/





















































































Текст
од.-
м-
ов-
та-
Ф
ло
ои-
по=
ие
оз-
!на
~р
~са:
~да
ть
ые
ее
но
му
3
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Л ЕН И Н ГРАД 1971
ии-
ла
ь-
ей
ла
ых
ся
за-
-од-
я-
УДК 821.983.078
ПРЕДИСЛОВИЕ
З вЂ” 12 — З
27 — 71
Р еце из е нт инж. К. К. Смирнов
Стойкость штампов. 3 у б цо в М. В., К о р с а-
к о в В. Д., Л., «Машиностроение», 1971 г., 200 стр.
Табл. 43. Илл. 120. Библ. 64 назв.
В книге изложены основные факторы, влияющие на
стойкость штампов, конструктивные особенности штампов,
влияющие на их стойкость, материалы деталей штампов
и их влияние на стойкость. В книге даны методы расчета
и проверки деталей штампов на прочность, скоростное
проектирование штампов. В ней рассмотрены твердосплав-
ные штампы и их стойкость, влияние технологии, качества
изготовления и сборки штампов, а также условия эксплуа-
тации и характера организации штампового хозяйства на
стойкость штампов, Приведены методы расчета и нормы
стойкости штампов, а также методы расчета и нормы тру-
доемкости изготовления штампов для холодной штам-
повки.
Книга рассчитана на инженерно-технических работ-
ников, занятых конструированием, изготовлением и экс-
плуатацией штампов для холодной штамповки.
Холодная штамповка является одним из наиболее прогрессив-
ных способов получения деталей. В последнее время она нашла
широкое применение во всех отраслях машино- и приборостроитель-
ной, радиотехнической, электронной и металлообрабатывающей
промышленности. Особенно большой удельный вес она приобрела
в производстве автомобилей и самолетов: 65 — 75% автомобильных
деталей самых разнообразных форм и размеров изготовляются
холодной штамповкой из листового материала и из объемных за-
готовок. В производстве металлических предметов широкого народ-
ного потребления процент штампуемых„деталей в холодном состоя-
нии по многим изделиям доходит до 95 — 98.
Однако экономическая целесообразность использования холод-
ной штамповки в значительной мере определяется стоимостью штам-
пов, приходящейся на единицу изделия, величина которой в основ-
ном обусловливается их стойкостью.
Высокая стойкость штампов является основным условием рента-
бельности работы штамповочных цехов. Она в значительной степени
определяет себестоимость и качество штампованных изделий, а также
более эффективно обеспечивает точность их изготовления. Первона-
чальные расходы на штамповочный инструмент составляют около
15%, а на некоторых заводах достигают 25% от общей себестои-
мости продукции. Если же учесть расходы на содержание штампо-
вочного инструмента в процессе эксплуатации и на возобновление
его рабочих частей, то это процентное соотношение еще больше воз-
растет.
Пониженная стойкость штампов вызывает и другие потери на
производстве, выражающиеся в простое из-за частой смены штам-
пов, в нарушении ритма работы прессов вследствие частых пере-
рывов, а также в увеличении стоимости переналадок штампа и пресса.
Увеличение стойкости штампов повышает производительность труда
и культуру производства в холодноштамповочных цехах.
В книге изложены основные факторы, влияющие на стойкость
штампов. Поскольку основным из них являются конструктивные
особенности штампов, то этому вопросу авторы уделили наибольшее
внимание.
В большой степени стойкость штампов зависит от правильно
выбранного материала и условий его термообработки, поэтому
1э 3
в зависимости от характера операции, формы и размеров штампуе-
мой детали и свойств материала, из которого изготовляется деталь,
приведены соответствующие рекомендации по выбору материала
штампов.
В отдельные главы (см. гл, 1Ч, Ъ'111) выделены твердосплавные
штампы, которые в последнее время находят все большее применение,
однако из-за недостаточного учета специфических особенностей
конструкции штампов и способов изготовления их на практике не
удается полностью реализовать максимально возможную стойкость
штампов, па что в книге обращается особое внимание и приводятся
рекомендации, способствующие повышению их стойкости.
В гл. Ч рассмотрены штампы и материалы, применяемые для
изготовления деталей в мелкосерийном производстве. В гл. Х при-
ведены методы расчета и нормы стойкости штампов до переточки
или до ремонта, а также и до полного износа их и даны соответству-
ющие рекомендации и мероприятия по повышению стойкости штам-
пов. В гл. Х1 приведены методы расчета и нормы трудоемкости
изготовления штампов.
Выполнение приведенных в книге рекомендаций дает возмож-
ность значительно повысить стойкость штампов, а следовательно,
сэкономить дорогостоящие и дефицитные штамповые стали, увели-
чить производительность труда и улучшить условия работы штампо-
вочных цехов, что будет способствовать выполнению поставленных
перед нашей промышленностью в девятом пятилетии грандиозных
задач.
Необходимо отметить, что многие вопросы и рекомендации, рас-
смотренные в книге применительно к штампам для холодной штам-
повки, могут быть использованы и для штампов горячей штамповки.
Главы 1 — 111, Ч вЂ” Ч11, 1Х вЂ” Х и п. 31 — 32 гл. Ч111 написаны
канд. техн. наук доц. М. Е. Зубцовым; главы 1Ч и И11 — инж.
В. Д. Корсаковым. Глава Х1 написана авторами совместно,
В связи с утверждением нового государственного стандарта
«Международная система единиц СИ» (ГОСТ 9867 — 61) в данной
книге для удобства пользования наряду со старой системой при-
водится и новая.
гллвл ~
ОБЩИЕ ПОЛОЖЕНИЯ О СТОЙКОСТИ ШТАМПОВ
ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ И ФАКТОРЫ,
ВЛИЯЮЩИЕ НА СТОЙ КОСТЬ ШТАМПОВ
к понятив о стойкости штлмпов
для холодной штлмповки
Применяемые для холодной штамповки штампы часто представ-
ляют собой довольно сложный инструмент, работающий под боль-
шими периодически меняющимися нагрузками. В зависимости от
характера и рода выполняемых операций штампы подразделяются:
на штампы для разъединения (разделения) металла — группа
резки — вырубные, пробивные, отрезные, обрезные и др.; штампы
для осуществления формоизменяющих операций из листового ма-
териала — гибочные, вытяжные и формовочные; штампы для выпол-
нения прессовочных операций — объемной штамповки — калибро-
вочные, чеканочные, высадочные, для объемной формовки и для
холодного выдавливания.
.В зависимости от объема производства, формы и размеров штам-
пуемых деталей и точности их изготовления применяются соответ-
ствующие конструкции штампов, которые могут быть простыми—
однооперационные и сложными — многооперационные и комбини-
рованные.
Почти во всех случаях и особенно в крупносерийном и массовом
производстве повышение стойкости штампов является одной из
основных проблем штамповочного производства.
Из всех деталей штампа наиболее часто приходят в негодность
основные его рабочие части — матрица и пуансон. Поэтому при
рассмотрении вопроса о стойкости штампа следует различать:
1) стойкость штампа до заточки (для операций резки) или до
исправления;
2) стойкость штампа до замены основных его частей — матрицы
и пуансона;
3) стойкость штампа до полного износа.
Под стойкостью штампов до заточки или смены рабочих частей
следует понимать способность штампа выдерживать определенное
количество ударов между двумя перешлифовками (исправлениями)
5
или сменой его рабочих частей т е пока штампы дают продукцию
нормального качества, соответствующую чертежу изделия и техни-
ческим условиям. Стойкость штампа до полного износа характери-
зуется количеством полезных ударов, выдерживаемых штампом
до такого его состояния, когда заменой рабочих частей нет возмож-
ности восстановить его пригодность к нормальной работе.
Ниже, при изложении материала о стойкости штампов, мы ка-
саемся всех трех указанных выше пунктов. Главное значение для
бесперебойной работы штамповочного цеха имеет стойкость штампа
до переточки или до исправления, поэтому в книге этому вопросу
уделяется наибольшее внимание.
На стойкость штампов для холодной штамповки влияют различ-
ные факторы, основные из которых следующие:
1) механические свойства и состояние штампуемого материала;
2) конфигурация и размеры детали по контуру, толщина мате-
риала;
3) технологичность конструкции детали;
4) технологические особенности операций;
5) конструктивные особенности штампов;
6) материалы для штампов, термическая и химико-термическая
их обработка;
7) технология и качество изготовления и сборки деталей штампов;
8) тип и состояние прессового оборудования;
9) условия эксплуатации штампа ~включающие смазку материала
и штампа) и характер организации штампового хозяйства.
В зависимости от вышеприведенных факторов и главным образом
от характера выполняемых операций, конструктивных особенностей
штампов и применяемых для них материалов, технологии и качества
изготовления и сборки штампов, типа и состояния пресса и условий-
эксплуатации штампа стойкость штампов может оказаться различ-
ной. Поэтому при проектировании, изготовлении и эксплуатации
штампов весьма важно учесть влияние этих факторов на стойкость
штампов и разработать соответствующие мероприятия по повышению
их стойкости.
Ниже дается подробный анализ влияния указанных факторов
на стойкость штампов, рассматриваются технологические особен-
ности операций и конструктивные особенности штампов, влияющие
на стойкость штампов, а также приводятся мероприятия и рекомен- .::
дации, способствующие повышению стойкости штампового инстру-
мента.
2. МЕХАНИЧЕСКИЕ~ СВОЙСТВА МАТЕРИАЛА,
КОНФИГУРАЦИЯ И РАЗМЕРЫ ШТАМПУЕМОЙ ДЕТАЛИ
Практикой и исследовательскими работами установлено, что на
стойкость штампа значительное влияние оказывают род, свойства
и состояние штампуемого материала.
С увеличением твердости материала при сохранении равенства
прочих условий, стойкость штампов снижается. Объясняется это
тем, что при штамповке более твердого материала удельное давле*
6
ние, воспринимаемое рабочими частями штампа — пуансоном и
нстру-
матрицей, возрастает, что и приводит к снижению стойкости и
мента. Большое влияние на стойкость штампов имеет чистота поверх-
ности штампуемого материала. Загрязненная поверхность материала
снижает стойкость штампа.
ных
При штамповке деталей сложной конфигурации и малых г б
размеров по контуру, особенно на вырубных операциях, стой-
кость штампа будет ниже, чем для деталей простой формы, напри-
мер круглой и больших размеров.
Это объясняется тем, что для штамповки детали про " ф
р стон формы
проще соблюдать требуемые конструктивные элементы штампа.
При этом штамп работает в условиях равномерно распределенной
нагрузки на его рабочие кромки. В отношении влияния толщины
материала на стойкость штампов следует отметить, что чем больше
толщина штампуемого материала, тем больше . потребное усилие
штамповки, а следовательно, тем меньше будет стойкость штампа.
Эти вопросы приобретают особое значение еще и в связи с тем, что
на штампе запроектированном для штамповки материала опреде-
ленной толщины и твердости при определенных конструктивных
элементах штампа (зазорах, радиусах закруглений и др.), зачастую
начинают штамповать материал другой толщины и д гой тве
для кото ого
д р о требуются другие зазоры и другие радиусы закругле-
ния. Несоответствие последних вызывает появление дополнительных
усилий, снижающих стойкость штампа.
3. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ШТАМПУЕМОЙ
ДЕТАЛИ
Технологичность конструкции детали в значительной степени
влияет на стойкость инструмента. Под технологичностью конст к-
д, ак известно, понимают такое сочетание основных
элементов ее конструкции, которое обеспечивает наиболее простое,
роизводстве и высокие
экономическое и быстрое изготовление в произво ств
качества детали в эксплуатации, Однако для увеличения стойкости
штампов конструктор, проектирующий изделие в целом или отдель-
ную его деталь, должен предусмотреть помимо вышеуказанных пара-
метров технологичности конструкции детали, также и технологич-
ность ее с точки зрения повышения стойкости штампа. Для
необхо имо с б
. Для этого
к еталям в
д соблюдать определенные требования предъявл
д зависимости от характера операции, которые п иво-
дятся ниже.
рые приво-
Требования к деталям, получаемым путем отрезки,
вырубки и пробивки
При оформлении конфигурации детали следует иметь в вид , что
форма должна быть такой, чтобы количество отходов при штам-
повке — вырубке было минимальным, по возможности простой, без
резких переходов, узких и длинных открытых прорезей и консоль-
7
1
1
ных участков. На рис. 1 представлен пример неконструктивной де-
тали, так как при штамповке ее на обычных штампах стойкость
последних будет очень низкой. Эта деталь также неудачна и в отно-
шении раскроя материала.
а,) ф ~с~ Ширина выступов или впа-
дин Ь и Й на детали должна
быть больше толщины ма-
териала з, в противном
случае деталь может быть
изготовлена лишь реза-
И1 Ха
пнем. Стороны вырубаемо-
го контура должны сопря-
Рис. 1. Неконструктивная ГатЬСЯ ПлаВнымИ КРивЫМИ
Форма детали для выруб- возможно большего радиу-
(а) и минимальные са, так как малые радиусы
з" ачении ширинь' вь'стУ понижают стойкость штам-
пов и впадин при оформ-
лении контура детали па, затрудняют его изго-
для вырубки (б) товление и ухудшают по-
верхность среза. Радиус.
закругления наружного контура при сопряжении сторон под углом а
больше 90' — рад принимается гс ~ 0,25 з, при я -- 90 — рад
К ~ 0,5з; при пробивке внутреннего кон-
тура соответственно Я = 0,3 з и Я ~0,6з.
Минимальные размеры пробиваемых от-
О
верстий зависят от их формы и механиче-
1
ских свойств штампуемого материала. Наи-
меньшие размеры при обычной конструк-
ции штампа составляют при штамповке из Ф,
мягкой стали и латуни: для круглого отвер-
стия д ) з, для квадратного а — 0,9з, для
прямоугольного Ь:= 0,8з и для овального
закругления наименьшая сторона овала
с ) 0,7з; для твердой стали соответственно:
Й~1,3з, а)1,2з, Ь)1,0з и с)0,9з;
для алюминия: д =- .0,8з, а --- 0,7з, Ь==О,бз
и с --- О,бз.
Наименьшие расстояния между краями отверстий в деталях по-
пробиваемых отверстий, а также расстояния лучаемых гибкой (или вь-
ют края детали до края отверстия е состав тяжкой): а — отвеРстие,
ляют: для круглых отверстий е ~ з; для пробитое до гибки; б—
прямоугольных е: (1,5 —:2,0) з.
отверстие, пробитое после
гибки
При пр обивке отверстий в согнутых
или вытянутых деталях необходимо выдер-
живать определенное расстояние между отверстиями и верти-
кальной стенками детали во избежание набега края отверстия на
сопряженную часть стенок, что привело бы к снижению стойкости
штампа. Это расстояние Ь (рис. 2) должно быть больше (или равно)
8
суммы радиуса закругления г„== г„и половины диаметра отвер-
стия Й/2, т. е. 1. > г, + Й2,
При конструировании детали следует стремиться к тому, чтобы
не назначать допусков повышенной точности, так как это удорожает
стоимость изготовления штампа и приводит к неполному использо-
ванию его в эксплуатации.
Рис. 3. Минималь-
ная высота полок
при гибке П-образ-
ных деталей
Требования к деталям, получаемым путем гибки
При определении технологичности детали в этом случае следует
обратить внимание на правильный выбор радиусов сопряжения
боковых стенок с дном и размеры этих полок, так как неправильно
выбранные радиусы (в
сторону их уменьшения) ~г~Г~~~
приводят к удлинению гг~
технологического процес-
са, увеличению брака и
снижению стойкости штам-
пов. Рис. 4. Симметричное
Опытом установлено, расположение радиу-
что обычной гибкой можно сов сопряжения полок
детали, обеспечиваю-,
получить детали, у кото- шее наилучшие усло-
рых высота полок Н боль- вия гибки
ше двойной толщины мате-
риала з, т. е. Н ~ 2з (рис. 3). В противном случае приходится де-
лать загибы полок с технологическим припуском и последующей
его отрезкой по размеру на специальном отрезном штампе, что удли-
няет технологический процесс;
загибка удлиненных полок при-
водит к уменьшению стойко-
=ти гибочного штампа.
При конструировании де-
тали следует стремиться к
созданию симметричных конст-
руктивных форм гнутых дета-
леи (рис. 4, когда Г, = Г, и
га =г„а Я,)г,+з), так
Л как несимметричные формы
деталей требуют при штамповке
большого усилия прижима заго-
товки во избежание односто-
роннего ее увода при гибке,
что может привести к увеличе-
нию брака и уменьшению,
стойкости штампов. Для облегчения процесса гибки в заготовке
иногда делают предварительные надрезы или вырезы (рис. 5). Ре-
комендуется, чтобы ширина выреза К ) з и длина его 1. = з+
+г+ К/2. При гибке без выреза линию гибки необходимо отде-
лять от кромки детали на величину не менее радиуса гибки
9
Для точного фиксирования заготовки в гибочном штампе и пре-
дотвращения ее сдвига во время гибки (что привело бы к увеличе- р!
нию силы трения и уменьшению стойкости штампа) в деталях сле-
дует предусматривать технологические отверстия.
Требования к деталям; получаемым путем вытяжки
и формовки
При конструировании деталей, получаемых путем вытяжки„
следует стремиться к простоте и симметричности конструктивных
форм деталей и плавному сопряжению всех их элементов; основное
внимание должно быть обращено на правильный выбор радиусов
сопряжения дна, стенок и фланцев, соотношение размеров, характе-
ризующих поперечное сечение и высоту вытягиваемой детали, в слу-
чае сложной детали — ее контура.
Рис. 6. Рекомендуемые радиусы сопряжения дна стенок и
~рланца при вытяжке: а — цилиндрический колпачок; б—
изделие с фланцем; в — 'прямоугольное изделие
Значения минимально допустимых радиусов сопряжения для
цилиндрических и прямоугольных деталей, не вызывающих удлине-
ния технологического процесса изготовления их, приводятся на
рис. 6. Обычно радиус сопряжения внутренних стенок с дном г„
для материалов толщиной от 1 до 6 мм составляет от 2 до 10 — 12 мм
(г„'~ 2з), а наружных стенок с фланцем — от 3 до 12 — 15 мм (г„~
~ 3 —:4з). Эти соотношения в случае необходимости могут быть умень-
шены до величины г„~ (0,1 —:О,З)з и г„~ (0,2 —:0,4) з, но только
при условии введения дополнительной операции' — формовки (ка-
либровки).
При конструировании деталей, получаемых вытяжкой, следует
стремиться к возможно меньшей высоте, с тем чтобы деталь можно
, было получить за одну-две операции. Установлено, что за одну
операцию можно получить полое цилиндрическое изделие без фланца
высотой Н ~ (0,5 —:0,7) д; прямоугольное высотой Н =. (О,З вЂ”:0,8) В
при г = (0,05 —:0,20) В. Здесь Н вЂ” высота изделия; д — диаметр
цилиндра;  — малая сторона прямоугольника; г= г,„, — радиус за-
кругления в углах изделия.
10
При отработке чертежей деталей цилиндрической формы на тех-
нологичность следует предусмотреть небольшой уклон внутренних
стенок (до 1'), так как это облегчает съем детали после вытяжки и
увеличивает срок службы штампа. Для случая вытяжки с утонением
вытяжному пуансону придают на его рабочей части конусность не
менее 0,02 —.0,04 мм на высоту изделия для первых операций и не
менее 0,06 мш для последних операций, облегчив этим самым съем
изделия с пуансона после вытяжки.
При конструировании деталей, имеющих несимметрично вытяну-
тую или несимметрично согнутую форму, следует обратить внимание
на возможность спаривания деталей, так как этим улучшаются усло-
вия деформации металла и увеличивается
стойкость штампа.
При рельефной штамповке деталей ши-
рина площадки вокруг выштамповываемого
рельефа должна быть в три раза больше
толщины материала, в противном случае
будет происходить утягивание и вывертыва-
ние материала, а в результате этого сниже-
ние стойкости штампа. При формовке ребер
жесткости в деталях ребра должны иметь
плавные переходы поперечных сечений и
ширину не менее двух толщин материала„
благодаря чему повышае я
тся стойкость Рис. 7. Условия отбор-
товки отверстий в углах
штампов и не происходит разрывов металла у прямоуголь ых деталей
при штамповке.
При внутренней отбортовке кромок в углах у деталей необхо-
димо, чтобы расстояние от бортов детали до кромок отбортованного
отверстия Ь (рис. 7) было не менее семи-, восьмикратной толщины
штампуемого материала, т. е. Ь ~ (7 —:8) з.
При обработке на технологичность чертежей облицовочных дета-
лей автомобилей, получаемых вытяжкой и формовкой в ряде случаев
приходится из-за эстетического характера этих деталей отступать
от некоторых общепринятых технологических требований, предь-
являемых к обычным вытяжным и формовочным деталям. Одной
из отличительных особенностей изготовления подобных деталей
является то, что пластической деформации подвергается вся штам-
пуемая заготовка с целью получения помимо вытяжки различных
ребер, местных выпуклостей и углублений.
Для предотвращения образования складок приходится искусст-
венно увеличить сопротивление перемещению материала между
матрицей и прижимом, для чего на прижиме делают буртики — по-
роги, а на матрице соответствующие выемки для них. При техноло-
гическом анализе конструкции таких деталей следует учитывать
необходимый технологический припуск для зажима заготовки склад-
кодержателем. Вес таких припусков может достигать 50 — 80%
веса штампуемой детали.
11
Требования к деталям, получаемым прессованием—
объемной штамповкой
Получение деталей объемной штамповкой осуществляется созда-
нием в полости штампа высоких удельных давлений, во многих
случаях близких к временному сопротивлению разрыву материала
штампа. Поэтому штампы для объемной штамповки работают в очень
тяжелых условиях. При конструировании деталей, получаемых
объемной штамповкой, следует стремиться к созданию таких техно-
логических форм их, которые позволяли бы применять технологию
изготовления деталей, осуществляемую при возможно наиболее
благоприятных условиях работы.
При калибровке деталей рекомендуется давать небольшие при-
пуски на заготовку, предназначенную для калибровки, уменьшив
этим самым требуемое удельное давление, в результате чего будет
повышена стойкость штампов. Зти припуски в зависимости от диа-
метра (до 120 мм) и толщины — высоты (до 50 мм) калибруемой
детали составляет 0,3 — 1,0 мм. С этой же целью для уменьшения
износа штампов заготовки целесообразно сортировать по толщине
с интервалом 0,2 — 0,3 мм.
При чеканке лучше применять двустороннюю, так как при одно-
сторонней чеканке тонких деталей удельное давление будет больше,
что отрицательно повлияет на стойкость штампов.
При выполнении высадочных работ по изготовлению болтов,
винтов, заклепок и других деталей на автоматах (не связанных
с уменьшением производительности) смещенный объем для образо-
вания головок у деталей следует распределять на несколько пере-
ходов, уменьшив этим потребное удельное давление и усилие штам-
повки, что благоприятно отражается на стойкости инструмента.
Для деталей, получаемых объемной формовкой, форма заготовки
должна быть выбрана такой, чтобы деформация металла в каждом
ее сечении была бы наименьшей. При открытой формовке заготовка
должна дать избыток металла не более 15 — 20%, в противном слу-
чае излишек металла приводит к увеличению усилия штамповки
и к уменьшению стойкости штампов. При штамповке стальных
деталей иногда целесообразно разбить процесс на ряд операций (не
уменьшая производительности).
Размеры деталей при холодном выдавливании должны быть огра-
ничены прочностью инструмента и потребным усилием. При обрат-
ном выдавливании высота изделия должна быть не более 8 — 10 его
диаметров. Радиусы сопряжений внутренних элементов деталей
следует делать возможно наименьшими, так как с увеличением
радиусов сопряжений повышается удельное давление, приводящее
к снижению стойкости штампов.
При холодном выдавливании стальных деталей для уменьше-
ния трения и удельного давления заготовки перед штамповкой
следует фосфатировать и обильно смазывать, благодаря чему стой-
кость штампов возрастает. Зтому также способствует применение
12
рациональной геометрии штамповочного инструмента для холодного
выдавливания. При конструировании и отработке чертежей холодно-
штампованных деталей на технологичность конструктору следует
учитывать вышеприведенные рекомендации для создания наиболее
конструктивно технологической формы деталей, что будет способ-
ствовать повышению стойкости штампового инструмента.
4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
Как известно, большинство штампуемых деталей из листового
материала можно изготовлять двумя способами: дифференцирован-
ным — отдельными операциями на раздельных штампах и комбини-
рованным — совмещенным или последовательно действующим ме-
тодом. Характер технологического процесса штамповки устанавли-
вается в зависимости от объема производственного задания или
партии, размеров детали и точности их изготовления.
В серийном производстве и при изготовлении крупных и грубых
деталей их обычно штампуют на раздельных штампах. При крупно-
серийном и массовом производствах стремятся к наименьшему коли-
честву операций, причем в зависимости от размеров и требуемой
точности детали штампуются на комбинированных последовательно
действующих или на комбинированных совмещенных штампах, как
правило, оснащенных автоматизированными устройствами для по-
дачи заготовок,
Вполне очевидно, что при изготовлении деталей одной и той же
конфигурации и размеров при дифференцированной штамповке стой-
кость простого штампа будет выше, чем при комбинированной штам-
повке, где применяется сложный штамп, в котором трудно осуще-
ствить точную пригонку рабочих частей штампа и одинаковую термо-
обработку их. Кроме того, отдельные рабочие части штампа могут
находиться не в одинаковых условиях работы, вызывающих их
различную стойкость. Наибольшее влияние на стойкость штампа
оказывают (для данного изделия и при уже выбранном технологи-
ческом процессе его изготовления) факторы, связанные с конструк-
тивными особенностями штампа, с материалом для штампа, терми-
ческой его обработкой и с совершенством организации производства.
Ниже дается более подробный анализ влияния этих факторов на
стойкость штампов, а также приводятся мероприятия по повышению
их стойкости.
ГЛАВА И
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ШТАМПОВ
(СТАЛЬНЫХ), ВЛИЯЮЩИЕ НА ИХ СТОЙКОСТЬ
Конструкции штампов и конструктивные элементы их опреде-
ляются характером выполняемых ими операций, поэтому ниже эти
особенности штампов и рассматриваются для каждой характерной
группы штамповочных операций отдельно, а именно: для разъеди-
13
иительных (разделительных) операций — резки„для формоизме-
няющих операций из листового материала — гибочных, вытяжных
и формовочных;. для прессовочных операций — объемной штам-
повки.
Т а бл н ц а 1. Значения сопротивления срезу — вырубке та
и глубина проникновения пуансона в металл
в момент достижения максимального усилия
вырубки ~лт для различных металлов
Металл мягкий
(отожженный)
Металл твердый (наклепанный)
5. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ, ВЛИЯЮЩИЕ
НА СТОЙКОСТЬ ШТАМПОВ ДЛЯ ОПЕРАЦИЙ ГРУППЫ
РЕЗКИ вЂ” РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
ю'„
— 100 в %
— )Юю в%
'лт
Материал
т, в кГ(млР
(Мн/м')
т, в кГ(мм'
(Мн/м')
кн
кч
о
Л~
и
К основным конструктивным факторам, влияющим на стойкость
штампов для операций группы резки, относятся следующие:
1) зазоры между матрицей и пуансоном;
2) форма рабочих кромок (граней) матрицы и пуансона;
3) типы направляющих устройств;
4) величина перемычек и конструкция ограничивающих упоров;
5) особенности и конструкции прочих деталей штампов.
50
32 — 35
(320 — 350)
35 — 38
(350 — 380)
38 — 42
(380 — 420)
42 — 45
(420 — 450)
45 — 50
(450 — 500)
50 — 55
(500 — 550)
50 — 55
(500 — 550)
56 (560)
60 — 55
55 — 50
Сталь декапиро-
ванная и сталь 08
25 — 28
(250 — 280)
28 — ЗО
(280 — 300)
30 — 32
(300 — 320)
32 — 35
(320 — 350)
35 — 38
(350 — 380)
40 — 45
(400 — 450)
35 — 40
(350 — 400)
52 (520)
50
Сталь 10кп; Ст.1
45 38
40 28
35 22
30 17
50
Сталь 20; Ст.2;
кровельная сталь
Сталь 25; Ст.З
Зазоры между матрицей и пуансоном
40
» 30; Ст.4
45
40
» 35; Ст5
Кремнистая
сталь
Нержавеющая
сталь
36 — 38
(360 — 380)
18 — 22
(180 — 220)
22 — 28
(220 — 280)
7 — 9 (70 — 90)
Нержавеющая
сталь 1Х13
Медь М1; М2; МЗ
30
55
25 — 28
(250 — 280)
35 — 40
(350 — 400)
11 — 15
(110 — 150)
26 — ЗО
(260 — 300)
48 (480)
45 — 56
(450 — 560)
40 (400)
ЗΠ— 20 20
50
60 — 55
65 — 55
50 — 38
Латунь Л62; Л68
Алюминий АД,
АД1
Дуралюмин Д1,
Д16
Никель
Нейзильбер
50 — 40 30
60
35 — 25 25
35
14 — 18
(140 — 180)
35 (350)
28 — 36
(280 — 360)
26 (260)
41 — 48
(410 — 480)
51 — 59
(510 — 590)
12 (120)
2 — 3 (20 — 30)
3 — 4 (30 — 40)
Мельхиор
Титан ВТ1-1
35
30
» ВТ1-2
25
20 (200)
50
50
40
Цинк
Свинец
Олово
Величина зазора между матрицей и пуансоном оказывает суще-
ственное влияние на протекание процесса резки штампами в целом
и в том числе на стойкость штампов. Она влияет на усилие резки—
вырубки (сопротивление вырубке) и работу резки — вырубки, а также
на качество поверхности среза, точность получаемой детали, износ
и стойкость штампа.
Для каждого материала и толщины имеются свои оптимальные
зазоры или некоторый их интервал. В зависимости от рода и тол-
щины штампуемого материала величины оптимальных зазоров (для
толщин от 0,5 до 10 — 12 мм) колеблются в пределах от 4 до 18%
от толщины материала з. При таких зазорах сопротивление вырубке
тю (а с ним и общее усилие вырубки Р) является минимальным [15;
221. При крайних значениях зазора — отрицательном (г ( О),
нулевом (г = О) и достаточно большом (г ) 20% з) сопротивление
вырубке (усилие вырубки) становится ббльшим, чем при средних
оптимальных значениях зазора' ~15; 22).
В табл. 1 приводятся значения сопротивления срезу — вырубке то
(без учета поправочного коэффициента й) и глубины проникновения
пуансона в металл в момент достижения максимального усилия
вырубки (появления скалывающих трещин) (', для различных ме-
таллов тол(циной от 0,5 до 4 мм.
Верхние пределы величины то в табл. 1 относятся к более тон-
ким металлам (8 (2 мм), нижние — к более толстым (от 2 до 4 мм
и выше).
Умножив то на поправочный коэффициент )г, учитывающий влия-
ние величины зазора (отличного от нормального), затупление ре-
жущих кромок штампа, неравномерность толщины материала и его
механических свойств и т. д., получим значение действительного
сопротивления срезу — вырубке тд — — Атю = 1,3тю. Последнее
14
входит в формулу для определения потребного усилия в кГ (н)
пресса Р
Рд '=. Р = ывтл = Аиро = 1,Знаете, (1)
где и — длина контура (периметр) вырубаемой детали в мм.
Глубина проникновения пуансона в металл в момент его разде-
ления на 10 — 20% больше г„, (по табл. 1),
В табл. 2 приводятся значения сопротивления срезу — вырубке т,
различных неметаллических материалов при работе на обычных
штампах. При вырезке трубчатыми пуансонами т, — меньше таб-
личного на 30 — 50%,
Т а б л и ц а 2. Значения сопротивления срезу — вырубке те
различных неметаллических материалов
Сопротивление
срезу — вырубке т,
в кГ/мм' 1Мн/м')
Сопротивление
срезу — вырубке т,
в кг/мм' (Мн/ма)
Материал
Материал
8 — 12 (80 — 120)
9 — 14 (90 — 140)
12 — 15 (120 — 150)
13 — 15 (130 — 150)
Гетинакс
Текстолит
Стеклотекстолит
Эбонит
Полиэтилен
Ми капит
Лсбест листовой
3 (30)
3 — 4 (30 — 40)
10 — 12 (100 — 120)
4 — 5 (40 — 50)
3 — 5 (ЗΠ— 50)
4 — 6 (40 — 60)
2 — 3 (20 — ЗО)
Фольгированный
стекл отекстолит
Паронит
Клингерит
Бумага обыкно-
венная
11 — 13 (110 — 130)
Фольгированный
гетинакс
10 — 11 (100 — 110)
7 — 8 (70 — 80)
Стекловолокниты
Органическое
стекло
2,5 — 4,0 (25 — 40)
3 — 6 (ЗΠ— 60)
6 — 8 (60 — 80)
0,6 — 1,0 (6 — 10)
2 — 4 (20 — 40)
Бумага твердая
Картон
Прессшпан
Резина
6 — 8 (60 — 80)
9 — 10 (90 — 100)
Винипласт
Слюда з = 0,1-:-
—:0,5 мм
Слюда з = 2 мм
5 — 6 (50 — 60)
5 — 6 (50 — 60)
12 — 17 (120 — 170)
Кожа дубленая и
хромовая
Кожа недубленая
Целлулоид
Фибра
4 — 6 (40 — 60)
При штамповке с оптимальными зазорами не только усилие вы-
рубки приобретает наименьшее значение, но и получаются наиболее
удовлетворительная форма поверхности среза и наибольшая точ-
ность штамповки (наиболее близкое совпадение размеров вырубае-
мой детали с размерами матрицы и пробиваемого отверстия с раз-
мерами пуансона).
На основании наблюдений и исследований можно установить,
что наиболее высокая стойкость вырубных (пробивных) штампов
также имеет место при оптимальных зазорах [15; 221. При умень-
шении и увеличении зазора стойкость снижается: в первом случае
благодаря увеличению поверхности соприкосновения детали (отвер-
16
стия) с инструментом (двойной поясок среза) и сжимающих напря-
жений в зоне деформации, во втором — вследствие появления зау-
сенцев, приводящих к резкому ускорению износа рабочих частей
штампа. Кривые, приведенные на рис. 8, убедительно подтверждают
вышеизложенное 16; 201.
При неравномерном распределении зазора по контуру условия
работы режущих кромок штампа ухудшаются, вследствие чего
и стойкость штампа падает. По мере увеличения числа заточек
стойкость штампа также уменьшается. Последнее обстоятельство
можно объяснить в значительной сте-
пени увеличением зазора между мат-
а)
рицей и пуансоном за счет постепен-
ф
ного истирания их режущих кро- ~ д
мок.
Так как в практических усло- /~ ~а х,%
виях решающее значение имеет ~ .О)
~И
вопрос получения качественной по-
верхности среза, то при устано-
влении величины зазора исходят из
того, что качественная вырубка ' ф
может производиться в некотором
интервале зазоров как для толстых,
так и для тонких материалов. По- а
этому на практике установлено по- 0
нятие о минимальных и максималь-
Ю /Р /~ И Жя,%
зазора 111инималь рис. 8. зависимость стоикости вы-
ное значение оптимального зазора рубного штампа до переточки (в
(для каждого материала и толщи тыс. ударов) от величины зазора:
ны) г„и„считают таким, при кото- 'т'л' '= 3 ""' б — л"унь
а = — 2 мм; а — сталь з= 10 мм
ром торцевая кромка среза стано-
вится почти перпендикулярно кпло-
скости детали без заметного образования заусенцев. Максималь-
ное значение оптимального зазора г „, — зазор, при котором
поверхность среза остается удовлетворительной, хотя и не яв-
ляется вертикальной. Эти величины зазоров выбирают в зависи-
мости от механических свойств и толщины материала, а также и
от режима работы пресса, т. е. числа двойных ходов ползуна в ми-
нуту.
В табл. 3 приведены значения минимальных и максимальных
двусторонних зазоров для различных металлов и толщин при обыч-
ных режимах работы пресса с числом ходов и, пе превышающих
120 — 140 в минуту 122; 481.
При вырубке на повышенном числе двойных ходов пресса — при
скоростном режиме (и ) 140 дв. ход/мин) — оптимальная величина
зазора должна быть увеличена по сравнению с табличными данными
. в 1,5 — 2,0 раза. Увеличение зазора обеспечивает нормальный про-
цесс вырубки при повышенных скоростях, так как в противном
случае будет иметь место «заедание» пуансона и матрицы, которое
2 м, е. Зубцов ..17.
210475
Т а б л и ц а 3. Минимальные и максимальные двусторонние зазоры
между матрицей и пуансоном вырубных и пробивных штампов
дли различных металлов
в мм
Материал
Толщина
металла з
~шах
~ш1п
~шах
зш)п
~ш(п
0,1
0,004
0,015
0,006
0,020
0,008
0,025
0,2
0,005
0,020
0,010
0,025
0,010
0,030
0,3
0,010
0,030
0,015
0,035
0,015
0,035
0,4
0,015
0,035
0,020
0,040
0,025
0,045
0,5
0,020
0,040
0,025
0,050
0,030
0,055
0,6
0,025
0,050
0,030
0,060
0,070
0,8
0,040
О,ОЗО
0,065
0,080
0,090
1,0
0,040
0,080
0,050
0,100
0,060
0,110
0,060
0,120
0,070
0,130
0,080
0,160
1,5
0,075
0,140
0,090
0,165
0,100
0,195
1,8
0,090
0,160
0,110
0,200
0,130
0,230
2,0
0,100
0,180
0,120
0,220
0,140
0,260
2,5
0,125
0,225
0,150
0,275
0,325
3,0
0,150
0,270
0,180
0,330
0,390
4,0
0,240
0,400
0,280
0,480
0,320
0,560
5,0
0,300
0,500
0,600
0,400
0,700
6,0
0,400
0,660
0,800
0,500
0,900
7,0
0,500
0,770
0,900
0,600
1,100
8,0
0,600
0,880
1,100
0,700
1,200
Сталь мягкая (марок
03„10, 15, Ст. 1,
Ст. 2), медь мягкая,
латунь, алюминий
Сталь средней твер-
дости (марок 20, 25,
30, 35, Ст. 3, Ст. 4),
твердая латунь
0,350
0,500
0,600
0,700
Твердая сталь (марок
40, 45, 50, Ст. 5,
Ст. 6 и выше),
электротехническая
сталь, пермаллой,
твердая бронза
0,040
0,050
0,175
0,210
получается вследствие того, что они, разогреваясь, неравномерна
увеличивают свои размеры [22; 381.
В табл. 4 приведены значения минимальных и максимальных
двусторонних зазоров для различных неметаллических материалов
и толщин.
так как по мере работы (из-
максимальные двусторонние зазоры
носа) штампа зазор между мат- между матрицей и пуансоном вырубных
рицЕй и пуаысоном увЕличи- и пробивных штампов для различных
вается, то на новом инстру- неметаллических материалов
менте следует задавать зазор,
близкий к минимальному — г,„
(по табл. 3), с тем чтобы
максимально использовать воз-
можно допустимый интервал
зазоров, повысив таким обра-
зам стойкост~ ш~ам~а.
Материал
Гетинакс,
текстолит,
фибра
Картон, бу-
мага, асбест
Толщина
материала з
пап ~ ~шах
~т)п ~шах
Форма рабочих кромок
(граней) матриц и пуансонов
Форма рабочих граней мат-
рицы и пуансона в значитель-
ной мере влияет на величину
усилия и на продолжительность
периода износа штампа до верх-
него предела зазора.
Имеется несколько профи-
лей рабочего отверстия мат-
рицы, но наибольшее распро-
странение в штамповочной
практике получили матрицы
двух типов (рис. 9):
1) матрицы, у которых ра-
бочее отверстие выполнено в
виде пояска Ь определенной
высоты (3 — 12 мм), переходя-
щего затем в конус с накло-
нам выходных стенок под
0,1
0,2
0,3
0,4
0,5
0,6
0,8
1,0
1,2
1,5
1,8
2,0
2,5
З,О
3,5
4,0
4,5
5,0
0,004
0,005
0,010
0,010
0,010
0,010
0,015
0,020
0,030
0,035
0,045
0,050
0,060
0,075
0,090
0,100
0,120
0,150
0,015
0,020
0,020
0,020
0,025
0,025
0,030
0,040
0,055
0,070
0,080
0,090
0,100
0,130
0,170
0,200
0,230
0,250
0,003
0,005
0,005
0,005
0,005
0,005
0,005
0,010
0,015
0,015
0,020
0,025
О,ОЗО
0,035
0,010
0,015
0,015
0,015
0,015
0,015
0,015
0,020
О,ОЗО
0,035
0,040
0,045
0,050
0,060
10,0
0,900
0,800
1,200
1,400
1,000
1,600
12,0
1,000
1,500
1;100
1,700
1,200
2,000
14,0
16,0
18,0
22,0
26,0
1,400
1,600
2,400
3,500
4,500
2,000
2,300
2,800
4,000
5,000
1,500
1,800
3,000
4,100
5,300
2,100
2,400
3,400
4,600
5,800
1,700
2,000
3,400
4,700
6,200
2,200
2,600
3,800
5,200
6,700
углом сс1 = 3 — 5' (рис. 9, а)1
2) матрицы с рабочим отверстием в виде конуса от верхней
зеркальной их плоскости. Величина угла наклона (х, в этом случае
колеблется в зависимости от толщины материала в пределах от 10'
до 1' (рис. 9, б).
Достоинство матриц первого типа состоит в том, что они имеют
достаточно прочную рабочую (режущую) кромку и не теряют при
заточке своего рабочего размера. Недостатком их является скопле-
ние отхода или изделий в рабочем отверстии, вследствие чего уве-
личивается трение вырубленной детали о стенки отверстия матрицы
2* 19
и создаются условия для образования обратного конуса при их
проталкивании (рис. 10, а).
В матрицах второго типа в процессе вырубки скапливается не-
болыпое количество отходов или изделий, благодаря чему значи-
о» ф а'.) 4
Рис. '9. Профили рабочей части матрицы: а — с цилиндрическим по-
яском; б — с конусом от рабочей (зеркальной) плоскости; в — с двумя
цилиндрическими участками; а — с двумя конусами
6
Ьеличиеа заточка мааурааы
ааатниа юнус
елиааа тпааеа
ауаааана
Рис. 10. Обратный конус и величина заточки при зату-
плении матрицы и пуансона: а — матрицы с цилиндри-
ческим пояском; б — у матрицы с конусом; в — у пуан-
сона
ее поверхности в зависимости от принятого угла наклона (уклона)
матрицы повышается в 1,5 — 2 раза. Для этой цели на заводе ВЭФ
применяют уменьшенные уклоны стенок рабочего отверстия в ма-
трицы (угол а,), значения которых в зависимости от толщины ма-
териала в (в лм) следующие:
тельно уменьшается трение их о
здесь также будет меньше (рис.
матрицы этого типа будет выше,
Опытные и расчетные данные
кость штампов при применении
От 0,1 до 0,5
»0,5»1
» 1» 2
» 2
» 4» 6
Свыше 6 .
стенки матрицы. Обратный конус
10, б). Естественно, что стойкость
чем стойкость матрицы с пояском.
~42; 15; 16) показывают, что стой-
матрицы с конусом от зеркальной
о~2
10'
15'
20'
30'
45'
1о
Подобные уменьшеннь1е уклоны для матриц толщиной Н в пре-
делах от 18 до 28 лм при условии полного использования верхних
пределов величины зазоров г,„„дали возможность на заводе ВЭФ
производить переточку матрицы до 1/2 — 2/3 первоначальной ее
толщины, без заметного снижения качества детали. Это позволило
повысить экономическую точность штампуемых (вырубаемых) дета-
лей и увеличить стойкость вырубных штампов почти в два раза.
Таким образом, на практике матрицу с пояском обычно приме-
няют при вырубке с обратной выдачей деталей (на штампах совме-
щенного действия) во избежание возможного заклинивания деталей
в отверстии матрицы, а также при зачистной штамповке. При вы-
рубке деталей на провал (через отверстие матрицы) с успехом при-
меняют матрицу с конусом от зеркальной поверхности.
На некоторых заводах для того чтобы упростить изготовление
матриц второго типа, рабочее отверстие в них с точными размерами
и углом аа = а, выдерживают только на высоте шейки /т„что и
приводит к третьему типу г (рис. 9, г). В нерабочей части угол р
берут в пределах от 3 до 5'.
Угол наклона аз берется таким же, как и для матриц типа б
(рис. 9), а высота шейки йз (в мм) в зависимости от толщины з (в мм):
3 йа
До 0,5 ................. 3 — 5
От05до1 .........,..... 5 — 8
Свыше 1................. 8 — 10
Следует отметить, что стойкость штампов может быть увеличена
и за счет облегчения условий резания (обеспечения плавной работы
пресса) и уменьшения потребного усилия при вырубке (пробивке).
Это достигается скосом кромок матрицы или пуансона. Величину
скоса Н обычно берут в пределах 1 — Зв, угол скоса ~р = 2 —:-8'.
Для материалов толщиной до 3 лм Н = 3 —:2з, ~р = 5 —:2', усилие
резания при этом снижается на 45 — 30% по сравнению с вырубкой
плоскими пуансонами. Для материалов толщиной свыше 3 — 4 лм
Н = 2 —:1з, ср =- 8 — 5', усилие снижается на 65 — 50% И5; 161.
Для получения плоских деталей при вырубке скосы делают на ма-
трице, чтобы получить плоскую деталь; при пробивке, наоборот,
скосы делают на пуансоне.
В многопуансонных штампах, применяемых главным образом
при пробивке отверстий, усилие вырубки уменьшается за счет сту-
пенчатого расположения пуансонов по высоте, так как в этом случае
максимальные усилия вырубки от каждого пуансона не совпадают
во времени и не суммируются. Разность в высотах пуансонов делают
за счет укорочения пуансона меньшего диаметра на (0,8 —:0,5)я.
При этом следует указать, что при ступенчатом расположении пуан-
сонов несколько усложняется их заточка.
Конфигурация матрицы (пуансона) определяется в основном
контуром вырубаемой детали и характером выбранного раскроя.
Матрицы и пуансоны вырубных и обрезных штампов со сложным
режущим контуром у мелких и средних размеров изготовляют
21
дииз девали
0аскааи маиуариааа
. 14. Совмещенный вырубной
мп для изготовления дета-
й высокого класса точности
Рис. 13. Разбивка составной мат-
рицы сложного контура на сек-
ции
Рис. 12. Вставки в выруб-
ных матрицах
составными — секционными (рис. 11) или с отдельными вставками
(рис. 12); у крупногабаритных составными делают также и прямые
участки (рис. 13). Этим упрощаются изготовление и ремонт штампа,
облегчаются условия терми-
ческой обработк
частей матрицы
и достигается знач
Рис. 11. Конструкция составных вырубных матриц
номия дорогостоящей инструментальной стали.
В сварных конструкциях рабочие'части из инструментальной
стали свариваются с промежуточным основанием (обычно из стали 20),
а затем вместе с ним крепятся на плите штампа.
При разбивке режущего контура секционных матриц и пуансонов
на участки необходимо выступающие части малой длины выделять
в самостоятельные секции (рис. 13). Винты для крепления секции
(для большей жесткости конструкции) располагаются ближе к ре-
22
жущей кромке матрицы (пуансона) и в шахматном порядке, а фик-
сирующие штифты — на максимально возможном расстоянии от нее.
Поскольку штифты также удерживают секции от сдвига во время
работы штампа, то для штампуемых материалов толщиной до 2 мм,
когда секции не врезаются в плиты, диаметры штифтов делают рав-
ными или больше диаметров винтов, а для врезных секций (при 8
свыше 2 мм) диаметры их могут быть меньше или равными диаме-
трам винтов.
У мелких штампов при изготовлении деталей для точной инду-
стрии отдельные секции матрицы или пуансона стягиваются общим
кольцом, крепящимся на плите штампа.
На рис. 14 представлен совмещенный штамп, на котором одно-
временно производятся вырубка наружного контура и пробивка
четырех окон и центрального отверстия заготовки колеса часового
23
механизма. Здесь в выемке нижней, плиты 1 установлены пуансон
контура 2 и сегменты матрицы д, стянутые кольцом 4 и прикреплен-
ные к плите винтами 12 и штифтами 6 и 6.
Для лучшего направления и регулирования пружин съемника 9
имеется палец 1О, подвинчиваемый снизу винтом 11. Лента выру-
бается в шахматном порядке в два ряда (с перевертыванием) и на-
правляется штифтами 8. Подача ре-
П,). ф ., ~,:;" гулируется упором 7.
На верхней плите 17 и в пуан-
сонодержателе 21 закреплена ма-
трица контура 18 и пуансоны сег-
ментов 14 и центрального отвер-
стия 16. В промежутках между
пуансонами и матрицей контура
, Э установлен выталкиватель 16, опи-
рающийся штифтами 18 в тарел-
ку 19 пружины 20. Сверху пружина
~У ' имеет подобную же тарелку, в ко-
торую упирается винт, регулирую-
~~, а ц щий ее натяг. Хвостовик грибо-
видной формы (самоустанавливаю-
щийся — плавающий).
Рис. 15. Конструктивные отпоре- В этих и в других подобных
ния для пробивных пуансонов и штампах для повышения стоикости
пуансоны с насадкой иа подгии-
никового сплава. При л=--(1 . 1 5) в пУаНСоноВ поСлЕДнИЕ ДОЛжны ИмЕть
6.=- (1,5 —: 2) а; Я =-- (2 —:2,5) й; наименьшую конструктивно допу-
по == (4 —:5) ~( стимую длину, особенно при про-
бивке отверстий небольших разме-
ров, близких к толщине материала. Длина рабочей части у
них 1, = й также должна быть минимальной, равной примерно
двойной толщине материала 8 (рис. 15, а). Переход от рабочей части
пуансона к направляющей должен быть плавный и выполняться
по радиусу Р = (2,0 —:2,5) 1„так как в этом месте происходит кон-
центрация напряжения [6; 201, часто приводящих к поломке про-
бивных пуансонов; д, = (4 —:5) д. Рабочая часть пуансона должна
иметь чистоту поверхности не ниже с78 (при з 1,5 мм) при про-
дольном расположении на поверхности пуансона следов рисок от
шлифовки.
Направляющие устройства
Для обеспечения правильного и равномерного распределения
зазора по контуру режущих граней в целях увеличения их стой-
кости на штампе следует иметь направляющие устройства. Они
могут быть четырех типов:
1) направляющие плиты (у пакетных штампов);
2) направляющие колонки и втулки (у блочных штампов);
3) сопряженные направляющие (плита в сочетании с колонками);
4) направляющие цилиндры (у плунжерных штампов).
Штампы с направляющей плитой обычно применяются при изго-
товлении сравнительно небольших деталей толщиной свыше 0,6 мм,
когда не требуется прижатия материала в процессе штамповки.
Они бывают простого и последовательного действия. При тщатель-
ной пригонке направляющей плиты, т. е., когда зазор между стен-
ками отверстия плиты и пуансоном будет меньше, чем зазор, между
матрицей и пуансоном, стойкость их вполне удовлетворительная.
Так как в большинстве случаев эти штампы имеют жесткое закрепле-
ние хвостовика, то в процессе работы пресса из-за вибрации его
и погрешностей в направляющих ползуна отверстие в плите-съем-
нике быстро разрабатывается и плита уже не выполняет своего назна-
чения. Это приводит к более быстрому износу рабочих частей штампа.
