/












































































































































































































































































































































Текст
СОДЕРЖАНИЕ
I. Этапность проектирования штампов................... 4
2. Основы разработки разделительных штампов...........10
2.1. Раскрой материала................................10
2.2. Безотходная и малоотходная штамповка.............13
2.3. Перемычки........................................18
2.4. Определение ширины полосы (ленты)................19
2.5. Материалы, термическая обработка и рекомендуемая *'
шероховатость поверхности деталей штампов ... 20
2.6. Расчет рабочих размеров матриц и пуансонов ... 29
2.7. Зазоры между матрицей и пуансоном в вырубных и
пробивных штампах.....................................34
2.8. Матрицы..........................................36
2.9. Пуансоны.........................................46
2.10. Способы крепления рабочего инструмента .... 60
2.II. Расчет расстояния между направляющими планками 69
2.12. Планки направляющие (линейки)............. 70
2.13. Зазоры между пуансоном и съёмником ...... 72
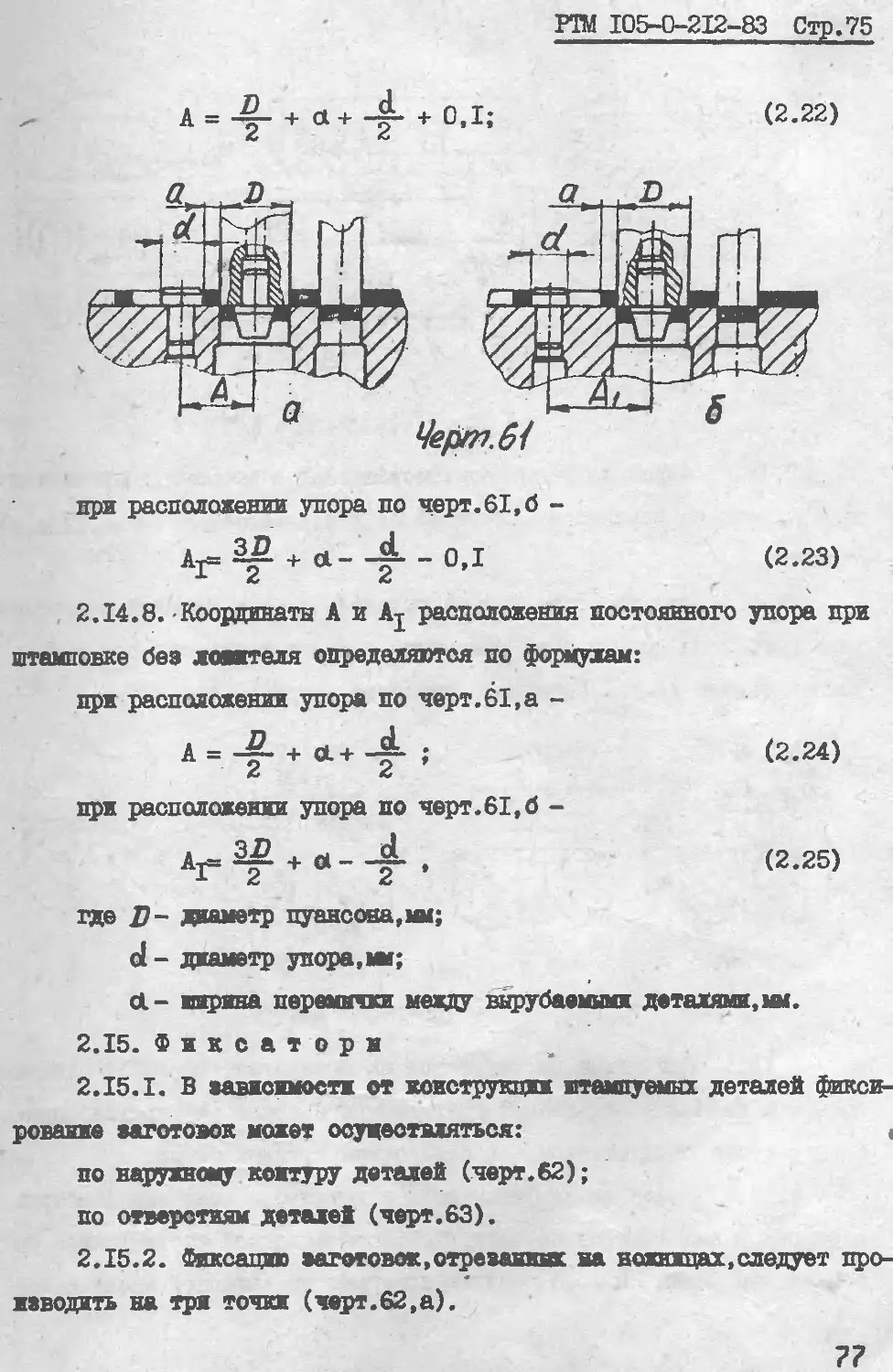
2.14. Расположение постоянного упора............. . 74
2.15. Фиксаторы................................... . 77
2.16. Ловители....................................79
2.17. Плитки подкладные (прокладки)...............5 . 81
2.18. Ноли магизме, ножи для разрезки отходов .... 81
2.19. Провальные отверстия в плитах................-. 83
2.20. Bidop плит .....................................89
2.21. Выбор направляющих колонок..................92
2.22. Расчет усилия вщрубки (пробивки), съёма в про-
талкивания деталей...................................95
2.23. Центр давления пампа . .......................4 98
2.24. Устойчивость секций............................ 99
2.25. Выбор пресса.................................. 101
2.26. Расчет пуансонов на прочность................. 104
2.27. Расчет буферных устройств штампов............. 106
3. Основы разработки гибочных штампов................ III
3.1. Процесс гибки листового металла................ III
3.2. Определение радиуса нейтральной линии......... III
3.3. Определение размеров заготовки при гибке . . . 112
3.4. Углы пружинения при гибке....................... П7
3.5. Минимально допустимые радиусы гибки............ 125
3.6. Конструктивные элементы рабочих деталей штампов
для гибки............................................ 127
3.7. Расчет усилия гибки............................ 130
4. Основы разработки вытяжных штампов............... 133
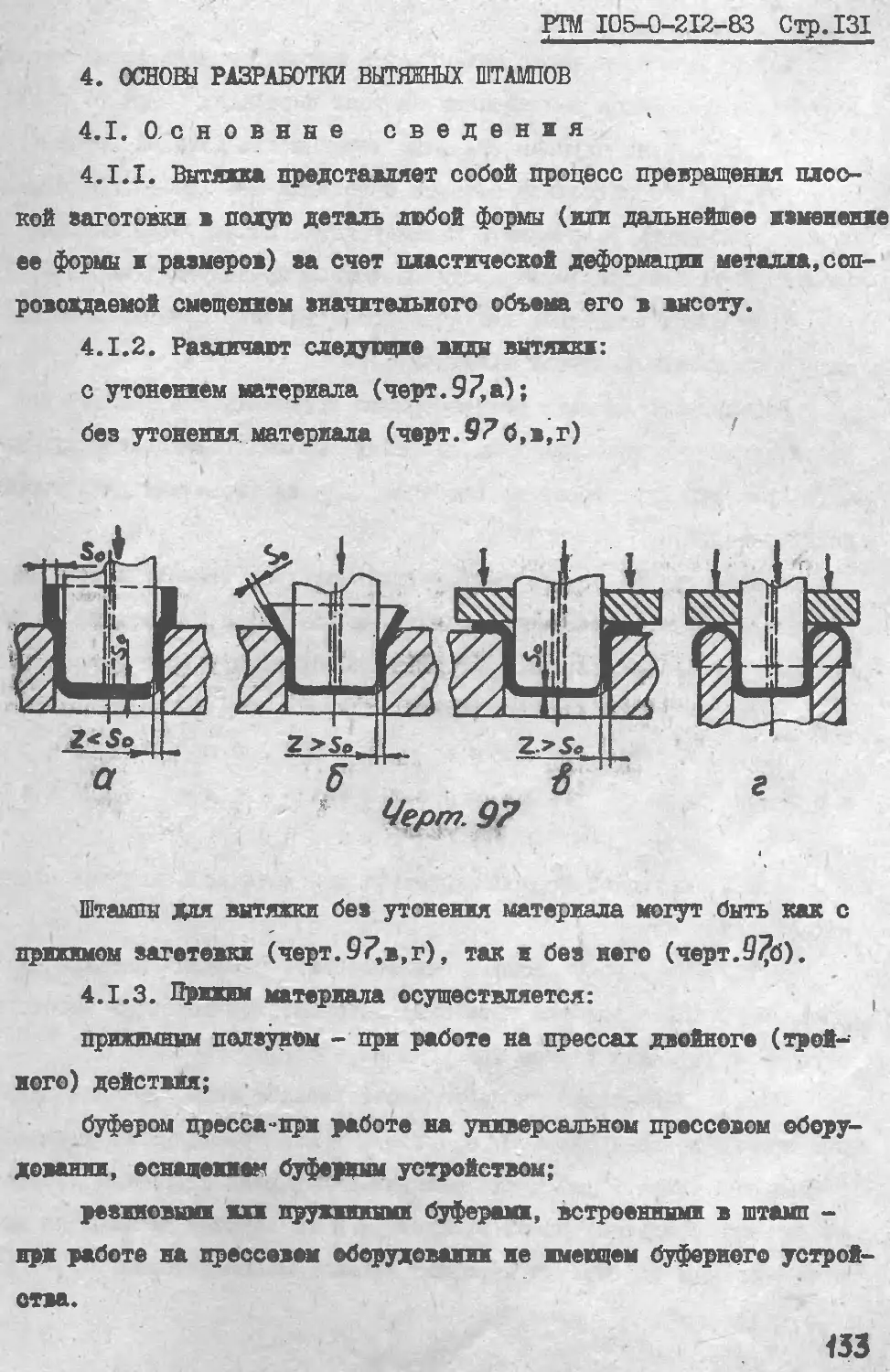
4.1. Основные сведения.............................. 133
4.2. Определение размере- заготовок полых тел враще-
ния для вытяжки без утонения........................ 134
4.3. Расчет заготовок под вытяжку.................. 135
4.4. Расчет числа операций при вытяжке без утонения
цилиндрически деталей............................... 154
4.5. Прижиты....................................... 157
4.6. Вытяжка коробчатых деталей.................... 160
4.7. Вытяжка низких прямоугольных голых деталей при
JSE_<(0,6-0,3)...................................... 161
В
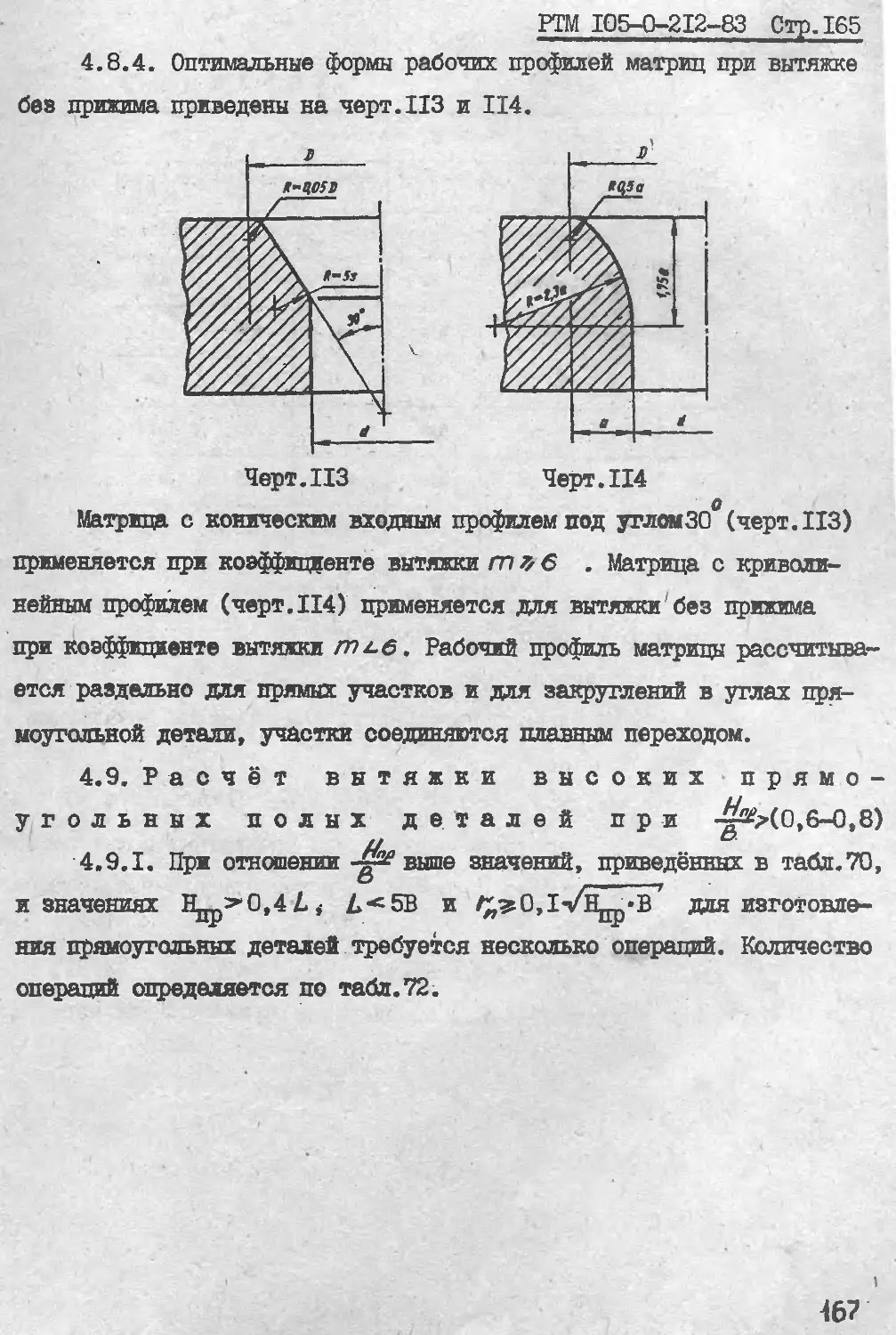
4.8. Вытяжка без прижима прямоугольный полых деталей 166
4.9. Расчет вытяжки высоких прямоугольны?: полы-, де-
талей при -Йр->(0,6-0,8)............................ 167
4.10. Вытяжке цилиндрических детелей с утонением
стенок.............................................. 173
4. II. 'Штампы для вытяжки с выворачиванием (реверсив-
ной вытяжки)..........................................176
4.12. Расчет вытяжки ступенчатых деталей.............178
4.13. Штампы дгя вытяжки ндзких конически: деталей 179
4.14. Вытяжка высоких конических деталей без фланца 180
4.15. Вытяжка высоких-конических деталей с флянцами 184
4.16. Вытяжга деталей сферической и параболической
форм..................................................186
4.17. Определение размеров заготовки при втяжке де-
талей с одной плоскостью симметрии.............188
4.18. Вытяжка деталей со сложны' контуром............190
4.19. Зазоры между вытяжной матрицей и пуансонов . . 191
4.20. Расчет исполнительных размеров рабочих деталей
штампов для вытяжки...................................193
4.21. Рабочий профиль вытяжны, матриц и пуансонов . . 195
4.22. Конструирование вытяжные пуансонов . . . . . . 198
4.23. Упоры вытяжных штампов........................198
4.24. Протяжные ребра....................................199
4.25. Последовательная вытяжка вленте...............202
4.26. Вытяжка облицовочных и подобных деталей .... 210
4.27. Определение усилия вытяжки....................214
4.28. Определенно усилия прижима....................216
5. Отбортовка.............................................218
6. Правка ................................................225
7. Чеканка................................................228
8. Клейменое..............................................229
9. Рельефная формовка.....................................229
10. Правила выполнения чертежей ш/сипов холодной лие-
вой штамповки.........................................232
10.1. Общие требования к оформитию чертежей штампов 232
10.2. Выполнений чертежей штампов листовой штамповки 233
10.3. Простановка размеров на сборочных чертежах . . . 244
10.4. Спецификация.........................................246
10.5, Выполнение чертежей деталей штампов..................248
10.6. Классификация и условные обозначения штампов 251
10.7. Порядок и примеры записи технических требований 252
Приложение I. Дополнительные требования, предъявляемое
к типовым конструкциям штампов, работаю-
щим на автоматических комплексах .... 252
Приложение 2. Выписка из правил техники безопасности
и произЕсдственв ой санитарии при холод-
ной обработке металлов...................255
Приложение 3. Классификация и условные обозначения
штампов по МН 74-59 и МН 76-59 ....................... 263
Приложение 4. Правила образования названии штампов
(по ГОСТ 15830-75) . .•................................267
Приложение 5. Механические свойства металлов, сплавов
и неметаллических материал эв..........................269
Приложен! 6. Ктнимально допустимые размеры мест креп-
ления в деталях штампов................................273
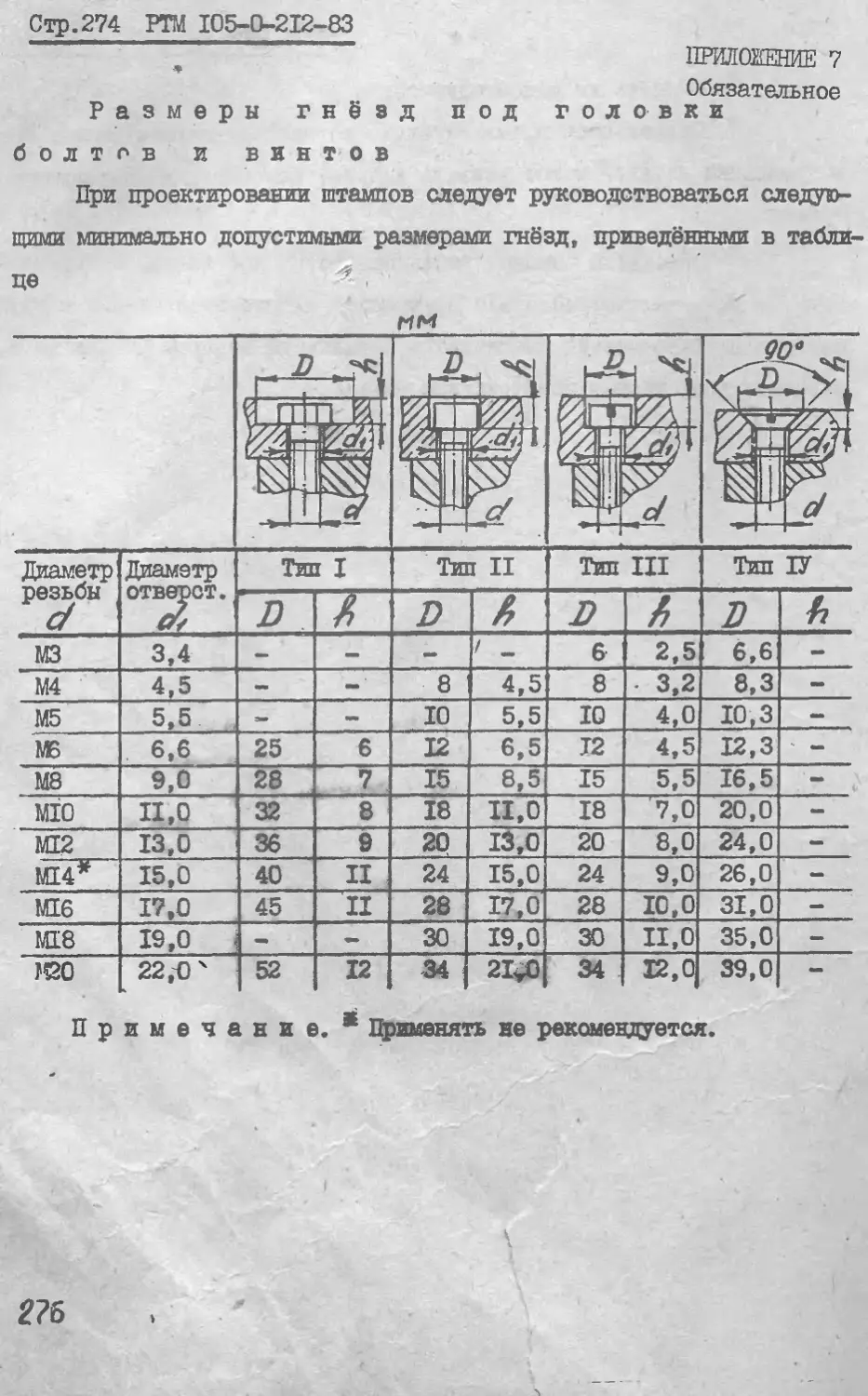
Приложение 7. Размеры гнезд под головки болтов и вин-
тов ...................................................276
Приложение 8. Допускаемые нагрузки Ро на винты, болты
и штифты при неконтролируемой затяжке . 277
Приложение 9. Размеры пазов для плит штампов..........279
Приложение 10. Расстояние от оси колонок и втулок на-
правляющих до края плиты...............................280
Приложение II. Справочные таблицы: 281
схема построения форматов (по
ГОСТ 2.301-68)......................... 282
сра тельная таблица значений Ра и Вх
по аналогии с классами шероховатости
поверхности.............................283
твердость (по ГОСТ 8.064-79) . . ... . 284
таблицы деловых значений допусков фор-
мы и расположения поверхностей (по
ГОСТ 10356-63 и Г0СТ~4643-81)...........285
таблица рекомендуемой шероховатости по-
верхности в зависимости от размера де-
тали и требуемой посадки................287
табли ца сопоставления допусков и поса-
док ЕСДП СЭВ и систем ОСТ...............288
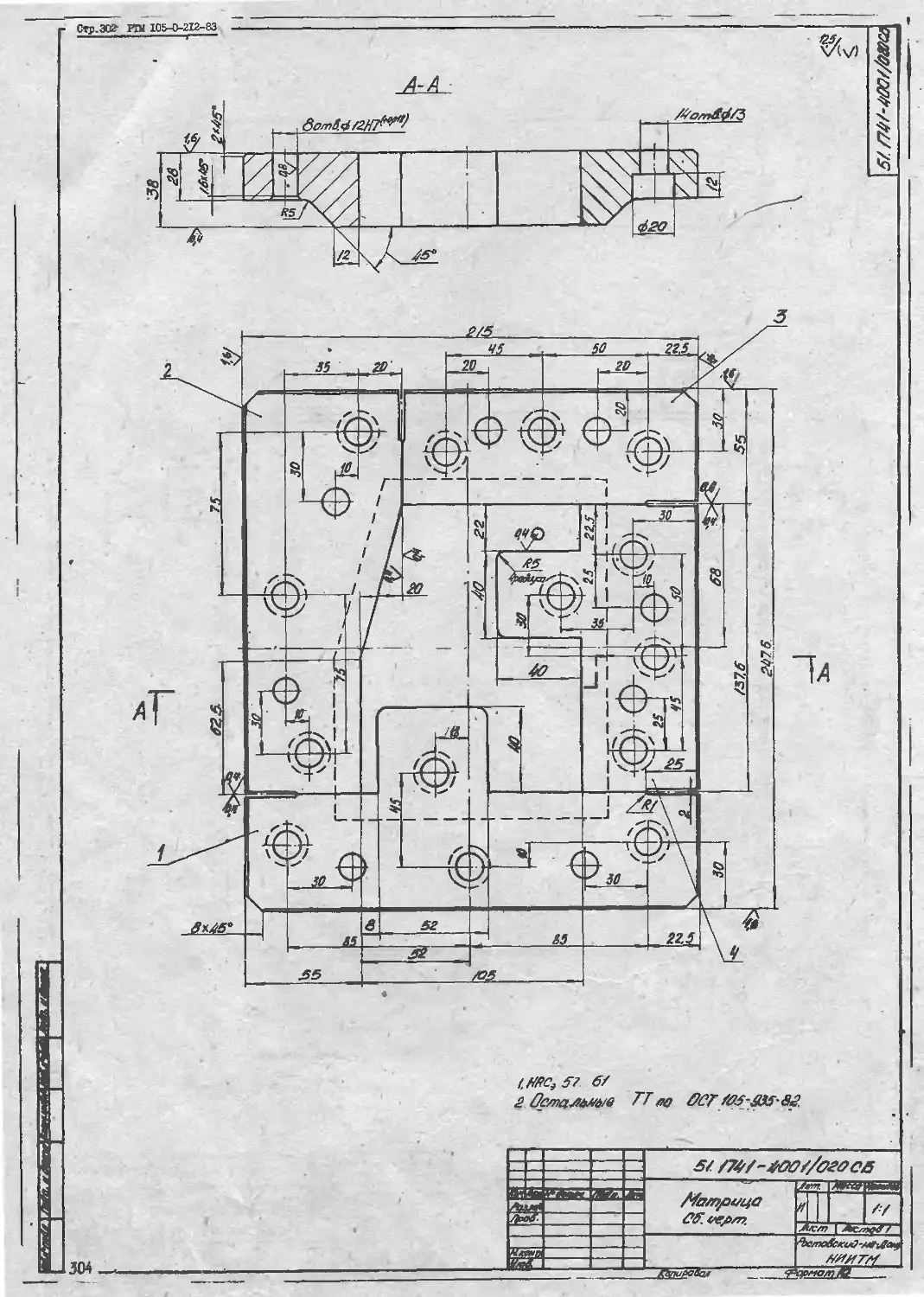
Приложение 12. Типовой щюект штампе'холодной листовой
.гтамповжн.........................................-. 291
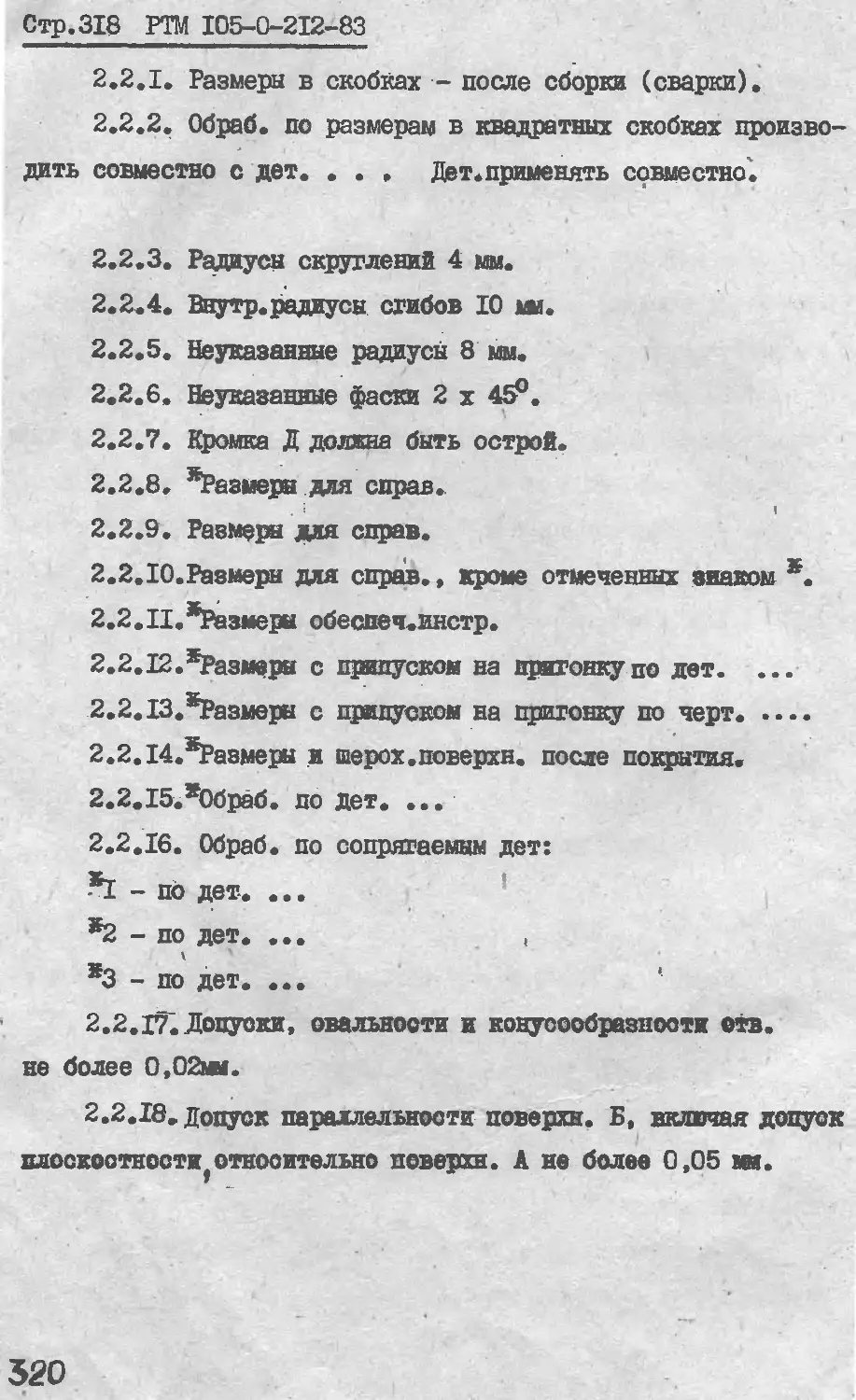
Приложение 13. Погадок и примеры записи технических
требований.............................................317
Дрш эжение 14. Справочный материал.....................325
Хвостовики с буртиком (по ГОСТ I67I5-7I) 326
Хвостовики о резьбой (до ГОСТ I67I6-7I) 329
Хвостовики с фланцем (по ГОСТ I67I8-7I) 332
Пробки резьбовые (по ГОСТ 12202-66) . . 334
Рифления деталей (по ГОСТ 21474-75) . . 335
Приложение 15. Пружины полиуретановые..................336
РТМ 105-0-212^-83 Стр.з
I. ЭТАПНОСТЬ ПРОЕгГлИРОВАНИЯ ШТАМПОВ
I.I. Пехотные данные для /рооктирования Штампа:
чертеж штампуемой детали с технический требованиями на нее;
программа выпуска штампуемой детали;
технически: характеристика оборудования.
По этим дангли составляют*
технологический план обработки детали;
операционные карты.
Выбирают тип штампа,исходя из следующих факторов:
экономичности штампа,т.е. соотношения стоимости изготовления
штампа и количества штампуемых деталей;
конфигурации ж размеров штампуемой детали;
требуемой точности штамповки;
формы исходного материала (лист,полоса,лента, огдсд и т.д.);
наличного парка штамповочного оборудовавши;
технических возможностей инструментального цеха.
J.2. Различают следующие основные т^пы штампов:
еднооперац! ечные,выполняющие только одну операцию;
последовательного действия;
совмещенного действие;
последовательно-оовмез, иного действия.
Однеоперационнне штампы более просты и более дешевы в изго-
товлении. Однако,иногд,,при штамчовке мелкие детелей щыгесосбраза<
ирнмешл^ комбинированные штампы,дающие ^оконченнуг деталь,т.к.
пооперационная штамповка с установкой заготовок вручную пинцетом
недостаточно производительна и небе вепасна. Иногда целесообразно
применение комбинированна штампов и джж штамювки весьма Км,/пяыж
деталей, так как один крупный совмещенный штамп обдадцтен даяед$'
ле, чеж два таких ка крупных однос.черациавннх штаппд, крем? того
5
Стр. 4 РТМ 10b*0-212 -83
уменьшаются складские титощадл.
Краткая характеристика штампов последовательного и совмещён-
ного действия приведена в табл.1.
Таблица!
Прказателз • Характеристика штампов !
Совмещенного действия Последовательного действия
Точность игам- повки Повышенная и средняя точность(9+12 квалитет) Средняя и пониженная точ- ность (12+15 квалитет)
Наибольшие рас меры деталей и средний диапа- зон толщин Свыше 3000 мм,при толщи- не до 5 мм. Диапазон 0,05+8 мм Вытяжные - до 250 мм, диапазон 0,2+3 мм;гибоч- ные, разделительные - до 500 ш.толщиной до Юмм
Качество выруб- ленных деталей Отсутствие погнутости, хороший срез,благодаря прижиму материала. Одновременная правка Погнутость (выворачива- ние) небольших деталей, требующая применения опе- ранд- прагкл
Производитель- ность штампов- ки Миньшас поопььодитель- ность,вследствие выбра- сывания деталей на повер- хность штампа и необхо- димости их удаления вручную И механически) • Поыышоляая производитель- ность, благодаря автомати- ческой подаче заготовки с операции на операцию и автоматическому удалению деталей
Безопасность работы Небезопасна ввиду введе- нья рук в рабочую зону штампа;требует приняты мер по технике безопас- ности Белее безопасна,т.к.ис- ключено Введение рук в рабочую зону штаыа
Примененье многорядного способа штам- повки Применяется сравнительно редко для изготовления плоских, гнутых, полых деталей Широко применяется для изготовления плоских, гнутых и полых деталей небольших размеров
Трудоемкость и стоимость изготовления /штампов Для вырубки деталей слои- ной конфигурации меньше, чем стоимость штампа пос ледовая игьного действия -Дя : вырубки деталей прос- той koi фигурации менлпс, •чем стоимость штампа сов- мецбвдого действия
Работа на быст- роходных прес- ах- автоматах Г •Не рекомендуется вслед- ствие возможности рас- стройства пружинно-бу- ферной СИСТР! 1F Возможна работа на быст- роходны;. прессах с чис- лом ходов >400 в мину- ту
РТМ I05-0--2I2-83 Стр. 5
Общие указания по выбору типа штампа в крупносерийном и мас-
совом производсв?^ даны в табл. 2.
Таблица 2
Квалитет Размеры деталей, мм
J 8® о Среднее 50 - 200 Мелкие до 50
9 - II- (повышенная) Совмещённого действия Совмещённого действия Совмещённого дей- ствия, иногда пос- ледовательного с калибровкой
12 (средняя? То же Совмещённого или последо- вательного действия Последовательного действия
, 14 16 (понижение е) — Последова- тельного действия То же
В технически обоснованные случаях допускается отходить от ука-
заний, приведённых в табл ,2. •
1.3. Назначают тип съёмника.
Различает два основных типа съёмников:
неподвижный;
подвижный с верхним прижимом.
Штампы с неподвижным съемником обеспечивают высокую произво-
дительность и бохее безопасны в эксплуатации, но деталь имеет боль-
шое отклонение от плоскостности.
Штампы с верхним при«чмом рекомендуется применить при много-
шаговой штамповке **атериалов толщиной s^0,5 мм. Они обеспечивают
хорошее качество реза и меньшее отклонение от плоскостности детали.
К их недостаткам следует отнести снижение жесткости верхней части
штампа, повышенную опасность в Эксплуатации я белее высокую стои-
мость изготслсэния.
стр.б ртм 1О5-о-2тг-83
1.4. Назначают тип направляющих устройств:
колонки;
направляюще плитки;
i
остриженные направляющие.
Колонка имеют н&лбахьшее применение, т. к. обеспечивают надех?-
ное направление инструмента и (роста в . «готовлено.
Колонки с шариковым направлением применяются в процешонных
штампах,штампах с режущими част, ши ж» твердых сплавов,Лхя работы
на быстроходных прессах со скоростями более 0,5 м/с.
Призматические направляющие применяют в крупногабаритных
формоизменяющих штампах,прежде всего вытяжных, закрепленных за
прессами двойного действия.
В крупногабаритных н средних разделительных штампах рекомен-
дуется одновременная установка направляющих плиток г. колонок со
вту.гкам.1, причем в контакт первыми должны входить призматические,
направляющие.
Сопряженные направляющие рэкомец^ттс.^ применять в мелкосо
рийном промзводстве для Удешевления изготовления штампов.Этот
способ направления применим в формообразующих (в основном) и раз-
делительных штампах для деталей несложной конфигурации.
1.5. Назначают юнструкцию и вариант крепления рабочих инст-
рументов штампа.
1.6. Решают вопросы подачи заготовок (шиберы;валковые,клещей
вые,1фючковые,клино-нал1вне,грейферные и др. подачи; ручная иодача
полос и штучных заготовок); фиксация их на рабочих позициях
(направляющие линейки,улоры постоянные,временные;ножи шаговые?
фиксаторы;ловнтели;прижимы боковые и пр.)* удаления изгони И
повкж готовых деталей и отходов (провальные окна; скосы; сап
сбрасыватели; лотки; отлипатели и др.).
8
PTM IQf-0-212-83 Стр.7
1.7. Назначают нли подбирают остальные детали или сборочные
единицы штампам
влияющие на качество штампуемой детали - лрстивоотз амп,пере-
тяжные ребра и др.;
повышающие безопасность в эксплуатации и ремонте - тгнтки, ко-
жу?^!, ограждения, ограничивелч,транспорта© штыри и др.;
служащие для крепления штампа к прессу - хвостовики,брусья,
адаптер: ше плиты и др.;
повышающие надежность работы штампа - масленки,подкладки
и др.;
улучшающие условия работы оператора - столы,подставки, крон-
штейны,рукоятки и др.;
Внбранная конструкция штампа,„го деталей и сборочных единиц
должна обеспечить высококачественную штамповку, максимальную про-
изводительность, оптимальную стойкость в эксплуатации, безопасность
в раооте и обслуживании при минимально возможной стоимости изго-
товлены».
1.8. Производят технологические расчеты по определению:
раскрся материала,размеров заготовки;
технологических и потребного усилий;
центра давления штампа;
величины и напрачления зазороь между луаксонами и матрицами;
I *
исполнительных размеров рабочего инструмента и предельных
отх гонений на его изгетовжеиие;
прочности основных деталей;
конструкции, и размеров;
буферов (резиноввс и полгзуретановнх).
В случае необходимости проводят донелЕительные кинематические
силовые и прочностные расчеты деталей штампа.
9
Стр.8 РТМ I05-0-2I2-83
1.9. Вычерчивают сборочный чертёж штампа (в соответствии с
разделом 10 настоящего РТМ).
1.10. По габаритным размерам, усилию, виду штампа выбирают
прессовое оборудование-
1.11. Составляют спецификацию.
I.I2. Деталируют штамп с проставлением размеров, предельных
отклонений и шероховатости поверхностей деталей.
I.T3. В случае необходимости составляется инструкция по экс-
плуатации и заполняется паспорт штампа.
2. 0СН0Ш РАЗРАБОТКИ РЛЗД5ЯШШБНЫХ ШТАМПОВ
* 2.1. Раскрой материала
2.I.I. Рациональный раскрой материала (полосы,ленты) характе-
ризуемся коэффициентом использования материала в процентах и
определяется по формуле
/00% , (2.D
где - площадь штампуемой детали, мм^;
Х~ - площадь заготовки, требуемой для изготовления
штампуемой детали,
2.1.2. Площадь заготовки при штамповке Из полосы (ленты) оп-
ределяется по формуле
(2.2)
где Г - шаг подаче, ш;
3 ~ ширина допоен (ленты), мм (черт.1).
10
PTM I05-0-2I2-83 Стр.9
2.1.3. Детали удлиненной формы рекомендуется располагать
меньшей стороной вдоль подачи (черт.I,а) .Этим достигается экономия
матери&ла за счет сокращения концевых отходов,повышенна произво-
дительности труда,как при резке листа (меньшее количество резов),
так к непосредственно в разделительном штампе за счет уменьшения
шага подачи и сокращения количества запр «вок полос в штамп.
2.1.4. Хорошую экономию материала могут дать:
многорядный раскрой (черт.2) - увеличивает стоимость изго-
товления штампа. Соотношения стоимости штампов для мелких деталей
।
в зависимости от количества рядов даны в табл.З. .Стоимость одно-
рядного штампа принята за единицу;
ТаблидаЗ
Тит штампа
Форма детали
простая
сложная
Однорядный
Трехрядный
Пятирядный
I
1,5 - 1,7
1,8 - 2,2
I
1,8 - 2,4
2,5 - 3,5
встречный раскрой:
одкопуансоииый с поворотом полосы (черт.3,а) - применим в
открытых'и полуоткрытых штампах при толщине материала от 0,5 до
3 ш. Снижает производительность труда вследствие искривления по-
лосы при выруб, со деталей первого ряда к образования на пей зау-
сенцев, вызывающих травмы рук рабочего. Требует увеличения на 50%
величиич междетальиых перемычек;
двухпуажеениый (черт.3,6) - увеличивает стоимость штажа;
Стр.10 РТМ 105-0-212-83
Д'
Черт.2
косой раскрой (черт.4) - значительно усложняет проектирование
ж изготовление штампа,применим прж серийном производство.
2.1.5. Косой раскрой следует применять прж внрубке деталей,
подвергаемых гибке с малыми радиусами в двух направлениях (черт.4)
2.1.6. В случае гибки ж одном направлении угол между линией
гиба и направлением волокон должен быть не меньме 30° (черт.4,б).
12
РТМ 105-0-212-83 Стр. II
2.2. Безотходная и малоотходная
штамповка
2.2.1. Наибольшую экономию материала дают безотходная
(черг.5 а,б) и малоотходная (ч<фт.5 в.г.д) штамповка.
Черт. 5
2.2.2. Безотходной и малоотходной штамповкой мокко изготавли-
вать разлг. гные по габаритным р л мерам х форме детали и заготовки
толщиной от 0,2 - 3ым де 5 - 6 мм.
Ййжни| дредал лгмитпруется соображениями удобства работы с
тоькикы полосами, т.к. подача полосы (лниты) и ее фиксация на раг-
бо лх позициях представляют •’рудиести.
Цри штамповке деталей /ольшой толщины в условиях односторон-
ней pc-KJ значительно ухудшаются ферма и качество поверхности сре-
за, что вызывает необходимость врезки инструмента, установки про-
тивсст~’ь»ов и сильного прижима полосы.
2.2.3. Наиболее предпочтительно применение безотходной и ма-
1©отхидк®й ^тамвевкм для деталей толщиной 0,5 - 2 мм с размерами
43
Стр. 12 m I05-0-2I2-83
в плане 120 х 120 мм.
2.2.4. Масса исходной полосы не должна превышать 12 кг.,так
как более тяжелая полоса быстро утомляет оператора.
2.2.5. Рекомендуемые значения ширины педос приведены в табл.4.
мм Таблица4
Толщина материала Ширина полосы (не более)
До 0,5 квд. От 60 до 80 вкл.
Св. 0.5 * 1,0 * Св.80 " 100 "
• 1,0 " 2,0 " " 100 " 120 " 1
" 2,0 " 3,0 * " 100 " 140 *
достижимая точность размеров деталей, подучаемых эдьот
ходасй и малоотходной штамповкой (черт.6) приведена в табл.5,6,7,8
)
Черт.6
2.2.7. Величины предельных отклонений размера В или размер!
L при работе без шагового кожа приведены в табл.10,11.
2.2.8. Достижимая точность детали по шаху при односторонней
отрезка (черт.5. а,в,г; черт.6) к двухшаговой штамповке
(черт.5 б,д,е) приведена в табл.5.
4/.
PTM I05-0-2I2-83 Стр.13
Тпблицсб
мм
Толщина материала Квилитет размера А
Одношагс?'&Я Двухшаговая
От 0,5 до 1,0 зьл. 12 П
Св.1,0 и 2,0 | II + 12.
• 2,0 " 4,0 - 14 12
" 4,0 " 6,0 " 16 —
2.2.9. Достижимая точность размеров L , К (черт.6) зависит
от наличия бокового пряжима полосы.
Таблицаб
ML
Тин мташа / Предельные отклонения раз юра L Предельные отклонения размера К
€50 50+100 I00+.T50 €20 20+50
С боковым при- ликом -ОД/ -0,2 -0.3/-0.5 -0,4/0,6 ±0,15 ±0,20
Бс: бокового прижима -0,4/-0,6 -0,6/1,0 -0,в/-1,2 ±0,25 ±0,30
Примечание. В числителе приведена значения предель-
ных отклонений дуя толщин до I мм. В знаменателе — для толщин
I - 2 ₽cj,
2.2.10. Достижимая точность размера С (черт.6) зависит от
кокстртжтзвиоГ'। выполнения пи-липа и приведена в табл. 7.
<5
Стр.14 PTM 105-0-212-83
Таблица? мм
Тип штампа Предельные отклонения размера С
£20 20-50
Последовательный с шаговым ножом и ловителем ±0,10 ± 0,15
Последовательный с жестким упором и ловителем ± 0,15 ± 0,20 '
Последовательный с жесткие упором бэз ловителя i 0,20 ± 0,30
2.2.II. Достижимая точность размера t (черт.6) зависит от
точности изготовления штампа. Величины допусков детали в зависи-
мости от толщины материала даны в табл. 8.
Т » б л и ц а 8
:jm л
Толщина материала Отклонения (-) размера £
Обычной точности Повышенной 'Точгосте
£50 50+150 I5D+309 £50 50+150 150+300
До 1,0вкл. 0,10 0,15 0,20 0,03 0,05 0,08
Св.^О до 2,0 • 0,12 0,20 0,30 0,04 0,06 0,10
" 2,0 " 4,0 " 0,15 0,25 ’ 0,35 O,U6 0,08 0,12
" 4,0 " 6,0 " 0,20 0,30 0,40 0,08 0,10 0,15
2.2.12. В зоне одностороннего рьза возникают значительные
распирающие усилия Т (черт.7)
При резке без пржяма:
Тмах = 0,4 Р (2.3)
При наличии прижима, усилием Q :
Q = (0,25 -8- 0,30)Р (2.4)
Й
РТМ I05-0-2T2-83 Стр. 15
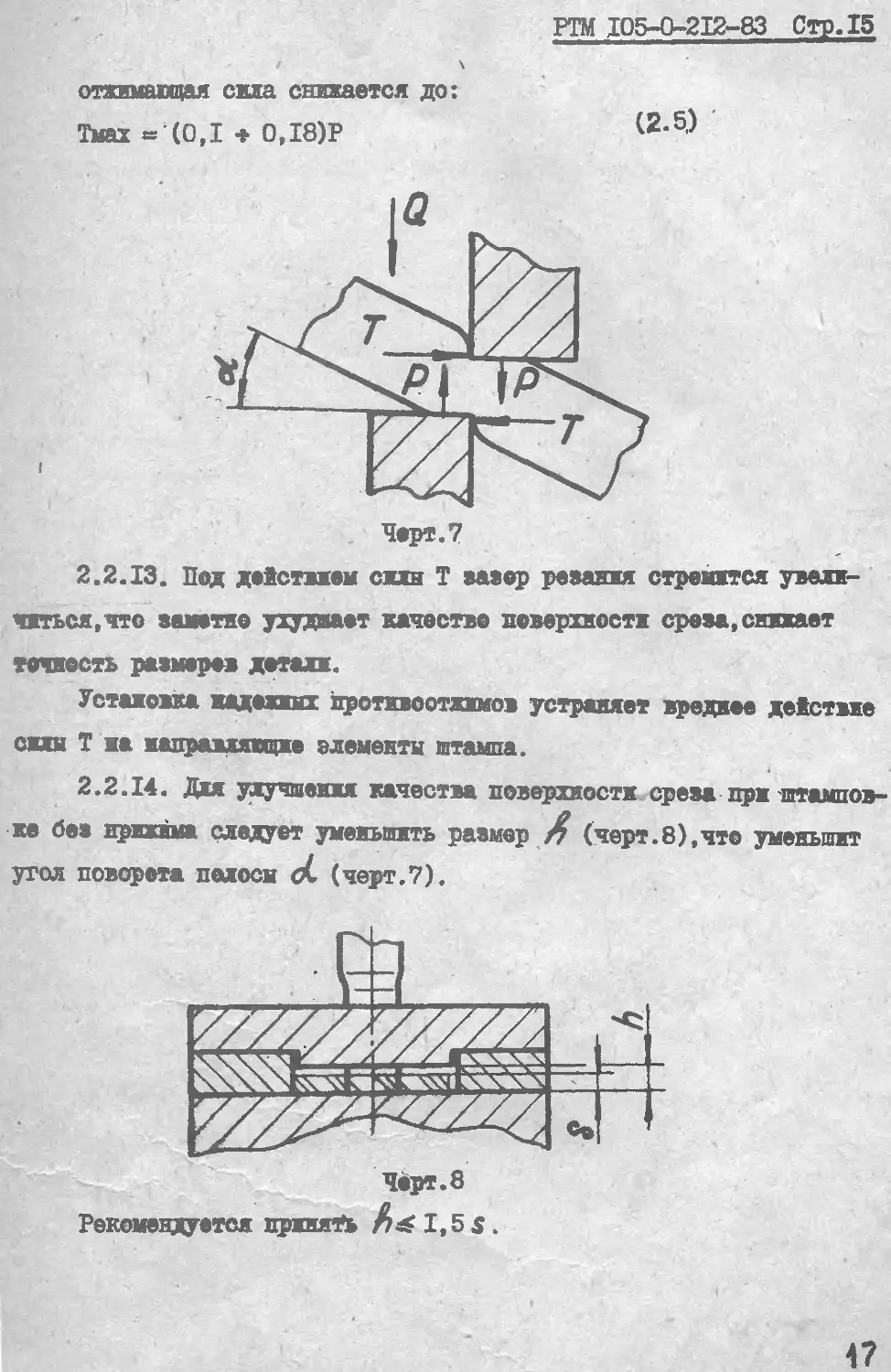
отжимающая сила снижается до:
Тмах «(0,1 + 0,18)Р (2*5)
Черт.7
2.2.13. Под действием скжн Т зазор резания стремятся увели-
читься,что заметно ухудиает качестве поверхности среза, сникает
кучность размеров детали.
Установка кадехжнх противоотжжмов устраняет вреднее действие
скжн Т на направляющие элемепл’ ттампа.
2.2.14. Ди; ужучмежия качества поверхности ериза прж штампов-
ке бе» иржхж-1 следует уменьшить размер X (черт.8),что уменьшит
угол поворота пажосн (к (черт.7).
Черт.8
Рекомендуется принял 1,5 s.
47
Стр.16 РТМ 105-0-212^-83
2.3. П е р е м ы ч к и
2.3.1. Минимальные величины перемычек приведены в табл.9.
Т ₽, б л и ц а 9
мм
До0,5
Сь.0,5до1,0
" 1,0" 1,5
" 1,5" 2,0
" 2,0" 2,5
" 2,5" 3 0
" 3,0" 3,5
" 3.5" 4,0
" 4,0" 4,5
" 4,5" 5,0
" 5 О" 6,0
" 6,0" 7,0
* 7,0" 8,0
" 8,0" 9,0
" 9,0"Ю,3
До. 50 Св.50 до 100 CbIOO до200 СвЗОО До. 50 Св. 50 доЮО Св. КО до200 Св.200
а 6 а 6 а а ь а 6 а 6 а 6 а ь
1,2 1,5 1,4 1,7 13 1,9 1,8 2/2 13 1,8 1,7 2,0 2^2 23 2,7 3,0
03 1,2 1,0 1,4 1,2 1,6 1,4 1,8 1,5 £2 1,7 1,7 2,2 ^2 2,7
1,1 1,5 13 1,7 Х5 1,9 1,7 2,1 1,4 1,9 1,6 2,1 2,1 2,6 2,6 3,1
1,5 1,9 1,7 2,1 1,9 23 2,1 2,5 1,7 2^2 1,9 £4 2,5 33 2,9 3,4
1,8 23 2,0 2,5 23 2,7 2,4 2,9 2/2 2,6 2,4 2,8 2,9 3,3 3.4 3,8
2,1 2,6 23 2,8 2,5 3,0 2,7 3,2 2,5 3,0 2,7 3,2 3^2 3,7 3,7
2,5 3,0 2,7 3/2 2,9 3,4 3,1 3,6 2,9 3,4 3,1 33 3,6 4,1 4,1 4.6
23 3,3 3,0 33 з? 3.7 3,4 3,9 3/2 3,7 3,4 3,9 3,9 4,4 4,4 4,9
3,1 3,6 3,3 3,8 3,5 43 3,7 4,2 3,6 4,0 33 4,2 4.3 4,7 4.8 5,2
3,4 43 3,6 43 33 4,4 4,0 4,6 4,0 43 4.2 4,7 4,7 5^2 5^2 5^7
3,5 ^^2 3,9 4,5 <2 43 43 5,0 4/3 4,5 43 53 43 53 53 6,0
3,6 4,5 4,0 5,0 4,2 5,5 4,5 6,0 43 4,8 53 63 53 63 5,5 6,5
4/2 53 43 53 43 5,6 5/3 6,0 43 5,3 5,5 63 63 7.0 6,8 7,8
43 5,5 5,0 6,0 5/2 63 5,5 6,5 5,3 5,8 63 73 6,5 7,5 73 83
53 63 6,0 7,0 6,5 7,5 7,0 8/3 5,8 6,3 6,0 7,0 6,5 7,5 73 83
Примечание. Для материалов толщиной более 10 мм ве-
личину перемпек следует принимать равной 0,7.$ .
18
?ТМ I05-0-2I2-83 Оф.Г7
2.3.2. При вырубке с поворотом полосы ширину перемычек CL и i
следует увеличить на 56$ по сравнению с табличными данными.
2.3.3. Фирину кромки, обрезаемой шаговым ножом, следует назна-
чать ровной величине перемычки G, как для прямоугольных деталей.
2.3.4. При вырубке деталей из неметаллических материалов ши-
рину перемычек следует увеличить на 50$ по сравнению с табличными
значениями.
2.3.5. При вырубке пластинчатым штампом ширину перемычёк сле-
дует принять в 1,5 - 2 раза больше табличных значений.
2.3.6. При многорядной вырубке перемычку (2 между деталями сле-
дует определять по табл. 9, исходя из габаритных размеров детали, а
перемычку^ по краям подоен,исходя из размера Д+D (черт.2),
2.3.7. В технически обоснованных случаях допускается принимать
ширину перемычек меньше табличных значений, однако, пуансону сле-
дуем придать науяжиое направление-для сохранения его стойкости.
'2.4. Определение ширины полосы
2.4.1. Ширина полосы (ледты) определяется по формулам:
для круглых заготовок; В=В+2&+Дп 1
для прямоугольных заготовок В~L J
где В - ширина полосы, мм (округл тется до ближайшего целого
числа в большую сторону);
- размеры вырубаемой детали (поперек полосы), мм;
Ь - ширина перемычки по краям полосы (ленты), (табл.9), мм;
допуск на ширину полосы (ленты), мм,
2.4.2. Допуск на лир^«у полосы (ленты) принимается:
для стандартных полос (лент) по соответствующим стандартам;
при разрезке листа де полосы де гжльот!иных иожчжцах - по
табл.10;
ври ра«рьак1 лент на многодисковых ножницах - по табл. II.
49
Стр. 18 PTM I05-0-2I2-83
Таблица 10
мм
Ширина полосы Толщина м атерзала, $
До I Св.1 до 2 Св.2 до 3 Съ.З до 5 Зв„5 до 10
допуски на ширину полосы,-
До 50 Св.50 " 100 " 100 " I5C " 150 " 220 " 220 " 300 П р и mj 1000 мм. 0,4 0,5 0^6 0,7 ' 0,8 ч а 2 0,5 0,6 0,7 0t8 0,9 и е. Допус i мм 0,7 0,8 0,9 1.0 1,1 ки дани для Т 0,9 1,0 1Д 1,2 1,3 ширины pees а б л и ц а Г, 8 2,0 2,5 3,0 4,0 не более II
Толщина материала допуски на пглрипу ленты,
Нормальнгя точность Поьышсиная точность
При ширине ленты
До 100 100 до 300 Св. 300 До 100 100 да301 ) Св.300
До ОДС Св.0,10" 0,6С " 0,63 " 1,06 " 1,00 " 3,6С 2.5. М.а ' б о т к а и т о с т ь п 2,5.1. Д ОДО 0,20 0,30 0,40 г е р и рек ) в е р Л ИЗГ01 0Д5 0,30 0,40 0,50 а л ы , т о м е н д z н о с т совления пу 0,25 0,40 ),50 0,60 е р м ] у е м к и Д ( ансонои 0,05 идо 0,20 0,30 l ч е с в 1 я - S этале и матриз 0,08 0,15 0,25 0,35 а я о рою Л ш т I примени 0,15 0,25 3,35 0,45 бра- ва- а м п о в отел мат»т*
риалы,указанные в табл. 12.
