/

































































































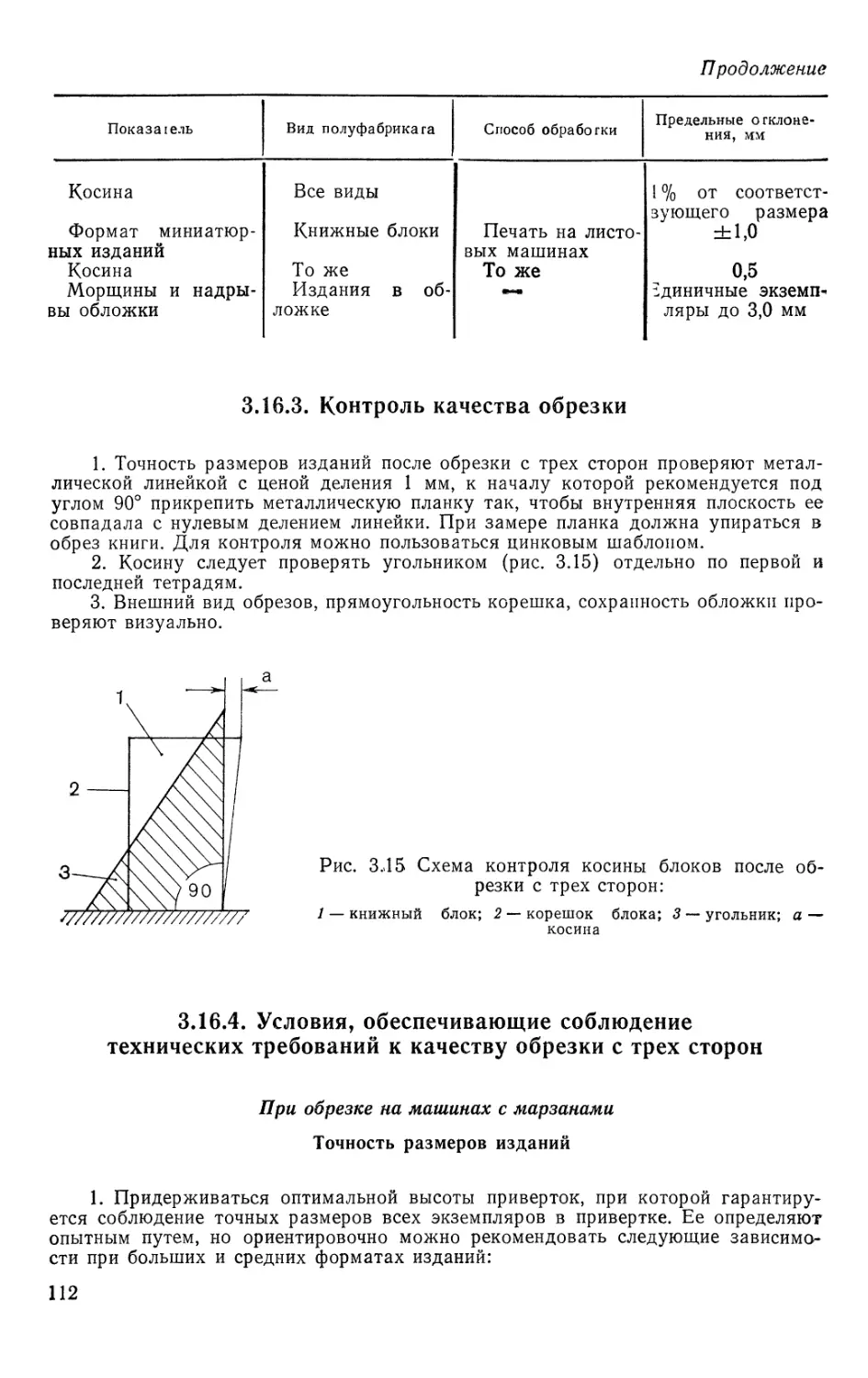


















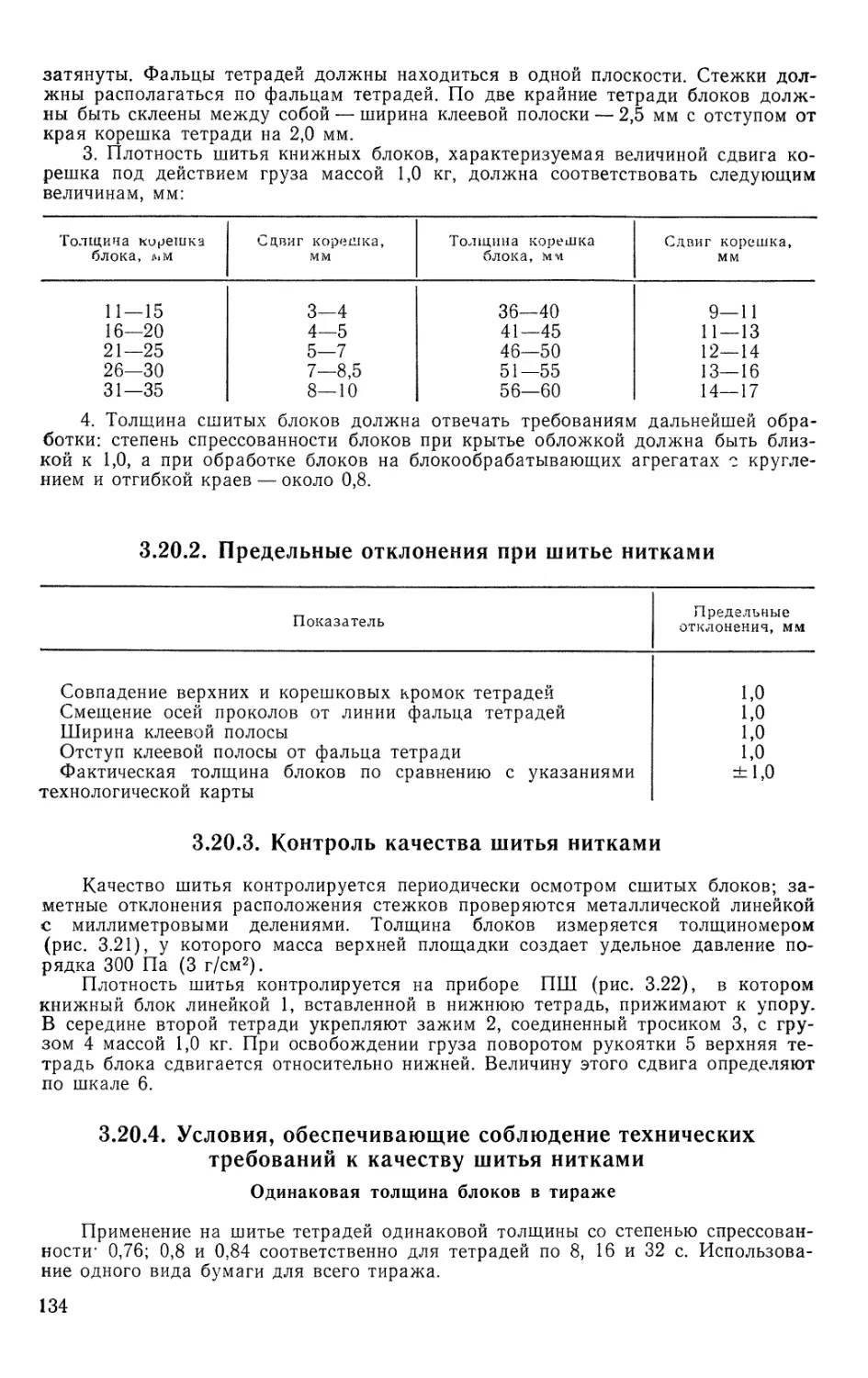
















































































































































Текст
СПРАВОЧНИК
ТЕХНОЛОГА-ПОЛИГРАФИСТА
БРОШЮРОВОЧНО-ПЕРЕПЛЕТНЫЕ
ПРОЦЕССЫ
СПРАВОЧНИК
ТЕХНОЛОГА-ПОЛИГРАФИСТА
ЧАСТЬ
6
БРОШЮРОВОЧНО-
ПЕРЕПЛЕТНЫЕ
ПРОЦЕССЫ
Составители
Л. Г. Гранская
О. Б. Купцова
Москва «Киша» 1985
ББК 37.88
С 74
УДК 655.1
Под редакцией Э. М. Фарбера
Справочник является частью многотомного издания, первая часть которого
«Наборные процессы» вышла в 1981 г. Он содержит комплекс систематизирован-
ных сведений по брошюровочно-переплетным процессам. Главы справочника по-
строены по единому принципу: материалы (виды и расход), варианты технологи-
ческих процессов и операций, методы контроля, организация рабочих мест, сведе-
ния об оборудовании. В приложении приведен словарь терминов, использованных
в справочнике.
Предназначен для студентов полиграфических вузов, учащихся полиграфиче-
ских техникумов, ИТР полиграфических предприятий.
Рецензенты:
Н. С. Ершова, канд. техн, наук;
Е. М. Гулова
СПРАВОЧНИК ТЕХНОЛОГА-ПОЛИГРАФИСТА
Часть 6
Любовь Георгиевна Гранская, Ольга Борисовна Купцова
БРОШЮРОВОЧНО-ПЕРЕПЛЕТНЫЕ ПРОЦЕССЫ
Зав. редакцией Е. В. Иванова
Редакторы Л. П. Троицкая, И. А. Бахметьева
Художник И. С. Клейнард
Художественный редактор Н. Д. Кдрандашов
Техничэский редактор 3. С. Мочалина
Корректор Л. В. Петрова
ИБ № 1277
Сдано в набор 28.02.85. Подписано к печати 10.09.85. А07736
Формат бОХЭО1/^. Бум. кн.-журн. Гарнитура литературная. Печать высокая.
Усл. печ. л. 18,5+2,0. Усл. кр.-отт. 20,5. Уч.-изд. л. 22,14+1,72. Тираж 10 000 экз.
Изд. № 3615. Заказ № 1293. Цена 1 р. 50 коп.
Издательство «Книга», 125047, Москва, ул. Горького, 50
Московская типография № 8 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
101898, Москва, Центр, Хохловсйий пер., 7
4505000000-093
---------------49-85
002(01)-85
© Издательство «Книга», 1985
ПРЕДИСЛОВИЕ
В решениях XXVI съезда КПСС отмечалось, что в настоящий период особо
важное значение в народном хозяйстве имеет экономное расходование сырья,
топлива, электроэнергии и различных материалов. При использовании материалов
в больших объемах даже незначительное снижение потерь и уменьшение расхода
материалов на изделия позволят получить в масштабах страны значительный
экономический эффект.
На практике находит все большее применение метод предварительного пла-
нирования заданий по экономии материальных ресурсов, в том числе по экономии
электроэнергии, металлов, бумаги и т. п. Такой подход оправдал себя. Он позво-
ляет более целеустремленно и экономно расходовать имеющиеся ресурсы мате-
риалов.
За последнее десятилетие происходит интенсивное развитие брошюровочно-
переплетного производства, существенно возрос его технический уровень, в осо-
бенности на крупных и средних предприятиях — оно стало высокомеханизирован-
ным, оснащенным автоматическими поточными линиями, на которых изготовляется
до 80% всей книжной продукции. Кроме того, правильное ведение технологиче-
ского процесса способствует стабилизации производства, повышению производи-
тельности труда, экономии материальных и трудовых ресурсов и улучшению каче-
ства продукции.
В справочнике нашло отражение современное состояние брошюровочно-пе-
реплетного производства, а также даны основные рекомендации по выбору опти-
мальных технологических процессов изготовления изданий, который связан не
только с необходимостью обеспечения высокого качества продукции, но и с эко-
номической целесообразностью процесса.
Справочник состоит из шести разделов, в которых рассматриваются вопросы,
связанные с изготовлением книг, брошюр и журналов и их составляющих час-
тей — тетрадей, блоков, переплетных крышек и т. п. В каждом разделе кроме
первого сначала приводится описание конструкции различных элементов книги с
рекомендациями по их применению, размеры, характеристика используемых ма-
териалов и расчет потребности в них. Далее следует описание технологических
операций по изготовлению элементов, построенное по следующей схеме: назна-
чение операции; требования к качеству выполнения операции; контроль качества;
условия, обеспечивающие соблюдение требований к качеству; оборудование, ис-
пользуемое для выполнения процесса; организация рабочих мест и приемы ра-
боты при выполнении операции. При отсутствии необходимой техники даются
приемы выполнения операций вручную на основе опыта работы передовых по-
лиграфических предприятий.
В справочнике содержатся сведения о технологическом оборудовании, выпус-
каемом в настоящее время отечественными заводами полиграфического машино-
строения или намечаемом к серийному выпуску в ближайшие годы, а также об
оборудовании, снятом с производства, но еще имеющемся на полиграфических
&
предприятиях в значительных количествах. Импортное оборудование представле-
но только в случае, если нет аналогичного отечественного оборудования или ког-
да таких машин или поточных линий установлено на полиграфических предприя-
тиях страны достаточно много.
Для большей наглядности основная часть излагаемого материала сведена в
таблицы и сопровождается большим количеством рисунков.
Здесь использованы данные государственных и отраслевых стандартов, а так-
же других нормативно-технических документов, действующих в отрасли на период
составления справочника.
В первом разделе, который по построению отличается от других, содержатся
общие сведения об единицах измерения, условных обозначениях, принятых в
справочнике, а также о форматах изданий. При этом принято условное деление
форматов изданий в зависимости от формата бумаги и доли листа на следующие
группы: большие, средние, малые, миниатюрные издания и книги-малютки.
Формат является важной характеристикой, от которой в большой степени
зависят возможности художественного оформления изданий, а также удобство
пользования книгой при чтении и хранения ее в библиотеках. Кроме того, формат,
наряду с другими параметрами, определяет выбор технологического процесса
изготовления издания. Однако формат издания задается издательством и в бро-
шюровочно-переплетном производстве изменен быть не может. ГОСТ 5773—76
«Книги, брошюры и журналы. Форматы» предусматривает выпуск изданий 19
основных форматов и более 90 дополнительных, учитывающих использование
бумаги дополнительных форматов и деление листа на редко используемые доли.
Размеры листов и тетрадей большинства форматов приведены в первом разделе
справочника, а в последующих разделах для этих форматов даны размеры де-
талей книги (форзацы, обложки, переплетные крышки, суперобложки и т. п.)
и потребное количество материалов для их изготовления.
Второй раздел посвящен вопросам, связанным с изготовлением простых и
сложных тетрадей, форзацев, дробных частей листа и деталей, отпечатанных от-
дельно от текста. При этом рассматриваются только тетради с «книжным» спус-
ком, когда длина корешка больше ширины тетради. При выпуске миниатюрных
изданий размеры тетрадей и листов для их изготовления даны с расчетом воз-
можности их обработки на имеющемся оборудовании и иногда вручную. С этой
целью ширина тетрадей дана не менее 120 мм, а высота — с учетом обработки
«двойников» и «тройников».
Для выбора высоты стоп при упаковке и прессовании сфальцованных тетра-
дей с целью определения массы будущей книги, что обязательно при проектиро-
вании школьных учебников, и для других целей в справочнике впервые приводит-
ся масса десяти 16-страничных тетрадей разного формата, изготовляемых из бу-
маги различной массы 1 м2.
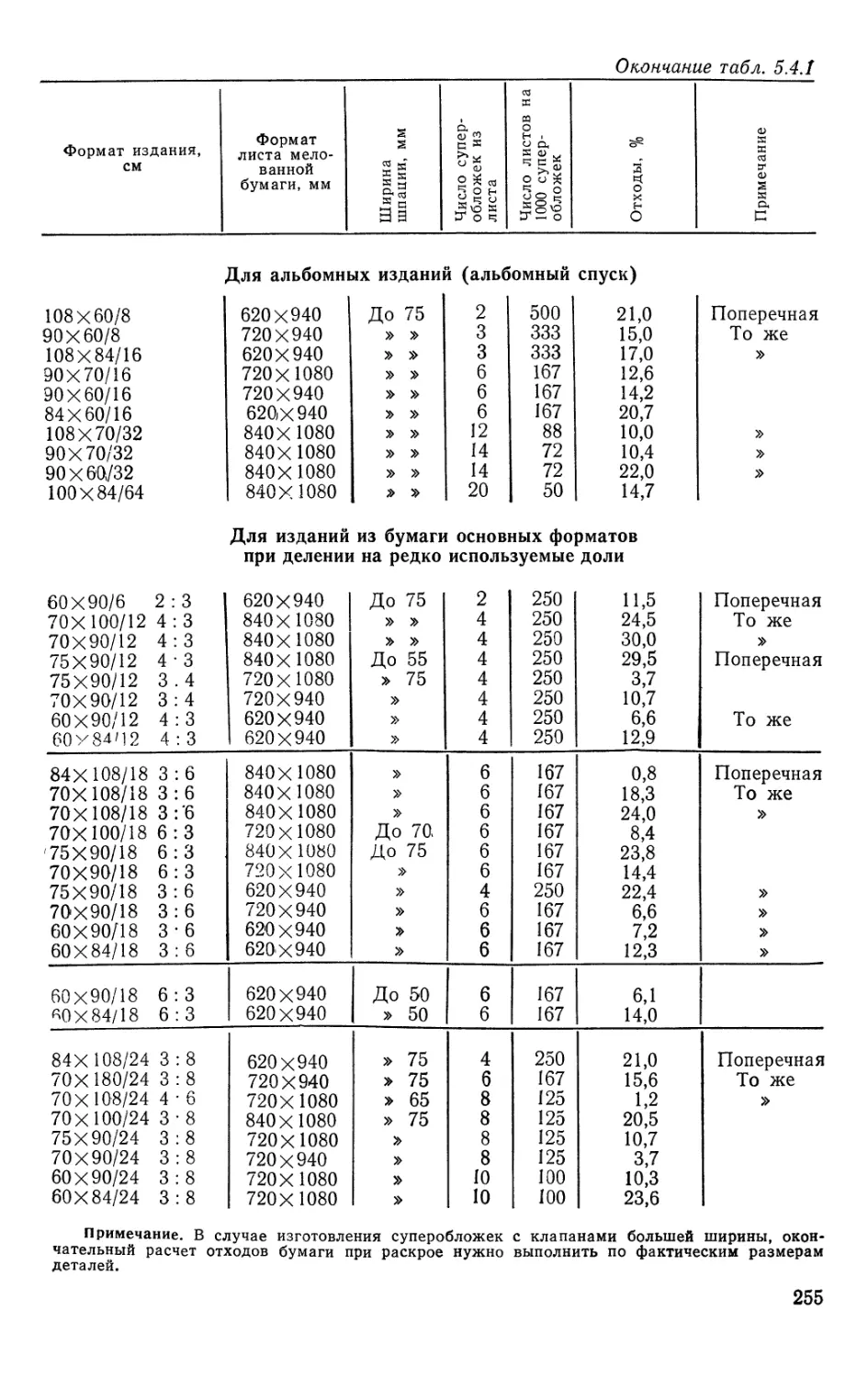
Сведения о расходе материалов даются только для оптимальных вариантов
раскроя, т. е. при долевом расположении заготовок и минимальных отходах при
раскрое.
Третий раздел включает в себя описание технологии изготовления изданий
в обложках, а также скрепления и обработки книжного блока, предназначенного
для вставки в переплетную крышку. Здесь довольно подробно излагаются техно-
логия изготовления изданий также и в обложке типа 4, клеевое бесшвейное
скрепление (КБС) со срезкой и без срезки корешковых фальцев и скрепление
блоков при шитье тетрадей термонитями, которые в настоящее время применя-
ются довольно редко, но имеют предпосылки для более широкого применения в
будущем.
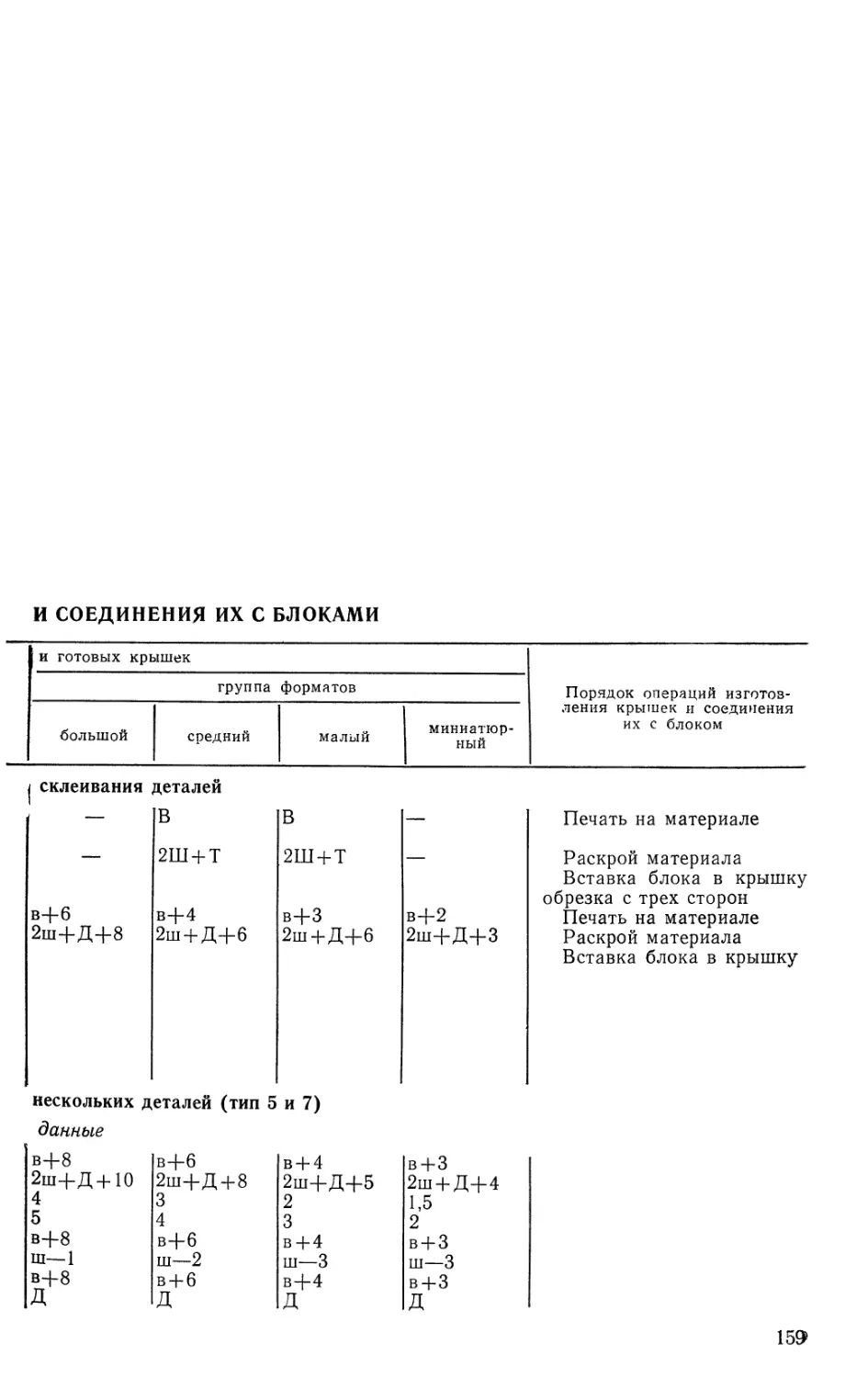
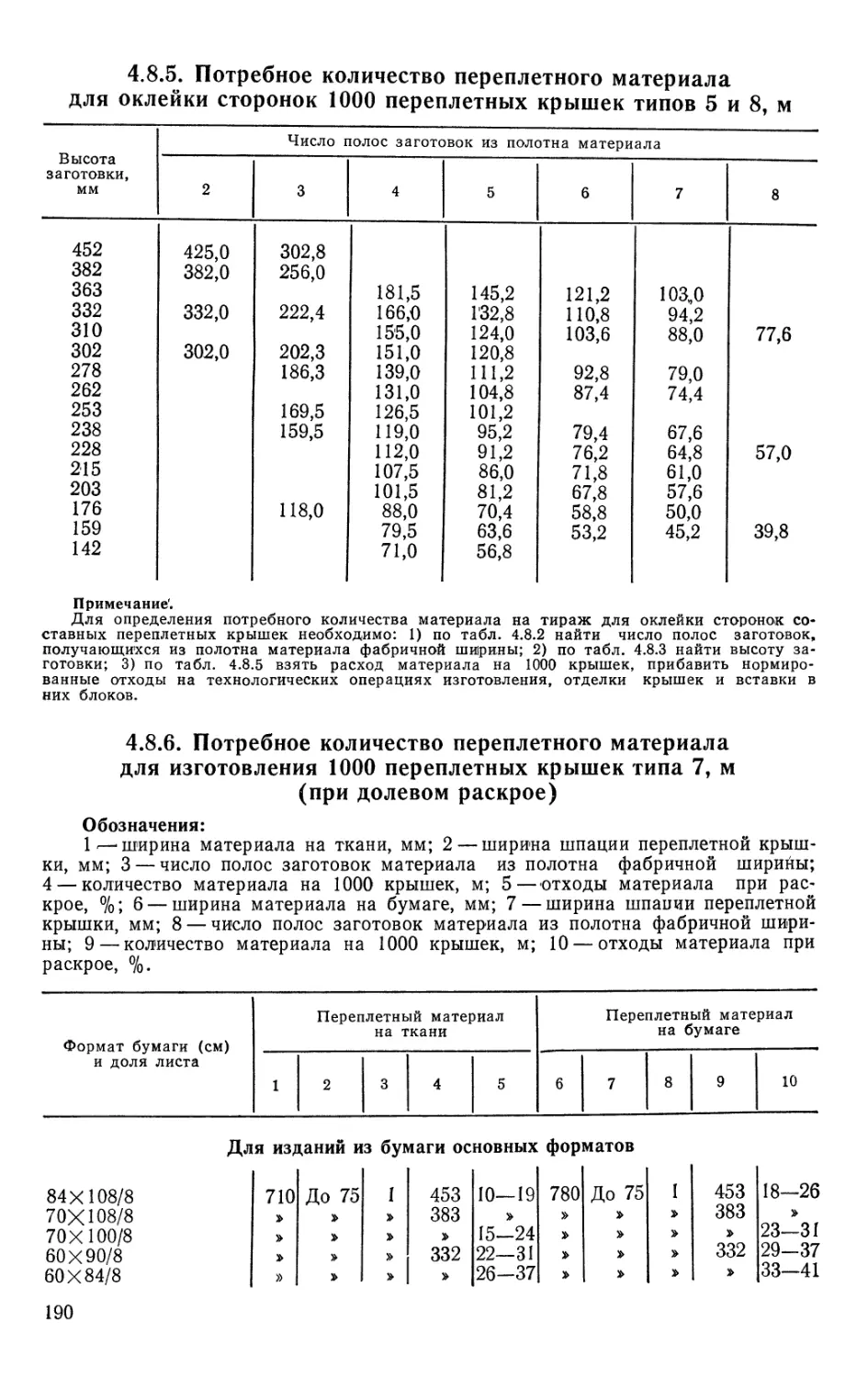
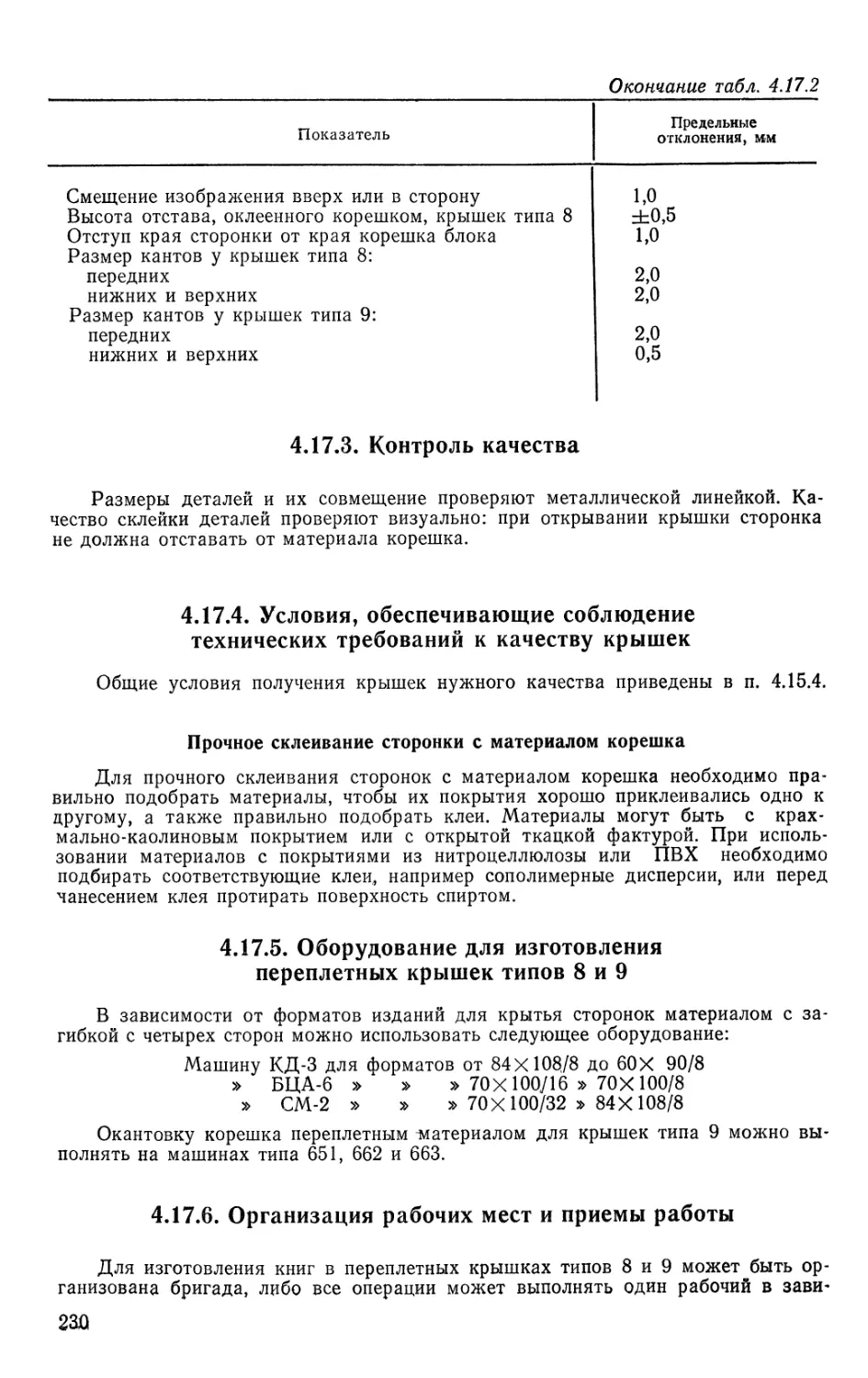
В четвертом разделе содержатся данные о переплетных крышках и соедине-
нии их с блоком. В самом начале приведена таблица видов переплетных крышек
с определением размеров их основных деталей. В таблице содержатся сведения
о крышках, изготовляемых из одной детали (тип 6), крышках, склеенных из не-
скольких деталей (типы 5 и 7), и крышках, частично склеенных на книжном
блоке (типы 8 и 9). Для крышек второй и третьей групп сначала приведены
общие данные — размеры картонных сторонок, размер крышек, размер кантов
и т. п., а затем — характерные данные, относящиеся к конкретному типу крышек:
у крышек типа 5 —размеры корешка и материала для крытья сторонок, у кры-
шек типа 7 — размеры материала для крытья всей крышки, у крышек типа 8 —
материал для корешка, у типа 9 — материал для окантовки корешка блока. Такое
4
построение таблицы позволяет сразу понять различия между типами крышек и
их общие признаки. Далее даются размеры деталей крышек для 105 форматов.
В п. 4.3 приводится метод расчета шпации переплетной крышки, вызывающий на
предприятиях много споров и недоразумений. Но этот метод применим только
в том случае, если издание печатается на бумаге одной толщины. Практика
использования в одной книге бумаги разной толщины не позволяет заранее опре-
делить ширину шпации, а требует изготовления объемного макета книги.
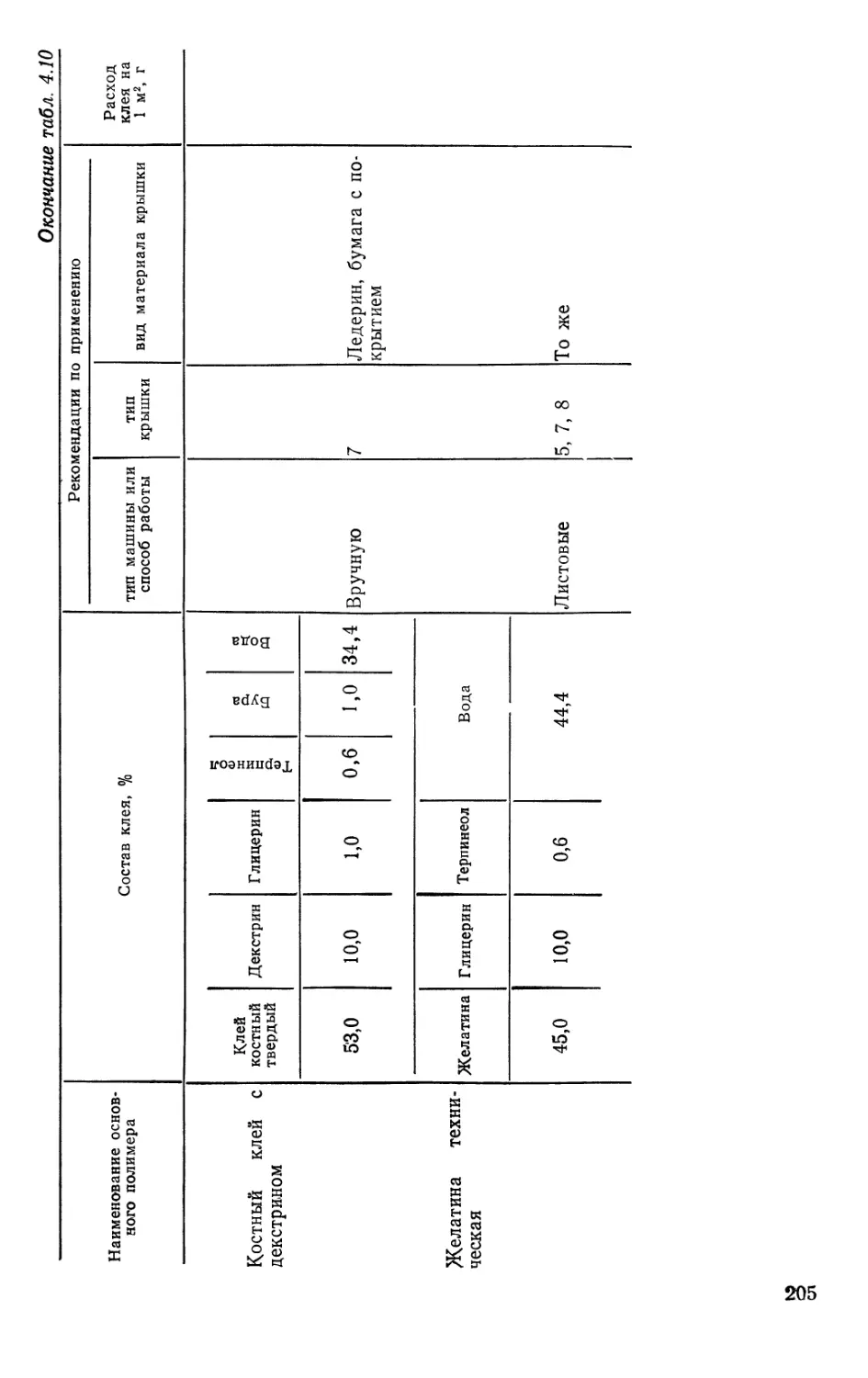
Здесь приведены рекомендации по использованию для изготовления переплет-
ных крышек материалов, клеев и отделочной фольги, выпускаемых в настоящее
время или намеченных к массовому выпуску. Естественно, что с течением време-
ни ассортимент материалов и их характеристики могут измениться.
Таблицы потребного количества материалов для изготовления переплетных
крышек построены так же, как и предыдущие. При определении потребного коли-
чества переплетного материала на крышки типа 7 берется ширина шпации, дан-
ные об отходах при раскрое в зависимости от ее ширины (при широкой шпации
отходы меньше, чем при узкой).