Правда с применением заливки отверстия вокруг пуансона специаль-
ным сплавом (см. п. 23) этот недостаток становится менее ощу-
тимым.
Более надежными и распространенными являются штампы с на-
правляющими колонками, в которых последние тщательно приго-
няются по 2-му, а иногда даже и по 1-му классу точности (по ГОСТУ).
Они применяются при изготовлении как мелких, так и крупногаба-
ритных деталей. Вибрация пресса и погрешности в направляющих
ползуна в этих штампах ликвидируется применением самоустанав-
ливающегося (плавающего) хвостовика, благодаря чему стойкость
повышается. Направляющие колонки, кроме того, обеспечивают и
более быструю установку штампа на прессе. Колонки в этих штам-
пах могут быть расположены по одной оси штампа, по диагонали,
по трем или четырем углам, а также за осевой линией штампа (сзади
штампа). Количество колонок и расположение их на плите штампа
определяется толщиной штампуемого материала, сложностью формы
и габаритными размерами вырубаемой детали.
При вырубке мелких и средних деталей сложной формы из ма-
териала толщиной менее 0,6 мм применяют двухколончатые штампы
с расположением колонок по оси штампа или по его диагонали. Для
особо точных работ применяются четырехколончатые штампы.
В обоих случаях штампы должны иметь самоустанавливающийся
(плавающий) хвостовик. При штамповке больших и крупногабарит-
ных деталей применяют штампы с тремя или четырьмя направля-
ющими колонками независимо от толщины штампуемого материала.
В этих штампах хвостовик может быть жестким, так как он служит
только для центрирования штампа; крепление верхней и нижней
частей штампа здесь обеспечивается планками, колодками, болтами
и др.
Штампы с двумя направляющими колонками, расположенными
за осевой линией штампа (сзади), могут использоваться только для
материалов толщиной свыше 0,6 мм и при сравнительно простой
конфигурации мелких и средних деталеи. Здесь заманчивым является
удобство подхода к штампам с трех его сторон.
Для вырубки деталей сложной формы, а также больших размеров
штампы с задним расположением колонок пе следует применять,
25
27
так как возможен перекос и заедание, значительно снижающие
стойкость штампа.
Расположение колонок (втулок) в плитах штампа может быть
различным: нижнее — колонки закреплены в нижней плите штампа,
а втулки в верхней плите (наиболее распространенное); верхнее—
наоборот и комбинированное, когда в каждой плите находятся одна
колонка и одна втулка (рис. 16, а и б). У крупных штампов колонки
и втулки чаще всего монтируются по первому варианту; у мелких
и средних — применяются все три варианта крепления (чаще всего
первый).
Рис. 16. Расположение колонок в плитах штампа: а — нижнее;
б — верхнее; в — сопряженное направление
Комбинированное крепление колонок является более удобным
в отношении заточки штампа, которая может быть произведена без
разборки рабочих его частей. При всех способах крепления стой-
кость штампа повышается с применением удлиненных направля-
ющих втулок, причем наиболее выгодным является тот случай, когда
торцовая плоскость втулок будет совпадать с рабочей плоскостью
матрицы.
При работе на быстроходных прессах, а также в твердосплавных
штампах (п.30) на некоторых заводах применяют шариковые напра-
вляющие (для круглых колонок) или роликовые направляющие
(для квадратных колонок), помещенные в верхних направляющих
втулках. Такие блоки работают без нагрева и износа направляющих
колонок. В этих штампах для обеспечения точности направления
верхней части 'по отношению к нижней необходимо соблюдать сле-
дующее соотношение размеров:
д, + 2д, = д, — 0,005 мм,
где д, — диаметр шарика, равный 3,175 мм; д, — диаметр колонки;
д, — внутренний диаметр втулки.
Колонки и втулки в штампах с шариковым направлением изго-
товляются из стали ШХ15 и после термообработки имеют твердость
НЯС 62 — 64.
26
Для пробивки малых отверстий в'плоских деталях, а также в по-
лых изделиях значительной высоты применяют. штампы с сопряжен-
ными направляющими (с верхним прижимом)„т. е. штампы, имею-
щие одновременно направляющую плиту и направляющие колонки
(рис. 16, в). Подвижная направляющая плита, которая служит
опорой и направлением для длинных и малых по диаметру пробивных
пуансонов, проходящих через нее, повышает стойкость штампа.
При пробивке малых отверстий, диаметр которых в 2 — 3 раза
меньше толщины материала з, повышенная стойкость пуансонов
достигается за счет применения
штампа с сопряженными направ-
ляющими специальной конструк-
ции (рис. 17, а). Особенность подоб-
l
Рис, 17. Штамп с сопряженными направляющими для пробивки
отверстия при — ) 3
ного штампа заключается в том, что в нем пуансон по всей его длине
находится в направляющих втулках с тремя (или двумя) вставками
и вокруг пробиваемого отверстия создается (пружинами, резиной)
сильный прижим материала. На рис. 17, б показано направляющее
устройство для пуансона в двух положениях: слева — в начале про-
бивки, справа — в конце пробивки. Направление верхней части
пуансона 1 производится по трем вставкам 2, а нижней — по отвер-
стию отжимаемой вверх втулки 3, которая жестко закреплена в на-
правляющей плите — съемнике 4. На этом же рисунке показаны
пробивная матрица 5, нижние и "верхние плиты 6 и 7. При таком
способе направления пуансона в нем во время работы возникает
объемно-напряженное состояние (трехосевое сжатие), благодаря
чему и создаются условия для значительного увеличения прочности
пробивного пуансона. Форма отверстия (пуансона) может быть не
только круглой, но и квадратной и треугольной.
Точного направления пуансона в прижиме можно достигнуть
также применяя насадку из подшипникового сплава, наплавленную
на пробивной пуансон (рис. 15, б). Подобное удлиненное направление
в прижиме (еще лучше в закаленных втулках) способствует и повы-
шению стойкости штампов.
Штампы с направляющим цилиндром (плунжерные штампы)
применяются для изготовления деталей небольших (не более 50 мм)
размеров. Они могут быть простого, последовательного и совмещен-
ного действия. К достоинству этих штампов следует отнести сохра-
нение высокой точности направления плунжера в процессе работы,
что также способствует увеличению стойкости штампа. Существен-
ным их недостатком является большая габаритная (закрытая) высота,
что часто ограничивает или вовсе не допускает их применения на
универсальных механических прессах.
ь ь с- ~ со сч сй а» сч ь и» со ь и»
4' С"» С4 СО С'» С'» У 4' 'Ф 4.0 40 Со 4 СО СО
с»
сч ь
а»
СО
40 4 сч со ь ~ 4 и со и» ь со ь ь
со сч сч сч сч со со в ~ Р со со и» с- 4-
и» и» сч ио ь со 4 и 4- и» а» с» ь ь
С0 С4 С 4 С'4 С» СО СО 4' "С 4' 40 СО 4 4 СО
хй
4Х:
ь сч 4 ° и» а» сч са ь ь ь и» ь и» ь
с'» сч с'4 с'4 с'4 со со с» 4' 4.0 40 Ф са
х
х
с
х
»»
а
ь ь с- с со сч со ь сч ь и» 4о ь и»
со сч сч сч сч со со со ч: и» со 40 4- с
ьь
и» ь
и» 4- сч и» а» 4- ~ со 4о ь й ь и»
сч сч с4 съ со со 4' 40 и» ь 40
а
й
О,
0 со и» ь сч са ь ч 4 ь ио ь со со со
сч сч с'4 с'» со СО Р 4' и» 4.0 »й са
ь и» ь ..4 4- сч и» ь сч со ь и» со со со
СЧ СЧ СЧ СЧ Р» Р» Ф Ч" 4' 40 ».С»
со сч со 40 ь сч ь ь сч ь и» ь со ь
С4 СЧ С4 С 4 С'4 С'» СО С» 4' 4.0 4.0 40 сй СО
ьь
ь
С" 4
хй
4.4 "'
сч со с 4 .4 с- 4 4- 40 со ь ио ь
С С С» С» СО 4 ЧС сй 40
О,
х
а
х
со ь 40 ь со 4- ь г с- ь со и» оо со и»
С'4 С'4 С'4 С» СО СО 4' 4' 4.0 4.0 СО 4
ь
Яь
С'4
'й
о"
сй со сч «о а» сч 40 а» сч и» сч и» со сч 44»
СЧ С'4 С'4 С'4,СО СО ЧС Р 4' 40 О
2
х
с»
а
сч с- ~ 4 со со сч со со 0 ь и» ь ь
СЧ С'4 СЧ С 4 СО С» С» 4' 4.0 4.0 Ь
"У Ь С"» 4 Ь СО 4 Ь СО Ь Ь 40 Ь Ь
СЧ С'4 С4 С'» С» СО 4' 4' 4.0 Са
Ь Сй СЧ 40 Ь СО й Ь С» Ь СЧ Ь С» »О Ь
СЧ СЧ СЧ С"» С» СО 4' 4' 40 40 СО
ь
со
40 сч со 40 со ь со и» 40 сч 40 с»
сч сч сч с» с» с» ~ ч и»
40 Ь 40 Ь Ь Ь Ь Ь Ь Ь
сч с» с» ч ио са о. со ь ь
ий Ь
ь
х х
хх
Я
х й.~
й 4- Х
Я
а
ь
й сч и»
ь ь
О 44 44 й 44 й 44 44 44 й
Ь 4.0 Ь \.О Ь Ь Ь Ь Ь Ь
СЧ СЧ Со С» 4' 4.0 СР 4 СО СЬ
А 44 А й й й А А 44 44 А
Величина перемычки и ограничивающие упоры
На стойкость штампов оказывает также влияние величина пере-
мычки (мостика) между вырубаемыми деталями и по краям полосы
и в связи с этим ограничивающие подачу материала упоры (при
неавтоматической подаче).
При недостаточной ширине перемычки получается неравномерный
износ рабочих частей штампа и происходит «зарубание» режущих
кромок пуансона и матрицы. Последнее объясняется тем, чтосопро-
тивление пуансону со стороны целой полосы будет больше, чем со
стороны отхода, где имеется только тонкая перемычка, в резуль-
тате чего происходит некоторое смещение пуансона в сторону пере-
мычки и «зарубание» его матрицей. Недостаточная величина пере-
мычки по краям полосы или ленты вызывает разрыв металла, а по-
следний также является причиной неравномерного затупления или
даже выкрашивания режущих кромок штампа.
Наблюдения и опыты показали, что при уменьшении перемычки
(против нормальных) на 40 — 50% стойкость штампа падает при-
мерно на 50 — 70%, а при работе без перемычек — в 2 — 3 раза.
Поэтому с особой осторожностью следует относиться к мало- и без-
отходной штамповке — вырубке (без перемычек). При мало- и без-
отходной вырубке для повышения стойкости инструмента следует
применять штампы с дополнительным направляющим устройством
(утолщение стенок направляющей плиты, пуансон с нижним направ-
ляющим хвостом и др.) или использовать принцип двухшаговой
безотходной отрезки или вырубки (4; 16).
Величина перемычки в основном зависит от толщины и рода
материала, от размеров и формы вырубаемой детали, от способа
подачи полосы (с боковым прижимом или без него), от типа раскроя
(прямой, встречный, с поворотом полосы и т. д.), а также от типа
упора и наличия прижима материала во время работы. Значения
величины перемычек а и а, для мягкой стали с о, ~ 30 кГ)мм'
(<..300 Мнlм') приведены в табл. 5.
28
,и
ох
х нО» Яо
х хХ '='
~'а'~ х Х
о»о о
хо о
СЧ О СО
с0 С'4
со сч о
с» С'4 С'4
О СО СО
о о»
о»
0,8 — 0,9
1,0 — 1,2
1,0 — 1„2
1,2 — 1,3
1,5 — 2,0
ххО»~
Д
н хХ
о,я ~о
хо,
о охХХ
"охз
о
Хо но
И
х
! ! ! ! !
М
й
СС
о
О»
х
о
о.
х
О> ОО т1~
со С'4
со со 'с"
1,2 — 1,3
1,5 — 2,0
СО СО )Л
С'4
СО ОО
С4
1,5 — 2,0
З
хх
них
а х
хО»Я
ох н.сс»
о о
охэ н
о
Ы
СЧ
О„ОО
ОО
С4
С' С'»
~Ю ЕС» СО
'о. со
С'4
ОО СЧ
1с»
ОО
С'4
СО О СО
о сс» о»
о»
С»
СО
со
С'4
со
сО сО
А
х
о. х
оих
'е'х я
~ох
онх
о ~
хо
о
~ о
сч о
С'4 С4
СО С4
!
О С-. О»
СЧ СО
о
СЧ
1о
С'4
О СО
СЧ
С„» сС» С'4
со
С "С"
Сб
С'4 С'4
сч о
С'4 СЧ
ОО
со
сО 1.о
С'4
СО СО С'4
хо
н
о
х о
оо
С'4
о „ о»
О СО
С4
С'4
СЧ
СО "Ф
С4
! !
О СО С4
о „с»
со
!
С4„ОО
М
%
СР
(!
со
С С'4
С'4
!
со
С'4
Со
х
~о
Н
СЧ
о
со
!
о со
о
со
о о
СЧ со
о
со
о со
о
со
С'4
х
х х х~
охо х
нхй
о !
!
О 4С»
С1
т1, ~-~
И
СС о Х
х
хСО х
с,со ~
х
О
н
х
о
о
,О
о х
о)
1
С»
н с»
х
т»
о
М"
н о
С»5
С»
С» ~
",О О»"
х
СО
х СОН
.~х
С О»"
31
Для других материалов табличные значения перемычек следует
умножить на коэффициент Й„равный:
Для стали средней твердости и твердой .
» бронзы катаной и латуни .
» дуралюмина
» меди и алюминия .
» магниевых сплавов .
» титановых сплавов ВТ1 без подогрева и ВТБ с по-
догревом
Для титанового сплава ВТБ без подогрева .
мягких неметаллических материалов (кожа, бума-
га, картон и др.) .
При штамповке из полосы с поворотом значения а и а следует
о
1
увеличить на 30,4. При наличии бокового прижима полосы и точной
подачи в штампах с боковыми ножами, а также при автоматической
подаче валками и клещами допускается применение меньших пере-
мычек, по сравнению с табличными, на 20%. При вырубке на пла-
стинчатых штампах при я ( 3 мм значения а и а следует увеличить
1
в 1,5 — 2 раза. Величина' перемычек для слоистых пластиков (в до-
' лях толщины материала) приведены в табл. 6 ~11.
После того как установлены расположение деталей и величина
перемычки а, определяют ширину полосы (ленты) В и просвет между
направляющими линейками вырубного штампа В = В + Ь„
где Ь, — величина гарантийного зазора. При штамповке без бокового
прижима полосы Ь, составляет; для однорядного раскроя 0,5 — 1,0 мм
при ширине полосы до 100 мм и 1„0 — 1,5 мм при ширине свыше
100 мм; при встречном раскрое Ь, соответственно равно 1,5 — 2,0
и 2 — 3мм.
В отношении выбора упора, ограничивающего подачу материала,
для большей стойкости штампа целесообразнее всего применять
автоматический упор. Конструкция автоматического упора, который
обычно применяется в вырубных и последовательно действующих
штампах (при отсутствии автоматической подачи материала), при-
ведена на рис, 18, а. Более универсальным упором, который может
применяться также и для комбинированных штампов, является
конструкция, представленная на рис, 18, б. Этот упор работает
в комбинации с наматывающей катушкой ~5; 20). В этом устройстве
ограничение подачи ленты во время работы производится упором 2,
который под 'действием пружины 3 выступает над съемником 1.
При перемещении штампа вверх крючок 5, встречаясь с концом ры-
чага 4, тянет его вверх, отчего находящийся на другом конце упор 2
опускается вниз и утопает в съемнике 1. В этот момент лента,
находящаяся под действием тяговых усилий наматывающей ка-
тушки, передвигается на требуемую величину влево.
При автоматической подаче материала валками или клещами
надобность в упорах отпадает. В обоих последних случаях стойкость
30
»С
О
»С
3
'!
Ф
1ф
ФС
»С
з
Е
х
х
х
х
х
ипри1а1
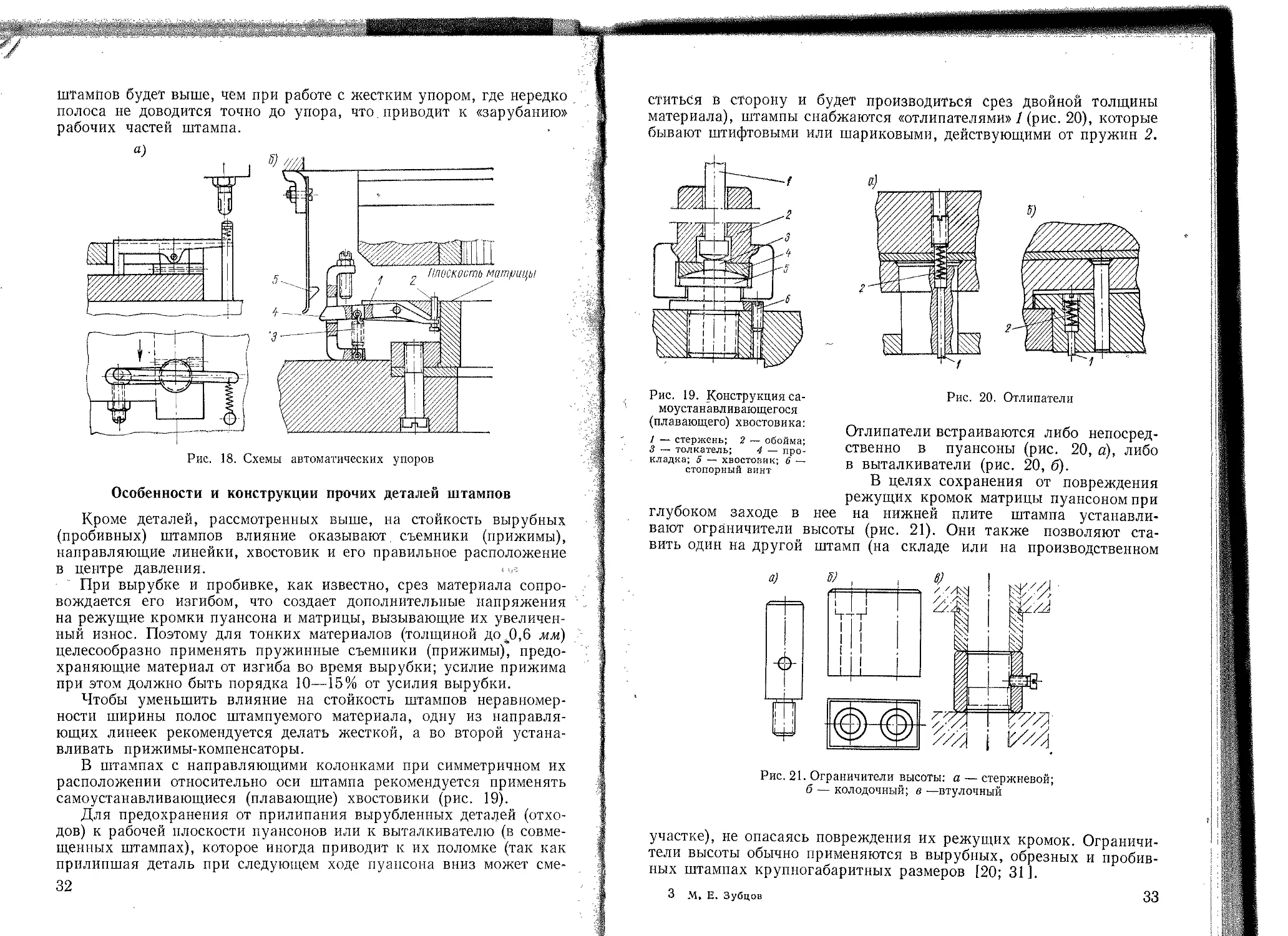
Рис. 19. Конструкция са-
моустанавливающегося
(плавающего) хвостовика:
т — стержень; 2 — обойма;
а — толкатель; 4 — про-
кладка; Б — хвостовик; 6—
стопорный винт
Рис. 20. Отлипатели
Рис. 18. Схемы автоматических упоров
штампов будет выше, чем при работе с жестким упором, где нередко
полоса не доводится точно до упора, что приводит к «зарубанию»
рабочих частей штампа.
а)
ф
Особенности и конструкции прочих деталей штампов
Кроме деталей, рассмотренных выше, на стойкость вырубных
(пробивных) штампов влияние оказывают съемники (прижимы),
направляющие линейки, хвостовик и его правильное расположение
в центре давления.
При вырубке и пробивке, как известно, срез материала сопро-
вождается его изгибом, что создает дополнительные напряжения '..
на режущие кромки пуансона и матрицы, вызывающие их увеличен-
ный износ. Поэтому для тонких материалов (толщиной до 0,6 мм)
целесообразно применять пружинные съемники (прижимы), предо-
храняющие материал от изгиба во время вырубки; усилие прижима
при этом должно быть порядка 10 — 15% от усилия вырубки.
Чтобы уменьшить влияние на стойкость штампов неравномер-
ности ширины полос штампуемого материала, одну из направля-
ющих линеек рекомендуется делать жесткой, а во второй устана-
вливать прижимы-компенсаторы.
В штампах с направляющими колонками при симметричном их
расположении относительно оси штампа рекомендуется применять
самоустанавливающиеся (плавающие) хвостовики (рис. 19).
Для предохранения от прилипания вырубленных деталей (отхо-
дов) к рабочей плоскости пуансонов или к выталкивателю (в совме-
щенных штампах), которое иногда приводит к их поломке (так как
прилипшая деталь при следующем ходе пуансона вниз может сме-
32
стнться в сторону и будет производиться срез двойной толщины
материала), штампы снабжаются «отлипателями» 1 (рис, 20), которые
бывают штифтовыми или шариковыми, действующими от пружин 2.
Отлипатели встраиваются либо непосред-
ственно в пуансоны (рис. 20, а), либо
в выталкиватели (рис. 20, б).
В целях сохранения от повреждения
режущих кромок матрицы пуансоном при
глубоком заходе в нее на нижней плите штампа устанавли-
вают ограничители высоты (рис. 21). Они также позволяют ста-
вить один на другой штамп (на складе или на производственном
Рис 21 Ограничители высоты а — стержневои
б — колодочныи; в — втулочный
участке), не опасаясь повреждения их режущих кромок. Ограничи-
тели высоты обычно применяются в вырубных, обрезных и пробив-
ных штампах крупногабаритных размеров [20; 31).
3 М, Е. Зубцов 33
й. КОИСТР~КТИВНЫЕ ОСОВЕИИОСТИ, ВЛИЯ1ОЩИЕ.
НА СТОЙКОСТЬ ШТАМПОВ ДЛЯ ФОРМОИЗМЕНЯ1ОЩИХ
ОПЕРАЦИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА
1~ формоизменяющим операциям из листового материала относятся
гибочные, вытяжные и формовочные операции (правка„отбортовка,
рельефная штамповка, формовка, обжим и раздача). Наиболее
распространенными являются гибочные и вытяжные. Они состав-
ляют от 15 до 30% от общего количества холодно-штамповочных
операций.
Общим для всех формоизменяющих штампов является наличие
более или менее интенсивного контактного трения между материалом
заготовки и рабочими частями штампа, Но так как по характеру
деформации и по величине удельного давления формоизменяющие
операции существенно отличаются друг от друга, то, естественно, что
и условия износа штампов для осуществления этих операций также
будут различными. Это требует и раздельного их рассмотрения.
угловых, следует считать радиусы закругления рабочих кромок
матрицы и пуансонов и зазоры между ними.
Радиусы закругления рабочих кромок матриц и пуансонов гибоч-
ных штампов. Радиусы закругления рабочих кромок матрицы ока-
зывают влияние на усилие гибки, на качество изгибаемых деталей,
а также на стойкость штампов. Чем меньше радиус закругления
матрицы гибочного штампа (главным образом у двухугловых штам-
пов), тем больше усилие гибки ввиду уменьшения, с одной стороны,
плеча гибки, а с другой, вследствие большого сопротивления сколь-
жению (контактного трения) изгибаемого металла по матрице,
6 Пуансон
Гибочные штампы
При гибке происходит превращение плоской заготовки в изогну-
тую пространственную деталь или дальнейшее изменение ее формы
(профиля). Гибка может быть одноугловая, двухугловая и много-
угловая, а также сложного профиля (типа хомутиков, незамкнутых
труб и т. д.). Штампы для выполнения этих операций могут быть
простые, сложные (постепенного действия), комбинированные (для
одновременной отрезки и гибки и др.) и многооперационные после-
довательного действия. Простые угловые штампы бывают с при-
жимом (выталкивателем) или без него; с направляющими колон-
ками или без них.
Из рассмотрения схемы гибки (рис. 22) следует, что характер
износа у одноугловых штампов менее интенсивен, чем у двухугловых,
так как у них поверхность контакта не остается постоянной в про-
цессе гибки. В начале гибки заготовка соприкасается с закруглением
матрицы, а затем только со стенками и нижней угловой ее части.
Более интенсивному износу подвергаются двухугловые штампы для
гибки скоб, так как заготовка втягивается в зазор между матрицей
и пуансоном, где развивается большое трение, приводящее к более
заметному их износу.
Износ у гибочных штампов проявляется в виде задиров, вмятин
и углублений (канавок) на закругленных участках матрицы и на ее
стенках, а там, где матрица и пуансон в конце хода пресса сопри-
касается с заготовкой, образуются отпечатки контура заготовки.
Так как удельное давление у гибочных штампов при нормальном
процессе работы сравнительно небольшое (5 — 15 кГ/мм' (50—
150 Мн/м')), то стойкость их довольно высокая; численное значение
ее приводится ниже в табл. 37.
Из конструктивных факторов, оказывающих весьма сильное
влияние па стойкость гибочных штампов главным образом двух-
34
Рис. 22. Схема гибки в штампах: а — одноугло-
вой без прижима; б — одноугловой с прижимом;
в — двухугловой с прижимом
При малых радиусах закругления матрицы могут появляться не-
которые вмятины, задиры и другие дефекты, ухудшающие каче-
ство деталей и снижающие стойкость штампа. При больших ра-
диусах закругления матрицы получается большое отпружинивание
стенок изгибаемых деталей. Поэтому совершенно очевидно, что в
производственных условиях выгодно работать на штампах с нор-
мальными радиусами закругления рабочих кромок инструмента.
Теоретически нормальный радиус закругления г„можно опре-
делить, исходя из допустимой деформации наиболее растянутого
наружного волокна з, по упрощенной формуле
1 —. а, " ' ~1 — 2~~~,
(2)
2" г 2Фг
Причем для условий нормальной гибки величину деформации (отно-
сительного удлинения наружного волокна при гибке) в, можно
принимать равной 1/3 — 1/2 от относительного удлинения при раз-
рыве о, т. е.
. Ф
1 1 1 6 б
в,=~ — —: — )о или ф=
~3 ' 2)
3+о 2+
При такой зависимости г„составляет (2 —:6) з.
3*
Практически г„зависит и от других факторов, в частности от
длины загибаемой полки детали Ь0 (рис. 23) и др. Значения г„с уче-
том и последних факторов приведены в табл. 7.
Радиус закругления пуансона г„обычно принимают равным
внутреннему радиусу изделия. Бсли имеется конструктивная необ-
ходимость, то его можно брать меньшим, равным г,„, значения
которого приводятся в специальной литературе по холодной штам-
повке [22; 491. В среднем его можно принять равным:
для стали марок сталь 10 — сталь 60; Ст. 1 — Ст. 7 отожженной
или нормализованной: при гибке поперек проката г„,.„= (0,1 —:0,7) я;
при гибке вдоль проката г,„,„=
= (0,2 —:1,3) з; для стали накле-
пан ной (нагартов анной) соот-
я ветственно: г„,„= (0,2 —:1,3) з и
"м й,. г,„= (0,5 —:2,0)з;
для цветных металлов (алю-
Рд % миния, меди и латуни Л68)
и отожженных: поперек проката
:Ф г,„= (0,1 —:0,3) я и вдоль про-
,~~ 4 ката г,„= (0,2 —:0„4) я;
для наклепанных (нагарто-
Рис. 23. Конструктивные элементы ги- ванных) цветнЫх металлов со-
бочного штампа
ответственно: г „, = — (0,3 —:1,0) з
и г,„= (0,8 —:2,0) я;
для дуралюмина мягкого (поперек и вдоль проката)
= — (1,0 —:2,5) я; для дуралюмина закаленного г,и = (2,0 —:4,0) я;
для магниевых сплавов марок МА1 и МА8 при нагреве до 300' С
г,„= (2,0 —:3,0) я, а в холодном состоянии г,„= (7,0 —:
—:9,0) я;
для титановых сплавов марок ВТ1 и ВТ5 при нагреве до 300—
400' С г,„= (1,5 —:4,0) я, а в холодном состоянии г„,„= (3,0 —:
— 6,0) з.
Зазоры между матрицей и пуансоном гибочных штампов. Вели-
чина зазора, так же как и радиус закругления, оказывает влияние
на усилие гибки, на качество изгибаемой детали и на стойкость
штампов, которая в этом случае характеризуется степенью износа
боковых стенок пуансона и матрицы. Чем меньше зазор, тем больше
контактное трение и усилие гибки, а следовательно, больший износ
и меньшая стойкость штампа, При малых зазорах может получиться
утонение стенок — полок изделия,.что также весьма вредно отра-
жается на стойкости инструмента. Кроме того, зазор в случае гибки
П-образных деталей оказывает влияние и на величину угла пружи-
нения [з. С ростом величины зазора пружинение увеличивается, что
также может в некоторой мере повлиять на стойкость штампа. Отсюда
выявляется необходимость в установлении оптимальной величины
зазора.
Величина зазора (на одну сторону) г, при двухугловой гибке
в основном зависит от толщины, рода материала и допуска на его
36
изготовление, а также и отдлины загибаемой полки (рис. 23). Эта
зависимость выражается формулой:
г, = з + о„, „+ сз = з,„+ сз, (3)
где я — номинальная толщина материала в мм; о„,, — верхнее
отклонение допуска на толщину материала (по ГОСТУ) в мм; с—
коэффициент, учитывающий уменьшение трения изгибаемой детали
о рабочую поверхность матрицы; находится по табл. 7 [22; 341.
Т а б л и ц а 7. Значения гм, 10 и коэффициента с в зависимости от з и
Толщина материала а в мм
До 0,5
4,0 — 7,0
Длина
загибае-
мой
полки Ь„
в мм
10 ~м
мм
мм
0,10
0,10
0,15
0,20
0,20
6 3
8 3
12 4
15 5
20 6
Для ориентировочных расчетов величину зазора можно опреде-
лить из следующих соотношений:
для цветных металлов (медь, латунь, алюминий)
г, = (1,0 —:1,1) я;
(4)
для стали
(4а)
г, = (1,05 —:1,15) я.
Вытяжные штампы
Вытяжка представляет собой операцию, при которой происходит
превращение плоской или полой заготовки в открытое сверху полое
изделие. По характеру пластической деформации вытяжку разли-
чают без утонения стенок и с утонением (протяжка).
Штампы для вытяжки в зависимости от характера выполняемой
ими операции могут быть предназначены для первой и последующих
операций. Они могут быть простые, комбинированные (для одновре-
менной вырубки и вытяжки), последовательного действия и специаль-
ные. В зависимости от типа оборудования эти штампы приспособлены
к прессам простого, двойного и тройного действия. При пользова-
нии прессом простого действия в зависимости от условий вытяжки
37
10
20
35
50
75
100
150
200
10
12
15
20
25
30
35
45
3
4
5
6
8
10
12
15
0,10
0,10
0,10
0,15
0,15
0,15
0,20
0,20
10
15
20
25
30
35
40
55
4
5
6
8
10
12
15
20
0,08
0,08
0,08
0,10
0,10
0,10
0,15
0,15
20
25
30
35
40
50
65
8
8
10
12
15
20
25
0,06
0,06
0,08
0,10
0,10
0,10
0,15
(относц
тельноц толщины Л
ТяжНЫ~ штамп 1~1 Выполняются
— 100% или Л' = ' 100%) Вы-
и А„1
без прижима (рис. 24) и с прижимным
устройством (рис. 25).
Установлено, что при
соотношениях — „. 100 '-:4,5 ~
х (1 — и,) или Л = —,~ 100 (
( 2,0 для первой опера-
ции и при Л' = — - 100
г~п 1
(1,5 для последующих опе-
раций будут образовывать-
ся складки, поэтому при-
жим необходим (т, — коэф-
а~
Г = 1-Шю~-2Е4 '!
Ш
р
д~ фициент вытяжки на первой
~Ъ операции).
1,„= В При вытяжке без прил-
г
жима износу подвергаются
закругленная рабочая часть
1 матрицы и стенки отверстия.
г,
-а ' Рабочая часть пуансона из-
ид~
нашивается значительно
меньше.
При вытяжке с прижи-
ф
мом износ происходит также
А~ и на плоской рабочей по-
т~ верхности или на входящей
конической части матрицы
4д~ Яр (на последующих вытяжных
операциях), как схематиче-
Т! ски показано на рис. 26.
! Также подвергается износу
и прижимное кольцо, на за-
~Л~
круглении и на плоской или
~'„,= м-~л-гг
К
-ю= Ф ь на конической его поверхпо-
Ал ~ сти (рис. 26, ц и б),
кг-~
Так как при вытяжке
а очие 'тасти штампа при вытяжке ПроИСХОДИТ НаЛИПаНИЕ (ПРИ
Рис. 24,
ез прижима: а—
кругленн для первой операции с за- варивание) мелких частиц
в — для к, б — то же со скосом; штампуемого металла (заго
круглением кром~ .
и'тем кромок
н ~цих о"ер~ц"" с 'акру"ле товки) к рабочим поверхно-
стям штампа, то износ здесь
но я ~~~~Я ~ИДе ЦаРапин, Рисок и УглУблений на Рабочих повеРх-
Р "~'ч~ и прижимного кольца. Кроме того, благодаря зна-
У Удельному давлению ЦΠ— 20 кГ!мм' (100 — 200 Мнlл')1
ИСХОДИ г посте
~ению ~следствие этого повышенного внешнего трения, про-
"~~~~~енное изменение размеров рабочих частей штампа:
38
увеличенйе рабочих размеров матрицы й уменьшенйе размеров
пуансона. При этом размерный износ пуансона будет в среднем от-5
до 8 раз меньше, чем размерный износ матрицы.
При вытяжке с утонением, где удельное давление достигает 50—
80 кГlлм' (500 — 800 Мнlм'), износ штампов протекает значительно
интенсивнее, При этом на последующих операциях, где пуансон
Рис. 25. Рабочие части штампа при вытяжке с прижимом: а — для
первой и последующих операций с закруглением кромок; 16 — то
же со скосом
имеет значительную длину по сравнению с его диаметром, он подвер-
гается продольному изгибу, благодаря чему происходит не только
износ пуансона, но часто и его поломка. В этих случаях стойкость
штампов невысокая, иногда достигает всего нескольких тысяч штук
деталей.
Основными конструктивными факторами, влияющими на условия
работы вытяжных штампов и, следовательно, на их стойкость,
являются величины закругления рабочих кромок матриц и пуансонов,
39
Рис. 26. Характер износа матрицы и при-
жимного кольца: а — на первой операции с
закруглением кромок; б — на последующих
операциях со скосом
профиль (форма) этих рабочих частей и величины зазоров между
матрицей и пуансоном.
Радиусы закругления рабочих кромок матриц и пуансонов вы-
тяжных штампов. Обрабатываемый материал в процессе вытяжки
перемещается через вытяжную кромку матрицы и скользит по ней.
Отсюда ясно, что радиус закругления матрицы г„оказывает суще-
ственное влияние на весь ход процесса вытяжки, Радиус закругле-
ния влияет на следующие элементы процесса: напряжение в мате-
риале и усилие, необходимое для вытяжки, качество изделия, коэф-
фициенты вытяжки и число
Ц
вытяжных операции, стои-
а,) 8пии
изиюса кость штампа.
Исследования показали,
что при работе на матрице
с радиусом закругления
меньше нормального тре-
буется большее усилие для
вытяжки, кромки ее изна-
шиваются быстрее, при про-
чих равных условиях 122;
Точно также быстрее из-
нашиваются рабочие кромки
матрицы при большой ве-
личине радиуса, так как увеличение его против нормального
ведет к интенсивному образованию складок на фланце изделия.
Последние вызывают образование рисок, царапин и углублений на
рабочей поверхности матрицы, вследствие чего усиливается ее износ
и, следовательно, снижается стойкость штампа.
Для того чтобы можно было работать при большом (выгодном)
радиусе закругления матрицы (большие радиусы закругления дают
возможность уменьшить коэффициенты вытяжки и и сократить
число операций и), не опасаясь образования складок, в последнее
время применяют штампы с дополнительным радиусным (торои-
дальный) прижимом, который во время работы прижимает заготовку
и по закругленной части матрицы (рис. 27).
Подобный способ вытяжки уменьшает растяжение материала
в опасном сечении (у дна) изделия, увеличивает степень деформации
при вытяжке (уменьшает коэффициенты вытяжки), устраняет склад-
кообразование и несколько уменьшает максимальное усилие вы-
тяжки, вследствие чего стойкость штампа повышается. Недостатком
этого способа является трудность изготовления радиусного прижима,
что несколько ограничивает его применение.
Радиус закругления пуансона г„на усилие вытяжки влияет
незначительно, но он оказывает существенное влияние на утонение
материала стенок у дна детали. При малом радиусе снижается проч-
ность в опасном сечении (у дна) детали, а следовательно, увеличи-
вается абсолютное предельное значение коэффициента вытяжки.
40
Кроме того, на следующей операции на участке стенки с наибольшим
утонением образуются неглубокие, явно выраженные складки (мор-
щины), которые в дальнейшем не поддаются разглаживанию. Это
приводит к увеличению брака (особенно у тонкого металла) по
разрывам, а также к снижению стойкости штампа.
Радиусы закругления г„, и г„зависят от рода штампуемого ма-
териала гг„его толщины з, степени деформации в (и), скорости вы-
тяжки и, порядкового номера вы-
ф
)
тяжки п, высоты изделия Й, мате-
риала штампа и степени его обра-
ботки и других параметров.
Аналитически радиус закруг-
ления матрицы г в зависимости
от основных факторов вытяжки
можно определить по формулам, Рис. 27. Схема конструкций штампов
ПрИВЕдЕННЬ1М В ЛнтературЕ ПО ХО- с дополнительным Радиусным при-
14З. 22) жимом: а — для пРесса двойного дей-
ствия; б — для пресса простого дей-
Однако установление радиуса за-
ствия
круглени я матрицы по указан-
ным зависимостям весьма сложно, поэтому радиус закругления
матрицы г„определяют на основании опытных данных, наиболее
полно учитывающих все перечисленные выше факторы. Значения г„
приведены в табл. 8. Для первой вытяжной операции и более тон-
кого материала при —. 100 =- 1,0 —:0,3% табличные значения сле-
дует брать ближе к верх-
нему пределу, а для после-
дующих вытяжных операций
и более толстого материала
при — 100 и 100
~>
= 2,0 —: 1,0%) — ближе к
нижнему пределу.
Обычно для последую-
щих операций радиусы за-
круглений матрицы можно
выбирать из соотношения
Толщина металла 5 в мм
Металл
до 3
отздо6
от 6 до 20
Сталь
<10 —:6) з
<8 —:5) з
<4 —:2) з
<3 —:
1,6) з
<6 —:4) з
<Б —:3) з
Медь,
латунь
и алюминий
г, = (0,7 —:0,8) г„,„. (5)
При вытяжке тонкостенных стальных деталей (стальной посуды:
з = 1,0 —:0,5 мл и и, = 0,57 —; 0,61) без фланцев с диаметром 70—
550 мм и высотой СΠ— 500 мм на прессах двойного действия при
помощи штампов из серого перлитного и низколегированного (хромо-
никелевого) чугуна хорошие результаты по стойкости дают штампы
с радиусом закругления г,„= (8 —:10) з. На последующих операциях
(при т„= 0,74 —:0,81) хорошую стойкость показали штампы с ра-
диусом закругления матрицы г„„= (8 —:12) я.
41
При вытяжке деталей с широким фланцем вследствие того, что
фланец в процессе работы не выходит.из-под прижима и нет опасения
образования гофров в конце вытяжки, радиусы закруглений матрицы
г„ф, могут быть взяты в 1,5 — 2 раза больше по сравнению с зна-
чениями, приведенными в табл. 8. Для материалов толщиной в
до 3 мм (при — 100 = 0,3 —:2,0%) они ссставаинп т„а„=120 —:1О) а.
При вытяжке с радиусным прижимом радиус закруглений ма-
трицы г„р,в может быть в 2 — 3 раза больше г„и составляет для
з до 3 мм (=0 —:18) в.
Радиус закругления пуансона для первой и последующих опе-
раций вытяжки, кроме последней, при Л и Л' ) 0,5% берут равным
радиусу закругления матрицы и даже меньше его (на 10 — 20%) т. е,
(6)
г„=- (1,0 —:0,8) г„.
Для последней операции вытяжки (при Л' ) 0,5%) радиус
закругления пуансона г„„берут по внутреннему радиусу вытяги-
ваемого изделия, но не менее (3 —:-2) в для материалов толщиной до
6 мм и не менее (2,0 —:1,5) в для материалов толщиной от 6 до "0 мм.
Для определения радиусов закругления кромок матрицы и пуансона
при вытяжке изделий прямоугольной формы нужно исходить в основ-
ном из закруглений углов.
Форма рабочих частей вытяжных штампов. Форма (профиль)
рабочих кромок матрицы и пуансона выполняется в зависимости
от способа вытяжки (с прижимом или без него), от характера дефор-
мации (без утонения или с утонением стенок), коэффициента вытяжки,
порядкового номера операции, формы и размеров вытягиваемых
изделий.
При вытяжке цилиндрических деталей без прижима и без уто-
нения стенок из относительно толстого материала при -' — 100)
и
) 2,0%) на первой операции рабочая часть матрицы выполняется
либо по сферической поверхности (с радиусом закругления
на рис. 24, а), либо по конической, переходящей через закругление г„
в цилиндрическую часть (рис. 24, б). Угол наклона входной части
матрицы с одной стороны к вертикали составляет обычно 30' (допол-
нительный угол к горизонтали составляет 60'). На последующих
операциях при работе без прижима при ц. 100 ) 1,5% рабочая
Аг 1
часть матрицы выполняется по сферической поверхности (с радиу-
сом г„„, рис. 24, в), переходящей в цилиндрическую. Цилиндриче-
ская часть матрицы для сравнительно небольших размеров деталей
(д ( 50 мм) изготовляется высотой а = 6 —:15 мм; выемка О=
= (2 —:10) в; просвет 1 = 1 —:5 мм (34; 201.
В последнее время на первых операциях вытяжки без прижима
вместо конического захода стали применять матрицы, у которых
рабочая поверхность выполнена по форме эвольвенты, на которой
кольцевые канавки расположены в виде ступенек (рис, 28). Такая
42
форма рабочей полости матрицы йозволяет' достигнуть более высокой
степени деформации за одну операцию. Ступенчатая форма профиля
способствует лучшему удержанию смазки на поверхности штампуе-
мой детали, что несколько уменьшает контактное трение, а следо-
вательно, и несколько повышает стойкость матрицы.
В целях облегчения съема детали с пуансона после вытяжки
и уменьшения его износа в нем имеется канал, который сообщается
с окружающим воздухом. Если отношение высоты изделия к диа-
метру пуансона больше 2,0, то последний изготовляют конусным.
с углом, равным 5 — 15' (15' при толщине в свыше 1мм) в пределах
допуска на внутренний диаметр изделия.
Для вытяжки с утонением вытяжному пуансону Ю
на его рабочей части придают конусность 0,02—
0,04 мм на высоту изделия для первых операций
и 0,06 мм для последних операций, облегчив тем
самым съем изделия с пуансона после вытяжки.
При вытяжке изделий из относительно тонкого
материала (при — 100 ( 1,5% и при 100 (
П-2
( Я% и достаточной глубины вытяжной штамп р 8 К
Рис. 28. Конст-
снабжается прижимом (складкодержателем), кото- рукция матрицы
рый служит для предотвращения образования скла- дл~ "еРво" опе
рации вытяжки
без прижима с
Форма (профиль) рабочих частей может быть эволввентным
выполнена с закруглением (рис. 25, а) и со скосом профилем и с
(рис. 25, б). Вопрос о выборе их профиля решают
следующим образом. При вытяжке сравнительно уд р а
небольших деталей (д ~ 50 мм), деталей с широ- смазки
ким фланцем и сложной формы рабочие кромки
штампа выполняют с закруглением; для средних
и больших цилиндрических деталей, особенно из тонколистовой
стали и из цветных металлов и их сплавов (для изделий типа
посуды), рабочие кромки делают со скосом под углом к верти-
кали, равным 45 или 55'. Угол наклона в 45' упрощает процесс
изготовления штампа и обеспечивает хорошую стойкость его.
С уменьшением угла наклона появляется возможность заклинивания
полой заготовки в конусе матрицы под прижимом. Это приводит
к образованию разрывов или сдиранию металла с поверхности уча-
стка заготовки, зажатого между матрицей и прижимом, и к умень-
шению стойкости штампов.
Угол наклона в 55', в свою очередь, обеспечивает надежное
центрирование полой заготовки при установке ее на матрицу, ис-
ключает образование косых деталей при вытяжке и предотвращает
заклинивание стенок заготовки в конусе матрицы, что приводит
к повышению стойкости штампов [20; 26).
Разность между углами наклона захода матрицы и конуса при-
жима (погрешность заправки) должна быть наименьшей (не более
43
ЗО').'
быть
ного
роки
ор между стенками полой заготовки и прижимом должен
ольшим, только лишь достаточным для обеспечения свобод-
ждения прижима в заготовку. При вытяжке деталей с ши-
ланцем во избежание чрезмерного возрастания давления
прижима Я необходимо уменьшить кон-
1,! тактную площадь прижима, что дости-
Ю гается применением буртика на мат-
рице (рис. 29, слева) или выточки на
прижиме (рис. 29, справа). Высота
буртика или выемки с =- (0,2 —:0,5) з.
В тех случаях, когда необходимо
искусственно увеличить сопротивление
перемещению материала между матри-
цей и прижимом, на матрице делают
ртики), а на прижиме встречные им углубления (рис. ЗО).
закругления их ,'г„д берут равными (4 —:6) з, а высоту
д = (3 —:5) з.
мобильном производстве при штамповке деталей кузова
ых штампах (на наиболее трудных участках) ставят не-
Заз
неб
вхо
м ф
Рис
при
29. Конструкция прижима
вытяжке детали с большим
фланцем
(бу
усы
ка л,
авто
тяжн
ребра
Ради
бурти
В
в вы
[А
Рис. ЗО. Конструкция
штампа с перетяжным
ребром (буртиком)
Рис. 31. Перетяжные ребра и пороги в вытяж-
ных кузовных штампах
сколько ребер — два или три [48; 551. Как правило, ребра закреп-
ляют на прижиме, а на матрице делаются соответствующие выемки
для них (рис. 31).
Количество и расположение вытяжных (тормозных) ребер за-
висят от формы контура, характера рельефа и глубины вытяжки.
Ребра устанавливают в местах заготовки, подвергаемых более лег-
кой деформации, в которых требуется затормозить перемещение
материала и увеличить растягивающие напряжения.
Зазоры между матрицей и пуансоном вытяжных штампов. Вели-
чина зазора влияет на основные элементы вытяжки: на усилие и
44
затрачиваемую работу при вытяжке, на качество вытягиваемых
изделий (одинаковая толщина стенок и гладкая их поверхность),
а также и на стойкость штампа.
При малых и в особенности при отрицательных зазорах (в слу-
чае вытяжки с утонением, где удельное давление доходит до 50—
80 кГ/лм' (500 — 800 Мнlм'), процесс деформации усложняется до-
бавочным утонением материала в самом зазоре, которое вызывает
резкое увеличение силы трения, а следовательно, и увеличение об-
щего усилия вытяжки, а также и износа штампа [33; 4?; 20].
При малых зазорах получается также более интенсивное прили- .
пание'(приваривание) мелких частиц штампуемого металла к рабо-
чим поверхностям штампа (из-за усиленного внешнего трения про-
исходит местный разогрев и прилипание частиц, так как теплота
не успевает отводиться стенками матрицы), которые и вызывают
появление на поверхности матрицы продольных царапин (рисок).
Последние ухудшают качество изделий и увеличивают износ штампа.
При больших зазорах возникает опасность появления складок,
которые также вызывают появление рисок и углублений на поверх-
ности матрицы, вследствие чего износ штампа также увеличивается.
Таким образом, как в первом, так и во втором случаях стойкость
штампа будет ниже, чем при нормальном (оптимальном) зазоре.
Величину зазора (на одну сторону) г, можно определить по фор-
муле
г, = — з + о„,, + сз = з „+ сз, (7)
где з„,а, — максимальная толщина материала (с учетом допуска
на прокат в сторону плюс б„,,р, при минусовом допуске о,, не
учитывается); сз — величина прибавки к номинальной толщине ма-
териала я, устанавливаемая в зависимости от толщины материала
и номера операции. Величина с для материалов толщиной от 0,5 до
5 лл составляет от 0,1 до 0,5.
На основании экспериментальных данных в среднем величина
зазоров при вытяжке составляет: при вытяжке из мягкой стали для
первой операции (1,35 —:1,50) з, для последующих операций (1,20 —:
—:1,30) з; при вытяжке из алюминия и латуни соответственно (1,30 —:
—:1,40) з для первой операции и (1,20 —:1,25) з для последующих
операций. Калибровочная (последняя) операция осуществляется
при зазорах (1,0 —:1,1) з.
На некоторых заводах, в частности при изготовлении глубокой
посуды из цветных металлов (завод «Красный выборжец»), с целью
получения гладкой поверхности изделия принято, наоборот, на по-
следующих операциях увеличивать зазор, принимая его для первой
операции (1,20 —:1,30) з, а на последующих (1,25 —:1,35) з. При вы-
тяжке глубокой стальной посуды из тонколистового материала на
прессах двойного действия при помощи штампов из чугуна наиболь-
шая стойкость их получается [20; 261: на первой операции при за-
зорах (на одну сторону) г, = (1,40 —:1,50) з; на второй и последую-
щих операциях при г, == (1,55 —:1,65) з.
Для вытяжки с утонением материала величина зазора г,„
будет отрицательной и берется в зависимости от рода и толщины ма-
териала и других условий вытяжки, в пределах 85 — 65% от толщины
материала з, т. е. г, = (0,85 —:0,65) з, причем для цветных метал-
лов можно брать мейьшие, а для стали большие зазоры.
У вытяжных штампов, служащих для изготовления изделий
с угловыми очертаниями (коробчатой формы), зазор должен быть
принят не одинаковым по контуру вытягиваемого изделия: по уг-
лам он должен быть на (0,05 —:0,07) 8 больше зазора, имеющегося
на прямых участках, так как при вытяжке в углах получается утол-
щение.
Направление зазора устанавливают из следующих соображений.
Для всех операций, кроме последней, направление зазора безраз-
лично, Для последней операции, когда требуется получить оконча-
тельные размеры изделия, зазор задается за счет пуансона, если не-
обходимо обеспечить получение наружного размера, т. е. д„=
= д„,~ „,, дп = д„— 2г„и за счет матрицы — при необходимости
получить внутренний размер, т. е. д„=- д„й,„, д„= д„+ 2г,.