2.5.2. Твердость после термической обработки выдержать:
у матриц - на глубине не меньше половины ее высоты и на рас-
стоянии не менее 5 мм вокруг рабочего контура, остальная часть
может иметь тчёрдоить НЙСЭ ьа 5...12 единиц ниде;
20
РТМ I05-0-2I2-83 Стр.19
Таблица 12
Наименование детали Рекомендуемый материал Заменяющий материал Твёрдость нюэ .
* Марка Номер стандар- та Марка Номер стандар- та Мат- риц Пуан- сонов
Пуансоны, матрицы и пуансон-матрицы для вырубки и про- бивки .Режущий кон- тур простой формы СтальУЮА ГОСТ/435-74 Сталь У10 (00(435-74 SUi 55...53
Сталь X (005950-75 ОаальСХЗ Г0СГ5950-73
СттьЮМ Сталь tmmWM
(таль У&* ГОСТ/455-74 СтольУв (0(7/435-74 *Не триме- ня^ь
ЬшьМЧ* Ш5950-73
То же,при более сложной форме или повышенных требо- ваниях к точности. Пуансон-матрицы с тонкими рабочими стенсамт СмльХ12Н ОкмьС. &Р СмальХ12Ф1 ГОСТ5950-73 57Л>1
Пуансоны и матри- цы для зачистки СтальММ 59.., 63
Сталь 6Х&Р Сталь У 10 А (00/435-74
Пуансоны и матри- цы для гибки и формовки простой Сталь УСА №435-74- Сталь У8 55.5$ 53.Л7
СтааьЯХФ (005950-73 Сталь У10 55...50
То же,сложной фор- мы trnubXm СтальбУ&Р ЬпольШ1 ЮСТ5950-73 57...61
пуансоны и матри- цы для вытяжки и разбортовки СтальУЮА №435-74 Сталь У 10 * (00/435-74 59..63 5L.61
То же,для вытяжки изделий из корро- зионностойких ста- лей СЧ35 юашг-79 Чугун СЧ25\ СЧ 30 Ш1472-79 —
Пуансоны и матри- цы для листовой чеканки простой формы Сталь УЗА ЮСГ143574 Сталь УЗ ПСП435-74 55 ,50
СтальЗХФ №595073
То же,сложной формы СмальММ СтальбХСЯ • ЬтьМЫ Г0СТ3950-П
21
Стр. 20 РТМ I05-0-2I2-33
у пуансона - по всей высоте, исключая хвостовую часть под рас-
клёпку или головку;
в комплекте одного штампа рекомендуется выдержать твёрдость
матрицы на 2 единицы ZSCe выше твёрдости пуансона.
2.5.3. В мелкосерийном и опытном производстве при штамповке
материалов с ^200МПа(20кгс/мм2) и деталей со сложным коп'хуром из
тонкого листа допускается изготовление матриц без термической обра-
ботки.
2.5.4. Стали 8ХФ, Х12М и Х12Ф1 рекслецдге*’сл применять при из-
готовлении вмсокостойких штампов, а также пои штамповке твёрдых м&-
териалсв(например, s лектротехнической стали).
2,5.5. Стали У8, У8А и 8ХФ рекомендуются только для ьаготовле-
ния пуансонов разделительных штампов при применении круглой или
профильной шшфовкж(кроме случаев изготовления штампов для электро-
технической стали).
2.5.6. Стали марок 45 и 50 допускается применять з^я изготов-
ления пуансонов и матриц при штамповке небольших партий (до 10000
шт.в год) деталей из сталей с ЗООМПа'ЗОкгс/мм2),неметаллические
материалов и цветных металлов толщиной до 1мм в случае технико-эко-
номической нецелесообразности применения инструментальных сталей.
2.5.7. В табл. 13 указана рекомендуемая шероховатость поверх-
ностей матриц и пуансонов.
2.5.8. Материалы,рекомендуемые для изготс вдения прочих деталей
штампов приведены в таб^.14.
2.5.9. В технически обоснованиях случаях допускается изменять
материал,тер ическую обработку и шероховатость поверхностей деталей,
приведённых в табл. 14.
22
PTM I05-0-2I2-83 Стр.21
T а б л и ц a 13
Рекомендуемая шероховатость поверхностей
матриц пуансонов
Разделительные операции
Примечание. При толщине штампуемого материал свыше
Зии шероховатость поверхностей матриц и пуансонов для разделитель*-
них и формоиеменя щих(крсме внтягки) операций допускается
23
Стп.22 PTM 105-0-212-83
Таблицам
Наименование, эскиз, шерохова-
тость поверхностей
* Для литых плит и заготовок.
**При зазоре между пуансоном и
матрицей менее 0,05ш.
Материал Твёрдость ивсэ
основной заменяющий
Ст 4 ГОСТ380-74 Г0СТ380-71
Чугу* СО 24 ГОСТ1412-7О Чугун СЧ2/ /ОСТ/412-74
Сталь 40/1 Г0СТ07Р-75 Сталь 300 Г0СТ07Р-75
Знак
Стал* 55 Ст 5
ГОСТ/050-74 ГОСТ380-21
Прокладка
Сталь 45
ГОСТ1050-74
Сталь У8
ГОСТ/435-24
Сталь 40
ГОСТ1050-74
Сталь У7
ГОСГ/435-74
&.М
24
РТМ 105-0-212-83 Стр.23
Продолжение табл. 14
Наименование, эскиз, шерохова-
тость поверхностей
Материал
основной заменяющий
*
Сп7йяь4§ Г0СТЮ5О-74 Ст 4 ГОСТ380-77 Г0СТ380^
Твёрдость
ш?сп
о
Допускается для средних и крупных штампов.
Съёмник
W)
Ст 4
ГОСТ38О-77
Сталь 45*
Ш1050-74
Ст 3
rom8o-?i
Сталь 40*
Г0СТЮ50-74
42.U6
* Для съёмников с направлением пуансона.
** Дня толстолистового материала и для средних и крупных штампов.
Линейка
Сталь 40
I. А г
\_^С
1.6*
Сталь45
Г0СГЮ50-74 \TDC7fO5O-74
Ст 4*
Г0СГ38О-71
Cm3*
Г0СТ38071
Допускается для толстолистового материала и для средних и
55
С-р.24 РТМ 105-0-212-83
Продолжение табл Л 4
Наименование, эскиз, шерохо-
ватость поверхностей
Буфер
Материал Твёрдость нвсэ
основной заменяющий
Резина:: flat / ycn/uftff / •
ж sew* МбС' С~7?CQCT735K77
ПУ 7 MPTU'6-H-a8t-62 —
Полиуретан:
СКУЛЫ ГУМ:4О4-73>
Съемник, прижим
_ Для вытяжных штампов.
Выталкиватель
Стя/нМ
ГКИ050-М
Сталь MF
WTl4i5-74
Столь 45
[JXTfD5D-Vt
Сталь УЮ^
№/455-74
56...40
59...6К
ГОСТ7050-74
Сталь 40
№7050-74
37... 40
26
Ppi 105-0-212-83 Стр. 25
Продолжение табл.14
Наименование, эскиз, шерохо-
ватость поверхностей
Материал
основной
заменяющий
Твёрдость
нпсэ
65(-/)
Ловитель
Сталь 45
Г0СМ50-74
Сталь УД
СОСГ44Ъ5-74
Сталь 45
госгт-74
Сталь У&4
Ш/43574
Стааб 45
Ш/775О-74
Упор
Фиксатор
(/нальУРД
Г0СГ7455-74
Сталь 40
С0СГ4050-74
С/пб
СОСГЗСО-?!
Сталь40
ГОСТШ-74
Сталь 47
Г0СТ1435-74
5Z...55
42...46
4г.. 46
&L..55
2?
Стр.26 гТМ 105-0-212-83
Продолжение табл. 14
Наименование, эскиз, шерохо- ватость поверхностей Материал Гвёрдость нвс8
основной заменяющий
Дспуалется для средних, и крупных штампов.
Ограждение, лоток
Клин, ХфОТИВООТЖИМ
28
PTM IC3-0-2I2-83 Стр.27
2.6. Расчёт рабочих размеров мат-
риц и пуансонов
2.6.1. Б зависимости от принятой технологии изготовления штам-
пов применяются следующие методы расчётов исполнительных размеров:
определение исполнительных размеров матрицы для вырубки конту-
ра и пуансона дляпробивки отверстия.Соответственно вторая деталь
пригоняется по первой с заданным зазором 2 ;
определение исполнительных размеров пуансонов для вырубки кон-
тура и для пробивки отверстия.Матрица дорабатывается по пуансону с
зазором 2 (способ изготовления матрицы по оттиск пуансона);
определение исполнительных размеров матрицы и пуансона при
раздельном способе их изготовления. (Рекомендуется преимущественно
при круглом рабочем контуре и при предельных отклонениях на штам-
пуемую деталь м выше II квалитета).
2.6.2. Распределение зазоров,допусков и припусков при вырубке
вырубка пробивка
Черт. 9
29
Стр. 28 РТМ I05-0-2I2-83
2.6.3. ' Расчётные формулы для определения исполнительных раз-
меров матриц и пуансонов приведены в табл.15.
Таблица 15
Размеры для
Расчётные формулы
детали
для вырубки
для пробивки
Номинальные Л< размеры iy< > При доработке п , аясона по матрице При доработке матрицы по пуансону
Уменьшающиеся *7 при износе штам- w па: £е* g н/ -r-w* 6г4*Л)-Л2.7) LfL,-Z (2.7а) 4г/2**/7*г* (2.8) L^nj-g' (2.9) LfLSZ (2.9а)
Увеличивающиеся при износе штам- е па: Е 4<Д-4,-4 g Не изменяющиеся £ при износе с штампа: . Е ° О<.-/9^(2.1О) C'ZyZ (2.10а) LH 4=4'* L„ шш L„=L„^ (2.W -гоч- при плв на штак го тдЧ— ПрИ МИТ И4 * ' на штак (*^-/^*^(2.12) L;l^z (2.12а) юовом допуске шуемую деталь гусовом допуске шуег’ую деталь
Уменьшающиеся при износе штам па: Poito il-oibol z « d + -LjLMSA (2.15) 1 (2.18)
Увеличивающиеся ад' при износе штам s' g* lZX‘z (2.15а) </4*г (2.18а)
He изменяющиеся g при износе м штампа: „ Е? Aug gj - - i 4 Z в " (2.19)
Условнее обозначения:
L„\ к„- номинальные размеры матрицы и пуансона,мм;
Lh - номинальные размеры штампуемой детали,мм;
50
РТМ 105-0-212-83 Стр.29
П - т^тхлуек. на износ матриц и пуансонов,мм (табл. 16);
Z - зазор между матрицей и пуансоном,мм (табл. 18);
J1'- допуски на изготовление матриц и пуансонов (при сов-
местном изготовлении - табл 16; при раздельном -
табл.17);
Л - допуск на штампуемую деталь,мм.
Примечания:
I. При раздельном изготовлении матриц и пуансонов исполнитель-
ные размеры,подсчитанные по формулам с индексом "а",следует указы-
вать соответствено с предельными отклонениями сГ или S , напри-
мер,формула (2,10а):
2. При предельных отклонениях на деталь или \ номи-
нальные размеры пересчитываются: J
где D - равн&р контура, г/ - ре мер отверстия.
2.6.4. Величина припуска ( Я ) установлена в зависимости от
величины допуска на деталь (А) из расчёта:
при Д^ 0,1 мм — П =Д ;
при А >0,1 мм — .П«0,8А.
Интервал величин для расчёта припуска:
0,5Д^ П < Д
2.6.5. В табл. 16 приведены допуски на детали,штампуемые по
9-14 квалитетам, припуски на чэнос матриц и пуансонов и допуски
на их изготовление (при доработке одного инструмента по другому)•
51
Стр.30 PTM I05-0-2I2-83
Т а б л и ц а 16 Продолжение табл. 16 мм мм
Допуск на деталь по 9—14 квалитету Припуск на износ Допуск на’ изготовление Допуск на деталь по 9-14 квалитету Припуск на износ Допуск на изготовление
матриц пуан- сонов матриц пуан- сонов
л П <Г ZJ П S'
0,020 п = Д 0,006 0,004 0,280 0,20 0,045
0,025 0,008 0,005 0,300 0,25 0,060
0,030 0,009 0;006 0,340
0,035 0,011 0,008 0,360 0,30 0,080
0,040 0,380
0,045 0,013 0,009 0,400
0,050 0,015 0,011 0,430 0,35 ОДСО
0,060- 0,018 0,013 0,460
0,070 0,021 0,015 0,520 0,40 0,120
0,080 0,024 0,018 0,530
0,090 0,027 0,020 0,600 0,50 0,140
0,100 0,030 0,022 0,620
0,120 0,10 0,680 0,55 0,170
0,140 0,12 0,035 0,030 0,740 0,60
0,160 0,14 0,760
0,170 0,035 0.870 0.70 0,200
0,200 0,16 1,000 0,80
0,230 0,18 1,150 0,90 0,260
0,240 1,350
0,250 0,260 0,20 0,045 1,550 1,25 0,300
Примечания:
I. В случае применения матриц с конусными рабочими отверстия-
ми припуск на износ ( П ) принимают равным допуску на штампуемую
деталь ( Д ).
2. Предельные отклонения размеров штампуемых деталей,изготов-
ляемых по 14 квалитету и не ограниченных допусками: HI4, &I4,
-
32
РТМ I05-0-2I2-83 Up. 31
2.6.6. При раздельном изготовлении круглнх матриц и пуансо-
нов предельные отклонения принимают но табл. 17.
Таблица!?
мм
Номи- нальный диаметр Рабочая деталь Толщина материала
До0,5 Св.0,5до!,0 Св.1до2| Св.2доЗ Св.Здоб Св. 6
Св. До Допуск на изготовление матриц и пуансонов
I 3 Матрица H7(+^z)
Пуансон
3 6 Матрица — Н7(^) Н9(+*«) —
Пуансон $8 (-<#/£)
6 10 Матрица Н9(*^)
Пуансон 'бб(чЖ)
10 18 Матрица — Н9(*?а«3)
Пуансон
18 30 Матрица — Н?(+4^/) Н9(*^й)
Пуансон ^8(-йлзз)
30 50 Матрица — Н7(*^) Н9(*4О<£?)
Щуансон Лб fl8(-4z239)
50 80 Матрица H7(W3)
«Пуансон Ь8(-^^)
80 120 Матрица — Н7(*4^) Н8(^4)
Пуансон ЙВ(-й«5-4)
120 180 Матрица а Н7(*?**: Н9(*4' )
Пуансон 1Ьб(-4Л?5)
180 250 Матрица й Н7(*4^) Н9(*4"*)
Пуансон
250 315 Матрица — H7(*4*«) Н9(*4'5 )
Пуансон 6б(-(?<?зг) ^8(-йаг/ )
315 400 Матрица —1 H7(*W) Н8(*«^?) Н9(*^* )
Пуансон ‘Й7(-^<257)
33
Стр. 32 PTM IQo-0-212-83
2.7. Зазоры между матрицей и п у а н
соном в вырубных и пробивных ш т а и
пах
2.7.1. Величина зазора и его равномерное распределение между
пуансоном и матрицей Z/2 (черт. 9) оказывает существенное влияние
на качество поверхности среза «величину усюши резки и износ режу-
его
щих частей.
2.7.2. Величина за*ора зависит от толщины материала и
свойств. В табл. 18 приведены наименьшие величины зазоров Z
дельные отклонения на зазор Zlz в зависимости от толщйны и
штампуемого материала.
2.7.3. При штамповке на быстроходных прессах с числом ходов
и^140 ход/мин следует увеличить зазоры приведённые в табл. 18 в
1,5...2,С раза.
2.7.4. С целью получения чистой поверхности среза
и ликвидации зачистных операций для вырубки и пробивки деталей из
tunraimit*,латуни и стали с 6^ 400МПа(40 гс/jh^) допускается изго-
товление штампов с зазорами 0,01...0,02 мм.
2.7.5. Для ножниц, а также при односторонней резке в штампах
зазор принимают не болеэ 0,5% толщине штампуемого материала (при
всех сортаментах). а
свойств
।
34
PTIV.IOS-G-212-83 Стр.33
Та ё л и u\ot /8
Тол- щи- на маге риЙЛР S Стали нО- fiOK 1^ 10,20; медь; латунь^ амин - AJ4/4? Сгали ма- рок 5,4/, 25,35,45; Эюралм* мании; бронза стой/ 5net коуг/те/зс- ihcnwe, ЭЛ-Гвил/- t£c^Ua, 6.V<^V/^^ реОакнае Гётинсткс ratero- лмп? Kapron, бумага, *a*a. иебесг; резина P/aur'ua- 4t>/e 7йто^а6г>/е cww&i
67V -Ses. 'hodotpebt 2T5-C подогре- ion 575'6^ аиЗогребй
Z Ъ. Z z г ^2 Z /Jz z z Z b.
0,1 0,005 — 0.006 «*• 0002 0004 0,002 — — — — — — —
52 0,0/0 § § > qo.12 § Si ss 0.074 1 0,005 1 0/03 I
D.4 4015 0,078 0,021 0006 D.D04
Ц020 0024 0028 /0)08 0/05
_о/ 0.025 0,030 0035 qo/o 0fi06 0077 0030 t 4. D/75
& 0030 <5> ЧГ ж о/зб § <58 0042 § Si 0,072 0008 в $ 0.020 0/736 0090
и,? Q035 0042 0^49 0/7/4 0000 0,025 0042 0,705
м 4040 0,048 0056 0,014 /070 0/30 0,048 0,720
08 0045 0054 0063 qo/2 0,072 0/34 0/5^ 0,135
// 0050 0.000 0070 0,020 00/5 0035 0.060 0150
18 QO7O SJ «=э ¥ 0020 Ц» <3 0700 ¥ V 0024 0078 0042 § 0084 1 0.192 l!
1.5 аооа 0770 q/2o 0030 0.022 0/252 ot/oT 0,240
18 О,//0 § 0,730 I 0/40 § Ц036 0027 $ 20'01 0062 § 4?' 0,125 S! 0,288 080'01
Q/20 0740 0,760 0,040 0,030 0070 0740 0.320
_2/\ 0/60 0,780 0,200 QO44 0.040 0077 0/76 0,374
0,700 /200 0230 0,050 0,045 0,090 0,2DD 0/25
-Ж 0,200 0220 0.250 0056 0,042 0.048 0,224 0475
з/ 0,210 0,240 0,270 0.060 0/53 Q1D5 0.240 0.570
5,5 0.220 1 0,320 § vy Ч- 0350 $• 0,070 1 Qi s 0,722 0,315 в 0,595 В
о,згд 0,360 4400 0.080 0.740 0/00 0680
. 4,5 D.36O 0,450 0,540 0,000 0,15? > — — 35
_5£ 0,400 0,500. 0,600 0.100 0,175
6,0 0,500 § Sy 0600 § 0,700 1 — Q21Q
_3£ 4700 0,300 1,00 1
0,200 4,00
-J8 /80 7/0 440
10.0 620 1/0. 1,60
но 1.60 Sr 7,80 "5Г t- 20Г I
12.0 4,70 1/0 2,20
15,0 2,10 2$Г 2/4
14.0 2/0 2/0 2,80
/5о 2,70 1 S>' 4- 3/0 I 3,30
/8.0 2,30 3,20 3,50
17,0 фр $0 4,10 в ?
78,0 3/0 4.D0 430
£0 4.20 4/0 5,00
20.0 4.40 4,f0
Стр. 34 PTM ЮЬ-0 212-83
2.8 Ма г р н цн
2.8.1. в табл.19 приведены соотношения меаду раьмерами основ™
ных конструктивных элементов и габаритными размерами матриц, реко-
мендуемые дац проектирогания. оригинальных матриц.
Таблицам
контуъ
наименование конструктивного элемента Обозна- чение Рекомендуемый размер, мм
Т на(наименыияя) И Н»7+$+£/£ +
Расстояние между краем матриц ы и ра бочим отверстием (наименьшее) А Bj® Н
Диаметр (наимень- ший) отверстий под винты (d) и их ко- личество In) d d JL.
6JB До80*60 4
9 & ямо'чгохфо
II
13 300*200 6
17 8
Диаметр отверстий под штифты < d- (I...2)
Расслэяние между отверстиями под винт и под штифт (наименьшее) AI d + dr AT^O,Ld+ - ' ‘ 1 2
Расстояние от края матрицы до центра крепёжного отверс- тия (наименьшее ) Ё-А 2 £-=~^>I,2</,npE d<8,5 ^-^-^^I,4d,npz d>8,5
Т Д л JT ра га стенки меж- бочими отверс- (наименьшая) $z^2s , но 5z^I,5mm (s - толщина штампу- емого материала)
Примечание. Толщину матрицы (Н) округлить до ближайше-
го большего значения из ряда (по ГОСТ 16639-80): 12;16;20;25;28;32,
36 (дополнительно допускаются следующие значения высот: 10.• 30;35;40).
36
РТМ I05-0-212-83 Стр.35
Значения коэффициента & следует принимать в зависимости от вели*
чины 6/ -временного сопротивления штампуемого материала:
ЬШаСкгс/мм2) ' *
800 (80) 1,3
400 (40) 1,0
250 (25) 0,8
120 (12) 0,6
2.8.2. Размеры / и о в зависимости от габаритных разме-
ров матрицы приведены в табл.20.
Таблица 20 Продолжение табл.20
мм мм
Габаритные размеры матриц Наибольшие размеры рабо- чего контура Габаритные размеры матриц Наибольшие размеры рабо- чего контура
Zx/3 Z ! £ ь
60 х 50 28 20 170 х 120 по 60
80 х 60 40 30 170 х 140 80
100 I 60 50 22 200 х 120 130 60
100 I 80 40 200 х 140 80
I2Q х 80 70 200 х 170 100
120 X 100 50 250 I 140 « 180 80 •
140 I 80 80 30 250 х 170 100
140 I 100 50 300 I 170 220 90
140 I 120 70 300 х 200 ПО
170 х НО ПО 50
2.8.3. Посадочный диаметр матриц рекомендуется назначать по
табл. 21, в зависимости от диаметра рабочего контура.
37
Стр.36 РТМ 105-0-212-83
Таблице 21 Продолжение табл. 21
мм . мм
Диаметр круглой матрицы Наибольший диа- метр рабочего контура Диаметр круглой матрицы Наибольший диа- метр рабочего контура
D ' d D d
60 20 160 105
80 35 180 115
100 50 200 130
120 70 220 150
140 85 250 180
2.8.4. Допускается рассчитывать толщ ту. матрицы Н по табл.22.
Таблица 22
мм
Наибольшая ширина матричного отвер- стия, и Толщина матрицы В, при толщине вырубаемого материала,3
До I вкл. Св.1 ДО 3 ВЕЛ. Св.З до 6 вкл.
До 50вкл. Св. 50 " 100, ” " 100 " 200 " ” 200 (033...0,4)6 (0,2...0,3)6 (0,15.,.0,20)6 (0,10...0,15)6 (0,35...0,50)6 (0,22...0,35)6 (0,18...0,22)6 (0,12...0,18)6 (0,45...0,60)6 (0,30...0,45)6 (0,22...0,30)6 (0,15...0,22)6
2.8.5. Ширину матрицы В, в таком случае,находят по формуле
В = & + (3,..4)Н, (2.20)
где i - наибольшая ширина матричного отверстия, мм;
Н - толщина матрицы, выбираемая го табл.22,мм.
58
РТМ 105-0-212-83 Стр.37
2.8.6. Профиль рабочего отверстия матрицы следует принимать
по черт. 10, исходя из следящих рекомендаций.
На черт ДО, а - наиболее распространённый вариант рабочего от-
верстия матриц; углы = 90°, В = 3-5°; высота пояска выбирается
по табл.23, где d- диаметр или ширина рабочего окна матрицы.
Таблица 23 Таблица 24
__ мм__________ ____
Высота мпфгшпц Величина пояска, Ь , при от- Голщина ношении Д/Н для матриц материала Величина уклона
и тонкою генных толстостенных $ . мм ..г
До I Св.1 До 0,8
. Рв,0?0 До 0 5 вкл 8'- 10'
12 3 4-5 4 Св.0,5х"1,0 ” 5 " 1,0 и 2,0 " 10 - 15'
16 4 5 £ 15’- 20'
20 5 6 ” 2,0 ”4,0 ” 30'
25 - 28 5 6-7 6 8-9 * 4,0 ” 6,0 ” 45'
32-36 6 8 8 9 -10 ” 6,0 1°
40 - 45 8 ю. 10 12
39
Стр. 38 PTM 105-0-212-83
На черт. 106 - вариант применяется также как и на черт. 10а,
однако более дальним для высоких тонкостенных ьуансончлатриц и
для матриц со сложным контуром
Угол ® 90°; CL- 0,5-1,0 мм, - по табл. 23.
На черт.Юв - вариант рабочего отверстия матриц для штампов
совмещенного действия с обратные выталкивг чием детали. Высота по-
яска , назначается, исходя из размеров штампа,высоты матрицы
Н'и конструктивных особенностей штампа.
На черт. 10г - вариант,рекомендуемый для материалов толщиной
более 3 мм. Повышает стойкость инструмента, снижает усилие на
проталкивайие отходов.
Угол jS = 3-5 \ угол р = 0°30z; высота пояска Ъ- по
табл.23.
Па черс.Юд - вариант, рекомендуемый для тяжелых условий ра-
боты, снижает усилие для проталкивания отводов, позволяет произ-
водит* переточку инструмента на значительную высоту.
Угол р принимается по табл. 24.
2.8.7. При штамповке материалов толщиной более 3 ши рекомен-
дуется выполнять уклоны у ив рабочих отверстиях по типу
черт.10а,б.
2.8.8. В матрицах типов 10а и 106 со сложным контурам рабо-
чего отверстия «пяиываемого в окружность диаметрам 10мм,проваль-
ное отверстие выполняют круглой фермы с размером больший режущей
часть на 0,5-1,5 jsm на сторону (черт.Па).В остальнь_г случаях
провальную часть следует вглолнять по форме рабочего отверстия с
развалом на 0,5-1,0 мм на сторону (черт.Пб).
2.8.9. При наличии в рабочем отверстии матрицы острых или пря
мых углов провальную часть следует внполнять округленной (черт. 12)
2.8.10 .В матрицах .веющих прямоугольный рабочий контур,реко-
мендуется выполнять длинную стенку большей т
rumr.i
аы, чем корот-
40
РТМ 105-0-212-83 Стр.39
Цер/п. У2
qj *
кую (черт. 13), при условии —тг = 1,5 - 2,0.
2.8.II. Белее технологичнк некруглне матрицы» составленные из
нескольких секций. Составные матрицы реке» гендуетоя применять при
схокгей конфигурации штампуемых .деталей, а также при их больших
габаритных размерах.
41
Стр.40 PTO I05-0-2I2-83
Черт. /3
2.8.12. Различают три вида составных матриц-
секционные (черт.14);
42
PTM 105- 0-212-83 Стр.41
Черт. 75
Черт. /6
сборные с вкладышами (черт. 15);
комбинированные (черт. 16).
2.8.13. При проектировании секционных матриц следует руковод
воваться следующими правилами:
43
Стр,42 ИМ 105-0 2x2-t3
линия стыка секций долина проходить через центр дуги, соединяю-
щей две стороны рабочего окна (черт-. 17а);
при сопряжении дуги с потмыми участкаюп рабочего окна линию
с-.-ыка рекдий следует располагать, как показано на черт. 170;
при разбивке на секции крупна абаритных матриц скруглим ра-
бочим (внутренним) контуре.» рекомендуется делать внеинжй контур
в виде многограншде (черт. 18а), так как конструкции с круглым
внешним контура неудобны для механической обработки и легко под-
вергают короблению при термообработке. Однако эта рекомендация
не относится к сборным 'матрицам малых размеров, которые залрессс
вывают в монтажные плиты, и.^епщьг остроугольные, труднообрабаты-
ваемые участки (черт.180).
Черт. /<§
PTM 105-0-212-83 С, 43
Эти матрицы снаружи могут быть как 1фуглыми, так и прямоугольными;
I
следует избегать секций Г-образной формы (черт. 19,а);
края секций не должны иметь острых углов;
при криволинейном рабочем контуре рекомендуется отделять кри-
волинейные участки от прямолинейных (черт. 19,б);
Черт. 1 .
величина участка контакта CZ между соседними секциями доста-
точна в пределах 0,3В, где В - ширина секции (черт.19,б);
наибольший размер прямолинейной секции рекомендуется назна-
чать так, *тобы отношение её длины L к ширине В не превышало
4-5;
макси, альную длину криволинейной секции не следует делать бо-
лее 200 мм, а прямолинейной 300-350 мм;
отношение ширины секции В к вгсоте Н должно удовлетворять
условию (0,8-1,0),,однако наиболее целесообразно применение
а в
секции с отношением ~ (1,2-1, бХчерт. 20). Более полные указания
н <
по обеспечению устойчивости секциЬ приведены в п.2.24;
крепление секций долило осуществляться винтами и штифтами. В
случае больших сдвиговых усилий необходимо дополнительное крепле-
ние секции одним из указанных способов:
увеличением кслличества штифтов;
45
Стр.44 PTM 105-0-212-83
Черт, 20
ymsRGERQb шпонок врезных (черт.20), вли накладных;
врезкой секций в плиту или державку (черт.20).
Глубина врезки секций и шпонок 4 берётся из расчёта 4=(0,25-0,3)Н;
для снижения нагрузок на штифты накладных секций рекомендует-
ся замковое соединение секций между собой. При усилиях штамповки
до 200 КН(20тс) рекомендуется конструкция Т-образного замка
(черт. 14,а), для усилий свыше 200 КН(20тс) рекомендуются П-образ-
ные замки (черт.14,б).
2.9. Пуансоны
2.9.1. На черт.21 изображены основные, наиболее часто приме-
няемые способы крепления пуансонов:
пуансоны, выполненные совместно с хвостовиком (черт.21,а),
применяются при штамповке мелких деталей в штампах без верхней
плиты;
пуансоны с креплением к хвостовику (черт.21,б,в) или к верх-
ней плите применяются в штампах без направляющих колонок при штам-
повке средних и крупных деталей;
пуансоны с креплением* в пуансонодержателе (черт.21,г) приме-
няются, в основном, в штампах с верхней плитой или при наличии
нескольких пуансонов.
46
РТМ I05-0-2I2-83 Стр.45
Пуансоны диаметром до 10 мм крепятся только в пуансонодержа-
талях.
2.9.2. При конструировании пуансонов необходимо соблюдать
следующие требования:
во избежание смещения осей, пуансоны с простым рабочим конту-
ром следит делать с одинаковый сечением по всей длине;
посадочную часть пуансона следует выполнять по посадке и 6
(черт.21,г). В отдельных случаях допустимо использовать посада
рб, г-6;
посадку гладких пуансонов, за исключением круглых, следует
осуществлять по системе вала за счет пригонки отверстия в пуансоно-
держателе.
2.9.3. Варианты изготовления затылььой части пуансонов приве-
дены на черт.22:
с цииндрмческим буртиком (черт.22,а) имеет наибольшее рас-
пространение. Применяется для всех толщин материалов, при диамет-
рах пуансонов до 52 мм (ГОСТ 16621-80, ГОСТ' 16623-80 и ГОСТ •
16625-80). Для больших диаметров и некруглого рабочего контура
47
Стр, 46 РТМ I05-0-212-83
проектируют оригинаж sub пуансоны;
с коничз< жя фланцем (черт.22,б)-],оимевяется для всех тол-
щин материалов, при диаметрах пуансонов до 24 мм (ГОСТ 16622-80).
Позволяет ь сколько уменьшить расстояние мевду пуансонами;
без фланца под расклепку (черт.22,в)-црш вня^ь для матери-
алов толщиной менее 4 мм. так как возможно вырпваш« пуансона из
державки, под действием усилия с&ема. Рекомендуется в следующих
слу 4аях:
для некрупных и круглых пуансонов диаметром до 24 мм
(ГОСТ 16622-80, ГОСТ 24023-80) в мелкосерийном производстве;
для некруглых пуансонов, когда трудно выполнить црямоутоль-
ней Фланец:
для близкораслсложеппк суанссаов;
без фланца с канавками (черт.22,г) - применяется, при толщи-
не материал до 1-1,5 мм для пуансонов подвергаемых заливке лег-
коплавким сплавом или оыстротвердьщей чластшссой, с целью высо-
коточной центровки относительна матрицы;
с лыской (черт.22,д)-примеш ется для быстросменных пуансо-
нов с винтовым краплением, при толщине материала до 6 мм.
Диаметр круглых пуансонов до 24 мм (ГОСТ 16629-80),
48
рта %05-Q~2J2-83 Стр.47
размер квадратных до О 28 at (ГОСТ 16634-80),
размер продолговатых до 36x39 1ш (ГОСТ 16634-80);
с замерла до (черт.22,е)-применяется для пуансонов с не-
круглой посадочной частью, для всех толщин материалов.
2.9.4. При применении расклепки следует предусмлтринатг при-
пуск но табл. 25, учитываемый при определении номинальной длины
пуансона.
Таблица: 25
__________________£_____ML____________________________'
90’
Припуск на расклепку пуансонов и
Г А л
М '1,5 2,0 1.0 1.5 2,0
3x3 1.2 «а* 7x7 - j 1.0 1.8
4x4 0,9 — 8x8 ш 0,9 1.5
5x5 .1,4 2,5 9x9 V 0,8 1.4
6x6 1.2 2,0 10 х 10 п» 0,7 1.3
Расклепка толбвки пуансона несколько облегчатся, если на
его торце предварительно сделать выемку глубиной Z (черт. 23).
Такие выемки рекомендуется делать на больших пуансонах со сложным
кинщуром.
49
Стр.48 ГССТ IQ5-0-2J2-p3
25
2.9.5. Для пуансонов со сложенья рабочим контуром следует
предусматривать посадочную часть простой формы. При этом наиболь-
шие размеры посадочной части ДхВ должны совпадать с габаритными
размерами А рабочего контура (черт.24,а).
Увеличение размеров посадочной части относительно размеров
рабочего контура рекомендуется производить:
в случае необходимости повышения прочности пуансона;
для пуансонов с круглой и прямоугольной посадочной частью,
причем посадочную часть желательно строить целыми размерами L и
В, удобными для использования нормального ревущего и мерительного
инструмента (черт.24,б).
2.9.6. Пуансоны, рабочий контур которых злисывается в окруж-
m 105-0-212^83 Стр 49
ность диаметром ТО мм, должны проектироваться с круглой посадоч-
ной частью. Радиус Л перехода от основания к рабочему контуру
следует принимать от I до 4 мм, причем для малых величин С радиус
брать наименьший (черт,25,а).
Круглая форма посадочной части целесообразна при отношении
-^-^2 и наибольший размене контура Q до 15мм (черт.25,б).
При отношении -j- «(1,3-1,5) и размере Q~ (15-30) мм также ре-
комендуется круглая форма.
Когда размер а>30 мм, необходимость в применении круглой
формы посадочной части определяют индивидуально.
2.9.7. Переход от рабочего диаметра d к нерабочему D должен
быть плавным с шероховатостью поверхности не ниже что повыша-
ет стойкость пуансона и благоприятно влияет на термическую обра-
ботку. Соотношение диаметров целесообразно выдержать ~-$2
(черт.26). '
2.9.8. Длину посадочной части £> (черт.26) неустойчивых пуан-
сонов (ориентировочно -~-<0,5) рекомендуется выполнять равной
(0,25 - 0,4)2». Для устойчивых пуансонов и пуансонов с надёжным
Стр. 50 РТМ 105-0-212-83
направлением рабочей части допускаются более низкие державки с вы-
сотой Н = £2=(0,2 - 0,25) L.
Ц ер гл 26
Рекомендуется следующий ряд толщин державок Н, rat: 10; 14;
16; 18; 22; 25; 28; 32; 36 (дополнительно допускается применять:
20; 30; 40/.
2.9.9. Высоту заплечика К (черт.26) назначают конструктивно,
исходя из потребного усилия съёма материала. Обычно его берут заве-
домо больше расчётного, что компенсирует дефекты термической обра-
ботки.
2.9.IC. С увеличением длины,прочности пуансона уменьшается
поэтому следует стремиться к максимальному их укорочению.
2.9.II. При определении длины пуансона необходимо предусматри-
вать припуск на перешлифовку Д, равный (2 - 6)мм (черт.26).
2.9.12. Длина рабочей части ^рассчитывается в зависимости от
схемы штампа (черт.27) и должна быть минимально возможной.
Для всех схем (черт.27) толщина материала S , высота заглуб-
ления пуансона в матрацу fcj , припуск на заточку пуансона L и гол-
52
РТМ I05-0-2I2-83 Стр. 51
щина съёмника условно приняты постоянными,
и
Жесткий съёмник. [ЬЯпрдкшменнь/и съённик
-^ималыше дпчы рабочих частей пуансонов соответственно рав-
ны:
^1= fiz + 4Л + fic + Д ;
/2= + -+ 1 ’
+. •$ + Д J
+ $ + + Д »
^5= + S + tc + Д ;
/g= + s + Д ,
где fi^ - толщина линеек,или расстояние от съёмника до матри-
цы в шФаипах с неподвижным съёмником,мм;
- высота пояска съёмника с цилиндрическим углублением
под пуансон,мм.
2.9.13. К пуансонам, имеющим сложный рабочий контур и обраба-
тываемым на оптико-шлифовальном станке, предъявляются следующие
требования:
53
Стр,52 PTM I05-0-2I2-83
рабочий профиль пуансона должен быть не более =40х80мм
или 40 мм при шлифовке всего рабочего контура (черт. 28);
при шлифовке части ревущего контура ширина пуансона делана
быть не более 150 мм, а ширина юифгемой части контура - не белее
30 мм (черт.29);
максимальна^ высота пуансона Н долина быть не более 70 мм
(черт.30);
прямей Участок рабочего профиля I (черт.30) берется кон-
структивно, исходя из рекомендаций, приведенных в п.2.9 12;
радиус перехода от рабочего контура к основанию пуансона
следует принимать от 25 до 40 мм и определять графически по схе-
оправки (табл. 25).
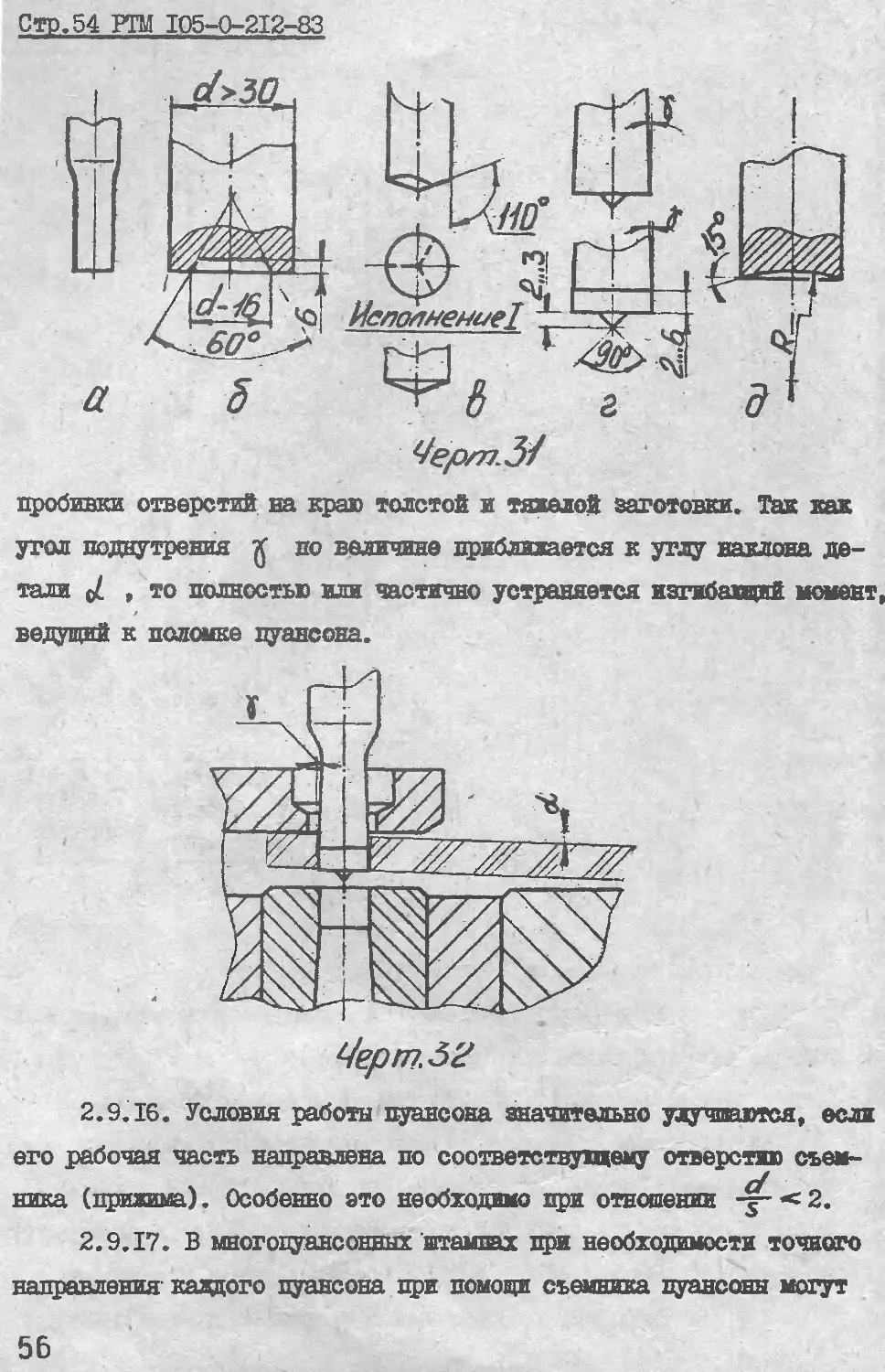
2.9.14. Варчагта изготовления рабочей части пуансонов приве-
дены на черт.31. Пуансоны малого диаметра изготовляют гладкими
(черт. 31, а), ас (/>30 им рекомендуется делать выточку для умень-
5Ь
РТМ 105-0-212^83 Стр.53
шения площади шлифования (черт,31,б).
При штамповке металлов толщиной более 4мм рекомендуется вы-
полнячъ режущую часть "пуансона с углом резания </ = 110°(черт.31,в)
с рётранной заточкой или заточкой на конус (исполнение I),
Для пробивки отверстий относительно больших диаметров в толс-
тых материалах рекомендуются пуансоны с заострённым центром
(черт.31,г) или с вогнутой поверхностью(черт.31,д).Угол поднутрения
пуансона J назначается в тех же пределах, как и для матриц.
2.9.15. Пуансоны с поднутрением д' рекомендуется применять для
55
Стр.54 РТМ I05-0-2I2-83
пробивки отверстий ьа крал толстой и тяжелой заготовки. Так как
угол поднутрения J но величине приближается к углу наклона де-
тали </ г то полностью или частично устра аяется изгибающий момент
ведущий к поломко пуансона.
2.9.16. Условия работы пуансона значительно улучшаются, если
его рабочая часть направлена по соответствующему отверстию съем-
ника (прижима). Особенно это необходимо при отношении -у- < 2.
2.9.17. В многопуансонных штампах при необходимости точного
направления каздого пуансона при помощи съемника пуансоны жгут
56
№ ,105-0-212-83 Стр. 55
быть
выполнены плава!
М>Н- !'<
с зазором в пуансонодержателе (черт.33)
или с шарниром (черт.34)
03
Матриц#
Б обоих случаях требуется надежное направление пуансона но
счемншу, а сам съемник должен иметь постояннее направление по ко-
донкам, или надежно зафиксирован. Выход пуансона из съеь^ика не-
допустим.
2.9.18. Для пробивки отверстий малых диаметров в толстолисто-
вых материалах ( d < s ) рекомендуется применять пуансоны, имею-
щие специальные втулки для непрерывного направления (черт.35). За-
зор мевду пуансоном и отверстием во втулке следует принимать в
пределах (О',Qi-0,02) с/ , где d- диаметр цуагсона.
2.9.19. Для изготовления дета^е! имеющих сложный контур, боль-
шие габариты, или относительно малые тверстия рекомендуй при-
менять составные пуансоны (черт.33).
2.9.20. Правил проектирования составных пуансонов в основном
аналогичны правилам для составных матриц (см.п.2.8.13). Стыки
секций пуансонов не должны совпадать со стыками секций матриц.
2.9.21. При наличии в детали узких канавок (например,шпоноч-
ных пазов) пуансоны выполнять с вклада тли цельными.
57
Стр. 56 PTM I05-0-2I2-83
/
5
l/ерпг 36
2.9.22. Пуансоны размером свыше 100 ми, в целях экономии ин-
струментальной стали, рекомендуется выполнять с наконечниками(черт.
37). Для уменьшения площади шлифования в наконечнике пуансона ле-
58
РТМ I05-0-212-83 Стр. 57
лается выборка. Верхняя часть луансоь* изготовляется из конструк-
ционной термообработанной стали.
2.9.23. Для вырубки деталей из неметаллических материалов
(кожи, бумаги, кар/она^ войлока, резины и т.п.) рекомендуется при-
менять трубчатые пуансоны (черт.38).
Черт. 38
Черт.38,а - для дробинки отверстии;
Черт.38,6 - для вырубки контура;
Черт. 38,в - для вырубки хонтура или пробивки отверстия в де-
талях из тонкого материала, если смягчен можео пренебречь.
2.9.24. S ачен ш угла рекомендуется принимать по ^абл.26.
Таблица 26
Наименование мтамцуемого материа-
ла
Эбонит в хагретог составяви
59
Стр.58 PTM 105-0 212-83
Продолжение тайл.26
Наименованье штампуемого материала ©С
Бумага, пробка, войлок, ткани, кожа, резина 16 - 18°
Фибра, текстолит, гетьнако 30 - 35°
2.9.5. Типовая конструкция штампа для вырубки контура и про-
бивки отвери’хля приведена ня черт.39.
Во избед аие преждевременного затупления пуансона под штампу-
емый материал следует подкладывать плиту из дерева твёрдой породы.
Уерп.ЗЗ
2.10. Способы крепления рабочего
инструмента
2.I0.I. Крепление инструмента осуществляется следующими основ-
ными способа йи:
с единым направлением винтов для верха и низа штампа: сверху-
вниз (черт.40,а);
со встречным направлением винтов, когда винты в нижнюю часть
50
- РТМ I05-0-2I2-83 Стр.59
1 I и —! » I ।
штампа ввёртывают снизу,а в верхнюю - сверху (черт.40,б);
со встречным направлением винтов,когда винты в нижнюю часть
штампа ввёртывают сверху,а в верхнюю - снизу (черт.40,в);
быстросменное:винтами,прихватами,клиньями,электромагнитами и
др. (черт. 40, г).
Первые два способа наиболее распространены,их применяют в ос-
новном на мелких штампах. Крепление верхнего инструмента сверху об-
легчает окончательную Фиксацию его относительно нижнего инструмен-
та, позволяет уменьшить закрытую высоту штампа и габаритные размеры
деталей.
Недостатком этого способа является необходимость выполнения
резьбовых отверстий в термически обработанных деталях.
Способ встречного урепления с направлением винтов от инстру-
мента в плиту (черт.40,в) применяется в средних и крупных штампах,
что даёт возможность выполнять демонтаж или замену деталей непо-
средственно на прессе при открытом штампе.
Быстросменное крепление применяют в основном при использова-
нии универсальных блоков,на длительное время крепящихся к прессу,
и Слюнных пакетов.
2.10.2. Устойчивый инструмент,высота которого в направление
61
стр,60 РТМ I0')-C-2 l2 83
крепления значительно меньше других размеров крепится непосредст-
венно к несущим деталям, при помощи винтов с фиксацией от сдвига
штифтами.
2.10.3. Обоймы, державки, врезку рекомендуется применять
только в технически обоснованные случаях.
2.IC.4 . Длинные неустойчивые детали рекомендуется кренить
при помощи посадок с натягом. При эшм возможны два способа: не-
посредственная врезка в несущую плиту или применение промежуточ-
ной детали в качестве державки.
2.10.5. Н& (большее раслросттм1мв-и<* подучили пржоугильнне
державки. Цилиндрические державки применяются главным образам для
круглых рабочих контуров.
2.10.6. Прж лонвшшх работ* контурах с £>6 (чарт.41.а)
ширину длинной стороны державки G , следует делать большего раз-
мера, чем ширину короткой - I . Штифты следует устанавливать бли-
же к середине державки, что при окончательной сборке делает дер-
жав_у бе ее жесткой в процессе экснлуатагии.
* Vi-М XC5-0-2I2-83 Стр.е!
2.10.7. Пр» отношении длин» Д посадочной поверхности пуан-
сона к ширине С более 10 не рекомендуется изготовлять дерзании со
сквозными отверстиями. В таких случаях более целесообразна приме-
нять несквозную врезку (черт.41,б) с к.эеп^еиибм винтами (если до-
пускают габаритные размера).
2.10.8. Закрепляемый йкирумент с посадочной поверхностью
некрупной фермы не обязательно спаривать с державкой по всему пе-
риметру. В случае прямоугольного контура посадочной поверхности
рекомендуется оставлять зазор з углах меаду сопрягаемыми деталями
(черт.42) .
2.10.9. Инструмент с цилиндрической посадочной поверхностью
дрн слежкам j йбочзм пелитур- жж наличии на рабочей поверхности
уклоню, ступеней и i-д. следует допощп тельно фиксировать от по-
ворота.
Ванбомое точную фиксацию обеспечивают штифты (чертг43); их
рексмецдуожвя применить при малых зазорах резания и тше-пстх тре-
бованиях ж размерю штамц емых деталей. Независимо от конфету .эдии
рабочего амтура всегда достаточно одного штнфта.При этом < яюсобе
63
Стр.62 РТМ I05-0-2I2-33
фиксации трудно обеспечить взажмозаменцомость деталей;
в крупносерийном и массовом производстве рекомендуется при-
менять фиксацию шпонками (черт.44,а). Шпонки обеспечивают высо-
кую точность (7-9 квалитета точности) и облегчают взаимозаменяе-
мость деталей. Шпонки следует применять только при посадке дета-
лей без фланца;
инструмент,имеющий фланцы, удобно фиксировать местными лыс-
ками (черт.44,б,в). Достаточно,если лыска будет выполнена только
с одной стороны (черт.44,6), этот вариант фиксации обеспечивает
точность расположения рабочего контура в пределах 9-II квалитета,
что достаточно для изготовления деталей по 12 квалитету точности.
64
ртм IQ5-Q-2I2-83 Стр, 63
Лыски итносхтельно рабочего контура следует располагать с
учетом технологичности sisго говлеши: ;
фиксацию планкам1,. (чер£Л4,г) допускается применять при
грубых работах в разделительных нтампах, а в формообразующих -
при любых работах.
2.10.10. В универсалы их штампах, в крупносерийном ж массо-
вом производстве и при выполнении тяжелых patfo-j рнюмевдуется
применять 1шстйумент с быстросменным кречлевжм.
2.10.II. Крепление быстросменного инструмента осуществляет-
ся в оснбвнсм:
болтами (черт.45);
4ерт45
прихватами Оэдк.46);
шариками (черт. 47);
гайками (черт. 48).
2.10.12 . Кропление болтами наиболее простое ж надежнее.Отвер-
стже в державке даиаю бить относительно глубокп,а болт желатель-
65
Стр. 64 РТМ 105-0-212-83
но направить под углом <Z (черт.45,а,б), чтобы уменьшить смещение
инструмента относительно оси.
Рекомендуется:
при грубых работах с/ £ 0 - 15°;
при более точных cL = 30 - 60°.
РТМ 105-0-212-83 Стр.65
2,10.13 . Прихваты, скоби, планки рекомендуется применять в
формообразующих штампах, где требования к точности крепления ни-
Де,.чем в разделительных (черт.46).
2,10.14 . Крепление шариками (черт.47) прменяется для инстру-
мента только с крутлчм рабочим контуром. При поджатии шарика вин-
тов (черт. 47а) возможно смещение рабочего контура относительно
оси отверстия. *
Для крепления тонких пуансонов (с рабочим диаметром до 3-4мм)
реюгенд3 этся устанавливать гильзы (черт. 47-в). Наружный диаметр
гильзы составляет 12-13 ш, при длине 50-70 мм.
2.10.15 . Крепление гайками применяют только для пуансонов
круглой формы (черт.48).Этот способ креп-
Черт48
ьзш рекомендуется применять при штампов-
ке металла толщин «вб:ше I мм, так как
точность установил пуансона относительно
оси отверстия не высокая. В случае креп-
ления нескольких пуансонов в державке
рекомендуется устанавливать переходные
втулки.
2.I0.I6 . В случае некруглого рабочего контура следует допол-
нительно фиксировать тшструмелг от ироворота. например! шпонками
(черт.49).
2.10Д7. Державки быстросменного нетрумента рекомендуется
подвергать термообработке до твердости ККС,( 42...46.
2,10.18 . При штамповке металлов толщиной до 1-1,5 мм и неоо •
ходимости ввококоточного зоз падения рабочих частей в многсдуансон-
ннх штампах заливкой легкойлавкими металлическими сплавами (сурь-
мяно-висцутовне стогауи типа НИАТ-23 или оловянисто-свинцовые), или
67
Стр.66 PTM I05-0-2I2-83
бнстротвердеадёй пластмассой (АСТТ или с^драьркч).
2 10.19. При заливке легкоплавкими сплавами отверстие в дер-
жавке следует лшошть се кыл.ру пуансона с зазором 2 -
тО, 1-0,2 мм (черт.50).
Для более надежного крепления рексивадуется устанавливать до-
полнительно мтифты (черт. 50,а) или делать виступн на пуансоне
(чврт.50,6) Это позволяет мтамгаватх неталхн тетивой более 1,5ми.
2.10.20 . Отверстия в державках под щгаиеонн прж заливке Оыст-
ротвердекдаи пластмассами следует внполнять с зазором Zf=2-3 ми
(черт.51). Ва пуансонах следует ввполнячл канавки.
66
РТМ I05-0-2I2-83 Стр.67
2.10.21 . Крепление пуансонов заливкой легкоплавкими металли-
ческими сплавами и быстротвердеющими пластмассами повышает стой-
кость штампов и удешевляет их производство.
2.II. Расчёт расстояния ме ж’д у на-
правляющими планками
2.I1.I. Расстоянге лецду направмющивс -зланлэми Bj в мм
(черт.52,а) определяется по формуле:
Bj=(B+Z3), (2.21)
где В - ширина полосы, мм, определяете по формуле (2.6);
2ж~ зазор,мм (табл.27).
Допуск на расстояние между направля! мми планками Bj назнача-
ется по НИ.
' мм Таблица 27
Ширина Толщина материала, S
полосы, Св.0,5до1,о|св.1 до 2 Св.2 до 3 Св.З до б|св.5 до 10
В Зазор, z f
До 50 0,50 0,75 1,0 1,0 Iv5
Св. 50 до100 0,75 0,80 ‘ 1,0 1.2 1,5
" ICO " 150 1,00 1,00 1,2 1,4 2,0
" 150 " 200 1,09 1,20 1,4 1,6 2,0
" 200 " 300 1,20 1,40 1,5 2,0 2,5
Прим е ч а н и е.*При применении лен* сочного материала или ‘
полос,разрезанных на многодисковых ножницах,указанные в табтатте
зазоры 2- следует уменьшить в 2 раза.