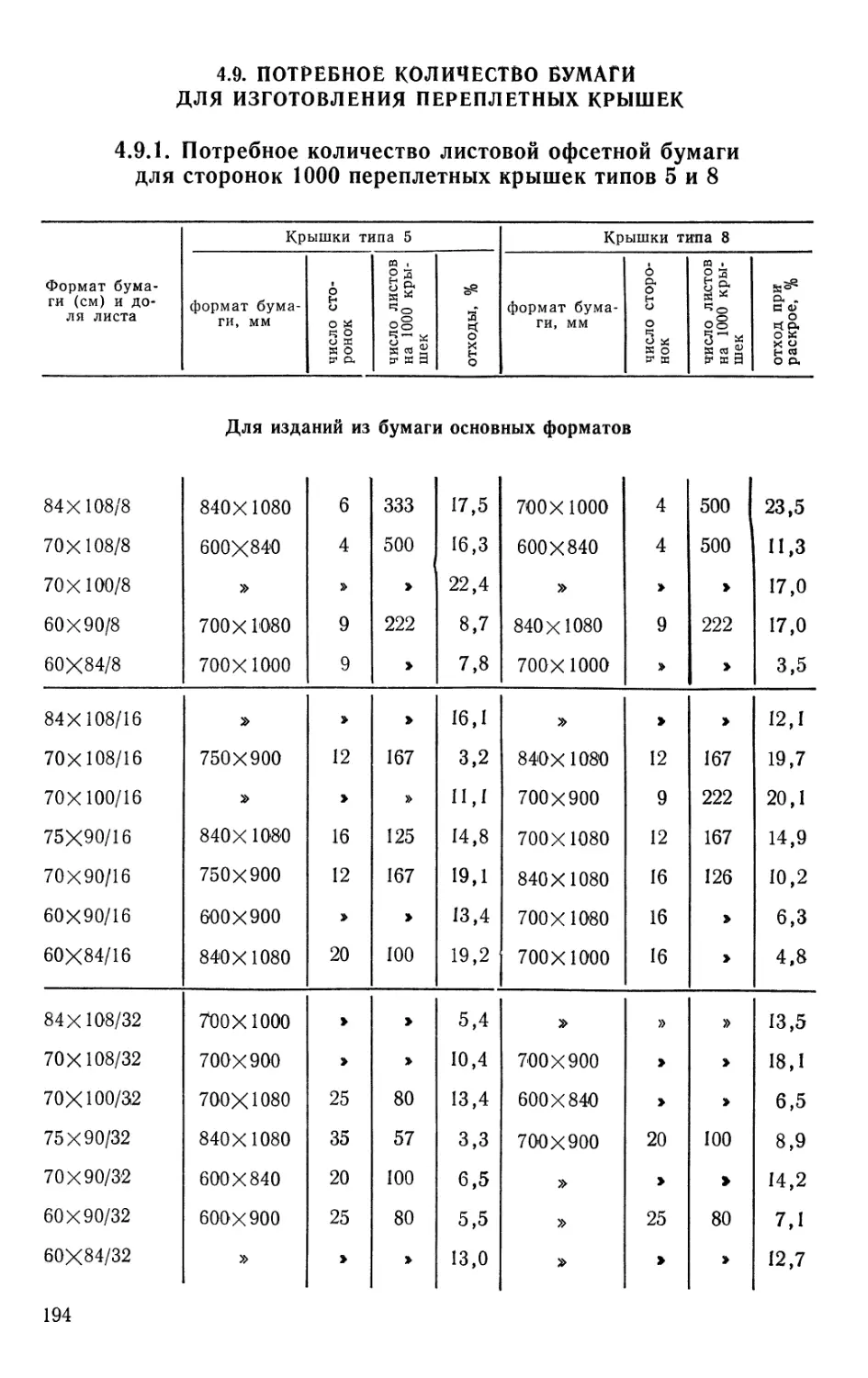
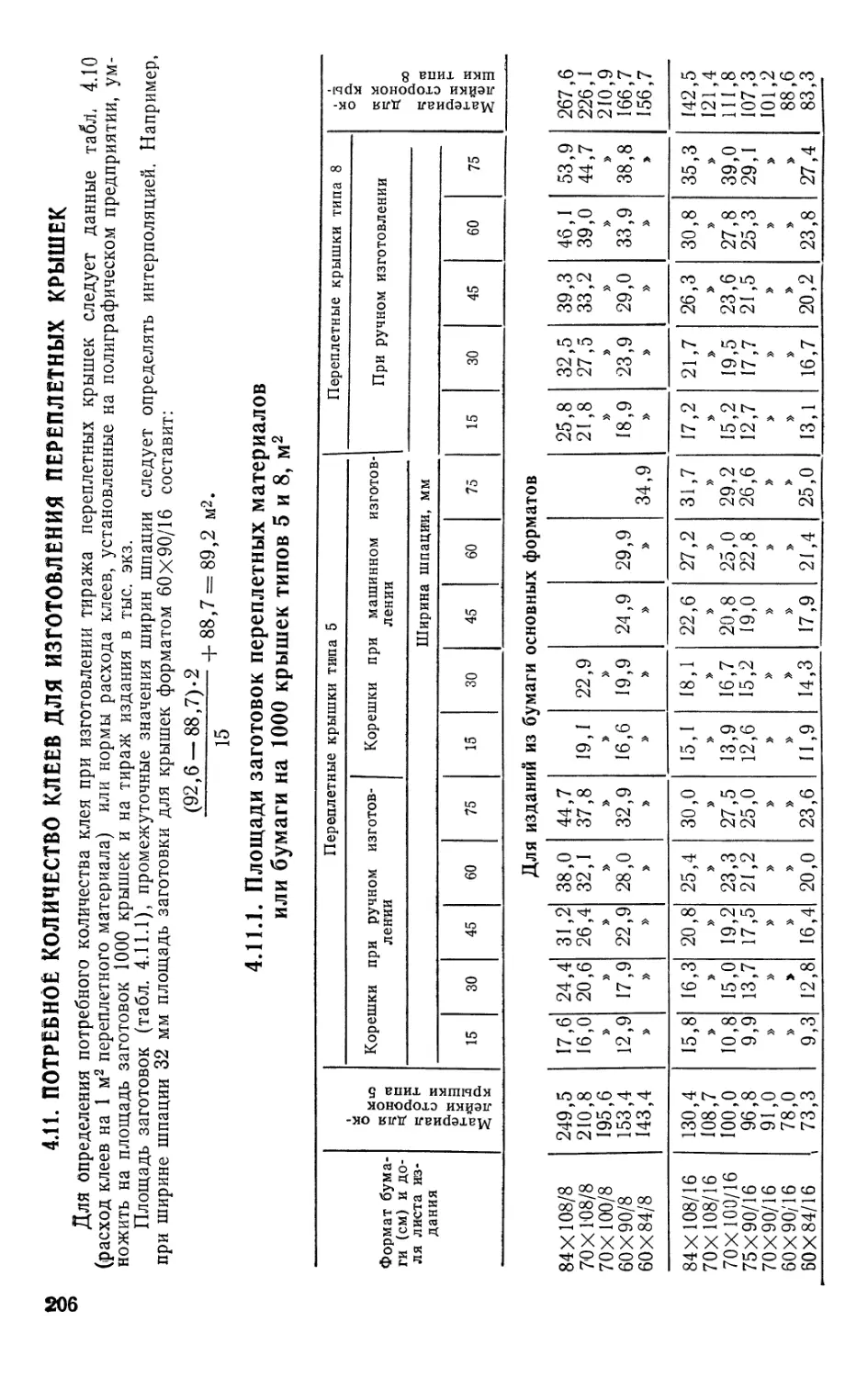
Для определения потребного количества клея на изготовление переплетных
крышек в справочнике приведены данные о расходе клея на 1 м2 поверхности
материала и таблицы площадей заготовок для 1000 крышек четырех типов — 5,
7, 8 и 9. Умножив норму расхода клея на площадь заготовки и на тираж, можно
определить потребное количество клея. Это тем более удобно, что для расхода
клея очень часто на полиграфических предприятиях имеются местные, временные
нормы и расчет таблиц для определения их расхода трудоемок и нерентабелен.
В разделе даны технологические процессы разрезки картона на сторонки,
разрезки рулонных материалов, изготовления переплетных крышек (из одной де-
тали, цельнокрытых, составных крышек типов 5, 8 и 9), печати и тиснения на
переплетных крышках и вставки в них блоков. В справочнике можно найти све-
дения не только о машинном изготовлении крышек массового типа, но и об из-
готовлении их вручную при выпуске уникальных и подарочных изданий.
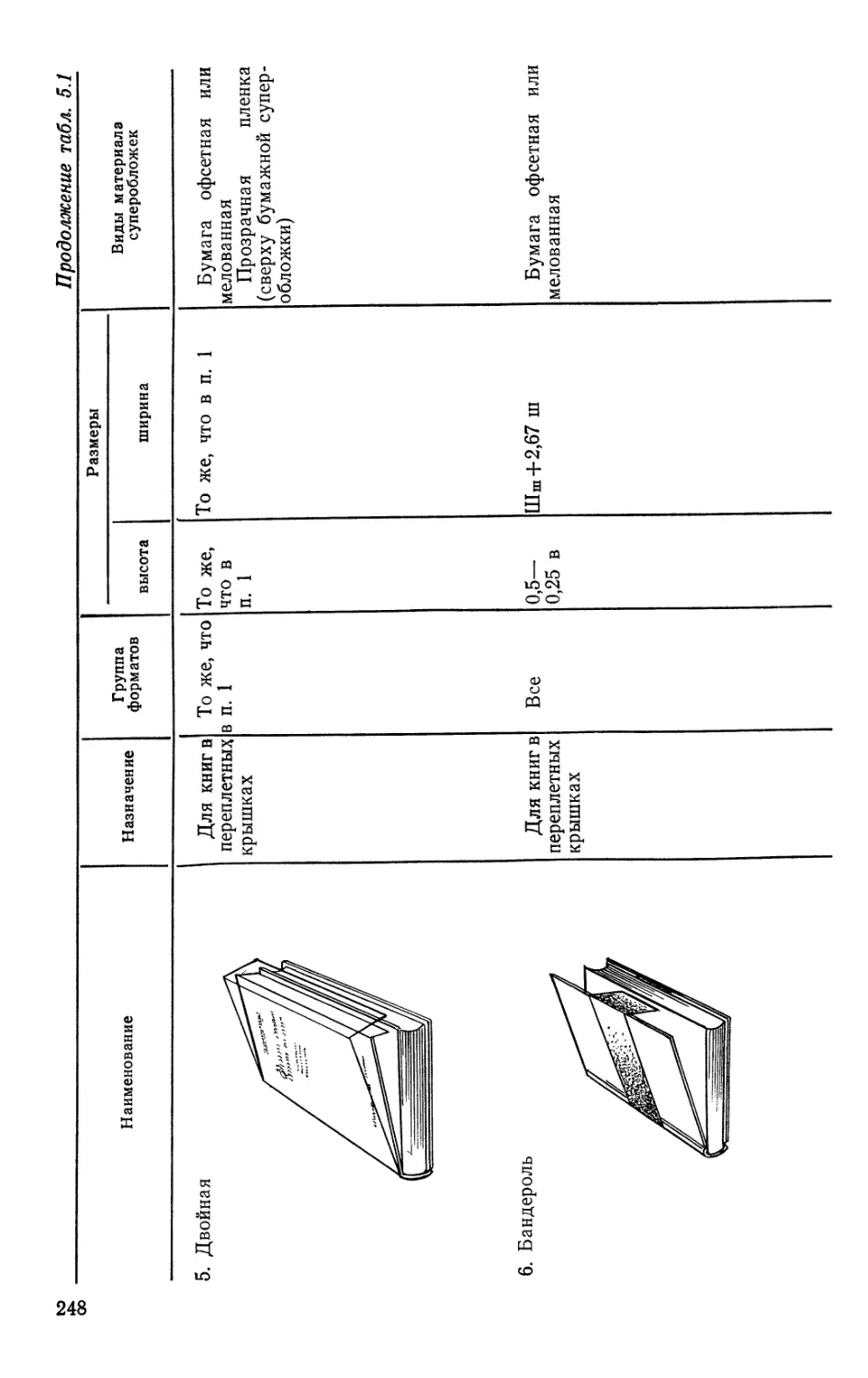
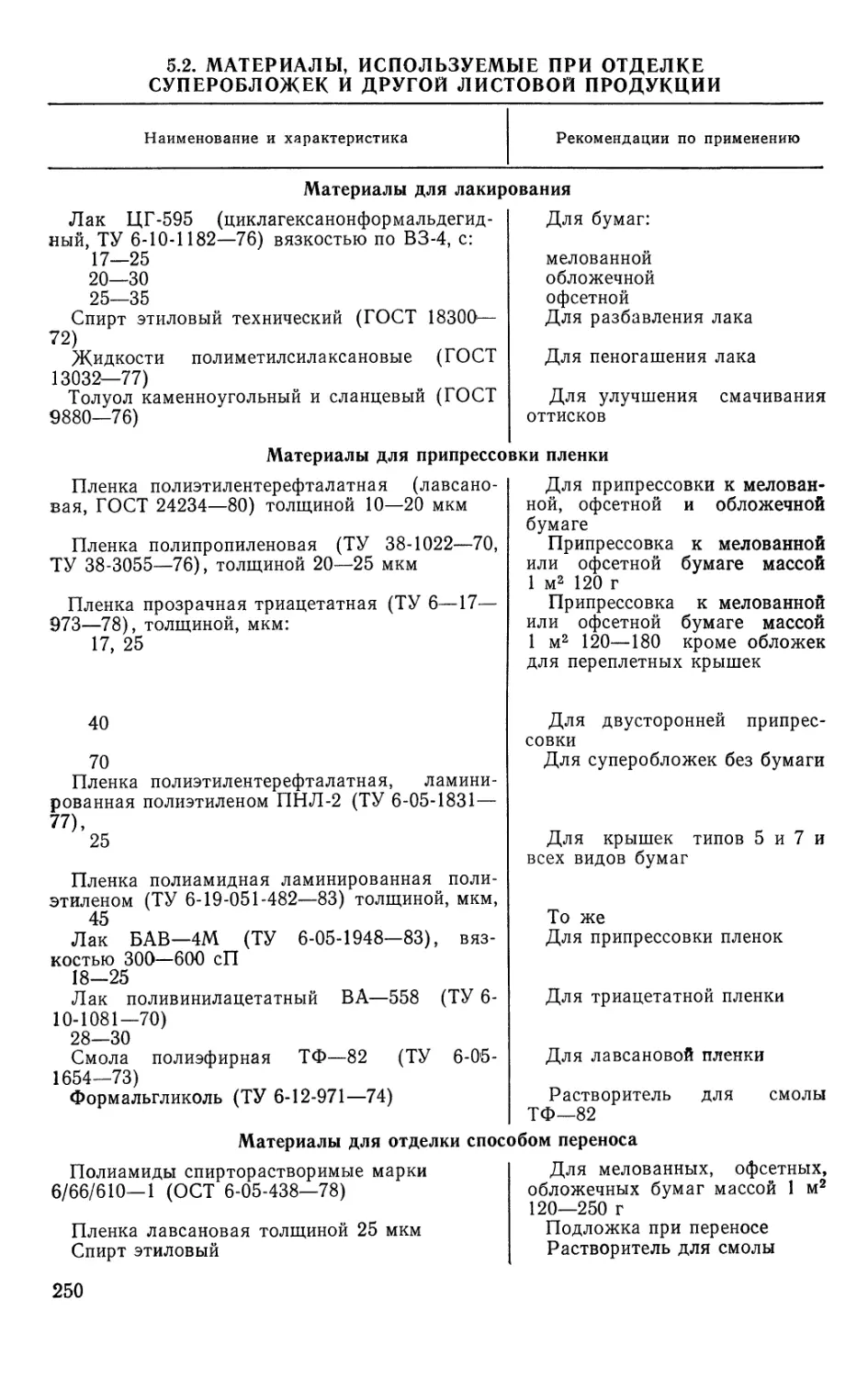
Пятый раздел начинается с таблицы, содержащей сведения о суперобложках
различных типов, определении их размеров, о видах материалов для их изготов-
ления. Здесь же приведены данные о материалах для отделки суперобложек,
таблицы размеров заготовок для суперобложек для различных форматов книг
как в переплетных крышках, так и в обложках, сведения о потребном количестве
бумаги для изготовления суперобложек. В параграфах, посвященных описанию
технологических процессов, содержатся сведения о лакировке и припрессовке
пленки к оттискам, об операциях соединения суперобложек с книгами.
Шестой раздел включает описание наиболее употребительных видов футляров
для отдельных книг и для комплектов, рекомендации о применяемых материалах
и некоторые способы изготовления футляров для книг.
В качестве приложения в справочнике дается словарь основных терминов,
использованных в тексте, так как в некоторых случаях неточное понимание тер-
минов не позволяет достаточно точно понять изложение материала. Основные
термины приводятся в редакции, принятой в нормирующих документах — ГОСТах
и ОСТах. В случае, когда термин не включен в эти документы, он поясняется
в соответствии с тем, как использован в справочнике. Термины приведены в
алфавитном порядке. Относятся они только к брошюровочно-переплетному про-
изводству.
Справочник предназначен для специалистов, связанных с современным бро-
шюровочно-переплетным производством.
1. ОБЩИЕ ПОЛОЖЕНИЯ
В разделе помещены использованные в справочнике сокращения, единицы изме-
рения и рассматриваемые форматы изданий.
1.1. УСЛОВНЫЕ СОКРАЩЕНИЯ, ПРИНЯТЫЕ В СПРАВОЧНИКЕ
1.1.1. Обозначения размеров изданий и их деталей
В— высота книжного блока (размер вдоль корешка) до обрезки;
в— высота книжного блока (размер вдоль корешка) или издания в
обложке после обрезки;
ITT— ширина книжного блока до обрезки;
ш— ширина книжного блока или издания в обложке после обрезки;
Шш— ширина шпации переплетной крышки;
Т—толщина прямого корешка блока;
Д—длина дуги корешка кругленого блока;
А—толщина тетради;
к—толщина картона переплетной крышки;
м—толщина марли или другого корешкового материала;
М— ширина клапанов марли, выходящих на форзацы;
а—толщина бумаги блока;
п— число страниц в тетради;
W— число тетрадей в блоке или пачке;
К— ширина кантов переплетной крышки;
О— ширина отстава переплетной крышки;
р— ширина расстава переплетной крышки;
з— ширина загибки переплетного материала на внутреннюю сторону
переплетной крышки.
1.1.2. Разные обозначения
Na КМД— натриевая соль карбоксиметилцеллюлозы;
ПВАД— поливинилацетатная дисперсия;
ПВХ— поливинилхлорид или покрытие на основе этой смолы;
КБС— клеевое бесшвейное скрепление;
ндп— не допускается.
6
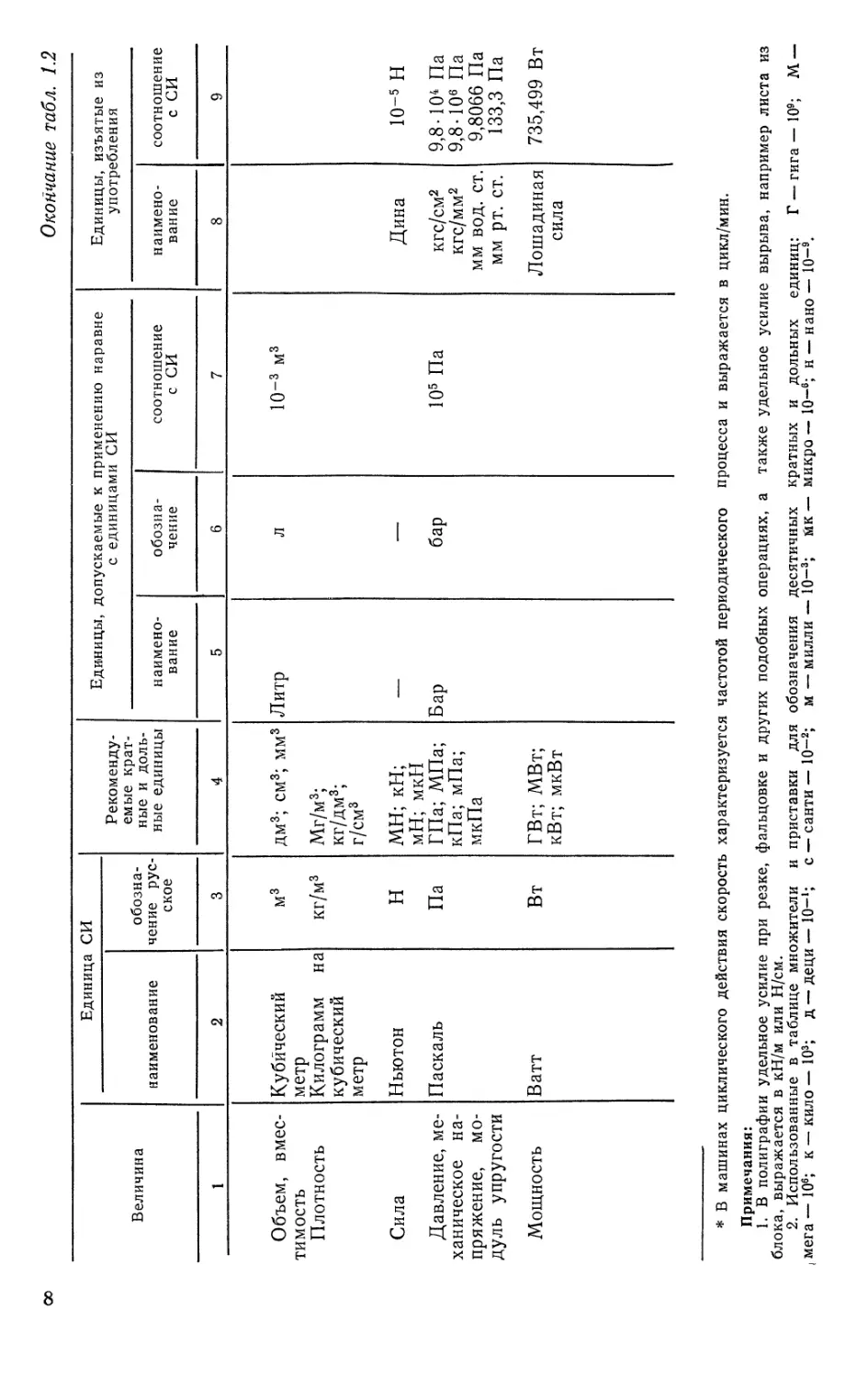
1.2. ЕДИНИЦЫ ФИЗИЧЕСКИХ ВЕЛИЧИН, ИСПОЛЬЗОВАННЫЕ В СПРАВОЧНИКЕ, ПО ГОСТ 8.417-81
Величина Единица СИ Рекоменду- емые крат- ные и доль- ные единицы Единицы, допускаемые к применению наравне с единицами СИ Единицы, изъятые из употребления
наименование обозна- чение рус- ское
наимено- вание обозна- чение соотношение с СИ наимено- вание соотношение с СИ
1 2 3 4 5 6 7 8 9
Длина Метр м км; см; мм; Ангстрем io-10 м
мкм; нм
Масса Килограмм кг Мг; г; мг; Тонна т 103 КГ
мкг
Время Секунда с кс; мс; мкс; Минута МИН 60 С
нс Час ч 3600 с
Сутки сут 86 400 с
Скорость * Метр в секунду м/с
Термодинами- Кельвин к МК; мК; Градус °C t = Т—273,15
ческая темпера- кК; мкК Цельсия
тура
Плоский угол Радиан рад мрад; Градус о 1,745 -10-2 рад
мкр ад Минута г 2,9-10~4 рад
Секунда // 4,8-10~6 рад
Площадь Квадратный м2 км2; дм2;
метр см2; мм2
00
Окончание табл. 1.2
Величина Единица СИ Рекоменду- емые крат- ные и доль- ные единицы Единицы, допускаемые к применению наравне с единицами СИ Единицы, изъятые из употребления
наименование обозна- чение рус- ское
наимено- вание обозна- чение соотношение с СИ наимено- вание соотношение с СИ
1 2 3 4 5 6 7 8 9
Объем, вмес- тимость Плотность Сила Кубический метр Килограмм на кубический метр Ньютон м3 кг/м3 Н дм3; см3; мм3 Мг/м3; кг/дм3; г/см3 МН; кН; Литр Л 10-3 м3 Дина 10~5 н
Давление, ме- Паскаль Па мН; мкН ГПа; МПа; Бар бар 105 Па кгс/см2 9,8-104 Па
ханическое на- пряжение, мо- дуль упругости Мощность Ватт Вт кПа; мПа; мкПа ГВт; МВт; кВт; мкВт кгс/мм2 мм вод. ст. мм рт. ст. Лошадиная сила 9,8-106 Па 9,8066 Па 133,3 Па 735,499 Вт
* В машинах циклического действия скорость характеризуется частотой периодического процесса и выражается в цикл/мин.
Примечания:
1. В полиграфии удельное усилие при резке, фальцовке и других подобных операциях, а также удельное усилие вырыва, например листа из
блока, выражается в кН/м или Н/см.
2. Использованные в таблице множители и приставки для обозначения десятичных кратных и дольных единиц: Г — гига — 109; М —
(мега — 106; к — кило — 103; д — деци — 10-1; с — санти — 10-2; м — милли — 10-3; йк — микро — 10-6; н — нано — 10-9.
1.1.3. Форматы бумаги
Основные 84X108, 70X108, 70X100, 75X90, 70X90, 60X90, 60X84
Дополнительные 90X100, 84X100, 84X90, 80X100, 70X84, 70X75, 60X100,
60X108, 60X70, 61X86
1.1.4. Форматы изданий (ГОСТ 5773—76)
Первые две цифры (например, 84X108) обозначают размер листа бумаги в
см; цифра через черточку — доля этого листа.
Большие 84X108/8, 70Х108/8, 70x100/8, 60X90/8, 60x84/8, 60X90/6,
84X108/16, 90X100/16, 84X90/16 84X100/16, 70X108/16, 80X100/16,
Средние 70x100/16, 60Х100/16, 75X90/16, 70X90/16, 60X90/16,
60Х84/16, 70X84/16, 70X75/16, 60X108/16, 60Х70/16,
61X86/16, 84X108/32, 70X108/32, 84X100/32, 80X100/32,
84X90/32, 60X84/12, 60X90/12, 70X90/12, 75-Х 90/12,
70X100/12, 60X84/18, 70X90/18, 75X90/18, 70Х100/18,
60Х90/24, 70X108/24, 84X108/24
Малые 70X90/24, 75x90/24, 70Х100/24, 70X100/32, 70X90/32,
75X90/32, 60x90/32, 60X84/32, 60X108/32, 70X100/32,
61Х86/32, 84X108/64, 70Х108/64, 100Х84/64
Миниатюрные 70X90/64, 60X90/64, 60X84/64, 60X70/64, 84X108/128,
70ХЮ8/128, 70X100/128, 70x90/128, 60X90/128, 60X84/128,
84X108/256, 70X108/256, 70X100/256, 70x90/256, 60X90/256,
60X84/256, 84X108/512, 70X108/512, 70X100/512, 70Х90/512
Малютки 60X90/512, 60Х84/512, 84X108/1024, 70X108/1024, 70Х
X 100/1024, 70x90/1024, 60x90/1024, 60X84/1024
Примечание. См. приложения 2—8 на вкладке.
1.1.5. Условное деление изданий по характеру эксплуатации
Срок службы издания
Краткий до 1 года
Средний от 4 до 10 лет
Длительный до 25 лет и более
Нагрузка при чтении
Умеренная — раз в месяц, взрослый
читатель
Интенсивная — ежедневная, взрослый
читатель
Повышенно интенсивная — ежеднев-
ная,, ученик средней школы, дошкольник
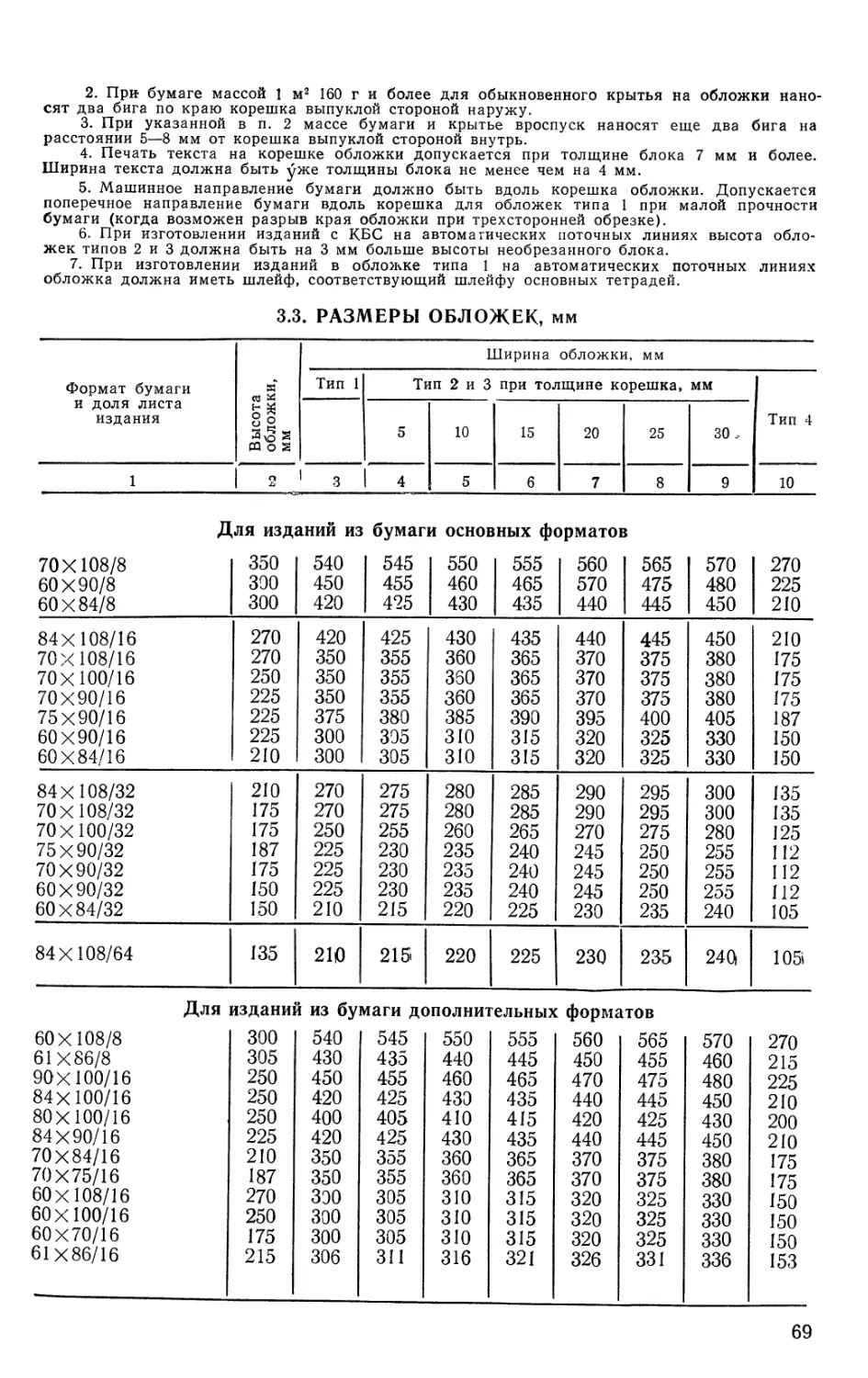
1.3. ФОРМАТЫ ИЗДАНИЙ —ЖУРНАЛОВ, БРОШЮР, КНИГ
В ОБЛОЖКЕ И БЛОКОВ ДЛЯ КНИГ В ПЕРЕПЛЕТНЫХ КРЫШКАХ
ПОСЛЕ ОБРЕЗКИ С ТРЕХ СТОРОН, мм
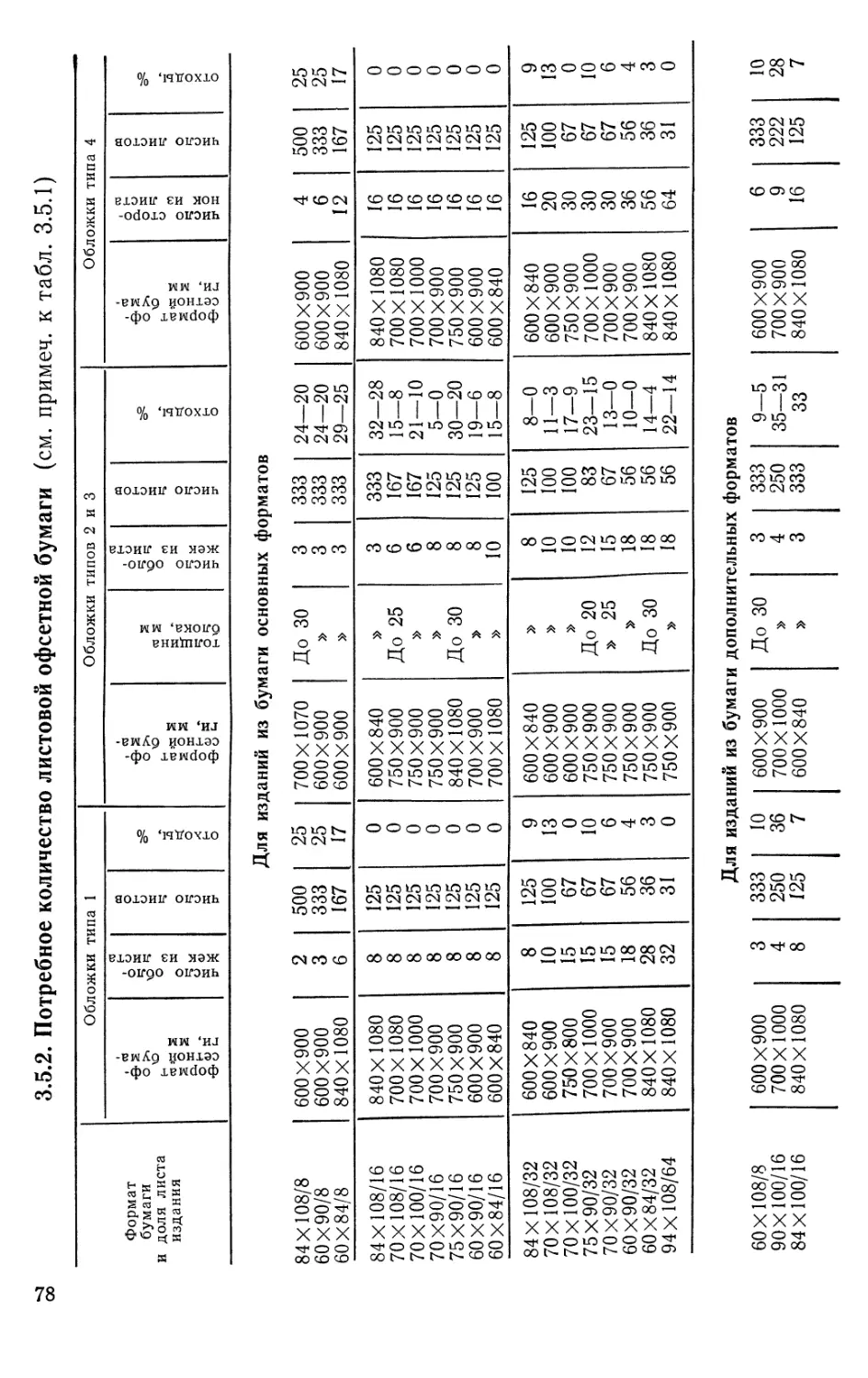
1.3.1. Издания из бумаги основных форматов
Формат бумаги, см Доли листа
1/8 1/16 1 1 1/32 | 1/64 | 1/128 ] 1/256 | 1/512 | 1/1024
84ХЮ8 265X410 205X260 130X200 100X125 62X95 47X57 28X42 21X24
70ХЮ8 265X340 170X260 130X165 82X125 62X77 38X57 28X34 17X24
70ХЮ0 245X340 170X240 120X165 82X115 58X77 38X52 26X34 17X21
75X90 — 182X215 107X177 — — — — —
70X90 — 170X215 107X165 82ХЮЗ 51X77 38X46 23X34 17X18
60X90 220X290 145X215 107X140 70ХЮЗ 51X65 32X46 23X27 13X18
80X84 205X290 145X200 100X140 70X95 48X65 32X43 21X27 13X13
9
1.3.2. Издания из бумаги дополнительных форматов
Формат бумаги, см Доли листа
1/8 1/16 1/32
90ХЮ0 — 220X240
84ХЮ0 205X240 120X200
84X90 205X215 107X200
80ХЮ0 195X240 120X190
70X84 170X200
70X75 170X177
60ХЮ8 265X290 145X260 130X140
60ХЮ0 145X240
60X70 145X165
61X86 210X295 147X205 102X142
Примечания:
1. Использование дополнительных форматов бумаги допускается для изданий по искус-
ству, художественной, политической, научной, научно-популярной, справочной литературы,
литературы для детей, а также изданий, выпускаемых в улучшенном (подарочном) оформ-
лении, печатаемых на листовых машинах.
2. Форматы бумаги 61X86 и 80X100 см применяются только для изданий, выпускаемых
по специальным заказам.
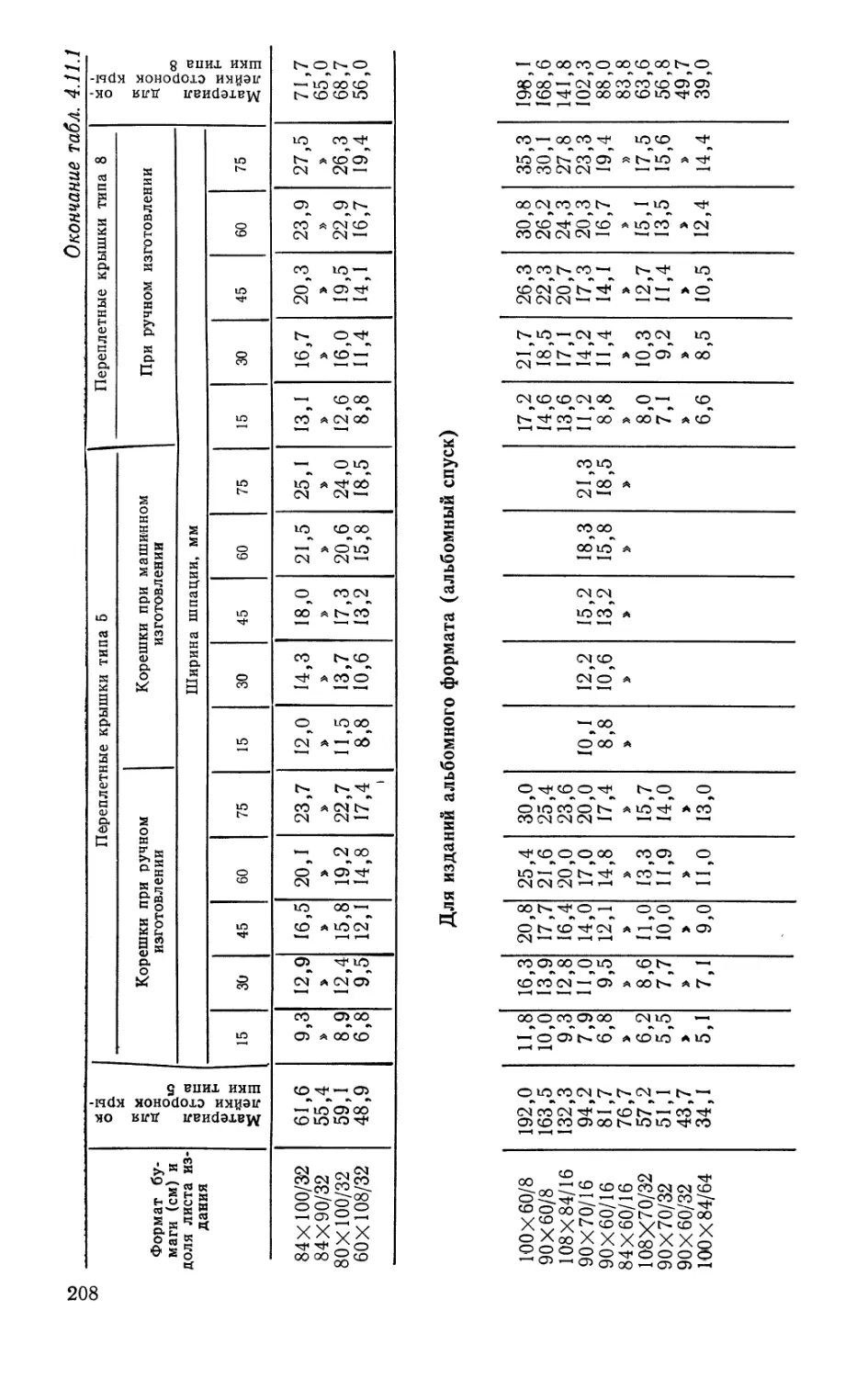
1.3.3. Альбомные издания (альбомный спуск)
Формат бумаги, см Доли листа
1/8 | 1/16 1/32 1/64
108X84 265X200 — —
100X84 — — — 120X95
108X70 — — 170X125 —
108X60 295X260 — — —
90X70 — 220X165 170ХЮ4 —
90X60 295X215 220X140 145ХЮ4 —
84X60 — 205X140 —
Примечание. Форматы альбомов при
книжном спуске по табл. 1.3.1, 1.3.2.
1.3.4. Основные форматы при делении
на редко используемые доли
Формат бумаги, см Доли листа
1/6 1/12 1 1/18 | 1/24
деление листа по короткой и длинной сторонам соответственно
2 : 3 4 : 3 3: 4 6 : 3 3:6 1 1 3 : 8 1 4 : 6
84ХЮ8 70ХЮ8 70ХЮ0 75X90 70X90 60X90 60X84 295X290 170X323 182X290 170X290 145X290 145X270 220X240 220X223 95X290 95X270 111X323 120X290 111X290 145X190 135X190 175X270 175X223 162X223 145X240 145X223 107X190 100X190 130X270 130X223 120X223 107X240 107X223 170X170
Примечания:
1. В таблице не приведены форматы, имеющие альбомный спуск, а также длину кореш-
ка 345 мм и более.
2. Указанные доли листов допускаются к применению по согласованию между издатель-
ством и полиграфическим предприятием.