Большое влияние на стойкость вытяжных штампов оказывает
также и чистота рабочих поверхностей штампа. Чем чище обработаны
эти поверхности, тем меньше будет износ штампа. Поверхности
следует подвергать полировке с доведением чистоты до 10 — 9-го
класса (по ГОСТУ 2789 — 51).
Для того чтобы использовать полезную силу трения, возникаю-
щую между металлом заготовки и пуансоном главным образом
на закруглении пуансона, поверхность пуансона в месте перехода
от торца к стенкам обрабатывают менее чисто (3 — 4-й класс чистоты),
увеличивая тем самым искусственно полезную силу трения, которая
задерживает распространение растягивающих напряжений с ци-
линдрической поверхности изделия на его донную часть. Этим са-
мым несколько увеличивается прочность материала в опасном его
сечении — у дна изделия, что в свою очередь уменьшает количество
брака изделий и повышает стойкость штампов, Стойкость вытяжных
штампов приводится ниже в табл. 3?.
Штампы для формовочных операций
Штампы для правки или рихтовки. Правка представляет собой
операцию, при которой происходит выправка неровной поверхности
детали между параллельными гладкими или насеченными (точечными
и вафельными) поверхностями штампов. По характеру деформации
рихтовка, особенно точеными и вафельными штампами, прибли-
жается к чеканке и требует больших усилий.
При плоской правке деталей из тонких и мягких материалов
при з(2 мм и а,(30 кГ/мм' ((300 Мн/л'), производимой обычно
гладкими штампами, удельное давление р = 5 —:10 кГ/мм' (50—
100 Мн/л'); при правке деталей из более толстых и твердых материа-
46
лов при з ~ 2 мл и а,: ЗО кГ/мм2 (>300 Мн/м') точечными штам-
пами р = 10 —:20 кГ/лм' (100 — 200 Мн/м'); при правке деталей ва-
фельными штампами р = 20 —:30 кГ/мм' (200 — ЗОО Мн/м').
При плоской правке износ штампа выражается в образовании.
на рабочих поверхностях рихтовочных плит, вмятин и небольших
углублений. При этом, поскольку рихтуемые детали не уклады-
ваются все время на одно и то же место нижней плиты, износ штам-
пов происходит довольно медленно. Кроме того, поврежденный
участок легко удаляется перешлифовкой. Здесь стойкость штампов
довольно высокая, дости-
гающая для материалов
толщиной до 3 мм ЗОО—
450 тыс. деталей. Более
интенсивный износ имеет
место при правке насе-
ченными штампами, где ~ ' %%' ~
г
истираются выступы зуб-
3
ф
цов. В последнем случае Х
поврежденная часть штам-
па не может быть испра-
влена перешлифовкой, по-
этому стойкость штампов
ю=~юп
будет в 2 — 3 раза ниже
стойкости гладких рихто-
ВОЧНЫХ ШтаМПОВ, СОСтаВ- Рис. Я2, Отбортовочный штамп внутреннего
ляющей 150 — 200 тыс. де- отверстия с верхним прижимом:
таЛЕй ДО ПОЛНОГО ИХ ИЗ 7 — отбортовочный пуансон; 2 — пружины; а — при-
носа. жимная пластина; 4 — изделие; б — отбортовочная
матрица; б — выталкиватель; 7 — стержень
Отбортовочные штам-
пы. Имеются два основных
вида отбортовки: отбортовка отверстий — отбортовка внутренняя;
отбортовка наружного контура — отбортовка внешняя. Отбортовка
отверстий производится без утонения стенок бортов и с утонением
стенок — бортов изделия. Штампы отбортовки применяются без
прижима (реже) и с прижимом заготовки (рис. 32).
При отбортовке отверстий без утонения износу подвергаются
главным образом кромки закругления матрицы, несколько меньше
стенки отверстия ее. Удельное давление при этой операции состав-
ляет 10 — 15 кГ/мм' (100 — 150 Мн/и,'), т. е. нечто среднее между удель-
ными давлениями, потребными для гибочных и вытяжных операций.
Характер износа матриц отбортовочных штампов приближается
к схеме износа матриц вытяжных штампов без прижима или с при-
жимом (в зависимости от конструкции отбортовочного штампа),
поэтому и стойкость их также будет примерно такая же или несколько
больше (300 — 350 тыс. штук до полного износа). Более сильному
износу подвергается отбортовочный пуансон, который в случае
отбортовки малых отверстий подвергается также и продольному
изгибу; поэтому часто бывает, что пуансон лимитирует общую
стойкость штампа. Пуансон с конической или полусферической ра-
бочей частью изнашивается меньше, чем цилиндрический пуансон
с закруглением рабочих кромок.
Штампы для Отбортовки отверстий с утонением стенок рабо-
тают в более тяжелых условиях, чем без утонения. Здесь интенсив-,
ному износу подвергаются также и стенки отверстия матрицы.
Удельное давление при этой операции составляет 40 — 60 кГ~лща
(400 — 600 Мн(м'); характер износа этих штампов приближается
к схеме износа штампов для вытяжки с утонением. Стойкость их
будет примерно равна или несколько больше стойкости последних
штампов. Для увеличения прочности (стойкости) штампов рекомен-
дуется матрицу запрессовать в наружную обойму.
Отбортовка наружного контура обычно производится без утоне-
ния стенок, степень деформации при этой операции незначитель-
ная, поэтому стойкость штампов для наружной отбортовки будет
выше, чем для отбортовки отверстий без утонения полок, состав-
ляя примерно 350 — 400 тыс. штук до полного износа. При отбортовке
отверстий или наружного контура нецилиндрической формы наи-
больший износ будет на участке с наименьшим радиусом закругле-
ния, по которому и следует считать стойкость подобных штампов.
Штампы для фасонной или рельефной штамповки. Рельефная
штамповка представляет собой операцию, при которой происходит
изменение формы плоской заготовки или полой детали, производи-
мое между верхней и нижней частями штампа различной формы,
на которых имеются углубления и соответствующие им выступы.
Эта операция осуществляется в основном за счет местного растяже-
ния материала (без существенного изменения его толщины), но
в некоторых случаях она является частным случаем неглубокой
вытяжки (пуклевки).
Удельное давление для рельефной штамповки будет несколько
меньше, чем для вытяжки, и составляет: для алюминия 3 — 5 кГlлм'
(30 — 50 Мн)м2); для меди 5 — 10 кГ!мм' (50 — 100 Мнlм'); для ла-
туни и мягкой стали 10 — 18 кГ(мм' (100 — 180 Мнlм').
Износ штампов для рельефной штамповки происходит главным
образом на участках, где имеются соответствующие углубления и
выступы; по характеру износ их близок к износу штампов для мел-
кой вытяжки; но в связи с требуемым меньшим удельным давлением
стойкость первых будет несколько выше вытяжных штампов и со-
ставляет 300 — 350 тыс. штук до полного износа для материалов
толщиной до 3 мм.
Штампы для формовки. При формовке происходит изменение
формы предварительно вытянутой полой заготовки с целью получе-
ния окончательного профиля (формы) изделия или более точных его
размеров. К этим операциям относится также формовка изнутри—
полое выпучивание, производимое за счет растяжения материала
изнутри в радиальном направлении.
При формовке детали характер операции и конструкции штампов
будут такие же, как и для рельефной штамповки, поэтому есте-
48
ственно, что характер износа и стойкость их также будут анало-
гичны.
Штампы же для формовки изнутри характеризуются наличием
разъемной матрицы и разжимного — механического, жидкостного,
резинового или какого-нибудь другого эластичного устройства в ка-
честве пуансона. Износ металлических частей этих штампов при-
мерно такой же, как и у вытяжных, но общую стойкость их здесь
лимитирует жизнеспособ-
ность эластичного устрой-
ства.
И1тампы для обжима.
Обжим представляет собой
операцию, при помощи ко- а
г
торои происходит уменьше-
ние поперечного сечения от- о
крытого конца предвари-
1')
!
тельно вытянутого полого
изделия или трубы. Эта опе-
рация осуществляется путем
вталкивания открытого конца
(предварительно обрезанной)
Рис. 33. Схемы штампов для обжима концов
деталей по сферической поверхности с под-
В ВОРОНКООбРаЗНУЮ РаооЧУЮ порами: а — с наружным и внутренним под-
часть матрицы (обычно кони- порами для обжима конца трубы; б — с на-
ческую), имеющую форму ружным подпором для обжима верхнего
готового изделия или проме- кунц~ полого изделия:
жуточного перехода.
1 — матрица; 2 — подпор (скользящая обойма);
а — стержень — основание; 4 — стержень от бу-
ШТаМПЫ ДЛЯ ОбжИМа ПО фера; 5 — нижняя плита; о — внутренний под-
характеру работы подразде-
ляются на две группы:
штампы для свободного обжима и штампы с подпорами заготовки.
Штампы первой группы имеют лишь направляющие устройства
для трубчатой или полой заготовки, без внутренних или наружных
подпор, вследствие чего возможна потеря устойчивости. Штампы
второй группы снабжаются либо наружным, либо наружным и вну-
тренним подпорами. В штампах с наружным подпором (рис. 33)
часть заготовки, не подвергающаяся обжиму, охватывается наруж-
ной обоймой, предотвращающей потерю устойчивости и выпучива-
ние заготовки наружу. Благодаря этому в таких штампах можно
дать большую степень деформации, чем в штампах без подпор. Для
удаления обжатой детали из матрицы в штампе имеется выталки-
ватель или вкладыш, действующие от нижнего буфера ~9; 221.
Характер износа штампа для обжима, главным образом матриц,
аналогичен износу вытяжного штампа без прижима с матрицей,
имеющей заходную коническую или сферическую (для обжима по
сфере) часть. Поэтому стойкость подобных штампов (матриц) будет
такая же, как и для указанных конструкций вытяжных штампов.
Стойкость же внутреннего подпора или вкладыша, на котором
4 М. Е. Зубцов 49
производится обжим, будет выше стойкости вытяжного пуан-
сона.
штампы для раздачи. Операция раздачи в отличие от обжима
предназначена для увеличения диаметра краевой части полой ци-
линдрической заготовки или трубы и осуществляется с помощью
конического пуансона. В этих штампах более интенсивному износу
подвергается пуансон, меньше матрица (как и при отбортовочных
штампах). Поэтому и стойкость штампов для раздачи будет примерно
такая же, как и для отбортовочных внутреннего отверстия.
Стойкость штампов для формовочных операций может быть по-
вышена применением эффективной смазки и хорошей чистоты рабочих
- поверхностей штампов.
7. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ, ВЛИЯЮЩИЕ
НА СТОЙКОСТЬ ШТАМПОВ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
(ПРЕССОВОЧНЫХ ОПЕРАЦИЙ)
Объемная штамповка в холодном состоянии является одним
из прогрессивных методов изготовления деталей сложной формы.
К объемной штамповке относятся следующие операции: калибровка,
чеканка, клеймение (маркировка), разметка (кернение), осадка и
высадка, объемная формовка и холодное выдавливание.
Применение объемной штамповки в сочетании с другими штам-
повочными операциями позволяет получить детали различной формы
с высокой точностью (по толщине и высоте 0,03 — 0,05 мм) и чистотой
поверхности (6 — 8 класс чистоты по ГОСТУ 2789 — 51), а также по-
вышенной прочностью и жесткостью в результате упрочнения (на-
клепа) при холодной пластической деформации.
Операции объемной штамповки основаны на перераспределении
и перемещении части или всего объема металла заготовки в про-
цессе штамповки. Они характеризуются общностью схемы напряжен-
ного состояния, представляющей собой неравномерное объемное
сжатие. Осуществление указанных операций требует создания в по-
лости штампа высоких удельных давлений, во многих случаях близ-
ких к временному сопротивлению разрыву материала штампа.
Поэтому штампы для операций группы объемной штамповки ра-
ботают в очень тяжелых условиях.
Стойкость и износоустойчивость штампов для объемной штам-
повки в основном зависят от следующих факторов:
1) характера операции (схемы деформации) и величины удель-
ного давления;
2) конструкции и размеров рабочих частей штампа;
3) механических свойств материала рабочих частей и их терми-
ческой обработки;
4) качества поверхности рабочих частей и эффективности при-
меняемой смазки;
5) типа и состояния пресса.
50
Так как стойкость штампов зависит от характера операции,
поэтому проанализируем вопросы стойкости и износа штампов при-
менительно к отдельным операциям объемной штамповки;
Калибровочные штампы
Операция калибровки предназначена для получения точных
размеров и гладкой поверхности объемных деталей путем обжатия
заготовки между закаленными плитами калибровочного штампа.
Существуют два вида калибровки: плоскостная, при которой
калибруются только отдельные плоскости и размеры по толщине
(высоте) детали (рис. 34, а); объемная, при которой калибруются все
поверхности и размеры детали с вытеснением избыточного материала
в облой (рис. 34, б). Степень деформации (осадки) при калибровке
незначительная и обычно составляет 5 — 10%. Путем холодной ка-
либровки достигается точ-
ность от 0,03 — 0,05 лм и
чистота поверхности 7—
8-го класса' по ГОСТУ.
При плоскостной ка-
либровке, где деформация
осуществляется между
гладкими поверхностями
Рис. З4. Схема штампов для калиоровки
Ф
скольку штампуемые де-
тали не укладываются точно на одно и то же место нижней ка-
либрующей плиты, износ штампов происходит довольно медленно
и выражается в образовании небольших углублений на рабочих
поверхностях плит с ухудшением чистоты их обработки. Однако
поврежденная часть легко удаляется перешлифовкой. Здесь
стойкость до перешлифовки в зависимости от рода штампуемого
материала и удельного давления, составляющего для латуни 120—
160 кГ/мм' (1200 — 1600 Мн/м') и для стали 180 — 200 к.Г/мм' (1800—
2000 Мн/м') составляет порядка 10 000 — 20 000 штампоударов
(стойкость до полного износа штампов приводится в табл. 39).
Более интенсивный износ происходит при объемной калибровке,
где деформируются все поверхности детали и для которых требуются
большие удельные давления: для латуни 180 — 200 кГ/мл' (1800—
2000 Мн/м'), для стали 250 — 300 кГ/мм' (2500 — 3000 Мн/м'). При
этом виде калибровки наибольший износ получается в местах пе-
рехода одной части рабочего профиля штампа в другую. Стойкость
этих штампов в среднем составляет 5000 — 10 000 штампоударов
до перешлифовки (ремонта).
, Для увеличения стойкости калибровочных штампов рекомен-
дуется давать небольшие припуски на калибровку, уменьшив тем
самым и требуемое удельное давление. В среднем величина при-
пусков на калибровку деталей типа тел вращения (дисков, втулок,
шестерен и т. п.) с диаметром до 120 мм и толщиной (высотой) до
4ф 51
50 мл составляет О,З вЂ” 0,8 мм, при толщине же 50 — 120 лм и диа-,'2.
метре 50 — 120 мм — 0,8 — 1,0 мм. Для деталей удлиненного типа
(шатунов, рычагов, кронштейнов и т, п.) с размером по длине до
180 лм и толщине до ЗО лм припуски на калибровку составляют
0,3 — 0,8 мл, при толщине ЗΠ— 80 лм находятся в пределах 0,6—
1,0 мм [20; 45; 49).
Для уменьшения износа штампов заготовки целесообразно сорти-
ровать по толщине с интервалом 0,2 — О,З мм [6; 451.
Стальные заготовки перед калибровкой подвергают термической
обработке — отжигу или нормализации. Они также должны быть
тщательно очищены от грязи и от окалины (травлением, обкаткой
в барабанах, обдувкой песком и т. д,) и смазаны.
Разметка (кернение) применяется для нанесения лунок — цен-
тров под сверление мелких отверстий при обработке точных деталей
с помощью специальных керновочных штампов (рис. 37). Дости-
Пуансан
Чеканочиые штампы
Чеканка представляет собой операцию, при которой происходит
изменение формы изделия — заготовки (листовой или объемной)
между верхней и нижней частями.штампа. При этом материал из-
меняет свою толщину и вследствие перемещения заполняет все
углубления на поверхности штампа.
В большинстве случаев чеканка про-
исходит в закрытых штампах, без вы-
теснения металла из рабочей полости
штампа (рис. 35). При штамповке сра-
внительно крупных изделий применяет-
ся открытая поверхностная чеканка.
Для получения четкого рельефа на
детали требуется иметь большое удель-
ное давление, которое в зависимости от
рода материала и характера операции
составляет 120 — 300 кГ!мм' (1200—
3000 Мн/м') [22; 45; 49), что вызывает
интенсивный износ штампов, Достижи-
мая точность чеканки по высоте де-
тали составляет +-0,05 мм.
Рис. 35. Схема чеканочного
штампа
Штампы для клеймения и разметки
Операции клеймения (маркировка) и разметка (кернение) ана-
логичны операциям чеканки, но глубина распространяемой дефор-
мации в металл у них меньше, вследствие чего они требуют меньших
удельных давлений [100 — 180 кГ!мм', (1000 — 1800 Мн!м')).
При клеймении (рис. 36) в тех случаях, когда глубина вдавли-
вания Ь ( (0,3 —:0,4) з, штамповку производят на гладкой матрице;
при Ь ) 0,4з в матрице делают углубления соответствующего очер-
тания шириной, равной ширине пуансона Ь плюс (0,8 —:1,0) з и глу-
биной (0,5 —:0,6) 6.
52
/
Маи,ааааа
Рис. 36. Схема штампа для клей-
мения (маркировки)
жимая точность разметки этими штампами составляет -+0,02,
+-0,03 лм.
Износ у чеканочных штампов проявляется в постепенном исти-
рании рельефа главным образом на выступающих частях; у штам-'
пов для клеймения — в истирании и
заплывании знаков, а у керновочных
штампов — в затуплении кер нов.
При недостаточной твердости про-
кладки головки кернов вдавливают-
ся в поверхность прокладки, что
также приводит к уменьшению стой-
кости этих штампов. Данные о стой-
кости чеканочных штампов приве- Рис. 37. Схема штампа для раа-
дены в табл. 39 (П.38). метки (кернения)
Штампы для осадки и высадки
При осадке происходит уменьшение общей высоты заготовки
при одновременном увеличении площади ее поперечного сечения,
причем в процессе деформации участвует весь объем металла. Разно-
видностью операции осадки является высадка, при которой проис-
ходит деформация только части металла заготовки. Последняя имеет
значительно большее распространение в холодной штамповке, чем
первая.
Высадка применяется главным образом при изготовлении де-
талей из пруткового и проволочного материала: головок болтов,
винтов и заклепок, тарелок клапанов, шариков, пустотелых дета-
лей и др. Производится она на специальных холодно-высадочных
станках и автоматах за один или несколько ударов (переходов)
в цельных (рис. 38) и разъемных матрицах [36; 40). Число и последо-
53
вательность переходов при высадке определяются сложностью формы
и размерами головки изделия. При холодной высадке в связи с ро-
стом высаживаемой площади увеличивается степень деформации
и упрочнения металла, что вызывает быстрый рост требуемых удель-
ных давлений и усилий, приводящих к снижению стойкости ин-
струмента. Удельное давление составляет: для латуни 100—
160 кГ/мм' (1000 — 1600 Мн/д'), для
стали 160 — '220 кГ/мл' (160 0в
2200' Мн(м2). Распределением сме-
щенного объема при высадке на не-
р. сколько переходов уменьшается тре-
буемое удельное давление и усилие
для штамповки, что благоприятно
отражается также и на стойкости
7 о инструмента.
Высадочные штампы, как извест-
Рис. 38. Схемы работы холо новы- но, состоЯт из тРех основных ча-
садочного автомата и конструкции стей: матрицы, пуансона и выталки-
штампа с цельной матрицей: вающего стержня. Основными при-
) — подающие ролики; 2 — отрезная ЧИНамИ ВЫХОДа ИХ ИЗ СТроя СЛЕДУЕТ
матрица; а — отрезной нож; 4 — упор;
Б — предварительный высадоч ый ко- СЧИТаТЬ (20; 36) ИЗНОС ТРЕНИЕМ> Пла-
нический пуансон; о — чистовой выса- СТИЧЕСКИЕ ДЕформацИИ рабо
дочный пуансон; 7 — высадочная мат-
ф р р очих ча-
рица; 8 — выталкиватель СТОЙ И УСТаЛОСТНая ПроЧНОСТЬ МЕ-
талл а штампа в результате дли-
тельных знакопеременных динамических нагрузок.
Износ высадочных штампов, вызванных сильным трением, прояв-
ляется в постепенном увеличении размера полости матрицы и кони-
ческого пуансона. Пластические деформации частей штампа также
приводят к увеличению их рабочих размеров. При этом наибольший
износ наблюдается в начале ручья — ближе к осаживаемой головке
(к торцу матрицы). Усталостному разрушению подвергаются чи-
стовые, предварительные (конические) пуансоны и выталкивающие
стержни. Данные о стойкости высадочных штампов приведены
в табл. 39.
Штампы для объемной формовки
При объемной формовке происходит перераспределение объема
металла заготовки и заполнения им фигурной полости штампа с целью
получения объемно-сплошных деталей.
Холодной объемной формовкой изготовляется большое коли-
чество различных деталей сложного профиля для точной индустрии
радиотехники и т. п. с чистой и гладкой поверхностью по 6 — 7-му
классу чистоты. Достижимая точность -+ 0,05 лм. Повышается также
прочность и твердость деталей в результате упрочнения при холод-
ной пластической деформации.
Применяются два метода объемной холодной формовки: в откры-
тых и закрытых штампах (рис. 39). При формовке в открытых штам-
пах объем исходной заготовки несколько больше объема готовой
детали и излишек металла вытесняется в облой (рис. 39, а). Характер
течения металла зависит от формы заготовки и конструкции штампа.
Степень деформации средняя и составляет 40 — 60%. По этому ме-
тоду детали могут штамповаться как из штучных заготовок, так
и непосредственно в полосе или в прутке, или проволоке по принципу
«цепочки» (рис. 40). В последнем случае штамп состоит из пуансона 1
и матрицы 2, установленной в нижней плите 4 и закрепленной в ней
винтом 3. В матрице сделаны отверстия для образования цилиндри-
ческого выступа детали Б и вспомогательного штифта 6. Кроме того,
в матрице имеется углубление для получения уступа в детали и не-
большое углубление (до 0,1 мм) в
Я
виде прямоугольника 7 по наруж; Ю
ному ее контуру. Края матрицы по
контуру детали скошены под углом
30 — 45', что предохраняет их от
преждевременного выкрашивания.
Для безопасной работы на штампе
закреплен ограждающий щиток 8,
через щель которого подается в Рис. 39. Схема штампов дли объ-
штамп полоса. Размеры высаженной емной формовки: а — о~крытой.
б — закрытой
в полосе стальной детали по кон-
туру должны быть несколько пол-
нее (от 0,1 до 0,5 мм на сторону) окончательных размеров изделия
для последующей зачистки или обработки их.
При штамповке в полосе после рабочего хода ползуна пресса
и образования детали полосу переставляют на величину шага для
формовки следующей детали. Отштампованная таким образом по-
лоса с деталями (на рис. 40 полоса и деталь повернуты на 180')
поступает на вырубной штамп, в котором из полосы, установленной
на матрице по базовым штифтам Б и 6, вырубают деталь.
Размеры полосы по толщине и ширине следует подбирать (прак-
тическим путем) с таким расчетом, чтобы при получении полного
рельефа детали боковые наплывы излишков металла на полосе
были минимальными, так как обычно потери металла в отход со-
ставляет 80 — 100% от веса готовой детали.
Точность штамповки таким способом детали составляет 0,02—
0,05 мм по контуру и 0,03 — 0,06 мм по толщине 153; 601. Для обес-
печения подобной точности по толщине детали штамповку следует
производить на прессах с точным и постоянным регулированием
хода ползуна. Рабочие поверхности пуансона и матрицы штампа
должны быть тщательно обработаны, что повысит качество деталей
и срок службы штампового инструмента.
При формовке в закрытых штампах объем исходной заготовки
равен объему детали без образования дополнительного облоя—
так называемая безоблойная холодная объемная штамповка
(рис. 39, а). Здесь течение металла ограничивается стенками пуан-
сона и матрицы штампа. Степень деформации высокая и составляет
55
г о./
75 — 85%. Точность штамповки при этом достигается более высокая
(3 — 4-й класс точности), чем при открытой формовке (5 — 7-й классы
точности). Требуемое удельное давление при втором способе будет
выше, чем при первом. При открытой формовке в зависимости от рода
материала оно составляет для алюминия АД, АД1 80 — 120 кГ/мдР
(800 — 1200 Мн/м'), для латуни Л62 120 — 160 кГ/мм' (1200—
1600 Мн/м') и для сталей 10 — 25 180 — 250 кГ/лща (1800 — 2500 Мн/м') .
При закрытой формовке удельное давление соответственно состав-
Рис. 40. Штамп для объемной формовки «цепочкой» в полосе
ляет для алюминия АД, АД1 100 — 150 кГ/мм' (1000 — 1500 Мн/м'),
для латуни Л62 160 — 200 кГ/мм' (1600 — 2000 Мн/м') и для сталей
10 — 25 250 — 300 кГ/мм' (2500 — 3000 Мн/м').
При формовке из штучных заготовок штамп снабжается вытал-
кивающим стержнем. Последний не только удаляет отштампован-
ную деталь, но и часто служит для формообразования, воспринимая
основные нагрузки. В зависимости от площади детали и от удель-
ного давления применяются различные типы выталкивателей
(рис. 41).
Характер износа штампов для объемной формовки примерно
такой же как и для объемной высадки; однако при формовке в за-
крытых штампах последние вследствие больших удельных давлений
работают в более тяжелых условиях, чем при высадке и поэтому стой-
кость у них, особенно при штамповке стальных деталей, весьма
невысокая — всего несколько тысяч штук деталей (до исправления).
Вследствие сильного трения и пластических деформаций полость
штампа постепенно изнашивается и теряет свои рабочие размеры,
при этом наиболее изнашивающимися частями штампа являются
выталкиватели.
56
В целях повышения стойкости штампов для объемной формовки.
необходимо при составлении технологического процесса штамповки
предусматривать мероприятия, облегчающие условия течения металла
при. заполнении им рабочей полости штампа. Для этого форма за-
готовки должна быть выбрана такой, чтобы деформация в каждом
ее сечении была бы наименьшей. При открытой формовке 120; 461
заготовка должна дать избыток металла не более 15 — 20%, в против-
ном случае он приводит к увеличению усилия штамповки и к умень-
шению стойкости штампов.
При штамповке стальных деталей процесс иногда целесообразно
разбить на ряд операций (не уменьшая производительности). Вообще
при объемной формовке следует добиваться, чтобы характер дефор-
мации металла обеспечивал наиболее благоприятный силовой ре-
жим.
Рис. 41. Различные конструкции выталкивателеи: а — для случая, когда площадь
штампуемой детали достаточно велика и удельные давления (усилия) на выталки-
ватель невысокие — порядка 50 — 80 кГ/мм' (500 — 800 Мн/м'); б — для повышенных
удельных давлений — до 100 — 120 кГ/мма (1000 — 1200 Мн/м'); в — для высоких
удельных давлений — до 150 — 200 кГ/мм' (1500 — 2000 Мн/м')
1 — выталкиватель; 2 — матрица
Стальные заготовки при степени деформации свыше 20% подвер-
гаются термической обработке — отжигу.
Заготовки из любого материала должны иметь чистую поверх-
ность, для чего они подвергаются галтовке, пескоструйной очистке
или травлению в 10 — 15%-ном растворе серной кислоты и последую-
щей промывке в воде, Перед штамповкой они смазываются. Для
тяжелых условий работы стальные детали подвергаются фосфатному
покрытию с последующим опусканием их в густую мыльную эмуль-
сию.
Штампы для объемной формовки изготовляются весьма массив-
ными, чем достигаются уменьшения их упругой деформации, повы-
шения точности штамповки и стойкости инструмента. Штампы при-
меняются как постоянные (устанавливаемые непосредственно на
пресс), так и сменные (устанавливаемые при помощи универсальных
блоков). Перестановка в них пуансонов и матриц производится без
снятия блока с пресса. Сменные штампы применяются для штам-
повки средних и мелких деталей в условиях серийного и мелкосерий-
ного производства, когда приходится часто переустанавливать
штампы.
Весьма существенным фактороМ повышения стойкости штампой
для объемной формовки является правильный выбор марки стали
и термической обработки рабочих частей. Большую роль играют
также чистота поверхности их. Малейшие вмятины, царапины и тре-
щины резко ускоряют износ штампов, а также ухудшают качество
поверхности штампуемых деталей. Данные о стойкости штампов
для объемной формовки приведены в табл. 39.
1Итампы для холодного выдавливания
Холодное выдавливание представляет собой процесс, при ко-
тором металл заготовки под большим давлением и при соответствую-
щей скорости деформирования приходит в состояние текучести и
перемещается из матрицы в зазор, образованный между стенками
матрицы и пуансона.
В последнее время этот метод, как технологически наиболее
эффективный и высокопроизводительный, получил широкое приме-
нение во многих отраслях нашей промышленности при изготовлении
полых и трубчатых деталей с тонкими стенками (0,05 мм) различной
формы поперечного сечения.
Изделия, полученные способом холодного выдавливания, отли-
чаются высокой точностью (3 — 4-й класс точности), хорошим ка-
чеством поверхности (7-й класс чистоты) и высокими механическими
свойствами.
Путем выдавливания изготовляются детали главным образом
из цветных металлов и их сплавов: свинца„олова, алюминия (АД,
АД1) дуралюмина (Д16), меди, томпака, латуни (Л62, Л68) и цинка.
Цинк выдавливается только с предварительным нагревом заготовки
примерно при 200' С. В последнее время успешно выдавливают в хо-
лодном состоянии изделия из стали марок 08, 10, 15, 20, 25 и из
низколегированной стали 15Х, 20Х и др.
Этот процесс характеризуется весьма высокой степенью дефор-
мации е и составляет 75 — 95% за одну операцию.
В этом случае
(8)
где Р— площадь поперечного сечения заготовки (до выдавливания)
в мм'; Р, — площадь поперечного сечения стенок изделия (после
выдавливания) в мм'.
Существует, как известно, три способа холодного выдавливания:
прямой способ, когда течение металла совпадает с рабочим движе-
нием пуансона; обратный способ, когда течение металла противо-
положно направлению движения пуансона; комбинированный спо-
соб, сочетающий первый и второй способы.
Стойкость штампов для холодного выдавливания зависит от
потребного удельного давления штамповки, от материала и термо-
обработки рабочих частей штампа и от качества их изготовления.
58
щормяеоаФ
поясо г
Рис. 42. Характер из-
носа рабочих частей
штампа для холодного
выдавливания по пря-
мому способу
Рис. 43. Характер износа рабочих ча-
стей штампа для холодного выдавли-
вания по обратному способу:
1 — матрица; 2 — пуансон; а — размер
выступа на нижней части штампа
пуансона в местах, показанных на рис. 42. Поломка пуансона из-за
его неустойчивости происходит редко, так как при этом способе вы-
давливания он не подвергается продольному изгибу.
Штампы для обратного выдавливания в связи с требуемым боль-
шим удельным давлением для штамповки работают в более тяжелых
условиях, чем при прямом. Основными причинами выхода из строя
штампа при обратном способе выдавливания являются как износ
матрицы и пояска пуансона (рис. 43), так и поломка последнего из-за
недостаточной его устойчивости.
Поломка матрицы при обоих способах выдавливания встречается
реже: причиной ее чаще всего бывают дефекты изготовления и тер-
мической обработки.
Удельное давление при обратном способе выдавливания, в за-
висимости от внутреннего размера детали и толщины стенки (0,5—
2,0 мм) составляет 122; 571 в кГ(мм' (Мн~м')
Для свинца и олова......, .. 16 — 40 (160 — 400);
» алюминия .......... 80 — 120 (800 — 1200);
» цинка . . . . . . . . . . . . 100 †1 (1000 †14);
» дуралюмина марки Д16 и меди 120 †2 (1200 †20);
» латуни марок Л62 и Л68 . . . . 180 †2 (1800 †26).
Выдавливание деталей из цветных металлов и их сплавов. При пря-
мом способе выдавливания удельное давление р в зависимости от
внутреннего размера детали и от отношения толщины стенки за-
готовки к толщине стенки детали (от 6: 1 до 20: 1) составляет
122; 571 в кГ~ммв(Мн'м2):
Для свинца и олова....,... 8 — 16(80 — 160);
» алюминия........., . 40 — 60 (400 — 600);
» цинка ...,...,.... 60 — 100 (600 — 1000);
» дуралюмина марки Д16 и меди 90 — 150(900 — 1500);
» латуни марок Л68 и Л62, . 120 — 200 (1200 — 2000).
Большие значения р относятся к малым толщинам стенок вы-
давливаемой детали.
Причинами выхода из строя штампа главным образом является
постепенное истирание и износ рабочих поверхностей матрицы и
Благодаря таким высоким удельным давлениям стойкость штам-
пов для обратного выдавливания примерно в 1,5 раза ниже, чем
для прямого выдавливания.
При комбинированном способе выдавливания, так как он вклю-
чает причины, вызывающие износ штампов, свойственные прямому
и обратному способам, то вполне очевидно, что стойкость штампов
будет еще ниже, чем в предыдущих двух случаях. Данные о
стойкости штампов для холодного выдавливания приведены в
табл. 40.
Большое значение при проведении процесса выдавливания имеет
смазка, которая должна выдерживать высокие удельные давления
и не терять своей вязкости при нагреве. От вида смазки зависит
качество поверхности, а также и стойкость штампа. Состав наи-
более подходящих смазок для холодного выдавливания приведен
в п. 34.
Конструктивные формы рабочих частей — матриц и пуансонов
штампов для холодного выдавливания — влияют на потребное дав-
ление при штамповке, а следовательно, и на стойкость инструмента.
Формы матрицы и пуансона должны обеспечить наилучшее тече-
ние металла при минимальных потерях на трение. Сопрягаемые
участки штампа должны выполняться плавными линиями во избе-
жание появления термических напряжений при закалке; размеры
и формы подобного инструмента даны в литературе 11; 57).
Попутно отметим, что с точки зрения стойкости штампа и упро-
щения его изготовления, как показал опыт работы завода «Крас-
ная заря» 120; 22), выгоднее работать (особенно для изделий слож-
ного профиля) на штампах с составными матрицами: из кольца, на
которое в горячем виде насаживается бандажное кольцо, и ниж-
ней части с углублением (при этом углубление обычно выдавли-
вается мастер-пуансоном). Для увеличения прочности пуансона
для обратного выдавливания его следует делать возможно более
коротким; длина пуансона должна быть не более 8 — 10 его диа-
метров. Рабочие поверхности матриц и пуансонов должны быть
тщательно отшлифованы и отполированы (до 12 — 14-го класса чи-
стоты, за исключением торца пуансона для обратного выдавливания,
которая должна быть шероховатой — 4-й класс чистоты).
Выдавливание деталей из стали. Долгое время практическая
возможность выдавливания стали ограничивалась вследствие высо-
ких удельных давлений, требуемых для деформации стали (при
прямом способе 150 — 200 кГ/лш' (1500 — 2000 Мнlм'); при обратном
способе 250 — 350 кГ/мм' (2500 — 3500 Мн/ма) и низкой стойкости
штамповочного инструмента.
За последнее время разработаны рациональная технология и
геометрия инструмента, а также эффективные способы покрытий и
составы смазок, позволяющие значительно уменьшить контактное
трение (коэффициент трения) и удельное давление. Это дало возмож-
ность значительно увеличить стойкость штампа для холодного вы-
давливания стали.
60
Рациональными видами покрытия поверхности заготовок с целью
уменьшения контактного трения могут быть электролитическое по-
крытие медью и цинком и фосфатирование 120; 22; 491.
Метод покрытия фосфатом является более целесообразным, так
как слой фосфата пористый, хорошо удерживает смазку при высо-
ких давлениях, 'а после проведения штамповки легко удаляется
горячим раствором соли, в то время как электролитическое покрытие
этими свойствами не обладает. Отметим, что коэффициент трения при
фосфатировании значительно снижается и состав-
ляет не более 0,09, что весьма положительно ска-
зывается на стойкости штампа.
При разработке технологического процесса на
выдавливание стали следует иметь в виду, что при
прямом выдавливании можно штамповать детали, у
которых отношение высоты к диаметру составляет Р-я ппгр~~~~~
не более 24: 1.
Для штамповки более глубоких деталей процесс
изготовления их следует разбить на две операции:
при первой операции выдавливается (по обратному
способу) толстостенный низкий колпачок, а при .
второй (по прямому способу) — тонкостенный высо-
кий стакан (рис. 44).
.*4
Степень деформации за первую операцию со-
ставляет 60 — 70%, а за вторую — 70%. При таком
распределении операций (степени деформации)
удельное давление не превышает 140 150 кГ/млР Рис. 44. РаснРс-
(1400 — 1500 Мн/м'), вследствие чего обеспечивается и„'~'ннр' ~ходО~д
более высокая стойкость штампов. Между опер~- ном выдавлива-
циями производится отжиг с последующей очист- нии стали
кой, фосфатированием и смазкой.
При обратном способе выдавливания стали рабочая длина пуан-
сона не должна превышать трех его диаметров, так как в против-
ном случае пуансон получается недостаточно устойчивым и прочным.
Для штамповки деталей сложной формы помимо операций выдав-
ливания применяются и другие операции — вытяжка, пробивка,
высадка, чеканка, обжим и др. При этом перед выдавливанием для
облегчения процесса проводится предварительно осадка, фрезеро-
вание и др.
На рис. 45 показан процесс изготовления фасонной стальной
втулки холодным выдавливанием. Весь процесс по изготовлению
втулки распределяется на три группы переходов. В первую группу
переходов (рис. 45, а) входят резка заготовки на штампе с втулоч-
ной матрицей, осаживание заготовки на гидравлическом прессе
и снятие фасок на фрезерном станке-автомате; во вторую группу
(рис. 45, б) — предварительное выдавливание и пробивка отверстия
на кривошипных прессах; в третью группу (рис. 45, в) — оконча-
тельное выдавливание и формовка детали. Между группами перехо-
дов производится отжиг, травление и смазка.
Конструктивные формы матриц и пуансонов для выдавливания
стали, как и для цветных металлов весьма заметно влияют на по-
требное удельное давление и на стойкость самого инструмента.
Поэтому в штампам для холодного выдавливания стали предъяв-
Рис, 45. Изготовление фасонной стальной втулки холод-
ным выдавливанием:
П вЂ” отжиг; Ь вЂ” травление и смазка
ляется ряд требований, основными из которых являются высокая
прочность и износоустойчивость их. Последние обеспечиваются
выбором наиболее рациональной конструкции пуансона и матрицы
[1; 571, марки специальной стали, а также тщательной механиче-
ской и термической обработки их. Данные о стойкости штампов для
холодного выдавливания приведены в табл. 40,
ГЛЛ ВЛ ГИ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ШТАМПОВ,
И ИХ ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Правильный выбор материала для штампов и условий их терми-
ческой обработки является одним из основных факторов, влияющих
па стойкость штампов.
При выборе материала для деталей штампа необходимо руковод-
ствоваться масштабом производства (массовое или серийное), ха-
рактером штамповочной операции, размерами и формой штампуе-
мой детали и свойствами материала, из которого изготовляется дан-
ная деталь.
При прочих равных условиях при массовом производстве детали
штампов должны изготовляться из таких материалов, которые
могли бы обеспечить максимальную производительность при вы-
сокой стойкости штампов. Вопрос стоимости штампа в этом случае
не является доминирующим. В условиях же мелкосерийного произ-
62
водства, наоборот, следует применять штампы упрощенной кон-
струкции и из относительно дешевых материалов.
Простая операция, небольшие размеры и несложная форма де-
тали, тонкий и нетвердый штампуемый материал допускают приме-
нение для деталей штампов и более простых материалов.
По признаку работы деталей штампов — в зависимости от ха-
рактера выполняемой ими операции и назначения деталей — их
можно разделить на следующие группы.
1. Рабочие части: пуансон и матрицы штампов для операций
группы резки — разделительных штампов (вырубных, пробивных,
отрезных, обрезных и зачистных операций); пуансоны, матрицы и
прижимы штампов для формоизменяющих операций (гибочных,
вытяжных и формовочных); пуансоны, матрицы и выталкиватели
штампов для прессовочных операций — объемной штамповки.
2; Основания штампов — верхние' и нижние плиты их.
3. Направляющие устройства в штампах (колонки, втулки,
направляющие плиты).
4. Фиксирующие детали штампов (упоры, ловители и др.).
5. Снимающие и выталкивающие устройства (съемники, выталки-
ватели, прижимы и др.).
6. Устанавливающие и крепежные детали штампов (штифты,
винты, болты).
7. Буферные устройства штампов (пружины, шпильки, тарелки
и др.).
Рабочие детали штампов (пуансоны и матрицы) работают обычно
в условиях ударной нагрузки с сильной концентрацией напряжений
на рабочих кромках или на рабочей поверхности, при высоких
давлениях, при повышенном нагреве (при скоростной штамповке
и при холодном выдавливании); часто они имеют сложную форму,
которую необходимо сохранить при термической обработке. По-
этому материалы рабочих частей штампов должны обладать высокой
твердостью, износоустойчивостью, высокой прочностью, достаточ-
ной вязкостью, хорошей теплостойкостью и способностью в мини-
мальной степени изменять свою форму и размеры при термической
обработке.
Стали, применяемые для изготовления рабочих частей штампов
холодной штамповки, делятся на следующие группы.
1. Углеродистые (заэвтектоидные) стали небольшой прокали-
ваемости Я до 25 мм): У8А, У10А, У8, У10.
11. Легированные (заэвтектоидные) стали повышенной прока-
ливаемости (Я до 40 — 50 мм). Х (ШХ15), Х09 (ШХ9), 9Х, 9ХС,
8ХФ, ХВГ, 9ХВГ.
111. Высокохромистые стали высокой прокаливаемости (Я до
80 мм), высокой износоустойчивости, мало деформируемые при за-
калке: Х12Ф1, Х12Ф, Х12М, Х12, также ХГЗСВФМ.
1Ч. Легированные (доэвтектоидные) стали повышенной вязко-
сти (при твердости ОЯС 56 — 58): 4ХС, 6ХС, 4ХВ2С, 5ХВ2С, 6ХВ2С,
5ХВГ, а также углеродистая сталь марки У7.
Высокохромистые стали имеют некоторые различия по механи-:!'=.
ческим свойствам после закалки. Сталь Х12Ф1 несколько пластич- .„:,
нее сталей Х12Ф и Х12М. Но сталь Х12М имеет несколько более
высокую твердость (на одну единицу по Роквеллу) и износоустой:.' '.;'-:,=
чивость. Сталь Х12 при высокой твердости обладает несколько
меньшей вязкостью, она применяется для штампов простой формы.
Недостатками высокохромистых сталей являются их повышенная
'карбидная неоднородность, приводящая к выкрашиванию поверх-
ностей и рабочих кромок, а также повышенная температура закалки
~1020 — 1090'С) и высокая чувствительность к колебаниям темпера-
туры закалки. В зависимости от условий работы выбираются и со-
ответствующие материалы для штампов.
Ниже приводятся применяемые материалы и термическая обра-
ботка рабочих часгей штампов и других различных деталей штампов
холодной штамповки.
8. МАТЕРИАЛЫ ШТАМПОВ ДЛЯ ОПЕРАЦИЙ ГРУППЫ
РЕЗКИ вЂ” РАЗДЕЛИТЕЛЬНЫХ ШТАМПО — И ИХ
ТЕРМИЧЕСКАЯ ОБРАБОТКА
К рабочим частям (пуансонам и матрицам) штампов для резки
предъявляются определенные требования, основными из которых
являются следующие: способность металла противостоять большому
давлению и ударам, хорошо сопротивляться износу от трения,
сохранять острые режущие кромки без разрушения и затупления
возможно больший период времени, а также иметь сравнительно
невысокую стоимость.
Учитывая условия работы и стоимость сталей различных марок,
идущих на изготовление пуансонов и матриц штампов для резки,
при выборе материала для них в условиях массового производства
можно руководствоваться следующими данными.
При вырубке (пробивке, обрезке) деталей простой конфигурации
из материала толщиной до 3 — 4 мм для пуансонов с успехом можно
применять инструментальную углеродистую сталь марок У8А и
У10А. Для вырубки деталей сложной конфигурации, а также при
толщине материала свыше 4 мм следует применять инструменталь-
ную легированную сталь марок Х12, Х12М, 9ХВГ при твердости
после закалки НЯС 56 — 58.
Для матриц в первом случае можно рекомендовать стали У8А,
У10А; во втором случае — Х12, Х12М, 5ХВ2С, 9ХВГ, Х12ТФ,
Х12Ф1, а также 7ХГ2ВФМ. Твердость после закалки НЯС 58 — 60.
В табл. 9 приведены основные марки сталей и их заменители
для рабочих частей вырубных и других штампов, а также режим тер-
мической обработки их. Материалы и данные о термической обра-
ботке различных деталей штампов приведены в табл. 10.
Большое применение в электротехнической промышленности,
автотракторостроении и других отраслях получили составные и
сварные конструкции пуансонов и матриц. В этих штампах основа-
ние изготовляется из стали 20, а рабочие части — из инструменталь-
64
'о е
~~ сч '~,4,
ф 1~ 11 с::1 1
оч оч о«оч оч о«
со со сО оа со со
~ и и
ссо оссО йъ со со ссо
1 ф",
о9 09". '
чынойи~ов~
св ю'„
„дФХ д,Ф!
2«ч
Й.
и~чин .
'01
09 — 89
.,Й;
ХФЯоЛХЕ 'Ф
'ЗМХ9 'ЛБХ' -.,
иийви «
нонжнвин «
'индами «
ионоэнвХи ни)~
09 89
89 99
Щ0 ~ о«
~Ю~.Б
оо
эсчиэленэи о«
эиспснинэиее
лене«иод
он
чхэоноэ«.1
эиневэиибц
нонеибэ«еи инбещ
иошнвип иэивый хило9вб вихор«1до ивиээлихйэх и
9. МАТЕРИАЛЫ ШТАМПОВ ДЛЯ ФОРМОИЗМЕНЯЮЩИХ
ОПЕРАЦИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА
И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Для гибочных, вытяжных и формовочных штампов самым важ-
ным является способность материала сопротивляться истиранию
при значительных давлениях, т. е. обладать хорошей иэносоустой-
чивостью, а для формовочных штампов — также стойкостью удар-
ному воздействию при работе в упор.
65
5 м, в, зубцов
пускается не более 0,5 мм на сторону, иначе может произоити прежде- ""---
временная поломка пластины-матрицы.
Соприкасающиеся плоскости у обеих частей матрицы тщательно
шлифуются, чем обеспечивается их плотное прилегание друг к другу.
Замену накладки матрицы следует производить при оставшейся
толщине в 3 мм, этим достигается уменьшение расхода инструмен-
тальной стали на 70 — 80% [32; 20).
о
ох
С>
х а
х н
~ъ х
х и
О
о
х
о
О
х
О
о
И О«
«СО ««
а
,О О
а
с1' ).Й СО
~> «о «о «о яР «О
!!! !!
О ОСОО ООО
«О «С««О ОС««О «О
«Х С'4
! ~Й
«о С.»
'4' З
о ххсО,8х,дЯ
-о О Д
~» сР~ ° Н а н«б ~
х«» С'4 «оС4~
о»
;», ~,~,„
.Х.-х х
Н х х
С4
С )"Э
С4 С«1
СС4 С»4
СС4
СУэ
о
о
() с~ а
со8 с„а8
С СД - "СС4
~о8 8,О
«о с СО Н с4 СО
С-~ С4
о -~с-
Ф
а
~с
Ф
~с е
«,Н
,р ° С'4
~с ~с
о
СО
>с
о
Х
о
>Ъ
СО
а
СО"
а
х
о«о о>,
СО «О'
Я
««х
сОс~ х~ ,'И
«б
х
е
Хй
, СС4
СО
О
й
С[
ж
Й
О
а
С'4 «Я»
С'4
-«й
о ~ СС4
С'4
«~
й
«.о
С4
СО ~~ Б
а
а-
.о
ро~
"~,Ш
о -„-
Я
СО «Я»
а-
м
С4»~
о
х «х
хс«д
удх.с х
'О И «б
х ах .ахо
.о о,сс" и о
о О4
х «х с» ~~» х (~)
анококх
«О Х СО С~
М
Х» х о
«О «О «О О
Е х х д ~С о.
х х
Х ОСОБ
о
И
Й
С4 сб «б
М
х «х
ао н
О«О С4
хох
а
о
.8
С»
О
х
х
о
х
У
Ю
д
х
О
о
«б
С«
О
и
Мл
Ф
й
д о
О4
о
И
О
Р'
о
«о
х
66
«х
«-„
ОС
х
х
О
«О
«О
О
«О
ы
О
«О
«О
Р
О
О «- Х ~ ~«» Х СО
аО«ОДх
ХНОс,о Х«О
д х а> а С ф «" И
Д О Х О С~ ОС д
аб4~ОНОн %О
Хйахх нх
Х «О .. О б Х «О Х
- й ~ М а«О
хдо
о«- -хо~~
С«с««СО Д ~ О
«хб д О о »С хх о х
~х, ~ дО~ о х х~.8 о
!."„"а«х ха ~Д «х «О
о о о о х
8хох хо,
о
о
«О
,О
х
«б
О«
О а
Л «о
х о
«о
О«
о
О
О
СС4 х
х
«о
«х
о
н
о
о
а
1
О
х
а
З
х
.О
х
о
с«
х
х д
»«Я
!,'О,
4
о
о
5 «»
,О Л
а а
н
х х
й
х
,О Х
ойо
«» ао
4
Г" хИ
о
х
о
х
х
О'
«х
о
н
о
о
о
о
х
х
«х
о
х
ц Я
д
х о
СО
Ф
«»со
«о
С,3 ~~
«» Я
хЯ
Я
Ы
,О
х И
аа
И
«О,8„
«х
о
д н
х «»
о о
а
«Ц
Д О«
К
Ш
~ «О
~ )»»»
~~» Я
о«
Я,СЧ
Н4Я
Ж
>с
.«х
:Я д
д
сч х«х
С«««
~) О«
,сс «о С»
~Ш
хя
х х
а"'
н о
«б 8
ы,
о
х
х о
ох
х
«» «»
Х,.О
и~
М
хо
а «4
х о
=х
х «х
х о
ах
~~,„
И р
д Я
"Х О
дон
ххах
о о
о «»
х
О
~,д
!- до
о
.О
О
а
н
х
и
х х
О д Д
х хд
о~ои
«»аоа
хохо
«б 8' а,8,
«
о
«б
«б Н
«»
д д«х
х~о
а
«о «»
д.8 х
х'
о
О,'х о,
н о с«
щ
~о~~,
яхх
х
о ОС
с«Х х
с«х
>,х нх
х «б
ф
о«о и
Х а«О
х о
,> о.
н
«»
«б
ах
(~
х о
я х
х, «
ххэд
«б О»
,р,х х
О
о с» о «б
С
Х «О Х «О с4
о
о
Х С» Н,О
о~ххх
о
Ф
«б с» о д Н б»
х ~ «" х Б Б
«О „«О
МС»4" МО М ~" МО
~- «с««э «о ~' «с««» «о
«О!«!«б
«О О Н СО «б С4 Хн ОО
С«4 «О О«ОС«4 «О О«О
д «Ос» Ч д Ю
«О р д ф. 'Х ~ д О
Д О б» ~ Д О б» СО
" 8 М'-с "-8 %-
х х««
д нод нМ
44О Х~ Х «О
ХОО х«Х С»
~унх~~о
х
. Х«О М . Я «О
б««ОО,'~' ОЬ„
а~х С4 О
«» Х х 'С о Х х .!
