масля ной краской (белила цинковые Ml или М2) с сушкой каж-
Рис. 82. Кисти, применяемые при испытании лакокрасоч-
ных материалов:
1—плоские лабораторные щетинные кисти; 2—хорьковая кисть;
3—флейц барсучий; 4—ручник щетинный; 5—плоская щетинная
кисть.
дого слоя в течение двух суток при 20° с последующим шлифова-
нием пемзой с водой. На подготовленной тем или иным способом
Рис, 83. Шпатели:
I—стальной; 2—деревянный.
тачивают на шкурке
поверхности можно определять свойства
ряда лаков и эмалевых красок—свойство
наноситься на поверхность, «разливать»
и т. д. Перед нанесением каждого после-
дующего слоя лака или эмали предыду-
щий слой необходимо хорошо отшлифовать.
При определении свойства шлифоваться
следует каждый раз производить новую
подготовку масляной краской. Испытание
свойства полироваться нужно произво-
дить только по подготовке столярным
грунтом.
Шпатели и кисти, применяемые для
шпатлевки и окраски щитов, должны
быть соответствующим образом подготов-
лены. Для это деревянные шпатели под-
Ко 3, протирают сперва олифой, а затем
насухо ветошью; металлические шпатели подтачивают на шкурке
№ 3; корешки щетинных и волосяных кистей № 12 и № 20 пред-
варительно заливают масляным или спиртовым лаком и сушат за-
тем в течение 36—48 час. После этого кисти подвязывают25 кру-
178
ченым шпагатом так, чтобы неподвязанная часть была длиной
приблизительно 2—2,4 см. Подвязанную кисть подравнивают на
шкурке. Для окраски больших поверхностей рекомендуется поль-
зоваться широкими плоскими кистями.
На рис. 82 и 83 показаны кисти и шпатели, применяемые при
испытании лакокрасочных материалов.
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКОВ НАНОСИТЬСЯ НА ПОВЕРХНОСТЬ КИСТЬЮ
Свойство лака (краски) наноситься на поверхность определяют,
лакируя испытуемым лаком заранее подготовленный и окрашен-
ный деревянный или железный щит размером 200 x 400 мм. Ла-
кировку производят чистой щетинной или волосяной, подвязан-
ной кистью № 12. Лак наносят на все четыре края щита, после
чего его распределяют кистью по всей поверхности. Для полу-
чения равномерного слоя движения кисти должны быть вначале
параллельными, а затем перпендикулярными длинной стороне
щита. Кисть должна двигаться по щиту по возможности прямоли-
нейно и от одного края щита до другого. После этого обжатой ки-
стью у всех четырех краев щита снимают излишки лака и про-
изводят третью и последнюю штриховку в направлении, парал-
лельном длинной стороне щита. Свойство лака наноситься на по-
верхность считается удовлетворительным в том случае, если кисть
идет свободно и легко и лак за ней не «тянется».
В лакировочной комнате следует поддерживать абсолютную
чистоту. Абсолютно чистыми должны быть одежда и руки работ-
ника, производящего испытание, а также лакируемая поверхность
и кисти. По окончании испытания*щит вешают в вертикальном
положении таким образом, чтобы отлакированная поверхность
была обращена к стене.
Правильно лакированная поверхность не должна после вы-
сыхания давать отеков, присутствие которых указывает либо
на избыток на лакированной поверхности лака, либо на небреж-
ное выполнение лакировки.
Для определения свойства лаков и красок наноситься кистью
на поверхность предложен ряд объективных методов, основанных
на применении соответствующих приборов.
Так, например, в литературе описан прибор, состоящий из
круглого деревянного диска, который вращается в горизонталь-
ном положении с постоянной скоростью. Стандартная кисть для
красок укрепляется на рычаге, который соединен пружинами с
приспособлением, измеряющим нажим на кисть (см. также стр. 66).
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКОВ И ЭМАЛЕВЫХ КРАСОК «РАЗЛИВАТЬ»
(ОСТ 10086—39 м. И. 12)
Штрихи, оставшиеся на лакированной Поверхности после на-
несения лака или эмали, должны через некоторое время исчезнуть,
12* 179
а поверхность должна стать совершенно ровной и гладкой или,
как говорят, лак должен «разлить».
Свойство лака или эмали «разливать» считается:
1) удовлетворительным, если лак или эмаль «разливает»
не позднее чем через 10 мин. после нанесения;
2) замедленным, если лак или эмаль «разливает» через
10—15 мин. после нанесения;
3) неудовлетворительным, если лак или эмаль «не разливает»
по истечении 15 мин. после нанесения.
По ОСТ 18159—40 у всех масляных лаков штрихи от кисти
должны исчезать не позднее чем через 10 мин. после нанесения
лака.
В тех случаях, когда лакокрасочные материалы нанесены
распылением, устанавливают, ложится ли испытуемый материал
на поверхности ровным, гладким слоем, без образования «ряби»
(так называемая апельсиновая корка).
В. С. Киселев2 указывает, что причиной плохого разлива лака
является недостаточная уварка (недостаточная консистенция) его
при изготовлении.
Разлив, или растекание, лака или эмали в первую очередь
зависит от их поверхностного натяжения.
Чем ниже поверхностное натяжение лака, тем лучше он сма-
чивает поверхность и тем легче он при всех равных прочих ус-
ловиях (вязкость, температура и др.) растекается («раз-
ливает») .
По А. Я. Дриибергу4, помимо вязкости и поверхностного на-
тяжения, на «разлив» лака оказывает влияние и упругость пара
растворителя. При большой упругости пара растворитель уле-
тучится раньше, чем лак разольется по поверхности, вследст-
вие чего образуются неровности пленки. Разлив лака Дринберг
связывает также с текучестью лаковой основы. Если текучесть
лаковой основы, после улетучивания растворителя, достаточна,
то разлив лака будет хорошим.
Разлив можно улучшить, уменьшив поверхностное натяжение
лака введением, например, бутилового спирта.
Разлив эфироцеллюлозных лаков и красок улучшается также
после добавления высококипящих растворителей, замедляющих
процесс желатинизации пленки. Для улучшения разлива мас-
ляных лаков и эмалей рекомендуется прибавлять некоторые
низкомолекулярные кислоты, как, например, бензойную
кислоту.
И. А. Горловский и Н. А. Козулин4 указывают, что для хо-
рошего разлива красок необходимо, чтобы они обладали. стабиль-
ностью (уже при небольших усилиях сдвига), сравнительно вы-
сокой текучестью и такой структурной вязкостью, при которой
растекание заканчивалось бы до начала образования пленки
вследствие испарения растворителей или же процессов, происхо-
дящих в самой пленке.
180
ОПРЕДЕЛЕНИЕ ИЗБИРАТЕЛЬНОГО СМАЧИВАНИЯ ЛАКОВ ИЗМЕРЕНИЕМ
КРАЕВОГО УГЛА
Для определения свойства лаков «разливать» можно было бы
воспользоваться измерением поверхностного натяжения на по-
верхности соприкосновения жидкой и твердой фаз. Однако обыч-
ные методы позволяют измерять поверхностное натяжение лишь,
на поверхности раздела жидкость—жидкость или жидкость —
газ.
Определение поверхностного натяжения на границе жидкость—
твердое тело практически трудно осуществимо, и поэтому о нем
лишь косвенно судят по смачиваемости твердой поверхности
жидкостью.
При нанесении на твердую поверхность (3) капли жидкости (1)
касательная к поверхности раздела капля—воздух (2) в точке пе-
ресечения всех трех поверхностей образует с твердой поверхно-
стью определенный угол, называемый краевым углом 9.
Связь между величиной краевого угла и поверхностным натя-
жением на границе раздела перечисленных фаз выражается фор-
мулой
cos в = —
а12
Величину косинуса краевого угла считают мерой смачивания
В = cos 6
Принято считать, что в случае жидкостей, смачивающих твер-
дое тело. 9 < 90°, в случае жидкостей, не смачивающих,
6 > 90°.
Физический смысл приведенной выше формулы выражен
П. А. Ребиндером16 следующим образсм: «твердое тело тем лучше
(полнее) смачивается данной жидкостью 7, чем меньше ее поверх-
ностное натяжение на границе с воздухом2(з12) и чем меньше свобод-
ная поверхностная энергия—или разность полярностей на границе
жидкость—твердое тело 3 (з13), т. е. чем ближе по своей моле-
кулярной природе жидкость и твердое тело». Следовательно,
хорошее смачивание происходит в том случае, если силы сцепле-
ния между частицами твердого тела и жидкости больше или рав-
ны силам сцепления между молекулами самой жидкости. Отсюда
следует, что чем лучше растекаемость лака, тем прочнее прили-
пает его пленка к поверхности твердого тела.
Для определения степени смачивания («разлива») лаком ка-
кой-либо поверхности нам кажется наиболее целесообразным
определять смачивание этого лака измерением краевого угла.
181
Для этого26 каплю исследуемой жидкости наносят на твердую
поверхность, и проектируют каплю при помощи параллельного
светового пучка на экран; затем контур капли на экране очерчи-
вают (или фотографируют), про-
Рис. 84. Схема определения
краевого угла:
1—угол 9<90°; 2—угол 9>90°.
соту сегмента и его диаметр и рассчитывают
водят касательную и измеряют
краевой угол.
Для получения точных резуль-
татов необходимо иметь на экране
резкое изображение проекции
твердой поверхности в виде тон-
кой линии и резко очерченные
контуры капли.
Краевой угол можно также
измерять под микроскопом27 (про-
филь капли представляется в виде
шарового сегмента). Измеряют вы-
tgO (рис. 84).
Для углов 6<90° (рис. 84, /) tg6 =
для углов 0>9О° (рис. 84, 2) tg6 = --—
Пользуясь таблицей тригонометрических величин, находят
значения 6 и cosS.
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКОВ ШЛИФОВАТЬСЯ33
Многие лаки должны через определенное время после нане-
сения обладать свойством шлифоваться. Лакированную поверх-
ность шлифуют мелким порошком пемзы при помощи суконки;
поверхность предварительно протирают губкой, смоченной во-
дой. В результате такой обработки лакированная поверхность
становится матовой и гладкой. Шлифованную поверхность про-
мывают водой и протирают совершенно чистой замшей.
Согласно ОСТ 10086—39 М. И. 25 для определения свойства
нитроцеллюлозных покрытий шлифоваться применяют загрунто-
ванные пластинки, подготовленные следующим образом. Пластин-
ку покрывают грунтом М-138 и помещают в термостат при 110°.
По высыхании грунта, но не раньше че1М через 55 мин., пластинку
вынимают из термостата, загрунтованную поверхность шли-
фуют шкуркой № 00, а затем шпатлюют шпатлевкой М-175.
Шпатлевку наносят в два слоя с последующей сушкой при 110°
в течение не менее 1 часа 25 мин. Для получения равномерной
матовости поверхность дополнительно шлифуют порошком пем-
зы с водой.
182
Лак считается удовлетворительным, если поверхность после
шлифовки получается равномерно матовой и гладкой; лак считает-
ся неудовлетворительным, если после шлифовки на поверхности
лака остаются соринки, которые не удается зашлифовать, и если
поверхность лака при шлифовке разогревается или размягчается,
в результате чего нарушается цельность лакового слоя.
Для определения свойства лака шлифоваться можно также
воспользоваться специальным аппаратом17. Шлифуют в этом
случае порошком пемзы при помощи войлока или сукна,
а не кусковой пемзой. Количество воды, подаваемой на шлифуе-
мую поверхность, можно регулировать. Количественно свойство
лака шлифоваться можно выразить временем, необходимым для
получения равномерно матовой и гладкой поверхности лака.
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКОВ ВОЗОБНОВЛЯТЬ БЛЕСК (ГЛЯНЕЦ)
В малярной практике свойство лака снова приобретать после
шлифования блеск (глянец) называется способностью «выливать».
Возобновление глянца может происходить либо полностью
(по всей поверхности), либо местами (большая часть поверхности
остается матовой и глянец восстанавливается только на отдель-
ных частях поверхности). В обоих случаях лак признается неудо-
влетворительным33.
Если глянец после шлифования совершенно не восстанавли-
вается в срок, указанный в технических условиях, то лак счи-
тается удовлетворительные.
Значение свойства лаков (или эмалей) возобновлять глянец
заключается в том, что на матовой поверхности последующие
слои лака удерживаются более прочно, чем на блестящей, так как
в результате шлифования поверхность лакового слоя покрывается
множеством едва заметных царапин, в которые проникает лак
(или краска) последующего слоя. В результате такого проникно-
вения одного слоя лака в другой создается более прочное взаим-
ное сцепление.
Причины, вызывающие возобновление глянца у шлифован-
ного лака, недостаточно выяснены. Возможно, что свойство
лака «выливать» зависит от излишка масла и недостатка смолы.
Есть указания,, что возобновление глянца после шлифования может
быть также следствием преждевременного шлифования не вполне
просохшего лака.
Так, например, масляные лаки № 1 и 4 не должны возобнов-
лять глянца в течение 24 час. после шлифования.
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКА ПОЛИРОВАТЬСЯ
Полирование лаковой пленки производят не только для достиже-
ния определенного эстетического эффекта, но и для увеличения
183
стойкости лакокрасочного покрытия. Полированные поверхности'
слабее удерживают на себе пыль, влагу и газы, а также луч-
ше отражают солнечные лучи, разрушающие лакокрасочные по-
крытия .
Легкость полирования, а также сила блеска, достигаемая поли-
рованием, зависят от качества лакокрасочной пленки и от материа-
лов, которыми производят полирование.
Полирование пленки масляного лака производят ватным тампо-
ном, смоченным ректифицированным спиртом или спиртом-сыр-
цом. Кроме того, на тампон помещают 2—3 капли сырого льня-
ного масла. Тампон состоит из ватного шарика, обернутого мар-
лей. Чтобы отполировать поверхность, тампон, смоченный не-
большим количеством спирта, водят, слегка нажимая, кругооб-
разными движениями по лакированной поверхности. Если
полирование какого-либо участка поверхности производить
продолжительное время, спирт может повредить лаковую-
пленку.
Лак считается удовлетворительным, если после полирования
испытуемый образец имеет такой же глянец, как и эталон; время
полирования испытуемого образца не должно превышать времени:
полирования эталона33.
При испытании нитролаков и нитроэмалей вместо спирта при-
меняют предварительно испытанную полировочную пасту и по-
лировочную воду. Полированную поверхность после полирования
необходимо вытереть чистой ватой. Согласно ОСТ 10086—39
М. И. 27 для испытания применяется полировочная паста № 289
и полировочная вода.
Точно таким же образом можно испытать полирующие свой-
ства полировочной пасты и воды, но в этом случае испытуемой
пастой производят полирование поверхности, покрытой нитрола-
ком или нитроэмалью, заведомо обладающими способностью хо-
рошо полироваться.
Для определения полирующего свойства паст можно также
применять различные приборы, в которых полирование производит-
ся трением одной поверхности о другую.
Конец полирования (степень блеска) можно определять не на
глаз, а при помощи различных приборов для определения блеска
(см. ниже).
Степень шероховатости покрытий может быть проверена про-
филографом. Как указывает В. В. Чеботаревский28, при нане-
сении авиационных эмалей кистью на поверхности остаются
штрихи, вершины которых образуют бугорки высотой до 16—18 р.
При нанесении этих эмалей распылителем шероховатость рав-
на 6—8 р.
Глянцевые нитроэмали при нанесении распылителем дают
шероховатость порядка 4—5 р. После шлифовки пемзой шерохо-
ватость равна 2—3 р, а путем полирования можно получить шеро-
ховатость не более 1р.
184
ОПРЕДЕЛЕНИЕ ПОЛИРУЮЩИХ СВОЙСТВ ПОЛИРОВОЧНЫХ МАТЕРИАЛОВ
И ИСПЫТАНИЕ СВОЙСТВ ПЛЕНОК (ПОКРЫТИЙ) ПОЛИРОВАТЬСЯ
полирующих свойств покрытий:
1—полировальник; 2—вращающаяся площадка; з—
динамометр; 4—шкив; 5—мотор; 6—кольцо; 7—ис-
пытуемая накраска; 8—гайки; 9—груз; ю—шнур;
11—барабан; 12—шкала; 13—диск.
Трудоемкость и эффективность полирования лакокрасочных
покрытий зависят от свойств полировочного материала и от свойств
самого покрытия.
Для объективной характеристики этих свойств в НИИЛК2*
разработан метод испытания на специальном приборе.
Сущность метода за-
ключается в полировании
накрасок вращающимся
полировальником и ди-
намометрическом опре-
делении затрачиваемого
при этом усилия. Оцен-
ка трудоемкости поли-
рования характеризует-
ся количеством работы,
затраченной на полиро-
вание единицы поверх-
ности пленки в опреде-
ленных условиях.
Прибор НИИЛК
(рис. 85) состоит из по-
лировальника 1 (диа-
метр 60 мм и толщина
20 мм), вращающейся
площадки 2 (125x125
мм) и рычажного дина-
мометра 3. Полироваль-
ник приводится во
вращательное движение
Посредством кольца 6 на полировальнике закрепляется флане-
левая покрышка. Испытуемая накраска 7 закрепляется на пло-
щадке 2 при помощи двух планок и четырех болтов с гайками 8.
Испытуемый полировочный состав наносят на фланелевую
покрышку полировальника, поднимая площадку 2.
Полируемая пластинка прижимается к рабочей поверхности
полировальника под определенным давлением, зависящим от веса
йлощадки и величины груза 9. Величина сообщаемого площадке
вращающего момента определяется при помощи рычажного ди-
намометра 3, связанного шнуром 10 с барабаном 11 (диаметр
30 мм). По положению указателя динамометра на шкале 12 от-
считывают силу F в пределах от 0 до 800 г.
Для проведения испытания на стеклянные пластинки разме-
ром 90X 120 мм наносят распылителем несколько слоев нитрола-
ка или нитроэмали. После высыхания пленку шлифуют водостой-
кой шлифовочной бумагой (№ 360 или № 400) с водой. Затем укреп-
185
при помощи шкива 4 от мотора 5.
ляют пластинку на площадке 2 окрашенной стороной вниз. На
фланелевую покрышку полировальника наносят взвешенное ко-
личество полировочной пасты, распределяя ее равномерно по
всей рабочей поверхности. После этого на диск 13 площадки 2
устанавливают груз 9 весом 100 г, опускают площадку на поли-
ровальник и включают мотор. Показания динамометра отмечают
каждые 30—60 сек. Испытание продолжается 3—5 мин. Отсчи-
тываемая на динамометре сила F прямо пропорциональна трению
и характеризует затрачиваемое усилие при полировке.
Количество работы W, затраченное на полирование единицы
поверхности пленки (трудоемкость полирования), определяют
по формуле
где Ц7—работа, затраченная на полирование единицы поверхности,
в кг/см;
R —радиус барабана;
п —число оборотов полировальника;
F —показания динамометра;
t —время полирования.
Впоследствии в НИИЛК была разработана новая модель при-
бора с самопишущим приспособлением30.
ОПРЕДЕЛЕНИЕ СВОЙСТВА ЛАКОКРАСОЧНЫХ Г МАТЕРИАЛОВ НАНОСИТЬСЯ
НА ПОВЕРХНОСТЬ РАСПЫЛЕНИЕМ
Так как окраска распылением является в настоящее время
одним из самых распространенных методов нанесения большин-
ства лакокрасочных материалов на поверхность, то при испыта-
нии этих материалов необходимо определить их «способность рас-
пыляться», а также качество пленки, получаемой при нанесении
материала на окрашиваемую поверхность распылителем.
Эти испытания производят при помощи специальных распы-
лителей или пульверизаторов. При окраске распылителем лак
или краску, распыленные на мельчайшие частицы, наносят рав-
номерным слоем на лакируемую поверхность. Распыление лакокра-
сочных материалов производится воздухом, сжатым под давле-
нием 2—3 атм. Для окраски распылителем пригодны лаки и
краски только определенной вязкости.
Определение свойства лака или краски распыляться произ-
водят, закрашивая испытуемым материалом деревянную или же-
лезную поверхность, подготовленную в соответствии с требова-
ниями, предъявляемыми к данному лаку. Так, например, для
испытания масляных лаков и эмалей поверхность подготовляют,
как было указано выше; для испытания нитролаков и нитроэмалей
при нанесении на металлическую поверхность последнюю необ-
186
ходимо также загрунтовать и зашпатлевать. В этом случае масля-
но-смоляные грунты и шпатлевки перед нанесением нитролака
сушат при 100—110°.
Окраску распыленная следует производить в специальной
комнате, в которой установлена распылительная камера с хо-
рошей вентиляцией. Отмечают все явления, происходящие при
Рис. 86. Краскораспылитель КР-10. Рис. 87. Краскораспылитель КР-30.
окраске распылением испытуемыми лаками и красками: образо-
вание подтеков, потускнение или побеление лаковой пленки и
т. д. Доброкачественный лакокрасочный материал, предназначен-
ный для окраски распылителем, должен образовать равномерную,
совершенно гладкую, блестящую пленку. В специальных случаях
пленка может быть и матовой.
Известны распылители самых разнообразных конструкций.
В СССР выпускаются краскораспылители марки КР различ-
ных типов, отличающиеся способом подачи лакокрасочных ма-
териалов и формой окрасочной струи31. Для лабораторных работ
наиболее пригодными являются краскораспылители типа КР-10
и КР-30. В распылителе КР-Ю (рис. 86) стакан для краски смон-
тирован на верхней части корпуса и краска подается самотеком.
В распылителе КР-30 (рис. 87) стакан смонтирован в нижней ча-
187
сти корпуса и краска подается эжекцией. В головках обоих рас-
пылителей имеются боковые отверстия для сжатия воздухом струи
Рис. 88. Краскораспылитель (разрез):
1—корпус; 2—ручка; 3—крючок; 4—ось крючка; 5—вилка; в—го-
ловка; 7—сопло краски; 8—игла; 9—муфта иглы; 10—кольцо воз-
духа; 11—верхний патрубок; 12—нижний патрубок; 13—заглушка;
14—пружина; 15—воздушная трубка; 16—кольцо для подвешива-
ния краскораспылителя.
краски, что дает возможность изменять круглую струю на плос-
кую. В качестве источника сжатого воздуха для окраски распыли-
телем можно применять компрессор производительностью около
15 мЧчас при давлении до 4 атм или пользоваться сетью, подаю-
щей сжатый воздух соответствующего давления. Необходимо,
чтобы сжатый воздух был чистым, для чего его предварительно
пропускают через масл оводоотд ел итель. Устройство краскорас-
пылителя видно из рис. 88.
ЛИТЕРАТУРА
(.Богатырев П. М., Комплексные соединения линоксина (льняных
пленок) с металлами, Кандидатская диссертация, 1947.
2. К и с е л е в В. С., Олифа и лаки, 3-е изд., Госхимиздат, 1940.
3. Дринберг А. Я., Химия и технология пленкообразующих веществ,
Химтеорет, 1935.
188
4. Дринберг А. Я., Технология пленкообразующих веществ, Гос-
химиздат, 1948.
5. Г а р Д н е р Г., Физнко-хнмнческие исследования лаков и красок, Гос-
научтехиздат, 1931.
6. Дринберг А. Я. н Варламов В. С., Жиры и масла как плен-
кообразователн, Пищепромиздат, 1940, стр. 182.
7. Р н и о в а Л. Я. и Львова Е. И., Техника окраски, т. II, 1941,
стр. 50—52.
8. Зиновьев А. А., Лаки и нх применение, ГНТИ, 1931.
9. К о б е к о П. П., Физико-химические свойства диэлектриков, Госхим-
техиздат, 1934.
10. Киселев В. С., ПОХ, 21, 502 (1927).
11. Лазарев А. М. н Острин С. 3., Труды института лаков и кра-
сок, вып. II, 1939.
12. Ш а р о в М. Я. и Ш у л ь п и н Б. И., Руководство по вневойско-
вому ремонту лакокрасочных покрытий самолетов, Воениздат, 1947.
13. Дринберг А. Я. и Тихонова В. М., ЖПХ № 11—12, 997
(1943).
14. Др иибер г А. Я., За лакокр. индустрию № 1, 9 (1936).
15. Якубович С. В. н Стогов Б. С., Маляр, стекольщик, кровель-
щик № 5—6, 9 (1932).
16. Р е б и н д е р П. А., Физико-химия флотационных процессов, Метал-
лургиздат, 1933, стр. 296.
17. Я к у б о в и ч С. В., Физико-механические испытания лакокрасочных
материалов и покрытий, ГОНТИ, 1938.
18. Гольденштейн Е. Я. и Клемптнер С. М., ПОХ 3, 179
(1939).
19. Рейбман А. И. и Венедиктова А. С., Техника окраски,
т. II, 1941, стр. 16—18.
20. Дринберг А. Я. и Варламов В. С., Жиры и масла как плеи- *
кообразователи, Пищепромиздат, 1940, стр. 197.
21. Лазарев А. М. и Острин С. 3., Труды института лаков и кра-
сок, т. II, 1939.
22. Ямщиков, Жури, резиновой промышленности VIII, 3, 197 (1932).
23. W i 1 b о г п F., Physikalische und technologische Prnfverfahren fnr Lacke
und ihre Rohstoffe, 1944.
24. Якубович С. В. и Гольдберг M. M., Малярное дело № 8—
9, 17 (1932).
25. Рево А. Я., Малярные и стекольные работы, ОНТИ, 1935.
26. Т а у б м а и А. Б., Руководство к лабораторным занятиям по физико-
химии коллоидов, Цветметиздат, 1932.
27. Путилова И. Н., Руководство к практическим занятиям по кол-
лоидной химии, Госхимиздат, 1948.
28. Неметаллические материалы, их обработка и применение, под ред. В. Г.
Калюжного, Оборонгиз, 1949.
29. Острин С. 3., Труды института лаков и красок, вып. II, 1939,
стр. 138.
30. Якубович С. В. и Терло Г. Я., Физико-химические методы
испытания лакокрасочных материалов, Оборонгиз, 1940.
31. Латышев А. А. и С таркова А. Д., Алюминиевая асфальто-
битумная краска, Госхимиздат, 1949.
32. ОСТ 10086—39 М. И. 17.
33. ОСТ 10086—39 М. И. 24; М. И. 26.
ЧАСТЬ ЧЕТВЕРТАЯ
ФИЗИКО-МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ (ПЛЕНОК)
ГЛАВА 1 t
НЕКОТОРЫЕ ВОПРОСЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
ЛАКОКРАСОЧНЫХ ПЛЕНОК
Разнообразнейшие пленкообразователи, применяемые в ка-
честве защитных покрытий, либо являются высокомолекуляр-
ными соединениями (эфиры целлюлозы, полимеризапионные смо-
лы—поливинилхлорид, полистироловые, поливинилацетатные и
др.), либо превращаются в высокомолекулярные соединения в
процессе образования пленки (масла и др.).
Все высокомолекулярные соединения по В. В. Коршаку и
Р. Рафикову1 подразделяют на два больших класса: карбоцеп-
ные соединения, т. е. такие соединения, цепь которых построена
только из углеродных атомов (каучук, поливинилхлорид, поливи-
нилацетат, полистирол и т. п.), и гетероцепные соединения, т. е.
такие соединения, цепь которых состоит, кроме углеродных ато-
мов, из атомов других элементов (кислород, азот, сера и др.).
Каждый из этих двух основных классов подразделяется на от-
дельные группы в зависимости от строения цепи, наличия в них
двойных связей и др.
Основными способами получения высокомолекулярных (вы-
сокополимерных) соединений являются две реакции: полимери-
зация и поликонденсация, в результате которых возникает длин-
ная цепь макромолекулы (В. В. Коршак).
По строению макромолекул высокомолекулярные соединения
делят на соединения, молекулы которых имеют цепочечную, ли-
нейную или разветвленную структуру, и на соединения, имеющие
плоскостные или объемные (трехмерные) структуры2.
Наиболее многочисленную группу высокомолекулярных соеди-
нений составляют вещества с линейным строением макромолекул.
Таковы полиэтилен, поливинилхлорид, поливинилацетат, поли-
стирол и т. д., приобретающие все большее и большее значение
в качестве защитных покрытий.
Высокополимерные вещества обладают одновременно большой
прочностью и высокой эластичностью.
Как указывает В. А. Каргин3, при изучении деформации вы-
190
сокополимеров необходимо разграничивать процессы упругой
(высокоэластической) деформации и процессы течения.
. Упругой деформацией называется полностью обратимый про-
цесс, при котором после снятия нагрузки тело самопроизвольно
принимает исходную форму. Течение же является процессом
необратимым.
Большое значение при упругой деформации играют релакса-
ционные процессы (релаксация напряжения, упругое последей-
ствие). Релаксационные процессы, т. е. процессы постепенного
исчезновения упругих напряжений в теле в процессе деформации,
резко выражены у высокополимерных веществ. Это обусловлено
сложной перегруппировкой гибких цепных молекул, связанной
с преодолением сил взаимодействия между ними. Время релак-
сации у высокополимеров может достигать иногда многих
месяцев5.
Исходя из этого, общее представление об упругости, по ко-
торому материал мгновенно принимает исходную форму после
прекращения деформации, является неверным. Материал может
не мгновенно принять исходную форму после прекращения де-
формации и тем не менее быть упругим.
Работы А. П. Александрова, В. А. Каргина, П. П. Кобеко
и др3, показали, что процессы упругой деформации различных
высокополимеров принципиально сходны, различие же в поведе-
нии отдельных групп этих веществ обусловлено различным вре-
менем релаксации, а не различием в механизме самих процессов.
Время релаксации уменьшается с повышением температуры или
при набухании материала. Это обстоятельство имеет большое
значение при установлении условий испытания упругих свойств
материалов, так как при повышенной температуре, а также при
повышенной влажности (особенно в случае набухающих материа-
лов) время релаксации будет меньшим, чем при обычной темпе-
ратуре и нормальной влажности4.
К материалам, для которых релаксационные явления не иг-
рают существенной роли, применим закон Гука5.
Согласно закону Гука величина деформации прямо пропор-
циональна приложенному напряжению, т. е. силе, отнесенной
к единице площади поперечного сечения:
а = Es
где □ —напряжение;
е —относительное удлинение, т. е. отношение удлинения
A I к начальной длине образца /0;
Е—константа, характеризующая упругие свойства тела и
называемая модулем Юнга или модулем упругости.
В случае высокоэластической деформации, при которой время ре-
лаксации играет существенную роль, закон Гука уже неприменим.
Не только релаксационные явления, но и скорость деформации
191
имеют большое значение при Определении свойств пленок высоко-
полимерных веществ, и без учета этих явлений невозможно пра-
вильное испытание высокополимерных соединений. Это следует из
работ А. П. Александрова, П. П. Кобеко, В. А. Каргина, Ю. С.
Лазуркина, Г. Л. Слонимского и др.3>4> 7, и, 13, 56
Если материал деформируется медленно, он успевает релак-
сировать и деформации будут велики. При повышении скорости
деформации материал становится как бы более жестким, а при
больших скоростях деформации эластичный материал ведет себя
как хрупкое тело5. Например, каучук при очень больших скоро-
стях деформации может растрескиваться, как стекло (А. П. Алек-
сандров).
При испытании лакокрасочных пленок, полученных из высо-
кополимерных веществ (эфиры целлюлозы, полиакриловые смо-
лы, поливинилхлорид и др.), наблюдаются такие же явления.
Так, например, при испытании эластичности пленок при вытяжке
подложки на прессе (стр. 257) получаются различные результаты
в зависимости от скорости вращения штурвала, т. е. от скорости
проникновения шарика в пленку. При большой скорости вращения,
т. е. при большой скорости деформации, эластичная пленка
может растрескаться; чтобы не допустить этого и устанавливается
определенная скорость вращения штурвала.
То же самое происходит при медленном или быстром изгибе
пленки, при резком ударе, при испытании пленки на эластоме-
тре НИИЛК и т. п.
При испытании эластичности пленок, например, на эласто-
метре (стр. 259) необходимо также учитывать зависимость дефор-
мации от времени, так как пренебрежение этой зависимостью ча-
сто приводит к тому, что оставшуюся еще неравновесную часть
высокоэластической (обратимой) деформации принимают за оста-
точную деформацию (Г. Л. Слонимский)5.
Величина деформации возрастает со временем при постоянно
действующей растягивающей силе, что объясняется5 развивающей-
ся во времени перегруппировкой цепных молекул. Из этого сле-
дует, что при определении эластичности пленок высокополимеров
необходимо учитывать время, в течение которого пленка находится
в растянутом состоянии. При снятии растягивающей силы плен-
ка начнет постепенно сокращаться в результате перегруппировки
цепных молекул в обратном направлении, которые с течением
времени возвращаются к исходной структуре (явление упругого
последействия). Из этого следует, что необходимо учитывать
время, нужное для сокращения растянутой пленки после снятия
растягивающей силы.
Большое значение релаксационные процессы имеют при низ-
ких температурах и вообще в той области температур, которая
лежит вблизи температуры стеклования (Tg) материала. В этих
случаях время релаксации становится большим.
По А. П. Александрову6 понижение температуры и увеличение
192
скорости деформации приводят к аналогичному уменьшению
упругих свойств высокополимеров. Это обстоятельство имеет боль-
шое значение при изучении морозостойкости пленок, т. е. при
изучении изменения механических свойств пленок при низких
температурах (см. стр. 424 и сл.).
В свете новых представлений о свойствах высокополимеров
необходимо при применении физико-механических методов испы-
тания лакокрасочных пленок учитывать процессы релаксации
при различных скоростях деформации пленок, различных темпе-
ратуре, влажности и времени испытаний, что до сего времени
во внимание не принимали.
Это относится ко всем высокополимерным веществам, для ко-
торых вследствие особенностей их структуры характерно, как
указывалось, сочетание высоких упругих свойств, большой
прочности и сильно выраженных релаксационных явлений.
Молекулы высокополимерных веществ состоят из очень боль-
шого числа одинаковых молекулярных групп (звеньев), соединен-
ных химическими связями в громадные гибкие цепеобразные
молекулы. Гибкость этих молекул обусловливает высокие упру-
гие свойства высокополимеров, а взаимодействие между цепными
молекулами, слагающееся из взаимодействия сотен отдельных
звеньев, обусловливает высокую прочность.
Релаксационные процессы обусловлены тем, что гибкие цеп-
ные молекулы медленно изменяют свою форму вследствие того,
что они перепутаны и сильно взаимодействуют друг с другом3.
Для исследования процессов деформации высокополимеров при-
меняется или прибор Поляньи (стр. 270), или же частотный
прибор А. П. Александрова4- 13 (стр. 271), в котором испыта-
ния можно проводить в широком интервале скоростей деформации.
Как показали В. А. Каргин и Т. И. Соголова70, аморфно-жидкие
линейные полимеры Смогут находиться в трех физических состоя-
ниях: стеклообразном, высокоэластическом и вязкотекучем, и
для каждого из этих состояний характерен определенный ком-
плекс физико-механических свойств материалов.
Существенной особенностью аморфных полимеров, как указы-
вают авторы, является то, что при повышении температуры они
из стеклообразного состояния переходят в высокоэластическое, а не
непосредственно в текучее, как это наблюдается у обычных
стекол.
В стеклообразном состоянии полимер обладает свойствами твер-
дого тела. При повышении температуры он переходит из твердого
состояния в высокоэластическое, а при дальнейшем повышении
температурь!—в вязкотекучее состояние.
В различных температурных областях перехода полимеров из
одного состояния в другое в нем развиваются различные виды де-
формации. В стеклообразном состоянии в полимере развиваются
истинно упругие деформации; в высокоэластическом состоянии
наряду с такими упругими деформациями начинают развиваться
13 С. В. Якубович 193
Температура, *С
Рис. 89. Схематическое изображение за-
висимости деформации от температуры.
Таким образом, величина (Тf
высокоэластического состояния.
высокоэластические (обусловленные наличием длинных гибких
цепных молекул); в вязкотекучем состоянии наряду с высокоэлас-
тическими деформациями начинают развиваться заметные необра-
тимые деформации. При более высоких температурах наступает
истинное течение полимеров, приближающееся по своему харак-
теру к течению обычных жид-
костей .
В соответствии с нали-
чием трех состояний полиме-
ров имеются две температур-
ные области перехода поли-
мера из одного состояния
в другое: температура стекло-
вания Т и температура те-
чения Tf.
Температура стеклования
отделяет область стеклооб-
разного состояния от высоко-
эластического, а температура
течения —высокоэластическо-
го состояния от области вяз-
котекучего (рис. 89).
—Т ) характеризует область
В. А. Каргин и Т. И. Соголова70 на примере полиизобутиле-
на показали, что величина (Tf—Т ) связана с молекулярным ве-
сом уравнением, выведенным ранее теоретически В. А. Карги-
ным и Г. Л. Слонимским71:
lg N = А б(77,—гу)—
ё С + (Tf — Tg),
где N —степень полимеризации;
А, ВиС — эмпирически определяемые константы, связанные со
свойствами низших гомологов.
Авторы показали, что при помощи этого соотношения можно
определять молекулярный вес полимеров по его механическим
свойствам. Механические свойства полимеров изучались при по-
мощи так называемых динамометрических весов Каргина (стр. 263).
Весьма перспективным следует считать применение такого мето-
да для изучения связи между структурой различных полимеров и
механическими и эксплуатационными свойствами получаемых из
них покрытий, а также для изучения изменения структуры лако-
вых пленок в процессе их старения. Особое значение приобретает
разработка весьма точных, объективных методов испытания
лакокрасочных покрытий в широком интервале температур,
охватывающем все три состояния пленкообразующего.
Эти вопросы освещены в специальной литературе1-3’7’56,70'71,72-
ГЛАВА 2
ПОЛУЧЕНИЕ ПОКРЫТИЙ РАВНОМЕРНОЙ ТОЛЩИНЫ
Одним из основных условий правильной оценки результатов
испытания лакокрасочных покрытий является получение покры-
тия (пленки) равномерной и определенной толщины, не говоря
уже о том, что перед нанесением покрытия поверхность (подложка)
должна быть соответствующим образом подготовлена.
Ввиду большого разнообразия лакокрасочных материалов и ро-
да поверхности, на которой они испытываются, нет единого спосо-
ба нанесения материала, равно как и единого способа подготов-
ки поверхности. В зависимости от применяемого лакокрасоч-
ного материала и назначения испытания встречается необходи-
мость наносить его на поверхность различными способами: кистью,
распылением, окунанием, на вальцах, ножом и т. п.
При испытании многослойных покрытий необходимо обратить
внимание на соблюдение равномерной толщины каждого отдель-
ного слоя (грунт, промежуточные слои, верхние слои).
ОБЩИЕ МЕТОДЫ ПОЛУЧЕНИЯ ПОКРЫТИЙ (ПЛЕНОК)
Описанные ниже методы пригодны для получения пленок из
различных лакокрасочных материалов на любой поверхности.
Перед нанесением материала необходимо подготовить поверхность
и испытуемый лакокрасочный материал.
Подготовка поверхности, а) Поверхность пластинок из
черной жести (размеры 90 х 120 мм, 70x150 мм или др.) очищают
наждачной шкуркой № 280 и № 360 до полного удаления ржавчи-
ны и окалины и протирают затем сухой тканью, смоченной
бензином или спиртом.
б) Поверхность дуралюминовых пластинок (размеры 90X 120 .щи,
150x250 мм или др.) протирают чистой тканью, смоченной авиа-
бензином марки Б-70, и затем насухо вытирают замшей или
фланелью.
в) Поверхность деревянных (фанерных) пластинок (размеры
70 х 150 мм, 150 x 250 мм или др.) тщательно зачищают стеклянной
шкуркой и обметают волосяной кистью.
13*
195
г) Поверхность стеклянных пластинок промывают горячей
мыльной водой и насухо вытирают чистой тканью или сушат на
воздухе. Перед окраской пластинку протирают тканью, смочен-
ной бензином, спиртом или другим растворителем.
Подготовка лакокрасочного материала.
Все непигментированные материалы (олифы, лаки) перед нанесе-
нием необходимо отфильтровать сквозь шелковую или медную сет-
ку. Образовавшуюся на поверхности лака или олифы пленку пред-
варительно удаляют.
Все пигментированные материалы (краски, эмали) перед нане-
сением тщательно перемешивают и фильтруют через медную сет-
ку с числом отверстий не менее 2400 на 1 см2. Образовавшуюся
на поверхности красок пленку предварительно подрезают и уда-
ляют.
В зависимости от технических условий материал перед нане-
сением разбавляют соответствующим растворителем до необхо-
димой вязкости. Так, например, для разбавления масляных кра-
сок, лаков и эмалей применяют скипидар, бензин, лаковый керо-
син, ксилол; для нитроцеллюлозных лаков и красок—раствори-
тель РДВ; для перхлорвиниловых лаков и красок—растворитель
Р-4; для глифталевых и пентафталевых лаков и красок— ксилол;
для лаков и красок на модифицированных фенольных смолах—
ксилол, сольвент-нафта; для кремнеорганических лаков—бензол,
ксилол.
При нанесении лакокрасочных материалов на подложку для
получения пленки определенной толщины необходимо исходить
из предварительно рассчитанного количества материала или из
установленных норм расхода. В зависимости от применяемого ма-
териала и условий испытания, лакокрасочный материал наносят
на поверхность различными способами.
Нанесение кистью. Кисть предварительно смачи-
вают в испытуемом материале и слегка отжимают. Затем наносят
лакокрасочный материал на несколько участков окрашиваемой
поверхности и быстрой продольной и поперечной штриховкой рас-
пределяют его тонким равномерным слоем, не допуская пропусков
между штрихами и образования потеков.
Масляные краски после нанесения кистью флейцуют.
Нанесение распылителем. Лакокрасочный ма-
териал наносят на поверхность скрещенным слоем—сначала го-
ризонтальными и затем тотчас же вертикальными рядами, не до-
пуская между отдельными рядами пропусков. Для получения рав-
номерного слоя необходимо соблюдать определенное расстояние
между распылителем и окрашиваемой поверхностью (150—200 мм)
и постоянную скорость движения распылителя вдоль поверхно-
сти (8—10 см/сек).
Для лабораторных работ рекомендуется применять краско-
распылители марки КР-10 или КР-30 (стр. 187). Рабочее
давление 3,5 атм. Диаметр сопла 1,8 мм.
196
Нанесение окунанием. Пластинку окунают на
несколько секунд в лакокрасочный материал, после чего ставят
на 10—20 мин. под углом 45°. Когда избыток материала стечет и
полученный таким образом первый слой высохнет, пластинку дру-
гим концом снова погружают на несколько секунд в лакокрасоч-
ный материал, вынимают и ставят ее на 10—20 мин. под углом 45°.
После этого производят сушку покрытия согласно техническим
условиям.
Для получения более равномерного слоя определенной толщи-
ны пользуются специальными автоматическими установками, обес-
печивающими определенную скорость подъема. Такая установка
описана ниже.
Нанесение наливом. На пластинку наливают ла-
кокрасочный материал и ставят ее на 10—20 мин. под углом 45°,
для того чтобы удалить избыток материала. Получение
равномерной пленки может быть достигнуто, если пластинку
положить на нивелировочный столик (строго горизонталь-
ную поверхность).
После высыхания первого слоя на пластинку, но уже с друго-
го конца, наливают лакокрасочный материал вторым слоем и даль-
ше поступают так же, как описано выше.
Нанесение шпателем. Для нанесения шпатлев-
ки равномерным слоем определенной толщины при помощи шпа-
теля пользуются специальными рамками и трафаретами. Спо-
соб нанесения описан ниже (стр. 449).
ПОЛУЧЕНИЕ ПЛЕНОК РАВНОМЕРНОЙ ТОЛЩИНЫ РАСПЫЛЕНИЕМ
ПРИ ПОМОЩИ АВТОМАТИЧЕСКОЙ УСТАНОВКИ
Для получения равномерной пленки определенной толщины
распылением необходимо контролировать скорость распыле-
ния, диаметр сопла, консистенцию краски и ее концентрацию,
т. е. процент нелетучих веществ.
При всех прочих равных условиях толщина пленки обратно
пропорциональна скорости движения распылителя.
Таким образом, меняя скорость равномерного движения рас-
пылителя, можно получать равномерное покрытие желаемой тол-
щины. На этом принципе устроены различные автоматические
установки0, где движение пистолета происходит от цепного
механизма, соединенного рядом зубчатых передач с мо-
тором.
Скорость движения распылителя регулируют изменением пере-
даточного числа у шестерен.
Окрашиваемые пластинки помещаются на столе под линией
Движения пистолета.
197
ПОЛУЧЕНИЕ ПОКРЫГИЙ РАВНОМЕРНОЙ ТОЛЩИНЫ ПРИ ПОМОЩИ НОЖЕЙ
В литературе9’10-12 описываются различные методы получения
пленок равномерной толщины с применением ножевых устройств.
В качестве ножа применяют прямой стальной стержень, под
который помещают испытуемую пластинку.
Краску заливают в пространство между ножом и задней стен-
кой прибора. Расстояние между ножом и пластинкой регули-
руется микрометрическим винтом, после чего испытуемая пла-
стинка передвигается под ножом (рис. 90).
Рис. 90. Прибор для нанесения пленок равномерной толщины.
Пластинка с равномерным слоем краски для сушки помещается
на строго горизонтальную поверхность. Для регулирования
толщины слоя можно также пользоваться стальными щупами
(калиброванные пластинки). Применяют также набор стальных
стержней со скошенным ребром и определенным зазором между
ребром и концами.
В зависимости от зазора у ножа можно получать пленки раз-
личной толщины9.
Применяют также стальные трубки различного диаметра, в
которых часть основания вырезана. Высота выреза регулирует
толщину покрытия. Краску наливают в трубку и размазывают
ее по поверхности движением трубки, причем вырез должен быть
направлен в сторону, противоположную от испытателя. Шири-
на покрытия соответствует примерно диаметру трубки.
Прибор НИИЛК14 Для получения пленок равномерной тол-
щины состоит из стального ножа 1 (рис. 91), который прикрепляет-
ся при помощи гаек 2 к держателю 3. Последний позволяет вести
лезвие ножа на определенном расстоянии от поверхности пла-
стинки, на которую наносят краску. Щели 4 в ноже дают возмож-
ность установить лезвие ножа от подложки на расстоянии от
0 до 3 мм в зависимости от необходимой толщины пленки.
Для нанесения пленки наливают взвешенное количество лака
или краски на один конец поверхности (подложки) и, передвигая
198
прибор, распределяют краску равномерным слоем. Лак или кра-
ска проходят через щель прибора, на подложке остается равномер-
ный слой, толщина которого рав-
няется толщине щели прибора. Тол-
щину щели устанавливают по кали-
брованным стальным пластинкам.
Ножевой способ нанесения приго-
ден для лакокрасочных материалов
любого типа. Следует указать, что
равномерность толщины пленки по
всей поверхности зависит главным
образом от гладкости самой пластин-
ки. Поэтому при нанесении ножом,
как, впрочем, и при других способах
нанесения, необходимо применять
пластинки с ровной поверхностью.
Наилучшие результаты получа-
ются на зеркальном стекле или на
хорошо отполированных металличе-
Рис. 91. Прибор НИИЛК для
нанесения пленок равномерной
толщины:
1—стальной нож; 2—гайки; з—дер-
жатель; 4—щели в ‘ноже.
ских пластинках, но применение
таких пластинок можно рекомендовать только для получения
свободных пленок. Для испытаний пленок на подложке пользу-
ются обычными стеклянными и металлическими пластинками.
ПОЛУЧЕНИЕ ПЛЕНОК РАВНОМЕРНОЙ ТОЛЩИНЫ ОКУНАНИЕМ ПРИ
ПОМОЩИ АВТОМАТИЧЕСКОГО ПРИБОРА
Для получения покрытий равномерной толщины окунанием
можно рекомендовать следующий простой прибор15.
Прибор (рис. 92) состоит из ме-
таллической ванны 1, которая нахо-
дится внутри деревянного ящика 2,
служащего термостатом. Внутри
ящика находятся электрические лам-
пы 5; регулируя время горения и
меняя количество включенных ламп,
можно довольно легко установить
необходимую температуру. Через от-
Рис. 92. Установка для окунания:
1—ванна; 2—ящик; 3—электрические лампы;
4—нить; 5—блок; б—ступенчатый валик; 7—мо-
тор; 8—крючки; 9—пластинка; 10—рубашка.
верстие в крышке ящика проведены нити 4, переброшенные через
блок 5 и наматывающиеся на ступенчатый валик 6, приводимый
199
в движение мотором 7. На концах нитей прикреплены крючки 8
для подвески пластинок 9. Наматыванием нити на различные
ступени валика, а также при помощи реостата, регулирующего
скорость мотора, можно достичь равномерного окунания пла-
стинок и получать покрытия равномерной толщины.
В литературе описан ряд других лабораторных автоматических
приборов для нанесения лакокрасочного материала окунанием9’12.
Толщина пленки, полученная при окунании, является функ-
цией скорости вытягивания пластинки, вязкости, удельного веса
лакокрасочного материала и содержания в нем нелетучих веществ.
Большое влияние на толщину пленки оказывает также и рас-
творитель. Чем более летуч растворитель, тем толще получается
пленка.
При всех прочих равных условиях толщина пленки зависит от
скорости вытягивания. Однако . эта зависимость проявляется
только при сравнительно небольших скоростях. По данным
Е; Я. Гольденштейна14 влияние скорости вытягивания на толщину
пленки сказывается только при скоростях до 100 мм/мин. При
больших скоростях толщина пленки уже не зависит от скорости
вытягивания и находится в полной зависимости от консистенции
лака.
Если же скорость вытягивания превышает 100 мм/мин, то
трудно добиться равномерной толщины пленки по всей пластин-
ке. Поэтомутолщину пленки при автоматическом окунании целесо-
образно регулировать скоростью подъема в пределах до XX) мм! мин-
ГЛАВА 3
ПОЛУЧЕНИЕ СВОБОДНЫХ ПЛЕНОК РАВНОМЕРНОЙ ТОЛЩИНЫ
Испытание ряда свойств лакокрасочных материалов (эластич-
ность, разрыв и растяжение, водопроницаемость и т. п.) необхо-
димо проводить на свободных пленках (т. е. пленках, не нанесен-
ных на поверхность) равномерной толщины. Методы получения
свободных пленок зависят от качества испытуемого материала
и, главным образом, от степени прилипаемости (адгезии) и хруп-
кости образовавшейся пленки после ее высыхания.
Пленки могут быть получены на препарированной поверхности
(стекло, металл), на желатине, агар-агаре, декстрине, амальгами-
рованной жести, а также на металлической ртути.
Широко применяемая в лабораторной практике методика по-
лучения свободной пленки на препарированной стеклянной пла-
стинке разработана С. В. Якубовичем и С. В. Рождественским16;
получение свободных пленок на дуралюмине и других легких:
сплавах предложено ВИАМ.
ПОЛУЧЕНИЕ ПЛЕНОК С ПРЕПАРИРОВАННОЙ ПОВЕРХНОСТИ
Препарирование стекла и легких сплавов (дуралюмин и др.)
производят для получения гладкой и ровной полированной по-
верхности, обеспечивающей уменьшение прилипаемости пленок и
тем самым легкое их снятие.
Стеклянную пластинку погружают на 2—3 часа в 5%-ный
раствор азотной кислоты. После этого кислоту смывают проточ-
ной водой и покрывают при помощи кисти или тампона слоем
кашицеобразной смеси мела с раствором аммиака. По высыха-
нии кашицы мел стирают куском ваты, а затем натирают плас-
тинку порошком талька до появления легкой матовости, а остав-
шийся тальк удаляют тканью. Метод получения свободных пле-
нок со стекла стандартизован (ОСТ 10086—39 М. И. 34).
При препарировании металла полировку производят вначале
корундовой микронной шкуркой зернистостью от М-10 доМ-28,
а затем абразивными микронными порошками той же степени
201
зернистости при помощи ткани, смоченной водой. Перед нане-
сением покрытий полированную поверхность протирают тканью
с тальком.
Лакокрасочный материал наносят кистью, распылителем
или «наливом». Метод нанесения, количество слоев и режим суш-
ки выбирают в соответствии с установленными техническими
условиями.
Нанесение кистью и распылителем производят так же, как
это было описано выше (стр. 196).
Для получения же пленки равномерной толщины методом на-
лива препарированное стекло, с приклеенной к нему при помощи
декстринового клея ограничительной рамкой, помещают на вы-
веренный в горизонтальном положении нивелировочный столик
(рис. 93). В случае, если предполагают получить пленку, размер
которой равен х/4 части площади стекла, применяют рамку с кре-
ютовиной, делящую поверхность стекла на четыре равные части
«(рис. 94).
к-----—iOO-----------
Рис. 93. Нивелировочный
столик.
Рис. 94. Рамка с кре-
стовиной.
В центр стекла или части его, ограниченной крестовиной
рамки, наливают из мерного цилиндра необходимое количество
.лакокрасочного материала (см. ниже) и тотчас же на бортики рам-
ки накладывают лист стекла для предотвращения быстрого ис-
парения растворителя.
Когда материал распределится равномерно по всей поверхности
(приблизительно по прошествии 1 часа), покровное стекло заме-
няют фанерной крышкой, которую оставляют над пленкой до
полного ее высыхания, те?л самым предохраняя пленку от засорения
и замедляя скорость испарения растворителя.
Скопившиеся пары растворителя время от времени удаляют,
•слегка сдвигая крышку в сторону.
202
отделяются в виде
Рис. 95. Нож для снятия
с подложки свободных
пленок.
Количество лака, которое надо нанести на пластинку для по-
лучения пленки заданной толщины, устанавливают опытным
путем, основываясь на прямой зависимости между толщиной
пленки и количеством вылитого на пластинку лака. Для этого
на пластинку наливают из микробюретки J мл лака и равномерно
распределяют его по всей поверхности пластинки. По высыхании
лака определяют толщину образовавшейся пленки. Если, напри-
мер, толщина пленки равна 20 р., то для получения пленки тол-
50
щиной 50 р. надо налить на пластинку 2,5 мл лака.
Снятие пленок с препарированной поверхности производят
по-разному. Эластичные пленки лаков и красок на основе эфиров
целлюлозы и синтетических смол, обладающие высокой прочно-
стью на разрыв, снимают простым отрывом от поверхности,
предварительно надрезая края пленки и приподнимая их лезвием
(бритвы.
Эластичные двух-пятислойные пленки олиф, масляных лаков
и красок, обладающие слабой прочностью,
ленты при помощи лезвия безопас-
ной бритвы, вставленного в оправу
держателя и действующего под уг-
лом 25—45° к поверхности пластинки
по принципу клина (рис. 95).
Твердые хрупкие пленки масля-
ных и эмалевых красок снимают
бритвой с нагретой препарирован-
ной поверхности металла. Нагрева-
ние осуществляют при помощи элек-
трической плитки, водяной бани или
электрической лампы с отражателем.
Плиткой или водяной баней нагре-
вают обратную неокрашенную сторо-
ну пластинки, лампой—окрашенную
сторону. Температура (контроль
термометром) не должна превышать
100°.
Снятые с поверхности пленки
посыпают тальком. Свободные пленки,
рированной ленты, берут пинцетом и
гревании.
полученные в виде гоф-
выпрямляют при на-
ПОЛУЧЕНИЕ ПЛЕНОК НА АГАР АГАРЕ, ЖЕЛАТИНЕ, ДЕКСТРИНОВОМ
И ДРУГИХ КЛЕЯХ
На стеклянную пластинку размером 90x120 мм наливают
3—5%-ный раствор желатины или другого клея и устанавливают
затем пластинку под углом 45°. Когда раствор стечет и нанёсен-
203
ный слой высохнет на воздухе, пластинку помещают на горизон-
тальную поверхность (кювета) и наносят наливом второй слой—
испытуемый лак. Избытку лака дают стечь и после высыхания,
лакового слоя пластинку кладут на несколько минут в теплук>
воду. Отделившуюся в воде пленку лака оставляют для удаления
остатков агар-агара или желатины на некоторое время в воде,
а после этого подвешивают для сушки.
Для получения свободных пленок пользуются также стандарт-
ным методом снятия их с кальки, покрытой декстриновым клеем 17.
Для этого бумажную кальку, предварительно увлажненную во>
влажной камере, натягивают на деревянную рамку и покрывают
тонким слоем декстринового клея (37 частей декстрина, 37 частей
дестиллированной воды, 22 части этилового спирта и 4 части
глицерина). После высыхания клея на кальку наносят испытуе-
мый лакокрасочный материал методом, предусмотренным соответ-
ствующими техническими условиями. По высыхании пленки
кальку срезают с рамки и снова прикрепляют ее обратной сторо-
ной (бумагой вверх) к рамке при помощи воска. Затем погружают
рамку на несколько минут в воду и снимают бумагу. Оставшую-
ся на рамке пленку промывают водой от остатка клея и высуши-
вают на воздухе.
Свободные пленки можно получать также и на желатинирован-
ной бумаге.
Описанный метод пригоден для получения пленок почти из>
всех лакокрасочных материалов.
ПОЛУЧЕНИЕ ПЛЕНОК С АМАЛЬГАМИРОВАННОЙ ЖЕСТИ
Для получения свободных пленок, образованных главным
образом масляными лаками и масляными красками, материал1
можно наносить на амальгамированную жесть.
Для этого пластинку белой жести в целях обезжиривания вна-
чале протирают лаковым керосином или бензином, а затем насухо
чистой тканью. После этого на пластинку наносят каплю металли-
ческой ртути и растирают ее по поверхности. При этом амальга-
мированные места приобретают зеркальный блеск. Амальгамиро-
вание продолжают, по предыдущему нанося ртуть по каплям
до тех пор, пока вся поверхность не покроется амальгамой. После
этого избыток ртути тщательно удаляют куском марли. Амальга-
мированная таким образом пластинка может служить для полу-
чения пленки 4—5 раз.
Так, как процесс амальгамирования связан с опасностью от-
равления ртутью, обработку пластинки следует производить
в резиновых перчатках и обязательно под тягой.
Покрытие амальгамированной пластинки лаком или краской
производят так же, как и покрытие препарированного стек-
ла (см. выше). Однако вследствие неизбежных неровностей
204
жестяной пластинки таким образом редко удается получить пленку
равномерной толщины, поэтому покрытие амальгамированной же-
сти рекомендуется лучше производить окунанием. Для экономии
материала удобно пользоваться прямоугольным стаканом из белой
жести (рис. 96). Размеры стакана должны соответствовать разме-
рам пластинки. Например, если для получения пленки применяют
пластинки размером 100x50 мм, то ширина стакана должна быть
60 мм, толщина 10 мм, высота 100 мм.
Для получения покрытия узкую часть амальгамированной
пластинки захватывают зажимом и погружают пластинку в ста-
кан, наполненный лаком или краской. Затем
пластинку плавно вынимают и подвешивают
в вертикальном положении на воздухе. Ниж-
няя часть высохшей пленки обычно оказы-
вается утолщенной. Поэтому для нанесения
второго слоя пластинку погружают в лак
уже другим концом, плавно вынимают из
стакана и подвешивают в вертикальном поло-
жении до полного высыхания краски или
лака. Толщина нанесенной таким образом
пленки достаточно равномерна, если не счи-
тать резких утолщений у краев пластинки;
разница в толщине ее различных участков
обычно не превышает 3—4 и..
Чтобы снять пленку с амальгамирован-
ной пластинки, делают надрезы лезвием
бритвы или ланцетом на расстоянии 5 мм
от краев по линиям, параллельным краям
пластинки. Углы полученного прямоуголь-
ника приподымают тем же лезвием и за при-
поднятые края пленку осторожно снимают
с пластинки. Снятую пленку стороной, не
прилегавшей к пластинке, кладут на бумагу,
Рис. 96. Стакан из
белой жести для
получения пл иок
окунанием.
протертую тальком.
Особо хрупкие свободные пленки можно получать, наливая крас-
ку или лак на поверхность металлической ртути10.
ГЛАВА 4
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ПОКРЫТИЙ (ПЛЕНОК)
Толщина пленки оказывает очень большое влияние на каче-
ство лакокрасочного покрытия. Известно много случаев недолго-
вечности и низкого качества пленки, обусловленных недостаточной1
или чрезмерной ее толщиной. Слишком тонкая пленка может
легко пропускать влагу, газы и т. д. и тем самым вызывать преж-
девременное разрушение окрашенного изделия; чрезмерно тол-
стая пленка легко растрескивается и отслаивается.
Так, из работ С. В. Якубовича и М. М. Гольдберга1048 следует,
что, например, атмосфероустойчивость покрасок цинковыми бели-
лами при увеличении числа слоев, а следовательно, и толщины
пленки повышается. Однако при увеличении числа слоев сверх
пяти-шести дальнейшего повышения атмосфероустойчивости не
наблюдается и даже наступает падение прочности пленки. Опыты
с земляными красками (охра, железный сурик) показывают, что
для достижения хорошей защиты эти краски достаточно наносить
в два слоя (при этом слои должны быть определенной минимальной
толщины). Масляные лаки и эмали, нанесенные более чем в три
слоя, могут быстро растрескиваться.
Можно привести еще пример влияния толщины пленки на
свойства покрытия. Так, для получения прочного покрытия нит-
рокраску необходимо наносить не меньше чем в три слоя (толщи-
на слоя 15—20 р). Некоторые механические свойства покрытия
(например, адгезия, сопротивление удару и изгибу) находятся
в зависимости от его толщины; у некоторых видов покрытий с
увеличением толщины ухудшается адгезия к подложке, сопро-
тивляемость удару и изгибу. При равной толщине пленки боль-
шей стойкостью обладает то покрытие, которое состоит из боль-
шего числа слоев.
Известны разнообразные способы определения толщины как
свободной пленки, .так и покрытия на подложке—от простого
измерения микрометром до применения сложных оптических и
магнитных приборов. Обычные микрометрические методы опре-
деления толщины покрытия на подложке большей частью связаны
206
с нарушением покрытия, в то время как применение других мето-
дов (магнитных, оптических и т. п.) позволяет измерять толщину,,
не нарушая покрытие. Здесь будут рассмотрены некоторые мик-
рометрические и магнитные методы определения толщины пленки
(покрытия), нашедшие за последнее время наибольшее распро-
странение.
Методы определения толщины пленок, например, при помощи
микроскопа или двойного микроскопа Линника, а также методы,
основанные на измерении емкости конденсатора, которым яв-
ляется лакокрасочная пленка, нанесенная на металлическую пла-
стинку, методы, основанные на измерении диэлектрической про-
ницаемости пленок, и др. не нашли еще практического применения,
хотя и заслуживают большого внимания.
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ПОКРЫТИЯ И СВОБОДНОЙ ПЛЕНКИ
МИКРОМЕТРОМ
Простой и наиболее распространенный микрометр (рис. 97)
состоит из скобы /,на одном конце которой неподвижно укреп-
лена измерительная плоскость 2, а на другом втулка с резьбой,
Рис. 97. Микрометр:
1—скоба; 2—измерительная плоскость; 3—
микрометрический винт; 4—стопорная гайка;
5—барабан; 6—гайка; 7—колпачок;
8—трещетка.
в которой движется микрометрический винт 3; конец этого винта
является второй измерительной плоскостью. Гайка 6 служит для
компенсации износа резьбы. Гайка 4 закрепляет микрометри-
ческий винт при установке микрометра на определенный размер.
Трещетка 8 создает постоянное давление под микрометрическим
винтом.
Перемещения винта, соответствующие его полным оборотам,,
определяют по шкале скобы 1, а перемещения, соответствующие
частям оборота,—по шкале барабана 5, насаженного посредством
конуса на винт.
Если при соприкосновении измерительных плоскостей нуле-
вое деление барабана 5 не совпадает с начальным штрихом шкалы
на скобе 1, микрометр следует установить на нуль. Для этого
207
закрепляют микрометрический винт гайкой 4, отвертывают колпа-
чок 7 на один-два оборота, осаживают барабан конуса микро-
метрического винта и устанавливают его вновь, следя за совпа-
дением штрихов. Затем нужно за-
вернуть колпачок 7 и, отвернув
гайку 4, проверить совпадение
штрихов.
Для измерения толщины по-
крытия удобно пользоваться так
называемым индикаторным микро-
метром (рис. 98). Для определе-
ния толщины покрытия сначала
промеряют толщину покрытия
вместе с пластинкой, на которую
оно нанесено (жесть, стекло и
т. п.). После этого пленку осто-
рожно удаляют и промеряют в том
же самом месте толщину пластин-
ки. Разница между измерениями
составляет толщину покрытия.
Для получения точных резуль-
татов необходимо толщину проме-
Рис. 98. Индикаторный микрометр, рить в 5—10 местах и взять сред-
нее арифметическое из получен-
ных данных. Для этих целей удобно пользоваться картонным
трафаретом с 5—10 отверстиями диаметром несколько большим
диаметра измерительной плоскости микрометра. Толщину покры-
тия обычно выражают в микронах.
Толщину свободной пленки определяют непосредственным про-
мером.
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ПОКРЫТИЙ ПРИБОРОМ ТЛКП19
Прибор ТЛКП (рис. 99) представляет собой индикатор с де-
лениями шкалы через 0,01 мм, имеющий приспособление для
измерения толщины лакокрасочных пленок. Это приспособление
состоит из планки 2 и двух опорных ножек 3, укороченных по
сравнению со щупом индикатора на 2 мм. Концы опорных ножек
имеют гладкие отшлифованные сферические поверхности, точно
совпадающие с профилем шарика щупа. Ножки и щуп индикато-
ра находятся в одной плоскости.
Перед измерением толщины пленки прибор устанавливают на
нуль, для чего его ставят на пластинку зеркального стекла та-
ким образом, чтобы опорные ножки плотно прилегали к стеклу,
и устанавливают при помощи регулировочного винта 4 стрелку
индикатора / на нулевое деление шкалы 5. После этого на испы-
туемом покрытии выбирают участок (диаметр 5—6 мм), подле-
жащий измерению, и очерчивают его при помощи мягкого гра-
208
фигового карандаша. Ножки прибора 3 устанавливают таким
образом, чтобы щуп совпал с центром очерченной окружности, и
отмечают показания прибора. Затем с очерченного места удаляют
покрытие растворителем или соскабливают лезвием бритвы и,
Рис. 99. Прибор ТЛКП (общий вид и схема):
1—индикатор; 2—планка; з—опорные ножки; 4—регулиро-
вочный винт; s—шкала.
установив прибор, как указано выше, снова отмечают положение
стрелки. Толщину лакокрасочного покрытия определяют по
разности показаний стрелки индикатора до и после удаления
покрытия. Точность определения до 0,005 мм.
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ПОКРЫТИЙ МАГНИТНЫМИ МЕТОДАМИ
Магнитные методы дают возможность определять толщину
лакокрасочного покрытия на любом предмете (из ферромагнитных
металлов) без нарушения целостности покрытия. Как указывает
Р. И. Янус20, магнитные методы можно подразделить на пондеро~
моторные и индукционные.
В случае пондеромоторных методов суждение о толщине слоя
немагнитного покрытия на ферромагнитной подложке выносят
по величине той силы, с которой притягивается к этой подложке
приставленный к ней испытатель—постоянный магнит или элект-
ромагнит. Эта сила обусловлена взаимодействием магнитных за-
рядов, находящихся на испытателе и испытуемой подложке (из-
делии).
При применении толщемеров индукционного действия о тол-
щине немагнитного слоя судят по его влиянию на величину пото-
ка индукции в испытателе, которое может оцениваться различ-
14 С. В. Якубович 209
ными методами (баллистическими и др.). По данным Януса чув-
ствительность определения на приборах индукционного действия
значительно ниже, чем на приборах пондеромоторного действия.
В специальной литературе описаны различные схемы магнит-
ных и электромагнитных приборов, применяемых для определе-
ния толщины неметаллических покрытий на ферромагнитных ме-
таллах 9-20-21-22.
Ниже приводится краткое описание некоторых отечествен-
ных приборов, которые могли бы найти применение в лако-
красочной промышленности.
Определение толщины покрытий пондеромоторным магнитным
толщемером Носкова
Рис. 100. Схема пондеромоторного маг-
нитного толщемера системы Носкова:
Г—постоянный магнит; 2—коромысло; 3—уп-
ругая пластинка; 4—спиральная пружина;
5—валик спиральной пружины; 6—стрелка;
7—шкала; 8—проверяемое изделие; 9—посто-
янный магнит.
На рис. 100 показана схема магнитного толщемера Носкова.
Постоянный магнит 1 укреплен на легком коромысле 2; коро-
мысло через упругую пластинку 3 связано со стенкой коробки
и со спиральной пружиной 4, другой конец которой скреплен
с валиком 5. Валик опирается
на подшипники в боковых
стенках коробки. Повороты
этого валика меняют верти-
кальное усилие, передавае-
мое пружиной на коромысло.
Поворот валика отмечают по
положению стрелки 6 над
шкалой 7.
Измеряемое место испыту-
емой пластинки 8 подводится
вплотную к отверстию короб-
ки. Магнит приводится в со-
прикосновение с пластинкой
обратным поворотом вали-
ка 5. Затем валик вращают
медленно в прямом направле-
нии до тех пор, пока магнит
не оторвется от пластинки.
В момент отрыва положе-
ние стрелки 6 над шкалой 7
служит показателем толщи-
ны немагнитного слоя на испытуемом месте пластинки. Подбо-
ром магнита и пружины можно отрегулировать прибор на же-
лаемый интервал толщин. Особенно пригодны наиболее жесткие—
железо-никель-алюминиевые магниты. Рекомендуется применять
наконечник из мягкого железа, который прикрепляется к магниту
тонкой гильзой из немагнитного материала. Чем больше длина
наконечника, тем чувствительней толщемер для малых толщин.
210
Определение толщины покрытия электромагнитным толщемером
В электромагнитном толщемере постоянный магнит заменен
электромагнитом. На рис. 101 показана схема простого электро-
магнитного толщемера.
Намагничивающая катушка 1 врезана в край деревянного
стола, к ней подведена электрическая цепь от источника постоян-
ного тока, состоящая из реостата 2 и амперметра. Испытатель3
представляет собой пластинку (длина20—100 мм, ширинаЗ—15 мм),
вырезанную из [листового железа; полюсной конец испытателя
срезан на клин|и сделан слегка выпуклым.
Рис. 101. Схема пондеромоторного
электромагнитного толщемера:
1—намагничивающая катушка; 2—ре-
стат намагничивающей цепи; 3—испыта-
тель; 4—испытуемая часть изделия.
Рис. 102. Кривая градуи-
ровки магнитного при-
бора.
Для определения толщины покрытия изделие вставят на стол так,
чтобы испытуемое место находилось над отверстием намагничиваю-
щей катушкн. Затем замыкают намагничивающий ток при помощи
реостата и доводят силу тока до достаточно большой величины. Пос-
ле этого испытатель прикладывают полюсным концом к изделию;
таким образом он прикрепляется, удерживаясь здесь магнитными
силами. После этого постепенно начинают уменьшать реостатом
силу намагничивающего тока до тех пор, пока испытатель
не оторвется от изделия. Сила намагничивающего тока, при ко-
тором произошел отрыв испытателя, служит мерой толщины
покрытия.
В связи с тем, что показания магнитных приборов зависят от
магнитных свойств подложки, на которую нанесено покрытие,
для каждого материала подложки необходимо каждый раз гра-
дуировать прибор.
На рис. 102 показана примерная кривая градуировки магнит-
ного прибора М. М. Носкова для подложки из мягкого железа.
14. 211
Б. Г. Лазарев и М. М. Носков 22 указывают, что при электро-
магнитном методе градуировка прибора может сохраняться для
Рис. 103. Принципиальная схе-
ма электромагнитного прибора
с дифференциальным
включением:
Т„ Т2—измерительные электромаг-
ниты; Dt,D2—выпрямители; Я,, Я2,
Я,—переменные сопротивления;
G—гальванометр; К—ключ; А—ам-
перметр; Т3—трансформатор.
достаточно широкого интервала магнитных свойств подложк!
(мягкое железо, чугун). Наилучшие результаты дают приборы <
дифференциальным включением (рис. 103).
ГЛАВА 5
ОПРЕДЕЛЕНИЕ ПРИЛИПАНИЯ (АДГЕЗИИ) ПОКРЫТИЙ К
ТВЕРДЫМ ПОВЕРХНОСТЯМ
Свойство лакокрасочных пленок (покрытий) прочно прилипать
к покрываемой поверхности (адгезия) является одним из
самых существенных свойств лакокрасочных покрытий.
Под адгезией (прилипанием) следует понимать свойство, вы-
ражающееся в образовании связи между лакокрасочной пленкой
и подложкой (основой).
Без хорошей адгезии пленки к поверхности нельзя создать про-
тивокоррозионного и атмосферостойкого покрытия. Чем лучшепри-
липание пленки к металлу, который она покрывает, тем лучше она
предохраняет металл от действия разрушающих агентов. В прак-
тике нередки случаи, когда пленка, обладая высокими физико-
механическими свойствами (водостойкостью, твердостью и эла-
стичностью), вместе с тем плохо сцепляется с поверхностью метал-
ла, легко от нее отслаивается и вследствие этого не создает защиты
от коррозии.
Эти явления часто наблюдаются в случае пленок, полученных на
основе некоторых полимеризационных смол (полихлорвинил, пер-
хлорвинил, полистирол и др.) и эфиров целлюлозы. Поэтому на адге-
зионные свойства покрытий следует обращать особое внимание.
Прочность этой связи определяют или той силой, которая тре-
буется для разрыва и отделения пленки от поверхности, или ра-
ботой отрыва (разделения) пленки от единицы поверхности. Эта ра-
бота называется работой адгезии. Силу прилипания, т. е. силу
притяжения различных тел, зависящую от действия сил между
молекулами пленки и молекулами подложки, надо отличать от
сил, вызывающих сцепление молекул одного и того же тела.
Последние силы называются силами когезии (сцепления).
Работу когезии твердого тела можно представить как работу
разрыва куска тела с поперечным сечением 1 см2 на два куска с
образованием двух свежих поверхностей23. Работа когезии равна
в этом случае 2 а, т. е. когезия представляет собой удвоенное по-
верхностное натяжение*.
* Поверхностное натяжение а характеризуют как работу, необходимую
для создания 1 см2 свободной поверхности.
213
Для определения работы адгезии жидкости (1) к твердому телу
(3) можно применять уравнение Дюпре-Юнга, согласно которому
А = «12 + а23 — а13 =-' а12 (1 + COS 6)
где А—работа адгезии;
с12 и а1з —поверхностные натяжения жидкости на границе с возду-
хом и с твердым телом;
а23 —поверхностное натяжение твердого тела на границе с воз-
духом;
6—краевой угол.