69
Стр.68 PTM1105-0-2I2-83
2.II.2. для штампов с шаговыми нотами (черт. 52, б) расстояние
между направляющими планками со стороны входа полосы Bj определяет-
ся по формуле (2.21).
Со стороны выхода полосы расстояние между направляющими план-
ками принимается равным расстоянию между шаговыми ножами.
Примечание. Допускается увеличить со стороны выхода
полосы расстояние между направляющими планками (для компенсации
уширения полосы).
2.12. Планки направляющие (линейки)
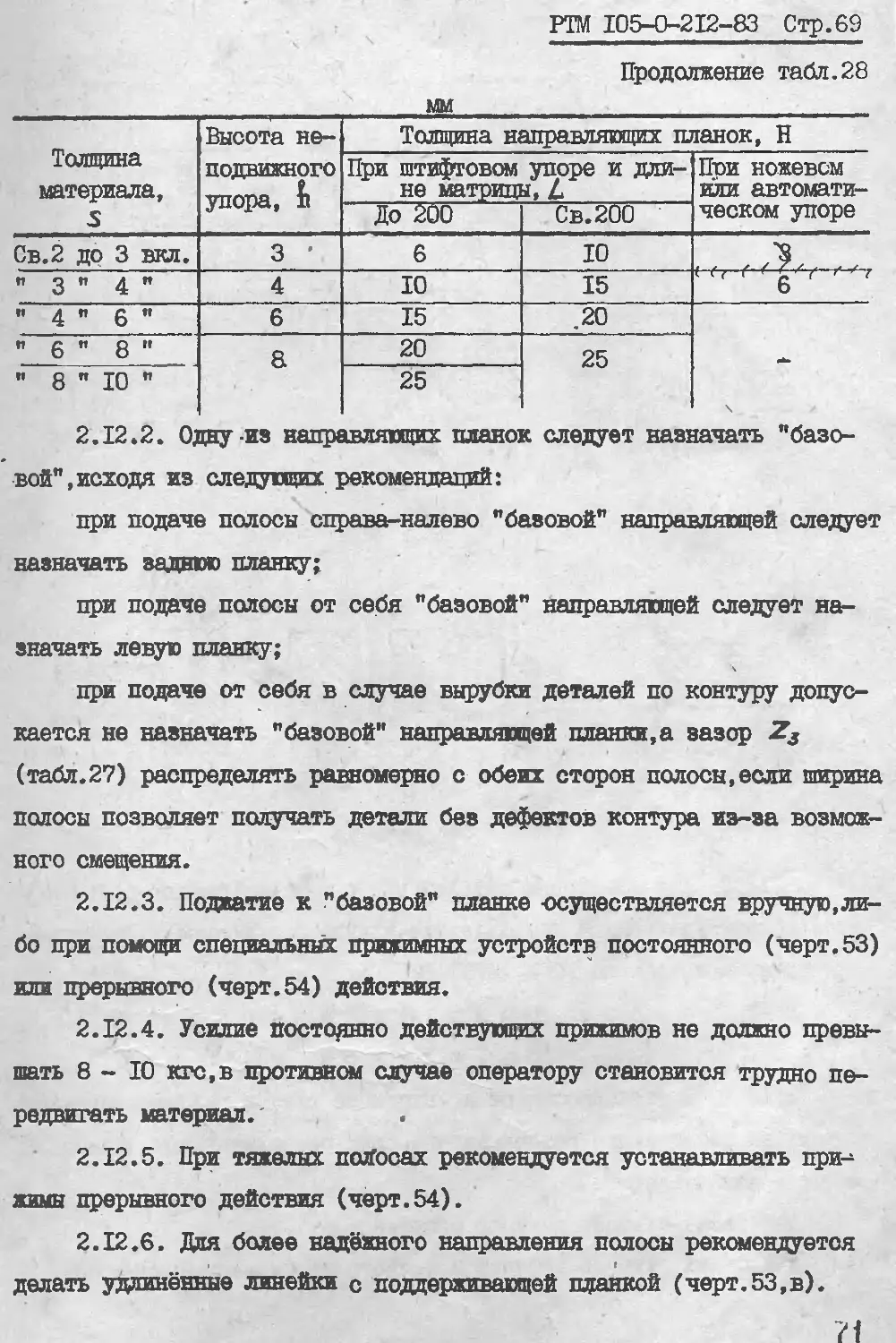
2.I2.I. Толщина направляющих планок Н (черт.52,а,б) выбирает-
ся по табл. 28,исходя из толщины материала S ,высоты неподвижного
упора fl, длины матрицы L .
Таблица 28
мм
Толщина материала, S Высота не- подвижного упора, Ь Толщина направляющих планок, И
При штифтовом не матриц упоре и дли- пЛ При ножевом или автомати- ческом упоре
До 200 Св.200
До I вкл. 2 • 6 10 3
Св.1 " 2 " 3
ГО
РТМ I05-0-2I2-83 Стр.69
Продолжение табл.28
мм
Толщина материала, 3 Высота не- подвижного упора, Ь Толщина направляющих планок, Н
При штифтовом упоре и дли- не матрицы, L Пои ножевом пли автомата- ческом упоре
До 200 Св. 200
Сз.2 до 3 вкл. 3 6 10 "8
" 3 " 4 " 4 10 15 < г t f f u < ' ’ г 6
” 4 " 6 " 6 15 .20
" 6 " 8 " а 20 25
" 8 " 10 " 25
2.12.2. Одну из направляющих планок следует назначать "базо-
вой", исходя из следующих рекомендаций:
при подаче полосы справа-налево "базовой" направляющей следует
назначать заднюю планку;
при подаче полосы от себя "базовой" направляющей следует на-
значать левую планку;
при подаче от себя в случае вырубки деталей по контуру допус-
кается не назначать "базовой" направляющей планки,а зазор Z3
(табл.27) распределять равномерно с обеих сторон полосы,если ширина
полосы позволяет получать дета»-а без дефектов контура из-за возмож-
ного смещения.
2.12.3. Поджатие к "базовой" планке -осуществляется вручную,ли-
бо при помощи специальных прижимных устройств постоянного (черт.53)
или прерывного (черт.54) действия.
2.12.4. Усилие постоянно действующих прижимов не должно превы-
шать 8-10 кгс,в противнем случае оператору становится трудно пе-
редвигать материал.'
2.12.5. При тяжелых полосах рекомендуется устанавливать при-
жимы прерывного действия (черт.54).
2.12.6. Для более надёжного направления полосы рекомендуется
делать удлинённые линейки с поддерживающей планкой (черт.53,в).
Стр. 70 РТМ 105-0-212-83
Церпг54
2„12.7. Для штамповки деталей из тонких материалов рекоменду-
ется делать удлинённые направлявщие планки, снабженные устройством
для прижима полосы по ГОСТ 18767-80.
2.13. 3 а з о р ы между пуансоном и
съёмником
2.13.1. В зависимости от конструкции штампа,размеров пуансона
и толщины штампуемого материала съёмники разделительных штампов
могут применяться:
для' съёма отходов,деталей с пуансонов;
для съёма отходов,деталей и точного направления пуансонов.
72
PTM 105-0-212-83 Стр.71
2.13.2v Если съёмник применяется только для снятия отходов
(деталей) с пуансонов,то зазор Z] .между пуансоном и отверстием в.
съёмнике должен быть таким,чтобы не происходило затягивания матери
ала под действием сил трения Р™ при съёме (черт. 55).
Церт 55 Черт 56
2.13.3. Съёмок следует прятав» по пуансону с зазором Z< ,
не более величин,указанных в табл.29.
( Таблица 29
Материал Максимальный зазор, Zj
г Голщива материала, $
0,1 0.2 0,35 0,5 0,8 1,0 1,2 1,5 .2,0 2,5 3,0 4,0
Медь мягкая: МТ.Г2.МЗ. Алгминиавий сплав АМцМ 0,04 0,08 0,15 0,20 0,3 » 0,4 0,5 0,6 0,8 1,0 1,3 1,7
ДЕ.тугл 163, 168 1 ПТLJ[ 0,05 0,10 0,18 0,25 Р,4 0,5 0,6 0,8 1,0 1,3 1,6 • / 2,2
Затунь 1C59-I мягкая 0,06 0,12 0,20 0,30 0,5 0,6 0,7 0,9 1,1 1,4 1,7 2,3
Стали марок: ТО и 43 0,06 0,18 0,30 0,40 0,7 0,8 1,0 1,3 1,7 2,2 2,6 3,5
ДЧР№ТПЛ 0,10 0,20 0,36 0,50 0,8 1,0 1,2 1,5 1,9 2,4 2,9 3,9
Алюминиевый сплав АМцН 0,14 0,30 0,50 0,70 1,1 1,4 1,7 2,1 2,9 3,6 4,3 5,8
Стр.72 РТМ I05-0-2I2-83
2.13.4. Для точного направления пуансона следует зазор 2г
(черт.56) назначать по табл. 18 с коэффициентом не более 0,8
( 2^0,8 2 ).
2.13.5. Точное направление пуансона в съёмнике рекомендуется
применять:
в штампах без заправляв цкс колонок;
в многопуансонннх штампах о различными размерами пуансонов;
е штампах с малыми размерами пуансонов, если невозможно обеспе-
чить необходимую прочность только за счёт усиления самого пуансона;
при вырубке в штампе с верхним прижимом заготовок из металли-
ческих тонколистовых ( 5^0,5 мм) и неметаллических материалов.
2.14. Р а с п о л о ж е н и е пос':оянн.ого
упора
2.I4.I. Упоры предназначены для ограничения подачи полосы.
Основные типы упоров для ручной подачи материала i-риведенн на
черт.57
Цёрт.57
Грибковый (черт.57,а) применим для штампов последовательного
74
PTM I05-0-2I2-83 Стр.73
действия с нет сдвижным съёмником;
кричкообразны*! (черт, 57,6) применяется в тех же случаях что и
грибковый, но при необходимости отдаления посадочного отверстия под
упор от режущей кромки матрицы;
постоянный возвратного действия со скосом (черт. 57,в) применя-
ется в случае л*-руднения переброска полосы через упор;
утопающие (черт.57,г,д) применяются в штампах совмещенного
лействгя.
подвижные возвратного действия (черт.57,е,ж) применяются для
узких деталей (от 6 до 20 мм) толщиной более 0,8 мм,а также для
фиксации на отверстия малого диаметра при толстолистовом металле
(S> 4 мм);
шарнирный (черт.57,з) со встречным движением удобен для рабо-
та о толс'хСйистовым материалом в основное при подаче его от себя;
временный (черт.57,и) приггеняегзя при двухрядной штамповке с
поворотом полосы для фиксации её после поворота.
2.14.2. Для штампов последовательного действия при установке
полосы на первый переход следует устанавливать разовые упоры
(черт.58).В зависимости от количества переходив этих упоров может
быть несколько.
75
Стр.74 РГМ I05-0-2I2-83 \
2.14.3. Упоры Косвиге отоя вручную (ч(рт.58,а,б) или при помо-
щи рычага (черт.58,в»г).
2.14.4. Для универсальных штампов следует при унят* регулиру-
емые переставные упоры (черт.59).
2.14.5. Для криволинейных контуров с маг^и размером К при ши-
рине полосы менее 300мм рекомендуется устанавливать один упор,а
контур располагать вершиной вперед (черт.60,а).При ширине полосы
свыше 300мм следует устанавливать два упорна контур располагать
вершиной назад (черт. 60,6).
Черт. 60
2.14.6. Два упора рекомендуется устанавливать при штамповке
длинных узких деталей с перемычка» малой -эсткости.
2.14.7. Координаты А и Aj расположения постоянна упоров при
штамповке с ловителем определяются по формулам:
при расположении упора по черт. 61, а -
76
PTM 105-0-212-83 Стр.75
дли расположении упора по черт.61, б -
Aj~ $3 + л_ _i - од (2.23)
2.14.8» Координаты А и Aj расположения постоянного упора при
штамповке без лоижтеля определяются по формулам:
при расположении упора по черт.61,а -
A = -j- + a+-i; (2.24)
при расположении упора по черт.61, б -
ДГ2£ + О1--А, (2.25)
где D- диаметр пуансона,мм;
о! - диаметр упора,мм;
01- ширина nepeenra’i между вырубаемыми деталями,».
2.15. Фиксаторы
2.15.1. В зависимости от конструкции штампуемых деталей фикси-
рование заготовок может ocji юотвгявдж;
по наружному контуру деталей (черт.62);
по отверстиям деталей (черт.63).
2.15.2. Фиксацию эдоговор,отрссанный на ножницах,следует про-
изводить на три точки (черт.62,а).
7?
Стр.76 РТМ I05-0-2I2-83
\ъргп62
2.15.3. Фиксацию заготовок,вырубленных в штампах, допускается
производить по замкнутому (черт.62,6) и незамкнутому (черт.62,а,в)
контуру.
2.15.4. Для удобства ручной укладки и съёма деталей фиксаторы
рамочного типа должны быть открытыми с фронтальной стороны, а их
задняя стенка должна быть выше передней (чер .62,6).
2.15.5. При фиксации заготовок на бЬвербтия (черт.63) следует
выбирать наиболее отдалённые друг от друга точки (отверстия),причем
предпочтение следует отдавать отверстиям круглой Форш.
2.15.6. Зазор между фиксаторе» и дотальа и величина фиксирую-
щей зоны К назначаются по табл.30.Высота заходной части должна быть
больше или равна 2ft. Угол наклона поверхности заходной части реко-
78
РТУ I05-0-2I2-83 Стр.77
мендуется назначать в пределах JI- (15 - 30°).
Таблица 30
ML
Толщина материала, s Высота пояска, Ь Зазоры:(ВтН9 - В); (ij - -.of®)
До 1,0. вкл. 2 0,05
Св. 1г0 " 1,5 " 0,08
" 1,5 " 2,5 " 3
" 2,5 " 3,5 " 4
" 3,5 " 5,0 * tn п 0,10
" 5,0 "10,0 ? 0,12
2.16. Ловители
2.I6.I. Ловители следует применять для фиксации пелесы или за-
готовки по ранее пробитым отверстиям.
2.16.2. . Диаметр ловителя D в ш определяется по фирчуяе
Z?=ol-2/,, (2.26)
ol - диаметр пробивного пуансона
(черт.64), 1 i;
2„ - зазор мазду ловителем и от-
верстием в штампуемой дета-
ли,»,назначается по
табл.31.
Таблица 31
Толщина материала, s Высота неявка, Ь Зазор, 2>(Z?b8 - d )
До 1,0 вкл. 0,5 0,05
Ci. 1,0 ' 1,5 * I, ) 0,08
" 1,5 " 2,0 " 1,5
* 2,0 * 3,5 * 2,0
* 3,5 * 5,0 ” 3,0 0,10
" 5,0 " 7,0 " 5,0 0,12
" 7,0 ’10,0 " 7,0
79
Стр. 78 РТМ I05-0-2I2-83
2.16.3. Высота пояска & назначается в зависимости от толщины
штампуемого материала S по табл. ЗХ.
2.16.4. Заходную часть следует выполнять высотой &j=(8 -12)мм,
0черт.64;65,д).
с углом jS =(15 - 22,5)°
Для ловителей с диаметром мм допускается выполнять за-
ходную часть с радиус* i R =D (черт.65,е).
2.16.5. Грибковые ловители (черт.65. в,г) рекомендуется приме-
нять при диаметре П^10 мм, причем предпочтение следует отдавать ва-
рианту крепления ловителя со стороны рабочей части (черт.65,г).
2.16.6. Ловители с диаметром 2? ,не позволяющим применить
резьбовое крепление,следует изготавливать стержневыми (черт.65,а,бХ
2.16.7. В условиях механизированной шщамповки следуем приме-
нять утопающие подпружиненные ловители, позволяющие устранить по-
вреждения полосы и инструмента в случае нарушения шага подачи.
2.16.8. Для обеспечения заданного расположения отверстий отно-
сительно наружного контура и относительно друг друга рекомендуется
применять ловители также в штампах с шаговыми ножами. Количество ло-
вителей выбирается конструктивно.
2.16.9. В тех случаях,когда отверстия имеют сложный контур
или их размер меньше 1,5 или больше 50 мм рекомендуется пробивать
в полосе (в местах отхода) технологические отверстия для ловителей,
80
РТМ 105-0-212-83 Стр.79
как,например,показано на черт.66.
66
2.17. Пото подкладные (прокладки)
2.I7.I. Подкладные плитки следует применять в следующих случа-
ях: .
при диаметре головок пуансонов dj^IO мм (черт.67,а) или при
ослаблении плиты над опорной частью пуансонов (черт.67,б);
если удельное давление,передаваемое опорной частью пуансона
или пуансон-матрицы, превышает 50МПа(5кгс/мм2) при чугунных плитах
и ТООМПаПОкгс/мм2) при стальных плитах.
2.18. Ножи шаговые, ножи для разрез-
ки отходов
2.I8.I. Шаговые ножи применяются,в основном,в штампах последо-
вательного действия для обеспечения точной подачи полосы,для обес-
печения более точного размера по ширине штампуемой детали и повы-
81
Стр 80 РТМ 105-0212-83
шения производительности штамповки.
А
2.18.2. 'Шаговые ножи рекомендуется применять:
в многопереходных штампах;
при небольшом шаге, когда нет возможности установить по-
стоянные или временные упоры;
при необходимости обрезки одной или двух сторон полосы
для получения детали.
2.18.3. Применение шагони ножей за1 руднено при штамповке
тонких металлов ( 0,4 ие), и особенно мягких, так как в зо-
не контакта с упором возможно смятие, что нарушает шаг подачи.
Также затруднено применение ножей для металлов толщиной свыше
4 мм.
2.18.4. В зависимости от конфигурации детали и точности по-
дачи в штампе могут устанавливаться один или два ножа. Если при
одном ноже невозможно создать упор для вырезки последней детали,
рекомендуется применять два ножа.
2.18.5. На черт.68 приведены наиболее распространенные кон-
структивные формы шаговых ножей.
Черт.68,а - наиболее простой в изготовлении нож,недостатком
является возможность образования "усика" при затуплении ножа.
Черт.68,6 - более сложен в изготовлении. Образование "усика"
исключено. По ГОСТ 18737-80 и ГОСТ 24529-80 предусмотрены шаговые
82
РТМ I05-0-2T.2-83 Стр. 81
ножи с двумя выступами.
Черт.68,в - позволяет уменьшить ширину полосу ввиду отсутст-
вия специального припуска для обрезки кромки шаговым ножом.
Черт.68,г - применяется при больших шагах штамповки (свыше
30 мм), также не требует припуска для обрезки шаговым ножом.
2.18.6. Рекомендуемые схемы расположения шаговых ножей и
пуансонов в зависимость от формы штампуемых деталей, а также рас-
четные формулы приведены в табл. 32.
Условные обозначения:
расстояние между режущими кромкам- отверстий в матри-
це под пуансоны и шаговый нож (или медцу осяде отверстий в матри-
це под врезные пуансоны и режущей кромкой отверстия под шаговый
нож при вырубке симметричных деталей), жш;
номинальный размер по чертежу штампуемой детали,мм;
В - ширина шагового ножа, мн;
д _ допуск на штампуемую деталь, мм;
#- ширина перемычки, мы;
Т- шаг подачи, ми.
2,18.7. Дтя повышения производительности штамповки в штампах
совмещенного действия также могут применяться шаговые ножи.
2.18.8. Ножи прямоугольной (черт.69,а) или. круглой (черт.69,6)
формы для разрезки отходов применяются на обрезных операциях вме-
сто съемника для повышения производительности труда.
Ножи следует устанавливать вплотную к пуансону (пуансон-мат-
рице) ниже уровня его режущей кромки на величину ft- (3-4) 3 .
2.19. Провальные отверстия в пли-
тах
2.I9.I. Размеры провального отверстия в плитах штампа долж-
ны быть на 2-4 ш больше размера провального отверстия матрицы
(черт.70,71).
83
Стр. 82 PTM 105-0--212-83
Таблица 32
Эскизы
ситанпуе-
мых деталей
Схемы . раелмимени#
илггидых немкеи и
пуанспноБ
Ь< л
Расчётные
уорм/ны
Lfi=(L^Q2)t^
&- Lw-fsi)- £
Lp’-(L^a^O.2)±OJ
1ф~(ьн+а+[12)* М
При применении
ноди/пепеП:
14L„+a)*ops
Ъ*рГ>0,2) -цаз
бк /iote/тег/еа:
THLh >-а) t /
Т ij-________
Lp-(5(D»a)tD,1
T=(D^C>.)
При применении
повителей:
&Ч^О.2)-л<и
без фВите/гей:
T=(LHta)^
При применении
по^итеней:
Ь--(Т+Ц1)-е.оз
Бел нобителей:
b= T±i
S4
РТМ I05-0-2I2-83 Стр.83
Черт. 70
Черт. 7/
2.19.2. Наименьшее значение радиусе в закругления Л’ в углах
провальных отверста! следует принимать равным 1,5 ш (черт. 71).
2.19.3. Если отверстие в матрице выходит за пределы провально-
55
Стр.84 РТМ I05-0-2I2-83
го отверстия в подштамповой плите пресса, провальное отверстие в
плите штампа следует выполнить под углом < 45°(черт.72,а).
219.4. Если отверстие в матрице расположено на небольшом
расстоянии А от края, то для провала отходов в плите штампа необ-
ходимо сделать скос под углом(черт.72,б).
Рекомендуемые значения утла и расстояния от оси отверстия
до начала скоса I. пригедены в табл. 33.
Таблица 33
30° 35° 40u 45°
^5 + f- 4.2s + f 45s + 3s
В технически обоснованных случаях скос плиты допускается згь-
менить вкладышем с радиусной поверхность!) (черт.72,в).
2.19.5. Если разм^с А, охватывающий группу рабочих отверстий
в штампе, незначительно больше соответствующего размера Aj в под-
штамповой плите (черт.73),iо допускается выполнясь провальное от-
РГМ I05-0-2I2-83 Стр.85
верстие в плите в виде воронки (черт.73,б) или устанавливать конус
ннй вкладыш (черт.73,а).
2.19.6. Если провальное отверстие ь подштамповой плите пресса
отсутствует иди его размеры меньше размеров детали, следует преду-
смотреть сквозной паз для удаления деталей (черт.74). При значи-
тельных размерах штампуемой детали паз следует выполнять перемен- •
ной ширины: узким по размеру Bj с фронта и широким по размеру Bg
с тыла штампа.
При относительно небольших размерах детали ширину паза выпол-
няют постоянной по всей длине плиты штампа (В< = В2)
Черт.74 Черт.75
♦ 2.19.7. При иебльмих расхождениях в размерах детали и отвер-
стия в подштамповой длите пресса допускается удаление деталей (от-
ходов) по схеме черт.75.
№ обеспечения беспргихятотвеиЕого у ц т««я деталей необходи-
мо выполнение следующих условзй:
диаметр сгверстия в подштамповой плите должок бить больше ши-
рины отверстия в плите штампа- D>C ‘
тяжести детали должен находиться над отверстием.
8?
Стр. 86 PTM I05-C-2I2-83
2.19.8. Для удаления отходов (деталей) в кру] негабаритных
штампах, когда прибиваемые отверстия в штампуемых деталях не совпа-
дают с провальным окном в плите пресса, рекомендуется применять
лотки (черт.76).
Уергп ?6
Для гарантированного удаления всех отходов (деталей) за одно
движение лотка следует перекрывать крайние отверстия на величину
2.19 9. В технически обоснованных случаях допускается удаление
небольших деталей и отходов через верхнюю часть штампа (черт.77).
Этот способ удаления деталей (отходов) имеет ограниченное при-
менение.
Уерт??
88
РТМ 105-0212-83 Стр .87
2.20 . Выбор плит
2.20.1. Плиты штампов должны обладать прочностью достаточной
для выполнения, технологической операции при минимальной металлоём-
кости.
2.20.2. Формулы для подсчёта толщины плиты /} при различных
схемах-нагружения приведены в табл. 34. \
Т а б л и ц а 34
Схем» мпружения
Расчётные формулы
где
Сели ре$ производится
то/ншо по пинирле 4£> и CD*.
та»
£тлк ~(0fl6 т0,13)нн, при
„ R=(MOi-f5O)f<H.
Ct - саг. тпбл. Jff’/___
где ;
Б~шириил П/Х/тЬ/^ ММ.
ЫпампоС/со до -жесткого*
фр» |Я,
- см. тадл Зб;
ct 6 -cmopoHOf рабочею кеш-
89
Сур. 88 ГГМ I05-0-2I2-83
Условные обоьяачения-
& - толщина 1 слиты в опасном сечении,од
Mg- изгибахщкй момент,Н-м (кгс»мм);
<^- распределённая пазрузка на плиту от воздействия усилий
штамповки, Н/мм(кгс/мм) j
F - усилие штамповки,Н(кгс);
Роп- су«йоарное узилие необходимое для выполнения операции, Н
(‘«го);
наибольшая величина прогиба , шиты, од
fion ~ допустимая величина статического прогиба плиты,од
Е - модуль упругости первого рода: дал проката и стальных от-
ливок EelSklfjWaCl.fixIoSirc/Mi^); для чугунного литья Е=12 ДО^МПа
(1,2х104кгс/м»^);
АХ7 ~ допускаемое напряжение на изгиб материала плиты: для про-
ката (Ст 3) -/<Х7=15О МПа(1Ькгс/м»^); для стальных отливок (Сталь
20 Л,25 Л) -^J=I30 MJIadSKTc/iM2); для чугунного литья (СЧ 18,
СЧ 22) - /GLj--40MHa(4KTc/]tz2);
1
S - толщина штампуемого материала,м<;
а ,ЬЛр&2,с,£, г ,d* - геометрические параметры рассчитываемой
плиты, од
Ср* поправочный коэффициент,учитывающий и коэффициент динамич-
ности, значения его приведены в табл.35.
ТаблицаЗб
Отношение 1,25 1,5 ' 2,0 3,0 4,0 5*0
С1 2,0 2,7 4,0 4,3 4,2 4,1
- коэффчцзеит учить вапщий соотношение длины и ширины про-
вального отверстия подштамповой плиты пресса или ниши в плите штам-
па значения его приведены в табл.36.
90
PTM I05-0-2I2-83 Стр.89
ТаблицаЗб
Длина/ширина 1,0 1,1 1,2 1,3 1,4 1,5
С2 0,083 0,1 0,115 0,125 0,135 0,145
2.20.3 . Если приложенная к плите нагрузка имеет сосредоточен-
Внй характер, на ip: и р, пробивка отверстия относительно малого диа-
метра (-^-^Ю.^де d- диаметр или наибольшая сторона некруглого
отверстия,а /- расстояние между опорами в плите),то допускается
определясь толщину плиты fl (черт.78) по формуле:
р 3 1
иУ^®5- ' ы
где Робщ- суммарное усилие необходимое для выполнения опера-
ции (вырубки,пробивки,проталкивания отходов я т.д.),Н(кгс);
I - расстоянк^ между опорами плт,1ш;
Черт, 78
ЧДг размеры плиты, мм;
sesycuaeir напряжение на изгиб (ом.п.2.20.2),
ПаСкгс/мм2).
Этой формулой допускается пользоваться для приблизительного
определения толщины влиты и' в других услозгях нагружгаия. сднако
следует иметь в в гиу,что в некоторых случаях полученная толщина 6
может быть значит. j>ho завышена.
2.20.4 . Толщину плит Н, полок для крепления штампа к прессу
Hj (черт.78) рекомендуется брать из следующего ряда (табл.37). *
9?
Стр.90 РТМ 105-0-212-83
Таблица 37
t
мм
н 32 40 45 50 56 63 71 80 90 100 125 160 200
“I 16 20 25 32 40 50 -
'2.20.5. Плиты массой более 16 кг следует оснащать средствами
для захвата (зачаливания) при транспортировке.
2.21. Выбор направляющих колонок
2,21.1. Направляющие элементы предназначены для обеспечения
высокоточного совпадения рабочих частей верха и низа штампа.,
2.21.2. Колонки и втулки должны входить в зацепление до нача-
ла рабочего процесса в штампе.Относительная длина зоны контакта ко-
лонки со втулкой при полном её заглублении должна быть не менее 2d,
а без втулки - 2,5d,B прецезионных штампах рекомендуется выполнять
длину зольт контакта не менее 3d.
2.21.3. Глубину запрессовки колонок рекомендуется выдержать в
пределах (1,2-1.5)d. Минимально всзм^шная глубина запрессовки допус-
кается в пределах (0,8-1,0)d В прецезионных штампах рекомендуется
производить запрессовку на глубину не мецее 2d, где d - диаметр
колонки.
На тонких плитах для увеличения глубины запрессовки следует
выполнять приливы,устанавливать кольца (фланцы) с краплением винта-
ми или сваркой.
Минимальные расстояния от края плиты до оси колонок приведены
а»
в обязательном приложении 10.
2.21.4. Требуемый диаметр колонок d в мм можно определить по
формуле: 4/----------, 4гу
d«I5-V0,bP (или d»I5 V?' ), (2.32)
где Р - усилие штамповки, кН;
Р1’- усилие лта яловки, тс.
2.21.5. Рекомендуемое количество и диаметр колонок в завися-
92
PU 105-0-212-83 Стр. 91
мости от размеров плиты и вида операции приведены в табл. 38.
Таблица 38
I.JW1
Ширина плиты Количество колонок Технологические операции
Разделительные при Z Формоизменяющие
^0:,05 >0,05
50 2 16 (14) 16 (14) 16 (14)
60 2 20 (18) 20 (18) 20 (18)
80 2 22 (20) 22 (20) 22 (20)
100 2 25 (22) 25 (22) 25 (22)
4 или 3 22 (25) 22 (25) —
ТО с Г 2 28 (25) 28 (25) 28 (25)
4 или 3 25 (28) 25 (28) —
160 2 32 (28) 32 (28) 32 (28)
4 или 3 28 (32) 28 (32) —
2 36 (32: 36 (32) 36 (32)
MJv 4 или 3 32 (36) 32 (36) —
250 2 40 (36) 40 (36) 40 (36)
4 или 3 36 (40) 36 (40) —
.420 2 — 45 (40) 45 (40)
4 или 3 40 (45) 40 (45) 40 (45) •
илл 2 — 50 (45) 50 (45)
шли 4 или 3 45 (50) 45 (50) 45 (50)
2 i — 55 (50) 55 (50)
чЛии 4 или 3 ।50 (55) х 50 (55) 50 (55)
630 2* — 70 (60)*
4 или 3 60 (70) 60 (70) 60 (70)
800 2* 80 (70)*
4 или 3 70 (80) 70 (80) 70 (80)
1000 4 или 3* 90 (80) 90 (80) 90 (83)
1200 и выше Пр ил 4 дли 3 еч а н н я 100 (90) • 100 (90) 100 (90)
I. Размеры, указанные в скобкам левее желательны.
2. При соотношении дшны п^иты к её ширине более 2,5 рекомен-
дуется брать следующий больший диаметр.
3. * Две колонки допускается применять только в особых случаях.
/к?
93
Стр.92 PTM 105-0-212-83
2.21.6. Для инструментов с размером меньшей стороны прямоу-
гольника Втгст^ 200мм или диаметром 27 _< 250мм при зазоре резания
Z=(0,02 - 0,04)мм следует применять две колонки преимущественно с
диагональным или осевым их расположением (черт.79,а,б); в том слу-
чае, если зазор 2^0,02 мм - следует устанавливать три (четыре)ко-
лонки (черт.79,в). Если зазор 2^0,04 мм, а размер В1ТН>200 мм
или/?™>250 мм, рекомендуется устанавливать три (четыре) колонки
(черт.79,в). Три (четыре) колонки рекомендуется устанавливать в
крупногабаритных штампах, начиная с размера Z> 630 мм (черт. 79, в)
2 Черт.
При зазоре Z>0,03 мм допускается установка двух колонок с
одной стороны инструмента,если его выпет Е^400 мм (черт.79,г).
Если вылет Е>400 мгл, необходимо устанавливать три (четыре) колонки
(черт.79,в).
2.21.7 Если рабочий контур симметричен относительно главных
осей, то случайный разворот верха на 180° относительно низа штампа
следует предотвратить одним из следующих способов:
одну из колонок взять меньшего диаметра;
смещением одной из колонок на некоторую величину (не менее
5 мм) относительно одной из главных осей штампа.
2.21.8. Зазор в направляющем узле не должен превышать поло-
РТМ :«05 -0-212-83 Стр. 93
вины зазора резания.При малых зазорах резания (при 0,5мм или
неметаллические материалы) следует применять индивидуальную притир-
ку, обеспечивающую зазор по диаметру в пределах 0,001-0,003 мм.
2.21.9. При работе штампов на повышенных скоростях (более
0,5 м/с) при малых зазорах резания рекомендуется устанавливать на-
правлю оже, армированные твёрдым сплавом, или применять шариковые на-
правляющие.
2.22. Расчёт усилия вырубки (пробив-
ки), съёма и проталкивания деталей
2.22.1. Расчётное усилие вырубки (пробивки) Р в Н(кгс) опреде-
ляется по формуле
Р = L' S^cp , v2.33)
где / - периметр вырубаемого (пробиваемого) контура,мм;
$ - толщина г одержала,мм;
Ttp- сопротивление срезу,Па(кгс/мм2),см. обязательное при-
ложение 5.
2.22.2. Требуемое усилие пресса Рт в кн('хо) принимает*я равным
S рно« • (2-34)
где Р - расчётное усилие вырубки (пробивки),Н(кгс):
Р__ж< - номинальное усилие пресса к Н(тс).
2.22.3. При отсутствии пресса с необходимым усилием вырубку
(пробивку) можно производить на прессе с меньпим усилиег,причём
уменьшение усилия достигается двумя способами:
применением пуансона ли матрицы со скошенными режущими кром-
ками (черт.80,а,б);
ступенчатым расположением пуасовоь (черт.80,в).
&22*;4. Для получения плоских деталей при изогнутых отходах
скос следует выполнять:
на матрице - при вырубке контура (черт.80,а);
95
Стр. 94 РТМ I05-0-2I2-83
на цуансоне - при пробивке отверстия (черт.80,б).
Черт.80
Скосы следует делать симметричными. Высота скоса Н в мм в зави-
симости от толщины материала S и длины, L (или диаметра D) выру- баемой детали принимается по табл.39. Таблица 39 Продолжение табл. 39 ММ. . мм
5 L или D z или О н
До I вкл. 150 - 200 з „ „ 150 7
Св.1 " 2 " 109 л UB.O ДО ** ВКЛ. 4 _ 200 - 250 8
150 ° млн е « 200 - 250 8
200 6 4 с 300 10
” 2 ” 3 " 100 5
150 - 200 6
2.22.5. Усилие при вырубке скошенными режущими кромками Pj в
Н(кгс) ориентировочно определяется по формулам:
Pj « 0,6 Lsfy
Pj
iHhlJlil
(2.35)
(2.36)
при Н = 5
при Н 2 S
2,22.5. Ступенчатое расположение пуансонов выполняется за счёт
укорочения пут леонов,имеющих меньшее сечение (черт.80,в),на величи-
ну,равную (0,5 - 1,0) S .Усилие вырубки при ступенчатом расположении
пуансонов определяется по формуле (2.33) по наибольшему периметру
одновременно вырубаемого (пробиваемого) контура детали.
Требуемое усилие пресса Рт в кн(тс) при ступенчатом распо-
ложении пуансонов определяется по формул»:
96
PTM I05-0-2I2-83 Стр.93
P = IL3?.L,<p (2.37)
T-c- 1000 H0M
2.22.7. Усилие снятия отхода (детали) с пуансона Р_„ в Н(кгс)
UX1
определяется по формуле
рон = р ксн- <г-3®
где Р - расчётное усилие вырубки (пробивки),Н(кгс);
К_„- коэффициент, .зависящий от штампуемого материала,выби-
ОН
рается по табл.40.
Таблица40
Наименование материала Значения коэффициентов
Сталь От 0„03 до 0,05 От 0,02 до 0,06
Латунь " 0,02 " 0,04 " 0,02 ” 0,05
Медь ” 0,015 ” 0,03 " 0,03 " 0,07
Алюминий ” 0,025 ” 0,05. " 0,03 " 0,06
Дюралювдин1 й, магниевые сплавы " 0,02 " 0,05 " 0,02 ” 0,06
2.22.8. Усилие проталкивания детали или отхода в Н(кгс) *
определяется по формуле:
рпр = ркпрл- «г-35»
где Р - расчётное усилие вырубки (пробивки), Н(кгс);
кое
ент, зависящий от штампуемого материала,опре-
деляется по табл.40 или черт.81;
п - количество деталей находящихся в шейке матрицы.
При диаметре или длине детали (отхода) до 100мм следует
выбирать по табл.40,а с допе 100мм — по кривым,показанным на черт.81.
2.22.9. При однорядной вырубке и круглой форме детали (отхода)
значения Кон и Кцр следус т принимать минимальными.
2.22.10. При сложной конфигурации деталей или многорядной вы-
рубке (проб] же) значения Ксн и следует принимать ближе к верх-
нему пределу.
2-22.II. При работе без смазки приведённые значения коэффици-
97
Стр. 96 РТМ I05-D-2I2-83
ентов следует увеличить на 20 - 25%.
Черт. Я/
2.23. Центр давления штампа
*
2.23.1. ись хвостовика необцода.-е тлсполалть в центре даыо-
ния штампа для предотвращения перекосов, несимметричности заеора,
износа направляю*^ элементов штампа ж бветрого нвходя из строя
рабочих деталей.
2.23.2. Определение центре давления следует производить для
РТМ I05-0-2I2-83 СТр.97
многопуансонннх штампов, штампов последовательного действия, и при
несимметричном рабочем контуре. Координаты центра давления штампа
Хо и Уо (черт.82) определяются аналитически.
X = t +<•< + . (2 40)
0 t ЕС ’
У_= - S-y- > (2.40,a)
о <4 < 4*4 *.,. ”4? T.c
где 4, Л , 4 ,4 *4>4/4X4“ даины соответствующих
участков контура вырубаемых (пробиваемых) деталей, мм;
X, “ расстояния от геометрического центра
соответствующих прямолинейных участков до оси ОХ, мм;
Лз ^7, “ расстояния от центра тяжести криволи-
нейных участков до оси ОХ, мм;
Vt, % \ “ расстояния от геометрического центра
соответствующих прямолинейных участков до оси ОУ, мм;
У1? расстояния от центра тяпести криволиней-
ных участков до оси ОУ, мм. '
Пересечение координат Хо и Уо даёт искомый центр давления
штампа 0.
2.23.3. При проектировании штампов на двухстоечные прессы до-
пускается не определять координаты центра давления.
2.24. Устойчивость секций
2.24 I. Се.щьн матриц и пуансонов с отношением ~ <0,8 счи-
н
таются неустойчивыми* Такие секции рекомендуется глубоко врезать
и крепить горизонтально расположенными винтами (черт.83,а).
2.24.2. Для обеспечения устойчивости секций отношения
jxx&ssq быть не менее 0,8 - 1,0, однако это может привести к неже-
лательному расположению винтов в один ряд (черт.83,б).
2.24.3. Наиболее предпочтительно цри^энение секций с отноше-
нием ширины к высоте ^fl,2 - 1,5)(черт.83,в).
2.2\. 4. Максимальная ддииа L накладных устойчивых секций
99
Стр. 98 PTM 105-0 -212-83
для одностороннего реза металлов с %^>=300 .!Па(30кгс/ к?) и толщи-
ной s = I мм при двух фиксирующих штифтах диаметре»! d равна:
при С 7 = 8 ММ - 10 мм Z» 100 мм; L £ 150 мм;
б/= 12 мм Z, 200 мм;
б/= 16 Ии' L 4 400 мм.
2.24.5. Б случае увеличения толщине металла 5 белее I ьм.его
прочности Т^р более ЗООМПаСЗОкгс/мм2) следует соответственно уси-
лить крепление одним из следующих способов:
увеличить диаметр штифтов of;
увеличить количество штифтов;
сократить длину секции £.,при сохранении .диаметра штифтов cl;
установить накладные приставные шпонки (усиливают крепление
примерно в 2 раза);
установить врезные шпонки (черт.84,б);
врезать секции в плиту или в державку (черт.83;84,в).
Черт. 84
100
РГМ I05-0-2I2-83 Стр.£9
устойчивых секций, имеющих крепление винтами MI6 и штифтами диа-
метром d'= 16 мм в зависимости от толщины штампуемого металла
S в мм:
накладной (черт.84,а) - применяется для секций дайной
Z = 250 - 300 мм с трэм : штифтами при S& 1,5 мм;
накладной с врезными шпонками (черт.84,б) - применяется для
секций длиной £ =(250 300)мм с тремя штифтами при S «?(1,5г-2^мм;
врезной (черт.84,в) - лрименяетсг для секций длиной
£ = 150 - 275 мм с дву *л штифтами при 5 >2,5 мм.
2.24.7. Гдуб^аа врезки секций назначаете/. в пределах:
для разделительлых операций % - (0,25 - 0,3)Н;
для формоизменяющих операций ft = (0,5 - 1,0)Н.
2.25. Выбор пресса
2.25.1. Штампы должны проектироваться с учётом технической
характеристики и размеров крепёжных мест прессов. К основным тех-
ническим характеристикам пресса, необходимым при проектировании
штампа, относятся (черт. 85):
Черт.85
104
Стр.100 PTM 105-0-212-53
Р - номинальное усилие д.Н( тс);
S - ход ползуна, мм; для прессов с регулируемым ходом наи-
больший .-$яяпб и наименьший - $няим; для прессов двойного дей-
ствия ход внутреннего ползуна - 5 и код наружного полнена 5^, мм;
/7 - число хиДов ползуна в минуту, ход/мин;
Н - наибольшее расстслние мецду столом и ползуном в его ниж-
нем положении при наибольшем ходе и наименьшей длине шатуна (для
прессов с регулируемым столом наибольшее расстояние при верхнем
положении стола - Нп< и при нижнем положении сдала - НЛ/), мм;
Hj - размер регулировки расстояния между столом и ползуном, мм;
H2=H-Hj - наименьшее расстояние жажду столом и ползуном в его ниж-
нем положении., мм;
Нр - расстояние между столом и ползуном в его нижнем положе-
нии при применении пресса с j гу-ьруемым ходом, ОД
С й расстояние от оси ползуна до станины (вылет), мм;
B*L - размеры подштамповой плиты (или размеры стола), мм;
размеры отверстия в столе, мм;.
р - диаметр отверстия в подштамповой плите, мм;
1 - расстояния между крепёжными пазами и осью подштамповой
плиты, мм;
Z - ширина крепёжных пазов подштамповой плиты, к? (кроме то-
го необходимо знать их количество и расположение);
Л - толщина побайтовой плиты, мм;
cf - диаметр отверстия под хвостовтк штампа, мм;
Z/- высота отверстия в ползуне для крепления хвостовика,мм;
fit - расстояние от выталкивающей планки до нижней поверхности
ползуна, од-
• /)3- ход выталкивателя, мм;
2.25l 2. Спроектированные штампы должны соответство: ать следу-
ющим параметрам выбранного пресса:
102
РТМ I05-0-2I2-83 Стр.101
величина хода ползуна > должна быть достаточной для установ-
ки заготовки, удаления готового изделия и выполнения штамповочной
операции;
закрытая высота штампа должна быть меньше наибольшего рас-
стояния между столом и ползуном в его нижнем положении Н (или Н- Л)
на величину гарантийного зазора, равного 5 мм, и больше минималь-
ного расстояния ‘ 2 (или Eg-Л) на величину не менее 10 >н:
Н - 5 > Hg+ 10, или
(Н -Л)- 5 10,
Если закрытая высота штампа Бшт меньше наименьшего расстояния
Bj между столом и ползуном в его нижнем положении, необходимо при-
менять промежуточные подкладные плиты,специально обработанные приз-
мы или брусья;
габаритные размеры штампа должны соответствовать габаритным,
размерам стола пресса (подштамповой плиты), а размеры отверстия в
столе (подштамповой плите) пресса должны обеспечивать возможность
выпадения деталей и отходов при работе на провал;
размеры хвостовика штампа должны соответствовать размерам от-
верстия в ползуне cf, а высота хвостовика должна быть меньше
на 3 - 6 мм;
высота выталкивающего штока должна быть больше размера на
3 мм.
2.25.3. В прессах е регулируемым ходом ползуна при уменьшении
величины хода расстояние Нр между столом и ползунам в его нижнем
положении увеличивается и макет быть определено по формуле:
Ip - Н + (2.41)
2.25.4, Ношиальиое усилие пресса должно быть всегда больше
необходимого усилия для конкретной технологической операции.
Для вытяжки хроме выбора пресса по технологическому усилию
403
(2.42)
(2.43)
Стр.102 РТМ 105-0-212-ЬЗ
следует произвести -троверку по мощности в следующей последователь-
ности:
определяется среднее усилие РСр в Ндтс), необходимое для вы-
полнения операми вытяжки
Р„п= (0,6 - 0,8)Р ,
ср
где Р - усилье вытяжки, Н(тс);
определяется работа вытяжки А в Н«м(кгс*м)
А = . Р°Р
1000
где п -глубина вытяжки, мм.
Диаграмма работы вытяжки должна вписываться в диаграмму
"сила - ход” цресса.
2.26. Расчёт пуансонов на проч-
ность
2.26.1. Проверочному расчёту на прочность подлежат наиболее
натруженные шгансоны в основном для пробивки отверстий относитель-
но малых размеров (ориентировочно -~^2, где ol- диаметр пуансэ-
на,мм; s — толщина штампуемого материала, мм).
2.26.2. Расчёт пуансонов на прочность производится из условия
Р > Р
доп с
где Рдоп- допускаема* натру эка на сжатие, Н(кгс);
Р_ - потребное (технологическое) усилие при пробивке
(вырубке), Н(кгс), см. п.2.22.
2.26.3. Допускаемую нагрузку на сжатие ж устойчивость Рдоп
рабочей части пуансона l-г (черт.26) рекомендуется определять по
/ х
формуле
Рдоп = ^’^ж'/^сж? • (2.44)
где У7 - коэффициент понижения допускаемого напря bf ih, зави-
сящий от условной гйбкоети;
104
PTM 105-0-212-83 Стр.103
/ t - площадь контакта рабочего торца пуансона со штампуе-
мьсл материалом, мм^;
[<5^7" допускаемое напряжение на сжатие материала пуансона:
- для углеродистых инструментальных сталей (У8А, УГОЛ
и ДР.) /6^7~ 1600 МПаСХбОкгс/мм2);
для высоколегированных сталей (XI2M, 9ХС и др.)
/G\»7= 1Э00 Mid (ХЭОкгс/мм2);
принятый запас прочности равен 1,5 - 2.
2.26; 4. Коэффициент У7 характеризуется соотношением
(2.45)
Lmin
и выбираемзя по табл. 41,
где - коэффициент прусведённой дайны, характеризующий спо-
соб закрепления конца стержня и црчнимаемнй рав-
ным 0,7,'
/j -длина рабочей части пуансона, ш;
Lmiff иинимальный радиуv онерции рабочего сечени<: цуаноо-
c/zv> ” » (2.46)
где J - минимальный особо* момент инерции поп ^речного сечения
рабочей части пуансона, мм^.
,еч- площадь поперечного сечения рабочей части пуансона.
Примечания :
I. Для круглого сечения диаМЬтро id:
64 ***"
2. Идя прямоугольного сечения с размерами a* J: J
Алл* 0,29^.
0,25cL
ait
12 ’
3. Идя слали; оеччлй:
E j- сумма осевых мемвнтов йхерщя отдельных элементов сече-
105
Стр. 104 РТМ 705-0-212-83
ния, мм4; - сумм* площадей отдельных элементов сечения,мм2,
иол
Таблица 41
До 4вкл. Св-4 До 8вкл. Св. 8 до 12вкл. Св-12 ДО 16ВКЛ. Св ,16 до 23вкл. Св,23 до ЗОбкл.
f 1,00 0с80 0,?5 • 0,72 О‘,65 ‘ 0,60
2 26 5. Площадь контакта рабочего торца пуансона со штампуемым
материалом FK в №? раина: ,
При соотношении ^I),i»e S - толщина штампуемого
материала; ol- диаметр рабочей части пуэисэна, /\,=
при соотношении -~-<1 (-£-^1) площадь контакта Д равна
площади пояска шириной 0t5 S,. расположенного по всему периметру ра-
бочего торца пуаисона.
Например, для круглого контура
FK= £) (2.47)
ь 4
2.26.6. В случае, если условие РДОП?РС но выполняется, то
следует усилить пуансон одним чэ следующих способов:
применить более прочную сталь;
укоротить рабочую часть пуансона
придать направление рабочей части пуансона.
2.27. Расчёт буферных устройств
штампов
2.27.1. Резиновые и полиуретановые буфера (прокладки) приме-
няют в штампах в тех случаях, когда требуется создать значительные
усилия при относительно небольшом ходе прижимного кивающего)
устройства.
2.27.2. Резиновые и полиуретановые буфера не рекомендуется
применять в штампах устанавливаемых на быстроходно прессы,, так
как имеет место значительное тепловыделение, снижающее стойкость
упругого элемента.
106
РТМ 105-0-212-83 Стр.105
Для обеспечения высокой стойкости резины и особенно чолиуре-
// __ //
тана относительную дефортедж с = —~----------100% (где: Н - высо-
ГТ0 °
та буфера в свободном состоянии, мм; Н - высота сжатого буфера,мм)
следует назначать не более следующих величин.
30%' Для прессов с числом ходов п< 30 ход/мин;
25% для-прессов с числом ходов п =(30 - 60)ход/мин;
15% для прессов с числом ходов /7>60 ход/мин.
2.27.3..Для обеспечения устойчивости буфера отношение его вы-
соты Но 'к диаметру D (ширине В) должно находиться в пределен
1.5.
Для кольцевого буфера оптимальную высоту Но назначают исходя
z/_ °
из условия -^-^0,5.
2.27.4,. Расчёт ус/лия Р^ в Н(кгс), развиваемого резиноЁ’^п
и па’*иуретановныи буфер?*-.и (прокладка ги) производится по фортеле
РСЖ~/’’^ОП ’ (2.48)
где />- давление при а атии буфера, МПа(кгс/мм2);
^оп” пзощадь опорной поверхности буфера, Mvi2.
‘ 2.27.5. Давление при сжатии резинового буфера р в МПа
(кгс/io?) определяется по табл. 42 в зависимости от относительной и _ 1/ деформации сжатия £ = —g-.- «Ш$. гго Таблица 42
Относительная дофорлаци L сжатия € ,% Давление при сжатии твёрдости резинтт р , МПа(кгс/мм^) при
50-4 60 ± 4
5 0,2 -0,3 (0,02 .-0,03) 0,3-034 (0,03-0,04)
10 0,4 -0,6 (0,04 -0,06) 0,6-0,85 (0,06,-0.085?
15 0.65-0,95 (0,065-0,095) 1,0-1,4 (0,10-0,14)
20 0,95-1.3 (0,095-0.13) I,4-2,0 (0,14-0,2)
25 1,30-1,8 (0,13 -0,18) 1,9-2,6 (0,19-0,26)
зо 1,6 2,0 (0,16 -0,20) 2,4-3,0 (0,24-0,30) 107
Стр. 106 PTM 10с-0-212-83
Примечания-:
I. Наимен ьппе значения давления сжатие р следует принимать
при отношении Л<,-А = I (где D - наружный диаметр кольцевой
резиновой провладкЕ, мм; а- диаметр отверстия в прокладке, мм;
Но- высота прокладки в свободном состоянии, мм).
2. Наибольшие значения давленья сжатия р следует принимать
при отношеттии - 3.
3. -При применении прямоугольных прокладок с габаритные разме
рами L*B имеющих отверстие с размерами отношение принимает
вид или -- • Расчёт следует производить по узкой сто-
Но
роне.
4, Для расчёта сплошных прокладок размеры отверстий о! , t и
5 следует принять равными нулю,
2. 27 6. Давление при сжатие полиуретанового буфера р в МПа
(кге/мм2) определяется по черт .'86 в зависимости от относительной
деформации, сжатия £ и коэффициента формы Кф, представляющего
собой отношение опорной площади FQI[ к сумме площадей боковых по-
Например, для кольцевого буфера
Кх = (2 ^9)
Z.FS 4 J
где JJ - наружный диаметр буфера, мм;
d - диаметр отверстия в буфере, мм;
Нп - высота буфера в свободном состоянии, мм..
2. 27.7. Высота резинового и полиуретанового буфера в свобод-
ном состоянии Но в мм определяется по формуле
Но= • (2-50) •
где Z - рабочий ход съёмника или прижима, мм;
- наибольшее относительное сжатие резины и полиуре-
тана в процентах от высоты По; рекомендуется
назначать не более величин указанных в п.2,27.2,
ю«
РТМ I05-0-2I2-83 Стр.107
Черт 46
так как при больших, значениях сжатия упругий эле-
мент получает остаточную деформацию и быстро терл-
\ ёт работоспособность;
C/jo - предварительное относительное сжатие резины и по-
лиуретана в процентах от высоты Но; рекомендует-
ся ле более 10-15%.
Если найденная высота буфера (прокладки) Ео превышает толщи-
ну имеющегося резинового (полиуретанового) листа, тс буфер следу-
ет выполнить сборным по высоте из нескольких упругих элементов.
109
Стр. 198 РТМ 105-0-212-83
Мевду упругими элементами буфера рекомендуется устанавливать ме-
таллические прокладки.
2.27/8. В процессе эксплуатации упругих элементов буфера мо-
жет быть выявлено несоответствие расчётного усилия действительно-
му из-за погрешностей в размерах, отклонений от действующих ТУ
(технических условий) на материал или замены материала. Поэтому
рекомендуется предусматривать запас усилия в пределах 20-30%. Ес-
ли уменьшение усилия буфера может привести к аварии или к браку
штампуемых деталей, то расчётное усилие следует увеличить на
50-100%.
<ю
РТь1 I05-0-2I2-83 Стр. 109
3. ОСНОВЫ РАЗРАБОТКИ ГИБОЧНЫХ ШТАМПОВ
г
3.1. Процесс гибки листового
металла
Гибка листового металла представляет собой процесс упруго-
пластической деформации, протекающий с обеих сторон изгибаемой
заготовки (черт.87,а).
Ьлементн заготовки, расположенные в деформируемой зоне и при-
легающие к внутренней поверхности изгибаемой детали (со стороны
пуансона) подвергаются сжатию, а прилегающие к внешней поверхности
(со стороны матрицы) — растяжению. Между растянутыми и сжатыми во-
локнами находится нейтральная линия, длина которой не изменяется.
3.2. Определение радиуса нейтраль-
ной линии
Радиус нейтральной линии Б в мм (черт. 87, а) определяете я по
формуле
R = r + Xs, (3.1)
где t' - радиус гибки, мм;
s - толщина изгибаемого материала, мм;
X - коэффициент, величина которого зависит от отношения
радиуса гибки к топщве материала -f- (табл.43).
Таблица 43
Отноше- 0.1 0,2 ОнЗ 0,4 0,5 0,6 0,7 0,8 1,0 1,2
Коэффи- циент X 3,323 0,340 0,356 0,367 0,379 0,389 0,400 Прода 0,413 вжение 0,421 табл.' 0,426 13
Отноше- ние ту- 1.5 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10 и более
Коэффи- циент 2 3,441 0,455 0,463 0,469 0,477 0,480 0,485 0,490 0,495 0,500 1Л
Стр. ПО РТМ I05-0-2I2-83
При завивке шарниров (петель) вследствие наличия внешних сил
*
трения, препятствующих деформации/ коэффициент X определяется до
табл.44.
Отношение
.....у., ..
