/

























































































































































































































Автор: Веселовская Э.Ж. Трубникова Г.Г.
Теги: инструменты переплет полиграфия книжное дело издательство книга брошюровка переплетные процессы
Год: 1977



Текст
Э.Ж. Веселовская
Г. Г. Трубникова
Технология
брошюровочно-
переплетных
процессов
Э. Ж. ВЕСЕЛОВСКАЯ, Г. Г. ТРУБНИКОВА
ТЕХНОЛОГИЯ
БРОШЮРОВОЧНО-
ПЕРЕПЛЕТНЫХ
ПРОЦЕССОВ
КНИГА ПЕРВАЯ
БРОШЮРОВОЧНЫЕ ПРОЦЕССЫ
Рекомендовано Комитетом по печати
при Совете Министров РСФСР в каче-
стве учебного пособия для издательско-
полиграфических техникумов
ИЗДАТЕЛЬСТВО «КНИГА» Москва 1966
ОТ АВТОРОВ
Учебник по технологии брошюровочно-переплетных процессов,
предназначенный для учащихся издательско-полиграфических технику-
мов, состоит из двух частей: в первой части освещаются брошюровочные
процессы, а во второй — переплетные.
В первой части учебника рассматриваются брошюровочные про-
цессы, применяемые при изготовлении книг и брошюр, при этом
наибольшее внимание уделяется назначению технологических операций,
работе различного оборудования, предназначенного для выполнения
тех или иных брошюровочных процессов, соблюдению правильной после-
довательности технологических процессов, а также основным технологи-
ческим регулировкам оборудования, вызванными переменой формата
или объема обрабатываемой продукции. Понимание назначения техно-
логических процессов и знание технологических регулировок различ-
ного оборудования позволят техникам-технологам правильно ориенти-
роваться в условиях производства.
В учебнике нет детального описания работы отдельных механизмов
различного оборудования, а также свойств клеев и назначения их отдель-
ных компонентов, так как этот материал подробно изучается в смежных
курсах по брошюровочно-переплетным машинам и оборудованию и по
полиграфическим материалам.
При описании техпологического процесса основное внимание уде-
ляется машинным операциям, необходимым для комплексной механиза-
ции и автоматизации брошюровочных и переплетных цехов.
Наряду с изложением технологических процессов работы оборудова-
ния, получившего широкое распространение на полиграфических пред-
приятиях, авторы знакомят учащихся с принципом работы новых моделей
машин; при этом кратко рассматривают перспективы дальнейшего совер-
шенствования и автоматизации различных типов машин, а также вопросы,
связанные с внедрением новых материалов и технологии.
3
Учебник написан в соответствии с программой, утвержденной про-
граммно-методическим отделом Министерства культуры РСФСР в
1960 г.
Данная книга является первой большой совместной работой авторов
по подбору, обобщению и систематизации материала, необходимого для
изучения курса технологии брошюровочно-переплетных процессов.
Все замечания и пожелания просим направлять по адресу:
Москва К-9, ул. Неждановой 8/10, издательство «Книга».
ВВЕДЕНИЕ
§ 1. Общие сведения
о брошюровочно-переплетных
процессах
Брошюровочно-переплетные операции занимают большое
место в общем технологическом процессе изготовления книг,
брошюр, журналов и беловой продукции, выпускаемых полигра-
фическими предприятиями.
Изготовление книжно-журнальной продукции состоит из ряда
последовательных технологических процессов: формных, печат-
ных и брошюровочно-переплетных.
В результате брошюровочно-переплетных процессов из бумаж-
ных листов-оттисков формируется книжный или брошюрный
блок*, который после дальнейшей обработки принимает вид
книги пли брошюры.
Весь технологический процесс по изготовлению и обработке
блока подразделяется на брошюровочные и переплетные операции.
Термины «брошюровочные процессы», «брошюра» происходят
от французского слова «ЬгосЬег»—«сшивать». Однако сейчас эти
понятия значительно расширены и термин «брошюровочные про-
цессы» обозначает не только операции шитья, но и ряд других
технологических операций, которые предшествуют шитью: форми-
рование тетрадей из листов-оттисков, получение брошюрного
или книжного блока из готовых тетрадей, а также заключительная
операция изготовления брошюры — крытье блока бумажной
обложкой.
К переплетным процессам относятся операции, связанные не
только с изготовлением и отделкой переплетных крышек, но
и операции по обработке книжного блока, вставке его в крышку
и отделке готовой книги **.
Поскольку конечной продукцией технологического процесса
являются книги или брошюры, необходимо уточнить данные
понятия с точки зрения их конструкции и полиграфического
изготовления.
* Блок — от англ, «block»— соединение тетрадей в последователь-
ном порядке.
** Книга — от церковно-славянского «кънигы», что означает пись-
мо, грамота.
5
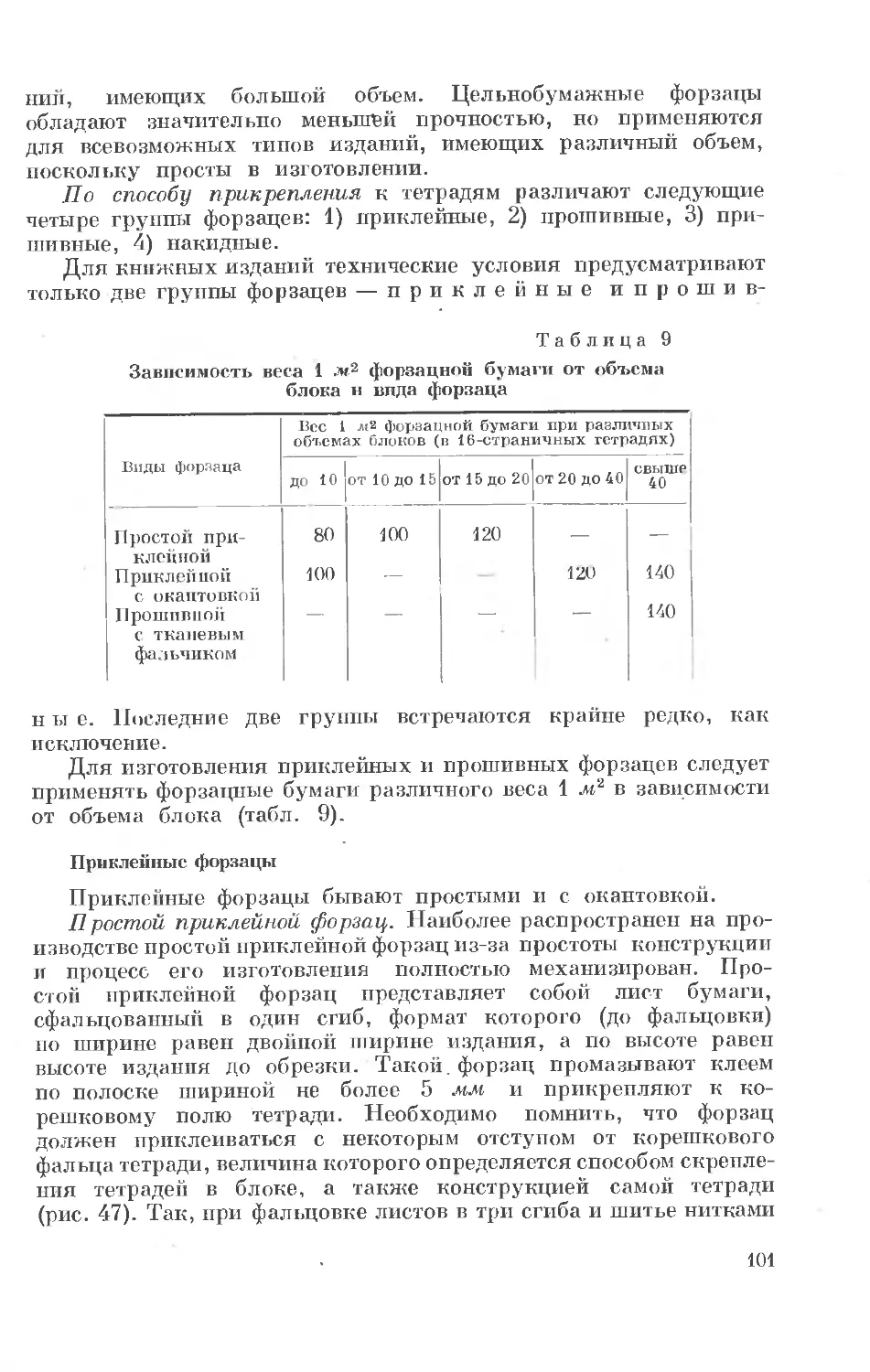
Брошюрой называется издание, в котором имеются два
основных элемента: 1) сшитый и обрезанный с трех сторон блок;
2) бумажная обложка. Книгой называется издание, в котором
имеются три основных элемента: 1) сшитый и обрезанный с трех
сторон блок, прошедший специальную обработку; 2) переплетная
крышка, в которую вставляется блок; 3) форзац*, служащий для
скрепления блока с переплетной крышкой. Форзац представляет
собой сложенный пополам лист, одна сторона которого присоеди-
нена к блоку, а другая — к переплетной крышке.
Брошюры форзаца не имеют, так как бумажная обложка при-
клеивается непосредственно к корешку блока.
Название «журнал» является издательским понятием и связано
со спецификой его содержания, оформления и формата, а не
Технологическая схема
брошюровочных процессов при изготовлении
книжного блока
Сталкивание листов
текста *>
Разрезка листов
текста *>
Фальцовка листов
(получение тетрадей) *>
Сталкивание листов
форзациой бумаги
Разрезка листов
форзацной бумаги
Изготовление
форзаца
Сталкивание листов
с иллюстрациями **>
Разрезка листов
на отдельные иллю-
страции **>
Соединение форзаца
и иллюстраций
с тетрадями
Комплектовка тетра-
дей в блок
Прессование книж-
ного блока
Скрепление тетрадей
блока
I
Прессование книж-
ного блока по ко-
решку
*> При поступлении продукции с ротационных печатных машин в виде тетрадей
данные технологические операции исключаются из схемы
**> При отсутствии в книге иллюстраций указанные операции исключаются.
* Форзац — от нем. «vorsatz», что означает — перед текстом или
предложением.
б
с технологическим процессом изготовления в брошюровочно-
переплетных цехах. Например, журнал «Огонек» с точки зрения
конструкции и технологического процесса изготовления относит-
ся к изданиям брошюрного типа. Таким образом, любой
журнал, выпущенный в бумажной обложке, является брошюрой,
а журнал, имеющий переплетную крышку, является книгой.
Прежде чем приступить к изучению технологии изготовления
книг и брошюр, необходимо знать, какие операции относятся
к брошюровочным процессам, а какие к переплетным (см. техно-
логические схемы на стр. 6—8).
Технологическая схема
изготовления брошюр, скомплектованных подъемкой
Сталкивание листов
текста
i
Разрезка листов
текста
Фальцовка листов
(получение тетрадей)
Сталкивание листов
с иллюстрациями**
Разрезка листов на
отдельные иллю-
страции *>
Сталкивание листов
с отпечатанными об-
ложками
Разрезка листов
на обложки
Бигование обложек **>
v
> Приклейка пли накидка
иллюстраций на тетрадь
Комплектовка тетрадей
в блок подъемкой
Прессование блока
Скрепление тетрадей
в блоке
*
1----—> Крытье брошюры обложкой
Обрезка брошюры с трех
сторон
*> При отсутствии иллюстраций эти операции исключаются.
**> При применении крытвенных машин операция бигования производится после
крытья брошюры обложкой.
Как уже было указано, полиграфические предприятия, кроме
книг и брошюр, выпускают также и беловую продукцию (блок-
ноты, записные книжки, альбомы и т. д.). Для выпуска этой
продукции существуют специализированные полиграфические
предприятия — фабрики беловых товаров. В технологическом
процессе изготовления беловой продукции трудоемкость брошю-
7
ровочно-переплетных процессов составляет более 80% от всей
трудоемкости. Это объясняется тем, что беловая продукция
Технологическая схема
изготовления брошюр, скомплектованных вкладкой
Сталкивание листов текста
I
Обрезка листов текста
Фальцовка листов
(получение тетрадей)
Сталкивание листов с отпеча-
танными обложками
J.
Разрезка листов па обложки
Фальцовка обложек
Комплектовка брошюрного <
блока вкладкой
I
Скрепление блока
i
Обрезка брошюр с трех
стероп
почти не имеет печати, а следовательно, наборные и печатные
процессы сведены до минимума.
Подробные схемы технологических процессов изготовления
различных видов беловой продукции будут рассмотрены в заклю-
чительной части учебника.
§ 2. История развития
брошюровочно-переплетных процессов
История развития письменности показывает, что брошюровоч-
но-переплетные процессы возникли еще задолго до начала книго-
печатания. Самые древние египетские книги, сохранившиеся до
настоящего времени,— папирусные свитки — представляли собой
склейку из листов папируса, свернутую в плотную трубочку.
Текст наносили на папирус тонкими палочками красной или черной
красками, затем исписанный папирус свертывали на палку и
получали готовый свиток. Хранили свитки в специальных
деревянных и кожаных футлярах.
Несколько позднее в Египте для рукописных книг начинают
применять папирус не только в виде свитков, но и в виде от-
дельных листов, скрепленных шнурами. Такая форма древних
египетских рукописей приближалась к форме современных книг.
С появлением таких рукописных книг возникает и первая
технологическая брошюровочная операция — скрепление
отдельных листов между собой или шитье.
Папирус из Египта проник в Европу, где также использовался
в качестве материала для рукописных книг.
8
Долгое время папирус использовался в качестве основного
материала для рукописных книг, и лишь во II в. до нашей эры,
когда получает широкое развитие обработка кож, появляется
новый материал для письма — пергамент *.
Первые рукописи на пергаменте тоже были в виде свитков,
но в отличие от папирусных края пергаментных свитков обрезали,
тщательно сглаживали пемзой, а иногда и закрашивали. Таким
образом, с появлением пергамента возникают первые технологи-
ческие операции переплетных процессов: обрезка, обра-
ботка обрезанного края свитка и закраска
обрезов. Мастер, который выполнял эти операции, занимался
также изготовлением палок для свитков и футляров для их хра-
нения. Футляры обычно имели различные украшения из драго-
ценных камней и металла.
Древние греки и римляне помимо рукописей на пергаменте
использовали «диптихи» **, которые представляли собой две
деревянные костяные или металлические пластинки, скрепленные
застежками. Внешнюю сторону диптиха украшали резьбой и дра-
гоценными камнями, а внутренняя сторона, предназначенная для
письма, была гладкой и покрывалась восковым слоем. Диптихи
являлись как бы записными книжками и служили для повседнев-
ного кратковременного пользования. Несколько позже, с IV в.
нашей эры, значение диптихов как материала для письма падает
и их применяют только в христианской церкви как украшение
для алтарем, а также в качестве переплета для книг. Поскольку
диптихи не могли служить материалом для рукописных книг
и использовались лишь в служебных целях для кратковремен-
ных записей, то основным материалом для изготовления книг
оставался пергамент.
Пергамент был плотнее папируса, и поэтому свитки не могли
иметь большой длины. Даже при значительно меньшей длине
пергаментных свитков вес их намного превышал вес папирусных,
что затрудняло пользование такими рукописными книгами и созда-
вало некоторые неудобства при их хранении. В скором времени
они были заменены новой формой рукописной книги, состоящей
из отдельных листов, т. е. с появлением пергамента книга при-
обрела четырехугольную форму, сохранившуюся до настоящего
времени.
Пергамент полностью вытеснил папирус и стал основным
материалом для письма до появления бумаги.
Процесс изготовления рукописных книг новой формы в корне
отличался от получения книги — свитка. При этом возникает
* Пергамент получали пз кожи различных молодых животных путем
специальной обработки. Впервые он появился в центре Малой Азии
г. Пергаме.
** «Диптих» греческого происхождения означает «сложенный вдвое».
9
целый ряд новых брошюровочных и переплетных операций, кото-
рые последовательно выполнялись одним человеком — мастером.
Листы пергамента складывали пополам и получали тетрадь *,
имеющую четыре страницы, а затем тетради подбирали в после-
довательном порядке в книжный блок, т. е. выполняли две новые
брошюровочные операции — складывание листа (или
фал ь'ц о в к у **) и комплектовку (формирование блока
из отдельных тетрадей). Скомплектованные тетради скрепляли
друг с другом жилами животных.
Таким образом, изменяется не только форма книги, но и после-
довательность выполнения брошюровочных операций. Если рань-
ше первой брошюровочной операцией была операция скрепления
папирусных листов, то с появлением пергамента первой брошюро-
вочной операцией становится фальцовка листов, а затем идет
комплектовка и скрепление тетрадей в блоке. Для более прочного
скрепления листов пергамента и придания корешку устойчивой
формы корешок книжного блока заклеивали, а затем высушивали
и круглили. Дальнейшая обработка книжных блоков из перга-
мента заключалась в обрезке блока с трех сторон и последующем
золочении обрезанных краев. Все перечисленные операции по
обработке книжного блока относятся к переплетному про-
цессу.
В качестве переплетов для таких книг иногда использовали
диптихи, а также специально изготовленные пластины из
дерева, кости или металла. В некоторых случаях пластины укра-
шали дорогими камнями или инкрустировали *** слоновой костью
и различными драгоценными металлами — золотом, серебром.
Переплеты, изготовленные таким образом, требовали особых
условий хранения, поскольку были дорогими и представляли
собой определенную художественную ценность.
В первых образцах книг размеры досок и пластин для перепле-
тов совпадали с размерами сложенных листов пергамента и не
имели кантов. В дальнейшем в целях сохранения обрезов книг
размеры пластин увеличивали так, чтобы с трех сторон блока
выступали канты. На корешке книг делали бинты — поперечные
рельефные валики, которые прикрывали швы, образовавшиеся
в местах скрепления тетрадей.
Для увеличения прочности и долговечности готовых книг их
переплеты снабжали различными застежками — кожаными или
металлическими.
Таким образом, получают дальнейшее развитие и пере-
плетные процессы: возникают операции по и з г о т о в-
* Тетрать от греч. «тетра», что означает четыре.
** Термин «фальцовка» появился значительно позднее и происходит
от немец, «falzen», что означает изгибать.
*** Инкрустация — украшение различных предметов рисунками, выпол-
ненными из металла, перламутра и т. д., врезаемых в поверхность предмета.
10
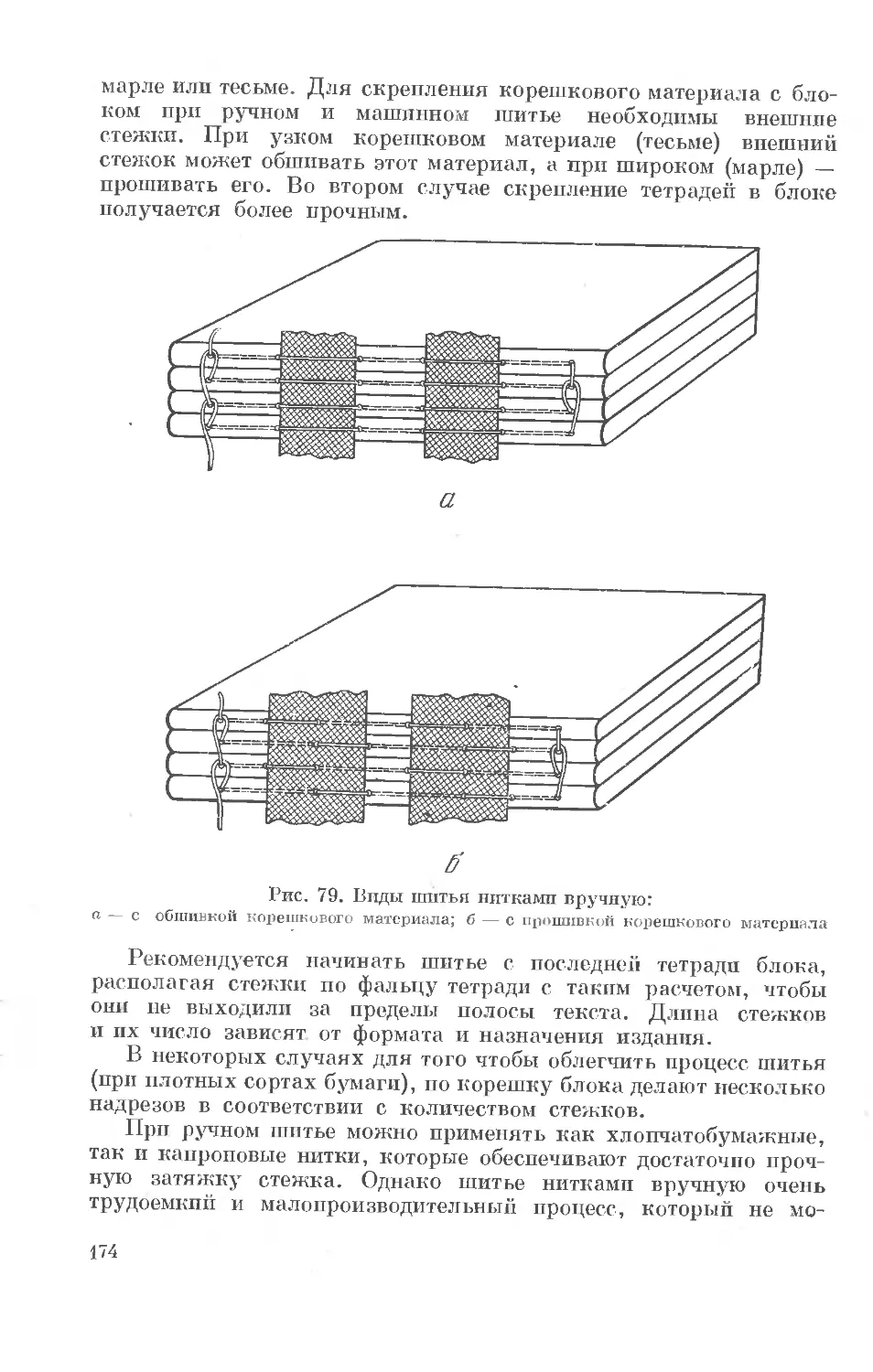
a
б в
Рис. 1. Оформление переплета в период расцвета феодализма:
а — переплет библии, инкрустированный золотом и бриллиантами; б — переплет
Евангелия VII—VIII вв.; в — переплет XIV в.'
лению переплетной крышки и ее отделке
(рапыпе роль переплетной крышки для рукописной книги в основ-
ном выполняли футляры).
Переплеты из дерева получили наибольшее распространение,
поскольку их изготовление обходилось значительно дешевле, чем
изготовление переплетов из металла или кости. Для обтягивания
деревянных досок применяли кожу специальной выделки и раз-
личные ткани — парчу, бархат и др. Кожу стали применять
и для скрепления тетрадей в блоке, вместо жил животных.
В период расцвета феодализма оформление кожаных перепле-
тов достигает наибольшей высоты (рис. 1). Для обтягивания
переплетных крышек начинают применять сафьян *, который имел
красивый вид и отличался большой прочностью.
С распространением переплетов из кожи несколько изменяется
и характер отделки переплетных крышек: на поверхность сафья-
новых переплетов припресовывали тонкие пленки из золота,
т. е. выполняли новую технологическую операцию — тисне-
ние. Для тиснения применяли нагретые металлические штам-
пы различной формы, которые изготовляли и отделывали вруч-
ную.
Все рукописные книги были малодоступны, так как изготов-
лялись в единичных экземплярах. Кроме того, оформление пере-
плетов золотом и драгоценными камнями значительно повышало
их стоимость.
В то время как в России и в Западной Европе основным мате-
риалом для рукописных книг продолжает оставаться пергамент,
на Востоке, в Китае появляется новый материал для письма —
бумага. Для изготовления бумаги использовали мелко измель-
ченную древесину и тряпье. Бумага из Китая постепенно рас-
пространилась и в другие страны Азии, а затем и в Европу. Появ-
ление бумаги в России и в Западной Европе относится к XI —
XII вв.
С развитием бумажного производства значительно увеличи-
вается число копий с рукописных книг и совершенствуются бро-
шюровочные и переплетные процессы. При этом постепенно начи-
нает сокращаться изготовление роскошных переплетов с дорогой
отделкой и появляются книги с более простым оформлением,
благодаря чему значительно снижается их стоимость. Первые
печатные издания на бумаге появляются в Китае в IX в., а кни-
гопечатание в Европе развивается значительно позднее — к на-
чалу XV в.
Развитие книгопечатания в России относится к XVI в.
В 1553 г. в Москве началось строительство первой государствен-
ной типографии под руководством Ивана Федорова. В зтой типо-
графии Иваном Федоровым и его помощником Петром Мстислав-
* Сафьян — специально обработанная козлиная кожа.
12
цем была отпечатана первая русская книга «Апостол». Работа над
книгой продолжалась в течение целого года, и лишь 1 марта
1564 г. книга «Апостол» была выпущена в свет. Иван Федоров
и его помощники в последующие годы издали целый ряд других
книг: «Часовик», «Евангелия учительного», «Псалтыри» и др.
При непосредственном участии Ивана Федорова были созда-
ны типографии и в других городах России.
Оформление и полиграфическое исполнение первых русских
книг значительно отличались от западно-европейских изданий
(рис. 2).
Все книги, изданные Иваном Федоровым и его учениками,
отличаются большим художественным вкусом и высоким мастер-
ством исполнения.
С дальнейшим развитием книгопечатания и бумажного произ-
водства совершенствуются брошюровочные и переплетные про-
цессы. Для скрепления тетрадей вместо жил и кожи животных
стали применять шнуры и нитки, деревянные сторонки переплет-
ной крышки были заменены картонными. Однако все операции
по изготовлению блока и переплетной крышки по-прежнему
выполнялись вручную мастером.
Изменяется и содержание книг: наряду с книгами церковного
содержания появляются светские, предназначенные для граждан-
ского пользования.
Развитие книгопечатания оказало огромное влияние на техно-
логический процесс изготовления книги. Книга перестает быть
драгоценностью, а переплетное дело превращается в ремесло.
Появляются крупные мастерские по изготовлению книг, что
позволяет значительно увеличить тиражи выпускаемых изданий,
изменяется характер обработки блоков и упрощается тип
переплетов.
В XVII в. начинают применять составные переплеты с кожаными
корешками и углами; картонные сторонки таких переплетов
оклеивали цветной бумагой или тканью.
К этому времени относится появление нового вида печатного
издания — брошюры. Впервые издания брошюрного типа стали
выпускать во Франции. Брошюрами в XVII—XVIII вв. называли
небольшие по объему сочинения малого формата, сшитые и не
переплетенные. Обычно брошюры были написаны на злободнев-
ные политические темы и выпускались в короткие сроки. Брошюры
сыграли большую роль в буржуазных революциях Англии и Фран-
ции. Практически брошюра в те времена заменяла газету и
журнал и явилась их прямой предшественницей.
Развитие капиталистических отношений во всех странах оказало
решающее влияние на дальнейшее развитие и совершенствование
полиграфической техники. Был изобретен целый ряд машин,
механизирующих отдельные технологические операции как набор-
ного и печатного, так и брошюровочно-переплетного процесса.
13
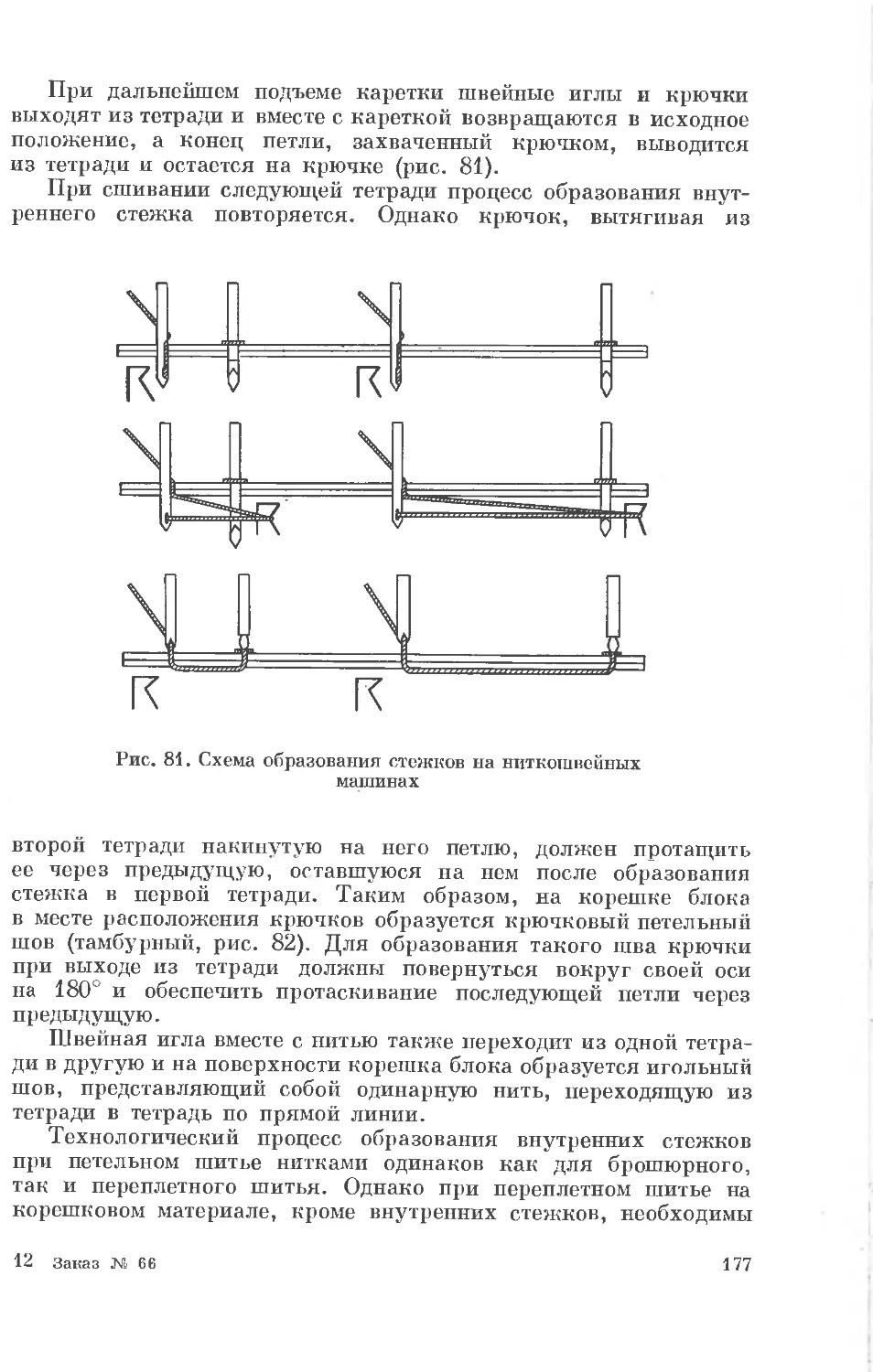
Рис. 2. Оформление переплетов
а — переплет русского Евангелия XVII в.; б — новейший
В 1840 г. для разрезки картона стали применять картонорубилку,
в 1870 г. была изобретена проволокошвейная машина, а в 1877 г.—
нитк ошв ейная машина.
С внедрением машин происходит разделение труда на произ-
водстве, что оказывает большое влияние на совершенствование
технологического процесса и увеличение производительности тру
да. В брошюровочно-переплетных цехах операции по изготовле-
нию и обработке блока отделяются от операций по изготовлению
и отделке переплетной крышки; эти операции выполняются парал-
лельно, а не последовательно, как было раньше.
Все это позволяет значительно увеличить тиражи выпускае-
мых изданий, которые становятся более массовыми.
В XIX в. делаются попытки дальнейшего совершенствования
брошюровочных процессов, а именно: процесс скрепления тетра-
дей нитками предполагают заменить бесшвейным скреплением.
14
первых русских книг:
русский переплет Евангелия из золота с эмалью и камнями
Впервые этот способ был применен в Англии, где в качестве
клея использовали раствор каучука в бензине. Для скрепления
блока требовалось предварительно срезать корешковые фальцы
тетрадей. Однако этот способ скрепления в то время распро-
странения не получил, так как предложенный клей не обеспе-
чивал достаточной прочности блока.
Механизация технологического процесса и увеличение тираж-
ности изданий требуют применения новых, прочных и дешевых
материалов. На смену коже и дорогостоящим тканям приходят
новые переплетные материалы — коленкор * и ледерин **.
* Коленкор — хлопчатобумажная ткань с нанесенным слоем крах-
малистых веществ.
** Ледерин — хлопчатобумажная ткань с нитроцеллюлозным покры-
тием.
15
Вначале стали применять коленкор, причем им покрывали
только картонные сторонки, а корешок крышки делали по-преж-
нему из кожи. Затем появляются цельнотканевые переплетные
крышки, покрытые коленкором. Постепенно кожа была заменена
новой тканью, обладающей значительно большей прочностью,
чем коленкор — ледерином.
В это время книги выпускают как в переплете, так и в бумаж-
ной обложке. Это объяснялось прежде всего тем, что многие
книги покупатели приобретали для своих личных библиотек
и переплетали по своему вкусу.
Несмотря на значительный рост полиграфической базы и уве-
личение тиражности издаваемых в России книг, они продолжали
быть недоступными большинству населения из-за его массовой
неграмотности и тяжелого материального положения.
§ 3. Развитие полиграфической техники
в Советском Союзе
После победы Великой Октябрьской социалистической рево-
люции, когда впервые был поставлен вопрос о полной ликвида-
ции неграмотности в стране и началось всеобщее обучение самых
широких народных масс, значительно возросла роль печати.
Печать становится не только мощным орудием в деле культурного
подъема трудящихся масс, но и играет большую роль в вопросах
восстановления и развития промышленности и сельского хозяй-
ства страны.
Книги и брошюры, которые отражали актуальнейшие вопросы
текущей жизни, а также перспективы дальнейшего развития
социалистического государства, должны были выходить в предель-
но сжатые сроки и значительным тиражом. Поскольку страна на-
ходилась в тяжелом политическом и материальном положении,
продолжалась гражданская война, не хватало материалов, обору-
дования и т. д., необходимо было упростить технологический
процесс изготовления книг. В это время большинство книг
выпускали без переплетных крышек, в бумажных обложках
или даже без обложек. И только очень незначительная часть
книг имела составной или цельнокартонный переплет.
В 1917—1918 гг. выходят в свет произведения В. И. Ленина,
К. Маркса и Ф. Энгельса, собрания сочинений русских классиков,
сборники стихов поэтов революции и т. д.
Почти все полиграфические предприятия, оставшиеся от цар-
ской России, были небольшими и плохо оснащенными технически.
Лишь наиболее крупные из них — Печатный двор, типография
Сытина и другие, размещавшиеся в центральных городах —
Москве, Ленинграде. Киеве и т. д., были оснащены зарубежным
оборудованием. Менее всего были механизированы брошюровочно-
16
переплетные цехи, где, в основном, все технологические операции
выполнялись вручную.
Начиная с 1919 г., партия и ее Центральный Комитет система-
тически уделяют внимание вопросам развития советской печати,
в результате значительно увеличиваются тиражи изданий, улуч-
шается снабжение бумагой и расширяется сеть полиграфических
предприятий.
Большим событием в эти годы явилось издание собрания сочи-
нений В. И. Ленина в 20-ти томах (1920—1924 гг.).
За первые десять лет существования Советской власти (с 1918
по 1927 г.) общее количество изданных книг составило 1 миллиард
286 миллионов экземпляров.
За один 1928 год полиграфическими предприятиями Советского
Союза было выпущено более 270 миллионов книг, что превысило
выпуск книжных изданий в царской России за 1913 г. более
чем в 3,5 раза.
В постановлении ЦК ВКП(б) от 28 декабря 1928 г. указыва-
лось о необходимости увеличения значения массовой кпцги как
орудия организации масс и коммунистического просвещения. Мас-
совые издания должны были оказывать помощь широким слоям
трудящихся в деле овладения достижениями науки и техники.
В целях облегчения технологического процесса и его механи-
зации в 1928 г. Госиздат РСФСР начал проводить стандартизацию
полиграфической продукции, в результате был разработан пер-
вый советский стандарт на переплеты.
Началась перестройка всей существовавшей полиграфической
базы и, в частности, уделялось много внимания реконструкции
брошюровочно-переплетных цехов и их техническому оснаще-
нию.
Второе десятилетие существования Советской власти (1928 —
1937 гг.) характеризуется значительным увеличением выпуска
изданий — до 5 миллиардов 600 миллионов экземпляров.
Одновременно с развитием полиграфической промышленности
создаются отечественные предприятия полиграфического машино-
строения, так как увеличение тиражности изданий требовало
максимальной механизации всех процессов. Начиная с 1931 г.,
отечественные машиностроительные заводы приступают к серий-
ному выпуску ряда полиграфических машин.
Дальнейшая механизация брошюровочно-переплетных про-
цессов позволяет не только увеличить выпуск книг в переплетах,
но и значительно улучшить их качество. Возрастает производи-
тельность труда в брошюровочно-переплетных цехах в результате
дальнейшего расчленения технологического процесса на отдель-
ные операции и разделения труда.
В 1934 г. был разработан второй государственный стандарт —
ВЕСТ № 10, который классифицировал книжные издания с уче-
том не только вида переплетной крышки, но и характера обработки
2 Заказ Ks 66
17
книжного блока. В стандарте каждый вид переплетной крышки
обозначался номером, а характер обработки блока (подвид) —
буквой. В дальнейшем ВЕСТ № 10 систематически пересмат-
ривали и упрощали. В 1939 г. был принят новый стандарт
ВЕСТ № 10а, в котором было уменьшено число подвидов, что
способствовало сокращению и конкретизации технологического
процесса -изготовления и обработки блоков.
С 1948 г. введен новый стандарт ВЕСТ № 106, уточняющий
виды переплетных крышек, которые в основном сохранились до
настоящего времени. Стандарт ВЕСТ № 106 служил основным
документом, регламентирующим изготовление полиграфической
продукции вплоть до 1952 г., когда были приняты новые техни-
ческие условия ТУПП 59—51 на все типы изданий. Технические
условия сократили число подвидов с 29 до 5 (по сравнению
с ВЕСТом № 10 1934 г.) и предусматривали только восемь
видов переплетных крышек. Кроме того, в условиях были ука-
заны точные размеры и допуски для материалов, применяе-
мых при изготовлении переплетов.
Проведенная стандартизация-значительно облегчила и упростила
технологический процесс в брошюровочно-переплетных цехах,
а также способствовала повышению качества выпускаемых книг
и брошюр.
Одновременно с совершенствованием технологических про-
цессов брошюровочные и переплетные цехи оснащались новым,
высокопроизводительным оборудованием, механизирующим целый
ряд ручных операций.
На XXI съезде КПСС был принят семилетний план развития
промышленности и сельского хозяйства СССР, который преду-
сматривал целый ряд мероприятий по развитию базы полиграфи-
ческой промышленности и увеличению выпуска книжно-журналь-
ной продукции. Так, к концу семилетки предполагалось выпу-
скать до 1 млрд. 600 тыс. экз. печатной продукции в год. Большое
внимание на съезде было уделено вопросам улучшения качества
и внешнего оформления полиграфической продукции.
Решения XXI съезда КПСС сыграли большую роль в совер-
шенствовании технологического процесса, его механизации и авто-
матизации. На производстве начали внедрять новые материалы —
быстросохнущие клеи, пластмассы и другие синтетические мате-
риалы, изменяющие технологию изготовления книжной и бро-
шюрной продукции и требующие внедрения нового, высокопро-
изводительного оборудования. В связи с этим появилась необ-
ходимость пересмотра старых технических условий, и в октябре
1960 г. были приняты новые технические условия —
МРТУ 43-1—61— на изготовление книжно-журнальной продук-
ции. Эти условия строго регламентируют технологию изготовления
различных типов изданий с учетом последних достижений поли-
графической науки и техники.
18
В настоящее время все книги выпускаются в переплетах,
а брошюры, рассчитанные на короткий срок пользования,— в об-
ложках.
В Советском Союзе впервые в мире в брошюровочно-переплет-
ных цехах внедрен поточный метод производства, который зна-
чительно увеличил пропускную способность этих цехов, снизил
себестоимость изданий и улучшил их качество.
Внедрение поточного метода производства создало все условия
для полной механизации и автоматизации ряда процессов по
изготовлению и обработке блоков и переплетных крышек.
В 1961 г. XXII съезд КПСС принял новую Программу КПСС,
в которой уделяется большое внимание дальнейшему развитию
полиграфической промышленности.
Выполняя решения XXII съезда КПСС, все полиграфические
предприятия включились в соревнование за отличное полиграфи-
ческое исполнение выпускаемых изданий, созданы бригады ком-
мунистического труда, ширится круг рационализаторов, которые
борются за повышение производительности труда, используя все
внутренние резервы предприятия.
Большую роль в осуществлении решений XXI и XXII съездов
КПСС играют научно-исследовательские институты, которые
занимаются вопросами специализации и комплексной механиза-
ции полиграфических предприятий. В настоящее время научно-
исследовательскими институтами полиграфического машинострое-
ния создан и разрабатывается ряд автоматов и агрегатов, выпол-
няющих целый комплекс технологических операций. Многие из
этих агрегатов уже серийно выпускаются заводами полиграфи-
ческого машиностроения (например, ниткошвейный автомат БНА,
форзацприклеечный автомат БПА, блокообрабатывающий агре-
гат БТГ).
Созданы автоматические поточные линии по изготовлению
брошюр, комплектуемых подъемкой и вкладкой. Все это позволит
выпускать книги и брошюры в различном оформлении и миллион-
ными тиражами. Научно-исследовательские институты работают
также над дальнейшим совершенствованием новых материалов
для полиграфической промышленности. В связи с решением
декабрьского Пленума ЦК КПСС (1963 г.) о развитии химической
промышленности и широком внедрении синтетических материалов
во все отрасли народного хозяйства перед работниками полигра-
фической промышленности были поставлены задачи по освоению
и внедрению новых синтетических материалов и клеев. Большин-
ство полиграфических предприятий в настоящее время уже освои-
ли новые материалы. Внедрение новых синтетических клеев поз-
волило для части изданий заменить процесс шитья бесшвейным
скреплением, используя при этом новое высокопроизводитель-
ное оборудование. Применение пластмасс в полиграфии позволяет
сократить технологический процесс изготовления крышек и дает
2* 19
возможность при улучшении оформления издания уменьшить его
стоимость. Переплеты из пластмасс применяют при изготовлении
книжной и беловой продукции.
Кроме того, институты разрабатывают новые виды перепле-
тов —• безтканевые, с нанесенным слоем пленкообразующей массы
на штукованные картонные сторонки. Это высвободит дорогостоя-
щие ткани (коленкор и ледерин) для других целей и снизит себе-
стоимость продукции, кроме того, расширит возможности офор-
мления переплетов.
В настоящее время у нас созданы и создаются новые крупные
полиграфические комбинаты, оснащенные новейшим полиграфи-
ческим оборудованием. К числу таких комбинатов относятся
полиграфические комбинаты в Калинине, Чехове, Саратове,
Ярославле и других городах. Кроме того, значительно расширя-
ются и перестраиваются существующие типографии, так, напри-
мер, в 1963 г. закончилось строительство нового корпуса типо-
графии «Правда», ведется строительство новых корпусов типо-
графий «Красное Знамя», «Красный Пролетарий» и других.
Все новые полиграфические предприятия специализируются на
выпуске определенного типа изданий, что позволит не только
беспрепятственно внедрять новейшую технику и технологию, но
и значительно улучшить качество выпускаемых книг и брошюр.
ГЛАВА ИВГ В А Я
ОСНОВНЫЕ ПОНЯТИЯ
О БУМАЖНЫХ И ПЕЧАТНЫХ
ЛИСТАХ
§ 1. Основные виды бумаг
Для изготовления различной полиграфической продук-
ции — книг, брошюр, ученических тетрадей — применяют разно-
образные виды бумаг.
В зависимости от способа печати применяются различные типы
бумаг, а именно: для высокой печати — типографские, для пло-
ской — офсетные и специальные бумаги для глубокой печати.
Для изготовления отдельных элементов книг и брошюр при-
меняют специальные бумаги: форзацные, обложечные, бумаги для
оклейки переплетных крышек, отстава и т. д.
В отдельную группу выделены бумаги для изготовления бело-
вой продукции, называемые писчими бумагами.
Печатные бумаги имеют разные номера, кроме того,
их еще дополнительно маркируют. Номер бумаги определяет ее
композицию, т. е. состав бумажной массы по волокну.
В зависимости от процентного соотношения составляющих
компонентов бумажной массы (целлюлоза, древесная масса,
наполнители и т. д.) определяется качество бумаги, характери-
зуемое ее номером.
Технические условия предусматривают четыре номера бумаг:
№ 0; № 1; № 2; № 3. Бумага № 0 по своей композиции являет-
ся лучшей, поскольку состоит из 25% тряпичной полумассы
и 75% беленой целлюлозы, а следовательно и применяется
в основном как писчая.
Бумага № 1 состоит из 100% беленой целлюлозы и использует-
ся как для печатания, так и для изготовления беловой продукции.
В составе бумаг № 2 и № 3 кроме целлюлозы содержится древес-
ная масса (беленая или небеленая); эти номера бумаг отличаются
друг от друга процентным содержанием компонентов. Бумага
21
№ 2 применяется как для печатания, так и для письмгГ, а бумага
№ 3 используется только для печатания.
Каждый номер печатной бумаги (за исключением № 3) имеет
еще дополнительные марки. В основу подразделения бумаг на
марки положено их отличие по различным другим техническим
показателям: разрывной длине, гладкости, проклейке, числу
двойных перегибов и т. д.
Качество печатной продукции в значительной степени зависит
от качества бумаги, которое поэтому должно строго контроли-
роваться. К основным техническим свойствам бумаги, влияющим
на технологический процесс, относятся следующие: проклейка *
бумаги, гладкость поверхности, равномерная толщина, вес 1 л«2
и т. д. Например, степень проклейки бумаги влияет на выбор
клеев: при работе с малопроклеенными бумагами можно применять
поливинилацетатную эмульсию и 8%-нып карбоксиметилцел-
люлозный клей, а при работе с бумагами, имеющими высокую
степень проклейки, следует использовать латексный клей и поли-
винилацетатную эмульсию повышенной вязкости.
Печатные бумаги имеют следующую степень проклейки: типо-
графские — 0,5 мм, офсетные бумаги — 0,75—1,25 мм, бумаги
для глубокой печати — 0,25—1 мм.
Степень гладкости бумаги оказывает большое влияние на
процесс сталкивания листов, а также на фальцовку и на уста-
новку листоподборочных машин с фрикционными самонакладами.
Гладкие бумаги значительно легче сталкивать, поскольку силы
трения между листами незначительны. Кроме того, из гладких
бумаг получают более компактные, плотные, а, следовательно,
и более долговечные блоки.
Равномерность толщины бумаги влияет на точность работы
фальцевальных и листоподборочных машин, форзацприклеечных
автоматов и другого оборудования, имеющего регулировки, свя-
занные с изменением толщины бумаги.
Все свойства бумаг и методы их испытания подробно рассмат-
риваются в курсе материаловедения.
Бумаги для всех видов печати выпускаются бумажными фаб-
риками как в листах (флатовые), так и в рулонах (ролевые).
Листовые и ролевые бумаги имеют строго определенные стандарт-
ные форматы.
Листовые печатные бумаги имеют четыре основных формата
60 X 90 см, 70 X 90 см, 70 X 108 см, 84 X 108 см и один допол-
нительный 60 X 84 см.
Формат ролевых печатных бумаг определяется шириной руло-
на 60, 70, 84, 90 и 120 см.
Форзацные и обложечные бумаги по своему
назначению значительно отличаются от печатных бумаг, а, сле-
* Проклейка бумаги — наличие в бумажной массе клеящих веществ,
уменьшающих впитывающую способность бумаги.
22
довательно, к ним предъявляются, кроме основных, дополни-
тельные требования.
Форзацные бумаги выпускаются, в основном, в листах, разме-
ры которых соответствуют размерам печатных бумаг. В отличие
от последних бумага для форзацев не имеет номеров и марок,
так как ее состав не меняется (она состоит из 100% беленой
целлюлозы).
Форзацная бумага различается по весу 1 м2 (от 80 до 140 Г),
ее проклейка равна 0,75 мм. Одним из важнейших показателей
для форзацной бумаги является число двойных перегибов, кото-
рое должно быть не менее 15, в то время как печатные бумаги
имеют число двойных перегибов от 2 до 5. Таким же важным
показателем является скручиваемость форзацных бумаг при их
одностороннем смачивании. По техническим условиям форзац-
ная бумага не должна скручиваться в течение 30 сек после ее
смачивания.
Эти требования объясняются тем, что форзац испытывает зна-
чительное напряжение по линии сгиба (фальца) при раскрывании
книги, а также промазывается клеем с одной стороны по всей
поверхности, что изменяет поверхностное натяжение бумаги
с лицевой и оборотной стороны форзаца и мешает в работе.
Обложечные бумаги предназначаются как для крытья брошюр-
ного блока обложкой, так и для изготовления переплетных крышек
(составного переплета № 5 и цельнобумажного № 4).
Обложечную бумагу выпускают как в листах, так и в рулонах,
размеры которых отличаются от размеров печатных бумаг. Техни-
ческие условия предусматривают девять форматов листовых бумаг
и шесть форматов ролевых бумаг, предназначенных для брошюр-
ной и книжной продукции.
Форматы листовых обложечных бумаг: 60 х 84, 60 X 94,
62 X 107, 70 X 97, 70 х ПО, 74 X 84, 74 X 92, 75 X НО,
84 X НО см. Форматы ролевых бумаг: 60, 62, 70, 75, 84 и 93 см.
Композиция обложечных бумаг такая же, как и у форзацных
(100% беленой целлюлозы). Обложечные бумаги имеют вес 1 м2 от
80 до 240 Г. Бумага весом от 80 до 120 Г 1м2 используется при
изготовлении обложек для переплетных крышек, а для крытья бро-
шюрных блоков используется бумага весом от 80 до 240 Г1м2.
Проклейка обложечных бумаг несколько выше, чем форзац-
ных, и должна быть в пределах от 0,75 до 1,25 мм.
Более высокая проклейка обложечных бумаг, по сравнению
с форзацными, допускается лишь в том случае, если эту бумагу
будут использовать для крытья брошюрных блоков. В этом слу-
чае скручиваемость обложечной бумаги, вызываемая увеличением
проклейки, будет очень незначительной, так как в контакте с кле-
ем будет находиться только узкая полоска обложки (корешок).
Если обложечные бумаги предназначены для изготовления
переплетных крышек № 4 или № 5, когда клей наносят на всю
23
внутреннюю поверхность бумажной заготовки, то проклейка этой
бумаги должна быть близкой к форзацной, чтобы одностороннее
смачивание не вызвало большую скручиваемость обложки, что
будет мешать в работе.
Число двойных перегибов является одним из важных пока-
зателей. При использовании обложечных бумаг для крытья бро-
шюрных блоков число двойных перегибов должно быть в преде-
лах 8—25.
На технологический процесс изготовления книжной и бро-
шюрной продукции, а также на качество готовых изданий в зна-
чительной степени влияет и направление бумажных волокон
в заготовках обложек и форзацев после раскроя бумажных листов.
В процессе отлива бумаги волокна располагаются, в основном,
по ходу движения сетки бумагоделательной машины. Такое
направление бумажных волокон называется долевым. Деформа-
ция бумаги в долевом направлении значительно меньше, чем
в поперечном. Это свойство обязательно следует учитывать при
раскрое бумаги для форзацев, обложек, бумаги для оклейки
корешка, отстава, гильзы и т. д. Направление волокон в заготов-
ке должно быть всегда параллельно корешку блока.
Направление волокон в листе можно определить следующими
простейшими способами:
1) разрывают бумагу в двух взаимно перпендикулярных напра-
влениях; более ровный и прямолинейный обрыв указывает
долевое направление;
2) вырезают из двух взаимно перпендикулярных сторон листа
бумаги две полоски одинаковой ширины и длины, складывают их,
зажимают с одного конца, другой конец оставляют свободным.
При этом полоски разойдутся, менее изогнутая из них и будет
долевой;
3) находят направление волокон на просвет.
Кроме перечисленных показателей печатных, обложечных
и форзацных бумаг, имеется целый ряд и других показателей,
которые в какой-то мере влияют на технологический процесс:
объемный вес, влажность и т. д.
Для всех видов бумаг влажность должна быть в пределах
7—8%. Отклонения от нормальной влажности приводят к тому,
что не только затрудняется работа с бумагой на различных
технологических операциях, но и готовое издание не будет
отвечать требованиям, предъявляемым к качеству продукции.
§ 2. Бумажные и печатные листы
Объем книг и брошюр выражается в определенных учетных
единицах: в бумажных листах, физических печатных листах
и условных печатных листах.
24
Бумажным листом называется лист печатной бумаги
стандартного формата (либо чистый, либо запечатанный с одной
или двух сторон).
На каждом бумажном листе может располагаться вполне
определенное количество полос текста (страниц), которые будут
определять долю бумажного листа. Число полос текста для дан-
ного бумажного листа определяется форматом и характером
издания.
В соответствии с установленными стандартными форматами на
одной стороне бумажного листа может быть различное число
запечатанных полос: 8; 16; 32 и 64; не исключено и другое число
полос. Каждая полоса называется долей листа. Размер
доли соответствует формату издания до обрезки, т. е. высоте
и ширине необрезанного блока. Итак, доля листа — часть
бумажного листа, которая определяет формат издания до обрезки.
Для определения формата издания (высоты и ширины блока)
необходимо знать формат бумажного листа и его долю: 60 X
X ЭОЧв; 70 X ЭО1/^; 70 X Юв1^; 84 X lOS1^- Число, пока-
зывающее долю, раскладывается на два наибольших множителя,
которые являются делителями сторон бумажного листа, и боль-
шая сторона бумажного листа делится на больший множитель,
а меньшая сторона — на меньший множитель (табл. 1).
Таблица 1
Зависимость формата издания от доли листа
Формат бумаж- ного листа Доля листа Формат издания до обрезки (в см)
84x108 64 10,5x13,5
84x108 32 13,5x21
84x108 • 16 21x27
84x108 8 27x42
Например, если бумажный лист имеет формат 84 X 108 см
и отпечатан в 32 долю, то это следует записать так: 84 X 1081/32.
Доля листа 32 раскладывается на два наибольших множителя —
4 и 8. Меньшую сторону — 84 см делим на меньший множитель
4 (84 : 4 = 21), а большую сторону — 108 см делим на больший
множитель 8 (108 ; 8 = 13,5). При записи формата книжного
издания размер ширины всегда ставится первым, а размер длины
(высота) — вторым. Так как ширина книжного издания всегда
меньше его высоты, то формат данного книжного издания до
обрезки надо записать так: 13,5 X 21 см.
При записи формата в другом порядке получаем альбомное
издание, ширина которого больше высоты.
25
С увеличением количества долей данного бумажного листа
формат издания уменьшается, а с уменьшением доли — увели-
чивается.
Для книжных и брошюрных изданий в СССР-установлено
9 основных форматов (ГОСТ 5773—59) (табл. 2).
Таблица 2
Основные форматы для книг и брошюр
Формат (в см) и доля Формат издания до обрезки (в мм)
84х1087в4 70х901/32 70х1081/32 84х1081/з2 60х901/18 70х901/1в 70х1081/16 84x1081/16 60х901/8 105X135 112,5X175 135X175 135x210 150x225 175x225 175x270 210x270 225x300
Выбор формата зависит от характера изданий: детская лите-
ратура, учебники, энциклопедические издания и т. д.; от особен-
ностей их хранения и использования; от возможности наибольшей
загрузки талера печатных машин; от квалификации читателя
и ряда других причин.
1. Для выпуска художественной литературы, различных науч-
ных изданий, а также для политической литературы и изданий
классиков марксизма-ленинизма наиболее часто используются
такие форматы, как: 84 X 1084г, 84 X lOS1/^ и 60 X 901/16.
2. Для выпуска учебников начальной, средней и высшей
школы наиболее часто применяются следующие форматы:
60 X 904в и 70 X 1084b-
3. При издании литературы для детей дошкольного и школь-
ного возраста характерными форматами являются: 70 X lOS1^,
70 X 907,6 и 60 X 9078.
4. Для различных справочных изданий, словарей, энциклопе-
дий применяются следующие форматы: 70 ;: 901/32, 84 X 1087в4
и 84 X 1087i6.