10
1.3.5. Допускаемые уменьшения форматов изданий, мм
(ГОСТ 5773—76)
Размер листа для печати
Производственные
процессы и осо-
бенности оформле-
ния изданий, вы-
зывающие умень-
шение форматов
1. Шитье бло-
ков на автома-
тах при наличии
шлейфа и при
КБС
2. Предвари-
тельная под-
резка бумаги
3. Предвари-
тельная подрез-
ка листов бума-
ги, наличие вы-
резного клапана
и вырезных кон-
трольных меток
или оформление
иллюстраций
под обрез при
офсетной и глу-
бокой печати
4. Оформле-
ние иллюстра-
ций под обрез
при высокой пе-
чати
одинарный | двойной | половинный
доли целого одинарного листа
1/32 | 1/16 | 1/8 | 1/32 | 1/16 | 1/8 | 1/32 | 1/16 I 1/8
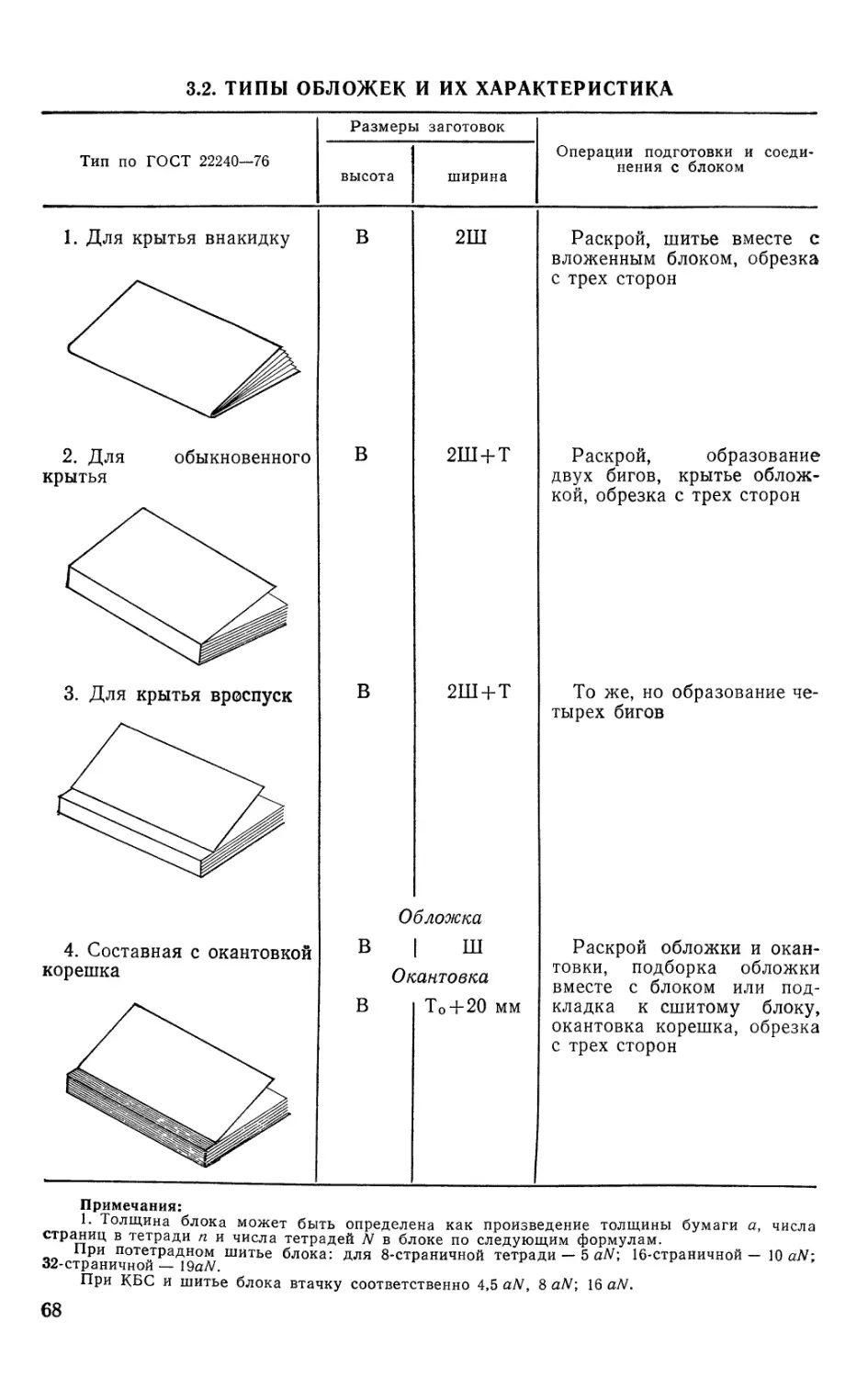
2. ТЕТРАДИ
В разделе содержатся сведения о конструкции простых и сложных тетрадей,
размерах их деталей, потребном количестве материалов для их изготовления, а
также показателях качества и режимах работы на производственных участках
изготовления тетрадей.
2.1. ТРЕБОВАНИЯ К КАЧЕСТВУ ОТПЕЧАТАННЫХ ЛИСТОВ,
ПОСТУПАЮЩИХ НА ОБРАБОТКУ В БРОШЮРОВОЧНО-
ПЕРЕПЛЕТНОЕ ПРОИЗВОДСТВО
1. Отпечатанные листы, подлежащие обработке, должны предварительно
пройти контроль и отвечать требованиям, предъявляемым к качеству соответст-
вующего вида печати:
— тиражные оттиски должны соответствовать подписным листам в отноше-
нии цветового тона краски, ее насыщенности, характера и размера изображения;
— оттиски должны совпадать с лицевой и оборотной сторон; предельные
отклонения при высокой печати с наборных форм—1,5 мм, со стереотипов —
2,0 мм; при офсетной печати—1,0 мм; внутренние контуры многокрасочных от-
тисков должны быть совмещены; предельные отклонения — 0,1—0,5 мм в зависи-
мости от способа печати.
2. Отпечатанные листы не должны иметь повреждений, загрязнений и следов
краски на пробельных участках, загнутых углов, односторонней печати.
3. На отпечатанных листах должны быть следующие метки:
— метки верной стороны листа в виде полосы длиной 54 мм (три квадрата)
и метки для разрезки длиной 5.4 мм;
— сигнатура и норма в нижнем левом углу первой полосы (кроме титульной
и шмуцтитульной);
— сигнатура со звездочкой в нижнем левом углу третьей полосы листа;
— метка потетрадного и позаказного контроля правильности подборки книж-
ного блока — посередине между первой и последней полосами листа.
4. Спуск полос на листах должен точно соответствовать технологической
карте и обеспечивать после разрезки и фальцовки листа последовательное чере-
дование страниц в тетради с учетом способа комплектовки блока.
5. Размер отпечатанных листов должен соответствовать технологической
карте. Предельные отклонения ±2,0 мм.
6. Стопы отпечатанных листов должны быть после счета уложены без сме-
щения краев в штабели высотой не более 1,6 м и отделены одна от другой по-
лосками цветной бумаги. Предельные отклонения выравнивания листов в сто-
пе — 3,0 мм.
12
2.2. ПРОСТЫЕ ТЕТРАДИ
2.2.1. Виды простых тетрадей
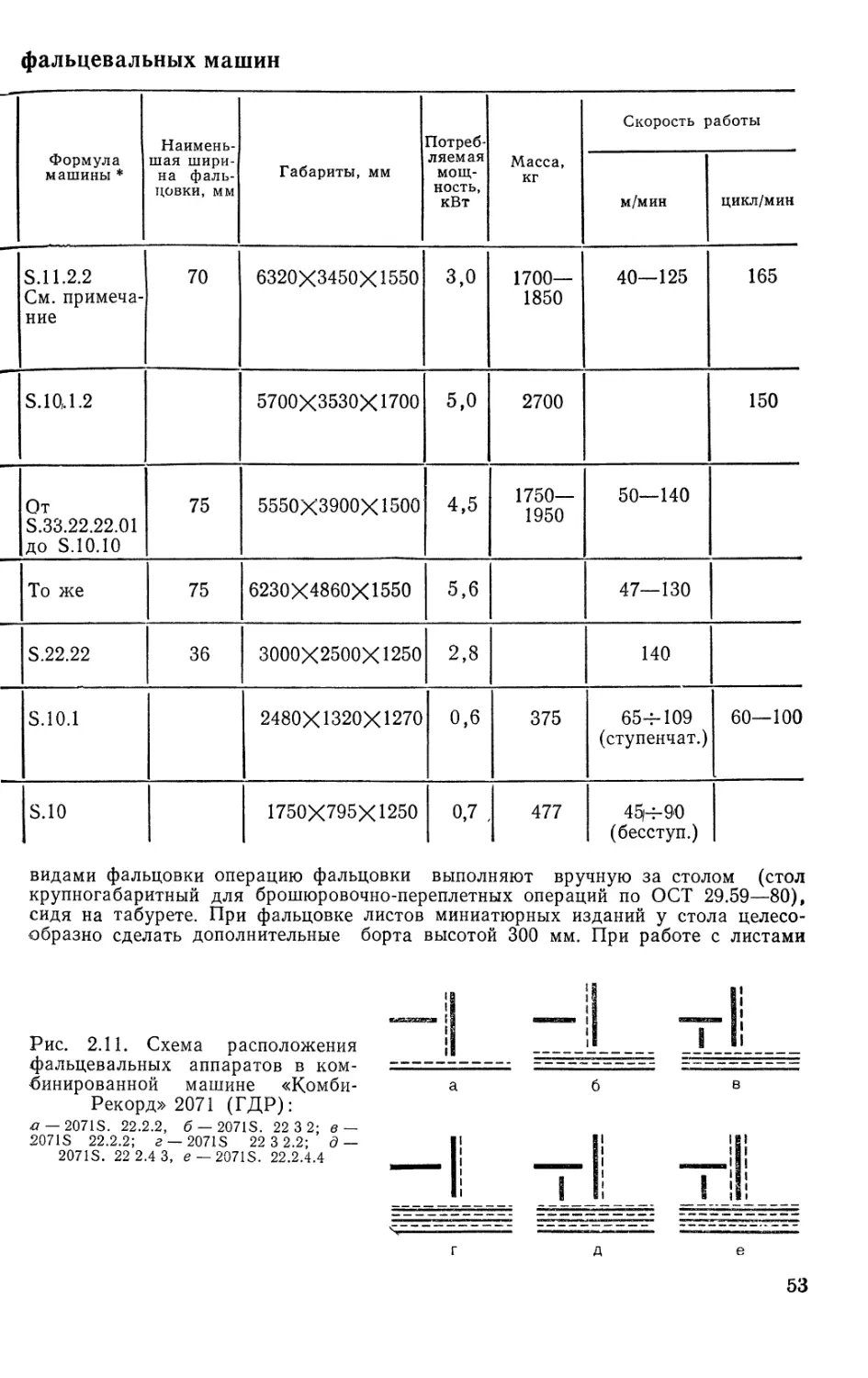
№ п/п Число сгибов для обра- зования тетради Число (страниц в тетради Вид тетради и схема расположения фальцующих валиков* Область применения тетради
Книги из мелованной и офсетной бумаги
с большим количеством распашных иллю-
страций при КБС без срезки фальцев
При бумаге толщиной 120 мкм и более
для книг в обложках и переплетных крыш-
ках
При КБС односгибных листов без срезки
фальцев
Продолжение табл. 2.2.1
№ п/п
Число
сгибов
для обра-
зования
тетради
Число
Страниц
в тетради
Вид тетради и схема расположения
фальцующих валиков *
Область применения тетради
При бумаге толщиной от 90 до 120 мкм
и печати на листовых печатных машинах,
а также использовании мелованной бумаги
То же при печати двойником
Продолжение табл. 2.2.1
№ п/п Число сгибов для обра- зования тетради Число страниц в тетради Вид тетради и схема расположения фальцующих валиков * Область применения тетради
СО CN т—i СО СО со 15 При выпуске изданий с альбомным спус- ком При бумаге толщиной до 90 мкм, печата- емых на листовых печатных машинах
о
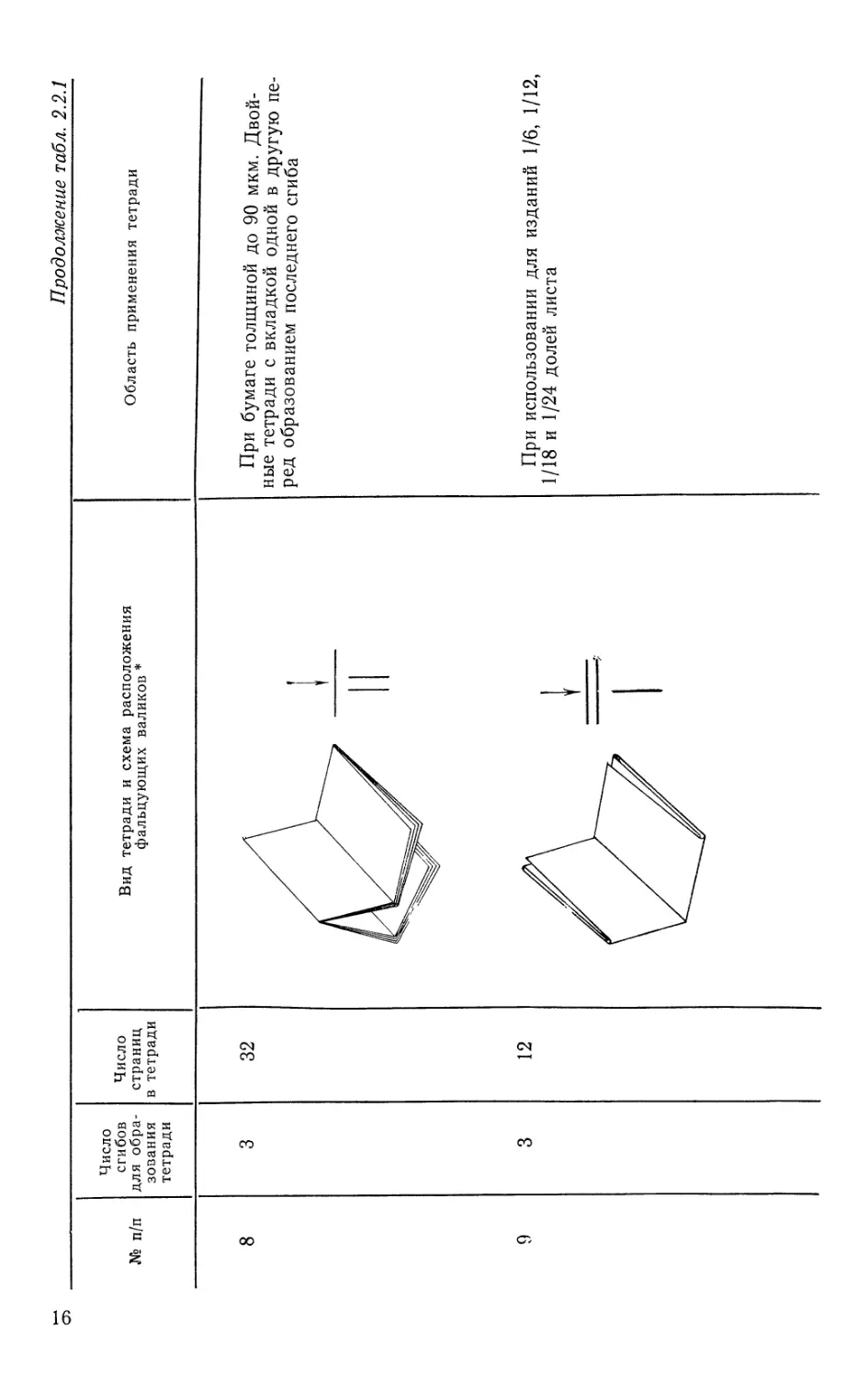
Продолжение табл. 2.2.1
№ п/п
Число
сгибов
для обра-
зования
тетради
Число
страниц
в тетради
Вид тетради и схема расположения
фальцующих валиков *
Область применения тетради
При бумаге толщиной до 90 мкм. Двой-
ные тетради с вкладкой одной в другую пе-
ред образованием последнего сгиба
При использовании для изданий 1/6, 1/12,
1/18 и 1/24 долей листа
Окончание табл. 2.2 1
№ п/п
Число сгибов для обра- зования тетради Число страниц в тетради Вид тетради и схема расположения фальцующих валиков *
Область применения тетради
То же кроме 1/6 доли
При КБС с перфорацией корешковых сги-
бов без срезки корешковых фальцев
С шитьем тетрадей термонитями
* Стрелка указывает направление ввода листа самонакладом; линии —> расположение пар фальцующих валиков; кружком показано место
расположения перфорирующего ножа; квадратом — расположение швейных аппаратов.
2.2.2. Размеры простых тетрадей
и рабочих листов для их изготовления
Доли листов
Формат бумаги, см 1/8 1/16 1/32 1/64 1/128 1/256 1/512
Для изданий из бумаги основных форматов
Размеры тетрадей, мл 1
84ХЮ8 270X420 210X270 135X210 105X135 70X210 70X135 70X157
70ХЮ8 270X350 175X270 135X175 87X135 70X175 70X175 70X132
70ХЮ0 250X350 175X250 125X175 87X125 70X175 70X125 70X132
75X90 — 187X225 113X187 — — — —
70X90 — 175X225 113X175 87X225 70X175 70X168 70X132
€0X90 225X300 150X225 113X150 75X225 70X150 70X168 —
60X84 210X300 150X210 105X150 75X210 70X150 70X157
Размеры рабочих листов для 16-страничных тетрадей, мм
84ХЮ8 840ХЮ80 540X840 420X540 270X420 280X420 280X270 280X315
70ХЮ8 700ХЮ80 540X700 350X540 270X350 280X350 280X270 280X263
70ХЮ0 700ХЮ00 500X700 350X500 250X350 280X350 280X250 280X263
75X90 — 450X750 375X450 — — — —
70X90 — 450X700 350X450 350X450 280X350 280X337 280X263
60X90 600X900 450X600 300X450 300X450 280X300 280X337 —
60X84 600X840 420X600 300X420 300X420 280X300 280X315 —
Размеры рабочих листов для 32-страничных тетрадей, мм
84ХЮ8 — 840ХЮ80 540X840 — 420X540 — —
70ХЮ8 — 700ХЮ80 540X700 — 350X540 — —
70ХЮ0 — 700ХЮ00 500X700 — 300X540 — —
75X90 — 750X900 450X750 — — — —
70X90 — 700X900 450X700 450X700 300X540 — —
60X90 — 600X900 450X600 450X600 300X560
60X84 — 600X840 420X600 420X600 300X560
Для изданий из бумаги дополнительных форматов
Размеры тетрадей, мм
90ХЮ0 84ХЮ0 225X250 210X250 125X210
84X90 210X225 113X210
80ХЮ0 200X250 125X200
70X84 175X210
70X75 175X187
60ХЮ8 270X300 150X270 135X150
60ХЮ0 150X250
60X70 150X175
61X86 215X305 153X215 107X153
Размеры рабочих листов для 16-страничных тетрадей, мм
90ХЮ0 84ХЮ0 500X900 500X840 420X500
84X90 450X840 420X450
80ХЮ0 500X800 400X500
70X84 420X700
70X75 375X700
60ХЮ8 600ХЮ80 540X600 300X540
60ХЮ0 500X600
60X70 350X600
61X86 610X860 430X610 305X430
18
2.2.3. Размеры простых тетрадей и рабочих листов
для изданий из бумаги основных форматов
при делении на редко используемые доли
Формат бумаги, см Доли листа
1/6 1/12 1/18 1/24
деление листа по короткой и длинной сторонам соответственно
2 : 3 4:3 3:4 6:3 3:6 3:8 4:6
Размеры тетрадей, мм
84X108 180X280 135X280
70ХЮ8 180X233 135X233 175X180
70ХЮ0 175X333 116X333 167X233 125X233
75X90 187X300 225X250 125X300 150X250 112X250
70X90 175X300 225X233 116X300 150X233 112X233
60X90 зоохзоо 150X300 100X300 150X200 112X200
60X84 150X280 100X280 140X200 105X200
Размеры рабочих листов для 12- и 24-страничных тетрадей, мм
84ХЮ8 360X840 270X840
70X108 360X700 270X700 360X700* **
70ХЮ0 700ХЮ00 ** 235ХЮ0 335X700 250X700
75X90 750X900 ** 450X750 250X900 300X750 225X750
70X90 700X900 ** 450X700 235X900 300X700 225X700
60X90 600X900 600X900 ** 200X900 300X600 225X600
60X84 600X840 ** 200X840 280X600 205X600
* 16-страничные тетради.
** 24-страничные тетради.
Примечания:
1. Для книг форматом от 70X90/64 до 70X100/128 предусмотрено использование тетрадей-
двойников, а для книг форматами 70X90/128 и меньше — тетрадей-тройников. Для этих фор-
матов используются тетради увеличенной ширины для шитья на ниткошвейных машинах.
При монтаже формы и раскрое бумаги необходимо предусматривать машинное направление
бумаги вдоль корешка издания.
2. Для шитья блоков на вкладочно-швейных и ниткошвейных машинах-автоматах ширина
тетрадей в 1/8, 1/16, 1/32 доли должны быть на 4—5 мм больше для образования шлейфа
шириной 8—10 мм за счет смещения последнего сгиба.
3. Размеры тетрадей и рабочих листов для альбомов при альбомном спуске соответству-
ют размерам тетрадей при книжном спуске, но фальцовка должна выполняться по схеме 6
табл. 2.2.1.
19
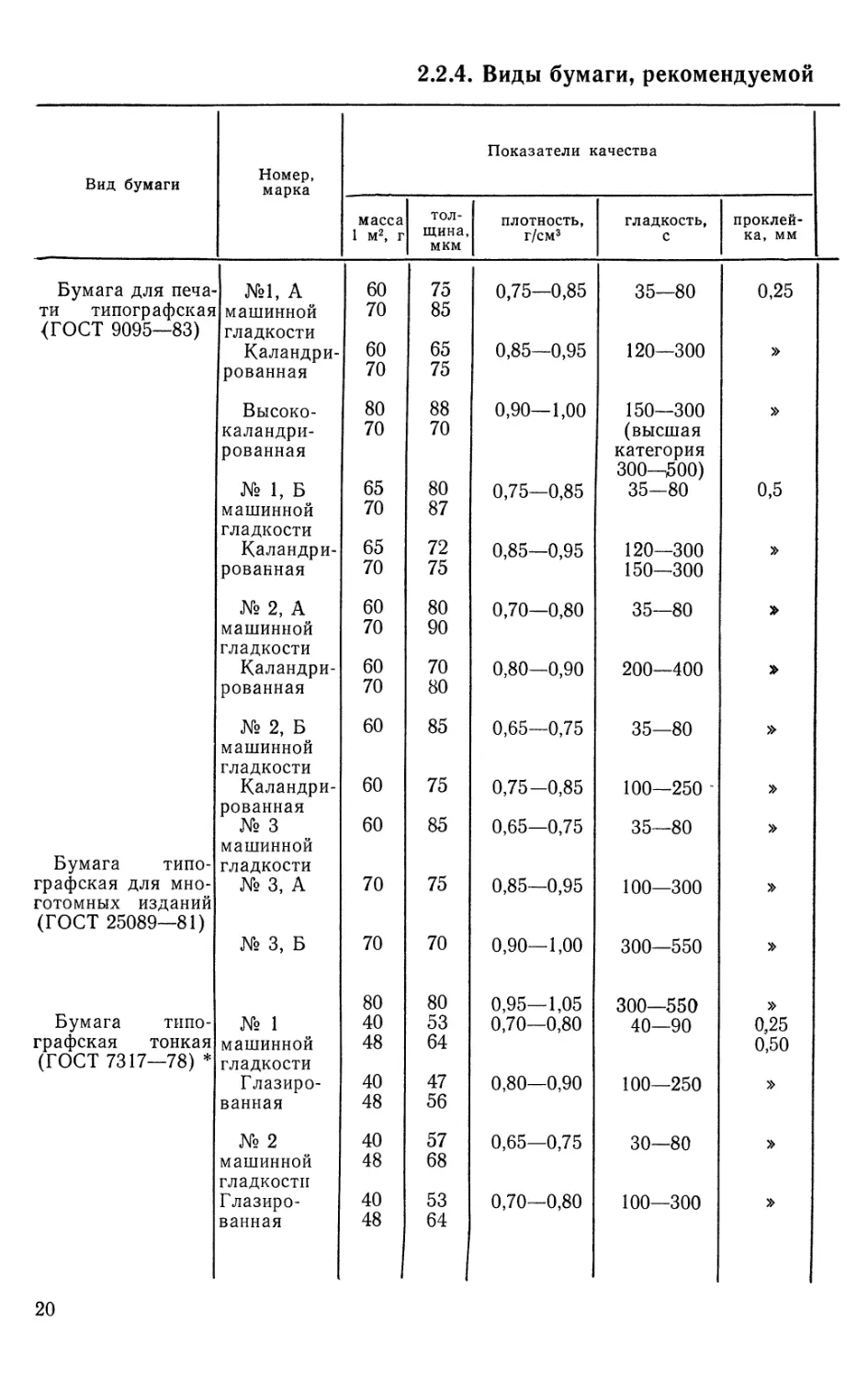
2.2.4. Виды бумаги, рекомендуемой
Вид бумаги Номер, марка Показатели качества
масса 1 м2, г тол- щина, мкм плотность, г/см3 гладкость, с проклей- ка, мм
Бумага для печа- №1, А 60 75 0,75—0,85 35—80 0,25
ти типографская машинной 70 85
(ГОСТ 9095—83) гладкости
Каландри- 60 65 0,85—0,95 120—300 »
рованная 70 75
Высоко- 80 88 0,90—1,00 150—300 »
каландри- рованная 70 70 (высшая категория 300—500)
№ 1, Б 65 80 0,75—0,85 35—80 0,5
машинной гладкости 70 87
Каландри- 65 72 0,85—0,95 120—300 »
рованная 70 75 150—300
№ 2, А 60 80 0,70—0,80 35—80
машинной гладкости 70 90
Каландри- 60 70 0,80—0,90 200—400 »
рованная 70 80
№ 2, Б машинной гладкости 60 60 85 0,65—0,75 35—80 »
Каландри- 75 0,75-0,85 100—250 - »
рованная № 3 машинной 60 85 0,65—0,75 35—80 »
Бумага типо- гладкости
графская для мно- готомных изданий № 3, А 70 75 0,85—0,95 100—300 »
(ГОСТ 25089—81) № 3, Б 70 70 0,90—1,00 300—550 »
80 80 0,95—1,05 300—550 »
Бумага типо- № 1 40 53 0,70—0,80 40—90 0,25
графская тонкая машинной 48 64 0,50
(ГОСТ 7317—78) * гладкости
Глазиро- 40 47 0,80—0,90 100—250 »
ванная 48 56
№ 2 40 57 0,65—0,75 30—80 »
машинной гладкости 48 68
Глазиро- 40 53 0,70—0,80 100—300 »
ванная 48 64
20
для изготовления простых тетрадей
Рекомендации по применению
Печать Брошюровочно-переплетные процессы
характер продукции печатная машина число страниц в тетради вид скрепления
Текстовая, несложные штри- ховые иллюстрации Сложная текстовая, штрихо- вые и тоновые иллюстрации до 40 лин/см Сложная иллюстрационно- текстовая, штриховые и тоно- вые иллюстрации до 48 лин/см Текстовая, несложные штри- ховые иллюстрации малого фор- мата Сложная текстовая, штрихо- вые и тоновые иллюстрации до 40 лин/см Текстовая, небольшое коли- чество штриховых иллюстраций малого формата Текстовая, штриховые и то- новые иллюстрации до 40 лин/см Текстовая, небольшое коли- чество штриховых иллюстраций малого формата Текстовая, штриховые и то- новые иллюстрации до 40 лин/см Несложная текстовая, неболь- шое количество штриховых ил- люстраций малого формата Сложная текстовая, штрихо- вые и тоновые иллюстрации до 40 лин/см Сложная текстовая, сложные штриховые и тоновые иллюст- рации до 48 лин/см То же Текстовая, несложные штри- ховые иллюстрации Текстовая, штриховые и то- новые иллюстрации до 40 лин/см Текстовая, небольшое коли- чество штриховых иллюстраций малого формата Текстовая, штриховые и тоно- вые иллюстрации до 40 лин/см Рулонные Листовые То же Листовые Рулонные, осна- щенные сушиль- ными устройствами Рулонные То же Рулонные, листовые То же Рулонные, листовые То же » » Листовые То же » » » » 16—32 То же » » » » » 16—32 То же » » » » » » » » Все виды Кроме КБС со срезкой фальцев То же Все виды Кроме КБС Все виды Кроме КБС Все виды Кроме КБС Все виды Кроме КБС То же » Все виды Кроме КБС Все виды Кроме КБС
21
Вид бумаги Номер, марка Показатели качества
масса 1 м2, г тол- щина, мкм плотность, г/см3 гладкость, с проклей- ка, мм
Бумага для пе- Ks 1, А 70 87 0,75—0,85 30—80 1,25—1,75
чати офсетная машинной ПО 140 40—80
(ГОСТ 9094—83) гладкости 120 150 (высшая
категория качества)
Каландри- 80 95 0,80—0,90 80—150 1,25—1,75
рованная 100 117
120 140
№ 1, Б 120 150 0,75—0,85 30—80 Не нор-
машинной гладкости мируется
Каландри- 80 95 0,80—0,90 80—150 »
рованная 100 117 0,80—0,90 100—150 »
№ 1, В 80 100 0,75—0,85 30—80 1,25—1,75
машинной 100 125 40—80
гладкости 120 150 (высшая
70 100 категория качества) 1,25—1,75
№ 2 0,65—0,75 20—80
машинной 75 107
гладкости 100 143 30—80
Каландри- 70 93 0,70—0,80 80—170 1,25—1,75
рованная 75 100 1,25—1,75
Бумага офсетная № 1 80 100 0,75—0,85 30—80
для книжно-жур- 100 125
нальных изданий (ТУ 47-02-195 — 82) Бумага для глу- 120 150
№ 1 70 100 70 90 0,95—1,10 300—650 0,25—0,75
бокой печати пони- женной массы 1 м2
(ТУ 13-01-529—82)
Бумага мелован- В 1,10 Не менее 700 Не нор-
ная (ГОСТ 21444— 115 100 мируется
75) 1,15 То же То же
О НО 100 1,10 То же 500
ДВ 120 100 1,20 750—1500
140 115 1,20 750—1500
ДО 120 100 1,20 600—1500
140 115 1,20 600—1500
дч 120 140 100 1,20 1,40 750—1500
словарей, справочников и других книг с
* Общее назначение бумаги — для печатания
22
Окончание табл. 2.2.4
Рекомендации по применению
Печать Брошюровочно-переплетные процессы
характер продукции I печатная машина гнело страниц в тетради вид скрепления
Массовая одно- и многокра- Рулонные 32 ] Все виды
сочная текстовая и иллюстра- ционно-текстовая Листовые 8 Кроме КБС
То же То же 8
» Рулонные 32 Кроме. КБС
Листовые 32, 16
То же 16
Иллюстрационно-текстовая многокрасочная Листовые 8 Кроме КБС
То же Рулонные 32 Кроме КБС
Листовые 32, 16
То же 16
Иллюстрационная и иллюст- » 16 Все виды
рационно-текстовая многокра- 8 Кроме КБС
сочная 8 »
Массовая одно- и многокра- Рулонные 32, 16 Все виды
сочная текстовая и иллюстра- То же 16 То же
ционно-текстовая Листовые 8 Кроме КБС
То же То же
» Рулонные 32 Все виды
» То же Листовые 16 Кроме КБС
Массовая иллюстрационно- Листовые 32, 16 Все виды
текстовая многокрасочная 8 Кроме КБС
То же Рулонные !32 Все виды
Массовая одно- и двухкрасоч- Листовые высокой 16 Кроме КБС
ная иллюстрационная и иллю- i страционно-текстовая печати 16 То же
То же Листовые офсетные J 16 »
Одно- и двухкрасочная иллю- Листовые высокой 16 »
страционная и многокрасочная иллюстрационно-текстовая печати
То же Листовые офсетньк г 16
Сложная четырехкрасочная : Листовые высокой 16
иллюстрационная и офсетной печати
большим количеством текста.
23
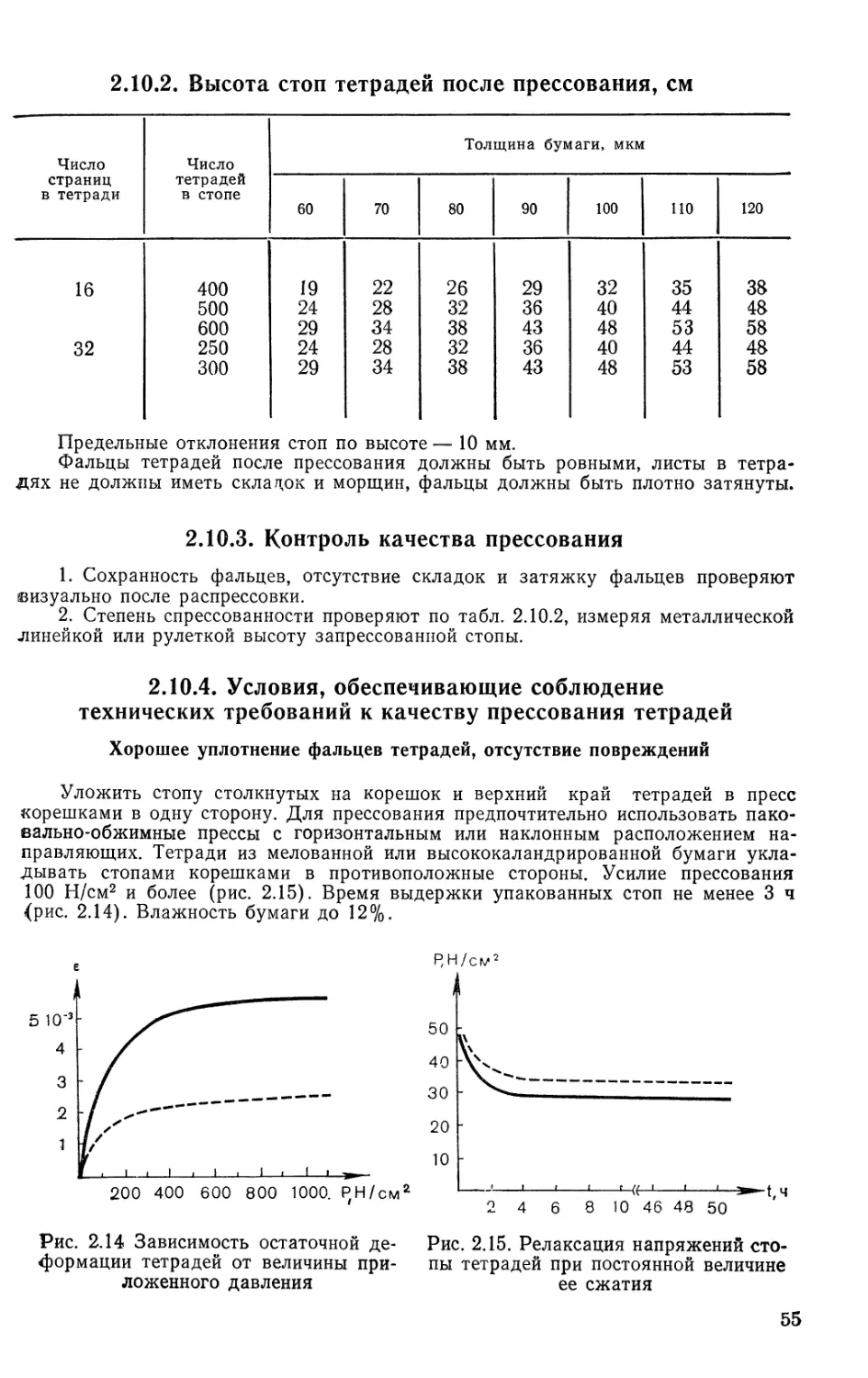
2.2.5. Масса 10 шестнадцатистраничных тетрадей, г
Для определения массы 32-страничных тетрадей данные таблицы умножить
на 2.
Формат бумаги и доля листа Масса 1 м2 бумаги, г
60 70 80 90 100 120 140 250
Для из; 1,аний и з бума ги осно 1ВНЫХ 4 юрматс IB
84X108/8 544 635 726 816 907 1098 1270 2267
70ХЮ8/8 453 529 605 680 756 907 1058 1890
70ХЮ0/8 420 490 560 630 700 840 980 1750
60X90/8 324 378 432 486 540 648 756 1350
60X84/8 303 353 403 454 504 605 706 1250
84ХЮ8/16 272 327 363 408 453 544 635 1132
70X108/16 227 265 303 340 378 454 529 945
70 X ЮО/16 210 245 280 315 350 420 490 875
75x90/16 203 237 270 304 338 405 438 845
70X90/16 189 221 252 284 315 378 441 787
60X90/16 162 189 216 240 270 342 378 675
60X84/16 152 177 202 227 252 303 353 630
84ХЮ8/32 136 159 182 204 227 272 318 567
70ХЮ8/32 ИЗ 132 151 170 189 227 265 472
70ХЮ0/32 104 120 140 157 175 210 245 437
75X90/32 102 119 135 152 169 203 219 422
70X90/32 95 И1 128 155 175 210 245 437
60X90/32 81 95 108 122 135 162 189 337
60X84/32 75 88 101 114 126 151 177 315
84ХЮ8/64 68 79 91 102 ИЗ 136 159 282
70ХЮ8/64 57 66 75 85 95 133 132 237
70ХЮ0/64 52 61 70 79 88 105 122 220
Для изданий из бумаги дополнительны х форматов
60ХЮ8/8 389 453 518 583 648 778 907 1620
61X86/8 315 367 420 473 525 630 735 1312
90ХЮ0/16 270 315 360 405 450 540 630 1125
84ХЮ0/16 252 294 336 378 420 504 588 1050
84X90/16 227 264 302 340 378 454 529 945
80ХЮ0/16 240 280 320 360 400 480 560 1000
70X84/16 176 206 235 265 294 353 412 735
70X75/16 157 184 210 237 263 315 368 657
60ХЮ8/16 194 226 259 292 324 389 454 810
60X100/16 180 210 240 270 300 360 420 750
60X70/16 126 147 168 189 210 252 294 525
61X86/16 157 184 210 237 263 315 368 657
84ХЮ0/32 126 147 168 189 210 252 294 525
84X90/32 ИЗ 140 169 180 200 240 280 500
80ХЮ0/32 120 132 154 170 189 227 265 472
60ХЮ8/32 99 ИЗ 130 146 162 199 227 405
61X86/32 63 74 84 99 105 126 147 262
24
2.2.6. Масса 10 тетрадей (г) для изданий из бумаги
основных форматов при делении на редко используемые доли
Формат бумаги и доля листа Число страниц в тетради Масса 1 м2 бумаги, г
60 70 80 90 100 120 140 250
80X90/6 12 324 378 432 486 540 648 756 1350
70X100/12 24 453 529 605 680 756 907 1058 1890
75X90/i 2 » 405 474 540 608 676 810 945 1690
70X90/12 4 378 442 504 567 630 756 882 1575
60X90/12 324 378 432 486 540 648 756 1350
60X84/12 » 302 353 403 454 504 605 706 1260
75X90/12 12 202 237 270 304 338 405 438 845
70X90/12 189 221 252 284 315 378 441 787
84ХЮ8/18 181 211 241 272 302 362 423 755
70ХЮ8/18 » 150 176 201 226 251 301 351 627
70ХЮ0/18 » 140 163 186 210 233 280 326 582
75X90/18 » 135 157 180 203 225 270 315 562
70X90/18 » 126 147 168 189 210 252 294 525
60X90/18 108 126 144 162 180 216 252 450
60X84/18 » 101 118 134 151 168 202 235 420
84ХЮ8/24 » 136 159 182 204 227 272 318 567
70ХЮ8/24 » 113 132 151 170 189 227 245 472
70ХЮ8/24 16 150 176 201 226 251 301 351 627
70ХЮ0/24 12 105 123 140 158 175 210 245 437
75X90/24 » 101 118 134 151 168 202 235 420
70X90/24 » 94 110 126 141 157 188 220 392
60X90/24 » 81 94 107 121 134 161 188 335
60X84/24 » 69 88 101 113 126 151 176 315
Примечания:
1. Масса 1 м2 бумаги взята в соответствии с табл. 2.2.4.
2. Масса тетрадей при альбомном спуске соответствует массе тех же тетрадей при книж-
ном спуске.
2.3. ДРОБНЫЕ ЧАСТИ ПЕЧАТНОГО ЛИСТА
Для книжных изданий в зависимости от толщины бумаги и наличия соответ-
ствующего оборудования применяются 16- и 32-страничные тетради. Дробные
части листа должны иметь не менее 8 с. — в отдельных случаях допускается
сокращение числа страниц по согласованию с полиграфическим предприятием
(ОСТ 29.62—81).
25
2.3.1. Рекомендуемые способы включения дробных частей
листа в блок, сшиваемый потетрадно нитками
Число страниц в дробной части Способ включения в блок из тетрадей
16-страничных 32-страничных
4 Приклейкой к тетради Приклейкой к тетради
8 Отдельной тетрадью Накидкой на 16-страничную тетрадь
12 Отдельной тетрадью или дву- мя частями: 8-страничной тет- радью и 4-страничной приклей- кой к ней 8-страничной накидкой на 16-стра- ничную тетрадь и 4-страничной при- клейкой на другую тетрадь
16 — Отдельной тетрадью
20 — 16-страничной отдельной тетрадью и 4-страничной приклейкой к ней
24 — Отдельной тетрадью или двумя час- тями: 16-страничной тетрадью и 8- страничной накидкой на нее
Примечания:
1. Дробная часть листа должна быть приклеена или накинута на третью от конца блока
тетрадь или быть расположена на ее месте. Если в составе дробной части имеется накидка и
приклейка или две приклейки, то их следует размещать на разных тетрадях — не ближе чем
на 3-й или 4-й от краев блока.