Коэффициент X
1,0 1,2 1,4
Таблица44
1,6 11,8 |2,0 Т2~
0,56 0,54 0,52 0.5Г 0,50 0,50 0,50
ЧертЛ ‘
jlHII.III,
3.3. Определение размеров заготов-
ки при гибке
Для определения длины заготовки пользуются способом развертки
детали, основанном на том, что нейтральная линия сохраняет при гиб-
ке свои первоначальные размеры и расположена в местах закруглений
на расстоянии Х-s от внутреннего радиуса детали. Различают два ос-
новных случая определения размеров заготовки:
3.3.1. Определение длины заготовкй при радиусе гибки г>0,5з
(черт. 87,6).
Л2
4
РГМ 105-0-212-83 Crp.IIJ
Для детали с одним углом перегиба 90° дайна заготовки
определяется по формуле
L = + - - -К «4 + 4 + Г57 Е <3-2>
Для детали с ньсволыжш перегибами при угле дайна зато**
тонки определяется по формуле
<з.з)
Aw
где 27£- сумма дайн прямолинейных участков, ж;
угол Гибки, в градусах;
X - рад нейтральной линии, ж. .
3.3 2. Определение даинн заготовки при радиусе гибки г^0,53
(черт.87,в).
Дкина 3OJ.-0T0BKH мтамцуемой Аетали ^мдаляетоя по формуле
/(=2У+Хп, (3.4)
где п -> ки<нчеитво углов;
Xх- коэффициент поправки на образование угла. Значения
коэф £ [циента Xz слакявцке:
дая одноутлоъйй гибки Xх« (0,4-0,5)S ;
дая дцухутлово! гибки Xх = (0,25**0,30)s на камдиК
угол; дая одновременной хпбки нооиалыгих углов
Хх= (0,2-0,3)3 иа вакднй угол.
3.3.3. Фор млн дая апредалекия размор-® разверток часто при-
меняемых гнутых деталей приводятся в табл А5.
<13
Стр.П2 РТМ I05-0-2I2-83
Конфигурация
гнулю* дгтамй
Эскиз
С одним
углом 90е
С Э&/МЯ
углами 90°
________Т а б л и ц а 45
Формула для определения
длань/ peufep/THfe/., мм
С чеггшроМИ
углам/ 90°
^гЩНг+гугЗуг
С шарнирт
Круглая
Lf*2.n-R,
где R определяемгел КЗл£г~
самюелх/ имг е/ггнешения -{-
по умуомр1е (3,9) и тЗг. 43.
С солР“*&-
санкаинаср
е/поронами
Примечания:
Ь У. У/ • yf- величины, учитывающие иемвкение длин раевертки
при гибке под углом 90°, принимаются по табж.46.
2. X - коэффициент, определяется по табя.44.
Я4
Таблицам
. . . _ JSf -
Тмшяи материма 8 Радиус гибки, Г
0,1 0,2 0,3 0,4 0,5 0,8 1,0 1,2 1.5 ^0 2,5 3,0 4,0 5,0 8.0 10,0 12,0 15,0
Величина, учитывающая изменение данны развертки, у
0,1 +0,023 -0,015 -0,055 -0,098 -0,14 —0,267 —0,353 -0,437 —0,586 —0/8 -*Ю6 -1,21 7-1,64 -2,07 -3,36 -4,22 —5,08 -6,37
ОД +ао7в +0,046 +0.01 —0,03 -0,07 -0,2 —0.28 —0,37 -0,4» -0,70 -0,92 -1,13 -1,56 -1,99- -3,28 -4,14 -5,00 -6,30
аз +0,127 +aio2 +0,071 ,+0,035 0,000 -0,125 —0,21 —0,3 -0.42 —0,64 —1.96 -1.5 —1,92 —3.20 -4,06 -4,92 -6,21
а* +<м« +0,153 +0.П4 +0.095 +0,05 -0,06 —0,14 -0,22 —0,35 -ase -0,78 -1,0 -1,42 -1,84 -3,13 -3,99 -4.85 -6,14
а» -мл» +0,2 +aie +0,15 +0,12 0,000 —0,07 —0,16 -0,28 —0,48 -0,70 -0,9 —1,35 -1,76 -3,05 —3,91 —4,77 -6,06
ао +ОМ* +0,259 +0,228 +0,2 +0,174 0,00 -0,01 .—0,09 -0.21 —0.42 —0,63 -0,84 -1.26 — 1,68 -2,97 -3,83 -4,69 -.5,98
V +0,31 +0,30 +0,27 +0,2» +0,22 +0,12 +0,05 —0,03 —0,14 —0,35 -0.56 -r-Ы! -1,11 -1,62 -2,89 —3,75 —4,6 -5,9
М far +0,35 +0,33 +0.31 +0,28 +0,18 +0,11 +0.04 —0,07 -0,3 -0,5 -ar .-II» —1,55 —2,80 -3,67 -4,53 —5,82
1.0 . ч +0,47 +а* +a4« +0,4! +0,38 +0,3 +0,23 +0,15 +0,05 —0,14 —0,35 -0,54 -1.0 —1,40 —>2,67 —3,52 -4,38 -5,67
1,8 +0,36 +ож +0,53 +О.М +0.48 +0,4 +0,36 +0,25 +0,15 —0,01 -0,23 —0,45 —0.84 -1.27 -2.53 -3,37 —4,22 —5,50
1,4 +0.63 +0,82 +0,62 +0.58 +0,51 +0,45 +0,4 4*0,Л 4-0,10 -0.09 —O.B —ДТ1 -1.12 - 2,39 -3,21 -4,06 -5,35
1,5' +0.70 +0,67 +0,88 +0.G3 +0,58 +0.5 +0,45 +0.35 +0,15 —0,02 -0.21 —0,6 -1,00 —2.32 -3,16 -4,00 -ar
. +0,99 +0,91 +0,89 +0,88- +0,81 + 0,76 +0.70 1 +0.63 +0.46 +0.28 +0,09 -0.3 -an -1.87 -2,80 -3,66 —4,92
Ц» 2,5 — + 1.18 +1U5 + 1,13 + 1,07 + 1,91 +0,96 +0,88 +0,78 +0.57 +038 ODO —0.38 -1,« —2,46 -3,30 -4,57
—ь.
Продолжение таол.46
Толщина ’ материала, г Радиус нСйгн, г • •-»
1.0 | 1.2 1,5 | 2,0 | 2,2 2,5 | 2.8 | 3,0 ] 3.2 | 3.5 ! 3,6 | 3,8 j 4,0 | 4.21 4.5 | 4.8 | 5,0 | 5.2 | 5,5' 5.8 | 6,0 | 6.5 7,0 | 7.5] 8,0 | 8,5 | 9.0 j 10,0 | И.0 । 12,0
» Величина учнгыяэк>щая язменгине длипм ра шорткн, у
3,0 1,51 1.31 1.14 1,04 0,94' 0,84 0,77 1
3.2 1,64 1,54 1.46 1,27 1,17 £.07 0,97 0,90 0,82
3.4 1.67 1,59 1,40 1,30 1.21 1.Ю 1,03 0,95
3,5 1.73 1,65 1.46 1,36 1,27 1,16 1,09 1.01 0,90!
3,6 1.79 1.71 1,52 1,42 1,32 1,22 1,15 1,05 0,96_ 0.91
М 1,93 1,85 1,67 1,56 1.46 1.36 1.29 2,21 1,09 1,05 0,99
4,0 2,10 1,98 1.79 1,66 1,59 1.49г 1,42 1,34 1,22 1.17 1.12 1,05 iL_
4,2 2.11 1.92 1.82 1,72 1,59 1,55 1,47 4,35 1,29 1,22 1,18 1,10
<5. 2,30 2,11 2,01 1,92 i.si 1,74 1,66 1,55 1,50 1.44 1,37 1,29 1,18
4.8 2,50 2,30 2,21 2.Н 2.01 1,94 1,86 1.74 1,70 1,64 1,57 1.49 1,37 1,27
5.0 2,61 2,44 2,34 2,24 2,14 2,07 1,99 1,87 1,82 1,77 1,70 1,62 1,50 1,40 1,33
, 6,2 2,57 М7 2,37 2,27 2,20 2,12 2,00 1,94 1.87 1,83 1.75 1,63 1,53 1.46 1,38 •
5,5 2,70 2,02 2,51 2,40 2,33 2,25 2,14 2,10 2,03 1,96 1,90 1,77 1,66 1.59 1,51 1,40
6.8 2,80 2,81 2,70 2,59 2,52 2.44 2,33 2,29 2,22 2,15 2,07 1,96 1,85 1.78 1,70 1,59 .1,48 •
8,0 3.09 2.94 2,83 2,72 2,65 2,57 2,46 2,42 2,35 2,28 2,20 2,09 1,98 1.91 1,83 1.72 1,61 1,54
6,5 135 3,27 3,16 3,05 2,98 2,90 2,79 2,75 2,68 2,61 2,53 2,42 2,31 2,24 2,16 2,05 1,94 1,87 1,68
7,0 3,59 3.48 3,37 3,30 3,22 3,11 3,07 3,00 2,93 2,85 2,74 2,63 2,56 2,48 2.37 2,26 2,19 2,00 1,82
_ . 7,6 > 3,81 3,70 3,63 3,55 3.44 3,40 3,33 3,26 3,18 3,07 2,96 2,89 2,81 2,70 2,59 2,52 2,33 2,15 1,96
8,0 4.13 4,02 3,95 3,87 3J6 3,72 3,65 3,58 3,50 3,39 3,28 3,21 3,13 3,02 2,91 2,84 2,65 2,47 2,28 2,10
м • 4 34 4,27 4,19 4,08 4,04 3,97 3,90 3,82 3,71 3,60 3.53 3,45 3> 3,23 3,16 2,97 2,79 2,60 £42. 2,23
9.0 4,60 4,55 4,41 4,37 4,30 4,23 4.15 4,05 3,93 3,86 3,78 3,67 3,56 3,49 8,30 3,12 2,93 2,75- 2,56 2,38
—М - _ 5,25 5J7 5,06 5,02 4,95 <88 4,80 4,69 <58 4,51 4,43 4,32 4.21 4,14 3,45 3.77 3,58 3,40 3,21 3,03 2,68_
-^14 , 5,70 5,66 5,59 5,52 5,44 6,33 5,22 5,15 а/п 4.96 4,85 4.78 4,69 <41 4,22 4,04 3,85 3,67 3,30 2,93
12,0 г * 6.М 9.94 6,17 ВМ 5.98 5,87 5.80 5.72 W1 м» ДО Sfi6 4,87 ДО’ 4,50 ДО 3,96 3,58 3*21
РТМ I05-0-2I2-83 Стр.115
3.4. Углы пружинения при гибке
Вследствие упругих свойств металла, детали после гибки пружи-
нят и принимают окончательную форму, отличающуюся от формы гибоч-
ного инструмента на величину угла пружинения ZS<Z (черт. 88).
Черт.88
3,4.1. Величина утла пружинения зависит от:
механических свойств материала изгибаемой заготовки;
отношения радиуса гибки ж толцнне заготовк - ;
фермы изгибаемой детали: V-образной или U-образноЙ;
ширины изгибаемой детали;
способа гибки: свободная или с калибровкой.
3.4.2. Углы пружинения aJ, (средние значения) при свободной
гибке V-образных деталей (бив калибровки) приведены на черт. 89,
90, 91, 92.
<17
Стр.Пб РТМ I05-0-2I2-83
Углы пружинения при i-иике деталей из сталей марок
Ст.1, 08 и 10
Для материалов толщиной до 3,75 мм
Черт. 89
Расчётные фсриулы построения графика.
I. Для </.= 30°: 3. Для л« 90°:
zU = 0.^ 4" " °’39 ; °»43 4" ~ °»61 •’
2. Для <£ = 60°: 4. Дая </ = 120°:
До1= 0,75 4“ “ 0,80 ; ДоС= 0,36 4» - 1,26 .
О о
4(8
PTM IG5-G ?X2-83 Стр.П7
Углы пр^гшеиия при гибке деталей is сталей марок
Ст.2,*Ст.З, 15 п 20
Для материалов толщиной до 3,75 мм
Г
Черт.90
Расчётные формз я да® построения. графика
I. Для ol = 30°: 3. Для оС=9О°:
ДЛ= 0,69 - 0,23 ; ZU= 0,43 - 0,36 ;
2. Для d « 60°: ' 4. Для </ = 120°:
До1« 0,64 - 0,65 ; До1« 0,37 - 0,58 .
*5 о
449
Стр.118 РТМ 105-0-2X2-83
Углы нрукьнezпа при гибке деталей из сталей марок
Ст. 4 и 25
Для материалов толщиной до 3,75 ьм
Чпрт.97
Расчётные формулы построения графика
I. Дня Я ~ 30°: 3. Для <£ = 90°:
4<Z= 1,59 - 1,03 ; До1 = 0,78 -у- - 0,79
2. Для <Z = 60°: 4. Для </ = 120°:
До1= 0,95 -£• - 0,94 ; До(= 0,46 -f- - 1,36<
О w
х20
PTM I05-0-2I2-83 Стр.119
Углы пружинения при гибке деталей из сталей марок
Ст.5 и 35
Для материалов толщиной до 3,75 мм
Черт.92
Расчётные формулы построения графика
I. Для (4 = 30е: 3. Для «£ = Э0°:
Д<£= 1,511,48 ; ДЛ= 0,791,62 ;
2. Для ol = 60°: 4. Для е( = 120°:
Л4= 0,84 -£• - 0,76 ; Дв1 = 0,51 -g- ~ I.7I •
w О
424
Стр. 120 РТМ 1'05-0-212-83
3.4.3. При изгибе детали с относительно большим радиусом
(-£- >10, где Л- радиус гибки штампуемой детали, ми; S - толщина
штампуемого материала, мм) следует учитывать изменение радиуса и
угла детали вследствие -г упинения.
Радиус пуансона tn в мм дня гибки деталей из сталей по
ГОСТ 380-71 и ГОСТ 1050-74 определяется по черт 93 в зависиюсти
от отношения и предела текучести штампуемого материала (Гф в
МПа(кгс/мм^), значения которого приведены в табл.47.
Расчётная формула построения диаграммы
.______$
s I + з--^^
E-S
Е = 2I-I04 МПа (ЯД-пАсгсЛы?)
152
PTM I05-0-2I2-83 Стр.121
Угол пружинения в градусах, в зависимости от отношения -~
(где Л- радиус гибки штампуемой детали, ш; - радиус пуансона,
найденный по черт. 93, мм) и внутреннего угла гнутой детали «L ,
определяется по черт. 94.
Черт.94
Величины углов пружинения ДоС гнутой детали А, и пуансона
с<Л связаны следующим выражением
*** ch ch
Величины углов пружинения Доб , гнутой детали <£ и отонсше-
ние связаны выражением 4d = (I80°- )(-₽— I).
-123
Стр. 122 РТН 10b-0-212-83
Таблица 47
Марки сталей по Г0СТ380-71 Предел текучести 6? -МПаСттс/мм2) Марки сталей по ГОСТ1050-74 Предел текучести 6J- ,МПа(кгс/мм?)
Ст.2 220 (22) 08 кп 10 200 (20) 210 (21)
Ст.З 240 (24) 15 20 230 (23) 250 (25)
Ст.4 260 (26) 25 30 280 (28) 300 (30)
Ст „5 280 (28) 35 40 320 (32) 340 (34)
Ст .6 370 (ЗХ) 45 50 360 (36) 380 (38)
3.4.4. Способы компенсации угла пружинения.
Для компенсации утла пружинения при одноугло^ой гибке следует
уменьшить угол пуансона на угол пружинения Act (черт.95,а). При
одноутловой гибке с приилмом поднутрение вып лняется на матрице,
I
а зазор берется равным ааикеныпей толщине материала. Для компенса-
ции угла пружинения при гибке U -образных деталей рекомендуется
применять один из способов, показанных на черт. 95 6, в, г.
Гибку с калибровкой (черт. 95,б) рекомендуется примоьлть для
' низких детали >й при Н ~ (2- з) S с внутренним радиусом закругления
детали /м = 3’.
Гибку с чеканкой (черт. 95, в) рекомендуется применять для де-
талей из мягких материалов толщиной до I мм.
При гибке по способу указанному на черт.95,г верхняя плос-
кость выталкивателя гибочного штампа должна быть ниже матрицы на
величину К . Поэтому на начальной стадии гибки под пуансоном об-,
разуется нексюрый излишек материала, который на конечной стадии
124
PTM 105-0-212-83 Стр.123
вытесняемся в углы.
Разность высот ( & )
Черт.Ь'5
t*h+(1,S-2,Q)s
fr(0,08-Q№)s
подбирается опытным
путём.
3.5. Минималь
но допусти
мне р ад и у -
с ы гибки
3.5.1. Обычно гибке подвергаются заготовки, полученные выруб-
кой в штампах иди резкой на ножницах. И в том и в другом случае
вблизи поверхности среза образуется зона наклепанного и деформиро-
ванного металла, твердость которого на 20-30$ выше, а пластичность
ниже, чем в ненаклепанной зоне. Наличие наклепа вызывает необходи-
мость увеличения радиуса гибки, поэтому, в случае необходимости
гибки с малым радиусом, заготовки перед гибкой рекомендуется под-
вергнуть отжигу или нормализации.
3.5.2. Значительную опасность в отношении образования трещин
125
Стр. 124 PTM ICS-C -212-83
при гибке представляют заусенцы, поэтому следует устанавливать за-
готовку так, чтобы при гибке заусенцы были направлены внутрь угла
гибки.
Большие заусенцы недопустимы, так как приводят к образованию
трещин при любой установке заготовки. Их следует удалять.
3.5.3. Расположение волокон проката поперёк линии сгиба сле-
дует строго выдерживать только в случае гибки с относительно малым
радиусом При гибке с относительно большим радиусом закругле-
ния расположение волокон проката безразлично.
3.5.4. В табл.48 для практического пользования приведены при-
ближенные значения минимально допустимых относительных радиусов
для различных материалов при разном расположении линии сгиба.
Таблица 48
/ Материал Минимально допустимый относительный радиус гиоки при материале
в отслеженном или нормализованном состоянии в наклепанном состо- янии
' Расположение лив-и. сгиба
поперёк волокон проката вдоль воло- кон проката поперёк волокон проката вдоль воло- кон проката
Алюминий Медь отожженная Латунь Л68 Стали 05, 08кп 0 0,3 0,3 1,0 0,4 и-2 0,8 2,0 0,8 0,5
Стали 08-10, Ст. I, Ст.2 0 0,4 • 0,4 0,8
Стали 15-20, Ст.З 0,1 0,5 0,5 1,0
Стали 25-30, Ст.4 0,2 0,6 0,6 м
Стали 35-40, Ст. 5 0.3 0,8 0,8 1,5
Стали 45-50, Ст.6 126 0,5 1,0 1,0 1,7
РТМ I05-0-2I2-83 Стр.125
Продолжение табл.48
Материал Минимально допустимей относительный радиус гибки -~, при материале
в отожженном или нормализованном состоянии в наклепанном состо- янии
Расположение линии сгиба
поперёк волокон проката ВДОЛЬ воло- кон проката поперёк волокон проката вдоль воло- кон проката
Стали 55-60, Ст*7 0,7 1,3 1,3 2,0 .
Нержавеющая сталь XI8H9T 1,0 2,0 3,0 4,0
Примечания:
I. Минимальные 'радиусы гибки следует применять лишь в случае
абсолютной конструктивной необходимости, во всех остальных случаях
следует применять увеличенные радиусы гибки.
2. Прж гибке под углом к направлению проката следует брать
средние промежуточные значения в зависимости от угла наклона линии
г
сгиба.
3. В случае rte узких заготовок, полученных вырубкой в
штампе или на ножницах без последующего отжига, радиусы гибки сле-
дует брать как для наклепанного материала.
4. При гибке толстых листов (свыше 8-10 мм) рекомендуется
применять радиусы гибки относительно большей величины.
5. При гибке весы и. широких заготовок (1000-2000 мм) следует
увеличить относительные радиусы гибки в 1,5-2 раза во избежание
образования тредмн.
3.6. Конструктивные элеиенты рабо-
чих деталей штампов для гибки
3.6.1. К конструктивным элементам рабочих деталей штампов для
ш
Стр. 126 РТМ I05-0-2I2-83
гибки относятся: зазоры, радиусы закруглений матриц, глубина рабо-
чей полости матрицы, высота матрицы и пуансона и другие элементы
(черт.96). \ '
3.6.2. В случае гибки небольших деталей деталей радиус за-
кругления матрицы принимают равным г*=(2-3) S . Радиус закругления
в углублении матрицы по типу I (черт,96,а) принимают рацным
/-= (0,6-0,8)»(А + s ).
3.6.3. В табл.49 приведены рекомендуемые значения радиусов
закругления гибочных матриц, глубины рабочей полости матриц и ко-
эффициенты для определения зазора между матрицей и пуансоном.
Т а б л и ц а 49
Тип штампа Размеры Толщина материала S , мм
До I 1-2 2-3 3-4 4-5 5-6 6-7 7-81 8-10
I, 0, ш В* 3. 5 7 9 10 II 12 13 15
lx 4 7 II 15 18 22 25 28 32-36
I н 20 30 40 45 55 65 70 80 90
п m 3 4 5 6 8 •10 15 20 25
Длина ЭхТибае- мой полки L ,мм Глубина матрицы к, мм (тип Ш, черт.96,а)
25-50 15 20 25 25 — — — —
50-75 20 25 30 30 35 35 — — —
75-100 25 30 35 35 40 40 40 40 —
100-150 30 35 40 40 50 50 50 50 60
150-200 40 45 55 55 60 65 65 65 80
Длина отгибав- Koi
UHWIir. .ент п i*гиттм и и ш. чепт-Sb.aj
мои полки ь ,мм
До 25 0,10 0,08 0,08 0,07 0,07 0,06 0,06 0,05 0 05 .
25-50 0,15 0,10 0,10 0,08 0,08 J,07 0,07 0,06 0,06
50-100 0,18 0,15 0,15 0,10 0,10 0,09 0,09 0,08 0,08
I00-2C0 0,20 0,18 0,18 0,12 0,12 0,11 0,11 0,10 0vI0
3.6.4. Зазор между матрицей и пуансоном при двухугловой гибке
составляет:
наименьший ^гтйп = $тах •
12В
PTM I05-0-2I2-83 Стр. 127
наибольший 5^* + $‘п »
где Z - односторонний зазор между матрицей и пуансоном, мм;
5/яох*” наибольшая толщина материала (с учетом допуска), мм;
п - коэффициент, находится по табл.49.
3.6.5. Для гибки U-образных деталей с длинными полками при-
меняют неглубокие матрицы (тип Ш, черт. 96, а) ввиду небольшой вели-
чины хода большинства кривошипных прессов. Это возможно только в
том случае, когда к прямолинейности полок не предъявляется высоких
требований.
3.6.6. Для гибки (J-образных деталей при толщине материала
свыше 4 мм рекомендуется выполнять радиусы закругления как
показано на черт.96,б.
Чертой
3.6.7. При гибке скоб исполнительные размеры матрицы и пуансо-
на определяются следующим образом:
если задан наружный размер скобы с допуском , то раз-
мер матрицы равен LH- а пуансон пригоняется по матрице с
соответствующим зазорен Z (см. п.3.6.4);
если задан внутренний размер скобы с допуском , то
размер пуансона равен Ln=L& а матрица пригоняется к пуансону
429
Стр. 128 РТМ 105 0-212-83
с требуемым зазором Z .
Здесь- SM- допуск на изготовление матрицы по Н8, мм;
$$ - допуск на изготовление пуансона по te, мм.
3.7. Расчёт усилия гибки
3,7.1. Усилие гибки Р в Н(кгс) (без калибровки) определяется
но формуле
F = I,25<3/4SK , (3.5)
где временное сопротивление материала, Па(кгс/мм^);
Л - су^марпая дайна линии гибки, мм;
s - толщина материала, мм;
К - коэффициент (табл. 50).
Таблицам
0,1 0,25 С,5 1,0 1,5 2,0 3,0 4,0 5,0 10,0
к 0,55 0,48 0,40 0,30 0,25 0,20 0,16 0,12 0,10 0,06
3.7.2. В случае гибки с прижимом для определения общего уси-
лия к усилию гибки прибавляется усилие прижима Рцр , Н(кгс), оп-
ределяема по формуле
Р^ (0.25 - 0,30)Р , (3.6)
где Р - усилие гибки, >прэделяемое по формуле (3.5), Е(кгс).
3.7.3. Усилие, необходимое для одновременной гибки и калиб-
ровки Рк в Н(кгс), пс дочитывается по формуле
Рк=Г-<^, (3.7)
где Г - проекция площади иопрцкосновешя калибруемого изде-
лия и пуансоне,
а - давление, 11а(кгс/мм^) табл.51.
Таблица 51
Наименование и марка материала х Давление ф, лЛа(кгс/мм2)
АЛЮМИНИЙ 60 ( 6)
Латунь 130 (Ю)
Сталь 10, 20 120 (12)
Сталь 25, 35 150 (15;
430
PTM I05-0-2I2-83 Стр.129
3.7.4. В табл. 52 приведены формулы для определения усилия при
различных способах гибки.
Способ гибки
Схема гибки
Таблица52
Усилие гибки ,Н( кто)
Одноугловая и полу-
круглая свободная гибка
(без калибровки)
I
Двухугловая гибка с
Up ИЛСЙМОМ •
без калибровки
с калибровкой
P=2BS(5iA2 + Pnp **
pK*(b...4)b$Wi
i
Одноугловая односто-
ронняя гибка с прижимом
(без калибровки)
Одно-и двухугловая
гибка:
без калибровки
с калибровкой
Условные обозначения:
Рцр- усилие прижима, Н(кгс), составляющее (0,25-0,3)Р;
Рк - усилие калибровки, Н(кгс);
В - ширина полосы (вдоль линии изгиба), мм;
2 - расстояние между опорами при свободной гибке, мм;
п = 1,8 - коэффициент, характеризующий влияние упрочнения;
р - давление калибровки (правки), Па(кгс/мм^) (по табл.55);
Г - площадь калибруемой заготовки (под пуансоном),
/31
Стр. ISO РТМ I05-0-2I2-83
fcj - коэффициент для свободной гибки, находится по табл. 53;
- коэффициент для двухухловой гибки, находится по табл. 54г
Т&блицабЗ
Материал Коэффицпэы в зависимости от < С этношени я~г
8 10 15 20 25 30
Стали 10-15; латунь, алюминий (мят- кий) 0,23 0,18 0,12 0,09 0,073 0,06
Стали 20-25; алюминий наклеп&пньй 0,21 0,17 о,п. 0,086 0,070 3,057
Стали 39-40; дюралюмин 0,20 0,16 0,10 0,08 0,065 0-053
Таблицам
"s' Значение коэффициента Itg при
0,5 1,0 2,0 3,0 5,0
jr27 С 21' 0,16 одз —
2 0,22 0,18 0,14 0,115 0.10
3 0,18 0,15 0,125 0,10 0,08
5 5,14 . 0,12 0,10 0,09 0,07
Таблица55
Материал Давление калибровки (правки) р , МПаСкгс/мм2), при толщине матераала s , мм
До I 1-2 2-5 5-10
Алюминий 10-15(1,0-1,5) 15-20(1,5-2,0) 2 0-30(2-3) 30-40 (3- 4)
Латунь 15-20(1,5-2,0) 20-30(2,0-3,0) 30-40(3-4) 40-60 (4- 6)
Стали 10-20 20-30(2,0-3,0} 30-40(3,0-4,0) 40-60(4-6) 60 >80 (6- 8)
Стали 25-35 30-40(3,0-4,0) 40-50(4,0-5,0) 50-70(5-7) 70-100(7-10)
32
РТМ I05-0-2I2-83 Стр.131
4. ОСНОШ РАЗРАБОТКИ ВЫТЯЖНЫХ ЕГГ1ШОВ
4.1. Основные сведения
4.1.1. Вытяжка иредстатляет собой процесс превращения плос-
кой заготовки в полую деталь любой формч (юш дальнейшее изчененже
ее формы и рсзчерог) за счет пластической дефор^щи металла, соп-
ровождаемой смещением зиачжтельиого объема его в чнсоту.
4.1.2. Различают следующие вида вытяжки:
с утонением материала (черт. 9?,а);
беь у1!оиеиия материала (черт. 97 б,в,г)
Штампы для вытяжки без утонения материала могут быть как с
прижимом заготовки (черт.9.г), так н бел н«го (черт.9?б).
4.1 3. Прижим материала осуществляется:
прижимным ползуном - при работе нр прессах двойного (трой-
ного) действия;
буфером преова-при работе на универсальном прессоаог обору-
довании, оса иг »и ин буф* рщим устройство";;
резиновыми или пружинными буферами, встроенными в штамп -
ир* работе на прессовом оборудовании не имеющем буферного устрой-
ства.
153
Стр.132 РГМ I05-0-2I2-83
4.1.4. Наиболее часто применяется прямая вытяжка,когда металл
вытягивается в одном направлении на всех переходах (черт.97,б,в).
4.1.5. В ряде случаев (главным образом для деталей крупных
размеров,при относительной толщине заготовки 100 >0,25) целесо-
образно применять реверсивную вытяжку,когда последующая вытяжка
производится в направлении противоположном предыдущей (черт.97,г).
Этот метод позволяет получить более вь векуй степень деформа-
ции по сравнению с прямой вытяжкой.
Реверсивную вытяжку целесообразно применять лая деталек со
сферическим и коническим дна», деталей, имеющих параболическую или
иную криволинейную форшу к, особенно, для изготовления двустенных
полы:: деталей.
К недостаткам реверсивной вытяжки следует отнести некоторое
увеличение телнол» атпс экого усилия (на I5-20JS) и увеличение (в не-
которых более, чем в 2 раза) необходимого хода пресса, по.
сравнению с методом прямой вытяжки.
4.2. Определение размеров загото-
вок полых тел вращения для вытяж-
ки без утонения
4.2.1. Исходной формой заготовок для вытяжки полых тел враще-
ния является круг.
4.2.2. За основу расчёта диаметра заготовок для вытяжки тел
вращения принято условие равенства поверхностей исходной заготовки
и готовой детали с учетом припуска на обрезку.
4.2.3. Вследствие неоднородности (анизотропии) металла верх-
ние : решки деталей (черт.97,а,б,г), а также края фланцев у деталей
с фланцами (черт. 97,в) после вытяжкт получаются неровными. Поэтому
необходимо предусматривать npi гек АН на обрезку деталей пс а-
соте или &D на обрезку неровных кромок фш нца деталей.
ж .
РТМ I05-0-2I2-83 Стр.133
4.2.4. Величины припусков на обревку при вытяжке цилиндри-
ческих деталей без фланца и с фланцем даны в табл. 56 и 57.
Табоцабб
мм
Полная высота детали Величина припуска ЛИ ...... _
при относмтельнэй л высоте детали
03—0,8 | 03-13 13-23 ,23-4
10 20 50 100 1S) 200 250 300 13 1Л 23 33 <3 *0 0.0 73 1.2 13 и 33 до 9» И «з 13 23 33 53 63 «3 33 юз 23 23 4J0 63 ао 103 из 123
М*| • т а б л ж ц а 57
Выяви ярилусха AZ7
Диаметр финна D ж D " вря othocbtmhkmi дшматр* фаа«жа-у
м 13 13-2 2-23 2Д-3
25 50 too 1». 200 250 300 13 23 •53 43 53 •М. вз 13 23 W ад 42 43 W 13 13 *3 *0 S3 , м 40 ГЛ 13 23 23 гт <0
5“ < 0,5 мм припуски, при-
Для деталей ив металлов толщиной
веденные в табл. 56 и 57 следует увеличить на‘ЗС$.
4.3. Расчёт заготовок под вытяжку
4.3.1. Для определения диаметра заготовок полых тел вращения
рекомендуется применять аналитический и графоаналитический мето-
ды расчета.
4.3.2. Расчет заготовок аналитическим методом дает наиболее '
точимо результаты. Этот расчет следует upoi людить по срединной
435
C,jp.I34 РТМ I05-0-2I2-83
повер: .ности детали, делящей толщину стеки пополам.
4.3.3. Дм определении диаметра вагетенки следует подсчитать
ьею поверхность обрабатываемой детали, исходя ив величии суммы
поверхностей простых геометрических элементов составляющих дан-
ную деталь (че^т. 98),
JD -,Р<р * ДРф
Черт. 98
Су» Ik площадей отдельных геометр-Ч ских элементов 2^, в м*
приравп [Бается к площади заготовки /J
-*Л=/5^ u.r
где “ пощади от^ельшк^уеометричееккх
Для детали,похаванной на черт. 98 , площади элементов рани:
ft {D “ кольцо;
= - четверть вогнутого
- сферического кольца;
Диаметр заготовки с .гласно, формуле
- цилиндр;
* - четверть выпуклого
сферического кольца*
- круг.
(4.1)
(4.2)
136
PTM ID5-0-2I2-83 Стр. 135
В табл. 58 приведена формулы для определения объемов и *
площадей J боковых поверхностей изображенных фигур в целях об-
легчения расчетсв площадей отдельных геометрических элементов
слогяых штампу емнх деталей ,
Таблица 58
Объем V
Эскиз
Цилиндр
Усеченный
цилиндр
Плотдь боковой
говерхностх /
Наичс..сда-
нио ?е<Тм-т-
рическей
фигуры
Усеченный
конус
Конус
<57
Стр.136 PTM I05-0-2I2-83
Наименова-
ние геомет-
рической
Фигуры
Объем V
Продолжение табл. 58
Площадь боковой
поверхности /
Четверть
сфернч^ко-
го кольца
(выпуклая)
Часть сфе-
рического
кольца
(выпуклая)
при
* <г,
Форма I
ТуСЗ^+вг)
<W+2r&)
,я* W
Ф»Г-๫
138 .
РТМ 105-0-212 -83 Стр. 137
Продолжение табл. 58
Наименова- ние геомет- рической фигуры Эскиз Объем V Площадь боковой поверх ности f
Час.ь сфе- рического кольца (выпуклая) при L<r. Форма II < d /Х<^У 1 —1 — А»гС—соля) !
Четверть
сферическо-
го кольца
(вогнутая)
при Л—г
т£(3^-8г)
Часть сфе-
рического
КО ЪЦ!.
(вогнутая)
три Л<г
Я (Л — 2гЛ)
к/в
180°
her- sin а
Часть сфе-
рического
кольца
(вогнутая)
грн h<r.
Фор- а I
к(Л—2rh)
«ста
7 “ 180“
Л = r(! — cost)
Час-ь сфе-
рического
кольца
(вогнутая)
при Л<г.
Форма II
к(Л-2гЛ)
Л= rtcos? — cos(a+?)]
Кольцо
полу-
кругоного
сечения
j-(K«f—4г)
139
Стр.138 РТМ I05-0-2I2-83
Продолжение табл. 58
4.3.4. Для ускорения аналитических расчетов в табл.59 приве-
дены формулы для определения диаметров заготовок наиболее
распространённых тел вращения.
Таблица59
Форма тех вращения
Диаметр заготовки D3 и высота Л
г^0.5з
Л-“?37
ио
РТМ I05-0-2I2-83 Стр.139
Продолжение табл. 59
Стр.140 PTM I05-0-2I2-83
Продолжение тайл.59
Форма тел вращения
Диаметр заготовим D* и высота Л
rifr
Оз - К + 2wrf1+8r«+2Kr1da-b4,56r’+^ —(<!,+ 2г,)1
rt<.d,5s
V 1-2^, + 8г« + ^-а£
_________________fi-r__________________
°*= У rff + 2я r\d1 +.</,) + 4V1 + <?t-(tfa+M-
Оя » +'«f»)
O*-4~Wi4-rf.)
м
РТМ 10 5-0-212-83 Стр.141
Продолжение тайл.59
Диаметр заготовки Dt и высота h -
А-К2^-Mid,
D3 = |<ВЯЛ «ли Г3 -/d»4-4ft*
О1 т / D*—d*
*-^наиЛ = 1/ -а-—
г<0,5<
r<0.5s
143
Стр.142 РТМ I05-0-2I2-83
Продолжение табл. 59
<44
РТМ I05-0-2I2-83 Стр. 143
Примечание. В случае вытяжки с последующей обрезкой
к номинальным размерам высоты или диаметру фланца готовой детали
следует прибавить величину припуска на обрезку.
4.3.5. Графоаналитический метод применяется, в основни, для
расчета заготовок сложных тел вращения.Площадь поъэчхьостп тела
вращезйя рагна проловедению длины образующей на путь ее центра тя-
жести:
(4-3)
где Ре - окружное™, оехси i .«мой центром тяжестж
кривой( образующей тела вкщеиия^ мм;
L - дина образу лцей тела вращения,мм.
Порядок расчета <л едущий;
вычертить в натуральную величину или в увеличенном масштаб _
половину детгян по средней линии с учетом допуска на обрезку;
контур разделить ни отдельные элементы.Криволинейные участки
делить на небольшие отрезки,которые условно принимаются за пря-
молинейные (черт.99);
по масштабу чертежа определить длины отрезвев
и нанести на чертеж центры тяжести S каждого из них, кот но иахо-
дитсл в середине этих отрезков;
по масштабу чертежа определить расстояния от центров тяжести
445
Стр. 144 РТМ I05-0-2I2-83
отрезков до оси ~ращсн_1Я >
определить поверзкость тела гращеньл М в мм?, образованную
вращением кривой вокруг осп X - X (черт.99)
(44)
где 27 - сумма произведений длин отрезков на радиус
окружности, описываемый их центрами тяжести /^р.мм^;
диаметр заготовки Дз находить из равенства поверхностей
штампуемой детали М и площади заготовки F&
Д = JfZfy ' » 2,23 (ф
4.3.6. Джя ускорения графоаналитических расчетов рекомендует-
ся пользоваться вспомогательными табл.60 - 64.
В' табл.60 приведена зависимость диаметра заготовки от
суммы произведений джин отрезков на радиус описываегый их центром
тяжести
В табл. 61 ы 62 приведены вопсмогательные дапныя к расчёту
элементов дуги.
В табл.63 и 64 приведены вспомогательные данные к расчёту
по определению центра тяжести дуги.
1 йб
PTM I05-0-2I2-83 Стр. 145
Таблица 60
Оз Х/р 1 D' | Di «Р D, Е/р
20 50 I 47 276 74 684.5 101 1275
21 • 55 | 48 285,5 75 703 102 1300
22 60,5 49 300 76 722 103 1326
23 63 50 312,5 77 741 104 1352
24 72 51 325 78 760,5 105 J 378
25 78 52 338 79 780 106 1404
25 84,5 53 351 80 800 107 1430
27 91 364,5 ' 81 820 | 108 1458
28 98 55 378 82 840,5 109 1485
29 105 56 392 83 861 ПО 1512
30 112.5 57 406 84 882 111 1540
31 120 58 420.5 85 903 112 1568
32 128 59 435 86 924,5 113 1596
33 136 60 450 87 946 114 1624
34 144.5 61 465 88 966 115 1653
35 154 62 480,5 89 990 116 1682
36 162 63 496 90 1012,5 117 1711
37 171 64 512 91 1035 118 1740
38 180,5 | \ 45 523 92 1058 119 1770
39 190 66 544.5 93 ' 1081 120 1800
40 203 67 1 561 94 1104.5 121 1830
41 210 •в 578 95 1128 122 1860
42 220,5 69 595 96 1152 123 1891
43 231 j 70 612,5 97 1176 J24 1922
44 242 71 630 98 1200 125 1953
45. 253 | 72 645,5 99 1225 126 1964
46 264,5 | 73 666 100 1250 127 2016
147
Стр.146 РТМ 105-0-212-83
мм Продолжение табл.60
D3 ПР D, I 1Г 1Г- D3 * °- Sip
128 2048 155 3003 ! 182 4140 218 5949
129 2080 156 3042 J 183 4186 220 6050
130 2112 157 3081 J 184 4232 222 6166
131. 2145 158 3120 185 - 4278 1 224 6272
132 2178 159 3160 186 4324 227 6384
133 2211 160 3200 ] 187 4371 228 6485
134 2244 161 3240 188 4418 230 6612
135 2278 162 3230 189 4&5 232 6715
136 2312 163 3321 190 4512 234 6844
137 2316 164 33G2 191 4580 236 6962
138 2380 165 3403 - 192 4808 238 7080
139 2415 166 3444 i 193 1 4656 2«J 7200
140 2450 167 3486 194 4704 242 7320
Ml 2485 168 3528 195 4753 244 7442
М2 2520 169 3570 196 18C> 246 7564 •
143 2556 170 3612 197 4851 24» 768‘l
144 2592 171 3655 198 , 4900 250 7812
145 2628 172 3698 199 4950 252 7938
146 £654 173 } 3741 I 200 5000 254 2364
147 \ 2701 174 3784 202 5100 256 8192
148 2738 175 3828 204 5202 258 8320
149 2/75 176 3872 206 6304 260 8450
150 2812 177 3916 208 5408 262 8580
1BI 2850 178 3960 210 5512 264 8712
152 2888 179 4003 212 5618 268 8844
163 2926 180 1050 214 5724 268 8978
154 м 2934 181 4095 | 216 5832 270 9112
РТМ I05-0-2I2-83 Grp. 147
Продолжение табл. 60
Л7Л7
2? А. А
812 эдв 335 14008 440 84200 545 31188
гтч 93SS ЗЮ 14450 445 84753 550 8W2
816 9328 • 345 14618 АЗО 85318 335 38303
т 9Н0 350 13312 W 85872 560 36800
280 9800 335 15753 460 86450 566 36203
882 9940 360 16200 465 8Ю28 510 40612
веч ЯЮ88 365 16653 ЧТО 87612 375 4088
866 ЛОМ 9К те 475 . 82203 580 18050
888 40368 *73 17578 480 88800 385 42778
880 10512 380 маю 483 80405 320 48512
888 Ю658 ' 388 6SU 480 30012 365 ччт
294 лам 360 ЛОЮ 4U 30628 600 45000
гм лш 3E0 18503 500 31850 6Ю 4659
668 шоо ЧОО 20000 305 31878 680 48DS0 ~
300 1(250 405 аоыю 5Ю 38312 630 46618
305 нш чл 8Л1Л М 33156 640 5900
W note 4S атз 520 33600 660 38818
315 9403 чао 82050 885 34456 660 34450
380 taooo 42S 88578 530 35118 670 56112
325 13203 по 8У18 W 35778 660 51800
330 18612 435 esv>3 340 ЗМ50 690 5059
1А9
Стр. 148 PTM I05-0-2I2-83
Расчет элементов дуги
Таблица 61
4 = sin-g- = 2 VZRh-h*
h~R(i-cos-%)=R- |/R8—
OS = R-^-
где ti— длина хорды,- мп;
Т— длина дуги мм;
h— стрелка, мп;
OS—расстояние до центра тяжести, мм;
S—щктр тяжести дуги
Пример: Определить длину дуги I при R—1&5 мп и а~55*(5'
Решение: - р ~ Ыёя-0,510(6.5=9.51 мм
ЗУ 0.576
15* 0.004
ЗУ 15' O.S&0 мм
Алина дуги Темм при fi— f мм и а<90*
cl град J, мин
а '• 1 _а /V » а • '* ’ 1 ° 1 /. f -
1 0,018 24 0,419 46 0,803 69 1,204 1 g> J 0,006 41 0,012
2 0,035 25 26 0.436 0454 47 0,820 70 1,222 2 22 ‘ 0,006 42 0.012
3 0.062 48 0,838 71 1,239 з 0,001 23 0.007 43 44 0.013 0.013
4 0,070 49 0,855 72 1,257 4 0,001 24 | 0.007
Б 0.087 . 27 0.471 50 0,873 73 1.274 5 0,001 25 0.007 45 0.013
6 0.105 28 0.489 51 0,890 74 1,291 в 0,002 26 0,008 46 0.014
7 0,122 29 0,506 52 0,908 75 1,309 7 0,002 27 0,008 47 48 49 0,014 0,014 0,015
8 0,140 30 0,524 53 0,925 76 1,326 8 0.002 28 0,006
9_ 0,157 31 0,541 54 0.942 77 1,344 9 0,003 29 0,009
10 0.174 32 0,558 55 0,960 78 1,361 10 0.003 30 0,009
11 0,192 33 0,576 56 0,977 79 1,379 11 0,003 31 0,009 50 0,015
12 0.209 34 0,593 57 0.995 80 1,396 1'2 0,003 32 0,009 • -51’ aoi5
13 0.227 35 0,611 58 1,012 8’ 1,414
13 0,004 33 0,010 52 0,015
14 0.244 j 36 0.628 59 1,030 82 1,431
15 0.262 37 0,Gj6 60 1,047 83 1,449 14 0,004 34 0,010 53 0,016
16 0,279 38 0,663 ; 61 1,065 84 1,466 15 0,004 35 0,010 54 0,016
17 0,297 39 0,681 62 1,082 85 1,483
16 0,005 36 0,011 55 0.016
18 0.314 40 0,698 63 1,100 86 1,501
19 0.332 41 0,716 64 1,117 _ет 1.51» 17 0,005 37 0,011 56 ,0.017
20 0,349 42 0,733 65 1,134 88 1,535 18 0,005 38 0,014 57 0.017
21 0.366 43 0,750 66 1,152 89 1.653 ф— 19 0,006 39 0,012 68 0,018
22 0,384 44 0,768 67 1.169
90 1.571 0,006 40 0,012 59 0,018
23 0,401 45 0,785 68 ' 1,187
।
150
PTK IC3--0-212-83 Стр.1^9
Определение длины дуги / при «=90°
Т а б л и ц а 62
мм
R /90° R 4о' R । к 4 /«Z
0,01 С,02 13 20,42 42 65.97 71 111.52
1,02 0.03 14 21.99 43 67,34 72 113,09
0,03 0.05
, 15 2356 44 69,11 73 114,66
0,04 0.06
0.05 0,08 16 25.13 15 70.68 74 116,24
0.06 0,09 17 26,70. 46 72,25 75 117,81
0,07 0,11 . 18 28.27 47 73.82 76 119,38
0.08 0.12 19 28,84 48 7540 77 120,95
0,00 0.14 20 31,42 49 76,97 1 78 122,52
0,1 0,16 21 32.99 50 78,54 79 124,09
.0.2 0,31. 22 34.56 51 80.11 оо 125,66
0.3 0,47 23 38.13 52 81.68 81 27.23
0.4 0.63 24 37,70 53 83,25 82 123,80
0.5 0,79 25 39,27 54 84,82 83 13037
0.6 0.94 26 40,84 55 86.39 34 131,94
V 1.10 27 42.41 66 67.СС 85 133,52
0.8 1.26 28 43.98 57 89,53 86 136,09
0.9 1.41 29 45,55 68 91.10 87 136,66
1 1.6? 30 47.12 89 92.G7 88 138.23
2 3,14 31 48.W 60 . 94.25 89 139,80
3 4.71 32 50,26 61 95.S2 Ю 141,37
4 5.2С 33 51,84 62 97.39 01 142,94
5 7.86 3* 53.41 63' 98196 92 144,51
6/ 9,42 35 * 64.96 64 >00,53 93 146,38
7 11.00 36 56,55 65 102.10 94 147.66
8 12,57 37 68.12 66 103.67 95 149,22
9 14,14 38 59.69 67 10SJ4 96 150,79
10 15,71 30 81.26 68 106Д1 в7 152,36
11 17,28 40 62.J3 69 Ю£.» __ 153,94
12 18,85 41 6430 70 IM.96 99 155,51
151
Стр. 150 РТМ I05-0-2I2-83
Определение расстояния А центра тяжести дуги от оси Y—Y при а=90°
____ Таблица 63
Призер. Определить величину л для K^s'in мл.
Решение:
Я А
52 33.12
0Л 0.19
1>,М7 С."
5237 мг 33.36 ли-
мм
R .4 R к Л R А Я А
0,01 OjOl 13 8,20 42 26,75 45,22
0.02 0.01 14 8192 43 27,39 72 45,86
0,03 402
15 PJ55 44 28,02 73 46.49
0.04 0.03
0.03 0.03 16 10,19 45 28.66 74 47,13
0,06 0,04 17 10,83 46 Ч.СО 75 47.77
ао7 0,05 18 11,46 47 29,93 Тб С.41
0.08 0,05 19 12,10 48 30,57 77 49.06
0.09 0,06 20 12.74 49 31,21 78 ^,69
0.1 0.06 21 13,37 50 31,84 7С 50,32
0.2 й>з 22 14J01 51 32,48 80 Ли»
- ол 0,19 23 14,65 52 33,12 8! 51^
0.4 0,25 24 15,29 53 33,,8 82 52.23
0,5 0,32 25 1W2 54 34.39 83 52.86
Об “38 26 16,56 55 36.03 в/ 63L5C
0.7 0,45 27 17,20 56 35,67 86 54,13
W 0,51 28 17,83 57 36,30 86 61,77
49 0,57 29 18,47 58 36Я 87 55^41
1 <ми 30 19.11 59 37,58 5 58106
9 1.27 31 19.74 60 38,21 80 56.68
3 1.91 32 2Q.38 61 38,85 90 57Л2
4 2.55 33 21,02 62 39.49 91 57,96
5 3,18 34 21.65 63 40112 Лк. 58159
6 3,82 35 22.29 64 40,76 93 59,23
7 -4.46 36 22,93 65 41.40 94 50,87
8 5,10 37 23,57 66 4ЗД 96 6OJ51
9 5,73 38 24,50 6’ 42,67 96 61.15
10 6,37 39 34,84 68 43131 / 97 81.79
11 7Л1 40 25,48 89 43,95 98’ 62,43
12 7.64 4> 26,11 70 . 44,58 99 ч ! 6Э106
452
PTM 1050-212-83 Стр.151
Определение расстояния А центра тяжести дуги от оси У—У при а<90°
Таблица 64
Пример. Определить
величину А при Я=20 мм и
а=25’.
Решение: 4=Д0Я=
= 0,969-20=19,38 мм. где
До в мм — расстояние цен-
тра тяжести дуги. от оси
У—У при R— 1 мм.
Пример. Определить
величину Д| при Л»25 мм,
а= =38’
Решение: 4i=4|f R-=
= 0,320-25 = 8 мм, где ь
мм — расстояние центра тя-
жести дуги от оси У—У при
R = J мм
‘и л. мм а мм св» 5 А» мм а жж а Ч ММ ! ° Л«. ММ
30“ 0.955 60° 0,827 30° 0,256 60° 0,478
1’ 1,000 31° 0,952 61° 0,822 1° 0,009 31° 0,264 61° 0,484
2“ - 1.000 32“ 0,949 62“ 0.816 2° 0,017 32’ 0,272 62“ 0.490
3° 1,000 33° 0.946 63° 0,810 3° 0,026 33° 0,280 63’ 0.497
.4° 0,999 34° 0,942 64° 0.805 4° 0.035 34° 0,288 64° 0,503
5° 0,999 35° 0,939 65“ 0.799 5° 0,043 35° 0,296 65° 0,509
6’ 0,998 36“ 0,936 66° 0,793 6’ ! 0,052 36° 0,304 66° 0,515
7“ 0,998 37“ 0,932 67° 0,787 7° 1 0,061 37° 0,312 67? 0,521
8° 0,997 38° 0.929 68° 0.781 8° 0,070 1 38° 0.320 68° 0,527
9° 0,996 39“ 0,925 69° 0.775 * 9= 0,078 39° 0,327 69° 0.533
10? 0.996 40“ 0,921 70° 0,769 10° 0,087 40° 0,335 70° 0,538
11’ 0.994 41“ 0,917 71° 0,763 11° 0,095 41’ 0,343 71’ 0,544
12° 0,993 42“ 0,913 72° ‘ 0.757 12° 0,104 42° 0.350 72° 0.550
13° 0,992 43“ 0,909 73° 0,751 13° 0,113 43° 0,358 73’. 0,555
14° 0,990 44“ 0,905 74° 0.745 14° 0,122 44“ 0,356 74° 0,561
15° 0,989 45° 0,901 75° 0,738 15° 0,130 45° 0,373 75° 0.566
16° 0,987 46° 0,896 76° 0,731 1ё° 0,139 0.380 76° 0,572
17° 0.985 47“ 0,891 77° 0,725 17° 0,147 47° 0,388 77° 0.577
18° 0,984 48° 0.887 78“ 0,719 18° 0.156 48° 0,395 78° 0.582
19° 0,982 49“ 0,883 79° 0,712 19° 0,164 49° 0,402 79° 0,587
20“ 0,980 50“ 0,879 ' 80’ 0.705 20° 0,173 50? 0,409 80° 0,592
21° 0,978 51° 0,874 81° 0,699 21° 0.181 51° 0.416 81° 0,697
22°. 0,976 82° 0,869 82° 0,692 22° 0,190 52° 0,423 82° 0,602
23“ 0,974 53° 0,864 83° 0.685 23° 0.198 53° 0,430 83° 0.606
24’ 0,972 54“ 0,858 ’ 84° 0.678 24° 0,206 54° 0,437 84° 0.611
25° 0.969 55° 0,853 85° 0,671 25° . 0.215 55° 0,444 85° 0,615
26“ 0,966 56“ 0,848 86° 0,665 26° 0.223 56’ 0,451 86° 0,620
27° 0.963 57° 0,843 87° 0,668 27° 0,231 57’ 0,458 87° 0,624
28° 0,960 8Г 0,838 88° 0,651 28“ 0,240 58“ 0,464 88’ 0,628
29’ 0,958 59° 0,832 89° 0,644 29“ 0,248 59° 0,471 89“ 0,633
153
Стр.152 та I05-0-2I2-83
4.4. Расчёт числа операций при вы-
тяжке без утонения цилиндрических
деталей
4.4.1. Расчёт числа операций при вытяжке производится исходя
из минимально допустимого диаметра вытягиваемого цилиндра.
Диаметр цилиндра, получаемый при вытяжке, определяется по
форьцуле:
для первой операции
dj. = D3 ; (4.6)
для последующих операций (2, 3,... п)
<t= m2dl! .<% ••• 4г '"nVl (4-7)
где dp cL>, - диаметры вытяжки I-й, 2-й и 3-й опера-
ций, мм;
^п-1 - диаметр вытяжки предпоследней операции, мм; /
ГИТ |7^’гп3--*л?п - диаметр вытяжки последней операции, мм; - коэффициенты вытяжки.I-й, 2-й, 3-й и п-й (последней) операций.
Диаметры вытяжек определяются по средней линии.
4.4.2. Величина коэффициента вытяжки /77 зависит от:
вида и механических свойств материала;
отношения толщины материала к диаметру заготовки;
сиэсоба вытяжки (с прижимом или без него);
наличия промежуточных отжигов;
рабочего профиля пуансона и матрицы;
усилия -зрижима;
качества поверхности инструмента и прижима;
скорости деформации;
применяемой смазки и т. д.
я
Допустимые коэффициенты вытяжки выбираются с учетом приведен-
ных и ряда других факторов.
1%
РТМ 105-С 212-83 Стр Л 53
Меньшим значениям коэффициента вытяжки /22 соответствуют боль-
шие деформации.
4,4.3. В табл.65 приведены предельные коэффициенты /77/ одно-
операционной вытяжки полых цилиндрических деталей и предельные
Я
отношения при оптимальном усилии прижима, высоком качестве
поверхности рабочих деталей и низкой скорости деформации.
Таблица G5
ПмаюгвАь емтяжки Наинвнобсг ив материала
Сталь OS и Ю ГОСТ «SO.-W Латунь /163 говтавгт’то Марк аиомшшебыс сплсМ по ГиСТ 2 <63/-TS
АЛцП Д<6АМ Д<6АТ S95A Т/
СЧ О,ЧЦ 0,50 0,50 0,68 0,70
fl Л 0S5 0,85 0,76 0,78 0,52 0,28
Значения /77/ даны для отношения 1 • с увеличением
отношения JQO коэффициенты вытяжки должны быть соответственно
уменьшен^.