5. Для выпуска изданий брошюрного типа, журналов различ-
ного назначения, наиболее часто используются следующие форма-
ты: 60 X 90%, 70 х 10878, 70 X 1087,6 и 84 X 1087ie-
Перечисленные форматы изданий далеко не охватывают всей
издаваемой печатной продукции. Полная классификация изданий
дана в технических условиях МРТУ 43-1—61, которыми и следует
руководствоваться при выборе нужного формата.
26
Зная формат издания и его объем в бумажных листах, всегда
можно определить число страниц в блоке, и наоборот, по числу
страниц можно определить объем в бумажных листах.
Чаще вбего печатают на обеих сторонах бумажного листа
любого стандартного формата. В этом случае каждая доля
листа содержит две страницы. Бумажный лист, отпечатан-
ный в 1/8 долю, содержит 16 стр., в 1/je долю — 32 стр., в 1/32
долю — 64 стр., в 1/в4 долю — 128 стр. и т. д.
Пример 1. Формат издания 70 X 1081/зг1 объем в бумажных листах 5.
Определить объем блока в страницах.
Находим число страниц в одном бумажном листе:
32 д. х 2=64 стр.
Определяем объем блока в страницах:
64 стр. X 5 бум. л. =320 стр.
Пример 2. Формат издания 60 X 90х/1б, объем блока в страницах 228.
Определить объем блока в бумажных листах.
Находим число страниц в одном бумажном листе:
J6 д. х 2=32 стр.
Определяем объем блока в бумажных листах:
228 : 32 = 9 бум. л.
Для полной характеристики издания недостаточно указать
только его формат, необходимо также знать его объем. Объем
издания указывается не только в бумажных, но.и в печатных
листах. В настоящее время существует два понятия печатного
листа: физический печатный лист и условный или приведенный
печатный лист.
Физическим печатным листом называется
бумажный -лист любого стандартного формата, отпечатанный
с одной стороны. Бумажный лист стандартного формата, отпе-
чатанный с двух сторон, содержит два физических печатных
листа. Данный учет принят на предприятиях для облегчения
работы и расчетов в печатных и брошюровочных цехах.
Учет печатной продукции в печатных цехах ведется в услов-
ных или приведенных печатных листах.
За единицу приведенного печатного листа принят бумажный
лист формата 60 X 90 см, отпечатанный с одной стороны, или
половина этого листа, отпечатанного с двух сторон.
Все остальные стандартные форматы бумаг приводятся к учет-
ной единице с помощью переводных коэффициентов. Это необходи-
мо для того, чтобы можно было выражать объемы изданий, отпеча-
танных на бумажных листах различного формата, в одних и тех
же учетных единицах.
Переводной коэффициент представляет собой отношение пло-
щади бумажного листа данного формата к площади листа, приня-
того за единицу (60 X 90).
27
Примеры определения переводных коэффициентов для различных
форматов.
70 X 90 см 6300 см2
60X90 е.и~ 5400
70 X 108 см_7560 см2___
60 X 90 см 5400 см2 ’
, 84 X 108 см_ 9072 см2__
60x90 см ~ 5700 см2 =1,Ь ’
Таблица 3
Переводные коэффициенты
Формат бумаги (в см) Площадь бумаж- ных листов (В СЛ(2) Переводные коэффициенты
60X90 5400 1
70x90 6300 1,17
70X108 7560 1,4
84X108 9072 1,68
Для того чтобы определить количество условных печатных
листов в данном бумажном листе, необходимо переводной коэф-
фициент данного формата умножить на два, так как текст печатает-
ся всегда с двух сторон бумажного листа.
Итак, если известен объем издания определенного формата
в бумажных листах, то его всегда можно выразить как в физиче-
ских печатных листах, так и в условных.
Пример. Если издание выпускается в формате 70 х 108х/1в и имеет
объем 5 бумажных листов, то объем данного издания в физических печатных
листах будет следующий: 5 х 2 = 10 физических печатных листов. Число
бумажных листов умножается на два, поскольку один бумажный лист, имею-
щий двухстороннюю печать, содержит два физических печатных листа.
Объем данного издания может быть выражен и в условных (приведенных)
печатных листах. В этом случае число бумажных листов умножают не только
на два, но и на переводной коэффициент данного формата.
5 х 2 х 1,4 = 14 усл. печ. л.
Таким образом, объем издания форматом 70 X 1081/1в может быть выра-
жен в бумажных листах — 5; в физических печатных листах — 10 и в услов-
ных печатных листах — 14.
Если изменить формат издания, а объем в бумажных листах оставить
прежним (5 бум. л.), то количество условных печатных листов изменится,
а количество физических печатных листов останется тем же.
Например, для формата 84 х 1081/32 при объеме 5 бум. л. число физиче-
ских печатных листов равно десяти (5 бум. л. х 2 = 10 физ. печ. л.), а число
условных печатных листов будет следующим: 5 бум. л. X 2 X 1,68 =
= 16,8 усл. печ. л.
Данная система измерения объемов печатной продукции была
принята в 1950 г. Однако некоторые форматы бумажных листов
28
несколько отличались от существующих, а именно, существовало
только четыре основных формата для листовых бумаг: 60 X 92 см,
70 X 92 см, 70 X 108 см и 84 X 108 см. Поэтому и переводные
коэффициенты для двух последних форматов бумаг были несколь-
ко иными, что объясняется изменением площади листа форматом,
принятого за единицу (60 х 92 см). Коэффициенты для указан-
ных форматов были соответственно равны — 1,37 и 1,64.
§ 3. Лист для фальцовки и его элементы
Из печатного цеха в брошюровочный поступает продукция либо
в виде бумажных листов стандартного формата, отпечатанных
с двух сторон (при печатании на плоскопечатных машинах), либо
в виде тетрадей (при печатании на ролевых ротационных
машинах).
Из поступивших бумажных листов изготовляют тетради, кото-
рые затем формируют в блоки. Для получения тетрадей бумажные
листы предварительно разрезают на части, а затем фальцуют.
Таким образом тетрадь получают из части бумажного листа,
которая называется листом для фальцовки.
В некоторых случаях листом для фальцовки служит целый
бумажный лист, это зависит от числа долей бумажного листа и вида
фальцовки —в один, два, три или четыре сгиба.
Каждый лист для фальцовки должен иметь определенные
элементы, которые служат для облегчения выполнения технологи-
ческих операций и контроля качества.
В зависимости от числа сгибов лист для фальцовки имеет
определенное число полос текста с каждой стороны.
Например при фальцовке в два сгиба, на каждой стороне листа
должно быть по 4 полосы, при фальцовке в три сгиба — по 8 полос,
при фальцовке в четыре сгиба — по 16 полос.
Каждая полоса имеет свой порядковый номер, который назы-
вается колонцифрой. Колонцифры могут располагаться
сверху или снизу, по центру полосы текста или у внешнего поля.
Первая и третья полосы каждого листа для фальцовки имеют
дополнительные элементы, необходимые для правильной работы
брошюровочно-переплетных цехов. Так, на первой странице
каждого листа для фальцовки слева под текстом ставится глав-
ная сигнатура, обозначающая порядковый номер листа, а на
третьей странице также слева под текстом — дополнительная сиг-
натура со звездочкой, повторяющая главную сигнатуру.
Рядом с главной сигнатурой ставится норма — фамилия
автора, название книги или просто номер заказа. Главная сиг-
натура, норма и сигнатура со звездочкой необходимы для контроля
брошюровочных процессов:
1) по главной сигнатуре подбирают третради в блок и прове-
ряют правильность комплектовки;
29
2) по сигнатуре со звездочкой проверяют правильность фаль-
цовки;
3) по норме проверяют, не попали ли в данное издание тетради
из другого заказа.
На первой странице первого листа для фальцовки (чаще всего
это титульный лист) главную сигнатуру и норму не ставят.
Кроме того, каждый лист для фальцовки должен иметь спе-
циальные контрольные метки. Такими метками явля-
ются метки верных сторон, метки
для контроля качества фальцовки,
расположенные в центре верхнего
и корешкового полей, и метки для
контроля комплектовки, располо-
женные на корешковом поле. Такие
метки в каждом последующем ли-
сте располагаются со смещением
относительно друг друга на 2—3мм.
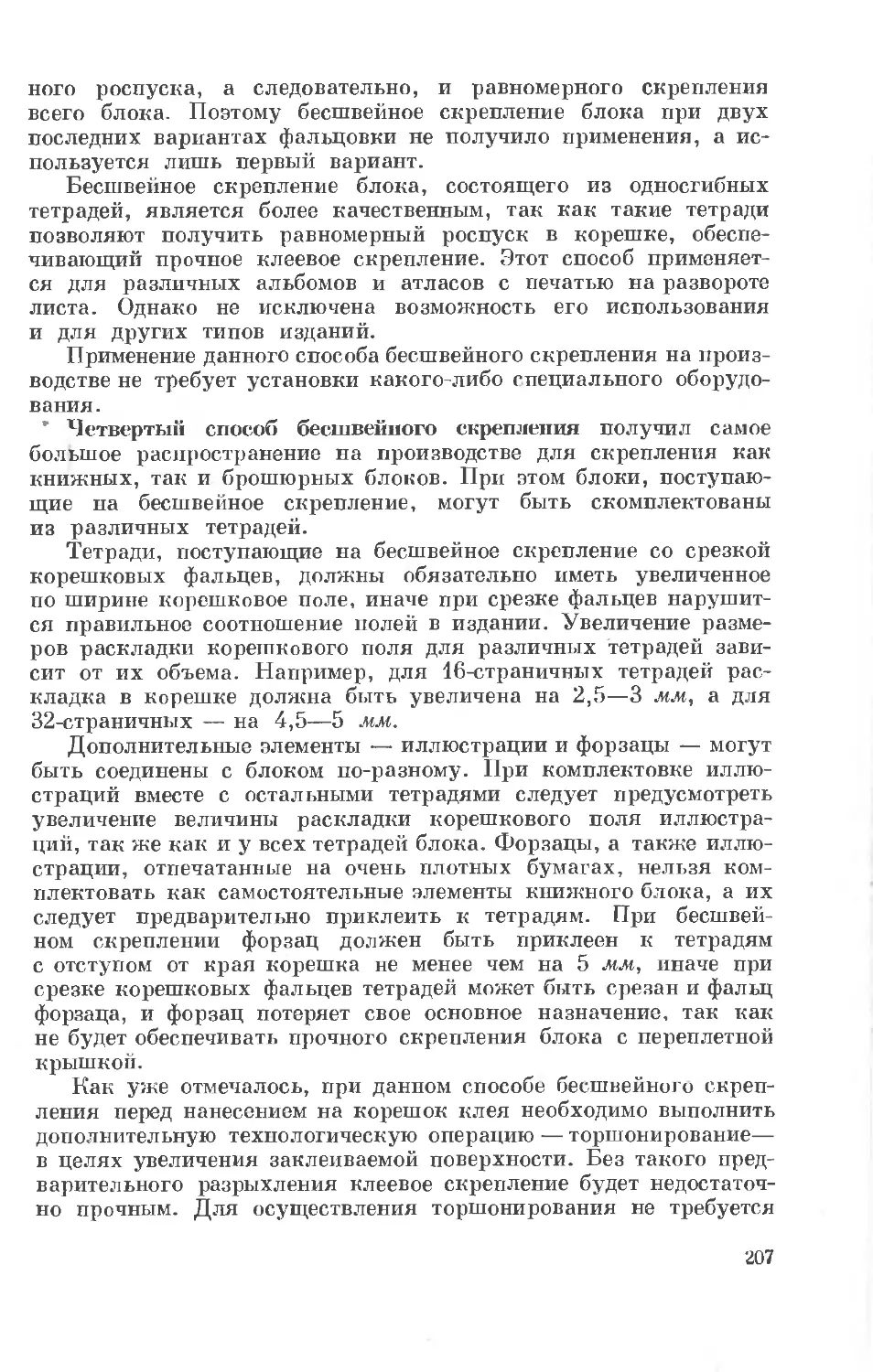
Вокруг каждой полосы текста
имеется четыре поля (рис. 3) раз-
личных размеров: внутреннее а
(корешковое), верхнее б (голов-
ное), внешнее в (переднее) и ниж-
нее г (хвостовое).
Соотношение размеров полей
в печатных изданиях играет боль-
шую роль в общем оформлении.
Размеры полей определяются фор-
матом и объемом, а также типом
издания. Соотношение полей зави-
сит от назначения издания, ха рак-
Рис. 3. Расположение полей па тера процесса чтения, от оптиче-
странице вокруг полос текста: ского центра страницы, а также
а — корешковое (внутреннее) поле; от требований, предъявляемых К
б — верхнее (головное) поле; * г
в — переднее (внешнее) поле; г — ниж- оформлению ИЗДЯНИЯ.
нее (хвостовое) поле Наименьшим полем является
корешковое, следующее по вели-
чине — верхнее, затем переднее и самое большое — нижнее. Такое
соотношение полей вызвано, в основном, следующими двумя
причинами: удобством чтения и удобством пользования. На
удобство чтения влияет расположение оптического центра стра-
ницы, который всегда находится выше ее геометрического центра
и при зрительном восприятии книжного разворота ближе к коре-
шку, поэтому нижнее поле должно быть больше верхнего,
а переднее — больше корешкового поля. Кроме того, поскольку
чтение осуществляется слева направо и сверху вниз, переднее
и нижнее поля должны быть больше корешкового и верхнего,
чтобы дать отдых глазам после чтения текста. С точки зрения
30
г
удобства пользования существующее соотношение полей вызвано
и тем, что страницы книги обычно перелистывают за правый
нижний угол, поэтому размеры переднего и нижнего поля должны
быть шире, так как это предохраняет края полос текста от загряз-
нений и порчи при пользовании книгой и ее хранении. Поля
выбираются в соответствии с типом и назначением издания. Так,
например, справочные издания имеют самые маленькие поля, чтобы
можно было максимально использовать страницу. В учебниках, на-
учно-популярных и производственно-массовых изданиях должны
применяться поля средних размеров, а в книгах художественной
литературы, научных изданиях и в различных собраниях сочине-
ний поля должны быть наибольшими. Соотношение полей для
различных типов изданий регламентировано МРТУ 43-1—61
и должно учитываться при раскладке печатной формы.
Все отпечатанные листы, поступающие из печатного цеха
в брошюровочный, должны отвечать определенным требованиям.
Если на одном бумажном листе расположены два листа для фаль-
цовки и более, то все элементы листа для фальцовки должны
повторяться соответствующее число раз.
Часто на предприятиях отождествляют понятие печатного
листа и листа для фальцовки, что является совершенно непра-
вильным. Рассматриваемый ниже пример показывает, что данные
понятия не совпадают.
Например, бумажный лист форматом 60 X 901/16, отпе-
чатанный с двух сторон, содержит два физических печатных листа
и два учетных печатных листа. Листов же для фальцовки (в зави-
симости от числа сгибов) в данном случае может быть либо один
(при фальцовке в четыре сгиба), либо два (при фальцовке
в три сгиба), либо четыре листа (при фальцовке в два сгиба).
В бумажном листе форматом 84 X 1081/32, отпечатанным с двух
сторон, будет содержаться два физических печатных листа и 3,36
условных печатных листа. При фальцовке в четыре сгиба будет
два листа для фальцовки, при фальцовке в три сгиба — четыре,
а при фальцовке в два сгиба — восемь.
Из вышесказанного ясно, что совпадение количества учетных
печатных листов с листами для фальцовки возможно лишь в одном
случае, а именно при формате в 60 X 901/16 и фальцовке в три
сгиба. В этом случае на одном бумажном листе располагается два
учетных печатных листа, два физических печатных листа и два
листа для фальцовки. Во всех других случаях, т. е. при печати
на бумажных листах других форматов, совпадение листов
для фальцовки может быть лишь с физическими печатными
листами.
Например, в бумажном листе форматом 84 X 108х/32, отпе-
чатанным с двух сторон, содержится два физических печатных
листа, и их совпадение с листом для фальцовки может быть только
в том случае, если фальцовка будет четырехсгибная.
31
Вопросы и задачи для повторения
1. Перечислить основные виды печатных бумаг, применяемых для
изготовления полиграфической продукции, и назвать их свойства, влияю-
щие на качество продукции.
2. Назвать все возможные способы определения направления отлива
бумаги.
3. Чем отличаются обложечные и форзацные бумаги от печатных?
4. Дать определение бумажного листа и назвать основные форматы
печатных бумаг.
5. Что такое доля бумажного листа?
6. Как определить формат издания до обрезки, зная формат бумаж-
ного листа и его долю.
7. Дать определение условного и физического печатных листов.
8. Что такое переводные коэффициенты и как их определить?
9. Определить форматы издании до обрезки при следующих форматах
бумажного листа: 60 х 901/1в, 84 х Ю81/32 и 60 х 84х/16 см.
10. Определить объем издания в бумажных листах, если при формате
70 х 108 см объем в условных печатных листах равен 19,6.
11. Определить объем издания в условных печатных листах, если
на тираж 250 000 экз., форматом 60 X 90х/1в израсходовано 4 875 000 бум. л.
12. Определить тираж издания, если объем блока 40, 32 усл. печ. л.,
формат 84 х 1081/32 и всего затрачено на данный тираж 1 200 000 бум. л.
13. Сколько бумажных листов необходимо получить из печатного
цеха для издания тиражом 50 000 экз., форматом 60 х 90х/1в, объемом
15 усл. печ. л.
14. Определить объем издания в условных печатных листах и в четы-
рёхсгибных тетрадях, если блок имеет 992 стр., а формат издания —
70 х Ю81/з2-
15. Дать определение листа для фальцовки и назвать его основные
элементы.
16. Назвать поля книжного листа, объяснить соотношение полей.
17. Определить, сколько листов для фальцовки в три сгиба содер-
жится в бумажном листе, отпечатанном в г/32 долю.
18. Объяснить связь бумажного и физического печатного листа
с листом для фальцовки.
19. Определить, сколько физических печатных листов и листов для
фальцовки в четыре сгиба содержится в блоке объемом 11 бумажных
листов, отпечатанных в х/в4 долю.
20. Как перевести объем в условных печатных листах в листы для
фальцовки.
ГЛАВА ВТОРАЯ
СТАЛКИВАНИЕ ЛИСТОВ
§ 1. Требования,
предъявляемые
к листовой продукции
Из печатного цеха в брошюровочно-переплетный поступают
как отдельные листы текста и иллюстраций (с плоскопечатных или
листовых ротационных машин), так и сфальцованные тетради
(с ротационных печатных машин).
Первыми технологическими операциями для продукции, посту-
пающей в виде отдельных листов, будут — сталкивание, разрезка
и фальцовка, а готовые тетради минуют эти операции.
Кроме того, в брошюровочный цех поступает также листовая
продукция из цеха подготовки бумаги, а именно: чистые листы
форзацноп, обложечной бумаги и т. д.
Листовая продукция, поступающая из печатного цеха, должна
отвечать следующим общим требованиям:
1. Отпечатанные листы должны быть выровнены и уложены
в пачки по 500 штук, причем каждая пачка должна быть проложе-
на полоской бумаги. Общая высота стопы не должна превы-
шать 1,5 м.
2. Листы должны иметь контрольные метки: метку печатника
и метку верной стороны.
3. Отпечатанные листы должны быть чистыми, с четкой и рав-
номерной печатью, без натиска, не должны иметь загнутых углов,
следов от перетискивания и отмарывания.
4. Размеры передних и боковых полей во всех листах должны
быть соответственно равны.
5. Листы должны иметь правильную общую и предваритель-
ную приводку.
6. При многокрасочной печати все листы должны иметь точ-
ное совмещение красок.
3 Заказ №66
33
Кроме общих требований к листам с отпечатанным текстом,
иллюстрациями, форзацами и обложками, предъявляются еще
и дополнительные требования.
Так, листы текста должны иметь:
1) контрольные метки — главную сигнатуру, норму, сигна-
туру с0 звездочкой, метки для контроля качества фальцовки
в головке и корешке, метки на корешке для контроля комплек-
товки;
2) правильную приводку на просвет, т. е. полосы текста на
лицевом и оборотной стороне должны полностью совпадать по
вертикали и горизонтали. Допускаемые отклонения — не
более 1,5 .ч.и;
3) двухстороннюю печать;
4) правильный спуск полос *, соответствующий виду фаль-
цовки и способу комплектовки.
К листам, на которых отпечатаны иллюстрации, предъявляют-
ся следующие дополнительные требования:
1) расположение иллюстраций должно обеспечить в дальней-
шем долевой раскрой;
2) поля на иллюстрациях должны соответствовать принятому
соотношению полей для данного издания.
К листам, на которых отпечатаны форзацы и обложки, предъ-
являют следующие дополнительные требования:
1) расположение форзацев и обложек на листе должно обес-
печить долевой раскрой;
2) при печатании обложек для блоков, скомплектованных
подъемкой, следует учитывать толщину корешка;
3) при печатании суперобложек **, кроме толщины корешка,
следует учитывать размер клапана для загибки обложки на
внутреннюю сторону переплетной крышки.
Требования, предъявляемые к листам, поступающим из цеха
подготовки бумаги:
1) форматы форзацных и обложечных бумаг, поступающих
в брошюровочный цех, должны соответствовать установленному
стандарту;
2) все листы должны быть чистыми, без морщин, рваных
и замятых краев, загнутых углов и других дефектов;
3) во всех листах долевое направление волокон должно соот-
ветствовать большей стороне листа;
4) все листы должны иметь одинаковый цвет (разнооттеноч-
ность не допускается).
Качество всей листовой продукции проверяют непосредственно
при поступлении ее в брошюровочный цех путем выборочного или
* Спуск полос — это такое расположение полос на форме, которое
соответствует правильной последовательности страниц в тетради.
** Суперобложка — дополнительная обложка, расположенная сверху
основной обложки или переплетной крышки.
34
сплошного контроля. Контролер должен знать не только перечень
технических требований, но и понимать значение этих требований
для последующих операций. Например, отсутствие контрольных
меток верных сторон на листах, приведет к неизбежному и неис-
правимому браку в процессе разрезки листов. К такому же браку
G 21 6 е
4 13 16 /
Z 01 и 9
2 15 14 3
Ч> 02
Ч
ч Со Со
Сс 30
22 27
ха Со
б
Со
^3
Со
$5 С*)
Ч> 99 55 50
52 53
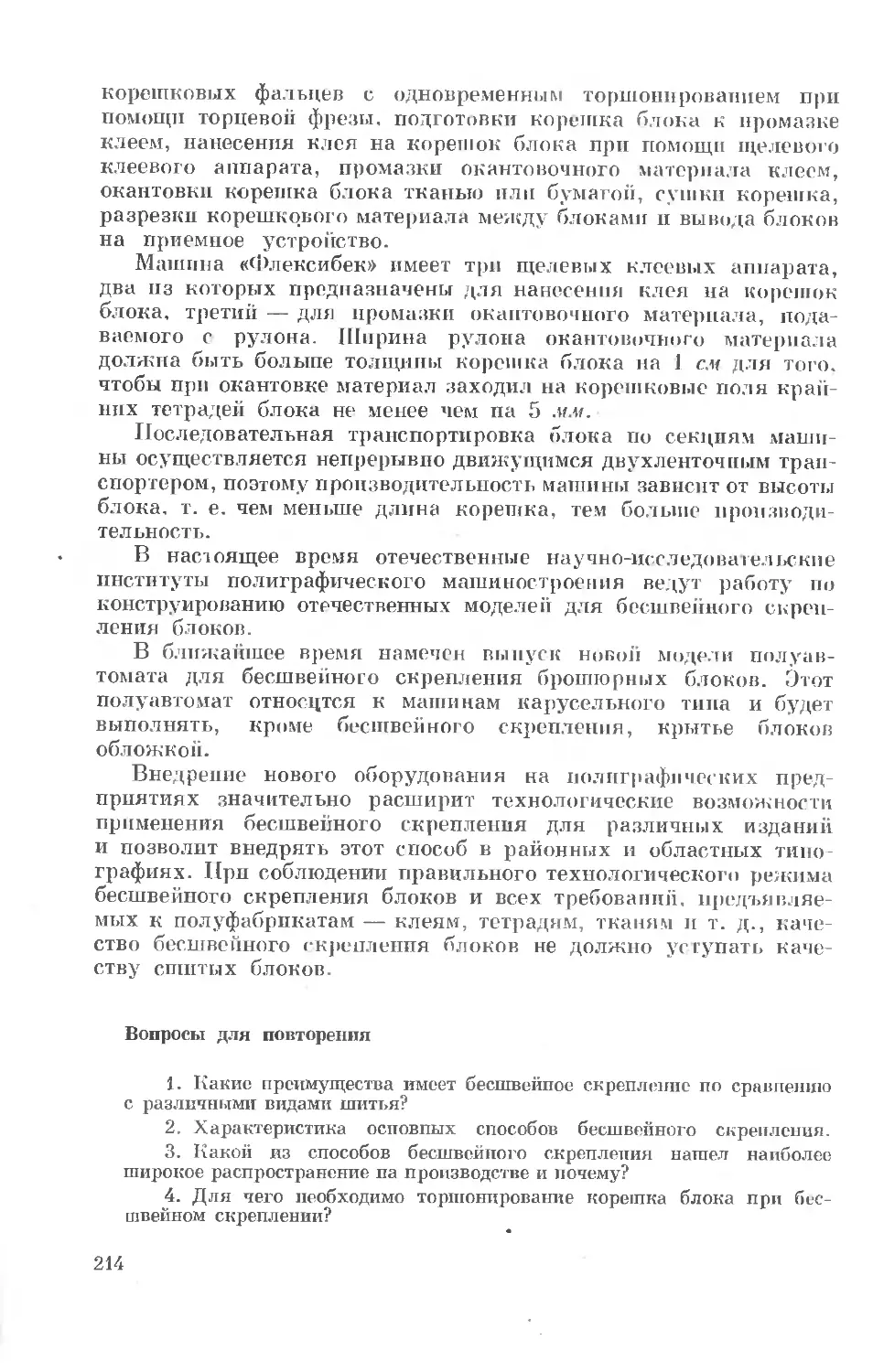
Рис. 4. Схемы простейших спусков полос (расположения стра-
ниц) на листах:
а — при фальцовке в три сгиба и комплектовке подъемкой (лицо и
оборот листа); б - - при фальцовке в четыре сгиба и комплектовке
подъемкой (лицо и оборот листа); в — ври фальцовке в четыре
сгиба и комплектовке вкладкой (лицо и оборот листа)
приведет и не соблюдение размеров полей (пункты 4 и 5 основных
технических требовании и пункт 2 дополнительных требований).
При наличии натиска значительно затрудняется процесс стал-
кивания листов и фальцовка. Кроме того, в этом случае нельзя
получить компактный блок.
Особое внимание следует уделить контролю правильности
спусков полос. При этом контролер должен знать, для
какого вида фальцовки и комплектовки предназначены отпечатан-
ные листы, поскольку спуски полос в этих случаях различны.
3* 35
Примеры различных простейших спусков даны на рис. 4.
Проверить правильность спуска на отпечатанном листе можно,
учитывая основные правила спусков:
1) рядом с первой полосой (страницей) текста через корешковое
поле должна стоять последняя полоса данного листа для
фальцовки;
2) сумма колонцифр полос, смежных по корешковому полю,
должна быть постоянной для данного листа и равняться сумме
колонцифр первой и последней полос;
3) рядом с четной полосой через корешковое поле всегда
должна стоять нечетная.
Неправильный спуск полос нарушает правильную последова-
тельность страниц в тетради, что вызовет неисправимый брак.
Другим важнейшим требованием является требование распо-
ложения полос иллюстраций, форзацев и обложек с соблюдением
в дальнейшем долевого раскроя. В противном случае, при при-
клейке их. когда происходит одностороннее смачивание бумаги
клеем, образуются морщины, снижающие качество продукции
и мешающие дальнейшей обработке.
Соблюдение перечисленных технических требований обеспечит
выпуск качественной продукции, облегчит труд на отдельных
операциях и повысит производительность труда в брошюро-
вочно-переплетных цехах.
§ 2. Верные стороны отпечатанных листов
Техническими требованиями к отпечатанным листам преду-
смотрено обязательное наличие меток верных сторон.
Верными сторонами называются те стороны бумажного листа,
которые в процессе печатания прилегают к боковому и переднему
упорам печатной машины. Верные стороны всегда взаимно пер-
пендикулярны, и линия текста от кромки верных сторон должна
всегда во всех листах данного тиража располагаться на опреде-
ленном расстоянии, которое точно соблюдается.
Наличие верных сторон позволяет правильно выполнить пер-
вые технологические операции брошюровочного процесса —
сталкивание листов и их разрезку. Однако знать положение
верных сторон необходимо не только для сталкивания и разрезки,
но и для процесса фальцовки листов.
Сталкивают отпечатанные листы на верные стороны, так как
при этом все полосы текста располагаются на одинаковом рас-
стоянии от кромок верных сторон во всех листах, что позволяет
в дальнейшем обеспечить качественную разрезку. Листы верными
сторонами приталкивают к заднему и боковому упорам одно-
ножевой резальной машины, что обеспечивает правильное поло-
жение линии реза на листах, а следовательно, не будет нарушено
соотношение полей в листах после разрезки. Следует отметить,
36
что в печатном цехе отмечают только две верные стороны бумаж-
ного листа. В отдельных случаях этих меток достаточно для того,
чтобы правильно произвести дальнейшие технологические опера-
ции. В большинстве случаев, когда на одном бумажном листе
располагается два или более листов для фальцовки, метки
верных сторон попадают лишь на одну какую-либо часть бумаж-
ного листа, т. е. на один лист для фальцовки. Остальные же
листы для фальцовки не будут иметь меток.
Поэтому необходимо уметь определять верные стороны в каж-
дом отдельном листе для фальцовки. После разрезки листов на
части, верные стороны можно определять по страницам. Если
лист предназначен для фальцовки в два или четыре сгиба, то
верные стороны определяются углом третьей и четвертой страниц
листа для фальцовки. Если же лист предназначен для фальцов-
ки в три сгиба, то верные стороны определяются углом пятой
и шестой страниц листа.
Пример 1. Требуется определить верные стороны пятого листа,
предназначенного для фальцовки в четыре сгиба.
1. Определяем колонцифру последней страницы четвертого листа.
Поскольку каждый лист, предназначенный для четырехегпбной фальцовки,
содержит шестнадцать долей, или тридцать две страницы, то последняя
страница 4-го листа будет:
4 л. х 32 стр. = 128 стр.
2. Находим колонцифры третьей и четвертой страниц пятого листа,
определяющие верный угол:
128 стр. + 3 стр. = 131 стр.
128 стр. + 4 стр. = 132 стр.
Таким образом, верные стороны будут определяться углом 131
и 132 страниц.
Пример 2. Найти верные стороны седьмого листа для трехегибной
фальцовки. Лист, предназначенный для фальцовки в три сгиба, содержит
восемь долей, или шестнадцать страниц.
Определяем колонцифру последней страницы шестого листа:
6 л. х 16 стр. = 96 стр.
Находим колонцифры пятой и шестой страниц седьмого листа:
96 стр. + 5 стр. = 101 стр.
96 стр. -|- 6 стр. = 102 стр.
Верные стороны седьмого листа будут определяться углом 101 и
102 страниц.
Аналогичным образом определяют верные стороны у любых
листов, предназначенных для того или иного вида фальцовки.
§ 3. Сталкивание листов
Первой технологической операцией по обработке листовой
продукции, поступающей в брошюровочный цех, является
сталкивание.
37
Сталкиванием называется процесс выравнивания листов по
двум верным взаимно перпендикулярным сторонам. Сталкивание
листов перед разрезкой необходимо потому, что печатный цех не
обеспечивает качественного выравнивания отпечатанной про-
дукции, и такие листы после разрезки их па части не будут
иметь ровных полей.
Процесс сталкивания чаще всего осуществляется вручную
и только на некоторых предприятиях он частично механизирован.
Эта операция чрезвычайно трудоемкая и требует навыков от
исполнителя. На трудоемкость процесса сталкивания оказывают
большое влияние следующие показатели: 1) формат бумажных
листов, 2) вес 1 мг бумажного листа, 3) влажность бумаги, 4) глад-
кость бумаги, 5) наличие статического электричества в бу-
маге.
Для того чтобы облегчить процесс сталкивания, между листа-
ми необходимо создать воздушную прослойку, так как в против-
ном случае осуществить процесс сталкивания очень трудно из-за
больших сил трения, возникающих между листами. Воздушная
прослойка при сталкивании выполняет роль смазки между тру-
щимися поверхностями листов, в результате листы свободно
скользят относительно друг друга и легко сталкиваются.
Наличие статического электричества в бумаге препятствует
образованию воздушной прослойки между листами, так как при
этом наблюдается явление «слипания» листов.
Гладкие бумаги сталкивать гораздо легче, чем шероховатые,
так как при этом уменьшаются силы трения, что способствует
лучшему скольжению листов относительно друг друга.
Увеличение или уменьшение влажности по сравнению с нор-
мальной затрудняет процесс сталкивания, так как при недоста-
точной влажности в бумаге появляется статическое электри-
чество, а при избыточной влажности листы становятся более
тяжелыми и рыхлыми.
Листы из тонкой или папиросной бумаги сталкивать не пред-
ставляется возможным, так как такая бумага не обладает доста-
точной жесткостью и это затрудняет создание воздушной прослой-
ки между листами. Такие листы выравнивают, накалывая их на
иглы. Для облегчения процесса накалывания в отдельных случаях
на листах печатают контрольные метки.
Несмотря на то, что процесс сталкивания весьма трудоемкий
и утомительный, механизация данного процесса в настоящее вре-
мя недостаточна. Действующие станки для сталкивания установ-
лены на очень ограниченном ряде предприятий. Станок для
сталкивания механизирует процесс создания воздушной прослойки
между листами и сам процесс сталкивания. Обе эти операции
выполняют на разных столах. Перенос листов с одного стола на
другой, а также загрузка и съем столкнутых листов осуществляет-
ся вручную. Поэтому подобные станки почти не уменьшают трудо-
38
емкости процесса сталкивания и не способствуют увеличению
производительности труда по сравнению с ручным процессом.
В настоящее время продолжаются работы по механизации
процесса сталкивания и улучшению конструкции существующих
станков. Так в ближайшее время намечается освоить промышленное
производство сталкивательного станка улучшенной конструкции.
Вопросы п задачи для повторения
1. Перечислите общие требования, предъявляемые ко всем отпеча-
танным листам.
2. В чем назначение основных контрольных меток на листах текста?
3. Какие требования предъявляются к листам, на которых отпеча-
таны форзацы и обложки?
4. Дать определение верных сторон и объяснить их назначение.
5. Как определяются верные стороны на листах для фальцовки?
G. Определить верные стороны 27-го листа для фальцовки в два сгиба.
7. Определить верные стороны 9-го листа для фальцовки в четыре
сгиба.
8. Составить таблицу верных сторон с 5-го по 10-й лист для фаль-
цовки в три и четыре сгиба.
9. Рассказать о назначении процесса сталкивания и объяснить,
какие причины затрудняют его выполнение.
10. Дать объяснение правильным приемам работы при счете и сталки-
вании бумажных листов.
11. Объяснить принцип работы сталкивательного станка и указать
его основные недостатки.
Г Л Л В А Т Г Е Т ЪЛ
РАЗРЕЗКА ЛИСТОВ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Общпе сведения
о разрезке листов
на одноножевых бумагорезальных
машинах
Отпечатанные листы (с текстом, иллюстрациями, обложка-
ми) после сталкивания поступают на следующую технологиче-
скую операцию — разрезку.
Разрезке подвергаются только те бумажные листы, на каждом
из которых расположено несколько листов для фальцовки,
несколько иллюстраций, обложек или форзацев. В зависимости
от количества этих перечисленных элементов лист разрезают на
соответствующее количество частей. Зная число листов для фаль-
цовки, долю листа, можно определить число частей, на которое
нужно разрезать данный лист, и минимальное число резов.
Следует помнить, что число резов никогда не совпадает с коли-
чеством частей, на которые разрезается лист.
Напрпмер, если бумажный лист форматом 84 X 1081/64 пред-
назначен для фальцовки в три сгиба, то его следует разрезать на
8 частей. Определить это можно следующим образом. Каждый лист
при фальцовке в три сгиба содержит 8 долей, а число долей
данного бумажного листа —64, следовательно: 64:8= 8 ча-
стей.
Для данного примера минимальное число резов па листе
будет равно четырем, хотя не исключено и большее число резов.
Соблюдая правильные приемы работы при разрезке, необходи-
мо стремиться к минимальному числу резов, поскольку это
повышает производительность труда на данной операции.
Приступая к разрезке листов, прежде всего необходимо точно
определить линию реза одним из следующих способов:
1) лист фальцуют вручную пополам, равняя на текст, причем
фальц проглаживают только в центре листа не более чем на 1/3 его
40
длины. После этого лист разворачивают, и фальц указывает
линию реза. Если фальц прогладить по всей длине листа, то
в результате деформации бумажных волокон лист не займет
Таблица 4
Зависимость числа листов для фальцовки
от доли бумажного листа
и числа перпендикулярных сгибов
Доля
бумаж-
ного
листа
Число
сгибов
Доля
листа
для фаль-
цовки
Число листов для
фальцовки, или ча-
стей, на которые
следует разрезать
бумажный лист
1/4
Х/8
V16
1/з2
1/б4
1
2
1
2
1
2
3
4
1
2
3
4
1
2
3
4
2
4
2
4
8
2
4
8
16
2
4
8
16
2
4
8
16
2
4
2
8
4
2
16
8
4
2
32
16
8
4
правильного положения по отношению к стопе листов, подлежа-
щих разрезке, что приведет к браку;
2) измеряют поле, подлежащее разрезке, точно делят его
пополам и отмечают карандашом линию реза.
При разрезке листов с отпечатанными иллюстрациями необхо-
димо учитывать правильное соотношение полей будущего издания.
Следует требовать от печатного цеха, чтобы иллюстрации были
отпечатаны с учетом долевого направления бумажных волокон
относительно корешкового поля.
При разрезке незапечатанных бумажных листов, предназна-
ченных для изготовления форзацев и обложек, необходимо пом-
нить, что их раскрой всегда должен быть долевым, т. е. бумажные
волокна в полученных заготовках должны располагаться парал-
лельно корешку тетради или блока.
Разрезка листов является чрезвычайно ответственной опера-
цией, так как брак, полученный при разрезке, неисправим.
Малейшее отклонение от допустимых линейных размеров, уста-
новленных техническими условиями, приводит к неисправимому
41
браку. Поэтому к качеству разрезки листов предъявляются очень
жесткие требования:
1) отклонение в линейных размерах разрезаемой продукции
не должно превышать 1 мм;
2) все листы после разрезки должны иметь прямоугольную
форму;
3) допустимая косина листов не должна превышать 1 мм;
4) ширина разрезных полей листов данного издания должна
быть одинаковой во всех пачках; допустимое отклонение ±1 мм;
5) обложки и иллюстрации должны быть нарезаны по утвер-
жденному эталону; допустимое отклонение ±0,5 мм.
Точность разрезки отпечатанных листов зависит не только от
квалификации резальщика, но и от правильной раскладки печат-
ной формы, от правильного положения листа в печатной машине.
К разрезке другой листовой продукции — переплетных тка-
ней, картона, пластических масс и т. д.— предъявляются особые
технические требования.
Правильность разрезки в первую очередь проверяет сам резаль-
щик в процессе работы, а также мастер участка.
Качество разрезанной продукции оказывает большое влияние
на работу и производительность оборудования, выполняющего
последующие операции (фальцевальные машины, форзацприкле-
ечные автоматы, крытвенные машины и т. д.).
§ 2. Принцип работы одпоножевых бумагорезальных машин
и факторы, влияющие на процесс резания
Разрезку бумажных листов осуществляют на различных одно-
ножевых бумагорезальных машинах. Эти
машины могут быть также использованы для разрезки техниче-
ской ткани, различных пластмасс, картона и обрезки блоков
с трех сторон.
Все существующие одноножевые резальные машины подразде-
ляются в зависимости от степени механизации (привод главных
механизмов) на машины с ручным приводом, с частичной меха-
низацией привода и с полной механизацией привода. Все одно-
ножевые бумагорезальные машины, в том числе и машины с пол-
ной механизацией, имеют ручную загрузку и съем продукции.
Объясняется это тем, что виды разрезаемой продукции слишком
разнообразны но своим форматам и характеру, и это исключает
возможность применения самонакладов. Длина реза у разных
одноножевых машин различная и может быть равна 70, 110,
120 п 150 см. Однако все одноножевые резальные машины работа-
ют по одной технологической схеме (рис. 5).
Технологический процесс работы на всех одноножевых маши-
нах заключается в следующем. Столкнутую стопу листов уклады-
вают на металлический стол машины — талер 1 с таким расчетом,
42
чтобы верные стороны прилегали к заднему упору или затлу 2,
предварительно установленному по заданному размеру, и к боко-
вому упору (на схеме не показан). Всего на талер можно уложить
не более 1 000 листов; количество листов зависит от толщины
бумаги, однако общая высота стопы не должна превышать 1U—
11 см.
Перед разрезкой стопа листов зажимается балкой прижима 3.
Основное назначение прижима — предотвратить смещение листов
в стопе в процессе разрезки, в противном случае возможна непра-
вильная разрезка листов. При пуске машины на рабочий ход
Рис. 5. Общая принципиальная схема однопожевых бумаго-
резальных машин
балка прижима опускается раньше ножа, что обеспечивает свое-
временный зажим стопы. Нож 4 закреплен в ножедержателе 5
и вместе с ним совершает сложное движение в вертикальной
плоскости. Для обеспечения полной разрезки всех листов в стопе
необходимо, чтобы нож в своем нижнем положении несколько
врезался в талер. Но талер машины металлический и врезание
ножа вызовет быстрое его затупление или даже поломку машины,
поэтому под линией соприкосновения ножа с талером сделано
углубление, в которое вставлен деревянный или капроновый
брусок 6, называемый марзаном. При опускании ножа в крайнее
нижнее положение он врезается в марзан. Деревянные марзаны
изготовляют только из твердых пород дерева — дуб, бук, бере-
за и т. д.
Для того чтобы правильно установить пачки листов, на талере
резальной машины нанесены метки перпендикулярно линии реза.
При поступлении на разрезку листов с косиной, которые не
могут быть притолкнуты к упорам машины, стопу выравнивают
перед разрезкой по меткам на талере.
В настоящее время у машин с большой длиной реза (крупно-
форматных) талер делается пневматическим: с помощью сжатого
воздуха, подаваемого через специальные отверстия в поверхности
43
талера, между стопой листов и талером образуется воздушная
подушка, облегчающая перемещение стопы.
Большое влияние на качество разрезки продукции оказывает
вид заточки ножа. Резальные ножи изготовляют из стали, причем
материалом для режущей кромки ножа служат особо прочные
сорта стали.
В зависимости от характера разрезаемой продукции (бумаги,
картона, ткани и т. д.) лезвие ножа в резальных машинах может
иметь различный угол и форму
заточки. Существуют две различ-
ные формы заточки ножа — пря-
молинейная и двойная прямоли-
нейная (рис. 6).
Наиболее распространена п р я-
м о л и н е й н а я форма за-
точки ножа (рис. 6, а),
которая при своей высокой устой-
чивости и простоте обеспечивает
хорошее качество разрезки листов.
Двойная п р я м о л и-
нейная заточка (рис. 6, б)
наряду с преимуществом имеет и
ряд недостатков. К преимуществу
относятся лучшио условия ото-
двигания отрезаемой части стопы,
а к недостаткам — сложность до-
стижения такой заточки.
При двойной заточке угол
«1 = 16°—18°, а угол а2 = 20°—
—22°. Размер плоскости заточки
угла а2 А =1—3 лки. При прямо-
линейной форме заточки угол и = 19°—22е. Выбор того или
иного угла заточки зависит от характера разрезаемых материалов.
При разрезке мягких сортов бумаги угол а = 19°, для средних
сортов бумаги а = 19—20°, а для плотных бумаг и картона
а = 20°-22°.
Отклонение угла заточки ножа от установленных норм сни-
жает качество разрезки и приводит к преждевременному износу,
а иногда и к поломке отдельных деталей машины.
Следующим фактором, оказывающим большое влияние на рабо-
ту одноножевых резальных машин, является характер движения
ножа в вертикальной плоскости.
В различных моделях резальных машин используются различ-
ные виды движения ножа, основные из которых сле-
дующие (рис. 7): а — вертикальное (нож перемещается
по вертикали под прямым углом к стопе); б — плоско-парал-
лельное (нож двигается по отношению к стопе под некото-
44
'777777777777777777777777777777,
а
d
Рис. 7. Виды движения ножа в резаль-
ных машинах:
а — вертикальное; б — наклонно-параллель-
ное; в — сабельное
рым углом а, в то время как лезвие ножа все время параллельно
талеру машины) и в — сабельное (лезвие ножа в своем
крайнем верхнем положении располагается под углом а = 2' по
отношению к талеру, а при опускании ножа оно выравнивается
и в своем нижнем поло-
жении располагается строго
параллельно талеру машины).
Первый вид дви/Кения но-
жа имеет ряд недостатков:
1) возникают большие удар-
ные нагрузки при врезании
ножа в стопу, что плохо
отражается на работе маши-
ны; 2) необходимо прило-
жить к ножу значительную
силу, чтобы разрезать сто-
пу, — поэтому вертикальней
вид движения используется
крайне редко, лишь при фа-
сонной резке материалов (бу-
маги, картона, фибры).
Второй вид движения но-
жа требует применения мень-
ших усилий при разрезке,
чем первый, однако ударные
нагрузки при врезании ножа
в стопу листов сохраняются,
видом движения
ножа считается сабельное
движение, при котором удар-
ные нагрузки, возникающие
при разрезке, сводятся к
минимуму и при этом значи-
тельно уменьшается сила,
прилагаемая к ножу в про-
цессе резания. Все это обеспечивает не только лучшее качество
разрезки, но и создает более благоприятные условия для рабо-
ты машины.
Во всех отечественных резальных машиных используется
сабельное движение ножа.
Как уже указывалось, в процессе разрезки стопы листов необ-
ходимо приложить определенную силу к ножу в направлении
его движения, чтобы преодолеть сопротивление стопы листов
бумаги при разрезке. Такая сила называется усилием реза-
ния. Величина усилия резания зависит от ряда факторов: угла
заточки, степени остроты лезвия ножа, характера движения
ножа, длины реза и других.
45
Например, угол заточки ножа на усилие резания влияет сле-
дующим образом: при увеличении угла заточки усилие возрастает,
а при уменьшении угла заточки (до определенного предела) уси-
лие резания уменьшается. Если угол заточки меньше допустимого
предела, равного 16°, то усилие резания возрастает, что отрица-
тельно сказывается на работе машины и на качестве разрезки.
Степень остроты лезвия (режущая кромка) ножа в значитель-
ной степени влияет на усилие резания и на качество разрезки.
Острые, хорошо заточенные ножи уменьшают усилие резания,
и наоборот, тупые ножи увеличивают усилие резания. Кроме
того, при тупом ноже ухудшается качество разрезки листов,
так как при этом происходит не разрезка бумажных волокон,
а их разрыв.
Не менее существенным фактором, влияющим на величину
усилия резания, является и характер движения ножа. При верти-
кальном движении ножа, когда при разрезке листов происходит
рубка бумажных волокон, возникает большое усилие резания,
а при сабельном движении ножа, когда вместо рубки происходит
как бы распиливание бумажных волокон, усилие резания значи-
тельно уменьшается.
Таким образом, необходимо строго следить за правильным
технологическим режимом при работе на одноножевых резальных
машинах, поскольку нарушение режима приводит к преждевре-
менному износу оборудования и отрицательно скажется на
качестве продукции.
Особое внимание следует обращать на степень зажима стопы
в процессе разрезки. Если сила зажима стопы при разрезке не
будет достаточной, то качество продукции понизится, поскольку
может происходить вытягивание отдельных листов из стопы при
опускании ножа, а также смещение частей стопы.
Механизмы прижимов, обеспечивающие зажим стопы до нача-
ла резания и в процессе его, имеют различную конструкцию
в зависимости от вида однопожевой бумагорезальной машины.
По конструкции прижимы можно разделить на три основные
группы: винтовые, пружинные и гидравлические.
Винтовые прижимы, применяемые в малоформатных одно-
ножевых машинах, не обеспечивают одинаковую степень зажатия
каждой стопы разрезаемого материала. Следовательно, качество
разрезки всех партий продукции будет отличаться друг от друга
и не может быть достаточно хорошим. Кроме того, винтовые
прижимы при их установке вручную требуют значительных
физических усилий.
Пружиппыс механизмы прижимов, установленные на крупно-
форматных машинах, не имеют перечисленных недостатков, так
как балка прижима опускается автоматически при включении
машины на рабочий ход. Силу зажатия стопы в зависимости
от характера разрезаемой продукции можно регулировать в нуж-
46
ных пределах, что является преимуществом данных видов
прижима.
Наиболее совершенными прижимами являются гидравличе-
ские, которые обеспечивают плавность опускания балки прижима
на стопу, постоянную силу зажима стопы в процессе разрезки
и возможность контроля давления прижима с помощью специ-
альных приборов (монометров).
§ 3. Работа на одпоножевых бумагорезальных машинах
Однонолювая бумагорезальная машина БР-3 (рис. 8) широко
применяется на полиграфических предприятиях для разрезки
и подрезки бумажных листов различных форматов. Максималь-
ная длина реза 120 см, а предельная высота разрезаемой сто-
пы 125 мм.
Рис. 8. Одпопожевая бумагорезальная машина БР-3.
Машина БР-3 относится к группе машин с полной механиза-
цией привода, отличается большой производительностью, обеспе-
чивает высокую точность разрезки листов и удобна в обслужи-
вании. Для обеспечения безопасности при работе на машине
включение ее на рабочий ход производится одновременно двумя
руками. При этом левая рука резальщика оттягивает специальную
рукоятку 1, расположенную под талером с левой стороны, а затем
правой рукой, опуская штангу 2, включает машину на рабочий
ход. Таким образом в момент опускания ножа обе руки резаль-
щика заняты. Включают и выключают привод машины кнопками 8
«пуск» и «стоп», расположенными на станине машины с левой
стороны.
47
Для правильной установки стопы листов относительно линии
реза необходимо переместить по талеру заднюю упорную линейку
(затл) на нужное расстояние. Затл перемещают нажимом на
кнопки 4 «назад» и «вперед», расположенными на торцевой части
талера. Следует отметить, что затл имеет свой индивидуальный
привод, пе связанный с общим приводом машины. Кнопочное
управление затлом позволяет быстро перемещать его на зна-
чительное расстояние, однако точная установка стопы листов
относительно линии реза должна производиться при очень
медленном перемещении затла. Для точной доводки стопы затл
перемещают вручную с помощью специального маховичка 5.
Машина БР-3 снабжена специальным устройством для разрез-
ки листов на узкие полоски шириной до 2 см. Это облегчает
работу резальщика и обеспечивает точность соблюдения необхо-
димых размеров при разрезке бумаги для отстава, оклейки кореш-
ка блока и т. д. При разрезке листов на узкие полосы затл пере-
мещают только вручную, а автоматическое перемещение затла
отключают при помощи специальной рукоятки, расположенной
под талером машины. Для установки нужной величины перемеще-
ния затла с правой стороны талера размещаются два специальных
диска 6. Один из дисков закреплен неподвижно и в его пазу уста-
новлены упоры, расстояние между которыми соответствует величи-
не перемещения затла. Второй диск подвижный, и его перемощение
связано с передвижением затла. Поворот диска на нужное расстоя-
ние (от упора до упора) осуществляется при помощп рукоятки 7.
Для проверки правильности установки затла около штур-
вального колеса 8 имеется установочная шкала, деления которой
показывают расстояние от затла до линии реза.
Для того чтобы расстояние между затлом и линией реза было
минимальным, поверхности затла и прижима сделаны ребристыми;
выступы ребристой поверхности затла и .прижима должны быть
смещены относительно друг друга, в результате чего выступы
затла могут войти в соответствующие пазы балки прижима при
их максимальном сближении, а тем самым дать возможность
разрезать листы на узкие полосы.
Механизм балки прижима пружинный, силу зажима стопы
обеспечивают две мощные пружины 9, расположенные внизу
машины. Изменяя величину натяжения пружин 9, регулируют
величину давления на стопу так, чтобы листы не смещались в про-
цессе разрезки. Следует отметить, что недостатком механизма
прижима машины БР-3 является невозможность получения макси-
мальной величины зажима стопы к началу разрезки. Кроме того,
усилие прижима в процессе разрезки листов не постоянно,
а несколько увеличивается, что отрицательно сказывается на
условиях эксплуатации машины.
Основной технологической регулировкой является установка
балки прижима строго параллельно талеру, в противном случае
48
стопа листов не будет равномерно зажата по всей длине и это
приведет к неизбежному браку при разрезке. Такую регулировку
производят при помощи гайки с двухсторонней нарезкой (правой
и левой), связывающей составной рычаг в приводе прижима.
Вращением гайки изменяют длину рычага, который поднимает
или опускает левую сторону прижима и тем самым выравнивает
всю балку прижима относительно талера.
Основным механизмом в одноножевой резальной машине
является механизм ножа. Нож в машине БР-3, как
и в других резальных машинах, совершает сабельное движение,
обеспечивающее наилучшие условия разрезки листов (рис. 9).
Рис. 9. Механизм ножа машины БР-3
Привод ножа осуществляется от кривошипно-шатунного меха-
низма, перемещающего ножедержатель вместе с ножом в верти-
кальной плоскости. В корпусе ножедержателя 2 имеются два
направляющих паза 3 с различным углом наклона, которые обес-
печивают возможность перемещения ножедержателя по непод-
вижным ползунам, закрепленным на станине машины. Различный
угол наклона направляющих-пазов обеспечивает сабельное дви-
жение ножа.
Необходимым условием для получения качественной разрезки
листов является не только правильная установка затла и прижи-
ма, но главным образом, правильная установка ножа. В машине
БР-3 механизм ножа имеет две основные регулировки, обеспечиваю-
щие его правильное положение по отношению к талеру.
Первая регулировка предусматривает подъем или опускание
корпуса ножедержателя вместе с ножом относительно талера.
Если нож в своем крайнем нижнем положении не доходит до
марзана, то необходимо несколько опустить корпус ножедержа-
теля, так как в противном случае нижние листы стопы не будут
4 Заказ Xi 66
49
разрезаны. Если при опускании нож слишком глубоко врезается
в марзан (более чем на 1—1,5 лмг), то корпус ножедержателя
следует поднять, поскольку быстрый износ марзана вызывает
некачественную разрезку, при которой нижние листы будут иметь
рваную линию реза.
Для осуществления данной регулировки в механизме ножа
предусмотрен составной шатун, соединенный гайкой 5 с двух-
сторонней нарезкой. При повороте гайки в ту или другую сторону
части шатуна либо сближаются, либо удаляются друг от друга,
что изменяет Длину шатуна. При увеличении длины шатуна кор-
пус ножедержателя поднимается над талером машины, а при
уменьшении — опускается.
При помощи второй регулировки достигают параллельности
лезвия ножа талеру, если это условие не будет соблюдаться, то
нельзя добиться полной и правильной разрезки всей стопы листов
как по длине, так и по высоте. Данную регулировку осуществля-
ют эксцентриковым пальцем 4, расположенным в правом ползуне.
Поворот пальца в ту или иную сторону вызывает подъем или
опускание правой стороны ножедержателя, а следовательно,
и ножа.
Не менее важным фактором, влияющим на правильность раз-
резки листов, является правильная установка талера машины по
горизонтали при помощи задней вертикальной стойки.
Несмотря на то, что машина БР-3 показала хорошие эксплу-
атационные возможности, удобна и проста в различных регули-
ровках, она не отвечает всем требованиям техники безопасности
и достаточно трудоемка в обслуживании. Поэтому в настоя-
щее время разрабатываются новые более совершенные модели
одноно-жевых бумагорезальных машин, отвечающие всем требо-
ваниям современной техники.
Машина БРП-4м (рис. 10), выпускаемая Роменским машино-
строительным заводом (взамен БР-3), предназначена для разрезки
всевозможных сортов бумаги, переплетных тканей, а также обрез-
ки блоков с трех сторон. По сравнению с машиной БР-3 резальная
машина БРП-4 обладает большей производительностью, обеспечи-
вает высокую степень точности работы и более удобна в обслужи-
вании.
Наличие кнопочного управления, облегчающего условия тру-
да на машине, а также световой сигнализации, связанной с блоки
ровочным устройством, позволяет обеспечить большую безопас-
ность в работе и повысить производительность труда.