2. Размеры дробных частей листа по ширине и высоте, а также размеры их корешковых
и верхних полей должны быть равны соответствующим размерам тетради.
3. Шлейф у приклеек и накидок должен располагаться в соответствии со шлейфом тет-
ради.
4. При поблочном скреплении изданий втачку или при КБС допускается дробные части
листа любого объема комплектовать в блок в виде отдельной тетради и помещать в любом
месте. При скреплении блоков с шитьем тетрадей термонитями накидки и вкладки дробных
частей листа не допускаются.
26
2.4. ФОРЗАЦЫ
2.4.1. Виды форзацев и их характеристика
Область применения Основные размеры заготовок
вид заготовки высо- та ширина
Рекомендуется в кни- гах для детей, а также допускается в книгах при толщине блока до 20 мм, отпечатанных на бумаге массой 1 м2 не менее 100 г при машинном на- правлении бумаги вдоль корешка Крайние листы блока В ш
При комплектовке бло- ка вкладкой с использо- ванием бумаги иного ви- да, чем бумага текста Бумажный лист в 2Ш
Для книг, сшитых по- тетрадно нитками (при толщине до 30 мм), скрепленных термонитя- ми, при КБС и для ми- ниатюрных изданий То же в 2Ш
ND 00
№ п/п Наименование
4 Приклейкой
с окантовкой
5 То же
6 На стержне
7 Пришивной
Вид форзаца
Продолжение табл. 2.4.1
Область применения Основные размеры заготовок
вид заготовки высо- та ширина
При потетрадном шитье для изданий, отпечатан- ных на бумаге массой 1 м2 менее 50 г и на ма- лопрочной бумаге, а так- же изданий с приклейкой под форзацем и изданий толщиной более 30 мм, а также учебников для об- щеобразовательной шко- лы Бумажный лист Окантовка в в 2Ш 15 мм *
При комплектовке бло- ка вкладкой для книг интенсивного пользования Бумажный лист Окантовка В В-30 2Ш 30 мм
Для изданий интен- сивного пользования Бумажный лист Стержень В В 2Ш 15 мм
Для изданий долговре- менного пользования Бумажный лист в 2Ш + 12 мм
Окончание табл. 2.4.1
№ п/п Наименование Вид форзаца Область применения Основные размеры заготовок
вид заготовки высо- та ширина!
8 С тканевым фальчиком Для изданий большой массы или интенсивного пользования при нали- чии приспособлений к ниткошвейным машинам Бумажные сторонки Бумажная выклейка Фальчик В В—4 В Ш + 6 ММ Ш—8 мм 15—17 мм
9 Выклейной Для высокохудожест- венных подарочных изда- ний Бумажный лист Бумажные сторонки Стержень В В В 2Ш Ш—5 мм 20 мм
10 Склеенный с окантовкой При КБС со срезкой корешковых фальцев Бумажный лист Окантовка В В 2Ш Т+,36 мм
* Допускается использовать окантовку тетради с выходом материала на форзац до 25 мм; при этом можно шить без марли и далее ее не на-
£ клеивать.
2.4.2. Размеры заготовок бумаги для форзацев
в виде односгибного листа (накидной, приклейной,
с окантовкой, на стержне), мм
Формат бумаги, см Доли листа
1/8 1/16 1/32 1/64 1/128 1/256 1/512
Для изданий из бумаги основных форматов
84ХЮ8
70ХЮ8
70ХЮ0
75X90
70X90
60X90
60X84
540X420 420X270 270X210 210X135 140X210 140X135 140X157
540X350 350X270 270X175 175X135 140X175 140X135 140X132
500X350 350X250 250X175 175X125 140X125 140X132
— 375X225 225X187 — — — —
— 350X225 225X175 175X225 140X175 140ХЮ8 140X132
450X300 300X225 225X150 150X225 140X150 140X168 —
420X300 300X210 210X150 210X150 140X150 140X157 —
Для изданий из бумаги дополнительных форматов
90ХЮ0
84ХЮ0
84X90
80ХЮ0
70X84
70X75
60ХЮ8
60ХЮ0
60X70
61X86
450X250
420X250
420X225
400X250
350X210
350X187
540X300 300X270
300X250
300X175
430X305 305X215
250X210
225X210
250X200
270X150
215X153
84ХЮ8
84ХЮ0
70ХЮ8
60ХЮ8
70X90
60X90
60X84
600X270
600X225
Для альбомных изданий с альбомным спуском
540X210
450X175
450X150
420X150
250ХЮ5
350X135
350ХП5
300ХИ5
2.4.3. Размеры заготовок форзацев для изданий из бумаги
основных форматов при делении на редко используемые доли, мм
Формат бумаги, см Доли листа
1/6 | 1 V12 | 1/18 1 1/24
Деление листа по короткой и длинной сторонам соответственно
2:3 1 4:3 1 3:4 6:3 1 3 : 6 3:8 I i 4:6
84ХЮ8 70ХЮ8 70ХЮ0 75X90 70X90 60X90 60X84 600X300 350X333 375X300 350X300 зоохзоо 300X280 450X250 450X233 233X333 250X300 233X300 200X300 200X280 360X280 360X233 334X233 300X250 300X233 300X200 280X200 270X280 270X233 250X233 225X250 225X233 225X200 210X200 350X180
Примечания:
1 Вторая цифра — размер вдоль корешка издания, по которому должно располагаться
машинное направление бумаги.
2. Для изданий форматом от 70x90/6,4 до 70X100/128 предусмотрено использование двой-
ников, а для изданий форматами 70X90/128 и меньше — тройников с более широкими стра-
ницами для шитья на ниткошвейных машинах.
30
2.4.4. Размеры заготовок бумаги для форзацев с тканевым
фальчиком для изданий из бумаги основных форматов, мм
Формат бумаги, см Доли листа
1/8 1/16
высота ширина высота ширина
сто- ронка вы- клей- ка широ- кая сто- ронка узкая сто- ронка выклей- ка сто- ронка выклей- ка широ- кая сто- ронка узкая сто- ронка вы- клей- ка
84ХЮ8 420 416 276 264 262 270 266 216 204 202
70ХЮ8 350 346 276 264 262 270 266 181 169 167
70ХЮ0 350 346 256 244 242 250 246 181 169 167
75X90 225 221 193 181 179
70X90 225 221 181 169 167
60X90 300 196 231 219 217 225 221 156 144 142
60X84 300 196 216 204 202 210 206 , 156 144 142
2.4.5. Виды бумаги, рекомендуемой для изготовления форзацев
Вид бумаги Марка Свойства Рекомендации по применению
масса 1 м2, г тол- щина, мкм гладкость, с проклейка, мм печать толщина блока, мм
Форзац- ная (ГОСТ 6742—79) А О Калан- дриро- ванная 80 100 120 140 160 180 120 140 160 по 1401 160/ 200 230) 260/ 1401 150 I90J 10 Машин- ной глад- кости 30—100 Каланд- рирован- ная 40—100 0,5—1,0 0,75—1,25 Без печати При оф- сетной печа- ти, много- красочное изображе- ние. При высокой пе- чати, штри- ховые без наложения красок До 35 Свыше 35 То же при боль- ших фор- матах
Бумага № 1, А 120 150 80—150 1,25—1,75 1 Офсетная До 40
для оф- сетной пе- чати (ГОСТ 9094—83) (допуска- ется) № 1, Б № 1, В 160 210 30—80 То же / печать
Форматы форзацной бумаги, мм: 550x710; 550x850; 570X850; 620X910*
720X910.
Ширина рулонной форзацной бумаги, мм: 550, 570, 620, 720.
31
2.4.6. Виды материалов, используемых
при изготовлении форзацев (кроме бумаги)
Наименование Марка Назначение материала
Материал переплетный с крахмаль- но-каолиновым покрытием (ГОСТ 5202—78) Бумага пергамин специальная (ГОСТ 2995—73) Пергамин для бумажной натураль- ной кальки (ТУ 81-04-207—77) Микрокрепированная бумага (ТУ 13-73080101-692—84) КОФ Для окантовки тетрадей с форзацами (тип 5, табл. 2.4.1) и для фальчиков форзацев (тип 8 и 10, табл. 2.4.1) Для окантовки тетрадей с форзацами (тип 4, табл. 2.4.1) То же То же
2.4.7. Потребное количество форзацной бумаги
для изготовления приклейных форзацев на 1000 книг
Формат бума- ги и доля листа изда- ния Листовая бумага Рулонная бумага
« 5 О S -Я ~ 2 Я 5 S со оз о о £ число форзацев из листа число листов на 1000 книг отход при раскрое, % ширина рулона, мм ЧИСЛО форзацев по ширине количество бумаги на 1000 книг, м отходы при раскрое, %
Для изданий из бумаги основных форматов
84ХЮ8/8 550X850 2 1000 2,5 550 1 840 1,8
570X850 2 1000 6,6 570 1 840 5,5
70ХЮ8/8 550X710 2 1000 2,5 550 I 700 1,8
720X910 3 667 13,4 570 1 700 5,5
70ХЮ0/8 550X710 2 1000 10,5 550 1 700 9,0
60X90/8 550X710 2 1000 30,7 550 I 600 18,2
620X910 3 667 20,2
60X84/8 620X910 3 667 32,9 550 1 600 23,6
84ХЮ8/16 550X850 3 667 27,1 550 1 540 23,6
70ХЮ8/16 720X910 6 333 13,4 720 2 270 2,7
70ХЮ0/16 720X910 6 333 19,8 720 2 250 2,7
75X90/16 550X710 3 667 35,0 550 1 450 31,8
60X90/16 620X910 8 250 4,9 620 2 225 3,2
70X90/16 720X910 8 250 3,8 720 2 225 2,7
60X84/16 620X910 8 250 10,6 620 2 210 3,2
84ХЮ8/32 550X850 8 250 2,7 550 2 210 1,8
570X850 8 250 6,1
70ХЮ8/32 550X710 8 250 3,1 550 2 175 1,8
550X850 8 250 19,1
70ХЮ0/32 570X850 8 250 27,6 550 2 175 9,0
75X90/32 720X910 12 167 29,7 720 3 125 6,2
70X90/32 720X910 15 134 9,9 720 3 117 6,2
60X90/32 720X910 18 III 7,3 720 3 100 6,2
60X84/32 720X910 18 111 13,0 720 3 100 12,5
32
Продолжение табл. 2.47
Формат бума- ги и доля листа изда- ния Листовая бумага Рулонная бумага
формат форзацной бумаги, мм число форзацев из листа число листов на 1000 книг отход при раскрое, % ширина рулона, мм число форзацев по ширине количество бумаги на 1000 книг, м отходы при раскрое, %
84ХЮ8/64 720X910 18 111 22,1 720 3 90 12,5
70ХЮ8/64 720X910 24 84 13,4 550 3 90 4,5
Для изданий из бумаги дополнительных форматов
«0ХЮ8/8 61X86/8 550X710 550X710 1000 I 1000 17,0 32,0 I 550 1 550 1: I 600 1 600 I 1,8 | 20,4
90ХЮ0/16 550X850 3 667 27,0 550 1 500 18,2
«4ХЮ0/16 550X850 3 667 32,0 550 1 500 23,6
84X90/16 550X850 3 667 34,0 550 1 450 23,6
£0X100/16 550X850 3 667 35,0 550 1 500 27,3
70X84/16 720X910 8 250 11,5 720 2 210 2,7
70X75/16 720X910 8 250 21,0 720 2 187 2,7
60ХЮ8/16 620X910 6 333 12,0 620 2 270 3,2
60ХЮ0/16 620X910 6 333 20,0 620 2 250 3,2
60X70/16 620X910 10 200 7,5 620 2 175 3,2
61X86/16 620X910 8 250 7,5 620 2 215 1,6
£4ХЮ0/32 550X850 6 333 19,0 550 2 210 9,0
84X90/32 720X910 12 167 14,0 720 3 140 6,2
80ХЮ0/32 550X850 8 250 14,0 550 2 200 9,1
60ХЮ8/32 550X850 10 200 13,0 550 2 150 1,8
61X86/32 720X910 18 111 11,0 720 3 102 10,4
Для альбомных изданий при альбомном спуске
108X60/8 | I 620X910 I 31 667 13,8 I 1 620 1 1 1 540 I 3,2
90X60/8 1 1 620X910 1 4 1 | 500 4,2 1 620 1 I 1 450 1 3,2
108X84/16 550X850 4 500 2,9 550 1 420 1,8
90X70/16 550X710 4 500 21,4 550 1 350 18,1
90X60/16 550X850 5 400 27,8 550 I 300 18,1
84X60/16 550X850 5 400 32,5 550 1 300 23,6
108X70/32 720X910 12 167 13,4 720 2 135 2,7
90X70/32 720X910 14 143 14,0 720 2 115 2,7
90X60/32 620X910 14 143 14,3 620 2 115 3,2
108X84/64 550X850 16 125 10,0 550 2 115 9,0
Для изданий из бумаги основных форматов
при делении на редко используемые доли
60X90/6 2:3 550X710 3 667 4,2 620 1 600 3,2
70X100/12 4:3 720X910 4 500 28,8 720 1 666 2,7
75X90/12 4:3 620X910 3 667 40,2 550 1 600 31,8
75X90/12 3:4 550X850 3 667 27,8 550 1 500 18,2
70X90/12 3:4 550X710 3 667 19,4 550 1 466 18,2
70X90/12 4:3 720X910 6 333 3,8 720 2 300 2,7
60X90/12 4:3 620X910 6 333 4,2 620 2 300 3,2
60X84/12 4:3 620X910 6 333 10,6 620 2 280 3,2
2—1293
33
Окончание табл. 2.4.7
Формат бума- ги и доля листа изда- ния Листовая бумага Рулонная бумага
« В о 2 и S СО Л Сн СХ s о о 8"0'\о число форзацев из листа число листов на 1000 книг отход при раскрое, % ширина рулона, мм число форзацев по ширине sgc h§ отходы при раскрое, %
84ХЮ8/18 3:6 720X910 6 333 7,7 720 2 280 0,0
70ХЮ8/18 3:6 720X910 6 333 23,2 720 2 233 0,0
70ХЮ0/18 3:6 720X910 6 333 28,8 720 2 233 7,2
70ХЮ0/18 6:3 550X710 4 500 20,5 550 2 333 15,3-
75X90/18 3:6 620X910 6 333 20,4 620 2 250 3,2
75X90/18 6:3 620X910 6 333 20,4 550 2 300 9,0
70X90/18 3:6 620X910 6 333 25,7 620 2 233 3,2
70X90/18 6:3 720X910 9 222 4,0 720 3 100 2,9
60X90/18 3:6 620X910 8 250 14,8 620 2 100 3,2
60X90/18 6:3 620Х9Ю 9 222 4,4 620 3 100 3,2
60X84/18 6:3 620Х9Ю 9 222 10,6 620 3 93 3,2 1 Г7
60X84/18 3:6 570X850 8 252 7,6 570 2 100 1,7
84ХЮ8/24 3:8 550X850 6 333 2,7 550 2 280 1,8
70ХЮ8/24 3:8 550X710 6 333 3,3 550 2 233 1,8
70ХЮ8/24 4:6 720X910 10 200 3,8 720 2 180 2,7
70ХЮ0/24 3:8 550X710 6 333 10,2 550 2 233 9,0
75X90/24 3:8 720X910 9 222 22,7 720 3 83 6,2
70X90/24 3:8 550X710 6 333 19,4 720 3 78 6,2
60X90/24 3:8 720X910 12 167 18,7 720 3 67 6,3
60X84/24 3:8 720X910 12 167 23,0 720 3 67 12,5
Примечание.
В таблице приведены данные о потребном количестве бумаги с учетом минимальных от-
ходов при раскрое.
2.5. ДЕТАЛИ ИЗДАНИЯ,
ОТПЕЧАТАННЫЕ ОТДЕЛЬНО ОТ ТЕКСТА
2.5.1. Размеры деталей по сравнению с размерами
основных тетрадей
Общий вид Размеры после печати и разрезки Размеры после под- готовки для соедине- ния с тетрадью Операции подго- товки деталей к приклейке
высо- та1 шири- на высота ширина
Равны размеру тетради в Ш В ш Разрезка
34
Окончание табл. 2.5.1
Общий вид Размеры после печати и разрезки Размеры после под- готовки для соедине- ния с тетрадью Операции подго- товки деталей к приклейке
высо- та шири- на высота ширина
В два раза шире тетради В 2Ш В ш Разрезка, фальцовка в один сгиб
Шире тетради в >Ш В ш— 15 мм То же по ма- кету
Выше тетради В—20 мм Разрезка, срезка внутрен- него нижнего угла, фальцовка
>в ш Ш
Выше и шире тетради >в >111 В—20 мм ш— 15 мм То же, начи- ная со сгиба, перпендикуляр- ного корешку
Меньше тетради <в <ш <В В * <ш ш* Разрезка Разрезка пас- парту, биговка, наклейка иллю- страции
* Высота и ширина могут быть доведены до размера тетради наклейкой на паспарту.
Примечания:
Часть детали, загибаемая снизу, должна быть скошена со стороны корешка на
О—7 М М.
2. При закраске и металлизации обрезов книжных блоков не допускается использовать
детали, имеющие в готовом виде размеры меньше тетради.
3. Детали, приклеиваемые к тетради или на паспарту, должны иметь машинное направ-
ление бумаги параллельно линии приклеивания.
2* 35
2.5.2. Способы соединения деталей с тетрадью
Способ соединения с тетрадью Размер детали Область применения Операции подготовки детали к присоеди- нению
высота ширина
Приклейка к стра-
Любого размера
При комплектов-
ке блоков вклад-
кой и при потет-
радном шитье нит-
ками и проволокой
При комплектов-
ке блоков вклад-
кой. При потетрад-
ном шитье нитка-
ми из бумаги невы-
сокой гладкости *
нице
Любые способы
комплектовки и
скрепления блока
Разрезка, фаль-
цовка в один сгиб
Разрезка, фаль-
цовка в один сгиб
Разрезка и, если
нужно, фальцовка
Приклейка на стер- жне в Ш—5 мм
С я Стержс шь
В—2 мм 10 мм
К нечетной стра-
нице при любом
скреплении скомп-
лектованных под-
боркой блоков
Раскрой стерж-
ня, разрезка дета-
ли, фальцовка де-
тали, приклейка
стержня к детали
Приклейка на стер-
жне с загибкой по
фальцу тетради
Ш—5 мм
Бумага приклей-
ки более 120 мкм
или приклейка со-
держит более 4 с.
Поверх тетради
при потетрадном
шитье нитками
То же
Приклейка на пас-
парту
Стержень
В—2 мм 18 мм
В Ш
Иллюстрации
меньше тетради в
изданиях улучшен-
ного оформления
Разрезка паспар-
ту, его биговка,
разрезка детали,
приклейка детали
на паспарту
36
Окончание табл. 2.5.2
Размер детали
Способ соединения с тетрадью высота ширина Область применения
Операции подготовки
детали к присоеди-
нению
Приклейка на пас-
парту со стержнем
Паспарту
В |Ш—5 мм
То же поверх
тетради
Приклейка на пас-
парту с плюром
Стержень
В 10 мм
То же без би-
говки паспарту,
раскрой стержня и
приклейка его к
паспарту
Паспарту
В I Ш
Плюр
В—20 мм Ш—10 мм
Иллюстрации
меньше тетради,
требующие защиты
от повреждений.
Приклеивается к
последней странице
тетради
То же .плюс рас-
крой плюра и на-
клейка его на пас-
парту
* При бумаге высокой гладкости операция выполняется по согласованию между изда-
тельством и полиграфическим предприятием.
Примечание.
Все виды скрепления с тетрадью, выполняемые вручную, могут быть использованы толь-
ко по согласованию между издательством и полиграфическим предприятием.
2.5.3. Способы присоединения деталей к тетради
Присоединение детали к тетради Область применения Подготовка тетради к присоеди- нению детали
Приклейка к верх- ней странице тетради -W» £l_ -j 2- и 4-страничные детали, детали на стержне и не на стержне с загибкой по фаль- цу. Не рекомендуется при- клеивать иллюстрации на паспарту и сложно сфальцо- ванные детали Без дополнительной под- готовки
Приклейка к по- следней странице тет- ради Сложно сфальцованные детали и иллюстрации на паспарту и с плюром То же
37
Окончание табл. 2.5.3
Присоединение детали к тетради Область применения Подготовка тетради к присоединению детали
Приклейка под фор- При любом способе скреп- Без дополнительной под-
зацем (фронтиспис) ления. При потетрадном шитье нитками обязательна окантовка этой тетради готовки
Вклейка вразъем 2- и 4-страничные детали. Раскрывание во время
тетради Не рекомендуется при по- тетрадном шитье нитками помещать сложно сфальцо- вкладывания детали с при- клейкой ее без отступа. Рас- крывание тетради заранее
ванные детали и иллюстра- ции с плюром при приклейке детали с от- ступом от корешка на 0,5— 1,0 мм
Вклейка в среднюю Все виды вклеек кроме Разрезка верхней петли,
часть тетради с раз- вклеек на стержне с загиб- складывание раскрытых те-
резкой петли кой по фальцу традей, столкнутых по верх- нему краю
Вклейка с разрез- кой глухой петли То же Разрезка верхней и перед- ней петель, раскладка тет- радей
Примечание.
Вклейки с разрезкой петли тетрадей выполняются по согласованию между издательством
и полиграфическим предприятием.
2.5.4. Рекомендуемая частота расположения
нескольких деталей, отпечатанных отдельно от текста,
в блоке при потетрадном шитье нитками
Вид детали Расположение детали в блоке
при 16-страничных тетрадях при 32-страничных тетрадях
2-страничные 4-страничные Сложные детали или с биговкой у корешка Через две-три тетради Через четыре-пять тетра- дей Через шесть-семь тетрадей Через одну-две тетради Через три-четыре тет- ради Через пять-шесть тет- радей
Примечания:
1. В одной тетради, как правило, должно быть не более одной приклеенной детали.
2. Карты, схемы, репродукции и другие детали блока, печатаемые отдельно от текста,
рекомендуется оформлять в виде отдельных тетрадей, по толщине близких к толщине тек*
стовых тетрадей блока. Допускается по согласованию с полиграфическим предприятием при-
менять приклейки и вклейки, а также 4- или 8-страничные накидки и вкладки.
3. При печатании иллюстраций вместе с текстом на двух соседних полосах их можно по*
мещать в 8-страничной тетради — две, а в 16-страничной — не более четырех.
38
2.5.5. Виды бумаги, рекомендуемой для деталей,
печатаемых отдельно от текста
Вид бумаги Марка Показатели качества Рекомендации по применению
масса 1 м2, г тол- щина, мкм плотность, г/м3 гладкость, с печать вид детали
Мелованная В 100 90 1,10 700 Высокая, 1— Приклей-
(ГОСТ 21444— 2-красочные ки
75) 115 100 1,15 700 машины Вклейки
240 200 1,20 400 Накидки
О НО 100 1,10 500 Офсетная Вкладки
240 200 1,20 400 1—2-красоч- То же
ные машины
дв 120 100 1,20 750—1500 Высокая То же
140 115 1,20 750—1500 1—2-красоч-
250 200 1,25 400—900 ные машины
до 120 100 1,20 600—1500 Офсетная То же
140 115 1,20 600—1500 1—2-красоч-
250 200 1,25 400—900 ные машины
ДЧ 120 100 1,20 Высокая, То же
140 1,40 750—1500 офсетная
4-красочные
машины
Бумага иллю- в 80 90 Не нор- 150—300 Высокая Все виды
страционная 100 100 миру-
(ГОСТ 12064— 120 130 ется
76) 160 180 0,9
180 200
о 80 90 То же То же Офсетная То же
1UV 120 1 1U 130
160 180
180 200
Любая бума- 140 140 1,0 Паспарту
га, окрашенная 160 160
в массе 180 200
Бумага папи- 16 23 0,7 Не норми- Плюр
росная (ГОСТ руется
3479—75)
Бумага кон- То же
денсаторная
(ГОСТ 1908—
77Е)
Бумага для 70 85 0,8 Стержень
печати типо-
графская
(ГОСТ 9095—
83)
39
2.6. КЛЕИ ДЛЯ КОМПЛЕКТОВКИ СЛОЖНЫХ ТЕТРАДЕЙ
2.6.1. Рецептуры рекомендуемых клеев, %
Для работы на автоматах ТП-320 и «Колбус> Для работы вручную
Бумага массой 1 м2 менее 120 г Крахмал картофельный 9,0
NaKMU —9—10 Бура 0,4
ПВАД — 20—30 Вода 91,6
Вода —71—60
Работа вручную и на БПА
Бумага массой 1 м2 более 120 г Крахмал картофельный 16,5
и окантовка Жидкое стекло 4,0
ПВАД—100 Сода кальцинированная 40%-ная 4,0
Соляная кислота 6,5
Вода 69,0
Клей костный 5,6
Латекс СКС 30-ШР 90,9
Вода 3,5
2.6.2. Потребное количество клея
для приклейки 1000 форзацев и окантовки их с тетрадью, г
Приклейка форзацев Приклейка форзацев Окантовка
на автомате вручную форзацев
вид клея
Длина корешка
тетради, мм ПВАД латексный крахмальный крахмал щелочной ПВАД
расход клея на ] 1 м2, г
100 150 210 175 110
420 420 630 882 735 1386
350 350 525 735 612 1155
333 333 500 700 582 1100
300 300 450 630 525 990
280 280 420 588 490 924
270 270 405 567 472 891
250 250 375 525 437 825
233 233 349 489 408 769
225 225 337 472 394 742
210 210 315 441 367 693
200 200 300 420 350 660
187 187 280 393 327 617
175 175 262 367 306 577
150 150 225 315 262 495
135 135 202 283 236 445
115 115 172 241 201 380
40
2.7. СТАЛКИВАНИЕ
Операция сталкивания предназначается для выравнивания в стопе краев
листов бумаги, картона, ткани, полуфабрикатов и готовой продукции по двум
взаимно перпендикулярным сторонам. При сталкивании между листами (тетра-
дями, блоками, книгами) стопы образуются воздушные прослойки, благодаря
чему при ударах о гладкую поверхность происходит сдвиг листов относительно
ДРУГ друга и, следовательно, выравнивание краев стопы.
2.7.1. Требования к качеству сталкивания
В столкнутой стопе края листов, тетрадей, блоков, книг должны лежать в
одной плоскости. Края стопы не должны иметь механических повреждений и за-
грязнений.
2.7.2. Предельные отклонения при сталкивании
Материал или полуфабрикат Этап обработки Способ выполнения или наименование устройства Предель- ные откло- нения, мм
Стопа бумаги Подрезка кромок и разрезка на части перед печатью Вручную 2,0
Стопа оттисков Разрезка оттисков на части Станок для стал- 1,5
на бумаге перед фальцовкой кивания листов или вручную
Стопа переплет- ного материала Разрезка на готовые изделия или детали (открытки, обложки, суперобложки и т. п.) Вручную 1,0
Подрезка кромок и разрезка на заготовки То же 2,5
Стопа тетрадей Укладка тетрадей после фаль- цовки или приклейки в пресс для обвязки стоп Вручную или на приемно-пакую- щем устройстве 1,0
Укладка в магазины самона- кладов швейных, листоподбо- рочных, форзацприклеечных ма- шин Вручную 1,5
Подготовка комплекта для КБС Вибростол маши- ны КБС 0,5
Стопа блоков Укладка в самонаклады ма- шин для крытья обложкой, об- резки с трех сторон, обработки корешка Вручную 2,0
Стопа изданий в обложке Укладка в привертки для об- резки с трех сторон Вручную 1,0
Примечания:
1. В том случае, когда требуется высокая точность разрезки отпечатанных на листе из-
делий, а материал не позволяет получить достаточно точное совмещение краев при сталки-
вании, допускается наколка листов по меткам с последующей фиксацией их положения за-
клейкой по двум сторонам, противоположным верным.
2. При разрезке изделий, отпечатанных на очень гладкой бумаге или материале (напри-
мер, листы с лакировкой или припрессованной пленкой), и обычном сталкивании для предот-
вращения смещения листов во время укладки на стол резальной машины рекомендуется
предварительно заклеивать пачки по торцам, противоположным верньш сторонам.
2.7.3. Контроль точности сталкивания
Стопу следует осмотреть с торцов у верных сторон и при необходимости про-
верить «пересыпкой». При возникновении спорных ситуаций можно выполнить
измерение разницы в положении кромок верных сторон соседних листов измери-
тельной линейкой с ценой деления 1 мм (ГОСТ 427—75).
41
2.7.4. Условия, влияющие на качество сталкивания
Условия, при которых упрощается сталкивание
Условия, при которых осложняется
сталкивание
Увеличение плотности бумаги или дру-
гого материала
Увеличение толщины бумаги или дру-
гого материала
Увеличение гладкости бумаги
Уменьшение рельефа поверхности ма-
териала и его ворсистости
Увеличение формата листов
Увеличение смещения поданных на
обработку листов
Увеличение влажности бумаги
>9%
Уменьшение влажности бумаги ниже
5% при относительной влажности
воздуха ниже 30% вследствие накоп-
ления в материале зарядов статиче-
ского электричества
2.7.5. Технические характеристики оборудования
для сталкивания листов
Страна, фирма Марка Наибольший формат обра- батываемых листов, мм Габариты, мм Потреб- ляемая мощность, кВт Масса, кг Примечание
СССР С-2 920X1260 1300X960X870 0,7 370 Требуется раздувка
листов
ГДР 870X1200 1400Х2800ХЮ00 1,0 390
2.7.6. Организация рабочих мест и приемы работы
Сталкивание листов на машине (рис. 2.1). Стопы листов высотой по 20—
25 мм укладывают на стол для раздувки, а затем перекладывают на вибрацион-
ный стол верными сторонами к упорам; происходит сталкивание листов в стопе.
Стопу с выровненными краями листов бумаги перекладывают на стол бумаго-
резальной машины.
Сталкивание листов вручную (рис. 2.2). Стопу по 100—150 листов кладут на
верстак, затем поднимают ее двумя руками за противоположные углы, распуска-
ют для образования воздушных прослоек между листами и, перехватив за корот-
кие стороны, ударяют кромками длинной стороны листов о поверхность, стола
5—8 раз. После этого стопу поворачивают и ударяют кромками короткой сторо-
ны, выравнивая их. Затем стопу аккуратно переносят на стеллаж. Можно столк-
нутые стопы укладывать сразу на стол бумагорезальной машины. В этом случае
верстак для сталкивания должен находиться в непосредственной близости от ма-
шины, и операции сталкивания и разрезки листов выполняет один рабочий.
Рис. 2.2 Организация рабочего места
при сталкивании листов вручную на
обособленном рабочем месте:
1 — верстак: 2 — стеллаж с листами до
сталкивания; 3 — стеллаж с листами пос-
ле сталкивания
Рис. 2.1 Организация рабочего места
при сталкивании листов на машине:
1 — станок для раздува листов; 2 — ста-
нок для сталкивания листов; 3 —стеллаж
с листами до сталкивания; 4 — стеллаж
с листами после сталкивания
42
2.8. РАЗРЕЗКА И ПОДРЕЗКА ЛИСТОВ МАТЕРИАЛА
НА ОДНОНОЖЕВОЙ БУМАГОРЕЗАЛЬНОЙ МАШИНЕ
Назначение операции — разделение материала на требуемое число частей
(разрезка) или обработка его с целью придания требуемых размеров и прямо-
угольной формы (подрезка). Чтобы получить листы требуемого размера, стопу
материала укладывают на стол машины. Клинообразный нож, совершая возврат-
но-поступательное движение в вертикальной плоскости, развивает давление, дос-
таточное для разрушения волокон бумаги или другого листового материала, и
разделяет листы на части. При разрезке стопа фиксируется прижимной балкой.
Отрезанная часть стопы отодвигается скошенной гранью ножа.
2.8.1. Требования к качеству разрезки и подрезки
материала на одноножевых бумагорезальных машинах
Плоскость обреза и кромки всех листов должны быть чистыми и гладкими,
без шероховатостей, полос, волнистости и слипания обрезов кромок. На верхнем
листе не должно быть морщин вдоль реза. След от прижимной балки не должен
ухудшать внешнего вида листов и затруднять их дальнейшую обработку. Ниж-
ние листы должны быть полностью разрезаны и иметь ровную, чистую кромку.
Размеры листов во всей стопе должны быть одинаковыми и соответствовать за-
данным.
2.8.2. Предельные отклонения точности
разрезки и подрезки листов
Предельные отклонения, мм
Материал Вид заготовки высота ширина косина
Бумага Листы для печати ±1,0 ±1,0 1 на 1000
» после печати
для фальцовки ±1,0 ±1,0 1 на 1000
открытки ±1,0 ±1,0 0,5
этикетки ±1,0 ±1,0 »
плакаты ±2,0 ±2,0 »
Заготовки для форзацев и де-
тали, отпечатанные отдельно от текста + 2,0 ±1,0
Заготовки для паспарту —2,0 ±1,0
» для обложек типа 1, 2, 3,
4 и крышек типа 6
без кантов .+ 2,0 +2,0
с кантами ±0,5 ±0,5
Заготовки для обложек типа 2
и 3 для автоматических поточных линий ±0,5 +2,0
Заготовки для оклейки корешка блока —1,0 + 1,0
Заготовки для оклейки сторонок
составных крышек типа 5, 8, 9 и для цельнокрытых крышек типа 7 ±1,0 ±1,0
Бумага Заготовки для отстава пере- ±0,5
или картон плетных крышек —1,0
Картон Сторонки для крышек типов 5, 7, 8, 9 ±0,5 ±0,5
Переплет- Заготовки для корешков со-
ный мате- ставных переплетных крышек типа
риал 5 и 8 и наружного материала для переплетных крышек типа 7 ±1,0 ±1,0
43
2.8.3. Контроль точности разрезки листов
1. Измерение взятых сверху, снизу и из середины стопы листов металличе-
ской линейкой с ценой деления 1 мм (ГОСТ 427*—75) или металлической рулет-
кой с ценой деления 1 мм (ГОСТ 75,02—86).
2. Визуальная проверка торцов стопы с целью обнаружения шероховатости,
разрыва листов и следов щербин ножа.
3. Проверка «пересыпкой» для определения слипания кромок листов (в слу-
чае затупления ножа), а также просмотр размеров полей.
4. Визуальная проверка сравнением продукции с эталоном, утвержденным
мастером участка.
2.8.4. Условия, обеспечивающие соблюдение
технических требований к качеству разрезки и подрезки
Подготовка бумагорезальной машины к работе
Установить стол бумагорезальной машины так, чтобы его поверхность была
строго перпендикулярна плоскости движения ножа и поверхности подавателя.
Сила прижима стопы балкой должна быть около 40 кН/м. При увеличении
силы прижима ухудшаются условия эксплуатации машины, а при уменьшении —
снижается точность разрезки (при силе прижима около 10 кН/м точность снижа-
ется в 3,5 раза).
Точно уложить стопу разрезаемого материала на стол машины, соблюдая
правильные приемы работы .и последовательность операций.
Режимы резания стоп материалов на одноножевых бумагорезальных машинах
Вид разрезаемого материала Высота стопы Угол заточки ножа, град. Усилие резания, кН/м
мм число листов
Бумага плотная, твердая (форзац- ная, обложечная, писчая, мелованная) Бумага гладкая, мягкая, средней толщины (типографская, офсетная, газетная, иллюстрационная) 60—75 400—500 22 27
75-100 750—1000 19 22
Бумага тонкая (типографская тон- кая, папиросная, конденсаторная, пер- гамин) 60 16 15
Бумага с припрессованной пленкой 35—40 150—200 23—24 30
Картон Переплетный материал: 25 22 30
коленкор 60—70 250—350 22 30
ледерин 40—50 150—300 22 30
на бумажной основе с нитрополи- амидным покрытием 35—40 150—250 22 30
Подготовка ножа
Ножи бумагорезальных машин должны быть стальные двухслойные по ТУ
14-1-1245—75 «Ножи бумагорезальные плоские». Нож должен иметь двойную
прямолинейную или прямолинейную заточку (рис. 2 3). Радиусная заточка не до-
пускается, так как при этом ухудшаются условия эксплуатации ножа. Угол при
прямолинейной заточке ножа можно определить по ширине плоскости скоса (S)
(рис. 2.4).
Угол заточки, град. 16 17 18 19 20 21 22 23 24
При Н=10 36 34 32 31 29 28 26 25 22
При Н=12 43 41 39 37 35 33 32 31 29
44
Рис. 2.4 Схема определения угла за-
точки ножа по ширине плоскости
скоса
Д
Н
Рис. 2.3 Схемы заточки лезвия ножа
бумагорезальной машины:
/ — прямолинейная; 2 — двойная прямоли-
нейная; 3 — радиусная; 4 — двойная ради-
усная
Лезвие ножа должно быть прямолинейным. Предельные отклонения от пря-
молинейности 0,2 мм при длине до 1000 мм и 0,3 мм при большей длине. На
лезвии ножа не должно быть прожогов, трещин. Грани, образующие лезвие,
должны быть чистыми и гладкими.
Подготовка марзанов
Для работы использовать марзаны, показанные на рис. 2.5. При установке
марзана необходимо, чтобы верхняя плоскость его располагалась на одном уров-
не с поверхностью стола машины. При установке ножа надо следить за тем, что-
бы лезвие не погружалось в марзан более чем на 0,5 мм При обнаружении раз-
рыва нижних листов стопы заменяют марзан или поворачивают его чистой сто-
роной. Если необходимо получить более высокие точность и чистоту обрезки, под
юбрезаемый объект надо подложить несколько листов макулатуры.
Изготовление марзанов. Деревянные марзаны изготовляют из дуба,
бука, граба, березы. Для этой цели используется здоровая, прямослойная, воз-
душносухая древесина первого сорта без сучков и других дефектов.
Капроновые марзаны отливают в виде планок с квадратным или Т-об-
разным сечением, которые вкладывают в пазы металлического корпуса, изготов-
ленного точно по сечению паза бумагорезальной машины. Отливку производят из
первичной капроновой смолы марки Б по ОСТ 6-06-14—70, либо из капроновой
крошки — отходов капронового производства. В первичную капроновую смолу до-
пускается вводить до 30% отработанных марзанов.
Марзаны из эпоксидной смолы изготовляют заливкой смеси в
пазы планки Н-образной формы. Состав смеси, %: смола эпоксиднодиановая не-
ютвержденная марки ЭД-20 по ГОСТ 10587—83 — 83,4; дибутилфталат («Плас-
тификаторы» по ГОСТ 8728—77Е) — 8,7; полиэтиленполиамин (отвердитель) —
.8,0. Смесь заливают в пазы сначала с одной стороны, а после отверждения (10—
12 ч) —с обратной стороны планки. Излишек затвердевшей смолы срезают, а по-
верхность шлифуют наждачной бумагой. Отработанный марзан можно восстано-
вить заливкой образовавшихся повреждений указанным составом.
Марзан из листового непластифицированного поливи-
нилхлорида (винипласт листовой по ГОСТ 9639—71) изготовляют в виде
пластины прямоугольного сечения и вкладывают в паз так, чтобы при образова-
нии значительных прорезей марзан можно было сдвинуть и под нож поместить
свежее неповрежденное место марзана.
Рис. 2.5 Виды марзанов для одноножевых бумагорезальных машин:
1 — деревянный; 2 капроновый; 3 — из эпоксидной смолы; 4 — из винипласта
45
2.8.5. Технические характеристики одноножевых бумагорезальных машин
Страна, фирма Марка, модель Наиболь- шая дли- на реза- ния, мм Наиболь- шая вы- сота сто- пы, мм Расстояние от ли- нии резания до подавателя, мм Вид привода Габариты, мм Потреб- ляемая мощность, кВт Масса, кг
от до ножа прижима
СССР ЗБР-70 700 ПО 25 720 Эл. мех. Эл. мех. 1950X1550X1410 2,30 1900
БР-47Р 470 80 20 480 Ручн. Ручн. 880X1410X1350 — 96
БР-72 700 120 25 720 Эл. мех. Эл. мех. 1820X1550X1410 2,00 1500
2БР-110 1100 130 25 1120 Эл. мех. Эл. мех. 2600X2340X1560 5,75 3800
2БР-136 1360 130 30 1390 То же То же 2820X2640X1590 5,75 3090
ЗБР-136 1360 130 28 1390 » Гидр. 2820X2640X1590 7,40 3900
БР-139 1390 150 20 1390 Гидр. То же 2860X2600X1670 6,85 3900
ГДР SEYPA 132 1320 150 20 3245X2590X1680 7,30 3050
SEYPA 168 1680 160 26 3580X3090X1850 9,50 5300
ЧССР МС-107 1070 130 2510X2650X1610 5,00 3050
ПНР К-525 525 60 Эл. мех. Эл. мех. 790Х 910ХН85 1,50 150
Бумагорезальные машины ряда БР-139
БР-139 без дополнительных устройств;
БР-139Ф— с фотозащитой;
БР-139С — со стоподъемником;
БР-139П — с программным управлением, с записью на магнитную ленту (БУР-3);
БР-139У — со счетно-управляющим блоком;
БР-139УП — с программным управлением, с записью на магнитную ленту, со
счетно-управляющим блоком (БУР-1).