4.4.4. В табл.66 приведены рекомендуемые коэффициенты много-
операционной вытяжки с прижимом полых цилиндрических деталей из
стали для глубокой вытяжки, латуни и алюминиевых сплавов АМцМ,
Д16АМ (при радиусе матрицы и радиусе пуансона f?n, равном 4 5 )
в зависимости от отношения -Д- • JOO •
Таблица 66
Коъффи- циенты 1 вытяжки Отношение — |00 А
0,20—0,30 0.30-0.б« 0,60-1,0 1,0—1,5 1.5-2,0
3 Я 1 3 3 Of' -060 0,79—0,80 0,0’— С 82 0,83—0,85 0,86-0,87 0,55—0.58 0.78-Г,79 0.80-0,81 0,82-0,83 -.85-0.86 0.53-0,55 0,/С—0,78 9 79-0,80 0.81-0,82 0.84—0,85 O.F.J—С.53 0.75-0 ;’С 0.78—0,7” 0,80—0,81 0.80-г 0,48—0,50 0 .3—0,75 С.76—0,78 0,78-0,80 0,1 —11 12
4.4.5. Количество опе/>аций для вытяжки часто применяемых по-
лых цилиндрических гладких колпачков из сталей марок 08 и 10 при-
ведены в табл.67, а цилиндрических колпачков с фланцем ио стали
марок 08 и 10 -в тасл.68.
<55
Стр.154 РТМ I05-0-2I2-83
Таблица 67
Отношение высоты к диаметру цилиндра ’’ 0,6 1,4 2,5 4 7 12
Число операций вытяжки (ориентировочно) 1 2 3 Т а б 4 ЛИЦ 5 а 68 6
Отношение диаметра фланца к диаметру цилиндра & D А Отношение высоты к диаметру цилиндра —
0.5 1 2
Число операций вытяжки (ориентировочно)
1.5 1 2 3
2 2 3 4
3 3 4 5
Диаметр зсеото^еи(предыдущеи операции !ытя!Кки)О}Мн
РТМ 105-0-212-83 Стр.155
4.5. Прижимы
4.5.1. Прижим заготовки применяется дяя предотвращения обра-
зования складок на стенках или фланце детали при глубокой вытяжке.
Усилие прижима рассчитывается согласно п.4.28.
4.5.2. Прижим рекомендуется применять для вытяжки из плоской
заготовки при
Рз -di ъ 22s
(4.8)
или
• Ю0±
где J)a- - диаметр плоской заголовки, мм;
cLi - диаметр первой вытяжки, мм;
3 -
Юг
толщина материала, мм;
коэффициент первой вытяжки.
Так как формула (4.8) не учитывает физико-механические свой-
ства материала, то она носит приближенный характер.
4,5,3. На черг.ЮХ приведены графики по выбору типа пресса
в зависимости от отношения—**—- /СЮ и - ~'/QQ, а таюке по
определению оптимальных коэффициентов вытяжки ГП/И rrin цилиндри-
ческих деталей из высокопластичных металлеь и сплавов (стали, ла-
туни, алюминия).
Коэффициент Л7лдан .с учетом применения промежуточного отжига
и не распространяется на многопозицисниые прессы-автоматы и на
штамповку в ленте. Пунктир, л показаны кривые коэффициентов внтязжи
для малоплв стичных металлов.
Кривые коэффициентов вытяжки соответствуют:
I - первой вытяжке на прессах двойного действия;
2 - первой вытяяке на прессах простого действия;
3 - последующим вытяжкам на прессах двойного действия;
4 .- последующим вытяжкам на прессах простого действии.
157
Стр.156 РТМ I05-0-2I2-83
Черт.101
еры:
м
и
Пр
‘ jQQ=p Находим оптимальные коэффициенты вытяжки по
диаграмме (черт .101) :mf-0t56 to вытяжки детали сле-
дует применить пресс простого действия (без буферного устройства);
t3i00--0,5. Определяем по диаграмме оптимальные коэффициен-
ты вытяжки:/79у=П525и/77/07. Для вытяжки детали следует применить
пресс двойного действия (или простого действия с пневматическим
буфером).
4.5.4. В вытяжных штампах, в основном, применяются плоские
прижимы (черт. 102,а). Прижимы с буртиком (черт. 102,б) применяют
при вытяжке деталей из тонкого материала с малым фланцем и зна-
читальным радиусом закругления матрицы.
Г
J58
Р1Ъ 105--0-212--83 ад 157
Чэрт.102
4.5.5. Для вытяжки конусных и сферические деталей на прессах
двойного действия следует применять конические или сферические
прижимы, выполняющие роль дополнительного пуансона (черт.103)
Черт. 103
4.5.6. Для вытяжки деталей из тонкого материала, деталей с
широким фланцем на прессах простого действия, оснащенных резиновым
или пружинным буфером рекомендуется применять прижимы с огранисчи -
телями (черт. 10^ и 105), обеспечивающими постоянство зазора под
прижимом Z пр в течение всего хода пуансона, что исключает слишком
сильный прижим заготовки.
Черт.104
Черт.105
459
Стр. 158 РТМ 105-0-212-83
Ограничители прижима могут быть выполнены в виде упоров,
*
прокладок, колец, установленных на матрице или прижиме.
Величину зазора между прижимом и матрицей 7 пр в мм следу-
ет принять равной:
дая вытяжки деталей с большим фланцем
2. пр - S* (005.. О/', (4.9)
дая вптяжки деталей из тонколистовой стали
Znp* (2$ \ (4.10)
дая вытяжки на провал деталей иь алюминиевых сплавов
Ъгр-'^IS, , (4.II)
где S - толщина материала-, в мм.
4.6. Вытяжка коробчатых деталей
►
4.6.1. Процесс формообразования протекает в. сложных условиях:
на кржкрлинейных участках, происходит вытяжка, а на прямолинейнп: -
комбинированный процесс гибки и вытяжки.
. Расчеты вытяжки прямоугольных полых детелей производить с
учетом следующие: условий:
равенства поверхностей готовой детали,промежуточных операций
и площади плоской заготовки;
равенства степеней деформации по короткой и длинной сторонам
и в углах детали;
ограничения степени деформации за каждый переход.
4.6.2. При технологических расчетах вытлхки коробчатых дета-
лей следует различать выс.пкл^ низких и высоких деталей.Условно
принято считать прямоугольные детали низкими при отношении
0*3^(ОЬ'Ор) и высокими при >(ОгВ±ОЗ),
Нпр В обозначены на черт.106 •
Но - высота готовой детали;
£±Но — припуск на обрезку,определяется по табл.69.
160
।
РТМ I05-0-2I2-83 Стр.159
Таблица 69
Н, 10 20 30 40 50 70 100 125 150
ьн. 1.5 2,5 3.0 4.0 4.5 5.5 6.5 7.5 8,5
Примечание. Для деталей высотой свыше 150 мм припуск» иа обрезку вычислять по формуле
д//о-о,75-)/ДГ (4. к
4.6.3. Расчет вытяжки, следует вести по средней линии, предва-
рительно определив следующие параметры прямоугольной вытягиваемой
детали (черт.106)
отношение сторон в плане
относительная высота
относительная толщина материала
отношение высоты ,к радиусу
критический радиус вытяжки
Б- юо-
&к~0у1\/НпрЕ)
4.7. Вытяжка низких прямоугольных
полых деталей при <( 0,6 - 0,8 )
4.7.1. Предельные отношения - зе. в зависимости от отношений
и , при которых возможна вытяжка прямоугольных деталей
(черт. 106) в одну операцию, приведены в табл. 70.
Стр. 160 PTM 105-0-212-83
Т а б л и ц а 70
Отношение сторон-^- Относительная плшина патериала IOO Отношение Hl д
От 1,5 8э 1,0 \Ненёе1.0до0,^/1енве06до 0,3
Предельное отношение при бытяжке 9 одну операции
10 0.Т0 0,65 0,56 А>12
1.8. 075 067 0,00
15 ОДО 0,71 Q67
£О 0,90 051 0,72
2,5 0,95 0,95
50 1Д0 0,90 . 0,60
4.7.2. Форму заготовки для вытяжки в одну операцию низких
прямоугольных деталей с отношениемчерт. 107) устанавли-
D
вают в следующем порядке:
строится прямоугольник со сторонами До о. Е о
Ьь -L +2Нпр ~08&ъ ; (4.13) I
Ьо-Ё) +с Нпр-086/ъ \ (4,14)
вычисляется радиус условной заготовки в углах Ry
Ry +2fr(Hnp-Qj&Tb \ , '(4.15)
если /V) - fg, to (4.16)
строится угловой контур заготовки, для чего отрезок ct6 делят
пополам и из точки 0 проводят касательную к дуге радиуса Гу, после
чего углы между касательной й прямыми стенками скругляют радиуса-
Черт.107
462
РТМ 105-0-212-83 Сур.161
4.7.3. Форму заготовки для вытяжке в одну операцию низких
прямоугольных деталей с отношением устанавливают в сле-
D ’
дующем порядке: *
определяют длину и ширину прямых сторон развертки и радиус
условной заготовки в углах по формулам (4.13 - 4.16) и строят раз
вертку (конфигурация плоской заготовки зависит от соотношения
163
Черт. ПО
Черт.Ill
определяют увеличенный радиус /?и*
(4.17)
где ^находят по формулам (4.15 - 4.16)
коэффициент X - по табл. 71 или по формуле
x-opi4(~2^f+0,982 (4.18)
уменьшают длину и ширину развертки на величины А<х и h
которые определяют по формулам:
ha.~ У; (4.19)
<64
РТМ I05-0-2I2-83 СтрЛЗЗ
^=0^Г'У (420)
Коэффициент у устанавливают по табл.71 или по формуле
y=0755^Xa-/). (4.21)
Таблица 71
2» 1 Q*' [ as I 1 а7
Значения хояффициеягдб
X У X У X У X У X У X У
о,ю > ия ае Ю9 а<5 f,10 ОЛО 1.16 047 1.90 ОЛЗ 1,35 П45
0,15 МЬ О.П ' /.07 0.& ио 016 1.Л 0,90 1.15 O3S 1.19
оло 104 оо( f.os 009 Mt 0,13 1.Ю ate lit 030 1.13 а»
OOS 1.055 0,65 405 003 MS 0.10 М9 оа 1.09 0,» 1.11 on
а» W аач 1,04 0,09 Mt ООЛ MS о.ю мп о,и <05 ом
Примечаем», При отношении трон -£->45 мпрабка h^i а ширим} patStpnw нв UodutCX
строят плавный контур заготовки, сопрягая стороны и дуги в уг-
лах радиусами /?си и Re (черт. 108).
4.7.4. Если соотношение-g—и соответствует табл.70,
но отношение BS.4KXS& производится в две операции. Кон-
гЬ <-
тур Ct полой заготовки после I-й операции вытяжки и контуре? гото-
вой детали показаны на черт.112.
Черт.112
165
C/p.I64 PTM 1050-212-83
4.7.5. Построение контура полой заготовки ведется в следую-
щем порядке;
определяют вспомогательный угол £ в градусах по формуле
(4.22)
определяют вспомогательную величину О в мм по формуле
В | 053 ^‘2’ (4.23)
Если ,ю его значение принимают ранным 43 и пе-
ресчитывают величину j8 :
вычисляют радиус закругления сторон^ в мм полой заготовки
и угловой радиус Ri в мм по формулам
= йД/5’ * L (4-24>
(4.25)
вычисляют ширину Qi в мм и длину L / в мм полой заготовки
по формулам
В1=(е> -2Гп) ('f+fy -]г)+2,2гп (4.26)
Li-(L-b) + Bi ; (4.27)
вычисляют высоту Hi полой заготовки по формуле
Hi - Q>9Hrp (4.28)
4.8. Вытяжка без прижима прямоу-
гольных полых деталей
4.8.1. Вытяжка без прижима прямоугольных деталей в одну опе-
рацию осуществима, если при одновременном соблюдении от-
ношений -~^<0,7 и -<!.
4, 8.2. При вытяжке без прижима в углах матрицы возникают
большие усилия, которые приводят к смятие материала и задирам сте-
нок матрицы. Поэтому такая вытяжка может быть рекомендована толь-
ко для деталей из мягких материалов (алюминия, меди, латуни).
4, 8.3. Вытяжка без приз лма на второй операции осуществима,
если соблюдено условие
В, - В ^(12...14) . (4.29)
166
РТМ I05-0-2I2-83 Стр.165
4. 8.4. Оптпшльнье формы рабочих профил эй матриц при вытяжке
без прижима приведены на черт. ИЗ
и I±4.
к-аоя)
Черт. ИЗ Черт. 114
о
Матрица с коническим входным профилем под углом30 (черт. ИЗ)
применяется при коэффициенте вытяжки т 9 6 . Матрице, с криволи-
нейным профилем (черт.114) применяется для вытяжки'без прижима
при коэффициенте вытяжкиРабочий профиль матрицы рассчитыва-
ется раздельно для прямых участков и для закруглений в углах пря-
моугольной детали, участии соединяются плавным переходом.
4.9, Расчёт вытяжки высоких прямо-
u
угольных полых деталей при 0,6-0,8)
£/л &
4.9.1. При отношении —2? выше значений, приведённых в табл.70,
и значениях Н^р^О^Д# Д<5В и /^0,1*/Е!цр*В для изготовле-
ния прямоугольных деталей требуется несколько операнд. Количество
операций определяется по табл.72.
467
Стр.166 РТМ 105-0-212-83
Таблицам
Коли- чество операций Относительная толщина условной заготовки д. »»—-— • 100 f I.13/F
От 2,0 до 1,5 Менее 1,5 до 1.0 Менее 1,0 до 0,6 Менее 0,6 до 0,3 -Менее 0,3 до 015 Менее 0,15 до 0,08
Суммарный коэффициент вытяжки жс “ —— m ' _ г*
2 0.44 0,46 0,48 050 0,52 055
3 0.33 0.35 0,3» 0,40 0,42 0,45
4 0.26 0.28 азо 0,32 0,35 0,38
б 0.21 023 а» 0,27 азо азз
в О» ап 028 а» а»
t OI4 ate ate 0.20 022 025
Условные обозначения:
- диаметр условной заготовки, мм;
Л L - периметр детали, мм;
/- - суммарная площадь поверхности вытягиваемой детали, мм ,
определяется по формуле
F-LB-0e£,r'n+2L-'b-0^„')(Hnp -О,«Ла) (4.30)
4.9.2. Плоская заготовка для вытяжки квадратных полых деталей
имеет форму круга, диаметр которого 2)3в мм определяется по фор-
муле
vfea-явел *+ (4.3i)
Принятые в формуле (4.31) обозначения приведены, на черт.115.
4.9.3. Плоская заготовка для вытяжки прямоугольных полых де-
талей имеет форму эллипса, одаако, для облегчения изготовления
штампов эллипс следует заменить овалом (черт.116),оси которого
определяются по формулам :_____
Lo = v£<?7A+O,5C£ ; (4.32)
, (4,зз)
где оси овала, мм;
С - расстояние между фокусами эллипса с осями, рав-
ными осям овала в мм определяется по формуле
С * V(L-&'/l*b-0,T6r„); (4.34)
Лрассчитывается по формуле (4.30)
Радиусы эвала$бо е£о.ов мм рассчитываются по формулам.
ра - Ч707 Во ,
Ь-Щ/ ’ ( ’
о (4.зз)
а°' бо-гяво
7 169
Сур,168 РТМ I05-G-2I2-83
Обозначения, принятые в формулах5приведены на черт.116.
4.9.4. , Расчет формы и размеров вытяжек на промежуточных опе-
рациях следует производить, начиная с расчета предпоследней опе-
рации. Форма вытяжки на предпоследней операции зависит от крити-
ческого закругления в углах R* (см. п. 4.6,3).
Если Гп Rk, то предпоследняя’ вытяжка для квадратной детали
имеет форму квадрата с выпуклыми сторонами, § для прямоугольной -
форму прямоугольника с выпуклыми сторонами.
4.9.5. Если то вытяжка детали на предпоследней опера-
ции имеет форму круга, диаметр которогоdп-/Определяется по фор-
муле
= ^/(Ь -0,38Л„), (4.3?)
где £> к. /Ъ обозначены на черт.115
Размеры на остальных промежуточных операциях вытяжки следует
рассчитывать в соответствии с п.4.4.
4.9.6. Д/л прямоугольных деталей полая заготовка на предпос-
ледней операции имеет форму овала (черт.II?), оси которого опреде-
ляются по формулам
Lh.t ; (4.38)
вл-, = >4^.,' Са , (4.39)
где ft, . - меньший радиус овала, мм;
' 0,70ТЁ>-Ц36Гп (4.40)
Z.U. & - размера готовой детали (черт.117), мм;
С -расстояние между фокусами эллипса с осями,равными
осям овала, определяется по формуле (4.34).
Большой радиус закругления овала Ra^ а мм на предпоследней
операции по формуле
Rgl s )~Z-л-/л-< /и /т j
un-‘ e,^ - 2Ri.n.t J
Высота nn-i в мм вытяжки на предпоследней операции опреде-
470
РТМ I05-0-2I2-83 Стр. 169
ляется пс формуле
Нп< ~0&6Нпр (4.42)
Принятые в формулах обозначения показаны на черт.117.
4.9 7. Возможность получения предпоследней вытяжки из плоской
заготовки следует провер.тть по табл. 70.
Если вытяжка неооущ^стьимс, следует определить форму и разме-
ры /7-2 перехода.
Порядок расчета/7~2 ,/7-3 , ...I, переходов следующий:
определить коэффициент вытяжки л?л-/для многооперационных вы-
соких прямоугольных деталей по табл. 73.
<71
Стр.170 PTM 105-0-212-83
Таблица 73
Номера операций Относительная толщина мготоЬкн V = Ufrir 400 Наименования операций и коэффициенты вытяжки
От 2,0 до 1,5 Менее 1,5 до 1,0 Менее 1,0 до 0,6 МснсС 0,6 до 0,3 Менсе 0,3 до 0,15
Коэффициент вытяжки, m
1 0,50 0,53 0,55 0,58 0,60 Первая операция Mj
2 0,75 0,76 0,78 0.79 0,80 Промежуточные и пред- последняя операции жя ।
3 0.78 0.79 0.80 0.81 . 0,82
4 0,80 0.82 0,83 0,84 0,85
5 вычис, п- 2 й оп опред сторон ЭЛЛ 0,84 лить ра ерации ] Ln-i Вп- елить р; ипсоцдн< 0,86 змеры ос io формз 2 “ L-n~i 2 = Впч адиусы 5 эго овал 0,87 >ей Ln., глам: + ^П-1 ' + ^-П-1 шкрутле ia по фо 0.88 2 И &Г /-тг т г 1-ГПп НИЙ кор рмулам 0,89 овал >• 1 >-< •> -=± . откой (4.35) Окончательная операция »»л а образующего контур 1 (4.43) (4.44) V3 и длинной Rcc^ и (4.36) с указанием
индекса Г7 - 2-й операции
Л = Р,7О7бп-2
Й, -ASS-IL^.tfh-Sl -Lnf&tn-f
вычислить высоту вытяжки на /? - 2й операции по формуле
и - ISHF-O^lLn-a <£>„.*')? о
Hn-s-^L^ ---------------42 + <?3 (4.45)
где Л-рассчитывается по формуле (4.30).
Аналогичный расчёт следует произвести для всех операций вытяж-
ки, включая первую.
4.9.8. Для улучшения условий деформирования металла контур
дна вытяжки на предпоследней операции должен соответствовать кон-
туру дна готовой детали. Сопряжения боковых стенок и дна остальных
переходов вытяжки следует выполнять под утлом 45° (черт.П8,а).
472
РТМ I05-0-2I2-83 Стр.171
конусе
При этом маныпий размер конусной части должен быть равен
внутреннему размеру следующего перехода вытяжки (черт. 118,6).
4.9.9. Радиус сопряжения дна и боковой стенки с конусной
частью на промежуточных переходах принимается равным (3-5) s.
4.10. Вытяжка цилиндрических дета-
лей с утонением' стенок
4.I0.I. Вытяжка с утонением материала применяется в основном
для изготовления деталей цилиндрической формы. Порядок расчёта и
необходимые формулы приведены ниже.
4.19.2. Определить .объем детали^® мм3, исходя из ревности
объемов наружного V# и внутреннего Mg цилиндров (черт.119)
(4.46)
Ъбъам наружного цилиндра определяется по формуле
(4.47)
Объем внутреннего цилиндра определяется по формуле
(4.48)
<73
Стр. 172 РТМ I05-0-2I2-83
Черт.119
В отдельных случаях допускается вычислять объем детали Vц
в мм3 по упрощенной формуле,которая не учитывает наличие радиусов
R и £© у цна детали
Vu 3 (4.49)
4.10.2. Определить объем заготовки \j в мм Этот объем должен
быть на 15-20%' больше объема детали для учета припуска на обрезку
и угар при отжиге
У3 =(>: /5 -(2O)Vu (4.50)
Если для получения готовой детали требуется более 4-5 опера-
ций, необходимо производить промежуточную обрезку по высоте.
4.10.3. Назначить толщину исходной заготовки S в мм, прини-
маемую в пределах
s = /Z^"4^Sa (4.51)
где толщина дна вытягиваемой детали, мм.
4.10.4. Определить диаметр заготсйки j)3 в мм, исходя из ее
объема равного ,_ г
= (4.52)
откуда диаметр заготовки-
- (4.53)
4.10.5. Определить количество операций и толщину стенки на
каждой операции . 5л в мм по формуле
S,= S^ ; S2=S^a .... 9л=%.Г-/л , <4’^
174
РТМ I05-0-2I2--83 Стр. 173
где S, .. -5л - толщина стенок на промежуточных опера -
щ_ях вытяжки, мм;
V/, 'f's. ~ коэффициенты вытяжки с утонением стенок
(табл.74).
Таблица 74
Наименование материала *4
Латунь 0.70 0,55
Алюминий 0,75 0,60
Стдм Зля елусо.х' Вытяжки ‘4/5 аб5
Сталь средней тВерЗасти O.iS а.75
4.10.6. Определить наружный диаметр после первой вытяжки
в мм /
‘0,75Х, <4-55>
4.10.7. Определить внутренний пару*. «НйАА--
dHn диаметры вытяжек на каждой операции по формулам:
= ‘с£н, -2s ,; 1 (4.55 )
, -cfej ^(Ojs i-03) им, (4.57)
+2Sn (4.58)
4.10 8. Определить высоту детали по операциям по формулам
для первой операции
a
S,-2(c£H/cttf)
для второй операции
А - 3<2>/ ~с1нг ) •
для И -й операции 1
А - -(£цп )
П Зп^^бп) (4.59)
4.10.9. Вытяжка деталей с утонением стенок может осуществлять-
ся как на однооперационных штампах, так и на штампах совмещающих
несколько пер эподов. На черт.120 приведен штамп, установленный на
пресс двойного действия, в котором за один рабочий ход ползуна
производится три перехода вытяжки через три матрицы одним пуансо-
ном.
<75
Стр.174 РТМ I05-0-2I2-83
Черт.120 1
4.II. Штампы для вытяжки, с вывора-
чиванием (реверсивной вытяжки)
4.II.I. Штампы для реверсивной (обратной) вытяжки применяются
для изготовления деталей .показанных ьа черт.121,а. Преимущества и
недостатки метода обратной вытяжки изложены в п.4.1.5.
Черт.121
4.II.2. Общин коэффициент двухоперационной вытяжки без про-
межуточного отжига при применении реверсивной вытяжки примерно на
10% меньше, чет при применении прямого метода вктлжки.
4.II.3. Наименьший диаметр <L в мм , получаемый обратной вы-
тяжкой, определяется по формуле
(L -(50+60)& (4.60)
4.II.4. Наименьший радиус закругления г в мм определяется
по формуле
^7б8 (4.61)
Обозначения^ tЛ и данч на черт.121,а.
4.II.5. При применении пресса двойного действия прямая и
476
РТы 105-0-212- 83 Стр.175
обратная вытяжки могут быть совмещены в одном штампе (черт. 122).
При опускании ненужного ползуна пресса (черт. 122, а) производится
прямая вытяжка, а при опускании внутреннего ползуна (черт. 122,6) -
обратная вытяжка. Толкатели выполняются в виде цельных или состав-
ных шпилек.
Шпилька/
цельная -
^Шпилька
состабная
Черт.122
4.II.6. На черт. 123,а приведена схема штампа для совмещенной
вытяжки деталей из плоской заготовки за один рабочий ход ползуна
с применением прямого и обратного методов вытяжки.Цифрами обозна-
чены I - пуансон; 2 - матрица; 3 - прижим.
4.II.7. На черт. 123,б приведена схема штампа для вытяжки без
прижима тонкостенных сферических полых деталей с использованием
прессов простого действия (гидравлических, механических) для изго-
товления крупногабаритных деталей.
177
ГДе
Стр. 176 РТМ 105-0-212-83
4.12. Расчёт вытяжки ступенчатых
деталей
4.I2.I. Количество переходов для вытяжки цилиндрических сту-
пенчатых деталей (черт. 124) определяется по так называемым пропор-
ционально-суммарным коэффициентам вытяжки - Мст по формуле
- 4 + КгЛ7?г+--+ . (4 62)
СТ - К + К/+Кг+...+ I
К, Kj, ^....Кц - коэффициенты пропорциональности, рав-
ные отношению высоты соответствующей
ступени вытяжки к высоте последующей
К -Н*- Л1- Ко= К_ т= ; (4.63)
TJ’ "Нг* *2 Н/"п-I Н« ’
ГП ^П~1^ГПг...ГГ}^ коэффициенты вытяжки цилиндров диаметром
равные отношению диаметров соответствующей ступени вытяжки
к диаметру исходной плоской заготовки
d c£s (£&
41И J , II Г.
а,п 1
* (4.64)
4.12.2. В тех случаях, когда значение Мст находится в преде-
лах коэффициентов вытяжки,приведенных в табл.65 и 66, ступенчатая
У
вытяжка производится в одну операцию.
' Черт. 124
4.12.3. Пример расчета вытяжки из стали марки 08 детали, пока-
занной на черт. 124,б диаметр заготовки 2)3= ЮЗ мм.
Определяем:
коэффициенты пропорциональности К и Kj-no формуле (4.63)
478
PTM I05-0-2I2-83 Стр.177
когффициенты вытяжки ,тг цилиндров С& - 70 мм; CLf=58 км
иг - =46 мм из плоской заготовки = 103 мм по формуле 14,64)
т~Т§3=0'6в; тг-^о.Зб-т^^-^Б-
по формуле (4 62) пропорционально-суммарный коэффициент вытяжки
, M-g65*/55-0.56*0.W^n г» 5
455*7 ‘ Чу - °
Полученное значение пропорционально-сумгларного^коэффициента
вытяжки показывает, что деталь может быть вытянута в одну операцию.
4,13. Штампы для вытяжки низких
конических деталей
4,13,1. Условно принято считать конические детали низкими при
отношении высоты к среднему диаметру ~7-£Э,65.
Cftp
Обозначения Н и с^р приведены на черт. 125,
4.13,2. Схема штампа для внтяшси без прижима низких коничес-
ких деталей без фланца показана на черт 125.
Черт, -25
Угол 8 конической матрицы больше угла оС конического пуансона
в связи с утолщением стенки при вытяжке детали
Угол j0 матрицы равен углу CL +OZC § - Д ,
где Д - угол пружинения.
Остальные обозначении даны на черт. 125.
Л =(7?- Ю?) для деталей из малоуглеродистой стали.
179
Стр.176 РТМ I05-0-2I2-83
4.13.3. Коэффициент вытяжки конических деталей -/??/ определя-
ется отношением
/77=- — (4 64)
4.13.4. Значения коэффициента вытяжки конических деталей без
прижима за одну операцию из сталей марок 08; 10; 15 приведены в
табл.75.
Таблица?5
100 Da 1.2 1.35 15,-1,7 1,85 2,0
m. 0.7 0,62 0,6 0,55
4.13.5. Вытяжка низких конических деталей с фланцем при
-—•100^1,2 производится за одну операцию, но с применением
прижима.
Вытяжка подобных, но более тонкостенных деталей производится
в две операции с применением прижима (черт. 126).
2 операция
I операция
Черт.126
Диаметр заготовки изображенной детали - 2JS = 247 мм;
-^-.100 = -^.100 = 0,4.
4.13.6, При вытяжке в две операции низких конических деталей
с фланцем и углом конусности > 25° I-й вытяжке целесообразно
придать плавную криволинейную форму (черт. 127).
4,14. В ы т я ж
к а в
ы с о к
их конических
тале
Д е
4.I4.I. Условно
тт
отношении -4=- >0,65.
принято
й бе
считать
з фланца
конические детали высокими
160
РТМ I05-0-2I2-83 Стр.У.79
Черт.127
&_
<и
Jt.
я
Черт.128
Вытяжка высоких конических деталей без фланца (черт. 128) произ-
водится в несколько операций. При этом промежуточные вытяжки могут
иметь цилиндрическую или коническую форму.
4.14.2. При вытяжке высоких конических деталей с цилиндричес-
кой формой промежуточных заготовок диаметры и высоты вытяжки каж-
дой операции должны быть рассчитаны по всем переходам, исходя из
требования, чтобы контур предпоследней вытяжки был вписан в контур
готовой детали (черт , 128).
181
Стр.18С PTM I05-0-2I2-83
Формоизменение при последней вытяжке производится в отдельном
калибровочном штампе.
Недостатком данного способа является разностенность и наличие
следов от переходов, а также необходимость большого количества
штампов.
4.14.3. Особенности многооперационной вытяжки высоких коничес-
ких деталей с конической формой промежуточных заготовок состоят в
♦
том, что вначале вытягивается цилиндрическая полая заготовка, поверх-
ность которой равна поверхности готовой детали, а диаметр- наиболь-
шему диаметру конуса. На последу операциях производится кони-
ческая вытяжка заготовки, высота которой постепенно увеличивается
до высоты готовой детали (черт.129).
«
2-i
1-f вперим
3-> мерцм
fautewiu}
а
Hi
Bt
и
kjHiniHSi
Черт.129
4.14.4. .Диаметры дна конической вытяжки clp < >, определя-
ются с учетом коэффициентов для последуюцих вытяжек по табл.66.
4.14.5. Радиусы сопряжения дна со стенкой Ги. ^принимать рав-
ными 8 S/Радиус сопряжения дна со стенкой на предпоследней операции
должен быть равен радиусу изделия =
482
РТМ I05-0-2I2-83 Стр.181
4.14.6. На черт. 130 изображена схеж штампа для первого пере-
хода конической вытяжки.
Диаметр нижнего выталкивателя 2 рекомендуется принимать равным
диаметру дна заготовки 1чэй конической вытяжки (черт. 129). Вы-
соту выталкивателя следует установить, исходя из требования обес-
печения правильного фиксирования цилиндрической заготовки в полос-
ти матрицы I.
Чёрт.. 130 Черт. 131 Черт. 132
4.14.7. На черт.131 показана схема штампа для последующих опе-
раций конической вытяжки.
Конструкция штампа аналогична изображенной на чертДЗО. Высоту
нижнего выталкивателя следует установить, исходя также из требова-
ния предыдущей конической заготовки в полости матрицы. Между дном
заготовки и торцом выталкивателя необходим зазор Z
4.14.8. Для многооперационной конической вытяжки,а также для
мелкосерийного производства конических деталей с одинаковой конус-
ностью целесообразно применять универсальные конические штампы со
сменными надставками пуансона и нижнего выталкивателя (черт. 132).
Цифрами на черт. 132 обозначены: 1-пуансон; 2-выталкиватели пуан-
сонам 3-надставка пуансона; 4-матрица; 5-надставка выталкивателя;
6-выталкиватель матрицы.
145
Стр.182 РТМ I05-0-2I2-83
4.15. Вытяжка высоких конических
деталей с фланцами
4.I5.I. Вытяжка высокой конической детали с большим фланцем
производится из предварительно вытянутой цилиндрической заготовки,
размеры которой назначаются следующим образом:
диаметры I-ой операции вытяжки, цилиндрической заготовки и её
фланца должны быть равны наибольшему диаметру конуса и диаметру
фланца готовой детали с учетом припуска на обрезку;
радиус сопряжения дна I-ой вытяжки цилиндрической заготовки,
«и (чарт. 128)
(8...10)5;
диаметр I-ой операции вытяжки цилиндрической заготовки
Ц + 2 Л1 , (4.65)
где ct> - диаметр 2-ой вытяжки, мм;
плоская часть дна на яоелпоследней операции вытяжки должна
быть больше плоской части дна конической детали
4-1 - Н I ’Ч -2 й • w-66)
4,15.2. Количество операций рассчитывается с учетом допусти-
мых коэффициентов вытяжки по табл.66.
4.15.3. В табл.76 в качестве примера даны коэффициенты и фор-
мы вытяжки из латуни конической детали с широким фланцем
105 мм, S= ),8 мм, ЮО = 0,76.
Таблица76
Номер опе-
*рации вытяжки
Коэффициент выхяжки
Форма вытяжки
лц — 0,57
i84
РТМ 105-0-212-83 Стр.183
Продолжение табл. 76
4
185
Стр.184 PTMI05-0-212-83
4.16. В к т я ж к а деталей, сферической
и параболической форм
4.16.1» Вытяжке. полых деталей сферической формы отличается от
вытяжки цилиндрических деталей тем, что значительная часть заго-
товки в процессе вытяжки остаётся не прижатой, в результате чего
могут образоваться складки.
Черт.133
4.16.2. В зависимости от отношения (черт. 133) рекоменду-
ются следующие спо< юбы вытяжки деталей с полусферическим дном;
при -^-.100^3 вытяжка полусферы может быть произведена без
прижима, формовкой в матрице. Такую вытяжку предпочтительно выпол-
нять на фрикционных прессах;
при 3>-£-.100>1,3 необходимо произвести вытяжку с прижимом;
при 1,3>^-100>0,85 необходимо произвести, вытяжку с прижи-
мом в закрытой матрице для разглаживания волнообразного выпучива-
ния в конце рабочего хода;
' t
при •^••100-^0 -5 применяется матрица с перетяжными ребрами
(черт.145-148) или вытягка с выворачиванием. Этот метод вытяжки
применяется при изготовлении рефлекторов, отражателей и фар.
4.16.3. Рекомендуются следующие коэффициенты вытяжки с выво-
рачиванием заготовок, имеющих форму полусферы, из стали марки 10:
/77, =(0,65-0,75); тг =(0,7-0,8); =(0,8-0,85).
4.16.4. Переходы вытяжки по операциям с выворачиванием полой
детали параболической формы изображены на черт. 134.
4.16.5. Радиус закругления жнемней кромки матрицы для вытяжки
1S6
РТМ I05-0-2I2-83 Стр.185
, iL
Черт.134
с выворачиванием принимается равным (10—15) S , а радиус закругле-
ния внутренней кромки той же матрицы равен (20 25) S . Радиус зак-
руглензл конца пуансона прыскается равным (150-200; S с постепен-
ным уменьшением его на пооледунцкх операциях.
4.16.6. Д'ЕЯ получения методом ступенчатой вытяжки сферической
или параболической детали с гладкой поверхностью и плавными пере-
ходами необходимо, чтобы контур ступенчатой bhtjдутой заготовки,
полученной на промежуточны^ операциях, вписывался в контур готовой
детали, либо пересекал его лишь на отдельных участках (черт. 135)
Плавная форма достигается на заключительной операции вытяжки.
Так как эта операция полностью не уничтожает неровности в местах
переходов, необходима дополнительная обработка на давильных стан-
ках. -4j tfwfa . 2~
“ Черт.135
Стр.186 РТМ I05-0-2I2-83
4.17. Определение размеров заго-
товки при вытяжке деталей с одной
плоскостью симметрии
4.17.1. Для определения размеров заготовки деталей с одной
плоскостью сшаие"т?ии, следует:
разделить поверхность детали на элементарные участки, имеющие
форму тел вращения или геометрического тела;
определить размеры заготовки для каждого элемента в отдельнос-
ти;
нанести последовательно графически размеры подсчитанных заго-
товок выделенных участков и соединить их плавными переходами за
счет перераспределения и корректировки площадей участков. В случае
наложения одних элементов заготовки на другие, соответствующие
площади суммируются и располагаются на данных участках.
4.17.2. Нике дан пример расчета заготовки детали, имеющей од-
ну плоскость симметрии (черт.136).
Поверхность детали условно разбита на три элементарных участ-
ка: 1-четверть шара, П-половина усеченного конуса и F. половина кону-
са. Цифрами 5-6; 1-5; 1-6' и 3-7 условно обозначены отрепки прямых
188
PTM 105-0-212-83 Стр.187
в плане чертежа, детали.
Определяем радиус заготовки для половины шаровой поверхности
X7/ = - -g = 34/^
* конус не подвергается вытяжке, а образуется путем
гибки. Для подсчзта длины развертки необходимо определить:
высоту конуса Н (отрезок 5-6)
40-200 ~
/00-4$ '
Z5J / /
200 +/33= 333
jsjsshj образующей конуса Z (отрезок 1-5)
Z « = Х?35 */г»Г=
длину дуги ^в сечении 1-2
77-/00^3/4;
длину хорды Zz и высоту стрелки /z развгртки нижнего основа-
ния усеченного конуса (при 314 мм и радиусе, равном 347 мм):
Z,z — 305 w j =35/w'f /
длину развертки верхнего основания усеченною конуса:
4= = -/<мг+4ог‘= л? мм.
Пренебрегая радиусом закругления !\ =4 мм, принимаем длину раз-
вертки равной 144 мм. Отрезки прямых (3-7)и(7-4) должны быть па-
раллельными отрезкам прямых (1-6)и(6-2), откуда следует:
67- О) _ С/—6) . .
{3-7)" Ъ ' (3-7)~/2>
отрезок прямой_____________________t
(/-£)= /7/7/// = /з55/-2,Гя = /56 нм;
/£в _ 35 . 0_?2-35 _ ...________
5г-=
Определяем диаметр заготовки D3 для половины конуса при
=40:jm
=-^4^'22 ’о/п*•/</<? /^f=53j5^.
Ш9
Стр.188 РТМ I05-0-2I2-83
Полученные размеры заготовок нанесены на черт. 136 (на верхней
половине чертежа сплошными л'аниями, а на нижнейпунктиром).
Анализ формы заготовки показывает, что между расчетными заго-
товками шаровой поверхности и усеченного конуса имеется избыток
материала площадью ft, а между расчетными заготовками усеченного
конуса и половине конуса, наоборот недостает площади .
Поэтому необходимо произвести корректировку: в первом случае
срезать часть материала равную f1t а во втором - прибавить
как показано на нижней части чертежа. Полуденные размеры заготовки
должны быть проверены экспкриментальным путе&.
4.18. Вытяжка деталей со сложным
контуром
4.I8.I. Размеры переходов вытяжки деталей со сложным контуром
следует рассчитывать с учетом конфигурации конкретной детали.
Для примера на черт. 137.13'8 и 139 изображены формы и размеры
переходов вытяжки сложных деталей с фланцем.
. Первоначально производится ьнтяжка центрального, затем внеш-
него участка детали. Фланец штампуется на, конечных операциях. Диа-
метр фланца на первой оперший должен быть ориентировочно равен
диаметру фланца готовой детали с учетом припуска на обрезку.
Для первой в’ггяжки принимать наименьшие значения коэффициен-
тов вытяжки, приведенные в табл.66, т.е. степень деформации должна
быть максимально допустимая.
Поверхность деформированной при первой вытяжке центральной
части заготовки должна быть на 10-15% больше, чем окончательно Вы-
тянутой детали.
Диаметр фланца на второй и последующих операциях остается не-
изменным, а диаметр центральной части и радиусы сопряжений после-
довательно уменьшаются. '
Если фланец детали не составляет с образующей угол 90°, то он
190
РТМ 105--0-212-83 Стр 189
должен иметь заданный наклон, начиная: с первого перехода вытяжки.
м е
без
Черт.139
жду вытяжной матрп
и
пуансоном
/
утонения односторонний зазор меж
‘ 4.19. Зазоры
ц а й
4.I9.T. При вытяжке
ду пуансоном и матрицей больше толщины исходного материала
' JL - •> с
г
Уменьшение зазора повышает усилие вытяжки.
4,19.2. Рекомендуемые величины односторонних зазоров для
круглых деталей приведены в табл.77.
Стр.190 РТМ I05-0-2I2-83
Таблица??
Коэффициент вытяжки ж. Односторонний зазор при вы тяжке тел вращения, мм t Л
От 0.45 до 0,65 (1,1—1.2) S
Св. 0.65 . 0,75 (1,0-1,1) «
0,75 . 0,85 (1,0—1.05) в
0.85 . 0,90 а
4Л9.3. Рекомендуемые величины односторонних зазоров для пря-
моугольных деталей приведены н табл. 78.
Меньшая величина на прямых, а большая на угловых участках
Таблица 78
Коэффициент ны тяжки Односторонний .та.юр при вытяжке нрямоут-цдьных деталей, мм
На прямых участках ' Па угловых участках£-угл
Св. 0.35 до 0,40 - . — (1,0—1.J) л
. 0,40 . 0.45 (0,954-1.0) з (1,04-1.(Ж) S
. 0.45 . 0,50 <1,0—1.06) л
. OJ50 . 0,90 (1.0- |,П6) 8
Величина 5 - толщина материала с учетом допускаемых отклоне-
ний. При минусовых допусках на материал принимается наименьшая
толщина с учетом допуска; при двухсторонних допусках-номинальное
значение толщины. Большие значения зазоров принимать для первой
и промежуточных операций, меньшие-для окончательной операции;при
вытяжке в одну операцию зазоры брать наименьшие.
(92
РТМ 105-0 -212-83 Стр.191
4.20. Расчет исполнительных разме-
ров рабочих деталей штампов для
вытяжки
4.20.1. Допуски на изделия при многооперационной вытяжке сле-
дует учитывать лишь на конечных операция?.
Исполнительные размеры матриц на остальных операциях вытяжки
назначаются с учетом ко»
:ентов вытяжке с округлением до перво-
го десятичного знака.
РаэЕ!зрь пуансонов устанавливается с учетом величины принятого
зазора.
4.20,2. Исполнительные размеры матрицы ш и пуансонов
L„ вытяжных штампов на последней операции рассчитываю?^я по сле-
дующим форц/лан':
при наличии допуски на наружный размет) детали (черт. 140)
(.„=( 2. - Д )^* ; В^=( В - Д )** ; (4.67)
2.tf--( L - Л - Z )„^ J Ви=( В - А - Z ).^ (4.68)
Черт.140
Радиусы угловых участков (в плане) матрицы в мм п пуансона
fy* в мм штампов для вытяжки деталей прямоугольной формы
(черт. 140) подсчитываются по формулам:
193
Стр.192 PTM I05-0-2I2-83
/£,= й - Л ; (4.69)
л = Д' - ; (4.79)
w *** 2 ’
при наличии допуска на внутренний размер детали (черт.141)
Д + 0,5/1 )-ffi
Z.jj=( Л + 0,ЕЛ+2 )***,-
Вд?=( В + 0,5 А)„^ ;
Вкр( В + 0,5А+ Z )*^
(4.71)
(4.72)
Радиусы угловых участков (в плане) пуансона FVn вггй матри-
цр fyn в мм штампов для вытяжки деталей прямоугольной форма
(черт.141) подсчитывается по формулам:
/£„=/2+О,5Д; (4.73)
Ъ-Ъ+Яш. <4-74>
Условные обозначения:
Д - номинальный размер детали, мм;
Д - допуск на соответствующий номинальный размер детали, ми;
-J- - односторонний зазор между матрицей и пуансоном, мм;
допуски на изготовление соответственно матрицы л пуансона:
Н7, Ьб - при полях допусков на готовые детали по Н11-Н12и
bll-ll2; Н8-Н9, ' З-fe - при полях допусков на готовые
детали по HZ4-HI6 и bl4-fc[S , ми;
h ,а^-- наружный и внутренний радиусы сопряжений боковых станок
<94 ’
РТМ 105 С-212- 83 Стр. 193
детали, ми;
— односторонний зазор между матрицей и пуансоном на угловые
участках (табл .78), мм.
4.20.3. При вытяжке деталей со сложным контуром допуск на из-
готовление назначается только на одну рабочую деталь штампа (пуан-
сон или матрицу), а вторая деталь пригоняется с требуемым зазором.
4.21. Рабочий профиль вытяжных
матриц и пуансонов
4.21.1. В табл.79 приведены применяемые формы рабочей части
матриц и пуансонов.
Форма матриц и пуансонов
________Таблица 79
Применение в штампах
Для 1-й и последующих операций витях:;:н на
прессах простого действия без прижима, при ра-
боте ла пощ л:
с радиусом з>. ругления р.5р i матрицы;
с входным конусом
Дл>. 1-й операции вытяжки на прессах двойного
действие:
с нижним, выталкивателем;
при работе на провал
Г л г вытяжки на прессах простого действкг с
буферным устройством:
для 1-й операция;
для последующих операций
г
Для пос. ej уюших операций вытяжки на прес-
се* двойного действии:
с нижним выталкивателем;
при работе на провал
195
Стр.194 РТМ I05-0-2I2-83
4.21.2. При выборе радиусов закругления матрицы и пуансона не-
обходимо учитывать, что малые радиусы приводят к увеличению усилия
вытяжки и, следовательно к увеличено) опасности разрыва детали, а
слишком большие радиусы способствуют образованию складок.
4.21.3. При одноонерационной вытяжке без утонения круглых де-
талей радиус закругления >гуансона равен радиусу внтягиваеыюй дета-
ли, т.е R„-Rj . Радиус закругления R" в мм определяется:
для деталей из мягкой стали
; (4.75)
для деталей из мягкой латуни и апюлиния
/?„ ® £3 S) S (4.76)
4.21.4. В табл. 80 даны оптимальные величины радиуса закруг-
ления матрицы Rn в зависимости от толщины материала и удвоенной
величины разности диаметра заготовки и диаметра первок вытяжки
с/, т.е. 2(Д -00 или удвоенной величины разности диаметра
первой вытяжки 4/ и диаметре второй вытяжки т.е. 2(0^-6^).
Для многооперационпой вытяжки оптимальный радиус закругления
пуансона равен , кроме последней операции. Допускается
постепенное уменьшение радиуса закругления пуансона, начиная сс
второй операции. Для последней операции вытяжки R„= R# .
4.21.5. Радиусы закругления матрицы при вытяжке прямоугольных
деталей определят:» аналогично вытяжче круглых деталей без утонения.
мм Таблица®
Толщина паториала 1 0,20 0,25 050 0,30 0,75 4,0 £5 20 25 52
। NJA* 1 яиь-л) им 2(dt-da) Радиус закруглю/) !ытяжнай патрицы
ю 0,7 °-8 1,0 1.2 <5 4,7 20 2И 27 3,0
20 1& 1.3 £5 £7 20 24 27 53 37 4.2
зо 1,5 <7 1Л 2Р 25 50 55 U.2 4,7 3,1
40 1,8 go • 22 25 50 55 4.4 50 55 6.0
196
PTM I05-0-2I2-83 Стр.195
Продолжение табл.80
пп
толщина материала в 080 "° азо 0,75 1.0 /,в 80 £5 3.0
Значения чини ей" л) Радиус рокруиения быпчкной матрицы Ни
•90 80 8.3 85 28 34 чо 45 S5 6.1 68
80 83 88 ю 37 44 50 60 18 80 Л9
во 8.7 30 33 40 48 57 10 8Л 90 . W.O
180 83 W 1 ЗА 44. S3 6Я 13 90 98 ' 11.0
/50 . 10 36 18 48 5,9 6.9 &о ЮО НО 18.3
90 S3 ffl ЧЛ 48 S4 1.5 86 197 18.0 13.8
ООО 35 чо 43 55 6.7 7.8 80 ИЗ О£ 14.0
ООО 38 чя 45 5,8 7.8 аз 95 Н8 /33 /4,7
860 40 44 «в 8,3 7.7 8,8 9,1 №Я 14.3 15.7
ло ЧЛ 4.6 47 8.3 Я5 IQ7 т 1&3 ЛЯ
300 Ч,Ч ЧА 54 7,0 8£ 98 НА 1U «а 17.5
4.21.6. Для вытяжки материалов толщиной свыше 3 ш радиусы
закруглений вытяжных матриц следует принимать по табл. 81.
мм Таблица 81
Толщина материала 6 fiaAiyc мхруелил ЗыпикноО narfuuu,8^
Cfttpauu» Зытчмиси Ян и поембуюши» операция лпяжяк
С8. 3 За 6 СЗ^Ч)б Ьл+eh
6 . Ю (С8-Я5)» (13+1.8)6
Радиус закругления пуансона Вп « С0,7-1,0)Вм .
4.21.7. Радиусы закруглений матрицы Вм и пуансона 1?п при вы-
тяжке деталей с утонением рекомендуется принимать по табл. 82.
Таблица82
пм
Толщина материалов л Радиус^ рокруионм бытакпои натриии.Оп Лдиус раруевения Ллкново пуансона, 8п
Отозъе 08.9 8ш6 (1.3-15)в (Ц85^15)в (1.8-1.8) 8 (03-0,1)1
197
Стр.196 РТМ I05-0-2I2-83
4.21.8. На процесс вытяжки существенное влияние оказывает вы-
сота пояска матрицы//габл. 73). Высокий поясок способствует налипа-
нию металла; что приводит к быстрому износу матрицы, а низкий по-
ясок- к перекосу вытяжки. /
Высота пояска в мм определяется по формуле
Z = /5-/&JS. (4.77)
Большее значение 4 для выглади деталей из гонких
материалов.
4.22. Конструирование вытяжных
п у а н>с о н о в
4.22.1. По способу крепления различаются следующие вытяжные
пуансоны: без пуансонодерлнтеля (черт. 142,а),с пуансонодеръатёлем
и с расклепкой (черт. 142,б,в).Последний применяется при I мм.
т
4.22.2. В пуансоне следует предусмотреть цейральный воздушный
канал,чтобы облегчить съём готовой детали с пуансона.Диаметр воз-
душного канала назначают равным 6-8% диаметра вытяжного пуансона.
Черт.142
4.23. Упоры вытяжных штампов
4.23.1. Для фиксации заготовки на Нарвой операции вытяжки
применяются утопающие (черт. 143,а) и постоянные упоры (черт. 143,б)
При применении штампов с прижимом заготовки для глубокой
вытяжки деталей из тонкого материала на прессах простого действия
196
РТМ 105-0-212-83 Стр.197
снабженных пружинным илм резиновым буфером, необходимо предусмот
реть упоры (черт. 144) (количество упоров-не иенее трех).
Черт.143
Черт.144
4.24. Перетяжные рёбра
4.24.1. Перетяжные ребра предназначены для повышения интенсив-
ности торможения заготовки под прижимом с целью повеления сопротив-
ления деформированного ’’фланца" при вытяжке сложных деталей. •
При вытяжке глубоких, деталей с вертикальными стыками или с
малым уклоном применяют перетяжные ребра установленные в один ряд.
4.24.2. При наличии большого радиуса закругления на пуансоне
или уклона на боковых стенах детали под углом >15°, а также вы-
пуклого или вогнул ого дна применяют перетяжные ребра в два-три ,
ряда или в один ряд П-образные перетяжные ребоа-"Пороги’’.
Пороги явля тся частью тела закаленной матрицы (черт. 145)
или выполняются в виде вставок из стали марки Х12Ф1.
4.24.3. Рекомендуемые формы перетяжных ребер в матргцг : пока-
заны на черт. 146, а размеры приведены в табл.83.
199
Стр.198 PTM I05-0-2I2-83
Черт.146 д,/ а
С1.<9оЛ Л9-Л
4.24.4. Рекомендуемые размеры и расположение перетяжных рёбер
полукруглого профиля по ширине фланца вытяжного перехода приведены
в табл.84 и на черт.147.
Т аб л и ца 84
пн
Прищепил А Л S к Аг а.- ГЦ
Для нелкш штамгпЪ ав-х 2S-30 н в 5 7 05
Для средних и крупных urrannot Л- 35 яв-х л Т в Л №0
При 1 uSflUlfUHClf о*мм натрии м-м ЗЯ-Х to - а 7 « Ов
2D0
РТМ 105 -0- 212 -83 Стр. 199
в-6
Черт.147
Большие значения величин А и Ар брать при максимальном угле
эна (черт.148).
Черт.148
201
Стр.200 РТМ Ю5Д)-212-83
4.24.5. На черт.148 приведены конструктивные элементы дугооб-
разных перетяжных ребер из стали марки У10А.
4о24.6с П-образные перетяжные ребра располагают Только на мат-
рице, дугообразные ребра на прижиме и на зеркале, матрицы, в послед-
нем случае допускается применять ребра без крепления.
4.24.7. В тех случаях, когда линия обрезки вытяжного перехо-
да проходит рядом с ним, перетяжные ребра ставят в нижней части
штампа,, в матрице. Верхнее расположение перетяжных ребер в этом
случае вызывает ослабление режущего участка у секции матрицы об-
резного штампа.
/
4.24.8. Для повышения технологических возможностей процесса
вытяжки и создания лучших условий для выправления и растяжения ма-
териала применяют смешанную схему размещения ребер:одно на при-
I
жиме, второе на матрице. В процессе растяжки материала происходит
реверсивный его перегиб, имитирующий дрессировку листа между роли»*
ками (черт. 149).
, Черт.149
4.25. Последовательная вытяжка в
ленте
4.25.1. Штамп. для последова/ел_ной вытяжки в ленте рекоменду-
ется применять для крупносерийного и массового производства.
4.25.2. Материал для последовательной вытяжки в ленте должен
обладать высокой пластичностью, ввиду отсутствия промежуточно», от-
жига между операциями.
202
РТМ 105-0-212-83 Стр.201
Исхода из этого, рекомендуется для вытяжки в ленте применять
следующие материалы: латунь Л63, Л68 по ГОСТ 15527-70; стали 08кп,
10кп по ГОСТ 1050-74; алюминиевый сплав АМцМ по ГОСТ 21631-76.
4.25.3. Различают два способа вытяжки в ленте:
без надрезки ленты;
с надрезкой ленты.
4.25,4. Вытяжка без надрезки ленты.
Вытяжка в целой ленте (черт. 150) позволяет уменьшить расход
материала (по сравнению с вытяжкой с надрезкой ленты), однако тре-
бует большего числа переходов. Поэтому вытяжка в целой ленте имеет
ограниченное применение и может быть рекомендована для мелхих де-
талей со следующими параметрами:
у-^1,0 Я 1,2 ,
где Н - высота детали, мм;
cl — внутренний диаметр детали, мм;
(4.78)
Д- диаметр фланца детали, мм.
- Черт.150
Число переходов и межоперационные размеры детали определяются
кос
лентами вытяжки, указанными б табл.85.
Таблица 85
HaunfHaSdHuf и марка материала Переход Вытяжки
1-я 2-л 3-я Фе 5-я 6-я
Коэффициент вытяжки m (Сптяжка Sa надрезки)
Латуни JI6i, и ЛВВ WiS5&-70 0.68 МО 0.82 0,85 0,87 0.90
Сталь O^mfDrn ПСГМЯ * АлюпинмВыО сплав АПцП Л>СГ&6Ъ'76 47£ 0,89 0,87 0,90 0.92 i 0.99
203
Стр.202 РТМ 105-0-212-83
Примечание. Расчет размеров следует производить по
средней линии.
При последовая ильной вытяжке в долой ленте поверхность перво-
го перехода вняяжки на 10-15% больше поверхности готовой детали,
а на последующих переходах поверхность последовательно уменьшает-
ся до размера поверхности готовой детали.
Ширина ленты В в мм определяется
Ь= 111)^26, (4.79)
гд<£1- диаметр заготовки, определяемый по методам, изложен-
ним в п. 4(3.; z
6 - ширина боковых перемычек (табл,86),
Таб к и ц а 86
О» 8
А» Я
С'.ЮЬУ и-я
н 3° я-ял
Ji ими .
Шаг подачи Т в гм при вытяжке в целой ленте опрзделяется
Т = (0,8-0,9)О3 (4.80)
4.25.5. Вытяжка о надрезко! ленты
Предварительно по формуле (4.81) определить общий коэффициент
последовательной вытяжки ГПобщ в ленте заданной детали для провер-
ки возможности вытяжки без промежуточного отжига
= = , (4.8D
л -#3
где наименьший диаметр готовой детали по средней линии,
мм;
_£> з - диаметр заготовки, мм;
Л1/, Ш2-.Л7л- коэффициенты вытяжки по переходам.