На талере машины БРП-4м можно получить воздушную подуш-
ку, которая облегчает не только перемещение стопы по талеру,
но и ее поворот в нужном направлении. К преимуществам машины
БРП-4м относится также и наличие ступенчатого затла, который
позволяет одновременно обрезать малоформатную продукцию
разных размеров.
50
Механизм прижима машины БРП-4м, в отличие от механизма
прижима машины БР-3, создает максимальное усилие зажима
стопы до начала резания; это усилие сохраняется постоянным во
время всего процесса разрезки, что положительно сказывается
на качестве продукции. Талер машины БРП-4м имеет два дополни-
тельных боковых стола, являющихся его продолжением, это
облегчает условия обслуживания машины.
Рис. 10. Одноножевая бумагорезальная машина БРП-4м
Перечисленные преимущества далеко не исчерпывают ряд
технологических и конструктивных улучшений, отличающих
машину БРП-4м от машины БР-3, которые более подробно рас-
сматриваются в курсе «Брошюровочно-переплетные машины».
Принцип работы и технологические регулировки основных
механизмов машин БР-3 и БРП-4м, в основном, одинаковые.
Обе машины относятся к группе машин с полной механизаци-
ей привода, так как основные технологические операции: пере-
движение затла, зажим стопы и движение ножа — выполняются
автоматически от электродвигателя.
При работе на всех одноножевых машинах соблюдается следую-
щая последовательность операций:
1) подготовительные операции (проверка работы основных
механизмов и смазка отдельных узлов машины);
2) основные производственные операции (сталкивание и уклад-
ка листов на талер машины, определение линии разреза и уста-
новка затла, разрезка и съем разрезанной продукции);
3) заключительные операции (уборка рабочего места и чистка
основных узлов машины).
4* 51
Привод машины включают кнопкой «пуск», а рабочий ход —
одновременным нажимом на две кнопки «рез», расположенные на
пультах управления, поэтому в момент опускания ножа заняты
обе руки резальщика. При нажиме на кнопки машина сделает
только один рабочий ход, а для повторного включения надо отпу-
стить обе кнопки, а затем вновь их нажать.
Световая сигнализация помогает резальщику правильно ориен-
тироваться в управлении машиной. Например, белая лампочка
Рис. 11. Уст-
ройство пневма-
тической систе-
мы талера ма-
шины БРП-4м
кает их. При
сигнализирует о том, что привод машины включен,
а зеленая дает сигнал, позволяющий освободить
руки рабочего при подъеме ножа. Если загорает-
ся красная лампочка, значит в машине имеются
неисправности и работать на ней нельзя.
Технологический процесс работы на машине
БРП-4 (установка листов на талере машины, оп-
ределение линии реза, установка затла и т. д.)
осуществляется так же, как и на всех одноноже-
вых резальных машинах.
Большое влияние на качество разрезки оказы-
вает правильная установка и регулировка основ-
ных механизмов машины.
Талер. Талер представляет собой метал-
лический стол, на который укладывают продук-
цию для разрезки. На поверхности талера 1
(рис. 11) имеется несколько рядов отверстий, за-
крытых подпружиненными шариками 2. С по-
мощью компрессорной установки в отверстия
подается сжатый воздух. Стопа листов, уложен-
ная на талер, своей тяжестью давит на шарики
2 и, преодолевая сопротивление пружин 3, опус-
этом сжатый воздух, подаваемый компрессором,
получает возможность пройти через отверстия, и между тале-
ром и стопой образуется воздушная прослойка, облегчающая
перемещение стопы.
Положение талера должно быть всегда строго горизонтальным,
так как в противном случае размер разрезаемых листов, располо-
женных в верхней и нижней части стопы, будет различным.
Горизонтальное положение талера проверяют специальным
прибором — ватерпасом, а регулируют это положение при помо-
щи двух задних стоек с винтовой нарезкой. Вращая стойки
в ту или иную сторону, добиваются правильной установки
талера. Под талером расположена рукоятка механизма выталки-
вания марзана.
Ступенчатый затл. Затл (задняя упорная линейка)
установлен на поверхности талера за линией реза. Основное
назначение затла — перемещать стопу листов по талеру и пра-
вильно установить ее относительно линии реза.
52
Расстояние от затла до линии реза в машине БРП-4м может
изменяться в пределах от 123 до 2,5 см. Рабочая сторона затла
сделана ребристой в виде гребенки, что дает возможность, в слу-
чае необходимости, максимально приблизить затл к линии реза
и разрезать продукцию на узкие полосы (рис. 12). Гребенка зат-
ла 1 состоит из трех частей а, б, в, которые могут быть установле-
ны относительно друг друга не только по прямой линии, но
и с некоторым смещением (ступенчато).
Рис. 12. Ступенчатый затл машины БРП-4м
Перемещение затла (рис. 13) по талеру осуществляется с по-
мощью стальной размерной ленты 7, огибающей направляющие
ролики 2. На ленте имеются деления, по которым определяют
положение затла относительно линии реза. Для более точного
определения положения затла служит специальный указатель
Рис. 13. Механизм перемещения затла в машине БРП-4м
и увеличительная линза, расположенная на пульте управления.
Затл перемещают при помощи четырех кнопок, причем обратный
ход упорной линейки имеет большую скорость, что позволяет
сократить время при установке на другой формат. Точную доводку
затла до размера выполняют вручную с помощью маховичка,
расположенного перед талером.
Для закрепления затла в нужном положении предусмотрен
ручной тормоз, рукоятка которого находится под передней частью
талера. Чтобы при перемещении затла стальная лента не про-
53
скальзывала, она должна иметь определенное натяжение, которое
регулируется пружиной 3. Затл должен быть всегда строго парал-
лелен линии ре за, иначе разрезанные листы будут косыми.
При настройке машины для разрезки на полосы определенной
ширины необходимо отключить автоматическое перемещение затла
•от электромотора и перейти на ручное управление затлом. Выклю-
чают механизм автоматического перемещения шаровой руч-
кой, находящейся внутри маховичка, служащего для точной
установки затла.
Затл вручную перемещают специальной рукояткой. Величина
перемещения определяется ограничительными упорами, заранее
Рис. 14. Механизм прижима машины БРП-4
установленными на нужный размер. В машине БРП-4м разрезка
на полосы может вестись по двум различным размерам попере-
менно, что расширяет технологические возможности машины
по сравнению с другими моделями машин.
Механизм п р и ж и м а. Прижим служит для зажима
стопы листов в процессе разрезки и представляет собой метал-
лическую балку с деревянной насадкой (рис. 14). Задняя сторона
балки прижима, обращенная к затлу, ребристая (в виде гребенки).
При максимальном приближении затла к линии реза его гребенка
своими ребрами входит в соответствующие пазы гребенки прижима,
это позволяет разрезать продукцию на узкие полосы, шириной
до 2,5 см.
Зажим стопы балкой прижима 1 обеспечивают четыре мощные
пружины 2, работающие на сжатие. Сила зажима по всей поверх-
54
ности стопы должна быть равномерной, что достигается парал-
лельным положением балки прижима относительно талера. Положе-
ние прижима регулируют при помощи изменения длины составного
Рис. 15. Механизм ножа машины БРП-4 м
рычага 3, связывающего вертикальные
тяги 4. Рычаг 3 состоит из двух частей,
имеющих противоположную нарезку (пра-
вую и левую) и соединенных гайкой 5 то-
же с двухсторонней нарезкой. При враще-
нии гайки по часовой или против часовой
стрелки части рычага сближаются или
удаляются друг от друга, изменяя об-
щую длину рычага.
Рычаг через промежуточные звенья
(двуплечий рычаг и вертикальную тягу)
поднимает или опускает левую сторону
балки прижима.
Общая сила зажима должна быть такой,
чтобы на стопе листов не оставалось ника-
ких следов от балки прижима и чтобы
сила зажима листов была достаточной.
Силу зажима регулируют изменением ве-
личины натяжения блока пружин при по-
мощи крепежных болтов 6.
Механизм ножа. От состояния
и установки ножа в значительной степени
зависит качество разрезки. Основными
частями механизма ножа являются ноже-
держатель./ (рис. 15), который приводится
в движение от кривошипно-шатунного механизма 2, и нож 3,
укрепленный на ножедержателе болтами 4. Нож в ножедержателе
должен занимать строго определенное положение, неправильное
55
положение ножа является причиной смятия листов фаской ноже-
держателя.
Разделение стопы бумаги на части при разрезке должно про-
изводиться фаской ножа, а не фаской ножедержателя, в противном
случае возможна поломка машины.
Во время работы резальщик должен следить за состоянием
ножа и периодически, что зависит от характера разрезаемого
материала, протирать нож парафином, так как это уменьшает
силы трения и облегчает разрезку.
В процессе разрезки нож совершает сабельное движение,
обусловленное различным закреплением осей подвесок 5, распо-
ложенных в корпусе ножедержателя, это обеспечивает наимень-
шее усилие резания.
Механизм ножа машины БРП-4м имеет две основные технологи-
ческие регулировки, которые предусматривают правильную
установку ножедержателя и ножа по горизонтали. Первая техно-
логическая регулировка осуществляется поворотом эксцентри-
ческих осей обеих подвесок, на которых закреплен ножедержа-
тель. Для этого сзади станины машины имеются рукоятки,
освобождающие контргайки, после чего можно повернуть оси
подвесок.
Положение ножа по горизонтали регулируют двумя эксцен-
триками 6, которые также можно поворачивать.
При работе на резальных машинах обязательным условием
является соблюдение всех правил по технике безопасности.
Чтобы убедиться в исправности и правильной работе всех основ-
ных механизмов, необходимо перед включением электромотора
провернуть главный вал машины от руки. В процессе работы
на машине резальщик должен следить за чистотой рабочего места
и своевременной смазкой основных механизмов машины.
Машина РО (рис. 16) относится к машинам тяжелого типа
и предназначена для разрезки бумаг любой твердости, а
также картона, кальки, фольги, целлофана и т. д., при повышен-
ных требованиях к качеству и чистоте обрезки. Остов машины
значительно усилен, по сравнению с рассмотренными ранее
конструкциями резальных машин, и образует монолитный жест-
кий корпус, благодаря чему сведена до минимума вибрация
и обеспечивается точность регулировки подвижных частей и работы
основных механизмов, а также обеспечивается точность и чистота
резания. В машине имеется специальное устройство для пре-
дохранения ее от поломки при перегрузках. Тормоз у машины
РО значительно усилен, по сравнению с обычно применяю-
щимися конструкциями тормозов, обеспечивает своевременную
и надежную остановку ножа в любом положении и создает
безопасность работы.
Механизм балки прижима принципиально отличается от
механизмов прижима в машинах БР-3 и БРП-4. Основное пре-
56
имущество нового прижима заключается в том, что сила прес-
сования стопы превосходит усилие прессования прижимов всех
известных марок одноножевых резальных машин. Усилие при-
жима, создаваемое перед началом резания, сохраняется постоян-
ным в течение всего процесса резания, так же как и в машине
БРП-4.
Однако на машине РО может быть задано во время резания
любое целесообразное изменение усилия прижима, которое легко
и удобно регулируется в довольно широких пределах, что важно
при выполнении работ различного характера.
Рис. 16. Одноножевая бумагорезальная машина РО
Движение ножа, по сравнению с движением ножа в машине
БР-3, более крутое, и нож врезается в стопу под большим углом.
Этим достигается плавное нарастание нагрузок в начале резания,
благодаря чему повышается износоустойчивость основных деталей
механизма ножа (ножедержателя, составного шатуна и т. д.) и
улучшается чистота резания.
В машине РО лучше всего использовать ножи с двойной
прямолинейной заточкой, так как это уменьшит усилие, необходи-
мое для отодвигания стопы во время резания, которое, как извест-
но, часто достигает больших величин, а иногда даже превосходит
усилие резания. Кроме того, при двойной заточке более удобно
обрезать этикетки и тому подобную продукцию, которая при
большем угле заточки (если взять прямолинейную форму заточки)
может рассыпаться.
Расстояние между ножом и прижимом уменьшено, что позво-
ляет обрезать стопу с большей точностью.
57
Машина РО снабжена механизмом для автоматического вы-
вода продукции после обрезки на переднюю часть талера.
Выталкиватель работает без специальной наладки при любом
расстоянии затла от липин реза.
Отличительной особенностью механизма подачи затла является
то, что привод затла осуществляется не от индивидуального мотора,
как на машине БР-3, а от общего привода, это упрощает электро-
схему машины. Устройство же затла машины РО не отличается
от устройства затла машины БРП-4.
Машина РО снабжена приспособлением для определения
размера передней части стопы. Для этого имеется передвижная
стрелка, которая перемещается по отношению к укрепленной
на передней части талера размерной линейке и устанавливается
на нужный размер. По этой шкале и измеряется величина отрезан-
ной части стопы.
Машина РО имеет централизованную смазку, при которой
масло из резервуара подается в основные соединения и узлы. Это
обеспечивает надежную смазку малодоступных мест и увеличивает
долговечность работы машины.
Малоформатные машины (БРП-2, БР-70 и БРР-70). Машина
БРП-2 относится к группе машин с полной механизацией при-
вода, у которых принцип работы и основные технологические
регулировки такие же, как и в машине БРП-4. Отличаются ма-
шины этой группы от машин БРП-4 длиной реза, которая рав-
на 70 см, а также и некоторыми другими конструктивными изме-
нениями .
Так, в машине БРП-2 (рис. 17) обеспечена бесшумность и боль-
шая плавность движения ножа вследствие введения в привод
червячной передачи.
Педаль прижима опущена ниже, чем в других моделях,
что облегчает работу резальщика при установке формата и про-
верке линии реза; имеется ряд электромеханических блокировок,
обеспечивающих безопасность в работе, и т. д.
Машина БР-70 относится к полуавтоматам, так как привод
подавателя или затла осуществляется вручную, а привод ножа
и прижима — от электромотора. Машина рассчитана на разрезку
малоформатной продукции, так как имеет длину реза 70 см.
Основной принцип работы машины БР-70 такой же, как и у всех
резальных машин.
Машина БРР-70 (рис. 18) относится к группе машин с ручным
приводом; все основные механизмы приводятся в движение вруч-
ную. Установка такой машины целесообразна в макетных цехах
и в небольших и средних типографиях, а также в переплетных
мастерских, поскольку она имеет очень маленькую произво-
дительность. Длина реза машины равна 70 см. Механизм
прижима машины — винтовой, т. е. балка прижима опускается
при вращении маховика, причем достаточно двух оборотов махо-
58
Рис. 17. Малоформатная одноножевая бумаго-
резальная машина БРП-2
Рис. 18. Одноножевая бумагорезальная машина БРР-70
вика, чтобы опустить балку прижима в крайнее нижнее положение.
Балка прижима снабжена специальной съемной планкой, которая
обеспечивает качественный зажим стопы при разрезке тонкой
мнущейся бумаги.
Подъем и опускание ножедержателя с ножом производится
вручную от махового колеса.
59
§ 4. Новые модели одноножевых бумагорезальных
машин.
Роменский машиностроительный завод разрабатывает новую
серию крупноформатных однопожевых бумагорезальных машин
в однотипном исполнении: БР-110, БР-136, БР-150 с длиной
реза 110, 136 и 150 см. Их основная отличительная особенность —
гидравлический привод прижима и затла; привод механизма
ножа — механический.
Машины могут докомплектовываться фотоэлементами, обес-
печивающими безопасность работы, стопоподъемниками и устрой-
ствами для программного управления.
Фотоэлектронная защита не позволяет опускаться балке при-
жима и ножу до тех пор, пока руки рабочего находятся в опасной
зоне, а также возвращает балку прижима и нож в крайнее верхнее
положение в том случае, когда после начала их движения руки
рабочего попадают в опасную зону. При неисправности фото-
элементов машина работать не будет.
Обычно фотоэлектронную защиту применяют на машинах
только с программным управлением, поскольку резальщик в дан-
ном случае не производит включение машины на рабочий ход
и руки его остаются свободными.
Подачу стопы устанавливают по измерительной ленте, а в том
случае, когда применяют программное управление, величину
перемещения затла определяют по напечатанным на листах меткам
при помощи специальной головки, записывающей программу на
магнитной ленте. Одновременно с программой на магнитной
ленте записываются также сигналы для замедления движения
затла при остановке.
Необходимо отметить, что скорость перемещения затла раз-
лична — вначале движения затла вперед она наибольшая, азатем,
при подходе к установленному размеру, скорость уменьшается,
что обеспечивает быструю и точную установку затла на необхо-
димый размер.
Обратный ход затла ускоренный, что увеличивает производи-
тельность машины.
В настоящее время на полиграфических предприятиях эксплуа-
тируются одноножевые бумагорезальные машины с большей
длиной реза (167—220 см), выпускаемые народными предприя-
тиями «Перфекта» (ГДР).
Принцип работы и основные установки на этих машинах осу-
ществляются в принципе так же, как и на отечественных одно-
ножевых машинах. Отличительными особенностями таких машин
являются: 1) возможность осуществления двух видов движения
ножа — вертикального и сабельного, в зависимости от характера
разрезаемой продукции, 2) установка дополнительного нижнего
ножа в случае разрезки плотных сортов картона, тонких листов
60
металла, фанеры и других материалов. Такое расширение техно-
логических возможностей одноножевых бумагорезальных машин
вызвало некоторое усложнение их конструкции: двухсторонний
привод механизма ножа, наличие отдельных электродвигателей
для основных механизмов и т. д.
Вопросы п задачи для повторения
1. Перечислить основные правила, соблюдаемые при разрезке листов
с отпечатанным текстом, иллюстрациями и форзацной бумаги.
2. На сколько частей следует разрезать бумажный лист форматом
70 х 901/1в при фальцовке в два сгиба?
3. На сколько частей надо разрезать лист, отпечатанный в 1/32 долю,
при фальцовке в четыре сгиба? Определить минимальное число резов.
4. Какие основные ’требования предъявляются к качеству продукции
при разрезке листов?
5. Как правильно определить линию резания?
6. Рассказать о технологическом процессе работы на одноножевых
резальных машинах.
7. Что такое усилие резания и какие факторы влияют на него?
8. Виды заточки лезвия ножа в резальных машинах и их применение.
9. Различные углы заточки ножей одноножевых резальных машин
и их применение на производстве.
10. Дать определение сабельного движения ножа в резальных маши-
нах и охарактеризовать другие виды движения.
11. Объяснить правильные приемы работы на одноножевых резаль-
ных машинах.
12. Дать краткое описание различных видов прижимов резальных
машин.
13. В каких случаях и каким образом производится регулировка
балки прижима по горизонтали в машине БРП-4.
14. Какие технологические регулировки имеет механизм ножа
в машине БРП-4 и как они выполняются?
15. Как правильно установить талер машины в горизонтальное
положение?
1G. В чем особенности устройства талера машины БРП-4?
17. Какой вид затла применяется в резальной машине БРП-4?
18. В чем назначение и отличительные особенности машины РО?
19. Дать сравнительную характеристику малоформатных одноноже-
вых бумагорезальных машин.
20. Какие преимущества имеют новые модели одноножевых бума-
горезальных машин.
Г ЛА В А Ч К Т п Е ГТ ла
ФАЛЬЦОВКА ЛИСТОВ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Общие сведения
о фальцовке листов
Отпечатанные листы после разрезки на определенное число
частей поступают на процесс фальцовки. Фальцовка—
это складывание листов в определенной последовательности
для получения необходимых элементов книжных или брошюрных
изданий определенного формата: тетрадей, форзацев, накидных
иллюстраций, обложек и т. д.
При фальцовке (сгибании листа) происходит деформация
бумажных волокон, расположенных по линии сгиба. Поскольку
бумажные волокна обладают некоторой упругой деформацией,
затрудняющей процесс фальцовки и вызывающей незначительное
распрямление сгиба, то для преодоления этой деформации необхо-
димо при фальцовке приложить усилие, величина которого
определяется видом бумаги. Это усилие увеличивает остаточную
деформацию волокон, в результате чего и образуется фальц.
Фальцовка листов текста необходима для получения тетрадей
с определенным числом страниц, из которых в дальнейшем комплек-
туют книжные и брошюрные блоки. Если печать производилась
на плоскопечатных машинах или листовых ротациях, то процесс
фальцовки производится либо вручную, либо на специальных
фальцевальных машинах. При печати текста на рулонных ротаци-
онных печатных машинах процесс фальцовки производится в самой
печатной машине, имеющей фальцаппарат.
Листы с отпечатанным текстом, форзацами, обложками и иллю-
страциями должны отвечать требованиям, предъявляемым к печат-
ной продукции (см. гл. II, § 1, стр. 33—34).
Качество фальцовки листов как ручной, так и машинной, во
многом зависит от веса бумаги, от процента влажности и от
направления бумажных вол.окон относительно фальца.
62
При фальцовке листов с большим весом 1 .м2 уменьшается
величина упругих деформаций бумажных волокон, а величина
остаточных деформаций возрастает. Это обстоятельство положи-
тельно влияет на качество фальцовки: сгибы получаются более
плотными.
Вторым фактором, влияющим на качество фальцовки, является
изменение процента влажности бумажных листов. Увеличение
влажности листов до 10—11 % является положительным факто-
ром, так как наличие некоторого избыточного процента влаги,
по отношению к нормальной влажности листа 7 %, делает бумагу
более вялой, что способствует увеличению остаточной деформации
бумажных волокон. Однако слишком большое увеличение влаж-
ности бумаги затрудняет проведение последующих технологи-
ческих операций и отрицательно сказывается на качестве про-
дукции.
Не менее важным фактором, влияющим на процесс фальцовки,
является расположение бумажных волокон по отношению к фаль-
цу. При совпадении долевого направления бумажных волокон
с линией фальца сгиб получается более плотным и ровным.
В зависимости от количества сгибов и их расположения отно-
сительно друг друга фальцовка листов может быть нескольких
видов.
По числу сгибов различают фальцовку води н, два, три
и ч е т ы р е сгиба.
По расположению сгибов в тетради относительно друг друга
фальцовка бывает перпендикулярная, параллельная и с комбини-
рованным расположением сги-
бов.
При перпендикуляр-
ной фальцовке листов каж-
дый последующий сгиб должен
быть перпендикулярен преды-
дущему. Число взаимно перпен-
дикулярных сгибов в тетрадях
ограничено: оно может быть не
более четырех и не менее двух.
При увеличении количества сги-
бов число страниц в тетради
увеличивается (табл. 5).
При параллельной
фальцовке каждый последую-
щий сгиб параллелен предыдущему. Число параллельных сгибов
в тетради может быть различным и зависит от характера и назначе-
ния продукции. Однако для книжной продукции не рекомендуется
число параллельных сгибов брать более четырех, так как в про-
тивном случае нельзя получить достаточно плотный фальц. Необ-
ходимо отметить, что при параллельной фальцовке листов увели-
Таблица 5
Зависимость числа страниц
в тетради от количества сгибов
при перпендикулярной фальцовке
Количество
сгибов
Число
долей
Число
страниц
2
3
4
4
8
16
8
16
32
63
чение количества сгибов не всегда приводит к увеличению числа
страниц в тетради. В этом случае число страниц будет зависеть
Таблица 6
Зависимость числа долей и страниц
в тетрадях от варианта
параллельной фальцовки
Количество сгибов Число долей Число страниц
2 3 6
4 8
3 4 8
6 12
8 16
4 5 10
6 12
8 16
9 18
12 24
16 32
на производстве не только для
от варианта параллельной фаль-
цовки.
Как видно из табл. 6, при
одном и том же количестве
сгибов получается совершенно
различное число страниц в
тетради. Это объясняется раз-
личной последовательностью и
расположением сгибов по длине
листа.
При комбинирован-
ной фальцовке сгибы тетради
могут располагаться по отноше-
нию друг к другу как парал-
лельно, так и перпендикулярно.
Известно очень много ва-
риантов комбинированной фаль-
цовки листов, поэтому данный
вид фальцовки используется
фальцовки листов с отпечатанным
текстом, но и для фальцовки иллюстраций, карт, схем, диаграмм
и т. д. Наименьшее число сгибов при комбинированной фаль-
цовке — три, а наибольшее число сгибов определяется назначе-
нием продукции и не должно
превышать пяти или шести.
Последовательность парал-
лельных и перпендикулярных
сгибов в тетради при комби-
нированной фальцовке может
быть различной. Так, при ком-
бинированной фальцовке в че-
тыре сгиба, сгибы могут распо-
лагаться следующим образом:
1) первые два сгиба парал-
лельны, последующие два пер-
пендикулярны первым и парал-
лельны друг другу;
2) первые три сгиба парал-
лельны, а четвертый сгиб пер-
пендикулярен им;
3) первые три сгиба взаимно
Таблица 7
Варианты комбинированной
фальцовки для кппжпых изданий
Число сгибов Число долей Число страниц
3 6 12
8 16
4 8 16
12 24
16 32
5 10 20
12 24
16 32
18 36
24 48
32 64
перпендикулярны, а четвертый сгиб параллелен третьему;
4) первые два сгиба параллельны, третий сгиб перпендикуля-
рен первым двум, а четвертый сгиб перпендикулярен третьему
сгибу и параллелен первым двум сгибам.
64
Число вариантов комбинированной фальцовки в четыре сги-
ба далеко не исчерпывается приведенными примерами и может
быть значительно большим.
Наибольшее распространение получили перпендикулярная и
комбинированная фальцовка.
Тетради с перпендикулярным расположением сгибов полу-
чаются, в основном, при фальцовке листов на фальцевальных
машинах, а тетради с комбинированным расположением сгибов
дают ролевые ротационные печатные машины, а также кассетные
фальцевальные машины.
Параллельная фальцовка в основном используется при изго-
товлении различных приклеек и вкладок (карт, диаграмм и т. д.),
а также детских изданий.
Выбор того или иного вида фальцовки определяется назна-
чением и характером продукции.
Фальцовка листов в один сгиб применяется при изготовлении
приклейных форзацев, обложек для брошюр, скомплектованных
вкладкой, четырехстраничных иллюстраций и дробных частей
листа, содержащих две доли или четыре страницы («четверок»).
Фальцовка листов в один сгиб может выполняться как
вручную, так и па малоформатных фальцевальных машинах
(так называемых фальцмпниатюрах).
Фальцовка листов в два сгиба применяется, в основном, для
получения восьмистраничных тетрадей. Фальцовка в два сгиба
может быть как перпендикулярная, так и параллельная. При
перпендикулярной фальцовке получается тетрадь, содержащая
8 страниц, а при параллельной фальцовке тетрадь может содер-
жать либо 8 страниц, либо 6 страниц (в зависимости от вариантов
фальцовки) (рис. 19).
Двухсгибные тетради для комплектовки брошюрного или книж-
ного блока используются крайне редко, а применяются лишь
в том случае, когда печать производилась на плотных сортах
бумаг, имеющих вес 1 м2 более 100 Г, поскольку применение
трехегибной фальцовки в этом случае даст некачественную про-
дукцию.
Основной недостаток фальцовки плотных сортов бумаги —
появление морщин, идущих по диагонали страницы от угла, обра-
зуемого головкой и корешком, так как наличие глухих петель
в тетради препятствует свободному вытеснению воздуха между
листами.
Чем плотнее бумага, тем больше появляется диагональ-
ных морщин, искажающих печать и значительно снижающих каче-
ство издания. Этого недостатка можно избежать, уменьшив число
сгибов в тетради.
Чаще всего двухсгибные восьмистраничные тетради использу-
ются в том случае, если объем издания не укладывается в целое
число 16- или 32-страничных тетрадей.
а Заказ 66
65
Например, издание имеет объем 168 страниц, а основные
тетради, из которых комплектуется блок, трехсгибные (16-стра-
ничные). Определяя общее число тетрадей, из которых будет состо-
ять блок, находим, что 10 трех-
сгибных тетрадей составят 160 стра-
ниц, а оставшиеся 8 страниц вой-
дут в одну двухсгибную тетрадь.
Фальцевать листы в два сгиба
можно как вручную, так и на раз-
личных типах фальцевальных
машин.
Фальцовка в три сгиба обеспе-
чивает высокое качество тетрадей,
так как при нормальной толщине
бумажного листа от 70 до 100 мк
не образуются морщины и фаль-
цы получаются четкими. При фаль-
цовке листов толщиною более
100 мк необходимо производить
перфорацию, т. е. просечку листов
по верхнему сгибу, так как в про-
тивном случае могут появиться
диагональные морщины. Блок,
скомплектованный из трехсгибных
тетрадей, получается плотным и
компактным, что облегчает его
дальнейшую обработку. Все эти
показатели, в конечном счете, обе-
спечивают хорошее качество и дол-
говечность готовых изданий. Фаль-
цовка в три сгиба может быть пер-
пендикулярной, параллельной и
комбинированной.
При перпендикулярной фаль-
цовке трехсгибная тетрадь всег-
да имеет 16 страниц, при парал-
лельной фальцовке в три сгиба, в зависимости от варианта,
число страниц в тетради может быть различным — 8, 12,
16 (рис. 20).
При различных вариантах комбинированной фальцовки в три
сгиба можно получить 12—16-страничные тетради.
Трехсгибную фальцовку можно выполнить в ручную, на фаль-
цевальных машинах различного типа и в фальцаппаратах рота-
ционных печатных машин. При фальцовке на ротационной машине
первые два сгиба взаимно перпендикулярны, а третий сгиб парал-
лелен второму (рис. 21). В зависимости от спуска полос и настрой-
ки фальцаппарата ротационных машин можно получать либо
Рис. 19. Варианты фальцовки в
два сгиба:
а — перпендикулярная (в тетради
8 страниц); б — параллельная (в тет-
ради 8 страниц); в—параллельная (в
тетради 6 страниц)
66
16-ти, либо 32-страничные тетради. Сам характер фальцовки в три
сгиба при получении 32-страничных тетрадей не изменяется,
и фальцовка выполняется в той же последовательности. Особен-
ностью является то, что после первого сгиба происходит подборка
двух односгибных листов, которые в дальнейшем фальцуются
20. Варианты фальцовки в три сгиба:
а — перпендикулярная; б — параллельная; в — комбинированная
Рис. 21. Варианты фальцовки в три сгиба, полученной в фальц-
аппаратах ротационных печатных машин:
а — тетрадь имеет 16 страниц; б — тетрадь имеет 32 страницы
уже одновременно. При указанном варианте трехсгибной фаль-
цовки обеспечивается достаточно хорошее качество тетрадей,
несмотря на увеличение ее объема в два раза.
Такие 32-страничные тетради могут быть рекомендованы для
целого ряда изданий, а именно: для всех типов брошюрных изданий,
для некоторых учебников начальной и средней школы, для художе-
ственной массовой литературы и т. д. Это объясняется наличием
ряда преимуществ, связанных в основном не только с сокращением
5* 67
длительности производственного цикла, но и с некоторыми каче-
ственными показателями. При уменьшении объема блока в тетра-
дях (при постоянном объеме в бумажных листах) длительность
технологического процесса изготовления издания сокращается на
операциях фальцовки, комплектовки и шитья. Наибольший эко-
номический эффект достигается при сокращении времени на опе-
рацию шитья, как самой трудоемкой из всех брошюровочных
операций.
Фальцовка листов в четыре сгиба применяется в основном для
изданий, отпечатанных на бумаге толщиной менее 70 мк. Сгибы в
тетради могут располагаться по-разному. Перпендикулярная четы-
рехсгибная фальцовка применяется крайне редко, а для ряда изда-
ний вообще не может применяться, так как полученная при
этом тетрадь имеет ряд существенных недостатков, а именно: тет-
радь получается рыхлой и по развороту ее неизбежно наличие
морщин.
Параллельная и комбинированная фальцовка в четыре сгиба
применяется лишь для фальцовки различных дополнительных
элементов изданий, вкладок и т. д.
Во всех случаях блоки, скомплектованные из четырехсгибных
тетрадей, а также из 32-страничных тетрадей, полученных с роле-
вых ротационных машин, получаются несколько рыхлыми, что
в дальнейшем препятствует их качественной обработке и снижает
прочность и долговечность издания. Объясняется это тем, что
при фальцовке последнего сгиба нельзя получить хорошо обжатого
фальца, поскольку большой объем тетради не позволяет полностью
преодолеть упругое сопротивление бумажных волокон изгибу.
Наличие такой упругой деформации в бумажных волокнах утол-
щает фальцы тетрадей, что особенно заметно при четырехегибной
фальцовке. Образовавшееся утолщение снижает плотность полу-
ченных тетрадей, а следовательно, и всего блока, что отрицательно
сказывается на качестве продукции.
Таким образом, основным недостатком тетрадей, имеющих
перпендикулярную фальцовку в четыре сгиба, является нали-
чие морщин и значительное утолщение фальца тетради. Для
устранения морщин рекомендуется сделать перфорацию (про-
сечку) листа по линии головных сгибов.
Отверстия, полученные в результате перфорации, обеспечат
свободный выход воздуха и тем самым устранят возможность
образования морщин.
При выборе варианта фальцовки листов для различных типов
изданий необходимо учитывать все положительные и отрица-
тельные стороны каждого варианта.
Вся сфальцованная продукция должна удовлетворять сле-
дующим техническим требованиям:
1) во всех тетрадях должна быть соблюдена правильная после-
довательность страниц;
68
2) контрольные метки в головке и корешке тетради должны
быть расположены точно по фальцу;
3) линейные размеры тетрадей после фальцовки должны соот-
ветствовать формату издании до обрезки; допускаемое отклоне-
ние + 1,5—2 мм;
6) отклонения в ширине корешкового и верхнего полей двух
смежных страниц, а также косина допускаются не более +2 мм;
5) фальцы тетрадей должны быть хорошо обжатыми. В тетра
ди не должно быть морщин и других повреждений;
6) тетради, предназначенные для шитья на автоматах, имеющих
самонаклады-раскрыватели, должны иметь передний шлейф, раз-
мером не менее 5 мм;
7) верхние сгибы 16- и 32-страничных тетрадей, изготовлен-
ных из плотной бумаги, должны быть перфорированы;
8) допустимые отклонения корешкового фальца от контура ил-
люстрации или рисунка форзаца не должны превышать +1 мм;
9) ширина приклеек, сфальцованных в несколько параллель-
ных или комбинированных сгибов, должна быть меньше ширины
формата издания до обрезки на 15 мм, а высота их должна быть
меньше высоты издания до обрезки на 20 мм;
10) не должна иметь следов отмарывания краски.
Сфальцованная продукция, которая полностью отвечает пере-
численным требованиям, может быть допущена на последующие
операции технологического процесса.
§ 2. Фальцовка листов вручную
В настоящее время ручная фальцовка листов из-за большой
трудоемкости и малой производительности труда применяется
очень редко, лишь в небольших полиграфических предприятиях,
где отсутствуют фальцевальные машины, или в макетных цехах
крупных предприятий. В отдельных случаях фальцовка листов
вручную используется при различных сложных вариантах фаль-
цовки и при очень плотных или слишком тонких сортах бумаги,
которые нельзя фальцевать на машинах.
Фальцуют вручную в один сгиб, как правило, одновременно
несколько листов с равнением на верхний угол; таким образом
фальцуют бумажные заготовки форзацев и обложек, а листы
текста (четверки) фальцуют по одному с равнением на текст. При
точной обрезке у верхнего поля четверки можно фальцевать по
нескольку листов сразу, равняя на уголок.
Фальцовка листов вручную в два перпендикулярных сгиба про-
изводится всегда по одному листу. Для получения тетради с пра-
вильным расположением страниц необходимо уложить листы на
рабочем месте таким образом, чтобы сигнатура со звездочкой
находилась с правой стороны в верхнем углу, а главная сигнату-
ра была обращена к верстаку.
69
Вся пачка листов, подлежащих фальцовке, должна распола-
гаться на верстаке перед рабочим так, чтобы ее левый край был
на уровне левого плеча. Такое расположение листов облегчает
наводку на текст и обеспечивает качественную фальцовку.
При ручной фальцовке выполняются следующие опера-
ции:
1) роспуск листов слева направо, для того чтобы облегчить
захват верхнего листа;
2) отделение правого края верхнего листа и наводка его по
тексту на левый угол;
3) получение первого сгиба, проглаживая фальц гладилкой
от себя;
4) поворот сфальцованного листа по часовой стрелке на 90е;
5) наводка на текст для получения второго сгиба;
6) проглаживание второго фальца сверху вниз с наименьшим
захватом листа.
Полученную тетрадь откладывают в левую сторону и присту-
пают к фальцовке следующего листа. Для облегчения захвата
верхнего листа и отделения его от пачки рекомендуется смачи-
вать пальцы глицерином.
Качество фальцовки и производительность труда в значитель-
ной степени зависят от правильной освещенности рабочего места.
Во всех случаях свет должен падать с левой стороны, чтобы тень
от листа не мешала наводке на текст.
Ручная фальцовка листов в три взаимно перпендикулярных
сгиба принципиально не отличается от фальцовки в два сгиба.
Однако листы должны быть так уложены на рабочем месте,
чтобы сигнатура со звездочкой была в правом нижнем углу. При
фальцовке в три сгиба лист переворачивают дважды — после
первого и второго сгибов. Рекомендуется после второго сгиба
и наводки третьего сгиба расправить гладилкой намеченный
третий фальц, а затем уже прогладить его. Такой порядок рабо-
ты обеспечивает лучшее качество трехегибной тетради, поскольку
при этом предотвращается возникновение морщин.
При фальцовке листов в четыре перпендикулярных сгиба избе-
жать появления диагональных морщин нельзя; если не прибе-
гать к разрезке глухих петель в головке тетради. Введение такой
дополнительной операции — разрезки петель после третьего сги-
ба — намного снижает производительность труда, поэтому четырех-
сгибная перпендикулярная фальцовка листов вручную почти
никогда не применяется.
Расположение листа, предназначенного для четырехегибной
фальцовки вручную, должно быть таким, чтобы сигнатура со звез-
дочкой находилась внизу справа на второй доле листа. Спуск
полос в печатном цехе должен учитывать особенности перпенди-
кулярной фальцовки листов в четыре сгиба, предназначенных для
ручных или машинных операций.
70
В данном случае спуски полос должны быть различными,
с учетом особенности четырехсгибной фальцовки на машинах.
В том случае, если листы,
предназначенные для фальцовки
на машине, попадают на руч-
ную операцию, то располагать
их на верстаке следует таким
образом, чтобы сигнатура со
звездочкой находилась в пра-
вом верхнем углу (рис. 22).
Последовательность техно-
логических операций при ручной
фальцовке листов в четыре сгиба
с различными спусками полос
различна В первом случае,
если спуск полос учитывает
ручную фальцовку, то последо-
вательность операций ничем не
отличается от последовательно-
сти при трехсгибной фальцовке.
Во втором случае, при спуске
полос с учетом машинной фаль-
цовки, данная последователь-
ность нарушается, так как
после второго сгиба лист следу-
ет перевернуть, а затем, повер-
нув его по часовой стрелке на
90°, сделать два остальных пер-
пендикулярных сгиба.
Помимо перпендикулярной
фальцовки листов вручную мож-
но осуществлять различные ва-
$ Ьч
27 гг
§5
* 3
Z7
Рис. 22. Схемы расположения по-
лос на листах, предназначенных
для фальцовки в четыре сгиба:
а — для перпендикулярной фальцовки
вручную; б — для фальцовки на ноже-
вых фальцевальных машинах
рианты параллельной и ком-
бинированной фальцовки. Приемы работы в каждом конкретном
случае будут отличаться друг от друга, в зависимости от ва-
риантов спусков, форматов листов и т. д.
§ 3. Фальцовка листов на машинах
На большинстве полиграфических предприятий операция фаль-
цовки механизирована. Для фальцовки используют различные
типы фальцевальных машин, которые по характеру образования
фальца делят на два основных вида — ножевые и кассет-
ные. Имеются и комбинированные фальцевальные
машины, в которых используется ножевой и кассетный принцип
фальцовки.
71
Принцип образования сгиба в ножевых и кассетных машинах
различен. В ножевых фальцевальных машинах сгиб получается
при помощи двух вращающихся навстречу друг другу фальце-
вальных валиков и тупого ножа (рис. 23), который определяет
положение сгиба. Ударяя по листу, нож образует прогиб
листа по месту будущего фальца, что облегчает его захват фаль-
цевальными валиками. Валики проглаживают лист по фальцу,
обеспечивая плотный сгиб.
В кассетных фальцевальных машинах прогиб листа по месту
будущего фальца образуется с помощью двух подающих валиков
и кассеты. Подающие валики 1 (рис. 24) доводят лист до упора 3
в кассете 2. Передняя часть листа, дойдя до упора, останавли-
вается, в то время как остальная часть листа продолжает подавать-
ся валиками, в результате образуется прогиб листа в месте буду-
щего фальца. Фальц проглаживается так же, как и в ножевых
фальцевальных машинах, двумя вращающимися навстречу друг
другу фальцевальными валиками.
В комбинированных машинах часть фальцевальных секций
работает по принципу ножевой, а другая часть — по принципу
кассетной фальцовки.
Принцип образования фальца в фальцевальных секциях роле-
вых ротационных печатных машин существенно отличается
от рассмотренных видов. Качество фальцовки тетрадей, получен-
ных с ротационных печатных машин, значительно ниже, чем
в кассетных и ножевых фальцевальных машинах. Это объясняет-
ся большими скоростями работы печатных машин, при которых
нельзя добиться совпадения полос текста на смежных страницах
в установленных пределах.
Рассмотренные виды кассетной и ножевой машинной фаль-
цовки имеют свои преимущества и недостатки, которые следует
учитывать при выборе вариантов фальцовки.
72
К числу преимуществ ножевой' фальцовки относится достаточ-
но хорошая точность, обеспечивающая соблюдение всех техни-
ческих требований, предъявляемых к сфальцованной продукции,
независимо от плотности бумаги.
Преимуществом кассетной фальцовки является высокая точ-
ность расположения фальцев в тетради (по сравнению с предыду-
Рис. 24. Принцип кассетной фальцовки
щим видом фальцовки), обеспечивающая минимальные откло-
нения от установленных норм при условии применения бумаг,
соответствующих утвержденным стандартам.
Все фальцевальные машины различных марок подразделя-
ются по форматам па крупно и малоформатные.
К крупноформатным машинам относятся: ножевые одпотетрадные
машины марок Ф-1, БФА-2, двухтетрадная машина ФН-84, кас-
сетная машина марки ФК и др. К малоформатным относятся маши-
ны ФК-30 и БФА-1.
Каждая из перечисленных машин рассчитана на фальцовку
листов с определенным количеством и расположением сгибов.
Например, малоформатная кассетная машина ФК-30 произ-
водит фальцовку листов для форзацев, обложек и иллюстраций
73
в один сгиб. Ножевые фальцевальные машины Ф-1 и БФА-2 пред-
назначены для перпендикулярной фальцовки листов с максималь-
ным числом сгибов — четыре. Кассетная фальцевальная машина
ФК обладает наиболее широкими возможностями для фальцовки
листов, поскольку может производить перпендикулярную фаль-
цовку в два и три сгиба, параллельную фальцовку в два сгиба
и различные варианты комбинированной фальцовки. Комбини-
рованная фальцевальная машина ФКН-60 предназначена для
перпендикулярной фальцовки листов в четыре сгиба. Первый сгиб
осуществляется по принципу кассетной фальцовки, а последующие
три сгиба — по принципу ножевой фальцовки. Сочетание прин-
ципов кассетной и ножевой фальцовки в одной машине расширяет
технологические возможности ее использования для фальцовки
листов различной толщины.
Как известно, кассетные фальцевальные машины очень чувст-
вительны к изменениям в толщине листов: с увеличением толщины
листа точность фальцовки падает. Поэтому первый сгиб в маши-
не ФКН-60 осуществляется по кассетному принципу фальцовки,
а последующие три сгиба, в связи с увеличением толщины сфаль-
цованного листа,— по принципу ножевой фальцовки. Это обеспе-
чивает получение качественных тетрадей при достаточно высо-
кой производительности машины.
§ 4. Работа на ножевых фальцевальных машинах
(БФА-2)
Ножевые фальцевальные машины являются многопозицион-
ными автоматами с прерывным движением листа. На фальцеваль-
ных машинах БФА-2(Ф-1) можно выполнять только перпендику-
лярную фальцовку в два, три и четыре сгиба. Все фальце-
вальные секции расположены взаимно перпендикулярно и поэтаж-
но, что значительно сокращает общие габариты машины. Листы
в машину подает круглостапельный фрикционный самонаклад.
Наиболее часто эти машины используют для фальцовки в три
п четыре сгиба, так как фальцовка в два сгиба является для них
неэкономичной и требует дополнительной установки транспортного
устройства для вывода листов.
Принцип работы основных механизмов машин Ф-1 и БФА-2
одинаковый; в отличие от машины Ф-1 в машине БФА-2 конструк-
тивно улучшены отдельные узлы, вмонтированы автоблокиро-
вочные устройства и счетчик готовой продукции. Машина БФА-2
(рис. 25) обладает несколько большей производительностью. Мак-
симальный формат фальцуемых листов на машине БФА-2 — 60 X
Х90 см, а на машине Ф-1—80X110 см, размеры же минимальных
форматов листов совпадают и равны 36x46 см.
Технологический процесс работы и технологические регули-
ровки на машинах Ф-1 и БФА-2 одинаковые.
74
На ножевых фальцевальных машинах выполняются операции
в следующей последовательности:
1) подготовительные операции — подготовка фрикционного
самонаклада и фальцевальных секций к работе (осмотр и смаз-
ка основных узлов машины, установка упоров, регулировка фальц-
валпков и т. д.);
2) основные производственные операции — загрузка само-
наклада бумагой, пуск машины и наблюдение за ее работой, прием
сфальцованной продукции и контроль за качеством:
Рис. 25. Ножевая фальцевальная машина БФА-2
3) заключительные операции — остановка машины, уборка
рабочего места и чистка машины.
Рассмотрим технологический процесс работы и основные тех-
нологические регулировки фрикционного самонаклада и фальце-
вальных секций машины.
Работа круглостапельного фрикционного самонаклада. Основ-
ное назначение фрикционного * самонаклада — отделение листов
от стопы бумаги и подача их по одному в фальцмашпну.
Подача листов фрикционным самонакладом осуществляется
в результате возникновения сил трения между механизмом пода-
чи листов (расчесами) п бумажным листом.
Самонаклад (рис. 26) состоит из двух столов — верхнего
1 и нижнего 2, расположенных под некоторым углом по отноше-
* Фрикцион (лат.) — трение.
75
нию друг к другу, и стапельного барабана 3, который находится
между столами. На верхний стол загружают стопу листов, а на
нижнем располагаются основные механизмы для подачи листов
в фальцевальные секции машины.
Загрузка стопы листов на верхний стол самонаклада осущест-
вляется с роспуском в 1—2 мм, при этом сигнатура со звездочкой
должна быть обращена к столу. Листы верной стороной притал-
киваются к боковой упорной линейке.
Рис. 26. Схема фрикционного круглостапелыюго самонаклада
Боковая упорная линейка верхнего стола устанавливается
с таким расчетом, чтобы середина листа была сдвинута относи-
тельно центра стола на 1,5 см в сторону места обслуживания
машины (на себя). Это необходимо для обеспечения точной уста-
новки листа по боковому упору в первой фальцевальной секции.
Передача стопы листов с верхнего стола самонаклада на нижний
осуществляется с помощью транспортных тесем. которые полу-
чают движение при повороте стапельного барабана. Для поддер-
жания листов при передаче их на нижний стол служат направляю-
щие дуги 4, расположенные вдоль образующих стапельного бара-
бана.
Стопа листов перемещается по нижнему столу также при помо-
щи транспортных тесем; для того чтобы при движении не .проис-
ходило смещения стопы, на нижнем столе имеются две боковые
направляющие планки.
Одним из основных механизмов самонаклада, который осу-
ществляет подачу листов в машину, являются расчесы 5.
76
Расчесы представляют собой два кол'еса, по окружности кото-
рых расположены фибровые * ролики. В процессе работы расчесы-
вающие колеса непрерывно вращаются и периодически опускают-
ся на стопу листов. При этом между расчесами и верхним листом
стопы возникают силы трения, за счет которых, при вращении
расчесов, происходит подача верхнего листа в первую фальцсек-
цию машины. Чтобы обеспечить надежную подачу одного листа,
на заднюю кромку второго листа опускается тормозная колодка,
удерживающая все остальные листы.
Расчесывающие колеса следует устанавливать на пробельных
участках отпечатанных листов (на полях), так как в противном
случае в результате большой силы трения возможно смазывание
текста.
В результате работы расчесывающих колес роспуск листов
на нижнем столе самонаклада значительно увеличивается и дости-
гает 3—4 см. Увеличение роспуска листов обеспечивает правиль-
ную работу тормозной колодки.
Механизм расчесов, помимо роспуска листов на нижнем столе
и их подачи в фальцсекцию машины, выполняет роль механиче-
ского щупа, осуществляющего в процессе работы автоматическую
регулировку подачи листов с верхнего стола самонаклада на ниж-
ний.
Верхний лист, перемещаемый расчесами, доводится своей перед-
ней кромкой до клавиш и, ударяя по клавишам, приподнимает их.
Клавиши представляют собой две тонкие металлические пластинки,
работа которых тесно связана с работой механизма расчесов.
При подъеме клавиш, т. е. когда верхний лист начинает перехо-
дить из самонаклада па транспортер первой фальцевальной сек-
ции, осуществляется подъем расчесов через ряд промежуточных
звеньев механизма. При этом прекращаетсяподача листов, а подан-
ный верхний лист захватывается вращающимися резиновыми
роликами и выводится на транспортер первой фальцевальной
секции. На этом заканчивается технологический процесс работы
самонаклада.
К основным технологическим регулировкам фрикционного само-
наклада относятся: регулировка подачи бумаги с верхнего стола
на нижний стол самонаклада (изменение угла поворота стапель-
ного барабана), регулировка упругости клавиш, регулировка
положения расчесов.
1. Самой ответственной регулировкой, которая периодически
осуществляется в процессе работы машины, является изменение
угла поворота стапельного барабана. При этом увеличивается
или уменьшается величина подачи бумаги с верхнего стола само-
наклада на нижний. Расчесы, автоматически выполняющие дан-
ную регулировку, связаны с приводом стапельного барабана через
* Фпбра — специально обработанный сорт картона.
77
ряд промежуточных звеньев. Поворот стапельного барабана про-
изводится от кривошипно-шатунного механизма через храповое
колесо 7 и рычаг с собачкой 8. Шатун 9 имеет зубчатую рейку 10,
связанную с защелкой 11, которая регулирует величину пере-
мещения шатуна, а следовательно, и угол поворота стапельного
барабана. Защелка, совершая возвратно-поступательное движе-
ние по вертикали, периодически опускается на зубчатую рейку
и тем самым ограничивает перемещение шатуна. Чем меньше
величина перемещения шатуна, тем меньше угол поворота ста-
пельного барабана, и наоборот. Подъем и опускание защелки
связаны с подъемом и опусканием расчесывающих колес через
ряд рычагов. При этом расчесы и защелка работают по принципу
двухплечего рычага: когда расчесы подняты, то защелка опущена
и листы не подаются.
2. В зависимости от числа листов, находящихся под расче-
сами, величина перемещенияшатуна до момента опускания защелки
может быть различной. Если под расчесами много листов бумаги,
то расчесы пройдут меньший путь до своего крайнего верхнего поло-
жения, и в этом случае защелка опустится на рейку быстрее, не
дав повернуться стапельному барабану. Подачи листов на ниж-
ний стол не произойдет, но этого в данный момент и не требуется,
так как бумаги под расчесами много. Если бумаги под расчеса-
ми мало, то расчесы должны пройти больший путь от стопы листов
до своего крайнего верхнего положения, следовательно, увеличит-
ся и путь водящего шатуна, в результате шатун повернет стапель-
ный барабан на больший угол. При этом с верхнего стола на ниж-
ний поступит больше бумаги.
Подача бумаги регулируется не только автоматически
с помощью расчесов, но и вручную. Ручная регулировка необхо-
дима в том случае, если, несмотря на работу расчетов, роспуск
листов на нижнем столе меньше или больше нормы. Для регули-
ровки вручную служит рычаг с собачкой 8, поворачивающий
храповик 7. Рычаг 8 заканчивается шлицом 12, в котором укреплен
палец 13 шатуна 9. Перемещение пальца по шлицу вызывает изме-
нение угла качания рычага, а следовательно, и угла поворота
храповика, передающего вращение стапельному барабану.
При подъеме установочного пальца 13 по шлицу подача листов
бумаги увеличивается, при опускании — уменьшается.
Перед работой самонаклада необходимо правильно отрегули-
ровать давление обоих расчесывающих колёс на лист, иначе воз-
можен перекос листов при подаче их в машпну. Данная регу-
лировка осуществляется при помощи регулировочных винтов.
3. Правильная работа выпускающего механизма (клавиш) так-
же оказывает значительное влияние на нормальную подачу листов
в машину. Клавиши следует установить в соответствии с плот-
ностью фальцуемых листов. Например, при фальцрвке тонких
листов бумаги необходимо уменьшить упругость клавиш, в про-
78
тивном случае сомнется кромка листа. -При более плотных
сортах бумаги упругость клавиш нужно увеличить, но при этом
необходимо следить за тем, чтобы упругость обоих клавиш была
одинаковой. Регулируют упругость клавиш при помощи изме-
нения натяжения пружин, а в отдельных случаях пружины заме-
няют новыми.
Работа фальцевальных секций машины. Лист, поданный само-
накладом, выводится резиновыми роликами на транспортер
первой фальцевальной секции. Транспортные тесьмы доводят
лист до переднего упора, который ограничивает дальнейшее
перемещение листа вперед. Затем к боковой кромке листа
подходит механизм бокового равнения и, опускаясь на лист,
доводит его до неподвижного бокового упора.
Установка переднего и бокового упоров осуществляется по
соответствующим шкалам в зависимости от формата фальцуемо-
го листа. От установки переднего и бокового упоров зависит
точность фальцовки. Положение бокового упора определяет пра-
вильное положение первого сгиба на листе, а положение перед-
него упора определяет правильное положение второго сгиба отно-
сительно первого.
Таким образом, правильно установленные передние упоры всех
фальцевальных секций ножевой фальцмашины обеспечивают пра-
вильное положение сгибов на листе в последующих секциях. Напри-
мер, при фальцовке листа в три сгиба форматом 45><60 см боковой
упор в первой секции необходимо установить по шкале на деле-
ние 30, которое соответствует половине большей стороны листа.
Передний же упор устанавливается по шкале на деление 22,5,
которое соответствует половине меньшей стороны листа.
Передний упор во второй секции, определяющий правильное
положение третьего сгиба на листе, следует установить по шкале
на деление 15. Как было отмечено ранее, во всех секциях, кроме
первой, имеются только передние упоры, а боковые упоры заме-
нены направляющими планками (рис. 27).
Фальцовка листа во всех секциях производится при помощи
ножа, который, опускаясь на лист, делает прогиб и тем самым оп-
ределяет положение сгиба. Полученный прогиб облегчает захват
листа двумя фальцевальными валиками, вращающимися навстре-
чу ДРУГ Другу. Для более надежного захвата листа валики делают
рифлеными. При прохождении листа между фальцевальными
валиками проглаживается сгиб, и лист выводится на транспор-
тер второй фальцевальной секции.
Устройство второй фальцевальной секции в основном анало-
гично устройству первой фальцевальной секции. Лист, сфальцо-
ванный в два сгиба, передается на транспортер третьей секции.
Третья фальцевальная секция, в отличие от двух предыдущих,
имеет два фальцаппарата. Один из них предназначен для образо-
вания третьего сгиба при трехсгибной фальцовке листа, а второй
79
предназначен для получения третьего сгиба при фальцовке листа
в четыре сгиба. Такое устройство объясняется тем, что машина
рассчитана для фальцовки листов в три и четыре сгиба и для
Рис. 27. Расположение фальцевальных секций в машине БФА-2;
I—фальцаппарат первого сгиба; II — фальцаппарат второго сгиба;
III — фальцаппарат третьего сгиба (А — работающий при трехсгибной
фальцовке, Б — работающий при четырехсгибной фальцовке); IV — фальц-
аппарат четвёртого сгиба; 1 — фальцевальный нож; 2 — фальцевальный
валик
каждого вида фальцовки имеется свое приемное устройство.
Одно приемное устройство, предназначенное для четырехсгпбиых
тетрадей, расположено под самонакладом машины, а другое—для
трехсгибных тетрадей — в противоположной стороне под фальце-
вальными секциями.
При фальцовке листов в грп сгиба второй фальцаппарат
третьей секции, иод которым непосредственно расположена четвер-
тая фальцевальная секция машины, отключается. Лист, сфальцован-
ный в три сгиба, выводится на свою приемку: при фальцовке
листов в четыре сгиба первый фальцаппарат третьей секции не
должен работать, а в работу включается второй фальцаппарат
и четвертая секция машины.