х $ хх о х ц х о .'~
М Оъ С)„Х Оъ С~. -»
1
а
о
.8
«х
о
Р
«С«
о
С4 х
Й
о
о
охн
охи
х
М
Я х
х
х а
х «б о
Е ц~
,О
о
о
х
о
о
х х
х
«О
х
х ~
«О
~:=( Ц
д
«Й
.О
д х
о
о
х
СС х
охх
хоххх
х
«О Х ~ У сб
нцЯфн
о
ОСЖ Х
А х ц А
2
Х «О
ах Ы
х
х~ о
Я «ОН
й~
Т а б л н ц а 10. Материалы и термическая обработка
различных деталей штампов
Марки материалов
Примечание
Детали штампов
Заменители
Рекомендуемые
Стальное литье
30Л, 40Л
Плиты штампов — верх-
ние и нижние литые
Ст. 5; Ст. 3
Сталь 35; 40
У8
Ст. 5
Сталь 40; 45
45 — 50
Сферическую
часть головки
калить
Хвостовики плавающие
Сталь 20
Направляющие колонки
Сталь 15
55 — 60
Цементировать
на глубину
0,5 — 1,0 мм
и калить
Сталь 20
Ш Х15
Сталь 15
ШХЗ
55 — 60
58 — 60
То же
Калить
Сталь 35; 40
Ст. 5
Сталь 10; 15;
Ст. 2 цементи-
ровать и калить
УЗА
45 — 50
Направляющие плиты
для пакетных штампов,
съемники
Сталь 40: 45
Прижимы, направля-
ющие линейки
Ст. 5; Ст. 6
Сталь 40; 45
Клинья и ползушки:
Азотировать
х12т р
У10А, Х12Ф1
56 — 58
и вы-
ше
для штампов малых
и средних размеров
Сталь 40
Сталь 45; 50
для штампов боль-
ших размеров
литые с закаленны-
ми планками
50 — 55
Упоры
Сталь 45; 50
Ст. 2
У10А
50 — 55
У8А
Ловители
45 — 50
Сталь 45; Ст. 6
У8А (сталь
серебрянка)
Сталь 40; 45
Штифты
Ст. 5; Ст. 6
Толкатели, шпильки бу-
ферные
Винты, болты
Сталь 35; 40
Ст. 2; Ст. 3
40 — 45 Цементировать
и калить головку
винтов для стали
Ст. 2 иСт. 3
Пружины
Рояльная про-
волока
65Г; 60С2
Плиты пакетных штам-
пов — верхние и нижние
(прокат)
Хвостовики простые
Втулки
Втулки для шариковых
направляющих
Пуансоно- и матрице-
держатели
Прокладки под пуансон
Чугун СЧ 21 — 40,
нлн СЧ 22 — 44
стальное литье
ЗОЛ, 40Л
Сталь 35; 40
СЧ 24 — 44
У8А,
Сталь 10; 15
Сталь 10; 15,
Ст. 2
Ст.5; Ст.б
Сталь 10; 15",
Ст. 2 цементи-
ровать и калить
Рабочую часть
калить
При штамповке деталей простой формы рабочие детали штампа
изготовляют из инструментальной стали марок У8А и У10А. При
этом для штамповки из материала толщиной до 1 мм применяют
сталь марки У8А, а при толщине до 3 — 4 мм — У10А.
При штамповке деталей сложной формы при массовом производ-
стве, а также в тех случаях, когда рабочие части штампа испыты-
вают большие напряжения во время работы, следует применять
легированные стали марок 9ХС, ХВГ, Х12М, Х12ТФ и Х12Ф1
(см. табл, 9); твердость после закалки при этом должна составлять
ОИС 58 — 62, Рабочие части штампов рекомендуется азотировать,,
При изготовлении крупных деталей в автотракторной промышлен-
ности для формоизменяющих операций широкое применение на-
ходят штампы, изготовленные из специальных чугунов, примерно
следующего химического состава (в %): 3,0 — 3,3 С; 1,6 — 2,2 Я;
1,6 — 2,0%; 0,8 — 1,1 Сг; 0,6 — 1,0 Мп; до 0,3 Р; до 0,1 Я. Эти чу-
гуны закаливаются в масле при температуре 850' С и отпускаются
при 350' С. Твердость их НВ 350.
В последнее время для штампов находит применение «графити-
зированная сталь». Под этим подразумевают стали, содержащие после
специального отжига некоторое количество графита свыше 0,7%
(углерод отжига). Наличие в указанных сталях графита в виде микро-
скопически малых включений придает им антифрикционные свой-
ства при штамповке (гибке, вытяжке и формовке), что исключает
налипание и задиры материала и обеспечивает тем самым хорошее
качество изделий и повышенную стойкость штампов.
При изготовлении штампов употребляют графитизированную
сталь двух марок ЭИ 293 и ЭИ 366. Из стали ЭИ 293 изготовляют
рабочие части гибочных и вытяжных штампов при штамповке ма-
териала толщиной до 2 мм, а из стали ЭИ 366 — рабочие части
гибочных, вытяжных и даже вырубных штампов при толщине
штампуемого материала до 4 — 5 мм. Опыты показывают, что стой-
кость штампов из графитизированной стали выше стойкости штам-
пов, изготовленных из стали У8А, в 8 — 5 раз.
Матрицы для вытяжки мелких деталей при массовом производ-
стве, а также в случае вытяжки с утонением рекомендуется изго-
товлять в виде вставок — втулок или вкладышей из металлокера-
мических твердых сплавов ВК8, ВК12 и впаивать или впрессовы-
вать их в специальные обоймы. Общая стойкость таких матриц
достигает нескольких миллионов штук деталей. Эти твердые сплавы
также применяются и для других штампов (см. гл. 1Ч).
10. МАТЕРИАЛЫ ШТАМПОВ ОБЪЕМНОЙ ШТАМПОВКИ
(ДЛЯ ПРЕССОВОЧНЫХ ОПЕРАЦИЙ) И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Прессовочные операции производятся инструментом, который
в процессе работы испытывает большие периодически меняющиеся
нагрузки.
Материалы, применяемые для пуансонов и матриц прессовоч-
ных штампов, должны обладать способностью противостоять боль-
69
шому давлению и ударам, а также хорошо сопротивляться износу
и иметь повышенную износоустойчивость и теплостойкость. Для
пуансонов можно рекомендовать стали марок: У10А, 7ХЗ, Х12,
Х12М, Х12ТФ; твердость после закалки должна составлять
НЯС 58 — 62. Для матриц — стали марок: У10А, 9ХС, ШХ15, Х12М,
Х12ТФ, Х12Ф1, Р18, Р9; твердость ОЯС 60 — 62 (см. табл. 9).
Выбор марки стали и способа термообработки следует произво-
дить сообразуясь с требованиями и условиями эксплуатации штампа,
Например, при односторонней чеканке и при обратном способе вы-
давливания твердость пуансона должна быть больше. Чем выше
механические свойства штампуемого металла и чем меньше толщина
стенки выдавливаемого изделия, а также чем меньше толщина дна
при чеканке, тем более высокого качества сталь следует приме-
нять.
Для высадочных сквозных матриц, так же как и для вытяжных
и вырубных матриц, в целях увеличения прочности и получения рав-
номерной закалки рабочего отверстия с высокой твердостью реко-
мендуется применять струйную закалку с использованием для этого
специального приспособления, которое успешно применяется на
заводе «Красная Этна» [461. Рабочие поверхности пуансона и ма-
трицы после термообработки и шлифовки следует тщательно отпо-
лировать, что значительно повысит их стойкость.
Применение химико-термических методов обработки и твердых
сплавов резко повышает стойкость штампов для всех операций хо-
лодной штамповки.
11. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ШТАМПОВ
И ПОВЫШЕНИЕ ИХ СТОЙКОСТИ
Химико-термическая обработка деталей штампов, в результате
которой происходит поверхностное упрочнение стали (повышается
поверхностная твердость, износостойкость, усталостная прочность
и т. д.), является одним из эффективных способов увеличения стой-
кости штампов. Эта обработка может заключаться либо в насыщении
поверхности детали соответствующими химическими элементами,
к процессам которых относятся цементация, азотирование, циани-
рование, сульфидирование, сульфоцианирование, либо в нанесении
на поверхность детали слоя из более твердого металла, которое обычно
достигается путем хромирования.
Химико-термическая обработка деталей штампов
путем насыщения их поверхности химическими элементами
Цементации. При цементации происходит насыщение поверх-
ностного слоя низкоуглеродистой стали углеродом доэвтектоидной
(0,8% С) или, чаще заэвтектоидной концентрации. Цементация осу-
ществляется путем длительного прогрева стальных деталей (от 4,5
до 24 ч) в присутствии науглероживающей среды на глубину 0,4—
70
2,4 мм.. Цементация проводится в твердом карбюризаторе, в газовой
нли жидкостной среде при температуре выше ЛС, для сердцевины
стали — 920 — 950' С. Продолжительность процесса твердой це-
ментации при указанной температуре устанавливается в зависи-
мости от требуемой глубины цементированного слоя и составляет
для глубины слоя от 0,4 до 2,4 мм 4,5 — 24 ч; средняя скорость
0,10 — 0,20 мм~ч.
Цементации всегда сопровождается последующей закалкой и
низким отпуском, после чего поверхность стальных деталей при-
обретает высокую твердость и износоустойчивость; при этом сердце-
вина стали сохраняет значительную вязкость.
Цементации подвергаются направляющие колонки, втулки, при-
жимы и другие детали штампов, изготовляемые из стали марок 10 — 20,
Ст. 2 — Ст, 3, 18ХГТ и ЗОХГТ.
Азотирование. Процесс азотирования заключается в насыщении
поверхностного слоя стали азотом в потоке аммиака, находящегося
под давлением О,3 †,4 а и при температуре 480 †5 С, вследствие
чего значительно повышается твердость и износоустойчивость слоя.
Азотированию с целью повышения твердости подвергаются де-
тали гибочных, вытяжных, формовочнь1х и прессовочных штампов,
изготовляемые из легированной стали марок 7ХЗ, 4ХВ2С, Х12,
Х12М, Х12Ф1 и др., легко образующие с азотом химические соеди-
нения — нитриды. Эти детали перед загрузкой в электрическую
печь проходят термическую обработку (закалку и отпуск) до твер-
дости НЯС 56 — 60, шлифовку и протираются спиртом. В печи они
постепенно ~медленно) нагреваются до рабочей температуры 480—
520' С; длительность процесса устанавливается в зависимости от
требуемой глубины слоя и составляет при обычной глубине азоти-
рованного слоя 0,2 — 0,3 мм от 42 до 50 ч. Охлаждение детали произ-
водится вместе с печью. Поверхностная твердость после азотирова-
ния достигает НЯС 65 — 70.
При проведении процесса азотирования имеет место изменение
в размерах детали, а в некоторых случаях даже коробление. Для
уменьшения деформации деталей процесс азотирования ведут при
более низкой температуре и дают минимальную глубину слоя, что
является некоторым недостатком процесса.
Цианирование. Насыщение поверхностного слоя стали одновре-
менно углеродом и азотом называется цианированием.
Цианирование применяется с целью повышения поверхностной
твердости, износоустойчивости и усталостной прочности машино-
строительной стали — углеродистой и легированной, а также по-
вышения твердости и красностойкости инструментальных сталей—
высокохромистой и быстрорежущей. В первом случае процесс ведут
еще до закалки деталей при температуре 820 — 950 С (высокотемпе-
ратурное цианирование) и на большую глубину 0,2 — 1,6 мм, во
втором — процесс ведут уже после закалки, отпуска и шлифовки
при температуре 535 †5' С (низкотемпературное цианирование)
и на небольшую глубину 0,015 — 0,04 мм.
71
р
.йф
- 1У1
ГЛАВА 17
ТВЕРДОСПЛАВНЫЕ ШТАМПЫ
Цианирование осуществляют в жидких цианистых ваннах, в га-
зовых средах или в твердых упаковках (чаще в первых двух).
Этот вид химико-термической обработки оказывается эффектив-
ным при изготовлении деталей вытяжных, формовочных и прессовоч-
ных штампов, работающих в тяжелых условиях, когда необходимо
применять стали марок 5ХВ2С, Х12, Х12Ф1, Р18, Р9 идр,, обеспечи-
вающие твердость до НКС 60 — 62.
Стойкость цианированного инструмента превышает стойкость
нецианированного, изготовленного из того же материала примерно
в 1,5 — 2,0 раза.
Сульфидирование. Сульфидирование представляет собой химико-
термическую обработку черных металлов — сталей и чугунов, при
которой поверхностные слои обрабатываемых деталей и инстру-
ментов насыщаются серой и создается химическое соединение
ЕеЯ.
При сульфидировании достигается увеличение стойкости тру-
щихся и скользящих друг по другу поверхностей металлов (деталей)
и повышение износостойкости их в условиях длительного исти-
рания.
Сульфидирование может производиться в соляных ваннах (чаще
всего), электролитах, газовых средах, а также в твердых порош-
ковых смесях. Имеются два вида сульфидирования: низкотемпера-
турный при температуре обработки 130, 220' С и среднетемпера-
турный — 420, 560' С. Первый способ сульфидирования применяется
для обработки деталей и инструментов, изготовленных из углероди-
стых закаленных сталей, у которых температура отпуска выше 220' С;
второй способ применяется для чугунов и незакаленных стальных
деталей, а также для закаленных деталей из легированных сталей
с температурой отпуска не выше 420' С и для быстрорежущей стали
марок Р9, Р18 при более высокой температуре,
Этот вид химико-термической обработки может оказаться весьма
эффективным при изготовлении деталей вытяжных, формовочных
и некоторых прессовочных штампов.
Данные опытов чехословацких заводов показывают, что суль-
фидированные пуансоны и матрицы калибровочных штампов из
быстрорежущей стали оказались в 3 — 4 раза более стойкими, чем
несульфидированные 144, 56, 20).
Сульфоцианирование. За последние годы на машиностроитель-
ных заводах (зарубежных и отечественных) получил также распро-
странение новый способ обработки деталей, обеспечивающий повы-
шение износостойкости и сопротивления задиру, — так называемое
сульфоцианирование. Этот процесс заключается в обработке дета-
лей при температуре 560' С в соляных ваннах, содержащих в рас-
плаве соли серы, а также роданистые или цианистые соли.
Сульфоцианированная поверхность детали приобретает износо-
устойчивость и стойкость против задиров еще более эффективную,
чем только при цианировании, что является весьма перспективным
способом обработки деталей штампов [44, 56, 20).
72
Химико-термическая обработка рабочих частей штампов
путем нанесения на их поверхности слоя из более
твердого металла (хромирование)
Значительное увеличение стойкости рабочих частей гибочных
вытяжных, формовочных и прессовочных штампов, изготовленных
из углеродистых сталей, можно получить путем хромирования их
поверхности, обычно электролитическим способом. В ряде случаев
применяется и размерное хромирование, имеющее целью восстанов-
ление размеров пуансонов и матриц небольших вытяжных, формо-
вочных и прессовочных штампов после их износа. Храмирование
также устраняет налипание штампуемого материала на вытяжную
и формовочную матрицы.
Толщина хромового покрытия выбирается в зависимости от
условий эксплуатации от 0,01 до 0,06 мм. При обычном однократном
хромировании наносится слой толщиной от 0,01 до 0,02 мм. Хроми-
рование деталей производится после их термической обработки
(закалки и отпуска), шлифовки и полировки. Размеры на механи-
ческую обработку даются с учетом толщины последующего нано-
симого слоя хрома.
Твердость хромированных (предварительно закаленных) дета-
лей достигает величины НЯС 65 — 70, а стойкость хромированного
инструмента в 2 — 3 раза выше стойкости нехрамированного. Много-
кратное хромирование рабочих деталей фармоизменяющих и прес-
сующих штампов увеличивает срок службы их в 2 — 3 раза по сравне-
нию с обычным хромированием.
Помимо указанных способов химико-термической обработки
в последнее время в разных странах разрабатываются и внедряются
в производство новые перспективные процессы: применение паст для
химико-термической обработки с нагревом токами высокой частоты,
обработка в жидких ваннах с нагревом т. в. ч., вакуумный метод
термохромирования и ряд других 1561.
В массовом и крупносерийном производстве деталей стойкость
обычных стальных штампов оказывается недостаточной, что вызы-
вает необходимость изготовления 'большого числа штампов-дубле-
ров, а это понижает размерную идентичность штампуемых деталей,
вызывая дополнительные трудности при сборке, ведет к простоям
прессового оборудования, обусловливает неэффективность автома-
тизации штамповки.
Применение твердых сплавов для изготовления рабочих частей
штампов позволяет повысить их стойкость в 20 — 100 раз. Успешная
73
Предел Предел
прочности прочности
при изгибе при сжатии
Модуль
упругости
в кГ(мм'
Ударная
вязкость в
кГ м(мм'
Твердость
~тв.с
Сплавы
в
ом
х о
ох
~'а
х
ао
х
в
о~
х
ца
йо
Ю
в
о м
х о
ох
х
а„
х х
х
(
ох
х о,
й т
Д
х х
„а
о
2
ох
х о
хх
о
х
а„
х
х
Ьм
х о
ох
о
х
ао
х
х
(
о
х х
о х
их
в
о о
х'
ха
о
их
,О
хх
ч ха
о
их
14,5 87,0
14,0 86,0
13,5 85,0
13,1 84 О
12,6 83,5
0,25
57 000
60 000
160 148 390
190 195 345
208 220 320
210 230 300
195 210 270
ВК8
ВК15
В К20
В К25
В КЗО
0,28
420
88,0
54 000
385
0,45
0,37
51 ООО
87,0
360
0,55
50 000
0,46
47 000
86,0
335
0,65
0,55
44 000
41 000
47 000
310
0,75
0,65
43 000
84,5
Рекомендуемые марки
твердых сплавов
Тип
контура
штампуемой
детали
Штампуемый материал
типы штампов
для
пуансонов
для
матриц
Электротехническая
сталь и другие материалы
толщиной до 0,5 мм
ВК15
ВК11
Простой
Сталь 45 толщиной
до 3 мм
ВК20
Разделительные
Электротехническая
сталь и другие металлы
толщиной до 0,5 мм
ВК20
ВК15
Сложный
Сталь 45 толщиной
до 3 мм
ВК20
ВК20 ~ ВК15
Простой
Гибочные
В К25
Сложный
ВКЗО
Латунь, сталь углеро-
дистая
ВК8
Простой
ВК15
Вытяжные
Сложный
ВК15
В К25
В К20
Простой
Чеканочные
и высадочные
В КЗО
Сложный
ВК25
длительная эксплуатация твердосплавных штампов в основном за-
висит:
от правильного выбора типа штампа и марки твердого сплава;
от надежной работоспособности буферных устройств, механизмов
для съема отходов и удаления отштампованных деталей;
от состояния прессов, на которых используют штампы, и их тех-
нической характеристики;
от качества штампуемого материала (равномерность по толщине,
качества поверхности);
от квалификации и внимательности наладчиков штампов, сле-
сарей по ремонту и штамповщиков.
Эксплуатация твердосплавных штампов показывает, что срок
службы штампа от одного капитального ремонта до другого превос-
ходит такой же срок службы прессового оборудования.
Твердосплавные штампы отличаются от остальных штампов не-
которыми конструктивными особенностями, что определяется фи-
зико-механическими свойствами твердого сплава. При проектиро-
вании твердосплавных штампов следует обеспечить: повышенную
жесткость конструкции штампа; повышенную износостойкость всех
трущихся поверхностей (втулок, колонок, направляющих планок,
упоров и т. п.); устранение влияния неточности движения ползуна
пресса на штампы путем применения плавающих хвостовиков и сим-
метричного расположения направляющих колонок относительно вы-
резаемого контура; надежные способы крепления твердосплавных
элементов с тщательной пригонкой их к опорным стальным поверх-
ностям; минимальный вход пуансона в матрицу посредством приме-
нения ограничивающих упоров; установление увеличенных зазоров
между пуансоном и матрицей.
12. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ШТАМПОВ, И ЧИСТОТА ОБРАБОТКИ
ПОВЕРХНОСТИ ИХ ДЕТАЛЕЙ
Марки твердых сплавов
Для оснащения штампов применяются вольфрамо-кобальтовые
металлокерамические твердые сплавы (типа ВК), физико-механи-
ческие свойства которых приведены в табл. 11.
С повышением содержания кобальта в твердом сплаве ударная
вязкость и предел прочности при изгибе повышаются, а предел
прочности при сжатии снижается. При повышении содержания ко-
бальта износостойкость твердых сплавов уменьшается.
Твердые сплавы имеют очень низкое значение ударной вязкости,
что увеличивает опасность появления сколов и трещин при штамповке.
Вследствие того, что твердые сплавы плохо выдерживают динами-
ческие нагрузки на растяжение и изгиб, в штампах необходимо
максимально разгружать твердый сплав от напряжений такого рода
путем заключения матриц в обойму. В табл. 12 приведены рекомен-
дации по выбору марок твердых сплавов для различных штампов,
74
Т а б л и ц а 11. Физико-механические свойства твердых сплавов
Т а б л и ц а 12. Марки твердых сплавов для штампов
Материалы основных деталей штампов
Т а б л и ц а 13. Материалы и термическая обработка основных деталей
твердосплавных штампов
Марки материалов
Твердость
по НЛС
Детали
рекомен-
дуемые
гост
гост
заменяющие
Плиты верхние и
нижние
977 †� Сталь 45 1050 †� 28 — 32
Сталь 40Л
58 — 62
Втулки и колонки Сталь ШХ15
направляющие тре-
ния качения
801 — 60 Сталь ШХ9 801 — 60
Азотировать
на глубину
0,2 — 0,3 мм
0$' 1100
Втулки и колонки
направляющие тре-
ния скольжения
Сталь
38ХМЮА
4543 †�
Дуралюмин 1946 — 50
1050 †�
Д16А — М
Сталь 20
Сепараторы для
шариков
34 — 38
Сталь 40
» 45
Пуансонодержате-
ли и съемники
32 — 36
(сталь 45Х);
40 — 45
(сталь 45)
Съемники с непо-
средственным на-
правлением пуансо-
нов
11268—
65
и
11269—
65
Сталь 45 1050 †�
Сталь 45Х
Штампы, оснащенные твердым сплавом, рассчитаны на длитель;
ную эксплуатацию, поэтому для основных деталей штампов следует
выбирать металлы с повышенными физико-механическими свойст-
вами и подвергать их термообработке для повышения износостой-
кости.
Материалы для изготовления основных деталей твердосплавных
штампов приведены в табл. 13.
Продолжение табл. 13'
Марки материалов
Твердость
по НКС
Детали
рекомен-
дуемые
ГОСТ заменяющие ГОСТ
Сталь ХВГ 5950 — 63 Сталь 9ХС
Сталь У1ОА 1435 — 54» У8А
5950 †�
1435 †�
48 — 52
50 — 54
40 — 45
Сталь 40 1050 — 60
Сталь 45
Державки для на-
пайных пуансонов и
матриц
Цементиро-
вать на глу-
бину 0,5—
1 мм
Колонки направ-
ляющие съемников
Втулки направля-
ющие съемников
Плиты подкладные
Вкладыши к на-
правляющим план-
кам для лент (по-
лосы)
Ловители
Сталь Х 5950 †�
60 — 64
П р и м е ч а н и е. Для остальных деталей принимаются те же материалы, что и
для стальных штампов.
Направляющие
для пуансонов и вы-
талкивателей вытяж-
ных штампов совме-
щенного действия:
сложной формы
простой формы
Клинья для креп-
ления матриц
Державки для
сборных пуансонов
Штифты цилиндри-
ческие
30 — 34
Сталь У8А 1435 — 54 Сталь У7А 1435 — 54 50 — 54
30 — 34
Сталь 20 1050 †� Сталь 15 1050 †� 58 — 62
Сталь У10А 1435 — 54 Сталь УЯА 1435 — 54 50 — 54
Твердый 3882 — 67 Твердый 3882 — 67
сплав ВК20 сплав ВК15
Сталь
ЗОХ ГСА
11268—
65
Сталь
35ХГСА
Обоймы матриц
разделительных
штампов
Обоймы матриц
для прессования де-
талей
11268 †�
и
11269 †�
30 — 34
(сталь 45Х);
34 — 38
(сталь 45)
Чистота обработки поверхности деталей
твердосплавных штампов
Чистота обработки поверхности матриц и пуансонов, оформляю-
щих контур деталей, должна соответствовать по ГОСТУ 2789 — 59;
для вырезных(пробивных) и гибочных с79, вытяжных, чеканочных
и высадочных с710.
Чистота направляющих поверхностей колонок и втулок блоков
(со скользящими или шариковыми направляющими) должна соот-
ветствовать ~10 по ГОСТУ 2789 — 59,
Чистота обработки поверхностей всех остальных деталей приве-
дена в табл. 14.
Т а б л и ц а 14. Чистота обработки деталей твердосплавных штампов
Чистота
поверхности
Обрабатываемые поверхности
Необработанные поверхности
Нерабочие поверхности деталей, т. е. не соприкасающиеся
ни с изделием, ни с поверхностями других деталей, например
стержни винтов и отверстия под них, провальные отверстия
в матрицах и т. п.
Опорные поверхности, к которым не предъявляется высоких
требований, например, опорные поверхности винтов, поверхно-
сти хвостовика, соприкасающиеся с ползуном пресса и т. п.
Неподвижные соединения пуансонов с пуансонодержателем
некруглой формы, а также круглой формы по 3-му классу точ-
ности, например отверстия под пуансоны в пуансонодержателях,
поверхности выталкивающих штифтов, неподвижные соединения
пуансонов с ловителями и т. п„прилегающие поверхности плит
блока при зазорах между матрицей и пуансоном более 0,05 мм
Неподвижные соединения деталей круглой формы по 2-му
классу точности, например соединения пуансона или пуансон-
матрицы круглой формы с пуансонодержателем, соединения
установочных штифтов, упоров, направляющих втулок и коло-
нок и т. п., прилегающие и опорные поверхности пакета, вы-
талкивателей, съемника, плит блока при зазорах между матри-
цей и пуансоном менее 0,05 мм и т. п.
Рабочие поверхности матриц и пуансонов, оформляющие кон-
тур вырезаемых или изгибаемых деталей, а также поверхности
вытяжных пуансонов, поверхности скольжения по 1 — 2-му
классам точности, например подвижные соединения направля-
ющих втулок и колонок и т. п.
Рабочие поверхности матриц, прижимов и выталкивателей
вытяжных штампов, рабочие поверхности вырезных штампов
при штамповке мягких цветных металлов и сплавов и неметал-
лических материалов; рабочие поверхности пуансонов и матриц
зачистных штампов; поверхности качения в блоках с шарико-
выми направляющими; поверхности подвижных соединений на-
правляющих колонок и втулок в блоках прецизионных штам-
пов
т7 10
13. БЛОКИ ДЛЯ ТВЕРДОСПЛАВНЫХ ШТАМПОВ
И СПОСОБЫ КРЕПЛЕНИЯ ДЕТАЛЕЙ В НИХ
Блоки для штампов, оснащенных твердым сплавом, должны об-
ладать повышенной жесткостью конструкции, более точным и на-
дежным направлением подвижной части по сравнению с блоками
для стальных штампов. Зазор в направляющих элементах блока
78
должен быть ь~еньше половины зазора между режущими элементами
штампа для предохранения рабочих частей от зарубания.
Рекомендуется применять блоки следующих типов: с диагональ-
ным расположением направляющих колонок и втулок; с осевым рас-
положением направляющих колонок и втулок; с четырьмя направляю-
щими колонками и втулками.
Направляющие элементы блоков выполняют: скользящими—
для вырезных (пробивных) штампов при толщине штампуемого ма-
териала свыше 1,5 мм, а также для вытяжных, гибочных и формовоч-
ных штампов; шариковыми — для вырезных (пробивных) штампов
при толщине штампуемого материала меньше 1,5 мм.
Для удобства переточки штампа без разборки колонки в блоках
можно устанавливать в нижней плите или в нижней и верхней (со
встречным расположением).
Блоки с шариковыми направляющими изготовляют по нормалям
МН 4763 — 63, МН 4764 — 63 — с диагональным расположением ко-
лонок и втулок и по нормалям МН 4765 — 63, МН 4766 — 63 — с че-
тырьмя колонками. На блоки с шариковыми направляющими уста-
навливают плавающие хвостовики по нормали МН 4776 — 63,
Блоки с задним расположением направляющих колонок применять
не следует, так как во время работы возможен перекос блока, что
может привести к зарубанию режущих кромок и выкрашиванию
твердого сплава.
Крепление твердосплавных деталей штампов
В твердосплавных штампах применяют следующие способы креп-
ления рабочих деталей: механический, заливкой легкоплавким спла-
вом или самотвердеющей пластмассой (эпоксидный компаунд ЭК-340),
припайкой твердым припоем.
Механическое крепление наиболее надежно и обеспечивает наи-
больший срок службы штампов. Его осуществляют или клиньями,
или посадкой в обойму с натягом, или винтами и штифтами.
Клиновое крепление (рис. 47). Клиновое крепление применяют
в основном для составных матриц и реже для цельных. При таком
креплении в матрице не возникает неравномерности напряжений
(как это происходит при запрессовке прямоугольных матриц).
При клиновом креплении матрицы устанавливают в отдельной
обойме или непосредственно в нижней плите штампа (при вырезке
на провал). В последнем случае обеспечивается более высокая жест-
кость и надежность крепления.
Посадку в обойму с натягом применяют для закрепления цельных
и составных матриц, а также составных пуансонов и пуансонов-
матриц. Натяг повышает прочность матриц, так как в твердом сплаве
создаются напряжения сжатия (твердые сплавы плохо сопротивля-
ются динамическому растяжению), которые уменьшают растягиваю-
щие напряжения, возникающие при штамповке, Натяг создается
за счет пригонки окна в обойме по матрице. Величину натяга
79
заливают латунный припой и в нем изготовляют установочное от-
верстие. В этом случае применяют штифты с глухой посадкой 2-го
класса точности (Г). Примеры закрепления пластин твердого сплава
при помощи винтов и штифтов приведены на рис. 50.
А-А
2 о 4
выбирают в
Величина н
триц приве
-- Матриць
до темпера
Посадку
рева обойм
кой способ
вают неско
зависимос
атягов при
дена в таб
1 устанавли
туры 370' С.
матриц в
ы, если пр
особенно у
лько матр
ти от конс
запрессо
л. 15.
вают пос
обойму с
имен ять
добен; ко
иц-вставо
Рис. 49. Схема запрессовки круг-
лых составных матриц и пуан-
сон-матриц в обойму;
1 — обойма; 2 — пуансон-матрица;
Л вЂ” втулка; 4 — фланец разрезной
Рис. 48. Схема конусного со-
пряжения матрицы и обоймы:
1 — матрица; 2 — обойма
Твердосплавную пластину закрепляют на стальной державке
винтами при помощи резьбы в стальных вкладышах, впаянных твер-
дым припоем в отверстия пластины. Резьбу под винты можно нарезать
РЕЗЦОМ НЕПОСРЕДСТВЕННО В Г а б л и ц а 15. 14атяги при аапрессовке
предварительно спеченном круглых твердосплавных матриц
пластифицированном твердом (в мм)
Натяг круглых
цельных матриц
Наружный диаметр
матрицы
наи-
больший
наименьший
до
от
6 М, Е. Зубцов
трукции и условий работы матрицы.
вке круглых вырезных цельных ма-
ле предварительного нагрева обоймы
натягом можно производить без наг-
конусное сопряжение (рис. 48). Та-
гда в матрицедержатель запрессовы-
к. .':Ф,"
О
А А ф
Рис. 47. Клиновое крепление составных матриц: а — одним
клином; б — двумя клиньями. 1 — клин; 2 — матрица состав-
ная; о — обойма; 4 — шпонка упорная
При запрессовке матриц прямоугольной формы величину натяга
следует устанавливать меньше, чем для круглых матриц, так как
запрессовка прямоугольных матриц с большим натягом может выз-
вать их разрушение. Наибольший натяг при запрессовке прямоуголь-
ных матриц рекомендуется устанавливать равным теоретическому
среднему натягу прессовой посадки 2-го класса точности (Лр) по
ОСТУ 1043.
Круглые составные матрицы, а также цельные и составные пуан-
соны-матрицы (рис. 49) устанавливают в обойму по прессовой по-
садке 2-го класса точности (Пр).
Составные матрицы и пуансоны-матрицы от вертикального сме-
щения предохраняются разрезным фланцем (рис. 49) или заливкой
стиракрилом (см. рис. 54).
Крепление винтами и штифтами. Твердосплавные пластины
закрепляют в сборных пуансонах и матрицах винтами и штифтами.
Штифты пригоняют по отверстию в твердом сплаве по напряженной
посадке второго класса точности (Н) и ОСТУ 1043 или устанавливают
в латунную пробку. Для этого в отверстие пластины твердого сплава
80
сплаве, который поддается
механической обработке, или
электроискровым методом в
окончательно спеченном спла-
ве при помощи специальных
приспособлений к электро-
искровому станку.
Твердосплавные пуансоны
и шаговые ножи в пуансоно-
держателе закрепляют теми
же способами, что и сталь-
ные (запрессовкой по легко-
прессовой посадке 2-го класса
точности, заливкой легко-
плавкими сплавами и бы-
стротвердеющими пластмас-
сами и при помощи вкла-
дыша). При таких методах
крепления нет необходимо-
сти делать буртик на пуан-
соне.
6
10
16
20
25
32
40
50
60
80
100
120
10
16
20
25
32
40
50
60
80
100
120
140
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1 1
0,13
0,15
0,18
0,20
0,04
0,05
0,07
0,08
0,09
0,10
0,12
0,14
0,16
0,19
0,22
0,23
1
Весовые
части
Гост или ТУ
Марка
Компоненты
100
ВТУ МХП 688 — 56
ВТУ МХП 646 — 55
ВТУ МХП № 11 — 10 — 57
ЭД5 или
ЭД6
Эпоксидная смола
15
Отвердител ь — пол иэти-
ленполиамин
25
ГОСТ 8728 — бб
ГОСТ 969 — 66
Пластификатор — дибу-
тилфталат
Наполнитель — цемент
200
400 или 500
Рис. 50. Крепление твердосплав-
ной пластины: а — двумя штиф-
тами; б — винтом и штифтом
В качестве быстротвердеющих пластмасс применяется стир- ',".',.
акрил марки ТШ следующего состава:
в виде порошка: 99% сополимера метилметакрилата со стиролом
(стирол ВТУЛУ 47 — 53); 1% перекиси бензоила по ТУ МХП 1897 — 49;
в виде жидкости: 99% метилового эфира метакриловой кислоты
(метилметакрилат) по ТУ МХП 2274 — 53; до 1% диметиланилина
технического по ГОСТУ 2168 — 58.
Химический состав акрилата АСТ-Т:
в виде порошка; 97% полиметилметакрилата, 1,5% окиси цинка
по ТУ МХП 1936 — 49, 1,5% перекиси бензоила по ТУ МХП 1897 — 49;
в виде жидкости: 97% метилового эфира метакриловой кислоты
(метилметакрилат) по ТУ МХП 2274 — 53, 3% диметиланилина тех-
нического по ГОСТУ 2168 — 58.
Применяемая заливочная масса получается смешением порошка
и жидкости в различных пропорциях. Масса отверждается при комнат-
ной температуре без дополнительного давления. Процесс отвержде-
ния протекает с выделением тепла. Текучесть литейной массы зависит
от соотношения порошка и жидкости в смеси, а также времени сме-
шения: с увеличением количества порошка в смеси или времени сме-
шивания массы текучесть снижается, а скорость отверждения уве-
личивается.
Стиракрил ТШ и акрилат АСТ-Т обладают высокой адгезией
(сцеплением) с поверхностями металлических деталей, что обеспе-
чивает прочное соединение при заливке пластмассой различных де-
талей штампов. Величина сцепления увеличивается с увеличением
шероховатости поверхности соприкосновения.
Эпоксидный компаунд ЭК-340 обладает высокими адгезионными
свойствами и применяется в штампах исключительно для неподвиж-
ных соединений: закрепления колонок и втулок в плитах блоков,
закрепления пуансонов и ножей в пуансонодержателях (28]. Со-
став эпоксидного компаунда приведен в табл. 16.
Химический состав легкоплавкого сплава (вес. %); 48 В1; 15 Яп,
32 РЬ, 5 5Ь. Температура плавления 95 — 100 С. Сплав при затвер-
девании не дает усадки, а даже значительно расширяется.
82
Т а б л и ц а 16. Состав эпоксидного компаунда ЭК-840
Гнезда в пуансонодержателе под заливку пуансонов легкоплав-
ким сплавом обрабатывают до ~73. Отверстия выполняют по форме
пуансона с зазором 0,2 — 0,3 мм на сторону на высоте 3 — 4 мм, а форму
выборки делают простейшей с зазором 3 — 5 мм на сторону.
Канавки на пуансонах делают для предохранения их от выпада-
ния и на боковой поверхности выборки для удержания сплава в пуан-
сонодержателе при ремонте.
Крепление твердосплавиых деталей методом припайки. Твердо-
сплавные пластины припаивают в сборных пуансонах, матрицах и
других деталях с целью сокращения расхода твердого сплава.
Пайку пластин в пуансонах и матрицах с обратным выталкиванием
детали рекомендуется применять при вырезке материала толщиной
не более 1 мм. Пайку пластин в матрицах с вырезкой на провал в за-
висимости от конструкции и размеров можно осуществлять в цель-
ных матрицах (цельная пластина и цельная державка) при вырезке
материала толщиной до 5 мм и в составных матрицах при вырезке
материала толщиной до 2 мм.
Пластины напаивают на вырезные пуансоны высокопрочным при-
поем следующего химического состава (вес. %); 90 Си, 5%, 5 фер-
ромарганца электролитического.
Припой применяют в виде полос или ленты толщиной 0,3 мм.
Прочность на срез паяного соединения составляет 28 кГ~мм'
(280 Мнlм'). Можно также применять припой ПрАНМц О,б — 4 — 2
следующего состава (в вес. %): 0,5 — 0,8 А1, 3 — 4%, 1,5 — 2,5 Мд,
остальное — медь. Для напайки пластин на матрицы в качестве
припоя можно применять латунь марки Л68 по ГОСТУ 1019 — 47
в виде полосы или ленты толщиной 0,3 мм. При этом прочность
на срез составляет 18 кГ~мм' (180 Мн/м').
14. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ТВЕРДОСПЛАВНЫХ
ШТАМПОВ
Вырезные штампы, оснащенные твердыми сплавами, следует
проектировать с вырезкой на провал, так как при этом достигается
наиболее прочное и надежное закрепление матриц, а также упро-
щаются способы съема отштампованных деталей и удаления отходов.
ба 83
Низкоуглеродистая
сталь марок 10; 20;
медь, латунь
алюминий
Вмсокоуглеродистая
электротехническая
сталь и нержавеющие
стали
Среднеуглеродистая
сталь марок 25 — 45;
дуралюмин, бронза
Толщина
материала
в мм
Величи
на двустороннего зазора в мм
допуска-
емое откло-
нение
допуска-
емое откло-
нение
допуска-
емое откло-
нение
наимень-
шая
н аимень-
шая
н аимень-
шая
0,010
0,020
0,008
0,016
+0,006
0,007
0,014
0,1
0,2
+0,006
+0,006
0,030
0,040
0,050
0,024
0,032
0,040
0,3
0,4
0,5
0,021
0,028
0,035
+0,010
+0,010
+0,010
0,060
0,070
0,080
0,090
0,100
0,048
0,056
0,064
0,072
0,080
0,042
0,049
0,056
0,063
0,070
О,б
0,7
0,8
0,9
1,0
+0,020
+0,020
+0,020
0,120
0,150
0,180
0,096
0,120
0,144
0,084
0,105
0,125
1,2
1,5
1,8
+0,040
+0,030
+0,030
0,200
0,220
0,275
0,306
0,330
0,160
0,198
0,225
0,252
0,270
0,140
0,176
0,200
0,224
0,240
2,0
2,2
2,5
2,8
3,0
+0,060
+0,050
+0,050
Кроме того, при вырезке на провал облегчаются условия автомати-
зации штамповки.
Необходимо точно центрировать пуансоны', особенно с малыми =':,'.,''':,~,
размерами поперечного сечения. Поэтому в штампах последователь-
ного действия пуансоны, предназначенные для пробивки мелких от-
верстий, должны иметь дополнительное направление. При штамповке
тонкого материала (до 0,5 мм) применяют открытые штампы с подвиж-
ным съемником и направляющими колонками, симметрично распо-
ложенными относительно вырезаемого контура. При такой конструк-
ции подвижной съемник лучше предохраняет режущие части тонких
пуансонов от поломки.
Штампы совмещенного действия следует применять в тех случаях,
когда нельзя использовать штампы с вырезкой на провал, а именно:
при штамповке деталей по 2 — 3-му классам точности с повышенными
требованиями по плоскостности; при наличии жестких допусков
на расположение отверстий относительно контура (менее +.0,05 мм
для размеров до 50 мм); при размерах деталей свыше 100—
120 мм.
В зависимости от сложности штампуемых деталей и их годового
выпуска из твердых сплавов могут изготовляться только некоторые
рабочие детали штампа: например, в штампах совмещенного действия
пуансон-матрица твердосплавная, а матрица и пуансон стальные;
в вырезных штампах матрица твердосплавная, а пуансоны стальные
(в этих случаях пуансоны изготовляют из стали Х12М).
Комбинированное оснащение применяют: в штампах совмещен-
ного действия при штамповке сложных деталей с большим числом
отверстий сложной конфигурации при толщине штампуемого мате-
риала до 0,3 мм, например тонкие пластины ротора и статора; в вы-
резных штампах последовательного действия при попадании тонких
пуансонов на край материала в начале или конце полосы; во всех
случаях, где невозможно создать надежное направление пуансонов
с гарантией от зарубания режущих кромок матрицы; при экономиче-
ской нецелесообразности изготовления штампа, целиком оснащен-
ного твердым сплавом.
Т а б л и ц а 17. Зазоры между пуансоном и матрицей
твердосплавных штампов
Зазоры между матрицей и пуансоном
При назначении зазоров между пуансонами и матрицами в штам-
пах, оснащенных твердыми сплавами, необходимо учитывать следую-
щие факторы: зарубание режущих кромок рабочих частей приводит
к выкрашиванию твердого сплава; износ твердого сплава при штам-
повке незначителен, поэтому зазор между пуансоном и матрицей уве-
личивается медленно. Исходя из этого, значения зазоров между
пуансонами и матрицами в штампах, оснащенных твердыми спла-
вами, рекомендуется принимать больше, чем в стальных штампах.
Величина двусторонних зазоров между матрицей и пуансоном для
вырезных (пробивных) штампов, оснащенных твердыми сплавами,
приведена в табл. 17.
84
Конструкции матриц
Матрицы твердосплавных штампов проектируют в виде вставок,
заключенных в обойму. При этом учитывают технологичность кон-
струкции матрицы, трудоемкость ее изготовления, удобство установки
матрицы в обойме, сокращение расхода твердого сплава, возможность
замены отдельных вставок при выкрашивании. При конструировании
матриц следует предусматривать (избегая острых углов по контуру
вырубки) скругление радиусом не более 0,1 мм, так как это уменьшает
вероятность сколов.
Матрицы рекомендуется выполнять цельными для вырубки (вы-
резки) круглого режущего контура и составными — для всех осталь-
ных случаев.
В вырубных многоместных штампах при проектировании цельных
матриц каждое рабочее окно следует выполнять в отдельной вставке.
В штампах с обратным выталкиванием детали матрицы выполняют
с буртиком (рис. 51, а) или с канавкой под стальные вкладыши
(рис. 51, б). В штампах с выдачей деталей на провал матрицы могут
быть без буртика, но с канавкой для заливки стиракрилом или легко-
плавким сплавом (рис, 51, в). У прямоугольных матриц и пуансонов-
матриц буртики выполняют только
Ф~ с двух сторон. В случае перекры-
Т а б л и ц а 18. Размеры круглых твердосплавиых матриц (в мм)
о
оо
и
оом
п~й
о ~" а
Б н
о
о ~
а ~~ н
д» Ж
и
-Ио
оно
Е и
До 3
Свыше 3 до 4
4» 6
50
Свыше 25
» 28
до 28
» 32
10
12
55
60
» 32 » 35
» 35 » 40
16
» 6» 8
» 8»11
65
Свы-
ше 1
до 3
20
70 18 4
» 40 » 45
» 45 » 50
75
» 11 » 15
» 15 » 20
25
32
40
45
50
55
— = 1,5
И
» 50 » 70
» 20 » 25
— = 1,45
О
Й
» 25 » 28
» 28 » 32
» 70
16
До 1
Рис. 51. Конструкция мат-
риц:
1 — обойма; й — матрица; 3—
вкладыш разрезной; 4 — лег-
коплавкий сплав или стнракрил
Рис. 52. Пуансон-матрица
с тонкими стенками:
32 » 35
35 » 40
10
До 3
Свыше 3 до 4
60
1 — пуансон-матрица; 2 — обой-
ма; 3 — шпонка
12
65
» 40 » 45
» 45 » 50
16
20
25
» 4» б
» 6» 8
» 8»11
» 11 » 15
70
» 50» 70 — =1,4
0
— =1,35
,0
» 70
40
» 15 » 20
» 20 » 25
50
Свы-
ше 3
до 5
55 20
» 25 » 28
» 28 » 32
» 32 » 35
60
10
12
16
20
25
32
40
45
До 3
Свыше 3 до 4
65
70
» 35 » 40
» 40 » 45
» 45 » 50
» 4» 6
» 6» 8
» 8»11
» 11 » 15
» 15 » 20
» 20 » 25
75
Свы-
ше 1
до 3
18
80
В
— = 1,6
» 50 » 70
» 70
— = 1,5
О
д
тия матриц направляющими линейками матрицы (круглые и прямо-
угольные) выполняют без буртиков.
С целью фиксирования положения круглых матриц и пуансонов-
матриц на буртике или в теле матрицы делают лыску (рис. 52), в ко-
торую устанавливают шпонку или заливают стиракрилом. Пуан-
соны-матрицы штампов для вырубки пластин ротора, статора и ци-
линдрические пуансоны-матрицы с тонкими стенками выполняют
с усиленной посадочной частью (рис. 52).
Основные размеры круглых твердосплавных матриц приведены
в табл. 18. Основные размеры твердосплавных матриц с некруглым
рабочим контуром приведены в табл. 19.
Для экономии твердого сплава высоту твердосплавных цельных
матриц можно делать меньше толщины обоймы; минимальную высоту
матрицы принимают равной: в штампах с работой на провал — вы-
соте рабочего пояска плюс 3 — 4 мм; в штампах совмещенного дей-
ствия — 8 — 10 мм.
Составные матрицы обладают следующими преимуществами по
сравнению с цельными матрицами: повышается качество и точность
86
Т а б л и ц а 19, Размеры некруглых твердоеплавных матриц «в мм)
Р02-
Толщина штампуемого
материала
16
До 1
Свыше 1 до 3
Свыше 3 до 5
20
До '30
Свыше 30 до 60
» 60 » 90
» 90 » 120
До 30
Свыше 30 до 60
» 60 » 90
» 90 » 120
До 30
Свыше 30 до 60
» 60 » 90
» 90 » 120
8
10
12
16
10
12
14
16
12
16
16
18
С целью уменьшения вероятности сколов твердого сплава лини
стыка и линии контура рабочего окна должны образовывать угол
больше 9О'.
На рис. 53 приведены два варианта составной матрицы для вырезки
квадратного контура. Более рациональным является вариант а, так
как в этом случае секции проще
о А-А А-А
обрабатываются. .1 'т О
На рис. 54 приведены два
варианта конструкции состав-
ной матрицы штампа последо-
вательного действия для про-
бивки в'пластине ротора фи- 11
гурных, пазов и центрального ~1 д А'
отверстия.
Матрицы с напаянными вкла-
дышами применяют с целью эко-
номии твердого сплава. Нана- рис. 53. Примеры составных матриц для
янные матрицы можно проекти- вырезки квадратного контура: а — тех-
нологичный вариант; б — нетехнологич-
ровать с цельными и с состав-
ный вариант
ными вкладышами. Цельные
вкладыши напаянных матриц
(рис. 55, а) проектируют для вырезки круглого контура при
небольших размерах изделия. Посадочную часть вкладыша выпол-
няют цилиндрической. Напаянные составные вкладыши матриц
.Р—
А
П~
обработки рабочих поверхностей вследствие возможности применения
алмазного шлифования; исключается трудоемкая ручная доводка
рабочих окон; создается возможность быстрой замены отдельных сек-
ций в случае выкрашивания твердого сплава; при крупногабарит-
ных матрицах отпадает необходимость получения крупных заготовок
из твердого сплава, что уменьшает брак заготовок.
Составные твердосплавные матрицы выполняют секционными.
Разбивку на секции осуществляют с учетом упрощения алмазного
шлифования рабочего контура, сокращения общей трудоемкости
изготовления секций, возможности одновременной обработки не-
скольких секций, минимального числа секций. Крепление составных
матриц должно исключать их смещения в каком-либо направлении.
Для соединения секций твердосплавных матриц следует применять
такое же соединение «в замок», как при конструировании составных
матриц из стали.
88
ри 54, варианты составных матриц:
1 — втулка; 2 — обойма; 3 — стиракрил; 4 — секция; б — матрица
( ис. 55, б) проектируют для вырезки некруглого контура. Твердо-
сплавные вкладыши припаивают к стальным державкам и совместно
образуют секции.
89
Т а б л и ц а 21. Размеры обойм для некруглых твердосплавных матриц (в лглг)
Толщина штампуемого
материала
б 5- ф 7Р .УУ
До 40
Свыше 40 до 70
» 70 » 100
100 » 140
25 — 30
30 — 40
40 — 45
45 — 50
Рис. 59. Обоймы закрытого типа
в штампах совмещенного дейст-
вия с размещением пуансонов;
а — в обойме; б — в отдельном
пуансонодержателе.
7 — матрица; 2 — клин; Л вЂ” обой-
ма; 4 — прокладка; а — пуансон;
6 — выталкиватель; 7 — пуансоно-
держатель
До 1
До 40
Свыше 40 до 70
» 70 » 100
» 100 » 140
25 — 35
35 — 45
45 — 55
55 — 65
Свыше 1 до 3
До 40
Свыше 40 до 70
» 70 » 100
» 100 » 140
30 — 40
40 — 50
50 — 60
60 — 70
Свыше 3 до 5
Рис 61 Винтовое кРепление
сборного пуансона:
7 — пластина твердосплавная;
державка; 8 — винт; 4—
пуансонодержатель
Рис, 60, Составной
пуансон:
7 — пуансон; 2 — ' пУан-
сонодержатель
сплавных штампах обоймы должны воспринимать усилия, воз-
никающие при штамповке.
Обоймы
боймы проектируют как открытого (со сквозным отверстием),
так и закрытого типа (рис. 57). Обоймы закрытого типа (б) более
жесткие по сравнению с обоймами открытого типа (а) при одина-
ковых размерах. Рекомендуемые размеры обойм открытого типа для
установки круглых матриц приведены в табл. 20, а прямоугольных—
е
Матрицы можно устанавливать в отдельные обоймы (матри е-
д ржатели) или непосредственно в нижнюю плиту штампа. Уста-
новка в нижней плите обеспечивает. наиболее надежное и жесткое
закрепление матриц (рис. 58).