Величина допустимого общего коэффициента вытяжки П7Лцзависит
от химико-физдчееких свойств материала и условий вытяжки. Ориен-
204
РТМ I05-0-2I2-83 Стр.203
тировочные значения этих коэффициентов приведены в табл.87.
Таблицей?
Наименование в марка материала
Временное
сопротивление, •,
Коэффициент
ВЫТЯЖКИ «общ
(вытяжка с иалрез-
кой)
Сталь 08ки; Юкп ГЙСТ /060'74
Латунь Л65 и Л68 ГЮ7$527~70
300-400 (я-4о)
0.15-0.20
Алюминиевый сплав ЛМц.И.
ЯН<0(8-11)
0,20—0,25
Форма надрезки выбирается в зависимости от конфигурации дета-
ли.
На черт.151 приведены наиболее часто применяемые формы надрезок
ленты.
Форма (черт.151,а) применяется для вытяжки круглых деталей
большого диаметра при толщине материала до I мм.
Недостаток этой фопмы - при вытяжке поперечная перемычка изги-
бается и затрудняет подачу.
При надрезке ленты по форме (черт. 151,6) поперечная перемычка
вырезается. Недостаток этой формы-невозможность фиксации, так как
в процессе штамповки лента сужается. Указанная форма применяется
для вытяжки круглых деталей малого диаметра.
При надрезке по форме (черт.151,в)ширина и длина ленты при
. штамповке не изменяются.Такая надрезка применяется,когда требуется
205
Стр.204 РТМ 105-0-212-83
утановить фиксаторы. Рекомендуемые размеры при применении надрезки
по этоЗ форме: ширина перемычки q₽=(0,75-I,25) мм, ширина мостика
6 =(2-5) мм в зависимости от габаритные размеров детали.
Иад-резка по форме (черт.151,г) применяется при вытяжке прямо-
угольных деталей. 1
Надрезки по формам <черт.151,6 и г) наиболее распространенные
Надрезка по форме (чертД51,д) применяется при вытяжке круг-
лых деталей малого диаметра, позволяет использовать более узкую
ленту. так как в этом случае ширина ленты В равна диаметру загото-
вки 2>3 . Наличие гибких мостиков улучшает условия вытяжки и сокра-
щает количество переходов.
Черт.152
Диаметр заготовки (черт. 152) при последовательной вытяжке с
надрезкой определить с учетом коэффициента
(4-82)
где 2)^ - диаметр заготовки, поде.читанный по поверхности дета-
ли, мм.
Ширина фигурной надрезки Ь в тлм с учетом коэффициента jB оп-
ределяется
8 (4.83)
Ширина ленты В в мм с учетом коэффициента определяется
£>a£+'/fS (4.84)
где сД В,/" - коэффициенты, учитывающие технологические особен-
ности вытяжки в ленте при применении надрезки по форме б (табл.88).
206
гТМ I05-0-2I2-83 Стр.205
Таблица 88
Коэффи- циент To. щина штампуе го материала 8, мм
0,1-0,3 0,4-0,5 as-ол 0.9 -4Л <Э-/,5 1.6-2
«t 1,1 1.D7 1,05
А 1.СП-14 1.0Ц- -4,07 1.02-1,04
1 е ° 7 5 4 5
Шаг подачи Т в мм ври вытяжке ленты с предварительной надрез-
кой определяется по формуле
Т = Д. + 0L , (4.85)
где а- ширина перемычки (табл.89), мм.
Таблица 89
нн
Толщина патериали.э Ширине перемычки, а
До 1 3» . но не мене» 2 мм
а. /»>г е»
Число переходов и их размеры при вытяжке в ленте с предвари-
тельной надрезкой определяется коэффициентами вытяжки, приведенны-
ми в табл.90.
ТаблицаЭО
1 , ' Наименование и парка материала "ТТёрёюЗ^йьгтёжки"
1 г 3 * 5 6
Коэффициент biniHtrv, m
Латунь ЛбЗ, Л6& 460 0,76 0.76 0,80 0,82 0,85
Сталь 0,И; 10
Алюминио&ш оллаб АМиМ Cfii 0.7И О.6О 0,86 0.84 0.86
Радиусы закруглений пуансона и матрицы определяются по
следующим формулам:
для первого перехода вытяжки
Вц = (3—5)5 ;
(4 86)
207
С гр.206 ИМ 105-0-212-83
/?„,=(£-4)5; (4.87)
для последукцчх переходов внтяжки
^n~fc7’W|L (4-Ю)
но не менее 2 S ;
(4.89)
но не менее 3s.
Уменьшение радиусов Рп и Rm на промежуточных переходах про-
изводить равномерно.
Для получения готовых деталей с 3 и Pn < с? 5 следует
ввести калибровочные переходы (без изменения диаметра вытяжки),
при этом допускается уменьшение радиусов на каждом калибровочном
переходе на 50%.
При конструировании штампа рекомендуются минимальные радиусы
с целью возможности их увеличения при отладке штампа.
Вьоота. вытяжки по переходам определяется в' следующем порядке:
вначале находят диаметр фланца на последнем переходе вытяж-
ки, исходя из диаметра заготовки З)3; этот диаметр остается по -
стоянным на первом и последующих переходах вытяжки;
рассчитывают высоту вытяжки, исходя из размеров диаметра за-
готовки и фланца, а также равенства площади поверхности каждого
перехода вытяжки площади поверхности исходной заготовки.
Усилие прижима на первом переходе определяется по формуле ЛЭБ)
При конструировании штампа дай вытяжки в ленте (черт. 153)
следует:
предусмотреть отдельный прижим дай 1-го перехода вытяжга [ и
надрезки, чтобы предотвратить складкообразование и изменение меж-
центровых расстояний отдельных переходов вытяжки;
матрицы предусмотреть вставными.
X *
20&
РТМ 105-0-212-83 Стр.207
Черт.153
Цифрами на черт. 153 обозначены: 1-прижим для первого перехо-
да вытяжки и надрезкй; 2-съемник для последующих переходов.
_ „ ОДО/
шероховатость рабочих поверхностей пуансонов и матриц v
по ГОСТ 2789- 73; пуансоны и матрицы рекомендуется полировать и
хромировать для повышения стойкости и устранения налипания при
вытяжке деталей из мягкое материалов;
съемники для последующих переходов делать подазжтли при
3< / мм. Подвяжий съемник должен работать на жесткий удар
для получения в конце хода ровной поверхности ленты и флащез
штанцуемых деталей; съемники для дыропробивных и обрезных пуансо-
нов рекомендуется выделить отдельно от вытяжных пуансонов
(черт. 153);
величину зазоров для вытяжки в ленте Принимать по табл. 7/
LL 72-
при трех или более переходах вытяжке добавить после перво-
го перехода один резервный переход вытяжки для облегчения наладки
штампа.
Пуансоны могут быть установлены з верхнем или нижнем пуан-
сонодержателе (черт. 154); дри расположении пуансонов е нижнем пу-
ансонодержателе более удобно обеспечить фиксирование и подачу по-
с
лосы, однако усложняются условия съема детали Допускается уста-
новка плавающих пуансонов.
209
Стр. 208 PTM 105-О 212 83
Фиксация лен±ы (полосы) по U’aiy и ширине при ручной подаче
О' j ’ ’влявтся:
шаговыми ножами;
t двумя штифтами при наличии технологического выреза;
фиксатором, расположенным между первым и вторым переходами
внтяжки;
фиксатором, расположенным в конце, т.е. после вырезки детали;
*
ловителем на вырезном пуансоне;
штифтами или планками по обе стороны ленты (полосы).Кацдая вы-
пн да должна центроваться в гнезде матрицЕ последующего перехода.
1.26. Вытяжка облицовочных и п о -
д о б иы х деталей
4.26.1. ФсрЬслбразовани в облицовочных деталей в основном вы-
полняете/! за одну вытяжную операцию; на последующих операциях про-
изводится посади ьакруглениИ на отдельных участках, разбортовка
и т.д.; возможность штамповки заданной облицовочной дета ни опреде-
ляется операцией вытяжки .
Условия формообразования облицовочных деталей зависят от ряда
факторов: глубины и формы вытяжки, голо эньг прижимной поверхности
и способа торможения "фланца” заготовки.
2<0
РТМ 105-0-2^2-83 Стр.209
Формообразование облицовочных деталей обусловливает необходи--
мость дополнительных технологических прицусков, вызывающих сущест-
венное увеличение расхода металла.
4,26.2. На эффективность операции вытяжки влияют:
форма детали и вытяжного перехода;
конструкция штампа;
характер прессового оборудования;
количество листового ] сериала.
4.26.3. Вытяжка облицовочных деталей должна производиться,
как правило, на прессах двойного и тройного дбйст» i с усилием
наружного ползуна не кенэе половина усилия внутреннего ползуна.
Производить ватяжку облит,щвочийх деталей на прессах простого дей-
ствия не рекомендуется.
Шероховатость рабочих поверхностей пуансона и матргцы
а на участках со значительны? । скольжечпв! i деформируемого металла
4.26,4. Вытяжные переходи для облицовочных и им подобных
детелей
При разбортовке вгтя них переходов для облицовочных и им по-
добных деталей последовательно определяется:
полотенце детали в штсше;
форма Летали в вытяжис и переходе;
величина и р зпсложение технологических припусков;
форма и распою сенио технологических вырезов - окон;
положение и форма прижимнои поверхности вытяжного штампа;
фор а, количество и расположение перетяжных ребер;
сносом фиксации вит: кного nepi юда в обрезном штампе.
Полопегие алк в шт«ате определяется следующими условиями:
возможностью вхда пуансона в матрицу;
211
Стр.210 РТМ I05-C-2I2-83
глубиной вытяжки;
площадью соприкосновения пуансона с заготовкой в начале вы-
тяжки;
«
условиями вытягивания заготовки из-под прижима, и обтяжки им
пуансона;
равномерным давлением прижимного кольца штампа на матрицу;
специфическими особенностями форы: штампуемой детали.
В качестве примера на черт. 155 показаны схемы двух вариантов
основного участка штампа для вытяжки детали радиатора автомобиля
ЗИЛ-150.
Черт.15о
На черт J556 продольное сечение при неудачном варианте положе-
ния детали в штампе; 155в - продольное сечение при улучшенном ва-
рианте положения в штампе; 155а - поперечное сечение штампа, оди-
наковое для обоих вариантов.
Положение детали в штампе опредэляется иногда формой отдельных
ее участков (формой проема окна) черт. 156
Рекомендуемые размеры основных деталей штампов облицовочных и
им подобных деталей черт. 157
212
PiM 105-0- 2I2r83 Стр.211
4.26.5. Величина и расположение технологических припусков.
Величина и расположение технологических припусков в вгтяжном
переходе определяются:
фор:.юй и расположенийi прижимной поверхности;
условиями выполнения последующих обрезных операций;
условиями обтяжки пуансона заготовьо1', в процессе вытяжки.
Ширина технологического припуска в ым изделия, показан
ного на черт. 158,равна:
Стр.212 та 105-0--212-83
= + (4.90)
где 6 -ширина пояса, являющегося продолжением лицевой поверх-
ности детали, мм;
с/'-угол сопряжения стенок пуансона,град;
Рп -радиус закругления пуансона, мм;
Н -высота боковой стенки перехода, Мм;
£.-радиус закругления матрицы, мн;
£й~сУммаРная ширина "фланца" перехода.
Черт.158
4.26.6. Применение технологических вырезов (окон)
Вырезка окон применяется для обеспечения возможности перетяги-
вания штамцуемого глтагла из дна в стенку заготовки в тех случаях,
когда требуемую глубину заготовки не удается получить за счет од-
ного лишь местного растяжения металла.
Заготовка при такой последовательности формообразования сна-
чала вытягивается на неполную глубину, затем производится вырезка
окон и далее вытяжка продолжается до получения необходимой глуби-
ны Формообразование на поснедаем этапе осуществляется за счет
перетягивания металла из зоны дна. Оптимальная форма и расположе-
ние вырезов (окон) зависят от конкретной формы детали.
4.27. Определение усилия вытяжки
4.27.1. Усилие Р в Н(кгс), необходимое для вытяжки пустотелой
цилиндрической детали (черт. 159),определяется по формулам:
214
РТМ I05-0-2I2--83 Стр.213
/
Черт,159
для первой вытяжки
Р = fr.dfS Ъ/- П1Х (4,91)
для второй и последующих вытяжек
Р я , (4.92)
где ct> - д-даметры вытянутой детали на первой и второй
операциях, считая по средней линии "=0^- S, мм;
- поправ энные коэффициенты, зависящие от коэффи-
циентов вытяжки /77/ и /т^ (табл.91);
G/ - временное сопротивление материале,. ПеХкгс/мм2)
Таблица 91
Зичнм мщнгаа мафОяцмято* П
м. 055 O.ST 0,60 002 оде 067 070 072 075 077 080 — — . ЧП.
оде Ъее 07» .0.72 оде 0,6 0» 05 045 04 — — «а»
- -эиё: ; :ля»; *- ... м,, . -eii =Vt JU» оде оде 095
у •“t — — ««» tjo оде ООО 085 080 070 оде 05
4.27.2. Усилие иктякки с утонением материала в Н(кгс)
определяется по формуле
Ру, - Г-4 < •<%> , (4.93)
хда сокротяаженже при протяжке, Па(кгс/”г), составляю-
щее: для латуни (1,6-1,8 Ку; для стали (1,8-2,2)^;;
4 - утонение стенки, ж, равное: S,- S*; - S„.
4.27.3. Уожме вытяжки пряиоутотьинх деталей Р в Н(кгс) опре-
деля€_ся ио ф» рмуяв
Р =»$,. V< 2^-Cj +Z-C2), ; (4.94)
где >- рад уо сопряжения боковых стенок, мм;
Стр.214 РТМ 105-0-212-33
Д, - длина прямолине.чннх участков, мм;
Ст, С2 — коэффициента* имеющие следующие значения:
для глубокой ьытяжки - С- = О, 5;
для вытяжки глубиной 5-6 мм — Cj = 0,2;
для вытяжки без прижима и при
больших значениях - С2 = 0,2;
для вытяжки с пригымом — С2 = 0?3.
4.27.4. Потребное усилие пресса Рп в Н(кгс) определяется по
формуле
Рп = Р + Q , (4.95)
где Р - расчетное усилие вытяжки, Н(кгс);
Q - усилие прижима, Н(кгс).
4.28. Определение усилия прижима
4.28.1. Величина давления прижима оказывает большое влияние
на процесс вытяжки:
г >
при повышенном давлении прижима появляются рванины и трещины
при недостаточном давлении прижима образуются складки.
• 4.28.2. Расчетное усилие прижима Q з Н(кгс) определяется по
следующим формулам:
’ для цервой вытяжки цЕыцандрических деталей
Q = -J- [Г2- Ц + 2 ГИ)2] ; (4.96)
для последующих вытяжек цилиндрических деталей
*•-г IA2-i - Ч+ 2-гм)2] л • (4-97)
где Л - диаметр заготовки, л;
(ij- - диаметр вытяжки при первом переходе, мм;
cl^j, dg - диаметры вытяжки при последующих переходах, мм;
Г№ - радиус закругления вытя аой кромки матрицы, мм;
о, - давление прижима (табл.92), Па(кгс/мь^).
216
РГМ 105-0-212 -83 Стр.215
Та б л т ц а 92
Материал
Сталь мягкая S-^0,5 мм
Сталь мягкая 3^0,5 мм
1
Латунь
Медь
Алюминий
Дв.гре’люмини'! отожженный
Нержавеющие, высоконике-
левые стали
Давление прижима, ,
МПа (кгс/мм^)
2,5-3,0 (0,25-0,30)
2,О-2;5 (0,20 0,25)
1,5 2,0 (0,15-0,20)
1,0-1,5 (0,10-0,15)
0,8-1,2 (0 08 0,12)
1,2-1,8 (0,-12-0,18)
3,0- 4,5 (0,30 0,45)
4,28 3. При вытяжке на прессах двойного действия с жестким
прижимом рекомендуется между материалом и жестким прижимом выдер-
жать установочный заьор а , равный нормальному утолщению фланца
вытягиваемой детали (черт. 160).
а= 0,15 5.
Черт.160
Зазор а , препятствуя образованию складок, предохраняет за-
готовку от защемления.
217
c-rp.216 pm 105-0-212- -аз
5. ОТБОРТОВКА
51. Процесс отбортовки представляет собой образование бортов
вокруг предварительно пробитых отверстий (иногда без них) или по
краю пбдых деталей, произвидимое за счет растяжения металла.
Отбортовка подразделяется на два основных вида: отбортовку
отверстий и отбортовку наружного контура.
5 2Г Схема штампа для отбортовки отверстий приведена на
черт.161.
/
Dh-.
'л
d
Черт.161
Отбортовка отверстия заключается в том, что для ооразования
борта заданной формы металл, находящейся у края предварительно про-
битого отверстия диаметром d , подвергается одновременному отги
банию и растяжению до диаметра Ри (черт.ТбТ).
Диаметр отверстия d в мм определяется по формуле
d^Pfp- 2(Н 0,43Г- 0,72 s) (5.1)
Высота борта Н в мм определяет аг. по формуле
Н = о 43 Г + 0,72 S (5,2)
5.3. Степень деформации при отбортовке отверстий определяется
соотношением между диаметром отверстия в заготовке d и диаметром
218
РТМ I05-0-2I2-83 Стр.217
отоортивки по средней линии Ду, (черт.161), это отношение называ-
ется коэффициентом отбортовки К и определяется по формуле
Гк - -~-Я (5.3)
5.3. 1. Допустимом дааметр отбортованного отверстия за одну
операцию. РЛТ. в мм определяется по формуле
ср .
Лор = Т .
где d- диаметр предварительно пробитого отверстия, мм;
К -коэффициент отбортовки.
5.3 2. Коэффициент отбортовки К определяется.по табл.93.
5,4. Если отбортовка применяется с целью увеличения высоты
вытянутых цилиндрических деталей (черт. 162), то наибольшая допус-
тимая высота отбортовки К в мм определяется по формуле
+O,5'.’/“V =
= ^-± + 0,57.^ (5.5)
Черт.162
5.5. Диаметр отверстия d пробиваемого в дне вытянутого цилин-
дра под отбортовку (черт. 162) определяется по формуле
cl= х>ор + 1,14 l?p-2fi (5.6)-
5.6. При отбортовке мелких отверстий в толстом материале от-
бортовываемая часть не получает Должного оформления вследстве смя-
219
Стр.218 РТМ 105-0-212-83
Таблица 93
Форма пуан- Спо- соб полу- чения отве- d S
100 50 35 20 15 10 8 6,5 5 3 I
сона ретин К ДОП
Сфери- чес - кая Свер- ление с за- чист- кой зау - сен - цев 3,70 0,60 0,52 0,45 0,40 * 0,36 0,33. 0,31 0,30 0,25 0,20
Про- бивка в штам пе -0,75 0,65 0,57 0,52 0,48 0,45 0,44 0,43 0,42 0,42 —
Дилинд- ричес- Звер - пение с за - чист - кой зау - сен - цев 0,80 0,70 0,60 0,50 0,45 0,42 0,40 0,37 0,35 0,30 0,25
кая Про бивка в штам - пе 0,85 0,75 0,65 0,60 0,55 0,52 0,50 0,50 0,48 0,47 —
220
PTM I05-0-2I2-83 Стр. 219
тин краев стенки (черт. 163,а). Лля таких случаев рекомендуется
совмещать пробивку отверстия и отбортовку, придавая пуансону осро
конечную форму (черт.163,б).
Черт.163
5.7. ' Отбортовка мелких отверстий под резьбу применяется для
увеличения высоты тонкого материала в резьбовой части. В этом слу-
чае производится небольшое утонение стенок (черт.164), толщина ко
торых определяется по формуле
А = 0,655. (5.7)
Чёрт 164
5.7.1. Диаметр отверстия под отбортовку в мм определяется
по формула
22/
Стр-220 РТМ I05-0-2I2-83
Наружный диаметр отбортовки cl> в мм определяется по
= 0,45’dj (5.8)
Отбортовка отверстий под резьбу возможна лишь до резьбы М5.
5 7.2,
. формуле
5.7.3.
5.7.4.
63 = ^ + I,3S (5.9)
Высота отбортовки i в мм определяете. по формуле
К = (2-2 5) S (5.10)
г——' “
На черт. 165 изображенье -лир окори зпростране.чная отбортов
I .а-зенковка углублений под головки винтов и отбортовка под резьбу
без предварительной пробивки отверстий.
5
Черт.165
5.8. Зазоры между рабочими частями штампа при отбортовке
плоской заготовки прзведбны в табл. 94., а при отбортовке с предан
ригельной вытяжкой — в Фабл.95.
Таблица 94
мм
Толщина материала Зазор на сторону
0,8 0,7
1,С 0,85
1,2 1,0
1,5 1,3
Таблица 95
мм
Толщина материала Зазор на сторону
0,8 0,6
1,0 0,75
1,2 0,9
1,5 1,1
222
PTM 105-0-272-83 Стр.'221
5 9. На черт. 166,а приведена схема штампа для одновременной
пробивки и отбортовки отверстий под резьбу до М5 или гладких от-
верстий диаметром dj до 4 мм; на черт. 166,б — для отбортовки от-
верстий диаметром dj- до 10 мм с применением ловителя; на черт.Тббв
— для отбортовки отверстий диаметром Jj свыше 10 мм с применением
ловителя; на черт. 166,г — для отбортбвки отверстий пуансоном с
криволинейной рабочей поверхностью.
Черт.166
2ГЗ
Стр. 222 РТМ 105-С-212'-83
5.10. Усилие отбортовки цилиндрическим пуансоном Р в Н(кгс)
определяется по формуле
Р = - d)S<5j, (5.II)
где Dj - диаметр отбортовки (черт.161), мм;
d - диаметр предварительно прибитого отверстия, мм;
S - толщина штампуемого материала, мм,
с? - временное сопротивление материала, ПаСкгс/мм*2).
5.II. Отбортовка отверстий со
сложным контуром
5.II.I. При отбортовке отверстий со сложным контуром следует
расчленить деталь на элементарные участки и произвести расчеты в
соответствии с характером деформации отдельных участков. Теорети-
ческая фбрма контура отверстия должна быть скорректирована для по-
лучения более плавной формы.
5.II.2. Изображенная для примера на черт«167 деталь разделена
на прямые участки I и 5, вогнутые участки 2, .4, 6, 7, 8 и выпуклый
1
участок 3.
Характер деформации металла на участках 2г4,6,7 и 8 такой же,
224
PTM 105-0^212^83 Стр.223
/-----------------------------------
как и прл отбортовка цилзндрических отверстий; ла участках I ч 5
происходит обычная гибка, а на участке 3 -вытяжка.
Подсчет размеров и фор«21 отверстия черед отбортовкой участков
2,4,6,7,8 следует производить так же, как при отбортовке цилиндри-
ческих отверстий; участков I и 5 — как при гибке; участка 3 — как
при вытяжке части
ядра с соответствующим радиусом.
5.II.3. Киэффициент отбортовки отверстий со сложным коцтуром
устанавливается по вогнутому участку с наименьшим радиусом кривиз-
ны.
5.II.4. Значения ко»
р>.НГ;ИГ/
ента отбортовки К' установлены следу-
ющие:
при сочетании выпуклых и вогнутых участков
К'= (0,8&-0,90)К ; (5.12)
при сочетании вогнутых и прямс линейных участков
(1,0-1,1)К , (5.13)
где К - коэффициент отбортовки по табл. 93.
5. ЩВКА
6.1. Процесс правки в холодной штамповке применяется для: ис-
правления неровностей на поверхности деталей; придания правильной
формы предварите льне ссгн, гтнм или вытянутым деталям.
Правка требует значительных давлений^ производится, в основ-
ном, на специальных чекан очных и фрикционных прессах.
6.2. Способы вннрямлония ьлоскьд и профильных заготовок, а
также прутков и проволоки приведены в табл. 96.
6.3. Дрофиь зубцов точечного штампа для правки приведен на
черт. 168. Вершины зубцов точечного штампа слегка притуплены.
Вершив: зубцов вафельного штампа более притуплены и имеют
широкую площадку (до 0,5 s ).
225
Стр.224 РТМ IOc-0-212-83
Таблицам
Способ правки Схема ' штампа Примечанье Давление ,0 ife
Гладкими Для деталей из 50X00
штампами тонких мате- (5-10)
iz/Sa •;vc' риалов
Плос-
кая прав- ка Точечными
штампами
Вафельными
штампами
Для деталей
из йолёе тол
- -стих матери •
алов, допуска--
ющчх отпечатки
на поверхности
Для деталей иь
более толстых
материалов,не-
допускающих
глубоких отпе-
чатков
Правка
профильная
ДиЯ открытых'
профилей из
тонких мате-
риалов
Правка прутков
и проволоки
шьаоо
(10-20)
200->0
Сгс-зо)
100-Г50
(X0-I5)
Для прутков и 500-300
проволоки не- <50-80/
больших диа- на 1 101
метров
226
РТМ I05-0-2I2-83 Cay. 225
Черт.168
Зубцы точечного штампа имеют в плане квадратную форму, а зуб-
цы вафельного штампа - квадратную или ромбовидную.
Высота зубцов точечного штампа составляет ст одной до двух
толщин ин в/дуемого материала, а вафельного - около толщины матери-
ала.
Шаг зубьев обоих штампов берётся примерно равным толщине
»ДН1Ж1
штагшуемого материала
Зубцы верхней и нижней частей штампа должны быть смещены на
половину шага относительно друг друга. При необходимости сохране-
ния одной поверхности детали гладкой, применяются штампы с плоской
. матрицей и зубчатым пуансоном.
6.4. Правка деталей после гибки и вытяжки применяется для
уменьшения радиусов закругления и выпрямления дна и боковых стенок
деталей (черт.169).
Чарт.169
Стр.226 РТМ I05-0-2I2-83
6.5. Усилие при правка Р £ Н (иге) определяется по формуле:
Р= F q, » (6.1)
где F - пиверхноолЪ детали, мм2:
q “ жаление, Па (кге/мм2) (табл.96).
7. ЧЕК£Ж'.
7.1. Чеканка представляет операцию, при которое проле?годит
образование выпукло-влпртогс- рель >фа на поверхности изделий
за счет , местного изменения толщины штериат~ и заполнения иы
рельефней полости ште-па.
7.2. Усилие Р в Н(кго), необходимое для чеканки, может , быть
определено ш> формуле:
Р » fq, (7.1)
где Г ~ площадь проекции детали, мм2;
q - давление, Па (кге/мм2) (тьбл.97).
Таблица 97
° о Ш
Наименование операции о # Наименование тте- риала и его толщина 9 М^втз/мм2)
Чеканка плоских деталей без ограничения их контура при деформации меньше 2% Латунь s ^0,7 200-500 (20-50)
Чеканка выпукло-вогнутог: рисунка Латунь s^I,8 800-900 (80-90)
Чеканка букв и рисунка Сталь 20,25 3^0,7 2000-2500 (200-250)
Чеканка двухстороннего рисунка Сталь высоколегиро- ванная коррозионно- стойкая -s 1,5 2000-3000 (200-300) Н ННко
Чеканка одностороннего рисунка 226 Латунь S =0,4-3,0 2500-3G00 (250-300) и выше
PTM I05-0-2I2-83 Стр. 227
8,1. Операция клеймения аналогична операции чеканки, но име-
ет более поверхностный характер i требует несколько меньшего дав-
лэния (черт. 170а,б,в).
8.2. Если глубина вдавливания ^^(0,3-0,4) S , то клей-
мение производят на гладкой шТрице; если же /?>0,4 s , то в
матрице делают углубления сответствупцего очертания, во несколь-
ко большей ширины и меньшей глубины, чем выступы на пуансоне
(черт.170,в).
а б &
Черт.170
ST. “-ЕЛБЕЖАЯ ФОРкОВКА
9сI. Процесс рельефной формовки представляет собой изменение
формы заготовки или детали и заключается в образовании местных
углублений и выпуклостей за счет растяжения материала (черт.171)
Черт.171
229
Стр.228 РВД 105-0-212-83
9.2. Возможность формовки за одну операцию без разрывов
материала определяется подсчетом относительного удлинения мате-
риала в зоне наибольшего сформирования по формуле:
- ~ ----100< о (9.1)
Zj
где - ре ввернутая длина по сечению штампуемого рельефа,
мм (черт.172);
£ - расстояние мъ^ду крайними точками рельефа,мм;
сГ- допустимое относительное удлинение,в процентах.
Черт. 172
9.3. От построения профиля рельефа зависит величина напряже-
ния материала, возникапцая в местах деформации при фо} ювке.
Если глубина рельефа 6^2$ (черт. 173), рельеф должен удовлет-
ворять следующим требованиям:
Л' = (0,2-0,4) S ; В = А + 1,65 (9.2)
Э.4. Если радиусы при рельефе недопустимы, в углах следует
делать подсадку. Размеры подсаживаемых деталей приведены на
черт.174.
9.5. Построение и получение друз элементов рельефа нака-
заны на черт. 175.
Если рельеф расположен близко к краю j >^3 s, горизонтальная
230
PTM I05-C-2I2-83 Стр.229
площадка получается за счёт дополнительного расхода металла и об-
резки.
I
I
I
^7
но
но
но
не
не
не
<о
менее
менее
менее
мм
мм
мм
Черт.173 Черт.1^4
9.6. 5силле Р в Н(кгс), необходимое для рельефной формовки
небольших деталей (F<2000 мм2^ из материала толщиной, до 1,5 мм,
определяется по формуле
Р 5 Г-К-з2,
где f - площадь штампуемого рельефа, мм2;
(9.3)
оэффициент, составляющий: для стали - 200-300 Н/мм4
(20-30 кгс/мм4); для латуни - 150 200 Н/мм4 (15-20
Способ яомметя
полки ^£>33
й - . — ---Д
231
Стр .230 РТМ 105-0-212-83
10. ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ШТАМПОВ ХОЛОДНОЙ ЛИСТОВОЙ
ШТАМПОВКИ
10.1. Общие т р е б о в а ни я к оформле-
нию чертежей штампов
10.1.1. При проектировании штампов следует руководствоваться
действу!
руководя
государственными стандарт? *и, отраслевыми стандартам,
тэхяическтаи материалами с учетом технических условий
и требований к проектированию штампов завода "Заказчики".
, 10.1.2. При проектировании штампов следузт руководствоваться
правилами техники безопасности и производственной санитарии при
холодной обработке металле в. приведенными в обязательном приложе-
нии 2. Штамповое пространство должно иметь ограждение согтаснп
РТМ 105-0-205-82.
10.1.3. Чертежи штампов вы алняются на форматах, установлен-
ных ГОСТ 2.301-68 (СТ СЭВ 1181-78)(обязательное приложение II).
10.1.4. Чертежи штампов, как правили, следует выполнять в
масштабе 1:1. В крупногабаритных штампах план низа н план верха
рекомендуется выполнен* в масштабе уменьшения (1:2; 1:2,5), а раз-
резы и сечьнгг. в масштабе 1:1.
Во всех случаях особе мелкие участки следует выносить И выпол-
нять в увеличенном масштабе.
10.1.5. Сборочный чертеж штампа оформляется с необходимым
числом видов, разрезов и сечены, достаточных дин полного ноав а-
ния конструкции и ^заз годеиствия отдельные его частей, а также дал.
обеспечения возможности детелировгп, изготовления, сборки и контро-
ля.
10.1.6. Типовой проект сборочного чертежа штампа дан в реке
мендуемом приложении 12.
Размеры, предельные отклоненья, шероховатость поверхностей и
232
РТМ I05-0-2I2-83 Стр.231
технические требования, принятые в приведенных чертежах, не явля-
ются основанием для их назначения, а служат только примерами
оформления чертежей штампов.
10.2. В ы'п олнение чертежей штампов
листовой штамповки
10.2.1. Чертежи штампов, блоков, пакетов и их деталей должны
быть выполнены в соответствии с требованиями стандартов ЕСКД и
ГОСТ Е.^4-80.
10.2.2. На сборочном чертеже штамп, блок и пакет должны быть
изображены (кроме планов низа и верха) в сомкнутом состоянии, т.е.
в крайнем нижнем (рабочем) положении (черт. 176).
Черт.176 Черт.177
Допускается изображать штамп и пакет в раскрытом состоянии на
дополнительных изображениях - видах, рмрезах, сечениях; над изо-
бражением должна быть нанесена надпись: ПВ раскрытом состоянии"
(черт.177).
10.2.3. На сборочном чертеже штампа, блока и пакета на месте
вида сверху должен быть изображен план низа. Если план низа распо-
ложен не в непосредственной проекционной связи с главным видом,
над его изображением следует нанести надпись "План низа".
233
Стр.232 PTM I05-0-2I2-83
iO.2.4. На сборочном чертеже штампа и пакета должно быть по-
мещено изображение плана верха, над которым следует нанести над-
пись “План верха".
Допускается плав верха не изображать, если при этом не затруд-
няется чтение чертежа.
Й.2.5. На планах низа и верха должны быть нанесены и указаны
надписями оси штампа (черт, 178), которые в чертежах деталей штампа
.цолены служить конструкторскими базами для указания размеров, опре-
деляющих взаимное расположение деталей на несущих плитах.
Черт.178
Допускается не наносить надписи “Ось штампа" в случаях, когда
центр давления штампа совпадает с точкой п ресечения осей симмет-
рии шта^шуаюго симметричного контура, а верхняя часть штампа крэ-
пится хвостовиком.
10.2.6. Если ка сборочном чертеже фронтальная сторона штампа
или блока повернута по отношению к наблюдателю на 90L юп 180°,
около плана низа должна быть нанесена надпись “Фронт", как показа-
но на черт 179.
10 2.^. На планах низа и верха допускается не изображать пол-
234
РТМ 105 0-212 83 Стр.233
Черт.179
ностью перетяните ребра и канавки под них, канавки под смазку, ру-
кава трубопроводов и т.п., показывая только их концы и проводя осе-
вые линии (черт.180).
10.2.8. На чертеже формоизменяющего штампа, предназначенного
для изготовления деталей сложной пространственной формы, следуе м
на плане низа изобразить сплошной тонкой линией контур обрезки
штампуемой детали и на полке линии-выноски поместить надпись "Кон-
тур обрезгз" (черт.181).
235
Стр.234 PTF.I 100-0-212-83
План низа.
Черт.181
10 ,2 9. Положение секущей плоскости одного и того же разреза
или сечения следует указать линией сечения на планах низа и верха.
Допускается наносить линию сечения только на плане низа, если
при гтом не затрудняется чтение чертежа.
10 2.10. На сборочном чертеже допускается изображать полностью
или яе изображать совсем крепежные детали и пружины, частично по-
падающие в секущую плоскость (черт. 132).
Черт.182
10.2.II. На сборочном чертеже штампа и пакета на плане низа
штампуемую деталь или заготовку следует изображать в виде "обста-
новки” до ГОСТ 2 109-73.
236
PTM I05-0-2I2-83 Стр.,235
В разрезах и сечениях штампуемую деталь следует заштриховать
участками го три линии или затемнить (черт.Х83).
Черт.183
10.2.12. На сборочном чертеже штампа и блока допускается изо-
бражать в виде "обстановки” элементы универсальных средств механи-
зации и наносить необходимые присоединительные размеры.
ТО.2.13. На сборочных чертежах допускается отводить линии-вы-
носки для указания номеров позиций от линий невьдидсго контура, ес
ли при этом отпадает необходимость дополнительного изображения.Ли-
ния-выноска должна закачиваться стрелкой (черт. 184).
Черт.184
10.2.14. Допускается, по согласованию с изготовителем, не вы-
пускать чертежи на все или часть деталей штампа. Пюи этом все дан-
I 237
Стр.236 PTIvl I05-0-2I2-83
ные для изготовления деталей, а также данные для сборки и наладки
штампа должны быть указаны в спецификации и на сборочном чертеже
в соответствии с требованиями ГОСГ_' 2.109-73.
Примечание . Документацию штампа без выпуска рабочих
чертежей деталей рекомендуется выполнять:
на штамп, предназначенный для изготовления сложной детали,
форма и размеры которой при изготовлении штампа оаданы шаблоном
("Бастер-моделью”);
во всех случаях, когда на сборочном чертеже и в спецификации
штампа можно, без ущерба для ясности чертежа, привести все данные
необходимые для изготовления деталей,
10.2.15. Наименование штампа, указываемое в основной надписи
сборочного чертежа, должно соответствовать ГОСТ 15830-75 (обяпа-
тельное приложение 4).
10.2.16. В технических требованиях чертежа штампа допускается
приводить:
указания об уточнении исполнительных размеров рабочих частей
по результатам экспериментального определения конфигурации заготов-
ки и утлой пружинен 1Я штампуемого материала;
указания об уточнении мест расположения элементов тор?5ожения
штампуемого материала в вытяжных штампах (перетяжных ребер и т.п.}
марку и (ели) инвентарный номер пресса, а такле его основные
технические характеристики (ход ползуна, частота включения и т.д.).
10.2.17. В случае, когда на штамп не выпускается эксплуатаци-
онная документация (инструкция по эксплуатации и т.д.), на сбороч-
ном чертеже штампа должны быть приведены.указания о технике безо-
пасности при его эксплуатации: о применении щипцов, пинцетов, о
способе включения пресса и т.д. В этом же случае допускается приво-
дить указания:
. о соблюдении особых условий, обеспечивающих надежность работы
258
РТМ 105-0-212-83 Стр.237
механизмов (включая элементы привода, управления и др.);
об обеспечении работы направляющих элементов;
о способах и периодичности проведения смазки трущихся* элемен-
тов.
10.2. J8. На первом листе сборочного чертежа штампа в правом
верхнем углу допускается помещать таблицу, содержащую наименования
и обозначения штампов, входящих в комплект для обработки данной
детали Размеры таблицы и пример её заполнения приведены на
черт.185.
Комплект штампоб
tuimotm Зля Ьытяжш
XXXXXX...
ТМпшт^ай*'"^ ...ХХХХХХ ...
ЪШтатЗйЯ dfltww ...ХХХХХХ...
Щтшт дмwtiufau ...> \XXXX..
Черт.185
10.2.19. На первом листе сборочного чертежа спегиального штам-
па и пакета в правом верхнем углу или под таблицей ’’Комплект штам
пов”, если она приведена, следует поместить операционный эскиз
штаипуемой детали в том виде и с теми размерами и другими дянттми,
которым она должна,соответствовать после обработки р данном штампе.
Допускается помещать слова от операционного эскиза изображе-
ние заготовки - исходной или полученной после предыдущей операции
штамповки.' При этом е^д изображениями должны быть нанесены соответ-
ствующие заголовки (черт.186).
Если исходной заготовкой служит лента или полоса, переходы
штамповки следует показывать на схеме раскроя (черт.183).
239
Стр.238 PTM I05-0-2I2-83
Комплект штампоб
{Штампа “ j. уууууу
__________________* млллл.-
гвтомп йля гиЯки. . .XXX XX-
Черт.186
При изображении на сборочном чертеже одновременно нескольких
пакетов следует вычерчивать все переходы штамповки, располагая по-
следовательно возле соответствующих рабочих позиций или в правом
верхнем углу первого листа сборочного чертежа.
10.2.20. Под операционным эскизом допускается помещать необхо-
димые сведения, например: материал, ^ехнг логическое усилие ит.щ
(черт. 186).
10.2.21. Допускается помещать операционный эскиз, изображение
заготовки, cxeiy раскроя"исходного материала и переходы штамповки
на отдельном (последнем) листе сборочного чертежа.
10.2.22. На операционном эскиза штампуемую деталь следует изо-
бражать в том положениии, в каком она обрабатывается в Данном штам-
пе. На изображении должны быть нанесены только те размеры, которые
необходимы для разработки и контроля штампа, включая базовые, и
для фиксации детали.
10.2.23. На изображении штампуемой детали на операционном эс-
кизе рекомендуется показывать и обозначать оси штампа и угол пово-
240
РТМ I05-G-212-83 Стр.239
рота детали, золи в штампе она повернута.
10.2.24. Допускается изображать штампуемую деталь частично,
показывая только участок, который обрабатывается в данном штампе
(черт,187}.
10.2.25. На операционном эскизе допускается обозначать виды,
разрезы и сечения на изображении штампуемой, детали так же, как они
обозначены на ее чертеж?, с добавлением к буквенным обозначениям
цифровых индексов ’'Вид Aj", "Ej-Ej".
10.2 26. На схеме раскроя ленты (полосы) следует выделять
штриховкой изображения вырубаемых деталей и отходов, отделяемых от
заготовки (черт,188).
Черт.188
10.2.27. В случае, когда в данном штампе изготовляется не
окончательно готовая штампуемая деталь, а заготовка для последую-
щей штамповки, и какие-либо размеры этой заготовки на операционном
эскизе подлежат уточнению по результатам ооработки в следующем
241
Стр.240 РТМ 105-0 212- 83
штампе, необходимо закгюч&хть такие размеры в круглые скобки
(черт. 189) и в тексте под операционным эскизом привести запись:
"Размеры в скобках уточнить в ... штампе ..." (указать наименова-
ние и обозначение следующего штампа).
Unepa^U^tHb/u Эсыз фг^кык/...
/ Ньл/ериал...
Z. Технологическое уеи/п/е...
5. Разггеры, указанные В еноВка^
уточни/ль 0г1:/тнь//'1 лутет В--
штанле, чертеж... ХХХХХХ...
Черт.189
10.2.28. В комплект конструкторской документации штампа листо-
вой штамповки, предназначенного для эксплуатации на двухстоечных
прессах, должен входить монтажный чертеж, в котором должны быть
указаны размеры для установки штампа относительно осей пресса и пе-
речислены детали, необходимые для крепления штампа к прессу
(черт. 190).
При Наличии на ползуне или столе пресса отверстий для крепле-
ния штампа следует указать координаты используемых отверстий.
При использовании в штампе буфера пресса в монтажном чертеже
должна быть приведена схема расположения и размеры отверстий под
буферные шпильки. Эти данные в монтажном чертеже не приводят, если
они нанесены на специальной табличке, помещаемой на штампе.
2W
РТМ 105-0-212-83 Стр.241
В случае, когда штамп предназначен для эксплуатации на прессе
с дополнительными подштамповыми плитами, они должны быть показаны
в монтажном чертеже на упрощенном изображении штампа в разрезе, на
главном виде (черт.191).
243
Стр. 242 РТРЯ 105-0-212-83
Если штамп центрируемся или крепится к прессу хвостовиком и
для его крепления не требуются дополнительно какие-либо изделия,
монтажный чертеж штампа не- выпускается.
10.3. Про с та новка размеров на сбо-
рочных чертежах
10.3.1. Ча сборочном чертеже штампа, блока и пакета должен
бить указан, кроме размеров, предусмотренных IOCT 2.109-73, размер
закрытой высоты (черт.176}.
Примечания:
I. На чертеже штампа для вытяжки, устанавливаемого на прессе
двойного (тройного) действия, указ.-вада соответственно два (три)
размера закрытой высоты, - расстояния между опорными плоскостями
деталей сомкнутого штампа, связанных раздельно с наружным и внут-
ренним ползунами пресса (черт. 192),
Черт.Т92
2. В соответствии с ГОСТ 2.109-73, на сборочном чертеже штам-
па следует проставить следующие размеры:
габаритные размеры в плане;
размеры, относящиеся к расположению фиксаторов, упоров и на-
правляющих линеек (планок);
размеры и координаты отверстий под штифты деталей, обрабаты-
ваемых совместно;
размеры, определяющие взаимное расположение отдельных инстру-
ментов;
244 '
РТМ I05-0-2I2-83 Стр.243
размер между ограничителями закрытой высоты (в разделительных
штампах).
Допускается также указывать:
размер вылета (черт.178);
размер величины хода подвижных частей в штампе;
размер от опорной плоскости штампа до плоскости, по которой
перемещается нижний торец заготовки, загружаемой в штамп;
другие необходимые размеры.
10.3,2. На сборочном чертеже штампа и блока размеры расстоя-
ний между г щравлй
1Ж11 ГЛ Л It
колонками (втулками) следует наносить толь-
ко на пгане низа.
10.3.3. На сборочном чертеже формоизменяющего штампа следует
указать на изображении или в технических требованиях размер зазора
(с предельными отклонениями) между рабочими частями штампа.
10.3.4. При выполнении сборочного чертежа штампа по правилам,
изложенным в п. ТО.2.14, положение поверхностей детали, форма и
размеры которой определяются шаблоном, следует указывать координа-
к
тами характерных (базовых) точек относительно осей и опорных плос-
костей штампа (черт.193).
У координаты базовой точки должно быть помещено в скобках сло-
во "БАЗА", нанесенное приписными буквами той же высоты, что и циф-
ры размерных чисел.
10.3.5. На сборотаом чертеже должны быть указанн:
допуск параллельности верхней (опорной) плоскости верхней пли-
ты относительно ниьяей (опорной) плоскости нигеней плиты;
допуск перпендикулярности осей колонок относительно опорной
плоскости соответствующей плиты.
245
Стр,244 РТМ I05-C-2Т2-83
Черт.193
10.4. Спецификация
10.4.1. Спецификацию составляв на отдельных листах на каждую
сборочную единицу до формам I и 1а ГОСТ 2.108-68.
10.4.2. Спецификация штампов состоит ив разделов, которые рас-
полагает в следующей последовательности:
документация;
сборочные единицы; —
детали;
стандартнйе изделия;
комплекта
Наименование каждого раздела указывают в виде заголовка в rjy -
ч
фе ’’Наименование" и подчеркивают тонкой линией.
1D.4.3. В раздел "Документация" вносят документы, входящие в
данный штам1:: сборочный чертеж, технические условия, монтажный чер-
теж.
10.4.4. В разделы "Сборочные ej
и "Детали" вносят сбо-
рочные единицы и детали, неиосредст! енно входящие в данный штамп.
246
PTM 10b- -C-2I2-83 Стр. 245
IO.4.5. Зслись указанных изделий "Сборочных единиц" и ’•’Дета-
лей" производят в порядке возрастания тг*фр» входящих в обозначения.
10.4.6. В разделе "Стандарта! :е изделия" записывают изделия,
примененные по:
государственным стандартам (ГОСТ);
нормалям машиностроения (МН)-;
отраслевым стандартам (ОСТ);
стандартам предприятия (СТП).
В пределах каждой категории стандартов запись производят по
группам изделий, объединенных по их функциональному назначению
(например, подшипники, крепежные изделия, инструмент и приспособ-
ления для холодной обработки давлением и т.п.), в пределах каждой
группы - в ал-яавитном порядке наименований изделий, в пределах зак-
дого наименования - в порядке возрастания обозначений стандартов,
а в пределах каждого обозначения стандарта - в порядке возрастания
основных параметров или размеров изделия.
10.4.7. В раздел "Комплекты" спецификации штампа холодной
листовой штамповки вносят комплекты, которые непосредственно вхо-
дят в данный штамп, и записывают их в следующей последовательности:
комплекс монтажных частей;
комплект сменных частей;
комплект инструмента и принадлежностей.
Изделия, входящиев комплект, как правило, должны быть запи-
саны непосредственно в сне:
икацию соответствующего штампа в раз-
деле "Комплекты". При этом наименование комплекта, к которому отно-
сятся: вносимые в спецификацию изделия, записывают в графу "Наимено-
вание" в виде заголовка и не подчеркивают.
10.4 8. Для разделов ‘Документация" и "Комплекты" графа "Поз'.’
спецификации не заполняется.
24?
Стр.246 РТМ 105-0-212 -83
10.5. Выполнение чертежей деталей
"штампов
10.5.1. Чертики деталей штампов выполняются на отдельных лис-
тах формата, установленного ГОСТ 2.301-68.
10.5.2. Чертеж детали должен содержать:
основную и боковую надписи;
изображение чертежа детали, рас? эры, предельные отклонения,
обозначение шероховатости поверхностей и другие данные;
данные^ харакиеризующче материал готовой детали;
технические требования.
10.5.3. Количество изображений вадов, разрезов и сечений дол-
жно быть наименьшим, но обеспечила
1
полное представление о пред-
'•.111*15
мете при применении установленных в соответствующих стандартах ус-
ловных обозначений, знаков и надписей.
10.5.4. Общее количество размеров на чертеже должно быть ми-
нимальным, но достаточным для изготовления и контроля изделия.
10.5.5. Прч нанесении размеров рабочих контуров деталей - пу-
ансона, матрицы, пуансон-матрицы и других — одну из них следует
назначить основной рабочей деталью.
10.5.6. В случае, коцца размеры штампуемой детали имеют пре-
дельные отклонения по 7-му квалитету или точнее, предельные откло-
нения размеров рабочего контура штампа следует указывать только в
чертеже основной рабочей детали, а для соответствующих контуров
сопрягаемых деталей необходимо нанести номинальные размеры без
предельных от.слонений, отметив их знаком х. При этом в технических
требованиях чертежа сопрягаемой детали должны быть помещены соот-
ветствующие указания, например:
для случая, когда основной деталью является матрица:
на чертежах пуансона и выталкивателя, пригоняемых по матрице
248
’ ™ 105-°-212-83 Стр. 247
с зазором, — "* пригнать по матрица ... с ьазором ... мм на сторо-
ну";
на чертеже выталкивателя, пригоняемого по матрице — "* при-
гнать по ма грице ...» обеспечив посадку ...";
для с куча а когда' основной рабочей деталью является пуансон:
на чертежах ма-грицы и съёмника, пригоняешх по пуансону с за-
зором, - "х пригнать но пуансону ... с зазором ... ю на сторону";
на чертеже съёмника, пригоняемого по пуансону, — "* пригнать
по пуансону ...» обеспечив посадку
10.5,7. При сложном рабочем контуре основной рабочей детали
и требуемой точности размеров штампуемой детали по 12-му квалитету
и грубее допускается в чертеже основной рабочей детали наносить
размеры без предельных отклонений и в технических требованиях при-
водить запись о неуказанных предельных отклонениях размеров в со-
ответствии с ГОСТ 2.307 -68. При этом чертежи сопрягаемых деталей
должны быть оформлены в соответствии с требрваниями п.10.5.6.
10.5.8. В случае, когда на чертеже основной детали невозможно
или нецелее с образно указать все размеры, необходимые для её изго-
товления. в технических требованиях чертежа следует приводить за-
пись по типу: "Рабочий контур выполнить по чертежу штампуемой дета-
ли" пли ’’Рабочий контур выполнить по шаблону, изготовленному по
чертежу штампуемой детали". При этом на изображении должны быть
нанесены размеры, кооццинируюсые кентур относительно осей штампа
(черт.194), и чертежи сопрягаемых деталей должны быть оформлены в
соответствии с требованиями п. 10.5.6.
10.5,9. В чертежах державок, съёмников, выталкивателей с дву-
мя и белее отверстиями под пуансоны (черт. 195), выполняемых соглас-
но пп.10 5.7 и 10.5.8, размеры координат соответ-
ствующих отверстий следует наносить без предельных отклонений, от
249
Стр.248 PTM I05-0-2I2 83
Черт.194
мечая их знаком к. При stol в технических требованиях чертежа дол-
жна быть приедена запись по типу: пК Координаты отверстий под пу-
ансоны согласовав с Блшсон-матрицьй
6
IF; ;1г Wi
Черт,Х95
10.5,10. При необходимости обеспечить посадку рабочих деталей
с натягом или без зазора, в случаях, когда размеры контура доступ-
ны д ля измерения (при круглях, прямоугольных и подобных простых
контурах), предельные отклонения соответствуюираХ размеров должны
быть указаны непосредственно у размеров, нанесенных на изображении.
250
РТМ I05-0-2I2-83 Стр.2^9
При сложных контурах (включая и секциошлый вариант) посадку или
условия пригонка следует указывать в технически?: требованиях чер-
тежа записями по ±ипу при посадке монолитной рабочей части —
"Обеспечить посадку ... с пуансоном ..."; при посадке секционной
рабочей чаити — 'Обеспечить пригонк^ без зазора с державкой".
10.5.II. Секционную рабочую часть штампа (состоящую из отдель-
ных секций, примыкающих и не прилнкш
друг к другу и образующих
замвнутый ьли незамкнутый рабочий контур) следует считать строч-
ной единицей и оформлять конструкторскую документацию на неё без
выпуска чертежей на отдельные секции.
Допускается выпускать чертежи отдельных секций в случаях, ког-
да обеспечивается взаимозаменяемость или когда невозможно обрабо-
тать секционную рабочую часть в сборе.
Метод выполнения чертежей секционных рабочих частей устанав-
ливается разработчиком при согласовании технического задания.
В случае, когда документация штампа выполняется без выпуска
чертежей деталей (см. п. 10.2.14.), отдельные с акции рабочих час-
тей следует записывать в спецификацию штампа как в раздел “Детали*.
10.5.12. При выполнении чертежей двух или болэ'е совместно
скрепляемых деталей допускается наносить координаты отверстий под
крепежные детали, толкатели, пружины и т.п. только на чертеже ед-
кой из деталэй, При этом на чертежах остадьных деталей, крепляе-
мых с первой совместно, следует у размеров отверстий нанести знак*
и в технических требованиях привести запись “* Обработать по сопря-
гаемой детали" или Обработать по дет.
10.6. Классификация и условные
обозначения штампов
Классификация и условные обозначения штампов по МН 74-59 и
МН 76-59 приведены в обязательном приложении 3,
251
?тр,250 Pffii 105-3-212-83
Тл?. Порядок и примеры запись
технических требований
Порядок и примеры записи технических тр°бсванлй притедены р
приложении 13.
252
PTTI 105-0-212-83 Стр.251
ПРЖЮШШЕ I
Обязательное
Дополнительные требования,
предъявляемые к типовым конструк-
циям штампов, работающим на авто-
матических комплексах
I. Все штампь в линии долган иметь одинаковую закрытую высоту.
2. Расстояние от подштамповой плиты пресса до "зеркала” штам-
па должно быть одинаковым.
3. Втулки направляющие должны быть бронзовыми или биметалли-
ческими (бронзироватам-ги).
4. Направляющие колонки и втулки должны иметь дополнительное
крепление.
5. В крайнем верхнем положении колонки не должны выходить из
втулок.
6. Втулки должны иметь кольцевые канавки, соединённые г.тежду
собой по спирали, для обеспечения равномерной смазки.
7. Рабочий инструмент должен изготавливаться из сталей марок
XI2M, XI2, Х12Ф1 по Г0СТ5950-73.
8. Направление рулонной ленты в штампе по ширине должно осу-
ществляться направляющими роликами: неподвижными с одной стороны и
недвижными псдпружинеными с другой.
При . необходимости прижима заготовки по ребру возможно примене-
Iijurjfr
ние клина. Допускается установка неподвижных роликов с двух сторон
в штампах совмещённого действия.
9- . При работе с маятниковым съёмником конструкция верхнего вы-
талкивателя должна обеспечивать гарантированное зависание детали в
инструменте за счёт уравновешивания веса траверсы пружинами.
10. Удаление деталей со штампов последовательного действия
должно осуществляться в провальное окно пресса, или на отвал.
I
253
Стр.252 РТМ I05-0-2I2-83
II. Сетка отходов должна резаться ножницами за пределами вал-
ковой подачи или сматываться в рулон.
12. Для удаления мелких отходов непопадающих в провальное окно
пресса, предусмотреть пневмосдуватели подключенные к единой пнев-
мосети.
13. Штампы должны проектироваться с учётом возможности работы
вручную из полосы или штучной заготовки.