Согласно этому уравнению величина краевого угла определяет-
ся соотношением между адгезией жидкости к твердому телу и ко-
гезией самой жидкости, так как по-
следняя равна, как было указано вы-
ше, 2а23.
Если краевой угол равен нулю,
адгезия между твердым телом и жид-
костью равна когезии жидкости или
ее превышает. При краевом угле,
равном 90°, адгезия вдвое меньше
когезии, а при угле в 180° адгезия
отсутствует (практически небольшая
адгезия всегда существует)23.
Отсюда видно, что при определе-
нии адгезии между жидкостью и твер-
дым телом мы имеем дело с явлениями
с поверхностным натяжением между
тремя находящимися в системе фазами: жидкой 1, газообразной 2
и твердой 3 (рис. 104).
Равновесие системы выражается уравнением24 (см. стр. 181)
cos 9 = --23-^?-
312
Отсюда следует, что если разность
а23 а13 = Да = а12
то
cos 9=1, 9=0
в этом случае поверхность идеально смачивается и мы имеем наи-
лучшую адгезию. Если
а12 > Да > 0
то
1 > cos 9 > 0, 9 < 90°
В этом случае жидкость смачивает поверхность—адгезия хоро-
шая.
Если
то °23 < °13
cos 9 < 0, 9 > 90°
т. е. поверхность не смачивается—адгезия плохая.
214
Рис. 104. Явление смачивания
(и форма капли):
1—жидкая фаза; 2—газообразная
фаза; 3—твердая фаза.
смачивания, связанными
Таким образом, определяя поверхностное натяжение лакокра-
сочного материала на границе с воздухом и его краевой угол к
твердой поверхности, можно определить и его адгезию. Однако это
справедливо при определении адгезии лаков и красок, т. е. жидких
систем, когда возможно определить и поверхностное натяжение и
краевой угол. В случае же твердой лакокрасочной пленки на твер-
дой поверхности уже нельзя применять указанное выше уравне-
ние, так как для определения поверхностного натяжения для
твердых поверхностей еще нет методов, несмотря на то, что твер-
дые тела обладают большим поверхностным натяжением.
Б. В. Дерягин25 показал, что работу адгезии пленок к твер-
дой поверхности можно определять, непосредственно измеряя ра-
боту отрыва пленки от единицы поверхности. Работу вычисляют по
уравнению
Р
A =-g-(1 —cosa0)
где А—работа адгезии;
Р—груз, стремящийся оторвать пленку от поверхности;
8—ширина отрываемой полоски пленки;
а0—угол между пленкой и вертикалью, при котором проис-
ходит отрыв пленки.
П. А. Ребиндер26 считает, что прочность прилипания лакового
покрытия к поверхности обусловливается совершенным смачива-
нием этой поверхности лаком или краской.
Однако одна лишь смачиваемость лака или краски еще не оп-
ределяет адгезии пленки, образующейся после высыхания лака.
Известно много примеров хорошего смачивания поверхности
лаками, которые после высыхания дают пленки с плохой адгезией
(например, многие лаки на полимеризационных смолах). Поэтому
нельзя считать верным предположение, что величина адгезии
остается одной и той же и после перехода жидкости в твердое со-
стояние27.
Прилипание пленки к металлу в значительной степени зависит
от величины зарядов пленки и металла, т. е. от соотношения между
смачиванием и величиной пограничной разности потенциалов.
И. И. Жуков28 указывает, что степень адгезии пленки можно
определить, если рассматривать адгезию с точки зрения строения
молекул, их полярности и сил молекулярного взаимодействия.
Прилипание лаковой пленки к поверхности можно рассматри-
вать как процесс образования на поверхности ориентированного
слоя молекул масла или лака. Образование ориентированного слоя
происходит вследствие адсорбции молекулами поверхности поляр-
ных молекул масла.
Ориентированный слой образуется, когда масло (или лак)
находится еще в жидком состоянии; при его затвердевании, т. е.
при переходе золя в гель, этот ориентированный слой стабили-
зуется на поверхности изделия, в результате чего происходит
прилипание.
215
Исходя из этих соображений, можно предположить, что сте-
пень адгезии будет возрастать по мере увеличения степени поляр-
ности пленкообразующего вещества.
Исследования ориентации поверхностных слоев могут быть
произведены рентгенографическим или электронографическим
методами.
Указанные явления происходят также и в системе пленкообра-
зующее вещество—пигмент—покрываемая поверхность.
В этом случае возможность непосредственного соприкоснове-
ния пигмента с покрываемой поверхностью исключается, так как
вследствие ориентации полярных групп молекул не только на по-
верхности изделия, но и на поверхности частиц пигмента, неполяр-
ные части молекул не дают возможности пигменту соприкасаться
с покрываемой поверхностью.
Величина адгезии пленкообразующих веществ зависит от
их полярности, поэтому адгезию можно увеличить, вводя в пленко-
образующее различные полярные вещества.
Так, например, увеличивают адгезию нитролаковых покрытий
на коже, применяя такие поверхностно-активные вещества, как
продукты конденсации сульфокислоты нафталина с формальде-
гидом (некаль) или с бутанолом (лейканоль)29. Другим примером
служит введение различных конденсационных смол в лаки на по-
лимеризационных смолах.
Подбор растворителей для улучшения адгезии также имеет су-
щественное значение. Растворитель должен способствовать сма-
чиванию наносимого лакокрасочного материала.
Следует указать, что хорошая ориентация молекул на по-
верхности и их сорбция зависят не только от полярности, но и от
подвижности молекул, следовательно, и от их молекулярного веса.
Макромолекулы высокомолекулярных веществ мало под-
вижны, поэтому при нанесении из растворов на поверхность они
плохо ориентируются. Сорбция полярных групп затруднена вслед-
ствие малоподвижности таких макромолекул. Как указывает
А. Я- Дринберг30, это, повидимому, является основной причиной
плохой адгезии пленок высокополимерных веществ (эфиров цел-
люлозы, полихлорвинила и др.). Наоборот, пленкообразователи,
наносимые в относительно низкомолекулярном состоянии на по-
верхность металла, в пограничном с металлом слое легко ориенти-
руются и сорбируются на поверхности металла, обеспечивая отлич-
ную адгезию. Если этот процесс сопровождается дальнейшей поли-
меризацией пленкообразователя в пленке (особенно его переходом в.
трехмерный полимер), то достигается одновременно и высокая проч-
ность пленки (когезия), что наблюдается в практике применения
растительных масел, фенольно-альдегидцых резольных смол и т. д.
Часто различают два типа адгезии—механическую и истинную
или специфическую.
Механическая адгезия появляется в результате проникновения
нанесенного материала в подложку. Такая адгезия зависит от
216
свойств поверхности подложки (шероховатость, пористость) и от
механической прочности образовавшейся пленки. .
Специфическая или истинная адгезия обусловлена силами при-
тяжения между молекулами пленки и молекулами подложки на по-
верхности раздела и зависит от физико-химических свойств плен-
ки и подложки. Поскольку механическая адгезия обусловливается,
главным образом, свойством поверхности, она имеет значение
только для пористых материалов (например, кожа), сопутствуя
специфической адгезии.
Нас интересует главным образом так называемая истинная ад-
гезия, поскольку она определяет свойства пленки на подложке.
Некоторые авторы считают, что адгезия обусловлена адсорб-
ционными явлениями, причем в адгезионном сцеплении прини-
мают участие электростатические силы, силы притяжения Ван-дер-
Ваальса, силы водородной связи и силы химического сродства.
Б. В. Дерягин и Н. А. Кротова31-72 предложили новую элек-
трическую теорию адгезии пленок к твердым поверхностям, ука-
зывающую на электростатический характер процесса отрыва плен-
ки от поверхности.
Авторы нашли такую зависимость работы адгезии от скорости
отрыва пленки от подложки (работа адгезии увеличивалась с уве-
личением скорости отрыва), которая не согласуется с существую-
щими воззрениями на природу адгезии; кроме того, найденные
числовые значения адгезии оказались значительно большего по-
рядка, чем силы обычного молекулярного взаимодействия. Наблю-
дения показали, что увеличение скорости отрыва сопровождается
свечением и треском, что указывает на возникающий при отрыве
электрический разряд.
Основываясь на известном факте появления зарядов при раз-
делении или отрыве двух фаз, авторы выдвигают представление,
«что при отрыве пленок свежеобразованные поверхности оказыва-
ются наэлектризованными противоположными зарядами, что может
являться результатом разделения при отрыве обеих обкладок мо-
лекулярного двойного электрического слоя». Отрыв пленки от по-
верхности сопровождается разрядом, который ликвидирует перво-
начальные заряды и тем больше, чем медленнее происходит отрыв.
Это объясняется небольшой плотностью электризации, которая
возрастает с увеличением скорости отрыва.
Таким образом «с уменьшением скорости отрыва «разряд»
успевает закончиться при меньшем разведении поверхностей, по-
глотив меньшее количество работы», что и объясняет уменьшение
работы отрыва (адгезии) с падением скорости.
И. И. Жуков 28 указывает, что прилипание пленки зависит от
химической природы подложки. При исследовании строения плен-
ки рентгенографическим способом можно наблюдать изменения
в характере рентгеновского спектра в зависимости от материала
подложки. Пленки жирной кислоты, нанесенные на разные ме-
таллы, дают различные рентгеновские спектры. Так, например,
217
на поверхности олова, висмута, железа и меди получается более
интенсивный спектр, чем на свинце и сурьме. Пленка на никеле
дает спектр с плохо выраженными линиями, что указывает на сла-
бое взаимодействие между никелем и жирными кислотами. Это
значит, что степень адгезии такой пленки на никеле будет неве-
лика и пленка на никеле будет держаться хуже, чем, например,
на железе.
Известно также, что к алюминию и алюминиевым сплавам лако-
красочные материалы прилипают значительно хуже, чем к железу.
Надо, однако, заметить, что адгезия сильно зависит от характера
обработки покрываемой поверхности.
Выбор лакокрасочного материала для отдельных слоев покрытия
также имеет существенное значение. Так, например, для перво-
го слоя (грунтовочного) применяют материал, обладающий высо-
кой степенью адгезии к подложке, для второго слоя—материал,
пленка которого обладает хорошей адгезией к грунту (второй
слой может иметь меньшую адгезию к подложке).
Поверхности твердых веществ отличаются по своему строению
от внутренних частей. Поскольку связь между поверхностями
зависит от молекулярных сил притяжения, то от состояния поверх-
ности твердой подложки должна зависеть и адгезия нанесенной на
на нее пленки.
Шлифовка и полировка поверхности сильно влияют на свой-
ства поверхности. Принято считать, что шероховатая поверхность
создает благоприятные условия для хорошей адгезии лакокрасочной
пленки; однако сказанное справедливо только при соблюдении ус-
ловий, при которых исключена возможность нахождения пузырь-
ков воздуха в углублениях поверхности или попадания их в покры-
ваемый слой. В присутствии пузырьков воздуха на покрываемой
поверхности адгезия пленки ухудшается. Случайные следы жира и
других загрязнений снижают смачиваемость твердой поверхности и
содействуют увеличению краевого угла с лакокрасочным материа-
лом, что также ведет к ухудшению адгезии. Поэтому очистка поверх-
ности является важнейшим условием получения хорошей адгезии
пленок.
Практически важно, что с уменьшением толщины пленки ад-
гезия ее к поверхности возрастает. Это объясняют лучшей ориен-
тированной структурой тонких слоев по сравнению с толстыми
слоями.
Б. В. Дерягин и Н. А. Кротова31 указывают на такой пример,
когда при обычных толщинах пленок (десятки микрон) нитро-
целлюлоза не имеет никакой адгезии к стеклу и желатине, в то
время как при толщинах порядка нескольких микрон адгезия резко
возрастает до величины порядка 1-Ю5 эрг/см2. Авторы объясня-
ют это тем, что в процессе пленкообразования возникают упругие
напряжения и освобождающаяся энергия этих напряжений умень-
шает работу отрыва. С увеличением толщины пленки этот эффект
возрастает, и при некоторой толщине может произойти самопроиз-
218
вольное отставание пленки от поверхности. С уменьшением толщи-
ны пленки этот эффект исчезает. Он также уменьшается при вве-
дении пластификаторов или при повышении температуры, кото-
рые способствуют своевременной релаксации напряжений вовремя
пленкообразования.
Снижение работы адгезии, происходящее в результате указан-
ных выше упругих явлений, верно лишь при больших скоростях
отрыва. При малых же скоростях отрыва происходит возраста-
ние работы адгезии с уменьшением толщины пленок. Это явление
авторы объясняют увеличением кривизны отрываемой ленты
вблизи границы отрыва. Влияние толщины пленки на ее адгезион-
ные свойства подтверждается практикой применения лакокрасоч-
ных пленок, а также и клеев.
Указанную зависимость работы адгезии от скорости отрыва
необходимо строго учитывать при проведении испытания лакокра-
сочных покрытий.
Исходя из вышеизложенного, можно следующим образом объ-
яснить явления прилипания (адгезии) лакокрасочных пленок к
твердой поверхности. Прилипание пленки к поверхности (ад-
гезия) обусловливается степенью смачивания поверхности жидким
пленкообразующим, образованием ориентированного адсорбцион-
ного слоя на твердой поверхности и возникновением двойного
электрического слоя на границе пленкообразующее—твердая по-
верхность в период пленкообразования. Эти свойства зависят
от разности зарядов пленки и твердой поверхности (металла),
от наличия полярных молекул в пленкообразующем, от поверх-
ностного натяжения на границе жидкое пленкообразующее или
пленка—твердая поверхность, от состояния и характера твердой
поверхности и от толщины пленки.
Определение степени прилипаемости лакокрасочных пленок к
поверхности имеет особенное значение при испытании лакокрасоч-
ных покрытий на основе полимеризационных смол. Однако до
сих пор методы определения адгезии не нашли широкого приме-
нения в промышленности и в большинстве случаев не отражены в
технических условиях на лакокрасочные материалы.
Это объясняется тем, что до настоящего времени нет надежного
метода, позволяющего определять адгезию любого покрытия, так
как каждый метод, во-первых, ограниченно применим, а во-вто-
рых, отдельные методы приводят к несравнимым результатам.
Тем не менее некоторые методы испытания адгезии покрытий все
же можно применять для испытания лакокрасочных материалов,
всегда указывая, каким методом производится определение адгезии.
Определение адгезии пленок сводится или к непосредственному
определению силы, необходимой для отделения пленки от покры-
ваемой ею поверхности, или к косвенному определению при испы-
тании других свойств пленок.
Основные методы определения адгезии можно разбить на три
группы:
219
1) методы, основанные на определении силы, направленной пер-
пендикулярно к поверхности пленки и отрывающей определен-
ную площадь пленки. При проведении испытания этими методами
часто дополнительно приклеивают отрывающую поверхность к
отрываемой поверхности пленки каким-либо хорошим клеем
(Шихер, Полянский, Шмидт и др.)10’32’ 33>25;
2) методы, основанные на непосредственном отрывании пленки
от поверхности и определении работы отрыва (Дерягин, Орлов,
Гарднер и др.) 9’ 10- 34’72;
3) методы, основанные на определении силы сопротивления
при приложении усилия, действующего по принципу клина или
по принципу бокового нарезания и сдвигания пленки лезвием но-
жа (методы НИИЛК, ГИПИ-4 и др.) 35-12’74.
Косвенные методы определения адгезии можно разделить на
четыре группы:
1) методы определения прочности пленки к удару;
2) методы Ьпределения прочности на изгиб н эластичности
пленок;
3) методы определения сопротивления пленок истиранию абра-
зивными материалами;
4) методы определения твердости пленок царапанием.
Механические свойства пленок в значительной мере зависят
от степени прилипаемости пленок к подложке. Поэтому
при испытании этих свойств всегда можно качественно опре-
делить адгезию по характеру разрушения пленки при том или ином
механическом воздействии на нее. Так, например, если после из-
гиба пленки на металлической пластинке сделать вдоль изгиба
надрез острием бритвы, то при плохой адгезии пленка свободно
отделится от поверхности. При хорошей же адгезии пленку уда-
лить с поверхности очень трудно, даже при механическом воздей-
ствии. Средняя адгезия характеризуется возможностью снимать
пленку в месте надреза при помощи лезвия бритвы, ножа и т. д.
При исследовании адгезии пленок существенным является
установление типа отрыва пленки от подложки. Н. А. Кротова72
устанавливает три типа отрыва, в зависимости от того,
как он происходит: 1) адгезионный тип—пленка целиком отстает
от поверхности, адгезия меньше когезии; 2) когезионный тип—
разрывается или расслаивается материал пленки, адгезия
больше когезии; 3) смешанный тип—происходит частично от-
рывание пленки от поверхности, частично—разрывы самой плен-
ки, адгезия близка к когезии.
При когезионном типе отрыва прочность прилипания (адге-
зия) целиком зависит от механических свойств материала
пленки. При адгезионном типе отрыва механические свойства плен-
ки также играют значительную роль.
По методу Шмидта10 отрывание пленки производят деревянным
бруском, приклеиваемым клеем к высохшему покрытию. Перед
отрыванием пленку надрезают по контурам бруска. Однако та-
220
кой метод мало пригоден для практического применения, посколь-
ку очень трудно подобрать такой клей, который прилипал бы к
любой пленке сильнее, чем пленка к металлической пластинке,
и, кроме того, во многих случаях этим путем определяется ад-
гезия клея, а не покрытия.
Метод определении адгезии красок, применяемых в полигра-
фической промышленности, предложенный Г. В. Полянским27» 32,
пригоден только для определения адгезии слоя еще в жидкой крас-
ке или пленок с весьма слабой адгезией.
Предложенные А. Г. Шихером27»33 приборы для определения
адгезии пленок также дают удовлетворительные результаты только
при определении адгезии к металлической поверхности еще не
затвердевшего слоя краски (например, адгезия печатных красок)
или для определения адгезии покрытий с очень слабыми адгези-
онными свойствами.
Лучшими методами, определяющими адгезию пленок, являются
методы, основанные на непосредственном отрывании пленки от
поверхности и определении работы отрыва (методы Дерягина,
Орлова и др.). Хорошими методами следует считать методы, осно-
ванные на определении силы сопротивления, преодолевающей при-
липание пленки к подложке, при приложении усилия, действующе-
го по принципу клина, либо при приложении бокового усилия
по принципу подрезания пленки и сдвигания отрезанной полоски
вбок лезвием ножа.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ АДГЕЗИОМЕТРОМ ДЕРЯГИНА
Б. В. Дерягиным 25- 34 были предложены различные методы для
определения степени прилипаемости красочной пленки к окра-
шиваемой поверхности.
Так, например, для определения прилипаемости печатных кра-
сок к бумаге были предложены два метода, основанные на определе-
нии работы при статическом и динамическом способе отрыва.
При статическом методе бумажную полоску шириной 10 мм при-
жимают к цинковой пластинке, на которую предварительно
наносят испытуемую краску; затем полоску медленно отрыва-
ют в специальном приборе вместе с приставшим к ней. слоем
краски.
При динамическом методе отрыва применяется маятниковый
прибор. Принцип метода заключается в том, что на полоску бума-
ги, прикрепленную к маятнику, наносят испытуемую краску;
полоску прижимают к цинковой пластинке и дают маятнику совер-
шать колебания, вследствие чего происходит отрыв бумаж-
ной полоски от пластинки. На отрыв полоски от пла-
стинки маятник затратит некоторую работу и отклонится на мень-
ший угол, чем при свободном колебании.
Угол отклонения маятника определяется по дуговой шкале по-
221
средством светового зайчика, отражаемого вогнутым зеркалом
от лампы.
Работа отрыва (адгезия) выражается в эргах на 1 см2.
Следует указать, что эти методы пригодны лишь для опреде-
ления очень небольших величин адгезии и для большинства лако-
красочных материалов, имеющих сравнительно большую адге-
зию, непригодны.
Для определения адгезии лакокрасочных пленок Б. В. Деря-
гиным были предложены так называемый дисковый и угловой ад-
гезиометры.
Недостатком дискового адгезиометра является непостоян-
ство скорости отрыва и необходимость при массовых испытаниях
изготовлять большое количество дисков.
Кроме того, этим прибором испытывать
пленки с большей адгезией почти невоз-
можно.
Угловой адгезиометр пригоден для опре-
деления адгезии некоторых лакокрасочных
материлов (эфироцеллюлозные, хлорвинило-
вые и тому подобные лаки и краски).
Схема прибора показана на рис. 105.
На пластинку 1, которая может вращаться
вокруг горизонтальной оси, наносят, испы-
туемый лакокрасочный материал. По высыха-
нии материала пленку 2 разрезают на полосы
определенной ширины; затем нижний конец
полоски 3, слегка отделенный лезвием бритвы
от поверхности, натягивают грузом 4.
В начальном положении пластинка с плен-
кой находится в вертикальном положении;
отрыва пленки при этом не происходит.
Пластинку начинают осторожно вращать
вокруг оси; при определенном угле а между
пластинкой и вертикалью происходит отрыв
пленки от подложки (пластинки).
Работу отрыва А вычисляют по формуле
р
А =~g— (1—cosa0)
где А—работа отрыва;
Р—величина груза;
8—ширина отрываемой пленки;
а0—угол, при котором наступает отрыв пленки от пластинки.
Как указывают Б. В. Дерягин и Н. А. Кротова72, если испыта-
ние производить при угле a>a0 или при грузе Р>Р0, то отрыв
происходит быстрее, но только незначительная часть избыточно
затрачиваемой работы А переходит в кинетическую энер-
гию груза. Эта энергия очень мала даже при относительно быст-
222
Рис. 105. Угловой ад-
гезиометр Дерягина:
I—пластинка; 2—плен-
ка; з—нижний конец
пленки; 4—груз; 5—
шкала.
ром отрыве. Поэтому работу отрыва А можно вычислять во всех
случаях по приведенной выше формуле.
Этот метод определения адгезии лакокрасочных пленок
очень прост и при соблюдении постоянных условий может дать
хорошие результаты при испытании ряда лакокрасочных материа-
лов, в первую очередь лаков и красок, приготовленных на основе
полимеризационных смол. Как и другие методы, основанные на
отрыве пленки от поверхности, метод Дерягина не может быть при-
менен для испытания пленок, адгезия которых превышает силы
внутреннего сцепления молекул пленки (таково, например, боль-
шинство масляно-смоляных пленок). Кроме того, недостатком
этого метода является зависимость результатов от скорости отрыва,
которая меняется при изменении веса груза и величины угла
отрыва.
Необходимо учесть, что работа отрыва, определяемая по это-
му методу, не включает работу растяжения пленки грузом, произ-
водящим отрыв, поскольку приведенная выше формула предпола-
гает нерастяжимость пленок. Точно так же не учитывается и ра-
бота деформации изгиба отрываемой пленки. Однако, как показал
Б. В. Дерягин, поправка на работу деформации не имеет суще-
ственного значения и величины А, вычисляемые по формуле, в
основном соответствуют истинной работе отрыва.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ АДГЕЗИОМЕТРОМ ОРЛОВА
А. И. Орловым34 сконструирован прибор для определения
адгезии пленок к подложке, действующий по такому же принципу,
как и угловой адгезиометр Дерягина. Преимущество прибора
Орлова состоит в том, что отрыв пленки ведется при помощи
электромотора с постоянной силой и скоростью, при постоянном
угле отрыва (90°). В приборе Орлова регистрируется величина от-
рывающей силы на всем пути отрыва пленки от подложки и опре-
деляется работа, расходуемая на отрыв пленки. По данным
В. А. Шумной34 прибор Орлова дает лучшие результаты, чем адге-
зиометры других конструкций (Дерягина и др.). Однако следует
указать, что при испытании пленок, адгезия которых к подложке
выше их когезии, этот прибор (как и все другие приборы, основан-
ные на этом же принципе отрыва), мало пригоден для непосредствен-
ного определения адгезии пленок к подложке. Все эти приборы да-
ют возможность определять адгезию пленок, полученных на осно-
ве эфиров целлюлозы, а также различных полимеризационных смол
(хлорвинил, полистирол, хлоркаучук и др.); что же касается пле-
нок масляных, алкидных и других лаков и красок с большой адге-
зией, то испытание можно проводить лишь при помощи вспомо-
гательного материала, каким является, например, ткань (креп-
дешин, шелковый маркизет и другие шелковые и полушелковые
ткани).
223
Схема прибора Орлова показана на рис. 106. Прибор (пос-
ледняя конструкция) состоит из деревянного корпуса 1, в нижней
части которого помещен патефонный электромотор 2, при помощи
которого осуществляется весь процесс отрыва пленки. В крышке.?
корпуса с нижней стороны прикреплены два параллельных
стержня 4, на^которых при помощи четырех ползунков 5 может
Рис. 106. Прибор Орлова:
1—корпус прибора; 2—электромотор; 3—крышка корпуса; 4—стержень; 5—
ползунки; 6—подвижная площадка; 7—ведущая гайка; 8—главная ось; 9—червяч-
ная шестерня; 10—каретка; 11—кассета; 12—шнуры; 13—динамометр; 14—ба-
рабан; 15—зажим для пленки; 16—сигнальные лампы.
двигаться металлическая площадка 6. Подвижная площадка со-
единена ведущей гайкой 7 с нарезкой на главной оси 8, которая
в свою очередь, сцепляясь с главной червячной шестерней 9,
соединяется через червячный винт с осью электромотра. Электро-
мотор, приводя во вращение главную ось, при помощи ведущей
гайки сообщает равномерно поступательное движение подвижной
площадке, наверху которой закреплена каретка 10. В пазы ка-
ретки вставлена кассета 11, которая может свободно перемещать-
ся вверх и вниз при помощи четырех шнуров 12, попарно подвязан-
ных вверху и внизу кассеты. На крышке прибора рядом с по-
движной площадкой установлены динамометр 13 и барабан 14
с самопишущим пером, автоматически записывающим отрываю-
щие усилия.
Ось барабана соединена с главной осью прибора при помощи
червячной шестерни, причем линейные скорости вращения бара-
224
бана, движения площадки и кассеты совпадают, так что длина
оторванной пленки в натуральную величину заносится пером на
бумагу, благодаря чему отпадает необходимость в пользовании
масштабом. Динамометр снабжен шкалой нагрузок и стрелкой-
указателем.
Измеряемая пленка соединена с динамометром, при помощи
зажима 15. Контроль движения и работы аппарата осуществляет-
ся двумя сигнальными лампами 16 красного и зеленого цветов,
расположенными в корпусе динамометра и включаемыми в сеть
через звонковый трансформатор.
Определение адгезии пленки на приборе производится следую-
щим образом. Испытуемый лак или краску наносят на пластинку
из соответствующего, по условиям опыта, материала. По высыха-
нии пленку нарезают на полоски шириной 10 мм и отделяют
верхний конец пленки от подложки бритвой.
После этого пластинку вставляют в кассету, находящуюся
в исходном, т. е. в крайнем нижнем положении, о чем свидетель-
ствует зажженная зеленая сигнальная лампа. Свободный конец
пленки соединяют при помощи зажима с динамометром, после
чего включают мотор. Подвижная площадка начинает медлен-
но двигаться в противоположную от зажима сторону, а кассета
медленно перемещаться вверх. Таким образом на протяжении
всего процесса отрыва сохраняется постоянный угол, рав-
ный 90°.
Когда кассета приходит в крайнее верхнее положение, заго-
рается красная сигнальная лампа и прибор автоматически вы-
ключается. Для экономии времени установку подвижной площад-
ки с кассетой в исходное положение производят не электромото-
ром, а специальной ручкой, надетой на главной оси.
По полученным в результате определения диаграммам вычи-
сляют среднюю силу отрыва. Как правило, надо производить не
менее двух параллельных определений и брать среднюю величину
адгезии. Отклонение при параллельных испытаниях по данным
автора не превышает 1,6%. Максимальное усилие, определяемое
динамометром, составляет 300 г.
Как уже было сказано, для недостаточно прочных пленок, т. е.
пленок с плохой когезией, но с хорошей адгезией, определение
надо производить при помощи включенной в пленку тонкой шел-
ковой ткани.
Вместо ткани можно применять также и тонкий целлофан.
При испытании масляных и масляно-смоляных материалов мож-
но, повидимому, пользоваться прочными пленками из эфиров
целлюлозы, например ацетилцеллюлозы, или из различных полиме-
ризационных смол.
Определение адгезии пленок производят через различное вре-
мя после их высыхания, в зависимости от примененного лако-
красочного материала. Так, например, пленки нитролаков можно
испытывать уже через сутки, алкидные пленки—не ранее чем
15 с. В. Якубович 225
через 10 суток, масляные пленки—не ранее чем через 20 суток.
Можно значительно уменьшить сроки испытания, пользуясь искус-
ственной сушкой.
К недостаткам прибора Орлова надо отнести неудачное распо-
ложение зажима, Соединяющего пленку с динамометром, что при-
водит к частым отрывам самой пленки.
Прибор Орлова, незначительно видоизмененный, применяется
в кожевенной промышленности для определения адгезионных
свойств кожевенных покрывных красок29.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ РОЛИКОВЫМ АДГЕЗИОМЕТРОМ КРОТОВОЙ
Для изучения влияния скорости отрыва на прочность прили-
пания полимеров Н. А. Кротова72 сконструировала специальный
прибор, так называемый роликовый адгезиометр (рис. 107).
Прибор состоит из массивной стальной плиты ./, к которой
прочно укреплена цилиндрическая стойка 2 со свободно переме-
Рис. 107. Роликовый адгезиометр Кротовой:
' 1—плита; г—стойка; 3—верхний держатель; ниж-
ний держатель; з—циливдр с испытуемым образном;
в—направляющий цилиндр; 7—плевка; 8—груз;
0—микроскоп; 10—шкив.
щающимися держа-
телями 3 и 4. На дер-
жателе 3 укреплена
ось, в конце которой
на подшипниках сво-
бодно вращается ци-
линдр 5ДЛИНОЙ
диаметром 25 мм. На
держателе.4 имеется
такой же цилиндр 6.
Вращение цилиндра
6 осуществляется от
мотора при помощи
ременной передачи
через трехступенча-
тый шкив 10.
Конец испытуемой
пленки 7, нанесенной
на цилиндр 5, пере-
кидывают через ци-
линдр б и к пленке
прикрепляют отрыва-
ющий груз 8. Гра-
ницу отрыва наблю-
дают при помощи
микроскопа 9.
Определение адгезии пленок можно проводить на любой под-
ложке, для чего цилиндр 5 изготавливают из соответствующего
Материала (сталь, стекло и т. п.).
Перед испытанием цилиндр 5 хорошо очищают и промывают,
226
а затем наносят на него пленку вращением цилиндра в стеклян-
ном корытце с исследуемым материалом. Вращение осуществляют
со скоростью 2 об/мин.
После высыхания пленки последнюю осторожно отделяют от
поверхности цилиндра и конец пленки перекидывают через ци-
линдр 6, прикрепляя к нему груз.
Испытания проводят при различных скоростях отрыва, что
достигается изменением скорости вращения цилиндров от 2 до
120 об/мин.
Благодаря тому что цилиндры 5 и 6 свободно вращаются,
граница отрыва пленки не перемещается, и ее удобно наблюдать
в микроскоп.
Работа отрыва определяется грузом, под действием которого
пленка отрывается от цилиндра 5.
Работу отрыва подсчитывают по уравнению
f Л = -£- 980
О
где А—работа отрыва в эрг/см2;
. Р—масса груза в г;
' b—ширина отрываемой пленки в см.
В случае очень эластичных пленок, во избежании их растягивания
при отрыве, поверх пленки осторожно наклеивают ленту из шел-
ковой, ткани (Н. А. Кротова).
Как указывают Б. В. Дерягин и Н. А. Кротова72, роликовый
адгезиометр может быть с успехом применен для изучения адге-
зии высокополимеров.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ АДГЕЗИ0МЕТР0М НИИЛК-ГИПИ-4
Согласно методу определения адгезии лакокрасочных мате»
риалов, разработанному в НИИЛК35, пленка снимается с под-
ложки приспособлением, действующим по принципу клина. Сила
сопротивления пленки снятию изме-
ряется динамометром (рис. 108).
Адгезия пленки характеризуется
силой Р, которую нужно приложить
к ножу в направлении его движения,
чтобы отделить пленку от подложки.
Очевидно; между силой* Р и силой
адгезии Т должна существовать зави-
симость P=f(Ta.), где а—угол на-
Рис. 108. Схема измерения
адгезии динамометром.
клона ножа.
Чем больше значение а, тем больше и сопротивление снятию Р.
Рассматривая детально сущность и действующие силы про-
цесса снятия пленки, можно вывести формулу для вычисления вели-
15*
227
чины адгезии, вводя поправку на трение между клином и
подложкой:
sin а + К cos а '
где Р —сила в граммах, непосредственно измеряемая динамо -
метром при опыте;
а —угол наклона ножа;
/С —суммарный коэффициент трения подложки и пленки.
Величину /С можно вычислить, меняя угол наклона ножа.
Адгезию можно также выражать как работу, затраченную на
удаление пленки с единицы площади:
Ь
(2)
где А—работа, затраченная
Т—величина адгезии в
на удаление пленки с подложки;
г, вычисленная по формуле (1);
b—ширина пленки в см.
На этом принципе в НИИЛК был сконструирован прибор
4рис. 109), который состоит из легко подвижного столика/, ры-
чажного динамометра, представляющего собой вращающийся ролик 2
с рычаго?л<5 и грузом 9, и откидного наклонного ножа 3 для снятия
пленки с подложки. На столике при помощи зажима 4 закрепляется
испытуемая пластинка с пленкой 5. Столик свободно передвигается
на рельсах на основной
Рис. 109. Адгезиометр НИИЛК:
1—подвижно* столик; 2—динамометр; з—нож;
4—зажим; s—испытуемая пластинка с пленкой;
3—плита; 7—шнур; 3—рычаг;»—груз; 10—шкала;
11—суппорт; 12—зажимная гайка; 13—винт;
14—маховик.
плите 6 и связан по-
средством шнура 7 с
динамометром. При дей-
ствии (через шнур) на
окружность ролика не-
которой силы рычаг 8 с
грузом 9 выводится из
положения покоя, при-
чем угол отклонения за-
висит от величины дей-
ствующей силы, отсчет
которой производят ПО
шкале 10.
Шкала разделена на
100 делений с ценой де-
ления 20 г. Максималь-
ная нагрузка 2000 г при
отклонении рычага динамометра на 90°. Нож 3 изготовлен из по-
лосы стали шириной 20 мм и толщиной 1,0 мм и имеет на нижнем
конце острие. Нож прикреплен подвижным шарниром к суп-
порту 11. Угол наклона ножа регулируется зажимной гайкой 12.
Суппорт перемещается в направляющих при кручении винта 13
при помощи маховика 14.
228
Определение адгезии производится следующим образом. Ис-
пытуемый лакокрасочный материал наносят на чистую ровную,
гладкую пластинку (стекло, дуралюмин, сталь и т.. п.) размером
80x120 мм и толщиной 1,5—3,0 мм\ после высыхания на плен-
ке делают надрезы вдоль пластинки, чтобы получить три полосы
пленки шириной по 20 мм; между полосами оставляют проме-
жутки шириной около 2 мм. Пластинки закрепляют на столике
прибора. Начало полосы пленки немного приподнимают при по-
мощи бритвы и подставляют под пленку острие ножа прибора.
Равномерным вращением маховичка передвигают суппорт спра-
ва налево.
Нож оказывает давление на пленку, и когда оно возрастает
до значения, необходимого для преодоления адгезии, пленка
срезается с подложки. На динамометре отсчитывают в граммах
силу сопротивления снятию пленки, которая не зависит в даль-
нейшем от скорости движения ножа. Измерения повторяют 2—3
раза и берут среднее значение из всех измерений.
При сравнительных испытаниях применяют один и тот же
угол наклона а. Для определения величины а измеряют рас-
стояние шарнира ножа от пластинки и длину ножа. Соотношение
обеих величин представляет собой синус угла а. Возможность
изменения угла наклона ножа в приборе ограничена (до 25°).
Прибор НИИЛК пригоден, однако, только для испытания по-
крытий со сравнительно небольшой адгезией, как, например, по-
крытия на основе эфиров целлюлозы.
Нами совместно с Т. И. Ворогушиным, Ю. Л. Ривлиной7®
(ГИПИ-4) конструкция прибора* была изменена (рис. ПО), что
позволило применять прибор для измерения различных покры-
тий с большой адгезией.
В новой конструкции прибора клинообразное приспособле-
ние для снятия пленки заменено куском лезвия безопасной брит-
вы (ширина 4 мм). Для укрепления резца сконструирована спе-
циальная головка, обеспечивающая возможность регулирования
равномерности соприкосновения резца с подложкой, а также воз-
можность изменения угла наклона и поворота резца к подложке.
Головка закрепляется на длинной откидной планке. Для более
плотного прилегания ножа к пластинке на головке имеется при-
способление для накладывания груза. В приборе вместо передви-
жения платформы вручную передвижение осуществляется по-
средством мотора, укрепленного под маховиком. Передача осу-
ществляется непосредственно через ось мотора при Помощи рези-
новой муфты.
Таким образом, имеется возможность изменять угол резания
и величину давления на нож и тем самым находить оптимальные
условия (угол и груз) для определения адгезии различных мате-
риалов.
* В изготовлении модели прибора принимал участие A. G. Рогов.
229
Как показали опыты, для большинства пленок на различных
подложках в первые дни испытания достаточен груз 375 г, а угол
резания 60—65°, но в последующие дни, по мере старения пленок,
адгезия увеличивается и для некоторых пленок (масляно-смоля-
ные, глифталевые и др.) необходимо увеличивать груз до 550 г,
а угол резания до 70—75°.
Рис. НО. Адгезиометр ГИПИ-4.
При таких углах резания сопротивление, пленки сжатию
больше, чем при малых углах, в результате чего получаются за-
вышенные показатели. Поэтому при применении формулы (1) не-
обходимо ввести еще поправочный коэффициент на сопротивле-
ние пленки сжатию, зависящее от примененного угла резания
Применяя одинаковые угол резания и груз, можно получать
вполне удовлетворительные относительные значения адгезии раз-
личных пленок к различным поверхностям.
При необходимости определять адгезию пленок на сравитель-
но мягкой подложке (алюминий, медь и др.) следует уменьшать
груз, так как нож во время движения врезается в подложку,
искажая тем самым результаты; как показали дальнейшие опыты,
хорошие результаты могут быть получены при применении лату-
ни или бронзы (вместо стали) в качестве материала для резца.
Как показали испытания, на приборе с большой точностью
можно измерять адгезию любого материала, нанесенного на стек-
лянную пластинку в качестве подложки. Усилие, затрачиваемое
на трение ножа о стеклянную пластинку, остается величиной
постоянной, равной 80—90 г/см.
За единицу условной адгезии покрытий принимают усилие,
затрачиваемое на отделение покрытия определенной толщины от
подложки. В то время как ширина снимаемой пленки не сказы-
вается на результатах испытания, очень велико влияние тол-
230
щины пленки. Так, например, адгезия пленки лака на полиме-
ризационных смолах увеличивается с уменьшением толщины.
При сравнительных испытаниях рекомендуется пользоваться
пленками толщиной 20—30 р. При испытании многослойных
покрытий толщину пленки увеличивают до 60—-100 р.
В процессе старения пленок адгезия обычно возрастает; лишь
только после того, как пленка начнет разрушаться, может на-
ступить ухудшение адгезии. Известно, например, что плохая ад-
гезия перхлорвиниловых пленок вскоре после их нанесения на
поверхность улучшается со временем. С другой стороны, некото-
рые пленки искусственных олиф с очень хорошей адгезией в на-
чальный период быстро ее теряют в процессе старения.
Прежде чем перейти к изложению косвенных методов опреде-
ления адгезии, следует указать на прибор, разработанный в пос-
леднее время А. А. Снедзе7*. Этот прибор в основном отличается
ют прибора НИИЛК тем, что клинообразное приспособление
(нож) для снятия пленки с подложки укрепляется неподвижно,
а испытуемая пластинка с пленкой движется навстречу ножу.
Для испытания адгезии пленок лакокрасочных материалов пос-
ледние наносят на металлическую фольгу.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ НА ПРИБОРЕ-ПРЕССЕ
Из косвенных методов определения адгезии пленок мы здесь
остановимся только на двух: методе определения на прессе и ме-
тоде решетчатого надреза, имеющих некоторое практическое
значение 12.13
На металлическую пластинку размером 7x7 мм наносят
испытуемый материал. Через определенный
ния на воздухе на пленке острым перочинным
ножом (установленным перпендикулярно к
нанесенному слою) делают по линейке четы-
ре крестообразных надреза (надрез должен
достигнуть подложки), как это показано на
рис. 111.
Пластинку зажимают в прибор-пресс
(стр. 257) таким образом, чтобы центр надреза
совпал с центром пуансона прибора. Затем
вращают штурвал прибора со скоростью
примерно 8—9 мм в 30 сек. и наблюдают
за происходящими изменениями пленки.
За меру адгезии принимают глубину по-
гружения пуансона, при которой начинает-
ся отслаивание пленки от подложки (пла-
стинки). При плохой адгезии, но хорошей когезии пленка отслаи-
вается от поверхности в виде отдельных лепестков; при хорошей
адгезии и когезии не наступает никаких изменений пленки, не-
смотря на разрыв металла; при хорошей адгезии, но хрупкой плеи-
231
срок после высыха-
Рис. 111. Схема
надреза пленки для
определения адге-
зии на приборе-
прессе.
ке (адгезия больше когезии) происходит шелушение пленки
(мелкие разрывы).
На рис? 112 (стр. 478) показаны типичные случаи разруше-
ния пленок некоторых эмалевых покрытий, обладающих раз-
личной адгезией к металлу.
При испытании покрытия на черном металле (черная жесть)
применяют пластинки толщиной от 0,5 до 1,0 мм. Жесть должна
выдерживать вытягивание до разрыва на приборе-прессе 'не ме-
нее 8—9 мм.
Результаты испытаний, проведенных на приборе-прессе, дают
лишь относительное представление об адгезии; прибор пригоден,
главным образом, для испытания покрытий с недостаточной ад-
гезией к металлу. При испытании же различных покрытий с хо-
рошей адгезией не удается уловить различия между отдельными
покрытиями.
Точно так же, как и при испытании эластичности пленок, ско-
рость вращения штурвала оказывает большое влияние на резуль-
таты испытаний. При быстром вдавливании пуансона пленка пре-
терпевает значительное напряжение и результаты испытания ока-
зываются заниженными. При очень медленном вращении штур-
вала успевают проявиться релаксационные процессы и результаты
испытания могут оказаться завышенными.
Соблюдение определенных условий—одинаковые толщины плен-
ки и подложки, время высыхания, скорость вдавливания, темпе-
ратура и влажность воздуха при испытании—обеспечивает
надежность результатов испытания.
ОПРЕДЕЛЕНИЕ АДГЕЗИИ МЕТОДОМ РЕШЕТЧАТОГО НАДРЕЗА
Для ориентировочного определения адгезии покрытия непо-
средственно на изделии или на пластинках можно пользоваться
методом решетчатого надреза (методом нарезания решетки)12.
ВИЛМ19, например, рекомендует этот метод для определения
адгезии лакокрасочных покрытий непосредственно на изделии.
Испытание сводится к тому, что концом острого перочинного
ножа делают четыре-пять параллельных надрезов с промежут-
ками 1 мм и столько же надрезов, перпендикулярных первым,
на таком же расстоянии один от другого. Нож держат так,
как показано на рис. 113 (стр. 479). Надрезы должны проникать
до подложки.
В случае хорошей адгезии получается равномерная решетка12,
нигде не отстающая от металла (рис. 114, стр. 479). В зависимости
от адгезии возможно отставание от одного до нескольких квадрати-
ков. Когда адгезия очець мала, пленка отстает почти по всея
решетке (рис. 115, стр. 479).
При испытании толстых покрытий, а также покрытий на ос-
нове некоторых полимеризационных смол, промежутки между
232
надрезами увеличивают до 2 мм. В случае плохой адгезии покры-
тие будет отставать от металла.
Отставание пленки зависит от расстояния между надрезами.
Чем меньше это расстояние, тем легче отделяется пленка от под-
ложки.
В случае очень хорошей адгезии, даже при небольших про-
межутках между надрезами (до 0,5 мм), пленка обычно от под-
ложки не отслаивается.
Рис. 116. Прибор Якубовича—Ворогуши-
на для определения адгезии решетча-
тым надрезом с лезвиями бритв:
1—колодка; 2—лезвия; 3—ось; 4—прокладки;
6—резиновая подушка; 6—накладки; 7—ру-
коятка; 8—закрепляющий винт.
гушина для опре-
деления адгезии
решетчатым надре-
зом с иглами:
1—корпус; 2—иглы.
С. В. Якубович и Т. И. Ворогушин (ГИПИ-4) предложили
портативный прибор для определения адгезии решетчатым над-
резом, с помощью которого на поверхность сразу наносится сетка
прорезов с четырехугольными ячейками различных размеров.
Прибор* (рис. 116) состоит из колодки 1 с лезвиями 2, наса-
женными на оси 3 и расположенными под углом к горизонтальной
плоскости. В промежутке между лезвиями вставлены прокладки 4
различной толщины (0,5; 1,0; 1,5; 2,0 мм). Под крышкой колодки
помещена резиновая подушка 5, опирающаяся на лезвия и слу-
жащая амортизатором при прорезании пленки.
* Авторское свидетельство №’73457 за 1948 г., выданное Гостехникой СССР.
233
Для предохранения подушки от возможных прорезов лезвиями
на последних в шахматном порядке насажены жесткие накладки 6.
Прибор снабжен рукояткой 7.
Для определения адгезии поступают следующим образом.
На покрытие посредством рукоятки сильным нажимом наносят
прорези в двух взаимно перпендикулярных направлениях. В ре-
зультате образуется сетка прорезов с четырехугольными ячей-
ками.
О степени прилипаемости покрытия к поверхности судят по
количеству ячеек того или иного размера, отпавших от поверх-
ности во время прорезания или после дополнительных воздействий
(проба на изгиб, удар и др.), применяемых при последующих
испытаниях пленок.
В последней модели прибора лезвия заменены патефонными
иголками (рис. 117).
ГЛАВА 6
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ЛАКОКРАСОЧНЫХ
ПЛЕНОК(ПОКРЫТИЙ)
Твердость лакокрасочной пленки—одно из важнейших свойств,
характеризующих механическую прочность покрытия,—яв-
ляется функцией времени, прошедшего после высыхания
лакокрасочного материала. Поскольку твердость пленки увели-
чивается по мере ее высыхания, наибольшей твердостью, ка-
залось бы, должна обладать совершенно высохшая пленка. Од-
нако систематические испытания показали, что по мере высыха-
ния механические свойства пленки могут даже ухудшиться.
Оказалось, что максимальная твердость часто проявляется преж-
де, чем закончится процесс высыхания пленки или процесс плен-
кообразования. Это явление, повидимому, следует объяснить
исключительно несовершенством применяемых методов испы-
таний и неточностью приборов.
Под твердостью тела (в физическом значении слова) понимают
сопротивление, оказываемое этим телом проникновению в него
другого, более твердого тела. При этом проникающее тело (ин-
дентор, наконечник) обычно имеет такую форму (острие, шар и
т. д.), что его проникновение в испытуемое тело происходит на
маленькой площади. Сопротивление тела внедрению в него дру-
гого тела зависит от формы и размеров внедряемого тела, от ско-
рости его внедрения, от свойств окружающей среды, темпера-
туры и т. д.
Трактуя прочность твердых тел как сопротивление их механи-
ческому разрушению, Л. А. Шрейнер36 определяет твердость как
местную прочность на вдавливание с соответствующим данному
виду деформации характером напряженного состояния.
Критерием прочности твердых тел при разных видах дефор-
мации должен служить предел упругости, после достижения ко-
торого наступает или хрупкое разрушение (тело становится хруп-
ким), или пластическое течение (тело становится жидким).
П. А. Ребиндер37, учитывая особенности процессов разру-
шения и обработки хрупких тел, дал новое, энергетическое оп-
ределение твердости как работы, необходимой для образования
235
единицы новой поверхности твердого тела. Таким же образом
определяет твердость и В. Д. Кузнецов8-38.
В зависимости от того, как испытывается твердость — проца-
рапыванием, шлифованием или другим методом,—получаются
разные результаты. Поэтому для получения сравнимых значений
твердость различных тел следует всегда определять одним и
тем же процессом образования поверхности, т. е. одним и тем же
методом.
Свойство тела выносить действие механических усилий, на-
правленных на разрушение его поверхности, является наиболее
важной характеристикой его твердости. Исходя из этого, измере-
ние твердости должно быть связано с измерением силы и работы
образования новой поверхности, что может быть достигнуто дис-
пергированием твердого тела. С этой точки зрения наиболее пра-
вильными методами определения твердости хрупких тел являют-
ся склерометрические методы, т. е. методы, основанные на опре-
делении работы, затрачиваемой на диспергирование испытуемой
пленки.
В технике в настоящее время39- 40 принято определение твер-
дости как сопротивления, оказываемого телом проникновению
в него другого, более твердого тела.
Методы испытания твердости проще всех других методов ме-
ханических испытаний. Однако не только поэтому эти методы
испытаний широко вошли в практику; как указывает Л. А. Шрей-
нерзв, механические свойства твердых тел, выявляемые при испы-
таниях на твердость, имеют и самостоятельное значение; автор
считает, что твердость является основной характеристикой различ-
ных процессов механического разрушения твердых тел.
Твердость тел связывают с величиной сил взаимодействия меж-
ду молекулами или атомами. Предложен ряд эмпирических фор-
мул, связывающих теоретически механические свойства твердых
тел с характером и энергией взаимодействия*.
А. М. Лазаревым36 предложена одна их таких формул, при-
менимая в основном только к аморфным телам. Эта формула
дает возможность приблизительно вычислять относительную твер-
дость:
Я= k^r
м
где Н — относительная твердость;
k — коэффициент пропорциональности;
— атомная концентрация, т. е. относительное число ча-
стиц в единице объема (р—плотность, М—молекуляр-
ный вес).
Для определения твердости лакокрасочных пленок, нанесен-
ных на подложку, применяют различные методы, начиная с са-
* Проблемы твердости подробно рассмотрены в работах В. Д. Кузнецова3*
и Л. А. Шрейнера3®.
236
мых примитивных (царапание ногтем) до очень сложных с исполь-
зованием приборов, применяемых при испытании твердости ме-
таллов, пластмасс, минералов и т. д. Таковыми являются, напри-
мер, методы определения твердости маятниковым прибором, по
отскоку и вдавливанию стального шарика и др.
Наиболее распространенным и признанным методом определе-
ния твердости металла является метод, основанный на вдавли-
вании стального шарика или алмазного конуса в поверхность
металла (методы Брюнеля, Роквелла и др.).
Метод упругого отскока бойка (алмазный наконечник, шарик)
для определения твердости металла (метод Шора) считается мало
пригодным. Относительно оценки методов определения твердо-
сти царапанием и маятниковым прибором не существует еди-
ного мнения41-42’43’44’45.
Метод упругого отскока шарика, рассматриваемый как дина-
мический метод измерения твердости вдавливанием36, может
быть пригоден, как указывает Л. А. Шрейнер, для определения
твердости только пластичных тел, так как лишь в данном случае
высота отражения (высота отскока) пропорциональна твердости.
Что же касается хрупких тел, то высота отражения не может
служить мерой их твердости; поэтому для испытания хрупких
тел этот метод непригоден. Проведенные испытания показали,
что определение твердости лакокрасочных покрытий по отскоку
шарика17 также не приводит к положительным результатам.
Метод испытания царапанием, при помощи которого опреде-
ляется так называемая поверхностная твердость, относится к мик-
рометодам и дает удовлетворительные результаты только при
испытании хрупких тел. За меру твердости принимают обычно
ту нагрузку на режущее приспособление, при которой впервые
появляется царапина на поверхности испытуемого тела.
Маятниковым методом, так же как и методом царапания, оп-
ределяется лишь поверхностная твердость металла. Наиболее
распространенными методами определения твердости металла
являются методы вдавливания.
Твердость вычисляют по формуле
где Н —твердость в кг/см2;
р —величина груза в кг;
d —диаметр отпечатка;
h —глубина погружения в см.
Различные методы определения твердости металлов, резины,
пластмасс непосредственно мало пригодны для определения твер-
дости лакокрасочных покрытий; в этом случае необходима осо-
бая методика.
Определение твердости лакокрасочных покрытий имеет свою
специфичность, заключающуюся в том, что при определении при-
237
ходится иметь дело, во-первых, с пленками обычно сравнительно
небольшой толщины (40—100 и.) и, во-вторых, с пленками,
нанесенными на подложку (стекло, металл).
Определения твердости лакокрасочных покрытий на аппа-
ратах, применяемых при испытании металлов и пластмасс (аппа-
раты Брюнеля, Шора), как показали наши опыты, не приводят
к положительным результатам.
Нами была проведена сравнительная оценка различных ме-
тодов определения твердости лакокрасочных пленок и установ-
лено, что из определяемых условных величин твердости наиболее
близко стоит к определению термина «твердость» —условная ве-
личина, определяемая методами испытания царапанием. Маят-
никовый метод хотя и характеризует другие свойства твердого
тела, однако он вполне пригоден для характеристики твердого
состояния.
Все применяемые методы определения твердости лакокрасоч-
ных покрытий в основном можно разделить на три группы:
1) методы, основанные на определении усилия или работы,
затрачиваемой на диспергирование испытуемого тела, т. е. на
его измельчении каким-нибудь стандартным процессом увеличе-
ния поверхности (процарапыванием, истиранием);
2) методы, основанные на вдавливании твердого не деформи-
рующегося наконечника (шарик, конус и др.) в поверхность
испытуемой пленки действием спокойного давления;
3) методы, основанные на затухании колебания маятника.
При характеристике твердости покрытия необходимо указы-
вать, каким, методом были проведены испытания.
Здесь приведены лишь те методы, которые уже нашли или мо-
гут найти широкое применение при испытании лакокрасочных
покрытий.
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПЛЕНОК ЦАРАПАНИЕМ
Из этой группы методов можно отметить метод царапанием при
помощи карандашей различной твердости, а также при помощи
различных режущих наконечников (инденторов).
Определение твердости пленок царапанием
при помощи карандашей
Метод заключается в определении твердости пленок при по-
мощи набора карандашей с графитами различной степени твердости.
Твердость -пленки выражают номером того карандаша, который
при проведении по пленке проникает в ее толщу до подложки.
Более объективные результаты можно получать следующим
образом12. На одну чашку весов помещают испытуемую пленку,
а на другую—гири различного веса. По пленке проводят каран-
238
дашом определенной твердости до разрушения ее и при этом уста-
навливают вес, уравновешивающий чашку. Этот метод может
найти применение при условии использования стандартных каран-
дашей и определенной заточки графита.
Определение твердости пленок царапанием на приборе НИИЛК
Для определения твердости пленок царапанием С. Н. Сереб-
ряниковым46 был сконструирован прибор (рис. 118) с автомати-
ческим спускным механизмом, передвигающим подвижную плос-
кость прибора с постоянной скоростью.
Рис. 118. Прибор НИИЛК для определения
твердости пленок царапанием (вид сбоку):
1—станина; 2—стойка; 3—коромысло; 4—груз для урав-
новешивания коромысла; 5—резец; 6—цапфа; 7—груз;
8—неподвижная планка; 9—подвижная планка; 10—по-
движная плоскость; 11—рычаг.
На станине 1 укреплена стойка 2, на которой помещается ко-
ромысло <?. С одной стороны коромысло заканчивается передвига-
ющимся грузом 4, а на другой стороне имеется отверстие, в кото-
ром укреплен резец 5. Резец укрепляют при помощи стопорного
винта в таком положении, как указано на рисунке. Вверху резец
заканчивается цапфой 6 для груза 7. Для укрепления пластинки >
с накраской служат две планки—неподвижная 8 и подвижная 9,
укрепленные на подвижной плоскости 10. Плоскость 10 приводится
в движение нажатием на рычаг И, который отпускает тормоз
н этим дает возможность пружинам двигать ползуны, связанные
с подвижной плоскостью. Для смягчения первоначального толч-
ка и равномерности движения подвижной плоскости имеется амор-
тизатор .
Для проведения испытания на стеклянную пластинку разме-
ром 90x120 мм наносят слой испытуемого материала толщиной
40 ( + 4) р. По высыхании материала или через промежуток време-
ни, указанный в технических условиях, пластинку закрепляют на
нодвижной плоскости 10 между планками 8 и 9. Движение груза 7
239
Рис. 119. Резец
к прибору
НИИЛКдля оп-
ределения твер-
дости пленок.
уравновешивается коромыслом 3 с укрепленным на нем резцом 5.
После этого на цапфу резца 6 кладут груз 7 весом в 50 г; резец 5
осторожно ставят на нанесенную накраску и приводят в движе-
ние подвижную плоскость 10 нажатием рычага //.Затем рассмат-
ривают след от резца на накраске и в случае, если
резец прорезал накраску до стекла по всему пути
движения ножа, определение считается закончен-
ным. Первые 3 мм пути от начала движения
ножа в расчет не принимаются. В случае, если
нож не прорезал пленку до стекла, добавляют
еще 50 г груза и опыт повторяют.
Повторение опыта с все время увеличиваю-
щимся грузом (каждый раз прибавляют 50 г)
продолжается до тех пор, пока нож не прорежет
пленку до стекла на всем пути своего движения.
Этот момент и является концом определения.
Груз (в граммах), положенный на цапфу резца
в момент окончания определения, служит мерой
твердости.
Форма резца в приборе НИИЛК показана на
рис. 119. Острие ножа направлено к стойке. Остро-
ту ножа периодически проверяют по стандартной
пленке (натуральная льняная олифа), твердость
которой через 72 часа после высыхания должна
быть 150 г.
Этот метод хотя и дает практическое представ-
ление о твердости пЛенки, но вместе с тем имеет и ряд сущест-
венных недостатков: нож постепенно притупляется, и его необ-
ходимо периодически затачивать; при испытании твердых, но
хрупких пленок полученные результаты оказываются слишком
низкими, потому что нож работает не только на сжатие, но и на
•сдвиг; точность определений не превышает 50 г.
Несмотря на это, испытание на приборе НИИЛК все же при
•соблюдении определенных правил работы дает характеристику
твердости пленки по царапанью, чего не могут дать приборы, ра-
ботающие по другому принципу.
Определение твердости пленок царапанием под увеличивающейся
нагрузкой
Испытания методом царапания очень удобно производить на
приборе, где нагрузка на нож в процессе передвижения платфор-
мы с испытуемой пластинкой постепенно увеличивается9’12.
Для этой цели можно пользоваться прибором, изображенным на
рис. 120.
Прибор имеет подвижную платформу /, на которой укрепляют
испытываемую накраску 2. В качестве ножа можно применять
резец, показанный на рис. 119, а также твердый минерал с опре-
240
деленным углом заточки, патефонные иголки и т. п. При при-
менении патефонных иголок целесообразно стачивать их до
образования площадки диаметром 0,2 мм.
Резец 3 укрепляют на подвижном уравновешенном рычаге 4,
расположенном над подвижной платформой. По рычагу переме-
щается груз (ролик) 5. Перемещение груза связано с движением
подвижной платформы. 'Следовательно, при передвижении испы-
туемой пластинки перемещается и груз, приближаясь к резцу
и оказывая на него большее давление.
Рис. 120. Прибор для определения твердости
пленок под увеличивающейся нагрузкой:
1—подвижная платформа; 2—испытуемая накраска;
3—резец; 4—рычаг; 5—груз.
Устанавливая груз, можно при движении пластинки равно-
мерно увеличивать давление на резец от нуля до полного веса
груза. В зависимости от твердости пленки применяют различный
груз.
Для расчета царапающей нагрузки прикладывают к пленке
измерительную линейку, определяют, на каком делении (считая
от нуля) пленка процарапывается, и умножают полученное число
на вес груза.
Определение твердости пленок царапанием на приборе Института
промышленных проблем АН ЭССР
А. Э. Ритсо и Э. К. Ландра (Институт промышленных
проблем Академии наук Эстонской ССР) сконструировали
по описанному выше принципу прибор (рис. 121), в котором по-
движная платформа передвигается посредством мотора.
Этим достигается постоянная скорость движения резца; конец
испытания (процарапывание пленки до подложки) фиксируется
автоматической остановкой платформы.
16 С. В. Якубович 241
Испытания пленок проводятся на металлической подложке,
а в качестве резца применяют патефонную иголку.
Рис. 121. Прибор для определения твердости покрытий Института
промышленных проблем АН ЭССР:
1—мотор; 2—винт; 3—подвижная платформа; 4—груз; 5—рычаг; в—игла;
7—приспособление для закрепления рычага при обратном движении плат-
формы; 8—пусковая кнопка; 9—трансформатор; 10—реле.
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПЛЕНОК ВДАВЛИВАНИЕМ
При определении твердости пластических масс, резины47, ме-
талла широко пользуются различными методами, основанными на
сопротивлении проникновению в испытуемое твердое тело извне
другого тела, вдавливаемого под нагрузкой.
Для этой цели применяют различного типа приборы, которые
в большинстве случаев непригодны для испытания сравнительна
тонких лакокрасочных пленок, хотя принцип испытания вполне
применим и для этих целей.
Метод вдавливания применяется также и при исследовании
процесса отвердевания полимерных высокомолекулярных веществ.
С. Н. Журков48 применил этот метод при исследовании пере-
хода различных полимеров из каучукоподобного в твердое со-
стояние. Твердость определялась измерением глубины погруже-
ния стального шарика (D—7 мм), находящегося под постоянным
грузом, в исследуемый образец полимера цилиндрической формы
(Ь= 15 мм, толщина 4—5 мм).
Твердость пленок по вдавливанию можно определять на при-
боре, изображенном на рис. 122.
Прибор49 состоит из латунного рычага 1, снабженного про-
тивовесом 2. Закругленный снизу кварцевый цилиндр 3 (диа-
метр основания 6 мм) при нагрузке на рычаг оставляет на лаковой
пленке 4 оттиск. Чем тверже лаковая пленка, тем нужна боль-
шая нагрузка на рычаг, чтобы получить на пленке оттиск кварце-
вого цилиндра. Конец цилиндра отполирован и имеет форму
242
полушара, а верхняя его плоская часть наклонена к горизонту
под углом 4°. При определении твердости лаковой пленки стеклян-
ную пластинку 5 помещают под таким углом, чтобы горизонталь-
ный луч света, отражаясь от пластинки, попадал в цилиндр и от-
ражался от его нижней шарообразной поверхности. Луч света,
отраженный от шарообразной поверхности, попадает в микро-
скоп 6, в котором поверхности соприкосновения цилиндра с ла-
ковой пленкой наблюдаются в виде черного кружка 8. Диаметр
кружка соприкосновения, наблюдаемый в микроскопе, измеряют
при помощи окуляр-микрометра. Определение ведут при
70-кратном увеличении.
Рис. 122. Прибор для определения твердости
пленок вдавливанием:
1—рычаг; 2—противовес; 3—кварцевый цилиндр;
4—испытуемое покрытие; 5—стеклянная пластинка;
в—микроскоп; 7—груз; 8—отпечаток.
Вместо того чтобы определять диаметр плоскости 'соприкос-
новения при определенной нагрузке на стержень, можно изме-
нять нагрузку для получения плоскости соприкосновения опре-
деленного диаметра. Если для получения плоскости нужных
размеров приходится применять слишком большую нагрузку
(в случае очень твердых пленок), применяют кварцевый цилиндр
диаметром всего 3 мм.
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПЛЕНОК ПО ЗАТУХАНИЮ КОЛЕБАНИЯ
МАЯТНИКА
Впервые маятниковый метод для определения твердости был
предложен Д. И. Менделеевым50 еще в 1898 году. Маятник имел
форму подковы, опирающейся на агатовую призму. Мерилом
твердости служил как период одного качания, так и логарифме-
тический декремент.
Позднее В. Д. Кузнецов с сотрудниками38 ввели ряд измене-
ний, улучшающих метод. Кузнецов предложил применять ка-
чающийся маятник для определения твердости кристаллов. Пред-
ложенный им прибор представляет физический маятник, ка-
чающийся на стальном острие.
16* 243
Однако во избежание поворота плоскости качаний целесооб-
разно пользоваться двумя остриями, находящимися на некотором
расстоянии друг от друга81. За меру твердости Кузнецов прини-
мает промежуток времени, в течение которого амплитуда убы-
вает на определенную величину.
П. А. Ребиндер82 применил маятник для определения твердо-
сти адсорбента, адсорбирующего из раствора полярные молекулы.
Он применял маятник Кузнецова с двумя стальными остриями,
которые могли перемещаться при помощи микрометра; для опре-
деления твердости мягких веществ автор пользовался двумя
стальными шариками. За меру твердости Ребиндер предложил
считать величину, обратную относительному начальному убыва-
нию амплитуды, или величину подкасательной в начальной
точке кривой, выражающей зависимость амплитуды от вре-
мени.
Действие маятника основано на свойстве опорного шарика
под тяжестью’веса маятника вдавливаться в испытуемый металл;
форма образущегося углубления совпадает с формой шарика.
При качании маятника шарик раскатывает это углубление и при-
дает ему эллиптическую форму, сечение которой имеет радиус
кривизны больший, чем радиус шарика.
Чем мягче материал (металл), тем глубже входит в него ша-
рик и тем ближе радиус кривизны углубления совпадает с радиу-
сом шарика, что в свою очередь обусловливает меньший период
качания. В твердом материале шарик выдавливает мелкую лунку
большего радиуса, вследствие чего период качания увеличивает-
ся. Изложение теории маятника приведено в книге Н. Н Дави-
денкова50.
Маятники, сконструированные для определения твердости
металла или кристаллов, непригодны для определения твердости
лакокрасочных пленок, так как вследствие большого веса маят-
ника опорный шарик или острие продавливают пленку, в резуль-
тате чего определяется твердость не пленки, а подложки (стекло,
металл и т. д.), на которую нанесена пленка. Особенно непригод-
ной является опора в виде острия.
Для определения твердости лакокрасочных пленок ВИАМ
был предложен маятник облегченной конструкции.
В дальнейшем этот маятник был видоизменен46 и в таком виде
был предложен для определения твердости лакокрасочных пле-
нок.
Вследствие незначительного веса маятника опорные шарики
при испытании даже самых мягких пленок вдавливаются в пленку
не до подложки. Как показали наши работы, маятниковый ме-
тод вполне пригоден для характеристики твердого состояния плен-
ки.
Как было указано выше, при качании маятника шарики его
раскатывают на пленке лунку, чем и вызывается затухание ко-
лебаний. Поэтому при раскатывании лунки поверхность сопри-
244
косновения шариков с пленкой увеличивается, трение растет,
а отсюда можно предположить, что с увеличением степени шеро-
ховатости пленки доля колебательной энергии, тратящейся на
трение, увеличивается и поэтому колебания маятника будут
затухать быстрее, т. е. твердость по маятнику должна умень-
шаться.
Наши исследования в ГИПИ-4 совместно с Н. Ярым-Агаевым
не подтвердили этих предположений и показали, что увеличение
шероховатости пленки влечет за собой повышение ее твердости
по маятнику.
Этот кажущийся противоречивым вывод можно объяснить
тем, что шероховатость снижает скольжение, хотя и повышает
поверхность соприкосновения. А это значит, что поскольку твер-
дость растет, основное количество энергии маятника идет не на
раскатывание лунки, а на трение поверхности. Таким образом,
основным фактором, влияющим на затухание амплитуды качания,
является характер'поверхности пленки при одной и той же твер-
дости. Следовательно, пленки с одинаковой твердостью и раз-
личной поверхностью должны давать разную твердость по ма-
ятнику.
При утяжелении маятника фактор скольжения играет вто-
ростепенную роль, и в этом случае характер поверхности не дол-
жен влиять на показания твердости. Однако утяжеление маятни-
ка затруднит определение твердости мягких пленок.
Определение твердости пленок маятником НИИЛК
Прибор (рис. 123) состоит из маятника 1, сделанного из круг-
лой проволоки (серебрянки) диаметром 3 мм, закрепленной в
металлической пластинке 2, покоящейся на двух стальных шари-
ках 3 диаметром 8 мм.
Шарики опираются на неподвижную платформу, укрепленную
на кронштейне 4, вделанном в стену. Под стрелкой 5 маятника
установлена подвижная полукруглая шкала 6 с радиусом, рав-
ным длине маятника (от точки опоры шариков до конца острия).
Шкала разделена на градусы.
Для определения твердости пленки маятниковым прибором
стеклянную пластинку 7, покрытую испытуемым материалом,
помещают на платформу прибора пленкой вверх и осторожно уста-
навливают на ней маятник. После этого шкалу передвигают так,
чтобы ноль шкалы находился против стрелки маятника. Затем
маятник отводят на 5° и отпускают. Одновременно с пуском маят-
ника пускают секундомер. Когда амплитуда качаний маятника
уменьшается до 2°, секундомер останавливают. Время, необхо-
димое для затухания амплитуды маятника от 5 до 2°, служит
мерой твердости.
А, И. Орлов53 указывает, что недостатками маятника НИИЛК
являются отсутствие приспособления для одновременного пуска
245
маятника с секундомером и неизбежность деформации пленки
под шариками до начала определения твердости.
Для устранения этих недостатков кафедрой технологии лаков
и красок МХТИ им. Менделеева усовершенствована конструкция
маятника НИИЛК применением эрегирующих приспособлений
по типу весовых аретиров. Маятник заключен в деревянный фут-
ляр по типу футляров аналитических весов.
Рис. 123. Маятник НИИЛК для
определения твердости пленок:
1—маятник; 2—металлическая пла-
стинка; з—стальные шарики; 4—крон-
штейн; 5—стрелка маятника; б—шка-
ла; 7—испытуемое покрытие.
Рис. 124. Маятник НИИЛК (МХТИ)
с аретирующими приспособлениями.
На рис. 124 показана схема устройства маятника, из которой
ясно видно устройство аретирующих приспособлений.
Впоследствии принцип аретирования был учтен ГИПИ-4 при
изменении конструкции маятника НИИЛК-
Для точного определения момента окончания качания
А. М. Лазарев и С. 3. Острин54 предложили приспособление для
автоматической записи времени качания маятника НИИЛК.
Однако это приспособление применения не нашло.
Определение твердости плеиок маятниковым прибором
„Лакокраспокрытие“-ГИПИ-4 (М-3)
В 1939 г. в Ленинградском отделении «Лакокраспокрытие» была
разработана новая, более усовершенствованная конструкция ма-
ятникового прибора17-55.
246
Существенным недостатком этого прибора оказалось неудоб-
ство пуска маятника в. действие, в результате чего часто полу-
чается перекос маятника, а отсюда и невоспроизводимость. ре-
зультатов опытов.
С. В. Якубович и Т. И. Ворогушин (ГИПИ-4) предложили
простое приспособление для пуска маятника, которое полностью
устраняет указанный выше недостаток. Маятниковый прибор
новой конструкции «М-3» стандартизован (ГОСТ 5233—50).
Приборы такой конструкции нашли широкое применение в
различных лабораториях.
Прибор (рис. 125) состоит из
маятника 1, имеющего две точки
опоры в виде стальных шариков 2.
Шарики опираются на металли-
ческую плиту 3, установленную
на штативе 4, который укреплен
на основании 5. На маятнике име-
ются грузики 6, передвигая кото-
рые, можно изменять время зату-
хания колебаний маятника.
Стрелка маятника при кача-
нии движется на дугообразной
шкале 7, разделенной на градусы.
Деления отложены в обе стороны
от нуля, находящегося в центре
шкалы. Шкала укреплена на шта-
тиве посредством муфты 8. На ос-
новании прибора имеется пусковое
приспособление 9.
Вес маятника 120 (+1) г; диа-
метр стального шарика 8 (+0,0;
—0,062) мм', длина маятника, счи-
тая от точки опоры до конца
стрелки, 500 (+1) мм. Основание
Рис. 125. Маятник «Лакокраспокрытие»
М-3 (модель ГИПИ-4):
j—маятник; 2—стальные шарики; 3—метал-
лическая плита; 4—штатив; 5—основание при-
бора; 6—грузики; 7—шкала; S—муфта;
-Р—пусковое приспособление; 10—установоч-
ный винт; 11—рамка; 12—вырезы на соедини-
тельной планке в маятнике; 13—соединитель-
ная планка.
прибора устанавливают в строго горизонатальное положение по-
средством винтов 10 и отвеса.
Стрелку маятника устанавливают точно против нулевого де-
247
ления шкалы при помощи рамки 11, к которой плотно пристав-
ляется двумя вырезами 12 соединительная планка маятника 13.
Чтобы исключить влияние воздушных течений на показания при-
бора, его помещают в застекленный футляр.
Проверку работы маятника производят не реже одного раза
в сутки по стеклянному числу—времени затухания колебаний
маятника, точки опоры которого лежат на стекле, в амплитуде
от 5 до 2°. Определение стеклянного числа производят так же,
как и определение твердости испытуемой пленки. Стеклянное чис-
ло прибора должно быть равно 440 сек. с допуском +6 сек. (т. е.
в пределах 434—446 сек.). Если стеклянное число не укладываёт-
ся в указанные пределы, то движением грузиков 6 вверх или вниз
его доводят до необходимой нормы.
Стеклянные пластинки (фотонегативное стекло) размером
90x120 мм, толщиной 2—3 мм перед проверкой тщательно
промывают серным эфиром или чистым бензином и высуши-
вают.
Шарики маятника периодически осматривают. При износе и
несоответствии поверхности шариков требованиям ГОСТ их за-
меняют новыми. Перед каждым испытанием шарики тщательно
протирают ватным тампоном, смоченным эфиром или чистым бен-
зином, и затем сухой чистой марлей.
Испытуемые лакокрасочные материалы наносят на стеклянные
пластинки (фотонегативное стекло размером 90x120 мм, тол-
щиной 2—3 мм).
Способ нанесения, способ и длительность сушки, коли-
чество слоев, толщина пленки, срок выдержки до испытания вы-
бирают в соответствии с установленными техническими условия-
ми или стандартами.