Дополнительные устройства
БУР-1—устройство с магнитной лентой и счетно-управляющим блоком;
БУР-2 - 1) 2) 3) 4) 5) БУР-3 - 1) 2) 3) 4) 5) — устройство со счетно-управляющим блоком: наименьший размер отрезаемой полосы число программ число размеров в одной программе точность отработки заданного размера число запоминаемых резов — устройство с магнитной лентой: число дорожек рабочего хода наименьшая подача размер коррекции программы число магнитных головок точность остановки подавателя 1,0 мм 4 ±0,15 1—99 42 1,0 мм ±4 мм 7 ±0,03 мм
6) число запоминаемых промежуточных резов 7
7) число последовательно автоматически грамм коммутируемых про- 2 или 3
2.8.6. Организация рабочих мест и приемы работы
На машине типа 2БР-110 (рис. 2.6) рабочее место обслуживает один рабочий.
Он сталкивает и укладывает стопы в машину, включает машину для разрезки и
переносит стопы с машины на стеллаж.
На машине типа БР-139 (рис. 2.7) рабочее место обслуживают два челове-
ка— резальщик и подсобный рабочий на сталкивании листов. В этом случае по-
1
Рис. 2.7 Организация рабочего места при
работе на одноножевой бумагорезальной ма-
шине типа БР-139:
/ — вибрационный станок для сталкивания лис*
юв; 2 — столы с воздушной подушкой; 3 — бума-
горезальная машина
Рис. 2.6 Организация рабочего
места при работе на одноноже-
вой бумагорезальной машине
типа 2БР-110:
/—бумагорезальная машина; 2 —
стеллаж с неразрезанными листами;
3 — стол для сталкивания листов;
4 —стеллаж с разрезанной продук-
цией
47
Рис. 2.8 Схемы расположения линий реза при разделении стоп на нуж-
ное число частей:
1 — на две части; 2— на четыре части; 3 — на восемь частей; 4—на восемь час-
тей с подрезкой кромок
Рис. 2.9 Схема подправки лезвия ножа бумагорезальной
машины
вышается производительность труда за счет выполнения операции сталкивания
листов и подачи их к машине подсобным рабочим. При разрезке одной стопы на
нужное число частей с перестановкой подавателя производительность труда воз-
растает, но снижается точность разрезки. На машинах с программным управле-
нием точность разрезки не снижается.
Разрезку и подрезку листов выполняют в соответствии со схемами, показан-
ными на рис. 2.8.
На каждой машине должен быть комплект не менее чем из трех ножей, один
из которых установлен в машине, второй — находится на заточке, а третий —
около машины.
В процессе работы рекомендуется от одного до четырех раз в смену проти-
рать скос и заднюю плоскость ножа парафином. По мере затупления нож сле-
дует подправлять бруском (ГОСТ 2456—75 «Бруски шлифовальные»), смоченным
машинным маслом, а затем оселком. Подправлять ножи следует вне машины.
Подправку выполняют вращательным движением (рис. 2.9).
2.8.7. Основные правила техники безопасности
при работе на одноножевых бумагорезальных машинах
1 Перед пуском машины на рабочий ход тщательно проверить:
— прочность крепления и исправность ножа, маховика, ножедержателя и
прижима;
— исправность включающего, выключающего и тормозного устройств, осо-
бенно надежность немедленной остановки ножа при выключении машины;
— в крайнем верхнем положении кромка ножа не должна выходить за плос-
кость прижима;
— надежность функционирования предохранительных приспособлений.
2. Запрещается работать на машине без ограждений, при неисправности или
отсутствии предохранительных приспособлений. Категорически запрещается от-
ключать их во время работы.
3. Ножи разрешается переносить только в специальных футлярах и класть их
48
в штатив. Нельзя ставить ножи вертикально. Нельзя брать или поддерживать
нож со стороны лезвия.
4. Для правки ножа необходимо использовать оселки в оправке. Переворачи-
вать или менять марзан следует только при помощи крючка (при отсутствии спе-
циального выталкивателя).
5. При разрезке листов на узкие части нужно пользоваться приставками-
угольниками. При этом руки должны находиться от линии реза на расстоянии
не менее 15 см. Запрещается поддерживать руками стопы разрезаемой продук-
ции во время реза.
6. Вынимать разрезанные стопы можно только после полной остановки ма-
шины.
7. При уходе с рабочего места надо отключить машину от электросети.
2.9. ФАЛЬЦОВКА ЛИСТОВ
Назначение операции — получение тетради сгибанием листа в определенном
порядке с образованием и фиксацией сгибов.
Фальцовка листов на машинах заключается в складывании (сгибании) лис-
та-оттиска, проглаживании сгиба вращающимися валиками, между которыми лист
вводится ударом ножа (ножевые машины) или за счет образования петли при
остановке движущегося листа упором кассеты (кассетные машины). Для повы-
шения точности фальцовки и производительности труда используется фальцовка*
когда первые сгибы образуются кассетным, а последние — ножевым способами
(комбинированные машины).
При фальцовке листов вручную каждый сгиб проглаживают косточкой.
2.9.1. Требования к качеству фальцовки листов-оттисков
Листы-оттиски должны быть сфальцованы так, чтобы обеспечивалась после-
довательность страниц в тетради (с учетом способа комплектовки блока). Все
листы в тетради должны быть плотно затянуты в фальцах. На страницах не
должно быть складок и морщин. Тетради, сфальцованные в три и четыре сгиба*
должны иметь биговку или перфорацию верхнего сгиба при фальцовке на маши-
нах и разрезанный сгиб при четырехсгибной фальцовке вручную.
2.9.2. Предельные отклонения при фальцовке листов
Показатель Число страниц в тетради Предельные отклонения при издания, мм форматах
большой средний малый | миниа- тюрный
Разница в ширине корешко- 8] 3,0
вых полей на смежных страни- 16 3,0 3,0 1,5
цах 32)
Косина корешкового поля 8 2,0 1,5 1,0 0,5
16 2,5 1,5 1,0 0,5
32 3,0 1,5 1,5 1,0
Разница в ширине верхних 8 2,0 2,0 1,5 1,0
полей на смежных страницах 16 2,5 2,5 2,0 1,5.
32 3,0 3,0 — —
Разница в ширине полей рас- пашных таблиц 1,5 1,5 1,5
Положение фальца в запеча- танном форзаце 2,0 1,0 1,0 0,5
Размер сфальцованного фор- заца без печати 4-2,0 + 2,0 + 2,0 + 1,0
Размер дробной части листа после фальцовки ±1,0 1,о ±1,0 ±1,0
Расположение колонцифр у четырехстраничной части листа 1,0 1,0 —
Размер сфальцованных при- клейных деталей —2,0 —2,0 — 1,0 —
49
2.9.3. Контроль качества фальцовки
1. Точность фальцовки проверяется визуально — осмотром корешковых и
верхних фальцев всех тетрадей по расположению на них меток.
2. Более точный контроль качества фальцовки выполняется измерением раз-
меров полей на развернутом после фальцовки листе или размеров деталей. Изме-
рение выполняется металлической линейкой по ГОСТ 427—75.
3. Проверка правильности сложно сфальцованной детали выполняется срав-
нением с утвержденным образцом.
4. Качество затяжки фальцев и отсутствие морщин проверяются визуально
сюсле запрессовки тетрадей в стопах.
2.9.4. Условия, обеспечивающие соблюдение
технических требований к качеству фальцовки
Точность расположения линии сгиба
Правильно установить упоры, определяющие положение сгибов на листе, а
также тщательно столкнуть и подрезать листы. Подобрать оптимальную скорость
работы фальцевальной машины (100—140 м/мин) для предотвращения отскакива-
ния листа от упоров и отгибки его краев при движении по транспортеру.
Хорошая фиксация фальцев без разрушения бумаги
Обеспечить оптимальные режимы фальцовки в зависимости от вида бумаги и
расположения сгибов.
Вид бумаги Расположение сгиба относи- тельно машинно- го направления бумаги Удельное давление, кН/м
1-й сгиб 2-й сгиб 3-й сгиб
Типографская № 1 Вдоль 0,12 0,25 0,30
Поперек 0,25 0,50 0,70
Типографская № 2 Вдоль 0,10 0,25 0,30
Поперек 0,25 0,40 0,60
Офсетная Вдоль 0,20 0,40 0,50
Поперек 0,40 0,70 1,00
Для глубокой печати Вдоль 0,30 0,50 0,80
Поперек 0,75 1,20 1,70
Своевременно прессовать тетради после фальцовки для фиксации сгибов:
не позднее, чем через 3 мин после выхода из машины (рис. 2.10).
50
Рис. 2.10 Увеличение угла между
листами сфальцованной тетради
после снятия нагрузки
Плотная тетрадь без морщин на страницах
Обеспечить перфорацию верхних и боковых фальцев. Для этого следует ис-
пользовать дисковые ножи в соответствии с характеристикой, приведенной ниже:
Вид бумаги Шаг перфорации, мм Режущая часть, мм
Мелованная, офсетная массой 1 м2 бо- лее 100 г 6—9 2—6
Типографская, для глубокой печати 32 28
Влажность бумаги не должна превышать 12%. При более высокой влажности
возможны деформация и разрушение листов.
На кассетных машинах следует устанавливать биговальные устройства на
предпоследних валиках.
2.9.5. Организация рабочих мест и приемы работы
на кассетной фальцевальной машине
Фальцевальную машину обслуживает фальцовщик, либо фальцовщик и при-
емщик.
Машинист-фальцовщик заряжает самонаклад машины (рис. 2.12) отпечатан-
ными листами, производит наладку машины и следит за режимом ее работы и
качеством продукции. Приемщик снимает с приемки машины тетради, проверяет
визуально по корешку и верхним фальцам правильность фальцовки, считает к
сталкивает тетради на корешок и верхний фальц, укладывает в паковально-об-
жимной пресс для прессования и обвязки стоп, переносит стопы на стеллаж. При-
наличии паковально-обжимного устройства машину обслуживает один человек.
На фальцевальных машинах используется тесьма шириной 25 мм по ОСТ
17-61—71 «Ленты хлопчатобумажные ротационные». Для склеивания тесьмы
5?
2.9.6. Технические характеристики
Страна Марка, модель Формат обрабатываемых листов, мм Дополни- тельные уст- ройства
наибольший наименьший
перпендику- лярная фальцовка параллель- ная 3 сгиба 4 сгиба
гдр 2071 комбини- рованная 710ХЮ50 710X1250 180X250 250X360 при парал- лельных сги- бах 140X180 Перфорация Разрезка Биговка
2071FK комбини- рованная 710ХЮ50 710X1250 330X412 Шитье тетра- дей термони- тями
5071 кассетная 710ХЮ80 710X1200 160X320 Перфорация Разрезка Биговка
5090 кассетная 900X1250 900X1250 200X200 200X320 То же
5045 кассетная 450X840
СССР Ф КН-45 комбини- рованная 450X600 175X225
ФК-30 300X450 135X175
* Формула машины обозначает схему расположения фальцаппаратов. Первые две циф-
ры указывают число кассет в первом фальцаппарате, причем первая цифра указывает число
кассет, расположенных вверху, вторая — число кассет, расположенных внизу. При обозна-
чении фальцаппаратов кассетных машин цифры после точки обозначают число и располо-
жение кассет в последующих секциях. В комбинированных фальцевальных машинах сле-
дующая после точки цифра—1, 2 или 4 указывает наличие дополнительной кассеты во вто-
ром ножевом фальцаппарате 1 — без дополнительной кассеты, 2 — с дополнительными кас-
сетами, слева и справа от фальцваликов. Последняя цифра — 2, 3 или 4 указывает распо-
ложение третьего ножевого фальцаппарата; 2 — фальцаппарат расположен с левой сторо-
ны, 3 — с правой стороны, 4 — с обеих сторон машины.
Выбор схемы машины зависит от вида обрабатываемой продукции, принятой схемы
спуска полос при печати и т. п. (рис. 2.11).
можно использовать пленку из полиамидной смолы марки ПА-6 (66) 610-1 по ОСТ
6-05-438—78 «Полиамиды спирторастворимые». В случае отсутствия на предпри-
ятии готовой пленки ее можно изготовить, растворив предварительно смолу в
этиловом спирте (20% смолы и 80% спирта) и вылив раствор на чистое стекло.
После испарения спирта пленка пригодна для склеивания тесьмы. Пленку можно
хранить в сухом месте.
Для склеивания тесьмы пользуются щипцами (рис. 2.13). Щипцы можно из-
готовить в мастерских полиграфического предприятия
Фальцовка вручную. При отсутствии необходимого оборудования, а также
при тиражах изданий менее 1000 экз. и при изготовлении деталей со сложными
52
фальцевальных машин
Формула машины * Наимень- шая шири- на фаль- цовки, мм Габариты, мм Потреб- ляемая мощ- ность, кВт Масса, кг Скорость работы
м/мин цикл/мин
S.11.2.2 См. примеча- ние 70 6320X3450X1550 3,0 1700— 1850 40—125 165
S.10,.1.2 5700X3530X1700 5,0 2700 150
От S.33.22.22.01 до S.10.10 75 5550X3900X1500 4,5 1750— 1950 50—140
То же 75 6230X4860X1550 5,6 47—130
S.22.22 36 3000X2500X1250 2,8 140
S.10.1 2480X1320X1270 0,6 375 654-109 (ступенчат.) 60—100
S.10 1750X795X1250 0,7 . 477 45^4-90 (бесступ.)
видами фальцовки операцию фальцовки выполняют вручную за столом (стол
крупногабаритный для брошюровочно-переплетных операций по ОСТ 29.59—80),
сидя на табурете. При фальцовке листов миниатюрных изданий у стола целесо-
образно сделать дополнительные борта высотой 300 мм. При работе с листами
Рис. 2.11. Схема расположения
фальцевальных аппаратов в ком-
бинированной машине «Комби-
Рекорд» 2071 (ГДР):
a — 2071S. 22.2.2, б — 2071S. 22 3 2- в —
2071S 22.2.2; г — 2071S 22 3 2.2; д —
2071S. 22 2.4 3, е — 2071S. 22.2.4.4
53
Рис. 2.1(2 Организация рабочего
места на кассетной фальцеваль-
ной машине:
1 — кассетная фальцевальная ма-
шина; 2 — платформа с листами;
3 — стол для сталкивания листов со
шкафчиками для хранения инстру-
ментов, смазочных, смывочных и
обтирочных материалов; 4 — стол
для сталкивания и контроля сфаль-
цованных тетрадей; 5 — паковально-
обжимный пресс; 6 — фура с про-
кладками и упаковочными ремнями;
7 — платформы с упакованными пач-
ками тетрадей
Рис. 2.13 Щипцы для склеивания тесьмы:
1 и 2 — рычаги с теплоизоляцией; 3 — шарнирный винт; 4 — коробки для на-
гревательных элементов; 5 — керамические плитки; 6 — нагревательные спира-
ли; 7 — клеммники для подводки электропитания; 8 — кольцо, запирающее
щипцы во время склеивания тесьмы
особо ответственных изданий, когда требуется повышенная точность, фальцовку
выполняют на верстаке с матовым стеклом, освещенным снизу лампой. Наводку
ориентиров для фальцовки выполняют на просвет.
2.10. ПРЕССОВАНИЕ ТЕТРАДЕЙ
В процессе прессования удаляется воздушная прослойка между листами
тетради и происходит фиксация образовавшихся при фальцовке сгибов. Прессо-
вание выполняется сжатием стопы тетрадей, помещенной между жесткими про-
кладками, и выдерживанием в таком состоянии определенное время.
2.10.1. Требования к качеству прессования
После прессования и выдержки степень спрессованности тетрадей, поступаю-
щих на потетрадное шитье, должна быть около 80%. При подаче на поблочное
скрепление (шитье втачку, в прострочку и КБС) степень спрессованности тетрадей
должна быть 80—100%. Степень спрессованности определяется по формуле
„ anN
с = —------100,
27
где а — толщина бумаги, см; п — число страниц в тетради; 2V — число тетрадей в
стопе; Т — фактическая высота стопы тетрадей, или толщина блока.
54
2.10.2. Высота стоп тетрадей после прессования, см
Число страниц в тетради Число тетрадей в стопе
60 70
16 400 19 22
500 24 28
600 29 34
32 250 24 28
300 29 34
Толщина бумаги, мкм
80 90 100 110 120
26 29 32 35 38
32 36 40 44 48
38 43 48 53 58
32 36 40 44 48
38 43 48 53 58
Предельные отклонения стоп по высоте— 10 мм.
Фальцы тетрадей после прессования должны быть ровными, листы в тетра-
дях не должны иметь складок и морщин, фальцы должны быть плотно затянуты.
2.10.3. Контроль качества прессования
1. Сохранность фальцев, отсутствие складок и затяжку фальцев проверяют
визуально после распрессовки.
2. Степень спрессованности проверяют по табл. 2.10.2, измеряя металлической
линейкой или рулеткой высоту запрессованной стопы.
2.10.4. Условия, обеспечивающие соблюдение
технических требований к качеству прессования тетрадей
Хорошее уплотнение фальцев тетрадей, отсутствие повреждений
Уложить стопу столкнутых на корешок и верхний край тетрадей в пресс
корешками в одну сторону. Для прессования предпочтительно использовать пако-
вально-обжимные прессы с горизонтальным или наклонным расположением на-
правляющих. Тетради из мелованной или высококаландрированной бумаги укла-
дывать стопами корешками в противоположные стороны. Усилие прессования
100 Н/см2 и более (рис. 2.15). Время выдержки упакованных стоп не менее 3 ч
(рис. 2.14). Влажность бумаги до 12%.
Рис. 2.14 Зависимость остаточной де- Рис. 2.15. Релаксация напряжений сто-
формации тетрадей от величины при- пы тетрадей при постоянной величине
ложенного давления ее сжатия
55
2.10.5. Технические характеристики паковально-обжимных прессов
Страна Марка Формат прессуемых тетрадей, мм Расстояние между прессующими пли- тами, мм Наиболь- шее уси- лие прес- сования, кН Габариты, мм Потреб- ляемая мощность, кВт Масса, кг Привод прессу- ющей плиты Располо- ,, жение направ- ляющих
наиболь- ший наимень- ший наиболь- шее наимень- шее
СССР БПМ 230X300 87X135 850 550 15 900X845X2115 530 Пневма- тический Верти- кальное
2БТП-1,5 250X350 40X80 750 250 15 455X1300X1780 1,1 280 Гидрав- лический Горизон- тальное
Швей- цария НВ-1000 250X350 35X75 760 290 15 123ФХ580 1,0 250 То же То же
ГДР 501 паковальное устройство к фальц- машине 250X350 105X160 700 16
Рис. 2.16 Зависимость числа тетрадей в стопе от
массы тетрадей. Масса стопы 10' кг
100 200 300 400 Е00 600 700 800 £00 W00
Масса 10 тсьэздрй, г
кладут этикетку с указанием номера заказа, наи-
2.10.6. Организация
рабочего места
и приемы работы
Паковально-обжимные
прессы устанавливают в не-
посредственной близости от
машин или столов, где вы-
полняются основные опера-
ции по обработке тетрадей.
Для завязывания стоп
тетрадей больших и сред-
них форматов используются
ремни с металлическими
пряжками Чтобы тетради
не повреждались и дости-
галось лучшее прессование,
под обвязочные ремни на
крайние тетради стопы ук-
ладывают жесткие про-
кладки, размеры которых
равны формату тетрадей.
Прокладки могут быть из
фанеры толщиной не менее
5 мм или металла (цинк,
алюминий) толщиной 2—
3 мм. На жесткую проклад-
ку каждой стопы под ремень
менования издания, порядкового номера тетради.
Число тетрадей в стопе зависит от массы тетради, т. е. ее формата и массы
1 м1 2 3 4 5 бумаги, на которой выполнена печать. Зная массу 10 шестнадцатистраничных
тетрадей (табл. 2.2.5), по рис. 2.16 можно определить оптимальное число тетра-
дей в стопе при максимальной массе стопы 10 кг.
Стопы тетрадей складывают в штабели на платформы или в контейнеры для
хранения их до комплектовки тиража (не менее 3 ч). Стопы укладывают так,
чтобы шлейфы были внутри. Запрещается укладка стоп на пол. В крайнем слу-
чае их можно класть на деревянные щиты.
Стопы тетрадей рекомендуется хранить на специально оборудованном скла-
де, где контейнеры со стопами тетрадей располагаются в несколько ярусов в
строгом порядке, указанном в спецификации. Укладка контейнеров в верхние
этажи выполняется при помощи подъемных механизмов.
При обработке миниатюрных (или малоформатных) изданий тетради в сто-
пы упаковывать неудобно. Поэтому стопы с числом тетрадей 250 обжимают в
прессе и быстро обандероливают бумажной лентой (ГОСТ 18251—72 «Лента кле-
евая на бумажной основе»), заранее подложив картонные прокладки по формату
тетрадей.
2.10.7. Основные правила техники безопасности
при работе на паковально-обжимном прессе
1. Прокладки, используемые при прессовании, не должны иметь заостренных
краев или зазубрин.
2. Запрещается работать с надорванными тесьмами или тесьмами без метал-
лических пряжек или колец.
3. Высота стоп при прессовании не должна превышать 60 см.
4. При движении плиты пресса нельзя поддерживать или подправлять тетра-
ди руками.
5. Запрещается работать на прессе при неисправных пневматической, меха-
нической или электрической системах.
57
2.11. ИЗГОТОВЛЕНИЕ СЛОЖНЫХ ТЕТРАДЕЙ
Назначение операций — приклеивание к простой тетради вклеек и приклеек,
а также вкладка и накидка деталей по 4 и 8 с. К этой операции относятся также
наклеивание иллюстраций на страницы тетради, на паспарту, приклеивание
стержней, изготовление и приклеивание пришивных форзацев и т. п.
2.11.1. Требования к качеству
сложных тетрадей
Детали в тетради должны размещаться в соответствии с утвержденным ма-
кетом. Они должны быть прочно приклеены, без склеивания соседних страниц.
Детали в тетради должны быть чистыми, без повреждений.
Иллюстрации, отпечатанные на бумаге массой 1 м2 более 120 г или сфаль-
цованные в два и более сгибов, должны приклеиваться на стержне при ширине
склейки не более 5 мм.
2.11.2. Предельные отклонения
при изготовлении сложных тетрадей
Операция Показателе Номиналь- ный размер, мм Предельные отклонения^ мм
Приклейка и вклейка деталей, отпечатанных Отступ детали от сгиба тетради: 1,5 + 1,0
отдельно от текста, дробных частей листа, при потетрадном шитье нитками
форзацев при КБС 4—5 ±1.0
при бумаге высокой гладкости или фронтис- писе для блоков, сшива- емых потетрадно нит- ками 2,5 + 0,5
Перекос — 1,0
Совмещение верхних кра- ев деталей с тетрадью Ширина склеивания при форматах: 1,0 в глубь тетради
больших и средних 5 ±1,0
малых 4 ±1,0
миниатюрных 3 + 1,0
Окантовка тетрадей с форзацами и другими де- Выход материала окантов- ки на тетрадь 5 ±1,0
талями Выход окантовки за ниж- нюю кромку тетради 1,о
Изготовление деталей на паспарту Размещение иллюстрации на паспарту, в том числе перекос •— 1,0
Ширина приклейки 2 +1,0
Расстояние бига от края паспарту 5 +1,0
Подготовка деталей со стержнем Ширина склеивания стер- жня с деталью 5 +1,0
Ширина склеивания стер- жня с тетрадью 5 +1,0
Приклейка вразъем тетради Отступ края вклейки от сгиба тетради 0,5 + 0,5
58
2.11.3. Контроль качества изготовления сложных тетрадей
1. Наличие и место расположения деталей в тетради проверяют визуально,
сравнивая с утвержденным макетом.
2. Ширину клеевой полосы и отступ детали от края тетради замеряют ме-
таллической линейкой с ценой деления 1 мм.
3. Наличие склеек соседних тетрадей и загрязнения выявляют распуская
«тачку тетрадей веером.
2.11.4. Условия, обеспечивающие соблюдение технических
требований к качеству изготовления сложных тетрадей
Прочная приклейка при бесперебойной работе машин
Клеи должны отвечать следующим требованиям:
Показатель качества клея При работе на машине При работе вручную'*
Клеящая сила, Н/см, не менее Время загона, с, не менее Время схватывания, с, не более Толщина клеевого слоя, мкм Особые требования 2,0 15 15 Отсутствие пенистости 2,0 80 30 30 Отсутствие нитей
2.11.5. Технические характеристики оборудования
для приклейки деталей
Страна Марка Длина кореш- ка тетрадей, мм/ Отступ сгиба фор- заца от корешка тетради, мм Скорость работы, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг |
наибольшая наименьшая
СССР Б ПА 270 150 1,0—1,5 40, 50, 60 1400X1470X1360 0,6 600
ТП-320-1 320 150 1—5 40-5-100 2130X1240X1470 2,45 875
ТП-320-3 320 153 Окан- 404-100 2010X1240X1470 3,1 950
ФРГ УА 400 125 товка 1,0 До 36 4000X1200X2700 2,6 785
КВ-200 400* 400 120 150 До 10 504-100 1,600 X ноо 2,75 750
КВ-400 470* 270 155 155 — До 100 2200X1400 2,75 750
Швей- цария УЕА-400 423* 350 100 100 До 50 20-4-110 1980X1350X1460 2,5 800
* Верхняя цифра относится к приклейке, а нижняя —> к вклейке.
59
2.11.6. Организация рабочих мест и приемы работы
На форзацприклеечной машине (рис. 2.17).
Машину обслуживает рабочий-машинист, который развязывает стопы тетра-
дей и форзацев, контролирует их качество, загружает магазины самонакладов
машины, настраивает машину на нужный формат и качество приклеек, принимает
тетради с приклеенными деталями, проверяет их качество и укладывает в пресс
для прессования и завязывания стоп. Подачу тетрадей к машине и передачу стоп
тетрадей с приклейками на склад или комплектовку выполняют подсобные ра-
бочие.
Выполнение операций вручную (рис. 2.18). При отсутствии оборудования или
наличии сложных деталей и невозможности вклейки их внутрь тетради, при не-
обходимости разрезки петли (табл. 2ДЗ) приклейку форзацев и деталей выпол-
няют вручную.
Рис. 2.1,7 Организация рабочего
места при работе на форзац-
приклеечном автомате:
I — форзацприклеечный автомат; 2 —
платформа с пачками форзацев; 3 —
платформа с пачками тетрадей; 4 —
стол для развязывания пачек; 5 —
пневматический паковально-обжим-
ный пресс; 6 — платформа с пачка-
ми готовой продукции
Рис. 2.18 Организация рабочего места при
ручной приклейке форзацев в угольник:
1 — рабочее место брошюровщика; 2 — тетради;
3 — тетради с приклеенными форзацами; 4 — ска-
меечка для укладки промазанных клеем форзацев;
5 — угольник для приклейки форзацев; 6 — доска
с набором форзацев; 7 — клеянка
Рис. 2.19. Порядок изготовления фор-
зацев с тканевым фальчиком:
1 — склейка узкой сторонки форзаца с
фальчиком; 2 — выклейка бумагой склеен-
ной узкой сторонки с фальчиком; 3 — при-
клейка к тетради широкой и узкой сторон-
ки с фальчиком и выклейкой; 4 — сушка
склейки и отгибка (фальцовка) форзаца по
сгибу тетради
60
Рис. 2.20. Приспособления для приклейки к тетрадям деталей
вручную:
А — угольник; Б — гладилка; В — наклонная скамеечка; Г — подставка;
Д — подкладной угольник; £ —доска для набора приклеек; Ж—нож
Приклейку к тетради форзацев и деталей в угольник выполняют в том слу-
чае, когда жесткость бумаги приклейки достаточна для точной укладки ее в
угольник. Отступ приклейки от краев корешка тетради получают сталкиванием
стопы после приклейки с достаточным роспуском.
Для приклейки форзацев и деталей без угольника надо точно выровнять край
приклейки относительно края корешка тетради наложением приклейки на тетрадь.
Клей наносят только на приклейку. Если используются клеи на основе латекса
и ПВАД^их наносят одновременно не более чем на 25 приклеек.
Вклейки и приклейки выполняют в порядке, указанном в табл. 2.5.3. Изго-
товление и присоединение к тетради пришивного форзаца с фальчиком выполняют
по схеме, показанной на рис. 2.191.
61
3. ИЗДАНИЯ В ОБЛОЖКЕ И КНИЖНЫЕ БЛОКИ
В разделе помещены сведения, относящиеся к изготовлению изданий в об-
ложке (виды деталей, их размерь^, рекомендуемые материалы и их расход, обору-
3.1. ВИДЫ КОМПЛЕКТОВКИ И СКРЕПЛЕНИЯ ИЗДАНИЙ
Вид скрепления Объем издания
в обложке в переплет- ной крышке
Проволокой внакидку
При комплектовке
До 80 с. — —
бумага толщи-
ной до 100 мкм;
до 64 с. — бу-
мага толщиной
более 100 мкм;
до 128 с. — из-
дания типа
«Роман-газета»
До 64 с.
До 80 с.
62
дование и режимы работы), и сведения по комплектовке, скреплению, обработке
книжного блока (виды деталей, их размеры, рекомендуемые материалы и их рас-
ход, оборудование и режимы работы).
В ОБЛОЖКЕ И КНИЖНЫХ БЛОКОВ
Число скоб или стежков при длине корешка, мм Длина стежка или спинки скобы, мм Характер эксплуата- ции Вид изданий и условия изго- товления на производстве
60 120 160 260 300 410 срок экс- плуатации нагрузки при чте- нии
блоков вкладкой
I 1 2 2 3 3 14—17 13 Краткий Разные При малых объемах из- дания в обложке
2 2 2 3 3 14—17 То же Повы- шенной интен- сивности Книги в переплетных крышках большого формата для детей младшего возра- ста
Вдоль всего <— То же То же
корешка
63
Вид скрепления
Объем издания
в обложке в переплет- ной крышке
Нитками простым брошюрным стежком
При комплектовке
Потетрадное
От 4 тетра- От 4 тет-
дей радей при
обработке
блоков на
агрегате
Нитками простым переплетным стежком на
марле
От 4 до
10 тетрадей
Нитками переставным переплетным стежком на
марле
От 4 тет-
радей. До-
пускается
при объеме
более 50 тет-
радей при
эбработке на
агрегате
При от-
сутствии
оборудова-
ния для по-
гетр адного
шитья нит-
ками
64
Продолжение табл. 3.1
Число скоб или стежков при длине корешка, мм Длина стежка или спинки скобы, мм Характер эксплуата- ции Вид изданий и условия изго- товления на производстве
60 120 160 260 300 410 срок экс- плуатации нагрузки при чте- нии
блоков подборкой
шитье
1 2 3 4 5 6 14 под обложку 19 под пере- плетную крышку Средний Длитель- ный Умерен- ные Разные Книги в обложке Массовые издания в пере- плетных крышках при обра- ботке на агрегатах
2 3 4 5 6 9,5 внеш- ний 19 и 28,5 внутрен- ние То же » То же » Массовые издания в пе- реплетных крышках при об- работке на операционном оборудовании
2 3 4 5 6 9,5 внеш- ний 19 внут- ренние » » То же
2 3 4 5 5 13 и 19 Средний Разные Книги в переплетных
в клима- крышках при отсутствии
те сред- ниткошвеиных машин
ней поло-
сы
3—1293
65
Вид скрепления Объем издания
в обложке в переплетной крышке
Термонитями От 4 тетра- дей
КБС
со срезкой корешковых фальцев
из односгибных листов
из тетрадей с перфорацией корешковых фаль-
цев
Проволокой втачку
Поблочное
От 4 до 50 мм
От 20 с.
От 4 тетра- дей
До 10 мм
» 14 мм журналы
66
Окончание табл. 3.1
Число скоб или стежков при длине корешка, мм Длина стежка или спинки скобы, мм Характер эксплуата- ции Вид изданий и условия изго- товления на производстве
60 120 160 260 300 410 срок экс- плуатации нагрузки при чтении
4 4 4 6 6 15 Длитель- ный Умерен- ные Книги в обложках и пере- плетных крышках при нали- чии специального оборудо- вания
скрепление
Краткий Разные Массовые издания в об- ложках и переплетных крышках с окантовкой ко- решка при наличии специ- ального оборудования
— — — — Длитель- ный Умерен- ные Издания с большим чис- лом распашных иллюстра- ций и миниатюрные издания в переплетных крышках
То же То же При печатании на листо- вых машинах на предприя- тиях средней мощности
2 2 2 2 14—17 Краткий Умерен- ные При кратких сроках вы- пуска продукции и низкой себестоимости
3*
67
3.2. ТИПЫ ОБЛОЖЕК И ИХ ХАРАКТЕРИСТИКА
Тип по ГОСТ 22240—76 Размеры заготовок Операции подготовки и соеди- нения с блоком
высота ширина
1. Для крытья внакидку В 2Ш Раскрой, шитье вместе с
2. Для обыкновенного в 2Ш + Т вложенным блоком, обрезка с трех сторон Раскрой, образование
крытья 3. Для крытья вроспуск в 2Ш+Т двух бигов, крытье облож- кой, обрезка с трех сторон То же, но образование че- тырех бигов Раскрой обложки и окан-
4. Составная с окантовкой О в бложка 1 Ш
корешка Окантовка товки, подборка обложки
в То+20 мм вместе с блоком или под- кладка к сшитому блоку, окантовка корешка, обрезка с трех сторон
Примечания:
1. Толщина блока может быть определена как произведение толщины бумаги а, числа
страниц в тетради п и числа тетрадей N в блоке по следующим формулам.
При потетрадном шитье блока: для 8-страничной тетради — 5 aN\ 16-страничной — 10 aN;
32-страничной — \$aN.
При КБС и шитье блока втачку соответственно 4,5 aN, 8 aN', 16 aN.
68
2. При- бумаге массой 1 м2 160 г и более для обыкновенного крытья на обложки нано-
сят два бига по краю корешка выпуклой стороной наружу.
3. При указанной в п. 2 массе бумаги и крытье вроспуск наносят еще два бига на
расстоянии 5—8 мм от корешка выпуклой стороной внутрь.
4. Печать текста на корешке обложки допускается при толщине блока 7 мм и более.
Ширина текста должна быть уже толщины блока не менее чем на 4 мм.
5. Машинное направление бумаги должно быть вдоль корешка обложки. Допускается
поперечное направление бумаги вдоль корешка для обложек типа 1 при малой прочности
бумаги (когда возможен разрыв края обложки при трехсторонней обрезке).
6. При изготовлении изданий с КБС на автоматических поточных линиях высота обло-
жек типов 2 и 3 должна быть на 3 мм больше высоты необрезанного блока.
7. При изготовлении изданий в обложке типа 1 на автоматических поточных линиях
обложка должна иметь шлейф, соответствующий шлейфу основных тетрадей.