254
РТМ I05-0-2I2-83 Стр.253
ПРШЮТЕНИВ 2
Обязательное
ВЫПИСКА
иг ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ И ПРОИЗВОДЯ-
ВЕННОЙ САНИТАРИИ ПРИ ХОЛОДНОЙ ОБРАБОТКЕ МЕ-
ТАЛЛОВ
Утвервдева постанов-
лением Президиума ЦК
профсоюза рабочих на-
жив остроения
12 октября 1965
255
Стр. 254 рТй 105-0--212-83
L. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К ОБОРУДОВАН!®
ПР’КСЫ ^МЕХАНИЧЕСКИЕ ДЛЯ ХОЛОДНОЕ ШТАМПОВКИ МЕТАЛЛОВ
... 3. Прессы, на которых производится групповая работа,
должны оборудоваться и групповым управлением - да: руким для
кг-дого штяглювщике, допускающим возможность включения прёс-
о? на рабочий, ход только дри одновременном -вдЕнении всех
пугдо'гх/рпборсь.
I
2'??. Фг-низмы автоматических подаи и другие средства
механизации на прессах, если их действие может представлять
опа'весть дтя работающих, должны бытк» укрыты соответствующими
ограждениями.
229. Защитные устройства должны удовлетворять следующим
основным требованиям:
исключить возможность попадания рук под опускающийся
ползун /штамп/ или удалять руки из-под опускающегося ползуна
/штампа/;
автоматически фиксироваться в защитном положении до мо-
мента достижения ползуном безопасного положения;
обеспечить защиту при каждом опускании ползуна, для чего
защитное устройство должно быть сблокировано с механизмом
включения муфты или связано непосредственно с ползуном;
допускать регулирование при изменении величины хода пол-
зуна и закрытой высоты пресса;
не мешать в работе и обозрению рабочего пространства при
штамповке и не вызывать случаев травмирования при своем дейст-
вии.
256
ГТГЛ IG5-0-2Т2-83 Стр.255
В случае необходимости штамповки крупных заготовок,
удерживаемых руками, должна быть предусмотрена возможность
переключения или отключения защитного устройства с фиксацией
его в требуемом положении.
При конструировании и изготовлении защитного устройства
должны быть учтены особенности конкретного пресса и условия
'работы на нем.
232. Меры безопасности, предусматриваемые конструкцией
штампа /устройства механизации и автоматизации, подача заго-
товок и удаления отходов и деталей за пределы опасной зоны,
закрытые штампы, ограэденные штампы и др./ должны определяться
в зависимости от условий и характера производства /единичное,
мелкосерийное, серийное, массовое/, габаритных размеров мате-
риала /заготовок/ и назначения самого штампа.
233. При наличии устройства для автоматической подачи
заготовок в штамп и удаления из штампа отходов и деталей, ра-
бочее пространство пресса необходимо огради ть, чтобы исклю-
♦
читг доступ рук в опасную зону. Ограждения не мешать
наблюдению за процессом штамповки.
. 234. В условьях крупносерийного и массового производства
для подачи заготовок в штамп и удаления деталей и отходов за
пределы опасной зоны следует применять средства механизации
и автоматизации, устанавливаемые на прессе или встроенные в
штамп /механические руки, автоматические сбрасывателиvвоздуш-
ная сдувка и др./.
235. При штамповке мелких деталей небольшими партиями
додачу заготовок в штамп следует осуществлять с применением
средств малой механизации /лотков, шиберов или других уст-
25?
Стр.256 PTM I05-0-2I2-83
ройстг с механической или ручной подачей/. Для удаления дета-
лей и отходов из рабочей зоны штампа, необходимо предусмот-
реть надежные средства, обеспечивающие безопасность. Допуска-
ется укладывать заготовки в рабочую зону штампа пинцетом, но
с обязательным применением защитного устройства, обеспечива-
ющего безопасность: двурукое управление, фотоэлементная защи-
та, ограждение опасной зоны пресса и др.
236. Штампы, которые в сиду особенностей технологических
операций, не могут быть выполнены безопасными, могут приме-
няться только на прессах, оснащенных надежными защитными уст-
ройствами, обеспечивающими безопасность всех работающих прес-
совщиков.
На листе штампа или на прикрепленной к штампу табличке
должны быть изложены четкие указания о том, с какими устройст
вами безопасности следует работать.
На плитах особо опасную штампов, по всей длине фронталь-
ной их стороны, наносится полоса желтого цвета шириной
12-25 мм, в зависимости от габаритных размеров плиты.
237. Рушая подача заготовок в штамп и ручное удаление
отштампованных деталей из штампа допускается только при нали-
чии на прессе эффективных защитных устройств /двурукое вклю-
чение, фотоэлементная защита, ограждение опасной зоны пресса
и др./, исключающих травмирование рабочих или при применении
штампов безопасной конструкции, выдвижных или откидных матриц
сблокированных с включением пресса.
238. При штамповке из отдельных заготовок с ручной пода-
чей их в штамп работа пресса самоходом /непрерывная работа/
не допускается. Для предотвращения двойного удара должны лри-
25Ь
I
РТМ 105-0212-83 Стр.257
меняться соответствующие приспособления и блокировки.
239. На небольших штампах, применяемых на прессах с ма-
лым ходом ползуна, для исключения возможности травмирования
пальцев должны предусматриваться зазоры безопасности между
подвижными и неподвижными их частями; не более 8 мм между
верхним подвижным съемником и матрицей, между
неподвижным нижним съемником и пуансоном при нахождении пол-
зуна в верхнем положении: не менее 20 мм между нижним съемни-
ком или прижимом и пуансоно-держа телем, между втулками /в
штампах с направляющими колонками/ и съемником при нахождении
в нижнем положении.
На прессах с большим ходом ползуна указанный зазор без-
опасности в штампе не менее 20 мм должен быть увеличен с та-
ким расчетом, чтобы кисть рук не могла быть зажата при -нижнем
положении ползуна.
Если по условиям работы /установка штампа на прессе с
большим или нерегулируемым ходом ползуна/ нельзя выдержать
зазоры /расстояния/ безопасности между подвижными и неподвиж-
ными частями, то опасные зоны должны быть ограждены.
240. Во всех случаях, когда это допускается размерами
штампуемого материала, разделительные штампы следует выпол-
нять закрытого типа /с жестким закрытым съемником, высота ко-
торого должна быть по возможности такой, чтобы пуансон при
крайнем верхнем положении не выходил за его пределы/.
241. Штампы, при работе с которыми имеется повышенная
опасность вследствие поломки их отдельных частей /чеканочные
штампы, штампы при выдавливании, штампы с рабочими элементами
из твердого сплава и т.п./, должны быть оборудованы предохра-
259
тр.258 та I05-0-2I2-83
нительными кох^кзмй', исключающими возможность тра вмировак-ит
отлетающие осколками и подвижными частям.
243, В штампах с направляющими колонками должен исклю-
чаться сход напра *ля-ощих втулок с колонок при подъеме ползу-
на. Если это не обеспечивается нормальны?® втулками, то долж-
ны применяться специальные удлиненные втулки.
В тех случаях, когда это требование не может быть выпол-
нено, например, при больших ходах ползуна, должны осуществ-
ляться следующие мерс-приятия:
заходная сторона колонок должна быть конусной и обеспе-
чивать свободный вход во втулки до момента соприкосновения
пуансона с металло?л;
зона меззду колонкой и втулкой должна быть огранена
с помощью телескопических трубок или иных устройств, обеспечи-
вающих безопасность.
244. Для сборгл штампов необходимо ^редусзлотреть надеж-
ные способы крепления всех деталей, Дат:.на быть исключена
возможность самоотвинчивания винтов и гаек, крепящих выталки-
ватели, съемники, выбрасыватели, а такче вырывание матриц и
пуансонов из мест крепления во время работы аташа /пресса/.
i
245. Противоотжимы не должны выходить из направляющего
отверстия при работе пресса или они должны располагаться на
штампе так, чтобы исключалась возможность травмирования рук
работающего.
246. Крепление штампов на прессах должно быть надежным
и обеспечивать удобство подачи заготовок и съема изделий.
Сухари, на которые опираются планки, крепящие штамп к прессу,
должны быть одинаковыми по высоте с закрепляемой полкой плиты
260
РТМ I05-0-2I2-83 Стр.259
/верхней или низшей/ или несколько выше ее. Применение все-
возможных шайб и случайных подкладок при креплении штампов
запрещается.
247. В тех случаях, когда штамп крепится к ползуну с по-
иошьг хвостовика и возникает опасность его срыва с ползуна
/например, когда верхний механический выталкиватель пресса ис-
пользуется на пределе/, необходимо осуществлять дополнительное
крепление верхней части штампа к ползуну.
I
дополнительные втулки на хвостовиках штампов
допускается только при установке их на прессах, имеющих допол-
нительное крепление.
Плавающие хвостовики на штампах допускается применять
только при условиях, исключающих возможность выхода колонок
штампа из направляющих втулок при подъеме ползуна пресса.
248. В тех случаях, когда конструкция штампа и габаритные
размеры заготовок не обеспечивают безопасную установку и съём
изделий с фиксатора,фиксаторы должны быть выполнены надвижными.
249. Во избежании аварий в сложных конструкциях штампов
с револьверной или шиберной подачей /механизированной или руч-
ной/» с выдвижными катр-щами и фиксаторами, следует /по мере
надобности/ предусматривать блокировку, исключающую включение
пресса до установки подающего устройства в заданное положение.
250. Штампы с выдвижными матрицами, кассетами и шиберами
должны иметь надежные упоры, исключающие чрезмерное их выдви-
гание и падение.
251. Лотки, применяемые .для подачи заготовок в штамп,
должны иметь направляющие линейки с открытым пространством
между юти, позволяющим наблюдать и при необходимости ориенти-
———
Стр.260 РТМ I05-0-2I2-83
252. При штамповке из бунта, попито основных рулонниц
необходимо предусматривать устройства для сматывания отхода
в виде ленты или ножи для ее разрезания при выходе из штампа.
253. В штампах с автоматически i или механизированными
подачами должно быть автоматическое удаление отходов л гото-
вых деталей /принудительное или на провал/,
254. Штампн массой более 16 кг должны иметь рым-болты,
вырезы, приливы, отверстия и т.п. для удобной и безопасной
транспортировки их грузоподъемными механизмами. Транспортиро-
вать /зачаливать/ штампы за колонки, кронштейны и другие де-
тали запрещается.
262
РТМ I05-0-2I2-83 Стр.261
ПРИЛОЖЕНИЕ 3
Обязательное
КЛАССИФИКАЦИЯ И УСЛОВНЫЕ обозначения штампов
ПО ] нН 74-59 и мН 76-59
Наименование Обозначение по МН 74-59, МН 76-59 Характеристика штампа по МН 74-59, МН 76-59
Блоки Пакеты и вставки: 1004
разделительных; ЮН
формообразующих; 1014
комбинированных 1016
Плиты (брусья) Автоматические и механизи- рованные загрузочные* . транспортирующие, стапели- I02I-I024
рующие, блокирующие,пода- ющие, удаляйте, сбрасыва- ющие узлы и устройства: для прутковых и других * 1060
профильных заготовок;
для лент и полос; для штучных заготовок: 1061
бункеры, магазины 1062
.транспортирующие 1063 •
стапелирующие накопители 1064
блокирующие подающие питатели, меха- 1065
нические руки и т.п. 1066
сбрасывающие, удаляющие 1071
устройства правильные, разматыва-
ющие устройства Вспомогательные детали, узлы е устройства: 1072
^атгтн^е 1081
буферы 1085
263
Стр.262 РТМ I05-0-2I2-83
Наименование Обозначение по 1Т_ 74-59, МН 76-59 Характеристика штам- па по МН 74-59, МН 76-59
Отрезные (разрезные, 1500 Универсальные
1501,1502 Для плоский заготовок
1504,1505 АЛЯ полых и профиль- ных заготовок
Вырубные 1510 Универсальные
I5II без направляпцих
1512 с направляющим съем- ником
1513,1514 с направляющими колон- ками
1515 с направляющ ti съемни- ком по колонкам
1517 пластинчатые
1518 пинцетные
1519 прочие
1522 для вирезки резиной
Пробивные 1540 универсальные
I54I-I543' .для плоских заготовок
1544,1545 для полых, профильша заго: 'OBOK
- 1547 Пластинчатые
1548 наборные (групповые)
1549 прочие
Обрезные 1560 универсальные
I56I-I563 для плоских заготовок
1564Д565 для полых и профильных заготовок
Зачеитчне 1570,1571 для контура
1573 для отверстия
1574 для контура и отверстия
Гибочные,фальцовочные 1600 универсальные
и фланцовочные 1601 с открытой матрицей
Ж
PTM I05-0-2I2-83 Стр.263
Наименование Обозначение по МН 74-59, МН 76-59 Характеристика штам- па по МН 74-59, МН 76-59
1602,1603 1604 с закрытой матрицей шарнирные
Завивочные Скручивающие I6C5 1607 1609 1614 1610 I6II клиновые приспособления гибоч- ные прочие с калибрующей гибоч- ной оправкой
Вгсыные 1620 1621 1622 без прижима плоской заготовки аа прессах простого действия с прижимом плоской заготовки на прессах простого действия для плоских заготовок на прессах двойного и тройного действия
1 1625 1626 для полых заготовок на прессах простого действия для полых заготовок на прессах двойного действия
1630 1636 универсальные для вытяжки резиной
Формовочные, отбортовочные я разбор- товочные 1639 1651 156Й прочие
Обжимные 1670 1671 с цельной матрицей с разъемной матрицей
Растяжные 1672 1673 1674 с цельной матрицей с разъемной матрицей для растяжения рези- ной или жидкостью
<r
265
Стр.264 НМ 105 0- 212-83
Наименование Обозначение по МН 74-59, МН 76.-59 ’ Характеристика штам- па *10 МН 74-59, МН 76-59
Правочные * 1680 для плоскостной правки
1681,1682 для фасонной правки
Последовательного дейст- 17011702 для разделительных
ВИЯ Г703,1704 операций,однорядные для разделительных операций .многорядные
I7II-I7I4 для формообразующих операций, однорядные
1715,1716 д ля формообразующих операций, мног рядные
1721;1722 для разделительных
операций в сочетании с формообразующими, однорялные
1723,1724 для разделительных операций в сочетании'
с формообразующими, многорядные
1730 универсальные
Совмещенного действия I74I-I744 для разделительных операций
• 1 1750 универсальные
I76I-I764 для формообразующих
1771-Г774 операций для разделительных
операций в сочетании с формообразующими
158* ножевые
Последовательно-совме- щенного действии 1780 одноручьевые
1781 _1ногоруч_евые
1782 многоэтажные
Сборочные: запрессовочные, I960 »
клепальные, 1963
фальцовочные, 1964
закаточные 7969 прочие
266
РТМ I05-0-2I2-83 Стр.265
* ПРИЛОЖЕНИЕ 4
н Обязательное
Правила образования названий
штампов (по ГОСТ 15830-75)
I. Термины штампов простого действия образуются при помощи вы-
ражения.: "Штамп лростоп действия для ..." с добавлением термина
операции по ГОСТ 18970-73 в косвенном падеже.
Например: "Штамп простого действия для вытяжки".
2. Термины штампов совмещённого и последовательного действия
образуются при помощи выражения: "Штамп совмещённого (последователь-
ного) действия для ..." с добавлением термина операции в косвенном
падеже.
Например:’’Штамп последовательного действия для вытяжки и об-
резки".
3. Термины универсальных штампов образуются при помощи выраже-
ния: "Универсальный штамп для ..." с добавлением наименования опера-
ции в косвенном падеже .
Например:"Универсальный штамп для вырубки".
4. В технической документации наймжовакые штампа допускается
образовывать из выражения:"Штамп для ..." с добавлением наименова-
ния операции.
Например:”Штамп для вырубки", "Штамп для высадки и Пробивки".
5. В случае, если для изготовления детали используете* только
один штамп, его наименование допускается образовывать и? выражения:
"Штамп для изготовления ..." с добавлением наименования или обозна-
чения детали.
Например:"Штамп для изготовления шайбы", "Штамп для изготовле-
ния детали 243.01". .<
267
РТМ I05-0-2I2-83 Стр.267
ПРИЛОЖЕНИЕ 5
Обязательное
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ,
СПЛАВОВ И НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
269
Черные металлы и сплавы
Материал, марка Ф , 2 мпа(кго/мм6) МПа(кгс/м1.г) (£, МПа (кгс/мм2) Материал, марка Й 9 МПа(кгс/мьг) МПа(кгс/мм^) (£,МПа (кгс/мм7
Сталь ГОСТ 380-71 Сталь ГОС' 1050-74
СтО 320(32) 270(27) «*• Сталь 45 610(61) 520(52) • 360(36)
СтТ 320-400(32-40) 270-340(27-34) — 50 640(64) 540(54) 380(38)
Ст2 340-420(34-42) 290-350(29-35) 220(22) 55 660(66) 560(55) 390(39)
СтЗ 440-470(44-47) 370-400(37-40) 240(24) 60 690(69) 590(59) 410(41)
Ст4 490-520(49-52) 420-450(42-45) 260(26) Сталь ГОС' Г 14959-79
С?5 580-620(58-62) 490-530(49-53) 280(28) Сталь 65 710(71) 610(61) 420(42)
Стб 600-720(60-72) 520-620(52-62) 310(31) 70 730(73) 620(62) 430(43)
Ст7 700-850(70-85) 560-680(56-68) — 550-800(55-80) 470-680(47-68) .420(42)
Стиль ГОСТ 1050-74 - >600-850(60-85) 510-723(51-72) 440(44)
Сталь 05кп 230(23) 200(20) — 70Г 650-900(65-90) 550-760(55-76) 460(46)
08кп 300(30) 250(2о) 180(18) Сталь ГОСТ 4543-71
08 330(33) 280(28) 200(20) Сталь 15Г 440-540(44-54) 250(25)
10кп 320(32) 270(27) 190(19) 20Г 480-580(48-58) 280(28)
10 '340(34) 290(29) 210(21) ЗОГ 570-670(57-67) 320(32)
15кп 360(36) 310(31) 210(21) 40Г 640-760(64-76) 340(34)
15 380(38) 320(32) 230(23) 45Г 690-810(69-81) 380(38)
20кп ол 390(39) /он/ 330(33) 230(23) пегплпсЧ 5СГ 730-850(73-85) 400(40)
25 4. UViZJ 460(46) 36Щ36} 390(39) 280(28) Сталь ГОСТ 5632-72 -
30 500(50) 430(43) 300(30) СталъТХТЗ 400(40) 340(34) —
35 540(54) 460(46) 320(32) 2X13 500(50) 430(43) 500(50)
40 580(58) 490(49) 340(34) 3X13 500(50) 430(43) 450(45)
Стр.268 PTM I05-G-2I2 -83
Продолжение
Материал, марка МПаСкгс/ш2) 2 МПа(кгс/:лг) (кгс/мм/ Материал, марка 6/ 9 МПа(кгс/мьг) МПа(кгс/мг) S?. (кго/1М7
Сталь ГОСТ 5632-72 Сталь ГОСТ 5632-72 »
Сталь 4X13 XI7 Х25Т 600(60) • 500(50) 540(54) / 510(51) 430(43) 460(46) 280(28) 300(30) H7HI3M3T 2ПЗН4Г9 540(54) 650(65) 460(46) 550(55) 350(35)
Сталь ГОС* 1435-74
Х28 опало XI8H9 500(50) i 540(54) 550(55) 1 430(43) 460(46) 470(47) 180(18) 300(30) СтальУ7У7А У8, У8А У9, У9А 650(65) 650(65) 750(75) 550(55) 559(55) 640(64) мм м»
XI8H9T 1П7Н2 2П8Н9 540(54)1 1100(110) 600(60)/ 1 460(46) 930(93) 510(51) Цветные 200(20) 280(28) металлы
ПО, П0А У12, У12А и сплавы 750(75) 750(75) г 640(64) 640(64)
Алюминий и сплайн ГОСТ 21631-76 Алюминий и сплавы ГОСТ 21631-76
А7М.А6М, АДМ да, АДОМ А7Н, А6Н 60(6) 60(6) 150(15) 48(4,8) 48(4,8) 120(12) 280(28) 30(3) АМг2 I/2H АМг2Н АМцМ АМЦ1/2Н АМпЧ 240(24) £ 270(27) 100-150(10-15) 150-220(15-22) 190(19) 130-160(13-16) 220(22) 90 -120 (9-Т2) 100-140(10-14) 160(16) •мм мм
аа§ £150CE5) < 230(23) £380(38) 100(10) 190(19) 300(30> 50(5) ММ
Медь ГОСТ 859-78
Д16АМ Д16АТ АМ^М <210(21) £440(44) 230(23) 150(15) 300(30) 110-130(11--13) мм мм ЮГМ2, м. 200(20) 180(18) —
ТВ. 300(30) 260(26) —
РТМ I05-0-2I2-83 Стр.269
Продолжение
** Материал, марка МПа(кгс/м1С) МПаСкгс/им2) Материал, март <3^ 2 МПа(кгс/мм*) МПаСкго/шг)
Латунь ГОСТ 15527-70 Бронза ТОСТ 5017-7^.
Л63 мягкая 300(30) 2С0(26) Бр.ОФб,5-0,15 Бр.0Ц4-3 мягк. 300(30) 240(24)
Л68 мягкая твердая 420(42) 5G0(50) ЗСО(ЗО) 4СО(40) ТВ. 500-550(50-55) 400-440(40-44)
Мельхиор 1 ГОСТ 492-73
Бронза ГОСТ 18175-78 МШ9 магний твердый 300(30) 400(40) 240(24) 320(32)
Бр.А7 твердая 650(65) 520(52)
Бр.АМЦ9-2 мягкая твердая 450(45) 600(60) 360(36) 480(48) Нейзильбе] р ГОСТ 492-73
МНЦ15-20 мягкий твердый 350(35) 550(55) 280(28) 440(44)
Бр.Б2 мягкая твердая 400-600(40-60) 650(65) 320-480(32-48) • 520(52)
Цинк ГОСТ 3640-79
Бр.КМЦЗ-1 мягкая твердая 350-380(35-38) 600-650(60-65) 280-300(28-30) 480-520(48-52) Неметалличес П1, П2, ИЗ юте материалы 200(20) 170(17)
Текстолит ГОСТ 2910-74 85-100(8,5-10) 90-120( 9-12) Резинг ГОСТ 7338-70. вал 6-10(0,6-1)
Пзронит ГОСТ 481-80 70-100 (7-10) 100-140(10-14) Кожа техническая ГОСТ 20836-75 18-35(1,8-3,5) 30-45(3-4,5)
Гетинакс ГОСТ 2718-74 ’ 70-100 (7-10) 100-140(10-14) Картон ГОСТ 9347-74 90-120 (9-12) 70-80 (7-8)
Фибра ГОСТ 7134-64 90-95 (9-9,5) 80- 120(8-12) Слюда конденсат. ГОСТ 7134-64 50-80 (5-8)
Войлок ГОСТ 6418-81 60 (6) - Миканит коллект. ГОСТ 2196-75 от» 80-100(8-10)
Стр.270 РТМ I05-0-2I2-83
PTM I05-0-2I2-83 Стр.271
ПРИЛОЖЕНИЕ 6
Обязательное
Минимально допу.стимые размеры'
мест крепления в деталях штампа
При проектировании штампов следует руководствоваться приведён-
ными в таблице минимально допустимыми размерами мест крепления в
деталях штампов-Условные обозначения приведены на чертеже.
2?5
Стр.272 РТМ I05-0-2I2-83
мм
Обозначе- ние на чертеже Состояние скрепляемой стальной детали Диаметр винта ос или штифта
6 8 10 12 14е 16 20
А Закаленная Незакаленная 10 . 7 12 9 14 II 16 13 18 15 22 16 26 20
Ат Закаленная 8 10 12 14 16 18 22
I Незакаленная 5. 7 9 II 13 Г5 18
zB Закаленная Незакаленная 16 14 20 16 22 20 26 22 30 26 35 30 42 35
Закаленная ' Незакаленная 12 9 15 12 18 15 21 18 24 21 27 24 34 30
с Закаленная 5 6 7 8 9 10 -12
Незакаленная 3 4 5 6 8
Е Закаленная 6 8 9 .. 10 II 13 16
Закаленная Незакаленная 4 3 6 4 7 5 8 6 10 7 12 8 15 10
н Закаленная Цезакалеиная 12 10 15 13 18 16 20 19 25 22 30 25 35 30
Нт 10 15 18 20 25 30
X Любое
7 9 II 13 15 17 .21
Закаленная 9-13 II-I4 13-16 15-19 17-20 20-24 25-30
V* 10-14 12-15 14-17 17-20 18-22 22-27 28-32
If Закаленная 9 II 13 15 16 20 25
1.1 Незакаленная 6 8 10 12 14 16 20
z?** Любое 3,8/5 3,8/5 4.5/6 5,2/7 6/8 6/8 7,5/10
При м е ч а н и я : •
I. Данные приведены, исходя ив условия, что диаметры винта и
штифта в одном и том же соединении равны.
2. Винты по ГОСТ 11738^/^ 'j
3. При диаметре винта MI4 учитывают штифты диаметром 16 мм.
4. Для деталей из чугуна размеры принимать как для закаленной
1
стали.
274 <
РТМ I05-0-2I2-83 Стр.273
5. ^Применять не рекомендуется.
6. ’ ^Применяется в тех случаях, когда возникающее ослабление
в креплении деталей может вызвать аварию, поломку или повреждение
штампа.
7. * ^Приведены размеры уменьшенного (в числителе) и нормаль-
ного (в знаменателе) недореза внутренней метрической резьбы с круп-
ным шагом. Разрешается увеличивать нормальный недорез на два шага,
если это допускается конструкцией детали.
v
।
275
Стр.274 PTM I05-0-2I2-83
* IITOOHEWj 7
Обязательное
Размеры гнёзд под головки
болтов и винтов
При проектировании штампов следует руководствоваться следую-
щими нипамалзно допустимыми размерами гнёзд, приведёнными в табли-
мм
2/^ □ 1 /к "
,LL 7 п/А
lj£gj 4 дт аз
с/ \d -
Диаметр резьбы Диаметр отверст. Тип I Тип II Тип III Тип 1У
D D А 2? D h
М3 3,4 — / _ 6 2,5 6,6
М4 4,5 им — 8 4,5 8 3,2 8,3
М5 5,5 10 5,5 10 4,0 Юг3 «МВ
Ж 6,6 25 6 12 6,5 12 4,5 12,3
М8 П 9,0 28 7 15 8,5 15 5,5 16,5
MI0 II,0 32 8 18 II,О1 18 7,0 20,0
MI2 13,0 36 9 20 13,0 20 8,0 24,0
MI4* 15,0 40 II 24 15,0 24 9,0 26,3 «>
MI6 17,0 45 II 28 17,0 28 10,0 31г0 —
MI8 19,0 30 19,0 30 11,0 35,0 —
ТЙО 22 ДР 52 12 34 21Д) 34 12,0 39,0 «>
Примечание.* Применять не рекомендуется.
i?6
РТМ I05-0-2I2-83 Стр.275
ПРИЛ^ЕН''irl 8
Обязательное
Допускаемые нагрузки на пинты и
болты при неконтролируемой затяжке
(для прид/шж2ннь/х раеч&поД)
Диаметр резьбы, мм Шаг крупной резьбы, ММ Ро,КГС
Сталь 10 Сталь 20 Сталь 25 Сталь 35 Сталь 35.45 30... 40
ГОСТ /050’70
Постоянные. нагрузки
гиг 7.75 350 450 500 530 ЮОО
т 2 500 650 (00 760 1500
гиб 2 750 900 ЮОО 1100 2200
гмз 2,5 950 1100 1300 1400 2700
Н20 2.5 1300 1600 1300 1900 3800
№2 2,5 1800 2100 2400 2500 5000
пгч 3 2200 2600 2900 3100 6200
П27 3 3000 3600 4700 4550 3700
ИЗО 3.5 W00 ЧЗОО 5400 5800 71400
Переменные нагрузки (от жуля до наидаллсиега значения)
/112 1.75 160 200 220 230 460
шч 2 230 280 300 350 700
7116 2 370 ЧЧО 460 52и 7050
Н1$ 2.5 ЧЧО 520 5'00 630" 1300
/120 2.5 570 630 760 310 1600
7122 2.5 700 350 950 1000 2000
7124 3 820 1000 1100 1200 2300
П27 3 1100 1300 1404 750С 3100
ИЗО 35 1300 1600 1300 1850 3700 , (6
Классы прочности для 6олто% йинтоб и шпилек из углеродистых сталей
Припер записи бинта из стали: Зинт 7116*4(7.56. 05 ГО СТ 11756' 72
Класс прочности по ГОСТ 1739-70 5.6 4,8 5,6 5.8 Закалка а tmngtK $. б 6.8 6,9
Парка стали го 10, Юкп 30.35 W IDJOKfl 20; 20КП 32 45 ЧОГ 20, 20 кп
Допускаень/е нагрузки Ро на штыртабых соединениях
Диаметр штисртсД мн Площадь еечения, 9 г мм Значение Ре> при нагрузке кг с
Постоянной Переменней
Сталь 45 Стая* 75.
10 \7^ 190 550
12 113 ИЗО 790
16 201 2000 1400
20 31У 3100 ШО
25 491 5000 3400
30 707 7100 6000
PTM I05-0-2I2-83 Стр.277
ЙРИЛ0П1ЙЕ 9
Обязательное
РАЗМЕРЫ ПАЗОВ ДЛЯ ПЛИТ ШТАМПОВ
Аиапепу. fauna 3t8 клмча Ширина паза, t h 5 z И Ri Lt L 8
Н6 10 8 15 15 Ч 35 18 28 36 8
Hi 14 10 15 15 5 35 24 36 48 11
НЮ 17 12 20 20 6 45 26 33 52 13
пи 19 14 20 25 7 45 30 45 60 |/y
Н16 24 18 25 25 9 55 38 60 78 16
нго 30 22, 3D 30 11 55 48 75 98 20
п2ч 38 28 30 35 14 65 55 85 110 24
ИЗО 46 36 35 50 18 75 63 105 140 30
пзв 55 42 40 60 21 6 85 80 120 160 33
пчг 65 43 45 65 24 100 92 145 f&5 42
279
Стр. 278 РТМ I05-0-2I2-83
ПРИЛОЖЕНИЕ 10
Обязательное
РАССТОЯНИЕ ОТ ОСИ КОЛОНОК И ВТУЛОК НАПРАВЛЯЮЩИХ ДО КРАЯ
илитч
При проектировании штампом следует назначать расстояние от
оси колонки лг’втулки до края длите не менее приведениях в таб-
лице величин.
ММ
риометр колонки Диапесгр 8тулки посадочный А Диаметр 6>тулки наружный 4/ Наименьшее расстояние Втулки от крал плиты
для стали 0.8Д для чугуна. 1Д
25 38 42 40
28 42 45 35 45
32 45 • 50 35 45 ,
' 36 30 56 40 50
•ю 56 60 45 56
45 60 65 ‘ 50 60
50 67 71 55 61
56 75 80 60 75
63 85 90 70 85
7/ 95 100 75 95
80 105 110 35 105
90 120 125 95 120
100 130 135 105 130
280
РТМ I05-0-2I2-83 Стр.279
ПРИЛОЖЕНИЕ II
Обязательное
СПРАВОЧНЫЕ ТАБЛИЦЫ
231
Стр.280 РТМ I05-0-2I2-83
25231
282
- РТМ I05-0-2I2-83 Стр.281
Сравнительная таблица значений параметров Ра и Bz
по аналогии с классами шероховатости поверхности
Кжасо еротоватости -Значение параметре шероховатости по ГОСТ 2789-73 *•
поверхности по
ГОСТ 2789-5Э Ва, мш Е,, жш
160,0; 325,0; юс,0; во,о; бзс.о; 5Ш,п 400,0; 320.0;
VI 80.0; 63,0; 50,0; 4о.о; 320,0; 250,0; 200,0; 160,0,
V2 40,0; 32,0; 25,0; 20,0; 160,0; 125,0; 100,0; 80,с;
V3 20,0; 16,0; 12,5; ю,о; 80,0; 63;0; 50,0; 40,и;
V4 10,0; 8,0; 6,3; 5,0; 40,0; 32,0; 25,0; 20,0;
V5 5,0; 4,0; 3.2; 2.5; 20,0; 16,0; 12,5; 10.0-,
W 2,5; 2,0; 1,6; 1,25; 10,0; 8,о; 6*3; 5,0;
V7 1,25; 1,о; 0,8; 0,63; 5,0; 4,0; 3,2; 2,5;
V8 :„63; 0,50; 0,40; 0,32; 2,5; 2,0; 1,6; 1,25;
V9 0,32; 0,25; 0,20; 0,16; 1.25; 1,0; 6,60; 0,63;
VIO 0,16; 0,125; 0,10; 0,08; 0,63; 0,50; 0.40; 0,32;
VII ’,08; 0,063; 0,05; 0,04; 0,32; 0,25; 0,20; 0,32,
VI2 0,04; 0,032; 0,025; 0,02; 0,16; 0,125; 0,10; 0,16;
VI3 0,02; О.ОК; 0,012; 0,01; 0,08; 0.0C3 ,05; 0,08;
VI4 o,oi; 0,008; 0,006 — ,04; 0,032- 0,025
Примечания:
I. Значения параметров шероховатости Еа и Rz , взятые в рам-
ки, являются цредпсчтитальными;
2. Параметр Еа является предпочтительным для применений.
Соотношение значений параметра
Ва и Bz и базовой длины * I
Еа. жвм 1, мм Еж, жкм < мм
Jfo 0,025 0,08 До 0,10 0,08
Св. 0,025 jo 0,40 0,25 Св. 0,10 до 1,60 0,25
• 0,40 • и.32 0,80 " 1,60 " 12 50 0,80
" 0,32 " 12,50 2,50 " 12,50 " 50,00 2.50
" 12.50 " 130.00 8,00 " 50,Ь0 " 400,00 8,00
Примечание. Базовая дина - длина базовой линии, ис-
пользуемая для выделений неровностей, характеризующих шероховаг-
т )сть поверхности.
283
Стр. 283 PTM 105-^212-83
ТВЕРДОСТЬ
по ГОСТ д.064-79
HRC НРСз
32... 35 34...3?
32,. 35 34 ...40
35,. 38 3?,..4О
40.,.45 42...45
43... 48 50... 54 44 ...40 51.. .55
54...58 55... 59
56.. .60 52... 61
58... 62 59.. .63
234
ТТМ 105 0-212-83 Стр.^83
Предельные отклонения ет параллельности и пгрпендикулзуэности
и предельные значения торцеВога (Тиенил по ГисТЮЗЗб- 63.
НнтерЬ о /. /ониналь ных разнераВ, пн Предельные отклонения Внкн при степени точности
Ш /у f Л W VW IX i=B- X XI .. 80
До to 1о 1.6 2.5 4.0 6.0 10.0 13.0 25.0 40,0 600
Сё. 10 до 25 1.6 23 4.0 ,6.0 10,0 16.0 25.0 40,0 60.0 100,0
Со. 25 60 25 ч.о 6,0 10,0 16.0 25,0 40.0 60.0 100.0 160-0
СВ. 60 до 160 ч.о 6.0 10,0 16,0 25.0 40,0 60,0 100.0 160,0 250,0
СВ.160 до ООО 6,0 10,0 160 250 40.0 60,0 100,0 160,0 250,0 400,0
С В. ЧОО до 1000 10,0 16,0 25,0 40,0 60.0 100,0 160,0 250,0 400,0 600,0
С6.1 000 до 2500. 16,0 25,0 40,0 60,0 100,0 160.0 250.0 400,0 600,0 1000,0
С В.2500 до 6500 25,0 40,0 60,0 100,0 160,0 250,0 400,0 600,0 WOOL 16U0,0
Сб.6300 до 10000 40,0 60,0 100,0 160,0 250,0 400,0 600.0 100С,0 1600ft 2500,0.
/ Под непинальнын разнгрон попинаете я длина, на которой. задается пре-
дельное отклонение лл параллельности и перпендикулярности или дианетр
на которой задается предельное тор^еБое дйение
2.При отеутетВии указаний о предельных отклонениях от параллель-
ности эти отклонения ограничибаеотея полек? допуска на расстояние
нежду поВерхностяни, их осяни или плоекоетяни еинметрии.
Предельные значения радиальнпга дйения по Г0СТС0356-63.
Интервалы нонинап ныхразнероВ, нп Предельны^, значения Впхн при степени точности
Ш Д' V. W/ УШ ОС X
До 6 3 5 ~8 12 20 30 50 80
СВ. 6 до 15 4 6 10 16' 25 40 60 100
-С3.1 8 да 50 5 8 12 20 30 50 80 120
СВ.50 до 120 6 г 10 16 25 40 60 100 160
CS-120 до 260 8 12 20 50 50 80 120 200
С8.2$0до500 10 16 25 40 60 WQ 160 250
СВ.500до 800 12 20 30 50 80 120 200 ЗиО
С8.800 до 1250 16 25 40 60 100 160 250 400
Сб.1250 до 2000 Для почученс ти В случае, ее* 'еличины нукл шега предпечии 20 ся грее Г4/ они с ю унень лпельн 30 ^ельныл •гоВорел и^ит\ 6 его Д(ие 50 (Значен 1Ы неза1 дбое ст ла, npui. \80 чй несс .'Сипыг 1еледусо‘ *еденно 120 ’’ecHuemt 7 дену с OKj to 6 3.7 \~200 е инее гон, укс ууглени 7ой т<^ 300 инмену. гзанньп еп до д- 500 7U4HOC- гЬ/идОиуе лилеай
285
Стр.284 РТМ ICbr-0 -212-83
„ ГОСТ 24643'81
попуски плоскостности и лрямолинейносл/и
интервалы номинальны* гммммппмм Степени Тпочности
/ 2 3 Ч 5 6 7 8 9 /о 11 12 /3 14 15 16
pu^rfwu^nn
До 10 0,25 0.4 0,6 1 1.6 25 Ч 6 /0 16 |/5 40 0.16 0,25
СЫО - {6 0.3 6,5 0.8 1 2 3 5 8 12 20 30 50 ЕЖ 0.2 03
16 '• ‘£5 \ 0,4 0,6 ~г /,2 2.5 ч 6 10 16 40 ТО 0.25 0.4
£5 " 40 "А 0,8 1,2 1.6 5 5 8 12 20 30 50 80 0.3 05
‘ 40 ' 63 0.6 1 1.6 2 Ч 6 /0 16 25 40 60 100 0.4 0,6
‘ 63 " /00 0,8 1,2 2 2.5 5 8 12 20 30 50 80 121 0.5 0,8
по - 160 1 /.6 25 3 6 /0 /6 25 40 60 /00 /60 0.6 /
" 160 " яьо Г.2 2 3 Ч 8 12 20 за 80 120 too ор
"250 " ЧОО 1,6 2,5 Ч 5 10 16 25 40 60 юо 160 1 1,6
" ЧОО " 630 2 3 5 6 12 20 30 50 80 /20 гм 300 12 2
"бзо • юео & ч 6 8 /6 25 40 60 юо /60 Мб 400 И 1,6 2С
"/ООО г /600 3 5 8 (0 20 30 50 80 /20 Ж зм 500 ши 2 3
" 1600 п 2500 Ч 6 /0 12 25 40 60 100 Л 20 400 600 2.5 4
"2500'4000 5 8 12 16 30 50 80 120 за> FW 800 3 5
"4000'6300 6 /0 16. Щь 40 60 100 /60 250 ООО 1006 EBS3 Ч 6
"6330 /000 8- /2 20 30 со 80 120 200 300 яг too W 3^ 5 8
Примечание:Пийноминальнымразмером шамает номинальная
Слини нормириеМыгр участка, если нормируемый участок не
зрСонто пак номинальным размером понимаемся номинальная
длила дальц/ей стороны лоЗерхнослги или номинальный диаметр
торцеЗой поверхности.
Допуски ^андричносац крумостц профиля продольного сечения
Интербмы номинальных размеров, мм Степени точности
Тле 3\4 5 6 7 8 9 10 11 12 13 14 15 16
мкм
ДОЗ он> ОД 0.8 1.2 2 3 5 8 12 20 30 50 0Д8 0.12 0.2 0.3
СЬЗ " 10 0.4 0,6 f 2.5 Ч 6 10 16 25 40 60 0.1 0.16 0,25 04
" 10,118 0,5 0.8 1.2 2 3 5 8 12 20 30 50 80 0,12 0.2 0,3 ~о!
18,.30 0,6 / 1,6 2,5 4 6 10 16 25 40 60 100 0.16 0.25 о1 0,6
’ 3050 0,8 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0.3 0,5 0,8
" 50 „ 120 1 1.6 2,5 4 6 10 16 25 40 60 100 160 025 ач ОД 1
420„ £50 1,2 2 3 у Я 12 20 30 50 80 120 200 0,3 0.5 0,8 1.2
"250 „ЧОО 1.6 2.5 Ч 6 10 16 25 40 60 100 160 250 О/. 0,6 / 1.6
"400,. 630 2 3 5 8 12 20 X 50 80 120 200 300 0,5 0.8 1.2 2
“ 630 „1000 2,5 Ч 6 10 16 25 40 60 ЮО №0 250 400 ОД 1 1Д 25
‘ ЮОО,,1601 3 5 8 12 20 30 50 80 120 \2П0х ЗОС 500 0,8 1.2 2 3
"ЮОО „2501 ч. 6 10 16 25 40 60 100 160 250 400 600 1 1.6 2.5 4
• Примечание: Под номинальным размером понимается номинальный
28Ь диаметр поверхности
fl/юсел/ - Ьопы O/nbepcrnaSi &&лы а €>тберстия
nWHXmu S г 2a 3 < 5 1 _2.
УсггоТмые O&ZJHtTHtOrat //(Ka^pn rK> £W
напА- мн] размер "М ££££ аб.л^ро; rf; s6 N7- P?i 57; л/7- /Y7; K7; Jf7; 6?. //&•> U&-> №; pit". Mi ^8 19. U;M fO: e9 dQ ИН-.И1-. М,аН W2-812 6/2 HU-, 8П ms. Я15 Ш6, 616
Рекомендуемая шерскоб a/nocfnt rtotie pjtHOc/nu
0т1 За 5 °'V «V 4/ <</ ^/ *</
" 3 ‘ 6 “V 'Л/ X/ !^
“ ь ‘ ю e-(/ 4/ °</
’ 10 * 18 Hf/ (f/ 'V 3-C/
’ 18 " 30 (f/- ^/
• 50 " 50 Ч& <(/ 43/ г^
" 50 " 80 4/ <</ 4/ Г 4^/ г^ г^/
' 80 ’120 %1 '^/^/
"120 "НО «(/ iOv
"180 "260 «?/ 4/ 5v
"260 "560 <</ V €3/ \3/
"560 "500 '4 Ч' 1^ -
Стр.286 PTM I05-0-2I2-83 — • - — - - — - ---------- ~
Таблица сопостобления допускоб и посадок ЕСЛИ СЭВ и системы ОСТ (система отберстия)
интервалы
номинальных разную#, ЛГУ
Предельные отклонения, (-:*тг
$п /доб -8 0 -2 -6 -3 •70 О */0 0 */6 */о ★X */4 */8 */2 */2 * 6 */6 */0 *76 */0 -30 0 -6 -2 -8 -5 -9 *к> ★ 4 *73 * 6 ★8 *2 45 *4 * 6 0 *7 ♦f -5 -/6 -8 48 44 -28 -72 -25 ★74 0 0 /О 0 -9 *24 *74 1*24 -5 -20 *52
ЙО *6 -8 0 -4 -9 *72 О */3 0 *25 */5 *27 *'9 *23 *75 *20 */? *23 */5 *2/ */5 *4.0 -4.0 0 -8 -/i 8 6 */2 *4 */3 *5 *9 */ -/О 22 -20 58 47 -35 17 42 *5/ *79 НО ^23. *25
• б "/0 *9 О -5 -// *25 о */о 0 *28 */9 *32 *?5 *28 */8 *24 */5 *28 *tf *26 ★/6 /45 -4.5 *5 -5 0 -9 0 ио -5 44 -5 3/5. **2 */6 Тго ★/О */5 ★о */6 *6 ★ /0 ★/ *•2 -/3 -/5 -J7 -25 /о -23 -45 *22 О 0 — 75. - *38 *25 -75 -35 *50 *28.
-Ю "/4 >44 «/в *// 0 -6 -Л */8 о */9 0 *34 *23 ★39 *28 *34 *22 *29 *78 *34 *23 *32 *20 *55 -5t5 *6 -6 0 Ч/ 0 -/2 -0 -/7 -6 48 *23 **/2 *24 */2 ★ /8 ★ 7 ★/9 *7 */2 ★/ */4 *2 -/6 -54 -/6 -33 -32 -59 -зо -55 *27 0 0 -78 *46 *28 -76 -43 *60 *33
*/8 "24 */3 0 -7 -№ *2/ О ★23 0 *47 *28 *48 *35 *42 ★28 *35 *22 ★4/ *28 *39 *25 *6,5 -85 ★7 -7 0 -/3 0 /4 -7 -20 -б -2? *28 ★/5 *30 */5 *2/ *8 ★25 *8 */5 *2 •/7 ★2 -20 -4/ -20 -40 40 -75 -40 -70 *33 0 0 -24 *56 *35 -20 -53 *74
-24 -го *48
§ Sj * t * 5 t к -/6 0 */5 0 -9 -20 *25 0 *27 0 ★X *34 *59 *45 *52 ★35 *42 ★26 *50 ★34 *47 *30 *8 -б 0 -/6 О -/3 -9 -25 -/0 -27 *53 */7 *55 */8 *25 *9 *27 *9 */8 *2 *20 ★ 5 -25 -50 -50 -89 -50 -85 *39 0 0 -25 *68 *43 -25 64 **09 * 70
„50 -65 */9 0 */8 0 -/О -25 *30 О ★50 0 *72 *53 *65 *45 ★5/ *32 *60 *4/ *55 ★35 *95 -95 */0 -/О 0 49 0 -го /0 -29 -/г -32 *59 ★20 *40 *20 ★30 *// *30 */0 *2/ *2 *23 *5 30 -60 -60 /06 65 -705 46 0 0 -50 *85 *53 -30 -76 *755 *87
„65 -80 ★62 ★43 *78 *39 *62 *47 *89 *59 *748 *702
„80 -ЮО *22 0 *2/ 0 -/2 -27 *35 О *55 0 *5/ *93 *7/ *85 *60 *59 *57 *73 *70 *45 */(0 -//,0 */? -/2 0 -22 0 -23 -/2 -34 -№• -58 *45 *25 ★35 */5 *35 •/2 *25 *3 *26 *5 -36 -7/ -40 -75 -72 -.‘26 -60 725 54 О О -35 */06 *77 -36 -90 ★778" ★724
.ЮО ЧХ *74 ★54 */о/ *79 *95 *70 *76 ★54 *774 *79 *798 *744
„/X 440 ★25 0 *24 0 -/4 -32 *40 О *40 0 *88 *65 *//7 *92 *//0 *80 *38 ★43 *88 ★63 ★85 *58 */25 -/25 ★/4 -/4 0 -25 0 -27 -/8 -45 *52 *27 ★52 *28 ★40 */5 *40 ★/5 *26 *3 *30 *4 -43 -83 -50 -90 -85 746 -700 -755 *63 0 0 -40 :^г -43 406 *255 *770
•740 "750 *90 *65 ★/25 */00 *90 *65 ★740 *200 *253 */90
-/50 460 ★/25 *95
•/60 "/80 *66 */3* ★/06 733 *66 ★748 *273 *2/о
•/80 -200 *29 О *27 О -/5 -35 -70 -30 *48 0 *45 О */о8 *77 ★^ ★/45 *//5 *79 *50 */06 *п~ */05 *75 ★/45 /45 */50 769 */6 -76 0 -29 0 -52 О -30 -/5 -44 -/7 -49 ♦ -22 52 ★60 ★5/ *66 ★54 ★60 *50 *46 */7 *45 */5 *33 *4 *35 *4 -60 -/05 1 4 Т 1 -720 /80 *72 О *8/ 0 *75 0 0 -46 0 -52 о •47 */М чг? -50 *236
-гоо -гх */09 *80 к */09 ★^ *730 2350 ★258
•225 -250 *//з *с*_ */63 •J44. */65 */35 *//3 *84 *L№ *94 да •40 556 ’84
•250 -260 *52 О -77 40 *52 0 */26 *94 */9С */58 *52 ★20 *36 ★ 4 -но -'9/ *20 *758 *396 *3/5
•260 -200 *30 0 -/8 -40 *50 0 •/95 */60 *88 *56 */35 ★/67 */8 -№ 0 -35 -26 *7^7 *35 ★50 */5 *40 *4 -70 -740 -2Ю *84 о -54 ’г? 70 56
•280 -3/0 7/50 *98 *202 */70 */50 *98 */ -73/7 *457 *350
•3/0 -3/5 */к *98 *220 */35 *242 90 *47/ *590
•3/5 -555 *56 0 -78 -45 ★57 О */44 *708 ^22$ */90 *220 */85 *98 *62 7/44 */08 ★/80 -/80 О -зо -а -54 -75 *57 *57 *2/ *40 *4 -62 4/9 U2S -2/4 *89 0 О -57 *24? *2972 62 -/57 7/П9 *590
•355 -.W */50 •7/4 *244 *206 */50 *ff4 ★265 *524 •435
•МО -ООО ★35 0 -20 -45 *60 0 ★250 *220 *//4 Н70 */50 *20 -20 0 40 -зо -70 -m-r *60 ★20 -80 -/4С /Х 245 *95 0 0 -62 ★206 ★285 *220 *557 ★460
•400 -ш ★40 0 -20 -47 *03 0 *272 *252 *08 *88 */66 */20 *20 -20 0 -40 -20 50 80 *65- *25 *45 -66 /5/ 1 м 0 -63 *295 *587 •490
-600 "450 *5Х *260 *40 *5 *232 f5
•^50 -500 *772 *'R *29? *Х8 */72 HR. ★3 *z * 637 540 .
•500 -650 г- — “d 0 7 -44 д -45
•650 "800 — — *80 0 -50
.800-/000 -* — *i L 0 -50 о S3
-70004250 — — •Тх 0 б -60 0 -60 Г
•4250-/500 — *//0 0 -78 -^5
„/600 "2000 — — *750 о */го 0 0 0
-2000-2500 — — 0
•2500-3/50 — *270 О */50 0 -/35 0 -/00
288
1абм iwunww
т
1/<тер6ам<
От/ до 3
С8 3 - 6
« о *> м
/0-/4
/4 • №
- м • 24
"50
30 40
„40 • 50
65 " 90
80-МО
„мо -/го
-/го -ы
4# ‘-/А'
(50 -МО
МО -/80
*/80 "200
„225 "250
250" 260
"280-50
** 3'0 • 3/5
.......-................ ....... —............... —~ --------------------- ---— РТМ 105 0-212-83 Стр.257
Таблица сопоставления допусков и посадок ЕСДП СЗЬ и системы ОСТ (система отверстия)
основного
не Н9 (Aikhe h9 №)1хе шин {МХЫтпнд
и поле допуска дала
.51
*25
О,
•30
О
Z0
о
__ *36
____
43
о
„5/5 "555
„355-360
400-400
440-460
500 "630
630 800
★.★X 90
/ООО-(250
<250-/600
/600 -2000
50
-Q_
*55
С
52
О
62
О
74
О
87
О
ЧОО
О
*//5
О
260- 280
360*400
450-500
но
о
2000 "2500
2500 "3/50
•45
О
*50
О
60
О
*70
О
80
О
-79
(4
О
-м
о
~85
~75
-гг
О
-50
О
-Я7
о
О
-53
о
-59
О
-46
О
-54
*90
о
•/30
О
*8Х
О
*/40
О
*/55
О
*(20
О
ЭД
о
О
-36
о
:2L
О
-Щ'
8^
^27
*20
ss
77?
-45
*56
55
*30
-60
-50
Т
О
-45
о
35
О
-52
о
-62
О
-74
О
-87
О
45
О
-50
О
-60
О
-70
*67
*40
*72
*45
*87
*75
*40
*97
*64
*Н9
*80
*(30
*97
-4д
-J9-
-50
-93
-65
-65
-м
-40
-/5
-49
-/5
-55
77
-Ь
о
~5д
о
—з-
•48
о
-58
Т75"
О
О
О
о
О
-/30
-60
*95
*50
-//7
*//0
*60
-80
(42
-45
-/05
М
-59
-20
-70
70
О
О
-70
НО
о
*(20
О
-50
-МО
-60
-30
-20
-72
-25
-85
84
О
О
-84
•/30
о
/40
О
~?5
-МО
25
-87
/00
о
-МО
о
-too
•МО
О
•по
о
•/68
•ML-
(92
•(46
‘/55
*75
-/00
-/74
-95
*232
*2(0
*248
*/60
*90
7.95
7(95
50
-*95\(04
-40
-/го
/20
О
О */90
-/20
О
*200
О
-/20
-207
/го
-235
-38
(23
-50
-/40
/40
О
О
-/40
*220
О
-90.
-/20\-75
-90
О
Л-
-ню
О
‘/го •
о
*<5О-
о
ч?о\
__о_
•МО
о
★200
О
44^
-240
-<40
-260
-МО
300
13
-/во Ьмо
so
- 8д> о
-240 -(X
О
-МО
-(00
-ео
-200
О
-гзо_
о
-300
о
-360
*гх \*/го
Р ((25\-(г0
~236S
о
*360
о
*(50
-(50
★ МО"
-МО
/95
6
-400
-60
/80
О
-НО
О
-/20
*/80
О
•240
О
-/50
^30
*/20
380
-70
-2/0
-80
-240
-МО
-290
*230
О
-80
/К
(20
-300
-/20
-540
-/20
554
О
-/30
о
-МО
О
-/90
о
-МО
о
-/70
О
-220
о
-200
*2/0
О
*250
О
•280 -/00
О -370
-740
420
О
-2/0
о
-/80
-280
О
-450
О
-520
430
О
*2/5
2/5
'*200
-200
---1Г
-480
----У
-580
О
-700
7бвГ
О
*580
О
*700
О
1 *2X1
J___z200 .
*240
. -240____
200
'*290
-290
•300
•350-500
-350
520
О
•260
260
*340
О
*300
о
*400
О
011*350^460
230
О
О
—7Г
-гоо
~~~S~
-730
У
-900
о
нос |
тгз
о
750
__0.
900
О
*3793-
•500
‘-Г _
*450
-450
*<ы
-400
*ноо
о
*54}
-550
*500
-500
(25
О
/40
а
•/65
о
/50
О
*250
О
*280
__О
о
350-4000
4000-5000
5000-6300
6300-8000
8000-/0000
-по
-420
-/80
-430
И9д
-490
^00
500
гго
-/70
-500
о
-250
О
-340
О
-620
*620
О
5/0
-3/0
★500
300
О
-840
О
-/ООО
О
-гм
-600-300
-240
-590
-250
,-ТОО
^88
-еОО
•840 -4Х
о -ого
*4ОО\
-40ff!
О
-/500
*300
о
•650*600
650 -600
ООО
О
*500
-500
О
-(800
• /600
о
*800
-800
О
400
О
-550
о
-740 В
740
О
*570
570
О
О
<-4вЛ -870
★ 870
О
*455
-455
.*400
- w\
О
/200
/200
О
*600
-ООО
о
-/900
/900
О 5W
>950
*юоо
-/ООО
о
-/400
/400
О
700
-700
О
-2200
2200
О
О
о
*//00
-//оо
4250 -(250 *<200 -/200
★/500 -/500
*.хо
*600
*/Х70 -поо
★(800
/600
о
800
2500
О
/ООО
О
о
-/600
*4X7
500
-/за
-400 -250
/45
-595
-260
О
‘550
О
-МО
-50
-75
-550
гм
-2Ю
350
-М3
•250
*8Ю
О
-/95_
О
-90
*60.