После практического высыхания испытуемого материала или
по прошествии установленного техническими условиями срока
окрашенную пластинку кладут на плитку маятникового аппарата
пленкой вверх. На середине пластинки (не ближе 2 см от края)
осторожно устанавливают шарики маятника так, чтобы стрелка
находилась вблизи нуля шкалы. Затем поднимают рамку, при-
жимают к ней соединительную планку и устанавливают стрелку
строго на нуль. После этого, не опуская рамки и придерживая
соединительную планку, стрелку осторожно отводят влево до де-
ления 5° при помощи пускового приспособления (необходимо сле-
дить при этом, чтобы шарики не сдвинулись). Рамку опускают
и отведенную стрелку освобождают нажатием кнопки на пуско-
вое приспособление; одновременно включают секундомер. В мо-
мент достижения стрелкой амплитуды колебания, равной 2°,.
секундомер останавливают.
Опыт повторяют дважды. Если результаты двух, определений
отличаются больше чем на 3%, измерение проводят третий раз.
Каждое повторное определение следует производить на новом,
участке пленки.
248
Твердость по маятниковому аппарату вычисляют по формуле-
где х —твердость пленки;
t —время затухания колебаний (от 5 до 2е) маятника, точки
опоры которого находятся на испытуемой пленке, в се-
кундах;
tx—стеклянное число в секундах.
Определение производят при температуре воздуха 20°(+Г)
и относительной влажности воздуха не более 70%.
Определение твердости пленок маятником Института
промышленных проблем АН ЭССР
А. Э. Ритсо, Э. К. Ландра и X. М. Сийм (Институт промышлен-
ных проблем АН ЭССР) сконструировали новую модель маятника
(рис. 126). Начальная амплитуда
до 45°, что соответственно уве-
личивает точность определения
твердости. Благодаря наличию
подъемного приспособления пе-
ред началом испытания маят-
ник поднимают и плавно опу-
скают на испытуемую пла-
стинку.
Определение твердости пленок
маятниковым переносным при-
бором «Лакокраспокрытие»
В Ленинградском отделении
«Лакокраспокрытие» в 1941 г.
разработана новая конструкция
портативного переносного ма-
ятникового прибора.
Как показали наши исследо-
вания, приборы этого типа 9 не-
пригодны для стандартных ис-
пытаний, так как установка
стеклянного числа очень затруд-
нена, а само стеклянное число
маятника может быть доведена.
Рис. 126. Маятниковый прибор
Института промышленных проблем
АН ЭССР:
1—маятник; 2—шарики; 3—штатив;
4 — регулировочное приспособление;
5—острие для установки маятника на
нуль; б—подъемное приспособление;
7—застекленный шкаф; 8—уровень.
не является постоянным в отличие от маятникового прибора М-3..
Прибор пригоден для ориентировочного определения твердости
лакокрасочных покрытий в заводских условиях (межоперацион-
ный контроль, контроль при выпуске изделий) на окрашенных
изделиях при наличии горизонтальной площадки размером не ме-
нее 50 х 100мм. Прибором можно пользоваться также и для ориен-
тировочного испытания твердости различных лакокрасочных ма-
териалов, нанесенных на пластинки из стекла, металла и дерева.
249‘
Прибор (рис. 127) представляет собой маятник, состоящий из
двух параллельно расположенных никелированных колец (диа-
метр 100 мм, толщина 1,2 мм), скрепленных между собой тремя
цилиндрическими стойками и противовесом. На верхней стойке
.аппарата укреплена навинтованная колонка, упирающаяся в
противовес; на колонку насажен цилиндрический регулировоч-
ный груз. К заднему кольцу по диаметру, перпендикулярному
навинтованной колонке, прикреплена планка, на которой крепятся
шкала и стрелка. Шкала полукруглая с нанесенными делениями
в 0,5° каждое. Стрелка в нижней своей части имеет противовес.
Рис. 127. Маятниковый переносный прибор для опреде-
ления твердости покрытий.
Испытание проводят следующим образом. На гнебольшой пло-
щадке окрашенного изделия (площадью не менее 50x100 мм),
после высыхания покрытия устанавливают прибор. После того как
прибор отрегулирован, его осторожно наклоняют в одну сторону до
того момента, когда стрелка аппарата подойдет к делению «5» на
шкале, после этого прибор осторожно отпускают и начинают счи-
тать количество колебаний. Амплитуда колебаний постепенно убы-
вает, и в момент, когда стрелка прибора подойдет к делению «7»,
подсчет прекращают. Количество качаний является показателем
твердости. Большее число качаний обозначает большую твердость.
Для сравнения служит твердость пленки эталона, получаемого
-следующим образом. На пластинку из такого же материала, из
которого сделано изделие, в полном соответствии с техническими
условиями наносят типичный для данного производства, заведомо
кондиционный по всем показателям, лакокрасочный материал;
•сравнение числа качаний, полученного на эталоне и на испытуе-
мом покрытии, характеризует твердость последнего?
ГЛАВА 7
ОПРЕДЕЛЕНИЕ ЭЛАСТИЧНОСТИ
Эластичностью или упругостью называют свойство тел
/восстанавливать первоначальную форму после удаления приложен-
ной деформирующей силы.
Если тело полностью восстанавливает свою форму, оно являет-
ся упругим или эластичным. Если же первоначальная форма тела
восстанавливается лишь частично, такое тело называется упруго-
пластическим или упруго-вязким. В этом случае деформация тела
разделяется на обратимую, называемую упругой, и необратимую,
называемую остаточной или пластической.
Большое значение в процессах деформации пленок высоко-
тюлимерных соединений играют релаксационные явления, когда
восстановление формы может происходить в течение очень про-
должительного времени56. Так, например, релаксационный ха-
рактер эластичности каучука проявляется во влиянии времени
или скорости деформации на величину деформации или усилия.
При деформации каучука происходит сложная перегруппировка
гибких цепных молекул, связанная с преодолением сил взаимо-
действия между ними (см. стр. 191).
Если тело деформируется так медленно, что все перегруппи-
ровки происходят за время деформации, то эластичность прояв-
ляется полностью. Если же деформация происходит очень быстро,
молекулы не успевают изменить свою форму или изменяют ее
частично и в этом случае эластичность не проявляется или про-
является лишь частично.
В случае если тело подвергнуто деформации на определенную
величину и удерживается в этом состоянии очень длительное
время, напряжение в теле с течением времени падает (релаксация
напряжения).
Эластичное тело при достаточно длительной нагрузке может
вести себя как пластичное. Эластичность таким образом зависит
не только от молекулярной структуры тела, но также и от времени
и скорости деформации.
Эластичность лакокрасочных пленок имеет большое практи-
251
ческое значение. Представим себе лакокрасочную пленку, кото-
рая очень хорошо растягивается при приложении внешних сил,
но которая после снятия нагрузки сокращается в очень незначи-
тельной степени. Такая пластичная пленка мало пригодна для по-
крытия объектов, подвергающихся постоянным расширению и сжа-
тию, вибрациям и т. п. При тепловом расширении окрашенных
объектов, при всякого рода сотрясениях, вибрациях и т. п. лако-
красочная пленка испытывает незначительные удлинения. Однако-
при возвращении предмета к первоначальному состоянию пленка
должна упруго сокращаться, иначе возможно образование морщин,,
а при очень хорошей адгезии—появление напряжений, приводя-
щих к растрескиванию или иному виду изменения прочности по-
крытия.
Эластичность является одним из самых существенных физико-
механических свойств лакокрасочных пленок и необходимым
свойством для всех ответственных покрытий.
Эластичность пленки позволяет судить о качестве того ил®
иного материала с физико-механической точки зрения.
Одним из точных методов определения эластичности лакокрасоч-
ной пленки является определение эластичности при постоянной,
и одинаковой во всех случаях для данного типа материала дефор-
мации. Мерой эластичности в этом случае будет определение сте-
пени возврата в начальное состояние пленок, подвергнутых такой
деформации в течение одного и того же времени. Другими словами,,
эластичность определяется по остаточной деформации пленок.
Пленку растягивают на определенную величину и оставляют
в растянутом состоянии определенное время. После этого напря-
жение снимают; пленка свободно сокращается. Измерения оста-
точной деформации в определенные промежутки времени дают
представление об эластичности пленки.
На этом основан метод определения эластичности пленок на эла>-
стометре НИИЛК-
ОПРЕДЕЛЕНИЕ ЭЛАСТИЧНОСТИ ПЛЕНОК ПРОБОЙ НА ИЗГИБ
Методы определения эластичности покрытий, основанные на
изгибании металлической пластинки с нанесенной на нее пленкой,
отличаются своей простотой и нашли широкое применение при
механических испытаниях пленок. Наиболее простым методом,
является изгибание пленок вокруг металлических стержней раз-
личных диаметров и наблюдение за появлением трещин.
Однако при изгибании пленки вокруг стержня мы по сущест-
ву определяем не эластичность пленки, а некоторые суммарные
свойства—сопротивление растяжению и разрыву, пластичность,
и прилипаемость пленки к подложке. Поэтому методы определения
механических свойств пленок изгибанием их на стержнях следует
называть пробой на изгиб.
Эти методы вэ многих случаях дают очень хорошие результа-
ты, характеризующие фактическую прочность лакокрасочной
252
пленки при различных ее деформациях вместе с покрытым ею объек-
том.
Широкое применение нашел стандартный метод испытания на
изгиб на шкале эластичности НИИЛК (ОСТ 10086—39 М. И. 22).
Определение эластичности на шкале НИИЛК
Шкала гибкости (эластичности) НИИЛК представляет собой
набор из шести стержней различной толщины, укрепленных на
станине при помощи гаек и шайб (рис. 128).
Стержни имеют следую-
щие диаметры (в мм); 20;
15; 10; 5; 3; 1; шкала не-
подвижно укрепляется на
краю стола.
Испытание проводят
при 18—20°. Испытуемый
материал наносят на пла-
стинку из жести толщиной
0,2—0,3 мм (длина 100 мм,
ширина 50—70 мм) по ме-
тоду, принятому ГОСТ или
Рис. 128. Шкала НИИЛК для проведе-
ния пробы на изгиб.
техническими условиями. После высыхания покрытия или черезпро-
межуток времени, указанный в технических условиях, жестяную
пластинку разрезают на полосы (ширина 20лсм, длина 100 льм).Одну
из полос изгибают (пленкой вверх) на 180° вокруг стержня диамет-
ром 20 мм. Изгибание производят плавно в течение 2—3 сек. Если
после изгибания на пленке при рассматривании в лупу незаметно
трещин и пленка не отслаивается при проведении пальцем, то
производят изгибание в другом месте полосы вокруг стержня диа-
метром 15 мм, затем в новом месте полосы вокруг стержня диа-
метром 10 мм и т. д. до тех пор, пока на пленке не будут обна-
ружены трещины, видные в лупу с четырехкратным увеличением,
или отслаивание при проведении пальцем.
Результаты испытания выражают диаметром последнего стерж-
ня, на котором пленка осталась неповрежденной.
Описанный метод испытания пленки на изгиб позволяет весь-
ма приближенно судить о действительной растяжимости таких
пленок, которые хорошо прилипают к металлической пластинке.
Растяжимость же пленок, обладающих плохой адгезией (нитро-
лаки и др.), этим методом определить нельзя. Метод этот мало
применим также для сравнительных испытаний очень эластичных
пленок (олифы, масляные краски и др.), так как максимальная
растяжимость пленки при изгибании ее вокруг стержня диамет-
ром 1 мм равна 23,2% (см. ниже), а весьма эластичные пленки
удлиняются значительно больше. Таким образом установить их
действительную растяжимость невозможно.
253
Рис. 129. Удлинение
пленки при изгибе.
Большего удлинения пленки можно было бы достичь или
уменьшением диаметра стержня, или значительным увеличением
толщины металлической пластинки (подложки), однако в этих
случаях испытание становится трудно выполнимым.
Расчет относительного удлинения
пленки при изгибании вокруг стержней
различного диаметра, принятых в шка-
ле эластичности НИИЛК57, произво-
дят следующим образом. Если предпо-
ложить, что при изгибании пластинки
вокруг стержня средняя часть поверхно-
сти сохранит свою длину, в то время как.
внутренняя (прилегающая к стержню^
часть сожмется, а наружная растянется,
то при радиусе стержня г и толщине же-
сти т наружная часть поверхности пла-
стинки на половине окружности сече-
ния стержня будет иметь длину
/+Д/=те(г+т) вместо начальной дли-
ны (средняя поверхность, отмеченная
на рис. 129 пунктиром) /=те
• Тогда удлинение наружной части поверхности пластинки
равняться
будет
т.т
~2~
а относительное удлинение ее (в %) составит
100-А/ ЮОтс/тг ____ 100 т
I ~ / т \ 2г -+- т
Д/ = те
(1)
2т.
адге-
На эту же величину (при отсутствии трещин и хорошей
зии) удлинится и внутренняя часть поверхности пленки. В этих
же условиях длина наружной поверхности пленки (толщина п)
станет равной
I + Д/' = те (г т + п)
откуда
Д/' = те (г + т + п) — те /г + -^1 = -v
Тогда относительное удлинение наружной поверхности пленки
можно выразить (в %) формулой
100-А/' __ 1С0 тс (т + 2п) 100(т-2и)
I ( т \ 2 г.-т '
2те(г+^
Отсюда ясно, что чем больше толщина пленки, тем больше при
прочих равных условиях она удлиняется.
254
Приводим вычисленные по формулам (I) и (2) относительные
удлинения пленки при изгибании вокруг стержней, принятых
в шкале эластичности НИИЛК (толщина жести т=0,25 мм);
толщина пленки /г=0,02 мм; предполагается, что пленка не дала
трещин и не отстала от пластинки (хорошая адгезия):
Диаметр стержней, мм . . 20 15 10 5 3 I
Удлинение внутренней части
поверхности пленки, %. . 1,23 1,64 2,44 4,75 7,70 20,00’
Удлинение наружной части
поверхности пленки, % . . 1,43 1,90 2,83 5,52 8,93 23,20
При слабом прилипании пленки и медленном изгибании во-
круг стержня пленка отстает от поверхности металла и опреде-
ление удлинения, т. е. растяжимости пленки, становится невоз-
можным. Иногда при быстром изгибании пленка рвется, не ус-
певая отстать от пластинки. В данном случае сказывается боль-
шая скорость деформации пленки.
Если в качестве подложки применять очень тонкие метал-
лические пластинки толщиной, например, 0,02 мм (фольгу), то
при изгибании пластинки пленка растянется незначительно-
[3,85%—вычислено по формуле (1)] ивэтом случае судить о растя-
жимости пленки можно независимо от степени прилипания ее
к подложке. Однако большинство пленок выдерживает такое
растяжение без появления трещин при однократном изгибании,
и применение подложки из фольги не дает удовлетворительных
результатов.
Наиболее правильным будет применять пробу на изгиб при
многократном изгибании и разгибании фольги с нанесенной на
ней пленкой. Испытание ведут до тех пор, пока пленка не поте-
ряет свою эластичность в результате «усталости» материала. Об
эластичности пленки судят по количеству изгибаний.
Определение сопротивления пленок иа изгиб
многократным изгибанием
Испытуемую свободную пленку или пленку, нанесенную на
тонкую металлическую фольгу шириной 10—20 мм и длиной
60—80 лш, помещают между двумя листами плотной чертежной
бумаги таким образом, чтобы испытуемая пленка выступала на
20 мм. Листы бумаги сжимают пальцами так, чтобы лежащая
между ними пленка не сдвигалась с места. После этого высту-
пающую часть пленки перегибают в обе стороны до соприкосно-
вения с бумагой и наблюдают место сгиба пленки. Перегибание
пленки продолжают до тех пор, пока на месте сгиба не образуют-
ся трещины.
255
Сопротивление на изгиб выражают числом двойных сгибов,
•которые пленка выдерживает без растрескивания. Опыт повто-
ряют несколько раз и берут среднее значение.
Испытание проводят до и после искусственного старения.
Сопротивление пленок многократному изгибу можно испыты-
вать на приборе двойного перегиба, широко применяемом в бумаж-
ной и кожевенной промышленности29.
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЙ
ПРИ ВЫДАВЛИВАНИИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ
(ПРОЧНОСТЬ ПЛЕНОК ПРИ РАСТЯЖЕНИИ)
Для определения прочности тонких металлических листов и,
:в частности, их свойства подвергаться деформации при штамповке
.широко применяется так называемый прибор-пресс типа «Э».
Испытание состоит в продавлива-
Рис. 130. Зависимость глубины
.продавливания металлической пла-
стинки от ее толщины.
нии пластины, зажатой по коль-
цевой поверхности матрицы, пу-
ансоном с шаровидным оконча-
нием. Глубина продавливания до
появления трещин, выраженная
в миллиметрах, служит характе-
ристикой прочности металличе-
ского листа.
Этим методом определяют пла-
стические свойства металла. Глу-
бина продавливания для одного
и того же материала зависит58 от
толщины листа (рис. 130) и от
диаметра шарика (пуансона).
Прибор нашел также приме-
нение при определении эластич-
ности лакокрасочных пленок, на-
несенных на металлическую под-
ложку. Эластичность пленки в
данном случае определяется сте-
пенью растяжения пленки, на-
несенной на металл; испытание
ведут или до разрушения пленки
или до разрушения подложки (при большой прочности пленки).
По сути дела, мы определяем здесь прочность покрытия и его
адгезию к металлу при растяжении (вытяжке) подложки.
На результаты испытания оказывают большое влияние тол-
щина подложки и толщина пленки, состояние поверхности под-
ложки, скорость выдавливания, влажность воздуха и температу-
ра, при которых производится испытание.
Метод определения эластичности пленок при вытяжке метал-
256
лической подложки дает вполне удовлетворительные и воспро-
изводимые результаты только при соблюдении всех этих условий*
Прибор-пресс марки Э (рис. 131) состоит из чугунной стани-
ны 1, в которой укреплены кольцевая матрица 2 и два винта 3
и 4 (один внутри другого). Винты приводятся в движение штур-
валом 5. Испытуемую пластинку прижимают к матрице наруж-
ным винтом 3. Внутренний винт 4 оканчивается шаробразной
насадкой (пуансоном) 6 и служит для вытяжки пластинки. Диа-
метр пуансона 20 мм, диаметр отверстия матрицы 27 мм.
Рис. 131. Прибор-пресс для определения проч-
ности покрытий при выдавливании металли-
ческой подложки:
1—станина чугунная; 2—матрица кольцевая; 3,4—
винты; 5—штурвал; 6—пуансон; 7—шкала кольце-
образная; 8—шкала линейная неподвижная; 9—муф-
та сцепления; ю—зеркало.
Глубина вытяжки пластинки определяется по кольцеобразной
шкале 7, сидящей на оси штурвала, и неподвижной шкале 8,
укрепленной на станине. Каждое деление неподвижной шкалы
равно 5 мм, кольцеобразной—0,01 мм. Наружный и внутренний
винты соединяются и разъединяются при помощи муфты сцепле-
ния 9. На станине прибора установлено сферическое увеличитель-
ное зеркало 10.
Нанесение лакокрасочного материала на пластинки и высуши-
вание его производят согласно техническим условиям. По вы-
сыхании пластинку с покрытием вставляют в пресс окрашенной
и с. в. Явусович 257
стороной к зеркалу и вращением штурвала плотно прижимают
к матрице. Затем устанавливают кольцеобразную шкалу на нуле
и передвижением муфты включают внутренний винт. Штурвал
вращают с постоянной скоростью так, чтобы за 10—12 сек. про-
исходила вытяжка пластинки на 1 мм (один оборот штурвала»
минуту). За изменением внешнего вида пленки наблюдают в зер-
кало.
Как только пленка начнет разрушаться (трещины, отслаива-
ние), вращение штурвала прекращают и отсчитывают по шкалам.
глубину вытяжки. Глубину по-
Рис. 132. Прибор-пресс с электроли-
тическим дефектоскопом:
1—станина чугунная; 2—камера дефекто-
скопа; 3,4—винты наружный и внутрен-
ний; 5—штурвал; б—пуансон; 7—-шкала
линейная; 6—шкала кольцеобразная; 9—
муфта сцепления; 10—вольтметр; 11—со-
суд Подвижной с электролитом; 12—кон-
тактный зажим; 13—угольный электрод;
11—резиновая пробка.
гружения пуансона, соответст-
вующую полному обороту штур-
вала, отсчитывают по неподвиж-
ной шкале; глубину погружения
пуансона, соответствующую не-
полным оборотам штурвала, на-
ходят по кольцеобразной шкале.
Оба.показания суммируют. Ре-
зультаты измерения выражают
в миллиметрах. Расхождения
между двумя параллельными
определениями не должны быть
более 0,1 мм.
Эластичность пленки харак-
теризуют глубиной вытягива-
ния подложки (в миллиметрах),,
при которой начинается разру-
шение нанесенной пленки. Оп-
ределить начало разрушения
пленки при помощи зеркала не
всегда возможно, особенно при
наличии микроскопических раз-
рывов на пленке. Поэтому для
точных измерений целесооб-
разно применять дефектоскоп
ГИПИ-4 (стр. 325), при помощи
которого устанавливается ма-
лейшее разрушение пленки.
Для определения прочности
пленок при растяжении принят
(ГОСТ 5628—51) прибор-пресс
(рис. 132) с электролитическим
дефектоскопом (см. также опи-
сание установки ВИАМ с дефектоскопом, стр. 429).
1 Для испытания применяют определенную подложку размером
70x70 мм. При испытании на черном металле—декапированную
сталь толщиной 1 мм (ГОСТ 1386—47) и сталь для кузовов (ГОСТ
914—47, марки 08) толщиной 1 леи; при испытании на легких ме>-
258
таллах—дуралюмин (ГОСТ 4977—49, марка Д-16) толщиной 1 мм,
алюминий (ОСТ ЦМ 403—40) толщиной 1 мм. Для многократных
испытаний рекомендуется брать полосы шириной 70 мм и длиной,
кратной 70 мм.
В табл. 23 приведены в качестве примера результаты испыта-
ний некоторых покрытий, полученные на описанном выше при-
боре.
Таблица 23
Результаты испытаний эластичности покрытий, проведенных на
приборе-прессе «Э»
Краски Начальная эластичность мм Потеря эластичности при искусственном старении (температура +60°) в % к первоначальной эластичности
через 72 часа через 120 час.
Железный сурик на натуральной олифе 7,6 3 3
Зелень на алкидной смоле . . . . -8,1 0 0
Цинковые белила на алкидной смоле 6,9 16 47
Литопон на натуральной олифе . . . 7,8 17 25
Эмалевая краска А-24м (г) . . . 7,6 22 22
» » А-32м 7,5 54 61
» » 1431 горячей сушки 7,4 12 27
Эмаль пентафталевая № 58 . . . . 8,3 10 10
» » № 65 ... . - 8,3 7 7
» » № 68 ... . 6,9 12 15
ОПРЕДЕЛЕНИЕ ЭЛАСТИЧНОСТИ ПЛЕНОК
НА ЭЛАСТОМЕТРЕ НИИЛК
Для определения эластичности пленок А. М. Лазарев и
Е. Я. Гольденштейн (НИИЛК)10’61 предложили прибор, названный
ими эластометр. Эластичность определяют по свойству растянутой
пленки принимать первоначальные размеры после удаления
растягивающих усилий, действующих в течение одного и того же
времени. Деформация осуществляется растяжением до определен-
ного размера горизонтально расположенной пленки. Эластичность
определяют по формуле:
г So S
где —эластичность;
So—заданная и постоянная в течение Опыта деформация;
S —остаточная деформация после- быстрого снятия дефор-
мирующего усилия.
Очевидно, что при S=0 1^ = 100%; при S=S0 L^=0.
17*
259
Измерение остаточной деформации в определенные моменты
времени дает представление об эластичности пленки.
Метод применяется для определения эластичности всех лако-
красочных материалов, свободные пленки которых поддаются
растяжению до 5% без разрыва (высыхающие масла, олифы,
масляные краски, масляные лаки и эмали на естественных и ис-
кусственных смолах, большинство нитролаков и нитрокрасок и
другие).
Общий вид и схема эластометра НИИЛК показаны на рис. 133.
Зажимы 1 и 2 служат для укрепления пленки. Зажим 1 не-
подвижен, зажим же 2 может передвигаться в направляющих.
Рис. 133. Эластометр НИИЛК (общий вид и схема):
1—зажим неподвижный; 2—зажим подвижный; 3—винт;
4—гайна; 5—рукоятка; в—шкала; 7—пластинка; 8—ци-
линдр; S—зеркала; 10—держатели для зеркала.
Для передвижения зажима служит винт 3, вращающийся в гай-
ке 4л Винт приводится в движение при помощи рукоятки 5. Из-
мерение расстояния между зажимами производится при помощи
миллиметровой шкалы 6 и пластинки 7 с меткой, связанной за-
жимом 2. Сотые доли миллиметра определяют по боковой поверх-
ности цилиндра 8, вращающегося вместе с винтом 3 и разделен-
ного на 100 частей. Шаг винта—1 мм; поэтому деление цилиндра
соответствует 0,01 мм. Сзади зажимов, на 0,5 мм ниже краев
пленки, горизонтально натянут волосок.
260
• Для проведения испытания свободную пленку (стр. 201) по-
мещают между двумя листами миллиметровой бумаги и лезвием
бритвы вырезают из пленки прямоугольник длиной 60 леи и ши-
риной 5 см. Два таких же размеров прямоугольника вырезают
из бумаги. Вращением рукоятки подвижной зажим эластометра
подводят к неподвижному на расстояние 35 мм; затем так укреп-
ляют в зажимах образец пленки между двумя бумажными поло-
сами, чтобы в зажим вошло по 5 мм с каждой стороны, а 50 мм
оставались свободными.
Прсле укрепления пленки бумажные полоски подрезают и
удаляют, а затем точно измеряют длину пленки. Для этого осто-
рожным вращением рукоятки раздвигают зажимы и растягивают
пленку, пока ее наиболее провисшая часть не окажется на одном
уровне с натянутым волоском. В таком положении пленку счи-
тают условно натянутой. Сильнее натягивать пленку нецелесо-
образно, так как натянутая пленка уже через короткое время
под влиянием собственного веса слегка провисает. Измерение дли-
ны условно натянутой пленки производят с точностью до 0,01 мм.
После того как длина измерена, поворотом рукоятки растяги-
вают пленку на заранее заданную величину. Масляные краски,
лаки, эмали и т. п. растягивают на 10% первоначальной длины,
нитролаки—на 3—5%.
В растянутом состоянии пленку выдерживают ровно 30 мин.,
после чего быстрым вращением рукоятки возвращают подвижной
зажим к первоначальному положению, в котором пленка была
условно натянута. Пленка при этом провисает и медленно сокра-
щается. Через час подвижной зажим осторожно отодвигают на-
столько, чтобы пленка оказалась снова условно натянутой так
же, как и при первоначальном измерении длины, после чего вто-
рично с той же точностью измеряют длину пленки.
Эластичность рассчитывают по формуле
Ln= 100
где Ln—эластичность пленки в % (индекс п означает процент
растяжения пленки);
/0—первоначальная длина пленки;
/t—длина растянутой пленки;
—длина пленки после свободного сокращения в течение
1 часа.
Из этой формулы видно, что эластичность пленки тем выше, чем
сильнее она сократилась в течение часа, т. е. чем меньше величина /х.
Эластичность пленки сильно зависит от ее «возраста», от сте-
пени ее растяжения и от времени ее пребывания в растянутом
состоянии. Поэтому при сравнительном испытании нескольких
лакокрасочных материалов условия опыта должны быть одина-
ковыми. Толщина пленки также должна быть одинаковой длй
всех испытуемых материалов.
261
ОПРЕДЕЛЕНИЕ ЭЛАСТИЧНОСТИ ПЛЕНОК НА ПРИБОРЕ ОРЛОВА
Для определения эластичных свойств лакокрасочных пленок
А. И. Орлов59 предложил воспользоваться методикой, приаденяе-
Рис. 134. Прибор Орлова для опре-
деления эластичности пленок:
1—мотор; 2—червячная передача; 3—
шестеренки; 4—муфта; 5—переключа-
тель; 6—подставка; 7—рычаг; 8—плен-
ка; 9—рычаги; то—защелка; 22-^сталь-
ная пластинка; 12—барабан;
13—шкала.
мои в резиновом промышленности
ддя испытания эластичности ре-
зины. Мерой эластичности слущит
диаграмма работы остаточных де-
формаций пленок как при нагруз-
ке, так и при разгрузке при оди-
наковой продолжительности той
и другой операции.
На осях координат в диа-
грамме располагают величины на-
грузки и соответствующие этим
нагрузкам удлинения. Отношение
площади, характеризующей рабо-
ту остаточных деформаций пленки
при ее разгрузке, к соответствую-
щей площади при нагрузке назы-
вают коэффициентом эластично-
сти, характеризующим эластичные
свойства пленки.
На рис. 134 показана схема
прибора Орлова для получения
диаграмм остаточных деформаций
при разгрузке и нагрузке пленки.
Прибор может служить как для
получения диаграммы разрываю-
щих усилий, если включить защел-
ку 1Q, так и для получения диа-
грамм остаточных деформаций,
если ее не включать и дать пере-
ключателем обратный ход мотору.
Нагрузка пленки 8 осуществляется
пластинчатой пружиной 11. Удлинение пленки производится
при помощи червячной передачи 2 мотором 1. Применение бараба-
на 12 и системы рычагов 9 с самопишущим пером служит для по-
лучения кривых в необходимом масштабе, где на оси ординат
отложатся нагрузки, а на оси абсцисс—удлинения.
ИССЛЕДОВАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ДИНАМОМЕТРИЧЕСКИМИ
ВЕСАМИ КАРГИНА
Динамометрические весы70 предназначены для исследования
.Механических свойств полимеров. Динамометрические весы поз-
воляют измерять зависимость деформации сжатия полимера от
Напряжения (прилагаемой силы), времени (длительность воздей-
ствия) и температуры.
262
Прибор В. А. Каргина (рис. 135) представляет собой аналити-
ческие весы с отношением плеч 1 : 10. К короткому плечу весов
йа стальнойс проволоке подвешен цилиндрический груз, а. на
длинном плече висит обыкновенная чашка весов, с набором гарь,
уравновешивающих груз. Под грузом на столике помещается
образец, который при помощи винта подводится до соприкос-
новения с грузом. Снимая с чашки весов часть гирь (уравнове-
шивающую груз), можно в широких пределах изменять вызываю-
щую сжатие нагрузку от нуля до желаемой величины.
Рис. 135. Динамометрические весы Каргина:
1—подъемный столик; 2—стакан для установки
образца; 3—пуансон; 3—латунная рубашка.
Деформация образца регистрируется по зеркальному отсчету
при помощи катетометра по отклонению зеркальца, прикрепленного
к концу коромысла весов.
Подвижный столик с образцом заключается в цилиндрическую
латунную рубашку, которая может быть помещена в тер-
мостат или в криостат, что позволяет измерять деформацию сжатия
в широком интервале температур (например от —180° до +200°).
В качестве примера измерений мы приводим рисунок, заимствован-
263
ный из работы В. А. Каргина и Т. И. Соколовой70 (рис. 136).
На рисунке представлена зависимость деформации от температу-
ры при постоянном напряжении для полиизобутиленов различных
молекулярных весов.
Рис. 136. Зависимость деформации полиизобу-
тилена от температуры и степени его полимери-
зации (Каргин и Соголова).
Из рисунка видно, что высокоэластическое состояние появ-
ляется только у полимеров достаточно большого молекулярного
веса.
Динамометрические весы Каргина несомненно могут найти при-
менение для исследования механических свойств лакокрасочных
покрытий. Для этого необходима разработка соответствующей ме-
тодики.
ГЛАВА 8
ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОГО УДЛИНЕНИЯ ПЛЕНОК
И ИХ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ
Определение относительного удлинения и прочности при'
растяжении является весьма распространенным методом меха-
нических испытаний пленок и особенно пленок из эфиров цел-
люлозы и различных полимеризационных смол. Реже эти методы
применяют для испытания масляных или масляно-смоляных,
пленкорбразующих на основе конденсационных смол; это, глав-
ным образом, объясняется трудностью получения свободных
пленок из таких материалов и недостаточной прочностью пленок,
особенно в начальный период их формирования.
Принцип испытания заключается в том, что свободная пленка!
(пленка, снятая с подложки), закрепленная в двух зажимах со-
ответствующего прибора, растягивается под действием равно-
мерно возрастающего усилия до наступления разрыва пленки.
При таком испытании пленки определяется как сила, вы-
звавшая разрыв, так и удлинение пленки во все время ее растя-
жения. Разрывающее усилие выражается в кг!см2 или кг! мм2.
Удлинение пленки во время растяжения обычно изображается
в виде экстензиометрической кривой, для получения которой на-
оси абсцисс наносят нагрузки, а на оси ординат—удлинение
пленки, выраженное в процентах первоначальной длины. Таким
образом определяют предел прочности пленки и максимальное-
ее удлинение. Некоторые типы приборов позволяют непосредст-
венно определять и эластичность пленки. Для этого растягиваю-
щую нагрузку снимают и следят за сокращением пленки.
Методы определения растяжения позволяют судить о пласти-
ческих и эластических свойствах пленок при различных условиях
испытания. Растягивающее усилие можно повышать равномерно
до разрыва пленки; можно измерять растяжение при постоянном
растягивающем усилии или при ступенчатой нагрузке и т. п.
в зависимости от типа применяемого прибора и заданных условий
испытания.
Большое влияние на результаты испытания оказывают темпе-
ратура и влажность окружающей среды, не говоря уже о влиянии
265-
влажности самой пленки. Результаты испытания в значительной
степени зависят также и от размеров и формы пленки. Одним из
•обязательных условий является получение пленки равномерной
толщины, без царапин и каких-либо других дефектов, могущих
исказить результаты испытания.
Из большого числа имеющихся различных приборов (разрыв-
ные машины) для определения растяжения и прочности на раз-
рыв9- 10 12- 49> 62 в книге приведены наиболее употребительные,
применяемые для испытания лакокрасочных пленок.
ПОДГОТОВКА ПЛЕНОК К ИСПЫТАНИЮ
Пленка
При испытании пленок на разрыв и удлинение пользуются
пленками определенных размеров и формы, зависящими от типа
прибора. Чаще всего пленке придают форму двусторонней ло-
патки (рис. 137) или же прямоугольника.
Для вырезывания та-
ких пленокцел есообраз-
но Пользоваться (спе-
циально изготовленййм
щтампом, что дает воз-
можность всегда полу-
чать пленки, совершен-
но одинаковые по форме
и размерам.
Применяемый обычно
способ крепления пле-
нок в зажимах Показан
на рис. Г37, а. Необходи-
мо следить за тщатель-
ным закреплением кон-
так как разрыв плёнки
в случае перекоса может происходить не в узкой части плёнки,
а в ее широкой части илй в месте зажима.
На рис. 137, б показан способ крепления пленки в специальном
зажиме. В нем закрепляют сравнительно длинный образец пленки
прямоугольной формы.
Как правило, длина закрепленной части пленки должна быть
не менее чем в 10 раз больше ее ширины.
Рис. 137. Способ крепления пленки:
а—обычный' способ крепленйя; б—крепление в
< специальном зажиме.
нов пленки и избегать
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ НА ПРИБОРЕ ДЛЯ РАЗРЫВА ПЛЕНОК
(ДИНАМОМЕТР)
Прибор для разрыва пленок (рис. 138) состоит из станины 7,
на которой укреплены рычаг 2, зажимы 3 и 4, привод и шкалы 5
и 6.
Для укрепления пленки служат зажимы 3 и 4. Нижний за-
:жим 4 соединен со стержнем 7, который приводится в движение
266
через коническую передачу от маховика 8 с рукояткой. Верх-
«ий. зажим 3 связан с противовесом на рычаге 2 посредством ме-
таллической ленты.
При вращении маховика 8 заявим 4 опускается, растягивая
пленку; одновременно опускается и зажим 3. Вследствие этого
рычаг 2 с противовесом отклоняется, указывая на шкале 5 усилие,
Рис. 138. Прибор для разрыва пленок:
а—схема прибора с ручным приводом; 1—станина; 2—рычаг; з—верхний
зажим; 1—нижний зажим; 5, в—шкалы; 7—стержень; 8—маховик; 9—тяга;
10—стрелка; 11—стопорный винт.
б—общий вид прибора с мотором и самопишущим приспособлением.
затраченное на растяжение пленки. Нижний зажим-/ связан тя-
гой 9 со стрелкой 10, указывающей на шкале 6 удлинение пленки.
Так как во время растяжения спускаются оба зажима, то шкала 6
укреплена на рычаге 2, благодаря чему она движется одновре-
менно с верхним зажимом.
Зажим 4 может быть закреплен на стержне стопорным вин-
том 11. Во время опыта винт 11 удаляют, и зажим 4 удерживает-
-ся у верхнего конца стержня 7 самой плёнкой. В момент разрыва
зажим .падает, скользя по стержню 7, и выключает тягу, связы-
«ающую стержень со стрелкой 10, отмечающей удлинение пленки.
Шкала 5 имеет зубчатую нарезку, по которой скользит систе-
ма собачек на рычаге 2, препятствующая обратному движению
267
рычага. Благодаря этому приспособлению рычаг и стрелка со-
храняют то положение, которое они занимали в момент разрыва,,
что позволяет отсчитывать показания уже после того, как про-
изойдет разрыв.
При испытании пленку укладывают между двумя листами мил-
лиметровой бумаги и вырезают из средней части пленки прй по-
мощи специального штампа или лезвия безопасной бритвы прямо-
угольный образец длиной 60 мм и шириной 5, 10 или 15 мм в за-
висимости от технических условий. После этого измеряют ми-
крометром толщину оставшейся пленки в шести местах, не-
посредственно прилегающих к вырезанному участку. Допускае-
мое расхождение между отдельными измерениями не более 5 ц.
Вращением маховика 8 поднимают возможно выше зажим 3
и укрепляют пленку в зажимах между двумя бумажными поло-
сками, вырезанными вместе с пленкой так, чтобы в зажимы во-
шло по 5 мм с каждой стороны, а 50 мм осталось свободным. После
укрепления образца незажатую часть бумажных полосок пере-
резают ножницами. Затем вращают маховик в так, чтобы зажим-/
опускался со скоростью 100 мм/мин.
Когда пленка несколько натянется, левой рукой, не прекра-
щая вращения, удаляют стопорный винт 11. Вращение продол-
жают с прежней скоростью до разрыва пленки.
По окончании опыта записывают показания шкалы'5 (разры-
вающее усилие в граммах) и шкалы 6 (удлинение в миллиметрах).
Предел прочности пленки на разрыв определяют по формуле-
где х—предел прочности пленки на разрыв в кг/мм2;
р—разрывающее усилие в г;
а—ширина образца в мм;
b—толщина образца в ц.
При первоначальной длине свободной пленки, равной 50 мм,
удлинение определяют по формуле
s = 4rl00--2Z
ои
где s—удлинение в %;
I—удлинение в мм.
Расхождение между двумя определениями допускается не
более чем на 5%, считая максимальное удлинение за 100.
Пример. Испытанию был подвергнут образец пленки шириной 5 мм. При,
измерении толщины были получены следующие показания микрометра: 55; 50;
55; 50; 55; 55 р. После разрыва рычаг 2 (вручную илн при помощи мотора^
остановился на делении шкалы <5>, соответствующем грузу 350 г, а стрелка^
8—на делении шкалы «5», соответствующем удлинению 8 мм.
268
350
Прочность пленки на разрыв: х = _ =1,3 кг/мм*.
D • Do
8
Удлинение пленки: S = —— 100 = 16%.
50
ОПРЕДЕЛЕНИЕ УДЛИНЕНИЯ ПЛЕНОК И ПРОЧНОСТИ ИХ
ПРИ РАСТЯЖЕНИИ ПРИБОРОМ НИИЛК
Для испытания пленок масляных и масляно-смоляных мате-
риалов, т. е. пленок, имеющих сравнительно низкие показатели
прочности, можно рекомендовать прибор НИИЛК, сконструи-
рованный С. Н. Серебрянниковым60.
Прибор НИИЛК (рис. 139) состоит из деревянного штатива,
к которому прикреплена металлическая рамка. В верхней части
рамки укреплен неподвижный за-
жим и ниже его, на расстоянии
50 мм—второй подвижный зажим
с прикрепленным к нему сборни-
ком для воды емкостью 600 мл
и самопишущим пером. На рамке
закреплен часовой механизм с вра-
щающимся барабаном. Самопишу-
щее перо, прикрепленное к по-
движному зажиму, касается бара-
-бана, на который накладывается
лист миллиметровой бумаги. На
задней стенке штатива располо-
жены один над другим два бака.
Верхний большой бак заполняют
водой и закрывают притертой
пробкой. В его дно впаяна трубка,
которой он соединен с нижним
малым баком. В последнем устроен
гидравлический запор, благодаря
чему уровень воды в нем всегда
поддерживается постоянным. По
мере выливания воды из малого
бака он наполняется водой из боль-
шого бака. Малый бак соединен
со сборником для воды трубкой
с автоматическим клапаном, по-
средством которого аппарат пус-
кается в действие. При открывании
этого клапана начинает работать
часовой механизм, вода равно-
Рис, 139. Прибор НИИЛК для
разрыва пленок:
1—деревянный штатив; 2—метал-
лическая рамна; 3—неподвижный
зажим; 4—подвижный зажим;
5—сборник для воды; б—самопи-
шущее перо; 7—часовой механизм
с вращающимся барабаном; 8—ба-
ки для воды; в—клапан; 10—пус-
ковой рычаг.
мерно подается в сборник и тем самым растягивает пленку, которая
при определенном растяжении разрывается. После разрыва пленки
269
подвижной зажим со сборником опускается книзу и прекращает
подачу воды и вращение барабана. Воду из сборника выливают
в мерный цилиндр и количеством ее, выраженным в граммах, ха-
рактеризуют прочность лаковой пленки на разрыв. Полученная
диаграмма отражает процесс удлинения и разрыва пленки.
Для получения достоверных результатов производят не менее
трех определений и берут среднее их значение. Проведенные
А. М. Лазаревым и Е. Я. Гольденштейном61 испытания ряда
масляных и масляно-смоляных пленок показали хорошую работу
аппарата НИИЛК.
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ПЛЕНОК ПРИБОРОМ ПОЛЯНЬИ
Действие прибора основано на принципе зеркального отсчета
прогиба стальной пластинки под влиянием напряжения.
На приборе можно получать кривые
Рис.140.Прибор Поляньи:
1,2—верхний и нижний за-
жимы; 3—шкив; 4—лимб с
делениями; s—шкала; в—
указатель; 7—стержень; а—
стальная пластинка.
растяжения при растяжении с постоян-
ной скоростью, определять разрывнук?
прочность и разрывное удлинение, ра-
боту деформации (на основании кри-
вых растяжения), степень эластичности
(по отношению работ деформации при
прямом и обратном ходе), определять
зависимость деформации от времени
(падение напряжения при постоянной
деформации), исследовать процессы ре-
лаксации.
Таким образом, на приборе можно
довольно точно определять основные
механические свойства пленок, причем
испытания можно производить при раз-
личных скоростях деформации.
Определение прочности на разрыв
и определение разрывного удлинения
производят следующим образом29. Ис-
пытуемая пленка закрепляется между
зажимами 1 и 2 прибора (рис. 140).
Действием мотора (через шкив <?) при-
водится в движение лимб 4 с деления-
ми, а нижний зажим 2 отводится
вниз и растягивает образец до его раз-
рыва. Растяжение отмечается по боко-
вой шкале 5 при помощи указателя 6
и затем более точно по делениям лим-
ба; Напряжение отмечают зеркальным
отсчётом по изменению положения зеркала, соединенного с верх-
ним зажимом 1.
270
.-..•Зеркало надевают на стержень 7, укрепленный на стальной'
прогибающейся пластинке 8. Прибор снабжен набором пласти-
нок, рассчитанных на различную нагрузку (от 5 до 10 кг).
При прогибе в зеркале отражается перемещающаяся шкала;
наблюдение ведут при помощи длиннофокусной трубы.
Пластинки предварительно калибруют: к верхнему зажиму 1
подвешивают различные грузы и отмечают каждый раз положение-
шкалы в зеркале, после чего строят кривую, где деления шкалы;
переведены в граммы.
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ
СВОЙСТВ ЧАСТОТНЫМ ПРИБОРОМ
. АЛЕКСАНДРОВА
Для исследования механических
свойств высокополимеров широкое
применение находит частотный при-
бор А. П. Александрова4-11.
В приборе А. П. Александро-
ва можно исследовать релакса-
ционные явления в широком ин-
тервале скоростей деформации и
температур. Деформация измеряет-
ся при периодической нагрузке
образца, причем скорость дефор-
мации определяется частотой коле-
баний, изменяющейся от 1 до 1000
колебаний в минуту.
Испытуемый образец подвер-
гают циклической деформации
сжатия—растяжения силой, меняю-
щейся по закону синуса с заданной
амплитудой72. Частота меняется при
помощи редуктора.
Для исследования механических
свойств лакокрасочных пленок и пок-
рытий прибор Александрова может
также с успехом быть использован
при разработке соответствующей ме-
тодики испытания. Прибор изобра-
жен на рис. 141.
Эксцентрик 1, вращающийся с
заданным числом оборотов, через
ползун 2 деформирует рессору 3.
Рессора через стеклянный стер-
жень 4 и стержень 5 давит на об-
разец 6, который помещают на
столик 7. При помощи гайки 9,
Рис. 141. Частотный прибор
Александрова:
1—эксцентрик; 2—ползун; 3—рес-
сора; 4—стеклянный стержень;
6—стержень; 6—образец; 7—стс-
лик; 8—колодка; 9—гайка;
10—трубка; 11—латунный стакан;
12—фланец; 13—зеркало; 14 и 15—
пружинные пластинки; 16—упоры;
17—термопара.
27 Е
-ввинченной в нижнее отверстие трубки 10, столик 7 с колодкой 8
-может перемещаться в вертикальном направлении. Прибор заклю-
чен в латунный стакан 11, который навинчивается на деревянный
фланец 12.
Деформацию образца измеряют при помощи зеркала 13, которое
соединено со стальной призмой. Призма вставляется в тиски пру-
жинных пластин 14 и 15. Пластинка 14 колеблется вместе с рес-
сорой 3 в вертикальном направлении с амплитудой, равной ампли-
туде деформации образца. Зеркало 13 при этом поворачивается и
перемещение отбрасываемого им зайчика отсчитывается по шкале.
Прибор позволяет снимать кривые зависимости силы и дефор-
мации от частоты в широком интервале температур. Сила задается
упругостью рессоры 3 и эксцентриситетом эксцентрика 1. Для на-
гревания на стакан 11 надевают электрическую печь, а для охлаж-
дения—сосуд Дюара с жидким воздухом.
ГЛАВА 9
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЯ НА УДАР
(УДАРНОЕ РАСТЯЖЕНИЕ И УДАРНАЯ ТВЕРДОСТЬ)
Прочность на удар имеет значение для характеристики таких
лакокрасочных покрытий, которые в процессе эксплуатации под-
вержены механическим ударам. Таковы покрытия для автомо-
билей, железнодорожного и городского транспорта, для станков
и машин и. т. п. Однако оценка прочности покрытий на удар
имеет значение также и для всех других покрытий, поскольку
в отличие от обычных механических испытаний при статических
нагрузках здесь мы имеем дело с ударной нагрузкой, т. е. со
значительным увеличением скорости прилагаемой нагрузки.
Как известно, увеличение скорости прилагаемой нагрузки,
т. е. увеличение скорости деформации, приводит к другому со-
стоянию материала, чем это имеет место при статических нагрузках.
Так, например, материал (металлы, пластмасса и др.), подвер-
гающийся пластическому разрушению при статических испытаниях,
при ударе может дать хрупкое разрушение (ударная хрупкость).
Такие материалы обычно называют ударно-хрупкими в отличие
от хрупких, которые уже при статических испытаниях (при рас-
тяжении) рвутся без заметной остаточной деформации. Обычно
при испытаниях на удар проявляется тенденция к увеличению
хрупкости материала.
Величина деформации высокополимерных материалов, в част-
ности лакокрасочных покрытий, зависит не только от напряже-
ния, но и от времени его действия. При медленной деформации
пленка успевает релаксировать и деформация ее будет велика.
При повышении скорости деформации пленка не успевает
релаксировать, деформация ее уменьшается, а при очень боль-
ших скоростях (удар) эластичная при статической нагрузке плен-
ка может оказаться жесткой и хрупкой. Эти релаксационные
явления, как указано выше (см. стр. 192), играют очень большую
роль в поведении высокополимеров, и их необходимо учитывать
при испытании любых механических свойств покрытий.
Лакокрасочные покрытия могут находиться на подложке (ме-
талл, дерево и т. п.), прогибающейся или не прогибающейся при
ударе. В первом случае пленка испытывает ударное растяжение,
18 с. в. Якубович 273
Рис. 142. При-
бор НИИЛК для
определения
ударного растя-
жения.
следуя динамическому растяжению металла; в это?л случае раз-
рушение пленки зависит от ее эластичности и адгезии к подложке.
Во втором же случае, при отсутствии видимого прогиба металла,
следует рассматривать ударную твердость пленки, которая зависит
от ее эластичности, адгезии и статической твердости.
Определение ударного растяжения и ударной твердости ла-
кокрасочных покрытий, наряду с определением других механи-
ческих свойств, дает достаточно полную техническую характе-
ристику их механической прочности.
Методы определения прочности покрытий на удар еще недос-
таточно разработаны. Ниже приводятся некоторые наиболее рас-
пространенные методы испытания.
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЯ НА УДАР (УДАРНОЕ РАСТЯЖЕНИЕ>
НА ПРИБОРЕ НИИЛК ГИПИ-4
Стандартом (ОСТ 10086—39, М. И. 21) был принят прибор На-
учно-исследовательского института лаков и красок (НИИЛК),
до сих пор еще неправильно называемый аппа-
ратом Дюпона93. Прибор НИИЛК (рис. 142) со-
стоит из основания, на котором находятся нако-
вальня, и двух стоек, поддерживающих попереч-
ную связь10. В поперечной связи расположен,
боек, глубина погружения которого в гнездо на-
ковальни под действием груза ограничена.
По направляющим стойкам прибора движется
груз. На одной стойке имеется шкала, указываю-
щая высоту сбрасывания груза, и стопорное коль-
цо для ограничения подъема груза. На гнездо
наковальни накладывается металлическая пла-
стинка с испытуемым покрытием, обращенным;
кверху. Груз поднимается на заданную высоту
и при опускании падает на боек, который в свою
очередь ударяет по испытуемой пластинке. Пла-
стинка и нанесенный на нее лакокрасочный
слой деформируются. Минимальная высота паде-
ния груза, при которой происходит физическое?
разрушение пленки, характеризует сопротивление
покрытия удару. Хотя методика испытания на
удар была стандартизована, однако для самого»
прибора не были указаны основные характери-
стики—форма ударной части бойка и глубина его
погружения в наковальню. Кроме того, в ОСТ не
указан верхний предел толщины испытуемой пла-
стинки (подложки), а также форма наковальни.
Как показала проверка, проведенная в ряде лабо-
раторий, имеющиеся там приборы значительно отличаются по
размерам и форме деталей и поэтому дают разные показатели
ударной прочности одних и тех же покрытий.
274
Основными характеристиками прибора, влияющими на стан-
дартность определений, являются форма ударной части бойка,
вес груза, толщина пластинки, на которую нанесено испытуемое
покрытие, и глубина погружения бойка в наковальню. Сфери-
ческая форма бойка является наиболее целесообразной формой
ударного бойка, поэтому для обеспечения стандартности ударной
части бойка лучше применять стальной шарик.
С. В. Якубович и Т. И. Ворогушин63 установили, что с увели-
чением диаметра шарика условия испытания становятся более
жесткими, поскольку в этом случае образуется лунка с боль-
шим диаметром.
В табл. 24 приведена зависимость между диаметром шарика
и высотой сбрасывания груза, при которой наступает разруше-
ние пленки.
Таблица 24
Зависимость между диаметром шарика и высотой
сбрасывания груза, при которой наступает
разрушение пленки
образца Диаметр шарика, мм
6 8 10
высота сбрасывания груза, см
1 50 38 35
2 25 18 15
3 50 40 35
4 45 40 30
5 15 10 10
6 30 25 25
Глубиной погружения бойка нужно считать максимальную
глубину в миллиметрах, на которую боек погружается в нако-
вальню.
При испытании на приборе НИИЛК должны быть соблюдены
следующие условия:
1) сброшенный с высоты 50 см груз весом в 1 кг не должен
вызывать в пластинке напряжения, переходящие за предел проч-
ности металла, т. е. подложка не должна разрываться;
2) величина погружения должна обеспечить максимальное
использование силы удара (высота 50 см) на деформацию пластин-
ки и образование максимально глубокой лунки в испытуемой
пластинке;
3) глубина лунки должна уменьшаться пропорционально
уменьшению высоты сбрасывания груза.
18* 275
На рис. 143 представлена экспериментально установленная63
зависимость глубины лунки от высоты сбрасывания груза при
Рис. 144. Величина выступа, глу-
бина лунки и фактическая глубина
погружения бойка при различных
толщинах подложки:
1—толщина пластинки 1,06 мм; 2—
толщина пластинки 0,57 мм; 3—тол-
щина пластинки 0,26 мм.
глубине погружения 2—2,2 мм.
Как видно из рис. 144, с увели-
чением толщины подложки выс-
Рис. 143. Зависимость глубины лунки
от высоты сбрасывания груза и тол-
щины пластинки при глубине погру-
жения бойка 2,0—2,2 мм:
1—толщина пластинки 0,26 мм; 2—тол-
щина пластинки 0,57 мм; з—толщина
пластинки 1,06 мм.
щине подложки, равной примерно 0,5 мм, увеличение выступа
приостанавливается, а с дальнейшим увеличением толщины
выступ становится меньше; наиболее глубокая лунка получает-
ся при толщине подложки около 0,5 мм (кривая 2).
Из рассмотрения кривой 3 следует, что глубина погружения
бойка (2,0—2,2 мм) используется полностью лишь тогда, когда
толщина подложки не более 0,5 мм (см. также рис. 145).
На основании этих данных оптимальными условиями при ис-
пытании покрытия на приборе НИИЛК следует считать толщину
металлической подложки 0,5 мм, а глубину погружения бойка
в наковальню от 2 до 2,2 мм.
В соответствии с экспериментальными данными, полученными
С. В. Якубовичем и Т. И. Ворогушиным (ГИПИ-4), была усовер-
шенствована конструкция прибора НИИЛК63.
Новая конструкция отличается от старой: 1) бойком со сталь-
ным стандартным шариком диаметром 8 мм; 2) стандартной глу-
биной погружения бойка в наковальню, равной 2 -илц 3) стандарт-
276
ным радиусом закругления гнезда наковальни, равным 3 мм;
4) приспособлением для удержания груза и сбрасывания его с
различных высот. Общий вид прибора ГИПИ-4 показан на рис. 146.
В дальнейшем Б. Ф. Рожков («Лакокраспокрытие») предложил
заменить направляющие трубой, в которой движется ударный
молот.Таким образом устраняется перекос направляющих, наблю-
давшийся в прежней конструкции прибора. Все остальные тех-
нические данные прибора остаются без изменения. Методика испы-
тания на приборе новой конструкции (марка У-1) стандартизо-
вана (ГОСТ 4765—49).
Основные технические данные прибора У-1:
а) шкала 50 (±0,1) см с делениями в 1 см;
б) молот весом 1000+ 10 г;
Рис. 145. Схематическое изображение де-
формации подложки после ударов бойком:
1—выступ; 2—глубина лунни; 3—глубина погру-
жения; 4—толщина пластинки.
в) боек со стальным шариком диаметром 8 ( + 0,062) мм (ГОСТ
3722—47);
г) глубина погружения бойка в наковальню под тяжестью
молота без пластинки 2,0—0,1 мм;
д) площадка верхней поверхности наковальни строго гори-
зонтальная; диаметр гнезда 15 ( + 0,3) мм;
е) радиус закругления гнезда наковальни 3 мм.
Прибор У-1 (рис. 147) состоит из станины 1, запрессованной
в станину наковальни 2, бойка 3, направляющей трубы 4, груза 5
и приспособления для сбрасывания (или удержания) груза.
Приспособление для сбрасывания груза состоит из корпуса
стопора 6, фиксатора 7, двух стопорных винтов 8, кнопки 9 и
указательной стрелки 10. Траверс 11 соединен со станиной при
помощи двух стоек 12. В центре траверса расположена прижим-
ная гайка 13, в которой может перемещаться боек. К траверсу
при помощи винтов /-Присоединен конус 15, в который ввинчена
направляющая труба, оканчивающаяся колпаком 16. Внутри
направляющей трубы свободно перемещается груз, который удер-
живается фиксатором и ‘может быть установлен на любой высо-
те при помощи стопорных винтов, перемещающихся в прорезах.
Направляющая труба имеет шкалу для отсчета высоты установ-
ки груза.
277
Определение проводят при 20° (+2°) и относительной влажно-
сти 65—70%. Расхождение между двумя параллельными опреде-
лениями допускается в пределах ±1 см.
Прибором У-1 можно пользоваться также и для оценки адге-
зии и эластичности высококачественных пленок при большой
Рис. 147. Прибор У-1 для опреде-
ления ударного растяжения:
1—станина; 2—наковальня; 3—боек;
4—направляющая труба; з—груз; в—
корпус стопора; 7—фиксатор; 3—
стопорные винты; 9—кнопка; 10—ука-
зательная стрелка; 11—траверс; 12—
стойка; 13—прижимная гайка; 14—
винт; 15—конус; 13—колпак.
Рис. 146. Прибор ГИПИ-4
для определения ударно-
го растяжения:
1—направляющая; 2—нап-
равляющая со шкалой; 3—
молот весом 1 кг; 4—приспо-
собление для сбрасывания
молотка; 5—боек;-в—попере-
чина; 1—нановальня; 3—
гнездо-
278
скорости деформации. Для этой цели удар производится по пла-
стинке, установленной так, чтобы накраска была обращена к на-
ковальне. Пленка при этом испытывает мгновенное удлинение.
Отсутствие разрушения пленки при таком ударе с высоты 50 см
характеризует пленку как высококачественную, с высокой ад-
гезией и эластичностью.
Приборы НИИЛК прежней конструкции могут быть легко пе-
ределаны в соответствии с приведенными выше техническими дан-
ными.
Для проведения испытания на пластинку, согласно стандарту,
наносят испытуемый лакокрасочный материал. Для авиацион-
ных лакокрасочных материалов применяют дуралюминовую пла-
стинку, для других материалов—стальную. По истечении срока
высыхания, указанного в технических условиях, пластинку поме-
щают краской вверх на наковальню под боек. Пластинка должна
прилегать к наковальне по всей поверхности. Участок, под-
вергающийся удару, должен находиться на расстоянии не ме-
нее 20 мм от краев пластинки и от центра других участков,
ранее подвергнутых удару.
Приспособление для сбрасывания молота устанавливают на
деление 1 см шкалы, затем нажимают на кнопку фиксатора, удер-
живающего молот, и дают тем самым молоту свободно упасть.
После этого приподнимают молот, вынимают пластинку и участок,
подвергшийся удару, рассматривают в лупу с четырехкратным
увеличением. При отсутствии трещин, смятия и отслаивания плен-
ки высоту сбрасывания увеличивают. Испытание продолжают
(каждый раз на новом участке пластинки) до тех пор, пока не
обнаружится разрушение пленки или пленка выдержит удар мо-
лота с высоты 50 см.
В зависимости от прочности пленки высоту сбрасывания при
каждом повторном опыте увеличивают на 1—10 см.
Прочность пленки на удар выражается в сантиметрах предель-
ной высоты падения груза, при которой еще не наблюдается
механических разрушений пленки (растрескивания, отслаи-
вания).
В случае если прочность пленки на удар указана в соответ-
ствующих технических условиях или в стандартах, приспособ-
ление для сбрасывания молота с самого начала устанавливают
на указанную в условиях высоту.
ОПРЕДЕЛЕНИЕ УДАРНОЙ ТВЕРДОСТИ ПОКРЫТИЙ
На приборе У-1 можно подвергать покрытия испытанию и на
ударную твердость. В этом случае на наковальню, под испытуе-
мую пластинку необходимо положить другую, достаточно тол-
стую стальную пластинку, для того чтобы избежать растяжения
пленки.
279
Другой простой прибор для определения ударной твердости
покрытий9 показан на рис. 148. При ударе на поверхности полу-
чается отпечаток шара, диаметр которого можно измерить так
же, как это принято при статическом испытании твердости по
методу вдавливания.
Рис. 148. Прибор для определения ударной
твердости.
Удельную твердость или удельную работу деформации можно
вычислять в кг/мм? поверхности покрытия.
ОПРЕДЕЛЕНИЕ УДАРНОЙ ТВЕРДОСТИ ПОКРЫТИЙ
МЕТОДОМ «ПОВТОРНЫХ УДАРОВ»
Принцип метода заключается в том, что лакокрасочное по-
крытие, нанесенное на подложку, подвергают повторным
ударам стального шара до тех пор, пока пленка не начнет раз-
рушаться.
В литературе9 описан прибор для определения прочности по-
крытий методом «повторных ударов». На рис. 149 показан общий
вид этого прибора.
Испытание проводят следующим образом. Пластинку, покры-
тую испытуемым лаком или краской, укрепляют на горизонталь-
ном основании прибора, после чего ее подвергают повторным
ударам шара из поверхностно-цементированной стали; шар укре-
плен на короткой ручке, укрепленной в свою очередь на вра-
щающейся длинной ручке. Длинная ручка приводится в движе-
ние синхронным мотором, делающим от 150 до 350 об/мин.
280
Сопротивление на удар определяется числом ударов стального
шара, необходимым для начала разрушения лаковой или красоч-
ной пленки.
Состояние поверхности испытуемой пленки во время испыта-
ния, а также момент окончательного ее разрушения наблюдают
посредством микроскопа с небольшим увеличением. Пленка во
время испытания может освещаться электрической лампой. Пла-
Рис. 149. Прибор для определения ударной твердости пов-
торным ударом.
стинка, покрытая испытуемым материалом, должна быть плос-
кой; в противном случае пластинка может пружинить, в резуль-
тате чего получатся искаженные результаты. Скорость враще-
ния аппарата устанавливают в зависимости от прочности покры-
тия к удару.
В приборе имеется приспособление, при помощи которого
пластинка, покрытая испытуемым материалом, сама тоже вращает-
ся, вследствие чего увеличивается площадь, подвергаемая ударам.
ГЛАВА 10
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ К ИСТИРАНИЮ
Сопротивление истиранию является одной из важнейших ха-
рактеристик лакокрасочных покрытий, в частности таких, ко-
торые в процессе эксплуатации подвергаются механическому из-
носу (покрытия для самолетов, железнодорожных вагонов, ав-
томобилей, полов и т. п.). Механический износ материала надо
рассматривать как совокупность двух процессов: истирания и
смятия.
Истиранием называется отрывание (с последующим удалением)
частиц материала под действием сил трения I и II рода, т. е.
.трения скольжения и трения качения6*.
Поскольку трение качения значительно меньше трения сколь-
жения, то, невидимому, трение качения в процессах истирания
.играет небольшую роль.
Смятием называется расплющивание материала под действием
движущегося груза.
Истирание приводит к потере в весе, а смятие—только к из-
менению формы поверхности. Практически эти два процесса,
сопровождающие друг друга, отчетливо не различают.
Согласно существующим теориям основная причина появле-
ния трения заключается в неровности соприкасающихся поверх-
ностей, а также в деформации соприкасающихся тел в результате
давления во время истирания. Разрушение поверхностей при
трении скольжения обусловливается, главным образом, чрезвы-
чайно сильной адгезией на тех участках, где поверхности твердых
тел приходят в соприкосновение.
Вследствие этого происходит как бы сваривание «выступов
•одной поверхности с другой23». Чтобы скольжение могло про-
исходить дальше, эти выступы должны быть разрушены силой
трения, что и приводит к истиранию поверхности.
На истирание материала могут оказывать влияние род трения
(I или II), удельное давление на поверхность трения, скорость
трения, свойства материала и многие другие факторы.
282
Механическая прочность к истиранию, по мнению ряда автЬ-
ров®°, является особым свойством материала, которое не нахо-
дится в определенной, строго закономерной связи с другими его
механическими свойствами—твердостью, эластичностью, упру-
гостью и пр., но в то же время имеются указания, что между со-
противлением истиранию и произведением твердости на упру-
гость существует приблизительная пропорциональность68.
Судить об износе покрытий на основании таких показателей,
как твердость, эластичность, прочность к удару и т. п., очень
трудно. Единственно правильным решением вопроса является
определение стойкости покрытий к истиранию, однако такое
определение сложно. В процессе истирания весьма существенную
роль играют отдельные частицы постороннего тела, вкрапленные
в пленку, или же частицы, оторвавшиеся от пленки и задержи-
вающиеся на поверхности.
Присутствие таких частиц, также сказывающееся на истира-
нии материала, искажает результаты испытания.
Чтобы сравнить стойкость отдельных покрытий к истиранию,
необходимо приблизить испытания к условиям эксплуатации и
проводить их в строго стандартных условиях.
Методам определения прочности покрытий к истиранию не
уделяется достаточного внимания, несмотря на то, что механиче-
ская прочность в процессе эксплуатации имеет решающее значе-
ние для большинства ответственных лакокрасочных покрытий.
Наиболее полно вопрос износа материала освещен в металло-
ведении. Однако и в этой области существует лишь ограниченное
количество приборов для определения износа при истира-
нии.
Следует также отметить большое внимание, которое уделяется
испытанию резины на истирание. Подробное описание различных
методов испытания на истирание, применяемых в резиновой про-
мышленности, можно найти в книге Г. Ш. Израелита68. Часть
описанных в этой книге методов могли бы найти применение для
испытания лакокрасочных покрытий.
Все методы, предложенные для испытания лакокрасочных по-
крытий можно подразделить на две основные группы.
1. Методы, основанные на истирании пленки (покрытия) силь-
но истирающими материалами (песок, корундовый и карборундо-
вый, абразивные порошки и др.), падающими на пленку с опреде-
ленной скоростью и под определенным давлением. 1
2. Методы, основанные на равномерном истирании пленки
(покрытия) действием слабо истирающих материалов (кожа, по-
лотно, резина, металл и пр.) при разных скоростях и различном
давлении.
Выбор метода испытания, а также соответствующего прибора
зависит от условий эксплуатации лакокрасочного покрытия.
Здесь приведены некоторые методы испытания, описанные в ли-
тературе и применяемые на практике 9- 10>12.
283
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЙ К ИСТИРАНИЮ
СТАНДАРТНЫМ МЕТОДОМ
Согласно стандартному методу (ОСТ 10086—39 М.И. 23) проч-
ность к истиранию определяется минимальным количеством пе-
ска (определенной дисперсности), необходимого для разрушения
покрытия при падении песка с высоты 180 см.
Рис. 150.
Прибор для
испытания
пленок исти-
ранием пес-
ком.
1—стеклянная
трубка; 2—во-
ронка; 3—
яшин.
Метод предназначен для определения истирае-
мости песком всех лакокрасочных покрытий. Необ-
ходимый для этого отмученный речной песок просеи-
вают через сито с 36 отверстиями на 1 см2. Прошед-
ший сито песок вновь отсеивают через сито с 121
отверстием на 1 см2. Оставшийся на сите*песок при-
меняют для определения истирания.
Прибор для определения истирания (рис. 150) со-
стоит из стеклянной трубки 1 диаметром 20—30 мм,
укрепленной вертикально. Вверху на пробке ук-
реплена воронка 2 с диаметром отводной части
0,5 мм. Нижний конец трубки, расположенный на
расстоянии 3—5 см от центра матового стекла ящи-
ка 3, срезан под углом 45°. Под трубкой помещается
ящик 3, у которого верхняя плоскость (обращенная к
стеклянной трубке) находится под углом 45° к го-
ризонту. В верхней плоскости ящика имеется вырез-
размером 90x120 мм, в который вставлено матовое
стекло. Внутри ящика находится электрическая лам-
па (25 вт). Стеклянная трубка помещается так, что-
бы ось ее проходила через центр матового стекла.
Расстояние от отводной части воронки до центра
стекла 1800 мм.
На верхней плоскости ящика имеются зажимы для
укрепления испытуемой пластинки. Под ящиком по-
мещается сосуд для собирания песка. Ящик дол-
жен быть снабжен бортами высотой 100—120 мм,
служащими для предотвращения рассыпания песка
при его падении.
Для проведения испытания на стеклянную пла-
стинку наносят исследуемый материал согласно со-
ответствующим техническим условиям. По высыха-
нии или через промежуток времени, указанный в
технических условиях, пластинку с исследуемым ма-
териалом укрепляют на матовом стекле и включают
лампу. Воронку полностью (до краев) заполняют
песком и поддерживают этот уровень песка в тече-
ние всего опыта. Песок, ссыпаясь через отводную
часть воронки, попадает на пластинку с испытуемым покры-
тием, лежащую на матовом стекле.
Песок продолжают сыпать до тех пор, пока покрытие в месте;
284
удара песка о поверхность не сотрется до стекла. Весь прошедший
через воронку песок взвешивают. Количество песка в граммах
(среднее арифметическое трех опытов), пошедшее на истирание
покрытия до стекла, служит мерой истирания. Постоянный уро-
вень песка в воронке можно поддер-
живать при помощи приспособления,
схема которого показана на рис. 151.
Для испытания необходимо приме-
нять воздушно-сухой песок. Описанный
прибор имеет ряд недостатков, напри-
мер отсутствие автоматической регис-
трации конца опыта, громоздкость ус-
тановки, необходимость применять
большое количество песка, сильно за-
грязняющего помещение.
Как указывает Н.Н.Качалов66, струк-
тура применяемого песка не имеет
существенного значения. Так, про-
веренные Н.Н. Качаловым при шлифов-
ке стекла восемь образцов песка раз-
личного месторождения показали прак-
тически одинаковые шлифующие свой-
ства (при одинаковом размере зерна).
Это происходит вследствие того, что в
процессе шлифования стекла песок под
действием шлифовальника изменяет
свою структуру, благодаря чему сти-
рается различие между сортами песка.
Однако при применении песка для ис-
Рис. 151. Приспособле-
ние для подачи песка:
1—бункер с песком; 2—во-
ронка; 3—шарик; 4—направ-
ляющая труба; 5—штатив;
6—пусковой рычаг; 7—
штифт для закрепления пус-
кового рычага.
пытания пленок, когда песок поступает через трубу, сорт песка,
его структура будет иметь существенное значение. При других
же методах испытания, при которых песок сам подвергается ис-
тиранию (при наличии шлифовальника), структура его, как под-
тверждает автор, не оказывает влияния на результаты испыта-
ния. Вместо песка с большим эффектом можно пользоваться
корундовыми или карборундовыми абразивными порошками опре-
деленной дисперсности.
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЙ
К ИСТИРАНИЮ ШЛИФОВАЛЬНОЙ БУМАГОЙ
При экспресс-испытаниях можно пользоваться довольно про-
стым методом, не требующим никакой специальной аппаратуры12.
Испытуемый лакокрасочный материал наносят согласно техни-
ческим условиям на стеклянную пластинку размером 130 х 180 мм.
По высыхании покрытие шлифуют водостойкой шли-
фовальной бумагой с достаточным количеством воды, до обнаже-
285
ния стекла при помощи деревянной колодки со шлифующей по-
верхностью 50x80 мм\ к колодке прикреплена подкладка из-
резины (или кожи) того же размера, а поверх нее водостойкая
шкурка № 150. Колодку с грузом в 2 кг вручную, равномерны-
ми без толчков движениями проводят по накраске в одну и дру-
гую сторону параллельно длинной стороне пластинки.
Количество таких двойных движений, необходимое для пол-
ного обнажения стекла, и является мерой устойчивости покрытия
к трению. Так, например, покрытия холодной сушки на феноль-
ной смоле должны выдерживать (не разрушаясь) от 10 до 12 двой-
ных движений; покрытия горячей сушки на фенольных смолах,,
модифицированных маслом, должны выдерживать не менее 40
двойных движений и т. д.
Для определения сопротивления покрытий истиранию может
быть использован также описанный ниже аппарат С. Н. Сереб-
ряникова07 (стр. 450), предложенный автором для испытания
шпатлевок; пемзу заменяют деревянной дощечкой с укрепленным
на ней трущим материалом (полотно, резина, замша и т. д.).
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЙ К ИСТИРАНИЮ ПОД ДАВЛЕНИЕМ
Сопротивление пленки истиранию определяют, бомбардируя
пленку частицами карборунда (или песка), вылетающими из соп-
ла под давлением сжатого воздуха. Скорость потока карборун-
довых частиц можно изменять, регулируя давление воздуха, вы-
ходящего через сопло. Карборундовый порошок должен состоять
из частиц диаметром около 0,008 мм.
Сопротивление истиранию определяют количеством карборун-
дового порошка, необходимого для полного разрушения пленки.
Зная толщину пленки, можно вычислить количество порошка,
необходимого для разрушения единицы толщины пленки.
Применяя сопла определенного размера, определенное давле-
ние сжатого воздуха, карборундовые частицы определенной ве-
личины, формы и твердости, а также определенное расстояние
испытуемой пленки от сопла, можно получать сравнимые (в пре-
делах от + 10% до + 2,5%) результаты.
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ ПОКРЫТИЙ К ИСТИРАНИЮ
ПРИБОРОМ ГИПИ-4
С. В. Якубович, Б. Л. Рубинштейн, Т. И. Ворогушин68, пред-
ложили метод и прибор* для определения прочности лакокрасоч-
ных покрытий к истиранию.
Прибор, внешний вид и схема которого показаны на рис. 152,
состоит из мотора 1 (0,2/0,1 а; 127/220 в), вращающего
(посредством фрикционной передачи) вала, на котором помещен
Конструкцию прибора разрабатывал В. Волков.
286
Рис. 152. Прибор ГИПИ-4 для испытания прочности покрытий к истиранию
(внешний вид и схема):
t—мотор; 2—эксцентрик с шатуном и скребком; а—рейка; 4—пусковая кнопка; 5
счетчик; в—реле; 7—столик, на котором помещают испытуемый образец; 8—транс-
форматор.
г
287
Рис. 153. Скребок к
прибору ГИПИ-4 для
испытания прочности
покрытий к истира-
нию.
эксцентрик с шатуном 2. На конце шатуна смонтирован зажим,
-служащий для закрепления скребков.