К основным технологическим регулировкам фальцевальной маши-
ны относятся следующие: установка бокового и передних упоров
в фальцсекциях машины при смене формата фальцуемых листов,
переналадка машины с трехсгибной на четырехсгибную фальцовку
и регулировка фальцвалпков во всех секциях машины при изме-
нении толщины листов.
1. Установка упоров в фальцевальных секциях машины осу-
ществляется в соответствии с форматом листа по шкале с милли-
метровыми делениями (смотри рассмотренный выше пример).
80
2. При переналадке машины с трех- на четырехсгибную фаль-
цовку и наоборот необходимо придать правильное положение
листу после второй фальцсекции. Это достигают с помощью
Рис. 28. Направляющая звездочка второй фальцевальной секции
машины БФА-2
переводной звездочки 1 (рис. 28), которая при повороте рукоятки
3 приближается к одному из фальцевальных валиков 2, обеспе-
чивая нужный вывод листа после второго сгиба.
Рис. 29. Конические шестерни, сообщающие различ-
ное движение третьему транспортеру машины БФА-2
Для переналадки необходимо также изменить направление
движения тесем третьего транспортера, что осуществляют меха-
низмом переключения, состоящим из трех конических шесте-
рен (рис. 29).
Шестерни 2, передающие движение транспортным тесьмам треть-
ей фальцсекции, сидят на общей втулке 3 и могут перемещаться
6 Заказ .4 66
81
вдоль вала 4. В зависимости от того, с какой из этих двух шесте-
рен будет работать шестерня 1, вал 4 будет изменять направле-
ние вращения, а следовательно, изменится и направление движе-
ния транспортных тесем третьей фальцсекцпи.
Помимо этих работ при переналадке машины необходимо
выключить лишние фальцаппараты и одну из приемок.
3. При изменении толщины фальцуемых листов необходимо
отрегулировать расстояние между фальцевальными валиками
Рис. 30. Схема установки фальцевальных валиков в машине
БФА-2
во всех фальцевальных секциях (рис. 30). Каждый фальцаппарат
имеет два фальцевальных валика 1 и 2, один из которых 2 подпру-
жинен пружиной 3 и имеет регулировочные винты 4, позволяющие
изменять расстояние между валиками. Зазор, установленный меж-
ду валиками, должен быть таким, чтобы обеспечивалась равно-
мерная затяжка фальца по всей длине.
При фальцовке листов на ножевых фальцевальных машинах
необходимо тщательно следить за правильной работой основных
узлов машины. Наличие возвратных движений в основных меха-
низмах машины создает значительные ударные нагрузки, отри-
цательно влияющие на работу машины и ограничивающие ее
производительность. Несмотря на это ножевые фальцевальные
машины дают достаточно высокую точность фальцовки при раз-
личных сортах бумаги и имеют широкое распространение иа поли-
графических предприятиях.
§ 5. Работа на кассетных фальцевальных машинах
Кассетная фальцевальная машина ФК (рис. 31) является много-
позиционным автоматом с непрерывным движением листа, что
значительно увеличивает ее производительность по сравнению
с ножевыми фальцевальными машинами. На машине ФК можно
выполнять фальцовку всех видов: перпендикулярную, парал-
лельную и комбинированную.
Для подачи листов в фальцевальные секции машина снабжена
круглостапельным пневматическим самонакладом.
82
Все фальцевальные секции расположены последовательно
и горизонтально, а не поэтажно, как у ножевых фальцевальных
машин. Такое расположение секций хотя и увеличивает габарит-
ные размеры кассетной машины, но облегчает ее обслуживание.
Машина ФК имеет три фальцевальные секции, расположенные
взаимно перпендикулярно. Число кассет в секциях различно:
в первой и во второй — по две кассеты, а в третьей — одна кас-
сета. Поэтому предельное количество комбинированных сгибов
Рис. 31, Кассетная фальцевальная машина ФК
в тетради может быть не более пяти, а число вариантов фаль-
цовки в зависимости от расположения и числа сгибов может быть
значительно большим.
Размеры фальцуемых листов: максимальный 60x90, мини-
мальный 21X27 см.
Последовательность выполнения операций (подготовительных,
основных производственных и заключительных) на машинах ФК и
БФА-2 одинаковая, но технологический процесс работы фальцсек-
ций и пневматического самонаклада кассетной машины отличает-
ся от технологического процесса этих же механизмов на ножевой
фальцевальной машине.
Работа пневматического круглостапельного самонаклада. Наз-
начение пневматического самонаклада — непрерывная подача
листов по одному в машину. Работа пневматического самона-
клада, в отличие от фрикционного, основана на создании вакуума
6* 83
(разреженного воздушного пространства) в механизме подачи
листов — присосной головке. Лист отделяется от стопы вследст-
вие разности давлений воздуха в присосной головке и атмосфер-
ного, подхватывается головкой и направляется в машину.
Пневматический самонаклад (рис. 32), как и фрикционный,
имеет два стола — верхний 1 и нижний 2, только эти столы зна-
чительно большей длины. Это объясняется тем, что при зарядке
самонаклада листы укладывают на верхний стол с таким расчетом,
чтобы длинная сторона листа была притолкнута к боковой упор-
ной линейке. Листы укладывают строго по центру при помощи
шкалы с миллиметровыми делениями, по которой устанавливают
Рис. 32. Схема круглостапельного пневматического
самонаклада
боковой упор на верхнем столе. Роспуск листов при зарядке
самонаклада должен быть равен 5—8 мм.
Передачу листов с верхнего стола на нижний, а также пере-
мещение их по нижнему столу выполняют транспортные тесьмы.
По нижнему столу самонаклада листы перемещаются между двумя
боковыми направляющими линейками. Вся система транспорт-
ных тесем 3 получает движение от ведущего вала 4, расположен-
ного под нижним столом. Ведущий вал жестко скреплен с храповым
колесом, вращающимся от кулака главного вала самонаклада,
через коромысло и собачку.
Отделение листа и подача его в первую фальцевальную сек-
цию машины осуществляет присосная головка 5. которая пред-
ставляет собой бесконечный кожаный ремень с рядом отверстий,
натянутый на ролики, расположенные треугольником. Ремень
непрерывно перемещается по ходу движения листов. Над дви-
жущимся ремнем расположен неподвижный присос, в котором
с помощью специальной пневматической установки создается ваку-
ум. Вследствие вакуума верхний лист стопы, находящийся на
нижнем столе самонаклада, присасывается к ремню присосной
головки. Ремень, перемещаясь, транспортирует лист по направ-
лению к первой фальцевальной секции машины.
Для облегчения отделения верхнего листа от стопы через соп-
ла подается сжатый воздух, создающий воздушную прослойку
84
между листами, находящимися под присосной головкой. Для
того чтобы обеспечить надежную подачу листов только по одному,
задние кромки последующих листов притормаживаются крючка-
ми 6. Лист, поданный присосной головкой самонаклада, попадает
на транспортер первой фальцевальной секции машины.
Пневматический самонаклад снабжен автоблокировочным уст-
ройством, контролирующим правильную подачу листов в фаль-
цевальные секции машины. Это устройство устанавливается
в соответствии с толщиной фальцуемого листа и располагается
непосредственно за присосной головкой над транспортером пер-
вой фальцевальной секции машины, и в случае одновременной
подачи двух листов устройство автоматически останавливает
машину.
К основным технологическим регулировкам пневматического
самонаклада относятся регулировка подачи бумаги с верхнего
на нижний стол самонаклада и регулировка воздушной системы.
1. Так как транспортные тесьмы самонаклада подают листы
непрерывным потоком, то под присосной головкой может ока-
заться значительно больше листов, чем требуется. Поэтому необ-
ходимо отрегулировать подачу листов с верхнего стола самонакла-
да на нижний, что осуществляется либо вручную, либо автомати-
чески специальным щупом! (рис. 33), расположенным между тран
спортером первой секции и пижним столом самонаклада.
При большом скоплении листов щуп отклоняется на некото-
рый угол и преодолевает сопротивление противовеса 2.
Положение противовеса на рычаге определяет упругость щупа,
поэтому, в зависимости от плотности бумаги, положение противо
веса относительно центра качания рычага следует изменять.
При повороте щупа опустится защелка 4, которая остановит
планку 5, ограничивающую качание коромысла 6, и подача бумаги
под присосную головку прекратится.
Как только под присосной головкой окажется необходимое
количество бумаги, противовес возвратит щуп в его первоначаль-
ное положение, и подача бумаги возобновится.
В случае недостаточной подачи листов, т. е. когда листы посту-
пают в машину с большим интервалом, необходимо увеличить
ход транспортных тесем самонаклада при помощи регулировоч
него винта 7, который расположен в механизме, передающем дви-
жение транспортным тесьмам. При вывинчивании регулировоч
ного винта увеличивается угол качания коромысла с собачкой,
а следовательно, угол поворота ведущего вала нижнего транспор-
тера становится большим. При этом подача листов под присосную
головку увеличивается. Для уменьшения подачи бумаги под при-
сосную головку регулировочный винт следует ввинтить.
2. Второй регулировкой самонаклада является регулировка
воздушной системы. Для создания вакуума в присосной головке
и подачи сжатого воздуха в сопла пневматический самонаклад
85
снабжен специальной компрессорной установкой, работающей от
индивидуального электромотора. В зависимости от плотности
фальцуемых листов, величина вакуума в присосной головке долж-
на регулироваться, так как в противном случае возможен захват
двух листов или же, при возрастании плотности фальцуемых
листов, присосная головка может вообще не захватить лист. Для
Рис. 33. Схема механизма, регулирующего подачу бумаги с верхнего
стола самонаклада на нижний
изменения величины вакуума в присосной головке компрессорная
установка имеет специальный распределитель.
Работа фальцевальных секций кассетной машины. Листы,
поданые самонакладом, поступают на транспортер первой фальце-
вальной секции.
Транспортные устройства кассетной фальцевальной машины
коренным образом отличаются от транспортных устройств ноже-
вой фальцевальной машины.
В кассетной машине транспортные устройства фальцевальных
секций представляют собой ряд полых непрерывно вращающихся
металлических валиков 1 (рис. 34). Оси валиков расположены под
некоторым углом к осям фальцевальных валиков 2. Угол наклона
транспортных валиков различный во всех трех секциях: в первой
секции угол наклона равен 3°, во второй — 6—7°, в третьей —15°.
86
Такое положение валиков обеспечивает не только транспорти-
ровку листа к фальцаппаратам, но и одновременное его выравни-
вание по боковой упорной линейке 3.
Чем больше угол наклона транспортных валиков, тем надеж-
нее осуществляется выравнивание листа. Но в первой секции
машины угол наклона валиков наименьший, так как лист, по-
данный самонакладом, еще не сфальцован и поэтому не требует
большого усилия для своего выравнивания по боковому упору.
При увеличении же угла наклона валиков в первой секции (бо-
лее 3°) может смяться боковая кромка листа.
Длина транспортера в первой секции наибольшая,поскольку лист
приталкивается к боковой упорной линейке транспортера своей
длинной стороной. Кроме этого, удлиненный транспортер обе-
спечивает правильное выравнивание листа по всей его длине.
Положение упорной линейки можно изменить, что необходимо
при перемене формата фальцуемых листов, а также при посту-
плении на фальцовку листов с небольшой косиной. В последнем
случае линейка должна быть установлена под некоторым углом
к своему правильному положению. Это даст возможность, вырав-
нивая лист по упорной линейке косой стороной, получить пра-
вильную фальцовку. При фальцовке листов без косины линейка
должна быть установлена строго перпендикулярно оси фальце-
вальных валиков.
В верхней планке выравнивающей линейки имеется ряд отвер-
стий с вставленными металлическими шариками, которые обеспе-
чивают необходимый прижим листов к транспортеру в процессе
движения. Без такого прижима листы будут проскальзывать. Вес
87
и размеры шариков подбирают в зависимости от плотности
фальцуемых листов. Следует помнить, что в различных фальце-
вальных секциях машины диаметры шариков различны: в первой
секции диаметр шариков меньше, чем в последующих, так как
лист не сфальцован, поэтому требуется меньшее усилие для
создания достаточной величины трения.
В конце транспортера первой секции установлен фальцаппа-
рат, состоящий из ряда валиков и двух кассет (рис. 35).
Два подающих валика 1 вводят лист в кассету 2, в которой для
обеспечения правильного положения сгиба имеется упор 3. Упор
устанавливается в соответствии с форматом фальцуемого листа
и положением сгиба. Передняя кромка листа доходит до упора
Рис. 35. Устройство первой фальцевальной секции машины ФК
и останавливается, в то время как остальная часть листа продол-
жает подаваться валиками. В результате образуется прогиб бума-
ги в месте будущего фальца. Образовавшаяся петля захваты-
вается нарой фальцевальных валиков, и сгиб проглаживается.
В первой секции имеется две кассеты, что позволяет пол учить два
параллельных сгиба. Второй сгиб образуется так же, как и первый;
при установке упоров в обеих кассетах следует учитывать вари-
ант параллельной фальцовки. Например, при фальцовке листа
форматом 46X60 см в два параллельных сгиба для получения
восьмистраничной тетради упор в первой кассете должен быть
установлен по шкале на деление 30, а упор во второй кассете — на
деление 15. Если в первой секции необходимо получить один
88
сгиб, а не два, то вторую кассету отключают, и лист выводны-
ми роликами 4 передается на транспортер второй секции 5.
На осп выводных роликов, в случае необходимости, могут быть
установлены: дисковые ножи для разрезки сфальцованных листов,
перфорирующие ножи, выполняющие просечку листов по месту
следующего сгиба, биговальные ножи для обеспечения правиль-
ного направления последующего сгиба.
Из первой секции сфальцованные листы поступают на транс-
портер .второй секции, устройство которой аналогично устройству
первой секции. Транспортер второй секции значительно короче
транспортера первой секции, поскольку лист уже сфальцован и
имеет меньшую длину. По этой же причине для обеспечения бо-
лее надежного выравнивания сфальцованного листа угол накло-
на транспортирующих валиков увеличен до 6—7°, также увели-
чен и диаметр прижимных шариков.
В третьей секции транспортер еще короче, и угол наклона
транспортирующих валиков увеличивается до 15°. Это объясняет-
ся дальнейшим уменьшением размера сфальцованного листа
и значительным увеличением его жесткости.
При необходимости вторую и третью секции машины можно
отключить, в этом случае для вывода сфальцованной продукции
из первой секции устанавливается дополнительный выводной транс-
портер над транспортером второй фельцсекции.
При перпендикулярной фальцовке в три сгиба должны рабо-
тать все три секции машины и в каждой из них необходимо уста-
овить по одной кассете.
Между первой и второй, а также между второй и третьей
секциями машины устанавливают автоблокировочные устрой-
ства, которые останавливают машину при выходе из фальцаппа-
рата смятых листов и при скоплении листов.
К основным технологическим регулировкам кассетной фальце-
вальной машины относятся следующие: перестановка боковых
упорных линеек на транспортерах фальцевальных секций, уста-
новка упоров в кассетах, установка всех валиков фальцевальных
секций в зависимости от толщины листа.
1. Перестановку боковой упорной линейки на транспортере
первой фальцевальной секции в соответствии с форматом фаль-
цуемых листов можно осуществить двумя способами: при неболь-
ших изменениях формата листов линейку перемещают рукоят-
кой 1 (рис. 36), для чего предварительно освобождают винт 2,
а при изменениях формата в больших пределах необходимо изме-
нить положение корпуса линейки 3 относительно ползуна 4.
Для этого освобождают крепежный винт 5, связывающий корпус
линейки с ползуном, а затем перемещают корпус вместе с линей-
кой до нужного положения и вновь закрепляют винтом 5.
При фальцовке листов с небольшой косиной необходимо изме-
нить угол наклона боковой упорной линейки относительно оси
89
фальцевальных валиков. Для этого следует ослабить затяжной
винт 6, а затем с помощью регулировочного винта 7 несколько
повернуть линейку относительно ее корпуса. Значительно проще
Рис. 36. Устройство боковой упорной липейки
1-го транспортера фальцсекции машины ФК
Рис. 37
3-го
90
Устройство боковой упорной линейки 2-го и
транспортеров фальцсекций машины ФК
изменить положение боковых упорных линеек во второй и третьей
секциях машины (рис. 37), чем в первой. Например, перестановка
линейки 1 при изменении формата листа производится с помощью
установочного винта 2, а
изменение угла наклона ли-
нейки относительно оси фаль-
цевальных валиков осуще-
ствляется регулировочными
винтами 3.
2. Положение упоров в
кассетах фальцевальных сек-
ций машины необходимо ме-
нять не только при измене-
нии форматов фальцуемых
листов, ио и при изменении
варианта фальцовки. Для
правильной установки упо-
ра 4 по центру кассеты рас-
положена шкала 1 с деле-
ниями (рис. 38). Перемещение
упора по шкале осущест-
вляется с помощью регули-
ровочного винта 2. Для закре-
ФК
пления упора в заданном положении имеются стопорные винты 3.
В том случае, если фальцуемые листы имеют небольшую коси-
ну, то упор 4 в кассете следует установить под некоторым углом
к оси фальцевальных валиков. Во всех остальных случаях упор
г
в кассете должен располагаться
строго параллельно осп фальце-
вальных валиков. Для изменения
угла наклона упора имеется вто-
рой регулировочный винт 5, за-
крепляемый стопорным винтом 6.
3. При изменении толщины
фальцуемых листов необходимо
отрегулировать расстояния между
Рис. 39. Подшипники фальце- всеми валиками фальцаппаратов
вальных валиков машины ФК ПрИ ПОМО1цИ установочных клинь-
ев 7, расположенных в подшипниках валиков 2 во всех фаль-
цевальных секциях (рис. 39). Для перемещепия клиньев имеются
установочные винты 3. При вращении установочного винта в ту
или иную сторону клин перемещается относительно подшипников
фальцевальных валиков, в результате чего оси валиков либо
сближаются, либо удаляются друг от друга. Необходимо следить
за тем, чтобы данная регулировка производилась абсолютно
одинаково с обеих сторон валиков, так как в пробивном случае
возможен перекос листа.
91
§ 6. Сравнительная характеристика ножевых
и кассетных фальцевальных машин
На основе сравнительного анализа работы ножевых и кас-
сетных фальцевальных машин можно отметить следующие их
преимущества и недостатки.
Преимущества ножевых фальцевальных машин:
1) небольшие габаритные размеры из-за поэтажного располо-
жения секций;
2) высокое качество сгибов при фальцовке плотной бумаги;
3) возможность выполнения взаимно перпендикулярной фаль-
цовки в четыре сгиба.
Преимущества кассетных фальцевальных машин:
1) увеличение производительности работы машины при умень-
шении формата фальцуемых листов;
2) удобство в работе и наладке машины, поскольку секции рас-
положены последовательно;
3) возможность выполнения фальцовки различных видов по
числу и расположению сгибов;
4) возможность фальцовки листов с небольшой косиной;
5) возможность разрезки сфальцованных листов;
6) надежность и долговечность работы транспортеров, состоя-
щих из металлических валиков.
Недостатки ножевых фальцевальных машин:
1) неудобство обслуживания и наладки поэтажно располо-
женных секций;
2) недолговечность транспортных устройств вследствие исполь-
зования хлопчатобумажных тесем;
3) невозможность увеличения производительности машины
из-за наличия возвратных движений в целом ряде узлов машины.
Недостатки кассетных машин:
1) большие габаритные размеры машины, требующие наличия
значительных производственных площадей;
2) низкое качество фальцовки при увеличении толщины фаль-
цуемого листа.
При использовании на предприятиях фальцевальных машин
для фальцовки различной продукции следует учитывать указан-
ные достоинства и недостатки, чтобы обеспечить максимальную
производительность при условии высокого качества фальцовки.
§ 7. Прессование сфальцованной продукции
Всю сфальцованную продукцию перед дальнейшей обработ-
кой необходимо спрессовать, чтобы увеличилась остаточная дефор-
мация бумажных волокон, расположенных но сгибу. В противном
случае возможно частичное восстановление бумажных волокон,
что вызывает некоторое утолщение в местах сгибов тетрадей.
92
Кроме того, при фальцовке в петлях между листами образуются
воздушные прослойки, которые также утолщают сгиб, что отри-
цательно влияет на качество и долговечность готовой продукции.
Поэтому операции прессования полуфабрикатов должны зани-
мать ведущее место в процессе изготовления и обработки блока.
Первой операцией прессования является прессование сфаль-
цованных листов (тетрадей), что совершенно необходимо для того,
чтобы обеспечить нормальную работу оборудования на всех после-
дующих операциях технологического процесса.
Для удобства хранения и транспортировки сфальцованную про-
дукцию (тетради) упаковывают в пачки, а затем пачки подвергают
прессованию. Режим прессования (удельное давление и время)
зависит от числа сгибов и их расположения в тетради, а также от
толщины фальцуемого листа. Установлено, что удельное давление
при прессовании тетрадей должно находиться в пределах от 1 до
3 кГ/см2, так как давление менее 1 кГ/см2 не уменьшает в доста-
точной степени упругих деформаций бумажных волокон, а дав-
ление более 3 кГ/Ъм2 не улучшает качества прессования и мо-
жет вызвать отмарывание краски.
Кроме соблюдения установленных режимов прессования, боль-
шое влияние на качество продукции оказывает и правильное поло-
жение тетрадей в пачках при прессовании. Тетради в пачке сле-
дует укладывать привертками; количество тетрадей в привертке
зависит от объема тетради (табл. 8).
Таблица 8
Рекомендуемое количество тетрадей в привертке
и приверток в пачке *
Объем тетради в страницах Число тетрадей в привертке Число приверток в пачке Общее число тетрадей в пачке
8 200 1000
16 100 5 500
32 50 5 250
* Приведенные данные таблицы относятся к средним
и малым форматам изданий. Для больших форматов изданий
общее число тетрадей в пачке следует уменьшить более чем
в два раза, так как в противном случае значительно увели-
чится общий вес пачки.
Привертки в пачке должны располагаться корешковыми и верх-
ними (головочными) сгибами в разные стороны в том случае, если
тетради лежат на прессующей поверхности; если же они в прес-
совальной установке располагаются корешком вниз, то приверт-
ки не следует раскладывать корешками в разные стороны.
93
Для прессования тетрадей с одновременной их упаковкой в
пачки используются паковально-обжимные прессы различных
конструкций.
По принципу привода поверхностей, осуществляющих дав-
ление, паковально-обжимные прессы
делятся на ручные, меха-
нические (ОП-1 и ОП-2)
и пневматические (БМП).
По положению пачки
тетрадей в прессе они под-
разделяются на горизон-
тальные, вертикальные и
наклонные.
Наилучшее качество
прессования и одинаковую
степень спрессованности
всех пачек данного ти-
ража обеспечивают пнев-
матические прессы; кото-
рые отличаются плавным
включением подвижной
плиты, постепенным нара-
станием давления.
Недостатком таких
прессов является необхо-
димость наличия на пред-
приятии пневматической
установки для подачи сжа-
того воздуха.
Рассмотрим
пневматического
БМП (рис. 40).
Пневматический пресс
БМП имеет две обжимные
плиты: нижнюю неподвиж-
ную 1 и верхнюю подвиж-
ную 2. Верхняя плита
поднимается и опускается
при помощи сжатого воз-
духа, подаваемого в ци-
линдр 3. Шток поршня,
f-
Рис. 40. Пресс БМП
работу
пресса
расположенного в цилинд-
ре, соединен с верхней пли-
поворачивают рукоятку 4.
той. Для перемещения верхней плиты
С левой стороны пресса расположен манометр, которым контроли-
руют давление в прессе. При изменении формата тетрадей
необходимо подбирать соответствующие деревянные прокладки
для верхней и нижней плиты
94
По окончании прессования пачки тетрадей обвязывают спе-
циальной тесьмой, под которую подкладывают фанерные до-
щечки, равные формату тетради, для того, чтобы тетради не
мялись и не рвались.
При точном соблюдении требуемых режимов прессования и пра-
вильных приемов работы обжатые тетради будут отвечать всем
предъявляемым к ним требованиям.
Вопросы для повторения
1. Виды фальцовки листов и их применение на производстве.
2. Дать сравнительную характеристику фальцовки листов в три
и четыре перпендикулярных сгиба.
3. Перечислить наиболее часто встречающиеся варианты параллель-
ной и комбинированной фальцовки листа.
4. Объяснить, как получаются 16 и 32-страничные тетради в фальц-
аппаратах ротационных машин.
5. Дать сравнительную характеристику качественных показателей
32-страничных тетрадей,- полученных с ротационных машин, и обычных
тетрадей, полученных при перпендикулярной фальцовке в четыре сгиба.
6. Объяснить правильные приемы работы при ручной фальцовке
листов в один сгиб (с печатью и без печати), в два, три и четыре сгиба.
7. Назначение и работа фрикционного самонаклада машины БФЛ-2.
8. Как осуществляется регулировка подачи бумаги с верхнего стола
на нижний в фрикционном самонакладе машины БФА-2?
9. Объяснить устройство фальцевальной машины БФА-2 и ее пере-
наладку при смене формата фальцуемого листа.
10. На какое деление шкалы следует установит!, передний и боковой
упоры в фальцевальных секциях машины БФА-2, если фальцуются
листы форматом 45 х 60 см.
11. В чем заключается переналадка ножевой фальцмашины с трех-
сгибпой фальцовки на четырехегибную?
12. Назначение и работа пневматического самонаклада машины ФК.
13. Как осуществляется регулировка подачи бумаги с верхнего стола
на нпжний в пневматическом самонакладе машины ФК?
14. Объяснить устройство и работу фальцевальных секций кассет-
ной машины ФК.
15. Как производится установка основных узлов машины ФК при
смене формата фальцуемого - листа?
16. Рассказать о настройке машины ФК на различные виды и вариан-
ты фальцовки.
17. Какие 'основные установки следует произвести в машине ФК
при фальцовке листов с небольшой косиной?
18. Перечислить преимущества и недостатки ножевой фальцеваль-
ной машины.
19. Какие преимущества и недостатки кассетных фальцевальных
машин?
20. Объяснить значение процесса прессования тетрадей для даль-
нейших технологических операций.
21. Режимы прессования тетрадей и их влияние на качество про-
дукции.
22. Дать сравнительную характеристику паковально-обжимных прес-
сов, применяемых на производстве.
Г Л ЛК Л ПЯТАЯ
ДОПОЛНИТЕЛЬНЫЕ
ЭЛЕМЕНТЫ ТЕТРАДЕЙ,
ИХ ИЗГОТОВЛЕНИЕ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Виды приклеек
и их изготовление
В изданиях различных типов к тетрадям могут быть присо-
единены дополнительные элементы: иллюстрации, дробные
части листа и форзацы.
В книгах форзацы являются обязательным элементом, посколь-
ку служат для скрепления блока с переплетной крышкой. Другие
дополнительные элементы — иллюстрации, дробные части листа —
могут встретиться как в книгах, так и в брошюрах.
В зависимости от способа присоединения к тетрадям дополни-
тельные элементы делят на три вида: приклейки, вклейки
и накидки. Дополнительный элемент, прикрепленный к первой
или последней страницам тетради, называется приклейкой.
Иллюстрация, присоединенная к любой другой странице тетради,
называется вклейкой.
Приклейки и вклейки по формату могут быть либо равными
формату издания, либо быть меньше или больше формата издания.
Наиболее простые приклейки и вклейки по своим форматам
равны формату издания. В этом случае первыми технологичес-
кими операциями для листов с отпечатанными иллюстрациями
являются сталкивание и разрезка, после чего выполняют сле-
дующую технологическую операцию —прикрепление иллюстра-
ции к тетради.
В том случае, если формат приклеек или вклеек больше форма-
та издания, то после сталкивания и разрезки листов дополни-
тельные элементы необходимо сфальцевать, чтобы довести их фор-
мат до требуемого. При этом следует помнить, что формат сфаль-
цованной иллюстрации должен быть меньше формата издания (по
ширине на 1,5 см, по высоте — на 2 см), поскольку в дальнейшем
блок будут обрезать с трех сторон.
96
Фальцовка дополнительных элементов может быть параллель-
ной, перпендикулярной и комбинированной.
Иллюстрации, формат которых меньше формата издания, сна-
чала приклеивают к листу плотной бумаги, по размеру равного
формату издания, затем этот лист прикрепляют к тетради. Лист
плотной бумаги, используемый для предварительной приклейки
иллюстрации, называется паспорту, а сам вид приклейки —
приклейка на паспорту.
Для паспорту применяют бумаги весом — 1м2 более 120 Г.
Перед приклейкой иллюстраций паспорту подвергают различной
отделке, чаще всего красочному или бескрасочному тиснению.
Приклейка на паспорту применяется только для высокохудожест-
венных изданий.
Следует помнить, что к паспорту иллюстрации приклеивают
не по всей своей площади, а по узкой полоске либо сверху, либо
по корешку. Это необходимо для того, чтобы при высыхании
клея бумага, на которой отпечатана иллюстрация, не деформиро-
валась. В отдельных случаях дополнительно к паспорту при-
клеивают тонкую папиросную бумагу, предохраняющую иллюст-
рацию от повреждений.
На полиграфических предприятиях применяются следующие
способы присоединения дополнительных элементов к тетрадям.
1. Приклейка дополнительных элементов к первой пли послед-
ней странице тетради — один из наиболее простых способов.
В этом случае дополнительные элементы могут быть как двух-
страничными, таки чстырехстраничными, последние предваритель-
но фальцуют в один сгиб и затем приклеивают с отступом 1 —1,5 мм
от края корешка тетради, как и двухстраничные элементы (рис. 41).
2. Приклейка дополнительных элементов с отогнутым фальцем.
В этом случае дополнительный элемент может быть только двух-
страничным, а его ширина должна быть больше ширины необрезан-
ного блока не менее чем на 0,5 см, что необходимо для образования
фальца. Отогнутый фальц приклеивают к корешковому полю
первой или последней страницы- тетради (рис. 42).
3. Приклейка на стержень рекомендуется в тех случаях, если
иллюстрации отпечатаны на плотных сортах бумаги или издание
имеет большой формат, а также при наличии двух дополнительных
элементов у одной тетради. Стержни изготавливают из тонких,
но прочных сортов бумаги или из мягких тканей. Материал для
стержней должен быть раскроен в долевом направлении. Стержень
можно приклеить как к четной, так и к нечетной странице тетради,
при этом будет изменяться ширина заготовки. Если стержень
нужно приклеить к нечетной странице (первой) тетради, то его
ширина должна быть равна 0,9—1 см, а высота — высоте необре-
занного блока.
Приклеивание стержня к четной (последней) странице тетра-
ди обеспечивает большую прочность скрепления иллюстрации
7 Заказ .V 66
97
г
Рис. 41. Приклейка к первой пли послед-
ней странице тетради:
1 — тетрадь; 2 — приклейка; 3 — клеевой слой
Рис. 43. Виды приклейки на
стержень:
а — обыкновенная; б — с отгибкой
фальца у стержня
Рис. 42. Приклейка к тетради с отгиб-
кой фальца:
1 — тетрадь; 2 — приклейка; 3 — отогну-
тый фальц у приклейки; 4 — слой клея
Рис. 44. Приклейка с окантовкой по
фальцу тетради:
1 — тетрадь; 2 — приклейка; 3 — оканто-
вочный материал
Рис. 45. Вклейка иллюстрации в
середину тетради
с тетрадью. Поэтому такая приклейка применяется в тех случаях,
когда иллюстрация отпечатана на очень плотных сортах бумаги,
а также при издании различных атласов и альбомов. Ширина
стержня в этом случае должна быть равна не менее 1,5 см,
а высота — соответствовать высоте необрезанного блока
(рис. 43).
4. Прпк.тейка дополнительных элементов с последующей окан-
товкой. Окантовка фальца, дополнительных элементов, прикле-
енных к тетрадям, тканью или бумагой (рис. 44) производится
с целью повышения прочности приклейного форзаца, а также
при наличии иллюстрации под прпклейным форзацем (фронтис-
писа). В качестве окантовочного материала применяют специаль-
ную бумагу — пергамин п переплетный коленкор, выбор которых
зависит or объема издания. Высота заготовок окантовочного
материала должна быть равна высоте необрезанного блока,
а ширина — не более 1,5 с.ч.
5. Вклепка дополнительных элементов в тетрадь. Дополнитель-
ные элементы можно вклеить как вразъем тетради, так и внутрь
с резрезкой петель у.верхнего или переднего поля. Чаще всего
иллюстрацию приклеивают непосредственно к корешковому полю
страницы (рис. 45) и лишь как исключение иллюстрация может
иметь стержень.
6. Накидки п вкладки. В некоторых изданиях четырехстранич-
ные дополнительные элементы не приклеивают, а накидывают
на тетрадь или вкладывают в нее (вразъем). Такие способы реко-
мендуются, в основном, прп комплектовке блоков вкладкой, при
этом предварительно сфальцованные в один сгиб накидки
и вкладки присоединяются к блоку в процессе его комплектовки.
В изданиях, комплектуемых подъемкой, накидки и вкладки
до комплектовки следует приклеить к тетради по корешковому
фальцу.
§ 2. Виды форзацев п их изготовление
Основное назначение форзацев — скрепление книжного блока
с переплетной крышкой, кроме того, форзац является и элементом
внешнего оформления издания. Для изготовления форзацев при-
меняют специальную форзацную бумагу, которая должна обла-
дать достаточной механической прочностью на разрыв и на число
двойных перегибов, а также быть обязательно проклеенной.
Вес 1 лг2 форзацной бумаги выбирают в соответствии с объемом
книжного издания, а также видом форзаца.
По оформлению форзацы бывают:-1) иллюстративно-темати-
ческими, 2) декоратиено-орнаментальными, 3) одноцветными.
Выбор» того или иного оформления форзаца должен опреде-
ляться характером и содержанием издания, а также соответство-
вать оформлению переплета.
7* S9
Наиболее сложный по оформлению — иллюстративно-темати-
ческий форзац, который должен отразить отдельные моменты
содержания данного издания. Рисунок тематического форзаца
может быть выполнен любым способом печати (высокой, плоской,
глубокой). Иллюстративно-тематические форзацы более целесо-
образно применять в изданиях, не имеющих красочно оформленного
переплета, а также в книгах для детей.
Декоративно-орнаментальные форзацы применяют в изданиях
различного типа. Орнамент может занимать либо всю площадь
Рис. 46. Виды форзацев в зависимости от конструкции:
а — цельпобумагкный; б — составной
форзаца, либо его небольшую часть. Декоративный орнамент
должен быть не отвлеченным, а соответствовать характеру
и содержанию издания.
Наиболее часто для всех типов изданий (технической, худо-
жественной, научной литературы) применяют одноцветные форза-
цы из белой или цветной бумаги. Бумага для одноцветных форзацев
может быть как гладкой, так и иметь различную фактуру (т. е.
отделку поверхности).
По конструкции форзацы делятся на две группы: 1) цельно-
бумажные форзацы и 2) составные (рис. 46). Ц е л ь н о б у м а ж-
ные форзацы представляют собою бумажную заготовку,
раскроенную в долевом направлении, которая после фальцовки
должна иметь размер, соответствующий формату издания до его
обрезки с трех сторон. Составной форзац состоит
из отдельных бумажных заготовок, соединенных в корешковой
части полоской ткани, называемой тканевым фальчиком. Состав-
ные форзацы наиболее прочны и поэтому применяются для изда-
100
ний, имеющих большой объем. Цельнобумажные форзацы
обладают значительно меньший прочностью, но применяются
для всевозможных типов изданий, имеющих различный объем,
поскольку просты в изготовлении.
По способу прикрепления к тетрадям различают следующие
четыре группы форзацев: 1) приклейные, 2) прошивные, 3) при-
шивные, 4) накидные.
Для книжных изданий технические условия предусматривают
только две группы форзацев — приклейные ипрошив-
Таблица 9
Зависимость веса 1 .м2 форзацной бумаги от объема
блока и вида форзаца
н ы е. Последние две группы встречаются крайне редко, как
исключение.
Для изготовления приклейных и прошивных форзацев следует
применять форзацные бумаги различного веса 1 м2 в зависимости
от объема блока (табл. 9).
Приклейные форзацы
Приклейные форзацы бывают простыми и с окантовкой.
Простой приклейной форзац. Наиболее распространен на про-
изводстве простой приклейной форзац из-за простоты конструкции
и процесс его изготовления полностью механизирован. Про-
стои приклейной форзац представляет собой лист бумаги,
сфальцованный в один сгиб, формат которого (до фальцовки)
по ширине равен двойной ширине издания, а по высоте равен
высоте издания до обрезки. Такой, форзац промазывают клеем
по полоске шириной не более 5 мм и прикрепляют к ко-
решковому полю тетради. Необходимо помнить, что форзац
должен приклеиваться с некоторым отступом от корешкового
фальца тетради, величина которого определяется способом скрепле-
ния тетрадей в блоке, а также конструкцией самой тетради
(рис. 47). Так, при фальцовке листов в три сгиба и шитье нитками
101
отступ края форзаца от корешкового фальца тетради должен быть
равен 1—1,5 мм, что зависит от толщины бумаги. При фальцовке
в четыре сгиба отступ края форзаца от корешкового фальца тетра-
ди должен быть равен 1,5—2 мм. При бесшвейном скреплении
тетрадей данный отступ должен быть не менее 5 мм, так как
в противном случае фальц
форзаца будет срезан в про-
цессе скрепления блока, при
котором производится срезка
корешковых фальцев тетра-
дей.
Простой прпклейной фор-
зац применяется для блоков
объемом не более 320 стр.; при
большем объеме этот форзац
не обеспечивает достаточной
прочности скрепления блока
с переплегом.
Основным недостатком простого нрпклейпого форзаца являет-
ся уменьшение корешкового поля титульного листа, что нарушает
правильное соотношение полей, кроме того, прпклейной форзац
при открывании книги тяпет за собой первые листы, что мешает
свободному раскрыванию
страниц.
П риклейной форзац с окан-
товкой. В целях повышения
прочности простого приклей-
ного форзаца его после при-
клепки окантовывают вместе
с тетрадью полоской ткани
пли бумаги (рис. 48), в ре-
зультате укрепляется линия
перегиба форзаца, где чаще
всего происходит разрыв бу-
маги. Форзацы с окантовкой
следует применять при объеме
блоков более 320 страниц.
Форзац с окантовкой хотя и
Рпс. 48. Простой прпклейной форзац с
окантовкой:
1 — тетрадь; 2 - - форзац; з — полоска окан-
товочного материала
прочнее простого приклейного форзаца, во имеет те же недостат-
ки, что и последний. Кроме того, операция окантовки до недав-
него времени выполнялась вручную, что значительно ограничи-
вало применение такого вида форзацев для массовых изданий.
В настоящее время имеется целый ряд автоматов и полуавтоматов
различных конструкций, которые позволяют полностью механизи-
ровать процесс окантовки.
Выклейной форзац. К приклейным форзацам можно отнести
и выклейной форзац, который состоит из четырех бумажных
102
Рис. 49. Выклейной форзац:
7 тетрадь; 2 широкая сторонка форзаца;
3 — узкая сторонка форзаца; 4 - тканевый фаль-
чик; 5 выклейкп
заготовок п тканевого фальчика. Бумажные заготовки различают-
ся по размеру: ширина заготовки, приклееваемой к тетради, должна
быть больше ширины издания на 5 мм, а высота равна высоте
издания; формат заготовки, которая будет прилегать к переплетной
крышке, должен соот-
ветствовать формату из-
дания. Бумажные заго-
товки для выклейкп внут-
ренней части форзаца
должны иметь ширину
меньше ширины издания
на 5 лг.н. а ио высоте
равны высоте издания до
отрезки (рис. 49). Тка-
невый фальчик, соеди-
няющий отдельные части
выклейного форзаца, име-
ет ширину, равную 18—
2t).w.w, а высоту, равную
высоте издания. Все эле-
менты выклейного форза-
ца должны быть закроены
в долевом направлении.
Выклейной форзац к тетради прикрепляется следующим обра-
зом. Вначале прикантовывается к тетради первая бумажная
заготовка большей ширины, а заготовка, равная формату издания,
соединяется с приклеенной широкой заготовкой тканевым фаль-
чпком. Тканевый фальчик должен заходить на обе заготовки
форзаца. Затем выклеивают внутреннюю часть форзаца специаль-
ной бумагой. Выклейной форзац чаще всего применяется при
изготовлении различной беловой продукции — записных кни-
жек, альбомов и т. д.
Прошивные форзацы
К группе прошивных форзацев относятся: прошивном цельно-
бумажный форзац, составной прошивной форзац с тканевым
фальчпком и прошивной форзац для Большой Советской Энцикло-
педии (БСЭ).
Все разновидности прошивных форзацев, за исключением
цельнобумажного, применяются для изданий, объем которых
превышает G40 страниц.
В отличие от приклейных прошивные форзацы скрепляются
с первой и последней тетрадями блока в процессе шитья, поэтому
сфальцованный в один сгиб прошивной форзац должен быть
больше ширины издания на 5—6 мм с тем, чтобы эту корешковую
часть форзаца отогнуть на тетрадь.
103
Таким образом, прошивной целыюбумажный форзац пред-
ставляет собой бумажную заготовку, сфальцованную в один сгиб,
с отогнутым фальцем в корешке. Отогнутый фальц форзаца
после шитья приклеивают к корешковому полю второй тетради.
Ширина бумажной заготовки должна быть больше двойной шири-
ны издания на 10—12.ил?, а по высоте равны высоте издания (рис. 50).
Цельнобумажный прошивной форзац имеет ряд существенных
недостатков:
1) не обеспечивает достаточной прочности скрепления блока
с переплетной крышкой, так как в процессе шитья прокалывается
Рис. 50. Цельнобумажный прошивной
форзац:
1 — первая или последняя тетради блока;
2 - вторая пли предпоследняя тетради
блока; 3 - форзац
по отогнутому фальцу;
2) изготовление форзаца
не может быть полностью ме-
ханизировано, так как отгиб-
ка фальца производится толь-
ко вручную;
3) шптье блоков можно
производить только на мн<:-
гоаппаратных проволоке
швейных машинах или нитка-
ми вручную, поскольку отог-
нутый фальц должен под-
клеиваться ко второй тетради;
4) приклейка отогнутого
фальца ко второй тетради
блока — трудоемкая и мало-
производительная операция.
Из-за существенных недостатков, значительно снижающих
качество книжного издания, такой форзац не нашел приме-
нения на производстве и не предусматривается техническими усло-
виями для книжной продукции.
Составной прошивной форзац с тканевым фалъчиком значи-
тельно прочнее цельнобумажного прошивного форзаца, он состоит
из двух бумажных сторонок, соединенных тканевым фальчиком.
Бумажные заготовки должны быть закроены в долевом направле-
нии п иметь следующие размеры: высота обеих сторонок равна
высоте необрезанного блока, ширина одной из них больше,
а ширина другой меньше ширины блока. Ширина сторонки,
прилегающей к тетради, должна быть больше ширины необрезан-
ного блока на 5—6 мм, а ширина сторонки, прилегающая к пере-
плетной крышке,— меньше на 5—6 см.
Тканевый фальчик закраивают из технической ткани;
он имеет следующие размеры: высота заготовки равна высоте
необрезанного блока, а ширина — 15—20 мм в зависимости
от формата издания (рис. 51).
Отдельные детали форзаца соединяют следующим образом:
укладывают с роспуском в 5 мм пачку бумажных заготовок,
104
заранее скомплектованных с правильным чередованием широких
и узких сторонок, и промазывают клеем. Затем берут комплект
заготовок для одного форзаца и сталкивают на непромазанную
клеем сторону (передок),
в результате чего обра-
зуется роспуск между
промазанными сторонка-
ми форзаца в 10—12 мм.
Сверху промазанных за-
готовок накладывают тка-
невый фальчик лицевой
стороной вниз, выравни-
вают и проглаживают,
после чего отгибают ко-
решковую часть форзаца
на 5—6 мм па сторону
широкой бумажной заго-
Рис. 51. Составной прошивной форзац с
тканевым фальчиком:
1 — первая или последняя тетради блока; 2 —
вторая или предпоследняя тетради бока; 3 -
широкая сторонка форзаца; 4 — узкая сторонка
форзаца; 5 —- тканевый фальчик
товки. Преимущество
прошивного форзаца с
тканевым фальчиком со-
стоит в том, что он не
тянет первый лист книги
и не уменьшает корешкового поля титульного листа издания.
Кроме того, прошивной форзац с тканевым фальчиком обеспечи-
вает значительно большую прочность скрепления блока с пере
Рис. 52. Форзац для Большой совет-
ской энциклопедии:
1 — тетрадь; 2 — широкая сторонка форза-
ца; 3 — узкая сторонка форзаца; 4 — ткане-
вый фальчик; 5 — вклейка
плетом, чем все предыдущие
виды форзацев, и поэтому
применяется для многообъ-
емных изданий.
К числу недостатков со-
ставного прошивного форзаца
следует отнести сложность и
трудоемкость ручного изго-
товления и прикрепления его
к тетрадям.
Прошивной форзац для
Большой советской энцикло-
педии. Большая советская эн-
циклопедия относится к круп-
ноформатным и многообъем-
ным изданиям, рассчитанным
на длительный срок пользо-
вания, а поэтому и форзац
для БСЭ должен быть осо-
бенно прочным.
Форзац для БСЭ (рис. 52) является составным прошивным
с тканевым фальцем, но имеет свои особенности как в изготовле-
105
пип, так п в способе прикрепления к тетради. Он состоит из трех
бумажных сторонок и тканевого фальца. Бумажную сторонку
форзаца БСЭ. прилегающую к блоку, закраивают так же, как
в при изготовлении составного прошивного форзаца. Затем опа
ирикантовывается к первой тетради, огибая ее по корешковому
фальцу.
Ширина второй сторонки, прилегающей к переплетной крыш-
ке, меньше ширины издания на 5—6 мм, эту вторую сторонку
приклеивают к предварительно заготовленному тканевому фальцу
н затем прпкантовывают к тетради поверх широкой сторонки.
Последовательность прикаптовки отдельных частей форзапа
к первой и последней тетрадям блока вызвана тем, что это издание
шьют на ниткошвейных машинах, в которых обычный прошивной
форзац, не соединенный предварительно с крайними тетрадями
блока, был бы сдвинут в процессе шитья.
Третья бумажная заготовка имеет такие же размеры, как
и вторая (узкая), и служит выклеикоп той сторонки форзаца,
которая прилегает к крышке.
Выклейка необходима из-за наличия рельефного тиснения
на крышке, которое делает ее внутреннюю поверхность неровной.
Для устранения неровностей на крышке форзац дополнпте;| ьно вык-
леивают. Форзац для БСЭ обладает темп же преимуществами, что и
прошивной. Кроме того, блоки с такими форзацами можно шить
на ниткошвейных машинах, имеющих высокую производитель-
ность. Однако трудоемкость и сложность изготовления форзаца
для БСЭ не позволяет ис-
пользовать его в массовых
изданиях.
Рпс. 53. Пришивной форзац
Пршиивиые форзацы
Пришивной форзац яв-
ляется составным с ткане-
вым фальчнком и пришива-
ется к блоку как самосто-
ятельная тетрадь. Эти фор-
зацы в настоящее время
почти не применяются из-
за сложности и трудоем-
пштья блоков только вруч-
кости изготовления и необходимости
ную. Обе сторонки пришивного форзаца дополнительно выклеи-
вают бумажными заготовками. Размеры сфальцованного ио тка-
невому фальчику форзаца должны соответствовать по ширине и
высоте формату необрезанного блока (рис. 53).
Технические условия «Книги и журналы. Полиграфическое
оформление» не рекомендуют применять пришивные форзацы в
книжных изданиях.
106
Накидные форзацы
Накидные форзацы можно применять в малообъемных книжных
изданиях, комплектуемых вкладкой. Такой форзац получают
путем фальцовки листа бумаги в два параллельных или в два
перпендикулярных сгиба. Бумажная заготовка, предназначенная
для параллельной фальцовки, по высоте должна быть равна
высоте издания до обрезки, а но ширине — в 4 раза больше ширины
издания. Заготовка для перпендикулярной фальцовки по высоте
должна быть равна двойной высоте издания, а по ширине —
двойной ширине издания (до обрезки). В некоторых случаях
в целях повышения прочности накидной форзац окантовывают
полоской ткани. В настоящее время накидные форзацы не
применяются.
Раскрой заготовок для форзацев
При изготовлении любых видов форзацев следует правильно
раскроить все их элементы с учетом долевого направления бумаж-
ных волокон н основы ткани, соблюдая правильные размеры.
Приведем несколько примеров.
Пример 1. Требуется определить расход бумаги в листах прп изго-
товлении простого iipnK.ieiiiioro форзаца для издания форматом 84 108/-.,,
тиражом 75 тыс. экз. Формат форзациой бумаги 84 ' 108 см.
Р е ш е и не: 1. Определяем формат издания:
84 108 гы: -4
13,5 х 21 см.
•I о
2. Так как ширина форзаца равна двойной ширине издания, то размер
заготовки будет равен: (13,5 х 2) 21 = 27 х 21 см (размер форзаца).
Прп раскрое форзацев следует учитывать долевое направление бумаги,
которое в большинстве случаев соответствует длинной стороне бумажного
листа. Для того чтобы получить форзац с долевым раскроем, необходимо
делить ширину бумажного листа на ширину форзаца, а длину бумажного
листа — па высоту форзаца.
3. Определяем, сколь ко форзацев можно получить из одного бумажного
листа:
84 : 27 = 3 и 100 : 21 = 5
3 X 5 = 15 форзацев.
4. Находим требуемое, количество листов форзациой бумаги, учитывая,
что каждая книга имеет два форзаца и при тираже 75 тыс. экз. потребуется
изготовить 150 000 форзацев:
150 000 : 15 = 10 Оио листов.
П р и м е р 2. Требуется определить расход ткани в метрах прп ширине
рулона 86 с.« для изготовления прошивного форзаца. Формат издания
60 х 90l/JB, тираж 81 тыс. экз.
Реше и и е: 1. Определяем размер тканевой заготовки для фалг.чика,
ширина заготовки равна 20 .мм, а высота — высоте издания, которая состав-
90
ляет — — 23,5 с.м. Следовательно, формат заготовки равен 2 X 22,5 см.
107
2. Соблюдая долевой раскрой, находим, сколько тканевых заготовок
можно получить по ширине рулона:
86 см : 2 см = 42 заготовки.
3. Находим, сколько заготовок можно получить по длине рулона ткани.
При тираже 84 тыс. экз. потребуется 168 тыс. фальчиков. По длине рулона
надо будет отложить 4000 штук высотой 22,5 см
168 000 шт. : 42 = 4000 шт.
4. Определяем расход ткани в метрах:
4 000 х 22,5 см = 90 000 см — 900 м
Бумагу и ткани для форзацев, приклеек и вклеек раскраивают
на одноножевых резальных машинах различных марок и на боби-
норезальных машинах, предназначенных для разрезки рулонов.
В настоящее время в НИИПолнграфмаше ведутся работы
по проектированию автомата для изготовления форзацев из роле-
вой бумаги, который будет выполнять разрезку рулона бумаги
на отдельные заготовки и фальцовку их в один сгиб. Освоение
данного автомата полиграфическими предприятиями позволит
полностью автоматизировать процесс изготовления прпклейного
форзаца.
§ 3. Приклейка форзацев и иллюстраций
к тетрадям
Форзацы и иллюстрации приклеивают к тетрадям как вруч-
ную, так и на специальных станках. Приклеивать иллюстрации
внутрь тетради (с разрезкой петель или вразъем) можно только
вручную, а приклепка иллюстраций и форзацев к внешним страни-
цам тетрадей в настоящее время механизирована.
Приклейка форзацев п иллюстраций вручную. Иллюстрации,
сверху которых наклеена тонкая папиросная бумага, или иллюст-
рации, наклеенные на паспорту или на стержень, могут быть
приклеены к тетради только вручную независимо от их располо-
жения. Необходимость приклейки вручную может быть вызвана
и другими факторами, например, когда формат иллюстрации
не соответствует форматам, указанным в технической характери-
стике приклеенного оборудования, и когда качество бумаги не поз-
воляет обеспечить бесперебойную работу оборудования.
При приклейке иллюстраций и форзацев вручную в целях
повышения производительности труда и уменьшения трудоемкости
процесса применяют различные приспособления. Наиболее рас-
пространено приспособление в виде уголка с двумя боковыми
взаимно перпендикулярными стенками, служащими для выравни-
вания тетрадей и приклеек по головке и корешку.
Перед приклейкой клей наносят на корешковую часть форза-
ца и иллюстрации с таким расчетом, чтобы ширина полоски клея
не превышала 5 мм. На тетрадь клей не наносят.
108
Иллюстрации следует приклеивать всегда к нечетным страни-
цам тетради; это условие не соблюдается при приклейке форзацев,
так как форзац у первой тетради блока приклеен также к нечетной
странице, а форзац у последней тетради блока приклеен к четной
странице.
Для приклепки (форзацев и иллюстраций) вручную могут
быть использованы различные клеи — крахмальный, латексный
и костный. В настоящее время крахмальные и костные клеи
вытесняются синтетическими клеями, как более дешевыми и обес-
печивающими лучшее качество приклейки.
Для приклейки папиросной бумаги к иллюстрациям, для
окантовки форзацев и иллюстраций, для вклеек, а также для
приклейки форзацев, изготовленных из бумаги весом 1 м2 более
140 г, рекомендуется применять клей № 39. Кроме того, этот
клей можно использовать и для приклейки иллюстраций, отпеча-
танных на мелованной бумаге или на бумагах глубокой и плоской
печати, имеющих вес 1 м2 более 120 г.
Состав клея № 39, %
Картофельный крахмал . . . 16,5
Каустическая сода, 40%-ная . . 4
Соляиая кислота (уд. вес. 1,19) 6,5
Жидкое стекло . . 4
Вода ... ...........69
Клей № 39 может быть заменен латексным
полиакриламидным клеем № 5.
клеем № 1 или
Состав латексного клея № 1, %
Латекс СКС .... .90,9
Клей костный 60%-ный . . . 5,6
Вода 3,5
Состав полиакриламидного клея .V 5, %
Водный 2%-ный раствор полиакриламида . 96
Крахмал картофельный воздушно-сухой 4
Механизированная приклейка форзацев и иллюстраций. Для
приклейки форзацев и иллюстраций к наружным страницам
тетрадей применяются приклеенные и окантовочные машины.
На приклеенных машинах осуществляется приклейка форзацев
и иллюстраций к первой и последней страницам тетради.
По степени механизации технологического процесса эти машины
делятся на полуавтоматы и автоматы. К полуавтоматам относятся
такие машины, у которых подача полуфабрикатов (тетрадей,
форзацев, иллюстраций и т. д.) производится вручную. Автоматы,
выпускаемые отечественными заводами полиграфического маши-
ностроения, снабжены самонакладами. Приклеенные полуавтома-
ты, хотя и применяются на полиграфических предприятиях, но
отечественными заводами никогда не выпускались. Полуавтома-
109
ты механизируют лишь операции промазки дополнительных эле-
ментов, соединение их с тетрадью и вывод тетрадей на прием
иып стол; загрузка приклеек и тетрадей в полуавтомат и съем про-
дукции с приемного стола производится вручную. Несмотря на
то, что полуавтомат облегчает ручной труд прп приклейке фор-
зацев и иллюстраций, он обладает низкой производительностью и
очень утомителен в обслуживании, поэтому в настоящее время
полуавтоматы заменены высокопроизводительными автоматами
различных марок.
Работа на автомате БПА
В настоящее время в полиграфической промышленности широ-
ко применяются форзацприклеечные автоматы БПА, которые
начали выпускать вместо автоматов ФВ.
Рис. 55. Автомат БПА
Автомат БПА представляет собой улучшенную и конструк-
тивно усовершенствованную модель автомата ФВ, но принцип
их работы одинаков. В автоматах в отличие от полуавтоматов
механизированы не только операции приклепки и вывода продук-
ции на приемный стол, но и операция подачи тетрадей и форза-
цев в машину самонакладами (рис. 54).
Автомат БПА рассчитан для приклейки дополнительных
элементов с длиной по корешку от 15 до 27 см, при скорости рабо-
110
ты от 40 до 60 приклеек в минуту. Для обеспечения правильной
работы автомат снабжен специальным автоблокировочным устрой-
ством.
Технологический процесс работы автомата заключается в сле-
дующем. Форзацы и тетради загружают в соответствующие мага-
зины самонакладов корешком вниз и головками либо влево при
приклейке к первой странице тетради, либо вправо при приклейке
форзаца к последней странице тетради. Магазины 7 (рис. 55)
Рис. 55.
Схема работы
автомата 1>ПА
расположены под некоторым углом к горизонтальной плоскости,
что облегчает перемещение форзацев и тетрадей по дну магазина.