3.3. РАЗМЕРЫ ОБЛОЖЕК, мм
Формат бумаги и доля листа издания Высота обложки, мм Ширина обложки, мм
Тип 1 Тип 2 и 3 при толщине корешка, мм Тип 4
5 10 15 20 25 30-
1 2 3 4 5 6 7 8 9 10
Для изданий из бумаги основных форматов
70X108/8 350 540 545 550 555 560 565 570 270
60X90/8 300 450 455 460 465 570 475 480 225
60x84/8 300 420 425 430 435 440 445 450 210
84X108/16 270 420 425 430 435 440 445 450 210
70Х108/16 270 350 355 360 365 370 375 380 175
70Х100/16 250 350 355 360 365 370 375 380 175
70X90/16 225 350 355 360 365 370 375 380 175
75x90/16 225 375 380 385 390 395 400 405 187
60X90/16 225 300 305 310 315 320 325 330 150
60X84/16 210 300 305 310 315 320 325 330 150
84X108/32 210 270 275 280 285 290 295 300 135
70X108/32 175 270 275 280 285 290 295 300 135
70Х100/32 175 250 255 260 265 270 275 280 125
75x90/32 187 225 230 235 240 245 250 255 112
70Х90/32 175 225 230 235 240 245 250 255 112
60Х90/32 150 225 230 235 240 245 250 255 112
60Х84/32 150 210 215 220 225 230 235 240 105
84X108/64 135 210 215 220 225 230 235 240 105
Для изданий из бумаги дополнительных форматов
60X108/8 300 540 545 550 555 560 565 570 270
61X86/8 305 430 435 440 445 450 455 460 215
90X100/16 250 450 455 460 465 470 475 480 225
84Х100/16 250 420 425 430 435 440 445 450 210
80x100/16 250 400 405 410 415 420 425 430 200
84X90/16 225 420 425 430 435 440 445 450 210
70Х84/16 210 350 355 360 365 370 375 380 175
70Х75/16 187 350 355 360 365 370 375 380 175
60x108/16 270 ЗЭО 305 310 315 320 325 330 150
60Х100/16 250 300 305 310 315 320 325 330 150
60Х70/16 175 300 305 310 315 320 325 330 150
61x86/16 215 306 311 316 321 326 331 336 153
69
Продолжение табл. 3.3
Формат бумаги и доля листа издания Высота обложки, мм Ширина обложки, мм
Тип 1 Тип 2 и 3 при толщине корешка, мм Тип 4
5 10 15 20 25 30
1 2 3 4 5 6 7 8 9 10
84X100/32 210 250 255 260 265 270 275 280 125
80X100/32 200 250 255 260 265 270 275 280 125
84Х90/32 210 225 230 235 240 245 250 255 113
60X108/32 150 270 275 280 285 290 295 300 135
61X86/32 153 215 220 225 230 235 240 245 107
Для альбомных изданий с альбомным спуском
108x60/8 270 600 605 610 615 620 625 630 300
90X60/8 225 600 605 610 615 620 625 630 300
108Х84/16 210 540 545 550 555 560 565 570 270
90X70/16 175 450 455 460 465 470 475 480 225
90Х60/16 150 450 455 460 465 470 475 480 225
84X60/16 150 420 425 430 435 440 445 450 210
108X70/32 135 350 355 360 365 370 375 380 175
90X70/32 115 350 355 360 365 370 375 380 175
84Х60/16 150 420 425 430 435 440 445 450 210
108Х70/32 135 350 355 360 365 370 375 380 175
90X70/32 115 350 355 360 365 370 375 380 175
90Х60/32 115 300 305 ЗЮ 315 320 325 330 150
Для изданий из бумаги основных форматов при делении
н ia редю 0 испол [ьзуемы ie доли
60x90/6 2:3 300 600 605 610 615 620 625 630 300
70X100/12 4:3 333 350 355 360 365 370 375 380 175
75X90/12 4 :3 300 375 380 385 390 395 400 405 187
75x90/12 3:4 250 450 455 460 465 470 475 480 225
70X90/12 4:3 300 350 355 360 365 370 375 380 175
70X90/12 3:4 233 450 455 460 465 470 475 480 225
84X108/18 3: 6 280 360 365 370 375 380 385 390 180
70X108/18 3:6 233 360 365 370 375 380 385 390 180
70X100/18 3:6 233 334 339 344 349 354 359 364 167
70X100/18 6:3 333 233 238 243 248 253 258 263 116
75x90/18 3:6 250 300 305 310 315 320 325 330 150
75Х90/18 6:3 300 250 255 260 265 270 275 280 125
70Х90/18 3:6 233 300 305 310 315 320 325 330 150
70X90/18 6:3 300 233 238 243 248 253 258 263 116
60Х90/18 3:6 200 300 305 310 315 320 325 330 150
60X90/18 6:3 300 200 205 210 215 220 225 230 100
60x84/18 3:6 200 280 285 290 295 300 305 310 140
60X84/18 6:3 280 200 205 210 215 220 225 230 100
84X108/24 3:8 280 270 275 280 285 290 295 300 135
70x108/24 3:8 233 270 275 280 285 290 295 300 135
70Х108/24 4:6 180 350 355 360 365 370 375 380 175
70Х100/24 3:8 233 250 255 260 265 270 275 280 125
75Х90/24 3:8 250 225 230 235 240 245 250 255 113
70x90/24 3:8 233 225 230 235 240 245 250 255 ИЗ
60X90/24 3:8 200 225 230 235 240 245 250 255 113
60X90/24 4:6 150 300 305 310 315 320 325 330 150
60Х84/24 3:8 200 210 215 220 225 230 235 240 105
70
Окончание табл. 3.3
Формат бумаги и доля листа издания Высота обложки, мм Ширина обложки, мм
Тип 1 Тип 2 и 3 при толщине корешка, мм Тип 4
5 10 15 20 25 30
1 2 3 4 5 6 7 8 9 10
Для изданий из бумаги основных форматов при работе
на автоматических поточных линиях с КБС
84X108/16 273 — 415 420 425 430 435 440
70X108/16 273 — 345 350 355 360 365 370
70X100/16 253 — 345 350 355 360 365 370
70Х90/16 228 — 315 350 355 360 365 370
75Х90/16 228 370 375 380 385 390 395
60Х90/16 228 295 300 305 310 315 320
60X84/16 213 295 300 305 310 315 320
84Х108/32 213 — 265 270 275 280 285 290
70Х108/32 178 — 265 270 275 280 285 290
70X100/32 178 — 245 250 255 260 265 270
75x90/32 190 — 220 225 230 235 240 245
70Х90/32 178 — 220 225 230 235 240 245
60X90/32 153 — 220 225 230 235 240 245
60X84/32 153 — 205 210 215 220 225 230
3.4. МАТЕРИАЛЫ, РЕКОМЕНДУЕМЫЕ ДЛЯ ОБЛОЖЕК
Наименование Марка Масса 1 м2, г Толщина, мкм Излом, число двойных пе- регибов Проклейка, мм
Бумага обложечная А 100 120 8 0,75—1,25
(ГОСТ 20283—74) 120 150 » »
140 170 » »
160 200 12 »
180 220 » »
200 250 » »
Б 120 180 8 »
140 210 12 »
160 240 » »
В 100 150 6 »
120 180 » »
140 210 8 »
160 240 » »
180 280 » »
200 310 » »
Бумага офсетная N1A 120 150 7 1,25—1,75
(ГОСТ 9094—80) N1B 120 140 8 »
120 150 10 »
N1B 120 150 8 »
160 200 » »
220 260 » »
240 280 » »
Бумага иллюстрацион- В 120 120 8 0,75—1,25
ная (ГОСТ 12044—76) 160 170 » »
71
Окончание табл. 3 4
Наименование Марка Масса 1 м2, Толщина, мкм Излом, число двойных пере- гибов Проклейка, мм
180 180 8 0,75—1,25
О 120 130 » »
160 180 » »
180 200 » »
Бумага мелованная в 115 100 Не норми- Не норми-
(ГОСТ 21444—76) 240 200 руется руется
О НО 100
240 200
Материал переплет- ный Б 330 — 800
«Бумвинил» (ТУ 17-1374—75) А 220
Картон переплетный (ГОСТ 7950—77) В 490 700 25
Бумага и картон с прозрачным полимером
с лакировкой
с припрессовкой пленки с одной стороны
с припрессовкой пленки с двух сторон
3.4.1. Рекомендации по применению материалов
для обложек брошюр, книг и журналов
Вид материала Масса 1 м2, г Тип об- ложки Толщина корешка, мм Форматы изданий Способ крытья
Бумага 100—120 1 До 5 Малый, средний Механизи- рованный
140—200 1 » Средний, большой То же
ЮО—140 2 Свыше 10 » Вручную
100—140 3 До 10 » Механизи- рованный
140—180 2 и 3 10—15 » »
160—240 3 Свыше 15 » »
140—200 4 » 6 » »
Переплетный ма- териал на бумаж- ной основе 330 3 » 15 » »
3.4.2. Масса 1000 листов обложечной бумаги, кг
Формат обложечной бумаги, мм Масса 1 м2 бумаги, г
100 120 140 160 180 200 220 240
600X840 50,4 60,5 70,5 80,6 90,7 100,8
640X940 60,7 72,8 85,0 97,1 109,3 121,4
620X1070 66,3 79,6 92,8 106,1 119,3 132,6
640X900 57,6 69,1 80,6 92,1 103,7 115,2
700X1100 77,0 92,4 107,8 123,2 138,6 154,0
72
Окончание табл. 3.4.2
Формат обложечной бумаги, мм Масса 1 м2 бумаги, г
100 120 140 160 180 200 220 240
750X1100 82,5 99,0 115,5 132,0 148,5 165,0
740X920 68,/ 81,7 95,3 109,0 122,6 136,2
840X1100 92,4 110,9 129,4 147,8 166,3 184,0
3.4.3. Масса 1000 листов офсетной бумаги, кг
Формат обложечной бумаги, мм Масса 1 м2 бумаги, г
100 120 140 160 180 200 220 240
600X840 60,5 80,6 — — 110,9 121,0
600x900 — 64,8 — 86,4 — — 118,8 129,8
700X900 — 75,6 — 100,8 — — 138,6 151,2
700X1000 84,0 112,0 154,0 168,0
700X1080 90,7 121,0 166,3 181,4
750X900 81,0 108,0 148,5 162,0
840X1080 108,8 145,1 199,5 217,7
3.4.4. Масса 1000 погонных метров бумаги, кг
Ширина рулона бумаги, мм Масса 1 м2 бумаги, г
100 120 140 160 180 200 220 240
Обложечная бумага
600 60,0 72,0 84,0 96,0 108,0 120 0
620 62,0 74,4 86,8 99,2 111,6 124,0
640 64,0 76,8 89,6 102,4 115,2 128,0
700 70,0 84,0 98,0 112,0 126,0 140,0
750 75,0 90,0 105,0 120,0 135,0 150,0
840 84,0 100,8 117,6 134,4 151,2 168,0
930 93,0 111,6 130,0 : 148,8 167,4 186,0
Офсетная бумага
600 72,0 96,0 — — 132,0 144,0
700 84,0 98,0 154,0 168,0
750 90,0 120,0 165,0 180,0
840 100,8 134,4 184,8 201,0
900 108,0 144,0 198,0 2/6,0
Мелованная бумага
, । 1 110 | 115 | 240 1 1 1
600 66,0 i 69,0 144,0
620 68,2 71,3 1 148,8
660 72,6 75,9 ! 158,4
700 77,9 85,0 168,0
720 79,2 82,8 172,8 1
8^0 94,6 98,9 206,4
73
3.5. ПОТРЕБНОЕ КОЛИЧЕСТВО БУМАГИ ДЛЯ ИЗГОТОВЛЕНИЯ 1000 ОБЛОЖЕК
3.5.1. Потребное количество листовой обложечной бумаги
Формат бумаги и доля листа издания Обложки типа 1 Обложки типов 2 и 3 Обложки типа 4
формат обложечной бумаги, мм число обло- жек из ли- ста число листов отходы, % формат обложечной бумаги, мм толщина блока, мм число обло- жек из ли- ста число листов отходы, % формат обложечной бумаги, мм число сторо- нок из листа число листов отходы при раскрое, %
Для изданий из бумаги основных форматов
70Х108/8 620X1070 3 333 14 620X1070 До 30 3 333 14—9 840X1100 9 222 8
60X90/8 600X940 3 333 29 600X940 » 3 333 28—24 700X970 9 222 11
60Х84/8 840X1100 6 167 18 600X940 » 3 333 32—28 840X1100 12 167 18
84X108/16 840X1100 8 125 2 600X940 » 3 333 32—28 840X1100 16 125 2
70Х108/16 700X1100 8 125 2 740X840 » 6 167 6—2 700X1100 16 125 2
740X840 6 167 5 750X1100 До 25 8 125 8—2
750X1100 8 125 8 840X1100 » 30 8 125 17—11
70Х100/16 700X1100 8 125 9 740X840 » 20 6 167 13—10 700X1100 16 125 9
740X840 6 167 14 750X1100 » 25 8 125 14—9
750X1100 8 125 15 840X1100 26—30 8 125 18
75Х90/16 750X1100 8 125 18 840X1100 До 30 8 125 27—21 600X940 12 167 11
70X90/16 740X920 8 125 7 740X920 » 20 8 125 6—3 700X970 16 125 7
700X970 8 125 7 840X1100 21—30 8 125 26—21
60Х90/16 600X940 8 125 4 640X900 До 20 8 125 4—0 600X940 16 125 4
640X900 8 125 6 700X970 21—30 8 125 14—12 640X900 16 125 6
60Х84/16 600X840 8 125 0 620X1070 До 10 100 3—2 600X840 16 125 0
620X1070 10 100 6 640X900 » 20 8 125 8 620X1070 20 100 5
600X940 8 125 10 700X1100 » 30 10 100 16—10
84X108/32 600X840 8 125 10 840X1100 » 10 15 67 6—4 840X1100 30 67 8
840X1100 15 67 8 600x840 » 30 8 125 8—0
620X1070 » 10 100 13—5
70X108/32 840X1100 18 56 8 840X1100 До 10 18 56 6—4 840X1100 36 56 8
620X1070 12 84 14 620X1070 » 30 12 84 13—5
70Х100/32 750X1100 18 56 5 840X110 » 18 56 13—5 750X1100 36 56 5
840X1100 18 56 15
75Х90/32 700X970 15 67 7 750X1100 До 25 15 67 22—13 700X970 30 67 7
70Х90/32 700X1100 18 56 8 840X1100 » 30 18 56 » 700X 1100 36 56 8
700X1100 » 25 18 56 10—4
60Х90/32 700X1100 21 48 8 750X1100 » 21 48 12—5 700X1100 42 48 8
700X970 18 56 10
60x84/32 640X900 18 56 2 740X920 До 30 18 56 15—5 340X900 36 56 2
84X108/64 640X900 18 55 11 740X920 » 18 56 23—14 640X900 36 56 11
Для изданий из бумаги дополнительных форматов
60X108/8 600X940 3 333 14 600X940 До 30 3 333 13-9 600X940 6 333 14
61X86/8 600X940 3 333 31 600X940 » 3 333 29—25 700X970 9 222 13
90Х100/16 620X1070 4 250 32 620X1070 » 4 250 32—29 700X1100 12 167 12
84X100/16 840X1100 8 125 9 620X1070 » 4 250 36—22 840X1100 16 125 8
84Х90/16 840X1100 8 125 18 600X940 » 4 250 33—28 340X900 12 167 2
80X100/16 840X1100 8 125 13 840X1100 До 20 8 125 12—9 320X1070 12 167 9
620X1070 21—30 4 250 35
70x84/16 740X840 8 125 5 740X840 До 20 8 125 5—0 740X840 16 125 5
70Х75/16 700X970 10 100 4 740X840 » 8 125 15—11 700x970 20 100 4
60X108/16 600X840 6 167 4 700X1100 » 30 8 125 16—7 600X840 12 167 4
60X100/16 620X1070 8 125 9 620X1070 » 10 8 125 8—6 620X1070 16 125 9
60X70/16 600X940 10 100 7 700X970 » 30 10 100 21 — 15 600X940 20 100 7
61Х86/16 620X1070 10 100 1 700X970 » 8 125 21—15 620X1070 20 100 1
84X100/32 80X100/32 84Х90/32 750X1100 750X1100 700X1100 15 15 15 67 67 67 5 9 8 840X1100 840X1100 750X1100 До 25 15 15 15 67 67 67 15—5 14—6 12—4 750X1100 700X1100 840X1100 30 30 42 67 67 48 5 8 I
61X86/32 СП 700X970 18 56 13 740X920 » 30 18 56 13-1 700X970 36 56 13
Qi
Продолжение табл. 3.5.1
Обложки типа 1
Формат бумаги и доля листа издания формат обложечной бумаги, мм число обло- жек из ли- ста число листов отходы, % формат обложечной бумаги, мм
Обложки типов 2 и 3 Обложки типа 4
толщина блока, мм число обло- жек из ли- ста число листов отходы, % формат обложечной бумаги, мм число сторо- нок из листа число листов отходы при раскрое, %
Для альбомных изданий с альбомным спуском
108X60/8 600X840 3 333 4 '00X1100 До 30 4 250 15—12 600X940 6 333 4
90X60/8 600X940 4 250 4 340X900 » 4 250 6—2 500X940 6 333 4
84X108/16 600X840 4 250 10 300 X 840 » 4 250 9—5 600X840 8 250 10
90X70/16 600X940 5 200 30 500 x 940 » 5 200 29—25 300X940 10 200 30
90Х60/16 600X940 6 167 28 600X940 » 6 167 27—23 700X970 18 111 11
84X60/16 840X1100 14 71 5 600X940 » 6 167 32—23 840X1100 28 71 5
108X70/32 700X970 14 71 3 740X840 До 20 12 83 9—4 700X970 28 71 3
90Х70/32 700X970 16 63 5 740X970 » 16 63 5—0 700X970 32 63 5
90Х60/32 600X940 16 63 2 700X970 До 30 16 63 19—10 600X940 32 63 2
Для изданий из бумаги основных форматов при делении на редко используемые доли
60Х90/6 2:3 600X940 3 333 4 640X900 До 30 3 333 5—2 300 X 940 8 333 4
70X100/12 4:3 700X1100 6 167 3 840X1100 » 6 167 18—12 700X1 100 12 167 9
75x90/12 4:3 750X1100 6 167 18 840X1100 » 6 167 26—21 750X 1100 12 167 18
75Х90/12 3:4 600X840 3 333 33 600X840 » 3 333 33—28 700X1100 12 167 7
70x90/12 4:3 700X970 6 167 7 750X900 » 6 167 18 700X970 12 167 7
70x90/12 3:4 600X940 4 250 25 600X940 » 4 250 25—21 700X970 12 167 8
84X108/18 3:6 740X840 6 167 3 750X1100 До 15 6 167 24 740X840 12 167 3
70X108/18 3:6 740X840 6 167 19 840X1100 » 30 8 125 26—21 740X840 12 167 19
70X100/18 3:6 700X940 8 125 8 700X970 До 15 8 125 8—4 740x970 16 125 8
LL
СП СП 4 4 4 4 4 00 ОООСЛООО^ 050 0^0^44444 оооооослсло s
to — ХХХХХХХХ ххххххххх
• И qocDCDCO — — — — 00 00 СО о СО О О О )=l о
4^0000000 4^4^0000000 ja >fl & 15
►о Дх ® s
а о 2 ГО tO to tC<0-<X-^-^ ® а я “
00 00 00 00 00 00 00 00'— Ж ® 4
О CD £ 5 S'® 4^ 4^ 4Д 4Д 00 M
д s 5° я )а (D .. WCOCOCOW^CaDCX» obdbdobbdbcndbdb СО СИ СП СО СП 00 О СО СП СП WCOOCOOCOOCO
Й Я 004444400 ODCHCnCn^4Cn~4Cn*4
2 о 4ДОООСПООО oooooocntoo
К Й оооооооо ооооооооо
Н-< S К Л ХХХХХХХХ ххххххххх формат обложечной
CD Д О *_хЮОО ООСОСОООСОСО — 4^ 4Д. 4^- ~4 4^ — О ►—
н и оооооооо 0000000-40 бумаги, мм
>я о О О ООО ООО
CD S'bl О
5 s bi
° о
° о число обло- о
со д о й <0 to ь_ — — — — ocntotototooocn оосоооосоооооосо жек из ли- ста й S
К << S
£ 2 и
Ф ~ ^4 Йма< ^4 й*м<
° я И ® £0 СПОООООООООЬОСП O4WW0W04 tOb— — tO»—tC)>—bO — Oi н- — СП — СП—<СП—» число листов
О\О и g 15
w 2 юючозош-* о >_►—4^СлСп — ООС0СО отходы, %
s g
„ CD N Ч Ч Ч О 4 0 СТ- 0 4 4 О ''I 4 Q5 о; 4
Д 0000О0ОО ю О О 4. 0 О О 4. 0
оооооооо ооооооооо
ХХХХХХХХ ххххххххх формат обложечной
гз s? г? s? sg — СОСОСО—. С0 со со —* 04 4 0-*4 ДО--
CD 0 0 00 0 00 00 00 00 •400000000 ООО бумаги, мм
CD S
as X s о Д толщина О о.
)=l s V/ sz О v v О * * о о о й
S g ¥ ¥ ¥ ¥ блока, мм о
2 £D оо to оо to v со to to co to —*
о я о слот О О СП О О СП я S
E £ x число обло- S
к СПСЛьЗюООьЗооО осесооосоооспосо жек из ли- я о
E H ста й
to
“ g
CC о ж
co ж о д OOQOOOtOQOtOO 44WW0W04 о — — to—tooo — о —. —0 —044 — число листов W
1515
2 s
5* to — to — — — —‘to — — to—* to to
о Р Ю Д t00t000040c0 ДДОО0ГСОООД
ta cd ~О ЦЦДН1 1 1 1 1 1 1 1 1 1 о — 00 — — CO — — —. отходы, %
Е 2 ОО СП СП — CO — 4
CD ^-j
S £ 00 4 4 4 4 "4 О Ui 404 04
£ X 4^00001000 OOOOoOcntOO
ОООООООО ООООООООО
ti 2 Е ХХХХХХХХ ххххххххх формат обложечной
ж — — СО —* — —* СО ОО CO CO CO 00 со о — — —
во оооооооо 000000040 бумаги, мм
О О ООО ООО
CD о
X д о О
О
о U^tObOtOtOtO - — •— - I > . Л a число сторо- й о
S СПООООСПООСНООСПОО нок из листа к л
J3 Р
CD _3 Ж
X S ипа Si съ
CD 3J ел оо оо оо оо со ю си ОС0С0С0С000Сл*4 to — — to — to — ^3 ~ СП — — СП — СП — СП —* число листов табл.
Й
>
V г -- отходы при Со
to — о —< 4^ Сл Си — QO CD CO раскрое, % 'Л
00 3.5.2. Потребное количество листовой офсетной бумаги ( см. примеч. к табл. , 3.5.1)
Обложки типа 1 Обложки типов 2 и 3 Г) А ттхтутлTI ~• —
Формат । ей О >> СО о У и о । ей н д 1. ипа 4
бумаги Л* ЫЧ -° 6 У о формат оф- сетной бума ги, мм 1 03 д
и доля листа издания формат сетной б ги, мм число об жек из число ли отходы, формат о сетной бу ги, мм толщина блока, мм число обл жек из л! ЧИСЛО ЛИС1 отходы, % число сторс нок из лис число листе УГХОДЫ, %
Для изданий из бумаги основных форматов
84X108/8 60Х90/8 600X900 600X900 2 3 500 333 25 25 700X1070 600X900 600X900 До 30 3 о 333 ООО 24—20 600X900 4 500 25
60x84/8 840X1080 6 167 17 » » О 3 оЗЗ 333 24—20 29 25 600X900 840X1080 6 12 333 167 25 17
84Х108/16 840X1080 8 125 0 600V840 333 167 IV/ |
70x108/16 700X1080 8 125 0 750 VQ00 До 25 О П 32—28 840X1080 16 125 0
70Х100/16 700X1000 8 125 0 750 X 900 750X900 840X1080 700X900 700X1080 О 15—8 700X1080 16 125 0
70x90/16 700 X 900 8 125 0 » О о 167 21 — 10 700X1000 16 125 0
75x90/16 750X900 8 125 о До* 30 О о 12а 5—0 700X900 16 125 0
60Х90/16 600X900 8 125 о о о 125 30—20 750X900 16 125 0
60Х84/16 600X840 8 125 0 » » о 10 125 100 19—6 15—8 600X900 600x840 16 16 125 125 0 п
84Х108/32 70x108/32 600X840 600X900 8 10 125 100 9 13 600X840 600X900 600X900 750X900 750X900 750X900 750X900 750X900 » 8 т л 125 8—0 600X840 16 125 и 9
70x100/32 750X800 15 67 о » 10 /л 100 11—3 600X900 20 100 13
75X90/32 70Х90/32 700X1000 700X900 15 15 67 67 10 6 До* 20 » 25 » 1U 12 1 с 100 83 17—9 23—15 750X900 700X1000 30 30 67 67 0 10
60Х90/32 60X84/32 700X900 840X1080 18 28 56 36 4 з 15 18 67 56 13—0 10—0 700X900 700X900 30 36 67 56 6 4
94X108/64 840X1080 32 31 0 До 30 » 18 18 56 56 14—4 22—14 840X1080 840X1080 56 64 36 31 3 0
60X108/8 90X100/16 84X100/16 Для изданий из бумаги дополнительных (Ьооматпи
600X900 700X1000 840X1080 3 4 8 333 250 125 10 36 7 600X900 700X1000 600X840 До 30 » » 3 4 3 333 250 333 9-5 35—31 33 600X900 700X900 840X1080 6 9 16 333 222 125 10 28 7
80Х100/16 840X1080 8 125 12 840X1080 16 125 12
84Х90/16 840X1080 8 125 17 — — — 840X1080 16 125 17
70Х84/16 700X1080 10 100 3 750X900 До 25 8 125 12—5 700X1080 20 100 3
70X75/16 700X1000 10 100 7 750X900 » 8 125 21—16 700X1000 20 100 7
60Х108/16 600X840 6 167 4 700X1080 До 30 8 125 13—6 600X840 12 167 4
60x100/16 600X840 6 167 11 700X1000 » 8 125 13—6 600X840 12 167 11
80X70/16 600X900 10 100 3 700X900 » 8 125 15—8 600X900 20 100 3
84X100/32 750X900 12 83 7 600X840 » 8 125 15—7 750X900 24 83 7
80Х100/32 750X900 12 83 11 600X840 » 8 125 19—11 750X900 24 83 11
84Х90/32 700X1080 15 67 6 750X900 До 25 12 83 11—5 700X1080 30 67 6
60Х108/32 600X900 12 83 10 600X900 » 30 12 83 9—0 600X900 24 83 10
Для изданий альбомного формата при альбомном спуске
108Х60/8 600X840 3 333 3 700X1080 До 30 4 250 12—10 600X840 6 333 3
90X60/8 600X900 4 250 0 700X900 » 4 250 14—11 600X900 8 250 0
108X84/16 600X840 4 250 10 700X1080 » 5 200 24—20 600X840 8 250 10
90Х70/16 600x900 5 200 27 600X900 » 5 200 26—22 700X900 15 133 6
90X70/16 600X900 6 167 25 600X900 » 6 167 24—20 700X900 111 4
84Х90/16 840X1080 14 71 3 600X900 » 6 167 37—35 840X1080 28 71 3
108X70/32 700X900 12 83 10 750X900 До 25 12 83 15—8 700X900 24 83 10
90x70/32 700X1080 18 56 4 750X900 » 14 71 15—9 700X1080 36 56 4
90Х60/32 600X900 14 71 10 700X1080 До 30 18 56 16—9 600X900 28 71 10
Для изданий из бумаги основных форматов при делении на редко используемые доли
60x90/6 2:3
70Х100/12 4:3
75Х90/12 4:3
75X90/12 3:4
600X900
700X1000
750X900
600X840
3 333 0 700X900 До 30
6 167 0 750X900 » 25
6 167 0 840X1080 > 30
3 333 33 600X840 »
3 333 14—10
4 250 30—25
6 167 25—20
3 333 32—25
08
С5 05 ч ч -ч ч ч со ОООСЛОООф. хххххххх оо со со со — — 4^0000000 4^4^4^4^NDNDNDt<5 4^ 4ь Фь 4ь- СаЭ СО СО СО СО 4^ СО СО сЬоЬоЬсодЬсЬодоЬ 05 05 05 05 Ч Ч Ч Ч Ч Ч ОО OOOOOOCKjIOqO^ ХХХХХХХХХхХХ оооососососососо — >_ — — 4^4^0000000,—>ОО XiXc —о °2 00 оооооооооооооооо — — — ОО оо оо оо 05 СО 05 СО 05 СО 05 СО 05 СО СО СО СО 05 СО 05 СО 05 СО 05 Со 05 05 05 70Х90/12 4:3 70x90/12 3:4 Формат бумаги и доля листа издания
Ч Ч Ч Ч Ч Q с: ООООСЛООО 'ОООООООО хххххххх ►— >— — со — о о -оооооооо о о о о о ° ° 05 05 05 05 Ч 05 Ч 05 -ч Ч -Ч Ч оооооослооослсп оооооооооооо ХХХХХХХХХХХХ сСО)ОООФООСОООн-О0О 04^04^04^04^0000 оооооооооооо 700X900 600X840 формат оф- сетной бума- ги, мм о О\
CnO4NDt3cONDO5a5 CDQO<OGOCD05<O05CO05O<05 СО 05 число сторо нок из листа । о * я к
S я
СП 05 GO 00 —* GO 05 <05 Ч Ч СО СО — СО Ч Ч — ND— ND1—*О—О— 0050 — СП — Си — ч — ч — чч ч СО 05 СО Ч число листов —
*— — ND ND — <05 СО О СО ND О 4s* 05 — — — ND ND — Ч — ОС1ОЧО- О 05 СП — СО отходы, %
1 600X900 1 600X900 750X900 600X840 750X900 750X900 750X900 700X1000 41 Ч Ч 41 05 405 Ч 05 Ч Ч Ч ОООООООООСПСЛСЛ ОООООООООООО ХХХХХХХХХХХХ С0 сэ —. СО — О — 00 СО СО СО 000000004^.000 ОООООООООООО 750X900 600X840 формат оф- сетной бума- ги, мм
v ¥ tl ° ° ¥ ¥ iND ND CO ND О СП О СП » 15 » До 30 » . » » » » » » До 25 » 30 толщина блока, мм Обложки
CnNDCOCOO5©O5O5 0000050005004^050505 СО 05 число обло- жек из листа типов
ю
CJ5CO— —0500505 Ч со — 4 О Ч Ч — — —— — — — ND — — — — О—005ND05NDCn050505 — О—ОЧСПЧОДОЧЧЧ 167 333 число листов S со
— ND ND ND — ОО ОО О0 со о СП СП 1 1 1 1 1 1 о 1 СО ND — ND О Ч О СП ND — — — ND — ND — COCOND — ОО О ND — ОЧСОЧОСОО II 1“111 1 1 1 1 1 00 — — — ND 05 О ND — СО — ND ND О О СП О 7—0 35—30 отходы, %
формат оф- сетной бума- ги, мм Обложки т:
число сторо- нок из листа
число листов я я я
отходы, %
Окончание табл. 3.5.2
3.5.3. Потребное количество рулонной бумаги
Формат бумаги и доля листа Обложки типа 1 Обложки типов 2 и 3
ширина руло- на бумаги, мм число обло- жек по ши- рине количество бумаги, м отходы, % толщина блока, мм ширина руло- на бумаги, мм число обло- жек по ши- рине количество бумаги, м отходы, %
Для изданий из бумаги основных форматов
70X108/8 600 1 350 10 До 30 600 I 350 9-5
60Х90/8 600 I 300 25 » 600 I 300 24—20
60Х84/8 840 2 150 0 » 900 2 150 5—0
84X108/16 840 2 135 0 » 900 2 135 5—0
70X108/16 700 2 135 0 До 25 750 2 135 5—0
25—30 840 2 135 9
70Х100/16 700 о 125 0 До 25 750 2 125 5—0
25—30 840 2 125 9
75x90/16 750 2 112,5 0 До 30 840 2 112,5 9—3
70X90/16 700 2 112,5 0 » 25 750 2 112,5 5—0
25—30 840 2 112,5 9
60Х90/16 600 2 112,5 0 До 30 700 2 112,5 13-6
60Х84/16 600 2 105 0 » 700 2 105 13-6
84Х108/32 600 2 105 10 » 600 2 105 9—0
70Х108/32 600 2 87,5 10 » 600 2 87,5 9—0
70X100/32 750 3 58,3 0 » 840 3 58,3 9—0
75x90/32 930 4 46,8 3 » 840 3 62,3 18—9
70X90/32 930 4 43,8 3 » 840 3 58,3 18—9
60Х90/32 930 4 37,5 3 » 840 3 50,0 18-0
60X84/32 840 4 37,5 0 » 750 3 50,0 14—4
84Х108/64 840 4 33,8 0 » 700 3 45,0 8—0
Для изданий из бумаги дополнительных форматов
60Х108/8 600 1 300 10 До 30 600 1 300 10—5
61Х86/8 930 2 152 7 До 30 930 2 152 7—1
90X100/16 930 2 125 3 » 20 930 2 125 8-0
84x100/16 840 2 125 0 » 30 930 2 125 8-3
84Х90/16 840 2 125 5 » 20 840 2 125 4—0
80X100/16 840 2 112,5 0 » 30 930 2 112,5 8-3
70Х84/16 700 2 105 0 » 840 2 105 9—2
70Х75/16 700 2 99,5 0 » 840 2 93,5 15—9
60X108/16 600 2 135 0 » 700 2 135 13—6
60Х100/16 600 2 125 0 » 700 2 125 13—6
60x70/16 600 2 87,5 0 » 700 2 87,5 13—6
61 У86/16 620 2 107,5 1 » 700 2 107,5 11—4
84X100/32 | 750 3 70 0 » 840 3 70 11—0
80 У'00'32 3 66,7 0 » 840 3 66,7 11—0
81
Продолжение табл. 3.5.3
Формат бумаги и доля листа Обложки типа 1 Обложки типов 2 и 3
ширина руло- на бумаги, мм число обло- жек по ши- рине количество бумаги, м отходы, % толщина блока, мм ширина руло- на бумаги, мм число обло- жек по ши- рине количество бумаги, м отходы, %
84x90/32 930 4 52,5 0 До 30 840 3 70 18—9
60Х108/32 840 3 50 3 » 930 3 50 11—3
61Х86/32 700 3 51 8 » 750 3 51 12—2
Для изданий альбомного формата при альбомном спуске
60Х108/8 90X60/8 600 600 1 I 270 225 0 0 » » 640 640 I 1 270 225 5—1 5—1
108Х84/16 600 1 210 10 » 600 1 210 J0—5
90Х70/16 930 2 87,5 3 » 600 1 175 24—20
90Х60/16 930 2 75 3 » 600 1 175 24—20
60Х84/16 840 2 75 0 » 930 2 75 11—3
108Х70/32 700 2 67,5 0 » 840 2 67,5 15—9
90Х70/32 700 2 57,5 0 » 840 2 57,5 15—9
90Х60/32 600 2 57,5 0 » 700 2 57,5 15—9
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60Х90/8 2:3 600 1 300 0 До 30 640 1 300 5—1
70Х100/12 4:3 700 2 166,5 0 » 25 750 2 166,5 5—1
75x90/12 4:3 750 2 150 0 » 30 840 2 150 9-3
75Х90/12 3:4 930 2 125 3 » 15 930 2 125 3—0
70Х90/12 4:3 700 2 150 0 » 25 750 2 150 4—0
70X90/12 3:4 930 2 116,5 3 » 15 930 2 116,5 3—0
84X108/18 36 750 2 140 4 » 30 840 2 140 13-7
70X108/18 3:6 750 2 116,5 4 840 2 116,5 13—7
70x100/18 3:6 700 2 116,5 4 750 2 116,5 9—3
70Х100/18 6.3 700 3 111 0 » 840 3 111 15—6
75Х90/18 3:6 600 2 125 0 » 700 2 125 12—6
75Х90/18 6:3 750 3 100 0 » 600 2 150 15—7
75Х90/18 3-6 600 2 125 0 » 700 2 125 13-6
70X90/18 6:3 700 3 100 0 До 25 750 3 100 5-0
60Х90/18 3:6 600 2 100 0 » 30 700 2 100 13-6
60Х90/18 6:3 600 3 100 0 » 700 3 100 12-10
60X84/18 6:3 600 3 70 0 » 700 3 70 12-Ю
60X84/18 3:6 840 3 67 0 640 2 100 11—3
84X108/24 38 840 3 93,3 3 » 600 2 140 8—0
70Х108/24 3:8 840 3 77,6 3 600 2 116,5 8-0
70X108/24 4:6 700 2 90 0 До 25 750 2 90 5-0
70Х100/24 3-8 750 3 77,6 0 » 30 840 3 77,6 9—0
75Х90/24 3:8 700 3 83,3 3 » 25 750 3 83,3 8—0
70X90/24 3:8 700 3 77,5 3 » 750 3 77,5 8-0
60X90/24 3:8 700 3 66,7 3 750 3 66,7 8-0
60X84/24 3:8 840 4 50 0 До 30 750 3 66,7 13-4
82
3.6. ПОТРЕБНОЕ КОЛИЧЕСТВО ПЕРЕПЛЕТНОГО МАТЕРИАЛА
НА БУМАЖНОЙ ОСНОВЕ ДЛЯ ОКАНТОВКИ КОРЕШКОВ
1000 БЛОКОВ ИЗДАНИЙ В ОБЛОЖКЕ ТИПА 4, м
Формат бумаги и доля листа издания Ширина переплетного материала, мм
780 820
——— толщина корешка блока, мм
5 10 15 20 25 30 5 10 15 20 25 30
70X108/8 60x90/8 60x84/8 84X108/16 70Х108/16 70X100/16 70Х90/16 75X90/16 60X90/16 60Х84/16 84X108/32 70X108X32 70X100/32 70x90/32 75X90/32 60X90/32 60Х84/32 84X108/64 12,0 10,3 10,3 9,3 9,3 8,5 7,7 7,7 7,7 7,2 7,2 6,0 6,0 6,0 6,4 5,1 5,1 4,6 14,4 12,4 12,4 11,1 11,1 10,3 9,8 9,8 9,8 8,6 8,6 7,2 7,2 7,2 7,5 6,2 6,2 5,6 17,2 14,7 13,1 » 12,4 11,0 » 10,3 8,5 » » 9,2 7,3 » 6,6 18,9 16,2 » 14,6 » 13,5 12,1 » ид » 9,5 » » 10,1 8,1 » 7,3 22,4 19,4 » 17,4 » 16,0 14,4 » » 13,5 » И,2 » » 12,0 9,6 » 8,6 24,0 20,6 » 18,5 » 17,2 15,5 » » 14,4 » 12,0 » » 12,8 10,3 » 9,3 11,3 9,7 » 8,7 » 8,0 7,2 » » 6,8 » 5,6 » » 5,9 4,8 » 4,3 13,9 11,8 » 10,7 » 10,0 8,8 » » 8,2 » 7,0 » » 7,4 5,9 » 5,3 16,5 14,0 » 12,6 » 11,7 10,6 » » 9,8 » 8,1 » » 8,7 7,0 » 6,3 18,0 15,5 » 14,0 » 12,9 11,5 » » 10,8 » 9,0 » 9,7 7,7 » 6,9 21,1 18,1 » 16,4 » 15,1 13,5 » » 12,6 » 10,6 » » 11,3 9,0 » 8,1 22,4 19,3 » 17,4 » 16,0 14,4 » » 13,5 » 11,2 » » 12,0 9,6 » 8,6
Примечание.
8 блокВовУабЛИЦе УЧТеНа СРеЗКа КР0М0К 110 10 мм с каждой стороны материала, а также срезка материала для
ПОДЧИСТКИ
при ручной окантовке
3.7. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДАНИЙ В ОБЛОЖКЕ
Наименование Характеристика Рекомендации по применению
Диаметр, мм Толщина издания или тетради, мм Вид шитья
Проволока полиграфи- ческая (ГОСТ 7480—73) Проволока низкоугле- родистая общего назна- чения (ГОСТ 3282—74) 0,40 0,45 0,50 0,55 0,60 0,70 0,80 1,00 До 0,5 0,5—1,0 1,0—2,0 2,0—3,0 3.0—4,0 4,0—5,0 5,0—10,0 10,0—14,0 Внакидку | Втачку
Нитки хлопчатобумаж- ные швейные (ГОСТ 6309—80) Нитки швейные капро- новые (ТУ 17 РСФСР 63—5999—78) Термоклей ТК—2П ТУ 13-05-43-82 Дисперсия поливинил- ацетатная гомополи- мерная, грубодисперс- ная (ГОСТ 18992—80) Марки ДФ 47/7В ДФ 47/7ВП Дисперсия поливинил- ацетатная гомополи- мерная, грубодисперсная (ГОСТ 18992—80) Дисперсия сопополи- мера винилацетата с ди- бутилмалеинатом (ОСТ 6-05-637—78) Марка ДПМ 50—35В Клей костный 60,0 Глицерин 7—9 Бура 0,7 Терпинеол 0,6 Вода 31,7—29,7 Латекс СКС-30 13,3 ШР Клей костный 49,9 Вода 36,8 № 30 в 6 сложений 50К(64)3 в 3 сложения Температура размягчения не выше 70°С Показатель текучести рас- плава 3500—4500 г/10 мин Рабочая температура не выше 170°С Вязкость по кружке ВМС — 50—80 с и 10 с Вязкость по кружке ВМС — 45 - 80 с То же Смешанные составы, % Рабочая температура 50— 60°С Рабочая температура 35- 45°С Потетрадное шитье То же На машинах, работаю- щих с термоклеем На машинах, работаю- щих с дисперсиями, для промазки крайних листов блока На крытвенных маши- нах, а также при работе вручную и при окантовке корешка обложки типа 4 на машине. Расход 360 г/м2 Для окантовки кореш- ка обложки типа 4 с ла- кированной или с при- прессованной пленкой Работа на крытвенной машине То же
34
Окончание табл. 3.7
Клей костный 49—52 Рабочая температура 50— Для крытья обложкой
Глицерин 5,0 60° С вручную
Бура 0,5
Вода 42,5—45,5 Для промазки крайних
NaKMLI 7,0 тетрадей на машинах с
ПВАД 4,0 аппаратом роликового
Вода 89,0 типа
3.8. ПОТРЕБНОЕ КОЛИЧЕСТВО МАТЕРИАЛОВ
3.8.1. Потребное количество проволоки на 1000 книг, г
о са о s Шитье внакидку | Шитье втачку
число скоб по высоте корешка
2 1 3 1 1 2 1 3
Is о s' о — ф длина спинки скобы, мм толщина блока, мм
си S к Si о § |а 14/17 13 19 14/17 13 19 6 8 10 12 14 6 8 10
1=3 t; С
0,40 590 63 52 72 95 78 108
0,45 1250 80 66 91 120 99 137
0,50 1540 98 81 ИЗ 147 122 188
0,55 1860 118 98 136 178 147 204
Ю,60 2220 142 117 162 212 176 234 144 153 162 171 180 216 229 243
0,65 2600 166 137 190 248 206 285 169 179 190 201 211 253 260 284
0,70 3002 191 158 219 287 237 329 189 207 219 232 244 290 311 329
0,75 3465 225 239 253 268 281 337 358 380
0,80 3945 256 271 288 304 320 384 408 432
Примечания:
1. В таблице учтен отход проволоки при шитье 1,5%.
2. Длина спинки скобы при шитье втачку — 14 мм.
3.8.2. Потребное количество ниток для шитья 1000 тетрадей, м
Вид ниток Число страниц тетради Число стежков
2 3 4 5 6 7
Хлопчатобумаж- 16 69 102 136 170 204 238
ные 32 79 118 157 196 235 274
Капроновые 16 67 99 130 163 196 228
32 76 ИЗ 150 188 226 263
Примечания:
1. Шитье выполняется брошюрным стежком длиной 14,25 мм; при отсутствии в машине
стежка указанной длины шитье выполняется стежком длиной 19,0 мм. Расход ниток см.
в табл 3.19.
2. В данных таблицы учтен холостой стежок
3. В таблице принята толщина тетрадей по 16 с. — 1,0 мм, по 32 с. — 1,9 мм.
4. Для определения потребного количества ниток по массе необходимо данные таблицы
умножить на массу ниток определенной длины, например 100 м.