Шатун производит возвратно-поступательное движение по ме-
таллической пластинке с испытуемым покрытием. Пластинка
укреплена на специальном столике 7. Столик передвигается по
рейке 3, что дает возможность производить испытание на раз-
личных участках пластинки с интервалами 1—2 мм. Зажимная
головка снабжена вертикальным штифтом для крепления съемных
грузов. Эксцентрик связан со счетчиком 5, регистрирующим число
возвратно-поступательных движений шатуна. Для автоматиче-
ского выключения мотора по окончании испытания служит реле 6,
связанное с зажимом скребка и испытуемой пластинкой. Вы-
ключение происходит замыканием цепи при соприкосновении
скребка с обнажившейся, в результате разрушения покрытия, ме-
таллической пластинкой. Трансформатор 8 служит для снижения
напряжения на скребке (предохранение скребка от перегорания).
Металлическую пластинку с нанесен-
ным согласно техническим условиям лако-
красочным материалом помещают между
зажимами столика. В зажим закрепляют
скребок и в случае надобности ставят на
него груз. Шатун со скребком опускают
на пластинку и включением мотора при-
водят в действие.
По окончании испытания, т. е. когда
лакокрасочное покрытие разрушится, реле
автоматически выключает мотор.
Испытание повторяют 10 раз на различ-
ных участках пластинки. Характеристи-
кой прочности покрытия к истиранию
служат снятые со счетчика показания
(среднее арифметическое из десяти опреде-
лений).
В зависимости от типа лакокрасочного
материала можно применять различные
скребки и разный груз.
В качестве стандартного скребка*
предложен скребок специальной формы
в виде дужки из стальной проволоки диа-
метром 0,2—0,3 мм; радиус закругления про-
волочной дужки около 0,5 мм; дужка
укреплена в специальном держателе.
Предложенный скребок обеспечивает одно-
родность и стандартность трущей поверхности. После испытания
проволочную дужку вынимают и на ее место вставляют новую.
Общий вид такого скребка показан на рис. 153.
* Авторское свидетельство № 88856(1950).
288
В табл. 25 приведены полученные нами на приборе ГИПИ-4
результаты определения прочности к истиранию различных лако-
красочных материалов. Для удобства сравнения показания при-
бора пересчитаны также на 1 мм толщины пленки.
Таблица 25
Прочность к истиранию различных лакокрасочных материалов, определенная
прибором ГИПИ-4 (груз 280 г)
Материал Режим сушки Толщина пленки мм Прочность к истиранию
показания счетчика (скребок—ша- рик) показания счетчика в пересчете на 1 мм тол- щины
Лак битумный .... 120°/2 часа 0,05 10 200
Лак масляный на эфире гарпиуса 6072 часа 0,02 36 1800
Лак на меламино-фор- мальдегидной смоле. . 12071 час 0,04 277 6900
Лак на алкидной смоле (касторовое масло) . . 10071,5 часа 0,05 1000 20 000
Лак на алкидной смоле (льняное масло) . 10071,5 часа 0,05 1480 29 600
Лак на сополимере винил- ацетата с простым ви- ниловым эфиром . . . 1C071 час 0,05 2500 50 000
Лак на сополимере ме- такрилата с простым виниловым эфиром . 10071 час 0,05 2800 56 С00
Лак на полиуретановой смоле I6071 час 0,04 8000 200 000
с. В. Якубович
ГЛАВА И
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ
ЛАКОКРАСОЧНЫХ ПЛЕНОК
На изменение свойств лакокрасочных покрытий сильно влияют
колебания температуры. На практике температура может изменять-
ся, например, в пределах от—60 до +60°, т. е. температурные коле-
бания могут достигать 120°. Резкие колебания температуры
вызывают попеременное расширение и сокращение лаковой плен-
ки, в результате чего прочность покрытия снижается. Поэтому
к покрытиям, подвергающимся резким температурным колеба-
ниям, предъявляются особенно жесткие требования.
Прочность лакокрасочного покрытия понижается особенно
сильно, когда материал, из которого изготовлен окрашиваемый
предмет, и лакокрасочная пленка имеют различные линейные
коэффициенты теплового расширения. В этом случае с изменением
температуры окрашенный предмет и лакокрасочная пленка рас-
ширяются (соответственно сжимаются) неодинаково. Возникаю-
щие при этом натяжения могут оказаться больше сил адгезии
и вызывать преждевременное разрушение лакокрасочного покры-
тия. При недостаточной эластичности пленки эти напряжения мо-
гут вызвать образование трещин. В случае многослойных покры-
тий происходят более сложные явления. В многослойных покры-
тиях мы имеем систему, состоящую из нескольких слоев (не
меньше двух), обычно отличающихся по составу и физико-хими-
ческим свойствам. Такая многослойная система может состоять,
например, из жирного грунта (первый слой), тощей масляной
шпатлевки (второй слой) и нитроэмали (третий слой). Различные
коэффициенты линейного расширения отдельных слоев та-
кой системы могут при температурных колебаниях вызывать силь-
ные внутренние напряжения и привести к разрушению пок-
рытия.
Достаточно полных данных, характеризующих специфическое
влияние температурных колебаний на свойства лакокрасочной
пленки, до сих пор нет, так как на практике изменение темпера-
туры обычно сопровождается изменением еще ряда факторов
(свет, влага и т. д.).
290
A. M. Брусиловский и др.10 исследовали тепловое расширение
нитролаковых пленок, сконструировав для этой цели специальный
прибор. Установлена определенная зависимость между коэффи-
циентами расширения и сжатия пленок масляных лаков как от
состава пленкообразующего и состава пигмента, так и от возра-
ста пленки. Было, например, установлено, что при старении пле-
нок масляных лаков уменьшаются коэффициенты линейного рас-
ширения и сжатия; введение пигментов резко повышает коэффи-
циенты расширения и сжатия пленок.
Поскольку коэффициент расширения органических веществ,
как правило, гораздо больше коэффициента расширения метал-
лов, то изменение длины пленки играет более существенную роль,
чем изменение длины подложки. Так, например, если подложкой
служит железо, то при изменении температуры на 20° длина ме-
талла изменится приблизительно на 0,02%; при сильных колеба-
ниях температуры в пределах до 60° максимальное удлинение
железа составит только около 0,07%. В этих же условиях длина
лакокрасочных пленок изменится значительно больше.
Наиболее интересным является рассмотрение поведения пле-
нок при низких температурах, при которых пленки очень часто ста-
новятся хрупкими. Исследования показывают, что при колебании
температуры от +20 до —20° коэффициенты расширения пленок
различных нитроцеллюлозных, алкидных и фенольных лаков
значительно выше коэффициентов расширения металлов. Эта
разница в меньшей степени сказывается в случае алюминия и
сплавов алюминия, коэффициент расширения которых примерно
в два раза больше, чем коэффициент расширения железа.
Таким образом, можно сделать вывод, что если коэффициенты
температурного расширения лакокрасочных покрытий значитель-
но больше, чем соответствующие коэффициенты металлов, то при
температурных колебаниях покрытия будут расширяться или
сжиматься гораздо сильнее, чем подложка, что и вызовет соот-
ветствующую деформацию покрытия (морщинистость, растрес-
кивание и т. п.). Чем чаще будут воздействовать температурные
колебания, тем быстрее должно разрушаться покрытие.
Так, например, при охлаждении различных лакокрасочных
пленок на 40° (в качестве подложки служило железо) были полу-
чены следующие величины деформации: нитролак—0,28%, мас-
ляный лак на модифицированной фенольной смоле—0,41 %, мас-
ляный лак на основе алкилфенольной смолы и древесного масла—
0,57%.
Кривые теплового расширения лаковых пленок и ее измене-
ния в зависимости от возраста могут оказать помощь при состав-
лении рецептуры лакокрасочных материалов, имеющих опреде-
ленное целевое назначение.
Для определения коэффициента линейного расширения лако-
красочных пленок разработан ряд приборов. В приборе И. Г. Ког-
бетлиева образец испытуемой свободной пленки лежит на поверх-
19* 291
ности стекла и подогревается теплым воздухом. Один конец плен-
ки закреплен в подвижном зажиме, а другой конец свободно ле-
жит на поверхности стекла. Изменение длины пленки, обуслов-
ленное изменением температуры, определяют при помощи микро-
скопа. Весь прибор помещен в аэродинамической трубе, где со-
здается тепловой поток.
В приборе НИИЛК (рис. 154) для определения усадки пленок,
свободную пленку помещают на металлическом столике 1, на ко-
тором установлены два микроскопа 2 на точно определенном
Рис. 154. Прибор НИИЛК для определения усадки
свободных пленок:
1—металлический столик; 2 — микроскопы; 3 — микро-
метрический винт; 4—станина прибора; 4—упор
с пружиной.
расстоянии друг от друга. Столик перемещается при помощи мик-
рометрического винта 3.
При определении усадки названными методами свободная
пленка находится на стекле или на металле, вследствие чего
искажаются результаты опыта69.
Этот недостаток устранен в приборе Орлова, в котором свобод-
ная пленка находится на поверхности ртути. Ртутная ванна обо-
гревается при помощи электрической обмотки.
Изменения размеров пленки наблюдают и измеряют, поль-
зуясь металлографическим микроскопом, под объектив которого
вставлена специальная добавочная линза с контрольными
делениями.
В НИИЛК разработан достаточно точный метод определения
коэффициента линейного расширения лакокрасочных пленок и
сконструирован для этой цели прибор без микроскопа.
292
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ
МЕТОДОМ НИИЛК
Согласно методу, разработанному в НИИЛК, нагревают
образец испытуемой свободной пленки, лежащей на поверхности
ртути10. Один конец пленки закреплен в подвижном зажиме, а
другой прикреплен к легкому чувствительному передаточному
механизму, регистрирующему изменения длины пленки, обуслов-
ленные изменением температуры.
Линейный коэффициент расширенйя вычисляют по формуле
h—lo
л =________________________-------
(О — ^о)
где а—линейный коэффициент раширения пленки;
/0, /1—начальная и конечная длина пленки;
t0, ti—начальная и конечная температура.
Схема и общий вид прибора показаны на рис. 155. Основная
часть прибора состоит из стеклянной трубки 1 (длина 200 мм,
внутренний диаметр 20 мм), расположенной горизонтально.
Трубка на обоих концах на1^ диаметра закрыта стеклянными сег-
ментами так, что в ее нижнюю часть может быть помещена ртуть 2.
На поверхность ртути кладут полоску испытуемой пленки 3
шириной 10 мм и длиной около 190 мм. Один конец пленки укреп-
ляют в зажиме 4, в другом конце делают отверстие 5, в которое
вставляют острый кончик прямоугольного отогнутого рычажка 6
(кварц). Этот рычажок передает изменения длины пленки зеркалу
7, подвешенному на тонкой оси в подшипниках 8. Зеркало
отражает луч света от осветителя 9 на шкалу 10 с нанесенными
через 0,5 см делениями. Шкала (длина 1 л) находится на расстоя-
нии около 120 см от зеркала. Изменения длины полоски пленки
вызывают отклонение зеркала и определяются по перемеще-
нию зайчика на шкале.
Очень большие изменения длины пленки вызывают большие от-
клонения зеркала, вследствие чего зайчик может выйти за пре-
делы шкалы. В этом случае отсчет производят пользуясь микро-
метрическим винтом 11. При помощи последнего подшипники
с зеркалом можно перемещать по мере отклонения зеркала
так, чтобы зайчик не выходил за пределы шкалы. При определе-
нии изменения длины пленки учитывают одновременно и показа-
ния микрометра и положение зайчика на шкале. Пользуясь микро-
метром, можно установить соотношения между делениями шкалы
и действительными значениями изменения длины пленки. Для
этой цели передвигают микрометром подшипники с зеркалом
при спокойном положении рычажка и пленки на определенное
расстояние, например на 0,20 мм. По показаниям микрометра
и смещению зайчика находят соотношение между делениями шка-
лы и действительными значениями изменения длины пленки.
Нагревание пленки производят электрическим током, про-
ходящим по спирали 12, находящейся в воздушной рубашке 13.
293
Температуру регулируют включенным в сеть реостатом по пока-
заниям амперметра 17. Для измерения температуры применяют
специальный термометр сопротивления, состоящий из медной
Рис. 155. Прибор НИИЛК Для определения коэффи-
циента линейного расширения пленки (схема
и общий вид):
1—стеклянная трубка; 2—ртуть; з—испытуемая пленка;
/—зажим; 5—отверстие в пленке; 6—кварцевый рычажок;
7—зеркало; 8—подшипники; 9—осветитель; 10—шкала;
11—микрометрический винт; 12—спираль; 13—воздушная
рубашка; 14 — омметр; 1о — термометр сопротивления;
16—источник тока; 17—амперметр.
проволоки, намотанной на железный стержень 15, источника
тока 16 (напряжение 2 в) и омметра 14, Термометр во время опре-
294
деления находится в ртути; от действия ртути он защищен тонким
слоем бакелитового лака.
Определение производят следующим образом. Из испытуемого
лакокрасочного материала изготовляют свободную пленку
толщиной около 50 р и вырезают из нее острым лезвием бритвы
полосу шириной 10 мм и длиной около 200 лиг. На одном конце
вырезанной полосы на расстоянии 5 мм от края тончайшей иглой
делают отверстие. Полосу пленки помещают на ртуть в трубке
прибора и укрепляют один конец пленки в зажиме. Затем пере-
даточный рычажок вставляют в отверстие, сделанное иглой на
другом конце пленки, для чего передаточный механизм пере-
двигают при помощи микрометрического винта до тех пор, пока
кончик рычажка не попадет в отверстие. Для облегчения этого
передвижения пользуются двумя стеклянными рычажками, кото-
рые позволяют передвигать конец пленки в поперечном направ-
лении.
После этого микрометрическим винтом передвигают зеркальце
с тем, чтобы зайчик оказался в середине шкалы. Для калибровки
шкалы микрометр перемещают на 0,20—0,30 мм сперва в одну,
затем в другую сторону, вследствие чего зайчик уходит вверх и
вниз от нулевого положения. Показания микрометра и соответ-
ствующие положения зайчика на шкале записывают следующим
образом:
Показания микрометра Положение зайчика
первая калибровка вторая калибровка третья калибровка
шкала разность шкала разность шкала разность ’
11,30 87,3 — 87,3 — 87,5 —
11,50 55,4 31,9 56,2 31,1 56,4 31,1
11,70 24,7 30,7 24,7 31,5 24,7 31,7
Из этих записей видно, что перемещению микрометра на
0,20 мм соответствует перемещение зайчика на шкале в среднем
на 31,3 мм, т. е. что перемещение зайчика на 1 мм соответствует
изменению длины испытуемой пленки на 0,20 : 31,3=0,0064 мм.
Для определения коэффициента линейного расширения в спи-
раль включают ток и, пользуясь амперметром, регулируют силу
тока так, чтобы температура медленно поднималась. Каждый раз
после повышения температуры на 5° определяют положение зай-
чика и показания микрометра. Если вследствие сильного изме-
нения длины пленки зайчик не будет виден на шкале, его возвра-
щают на шкалу при помощи микрометра. При следующем опре-
делении положения зайчика учитывают новое показание микро-
295
расширения
Рис. 156. Кривая термического
пленок:
1—возраст плевок 10 дней; 2—возраст пленок
13 дней.
метра. Таким образом положение зайчика и показания микро-
метра фиксируют для каждой температуры. По достижении тем-
пературы 100° ток выключают и фиксируют через каждые 5°
положение зайчика и
показания микрометра
при самопроизвольном
охлаждении пленки. По
положениям зайчика и
показаниям микрометра
определяют изменения
длины пленки.
Для определения
первоначальной длины
пленки измеряют рас-
стояние от отверстия,
в которое вставлен пе-
редаточный рычажок до
зажима, в котором ук-
реплен другой конец
пленки.
На основании ре-
зультатов опыта можно
составить таблицу зна-
чений Д/ (в %) при раз-
личных температурах и
построить график зави-
симости изменения дли-
ны от температуры. Для построения таких кривых теплового рас-
ширения на оси ординат откладывают значение Д/ (в%)в одну сто-
рону, если пленка расширяется, и в другую сторону, если пленка
сокращается. На рис.156 представлены кривые теплового расши-
рения масляной пленки, пигментированной двуокисью титана.
В табл. 26 приведены коэффициенты линейного расширения
различных металлов, а в табл. 27—коэффициенты линейного рас-
ширения различных нитроцеллюлозных пленок.
Таблица 26 .
Коэффициенты линейного расширения различных
металлов
Металл Пределы температуры “С Коэффициент линейного расширения
Алюминий . . . 0—100 0,000024
Железо .... 0—100 0,000012
Латунь .... 0—100 0,000019
Медь 0—100 0,000017
Цинк 0—100 0,000030
296
Таблица 27
Коэффициенты линейного расширения различных нитроцеллюлозных пленок
Состав пленки Возраст пленки часы Пределы температуры Коэффициент линейного расширения (а)
Нитроклетчатка 405 (+Ю искусст- венного старения) 19,3—66,1 0,000019
Нитроклетчатка (10 частей) Диэтилфталат (5 частей) 283 20—40 0,000059
Нитроклетчатка (10 частей) Дибутилфталат (3 части) 252 21,7—36,4 0,000072
Нитроклетчатка (10 частей) Дибутнлфталат (3 части) 479 19,3-49,2 0,000052
Нитроклетчатка (10 частей) Касторовое масло (5 частей) 624 19,3—53,4 0,000090'
Нитроклетчатка (10 частей) Касторовое масло (5 частей) 338 (+10 искусст- венного старения) 19,9—78,9 0,000103
Нитроклетчатка (10 частей) Канифоль (5 частей) 528 (+12 искусст- венного старения) 19,3—74,6 0,000050
Нитроклетчатка (10 частей) Цинковые белила (5 частей) 192 (+10 искусст- венного старения) 19,3—66,1 0,00041
Нитроклетчатка (10 частей) Канифоль (5 частей) Дибутилфталат (2 части) Касторовое масло (2 части) 239 (+1 искусст- венного старения) 19,3—27,8 0,000101
ГЛАВА 12
ОПРЕДЕЛЕНИЕ БЛЕСКА (ГЛЯНЦА)
Лакокрасочные покрытия предназначены не только для предо-
хранения окрашенного изделия от коррозии, но и для придания
изделию определенного внешнего вида.
Внешний вид покрытия, который определяется его цветом и
степенью глянца (или матовости). Большинство лакокрасоч-
ных покрытий после высыхания на покрытой поверхности должно
быть блестящими—«иметь глянец» (лаки и эмалевые краски в
большей, масляные краски в меньшей степени*).
Блеск не только придает красивый внешний вид покрытию. Так,
например, известно, что покрытия с более сильным блеском лучше
противостоят атмосферным воздействиям, чем покрытия из того же
материала, но обладающие меньшим блеском. С течением времени
блеск покрытий постепенно исчезает. Исчезновение блеска яв-
ляется первым показателем начала разрушения пленки и, следо-
вательно, предвестником коррозии. Однако покрытие, потеряв-
шее блеск, может еще долгое время противостоять коррозии.
Блеском (глянцем) называется свойство поверхности отражать
все падающие на нее световые лучи в одном направлении. Чем
больше лучей отражает поверхность в одном направлении, тем
сильнее ее блеск. От зеркальной поверхности параллельно па-
дающие лучи отражаются под углом, равным углу падения. От
поверхности недостаточно ровной, шероховатой лучи отражаются
не только параллельными лучами, но и диффузно. Чем больше
в отраженном свете находится параллельно отраженных лучей,
тем больше блеск поверхности и наоборот.
При определении степени блеска сравнивают количество све-
та, отражаемого блестящей поверхностью, с тем его количеством,
которое отражается идеально матовой поверхностью.
* Некоторые лаки и краски для определенных целей готовят специально
матовыми (например, для маскировки). Для этого к ним добавляют матирующие
вещества, снижающие до определенной степени блеск, присущий обычному по-
крытию.
298
При отсутствии специальных приборов степень блеска пленки
определяют качественно, простым наблюдением, причем для ха-
рактеристики пользуются следующими обозначениями: 1) пленка
с высоким глянцем; 2) пленка со средним глянцем; 3) полумато-
вая пленка; 4) матовая пленка.
Для качественного определения степени блеска предложены
различные шкалы, состоящие из стандартных накрасок. Накраски
выполняются масляным лаком или нитролаком с добавкой мати-
рующих веществ в различных соотношениях. Накраски, нане-
сенные на стеклянные пластинки, составляют ряд (шкалу), с ко-
торым и сравнивают испытуемые образцы. Недостаток такой шка-
лы заключается в изменении с течением времени блеска стандарт-
ных накрасок. Поэтому такие качественные испытания степени
блеска очень условны.
Для количественного определения степени блеска пользуются
различными методами и применяют различные оптические (фото-
метры) и фотоэлектрические приборы9’ 10’ 12.
ОПРЕДЕЛЕНИЕ БЛЕСКА ПРИБОРОМ НИИЛК
В НИИЛК в 1938 г.17 был разработан фотоэлектрический ме-
тод определения блеска и сконструирован для этой цели специаль-
ный прибор. Сущность метода заключается в том, что пучок
света, отраженный от испытуемого образца, проходит через си-
стему линз и собирается на светочувствительный слой фотоэле-
мента, возбуждая фототок, регистрируемый стрелочным гальвано-
метром. В 1940 г. Ленинградское отделение «Лакокраспокрытие»,
изменив конструкцию, выпустило переносный портативный
прибор. Схема и общий вид этого прибора изображены на
рис. 157.
Прибор состоит из источника света 1 (лампы 25 s); селенового
фотоэлемента 2 чувствительностью 350—450 мка/лм', градуи-
рованной ирисовой диафрагмы 3, служащей для регулирования
потока света, падающего на фотоэлемент, и системы линз 4, 5 и 6.
Лампа питается от аккумулятора 7 (напряжение 12 в) или от сети
через трансформатор при условии строго постоянного напряже-
ния на зажимах лампы.
Поток света от лампы, проходя через линзу 6, падает на испытуе-
мый объект. Отраженные поверхностью лучи света проходят че-
рез систему линз 4, 5 и попадают на светочувствительный слой
фотоэлемента, возбуждая фототок, регистрируемый гальвано-
метром.
Прибор следует хранить в сухом месте при комнатной темпе-
ратуре.
Прибор вначале включают на 4 мин. и проверяют правиль-
ность включений согласно схеме (рис. 157). Затем прибор пере-
носят на стеклянную поверхность эталона, освобождают стрелку
.гальванометра 8 поворотом арретира 9 (влево) и устанавливают
299
стрелку на нуль при помощи корректора 10. Затем открывают
диафрагму на деление шкалы 20 мм, включают источник света
и проверяют показание стрелки гальванометра, которое должно-
быть равным 100 ( + 2) делениям его шкалы. При большем или мень-
Рис. 157. Прибор НИИЛК-«Лакокраспокрытие» для опре-
деления блеска покрытий (схема и общий вид):
1—электрическая лампа; 2—фотоэлемент; 3—ирисовая диафрагма;
4.5,6—линзы; 7—аккумулятор; 8—гальванометр; s>—арретир; 46—кор-
ректор; 11—стопорный винт; 12—испытуемое покрытие; 13—выклю-
чатель.
шем показаниях гальванометра освобождают стопорный винт
11; передвигая патрон электролампы, добиваются того, чтобы,
стрелка гальванометра установилась на сотом делении шкальь
300
(с точностью + 2 деления). После этого стопорный винт снова
закрепляют.
Отрегулированный прибор устанавливают на испытуемую
поверхность 12 и отсчитывают соответствующее показание стрел-
ки гальванометра.
Полученная величина характеризует блеск поверхности об-
разца, выраженный в процентах от блеска эталона с точностью
до +2 делений шкалы гальванометра.
В случае если испытуемая поверхность превосходит по блеску
поверхность эталона, т. е. если стрелка гальванометра устанавли-
вается выше 100 делений шкалы, то тогда посредством диафраг-
мирования устанавливают стрелку гальванометра на 100 (±2).
Затем прибор переносят на эталон и при этом же диафрагмирова-
нии отсчитывают соответствующее показание стрелки гальвано-
метра.
В этом случае расчет блеска поверхности испытуемого об-
разца производят по формуле
1С0-100
где х—блеск испытуемой пленки, выраженный в процентах от
блеска эталона;
п—показание стрелки гальванометра при измерении блеска
поверхности эталона с применением диафрагмирования.
Опыт показал, что цвет покрытия оказывает существенное
влияние на показатель блеска, определяемый прибором. Так,
покрытия, одинаковые по блеску, но различные по цвету, дают
различные показатели на приборе, если пользоваться при сравне-
нии стеклянным эталоном, принятым за 100%. Поэтому для уст-
ранения влияния цвета покрытия необходимо пользоваться соот-
ветствующими светофильтрами.
При определении изменения блеска лакокрасочных покрытий
в процессе их лабораторных испытаний или испытаний в эксплуа-
тационных условиях нас интересует не абсолютная величина
блеска, а относительная потеря блеска. Для этих целей в качест-
ве эталона может служить тЪ же покрытие до испытания; тогда
цвет покрытия уже не будет оказывать такого значительного
влияния на показания прибора, как это имеет место в случае
определения абсолютной величины блеска. Стеклянный эталон
будет служить только для юстировки прибора.
При ускоренных и крышных испытаниях (стр. 377) лакокра-
сочных покрытий, кроме образцов, подвергаемых испытани-
ям, необходимо иметь вторые образцы, являющиеся эталонами
сравнения. Эти эталоны сравнения и принимаются за эталоны
блеска.
При таком методе объективные данные, полученные на при-
боре, соответствуют субъективным.
301
ОПРЕДЕЛЕНИЕ БЛЕСКА ПРИБОРОМ ИНСТИТУТА ПРОМЫШЛЕННЫХ
ПРОБЛЕМ АН ЭССР
Э. К- Ландра (Институт промышленных проблем АН ЭССР)
сконструировал простой прибор для измерения блеска лакокра-
сочных покрытий.
Прибор (рис. 158) представляет собой металлический ящик 1,
разделенный перегородкой 2 на два отделения. В одном отделе-
Рис. 158. Прибор Института промышлен-
ных проблем АН ЭССР для определения
блеска покрытий:
1 — металлический ящик; 2 — перегородка;
3— источник света; 4—испытуемый образец;
5—зеркало; 6—труба для наблюдения; 7—ма-
товое стекло; 8—зубчатая рейка; 9,10,11—
матовые стекла; 12—стрелка.
нии находится источник све-
та 3 (электролампа на 60 в), а
в другом отделении — испы-
туемый образец 4, рядом с
которым находится зеркало 5
и труба 6 для наблюдения.
В перегородку вмонтирована
матовое стекло 7, на котором
нарисованы концентрические
круги разной толщины.
Через перегородку про-
ходит зубчатая рейка 8, ко-
торая может передвигаться
вверх и вниз при помощи
шестеренки. К нижнему кон-
цу рейки 8 прикреплено
матовое стекло 9. К стеклу 7
присоединено матовое стек-
ло 10. Края стекол 9 и 10
соединены плотно между со-
бой; матовые поверхности
этих стекол обращены в сто-
рону стекла 7. Электрическая
лампа освещает через мато-
вое стекло 11 матовое стек-
ло 7, на котором изображены
концентрические круги, от-
ражаемые от зеркала и от ис-
пытуемого образца, находя-
щегося рядом. При этом
ясное, а от образца ту-
от зеркала отражение получается
манное.
Передвижением рейки 8 можно уравнять отражение кругов,
получаемое как от образца, так и от зеркала. Положение стекла
9; при котором круги отражаются одинаково как от зеркала,
так и от испытуемого окрашенного образца, является мерой бле-
ска испытуемого образца относительно блеска зеркала и фикси-
руется стрелкой 12 на шкале, имеющей 100 делений.
На рис. 159 (стр. 480) показан характер отражения кругов от зер-
кала и испытуемого образца при различном положении стекла 9.
302
ЛИТЕРАТУРА
1. Кор ша к А. А. и Рафиков С. Р., Синтез и исследование высо-
комолекулярных соединений, АН СССР, 1949.
2. К о р ш а к В. В. и Рафиков С. Р., Введение к изучению высоко-
молекулярных соединений, АН СССР, 1946.
3. К а р г и н В. А., Структура и физико-химические свойства высокопо-
лимерных веществ. Советская химия за двадцать пять лет. Сборник статей
АН СССР, 1944.
4. Л а з у р к и и Ю. С., ЖТФ 9, 1261 (1939); Слонимский Г., ЖТФ 9,.
1791 (1939): Каргин В. и Слонимский Г., ЖТФ 11, 341 (1941).
5. Догадкин Б. А., Химия и физика каучука, Госхимиздат, 1947.
6. Александров А. П., Труды первой и второй конференций по вы-
сокомолекулярным соединениям, АН СССР, 1945.
7. Козлов 11. В., Физико-химия эфироцеллюлозных пленок, Госкиноиздат, 1948..
8. Ку з н е ц о в Д. В., Физика твердого тела, т. II, Томск, 1941.
9. Gardner Н. A., Sward G. G., Physical and chemical Examine-
tion of Paints, Varnisches, Lacquers and Colors, X Ed. 1946.
10. Якубович С. В., Физико-механические методы испытаний лако-
красочных материалов и покрытий, ГОНТИ, 1938.
11. Александров А. П., и Л а з у р к и н Ю. С., ЖТФ 9, 1249 (1939).
12. W i 1 Ъ о г n F., Physikalische und technologische Priifverfahren fiir Lac-
ke und ihre Rohstoffe, 1944.
13. Гуревич E. и Кобеко П., ЖТФ 9, 1267 (1939).
14. Гольденштейн Е. Я., Труды института лаков и красок, вып. П„
216, 1939.
15. Я к у б о в и ч С. В., Острин С. 3., Бак Б. В. и Игнатье-
в а А. С., ЖПХ XII, 8, 1219 (1939).
16. Якубович С. В. и Рождественский С. В., ЖПХ VI„
2, 291 (1932).
17. Якубович С. В. и Терло Г. Я., Физико-химические методы испы-
тания лакокрасочных материалов, Стандартгиз, 1940:ОСТ 10086—39 М. И. 34..
18. Якубович С. В. и Гольдберг М. М., За лакокр. индустрию
№ 5—6, 76 (1934).
19. Шаров М. Я- и Ш у л ь п и н, Б.И., Руководство по вневойсковому ремонту
лакокрасочных покрытий самолетов, Воениздат, 1947.
20. Янус Р. И., Магнитная дефектоскопия, Гостехиздат, 1946.
21. Радченко И. В. и Шестаковский Ф. К., ЖТФ V, 8, 1372'
(1935).
22. Лазарев Б. Г. и Носков М. ДА, Зав. лабор. 6, № 12, 1462 (1937)..
23. Адам Н. К., Физика и химия поверхностей, Гостехиздат, 1947.
24. Песков Н. П. и Александров а-П рейс Е. М., Курс кол-
лоидной химии, Госхимиздат, 1948, стр. 108.
25. Дерягин Б. В. и Сорокин С. М., Труды НИИОГИЗ, ч. II,.
стр. 207, 1937.
Ребиндер П. А., Физико-химия флотационных процессов, Метал-
“ лургиздат, 1933, стр. 209.
27. Ши хер М. Г., ЖПХ, XV11I, 6, 337 (1945).
28. Ж у к о в И. И., За лакокрасочную промышленную химию, т. I, 1931..
29. Шапиро А. Е., Нитроцеллюлозные и водные краски, Гизлегпром, 1948.
30. Дринберг А. Я., Технология пленкообразующих веществ, Госхим-
издат, 1948, стр. 65.,
31. Дерягин Б. В. й Кротова Н. А., Успехи физ. наук, XXXVI,
3, 387—406 (1948).
32. Георгиевский В. Г., Кузнецов К. А. и Полянский
,Г. В., Полиграфические материалы, Гизлегпром, 1940.
33. Ш и х е р А. Г. и Ш и х е р М. Г., Зав. лабор. 2, 2, 1395 (1933).
34. Орлов А. И., Зав. лабор. 7, 8—9, 979 (1938); Шумная В. А.,
Техника окраски ч. 11, 57 (1941).
35. Труды института лаков и красок, вып. II, Химтеорет, 1939, стр. 156—167
зоа
36. Шрейнер Л. А., Твердость хрупких тел, АН СССР, 1949.
37. Ребиндер П. А., Техническая энциклопедия, т. 22, 703, 1933.
38. Кузнецов В- Д., Физика твердого тела, т. I, Томск, 1932.
39. Иванов Н. И., Элементарный учебник сопротивления материалов,
Гостехиздат, 1946.
40. Г у л я е в А. П., Металловедение, Оборонгиз, 1948.
41. Давиденков Н. Н., Зав. лабор. 12, 3, 337 (1946).
42. Одинг И. А. и Кудрявцев Н. В., Зав. лабор. 12, 3, 347 (1946).
43. Шевандин Е. М., Зав. лабор. 12, 3, 358 (1946).
44. Кузнецов В. Д., Зав. лабор. 12, 3, 340 (1946).
45. Б е л я н к и н Ф. П., Зав. лабор. 12, 3, 334 (1946).
46. Я к у б о в и ч С. В., За лакокр. индустрию № 1, 13 (1935).
47. Резина. Методы испытаний, Стандартгиз. 1941.
48. Журков С. Н., Труды первой и второй конференций по высокомо-
лекулярным соединениям, АН СССР, 1945.
49. Гарднер Г., Физико-химические исследования лаков и красок, Гос.
науч.-тех. изд., 1931.
ДО. Давиденков Н. Н., Динамические испытания металлов, Госиздат. 1929.
51. Кузнецов В. Д„ ЖПФ VI, 1 (1929).
52. Ребиндер П. А. и Калиновская М. А., ЖФХ V, 2—3 (1934),
53. Орлов А. И., Техника окраски, т. I, Госхимиздат, 1941.
54. Л а з а р е в А. М. и О с т р и н С. 3., Труды института лаков и кра-
сок, вып. II, 1939.
55. Ринова Л. Я., Лаборатория окрасочного цеха, Машгиз, 1941; ОСТ
10086—40 М. И. 20.
’56. Слонимский Г. Л., Глава VIII в книге Б. А. Догадкина «Химия
и физика каучука», Госхимиздат, 1947.
57. Гольденштейн Е. Я. и Лазарев А. М., За лакокр. ин-
дустрию №• 3, 24—27 (1935).
58. Витман Ф. Ф., Кукаиов Л. И. и др., Руководство к лаборатор-
ным работам по испытанию металлов, ОНТИ, 1936.
59. Орлов А. И., Техника окраски, Госхимиздат, т. II, 1941.
60. Якубович С. В. и Романова П. М., ЖПХ, VII, 289 (1933).
• 61. Лазарев А. М. и Гольденштейн Е. Я-, Труды института
лаков и красок, т. I, Химтеорет, 1935.
• 62. Краузе и Смирнов, ЖПХ 6, 749 (1933).
63. ЯкубовичС. В. и Ворогушин Т. И., Зав. лабор., 15, 5 (1949).
64. Курс физики, под ред. акад. Н. Д. Папалекси, т. I, Гостехиздат, 1948;
Кашин Н. В., Курс физики, т. I, Учпедгиз, 1948.
•65. Израелит Г. Ш., Механические испытания резины и каучука, Гос-
химиздат, 1949.
66. Качал о.в Н. Н., Основы процессов шлифовки и полировки стекла,
АН СССР, 1946.
67. Серебрянников С. Н., Краски и лаки № 1 (1930).
458. Якубович С. В., Рубинштейн Б. Л. и Ворогушин
Т. И., Бюл. по обм. опытом в лакокр, пром-сти, № 3, Госхимиздат, 1952.
• 69. Труды института лаков и красок, вып. II, 150, Химтеорет, 1939.
70. Каргин В. А. и Соголова Т. И., ЖФХ XXIII, 5,530 (1949).
71. Каргин В. А. и С л о н и м с к и й Г. Л., ЖФХ XXIII, 5, 570 (1949).
'72. Дерягин Б. В., Кротова Н. А., Адгезия, АН СССР, 1949.
73. Якубович С. В., Ворогушин Г. И. и Ривлина Ю. Л.,
Бюл. по обм. опытом в лакокр. пром-сти № 4, Госхимиздат, 1952.
.74. Дринберг А. Я., Снедзе А. А. н Тихомиров А. В.,
Технология лакокрасочных покрытий, Госхимиздат, 1951.
ЧАСТЬ ПЯТАЯ
ИСПЫТАНИЯ ПРОТИВОКОРРОЗИОННЫХ СВОЙСТВ
И АТМОСФЕРОУСТОЙЧИВОСТИ покрытий
ГЛАВА 1
ОСНОВЫ ТЕОРИИ КОРРОЗИИ И ЗАЩИТЫ МЕТАЛЛОВ
ЛАКОКРАСОЧНЫМИ ПОКРЫТИЯМИ*
Огромное большинство применяемых в технике металлов
подвержено процессам разрушения, вызванным химическим или
электрохимическим воздействием внешней среды на поверхность
металлов. Явление это называется коррозией, а сами процес-
сы—коррозионными.
В СССР первые работы по коррозии были проведены акад.
В. А. Кистяковским и чл.-корр. Акад, наук СССР Н. А. Изгары-
шевым. В 1927 г. Г. В. Акимов организовал в ЦАГИ первую в
Советском Союзе исследовательскую коррозионную лабораторию.
В настоящее время вопросами изучения коррозии ’ занимается
большое количество научно-исследовательских институтов и
втузов.
Благодаря работам чл.-корр. Акад, наук СССР Г. В. Акимова,
проф. Н. Д. Томашова и их сотрудников внесена ясность
в механизм процессов коррозии, а также защитного действия пле-
нок, образующихся на металлах. Ими же разработаны методы
коррозионных испытаний, получившие широкое применение в
практике1-4.
Коррозия, обусловленная химическим взаимодействием внеш-
ней среды с поверхностью металла, называется химической кор-
розией. Если же это взаимодействие сопровождается появлением
электрического тока от одного участка металла к другому, то
такой вид коррозии называется электрохимическим.
Химическая коррозия может быть:
1) газовой в случае соприкосновения поверхности металла
с газами и парами (большей частью при высокой температуре) и
2) жидкостной — при погружении металла в жидкости, не обла-
дающие ионной проводимостью (бензол, бензин, керосин, нефть
и т. д.).
* Глава написана кандидатом технических наук, доцентом М. М. Гольд-
бергом.
20 с. в. Якубович
305
Электрохимическая коррозия протекает под влиянием электро-
литов, растворенных в воде; металлическое изделие может быть
при этом погружено в водный раствор или же находиться на воз-
духе, всегда содержащем некоторое количество влаги. Поэтому
электрохимическую коррозию подразделяют на жидкостную и
атмосферную. Оба эти вида коррозии могут наблюдаться при
непосредственном контакте отдельных деталей, изготовленных
из различных металлов или сплавов, а также вследствие неодно-
родности структуры металла; соответственно различают контакт-
ную и структурную коррозию.
Коррозию подразделяют также по характеру получающихся
разрушений; различают равномерную или общую коррозию,
когда коррозионные разруше-
ния поражают в одинаковой
степени всю поверхность метал-
ла; местную коррозию—разру-
шения сосредоточиваются на
отдельных участках поверхно-
сти; точечную коррозию—участ-
ки разрушения чрезвычайно
малы по площади (максималь-
ный линейный размер 2 мм)',
межкристаллитную коррозию—
участки разрушения распро-
страняются в глубь металла по
Рис. 160. Различные виды коррозии:
1 — равномерная или общая коррозия;
2—местная коррозия; 3—точечная корро-
зия; 4—межкристаллитная коррозия.
границам кристаллитов, нарушая связь между ними (рис. 160).
В результате процесса коррозии образуются рыхлые продукты
разрушения металла, отлагающиеся на его поверхности, вслед-
ствие чего металлические изделия частично или полностью утра-
чивают свои механические свойства. Такими продуктами корро-
зии являются, например, гидрат окиси алюминия на алюминии
и его сплавах и комплекс окислов и гидратов окислов железа
(ржавчина), появляющихся на железных сплавах.
Об интенсивности коррозии судят по потере в весе образца,
глубине коррозионных поражений, количеству газообразных
продуктов, выделяющихся или поглощаемых при коррозии, из-
менению механических свойств, изменению электрического со-
противления образца и т. п. 2.
Химическая коррозия и защитные плен-
к и. При взаимодействии металла с химическими реагентами
процесс разрушения может протекать беспрепятственно; неред-
ко же на поверхности появляется слой нерастворимого про-
дукта реакции, препятствующего дальнейшему разрушению
металла.
Очень часто таким препятствием служат окисные пленки,
которые могут возникнуть при нагреве металла, а также в резуль-
тате воздействия окислителей (азотная кислота, двухромовокис-
лый калий и др.) и даже кислорода воздуха при обычной темпера-
306
туре. Толщина и свойства этих пленок весьма различны- и зависят
как от свойств металла, так и от условий, при которых происхо-
дит образование пленок. Процесс на поверхности металла начи-
нается с адсорбции кислорода из внешней среды, после чего кис-
лород вступает в химическое взаимодействие с металлом, образуя
мономолекулярный слой окисла. Дальнейший рост такой окис-
ной пленки осуществляется в результате процесса двусторонней
диффузии. С внешней стороны через пленку диффундируют атомы
кислорода, а с внутренней навстречу им—ионы металла (рис.
161) и их валентные электроны. Прi обретая заряд от встречных
электронов, атомы кислорода
переходят в ионы, которые,
реагируя с ионами металла, об-
разуют окисел; пленка, таким
образом, утолщается. Постепен-
но пленка становится все менее
проницаемой для коррозионных
агентов, и рост ее прекращает-
ся. Явление это называется
пассивированием, переводом ме-
талла из активного в недея-
тельное, пассивное состояние.
Примером пассивированного ме-
талла может служить железо,
погруженное на короткий срок
Рис. 161. Схема процесса двусторон-
ней диффузии с образованием окис-
ной пленки.
в азотную кислоту.
Защитными свойствами обладает также окисная пленка, ко-
торой покрывается на воздухе поверхность алюминия. Для по-
вышения противокоррозионных свойств такую пленку искусст-
венно утолщают химической или же электрохимической обработ-
кой (анодирование).
Однако наличие пленки не всегда предохраняет металл от
коррозии. В случае если пленки, образовавшиеся на поверхности,
имеют с ней плохое сцепление и содержат трещины, появившиеся
или в процессе формирования пленки или впоследствии, то покры-
тие не оказывает защитного действия; наличие таких пленок мо-
жет даже стимулировать процессы электрохимической коррозии.
Подобного рода пленки, как, например, окалина на железе, дол-
жны быть удалены перед нанесением лакокрасочных покрытий.
Электрохимическая коррозия. Электрохи-
мическая коррозия происходит при соприкосновении металлов
с водными растворами электролитов—кислот, щелочей, солей.
Этот же вид коррозии наблюдается и у подземных металли-
ческих сооружений, которые постоянно находятся под воздейст-
вием грунтовых вод, содержащих большое количество растворен-
ных минеральных солей.
Поскольку воздух всегда содержит влагу и некоторое коли-
чество солей, а в промышленных районах, кроме того, сильно
20*
307
Элен/прол
Металл
Рис. 162. Схема образования
электрического слоя на по-
верхности металл—раствор.
загрязнен растворимыми в воде продуктами, выделяющимися в
процессе работы фабрик и заводов (двуокись серый др.), то элект-
рохимическая коррозия протекает и тогда, когда металл эксплуа-
тируется на воздухе. Конденсация влаги на поверхности металла
происходит задолго до достижения воздухом величины 100%-ной
влажности вследствие капиллярных явлений, адсорбции и стрем-
ления металла к образованию металлогидратов5.
Причины, вызывающие электрохимическую коррозию, нахо-
дят следующее объяснение.
В узлах кристаллической решетки металлов находятся так
называемые ион-атомы, отличающиеся от атомов тем, что один
или несколько электронов с внешней их орбиты находятся в полу-
свободном состоянии. Эти электроны
быстро движутся в различных направ-
лениях, заполняя пространство между
ион-атомами и находясь с ними в по-
стоянном взаимодействии.
При погружении металла в раствор
электролита ион-атомы, находящиеся
на поверхности, испытывают воздейст-
вие двух сил. С одной стороны, на них
действуют силы притяжения других
ион-атомов и электронов, более удален-
ных от поверхности, стремящиеся удер-
жать их в кристаллической решетке.
С другой стороны—силы гидратации,
обусловливаемые полярностью молекул
воды, будут стремиться вырвать ион-
атом в раствор. Если силы гидратации
преобладают, ион-атом переходит в рас-
твор в виде положительно заряжен-
поверхности металла соответствующее
количество электронов. Эти электроны будут удерживать у по-
верхности перешедшие в раствор ионы, имеющие противополож-
ный электронам заряд, вследствие чего образуется двойной
электрический слой, характеризующийся скачком потенциала
(рис. 162). В случае идеально однородной поверхности после
возникновения такого двойного слоя процесс дальнейшего
перехода ион-атомов в раствор, т. е. разрушения металла, дол-
жен прекратиться. Если же в раствор электролита поместить два
различных металла, соединенных между собой проводником или
непосредственно соприкасающихся, то вследствие разности по-
тенциалов, присущей данной паре металлов, создадутся условия
для постоянного нарушения двойного слоя. Электроны с металла
более электроотрицательного, т. е. анода, будут перетекать на
металл с более электроположительным потенциалом—катод, где
и произойдет их разряд. Таким образом, в полученном гальвани-
ческом элементе будет возникать электрический ток.
308
ного иона, оставляя на
> Во время работы такой гальванопары происходят следующие
процессы. На аноде ион-атомы переходят в раствор, образуя
ионы, которые тотчас же гидратируются:
Ме+-0А -> Ме+ + 6А
ион-ато м
Ме+ -|- пН2О -> Ме+ - пН2О
освобождающиеся электроны перетекают на катод:
бд —> fji<
На катоде происходит разряд притекающих электронов либо
имеющимися в растворе ионами водорода с образованием газооб-
разного водорода:
Н++ОК->Н; Н + Н ->Н2 ->Н2 | (1)
либо путем ионизации растворенных в воде молекул кислорода, в
результате чего образуются ионы гидроксила:
О2 + 2Н2О + 40к->4ОН- (2)
Расходуемый у катода кислород пополняется путем диффузии
его из воздуха.
Процесс, протекающий на катоде по схеме (1), носит название
катодного процесса с выделением водорода (с водородной депо-
ляризацией) и наблюдается чаще в кислых растворах с большой
концентрацией водородных ионов; процесс (2) называется ка-
тодным процессом с поглощением кислорода (с кислородной де-
поляризацией)* и происходит большей частью в нейтральных
и щелочных растворах. Только при коррозии металлов, обладаю-
щих очень высоким электроотрицательным потенциалом, как, на-
пример, магний, наблюдается выделение водорода из нейтраль-
ных растворов.
Из всего сказанного выше следует, что процесс электрохими-
ческой коррозии состоит из ряда взаймосопряженных процессов—
анодного, катодного и перехода электронов в металле с ано-
да на катод.
Реакции, протекающие с наименьшей скоростью, обусловли-
вают скорость процесса коррозии в целом и называются поэтому
лимитирующими или контролирующими.
При коррозии, происходящей с выделением водорода, процесс
контролируется обычно реакцией разряда ионов водорода на по-
верхности катода, а при коррозии с поглощением кислорода—
скоростью диффузии кислорода воздуха через раствор к катоду.
* Процессы эти могут быть названы деполяризацией, так как они препят-
ствуют изменению потенциала катода, т. е. его поляризации.
309
Величина потенциалов различных металлов, помещенных в
раствор электролита, которая обусловливает поведение их при
взаимном контакте (анод—катод), зависит не только от свойств
самих металлов, но и от характера коррозионной среды и ряда
дополнительных факторов.
Потенциал металла, погруженного в водный раствор, содер-
жащий ионы этого же металла, называется равновесным или обра-
тимым электродным потенциалом, соответствующим установле-
нию равновесия: Ме^Ме+ +9. Однако в растворах, содержащих
ионы других металлов, данный металл имеет несколько иные зна-
чения потенциалов, называемые необратимыми.
Значения потенциалов некоторых металлов в различных раство-
рах приведены в табл. 28.
Таблица 28
Электродные потенциалы некоторых металлов в разных растворах,
выраженные в вольтах17
Металл Равновесный (нормальный) электродный потенциал 0, 1 н. НС1 0,1 н. NH.C1 3%-ный раствор NaCl 3%-ный раствор NaCl + 0,1% Н20,
Магний —2,40 — — — —
Алюминий —1,33 —0,50 — 1,38 —0,63 —0,53
Цинк —0,76 —0,76 —1,31 —0,83 —0,77
Железо ...... —0,44 —0,32 —0,10 —0,50 —0,50
Кадмий —0,40 —0,52 —0,50 —0,52 —0,50
Никель —0,23 —0,06 —0,04 —0,02 +0,05
Свинец —0,12 —0,23 —0,51 —0,26 —0,24
Медь +0,34 +0,15 +0,03 +0,05 +0,05
Значения потенциалов металлов изменяются также в процессе
работы коррозионной пары. Такиё изменения, называемые поля-
ризацией, могут происходить как на аноде, так и на катоде.
Поляризация анода протекает вследствие повышения концент-
рации ионов растворяющегося металла в находящемся вблизи
к аноду слое раствора или же в связи с образованием на аноде
защитных пленок. Причиной катодной поляризации является не-
своевременный разряд притекающих электронов, что в свою оче-
редь обусловливается или недостаточной скоростью разряда на
катоде водородных ионов и выделения водорода в газообразном
состоянии или же недостаточной скоростью поступления кисло-
рода к катоду. Любой фактор, ускоряющий эти процессы, умень-
шает поляризацию катода и способствует повышению скорости
коррозии. К числу таких факторов при коррозии с водородной
деполяризацией относится повышение концентрации водородных
310
ионов в растворе, при коррозии с кислородной деполяризацией—
увеличение площади катода, введение в раствор окислителя,
перемешивание раствора и др.
Поляризация сближает потенциалы анода и катода коррозион-
ной пары и влияет на величину силы тока, а следовательно, и
иа скорость процесса коррозии замедляюще, аналогично омиче-
скому сопротивлению.
Сила тока, обусловленная работой коррозионной пары, может
быть подсчитана по уравнению
рО рО
! __ £к~£а
Я + ^а + 'Рк
где £к и Ед—начальные значения потенциалов катода и анода;
R—омическое сопротивление цепи;
РА и Рк—поляризация анода и катода.
Те или иные значения потенциалов в коррозионной паре
связаны с определенной плотностью тока, что может быть выра-
жено графически при помощи так на-
зываемых поляризационных диаграмм
(рис. 163), получаемых в результате
измерений потенциалов и силы тока
пары при переменном сопротивлении.
Крутой ход кривых поляризации
указывает на быстрое торможение кор-
розионного процесса. Если же кривые
идут полого, то это значит, что серьез-
ных препятствий для замедления про-
цесса коррозии нет.
На диаграммах поляризации на-
глядно видно также, что именно контро-
лирует скорость процесса коррозии
в целом—катодный процесс, анодный
процесс или омическое сопротивление
(рис. 164).
Рассмотренный механизм коррозион-
ного процесса- в макрогальванопаре
позволяет уяснить причины возникновения и механизм структур-
ной электрохимической коррозии, происходящей на поверхности
одного металла вне контакта его с другим.
Технические металлы имеют далеко не однородное строение.
Они состоят из множества мелких кристаллов—кристаллитов,
которые, сталкиваясь друг с другом в процессе роста при охлаж-
дении сплава, взаимно искажают грани. Поэтому поверхность их
соприкосновения обычно характеризуется нарушением правиль-
ной кристаллической решетки. На границах между кристаллита-
ми располагаются отдельные включения примесей. Неоднород-
ность поверхности металла обусловливает возникновение различ-
311
Рис. 163. Поляризационная
диаграмма:
1—кривая анодной поляриза-
ции; 2—кривая катодной поля-
ризации.
ных потенциалов на отдельных участках при соприкосновении
с раствором электролита. Некоторая разность потенциалов имеет-
ся у различно ориентированных кристаллитов, а также у различно
Катодный
контроль
контроль контроль
Рис. 164. Поляризационные диаграммы процессов коррозии
с различным контролем.
-£
Омический
контроль
обработанных поверхностей. Значительно больше разность по-
тенциалов между отдельными структурными составляющими спла-
ва, а также между участками
Раствор НС1
Рис. 165- Микроэлементы.
поверхности, покрытыми пасси-
вирующей пленкой и оставши-
мися оголенными.
Таким образом, поверхность
всякого технического металла
можно рассматривать как мно-
гоэлектродный гальванический
элемент, т. е. поле действия
множества локальных или так
называемых микроэлементов
(рис. 165).
Так же, как и в рассмотрен-
ной ранее макропаре, процесс
коррозии будет происходить в
результате перехода ион-атомов
с анодных участков в раствор,
т. е. в результате разрушения
анодов и разряда притекающих
на катод электронов.
На поверхности железных
сплавов имеются зерна цемен-
тита, графита и а-феррита. По
сравнению с а-ферритом более
высоким потенциалом в присут-
ствии электролита обладают участки включений цементита и
графита, а-феррит, являясь анодом по отношению к катодам—-
цементиту и графиту, будет поэтому разрушаться; на поверхности
же цементита и графита происходит лишь разряд электронов.
312
Помимо первичный процессов коррозии на аноде и катоде,
рассмотренных нами, происходят и вторичные, сопровождающиеся
образованием нерастворимых в воде продуктов коррозии.
Так, например, при коррозии железа образуется ржавчина.
Ионы двухвалентного железа переходят на анодных участках
в раствор: при встрече этих ионов с ионами гидроксила, полу-
чающимися при кислородной деполяризации у катода, происходит
образование осадка гидрата закиси железа. Имеющийся в раство-
ре кислород частично окисляет гидрат закиси до гидрата окиси;
на воздухе часть этих гидратов переходит в окислы.
В случае коррозии алюминия, при переходе ионов алюминия
в раствор и встрече их с гидроксильными ионами происходит
образование нерастворимого в воде гидрата окиси алюминия,
отлагающегося на поверхности металла. Образовавшийся осадок
затрудняет доступ электролита к металлу и диффузию первичных
продуктов коррозии в раствор, что со своей стороны соответст-
венно влияет на скорость коррозионного процесса.
Скорость коррозии, помимо этого, зависит от ряда факторов
как внутренних, присущих самому металлу, так и внешних,
обусловливаемых коррозионной средой.
К числу внутренних факторов относятся состав и структура
металла, характер его поверхности, степень «усталости» метал-
ла. Обычно коррозия гладкой полированной поверхности начи-
нается позднее, чем шероховатой. Внутренние напряжения, по-
являющиеся в металле в результате деформации, в процессе
его обработки и эксплуатации ухудшают коррозионную стой-
кость.
Из внешних факторов большое значение для коррозионной
стойкости металла имеет концентрация ионов водорода во внеш-
ней среде. Цинк и алюминий неустойчивы как в кислых, так и в
щелочных растворах. Стойкость меди также снижается, хотя и
в менее сильной степени, с переходом от нейтральных к кислым
и щелочным средам. Железо и магний корродируют тем сильнее,
чем выше кислотность раствора; в щелочных средах стойкость
их повышается в связи с образованием нерастворимой защитной
пленки гидратов окислов этих металлов. Однако в растворах
щелочи при повышенных температурах и давлениях наблюдается
снова интенсивная коррозия железа. Скорость коррозии устойчи-
вых металлов—платины, золота практически не зависит от pH
внешней среды.
При наличии во внешней среде сильных окислителей часто
наблюдается замедление коррозии, обусловливаемое пассиви-
рованием металла. Такими окислителями являются кислоты—
азотная и серная (концентрацией выше 70%) и соли—хромово-
кислый калий, двухромовокислый калий, марганцовокислый ка-
лий и др.
Соли галоидоводородных кислот, наоборот, активируют про-
цессы коррозии, препятствуя образованию пассивных пленок.
313
При постепенном увеличении концентрации солей в растворе
первоначально, в связи с повышением электропроводности, ско-
рость коррозии повышается; однако дальнейшее увеличение кон-
центрации соли связано с уменьшением содержания в растворе
кислорода, вследствие чего коррозия начинает замедляться.
Движение раствора, соприкасающегося с металлом, вызывает
обычно ускорение процесса коррозии, поскольку тем самым об-
легчается доступ кислорода к катодным участкам. При дальней-
шем увеличении скорости движения коррозия может замедлиться
. в связи с образованием окисных пленок на поверхности металла,
а при последующем нарастании скорости — снова усилиться
вследствие разрушения образовавшихся пленок быстро движу-
щимися струями жидкости.
Следует особо отметить двойственную роль кислорода в кор-
розионных процессах. С одной стороны, кислород тормозит про-
цессы коррозии и может приостановить их, пассивируя металл, а
с другой—является агентом, деполяризующим катод и тем са-
мым способствующим коррозии. То или
Рис. 166. Схема гальваниче-
ской пары, образующейся
вследствие неравномерной
аэрации.
иное действие кислорода обусловлено
его концентрацией в растворе, составом
электролита и металла и т. д.
Установлено, что при неравномерном
доступе воздуха к различным участкам
одной и той же поверхности хорошо
пассивирующегося металла при так на-
зываемой неравномерной аэрации обра-
зуется гальваническая пара; катодом
является хорошо аэрируемый участок,
а анодом—участок, к которому доступ
воздуха в силу тех или иных причин
затруднен (рис. 166). Появление галь-
ванических пар объясняется в данном
случае сильным пассивированием хоро»
шо аэрируемых участков кислородом,
содержащимся в воздухе. Эти участки
в связи со значительным сдвигом их
потенциала в положительном направле-
нии становятся катодами по отношению к плохо аэрируемым
участкам.
Явление неравномерной аэрации объясняет усиленную кор-,
розию пористого литья, заклепочных швов и т. д.; при наличии
на поверхности металла лакокрасочных покрытий, имеющих
трещины или поры, неравномерная аэрация вызывает иногда
сильное распространение коррозии под пленкой в тех местах,
где металл не оголен.
Защитное действие непигментирован-
ных лакокрасочных пленок. Лакокрасочная плен-
ка надежно предохраняет металл от коррозии при условии, если
314
она непроницаема для внешней среды, не разрушается от ее воз-
действия, химически нейтральна и прочно сцеплена с поверхностью
металла.
Применяемые в настоящее время пленкообразователи еще не
обладают всем комплексом свойств, необходимых для защиты ме-
талла от коррозии. Такие пленки более или менее водо- и возду-
хопроницаемы уже с момента их образования; в процессе эксплуа-
тации проницаемость пленки еще больше увеличивается.
Проникновение влаги может протекать двояким образом,
Некоторые пленки (например, нитроцеллюлозные) при воздей-
ствии влаги, не изменяясь сильно в объеме, оказываются водо-
проницаемыми вследствие присущей им пористости; другие же
(например, масляные и некоторые смоляные)—постепенно набу-
хают при пребывании в воде или влажной атмосфере.
Очевидно, что ненабухающая пленка типа нитроцеллюлоз-
ной, изолируя большую часть активной поверхности металла,
ограничивает площадь, на которой протекает процесс коррозии;
анодный и катодный процессы могут происходить лишь на дне
пор, т. е. на непокрытых участках металла, а движение электри-
ческого тока—только в каналах пор.
Во всей массе набухающих непористых масляных пленок
возможны как диффузионные процессы, так и движение ионов.
Коррозия на поверхности металлов, защищенных такими плен-
ками, будет, следовательно, происходить вне зависимости от сте-
пени пористости пленки (пористость может даже несколько умень-
шиться). Таким образом, скорость процесса коррозии в случае
набухающих пленок зависит в значительной мере от диффузион-
ных процессов в пленке: от скорости диффузии ионов металла,
переходящих с анодных участков в раствор, и от скорости диф-
фузии деполяризаторов (водородных ионов или кислорода, рас-
творенного в воде), подходящих к катодным участкам металла.
Основное торможение диффузионных процессов происходит, оче-
видно, в пограничном слое металл—пленка, где действуют силы
адгезии, обусловливающие большую плотность мономолекул яр-
кого слоя, соприкасающегося с металлом.
Если количество воды, соприкасающейся с непигментирован-
ной масляной пленкой, ничем не ограничено, то проникновение
воды через пленку длится от нескольких минут до нескольких
часов (в зависимости от толщины пленки и степени перехода ее
в необратимое состояние). Наличие гигроскопичных частиц пыли,
всегда присутствующих в большей или меньшей степени в пленке,
высохшей на воздухе, может ускорить проникновение влаги.
Помимо коррозионных агентов, проникающих вместе с влагой
извне, при старении покрытия накапливаются кислые продукты
распада пленки, которые также могут вызывать коррозию. Такие
кислые продукты распада пленки образуются, например, тогда,
когда в качестве пленкообразующего пользуются нитроцеллюло-
зой, перхлорвиниловыми смолами и растительными маслами.
315
Так, в масляной пленке, исследованной через девять месяцев после
ее образования, оказалось около 33% растворимых в воде приме-
сей кислотного характера.
Следует иметь в виду также присутствие в высыхающей ма-
сляной пленке активного кислорода, отдаваемого образующимися
органическими перекисями, что было установлено еще в 1910 г.
работами Е. И. Орлова6. Как указывает В. С. Киселев7, ско-
рость образования перекисей является функцией количества и
расположения двойных связей в глицеридах.
Не исключена возможность образования активного кислорода
и из перекиси водорода, которая по предположению А. Н. Баха,
высказанному в 1913 г. и впоследствии подтвержденному рядом
фактов, может образовываться в процессе самоокисления наряду
с органическими перекисями.
Поскольку в непигментированной масляной пленке количество
выделяющегося активного кислорода относительно невелико, то
следует полагать, что кислород расходуется при деполяризации
катодных участков металла, а также на процессы окислительного
распада в ‘пленках. Эти процессы, ускоряющиеся под воздейст-
вием солнечного света, в частности ультрафиолетовых лучей,
приводят к увеличению хрупкости пленок.
Для увеличения защитных свойств пленки применяют несколь-
ко способов, которыми пользуются как в отдельности, так и в
сочетании друг с другом—нанесение нескольких слоев лакокра-
сочного материала, предварительная обработка пленкообразова-
телей (уплотнение масел, сплавление их со смолами), горячая
сушка и введение неорганических пигментов.
Введение пигментов в лакокрасочный материал уменьшает
водопроницаемость и улучшает механические свойства пленки.
Помимо этого, пленка окрашивается в желаемый цвет и становит-
ся укрывистой.
Различие в защитных свойствах пигментированных пленок,
обнаруживаемое в практических условиях эксплуатации, обус-
ловлено разными химическими и физическими свойствами пиг-
ментов.
В первом приближении все пигменты можно разделить на хими-
чески неактивные и химически активные. В свою очередь хими-
чески активные пигменты могут обладать: 1) основными, 2) кислы-
ми, 3) окислительными, 4) восстановительными и 5) каталитиче-
скими свойствами (некоторые химически активные пигменты об-
ладают одновременно основными, окислительными и каталитиче-
скими свойствами).
Особо следует выделить вещества, обладающие электронной
проводимостью, встречающиеся как среди неактивных, так и
среди активных пигментов (металлические порошки, графит, сажа).
Повышение механической прочности и водостойкости пленок
при введении в них химически неактивных пигментов основано
на адсорбционном взаимодействии таких пигментов с пленкооб-
316
разователем. Как известно, в области непосредственного соприкос-
новения поверхности твердого тела с жидкостью физико-химиче-
ские свойства жидкости оказываются сильно измененными. Так,
работами Б. В. Дерягина8 и др. установлено в таких случаях
присутствие на поверхности твердого тела полимолекулярных слоев
жидкости, образовавшихся в результате притягивания одного
адсорбционного слоя другим. Эти слои заметно отличаются по
своим свойствам от жидкости, находящейся вдалеке от твердых
частиц. Такое взаимодействие между частицами пигмента и окру-
жающими их слоями пленкообразователи возникает в краске еще
при ее изготовлении и увеличивается в процессе высыхания, спо-
собствуя механическому упрочнению пленки.
Вместе с тем, если даже не принимать во внимание образую-
щихся адсорбционных слоев, процесс диффузии влаги к металлу
через пигментированную пленку замедляется вследствие удлине-
ния пути, который становится более извилистым. Неоднократно
проведенные измерения показывают, что водостойкость пигмен-
тированных масляных пленок выше водостойкости непигментиро-
ванных пленок в 100 и более раз.
К числу химически неактивных пигментов относят сурик же-
лезный, мумию, охру, барит, графит и некоторые искусственные
нейтральные пигменты (например, титанат свинца и др.).
Большое влияние на защитные свойства пленки оказывают фор-
мами размеры частиц таких пигментов. С повышением степени дис-
персности частиц увеличивается поверхность соприкосновения их
с пленкообразователем, вследствие чего пленка становится более
прочной, а процессы диффузии затрудняются.
Влияние формы частиц пигмента особенно отчетливо прояв-
ляется в пленках, пигментированных графитом и алюминиевым
порошком. Чешуйчатое строение этих частиц способствует обра-
зованию своего рода панцыря, трудно проницаемого для влаги;
алюминиевый порошок, обладающий высокими отражательными
свойствами, задерживает проникновение световых лучей и тем
самым способствует долговечности пленки.
Все сказанное о влиянии размера и формы частиц на проч-
ность пленки относится и к химически активным пигментам, ко-
торые могут вступать в реакции, взаимодействуя с некоторыми
пленкообразователями (например, маслами). Такое взаимодей-
ствие происходит либо в процессе пленкообразования, либо впо-
следствии при проникновении в пленку влаги.
К числу химически активных пигментов, обладающих основ-
ными свойствами, относятся свинцовые и цинковые белила, а
также свинцовый сурик. Основные свойства этих пигментов про-
являются прежде всего в химическом взаимодействии с маслом.
Как показал П. М. Богатырев8, образующиеся в процессе пленко-
образования продукты реакции основных пигментов с маслами
являются не мылами, как это предполагалось ранее, а сложными
комплексными соединениями (см. стр. 158).
317
Во многих работах, посвященных изучению роли пигментов
в пленке, в частности в работе А. В. Памфилова и Г. Н. Кипари-
сова10, отмечается, что пигменты с основными свойствами спо-
собствуют повышению защитного действия покрытия. Соедине-
ния, образовавшиеся на поверхности раздела пигмент—связую-
щее, обладают меньшей водонабухаемостью, чем чистое масло, и
тем самым служат дополнительным препятствием диффузии элект-
ролита по сравнению с пленкой, пигментированной химически
инертным пигментом. При этом свинцовые пигменты образуют
соединения более водостойкие и в то же время более эластичные,
чем цинковые пигменты.
Благоприятное действие пигментов с основными свойствами
обусловлено не только образованием нерастворимых в воде со-
единений, но и высоким pH, который они сообщают влаге, про-
никающей сквозь пленку к металлу. Как известно, это является
предпосылкой для уменьшения растворимости защитного слоя
окиси на железе. Кроме того, в пигментированной таким образом
пленке происходит нейтрализация кислых продуктов распада, кото-
рые, как уже указывалось, стимулируют процесс коррозии металла.
Пигменты с высокой кислотностью, как правило, для лако-
красочных покрытий не применяются вследствие того, что они
могут в сильной степени стимулировать процесс коррозии метал-
ла. Примером такого рода могут служить железноокисные пиг-
менты из колчеданных огарков, если они содержат даже мини-
мальные дозы неотмытой серной кислоты.
Присутствие в покрытии пигментов, обладающих ярко выра-
женными окислительными свойствами, должно привести либо
к пассивированию поверхности металла (анодная поляризация
может быть настолько большой, что анодные участки станут
катодами и ток в микроэлементах примет обратное направление),
либо избыточный кислород, отдаваемый пигментом, будет расходо-
ваться на усиление деполяризации катодных участков и тем са-
мым стимулировать процесс коррозии. В зависимости от pH
среды и количества кислорода пигмент будет оказывать замедляю-
щее или стимулирующее влияние на процесс коррозии металла.
К числу пигментов, оказывающих пассивирующее действие, от-
носится цинковый крон, широко применяемый для грунтов по
металлам. Установлено, что соли хромовой кислоты являются
сильными замедлителями анодного процесса, так как они пас-
сивируют анодные участки. Наличие в цинковом кроне некото-
рого процента растворимых в воде солей хромовой кислоты об-
условливает сильное защитное действие пленки в том случае, когда
влага проникает сквозь покрытие к металлу.
Что касается свинцового сурика, то работы Н. Д. Томашева,
В. С. Киселева и М. М. Гольдберга11"13 показали, что кислород
перекиси свинца в начальный период проникновения водного
электролита тратится на деполяризацию катодных участков же-
леза. Однако после истощения избыточного кислорода процесс
318
контролируется (как и в случае пленок, пигментированных дру-
гими пигментами) скоростью диффузии кислорода через пленку.
Пленка же обладает повышенным сопротивлением диффузии вслед-
ствие образования в ней комплексных нерастворимых в воде со-
единений свинца.
Защитное действие цинковой пыли можно объяснить восста-
навливающими свойствами этого пигмента. Такой взгляд не
лишен оснований, так как восстановитель, окисляясь, уменьшает
количество кислорода, как проникшего в пленку извне вместе
с электролитом, так и образующегося в процессе высыхания мас-
ла; тем самым проникновение кислорода к катодным участкам,
а следовательно, и процесс ионизации кислорода на катоде будут
замедляться. Однако в условиях службы покрытия на воздухе,
как указывает Н. Д. Томашов5, гораздо эффективнее оказывает-
ся действие окислительных пигментов, тормозящих процесс раз-
рушения анодных участков металла.
Пигменты, обладающие каталитическими свойствами, оста-
ваясь в пленке химически неизмененными, могут стимулировать
или замедлять процесс коррозии в зависимости от характера реак-
ций, протеканию которых они способствуют в пленкообразователе.
Так, например, двуокись титана, обладающая фотосенсибилизи-
рующим действием, вызывает при облучении естественным или
искусственным светом сильное разрушение масляной пленки
(так называемое явление меления пленки), что облегчает доступ
электролита и кислорода к металлу, а следовательно, ускоряет
процесс коррозии с кислородной деполяризацией.
К числу пигментов, обладающих большой электронной про-
водимостью, следует отнести металлические порошки—медную
и алюминиевую бронзу, цинковую пыль, а также углерод в виде
графита и сажи. По аналогии с металлическими покрытиями мож-
но было бы предположить, что пленки, содержащие такие пиг-
менты, будут являться анодом или катодом по отношению к за-
щищаемому металлу в зависимости от потенциала, которым они
обладают. С этой точки зрения при оценке поведения пигментов
в пленке цинковая пыль должна давать анодное покрытие по же-
лезу, а сажу и графит следует отнести к пигментам, дающим плен-
ку, заведомо стимулирующую процесс коррозии железа.
В противоположность этому взгляду А. В. Памфилов и Г. Н.
Кипарисов13 считают, что при оценке поведения пигментов в
пленке следует прежде всего учитывать окружение частиц пиг-
мента пленкообразователем, препятствующим непосредственному
контакту пигмента с металлом и являющемуся хорошим диэлект-
риком. Следует иметь также в виду, что в процессе измельчения
частицы металлического порошка, в частности алюминиевой
бронзы, смачиваются 0,8—2% парафина и тому подобными веще-
ствами, а частицы сажи часто также несут на своей поверхности
адсорбированные минеральные масла. Такие оболочки, окружаю-
щие частицы пигмента, со своей стороны препятствуют контакту
319
их с металлом. Тем не менее при проникновении влаги в пленку
•образуются гальванические пары пигмент—металл. Эффектив-
ность их работы хотя и меньше во много раз, чем у гальваниче-
ских пар, образующихся при контакте двух металлов, однако
с этим явлением все же приходится считаться при выборе
пигментов для грунтовочного слоя лакокрасочного покрытия.
Дальнейшую ясность в вопрос о защитных свойствах лако-
красочных пленок внесут измерения плотности тока в гальвани-
ческой паре с защищенным катодом или анодом, снятие поляри-
зационных кривых и испытания стойкости этих пленок в раз-
личных средах.
КЛАССИФИКАЦИЯ МЕТОДОВ КОРРОЗИОННЫХ И АТМОСФЕРНЫХ ИСПЫТАНИЙ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ*
Классификация методов коррозионных и атмосферных испы-
таний металлов предложена Г. В. Акимовым1. При классификации
соответствующих методов испытания лакокрасочных покрытий мы
частично воспользовались принципом, предложенным Акимовым.
Все методы испытаний защитных свойств покрытий можно
объединить в две большие группы—методы испытаний противокор-
розионных свойств и методы испытаний атмосфероустойчи-
вости.
Первая группа включает различные методы, позволяющие
определять водостойкость и противокоррозионные свойства по-
крытий, а также частично их атмосфероустойчивость. Вторая
группа объединяет испытания, при которых разрушающими аген-
тами являются, помимо влаги, солнечный свет, температурные
колебания и т. п. При испытании защитных свойств покрытий
мы исходим из положения, что не всякое противокоррозионное
покрытие является атмосфероустойчивым, но всякое атмосферо-
устойчивое покрытие должно быть в той или иной степени про-
тивокоррозионным .
Каждую из названных групп делят на две подгруппы: 1) ла-
бораторные (ускоренные) методы и 2) методы испытания в естест-
венных условиях.
Методы испытания противокоррозионных свойств покрытий
Лабораторные методы
1. Определения пористости (сплошности).
2. Определения водонабухания и водопроницаемости.
3. Испытания погружением в раствор электролита: а) погру-
жение в неподвижный раствор; б) погружение в движущийся
раствор; в) испытание при переменном погружении.
* Этот раздел главы написан автором книги.
320
4. Испытания во влажной камере: а) испытания без распыле-
ния электролита; б) испытания с распылением электролита (ту-
мано-дождевая камера).
5. Испытания в газовой среде.
6. Определения противокоррозионных свойств: а) по объему
выделяющегося водорода; б) по объему поглощенного кислорода.
7. Электрохимические методы испытания: а) измерение элек-
тродных потенциалов; б) испытание по анодной и катодной схеме
на моделях локальных элементов; в) поляризационный метод.
Методы испытания в естественных условиях
1. Испытания в почве.
2. Испытания в морской воде и т. п.
Методы испытания атмосфероустойчивости покрытий
Ускоренные (лабораторные) методы
1. Простые (не автоматизированные) методы с применением
не более трех переменных факторов.
2. Сложные (автоматизированные) методы с применением трех
и более переменных факторов.
Атмосферные испытания (испытания в естественных условиях на климатических
станциях)
В последующих главах при описании методов испытаний
мы придерживаемся данной классификации. Нами не затронуты
здесь специальные вопросы испытания противокоррозионных
свойств покрытий в естественных условиях, так называемые по-
левые испытания, к каким следует отнести испытания покрытий
в почве, в морской воде и т. п. Не затрагивается также специаль-
ный вопрос эксплуатационных испытаний покрытий на объек-
тах (автомобили, вагоны, самолеты, морские и речные суда и
т. п.), связанный со спецификой самого объекта и условиями его
эксплуатации. Полевые и эксплуатационные испытания покры-
тий имеют важное, самостоятельное значение и разбор их выходит
за пределы настоящей книги.