Каждый магазин имеет ограничительные стенки: переднюю 2
и боковые (на рисунке не показаны), последние могут раздви-
гаться и устанавливаться по высоте издания. Пачки форзацев
и тетрадей прижимаются к передней стопке магазина грузом 3,
расположенным сзади пачки. Переднюю стенку магазина уста-
навливают таким образом, чтобы тетрадь или форзац свободно
захватывали^ ь щипцами 4 и выводились из магазина на наклон-
ный стол 5. Для того чтобы тетрадь или форзац легче отделялись
от всей пачки, корешки крайних тетрадей и форзацев оттягиваются
присосами 6, в которых создается вакуум.
Под каждым магазином находятся щипцы, осуществляющие
захват тетради и форзацев за отогнутые корешковые фальцы,
вывод их из магазина и сбрасывание на наклонный стол. Меха-
низм щипцов, находящийся под магазином тетрадей, связан
с клеевой планкой 7, наносящей клей на форзац.
Форзац, сброшенный на наклонный стол, перемещается по
нему до магазина с тетрадями при помощи ведущего пальца 8
каретки .9 (палец перемещается в прорези стола). Каретка, совер-
111
шая возвратно-поступательное движение вдоль неподвижного
стола, выполняет две функции: перемещает форзац или иллюстра-
цию под магазин с тетрадями и выводит готовую продукцию на
приемный стол. Поданные под магазин с тетрадями форзац или
иллюстрация выравниваются по головке, а затем зажимаются
прижимом 10.
Правильную приклейку форзаца к тетради с нужным отступом
от края корешка обеспечивает специальный уголок 11, располо-
женный под магазином тетрадей. Клеевая планка промазывает
корешок выравненного форзаца в тот момент, когда щипцы под-
ходят к магазину для захвата тетради.
Выведенная из магазина тетрадь сбрасывается корешком вниз
на уголок, который совмещает ее с форзацем, в результате проис-
ходит их склеивание. В то время, когда щипцы выводят следую-
щую тетрадь из магазина, клеевая планка отходит от форзаца и
возвращается к клеевому аппарату.
Клеевой аппарат, находящийся под магазином тетрадей, пред-
ставляет собой ванну 12, в которой купается цилиндр 13. Клей с
цилиндра переходит на клеевой валик 14, питающий клеевую план-
ку. После склейки форзаца с тетрадью уголок и прижим возвра-
щаются в исходное положение, а толкатель каретки выводит про-
дукцию на приемный стол.
Автомат БПА имеет автоблокировочное устройство, связан-
ное с работой щипцов, подающих форзацы или тетради из мага-
зина. Если форзац не подан в положение промазки или щипцы
по каким-либо причинам не вывели тетрадь из магазина, то изме-
няется направление движения клеевой планки и она не касается
наклонного стола. Одновременно автоматически выключается
механизм счетчика готовой продукции, а несклеенная продукция
выводится на приемный стол на 30 мм дальше, чем вся остальная
продукция, и может быть легко отделена.
Кроме того, автомат БПА снабжен электрощупом, выключаю-
щим привод в том случае, если происходит смятие форзаца во
время его транспортировки по наклонному столу.
К основным технологическим регулировкам автомата БIIЛ
относятся: установка боковых стенок магазина и толкателей
каретки в соответствии с форматом издания, установка щипцов
по толщине тетради и форзаца, подбор клеевой планки, регули-
рование толщины слоя клея в зависимости от плотности бумаги,
установка уголка для правильной приклепки форзаца к тетради.
1. Положение боковых стенок магазинов регулируют по спе-
циальной шкале в зависимости от высоты издания. При этом сле-
дует помнить, что магазин тетрадей имеет две установочные шка-
лы, позволяющие правильно выровнять тетради в магазине отно-
сительно форзаца, находящегося в позиции промазки. Две шкалы
необходимы потому, что автомат БПА предназначен для приклей-
ки форзацев к четным и нечетным страницам тетрадей.
112
Толкатели каретки также устанавливают по шкале, находя-
щейся на корпусе каретки. Деления этой шкалы соответствуют
делениям шкал, служащих для установки боковых стенок мага-
зина.
2. Прп изменении объема тетради необходимо проверить, с до-
статочным ли усилием щечки щипцов зажимают тетрадь. Зажим
должен обеспечить равномерное вытягивание тетради из мага-
зина, его регулируют изменением натяжения одной из пружин,
поджимающих подвижную щечку к неподвижной.
3. При изменении высоты издания следует сменить клеевую
планку, которая должна быть на 1,5—2 .и.и меньше высоты изда-
ния. Толщина слоя клея, наносимого на приклепку, должна изме-
няться в зависимости от плотности бумаги, из которой изготовлен
форзац. Так, на форзац, изготовленный из очень гладкой бумаги,
должен быть нанесен клеевой слой меньшей толщины, чем на фор-
зац, изготовленный из обычной форзациой бумаги. Толщину слоя
клея на валике регулируют специальным ножом, снимающим
избыток клея. Увеличивая или уменьшая расстояния между
ножом и клеевым валиком, добиваются нужной толщины клее-
вого слоя на форзаце или иллюстрации.
4. Для того чтобы форзац приклеился к тетради с правильным
отступом от края корешка, необходимо изменить положение угол-
ка относительно наклонного стола. Подъем или опускание уголка
относительно стола осуществляется изменением положения про-
фильной накладки на кулаке, сообщающем движение данному
механизму.
Соблюдение правильных технологических регулировок обес-
печивает бесперебойную работу автомата и достаточно высокое
качество продукции.
Нормальная работа автомата в большой степени зависит также
от правильности подбора клеевых растворов. В настоящее время
обычно для приклейки форзацев и иллюстраций применяют клей
на основе латекса.
Состав клея, %
Латекс СК С-30 ............ 90,9
Клей костный, 60%-ный ... 5,6
Вода ...........3,5
Однако при отсутствии латексного клея можно использовать
и полиакриламидный клей № 4 следующего состава, %:
Водный 4%-ный раствор полиакриламида . . 60
Поливинила цетатная эмульсия, 55%-ная . . 30
Водный 10%-пый раствор карбоксиметил-
целлюлозы................................10
Эти клеи обеспечивают высокую прочность склейки и не пач-
кают продукцию, поскольку имеют белый цвет.
Ь Заказ .Ns 66
Приклеенный" автомат БПА-3
В настоящее время для приклейки форзацев и иллюстраций
к тетрадям разработана новая конструкция приклеенного автомата
БПА-3, который снабжен быстроходным фрикционным самонакла-
дом ротационного типа для подачи форзацев и тетрадей. Все
технологические операции осуществляются при непрерывном
движении полуфабрикатов,что позволило значительно увеличить
его производительность (до 75—100 цикл/мин, в то время как
предельная скорость работы автомата БПА — 60 цикл!мин).
В автомате БПА-3 использован совершенно иной принцип
нанесения клея на форзац. Соединение тетради с форзацем
и их обжим производится целым рядом вращающихся
металлических роликов, установленных на вертикальных
осях.
Автомат БПА-3 имеет также целый ряд других конетруктивных
улучшений, поэтому его эксплуатация на полиграфических пред-
приятиях позволит сократить число единиц оборудования на
участке приклепки почти вдвое.
Окантовка форзацев и тетрадей на станках
Для окантовки тетрадей с приклеенными форзацами могут
быть использованы различные типы окантовочных автоматпче7
ских и полуавтоматических станков. Автоматические окантовоч-
ные станки снабжены самонакладами для подачи тетрадей, а в по-
луавтоматических станках тетради подают вручную.
Рис. 56. Схема работы окантовочного станка
На полиграфических предприятиях применяются окантовоч-
ные станки различных конструкций. Мы рассмотрим один из
них, установленный в типографии «Красный Пролетарий» (Моск-
ва). Этот станок (рис. 56) предназначен для окантовки тетрадей
с форзацем бумажной лентой или полоской мягкой ткани.
Технологический процесс заключается в следующем: тетради
с приклеенными форзацами загружают в магазин 1 самонаклада,
114
задняя и передняя стенки которого несколько наклонены, что
обеспечивает небольшой роспуск тетрадей и облегчает вывод
их из магазина. Нижнюю тетрадь выводят из магазина два рези-
новых ролика 2, установленные в прорези дна магазина. Выве-
денная тетрадь захватывается тянущими лептами транспортера 3
и подается к промазанному клеем окантовочному материалу.
В зависимости от толщины тетради может изменяться расстояние
между лентами транспортера. Рулой окантовочного материала
(бумаги или ткани) шириной 15—18 мм закреплен на подставке.
Во время подачи окантовочный материал промазывается
клеем.
Клеевой аппарат 5—щелевой и представляет собой полую труб-
ку, в которую сверху из резервуара подается клей. В нижней
части трубки имеется вертикальная узкая прорезь, обеспечиваю-
щая равномерную промазку окантовочного материала. Прома-
занная лента, встречаясь с корешком тетради, с помощью на-
правляющих огибает корешок, а затем обжимными роликами 6
плотно прикатывается к тетради.
Тетради, подаваемые из магазина, приклеиваются одна за
другой к общей ленте окантовочного материала; после окантовки
тетради отделяет друг от друга специальный фиксирующий меха-
низм 7, работающий от электромагнита. После прохождения
каждой тетради нож разрезает окантовочный материал.
Выводные ролики 8 передают готовую продукцию на приемный
стол 9.
Производительность станка составляет до 20 000 тетрадей
в смену. При работе на окантовочном станке рекомендуется при-
менять поливинилацетатную эмульсию различной вязкости от
10" до 30", зависящей от вида окантовочного материала.
Автомат БПА-2 для окантовки
Окантовку бумагой или тканью тетрадей с приклеенными
форзацами или иллюстрациями можно производить и на специ-
альном окантовочном автомате БПА-2.
Технологический процесс, работы автомата БПА-2 ничем не
отличается от работы рассмотренного автоматического оканто-
вочного станка. Однако автомат имеет целый ряд конструктив-
ных усовершенствований, позволяющих увеличить его произво-
дительность и облегчающих условия обслуживания.
В настоящее время ведутся работы по созданию нового агрега-
та, состоящего из приклеенного и окантовочного автоматов. На
агрегате будет выполняться как приклейка дополнительных эле-
ментов к тетрадям, так и окантовка. Это позволит сократить число
единиц оборудования на участках подготовки тетрадей.
В процессе работы на приклеенных и окантовочных машинах,
а также при выполнении этих операций вручную необходимо
8* 115
следить за качеством продукции, которая должна отвечать сле-
дующим основным техническим требованиям:
1) приклейки должны быть выровнены по корешку и головке
тетради;
2) величина отступа приклеек от края корешка тетради долж-
на быть не менее 1,5—2 мм;
3) высота полоски окантовочного материала должна быть
равна высоте тетради, выход полоски на тетрадь не должен пре-
вышать 5 лгш;
4) все вклейки в тетрадях должны быть приклеены парал-
лельно корешковому сгибу тетради и расположены согласно ут-
вержденному макету или образцу;
5) прп наличии приклеек на стержень величина приклейки
стержня к тетради, а также величина приклейки иллюстраций
к стержню должны быть в пределах 4—5 мм;
6) все дополнительные элементы и тетради не должны
иметь следов клея, не быть мятыми или иметь какие-либо другие
повреждения.
Вопросы и задачи для повторения
1. Дополнительные элементы тетрадей и их назначение.
2. Разновидности дополнительных элементов и способы присоеди-
нения их к тетрадям.
3. В каких случаях иллюстрации приклеивают па паспорту?
4. Назначение форзацев, их виды в зависимости от характера оформ-
ления.
5. Разновидности форзацев по конструкции.
6. Разновидности форзацев по способу их прикрепления к тетрадям.
7. Простой приклейной форзац, его разновидности и применение.
8. Изготовление выклейного форзаца и его применение.
9. Для каких типов изданий применяется прошивной форзац? Как
его изготовить?
10. Чем отличается форзац БСЭ от прошивпого, особенности изго-
товления форзаца БСЭ.
11. Какие приспособления применяются для повышения производи
тельностп труда при приклейке вручную?
12. Дать схему правильной организации рабочего места при прик-
лейке вручную.
13. Определить расход бумаги и ткани при изготовлении прошивпого
форзаца с тканевым фальцем. Формат издания 84 X 1081/32, тираж 150 000,
ширина рулона ткани 76 см.
14. Определить расход форзациой бумаги в листах и ткани в метрах
при изготовлении форзаца БСЭ, формат издания 84 х 1081/16, тираж
75 000, ширина рулона ткани 70 см.
15. Определить расход форзациой бумаги в листах и ткани в метрах
при изготовлении выклейного форзаца, формат издания 70 X Юб^зг,
тираж 50 000, ширина рулона ткани 75 см.
16. Назначение и технологический процесс работы автомата БПА.
116
17. Какие основные технологические регулировки необходимо выпол-
нить на автомате БПА при изменении формата и толщины тетради?
18. Чем отличается форзацприклеечный автомат БПА-3 от авто-
мата БПА?
19. Дать краткую характеристику клеев, применяемых при приклей-
ке форзацев и иллюстраций.
20. Назначение процесса окантовки дополнительных элементов
и материалы, применяемые для окантовки.
21. Технологический процесс работы окантовочных станков и их
разновидности.
22. Какие клеи применяются для окантовки дополнительных эле-
ментов?
ГЛАВ A III Е < Т А Я
КОМПЛЕКТОВКА БЛОКОВ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Комплектовкой называется подбор в определенном порядке
сфальцованных листов (тетрадей) и дополнительных элементов
(накидок и вкладок) в блок.
На участок комплектовки брошюрных и книжных блоков .
поступают тетради из печатного цеха с ролевых ротационных или
фальцевальных машин, а также тетради с участка приклейки,
имеющие дополнительные элементы, и тетради с накидными
иллюстрациями, сфальцованными в один или два сгиба.
Все элементы блока — тетради с приклейками и без приклеек,
накидки и вкладки — должны комплектоваться в определенной
последовательности.
Существует два способа комплектовки брошюрных и книж-
ных блоков: 1) вкладкой и 2) подъемкой или подборкой.
При комплектовке вкладкой сфальцованные листы вклады-
вают друг в друга, а при комплектовке подъемой сфальцован-
ные листы подбирают друг к другу в определенном порядке.
§ 1. Комплектовка блоков вкладкой
Вкладкой рекомендуется комплектовать как брошюрные, так
и книжные блоки небольшого объема, содержащие не более 64
страниц. При выпуске массовых, научно-популярных, инструктив-
ных, пропагандистских и других брошюрных изданий объем бло-
ков, комплектуемых вкладкой, может быть увеличен до 80 страниц,
но при этом следует учитывать, что бумага, на которой печатается
текст, должна иметь вес 1 м2 менее 80 Г («Роман-газета» объемом
до 128 стр., как исключение, комплектуется вкладкой).
118
При комплектовке вкладкой блоков объемом более 32 страниц
в цехе подготовки печатных форм необходимо учитывать следующее:
раскладка в корешке (размер поля) у внутренних тетрадей должна
быть меньше раскладки в корешке внешних тетрадей блока, так
как при вкладывании одной тетради в другую внутренняя тет-
радь сдвигается в сторону переднего поля вследствие утолщения
в корешке блока. Величина сдвига находится в прямой зависи-
мости от количества тетрадей в блоке, поэтому при обычной
раскладке в корешке после обрезки блока с трех сторон будет
нарушено правильное соотношение полей.
При наличии в блоке, комплектуемом вкладкой, тетрадей раз-
личного объема (32 стр., 16 стр., 8 стр. и т. д.) следует распола-
гать их с таким расчетом, чтобы внутренняя тетрадь имела наи-
больший объем, а внешняя — наименьший. Это обеспечивает на-
именьший сдвиг внутренних тетрадей и позволяет в отдельных слу-
чаях не изменять раскладку в корешке. Комплектовка блоков вклад-
кой может быть выполнена как вручную, так и на машинах.
Комплектовка вкладкой вручную является малопроизводитель-
ной и трудоемкой операцией, а поэтому применяется крайне редко.
При ручной комплектовке вкладкой необходимо правильно орга-
низовать рабочее место: положить тетради на верстаке пачками,
головкой к исполнителю, а корешком влево, при этом последней
слева должна лежать обложка сгибом вверх, а последней справа —
внутренняя тетрадь блока. Высота пачек не должна превышать
12—15 см, причем максимальной по высоте может быть пачка
с внутренними тетрадями, а высота всех других пачек должна
быть меньше на 1 —1,5 см, что необходимо для удобства в работе.
Комплектовку выполняют справа налево, начиная с внутрен-
ней тетради блока; последней накидывают обложку.
Комплектовка вкладкой на машинах. В настоящее время
комплектовка брошюрных блоков вкладкой производится в основ-
ном на машинах, что значительно увеличивает производитель-
ность труда на данном участке. Современные вкладочно-швейные
машины, которые выполняют две технологические операции: комп-
лектовку вкладкой и шитье проволокой, состоят из двух частей—
подборочной и швейной. В последнее время применяются
вкладочно-швепно-резальные агрегаты, на которых производится
не только комплектовка и шитье проволокой внакидку, но и
обрезка брошюры с трех сторон.
§ 2. Комплектовка блоков подъемкой
Комплектовку подъемкой рекомендуется применять при изго-
товлении блоков объемом более 64—80 страниц. Поэтому основная
масса книжных изданий комплектуется подъемкой.
При комплектовке подъемкой необходимо внимательно сле-
дить за правильным расположением тетрадей в блоке. Например,
119
при наличии в блоке, комплектуемом из трехсгибвых тетрадей,
тетрадей меньшего объема — двух или односгибных, их следует
перед комплектовкой накинуть или приклеить к любой другой
тетради, за исключением первой и последней, так как первая
и последняя тетради уже имеют приклейку — форзац. Если
в блоке, комплектуемом в основном из 32-страничных тетрадей,
есть одна или две 16-страничные тетради, то последние не накиды-
вают и не приклеивают, а комплектуют подборкой вместе с осталь-
ными тетрадями, при этом 16-страничвые тетради должны быть
крайними, так как их объем будет увеличен приклейкой форзаца.
Количество страниц в тетрадях (8, 1b и 32) зависит от толщины
бумажного листа. Например, если толщина бумажного листа
не превышает 100 мк (0,1 мм), то комплектуемый блок может
состоять из 16- или 32-страничных тетрадей. При толщине
бумажного листа более 100 мк в тетради должно быть 8 или
16 страниц.
При комплектовке необходимо учитывать также следующее.
Объем блока, комплектуемого из 32-страничных тетрадей, не дол-
жен превышать 30 тетрадей независимо от толщины бумажного
листа. Блоки объемом более 30-ти тетрадей должны комплекто-
ваться только из 16- пли 8-страничных тетрадей. Это требование
необходимо соблюдать, в противном случае комплектуемые блоки
будут неплотными, неустойчивыми по форме, недолговечными,
а также затруднят проведение ряда технологических переплет-
ных операций по обработке блока.
Приведем пример, как определить число и характер тетрадей
в комплектуемом блоке.
Пример. Определить количество тетрадей, из которых будет комплек-
товаться блок, если основные тетради содержат 16 страниц, и найти объем
дополнительных тетрадей в страницах. Формат комплектуемого блока
60 х 901/16, объем 172 стр.
Решение: 1. Определяем количество основных тетрадей в блоке:
172 стр. : 16 стр. = 10 тетрадей (12 стр. в остатке).
2. Определяем количество и объем дополнительных тетрадей. При этом
следует стремиться к тому, чтобы оставшиеся страницы вошли в минимальное
количество тетрадей. Следовательно, 12 стр. составят одну тетрадь в два
сгиба (8 стр.) и одну тетрадь в один сгиб (4 стр.):
12 стр. = 1 тетради в два сгиба -|- 1 тетрадь в один сгиб.
Таким образом, комплектуемый блок будет состоять из 12 тетрадей.
Следует помнить, что характер комплектовки дополнительных
неполных тетрадей в блоке может быть различным, но все тетра-
ди должны быть расположены в блоке в определенном порядке.
Комплектовка блоков подъемкой может производиться как
вручную, так и на специальных листоподборочных машинах
и агрегатах. Агрегаты выполняют, кроме комплектовки, другие
последующие технологические операции брошюровочного процесса.
Комплектовка подъемкой вручную. Ручная комплектовка
подъемкой, так же как и вкладкой, является малопроизводитель-
но
ной операцией. При ручной комплектовке тетради следует уло-
жить на верстаке пачками в последовательном порядке. В зави-
симости от объема блока пачки могут быть установлены в один
или два ряда. Тетради укладывают
сигнатурой вверх, корешком
вправо и головкой к исполнителю.
Рекомендуется начинать подборку
с последней тетради и кончать
первой. При расстановке пачек
на верстаке следует учитывать
удобство комплектовки, поэтому
высота пачек должна быть раз-
личной. Комплектовщик подбира-
ет несколько блоков, затем, выро-
Рис. 57. Схема расположения
различных контрольных меток на
корешке блока:
а — метки комплектовки; б — пока-
занные метки
вняв пачку по корешку, отклады-
вает ее на верстак.
Для удобства отделения подо-
бранных блоков друг от друга
крайнюю тетрадь блока закраши-
вают в головке или корешке.
В настоящее время комплек-
товка подъемкой вручную приме-
няется крайне редко, только при
отсутствии в типографиях листо-
подборочных машин, при несоот-
ветствии форматов комплектуемых
блоков техническим данным ма-
шины и при наличии сложных
дополнительных элементов у тет-
радей.
Комплектовка блоков подъемкой на машинах. Комплектовка
книжных блоков подъемкой в основном производится на специаль-
ных листоподборочных машинах, а комплектовка брошюрных
блоков может выполняться как на листоподборочных машинах,
так и на подборочно-швейных машинах или агрегатах.
Подборочно-швейная машина осуществляет не только ком-
плектовку блоков подъемкой, но и шитье их проволокой втачку.
Такие машины отечественными заводами полиграфического маши-
ностроения не выпускаются. У нас велись работы по созданию
агрегата, выполняющего кроме комплектовки подъемкой и скреп-
ления блока следующие операции: крытье блока обложкой и
обрезка готовой брошюры с трех сторон.
Качество комплектовки блоков проверяют по контрольным
меткам, расположенным на корешке тетрадей. Контрольные метки
бывают двух видов: для потетрадного контроля и для позаказ-
ного контроля (рис. 57). Потетрадные метки располагаются
на корешке скомплектованного блока ступенчато и служат для
121
контроля правильности комплектовки тетрадей в порядке следо-
вания сигнатур. Позаказные метки располагаются на корешке
блока на определенном расстоянии от головки во всех тетрадях.
Каждое издание имеет свою позаказную метку, которая позволяет
проконтролировать скомплектованный блок не только по сигна-
турам, но и по нормам (по названиям).
§ 3. Комплектовка блоков
на листоподборочной машине ЛИ
Листоподборочные машины предназначены только для комплек-
товки блоков подъемкой и в настоящее время почти полностью
вытеснили ручной труд на данной операции.
Принцип работы на всех листоподборочных машинах одина-
ковый и заключается в следующем: тетради комплектуемого блока
загружают в магазины, расположенные вдоль подборочного транс-
портера. Из магазинов тетради подаются по одной на подборочный
транспортер, который, перемещаясь, обеспечивает наложение
каждой последующей тетради на предыдущую. Таким образом
комплектуется блок.
На полиграфических предприятиях применяют различные типы
листоподборочных машин, отличающихся друг от друга кон-
струкцией отдельных узлов:
1) расположением подборочного транспортера
а) вертикальные,
б) горизонтальные листоподборочные машины;
2) конструкцией самонаклада, осуществляющего подачу тетрадей
из магазинов на подборочный транспортер
а) с самонакладом в виде щипцов, совершающих качательное
движение,
б) с самонакладом в виде щипцов, совершающих возвратно-
поступательное движение,
в) с фрикционным самонакладом ротационного типа;
3) положением выводимых тетрадей в магазине самонаклада
а) с выводом верхней тетради из магазина,
б) с выводом нижней тетради из магазина;
4) расположением тетрадей на подборочном транспортере
а) с горизонтальным расположением (тетрадь лежит на транст
портере),
б) с вертикальным расположением (тетрадь стоит на корешке
между направляющими);
5) количеством подборочных станций
а) 12-ти, б) 24-х и в) 40-станционные листоподборочные
машины.
В настоящее время наиболее широко применяются машины
с горизонтальным расположением подборочного транспортера
и с выводом нижней тетради из магазина. Этот тип листопод-
122
порочных машин более удобен в обслуживании и прост по кон-
струкции. Была выпущена серия листоподборочных машин с
фрикционными самонакладами ротационного типа.
Рис. 58. Схема работы фрикционного самонаклада
листоподборочной машины ЛП
Работа на машине ЛП. Листоподборочная машина ЛП (рис. 58),
выпускаемая Ленинградским заводом полиграфических машин,
имеет 24 подборочных магазина и рассчитана на комплектовку
тетрадей форматом от 84хЮ81/32 и до 84хЮ81/1Б. Каждые
четыре магазина объединены в самостоятельную секцию, которую
при необходимости можно отключить.
123
Тетради, подлежащие комплектовке, загружают пачками в мага-
зины 1 самонакладов, в каждый магазин укладывают пачку тетра-
дей с одинаковой сигнатурой, корешком в сторону подборочного
транспортера и головкой влево (со стороны загрузки магазинов).
Тетради загружают в магазины по порядку сигнатур с таким рас-
четом, чтобы первая тетрадь блока была в магазине, расположен-
ном около приемного устройства. При объеме комплектуемого
блока менее 24-х тетрадей следует отключить нужное количество
магазинов, а иногда и целые секции. Однако при работе на листо-
подборочных машинах необходимо стремиться к максимальной
загрузке магазинов, используя возможности одновременной ком-
плектовки нескольких блоков одинаковых или разных наимено-
ваний. После загрузки магазинов и проверки правильной установ-
ки всех механизмов машины ее включают. При рабочем
ходе машины присос 2, поворачиваясь, отгибает за кореш-
ковый фальц нижнюю тетрадь пачки; в образовавшийся разъем
между нижней тетрадью и всей пачкой входит отсекатель
3, который поддерживает все остальные тетради, облегчая
вывод нижней тетради из магазина. Для этой же пели дно 4
магазина сделано подвижным, оно поворачивается на тот же
угол, что и присос. Тетрадь, отделенная от стопы, с помощью
прижимного ролика 5 прижимается к вращающемуся диску 6,
обтянутому офсетной резиной. Выводные диски находятся под
магазинами тетрадей. В результате сил трения, возникающих
между тетрадью и диском, осуществляется вывод тетради из
магазина корешком вниз на транспортер.
Правильное положение тетради на транспортере обеспечивают
специальные направляющие планки.
Машина ЛП снабжена двумя транспортерами, один из которых
является главным, или подборочным транспортером, а второй —
ускоренный, который предназначен для создания интервалов
между скомплектованными блоками перед выводом их на приемное
устройство.
Подборочный транспортер (рис. 59) состоит из бесконечной
цепи 1, представляющей собой ряд звеньев, а также ленты 2,
по которой перемещаются тетради. Звенья цепного транспортера
имеют отверстия 3 для установки толкателей тетрадей. Транспортер
снабжен системой направляющих планок, в каждую пару которых
падает тетрадь определенной сигнатуры. Направляющие планки
обеспечивают вертикальное положение тетради на транспортере.
Перемещаются тетради вдоль магазинов при помощи поводков
транспортера.
Скомплектованный блок поступает на ускоренный транспортер
4, являющийся продолжением основного. Длина второго транспор-
тера значительно меньше длины главного, а скорость движения
больше. Подобранные блоки перемещаются толкателями ускорен-
ного транспортера между двумя направляющими стенками. Уско-
124
ренный транспортер подает блоки на приемный стол, по которому
они перемещаются с помощью специальной проталкивающей
планки. Скомплектованные блоки могут быть выведены как
в сторону магазинов с тетрадями, так и в сторону подборочного
транспортера.
Для обеспечения правильной комплектовки блоков каждый
магазин самонаклада имеет автоблокировочное устройство, кото-
рое останавливает машину при: 1) неподаче тетради из магазина
и 2) выводе двух или более тетрадей. В обоих случаях подается
световой сигнал, позволяющий быстро определить, в каком
магазине произошла неполадка (см. рис. 58).
Рис. 59. Схема подборочного и ускоренного транспортеров
листоподборочной машины ЛП
Автоблокировочное устройство представляет собой щуп 7,
расположенный над направляющей планкой 8. В процессе работы
машины щуп совершает качательное движение. При неподаче
тетради щуп, опускаясь, замкнет контакт 9, а при подаче одно-
временно двух тетрадей щуп отклонится и замкнет
контакт 10. В обоих случаях машина остановится.
Основные технологические регулировки в машине ЛП произво-
дятся при изменении формата и объема комплектуемых блоков.
При изменении формата издания необходимо
установить боковые стенки магазина и отсекатели в соответствии
с высотой блока, правильно установить толкатели главного
и ускоренного транспортеров, а также направляющие стенки
приемного устройства.
1. Боковые стенки магазина устанавливают по высоте тетра-
дей, для чего маховичком раздвигают или сближают стенки мага-
зина с таким расчетом, чтобы выводные диски, прижимные ро-
125
лики, отсекатели и присосы были расположены по центру тетради.
При этом необходимо учитывать, что расстояние между стенками
магазина должно быть на 3—4 мм больше высоты тетради, в про-
тивном случае будет затруднен вывод тетради из магазина на
подборочный транспортер.
2. При комплектовке блока максимального формата
(84 х 108г/1б) следует установить у каждого магазина по два
отсекателя.
3. Для установки толкателей подборочного транспортера
в соответствии с форматом комплектуемого блока некоторые
звенья транспортера имеют установочные отверстия. Звенья
с отверстиями чередуются через определенное число со звеньями
без отверстий. Для правильной установки толкателя его закреп-
ляют в отверстиях звеньев транспортера на расстоянии 105—
110 мм от правой стенки магазина с тетрадями.
4. Толкатели ускоренного транспортера устанавливают в соот-
ветствии с положением толкателя главного транспортера. Когда
последний находится на одной вертикальной линии с осью веду-
щей звездочки ускоренного транспортера, поводок ускоренного
транспортера должен располагаться над поводком главного транс-
портера.
Правильное положение направляющей стенки прием-
ного устройства обеспечивает выравнивание блока, поданного
ускоренным транспортером.
Прп изменении объема тетрадей, а также
числа тетрадей в блоке следует отрегулировать: положение
отсекателей по высоте, положение прижимных роликов относи-
тельно выводных дисков, положение контактов щупа автоблоки-
ровочного устройства, переднюю стенку транспортеров (главного
и ускоренного) и положение толкателя на приемном устройстве.
1. В зависимости от того, из каких тетрадей комплектуется
блок (16- или 32-страничных), а также в зависимости от толщины
бумажного листа изменяется величина провисания всей пачки
тетрадей в магазине после отгиба нижней тетради присосами.
В соответствии с этим так изменяют положение отсекателей, чтобы,
заходя под стопу, они не задевали нижнюю тетрадь пачки. Поло-
жение отсекателей по высоте регулируют его перемещением по
приводному рычагу. Во всех случаях заход отсекателя под стопу
не должен превышать 10—15 мм.
2. Положение прижимных роликов относительно выводных
дисков должно быть таким, чтобы обеспечивалась надежная пода-
ча тетради любой конструкции на подборочный транспортер. Силу
зажима тетради между роликами и выводными дисками регули-
руют изменением положения ролика на оси его качания. Пра-
вильную установку ролика относительно выводного диска про-
веряют, вытягивая тетрадь из-под ролика вручную: тетрадь должна
вытягиваться без значительных усилий.
126
3. При изменении толщины тетради следует отрегулировать
положение верхнего контакта щупа, которое должно быть таким,
чтобы обеспечивалась остановка машины при наличии двух тетра-
дей под щупом. Для этой цели на рычаге щупа имеется регули-
ровочный винт.
4. При изменении объема блока следует изменить положение
передних стенок обоих транспортеров — главного и ускоренного
и таким образом, чтобы обеспечить свободное продвижение ском-
плектованного блока между направляющими стенками. Следует
помнить, что передние стенки обоих транспортеров должны нахо-
диться на одной линии.
5. При изменении объема блока следует отрегулировать положе-
ние толкателя на приемном устройстве, которое должно соответство-
вать положению передней степки транспортеров при выводе блока
в сторону магазинов с тетрадями. При выводе блоков в противо-
положную сторону толкатель должен находиться на одной линии
с задней стенкой ускоренного транспортера, положение которой
зависит от объема блска.
Соблюдая правильную установку всех механизмов машины
и правильное ее обслуживание, можно добиться максимальной
скорости работы до 120 цикл!мии.
§ 4. Листоподборочные машины различных моделей,
применяемые на производстве
Наряду с листоподборочной машиной ЛП на полиграфических
предприятиях применяют и другие модели подборочных машин.
Так, например, в г. Электросталь Московской области, на фабрике
высокой печати установлена 12-ти секционная листоподборочная
машина с таким жо самонакладом для подачи тетрадей, как и па
машине ЛП. Однако, в отличие от последней, тетради на подбороч-
ном транспортере располагаются не вертикально, а лежат на нем.
Следует отметить, что сам транспортер расположен не горизон-
тально, а под некоторым углом.
В первоначальном варианте эта модель листоподборочной
машины была снабжена дублирующими самонакладами, что обе-
спечивало более надежную работу машины. Дублирующие само-
наклады включались в работу в том случае, если по каким-либо
причинам из основного магазина не была подана тетрадь. Как
и все другие типы листоподборочных машин, данная модель снабже-
на автоблокировочными устройствами, обеспечивающими кон-
троль качества комплектовки блоков.
Машины с фрикционным самонакладом ротационного типа
не получили широкого применения на полиграфических предприя-
тиях. В настоящее время распространены горизонтальные листо-
подборочные машины, осуществляющие вывод нижней тетради
из магазина щипцами. Расположение тетрадей в магазинах по
127
отношению к подборочному транспортеру может быть различным:
в одних моделях тетради располагаются головкой к подборочному
транспортеру, а в других — корешком. В первом случае сокра-
щается общая длина машины при таком же количестве под-
борочных станций, что является несомненным её преимуществом.
Расположение подборочных станций в таких машинах может быть
как однорядным, так и двухрядным, двухрядное расположение
применяется реже. Следует отметить, что при двухрядном распо-
ложении подборочных станций магазины размещаются в центре
листоподборочной машины, а транспортер, огибая их, осущест-
вляет последовательную комплектовку тетрадей в блок. Машины
такого типа выпускаются зарубежными фирмами.
В Советском Союзе в основном эксплуатируются горизонталь-
ные листоподборочные машины с однорядным расположением
магазинов.
Горизонтальные листоподборочные машины с выводом тетради
из магазина щипцами применяются на наших предприятиях, но
отечественными заводами полиграфического машиностроения не
выпускаются. На этих машинах вывод нижней тетради из мага-
зина осуществляется не фрикционным самонакладом, как на
машине ЛП, а щипцами. Характер движения щипцов может быть
различным — качательным и возвратно-поступательным.
Машины с качательным движением щипцов менее производи-
тельны и более сложны по конструкции. Машины с возвратно-
поступательным движением щипцов имеют более удачную кон-
струкцию щипцов, что обеспечивает более надежный захват
тетради и вывод ее из магазина. Тетрадь, поданная на подбороч-
ный транспортер, располагается на нем горизонтально и переме-
щается поводками транспортера. Количество подборочных сек-
ций на таких машинах, как правило, не превышает 24.
Оба типа машин снабжены автоблокировочными устройствами,
которые останавливают машину при захвате щипцами двух тетра-
дей или при отсутствии тетради в щипцах.
Оснащение полиграфических предприятий различными ти-
пами листоподборочных машин позволит полностью освободиться
от трудоемкого процесса ручной комплектовки блоков, сократить
производственный цикл изготовления книги и внедрить поточную
организацию производства в брошюровочно-переплетных цехах.
Вопросы и задачи для повторения
1. Виды комплектовки тетрадей и их применение для различных
изданий.
2. Как выполнить комплектовку вкладкой при наличии дробных
частей листа?
3. Какие требования предъявляются к качеству тетрадей, поступаю-
щих на комплектовку вкладкой?
4. Как нужно выполнить комплектовку подъемкой при наличии
в блоке неполных тетрадей?
128
5. Какие правила следует соблюдать при комплектовке многообъем-
ных блоков?
б. Как влияет толщина бумажного листа на объем комплектуемого
блока?
7. Определить объем комплектуемого блока в тетрадях, если его
формат 84 '< IOSVjq и общее количество страниц в блоке 280. Основные
тетради в блоке - 32-страничные.
8. Найти общее количество тетрадей при комплектовке блока фор-
матом 70 ч ОО’/ю и объемом 5,5 бумажных листа, если основные тетради
содержат 32 стр.
9. Сколько в блоке 16-страничных тетрадей, если формат издания
60 х 901/g, объем 22 физических печатных листа?
10. Как следует правильно организовать рабочее место при ручной
комплектовке блоков вкладкой и подъемкой?
11. В чем преимущества машинной комплектовки блоков по сравне-
нию с ручной?
12. Назначение и расположение меток для контроля качества ком-
плектовки.
13. Какие типы листоподборочных машин применяются на про-
изводстве?
14. Дать сравнительную характеристику работы самонакладов раз-
личных типов листоподборочных машин.
15. В чем заключается технологический процесс работы на маши-
не ЛП?
16. Рассказать о назначении и расположении автоблокировочных
устройств в листоподборочной машине ЛП.
17. Какие технологические регулировки необходимо произвести
в машине ЛП прп смене формата издания и изменении толщины тетради?
18. Рассказать о технологическом процессе работы лпстоподборочных
машин, снабженных самонакладами со щипцами.
19. Па каком оборудовании можно выполнить комплектовку блоков
вкладкой п какие дополнительные операции выполняются на этом обо-
рудовании?
9 Заказ № (56
ГЛАВА СЕДЬМАЯ
ПРЕССОВАНИЕ КНИЖНЫХ БЛОКОВ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Назначение и виды
прессования
книжных блоков
От качества прессования полуфабрикатов, которое выпол-
няется на разных стадиях технологического процесса, в значи
тельной степени зависит качество готовой продукции.
Прессование сфальцованных тетрадей в паковально-обжимных
прессах должно обеспечить достаточную плотность фальцев
в корешке и головке, однако в дальнейшем, после выполнения
последующих технологических операций, эта достигнутая сте-
пень спрессованности уменьшается,, особенно при приклейке
к тетрадям различных дополнительных элементов — форзацев,
иллюстраций и др. В этом случае вода, входящая в состав клея,
вызывает набухание бумажных волокон, что приводит к их ча-
стичному восстановлению и способствует утолщению корешка
тетради. Частичное восстановление волокон в местах фальцев,
хотя и в меньшей степени, наблюдается и у остальных тетрадей
книжного блока. В результате толщина блока, скомплектован-
ного из тетрадей с различной толщиной корешка, получается
нер авномерной.
Различная толщина блока в корешке и передней части пре-
пятствует качественному скреплению тетрадей, а также дальней-
шей обработке блока. Следует помнить, что верхние и перед-
ние фальцы тетрадей не оказывают существенного влияния на
качество продукции, так как при обрезке блока с трех сторон
они будут срезаны.
Для того чтобы получить компактные блоки, рассчитанные
На длительное пользование, необходимо их перед скреплением
тщательно спрессовать. При изготовлении брошюрных блоков,
рассчитанных на короткий срок пользования, операцию прессо-
вания блоков после комплектовки можно не производить.
130
В настоящее время на полиграфических предприятиях при-
меняются два способа прессования книжных блоков: общий обжим
блока и местный обжим.
При общем обжиме блок прессуется по всей поверхности, при
этом не только вытесняется воздух, находящийся между страни-
цами тетрадей, но и обжимаются фальцы.
При местном обжиме блок прессуется лишь по корешковой
части, так как основное назначение местного обжима — умень-
шить толщину корешка.
Общий обжим рекомендуется применять после комплекто-
вки, так как он выравнивает толщину блока. Местный же
обжим рекомендуется выполнять лишь в том случае, если наблю-
дается отмарывание печати или же блок имеет сравнительно
небольшой объем и для печатания текста использовались глази-
рованные сорта бумаги. В других случаях местный обжим целесо-
образно выполнять после шитья блока, а также после заклейки
и сушки корешка.
Сшитые блоки следует обязательно прессовать по корешку,
так как ниткошвейные машины прокалывают корешковые фальцы
тетрадей толстыми иглами, что значительно разрыхляет корешок.
Кроме того, при последующей операции — заклейке корешка —
клей свободно проникнет через проколы во внутреннюю часть
тетради, склеит внутренние листы и ухудшит тем самым раскры-
вание блока.
При скреплении блока проволокой прессование следует выпол
нять только перед шитьем, т. е. после комплектовки, так как при
прессовании проволочные скобы могут разрушать бумагу и блок
становится непригодным к дальнейшей обработке.
Необходимость местного обжима блоков после заклейки кореш-
ка и его сушки обусловливается набуханием бумажных волокон
от водных растворов клеев и последующей сушки их в свободном
состоянии.
Для получения качественной продукции после прессования —
местного и общего обжимов, необходимо соблюдать определенные
режимы прессования — время и величину удельного давле-
ния.
Выбор того пли иного режима прессования зависит от объема
блока, конструкции тетрадей, качества бумаги и краски.
При общем обжиме блоков допустимо значительно большее
удельное давление, чем при местном обжиме, так как прессова-
ние осуществляется по всей площади блока, а не по узкой части,
как при местном обжиме. Удельное давление при общем обжиме
может изменяться в пределах от 100 до 200 кГ!см2, а при местном
обжиме оно не должно быть более 100 кГ на сантиметр длины
корешка.
Время прессования при общем и местном обжимах блоков почти
одинаковое — 3 и 2 сек.
9* 131
Удельное давление и время прессования находятся в обратной
зависимости; с увеличением времени прессования нужно умень-
шить величину удельного давления, и наоборот. Однако умень-
шить удельное давление возможно лишь при значительном уве-
личении времени прессования. Например, для уменьшения вели-
чины давления при общем обжиме в два раза, время прессования
следует увеличить более чем в 100 раз (6—8 мин).
Скомплектованные блоки можно прессовать как по одному,
так п привертками (пачка блоков), что зависит от их объема
(табл. 10).
Таблица 10
Рекомендуемое число блоков в привертке
при общем обжиме
,т _ Объем блока в тетрадях
Число бло-
ков в при- -----------------------------------
вертке 16-страпичные 32-страпичпые
33 и более
32—23
22—17
16—13
12—11
10
17 п более
16—12
11—9
8—7
6
В результате прессования все блоки данного тиража должны
иметь одинаковую степень спрессованпости, и толщина корешков
блоков должна соответствовать данным, приведенным в техноло-
гических инструкциях по брошюровочно-переплетным процессам
(нзд-во «Искусство», 1963). В противном случае следует изменить
режим прессования с таким расчетом, чтобы была достигнута
требуемая толщина корешка блока.
Следует отметить, что при незначительных объемах блоков
(5—7 тетрадей) разница между толщиной корешка блока и перед-
ком после прессования составляет 1—2 мм. Прп увеличении
объема блока в тетрадях эта разница возрастает и в среднем
достигает 4—5 мм.
Приведем пример, как надо определить правильную толщину
блока после прессования.
Пример. Найти толщину блока в миллиметрах после его прессования,
если формат издания 60 х ЭО1/^, объем 10 бумажных листов. Толщина
бумажного (тиражного) листа 100 мк.
Решение 1. Определяем общее число долей в блоке:
16 долей х Ю бум. л. = 160 долей.
2. Находим толщину блока в миллиметрах (поскольку толщина бумаж-
ного листа 100 мк, то и каждая доля его имеет ту же толщину):
160 долей х 100 мк = 16 000 мк = 16 мм
В данном примере не учитывали наличие форзацев, поэтому
найденная величина несколько отличается от табличных данных.
132
Кроме того, следует отметить, что при определении расчетной
толщины блока полученные цифры не будут совпадать с таблич-
ными, хотя и будут близкими к ним, так как при расчете факти-
чески определяется толщина блока в передней части, а таблица
указывает толщину корешка блока. Таким образом, процесс
прессования книжных блоков не может полностью ликвидировать
разницу в толщине корешка и передней части блока. Однако
в результате прессования толщина корешка блока значительно
уменьшается и это обеспечивает более качественную обработку
блока на последующих технологических операциях.
В настоящее время на полиграфических предприятиях для
прессования блоков используется специальное оборудование:
обжимные станы и различные прессы. Все оборудование, приме-
няемое для прессования блоков, делится па две группы: к первой
группе относится оборудование, используемое для общего обжима
блоков,— обжимные станы и пресс БМД-2 (ПБ-1). Ко второй
группе относится пресс для местного обжима — БМП-3 (ОБ).
§ 2. Оборудование для общего обжима блоков
Работа на прессе БМД-2. Пресс БМД-2, выпускаемый Шад-
ринским заводом полиграфического машиностроения, является
улучшенной моделью ранее выпускавшегося (до 1956 г.) пресса
ПБ-1. Оба этих пресса применяются на полиграфических пред-
приятиях.
Пресс БМД-2 рассчитан на прессование книжных блоков раз-
личных форматов: наибольшего 84 X 108 г/1в и наименьшего
70 х 1081/64. Наибольшая высота привертки 9 см, скорость работы
пресса 20 прессований в минуту.
Пресс БМД-2 относится к прессам тигельного типа, поскольку
обе прессующие поверхности (верхняя и нижняя) представляют
собой плоскости (рис. 60). Верхняя плита закреплена на четы-
рех винтовых стоиках, по которым она может перемещаться в вер-
тикальном направлении.
В зависимости от того, в каком положении закрепляют верх-
нюю плиту, изменяется расстояние между обеими плитами, а сле-
довательно, и величина давления.
Т ехнологический процесс работы на прессе заключается в сле-
дующем. Блоки, подлежащие прессованию, предварительно под-
бирают в привертки по 2—3 блока. Привертку устанавливают на
транспортер 1 и проталкивают к упору 2. Транспортер огибает
нижнюю подвижную плиту пресса и периодически перемещается
относительно последней. Транспортер подает привертку до центра
нижней плиты и останавливается.- В момент выстоя транспортера
нижняя плита пресса поднимается и прижимает привертку к верх-
ней неподвижной плите. Положение верхней плиты относительно
нижней изменяется при изменении высоты привертки прессуе-
133
мых блоков, что необходимо для обеспечения нужного режима
прессования. Верхнюю плиту перемещают штурвальным колесом
4. Для точной установки верхней плиты пресс БМД-2 снабжен
шкалой, по которой определяют нужное расстояние между пли-
тами (при верхнем положении нижней плиты).
После прессования нижняя плита опускается, одновременно
начинает перемещаться транспортер, который выводит спрессо-
ванные блоки на приемное устройство.
Рис. 60. Пресс Г.МД-2
Пресс БМД-2 снабжен специальным предохранительным
устройством 3, которое исключает возможность попадания рук
рабочего в зону давления.
Основным преимуществом пресса БМД-2 является возможность
достижения нужного давления, обеспечивающего качественное
прессование блоков. Этот пресс имеет и ряд недостатков — значи-
тельный вес, некоторые неудобства, возникающие При включении
пресса в поточную линию и связанные с его обслуживанием: руч-
ная загрузка пресса, а также прессование привертками, а не
поблочно.
Обжимной стан, применяющийся для общего обжима блоков,
разработан группой инженеров типографии «Красный пролета-
рий» (Москва). Принцип работы обжимного стана совершенно
иной, чем у пресса БМД-2. В отличие от пресса БМД-2, обжимной
стан относится к оборудованию, работающему по ротационному
принципу, т. е. обе прессующие поверхности представляют собой
ряд вращающихся цилиндров, обтянутых бесконечными транспорт-
134
ними тесьмами. Обжимной стан одновременно с прессованием
подобранных блоков осуществляет их транспортировку на по-
следующие операции.
Рис. 61. Схемы обжимных станов:
а — с расположением обжимных валинов под некоторым
углом; б — с параллельным расположением обжимных
валиков
Обжимные станы могут иметь различную конструкцию
(рис. 61). Например, в обжимном стане первого типа (рис. 61, а)
верхний ряд цилиндров расположен под некоторым углом к ниж-
нему. Это обеспечивает обжим блока без смещения тетрадей от-
носительно друг друга. Прессование блоков в стане осуществляется
135
методом протаскивания, а не прокатки, что приводит к изменению
толщины блока, а не его формы. Расстояние между верхним
и нижним обжимными транспортерами может изменяться
при изменении толщины блока при помощи регулировочного
винта.
В обжимных станах второго типа (рис. 61, б) верхний и ниж-
ний транспортеры расположены горизонтально (параллельно).
Блоки рекомендуется укладывать на нижний транспортер под
некоторым углом к оси обжимных валиков. В противном случае
при обжиме возможен сдвиг тетрадей в блоке, что изменит
высоту корешка блока и нарушит режим прессования.
Применение на предприятиях обжимных станов позволит зна-
чительно увеличить производительность труда на участке об-
жима блоков, уменьшить трудоемкость процесса и число обслу-
живающих рабочих. Кроме того, обжимные станы имеют простую
конструкцию, удобны в обслуживании, обеспечивают хорошее
качество общего обжима блоков и могут быть частью транспор-
тера, передающего блоки на последующие операции.
§ 3. Оборудование для местного обжима блоков
Для прессования блоков только по корешковой части исполь-
зуются обжимные прессы ОБ и БМП-3, принцип работы которых
одинаковый.
Рпс. 62. Схема работы пресса ОБ
Пресс ОБ (рис. 62) является полуавтоматом и рассчитан для
местного обжима блоков, максимальный формат которых
84 х 108 1/16, а минимальный — 60 X 901/32. Производительность
пресса 30 прессований в минуту. Конструкция пресса достаточно
простая и не вызывает каких-либо затруднений при работе
на нем.
Пресс имеет три обжимные колодки, из которых одна (средняя)
1 подвижна, а две другие 2 — неподвижны.
136
Блоки, предназначенные для обжима, загружают корешком
вниз между подвижной и неподвижной колодками, при переме-
щении подвижной колодки блоки прессуются по корешку. Ход
подвижной колодки независимо от объема блока всегда остается
постоянным. Поэтому при изменении объема блока или прп изме-
нении режима прессования необходимо изменить расстояние меж-
ду подвижной и неподвижными колодками, что достигается пере-
мещением неподвижных колодок при помощи регулировочного
винта 3 с двухсторонней нарезкой. Вращая винт в ту или иную
сторону, добиваются нужно-
го положения неподвижных
колодок относительно под-
вижной. Для точной установ-
ки расстояния между колод-
ками па станине пресса име-
ется шкала с миллиметровы-
ми делениями. При установке
неподвижных колодок по
шкале необходимо учитывать
объем блока в сжатом состоя-
нии, руководствуясь устано-
вочной таблицей.
В настоящее время Харь-
ковским заводом полиграфи-
ческого машиностроения вы-
пущен новый пресс для мест-
ного обжима БМП-3 (рис. 63)
Рпс. 63. Пресс ЬМП-3
с гидравлическим приводом
прессующей подвижной колодки. На прессе можно обжимать
блоки максимального формата 60 х 90 г/8 и минимального —
60 х 901/32. Производительность пресса БПМ-3 значительно
больше производительности пресса ОБ и может регулироваться
в пределах от 32 до 42 прессований в минуту.
Технологический процесс работы, а также установка неподвиж-
ных колодок относительно подвижной при изменении объемов
прессуемых блоков на прессе БПМ-3 производятся так же, как
и на прессе ОБ. Следует отметить, что в прессе БМП-3 можно регу-
лировать давление в зависимости от длины корешка блока. Дав-
ление устанавливается по таблице настройки (предохранитель-
ного клапана) и контролируется монометром. Пресс обеспечивает
постоянное давление прессования для всех блоков одного тиража,
что значительно повышает качество продукции. Наличие гидрав-
лического привода дает возможность регулировать и плавно вклю-
чать подвижную прессующую колодку. Несмотря на отмеченные
преимущества, пресс БМП-3 не может полностью удовлетворить
запросы производства: ручная загрузка и выгрузка продукции
ограничивает его применение при организации поточных линий.
Вопросы п задачи для повторения
1. После каких технологических операций применяется общий
обжим блоков?
2. В чем назначение местного обжима и в каких случаях он при-
меняется?
3. В чём назначение общего обжима и в каких случаях он при-
меняется?
4. Какие допустимые 'давления могут применяться при местном
и общем обжиме блоков?
5. Как подбирается величина удельного давления в зависимости
от времени прессования?
6. Как установить пресс БМП-3 на толщину привертки?
7. Как установить верхнюю плиту пресса БМД-2 при изменении
толщины привертки?
8. Принцип работы обжимных станов и их разновидности.
9. Рассчитать толщину привертки в мм, если одновременно прес-
суют три блока форматом 60 X 90г/8, объем блока 10 физических печатных
листов, толщина тиражного листа 105 мк.
10. Рассчитать толщину привертки в мм, если прессуют одновре-
менно два блока форматом 84 X 1081/16, объём блока 6 бумажных листов,
толщина тиражного листа 95 мк.
11. Определить толщину привертки в .нм, если прессуют одновре-
менно четыре блока, форматом 70 х 1081/32, объемом 6 физических печат-
ных листов, толщина бумажного листа 80 мк.
12. Какое влияние оказывают общий и местный обжим блоков на
качество выполнения последующих операций технологического про-
цесса?
ГЛАВА ВОСЬМАЯ
СКРЕПЛЕНИЕ ТЕТРАДЕЙ
В БЛОК
Тетради, скомплектованные в книжные или в брошюрные
блоки, необходимо скрепить друг с другом, чтобы получить моно-
литный блок для последующей технологической обработки.
Следует отметить, что трудоемкость операции скрепления
тетрадей в блок значительно превышает трудоемкость различных
других операций технологического процесса и оказывает суще-
ственное влияние на продолжительность всего производственного
цикла.
Применяются два основных способа скрепления тетрадей
в блок:
1) шитье нитками и проволокой,
2) бесшвейное скрепление.
Кроме того, известны и другие способы — скрепление спира-
лями, различными замками и т. д., которые при изготовлении
книжных и брошюрных изданий применяются крайне редко,
а используются в основном для скрепления различной беловой
продукции (ученических тетрадей, блокнотов и т. д.).
Скрепление тетрадей в блоке различными способами может
осуществляться как потетрадно, так и поблочно.
В первом случае последовательно скрепляются все тетради в еди-
ный блок, а во втором — все тетради скомплектованного блока
скрепляются одновременно.
Потетрадное скрепление блока более трудоемкий процесс, но
это обеспечивает наилучшую раскрываемость изданий.
Поблочное скрепление хотя и менее трудоемко и более произ-
водительно, но не всегда обеспечивает хорошую раскрываемость
издания и его прочность.
139
§ 1. Скрепление тетрадей в блок
при помощи шитья
Швейный способ скрепления тетрадей имеет наибольшее рас-
пространение на полиграфических предприятиях. В настоящее
время шитье как проволокой, так и нитками полностью механи-
зировано и выполняется на различном высокопроизводительном
оборудовании.
Шитье нитками применяется при изготовлении подавляющего
большинства книжных изданий, а также для брошюрных изда-
ний, скомплектованных подъемкой. В отдельных случаях шитье
нитками применяется для блоков, скомплектованных вкладкой.
В зависимости от характера продукции и дальнейшего спо-
соба обработки блока при шитье нитками в качестве дополни-
тельного скрепляющего материала может быть использована
марля. При обработке сшитых книжных блоков на блокообраба-
тывающих агрегатах шитье должно выполняться без корешкового
материала (без марли), иначе не будет обеспечена качественная
обработка корешка блока, а кроме того, в самом агрегате имеется
секция для наклейки корешкового материала.
Брошюрные блоки сшивают нитками всегда без корешкового
материала.
Шитье без корешкового материала называется брошюр-
н ы м, шитье на корешковом материале — переплетным.
В основном шитье нитками осуществляется потетрадно, хотя
не исключена возможность и поблочного скрепления.
Для потетрадного скрепления нитками отечественные заводы
полиграфического машиностроения выпускают различные типы
ниткошвейных машин и автоматов. Имеется оборудование и для
поблочного скрепления, однако оно отечественными заводами
не выпускается, поскольку данный вид шитья применяется крайне
редко.
Шитье проволокой применяется в основном для брошюрных
и книжных блоков, скомплектованных вкладкой, а также для
некоторых изданий брошюрного типа, скомплектованных подъем-
кой. Более широко шитье проволокой используется на предприя-
тиях, изготавливающих беловую продукцию — ученические
и общие тетради, блокноты и другие издания.
При шитье проволокой так же, как и при шитье нитками, может
быть использован корешковый материал — марля. Следует отме-
тить, что марля в этом случае применяется только при потетрад-
ном скреплении, поскольку без нее вообще нельзя получить еди-
ного блока. Корешковый материал при шитье проволокой, в отли-
чие от шитья нитками, может использоваться при изготовлении
как книг, так и брошюр.