85
3.8.3. Потребное количество клея при изготовлении книг
в обложке методом КБС на 1000 книг, кг
Расход термоклея принят 800 г/м2, П ВАД — 750 г/м2
Термоклей
ПВАД
Длина
корешка
издания,
мм
Толщина корешк издания, мм
150
175
187
210
225
250
270
300
0,6
0,7
0,7
0,8
0,9
1,0
1,1
1,2
1,2
1,4
1,5
1,7
1,8
2,0
2,2
2,4
1,8
2,1
2,2
2,5
2,6
3,0
3,2
3,6
2,4
2,8
3,0
3,3
3,6
4,0
4,3
4,8
3,0
3,5
3,7
4,2
4,6
5,0
5,4
6,0
3,6
4,2
4,5
5,0
5,4
6,0
6,5
7,2
4,2
4,9
5,2
5,9
6,3
7,0
7,6
8,4
4,8
5,6
6,0
6,7
7,2
8,0
8,6
9,6
0,6
0,7
0,7
0,8
0,8
0,9
1,0
1,1
1,1
1,3
1,4
1,6
1,7
1,9
2,0
2,2
1,7
2,0
2,1
2,4
2,5
2,8
3,0
3,4
2,2
2,6
2,8
3,1
3,4
3,8
4,0
4,5
2,8
3,3
3,5
4,0
4,2
4,7
5,1
5,6
3.8.4. Потребное количество клея для крытья обложкой
на крытвенной машине на 1000 книг, кг
Расход клея на костной основе 660 г/м2,
ПВАД— 360 г/м2
Длина корешка издания, мм Костный клей ПВАД
Толщина корешка издания, мм
5 10 20 30 40 50 5 10 20 30 40 50
150 0,5 1,0 2,0 3,0 3,7 4,9 0,27 0,54 1,0 1,5 2,0 2,5
175 0,6 1,2 2,3 3,5 4,6 5,8 0,31 0,6 1,2 1,8 2,4 3,0
187 0,6 1,2 2,4 3,7 4,9 6,2 0,34 0,7 1,4 2,1 2,8 3,5
210 0,7 1,4 2,8 4,2 5,5 6,9 0,38 0,76 1,5 2,4 3,0 3,8
225 0,7 1,5 3,0 4,5 5,9 7,4 0,40 0,8 1,6 2,4 3,2 4,0
250 0,8 1,7 3,3 4,9 6,6 8,2 0,45 0,9 1,8 2,7 3,6 4,5
270 0,9 1,8 3,6 5,3 7,1 8,9 0,49 1,0 1,9 3,0 4,8 5,0
300 1,0 2,0 4,0 5,9 7,9 9,9 0,54 1,1 2,2 3,3 4,4 5,5
86
3.8.5. Потребное количество клея для крытья книг
обложкой вручную на 1000 книг, кг
Оо
га 52%-ный костный клей для крытья вроспуск (тип 3) блоков, сшитых втачку, расход 200 г/м2 49%-ный костный клей для обык- новенного крытья (тип 2) блоков, сшитых потетрадно нитками, расход 420 г/м2 Латексный клей для обложки (тип 3) из бумаги массой 1 м2 до 160 г, расход 160 г/м2 Латексный клей для обложки (тип 3) из бумаги массой 1 м2 более 160 г, расход 260 г/м2
сх 2 © W Я Толщина корешка издания , мм
Длина издани 5 10 20 5 10 20 30 40 50 5 10 20 30 40 50 5 10 20 30 40 50
150 0,45 0,60 0,90 0,31 0,63 1,26 1,89 2,52 3,15 0,20 0,32 0,56 0,80 1,04 1,28 0,33 0,53 0,92 1,31 1,70 2,09
175 0,63 0,70 1,10 0,37 0,73 1,47 2,20 2,94 3,68 0,23 0,37 0,65 0,93 1,21 1,49 0,39 0,61 1,07 1,52 1,98 2,43
187 0,62 0,75 1,10 0,40 0,76 1,57 2,36 3,14 3,93 0,25 0,40 0,70 1,00 1,30 1,60 0,41 0,66 1,14 1,63 2,Н 2,60
210 0,63 0,84 1,26 0,44 0,88 1,76 2,65 3,64 4,41 0,28 0,45 0,78 1,11 1,45 1,79 0,46 0,74 1,28 1,83 2,73 2,92
225 0,67 0,90 1,35 0,47 0,95 1,89 2,84 3,78 4,73 0,30 0,48 0,84 1,20 1,56 1,92 0,50 0,79 1,37 1,96 2,54 3,13
250 0,75 1,00 1,50 0,53 1,05 2,10 3,15 4,20 5,25 0,34 0,54 0,94 1,34 1,74 2,14 0,55 0,87 1,53 2,18 2,83 3,48
270 0,8! 1,10 1,62 0,57 1,13 2,27 3,40 4,54 5,67 0,36 0,58 1,00 1,44 1,87 2,30 0,59 0,95 1,65 2,35 3,05 4,75
300 0,90 1,20 1,80 0,63 1,26 2,52 3,78 5,04 6,30 0,40 0,64 1,12 1,60 2,08 2,56 0,66 1,05 1,83 2,61 3,39 4,17
350 1,15 1,40 2,10 0,47 0,75 1,31 1,87 2,43 3,00 0,77 1,22 2,13 3,05 3,96 4,87
3.9. КОМПЛЕКТОВКА БЛОКА
Назначение операции — образование блока из отдельных тетрадей или лис-
тов, собранных в определенном порядке. Комплектовка бывает подборкой и
вкладкой и выполняется на машинах и вручную. От этой технологически простои
операции в значительной степени зависит качество издания, так как нарушение-
комплектовки приводит к браку.
При комплектовке подборкой на машине тетради выводятся каждая из своего
магазина самонаклада на горизонтальный транспортер. В процессе его движения
тетради накладываются одна на другую, образуя блок. Листоподборочные маши-
ны работают либо как операционные, либо в составе автоматических поточных
линий.
Комплектовка вкладкой на машине состоит в последовательном набрасыва-
нии на транспортер одной на другую раскрытых тетрадей, начиная с внутренней.
Транспортер работает только в составе автоматов или полуавтоматов в комплек-
се с шитьем.
3.9.1. Требования к качеству комплектовки
В каждом комплекте блока должно быть полное число доброкачественных
тетрадей данного издания со всеми дополнительными деталями (форзацами,
вкладками, вклейками, приклейками и т. п.). Тетради в комплекте должны быть
расположены в заданном порядке верхними и корешковыми полями соответствен-
но в одну сторону. Все тетради должны быть чистыми, без повреждений. На
каждом комплекте должна быть метка исполнителя или бригады.
3.9.2. Контроль качества комплектовки
1. Качество комплектовки контролируют визуально по корешковым меткам;
просмотром отдельных комплектов на рабочем месте комплектовки по сигнатурам
и наличию дополнительных деталей с частотой, определяемой сложностью изда-
ния и организацией работы на участке.
2. Точность комплектовки тетрадей в подобранном блоке должна обеспечи-
ваться четкой работой механизмов и блокировочных устройств листоподборочной,
машины, а также контролем при помощи автоматических устройств на нитко-
швейных автоматах.
3.9.3. Условия, обеспечивающие соблюдение технических
требований к качеству комплектовки подборкой
Наличие в комплекте полного числа доброкачественных тетрадей
Строгое соблюдение правил распаковки стоп тетрадей и укладки их в гнезда
самонакладов или на верстак для ручной комплектовки Надежная работа вывод-
ных механизмов. Тщательная регулировка и наблюдение за работой блокировоч-
ных устройств листоподборочных машин
Отсутствие в комплекте поврежденных, «чужих», загрязненных тетрадей
Подача на комплектовку стоп тетрадей, заранее проверенных, без повреж-
дений и загрязнений.
Расположение тетрадей в блоке
в порядке следования сигнатурных номеров
При комплектовке блоков с большим числом тетрадей, значительно превы-
шающим число станций в машине, соединение подобранных частей должно вы-
полняться на специальном рабочем месте без совмещения с другими операциями
(например, с шитьем)
88
Сохранность комплектов до их скрепления
Передача комплектов транспортерами с полками или в тележках с подъем-
ными полками.
3.9.4. Технические характеристики
листоподборочного оборудования
ГДР
ГДР
Форматы обрабаты-
ваемых тетрадей
наиболь- наимень-
ший ший
881/2 240X310
882/2 280X410
Скорость,
цикл/мин
Габариты, мм
S
S
С
110X150 32—80 7200X1710X1355
110X150 32—100 10 159X1840X1355
5,3
5,3
Двусто-
ронний
вы клад
Примечания:
1 Машины выпускаются с 12, 18, 24, 30 и 36 станциями.
2. Габариты приведены для машины с 12 станциями.
3 Длина одной секции с 6 станциями для 881/2 — 2400 мм, для 882/2 — 3000
мм.
3.9.5. Организация рабочих мест и приемы работы
На листоподборочной машине (рис. 3.1). Рабочее место на листоподборочной
машине обслуживает бригада, состоящая из машиниста, подкладчиков тетрадей
(один подкладчик на три станции), приемщиков (в зависимости от объема изда-
ния и организации работы на участке). Стопы тетрадей к стеллажу подает под-
собный рабочий. Комплекты для дальнейшей обработки перемещаются транспор-
тером
При прямом порядке подборки первая тетрадь комплекта помещается в
ближайший к приемному устройству магазин. Если число тетрадей в комплекте
меньше числа станций машины, то свободными оставляют станции, расположен-
ные с противоположной от приемного устройства стороны машины. В этом слу-
чае листовыводящие устройства свободных станций отключают.
Рис. 3.1 Организация рабочего места на листоподборочной машине:
? — листоподборочная машина; 2 — стол с перегородками для тетрадей; 3 — стол для
распаковки и сталкивания тетрадей, 4 — фура для прокладок и упаковочных ремней,
5 — платформы со стопами тетрадей; 6 — стол для сталкивания подобранных комп-
лектов; 7 — тележка с подобранными блоками
89
Рис. 3.2. Организация рабочего места
для ручной комплектовки блоков подборкой:
1 — стол для комплектовки; 2 — раскладка стоп тетрадей; 3 — место для сталкивания ком-
плектов; 4 — фура для скомплектованных блоков; 5 — полка для укладки пачек тетрадей
Если число тетрадей в комплекте значительно больше числа станций машины,
тетради подбирают в несколько приемов и затем соединяют вручную на особом
рабочем месте.
При превышении в комплекте числа тетрадей на одну—-две по сравнению
с числом станций тетради следует подкладывать вручную на стол подборочного
транспортера.
Комплектовка подборкой вручную (рис. 3.2). Блоки вручную комплектует
один исполнитель. В случае комплектовки изданий большого объема не рекомен-
дуется выполнять операцию двум рабочим с последующим соединением. На одной
тетради комплекта наносится цветная метка исполнителя.
Комплектовку вкладкой вручную выполняет один рабочий. Высота стоп
тетрадей не должна превышать 200 мм, причем максимальная высота стопы дол-
жна быть у внутренних тетрадей (рис. 3.3).
Комплекты тетрадей укладывают в транспортное средство так, чтобы гаран-
тировалась полная сохранность комплектов от повреждений и тетради не могли
перепутаться.
Для этого используются каретки подвесного транспортера (рис. 3.4, а) или
тележки с поднимающимися крышками (рис. 3.4, б).
Рис. 3.3 Организация рабо-
чего места для ручной ком-
плектовки блоков вкладкой:
1 — стол, 2 — раскладка стоп
тетрадей для комплектовки; 3 —
стопа обложек для комплектов-
ки; 4 — развязанные стопы тет-
радей; 5 — развязанная стопа об-
ложек, 6 — стопы комплектов;
7 — фура для прокладок и упа-
ковочных ремней, 8 — платфор-
мы со стопами тетрадей и об-
ложки; 9 — фура для комплек-
тов
90
a
б
Рис. 3.4 Транспортные средства для передачи комплектов на последую-
щие операции:
а — каретка подвесного транспортера; б — тележка с подъемными полками
91
3.10. ШИТЬЕ ПРОВОЛОКОЙ
Шитье проволокой предназначено для скрепления всего блока (поблочное
шитье внакидку, вразъем и втачку) либо для скрепления отдельных тетрадей а
Рис. 3 5. Схема расположения скоб
при шитье проволокой:
1 — шитье одной скобой; 2 — шитье
двумя скобами; 3 — шитье тремя ско-
бами; а — шитье без перехода; б —
шитье с одним переходом; в — шитье с
двумя переходами
соединения их с корешковым материалом (потетрадное шитье блоков на марле
вразъем). Сущность процесса состоит в следующем: проволока, разматываясь
с катушки, подается на заданную величину в швейный аппарат, где отрезается
ножом. Формирующие планки формируют скобу, которая проталкивается в сши-
ваемое изделие, ножки ее загибаются и прижимаются к изделию. Операция вы-
полняется на одно-, двух- и многоаппаратных проволокошвейных машинах с ав-
томатической и ручной подачей полуфабрикатов.
3.10.1. Требования к качеству шитья проволокой
Сшитые блоки, брошюры, журналы или книги должны иметь полное число
правильно оформленных скоб, расположенных в установленных местах по длине
корешка. При шитье внакидку и вразъем скобы должны располагаться точно на
сгибе тетрадей, при шитье втачку — на расстоянии 4—5 мм от края корешкового
сгиба. Спинки и ножки скоб должны быть плотно и ровно прижаты к сшиваемой
продукции; ножки скоб должны быть одинаковой длины, расположены по одной
линии, ровно обрублены, без заусенцев. Шитье должно выполняться с перехо-
дом — смещением скоб на величину спинки скобы относительно соседнего в стопе
блока или соседней в блоке тетради (рис. 3.5). Минимальное расстояние скоб от
верхнего и нижнего краев блока после обрезки— 15 мм.
В сшитых на марле книжных блоках марля должна плотно, без морщин при-
легать к корешку, концы ее должны быть ровно обрезаны. Скобы должны распо-
лагаться не менее чем на 5 мм от края марли (находиться на марле) Первая и
последняя тетради должны быть прошиты дважды.
3.10.2. Предельные отклонения при шитье проволокой
Показатель Вид шитья Предельные отклонения, мм
Совпадение верхних кромок тетрадей Втачку 1,0
Внакидку и вразъем 2.0
92
Продолжение*
Показатель Вид шигья Предельные откло- нения, мм
Совпадение корешковых сгибов Смещение скоб от корешкового сгиба Расстояние между загнутыми ножка- ми скобы Втачку То же Внакидку и вразъем Все виды 1,0 1,0 1,0 Не менее 1.0, не более 5.0
3.10.3. Контроль качества шитья проволокой
Число скоб и расположение их на изделии проверяется осмотром блока со*
стороны корешка или верхнего титульного листа (при шитье втачку). При необ-
ходимости смещение скоб от установленного места проверяют замером метал-
лической линейкой (ГОСТ 427—75).
Качество загибки скоб и длину их ножек проверяют визуально.
3.10.4. Условия, обеспечивающие соблюдение
технических требований к качеству шитья проволокой
Скобы должны прошить тетрадь (или блок) без разрыва бумаги
и поломки проволоки
Режимы шитья проволокой
Усилие, необходимое при работе, Н
Диаметр проволоки, мм рубка про- волоки формиро- вание скобы прокалывание бумаги
типографская № 1 типографская № 2 газетная
0,5 22,4 35,5 32,5 28,7 25,5
0,6 33,6 29,8 67,6 59,4 52.8
0,7 50,9 70,4 100,9 88,8 78,9
0,8 64,4 89,5 150,9 132,8 118,1
Необходимо следить за остротой ножей для рубки проволоки и прилеганием
их друг к другу.
Ножки скоб должны плотно прилегать к тетради
Толщина тетрадей и блоков, а также плотность бумаги не должны иметь в-
тираже больших колебаний. Надо тщательно устанавливать швейные аппараты
относительно загибающих устройств.
Ножки скоб должны быть одинаковыми
Необходимо правильно настроить механизм подачи и рубки проволоки или
заменить формирующую планку швейного аппарата.
93
3.10.5. Технические характеристики проволокошвейных машин
Страна Марка Наибольшая толщина сшиваемой продукции, мм Число скоб за цикл Диаметр проволоки, мм Скорость, цикл/мин Габариты, мм Потребляе- мая мощ- ность, кВт Масса, кг |
СССР БПШ-4 14 1 0,7—0,8 190 800X600X1580 0,27 215
ЗПШ-ЗОО 25 1 0,7—1,0 190 800X600X1600 0,5 210
БПШ-30 25 1 0,5—1,2 220, 250 То же 810X600X1330 0,5 240
ПШ-4М 2,5 (толщина блока 125 мм) 4 0,45—0,6 70 1850X1300X1170 0,65 550
ПШ-4Л 2,5 (с автома- тической раз- резкой марли) 4 0,45—0,6 72 1400X1435X1170 0,9 500
3.10.6. Организация рабочих мест и приемы работы
на проволокошвейных машинах
Одно- и многоаппаратные проволокошвейные машины (рис. 3.6) обслуживает
швея, подающая тетради или комплекты тетрадей на шитье. Подача полуфабри-
катов и приемка сшитой продукции выполняется подсобным рабочим или при
помощи транспортера.
При шитье на многоаппаратных проволокошвейных машинах блоков под пе-
реплетные крышки на марле опускание стола должно быть отрегулировано так,
чтобы обеспечивалось прилегание тетрадей в сшитом блоке и хорошее натяжение
марли. При этом марля не должна стягивать блок. При шитье книжных блоков,
скомплектованных вкладкой, под переплетные крышки механизм опускания стола
выключают, а стол поднимают в верхнее положение. При шитье изданий в облож-
ке внакидку с загибкой скоб внутрь тетради стол машины опускают и каждый
экземпляр для шитья накидывают на угольник качающегося стола.
При шитье на одно-, двухаппаратных проволокошвейных машинах изданий
внакидку стол машины поворачивают на 45°. Для шитья изданий втачку на ма-
шине устанавливают стол в горизонтальное положение и упор для корешка, опре-
деляющий расстояние скоб от корешка.
Для облегчения труда швеи целесообразно участок шитья соединить с пре-
дыдущими (комплектовкой) и последующими операциями подвесными или лен-
точными транспортерами.
Рис. 3.6. Организация рабочего места на многоап-
паратной проволокошвейной машине:
/ — проволокошвейная машина; 2 — стол для комплектов
блоков, подготовленных для шитья, 3 — стол для сшитых
блоков; 4 — фура с комплектами блоков; 5 — платформа
для сшитых блоков
94
3.11. ИЗГОТОВЛЕНИЕ ИЗДАНИЙ В ОБЛОЖКЕ,
СКОМПЛЕКТОВАННЫХ ВКЛАДКОЙ
Вкладкой комплектуются издания в обложке малого объема с кратким сро-
ком службы. Тетради вкладывают одна в другую и в обложку и сшивают про-
волокой внакидку. Процесс выполняется: на автоматических вкладочно-швейно-
резальных поточных линиях, на вкладочно-швейных машинах с последующей об-
резкой с трех сторон на бумагорезальных машинах, с комплектовкой вкладкой
вручную, шитьем на одно- или многоаппаратных проволокошвейных машинах
и обрезкой с трех сторон на бумагорезальных машинах. Выбор способа выпол-
нения операций зависит от тиража издания, технической оснащенности и загрузки
предприятия этим видом продукции, срочности ее передачи читателю. Предпочти-
телен первый способ и в крайнем случае (от 1,5 до 3 млн. экз. в год) второй.
3.11.1. Требования к качеству продукции
1. Сшитые экземпляры книг, брошюр или журналов должны иметь полное
число правильно расположенных в блоке тетрадей, вкладок, накидок и обложку
без загрязнений и повреждений. Верхние кромки тетрадей должны лежать в од-
ной плоскости.
2. Сшитые экземпляры должны иметь полное число скоб установленной дли-
ны, выполненных из проволоки требуемого диаметра с правильным переходом.
Ножки скоб должны быть полностью загнуты и плотно прижаты к листам. Обе
ножки должны иметь одинаковую длину — не менее 1/3 длины спинки скобы и
не заходить одна на другую. Скобы должны располагаться точно по корешковому
сгибу издания.
3. Готовое издание должно быть точно обрезано с трех сторон без разрыва
листов и обложки.
3.11.2. Предельные отклонения при изготовлении
изданий в обложке, скомплектованных вкладкой
Показатель Предельные отклонения, мм
Совпадение верхних краев тетрадей в сшитом блоке Расположение скоб на корешковом сгибе Точность соблюдения формата в обрезанном с трех сторон издании: при печатании на рулонных машинах при печатании на листовых машинах книг и брошюр журналов Косина 2,0 1,0 ±2,0 ±1,0 ±2,0 2,0
3.11.3. Контроль качества изданий
1. Правильность комплектовки блоков проверяют просмотром сшитых изда-
ний по сигнатурам, выборочно не реже четырех раз в час. При работе на маши-
нах выполняется автоматический контроль толщины блоков, подаваемых на
шитье, что не исключает вйзуальный контроль готовых изданий выборочно.
2. Качество шитья проверяется визуально одновременно с контролем правиль-
ности комплектовки.
3. Точность обрезки блоков с трех сторон проверяют сравнением с утвер-
жденным образцом и измерением металлической линейкой (ГОСТ 427—75).
95
3.11.4. Условия, обеспечивающие соблюдение технических
требований к качеству изданий, скомплектованных вкладкой
Полное число доброкачественных тетрадей и других деталей
Передавать на обработку стопы тетрадей без повреждений с установленным
числом доброкачественных деталей нужного вида (тетрадей, накидок, обложек)
и строго соблюдать правила распаковки и укладки их в самонаклады поточных
линий или на седло транспортера машины.
Тщательно отрегулировать электрощуп контроля числа тетрадей в блоке и
следить за его бесперебойной работой при выпуске тиража.
Наличие установленного числа скоб, сшивающих издание
Правильно подобрать проволоку по диаметру (табл. 3.7). Тщательно отре-
гулировать механизмы подачи и рубки проволоки и следить за их работой при
выпуске тиража.
Правильно и плотно загнутые ножки скоб
Тщательно отрегулировать швейные и загибающие аппараты и следить за их
исправной работой.
Точные размеры изданий после обрезки с трех сторон
(при работе на поточных линиях)
Правильно установить упоры для блоков, отрегулировать натяжение ремней
транспортера и установить ножи так, чтобы обеспечивались точные размеры из-
дания. Работать с острыми ножами.
3.11.5. Технические характеристики оборудования
для изготовления изданий в обложке
Страна Марка Максимальный формат обраба- тываемых изда- ний, мм Скорость цикл/мин Габариты, мм Потреб- ляемая мощность, кВт Масса, кг
ГДР 742 300X400 160 7200X5200X Х1450 6 4195
» 743 300X490 » » » 4245
» 731 п/а 280X350 100 4500 XI600 X Х1300 1,о 630
Примечание.
Потребляемая мощность для приведенных в таблице вкладочно-швейно-резальных по-
точных линий дана на четыре самонаклада. На два дополнительных самонаклада нужно
2,2 кВт.
3.11.6. Организация рабочих мест и приемы работы
На вкладочно-швейно-резальной автоматической поточной линии. Поточную
линию (рис. 3.7) обслуживает бригада, состоящая из машиниста, накладчиков
(один накладчик на три самонаклада-раскрывателя) и приемщика. Тетради и дру-
гие детали к рабочему месту подаются подсобным рабочим или транспортером.
Стопы готовой продукции передаются на упаковку транспортером.
На вкладочно-швейной машине (рис. 3.8). Машину обслуживает бригада, со-
стоящая из машиниста, накладчиков (на каждую тетрадь отдельный накладчик),
приемщика.
При подаче на вкладку и шитье тетрадей с петлей во второй половине тет-
ради накладчикам удобнее находиться с левой стороны по ходу движения транс-
портера. При наличии верхней или боковой петли в первой половине тетради на-
кладчики должны быть справа от транспортера. Обложку следует подавать в ма-
шину с зонта (угольника), установленного над транспортером при расположении
рабочего места накладчика слева.
96
Рис. 3.7 Организация рабо-
чего места на вкладочно-
швейно-резальном автома-
те:
1 — вкладочно-швейно-резальный
автомат; 2 — стол для развязы-
вания стоп; 3 — платформа со
стопами тетрадей, 4 — фуры для
прокладок и упаковочных рем
ней; 5 — стол для сталкивания,
контроля и счета продукции;
ь — с юл для упаковки продук-
ции, 7 — платформа с упако-
ванными стопами
Рис. 3 8 Организация рабо-
чего места на вкладочно-
швейной машине:
1 — вкладочно-швейная машина;
2 — рабочее место накладчиков
и столы для тетрадей; 3 — стол
с перегородками для подготовки
стоп тетрадей; 4 — приемочный
стол; 5 — фура или тележка для
готовой продукции; 6 — стелла-
жи с тетрадями
3.12. КЛЕЕВОЕ БЕСШВЕЙНОЕ СКРЕПЛЕНИЕ (КБС) ИЗДАНИЙ
В ОБЛОЖКЕ СО СРЕЗКОЙ КОРЕШКОВЫХ ФАЛЬЦЕВ
Таким способом изготовляются издания со сроком службы до одного года
при интенсивном пользовании и до 4 лет при умеренном пользовании и объеме
от 81 до 320 с.
Сущность процесса состоит в склеивании отдельных книжных листов в блок
по корешку. Сначала производится срезка корешковых фальцев у зажатого комп-
лекта тетрадей, на поверхность корешка, предварительно подвергнутого разрых-
лению (торшонированию), наносится клей, затем осуществляется крытье облож-
кой или приклейка окантовочного материала. Процесс выполняется на специаль-
ном оборудовании с различной степенью агрегатирования.
3.12.1. Требования к качеству КБС
1. Прочность блоков с КБС, выраженная удельным усилием разрушения
(Н/см), должна быть не менее:
вырыв одного листа (при использовании ПВАД) 5,0 (0,5 кгс/см)
разрыв блока пополам 8,5—15,0 (0,85—
1,5 кгс/см)
2. При выдерживании книги в условиях низкой температуры (ниже 0°) и по-
следующем доведении ее в течение одного часа до нормальной прочность книги
не должна падать более чем на 10%.
3. Фальцы всех тетрадей, входящих в блок, должны быть срезаны по всей
длине корешка, поверхность корешка равномерно обработана по всей площади.
Средняя глубина неровностей корешкового края листа — 0,25—0,40 мм.
4—1293 97
4. Книги не должны иметь расколов — нарушений клеевой пленки в корешке.
Клей не должен проникать между листами более чем на 1 мм.
5. Толщина клеевой пленки на корешке должна быть от 0,4 до 1,0 мм в за-
висимости от свойств бумаги.
6. Ширина клеевых полос на крайних листах блока (боковая промазка) при
крытье вроспуск должна быть не более 5,0 мм. Толщина клеевой пленки при бо-
ковой промазке — 0,2—0,5 мм.
7. Обложка должна быть приклеена по всей поверхности корешка и боковой
промазки. Корешок должен иметь прямоугольную форму, а печать должна рас-
полагаться на одинаковом расстоянии от краев корешка, без перекоса.
8. Книга или журнал, изготовленные на поточных линиях, должны содер-
жать полное число листов и деталей, расположенных в заданной последователь-
ности верхними краями в одну сторону.
9. Форматы обрезанных книг должны соответствовать табл. 1.3. Обрезы дол-
жны быть ровными и чистыми.
3.12.2. Контроль качества изданий в обложке с КБС
1. Для оценки прочности КБС следует определить удельное усилие вырыва
одного листа из готовой книги (журнала); прочности книги в переплетной крыш-
ке— усилие разрыва блока пополам, а также усилие вырыва блока из переплет-
ной крышки. Испытания проводят на разрывной машине, развивающей усилие не
менее 1000 Н (100 кгс); цена деления шкалы — не более 2 Н (0,2 кгс). Машина
должна быть снабжена специальными зажимами с губками длиной 230 мм. При
отсутствии специальных зажимов для определения удельного усилия вырыва од-
ного листа испытуемую книгу предварительно разрезают на части с длиной ко-
решка по 100 мм.
Вырываемый лист (рис. 3.9) закрепляют в верхнем зажиме, а в нижнем за-
крепляют по пять крайних листов с каждой стороны издания вместе с листами
обложки так, чтобы линия корешка была параллельна краю зажимов и вырыва-
емый лист не имел перекоса. Нижний зажим перемещается относительно верхнего
со скоростью 55 мм/мин.
Прочность книг (журналов) следует определять не ранее чем через 3 ч после
их изготовления при работе с термоклеем и через 24 ч при работе с ПВАД. Для
этого из тиража отбирают пять экземпляров книг (журналов); из каждой книги
(журнала) вырывают по три листа— 15-й от начала, средний и 15-й от конца.
Глубина неровностей, мм
Рис. 3.10 Изменение усилия вырыва
листа в зависимости от глубины не-
ровностей
/ — типографская бумага № 1; 2 — то же
№2; 3 — бумага для глубокой печати
Рис. 3.9 Определение удельного уси-
лия вырыва на разрывной машине:
1 — верхний зажим, 2 — испытуемый лист;
3 — листы из книги; 4 — нижний зажим
98
Прочность связи единичного листа, или удельное усилие вырыва листа из
блока, определяют по формуле P = QjB, где Q — усилие вырыва листа, Н (кгс),
В — длина корешка блока, см. За окончательный результат принимают среднее
арифметическое пятнадцати замеров (пять образцов, по 3 листа из каждого).
При использовании ПВАД допускаются единичные замеры не менее 2,5 Н/см
(0,25 кгс/см), а при термоклее— 1,0 Н/см (0,1 кгс/см).
Для определения удельного усилия разрыва блока в верхнем зажиме за-
крепляют одну половину блока, а в нижнем — другую; удельного усилия вырыва
блока из крышки — ь верхнем зажиме укрепляют обе крышки, а в нижнем —
книжный блок. Удельное усилие определяют как среднее арифметическое пяти
определений.
2. Глубину неровностей корешка перед нанесением клея проверяют следующим
образом: из середины комплекта листов, извлеченных из машины после секции
подготовки корешка, берут лист, укладывают его на цветную подложку и к вы-
ступам корешковой части подкладывают металлическую линейку. Лупой с уве-
личением 10х (ГОСТ 8309—75) замеряют глубину неровностей в 10 точках (с ин-
тервалом 15—20 мм) корешковой кромки листа. За результат измерения прини-
мают среднее арифметическое всех замеров, включая значения, равные 0.
3. Наличие раскола проверяют просмотром блока не ранее чем через час при
работе с термоклеем и через 3 ч при работе с ПВАД после обрезки блоков стрех
сторон. Книгу или блок раскрывают в нескольких местах и выявляют наличие
раскола или просвета между листами. Допускаются единичные просветы шириной
до 0,2 мм, не приводящие к нарушению связи листов с клеевой пленкой.
4. Толщину клеевой пленки на корешке проверяют у верхнего и нижнего об-
резов книги или блока. Замер выполняют измерительной лупой. Затеки клея меж-
ду листами допускаются единичные и не более 2,0 мм.
5. Ширину клеевой полосы на крайних листах блока (отклонение ±2,0 мм),
размещение печати на корешке и т. п. проверяют при помощи металлической ли-
нейки с ценой делений 1 мм. Сдвиг печати на корешке относительно края не дол-
жен превышать 1,5 мм; перекос печати—1,5 мм на 100 мм длины изображения.
6. Формат издания при обработке на автоматических поточных линиях кон-
тролируют сравнением с утвержденным образцом и измерением металлической
линейкой. Предельные отклонения размеров издания: по высоте ±1,5 мм, по ши-
рине ±2,0 мм.
7. Правильность комплектовки проверяют выборочно просмотром готового из-
дания после обрезки с трех сторон. Кроме того, тщательно следят за исправностью
блокировочных устройств на листоподборочной части поточной линии.
3.12.3. Условия, обеспечивающие соблюдение технических
требований к качеству изданий в обложке с КБС
со срезкой корешковых фальцев
Хорошая раскрываемость, обеспечивающая сохранность скрепления
Бумага издания должна иметь оптимальную толщину. Для изданий средних
форматов толщина бумаги должна находиться в пределах 50—100 мкм, при мо-
дуле упругости 200—500 МПа (2—5-Ю3 кгс/см2). Толщину бумаги в зависимости
от ширины издания можно определить по формуле:
_ШуйГу
аКр----------,
£-К
где аКр — толщина бумаги; Ш — ширина книги; Е — модуль упругости бумаги;
К — безразмерный коэффициент » 16,59; у — плотность бумаги.
С увеличением жесткости бумаги (Ё>500 МПа) ускоряется разрушение
КБС книги. Одним из путей снижения жесткости бумаги в направлении отгиба
листа является использование долевого раскроя.
4* 99
Оптимальная толщина бумаги (мкм) для книг
разной ширины при плотности бумаги -у = 0,8 г/см3
Формат издания Ширина книги, мм Модуль упругости бумаги, кг/см2
2 • 103 3 • 103 5-Ю3 10*
84X108/8 70Х108/8 265 210 170 135 90
60Х84/8 84X108/16 205 145 115 90 65
70X108/16 7QX100/16 70Х90/16 170 110 90 70 50
60Х90/16 60Х84/16 145 85 60 55 35
84X108/32 130 75 60 45 35
60Х84/32 100 50 40 30 20
Прочность скрепления листов между собой и прочность клеевой пленки
После обработки фрезой края бумажного листа неровности должны нахо-
диться в пределах 0,25—0,40 мм. Не должно быть грубых надрывов и разрушения
связи между волокнами. Влажность бумаги должна быть 5—8%. В случае низ-
кой влажности тетради следует подвергнуть акклиматизации, т. е. выдержке в
помещении с относительной влажностью, близкой к 100%, в течение 48 ч.
Для срезки корешковых фальцев нужно использовать острые фрезы. При по-
явлении надрывов бумаги следует заменить фрезы.
Клей должен хорошо смачивать волокна бумаги. При использовании термо-
клея необходимо поддерживать постоянную оптимальную температуру в ванне.
При использовании ПВАД необходимо следить за вязкостью клея, проверяя ее
у рабочего места до заливки в ванну. Корректировать вязкость клея на рабочем
месте запрещается. Клей следует передать в отделение подготовки клеев.
Правильность комплектовки изданий при работе на поточных линиях
Подавать на комплектовку стопы тетрадей без повреждений с наличием ус-
тановленного числа тетрадей определенного вида. Строго соблюдать правила рас-
паковки и укладки тетрадей в гнезда листоподборочной машины поточной линии.
Следить за бесперебойной работой блокировочных устройств. Периодически про-
верять правильность комплектовки готовых изданий и комплектов.
Правильное и прочное приклеивание обложки
На поточную линию следует подавать обложки, имеющие точные размеры
(см. 2.8.2). При работе поточной линии тщательно регулировать подающие об-
ложку механизмы, а также устройства, обеспечивающие приглаживание обложки
по корешку. Дополнительно притирать корешок издания по выходе из машины.
Правильная и точная трехсторонняя обрезка изданий на поточной линии
Обрезку изданий с трех сторон выполнять только острыми ножами. Обеспе-
чить усилие прижима блока, предотвращающее сдвиг издания при обрезке —
давление в компрессоре не менее 0,3 МПа (3 атм). Тщательно отрегулировать по-
ложение толкателей, обеспечивающих правильное положение издания относитель-
но ножей.
100
3.12.4. Технические характеристики оборудования
для изготовления изданий в обложке с КБС
Характеристика машины или поточной линии Марка машины или поточной линии
Темп-1 «Джет- Биндер» «Норм- Биндер NB2-E» «Норм- Биндер NB3» «Элер- Биндер SEB-П 40» Линия- 663 «Ротор- Биндер RB-5» «Пони-5»
1. страна-изготовитель 2. Формат обрабатываемых книг, мм наибольший наименьший 3. Толщина обрабатываемых книг, мд/ 4. Скорость работы, цикл/мин 5. Габариты, мм 6. Потребляемая мощность, кВт 7 Масса, кг СССР 250X350 103X148 5—30 110 28 500 X Х9800Х Х2000 50 30 000 350X450 120X185 5—40 160 18 940 X Х8270Х Х2500 42 10 050 Швейцар 305X510 100X140 3—60 100 17350Х Х2455 шя 305x510 100X140 3—60 167 19070Х Х6050 ФРГ 300x510 90X100 3—45 До 70 21 ГДР 250X425 103X148 4—60 90—116 30000X2750 8 1900 Швейцс 270X425 100X140 3—70 27—83 4300X3300 10,5+10 при термо- клее 1рИЯ 270X400 100X120 3—40 15—33 2900X2200 8,1+8 при термоклее
8. Операции, выполняе- мые на поточной ли- нии или машине комплек- товка КБС крытье обложкой окантовка корешка + + + + + + + + + + + + + + + + + + + + + + +
о сушка или охла- ждение обрез- ка с трех сторон разрезка двойни- ков + + + + + + +
3.12.5. Организация рабочих мест и приемы работы
на машинах «Ротор-Биндер RB-5» или «Пони-5»
Машину (рис. 3.11), работающую вне поточной линии, обслуживает бригада
из четырех человек — машинист, подкладчик и два приемщика. Комплекты тет-
радей и материалы к машине подаются подсобным рабочим. Скрепленные блоки
или книги в обложке передаются на сушку также подсобным рабочим. Работа
на машинах может выполняться с применением ПВАД или термоклея.
Поточную линию, составленную из операционных машин «Ротор-Биндер
RB-5», рационально использовать при годовой загрузке не менее 8 млн экз. и
минимальных тиражах 30 тыс. экз.
Рис. 3.11. Организация рабоче-
го места на машине «Ротор-
Биндер RB-5»:
1 — машина «Ротор-Биндер RB-5»;
2 — стол для комплектов тетра-
дей; 3 — фура или тележка с ком-
плектами тетрадей; 4 — приемка го-
товой продукции; 5 — стеллаж для
готовой продукции
В процессе наладки машины должна быть обеспечена ширина срезки фаль-
цев при 16-страничных тетрадях не более 3,5 мм, при 32-страничных — не более
5 мм. Расстояние клеевых роликов от корешка — 1 мм; толщина клеевого слоя
на роликах — 2 мм.
Подкладчик загружает комплекты тетрадей в машину, проверяя качество ком-
плектовки по меткам, отсутствие загрязнений и механических повреждений. При-
емщик проверяет качество готовых книг или блоков; при использовании ПВАД
сталкивает стопы на корешок и притирает о край стола. Сушку готовых книг при
использовании ПВАД проводят в естественных условиях в каретках с подъемны-
ми полками, где они стоят на корешке не менее 3 ч. Сушка в специальном уст-
ройстве выполняется при температуре воздуха не выше 45° С или при контакте не
более 3 мин с приемным столом, нагретым не выше чем до 90° С.
Хранение и перевозка продукции допускается при температуре от —25° С до
+ 45° С. Книги, которые находились при температуре ниже 0° или выше 35° перед
раскрыванием следует выдерживать в нормальных условиях не менее 1 ч.
3.12.6. Организация рабочих мест и приемы работы
на поточной линии типа «Джет-Биндер»
Линию (рис. 3.12) обслуживает бригада, включающая машиниста, помощ-
ника машиниста на листоподборочной машине и секции КБС, подкладчиков на
листоподборочной машине (один на 5 станций), машиниста резальной секции и
одного — двух приемщиков. Подача тетрадей и передача книг (журналов) на упа-
ковку выполняются подсобным рабочим или при помощи транспортера.
Поточные линии «Темп-1» и «Джет-Биндер» рационально использовать при
загрузке предприятия не менее 15 млн. экз. в год с тиражами не менее 50 тыс. экз.
Они могут работать только с применением термоклея.
При наладке линии следует особое внимание уделять правильности комплек-
товки тетрадей, качеству подготовки и промазки корешка блока клеем, точности
и качеству приклейки обложки. Выход верхнего края блока за пределы обложки
не допускается. Ширина срезки корешковых фальцев должна быть не более 3,5 мм
при 16-страничных тетрадях и не более 5 мм при 32-страничных тетрадях. Тер-
моклей следует загружать в емкость предварительного разогрева. Нагреватели
емкости включают за 3—4 ч до начала работы. Если термоклей хранился при
минусовой температуре, он должен быть выдержан в помещении цеха не менее
102
Рис. 3 12 Организация рабочего места на по-
точной линии «Джет-Биндер»:
1 — листоподборочная машина; 2 — стол с перегород-
ками для тетрадей; 3 — стол для распаковки и стал-
кивания тетрадей; 4— машина для клеевого бесшвей-
ного скрепления и крытья обложкой; 5 — устройство
(тля охлаждения блоков; 6 — резальная машина; 7 —
стол для сталкивания и контроля продукцйи после
обрезки, 8—платформа для готовой продукции; 9 —
платформа со стопами тетрадей; 10—платформа с
обложками, И — фура для прокладок и упаковочных
ремней
12 ч. Температура нагрева клея (150—160° С для «Будатерм») должна быть та-
кой, чтобы обеспечивались необходимые вязкость и адгезия расплава к бумаге.