21 С. В. Якубович
ГЛАВА 2
ОПРЕДЕЛЕНИЕ ПОРИСТОСТИ (СПЛОШНОСТИ) ПОКРЫТИЙ
Всякому испытанию противокоррозионных свойств покрытия
должно предшествовать определение пористости (сплошности).
Этим часто пренебрегают, а между тем наличие микропор, не види-
мых не только невооруженным глазом, но и при небольшом
увеличении, является причиной искажения результатов испы-
тания14.
Вполне понятно, что чем больше пористость лакокрасочной
пленки, тем скорее проникают к защищаемой ею поверхности раз-
личные корродирующие вещества.
Обычно при испытании противокоррозионных свойств лако-
красочные материалы наносят на металлическую поверхность
кистью, распылителем или же окунанием. Наименее пористая
пленка получается при окунании, в то время как способ нане-
сения лакокрасочного материала кистью надо считать наименее
надежным, поскольку при такой окраске трудно избежать так
называемых «голых» мест.
Вообще же «голые» места не исключены при любом способе
окраски, особенно в однослойных покрытиях. Микроскопические
исследования очень часто обнаруживают неокрашенные места
вдоль штрихов от кисти или вокруг пылинок, попавших на по-
верхность во время окраски.
Существенной причиной пористости лакокрасочного покрытия
является неравномерность испарения растворителей, что имеет
место при неправильном выборе растворителя для пленкообра-
зующего, а также при неправильном режиме сушки, особенно
искусственной.
В литературе описано большое количество методов определе-
ния пористости как свободных пленок, так и покрытий, отличаю-
щихся больше^или меньшей степенью точности. В основном все
они могут быть разделены на индикаторные методы и электромет-
рические методы.
Ниже описано несколько наиболее интересных и практически
применимых методов.
322
ОПРЕДЕЛЕНИЕ ПРИ ПОМОЩИ РАСТВОРОВ МЕДНОГО КУПОРОСА
И АЗОТНОКИСЛОЙ РТУТИ
Для определения пористости покрытия на металлической
пластинке или на каком-либо изделии (железо, цинк, алюминий,
медь, латунь) можно пользоваться методом, основанным на вы-
делении более благородных .металлов из растворов их солей на
поверхности менее благородных металлов. Для этой цели поль-
зуются различными индикаторными растворами. В случае железа
можно пользоваться 5%-ным раствором медного купороса, в
случае цинка или алюминия—раствором медного купороса, к ко-
торому добавляют 0,5% хлористого аммония; в случае меди и
латуни—5%-ным раствором азотнокислой ртути.
Окрашенные образцы помещают в соответствующий раствор;
вследствие разности потенциалов, в порах покрытия осаждаются
металлические медь или ртуть. Время нахождения образцов в
индикаторном растворе зависит от величины пор и степени по-
ристости покрытия.
Этим же методом пользуются также и для определения степе-
ни обезжиривания металлической поверхности15.
ОПРЕДЕЛЕНИЕ ПРИ ПОМОЩИ РАСТВОРОВ ЖЕЛЕЗИСТОСИНЕРОДИСТОГО
КАЛИЯ И МЕДНОГО КУПОРОСА
Раствор K4Fe(CN)6 широко применяется для определения по-
ристости не только лакокрасочных, но и других неметаллических
покрытий, как, например, фосфатного слоя на железе.
Раствор железистосинеродистого калия является анодным ин-
дикатором для железа (синее окрашивание с ионами железа).
Имеются несколько вариантов применения этого метода:
1) на окрашенную железную поверхность накладывают фильтро-
вальную бумагу, смоченную растворами железистосинеродистого
калия и хлористого натрия. В случае наличия пор, через 2—3 мин.
в порах появляется синее окрашивание (берлинская . лазурь);
2) на окрашенную пластинку накладывают фильтровальную бу-
магу, смоченную раствором железистосинеродистого калия, а
сверху—металлическую пластинку так, чтобы она плотно приле-
гала к фильтровальной бумаге. Испытуемую пластинку соединяют
с анодом, а накладную металлическую пластинку с катодом источ-
ника постоянного тока (2—4 в). Образование берлинской лазури
в порах под действием электрического тока в значительной сте-
пени ускоряется.
Вместо металлической пластинки можно пользоваться дефек-
тоскопом (см. ниже стр. 325): по поверхности фильтровальной
бумаги проводят кистью, соединенной с катодом источника тока.
Для пропитывания фильтровальной бумаги пользуются элект-
ролитом16, состоящим из раствора 36,8 г железистосинеродистого
калия, 11,7 г хлористого натрия в 200 мл воды и 5 мл 17%-ного
раствора азотнокислого натрия.
21*
323
Можно также пользоваться электролитом, состоящим из 190 мл
11,7%-ного раствора хлористого натрия и 10 мл 36,8%-ного
раствора железистосинеродистого калия.
Для определения пористости фосфатного слоя на железе можно
пользоваться свежеприготовленным раствором, содержащим 1 %
железистосинеродистого калия, 3% хлористого натрия и 96%
дестиллированной воды; к этому раствору добавляют 2 мл 3%-ного
раствора перекиси водорода.
Испытуемое покрытие погружают в раствор на 10—30 сек.
Для определения пористости фосфатного слоя с успехом мож-
но пользоваться методами для ускоренного определения кор-
розионной стойкости фосфатированных деталей, предложенными
Г. В. Акимовым и А. А. Ульяновым4. Согласно одному из методов
пипеткой наносят на поверхность детали реактив (см. ниже),
отмечают время по секундомеру и следят за изменением цвета кап-
ли. Момент изменения цвета от сине-голубого к светлозеленому,
желтому или красному отмечается по секундомеру. Время (в ми-
нутах), протекшее между моментом нанесения капли и изменением
цвета ее, служит характеристикой коррозионной стойкости фос-
фатного слоя. Чем больше этот промежуток времени, тем устойчи-
вее слой. Устойчивость нормального фосфатного слоя 5 мин.; для
определения пористости фосфатной пленки достаточно 1—2 мин.
Состав применяемого реактива: смесь 40 мл 0,4Д4 раствора
CuSO4-5H2O,20 мл 10%-ного раствора NaCl и0,3 мл 0,1А4 рас-
твора НС1.
ОПРЕДЕЛЕНИЕ АНОДНЫМ ОСАЖДЕНИЕМ ОРГАНИЧЕСКИХ КРАСИТЕЛЕЙ
Согласно этому методу пористость лакокрасочных и других
неметаллических покрытий на различных металлических изде-
лиях определяется осаждением органического красителя в порах
вследствие анодной обработки изделий (постоянный ток напря-
жением 8—24 в)18. В качестве электролитов применяют индика-
торные растворы различных органических красителей.
Для определения пористости лакокрасочных покрытий на
алюминии и его сплавах применяют раствор индикатора—3-наф-
толового оранжевого. Напряжение тока 5—10 в; время испытания
5—10 сек. В порах осаждается коричневый аморфный плотный
осадок. Для определения пористости лакокрасочных и анодных
покрытий на магнии и его сплавах применяют индикаторный
раствор кислотного фуксина. Напряжение тока 8—24 в, время
испытания 10—20 сек. В порах осаждается синий кристалличе-
ский чешуйчатый осадок. Для определения пористости анодных
покрытий на алюминии и его сплавах можно применять индика-
торный раствор натриевой соли сульфокислоты ализарина. В порах
осаждается красный аморфный осадок.
Испытание сводится к следующему. Испытуемое окрашен-
ное изделие (пластинка) подвешивают в качестве анода в ванну
с соответствующим индикаторным раствором; катодом служит
324
алюминиевая пластинка. Затем включается источник тока напря-
жением 8—24 в; когда установится ток постоянной силы, о чем
судят по включенному в цепь миллиамперметру, испытуемый
образец вынимают из раствора и ополаскивают водой. В местах,
где имеются поры, образуется объемистый окрашенный осадок.
Если окрашенные пластинки нельзя поместить в раствор, то
поступают, например, следующим образом. Отрезки стеклянной
трубки диаметром около 50 мм, отшлифованные с одной стороны,
накладывают на окрашенные железные пластинки. Трубки при-
клеивают к испытуемой поверхности при помощи парафина или
пластилина. Затем пластинку соединяют с анодом источника тока,
а в стеклянные трубки помещают в качестве катода алюминие-
вую пластинку и вливают индикаторный раствор. Пористость
определяют по силе тока, а также по осаждению красителя в
местах, где имеются поры.
ОПРЕДЕЛЕНИЕ ДЕФЕКТОСКОПОМ
Еще в 1931 г. для определения пористости покрытий на ме-
талле нами был предложен простой прибор, состоящий из мил-
лиамперметра, источника электрического тока и стеклянной
трубки, на утолщенном конце которой вставлена морская
губка.
Губка соединена с отрицательным полюсом источника тока,
а испытуемый металлический предмет через миллиамперметр
соединен с положительным полюсом. Губкой, смоченной сла-
бым раствором электролита, проводят по поверхности пленки
и по показаниям миллиамперметра определяют наличие пори-
стости.
На этом же принципе С. В. Якубович и И. В. Соловьев19-20
сконструировали портативный прибор—дефектоскоп и предложили
простой электрометрический метод определения сплошности по-
крытий и обнаружения микроскопических «голых» точек на ме-
таллической поверхности, покрытой лакокрасочной или другой
неметаллической пленкой. Согласно этому методу к испытуемой
металлической поверхности, на которую нанесена Лакокрасочная
или другая неметаллическая пленка, присоединяют один конец
от источника тока низкого напряжения (4—6 в) через гальвано-
метр; другой конец от источника тока соединяют непосредствен-
но с кистью из мягкого волоса. Перед испытанием кисть смачи-
вают слабым раствором электролита (например, 0,1%-ным рас-
твором хлористого натрия).
Проводя кистью равномерно по всей поверхности, опреде-
ляют наличие неокрашенных мест или микроскопических «голых»
точек по отклонению стрелки гальванометра. При этом можно
определить и примерное количество таких точек на поверхности.
Для этого нужно проверить чувствительность показаний галь-
ванометра в зависимости от размера точки. Если волоски кисти
325
находятся поблизости к металлу, то по мере приближения кисти
к обнаженному металлу показания гальванометра растут.
Схема и общий вид дефектоскопа представлены на рис. 167.
Н. Р. Гончаров21 применил этот дефектоскоп при определении
сплошности лаковых покрытий, предназначенных для исследо-
вания напряжений в деталях машин, и рекомендует этот прибор
для широкого применения при исследовании распределения на-
пряжений в металлических деталях методом лаковых покрытий.
Рис. 167. Дефектоскоп Якубовича и Соловьева
(схема и общий вид):
1 — батарея; 2 — гальванометр; 3 — кисть; 4 — струбцинка.
Для определения пористости покрытий большой толщины пред-
ложен (НИИХИММАШ) высокочастотный детектор. Искателем пор
в этом приборе служит электрод (например, металлическая щетка),
вокруг которого создается поле высокого напряжения высокой
частоты. Появление искры на поверхности металла указывает на
дефекты покрытия.
326
ОПРЕДЕЛЕНИЕ ПОРИСТОСТИ ОКРАШЕННЫХ ИЛИ ЛАКИРОВАННЫХ
СОСУДОВ ЭЛЕКТРОМЕТРИЧЕСКИМ МЕТОДОМ
Для контроля качества внутреннего лакокрасочного покрытия
(стальные бидоны, бензиновые баки и др.) испытуемый сосуд
заполняют сначала водой комнатной температуры (15—20°), че-
рез 1/2 часа воду заменяют 1%-ным раствором хлористого натрия.
Затем через V2 часа опускают в сосуд направляющую металли-
ческую полую трубку, в которую вставляют стержень из пласт-
массы с электродом из платины или из листовой желтой меди,
покрытой платиной. Верхний ко-
нец трубки соединен посредством
скобы с наружной поверхностью
сосуда. Электрод соединяют с по-
ложительным полюсом гальвано-
метра, а скобу—с отрицательным.
Показания гальванометра слу-
жат критерием степени пористо-
сти покрытия.
При показаниях гальванометра
от 0 до 6,0 х IO-6 а покрытие счи-
тается вполне хорошим; удовле-
творительным покрытие считает-
ся при показаниях гальванометра
до 1,8-10—5 а; при показаниях
от 1,86 до 6,0-10—5 а покрытие
считается пористым и требующим
исправления. При показаниях свы-
ше 6,1-10—5 а необходимо новое
покрытие.
Схема прибора для испытания
пористости показана на рис. 168.
Сплошность определяют также
и следующим образом. В окра-
шенный сосуд опускают почти
до дна металлический стержень,
на конец которого надевают рези-
новую пробку. Стержень соеди-
няют с положительным полюсом
Рис. 168. Прибор для испытания
пористости лакокрасочного по-
крытия:
1—гальванометр; 2—прерыватель то-
ка; 3—1%-ный раствор поваренной
соли; 4—полый стержень с электро-
дами; 5—скоба с винтом; 6—испытуе-
мый сосуд.
источника тока (4—6 в), отрицательный же полюс соединен через
миллиамперметр с металлической иглой, которую прикладывают
к наружной поверхности сосуда. Внутрь сосуда на 3/i наливают
соответствующий раствор электролита (хлористый натрий, серно-
кислый натрий и т. п.). Показания миллиамперметра служат
критерием сплошности покрытия.
ГЛАВА 3
ОПРЕДЕЛЕНИЕ ВОДОСТОЙКОСТИ, ВОДОНАБУХАНИЯ И
ВОДОПРОНИЦАЕМОСТИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
(ПЛЕНОК)
Для выявления противокоррозионных свойств лакокрасочных
покрытий часто пользуются определением так называемой водо-
стойкости, набухания и водо-(паро)проницаемости.
Под водостойкостью следует понимать суммарное значение
набухания и водопроницаемости, поскольку эти две величины в
конечном счете определяют свойство лакокрасочных покрытий
защищать покрываемый ими предмет от коррозии. При этом надо,
конечно, учитывать возможную растворимость пленок в воде.
Поэтому для правильного суждения о водостойкости лакокра-
сочных покрытий необходимо определить как водонабухание, так
и водопроницаемость.
Многие лакокрасочные покрытия, представляющие собой эла-
стичные пленки, образованные высокомолекулярными вещест-
вами, обладают свойством набухать под действием воды, а также
влаги воздуха. Набухание сопровождается увеличением объема
и отличается этим от водопроницаемости, не сопровождающейся
увеличением объема.
Естественно, что эти два процесса могут следовать один за
другим, т. е. пленки сначала набухают, а затем пропускают влагу.
Явления набухания имеют большое практическое значение,
поскольку лакокрасочные покрытия в процессе эксплуатации со-
прикасаются с влажным воздухом или находятся под непосред-
ственным воздействием воды или раствора различных электро-
литов (например, морская вода); в зависимости от скорости и сте-
пени набухания могут изменяться прочность и другие механиче-
ские свойства.
Набухание лакокрасочных пленок может происходить в спе-
циальных случаях и в результате воздействия различных органи-
ческих жидкостей, как, например, в случае бензомаслостойких и
подобных им покрытий.
Таким образом, в зависимости от подбора пленкообразующего
можно получать покрытия, набухающие в одних и не набухаю-
щие в других жидкостях.
328
Набухание может быть вызвано не только самим пленкообра-
зующим, но и различными добавками к нему (например, различ-
ные пластификаторы в лаках на полимеризационных смолах и
эфирах целлюлозы). Чем более гидрофильными будут эти добав-
ки, тем больше будет водонабухание и в конечном счете водопро-
ницаемость пленки.
Увеличение количества, например, гидроксильных и других
полярных групп в молекуле пленкообразующего, а также при-
меси различных низкомолекулярных водорастворимых веществ
способствуют увеличению водонабухания, а также в некоторой
степени и водопроницаемости покрытий.
На набухание лакокрасочных покрытий будут влиять также и
примеси, находящиеся в жидкости, в которой происходит набу-
хание. Поэтому сравнительные испытания набухаемости необхо-
димо проводить всегда в одинаковых условиях (состав электро-
литов, его концентрация в водном растворе и т. п.).
Для определения величины водонабухания, т. е. количества
воды, поглощенной 1 г набухающего вещества, можно пользо-
ваться весовыми или объемными методами и определять набуха-
ние во времени по увеличению веса или объема пленки.
Согласно другому способу определяют теплоту набухания, т. е.
количество тепла (в калориях), выделяющегося при поглощении
одним граммом сухого вещества определенного количества жид-
кости в граммах (интегральная теплота набухания).
Эти методы не нашли еще применения при испытании лакокра-
сочных покрытий; в практике обычно пользуются весовым методом,
т. е. определяют увеличение веса пленки в процентах по отноше-
нию к ее первоначальному весу. Однако этот метод не всегда при-
водит к удовлетворительным результатам и не отражает действи-
тельного набухания пленки. При исследовании лакокрасочных
пленок следует шире пользоваться более точными физико-
химическими методами, применяемыми, например, при исследо-
вании набухания гелей. Эти методы достаточно полно описаны
в соответствующих руководствах22- 23.
Водо- и паропроницаемость является существенной характе-
ристикой для суждения о противокоррозионных свойствах лако-
красочных пленок.
Водопроницаемость (диффузия воды) зависит от структуры
пленки и от ее состава, т. е. от содержания в ней различных по-
лярных и неполярных групп, а также от условий нанесения, суш-
ки и предварительной обработки защищаемой поверхности.
Некоторые пленки, например масляные, при длительном воздей-
ствии воды начинают постепенно набухать и белеть. При этом
пленка адсорбирует влагу, но до определенного момента не про-
пускает ее к металлу и тем временно препятствует процессу кор-
розии. Некоторые пленки не изменяют своего внешнего вида,
но в то же время являются полупроницаемыми. Вода, диффун-
дируя через такие пленки, вызывает активный процесс коррозии,
329
начало которого можно даже не заметить, так как он протекает
под пленкой (см. также гл. 13).
Чаще всего процесс коррозии начинается в «слабых» точках,
каковыми в лакокрасочном покрытии являются трещины или
случайные механические примеси, как, например, пыль, попав-
шая при окраске и высыхании покрытий. Такие слабые точки на-
рушают однородность пленки.
Скорость диффузии только в отдельных случаях подчиняется
закону диффузии Фика (например, в случае чистых эфироцеллю-
лозных пленок), однако водопроницаемость различных масляных
и масляно-смоляных пленок не может точно быть выражена в со-
ответствии с этим законом, так как, помимо диффузии воды через
пленки, может иметь место также и набухание.
Несмотря на то, что определение водонабухания и водопрони-
цаемости пленок имеет большое практическое значение, мы еще
не располагаем достаточно точными данными о влиянии набуха-
ния и проницаемости на противокоррозионные свойства пленок,
а также о связи между набуханием и проницаемостью. Многие
исследователи считают, что пленки, которые сильно набухают,
одновременно легко проницаемы; следовательно, противокорро-
зионные свойства таких пленок низки. Такое положение является
неверным, так как мы знаем много случаев, когда ненабухающие
практически пленки пропускают воду (пленки эфиров целлюлозы,
некоторых полимеризационных смол), и, наоборот, сильно набу-
хающие пленки могут медленно пропускать воду к поверхности,
на которую они нанесены (многие масляные, масляно-смоляные
пигментированные пленки). Если сравниваются два покрытия
с примерно одинаковой водопроницаемостью, то здесь, конечно,
решающее значение имеет их водонабухание. Чем меньше набу-
хание, тем лучшими защитными свойствами будет обладать по-
крытие.
Работами С. В. Якубовича и Р. И. Полляк24 (НИИЛК), а
впоследствии С. В. Якубовича и А. М. Грозовской (ГИПИ-4)
установлено отсутствие прямой зависимости между набуханием
и противокоррозионными свойствами пленок.
Высокая набухаемость не есть еще доказательство плохих
свойств пленки. Так, например, в ряду масляных красок (мумия,
цинковые белила, крона желтый и оранжевый) у пленки, пигмен-
тированной мумией, набухание было наименьшим, в то вре-
мя как противокоррозионные свойства ее оказались наи-
худшими.
На основании определения водонабухания нельзя сделать
заключение о противокоррозионных свойствах покрытия; водо-
набухание является лишь одним из показателей водостойкости
пленки.
Указанными выше работами было установлено, что прямая
зависимость между водопроницаемостью и противокоррозионными
свойствами наблюдается только в случае непигментированных
330
пленок; в случае пигментированных пленок (краски, эмали)
такая зависимость не была обнаружена.
При испытании пигментированных пленок необходимо опре-
делять водопроницаемость и набухание.
ОПРЕДЕЛЕНИЯ ВОДОНАБУХАНИЯ И ВОДОСТОЙКОСТИ ПЛЕНОК
Определение набухания лакокрасочных покрытий производят
либо на подложке (металл, дерево), либо на чистых пленках. В
последнем случае применяют свободные пленки (стр. 201).
Как показали опыты24, очень удобным и хорошим методом
является определение набухания пленок, полученных на па-
пиросной бумаге; для этих же целей предложен также целло-
фан25.
Определение водонабухания пленок стандартным методом
(ОСТ 10086—39 М. И. 32)
Согласно этому методу водонабухание пленок определяют сле-
дующим образом. Предварительно взвешенные на аналитических
весах жестяные пластинки (из черной или декапированной жести)
размером 90x120 мм окрашивают испытуемым лакокрасочные
материалом в два слоя, с междуслойной сушкой согласно техни-
ческим условиям. После высыхания пластинку с покрытием взве-
шивают и затем края ее парафинируют. Для этого на несколь-
ко секунд погружают в расплавленный парафин на расстоянии
5 мм от края поочередно все четыре стороны пластинки. После
застывания парафина (через 3—5 мин.) пластинки вновь взве-
шивают и погружают затем вертикально на всю поверхность
в ванну с дестиллированной водой при 20° (±2°). Через опреде-
ленные промежутки времени, указанные в технических условиях,
пластинку вынимают, осторожно высушивают между листами
фильтровальной бумаги и тотчас же взвешивают.
Расчет водонабухания ведут по формуле
— (rf~с) 100
Ь — а
где х—увеличение веса лакокрасочной пленки (количество по-
глощенной влаги) в процентах к первоначальному весу
пленки;
d—вес парафинированной пластинки после испытания в г;
с—вес парафинированной пластинки в г;
b—вес пластинки с покрытием в г;
а—вес чистой пластинки в г.
Допустимое расхождение между двумя определениями—не
более 5%; первоначальный вес лакокрасочной пленки прини-
мается за 100%.
331
Обычно максимальный рост набухания у большинства лако-
красочных пленок проявляется в первые сутки.
Параллельно со взвешиванием пластинки отмечают и измене-
ния внешнего вида пленки: поматовение, побеление, вспузырива-
ние, отслаивание и т. д. Полученные данные характеризуют во-
достойкость пленки. Можно также пластинки погружать в воду
не полностью, а на 2/3 или 3/4 и производить осмотр не сразу,
а через некоторое время, когда пленка возвратится в первоначаль-
ное состояние. У многих лакокрасочных материалов побеление
пленки, наблюдающееся в результате адсорбции воды и взаимо-
действия воды с гидрофильными составными частями пленкообра-
зующего, после высыхания на воздухе может исчезнуть пол-
ностью. Необходимо отмечать время, когда это побеление исче-
зает.
Рекомендуется испытание проводить параллельно не менее чем
на двух-трех пластинках.
Определение водостойкости пленок стандартным методом
(ОСТ 10086—39 М. И. 31)
Определение водостойкости пленок (качественное) произво-
дят на двух жестяных пластинках размером 50Х 100мм. Пластин-
ки окрашивают и после высыхания, согласно техническим усло-
виям, подвешивают вертикально на 2/3 высоты в стеклянную ван-
ночку с дестиллированной водой (температура 20°). Осмотр, состоя-
ния пленки (после испытания) производят через 2 часа после
удаления пластинок из воды и высушивания на воздухе; отме-
чают поматовение, побеление и начало разрушения пленки (обра-
зование сыпи, пузырей, морщин, отслаивание и т. п.).
«
Определение набухания покрытий на дереве
Для определения набухаемости пленок на дереве применяют
воздушно-сухие сосновые пластинки размером 70x150x10 мм;
края и углы пластинок необходимо закруглить. Пластинки по-
крывают со всех сторон испытуемым материалом в два-три слоя;
через 120 час. после высыхания последнего слоя взвешивают и
помещают в воду-(18—20°). Края пластинок должны быть пред-
варительно покрыты менделеевской замазкой или смесью воска
с канифолью. Через определенные промежутки времени плас-
тинки вынимают из воды, просушивают фильтровальной бума-
гой и взвешивают.
Определение водонабухания свободных пленок
Пленки получают окунанием в испытуемый материал папи-
росной бумаги (размером 100x50 мм) марки «Филигран» (ОСТ
№ 5164). Первый слой наносят в одном направлении, а второй—
332
в противоположном; таким образом получают пленки равномер-
ной толщины. По высыхании края со всех сторон обрезают нож-
ницами с тем, чтобы оставить пленку размером 75x40 мм. Таким
образом готовят пять-шесть пленок.
Рис. 169. Кривые набухания свободных пигментированных пленок:
1—льняное масло с цинковыми белилами; 2—льняная олифа с дву-
окисью титана и тяжелым шпатом; 3—льняная олифа с тяжелым шпатом;
4—касторовая олифа с двуокисью 1 титана и цинковыми белилами;
6—касторовая олифа с цинковыми белилами; 7—масляный лак—смола-
масло (1:1) с цинковыми белилами; в—масляный лак—смола-масло (1:2.)
с цинковыми белилами; 9—глифталевый лак с двуокисью титана и цин-
ковыми белилами; ю—нитролак с двуокисью титана цинковыми
белилами.
Пленку надевают на небольшой стеклянный крючок и под-
вешивают на стеклянную стойку. Пленки вместе со стеклянной
стойкой переносят перед первоначальным взвешиванием в экси-
катор с хлористым кальцием. Спустя 1/2 часа пленки поочередно
взвешивают вместе с крючками и тотчас же переносят в экси-
катор, в котором поддерживается необходимая влажность, Че-
333
рез определенные промежутки времени (каждые сутки) пленки
вынимают из влажной камеры (эксикатор), быстро подсушивают
фильтровальной бумагой и взвешивают. Пленки вместе со стеклян-
ным крючком переносят при помощи щипцов.
Среднее набухание пленки определяют по формуле
К = мг/см9 в сутки
где К—среднее набухание пленки;
А—средний суточный привес;
s—площадь испытуемой пленки;
а—толщина пленки в см.
Кинетику набухания выражают кривой привес—время. На
рис. 169 представлена диаграмма набухаемости свободных пле-
нок различных материалов.
ОПРЕДЕЛЕНИЕ ВОДО- И ПАРОПРОНИЦАЕМОСТИ ПОКРЫТИЙ (ПЛЕНОК)
Определение водопроницаемости покрытий при помощи
индикаторов
Этот метод основан на определении времени, когда находя-
щийся под пленкой индикатор изменится от проникшей через
пленку влаги.
В качестве индикаторов можно применять легко растворимые
в воде анилиновые красители или раствор каучукового латекса26.
Согласно ОСТ 10086—39 М. И. 30 водопроницаемость лакокрасоч-
ных пленок качественно определяется при помощи латекса
следующим образом.
Стеклянные пластинки размером 50 х 100 мм, хорошо обез-
жиренные, покрывают водным раствором латекса с таким расче-
том, чтобы получился очень тонкий слой водочувствительной
эмульсии.
Для приготовления раствора латекса в чашке со 100 мл горя-
чей воды при подогревании на водяной бане и помешивании
растворяют частями 8 г желатины. После растворения желатины,
не прекращая помешивания, в чашку вливают по каплям 15 ча-
стей латекса (уд. вес 1,0). Раствор кипятят при помешивании
8—10 мин. и затем быстро фильтруют через вату. Профильтро-
ванный теплый раствор разливают тонким слоем на стеклянные
пластинки по 5 мл на каждую.
На подготовленные таким образом пластинки наносят испы-
туемый лакокрасочный материал в два слоя; по высыхании вто-
рого слоя края парафинируют, а затем погружают пластинки
в ванну прибора (рис. 170). В ванну через определенный, за-
ранее установленный промежуток времени, сифоном 2 вливают
точно рассчитанное количество воды. Размеры сифона и ванны
334
подбирают с таким расчетом, чтобы каждая новая порция воды
изменяла уровень в ванне на 8—10 мм. Скорость заполнения си-
фона регулируют краном 3. Через 24 часа после начала определе-
ния пластинки осматривают и
определяют, в какой зоне по-
явились первые признаки по-
беления латекса. Определив эту
зону, подсчитывают, сколько
времени она находилась в во-
де, т. е. сколько времени по-
надобилось для проникновения
воды через пленку.
Е. В. Антошин27 предложил
специальный прибор для опреде-
ления водопроницаемости пде-
нок; этот прибор впоследствии
был усовершенствован С. Н. Се-
ребрянниковым26.
В приборе НИИЛК (рис. 171)
момент проникновения воды че-
рез пленку (замыкание тока)
автоматически отмечается на
шелковой или бумажной накрах-
маленной ленте в виде синих
черточек (свободный иод, вы-
деляющийся в результате раз-
ложения раствора йодистого
временно испытывать
калия).
несколько пленок.
Рис. 170. Прибор для определения
водопроницаемости покрытий:
1—ванна: 2—сифон; 3—кран; 4—сосуд
с водой.
На приборе можно одно-
Рис. 171. Прибор НИИЛК для определения водопроницаемости
пленок:
1—подставка прибора; 2—стойки; 3—стеклянная доска; 4—часовой ме-
ханизм; 5—барабан; 6—электромагнит с реле; 7—катушка; 8—ролики;
9—шелковая лента; 10—ванна; 11—мельхиоровый контакт; 12—рамка для
контакта; 13—контактные гнезда; 14—медные пластинки; 15—стеклянный
цилиндр; 16—эбонитовая крышка; 17—клемма; 18—аккумулятор.
335
Определение водо- и паропроницаемости покрытий (пленок)
при помощи водопоглощающих веществ
Широкое распространение получили методы определения водо-
и паропроницаемости пленок, основанные на поглощении водо-
отнимающими веществами паров воды, диффундирующих через
пленку.
Определение паропроницаемости лакокрасочных пленок
по методу НИИЛК27» 28
Этот метод дает возможность определять количество влаги,
проникающей в виде паров через пленку вследствие некоторой
разности давления по обеим сторонам пленки.
Метод стандартизован (ОСТ 10086—39 М. И. 36).
Рис. 172. Прибор для определения паро-
проницаемости лакокрасочных пленок:
1—чашка; 2—стакан; 3—крышка; 4—пробка.
Прибор для определения паропроницаемости лакокрасочных
пленок (рис. 172) состоит из: верхней части—чашки 1, нижней
части—стакана 2 и крышки 3. Верхняя часть прибора—чашка
предназначается для прикрепления испытуемой пленки. Верх
чашки заканчивается бортами шириной 10 мм, отогнутыми
под прямым углом. Низ чашки, несколько суженный, имеет ши-
336
рокий плотный шлиф, подогнанный к стакану 2. В чашке сбоку
имеется небольшое отверстие, закрываемое стеклянной пришлифо-
ванной пробкой 4. Это отверстие служит для уравнения давления
в приборе в момент его сборки или разборки. Стакан 2, служащий
для помещения водопоглощающего вещества, снабжен пришли-
фованной крышкой 3. Этой крыш-
кой закрывают стакан во время
взвешивания водопоглощающего
вещества.
Перед испытанием стакан с не-
которым количеством пятиокиси
фосфора или прокаленного хлори-
стого кальция закрывают крышкой
и взвешивают на аналитических
весах. Свободную пленку (см.
стр. 201) толщиной 40—50 р. при-
крепляют к широким бортам чашки
менделеевской замазкой или вос-
ком. Затем со стакана снимают
крышку и покрывают его чашкой Рис. 173. Прибор для определе-
С наклеенной пленкой (рис. 173). ния паропроницаемости пленок.
После этого прибор помещают
в эксикатор с насыщенным раствором сернокислого натрия;
в эксикаторе таким образом поддерживается постоянная влаж-
ность, равная 95%.
Когда прибор находится в эксикаторе, водяные пары мо-
гут проникать внутрь стакана исключительно сквозь поры
пленки.
Один раз в сутки стакан взвешивают и по изменению веса водо-
отнимающего вещества определяют количество влаги, прошедшей
через пленку.
Испытание продолжают в течение 5—10 дней, после чего вы-
числяют среднее количество влаги, прошедшей сквозь пленку
в течение суток, и выражают его в мг/см2, в сутки (ср. стр. 339).
Эта величина характеризует паропроницаемость испытуемого
покрытия. Следует иметь в виду, что паропроницаемость
пленок обратно пропорциональна их толщине. Для сравнитель-
ных испытаний необходимо применять пленки всегда одинаковой
толщины.
При определении влаго-(паро)-проницаемости пленки во вре-
мени полученные данные наносят на систему координат. Влаго-
проницаемость является функцией времени и выражается пря-
мой линией. Количество паров, прошедших через пленку, прямо
пропорционально времени и степени влажности окружающей
среды.
На рис. 174 представлена диаграмма, характеризующая за-
висимость влагопроницаемости пленки от влажности окружаю-
щей среды.
22 С. В. Якубович
337
Угол наклона кривой характеризует влагопроницаемость плен-
ки при определенной степени влажности.
На диаграмме, приведенной на рис. 175, представлена влаго-
проницаемость некоторых
лакокрасочных материалов.
Как оказалось24, для получения
точных результатов надо соблюдать
ряд условий. Так, например, во всех
опытах водоотнимающее средство
должно находиться на одинаковом
1200
П00
. 1000
900
800
J 700
600
% 500
400
300
200
100
Z4 46 72 96 120 144 168 192
Время, часы
Рис-. 174. Влияние степени вла-
жности окружающей среды на
изменение паропроницаемости
пленки.
Рис. 175. Паропронипаемость различных,
лакокрасочных пленок.
расстоянии от пленки (около 6,5 см); перед взвешиванием плот-
но закрытые стаканы необходимо держать в течение получаса в;
эксикаторе над хлористым кальцием, точно соблюдать толщину
пленки и определенную влажность воздуха во время опыта.
Хорошие результаты получают при изготовлении пленок на
папиросной бумаге, практически не влияющей на величину водо-
или паропроницаемости.
Определение паро- и водопроницаемости пленок
Этот метод отличается от предыдущего более простым оформ-
лением и возможностью определять как паро-, так и водопрони-
цаемость.
В качестве прибора применяют стеклянные стаканы (диа-
метр 40 мм, высота 60 мм) с отогнутыми под прямым углом пло-
скозашлифованными бортами шириной 5 мм. Пленку готовят
на папиросной бумаге; для испытания пленку вырезают по шаб-
лону в виде кружков.
В каждый стакан пипеткой наливают по 25 мл дестиллирован-
ной воды. Стакан накрывают кружком свободной пленки или
338
пленки, нанесенной на папиросную бумагу. Пленку прикрепляют
к борту стакана расплавленной менделеевской замазкой или смесью
битума с канифолью (1 : 1) в виде сплошной герметизирующей
полоски, тщательно приглаженной при помощи нагретой стеклян-
ной палочки.
Для определения паропроницаемости пленки взвешенные ста-
каны помещают в эксикатор с хлористым кальцием или другим
водоотнимающим веществом.
По прошествии 1, 2, 3, 4, 5, 7 и 10 суток стаканы взвешивают
на аналитических весах и отмечают потерю в весе.
Для определения водопроницаемости подготовленные тем же
способом и взвешенные стаканы переворачивают вверх дном и
ставят на металлическую сетку для того, чтобы обеспечить сво-
бодный доступ воздуха, и определяют потерю в весе по-предыду-
щему. После каждого взвешивания стаканы опять ставят в пере-
вернутом положении на сетку. Убыль в весе стакана
во времени указывает, сколько воды прошло через
пленку в виде пара или жидкости.
Паро- и водопроницаемость выражают количе-
ством воды в миллиграммах, прошедшей в сутки
сквозь поверхность пленки площадью 1 см2. Для
определения кинетики проницаемости строят кривую
потери в весе.
Паро-водопроницаемость можно также вычислять
по формуле
Рис. 176.
Стеклянная
банка для
определения
паро- и водо-
проницаемо-
сти пленок.
где D—паро-водопроницаемость пленки в г!см час,
а—средняя убыль веса воды в г;
b—толщина свободной пленки или пленки,
нанесенной на подложку (папиросную бу-
магу), в СМ',
d—диаметр пленки в см;
t—время в часах.
Для определения паро- и водопроницаемости применяют и
другие приборы, как, например, металлические стаканы с крыш-
кой, закрепляющей пленку при помощи винтов.
Пользуются также стеклянными банками с завинчивающейся
крышкой. Крышка имеет круглое отверстие, на которое между
двумя резиновыми кольцами помещают испытуемую пленку
(рис. 176). В банку наливают дестиллированную воду, затем
закрывают ее крышкой, взвешивают и ставят вверх дном в экси-
катор с водоотнимающим веществом.
Водопроницаемость пленки определяют по убыли в весе18.
Недостаток описанных выше приборов-стаканов и банок за-
ключается в том, что в процессе испытания в случае пленок с боль-
22*
339
шой проницаемостью внутри сосуда создается некоторое разре-
жение, которое вызывает деформацию пленки. А. Я. Королев”
предложил прибор для измерения водопроницаемости пленок,
в котором указанный недостаток устраняется.
Прибор (рис. 177) представляет собой латунный (хромиро-
ванный) сосуд 1 цилиндрической формы с припаянным к нему
фланцем 2; сосуд имеет шесть отверстий с резьбой. Другой ла-
тунный фланец 3 прикреплен к первому
шестью болтами диаметром 4 мм.
Отверстия для болтов расположены
на периферии обоих фланцев, а сопри-
касающиеся поверхности 4 находятся
ближе к центру. Поверхности 4 плотно
Рис. 177. Прибор Королева
для определения водопрони-
цаемости пленок:
1— л атунный хромированный со-
суд; 2 — фланец; 3 — съемный
фланец; 4 — соприкасающиеся
поверхности фланцев; 5—патру-
бок; о’—стеклянная. трубка; 7—
капля вазелинового масла.
Рис. 178. Приборы Королева для определения
водопроницаемости пленок в эксикаторе.
прилегают друг к другу, обеспечиваяjтем самым герметичность
поверхности фланца с пленкой.
После закрепления пленки между фланцами в прибор через
патрубок 5 вводят 10 мл дестиллированной воды и вставляют
стеклянную трубку 6 на шлифе с каплей 7 вазелинового масла,
которое препятствует образованию разности давлений по обеим
сторонам пленки.
Если в процессе испытания образуется вакуум, вазелиновое
масло поднимется по капилляру до левого расширения трубки,
а внутрь ячейки проскочит пузырек воздуха, выравнивающий
давление.
340
Испытуемая пленка должна иметь форму диска диаметром
45 мм', площадь пленки, через которую происходит диффузия
воды, равна 10,17 с-и2.
Прибор устанавливают в эксикатор с водоотнимающим веще-
ством, помещают эксикатор в термостат и через определенные
промежутки времени взвешивают на аналитических весах. Водо-
проницаемость пленок определяют по убыли в весе.
Прибор удобен в работе, однако недостатком является слиш-
ком большой вес его (146 г) по сравнению с весом воды (10 г),
что при взвешивании на аналитических весах оказывается источ-
ником ошибок. Прибор необходимо изготавливать из легких
сплавов или из пластмассы.
На рис. 178 показан общий вид приборов Королева во время
испытания.
fe;'.
- ГЛАВА 4
• ОПРЕДЕЛЕНИЕ ПРОТИВОКОРРОЗИОННЫХ СВОЙСТВ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Защита металла лакокрасочным покрытием является самым
распространенным способом борьбы с коррозией. Лакокрасочные
покрытия служат также основным защитным средством и других
материалов, например дерева.
Поскольку защищаемые от коррозии объекты во время эксплуа-
тации подвергаются действию самых разнообразных корродирую-
щих агентов, то, зная условия, в которых должны находиться эти
объекты, можно подобрать такое покрытие, которое в этих усло-
виях окажется достаточно стойким.
Целью коррозионных испытаний является установление за-
щитных свойств лакокрасочных покрытий от воздействия тех
или иных корродирующих агентов, встречающихся в эксплуата-
ционных условиях (вода, газовая атмосфера и др.). При таких
испытаниях иногда стремятся усилить факторы, вызывающие
коррозию в условиях службы изделия, однако такие методы, ко-
торые’ резко изменяют коррозионный процесс, нельзя считать
правильными. Так, Г. В. Акимов1 указывает, что применение
слишком ускоренных методов коррозионных испытаний «часто
объясняется совершенно неправильным представлением, что кор-
розионная стойкость—это только свойство самого материала и
что среда изменяет масштаб коррозионной стойкости в одинако-
вой степени для всех материалов». Поэтому ускоренные испытания
допустимы лишь при условии, «чтобы не изменить характер про-
цесса коррозии данного материала в данной среде».
Эти указания в равной степени относятся и к испытаниям ла-
кокрасочных покрытий, так как усиление действия корроди-
рующих агентов в случае различных типов покрытий может дать
различный эффект; это в свою очередь может привести к непра-
вильным суждениям об противокоррозионных свойствах этих
покрытий в эксплуатационных условиях.
По Г. В. Акимову важнейшими факторами, влияющими на
скорость и распределение коррозии металла, являются: концент-
рация водородных ионов, концентрация окислителей и кислоро-
342
да в растворе, природа, концентрация и проводимость электроли-
та, скорость движения коррозионной жидкой среды, темпера-
тура среды, относительная влажность (при атмосферной кор-
розии).
При испытании лакокрасочных покрытий на металле назван-
ные факторы также оказывают определенное влияние и на про-
тивокоррозионную стойкость покрытия; Для получения сравни-
мых результатов все испытания покрытий надо проводить в оди-
наковых условиях на пластинках или стержнях стандартного
размера, изготовленных из одного и того же металла, поверх-
ность которого подготовлена одинаковым способом. Кроме того,
при испытании покрытий в растворе электролита, например в
растворе хлористого натрия, необходимо соблюдать ряд условий,
без которых нельзя обеспечить надежность полученных резуль-
татов.
К таким условиям следует отнести: 1) тщательную защиту
краев и углов пластинки; 2) отсутствие оголенных мест на испы-
туемой поверхности; 3) определенную толщину покрытия; 4) от-
сутствие контакта между испытуемыми окрашенными пластин-
ками и каким-либо другим металлом. Кроме того, обе стороны
пластинки должны быть покрыты одной и той же (а не разнотип-
ной) краской, а на пластинку следует наносить лишь одну краску.
Большое значение имеет выбор способа выражения коррозии.
При коррозионных испытаниях металла пользуются рядом ме-
тодов (визуальный, весовой, микроскопический и др.). При
испытании же противокоррозионных свойств лакокрасочных по-
крытий мы имеем более сложный случай, чем при соответствую-
щих испытаниях чистого металла.
Поскольку корродирующий раствор не находится в непосред-
ственном контакте с металлом, то началу коррозионного про-
цесса на металле предшествует разрушение лакокрасочной плен-
ки, приводящее к проникновению корродирующего раствора к
металлу. Поэтому при измерении степени коррозии металла в
процессе испытания необходимо сначала удалить покрытие, а
затем уже определять степень коррозии металла по потере или
увеличению в весе. Чаще всего оценивают коррозию визуальным
наблюдением, определяя степень разрушения лакокрасочного
покрытия и степень распространения коррозии, выражая ее в
процентах по отношению ко всей площади покрытия. При незна-
чительной коррозии металла после испытания и удаления покры-
тия испытуемую поверхность часто исследуют под микроско-
пом или другими методами, применяемыми при исследовании
коррозии металла.
Срок выдержки покрытий перед испытанием их противокор-
розионных свойств имеет существенное значение. С. В. Якубович
и Б. В. Бак29 установили, что каждая краска обладает своим соб-
ственным интервалом выдержки, внутри которого ее противокор-
розионные свойства максимальны. При испытании различных
343
масляных красок было установлено, что наиболее резкое увели-
чение защитных свойств для большинства красок наступает при
удлинении сроков выдержки образцов до начала испытаний с 5
до 10 дней. С увеличением срока выдержки до 45 дней защитные
свойства большинства материалов вначале увеличиваются, а
затем в результате старения пленок защитные свойства умень-
шаются .
При двух- и многослойных покрытиях каждый последующий
слой наносят после практического высыхания предыдущего слоя;
после высыхания последнего слоя покрытие выдерживается
в течение 5 суток. В производственных условиях можно значи-
тельно сократить срок выдержки покрытий перед испытанием,
применяя искусственную сушку. Так, например, при испытании
нитролаков и нитроэмалей, а также перхлорвиниловых лаков и
эмалей покрытие сушат при 60°, сокращая тем самым сроки суш-
ки до двух часов (вместо 24 час. естественной сушки).
Следует, однако, помнить, что для каждого отдельного слу-
чая должны быть установлены оптимальные условия—темпера-
тура и время сушки, с тем чтобы результаты испытания покры-
тий, подвергнутых горячей сушке, соответствовали резуль-
татам, полученным при испытании этих же покрытий, высушен-
ных так называемой холодной сушкой.
ПОДГОТОВКА ОБРАЗЦОВ К ИСПЫТАНИЮ
Испытуемый лакокрасочный материал наносят на металли-
ческие пластинки различных размеров (30x50 мм; 50x100 мм;
90x120 мм; 70x150 мм). Толщину металлической пластинки
устанавливают в зависимости от применяемого металла и от усло-
вий испытания.
Перед испытанием металлические пластинки тщательно очи-
щают от продуктов коррозии и обезжиривают растворителями
(ацетон, эфир). Выбор металла, способа нанесения лакокрасоч-
ного материала и количества слоев зависит от целевого назна-
чения покрытия и практических условий его службы. Если они
неизвестны, испытание проводят на железных пластинках, по-
крывая их в два слоя окунанием в лак или краску; второй слой
наносят после полного высыхания первого.
Для предупреждения коррозии пластинок с незакрашенных
краев края заливают смесью, состоящей из 50% парафина и 50%
пчелиного воска.
Вместо пластинок можно применять металлические стержни
(диаметр 12—15 мм, длина 70—80 мм), закругленные снизу и
имеющие наверху отверстие для шпенька, на котором подвеши-
вают стержень. При применении таких стержней устраняется
причина возникновения коррозии, имеющей место у пластинок
с острыми краями. Через 5 суток после высыхания второго слоя
образцы подвергают испытанию.
344
ИСПЫТАНИЕ ПОГРУЖЕНИЕМ В НЕПОДВИЖНЫЙ
КОРРОДИРУЮЩИЙ РАСТВОР
Окрашенные пластинки погружают в стеклянные ванны с соот-
ветствующими растворами и оставляют их подвешенными на
стеклянных стойках, снабженных стеклянными же крючками.
Ванны накрывают пришлифованными стеклянными крышками.
Пластинки должны быть погружены либо полностью, либо до
половины; в последнем случае отмечают явления, происходящие
на границе между средами воздух—раствор.
Для наблюдения за состоянием покрытия пластинки периоди-
чески (вначале через каждые 8—12 час., затем через каждые
24 часа) вынимают из раствора и отмечают происшедшие измене-
ния, например появление пузырей, изменение цвета, набухание,,
размягчение, отслаивание, коррозия и т. п.
Испытание противокоррозионных свойств лакокрасочных по-
крытий в 3%-ном растворе хлористого натрия приводит к воспро-
изводимым результатам при строгом соблюдении следующих ус-
ловий30. Каждый образец должен испытываться в отдельном •ста-
кане или в отдельной ячейке ванны (см. рис. 179) во избежание-
влияния продуктов коррозии, образовавшихся при разрушении
образцов, и, кроме того, для устранения возможной коррозии
при контакте металлов; раствор соли необходимо менять ежесуточ-
но. Пластинку покрывают в два слоя при толщине пленки 40—60 р.
Рис. 179. Стеклянная ванна с перегородками для
проведения противокоррозионных испытаний.
Необходимо соблюдать одинаковые условия освещенности..
Испытания проводят на железных пластинках или стальных стерж-
нях обтекаемой формы (размеры см. выше). Перед испытанием:
покрытие необходимо проверять на сплошность (см. стр. 325).
Испытания проводят параллельно не менее чем на двух пла-
стинках или на двух стержнях.
При испытании покрытий погружением в воду или в раствор
соли удобно пользоваться стеклянными ваннами, разделенными’
стеклянными перегородками на отдельные ячейки, как это по-
казано на рис. 179.
345
Длительность испытания (в 3%-ном растворе хлористого нат-
рия) зависит от устойчивости материала и колеблется от несколь-
ких часов до нескольких месяцев.
Количественное определение интенсивности процесса корро-
зии взвешиванием пластинок не дает представления о действи-
тельном характере'процесса коррозии, так как наряду с умень-
шением веса, обусловленным отслаиванием пленки и разрушением
металла, происходит и увеличение веса пленки в результате ее
набухания. Количественно выразить степень корозии испытуемого
•образца можно только после разрушения пленки, когда испытание
лакокрасочного материала уже закончено. Для этого лакокрасоч-
ную пленку снимают с поверхности пластинки при помощи рас-
твора щелочи или органического растворителя, после чего с
пластинки удаляют продукты коррозии, применяя, например, для
этой цели 10%-ный раствор винноаммониевой соли, подогретый3!
до 50—60°. Отмытую пластинку промывают, сушат и взвеши-
вают. Само собой разумеется, что непосредственно перед испыта-
нием железную пластинку также необходимо взвесить.
ИСПЫТАНИЕ В ГАЗОВОЙ СРЕДЕ
При определении стойкости покрытий в газовой среде желез-
ные пластинки, покрытые испытуемым материалом, помещают
в стеклянные камеры емкостью 13—24 л, герметически закры-
тые стеклянными крышками с резиновой прокладкой. Газ из
баллона или из аппарата для его получения проходит через ре-
дуктор, снижающий давление, а затем через реометр, регистри-
рующий количество газа, проходящего в единицу времени. Зная
объем камеры, можно рассчитать необходимое количество газа.
Для того чтобы вести испытания при определенной влажности,
на дно камеры наливают воду или насыщенный раствор опреде-
ленной соли (см. стр. 349).
При испытании покрытий на устойчивость к воздействию ды-
мовых газов применяют большей частью сернистый ангидрид
(1—1,5% по отношению к объему камеры) как наиболее активную
составную часть таких газов.
ИСПЫТАНИЕ ПОГРУЖЕНИЕМ
В ДВИЖУЩИЙСЯ КОРРОДИРУЮЩИЙ РАСТВОР
Для создания более жестких условий испытания, которые
дали бы возможность ускорить определение противокоррозион-
ных свойств лакокрасочных материалов, в некоторых случаях
можно производить перемешивание корродирующей жидкости,
причем испытуемые накраски остаются неподвижными или же
они также находятся в движении. Методы, разработанные для
такого рода испытаний, описаны в литературе по коррозии ме-
таллов1’ 2> 32’ 33’ 34.
.346
ИСПЫТАНИЕ ПРИ ПЕРЕМЕННОМ ПОГРУЖЕНИИ
В КОРРОДИРУЮЩИЙ РАСТВОР
• В настоящее время принцип переменного погружения исполь-
зуется в ряде приборов для противокоррозионных испытаний
металлов, поскольку при переменном погружении ускорение кор-
розии достигается, главным образом, за счет более быстро: о проник-
новения кислорода через пленку влаги к образцу во время пребы-
вания его на воздухе. Ряд таких приборов описан в специальной
литературе по коррозии
металлов1. Здесь описы-
вается прибор А. Е. Гопиу-
<а, которым можно поль-
зоваться и для испытания
лакокрасочных покры-
тий26. Отличие прибора
Гопиуса от других подоб-
ного типа приборов заклю-
чается в том, что на нем
можно производить испы-
тания лакокрасочных пле-
нок либо погружением в
^жидкость с последующей
сушкой, либо переменным
воздействием жидкости и
воздуха (без высушива-
ния).
Этот прибор (рис. 180)
•состоит из деревянного сто-
ла 1, на крышке 2 которого
расположена направляю-
щая 3, в которой движется
вверх и вниз шток 4 с де-
ревянными ручками 5. На
ручках в горизонтальном
положении прикреплены
стеклянные палочки 6,
на которые вешают испы-
б
вбо-3-
Рис. 180. Схема прибора Гопиуса для про-
ведения противокоррозионных испытаний
при переменном погружении в электролит:
1—деревянный стол; 2—крышка стола; з—напра-
вляющая; 4—шток: 5—деревянные ручки; 6—стек-
лянные палочки: 7—кривошип; 8—часовой меха-
низм; 9—реле; 10—мотор; 11—выключатель; 12—
рубильник.
туемые образцы. Кривошип 7 делает 1 об/мин. (Ч2 мин.—вниз,
1/2 мин.—вверх). Часовой механизм 8 (обычный будильник) каж-
дые 15 мин. включает посредством реле 9 мотор 10. Под крышкой
-стола вблизи штока помещен автоматический выключатель 11,
останавливающий мотор при верхнем положении штока.
Кроме того, в схему включен рубильник 12, перекрывающий
выключатель. Если рубильник включен, шток будет все время
двигаться вверх и вниз.
При ускоренном испытании образец погружается в жидкость
и сохнет затем 14 мин. на воздухе; через 15 мин. часовой механизм
«опять включает мотор, и цикл повторяется.
347
При ускоренном испытании переменным воздействием жидко-
сти и воздуха (без высушивания) автоматический выключатель
перекрывается рубильником, и тогда образец 2/3 мин. находится
на воздухе и 1/3 мин. в жидкости.
ИСПЫТАНИЕ ВО ВЛАЖНОЙ И ТУМАНО ДОЖДЕВОЙ КАМЕРЕ
При исследовании коррозии металлов весьма широкое распро-
странение получил метод испытания во влажной камере (без
распыления корродирующего раствора) или в так называемой
тумано-дождевой камере (с распылением корродирующего рас-
твора). При испытании в обычной влажной камере испытуемые
образцы помещены над водой, т. е. находятся в атмосфере, насы-
щенной водяными парами, а при испытании в тумано-дождевой
камере образцы непрерывно или с перерывами обрызгиваются
из распылителя (пульверизатора) корродирующим раствором. На
испытуемом образце образуется таким образом пленка влаги,,
в которой и развиваются коррозионные процессы.
Как указывает Г. В. Акимов1, несмотря на то, что испытание
во влажной камере не воспроизводит полностью условия естест-
венной атмосферной коррозии, тем не менее по своей природе
испытание во влажной камере с распылением раствора ближе
к условиям естественной атмосферной коррозии, чем многие дру-
гие методы лабораторных испытаний.
Большое влияние на скорость процесса коррозии и на полу-
чение воспроизводимых результатов имеет выбор корродирую-
щего раствора, а также температура в камере. В качестве корро-
дирующих растворов применяют воду, раствор хлористого нат-
рия различной концентрации (обычно 3%-ный), 0,1 н., 0,01 н.
и 0,001 н. растворы серной кислоты, искусственную морскую во-
ду и др.; по литературным данным наилучшие результаты полу-
чают, пользуясь растворами солей хлористоводородной кислоты.
Большей частью испытания проводят при 25—40°; в особых слу-
чаях температура может быть повышена. В последнее время влаж-
ная и тумано-дождевая камеры находят широкое применение так-
же и для испытания защитных лакокрасочных покрытий.
Испытания во влажной камере
без распыления корродирующего раствора
Влажная камера представляет собой герметически закрытый
ящик с внутренним электрообогревом. Внутри камеры находятся
стойки для подвешивания испытуемых образцов. На дно камеры,
помещают противень с водой для того, чтобы создать атмосферу,
насыщенную водяными парами. Температуру и влажность в ка-
мере можно изменять. Температура регулируется автоматическим
контактным термометром и реле, через которое проходит электри-
ческий ток, обогревающий камеру. Влажность камеры можно
348
регулировать, если пользоваться насыщенными растворами раз-
личных солей. Известно, что насыщенный раствор определенной
соли, содержащий избыток твердой фазы, создает в замкнутом
пространстве над раствором постоянную
духа, зависящую от температуры. При
выборе надлежащей соли можно, таким
образом, создать любую требуемую
степень влажности. В табл. 29 приведе-
ны некоторые соли, насыщенный раствор
которых дает определенную степень
влажности в замкнутом пространстве.
Данные этой таблицы35 относятся к
температуре 20°. Для определения от-
носительной влажности при темпера-
турах выше 20° можно пользоваться
специальными диаграммами36.
Испытание можно проводить в каме-
ре при 40° (±2°) и 95—98% относи-
тельной влажности. Для этого пользу-
ются насыщенным раствором сернокис-
лого калия. Влажная камера работает
степень влажности воз-
У////У//У///////////^^^
Рис. 181. Простейший
тип влажной камеры.
круглосуточно.
Рекомендуют также проводить испытания в камере со
100%-ной влажностью при температуре от 40 до 48°, что со-
здает благоприятные условия для конденсации влаги на испы-
туемой поверхности.
На рис. 181 показана схема простейшего типа влажной камеры.
Таблица 29
Относительная влажность в замкнутом пространстве при применении
насыщенных растворов некоторых солей
Соль Относитель- ная влаж- ность, % Соль Относитель- ная влаж- ность, %
СаС12-6Н2О 32 K2CrO4 88
Zn(NO3)2-6H2O 42 ZnSO4-7H2O 90
К2СО3-2Н2О 44 Na2CO3 -10H2O 91
Na2Cr2O,-2H,O 52 NaBrO3 или K2HPO4 92
NaBr-2H2O 58 Na2SO4-10H2O 93
Mg(C2H3O2)2.4H2O 65 Na2SO3-7H2O 95
NaC2H3O2- 2H2O 76 Pb(NO3)2 98
Na2S2O3-5H2O 78 CuS04-5H20 98
KBr 84
349
Испытание во влажной камере
с распылением корродирующего раствора
Г. В. Акимов2 приводит схему наиболее распространенной
современной конструкции влажной камеры с распылением рас-
твора. Камера (рис. 182) представляет собой плотно закрытый за-
стекленный шкаф, внутри которого помещается сосуд 1 для кор-
родирующего раствора. Раствор распыляется распылителем 2,
По стоку 3 раствор попадает обратно в сосуд 1. Для повышения
температуры в камере имеется проволочный нагреватель 4. Об-
разцы 5 подвешивают к деревянным рейкам.
Рис. 182. Влажная камера с рас-
пылением раствора по Акимову:
1—сосуд для корродирующего раство-
ра; 2—распылитель; 3—сток; 4—на-
греватель; 5—испытуемые образцы.
Рис. 183. Схема стеклянного
распылителя (по Аки-
мову).
Существенной частью камеры является стеклянный распы-
литель, от работы которого зависит хорошее распыление в камере.
Схема этого распылителя показана на рис. 183. При любой кон-
струкции камеры струя распыленного раствора не должна по-
падать на испытуемые образцы. Для этого перед соплом распы-
лителя под углом 45° устанавливают стеклянную пластинку.
Испытания во влажной камере можно проводить при различ-
ных температурах. В . качестве корродирующего раствора при-
меняют году, а также 3, 5, 10 и 20%-ные растворы хлористого
натрия; чаще всего пользуются 3%-ным раствором. Время испы-
тания зависит от устойчивости покрытий; так, например, некото-
рые грунты испытывают в течение 24—100 час., а испытание устой-
чивых верхних покрытий (эмали) на основе синтетических смол
по грунту продолжается до 250 час. и дольше.
350
Испытание во влажной (тумано-дождевой) камере
конструкции Афанасьева
Афанасьевым была предложена конструкция влажной ка-
меры, обеспечивающей хорошие результаты испытания; особен-
ностью камеры является непрерывное круговое движение испы-
туемых образцов1.
Влажная камера (рис. 184) представляет собой герметизиро-
ванный ящик 1 из парафинированного дерева, имеющий две-
стеклянные стенки — зад-
нюю глухую и переднюю
на резиновой прокладке,
поднимающуюся винтом.
Внутри камеры имеется
вращающаяся со скоро-
стью 65—70 об/час. под-
ставка 2, на которую поме-
щают испытуемые образ-
цы. Вращение подставки
производится патефонным
электромотором 3. По-
стоянная температура в
Рис. 184. Влажная камера конструкции
Афанасьева:
1—герметизированный ящик; 2—подставка;
3—электромотор: Г—нихромовый нагреватель;
5—ламповый нагреватель; й—вентилятор; 7—
форсунки; 8—терм;метр; 9—психрометр; 10—
трубка для ввода газа; 11—занигатель.
камере поддерживается
нихромовым и ламповым
нагревателями 4 и 5 и
вентилятором#. Увлажнение
камеры происходит распы-
лением воды в батарее фор-
сунок 7 (8 шт.) подпостоян-
ным давлением или при помощи системы дырчатых труб. Вместо
воды можно пользоваться какими-либо корродирующими раство-
рами. Камера снабжена терморегулятором, что дает возможность
поддерживать постоянную температуру в пределах 0,5—2Э. Конт-
роль температуры и влажности производится при помощи термо-
метра 8 и психрометра 9. Расход воды или корродирующего
раствора составляет около 10 л в час. В камере Афанасьева можно
производить также испытания в атмосфере газов. Газ вводится
через трубку 10. Для получения сернистого газа в камере имеет-
ся зажигатель И.
ОПРЕДЕЛЕНИЕ ПРОТИВОКОРРОЗИОННЫХ СВОЙСТВ ПОКРЫТИЙ
ОБЪЕМНЫМ МЕТОДОМ
При определении степени коррозии металлов пользуются как
весовыми, так и объемными методами. В первом случае собирают
и взвешивают продукты’ коррозии, во втором измеряют объем
выделяющегося водорода или поглощенного кислорода. Объем-
ные методы определения отличаются большой точностью; поль-
351
зуясь ими, можно легко проследить процесс коррозии во
времени 2>37.
Для испытания лакокрасочных покрытий объемные методы
широкого применения еще не нашли, хотя эти методы оказались
пригодными для испытания покрытий на легких металлах и их
сплавах (алюминиево-магниевые сплавы).
ОПРЕДЕЛЕНИЕ противокоррозионных свойств покрыгий
МЕТОДОМ НИИЛК
Б. В. Бак38>39 предложил метод определения противокорро-
зионных свойств лакокрасочных покрытий на железе; метод ос-
нован на определении ионов железа, образовавшихся в результа-
те воздействия на железо раствора электролита (надсернокислого
калия, роданистого аммония), диффундирующего сквозь пленку.
Надсернокислый калий K2S2O8 играет в этом случае роль не
только корродирующего электролита, но и окислителя, перево-
дящего железо в трехвалентную форму.
Реакция идет по схеме:
S2O8~~ Н- 2Fe++-»2Fe+++ + 2SO4—
Роданистый аммоний NH4CNS, являясь активным корроди-
рующим фактором, играет также роль индикатора, образуя с
ионом трехвалентного железа рода-
нистое железо. Концентрация рода-
нистого железа, определяемая фото-
колориметром или обычным колори-
метром, является критерием противо-
коррозионных свойств испытуемого
покрытия. Для приготовления элек-
тролита растворяют 13,5 г надсерно-
кислого калия и 15 г роданистого
аммония в 1 л воды.
Лакокрасочные материалы удоб-
нее всего наносить окунанием на
металлические стержни сигарообраз-
Э
Уровень
жидкости
'Покрыть
смесью
дитума с
канифоль
ной формы с крючком на конце
Рис. 185. Прибор для опре- (рис. 185); общая длина стержня без
деления^^противокоррозииных крЮЧка 60 мм, длина средней ЦИЛИН-
ТВ покрытии. дрической части 40 мм, диаметр стер-
жня 1,3—1,6 мм.
Окрашенный испытуемым материалом стержень покрывают
с обоих концов слоем (на 1 см от конца) смеси горячего битума
с канифолью (1 : 1); после этого стержень погружают в стакан
емкостью 150 мл с электролитом таким образом, чтобы ватер-
линия пришлась на участок, покрытый битумно-канифольной
смесью. Через определенные промежутки времени, например
352
сутки, стержень вынимают, наливают окрасившийся раствор
в кювету фото колориметр а и определяют концентрацию железа
по отклонению стреЛки гальванометра28. Чем интенсивнее
окрашен раствор за один и тот же период времени, тем хуже про-
тивокоррозионные свойства пленки. Обязательным условием ис-
пытания является соблюдение одной и той же толщины слоя для
всех сравниваемых покрытий.
Составив соответствующую таблицу зависимости показаний
гальванометра от концентрации железа в растворе, можно коли-
чественно определять противокоррозионные свойства покрытий.
Этот метод может быть с успехом использован для испытания
водопроницаемости покрытий.
Б. В. Бак40 предложил ускоренный метод определения про-
тивокоррозионных свойств лакокрасочных покрытий на легких
сплавах, основанный на вытеснении меди основными компонен-
тами легких сплавов—алюминием и магнием— из 0,02 н. раствора
медного купороса; изменение концентрации меди определяют
электролизом.
Недостатком этого метода является его относительная слож-
ность.
ОПРЕДЕЛЕНИЕ СКОРОСТИ КОРРОЗИИ ЭЛЕКТРОХИМИЧЕСКИМИ МЕТОДАМИ
(ИСПЫТАНИЕ С ЗАЩИЩЕННЫМ АНОДОМ ИЛИ КАТОДОМ
НА МОДЕЛЯХ КОРРОЗИОННЫХ ЭЛЕМЕНТОВ)
Для определения скорости коррозионного процесса можно
применять различные электрохимические методы. Для испыта-
ния лакокрасочных покрытий эти методы недостаточно разрабо-
таны и поэтому не нашли еще широкого применения.
Наличие на поверхности металла лакокрасочной пленки не-
сколько усложняет процесс коррозии. Однако принципиально
коррозионный процесс на покрытом пленкой металле не отли-
чается от обычного процесса на непокрытом металле. Поэтому
возможность применения электрохимических методов для иссле-
дования противокоррозионных свойств лакокрасочных покрытий
на металле не вызывает каких-либо сомнений. Существенное зна-
чение имеет выбор метода.
В последнее время предложены методы измерения электродных
потенциалов, а также методы испытания на моделях корро-
зионных (локальных) элементов11- 42. Как указывает Г. В. Аки-
мов 1-2, предпочтение следует отдать поляризационному методу
(снятие поляризационных кривых).
Важнейшие коррозионные процессы на железе и стали в нейт-
ральных соляных растворах (пресная и морская вода) или во
влажном воздухе относятся к области электрохимической кор-
розии с кислородной деполяризацией.
Основными процессами, определяющими скорость такой кор-
розии (см. гл. 13), являются процессы ионизации. На аноде—
23 С. В. Якубович
353
процесс ионизации металла, осуществленный главным образом
в результате гидратации ионов металла:
Ме+22!^Ме+•/?Н2О + 2 6
На катоде процесс ионизации кислорода осуществляется в ре-
зультате взаимодействия атомов кислорода с электронами и во-
дой с образованием ионов гидроксила:
О2 + 2Н2О + 4 04ОН~
Отсюда становится понятным, почему разрушение лакокра-
сочных пленок на металле при погружении в растворы солей мо-
жет происходить различно на анодных и катодных участках. На
окрашенной поверхности появляются анодные и катодные участки
в результате неравномерной аэрации и деятельности коррозион-
ных элементов. На анодных участках образовавшиеся ионы ме-
талла свободно проходят сквозь пленку в электролит, не разру-
шая покрытия. На катодных участках пленка разрушается обра-
зующейся щелочью. В зависимости от типа покрытия стойкость
его на анодных и катодных участках может быть различной.
Для быстрой оценки защитных свойств покрытия в растворах
солей можно применять элементарную модель коррозионного
элемента с окрашенными электродами, которые помещают в кор-
родирующий раствор; разрушение покрытия определяют по силе
тока гальванической пары во времени. Для выявления устой-
чивости к анодному или катодному процессам измерения произ-
водят как с окрашенным анодом, так и с окрашенным катодом при
наличии соответствующего неокрашенного противоэлектрода.
Следует отметить, что работа такой модели гальванического
элемента, конечно, отлична от работы коррозионных элементов,
возникающих на поверхности металла. Работа коррозионных
элементов значительно сложнее, и, кроме того, величины, полу-
чаемые при действии коррозионных элементов, весьма малы по
сравнению с действием гальванического элемента, образующегося
при наличии соответствующего противоэлектрода.
Н. Д. Томашов, В. С. Киселев и М. М. Гольдберг11 предло-
жили электрохимический метод определения защитных свойств
лакокрасочных покрытий по катодной схеме на модели коррозион-
ного элемента, исходя из того, что в практике чаще всего скорость
коррозии железа контролируется катодным процессом кислород-
ной деполяризации.
Электрохимическое испытание покрытий
(испытание с окрашенным катодом)
Установка для испытания (рис. 186) состоит из железного
электрода, цинкового противоэлектрода и стакана с электроли-
том. В стеклянный стакан с 3%-ным раствором хлористого
354
калия погружают окрашенный (лучше в два слоя) испытуемым
материалом железный электрод и цинковый противоэлектрйд,
которые монтируются друг против друга на расстоянии 3 сМ
и соединяются медной проволокой через гальванометр. Объем
раствора 600 мл; уровень погружения электродов точно фикси-
руется. В момент погружения электродов в раствор пускают
секундомер. Через определен-
ные промежутки времени произ-
водят отсчет силы тока, рассчи-
тывают плотность тока и строят
диаграмму (время — плотность
тока).
Рис. 186. Схема коррозионного
элемента (Fe—Zn) для испыта-
ния защитных свойств лако-
красочных покрытий.
Рис. 187. Кривые время—плот-
ность тока, полученные при ис-
пытании пленок масляных кра-
сок. Катод покрыт пленкой:
1—льняной олифы (не пигментиро-
ванной); 2—пигментированной сажей
(один слой); 3—пигментированной же-
лезным суриком (один слой); 4—пиг-
ментированной свинцовым суриком
(один слой); s — пигментированной
цинковыми белилами (один слой); 6—
пигментированной цинковыми бели-
лами (два слоя).
В качестве примера на рис. 187 представлены кривые время—
плотность тока для масляных красок.
Железный и цинковый электроды круглой формы диаметром
60 мм изготовляют соответственно из листового железа опреде-
ленного состава и листового электролитного цинка марки Ц-1
(99,94% Zn).
Электроды имеют шейку в виде узкой полоски шириной
4—5 мм, в верхней части которой припаивают медную про-
волоку .
После пайки электроды зачищают наждачной шкуркой и проти-
рают лаковым керосином. Шейки электродов вставляют в стек-
лянные трубки диаметром 5—6 мм, через которые выводится при-
паянная к шейке проволока. В трубку наливают расплавленную
менделеевскую замазку во избежание проникновения раствора
электролита во время опыта к месту припоя.
23* 355
Для одновременного проведения серии испытаний при исполь-
зовании лишь одного гальванометра авторами предложена спе-
циальная схема (рис. 188).
Рис. 188. Схема соединений для одновременного
испытания нескольких лакокрасочных покрытий
на моделях коррозионных элементов:
1—5—стаканы с испытуемыми образцами; 6—10—сопро-
тивления; 11—15—выключатели; 16— переключатель;
17—гальванометр.
Электрохимическое испытание покрытий
(испытание с окрашенными анодом или катодом)
А. Я- Дринберг иЕ. С. Гуревич42 предложили метод испытания
защитных свойств лакокрасочных покрытий, также основанный
на указанном выше принципе. В отличие от предыдущего метода
лакокрасочные покрытия испытываются как по анодной, так и
по катодной схеме, т. е. с окрашенным анодом или катодом. Ис-
пытанию подвергаются окрашенные железные пластинки. При
испытании по катодной схеме в качестве противоэлектрода при-
меняют цинковую, а при испытании по анодной схеме—платиновую
или серебряную пластинку.
Окрашенные в два слоя железные пластинки и противоэлектрод
погружают на определенном расстоянии друг от друга в 3%-ный
раствор хлористого натрия. Пластинки и противоэлектрод
соединяют через гальванометр при помощи медной проволоки, и
измеряют силу тока. Измерение повторяют через каждые 24 часа
до получения максимальной величины. После этого пластин-
ки вынимают и отмечают происшедшие изменения. На осно-
вании полученных результатов строят диаграмму время—сила
тока.
Как указывают авторы, метод испытания по катодной схеме
приводит к результатам, совпадающим с испытанием лакокра-
356
сочных покрытий в морской воде в естественных условиях; при ис-
пытании по анодной схеме получаемые результаты совпадают
с данными испытания в атмосферных условиях.
МЕТОДОМ
противо-
ОПРЕДЕЛЕНИЕ СКОРОСТИ КОРРОЗИИ
УСКОРЕННЫМ ЭЛЕКТРОХИМИЧЕСКИМ (ПОЛЯРИЗАЦИОННЫМ)
Электрохимический, метод определения скорости коррозии
при помощи поляризационных кривых для испытания
коррозионных свойств лакокрасочных покрытий почти не при-
меняется; однако если учесть, что коррозионный про-
цесс на металле с защитной лакокрасочной пленкой по существу
не отличается от обычного процесса на металле, то поляриза-
ционный метод следует считать весьма перспективным.
Принципиальная схема прибора для
определения скорости коррозии металла
поляризационным методом (по Акимову1)
показана на рис. 189. Метод заключается
в том, что в электролит погружают
два
190. Приспособление
Рис. 189. Принципиальная схема при-
бора определения скорости коррозии
металла поляризационным методом
(по Акимову):
1.2—стандартные образцы; з—источник
тока; 4—реостат; s—потенциометр; 6—
гальванометр; 7—ключ.
Рис.
для близкого расположения
образцов при поляризацион-
ном методе испытания:
1—верхняя текстолитовая струб-
цинка; 2 — нижняя текстолито-
вая струбцинка; 3 — образцы;
1—латунные винты-клеммы; 5—
стеклянная прокладка.
стандартных образца 1 и 2 одного и того же материала.
От внешнего источника тока 3 электроды поляризуются один
анодно, другой—катодно. Налагаемое напряжение изменяют
при помощи реостата 4. Измерение потенциала производят при
помощи потенциометра 5. Возникающий между электродами ток
измеряется при помощи чувствительного гальванометра 6 (для
измерения изменения потенциалов покрытий применяют кало-
мельные электроды). Для большей точности рекомендуется образ-
цы помещать на близком расстоянии друг от друга.
На рис. 190 показано приспособление для близкого располо-
жения испытуемых образцов по Акимову.