Об "
оймы закрытого типа рекомендуется применять в штампах совме-
щенного действия, при клиновом креплении составных матриц (рис.59) .
Обойма, показанная на рис, 59, б, позволяет упростить установку
пуансонов, но при этом увеличивается их длина и закрытая высота
штампа. Обойма, приведенная на рис. 59, а, позволяет уменьшить
92
ю
число деталеи штампа, увеличить жесткость конструкции и
нить ко откие п а
р уансоны, но при этом усложняется установка п ан-
у и приме-
сонов относительно матрицы.
в а пуан-
Конструкции пуансонов
При конструировании цельных твердосплавных пуансонов сле-
дует руководствоваться теми же правилами, что и п и конст и
нии пуансонов из стали,
Для упрощения обработки и сокращения расхода твердого сплава
при штамповке сложной формы пуансоны следует выполнять состав-
мают равной от 12 до 20 мм в зависимости от размеров пуансонов и
крепящих винтов.
На рис. 62 показана конструкция сборного пуансона с исполь-
зованием ловителей в качестве крепежных элементов, а на рис. 63—
конструкции пуансонов с напаянными твердосплавными пластинами.
Конструкции шаговых ножей
Шаговые ножи могут быть как цельными (рис. 64, а), так и сбор-
ными для штамповки прочных материалов (рис. 64, б). Сборный нож
состоит из твердосплавной режущей части и стальной противоотжим-
ф~ д;1
Рис. 62. Крепление сборного пуансона ло-
Вител51ми:
1 — ловитель; 2 — пластина твердосплавная
17О1111дд
Рис. 63. Пуансоны с напаян-
ными твердосплавными пла-
стинами: а — диаметром до
15 мм; б — диаметром свыше
15 мм
ными (рис. 60). Со
(р . ). ставные пуансоны запрессовывают в пуансоно-
держатель по лег
ОСТ 1012.
егкопрессовои посадке 2-го класса точности (,П )—
( л)—
Сборныи пуансон составляют из стальной державки, которую за-
крепляют в п ансон
у сонодержателе, и твердосплавной пластины. Тве-
досплавные пластин
с ны прикрепляют к державке винтами или припай-
ер-
кой твердыми припоями.
пуансонов с е ние и
Крепление винтами осуществляют при условии
и, что размеры
средние и крупные; если пуансоны круглые, то закреп-
ление пластин винтами ек
рекомендуется при диаметре пуансона свыше
л~м. Прикрепление
е пластин паикои производят только в случае
невозможности п очн
р ого механического соединения. К круглым
пуансонам тве о
рд сплавные пластины припаивают при условии, что
диаметр пуансона составляет от 10 до 30 мм.
На рис. 61 показана кон
р . а конструкция круглого пуансона с прикреплен-
ной винтом твердосплавной пластиной. Толщину пластины Й прини-
94
Рис. 64. Конструкция шагового ножа: а — цельного из
твердого сплава; б — сборного:
1 — нож; 2 — стальная пластина; 3 — винт; 4 — пуансонодер-
жатель
ной пластины. Пластину ножа можно прикрепить винтами. Размер з
должен быть не менее 6 мм.
С целью экономии твердого сплава шаговые ножи могут быть с на-
паянным твердосплавным наконечником и стальной державкой.
Конструкция ножей аналогична конструкции напаянных пуансонов.
Конструкции пуансонодержателей
При конструировании твердосплавных штампов толщину пуан-
сонодержателей рекомендуется принимать на 15 — 25% больше тол-
щины, принимаемой для стальных штампов.
В многопуансонных штампах следует применять раздельные пуан-
сонодержатели для каждого пуансона или для групп пуансонов.
На рис. 65 показаны конструкции раздельных пуансонодержателей.
Конструкции съемников
На рис. 66 показаны конструкции подвижного съемника штампа
с вырезкой на провал (а) и съемника штампа совмещенного действия
(б). В таких конструкциях направляющими съемников являются
специальные колонки.
95
сторонний зазор между
матрицей и пуансоном.
Конструкции
выталкивателей в штампах
совмещенного действия
Для обеспечения точ-
ного направления пуан-
сонов зазоры между мат-
рицей и выталкивателем и
между выталкивателем и
пуансонами должны быть
меньше зазоров между
МатрИцЕЙ И ПуаНСОНОМ Рис. 63, Конструкция выталкивателя с допол-
ПрИ Зализкс пуанСОнов нительным направлением по колонкам:
В ПУаНСОНОДЕ1эжатЕЛЕ ЛЕГ- 1 — выталкиватель; 2 — колонка; 8 — пуансоно-
коплавким сплавом а так-
же при малой жесткости
механически закрепленных пуансонов выталкиватель рекомендуется
конструировать с дополнительным направлением по специальным
колонкам (рис. 68). В зависимости от толщины штампуемого мате-
риала з сопряжение колонок и отверстий выталкивателя произво-
дится по скользящей посадке 2-го класса точности (при з ) 0,5 лл4)
или по скользящей посадке 1-го класса точности (при з(0,5 мл4).
0л
А
Рис. 65. Конструкция раздельных
пуансонодержателей. 1 — шаг
Рис. 66. Конструкции подвиж-
ного съемника 1
Конструкции буферных устройств
В твердосплавных штампах совмещенного действия для штамповки
пластин роторов и статоров применяют специальные фигурные бу-
ферные устройства, которые служат для выталкивания из пазов пу-
ансона-матрицы фигурных лепестков отхода. Съемник в этом случае
подпружинен отдельно и не имеет фигурных выступов, заходящих
в пазы пуансона-матрицы.
На рис. 69 показаны конструкции пружинного буферного устрой-
ства к штампу для вырубки пластин ротора.
В буферном устройстве, показанном на рис. 69, а, выталкиватели 1
установлены в крепежную плитку 3 по глухой посадке 2-го класса
7 м. в, зубцов 97
Рис. 67. Конструкция под-
вижного съемника с ша-
риковым направлением по
колонкам блока штампа:
1 — съемник; 2 — втулка
для направления пуансонов;
8 — шпонка; 4 — втулка
При штамповке деталей из материала толщиной менее 0,4 мм,
а также деталей повышенной точности (2 — 3-й классы) подвижные
съемники в штампах с вырезкой на провал рекомендуется проекти-
ровать с шариковым направлением по колонкам блока штампа
(рис. 67) или по специальным колонкам.
Для точного направления пуансонов в неподвижных и подвижных
съемниках устанавливают специальные вкладыши или направляю-
щие втулки (см. рис. 67). Отверстия во вкладышах или втулках при-
гоняют с двусторонним за-
зором, меньшим, чем дву-
О о
Г
0,х
' точности. Верхние концы выталкивателей пригоняют по пазам пуан-
сона-матрицы с зазором 0,1 мм на сторону. Разрезное стопорное .."
кольцо 2 предохраняет выталкиватели от выскакивания вверх или
при ударе крепежной плитки о нижнюю плиту штампа. Тарельчатые
пружины 4 набирают в пакеты, число которых должно быть больше
трех. Отжимные колонки Б служат для предотвращения расклепы-
вания пуансонами торцов выталкивателей. Верхние концы колонок
должны выступать за плоскость съемника на величину Й, равную тол-
щине штампуемого материала плюс 0,3 — 0,5 мм. Отжимные колонки
размещают за пределами штампуемой полосы.
В этом буферном устройстве иногда невозможно установить пакеты
тарельчатых пружин достаточной высоты для обеспечения нормаль-
ной работы пружин, так как при этом затрудняется установка штампа
на пресс. Поэтому в роторных штампах с небольшим размером цен-
трального отхода рекомендуется применять конструкцию, показан-
ную на рис. 69, б. В этой конструкции буферного устройства пру-
жины 2 могут быть собраны после установки штампа на пресс. Сту-
пенчатый винт 1 предохраняет выталкиватели от падения при мон-
таже пружин.
Конструкция направляющих планок
Направляющие планки в твердосплавных штампах необходимо
проектировать с вкладышами из закаленной стали У10Л или из твер-
дого сплава ВК15 или ВК20. Количество вкладышей принимается
конструктивно.
Конструкции ловителей
В твердосплавных штампах конструкция и метод крепления
ловителя должны предусматривать возможность его замены без
разборки верхней части штампа.
Конструкции ловителей для отверстий диаметром свыше 10 мм
приведены на рис. 70.
При фиксации полосы по специальным технологическим отвер-
стиям, пробитым в полосе, рекомендуется применять конструкцию
ловителя, показанную на рис. 70, а. На рис. 70, б показана конструк-
ция ловителя для отверстий диаметром до 10 мм.
15. ТИПОВЫЕ КОНСТРУКЦИИ ТВЕРДОСПЛАВНЫХ
ВЫРУБНЫХ (ВЫРЕЗНЫХ) И ЗАЧИСТНЫХ ШТАМПОВ
Типовые конструкции твердосплавных вырубных штампов
На рис. 71 показана конструкция вырубного штампа с по-
движным съемником 1„направление которого осуществляется по
колонкам блока 2. Матрица 4 запрессована в обойму 3. Пуан-
сон б направляется в плите съемника по направляющим план-
кам б.
98
И
о
М
х х
х
,"Я
О
х
ао
х
х о
о х
Мх
! о
.. о
х~
о
Е Х
х ю Ы
х е'
,х
кох
Е
х
х,й ю
Цо~
о
„о
о
ох~
,хо
о
о
г-
о х
х ~-'
а
х
!
и
х
и
Р
и
о
1
~3 ж
О й
[ !
о
а .-
ою
~ ~о
х М~
~-Г х
х
1х
с~ °
а
Ф д
х
О
х
о
\ о*
а х х
о о ~~
.ао о.
х
х х
х
о
хх~~-
о
Б х о.
х
ах х х
~- х й х
Ох ~- х Ь
О,о э х
Мо
ооао х
с
х
о;хо
х
° оф
хоэ
о х и
На рис. 72 показана конструкция вырубного штампа, оснащен-
ного твердым сплавом, для штамповки крупногабаритной детали
из материала толщиной 3 мм. Штамп имеет йеподвижный съемник 1.
Вырубной пуансон 5 выполнен сборным. Матрицы для пробивки от-
верстий 2 закреплены при помощи промежуточных обойм 3, а состав-
ная вырубная матрица 4 — при помощи двух клиньев 6 непосред-
ственно в нижней плите 7.
На рис. 73 показана конструкция штампа совмещенного действия
для штамповки деталей типа пластин ротора и статора.
Ограничители 11 служат для установки и контроля захода пуан-
сонов в пуансон-матрицу. Для предотвращения жесткого удара
между ограничителями предусматривается зазор, величина которого
при закрытом штампе (в конце вырезки) должна составить 0,3 — 0,5 мм.
На рис. 74 показана конструкция вырезного штампа последова-
тельного действия, оснащенного твердым сплавом, для штамповки
деталей средних размеров из толстолйстового материала. Твердо-
сплавная матрица 1 запрессована в промежуточную обойму 2,
а обойма 2 — в нижнюю плиту 3. Эта конструкция обеспечивает
надежное крепление твердосплавной матрицы.
Типовые конструкции твердосплавных зачистных штампов
для точных плат приборов
С развитием приборостроения возникла большая потребность в из-
готовлении точных плат, которые служат основаниями для монтажа
точных механизмов приборов.
Платы изготовляют из листовых материалов толщиной от 1 до
6 мл с точными отверстиями ~1 — 3-го классов) и точностью межосе-
вых размеров 10 — 20 мкл, а также с повышенной чистотой поверх-
ности среза 17 — 8-й классы). Наиболее прогрессивной технологией
их изготовления следует считать предварительное сверление или про-
бивку отверстий и зачистку на специальных твердосплавных зачист-
ных штампах. Предварительно отверстия сверлят в кондукторах,
а окончательно обрабатывают в зачистных штампах, оснащенных
твердым сплавом.
На рис. 75 показана конструкция зачистного штампа с верхним
расположением пуансонов и направляющего съемника.
Плату устанавливают на плоскость обоймы 5 матриц и предвари-
тельно фиксируют фиксатором 11.
После включения пресса верхняя часть штампа под действием
хвостовика 16 и пружин 1 опускается до соприкосновения нижней
плоскости съемника 4 с поверхностью упоров 12. Ловители 8 трех
пуансонов перебазируют плату на плоскость съемника и точно ориен-
тируют зачищаемые отверстия относительно всех зачистных пуан-
сонов, закрепленных в пуансонодержателе 2. При дальнейшем дви-
жении хвостовика 16 пуансоны 16, 14, И, 6 и 10 входят в зачищаемые
отверстия платы.
100
Рис. ?2. Конструкция твердосплавного штампа с жестким съемником
Рис. 73. Конструкция твердосплавного штампа совмещенного
действии:
1 — пуансон-матрица; 2 — колонка; 3 — обойма; 4 — съемник; Б—
матрица; 6 — обойма; т — пуансонодержатель; Я вЂ” пуансон; 9 — ко-
лойка; 10 — отлипатель; 11 — ограничитель; 1а — шпанка
Высота упоров 12 должна быть больше толщины платы на 0,05—
0,1 мм. Упоры предохраняют верхние части штампа от перекоса.
Во время перемещения ползуна пресса вверх плата снимается
с пуансонов пружинами 1. Для предохранения предварительных фик-
саторов от повреждения во время установки и снятия платы преду-
смотрены толкатели 7, которые действуют при помощи клиньев 8
от рукоятки 9.
В одном штампе можно зачищать отверстия двух плат. При этом
обеспечивается идентичность обоих деталей и полная соосность от-
верстий двух плат в сборе. При применении одного штампа для двух
плат затраты на изготовление оснастки
значительно снижаются.
г
Зачистные штампы изготовляют на
блоках с шариковыми направляющими,
которые обеспечивают плавный ход и без-
зазорное направление (рис. 76).
Направляющие узлы блока могут быть
я
установлены как в нижней плите блока,
так и в верхней.
Для возможности перешлифовки мат-
рицы и пуансона без разборки штампа на-
правляющие узлы следует устанавливать
Рис 76 узел блока с ша- попарно в веРхней и нижней плитах блока.
ри 'озыми направляющими: Наиболее ответственные детали в зачи-
1 — колонка; 2 — шарик; б — СТНЫХ ШтаМПаХ вЂ” СЪЕМНИК И ЗаЧИСтНЫЕ
— пуансоны — обусловливают получение
точных межцентровых расстояний, точ-
ных диаметров и чистоту поверхности отверстий в платах. По-
этому к этим деталям предъявляются повышенные требования:
1) съемник изготовляют из стали 45 с термообработкой до твер-
дости НЯС 34 — 38;
2) погрешности в межцентровых расстояниях втулок, запрессо-
ванных в съемнике для направления пуансонов, должны быть не
более половины допуска на межцентровые расстояния отверстий
в плате;
3) направляющие втулки должны быть пригнаны по пуансонам;
допустимые зазоры выполняют в пределах скользящей посадки 1-го
класса точности;
4) втулки и пуансоны доводят до чистоты поверхности х710 — ~712
(ГОСТ 2789 — 59);
5) для повышения износостойкости пуансоны и направляющие
втулки изготовляют из твердого сплава марки ВК20.
В зачистных штампах пуансоны расположены в верхней части
штампа, так как при этом меньше вероятности попадания стружки
и грязи в направляющие втулки, а такой штамп не теряет своей точ-
ности в течение продолжительного времени. В нижней части штампа
расположены утопающие фиксаторы для предварительного фикси-
рования плат на трех предварительно полученных отверстиях.
104
Платы перебазируют при помощи трех ловителей зачистных пуан-
сонов, имеющих наибольшие межцентровые расстояния (рис. 77),
этим самым соблюдается единая система базирования и зачистки.
Такая конструкция обеспечивает не только равномерное снятие
припуска по окружности, но и получение точных межосевых рас-
стояний.
Штамп имеет плавающий хвостовик (рис. 78), что исключает
влияние ползуна пресса на точность перемещения верхней части
штампа. В верхнюю плиту пуансонодержателя запрессованы ко-
2
з
ф
Рис. 77. Узел системы фи-
ксироваиия:
1 — пуансон; 2 — направляю-
щая втулка; б — ловитель;
4 — втулка фиксатора; б—
фиксатор; б — пружина
Рис. 78. Узел плавающего хвосто-
вика:
1 — хвостовик; 2 — винт специальный;
3 — пружияа; 4 — втулка опорная; б—
пуансояодержатель
лонки. Колонки направляются втулками, которые закреплены в верх-
ней плите штампа при помощи стиракрила для обеспечения их соос-
ности.
Поверхность пуансона должна иметь чистоту с710. Если на грани
будут зазубрины или раковины, то при зачистке образуется нарост
металла и на поверхности отверстия появляются продольные риски.
Нарост металла на пуансоне происходит даже при хорошей отделке
поверхности. Чтобы избежать нароста, в некоторых зачистных штам-
пах применяют принудительную смазку пуансонов. Диаметр пуан-
сонов должен быть больше диаметра калибруемого отверстия на ве-
личину усадки отверстия (0,005 †,015 мм).
!6. ТИПОВЫЕ 1~ОНСТРУКЦИИ ТВЕРДОСПЛАВНЫХ ГИБОЧНЫХ
И ВЫТЯЖНЫХ ШТАМПОВ
Типовые конструкции твердосплавных гибочных штампов
В гибочных штампах рекомендуется оснащать твердым сплавом
лишь матрицы в местах наибольшего износа, а пуансон изготовлять
из стали. Целиком из твердого сплава изготовляют матрицы для гибки
деталей небольших размеров.
105
Т а б л и ц а 22. Размеры вытяжных
твердосплавных матриц.(в мм)
о
о
х
х
о
О
х
Е
а
д
ос М
оасс и
о
с1 И
Внутренний диаметр И
матрицы нли размер
диагонали квадрата В
отверстия в матрице
и
сс
Е
о
им
И сс
Га и
До 4
Свыше 4
» 6
» 8
» 11
» 15
» 18
» 22
25
10
12
16
20
32
40
45
50
до 6
» 8
» 11
» 15
» 18
» 22
» 25
» 30
Ф
х
~ъ
О,
о
х
2
20
Таблица 23, Натяг для
запрессовкн вытяжных твердосплавных
матриц (в лм)
Наружный диаметр
матрицы Он
Натяг на
запрессовку
До 40
От 40 до 70
» 70 » 105
» 105 » 130
Свыше 130
0,1
0,15 — 0,25
0,25 — 0,35
0,35 — 0,45
0 35% от Ин
И
о
о
х
х
о
со
х
с2
метр вкладыша.
Рекомендуемые размеры твердосплавных вытяжных матриц пред-
ставлены в табл. 22.
Величины натягов для запрессовки вытяжных матриц из твер-
дого сплава приведены в табл. 23.
Матрицы устанавливают в обойму, нагретую до температуры
370 †4' С.
Конструкция вытяжных штампов, оснащенных твердым сплавом,
показана на рис. 81.
106
107
Свыше
»
»
>>
»
Э
>>
Э
Э
>>
»
30 до 35
35 » 40
40 » 45
45 » 50
50 » 55
55 » 60
60 » 65
65 » 70
70 » 75
75 » 80
80 » 85
85 » 90
90 » 95
95 » 100
55
60
70
75
80
85
90
95
. 100
105
110
120
125
130
При частичном оснащении.",
гибочных матриц твердым спла-;
вом оставшуюся часть матрицы,',.',"
изготовляют в виде вставки из"-';:
легированной износоустойчивой '
стали (рис. 79, а). Для упроще-,:;„
ния изготовления матрицы при '-'
сложном профиле гибки реко- ',.
мендуется проектировать мат- =",
рицы составными в виде отдель- .:,
ных вкладышей из твердого
сплава, устанавливаемых в
обойму (рис. 79, б).
Выталкиватели гибочных
штампов в случае их интенсив- ;-':
ного износа могут быть также
оснащены твердым сплавом пол- ':'
ностью или частично. Конст-
рукция гибочного штампа,
оснащенного твердым сплавом,
показана на рис. 80.
Типовые конструкции
твердосплавных вытяжных
штампов
В вытяжных штампах твер-
дыми сплавами оснащаются
только матрицы, так как сталь-
ные пуансоны обладают доста-
точной стойкостью.
Матрицы выполняют в виде
цельной твердосплавной встав-
ки и запрессовывают в обоймы
с натягом (рис. 81). Наружный
диаметр обойм ориентировочно
определяют по формуле
В, =20„,
где В, — наружный диаметр
обоймы; Вн — наружный диа-
ссс
~м
М оо
х со о
1»'
юс
х
И
Ф
м
М
И
1
Ь 1
'> м
х ..о
С.с д" о
ц сс
с> ссС
о
сс
Ц сс
сс
х о
Д
хо
о
О О
Ь
х х
о с
~о
сс сс
о
СОХМЖ
оох оо,
а~
О сс
о
Р,
И
х о
х: х
сс
сс> с
я~х
х Ф
и сс> И сС>
о с- д
х
о р,'х
ЕиЗБ
д д ~,с>
О Я
св Ф
о~~ х~
о,д ц
~~ св
охх
о о
с> сс> О
х»со
"д Я
мо Л
ж ~:т
а~"
с>
м „>
д м
м д
с ссс
сс сс
сс
он
сс !сМ
и о
д ъсо
"м!
оос
"о
отс.„-
сс д
сс> ~
с и х
11~
-.с, Й
для чеканки
дуется оснащать
исимости от ин-
оса и затрат на
е металла тол-
пов
Т абли ца 24. Натяги для
аапрессовки многослоЙнык обоЙм
твердосплавных штампов
В чеканочны
одну из рабочих
рек
сон)
их
и
омен
в зав
изн
еканк
х штампах твердым сплавом
частей (матрицу или пуан
теис ивности
ремонт. Пр
В„= 2,5 —:3 г1„,
Натяг под
аапрессовку
Наружный диаметр
матрицы в мл
л
и
м
о
м ьм
м в
и м
О,3
0,5
о,б
О,8
До 35
Свыше 35 до 70
» 70 » 100
» 100 » 130
0,2
0,4
0,5
О,б
ГЛАВА у'
Рис. 83. Конструкция штампа для пря-
моугольной коробки из алюминия
Рис. 82. Конструкция твердосплав-
ного штампа для чеканки:
! — вкладыш; 2, 4 — вставки; 3 — дер-
жавка; а — ограничительная втулка
17. типОвыв кднструкции твердОспдАвных штлмпов
ДЛЯ ЧЕКАНКИ И ПРЕССОВАНИЯ
Типовые конструкции твердосплавных штам
щиной свыше'3 мм твердосплавными могут быть обе рабочие части.
Пример оснащения твердым сплавом чеканочного штампа приведен
на рис. 82.
Типовые конструкции твердосплавных штампов для прессования
В штампах для прессования твердым сплавом оснащают только
матрицу. Пуансоны проектируют из легированной стали и по мере
износа заменяют новыми.
Твердосплавные матрицы заключают в обоймы с натягом. С целью
повышения прочности обоймы рекомендуется проектировать двух- и
трехслойными. Величину натяга между матрицей и первым слоем
108
обоймы при прессовании меди и алюминия принимают по табл. 24-.
Натяги между первым и вторым слоями обоймы принимают в преде-
лах 70% от натяга, приведенных в табл. 24.
Наружный диаметр обойм
рекомендуется принимать из
соотношения:
где „— наружный диаметр
обоймы; д„— наружный диа-
метр матрицы.
Толщина стенки первого
слоя обоймы должна составлять
б0 — 70% от общей толщины
стенки обоймы.
Для облегчения запрессовки
посадочная часть матрицы мо-
жет иметь конус с углом на-
клона 1'.
На рис. 83 показана конст-
рукция твердосплавного штампа
для прессования — выдавливания прямоугольной коробки из алю-
миния. Конструкция штампа предусматривает возможность быстрой
смены матрицы 1 в комплекте с обоймой 2. Последняя состоит из
двух частей 2 и 3 и врезана в подушку 4. На рисунке показаны
пуансон 5 и вкладыш 6.
ШТАМПЫ И ПРИМЕНЯЕМЫЕ ДЛЯ ИХ ЧАСТЕЙ
МАТЕРИАЛЫ ПРИ ШТАМПОВКЕ ДЕТАЛЕЙ
В МЕЛ КОСЕРИЙНОМ ПРОИЗВОДСТВЕ
В настоящее время холодная штамповка получила широкое рас-
пространение также в мелкосерийном и опытном производствах.
Хотя стойкость штампов в этих случаях не играет такой большой роли,
как для массового производства, тем не менее она должна быть доста-
точной, чтобы обеспечить потребности данного вида производства.
Кроме того, штамповая оснастка в мелкосерийном производстве
должна оправдывать себя также и с экономической стороны.
Использование штамповки в мелкосерийном и опытном производ-
ствах становится целесообразным лишь в результате создания и при-
менения простых и дешевых штампов, а также группового метода
изготовления деталей, в том числе и штамповки по элементам.
Метод групповой обработки деталей был предложен и научно обо-
снован лауреатом Ленинской премии С. П. Митрофановым ~371, а
109
штамповка по элементам,к
группового метода штамп
тором В. М. Богдановым
В мелкосерийном и оп
получили два типа штамп
1) упрощенные штампь
гибочных, вытяжных и ф
2) универсальные штам
элементной штамповки,
сравнительно большой но
Эти штампы характерн
простых вспомогательных
саторов и т. д.), а рабочие
ляются из сравнительно т
ных затрат на их изготов
Пинцетные штампы п
(с диаметром отверстия бо
боко гибочных и формовоч
используются также для по
и для комбинированных
штампы состоят из трех п
держателя.
Пуансон пригоняется
ром и прихватывается к п
кой. Пуансонодержатель о
стиной матрицы точечной э
Для нормальной работы
к которому прикрепляется
Пуансоны и матрицы изго
без термообработки.
Пинцетными штампам
шипных (эксцентриковых)
тали толщиной от 0,3 до-3
гидравлических прессах с
выше. В этих случаях меж
их соединения помещают
материала.
По габаритным разм
до 1000 мм и длиной
классы. Если расстояние
повать крупногабаритны
их пинцетными штампа
Е. С. Панфилова 1511).
110
и шириной
вки 5 — 9й
оляет штам- -:,,:-",:.'.,'
штамповку
редложение .:'.,"::,',.';:„,';-.';
ерам можно штамповать
до 2000 мм. Точность
между колонками пресса
е детали, то можно осущ
ми в двухвалковых ста
детал
штампо
не позв
ествить
нах (п
оторая является некоторой разновидностью::'.;:.:;-",,
овки деталей, разработан и внедрен нова-:.-',:,':.-,,:;:;,
131,
ытном производствах широкое применение::".:-'",.';
ов:
~, применяемые для вырубных (пробивных),;-";:„-'
ормовочных операций;
пы и блоки, в том числе и штампы для по- .,',;,
которые применяются при изготовлении
менклатуры деталей.
18. УПРОЩЕННЫК Штлицы
Листовые пинцетные и пластинчатые штампы
ы тем, что они имеют минимальное число -';::!,-',
деталей (направляющих, съемников, фик-:::.:-.,',--.
части их (пуансоны и матрицы) изготов-.::,",~
онких пластин, не требующих значитель-
ление.
р имен яются для вырубных, пробивных
льше 5 мл4), отрезных, обрезных, неглу-
ных операций, а также для кернения. Они
следовательной и совмещенной штамповки
операций, Простые (обычные) пинцетные
ластин — матрицы, пуансона и пуансоно-
по матрице с соответствующим зазо- ' ':,',:
уансонодержателю точечной электросвар- '-','.:,".;
тгибается на 7 — 10' и скрепляется с пла-."':,'.::.::::-','
лектросваркой или при помощи заклепок.
этих штампов длина изогнутого плеча,,
пуансон, должна быть не менее 200 мм.
товляются из стали У7, У8 или ЗОХГСА
и можно штамповать на ручных, криво-
прессах (и даже в тисках) стальные де-
— 4 мм, а при работе на фрикционных и
тальные детали толщиной до 8 — 10 мм и"-':.:-':,.',:;,',;:.:"
ду матрицей и пуансонодержателем в месте '.-',:::,;,'
прокладку, равную толщине штампуемого -,.'„:;,.
Листовыми пинцетными штампами можно вырезать контур детали
пе за один ход ползуна пресса, а за несколько ходов, что позволяет
применять прессы с меньшим усилием, чем это требуется для случая
вырубки полного контура детали за один ход пресса. Для изготовле-
ния деталей с отверстиями менее 5 А4м в вырезных пуансонах ставят
керны, которые одновременно с вырезкой контура накернивают
центры отверстий, после
чего по ним просверли-
вают отверстия в деталях.
Г:Л
сь
Стойкость пинцентных
штампов для штамповки
7
+
,у
материалов толщиной до ~ 711,д 8
3 — 4 мм составляет 500—
о
2011 д
1000 деталей, а для мате-
риалов толщиной до 8—
10 мм — всего 300 — 400 7з
7Р
г
деталей до полного из-
носа их.
Пластинчатые штампы г ~ — ~ ~ д
применяются для выруб-
ных, пробивных, обрез- -+-
ных, надрезных и неглу- — Ф
боко формовочных опера-
ций. Они используются
так же, как совмещенные 7.7 о
и ком ини ованные штам-
Рис. 84. Листовой штамп совмещенного дейст-
ПЫ. ПРИ ИЗГотоВЛЕНИИ НЕ- вия для обрезки контура и пробивки отверстий
бОЛЬШИХ дЕтаЛЕй ПЛаСтИН- с резиновым съемником: а — штампуемая сталь-
чатые штампы выполняют- ная деталь; б — общий вид штампа:
ся быстросменными и уста- 1 — матрица; й и 9 — пуансоны для обрезки контура;
8, 8 и б — пуансоны для пробивки отверстий; 4—
НаВЛИВаЮтСЯ В УНИВЕР- пуансонодержатель; 7 — резиновый съемник; 8—
СалЬНЫЕ бЛОкн ° пЛя ШтаМ„штифты; 10 — винты; 11 — направлякнцие колонки;
> д
12 — рамка-контейнер для резины; 18 — ручки;
повки крупногабаритных 14 — фиксаторы
деталей они изготовляют-
ся в виде пакетов (комплектов) и имеют самостоятельное направле-
ние при помощи двух или четырех колонок. Их изготовляют из
листового металла толщиной 6 — 10 мм. Съемники в них приме-
няются резиновые (рис. 84). При значительном количестве отверстий
в детали и большом усилии, необходимом для вырезки контура и
пробивки отверстий, применяют комплекты из двух-трех пластин-
чатых штампов. В первом совмещенном штампе вырубают контур
детали и пробивают большие отверстия, а во втором пробивают
малые отверстия.
Листовыми пластинчатыми штампами из-за наличия направляю-
щих колонок можно штамповать детали шириной до 800 лм, длиной
до 2000 л4м и выше и толщиной стальных от О,3 до 3мм, а из алю-
миния него сплавов толщиной до 5 — 6 лм. Точность штамповки
4 — 9-й класс.
Пуансоны и матрицы пластинчатых штампов изготовляют обычно
из стали марок 15 — 20 толщиной 10 мм с последующей цементами ие
— или из инструментальной стали
марок У7, У8. При штамповке тонких деталей ( о 1 5 )
й до, мм) из алюми-
о при небольших количествах деталей пуансон и
матрицу изготовляют сырыми. При штамповк
павке стальных деталей
— мм рабочие части штампа выполняют из стали У8А
с термической обработкой до твердости НЯС 5б — 58. Стойкость
пластинчатых штампов зависит от толщи
щины и твердости штампуемого
а1 материала, а также от сложности вы-
,> яц ~гГ
рубаемого контура и составляет до
переточки 5 — 10 тыс. деталей, а до
2'
полного износа 10 — 40 тыс. штук
(см. табл. 38).
О
В последнее время на заводах в
качестве штамповой оснастки в усло-
виях мел косе рийного производства
стали применять вырубные, пробив-
ные и совмещенные пластинчатые
штампы с толщиной пластин 12—
Рис. 88 Совмещенные пластинча- Мм с кРеплением на УнивеРСаль-
элект омаг
тые штампы с креплением на ных электромагнитных блок . С
р нитном блоке: а — с от- притяжения элект
ах. ила
дельным независимым креплением:
~тромагнитов в них
креплением: составляет 3 — 4 к1"/см' (0 3—
>
,ица, 8 п,ансон.ыат,ица
редставляют собои две ~~~~инны~
ем нн о щеи плите: плиты, из которых нижняя кре-
1 — пуансон-матрица; 2 — матрица; ПИ
1: рб...,ы..у..',..ы. 4- б Л И"Я К СТОЛУ ПРЕС'а' а ВЕРХНЯЯ
плита ' " к ползуну посредством хвостовика.
внутри которых вмонтированы электр
На плитах укреплены два ко п са
Р У»1
ектромагниты, получающие пи-
от о щеи сети переменного тока напряжением 370
селеновый выпрямитель
в через
В
р, установленный в отдельном корпусе.
ыпрямитель обеспечивает нап я е
напряжение постоянного тока 24 в
не менее а. Включение верхнего и ни
тдельно. Для сигнали
ализации о включении соответствующей
плиты служат специальные электролампочки. Для точного
ния корпуса связаны меж
и. Для точного направле-
ками и вт лками.
е ду собои четырьмя направляющими коло-
у . Сам штамп состоит из двух или трех (у сонме ен-
н-
ного штампа) пластин толщиной 15 мм ( ис. 85). П и э
изготовляются из стали 4 и1
40 п анс
штампа и пуансон-матрица совмещенного штампа
40 или 45 с закалкой до твердости НЯС 37—
бин
пуансон же изготовляется из стали 20 с цементацией на гл-
ну 0,5 — 0,8 мм и закалкой до НРС 55 — 58. Съе
выталкивание детали п оизво
— ъем материала и "--;::,'.::,:,'
пуансонов сила их притяжения
ли производятся резиной. При малой площади
недостаточной, и п ансон ото
б
р ния к плитам блоков может оказаться
у орвется от плиты блоков. Поэтому не-',,::,":";,':.,
ольшие пуансоны екомен е
112
р ду тся прикреплять к широкой подкладке.
Рис. 87. Универсальный электро-
магнитно-механический блок:
1 — нижняя плита; 2 и 8 — направля-
ющие колонки и втулки; 4 — верхняя
плита; Б — катушки; 6 — хвостовик",
7 — выталкиватель; 8 — прихваты;
9 — буферное устройство
Рис. 86. Комплект пуансонов и
матриц для пробивки на элек-
тромагнитном блоке
Электромагнитные блоки применяются для штамповки немагнит-
ных материалов — цветных и неметаллических материалов толщи-
ной до 2,0 — 2,5 мм ~8; 22; 59). Для штамповки также и магнитных
материалов толщиной до 2,5 — 3,0 мм применяются электромагнитно-
механические универсальные блоки. В этих блоках крепление паке-
тов штампов может осуществляться либо только электромагнитами,
встроенными в плиты блока, либо комбинированным способом—
верхняя часть пакета штампа притягивается электромагнитом, а
нижняя часть его закрепляется прихватами (рис. 87). Наличие в блоке
выталкивателя сверху (от ползуна пресса) и буферного устройства
снизу позволяет осуществлять разнообразные штамповочные опе-
рации — вырубку, пробивку, гибку, вытяжку, формовку и др.
Таким образом, эти блоки являются более универсальными, чем
электромагнитные [39; 591.
Штампы с применением резины для вырезных операций
При изготовлении небольших партий деталей сложной конфигура-
ции из тонколистового материала (з ( 3 мм) с успехом используются
штампы с применением резины. Они применяются как для разъеди-
113
8 м. Б. Зубцов
Пробивка круглых отверстий небольших диаметров (до 10 — 12 мм)
производится с помощью набора универсальных пуансонов и матриц,
в емых по специальным шаблонам. Каждое отверстие про-
2
бивается отдельным комплектом (рис. 86), состоящим из пуансона
запрессованного в пуансонодержатель 1, матрицы 4 и резинового
съемника 3. Для выхода отходов из матрицы 4 служит заглушка 5
со скосом, по которому они скользят и выпадают из матрицы.
нительных операций — вырезки и пробивки, так и для формоизме-;:'
няющих операций из листового материала — гибки, вытяжки и фор-'.;-;"
мовки.
При использовании резины для вырезных операций ею можно„;:,.
вырезать металлы толщинои: для алюминия — до 1,5 — 2,0 мм, дур- '
алюмина — до 1,3 мм и стали — не более 1,0 лл.
При вырезке наружного контура роль пуансона выполняет сталь-,'",;'"'
ная пластина (шаблон — ширблок), а роль матрицы — резиновая,'.,'',:
подушка; при вырезке отверстий, наоборот, применяется стальная '„'-'
матрица и резиновый пуансон. С помощью резины можно также осу- '.
ществить одновременно (совмещенную) вырезку наружного контура::,.'
и отверстия и комбинированные операции — формовки и обрезки.
Резина при вырезке может быть использована без применения ог-;-:::!-
раничителей по ее боковой поверхности, т. е. в свободном состоянии,:,!::
или ее заключают в ограничивающий кожух (контейнер). Удельное.:-,:::,";,
давление резины, создаваемое в контейнере, будет выше, чем в сво- ',",;-';,":'
бодном состоянии. Минимальные размеры отверстий, пробиваемый'"!"'
(вырезаемые) резиной, зависят от удельного давления, производимого
резиной, и толщины материала. При вырезке резиной в стальных
листах толщиной от 0,3 до 1,0 мм и с удельным давлением от 85 до
290 кГ(см' (от 8,5 до 29 Мнlм') минимальный диаметр отверстия будет
от 7 до 14 лм 122).
По своей конструкции для вырезных операций штампы с примене-, "-'":;,',:
нием резины можно отнести к пластинчатым штампам. Стойкость их
определяется работоспособностью резины. Для вырезки рекомен-
дуется применять резину, имеющую следующие механические свой-
ства:
Сопротивление разрыву в кГ/сьев (МнlлР)
Относительное удлинение в %
Остаточное удлинение в %
Твердость по Шору .
С'катие под нагрузкой 100 кГ(сн'
(10 М8/м')
30 — 36 (3,0 — 3,6)
300 — 400
16 — 20
80
Наибольший срок службы резина имеет при ее деформации на-:,;:-':::,:;:.;-,":
20 — 25%. Предельная степень сжатия свободной резины составляет--.",::.',;,;.-.,
40 — 45%.
Для увеличения срока службы резину можно перевернуть на дру-,.:;".;:;,'!;
гую сторону или срезать изношенный ее слой и вместо него наклеить ',;-"-:::-:":,~~„;,.
новый. Стоимость подобных штампов обходится в 3 — 4 раза дешевле. -';-';.-';.=,"'.:,.-'-;„., '.
обычного стального штампа.
Работу штампами с применением резины при вырезке небольших-
деталей выполняют на винтовых фрикционных прессах. При штам-;:-',,',.,'=;;:::.= "
повке сравнительно крупных деталей, а также при групповой вы--:,:-'::-'.„,','=
резке нескольких деталей из одного листа используются крупные
гидравлические прессы усилием до 5000 Г (50 000 кн); снабженные --.:.:;::;';"-;,.
двумя, четырьмя или шестью выдвижными столами, работающими
поочередно без перерывов для установки шаблонов.
114
Штампы для изготовления объемно-полых деталей
При изготовлении объемно-полых деталей, требующих операции
вытяжки, формовки и отбортовки, в мелкосерийном производстве
применяются также и другие упрощенные и дешевые штампы следую-
щих типов:
1) литые алюминиево-цинковые и свинцово-цинковые штампы;
2) деревянные и деревянно-резиновые штампы, деревянные бол-
ваны и рамки;
3) бетонно-металлические штампы;
4) штампы для гидравлической штамповки;
5) штампы с применением резины;
6) штампы из пластмассы.
Указанные штампы используются для изготовления средних и
крупногабаритных деталей сложной конфигурации из материалов
толщиной до 1,5 мм. Такие детали применяются в автомобильной про-
мышленности при вытяжке, формовке и отбортовке облицовочных
деталей автомобилей, в авиационной промышленности, в вагоно- и
судостроении.
Алюминиево-цинковый сплав, применяемый для вытяжных и фор-
мовочных штампов автомобильной и авиационной промышленности, со-
держит 7,0 — 8,5% А1,2 — 3% Сц 1 3% РЬ, 0 5% 1."е остальноеХп; о, =
=- 20 —:26 кГ!мм' (200 — 260 Мй!м2), твердость ОВ 100 — 110 131]. За
рубежом (в США) для этой цели применяется сплав кирксайт А и В,
состоящий из 3,5 — 4,5% А1, 2,5 — 3,7% Сп, 1,25% М~; о, = 22 —;
—: 28 кГ(мм' (220 — 280 Мй/м'), 6 = 3%; температура плавления
365 — 390' С. Алюминиево-цинковый сплав имеет хорошие литейные
качества, хорошее сопротивление истиранию, легко обрабатывается
и имеет при переплавке небольшие потери. В этих штампах верхние
и нижние плиты отливают из чугуна, а рабочие части (пуансон и ма-
трицу) из приведенных выше сплавов. Стойкость их составляет 5000—
6000 шт. деталей.
В свинцово-цинковых штампах матрица изготовляется из цинка
или цинкового сплава, а пуансон из свинца. Для придания свинцовой
отливке большей твердости и износостойкости в свинец добавляют
около 10% сурьмы (по весу).
Деревянные штампы, изготовленные из бука, применяются для
вытяжки, формовки и отбортовки облицовочных деталей автобусов,
троллейбусов и вагонов из стальных материалов толщиной до 1,2 мм.
В целях увеличения стойкости этих штампов рабочие и трущиеся по-
верхности их покрывают металлическими накладками толщиной 2—
6 лл или же к дереву привертывают металлические полосы толщи-
ной 15 — 20 лл. В деревянно-резиновых штампах матрица выпол-
няется из дерева, а пуансон из резины. Эти штампы также исполь-
зуются для штамповки материалов толщиной до 1,5 мм.
При штамповке с растяжением металла, осуществляемой на дере-
вянных болванах, которые изготовляются из сборных склеенных
между собой деревянных брусков твердой породы, для увеличения
115
Иа них накладывают металлический лист тол-::-::-',"".--
,111,скости болванов
2 0 соответствующии внутреннему профилю гото- "','',,'
41 бетонно-металлич
вские штампы нашли применение в судострое- ':"',,
Ьной промышленности при вытяжке и формовке
,11(1~".~огабаритных Деталей. Они представляют собой бетонную от-
кост р наиболее
Р Р УЪ стальными стержнями. Для увеличения их
1~М
изнашивающиеся части рабочей поверхности' ':-';.
Р стальными пластинами. При установке на при-,:,',",.
'ипа покрываются
;1Ь,Е И На МатРице в
штамп пол чае1
Р ц 11тяжного штампа режущих металлических ча-.
~3
У 1'ся комбинированным, при помощи которого .:':-.,'1.
ествляется одно ~ременная вырубка и вытяжка или формовка
1У 6ри глубокой вы~
яжке или формовке деталей конической, по-- ',::.;:.:~'-
~г1, ферической, пара~ олическои, а также прямоугольной формы
или фо мовк
казывается гидравлическая штамповка — вы-;-,".:„:;'„
'".Ф
ф» йжки на первой о
ф Р ч„позволяющая работать при коэффициенте
~~ ~ ние заготовки про
перации т, „= 0,50. В этом случае деформи- .-:,,':,'"
1Д о при обычной в
Р изводится не жестким пуансоном, как это имеет
Д резины в жестко"
11тяжке или формовке, а давлением жидкости
ф дает необходимое
И вЂ” металлической матрице. Благодаря этому
. 1~~ 11сона к мат ице ш
д ать в тщательнои и дорогостоящей пригонке
Р ц гампа, что делает указанный способ штамповки
одным при изгот
-:,,'-::.у(',чмповка может пр
товлении даже небольших партий изделий.
товки. Рабочее да
оизводиться как из плоской так и из полой
'. ',.1а 4ается или насосом
давление жидкости при вытяжке этим способом '
высокого давления (50 — 250 ат), или рабочим:::"::,,-',.~~:
'Ф~~м механического
ьвое давление жи
д,
Или гидравлического пресса. В процессе работы
ф ального давления
дкости изменяется от нуля до требуемого ма-
* достигая 250 ат и более, что вполне достаточно
штамповки материалов толщиной до 1,5 — 2,0 мм.
тойкость мат иць
~)~~рийном производс
Риць4 (формы) при гидравлической вытяжке в мел-.:.-"-';.'-'»'"
~ ~нных деталей. Г
Р д гве практически не лимитирует выпуска штам-
тве ос ществляет
гидравлическая вытяжка при массовом произ-
Ущ ся на специальных гидравлических прессах -;;:,::::;,;:,.:
"1 '-1ного Действия, сН
набженных резиновой диафрагмой из синтети- .::.-:.:;-:-",
1О6О
ого каучука. В эт их прессах рабочее давление жидкости, дохо- -,,',.;:.':,:"..' .,
„ее до 1060 ат, и озволяет изготовлять детали самой сложной
ы толщиной до 1
1 ~ся только п очн
д 12 — 15 мм. Здесь стойкость штампов лимити-
Р ~стью резиновой, диафрагмы, которая легко
ет ыть заменена другой
д ж
Вместо давления ж
жидкости в штампах, применяемых для формо-
(, ~ня1ощих операций
Р ц г1ри мелкосерийном производстве, можно также
~1льзовать и более г
шее тогда к спос
г1ростое эластичное устройство — резину, при-
~бу штамповки эластичным резиновым пуан-
Р'1це 125; 221. Успешно применяется и противо-
1ч М В жЕСтКОй Мат 1
'У Р нципу способ штамповки жестким (стальным)
южный этом п ин
. Исоном в эластич Иои — резиновой или жидкостной матрице.
Штамповка используется как на первой, так и на последующих опе-
рациях вытяжки. Работа обычно производится на гидравлических
прессах.
Для успешной работы штампа резина должна иметь следующие
механические свойства:
Сопротивление разрыву в кГ/см' (в Мя/м2) 50 — 55 (5,0 — 5,5)
Относительное удлинение в %... 600 — 700
Остаточное удлинение в % 25 — 30
Сжатие под нагрузкой 100 крема
(10 Мн/м2) в % .......... 50 — 70
Твердость по Шору . 70
Стойкость штампа в последних случаях лимитируется только
работоспособностью резины, стоимость которой незначительна.
За последние годы широкое применение получили штампы из
пластмасс. Пластмассы используются для изготовления целиком
пуансонов и матриц вытяжных и формовочных штампов либо для
облицовки рабочих поверхностей пуансонов, матриц и прижимов
вытяжных штампов, а также для крепления рабочих частей, колонок
и втулок в штампах. Применение пластмассовых штампов позволяет
в 3 — 4 раза снизить вес штампов и значительно уменьшить трудоем-
кость изготовления их, благодаря чему они успешно используются
в серийном и мелкосерийном производстве.
Пластмассы для штампов состоят из нескольких компонентов:
искусственных смол, отвердителей, пластификаторов и наполните-
лей. Из смол для штампов применяются: термоустойчивая жидкая
феноловая смола, высокомолекулярные эпоксидные смолы марок
ЭД5, ЭД6, Э40 и полиэтиленовые смолы.
Для закрепления пуансона в пуансонодержателе, колонок и вту-
лок в плитах блока, для точного направления пуансона в съемнике
применяются пластмассы АСТ-Т (акрилопласты) и стиракрил ТШ;
химический состав их приводится выше в п. 13. У пластмассы АСТ-Т
предел прочности при изгибе составляет 8 — 12 кГ/мм' (80 — 120 Мн/м')
при сжатии — 12 — 16 кГ/мм2 (120 — 160 Мн/ма), твердость по Бри-
нелю 13 — 19, ударная вязкость 8 — 12 кГ.м/см' (0,8 — 1,2 Мдлс/м').
У стиракрила предел прочности при изгибе равен 7 — 8 кГ/мм',
(70 — 80 Мн/ма), при сжатии 9 кГ/мм' (90 Мн/м'), твердость по Бри-
нелю 12 — 15, ударная вязкость 12 — 15 кГ.м/см' (1,2 — 1,5 Мдлс/м').
У пластмассовых штампов из феноловой смолы основание (кар-
кас) для них изготовляется из алюминиево-цинкового сплава или
серого чугуна, на которые наносится слой феноловой смолы толщи-
ной 50 — 100 мм (в зависимости от размеров и формы штампа).
Пластмасса из феноловой смолы приготовляется в холодном со-
стоянии и заполняет металлическую форму при заливке. После за-
твердевания при определенной температуре пластмасса становится
нерастворимой и не размягчается. Сопротивление сжатию равно
117
из дешевои пластмассы, а рабочу
смолы. В качестве наполнителя при
гипс — Г, маршалит — М, песок фо
Ст, графит — Гр, керамзит — К и
ции пластмассы смола составляет 10
фикатор — 10 — 25 г, наполнители
,:"' Штампы со слоисто-тканевой об
ложения слоев из тканей и других
сидной или феноловой смолой.
Из полиэтиленовых смол штампы
в них модели требуемой формы. Дл
нагревается до 120' С, в результате
поддается вдавливанию. Штампы из
для изготовления деталей из мягко
из нержавеющей стали толщиной до
и из титанового листа — до 0,8 лм
20 тыс. шт. деталей. Существенного
ю поверхность — из эпоксидной
меняют железный порошок — ~К,,!.,
рмовочный — П, стеклоткань — ':::,::".;,.:;::;
др. В весовых частях компози-,',;:,:'!
0 г, отвердитель — 20 г, пласти-.",.,':.,:"
— 100 — 250 г и больше.
лицовкой получаются путем на- - .-:::,''
материалов, пропитанных эпок-::::,,;':„
получаются путем вдавливания
я этого пластмассовая заготовка
чего она размягчается и легко
эпоксидных смол применяются
й углеродистой стали, а также
1,6 лм, из алюминия — до 2 мм
. Стойкость их составляет 10—
увеличения стойкости можно до-
стигнуть, применяя напыление слоя инструментальной стали на ра-
бочие поверхности штампа.
На крупных вытяжных и формовочных штампах в местах наиболее
интенсивного износа — в местах образования складок — предусма-
тривают металлические вставки, подогнанные по контуру детали
штампа.
118
800 кГ/с,я' (80 Мн/м'), а разрыву — 365 кГ/см' (36 5 Мн/мй) твф
дость достигает НВ 110. В случае выкрашивания отдельных участка~~,
штампа их можно быстро восстановить подливкой пластмассы со сй,,'.,".;.'
циальным крепителем, способствующим лучшему схватыванию поД~;,
ливаемой пластмассы с основной отливкой и более быстрому затвер.'-'.;.'=
деванию их. Работа на пластмассовых штампах производится 66з':-;.';
смазки, так как сама пластмасса выполняет эту роль.
Штампы из эпоксидных смол изготовляют трех типов: монолит,';
ные, с литой облицовкой и со слоисто-тканевой облицовкой.
Для небольших деталей штампы отливают целиком из пласт;:,-",„-;
массы, а для крупных деталей с облицовкой из пластмассы.
В зависимости от состава компонентов, входящих в пластмассу.-.':'.
на основе эпоксидных смол, композиции придается соответствующе:,!;:,
обозначение: ЭЯ-1, ЭЖ-2, ЭЖ-З, ЭГ-1, ЭГ-2, ЭГ-З, ЭМ-1, ЭМ-2;:;;
ЭМ-З, ЭМ-4; ЭП-1, ЭП-2, ЭСТ-1, ЭК-4 1491. Предел прочности ука-".,:='
занных композиций пластмасс при сжатии составляет от5до14 кГ/мм~:",;,,',
(от 50 до 140 Мн/л') и больше, а при статическом изгибе от 4,-:;:~
до 9 кГ/лш' (от 40 до 90 Мн/м') „ударная вязкость от 3,",:
до 8,5 кГ м/см' (от 0,3 до 0,85 Мдиlм'); твердость по Бринелю
от 13 до 23; усадка от 0,03 до 0,17% .