*525
-/70
285
о
-/00
О
SCO
О
-/20
•749
*580
-/90
-320
2/0
О
•520
О
О
-/55
S
М791
•590
/50
285
/ОО
о
о
-250
‘400
О
•560
О
О
-в/
о
-89
О
/30
о
-80
о
-2/0
*250
О
*857
*7 0
~0
-но
-230
-585
о
-/85
О
-МО
*556
*475
-90
-225
0
2/5
О
-97
-56
(86
440
О
-63
О
-72
О
-Н5
/45
-245
*230
О
-68
-ггз
О
о
-230
-250
-440
★545
*2Ж7
•Г”
*3/0
-/05 -/95
SSL
400
**х
о
•920
__о
*427
★МО
*457
*085
*497
*425,
О
-/40
-43
•/43
-60
-/63
•260
О
о
о
-260
о
62
____-гаг
*/85
О
•290
О
•300
о
-/70
-460
-*50
-45/2
О
290
О
-300
,460,
О
280
-680
з7о'
7(0
800
-540
-800
600^840
О
-420
-880
-500
-900
О
-400-
-лЮ| -(ООО
О
-480
О
-800
О
-Н5О
о
-600
-доо
-2500
*//50
О
*575
-575
О
•/850
о
•/900 *925 •
О -525
•2900
О
-/90
-5/0
О
320
520
О
480
/ООО
•340
О
‘580
О
-ПО
-500
-гм
-570
-/90
-570
-250
-630
о
-360
О
-400
О
340
О
-580
-540
О
520
о
4300
‘/500
О
*68С4-/обо
о
*570
О
ьоо
-НТО
-540
.-/ООО
О
-----1-660
МО
(250
•63^*760
О
О
О
-(25
•по\ о
oi-Mo
-ля? о
О П-/05
мго1~о
о
•250
___О.
‘2X7
___О
300
о_
*350
О
о
О
-2Х
о
о
-330
о
260
О
^0
о
•450
о
•500
О
•600
о
*450
О
500
О
о
★&
_р_
•6Х
о,
•750
О
«ЯМ *900
___0_
•(350
О
_0_
•(ООО
о
•но:
о
/200
__О
*(W
о
'(600
о
W-0
о
—(Г
-440
----р*
-500
-450
о
-560
---8
-660
г
-780
\-920
-НОО
-760
/390
^0346'
-J420
-380
//0*7,
о
570
О
550
о
/550
О
4550
•МО
О.
*/•50
О
/550
О
*700
-700
*600 О с
-600 /850-3№
0
•7X7 -700 -гео
о
2311
*2/00
О
*300
О
•2300
О
"(«50
*Н50
★/ООО
КТО
О
-2900
*Н00 С зхк
-(МО 0
55Х
3200
О
О
*3800
О-
*775
775
*800
-800
О
-2500
*250С
О
•/250 */200
-/290
050
о
-ОосАзЗос
О
•«000(5800
О
О
*2000
-2000
J
-ЯйС>|-
о,
•5X0
р;
-ноо
о
2800
О
*300'
'7875
-875_
-----Ъ
-2800
-я®:,
о
-3600-
—?
-42Ю
О
-5000-
61 ТГ
-ПХ\-/9Г
*/400
-/400
-4:
•(750*7800
0\ О
•2000
____ О
*9дд
900,
О
О
о
(500
;>w?
о
4250
о
-700
7001*9X7
О
•800*2000
О
о
__о.
•900 *НОО
О
•М50
О
о
-/750
О
2М0
О
-550.
О
-600
д'
-800
о
90}
о
050г/20(^
о
’75О_
О
О
'НЩ’ КО
-650 О
" */500
•f?sa\*Moo
о
*2(00
-(35С-КЮ0 О
О
-//сю
о
-/200
—zrl
/400
О'
МОО\
О
— МОО —
УГ'
-2X70
О
о
*МХ
-/ООО
8
- *2500(2200
-2500-2200 О
•//504 7^
о
___0_
•2000
о
*2200
___0_
•2500
О
рГ‘?1
о
'\-2000_
О
О
-JSW.-
о
-з/оо-
—7'
-3700
О
-44Х-
О
-5400-4000
о
24. 7
О
-2600
О
о
'О
о
*2660
О
•3(00 •
о
/зоо -/гое
*2600
___О
О
О
<-55О*/300
-<мо:
*(506
-(500
•/700
/550
•М50\
। (8501
•4400(3500
о -ггодн/оо
о
4000
—6
4500
О
-5000
•xivl-
___о
-да.'
о
Й856
0\-№ОО
*(500
-1500
•/ВОС */700
-<вОС-<700
—УГ
-5000
О
•5000
О
-660С\-С5Х
о О
8800-5000
—О
/9800
0х
•>5Л
О
\ О О
5\\(2900-6500
, О
-О
J5i-9Wj-XXKi
___0.____0 -ггх 4700
*5407 *400^270/2(2000
о
6500
___о
•8806
О
•9800
О
•/2000
___0_
*/5000 •
О
О
~г$о<
о
2/ \ИХ
ззх
3306
*.700
г/ро
•5050 -моо *2600
О -4W
о
-6000
с
-7000
о
-8600
О
-★ОН»-ТОРО
____О
т^зох'-
___О
•вдоа-
о
О
•2ХК>
-2«?о -гоое
45&\>2507*??0е
О
-2500-2200
5560 749ОЙ
___О -«Я»
•650С *6ьХ -
О
•юоо
о
•ЗОМ-
ж®-
-2200
*2500
-2500
•2800*2700
ИГ»
' q О
. 55» 5500
О
-68<Л-60а
01
-7800-
0
-9200-7000
•5600*551
О
-2700
*3000
Tf&afaxv •5500
• о -ззат-зооо
“> -SW *5200
3900
о
6500
__ о
• 7800
____о
•9200
___О
•8500
0
• 7000
___О
-5200
•</300*3300
**600-3500
*5000 *3000
-3000*7500
О
•25!»
О ★’VMj'
3500, ,
О *МОО(бОоЬ
-6000
о
о
*5500 *5500 *2М0
О
о
о
-5500,
*4300
-4300
•<050<4700<3*325df
Р1
-(ЯХХ-8006
-Z700
-5000
-5000 -(35одт9ОХ
О
о
аод(8оо^55од(4<юо
о
о
~~3
-1ЯХЮ-8О0О
О
О
-525Q
2500
•2700
-2700
•5200
-3702.
•3500
-55оа^-»оо^ггоо<г
5
-М»
-4500
>52»
★5VC
5500
в-зо
•/3500 ‘ЮОб
___о
•/8505
о
~6
-5500т850дг 0500
- >20000 >(8Х
•5500
о
8250
ЗМр>всЙ *-•«»'
О
<5500-9200
о
О
о
о
-6500
4оЗ
о
•(5500 •90064*750
О
о
-4СЖ.-г^
-7150
•/9500/А. 70^*975^'
о
о
о
О
о
’1/500 О
-4300 -г/Ж^/йОХ
о
о
gjf -за»
-хое
9*30
*5000
-5&7Q
о
о
о
•Х&Л,
О
зндг*
___0_
•зга»
о
о
SSL 7Р.
stwp то
Bl *xtx>i-9l V
.?59
РТМ I05-0-2I2-83 Стр.
Таблица сопоставления допусков и посадок ЕСДП СЭВ
и системы ОСТ (система бала)
Лнлпсрбсухы | Поле дописка оснобного бала и отберстия
размеров мм И ЕЛ ШВ1ЕВЙЯ !&Ш ШИ ЕИВИ Е8ЕЯ ЕЭЕЯ ЕЕЯ ЕИЕД ЕИКЗЙЗ (0)
Предельные отклонения, МКН •
Оп/до5 0 -6 *70 0 *5 -5 *7 -3 0 40 *5| -7 -г -/2 0 -/0 -4 -74 -2 -/3 *72 *2 *73 *3 *20 *6 *22 *8 0 -70 °9 \*/4 0 *20\ 0 ^/4 0 -20 *39 *74 <7 *25 0 *20 0 0 -60 *20 ^9б\ *30 60 0
СбЗ >\ б । *72 0 */5 0 *6 -б *9 -4 *5 -9 । ♦ Ч) 0 -/2 0 -75 -4 -76 -5 -76 *76 *4 *77 *4 *28 *70 *27 *70 Л •72 *78 0 *25 0 0 -78 0 -25 *50 *20 *44 *7/ *30 0 *25 0 0 -75 0 -80 *705 *50 *720 *40 *75 0 *80 0
•> б п /о 0 -9 0 -/0 ./5 0 *76 0 *7 -7 *// •5 -/а *4 -22 0 -75 0 ~/б -4 •79 -4 -20 *20 *5 *27 *5 *35 *73 *33 *73 О -75 *22 0 *30 0 0 \-22 0 -30 *6/ *25 *55 *75 *36 0 *30 О 0 -90 0 -/90 >*/30 *40 *350 *50\ *90 ° */00 0
» /0 » 78 0 -// 0 -72 *78 0 */9 0 ч. । *73 -6 *6 -/2 *5 -/4 0 -/8 0 -79 -5 -23 -5 -24 *24 *6 *25 *6 *43 *76 *40 *76 1 •71 2 Г *27 0 *35 0 0 -27 0 •35 *75 *32 *70 *20 *43 О *35 0 0 -/70 0 -/20 *760 *50 *7дО\ *60 )*/70 О */20 0
» 78 " 30 0 •73 4 *23 0 *70 -/0 *76 - 7 *6 -25 *6 -_/7 0 27 0 -23 -7 -28 -6 -30 *28 *7 *30 *8 *53 *20 *50 *20 0 -2/ *35 0 *45 0 0 -33 0 -45 *92 *40 *85 *25 *52 0 *45 0 0 -730 0 -740 *795 *65 *2/0 *70 */30 0 *740 0
»»30 » 50 0 -70 0 -77 *25 0 *27 0 *72 -22 */8 -8 *7 -/6 *7 -20 0 -25 0 -27 -8 -33 -7 -35 *34 *9 *35 *70 *64 *25 *60 *25 0 -25 *39 0 *50 0 о -39 0 -50 L/z? *50 *700 *32 *62 0 *50 0 0 -760 0 -/70 *240 *80 *250 *80 f/50 0 *770 0
"50 "80 0 ~79 0 -20 *3 Z 0 7 *75 -/5 *20 -/0 *9 \2/ *8 -25 0 -30 -9 -39 -8 -40 *40 *70 *42 *72 *76 *50 *70 *30 0 -30 *46 0 *60 0 0 -46 0 -60 ув4 *60 *720 *40 *74 О *60 0 0 -/96 0 -200 *700 *зао\ */CV *200
» 80 » /20 0 -22 0 *55 0 */7 -/7 *Z5 -/2 1 \*/0 \25 *9 -26 0 -55 -70 -45 -70 *47 *72 *50 *75 *90 *36 И *54 0 *70 0\ 54 Jk *72 *f40 *50 *87 0 *70 0 0 -220 0 -250 Y340 *720 *350 *720 \ *250 0
•>/20 "780 0 -25 0 -27 *40 О *20 -20 *27 -/4 *22 -28 *20 -50 0 -40 -72 -52 -72 -52 *54 *74 *60 *78 *706 *43 */ов *50 0 -40 *65 0 *80\ °\ 0 \бЗ 0 -80 >/85 *85 *765 *60 *700 О *80 0 0 -250 0 -260 *395 *345 <400 *230 /?50\ 0 *260 0
"760 "250 0 •29 п *46 0 *45 *25 -23 *30 *25 -35 *77 0 -4б 0 -74 -60 -75 *67 *75 *70 *722 *50 *720 0 -40 0 *72 0 *90\ 0 \-72 0 *275 *700 995 V/5 0 *90 0 -290 -хо 1? *450 *290 О *300
"250"200 0 и -30 \*52 0 *26 -/6 *26 ~55 0 -45 -74 -60 *69 *22 *757 *60 0 -47 *87 0 0 -90 *240 *75 */30 0 0 *570 *750 *320 0
"260-3/5 -32 — 0 0 *50 -26 *35 -36 */2 -52 0 -66 -78 *77 *80 *56 */4С -52 0 0 */оо\ \-8/ 0 *7/0 *225 0 *700 320 0 *790 *500 0 *340
"3/5 "560 0 -35 *57 0 *28 -/8 */7 -40 0 -50 -76 -70 *75 *26 *75/ *70 0 -54 *89 0 -ТОО *265 */40 0 0 -340 *570 *770 *360 0
»360» 400 -36 0 0 *60 -28 *40 -40 */5 -57 0 -75 -20 *78 *90 *62 */6С -57 0 0 *720 -89 0 *725 *255 0 */20 360 0 *270 *570 0 *380
»400 "500 40 *63 0 0 *3/ ~3/ -20 *78 -45 -45 0 -63 -60 -77 -80 -80 1*85 \*20 *50 *faa *68 *80 0 -63 -62 *97 0 0 0 -97 -720 *290 *735 */05\ */55 о 0 0 -4оо -380 >630 *230 г400 0 0
290
PM IO5-O-2I2-83 Стр. 289
ПРИЛОЖЕНИЕ 12
Рекомендуемое
ТИТОВОЙ ПРОЕКТ ШТАМПА ХОЛОДНОЙ
ЛИСТОВОЙ ШТАМПОВКИ
291
Стр.290 рта 105-0-212-83
Форка / fOoTZ/OS- 68
Зона i "9^зраоерие //аименабсюие /?риме- иам^е
Докц лен тощая
•
> 51. ПЧ1- 4001СБ С8. черт. Л2
Сборочные единицы
АЧ 1 51.1141 - 4001 /ою Огра ж дени е 1
2 51.1141-4001/020 Матрица, 1
/И 3 51.1141 - 4001/030 Ограждения 1
фетила _
Я 5 51.1l/i1-4DGl/ 0О1 Державна. 1
__аз_ 6 51. ПЧ1 -Ч 001/002. Выталкибо.т^лъ 1
lq 7 51.ПЧ1-Ч 001 /003 ТраЬерса. 1
R ** 8 51.1141 -Ч 001/004 ХВосто&ан 1
Н 4/ 9 51.1141 -4 >001/005 Цли та. 1
R ** 10 51.1741- 4001 /006 Плите. /
Цг“ 43 Ц 51. 1141 - ' 1001/001 Г.^ансон-патрица 1
и 12 51.П41-4 >001/008 Съёмник /
hr г-
Стан дартныилдеши
||sn
|Ии бинты Г0СТ1П38-12
liln 15 М10 <2.0.56.05 2
И Й==^ 51. ПЧ/-4001
Р| г^фялад л*Лиул» /1О0Л. ^Г"п
L- Разраб Штамп собмеьцённого Рит. rfuem
18 Яров, мГг
действия п Роето8ский-на-Яон^
К Н.хонлм |§ УтВ. для вырудна и прооиоки wnrn
Jbab.'вфМ *гег*Г. f•'Uu’ftAa i“K3'^-74fie»*^
29$
-РТМ I05-0-212-83 Стр.291
Фор/ча /а P4JC7
zj 3o*$ j 4' (75из*ачь^ие f7Qtar>ertO&ci*<je А /1рите- ча^ие
/6 M 12*25.56.05 2
— ।— 17 M12 *35.56.05 14
15 fl 12^60.56.05 2
19 M16*80. 56. 05 8
2/ Винт 6.^6-8^12.58.05
ГОСТ 17473 -20 8
1 •
Штифты Г0СТ3128-70
23 12rn6*45 2
24 12m6*80 2
25 16m6*&0 2
•
i 28 Вант 1092-2051/055
гост 18726-80 6
g
§ 30 Втулка. 1032-1596-20
& ГОСТ 13121-15 3
£ 31 Колонка. 1030-5955-1-20’5
1 ГОСТ 13119-81 3
> 32 Огрссничатель
$ 1036^1008/068
5 гост 18802-80 2
5 Плата 1022-2423-2
s| ГОСТ 13119-15
ft (заготобла Эля
к <§ 51.1191-4001/005) 1
— Плита. 1022-2593-2
ГОСТ 13115-15
(заготовка. Эля
1 51. Ц41-4001/006) lL
L/Z/er
*1 Я! 2JJEE5K _ _ ___ 51.1141^4001 Л fc/tvn 77afin. 'Jan
1 aft оуа. u«K HltHTHe Lak Тм р, 6000 Ль. x, то.
293
Стр.292 РТМ I05-0-2I2-83
~~ ' Форлхз /а f&C7 г/аб-’бв
? 3 Роз Обозначение Наименование 4 Приме- чание
33 Пружина. 1086 - 0777
ГОСТ /8793’80 3
34 Пцансон №1-2184'10'2/6
ГОСТ/6621-80 2 I
Толкатели. П)СТ1Ь78М J -
35 -• 1041-1888/060 3
36 1041 -1844/095 ч
37 • 1041-1848/130 1
33 Упор 1050-0958
ГОСТ 18141-80 3
— МосгпоЬак 1034-0162
ГОСТ 16118-11
(заготовка. Оля
61. 1141- 4001/004) 1
39 Штырь 1091-0003
ГОСТ 18816-80 ч
с S £ $ 1 > *> I « 1 _
1
•
в Я. ПЧ1 ~ 4001 Л/сг 3
1
Л/Cf и Ро&л. Даго
________dae.otpe.nay. Ultima baa M.Tup.iOOO- гълило.
294
PTM 105-0-212-83 Стр. 293
4 а' ^бино^ет/ие //диненобоние 4 /7/>ш*е- юм/е
№ / 54 4744-4004/о/О СБ Cd. цер/п.
Дета/ти
♦
5447*4-4004/04$ Уголок
я 5 47^4004/044 СЦи/пок
Оиеа^ШШ^
2W4jr3acrmS2}-70
5(1*246 4
1
1
-
! Л
_ \
Ml
л
F ОШф /7 щмц/
— 6i.fW-4otM/a/l
lif Асл / ^Л?ЛУЛ! ffo^r. фат
Х?7^/УЭ»У Ограждение Jfum а luem \Ля&по6
1 /7ро6- mz: /
РдстабскиО-иа-гщ ШГ/1 1
£ -“ g
L1H
._ Кот/ро&мг ФорлтатЛТОЯ
/tod/t. u'dama \взопчнв.Н\4нб. H°dpda.\ ло&/>. и&о/пд
Фдо/^а / ГОСТЯ./08^68
Стр.294 РТМ I05-0-2I2-83
I i I 1 Обозначение //оименобание < /7/эи/*ге- чоние
•
Д емс рАге/ч/тгашс/я/
Й j$z /’т+т-лоо/’/огосз СсГ <-/^^/7/
е/77С/У7^
.
f st f74t-4oot/of6 Гек//с/Я /*д/7Т7/х/аб/
C/77 g/U7& -УТОА
/~C7g?~
5? г St / 7-4/-Лао//o?7 Се’Ат^С/Я АГ&777£>С/ЦЬ
C'/r/c/.s?^ ЬМСМ
• ГОСТ/435-74
-Й St /74Г-4С7<С7//о/£ С<2*ЛиЯ wn/xscfe/
C/-77CAS7&» ЗГГрЯ
rc/OT/^SS-^
££ St t74t-400//orS С&Л=#д/Я АГС/ттухудб/
Сг?7С/иТ/1 3///7S
r&c>~f43S-;*S
-
изн ЯчсЛ Н°<бончп flod/i
еозроб.
Гроб.
Н.нонггц.
1/7П6.
st rw-j-aaf/oao
/^fcrmpuQCf
Рит. ЯЧС/77 Алнпоб
мг "L :
Ростобекий-на -Дону НИИТМ
V^^ew-.
Frit! I05-0-2I2-83 Стр.295
<Pop^ j / roOT2./OS- бв
1 I Обозн&иеж/е //ai/Aie , \^oh‘ >e /7рст?е- vawe
- Локцментаиия
5t 1141-4001/03005 CS. черт.
Детали.
fl f 51.1141-4001 /021 Стойка. •
54 2 51.1141-4001/022 flpObO-lDHCL
Sir 5С-ТЦ-1
ГОСТ 3282-74
L-757 5
•
4
1
:l -
я
1
я
a *
•
•
•
51.1141-ЧОО1/ОЗ
It 1 4
Миет > flodn. fam
1? Ъзроб. fucm Afi/гюб
.'Ш ' Ограждение "EL. . t
Bl Росто8екий-нг, -Донц НИИТМ
ч ж Жлонп
4
*et+r. НшШал Зам ЪИ T^ftoa^o
2S?
mt ros-o-m-вэ стр гэт
'^^№73^^ Stf74f-46Of
и^пшп д/Я еи&ш 5i f&Ot-4OOf
i Разм^ы дляс/радаг, лр&матмеяемеа ляалах*
2 А?аЛКЦРл£и ~Л
домам
штамл
eStpudjbi •, е -
ражий хсдг мм
Заужаая &ям?а,мм -
yCU;W.#{7VJ-
Maccat кг
Д 77 ло 0CT M5-S3&82.
Стр. 29В РП1 IC5-G-2I2-83
______ ~ --- ~~ ~ :РМ ТО&-О-212-аЗ С1р.299
9,Л5аЯ^-/Л'/Х$'
План беялсг
soo
Стр.300 PTM 105-0-212-83 ----------*--------------------—-------
ОледацияммЬ эыиз Зе/ядли
5tfW-4OHC6
fft f74f-4aa/OfOC£
}5MW4OOf/of0cA
ЗВЯК
ниптм
*м~Л 303
6/
2 Ое/палмыв 77 zv 0С7 fas-SM-82,
xWg«?-
Si. /74/-&?O//a?VC£
1,ту||ыэд
Матрица Т
‘ЬчтовекиИ-АЛ^ва^
504
К ДИ г//7'-;УУ^'Т"П
PTM 105-0-212-83 Стр.303
2. Dc/пои^ ТТ по ОСТ105-935-62
''/ЫГ'ГГП’
Ф02М&п№.\
Стр.304 ИМ 105-0-212-88
tiS
tea
306
as
&s___
Стр.306 PTM I05-0-2I2-83
Ф55
/.MCf42... 46.
2. Ос/тюп/Л/е 7~7~na OCT 10S-035-&2.
5
£
В
Л7ЯУ- Poaz/oai
£
к
Ibd^ucfl}.
Разраб.
Проб ;
П/тантр
Hконур
f/odo^n
Под/}
T/D^e/зса
&ПМ&43
Ztm.
/'Tqccq Ztmz/эд
3^
KMufioSa/}
ЛС7Я \/Ьс/7Ю0 /
I l*l f I —^—|
Лс/по6скцй-но-^2олу
.WTrt
9apnpd>
г
РТМ 105-0-212-83 Crp.307
'1
*4
Z <#5F ол/х^олг.
2.0алпо/ъМ)/е 7~7~/?o OCT 405-955- 82.
3
^Лмуп
ЛЮ)
Л/ /741 -4G0//00#
fart, f&KCQ floawnt
Х&Ю/7Х7&/К
Зпвяо&ф rfWf-07&2
7ZX>7/&7/6-7f
• т #оацк/!а*
"item' ' [Де/тта/
йхчтюбсюлз-л '>-£o*y
.NUUTT1, 1
<<8фиюд?4^ 309
Стр.310 РТМ I05-0-2I2-83
1А
/.//ТС}55.. 09
<3 * /7/оог//о/7?ь /?о т^о/ртитре /'лаз. <?J о зозорютт 557л?г?
т/а отпором/
3. 5отт?отътъ/е
7~Т т?о ОСТ/05-335-82
5/./74/-МЮ//%Т7
/fyopOOP-ММ7/ОЩ0 №П- ТТйссо
Цзгт k/C/n. /ТоJ/?. Oo^Q
Paspof
/fart
Т./сомтА Tuc/n \Ах/поб /
/5СТ/Р35-7Р' Рос/тюбскшУ-^а -'Рощ ниити
#/(О*/Лр
Ут#.
- J Капиоабйл Ф^>г?ат
ИМ 105-0-213-63 Стр.ЗП
А4
V(x/)
Z* Лх'Лю»?» /V яуанс/w-/faz/pvt/t
сзаао/мм G2mm #a e#w>o*v.
2. Оапагамы^ 7"Г /ю ДС7 .№-.035- 82'
с-: si
S£
E
I
Сьелмшс
d/пал ZJ
/VC7 /oid-7^
-------------
АААТ.Н ,.
313
Стр.312 PTM 105-0212-83
£/z?y^y^Z/ZF
-------------------------------------------------!
'8. //ano&AftoiJfi. и Homo \Взоп..и^У‘’\1р7б.Раб^бр \/7ot?p. t/ifom?
/ */Ьзр7е/О &/7f? С/7/М7&7ЛГ.
2. Скмпа/п>м>/е У 7"/ю ОС 7 W5 - 935 - <££
б/. /7Р/-400//0/5
Uirtylucm,
Разраб.
Проб.
Т.юыпр
ур^лу/7
Уга/ю*
Пигр
fl
~7асео '/7&w>
М.КОНЛ7Д
зи
___________________________/tucm \Гис/гюё f
^Сро_______________________'FhcmoScKua-HO-,£c*y
2-^^&er3ietff652S-70\ .HUU771
_______Каурки'___________<popnom jlftfi
PTM 105-0-212-83 Стр.313
НО/т 'fhLl J9
ф12пВ(лу^е)
ТТ по ОСТ 105- 935-52
PTM I05-0-2I2-83 Стр. 315
ЦНЦ10ШЯИЕ 13
Обязательное
ПОРЯДОК И ШИМЕРЫ ЗАПИСИ ТЕХНИЧЕСКИХ
ТРЕБОВАНИЙ
3/7
Стр. 316 ЫМ I05-0-2I2-83
I. ПРАВИЛА ЗАПИСИ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ЧЕРТЕЖАХ
Согласно POJT 2.318-68, технические треоования при любом
их объеме и независимо от того, на каком из листов чертежа
псиещено изображение, к которому относится тот или иной пункт,
размещают только на первом л^сте чертежа. Технические требова-
ния располагают над основной надписью в виде колонки, ширина
которой должна быть не более длины основной надписи (180-
-185 мм).
При большом объеме текста технические требования распо-
лагает над основной надписью, отступив приблизительно на
20 мы от верхней рамки чертеа, в две и солее колонки со
сквозной 'нумерацией пунктов. Каждый пункт технических требо-
ваний записывают с новой строки. Текст записывают сверху вниз.
Расстояние между первой и второй колонками должно быть не ме-
нее 20 мм. Заголовок "Технические требования’ не пишут.
В случае, если необходимо указать техническую характерис-
тику изделия, её размещают отдельно от технических требований,
с самостоятед ‘-вой нумерацией пунктов, на свободном поле черте-
жа под заголовком "Техническая характеристика". При этом над
Техническими требованиями помещает заголовок "Технические тре-
бования", Оба заголовка не подчеркивают.
На чертеже изделия, для которого стандартами установлена
таблица параметров (в соответствии ГОСТ 2.403-75, ГОСТ 2.404-
-75 и др,), технические требования по^пдюх между таблицей и
основной надписью.
При небольшом объеме текста технические требования распо-
лагаю! непосредственна над основной надписью. Между техничес-
318
PTM I05-0-2I2-83 Стр. 317
кими требованиями и основной надписью не должно быть изобра-
жения, таблиц и т.д.
I
2. ПОРЯДОК И ПРИМЕРЫ ЗАПИСИ ОБЩИХ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ
Технические требования на чертеже излагают, группируя
вместе однородные и близкие по своему характеру требования,
по возможности в следующей последовательности.
2.1. Требования, предъявляемые к материалу, заготовке,
термической обработке и к свойствам материала готовой детали
(электрические, магнитные, диэлектрические, твердость, влаж-
ность, гигроскопичность и т.д.), указание материалов- замени-
телей.
2.I.I. Допускается изготовить из стали марки 45Х по
ГОСТ 4543-71.
2.1.2с Требования к заготовке (литье стальное, литьё
чугунное, поковка, сварной сборочный чертеж).
2.1,3. Требования к термической ооработке:
НВСЭ 32...37,
RB -220...240. i
Цемент.h 0,7...0,9 мм; НВСЭ59...63.
НВСЭ42..,.46, кроме поверхн. А.
ННСЭ32...37, кроме места, обозначенного особо.
2.1.4. Отжечь.
2.1.5. Допускается изготовление дет. из двух частей
по линии разреза Б-Е.
2.2. Размеры, пред. Откл. размеров, формы, взаимного
расположение повепхн.; массы и т п.
319
Стр. 318 PTM 105-0-212-ЬЗ
2.2.1. Размеры в скобках - после сборки (сварки).
2.2.2. Обраб. по размерам в квадратных скобках произво-
дить совместно с дет. . . , Дет*применять совместно'.
2.2.3. Радиусы скруглений 4 мм.
2.2.4. Внутр.радиусн сгибов 10 мм.
2.2.5. Неуказанные радиусы 8 мм.
2.2.6. Неуказанные фаски 2 х 45?.
2.2.7. Кромка Д должна быть острой.
2.2.8. Размеры для справ.
2.2.9. Размеры лня сщдо.
2.2.10. Размеры для спрьв., хроме отмеченных скаком *.
2.2.11. *Размерн обеспгч.инстр.
2.2.12. ^Размеры с "рипускоп на пригонку по дет. ...
2.2.13. *Размеры с припуском на пригонку до черт.....
2.2.14. хРазмеры и шерох.поверхн. после покрытия.
2.2.15. *Обраб. по дет. ...
2.2.16. Обраб. по сопрягаемым дет:
-*1 - по дет. ...
*2 - по дет. ... ,
х3 - по дет. ...
2.2.17. Допуски, 01 [явность и конусообразноотг отв-,
зе более 0,02ш.
2.2.18, Допуск пь^а ивлгнооти ыоверхн. Б, зкличая допуск
плоскостности,относится яс поверхн. А не более 0,05 мм.
5^0
РТМ I05-0-2I2-83 Cip.319
2.3. Требования к качеству поверхностей, указания об их
отделке и покрытии.
2.4. 8Внутр. контур выполнить по дет. ... с зазором
0г05 мм,
2.5. Указания о маркировании е клеймении.
. 2 6, Остальные ТТ по ОСТ 105-935-82
3. ПОРЯДОК И ПРИМЕРЫ ЗАПИСИ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ ЙА
)®АРНОЙ (СБОРОЧНЫЙ) ЧЕРТЕЖ
3.1 о Сварка по ГОСТ 5264-80 и ГОСТ I5878-79 дается в пос-
ледовательности :
"Сварные швы по ГОСТ 5264-807
"Сварные швы TI-I.X5 по ГОСТ 5264-80, кроме обозначен-
ных на чертеже?
"Сварные швы TI-CS5 по ГОСТ 5264-807
"Сварные швы по ГОСТ 15878-797
"Сварные швы Л I, *2 по ГОСТ 5264-807
"Сварив швы - 10/80 по ГОСТ 5264-80 дет.поз.
I, 5 и 8 по контуру прилегания?
"Сварные швы в местах врезки дет.поз. 2, 8 ж II -
- TI- L5 it С2 по контуру прилегания, ГОСТ 5264-80?
3.2е ^Сварка ручная электродуговая.
3.3. Сварка газовая.
3.4. Шерохгповерхн. сварных швов С5 1
3.5. Отжечь.
321
Стр.320 РТЫ I05-0-2I2-83
3.6. ^Размеры для с^рав.
3.7. 3®0браб. по сопрягаемым дет.
3.8. Допуски овальности и конусообразности поверхн. В и
Г не более половины допуска на диаметр.
3.9. Шерох. поверхн. торцов дет. поз. 2 и 3 перед свар-
кой 6 \/ •
З.ТО. JUepox. поверхн. по контуру дет.поз. 5 и 6 перед
сваркой .
3.II. Остальные ТТ по ОСТ 105-935-22.
4. ПОРЯДОК И ПРИМЕРЫ ЗАПИСИ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ПОКОВКУ
4.1. Поковка долина удовлетворять требованиям гр.Ш НВ---.
ГОСТ 8479-70,.
4.2. Неуказанные радиусы ... мм.
4.3. Точность штамп званной поковки по П кл. ГОСТ 7505-74.
Точность поковки, изготовленной свободной ковкой на моло-
-ах по ГОСТ 7829-70.
Точность поковки, изготовленной свободной, ковкой на прес-
сах по П гр. ГОСТ 7062-79.
4.4. Остальные ТТ но ОСТ 105-935-82.
5. ПОРЯДОК И ПРИМЕРЫ ЗАПИСИ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ЛИТУЮ
СТАЛЬНУЮ ДЕТАЛЬ
5.1. Обраб. по размерам в квадратных скобках производить
совместно с дет. ... Дет. применять совместно.
5.2. ^Размеры дня справок.
5.3. ^Обработка по сопрягаемым деталям ...
5.4. Остальные ТТ пр ОСТ 105-935-82.
322
PTM I05-0-2I2-83 Стр.321
6. ПОРЯДОК И ПРИЗЕРЫ ЗАПИСИ ТЕШГЕСЖ ТРЕБОВАНИЙ КА ЛИТУ 9
ЧУГУННУЮ ДЕТАЛЬ
6.1. Отливка I класса, ГОСТ 1855-55.
6.2. Резервуар Е проверить на герметичность при уровне
керосина 200 мм (или при уровне воды, масла).
6.3. Обраб. по разм. в квадратных скобках производить
совместно с дет. ... Деталь применять совместно.
6.4. ^Размеры для справок.
6.5. Обраб. по сопрягаемым дет:
*1 - по дет. ...
*2 - по дет. ...
6.6. Остальнне<. ТТ по ОСТ 105-935-82.
7. ПОРЯДОК И
ТРЕБОВАНИЙ Щ. ЛИТУЮ
ЦВЕТНУЮ ДЕТАЛЬ
7.1. Неуказанные литейные радиусы - 3...5 мм.
7.2. Дет. после предварительной мех. обраб. подвергнуть
старению.
7.3. Допускается изготовить из сплава марки. ••
7.4. Отливку проверить на герметичность при уровне керо-
сина 200 мм.
7.5. Обраб. по размерам в квадратных скобках произво-
дить совместно с дет. ... Дет. применять совместно.
7.6. ^Размеры для справок.
323
Стр.322 РТМ 105-0^213-33
7.7. Обраб. по сопрягаемым деталям:
*1 - по дет. ...
*2 - по дет. ...
7.В. Покрыта, наружных механически необработанных по-
верхн. по ГОСТ 9.032-74. Эмаль НЦ-132П фисташковая
ГХГ 563’ 74. ТУ. 6/1. Л.
7 Остальтае ТТ по
OCT JD&-935-82.
324
PTM I05-0-2I2-83 Clp.323
ПРИЛОИЯЯЕ 14
Реконацдомое
СПРАВОЧНЫЙ Ю1ЕИШ
325
Стр.324 РТМ ЮЬ-0-212-83
ММ 4“
Обозначение xSoemoBu/ca Исполнение. Л (пред, откл.по Ъ/2.1 А, (пред, откл. по / Дг ( пред, откп. по Ы2) А d L 3 h fnp<3. t0.3 to,0 6 г
1034- 0601 1 20 22 23 21.5 — 50 20 5 3 1
,034 -06П9 2 3.5
т -о о оз 1 — 56 25
1054 - 0604 г 8.5
1U34 - 0Ь05 1 — 63 32
103* -0606 2 8.5
1054- 0607 / 25 23 36 27.5 — 60 20
1O34-Q6O8\ 2 10.5
1054~0609 1 — 61 25
1054~0610 2 10.5
1О34~0611 1 — /5 32
1034-Q612 2 10.5
1054-0613 1 зг 34 42 33.5 — 71 20
1054-0614 2 15
1034-0615 1 — lb 25
1054-0616 2 13
Ю34-06П f — 85 32
<034-0618 2 13
1034-0619 1 — S3 40
1^54^0620 2 15
326
Стр.296 РТМ ID5-0-2I2-83
Обозначение хЬоетобика. 5 I 4 I д (пред. Онисл.ПО h.1O) h (пред, опкп.по S3 > Дг (пред pnVCA. ПО Ы2) Дз d fh L oudc Z’ Wee. h 'пред, еткл t0.5 ^OJl •мае 6 z
1034- 6621 1 40 42 50 ‘ 41.5 — SO 25 6 3 1
1034'0622 2 13
1054-0623 1 — 90 32
1034-0624 2 13
1054-0625 1 — 95 40
1034-0626 2 13
1034-0627 Г- — 105 50
1034-0625 2 13
1034-0629 1 50 53 63 52 — 100 32 J t-2 1,6 )nMt
1054-0630 2 17
1034- 06л 1 — 105 40
1054- 0632 2 17
1034-0633 1 — 115 50
1034- 0634 2 17
1054-0635 1 — 125 60
1034-0636 2 17
1034-0637 1 60 63 71 62 — 110 40 a
1034-0636 г 21
1034-0639 1 — 120 50
1034'0640 2 21
1034-0541 1 — 130 60
1034-0642 2 21
1054-0645 1 — 140 W
1034- 0644 2 21
1034-0645 1 75 го одс> ?Sux 11 SO f знсгчгн) ?34-06i. 90 и Я xSo 71 ГОС) 79 (ПС -'16) — 139 50 10 7nnt
1034- 0645 2 21
1034-0647 1 - 140 60
1034-0648 г 21
1054-0649 1 — 160 (0
1034-0650 г 21
1054-0651 1 — ISO ка, 7f 100 4--2
1034-0652 Припер у иепсхпее апо. 1ЫЯ (So 2 бно 'mi 21 >Su. 45-
2. Патерись f- Спсмь парки 35 no ГОСТЮ50~ 74
Стр.326 PTM I05-0-2I2-83
5. Технические требования -по Г(7С7~/6722-71
Пристер закрепления хбоетоВика. е
i - ХВоетоВик по Г0СТ16775-71,
2- и/гпигрт&ябХСбпо Г0СТ3128-70.
/ Торец /' хВосгпоВика должен быть В одной плос-
кости с поВерхноет^ео 5 верхнем пзи/гц/.
2. Диапетр Д% и Высота, h Зуртика. х^остоВмна.
по ГОСТ 16715'71.
328
TT.< I05-0-2I2-83 Стр.327
Обозначены е. xSoerriaSaKcL I Исполнение - Д (Пред, откл. nohte) Д d d. L t I. b e
ЮЗУ -0661 1 20 ГН6*15-б£ 13.3 '— 3 50 20 10 25 3 16 29
1054 -Q66Z 2 65
4034 - 0663 1 '— 56 25
4054 - 0664 2 65
4034 - 0665 1 25 !W5-gj 176 — 60 20
4034 - 0666 2 10.5
4034 ~ 0667 1 — 67 25
4034 ~ 0666 2 10.5
4034 ~ 0663 1 - 75 32
4034 ~ 0670 2 10.5
4034~ 0671 1 32 П20И,5^ 173 — 71 20
4034 ~ 0672 2 13
4054 - 0673 1 — 15 25
4034- 0674 2 13
.328 PTNTI03-0-2I2--83
Обозначение. xSocmOi. ика 1 I ч А [пред, иткл по/ОГЗ Д< d d, L 1 1, 6 — с
1034 - 0675' 1 32 п2645-8^ 17.8 — 8 85 32 10 2.5 1,6
1054 - 0676 2 13
1054 - 0677 / 40 ПЗОА-8^ 27 — 80 25 16 3 2
1054 ~ 0673 2 13
1054 ~ 0679 1 — 90 32
1054 ~ 0680 2 13 И
1054 ~ 0681 1 — 95 40
1054 - 0682 2 13
1054 - 0633 1 50 37,5 \ too 32
1054 ~ 0684 2 17
1054 ~ 0685 1 — 105 40
1034 -0686 2 /7
1034 - 0687 1 — 115 50
1034 ~ 0688 2 17
1034 - 0689 1 — 13 110 40 20 4 23
1034 ~ 0690 2 21
1034 -0691 1 60 — 120 50
1054 - 0692 г 21
1034 ~ 0693 1 — 130 60
1034 ~ 0694 2 21
1034 -0695 1 75 — 50
1034 - 0696 2 21
1034 ~ 0697 1 — 1W 60
1054 ~ 0698 2 21
1034 ~ 0699 1 — 160 80
1034 ~ 0700 г 21
Припер уелиЗногр обозначения хЗостоЗикаД~20пн1С-20пп> исполнения Г
ХЬостооин 1034-0661 Г0СП6716 -71
330
РТМ I05-0-2I2-83 Стр, 329
2. Патери&л - Сталь нарки 35 по ГОСТ1050-74
3. Резьба -по Г0СТ3150'В1 с пален допусков 8^ по ГОСТ16033-81
4 Технические тредоВаниЛ- по ГО СТ16722'77
Припер
закреплений хВостаВика с ризьйои
6 ёерхне^ плите
curuwincL
к ^идЛ
2-Винт 716*14 ГОСТ 1476'75.
1. Торец В хВоетобика не должен Выступать отно-
А,-по ГОСТ 16716-71.
331
•Jtp 330 РТМ IO5-O-2I2-83
Обозначение хбостобика 1 4 Исполнение л гпреб.откл. лоМ21 Л (пред-лткл. гю/ь Iff) А d d, dz L H h
I Кол. от6
ЮЗЧ-0751 1 20 50 34 — 7 ч 12 40 10 6
1034-0752 2 6:5
1034-0755 • 1. 25 56 40 — 50
10УНП5Ч 2 W.5
ЦЫ-0755 1 32 60 56 - //' 16 67 16 10
1034-0756 2 /з1
704-0757 7 40 90 65 — 13 20 tpst 75 20 (e/-j 12
7034-0756 2 13
/034-0159 1 50 100 75 — 6 r с 65
7034-0760 / 2 17
1034-076: 1 60 110 65 — 90
1034-0762 2 21
1034-0163 1 75 >20 обоЗНС л нения 1034- т 725 •учения JCi 1: 71 ГОСТЮ 100 Ъосг 775- 21 T>ot -71 100
7034-0764 Хбрс /С Л С/ "7, и <7701 2 'бнс СПО 5ик
332
PTM I05-0-2I2-83 Стр.331
2. С неимение осей итйерстии d, от
нагчинальнаео
-не (более 0,2нп
3. Патериал - Сталь парки 35 по ГОСТ 1050- 74
4 Технические трееббёания - по ГОСТ16722~7/
Притер закрепления хЗоегтюбика с (рланцен О верхней
Обработку отверстий с/3 производить еоКнестно с плитой шгаппа
£-5инппоГ0СТ1Т753-72.) 2-штифт поГОСТ5123- 70(lium)
Одознаиение Хоосто&ика. (Нз (пред.ыпхл 'noJQ) ВинггГ Обозначение штифта.
Обозначение. Количестве
1024- 0751 ..И73Й- 0752 ЮЗЧ-0752 1034 -0754 6 /16x14-55 ч &>?6 Х13
Sr/^S^JS 3 Н 10*20-3.2 8т& х25
Л03Ч-О757 юлч-ойз to /112*25-33 ЮМЗхзо
-10^0759 jMhOlfO ЗШ^7£1 . 10.3Hz.0752. .. Ю34-076Ч /112*30-33. 6
Дианегпр фланца х$оипо£шка 1)-по ГОСТ fff7f8~7f.
335
Стр. 332 ГШ 105-0-212-83
Пробки резыГобые по ГОСТ12202-66
Исполнение 77
Исполнение
мм
Одозн-ячгни е проеТЬк d d, 'пред ипкм»1 лоНг} 0г И h 5, 6' С
Исполнение Т Исполнение Ц
7009-0221 — 716x075-8а, — 9 1.2 — 1.0 1.0
1009—0225 71 8 /1.00-8 ъ 6 1.5 11
7009- 7009- -02Z5 7008 - 0226 Г110*1.00-8<р 5 1.6 2,0 2\ 1,6
-0227 7009 - 0228 7112^1.25-21^ 1 8 2,5 5 2,0 1.5
7009- 0223 7009- 0250 7119^150-8^ 8 2.5 10 5 - 5.0 9 2.5
7009-0251 7009-0252 7115 К 1.50-8 4, 10
7009-0255 7009-0259 П18 1.50-8 ф 12
7009- 0255 7009-0256 7120x150-8^ 14
700Q-O257 7000-0258 7122x1.50-8^ 16 55 5.0
1009-0259 7000-0290 7129 х 150-8^ 18
7009-0291 7OO9-D29Z /127 х 150-8^ 21
7009-0245 7009-0299. 7150 х 1.50-8 ь 29
7009—0295 7009-0296 7155 х 150-б4к 25 9.0 12 9,0 5 9.0 2.0
7009-0247 7009-0298 7156 к 2.00- 8ф 28
7009-0299 1009-0251 7009-0250 7000-0252 7159 х 200- 8ф 7192x2.00-8^ 52 59
7009 -0255 7009-0259 М98* 2.00-8$, 90
Притер у слаб то го обозначения резьбобои
исполнения J биагс.-грон резьбы 716*0,75- 8Д
Правка 1009- 0ZZ1 Г0СТ122О2- 66
ЗЗА
РТМ I05-0-2I2-83 Стр -333
Рифления деталей
Рифления прямые и сеглиатые ГОСТ ПАПУ-75
Прямое Сетииипое
11де6енз
рифления
Вл
—**
Греиень
рифления
Профиль рифления 1
г налрадлении я и
Рифленые прямое
1,0 ГОСТ21474-75
Рифление сетчатое
<47 ГОСТ21474-75
Рифления прямые для бсех материалов
мм
Шигина накатываемой пооерхносг,,. . Диаметр накатываемы} лодерхнапиЯ
ДОЗ СВ f6 Ро 1S СВ. 32 Off 63 сВ.63 дохгч ct.#5
UJaeртрлении Р
До Ч сбцдо8 8, /5 /6 32 32 Pl 0,5 нрлен* 0,5 0,6 ия сь мм 0,6 0,6 0,8 1,0
Q8 тот 0,8
1,0 ъ/е 1,0 1.2 1,2 1.6
Материал заготовки Ширину ,, пакррюсти Диаметр накатываемой поверхности О
До 8 <^./б ср 32 до 63 сВ.63 до £5 cb.125
mat / uavteMuti т-р
Цветные металлы и еллабы &>8 сб8 до 16 и 16 и 32 32 0,5 0,6 0,8 0,6 0.6 0,8 —
0,8 (0 0.8 —
1,0 1.0
0,8 1.2 16
Сталь ДО 8 сд8до16 16» 32 32 Л8
1,0 1,0
1,2 1,2 1.6 го 355
C-гр 33' 1 PTM IC 35-O-2I2-83 ПРИЛОЖЕНИЕ 15 Рекслевдуемсе
ПРУЖИНЫ полз РУП ЛлНОВЫК (ПО норматг УслЫПЪОУО/ Ъ'-О e
‘ D d |\: Р' *
1
Г ft t
D d to 4 13^ 125^ /- OJL.
Р РхГ / ZLm ffcr / Р.кГ Z ТЗеж РкГ / DtM\
20 85 20 32 85 2.0 21 115 юп 3iO 22 145 4.0 23 ___ 115 "160 Ifi 24 210 25
10 3.2 130 6,4 190 f'6.
25 25 40 HO 2.5 HP 27 165 150 t7 6.0 28 [215 200 5.0 3.9 29 265 2'Ю 6.1 10,0 31 323 290 74 32
50 13,5 HO 63 130 130 4.0 8.3 32 200 200 6.0 9.5 33 280 йо 8.0 125 55 370 350 юр •50 37 460 450 tip ill 59
55 w 63 200 200 ч.и 6.3 37 350 Чио 6.0 V 39 "20 410 80 12.5 Р56 430 юр 25,7 43 ^0\ 500 /2Р 18P 45
yo_ 50 80 MO ~2MT 5,0 W иг 480 ИЗО 1.5 120 650 600 юр 16,0 Об 820 760 z45 2$ 48 102b 920 2^0 50
45 50 \ 89 3.20 290 5.0 5,0 41 560 480 7,5 12Р 50 759 610 Ю.О 16(0 52 980 920 12,5 54 1250 7100 15l0 24,0 56
50 П 50 350 300 & 53 809 7.5 55 830 10,0 57 ШЮ Ю80 12P 29p ьо 1500 7430 ЮР 24.0 62
80 8р 584 12,0 75О\ !бр
55 50 > 380 310 5Р ml 58 650 560 7,5 12,0 60 954 820 юр t6i0 62 1207 (1O(L 12,5 6S 1700 1520 I5P 24P 67
60 50 ML TOO 300 5р М. 63 900 900 15 63 1300 1256 юр юр 65 П90 1700 12,5 2Q0 72 2200 2300 24,0 75
10 50 SOO 5р 75 1206 7.5 80 1600 юр 89 2500 12P 82 33^ 15fi_ 24P
9? 80 850 8.С 1100 12,0 1600 юр 2500 20.0 рзоо 92
80 50 1200 5.0, I860 15 2_6(№ юо 3506 !Z6 4700 15P
LL 4 I 2 .6 too 1100 Юр 36 /650 15,0 90 2500 20 л 3100 2^0 41 4050 30p 707
90 3i 50 too № T1 1500 1400 зтериг зёрдос 5Р Юр 1л: г 3TL I S7 1ОДИ ю Ш 2300 2200 уретг ору 7.5 15Р ж С 30.. Ю2 КУ- >97 3206 3000 8. ю 20 107 4200 4000 12P 25P H3 6800 5800 15,0 30,0 t20
РТМ 105-0-212-83 Стр.335
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ РТМ I05-0-2I2-83
Из- мене- ние э Номер листов (страниц) Номер доку- мента Под- пись Дата Срок введе- ния из- менения
изме- нён- ных заме- нён- ных но- вых анну- лиро- ванных
/ О
о о «
33?
СОДЕРЖАНИЕ
I. Этапность проектирования штампов . . •........... 4
2. Основы разработки разделительных штампов.........10
2,1. Раскрой материала..............................10
2.2. Безотходная и малоотходная штамповка...........13
2.3. Неремнгдси.....................................18
2.4. Определение ширины полосы (ленты)..............19
2,5. Материалы, термическая обработка и рекомендуемая ”
шероховатость поверхность деталей штампов ... 20
2.6. Расчет рабочих размеров матриц и пуансонов ... 29
2.7. Зазоры меаду матрицей и пуансоном в вырубных и
пробивных штампах..............................34
2.8. Матрицы . . ...................................36
2.9. Пуансоны...........................'...........46
2.10. Способы вреплеьия рабочего инструмента .... 60
2.II. Расчет расстояния между надравтярщици длачкзыи $9
2.12. Бланки направляющие (линейки) ................70
2.13. Зазоры между пуансоном и съёмником ...... 72
2.14. Расположение постоянного упоре................74
2.15. Фиксаторы................................... 77
2.16. Ловители..................................... 79
2.17. Плитки ио^кладаые (прокладки)............, . 81
2.18. Ножи ьаг лве, ножи .та пазрезки отходов .... 81
2.19. Провальные отверстия в платах .......... 83
2.20. Выбор пяит . . .............................. 89
2 21, Выбор нацравляоцих колонок.................92
2.22. Расчет усилия вырубки (пробивки), >»ёма и про-
талкивав к£Я дед ей ..........................95
2.23. Центр давления чтамца ...................t 98
о
2.24. Устойчивость секций............................ 99
2.25. Выбор пресса................................... 101
2.26. Расчет пуансонов на ] точность................. 104
2.27. Расчет буферных устройств штампов.............. 106
3. Основы разработки гибочных штампов................ III
3.1. Процесс гибки листового металла................. III
Зг2. Определение радиуса нейтральной линии.......... III
3.3. Определение размеров заготовки при гчбкз . . . 112
3.4. Углы пружинения при гибке....................... 117
3.5. Минимально допустимые радиусы гибки............. 125
3.6. Конструктивные элементы рабочих деталей штампов
для гибки...................................... 127
3.*7. Расчет усилия гибки........................... 130
4. Основы разработки вытяжных штампов .............. 133
4.1. Основные сведения.............................. 133
4.2. Определение размеров заготовок полых тел враще-
ния для вытяжки без утонения................... 134 '
4.3. Расчет заготовок под вы тяжку.................. 135
4с4. Распит числа операций при вытяжке без утонения
цилиндрических деталей . . . . ................ 154
4.5. Брижимы....................................... 157
4>6. Вытяжка коробчатых деталей..................... 160
4,7. Вытяжка низких црямпугольных полых деталей при
-SS2-<(0,6-0,3) . . . .’............................ 161
В
4.8. Вытяжка без прижима прямоугольных полых деталей 166 _
4.9. Расчет вытяжки высоких прямоугольных полых де-
талей при ->(0,6-0,8).......... . . 4 . .
В
167
4.ТО. Вытяжка
шеских деталей с утонением
стенок ......................................
173
539
4.II. ’Штампы для вытяжки с выворачиванием (реверсив-
ной вытяжки) . ......................................176
4.12. Расчет вытяжки ступенчатых деталей.............178
4,13. Штампы для вытяжки низких конических деталей 179
4.14. Вытяжка высоких конических деталей без фланца 180
4.15. Вытяжка высоких'конических деталей с фланцами 184
4. Тб. Вытяжка деталей сферической и параболической
форм............................................... 186
4,17. Определение размеров заготовки при вытяжке де-
талей с одной плоскостью симметрии...................188
4.18 Вытяжка деталей со сложным контуром ...........190
4.19. Зазоры мевду вытяжной матрицей я пуансоном . . 191
4.20. Расчет исполнительных размеров рабочих деталей
штампов для вытяжки................................ 193
4.21. Рабочий профиль вытяжных матриц и пуансонов . . 195
4.22. Конструирование вытяжных пуансонов.............198
4.23. Упоры вытяжных штампов....................... 198
4.24. Претякяые ребра ..... .........................199
4.25. Последовательная вытяжка влейте................202
4.26. Вытяжка облицовочных и подобных деталей .... 210
4.27. Определение усилия вытяжки.....................214
4.28. Определение усилия прижима.....................216
5. Отбортовка........................................218
6. Правка ...........................................225
7. Чеканка......................................... 226
8. Клеймение.........................................229
9. Рельефная формовка.............................. 229
10. Правила выполнения чертежей штампов холодной лие-
вой штамповки........................................232
10.1. Общие требования к оформлению чертежей штампов 232
340
10.2. Выполнение чертежей штампов листовой штамповки 233
10.3. Простановка размеров на сборочных чертежах . . . 244
10.5. Выполнение чертежей деталей штампов..............248
10.6. Классификация и условные обозначения штампов 251
10.7. Порядок и примеры записи технгческъх требований 252
Приложение I. Дополнительные требования, предъявляемые
к типовым конструкциям штампов, работаю-
щим на автоматических комплексах .... 2Ь2
Приложение 2. Выписка из правил техники безопасности
и производственной санитарии при холод-
ней обработке металлов.................................255
Приложение 3. Классификация и условные обозначения
штампов по МН 74-59 и МН 76-59 ....................... 263
Приложение 4. Правила образования названий штампов
(по ГОСТ 15830-75} . .................267
Приложечпе 5. Механические свойства металлов, сплавов
ж неметаллических материалов...........................269
Приложение 5. шмально допус чмые размеры мест креп-
ления в деталях штампов................................273
Приложение 7. Размеры гнезд под головки болтов и вин-
тов ...................................................276
Приложение 8. Допускаемые нагрузки Ро на винты, болты
и штифты при неконтролируемой затяжке . 277
Приложение 9. Размеры пазов для плит штампов..........279
Приложение 10. Расстояние от оси колонок и втулок на-
правляющих до края плиты...............................280
Приложение II. Справочные таблицы: 281
схема построения форматов (по
ГОСТ 2.301-68)......................... 282
341
сравнительная таблица значений Ra и Rz
по аналогии с ивасол и шероховатости
поверхности............................283
твердость (по ГОСТ 8.064-79) . . .•. . 284
таблицы числов! х значений допусков $ эр-
мы и распада ения поверхностей (по
ГОСТ 10356-63 и Г0С124643-81)......... 285
таблица рекомендуемой шероховатости по-
верхности в зависимости от размера де-
тали и требуемой посадки ....... 287
таблица сопоставлены допусков и поса-
док ЕСДП СЭВ ц система ОСТ.............288
Приложение. 12. Типовой проект шташа'холодной листовой
штамповки . . ....................... 29Т
Приложение 13. Порядок и примера записи технических
требований.............................317
Приложение 14. Справочный материал...................325
Хвостовики с буртиком (по ГОСТ X67I5-7I) 326
Хвостовйки с резьбой (по ГОСТ I67I6-7I) 329
Хвостовики с фланцем (по ГОСТ I67I8-7I; 332
Пробки резьбовые (по ГОСТ 12202-66) . . 334
Рифления деталей (по ГОСТ 21474-75) . . 335
Приложение 15. Пружины полиуретановые.................336