357
На рис. 191 представлены поляризационные кривые, указываю-
щие, как должны изменяться потенциалы электродов при поля-
ризации. Правая ветвь кривой (катодная) показывает изменения
потенциала одного из электродов, левая ветвь (анодная)—потен-
циалы другого электрода. Точка £0 отвечает электродному по-
тенциалу в данных условиях без поляризации от внешнего источ-
ника тока.
Анодная поляризация Натодная поляризация
Рис. 491. Поляризационные кривые при
поляризации двух одинаковых электродов
от внешнего источника (по Акимову).
Рис. 192. Поляризационная
диаграмма (по’Акимову):
Кривая анодной поляризации показана и в правой катодной
части. Тогда 1—1, 2—2,3—3 и т. д. разности потенциалов (гк—sa),
отвечающие определенным плотностям тока lD—Г, 2', 3' и
т. д. В результате проведенных измерений строят поляризацион-
ную диаграмму (разность потенциалов электродов—сила тока,
рис. 192).
Если кривая резко поднимается вверх, т. е. уже небольшим
разностям потенциалов отвечают большие силы токов, то ско-
рость коррозии велика. Пологая кривая указывает на малую ско-
рость коррозии в данных условиях.
ГЛАВА 5
УСКОРЕННЫЕ (ЛАБОРАТОРНЫЕ) ИСПЫТАНИЯ
АТМОСФЕРОУСТОЙЧИВОСТИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Отдельные методы испытания противокоррозионных свойств,
приведенные в предыдущей главе, пригодны для определения за-
щитных свойств покрытий, главным образом, по отношению к
воде, растворам различных электролитов и газов. Эти методы при-
менимы для сравнительной характеристики противокоррозионных
свойств покрытий и только частично пригодны для характеристики
их атмосфероустойчивости, так как при таких испытаниях покры-
тие подвергается воздействиям только отдельных факторов, со-
ставляющих часть атмосферных условий.
Поскольку воздействие атмосферы складывается из многих
факторов—действие влаги, солнечного света, температурных из-
менений и т. п., то для ускоренных испытаний атмосфероустой-
чивости покрытий необходимы такие методы, которые имитиро-
вали бы естественные условия; в то же время испытания должны
проходить в кратчайшие сроки.
Прежде чем перейти к описанию ускоренных методов, необ-
ходимо остановиться на вопросе об источнике света при испыта-
ниях. При таких испытаниях пользуются либо ртутно-кварце-
выми, либо дуговыми лампами. Ртутно-кварцевые лампы пред-
ставляют собой обычно ртутную дугу, заключеннуюв кварцевую
трубку; дуговые лампы—угольные дуги, без фильтров (открытые
дуги) или со стеклянным фильтром (закрытые дуги).
Свет ртутной дуги гораздо богаче ультрафиолетовыми лу-
чами, чем свет угольной дуги. Так, например, по литературным
данным82 43,5% общего излучения ртутной лампы при силе тока
2,5 а падает на лучи с длиной волны 1850—2950 А. Угольная
дуга излучает значительно меньшее количество лучей с длиной
о
волны ниже 2900 А и с этой точки зрения больше приближается
к солнечному свету, чем ртутная дуга. Распределение энергии
в спектре нормального солнечного света на поверхности земли
показано в табл. 30.
Таким образом, на поверхность земли не попадают солнечные
лучи с длиной волны менее 2900А. Исходя из этого, можно пред-
359
полагать, что более правильные результаты при ускоренных ис-
пытаниях должен дать тот источник света, который по своему
составу ближе подходит к солнечному свету.
Таблица 30
Распределение солнечной энергии на поверхности земли (в % от суммарной
солнечной энергии) для волн различной длины
Длина волны 2900—4000А 5000—7000 А 7000—11 000 А Свыше 11 000 А
% 2,7 44,3 36,2 16,8
Фотохимические реакции, происходящие под действием света,
зависят от количества энергии, которую содержит каждый фо-
тон (квант света). Энергия фотона определяется длиной волны
света по уравнению
С
е = п-^-
К
где е—энергия фотона;
п—константа, равная 6,62 • 10—27;
С—скорость света в см!сек\
к—длина волны в см.
Чем меньше длина волны света, тем выше энергия фотона и
тем более активное действие он будет оказывать на тело. Поэтому
можно предполагать, что действие лучей длиной волны меньше
2900 А может привести к таким фотохимическим реакциям в пленке,
которые вообще не происходят при солнечном свете, а отсюда—
и к ложным результатам. Вот почему ртутно-кварцевые лампы
менее желательны для ускоренных испытаний.
Конечно, путем подбора соответствующего фильтра можно
исключить волны с длиной менее 2900А, но все же кривая распре-
деления излучения ртутной дуги меньше соответствует солнечному
свету, чем кривая излучения угольной дуги.
Судя по литературным данным и нашим наблюдениям, дейст-
вие света угольной дуги (особенное применением соответствую-
щего стеклянного фильтра) при испытании лакокрасочных по-
крытий дает результаты, более близкие к результатам действия
солнечного света. Тем не менее ртутно-кварцевые лампы нахо-
дят широкое применение при ускоренных испытаниях благодаря
большим удобствам при работе с ними.
ИСПЫТАНИЕ АТМОСФЕРОУСТОЙЧИВОСТИ ПРИБОРОМ НИИЛК
Еще в 1933 г. нами был предложен простой прибор для ускорен-
ных испытаний лакокрасочных покрытий переменным воздейст-
вием воды, ультрафиолетовых лучей и тепла26 (рис. 193).
360
Прибор состоит из стеклянной бутыли 1 емкостью 10 л, закреп-
ленной в перевернутом положении на штативе 2. Горло бутыли
соприкасается с поверхностью воды, налитой в стеклянный кри-
сталлизатор 3, помещенный под штативом на подставке 4. Кри-
сталлизатор соединен посредством сифона 5 со стеклянной во-
ронкой 6, сообщающейся в свою очередь через другую воронку 7,
оканчивающуюся капиллярной трубкой, с двугорлой склянкой 8.
Рис. 193. Прибор для ускоренных испытаний лако-
красочных покрытий воздействием воды, ультра-
фиолетовых лучей и тепла:
1—бутыль; 2—штатив; 3—кристаллизатор; 4—подстав-
ка; 5—стеклянный сифон; 6,7—стеклянные воронки;
3—двугорлая склянка; 9—сифон; 10—ванна; 11—кожух
для кварцевой лампы.
Склянка через второе горло соединена сифоном 9 с эмалиро-
ванной ванной 10, помещенной под ртутно-кварцевой лампой,
которая заключена в кожух 11. В одном крае ванны имеется от-
верстие, к которому припаяна металлическая трубка, проходя-
щая через другое отверстие, просверленное в столе, на котором
смонтирована вся установка. Металлическая трубка соединена
резиновой трубкой со сборником, находящимся на полу (на*ри-
сунке не виден).
Перед испытанием бутыль наполняют водой до краев и горло
закрывают куском фильтровальной бумаги; после этого бутыль
перевертывают, погружают горлом в кристаллизатор, наполнен-
ный на 3/4 водой и поставленный на штатив, и удаляют фильтро-
вальную бумагу. Кристаллизатор по мере вытекания воды авто-
матически пополняется водой из бутыли. Регулируя движение
воды краном верхней воронки, можно склянку в любой срок за-
полнить водой. Ток воды также можно регулировать, пользуясь
зажимом на резиновой трубке, отходящей от ванны. Емкость
склянки должна быть равна 1/2 емкости ванны.
361
Исследуемые окрашенные пластинки помещают на дно ванны
и попеременно воздействуют на них водой и ультрафиолетовыми
лучами. Помимо этого на пластинку действует и тепло (около
50°), выделяемое ртутно-кварцевой лампой. Для примера приво-
дим ниже режим прибора, проверенный нами и давший удовле-
творительные результаты. Пластинки, окрашенные испытуемой
краской, подвергают в течение 15 мин. действию лампы. За это
время склянка наполняется водой, которая автоматически пере-
ливается по сифону в ванну. Здесь вода находится 15 мин., в
это время на испытуемое покрытие одновременно воздействуют
вода, тепло и свет. За 15 мин. вода постепенно вытекает через
металлическую трубку в сборник. Оставшиеся в ванне влажные
пластинки в продолжение 30 мин. подвергаются воздействию
•света и тепла, успевая за это время высохнуть. Затем весь цикл
автоматически повторяется.
Продолжительность испытания сравнительно велика. Так,
например, испытание непигментированных пленок масляных смо-
ляных лаков при односменной работе продолжается от 50 до
70 дней; в случае более устойчивых пленок продолжительность
испытания еще более возрастает.
ИСПЫТАНИЕ ПО ЦИКЛУ ГИПИ-4
С. В. Якубовичем и А. М. Грозовской30 было изучено пове-
дение различных лакокрасочных покрытий при изменяемых
циклах испытания (менялась длительность воздействия света,
тепла, воды). В результате проведенных исследований был пред-
ложен метод испытания, отличающийся от предыдущего не толь-
ко длительностью воздействия тепла и света, но и тем, что на
покрытие накладывали «влажный компресс» (бязь, сложенная
в несколько раз и смоченная водой). Суточный цикл испытания
сводится к следующему. Вначале происходит облучение накрасок
ртутно-кварцевой лампой типа ПРК-2 мощностью 375 в при 60°
(+2°) в течение 1 часа; затем ведется облучение тех же накрасок,
погруженных в воду (высота слоя воды 15 мм) в течение 30 мин.
Такое попеременное воздействие света—тепла и света—тепла—
воды происходит в течение 15 час. После этого на накраску кла-
дут влажный компресс под небольшим грузом (1 кг) и держат
его в течение 9 час.
Суточные циклы повторяют 30 раз, т. е. продолжительность
испытания равна 720 час.
Для испытания пользуются железными пластинками разме-
ром 50 х 100 мм, тщательно очищенными наждачной бумагой и
обезжиренными лаковым керосином. Пластинки окрашивают
испытуемыми красками с двух сторон. Краску наносят в два
слоя; после нанесения первого слоя сушат в течение 24—48 час.
(при испытании покрытий холодной сушки). Толщина покрытия
должна быть равна 50—60 р. Через 5 суток после высыхания
362
второго слоя пластинки подвергают испытанию. Перед испыта-
нием проверяют пористость покрытия дефектоскопом (стр. 326).
Осмотр пластинок производят ежесуточно; разрушения оценивают
по десятибальной системе ГИПИ-4 (стр. 394).
Как показали опыты, испытания по этому методу приводят
к воспроизводимым результатам, хорошо согласующимся с
результатами крышных испытаний.
Для того чтобы установить атмосфероустойчивость покрытий
на основании ускоренных испытаний, пользуются коэффициен-
том пересчета, который устанавливают по формуле
где К—коэффициент пересчета;
а—длительность нахождения испытуемого образца на ат-
мосферной (крышной) станции в днях;
b—длительность ускоренных испытаний в днях.
Ускоренные и крышные испытания продолжают до одинако-
вой степени разрушения покрытия, по десятибальной системе
ГИПИ-4. Коэффициент пересчета зависит как от типа покрытия,
так и от климатических условий (при атмосферных испытаниях).
Коэффициент пересчета при испытании по циклу ГИПИ-4 в усло-
виях континентального климата (Москва) в среднем равен 8.
ИСПЫТАНИЕ НА КОЛЕСЕ НИИЛК
Для ускоренного испытания лакокрасочных покрытий особен-
но удобны приборы, сконструированные в виде вращающегося
колеса.
В этих приборах испытуемая накраска подвергается воздей-
ствию ряда факторов, имитирующих атмосферные воздействия.
Число циклов (оборотов колеса), которое покрытие выдер-
живает, не разрушаясь, зависит от стойкости покрытия. Для
получения сравнимых результатов последовательность в прове-
дении цикла должна быть одной и той же.
Прибор, сконструированный НИИЛК (рис. 194)26, установлен
на железном каркасе, по окружности которого неподвижно укреп-
лены семь камер.
Камера 1—холодильная. Охлаждение в камере вызывается
рассолом, охлаждаемым до —20° и циркулирующим по змеевику,
расположенному в камере; рассол подается в змеевик от холодиль-
ной установки. Камера изолирована, вследствие чего в ней под-
держивается температура около—8°.
Камера 2—влажная. Влажная атмосфера в камере создается,
подачей мятого пара, конденсирующегося на стенках камеры в
виде росы.
Камеры 3 и 5—световые. В камерах установлены дуговые
лампы.
363
Рис. 194. Колесо НИИЛК для ускорен-
ных испытаний атмосфероустойчивости
покрытий:
1—камера холодильная; 2—камера повышен-
ной влажности; 3,5—камеры для дуговых
ламп (камеры света и тепла); 4,7—камеры
для ламп накаливания (камеры тепла); 6—
камера искусственного дождя; 8—сборник
для воды; 9—каркас аппарата; 10—вращаю-
щийся барабан; 11—закраины: 12—испытуе-
мые образцы.
Камеры 4 и 7—тепловые. Камеры снабжены лампами накали-
вания; температура в первой камере 40—50°, температура во
второй камере 25—30°
Камера 6—дождевая. Камера снабжена двумя форсунками,
соединенными с водопроводом. Снизу на подставке каркаса по-
мещен сборник для вытекаю-
щей воды. Из сборника вода
стекает в канализацию.
Внутри каркаса установ-
лен вращающийся барабан
диаметром 2 м с ободом
шириной 40 см, имеющий
закраины, в которые встав-
ляют 28 пластин, окрашенных
испытуемыми материалами.
Барабан приводится в дви-
жение электромагнитным ме-
ханизмом, вращающим его со
скоростью одного оборота в
сутки.
В результате такого мед-
ленного вращения пластины,
укрепленные на барабане,
находятся: в 1-й камере 1.1
час., во 2-й камере 1 час,
в 3-й и 5-й камерах по 3 часа,
в 4-й и 7-й камерах по 1г/2
часа, в 6-й камере 3 часа.
Закрепление пластин на
колесе производят в камере 6,
в которой пластины смачи-
ваются водой. Затем пластины переходят в камеру 5, в которой
они просушиваются и одновременно подвергаются действию
ультрафиолетовых лучей, после чего они переходят в камеру 4,
в которой высушенные пластины подвергаются воздействию по-
вышенной температуры. В следующей камере 3 пластины снова
подвергаются воздействию ультрафиолетовых лучей; в камере 2
они увлажняются; в камере 1 увлажненные пластины сильно
охлаждаются, так что вся поверхность пластин покрывается
ледяным покровом; в камере 7 пластины оттаивают и нагрева-
ются, после чего снова попадают в камеру б под действие воды и
повторяют весь цикл.
Подготовка пластин для ускоренного испытания на специаль-
ном колесе и осмотр их состояния после испытания производят
так же, как и при длительном испытании их в атмосферных ус-
ловиях.
Основным недостатком этого прибора является его громозд-
кость.
364
ИСПЫТАНИЕ НА АППАРАТЕ НИИЛК ЛТИ
Рис. 195. Аппарат для ускорения
испытаний НИИЛК-ЛТИ:
1—колесо; 2—кварцевая лампа; 3—элек-
трическая лампа облучения (1000 в); 4—
нагревательный элемент (инфракрасные
лучи); 5—образец, подлежащий испытанию;
б—подача воды; 7—привод от электромо-
тора; 8—отвод в канализацию; 9—при-
способление для подачи воздуха от венти-
лятора (искусственный ветер).
В 1940 г. С. В. Якубовичем и С. З.'Остриным в НИИЛК была
сконструирована новая модель более удобного аппарата для уско-
ренных испытаний, которая затем в 1944 г. была усовершенст-
вована на кафедре лаков и красок ЛТИ43.
Основной частью аппарата
является колесо, вращающееся
со скоростью 11 об/ сутки (элек-
тромотор) в горизонтальной пло-
скости. На поверхности колеса
расположены испытуемые пла-
стинки.
Покрытия подвергаются по-
следовательно действию искус-
ственного дождя в течение
10 мин. с расходом воды
200 л)час, тепла в виде инфра-
красных лучей, излучаемых ке-
рамическим нагревательным
элементом, в течение 25 мин.
(температура 40—60°); искус-
ственного ветра со скоростью
10—15 м/сек', света от электри-
ческой лампы 500—1000 вт в
течение 66 мин. (температура
от 40 до 90°) и ультрафиолето-
вых лучей от ртутной кварцевой
лампы в течение 20 мин. при
температуре от 20 до 30°.
Продолжительность одного
цикла (полный оборот колеса)—
2 часа 6 мин. Аппарат смонти-
рован в вытяжном шкафу.
Схема аппарата показана на
рис. 195.
Как показали работы А. Я.
Дринберга и М. Г. Рохлина43,
при испытании различных олиф
на основе пентаэритритовых
эфиров кислот растительных масел коррозия железа, покрытого
непигментированными пленками (толщина слоя около 25 р.),
через 200 циклов (420 час.) достигала от 15% (хлопковое масло)
до 60—70% (тунговое масло).
Железная пластинка с пленкой натуральной олифы за это
время покрылась ржавчицой на 40—50%. По данным авторов
приблизительно такие же разрушения в атмосферных условиях
наступают через 6 мес.
365
ИСПЫТАНИЕ МАСЛЯНЫХ ПОКРЫТИЙ НА ЭКСШ’ЕССЛППЛРЛТЕ
ДРИНБЕРГА—РЯШЕНЦЕВА’
А. Я.Дринберг и К. В. Ряшенцев44 разработали метод ускоренно-
го старения масляных пленок и покрытий при повышенной темпе-
ратуре и облучении светом; испытание проводится в автоклаве
Рис. 196. Экспресс-аппарат системы Дринбер-
га—Ряшенцева для ускоренных испытаний:
1—баллон с кислородом; 2—корпус аппарата; 3—
крышка; 4—кран; 5—манометр; 6—свечи; 7—термо-
метр; S—электролампа (40 sm, в в); 9—каркас Для
образцов; 10—чашка с силикагелем; 11—электрооб-
мотка; 12—трансформатор; 13—трубка к вакуум-
насосу; 14—асбестовая изоляция; 15—пластинка с ис-
пытуемым покрытием.
помощи болтов крышкой со свинцовой прокладкой. Корпус
аппарата изготовлен из нержавеющей стали. Внутренний объем
аппарата 4 дм3. В крышку вмонтированы манометр, патрубки
под давлением, чередую-
щимся с вакуумом. Исходя
из того, что увеличение
концентрации кислорода
должно ускорять процесс
окисления пленки, а ско-
рость реакции между моле-
кулами масла и кислорода
(после образования по-
верхностной пленки) опре-
деляется скоростью диф-
фузии кислорода сквозь
пленку, старение пленок
проводят под давлением в
присутствии кислорода.
Для удаления же из плен-
ки накапливающихся при
этом летучих продуктов
окислительного разложе-
ния применяется вакуум.
Чередование давления с
вакуумом в значительной
степени ускоряет старение
пленки. На этом принципе
авторы разработали кон-
струкцию так называемого
экспресс-аппарата.
Экспресс-аппарат (рис.
196) представляет собой
тип автоклава с гермети-
чески закрывающейся при
для подвода кислорода и выпуска газов, «карман» для термометра
и «свечи» для герметического ввода электропроводки к осветитель-
ной лампе (40вт, бе). Лампа подвешивается к внутренней стороне
крышки и питается от осветительной сети через понижающий транс-
форматор. Для закрепления пластинок с испытываемым покрытием
в аппарат вставляется стальной каркас. На дне аппарата устанав-
ливают чашку с силикагелем для поглощения накапливающихся
летуцих продуктов разложения (силикагель применяют в виде кус-
366
ков величиной не менее 3 мм). Необходимая температура в аппа-
рате поддерживается электронагревом с питанием от осветитель-
ной сети. Давление создается кислородом, поступающим из балло-
на, снабженного редукторным устройством. Разрежение произ-
водится при помощи вакуум-насоса.
Масляное покрытие наносят на железные или стеклянные
пластинки. Железные пластинки подвешивают к каркасу на
крючках; стеклянные подвешивают при помощи тонкой медной
проволоки.
После подвешивания пластинок по окружности каркаса аппа-
рат осторожно закрывают крышкой так, чтобы электрическая
лампа пришлась против середины испытываемых пластинок.
При помощи ключей крышка плотно привинчивается болтами
к корпусу аппарата. Патрубки в крышке при помощи двух шлан-
гов плотно присоединены соответственно к баллону с кислоро-
дом и к вакуум-насосу. При загрузке и разгрузке аппарата шлан-
ги не снимаются. После загрузки аппарата и получения нужной
герметичности включают его в осветительную сеть.
Когда температура в аппарате достигнет 70—80°, включают
вакуум-насос и медленно поворачивают кран на патрубке на 90°.
Через 30 мин. закрывают кран на патрубке, а затем выключают
мотор вакуум-насоса. Этой последовательности следует строго,
придерживаться во избежание засасывания смазочных масел
из вакуум-насоса. Для впуска кислорода открывают другой кран
на патрубке, а затем вентиль в кране редукторного приспособ-
ления на баллоне. После заполнения аппарата кислородом до,
давления 4,5 ат закрывают кран на патрубке, а затем вентиль
баллона.
Во время испытания температура в аппарате поддерживается
непрерывно от 80 до 90°. Покрытие освещается непрерывно, дав-
ление кислорода поддерживают от 3,0 до 4,5 ат, разрежение-
доводят до 30 мм рт. ст. Аппарат работает при чередовании дав-
ления и вакуума: первые четыре часа по циклу^-1 час давления,
1 час вакуума, в последующие часы по циклу—2 часа давления,
1 час вакуума и так далее.
Для испытания противокоррозионной стойкости покрытий в.
процессе их старения в аппарат вводят воду, Для этого нагре-
вают воду в парообразователе, снимают шланг с «вакуумного»
патрубка в крышке аппарата и пропускают через этот патрубок
пар, который конденсируется на поверхности окрашенных пла-
стинок. Пропускание пара в аппарат в количестве 15—20 г про-
изводится каждый цикл периодически, начиная с первого цикла,
перед впуском кислорода. В зависимости от качества и особенности
покрытия через каждые 4 или 8 час. работы производят осмотр
или испытание «состарившихся» образцов; для этого снимают
крышку и вынимают из аппарата каркас с пластинками. Перед
каждой загрузкой и после окончания работы аппарат следует
тщательно прочищать изнутри, освобождаясь, таким образом, от
367
выделяющихся продуктов разложения масляных покрытий. По-
сле ввинчивания электрической лампы выступающую часть цо-
коля и патрон защищают противокоррозионным термостойким
покрытием.
А. Я- Дринберг и М. Г. Рохлин 44 указывают, что результаты
ускоренных испытаний масляных пленокв экспресс-аппарате от-
личаются от испытаний в атмосферных условиях, однако порядок
расположения различных покрытий (на основе растительных
масел) по скорости их старения сохраняется.
Что же касается скорости коррозии металла под масляной
пленкой, то через 48 час. испытания в экспресс-аппарате наступает
приблизительно такое же разрушение, как и через 6 мес. ис-
пытания этих же пленок в атмосферных условиях.
ИСПЫТАНИЕ НА АППАРАТЕ ИСКУССТВЕННОЙ ПОГОДЫ
К наиболее сложным аппаратам для ускоренных испытании
атмосфероустойчивости следует еще отнести так называемый ве-
Рис. 197. Аппарат для ускоренных
испытаний атмосфероустойчивости по-
крытий (внутренний вид).
зерометр45, нашедший широ-
кое применение при испыта-
нии различных материалов
(лакокрасочные покрытия,
пластмассы, асфальтовые по-
крытия и др.).
Аппарат представляет со-
бой шкаф, внутри которого
имитируются условия, соот-
ветствующие природным (тем-
пература, влажность, дождь,
ультрафиолетовый свет).
По типу «везерометра» в
ГИПИ-4 был сконструирован
аппарат для ускоренных ис-
пытаний46. Этот аппарат
(рис. 197) состоит из изоли-
рованной камеры, внутри
которой на крестовине, вра-
щающейся от мотора, уста-
новлен цилиндр (барабан).
Пластинки размером 70 X
х 150 мм с нанесенным по-
нии около 40 см от пластинок
крытием устанавливают в
вертикальном положении на
вращающемся барабане. В
центре барабана на расстоя-
помещены две дуговые лампы,
являющиеся источником тепла
и света. Электродные угли
лампы заключены в стеклянные
колпаки из специального стек-
368
ла. Применяют угли двух типов: с фитилем и без фитиля
(фитили изготовляют из солей металлов). В верхний зажим лампы
помешают один уголь с фитилем, в нижние—два угля без фитиля
(или наоборот); угли сближают пружиной, при образовании дуги
они автоматически расходятся. В задней внутренней части аппа-
рата установлены форсунки для распыления воды (искусственный
дождь). Под барабаном находится ванна с водой, вследствие
чего внутри камеры создается постоянная влажность воздуха.
Постоянный уровень воды в ванне и температура воздуха в каме-
ре автоматически регулируются. При повышении температуры
сверх заданной включается вентилятор, находящийся под ка-
мерой. Температуру в камере можно устанавливать в пределах
30—70°. Запись температуры производится автоматически при
помощи часового механизма (терморегулятора).
Необходимые циклы испытания устанавливаются специаль-
ными реле. Аппарат работает от осветительной сети напряжением
220 в, напряжение на дуге лампы около 130 в; сила тока, потреб-
ляемая дугами, 15—17 а.
Барабан вращается со скоростью около 1 об/мин. В аппарате
можно одновременно испытывать 60 пластинок размером 70 X
X 150 мм или большее количество образцов меньшего размера.
Рис. 198. Аппарат для ускоренных испытаний
атмосфероустойчивости покрытий (общий вид).
Общий вид аппарата с пультом управления показан на рис. 198.
За рубежом выпускается несколько конструкций везеромет-
ров, отличающихся габаритами, количеством дуговых ламп и спе-
циальными приспособлениями для испытаний различных мате-
риалов4®. 24
24 с. В. Якубович
369
В отличие от «везерометра», где испытания можно проводить
по двум различным циклам, в аппарате ГИПИ-4 могут быть
установлены семь циклов, отличающихся длительностью попере-
менного воздействия света и искусственного дождя.
Для испытания лакокрасочных покрытий на аппарате ГИПИ-4
пользуются металлическими (железо, алюминий, легкие сплавы,
цветные металлы) или деревянными пластинками размером 70х
X 150 мм, с двухслойным покрытием*. Осмотр производят каждые
сутки; в случае необходимости пользуются микроскопом. Оценку
разрушений производят по десятибальной системе ГИПИ-4.
Циклы испытания. Изменяя длительность воздейст-.
вия света и воды в аппарате ГИПИ-4, можно подвергнуть покры-
тие следующим циклам испытания:
Циклы Облучение Искусственный дождь Циклы Облучение Искусственный дождь
I 17 МИН» 3 мин. V 10 мин. 50 мин.
II 50 10 » VI Непрерывное облучение а
отсутствии воды
III 40 20 » VII Непрерывное облучение с
IV 30 30 » н епрер ывным распыле- нием воды
Для проведения испытания при низких температурах пользуют-
ся отдельным холодильником и ведут испытания по чередующе-
муся циклу: аппарат ГИПИ-4—холодильник.
По циклу I в течение часа три раза чередуется облучение с
распылением воды, по циклам II, III, IV и V чередование облуче-
ния и распыления Воды происходит каждый час.
Аппарат работает непрерывно 23 часа в сутки. В течение оста-
ющегося часа производят осмотр образцов, запись результатов;
испытания и загрузку новых образцов.
Как уже было указано, температуру в камере можно изменять
по желанию от 30 до 70°.
Автором совместно с А. М. Грозовской48 было проверено
влияние температуры в камере на характер разрушения покры-
тий при соблюдении неизменными всех других факторов. Испы-
тание проводилось при 35° и 60° по циклу I. Оказалось, что харак-
тер разрушения в обоих случаях остается одинаковым, однако
скорость разрушения при 60° повышается. Наибольшее влияние
высокая температура оказывает на скорость меления, выветри-
вания и растрескивания покрытий. С другой стороны, коррозия
металлической поверхности при 35° проявляется раньше, чем при
60°, что можно объяснить очень быстрым испарением воды с по-
* В зависимости от конкретных требований покрытие можно наносить и в
один и в несколько слоев.
370
верхности покрытия при недостаточном количестве ее при испы-
тании по циклу I.
При испытании различных покрытий на железе по отдельным
циклам были получены следующие результаты46.
1) При испытании по циклу I (температура 60°) возможны
все виды разрушений, которые наблюдаются при испытании в
естественных (атмосферных) условиях, за исключением корро-
зии металла; коррозия проявляется только в случае неустойчивых
и однослойных покрытий, а также в тех участках, где поверхность
металла обнажена вследствие растрескивания пленки. Если же
испытанию подвергают устойчивые покрытия, нанесенные не ме-
нее чем в два слоя, коррозия значительное время не проявляется
(более 240 часов).
2) При испытании по циклу V (температура 60°) главным об-
разом ускоряется процесс меления. Несмотря на увеличенное
количество влаги, ускорения коррозии в случае устойчивых по-
крытий не наблюдается, что, повидимому, также надо объяснить
быстрым испарением воды с поверхности покрытия.
3) При испытании по циклу VI (температура 60°), по сравне-
нию с другими циклами, наблюдается снижение и даже полное
прекращение меления, что объясняется отсутствием достаточ-
ного количества влаги на поверхности покрытия.
Основными видами разрушения покрытий при испытании по
циклу VI являются потеря глянца и. изменение цвета.
По циклу VI очень удобно определять светостойкость красок
при определенной влажности воздуха.
4) При цикле VII вследствие непрерывного распыления воды
температура в камере не поднимается выше 45—50°. При этом
цикле наблюдается значительное ускорение коррозии железа,
а также ускорение меления, растрескивания и т. д.
Результаты испытания по циклу I хорошо согласуются с ис-
пытаниями в естественных условиях в континентальном климате
по всем видам разрушения, за исключением коррозии (замедлен-
ная коррозия), и позволяют характеризовать атмосфероустойчи-
вость даже многослойных покрытий. При испытании непиг-
ментированных покрытий (масляные, глифталевые, пентафта-
левые лаки, нитролаки, хлорвиниловые лаки и др.) коррозия
металла наступает быстро и при этом цикле испытания.
В зависимости от необходимости проводить испытания в раз-
личных условиях, можно пользоваться различными циклами.
Наиболее ускоренным циклом является цикл VII, приближаю-
щийся к условиям испытания в тропическом климате.
В ГИПИ-4 установлены минимальные сроки испытания—
240 час. (10 суток) при непрерывной (суточной) работе аппарата
(температура в камере 60°). Перерыв в испытании может иска-
зить результаты, поскольку многие покрытия во время перерыва
восстанавливают свои защитные свойства, нарушенные в первый
период испытания.
24*
371
Материалы с высокой атмосфероустойчивостью следует испы-
тывать в течение более длительного срока, так как за 240 час.
на покрытии еще не обнаруживаются характерные разрушения,
на основании которых можно было бы сделать заключение о ка-
честве покрытия. Испытания в этом случае проводят в течение
480—720 и более часов. Среднеустойчивые покрытия вполне до-
статочно испытывать в течение 240 час., в то время как неатмо-
сфероустойчивые покрытия разрушаются значительно раньше.
При распылении водопроводной воды через непродолжитель-
ное время на поверхности образуются белые пятна солей; весной,
когда жесткость воды больше, соли отлагаются в большем коли-
честве. Постепенно образуется довольно плотный слой, в некото-
рой степени предохраняющий покрытие от дальнейшего разру-
шения. Поэтому необходимо предварительно смягчать воду, про-
пуская ее через специальные очистительные установки (пермути-
товый фильтр, ионообменные смолы и т. п.). Очистка воды осо-
бенное значение имеет при испытании устойчивых покрытий.
Испытания на аппарате ГИПИ-4 могут быть дополнены испы-
танием в более жестких условиях в холодильной камере.
Для этого через определенные промежутки времени испытуе-
мые образцы помещают в холодильник, а затем снова в аппарат
для ускоренных испытаний; такие циклы проводят до разрушения
покрытия. При таких испытаниях наиболее сильно проявляется
склонность покрытий к растрескиванию, вследствие чего уско-
ряются коррозионные процессы.
При испытании лакокрасочных покрытий в аппарате ГИПИ-4,
а также и в везерометре в основном наблюдаются следующие
виды разрушения: потеря глянца, изменение цвета, меление,
растрескивание, отслаивание пленки и коррозия подложки. Кор-
розия металла происходит главным образом в результате рас-
тр^кйвянйя~тгтпгллпппттпп пленки до металла. Основными видами
разрушения являются растрескивание^~1лёлёнйёГТарактер-ке---
торых почти идентичен характеру этих же разрушений при есте-
ственных атмосферных испытаниях. Следует отметить, что ни
один вид ускоренных испытаний не приводит к такому мелению
покрытий, как испытания в аппарате ГИПИ-4.
Наблюдаемые при ускоренных испытаниях типы растрески-
вания (волосяные трещины; мелкая сетка, видимая только под
микроскопом; отдельные мелкие и крупные трещины; трещины,
обнажающие металл; крупная сетка, похожая на «крокодило-
вую кожу», и т. п.) аналогичны растрескиванию, происходящему
при испытании в естественных условиях.
С. В. Якубович и А. М. Грозовская46 исследовали влияние от-
дельных факторов, приводящих лакокрасочное покрытие к ме-
лению и растрескиванию.
Мелением называется поверхностное разрушение пигментиро-
ванной лакокрасочной пленки, приводящее к образованию сво-
бодных частиц пигмента, легко удаляющихся с покрытия. У пиг-
372
ментированных покрытий, содержащих различные белые пиг-
менты (окись цинка, двуокись титана и др.), на поверхности
образуется белый порошок, при удалении которого поверхность
приобретает свой первоначальный вид. Даже твердость пленки
остается неизмененной.
Меление является результатом сенсибилизирующих свойств
пигментов (двуокиси титана, окиси цинка); образовавшиеся пе-
рекисные соединения приводят к разрушению (фотоокислению)
пленкообразующего47-48. Меление начинается в результате воз-
действия ультрафиолетовой части света и ускоряется вследствие
воздействия видимой и инфракрасной части спектра. Процесс
активизируется при наличии влаги и резких колебаний темпе-
ратуры. Процесс меления заканчивается при прекращении воз-
действия света. Фотохимическая активность пигментов зависит
от пленкообразующего; чем большей фотохимической активностью
в данном пленкообразующем обладают пигменты, тем они менее
атмосферостойки.
При испытании покрытий на меление установлено, что ско-
рость меления зависит в некоторой степени от колебания темпе-
ратуры (перепад температуры подложки). Так, например, если
покрытие из одного и того же лакокрасочного материала нане-
сти на металл и на дерево, то покрытие, нанесенное на металл,
мелит раньше. В то же время скорость меления находится в за-1
висимости от того, какой металл служит подложкой.
При испытании покрытий на металле в аппарате ГИПИ-4
при температуре камеры 60° температура подложки колеблется
от 52 до 58° в зависимости от примененного металла (жесть, ду-
ралюмин, медь, латунь); в этих же условиях при испытании по-
крытий на дереве температура деревянной подложки колеблется
от 23 до 25°.
Во время распыления воды температура металлической под-
ложки падает до 20—22° в зависимости от температуры воды.
Таким образом, перепад температуры для различных металлов
колеблется в пределах 30—38°. В связи с этим несколько большее
меление наблюдается, например, у меди и латуни.
На рис. 199 представлен график колебания температуры под-
ложки при-испытании в аппарате ГИПИ-4 по циклу I.
Цвет и состав грунтовки не оказывают влияния на степень
и скорость меления верхнего покрытия.
Все сказанное надо рассматривать как подтверждение того,
что при мелении лакокрасочной пленки разрушается лишь по-
верхностный слой; разрушение не распространяется на всю тол-
щину пленки и не связано с лежащими ниже слоями.
Процесс меления при действии света, раз начавшись, про-
должается беспрерывно до полного разрушения пленки и обна-
жения подложки.
Само собой разумеется, что при прекращении испытаний ме-
ление приостанавливается.
373
На рис. 200 (стр. 480) показано меление голубой нитроцел-
люлозной эмали после 456 час. испытания в аппарате ГИПИ-4.
Для определения степени меления стандартом (ОСТ 10086—39)
предусмотрен следующий метод. Полоску глянцевой фотобу-
маги шириной 30 мм погружают на 2 мин. в воду, после чего
излишек влаги удаляют фильтровальной бумагой, в результате
чего фотобумага остается только слегка влажной. Такую полоску
Рис. 199. График колебания температуры
подложки при испытании в аппарате
ГИПИ-4 по циклу I.
накладывают на испытуемое покрытие и в течение 10 сек. надав-
ливают на нее с определенной силой резиновым штемпелем спе-
циального прибора.
Образовавшийся на фотобумаге отпечаток сравнивают со шка-
лой меления и его интенсивность выражают соответствующим
- помором шкалы и пи двумя номерами, между которыми он по
интенсивности находится.
Прибор26 состоит из стержня со шкалой и рукоятки, внутри
которой заключена спиральная пружина, производящая давление
на стержень. Снизу стержень заканчивается гнездом, в кото-
ром помещен резиновый штемпель (диаметр 20 мм) с гладкой по-
верхностью.
Институтом промышленных проблем АН ЭССР -предложен
более усовершенствованный прибор для определения степени
меления. Прибор опирается на ножки, благодаря чему приобре-
тает устойчивость и дает возможность точно направлять штем-
пель на покрытие.
Схема этого прибора показана на рис. 201.
Как указывалось выше, вторым характерным видом разрушения
является растрескивание. В результате воздействия света, кис-
лорода воздуха, тепла, воды и прочих факторов в пленке обра-
зуются различные жидкие и газообразные продукты, которые
постепенно удаляются из пленки, вследствие чего покрытие теряет
свою механическую прочность и растрескивается. В зависимости
374
от скорости удаления летучих продуктов распада, а также от при-
роды'пленкообразующего наблюдается различный характер рас-
трескивания пленки—волосяные трещины, крупные трещины,
сетка и т. п.
Растрескивание может
явиться также результатом
различных напряжений в
отдельных слоях покры-
тия, как это имеет мес-
то, например, при не-
правильном подборе грун-
та и верхних слоев в
многослойном покрытии.
Например, покрытие пен-
тафталевой эмалевой крас-
ки по масляному грунту
на натуральной олифе
очень скоро растрески-
вается при ускоренных и
при крышных испытаниях.
Невидимому,причина рас-
трескивания в этом слу-
чае заключается в различ-
ном расширении жирного
грунта и менее жирного
Рнс. 202. Характер растрескивании
лентафталевой эмали по масляному
грунту.
Рис. 201. Прибор для определения степени
меления лакокрасочных покрытия (Институт
промышленных проблем АН ЭССР):
1—резиновая пробка (штемпель); 2—пружина;
з—направляющая трубка; 4—пружина для под-
нятия штемпеля; 5—шкала; «—гнездо для резино-
вой пробки; 7—внутренняя трубка; «—испытуемое
покрытие; 9—рукоятка.
верхнего покрытия при высокой
температуре испытания. Те же
покрытия при испытании в есте-
ственных условиях растрески-
ваются уже через 80 дней;
в то же время при применении
различных алкидных грунтов
растрескивания верхнего по-
крытия не обнаруживается. Это
находит свое объяснение в из-
вестном правиле сочетания от-
дельных слоев в масляном мно-
гослойном покрытии, основан-
ном на применении тощих грун-
тов при более жирных верхних
покрытиях.
На рис. 202 представлена
фотография растрескивания по-
крытия из пентафталевой эмали
по масляному грунту.
375
Род металла (подложки) оказывает влияние на скорость рас-
трескивания только в случае однослойного покрытия; в случае
многослойных покрытий влияния подложки уже не обнаружи-
вается. Толщина покрытия при всех прочих равных условиях
оказывает существенное влияние на образование трещин; чем
больше толщина покрытия, тем скорее происходит растрески-
вание.
Поскольку при однослойном покрытии род подложки оказы-
вает влияние на растрескивание, рекомендуется испытывать
краски в двуслойном покрытии, исключая те специальные случаи,
когда требуется испытание многослойных покрытий. Толщина
покрытия при испытании не должна превышать 50—60 у.. В за-
ключение настоящей главы необходимо еще раз указать на осто-
рожность при выборе того или иного метода испытания. Частона
практике для ускорения испытаний прибегают к чрезмерной
жесткости применяемых циклов. В известных пределах это допусти-
мо, однако надежность испытания при этом может уменьшиться—
слишком жесткие условия испытания могут вызвать такие раз-
рушения покрытия, которые не будут иметь места в эксплуата-
ционных условиях. При выборе метода испытания необходим»
каждый раз руководствоваться характером испытуемого мате-
риала и условиями его эксплуатации.
Рекомендуется испытания новых материалов производить
параллельно с испытанием уже проверенного материала.
ГЛАВА 6
ИСПЫТАНИЕ АТМОСФЕРОУСТОЙЧИВОСТИ ПОКРЫТИЙ
В ЕСТЕСТВЕННЫХ УСЛОВИЯХ (АТМОСФЕРНЫЕ ИСПЫТАНИЯ}
В предыдущих главах описывались методы, принятые для
испытания покрытий в лаборатории, т. е. в искусственных усло-
виях. Лабораторные методы испытания не всегда приводят к ре-
зультатам, на основании которых можно было бы сделать заклю-
чение о степени пригодности лакокрасочных материалов для экс-
плуатации в естественных условиях.
Следовательно, испытания лакокрасочных материалов на стой-
кость к атмосферным воздействиям будут приводить к наиболее
надежным результатам, если они выполняются в естественных
условиях.
Так как большинство лакокрасочных материалов предназна-
чено для защиты металла и дерева от атмосферных воздействий,,
то очевидно, что испытание в естественных условиях является
решающим для определения их противокоррозионных свойств.
При испытании в атмосферных условиях нового материала, с еще
не установленными свойствами, целесообразно в тех же условиях
испытывать и материал, свойства которого известны.
Атмосферные воздействия являются суммой многих факторов:
действия влаги, солнечного света, перепада температуры (тепло,
холод), небольших количеств углекислого и других газов (послед-
нее обстоятельство имеет особое значение в промышленных цент-
рах). Твердые частицы, находящиеся в воздухе, также оказывают
влияние на устойчивость покрытия.
К числу недостатков испытания в естественных условиях нуж-
но отнести прежде всего его продолжительность. Крометого, влия-
ние таких, например, факторов, как различный климат, время
года испытания, место испытания и др., не дает возможности
определять абсолютные величины устойчивости лакокрасочных
материалов в естественных условиях; могут быть получены лишь
относительные данные об устойчивости покрытий применительно1
к условиям опыта.
Факторы, обеспечивающие надежность испытаний лакокрасоч-
ных покрытий в естественных (атмосферных) условиях, можно-
377
подразделить на три группы: факторы, определяющие надежность
испытания еще до экспозиции образцов, во время экспозиции и
при оценке происшедших разрушений.
К первой группе можно отнести, например, степень подготов-
ки образцов, сроки сушки до экспозиции, выбор размера, мате-
риала и количества выставляемых щитов, количество слоев и
толщину покрытий и т. п.
Ко второй группе можно отнести такие факторы, как выбор
места испытания, климатические условия, влияние погоды, время
года экспозиции, угол наклона образцов к горизонту, загрязнен-
ность воздуха и т. п.
К третьей группе относится главным образом выбор надежной
системы оценки разрушений.
Из сказанного выше вытекает, что атмосферные испытания
лишь тогда приводят к надежным результатам, когда учтенными
окажутся все факторы. Ускоренные испытания дают возможность
-обеспечить более однородные условия опыта, чем естественные.
Несмотря на ряд недостатков, испытания в естественных ус-
ловиях применяются очень широко наряду с ускоренными испы-
таниями и являются решающими при оценке атмосферостойкости
покрытий. Испытания покрытий на стойкость в атмосферных
условиях производят согласно ОСТ 10086—39 М. И. 38.
ВЛИЯНИЕ КЛИМАТА НА УСТОЙЧИВОСТЬ ПОКРЫТИЙ
Одни и те же лакокрасочные покрытия обладают различной
.атмосфероустойчивостью в зависимости от того, в каких климати-
ческих условиях проходит их эксплуатация. Это обстоятельство
имеет очень большое значение при оценке пригодности лакокрасоч-
~тпях-материал4ш_лредназначенных для окраски объектов, эксплуа-
тируемых в различных^айонахГ~рёЗКГгчттайчаюаихся-_щ1_своим
климатическим условиям.
Поэтому для того, чтобы получить полное представление о
защитных свойствах лакокрасочных покрытий, необходимо одно-
временно проводить испытания одного и того же материала на
нескольких станциях, расположенных в различных географиче-
ских точках.
Нами было проведено49 исследование сравнительной стойкости
различных белых пигментов к атмосферным воздействиям в раз-
личных климатических условиях. Испытания, проведенные на
двух опытных крышных станциях НИИЛК в Москве и Севасто-
поле, показали, что в южном морском климате (Севастополь)
появление сетки на поверхности лакокрасочного слоя и его растре-
скивание происходили почти во всех случаях значительно рань-
ше, чем в Москве. Так, например, на накраске титановыми бели-
лами в Москве не было обнаружено каких-либо признаков раз-
рушения (кроме меления), в то время как на таких же накрасках,
простоявших столько же времени в Севастополе, появились при-
378
знаки разрушения (сетка и трещины). В данном случае существен-
ное влияние оказали высокая температура воздуха, насыщенность
его солями и ультрафиолетовыми лучами и резкие колебания
температуры (день—ночь).
Ржавление железа, окрашенного белыми красками (цинковые
и свинцовые белила), интенсивнее происходило в Москве; это
можно объяснить жесткими условиями испытания—присутст-
вием в воздухе различных газов.
Проводились также испытания различных лакокрасочных
материалов и на двух других атмосферных станциях НИИЛК—
в Ленинграде (северный, морской, влажный климат) и в Батуми
(субтропический, морской климат с чрезвычайно большим коли-
чеством осадков). Результаты испытания показали, что в Батуми
лакокрасочный материал разрушается значительно раньше: от-
мечено более быстрое меление, растрескивание и ржавление.
Для характеристики стойкости отдельных материалов можно
указать, что, например, глифталевые эмали оказались более
стойкими, чем масляные, на той и другой станциях, в то время
как покрытие эмульсионной эмалевой краски оказалось более
стойким на Батумской станции.
Покрытия различными типами масляных эмалевых красок
(на льняном, касторовом и других маслах) на Батумской станции
очень быстро теряли глянец, мелили, растрескивались; железо
ржавело.
Покрытие масляной краской (железный сурик на натураль-
ной олифе) оказалось устойчивым в Ленинграде. На таком же по-
крытии в Батуми уже через два месяца была обнаружена коррозия.
Таким образом, эти испытания показали довольно жесткие
климатические условия Батумской станции по сравнению с
Ленинградской.
В ГИПИ-4 были проведены работы по испытанию лакокрасоч-
ных покрытий в условиях московского и ташкентского климата.
Для характеристики климатических условий Москвы и Ташкента
приводим метеорологические данные за март—сентябрь 1948 г.
(табл. 31 на стр. 380).
Как видно из табл. 31, ташкентский климат характеризуется
значительно меньшей относительной влажностью воздуха, боль-
шим количеством ясных солнечных дней и более высокой темпе-
ратурой воздуха. Наряду с этим март и апрель месяцы в Таш-
кенте характеризуются сильным перепадом температур (день—•
ночь), большой относительной влажностью и осадками.
Результаты испытаний различных покрытий на этих двух стан-
циях также подтверждают влияние климатических условий на
атмосфероустойчивость покрытий. Отмечено, что в Ташкенте,
особенно в марте—апреле, меление, а также коррозия подложки
начинается раньше и происходит интенсивнее, чем в Москве.
Растрескивание покрытий на ташкентской и московской
станциях происходит практически одинаково. Некоторые лако-
379
Таблица 31'
Характеристик! климатических условий Москвы и Ташкента
за март—сентябрь 1948 г.
по данным московской и ташкентской станций ГИПИ-4
Месяц Средняя температура воздуха Относитель- ная влаж- ность % Количество ясных солнечных дней Количество пасмурных дней Количество дней с осадками Среднее количество осадков мм
Моск-|Таш- Моск- ва Таш- кент Моск- ва Таш- кент Моск- ва Таш- кент Моск- ва Таш- кент Моск- ва iTaai- | кент
ва кент
Март . . —4,5 6,6 78 64 6 4 12 13 13 14 0,7 2,3
Апрель . 5,8 12,8 66 70 8 2 14 16 8 12 0,3 3,3
Май. . . 15,4 20,3 64 54 10 26 11 2 10 3 2,1 12,6
Нюнь . . 20,2 24,6 67 44 5 27 11 3 14 0 1,4 4,6
Июль . . 16,6 28,1 70 40 4 31 12 0 15 0 1,9 0
Август . 17,5 24,7 72 45 9 31 7 0 15 0 2,5 0
Сентябрь 10,9 17,6 81 52 5 24 2 4 23 2 1,7 13,6-
красочные покрытия в Ташкенте оказываются почти в два раза
менее атмосфероустойчивыми, чем в Москве.
ВЛИЯНИЕ ВРЕМЕНИ ГОДА НА УСТОЙЧИВОСТЬ ПОКРЫТИЙ
Результаты испытания лакокрасочных материалов в естест-
деиныу условиях в значительной мере зависят как от времени
года экспозиции образцов, так и от метеорологических осибенно-
стей данного года. Одни и те же образцы накрасок, выставленные
на крышную станцию, в разное время года ведут себя совершенна
различно.
Наиболее сильные разрушения лакокрасочного покрытия про-
исходят в первые дни, когда пленка еще не настолько окрепла,
чтобы противостоять атмосферным воздействиям. Здесь, конечно,
речь идет о материалах холодной сушки.
Наиболее сильные разрушения лакокрасочных пленок, как
показали наши наблюдения, происходят обычно ранней весной.
В условиях, например, московского климата в это время года
наблюдаются резкие колебания температуры, например от +12
до —19°; в Ташкенте март характеризуется средней максималь-
ной температурой +27,7°, минимальной —11,3°. Такие резкие
колебания температуры вызывают частые деформации металла
и лакокрасочной пленки (попеременное сжатие и расширение) и
в ряде случаев появление сетки, растрескивание пленки и свя-
занную с этим коррозию окрашенного металла.
380
Осенние дожди значительно ускоряют процесс коррозии на
поверхности таких образцов, на которых покрытие уже потреска-
лось весной или летом.
С. В. Якубович и М. М. Гольдберг26 исследовали влияние вре-
мени года экспозиции на результаты испытания устойчивости
к атмосферным воздействиям ряда масляных красок. Для этой
цели через каждые 3 мес. на крышу (в Москве) выставляли совер-
шенно одинаково окрашенные железные листы. Оказалось, что
наименее интенсивно процесс коррозии протекает на образцах,
выставленных осенью (сентябрь). Это можно объяснить сравни-
тельно низкой температурой воздуха в этом месяце и отсутствием
сильных колебаний температуры. К периоду осенних дождей и
заморозков (октябрь—ноябрь) свежая накраска успевает настоль-
ко окрепнуть, что оказывается в состоянии выдержать разрушаю-
щие воздействия атмосферы.
Большинство красок быстрее разрушается весной (март),
так как покрытие, не успев окрепнуть, в первые же дни подвер-
гается резким температурным колебаниям, деформирующим плен-
ку. На втором месте по скорости разрушения стоят покрытия, вы-
ставляемые на крышу летом (июнь).
Результаты этих исследований выражены в виде кривых
(рис. 203 и 204), представляющих динамику развития процессов
Рис. 203. Влияние времени года Репозиции на атмо-
сфероустойчивость железного сурика.
коррозии железных листов, окрашенных железным суриком и
цинковыми белилами, подвергнутых воздействию атмосферы в
различные времена года. Из рис. 203 и 204 следует, что состоя-
ние накрасок после 24-месячной экспозиции сильно зависит от
того, в какое время года они выставлены. Так, например, окра-
шенные листы, выставленные весной, подверглись коррозии на
381
95%, выставленные летом—на 75%, зимой—на 50%,га осенью—
всего на 20%. Исходя из этого, можно сделать вывод, что наиболее
Рис. 204. Влияние времени года экспозиции
на атмосфероустойчивость цинковых белил.
благоприятным временем года для экспозиции накрасок (а также
для проведения наружных окрасо к) следует признать осенние
месяцы.
при испытании всех типов эмалей:
1—значительная потеря глянца; 2—значительное изменение цвета;
3—сильное меление; 4—сетка; 5—трещины по всей поверхности;
6—начало коррозии.
Нами46 было проведено распределение отдельных видов
разрушений, имевших место при испытании различных покрытий
в условиях московской станции ГИПИ-4 в течение ряда лет. Как
видно из рис. 205, почти для всех видов разрушения наблюдаются
382
два максимума: один относится к маю, другой к августу. В нояб-
ре, декабре, январе и феврале существенных внешних разруше-
ний пленки не наблюдается, за исключением потери блеска (глян-
ца), которая в той или иной степени происходит в течение круг-
лого года. В остальные месяцы процессы разрушения протекают
почти равномерно.
По нашим наблюдениям растрескивание в весенние месяцы
по некоторым материалам достигает 88% от общего количества
образцов, подвергшихся испытанию на растрескивание. Меле-
ние, например, эмалевых покрытий наступает раньше всего в.
июле, наиболее жарком месяце.
Выставленные образцы весной и растрескавшиеся летом под-
вергаются коррозии в местах образования трещин и сетки в те-
чение осени (сентябрь—октябрь). Образцы, выставленные осенью,
остаются неизмененными в течение осени и зимы и только весной
начинают разрушаться.
Для наиболее правильной оценки атмосфероустойчивости по-
крытия рекомендуется одно и то же покрытие выставлять на
экспозицию дважды—один раз осенью, другой раз весной.
ВЛИЯНИЕ УГЛА НАКЛОНА И НАПРАВЛЕНИЯ К СТРАНАМ СВЕТА
НА УСТОЙЧИВОСТЬ ПОКРЫТИЙ
Решающее значение при испытании атмосфероустойчивости
покрытий имеет установка накрашенных щитов под определенным
углом к горизонту и в определенном направлении к различным
странам света.
Для усиления действия солнечных лучей щиты как правило
устанавливают под углом 45° к горизонту. Такие испытания
считаются ускоренными по сравнению с испытаниями, когда
щиты установлены в вертикальном положении или под меньшим
углом наклона. Обычно считают, что при экспозиции образцов
под углом 45° покрытия разрушаются в \1/2 раза быстрее, чем
при экспозиции в вертикальном положении. Однако это справед-
ливо лишь при условии, что воздух свободен от пыли (например,
морской, сельский), так как при наличии пыли последняя легче
удерживается на покрытиях, установленных под углом 45°, и мо-
жет задерживать разрушение их (изменение цвета, глянца и ме-
ления).
С. 3. Острин (Ленинградская станция НИИЛК) показал, что
наибольшим разрушениям подвергаются накраски, обращенные
на юг, наименьшим—обращенные на север; при наклоне 45°
разрушение происходит значительно быстрее, чем при вертикаль-
ном положении. При горизонтальном положении на поверхности
скапливается большое количество пыли, что замедляет разруше-
ние покрытия.
Следует полагать, что накраски, расположенные в горизон-
тальном положении, разрушаются сильнее в отсутствие пыли.
383
Считается, что наибольшего ускорения испытания в естественных
условиях можно достигнуть, расположив образцы накрасок к
югу, под углом 45° к горизонту, вне зависимости от местоположе-
ния испытательной станции (ОСТ 10086—39 М. И. 38). Испытания
покрытий в вертикальном положении, несмотря на более длитель-
ные сроки их проведения, также имеют большое значение, посколь-
ку они приближаются к условиям эксплуатации ряда покрытий
на вертикальных поверхностях.
УСТРОЙСТВО И РАСПОЛОЖЕНИЕ АТМОСФЕРНОЙ
(КРЫШНОЙ) СТАНЦИИ
Станцию для испытания накрасок к атмосферным воздейст-
виям обычно устраивают на крыше какого-либо здания, располо-
Вид по стрелпе А
Рис. 206. Схема устройства крышной станции
с двухярусным каркасом (размеры щитов
350X700 -и-и).
женного в местности, где воздух не сильно загрязнен газами про»
мышленных предприятий. В тех случаях, когда крышную стан-
384
цию приходится оборудовать в местности, воздух которой за-
грязнен промышленными газами, следует считать испытания ус-
коренными и вносить в полученные результаты некоторые по-
правки.
На рис. 206—207 показаны схемы устройства, а на рис. 208—210
типы различных атмосферных станций.
Рис. 207. Схема устройства крышной станции с четырехярусным
каркасом (размеры щитов_300Х350 лл).
Согласно условиям, разработанным С. В. Якубовичем и
С. 3. Остриным26 и вошедшим затем в общесоюзный стандарт
(ОСТ 10086—39 М. И. 38), атмосферная станция должна быть обо-
рудована на совершенно открытом месте. Для этой цели пригодны
крыши зданий или открытые площадки на земле, расположен-
ные так, чтобы в течение всего дня в любое время года на стан-
цию не падала тень от соседних сооружений или же близко распо-
ложенных насаждений; необходимо, чтобы соседние здания (если
они имеются) не являлись барьером для ветров или причиной
сквозняков (увеличение силы ветра). На площадке станции уста-
навливают деревянную или металлическую раму, к которой при-
крепляют деревянный или металлический каркас. Каркас (одно-
ярусный, двухярусный или четырехярусный) устанавливают под
25 с. В. Якубович 385
Рис. 208. Атмосферная (крышная) станция с четырехярусными
каркасами.
Рис. 209. Атмосферная (крышная) станция с четырехярусными
каркасами (общий вид).
386
углом 45° к горизонту и обращают лицевой стороной на юг. Ра-
му, крепления и каркасы в случае наклонной крыши целесообраз-
но устанавливать в соответствии с чертежами, показанными на
Рис. 210. Атмосферная станция на земле с двухярусными каркасами.
рис. 206—207. В случае если станция расположена на горизон-
тальной крыше или на земле, необходимо произвести соответст-
вующие изменения в креплении рамы.
ВЛИЯНИЕ СПОСОБА ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ
НА РЕЗУЛЬТАТЫ ИСПЫТАНИЯ
Из многочисленных исследований следует, что предваритель-
ная очистка металла оказывает наибольшее влияние на даль-
нейшую службу покрытия.
Очистка железа от ржавчины и окалины необходима уже пото-
му, что их наличие на поверхности металла способствует обра-
зованию местных гальванических пар, являющихся первоисточ-
ником коррозии.
Металл перед нанесением испытуемого лакокрасочного мате-
риала должен быть очищен не только от окалины и ржавчины,
но и от грязи и жира, так как грязь и жир ухудшают адгезию ла-
кокрасочной пленки, а это приводит в свою очередь к быстрейшему
ее разрушению.
Выше было уже указано, что между адгезией пленки и ее
противокоррозионной устойчивостью существует определенная
зависимость.
25*
387
Очистку металла от грязи и жира производят или при помо-
щи растворов щелочей, или при помощи растворителей (бензин,
лаковый керосин).
Очистку металла от окалины и ржавчины можно производить
в основном двумя способами: химическими механическим. Хими-
ческий способ очистки (травление) заключается в том, что окислы
растворяют погружением металла в ванну с какой-нибудь кисло-
той (серной, соляной и др.).
Скорость процесса травления зависит от взятой кислоты,
ее концентрации и температуры.
К механическим способам очистки металла надо отнести об-
работку поверхности вручную стальными щетками, наждаком
или пемзой, обработку песком при помощи пескоструйного аппа-
рата, механическую чистку наждачными и карборундовыми кру-
гами или другими шлифующими материалами, а также так назы-
ваемую пламенную очистку посредством специальной ацетилено-
вой горелки. Очень часто очистку металла производят сначала
травлением, а затем механически.
Применяется также очистка металла травлением с «присад-
ками». Прибавление к кислоте присадок, т. е. поверхностно-актив-
ных веществ, в большей или меньшей степени уменьшает скорость
растворения железа.
Поскольку способ очистки металла оказывает очень большое
влияние на устойчивость лакокрасочного покрытия, при срав-
нительных испытаниях все щиты для окраски должны быть под-
готовлены единым способом.
С. В. Якубович и Е. В. Искра50 исследовали влияние различ-
ных методов очистки железа на стойкость лакокрасочных покры-
тий. Было установлено, что химические методы очистки металла
---способствуют коррозии. Коррозия в этом случае начинается с
образования на поверхности отдельных небольших участков,
разрушающих краску; в результате этого создаются благоприят-
ные условия для быстрого распространения ржавчины. Кроме
того, в результате химической очистки железа иногда на покры-
тии очень быстро образуется сетка. Оказалось также, что наилуч-
шими способами очистки металла являются механические, в част-
ности очистка металлическими (стальными) щетками. Авторы
расположили все существующие способы очистки металла в сле-
дующий ряд: металлические щетки, пескоструйный аппарат,
пемза, шкурка (вручную), травление в серной кислоте с присад-
» кой, травление в соляной кислоте с присадкой, травление в соля-
ной кислоте без присадки.
Наиболее устойчивыми оказываются покрытия на металле,
очищенном металлической щеткой и пескоструйным аппаратом; на-
именее устойчивыми — покрытия, нанесенные на поверхность,
очищенную соляной кислотой.
Поэтому при атмосферных испытаниях покрытий на железе реко-
мендуется очищать поверхность только механическими методами.
388
ПОДГОТОВКА ПОВЕРХНОСТИ И ИЗГОТОВЛЕНИЕ ЭКСПОНАТОВ
В зависимости от назначения лакокрасочного материала ис-
пытания накрасок производят на металлических или деревянных
щитах, а также на щитах из штукатурки, бетона, железобетона,
асбоцемента, тканевой обтяжки и других материалов.
Рис. 211. Деревянная рамка для
железных щитов (300X350 .tui).
Рис. 212. Деревянная рамка для
железных щитов (стандартный раз-
мер 350X700 мм).
Для металлических щитов обычно берут сталь толщиной не ме
жее 0,5 мм-, для деревянных—воздушно-сухую сосновую доску тол
щиной не менее 12 мм. Испытания покрытий на таких материалах
как алюминии, алюминиево-
магниевыесплавы, ткань и т. д.,
производят согласно специаль-
ным инструкциям. Размеры щи-
тов должны быть не менее 300 X
х 350 мм. Принятый нашим
стандартом размер 350х700лш
позволяет испытывать одновре-
менно два образца краски на
Рис. 213. Деревянный щит (размер
350X700 мм).
одном щите.
Щиты укрепляют на деревян-
ном подрамнике. Подрамник и
внутренняя сторона щита предварительно должны быть хорошо
окрашены двумя слоями масляной краски (железный или свинцо-
вый сурик). На рис. 211 и 212 показаны деревянные рамки для
металлических щитов размерами 300x350 мм и 350x700 мм.
Деревянные щиты изготовляют из нескольких досок, соеди-
ненных шплинтом. Для того чтобы щиты не коробились, поперек
внутренней стороны на V4 глубины щита вгоняют две-три планки
шириной 2—4 см (рис. 213). Внутреннюю сторону щита окраши-
вают масляной краской.
Перед окраской металлические щиты очищают от ржавчины
и окалины, а также удаляют старую краску (при использовании
389
-
старых щитов) при помощи пескоструйного аппарата или прово-
лочных щеток, металлических скребков, наждачного камня или
наждачных шкурок. Старую краску можно также удалять путем
отжига паяльными лампами, концентрированным раствором ед-
кой щелочи или специальными смывками, состоящими из органи-
ческих растворителей.
После очистки поверхности от ржавчины и окалины ее проти-
рают лаковым керосином, вытирают насухо тряпками и окра-
шивают в два слоя (при помощи кисти или распылителя) испытуе-
мым лакокрасочным материалом.
Лакокрасочные материалы на основе эфиров целлюлозы,
хлорвиниловой, перхлорвиниловой и других полимеризационных
смол, отличающихся плохой прилипаемостью к металлу, наносят
на предварительно загрунтованную поверхность. В качестве грун-
товки для железа применяют, например, глифталевый грунт
№ 138. При испытании многослойных систем, например автомо-
бильных нитропокрытий, покрытий железнодорожных вагонов
и т. п., подготовку щитов производят в соответствии с технологиче-
ской схемой покрытия.
Деревянный щит предварительно зачищают шкуркой и за-
полняют поры столярной грунтовкой. Через сутки поверхность
тщательно обрабатывают шкуркой и наносят испытуемый материал
в два слоя. Окрашенные щиты выставляют на атмосферную стан-
цию через 5—10 суток после практического высыхания послед-4
него слоя.
Перед выставлением щитов на станцию
необходимо проставить на них в верхних
углах опознавательные знаки—порядко-
вый номер щита и дату начала испытания
(рис. 214).
------------------------Точно так же подготавливают контроль-
ный щит (пластинку) размером 70х 150Мм
или 100 x 200 мм, который вовсе время ис-
пытания хранят внутри помещения. Щит-
дубликат служит эталоном при периоди-
ческих осмотрах щитов на атмосферной
станции. Для исключения элемента случай-
ности одновременно выставляют на атмос-
Рис. 214. Железный щит ферНуЮ станцию два-три одинаково окра-
р ’ шенных щита. В тех случаях, когда испы-
тывают покрытия, атмосфероустойчивость которых неизвестна,
целесообразно одновременно выставлять щиты, окрашенные стан-
дартной краской.
На каждый экспонат, выставляемый на атмосферную станцию,
составляют карточку, в которой отмечают его внешний вид перед
испытанием, а затем разрушения, наблюдаемые во время перио-
дических осмотров. Форма карточки, принятая в ГИПИ-4,
приведена ниже. По ОСТ 10086—39 М. И. 38 принята несколь-
390
19^51г.
1013
ко иная форма карточки. При оценке разрушений по десяти-
бальной системе ГИПИ-4 удобнее пользоваться формой, принятой
ГИПИ-4.
В течение первых 30 дней осмотр экспонатов производят через
каждые 10 дней, а затем, если разрушение идет медленно,—раз
в месяц.
Перед каждым осмотром губкой, смоченной в воде, смывают
с экспоната пыль и затем поверхность насухо вытирают замшей.
Во время периодических осмотров экспонатов определение
видов разрушений и их оценку производят по десятибальной си-
стеме ГИПИ-4, приводимой в гл. 7 (стр. 394).
Приводим примерную форму карточки для записи резуль-
татов крышных испытаний.
Экспонат №
Лицевая сторона
Рецептура
1. Название испытуемого материала
2. Откуда поступил
3. Дата поступления
4. Поверхность, на которую нанесен испытуемый материал
5. Состояние поверхности и ее подготовка
6. Метод нанесения на поверхность. Условия сушки, коли-
чество слоев
7. Расход материала на 1 м* поверхности
8. Кем выполнялась работа
9. Местоположение атмосферной станции
10. Дата выставления экспоната
11. Дата снятия экспоната
12. Заключение
Подпись ответственного лица,
давшего заключение
Оборотная сторона
Результаты осмотра
День
осмотра
Характер разрушений
Балл
Подпись ответственного лица
ГЛАВА 7
СИСТЕМА ОЦЕНКИ РАЗРУШЕНИЙ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ И ИХ ЭКСПЛУАТАЦИОННОЙ УСТОЙЧИВОСТИ
СИСТЕМА ОЦЕНКИ РАЗРУШЕНИЙ ПОКРЫТИЯ В ПРОЦЕССЕ
УСКОРЕННЫХ И АТМОСФЕРНЫХ ИСПЫТАНИЙ
Изменение состояния покрытия, происходящее при испыта-
нии его в атмосферных условиях или ускоренными методами,
констатируется визуально. Поэтому оценку качества покрытия
нельзя, конечно, считать достаточно объективной. Выражать
степень разрушения пленки количественно представляется воз-
можным лишь по отдельным видам разрушения; поэтому
очень часто оценку производят качественно, но стремятся при
этом различные степени разрушения свести в определенную
систему.
По стандарту (ОСТ 10086—39 М. И. 38) различают девять
основных видов разрушений лакокрасочных покрытий: потеря
глянца, изменение цвета, ослабление пленки, появление сетки,
растрескивание, выветривание, ржавление, отслаивание и ме-
ление48’51.
Потерю блеска (глянца) выражают приближенно в процентах
по сравнению с эталоном. Изменения цвета обозначают четырьмя
характеристиками—пожелтение, потемнение, побеление, выцве-
тание, отмечая, кроме того, степень изменения (сильное, слабое
и т. д.).
Появившуюся сетку характеризуют сравнением с фотографиями
крупной и мелкой сетки. Растрескивание, отслаивание и выветри-
вание лишь констатируют. Для определения меления в ОСТ при-
ведена шкала, характеризующая различную степень этого вида
разрушения.
Такая система оценки недостаточно дифференцирует отдельные
виды разрушения покрытия и, кроме того, недостаточно точно
их характеризует.
Можно также составлять графики для каждого вида разруше-
ния, откладывая на оси абсцисс длительность испытания, а на
оси ординат—изменение состояния покрытия в процентах или
баллах.
392
Таким образом, можно проследить кинетику отдельных про-
цессов разрушения покрытий во время испытания52. Недостат-
ком этой системы является некоторая громоздкость, а также
невозможность построения суммарного графика по всем видам
разрушений.
Большое значение для объективности оценки имеет система
эталонов, представляющих собой фотографии и микрофото-
графии наиболее характерных степеней разрушения того или
иного вида.
Сравнением с такими эталонами можно характеризовать раз-
личные виды и степени растрескивания и образования сетки, отсла-
ивания, ржавления, образования пузырей, сморщивания, меления.
При исследовании состояния покрытия в процессе испытания
необходимо пользоваться лупой и микроскопом (увеличения от
32 до 100 раз). Если под микроскопом не наблюдается отчетливых
разрушений покрытия, главным образом растрескивания, а пер-
воначальный цвет и блеск сохранились, то оно может быть при-
знано не изменившимся «по внешнему виду».
Для оценки разрушений, происшедших при испытании про-
тивокоррозионных свойств и атмосфероустойчивости покрытий,
С. В. Якубович и А. М. Грозовская (ГИПИ-4) предложили десяти-
бальную систему, которая нашла широкое применение в различ-
ных лабораториях и институтах30- 53. Практика показала, что эта
система позволяет достаточно объективно оценивать характер раз-
рушений.
В табл. 32 приведена десятибальная система оценки ГИПИ-4;
фотоэталоны отдельных видов разрушений приведены в приложении
(стр. 465—475).
При установлении балла следует иметь в виду, что если при
наличии нескольких видов разрушения они относятся к различ-
ным группам, то покрытию присваивается балл, соответствующий
наиболее сильному разрушению, т. е. самый низкий из воз-
можных .
При определении глянца (блеска) фотоэлектрическим прибо-
ром НИИЛК (стр. 299) потерю его в процентах определяют по
отношению к эталонному образцу испытуемого покрытия, глянец
которого принят за 100%.
Для краткого обозначения вида разрушения можно пользо-
ваться баллом с соответствующим индексом, например: трещины
до металла—5Б; коррозия до 10% поверхности—4Г, крупные
пузыри—6Е ит. п.
Для общей характеристики состояния покрытия по оконча-
нии испытания пользуются пятибальной системой (табл. 33 на
. стр. 396).
393
Таблица 32
Десятибальная система оценки разрушения лакокрасочных покрытий при
атмосферных и противокоррозионных испытаниях (по ГИПИ-4)
Индекс! Вид разрушения Балл
А Б Без видимых изменений (при осмотре невооруженным глазом или под микроскопом) Незначительная потеря глянца (до 30%) 10
А Б Значительная потеря глянца (от 31 до 60%) Слабое изменение цвета покрытия (начальные явления): 1) слабое потемнение 2) » побеление 3) » выцветание 4) » пожелтение 9
А Б ' В Полная потеря глянца (от 61 % и выше) Значительное изменение цвета покрытий: 1) значительное потемнение 2) » побеление 3) » выцветание 4) » пожелтение Слабое меление. При трении пальцем сразу же возобновляется цвет и глянец (при матовых покрытиях—их фактура) 8
to tn > Поверхностные трещины, видимые под микроскопом Поверхностная мелкая сетка, видимая под микроскопом Образование мелких пузырей в отдельных местах без отслаи-
Г ‘ Д Е Сморщивание пленки в отдельных местах Отслаивание очень небольших кусочков пленки от нижележа- щих слоев покрытия в отдельных местах в результате выветривания (подложка не обнажается) Значительное меление (в цветных покрытиях сопровождается сильным выцветанием). При трении пальцем возобновляется цвет и глянец покрытия (а при матовых покрытиях—их фактура) 7
: ' А Б L в г д 394 Полное выцветание пленки (полная потеря основного цвета) Поверхностные волосяные трещины, видимые невооруженным глазом Поверхностная мелкая сетка, ,видимая невооруженным глазом Поверхностная крупная сетка или трещины в отдельных местах Мелкие пузыри по всей поверхности и образование мелких кратеров (оспин) до металла в отдельных местах (лопнувшие пузыри) 6
к
Продолжение табл. 32
Лнденс | Виды разрушений Балл
Е Крупные пузыри в отдельных местах
Ж Сморщивание пленки по всей поверхности Отслаивание небольших кусочков пленки от лежащих ниже слоев покрытия по всей поверхности в результате выветри-
вания (подложка не обнажается) 6
И Сильное меление; при трении пальцем с большим трудом возобновляется первоначальный цвет и глянец покрытия
К Отдельные точки коррозии на поверхности покрытия или отдельные темные пятна в результате коррозии под пленкой
А Крупные глубокие трещины или глубокая сетка по всей поверх- ности (не до подложки)
Б Трещины до металла (или другой подложки) в отдельных местах
В Крупные пузыри по всей поверхности и образование мелких
кратеров (оспин) до металла (либо другой подложки) 5
Г Отслаивание небольших кусочков пленки от ^подложки до 10% всей поверхности в результате сетки, трещин или плохой адгезии
Д Очень сильное меление. При трении пальцем не возобновляется ни цвет, ни глннец покрытия
Е Точечная коррозия или налет ржавчины до 5% поверхности
А Крупные трещины, либо крупная сетка до металла (или другой подложки) по всей поверхности
Б Отслаивание кусочков пленки от подложки до 25% всей по-
верхности 4
В Очень сильное меление. При трении пальцем обнажается ме- талл (или другая подложка)
Г Коррозии до 10% поверхности
А Меление до обнажения металла или другой подложки до 50% поверхности
. Б Отслаивание кусочков пленки от подложки до 50% поверхности 3
В Коррозия до 25% поверхности
А Меление до обнажения почти всей поверхности металла или
другой подложки 2
Б Отслаивание пленки до 75% поверхности
В Коррозия до 50% поверхности
А Коррозия до 75% поверхности 1
Б Полное разрушение покрытия
395
Таблица Sg
Пятибальная система для общей характеристики покрытия после испытания
Оценка по пнтибальной системе Характеристика покрытий Оценка по десятибаль- ной системе (по ГИПИ-4 >
5 Покрытие находится в отличном состоянии 10—9
4 Покрытие находится в хорошем состоянии 8-7
3 Покрытие находится в удовлетворительном со- стоянии 6
2 Покрытие находится в неудовлетворительном со- стоянии. Требуется полное его возобновление со снятием старого покрытия 5-3
1 Покрытие находится в плохом состоянии. Тре- буется очистка поверхности от продуктов корро- зии и новая окраска 2—1
СИСТЕМА ОЦЕНКИ ЭКСПЛУАТАЦИОННОЙ УСТОЙЧИВОСТИ ПОКРЫТИЯ
При испытании различных покрытий в естественных условиях
можно легко дифференцировать их эксплуатационную устойчи-
вость и проследить ход их разрушения во времени, пользуясь-
десятибальной системой оценки (см. выше) и составляя соответ-
ствующие кривые балл—время испытания. Пользуясь, такими
кривыми, можно в любой промежуток времени установить степень,
разрушения покрытий, а также дать общую оценку состояния
покрытия за все время испытания для каждого участка кривой
в соответствии с пятибальной системой.