Отливка из эпоксидных смол ЭД5, ЭД6 и Э40 производится в фор- .;:-:.',:-
мах, изготовленных из металла, дерева или гипса по мастер-моделям .и
деталей или по самой детали, тщательно обработанной и отполиро-
ванной.
Штамп обычно делают из нескольких пластмасс: сердцевину — ';:.-',
';::.'::: '--Ф...
644'.
фВ,
ЙФффф-";:,"
И Иот1ф'гф)Ьфф'
прижим4 К~
личсици ~цФЧ964$$""
са. Облицойкй нФ4мФФ''':;:::~",::';:-'-"-"::,...,
Лана ЙЗ ЭПОКОМЙМФЮУЙ '~~~Ща~ т.' ' "~в
,/~ля умейьшеиия ~й„см ануй-й.- Ф~".. '
СОНЯ И ЭКОНОМИИ ПЕСКОМИС.
я' СЫ В НЕМ ПрЕдуСМотрЕНЫ ДВа Л,„~,и ~иц~,
кармана получаемые путем и*: лан«'
У
венер,
закладывания в пескомассу
при его изготовлении дере-
вянных вкладышей — коробок. Штам
двойного действия. Вес штампа 6400
.Ыр. я, .пЯфМЯ
реаинпнаи паилв4Жа
п предназначен для п1~ес~а
кг 1131.
из матрицы двумя пружин-
Отштампованная деталь удаляется
ными выталкивателями с резиновыми накладками, служащими для
предохранения лицевой поверх-
Цр,;,с ' ности изготовляемой детали от
вмятин. Снимается изделие со
штампа механической рукой,
смонтированной на прессе.
б
При использовании эпок-
5
для вырубных
штампов рабочие кромки мат-
рицы и пуансона армируются
стальными полосами (рис 89)
из стали марки У8А, имеющи-
ми после закалки твердость
НРС 56 — 58. Полосы крепятся
к ' пластмассовому корпусу
штампа. Пуансон должен иметь
Рис. 89. Вырубной штамп из пласт-
массы — эпоксидных смол, армированной
стальными полосами:
1 — стальные плиты; 2 — пуансон; 8 — мат-
рица; 4 — стальные полосы для армирова-
нин; Б — выравнивающий слой; 6 — прижим
в прижиме штампа направляющие устроиства. Этим штампом
можно вырубать детали сложной конфигурации из стали толщиной
до 1,5 мя и алюминия до 2 мм ~12; 20).
В последнее время за рубежом (в США) предложен оригинальный
способ применения несжимаемой полиуретановой пластмассы в фор-
мовочных, вытяжных и гибочных штампах в основном в виде матриц
119
блоков. Эта несжимаемая пластмасса работает аналогично резине,!;..'':
применяемой в штампах. При этом, если твердая резина имеет удли-~
нение 400% и сопротивление разрыву 84 кГ/сл' (8,4 Мн/лР~~ то
твердый полиуретан имеет удлинение 550% и сопротивление разрь у
/ л (30 Мнlм ), сжимаемость его составляет всего 2 — 3%.
ыву
Применение полиуретановых матриц — блоков имеет ряд преиму-
ществ: сохраняется толщина исходного листа при вытяжке стальных
деталей даже с коэффициентом вытяжки 0,54; снижается усилие
деформирования примерно на 15 — 20%; часто удается сок атить
число операций по сравнению с вытяжкой на металлических штампах;
после
не требуется пригонка рабочих частей штампа. Поверхность де
формовки в этих штампах получается без шероховатостей и
царапин, и таким образом отпадает необходимость в отделке после
штамповки.
Стойкость полиуретановых штампов в зависимости от сложности
штамповки составляет от 10 до 50 тыс. шт. деталей и более.
2о, унввн слльные штлмпы
Универсальные штампы бывают различных типов: общие ниве-
сальные переналаживаемые штампы, на которых выполняется по-
стыл законченная операция, например вырубка, пробивка или
ги ка; универсальные штампы для поэлементной штамповки
лей на которых производится только часть операции, например
постепенная обрубка углов, пазов, радиусов и др.
У ниверсальность указанных штампов достигается за счет введе-
ния в их конструкции узлов и отдельных деталей, позволяющих из-
менять параметры штампуемых деталей. К таковым элементам можно
отнести'. регулируемые упоры и направляющие линейки; делитель-
ные устройства — масштабные линейки, нониусы и др., обеспечи-
вающие различную фиксацию заготовки относительно рабочих ча-
стей штампа (также и точную); быстросменные рабочие части; ком-
бинированные рабочие детали, имеющие несколько поверхностей
различной геометрической формой, соответствующей форме и раз-
мерам штампуемых деталей.
На универсально-переналаживаемых штампах фиксация штампуе-
мой заготовки устанавливается по упорам и шаблонам и более точно
при помощи специальных делительных устройств.
По своему назначению универсально-переналаживаемые штампы
делятся на отрезные, вырубные, пробивные, гибочные, вытяжные,
формовочные и комбинированные.
Ши роко применяются также' различные универсальные блоки
со сменными пакетными штампами без" направляющих колонок и
с направляющими колонками.
Универсальные переналаживаемые штампы
В н
настоящее время имеется большое разнообразие универсально-
переналаживаемых штампов, которые с успехом внедряются на наших
заводах.
120
В зависимости от характера операции габаритных размеров де
талей, рода материала и серийности производства применяют и со-
ответствующий тип штампа. Точность штамповки на обычных уни-
версальных штампах находится в пределах 5 — -7-го классов, а при
наличии специальных делительных устройств можно достигнуть
3 — 4-го классов точности.
На рис. 90 приведена типовая конструкция универсального пере-
налаживаемого штампа для вырубки прямых углов и пазов в заго-
товках — деталях из листо-
вого материала, которая также
может быть применена и при
штамповке деталей по элемен-
там. -7
На нижней плите 1 устано- 8
влены и закреплены винтами и
Ю
штифтами обойма 2 и четыре
И
секции — бруски составной мат-
рицы 3.
По боковым пазам обоймы
можно передвигать до требуе-
мого положения сменные под- -6- фр -(ф-
вижные планки — упоры 11
Ф~%—
с отверстиями (или вырезами)
для крепежных болтов 9. В со-
ответствии с расположением
этих упоров относительно пуан-
сона Б определяется необхо- ~ ф1,— ==, -.д — г
димый размер требуемой вы-
и
резки угла или прорезки паза
в заготовке 12. Рис. 90. Универсально-перенала~кивае-
П ансон 6 закреплен в пу мый штамп длЯ выРУбки пРЯмых Углов
и пазов в листовых деталях
ансонодержателе 7, прикреплен-
ном к верхней плите 6 винтами
и штифтами. Кроме того, пуансон имеет еще и направляющие
упорные выступы 4, скользящие в вырубной матрице, которые не
должны выходить из нее больше, чем на зазор С, равный толщине
материала плюс 1 мм. Положение упоров 11 устанавливается по
масштабно-координатным линейкам 10 и фиксируется гайками 8.
Наибольший размер вырубаемого угла на этом штампе 80 Х 130 мл
при толщине материала (сталь) до 3 мм. На универсально-перенала-
живаемом штампе можно также отрезать от полосы или ленты заго-
товки различной длины и ширины, установив по требуемым разме-
рам упоры 11.
На рис. 91 представлен универсальный штамп оригинальной кон-
струкции, предназначенный для гибки П-образных деталей различ-
ного вида, размеров и радиусов сопряжений полок.
В этом штампе пуансон является сборным, а матрица раздвиж-
ной. Пуансон состоит из боковых пластин д и 6 и прокладок 4.
121
Боковые пластины имеют различные радиусы закругления ребер для
получения у штампуемых скоб различных радиусов сопряжений по-
лок. Размер скоб по ширине регулируется в пределах от 50 до 100 мм
за счет нескольких типораз-
меров прокладок, а по вы-
"Ы соте — в пределах от 2 до
95 мл за счет прокладок 4 в
~с — -б
у
3
сочетании с пластинами 8 и
б и прокладками б различ-
ной высоты.
На нижней плите блока
имеются стойки 1 и 8, кото-
рые устанавливаются и за-
крепляются с помощью бол-
тов и рифелей через каждые
0,5 мм. К стойкам крепятся
щеки — бруски матрицы 2 и 7,
у имеющие на ребрах радиусы
закругления 1, 2, 3 и 4 мм.
Для правильной укладки за-
готовок при штамповке на
стойках находятся регули-
1>ис. 91. Групповой универсально-перенала- Руемь1е фиксаторы 11.
>киваемь>й штамп для гибки деталей типа Для обеспечения требуе-
мой высоты скобы и вытал-
кивания ее из штампа между
~го стойками устанавливается набор плиток — выталкивателей 9,
действующих от пневматического или пружинного буфера через стер-
~кень 10. Зти блоки устанавливаются на кривошипные (эксцентрико-
Ьые) прессы с усилием в 22 и 100 Т и с длиной хода ползуна в 80 и
100 им.
При штамповке деталей по элементам применяются универсаль-
ные гибочные штампы с раздвижными матрицами и пуансонами [3].
Универсальные штампы для поэлементной штамповки деталей
При штамповке деталей по элементам из штучных заготовок не-
обходимо иметь набор универсальных однооперационных штампов,
'>существляющих ряд операций: отрезку и вырубку (части) деталей
~1о прямым линиям, обрезку деталей по радиусу, прорезку пазов,
~1робивку отверстий различных диаметров, гибку под различными
Ъглами и т. д. Помимо однооперационных штампов применяются
многооперационные универсальные штампы, используемые для
~>дновременной пробивки отверстий и обрезки углов деталей по ра-
~1иусу и др. Штампы для поэлементной штамповки постоянно за-
~треплены на прессах, которые расположены последовательно и об-
разуют отдельную штамповочную поточную линию.
Разработаны и внедрены также универсальные полуавтомати-
'ческие и автоматические штампы для изготовления деталей типа пла-
~22
нок, шайб, для пробивки отверстий и для других операций; штампы
с программным устройством для многорядной пробивки отверстий.
Зти конструкции разработаны В. М. Богдановым [31.
При штамповке деталей по элементам в полосе А. М. Румянце-
вым разработаны и внедрены групповые приспособления — подачи
и штампы, устанавливаемые на прессе и осуществляющие полуавто-
матический цикл работы. В этом случае при работе полоса передви-
гается автоматически на заданный шаг штамповки.
Для групповой обработки деталей по элементам из листовых за-
готовок применяются многопозиционные универсально-карусельные
блоки, устанавливаемые на прессе (конструкции А. В. Глазкова [31)
и координатно-револьверные пробивные прессы с программным упра-
влением [31'. В них используются сменные наладочные штампы.
Дальнейшее развитие процесса штамповки по элементам привело
к организации автоматических линий. На рижском заводе ВЗФ и
на ленинградском заводе «Красная заря» созданы автоматические
линии для поэлементной штамповки пружин реле 52 типоразмеров
в условиях" серийного и массового производства [331. Автоматиче-
ская линия состоит из головного вырубного пресса усилием 8 Т и
12-операционных вертикальных кривошипных прессов усилием 1,5 Т
каждый, связанных между собой" зубчатыми колесами. Прессы уста-
новлены на общей раме сварной конструкции.
На головном прессе в универсальный блок с автоматической
подачей материала устанавливают вырубной штамп для вырубки
пружины по наружному контуру, а на 12-операционных прессах
устанавливают необходимое количество сменных наладочных штам-
пов, чтобы они, работая в различном сочетании, могли дать требуе-
мые конструктивные формы пружин.
Рабочие части универсальных штампов обычно изготовляются
из тех же материалов, что и для специальных штампов, поэтому
стойкость их будет примерно такая же.
ГЛАВА И
МЕТОДЫ РАСЧЕТА И ПРОВЕРКИ
ОСНОВНЫХ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ.
СКОРОСТНОЕ ПРОЕКТИРОВАНИЕ ШТАМПОВ
21. РАСЧЕТЫ И ПРОВЕРКА ОСНОВНЫХ ДЕТАЛЕЙ
П1ТАМПОВ НА ПРОЧНОСТЬ
Помимо технологических и конструктивных параметров на стой-
кость штампов в значительной степени влияет прочность и жесткость
деталей штампов. Поэтому ниже приводятся методы расчета и про-
верки основных деталей штампов на прочность и жесткость.
' М. Е. 3 у б по в. Групповые методы холодной штамповки деталей. ЛДНТП„
Щ9,
123
Расчет пуансона на прочность
Расчет на прочность производится для пуансонов небольшого
диаметра при значительном усилии вырубки, пробивки или вытяжки.
пе пуансон следует
При правильно изготовленном и собранном штампе п
проверять на напряжение сжатия а, о по опасному наименьшем его
(р ., а). Для вырубки или пробивки оно определяется
по формуле
Рр йп~то
о~ж р = ° ~~ (о)
(10)
Ми Ррс
В' гиР '
32
ГДЕ К вЂ” МОМЕНТ СОПРОТИВЛЕНИЯ ПУаНСОНа В СЛ42; д — ДИаМЕтР ПУаН-
сона в поса очной ег
В МЛ4.
д " его части, совпадающии с рабочим диаметром
Ф
где Рр — действительное усилие вырубки (пробивки) ',в
ственных сл
условиях) в кГ (я); и — длина контура (периметр) выру-
,(в производ-
баемой (пробиваемой) детали в мл4;
э — толщина материала в мл4; т
о
й'~
сопротивление срезу (вырубке) в
кГ/мм2 (Мн/л2), полученное в лабо-
раторных условиях работы; й—
коэффициент, учитывающий влияние
различных факторов на процесс вы-
рубки, которые могут иметь место
, Ф
в производственных условиях (не-
е одинаковая толщина материала, не-
равномерный зазор, притупление
режущих кромок штампа и др.),
ис.. скизы к расчету пуан- вел
О~а на ~р~чнОсть: и — беа напра-
вляющей плиты; б — с аправляю- — площадь наименьшего попе-
щей плитой речного сечения пуансона в сл42 (л2);
Ь1„„— допускаемое напряжение на
(Л4н/л421 кото ое п ин
сжатие для закаленной стали в кГ/см2 -.;:.;,!::"
и л4 ), которое принимается в 1,5 — 3 раза болыпе, чем для сырой
стали; значение его приведено в табл. 26.
Так как на п актике м
р ке может иметь место неточность изготовления
штампа и некото ое сме е
р ещение оси пуансона относительно оси матрицы
в результате чего появится изгибающий момент), то следует допол-
нительно проверять пуансон на напряжение от изгиба а в поса-
дочной его части.
И
Приняв величин сме
р у смещения пуансона е равной половине зазора
между матрицей и пуансоном штампа г/2, напряжение изгиба опре-
делим по формуле
Тогда суммарные сжимающие напряжения ап
оп — осж+ ои р + у о + а 1осж1.
Рр Рре Рр Рре
~И пй
(12)
4 32
Длинные и тонкие пуансоны следует проверять также и на про-
/пр /пр
дольный изгиб, если пР ) 105 для мягкой стали и "Р ) 90 для
~ ~П1П Гнив
твердой стали. Здесь /„р — приведенная длина пуансона; г,„—
наименьший радиус инерции, который определяется по формуле
ч/~
гпип ~'
(13)
п2Е /
4п~пато '
(14)
где Š— модуль упругости, который для инструментальной стали
равен 2 15.104 2 2.10е кГ/ец2 (2 15,10о 2 2.10о Д4н/м2). / эква
ториальный момент инерции в см4 (м4), определяемый поперечным
сечением пуансона; п — коэффициент запаса, для сырой стали рав-
ный 4 — 5, для закаленной 2 — 3.
Для штампов с направляющей плитой свободная длина пуансона 1
(рис. 92, б) определяется исходя из третьей расчетной формулы по
Эйлеру
2п2Е /
Ркр — р — иРр — и/епэто ~
(15)
Расчет прокладки на прочность
Назначением прокладок, как известно, является восприятие да-
вления от пуансонов (втулочных матриц) с целью предохранения
от смятия верхних и нижних плит, которые изготовляются из более
мягкого материала, чем пуансоны и матрицы. Прокладки необходимо
применять в тех случаях, когда удельное давление, передаваемое
пуансоном (или втулочной матрицей), превосходит допускаемые на-
пряжения на смятие — 1800 — 2000 кГ/см2 (180 — 200 Мнlма) при
125
где У,„— наименьший момент инерции в сл44.
Для круглого пуансона диаметром д радиус инерции г,„= —.
Для проверки свободной длины пуансона / в штампах без направляю-
щей плиты нужно исходить из расчетной формулы продольного из-
гиба по первой формуле Эйлера, сопоставив критическую силу Р,р
Л2ЕУ
с усилием вырубки Р, т. е. Р„=, = иРр = ипил„
откуда
плитах из малоуглеродистой стали (Ст.2, Ст.3) и 800 —.900 кГ/смв ..:;,".
(80 — 90 Мн/м') при плитах из чугуна.
Величина удельного давления, передаваемого пуансоном (матри- '::"
цей) р, определяется по уравнению
Р„йизто
Р= Р = Р == 1о1см
о о
Расчет на прочность цельных матриц
Расчет на прочность цельных матриц
можно производить, рассматривая сопротивле-
ние плоских плит при изгибе в случае равно-
мерно распределенного давления по периметру '.
вырубки. Ниже приведены упрощенные фор-
мулы для проверки на прочность цельных
матриц для трех; случаев, чаще всего встре- .::
чающихся на практике.
1. Круглая матрица диаметром д =2г, опер-
тая на кольцо с внутренним диаметром д,=2г,
(рис. 93, а).
Напряжение изгиба для матрицы определит-
ся по формуле
Оц — ~ ~ 1 ) ==- Ми (17)
Подобрав 1а), для соответствующей марки
стали, из которой изготовлена матрица, можно
из приведенной формулы (17) определить тол- '='
щину матрицы
Рис. 93. Эскизы к рас-
чету на прочность
цельной матрицы
(18) --':::,.
2. Прямоугольная матрица; опертая на плиту с квадратным от-
верстием со стороной а (рис. 93, б),
2
2,ЬРр
(20)
где Р— площадь сечения верхней части пуансона (матрицы) в см' -'.",
(м ); для круглОго пуансона (рис. 92) г = 4 , '(О) — допускае-
мые напряжения на смятие материала верх-
ней или нижней плит в кГ/см' (Мн/м'), при-
веденные выше.
3. Прямоугольная матрица, опертая на плиту с прямоугольным
отверстием размерами аХЬ (рис. 93, в),
о„= —,
ЗРр а
Н
(21)
(22)
Расчет прочности крепления матриц (пуансонов)
из составных частей
Расчет составных секций матриц (пуансонов) связан с установле-
нием главных действующих сил, под влиянием которых секции рас-
пираются, стремясь сдвинуться с установленного положения на
штампе и производя давление на штифты, шпонки или выступы
в плите.
Максимальная распирающая сила,
действующая на отдельную секцию,
определится из выражения (рис. 94)
(23)
Здесь Уч — распирающая сила, на-
правленная перпендикулярно линии
разъема секции Ав и действующая
одновременно с усилием вырубки;
она равна (0,3 —:0,4) Р, где Рр—
максимальное усилие вырубки, при-
ходящееся на данную секцию; Ы р—
сила трения между секцией и ниж-
ней плитой; (У = ~,Рр, где 1",—
коэффициент трения, равный 0,15);
Рис. 94. Схема действ~я усилий
торцу застрявшей в матрице детали расчету прочности крепления мат-
(как в процессе вырубки, так и по~ле риц (пуансонов) из составных сек
него); у, =- г/„р/з, где д„р — удель- ций
ное давление при проталкивании,
Š— длина секции, з — толщина вырубаемого материала.
Действие сил М,у и М„может быть с некоторым допущением упо-
доблено действию гидростатического давления. Поэтому при расче-
тах независимо от сложности режущего контура любой из секции
распирающую силу можно принять такой же, как и при разрезании
полосы шириной Ь прямыми параллельными ножами (рис. 94).
Тогда получим окончательно
У = (0>3 —:0,4) Рр — ~,Рр + (/прЕ.Я. (24)
127
04
!
С0
СЪ
сР
С>
04
!
С4
Со
оъ
с::>
!
С>
00
со
С0
С:1
С0
С>
с:>
Со
00
00
04
00
00
04
!
С>
С>
С0
0'4
00
Со
00
С0
00
Со
СР
ссо
!
С0
04
Со
Со
сО
!
00
00
04
С0
00
!
С0
сО
Со
С4
00
00
С:>
С>
сО
00
С0
С0
!
СЭ
С0
0:>
С0
сО
!
00
С>
С:>
сО
С0
С:>
СЭ
Со
00
С0
!
С>
ОЪ
С."1
00
!
СР
сэ
сО
со с=
С0 Со
О со
!
С4
С4
С0
00
С4
сО
04
Со
Со
сО
04
О
О
О
со
~ сО
64 'ф
о !
;Я со
С3
С~
о~
~4
о
о(
О
д со
с сО
О4
о~
О
ж
О
о
сО
О
Д 4О
С0
~о
О 0~
00
Ф'
04
5'
о
ы
о
О
О
д
$
!
з"
О с
,. 04
~,04
о
~сО
д 04
~ сО
"о
Ф
Р'
и
х
о
Ф3
в
Щ
ж
х
о
о
о
х
Я
хх
ссс
Я О
со с~
оо
о о
с сд
Ф щ
с3'
йВ
о,а
о о
д со
С" с4
сс с
хд
Ф
И Д
а~~
о о,
~х
„о
до
оо
Мо
д
О ссс
о ~
Ж
хх
Л с4
д И
ео
СО д
Ж
~'о
о охх
фасо
о
хо
жх
хо
ю с~
оо
ох
Ю
о сс
х
>
~и
х
.И
ЮЖ
Ю
сс
РЯ
Ф ~
~ х
жы
о. С4
и!
сс
Щ
сд
м игрецы; ܄— расстояние от нейтральной оси плиты до верхней ее
илоскости; 1 — расстояние от центра плиты до наиболее удаленной
матрицы, запрессованной в матрицедержателе.
Если прогиб, подсчитанный по формуле (29), оказывается больше
допустимого, толщину плиты необходимо увеличить и проверить ее
гакже на прочность по формуле (27).
22. СКОРОСТНОЕ ПРОЕКТИРОВАНИЕ ШТАМПОВ
Скоростное проектирование штампов имеет большое зцачение
ие только в ускорении самого процесса проектирования их, но в оп-
ределенной мере влияет и на повышение стойкости штампов, так как
скоростное проектирование предусматривает использование нормали-
зованных штампов и их деталей, которые составлены на осноь систе-
матизированного заводского материала, подкрепленного соответ-
ствующими прочностными расчетами.
Для скоростного проектирования разделительных штампов создан
РТМ 26 — 61 !50), который содержит заготовки рабочих чертежей—
бланк-чертежи («немые чертежи») на один типоразмер нормализо-
ваииых блоков, пакетов и их деталей, предусмотренных в МН 789 — 60
и МН 908 — 60.
Конструирование штампов осуществляется с применением бланк-
чертежей, в которых выполнены не только изображения и размеры,
иоказанные на бланк-чертежах, но и изображения (они показаны
жириыми линиями) и размеры, которые потом дорабатываются кон-
структором при окончательном оформлении конструкции штампа.
П~)и этом для удобства конструирования и размножения блифксч~ф=
тежей последние производятся типографским способом на чертежной
прозрачной бумаге по ГОСТУ 1111 — 61. Примеры конструировании
разделительного последовательно-действующего вырубного штампа
с неподвижным съемником с применением бланк-чертежей до и после
оформления представлены на рис. 96 и 97; деталей штампа — ма-
трицы показаны на рис. 98 и 99 также до и после оформления.
Последовательность проектирования нормализованных раздели-
тельных и других штампов с применением бланк-чертежей состоит
в следующем.
Вначале на бланке для операционного эскиза вычерчивают опе-
рационный эскиз детали в натуральную величину или в увеличенном
масиггабе, а также схему раскроя. В зависимости от технологических
требовании, схемы раскроя, размеров изделия и характера штампо-
вочной операции выбирают соответствующие нормализованные кон-
струкции блока и пакета. Далее конструктор начинает разрабаты-
вать конструкцию штампа, начиная с общего вида, для чего вычер-
чивается вид в плане и контуры штампуемой детали путем непо-
средственного копирования с операционного эскиза. Затем на этой
проекции дочерчивают все необходимое в соответствии с проекцией
плана, дают продольный разрез и дополняют номера позиций и де-
талей. После чего указывают в спецификации марки материалов верх-
131
Продолжение
Плитка под- 1
кладная
Сталь 45
8 Калить
Пуансонодержа- 1
тель
Сталь 35
Съемник 1
Матрица 1
Калить
Плита верхняя 1
Плита нижняя 1
1004—
Блок
ггг аркаРОВЯГпБ
Приме-
чание
Материал
Наименование
4
Обозначение
ДФ
докум.
Подп,
Литера Вес
Масшт.
Штифт
Планка направ-
ляюшая
Сталь 35
Лист 1
Листов
Сталь 35
Планка направ-
ляю гцая
Для дет.
М8Х 40
ГОСТ 5993 — 58
Головку
калить
Сталь Зо
Винт
М8Х 30
ГОСТ 5993 — 58
Головку
калить
Сталь 35
Винт
Копировал
Формат АЗ
Хвостовик
Комплект оснастки
1. Штамп разделительный с неподвижным съемником
Рис. 96. Бланк-чертеж нормализованного разде
Операционный
эскиз обработ. де-
тали
Штамп
раздели-
тельный
с неподвиж-
ным
съемником
лительного штампа с неподвижным съемником
гзз
1
Продолжение
Штифт
Штифт
Сталь 46
Сталь 46
Калить
Калить
Сталь ЗБ
Планка направ-
ляющая
10
Сталь ЗБ
Планка направ-
ляющая
10
Винт
Сталь ЗБ
Головку
калить
Сталь ЗБ
Головку
калить
Винт
Хвостовик ~ 1 ~
~ Сталь Ст. Б~
Плитка под-
кладная
Сталь 4Б
8 Калить
Сталь ЗБ
Пуансонодержа-
тель
4 ~ 1ИЗ вЂ” ОООО/4
Сталь ЗБ
Сьемник ~ 1 ~
б )
3 1613 — ОООО/3
Матрица
Калить
2 1И3 — 0000/2
1 1И3-0000/1
Плита верхняя 1
Плита нижняя 1
. Чугун
СЧ 24 — 44
Блок )1)
1004 — 0004
Операционный
эскиз обработ. де-
тали
Сталь 46
Калить
21 6ГХ18
ГОСТ 3128 — 60
Наименование
Приме-
чание
8 Обозначение
Материал
Калить
Сталь 46
Штифт
20 4ГХ4
гост 3128 — бо
1060 — 0001 Упор
Калить
Сталь У8А
доку м.
Подп.
Дата
1ИЗ вЂ” 0000
Сталь У8А
15 Калишь
18 1ИЗ вЂ” 0000/18 Пуансон
Литера
Масшт.
Вес
14 Калить
Сталь
У10А
17 1ИЗ вЂ” 0000/17 Нож
16 1ИЗ вЂ” 0000/16 Пуансон
!Б 1ИЗ вЂ” 0000/15 Пуансон
13 Калить
12 Калить
Сталь 9ХС
Сталь У8А
Лист 1
Листов 16
Для дет.
11 Калить
Сталь У8А
14 1ИЗ вЂ” 0000/14 Ловитель
Формат АЗ
Копировал
но-вырубного штампа с неподвижным съемником по бланк-чертежу (рис. 96)
135
Комплект оснастки
1. Штамп — последовательно-вырубной с неподвижным съемником
1ИЗ вЂ” ОООО
Рис. 97. Окончательно оформленный чертеж нормализованного последователь
6ГХ26
гос тз128 — 60
6ГХ 36
ГОСТ3128 — 60
1И3 — ОООО/11
1ИЗ вЂ” 0000/10
МЗХ 40
ГОСТ Б993 — Б8
МЗХ 80
ГОСТ Б998 — Б8
1084 — 0081
1И3 — 0000/6
1И3 — 0000/Б
Штамп—
последова-
тельно-вы-
рубной
с неподвиж-
ным
гьемником
Сталь
У10А
Чугун
СЧ 24 — 44
инх и нижних плит, матрицы, пуансона и других ненормализован-
ш а деталей, а также обозначения нормализованных деталей, приме-
няемых в проектируемом штампе; затем штампу присваивают номер
и ставят соответствующие подписи.
Разработку чертежей деталей штампа производят на бланк-чер-
тежах соответствующих деталей, а вычерчивание их осуществляют
копированием с общего вида, выполненного на чертежной прозрач-
ной бумаге.
ГЛАВА И1
ТЕХНОЛОГИЯ, КАЧЕСТВО ИЗГОТОВЛЕНИЯ
И СБОРКИ СТАЛЬНЫХ ШТАМПОВ
Технологический процесс обработки и качество изготовления де-
талей штампов сильно влияют на общую стойкость штампов. Очень
часто из-за несоблюдения при изготовлении и сборке деталей штампов
установленных правил, размеров и допусков происходит прежде-
временное затупление, выкрашивание и даже поломка их.
Правильное назначение технологических операций и последова-
тельности переходов обработки и тщательное выполнение их предопре-
деляет высокое качество штампа. Ниже изложены основные моменты
технологии, качества изготовления и сборки штампов, существенно
влияющие па стойкость рабочих частей штампов.
23. ИЗГОТОВЛЕНИЕ И СБОРКА ШТАМПОВ
ДЛЯ ОПЕРАЦИЙ ГРУППЫ РЕЗКИ вЂ” РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
Для вырубных, пробивных и обрезных штампов особо важным
моментом, влияющим на стойкость штампа, является правильное и
равйомерное распределение зазора по контуру. Последнее обеспечи-
-Мется точностью установки пуансонов по отношению к матрице
В пуансонодержателе и в направляющих устройствах для пуан-
СОНОВ.
Положительно сказывается на точности установки пуансонов
заливка их легкоплавким сплавом. На заводе «Электросила» им.
С, М. Кирова, а также на некоторых приборостроительных заводах
(см. и, 14) применяют следующие составы сплавов: 48% В1, 32% РЬ,
15% Яп, 5% ЯЬ (температура плавления 95 — 100' С) или 52% В1,
32% РЬ, 16% Бп (температура плавления 95'С). Рекомендуемая
форма пуансонодержателя для заливки показана на рис. 100.
Из-за низкой механической прочности сплава этот способ за-
ливки применяется для вырубки (пробивки) материалов толщи-
ной до 1 мм.
За рубежом находит также применение и заливка направляющей
плиты вокруг отверстия для пуансона цинковым сплавом Еата1~ Е-430
137
ледующего состава; 54,5% 7п, 29% ЯЬ, 6% Сп, 10,5% РЪ:-''
емкость изготовления направляющих плит по этому спо-.':.:;.',
ется на 60%. Антифрикционные свойства заливаемого".;-
личивают срок службы штампов, в особенности при""
на быстроходных прессах, Изношенные направляю-.'!,.',
могут быть легко отремонтированы путем повторной.:.","-
шевым способом закрепления пуансона является заливка,".,.
ной пластмассой, состав которой был приведен выше. На::.;.
заводах освоен метод крепления пуансонов с помощью;:,.-„',
щей пластмассы АСТ-Т (акрилат самотвердеющий тех-"-..'';"
процесс заливки которого продолжается всего 10 — ".::
Стир акров
Рис. 101. Схема закрепления
пуансона в пуансонодержателе
и заливки отверстия в напра-
вляющей плите стиракрилом
Рис. 100. Форма отверстий
пуансон
1 — пуансонодержател
в пуансонодержателе для заливки одного
а (а) и нескольких (б):
ь; а — пуансон; д — группа пуансонов
На ленинградских завод
ния пуансонов в держателе
кетных штампов быстротвер
(рис. 101). Стиракрил хоро
боты штампов с направляю
значительно повышается, та
крон обеспечивает плотное н
щает затяжку кромок отхо
электротехнической стали т
оказалась 120 000 штук (см.
У штампов с направляю
стигается тщательной взаим
способствует одновременное
направляющие колонки.
Обычно крепление колон
производится путем запрессо
тросила») в целях предохра
138
ах успеш
и направл
деющая п
шо работа
щими пли
к как заз
аправлени
дов полос
олщиной
п. 13).
щими кол
ной приг
растачив
ок и вту
вки. На
нения вту
примерно с
[201, Трудо
собу снижа
сплава уве
их работе
щие плиты
заливки,
Более де
его эпоксид
некоторых
самотвердею
нический),
15 лин,
но применяется для закрепле-'::.'.
ения их в плите-съемнике па-,;-.;;-',,'
ластическая масса стиракрил:,;:,;;,::
ет на истирание. Качество ра-..:-".:-.'.;:;.
тами, залитыми стиракрилом,;!.;,„
ор величиной в несколько мн';,.-::.;;,',,
е пуансона в плите и предотвра';,:.'"::;
ы. При штамповке деталей йв;:::,~
0,2 — 0,5 лл стойкость штамйа-:::--'-".,'.,"..;,,
;"'в"
онками точность работы их до-':,;::;:.:
онкой втулок и колонок, чему::::;:,:;,''!":
ание отверстий под втулки н,;';
лок в верхней и нижней плит'аЖ-';,'-'
некоторых заводах (завод «Элек-. ',;,"
лок от деформации при запрес-.::::.
совке вместо прессовой посадки применяют плотную посадку
с креплением их к плите за фланец, что несколько упрощает и
улучшает качество сборки блока,
Для уменьшения перекосов при сборке колонок и втулок
практикуется посадка их не при обычной температуре, а с при-
менением холода — в охлажденном до †80 †: — 90' С состоянии
[6; 641. В этих случаях установка колонок и втулок в отверстия
плит, производится без всякого усилия, а после нагрева их до
нормальной (комнатной) температуры получается надежная посадка
11ри полном отсутствии перекосов.
В последнее время крепление колонок, втулок, штифтов про-
изводят заливкой эпоксидной смолой ЭД5. Это обеспечивает пре-
дельно точное направление верхней и нижней частей штампа и резко
снижает трудоемкость изготовления штампового инструмента. По-
следнее достигается тем, что при изготовлении блоков с помощью
специальных установочных приспособлений удается получать точное
расстояние между осями колонок и втулок и перпендикулярное распо-
ложение их относительно оснований штампа. В этом случае отверстия
для колонок и втулок можно растачивать с допуском на размер между
центрами в пределах -+0,2 лл и припуском 0,5 — 0,6 лл на сторону
под заливку смолой, что значительно упрощает процесс изготовле-
ния штампов.
Хорошие направление и чистоту поверхности сопрягаемых дета-
лей дает притирка готового блока штампа на прессе, делающем до
20 — 25 тыс. ходов при обильной смазке.
На отечественных заводах приняты следующие нормы точности
блоков штампов: зазоры между втулками и колонок — по скользя-
щей посадке 2-го класса точности, а для небольших штампов и особо
точных работ даже 1-го класса точности по ОСТУ НКМ 1011; несоос-
139
ТАМПОВ
ИЗ Л ИСТОВОГО
И ФОРМОВОЧНЫХ
ИЗГОТОВЛЕНИЕ И СБОРКА Ш
ОИЗМЕНЯЮЩИХ ОПЕРАЦИЙ
— ГИБОЧНЫХ, ВЫТЯЖНЫХ
ШТАМПОВ
24.
ДЛЯ ФОРМ
МАТЕРИАЛА
а важными факторамй,„':,-'-,',,
сы закруглений рабо'-.,:;::'=,
кольца и зазоры между' ".
па заданных размерОВ".;;-
та. При изготовлении';'
Для гибочны
влияющими на и
чих кромок матр
ними. Несоблюд
приводит к сни
140
х и вытяжных штампов несыт
х стойкость, являются радиу
ицы, пуансона и прижимного
ение при изготовлении штам
жению стойкости инструмен
ность колонок и втулок допускается в пределах половины зазора!1.
между ними; непараллельность плит 0,01 — 0,015 мм на 100 мм длины';-",
неперпендикулярность оси хвостовика к верхней плоскости плиты"
0,02 мм на 100 мм длины. Заводы часового производства у нас и за!"
рубежом (фирма «Денли» США) изготавливают блоки штампов с ещв';,;
более жесткими допусками, составляющими 3 — 6 мкм [6; 64).
Большое влияние на стойкость тонких пробивных пуансоно~.'
оказывает направление проката материала для пуансона; ббльшаа';
стойкость достигается, когда ось пуансона направлена вдоль про,';-.
ката. На стойкость также влияет и направление штрихов от шлифовки";:-:,:,'.
шлифовка в поперечном направлении ускоряет износ пуансона и сни-"'::-."'
жает его стойкость примерно на 15 — 25%. Большая стойкость достй».".:.',„,.'.
гается в тех случаях, когда направление волокон и направление;:,'
штрихов совпадает с направлением штамповки. Переход от рабочей':-'."
части пуансона к его основанию должен быть плавным, подрезанйе;;,
в этом месте пуансона приводит к образованию микротрещин в неМ".::::;-.'
и к последующему его износу.
Вырезку рабочих отверстий в матрице также следует производить -","
с учетом направления проката. Особенно это необходимо соблюдать.':."="
для матриц со сложным контуром вырубки, имеющим длинные й-'.,',:1
узкие выступающие части; последние должны располагаться в на-':-,':„:';'
правлении проката. Вообще, как правило, более длинная или болМ':.'.
ослабленная проходным отверстием сторона заготовки матрицы;"!;-.
должна быть расположена по направлению проката. Отверстия в ма-:;..:';:",,-":,
трице следует разделывать совместно с отверстиями в направляющей':,;::;:",-
плите-съемнике и пуансонодержателе.
Сборку вырубных (пробивных) штампов следует производить по"",'.:,';,'
специально изготовленным точным шаблонам, одна сторона которых'-'=:.';,";,";
имеет выступ и входит в отверстие матрицы, а вторая, наоборот, имр~:„:ж
углубление, по которому центрируется и устанавливается пуансон-:.".
Чистота поверхности рабочих частей вырубного штампа, как ус-',"".
тановлено практикой, должна быть следующая: для штамповки —.+',,,":.,::-'
вырубки тонких материалов толщиной до 1,2 — 1,5 мм — поверхность;::.',,
рабочих частей штампа должна обрабатываться с чистотой 9 — 8-гО::;:-,-"-':
класса чистоты; для штамповки материалов толщиной свыше 1,5 мм';;
чистота поверхности может быть соответственно снижена до 7 — 6-го, .
класса чистоты.
этих штампов следует обратить внимание на то, чтобы сопряжение
закругленных кромок и рабочих поверхностей матрицы, пуансона
и прижимного кольца (для вытяжных штампов) было плавным, без
наличия уступов или углублений. Не рекомендуется иметь уширения
вытяжного отверстия матрицы к верхней и к нижней ее плоскостям,
1'аспределение зазора по контуру вытяжки должно быть строго рав-
номерным. При сборке штампа следует соблюдать соосность пуан-
сона, матрицы и прижимного кольца; горизонтальные плоскости их
должны быть параллельно расположены.
Для вытяжных и формовочных штампов исключительное значение
для увеличения стойкости инструмента имеет чистота обработки ра-
бочих поверхностей штампа. С этой целью указанные штампы после
шлифовки подвергаются полировке с доведением чистоты их рабочих
поверхностей до 10 — 9-го класса чистоты, за исключением поверх-
ности вытяжного пуансона в месте перехода от торца к стенкам,
которая с целью увеличения полезной силы трения обрабатывается
менее чисто (4-й класс чистоты).
На стойкость вытяжных штампов и в особенности вытяжных ма-
триц в сильной степени влияет направление штрихов (рисок) после
шлифовки. Оставшиеся поперечные риски на стенках рабочего от-
верстия матрицы после обычной круглой шлифовки, расположенные
перпендикулярно к направлению перемещения материала при вы-
тяжке, несколько увеличивают износ матрицы.
В настоящее время за рубежом появились специальные станки
для шлифовки и полировки вытяжных матриц с помощью гибкой
абразивной ленты, движущейся в вертикальном направлении, что
обеспечивает продольное расположение штрихов. На подобных стан-
ках можно обрабатывать матрицы с диаметром рабочего отверстия
8 — 300 мм и наружными диаметрами до 480 мм. По данным заводов-
изготовителей этих станков применение их повышает стойкость вы-
тяжных штампов на 30 — 40% 1311.
25. ИЗГОТОВЛЕНИЕ И СБОРКА ШТАМПОВ
ДЛЯ ПРЕССОВОЧНЫХ ОПЕРАЦИЙ вЂ” ОБЪЕМНОЙ ШТАМПОВКИ
Технология обработки и качество изготовления штампов для объем-
ной штамповки весьма сильно отражаются на их стойкости, а также
на стоимости изготовления.
Обработка полостей штампа для объемной формовки и тем более
полостей сложной формы на металлорежущих станках во многих
случаях представляет большие трудности, так как это связано с боль-
шим объемом последующих слесарных работ. Кроме того, такая
обработка является неблагоприятной с точки зрения стойкости
штампов, ибо здесь происходит перерезание волокон металла, что
приводит к более быстрому износу их. Все это значительно удопо-
жает стоимость изготовления штампов. Поэтому наиболее рацио-
нально изготавливать подобные штампы путем выдавливания их на
гидравлических прессах. В качестве инструмента для выдавлива-
141
ублений в
лужит мас
еснение бол
ля предвар
ка до ок
лучше все
акой спосо
диого мета
ния угл
лость) с
Выт
товки д
а довод
Нагрев
1451. Т
из холо
Рис. 10
ние мат
ном сос
пуансо
1 — обо
пуансон
япцее к
товка;
кольцо;
кольцо;
рукоятк
подклад
плита; 1
2. Выдавлива
рицы в холод
тоянии мастер
ном в обойме:
йма; 2 — мастер-
8 — направля-
ольцо; 4 — ааго-
8 — конусное
8 — пружинное
7 — буфер; 8—
а; 0 — нижняя
ка; 10 — нижняя
1 — вилка; 12—
приемник
ю обойму,
рованная
высоких, с
ый конус в'
ную или в
ой посадки
сжимающ
ения, возни
андажей у
1х давлений
с изделием
ис. 103 и 1
обратного в
зготавлива
каленну
бандажи
в виде
нар ужи
межуточ
прессов
большие
напр яж
чество б
удельнь
матриц
На р
мого и
трицы и
м. такисе: А.
орм и ~птампо
1С
пресс-ф
142
матрицах и в выталкивателях (оформляющих 'по'--'':,
тер-пуансон, изготовленный из стали Х12 и Х12М.:-:::=";
ьших масс металла происходит при нагреве заго-",'
ительного образования глухих полостей штампа,":=::.:'-,";,
ончательных размеров — в холодном состоянии,'-".,';-',,'!.
го производить с помощью токов высокой частоты;,.':.'.
б создает вокруг зоны выдавливания жесткий пояС,:— ::;::.,'':,.'.;.
лла, что противодействует течению металла в ст-,;::,,:;:.'.„"'...
роны. После выдавливания с нагревом заго.-'="-':::,:::"",
товку необходимо отжечь.
Выдавливание небольших масс металла про- -'.: '
изводится в холодном состоянии, причем наи-.;:-'.,';::.
большее применение имеет выдавливание в ',::;
обойме пакета штампа (рис. 102). Этот способ."':,";;.
позволяет получить более точные полости;:::."-.~
(3 — 4-го класса), чем при выдавливании в сво;.'.'...,-:
бодном состоянии (4 — 5-й классы) [301.' При .,~„:
этом в случае выдавливания особо глубоких
полостей для облегчения течения металла и .-',:,'-".
уменьшения нагрузки на мастер-пуансон с про-
тивоположной стороны заготовки делается вы- .'-':,'
емка — облегчающая камера, благодаря чему ',':;::,„
усилие выдавливания снижается примерно в.::;'',::.;::,':,.:
2,5 — 3 раза 130). Чистота поверхности поло-;-.;-:-'
сти после холодного выдавливания ее поли
рованным мастер-пуансоном при условии пред.;:.::-:",
варительно отполированной поверхности заго-:,,"
товки получается 9 — 10-го класса чистоты.
Прочность матриц со сквозной полостью,',;";,
можно увеличить посредством запрессовкй .::;-:;,
с очень большим натягом в специальную за-..',::,",.
в результате чего получается так называемая:;:.'
матрица. Для этой цели матрицы выполнены ,.:--.'.
менных, сравнительно тонких втулок, имеющих::-':,'--,':
1 — 2', которые запрессовываются в нагретую про'-:,:.,';;.'.",;.;
наружную обойму, обеспечивал натяг горячо-:;-:„",,""-:
. При такой конструкции в матрице создаются.":.'.-;:::"".':»
ие напряжения, компенсирующие растягивающи1а:.-",-.';",.-;
кающие в процессе объемной штамповки. Коли ',:;,"::';=:.
матриц выдавливания, в зависимости от величины'=::;-;:,:=,",'
(усилий) и контактных поверхностей втулочныЖ::;;.-';
, колеблется в пределах от двух до пяти.
04 показаны бандажированные матрицы для пря." ': —:.;"
ыдавливания из цилиндрических заготовок. Ма
ются из стали Х12Ф1 и Х12М, а бандажи — иЭ',,'".;;.
И. К ог а н «Технология холодного выдавливания сложйы11,:,",:."
в ЦНИИКА. М., 1958,
сгалсй У10А, 35ХГСА, 45ХГСА. Твердость матриц должна быть
М~С 58 — 62, наружного бандажа — НЯС 38 — 42, средних банда-
жей — НЯС 48 — 52, а внутренних — НЯС 52 — 56 129).
Применение бандажированных матриц для объемной формовки
и выдавливания стальных деталей позволяет повысить стойкость
игулочных матриц в 1,5 — 2 раза (на них выдавливается не менее
30 ООО изделий) и сэкономить дорогостоящую легированную сталь.
При изготовлении штампов для холодного выдавливания с целью
повышения их стойкости рекомендуется, чтобы полировочные риски
были расположены в продольном направлении — в'сторону течения
металла при штамповке. Большое значение для повышения стойко-
сти этих штампов имеет также чистота поверхности их рабочих
частей, для чего после термической обработки они подвергаются
г'г
'~~ о
Рис. 104. Конструкция банда-
гкированной матрицы обратного
выдавливания
Рис. 103. Конструкция банда-
жированной матрицы прямого
выдавливания
тщательной полировке с доведением чистоты до 12 — 14-го класса
чистоты.
Качество изготовления отдельных деталей (любого из вышепри-
веденных штампов) и всего штампа (сборки) в целом должно прове-
ряться ОТК инструментального цеха. Этот контроль должен осуще-
ствляться как непосредственно на штампе, так и с помощью пробных
отштампованных деталей, полученных при работе штампа на испы-
тательном прессе. Следует более широко практиковать новое на-
чинание высококвалифицированных рабочих-инструментальщиков,
ставящих на изготовляемые ими детали свое «личное клеймо». Это
мероприятие приводит к улучшению качества штампов, а также зна-
чительно облегчает работу инструментально-штампового цеха и ОТК
последнего.
Большой интерес с точки зрения изготовления и сборки штампов
(главным образом, вырубных) представляет новая организационная
схема производства штампов, разработанная на заводе им. Козиц-
кого ~10]. На заводе слесарный участок сборки штампов разбит
на два: участок предварительной сборки, на котором сосредоточена
ббльшая часть ручного труда слесарей, и участок окончательной
сборки. На первом участке для совершенствования технологического
процесса предварительной сборки штампов организована линия
слесарной обработки штампов с максимально возможной диффе-
143
' "'.:.Я:
в. Все слесарные верстакй:~.
места слесарей располо."..';;„,",
огических операций и ие'„::;-::;~",.
ом закреплена определен...,,;.':.
ентичных операций (нлй,:::;::;-"-';
й. Рабочий, находящийая'.;з
зводит предварительнуйХ-,::,'.;;-,.
низована бригада комму',':,.,:;,',',
ся на участок окончателЬ';-';::„:;-.':
ии труда по изготовлений:;-'~"'
бочих инструментальногО:-:;:-",-,-
улучшении качества самих':;:~~
26. ИЗГОТОВЛЕНИЕ ТВЕРДОСПЛАВНЫХ ЗАГОТОВОК
ренциацией слесарных операций и пе
установлены в одну линию, а ра
жены в порядке последовательности
реходов, при этом за каждым рабоч
ная операция, переход или нескол
переходов) для группы однотипных
на завершающей операции линии
сборку всего штампа. На этой базе
нистического труда. Затем штамп пе
ной сборки. Такая новая форма орг
штампов повысила производительно
цеха завода на 17,5% при значите
штампов.
реходо
бочие
технол
им мест
ько ид
детале
прои
и орга
редает
анизац
сть ра
льном
ГЛАВА П11
ТЕХНОЛОГИЯ И КАЧЕСТВО ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ШТАМПОВ
ампов
обычн
влять
в спец
зно л
ных п
х частей шт
и они имеют
ожно изгото
прессовать
в целесообра
ние специаль
ные заг
порошко
н, цили
но для
то в бо
водстве,
оизводс
з тверд
спечен
льность
отовок
готовле
при 13
ом изго
спользо
ый спл
бработк
оляющи
остейши
досплав
етодами
х пласти
отовки,
рмах, ч
ом произ
ивает пр
тонки и
ительно
ледовате
ных заг
щая: при
в печах
единичн
бразно и
ый тверд
ческой о
ие, позв
тонок пр
жу.
ледовате
з предв
следую
и формы
ировани
орежущ
спека
чател
1МИ.
влен
рдог
сфор
скаются окон
ифицированнь
ий при изгото
спеченного тве
ование в прес
ных
й пла
так
ая, ф
нием
ме и
твердосплав
ьно спеченны
шо поддается
сверлильн
льным спека
изкие по фор
й при изго
тифицирова
прессов
е (при 600
еханическа
тгонка пар
товле
нного
ание
— 700'
я обра
афина
основных операци
но спеченного плас
риготовление смеси
арительное спекани
тка парафином), м
ах или слесарная, о
1340 †14" С).
льность
аритель
щая: п
, предв
е (прони
их станк
ние (при
144
Твер
ляют м
плоски
ные заг
прессфо
сер ийн
увел ич
Заго
предвар
Пос
досплав
следую
кание
При
цел есоо
рованн
механи
и друг
из заго
к черте
Пос
товок и
сплава
просто"
стифиц
металл
тельное
отовки для рабочи
вой металлургии
ндров и втулок. М
этого их нужно
льшинстве случае
так как изготовле
твенные затраты.
ого сплава выпу
ными, или пласт
основных операц
из окончательно
ние смеси, пресс
40 †14' С.
товлении сложных
вать предварител
ав, который хоро
и, как токарная
м перед окончате
х форм детали, бл
изготов;:-; -.--,:;
о форму';:-;.':::;;::-'„
и фасон-"':,.',:.",.';,',"
иальных:-,":,.—.';-'.-".:,,'
ишь при::-';:;:;:~"
рессформ':,:,'~
ьно илй;,",'",;,~-:."
ии твер:-.:::~::'
о сплава Г.'
мах, сп'е=.' '-".-,.".
заготовок-';--"
стифици.-,':::,.".;:::;:.
им видаМ'::"'':.,'"::~
резернаЖ:;.:..;':.-;;:.;.