Скрепление блоков проволокой имеет ряд существенных недо-
статков, отрицательно влияющих на качество продукции:
140
1) значительное увеличение толщины корешка блока прп по-
тетрадном скреплении;
2) невозможность обработки книжных блоков на блокообра-
батывающпх агрегатах;
3) исключена возможность местного обжима блоков;
4) значительный расход дорогостоящего металла;
5) уменьшение долговечности издания вследствие коррозии,
металла;
6) возможность повреждения рук о концы скоб.
Перечисленные недостатки ограничивают область примене-
ния шитья проволокой, которое не рекомендуется для книжных
изданий, особенно для детских книг.
Шитье проволокой выполняется на различных моделях прово-
локошвейных машин и агрегатов.
§ 2. Скрепление тетрадей в блок
бесшвейным способом
В последние годы на ряде полиграфических предприятий внед-
рен новый способ скрепления тетрадей в блок — бесшвейный,
заменяющий в отдельных случаях шитье нитками и проволокой.
Основным материалом, служащим для скрепления тетрадей
в блоке при бесшвейном способе, являются различные эластич-
ные клеящие вещества.
Бесшвойное скрепление осуществляется лишь поблочно, что
позволяет значительно сократить продолжительность всего произ-
водственного цикла изготовления полиграфической продукции
различного объема.
В настоящее время разработано много способов бесшвейного
скрепления, однако не все они применяются па производстве.
Наиболее известен способ бесшвепного скрепления блока
с последующей срезкой корешковых фальцев тетрадей, в резуль-
тате чего корешок получается состоящим из отдельных листов
(долей), которые в дальнейшем скрепляются клеем. Для дости-
жения большей прочности скрепления листов рекомендуется
перед заклейкой торшонировать корешок *.
Этот способ бесшвейного скрепления обеспечивает прочное
соединение всех листов в блоке, не является трудоемким, не вызы-
вает каких-либо осложнений в технологическом процессе и пол-
ностью механизирован.
Работа оборудования, применяемого в настоящее время для
бесшвейного скрепления блоков, основана на принципе срезки
корешковых фальцев тетрадей. Поэтому все тетради, поступаю-
щие на бесшвейпое скрепление, должны иметь увеличенные
корешковые поля, в противном случае нарушится правильное соот-
* Торшонировапие—-разрыхление поверхности.
141
ношение полей в издании. Применение бесшвейного скрепления
со срезкой корешковых фальцев позволяет освободиться от одной
технологической операции — приклейки иллюстраций к тетра-
дям. Иллюстрации комплектуются вместе с тетрадями блока
и приклеиваются в процессе бесшвейного скрепления.
Для бесшвейного скрепления рекомендуется применять эла-
стичные клеящие вещества, обладающие высокой прочностью
и не дающие раскола при многократном раскрывании блока.
К таким клеящим веществам относится большинство синтетиче-
ских клеев.
В настоящее время бесшвейный способ скрепления блоков при-
меняется, в основном, для изданий брошюр, скомплектованных
подъемкой, учебников начальной и средней школы и для некото-
рых других массовых изданий, а также для различной беловой
продукции. Некоторое ограничение применения бесшвейного спо-
соба скрепления блоков объясняется отсутствием высококаш -
ственных эластичных клеев, а также отсутствием специального
оборудования, производящего полную обработку книжных блоков
различных объемов и форматов.
Вопросы для повторения
1. Перечислить все виды скрепления книжных и брошюрных блоков.
2. Чем отличается поблочное скрепление от потетрадпого?
3. Дать характеристику брошюрному и переплетному шитью нитками.
4. Чем отличается брошюрное шитье проволокой от брошюрного
шитья нитками?
5. Перечислить недостатки шитья проволокой.
6. Чем отличается бесшвейное скрепление блоков от швейного и в чем
его преимущество?
ГЛЛ В Л ДЕВЯТАЯ
ШИТЬЕ ПРОВОЛОКОЙ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Все существующие способы шитья проволокой делятся на
три основных вида: 1) шитье проволокой втачку, 2) шитье вна-
кидку, 3) шитье вразъем.
Каждый вид шитья проволокой характеризуется расположе-
нием скоб относительно корешка блока. Выбор того или иного
вида обусловливается не только объемом блока и способом ком-
плектовки, но и назначением издания.
Для скрепления блоков рекомендуется использовать «про-
волоку полиграфическую» (ГОСТ 7480—55), а также «проволоку
стальную общего назначения» (ГОСТ 3282—46). Диаметр прово-
локи выбирается в зависимости от вида шитья и объема издания.
Например, при поблочном скреплении проволокой изданий,
скомплектованных вкладкой, рекомендуется применять прово-
локу диаметром от 0,5 до 0,7 мм, а при поблочном скреплении изда-
ний, скомплектованных подъемкой, рекомендуется применять
проволоку большего диаметра — от 0,6 до 0,8 мм.
При потетрадном скреплении блоков, скомплектованных подъ-
емкой, применяют проволоку меньших диаметров — от 0,4 до
0,55 мм, так как в этом случае прошивается только одна тетрадь,
а не блок.
§ 1. Шитье блоков проволокой .втачку
Шитье втачку применяется только для брошюрных блоков,
скомплектованных подъемкой, и относится к поблочному скреп-
лению. Брошюрный блок прошивают проволочными скобами
по корешковому полю тетрадей с отступом от края корешка не
менее чем на 4 мм. Проволочные скобы прокалывают всю тол-
щину блока, концы ножек скобы выходят на корешковое поле
143
последней страницы блока и загибаются параллельно спинке
скобы (рис. 64,а)
Разновидностью шитья втачку является шитье встречными
скобами, при котором концы ножек скобы не загибают (рис. 64.6).
Рис. 64. Схема шитья блоков проволокой втачку:
а — с загибкой концов ножек скобы; б — встречными скобами
Шитье втачку с загибкой ножек скобы применяется для бло-
ков объемом 16U—165 стр. Блоки объемом более 165 стр., предна-
значенные для шитья втачку, следует сшивать встречными ско-
бами (отрывные календари и т. п.). При шитье встречными ско-
бами величина захода ножек скоб относительно друг друга долж-
на быть не менее 5 мм, чтобы обеспечить прочное скрепление всех
листов блока.
Таблица 11
Зависимость числа проволочных скоб
от доли листа
Формат бумажного листа, см Доля Количество скоб
60 90 70 х J08 1 Ив 3
60 х 90 70 х 90 70 х- 108 84 х 108 1/16 2—3
70 х 90 70'- 108 84 х 108 Чз2 2
70 х 108 1/б4 2
144
В зависимости от формата сшиваемой продукции количество
скоб может быть различным (табл. 11).
Шитье втачку выполняют на проволокошвейных машинах раз-
личных марок, называемых «тачалками».
Основные размеры проволочных скоб, получаемых на тачал-
ках, не зависят от объема сшиваемого блока и остаются постоян-
ными: спинка скобы должна быть равна 14 мм, а величина загибки
концов ножек скобы—6 мм. Меньшая величина загибки концов
проволочных скоб не обеспечит прочного закрепления скобы
на блоке. Следует отметить, что общая величина проволочной
заготовки, из которой формируется скоба, может быть различ-
ной и зависит от объема блока.
Для определения расхода проволоки в метрах при шитье втач-
ку необходимо учитывать все постоянные размеры скобы, объем
блока, а также количество скоб.
Пример. Определить расход проволоки в метрах при шитье блоков
втачку в две скобы для издания форматом 60 х ЭО1/^ и объемом 10 физиче-
ских печатных листов. Тираж издания 50 000 экз., толщина бумажного
листа 100 мк.
Решение. Для определения расхода проволоки прежде всего необ-
ходимо определить величину заготовки проволоки для образования одной
скобы, учитывая толщину блока.
1. Находим объем блока в бумажных листах:
10 физ. печ. л. : 2 — 5 бум. л.
2. Определяем толщину блока:
5 бум. л. X 16 долей х 100 мк = 9 000 мк = 9 мм
3. Находим размер проволочной заготовки на одну скобу:
14 мм Т (2 х 6 мм) + (2x9 мм) = 44 лм».
4. Определяем расход проволоки на один блок:
44 мм X 2 скобы = 88 мм.
5. Находим расход проволоки в метрах на весь тираж:
88 мм х 50 000 = 4 400 000 мм = 4000 м.
Как видно из примера, шитье проволокой втачку требует зна-
чительного расхода дорогостоящего металла, что увеличивает
стоимость продукции. Кроме того, шитье втачку не обеспечивает
высокого качества продукции, и блоки, сшитые втачку, имеют
ряд недостатков: I) плохо раскрываются, 2) в них нарушено
соотношение полей, 3) не обеспечена достаточная прочность скреп-
ления крайних листов блока.
К перечисленным недостаткам следует добавить и общие недо-
статки, присущие шитью проволокой.
Таким образом, шитье втачку применяется редко, а для книж-
ных изданий оно недопустимо.
Для шитья проволокой втачку применяют специальные про-
волокошвейные машины БШП-4 — одноаппаратпая, БШП-5 —
10 Заказ Л6 G6
145
двухаппаратная, которые выпускаются отечественными заво-
дами.
Кроме перечисленных машин, имеются и другие модели, рас-
считанные на шитье втачку картонажных изделий.
§ 2. Шитье блоков проволокой внакидку
Шитье проволокой внакидку применяется для брошюрных
изданий, скомплектованных вкладкой, и является основным
видом скрепления для ученических и общих тетрадей объемом
не более 48 листов (96 страниц). Шитье проволокой внакидку так
Рис. 65. Схема шитья внакидку
же, как и шитье втачку, относится к поблочному виду скрепления.
В этом случае блок прошивают скобами по корешковому фальцу,
п концы ножек скобы загибаются внутри блока или тетради
(рис. 65).
В зависимости от формата сшиваемой продукции количество
скоб может быть различным (табл. 12).
Таблица 12
Зависимость числа скоб от формата
сшиваемой продукции
Формат бумажного листа, см Доля Количество скоб 1
70 х 108 Х/б4 1
70 у 90 1 32 J—2
81 108 1 32 2
70 90 1 16 2
60 90 1 16 2
70 108 1/16 2—3
84 1081
70 х 108 1/8 2—3
60 х 90 J
Скобы должны быть равномерно расположены по корешку
брошюры с учетом необходимой величины отступа от верхнего
и нижнего обреза блока. Например, при шитье тремя скобами
издания форматом 60 X 90 1/8 величина отступа от верхнего и ниж-
146
него обреза будет равна 5 см, а расстояние между центрами скоб —
1U см.
Шитье внакидку широко используется для массовых изданий
брошюрного типа, выпускаемых большими тиражами, поскольку
данный вид скрепления является поблочным и дает возможность
использовать различное высокопроизводительное оборудование:
вкладочно швейные машины, а также вкладочно-швейно-резаль-
ные агрегаты. Кроме этого, шитье внакидку может произво-
диться па многоаппаратных проволокошвейных машинах ПШ-4м,
а также на проволокошвейных машинах БШП-4 и БШП-3.
В зависимости от того, на какой машине осуществлялось шитье
проволокой внакидку, могут быть изменены размеры проволочной
заготовки для скобы, а также и основные параметры скобы —
величина спинки и загибки ножек скобы.
Например, в отличие от машины БШП-4 вкладочно-швейная
машина ВШ-1 обеспечивает постоянную величину заготовки про-
волоки для образования скобы — 31,4 мм. Размеры же спинки
скобы, формируемой из этой заготовки, могут изменяться в зави-
симости от объема сшиваемой продукции.
Швейный аппарат машины ВШ-1 может делать скобы с вели-
чиной спинки 14 мм и 17 мм. Скобу с величиной спинки 14 мм
применяютпрп шитье брошюр, объем которых превышает 64 стра-
ницы, а прп меньших объемах блока следует использовать скобу
со спинкой, равной 17 мм. Это требование объясняется тем, что
скоба должна прошивать определенный объем блока и при этом
сохранить нужную величину загибки ножек.
Рассмотрим примеры определения расхода проволоки при
шитье внакидку на различном оборудовании.
Пример 1. Определить расход проволоки в метрах при шитье вна-
кидку на машине ВШ 1 брошюры объемом 60 стр., форматом 60 х ЭО1/^
п тиражом 100 000 экз.
Решение. Согласно данным табл. 12 на стр. 146 издание такого фор-
мата следует шпть в две скобы.
1. Находим расход проволоки на один блок, учитывая, что размер заго-
товки в машине ВШ-1 равен 31,4 лии и не зависит от объема блока:
31,4 леи х 2 = 62,8 лмг.
2. Определяем расход проволоки на весь тираж:
62,8 мм X 100 000 = 6 280 000 мм = 6280 л«.
Пример 2. Определить расход проволоки в метрах при шитье вна-
кидку этого же издания на машине БШП-4, если толщина бумажного листа
равна 100 мк.
Решение. Для определения размера заготовки проволоки на одну
скобу необходимо папти толщипу блока в мм.
1. Определяем толщину прошиваемого корешкового фальца. Блок
объемом 60 стр. имеет 30 одинарных долей или 15 двойных долей:
15 долей х 100 мк = 1500 мк — 1,5 мм
10* 147
2. Находим величину заготовки проволоки на одну скобу:
14 мм (спинка скобы) + (2 х 1,5 мм) 4- (2x6 мм загибка ножек) =
= 29 мм.
3. Определяем расход проволоки на один блок:
29 мм X 2 = 58 мм.
4. Определяем расход проволоки на весь тираж:
58 мм х ЮО ООО = 5 800 000 лм» — 5 800 м.
Как видно из рассмотренных примеров, при шитье одного
и того же издания определенного объема на различных проволоко-
швейных машинах расход проволоки в метрах будет различным.
Однако при выборе того или иного оборудования для шитья вна-
кидку не следует руководствоваться только количеством расхода
проволоки, а необходимо также учитывать технологические воз-
можности оборудования и его производительность.
Шитье проволокой внакидку, в отличие от шитья проволокой
втачку, имеет меньше недостатков, которые в основном сводятся
к общим недостаткам, присущим шитью проволокой.
§ 3. Шитье блоков проволокой вразъем
Шитье вразъем применяется для брошюрных изданий,
скомплектованных подъемкой, а также для некоторых книж-
ных изданий, скомплектованных как вкладкой, так и подъемкой.
Рис. 66. Схема пгнтья вразъем
При шитье вразъем тетради блока или блок, скомплектован-
ный вкладкой, прошиваются проволочными скобами по корешко-
вому фальцу, а концы ножек скобы в отличие от шитья внакидку
загибаются на корешковом фальце с внешней стороны тетради
или блока (рис. 66).
148
Шитье вразъем может быть как по блочным, так и потетрад-
ным. Поблочное скрепление вразъем возможно только для
книжных блоков, скомплектованных вкладкой.
Как отмечалось в предыдущей главе, потетрадное
скрепление проволокой вразъем производится всегда на корешко-
вом материале и применяется как
шюриых блоков, скомплекто-
ванных подъемкой. В данном
случае наличие корешкового ма-
териала необходимо, поскольку
каждая тетрадь в отдельности
для книжных, так и для оро-
а
скрепляется с корешковым мате-
риалом, который соединяет все
тетради в один блок.
При шитье вразъем па ко-
решковом материале следует
учитывать, что материал подает-
ся в машину с рулона, ширина
которого должна соответство-
вать высоте марлевой полоски.
Высота марлевой полоски долж-
на быть меньше высоты необ-
резанного блока па 3,5 см, а
ширина марлевой полоски опре-
деляется объемом блока и видом
шитья. При шитье брошюрных
блоков ширина марлевой по-
лоски должна равняться толщи-
не блока, а при шитье книжных
блоков под переплет ширина
полоски марли должна быть
больше толщины блока па 4 см
с тем, чтобы с обеих сторон блока оставались концы марли по 2 см.
По длине рулона будет откладываться ширина марлевой полоски.
Расположение скоб в смежных тетрадях блока, скомплекто-
ванных подъемкой, при шитье вразъем может быть различным
(рис. 67). Если скобы в смежных тетрадях располагаются одна
под другой, то такое шитье вразъем называется без пере-
хода. Шитье, при котором скобы в смежных тетрадях смещены
относительно друг друга па величину спинки скобы, называется
шитьем с одним переходом. Прп шитье с двумя
переходами скобы располагаются в трех смежных тетра-
б
в
Рис. 67. Схема расположения скоб на
корешке блока при шитье вразъем:
а — без перехода скоб; б — с одним пе-
реходом; в — с двумя переходами
дях со смещением относительно друг друга на величину спинки
скобы — ступенькой.
Шитье вразъем без перехода скоб применяется крайне редко,
так как вызывает значительное утолщение корешка блока в ме-
стах расположения скоб, что отрицательно влияет на качество
149
готовой продукции. Поэтому во всех случаях рекомендуется
применять шитье вразъем с переходом скоб, это уменьшает утол-
щение в корешке блока.
Шитье с одним переходом рекомендуется для блоков объемом
не более десяти трехсгибных тетрадей (160 стр.). При больших
объемах блока следует применять шитье с двумя переходами скоб.
Число проволочных скоб при шитье вразъем также зависит
от формата издания (табл. 13).
Т а б лица 13
Число скоб в зависимости от формата издания
Формат бумажного листа, см Доля листа
70 х 108 Чб4
70 X 90 70 у 108 84 \ 108 Чзг
60 х 90 70 90 1/ie
70 X 108 84 X 108 Vie
60 X 90 70 х 108 ч.
Количество
скоб
2
3
Для увеличения прочности скрепления последних тетрадей
с блоком их следует прошивать дважды, что возможно только при
шитье с переходом скоб. При объеме блоков до десяти трех-сгиб-
ных тетрадей дважды прошивают только первую тетрадь, а при
большом объеме прошивают обе крайние тетради блока.
При шитье вразъем на корешковом материале необходимо сле-
дить за тем, чтобы крайние скобы отстояли от краев марли снизу
и сверху блока не менее чем на 5 мм. Это обеспечит прочное
закрепление скобы на марле.
Шитье вразъем производится на многоаппаратиой проволоко-
швейной машине ПШ-4м, швейный аппарат которой обеспечи-
вает постоянную величину проволочной заготовки, равную 25 мм.
Для получения правильной величины загибки ножек скобы при
различных объемах тетрадей здесь предусматривается меньшая
величина спинки скобы, равная 13 мм.
Следует отметить, что на машине ПШ-4М правильная величина
загибки ножек скобы, обеспечивающая необходимую прочность
скрепления, возможна только при шитье вразъем на корешковом
материале трехсгибных тетрадей из тонких сортов бумаги. Во
150
всех остальных случаях невозможно добиться необходимой вели-
чины загибки ножек скобы и правильного расположения их отно-
сительно спинки, что снижает прочность скрепления блока. Объяс-
няется это тем, что при постоянной величине отрубаемой заготов-
ки и неизмененной величине спинки скобы увеличение объема
тетради приводит к уменьшению величины загибки концов ножек
скобы. Последнее обстоятельство является отрицательным по-
казателем шитья вразъем для книжных изданий, рассчитанных
на длительный срок пользования.
Рассмотрим примеры по подсчету расхода материалов при
шитье проволокой вразъем различных изданий.
Пример 1. Определить расход проволоки в метрах при шитье блоков
вразъем, если объем блока равен 14 трехегибным тетрадям, тираж 100 000 экз.,
формат издания 84 х 1081/32.
Решение. Для указанного формата шитье вразъем должно произво-
диться в две скобы на многоаппаратной проволокошвейной машине. Следо-
вательно, величина проволочной заготовки для одной скобы равна 25 .иль
1. Определяем расход проволоки на одну тетрадь:
25 .им X 2 скобы = 50 .иль
2. Находим расход проволоки на один блок:
50 мм X 14 тетрадей = 700 мм = 0,7 м.
3. Определяем расход проволоки на весь тираж:
0,7 х ЮО 000 = 70 000 .«
Пример 2. Определить расход марли в метрах при шитье под переплет
издания форматом 84 х 1081/32 и объемом 5 бумажных листов, тираж
10 000 экз. Толщина тиражного^ листа 100 мк, ширина рулона марли 73 см.
Решение. При определепип расхода марли для шитья вразъем па
проволокошвейных машинах необходимо знать размер марлевой полоски
на данный блок.
1. Определяем формат блока до обрезки.
Высота 84 : 4 = 21 с.и; ширина 108 : 8 = 13,5 см
Формат блока 13,5 х 21 см.
2. Определяем толщину блока в мм:
5 бум. л. X 32 доли х Ю0 мк = 16 000 мк = 16 мм.
3. Находим размеры марлевой полоски для одного блока:
а) высота полоски 21 см — 3,5 см — 17,5 см,
б) ширина полоски 16 .«.и + 40 мм = 5,6 см.
4. Определяем, сколько получится рулонных заготовок из марлевого
рулона фабричной ширпны:
73 см : 17,5 см = 4 заготовки.
5. Находим расход марли в метрах иа весь тираж;
100 000 X 5,6 см .,nivu, , /п1.
-------- —------= 140 000 см = 1 400 м.
4 заготовки
Шитье вразъем, как и все остальные виды шитья проволокой,
требует большого расхода дорогостоящего металла, кроме того,
151
дополнительно расходуется марля. К этим недостаткам следует
добавить низкую прочность сшитых блоков и большую трудоем-
кость процесса, так как в большинстве случаев шитье осуще-
ствляется потетрадно. Машины, предназначенные для шитья вразъ-
ем, отличаются низкой производительностью.
Все перечисленные недостатки ограничивают возможности
применения данного вида шитья при выпуске книг и брошюр, по-
этому шитье вразъем применяется в основном при изготовлении
беловой продукции.
§ 4. Работа на машине БШП-4
Одноаппаратная проволокошвейная машина БШП-4 является
усовершенствованной моделью машины ПШ-1м (тачалки) * и вы-
пускается отечественными заводами полиграфического машино-
строения с 1957 г.
Машина БШП-4 (рис. 68) — полуавтомат и предназначена для
шитья блоков проволокой втачку и внакидку. В отдельных слу-
чаях ее можно использовать и для шитья вразъем блоков, ском-
плектованных вкладкой.
Скомплектованный блок укладывают на стол I под швейный
аппарат 2. Швейный аппарат подает при помощи подающего
ролика 3 проволоку с катушки, отрубает ножом 4 заготовку про-
волоки определенной величины, формирует планкой 5 проволоч-
ную скобу и проталкивает ее через блок планкой 6. Ножки скобы
загибаются специальным устройством, расположенным в столе
машины под швейным аппаратом.
Проволока разматывается с катушки, проходит по направ-
ляющей 7 и подающим роликом подается в корпус швейного аппа-
рата. Перед опусканием рубящего ножа 4 проволока зажимается
рифлеными роликами 8, чтобы опа не смещалась и не мялась в про-
цессе рубки. Формирующая планка 5 направляет ножки скобы
перпендикулярно спинке, т. е. загибает скобу. Проталкивающая
планка, упираясь в спинку скобы, проталкивает скобу через блок,
после чего загибателп 9, расположенные в столе машины, загибают
концы и ножки скобы параллельно спинке.
Стол машины, на который укладывают блоки, может быть
установлен в различных положениях в зависимости от вида
шптья. Прп шитье втачку стол устанавливают горизонтально
и на нем помещают упор, к которому приталкивают корешок бло-
ка. Установка упора определяет положение блока относительно
швейного аппарата и должна быть такой, чтобы обеспечить пра-
вильный отступ скобы от края корешка блока.
* Машины, относящиеся к типу тачалок, например ШИК, БИШ 5,
можпо использовать не только для шптья книжных и брошюрных блоков,
но и для шитья коробок, футляров и других картонажных изделий.
152
Прп шитье внакидку упор снимают и стол поворачивают вокруг
своей оси на 45°, в результате образуется седло для накидывания
блока.
Рис. 68. Схема работы машины ЕШП-4
При изменении вида шитья и объема блока необходимо пра-
вильно отрегулировать величину отрубаемой заготовки прово-
локи, что зависит от положения швейного аппарата относительно
накладного стола.
Швейный аппарат машины БШП-4 может перемещаться по
вертикали и при этом будет изменяться расстояние между ним
и столом, что необходимо прп изменении объема сшиваемого блока.
Изменение положения швейного аппарата по высоте либо умень-
шает либо увеличивает размер подаваемой заготовки проволоки
153.
в пределах от 26 мм до 54 лми. Максимальная толщина сшиваемого
блока па машине БШП-4 не должна превышать 14 мм.
Для правильной установки корпуса швейного аппарата отно-
сительно стола с правой стороны машины имеются два установоч-
ных ролика 10, расстояние между которыми точно соответствует
расстоянию между столом и швейным аппаратом. Один из уста-
новочных роликов (нижний) закреплен жестко на станине маши
ны, а второй (верхний) связан с корпусом швейного аппарата. Для
точной установки швейного аппарата необходимо зажать сшивае-
мый блок между установочными роликами при помощи штур-
вального колеса 11, перемещаемого швейный аппарат по верти-
кали. Расстояние между роликами должно быть таким, чтобы при
вытягивании блока ролики начинали вращаться. Необходимо пом
нить, что при шитье внакидку между роликами помещают брошю-
ру в развернутом виде.
От правильной установки корпуса швейного аппарата зависят
плотность шитья п правильная загибка ножек скобы. В некоторых
случаях пз-за различных неполадок изменяется размер ножек
скобы, что недопустимо. Для устранения подобных неполадок
необходимо выполнить следующие регулировки:
1) для изменения величины правой ножки скобы следует
отрегулировать величину подачи проволоки при помощи ограни-
чительного винта 12, связанного с механизмом подачи проволоки;
2) для изменения размера левой ножки скобы следует изме-
нить положение рубящего ножа относительно корпуса швейного
аппарата поворотом эксцентрикового пальца, на котором закреп-
лен корпус ножа.
Только при точной установке машины, правильном подборе
проволоки, а также при соблюдении правильных приемов работы
можно добиться высокого качества шитья.
§ 5. Работа на многоаппаратпой проволокошвейной
машине ТТПТ-4м
Многоаппаратные проволокошвейные машины ПШ-4м (ПШ-4)
предназначены в основном для шитья вразъем на корешковом
материале, но могут выполнять и шитье внакидку.
В отличие от тачалки машина ПШ-4м (рис. 69) имеет четыре
швейных аппарата, что позволяет за один рабочий ход машины
получить четыре скобы.
Число швейных аппаратов, включенных в работу, а следова-
тельно, и число скоб зависит от формата сшиваемой продукции.
Технологический процесс работы на многоаппаратной прово-
локошвейной машине состоит в следующем: сшиваемые тетради
укладывают на качающийся стол 1, который подводит их к швей-
ным аппаратам 2, расположенным на верхнем неподвижном столе
3. В зависимости от вида шитья — вразъем или внакидку — те-
154
тради на качающемся столе, а также и сам стол устанавливают
по-разному. При шитье вразъем швея раскрывает тетрадь и при-
талкивает ее корешком и головкой к соответствующим упорам
качающегося стола. Боковой упор к которому приталкивается
головка, определяет правильное положение тетрадей относитель-
но швейных аппаратов и тем самым обеспечивает нужное распо-
ложение скоб по высоте блока. При движении стола к швейным
аппаратам раскрытую тетрадь следует придерживать рукой. При
возвратном ходе стола тетрадь закрывают и на нее накладывают
следующую раскрытую тетрадь.
Рис. 69. Машина ПШ-4м
Прп шитье внакидку часть качающегося стола, па которую
укладывают тетради при шитье вразъем, опускается в крайнее
нижнее положение. Другая часть стола, в которой расположены
загпбатели ножек скобы, служит седлом для накидывания бло-
ков, скомплектованных вкладкой. Боковой упор определяет поло-
жение блока относительно швейных аппаратов. Швейные аппа-
раты устанавливают па верхнем столе машины в соответствии
с форматом издания, и никаких регулировок, вызванных измене-
нием вида шитья и объемом продукции, они не имеют.
Процесс формирования проволочной скобы на машине ПШ-4м
имеет много общего с формированием скобы на тачалках. Как
и тачалки, машина ПШ-4м выполняет следующие операции: раз-
матывание проволоки с катушек, подача ее в швейные аппараты,
отрубание проволочной заготовки, формирование скобы, протал-
кивание ее через фальц тетради пли блока и загибка ножек скобы.
155
В отличие от швейного аппарата машины БШП-3, швейный аппа-
рат данной машины обеспечивает постоянную величину подачи
проволоки, равную 25 мм. Для отрубания нужной проволочной
заготовки машина ПШ-4м не имеет специального рубящего ножа,
эта операция выполняется концом формирующей планки, кото-
рая сначала рубит проволоку, а затем формирует скобу. Величина
спинки сформированной скобы равна 13 мм.
Конструкция швейного аппарата машины ПШ-4м несколько
упрощена по сравнению с машиной БШП-3. Это объясняется тем,
что прп шитье вразъем иа корешковом материале брошюрных пли
книжных блоков имеются сравнительно небольшие колебания
в объемах сшиваемых тетрадей (16- пли 32-страничные), которые
не требуют изменения величины подачи проволоки.
Следует отметить, что при шитье внакидку брошюрных бло-
ков, скомплектованных вкладкой из различного числа тетрадей,
постоянная величина подачи проволоки является отрицательным
фактором, так как при этом не обеспечивается достаточно хоро-
шее качество скрепления блока. В этом случае величина загибки
ножек скобы будет уменьшаться вследствие увеличения объема
сшиваемой продукции. При этом нельзя добиться и правильной
величины загибки ножек относительно спинки скобы, а короткие
концы ножек быстро разгибаются, что нарушает прочность скреп-
ления блока.
Таким образом, упрощение конструкции швейного аппарата
машины ПШ-4м имеет и свою отрицательную сторону, а поэтому
рекомендовать данную машину для шитья внакидку брошюрных
блоков не следует. Шитье проволокой внакидку на машине ПШ-4м
может быть рекомендовано только для скрепления беловой про-
дукции (тетрадей), имеющей небольшой объем.
Я основным технологическим регулировкам прп шитье вразъем
на корешковом материале относятся: установка расстояния между
подающими роликами по диаметру проволоки, проводка марли,
регулировка величины опускания качающегося стола в зависи-
мости от объема тетради; изменение угла качания стола в зависи-
мости от ширины издания; установка поперечного смещения
качающего стола относительно швейных аппаратов при шитье
с одним пли двумя переходами.
1. Для того чтобы обеспечить нормальную подачу проволоки
различного диаметра, необходимо изменить расстояние между
подающими роликами при помощи регулировочных винтов.
2. Проводка марли осуществляется с марлевого рулона, за-
крепленного на штанге через систему тонких валиков (решетку).
Конец марли закрепляют на качающемся столе гребенчатой планкой.
3. Очень важйой регулировкой является регулировка величины
опускания качающегося стола па толщину сшиваемой тетради
(рис. 70). Правильная регулировка величины опускания стола
обеспечивает расположение проволочных скоб точно по фальцу
156
тетради, в противном случае скобы будут смещены относительно
фальца, что приведет к браку продукции.
Правильной величины опускания стола 1 достигают при
помощи установочной шкалы с делениями (градусника 2). Деле-
ния шкалы показывают количество тетрадей, приходящихся на
Рис. 70. Механизм опускания стола машины ПШ-4м
25 мм; прп этом следует учитывать, что тетради должны нахо-
диться в сжатом состоянии, в противном случае шитье будет
неплотным.
Например, если на шаблон 25 мм приходится 30 тетрадей, то
и палец рейки 3 следует установить на цифру 30. После этого
рекомендуется сшить пробный блок и проверить качество шитья;
если шптье будет недостаточно плотным, то нужно передвинуть
палец в градуснике на цифру 31. При чрезмерно плотном шитье,
которое будет мешать дальнейшей обработке блока, установоч-
ный палец перемещают на цифру 29 или 28.
157
4. Угол качания стола изменяют крайне редко — лишь в том
случае, если имеется резкая разница в ширине сшиваемых тетра-
дей у различных изданий.
В том случае, если ширина тетрадей данного издания превы-
шает 20 см, то угол качания увеличивается, чтобы обеспечить без-
опасность в работе.
Рис. 71. Установка машины П1П-4м ла шитье с переходом скоб
В коромысле, сообщающем качательное движение столу,
имеется два отверстия, одно из которых рассчитано на ширину
тетрадей до 20 см, а второе длятетрадей, имеющих ширину свыше
20 см.
5. При шитье с переходом скоб, которое рекомендуется произ-
водить всегда при шитье вразъем, необходимо сместить качаю-
щийся стол относительно швейных аппаратов. Величина смеще-
ния стола может быть различной в зависимости от того, как осу-
ществляется шитье — с одним или двумя переходами. В первом
случае величина смещения стола после прошивания каждой
тетради равняется 15 мм, а во втором случае, когда скобы в трех
смежных тетрадях блока располагаются ступенчато, обшая вели-
чина смещения стола равняется 30 мм (рис. 70).
Для установки машины на шитье с переходом скоб с левой
стороны качающегося стола расположен двухпазовый кулак 1
(рис. 71). Профиль левого паза кулака обеспечивает шитье с од-
ним переходом, а профиль правого паза — с двумя переходами
скоб. Двухпазовый кулак получает вращение от качающегося
стола, и палец 2 тяги стола должен быть установлен в соответ-
ствующий паз.
При шптье без перехода скоб следует отключить механизм,
сообщающий вращение кулаку.
6. Прп установке машины для шитья внакидку необходимо
выполнить следующие операции: а) опустить стол в крайнее ниж-
нее положение; б) снять решетку для проводки марли, в) укрепить
158
направляющие хомутики на швейных аппаратах, чтобы обеспе-
чить расположение скоб строго по фальцу тетради.
Во всех случаях при работе на машине ПШ-4м необходимо
следить за тем, чтобы расположение и количество швейных аппа-
ратов соответствовало высоте сшиваемого блока. Загпбателп,
находящиеся в качающемся столе машины, должны быть распо-
ложены точно против верхних швейных аппаратов. Лишь при
соблюдении всех необходимых условии правильной установки
механизмов машины обеспечивается хорошее качество скрепления
продукции.
§ 6. Работа на вкладочно-швейпой машине ВШ-1
Шитье внакидку брошюрных издании осуществляется на
вкладочно-швейных машинах различных конструкций. Наиболь-
шее распространение на полиграфических предприятиях полу-
чила вкладочно-швейпая машина ВШ-1 отечественного про-
изводства.
Рис. 72. Машипа ВШ-1
Машина ВШ-1 (рис. 72) выполняет две технологические опе-
рации: комплектовку блоков вкладкой и шитье проволокой вна-
кидку.
Для комплектования блоков вкладкой в машине предусмо-
трена подборочная секция. Наибольший объем комплектуемых
блоков — шесть тетрадей, к числу комплектуемых тетрадей отно-
159
сятся также накидки и обложки, сфальцованные в один сгиб.
При работе на машине ВШ-1 с использованием максимального
числа комплектуемых тетрадей необходимо следить, чтобы об-
щий объем брошюры в страницах не превышал установленных
норм.
Подборочная часть машины представляет собой подборочный
транспортер, состоящий из ряда отдельных звеньев и неподвиж-
ных седел, служащих для накидывания тетрадей.
Через каждые пять звеньев цепного транспортера, которые
называются промежуточными, установлены два ведущих звена.
Ведущие звенья транспортера имеют по одному отверстию для
установки поводков. Поводки служат для снятия тетрадей с не-
подвижных седел и дальнейшей транспортировки их к швейной
части машины.
Швейная часть машины ВШ-1 предназначена для шитья ском-
плектованной брошюры проволокой внакидку при максимальном
числе скоб, равном четырем. Работа швейных аппаратов: подача
проволоки, отрубание заготовки нужной величины, формирова-
ние скобы, проталкивание ее через фальц скомплектованной
брошюры и загибка ножек скобы —- производится так же, как
и в многоаппаратной проволокошвейной машине ПШ-4м. Величи-
на подачи проволоки в машине ВШ-1 тоже постоянная и равна
31,4 мм. Большая (по сравнению с машиной ПШ-4м) величина
подачи проволоки обеспечивает высокое качество шптья блоков,
скомплектованных вкладкой, различных объемов.
Однако в отличие от машины ПШ-4м, где величина спинки скобы
постоянна, на вкладочно-швейной машине величина спинки скобы
может изменяться. Предусматривается два размера спинки скобы—
14 и 17 мм в зависимости от объема издания. Скорость работы
машины ВШ-1 может изменяться в широких пределах — от 70
до 140 об/мин.
Технологический процесс работы на машине ВШ-1 заключается
в следующем: тетради комплектуемого блока и обложку разме-
щают по подборочным станциям с таким расчетом, чтобы внутрен-
няя тетрадь блока находилась у пакладчицы, обслуживающей
первую подборочную станцию, а обложка накидывалась послед-
ней на скомплектованный блок. 11одборочная станция для обложки
находится у швейной части машины.
Станции подборочного транспортера можно обслуживать с лю-
бой стороны, что зависит от числа накидываемых элементов бро-
шюры и организации работы на данном участке. При обслуживании
подборочного транспортера со стороны приемного стола машины
тетради накидывают на неподвижные седла 1 (рис. 73) транспор-
тера 2 так, чтобы головка была направлена вправо. При этом
ведущие рожки 3 транспортера, упираясь в головки тетрадей,
снимают их с неподвижных седел, сбрасывают на подборочный
транспортер, где тетради выравниваются по верхнему краю.
160
С подборочного транспортера скомплектованная брошюра по-
ступает на седлообразный стол 4 швейной части машины. Пере-
мещение брошюры в швейной секции машины — от подборочного
транспортера к швейным аппаратам и от швейных аппаратов
к выводному устройству—осуществляется механизмом каретки 5,
которая имеет ряд клапанов. Часть клапанов ведет брошюру
к швейным аппаратам б, а другая часть подает сшитую брошюру
к выводному устройству 7. Каретка с клапанами в процессе работы
машины совершает возвратно-поступательное движение вдоль
швейной секции. При рабочем ходе каретки (от подборочного
Рис. 73. Схема работы машины ВШ-1
транспортера к швейным аппаратам) клапаны закрыты и ведут
скомплектованную брошюру к швейным аппаратам и сшитую
брошюру к выводному устройству. При обратном (холостом)
ходе каретки клапаны открыты и поэтому перемещения брошю-
ры не происходит. В этот момент, т. е. во время выстоя брошюры,
начинают работать швейные аппараты и выводное устройство.
Швейные аппараты машины ВШ-1 установлены вертикально
над седлообразным столом и закреплены на корпусе. Они выпол-
няют те же операции — подачу проволоки, отрубание проволоч-
ной заготовки, формирование скобы, проталкивание скобы через
фальц блока и загибку ножек скобы, что и швейные аппараты
машины ПШ-4м, только на машине ВШ-1 имеется возможность фор-
мировать скобу с различной величиной спинки. Для этой цели
швейные аппараты снабжены сменным комплектом скобоформи-
рующих и проталкивающих плапок, а скобооформитель имеет
два различных профиля.
Клапаны каретки подают сшитую брошюру к выводному
устройству, которое представляет собой гребенку, совершающую
возвратно-поступательное движение по вертикали. При подъеме
гребенка проходит через прорезь седлообразного стола, входит
11 Заказ М 66
161
в разъем орошюры и, поднимая ее, направляет между роликами
выводного транспортера. Выводной транспортер медленно пере-
мещается по приемному столу и собирает сшитые брошюры.
Машина ВШ-1 имеет автоблокировочное устройство — электро-
щуп, расположенный на седлообразном столе швейной секции,
непосредственно после подборочного транспортера. Перед работой
электрощуп устанавливают в соответствии с толщиной брошюры.
Автоблокировочное устройство предназначено для: 1) выклю-
чения механизма подачи проволоки в том случае, если объем
брошюры будет меньше требуемого; 2) выключения привода
и остановки машины в том случае, если объем брошюры превы-
шает объем комплектуемого блока или листы брошюры смяты.
В первом случае щуп обеспечивает вывод на приемное устрой-
ство несшитой брошюры, так как блок уменьшенного объема сво-
бодно пройдет под швейными аппаратами и не заденет их. Во вто-
ром случае щуп выключит привод машины.
Основные технологические регулировки машины ВШ-1 связаны
с изменением объема и формата комплектуемых и сшиваемых
брошюр. Технологические возможности машины ВШ-1 достаточно
большие, на ней можно:
1) сшивать брошюры с различной длиной корешка от 15 до
48 с.и;
2) изготавливать брошюры двойником, с общей длиной кореш-
ка до 68,5 см, причем шитье двойников производится за два цикла
работы швейных аппаратов;
3) скреплять брошюры проволокой как без смещения скоб,
так и со смещением скоб на 20 мм в каждой паре брошюр.
Для облегчения установки основных механизмов машины
ВШ-1 по длине корешка имеется специальная таблица настройки:
Формат (длина) корешка (в .им) или положе- ние элск- т рощу па Коли- чество сня- тых повод- ков Началь- ное поло- жение каретки Положе- ние пер- вого по- водка Положе- ние левой рукоятки коробки скоростей Поло- жение правой рукоятки коробки скорое гей 1
150 0 .4 10 4 1 3
175 0 5 20 4 3
210 1 2 10 4 2
230 1 2 0 4 о
270 1 2 0 4 2
300 1 3 0 4 2
350 1 4 1 4 2
420 2 6 3 5 1
460 2 7 4 5 1
540 2 1 2 4 1
В таблице даны цифровые обозначения, указывающие нужные
положения основных механизмов (положение электрощупа, уста-
162
новка поводков и скорости подборочного транспортера, положение
каретки), работа которых связана с изменением формата брошюр.
Пользуясь данными таблицы настройки, можно быстро и пра-
вильно произвести установку основных механизмов.
При изменении объема брошюры необходимо произвести
в машине ВШ-1 следующие регулировки и установки:
1) установить швейные аппараты относительно седлообразного
стола по высоте;
2) подобрать скобооформитель в соответствии с нужной вели
чиной спинки скобы и подобрать скобоформирующую и протал-
кивающую планки;
3) установить электрощуп в соответствии с объемом сшивае-
мых брошюр.
При изменении длины корешка комплектуемых и сшиваемых
брошюр необходимо правильно расположить поводки на под-
борочном транспортере. Прп высоте брошюры, превышающей
17,5 см, следует установить поводок не в каждой паре ведущих
звеньев, а через пару (через 13 звеньев). При высоте брошюры,
превышающей 35 см, следует устанавливать поводки через двад-
цать звеньев транспортера.
Для того чтобы получить брошюры с различным расположе-
нием скоб по длине корешка (шитье с переходом скоб), необходимо
чередовать установку рожков в отверстиях ведущих звеньев
подборочного транспортера. А именно, если для одной брошюры
рожок в первой паре ведущих звеньев установлен во второе
отверстие, то в следующей паре ведущих звеньев он должен быть
установлен в первое отверстие. Такая установка рожков изме-
няет положение подаваемых брошюр относительно швейных аппа-
ратов, а следовательно, расположение скоб по корешку будет раз-
личным. Привертки, составленные из брошюр, сшитых с переходом
скоб, имеют меньшую толщину корешковой части, что в даль-
нейшем положительно скажется на качестве обрезки с трех
сторон.
Скорость подборочного транспортера регулируют при изме-
нении длины корешка комплектуемых и сшиваемых брошюр. Не-
обходимость такой регулировки вызвана тем, что цикличность
работы швейных аппаратов при заданной скорости работы маши-
ны постоянная. Следовательно, транспортер за каждый цикл
работы машины должен передвинуться на один шаг. Шагом подбо-
рочного транспортера называется расстояние между смежными
поводками, а величина шага зависит от длины корешка брошюры.
В случае сшивания брошюр-двойников в два цикла, за один цикл
работы швейных аппаратов подборочный транспортер переме-
стится только на половину шага. При этом за каждый цикл рабо-
ты машины сшивается только одна брошюра из двойника. Ско-
рость подборочного транспортера может быть различной при
одной и топ же скорости работы швейных аппаратов. Всего под-
11* 163
борочный транспортер имеет пять скоростей, которые устанав-
ливаются в соответствии с форматом брошюры. Чем меньше длина
корешка брошюры, тем меньше скорость движения транспортера,
а при увеличении длины корешка следует увеличить и скорость
движения транспортера. Для изменения скорости подборочного
транспортера в машине ВШ-1 имеется коробка скоростей. Нуж-
ную скорость устанавливают при помощи двух рукояток коробки
скоростей. Для определения правильного положения рукояток
в соответствии с форматом брошюр необходимо пользоваться уста-
новочной таблицей машины.
При изменении длины корешка брошюры необходимо изме-
нить и начальное положение каретки, так как в противном слу-
чае клапаны её неправильно подведут брошюру к швейным аппа-
ратам и расположение скоб на корешке не будет соответствовать
установленным нормам. Для правильной установки каретки в соот-
ветствии с форматом сшиваемых брошюр над седлообразным сто-
лом имеется прижимной валик с делениями, по которым устанав-
ливается начальное положение первого клапана каретки. Для
правильной установки следует пользоваться таблицей, прилагае-
мой к машине. Клапаны каретки закрываются и открываются при
помощи прижимного валика, поэтому при увеличении объема
брошюры следует изменять его положение по высоте. В противном
случае, при холостом ходе каретки, клапаны откроются недоста-
точно и не освободят брошюры.
При изменении толщины сшиваемых брошюр необходимо изме-
нить расстояние между швейными аппаратами и седлообразным
столом, для чего головку швейного аппарата перемещают по вер-
тикали маховичком, который вращает регулировочный винт.
Для более точной регулировки служит вертикальная шкала
с миллиметровыми делениями. Шкала расположена с левой сто-
роны регулировочного винта.
При значительном изменении объема сшиваемых брошюр
необходимо также изменить величину спинки скобы. Для этого
надо повернуть скобооформитель на 180° и заменить формирующую
и проталкивающие планки. Если толщина раскрытой брошюры
не превышает 1,5 мм, то скобооформитель устанавливают тем
профильным выступом, который обеспечивает формирование ско-
бы со спинкой, равной 17 мм. Если же толщина раскрытой бро-
шюры превышает 1,5 мм, то скобооформитель следует повернуть
на 180° и установить профильным выступом шириной 14 мм.
Электрощуп автоблокировочного устройства устанавливают
в соответствии с объемом брошюры при помощи регулировочных
винтов. Кроме того, электрощуп должен быть так установлен
относительно седлообразного стола, чтобы при изменении высоты
брошюры он занимал вполне определенное положение по отноше-
нию к каретке. Для точной установки щупа имеется шкала с деле-
ниями, показывающими длину корешка брошюры.
164
Правильно выполняя все технологические регулировки и со-
блюдая правильную организацию обслуживания вкладочно-швей-
ноп машины ВШ-1, можно добиться максимальной производи-
тельности при хорошем качестве продукции.
В настоящее время ведутся работы по созданию вкладочно-
швейного автомата, в котором ручной труд накладчпц будет
заменен самонакладами-раскрывателями. Это позволит значи-
тельно повысить производительность на участке изготовления
малообъемных брошюр, скомплектованных вкладкой.
§ 7. Новые агрегаты для изготовления брошюр
В последние годы на полиграфических предприятиях для изго-
товления брошюр, комплектуемых вкладкой, начали применять
агрегаты, обеспечивающие комплексную механизацию всех опе-
раций технологического процесса. К такому оборудованию отно-
Рис. 74. Вкладочпо-швейиая машппа модель 135, агрегатнровапная
с резальной машиной «Полимат»
сятся: агрегаты фирмы «Мюллер» (Швейцария), «Декстер», «Шери-
дан» (США) и агрегаты, выпускаемые Германской Демократи-
ческой Республикой.
Принцип работы всех агрегатов, в основном, одинаков и сво-
дится к комплектовке блока вкладкой и шитью проволокой вна-
кидку.
Эти агрегаты состоят из вкладочно-швейных машин, докомплек-
тованных самонакладами ротационного типа и резальным устрой-
ством. При наличии резальной приставки на агрегатах производит-
ся обрезка готовых брошюр с трех сторон, а в случае изготовления
брошюр двойником — и разрезка двойников.
Вкладочпо-швейная машина модель 135, агрегатированная
с резальной машиной «Полимат» (рис. 74), предназначена для
165
Рис. 75. Тетрадь с
правым шлейфом
изготовления брошюр, комплектуемых из четырех тетрадей (вклю-
чая обложку и накидные иллюстрации), а поэтому дополнительно
снабжается четырьмя самонакладами ротационного типа. Коли-
чество швейных аппаратов на агрегате, как правило, не превышает
двух. Однако, по индивидуальным заказам число швейных аппа-
ратов может быть увеличено до шести, а число самонакладов —
до двенадцати; при этом наибольшая тол-
щина сшиваемой продукции остается посто-
янной, равной 5 мм.
Самонаклады, установленные на агрегате,
работают по ротационному принципу и осу-
ществляют отделение одной тетради от всей
стопы, раскрывание ее посередине и накиды-
вание на подборочный транспортер. В таких
самонакладах предусмотрены две системы
раскрывателей тетрадей — система присосов
и система захватов.
Раскрывание тетрадей с помощью при-
сосов производится в том случае, если по-
даются тетради с закрытой головкой, с парал-
лельными сгибами, а также тетради, пе имею-
щие шлейфа. Вторая система раскрывателей—
захваты применяются в том случае, если те-
тради имеют открытую головку или идут
с накидкой. В этом случае к тетрадям предъя-
вляется дополнительное требование — они
должны иметь правый шлейф размером не
менее 4 мм (рис. 75).
Резальное устройство, входящее в состав
агрегата, производит обрезку брошюр с трех
сторон в двух позициях. В первой позиции производится обрезка
переднего поля брошюры, а во второй — одновременно обреза-
ются головное и нижнее поля двумя парами плоских ножей.
В случае изготовления брошюр двойником во второй позиции
устанавливается дополнительная пара плоских ножей для разрез-
ки двойников.
Производительность вкладочпо-швейно-резальных агрегатов
различных моделей примерно одинаковая — до 8000 брошюр
в час.
Для изготовления брошюр, комплектуемых подъемкой, также
применяются агрегаты, которые, в основном, выполняют только
две технологические операции — комплектовку брошюрного бло-
ка подъемкой и шитье проволокой втачку.
На наших предприятиях эксплуатируются подборочно-швейные
агрегаты, изготовленные в Германской Демократической Респуб-
лике, которые состоят из двух секций: листоподборочной с 18
магазинами и швейной, снабженной двумя швейными аппаратами
1(5 С
(рис. 75). Подборочная секция такого агрегата представляет собой
листоподборочную машину, в которой нижняя тетрадь из магази-
на выводится щипцами, совершающими возвратно-поступатель-
ное движение. Скомплектованный блок передается в швейную
секцию агрегата, где сшивается втачку двумя скобами. Устройство
швейных аппаратов аналогично устройству швейных аппаратов
Рис. 7б. Подборочно-швейный агрегат Народного предприятия
«Вухбиндераймапшпецверке» (ГДР).
машин типа «тачалок». Агрегаты данных моделей только частично
механизируют технологический процесс изготовления брошюр,
комплектуемых подъемкой.
Для полной автоматизации изготовления таких брошюр создают-
ся поточные линии, в состав которых входят не только подбороч-
ная и швейная секции, но и секция крытья блока обложкой,
а также резальное устройство для обрезки брошюры с трех
сторон.
В настоящее время ведутся работы по замене швейных секций
секциями, осуществляющими бесшвейное скрепление блоков.
Такая замена обеспечит выпуск продукции высокого качества,
а также позволит увеличить производительность автоматических
поточных линий в два раза (до 12000 брошюр в час.)
167
Вопросы п задачи для повторения
1. Охарактеризовать шитье проволокой втачку, рассказать о его
преимуществах и недостатках.
2. Охарактеризовать шитье проволокой внакидку и указать для
каких изданий оно применяется.
3. В каких случаях применяется шитье проволокой вразъем и дать
характеристику данному виду шитья.
4. Определить расход проволоки в метрах при шитье блока втачку
в три скобы, если формат издания 70 X 1081/s, объем 12 бум. лист., тираж
издания 25 000 экз.
5. Найти расход проволоки в метрах прп тираже 40 000 экз. и шитье
на проволокошвейной машине ВШ-1 в три скобы, формат издания
60 X 90Ч8.
6. Найти расход проволоки в метрах прп шитье блоков вразъем
в две скобы; формат издания 70 X 90г/16, объем 23,4 усл. печ. л., тираж
75 000 экз.
7. Определить расход марли в метрах при шитье брошюрных блоков
вразъем; формат издания 70 X Юв1/^, объем пять 32-страничных тетра-
ди, ширина рулона марли 70 см, тираж издания 15 000 экз.
8. Назначение и работа проволокошвейной машины БШП-4.
9. Как производится регулировка величины подачи проволоки
в зависимости от объема сшиваемой продукции в машине БШП-4?
10. Назначение и работа многоашгаратпой проволокошвейной маши
ны ПШ-4м.
11. Чем отличается устройство швейного аппарата ПШ-4м от устрой
ства швейного аппарата БШП-4?
12. Как определить величину опускания стола при шптье вразъем
на машине ПШ-4м и как выполнять данную установку?
13. Какие разновидности шитья вразъем можно получить на машине
ПШ-4м и как производится установка стола при различных вариантах
шитья?
14. Назначение и технологический процесс работы па машине ВШ-1.
15. Дать сравнительную характеристику швейных аппаратов машин
БШП-4, ПШ-4м и ВШ-1.
16. Как установить швейный аппарат машины ВШ-1 в зависимости
от объема сшиваемой продукции?
17. В чем заключается установка подборочной секции машины для
шитья брошюр с переходом и без перехода скоб?
18. Назначение и расположение автоблокировочного устройства
в машине ВШ-1.
19. Какие новые модели вкладочпо-швейиых агрегатов применяют
па производстве п чем они отличаются от машины ВШ-1?
20. В чем заключается особенность работы самонакладов ротаци-
онного типа?
21. Требования, предъявляемые к тетрадям, поступающим на агре-
гаты.
22. Принцип работы подборочно-швейных агрегатов п их разно-
видности.
23. Какие недостатки присущи всем видам скрепления проволокой
и для каких видов изданий шитье проволокой остается основным
видом скрепления?
ГЛАВА ДЕСЯТАЯ
ШИТЬЕ НИТКАМИ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Виды шитья нитками
Швейное скрепление книжных и брошюрных блоков нит-
ками за последние годы почти вытеснило шитье проволокой,
которое имеет много существенных недостатков.
Для целого ряда полиграфической продукции предусмотрено
только шитье нитками и никакой другой вид скрепления не
допускается. Объясняется это тем, что шитье нитками всегда
обеспечивает хорошую раскрываемость изданий и прочное скреп-
ление всех тетрадей в блоке, дает возможность прессовать сши-
тые блоки, подвергать их полной обработке на блокообрабаты-
вающих агрегатах и тем самым добиться высокого качества про-
дукции.
Существует много различных видов скрепления блоков нит-
ками, так же как и при шитье блоков проволокой, шитье нит-
ками может быть выполнено как по фальцу корешка тетради,
так и по самому корешковому полю. Шитье нитками по фальцу
тетради может быть потетрадным или поблочным. Первый спо-
соб применяется для блоков, скомплектованных подъемкой, а вто-
рой — для блоков, скомплектованных вкладкой.
Шитье блоков нитками по корешковому полю аналогично
шитью проволокой втачку, так как при этом стежки прошивают
блок по всей его толщине.
По характеру образования и закреплению стежков швейное
скрепление делится на следующие основные виды: 1) шитье петель-
ным стежком, 2) шитье узловязальным стежком, 3) шитье чел-
ночным стежком.
Все перечисленные виды стежков можно получить только
на специальных ниткошвейных машинах.
169
Следует отметить, что в отличие от шитья проволокой шитье
нитками можно выполнять как на машинах, так и вручную, но
при этом будут получаться несколько иные стежки. Шитье вруч-
ную применяется крайне редко, в основном при ремонте старых
книг, скреплении различных архивных документов и т. д.
Ниже приводится схема основных типов стежков при шитье
нитками на машинах.
Шитье нитками
через фальц тетради
через корешковое ноле
петельный узловязальпый
челночный узловязальный
брошюрный переплетный
Шитье нитками по корешковому полю может быть выполнено
челночным или узловязальным стежком. Этот вид шитья при-
меняется крайне редко, поскольку ему присущи все недостатки
шитья втачку. Кроме того, оборудование, необходимое для дан-
ного шитья, отечественными заводами не выпускается.
Шитье через фальц тетради, петельным стежком при поте-
традном скреплении блоков в настоящее время имеет самое широ-
кое распространение. Поблочное скрепление через фальц тетради
осуществляется только узловязальным стежком и возможно
лишь для блоков, скомплектованных вкладкой.
Потетрадное шитье нитками может быть брошюрным или
переплетным. При б р о ш ю р н о м шитье в качестве
скрепляющего материала используются только нитки, а при
шитье под переплет — нитки и марля.