На рис. 215 и 216 представлены результаты испытания масля-
ных и глифталевых эмалей (атмосферная станция ГИПИ-4).
Точно так же можно выражать кривыми результаты ускорен-
ных испытаний и получать кинетику разрушения покрытия во-
времени.
На рис. 217 и 218 представлены результаты испытания масля-
ных и глифталевых эмалей на аппарате искусственной погоды
ГИПИ-4.
Ввиду большой длительности испытаний покрытий на атмо-
сфероустойчивость в природных условиях было сделано много по-
пыток установить коэффициент пересчета между ускоренными и:
крышными испытаниями. Однако основной ошибкой многих
исследователей явилось стремление унифицировать этот коэффи-
циент для разнообразных климатических условий.
В зависимости от принятого метода ускоренных испытаний ж
средних климатических условий данного пояса можно все же:
396
Рис. 215. Результат испытания масляных эма-
левых красок на атмосферной станции (Москва):
1—эмаль К« 1; 2—эмаль № 2; 3—эмаль № 3.
время, месяцы
Рис. 216. Результаты испытания глифталевых
эмалевых красок на атмосферной станции (Москва):
1—эмаль на глифталевой смоле, модифицированной
касторовым маслом (с желтым кроном); 2—эмаль на
глифталевой смоле, модифицированной льняным маслом
(со свинцовой зеленью); 3—эмаль на глифталевой смоле,
модифицированной льняным маслом (кремовая на цин-
ковых белилах); 4—эмаль на глифталевой смоле, мо-
дифицированной льняным маслом (белая на цинковых
белилах).
397
Рис. 217. Результаты испытания масляных
эмалевых красок на аппарате ГИПИ-4;
1—эмаль № 1; 2—эмаль № 2; 3—эмаль № 3.
Рис. 218. Результаты испытания глифталевых
эмалевых красок на аппарате ГИПИ-4:
1—эмаль на глифталевой смоле, модифицированной кас-
торовым маслом (с желтым кроном); 2—эмаль на глифта-
левой смоле, модифицированной льняным маслом (со свин-
цовой зеленью); 3—эмаль на глифталевой смоле, модифи-
цированной льняным маслом (кремовая на цинковых
белилах); 4—эмаль на глифталевой смоле, модифици-
рованной льняным маслом (белая на цинковых белилах).
398
установить средний коэффициент пересчета как отношение стой-
кости покрытия во времени (в данных атмосферных условиях)»
к стойкости его при ускоренных испытаниях. Как показали на-
ши работы46-53, величина этого коэффициента зависит также от
состава лакокрасочных покрытий.
С ростом устойчивости покрытий коэффициент пересчета повы-
шается. При параллельном испытании различных масляных по-
крытий на аппарате ГИПИ-4 и на атмосферной станции в Москве
величина коэффициента пересчета колеблется в пределах от 18
до 30. В связи с этим средняя величина коэффициента пересчета
в этих условиях принята равной 25.
Однако один лишь коэффициент пересчета не может характе-
ризовать общей атмосфероустойчивости покрытия, поскольку не-
учтенными остаются изменения физико-механических свойств по-
крытия, меняющиеся в процессе эксплуатации. При всех прочих
равных условиях более атмосфероустойчивым будет то покрытие,
которое в процессе эксплуатации (старения) меньше изменяет
свои механические свойства (адгезию, эластичность и др.).
С другой стороны, судить об атмосфероустойчивости на осно-
вании изменения только физико-механических свойств покрытий
при искусственном старении в условиях лаборатории также нель-
зя. Такие испытания не учитывают действия важнейших атмо-
сферных факторов, каковыми являются ультрафиолетовые лучи,
влага и др. Поэтому необходима комплексная методика испытания
учитывающая все факторы, влияющие на эксплуатационные свой-
ства покрытий.
С. В. Якубович и А. М. Грозовская изучали46-53 изменение
физико-механических свойств большого количества различных
лакокрасочных покрытий в процессе искусственного старения, а
также в процессе разрушения этих покрытий при ускоренных и
атмосферных испытаниях.
На основе полученных результатов была предложена ком-
плексная методика испытания эксплуатационных свойств покры-
тий, а также система оценки их атмосфероустойчивости. Мето-
дика предназначена для испытания лакокрасочных покрытий,
содержащих масляные и масляно-смоляные пленкообразующие;
система оценки пригодна для характеристики атмосфероустой-
чивости покрытий на черных металлах в условиях континенталь-
ного климата.
Комплексная методика определения атмосфероустойчивости
(эксплуатационных свойств) покрытий заключается, во-первых,
в определении изменений физико-механических свойств покрытий
(эластичность) в процессе искусственного термического старения
при 60°; во-вторых, в ускоренном испытании покрытий в аппарате
искусственной погоды ГИПИ-4 с оценкой результатов по десяти-
бальной системе ГИПИ-4.
Общую оценку атмосфероустойчивости устанавливают, поль-
зуясь эмпирическими формулами.
399
Методика испытания. Все испытания проводят на металле
с двуслойным покрытием.
1. Эластичность покрытия определяют на прессе марки Э
сначала через 120 час. после практического высыхания второго
слоя испытуемого материала при 18—20°, а затем в процессе ста-
рения в термостате при 60° через 24; 48; 72; 96 и 120 час.
После пятисуточного высыхания при 18—20° покрытие под-
вергают искусственному старению. Через каждые 24 часа вычис-
ляют процент потери эластичности покрытия, принимая эластич-
ность покрытия через 5 суток воздушной сушки за 100%. На-
чальная эластичность атмосфероустойчивых покрытий должна
быть не менее 5 мм.
2. Ускоренные испытания проводят в аппарате ГИПИ-4 в те-
чение 240 час. по следующему циклу: а) облучение (непрерывное)
двумя дуговыми лампами; б) опрыскивание покрытий водой в те-
чение 3 мин. через каждые 17 мин. Температура в камере 60°
(±2°), температура на образцах во время распыления воды 20°
( + 2°). Перед испытанием сплбшность Ьокрытия определяют де-
фектоскопом ГИПИ-4 (стр. 325).
Оценка атмосфероустойчивост и. После про-
ведения указанных выше испытаний вычисляют атмосфероустой-
чивость покрытий по следующей эмпирической формуле:
А = /в.Кб.25-Кэ
где А—атмосфероустойчивость покрытия в условиях континен-
тального климата;
/в—время испытания образца в аппарате (в сутках);
К6—поправочный коэффициент на балл;
Кэ—поправочный коэффициент на эластичность;
____25—коэффициент пересчета.__________________________
Значения поправочного коэффициента на балл (Кб) приведены
в табл. 34.
Таблица 34
Значения поправочного коэффициента Кб
Оценка состояния покрытия по десятибальной системе через 240 час. испытания в аппарате ГИПИ-4 . . . 4 5 6 7 8 9 10
Значение Кв 1,0 1,1 1,2 1,5 1,7 1,9 2,0
Максимальное разрушение покрытия, которое может насту-
пить через 240 час. испытания в аппарате, оценивается в среднем
баллом 4 по десятибальной системе ГИПИ-4, поэтому такое со-
стояние покрытия принимается за единицу; в этом случае Кб=1.
Значения поправочного коэффициента на эластичность (Кэ)
в зависимости от различной степени потери эластичности покры-
400
тия в процессе искусственного старения при 60° приведены в
табл. 35.
Таблица 35
Значения коэффициента эластичности К3
Продолжи- тельность искусствен- ного старения при 60° часы Потеря эла- стичности % Значения К э Продолжи- тельность искусствен- ного старения при 60° часы Потеря эла- стичности % Значения К э
24 76—100 0,5 120 51—75 1,1
48 76—100 0,7 120 31—50 1,2
72 76—100 0,8 120 16—30 1,4
96 76-100 0,9 120 0—15 1,5
120 76—100 1,0
Поправочный коэффициент при максимальной потере эластич-
ности в процессе искусственного старения через 120 час. принят
за единицу. При улучшении или ухудшении эластичности коэф-
фициент соответственно увеличивается или уменьшается.
Покрытия, которые мало изменяются или совсем не изменяют-
ся в течение 240 час. при ускоренных испытаниях, а также мало
изменяют свою эластичность при старении в течение 120 час.,
являются атмосфероустойчивыми.
Для установления атмосфероустойчивости таких покрытий
повторяют циклы ускоренных испытаний и испытаний изменения
механических свойств при старении.
Таблица 36
Значения коэффициента эластичности /Са п
Число циклов (п) равно 2 Число циклов (п) равно 3
время искус- ственного ста- рения при 60° ча сы потеря эластичности % значения К э.п время искус- ственного ста- рения при 60° часы потеря эластичности % значения К э.п
144 76—100 0,5 264 76—100 0,5
ч 168 76—100 0,7 288 76—100 0,7
192 76—100 0,8 312 76—100 0,8
216 76—100 0,9 336 76—100 0,9
240 76—100 1,0 360 76—100 1,0
240 51—75 1,1 360 51—75 1,1
240 31—50 1,2 360 31—50 1,2
240 16—30 1,4 360 16-30 1,4
240 0—15 1,5 360 0—15 1,5
26 С. В. Якубович
401
В этом случае формула преобразуется:
A = К6-25-Кэ.п
где п—число циклов (по 240 час.) испытаний в аппарате ГИПИ-4;
Кэ.п—поправочный коэффициент на эластичность при повто-
рении циклов (по 120 час.) старения, соответственно
числу циклов испытаний («) в аппарате.
Значения Кэ.п приведены в табл. 36 на предыдущей стр.
В табл. 37 приведены некоторые данные, иллюстрирующие
применимость описанной выше системы оценки.
Таблица 37
Результаты применения системы оценки покрытий (по ГИПИ-4)
Материал Атмосферостойкость, вычисленная по фор- муле (стр. 400) Дни Фактическая атмосферо- стойкость Материал Атмосферостойкость, вычисленная по фор- муле (стр. 400) ДНИ Фактическая атмосферо- стойкость
1 ft Цинковые бели- ла на нату- ральной оли- фе 375 Через 12 мес. покрытие име- ет ржавый на- лет по всей поверхности. В отдельн ых местах тре- щины. Балл 5 Эмалевая краска синяя на мас- ляном лаке с глицериновым эфиром кани- фоли 120 Через 4 мес. со- стояние по- крытия не- удовлетвори- тельное. Балл 2
v- «г Литопон на на- туральной 187 Через 10 мес. по всей поверх- ности корро- Эмалевая краска синяя на гли- фталевом лаке 360 Через 12 мес. сетка по всей поверхности:
зия на 25%. Балл 3 через 16 мес. коррозия до- 75 % поверх- ности. Балл 1
Крон желтый на натуральной олифе 637 В хорошем со- стоянии через 2 года (потем- нение пленки). Балл 8 Эмалевая краска черная пента- фталевая 750 Через 2 года со- стояние по- крытия хоро- шее
г. Гу Железный су- рик на нату- ральной оли- фе 562 Через 18 мес. очень сильное потемнение. Покрытия на- ходятся в хорошем со- стоянии. Балл 8 Эмалевая краска черная на гли- фталевом лаке 750 Через 2 года со- стояние по- крытия хоро- шее
ft 402
ЛИТЕРАТУРА
1. А к и м о в ’ Г. В., Теория и методы исследования коррозии металлов,
АН СССР, 1945.
2. А к и м о в Г. В., Основы учения о коррозии и защите металлов, Метал-
лургпчдат, 1946.
3. Ромашов Н. Д.. Коооозия металлов с кислоиодной деполяризацией,
АН СССР, 1947.
4. Ускоренные методы защиты изделий от коррозии. Сборник статей под.
ред. Г. В. Акимова, АН СССР, 1946.
5. Ромашов Н. Д., Успехи химии, XIX, 6, 716 (1950).
6. Орлов Е. И. ЖФХО XLII, 4, 658 (1910).
7. Киселев В. С., Олифа и лаки, Госхимиздат, 1940.
8. Дерягин Б. В., ЖФХ 15, 379 (1934).
9. Богатырев П. М., Кандидатская диссертация, МХТИ им. Менделе-
ева, 1948.
10. Памфилов А. В., Кипарисов Г. Н., ЖПХ II, 6, 998 (1939).
И.Томашов Н. Д., Киселев В. С., Гольдберг М. М.,
Изв. АН СССР, Хим. сер. 2, 152 (1949).
12. П а м ф и л о в А. В., Кипарисов Г. Н., ЖПХ II, 7—8, 1173
(1939).
13. Г о л ь д б е р г М. М., Кандидатская диссертация, МХТИ им. Менде-
леева, 1942.
14. Я к у б о в и ч С. В., и Г р о з о в с к а я А. М., Труды научно-иссле-
довательских институтов, Госхимиздат, 1947, стр. 297.
15. Тартаковская В. Е. и Иванова Н. Б., Бюл. обм. опыт,
малярной техники № 4—5, 47—48 (1938).
16. Glasunow A., J enicker F., Korrosion und Metallochutz 16,
341 (1940).
17. Б a x в а л о в Г. Г. и Т у р к о в с к а я А. В., Коррозия и защита
металлов, Металлургиздат, 1947, стр. 41.
18. Wilborn F., Physikalische und technologische Priifverfahren fur Lac-
ke und ihre Rohstoffe, 1944.
19. Якубович С. В. и Соловьев И. В., Зав. лабор., 11, 10, 995
(1945).
20. Якубович С. В., Техсо № 1282/25, Госплан СССР (1948).
21. Гончаров Н. Р., Определение напряжений в деталях машин посред-
ством тензометров и лаков, Машгиз, 1946.
22. Песков Н. П. и Александров а-П р е й с Е. М., Курс коллоид-
ной химии, Госхимиздат, 1948.
23. Путилова И. П., Руководство к практическим занятиям по кол-
лоидной химии, Госхимиздат, 1948.
24. Я к у б о в и ч С. В. и П о л л я к Р. И., Бюллетень обмена опытом ла-
кокрасочной промышленности № 4 (1939).
25. Королев А. Я., Зав. лабор. XV, № 1 (1949).
26. Як у б о в и ч С. В., Физико-механические методы испытания лакокра-
сочных материалов и покрытий, ГОНТИ, 1938.
27. А н т о ш и н Е. В., Малярное дело № 5—6, 20 (1932).
28. Якубович С. В. и Терло Г. Я., Физико-химические методы
испытания лакокрасочных материалов, Стандартгиз, 1940.
29. Якубович С. В. и Бак Б. В., Техника окраски. Сборник работ,
т. II, 53—57 (1941).
30. Якубович С. В. и Грозовская А. М., Унифицированный
метод испытания антикоррозионных свойств и атмосфероустойчивости
покрытий. Техсо № 86/3, Госплан СССР, 1949.
31. Погодин С. А. и Заморцев И. Н., Металлург № 4—5, 25
(1934).
32. Коррозия металлов, Труды института прикладной минералогии, Сборник
статей, 1931.
33. Борьба с коррозией металлов. Сборник статей, Стандартгиз, 1933.
26* 403
34. Погодин С. А. и Дырмонт Е. И., Ржавление и предохране-
ние железа, Металлургнздат, 1933.
35. Перельман В. И., Краткий справочник химика, Госхимиздат,
1948, стр. 143.
36. Техническая энциклопедия. Справочник физико-химических и технологи-
ческих величин, т. I, 1927, стр. 83.
37. Акимов Г. В. и Розенфельд И. Л., Доклады АН СССР
№ 5, 26, 456 (1940).
38. Б а к Б. В., Техника окраски. Сборник работ, т. II, Госхимиздат, 1941.
39. Бак Б. В., Бюл. обмена опытом малярной техники № 4—5, 21 (1938).
40. Б а к Б. В. и Гершанок И. М., ЖПХ, XIII, 7, 961—964 (1940).
41. Лазарев А. М. иИскра Е. В., Труды института лаков и кра-
сок, т. II, ГОНТИ, 1939.
42. Дринберг А.' Я. и Гуревич Е. С., Труды ЛХТИ, вып. XIV
(1947).
43. Д р и н б е р г А. Я. и Рохлин М. Г., ЖПХ XXIV, 2, 213 (1951).
44. Дринберг А. Я. и Ряшенцев К. В., ЖПХ, XV, 5, 346—
350 (1942).
45. Gardner Н. A., Sward G. G., Physical and Chemical Examina-
tion of Paints, Varnisches, Laquers and Colors, X Ed., 1946.
46. Якубович С. В., Доклад на научно-техническом совещании по ат-
мосферной коррозии и борьбе с ней. Атмосферная коррозия, Металлург-
издат, 1951, стр. 48—83.
47. Красновский А. А. и Киселев В. С., Техника окраски № 3,
26 (1940).
48. Красновский А. А. и Гуревич Т. Н., ДАН СССР, 74,
569 (1950).
49. Якубович С. В., Гольдберг М. М., Малярное дело № 11 —
12, 34 (1932).
50. Якубович С. В. и И скра Е. В., Труды института лаков и кра-
сок, вып. II, ГОНТИ, 1939, стр. 114—140.
51. Технический каталог № 4 В/О «Лакокраски», 1934.
52. Mattiel 1 о J. J., Protective and Decorative Coating, т. V, 1946.
53. Якубович С. В. и Грозовская А. М., Зав. лабор. 16, № 7,
824—30 (1950).
ЧАСТЬ ШЕСТАЯ
СПЕЦИАЛЬНЫЕ МЕТОДЫ ИСПЫТАНИЯ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ
ГЛАВА I
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ И ПОКРЫТИЙ
Различные лакокрасочные материалы находят весьма разно-
образное применение в качестве диэлектриков.
К изоляционным материалам предъявляются различные тре-
бования в зависимости от области применения как в отношении
их физико-механических свойств, так и в отношении их электри-
ческих характеристик.
Ряд специальных требований к электроизоляционным покры-
тиям приводит к необходимости (в каждом отдельном случае)
разрабатывать новый метод испытаний в соответствии с услови-
ями эксплуатации изделий.
В настоящей главе вкратце описаны только несколько элект-
рических методов, применяемых для оценки качества электро-
изоляционных лакокрасочных материалов.
Физико-механические и другие методы испытания приведены
в соответствующих главах, за исключением двух специфических
методов, применяемых лишь для испытания электроизоляцион-
ных материалов—определение пропитывающих свойств лака и
определение стойкости против разбрызгивания, которые описаны
в этой главе.
ОПРЕДЕЛЕНИЕ ПРОБИГ НОЙ НАПРЯЖЕННОСТИ ЛАКОКРАСОЧНЫХ ПЛЕНОК
(ПРОБИВНОЙ ГРАДИЕНТ, ПРОБИВНОЕ НАПРЯЖЕНИЕ,
ПРОЧНОСТЬ НА ПРОБОЙ, ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ)1-2
Одним из важнейших свойств изоляционных лаков и эмалей,
характеризующих их пригодность для целей изоляции, является
их электрическая прочность.
Для определения электрической прочности лакокрасочные
пленки готовят на папиросной (конденсаторной) бумаге или на
медной пластинке погружением в испытуемый материал. Погру-
жение и извлечение производят равномерно со скоростью не
более 350 мм в 1 мин. при 18—20°.
405
Для получения равномерной пленки наносят последующий
слой тем же путем на образцы, перевернутые на 180°. Температуру
и продолжительность сушки (горячей или холодной) устанавли-
вают согласно техническим условиям. Для испытания применяют
конденсаторную бумагу размером 200х 180 мм и толщиной
0,015 мм и медные пластинки размером 200x75 мм и толщи-
ной 0,5 мм (согласно ГОСТ 2256—43 пользуются металличес-
кими пластинками размером 150х 125 мм и толщиной0,1—0,2 мм).
Толщина пленки должна быть равномерной (0,045—0,055 мм).
Высушенные согласно техническим условиям пленки подвер-
гают испытанию на пробой. Пленку испытывают обычно при ком-
натной температуре (20° с точностью до +5°) в сухом состоянии
и после воздействия на нее воды. В особых случаях испытания
проводят при высокой температуре, например при 105°; для этого
пленку перед каждым пробоем выдерживают в термостате в те-
чение 4—5 мин.
Определение пробивной напряженности пленки
до воздействия воды
Испытания проводят на установке (рис. 219) с трансформато-
ром мощностью не менее 2 ква. Трансформатор должен быть снаб-
Рис. 219. Схема установки для определения
пробивной напряженности электрического поля
пленки (до 5 кв):
1—испытательный трансформатор; 2—потенциометр;
3—вольтметр; 4-— электростатический вольтметр; 5—ис-
пытуемый образец; 6—блокировка; 7—сигнальная
лампа.
жен регулирующим приспособлением, дающим возможность плав-
но изменять вольтаж в обмотке высокого напряжения ступенями
не более 100 в.
Определение пробивной напряженности производят при крат-
ковременном приложении напряжения. Напряжение, подавае-
406
мое на образец, должно равномерно повышаться, начиная от
нуля до наступления пробоя, со скоростью примерно 500 в—1 кв
в секунду. .
Измерение напряжения производят при помощи вольтметра, ?
включенного на стороне низшего напряжения.
Электрическую прочность пленки определяют между цилинд- s
рическими электродами диаметром 25 мм с краями, закругленны-
ми по радиусу 2,5 мм. Нижний электрод должен быть заземлен; •>
верхний электрод должен иметь вес 0,5 кг. Электроды должны
быть всегда чистыми и полированными. j
Пробой производится в 8—10 местах образца. После испытания *
на пробой измеряют толщину пленки как можно ближе к местам
пробоя с точностью до 5 [1. а
Пробивная напряженность испытуемой пленки выражается - 1
как частное от деления показателя пробивного напряжения на я
толщину пленки в месте пробоя и определяется как среднее ариф-
метическое пробивной напряженности в 8—10 местах пробоя:
р _ Vd
Е'~—
тдр Ег—средняя пробивная напряженность в киловольтах на
1 мм;
Vd—величина пробивного напряжения в киловольтах; >
d—толщина образца в месте пробоя в мм. ;
Определение пробивной напряженности пленки
после воздействия воды
Пластинки с пленкой помещают в дестиллированную воду
в вертикальном положении на 24 часа при комнатной темпера-
туре. После извлечения пластинки из воды остатки влаги с по-
верхности пленки удаляют фильтровальной бумагой, после чего
производят испытание на пробой, как указано выше.
Определение стойкости лака к воздействию воды можно
проводить и другим способом. На медные пластинки наносят
испытуемый лак, по его высыхании на образовавшейся пленке
укрепляют четыре восковых кольца (диаметр около 63 мм, высо-
та около 3,2 мм); образовавшийся таким образом цилиндр запол-
няют дестиллированной водой. Через 24 часа воду удаляют, плен-
ку высушивают фильтровальной бумагой и подсушивают затем
в течение 5 мин. при 20—25°, после этого определяют электриче-
скую прочность тех частей пленки, которые были покрыты водой,
и частей пленки, которые не подвергались действию воды. Полу-
ченные величины сравнивают.
Толщина пленки, подвергаемой испытанию, должна быть во
всех точках одинакова.
407
В табл. 38 приведены показатели пробивной напряженности
пленок некоторых лакокрасочных материалов согласно существую-
щим техническим условиям.
Таблица 38
Пробивная напряженность электрического поля
для некоторых лакокрасочных пленок
Материал Пробивная напряженность электрического поля пленки, кв/мм
сухая пленка пленка, находивша- яся в течение 24 час. в воде
Лак изоляционный № 361 Не менее 20 —
» » № 319 » 35 —
» » № 320 » 45 —
» » № 320ф » 45 —
» » № 324 » 40 —
» » № 324ф » 40 —
» » № 441 » 60 Не менее 20
» » № 447 » 50 » 20
» » № 458 » 45 » 15
» » № 460 » 50 » 21
» » № 462п » 45 » 10
» » № 1154 Нитроэмаль глифталевая № 1201 » 55 » 30 » — » 10
ОПРЕДЕЛЕНИЕ ДУГОСТОЙКОСТИ (ИСКРОСТОЙКОСТИ) ПЛЕНКИ
К некоторым электроизоляционным лакокрасочным материа-
лам, например предназначенным для изоляции деталей машин и
аппаратов, предъявляются требования так называемой дугостой-
кости или искростойкости5.
Для производства испытания необходимо иметь следующее
оборудование: 1) повышающий трансформатор мощностью не
менее 0,5 кет; 2) миллиамперметр переменного тока с пределами
измерения от 0 до 30 ма; 3) прибор для испытания на дугостой-
кость со специальными латунными электродами (рис. 220);
4) секундомер.
Для испытания лака или эмали материал наносят двукратным
наливом на карболитовый диск толщиной 3—4 мм. Перед нане-
сением материала необходимо в двух-трех местах измерить тол-
щину диска. Места, в которых производят измерения толщины,
отмечают карандашом с обратной стороны диска, затем после
408
нанесения эмали и высушивания в течение 16 час. при 18—20°
измеряют толщину в отмеченных местах диска с нанесенной плен-
кой и определяют по разности толщину пленки. Толщина пленки
после сушки должна быть равна
60—80 fi. Затем зачищают острия
электродов и устанавливают
между ними расстояние в 8 мм.
После этого собирают уста-
новку (см. рис. 220), т. е. один
из латунных электродов присое-
диняют к клемме высокого на-
пряжения, а другой заземляют,
включая в цепь миллиампер-
метр.
Окно камеры закрывают и
Рис. 220. Прибор для испытания
искростойкости (дугостойкости):
1—испытуемый образец; 2,3—латунные
электроды; 4—клемма высокого напряже-
ния; 5—миллиамперметр.
включают высоковольтную уста-
новку (см. рис. 219). Затем движок реостата водят до тех пор,
пока между электродами не появится искровой разряд и сила
разреженного тока не достигнет 10 ма.
После этого установку выключают, открывают окно камеры и
ставят электроды заостренными концами на испытуемую поверх-
ность так, чтобы оба электрода соприкасались с поверх-
ностью.
Окно камеры закрывают и одновременно включают установку
и секундомер. Появление короткого разряда фиксируют секундо-
мером. Среднее арифметическое из 10 определений принимается
за действительное время воздействия дуги (разряда) на испытуе-
мую поверхность.
ИЗМЕРЕНИЕ УГЛА ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ3
Диэлектрическими потерями называется то количество энер-
гии, которое выделяется в единицу времени диэлектриком при
приложении к нему переменного поля определенной частоты и
напряжения.
Различают омические и дипольные (ориентационные) потери,
а также потери от полусвободных ионов и потери в неоднородных
Изолирующих материалах, возникающие вследствие наличия
посторонних включений, следов воды и растворителя. При нали-
чии газовых включений резкое возрастание потерь происходит
в случае, когда приложенное напряжение превосходит извест-
ное значение. Эти потери вызываются ионизацией, происходящей
в газовых включениях. Наличие в материале следов воды и рас-
творителя (полярные жидкости) вызывает возрастание потерь с
повышением температуры.
Для измерения угла диэлектрических потерь—показателя,
характеризующего электроизоляционные свойства материалов,—
существует несколько типов приборов.
409
При измерении потерь на низких частотах пользуются мосто-
выми схемами, из которых наиболее употребительной является
мост Шеринга5.
Схема моста, обеспечивающего чувствительность, равную
0,5 мин., показана на рис. 221.
Рис. 221. Схема моста
Напряжение подается через повы-
шающий трансформатор 1 к эталонно-
му конденсатору 2 и конденсатору с
испытуемым образцом 3. При помощи
переменного сопротивления 4 и пере-
менного конденсатора 5 мост уравнове-
шивается. Для достижения необходи-
мой чувствительности моста при изме-
рении малых углов потерь применяют
ламповый усилитель 7, усиливающий
ток в 80—100 раз. При высокой чув-
ствительности моста большое значение
приобретает тщательная экранировка
моста для защиты от посторонних влия-
ний. Для этой цели служит экранная
система 8, причем охранные кольца за-
земляются наглухо.
Измерение угла потерь при радио-
частотах (от 1 мгц и выше) производят
при помощи резонансных методов на
приборе, называемом куметром. Ку-
метры бывают различных систем.
для измерения малых
углов потерь:
1—повышающий трансфор-
матор; 2—эталонный кон-
денсатор; 5— конденсатор с
испытуемым образцом; 4—
переменное сопротивление;
5—переменный конденсатор;
в — сопротивление; 7—лам-
повый усилитель; 8—экран-
ная система.
. Принципиальная схема и общий вид
куметра показаны на рис. 222. Прибор
состоит из генератора колебаний высо-
кой частоты й резонансного контура.
Напряжение от генератора высокой ча-
стоты подается на эталонное сопротив-
ление. Напряжение на сопротивлении
измеряется вольтметром. В некоторых
куметрах измеряется не напряжение, а ток генератора при по-
мощи амперметра. По его шкале отложены величины коэффици-
ента, на которые следует помножить показания катодного вольт-
метра для получения значения’ добротности Q.
Резонансный контур состоит из сопротивления 2, индуктивной
эталонной катушки 6, присоединенной к зажимам эталонного
конденсатора переменной емкости 5, параллельно с которым
присоединяется к зажимам 9—9 конденсатор 7 с испытуемым
диэлектриком; напряжение на конденсаторе 7 измеряется катод-
ным вольтметром. Показания катодного вольтметра пропорцио-
нальны величине Q, обратной tg 8.
Куметр предназначается для определения диэлектрической
проницаемости и угла потерь изоляционных материалов, а также
410
для определения добротности катушек индуктивности. Погрешу
ность градуировок частоты и емкости находится в пределах +1 %.
Для измерения емкости конденсаторов на левые клеммы ку-
метра ставится одна из
чтобы настройка конту-
ра в резонанс на данной
частоте была примерно
при определенной задан-
ной емкости.
Отметив ' значение
этой емкости (CJ, при-
соединяют к правым
клеммам измеряемый
конденсатор.
Для восстановления
резонанса емкость кон-
денсатора куметра дол-
жна быть уменьшена на
величину измеряемой
емкости (С2), тогда
сх = С, - с2
эталонных катушек с таким расчетом,
Для определения до-
бротности измеряемого
конденсатора необхо-
димо при отсчете ве-
личин С\ и С2 произ-
вести отсчет добротно-
сти (Q) по вольтметру.
Если и Q2 со-
ответственные величины
добротностей при Сг и
С2, то
Рис. 222. Принципиальная схема и общий
вид куметра:
1—генератор колебаний высокой частоты; 2—эта-
лонное сопротивление; 3—вольтметр; 4—катод-
ный вольтметр; 5—переменный конденсатор;
6—индуктивная эталонная катушка; 7—конден-
сатор с испытуемым диэлектриком; 8,9—зажимы.
(£1 б2) QiQg
(Qi — Qa)
где Qc—добротность испытуемого конденсатора.
Отсюда для величины tgo получаем:
tPS = -L = С| ~
Q.C - б'з)
Методика изготовления конденсатора из испытуемого лако-
красочного материала, tgo которого необходимо измерить, при-
ведена ниже (стр. 413).
411
Измерение тангенса угла диэлектрических потерь пленки
(при низких частотах) стандартным методом*
Лакокрасочный материал наносят на медную пластинку пло-
щадью 150Х 125 мм и толщиной 0,1—0,2 мм. Тангенс угла диэлек-
трических потерь измеряют после холодной или горячей сушки
пленок. Температура и продолжительность сушки пленок для
каждого лака указаны в. стандарте или в технических условиях
на лак.
Одним электродом служит медная пластинка. В качестве дру-
гого электрода должен быть применен диск из оловянной фольги
диаметром 50 мм с охранным кольцом шириной 20 мм. Этот
диск должен быть тщательно притерт к поверхности пленки,
нагретой до 100—105°. На оловянный диск накладывают та-
кого же диаметра латунный или стальной диск толщиной не менее
3 мм, находящийся под нагрузкой в 1 кг. Нижняя поверхность
диска, прилегающая к оловянной фольге, должна быть отшлифо-
вана.
Зазор между рабочим электродом и охранным кольцом не
должен превышать 1 мм.
Если пленка после горячей сушки имеет жирную поверхность
(маслянистый выпот), электрод притирают непосредственно к
поверхности разогретой пленки без применения приклеивающего
вещества.
При отсутствии маслянистого выпота на поверхности пленки
в качестве приклеивающего вещества необходимо применять не-
большое количество чистого вазелинового масла.
Тангенс угла диэлектрических потерь должен быть измерен
не менее чем на двух образцах при температурах 20° ( + 5°) и 105°
(±2°). Если в результате параллельных измерений двух пленок
одного и того же лака полученные значения тангенса угла ди-
электрических потерь разнятся от среднего арифметического
более чем на 0,005 при 20° ( + 5°) и более чем на 0,01 при 105°
(±2°), то измерения должны быть повторены. При измерении тан-
генса угла диэлектрических потерь при температуре 105° (±2°)
образец вместе с электродами помещают в равномерно обогревае-
мый сушильный шкаф и выдерживают в нем не менее 2 час. при
105° (±2°). Температуру надо измерять (термометром или термо-
парой) с точностью до 1°.
Тангенс угла диэлектрических потерь согласно ГОСТ 2256—43
измеряют на мосте Шеринга при средней напряженности электри-
ческого поля в лаковой пленке 10 кв!мм и частоте 50 герц.
Значения тангенса угла диэлектрических потерь лаковой плен-
ки должны быть измерены с точностью до 0,001. Измерение на-
чинают через 3—5 мин. после включения усилителя. Для этого
* ГОСТ 2256—43.
412
устанавливают шунт на низкую чувствительность и регулируют
сопротивление 4 (см. рис. 221), добиваясь минимума ширины
светлой полоски гальванометра. Затем, меняя емкость 5 (С4), доби-
ваются нуля отклонения вибрационного гальванометра, увеличи-
вают чувствительность шунта и снова регулируют сопротивление
и емкость (4 и 5) до тех пор, пока не установится окончательное
равновесие моста.
Величина тангенса угла потерь равняется
tg 3 = шС4Т?4
где ш=2~/; при /=50 герц ш=314.
Обычно величина сопротивления 6 (Т?4), соответствует 318,4 ома.
Измерение производят при двух положениях переключателя,
беря среднюю величину.
Измерение тангенса угла диэлектрических потерь пленки
(при высоких частотах) на куметре
На чистую сухую полированную медную пластинку размером
150x125 мм и толщиной 1—2 мм наносят испытуемый лакокра-
сочный материал в два слоя. После срока высыхания согласно
техническим условиям на пленку при помощи чистого парафина
плотно накладывают кружок из алюминиевой фольги диаметром
10 мм. Конец медной пластинки присоединяют к клемме «земля»,
другую клемму соединяют с медным электродом (гирька), нахо-
дящимся на кружке из фольги. Диаметр основания электрода не
должен быть больше диаметра кружка, длина соединительных
проводов не должна превышать 7 см. Определение tg 8 производят,
как указано выше.
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО ОБЪЕМНОГО СОПРОТИВЛЕНИЯ
И УДЕЛЬНОГО ПОВЕРХНОСТНОГО СОПРОТИВЛЕНИЯ
Как известно, удельным объемным сопротивлением ру называет-
ся сопротивление кубика данного материала со сторонами, равными
1 см.
Удельным поверхностным сопротивлением ps называется со-
противление участка поверхности, представляющего собой квад-
рат со стороной в 1 см.
Измерение удельного сопротивления обычно производят по
методу, основанному на одновременном измерении силы тока,
проходящего через образец и приложенного к образцу напря-
жения.
413
Для измерения удельного сопротивления пленок применяют3
электроды, изображенные на рис. 223.
Испытуемый образец 1 помещают на неподвижный (нижний)
электрод 2. На образец накладывают электрод 3 и охранное коль-
цо 4. Для получения одинакового
зазора по окружности между электро-
дом 3 и кольцом 4 служит втулка 5.
Определение удельного объемного
сопротивления
Схема установки для определения
удельного объемного сопротивления
показана на рис. 224,а.
Напряжение, получаемое от сети,
повышается при помощи трансфор-
матора и затем выпрямляется кено-
тронным выпрямителем /; максималь-
но необходимое напряжение постоян-
ного тока 2500 в*.
Рис. 223. Электроды для изме-
рения сопротивления:
1—пластинка с испытуемой плен-
кой; 2—нижний электрод; 3—верх-
ний электрод; 4—охранное кольцо;
□—втулка.
Регулировку напряжения осуществляют потенциометром 2.
Для изменения полярности напряжения, подаваемого на образец,
пользуются двухполюсным переключателем 3. Для ограничения
тока, в случае пробоя образца, служит постоянное сопротивление 4,
равное 1-Ю5 ом. Переключателем 5 производят включение и
выключение тока. Испытуемый образец 6 помещают между элек-
тродами 7 и 8, на него накладывают охранное кольцо 9. Гальвано-
метр 10 шунтируют ключом 11.
Если переключатель 5 находится в верхнем положении (а)—
образец находится под напряжением; если переключатель 5
находится в положении (б)—электрод 8 заземлен.
При включении электродов, показаннбм~на~схеме (рис. 224),
измеряется только ток, проходящий от электродами электроду 7;
по величине этого тока определяют объемное сопротивление.
Токи, замыкающиеся по поверхности при помощи охранного коль-
ца, отводятся мимо гальванометра.
Собрав схему согласно рис. 224, а и включив образец, подбирают
такой коэффициент шунта, чтобы зайчик гальванометра не вы-
ходил за шкалу.
Удельное объемное сопротивление в омо-см находят по фор-
муле:
Us
ganab
где pv—удельное объемное сопротивление;
U—напряжение на зажимах в в;
* При испытании лакокрасочных пленок можно пользоваться также су-
хими батареями постоянного тока напряжением до 1000 в, достаточным для
испытания лакокрасочных пленок.
414
s—площадь верхнего электрода в см-,
g7—динамическая постоянная гальванометра в а!мм',
п—коэффициент шунта при измерениях;
а—отклонение гальванометра в мм\
b—толщина пленки в см.
Определение удельного поверхностного сопротивления
Для измерения удельного поверхностного сопротивления поль-
зуются схемой, показанной на рис. 224, б.
Рис. 224. Схема установки для измерения объем-
ного (а) и поверхностного (б) сопротивления:
1—кенотронный выпрямитель; 2—потенциометр; з~двух-
полюсной переключатель; 4—постоянное сопротивление;
«5—переключатель; 6—испытуемый образец; 7,8—элект-
роды; 9—охранное кольцо; 10—гальванометр; 11—ключ.
В этом случае электродами служат охранное кольцо 9 и верх-
ний электрод 7; гальванометр измеряет только ток, протекающий
по кольцевой поверхности образца. Объемные токи отводятся
мимо гальванометра при помощи электрода 8.
Собрав схему согласно рис. 224,6,
помещают образец между электродами и
включают напряжение. Затем подбирают
Рис. 225. Расстояние между верхним электродом
и охранным кольцом (к расчету поверхностного
сопротивления):
7—верхний электрод; 9—охранное кольцо (ср. рис. 224).
9
415
коэффициент шунта так, чтобы зайчик гальванометра не выходил
за шкалу. Измеряют ток, протекающий по кольцевой поверхности
между верхним электродом 7 и охранным кольцом 9. Удельное
поверхностное сопротивление в омах находят по формуле
2tzU
Ps - г
Р„ Па In----
г.
где ps—удельное поверхностное сопротивление;
г2—радиус между верхним электродом 7 и охранным коль-
цом 9 в мм (см. рис. 225);
гх—радиус верхнего электрода 7 в мм.
В табл. 39 приведены tgS и удельное сопротивление некоторых
•смол и лаков.
Таблица 39
Тангенс угла диэлектрических потерь и удельное сопротивление некото-
рых смол и лаковых пленок
Смола или лак tg5 при частоте 1 мегагерц Уд. объемное сопротивле- ние (отно- сительная влажность 70%)
0,012 1014—Ю15
Глифталевая смола 0,028 ЮМ-ЮН
Янтарь 0,0065 1019—102<>
Полистирол 0,0002—0,0005 —
Акриловые смолы 0,05 —
Полихлорвинил 0,015—0,02 —
Поливинилацетат 0,014 '—
Кремнеорганические смолы .... 0,006—0,013 —
Мочевино-формальдегидная смола . . 0,02—0,03 —
Нитроцеллюлоза з 0,030 Юм-Юн
Ацетилцеллюлоза . — 1011—1012
Этилцеллюлоза 0,025 —
Бензилцеллюлоза 0,016 1015—1010
Изоляционный лак № 320 .... 0,014—0,015 —
» № 321 ... . 0,023—0,026 —
Асфальтовый лак № 102 .... 0,02 —
» » № 42 ... . 0,015 —
Глифталевый лак № 1154 . . . . 0,019 —
416
ОПРЕДЕЛЕНИЕ ПРОПИТЫВАЮЩИХ СВОЙСТВ ЛАКА
СТАНДАРТНЫМ МЕТОДОМ
Определение пропитывающих свойств лака проводят при по-
мощи прибора, изображенного на рис. 226. Прибор состоит из
металлического основания 1
и верхней части, состоящей
из плиты 2 и трубки 3, пред-
назначенной для вливания
лака. Верхнюю часть прибора
прижимают к нижней бараш-
ками 4. На трубку 3 (высота
110 мм, внутренний диаметр
35 мм) навинчивают крышку
5, имеющую три небольших
сквозных отверстия.
На основание прибора
кладут стопку (50 слоев) стан-
дартного батиста № 288
(ОСТ НКТекстиль 30279—
40) размером 100x100 мм.
Плотно прижав верхнюю
Рис. 226. Прибор для определения про-
питывающих свойств лаков:
1—основание прибора; 2—плита; 3—трубка;
4—барашки; з—крышка.
часть прибора к нижней, вливают в трубку 3 до черты, находя-
щейся на 10 мм ниже верхнего края трубки (высота столба лака
100 мм), испытуемый лак при температуре 20° ( + 5°). Следует
следить за тем, чтобы лак не просачивался поверх батиста. Через
15 мин. лак выливают и разбирают прибор.
Количество пропитанных лаком слоев батиста является по-
казателем пропитывающих свойств материала. Слой батиста счи-
тается пропитанным, если следы лака обнаруживаются хотя бы
с одной его стороны. Если при испытании будет наблюдаться
коагулирование пленкообразующего и оседание его на первых
слоях, то это должно быть отмечено в протоколе.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ЛАКА ПРОТИВ РАЗБРЫЗГИВАНИЯ
Определение стойкости против разбрызгивания проводят для
того, чтобы установить, происходит ли разбрызгивание лака,
нанесенного на быстро вращающиеся детали, под влиянием цент-
робежной силы.
При отсутствии специальных указаний в технических усло-
виях испытание проводят при 90°. Испытуемый лак наносят ки-
стью тонким слоем на хлопчатобумажную ленту толщиной около
0,15 мм с тем, чтобы вся лента равномерно по всей толщине про-
питалась лаком (грунтование лаком). Приготовленную ’таким
образом ленту, после предварительной сушки, равномерно по-
крывают с одной стороны при помощи кисти испытуемым
лаком.
27 С. В. Якубович
417
После нанесения лака ленту сушат на воздухе при 20° ( + 5°
или в термостате при 105—110° (время и температура сушки ла
кированной хлопчатобумажной ленты для каждого лака указань
в соответствующих технических условиях).
Лакированную и высушенную ленту помещают в специальньп
прибор (рис. 227), представляющий собой металлический диск 1
диаметром 180 мм, заключенный внутри нагревателя 2, состоя-
щего из двух частей. Для закрепления ленты на диске верхняя
часть может быть снята. Закрепление производят при помощи
защелки 3. Для приведения диска во вращение служит электри-
ческий|мотор 4. Температуру внутри прибора измеряют при по-
мощи термометра 5.
В нижней 6 или верхней части 7 нагревателя закрепляют бе-
лую писчую бумагу 8, служащую для обнаружения отбрасывае-
мых капель с поверхности вращающейся лакированной ленты.
Рис. 227. Прибор для определения стойкости
лака «против разбрызгивания»: -
1—блок с лакированной лентой; 2—нагреватель; 3—за-
щелка; 4—мотор; 5—термометр; 6—нижний нагреватель;
7—верхний нагреватель; 8—бумага для обнаружения ка-
пель лака.
Для получения надлежащей центробежной силы скорость
вращения диска при диаметре 180 мм должна быть равна
2500об/мин. Втехслучаях, когда лак предназначается для изоляции
вращающихся частей особо быстроходных электрических машин,
количество оборотов должно быть соответственно увеличено.
Расчет производят по формуле
N = п j/" jgQ
где N—число оборотов диска в минуту;
п—число оборотов ротора или якоря покрываемой лаком
машины в минуту;
d—диаметр якоря или ротора машины в мм.
Время испытания—1 час; параллельно испытывают два оди-
наковых образца.
Лак может быть признан годным только в том случае, если
после испытания на подложенной под вращающийся диск бумаге
не будет обнаружена капель, а на поверхности лакированной
ленты не будет «зубцов» и «конусов» размягчившегося лака.
ГЛАВА 2
ОПРЕДЕЛЕНИЕ ТЕРМОСТОЙКОСТИ И НЕГОРЮЧЕСТИ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Для покрытия ряда изделий применяют специальные термо-
стойкие или негорючие лакокрасочные материалы.
Под термостойкостью следует понимать свойство покрытия
противостоять действию высоких температур (но не голого огня)
без значительного изменения внешнего вида и нарушения физико-
механических свойств; под негорючестью следует понимать свой-
ство покрытия противостоять действию голого огня: покрытие
или не должно гореть вовсе, или, в случае загорания, пламя, дол-
жно быстро затухать, а само покрытие должно препятствовать рас-
пространению пламени.
Термостойкие и негорючие лакокрасочные материалы, приме-
няемые для покрытия металла, ткани, дерева и т. п., должны
естественно, наряду с термостойкостью или негорючестью обла-
дать определенными физико-механическими свойствами.
В зависимости от технических требований выбирают соответ-
ствующий метод испытания.
Особо необходимо отметить, что испытание так называемых
огнезащитных красок и составов, предназначенных для защиты
дерева, отличается, например, от испытания красок по металлу.
Огнезащитные краски, будучи нанесены на поверхность дерева,
должны образовывать негорючую или трудно загорающуюся плен-
ку. Помимо высоких физико-механических свойств (сплошность
покрытия, прочность сцепления с деревом и др.), покрытие дол-
жно обладать высокими огнезащитными свойствами, т. е. не толь-
ко защищать дерево от непосредственного действия пламени и
доступа воздуха и затруднять распространение огня, но и по-
вышать сопротивляемость дерева действию огня.
В зависимости от назначения огнезащитные краски могут быть
разделены на атмосфероустойчивые и неатмосфероустойчивые.
Само собой разумеется, что к атмосфероустойчивым краскам
предъявляют более жесткие требования, главным образом, в от-
ношении сохранения ими своих огнезащитных свойств во время
эксплуатации в атмосферных условиях.
27. 419
Рис. 228. Прибор для огневого
испытания^ покрытий на фанер-
ных пластинках.
С. Г. Веденкин6-7, а также С. И. Таубкин8 указывают, что до
специального испытания на огнестойкость каждое новое огнеза-
щитное покрытие должно быть подвергнуто испытанию на водо-
стойкость, гигроскопичность, эластичность, сопротивление удару
и истиранию, корродирующее действие на металл и атмосферо-
устойчивость. Такие предварительные испытания необходимы,
так как всякое огнезащитное покрытие будет только до тех пор
защищать древесину, пока оно сохраняет свои механические
свойства.
Из большого числа разнообразных методов испытания7-8,
ниже приведены некоторые наиболее простые и надежные.
Окончательное заключение о пригодности огнезащитных кра-
сок дают после испытаний образцов в условиях, приближающих-
ся к естественной обстановке пожара. Для этой цели испытания
проводят на специальных деревянных макетах или на нескольких
деревянных решетках, укладываемых друг на друга8.
ИСПЫТАНИЕ ОГНЕЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕРЕВЕ
Испытания иа фанерных пластинках8
Испытания проводят на пяти березовых фанерных пластинках
размером 110x110x4 мм. Испытуемую краску нановят со всех сто-
рон на пластинки; пластинки сушат
сначала в течение 4 час. при 40° и
затем при комнатной температуре до
постоянного веса. Количество краски,
нанесенной на каждую пластинку,
должно быть примерно одинаковым.
Взвешивание производят на техни-
ческих весах с точностью до 0,01 г.
. Подготовленный образец уклады-
вают в юризонтальпом—положении
на треножник высотой 200 мм и с
диаметром обруча около 150 мм
(рис. 228), зажигают газовую горелку
(диаметр отверстия 9 мм) и регули-
руют пламя так, чтобы оно имело
высоту 40 мм. Затем подставляют
горелку под образец так, чтобы рас-
стояние от кромки образца до горел-
ки составляло 30 мм. Ровно через 2 мин. горелку убирают и
отмечают длительность самостоятельного горения и тления образ-
ца, после чего образец взвешивают и вычисляют потери в весе
по формуле
л 100 (д~ О
л ~ В
где А—потеря в весе при горении в %;
В—вес образца до испытания в г;
С—вес образца после испытания в г.
420
Покрытие считается выдержавшим испытание, если образцы
по удалении горелки быстро гаснут и не тлеют и если потеря в
весе не превышает 20%.
Если испытуемый образец укладывать на треножник не в
горизонтальном положении, а под углом в 45°, то условия испы-
тания будут более жесткими.
Сжигание в малой «огневой трубе»
Методы испытания в огневой трубе являются наиболее совер-
шенными для определения огнезащитных свойств красок.
Для испытания отбирают пять сосновых брусков размером
10Х 10Х 150 мм и выструганных точно под угольник вдоль во-
локон.
Бруски не должны иметь торцовых и боковых трещин; влаж-
ность дерева 7—9%
На одном конце бруска на расстоянии 10 мм от торца просвер-
ливают сквозное отверстие диаметром 1 мм, затем бруски окраши-
вают испытуемой краской и высуши-
Рис. 229. Малая огневая труба.
вают до постоянного веса.
Рис. 230. Зависимость процесса
горения от влажности древесины:
Г—бук; 2—дуб; 3—ель.
Подготовленные образцы испытывают в малой огневой трубе
(длиной 165 мм, диаметром 50 мм), сделанной из жести (рис; 229).
Для этого образцы подвешивают в трубе на железном крючке к
коромыслу весов, стрелку которых устанавливают при помощи
разновеса в крайнее левое положение.
Под образец, выдвинутый из трубы на 5 мм, подводят пламя
горелки (1000—1100°) высотой 40 мм.
Испытание длится 1 мин. Через каждые 10 сек. записывают
потерю в весе по показанию стрелки весов и отмечают начало вос-
пламенения образца и склонность его к тлению. После испытания
образцы взвешивают.
421
Покрытие считается выдержавшим испытание, если потеря в
весе не превышает 30 %.
Для испытания необходимо применять дерево определенной
влажности.
Кривые зависимости процесса горения ст влажности древеси-
ны представлены на рис. 230.
ОПРЕДЕЛЕНИЕ ТЕРМОСТОЙКОСТИ И НЕГОРЮЧЕСТИ ПОКРЫТИЙ
НА МЕТАЛЛЕ И ТКАНИ
Определение термостойкости лакокрасочных покрытий
проводов зажигания
Для испытания пользуются отрезками лакированного прово-
да длиной 200 мм и толщиной пленки 0,20—0,25 мм. Десять таких
отрезков провода подвешивают в термостат таким образом, чтобы
они не касались стенок термостата; длительность и сроки испыта-
ния указаны в технических условиях. Затем образцы вынимают,
охлаждают в течение 20—30 мин. при комнатной температуре и
испытывают на изгиб на стержне диаметром 13 мм. При таком
испытании на лаковой пленке не должно появляться трещин и
разрывов.
Согласно техническим условиям на нитролак для высоковольт-
ных проводов зажигания испытания проводят при 130—135° в
течение 10 час. Испытания низковольтных проводов зажигания про-
водят при 65—70° в течение 24 час.; пробу на изгиб выполняют на
стержне диаметром, равным двукратному наружному диаметру
провода.
----------Определение негорючести лакокрасочных покрытий
проводбв~зажи1 ания
Середину отрезка лакированного провода длиной около 400 мм
с толщиной пленки 0,20—0,25 мм поджигают посредине пламе-
нем спички. Как только пленка провода загорится, пламя немед-
ленно удаляют и определяют скорость и расстояние распростра-
нения пламени.
Согласно существующим техническим условиям9 покрытие счи-
тается негорючим, если пламя погаснет прежде чем оно распро-
странится на 50 мм по проводу в ту или другую сторону.
Определение негорючести изоляции лакированной проволоки
Испытание огнестойкости изоляции проволоки можно прово-
дить следующим образом. Через образец лакированной проволо-
ки длиной 1 м, натянутый горизонтально, пропускают ток силой
35 а!мм2. Через несколько минут, после включения тока изоля-
ция загорается в середине проволоки. Если пламя не распростра-
нится вдоль всей проволоки, изоляциюможно считать огнестойкой.
422
Определение негорючести покрытий на металле20
Для испытания негорючести покрытий на металле делают на-
краски на железной пластинке толщиной 3 мм и размером 100 х
X 195мм; толщина покрытий около 0,02мм. Пластинку помещают
на полку сушильного шкафа накраской вниз. Под шкафом устанав-
ливают две газовые горелки (рис. 231) с диаметром отверстия,
равным 13 мм. Расстояние горелки от накраски 70мм, высота пла-
Рис. 231. Шкаф для определения огне-
стойкости покрытий на металле.
мени около 100 мм, а высота голубого конуса 35 мм. В верхней
части шкафа устанавливают термометр, ртутный шарик которого
должен находиться на 35 мм ниже верхней стенки шкафа. Затем
при открытом шкафе зажигают одну горелку. Через 90 сек. го-
релку отставляют, закрывают шкаф и нагревают его снаружи до
100°. По истечении 5 мин. зажигают вторую горелку и держат
покрытие в пламени в течение 90 сек. Огнестойкое покрытие не
должно размягчаться, воспламеняться и давать пузыри. Допус-
кается лишь слабое изменение оттенка цвета.
Испытание огнестойкости покрытий на металле можно прово-
дить и другими более простыми методами (на электрической пли-
те и т. п.).
ГЛАВА 3
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ (ХЛАДОСТОЙКОСТИ)
ПОКРЫТИЙ
Под морозостойкостью лакокрасочных пленок и покрытий по-
нимают свойство их сохранять механические качества при низких
температурах. Морозостойкость характеризуется температурой,
ниже которой покрытие становится непригодным к эксплуатации,
т. е. оно или самопроизвольно разрушается или разрушается
при незначительных механических воздействиях (растяжение,
удар, изгиб). Обычно эти разрушения проявляются в хрупкости
пленки и начинаются с образования мелких трещин, которые в
дальнейшем растут, что и приводит к полному разрушению по-
крытий.
В. А. Каргин указывает 1х, «что при понижении температуры
в высокополимерах могут происходить два явления: прекращение
взаимного перемещения больших молекул и потеря текучести no-
ir лимера и прекращение взаимного перемещения звеньев цепей мо-
лекул, что приводит к потере упругих свойств».
А. П. Александров12 указывает, что при низких температурах
хрупкое |ы4ру|ц<'ппо типтприяття, например пластмасс, начинается
: в местах мельчайших неоднородностей (включений и т. и.), Нахо--
дящихся в образце. На этих неоднородностях возникают значитель-
ные перенапряжения, и когда эти перенапряжения сделаются рав-
ными прочности материала, то в этих местах начинается об-
разование трещин, приводящее к хрупкому разрушению образца.
При понижении температуры пленки большинства полимеров
постепенно теряют также и свою эластичность. Деформируемость их
продолжает уменьшаться и становится чрезвычайно малой. При
деформации все смещения становятся чисто упругими. Наступает
состояние так называемого застекловывания эластичного полиме-
ра. Температура, при которой происходит переход полимера из
- высокоэластичного в хрупкое состояние, называется температу-
у рой застеклования.
Температура застеклования определяет морозостойкость плас-
’ тических и эластичных материалов12.
Не все полимеры при понижении температуры стеклуются13.
Так, например, полимеры с оченьсильно развитойпространственной
424
структурой, т. е. высоко ориентированные полимеры, сохраняют
свои механические свойства и не становятся хрупкими при самых
низких температурах (ориентированный полистирол, ориентиро-
ванный метилметакрилат, кожа, дерево и др.).
Поскольку качество лакокрасочных покрытий определяется
суммой их физико-механических свойств, то весьма существенно,
чтобы эти свойства сохранялись при низких температурах.
С. В. Седлис14 на примере эфироцеллюлозных -пленок показал,
что чем выше механические свойства материала—его прочность,
растяжимость и гибкость при нормальной температуре, тем боль-
ше его гибкость и эластичность и при пониженной температуре.
Изменения механических свойств покрытий при низких тем-
пературах обусловлены не только температурными факторами, но
и условиями проведения испытания, строгое выполнение которых
необходимо для получения надежных результатов. Главными
условиями являются: скорость деформации, сроки нахождения
покрытий в деформированном состоянии и длительность воздей-
ствия низких температур.
Важнейшим условием является скорость деформации покры-
тия при испытаниях. Как показал А. П. Александров12, увеличе-
ние скорости деформации приводит к такому же уменьшению уп-
ругих свойств материалов, как и уменьшение температуры. Тем-
пература, при которой материал теряет упругие свойства, зави-
сит от тех скоростей деформации, при которых он эксплуа-
тируется.
Поэтому покрытия в случае испытания при быстрых деформа-
циях могут становиться очень хрупкими, в то время как при мед-
ленных деформациях при тех же низких температурах они могут
сохранять свои эластичные свойства.
Длительность нахождения покрытий при низких температурах,
помимо процессов застеклования, приводит также и к процессам,
ведущим к изменению структуры материала со временем15.
Статические методы испытания морозостойкости покрытий, ко-
торыми обычно пользуются в лабораторной практике, не могут
приводить к надежным результатам, поскольку лакокрасочные
покрытия почти всегда эксплуатируются в условиях деформаци-
онных нагрузок. Поэтому для установления морозостойкости по-
крытий правильнее проводить динамические испытания и оп-
ределять изменение механических свойств покрытий (эластичность,
прочность, изгиб и др.) при низких температурах во времени.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЙ ИСПЫТАНИЕМ
НА УДАР
Для определения морозостойкости лакокрасочных покрытий
при динамических деформациях С. В. Якубович, Т. И. Ворогушин
и И. А. Вам16 предложили специальный аппарат, в котором мо-
розостойкость определяется испытанием на удар при различных
425
низких температурах в зависимости от эксплуатационных требо-
ваний к покрытию (до —60—70° и ниже).
Прибор (рис. 232) представляет собой термостат/, в котором
для охлаждения применяется жидкий кислород и твердая угле-
кислота, помещаемая в коробку 2. Подача жидкого кислорода ре-
гулируется давлением в сосуде Дюара. Температура измеряет-
ся термометром сопротивления, включенным в схему мостика.
Для создания равномерной температуры внутри камеры установ-
лен вентилятор 3 с мотором, вынесенным за боковую стенку тер-
мостата. Внутри камеры находится вертикально расположенный
диск 4, на который помещают испытуемые образцы.
Рис. 232, Прибор Якубовича—Ворогушина для
-переделения морозостойкости покрытий испыта-
нием на удар:. ---~-------—
1—термостат; 2—коробка для твердой углекислоты;
3—вентилятор; 4—диск с образцами; 5—маховик; 6—
затель; 7—молоток; 8—шнур; 9—шкала; 10—термометр
сопротивления; 11—сосуд Дюара.
Этот диск при помощи рукоятки маховика 5 может быть по-
вернут на определенный угол, отсчитываемый по указателю 6.
Перемещение диска дает возможность подвести новую поверх-
ность испытуемых образцов для удара молотком.
Внутри камеры находится молоток 7, в который вставлен стан-
дартный стальной шарик диаметром 6 мм, являющийся ударной
поверхностью молотка.
Шнуром 8, проходящим через верхнюю стенку аппарата, мо-
лоток отводится от испытуемой пластины на заданное расстояние,
и при падении ударяет по образцу, закрепленному на диске, как
указано ниже.
Зависимость силы удара молотка от расстояния между шариком
молотка и диском устанавливают экспериментально. На шнуре
426
сделаны метки, отмечающие высоту сбрасывания и силу удара по
испытуемой пластинке.
Кривая зависимости силы удара молотка от расстояния шари-
ка молотка до диска показана на рис. 233.
Молоток при помощи гайки может передвигаться вверх и вниз
на расстояние 66 мм. Благодаря этому удары по диску можно
производить по зонам. Таких зон шесть; одна от другой
отстоит на 11 мм. Схема расположения ударов на диске изобра-
жена на рис. 234. Расположение зон, секторов и точек ударов на
секторе отмечены на специальных указателях, находящихся на
маховике 5 и шкале зон 9 (см. рис. 232).
Рис. 233. Зависимость силы удара от
отклонения молотка.
Рис. 234. Точки удара'на
секторе^по зонам.
Испытуемый материал наносят с обеих сторон на металличе-
ские пластинки толщиной 0,4—0,5 мм, имеющие форму либо цело-
го круга, либо круга, разрезанного на шесть отдельных секторов.
На сплошном круге материал наносят по секторам, чтобы одно-
временно можно было испытать шесть накрасок. Благодаря пере-
мещению диска и молотка на каждом секторе можно сделать
30 ударов (см. рис. 234).
Испытуемые пластины устанавливают на диске. Между диском
и испытуемыми образцами помещают прокладку из серого шинель-
ного сукна. Диск устанавливают таким образом, чтобы секторы
накрасок совпадали с указаниями на маховике 5 (см. рис. 232).
После этого в коробку аппарата загружают твердую углекислоту
и закрывают аппарат.
Изменение температуры наблюдают по показанию мостика со-
противления; периодически включают мотор вентилятора. Темпера-
тура поддерживается подачей жидкого кислорода, регулируемой
специальной установкой.
Когда установится требуемая температура и образец будет вы-
держан в хладостате достаточное время, диск поворачивают так,
427
чтобы указатель совпадал с первой ударной точкой сектора пер-
вой зоны.
Молоток отводят за шнур в сторону, на заданное расстояние,
и производят удар. Диск рукоятки поворачивают на следующую
точку сектора по указателю, и производят следующий удар.
Закончив испытание первой зоны, молоток поднимают гайкой на
11 мм и производят по предыдущему испытание остальных пяти
зон (всех зон шесть). Молоток производит удар силой от 300 до
800 г.
Испытание ударом может быть проведено: 1) при постоянной
температуре с различной силой удара молотка по зонам; 2) при
постоянной температуре и одинаковой силе удара, но с различным
временем пребывания образцов в термостате (испытание по зонам);
3) при одинаковой силе удара, но при разной температуре.
После того как проведены испытания, образцы вынимают из
термостата.
При осмотре производят проверку состояния пленки в месте
удара и всей испытуемой пластинки. Наблюдение ведут при помо-
щи дефектоскопа (см. стр. 325) или визуально через лупу; реги-
стрируется наличие дефектов (мелких трещин, кольцевых трещин,
отставания пленки и т. д.)16’ 17.
В новейшей модели внутри прибора помещен трубчатый радиа-
тор, внудь которого вакуумнасосом подается кислород. С точки
зрения техники безопасности вместо кислорода лучше пользовать-
ся жидким азотом.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЙ МЕТОДОМ
ВЫДАВЛИВАНИЯ ПОДЛОЖКИ
Этот метод предназначен для определения прочности лакокра-
сочных покрытий в условиях низких татерат ур при дипамиче-
ских деформациях. Определение проводят на приборе-прессе, опи-
санном на стр. 257.
Для испытания В. В. Чеботаревским, В. Д. Фроловым и
Л. А. Смирновой18’19 была предложена специальная термоизоля-
ционная камера (рис. 235), в которую заключают станину пресса
с удлиненным валом и дефектоскоп для определения нарушения
сплошности покрытия, при его вытяжке. Дефектоскоп состоит
из камеры для электролита с воронкой, напорной склянки с
тубусом у дна, аккумулятора на 5 — 6 в, вольтметра постоян-
ного тока на 5—6 в и контактирующего зажима для испытуемого
образца.
Камера для электролита (рис. 236) изготовлена из электро-
изоляционного материала (органическое стекло, дельтадревесина
или текстолит).
Корпус камеры 1 имеет внутри форму усеченного конуса,
закрытого с одной стороны крышкой 2, в отверстие которой встав-
лена резиновая пробка с пропущенным через нее электродом 3.
428
Другая сторона камеры открыта; она закрывается во время испы-
тания окрашенной пластинкой. Электролит поступает через ниж-
Рис. 235. Установка ВИАМ для определения
морозостойкости покрытия методом выдавливания
подложки:
1—воздушный канал; 2—вентилятор; 3—штурвал ма-
шины; 4—теплоизоляция; 5—корпус машины; 6—вал
машины; 7—камера для электролита; 8—сборник для
электролита; 9—электромотор; 10—жалюзи. I—отделе-
ние для пресса с дефектоскопом; II—отделение для сухо-
го льда.
нюю трубку 4, по заполнении камеры излишек поднимается по
трубке 5. Напорная склянка емкостью 250 мл соединена с ка-
мерой посредством резиновой
трубки.
Поверхность электрода очи-
щают от окислов и проверяют схе-
му включения дефектоскопа и на-
пряжение на зажимах аккуму-
лятора (5—6 в). В термоизоляцион-
ную камеру загружают 2 кг су-
хого льда. При работе расходуе-
мый лед непрерывно пополняют.
В напорную склянку наливают
насыщенный спиртовый раствор по-
варенной соли (электролит), кото-
рый перед подачей в камеру также
охлаждают до необходимой темпе-
Рис. 236. Камера для электро-
лита:
1—корпус; 2—крышка; 3—элект-
род; 4,5—трубки.
ратуры мелкими кусками сухого
льда. Температуру электролита измеряют спиртовым термометром;
время, потребное для охлаждения пресса с момента загрузки льда,
429
около 2 час. Испытуемые образцы готовят, нанося покрытия на
металлические пластинки.
Метод нанесения, длительность сушки, количество слоев, тол-
щина пленки, срок выдержки образца до испытания выбирают в
соответствии с установленными техническими условиями.
Для проведения испытания на одном из углов пластинки тща-
тельно удаляю! лакокрасочное покрытие и подключают к зачищен-
ному месту контактирующий зажим соединительного провода, ве-
дущего к аккумулятору.
Пластинку вставляют в пресс через прорезь в термоизоляцион-
ной камере окрашенной стороной наружу и вращением штурвала
плотно прижимают к упорному кольцу электролитной камеры.
После этого в камеру снизу вводят электролит путем поднятия
напорной склянки выше камеры таким образом, чтобы часть элек-
тролита появилась в воронке. Устанавливают кольцеобразную
шкалу на нуль и передвижением муфты включают внутренний
винт. Штурвал вращают с постоянной скоростью так, чтобы за
10—12 сек. происходила вытяжка пластинки на 1 мм (1 оборот
штурвала в минуту).
Температуру на поверхности пластинки измеряют при помощи
поверхностной (пластинчатой) термопары. В момент нарушения
сплошности покрытия и появления в цепи тока, обнаруживаемо-
го вольтметром дефектоскопа, вращение штурвала прекращают
и отсчитывают по шкалам глубину вытяжки.
Морозостойкость (при заданной температуре) характеризует-
ся глубиной вытяжки металлической подложки, при которой на-
^«.жчинает разрушаться нанесенное на нее покрытие. Результаты из-
***мерения выражают в миллиметрах. Расхождение между двумя
параллельными определениями не должно превышать 0,1 мм.
_______По окончании испытания раствор электролита сливают в на-
порную склянку, опуская последнюю ниже камеры, и вынимают
пластинку из станины пресса.
Электролитную камеру промывают три раза теплой водой для
удаления следов электролита; металлические части насухо
протирают чистой бязью и смазывают вазелином.
На указанной установке можно определять эластичность по-
крытий в интервале от +50 до —50°.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПЛЕНКИ ПО УДЛИНЕНИЮ ЕЕ
ПРИ ПРИЛОЖЕНИИ НАГРУЗКИ
Удлинение свободных пленок при низких температурах может
также дать хорошую сравнительную характеристику морозостой-
кости различных лакокрасочных материалов. Принципиально это
может быть выполнено на любом приборе для растяжения и раз-
рыва пленок, с применением специального приспособления для
430
Постепенного охлаждения пленки до требуемой температуры. Од-
нако эти методы еще не вошли в практику испытания лакокрасоч-
ных покрытий.
Интересным является прибор НИИШП для испытания морозо-
стойкости резины 15, принцип которого может быть использован для
испытания лакокрасочных пле-
нок. Конструкция прибора
НИИШП показана на рис. 237.
На деревянной подставке 1
устанавливается металлический
цилиндр 2, состоящий из двух
стаканов, между которыми по-
мещена термоизоляционная про-
кладка.
Внутренний стакан 3 служит
для заполнения его спиртом и
твердой углекислотой.
Испытуемый образец 6 за-
крепляется в зажимы 4 и 5,
находящиеся в эбонитовом ци-
линдре 7, на боковой поверхно-
сти которого сделаны почти по
всей его образующей два ши-
роких выреза. Верхний зажим
4 при помощи крючка прикре-
пляется к тонкому медному
тросу 8, а нижний упирается
Рис. 237. Прибор НИИШП для испы-
тания морозостойкости резины:
1—деревянная подставка; 2—металличе-
ский цилиндр; з—внутренний стакан; 4,5—
зажимы; в—испытуемый образец; 7—эбо-
нитовый цилиндр; 8—медный трос; 9—крон-
штейн; 10—стальная труба; 11—колонка;
12—противовес; 13—направляющая колон-
ка; 14—подставка; 15—блок; 16—шкала.
своими заплечиками в торец
эбонитового цилиндра, закреп-
ленного на кронштейне 9. Этот
кронштейн приварен к сталь-
ной трубе 10, которая может
передвигаться вдоль колонки
11. Для легкого подъема сосуда
с охлаждающей смесью служит
противовес 12, который скользит по направляющей колонке 13.
Деформация образца достигается при помощи грузов, накла-
дываемых на подставку 14, прикрепленную к тросу 8 по другую
сторону блока 15. К прибору прилагается набор грузов: три по
1000 г, два по 500 г и два по 200 г—всего 4400 г. Удлинение образ-
ца отсчитывается по линейной шкале 16,
Измерение температуры производится термопарой. Регулиров-
ка температуры достигается путем добавления спирта или углекис-
лоты. Испытание состоит в определении относительного удлинения
одного и того же образца сначала при нормальной температуре,
а затем при низкой температуре.
Согласно ГОСТ 408—41, характеристиками морозостойкости
резины служат следующие показатели:
431
1) Коэффициент морозостойкости
тде Д/—удлинение образца при нормальной температуре под
влиянием нагрузки Р;
—удлинение охлажденного образца при той же нагрузке.
2) Коэффициент возрастания жесткости
К —
Z'2 — р
где Pt—нагрузка, прикладываемая к охлажденному образцу
для получения того же удлинения;
Р—нагрузка на образец при нормальной температуре.
3) Относительная остаточная деформация охлажденного образца
где l't —длина рабочей части охлажденного образца сразу пос-
ле снятия нагрузки;
/0—первоначальная длина образца (рабочая часть).
Все эти показатели можно также использовать для характе-
ристики морозостойкости многих лакокрасочных пленок.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЯ МЕТОДОМ ИЗГИБА
Морозостойкость покрытий может быть определена также
И пп их разрушению при изгибе пп стержнях различного диа-
метра.
Для этой цели предложены приборы20, состоящие из хладо-
стата и приспособления для сгибания испытуемых образцов во
время испытания. Морозостойкость характеризуется временем
нахождения покрытия в хладостате при заданной температуре до
растрескивания при изгибе на стержне определенного диаметра.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЯ высоковольтных
ПРОВОДОВ ЗАЖИГАНИЯ МЕТОДОМ ИЗГИБА
Для испытания берут два отрезка провода, покрытого испытуе-
мым лаком. Образцы помещают в хладостат, выдерживают их там
в течение времени и при температуре, указанных в технических
условиях, после чего, не вынимая из хладостата, изгибают на де-
ревянном валике диаметром 100 мм. При этом изгибании на плен-
ке не должно появляться трещин и разрывов9.
432
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЯ
«ТЕРМИЧЕСКИМ УДАРОМ»
Очень часто, в эксплуатационных условиях, покрытие подвер-
гается быстрому, переменному воздействию очень низких и срав-
нительно высоких температур, как, например, от —40° до +30°.
В данном случае перепад температуры составляет 70°. Такие рез-
кие колебания температуры могут привести и на практике приво-
дят к растрескиванию покрытий в результате сильных деформа-
ционных напряжений, аналогично воздействию удара. Поэтому
испытания, при которых покрытие подвергается быстрому, попе-
ременному воздействию низких и высоких температур, называются
испытанием «термическим ударом».
В каждом отдельном случае, в зависимости от технических
требований к покрытию, устанавливают режим испытания.
В качестве примера можно привести следующую методику. На
предварительно прошкуренные железные пластинки размером
40х 180 мм наносят окунанием испытуемый материал (толщина
покрытия около 60 ;х). После установленного времени высыхания
пластинку помещают на 2 часа в камеру с температурой —40°.
Затем тотчас же нагревают пластинку в течение 1 часа при 120°,
помещая ее для этого в термостат. После этого пластинки вынима-
ют и сразу же помещают еще на 2 часа в хладостат (—40°). О ре-
зультатах испытания судят по состоянию покрытия при просмот-
ре под микроскопом со 100-кратным увеличением.