получать,':;;:
р азмерэМ-.'.!',';
нии заГО~;.'.::.':.'!"
твердо1)~'.;.;.-':.
заготовь~,".,".."'
С), плд4'"'.-',,"'„'
ботка. нМ::-' ~"
Т а б л и ц а 27. Формулы для расчета твердосплавных заготовок
Номинальные размеры детали из
окончательно спеченного твердого
сплава (обозиачеиия)
Расчетные формулы
1.„~ = (Е„+ 2П) й
Наружные размеры прямоуголь-
ных и круглых деталей: 1., В, Ь, Е,1
В, В'
Размеры прямоугольных и круг-
лых отверстий: 1, Ь, Й, с11, сГ, 1'
Размеры с односторонним припу-
ском на обработку: т, т„гн
Внутренний радиус гзн
Размеры без припусков на обра-
ботку: А, А'
С.пл =- (1.н — 2П) ~,
~пл = (1н + П) )з
1.ал — — (Ен — П)А
1.пл = ~нн
Условные обозначения: 1.пл — размеры заготовки из пластифицирован-
ного твердого сплава; 1.н — размеры (по чертежу) детали из окончательно
спеченного твердого сплава; П вЂ” припуск на обработку после окончательного,
спекания; Й вЂ” коэффициент усадки; указывается заводом-поставщиком для
каждой партии пластифицированного твердого сплава; ориентировочно Й =
- — — 1,24 —:1,26; )зг — коэффициент усадки для расчета отверстий )з1 = й — 0,2.
145
10 м, е, зубцов
Конфигурацию заготовки из пластифицирова нного твердого
сплава для деталей сложной формы необходимо упрощать во избе-
жание коробления заготовки при окончательном спекании.
Для механической обработки заготовок из пластифицирован-
пого твердого сплава выполняется специальный чертеж, на котором
вычерчивается получаемая после обработки заготовка и простав-
л)потся необходимые исполнительные размеры. Около этих размеров '
в скобках указываются размеры детали после окончательного спе-
капия (с учетом припусков на обработку).
При определении размеров заготовок из предварительно спечен-
ного пластифицированного твердого сплава необходимо учитывать
усадку сплава при окончательном спекании и припуски на обработку
детали после спекания. Формулы для расчета размеров заготовок из
пластифицированного твердого сплава приведены в табл. 27.
Припуск на обработку деталей простой формы после окончатель-
ного спекания принимается 0,2 — 0,3 мм на сторону. При сложном
контуре твердосплавной заготовки, когда появляется опасность не-
равномерной усадки, рекомендуется увеличить припуск до 0,5 лл
на сторону. Для заготовок, у которых хотя бы один размер (длина,
ширина или диаметр) превышает 100 лл, а также для относительно
длинных и тонких твердосплавных деталей штампов (например,
пробивных пуансонов при — „) 10 следует назначать припуск,
Ь
равный 0,7 лл на сторону, так как
при окончательном спекании воз-
можно коробление и появление ко-
А 7 нусности.
Приведем пример расчета раз-
меров заготовки из пластифициро-
К ванного твердого сплава В К 20"
(ГОСТ 3882 — 61) для секции мат-
рицы, показанной нарис. 105. Коэф-
фициент усадки для наружных раз-
меров детали Ь = 1,26, для отвер-
стий Ь, = 1,24. Припуск на обра-
ботку детали после окончательного
Рис. 105. Секция составной твер-
досплавной матрицы
рону; для Н = 0,5 лл на сторону
(с целью исключения брака детали вследствие коробления при
спекании); для остальных размеров 0,2 — 0,3 лл на сторону.
Расчет наружных размеров:
Х,„, = (1. + 2П) Ь = (106 + 2 0,7) 1,26 = 135,3 лл;
Е1„, = (11 + 2 ° 0,3) 1,26 = 14,6 лл;
В„, = (22,07 + 2 0,3) 1,26 = 28,6 лл;
Н„, = (14 + 2 0,5) 1,26 = 18,9 лл.
Расчет размеров отверстий:
1 = (73,86 — 2 0,3) 1,24 = 91 лл;
д, „„= (5,5 — 2 0,2) 1,24 = 6,32 лл;
д, „, = (8 — 2 0,2) 1,24 = 9,43 лл.
Расчет размеров с односторонним припуском:
Й„, = (17 + 0,3) 1,26 = 21,8 лл;
т„, = (8 + 0,3) 1,26 = 10,45 лл;
Г„, = (6 — 0,3) 1,24 = 7,07 лл.
Расчет размеров без припуска на последующую обработку:
А„, = 55 1,26 = 69,3 лл;
Ь„, = 8,5 1,26 = 11,3 лл;
Ь,„, = 6 1,26 = 7,55 лл;
Ь,„, = 3,3.1,26 = 4,16 лл.
146
Скорость
резания
в и'~мин
Глубина резания
в мм
Режущий инстру-
мент
Вид
обработки
Подача
0,05 — 0,1 мм/об
Токарная 90 — 110
0,5 — 3 (в зави-
симости от жест-
кости заготовки)
Твердосплавн ой
резец; передний
угол 30', задний
угол 30'
Фреза с твердо-
сплавными встав-
ками
002 мм на
оборот фрезы
Фрезерная т30 — 45Д
Черновое до 5,
чистовое 0,3
Сверление
Ручная с за-
медлением при
выходе сверла'
Твердосплавное
сверло
В твердосплавных заготовках вследствие нарушений режимов
спекания и механической обработки на поверхности деталей могут
появляться микротрещины, вызывающие разрушение режущих
10* 147
Если в предварительно спеченном пластифицированном твердом
сплаве необходимо нарезать резьбу, то вначале рассчитывается диа-
метр и шаг резьбы с учетом усадки, а затем в заготовке нарезается
стандартная резьба, близкая к расчетной. После окончательного
спекания непосредственным измерением или расчетным путем опре-
деляют параметры полученной резьбы. При расчете исходят из раз-
меров резьбы, выполненной в заготовке. По результатам замера или
расчета изготовляется присоединительная деталь (специальный винт)
и подбирается шаг нарезки, близкий к требуемому.
Для предохранения от разрушения при токарной обработке хруп-
кую заготовку из пластифицированного твердого сплава зажимают
в разрезной втулке из текстолита или алюминия, Поверхность заго-
товок, имеющих овальность, необходимо обточить до правильной
цилиндрической формы. При зажиме заготовок в тисках рекомен-
дуется использовать ограничительные планки или приспособления,
уменьшающие сжатие заготовок. Ограничительные планки изготов-
ляются на 0,05 — 0,1 лл тоньше зажимаемой детали.
При сверлении пластифицированных твердосплавных заготовок
стальными сверлами имеется опасность раскалывания заготовки
вследствие быстрого износа сверла и образования конусности. Для
предотвращения раскалывания обрабатываемой детали вследствие
износа сверла (особенно при сверлении близко расположенных от-
верстий) обработку следует производить твердосплавными сверлами,
а при их отсутствии сверло необходимо периодически менять или
затачивать его изношенную часть.
Режимы обработки предварительно спеченного пластифициро-
ванного твердого сплава приведены в табл. 28.
Т а б л и ц а 28. Режимы обработки пластифицированного
твердого сплава
технологический прием. Заготовка запрессовывается в технологи-,,
ческую обойму, в торцах которой обрабатываются центровые отвер''
стия. Ось отверстий проходит как касательная линия в какой-либ "-.';:,
о ра атываемого профиля. Технологическая обойма с запр~'":.'~'!:-:';;
ои-ли
сованной заготовкой устанавливается в приспособление, фикции --''!,
руется в нем двумя центрами по предварительно обработанным ен-"'„:,':.
р тверстиям и затем поворачивается установочным винтом,„"'
под углом 20' к горизонтали (рис. 107). В этом положении на элек-"'."
И
21а Д-Я
'1З
20
где д — диаметр электрода-проволоки в мм; Л вЂ” односторонний
зазор между электродом и деталью в мм.
Так как электрод-проволока располагается симметрично линии
контура копира (рис. 109), уменьшение (при вырезании детали)
или увеличение (при образовании отверстия) размеров будет равно
~!2 на сторону.
Рис. 108. Вырезание
матрицы и пуансона из
одной твердосплавной
заготовки проволоч-
ным электродом:
1 — рабочий торец мат-
рицы; 2 — рабочий то-
рец пуансона
устанавли
лектрод-пр
ляется ось
ой обойме.
лектрод-пр
сле этого в
щели будут
овины тол
и отхода бе
вается
оволок
центр
Когд
оволок
ыреза
распо
щины
з щел
элек
стия
нных
копи
а:
оволочным
мого отвер
лнения зада
ь размеры
отовке рави
152
Рис. 107. Схема прошивки тех-
нологического отверстия для
ввода электрода-проволоки
троискровых станках прошивается тех-
нологическое отверстие диаметром 1 мм
так, чтобы ось отверстия пересекала
осевую линию центровых отверстий в
технологической обойме (рис. 107), Затем
приспособление вместе с заготовкой
в технологическое отверстие вводится э
0,1 мм. При этом осью ее вращения яв
стий, просверленных в технологическ
примет горизонтальное положение, э
на линии обрабатываемого профиля. По
тый контур. Образующиеся при этом
углом и распространятся только до пол
ного торца (рис. 108). Торцы матрицы
режущими элементами.
При электроискровой обработке пр
меры вырезаемой детали или образуе
от размеров копира, поэтому для выпо
размеров детали необходимо просчитат
Ширина 1 прорезаемого паза в заг
на станок,-.:.:,:,;:
а диаметром.:;:::.;.':::,'-
овых отвер-::::",;,:;::::
а заготовка ",",'-';.-'-
а окажется,--;.'::;-"::-;-:.'
ется замкну--;,:,-::,':.':';:.",:
ложены под'-,-:;:-;:,;:::;:;,'...
детали с од-'.:;.:::";
ей являкугся,.:;;„'::,,';,
тродом раз-- ''".':;:;:„'":-'-
отличаютси
по чертежу.:;,:--:;,'-';.»
ра.
Рис. 109. Схема отклонений рас-
положения контуров отверстия
и отхода относительно линии
контура копира при обработке
на установке ЗЭФУ:
1 — проволока; 2 — контур копи-
ра; 3 — контур образуемого отвер-
стия; 4 — контур вырезаемой де-
тали
Рис. 110. Детали с
криволинейным
профилем, получен-
ные разрезкой твер-
досплавной заготов-
ки проволочным
электродом:
1 — проволока; 2—
контур копира
При разрезании деталей по криволинейному контуру (рис. 110)
получаются эквидистантные профили, отличающиеся от профиля
копира на величину 1/2.
Величина зазора Л зависит от диаметра электрода-проволоки,
натяжения проволоки и частоты следования импульсов. Толщина.
детали практически на ширину реза не влияет. В табл. 29 приведены
данные о производительности и величине зазора Л для оптимальных
режимов обработки электродом-проволокой на установке ЗЭФУ.
Т а б л и ц а 29. Производительность обработки твердосплавных
деталей на установке ЗЭФУ
Произво-
дитель-
н ость
в мм'(мин
Проволока
Нат яже-
Частота
пр
сов в кгц
Зазор Ь
в мм
Напря-
жение
в кв
Емкость
в мкф
Диаметр
в мм
Материал
Воль-
фрам
Медь
153
0,04
0,05
0,08
0,10
0,15
0,20
0,50
15
15
85
125
500
2000
11 — 12
11 — 12
11 — 12
6
6
6
4
1,5
1,5
1,5
1,5
1,5
2,5
2,5
1 000
1 000
3 000
6 000
8 000
8 000
20 000
0,04
0,08
0,17
0,26
0,53
0,85
6,0
0,0025
0,005
0,008
0,010
0,015,
0,020
0,040
Алмазное шлифование применяется на операциях окончательной ",:
обработки поверхностей твердосплавных деталей штампов. Алмазное.;-':,;:
шлифование обеспечивает высокое качество поверхностного слоя и .',,'.,'
получение острых режущих кромок у матриц и пуансонов раздели- ''~
тельных штампов.
Шлифовальные круги изготовляются с применением природных.-"',
Или синтетическими алмазов на органической или металлической ':":;
связке.
Шлифовальные круги на органической связке обеспечивают ';;-'
высокую чистоту обрабатываемых поверхностей и мало засали-;.:..'"-:-.';
ваются, поэтому их рекомендуется применять при чистовом или !;;:
получистовом шлифовании твердосплавных деталей штампов (если ',"'';"-„:
необходимо снять небольшой объем материала). Усилия резания и .:'';
температура в зоне резания небольшие. Недостатком кругов на орга-
нической связке является повышенный удельный расход алмазов на
единицу веса сошлифованного твердого сплава. Круги на органиче-:-"-'..',):
ской связке могут работать без охлаждения.
Металлическая связка более надежно закрепляет алмазы в ал-
мазоносном слое и значительно увеличивает стойкость алмазных
кругов, однако чистота поверхности получается не выше 8-го класса.
Алмазные круги применяют для предварительной обработки твердо-
сплавных рабочих частей или для шлифования деталей, чистота
поверхности которых может быть не выше 7-го класса. Круги на
Металлической связке засаливаются при обработке стали, поэтому
не рекомендуется шлифовать этими кругами твердосплавные детали
в сборе со стальными обоймами.
При шлифовании твердых сплавов алмазными кругами на метал-
лической связке усилия резания и температура в зоне резания в
2 — 3 раза выше, чем при шлифовании кругами на органической - -";::-':;-''-::::~
связке.
При шлифовании без охлаждения алмазные круги на металличе-
ской связке засаливаются, увеличивается температура в зоне шли-
фования, появляется опасность возникновения в твердом сплаве
микротрещин.
Для обработки твердосплавных деталей рекомендуется применять: '::.,','--',"'.'
алмазные круги на органической связке с 50%-ной концентрацией или
на металлической связке со 100%-ной концентрацией алмаза. Круги,:::-':.:,.':-'
со 100%-ной концентрацией алмаза применяются для обработки
фасонных поверхностей, если необходимо сохранить точный профиль
кругов. Шероховатость обработанных поверхностей не зависит, .-'"::,':::::
от концентрации алмазных зерен в алмазном слое. В табл. 30 приве-.
дены данные о чистоте поверхности при алмазной обработке твердо- .-;.,'::~."::.',:
~плавных деталей кругами на органической и металлической связке„
а в табл. 31 — рекомендуемые режимы алмазного шлифования твер--.'-; -.'.':„-',
досплавных деталей штампов кругами на металлической и органи--::.:=:-~-':;,::
ческой связках. '-::Т'"
При алмазном шлифовании рекомендуется применять охлажда- . -,::-,::-:';„"!
и)щие жидкости, что увеличивает срок службы алмазных кругов,
104
Т а б л и ц а 30. Чистота поверхности алмазного шлифования
твердого сплава
Вид
шлифования
Зернистость круга
1гост 9206 — 69)
Вид связки
Металлическая
Плоское
Органическая
Металлическая
Круглое
Органическая
Металлическая
Круглое
внутреннее
Органическая
А12, Л10
Л6, А5
~78
~79
Профильное
Органическая
повышает примерно на один класс чистоту обработанных поверхно-
стей и увеличивает их производительность.
В качестве охлаждающей жидкости рекомендуется применять
эмульсию следующего состава (в вес. %):
А12, А10
А8, А6
А5, А4
АМ40, ЛМ28
АМ20, АМ10
А12, А10
А8, А6
Л5, А4
АМ40, АМ28
АМ20, АМ14
АМ14, АМ10
А12, А10
А8, А6
А5, А4
АМ40, АМ28
АМ20, АМ10
Тринатрийфосфат (ГОСТ 201 — 58) .
Вазелиновое масло .
Бура (ГОСТ 8429 — 57) .
Кальцинированная сода (ГОСТ 5100 — 64)
Кальциевая селитра (ВТУ АУ вЂ” 58 — 54)
Вода
При отсутствии указанной эмульсии может
охлаждающая жидкость следующего состава (в
Кальцинированная сода (ГОСТ 5100 — 64)
Вода
Класс
чистоты
поверхности
1гост
2789 — 69)
т77, ~78
~79
"710
~711
~712
',77, х78
т79
~710
~711
~712
г713
~77, ~78
х79
х710
~711
~712
0,60
0,05
0,30
0,25
0,10
98,70
быть применена
вес. %):
3,0
97,0
а 31. Оптимальные режимы алмазного шлифования твердых
сплавов марки ВК20 *
Таблиц
Подача
Плоское шлифование
~77 — 8 А12—
А10
100 М 25 — 30
0,03 — 4,0 0,5 40
А8 — А6 50 Б 30 — 35
А5 — А4 50 Б 30 — 35
0,03
3,0 0,5 30
30 05 10
0,01
50 Б 30 — 35
50 Б 30 — 35
0,005
АМ40—
АМ28
3,0 0,3
~712 АМ20—
АМ10
0,003—
0,005
2,0 0,3
Круглое наружное шлифование
100
25 — 30
10 — 15
0,0075—
0,01
0,5
100—
125
100
25 — 30
10 — 15
0,0075—
0,01
0,5
60—
100
50
30 — 35
10 — 15
0,0075—
0,1
0,5
50 — 60
50
А5 — А4
30 — 35
10 — 15
0,0075—
0,1
0,5
30 — 40
50
30 — 35
20 — 30
0,005—
0,0075
10 — 20
0,5
50
~712
Б
30 — 35
30
15 — 27
0,3
~713
50
30 — 35
30
15 — 27
0,3
Профильное ш
лифов
0,04
ание
100 М 25 30
А12—
А10
Руч
ная
А6 — А5 50 Б 25 — 30
0,02
1,5 То же 12
Условные обозначения: М вЂ” металлическая связка,  — бакелитовая связка
Режимы шлифования при охлаждении 3%-иым содовым раствором; при шлифо
ванин без охлаждения режим резания следует уменьшить.
156
3
Е
о
о
м
о
о
Ф
Х
~79
~'10
~711
л
в
омо
моо
й и
ан»
ока
шмм
А12—
А10
А12—
А10
А8 — А6
АМ40—
АМ28
АМ20—
АМ14
АМ14—
АМ10
м
р
~о
'о
и
о м
мм
о
он
м ~»
ю а
щмн
И м
»ао
о $
мои
О ам
Ф~„
м
'н
*
1
ом
ом
м ж
оч
м
чн
Н ю
Ф Ц
Ц я
Фо
а 9
0,0025
0,0025
м
щ'о ~м
о "' ~
о
о' о
мов
мм
о
м о
м
ом
а"
И Ф
м
Фо
ь' о
Ф и
а~
Ф в
и н
Йм
д
о '~
$ ФВ
Ф~ н
Ф м
м
о
о,о
м
157
Охлаждающая жидкость должна подаваться в зону резания со
скоростью 5 — 10 я~мин. Перерывы з подаче ухудшают качество об-
работки.
Для уменьшения износа алмазных кругов твердосплавные де-
тали рекомендуется предварительно обработать другим методом
~электроискровой обработкой, электроалмазным шлифованием, уль-
тразвуком, шлифованием кругами из зеленого карбида кремния).
Для чистового алмазного шлифования твердосплавных деталей
необходимо предусмотреть припуск, величина которого на одну
сторону в зависимости от режима предварительной обработки н кон-
фигурации детали составляет (в мм):
После предварительного шлифования кругами из
зеленого карбида кремния,.......... 0,1 — 0,2
После электроискровой высокочастотной обработки 0,05 — 0,1
После предварительного алмазного шлифования
кругами на металлической связке . . . . . . -. 0,08 — 0,12
Для алмазной обработки применяются шлифовальные станки
повышенного, высокого и особо высокого классов точности. Техни-
ческое состояние станков должно удовлетворять требованиям норм
точности по ГОСТУ 1584 — 65.
Скорость вращения шпинделя должна обеспечивать окружную
скорость алмазных кругов не менее 25 м/сек. Радиальное биение
шпинделя должно быть не более 0,006 — 0,008 мм, а осевое не" более
0,005 — 0,006 мм.
Алмазные круги устанавливаются на оправках или фланцах
по скользящей посадке 2-го класса точности. Оправки и фланцы
должны быть выверены на биение до установки на них алмазных
кругов. Предельно допустимое биение оправки или фланца без
алмазного круга должно быть не более 0,01 мм, а биение рабочей
поверхности алмазного круга, закрепленного на шпинделе станка,
не более 0,02 мм. Снимать алмазный круг с оправки -или фланца
до полного износа круга не рекомендуется, поэтому к каждому
станку следует иметь несколько оправок или фланцев.
Правку алмазных кругов производят в основном для устранения
биения круга или для придания ему необходимого профиля. Правка
алмазных кругов производится шлифованием на круглошлифоваль-
ном станке, а также методом обкатки на профилешлифовальном
станке.
Правку алмазных кругов в процессе эксплуатации производят
в исключительных случаях, так как при правильной эксплуатации
в ней нет необходимости.
Алмазные круги на металлической связке правят шлифоваль-
ными кругами или брусками К3 40-16 С1 — СТ1 при непрерывном
охлаждении, а правку алмазных кругов на органической связке—
шлифовальными кругами или брусками из КЗ зернистостью 25 — 12
и твердостью СМ2 — С2. Для крупнозернистых алмазных круйов
применяют круги или бруски с более крупным зерном и с большей
твердостью.
Производительность электроалмазного шлифования при одинако-
вой чистоте обработки в 10 раз выше алмазного шлифования, а износ
алмазного круга значительно ниже (0,1 — 0,2 мг алмаза на 1 г
снятого твердого сплава или 0,7 — 1,9% по объему вместе со
связкой).
При электроалмазном шлифовании происходит анодное раство-
рение шлифуемого твердого сплава и удаление продуктов растворения и
алмазными зернами.
Алмазный круг должен быть токопроводным, поэтому для элек-
троалмазного шлифования применяются круги на металлической, "'-:.
связке. Ускорению процесса способствует непрерывное удаление
продуктов обработки электроли-
Т а б л и ц а 32. Производительность тОМ.
электрохимического шлифования Обработку рационально п о-
твердого сплава
ационально про-
изводить торцом к га типа А4
Ру К
(диаметр 150 — 200 мм), так как -',:-"-':
при этом достигается увеличение
площади контакта круга и де-
тали. Окружная скорость круга ...:":,'
20 — 25 м/сек. Круги со 100%-ной
концентрацией алмаза дают наи- -::,",,:-;-,='.
большую производительность,
уменьшение концентрации алмаза
до 25% снижает производитель- . -::'-:-'':',
ность в 1,5 раза, износ круга уве-
личивается почти в 2 раза.
В кач
Производи-
тельность
и мма/мин
Количество
электролита
в л>мин
Ток в а
2,5
4,0
5,0
6,0
7,5
300
320
300
300
200
113
117
124
130
115
естве электролита реко-
мендуется применять раствор ни-
трата натрия или калия (5% нитрата натрия или калия 5% фт
сто н
о
го натрия, 0,3,4 нитрата натрия и 89,7% воды). Использование
в качестве электролитов хлористого натрия или хлористого алюминия
вызывает коррозию металлических поверхностей оборудования и
снижает производительность. Зависимость производительности про-
цесса от количества электролита при электроалмазной обработке
заготовки площадью 2025 мм' (давление круга 4 кГ/см' — 0,4 Мн/м',
скорость перемещения стола 6 м/мин, напряжение 6 в, число оборо-
тов круга 36 об/мин) приведена в табл. 32.
Рекомендуется применять следующие оптимальные режимы шли-
фования: алмазный круг А4К 150 х 8 х 1, А12М, концентрация
100%, давление круга 4 кГ/см' (0,4 Мн/м'), скорость перемещения
стола 6 м/мин, подача электролита 6 л/мин, напряжение 6 в, плот-
ность тока 70 — 80 а.см', скорость вращения круга 20 — 25 м/свк.
Такой режим обеспечивает чистоту обработки в пределах 8—
0 класса и плоскостность 0,01 мм на длине 100 мм. При одновремен.-, "-'::,"::.'"",!
ном шлифовании твердого сплава и стали производительность умень- . ';,.',',=::-"
шается примерно в 1,5 — 2 раза.
С повышением удельного давления круга до 20 кГ/см' (2 Мн/м')
чистота поверхности снижается на 1 — 1,5 класса.
158
'; й . ">>"
После электрохимического шлифования для получения блестя-
щей поверхности следует несколько последних проходов провести
без электролита.
При электрохимическом шлифовании твердых сплавов вследствие
уменьшения доли механического съема металла уменьшаются напря-
жения в поверхностном слое, снижается нагрев твердого сплава,
полностью отсутствуют микротрещины. Однако микротвердость по-
верхностного слоя на 15% ниже, чем при алмазном шлифовании.
Поэтому для снятия размягченного поверхностного слоя (0,03—
0,05 мм) чистовое шлифование необходимо проводить алмазным кру-
гом без электролита.
Для доводки твердосплавных деталей наряду с алмазными по-
рошками и пастами с карбидом бора применяются алмазные пасты
(табл. 33).
Т а б л и ц а 33. Марки алмазных паст, применяемые при доводке
твердого сплава
Условное
название
группы
размер зерен
основной
фракции
в мкм
Условное
обозначение
алмазной
пасты
условная окраска упаковки
Красная с черной полоской
» серой
»» белой»
100 — 80
80 — 60
60 — 40
АП100
АП80
АП60
Крупная
Зеленая с черной полоской
» серой»
»» белой
40 — 28
28 — 20
20 — 14
АП40
АП28
АП20
Средняя
Голубая с черной полоской
»» серой»
» белой»
14 — 10
10 — 7
АП14
АП10
АП7
Мелкая
7 — 5
Желтая с черной полоской
»» серой»
»» белой»
АП5
АПЗ
АП1
3 — 1
Тонкая
1 и мельче
Алмазные пасты выпускаются трех концентраций: нормальная—
условное обозначение Н, повышенная — П и высокая — В.
Пасты имеют светлый цвет. После непродолжительной работы
они темнеют, что является признаком непрерывного съема материала.
Пасты расфасовывают в тюбики весом 20, 40 и 80 г. Содержание
по весу алмазного порошка в пасте зависит от его зернистости и
159
твердости обрабатываемого материала. Концентрация алмазного по-
рошка должна быть тем выше, чем крупнее алмазный порошок и чем
тверже обрабатываемый материал.
Рекомендуется применять пасты из синтетических алмазов сле-
дующей зернистости:
Требуемый класс чисто-
ты (ГОСТ 2789 — 59) С~9 — су10 с710—
с~ 11
Зернистость пасты в мкм АП40 — АП28—
АП20 АП14
т7 11—
с7 12
АП20—
АП7
'~ 12 — с718—
Су 13 с714
АП10 — АП5 — АП1
АПЗ
В качестве материала для приготовления притиров примен
чгн ат
р меняют
у у, латунь, медь и др. Притиры во всех случаях должны быть
мягче обрабатываемого изделия.
При работе чугунным притиром достигается грубая обработка,
но обеспечивается высокая производительность и требуемая геоме-
трия поверхности. Для изготовления притиров следует применять
мелкозернистый чугун с минимальной пористостью. Стальные при-
тиры применяются для съема больших припусков. Медные прити ы
применяются при доводке алмазной пастой средней зернистости для
получения относительно высокой чистоты обрабатываемой поверх-
ности.
Алмазную пасту следует наносить на обрабатываемую деталь
равномерно и в небольшом количестве. При работе с алмазными
пастами необходимо соблюдать чистоту рабочего места, для пасты
с различной зернистостью применять отдельный притир. При пере- ...':;:,"'
ходе от более крупной к более мелкой пасте обрабатываемую деталь
необходимо промыть спиртом или ацетоном.
29. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ДЕТАЛЕЙ ШТАМПОВ
Наиболее эффективные процессы изготовления твердосплавных
штампов обуславливаются применением электроискровой обраб
неп е
р рывно движущимся проволочным электродом. Типовой тех-
р "ораотки
нологический процесс с применением такой обработк и показан -'-.:. ~'-:
Технологический процесс разработан с учетом использования =.,-,:;.'':.:-:"
электроэрозионной фотокопировальной установки ЗЭФУ и неп о-
филированного электрода из непрерывно движущейся проволоки..'::::::,:,.'.
При вырезании рабочего профиля матрицы проволочным элект о-
дом отход может быть использован для изготовления пластины вы-
резного сборного пуансона. Для этого отверстие для ввода п о-: .::,'!'
волочного электрода прошивается наклонно. Паз при подводке - -:=:";...:";;
проволоки от входного отверстия к рабочему профилю образуется
только на одном торце рабочей детали и на одном торце отхода
Противоположные торцы матрицы и отхода (т. е. где отсутствует
паз от проволоки) используют как рабочие.
160
30. ОСНОВНЫЕ ПРАВИЛА ЭКСПЛУАТАЦИИ
ТВЕРДОСПЛАВНЫХ ШТАМПОВ
Твердосплавные штампы должны проектироваться на прессы,
1 ц~тветствующие нормам точности по ГОСТУ 15477 — 70.
Особое внимание должно быть обращено на величину горизон-
тального люфта ползуна пресса в направляющих. Теоретические
расчеты влияния'горизонтального люфта ползуна пресса и пружи-
нсния С-образных станин у кривошипных прессов на величину '
Горизонтальной сдвигающей силы, действующей на верхнюю часть
штампа, показывают, что на горизонтальную силу наибольшее влия-
и не оказывает точность направления ползуна в направляющих
пресса, особенно в начальный период штамповки.
При отсутствии точного направления ползуна деформация на-
правляющих колонок может достигнуть величины, превышающей
половину одностороннего зазора между режущими кромками рабочих
частей штампа. Точность направления ползуна особенно важна при
малых значениях зазоров, поскольку в большинстве случаев же-
сткость применяющихся направляющих колонок недостаточна и
поэтому для сохранения точного положения верхней части штампа
относительно нижней только за счет увеличения диаметра направ-
ляющих колонок пришлось бы применять слишком массивные ко-
лонки.
Высокая стойкость твердосплавных разделительных штампов
может быть обеспечена лишь при условии, что режущие кромки
пуансона и матрицы в процессе штамповки не соприкасаются. На
стойкость штампов также большое влияние оказывает равномерность
распределения зазора между режущими кромками рабочих частей.
Смещение верхней части штампа происходит вследствие дефор-
мации направляющих колонок под действием горизонтальной сдви-
гающей силы Р„зависящей от усилия штамповки.
Горизонтальная сила Р, равна равнодействующей двух сил:
1) горизонтальной сдвигающей силы Р„возникающей вслед-
ствие того, что при штамповке шатун пресса действует на ползун
не по вертикали, а под некоторым углом, так как в кривошипных
прессах вырезка происходит тогда, когда кривошип не доходит до
1пикней мертвой точки на 10 — 12',
2) горизонтальной сдвигающей силы Р„возникающей при
наклоне ползуна вследствие пружинения станины.
При данном усилии штамповки сила Р, в несколько раз больше
Ф
силы Р,.
Вертикальный люфт ползуна пресса также оказывает влияние
иа стойкость твердосплавных штампов. При большом значении вер-
тикального люфта ползуна увеличивается глубина захода пуансона
в матрицу, что для твердосплавных штампов нежелательно. В штам-
пах с малыми зазорами между режущими кромками рабочих частей
большая глубина захода пуансона в матрицу увеличивает опасность
11 М, Е, Зубцов 161
Мд
хо
Мя
сс сс
Р
о
аа
с о
ссс
~ а
о х
а
х
х х
а
о
х
Р~
х
д
с
х м
х
4й
ххах
х до
хДх
х
х ох
х
х х
«Я
х
Ю
д
х х
д
с о
х
М
Ю
о~
хо
М ф
се х
6ж
Й сс
сс)
х
а. х х
о
оххх
с~ х~ о ~
~,х ав
,. о а,
х ~о*
а с о
2й ж
х
со ф
~:Е,'
со
са
М~
~о
ссс сХ
о д
ах
с х
(~)
Я
О О
.~,х
се
О
о х~0
д со
о д
О О
~З х
Я
с" о
о хд
д со
о х
о д
Е
х
сб с
ха о
хо о
х х
о х
ссс д
3
сс О
се
ж
х Ф
д сс'О
о ос
ссСса с.с
а сс
еса и
о
са ц
о
о
а. М
х о~
«~ хсзр
х
о~м
ао~
с"
х сх ~-~
а о
Я
а
о
с М
Б с4
ддх
х ср с'4
й~Я
а.х
Г"
о х~ч
х
сб
х
о
а~а.
о
д о с"
~Ъ 1
а се
И О ох
д м хд
х
о
х Ф
сс С
д с4
Сб
х
о
Я д
х х
Жщ
сс ~
а
СЗ
аа
оо
о
СЪ
сз
~~ о
с Ь
Ь
ь
о
ь
ии'и иберо
бэиоН
162
се
Ф~
О
а
о
а
х
х
сЮ
х
е
О
а
х
и
И
М
х
Й
х
а
х
3
йГ
х
а
И
сф
о
х
3
:г
х
х
а
ю,',
"с е
!
сХ
О а о~
а ах а'
о ~- М
О 1 Я С'4
о х ~ хоа~о
Я ~~ хЯ ~~о
хх аД
ьс
се о
с-хдах
х ад
х х
о
8' с~ ,"И
хдхох
сц
О с=с ъ
со о ~о>
11 ~~й,о (~
сс
д
х х ~ оса� 'х а а~-~
х ~ „о,„а,~
О М х7ХЩ~
я х о с
.х д о ~ х -са
~ 'х д со х 'х О
х
--М -и",о
~и".3" Б
„йо х
О~СЧ о
,оо„о
Ю
~эх ' 4~хФ
Оооо ~~сои,
аоха о~х~
Й»с4
Ф ) х ~счсР ) <р
~мЯ ~~ () Ы
эохо а В
м ~а
д
а
о
ж
В'
о
Ю
а
ии'иейаио
бэион
164
165
им
1
о
о'х
хо
аФ
(б
О
ж
ц о
щ~О
о о ~.
~~о о
сб Ф
ааи
ох
о
о
2х
щд
63
М сй
аа
~П
оо
о
1х ' ~ О
О БЭ ~
о а,
(Р
о ..'хх
р~,'~ о о
о эх
а х х
И аале
1х
л м
х о
ах
х х
о о
Х':~ ц>,:~ Д х О
ос~ ~-
мде~хс ~
х'"а~ОО»о
ах о о о о х х
Ю
х
м х х
дэоо
д
о
о .„х
х ~ ~бб'О о
~ о»х а
~~~ххо ад х
а~М о~о х
х сб
Ю .-.,„ОЗ
ОЭ д
.. х.'" д
~ю ~ ~- о .. Д с;1
х~ о ~- е~ о» х а х
ахах аа ханц
хх~-оо . д
оххо5х~о-
ХО.Д Ю
о~охо
х х~,~ Л1о
СЧ
С0
о
ах
х о
о х1О
х
о ~ с6
о о~
х эх ~
о~ о
х
Р)
о
аа х
х
х
оои
х „8„ о
о х
ах х
ххх
Я х
что
дох
д-ЖФ ПдудШЛ76
Р'Др пдддддд~
а
аЫ
~ со
!
2
, х
о О
8 х
х
~ о
Я
о х
д
»х
д
х
И
( д
яохо
хо ха
° 8,~~ О~
охх
о. х
~о а
Х 1О
д х аХ
~ х»о
~х ~и ао
о
'8' ~х ~~~
~дх
д
Б2 <
О О
,8. а~
х
н
~ О„~
о х
~ ~дсо
»х
ад
д да
а '
хо я~
,8,х д о
х х
а ~~
хх
„д
<ОХ' Е СО
Хо о х~~ ойдо,
т ~.
о х
х ~о
а~ О,
х
х
Й эх
Ю д
О х
,хор
о ах.
х х
э -ох
й~ х
Х
ох
х
х о
ах
М
о о
О
х ю
х х
Ю М М
~- О Х
Ю
д х д
~ Х~О
хаас
~~ о~о
а~
Е:~Л
ф
("
М'О
ф ф
д, Р
3
Фф
Е
Д
а,ц
Ю
й
а о
о хо
~ о
Яхд
Ф
й -Г Х
Ф
й
оХ
й~
ф'Х о
д~ 2 О
~О ~( ~~
~,<У Ф
~Б
ф
м
ф
о
х
о
Х РХ
д
ф
х
ХХО
о „
ао '"
оф~
о а
ф о о
ХЮо
~""р о
о;~ а а.
ф К Х ф Х ЭЩ ВЫ
ХфОХХ Х
фф ~Ф
хОХХ~ 'о~о
о ф
Оффх оаоа
о о
о ф ~о
л~ о
1
Х О
~~нпрс1аио
бэкон
166
167
о~
М й
а 65
ф
и
Х Ф
а ф
а~о
о о~
р~О О
.аале
о
о
жф
й ф
МИ
р.а
Ф Э
Ф~ С
оо
о
ф
~!! Ц~
о ЯОо
о
1
Х ~ф Й
ф
Х~ Хд
~' о ф а
~~ о
фХХ
ф ~ ~ъ
2
Хвф ~~~-~ «~~ Хэф~ Х ~~Р
о"
,~х х хо~ ю ~сь
О О
° б. Х
ф
~ о
Б
о х
м 2
О Х
о ф
С~~
ф Х О . — ,
ф ф о
о ф Х
д ф
г Хаф
~ аХ '
Π—.
эХ
о
ф
О
Х
ГЙ
й
~ И>
ф
о ф
8О
О. ~.
ф
ф ф
о
~оф
~ОХ
ф'Х а~
оохф
о
~ООО
'~ ~ъ~~Х
О
ооф
ф
, У
4
11 ~".
о
ХХ о
о
асР ~
х.
.Х~ОЯ
х"'
у~ о
ф ~
а с о о
ХО-~О
~ Осо о(„>~О
Ц.ХЯ Х~8
о ~~ О~ЗО'
ф
о
л =.
Х ~О
~ о
о ~~
о
О
ф
Дй
ф
ф
ф А
о о
ф
~0 О
ф
аХ
МЭ Ф
о~
А
я ФХ
~ о
Ю И
р
Х ХО
с ~р
ООО
"о
ф
о
о
х о
Х
ф
о ~-
р,о
М~Х
ф о
ф
Я
1
М о
ф
6
о о
сО о
о
~-., о
~Х
~(
д о
а
х ~
>,м
Ю
Х
Я
ОО
Х»
о
ф>
Х
ОЩ
".,
о
Ю
о д'
х со
о од
о о
д о
х
д О
х
~х
2 о
х
'х о
о
ах
х о
о х~~
Сб
о нее
ао~
Х сХ ~»
д о
д
Я
2
м
о
сс)
с
Ос
с
~оо=ав
иийебэио
с1эиоН
169
168
о 'х
Л
сс хо
~ И
а О
Ц Э
а с
д
сс
ж
Э
а сс
ддо
оон
сссо о
~,а О
аале
о ж
о
о
2,
х „
сс
М сс
аа
~":с е
ос
о
Ю
о
х
х о
о ~
ам
д
х хо
д
х а "~о
д О,
о о ссс
~с со о
о о~д
н х д
о
й
д
д ссс
о о
о о
о
сд
со с О
о со х
х д ха
~сод О
ооон
о о
дох»
а
х х
н х о
оа рх
х
СО
—, Но О
гП и „" .'Я
х о а~
о О Х~
х2с Ю
ссб д сХ
Оох
,с хо
д О
дно Нд
х - о
НО+~ХО
х ао~ ~~ О,
дс сэ
О Н О
аояссс х
х
сО
'е '
сс и
м:4~и
".с.,.'с
о о
н
о
д д
м о~а дФ
х х
дд~дй
н~о~о
~ о ао а
о
х с'4
О
мЖ
у~
со
о х
хо
х
х с-
о,
д о
о„х
Хоо
ххах
о о
~ а
х
д х
ссхо 4
одд
О,Х О
х со о
д
д ~ аЯ
<7)
о х
о
о,о
ах д,Я,
Х Х Од<7)
а Н СО
сох»
яхх
со О
м
Р
о
,а ОСО ' с ф
одах
аоЫдсо ~дхэха
Х О о О Х С'.7 Х Н Д М
О ХХОХО Од~д
о
хнмоо
Х ~ »сХ О, Х ~Х сС ссс Я
~со ср Д
ОО СОД О Д
Я
» -о
хдх
оох
х х
а~ о
д
н
оа
»
д
д
нс;о
ххн
но о
о о~
»хД
ха
О ДО
х
,О
сО
ооЯ
со
ход
ах д
о
о''
д
дх Й хх
х ха~~
Х~со О
»~о Осо
М р д
О
дхха
ххххх
х
о н
ноях
"., до
а~ >
эх
О с
д о
о д
х х
х
Ш
О » со
сс
д д
»ясцд
надкоосх
ДХОХО~со
х о н о
~ооо~оо
о. а со х,
Мве7хХ
х,й д
ООН» О
м
О Х Д
х
М
о
о
а
д
о,
со
х
о~'ь со о
х сч
с»> с»
о
3
д о
с»,
со
!
о
х
О
м
о
х
сф
О
о..о о
ах«саЫн
ссср, с«О
но, онх
д с» ~ Х с«со с»» со ~
с»ха а
х ~а Й а с» о ~ о ~
'хх рн но~о
,» ~ х о сэ а с»
он хМ
со х сс»
сй с 1 Э
сл с» о..о о
«' Х н Х Х Х ~ с.с ~ О
д н+ с М х ссс ю Сд в К
с» с»хо
н асо со х о н х
х Я"ц» х ас» су «х
И2 -носо ноно
а.о ~со о
о и о м»с о а с» а
д
х ссс со
иийейэио
н
170
ж
~м
хо
о
н
о~
й
щО
М д
а, с'ц
н Ц~
ж с»~
с«
ж
х сс
я '«
«с с«о
сон
«ссо сс
«,«с сс
с«,Р, й
Ж
о
о
хп
а«с
ю сс
«с й
оо
с»
'х аэ
о о ~~
н со
«~Х со
'~ ~ а
х х«'о
х ох
жхх
х
сХ
сц доа
х
МЭ
~с»о
О)
00 ' эх
ол н „","~,'
сО СЧ
хоа~
с» Хсс
х д Ж
с«хсХ
о
О с» х
х
д о
х с»,
х н
ссс
со
оо нсХ
'-," о о
о»
М «с ~хос
~ $ ~~
х о а~
оохз'
хЛ о1
сб ФсХ
о
О с» х
'х ад
х но
ооа
«~ ~Ц
ЖИ 8
со д
д «(
о
х о
м
х
н' со
В с
1
- а'х о х х со . о. х о с= д
ди х ~~ дх х «~
х к «с «~ х о. х д х ~ «~ «~ х о " "
со о х м и х «с со о х ж н х х
х с> х о. я 'о' о, х с» х а н
о,хн со«»о о,хн~осососсс
адхх«над
Й
о» с. сХ
ОФ~
.,~~
~» $ Ь "ъ
х о а~
ос»х~
хЗ ~Й
ссс д сХ
о
Оох
со о °
нд од
р х х ан о Ы аР" аО
~оф М~~м~Шх~
ах«» э
ссс с.. с» о
с«х х й х с«н М н М
со З„~ щ Ы о о. о а
~.~хох .~,р
д
х
йМн
со
х
ахх
Е
дсХ
д д
о х
сб
х
х
Е х
д
сХ
Яхх
ххах
д о с»
х с х
Я'о д
щ х
х о
ххххх
«с хь
нхн-охос
о ход
со о ах с» о Х
„со„х „о
ассс х ас'
,оа( н>о.
ос хс»»
~ о
сколов режущих кромок. Вертикальный люфт ползуна не должен
превышать величины, приведенной ниже:
Толщина
штампуемого
материал в мм
До 0,5 Свыше 0,5 Свыше 1,5 Свыше 3
до 1,5 до 3
Вертикальный
люфт ползуна
в мм..
0,З 0,5 0,7 0,8
Для штампов с шариковыми направляющими рекомендуется
выбирать прессы с регулируемым ходом ползуна, так как слишком
большое раскрытие штампа может привести к выпадению сепараторов
с шариками из втулок.
Для твердосплавных разделительных штампов в первую очередь
рекомендуется использовать однокривошипные закрытые прессы
«с П-образной станиной) или прес-
сы-автоматы. Деформация станины -:.-'::.;,'":
при штамповке на указанных прес-
сах в отличие от прессов с С-образ-
ной станиной не влияет на из-
менение положения верхней части
штампа относительно нижней. При
использовании прессов с С-образ-
ной станиной усилие выбранного
пресса должно быть больше рас-
четного усилия штамповки при-
мерно на 30%.
г,~~-;о
Разделительные штампы долж-
Беоглик ны подвергаться профилактическо-
Рис. 111. Сборка штампов с шарико-
выми направляющими
Эксплуатация штампов при за-
туплении режущих кромок равном
0,15 лм и более не разрешается, так как это может привести к выкра-
шиванию режущих кромок. Заточку штампов в планово-предупре-
дительном порядке необходимо производить при затуплении режущих
кромок на 0,08 — 0,12 мм.
Штампы с шариковыми направляющими собираются в специаль-
ном приспособлении или на верстаке в повернутом положении.
Верхнюю и нижнюю части штампа с надетыми на колонки сепарато-
рами ставят, как показано на рис. 111. Торцы колонок и втулок
должны находиться в одной вертикальной плоскости. Затем замеряют
расстояние между торцами матрицы и пуансона. Сепараторы уста-
навливают во втулках верхней и нижней плит блока так, как указано
на рис. 111, после этого постепенно сближают верхнюю и нижнюю
части штампа.
При открытом положении штампа сепаратор должен быть распо-
ложен так, чтобы в зацеплении между направляющей втулкой и
колонкой оставалось не менее трех рядов шариков «рис. 112, а).
172
рис. 112. Положения се-
параторов во втулках
нижнеи (верхнеи) плиты
при открытом штампе (при
верхнем положении пол-
зуна пресса): а — пра-
вильно; б — неправильно
ния верхней части штампа относительно нижней и может привести
к заклиниванию сепаратора.
В закрытом положении штампа необходимо, чтобы сепаратор не
упирался в подштамповую плиту пресса или в поверхность ползуна
«рис. 113), так как при остановке сепаратора
шарики не смогут вращаться и вместо каче-
ния будет происходить скольжение шариков
относительно колонки, что может привести к
Рис. 113. Положения сепараторов во втулках нижней
(верхней) плиты при закрытом штампе (при нижнем поло-
жении ползуна пресса): а — правильно; б — неправильно
Рис. 114. Схема под-
пружинивания сепа-
ратора
появлению канавок и надиров на поверхности направляющей ко-
лонки.
При работе штампа возможно сползание сепараторов «натяг
между шариками, колонкой и втулкой меньше расчетного или при
слишком большом раскрытии штампа), поэтому при эксплуатацИи
необходимо периодически контролировать положения сепараторов
во втулках штампа. Чтобы не допустить сползания сепараторов,
173
Если в зацеплении останется менее трех рядов шариков «рис. 112, б);-
то при начале движения ползуна пресса вниз, возможен перекос
сепаратора, что отрицательно может сказаться на точности перемеще-
чные пружины
ампов на двух :;;;
плита не прове-:"~:
Рис. 115. Наплавка рабо-
чих частей обрезного штам-
па сормайтом:
1 — корпус матрицы; 2 и 4—
слой сормайта; 3 — корпус
пуансона
Рис, 117. Установка с
внутренней и наружной
формами для наплавки
изношенных матриц:
1 — матрица; 2 — внутрен-
няя форма — стержень; 3—
наружная форма; 4 — сплав
т-540
175
рекомендуется под сепараторы устанавливать эласти
(рис. 114).
Установка твердосплавных разделительных шт
подкладных плитах не допускается, если нижняя
рена на жесткость.
Качество штампуемого материала и техническо
оказывают на стойкость твердосплавных штампов зн
шее влияние, чем на штампы с рабочими частями и
нение твердосплавных штампов требует повышенно"
ности (по толщине) штампуемого материала, а так
его установки. Установка твердосплавных штампов
няться наиболее опытными рабочими после ознакомл
цией по эксплуатации твердосплавных штампов.
31. НАПЛАВКА РАБОЧИХ ЧАСТЕЙ Ц1ТАМ
ТВЕРДЫМИ СПЛАВАМИ
Значительного повышения стойкости штампов м
и путем наплавки на рабочие поверхности деталей
сплавов. Особенно этот метод оказывается эффектив
изношенных частей штампов.
В качестве наплавочных сплавов для штампо
литые твердые сплавы сормайт № 2, кобальтовы
и электродные сплавы.
Наплавка литыми твердыми сплава
Литые твердые сплавы — сормайт и стелл ит
в виде прутков 05 — 10 мм, которые посредством а
родного пламени или электрической дуги наплавля
часть штампа. После наплавки он подвергается от
отпуску; твердость НР,С 73 — 76.
Сплав сормайт № 2 наплавляется на пуансоны и
пов, работающих на истирание (гибочных, вытяжны
и для объемной формовки и высадки). Толщина
слоя 2 — 4 мм. Перед наплавлением штамп нагревается
600 — 650' С.
Сплав стеллит можно наплавлять не только на
формоизменяющих, но и вырубных штампов, так ка
статочную вязкость. После наплавки стеллит подвер
зации, закалке и отпуску (в некоторых случаях и без т
твердость НЯС 60 — 65.
Механическая обработка, твердых литых сплавов
шлифованием нормальными абразивами, доводка или
соответствующими порошками.
На рис. 115 показаны наплавленные стеллитом
(ГАЗ) вырубные пуансон и матрица.
Стойкость формоизменяющих штампов, наплавл
литыми сплавами, повышается в 10 — 15 раз, а выруби
наплавленных кобальтовым стеллитом, — в 5 — 6 ра
со стойкостью штампов из инструментальных стал
174
е обслуживание
ачительно боль- —,;;."..'
з стали. Приме-
и чистоты и точ- ';,',
же правильности:::,':.,:;
должна выпол-;,:,.'"-
ения с инструк-
ПОВ
а
ожно достигнуть,,";;:,
штампов твердых
ным при ремонте
в используются .;:...'-:'~
й стеллит ВКЗ;::,="'::;:"
ми
— выпускаются
цетилено-кисло- .' .'-;::-
ются на рабочую
жигу, закалке и
матрицы штам-,"~:.
х, формовочных
наплавляемого
до температуры . -,„
рабочие детали
к он имеет и до-
гается нормали- .-.,;.-:„','
ермообработки);
осуществляется -"':.;. 4.
полирование — - '::,';,:::;"„.~;;.';,
' ~1~1-'4
или сормайтом .-.':,::.-",":::;..:":,'~
енных твердыми
ых (пробивных), ' -;:;:";::;-',.-:,'.,:;~~
з по сравнению ..;.';::,-':;-';::-':"''-;",.
ей,
' Рис. 116. Наплавка вырубной (новой) ма-
трицы твердым сплавом марки Т-540;
! — корпус матрицы; 2 — медная форма—
стержень; 8 — сплав т-540
Качество поверхности листа и его подготовка
к штамповке
износа не-.,"';-,"~
личие ока-::::,'"
овышенный -.;!';!а
ыр ажается, ','.;',",
к матрицы::.'~.
ии прежде-',::::..".:~-
ния частиц.,",.:,-.";"
указанных -,"=".-.