Для шитья применяют хлопчатобумажные нитки № 30 и кап-
роновые нитки № 18-к, последние обеспечивают более прочное
скрепленпе блока и уменьшают утолщение в корешке. Поэтому
капроновые нитки рекомендуется использовать при шитье объем-
ных блоков (свыше 480 стр.), а также для изданий, рассчитан-
ных на длительный срок пользования. Хлопчатобумажные нитки
№ 30 используют при скреплении брошюрных и книжных бло-
ков массовых изданий среднего объема.
При переплетном шитье в качестве корешкового
материала используется полиграфическая марля марки НШ.
170
Размеры марлевой полоски для каждого блока зависят от высоты
необрезанного блока и его толщины (объема), а именно высота
полоски марли должна быть меньше высоты блока на 3,5 см,
а ширина — больше толщины блока на 4 см. Это необходимо
для того, чтобы по краям блока оставались концы марли (по 2 см
с каждой стороны), что повышает прочность скрепления блока
с переплетной крышкой.
Брошюрное шитье нитками петельным стежком применяется
для скрепления брошюрных и книжных блоков. Поскольку при
брошюрном шитье не используется корешковый материал, то
этот вид шптья стали применять для книжных издании лишь
Рис. 77. Виды брошюрных стежков нитками:
а — простой брошюрный стежок; б, в — переставной стежок.
с внедрением на полиграфических предприятиях различных бло-
кообрабатывающих агрегатов, обеспечивающих хорошую обра-
ботку корешка блока только при отсутствии марли. Все стежки
располагаются внутри тетради по .фальцу и поэтому называются
внутренними стежками. Конец стежка в виде петли выводится
на внешнюю сторону корешкового фальца тетради и проводится
через предыдущую петлю, в результате на корешке блока обра-
зуется петельный шов, скрепляющий тетради между собой.
В зависимости от расположения внутренних стежков отно-
сительно друг друга в двух смежных тетрадях блока различают
два вида брошюрных стежков: простой и переставной (рис. 77).
Простые брошюрные с т е ж к и располагаются
в смежных тетрадях один под другим и равны между собой. Такой
вид шитья рекомендуется применять для скрепления книжных
и брошюрных блоков, состоящих из 32-страничных тетрадей.
В том случае, если скрепляемый блок состоит из 16 страничных
тетрадей, то предельный объем его для данного вида шитья не
должен превышать 10—12 тетрадей, в противном случае произой-
дет заметное утолщение в корешке блока.
Для переставного брошюрного стежка
характерно смещение внутренних стежков в двух смежных
171
тетрадях относительно друг друга, что вызывает меньшее утолще-
ние корешка и поэтому рекомендуется для многообъемных блоков.
Существует два варианта переставного брошюрного стежка.
При первом варианте шитья (рис. 77, в) все внутренние стежки
взаимосвязаны между собой, а при втором варианте шитья
(рис. 77, б) такая взаимосвязь между всеми внутренними стеж-
ками блока отсутствует.
Применение того или иного варианта переставного брошюр-
ного стежка диктуется как форматом сшиваемого блока, так
и технологическими возможностями ниткошвейных машин.
Переставное брошюрное шитье с любым вариантом располо-
жения внутренних стежков следует применять для брошюрных
и книжных блоков объемом более 10—12 тетрадей (16-странич-
ных).
Переплетное шитье нитками. Шитье блоков нитками пере-
плетным стежком выполняется всегда на корешковом материале,
основное назначение которого — не только обеспечить более проч-
ное скрепление тетрадей между собой, но и повысить прочность
скрепления книжного блока с переплетной крышкой.
Для более надежного прикрепления корешкового материала
к блоку, кроме внутренних стежков, необходимы и внешние
стежки, расположенные на поверхности корешка блока, т. е.
на корешковом материале. Внешние стежки переходят из одной
тетради в другую с некоторым смещением, образуя ломаную
линию. Такое смещение обеспечивает нужную длину внешнего
стежка, а следовательно, и необходимую прочность скрепления
корешкового материала с блоком.
Существуют две основные разновидности переплетного шитья
нитками: простой переплетный стежок и переставной переплет-
ный стежок (рис. 78).
Простой переплетный стежок (рис. 78, а)
характеризуется обязательным наличием как корешкового мате-
риала, так и внешних стежков. Внутренние стежки расположены
в двух смежных тетрадях так же, как и при простом брошюрном
шитье, но будут иметь разные размеры: в одной тетради внутрен-
ние стежки будут короче стежков другой тетради. Разница в ве-
личине внутренних стежков смежных тетрадей будет соответ-
ствовать размеру внешнего стежка. Следует отметить, что при
шитье под переплет, стежки, расположенные в начале тетради
(у головки), не имеют внешнего стежка и называются концевыми
или головными стежками.
Простой переплетный стежок применяется для изданий сред-
них и больших объемов, скомплектованных из 32-страничных
тетрадей, а также для блоков, скомплектованных из 8 и 16-стра-
ннчных тетрадей, объемом соответственно не более 10 и 20 тетра-
дей. Эти условия следует обязательно соблюдать, так как в про-
тивном случае у блоков, скомплектованных из тонких тетрадей.
172
простой переплетный стежок вызовет значительное утолщение
корешка, что будет мешать дальнейшей обработке блока.
Переставной переплетный стежок (рис. 78,6),
так же как и простой переплетный, характеризуется наличием
корешкового материала и внешних стежков. При этом все внутрен-
ние стежки равны и расположены в тетрадях блока в шахматном
порядке также, как и при переставном брошюрном шитье.
Рис. 78. Виды переплетных стежков:
а — простой; б — переставной
Концевой стежок не всегда располагается в головке. Если в од-
ной тетради он будет находиться в головке, то в следующей —
у нижнего корешкового края. Независимо от расположения
концевые стежки не имеют внешнего стежка.
Переставной переплетный стежок рекомендуется применять
для шитья любых книжных изданий, так как он почти не утол-
щает корешок и обеспечивает прочное скрепление тетрадей,
поэтому этот вид стежка обязателен для различных энциклопе-
дических изданий.
Шитье нитками вручную. Шитье нитками вручную может
быть как брошюрным, так и переплетным. В качестве корешко-
вого материала при переплетном шитье используют марлю,
тесьму, шнуры. Брошюрное шитье нитками вручную не обеспе-
чивает достаточной прочности скрепления всех тетрадей блока,
а поэтому в настоящее время не применяется:
При ручном переплетном шитье необходимая прочность скреп-
ления достигается только вследствие использования корешкового
материала. Известно несколько вариантов переплетного шитья
нитками вручную (рис. 79), чаще всего применяется шитье на
173
марле или тесьме. Для скрепления корешкового материала с бло-
ком при ручном и машинном шитье необходимы внешние
стежки. При узком корешковом материале (тесьме) внешний
стежок может обшивать этот материал, а прп широком (марле) —
прошивать его. Во втором случае скрепление тетрадей в блоке
получается более прочным.
б
Рис. 79. Виды шптья нитками вручную:
а — с обшивкой корешкового материала; б — с прошивкой корешкового материала
Рекомендуется начинать шитье с последней тетради блока,
располагая стежки по фальцу тетради с таким расчетом, чтобы
они не выходили за пределы полосы текста. Длина стежков
и их число зависят от формата и назначения издания.
В некоторых случаях для того чтобы облегчить процесс шитья
(при плотных сортах бумаги), по корешку блока делают несколько
надрезов в соответствии с количеством стежков.
Прп ручном шитье можно применять как хлопчатобумажные,
так и капроновые нитки, которые обеспечивают достаточно проч-
ную затяжку стежка. Однако шитье нитками вручную очень
трудоемкий и малопроизводительный процесс, который не мо-
174
жет обеспечить одинаковой прочности скрепления всех тетрадей,
поэтому в настоящее время оно полностью вытеснено шитьем
на нпткошвейных машинах и автоматах и применяется только
при ремонте старых книг.
§ 2. Образование стежков на ниткошвейных
машинах
На отечественных ниткошвейных машинах и автоматах воз-
можно получить четыре варианта стежков при потетрадном шитье:
брошюрный стежок — простои и переставной и переплетный
стежок — простой и переставной. Процесс образования стежков
на машинах значительно сложнее ручного шитья или формирова-
ния скобы на проволокошвейных машинах, поэтому и конструк-
ция швейных аппаратов ниткошвейных машин значительно слож-
нее конструкции проволокошвейных машин. Швейный аппарат
любой ниткошвейной машины имеет каретку 1 (рис. 80), назы-
ваемую иногда игольно-крючковой базой, на которой закреп-
лены швейные иглы 2 и крючки 3, слушающие для образования
стежков. Непосредственное участие в образовании стежков при-
нимают также и шиберы 4- (нитеводители), расположенные
в качающемся столе машины. Прокалывающие иглы 5 обеспечи-
вают предварительное прокалывание отверстий ио фальцу тетра-
ди, необходимых для нормальной работы швейного аппарата.
175
Принцип образования стежков на всех ниткошвейных маши-
нах в основном одинаковый и сводится к следующему. Тетрадь,
раскрытая по середине, поступает на качающийся стол корешком
вверх, а головкой влево. В целях правильного расположения
стежков по длине корешка тетрадь выравнивают относительно
швейных игл и крючков, расположенных на каретке.
Швейная игла закреплена в специальном патроне 6, ко-
торый в свою очередь закреплен на игольной планке 7 ка-
ретки.
Для закрепления крючков служит специальный крючковый
патрон 8, верхняя часть которого заканчивается прямозубой
шестеренкой 9, входящей в зацепление с зубчатой рейкой 10,
установленной на каретке. Такое закрепление крючка на каретке
швейного аппарата обеспечивает вращательное движение крючка,
необходимое для образования стежка.
Нитеводптели, или шиберы, закрепленные на шиберной план-
ке 11 внутри качающегося стола машины, могут перемещаться
вместе с шиберной планкой относительно стола. Перемещение
шиберной планки обеспечивает образование внутренних стежков
по фальцу тетради.
Прокалывающие иглы, закрепленные на специальной план-
ке 12, образуют отверстия по фальцу тетради для ввода швейных
игл и крючков.
Количество швейных игл и крючков, закрепленных на каретке,
зависит от числа стежков. Для образования одного стежка необ-
ходимо иметь одну швейную иглу, которая вводит нитку в тетрадь,
один шибер, который переносит нитку от швейной иглы к крючку,
и один крючок, захватывающий нитяную петлю.
Итак, тетрадь, находящаяся на качающемся столе, вместе
с ним подается к каретке. В процессе работы качающегося стола
прокалывающие иглы, поднимаясь, делают отверстия по кореш-
ковому фальцу тетради и возвращаются в свое первоначальное
положение.
Каретка при возвратно-поступательном движении в наклонно-
вертикальной плоскости подводит швейные иглы и крючки к тетра-
ди В процессе движения каретки вниз швейные иглы и крючки
входят в отверстия, образованные проколами, и доводятся карет-
кой до крайнего нижнего положения; при этом швейная игла
вводит нить в тетрадь.
Каретка, дойдя до своего нижнего положения, несколько
приподнимается, при этом у швейной иглы образуется сво-
бодная нитяная петля, которую захватывает шибер (нитеводи-
тель) и, двигаясь вдоль фальца тетради, тянет за собой двойную
нить. Дойдя до крючка, шибер накидывает на него нитяную
петлю.
Таким образом, внутри тетради по фальцу располагаются
внутренние стежки, состоящие из двойной нити.
176
При дальнейшем подъеме каретки швейные иглы и крючки
выходят из тетради и вместе с кареткой возвращаются в исходное
положение, а конец петли, захваченный крючком, выводится
из тетради и остается на крючке (рис. 81).
При сшивании следующей тетради процесс образования внут-
реннего стежка повторяется. Однако крючок, вытягивая из
Рис. 81. Схема образования стежков на ниткошвейных
машинах
второй тетради накинутую на него петлю, должен протащить
ее через предыдущую, оставшуюся на нем после образования
стежка в первой тетради. Таким образом, на корешке блока
в месте расположения крючков образуется крючковый петельный
шов (тамбурный, рис. 82). Для образования такого шва крючки
при выходе из тетради должны повернуться вокруг своей оси
на 180° и обеспечить протаскивание последующей петли через
предыдущую.
Швейная игла вместе с питью также переходит из одной тетра-
ди в другую и на поверхности корешка блока образуется игольный
шов, представляющий собой одинарную нить, переходящую из
тетради в тетрадь по прямой линии.
Технологический процесс образования внутренних стежков
при петельном шитье нитками одинаков как для брошюрного,
так и переплетного шитья. Однако при переплетном шитье на
корешковом материале, кроме внутренних стежков, необходимы
12 Заказ N Е6
177
и внешние стежки, образующиеся перемещением игольной
планки, на которой закреплены швейные иглы, относительно
каретки. Такое перемещение швейных игл обеспечивает совер-
шенно иное расположение
Рпс. 82. Игольный и крючко-
вый швы на корешке сшитого
блока
нитей игольного шва на корешке
блока, чем при брошюрном шитье:
игольный шов образует на корешке
блока зигзагообразную, а не прямую
линию. В результате образования
внешнего стежка значительно возра-
стает величина игольного шва, при-
крепляющего в данном случае кореш-
ковый материал к блоку.
Следует отметить, что при шитье
под переплет в образовании внешних
стежков участвуют все швейные иглы
за исключением крайних. Крайние
иглы, служащие для образования
концевых стежков, которые никогда
не бывают внешними, закрепляются
не на игольной планке, а непосред-
ственно на самой каретке.
На отечественных ниткошвейных
машинах и автоматах получают стеж-
ки, как внутренние, так и внешние
определенных размеров (табл. 14).
Так, внешние стежки могут быть равны 9,5 и 14,25 мм, а внутрен-
ние — 14,25; 19; 23,75 и 28,5 мм. Указанные размеры стежков
вполне обеспечивают качественное скрепление блоков различных
форматов и объемов при всех перечисленных видах шитья петель-
ным швом.
Таблица 14
Рекомендуемые размеры стежков прп различных
• вариантах шитья
Виды шитья Размеры внешних стежков, мм Размеры внутренних стежков, мм
концевых остальных
Брошюрное шитье: простой стежок 14, 25; 19 14, 25; 19;
переставной сте- — 14, 25; 19 23, 75; 28, 5 14, 25; 19
жок Переплетное шитье: простой стежок 9, 5; 14, 25 14, 25; 19 28, 5; 28, 5
переставной сте- 9, 5; 14, 25; 19; 14, 25 19; 19
жок
178
крючков, шиберов и прокалывающих
простом шитье:
стежок; б — переплетный
стежок
Количество стежков того или иного размера выбирают в зави-
симости от формата издания, а также вида шитья (простое или
переставное).
§ 3. Установка отдельных деталей швейного аппарата
при различных видах шитья
В зависимости от числа стежков и вида шитья на каретке
швейного аппарата должно быть установлено соответствующее
количество швейных игл и крючков, обеспечивающих образо-
вание стежков нужного размера.
При простом шитье как на корешковом материале, так и без
него, швейные иглы и крючки па каретке швейного аппарата
должны располагаться в
определенной последователь-
ности. Швейная игла, обра-
зующая первый от головки
стежок, должна быть закреп-
лена с таким расчетом, чтобы
стежок, был на уровне линии
текста или несколько ниже
этой линии (что зависит
от формата издания). Вслед
за швейной иглой закреп-
ляют крючок так, чтобы" рас-
стояние между иглой и крюч-
ком соответствовало размеру
внутреннего стежка. За
первой парой (швейная
игла и крючок) равномерно
в той же последовательности
устанавливаются остальные
швейные иглы и крючки без
выхода на поля тетради. (
и крючков при простом виде шитья должно соответствовать
количеству стежков (рис. 83).
Число прокалывающих игл при простом брошюрном шитье
должно соответствовать числу швейных игл и крючков, а количе-
ство нитеводителей (шиберов) должно быть равно только числу
швейных игл (табл. 15).
При простом шитье под переплет число прокалывающих игл
должно быть больше числа швейных игл и крючков, установлен-
ных на каретке. На каждую швейную иглу, образующую внеш-
ний стежок, устанавливается дополнительная прокалывающая
игла. Таким образом, общее число прокалывающих игл, уста-
новленных на планке качающегося стола, должно быть больше
числа швейных игл и крючков на количество внешних стежков.
пгл при
а — брошюрный
число 'швейных игл
12* 179
Таблица 15
Рекомендуемое число стежков, швейных игл, крючков, шиберов и прокалывающих игл
в зависимости от формата издания и вида шитья
Формат издания Простой брошюрный стежок Простой переплетный стежок
ЧИСЛО стежков ЧИСЛО швейных игл число крючков ЧИСЛО прокалы- вающих игл число шиберов ЧИСЛО стежков число швейных игл число крючков число прокалы- вающих игл число шиберов
60 X 90 1/8 5 6 5 6 5 6 10 12 5 6 5 6 5 6 5 6 14 17 5 6
70 X 10& 1/8 6 7 6 7 6 7 12 14 6 7 6 7 6 7 6 7 17 20 6 7
60 х 90 1 3 3 3 6 3 3 3 3 8 3
84 X 108 1/32 4 4 4 8 4 4 4 4 11 4
84 X 108 1/16 4 4 4 8 4 4 4 4 И 4
84 X 108 1/в 5 5 5 10 5 5 5 5 14 5
84 х 108 1/64 2 2 2 4 2 2 2 2 5 2
Число же шиберов при простом шитье под переплет должно рав-
няться числу швейных игл. Например, при простом переплет-
ном шитье в четыре стежка число прокалывающих игл, установ-
ленных для образования отверстий по фальцу тетради, обеспечи-
вающих ввод швейных игл в тетрадь, должно быть равно семи,
а количество прокалывающих игл для крючков — четыре. Всего
на планке качающегося стола должно быть установлено один-
надцать прокалывающих игл. Количество нитеводителей в этом
случае соответствует количеству стежков и равно четырем.
При переставном брошюрном или переплетном шитье швей-
ные иглы и крючки должны быть так расположены, чтобы обес-
печить нужный вариант шитья и требуемое число стежков
Рис. 84. Расположение швейных игл, крючков, шиберов и про-
калывающих игл при переставном шитье:
а — брошюрный стежок; б — переплетный стежок
(табл. 16). Так же как и при простом шитье нитками, швейный
аппарат для переставного стежка следует начинать устанавливать
с закрепления швейной иглы на каретке. Положение последую-
щих игл и крючков, участвующих в образовании стежков, зависит
от варианта шитья и может отличаться от расположения их при
простом шитье. Обязательное условие переставного шитья (бро-
шюрного пли переплетного) — наличие швейной иглы у ниж-
него поля тетради, в то время как при простом шитье установка
швейного аппарата всегда заканчивается крючком (рис. 84).
Как уже указывалось, переставное брошюрное шитье может
быть выполнено в двух вариантах, выбираемых в зависимости от
условий работы.
При первом варианте, когда все стежки взаимосвязаны, после-
довательность расположения швейных игл и крючков на корешке
такая же, как и при простом брошюрном шитье. Число швейных
игл будет больше числа стежков на единицу, а число крючков
181
Таблица 16
Зависимость числа стежков, шйейных игл, крючков, шиберов и прокалывающих игл
от формата издания и вида шитья
Формат издания Переставное брошюрное шитье Переставное переплетное шитье
I вариант II вариант
ЧИСЛО стеж- ков ЧИСЛО швей- ных игл число крюч- ков ЧИСЛО прока- лыва- ющих игл ЧИСЛО шибе- ров ЧИСЛО стеж- ков ЧИСЛО швей- ных игл ЧИСЛО крюч- ков ЧИСЛО прока- лыва- ющих игл ЧИСЛО шибе- ров ЧИСЛО стеж- ков число швей- ных игл число крюч- ков ЧИСЛО прока- лыва- ющих игл ЧИСЛО шибе- ров
60 X 901/8 70 X 1081/16 84 х /16 5 6 5 и 6 — — — — 5 6 5 15 6
60 X 901/16 70 X 90^/16 84 X 1081/зг 4 5 4 9 5 — — — — — 4 5 4 12 5
70 X 901/32 70 х 1081/зг 3 4 3 7 4 3 6 3 9 6 3 4 3 Я 4
84 X 1081/64 70 X 1081/64 2 3 2 5 3 2 4 2 6 4 2 3 2 6 3
равно числу стежков. При втором варианте, когда нет полной
взаимосвязи стежков блока, а они группируются, швейные иглы
и крючки располагаются также группами. В этом случае для
образования каждого стежка устанавливают две швейные иглы
и один крючок между ними. Таких групп должно быть столь-
ко, сколько стежков будет в издании.
Число прокалывающих игл, закрепляемых на соответствую-
щей планке в качающемся столе, должно равняться общему
числу швейных игл и крючков независимо от варианта перестав-
ного брошюрного шитья.
Количество нитеводителей и их характер (односторонние или
двухсторонние) выбираются с учетом варианта переставного
брошюрного шптья. Для первого варианта шитья число птиберов
не соответствует числу стежков, а превышает их на единицу.
Характер же шиберов может быть различным: средние шиберы
должны быть обязательно двухсторонними, а крайние могут быть
и односторонними. Для второго варианта шитья количество
шиберов должно быть в два раза больше количества стежков,
и они могут быть все односторонними.
При переставном шитье под переплет последовательность
расположения швейных игл и крючков на каретке такая же,
как при первом варианте переставного брошюрного шитья. Число
крючков соответствует числу стежков, а число швейных игл
больше числа стежков на единицу.
Поскольку все швейные иглы, за исключением крайних, пере-
мещаются для образования внешнего стежка, то для каждой из
них устанавливается по две прокалывающих иглы. Следова-
тельно, общее число прокалывающих игл будет больше коли-
чества швейных игл и крючков на число внешних стежков. Число
нитеводителей должно соответствовать числу швейных игл.
По данным табл. 16 проверяют правильность установки отдель-
ных деталей швейного аппарата (швейных игл, крючков, шибе-
ров и т. д.) и их число в зависимости от количества стежков
и вида шитья.
В случае изменения числа стежков необходимо в соответ-
ствии с данными таблицы снять или добавить нужное количе-
ство отдельных элементов швейного аппарата — крючковых пат-
ронов с крючками, игольных со швейными иглами, шиберов и т. д.
Как указывалось ранее, при любом варианте переплетного
шитья необходимо применять корешковый материал — марлю.
Марля поступает на полиграфические предприятия в рулонах
различной ширины от 60 до 74 см, которые разрезают в долевом
направлении на отдельные бобины, ширина которых должна быть
меньше длины корешка необрезанного блока на 35 мм.
Зная основные размеры стежков и корешкового материала,
нужно уметь правильно подсчитать расход ниток и марли, необ-
ходимых для шитья определенного количества блоков.
183
Пример 1. Определить расход капроновых ниток в метрах для
шитья блоков простым брошюрным стежком, если формат издания 84 х
X Ю81/з2, объем 5 бум. л. Размер внутренних стежков равен 19 мм. Блок
состоит из 32-страничных тетрадей. Тираж издания 25 000 экз.
Решение. 1. Находим число стежков для данного формата по табли-
це. Число стежков равно 4.
2. Определяем количество 32-страннчных тетрадей в блоке.
Из одного бумажного листа, отпечатанного в ’/-ц долю, получается две
32-страничные тетради. Следовательно, общее число тетрадей в блоке будет
равно:
5 б. л. х 2 т. = 10 тетрадей.
3. Определяем расход ппток на одну тетрадь, учитывая число стежков,
их размеры, а также п то, что внутренние стежки будут в две нитки:
19 мм х 4 стежка х 2 = 152 мм.
4. Находим расход ниток в метрах на один блок:
152 мм X Ю тетрадей = 1520 мм — 1,52 м.
5. Определяем расход ниток на весь тираж:
1,52 м X 25 000 = 38 000 м.
Пример 2. Найти расход ниток в метрах для шитья блоков пере-
ставным переплетным стежком, если формат издания 60 х 9О1/10, объем
15 физ. печ. л. Размер внешнего стежка равен 9,5 мм, внутреннего концевого
стежка — 14,25 мм, а остальных внутренних — 19 мм. Блок состоит из
трех сгибных тетрадей. Тираж 10 000 экз.
Решение. 1. Число стежков для данного формата определяем по
таблице.
Число стежков равно 4.
2. Определяем объем блока в 16-страничных тетрадях.
При печати в 1/10 долю один физический печатный лист содержит 16 стра
ниц, то есть равен одной трехсгибной тетради.
Число тетрадей в блоке равно 15.
3. Находим расход ниток на одну тетрадь, учитывая число внешних,
концевых и внутренних стежков:
(14,25 + 3 х 19) X 2 + 3 X 9,5 = 142,5 х 28,5 = 171 мм.
4. Определяем расход ниток на один блок.
171 мм X 15 тетрадей = 2565 мм = 2,57 м.
5. Находим расход ниток в метрах на весь тираж:
2,57 мм х Ю 000 = 25 700 м.
Пример 3. Используя условия примера 2, найти расход марли
в метрах при ширине фабричного рулона в 60 см.
Решение. 1. Находим формат издания 60 х 901/16 = 15 х 22,5 см,
Ширина бобины меньше высоты неотрезанного блока на 35 мм.
Определяем ширину бобины:
22,5 см — 3,5 см = 19 см.
2. Находим число бобин из фабричной ширины рулона:
60 см : 19 см = 3 бобины.
3. Определяем ширину марлевой полоски для одного блока. Известно,
что ширина марлевой полоски для каждого блока должна быть больше его
184
толщины на 4 см. Значит, сначала необходимо найти толщину блока. Приня-
то считать, что толщина одной трехсгибной тетради (16-страничной) равна
примерно 1 мм, а следовательно, толщина блока будет равна 15 мм или
1,5 см.
Определяем ширину марлевой полоски:
1,5 см + 4 см = 5,5 см.
4. Находим расход марли в метрах на тираж.
Поскольку из фабричной ширины рулона получается три бобины, то
следовательно, общий тираж надо уменьшить в три раза:
10 000 : 3 = 3 334 экз.
На каждый блок пойдет 5,5 см от общей длины рулона, а следовательно,
расход марли в метрах будет равен:
5,5 см х 3334 экз. = 18 337 см = 183,4 м.
Приведенные примеры показывают, как следует производить
элементарные расчеты по определению расхода материалов при
различных вариантах шитья нитками.
§ 4. Работа на ниткошвейной машине ШП-2
На отечественных полиграфических предприятиях исполь-
зуются различные типы ниткошвейных машин. Принцип обра-
зования стежков и технологические возможности швейного обо-
рудования, в основном, одинаковые.
По степени автоматизации ниткошвейные машины можно
разделить на две группы: полуавтоматы и автоматы.
Для полуавтоматов характерна ручная подача тетрадей,
а в автоматах эту операцию выполняют самонаклады.
У нас наиболее широко применяется ниткошвейная машина
марки НШ-2 (рис. 85), относящаяся к группе полуавтоматов,
которая выпускается Ленинградским заводом полиграфических
машин и рассчитана для шитья изданий форматами от 70 X 901/128
до 70 X lOSVg, при количестве стежков от 2 до 7 и скорости рабо-
ты от 60 до 100 цикл!мин.
Машина НШ-2 состоит из следующих основных частей:
1) бокового стола, представляющего собой седло с прорезью
в верхней части. В прорези седла перемещаются ведущие рожки
цепного транспортера, находящегося под боковым столом;
2) качающегося седлообразного стола, внутри которого рас-
положены прокалывающие иглы и шиберы, а на поверхности —
упорные угольники для выравнивания тетрадей. Качающийся
стол подает тетради к швейным аппаратам, расположенным на
каретке;
3) каретки швейного аппарата, на которой расположены швей-
ные иглы и крючки;
4) приемного стола для сшитых блоков.
Технологический процесс работы на ниткошвейной машине
заключается в следующем. Тетради скомплектованного и обжа-
185
Рис. 85. Машина H1II-2
Рис. 86. Схема работы машины НШ-2
того блока укладывают перед работницей головкой влево на
специальную подставку перед боковым столом. Работница отде-
ляет одну тетрадь, раскрывает ее по середине и набрасывает на
боковой седлообразный стол 1 (рис. 86). Рожок 4 движущегося
186
транспортера 5 подводит тетрадь к вталкивающим роликам 6,
которые передают ее с неподвижного бокового стола на качаю-
щийся стол 2. Тетрадь доходит до бокового упора 7, который обес-
печивает правильное ее положение относительно каретки швей-
ного аппарата 3, т. е. выравнивает по головке. Для выравнивания
тетради по корешку служит фальцеобжимная планка 10, распо-
ложенная над качающимся столом. Планка прижимает тетрадь
к качающемуся столу и при этом выравнивает по корешку.
Качающийся стол в процессе работы машины совершает кача-
тельное движение и подводит тетрадь к каретке швейного аппа-
рата. Во время выстоя стола у каретки образуются стежки. К каж-
187
дой швейной игле, установленной на каретке, подаются нитки
от бобины /(рис. 87). Бобины одеты на вертикальные стержни 2
специальной подставки 5, расположенной над кареткой.
В процессе работы швейной каретки, т. е. при образовании
стежков, должно изменяться натяжение нитей, подаваемых с бо-
бин: при рабочем ходе шиберов нити с бобин должны разматы-
ваться свободно, а после набрасывания петли на крючок такой
свободной подачи не должно быть, в противном случае петель-
ный шов не будет затянут равномерно.
Правильное натяжение нитей в различные периоды образова-
ния стежка обеспечивает нитепровод, представляющий собой
систему направляющих отверстий, через которые проводится
нить, идущая от бобины к швейной игле. Путь, который проходит
нить от бобины к швейной игле, является достаточно большим
и дает возможность установить необходимые механизмы, обеспе-
чивающие правильный режим подачи нитей.
Нить, разматываясь с бобины 1, проходит через отверстия
в направляющих 4, огибает направляющую рамку 5, проходит
через отверстия в подставке 5, и, огибая направляющий пруток 6,
подается через отверстие прутка 7 в прорезь стержня 8, проходя
при этом между шайбами 9. Верхняя шайба поджимается к ниж-
ней пружиной 10, а нижняя шайба связана с планкой 11, совер-
шающей возвратно-поступательное движение вместе с кареткой 12.
Следует отметить, что работа нитепровода тесно связана с работой
каретки швейного аппарата и имеет с ней общий привод.
При движении каретки 12 вниз нижняя шайба вместе с план-
кой 11 также движется вниз, что дает возможность шайбам осво-
бодить нить и обеспечить свободное ее разматывание с катушки.
Пройдя между шайбами 9, нить через отверстия прутка 13 попа-
дает в пружинящее кольцо 14 автоблокировочного устройства,
которое при обрыве нити замыкает контакт и подает световой
сигнал.
В дальнейшем нить огибает направляющий валик 15 и, пройдя
через отверстия прутка 16, попадает в пружинящее кольцо 17,
откуда через шайбы 18 и скобу 19 игольного патрона 20 — в от-
верстие швейной иглы 21.
В результате совместной работы нитепровода и каретки обес-
печивается правильное образование стежков и нужная плотность
шитья.
Сшитую тетрадь проталкивающая планка 8 (рис. 86) передает
на приемный стол 9, одновременно качающийся стол возвращается
в исходное положение за следующей тетрадью. Тетради переме-
щаются по приемному столу и удерживаются в вертикальном
положении (корешком вверх) упором 11.
Таким образом сшивают последовательно тетради нескольких
блоков. Для отделения одного сшитого блока от другого, без
разрушения стежка в последней тетради, необходимо после шитья
188
каждого блока сделать один холостой стежок. Образование холо-
стого стежка производится при отсутствии тетради на качающемся
столе машины. В дальнейшем разрезают нить этого стежка для
отделения блоков друг от друга. Разрезка по стежкам последних
тетрадей блока неизбежно приведет к быстрому отрыву этих тетра-
дей от остальных. Однако даже наличие холостого стежка не может
обеспечить достаточно прочного скрепления первой и последней
тетрадей с остальными тетрадями блока. В целях повышения
прочности скрепления крайних тетрадей в блоке промазывают
в процессе шитья их корешковые поля клеем, в результате чего
эти тетради прочно приклеиваются к смежным тетрадям. Клей
наносится клеевым аппаратом 12 представляющим собой ванну,
одной из стенок которой служит рифленый валик. Передача клея
с рифленого валика на тетрадь производится обратной стороной
проталкивающей планки. Для промазки корешков тетрадей
рекомендуется применять следующие клеи: латексный или поли-
акриламидный № 4, которые обеспечивают достаточную проч-
ность скрепления и имеют светлый тон.
При шитье блоков на корешковом материале должен быть
включен в работу марлевый аппарат.
Бобина марли устанавливается на стержень марлевого аппа-
рата, а затем через ряд направляющих валиков поступает в мар-
леподаватель, предназначенный для образования марлевой петли
между каждой парой сшитых блоков. При отделении сшитых
блоков друг от друга разрезается не только холостой стежок, но
и марлевая петля, при этом образуются свободные концы кореш-
кового материала с каждой стороны блока (рис. 88).
Для управления работой машины — включения рабочего хода,
включения клеевого аппарата и марлеподавателя — служат три
педали, расположенные под боковым столом машины. Такое педаль-
ное управление машиной создает большие неудобства в работе,
отрицательно сказывается на производительности, а также тре-
бует от работницы, обслуживающей машину, фиксированного
внимания, которое вызывает быстрое утомление. В настоящее
время ведутся работы по замене педального управления и авто-
матизации всего процесса.
Основные технологические регулировки машины НШ-2 сле-
дующие:
1. Регулировка и установка всех механизмов машины,
связанных с переменой вида шитья и изменением размеров
стежков.
2. Регулировка и установка всех механизмов машины, свя-
занных с изменением форматов и объемов сшиваемых тетрадей.
1. Приступая к переналадке машины с одного вида шитья
на другой, необходимо использовать все данные установочных
таблиц, а также изменить вращение крючков, движение шибе-
ров и игольной планки.
189
Рис. 88. Схема разрезки нитей по холостому стежку
Рис. 89. Схема установки машины НШ-2 с брошюрного шитья
на переплетное
При переналадке машины с брошюрного шитья на
переплетное необходимо установить в рабочее положение
марлевый аппарат, а также включить перемещение игольной
планки для образования внешнего стежка.
Для перемещения игольной планки относительно каретки
швейного аппарата необходимо соединить пальцем (рис. 89)
рычаг 1 игольной планки 2 с пазовым кулаком 3, нахо-
190
дящимся с правой стороны машины. Профиль паза кулака обес-
печивает нужное перемещение игольной планки относительно
каретки. От величины перемещения игольной планки зависит раз-
мер внешнего стежка. Поскольку для внешнего стежка преду-
смотрено только два размера — 9,5 мм и 14,25 мм, то для огра-
ничения перемещения игольной планки на рычаге 1 имеются два
отверстия 4 и 5, соответствующие указанным размерам стежков.
При установке ограничительного металлического пальца в
отверстие 5 получают внешний стежок, равный 14,25 мм, а при
установке пальца 7 в отверстие 4 — внешний стежок длиной 9,5.«.и.
При переходе с переплетного шитья на бро-
шюрное, при котором не требуется внешнего стежка, необ-
ходимо в первую очередь отключить марлевый аппарат, а затем
палец 6 вынуть из отверстия, соединяющего рычаг 1 с пазовым
кулаком, при этом кулак 3 не будет сообщать никакого движения
рычагу 1. Как указывалось раньше, при брошюрном шитье (про-
стом или переставном) игольная планка должна быть закреплена
неподвижно на корпусе каретки. Для этого палец 6 необходимо
установить в одно из трех отверстий — а, б или в, что обеспечит
определенное положение швейных игл, закрепленных на иголь-
ной планке, относительно крючков. При установке пальца в от-
верстие а расстояние между швейной иглой и крючком равно
28,5 мм, при установке пальца в отверстие б — 14,25 мм. а
при установке пальца в отверстие в — 23,75 мм.
Кроме этого, при брошюрном шитье палец 7 должен обяза-
тельно находиться в отверстии 4.
При переходе с простого шитья на перестав-
ное шитье (брошюрное или переплетное) необходимо изменить
характер вращения крючков и работу шиберов (рис. 90). Для
выполнения указанной регулировки с левой стороны машины
имеются две пары пазовых кулаков 3 и 4. Одна пара 3 связана через
систему рычагов с зубчатой рейкой 2 сообщающей вращение крюч-
кам, а вторая 4 — с шиберной планкой 5. В каждой паре
кулаков предусмотрены два профильных паза, один из которых
обеспечивает правильную работу крючков и шиберов при
простом шитье, а второй профильный паз — при переставном
шитье.
Для соединения рычага 1, работающего в паре с зубчатой
рейкой 2, с пазовым кулаком 3 имеются два отверстия разного
диаметра, в которые вставляют установочные пальцы. Аналогич-
ное соединение со своим пазовым кулаком 4 имеет и шиберная
планка 5.
Диаметры установочных пальцев 7 и 8 различные и соответ-
ствуют диаметрам отверстий на рычагах 1 и 6. Такое соотношение
диаметров отверстий и установочных пальцев гарантирует пра-
вильную установку механизмов крючков и шиберов при простом
или переставном шитье.
191
Однако величина перемещения шиберной планки, независимо
от вида шитья, может быть большей или меньшей, что опреде-
ляется размером внутреннего стежка. Для изменения величины
хода нитеводителей на конце рычага 6 предусмотрены два отвер-
стия I и II.
В зависимости от установки пальца 9 в одном из отверстий
изменяется величина перемещения шиберной планки. При уста-
новке пальца 9 в отверстие I ход шиберной планки будет больше,
Рис. 90. Схема установки машины НШ-2 с простого стежка
на переставной
чем при его установке в отверстие II. Это обстоятельство
следует учитывать при выборе размера стежка, так как в против-
ном случае шибер может недотянуть нитяную петлю до крючка.
Соблюдая правильную установку механизмов машины, свя-
занных с работой шиберов, крючков и швейных игл, добиваются
получения стежков требуемых размеров, нужного вида шитья.
2. При изменении формата и объема изданий необходимо
выполнять следующие регулировки: при изменении формата —
правильно установить цепной транспортер бокового стола отно-
192
сительно вталкивающих роликов, установить боковой упор на
качающемся столе машины в соответствии с высотой корешка,
а также использовать данные установочных таблиц по размерам
стежков и их количеству (в соответствии с форматом сшиваемых
изданий).
При установке цепи транспортера бокового стола для шитья
тетрадей средних и больших форматов необходимо следить за
тем, чтобы поводок цепного транспортера доводил головку тетра-
ди до большого нулевого деления, находящегося за вталкиваю-
щими роликами. При шитье тетрадей малых форматов, например
60 X ЭО^зг. поводок транспортера должен подводить тетрадь
к вталкивающим роликам так, чтобы нижний край тетради был
выравнен по малому нулевому делению, находящемуся правее
вталкивающих роликов. Цепь транспортера устанавливают вруч-
ную при выключенном моторе.
Боковой упор на качающемся столе машины необходимо уста-
новить с таким расчетом, чтобы выравненная по нему тетрадь
правильно располагалась относительно швейных игл и крючков,
установленных на каретке. При этом игла первого верхнего
стежка должна располагаться на уровне текста. Для установки
бокового упора необходимо освободить крепежные винты, а затем,
передвинув его, закрепить в новом положении.
При изменении длины корешка сшиваемых тетрадей необхо-
димо установить в клеевом аппарате ограничители, обеспечиваю-
щие нужную величину промазки. Толщину клеевого слоя на
валике регулируют винтами, прижимающими стенку клеевого
аппарата к клеевому валику. При сближении стенки с валиком
толщина слоя клея уменьшается, а при увеличении расстояния
между ними толщина клеевого слоя увеличивается
При изменении толщины тетрадей необходимо правильно
установить расстояние между вталкивающими роликами, чтобы
обеспечить надежную передачу тетрадей на качающийся стол
машины. Правильная установка всех механизмов машины при ее
переналадке обеспечивает хорошее качество шитья и достаточно
высокую производительность.
§ 5. Работа на ниткошвейных автоматах
БНА и АНШ
Машина НШ-2 очень трудоемка в обслуживании (подачу
тетрадей и управление работой машины выполняет один рабочий),
поэтому отечественные заводы полиграфического машинострое-
ния приступили к выпуску различных моделей автоматизирован-
ных ниткошвейных машин с автоматическим управлением и само-
накладами для подачи тетрадей. Ряд автоматических ниггкошвей-
ных машин БНА и АНШ уже установлен на полиграфических
предприятиях.
13 Заказ J\i 66
193
Ниткошвейный автомат БНА выпускается Ленинградским
заводом полиграфических машин и рассчитан на шитье блоков
только простым брошюрным стежком (рис. 91).
По сравнению с машиной НШ-2, автомат БНА отличается
меньшими технологическими возможностями, так как на нем можно
сшивать продукцию ограниченных форматов: максимальный —
Рис. 91. Ниткошвейный автомат БНА
84 X 1U81/16 и минимальный — 84 X 1081/32, количество стеж-
ков не может превышать пяти, причем стежки могут иметь только
три размера — 14,25 мм; 19 мм; 23,75 мм. Однако, несмотря на
это, автомат имеет и преимущества: наличие самонаклада для
подачи тетрадей, позволяющего работать на максимальных ско-
ростях — 100 цикл!мин, а также счетно-распределительного
устройства, управляющего работой всех основных механизмов.
Кроме того, автомат снабжен целым рядом автоблокировочных
устройств и системой сигнализации, которые обеспечивают беспе-
ребойную и надежную работу даже при многостаночном обслу-
живании. Автоблокировочные устройства автомата производят
его остановку и подают световой сигнал на пульте управления
194
в следующих случаях: 1) при неподаче тетрадей из магазина
самонаклада или при их отсутствии в магазине, а также при
застревании их на транспортере; 2) при обрыве нити; 3) при
поломке крючка или швейной иглы; 4) при неправильной ком-
плектовке тетрадей в блоке; 5) при заполнении приемного стола
сшитыми блоками.
Кроме автоблокировочных устройств, автомат БНА имеет
предупредительную сигнализацию, позволяющую своевременно
предотвратить остановку ав-
томата. Такая предупреди-
тельная сигнализация вклю-
чается при значительном
уменьшении числа тетрадей
в магазине самонаклада или
когда на приемном столе ско-
пилось большое количество
сшитых блоков, но нет еще
его полного заполнения.
Вся световая сигнализа-
ция сосредоточена на спе-
циальном пульте.
Конструктивно нитко-
швейный автомат состоит из
трех основных частей:
1) самонаклада, подаю-
щего тетради в последова-
тельном порядке на боковой
стол; 2) счетно-распредели-
тельного устройства, управ-
ляющего работой автомата
(включает и выключает фото-
элемент, контролирует правильность комплектовки блоков, вклю-
чает в работу клеевую планку, механизм разрезки петель и нане-
сение контрольной метки, выключает подачу тетрадей из мага-
зина на боковой стол при образовании холостого стежка); 3) швей-
ной части, состоящей из качающегося стола, игольно-крючковой
базы, клеевого аппарата и приемного устройства.
Работа на автомате БНА — процесс образования стежков,
работа нитеировода, клеевого аппарата и качающегося стола —
ничем не отличается от работы на машине НШ-2. Однако наличие
самонаклада, который не только подает тетради, но и раскрывает их
по середине, требует, чтобы тетради имели левый шлейф (рис. 92).
Все дополнительные элементы (форзацы, иллюстрации и т. д.)
по размеру должны соответствовать формату тетради без учета
шлейфа. Кроме того, на корешковом поле тетради должна быть
проставлена специальная метка, по которой осуществляется авто-
матический контроль правильности комплектовки.
13* 195
Самонаклад работает следующим образом (рис. 93). Тетради
укладывают пачками в магазины самонаклада корешком вниз,
а “головкой в сторону швейной части машины. На дне магазина
расположен транспортер 7, который периодически движется
и перемещает тетради к передней стенке магазина 2.
В нижней части передней стенки магазина есть прорезь, в ко-
торую входят присосы 3, отгибающие корешковую часть тетради.
Рис. 93. Схема работы самонаклада-раскрывателя
автомата БНА
Отогнутый корешок тетради захватывают корешковые клапаны 4
подающего диска 5, при вращении последнего тетрадь вытяги-
вается из магазина. Выведенная из магазина тетрадь располагается
по касательной к подающим дискам, а передняя часть удлинен-
ной половины тетради (шлейфа) удерживается шлейфовыми кла-
панами 6, которые заходят на тетрадь не более чем на 3—4 мм.
Таким образом, шлейфовые клапаны захватывают только шлейф
тетради и оставляют свободной ее вторую половину. Плотный
прижим тетрадей к дискам создают специальные пружинящие
дуги. Подающие диски вместе с тетрадью начинают вращаться
в противоположную сторону, при этом короткая половина тетради
отходит от поверхности диска и тетрадь раскрывается по середине.
Раскрытая тетрадь нависает над неподвижным седлом 7 бокового
стола. В следующий момент открываются корешковые и
шлейфовые клапаны и тетрадь накидывается на боковой стол
машины.
Наиболее сложной частью ниткошвейного автомата является
счетно-распределительное устройство (рис. 94), которое имеет
Рис. 94. Счетно-распределительное устройство автомата БНА
счетный диск 1 и распределительный барабан 2. Распределитель-
ный барабан совершает один оборот за пять циклов работы маши-
ны^что дает возможность сшивать блоки с минимальным объемом
в четыре тетради; в пятом цикле работы машины образуется
холостой стежок.
На распределительном барабане закреплены ведущие звенья
следующих механизмов: клеевой планки, контрольной метки,
образования холостого стежка и т. д.
197
с закрепленным на нем упором, и
Рис. 95. Автоматическая питкошвейная
машина АНШ
При наличии в блоке большего числа тетрадей распредели-
тельный барабан включается в работу счетным диском, который
имеет установочную шкалу, указывающую число тетрадей в бло-
ке. Счетный диск подсчитывает тетради в процессе шитья и вклю-
чает в нужный момент распределительный барабан.
Для установки счетно-распределительного устройства для
шитья блока с определенным количеством тетрадей необходимо
установить упор 3 по шкале против цифры, соответствующей
числу тетрадей в блоке, с учетом холостого стежка.
В процессе работы автомата счетный диск вращается вместе
как только упор дойдет до
определенного положения,
он нажмет на рычаг коро-
мысла 4 и включит рас-
пределительный барабан,
который в свою очередь
включает соответствующие
механизмы.
После сшивания всех
тетрадей блока и образова-
ния холостого стежка счет-
ный диск при помощи про-
тивовеса 5 возвращается в
исходное положение, и весь
технологический процесс
повторяется сначала.
Автомат БНЛ имеет кно-
почное управление, облег-
чающее условия его обслу-
живания. На рабочий ход
автомат включают кнопкой
«пуск», а останавливают
кнопкой «стоп». На пульте,
кроме кнопок и выключате-
лей для автоблокировок,
имеются пять сигнальных
лампочек. Одна из лампо-
чек — зеленая — показывает, что привод автомата включен, а
остальные четыре — красные — показывают, какое из автобло-
кировочных устройств остановило автомат.
Несмотря на большие преимущества автомата, ограничение
в видах шитья и форматах сшиваемых тетрадей не позволяет
использовать его для шитья таких издании, как энциклопедии.
Для этих целей применяется автомат АНШ, имеющий более
широкие технологические возможности.
Ниткошвейный автомат АНШ. Автоматическая ниткошвей-
ная машина (автомат) АНШ (рис. 95) выпущена Киевским
198
механическим заводом и предназначена для шитья блоков как
переплетным, так и брошюрным стежками.
В отличие от автомата БНА, дающего только простые бро-
шюрные стежки, на автомате АНШ можно получать не только
простые, но и переставные стежки. Поэтому применение автомата
АНШ дает возможность полиграфическим предприятиям, не
снижая производительности швейного участка, обеспечить каче-
ственное скреплепие нитками самой разнообразной полиграфи-
ческой продукции, имеющей различные форматы и объемы.
Наибольший формат сшиваемых тетрадей для АНШ — 60 х ЭО1^,
а наименьший — 70 х lOS1^, возможное число стежков от двух
до шести, допустимые объемы от 5 до 64 тетрадей. Следует отме-
тить, что при шитье под переплет на автомате можно получить
лишь один размер внешнего стежка — 9,5 мм, размеры же
внутренних стежков не отличаются от размеров внутренних стеж-
ков, получаемых на машине НШ-2. Работа швейной части машины,
а также все основные технологические регулировки и установки,
связанные с переменой вида шитья, изменением размеров стежков,
форматов тетрадей, производятся точно так же, как на маши-
не НШ-2.
Тетради подаются на боковой стол машины самонакладом ротаци-
онного типа, который работает также как самонаклад автомата
БНА.
В отличие от самонаклада БНА самонаклад автомата АНШ
может работать с тетрадями, имеющими либо правый, либо левый
шлейфы. Это позволяет сшивать на автомате АНШ тетради,
поступающие с любых ротационных машин.
При сшивании тетрадей с правым шлейфом в самонакладе
следует установить дополнительный цилиндр со шлейфовыми
клапанами. Дополнительный цилиндр устанавливают на раскры-
вателе и его клапаны раскрывают за шлейф выведенную тетрадь.
В этом случае тетради загружают в магазин самонаклада также
головкой к швейной части автомата, а короткой стороной — к пе-
редней стенке магазина (рис. 96).
При сшивании тетрадей с левым шлейфом дополнительный
цилиндр снимают, и тетрадь захватывают за шлейф клапаны
основного раскрывателя.
Пульт управления и автоблокировочные устройства автомата
такие же, как и автомата БНА.
Работой основных механизмов и автоблокировок управляет
счетно-распределительное устройство (рис. 97), которое по кон-
струкции отличается от подобного устройства автомата БНА.
Весь механизм, управляющий работой автомата, заключен в про-
зрачный пластмассовый корпус и помещается между швейной
частью и пультом управления, что дает возможность наблюдать
за работой распределительного устройства. В корпусе 1 счетно-
распределительного устройства имеется канал 2, в котором поме-
199
гцаются шарики 3, изготовленные из материала, не обладающего
электропроводностью. Количество шариков, загружаемых в канал,
всегда должно быть кратным числу сшиваемых тетрадей в блоке.
Через определенное количество шариков, равное числу тетрадей
в блоке, помещают один металлический шарик (из латуни), обеспе-
чивающий замыкание контактов 4. Контакты, расположенные
в наклонной части канала, связаны с работой механизмов, обеспе-
чивающих образование холостого стежка, промазку корешковых
полей тетрадей, срезку нитей, образование петли из марли и т. д.
Рис. 96. Схема работы самонаклада-раскрывателя машины АНШ
с тетрадями, имеющими правый шлейф
Работа такого счетно-распределительного устройства заклю-
чается в следующем. Шарик, поступающий из наклонного канала,
подавателем 5 передается в вертикальную часть канала и заво-
дится за фиксатор 6. Аналогично перемещаются все шарики,
находящиеся в наклонном канале. Величина их перемещения
каждый раз будет равняться диаметру одного шарика. Шарики,
накапливаясь в вертикальной части канала и заполнив его,
начинают скатываться в наклонную часть, проходя последова-
тельно по всем контактам. Поскольку все шарики сделаны из
изоляционного материала, то перемещаясь по контактам, они их
не замыкают, а как только на контакты попадет латунный шарик,
произойдет замыкание. Латунный шарик, последовательно пере-
200
мещаясь по всем пяти контактам, по очереди включает соответ-
ствующие механизмы.
Первый контакт служит для неподачи одной тетради само-
накладом при холостом стежке, второй включает в работу меха-
низм клеевой планки, третий обеспечивает включение контроль-
ной метки, четвертый включает в работу марлеподаватель и меха-
низм разрезки нитей, пятый обеспечивает вторичное включении
клеевой планки.
Следует отметить, что счетно-распределительное устройство
управляет также работой всех автоблокировочных устройств,
обеспечивающих бесперебойную работу автомата АНШ.
Автоматы БНА и АНШ имеют целый ряд преимуществ по
сравнению с полуавтоматом НШ-2. Однако не следует считать,
что автоматические ниткошвейные машины смогут полностью-
201.
удовлетворить все запросы полиграфических предприятий по
скреплению нитками различных изданий. Поэтому НИИПолиграф-
маш предусматривает в ближайшем будущем выпуск различных
моделей ниткошвейных машин: 1) ниткошвейного полуавтомата
для шитья изданий больших форматов (60 х 90%), а также изда-
ний альбомного типа (взамен машины НШ-2); 2) автомата для
шитья малоформатной продукции (70 X 1081/32) в три переплет-
ных или брошюрных стежка; 3) автомата для шитья изданий
среднего и большого формата только простым брошюрным стеж-
ком (взамен автомата БНА); 4) автомата для шитья изданий сред-
них и больших форматов брошюрным и переплетным стежками
(взамен автомата АНШ).
Оснащение швейных парков полиграфических предприятий
новыми моделями ниткошвейных машин и автоматов позволит
обеспечить качественное скрепление нитками самой разнообразной
по своему характеру и форматам продукции.
Вопросы и задачи для повторения
1. Чем отличается поблочное скрепление нитками от потстрадного?
2. Виды потетрадного скрепления нитками и их характеристика.
3. Дать характеристику простому и переставному шитью нитками.
4. Дать характеристику брошюрному и переплетному шитью нитками.
5. Объяснить правильные приемы работы при ручном шитье нитками.
6. Как образуются стежки на ниткошвейных машинах?
7. Нарисовать схемы всех видов стежков и охарактеризовать их.
8. Дать размерную характеристику внешним и внутренним стежкам.
9. Определить расход ниток в метрах для шитья блоков простым
переплетным стежком в 5 стежков, размер внутренних стежков —
28,5 мм, внешних — 9,5 мм, объем блока — 12 тетрадей, тираж изда-
ния — 75 000 экз.
10. Определить расход ниток в бобинах для шитья блоков простым
брошюрным стежком. Издание форматом 84 X 1081/32, объемом 38,64 усл.
печ. л., тетради трехсгибные, величина внутреннего стежка — 19 мм,
тираж 130 000 акз.
11. Определить расход ниток в бобинах для шитья блоков в 5 пере-
ставных стежков объемом 37 тетрадей. Размер внутреннего стежка —
28,5 мм, внешнего — 14,25 мм, тираж 100 000 экз.
12. Определить расход марли в метрах при шитье под переплет, если
'ширина рулона 60 см, а формат издания 60 х 901/16. Объем блока
20 физ. печ. л., тираж 50 000 экз.
13. В [чем заключается технологический процесс работы нитко-
швейной машины НШ-2?
14. В каких случаях на машине НШ-2 применяются двухсторонние
шиберы?
15. Объяснить назначение крючков швейного аппарата в машине
НШ 2 и их работу.
16. Какой режим подачи нитей к швейным иглам на машине НШ-2
в разные периоды работы машины и устройство нитепровода.
17. Каково назначение каретки швейного аппарата машины НШ-2,
описать ее работу.
202
18. Как производится включение в работу марлевого и клеевого
аппаратов?
19. Как осуществляется перестановка машины НШ-2 с брошюрного
шитья на шитье под переплет?
20. Как производится переналадка машины с простого брошюрного
на переставной брошюрный стежок?
21. Как производится переналадка машины с простого брошюрного
'па переставной стежок под переплет?
22. Какие следует произвести регулировки в машине НШ-2 при
изменении формата сшиваемой продукции.
23. Типы ниткошвейных автоматов и требования, предъявляемые
к тетрадям.
24. Как производиться раскрывание тетради и подача их на боковой
стол автомата БНА?
25. В чем заключается работа счетно-распределительного устройства
автомата БНА?
26. Какими автоблокировочными устройствами снабжен автомат БНА
п в чем их назначение?
27. Технологические возможности автомата АНШ.
28. Особенности работы самонаклада автомата АНШ в отличие
от БНА.
29. Как работает счетно-распределительное устройство на автома-
те АНШ?
30. Требования, предъявляемые к материалам для скрепления —
ниткам и марле, а также к сшитым блокам.
Г .1 Л ВЛ О Д If II НА ДЦА Т А Я
БЕСШВЕЙНОЕ
СКРЕПЛЕНИЕ БЛОКОВ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Виды бесшвейного
Скрепления блоков
Бесшвейное скрепление блоков в настоящее время является
одним из основных видов скрепления и используется на полигра-
фических предприятиях наравне со швейным способом. Для
некоторых видов изданий бесшвейный способ скрепления стано-
вится наиболее производительным и экономичным и вытесняет
шитье проволокой и нитками.
Бесшвейное скрепление осуществляется только поблочно (для
блоков, скомплектованных подъемкой).
Существует много разнообразных видов бесшвейного скрепле-
ния, из которых наиболее известны следующие.
1. Бесшвейное скрепление блока, состоящего из обычных
16 и 32-страничных тетрадей, по корешковому фальцу которых
сделана просечка или продольные надрезы в процессе фальцов-
ки. Просечка необходима для проникания клея внутрь тетради
в целях лучшего скрепления всех внутренних листов в блоке
(рис. 98).