ОПРЕДЕЛЕНИЕ МОРОЗОСТОЙКОСТИ ПОКРЫТИЯ ПРИ ПОВЫШЕННОЙ
ВЛАЖНОСТИ
Существенное значение при испытании на морозостойкость
имеет содержание влаги в испытуемой пленке. Пленки, находящи-
еся перед испытанием в очень влажном воздухе или в воде, оказы-
ваются менее морозостойкими, чем пленки сухие.
Поэтому очень часто для установления морозостойкости ведут
испытания в более жестких условиях в присутствии влаги.
В качестве примерной методики можно привести следующую.
Испытуемое покрытие, нанесенное на железную пластинку, опус-
кают в проточную воду. Через 12 час. пластинку, не высушивая,
помещают в хладостат. Через б час. пластинку вынимают и снова
кладут в воду. Через 1 час пластинку опять помещают в хладо-
стат, а через 5 час. опять кладут в воду. Такой цикл повторяют
до тех пор, пока покрытие не начнет разрушаться (отслаивание,
растрескивание и т. п.).
28 с. В. Якубович
ГЛАВА 4
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЯ К РАЗЛИЧНЫМ
РЕАГЕНТАМ (ЩЕЛОЧЕ- И КИСЛОТОСТОЙКОСТЬ, МАСЛО- И
БЕНЗОСТОЙКОСТЬ И ДР.).
Развитие производства синтетических смол в значительной
степени расширило области применения лакокрасочных матери-
алов и позволило рекомендовать их в качестве защитных покрытий
для ряда объектов, подвергающихся во время эксплуатации воз-
действию различных агрессивных сред (кислоты, щелочи, соли,
бензин, бензол, минеральные масла и т. п.).
В качестве примера можно привести лакокрасочные материалы
на основе перхлорвиниловой смолы, хлоркаучука, поливинилацета-
та, акриловых смол, мочевинных смол, фенол- и крезолоформаль-
дегидных и фенольных модифицированных смол, бензилцеллюло-
зы и нитроцеллюлозы с алкидными смолами и т. д., которые мо-
гут быть применены для разного рода покрытий химической ап-
паратуры, вентиляционных установок, электромашин, бензиновых
баков, бензиновых проводов и т. п. объектов.
—---R зависимости от условий эксплуатации можно подобрать та-
кое покрытие, которое в этих условиях^оКажекя достаточно стой-
ким. Для этого необходимо правильно провестц соответствующие
испытания покрытий, приближаясь по возможности к условиям
их эксплуатации. Для ускорения испытания обычно усиливают фак-
торы, вызывающие разрушения покрытий и коррозию покрываемого
объекта (увеличение концентрации реагента, температуры опыта и
т. д.); однако усиление этих факторов не должно быть чрезмерным,
чтобы не исказить результатов испытаний. Так, например, если
покрытие предназначено для защиты объекта, работающего в сла-
бой азотной кислоте, а испытание производится для создания жест-
ких условий в концентрированной кислоте, то произойдет раз-
рушение пленки и пассивирование металла, что, разумеется, не
дает никакого представления о действительной стойкости покры-
тия к действию слабой азотной кислоты.
Для получения сравнимых результатов испытания надо про-
водить всегда в стандартных условиях, сообразуясь с требования-
ми, предъявляемыми к защитному покрытию. Необходимо иметь
в виду, что при испытании в агрессивных средах следует учиты-
434
вать длительность воздействия на покрытие (постоянное или пе-
риодическое воздействие). В зависимости от этого можно выбрать
соответствующий метод испытания. Например, при определении
бензостойкости покрытия, на которое периодически, кратковре-
менно воздействует бензин (внешние покрытия), можно применять
метод с периодическим обливанием покрытия бензином или по-
гружать его в бензин на определенное короткое время при нормаль-
ной температуре. Если же на покрытие бензин действует постоян-
но и покрытие должно при этом служить длительное время (внут-
ренние покрытия), то целесообразно проводить ускоренное
испытание в бензине при температуре его кипения.
Здесь описаны некоторые методы испытания, которые можно
рекомендовать для оценки качества специальных лакокрасочных
покрытий.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЯ К КИСЛОТАМ И ЩЕЛОЧАМ
На железные пластинки размером 90х120лмг или 50 х 100 лмг
наносят испытуемый материал не менее чем в два слоя. После
высыхания второго слоя парафинируют края пластинок и через
5 суток (для материалов холодной сушки) опускают пластинки
в соответствующий раствор кислоты или щелочи. Через.опре-
деленные промежутки времени пластинки вынимают из
раствора и хорошо ополаскивают водой. Качество покрытий
устанавливают по внешнему виду пленки и механическим испы-
таниям.
Очень удобно проводить испытания не на пластинках, а на
металлических стержнях сигарообразной формы. В зависимости
от предъявляемых требований испытания проводят либо при нор-
мальной, либо при повышенных температурах.
В последнем случае края пластинок не 'парафинируют, а по-
крывают менделеевской замазкой или смесью высокоплавкого би-
тума с канифолью.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЙ НА ДЕРЕВЕ И ШТУКАТУРКЕ
К КИСЛОТАМ
Кислотоупорность некоторых лакокрасочных материалов (на-
пример, антикислотная эмалевая краска) проверяют на деревян-
ных пластинках и на штукатурке.
Испытания на дереве
Хорошо очищенную шкуркой деревянную пластинку разме-
ром 50X 100 мм два раза покрывают испытуемой краской (кис-
тью) с промежуточной сушкой между слоями, согласно техни-
ческим условиям. Через 48 час. после нанесения второго слоя
пластинку наполовину погружают в аккумуляторную серную
28* ' . 435
кислоту (уд. вес 1,25). Края пластинки предварительно покры-
вают парафином погружением их на 3—4 мин. в расплавленный
парафин. После 48 час. пребывания в кислоте пластинку выни-
мают, промывают струей воды и высушивают на воздухе.
При осмотре части пластинки, находившейся в кислоте, не
должно быть обнаружено пузырей, отслаивания, морщин и тому
подобных разрушений.
Испытание повторяют, погружая окрашенную деревянную
пластинку в аккумуляторную кислоту при 40° на 8 час.
Испытание на штукатурке
Деревянный щит размером 300 х 100 мм заблаговременно ошту-
катуривают составом, состоящим из 1 объема извести, 2,5 объе-
ма песка и 3 объемов алебастра. Оштукатуренный щит высушивают
при' 18—20° не менее 20 суток, после чего покрывают испытуе-
мой краской в два слоя, как указано выше. Через 48 час. после
нанесения второго слоя на поверхность краски наносят отдель-
ными каплями аккумуляторную серную кислоту. После 8 час.
испытания покрытие не должно обнаруживать признаков разру-
шения.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЯ К КИСЛОТАМ КОМПЛЕКСНЫМ
МЕТОДОМ
Этот метод рекомендуется для испытания стойкости покры-
тий, предназначенных, например, для аккумуляторных поме-
щений.
Железные пластинки определенного размера (90х120лои,
40X120 мм) покрывают двумя слоями испытуемого материала;
ппурмтир состоит из различных материалов, сначала на-
носят грунт, а затем покрывную краску.
После высыхания последнего слоя пластинки испытывают по-
следовательным погружением на 24 часа:
1) в аккумуляторную кислоту (уд. вес 1,25),
2) в известковое молоко,
3) в смесь морской воды (3%-ный раствор хлористого натрия)
и аккумуляторной кислоты,
4) в трансформаторное масло.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ
к КИСЛОТАМ И ЩЕЛОЧАМ
Для определения стойкости изоляционных лаков к действию
кислот и щелочей применяют медные стержни диаметром около
6,5 мм и длиной 150 мм. Один конец стержня изгибают в виде
петли, а прямую часть стержня полируют, промывают спиртом,
высушивают и затем погружают в испытуемый лак.
436
После высыхания лака загнутый конец стержня покрывают
парафином так, чтобы парафин покрывал не только петлю, но
и около 20 мм стержня. Покрытые лаком стержни подвешивают за
петлю в сосуде, содержащем 25%-ный раствор серной кислоты
(уд. вес около 1,14).
Милливольтметр со шкалой, градуированной на 1,5 в, присо-
единяют одним полюсом к цинковой стойке, на которой висят
стержни, а другим поочередно к медной лакированной и не по-
крытой парафином части испытуемых образцов. Если при этом
стрелка милливольтметра отклоняется, то соответствующий стер-
жень исключается из опытов, так как отклонение стрелки мил-
ливольтметра указывает на недостаточную стойкость покрытия.
После погружения стержней отклонение стрелки милливольт-
метра на каждом из образцов проверяют через час, а позже че-
рез большие промежутки времени.
Определение стойкости изоляционных лаков к действию щело-
чей производят так же, но вместо кислоты применяют 10%-ный
раствор едкого натра (уд. вес около 1,13). При этих определениях
наблюдают также за изменением поверхности лаковой пленки,
вызванным действием соответствующего реагента.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЙ К ДЕЗИНФЕКЦИОННЫМ
СРЕДСТВАМ
В качестве средств для дезинфекции, например, железнодо-
рожных вагонов, деревянных платформ, предназначенных для пе-
ревозки скоропортящихся грузов, применяют разбавленнные рас-
творы соды, щелочи или известкового молока.
Лакокрасочные покрытия, предназначенные для внутренней
окраски таких вагонов, подвергаются испытанию в 2%-ном раство-
ре едкого натра. Для этого сосновые щиты размером 200X 125 мм
и толщиной 10 мм дважды окрашивают испытуемой краской с
промежуточной сушкой согласно техническим условиям. Через
сутки после высыхания второго слоя на покрытие накладывают
ватный тампон, хорошо пропитанный 2%-ным раствором едкого
натра. Через два часа тампон снимают и хорошо ополаскивают
покрытие водой. После высыхания на покрытии не должно быть
трещин, пузырей и других признаков разрушения.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ПОКРЫТИЙ К МОЮЩИМ СРЕДСТВАМ
Для испытания покрытий, которые должны быть устойчивыми
к периодическому мытью (очистке) разбавленными растворами
соды или мыльным раствором, можно рекомендовать следующие
методы:
1. Железную или деревянную пластинку покрывают испыту-
емым лакокрасочным материалом в два слоя, с междуслойной
сушкой согласно техническим условиям.
437
Через 5 суток после высыхания второго слоя (при материалах
холодной сушки) пластинку погружают наполовину в 5%-ный
раствор соды на 1 час. Затем пластинки вынимают, сушат на
воздухе в течение х/2 часа и определяют твердость покрытйя.
Параллельно определяют твердость верхней половины по-
крытия.
Твердость устойчивого покрытия после испытания не должна
быть ниже твердости покрытия до испытания. Точно так же не
должен изменяться внешний вид покрытия.
2. На испытуемое покрытие накладывают ватный тампон, смо-
ченный 3%-ным раствором соды. Через 2 часа тампон удаляют и
промывают обработанное место водой.
На устойчивом покрытии не должны быть обнаружены какие-
либо изменения.
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ЛАКОКРАСОЧНОГО МАТЕРИАЛА
К ЖИДКОМУ ТОПЛИВУ (ГОРЮЧЕМУ)
Определение бензиностойкости материала, предназначенного
для внутренних покрытий
Окрашенную металлическую пластинку размером 50х100лш
погружают в стакан с авиационным бензином.
. Температуру опыта, глубину и длительность погружения
устанавливают согласно техническим условиям на испытуемый
материал.
При проведении испытания при повышенной температуре поль-
зуются термостатом. По истечении срока погружения пластин-
ку вынимают и оставляют на 1 час при—комнатной температуре
для улетучивания бензина. Затем проверяют внешний вид и меха-
нические свойства пленки.
Высохшая пленка по внешнему виду и механическим свойствам
должна соответствовать требованиям технических условий.
Определение бензиностойкости материала, предназначенного
для внешних покрытий
Пластинку или отрезок ткани (в соответствии с техническими
условиями), окрашенные материалом, предназначенным для внеш-
них покрытий, обливают авиационным бензином и оставляют
на 1 час при комнатной температуре для улетучивания бен-
зина.
Высохшая пленка не должна обнаруживать размягчения, лип-
кости и потери эластичности и по внешнему виду должна соответ-
ствовать требованиям технических условий.
438
Определение стойкости материала, предназначенного
для внешних покрытий, к жидкому топливу
Испытание накрасок на железных пластинках проводят в сме-
си согласно техническим требованиям (например, смесь бензола
и спирта 1:1). Пластинки погружают в смесь наполовину и дер-
жат в течение времени, указанного в технических условиях. Пос-
ле окончания испытания проверяют твердость и адгезию покрытия.
Определение стойкости материала, предназначенного
для внутренних покрытий, к жидкому топливу
Краски, предназначенные для внутренних покрытий, устой-
чивых к действию горючего, подвергают более жесткому испы-
танию.
Две накраски (грунт и верхнее покрытие) на жестяных пла-
стинках размером 40x130 мм, а также три накраски на пла-
стинках того же размера, которые предварительно были подверг-
нуты продавливанию на приборе-прессе (см. стр. 257) на глубину
0,5 мм, 1,0 мм и 3,0 мм, помещают в колбу с обратным холодиль-
ником.
В колбу наливают смесь, согласно техническим требованиям
(например, смесь бензина и бензола 1:1).
Колбу нагревают до температуры кипения смеси и образцы
испытывают в течение времени, указанного в технических усло-
виях. Испытуемые-пластинки в большей своей части находятся
в жидкости, а меньшей—в парах.
Через 1 мин. после окончания испытания пластинки испыты-
вают на изменение глянца, твердости, адгезии и других механи-
ческих свойств.
Кроме того, проверяют влияние смеси на растворимость плен-
ки, отслаивание от краев пластинки и т. п.
Определение керосиноустойчивости материала
Накраски на пластинках черной жести размером 40X130 мм
опускают в стеклянную колбу с обратным холодильником, напо-
ловину наполненную легким керосином (начало кипения 110°).
Испытание проводят в течение времени, указанного в техниче-
ских условиях, при 80°. Пластинки наполовину находятся в керо-
сине, наполовину в парах керосина. Другая часть испытуемых
пластинок находится в керосине при комнатной температуре в
, течение 72 час.
По истечении времени испытания пластинки промывают и тот-
час же проверяют их механические свойства, которые не дол-
жны существенно измениться.
Допускается лишь изменение блеска и цвета (потемнение) по-
крытия.
439
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ЛАКОКРАСОЧНОГО МАТЕРИАЛА
К МИНЕРАЛЬНОМУ МАСЛУ
Определение маслостойкости материала, предназначенного
для внутренних покрытий
Окрашенную металлическую пластинку размером 50x100 мм
погружают в стакан с минеральным маслом. Температуру масла,
глубину и длительность погружения устанавливают согласно тех-
ническим условиям на испытуемый материал.
Для определения маслостойкости при повышенной температуре
испытание ведут в термостате. По истечении срока погружения
пластинку вынимают, охлаждают и смывают остаток масла ави-
ационным бензином.
По прошествии времени, указанного в технических условиях,
проверяют внешний вид пленки и механические свойства.
Испытание можно также проводить следующим образом. По-
крытие, нанесенное на железные пластинки размером 40 X 130 мм,
наполовину погружают в масло. Другая же половина находится
на воздухе. Испытание проводят при 100—110° в течение времени,
указанного в технических условиях. Другая часть пластинок ис-
пытывается при комнатной температуре. Через указанное в техни-
ческих условиях время пластинки очищают от масла и через 1
мин. испытывают механические свойства покрытия. Не должно
быть ухудшения твердости, эластичности и адгезии, также не дол-
жно быть сильного размягчения, пузырей, складок, морщин.
Определение маслостойкости материала, предназначенного
для внешних покрытий
Окрашенную пластинку или отрезок ткани (в соответствии с
техническими условиями) обливают минеральным маслом. По исте-
чении срока испытания, указанного в технических условиях, масло
смывают авиационным бензином. Пленка не должна обнаруживать
размягчения, липкости и потери эластичности и по внешнему
виду должна соответствовать требованиям технических условий.
Определение маслостойкости изоляционных лаков
Для определения маслостойкости испытуемый лак наносят на
две металлические пластинки площадью 100x50 мм и толщиной
0,1—0,2 мм.
После нанесения пленок и последующей сушки (температура
и продолжительность сушки указываются в стандарте или в тех-
нических условиях на лак) пластинки помещают в трансформатор-
ное масло (ГОСТ 982—43) на 24 часа при 105° (±2°).
Через 24 часа пластинку вынимают и вытирают сухой марлей.
Трансформаторное масло, в котором находились образцы при
испытании, делят на две равные части и одну часть фильтруют
через вату с марлей.
Маслостойкость лака характеризуется следующими призна-
440
Таблица 40
Маслостойкость и бензиностойкость пленок некоторых лакокрасочных
материалов
Материал Ма слостойко сть Бензино- стойкость при 18—20°
при 18—20° При 100—110° при 130—140°
«Лак изоляционный № 202 — 24 час. — —
> » № 319 —. — 2 часа —
> » № 320 — — 2—Зчаса —
» » № 320 ф — — 2—3 » —
Лак черный ч-2 1 час — — 1 час
24 часа
» » 102/19 — — (50°) 24 »
» » № 2318/19 .— — 24 часа 24 »
Эмаль коричневая А-8 и А-8ф 24 часа — — —
» желтая А-6 — — — 3 часа
» серо-голубая АМ-4 — 4 часа — 24 »
20 час.
» черная № 2086ф — — (150°) 24 »
Эмалн холодной сушки для сельско- 5 час. — — —-
хозяйственных машин
Эмали горячей сушки для сельскохо- 10 » — — —
зяйственных машин
Ннтроглифталевая № 1201 — 24 часа — —
Нитроэмали второго покрытия
марки АП 24 час. — — —
Нитроэмали МВ-1 и МВ-2 16 » — 5 час. 24 часа
Нитроэмали МВ-3 и МВ-4 16 » — 5 » 24 »
ками: 1) при сравнивании в проходящем свете профильтрованного
и не профильтрованного трансформаторного масла, в котором на-
ходились лаковые пленки при испытании, не должно быть обна-
ружено заметной разницы; 2) поверхность лаковой пленки после
извлечения пластинки из масла не должна стираться марлей;
марля после протирки не должна быть темной; 3) поверхность
лаковой пленки после испытания должна оставаться гладкой;
4) кислотное число масла после испытания не должно превы-
шать значений, указанных в стандарте или в технических усло-
виях на лак.
Лак считается маслостойким, если он удовлетворяет всем ука-
занным выше признакам.
В табл. 40 приведены данные о маслостойкости и бензиностой-
кости некоторых лакокрасочных материалов по существующим
техническим условиям.
ГЛАВА 5
ИСПЫТАНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЛАКИРОВКИ И ОКРАСКИ ТКАНИ
К лакокрасочным материалам, предназначенным для лакиров-
ки и окраски ткани (в самолетостроении и в других областях про-
мышленности), предъявляются особые требования.
В соответствии с этим, помимо обычных методов испытания
лакокрасочных материалов для ткани, необходимо пользоваться
также и специальными методами.
В настоящей главе мы приводим некоторые стандартные ме-
тоды испытания лаков и красок для ткани, в основном разрабо-
танные ВИАМ21.
ОПРЕДЕЛЕНИЕ МАЛЯРНЫХ СВОЙСТВ ЛАКОВ И КРАСОК,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ОКРАСКИ И ЛАКИРОВКИ ТКАНИ
Для определения малярных свойств (свойства наноситься на
ткань, разлив, внешний вид) материалов, применяемых для лаки-
ровки й окраски ткани, пользуются следующими методами——..
Испытание лаков первого покрытия
Отрезок ткани марки АСТ-100 размером 430x590 мм натяги-
вают на деревянную рамку, подгибают края и прибивают по тор-
цам гвоздиками на расстоянии 20—30 мм один от другого, не до-
пуская появления на ткани складок.
После этого при помощи кисти с некоторым нажимом наносят
на ткань аэролак первого покрытия, не оставляя пропусков на
лакируемой поверхности.
Лак должен хорошо и равномерно пропитать ткань, не образуя
отрывающихся капель лака на оборотной стороне лакируемой
ткани.
После пропитки ткани первым слоем наносят последователь-
но еще четыре слоя аэролака первого покрытия, с промежуточной
сушкой для каждого слоя, согласно техническим условиям на
данный лак.
442
Лак наносят без усилия, избегая водить кистью более 4—5
раз по одному и тому же месту. При нанесении лака наблюдают,
как он смачивает ткань, распределяется ли по поверхности и не
происходит ли свертывания его под кистью в крупинки. После
практического высыхания последнего слоя отмечают общее со-
стояние поверхности: наличие штрихов от кисти, пятен, пузырь-
ков воздуха, вздутий и других дефектов.
Испытание проводят при 18—23° и относительной влажно-
сти воздуха не выше 70%.
Испытание эмалевых красок второго покрытия
Испытания эмалевых красок второго покрытия производят на
ткани, предварительно покрытой пятью слоями лака первого по-
крытия. Перед нанесением эмалевую краску тщательно перемеши-
вают и в случае необходимости разбавляют до рабочей вязкости раз-
бавителем. Краску в зависимости от ее назначения наносят кистью
или распылителем. При нанесении краски отмечают свойства ее
наноситься на поверхность и ее разлив. По высыхании последне-
го слоя отмечают общее состояние внешнего вида покрытия: на-
личие штрихов от кисти, ряби после покрытия распылителем, пу-
зырьков, мелких углублений («оспы») и т. п.
ОПРЕДЕЛЕНИЕ ПРИВЕСА ТКАНИ ПОСЛЕ НАНЕСЕНИЯ АЭРОЛАКОВ
Определение привеса ткани после ее лакировки и окраски име-
ет очень большое значение в самолетостроении, поскольку привес
не должен превышать строго установленных норм.
Привес определяется в граммах на квадратный метр поверхно-
сти. Испытание выполняют следующим образом.
Сначала определяют вес неокрашенной ткани. Для этого выре-
зают прямоугольный отрезок ткани марки АЛЛ размером 430X
х590 мм. Края обрезают по нитке и взвешивают отрезок.
Вес 1 л2 ткани вычисляют по формуле
«--=4
где Q—вес 1 м- ткани в г;
Р—вес испытуемого отрезка ткани в г;
F—площадь взвешенного отрезка ткани в м-.
Затем ткань, равномерно натянутую на рамку, лакируют или
окрашивают, как было уже указано выше. Рамки устанавливают
так, чтобы между ними была свободная циркуляция воздуха.
После нанесения последнего слоя покрытие сушат в течение
3 суток при 18—23° или в течение 16—18 час. при 18—23°, с по-
следующей дополнительной сушкой в термостате в течение
11/2—2 час- ПРИ 35—40°.
443
После сушки ткань срезают с рамы, измеряют площадь сре-
занного куска и определяют его вес.
Вес 1 м2 ткани с покрытием вычисляют по приведенной выше
формуле. Разность между весом 1 м2 лакированной и весом 1 м2
чистой ткани является привесом, вызванным лакировкой.
ОПРЕДЕЛЕНИЕ УСАДКИ ТКАНИ НА ПРИБОРЕ ВИАМ
Усадкой называют свойство ткани сокращаться в линейном
направлении при нанесении на нее лака. Это явление связано
со свойством некоторых лаков образовывать пленки, которые
при дальнейшем высыхании сокращаются, давая так называемую
усадку.
Это объясняется тем, что при удалении растворителя из плен-
ки расстояние между отдельными молекулярными цепями сокра-
щается и начинают действовать силы их взаимного притяжения.
На усадку, например, нитроцеллюлозных лаков большое влияние
оказывает вязкость нитроцел-
люлозы, концентрация плен-
кообразующего и упругость
пара применяемого раствори-
теля. Усадка будет тем боль-
ше, чем больше вязкость
нитроцеллюлозы, чем выше
ее концентрация в лаке и чем
выше упругость пара раство-
рителя в лаке22.
Свойство давать усадку
используется при изготовле-
нии специальных аэролаков
для ткани, которые обеспечи-
вают ей хорошее натяжение
и высокие механические свой-
ства.
Рис. 238. Прибор ВИАМ для определе- Для определения степени
ния усадки лакированной ткаии: усадки можно пользоваться
1—текстолитовая плита; 2—ножки прибора; ппибооОМ ВИАМ21, ПОКаЗЭН-
3—нивгллвровочный винт; 4—зажим; 5—под- " " п„а ~
вижнойвалик; 6—стрелка; 7—шкала; S—груз. НЫМ НЭ рИС. zoo. ХвКСТОЛИ-
товая плита / установлена
на четырех металлических ножках 2, снабженных нивеллировоч-
ными винтами 3. На плите укреплены с противоположных сторон
зажим 4 и подвижной валик 5 со вторым зажимом.
К подвижному валику наглухо прикреплена стрелка 6, которая
при его вращении может передвигаться вправо и влево, указывая
соответственно по шкале/ усадку или ослабление ткани в санти-
метрах.
На конце стрелки имеется нониус. С другой стороны валика
находится бортик с ложбинкой, по которой проходит нить с под-
вешенным на ней грузом 8 в 250 г для натяжения ткани.
444
Прибор должен быть отрегулирован так, чтобы после закрепле-
ния ткани между зажимами стрелка находилась в середине шкалы.
Для проведения испытания плиту прибора приводят в точно
горизонтальное положение посредством нивеллировочных винтов.
Затем между двумя зажимами закрепляют полоску ткани марки
АЛЛ (длиной 450 мм, шириной 50 мм), вырезанную по основе,
и отмечают через 30 мин. начальное показание стрелки по шкале
и нониусу. На участок полоски ткани между зажимами длиной
300 мм кистью наносят испытуемый аэролак с соблюдением норм
расхода, количества слоев и длительности сушки каждого слоя
в соответствии с техническими условиями.
При нанесении аэролака рекомендуется под полоску ткани
подкладывать деревянную дощечку во избежание сильных толч-
ков стрелки прибора, вызываемых нажатием кисти на ткань.
В случае усадки стрелка прибора отклоняется влево, а в слу-
чае растяжения—вправо. Движение стрелки прекращается с окон-
чанием процесса высыхания лака.
Конечный показатель на шкале отмечают по истечении срока,
указанного в технических условиях. Если стрелка остановится
раньше этого срока, то испытание прекращают и фиксируют дли-
тельность испытания.
Усадку ткани вычисляют по формуле
100-аг
х = /-30
где х—усадка полоски ткани в %;
а—разница между начальным показанием стрелки (до по-
крытия полоски аэролаком) и конечным показанием (в см);
г—радиус валика, равный 1,2 мм;
1—цш& стрелки, равная 20 см'
При указанных размерах стрелки и валика передвижение стрел-
ки по шкале на 1 мм соответствует 0,02% усадки. Испытания про-
водят при 18—23° и относительной влажности воздуха не выше 70 %.
За ширину полоски ткани принимают расстояние между крае-
выми целыми нитями. Бахрома (концы уточных нитей) не долж-
на быть более 3 мм с каждой стороны.
ОПРЕДЕЛЕНИЕ ПРИРОСТА ПРОЧНОСТИ ТКАНИ ПОСЛЕ ЛАКИРОВКИ
Прирост прочности ткани после лакировки получается в ре-
зультате нанесения аэролаков первого и второго покрытия и оп-
ределяется как разность между прочностью на разрыв лакирован-
ной и чистой ткани.
Для определения прочности ткани можно пользоваться мето-
дом, разработанным ВИАМ. По этому методу определяют, прирост
прочности на разрыв и относительное удлинение, пользуясь ди-
намометром (стр. 267).
Для проведения испытания натянутую на рамку ткань марки
АЛЛ покрывают при помощи кисти аэролаком первого покрытия
445
с соблюдением норм расхода, количества слоев и длительности
сушки каждого слоя в соответствии с техническими условиями.
Последний слой лака сушат в течение трех суток при 18—23°
или в течение 16—18 час. при этой же температуре, с после-
дующей сушкой в термостате в течение 1,75—2 час. при 35—40°.
После этого ткань срезают с рамки и вырезают из нее четыре
полоски шириной 55—60 мм и длиной 350—400 мм для испытания
по основе и по утку. Полоски вырезают, отступая на 10 мм от
края рамки, и доводят ширину до 50 мм выдергиванием нитей.
Зажимы динамометра устанавливают. на расстоянии 200 мм
друг от друга: один конец полоски закрепляют в верхнем зажи-
ме, а на другой конец, пропущенный свободно в нижний зажим,
подвешивают груз в 500 г для предварительного натяжения испы-
туемого образца. Не снимая груза, ослабляют верхний зажим
так, чтобы полоска ткани под действием этого груза несколько
опустилась; центрируют образец ткани, закрепляют верхний, а
затем нижний зажим и производят нагружение. В случае ручного
привода маховичок вращают равномерно, без толчков, со скоростью
около 60 об/мин. до разрыва образца.
Наряду с испытанием ткани, покрытой лаком, проводят испыта-
ние четырех полосок чистой ткани, которые вырезают из куска
таким образом, чтобы полоски чистой и лакированной ткани име-
ли общие нити как по основе, так и по утку.
Прирост прочности лакированной ткани на разрыв вычис-
ляют по формуле
(1)
где х—прирост прочности на разрыв в кг на 1 погонный м ши-
рины ткани;
Р—рлдрыплющсо успггир и кг для лакированной ткани;
Ро—разрывающее усилие в кг для чистой ткани;
b—ширина полоски ткани, равная 5 см.
В процессе определения прочности на разрыв лакированной
ткани наблюдают за внешним видом лаковой пленки. Отмечают
появление трещин, шелушения и отслаивания пленки от ткани.
Растрескивание по краям (на бахроме) не принимается во внима-
ние.
Относительное удлинение лакированной ткани при разрыве
вычисляют по формуле
где и—относительное удлинение ткани в процентах к рабочей
длине полоски;
Д/—удлинение ткани при разрыве в мм;
I—рабочая длина полоски ткани между зажимами, рав-
ная 200 мм.
ГЛАВА 6
ИСПЫТАНИЕ ШПАТЛЕВОК (ПОДМАЗОЧНЫХ МАСС)
Шпатлевка, или подмазочная масса, представляет собой гус-
тую пасту, состоящую из мела с добавлением других пигментов
(охра, железный сурик, цинковые и свинцовые белила и т. п.),
затертых на различных пленкообразующих в зависимости от на-
значения шпатлевок. В качестве пленкообразующих применяют
олифу, масляно-смоляной лак, нитроцеллюлозный лак, перхлор-
виниловый лак, раствор клея и др. Шпатлевки в окрасочной тех-
нике применяют для выправления всех неровностей окрашивае-
мой поверхности.
В зависимости от состояния окрашиваемой поверхности и от
требований к гладкости готового покрытия наносят от одного
до нескольких слоев шпатлевки, при этом толщина каждого слоя
не должна превышать 0,3—0,5 мм.
Обычно шпатлевку наносят на предварительно загрунтован-
ную поверхность, так как в противном случае не была бы обес-
печена прилипаемость (адгезия) многослойного лакокрасочного
покрытия к окрашиваемой поверхности.
Следует указать, что нанесение шпатлевки 'является вынуж-
денной операцией, поскольку в большинстве случаев приходится
иметь дело с неровным листовым металлом, плохим литьем и т.п.
В зависимости от области применения шпатлевка должна обла-
дать определенными свойствами. Исходя из этого, устанавливается
и метод испытания.
Все общеупотребительные шпатлевки испытывают по следую-
щим показателям: цвет, вязкость, скорость высыхания (при ком-
натной или повышенной температуре), внешний вид, свойство на-
носиться на поверхность, свойство шлифоваться. Шпатлевки спе-
циального назначения (для автомобильной, авиационной и дру-
гих отраслей промышленности) могут испытываться, кроме этого,
еще по другим показателям, как, например, эластичность, сопро-
тивление удару, термостойкость и др.
В настоящей главе мы остановимся на некоторых специаль-
ных методах испытания шпатлевок. При испытании шпатлевки,
447
так же, как при испытании других лакокрасочных материалов, ре-
шающую роль играет толщина слоя. Поэтому при сравнительных
испытаниях толщина слоя должна быть одной и той же. Опре-
деленная толщина слоя шпатлевки создается нанесением ее на
поверхность при помощи специального трафарета.
Трафарет (рис. 239) для нанесения шпатлевки, применяемый
в ГИПЙ-4, состоит из стальной плиты 1, к которой прикреплены
четыре скобы 2 с упорными барашками <?, прижимной стальной
рамки 4 и нескольких
металлических шаблонов
различной толщины (от 0,5
до 1,5 мм).
Для нанесения шпат-
левки посредством трафа-
рета применяют стальной
или деревянный шпатель
(см. рис. 83). Специальные
шпатлевки наносят также
при помощи распылителя.
ОПРЕДЕЛЕНИЕ СВОЙСТВА
ШПАТЛЕВКИ ШЛИФОВАТЬСЯ
Рис. 239. Трафарет для нанесения шпат-
левки:
1— стальная плита; 2—скоба; 3—барашек; После ВЫСЫХаНИЯ Нане-
4—стальная рамка» „
сенной на поверхность
шпатлевки ее шлифуют для получения достаточно ровной и глад-
кой поверхности, на которую затем наносят последующие слои
красок и лаков. Шлифовку шпатлевки обычно производят раз-
личными шлифовальными материалами: натуральной пемзой,
искусственной пемзой (печура) или шлифовальной бумагой раз-
тГНЧИЫХ номеров. ...—----------—------------—---------------
Обычно рекомендуется производить мокрую шлифовку, при ко-
торой поверхность смачивается водой. В отдельных случаях, ког-
да воду применять нельзя, пользуются бензином, керосином или
лаковым керосином.
Этот способ обеспечивает более равномерную и тонкую шли-
фовку поверхности, а кроме того, предохраняет от пыли, образую-
щейся при сухой шлифовке. Шлифовку производят вручную
или механическим путем при помощи специальных аппаратов
(шлифовальные аппараты). При испытании шпатлевок необходи-
мо учитывать их назначение, метод нанесения и способ шлифовки.
Определение свойства шпатлевки шлифоваться
стандартным методом
На железную пластинку размером 150x70 мм и толщиной
0,3—0,35 мм, предварительно очищенную от ржавчины и обезжи-
ренную, 'наносят слой масляного грунта на железном сурике
толщиной 25—30 р.
448
После высыхания грунтовки в течение 24 час. при 18—20° на-
носят испытуемую шпатлевку металлическим шпателем при по-
мощи трафарета. Толщина слоя шпатлевки должна быть 0,5 мм.
При нанесении шпатлевки железную пластинку плотно зажи-
мают между плитой и шаблоном при помощи рамки и упорных
барашков.
После высыхания шпатлевку подвергают шлифованию порош-
ком пемзы с водой, после чего равномерными движениями трут
суконкой поверхность шпатлевки с наложенным на нее порошком
пемзы.
Шпатлевка не должна размокать от воды при шлифовании в
течение 30 мин., должна хорошо шлифоваться, давая однород-
ную гладкую поверхность, без закраин.
Определение свойства шпатлевки шлифоваться при помощи
прибора Серебряникова
Для объективного определения свойства подмазочкой массы
шлифоваться С. Н. Серебряников23- 24 сконструировал специаль-
ный прибор, схема которого показана на рис. 240. Пластинку,
Рис. 240. Прибор Серебряникова для испытания
шпатлевок:
1,2—зажимы; 3—сборник воды; 4—рама; .5—кусковая
пемза; 6—испытуемая пластинка; 7—груз; 8—ползу-
иок;_&—пазы; 10—мотор с передачей; 11—трубы; 12—во-
ронка.
зашпатлеванную испытуемым материалом, вставляют в зажимы 1
и 2, укрепленные над сборником воды 3, помещенным под веду-
щую раму 4. В ведущую раму вставляют пемзу 5, свободно лежа-
щую на пластинке 6. На пемзу давит груз 7, вследствие чего, не-
зависимо от снашивания пемзы, давление на пластинку 6 остает-
ся практически постоянным. Подвижная ведущая рама 4, снаб-
женная ползунками 8, по пазам 9 приводится в горизонтальное
движение механизмом 10. Во время работы аппарата через си-
29 С. В. Якубович 449
стему труб 11, заключенных в раме 4 и расположенных вокруг
пемзы, непрерывно поступает вода, омывающая одновременно
пемзу и пластинку. Стекающую воду удаляют через воронку 12.
Для определения свойства подмазочной массы шлифоваться
испытуемую массу наносят шпателем ровным слоем на взвешен-
ную железную пластинку; после этого пластинку вторично взве-
шивают и по разности весов определяют вес нанесенной подмазоч-
ной массы.
Через 24 часа пластинку с нанесенной подмазочной массой за-
крепляют в аппарате и пускают аппарат в ход. По истечении оп-
ределенного времени аппарат останавливают, пластинку высуши-
вают на воздухе и взвешивают. Потеря в весе дает количество
сошлифованной подмазочной массы.
По весу подмазочной массы, площади испытуемой пластинки
и количеству сошлифованной массы можно вычислить в процен-
тах количество подмазочной массы, сошлифованной с единицы
поверхности. Эта величина и определяет свойства подмазочной
массы шлифоваться.
Для получения сравнимых результатов толщина слоя шпат-
левки, продолжительность испытания, качество пемзы и давление
груза на пемзу должны быть всегда постоянными.
ОПРЕДЕЛЕНИЕ ЭЛАСТИЧНОСТИ ШПАТЛЕВКИ
Для определения эластичности шпатлевки последнюю наносят
на железную пластинку толщиной 0,5 мм, как это указано выше.
После высыхания шпатлевку шлифуют порошком пемзы с водой
до толщины слоя 0,4 мм и подвергают испытанию на приборе для
определения эластичности (рис. 241).
Прибор состоит из металлической плиты, к которой прикреп-
-яены дня пппупиттиштра / радиусами 50 и 100 мм, подвижной рам-
ки 2 с прижимным валиком 3 для прижимания пластинки к цилин-
дрической поверхности и винтов крепления 4.
Пластинка с отшлифованной шпатлевкой укрепляется одним
концом на приборе при помощи винта крепления и при опуска-
нии рамы в горизонтальное положение прижимается валиком в
цилиндрической поверхности прибора.
Прибор укреплен на деревянной подставке 5. Испытание
должно производиться при 18—22° и относительной влажности воз-
духа 65—70% . О качестве шпатлевки судят по изменению поверх-
ности (растрескивание).
ОПРЕДЕЛЕНИЕ ТЕРМОСТОЙКОСТИ НИТРОШПАТЛЕВКИ
Для определения применяют фанерные пластинки размером
125x45 мм толщиной 3 мм из фанеры сорта БП-1 или БС-1, влаж-
ности не более 9%.
На зачищенную шкуркой фанерную пластинку наносят кистью
равномерный слой нитроклея АК-20, который сушат при 12—17°
450
в течение 4 час., при 18—23° в течение 3 час. или при 24—35° в
течение 2 час. Необходимая вязкость нитроклея 35—45 сек. по
вискозиметру ФЭ-36; расход шпатлевки на 1 слой 160—180 г/жа.
На подготовленную та-
ким образом поверхность
пластинки накладывают
трафарет толщиной 1,5 мм
с вырезом шириной 30 мм,
длиной 30 мм и наносят
шпателем тщательно раз-
мешанную нитрошпатлев-
ку. Вязкость шпатлевки
должна быть в пределах,
установленных техниче-
скими условиями.
Шпатлевку наносят до
полного заполнения выре-
за трафарета продольным
движением шпателя в од-
ном направлении не более
2—3 раз, затем трафарет
снимают, а шпатлевку су-
шат, оставляя пластинку
в горизонтальном положе-
нии сначала в течение
6 час. при 12—35° и отно-
сительной влажности воз-
духа не выше 70 %, а затем
в течение 6 час. в сушиль-
ном шкафу при температу-
ре 65—70°.
По истечении срока
пребывания в сушильном
шкафу пластинку выни-
мают и выдерживают при
12—35° и относительной
влажности воздуха не вы-
ше 70% в течение 2 час.,
после чего тотчас же про-
изводят осмотр внешнего
вида слоя шпатлевки. При
этом в слое шпатлевки не
должно наблюдаться тре-
щин, видимых невоору-
женным глазом. Испыта-
ние шпатлевки проводят
одновременно на трех пла-
стинках.
Рис. 241. Прибор для определения эластич-
ности шпатлевки (схема и общий вид):
1—полуцилиндры; 2—подвижная рамка; 3—при-
жимной валик; 4—винт крепления; 5—деревян-
ная подставка; 6—ручка.
451
29*
Если по истечении указанных выше сроков сушки на двух
пластинках в слое шпатлевки появятся трещины, то шпатлевку
считают не выдержавшей испытание. Если трещины обнаружены
только на одной пластинке, то допускается повторное испытание
на трех пластинках, при котором не должно быть растрескивания
слоя шпатлевки ни на одной пластинке.
ЛИТЕРАТУРА
1. Стандарты и технические условия на лакокрасочные материалы, вып. 5,
Оборонгиз, 1946.
2. ГОСТ 1410—42.
3. Руководство к лабораторным работам по электротехническим материалам,
ЛКВВИА, 1948.
4. А. Ф. Вальтер и др., Испытания электроизолирующих материалов,
ОНТИ, 1936.
5. Стандарты и технические условия на лакокрасочные материалы, вып. 2,
Оборонгиз, 1946.
6. В е д е и к и и С. Г., Огнезащитные краски н составы, Транспечать, 1930.
7. В е д е н к и н С. Г., Защита дерева от огня, Гостранснздат, 1932.
8. Т а у б к и и С. И., Способы и средства огнезащиты древесины, Нарком-
хоз, 1944.
9. Стандарты и технические условия на лакокрасочные материалы, вып. 2,
Оборонгиз, 1946.
10. Gardner Н. A., Sward G. G., Physical and Chemical Exami-
nation of Paints, Varnisches, Laquers and Colors, X Ed., 1946.
11. Каргин В. А., Труды первой и второй конференций по высокополи-
мерным соединениям, АН СССР, 1945.
12. Александров А. П., Труды первой и второй конференций по вы-
сокополимерным соединениям, АН СССР, 1945.
13. К а р г н н В. А., Сборник статей. Советская химия за 25 лет, АН СССР,
1944.
14. Се дл ис С. В., Труды первой и второй конференций по высокополи-
’ мерным соединениям, АН СССР, 1945.
15. И з р а е л и т Г. Ш., Механические испытания резины н каучука, Гос-
хим из дат, 1949. ? ~~~ ~~------------—
16. Якубович С. В. и ВорогушинТ. И., Зав. лабор. XIV,
4, 505—508 (1948).
17. Якубович С. В. н Соловьев И. В., Зав. лабор. XI, 10 (1945).
18. Неметаллические материалы, их обработка н применение, под ред. В. Г.
Калюжного, Оборонгиз, 1949, стр. 431.
19. Чеботарев скнй В. В., Фролов В. Д. и Смирнова
Л. А., Определение эластичности лакокрасочных покрытий при низких
температурах, МАП СССР, Труды № 115, Оборонгиз, 1949.
20. W i 1 Ь о г n F., Physikalische und technologische Priifverfahren file Lac-
ke und ihre Rohstoffe, 1944.
21. Методы испытания специальных лакокрасочных материалов, Оборонгиз,
1944.
22. Др и нбе р г А. Я., Химия и технология пленкообразующих веществ, т. I,
1935.
23. Серебряников С. Н., Краски и лакн, № 1, 19 (1930).
24. Якубович С. В., Физико-механические методы испытания лакокрасоч-
ных материалов и покрытий, ГОНТИ, 1938.
ПРИЛОЖЕНИЯ
1. СРОКИ ВЫСЫХАНИЯ ЛАКОВ и красок ХОЛОДНОЙ СУШКИ
Лаки и краски Сроки высыха- ния , ,от пы- ли“ в часах при 18—20° Сроки прак- тического вы- сыхания в часах при 18—20°
Краски масляные Сурик железный не дольше 8 Не дольше 24
Охра » 14 » 24
Мумия минеральная (темная и светлая) .... » 14 » 24
Умбра » 10 » 24
Свинцовые белила 5—8 » 24
Цинковые » не дольше 9 » 24
Литопониые » 10—12 » 24
Титановые » (двуокись титана и окись цинка) . 10—11 » 24
Медянка (готовый колер) 8—12 » 24
Крон свинцовый 8—10 » 24
Зелень вагонная—светлая и темная 8—10 » 24
Киноварь искусственная 8—11 > 24
Сажа малярная 12—14 » 30
Ультрамарин 8—10 » 24
Защитная краска обыкновенная 9—12 » 24
Серо-дикая краска 9—12 » 24
Серо-голубая краска 9—11 » 24
Олифы Олифа натуральная льняная не дольше 12 » 24
» экономичная » 12 » 24
Лаки Лак масляный № 1 » 8 > 48
» » № 2 » 12 » 120
» » № 3 » 10 » 96
453
Продолжение
Сроки высы- Сроки прак-
хания, ,от пы- тического вы-
Лаки и краски ли“ в часах сыхания в
при 18—20° часах при 18—20°
Лак масляный № 4 и № 4а Не дольше 7 Не дольше 48
» » № 5 » 10 » 72
» » № 6 » 10 » 72
» » № 7 » 6 » 24
» » № 17-а » 13 » 48
, » пентафталевый № 170 » 8 » 72
» » № 408 » 8 » 36
» асфальтовый № 1 » 2 » 24
» битумный № 67 » 0,5 » 2
Лаки спиртовые № 1, 2 и 4 (ИФ и ИК) .... » 0,25 » 2-4
Нитролаки » 0,3 » 1
' Краски эмалевые
Краски эмалевые общего потребления Не дольше 10 » 48
Краски эмалевые для сельскохозяйственных машин » 10 » 48
Краски эмалевые глифталевые » 10 » 36
Краски эмалевые авиационные (А-6, А-7, А-8) . . » 9 » 36
То же А-9 » 10 » 36
» (А-10, А-11, А-14) » 8 " '» 36
» А-12 » 12 » 36
» А-13 » 11 » 36
Краски глифталевые (А-бф, А-7ф, А-8ф) .... » 9 » 30
То же (А-10ф, А-14ф) » 8 » 30
» А-13ф » 11 » 36
Краски эмалевые матовые А-21м, А-24, А-28, А-32м » 3 » 30
То же А-26м ....... » 8 » 36
» глянцевые (А-24г, А-28г) » 12 » 48—50
v Краска эмалевая масляная алюминиевая АЭ-8 . . » 6 » 24
.Краски фиксолевые » 8 » 48
Краски эмалевые для наружных покрытий (пен-
тафталевые) » 10—12 » 48
Автонитроэмали » 0,15 » 1
Эмаль хлорвиниловая серая ДД-118А » 0,3 » 1
Эмаль перхлорвиниловая серая ДД-118Б . . . » 0,3 » 3
454
2. СРОКИ ВЫСЫХАНИЯ лаков и красок ГОРЯЧЕЙ сушки
Температура и сроки
Лаки и краски высыхания
Лак светлый № 9 3 часа при 90°
» черный № 10 (3 варианта сушки) .... 2 » » 120°
1,5 » » 150°
1 час при 180°
Лак черный № 102 50 мин. при 200°
» » масляный № 2318 2 часа при 200°
» изоляционный № 202 12 мин. при 200—210°.
Грунт глифталевый № 138 Не более 35 мин. при 100—110°
» » № 138-А Не более 11/2 часа при 70—80°
» АЛГ-1 Не более 2 час. при 60—70°
Краски эмалевые глнфталевые для автобусов 1 час при 100—110°
» » для тракторов . . ... 1 » » 100°
» » глифталевые для малолитражных автомашин 1 » » 100—110°
Краска эмалевая № 122 Не более 40 мин. при 100°
Краски эмалевые цветные «Муар» . . ... Не менее 12—14 час. при 80 (± 5)° после появ- ления рисунка
Шпатлевка лаковая AM 1 час при 100°
455
3. УКРЫВИСТОСТЬ МАСЛЯНЫХ КРАСОК по РАСХОДУ НА л2 ПОВЕРХНОСТИ
Краски Расход краски, готовой к употреблени ю г/л2 Расход в пе- ресчете на гу- стотертую пасту а/м®
Сурик железный Не более 35 Не более 28
Охра » 180 » 130
Мумия темная » 65 » 50
> светлая » 95 » 70
» бокситная » 80 » 60
Белила свинцовые № 00 » 210 » 155
» » № 0 » 270 » 211
» » № 1 » 290 » 237
Белила цинковые № 00 и № 0 » 170 —
» » В-2-00 » 175 —
» » В-2-0 » 195 —
Белила литопонные С-00 » 170 Не более 130
» » С-0 » 190 » 140
» » Э-00 » 160 » НО
» » Э-0 » 190 » 120
Зелень свинцовая специальная светлая . ... » 45 » 32
> » » темная » 38 » 27
» » обыкновенная светлая.... » 60 » 46
» « » темная .... » 50 » 40
Зелень цинковая № 1 светлая » ъЬ » 08
» » № 1 темная » 65 » 51
» » № 2 светлая » 100 » 82
» » № 2 темная » 90 » 72
Киноварь искусственная меловая светлая .... » 140 » 100
Киноварь обыкновенная светлая и темная.... » 190 » 150
Краска черная малярная » 30 Не более 22
Краски масляные цветные светлосерая » 150 —
серая .... » 135 —
фисташковая » 155 —
бежевая » 190 —
голубая » 130 —
защитная » 120 —
456
4. УКРЫВНСТОСТЬ ЭМАЛЕВЫХ КРАСОК ПО РАСХОДУ НА м~ ПОВЕРХНОСТИ
Краска Пвет краски Укрывнстость в г/м* Число слоев
А-21М Светлокорич нева я 120 —
А-24м Зеленая 50 —
А-26м Черная 35 —
А-28м Светлоголубая 120 —
А-6 и А-бф Желтая 120 —
А-7 и А-7ф Зеленая 60 —
А-9 и А-9ф Синяя 65 —
А-10 и А-10ф Голубая 80 —
А-11 и А-11ф Белая 160 —
А-14 и А-14ф Красная 75 —
ФСХ-13 Кремовая 120 —
ФСХ-14 Зеленая 50 —
ФСХ-15 Голубая 50 2
ФСХ-25 Черная 25 1
ФО-3 Кремовая 160 2
ФО-15 Голубая 100 2
Пеитафталевые
№ 58 Голубая 120 2
№ 59 Вишневая 100 2
№ 60 Синяя 100 2
№. 68 Черная 30 2
№ 57 Кремовая 200 2
Фиксолевые
Ns 6 Коричневая 60 I
№ 9 Зеленая 70 1
№ 18 Черная 25 1
№ 13 Серо-голубая 200 2
№ 5 Желтая 170 2
№ 17 Красная 140 2
№ 19 Серая 120 2
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсол ютная
вязкость 114
укрывнстость 36
Агрегативная устойчивость пигмен-
тов 61
Адгезиометры 221 сл.
Адгезия покрытий 213 сл.
определение адгезиометрами 221,
223, 226, 227, 230, 231
—динамометром 227
—методом решетчатого надреза
232, 478
—прибором-прессом 231
—прибором У-1 278
Аддитивные колориметры 19, 22 сл.
Амальгамирование подложки 204
Анодная схема электрохимического
испытания защитных покрытий 356
Анодное осаждение органических
красителей 324
Аппарат искусственной погоды 368
Атласы цветов 33
Атмосферные станции см. Крышные
—станции--------------------------
Атмосфероустойчивость покрытий
305 сл.
испытания в естественных усло-
виях 377
—во влажной и тумано-дождевой
камере 348
—крышные 378, 396
—при низкой температуре 372
—ускоренные 359
оценка 392, 394, 399
Ахроматические эталоны 23
Ахроматический цвет пигментов 20 сл.
Аэролаки, привес ткани после нане-
сения 443
Бензиностойкость покрытий 438, 441
Блеск покрытий 184, 298 сл.
возобновление 183
определение 299, 302, 480
после шлифовки 183
потеря при разрушении покры-
тия 392
Ванна для противокоррозионных ис-
пытаний 345
Вдавливание, определение твердости
пленок 242
Везерометр 368
«Вертушка» для смешения цветов 22
Вес
насыпной 89
после встряхивания 89
удельный 86, 135
Весы
динамометрические Каргина 263
Мора-ВеСтфаля 137
седимеитометрические Фигуров-
ского 83
Вискозиметрия 111
Вискозиметры 115 сл.
Влажная камера для коррозионных
испытаний 348, 349, 350, 351
Влажность относительная над рас-
творами солей 349
Водонабухание
лакокрасочных покрытий 328, 331
-----свободных пленок 332---------
Водопроницаемость лакокрасочных
покрытий 328 сл.
Водостойкость
лакокрасочных покрытий 328, 332
-----электроизоляционных 407
Воронка НИИЛК 127
Время года, влияние на устойчивость
покрытий 380
«Всплываемость» алюминиевой пуд-
ры 106
Выдавливание подложки
определение эластичности 256
—морозостойкости 428
Высокомолекулярные соединения
190
Высыхание
лаков и красок, сроки 453, 455
пленкообразующих 156 сл.
—«от пыли» 157, 164, 165 сл.
—полное 158, 164, 170
—практическое 158, 164, 167 сл.
Выцветание пигментов 93
458
Вязкость лакокрасочных материалов
111 сл.
структурная 113
условная 127 сл.
Гетеродисперсность пигментов 35, 61
Глянец покрытии см. Блеск покрытии
Грунтование 176
Дезинфекционные средства, стой-
кость покрытий к ним 437
Дефектоскоп 258
определение пористости 325
Деформация высокополимеров
остаточная 259, 262
упругая 191
Динамическая вязкость 111, 115
Динамометр 266
определение адгезии 227
Динамометрические весы Каргина 263
Дисковый адгезиометр 222
Дисперсионный анализ
пигментов 68 сл.
тертых красок 149
Дисперсность пигментов 35, 61, 68 сл.
Дифференциальный фотометр 20
Диэлектрическая проницаемость изо-
ляционных покрытий 410
Диэлектрические потери 409, 412, 416
Дуговые лампы 99, 359
Дугостойкость покрытий 408
Зарисовка степени перетира красок
152
Застеклования температура 424
Защита металлов лакокрасочными по-
крытиями 305 сл.
Избирательное смачивание лаков 181
Изгибание пленок
определение морозостойкости 432
—эластичности 252
Индикаторные методы определения
пористости 322
Индикаторный микрометр 208
Индукционные методы определения
толщины покрытий 209
Интенсивность пигментов 50 сл.
Йодометрическая шкала
НИИЛК 140
Лакокраспокрытие 142
Искростойкость покрытий 408
Искусственная погода 368
Истираеместь покрытий 282 сл.
Калибровочный прибор для определе-
ния степени растертости красок 151
Камера
Афанасьева 351
влажная 348, 349, 350, 351
для электролита при определении
морозостойкости 428
Камера
термоизоляционная для определе-
ния морозостойкости 428
тумано-дождевая 348, 351
холодильная 372
Капиллярные вискозиметры 115
Картотека цветовых эталонов 33
Катодная схема электрохимическогс .
испытания защитных покрытий 354,
356
Керосиноустойчивость покрытий 439
Кинематическая вязкость 113
определение 118
Кислотостойкость покрытий
на дереве 435
на штукатурке 436
Кислого- и щелочестойкость покры-
тий 435
электроизоляционных 436
Кисти 178
Климат, влияние на устойчивость по-
крытий 378
Когезня 213
Колесо НИИЛК 363
Колориметры 18
аддитивные 19, 22 сл.
Демкиной 25
дисковый 22
роторный 22
с цветными стеклами 142
трехцветные 25, 29
фотоэлектрические 101, 147
Конус погружения НИИЛК 132
Коррозионные испытания лакокрасоч -
ных покрытий 342 сл.
Коррозионный элемент для испытания
защитных свойств покрытий 355
Коррозия 305 сл.
Коэффициент
возрастания жесткости 432
линейного расширения металлов
296
----пленок 290, 297
морозостойкости 432
мутности 144
пересчета атмосфероустойчивос-
ти 363, 339
поправочный на эластичность при
оценке атмосфероустойчиво-
сти 400, 401
практического высыхания 170
прозрачности 144
трения (липкости) 173
Краевой угол смачивания 181, 214
Краскораспылители 187, 196
Красящая сила см. Интенсивность
Крепление пленок при испытании на
разрыв 266
Криптометр 43
фотоэлектрический 44
459
Кроющая способность см. Укрыви-
стость
Крышные испытания покрытий 378
сравнение с ускоренными 399
Крышные станции 384
Куметр 410, 413
Лакировка ткани 442
Лампы
дуговые 99, 359
ртутно-кварцевые 96 сл., 359
Линейного расширения коэффициент
290
Липкость лаков 170
пленок 172
Магнитные методы определения тол-
щины покрытий 209
Малярная
консистенция красок 65
маслоемкость красок 64
Малярно-техннческие свойства ла-
кокрасочных материалов 175 сл.
для ткани 442
Маслоемкость
первая 59, 63
пигментов 58 сл.
красок малярная 64
Маслостойкость покрытий 440
Матовость лакокрасочных покрытий
298
Маятник НИИЛК 245
Маятниковые приборы для определе-
ния
адгезии 221
вязкости 133
скорости высыхания лаков и кра-
сок 171
----твердости пленок 243 сл.-----
Меление 372
шкала 392
фотоэталоны 471
Механическая очистка металла 176,
388
Механические испытания лакокрасоч-
ных покрытий 190 сл.
при низких температурах 425
Микрометод определения степени пе-
ретира красок 152
Микрометр 149, 207
индикаторный 208
с миниметром 150
Микроскоп
электронный МЭМ-50 78
электронный 77
Микроскопический метод определения
степени дисперсности 75
Микроэлементы 312
Многократное укрывание, метод опре-
деления укрывистости 38
Модели коррозионных элементов 353
460
Морозостойкость покрытий 424 сл.
при повышенной влажности 433
проводов зажигания 432
Мост для измерения малых углов ди-
электрических потерь 410
Моющие средства, стойкость покры-
тий к ним 437
Мутность мaceлi олиф и лаков 144
Набухание покрытий 328, 331
на дереве 332
Нанесение лакокрасочных покрытий
176, 196
Направления к странам света при
испытании атмосфероустойчивости
383
Напряженность пробивная пленки 406
Насыпной
вес пигментов 89
объем пигментов 89
--------после встряхивания 90
Насыщенность цвета 18, 27
Негорючесть покрытий 419 сл.
на дереве 420
на металле 423
проводов зажигания 422
Нефелометры 144 сл.
фотоэлектрический 146
Нивелировочный столик 202
Нож для снятия свободных пленок 203
Номограмма пересчета вязкости
лаков 131
Нормы светопрочности 95
Обесцвечивание пигментов 93
Объем пигментов
насыпной 89, 90
----после взбалтывания в жидкости 80
после встряхивания 89 сл.
Объемное электрическое сопротивле-
ние 413, 414, 416
Объемный метод определения проти-
вокоррозионных свойств покры-
тий 351
«Огневая труба» 421
Огневое испытание покрытий на фа-
нерных пластинках 420
Огнезащитные покрытия, испытание
419
Огнестойкость покрытий 419 сл.
«Отлип» 171
Относительная влажность над раство-
рами солей 349
Относительное удлинение пленок
265 сл.
Отслаивание пленок, фотоэталоны 468
Оценка разрушений лакокрасочных
покрытий 392
десятибалльная система 394
комплексная система 399
Очистка поверхности под лакировку
176, 195
при коррозионных испытаниях 387
Паро- и водопроницаемость пленок
336, 338
Пассивирование 307
Первая маслоемкость 59, 63
Перетира степень, определение 148 сл.,
478
Пигментированные системы в жидком
состоянии 109 сл.
вязкость условная 132
степень перетира (степень растер-
тости) 148 сл.
удельный вес 135
«Пигментоемкость масел» 58
Пигменты 15 сл.
дисперсионный анализ 68 сл.
дисперсность 35, 61, 68 сл.
интенсивность 50 сл.
кроющая способность 34 сл.
маслоемкость 58 сл.
насыпной вес 89
—объем 89
показатель преломления 35, 36
потемнение 101
рентгеновский анализ 70
светостойкость 29, 93 сл.
седиментометрический анализ 79
ситовой анализ 71
смачиваемость 87
специальные методы испытания
103 сл.
структура частиц 70
угол естественного откоса 103
—падения 105
удельный вес 86, 88
укрывистость 34 сл.
цвет 17 сл.
электронная проводимость 316
Пикнометрический метод определения
удельного веса пигментов 87
Пипеточный метод определения дис-
персности пигментов 81
Пленки свободные, получение 201,
203, 204
Пленкообразованне 156 сл.
Пленкообразующие вещества 109
Поверхностное натяжение
и адгезия 215
и смачивание 18b
Поверхностное электрическое сопро-
тивление 413, 414
Погодоустойчивость пигментов 102
Подготовка
лакокрасочного материала перед
нанесением 196
образцов для коррозионных испы-
таний 344
Подготовка
пленок к механическим испыта-
ниям 266
поверхности под покрытия 176,
195, 389
Подмазочные массы 447
Показатель преломления пигментовЗб,
36
Покрытия равномерной толщины, на-
несение 195 сл.
Полирование лаковой пленки 183, 185
Полировочные материалы, испытание
185
Поляризационная диаграмма 358
Поляризационные кривые 358
Поляризационный метод определения
скорости коррозии 353, 357
Поляризация 310
Пондеромоторные методы определе-
ния толщины покрытий 209
Пористость
покрытий 322 сл.
Пороговый метод определения интен-
сивности 55
Потемнение пигментов 101
Препарирование поверхности для по-
лучения пленок 201
Прибор-пресс
определение адгезии 231
—морозостойкости 428
.—прочности покрытий 256
с электролитическим дефекто-
скопом 258
Привес ткани после нанесения аэро-
лаков 443
Прилипание см. Адгезия
Прирост прочности ткани после лаки-
ровки 445
Пробивная напряженность пленки
406
Провода зажигания, покрытия
морозостойкость 432
негорючесть 422
термостойкость 422
Прозрачность масел, олиф и лаков
144 сл.
Пропитка ткани 442
Пропитывающие свойства лака 417
«Проседание» 175
Противокоррозионные свойства по-
крытий 305 сл.
методы испытания 342 сл.
Профилограф 184
Прочность
пленок прн растяжении 265 сл.
покрытий к истиранию 282 сл.
—на удар 273
—при растяжении 256
электрическая 405, 407
Пульверизация лаков 186
461
Разбрызгивание лака 417
«Разлив» лаков и эмалевых красок 179
Распыление лакокрасочных материа-
лов 186
автоматическое 197
Распылитель для распыления кор-
родирующего раствора 350
Растекание лаков и эмалевых красок
179
Растертость красок.определение 148 сл.,
478
Растрескивание пленок 374, 465
Растяжение ударное 274
Расширение пленок 290
Расход краски
и укрывнстость 38
на единицу поверхности 456
Релаксационные процессы 191, 273
Решетчатый надрез, определение адге.
зии 232
Рентгеновский анализ пигментов 70
Ржавление, фотоэталоны 472
Рисовальный прибор для определе-
ния степени перетира красок 152
Ротационные вискозиметры 122 сл.
Роторный
вискозиметр 125
колориметр 22
Ртутио-кварцевые лампы 96, 97, 98,
359
Светлота цвета 17
Светопрочиости нормы 95
Светостойкость
пигментов и красок 29, 93 сл.
эталоны 95, 102
Светофильтры
колориметров 21, 26
ртутно-кварпе.вых ламп %------
Свободные пленки равномерной тол-
щины 201
Седиментация, кривые 84
Седиментометрические весы Фигуров-
ского 83
Седиментометрический анализ пиг-
ментов 79
Сита 71, 72, 73
Ситовой анализ
пигментов 71
прибор для механического встря-
хивания 75
Склерометрические методы определе-
ния твердости 236
Скорость высыхания лакокрасочных
материалов 164 сл., 453
Смачиваемость пигментов 87
Смачивание 214
лаков избирательное 181
Сморщивание пленок, фотоэталоны 469
Смятие 282
Снятие пленки
с амальгамированной поверхно-
сти 205
с препарированной поверхности
203
«Солнечная шкала» 94
Сопротивление пленок
истиранию 282 сл.
многократному изгибу 255
Сорность эмалевых красок 151
Спектрофотометры 18
определение потемнения литопо-
на 101
Специальные методы испытания
лакокрасочных покрытий 405 сл.
пигментов 103 сл.
Сплошность покрытий 322 сл.
Стабилизация суспензий пигментов 80
Старение пленок 14
ускорение 366
Стойкость
лака против разбрызгивания 417
покрытий в газовой среде 346
— к агрессивным средам 434
— к дезинфекционным средствам 437
— к жидкому топливу 438, 439
— к кислотам и щелочам 435
— к минеральным маслам 440
— к моющим средствам 437
— комплексное испытание 436
Структура частиц пигментов 70
Структурная вязкость 113
Ступенчатый фотометр 21
«Субтрактивный эквивалент» 57
Сушка пленок 160, 453
Схватывание пленок 158
Сцепление см. Когезия
Тангенс угла—диэлектрических—по»—
терь 409, 412, 416
Твердость лакокрасочных покрытий
235 сл.
Текстильные нормы светопрочно-
сти 95
Текучесть 114
краски 66
Температура застеклования 424
Тепловое расширение пленок 290, 296
Теплота набухания 329
«Термический удар», определение мо-
розостойкости покрытий 433
Термоизоляционная камера для опре-
деления морозостойкости 428
Термостойкость
иитрошпатлевки 450
покрытий 419 сл.
проводов зажигания 422
Течение высокополимеров 191
Тиксотропиость красок 65
Толщемеры 207 сл.
462
Толщина
покрытий 206 сл.
слоя краски, определение укры-
вистости 43
Тонкость помола пигментов 71
Травление металлической подложки
176, 388
Трафарет для нанесения шпатлевки
448
Трехцветные
колориметры 25, 29
коэффициенты пигментов 26
—свинцовых кроиов 29
Тумано-дождевая камера для корро-
зионных испытаний 348, 351
У-1, прибор для определения удар-
1 ного растяжения 278
Угловой адгезиометр Дерягина 222
Угол
диэлектрических потерь 409, 412,
416
естественного откоса пигментов
103
наклона при испытании атмо-
сфероустойчивости 383
падения пигментов 105
скольжения и коэффициент
трения 174
смачивания 181, 214
Ударная твердость покрытий 279
Ударное растяжение 274
Удельное электрическое сопротивле-
ние
объемное 413, 414, 416
поверхностное 413, 415
Удельный вес
жидких пленкообразующих 135
красок, определение весами Мора-
Вестфаля 137
----при помощи шприца 138
пересчет dj| на и обрат-
но 136
пигментированных систем 135
пигментов 86, 88
температурные поправки 137
Удлинение пленок
определение морозостойкости
430
относительное 265 сл.
при изгибе 254
Укрывание многократное, метод опре-
деления укрывистости 38
Укрывистость
абсолютная 36
алюминиевой пудры 106
графический расчет 45
методы определения 38 сл.
пигментов 34 сл.
Усадка
лакированной ткани 444
пленок 292
Ускоренное старение пленок 366
Ускоренные [испытания атмосферо-
устойчивости 359
оценка разрушений пленки 392
сравнение с крышными 399
Ускоренный метод определения проти-
вокоррозионных свойств покры-
тий 353
Условная вязкость 127 сл.
Федометр 100
Фотометры 18
дифференциальный 20
Кондрацкого 20
ступенчатый 21
фотоэлектрический 144
Фототропия 93
Фотоэлектрический
колориметр 101, 147
криптометр 44
метод определения блеска 299
нефелометр 146
прибор для определения мутно-
сти лаков 145
— — —укрывистости 48
Фотоэлементы 18
Фотоэталоны 465 сл.
Хладостойкость см. Морозостойкость
Холодильная камера 372
Хроматический цвет пигментов 22
Царапание, метод определения твер-
дости 237, 238
Цветовой тон 18, 26
Цвет
ахроматический 20
и блеск покрытия 301
изменения при разрушении по-
крытий 392
лаков. 140
насыщенность 27
пигментов и красок 17 сл.
пленкообразующих 139 сл.
светлота 18
хроматический 22
чистота 26
Цветностей график 28
Цветности число 142
Цветовой график 27
Цикл ГИПЙ-4 испытания атмосферо-
устойчивости 362
Число цветности 142
Чистота цвета 26
Шариковые вискозиметры 119
«Шахматная доска», метод определе-
ния укрывистости 41
463
Шероховатость покрытий 184
Шкала
гибкости (эластичности) НИИЛК
253
для качественного определения
степени растертости красок 150
иодометрическаи НИИЛК 140
меления 392
«солнечная» 94
Шкалы цветов 30
Шкаф
для определения огнестойкости
покрытий на металле 423
для сушки пленок 160
Шлифовальная бумага для определе-
ния истирания 285
Шлифовка лаковых пленок 182
шпатлевки 177, 449
Шпатели 178
Шпатлевка
испытание 447
нанесение 176
Шприц для определения удельного
веса 138
Щелоче- и кислотостойкость покры-
тий 435
Щиты для крышных испытаний 389
Эксплуатационная устойчивость
лакокрасочных покрытий 392
система оценки 396, 399
Экспресс-аппарат Дринберга-Ряшен-
цева 366
Экспресс-испытания прочности к исти-
ранию 285
Эластичность
пленок 251 сл., 278
----поправочный коэффициент при-
оценке атмосфероустойчивости
400, 401
Эластичность
шпатлевки 450
Эластометр 259
Электрическая прочность покрытий
405, 407
Электрические методы испытания ла-
кокрасочных покрытий 405
Электрическое сопротивление
объемное 413, 414, 416
поверхностное 413, 415
Электродные потенциалы 353
металлов 310
Электроды
для измерения удельного сопро-
тивления пленок 414, 415
для коррозионных испытаний 355
Электроизоляционные покрытия
испытания 405
маслостойкость 440
стойкость к кислотам и щелочам
436
Электромагнитный толщемер 211
с дифференциальным включе-
нием 212
Электрометрический метод определе-
ния
пористости 325
Электронная проводимость пигмен-
тов 316
Электронный микроскоп 77
магнитный ГОИ 78
Электрохимические методы определе-
ния скорости коррозии 353
Эталоны
ахроматические 23
для определения цвета олиф и ла-
ков 142
накрасок, картотека 33________
светостойкости 9b, 102
степени разрушения покрытий 393
цветов 33
ФОТОЭТАЛОНЫ
РАСТРЕСКИВАНИЕ 7—А.
РАСТРЕСКИВАНИЕ 7—Б.
30 С. В. Якубович
465
РАСТРЕСКИВАНИЕ 6—Б .
РАСТРЕСКИВАНИЕ 6—В
РАСТРЕСКИВАНИЕ 6—Г.
РАСТРЕСКИВАНИЕ 5—А.
466
РАСТРЕСКИВАНИЕ 5—А.
РАСТРЕСКИВАНИЕ 5—Б.
РАСТРЕСКИВ АН ИЕ 4- А.
РАСТРЕСКИВАНИЕ 4—А.
30*
467
РАСТРЕСКИВАНИЕ 4 —А.
ОТСЛАИВАНИЕ ' 6—3.
468
ОТСЛАИВАНИЕ 4—Б.
ОТСЛАИВАНИЕ 3—Б.
ОТСЛАИВАНИЕ 2—Б.
СМОРЩИВАНИЕ 6—Ж.
469
СМОРЩИВАНИЕ 6—я;.
ОБРАЗОВАНИЕ ПУЗЫРЕЙ
7—В.
ОБРАЗОВАНИЕ ПУЗЫРЕЙ
6-Д.
О БРА30ВАШ1Е ПУЗЫРЕЙ
6—Е.
470
ОБРАЗОВАНИЕ ПУЗЫРЕЙ
5—В.
МЕЛЕНИЕ 7—Е.
МЕЛЕНИЕ 6—И.
МЕЛЕНИЕ 5—Д.
471
МЕЛЕНИЕ 4—В.
МЕЛЕНИЕ -3—А;
472
* ft
i
РЖАВЛЕНИЕ 5 —E.
РЖАВЛЕНИЕ i-Г
РЖАВЛЕНИЕ 3—В.
РЖАВЛЕНИЕ 3 -В.
473
РЖАВЛЕНИЕ 3—В.
РЖАВЛЕНИЕ 2—В.
РЖАВЛЕНИЕ 2—В.
РЖАВЛЕНИЕ 1—Б.
РЖАВЛЕНИЕ 1—Б.
475
Рис. 10. Первый слой краски по цвет-
ному грунту (к стр. 39).
Рис. 9. Цветной грунт для определения
укрывистости (к стр. 39).
Рис. “11. Второй слой—краски пи цвет-
ному грунту (к стр. 39).
-Рис. Ч2. Трстий -и-'следующшг~слой"
краски по цветному грунту (к стр. 39).
Рис. 13. Многослойное покрытие (к стр. 39П
476
Рис. 67. Приготовление препарата для зарисовки
(к стр. 154)
Рис. 68. Замес мумии в олифе. Вели-
чина крупного агрегата 90 р. (кстр. 154).
Рис. 69. Рустотертая паста мумии после
третьего перетира. Величина крупного
агрегата 45 |л (к стр. 154).
477
Рис. 70. Густотертая паста мумии
после пятого перетпра. Величина круп-
ного агрегата 40 р (к стр. 154).
Рис. 71. Зарисовка смешанной краски
после хорошего перетира:
черные частицы—сурик железный;
серые—мумия; белые—тяжелый шпат
(к стр. 154).
Рис. 112. Характер разрушений птенок при
определении адгезии;
1, 2, 3—плохая адгезия; 4—хорошая адгезия
(хрупкая пленка); 5—очень хорошая адгезия
(к стр. 232).
478
Рис. 114. Определение адгезии
решетчатым надрезом (хорошая
адгезия) (к стр. 232).
Рис. ИЗ. Положение ножа при
определении адгезии (к стр. 232).
Рис 115. Определение адгезии решетчатым надрезом
(очень плохая адгезия) (к стр. 232).
479
/ 2
3
Рис. 159. Характер отражения 'кругов от зеркала
и испытуемого образца при определении блеска на
приборе Института промышленных проблем
АН ЭССР:
1—круги видны очень резко; 2—круги видны очень
туманно; 3— круги видны одинаково (к стр. 302).
Рис. 200. Меление пленки нитроэмали до грунта при
испытании в аппарате ГИПИ-4 (к стр. 374).
ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
46 3 сверху 6,4 см?!м? 6,4 К см?/я-
89 5 и 7 снизу 0,1 1
91 1 снизу 0,14 1,4
104 1 снизу d D
191 9 снизу а = Ее ы = Ег
214 14 сверху 2^23 2а
С. В. Я к у 0 о в п ч
i
•***>-£.