необходимо . ',,'.":
евременн
хностью
вызыва
мпах изн
ущих к
в образ
и прил
ния от в
тамповк
шта
талл
верхн
м на
ном з
еняю
рисок
ицы. Д
заго
мпов от прежд
с чистой повер
ости заготовки
вырубных шта
атуплении реж
щих штампах—
из-за въедания
ля предохране
товку перед ш
ого
. На
ет п
ос в
ромо
ован
ипа
ыше
ой
г я 4
Ромера иппаипоб
Рис. 118. Влияние травле-
ния материала на стойкость
вырубных штампов (мате-
риал — сталь декапированная
толщиной 1 мм):
1 — материал травленый и сма-
занный; 2 — материал нетра-
вленый и смазанный
г 3
Рог оро штипоб
Рис. 119. Влияние смазки на
стойкость вырубных штампов:
1 — материал смазанный; 2—
материал несмазанный
с посл
цией в
подвергнуть т
ющей промывк
бых щелочных
Проведен ны
при штамповк
до 1 мм на 16
при штамповке
нию
оло
вора
~ты
влен
при
авл
равле
ой в х
раст
е опь
е тра
%, а
нетр
в соответствующих кислотах
дной и горячей воде и нейтрализа
х при температуре 60 — 70' С.
1421 показывают, что стойкост
ых материалов (мягкая сталь)
толщине до 1,5 мм — на 20%
еных материалов (рис. 118).
ь шта
толщ
выше,
Смазка материала и штампа
Смазка при
проталкивания
На основании
что при работе
30 — 40% по ср
влияет и на с
Смазка повь
охлаждает реж
180
бны
и,а
дени
смаз
ию с
сть
сто
кром
е на уси
ие выру
заключ
зрастае
о бесспо
выру
детал
прове
без
авнен
тойко
вешает
ущие
х операциях оказывает влияни
следовательно, и на общее усил
ых нами исследований можно
ки усилие на проталкивание во
проталкиванием со смазкой, чт
штампа.
йкость инструмента еще и пото
ки пуансона и матрицы, котор
му, что
ые во вр
В целях сохранения
обходимо применять ме
лины или песка на по
износ штампов. При это
обычно в преждевремен
и пуансона, на формоизм
временных царапин и
металла к стенкам матр
явлений материал или
в г4000
а
ф гоаоо
ф
,з 10000
~ Е000
,Я 0000
гоооо
ф
ф гбооо
- гг000
Я
ф ОООО
ф юоо
сь
3 ИОО
еду-
сла-
м нов -'„:,.:ю'
иной
чем .:;;,:::=,,".:-:
лие
бки. ': '. ':':,",:.,!-';:-'
ить,
р но. - "='-:;.'::"ж~ф
она
работы заметно нагреваются. Проведенные в этой области опыты
показывают, что при вырубке материалов толщиной до 2 мм стойкость
штампов с применением смазки повышается на 20 — 30% и больше
(рис. 119). В качестве смазки при вырубке стальных материалов
служит машинное или веретенное масло, для латуни и бронзы—
мыльная эмульсия.
Для легких гибочных работ применяются машинное масло, су-
репное масло или смесь крепкого мыльного щелока с машин-
ным или трансформаторным маслом. 'Для тяжелых гибочных работ
следует применять такие же смазки, что и для вытяжных опе-
раций.
Для вытяжных и формовочных штампов смазка уменьшает тре-
ние между заготовкой, прижимным кольцом и поверхностью рабочего
инструмента, облегчает съем и выталкивание изделия из штампа и
охлаждает штамповочный инструмент. Все эти благоприятные усло-
вия для процесса штамповки способствуют увеличению стойкости
формоизменяющих штампов в 2 — 3 раза.
В качестве смазочного материала при вытяжных и формовочных
операциях могут применяться различные вещества: мыльная вода,
машинное и сурепное масло, вазелин, сало, графит, тальк, а также
их смеси в различных пропорциях.
Различают смазки без наполнителей и смазки с наполнителями.
Опыты показывают, что наилучшие результаты дают порозапол-
няющие и сильно прилипающие смазки с наполнителем, как, напри-
мер, смеси с графитом, мелом, тальком и др. При этом в зависимости
от толщины штампуемого материала изменяется процентный состав
смазки, для толстого металла наполнители составляют до 40% от
веса смазки.
На Горьковском автозаводе для глубокой вытяжки стальных
материалов применяют смазку следующего состава (без графита):
52 — 54% масла веретенного, 20% мылонафта, 18 — 20% талька в по-
рошке, 2,5% гипса формовочного и 5,5% древесной муки.
Для нержавеющей стали Х18Н9Т в качестве смазки приме-
няют окисленный петролатум (ОП65), хлорвиниловый лак ХВЛ21
или смазку такого состава: 5?% эмульсола, 21,5% серного порошка,
остальное вода; для нержавеющей стали 1Х13, 2Х13 применяют ка-
шеобразную смесь из веретенного масла, графита, зеленого мыла
и воды.
При вытяжке из цветных металлов применяются следующие
смазочные материалы: для алюминия и его сплавов — растительное
(соевое) масло, машинное масло, технический вазелин; для меди,
латуни и биметалла — сурепное масло, мыльная эмульсия, содер-
жащая 7 — 10% мыла; для никеля и его сплавов — смесь крепкого
мыльного раствора с минеральным маслом.
Для объемной формовки при штамповке цветных металлов—
алюминия и его сплавов, меди и мягкой латуни — применяются „
смазки следующего состава: 60% вазелина технического, 30% хо-
зяйственного мыла и 10% стеарина. Для стальных материалов можно
181
графи
мыль
та и
ной э
лями из
м густой
ьзовать машинное масло с наполните
тирование с последующим омыливание
и сушкой заготовок [1; 22; 491.
аиболее подходящими смазками при
люминия являются животные жиры
ье сало) и жировая эмульсия следующ
цилиндрового масла; 0,03 кг глицери
л четыреххлористого углерода; для ме
1 и графитная смазка; для цинка—
ьк. Для стальных заготовок следует п
ледующим омыливанием их 122; 571.
м вы
й, св
ва:О,
г топ
уни
жир
фосф
холодно
(костны
его соста
на; 0,3к
ди и лат
животные
рименять
давли
иной,
9кгт
леног
— жив
ы, ла
атиро
испол
фосфа
сией
Н
для а
баран
1,1 кг
и 10
жирь
и тал
с пос
мела;
муль-
вании --.:.,:::-';::..'-'::,
лярд,
алька;
о сала
отные - ':';.~'
нолин -:,':,::";:;;
вание .:.;,::,:.'-':.
рабочих кромках и на поверхности инструмента, что влияет на
стойкость штампа. У штампов для объемной штамповки получается
несовпадение верхней и нижней формы отштампованного изделия;
при холодном выдавливании — разностенность. Все это приводит
к уменьшению стойкости штампового инструмента.
В целях повышения стойкости штампов в части, зависящей от
состояния оборудования, можно рекомендовать следующее.
1. Прессы с ослабленной и недостаточно жесткой станиной сле-
дует использовать для штамповки неответственных деталей.
Установка и крепление штампа
Качество установки штампов и надежное крепление их в з
тельной степени влияют на стойкость штампов. Неправи
установка часто приводит к преждевременному износу рабочи
стей штампа, а иногда даже и к поломке штампа или пресса;
того, она также может привести к браку деталей при штампо
к несчастному случаю во время работы на штампе. Поэтому
установке штампов следует строго руководствоваться прави
рекомендуемыми для наладчиков и установщиков штампов.
правила устанавливаются в зависимости от характера работы,
струкции и размера штампа, типа и размера пресса.
Для обеспечения хорошей стойкости штампа необходимо
зоваться нормализованными комплектами и отдельными дета
приспособлений для крепления штампа (планки, скобы, подст
болты и шайбы и др.) применительно к данному прессу и соо
ствующим условиям работы.
Испытания штампов, проведенные на прессах различной
струкции, показывают, что стойкость штампов без направляю
значительно снижается при установке их на одностоечных пр
или на прессах с С-образной станиной.
Причиной снижения стойкости является пружинение ста
пресса в вертикальной и горизонтальной плоскостях, а также
гиб плиты пресса во время работы, вследствие чего получается о
нение оси ползуна, а следовательно, и пуансона относительно
матрицы. На рис. 120 показана деформация станины пресса
разной формы при штамповке в зависимости от развиваемого
сом усилия.
В результате несовпадения осей пуансона и матрицы получ
преждевременный износ, а также выкрашивание режущих кр
у вырубных штампов. У гибочных и вытяжных штампов обнар
ваются односторонние риски как на штампуемом изделии, так
182
35. КОНСТРУКЦИЯ И СОСТОЯНИЕ ПРЕССОВОГО
ОБОРУДОВАНИЯ И ИХ ВЛИЯНИЕ НА СТОЙКОСТЬ ШТАМПОВ
начи-
льная, -:,'."';,»'...,;:
х ча-
кроме
вке и
при ..'',:;-;:;:;.,',,
лами„
кон-
-,* т
поль-
лями
авки,
твет-
кон-
щих
ессах:,::;;,',:
нины' .;,',;:,, '
ткло-
оси
С-об- -.; -:-:::.:::=:;:'1
прес-
ается
ужи"
устое,уГ г
Рис. 120. Деформация станины пресса С-образной
формы при штамповке
2. На прессах с С-образной станиной не допускать установки
штампов без направления.
3. Вырубные, а также точные гибочные и вытяжные операции
производить лишь на прессах с жесткой П-образной станиной.
Операции объемной штамповки (чеканка, объемная формовка,
холодное выдавливание) можно производить на этих же прессах,
однако ббльшая точность для чеканки и объемной формовки обеспе-
чивается при работе на кривошипно-коленных чеканочных прессах.
В последнее время за рубежом для операции объемной штамповки
стали применять прессы с разгруженной станиной, благодаря чему
пружинение станины в этих прессах почти отсутствует, что весьма
положительно сказывается на стойкости штампа 16; 641.
4. Улучшить ремонт и наладку прессов и ужесточить условия
приемки их после ремонта, применяя объективные способы проверки,
рекомендуемые в соответствующих нормативах по штамповочному
оборудованию, в частности такие параметры, как параллельность
стола и ползуна, зазоры между направляющими ползуна и станины,
перпендикулярность хода ползуна к плоскости стола пресса должны
отвечать нормам точности по ГОСТам 15477 — 70 и 5793 — 70.
Полезным новшеством в части ремонта оборудования является
применение текстолитовых накладок, привертываемых к направля-
183
Расчет стойкости вырубных
и проби
вных штампов
х) штампов ведут пб':,:.';;',;
новное значение имеет:. =,::,'„',.
рабочей части пуансойа.':;:.::.".::,::~.-"':-';,.;"
величины сошлифовы'«',':-.::,:;:.-.:".;-.
исходя из следующих '..:'.
сделать до окончатель-'-."::,,-:,,',":,::,,
ением:
(33) -::::-'!'~
пробивны
актике ос
еличина
ицы или
ицы,
изводят
ет стойкости вырубных (
ти матрицы, так как на пр
атрицы, а не пуансона, ибо в
больше высоты пояска матр
ся части у конусной матр
ет стойкости матрицы про
ений.
ичество переточек и, которое
носа матрицы, определяется
6
и=в
д
можно
выраж
где й — высота пояска ма
у матрицы с конусом от зе
слоя металла, снимаемая пр
материала к при з до 1,5 м
6 = 0,2 —:0,4 мм.
Стойкость штампа до смен
девающейся
ти; о — то
ящей от тол
вот 1,5до
шлифовь
вер хиос
е, завис
мм, при
трицы
ркалы
и кажд
м6=
или со
юй ее по
ой заточк
0,1 —:0,2
ется по фо
ы матрицы С, определя
— + 1 Ст~
Здесь С вЂ” стойкость штамп
Ч вЂ” коэффициент, учитыва
штампа после каждой пер
Стойкость штампа до п
С,
реточки,
снижен
(приме
износа
(т+ 1)
а до пе
ющий
еточки
ол ного
емая из та
ости выр
— 10%).
т:
определя
ие стой к
рно на 5
С, буде
(35)
где т — возможное количество замен износивши
хся матриц.
Расчет стойкости гибочиых и вытяжных штампов
Для гибочных и вытяжных штампов окончательный износ ра- ',:,,;;:,'-,:
бочих частей их обусловливается изменением величины зазора между ..'-;.,"...:.".
матрицей и 'пуансоном за пределы допустимого либо сильным иска- ' .=;';.',,".
жением радиуса закругления кромок штампа.
Расчет стойкости этих штампов до полного износа (смены) ра-'-.
Р
бочих частей С1 можно установить из выражения:
с,' = ( "',, ~' ~- 1) с'ц', Р61
а до полного износа штампа С2 из зависимости:
С2 =С1(т +1). (37)
Здесь В, — максимально допустимый внутренний размер (диаметр)
гибочной или вытяжной матрицы; О, — начальный размер (диа.-
метр) матрицы; 6' — толщина слоя (по радиусу), снимаемого прй
186
Расч
стой кос
износ м
всегда
вающей
Расч
соображ
Кол
ного из
части
лщина
щины-. =";,::.'-;:;,;'-':.';:;, .
рмуле.:, -.:::;-' ",!'::.":.
(34)
бл. 36;
убного
каждом исправлении матрицы; С' — стойкость штампа до исправле-
ния; т' — возможное количество замен матрицы; т~' — коэффициент
снижения стойкости, примерно равный т~.
Расчет стойкости штампов для объемной штамповки
Расчет стойкости указанных штампов, считая до исправления,
ведут с момента появления небольших дефектов, которые еще могут
быть исправлены механическим или другими способами (хромиро-
ванием, наплавлением), а до полного износа — с того момента, когда
отштампованные на них детали перестают отвечать требованиям
чертежа или техническим условиям.
Ф
38. НОРМЫ СТОЙКОСТИ ШТАМПОВ ДЛЯ ХОЛОДНОЙ
ШТАМПОВКИ
На стойкость штампов, как уже указывалось выше, влияет боль-
шое количество факторов. Учесть все эти факторы теоретическим
путем не представляется возможным. Поэтому на практике в зави-
симости от характера и условий производства пользуются опытно-
статистическими данными, на основании которых составляются
нормы стойкости штампов до переточки или исправления, а также
до полного износа. При этом в нормах стойкости учитываются такие
главные факторы, как род и толщина штампуемого материала,
характер операции, а также сложность конструкции штампа и ма-
териал, из которого он изготовлен.
В табл. 36 приведены данные по средней стойкости штампов
между двумя переточками или ремонтами для листовой штамповки
(из стали) по автопромышленности [311, а в табл. 37 нормы стойко-
сти до полного износа штампа для листовой стали (по опытным дан-
ным различных отраслей промышленности). В табл. 37 нижние пре-
делы стойкости относятся к штамповке стали средней твердости и
более толстого материала, а наибольшие — к штамповке мягкой
стали и более тонкого материала. При штамповке деталей из цветных
металлов (латуни, меди, дуралюмина, алюминия) стойкость штампов
будет выше табличных на 30 — 60%. Нормы стойкости для вырубных
штампов в табл. 37 даны из условий, что штамп проходит в среднем
15 текущих (переточек), два средних и один капитальный ремонт.
В табл. 38 приведены нормы стойкости быстросменных пластин-
чатых штампов [49). В табл. 39 приведены нормы стойкости штампов
для прессовочных операций — объемной штамповки до полного
износа [36; 53]. В этой таблице верхние пределы стойкости отно-
сятся к штамповке деталей простого профиля, а нижние — слож-
ного профиля.
В табл. 40 отдельно приведены ориентировочные нормы стойкости
штампов для холодного выдавливания из цветных металлов и их
сплавов до полного износа [22; 57).
В зависимости от типа штампа, рода и толщины материала,
а также от условий работы, используя вышеприведенные формулы й
таблицы, можно подсчитать (ориентировочную) стойкость штампа
187
Т а б л и ц а 36. Средние нормь
'для листовой штамповки межд
(в ть
ичных типов штампов
ами или ремонтами -,' ',,:,:Ф.
1 стойкост
у двумя пе
ш. ударов)
и разл
реточк
Толщина материала а в лм
Св. 0,6 до 1 ~ Св. 1 до 2 ~ Св. 2 до 3 ~ Св. 3 до 4 ~ Св. 4 до 6:.
Тип
штампа
Материал рабочих частей
Х12 Ф1 Х12Ф1
или У10А или
Х12ТФ Х12ТФ
Х12Ф1
У10А или
Х12ТФ
Х12Ф1
У10А или
Х12ТФ
У10А
У10А
20 — 25 25 — 30
45 — 50
55 — 65 35 — 40 45 — 55
ЗΠ— 35 35 — 40
20 — 25
15 — 18
35 — 40
40 — 45
25 — ЗО
35 — 40
20 — 25
30 — 35
25 — 30
15 — 20
22 — 25
20 — 25
12 — 15
18 — 20
50 — 60
45 — 55
30 — 40
23 — 30
25 — 30
35 — 40
30 — 35
50 — 60
45 — 55
40 — 50
35 — 45
25 — 35
20 — 30
15 — 20
12 — 15
Формовоч- 40 — 45
ный
ЗΠ— 40 22 — 27 27 — 35
20 — 25 25 — 32
20 — 28
Правочный 25 — ЗО
Т а б л и ц а 37. Ориентировочные нормы стойкости различных типов
штампов для листовой штамповки до полного износа (в тыс. ударов)
Материал рабочих частей
Толщина
материала а
в мм
Легирован
ная сталь
Х12М,
Х12Ф1
Тип штампа
Углероди-
стая сталь
У8А, У10А
400 †6
350 †5
250 †3
250 †4
300 †5
250 †4
150 †2
150 †2
Св. 0,5 до 2
» 2» 4
» 4» 6
До 4
Вырубной и обрезной (с направляющи-
ми колонками)
Пробивной (с направляющей плитой
или колонками)
Гибочный простой
» сложный
Вытяжной простой
» сложный
» 3
» 3
>> 3
>> 3
>> 3
Рельефно-штамповочный и формовоч-
ный
Правочный (рихтовочный) гладкий
» с насечкой
Отбортовочпый (отверстия)
Обжимной
3
450--700
» 3
>> 3
>> 3
Штамп для раздачи
>> 3
Вырубной
Обрезной
Пробивной
Гибочный
без прижима
Гибочный
с прижимом
Вытяжной
300 †4
250 †3
250 †4
150 †3
200 †3
300 †5
150 †2
250 †4
200 †3
250 †4
350 †5
300 †4 ',
300 †4
200 †3 .
250 †3
250 — 350
300 — 450
250 400
300 †4
Т а б л и ц а 38. Ориентировочная .стойкость быстросменных
пластинчатых штампов (в тыс. ударов)
Вырезаемый контур
Толщина
материала
звмм
сложный
Штампуемый материал
простой
средней
сложности
20
15
20
10
15
5
зо
20
зо
20
20
10
40
25
40
25
25
20
До 1
1 — 2
Алюминий
Латунь
Мягкая сталь (С ( 0,2%)
До 1,5
1,5 — 3
До 1,5
1,5 — 3
Сталь средней твердости
(С О 3 О 5о(>)
Т а б л и ц а 39. Ориентировочные нормы стойкости штампов
для холодной объемной штамповки до полного износа (в тыс. ударов)
Штампуемые материалы
Тип штампа
Сталь
мягкая
Медь
и дуралюмин
Латунь
Л68, Л62
Алюминий
1500
280
800
170
700
130
550
100
Калибровочныи гладкии
Чеканочный рельефный
Высадочный (диаметр вы-
саживаемого материала от
4 до 20 мм):
матрицадвусторонняя
конический пуансон
чистовой пуансондву-
сторонний
Объемная формовка или
калибровка простой конфи-
гурации
То же сложной конфигу-
рации
20 — 50
130 †4
110 †4
20 — 35
150 †2
140 †3
10 — 25
45 — 200
50 — ЗОО
280
170
130
100
150
100
70
50
до ремонта (переточки) или до полного его износа, например опре-
делить стойкость штампа для вырубки деталей из стали средней
твердости толщиной 1,2 мл4 при условии изготовления рабочих
частей его из стали У10А.
Из табл. 36 находим, что для стали з = 1,2 мм стойкость матрицы
до переточки составляет 35 000 шт.; приняв 6 =
6 = 3 мм б = — 0,3 л4м,
й 3
11 = 0,95 и количество переточек и = — = 3 —— — 1,
= — 10 по фор-
муле (34) определяем стойкость матрицы до замены:
С = 1 — + 1 35000 0,95"= 11 35000 0,59 = 227000 шт.
'>, 0,3
Т а б л и ц а 40. Ориентировочные нормы стойкости штампов
для холодного выдавливания до полного износа (в тыс. ударов)
! Обратный и комбинированный
способы выдавливания
прямой способ выдавлива-
ния
Толщина
стенки детали а
в мм
Материал
Цинк
и алюми-
ний
Цинк
и алюми-
ний
Медь
и дуралю-
мин
Медь
и дуралю-
мин
Латунь
Латунь
0,50
0,75
1,00
1,50
2,00
40
60
80
100
120
30
50
60
70
80
20
35
45
60
30
45
65
90
25
45
60
15
25
35
С, для
уле (35)
тавит 68
близко
полного
Тогд
(при
двух
П
кости
и по
а общая стойкость
т = 1) составит
смен (при т =- 2)
олученные данные
вырубного шта
табл. 37.
ной смены
шт., а для
. деталей.
т с нормам
устанавли
матрицы,'-:;:,':,~",.-;-
случая
и стой-...,::;:.
ваемыми
случая од
454 тыс.
1 тыс. шт
совпадаю
износа,
штампа
по форм
С, сос
также
мпа до
ГЛАВА Х1
МЕТОДЫ РАСЧЕТА И НОРМЫ ТРУДОЕМКОСТИ
ИЗГОТОВЛЕНИЯ ШТАМПОВ
39. МЕТОДЫ РАСЧЕТА ТРУДОЕМКОСТИ
ИЗГОТОВЛЕНИЯ ШТАМПОВ
Трудоемкость изготовления штампов влияет не только на произ-.::;"":'.::~ "
водительность и стоимость штампов, но в определенной мере и на::".!.,;::;
стойкость штампов. С учетом нормализации и унификации конструк- ' ".:'",:-.
ций штампов трудоемкость изготовления можно разделить на три:.:.;":.:::.
составные части: изготовление и сборка нормализованных узлов и::,'„:'-;:.";:,';;.
деталей штампа (блоки, пакеты, крепежные детали); механическая
и слесарная обработка формообразующих контуров в комплекте де-
талей штампа; окончательная сборка, испытание и доработка штампа, " =-:' -.;
При расчете трудоемкости обработки формообразующих контуров
для унификации принят приведенный элемент, который представляет
собой часть контура рабочей фигуры матрицы. Трудоемкость обра-.
ботки этого элемента включает также трудоемкость обработки ра-
бочих поверхностей комплекта деталей штампа (съемника, пуан. -:.':-,'
сон-матрицы, прижима, выталкивателя, развала в нижней плите и ..':- '-
т. д.).
Исходными данными для определения трудоемкости изготовлений
штампов являются: конструкция и размеры штампа, сложность кон-
190
е
фигурации, габариты, требуемая чистота и точность штампуемои
детали, марка и толщина штампуемого материала.
Трудоемкость изготовления можно рассчитывать в нормо-часах,
рублях или в условных единицах. Измерение в условных единицах
является более удобным, так как позволяет контролировать и сопо-
ставлять работу отдельных инструментальных цехов данной отрасли
и выражает ее в стабильных величинах.
За единицу в приведенных ниже расчетах, в основу которых
положен РТМ ОП01 — 67', принята трудоемкость изготовления вы-
рубного штампа на диагональном блоке с жестким съемником. Выру-
баемая деталь — прямоугольной формы с полупериметром 87,4 мм
из стали марки 20 толщиной 0,8 мм. Размеры пакета 125Х80 мл.
Трудоемкость изготовления по отдельным видам работ по укруп-
ненным соотношениям (в %) составляет: заготовительные (резка
заготовок, кузнечные работы) — 2; станочные (строгальные, токар-
ные, фрезерные, координатно-расточные, шлифовальные) — 55; сле-
сарные — всего 40, в том числе сверлильные и разметочные работы—
4; термические — 1; прочие (гальванические, малярные и др.) — 2.
Для данного инструментального цеха при определенной его тех-
нической оснащенности, организации производства, уровне произ-
водительности труда и др. плановая трудоемкость изготовления
штампа определяется по формуле
Т„= Т1 + 7з+ Тз УСЛ. ЕД.,
где Т вЂ” трудоемкость изготовления нормализованных узлов и де-
талей (блок, пакет, крепежные детали) определяется по табл. 4,
1
А]
42 настоящей книги и по табл. 2, 3, 4, 12, 21 РТМ ОП01 — 67; Т,—
трудоемкость изготовления формообразующих контуров в комплекте
деталей;,Т, — трудоемкость сборки, доработки, изготовления вспо-
могательных деталей и испытания.
В свою очередь, Т, определяется по формуле
Т, = (В' + рп) й,й„йг усл. ед.,
(39)
где В' и р — постоянная величина и коэффициент, принимаемые
по табл. 43 настоящей книги и по табл. 7, 15, 24 РТМ ОП01 — 67;
Й, Й и А — соответственно коэффициенты, учитывающие толщину
а> м т
о-
материала, марку материала и влияние точности штампа на труд-
емкость его изготовления.
Величина Т, определяется из зависимости
Т = (Т + 7 в) Й~б усл. ед., (40)
где й.б — коэффициент учитывающий трудоемкость сборки в за-
сб
. '0
висимости от сложности конструкции штампа (см. ниже и в табл. 1,
19, 25 РТМ ОП01 — 67).
т РТМ ОП01 — 67 — нормативы плановой трудоемкости изготовления штампов"
для холодной штамповки. 1968.
191
О
о
хХЭ
хая
И' о,„
э»х
хо
х ~[о
о
х
о
Э
6
Ох
х
Р
сОООС сО
» С'4 «О ~$» |
ооооо
-и!!!!
«|| |с» о~ с сс»
о сч ч"
ооооо
х
0
х
6 Х
х с«
Цн
с6 |С
о,х
э х
х
х э
х х
»о
!О! ! !
рой нор
я трудо
сть изго
и 42.
щих ко
которое
дел ител
ямолине
диаметр
— как 1,5
санный
кно в м
— 5,5
у формо
ножи, о
приравн
совмеще
х
х х
хо
~СО
оо
ох
х
х
х
»х Э
о
Э 6
.а
х
Оо
хх
х х
э о
х
о
о
оооо
!
1.!!!
ос «ч«о
ООООО
х
х
М
о
х
а
Й
о
х
о
сс4
х
о
о х~
х
х
О
х
«» С'4» «»
о
х
х
Й
|с
М
о
х
о
х
х х
лх
о,
Ях
~э о
х
о
ох
О
со
о «о о оо
«О4 "«»
оооо
со О с»6 6 «ч
~ С4 СЧ 'Ф сО
о о ос'о
С4 "«»
«О ОО
Э
,4
х
х
Й
о
!О-! ! !
а
о
о
х х
6«О
о
х
о «чу
ООООО
Я
х
а
х
о
х
х'
о
оо о
«Ч СЧ О
О С4«О с
О1 ООс-
С4 СО О «О |С»
СО С,, «О
оо
",ООО
ооо о
!
С-О«4 а|«О
щих конт
нужно и
кол ичест
оянное ч
ислам п
о числа
агаемых,
ия норма
Э
о
х
Э
о
о
х
х
О
х
о
ооос о
х
о
х
х
х
Ф
о
х
и
о
х
х
СОО«О С
«С | С'4 тС» |С»
о оооо
11!
о) сс» сс> сс» о|
С6 «Ч«О
О ОООО
х
о
х
о
о
х
х
о
о
а
л
х
х
Й
о
оо |с» «' о «о
«ч
О С4В
Э
о
х
х
х
о
х
х
6«
6
Я
х
о
сс4
с:|оооо
СОООС4 СЧ О
«ОО СЧ Ч»
О.о о о о
О
Э
6
а
х
х
о
х
х
6
о
«сО Сч
С4 «О сс»
ОООО
!111!
О «'4 ОЪ со
««о
ОООО
ментам
риметр
оо «О «О со сч
оо
О СЧ«О~В
О ОООО
1! ! ! !
|с»~ ~оъ«о
сС» 6 ° » «О
О.о.о о о
оо
ххх
ЭХХЭ
Х Х Х 66 Й
Р~ххх
охххх
ххххх
~хоЯ
о оооо
ввмм
До 0,2
Свыше 0,2 до 0,3
» 03» 045
» 0,45
1,25
1,15
1,1О
1,О
О -« -» «4 -:С
ООООО
|о О О О
о сч о «ч о
"!!!!!
О ОООО
ср О сО сс» С'4
О 6
о
ох
х х
о
х
хо
ОО
|О
а
|С» О О О
О С4 О «4 О
со Сч СО Ф'
!!!!!
«: оооо
сО О сО |с» СЧ
Ф
о
Э
и
6
ах
а
ооооо
со сс» О О О
|сто
!!!!!
С ОООО
ооо со оо
ооооо
сО ОООсо
«4 ~ сс» сО
ОС ООО
«О О со ОО
» «'4 4»
М. Е. Зубвов
~ 4
40. НОРМАТИВЫ ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ШТАМПОВ
Нормативы трудоемкости изготовления разделительных штампов
В соответствии с приведенной выше структу
даются материалы и таблицы для определени
товления по элементам Т„Т, и Т,. Трудоемко
мализованных узлов Т, приводится в табл. 41
Трудоемкость изготовления формообразую
висит от количества приведенных элементов и,
по чертежу матрицы или пуансон-матрицы. В раз
за единицу приведенного элемента принят пр
периметра окна матрицы. Круглое отверстие с
считается как четыре элемента, с Р =0,9 —: 2мм
как 0,5 элемента. Радиус закругления Я, впи
гуры, принимается как 0,5. Прямоугольное о
четырем элементам, а с закруглениями в углах
денные элементы подсчитываются по каждом
контуру и суммируются; окна под шаговые
ловители и фиксаторы, имеющиеся в матрице,
бочим контурам. У пуансон-матрицы сложного
количество элементов бывает до 120 и больше.
Трудоемкость изготовления формообразую
ляется по табл. 43. При пользовании таблицей
что к найденному нормативу трудоемкости по
ных элементов, следует всегда прибавить пост
же столбца. Таблица составлена так, что по ч
можно определить норматив любого большег
элементов путем разбивки его на два или три сл
по ним норматива трудоемкости и суммирован
емкости по всему количеству элементов.
Норматив трудоемкости по приведенным эле
в зависимости от 20 или приведенного полупе
фигуры окна в матрице или пуансон-матрице.
Коэффициент Й„учитывающий влияние толщины
имеет следующие значения:
мативов ниже',.~
емкости изго-.;:=,,"
товления нор;,.-.'
нтуров Т, за'',,',
определяетсй-''-",'
ьных штампах-':.,"
йный участок::,"
ом О до 0,9 мм'::,'-"
и с0~2мм —.,:,'
в контур фи-";,,"1
атрице равно-''-',..
и т. д. Приве-4.
образующему. -',:;
тверстия подс.-,,-::,'с
иваются к ра-';,::-'=",6
нного штампа, -:,,-;,:':",'
уров опреде-'-".:".',;:,',:
меть в виду„",„',.
ву приведен-::,;:;:„::»
исло В' того,:;:;:-';"~4
от 0,5 до 10" '
приведенных:::;'"':,'.",;.'
определения:-:';:::
тивов трудо-';=:,.
определяется,::,;;
а наибольшей-:-':-:'„':"
материала я:,,',=.:-'-.',"'
Значение коэффициента Ц, учитывающего влияние точности
штампа на трудоемкость изготовления, устанавливается из следую-
щих сообра:кений: если допуски на рабочие размеры матрьцы це
выше 2-го класса точности, то Й, = 1; если допуски по 1-му классу
точности, то Ц = 1,10; для штампов последовательного действий
192
м
о
о о
с- о
о о
,о Ц
Н
д х
х
о
Й»
о !!
»х
О,
х
ох
ох
хх о
О ~о
х
ох
хо
х $«
э о
Я
х хсч
х х.х
оо
оо!
|о х х
х
С1Ы,
Э
х
»!! о
6С
с
хх
'., х 1!
хех
э Е'х
х ОЭ х
о
Э О Э
с д
охх
Эхо
хх
о э«
х х
х
"хх
с. х х
Вох
|с х о
~ох
хх
хх х
ххэ
Э~о О
ххс
о о
х х
э х
Эхо
охх
ХЭО
о хх
|о -о
ххх
хм х
х х,'"
х о66
х х
Э,С~
о 6С
ОЭХ
оаэи
х
хо о
хха
ххх
»6 эо
хо
6 ОХ
ох
с6 С
о
Щ й~
сх
хъ
Ф
О Сс|
осв о
о
ох
и
6) С1
~~ »«
6»
й
«»»Э
о й
йИ
Д 3
О 66
м х
х о
Ф м
хс с«
Оъ»'
и
«'4
6
й
,~ '!
$
ж3
6«
а
И
»х
|с
Я
о,
х
Э
х
о
х
х
6
о
о
х
Й
»
о
х
х
Я
х
х
о
О
х
О
6(
о
С«
»о
«
«О
СО «О ОЪ 04 «О СО» ~» 4 О
О О О О С4 04 04 СО
О О О О О О О О О О О
а
О
С
О
о
щ
й
И
«О 3 3.0 «л '»«»
«» С Я со «О О'»
О»Р О О О О
4 'С»
~Р О"» ОЪ
С'4 «О
О О О
О О О
СО
СО
О
О
О СО «О с4» С»4 О
»РЪ С'4 «О СО
С»4 С4 С'4
О О О О О О
СО Ж
С4 «О
О О О
О О О
'»«» 04
СО
О
О О
С>
«о
~'Э
со с«»
С'4 М3 СО СО
О О О О О
О О О О О
С4 ф
С4 С»4 С'4
О О О О О О
С>
«о
С
М
о
И
Ф
о'
«М
о
Ж
со «О
С'4 т4,' СС» ~4» СО
С4
О О О О О
О О О О О
»о
«'
О
С»
Со 00 С»4 С ° СО
«0
О» 04
О О О О О О
С»
1
С»
»о
««Ъ
со «С«ОО ° со «О
Со «О СО О С'4
С»4 04
О О О О О О
СО СО
С'4 «О СС> О
С4 «» «О С4«
О О О О О
О О О О О
«о
С>
С«
о,
Л
В
о,
о
И
С«
С»
С«
4О
со
О
Ф) '«»
О О О
О О О
04 со ~ч
«С«сО с>
О О»»
О О О
«» «О «О «О
С»4 «» СС4 СО О
О О О О О
сч
С>
Е
х
С
«4
Ж
а
И
«С«
О'» О» СО
О ~ со
О О О
О О О
о»
С«
О
«О
О
О О
30 т4» со С»4 ° О
ОЪ» Со 3.0 С О)
О» ° »
О О О О О О
С«
О
«О О
СО
О ° со
О О О
О О О
«О С4 ОЪ сО со О
СО О» С0 «О
О
О О О О О О
СО
«О «О
О О
О О
С С'4 С С4 СО СО
С О'«О С4 со «О
О О
О О О О О О
со т4» <О
О О О
О О О
«« "
о
Д
Х Ж
«»
о И
»:( «»
о
««о
С
С С
о о
~ Д
о
3.0
О С4 сО ~» «О «О С СО ОЪ О
5
Й
й
О
Ы
$
Я
О
О
И
О
О»
9'
О
О
О
Й
1-
»»
~~о
~с«11
С
аЦ
Д ф
44
4«щ
»»»
.'«о
И
К
И,«,
о
И»«
»о «
~ о
а ««
дС
Д
а С~
Ио
К
о
«„~а
й
В Ж
Я С
»«««
оо
о
Д»»«
«
««С
и
й~:
Ж
О~«О
С»
о 11
й
»««4
в~ о
«««,
Д Я
:м
и Д
»«
«««
Со
сс»»»3
Ф С
«:с
С»'О
««
И
а1
~„о
с количеством шагов три-четыре Ц = 1,20, более четырех — й, =
== 1,35; в случае, если рабочие размеры матрицы имеют точность по
углу 10' — 12', Й, = 1,10, менее 10' — /г, = 1,20.
Трудоемкость сборки и сложности конструкции разделительных
штампов Т, устанавливается в зависимости от сложности конструкции
штампа и учитывается коэффициентом Й,~ по формуле (40), который
в зависимости от типа штампа составляет от 0,16 до 0,80.
Трудоемкость изготовления гибочных и вытяжных штампов за-
висит от конструкции и размеров штампа и для ее определения ис-
пользуются те же формулы и методика расчета, что и для раздели-
тельных штампов. Нормативы приведены в РТМ ОП01 — 67.
1~) 4
':«
ЛИТЕРАТУРА
1. Б а р а н о в с к и й М. А. Справочник мастера-штамповщика. Минск изд.':,
во «Беларусь», 1968, 404 с.
2. Безручко И.И.,Зубцов М. Е.,Балакина Л.Н. Обработка:;,.'"-;
металлов давлением. Л., изд-во «Машиностроение», 1967, 311 с.
3. Бог ана В,
д а а в В. М. Штамповка деталей по элементам в мелкосерийнам'-:,~
.у у ..."4
производстве. М.— Л., Машгиз, 1963, 184 с.
4. Богоявленский К.Н.,Яолобов В.В., Дергачев В. И.;":-':.'':;;
3 убцо в М. Е«и др. Обработка цветных металлов и сплавов давлением. М., Ме.-':::.':,'
таллургиздат, 1964, 564 с.
5. Бого о
. Б о г о р од с к и и А. К, Механизмы подачи автоматической штамповки.".-',,'~:;.,
из ленты. Листок новатора № 24. ЛДНТП, 1956, 20 с.
6. В а й н т р а у б Д.А. Повышениестойкости штампов. Лениздат, 1958, 130с. ':;"
7. В о л ь п е р т Г. Д. Наплавка износоустойчивыми сплавами деталей обору-"::;.'~-.
давания промышленности строительных материалов. М., Промстройиздат, 1953. "!;;-.
. Г р а к о в В. И. Штампы с электромагнитным креплением на прессах;..;,-".,-'-'~' '.«
Куйбышев, книжное изд-во, 1963, 188 с.
9. Г о р б у н о в М. Н. Штамповка деталей из трубчатых заготовок. М.
Машгиз, 1960, 188 с.
10. Григорьев Н. В., Макаров С. А., Гликман Е. С., Ней '..!:.
м а р к М. М. Новое в организации производства изготовления штампов. Обмен:.;.;,,'~
передовым опытом. ЛДНТП, 1959, 30 с.
11 Д о р и н В. И. Точная штамповка деталей оптико-механических приборов.,'.:,.
М., Оборонгиз, 1958, 459 с,
12. Д б
Д у б а сов А. А. Оснастка из пластических масс в машиностроении;.,',-.':!,."'
М., Профтехиздат, 1961, 155 с.
13. Е ф р е м о в С. И. Штампы из пластмасс. М,, Профтехиздат, 1962, 61 с,.;:;'-".:
14. 3 в о р о н о Б. П. Расчет и конструирование штампов для холодной штам-'-,':,',,!'
павки. М., Машгиз, 1949, 196 с.
15. 3 у б ц о в М. Е. Холодная штамповка. М.— Л., Машгиз, 1941, 131 с.
463 с.
3 у б ц о в М. Е. Технология холодной штамповки. М.— Л. Машгиз 1950
1
17. 3 б
1 . 3 у б ц о в М. Е. Пути увеличения стойкости штампов для холодной штам-
повки. Сб, ЛОНИТОмаша, кн. 31. М.— Л., Машгиз, 1952.
3 у б ц о в М. Е. Увеличение стойкости штампов для холодной штамповки.—, ';,',:.,';~
Экономия металла в кузнечна-штамповочном производстве. М.— Л., Машгиз, 1953.'-.,;;::;::;!!-'
19. 3 у б ц о в М. Е., 3 о р и н Н. К. Штамповка — вырубка крупногабарит- '":"~„',;
ных деталей. М.— Л., Машгиз, 1955, 62 с. (Библиотечка штамповщика. Выи. 2)
ЛДНТП, 1960, 84 с.
20 3 у б ц о в М. Е. Повышение стойкости штампов для холодной штамповки.
21. 3
° 3 У б ц о в М. Е. Зарубежные достижения в области холодной штамповки.
М.— Л., Машгиз, 1962, 74 с. (Библиотечка штамповщика. Вып. 10).
1967, 504 с.
22. 3 у б ц о в М. Е. Листовая штамповка. Л. изд-во «Машиностроение»
'Э
23. Ивано
в а н о в Г. П. Технология электроискрового упрочнения инструментов "".;.,'
и деталей машин. М,, Машгиз, 1957,
196
24. И л ь и 'н М. М. Наплавка штампов специальными электродами. М., Маш-
гиз, 1954.
25, И с а ч е н к он Е. И. Штамповка резиной и жидкостью. М., изд-во «Ма-
шиностроение», 1967, 366 с.
26; К о в т у н Л. Г. Влияние формы рабочих элементов вытяжных штампов на
стойкость и качество вытяжки. — «Кузнечно-штамповачное производство», 1959,
№ 3, с. 22 — 27.
27. К о р с а к о в В. Д. Опыт применения эпоксидного компаунда ЭК 340
и быстротвердеющих пластмасс ири изготовлении разделительных штампов. ЛДНТП,
1964, 34 с,
28. К о р с а к о в В. Д., П а п с у е в В. А., К а л и т а Е. Д., Х е с и н Г. И.
и др, Каталог-справочник. Технологическая оснастка для холодной штамповки,
прессования пластмасс и литья под давлением. Часть 1. Изд-во НИИмаша, 1967,
780 с.
29. К у з н е ц о в В. П. Холодное выдавливание полых цилиндрических из-
делий. — «Кузнечно-штамиовочное производство», 1969, № 9, с. 14 — 17.
30. Кузнецов Д. П., Лясников А. В., Захаров. Технология из-
готовления матриц пресс-форм холодным выдавливанием. ЛДНТП, 1968, 35 с.
31. К у х т а р о в В. И. Стойкость штампов для холодной листовой штамповки.
М., Машгиз, 1958, 90 с.
32, М а к л а к о в А. Я. Исследование конструкции тонких вырубных матриц.
Сб. СТАНКИНА (Под ред. Мещерина В. Т.). М., Машгиз, 1958, с.225 — 235.
33. М а л о в А. Н. Технология холодной штамповки. М., Оборонгиз, 1963,
564 с.
34. М е щ е р и н В. Т. Справочник по листовой штамповке и штампам, М., Рос-
гизместпром, 1950, 315 с.
35. М е щ е р и н В. Т. Листовая штамповка. Атлас схем. М., Машгиз, 1958,
140 с.
36. М и с о ж н и к о в В. М, Г р и н б е р г М. Я. Технология холодной вы-
садки металлов, М., Машгиз, 1951, 307 с.
37.' М и т р оф а н о в С. П. Научные основы организации группового произ-
водства. М.— Л., Машгиз, 1963, 306 с,
38. Михаленко Ф.П., Грикке А. Х.,Демиденко Е. И. Авто-
матическая холодная штамповка мелких деталей. М., изд-во «Машиностроение»,
1965, 286 с..
39. М о с и н Ф. В. Механизация холодной штамповки на универсальных пере-
палаживаемых штампах. М.— Л., изд-во «Машиностроение», 1965, 198 с.
40. Н а в р о ц к и й Г. А. Прессы-автоматы для холодной штамповки. М.,
Машгиз, 1956, 352 с.
41, Н ед ар ез ов В. Е. Глубокая вытяжка листового металла. М.— Л.,
Маи|гиз, 1949, 70 с.
42. НИИМП. Методы повышения стойкости вырубных и вытяжных штампов.
Под ред. М. С. Красильщикова. НКМП, РСФСР, 1938, 123 с.
43. Н о р и ц ы н И. А, Анализ операций осесимметричной вытяжки. Основы
теории обработки металлов давлением. Гл. 11. М., Машгиз, 1959, с. 461 †5.
44. Повышение стойкости деталей машин. Сб. статей под ред. Хрущова М. М.
Институт машиноведения АН СССР. Машгиз, 1959.
45. П о л я к С. М. Холодная объемная штамповка. М.— Л., Машгиз, 1955
(Библиотечка штамповщика. Вып. 6).
46. П о п о в В, А. Холодная высадка металлов. М., Машгиз, 1956.
47. П о п о в Е. А. Основы теории листовой штамповки. М., изд-во «Машино-
строение», 1968, 283 с.
48. Р о в н и н с к и й Г. Н. и др. Холодная штамповка в машиностроении.
М., Машгиз, 1954, 280 с.
49. Р о м а н о в с к и й В. П. Справочник по холодной штамповке. М.— Л.,
нзд-во «Машиностроение», 1965, 788 с.
50. РТМ 26 — 61. Штампы для холодной штамповки. Скоростное проектирование.
Бланк-чертежи нормализованных разделительных штампов. М., Стандартгиз,
1963, 80 с.
51. Р уд н ев Ю.М. Листовые штампы.М., изд-во «Машиностроение», 1968,94с.
труирования
1964, 327 с.
йнтрауб
1963, 435 с,
упрочнение
1.
л ицовочных
штамп
ОГЛАВЛЕНИЕ
Д. А
Предисловие
штампо
Деталей
шгиз, 1950,
штамповка
выдавл
6
7
13„
А., С м о
штампа.
л янин
— «Кузне
новы проек
328 с.
в приборо
тирован
строени
». Т.1,
построение
.34
шок е1е11ог1
1апхеп. Вег
Сгаж — Н11
ашпогша
11п, 1954
1 ВООЬ С
50
62
64
69
70
73
74
78
83
105
108
109
110
117
120
18. Упрощенные штампы
19. Штампы из пластмасс
20. Универсальные штампы
Глава
123
21.
22.
131
199
52. Скворцов Б. Н. Основы конс
штамповки. М.; изд-во «Машиностроение»,
53. Смирнов-Аляев Г. А., Ва
нонка в приборостроении. М.— Л., Машгиз,
54. С м и р н он В. П. Электроискровое
ная и тракторная промышленность», 1952, №
55. С о р о к и н Б. В, Штампы для об
Машгиз, 1951, 218 с.
56. Справочник металлиста. Т. 3. М., Ма
57. Фаворский В. Е. Холодная
изд-во «Машиностроение», 1966, 158 с.
58. Х м а р а С. М., Кол омой цен А
деление требуемой толщины нижней плиты
производство», 1966, № 4, с. 20 — 21.
59, Ш е в е л е в В. В, Конструкции и ос
штампов. М., изд-во «Машиностроение», 1964,
60. Ш и ш к о в Б. И. Точная штамповка
ловск, Машгиз, 1960, 271 с.
61, Энциклопедический справочник «Маши
1947, 269 с.
62. В е и у 1 Я. А ЬЫедза11О1о чадозхегзха
63. К а с х ш а г е к Е. ЯсЬпеЫеп ппб 8
64. Ие Рез1дп ЬапйЬосК. Ь1. 1. (а, о.), Мс
"«
ОВ Для холОДно
Холодная штази
в. — «Автомобил "
автомобилей. М,-",4,
иванием. М.— Л;~!
о в В. П. Опре';,,-',,".',
чно-штамповочн66!..'.;
ия универсальн~',,~
и, Москва — Сверд";,:;;;~„
кн. 2. М., Машгиз',-'"'-,,
Ь Сер., 1955, Ь19',~г
ошрапу, 1956.
»
::.=.':';;:.'ё 1™:
Г л а в а 1. Общие положения о стойкости штампов для холодной штам-
повки и факторы, влияющие на стойкость штампов
1. Понятие о стойкости штампов для холодной штамповки
2. Механические свойства материала, конфигурация и размеры
штампуемой детали
3. Технологичность конструкции штампуемой детали
4. Технологический процесс штамповки
Г л а в а П. Конструктивные особенности штампов (стальных), влияю-
щие на их стойкость
5. Конструктивные особенности, влияющие на стойкость штампов
для операций группы резки — разделительных штампов
б. Конструктивные особенности, влияющие на стойкость штампов
для формоизменяющих операций из листового материала
7. Конструктивные особенности, влияющие на стойкость штампов
для объемной штамповки (прессовочных операций)
Г л а в а П1. МатеРиалы, пРименЯемые длЯ изготовлениЯ деталей штам-
пов, и их химико-термическая обработка
8. Материалы штампов для операций группы резки — разделитель-
ных штампов — и их термическая обработка
9. Материалы штампов для формоизменяющих операций из листо-
вого материала и их термическая обработка
10. Материалы штампов объемной штамповки (для прессовочных
операций) и их термическая обработка
11. Химико-термическая обработка деталей штампов и повышение
их стойкости
Г л а в а 1ч'. Твердосплавные штампы
12. Материалы, применяемые для изготовления твердосплавных
штампов, и чистота обработки поверхности их деталей
13. Блоки для твердосплавных штампов и способы крепления дета-
лей в них
14. Особенности конструирования твердосплавных штампов
15. Типовые конструкции твердосплавных вырубных (вырезных)
и зачистных штампов
16. Типовые конструкции твердосплавных гибочных и вытяжных
штампов
17. Типовые конструкции твердосплавных штампов для чеканки
и прессования
Г л а в а Ч. Штампы и применяемыедля их частей материалы при штам-
повке деталей в мелкосерийном производстве
ч'1. Методы расчета и проверки основных деталей штампов
на прочность. Скоростное проектирование штампов
Расчеты и проверка основных деталей штампов на прочность
Скоростное проектирование штампов
Г л а в в И1. Технология, качество изготовления н сборки 'стальных
штампов,.... -....,...,......... 137.::
23. Изготовление и сборка штампов для операций группы резки — '
разделительных. штампов
24. Изготовление и сборка штампов для формоизменя1ощих опе-
раций из листового материала — гибочных, вытя7кных и фор-
мовочных штампов ............,........ 140,,:.:
25. Изготовление и сборка штампов для прессовочных операций—
объемной штамповки,.................. 141
Переплет художника Б. П. Седова
Корректор 3. 77. Смоленцеаа
Редактор издательства Р. Н. Михеева
Технический редактор Л. В. Щетинина
Г л а в а Ч1П, Технология и качество изготовления твердосплавных
штампов
26. Изготовление твердосплавных заготовок
27. Припайка и диффузионная сварка твердосплавных пластин
к стальным державкам
28. Электроискровая и алмазная обработка твердосплавных деталей
штампов
29, Типовые технологические процессы изготовления твердосплав-
ных деталей штампов
30. Основные правила эксплуатации твердосплавных штампов
31. Наплавка рабочих частей штампов твердыми сплавами
32, Электроискровое упрочнение рабочих частей штампов
ЗЗ, Техника-экономическая эффективность применения твердосплав
ных штампов
Г л.а в а 1Х. Условия эксплуатации штампов и организация штампо-
вого хозяйства
34. Условия эксплуатации штампов н их влияние на стойкость
35. Конструкция и состояние прессового оборудования и их влия-
ние на стойкость штампов
36. Организация штампового хозяйства и ремонт штампов
Г л а в а Х. Методы расчета и нормы стойкости штампов .
37, Методы расчета стойкости штампов
38. Нормы стоикости штампов для холоднои штамповки
Г л а в а Х1. Методы расчета и нормь1 трудоемкости изготовления
штампов .
39. Методы расчета трудоемкости изготовления штампов
40. Нормативы трудоемкости изготовления штампов
Литература
Михаил ЕФимович ЗУБЦОВ, Василий Дмитриевич КОРСАКОВ
СТОЙ КОСТ1з И1ТАМПОВ
Сдано в производство 20/11 1970 г. Подписано к печати 2/1Х 1971 г.
М-45775. Печ. л. 12,5 Уч-изд. л. 12,0. Формат бумаги 60Х90'/»»
Бумага типографская № 2. Тираж 8000 зкз. Зак. № 733 Цена 76 к
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
Ленинград„Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, С-144, ул. Моисеенко, 10
148
151:,,'
160
174:.',
176 .' "
177 ';
185
187
190
194
196