2. Бесшвейное скрепление блока, состоящего из тетрадей,
имеющих поперечные надрезы в корешке. Надрезы делают после
комплектовки блока, глубина их зависит от объема тетради
и должна обеспечить достаточное проникание клея между листа-
ми. В некоторых случаях в целях повышения прочности бес-
швейного скрепления в поперечные надрезы вводят нитки
(рис. 99).
3. Бесшвейное скрепление блока, состоящего из односгибных
или многосгибных тетрадей, у которых в процессе фальцовки
образовались в корешке односгибные листы (рис. 100).
4. Бесшвейное скрепление блока, скомплектованного из обыч-
ных тетрадей, у которых перед скреплением срезают незначитель-
204
ную часть корешкового поля (фальцы тетрадей). Для увеличе-
ния прочности скрепления отдельных страниц между собой
срезанную поверхность корешка следует несколько разрых-
лить (торшонировать), что увеличивает площадь заклейки
(рис. 101).
Из всех перечисленных способов наибольшее распростране-
ние имеет последний способ, как менее трудоемкий и более меха-
низированный.
Рис. 98. Способ бесшвейного
скрепления с просечкой или
продольными надрезами по
корешковым фальцам
Рис. 99. Способ бесшвейного
скрепления с поперечными
надрезами по корешку блока
Первый способ бесшвейного скрепления блока, предусматри-
вающий перфорацию корешковых фальцев тетрадей, является
достаточно простым и не требует применения дополнительного
оборудования, так как перфорацию корешковых фальцев тетра-
дей можно выполнять на фальцевальных машинах, снабженных
перфораторами, а сам процесс скрепления на обычных заклеен-
ных станках. Однако, несмотря на это, данный способ редко при-
меняется, так как не обеспечивает достаточной прочности скрепле-
ния тетрадей.
Второй способ является разновидностью первого. Для увели-
чения прочности клеевого скрепления блока в надрезы необходи-
мо вводить нити, что усложняет процесс и требует установки
специального оборудования. Этот способ также не обеспечивает
достаточной прочности скрепления и поэтому не получил рас-
пространения.
205
Третий способ бесшвейного скрепления ставит обязательным
условием наличие в корешке блока односгибных листов, что
возможно при следующих трех вариантах фальцовки лис-
тов:
1) при фальцовке листов в один сгиб с последующей комплек-
товкой односгибных тетрадей в блок;
2) при перпендикулярной фальцовке в два сгиба листов,
имеющих специальный спуск полос, обеспечивающий правиль-
ную последовательность страниц в тетради. В этом случае пер-
вый сгиб должен быть по короткой стороне листа (а не по длин-
ной стороне, как при обычном варианте двухсгибной перпенди-
кулярной фальцовки), в результате получают тетрадь с глухой
петлей в головке и два односгибных листа в корешке;
Рис. 100. Способ бесшвейного
скрепления блоков, состоящих из
тетрадей, имеющих в корешке
односгибные листы
Рис. 101. Способ бесшвей-
иого скрепления блоков со
срезкой корешковых фаль-
цев тетрадей
3) при комбинированной фальцовке в четыре сгиба. В этом
случае, как и во втором, спуск полос должен предусматривать
особенности фальцовки. Листы, имеющие специальный спуск,
сначала фальцуют в три параллельных сгиба (гармошкой) по
длинной стороне листа, а четвертый сгиб должен быть перпен-
дикулярен первым трем. При этом получают тетрадь с глухой
петлей в головке и четыре односгибных листа в корешке.
Бесшвейное скрепление блоков, имеющих в корешке одно-
сгибные листы, требует некоторого роспуска листов в корешке
при промазке их клеем, без которого нельзя обеспечить необ-
ходимую прочность клеевого скрепления тетрадей. Это условие
ограничивает использование данного способа при скреплении
блоков, состоящих из тетрадей с глухой петлей в головке, по-
скольку наличие глухой петли не позволяет получить равномер-
206
ного роспуска, а следовательно, и равномерного скрепления
всего блока. Поэтому бесшвейное скрепление блока при двух
последних вариантах фальцовки не получило применения, а ис-
пользуется лишь первый вариант.
Бесшвейное скрепление блока, состоящего из односгибных
тетрадей, является более качественным, так как такие тетради
позволяют получить равномерный роспуск в корешке, обеспе-
чивающий прочное клеевое скрепление. Этот способ применяет-
ся для различных альбомов и атласов с печатью на развороте
листа. Однако не исключена возможность его использования
и для других типов изданий.
Применение данного способа бесшвейного скрепления на произ-
водстве не требует установки какого-либо специального оборудо-
вания.
* Четвертый способ бесшвейного скрепления получил самое
большое распространение на производстве для скрепления как
книжных, так и брошюрных блоков. При этом блоки, поступаю-
щие на бесшвейное скрепление, могут быть скомплектованы
из различных тетрадей.
Тетради, поступающие на бесшвейное скрепление со срезкой
корешковых фальцев, должны обязательно иметь увеличенное
по ширине корешковое поле, иначе при срезке фальцев нарушит-
ся правильное соотношение полей в издании. Увеличение разме-
ров раскладки корешкового поля для различных тетрадей зави-
сит от их объема. Например, для 16-страничных тетрадей рас-
кладка в корешке должна быть увеличена на 2,5—3 мм, а для
32-страничных — на 4,5—5 мм.
Дополнительные элементы — иллюстрации и форзацы — могут
быть соединены с блоком по-разному. При комплектовке иллю-
страций вместе с остальными тетрадями следует предусмотреть
увеличение величины раскладки корешкового поля иллюстра-
ций, так же как и у всех тетрадей блока. Форзацы, а также иллю-
страции, отпечатанные на очень плотных бумагах, нельзя ком-
плектовать как самостоятельные элементы книжного блока, а их
следует предварительно приклеить к тетрадям. При бесшвей-
ном скреплении форзац должен быть приклеен к тетрадям
с отступом от края корешка не менее чем на 5 мм, иначе при
срезке корешковых фальцев тетрадей может быть срезан и фальц
форзаца, и форзац потеряет свое основное назначение, так как
не будет обеспечивать прочного скрепления блока с переплетной
крышкой.
Как уже отмечалось, при данном способе бесшвейного скреп-
ления перед нанесением на корешок клея необходимо выполнить
дополнительную технологическую операцию — торшонирование—
в целях увеличения заклеиваемой поверхности. Без такого пред-
варительного разрыхления клеевое скрепление будет недостаточ-
но прочным. Для осуществления торшонирования не требуется
207
специального оборудования, так как машины, предназначенные
для бесшвейного скрепления данным способом, производят срезку
фальцев и разрыхление корешка.
В некоторых случаях после торшонирования на корешок
блока дополнительно наносят надрезы, в которые при дальней-
шей обработке вводят нити и припрессовывают марлю. Эти допол-
нительные операции хотя и увеличивают прочность блока, но
значительно усложняют весь процесс и снижают производи-
тельность.
Бесшвейным способом рекомендуется скреплять блоки, изго-
товленные из бумаги с достаточной впитываемостыо, не обладаю-
щей высокой гладкостью и имеющей вес 1 м2 не более 80 Г, так
как в противном случае трудно достигнуть достаточно прочного
скрепления листов. Кроме того, при печатании желательно рас-
полагать полосы текста так, чтобы линия корешка совпадала
с долевым направлением бумажного листа, при этом деформация
бумаги от увлажнения клеем будет наименьшей.
На корешок книжных блоков, скрепленных бесшвейным спо-
собом, необходимо дополнительно наклеить полоску марли и бума-
ги. Марля не только повышает прочность бесшвейного скрепле-
ния, но обеспечивает в дальнейшем высокое качество соединения
блока с переплетной крышкой. Полоска бумаги, наклеенная
сверху марли, дополнительно увеличивает прочность клеевого
скрепления, придает корешку блока определенную устойчивость
и предотвращает его склеивание с корешком переплетной
крышки.
При бесшвейном скреплении блоков любым из перечисленных
способов следует использовать такие клеящие вещества, которые
дают прочную и эластичную пленку. Это не только улучшает
скрепление, но и позволяет без особых трудностей производить
дальнейшую обработку корешка блока. В настоящее время в каче-
стве клеящего вещества для бесшвейного скрепления рекомен-
дуется применять поливинилацетатную эмульсию с вязкостью
от 40 до 80 сек (вязкость выбирают в соответствии с качеством
печатной бумаги). Кроме поливинилацетатной эмульсии, возмож-
но также применять полиакриламидный клей № 4.
Кроме этих клеев, могут быть использованы и другие клеи,
отвечающие требованиям бесшвейного скрепления, к ним
относятся термоклей, клей на основе натурального каучука
и ДР-
Соблюдение правильного технологического режима при бес-
швейном скреплении блоков, а также использование прочных
и эластичных клеев дает возможность применять этот способ
для различных изданий. Однако в настоящее время способ бес-
швейного скрепления блоков чаще всего используется для раз-
личного типа брошюр, а также некоторых книжных изданий
(учебников) небольшого объема (двенадцать 32-страничных тетра-
208
дей). В дальнейшем при разработке новых, более прочных клеев
способ бесшвейного скрепления может быть рекомендован и для
других типов изданий.
Применение бесшвейного скрепления на полиграфических
предприятиях дает возможность значительно сократить произ-
водственный цикл изготовления книг и брошюр, а также пол-
ностью автоматизировать технологический процесс и создать
автоматические поточные линии, пропускная способность которых
не зависит от объема изданий. Все это позволит зпачительно
снизить себестоимость продукции и повысить рентабельность
брошюровочно-переплетных цехов.
§ 2. Оборудование для бесшвейного
скрепления блоков
Все оборудование, предназначенное для бесшвейного скреп-
ления п установленное на отечественных полиграфических пред-
приятиях, рассчитано на скрепление со срезкой корешковых
фальцев у тетрадей. Для всех моделей таких машин характер-
ным является обязательное выполнение трех основных .техноло-
гических операции: срезки корешковых фальцев, разрыхления
обрезанной поверхности и нанесения клея на торшонированную
поверхность корешка. Однако на некоторых машинах, в зависи-
мости от их назначения, выполняются и другие технологические
операции: комплектовка блоков, крытье блоков обложкой, на-
клепка на корешок блока полоски марли, бума! и и др.
В зависимости от выполняемых технологических операций
одни модели машин предназначены для бесшвейного скрепления
только брошюрных, а другие — только для книжных блоков.
Имеются машины, на которых можно скреплять как книж-
ные, так и брошюрные блоки. Выбор того или иного оборудо-
вания обусловливается характером, форматом и объемом из-
дания.
По степени автоматизации все машины для бесшвейного скреп-
ления можно разделить на две группы: полуавтоматы и автоматы.
В полуавтоматах блоки загружают вручную, а автоматы снабже-
ны подборочными секциями и специальным устройством, пере-
дающим скомплектованные блоки в секцию бесшвейного скрепле-
ния.
Работа на автоматической поточной линии. В настоящее
время в г. Электростали Московской области на фабрике высокой
печати установлена и работает автоматическая поточная линия,
скрепляющая книжные блоки бесшвейным способом с последую-
щей вставкой их в переплетные крышки.
Работа поточной линии (рис. 102) начинается с комплектовки
блока на листоподборочной машине, затем подобранный книжный
блок последовательно проходит операции бесшвейного скрепления,
1/2 Заказ .М СС
209
оклейку корешка марлей и бумагой, обрезку с трех сторон. Обра-
ботанный блок передается на заключительную операцию но вста-
вочную секцию поточной линии. Линия рассчитана для бесшвей
кого скрепления блоков форматом 60 и 84 >; 108*'32,
объемом от трех до двенадцати 32-стр'аничиых тетрадей, ее
наибольшая производительность 16 500—16 800 книг в смену.
Поточная линия состоит из трех взаимосвязанных частей.
Первая часть представляет собой 12-секционную листоподбо-
рочную машину, которая производит комплектовку блоков
Рис. 102. Принципиальная схема автоматической линии но изго-
товлению книг способом бесшвейного скрепления'.
I — подборочная секция; II агрегат ББГ для бесшвейного скрепления
и обработки блока; III - вставочная секция
подъемкой. Специальное передающее устройство переводит ском-
плектованный блок во вторую часть поточной линии. В процессе
транспортировки фотоэлемент, расположенный в передаточном
устройстве, автоматически контролирует правильность комплек
топки по контрольным меткам на корешке блока, что особенно
важно, так как в дальнейшем, после срезки корешковых фальпев
тетрадей, проверить правильность подборки почти невозможно.
Вторая часть является основной и представляет собой агрегат,
выполняющий не только брошюровочные, но и переплетные
операции. К брошюровочным операциям относятся: сталки-
вание блока по корешку, срезка корешковых фальцев, торшони-
рованпе корешка и промазка его клеем, г. е. все тс операции,
которые необходимо выполнять для бесшвейного скрепления.
К переплетным операциям относятся: наклейка полоски марли,
вторичная промазка корешка клеем, наклейка полоски бумаги.
210
сушка корешка блока и обжим резиновым полотном, последова-
тельная обрезка блока с трех сторон и вторичная сушка кореш-
ка блока.
Последовательно по секциям агрегата блок перемещается транс-
портером. состоящим из щипцов-зажимов. Транспортер движется
с периодическими выстоямп, необходимыми для выполнения
технологических операций, за исключением торшонироваиия
и промазки корешка клеем, которые осуществляются во время
движения транспортера.
Сталкивание блока по корешку производится в приемном
желобе агрегата при помощи специального вибратора. Основное
назначение сталкивания — выровнять корешковые фальцы тетра-
дей по одной линии, так как после комплектовки они могут быть
несколько сдвинуты и это не обеспечит правильной величины
срезки фальцев.
Корешковые фальцы срезаются двумя плоскими ножами в ре-
зальной секции агрегата. Один нож закреплен неподвижно на
станине агрегата, а второй совершает возвратно-поступательное
движение в горизонтальной плоскости.
Торшонпрование корешка осуществляется при помощи специ-
а итого вращающегося диска с грубой шероховатой поверхностью.
Завершается бесшвейиое скрепление отдельных листов опера-
цией нанесения клея на торшонированный корешок. Корешок
блока промазывают клеем рифленые валики, которые непрерывно
вращаются в клеевой ванне. В качестве клея используется поли-
шшил ацетатная эмульсия.
На этом брошюровочные операции, выполняемые агрегатом,
закапчиваются.
Блок, скрепленный бесшвейным способом, поступает в сле-
дующие секции агрегата, которые выполняют переплетные опера-
ции по обработке блока. Основное назначение переплетных опе-
раций! — повысить прочность скрепления и подготовить блок
к вставке в переплетную крышку.
После полной обработки блок поступает в третью часть поточ-
ной линии II I для вставки в переплетную крышку. На этом закан-
чивается технологический процесс автоматической поточной линии,
и готовые книги передаются на дальнейшую обработку.
Бссшвейное скрепление книжных блоков в агрегате может
быть выполнено как холодным клеем (пол и винил ацетатной эмуль-
сией), так и термоклеем, в последнем случае несколько изменяет-
ся технологический процесс обработки блока и появляется
возможность произвести круглепие корешка. Таким образом,
в зависимости от применяемых клеев при бесшвейном скреплении
книжных блоков меняется характер переплетных процессов,
обеспечивающих получение различной обработки корешка, что
расширяет область применения бесшвейного скрепления для разно-
образных изданий.
14* 211
В дальнейшем в автоматическую поточную линию пред-
полагается включить еще несколько операций по отделке готовых
книг — прессование и штриховку, а также оснастить ее устрой-
ствами для подсчета и упаковки готовой продукции.
В настоящее время на полиграфических предприятиях
установлены зарубежные машины для бесшвейного скрепления:
Рис. 103. Машина «Ротор-Биндер» для бесшвейного
скрепления
машина карусельного типа «Ротор-Биндер» и машина «Флек-
сибек Термопластик Байндер (Е-10)».
Машина «Ротор-Биидер» предназначена, в основном, для бес-
швейного скрепления брошюрных блоков, но может быть исполь-
зована и для скрепления книжных блоков. Кроме бесшвейного
скрепления, на машине «Ротор-Биндер» можно производить и
крытье брошюр обложкой. При использовании машины «Ротор-
Биндер» в комплексе с листоподборочной машиной получается
автоматическая поточная линия по изготовлению брошюр, ком-
плектуемых подъемкой (рис. 103). Производительность такой поточ-
ной линии составляет до 24 500 блоков в смену, форматы обра-
батываемых блоков — от 60 X 901/32 до 84 : 108А/8, пх толщи-
на до 7 см. Технологический процесс поточной линии состоит
из следующих операций: комплектовки блока подъемкой, вырав-
нивания скомплектованного блока по корешку, срезки корешковых
фальцев с одновременным торшонироваиием торцевой фрезой,
подготовки корешка блока к последующей промазке клеем, нане-
сения клея на корешок двумя клеевыми валиками, подачи облож-
212
кп к промазанному корешку с помощью пневматического само-
наклада, приклеивания обложки к корешку блока с одновремен-
ным обжимом и бигованием и вывода брошюры на приемный стол.
Последовательную передачу скомплектованных блоков по сек-
циям машины осуществляют девять щипцов-зажимон поворотного
стола при непрерывном его вращении.
При бесшвейном скреплении книжных блоков секцию подачи
обложки отключают.
В качестве клеящих веществ на машине «Ротор-Биндер»
используются холодные клеи, чаще всего полпвпнилацетатная
эмульсия.
Рис. 104. Машина «Флекспбек» для бесшвейного
скрепления
При необходимости машина «Ротор-Биндер» может быть исполь-
зована в качестве крытвенной машины, которая выполняет крытье
сшитых блоков обложкой и суперобложкой.
Машина «Флекспбек Термопластик Байндер (Е-10) (рис. 104)
предназначена только для бесшвейного скрепления как брошюр-
ных, так п книжных блоков, никаких других технологических
операций, не связанных непосредственно с бесшвейным скрепле-
нием, эта машина не выполняет.
Производительность машины «Флекспбек» несколько боль-
ше, чем машины «Ротор-Биндер», и составляет 25 200 блоков
в смену.
Форматы обрабатываемых блоков могут колебаться в доста-
точно широких пределах от 70 х lOS1/^ до 84 х Ю81/8 при
объеме блоков до 5 см.
На машине «Флекспбек» можно использовать как холодные
клен, так п термоклеп. В качестве холодного клея применяют
поливпнилацетатную эмульсию.
Технологический процесс, выполняемый на машине «Флексп-
бек», состоит из следующих последовательных операций: срезки
213
корешковых фальцев с одновременным торшонированном при
помощи торцевой фрезы, подготовки корешка блока к промазке
клеем, нанесения клея на корешок блока прп помощи щелевого
клеевого аппарата, промазки окантовочного материала клеем,
окантовки корешка блока тканью пли бумагой, сушки корешка,
разрезки корешкового материала между блоками и вывода блоков
на приемное устройство.
Машина «Флексибек» имеет три щелевых клеевых аппарата,
два из которых предназначены для нанесения клея на корешок
блока, третий — для промазки окантовочного материала, пода-
ваемого с рулона. Ширина рулона окантовочного материала
должна быть больше толщины корешка блока на 1 см для того,
чтобы при окантовке материал заходил на корешковые поля край-
них тетрадей блока не менее чем па 5 .и.и.
Последовательная транспортировка блока по секциям маши-
ны осуществляется непрерывно движущимся двухленточным тран-
спортером, поэтому производительность машины зависит от высоты
блока, т. е. чем меньше длина корешка, тем больше производи-
тельность.
В настоящее время отечественные научно-исследовательские
институты полиграфического машиностроения ведут работу по
конструированию отечественных моделей для бесшвепного скреп-
ления блоков.
В ближайшее время намечен выпуск новой модели полуав-
томата для бесшвейного скрепления брошюрных блоков. Этот
полуавтомат относится к машинам карусельного типа и будет
выполнять, кроме бесшвейного скрепления, крытье блоков
обложкой.
Внедрение нового оборудования на полиграфических пред-
приятиях значительно расширит технологические возможности
применения бесшвейного скрепления для различных изданий
и позволит внедрять этот способ в районных и областных типо-
графиях. Прп соблюдении правильного технологического режима
бесшвейного скрепления блоков и всех требований, предъявляе-
мых к полуфабрикатам — клеям, тетрадям, тканям и т. д., каче-
ство бесшвейного скрепления блоков не должно уступать каче-
ству сшитых блоков
Вопросы для повторения
1. Какие преимущества имеет бесшвейпое скрепление по сравнению
с различными видами шитья?
2. Характеристика основных способов бесшвепного скрепления.
3. Какой из способов бесшвейного скрепления нашел наиболее
широкое распространение па производстве и почему?
4. Для чего необходимо торшонпрование корешка блока прп бес-
швейном скреплении?
214
5. {Требования, предъявляемые к тетрадям, поступающим на бес-
швейпое скрепление различными способами.
G. Клеи, применяемые при бесшвейном скреплении блоков, и требо-
вания к ним.
7. Какое влияние оказывают печатные бумаги на качество бесшвен-
иого скреплеппя блоков?
8. Работа автоматической поточной линии бесшвейного скрепления
по изготовлению книг.
9. Перечислить в последовательном порядке технологические опера-
ции, выполняемые поточной линией, и объяснить их назначение.
10. Машина «Ротор-Биндер», ее назначение и последовательность
выполнения технологических операций.
11. Технологический процесс работы па машине «Флексибек Термо-
пластик Байндер».
12. Дать сравнительную характеристику оборудования, применяе-
мого для бесшвейного скрепления на полиграфических предприятиях.
13. Возможность применения бесшвейного скреплеппя для изданий
различных типов.
ГЛАВА Д В Г Н I Д Ц А Т Л М
КРЫТЬЕ
БРОШЮРНЫХ БЛОКОВ ОБЛОЖКОП
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Виды крытья
брошюрных блоков обложкой
В предыдущих главах были рассмотрены различные виды
скрепления, являющиеся завершающими операциями брошюро-
вочного процесса для книжных блоков. Последующие технологи-
ческие операции относятся уже к переплетным процессам.
Брошюровочные процессы при изготовлении брошюр закан-
чивают не операцией скрепления, а крытьем блока обложкой.
В зависимости от комплектовки брошюрного блока (вкладкой
или подъемкой) крытье блока обложкой выполняется на разных
стадиях технологического процесса. Блоки, комплектуемые
вкладкой, покрывают обложкой в процессе комплектовки, т. е.
перед шитьем, а блоки, скомплектованные подъемкой, кроют
обложкой после выполнения операции скрепления. Таким обра-
зом, крытье в данном случае является завершающей операцией
технологического процесса изготовления брошюр.
В первом случае, при комплектовке вкладкой, обложка присое-
диняется к блоку в процессе скрепления самого блока (рис. 105. а).
Во втором случае, при комплектовке подъемкой, крытье
блока обложкой является отдельной технологической операцией.
Для приклепки обложки применяют различные клеи. В зависи-
мости от того, как приклеивается обложка к блоку, различают
два вида крытья: обыкновенное и вроспуск.
При обыкновенном крытье обложку приклеивают к блоку
только по корешку (рис. 105, б).
При крытье вроспуск обложку приклеивают не только к кореш-
ку блока, но она заходит на корешковые поля крайних тетрадей
на 5—7 мм (рис. 105. в).
Сам термин «крытье вроспуск» возник потому, что при ручном
крытье блока для удобства нанесения клея на корешок обложек
216
последние распускались на нужную величину промазки, что
называлось «роспуском».
Крытье вроспуск можно осуществлять двумя способами. При
первом способе размеры бумажной заготовки для обложки соответ-
ствуют размерам необрезанного блока и крытье выполняют до
обрезки готовой брошюры с трех сторон. Во втором случае размеры
бумажной заготовки для обложки должны быть несколько боль-
ше размеров обрезанного блока, поэтому обложка (рис. 105, г)
Рис. 105. Виды крытья брошюрных блоков обложкой:
а — внакидку при комплектовке вкладкой; б — обыкновенное; в — вро-
спуск; а— с кантом
образует канты с трех сторон. Величина кантов не должна пре-
вышать 2—3 мм, так как иначе они будут быстро рваться. После-
довательность технологических операций в этом случае несколько
изменяется, так как обрезку блока с трех сторон следует осу-
ществлять сразу после скрепления, до крытья.
Выбор того или иного способа крытья обложкой обусловлен
объемом блока, видом его скрепления, а также характером изда-
ния. Обыкновенное крытье блока обложкой следует применять
для блоков, имеющих значительный объем (более пяти 32-стра-
ничных тетрадей) и скрепленных нитками или бесшвейным спо-
собом. Только при таком объеме издания площадь промазанного
клеем корешка обеспечивает достаточно прочное скрепление
обложки с блоком. При меньших объемах блока уменьшается
ширина клеевого слоя, удерживающего обложку, что отрицатель-
но влияет на прочность и долговечность скрепления блока
с обложкой.
15 Заказ JSB 66
2-17
Крытье вроспуск, в отличие от обыкновенного крытья, можно
применять для брошюрных изданий различного объема, поскольку
площадь скрепления обложки с блоком в этом случае значительно
больше, вследствие приклеивания обложки к корешковым полям
последних тетрадей блока. Скрепление брошюрных блоков, посту-
пающих на крытье вроспуск, может быть различным: проволо-
кой, нитками и бесшвейное. Следует помнить, что крытье вроспуск
является обязательным для блоков, сшитых втачку, поскольку
обложка в этом случае должна закрывать проволочные скобы
или нитяные стежки на корешковом поле блока. При обыкновен-
ном крытье таких блоков нарушится оформление издания и зна-
чительно снизится качество готовой брошюры.
Крытье вроспуск с кантом применяется очень редко, посколь-
ку выступающие канты бумажной обложки требуют особых
условии упаковки, хранения и транспортировки готовых бро-
шюр, кроме того, такое крытье усложняет и технологический
процесс изготовления брошюры. Крытье с кантом допустимо при
выпуске различных рекламных и справочных изданий, имеющих
объем не более пяти-шести 16-страничных тетрадей.
Нередко в целях улучшения оформления брошюрных изданий
применяют суперобложку, которую либо приклеивают по кореш-
ку поверх основной обложки, либо одевают на нее. Супероблож-
ка по своим размерам должна совпадать с размерами основной
обложки и иметь дополнительные клапаны для загибки на внут-
реннюю сторону последней. Использование суперобложки для
брошюр значительно расширяет возможности их оформления,
при этом в большинстве случаев основная обложка не имеет печа-
ти, а суперобложка может быть многокрасочной, лакирован-
ной и. т д. Суперобложку присоединяют к брошюре после полного
ее изготовления, то есть после обрезки с трех сторон.
В качестве материала для обложек применяют специальные
обложечные бумаги различных форматов и различного веса 1 м2,
вес бумаги выбирают в соответствии с оформлением издания,
объемом блока и видом крытья (табл. 17).
Таблица 17
Выбор обложечной бумаги в зависимости от объема блока
и вида крытья
Объем изда- ния в 16-стра- ничных тетрадях Вес 1 л12 обложечной бумаги в Г
накидная обложка при обыкно- венном крытье при крытье вроспуск при крытье вроспуск с кантом при крытье супероб- ложкой
2 100—140
4—5 120—160 -— 80—120 140—200 —
4—10 — — 100—160 140—200 —
10 и более — 100—140 100—240 — 100—140
218
После выбора бумаги по весу необходимо произвести правиль-
ный ее раскрой в соответствии с форматом и объемом издания.
При раскрое обложечной бумаги следует учитывать долевое
направление бумажных волокон лишь в том случае, если вес
1 м2 меньше 160 Г. При бумагах, весом 1 м2 более 160 Г, раскрой
может быть любым, поскольку в этом случае деформация бумаж-
ных волокон при увлажнении их клеем не будет оказывать суще-
ственного влияния на качество крытья. При крытье блоков облож-
кой вручную во всех случаях рекомендуется соблюдать долевой
раскрой бумаги, так как при нанесении клея вручную толщина
клеевого слоя значительно больше, чем при машинном крытье.
Большая толщина клея вызывает заметную деформацию бумажных
волокон, что отрицательно сказывается на качестве крытья.
Раскрой обложек для брошюр, комплектуемых вкладкой,
может быть любым, поскольку в данном случае для скрепления
обложки с блоком применяется не клей, а нитки или проволо-
ка. При определении размеров бумажной заготовки для получе-
ния одной такой обложки следует учитывать не толщину блока,
а только его формат, т. е. раскрой ничем не отличается от раскроя
бумаги для простого приклейного форзаца.
При раскрое бумаги для обложек брошюр, комплектуемых
подъемкой, пли для суперобложек, кроме формата издания, сле-
дует учитывать и толщину блока, а для суперобложек с клапана-
ми — размеры последних.
Рассмотрим несколько примеров по определению расхода
обложечных бумаг в листах для различных изданий.
Пример 1. Определить расход обложечной бумаги в листах для
крытья обложкой издания форматом 70 X 90х/1е, объемом 10 тетрадей в три
сгиба, тиражом 250 000 экз. Формат обложечной бумаги 74 X 92 см.
Решение. 1. Определяем формат блока до обрезки:
70 90 г
— 'Х— = 17,5 X 22,5 см.
4 4
2. Находим толщину блока в см. Как указывалось ранее, толщина одной
16-страничной тетради равна 1 мм.
Следовательно, толщина блока в данном случае — 10 мм или 1 см.
3. Определяем размеры бумажной заготовки для одной обложки. Шири-
на заготовки равна двойной ширине издания с учетом толщины блока:
17,5 см X 2 + 1 см = 36 см.
Высота заготовки равна высоте необрезанного блока, то есть 22,5 см.
4. Определяем, сколько заготовок получим из одного листа обложечной
бумаги форматом 74 х 92 см:
74 : 36 = 2
92 : 22,5 = 4
2x4 = 8 заготовок.
5. Определяем общее количество листов обложечной бумаги для всего
гиража:
25 000 : 8 = 3 125 л.
15* 219
Пример 2. Найти расход обложечной бумаги в листах для изготовле-
ния суперобложки с клапанами. Формат издания 84 х 1081/32, объем пять
32-страничных тетрадей, тираж 10 000 экз. Формат обложечной бумаги
84 X НО см.
Решение. 1. Определяем формат издания до и после обрезки:
84 108 „ _ ,
-у X -g- = 13,5 X 21 см (до оорезки)
4 о
13 см X 20 см (после обрезки).
2. Находим толщину блока в см. Толщина 32-страничной тетради равна
приблизительно 2 мм (если толщина 16-страничной тетради принята рав-
ной 1 мм).
Следовательно, толщина блока равна 10 мм или 1 см.
3. Определяем размеры суперобложки. Ширина — 13 X 2 + 1 см +
6 см X 2 = 39 см (ширина клапана равна половине ширины обрезан-
ного блока — 6 см). Высота — 20 см.
4. Определяем, сколько суперобложек получим из одного листа при
соблюдении долевого раскроя:
84 : 39 = 2
110 : 21= 5
2 X 5 = 10 суперобложек.
5. Определяем общее количество листов обложечной бумаги для всего
тиража:
10 000 : 10 = 1000 л.
При расчете обложечной бумаги для крытья с кантом следует
учитывать формат обрезанного блока, а также величину кантов.
Для того чтобы добиться высокого качества крытья брошюр
обложкой, недостаточно только правильно раскроить бумагу,
а необходимо также подобрать соответствующие клеи. До недав-
него времени при крытье широко использовали костный клей.
В последнее время костный клей вытесняют более совершенные
синтетические клеи: поливинилацетатная эмульсия, латексный
клей и полиакриламидный клей № 4. Состав этих клеев был рас-
смотрен ранее. Синтетические клеи обеспечивают хорошее каче-
ство крытья, не изменяют цвета бумаги, не искажают печати,
просты в изготовлении и не являются дефицитными.
Крытье брошюрных блоков обложкой или готовых брошюр
суперобложкой можно выполнять как вручную, так и на специаль-
ных крытвенных машинах.
§ 2. Крытье блоков обложкой вручную
Ручное крытье обложкой имеет очень ограниченное применение,
поскольку большинство полиграфических предприятий оснащено
высокопроизводительными машинами для крытья. Однако в неко-
торых случаях крытье вручную необходимо. Например, при
выпуске малообъемных изданий в плотной обложке при крытье
суперобложкой готовых брошюр, если отсутствует специальное
оборудование и т. д.
220
В целях облегчения процесса ручного крытья, а также для
того, чтобы обеспечить лучшую раскрываемость обложки, необ-
ходимо бумажные заготовки перед крытьем биговать. Биго-
ванием называется процесс получения небольшого углубле-
ния (рубчика) в корешковой части обложки, которое нейтра-
лизует сопротивление бумажных волокон, расположенных по
линии изгиба. В зависимости от вида крытья изменяется необ-
ходимое количество бигов на обложке: при обыкновенном крытье
делают два бига, а при крытье вроспуск — четыре. Расположе-
ние бигов должно быть всегда строго определенным: при наличии
двух бигов они должны быть расположены по центру обложки
и расстояние между ними должно соответствовать толщине кореш-
ка брошюрного блока, при четырех бигах два внутренних рубчи-
ка должны быть расположены так же, как было указано ранее,
а два крайних — с отступом от внутренних бигов, равным 5—7 мм.
Следует помнить, что ширина бигов зависит от формата бро-
шюры. При увеличении формата издания ширина бига увеличи-
вается, а при уменьшении — биг делается более узким. Объяс-
няется это тем, что при увеличении формата для обложки выби-
рают более плотную бумагу.
Прп ручном крытье вроспуск биговку обложек следует произ-
водить всегда, а при обыкновенном крытье — лишь в том случае,
если вес 1 м* обложечной бумаги превышает 120 Г.
Для бигования применяют специальные биговальные станки
различных марок, все эти биговальные станки не имеют механиче-
ского привода и отличаются очень низкой производительностью.
Роменскип машиностроительный завод выпускает биговальный
станок БУ-1, который может производить не только бигование,
но и перфорацию (просечку) бумажных листов. При использова-
нии станка для перфорации биговальные ножи заменяют спе-
циальным перфорирующим устройством. Кроме того, бигование
обложек можно производить и на станке П-2, который снабжен
механическим приводом и предназначен как для перфорации,
так и для биговки. В отдельных случаях для бигования обложек
могут быть использованы кассетные фальцевальные машины,
в фальцсекциях которых устанавливают специальные биговаль-
ные ножи.
После бигования обложки поступают на участок ручного
крытья. В зависимости от вида крытья (обыкновенное или вроспуск)
изменяется и технологический процесс работы. При обыкновен-
ном крытье промазывают клеем корешки блоков, а затем кроют
обложкой. Предварительная промазка корешка клеем не только
обеспечивает скрепление обложки с корешком блока, но и уве-
личивает прочность скрепления тетрадей друг с другом.
При крытье вроспуск клеем промазывают как корешки бло-
ков, так и обложку по корешковой части между крайними бигами.
Нанесение клея на обложку обеспечивает скрепление ее с бло-
221
ком не только по корешку, но п по корешковому полю последних
листов. Для нанесения клея могут быть использованы клеема-
зальные станки. Для того чтобы полосы клея имели требуемую
ширину, в клеевом аппарате станка устанавливают ограничители.
После нанесения клея на корешок блока и промазки обложки
выполняют операцию крытья вроспуск.
Основные недостатки крытья вручную — низкая производи-
тельность, невозможность равномерной промазки клеем, различное
качество брошюр в тираже. Поэтому в настоящее время боль-
шинство полиграфических предприятий оснащено высокопроизво-
дительным оборудованием, осуществляющим как крытье блоков
обложкой, так и другие технологические операции.
§ 3. Работа на машине для крытья блоков обложкой
Все машины, предназначенные для крытья блоков бумажной
обложкой, относятся к машинам карусельного типа, имеющим
поворотный стол со щипцами-зажимами. Клей наносится на коре-
шок блока, а не на обложку, что обеспечивает не только прочное
скрепление обложки с блоком, но и повышает прочность скрепле-
ния самого брошюрного блока.
Для крытья обложкой на машинах рекомендуется применять
обложечные бумаги с меньшей проклейкой (0,5—0,75 льм) по
сравнению с бумагами, используемыми при ручном крытье.
Это объясняется принципом работы самонаклада обложек крыт-
венных машин.
При крытье на машинах следует применять клеи, обладающие
схватываемостью и высокой липкостью, иначе не будет обес-
печено прочное скрепление обложки с корешком блока.
На полиграфических предприятиях широко эксплуатируется
крытвенная машина 65/3 (рис. 106), предназначенная для крытья
брошюрных блоков обложкой как обыкновенным способом, так
и вроспуск.
Форматы обрабатываемых брошюрных блоков на такой ма-
шине могут изменяться в пределах от 70 X 108 1/64 до 60 X 901/8;
объемы от трех до двадцати 32-страничных тетрадей; производи-
тельность машины около 12 000 брошюр в смену.
Машина 65/3, так же как и машина «Ротор-Биндер», может
быть использована и для крытья готовых брошюр суперобложкой.
На ней выполняются следующие технологические операции'.
нанесение клея на корешок блока при обыкновенном виде крытья,
а при крытье вроспуск как на корешок, так и на корешковые
поля первой и последней страниц блока; приклеивание обложки
к корешку блока, обжим брошюры по корешковой части, а при
крытье вроспуск вместе с обжимом и бигование обложки.
Сшитые блоки подают в машину либо вручную, либо при помо-
щи самонаклада. Самонаклады, применяемые для крытвенных
222
машин, могут иметь различную конструкцию. Однако общим
для всех самонакладов является наличие магазина, куда загру-
жают брошюрные блоки корешком вниз, транспортера, располо-
женного на дне магазина, и перемещающего блоки к позиции
загрузки крытвенной машины и толкателей, которые подают
блоки по одному в раскрытые щипцы-зажимы машины.
В зависимости от расположения магазина самонаклада отно-
сительно позиции загрузки блоков несколько изменяется кон-
струкция толкателей и характер их движения. На полиграфических
Рис. 106. Машина 65/3 (ГДР) для крытья блоков обложкой
предприятиях используются самонаклады двух видов: 1) с тол-
кателями, совершающими возвратно-поступательное движение по
вертикали и 2) с толкателями, совершающими возвратно-поступа-
тельное движение но горизонтали.
В нервом случае магазин самонаклада располагается над
щипцами-зажимами в позиции загрузки блоков, и толкатель, упи-
раясь в переднюю часть блока, проталкивает его из магазина
вниз, в раскрытые щипцы. Во втором случае магазин самонаклада
располагается несколько правее позиции загрузки, и толкатель,
упираясь в головку блока, проталкивает его по горизонтали
и подает в щипцы-зажимы.
Технологический процесс работы на машине заключается
в следующем: блок, поданный в щипцы-зажимы, зажимается
щечками щипцов и последовательно транспортируется по всем
223
секциям машины при повороте стола. Поворот стола осуществляет-
ся с периодическими выстоями, во время которых выполняются
технологические операции — промазка корешка блока клеем,
крытье обложкой и т. д.
Для передачи блока из одной секции в другую стол поворачи-
вается на 45° (по часовой стрелке).
Рис. 107. Схема работы клеевой секции машины
Щипцы-зажимы поворотного стола имеют две щечки, одна
из которых (внутренняя) подпружинена и обеспечивает прочный
и упругий зажим блока. Кроме того, эта щечка раскрывает
щипцы в позициях загрузки и выгрузки продукции. Вторая щечка
(внешняя) неподвижна, ее устанавливают в соответствии с объе-
мом блока.
Блок из позиции загрузки в результате поворота стола попа-
дает в клеевую секцию. Клеевая секция представляет собой
ванну 1 с клеем, в которой купаются клеевые планки, нанося-
щие клей на корешок (рис. 107). Число клеевых планок зависит
от вида крытья брошюр обложкой: при обыкновенном крытье
224
Рис. 108. Схема работы обжимной
секции машины
работает одна нижняя клеевая планка 2, а при крытье вроспуск —
три клеевые планки: две боковых 3 и одна нижняя.
Промазанный клеем блок проходит через холостую секпию,
где никаких технологических операций не производится. Наличие
такой холостой секции дает воз-
можность клеевому слою несколь-
ко загустеть, чтобы было обеспе-
чено прочное приклеивание об-
ложки к блоку.
За холостой секцией следует
самонаклад подачи обложек.
В этой позиции подъемный стол
самонаклада обложек совершает
возвратно-поступательное движе-
ние по вертикали и подает верх-
нюю обложку к корешку блока.
По мере расходования обложек
стол поднимается при помощи
противовеса и при этом верхняя
обложка всегда занимает опре-
деленное положение, обеспечи-
вающее надежный контакт облож-
ки с блоком. В целях лучшего
отделения одной обложки от всей
стопы в торец стопы подают
струю сжатого воздуха, образую-
щую воздушную прослойку меж-
ду листами обложек, в результате
уменьшаются силы трения, возни-
кающие между ними.
Обложка, приклеенная к бло-
ку, удерживается на нем только
за счет клеевого скрепления в
корешке. Поэтому клеи, приме-
няемые для крытвенных машин,
должны обладать высокой схва-
тываемостью.
За секцией самонаклада обло-
жек расположена вторая холостая секция, в которой установлено
автоблокировочное устройство, контролирующее наличие обложки
у блока. При отсутствии обложки автоблокировочное устройство
должно выключать привод машины, чтобы предотвратить подачу
промазанного клеем блока в обжимную секцию. В качестве
автоблокировочного устройства может быть использован либо
электрощуп, либо фотоэлемент.
В шестой секции машины установлено обжимное устрой-
ство, которое состоит из трех обжимных планок — нижней и двух
225
боковых (рис. 108). Нижняя планка 1 предназначена для обжима
корешка блока и совершает возвратно-поступательное движение
по вертикали, а боковые планки 2 приклеивают обложку к кореш-
ковым полям тетрадей и, в случае необходимости, осуществляют
бигование обложки. Боковые обжимные планки перемещаются
вместе с нижней планкой по вертикали и, кроме того, совершают
встречное возвратно-поступательное движение по горизонтали.
Обжимные планки обеспечивают плотный, упругий обжим кореш-
ка брошюры. Упругость планкам сообщают пружины. Боковые
обжимные планки сменные и подбираются в зависимости от вида
крытья и плотности обложек. При крытье вроспуск обложкой
из достаточно плотной бумаги, когда необходимо бигование
обложки вдоль корешка по линии ее открывания, применяют
специальные остроконечные боковые планки.
При дальнейшем повороте стола машины готовая брошюра
проходит через холостую секцию и подается к приемному устрой-
ству. В этой позиции (восьмой) раскрываются щипцы-зажимы,
готовую брошюру за корешок захватывают выводные щипцы
и передают на приемный стол. Выводные щипцы в процессе рабо-
ты машины совершают возвратно-поступательное движение по
вертикали и при захвате брошюры дополнительно обжимают
корешок. Готовую брошюру перемещают йо приемному столу
специальные толкатели. В восьмой секции также предусмотрено
автоблокировочное устройство, останавливающее машину в том
случае, если готовая брошюра не попала на приемное устройство,
а осталась в щипцах-зажимах.
К основным технологическим регулировкам машины отно-
сятся следующие: установка щипцов-зажимов в соответствии
с объемом блока, а также упорной планки по формату издания;
установка клеевого аппарата в соответствии с видом крытья,
форматом и объемом брошюры; установка самонаклада обложек;
подбор и регулировка обжимных планок в соответствии с видом
крытья и объемом брошюры.
1. Щипцы-зажимы устанавливают по толщине блока путем
перемещения неподвижной щечки 1 (рис. 109) относительно
подвижной 2при помощи регулировочного винта 3. Точную установ-
ку щипцов обеспечивает специальная планка 4 с двумя шкалами,
закрепленная в машине. Одна шкала (поперечная) служит для
правильной установки неподвижной щечки щипцов, прп этом
неподвижную щечку следует закрепить на уровне того деления
шкалы, которое соответствует половине толщины блока. Вторая
шкала (продольная) служит для установки упорной планки 5,
расположенной над щипцами и служащей для выравнивания
блока в щипцах-зажимах по головке.
При изменении формата блока необходимо изменить поло-
жение упорной планки относительно центра щипцов-зажимов.
Упорную планку устанавливают на деление шкалы, соответ-
226
ствующее высоте необрезанного блока, в миллиметрах. Такую
установку по толщине и высоте блока необходимо выполнить
для всех щипцов-зажимов поворотного стола, последовательно
подводя их к позиции загрузки.
2. Установка клеевого аппарата начинается с подбора клеевых
планок. При обыкновенном крытье подбирают только одну ниж-
нюю клеевую планку, длина которой должна быть меньше высоты
блока не мецее чем на 5 мм, а ширина меньше толщины блока
на 3—4 мм (это объясняется тем, что в процессе работы машины
Рис. 109 Щипцы-зажимы машины
на планке остается клеевой слой толщиной 3—4 мм, который
и дополняет размер клеевой планки до требуемого). При крытье
вроспуск, кроме нижней планки, подбирают и устанавливают
две боковые планки, длина которых должна соответствовать
длине нижней планки.
3. Установка самонаклада заключается в подборе противо-
веса, соответствующего плотности обложек, а также в регулиров-
ке упорных угольников по шкале, деления которой соответствуют
формату развернутой обложки. Обложки на столе самонаклада
располагают с таким расчетом, чтобы корешок поданного блока
находился точно по центру обложки. Груз противовеса, установ-
ленный в секции самонаклада обложек, должен обеспечить своевре-
менный подъем стола по мере расходования обложек.
4. Установка планок обжимной секции машины производится
как при изменении объема брошюры, так и при различных видах
крытья. Нижняя планка не сменная и ее положение по высоте
регулируют двумя регулировочными винтами лишь в том слу-
чае, если обжим брошюры по корешку получается недостаточным.
Боковые обжимные планки сменные и их подбирают в зависимости
от вида крытья. Для обыкновенного крытья устанавливают план-
ки с закругленной обжимной поверхностью, а при крытье врос-
227
пуск — планки с плоской обжимной поверхностью и специаль-
ным выпуклым рубчиком, служащим для образования бига.
При изменении объема брошюры можно менять положение
боковых планок относительно центра щипцов зажимов. Для этого
освобождают крепежные винты и, переместив планки, закрепляют
их в новом положении.
При использовании машины для крытья суперобложкой
готовых брошюр необходимо отключить боковые клеевые
Рис. НО. Машина БИП-4
планки в клеевой секции, а также установить боковые планки
с закругленной прессующей поверхностью в обжимной секции.
Эксплуатация крытвенной машины позволяет организо-
вать на полиграфических предприятиях поточные линии по
изготовлению брошюр (скомплектованных подъемкой). Машина
имеет достаточно широкие технологические возможности, позво-
ляющие использовать ее при изготовлении брошюр различных
изданий, и обеспечивает хорошее качество крытья при соб-
людении правильных условий ее эксплуатации.
Машина БИП-4. Для крытья блоков обложкой и супероб-
ложкой применятся машина БИП-4 (рис. ПО). В отличие от
рассмотренной крытвенной машины машина БИП-4 имеет само-
наклад для подачи блоков, счетчик для отсчета готовой продукции
и три автоблокировочных устройства, два из которых аналогичны
автоблокировочным устройствам крытвенной машины, а третье
установлено в позиции загрузки блоков самонакладом и пред-
назначено для выключения привода машины, если блок по каким-
либо причинам не подан самонакладом в щипцы-зажимы.
228
Для улучшения условий обслуживания машина БИП-4 снаб-
жена пультом управления, на котором размещены сигнальные
лампочки, позволяющие быстро и правильно определить, в какой
секции машины произошла та или иная неполадка.
Применение более совершенной крытвенной машины позволит
несколько увеличить производительность труда на участке крытья
и обеспечить высокое качество выпускаемых брошюр.
Вопросы и задачи для повторения
1. Характеристика всех видов крытья брошюрных блоков обложкой.
2. В каких случаях применяется обыкновенное крытье обложкой,
а в каких — вроспуск?
3. Для каких изданий применяется крытье с кантом?
4. Как подобрать обложечные бумаги по весу в зависимости от
объема блока и вида крытья?
5. В каких случаях производится крытье брошюр суперобложкой?
6. В каких случаях и для чего необходимо бигование обложек?
7. Определить расход обложечной бумаги в листах для крытья
брошюрного блока форматом 60 х ЭО1/^, объемом 15 физ. печ. л., при
толщине тиражного листа 90 мк, тираже издания 25 000 экз., формате
обложечной бумаги 70 х 97 см.
8. Определить расход обложечной бумаги в листах для крытья
с кантом, формат издания 70 X 1081/32, объем 4 бум. л., толщина тираж
ного листа 100 мк, тираж 100 000 экз., формат обложечной бумаги
75 X ПО см.
9. Найти расход обложечной бумаги в листах для изготовления
суперобложки к изданию форматом 84 х Юв1/^, объемом 8 бум. л.,
формат обложечной бумаги 75 х ПО см, тираж издания 40 000 экз.
10. Перечислить технологические операции, выполняемые крыт-
венной машиной 65/3.
11. Каково назначение холостых позиций, расположенных после
клеевой секции и самонаклада обложек?
12. Как установить щипцы-зажимы крытвенной машины при из-
менении объема брошюры?
13. Как установить клеевую секцию машины для крытья брошюр
вроспуск и для обыкновенного крытья? Какую регулировку необхо-
димо выполнить в данной секции при Демене формата и объема бро-
шюры?
14. Как установить самонаклад обложек в зависимости от плотности
обложечной бумаги?
15. Какие регулировки следует выполнить в обжимной секции прп
изменении вида крытья и объема брошюры?
16. Расположение и назначение автоблокировочных Устройств
в крытвенной машине.
17. Какие типы самонакладов для подачи блоков можно использовать
на крытвенных машинах?
18. В чем преимущества машины БИП-4?
СОДЕРЖАНИЕ
Введение 3
§ 1. Общие сведения о брошюровочно-переплетных процессах 3
§ 2, История развития брошюровочно-переплетных процессов 8
Развитие полиграфической техники в Советском Союзе ... 6
Глава I. ОСНОВНЫЕ ПОНЯТИЯ О БУМАЖНЫХ И ПЕЧАТНЫХ
ЛИСТАХ ................................................ 21
§ 1. Основные виды бумаг . . 21
§ 2. Бумажные и печатные листы 24
§ 3. Лист для фальцовки и его элементы . . . 29
Вопросы и задачи для повторения . 32
Глава II. СТАЛКИВАНИЕ ЛИСТОВ ............................... 33
§ 1. Требования, предъявляемые к листовой продукции .... 33
§ 2. Верные стороны отпечатанных листов . . 36
§ 3. Сталкивание листов................................... 37
Вопросы и задачи для повторения ... . . . 39
Глава III. РАЗРЕЗКА ЛИСТОВ И ПРИМЕНЯЕМОЕ ОБОРУДО-
ВАНИЕ .............................................. 40
§ 1. Общие сведения о разрезке листов на однопожевых бумаго-
резальных машинах......................... . . 40
§ 2. Принцип работы одноножевых бумагорезальных машин
и факторы, влияющие на процесс резания.................. 42
§ 3. Работа на однопожевых бумагорезальных машинах .... 47
§ 4. Новые модели одноножевых бумагорезальных машин . 59
Вопросы и задачи для повторения ............. 60
Глава IV. ФАЛЬЦОВКА ЛИСТОВ И ПРИМЕНЯЕМОЕ ОБОРУДО-
ВАНИЕ .................................................... 62
§ 1. Общие сведения о фальцовке листов 62
§ 2. Фальцовка листов вручную . 69
§ 3. Фальцовка листов на машинах . ....................... 71
§ 4. Работа на ножевых фальцевальных машинах (Ф-1 и БФА-2) 74
§ 5. Работа на кассетных фальцевальных машинах .... 82
§ 6. Сравнительная характеристика ножевых и кассетных фаль-
цевальных машин . . 92
§ 7. Прессование сфальцованной продукции . .... 92
Вопросы для повторения ... 95
Глава V. ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ТЕТРАДЕЙ, ИХ
ИЗГОТОВЛЕНИЕ- И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ 96
§ 1. Виды приклеек и их изготовление...................... 99
§ 2. Виды форзацев и их изготовление...................... 99
Приклейные форзацы..................................... 101
Прошивные форзацы .... 103
Пришивные форзацы . . .'............................. 106
230
Накидные форзацы .................................... 107
Раскрой заготовок для форзацев . . ^................. 107
§ 3. Приклейка форзацев и иллюстраций к тетрадям....... 108
Работа па автомате БПА ............................... НО
Приклеенный автомат БПА-3 ........ 114
Автомат Б ПА-2 для окантовки . . . .................. 115
Вопросы и аадачи для повторения ..................... 116
Глава VI. КОМПЛЕКТОВКА БЛОКОВ И ПРИМЕНЯЕМОЕ ОБО-
РУДОВАНИЕ ........................................... 118
§ 1. Комплектовка блоков вкладкой ........ 118
§ 2. Комплектовка блоков подъемкой ................... 119
§ 3. Комплектовка блоков на листоподборочной машине ЛП . . . 122
§ 4. Листоподборочные машины различных моделей, применяемые
на производстве....................................... 127
Вопросы и задачи для повторения...................... 128
Глава VII. ПРЕССОВАНИЕ КНИЖНЫХ БЛОКОВ И ПРИМЕ-
НЯЕМОЕ ОБОРУДОВАНИЕ . 130
§ 1. Назначение и виды прессования книжных блоков . . . 130
§ 2. Оборудование для общего обжима блоков . 133
§ 3. Оборудование для местного обжима блоков............136
Вопросы и аадачи для повторения ... 138
Глава VIII. СКРЕПЛЕНИЕ ТЕТРАДЕЙ В БЛОК .................. 139
§ 1. Скреплепие тетрадей в блок при помощи шитья....... 140
§ 2. Скрепление тетрадей в блок бесшвейным способом.... 141
Вопросы для повторения............................... 142
Глава IX. ШИТЬЕ ПРОВОЛОКОЙ И ПРИМЕНЯЕМОЕ ОБОРУДО-
ВАНИЕ ................................................ 143
§ 1. Шптье блоков проволокой втачку . . ........143
§ 2. Шитье блоков проволокой внакидку 146
§ 3. Шитье блоков проволокой вразъем .................. 148
§ 4. Работа на машине БШИ-4 . ............... .... 152
§ 5. Работа на мпогоаппаратной проволокошвейной машине
ПШ-4м................................................. 154
§ 6. Работа на вкладочно-швейной машине ВШ-1 ......... 159
§ 7. Новые агрегаты для изготовления брошюр............ 165
Вопросы и задачи для повторения...................... 167
Глава X. ШИТЬЕ НИТКАМИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ 169
§ 1. Виды шитья нитками ............................... 169
§ 2. Образование стежков на питкошвейных машинах....... 175
§ 3. Установка отдельных деталей швейного аппарата при раз-
личных видах шитья.................................... 179
§ 4. Работа на ниткошвейной машине НШ-2................ 185
§ 5. Работа на ниткошвейных автоматах БНА и АНШ........ 193
Вопросы и задачи для повторения...................... 202
Глава XI. БЕСШВЕЙНОЕ СКРЕПЛЕНИЕ БЛОКОВ И ПРИМЕ-
НЯЕМОЕ ОБОРУДОВАНИЕ.................................. 204
§ 1. Виды бесшвейного скрепления блоков ............... 204
§ 2. Оборудование для бесшвейного скрепления блоков . . . . • 209
Вопросы для повторения .............................. 214
Глава XII. КРЫТЬЕ БРОШЮРНЫХ БЛОКОВ ОБЛОЖКОЙ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ............................ 216
§ 1. Виды крытья брошюрных блоков обложкой ............ 216
§ 2. Крытье блоков обложкой вручную.................... 220
§ 3. Работа на машине для крытья блоков обложкой....... 222
В опросы и задачи для повторения ............... 229
231
Эсфирь Жановна Веселовская,
Галина Генриховна Трубникова
х х
Технология брошюровочно-переплетных
процессов
Редактор М. М. Ворищева
Художественный редактор Н. Д. Карандашов
Технический редактор С. М. Кошелева
Корректор М. А. Мамаева
А-14764. Сдано в набор 14/1-66 г. Подписано к пе-
чати 15/VI-66 г. Формат 60x90/16. Печ. л. 14,5.
Уч.-изд. л. 14,45. Бумага типографская № 1.
Тираж 5.500. Тем. план 1966 г. Л» 28. Заказ 66.
Цена 58 коп.
Издательство «Книга», Москва К-9,
ул. Неждановой, 8/10.
Московская типография № 16
Главполиграфпрома Комитета по печати
при Совете Министров СССР.
Москва, Трехпрудный пер., 9
СПИСОК ОПЕЧАТОК
Стра- ница Строка Напечатано Следует читать
45 9 снизу машиных машинах
78 18 снизу расчетов расчесов
97 7, 8, 9, 10, 12, 14, паспорту паспарту
99 18 сверху 19 сверху резрезкой разрезкой
105 3 снизу (под рисун- бока блока
118 ком) 11 снизу подъемой подъемкой
121 1,2 снизу (под рисун- поазказанные позаказные
167 ком) 1 сверху (рис. 7 5). (рис. 76).
216 5 снизу рПи При
Зак. 66
58 коп.