При бесперебойной работе температура клея в ванне машины и в емкости пред-
варительного разогрева должна быть равна, а при работе с остановками — в ем-
кости на 15—20° С ниже, чем в ванне.
При значительном потемнении клея на роликах и внутренних стенках клеевую
ванну надо чистить. Для этого расплав термоклея сливают в противень, а в ванну
кладут парафин, расплавляют его до температуры 100—120° С и выдерживают
нагретым в течение 2—3 ч. Затем его сливают и ванну очищают скребками и ве-
тошью.
Чистку емкости предварительного разогрева производят не реже одного раза
в месяц. Перед чисткой из емкости сливают расплав термоклея, охлаждают ем-
кость до 80°С, снимают датчики температуры и заливают в емкость горячий
15%-ный водный раствор тринатрийфосфата. Раствор нагревают до кипения и
выдерживают нагретым в течение 2—3 ч. После этого сливают раствор, выклю-
чают нагрев и промывают емкость теплой водой.
При наличии на предприятии специального помещения, оборудованного при-
точно-вытяжной вентиляцией, допускается чистка емкости раз в два месяца три-
хлорэтиленом, который обеспечивает полную очистку емкости. Для этого в охлаж-
денную емкость заливают 20—30 л трихлорэтилена, нагревают до температуры
50—60° С, выдерживают 2 ч, затем выливают раствор и чистят емкость.
Клеевые ванны и емкости предварительного разогрева термоклея должны быть
оборудованы местной вытяжной вентиляцией. Чистить отсосы вытяжной венти-
ляции следует одновременно с чисткой клеевых ванн и емкостей.
3.13. КЛЕЕВОЕ БЕСШВЕЙНОЕ СКРЕПЛЕНИЕ (КБС) ИЗДАНИЙ
БЕЗ СРЕЗКИ КОРЕШКОВЫХ ФАЛЬЦЕВ
КБС без срезки корешковых фальцев используется для изданий среднего
срока службы (не менее 4 лет при интенсивном чтении и более 10 лет при уме-
ренном пользовании). Издания могут быть в обложке и переплетной крышке.
Для скрепления используется один из двух видов тетрадей: односгибные листы
(см. табл. 2.2.1 поз. 3) или 8- и 16-страничные тетради с перфорацией по кореш-
ковым фальцам (табл 2.2.1 поз. И). После подборки комплект тетрадей проклеи-
вают по корешку, в результате чего в первом случае тетради склеиваются между
собой, а во втором — клей, проникая в прорези на корешке, соединяет внутрен-
ние листы тетради. При выпуске изданий в обложке склеенные комплекты покры-
103
вают обложкой, а при выпуске в переплетной крышке — дополнительно оканто-
вывают корешок материалом. Окантовку материалом выполняют также при из-
готовлении изделий в обложке типа 4 (см. п. 3.15).
Для выпуска изданий в обложке с КБС без срезки корешковых фальцев
можно использовать машины «Ротор-Биндер RB-5» или «Пони-5» при выключении
фрезерующей головки, а также машины для крытья изданий обложкой типа
«БИП-4» или «БИП-5» с подачей комплектов вручную Для изготовления блоков
под переплетные крышки или изданий в обложке типа 4 с окантовкой корешка
можно использовать поточную линию типа 651 или машины 663.
КБС без срезки корешковых фальцев используют также для выпуска миниа-
тюрных изданий и изданий большого формата с распашными иллюстрациями
(например, географических атласов) с использованием несложных приспособле-
ний.
3.13.1. Требования к качеству КБС
без срезки корешковых фальцев
1. Блок должен содержать полное число доброкачественных тетрадей и дру-
гих деталей книги, расположенных в установленном порядке.
2. Все детали должны быть прочно склеены между собой по корешку без
просветов и расколов. Глубина склейки листов 1 мм. Допускаются единичные за-
теки до 2,0 мм.
3. Удельное усилие разрыва блока на стыке тетрадей должно быть не менее
5 Н/см (0,5 кгс/см).
4. Окантовочный материал (или обложка) должен быть прочно, без отстава-
ний и перекосов, приклеен к корешку и крайним листам (форзацам) блока. Коре-
шок должен быть прямоугольной формы, без перекоса, печать на корешке об-
ложки должна располагаться без смещения и перекоса.
3.13.2. Предельные отклонения у блоков или изданий с КБС
без срезки корешковых фальцев
Показатель
Предельные
отклонения, мм
Разница в ширине выхода окантовочного материала на
верхний и нижний форзацы блока
Перекос окантовочного материала
Сдвиг печати на корешке обложки относительно края ко-
решка
Перекос печати на корешке
При крытье обложкой колебания ширины клеевой полосы
на крайних листах блока
3,0
2,0
1,5
1,5
±2,0
3.13.3. Контроль качества КБС без срезки корешковых фальцев
1. Прочность КБС, наличие расколов, просветов между тетрадями проверяют
спустя 3—8 ч после изготовления блоков и обрезки их с трех сторон. Определе-
ние качества см. в п 3 12.2.
2. Расположение окантовочного материала, обложки, прямоугольность ко-
решка и т. п. проверяют осмотром блоков и замером при помощи металлической
линейки.
104
3.13.4. Условия, обеспечивающие соблюдение
технических требований к качеству КБС
Прочность скрепления блоков, составленных из односгибных листов
До заклейки корешка необходимо тщательно столкнуть комплект тетрадей
для выравнивания фальцев всех тетрадей. Заклейку проводить с роспуском листов
на корешке. При заклейке раствором полиамидной смолы толщина клеевого слоя
после высыхания должна быть не более 0,3 мм. При крытье комплекта обложкой
с использованием ПВАД толщина высохшего клея — 0,2—0,4 мм.
При изготовлении блока под переплетную крышку окантовку корешка следу-
ет выполнять с применением эластичного материала типа нетканого клееного по-
лотна толщиной не более 0,2 мм. Форзацы и дополнительные детали (иллюстра-
ции) в таком блоке вводят в виде самостоятельных тетрадей.
Высокая прочность скрепления блоков, составленных из тетрадей,
перфорированных по корешку
Тетради в процессе фальцовки должны получить перфорацию корешковых
фальцев перфораторами с режущей частью зубцов длиной 6 мм, расположенных
на расстоянии 3 мм один ог другого Бумага должна прорезаться изнутри на-
ружу.
При выпуске блоков под переплетную крышку форзацы нужно приклеивать
с отступом от корешковых фальцев на 1 мм без попадания клея на корешок
тетради.
Заклеивать корешок и приклеивать окантовочный материал можно вручную,
с применением ПВАД вязкостью 40—50 с по кружке ВМС.
3.13.5. Организация рабочих мест и приемы работы
при выполнении операций вручную
Скрепление блоков из односгибных тетрадей. При скреплении блоков боль-
шого и среднего форматов заклейку корешка выполняют с роспуском тетрадей.
Для книг среднего формата роспуск должен быть 0,5—1,0 мм, для книг большого
формата — 5,0 мм. На распущенную корешковую часть комплектов блоков на-
носят клей тонким ровным слоем. Отделяют от комплекта по одному блоку и
сталкивают на корешок, затем раскладывают блоки для просушки корешками в
противоположные стороны. После подсыхания клеевой пленки корешок обжимают
и окантовывают материалом.
При обработке миниатюрных книг и книг-малюток комплекты тетрадей
(двойников, тройников и более) укладывают между картонными прокладками и
помещают в зажимы. На тщательно столкнутый корешок наносят клей и дают
подсохнуть в зажимах. Вынутые из зажимов комплекты разделяют по меткам на
отдельные блоки и корешок окантовывают материалом. Заклеивать корешок луч-
ше всего спиртовым раствором метилолполиамидной смолы. Окантованные и вы-
сушенные блоки разрезают на одноножевых бумагорезальных машинах на от-
дельные экземпляры, одновременно обрезают с трех сторон и готовят для встав-
ки в переплетные крышки.
Скрепление блоков из тетрадей с перфорированными корешковыми фальцами.
Изготовлять издания из тетрадей с перфорированными корешковыми фальцами
в обложке можно на крытвенной машине типа «БИП-5» с использованием ПВАД
вязкостью 60—80 с по кружке ВМС и подачей комплектов тетрадей вручную.
При отсутствии указанного оборудования процесс можно выполнить вручную,
используя ПВАД вязкостью 50 с, уложив стопы комплектов высотой 150—200 мм
в угольник. До высыхания клея комплект следует покрыть обложкой с заранее
нанесенным на ее корешок клеем. Крытье выполняют вроспуск.
При выпуске изданий в переплетных крышках корешок заклеенного блока сле-
дует окантовывать нетканым клееным материалом.
105
3.14. КРЫТЬЕ КНИГ И ЖУРНАЛОВ ОБЛОЖКОЙ
Назначением процесса является соединение блока, скомплектованного под-
боркой и скрепленного нитками или проволокой, а также комплектов тетрадей
для КБС без срезки фальцев с обложкой. Обложка приклеивается к блоку толь-
ко по поверхности корешка (обыкновенное крытье обложкой типа 2) или по по-
верхности корешка и краям прикорешковой части верхнего и нижнего листов
книги (крытье вроспуск обложкой типа 3). Операция выполняется на машине
или вручную с использованием блоков, сшитых проволокой втачку, потетрадно
нитками, комплектов тетрадей с перфорацией корешковых фальцев или сшитых
термонитями.
3.14.1. Требования к качеству крытья обложкой
Обложка к блоку должна быть приклеена прочно, без отставаний и перекоса.
Верхний край обложки должен совпадать с верхним краем блока. Корешок дол-
жен быть плоским, прямоугольной формы. Фальцы всех тетрадей в блоке долж-
ны располагаться в одной плоскости. У бигованной обложки биги должны сов-
ладать с краем корешка.
При крытье вроспуск ширина клеевой полосы должна быть 6 мм. На корешке
после обрезки с трех сторон не должно быть складок и вырывов. При хранении
книги в стопе не должны склеиваться.
3.14.2. Предельные отклонения при крытье обложкой
Показатель Предельные отклонения, мм
Смещение корешка обложки поперек корешка блока 1,5
Косина расположения печати на обложке относительно верх- 1,5
него края тетрадей Несовпадение кромки обложки с верхним краем блока 1,5
Несовпадение бига с краем корешка блока 0,5
Увеличение ширины клеевой полосы при крытье вроспуск 1,0
3.14.3. Контроль качества крытья обложкой
Качество приклейки обложки и промазки корешка определяется внешним ос-
мотром изделия по выходе из машины. Контроль сплошной на приемном столе
выполняется одновременно с притиркой корешка с целью увеличения прочности
приклейки обложки.
Отсутствие складок обложки на корешке контролируется на приемке резаль-
ной машины внешним осмотром стоп.
Отклонения в расположении обложки и бигов проверяются металлической
линейкой.
3.14.4. Условия, обеспечивающие соблюдение
технических требований к качеству крытья обложкой
Отсутствие морщин на корешке при обрезке с трех сторон
Степень спрессованности сшитых блоков — 0,9—1,0; блоков из тетрадей с
перфорированными корешковыми фальцами — 0,7—0,85. При тетрадях толщиной
меньше 1,0 мм и потетрадном шитье нитками необходима заклейка корешка,
сушка и обжимка его до крытья обложкой. Обрезку производить острыми но-
жами.
106
Прочное склеивание тетрадей между собой и с обложкой
Толщина клеевого слоя на корешке — 0,8—1,0 мм в зависимости от вида бу-
маги и объема издания. Хорошая притирка обложки к корешку при выходе книги
из машины.
Отсутствие отставания обложки от корешка после сушки
Сушить книги следует в естественных условиях поставленными на корешок в
тележках с подъемными полками или в сушильных устройствах с температурой
воздуха не выше 45° С.
Отсутствие склеивания книг в стопе
Запрещается крытье лакированной обложкой вроспуск.
3.14.5. Технические характеристики оборудования
для крытья обложкой
Страна Марка
Формат обрабаты-
ваемых книг, мм
наиболь-
ший
наимень-
ший
s
S'
Гаиариты,
мм
СССР
«БИП-4» 230 X 300 87,5 X 135
«БИП-5» 230X300 105X135
5—25 25, 2700X1860X1500
28, 30
5—25 До 35 2710X2060X1625
4,3 1300
5,2 1485
3.14.6. Организация рабочих мест и приемы работы
при крытье обложкой
Работа на крытвенной машине (рис. 3.13). Машину обслуживают машинист
и приемщик. Подача блоков и обложек, а также передача готовых книг на сушку
выполняются подсобным рабочим или при помощи транспортера.
Длина клеенаносящей планки должна быть на 5—10 мм меньше длины ко-
решка блока, а ширина ее — на 3—4 мм меньше толщины блока.
Рис. 3.13 Организация рабочего места на
крытвенной машине БИП-5:
I — крытвенная машина типа БИП-5; 2 — самона-
клад; 3 — приемное устройство; 4 — стол для
сталкивания и контроля качества обложек; 5 —
платформа с обложками; 6 — платформа с блока-
ми; 7 — платформа с готовой продукцией
107
В обязанности машиниста входит наблюдение за работой машины и наладка
ее механизмов. В случае обработки несшитых комплектов или изданий малого
формата комплекты или блоки подают в машину вручную, а самонаклад ото-
двигают.
Приемщик следит за качеством выходящих из машины книг и укладывает их
стопами для сушки на транспортер сушильного устройства или в тележки кореш-
ком вниз.
Работа вручную. Блоки, сшитые проволокой втачку, кроют обложкой врос-
пуск с нанесением клея на обложку. Во всех других случаях клей наносят на
корешок блока и на обложку. Обложку для промазки сгибают по заднему край-
нему бигу корешком внутрь и распускают стопу с шагом на 1,5—2,0 мм меньше
расстояния между крайними бигами. У крытых книг в привертке притирают ко-
решок гладилкой. При наличии на корешке печати его притирают через белую
бумагу.
3.15. ИЗГОТОВЛЕНИЕ ИЗДАНИЙ В ОБЛОЖКЕ ТИПА 4
И СКРЕПЛЕНИЕ БЛОКОВ С ОКАНТОВКОЙ КОРЕШКА
Назначение процесса — изготовление изданий в обложке повышенной прочно-
сти. Обложка типа 4 состоит из двух отпечатанных сторонок, наложенных на блок
и окантованных вместе с корешком блока полосой переплетного материала. После
склеивания деталей и сушки книга вместе с обложкой обрезается с трех сторон.
Изготовление изданий в обложке типа 4 возможно на машине типа 651, а
также вручную. Блоки могут быть сшиты потетрадно нитками или изготовлены
КБС со срезкой корешковых фальцев и без нее.
3.15.1. Требования к качеству изданий в обложке типа 4,
или к блокам с окантованным корешком
Тетради в блоке или отдельные листы должны быть прочно склеены. Проч-
ность КБС должна удовлетворять требованиям, изложенным в п. 3.12.1 или в
разделах, относящихся к соответствующим видам скрепления. Окантовочный ма-
териал должен быть прочно приклеен к корешку блока и сторонкам обложки
(или форцазам блока) без перекоса и смещения. Внутренняя кромка обложки
должна совпадать с краем корешка блока без перекоса. Край материала окантов-
ки должен быть ровным, без махристости и надрывов. Клей не должен выдавли-
ваться из-под окантовочного материала. Корешок должен быть плоским, перпен-
дикулярным к поверхности обложки.
3.15.2. Предельные отклонения при изготовлении изданий
в обложке типа 4
Показатель Предельные от-
клонения, мм
Разница в выходе окантовочного материала на сторонки об-
ложки в одной книге
Перекос края окантовки
Несовпадение внутренней кромки обложки с краем корешка
блока
Перекос обложки относительно верхнего края
2,0
1,5
2,0
1,5
3.15.3. Контроль качества изданий в обложке типа 4
Контроль прочности изданий выполняется в соответствии с п. 3.12.2. Внешний
вид контролируется визуально, а отклонение от правильного взаимного располо-
жения деталей контролируется при помощи металлической линейки.
108
3.15.4. Условия, обеспечивающие соблюдение
технических требований к качеству изданий в обложке типа 4
и блоков с окантованным корешком
Прочное приклеивание окантовочного материала к сторонкам обложки
Клей, используемый для приклеивания окантовочного материала, должен
иметь хорошую адгезию к покрытию или красочному слою обложки.
Прочное склеивание блока и приклеивание окантовочного материала
к корешку блока
При КБС соблюдение рекомендаций разд. 3.12.3. Толщина клеевого слоя на
окантовочном материале должна быть 0,3—0,4 мм. Хорошая притирка оканто-
вочного материала к корешку и сторонкам блока без выдавливания клея.
Прямоугольность корешка блока
Соблюдение рекомендаций разд. 3.14.4 по степени спрессованности блока пе-
ред крытьем обложкой и правильная укладка перед сушкой.
Отсутствие бахромы и надрывов материала окантовки
Использование для окантовки переплетного материала на бумажной или не-
тканой клееной основе. Не рекомендуется применять материалы на тканевой ос-
нове.
3.15.5. Техническая характеристика оборудования
для заклейки и окантовки корешка блока
Страна 1 Марка Форматы обрабаты- ваемых книг, мм Толщина книг, мм Скорость, цикл/мин 1 Габариты, мм Потребляемая мощность, кВт
наиболь- ший наимень- ший
ГДР 651 250X425 103X148 3—60 90—136 33685X2750 4,5+9,4 + 25,6 сушильное устройство
Примечание.
На поточной линии выполняются: комплектовка подборкой бесшвейное скрепление с
«окантовкой корешка или окантовка корешка комплектов тетрадей, сшитых термонитями,
а также имеющих перфорацию корешковых фальцев, или комплектов односгибных листов,
сушка корешка. Обрезка блоков с трех сторон производится на трехножевой бумагорезаль-
ной машине. Возможна окантовка корешка блока, сшитого нитками.
3.15.6. Организация рабочих мест и приемы работы
на поточной линии с машиной 651
Поточную линию обслуживает бригада: машинист поточной линии, машинист
листоподборочной машины, подкладчики (один подкладчик на три станции) лис-
топодборочной машины, помощник машиниста и два приемщика на секции бес-
швейного скрепления и окантовки корешка. Поточная линия может быть уста-
новлена в помещении цеха с учетом конфигурации помещения (рис. 3 14): может
<5ыть вытянута вдоль помещения, часть ее может быть повернута на 90° или 180°
(в широком, но коротком помещении).
109
Рис. 314 Схемы расположения машин в поточной линии модели 651
I — машины установлены в одну линию; II — машины повернуты под прямым углом; III —
машины развернуты в виде буквы П; / — листоподборочная машина; 2 — машина для КБС;
3 — сушильное устройство
При выпуске изданий без срезки фальцев секция фрезерования корешковых
фальцев выключается опусканием вниз. При выпуске книг в обложке типа 4 в
качестве окантовочного материала используется полоса переплетного материала
с покрытием, соответствующим по цвету и отделке рисунку на обложке. Облож-
ка в виде отдельных сторонок подбирается вместе с тетрадями блока. В случае
крытья обложкой блока, сшитого потетрадно нитками, блок в машину подается
вручную с подкладкой с двух сторон обложек. Возможен выпуск изданий в об-
ложке типа 4 с использованием КБС. При этом работа поточной линии ничем не
отличается от работы при выпуске книжных блоков под переплетные крышки, за
исключением вида окантовочного материала и подборки сторонок обложки вместе
с блоком.
Для заклейки корешка комплектов тетрадей следует использовать ПВАД
вязкостью 35—40 с по кружке ВМС. Для приклейки окантовочного материала
вязкость ПВАД должна быть 60 с. В случае работы с обложками, покрытыми
пленкой или лаком, следует использовать для приклейки окантовочного материа-
ла сополимерную дисперсию (СВЭД).
Сушить книги после крытья обложкой следует, поставив стопы на корешки
в тележках с подъемными крышками или в сушильном устройстве поточной линии
при температуре не выше 45° С. При сушке термоизлучением следует не допус-
кать отделения окантовочного материала от корешка блока.
При обработке блоков с КБС под переплетные крышки на поточной линии
с машиной 651 включаются механизмы фрезерования и обработки поверхности
корешка. Блоки при этом зажимают между пластинчатыми цепями тракового
транспортера таким образом, чтобы при фрезеровании они не смещались относи-
тельно транспортера. При этом ориентировочно выбирают следующие скорости
работы машины:
Толщина блока, мм 60 50 40 30 20 10
Рабочая скорость, цикл/мин 60 70 90 120 и выше.
Подготовка корешка для КБС выполняется в соответствии с требованиями
п. 3.12.1. Если блоки изготовлены из типографской и офсетной бумаги № 1 и№ 2,
ПО
обработку корешка выполняют с просечкой шлицев, а если из бумаги № 3 — без
просечки шлицев
Для скрепления листов блока и приклейки окантовочного материала исполь-
зуется ПВАД вязкостью: в первой ванне для нанесения на корешок при роспуске
листов—18—22 с по кружке ВМС, во второй ванне для нанесения на корешок
и для промазки окантовочного материала — 25—40 с по кружке ВМС.
Толщина слоя клея на роликах клеевого аппарата для проклейки корешка
-блока рекомендуется 1 —1,5 мм. Роспуск листов блока при проходе его над кони-
ческими роликами должен быть таким, чтобы клей проникал между листами бло-
ка на заданную глубину, изменяющуюся от 0,2 до 0,7 мм. Глубина проникнове-
ния клея выбирается в зависимости от пористости бумаги и объема блока. Чем
’меньше пористость бумаги, тем глубина проникновения клея должна быть больше.
Толщина слоя клея регулируется зазором между ракелем и клеевыми роли-
ками. Зазор между блоками в траковом транспортере должен быть около 30 мм.
Нож должен разрезать окантовочный материал примерно посередине.
В качестве окантовочного материала рекомендуется: бумага для оклейки
корешков (ТУ 81-04-446—76), мешочная марки МА-78А (ГОСТ 2228—81) и мик-
рокрепированная с массой 1 м2 70—75 г.
3.16. ОБРЕЗКА КНИЖНЫХ БЛОКОВ И ИЗДАНИЙ
В ОБЛОЖКАХ С ТРЕХ СТОРОН
Назначение операции — выравнивание краев листов издания, доведение до
одинакового формата всех экземпляров в тираже. Операция выполняется на трех-
ножевых бумагорезальных машинах, где сначала два ножа обрезают верхний и
нижний края, а затем третий нож обрезает передний край. Ножи имеют сабельное
движение и их кромки в нижнем положении врезаются в марзан. Обрезка с трех
сторон может также выполняться в машинах с ножничным резом, не имеющих
марзана, когда блок во время движения ножа прижимается ко второму неподвиж-
ному ножу (противоножу) и движущийся нож перекрывает его кромку, полностью
дорезая все листы. При обработке'миниатюрных изданий или отсутствии необхо-
димого оборудования обрезку с трех сторон выполняют на одноножевых бумаго-
резальных машинах. Разделение двойников на экземпляры можно выполнять рас-
пиливанием на специальном оборудовании или в секциях поточных линий.
3.16.1. Требования к качеству обрезки с трех сторон
В результате обрезки с трех сторон книжные блоки, книги в обложке, жур-
налы и брошюры должны иметь точный формат, отвечающий ГОСТ 5773—76,
должны быть срезаны петли, кромки листов и графеечные проколы; обрезы долж-
ны быть гладкими, чистыми, без следов щербин ножа, без смещения страниц, их
слипания. Корешок блока, скомплектованного подборкой, должен быть плоским,
<5ез перекоса, деформации и разрыва краев обложки.
3.16.2. Предельные отклонения при обрезке с трех сторон
Показатель Вид полуфабриката Способ обработки Предельные отклонения, мм
Форматы изданий после обрезки (сред- ние, большие и ма- лые) Книги и брошю ры Журналы Книги, брошюры и журналы Книги Печать на листо- вых машинах То же Печать на ру- лонных машинах Обработка на поточных линиях ±1,0 ±2,0 н 2,0 В± 1,5 Ш±2,0
111
Продолжение
Показа!ель Вид полуфабриката Способ обработки Предельные отклоне- ния, мм
Косина Формат миниатюр- ных изданий Косина Морщины и надры- вы обложки Все виды Книжные блоки То же Издания в об- ложке Печать на листо- вых машинах То же 1 % от соответст- вующего размера ±1,0 0,5 единичные экземп- ляры до 3,0 мм
3.16.3. Контроль качества обрезки
1. Точность размеров изданий после обрезки с трех сторон проверяют метал-
лической линейкой с ценой деления 1 мм, к началу которой рекомендуется под
углом 90° прикрепить металлическую планку так, чтобы внутренняя плоскость ее
совпадала с нулевым делением линейки. При замере планка должна упираться в
обрез книги. Для контроля можно пользоваться цинковым шаблоном.
2. Косину следует проверять угольником (рис. 3.15) отдельно по первой и
последней тетрадям.
3. Внешний вид обрезов, прямоугольность корешка, сохранность обложки про-
веряют визуально.
Рис. ЗЛ5 Схема контроля косины блоков после об-
резки с трех сторон:
1 — книжный блок; 2 — корешок блока; 3 — угольник; а —
косина
3.16.4. Условия, обеспечивающие соблюдение
технических требований к качеству обрезки с трех сторон
При обрезке на машинах с марзанами
Точность размеров изданий
1. Придерживаться оптимальной высоты приверток, при которой гарантиру-
ется соблюдение точных размеров всех экземпляров в привертке. Ее определяют
опытным путем, но ориентировочно можно рекомендовать следующие зависимо-
сти при больших и средних форматах изданий:
112
Высота приверток при обрезке с трех сторон
Число страниц в издании Число экземпляров в привертке Ориентировочная высота привертки, мм
16 45 45
48 20 60
80 13 65
160 7 70
240 4 60
320 3 60
400 2 50
480 2 60
560 2 70
640 1 40
При обработке миниатюрных изданий высота приверток не должна превы-
шать 50 мм.
2. Угол заточки ножей в зависимости от свойств бумаги блока, град.
мягкая (газетная, типографская № 3) 16—17
средняя (типографская № 1 и № 2) 19—21
жесткая (офсетная, мелованная) 23—24-
Ножи должны быть острыми, без щербин и прожогов.
Число обрезанных приверток до смены ножей зависит от вида бумаги
офсетная
типографская № 1
типографская № 2 и № 3
500—1000
1000—1500
1500—2000
Отсутствие шероховатости кромок нижних листов
В качестве марзанов используют пластины, по глубине и ширине соответству-
ющие пазам машины, из следующих материалов: листы из непластифицированно-
го поливинилхлорида (винипласт листовой, ГОСТ 9639—71); фибра листовая
(ГОСТ 14613—69).
Длина марзана должна быть равна длине обрезаемого блока (или его шири-
не). Не допускается применение составных марзанов.
Глубина врезания ножей в марзаны должна быть не более 1,0 мм при пол-
ном дорезании всех листов приверток.
Точность размеров всех листов блока
Сила прижима должна обеспечивать точность размеров всех листов в при-
вертке. При снижении давления снижается точность обрезки.
Прямоугольность корешка и отсутствие смещения тетрадей
Должно быть обеспечено равномерное зажатие привертки по всей площади,
для чего на колодке главного прижима трехножевой бумагорезальной машины
следует укреплять приправку толщиной 15—30 мм из склеенных листов картона,
скошенную со стороны корешка.
При обрезке на машинах с ножничным резом
Точность размеров издания
Угол заточки ножей см. п. 2. Ножи должны быть острыми, без щербин; при
увеличении неточности обрезки и появлении шероховатости обрезов ножи надо
менять. Зазор между ножом и противоножом — 0,05±0,01 мм. Зазор проверяют и
113
устанавливают при помощи щупа. Книги или блоки во время обрезки должны
быть прочно зажаты; давление — не менее 0,3 МПа (3 атм).
3.16.5. Технические характеристики
трехножевых бумагорезальных машин
Страна Марка Формат обрезанных блоков, мм 1 Высота стопы, мм Скорость, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
наиболь- ший наимень- ший
СССР БРТ-300 п/а 236X300 80X125 30—100 20 1800X1235X1615 3,0 2400
» БРТ-450 п/а 315X450 82X125 15—110 16—20 1950X1286X1715 4,1 2700
» БРТ-125/ 450 авт 315x450 105x140 20—80 16—20 4300X2200X1550 4,5 3900
» ЗБРТ-125 /450 п/а 315X450 80X125 До 125 25 2300X2200X1650 4,5 3200
ГДР SDY-EZ авт 300X420 100X140 6—70 20—50 — 2,5 2930
SDY п/а 300X420 70X80 До 100 До 25 3000X2850X1850 4,0 2500
D30X42 SDEA 300X420 52X74 До 115 18 1300X1700X1870 4,25 2700
ФРГ A43D п/а 300X430 50X80 До 120 16—25 2220X2050X1615 3,0 2550
A43DM авт 270X380 100X148 До 100 18—30 3650X2140X1615 4,0 2300
3.16.6. Организация рабочих мест
и приемы работы при обрезке книг
На трехножевых бумагорезальных машинах (рис. 3.16). Машину обслужива-
ют: машинист, подкладчик и приемщик. В зависимости от организации работы
блоки или книги на обрезку и обрезанную продукцию доставляют и убирают с
рабочего места подсобные рабочие или эти операции выполняются при помощи
транспортеров различного типа.
Подкладчик формирует привертки, сталкивает на корешок и подает машини-
сту, который укладывает привертки к упорам предварительного прижима маши-
ны. Приемщик снимает привертки и укладывает их в тележку или на транспор-
тер. Возможен вариант, при котором привертки после обрезки передаются на
транспортер специальным механизмом,— рабочий только следит за правиль-
ностью его работы.
В процессе работы необходимо периодически править ножи — сначала боко-
вые, а затем передний бруском, смоченным машинным маслом.
При перестановке формата предварительный прижим и боковой угольник
укрепляют так, чтобы с верхнего края блока срезалось 3—4 мм, с нижнего 6—7
(в сумме сверху и снизу— 10 мм), с переднего — 5 мм.
При обработке изданий среднего и малого форматов двойниками блок после
скрепления следует разрезать пополам, а затем обе части обрезать с трех сторон.
Разделение двойников пополам возможно распиливанием на специальном обору-
довании или в секции поточной линии до или после обрезки блоков с трех сторон.
При обрезке книг улучшенного качества на привертку перед обрезкой надо
положить картонную сторонку форматом на 10 мм меньше формата книги.
114
Затл
1
Рис. 3.16 Организация рабочего мес-
та на трехножевой бумагорезальной
машине (на обособленном рабочем
месте):
1—трехножевая резальная машина; 1а—
стол для сталкивания приверток; 16 —
приемка обрезанных блоков (книг в об-
ложке, журналов или брошюр); 2 — плат-
форма с необрезанной продукцией; 3 —
платформа с готовой продукцией
Рис. 3.17 Схема разрезки и подрезки
блоков миниатюрных изданий:
1 — положение блока для разрезки двойни-
ка по нижнему краю верхнего блока; 2 —
для обрезки верхнего края у верхнего бло-
ка; 3 -- для обрезки верхнего края у ниж-
него блока (нижние кромки у нижнего бло-
ка и передние кромки у двойников среза-
ны ранее)
Обрезка на одноножевых бумагорезальных машинах. Трехстороннюю обрез-
ку на одноножевых бумагорезальных машинах выполняют в случае, если нет
1,5X45°
трехножевых бумагорезальных ма-
шин или формат издания (очень
большой или малый) не позволяет
использовать трехножевые машины.
При этом необходимо соблюдать сле-
дующие условия: высота приверток
не должна превышать 50 мм при об-
резке миниатюрных изданий и
60 мм — книг большого формата; ко-
решок блока должен быть располо-
жен со стороны движения ножа.
При обрезке миниатюрных изда-
ний сначала следует обрезать блоки
г переднего края, удалив лишнюю
Рис. 3.18 Приспособление для обрез-
ки блоков книг-малюток с трех сто-
рон:
1 — струбцина; 2 — основание для укладк»
блоков; 3 — шаблон для обрезки блоков-
Рис. 3.1191 Переплетный нож
115
бумагу, на которой отпечатаны изображения, не относящиеся к изданию (тетра-
ди имеют увеличенную ширину для удобства обработки), затем разделить бло-
ки-двойники и тройники на отдельные экземпляры и подрезать блоки сверху и
снизу у трех приверток по схеме, показанной на рис. 3.17. Между стопой бло-
ков и подавателем укладывается стопа макулатуры высотой, равной высоте
стопы блоков, благодаря чему можно обрезать блоки любых малых ширины
и высоты.
При необходимости обрезки блоков из мелованной бумаги или имеющих
большое число вклеек необходимо использовать картонные или макулатурные про-
кладки сверху и снизу привертки, а также прокладки и приправку на прижиме
для выравнивания толщины корешка и переднего края блока.
Обрезка книг-малюток. При изготовлении книг-малюток по одному экземпля-
ру обрезку с трех сторон можно выполнять на приспособлении (рис. 3.18) или ис-
пользовать станок KSC для срезки углов. В первом случае операция обрезки
выполняется вручную ножом (рис. 3.19), а во втором — механически П-образным
ножом.
3.17. ВИДЫ ОБРАБОТКИ И ОТДЕЛКИ КНИЖНЫХ БЛОКОВ
3.17.1. Форма корешка блока
Наименование Толщина блока или длина дуги корешка Рекомендации по применению
форматы издания толщина корешка, мм вид скрепления
Тетрад- ный 1,25 а-п Большие До 8 Внакидку прово- локой или нитка- ми впрострочку
Прямой Т — ^anN Все До 20 Потетрадное шитье нитками
До 50 КБС
Кругле- ный D = ^anN > Более 5 Потетрадное шитье нитками, проволокой и
скрепление термо- нитями
116
Продолжение
Рекомендации по применению
Наименование
Точщина
блока или
длина дуги
корешка
ё *
О со
X
вид скрепления
Кругле-
НЫЙ С
отогну-
тыми
краями
D — s3anN
Средние
От 14
до 40
Средние
и боль-
шие
От 8
до 50
Потетрадное
шитье нитками при
наличии оборудо-
вания
По договоренно-
сти с полиграфиче-
ским предприяти-
ем
3.17.2. Расчет толщины тетрадей, блоков и книг,
а также длины дуги корешка книжного блока
„ onJV
2С ’
где а — толщина бумаги, мм; п — число страниц в тетради; N — число тетрадей
в блоке или стопе; С — степень спрессованности, C=TqIT, где То сумма толщин
листов бумаги, TQ—xl2anN.
А. Степень спрессованности полуфабрикатов книг
(по результатам многочисленных замеров)
Полуфабрикат Число страниц в тетради
8 16 32
Запрессованные стопы тетрадей после 1,00 1,00 1,00
^фальцовки
Блоки после шитья и заклейки 0,76 0,80 0,84
Блоки после кругления 0,78 0,84 0,88
Блоки после кругления и отгибки 0,85 0,90 0,92
краев
Б. Длина дуги корешка, определяемая умножением
толщины блока на соответствующий коэффициент
Толщина корешка, мм 12 14 20 25 30 35 40 45 50
Коэффициент увеличения длины дуги кругленого бло- ка 82 1,25 1,23 1,21 1,17 1,15 1,12 1,10 1,09 1,08
Коэффициент увеличения длины дуги после кругления1 к отгибки краев 83 1,34 1,3] 1,28 1,26 1,24 1,20 1,19 1,18
117
В. Формулы для упрощенных расчетов
Этап обработки Параметр Число страниц в тетради
8 16 32
Прессование стоп тет- радей Высота стопы 4aN 8aN 16a7V
Шитье и заклейка ко- решка блока Толщина блока 5aN lOaN
Кругление блока Длина дуги 5^+2 9,5a;V + 2 18aW+2
Кругление и отгибка краев Длина дуги 5aN + 5 9аЛ'+6 17aM+&
3.17.3. Корешковый материал
Наимено- вание Высота, мм Ширина, мм Рекомендации по применению
форматы изданий толщина корешка, мм способ скрепления
Марля в—30 т+зб Малые Все Потетрадное шитье
или заме- няющий в—25 Т+44 Средние и большие нитками на марле
материал
в—25 Т + 50 Все Все Потетрадное шитье проволокой на марле
в—25 Д + 46 Средние До 30 Наклейка материала и
Каптал в—25 в—25 Д+50 Д + 54 и большие 31—40 более 41 агрегате
— То или д+1 Все От 12 Все виды
Бумаж- ная в—4 Т или Д+1 Все Все Потетрадное шитье
полоска
Гильза в—4 2,5 Д — за- готовка Д — скле- енная Большие 40 и бо- лее То же
Окантов- ка В Т+,36 Все От 5 КБС, скрепление тер- монитями, потетрадное шитье нитками
В—30 30 Большие До 5 При шитье вразъем проволокой
в 30 То же То же Шитье нитками в про- строчку
3.17.4. Отделка обрезов книжных блоков
Операция Материал для отделки Оборудование для отделки
Однотонная закраска од- ного, двух и трех обрезов Краска водораствори- мая Краска на дисперсион- ном связующем Приставка к «Джет- Биндер» Агрегат БЗР или ма- шина типа БЗТ
118
Продолжение
Операция Материал для отделки Оборудование для отделки
Разбрызгивание Металлизирование («зо- лочение») Высечка для алфавита или других отметок Торшонирование Закладки приклеивают п цами блока, на машинах или Краска водораствори- мая Специальная фольга 3.17.5. Закладки од каптал, вложив их пред вручную. Вытяжной шкаф и пульверизатор Машина для золоче- ния Алфавитная машина Молоток-торшон варительно между страни-
Рис. 3.20 Виды закладок:
f — ленточка; 2 — ленточка с маркой; 3 — ленточка с
бумажной закладкой; 4 — внутренняя петля
3.17.6 . Основные размеры корешка блока
Толщина блока с прямым корешком (1), длина дуги кругленого блока (2),
длина дуги корешка кругленого блока с отогнутыми краями (3).
8-страничные тетради
Число Толщина бумаги, мкм
110 120 130
тетрадей 1 2 3 1 2 3 1 2 3
10 6 8 6 8 . 7 Г9
15 8 10 13 9 11 14 10 14 15
20 11 13 16 12 14 17 13 16 18
25 14 16 19 15 17 20 16 18 21
30 17 19 22 18 20 23 20 22 25
35 19 21 24 21 23 26 23 25 28
40 22 24 27 24 26 29 26 28 31
45 25 27 30 27 29 32 29 31 34
50 27 29 32 30 32 35 33 35 38
55 30 32 35 33 35 38 36 38 41
60 33 35 38 36 38 41 39 41 44
119
16-страничные тетради
Число Толщина бумаги, мкм
80 90 100 по 120
тетрадей 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
5 4 6 5 6 5 7 6 7 6 7
10 8 10 — 9 11 14 10 12 15 11 13 16 12 13 17
15 12 13 17 14 15 18 15 16 19 16 18 21 18 18 22
20 16 18 20 18 19 22 20 21 24 22 23 26 24 25 28
25 20 21 24 23 24 26 25 26 29 28 28 31 30 31 38
30 24 25 28 27 28 30 30 31 33 33 34 36 36 36 38
35 28 29 31 32 32 34 35 35 38 39 39 41 42 42 44
40 32 32 35 36 36 38 40 40 42 44 44 46 48 48 4$
45 36 36 40 41 41 42 45 45 46 49 49 51 54 53 53
50 40 40 42 46 46 46 50 50 52 55 55 — 60 60 —
55 44 44 46 50 50 51 55 55 — 61 61 — 66 65 —
60 48 48 49 54 54 55 60 60 — 66 66 — 72 70 —
32-страничные тетради
Число Толщина бумаги, мкм
50 60 70 80 90 100
тетрадей 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1J 2 3
5 5 6 6 7 7 8 8 9 9 10 9 11 14
10 9 11 14 И 13 16 13 13 18 15 16 19 17 18 21 19 20 13
15 14 15 19 17 18 21 20 21 24 23 24 26 26 26 29 29 29 32
20 19 20 23 23 25 27 27 27 30 30 32 33 34 34 36 38 38 40
25 24 25 27 28 29 32 33 34 36 38 38 40 42 42 44 47 48 48
30 28 29 32 34 34 37 40 40 40 46 46 47 51 51 52 57 57 57
35 33 34 36 40 40 40 46 46 48 53 53 54 60 60 62 — — —
40 38 38 40 45 45 47 53 53 54 61 61 60 — — —
45 42 42 44 51 51 52 60 60 60 — — —
50 47 47 47 55 55 57 — — —
55 52 52 53 — — —
3.17.7 . Ширина бобин марли и бумаги
для шитья и наклейки на корешок блока, мм
Формат бумаги и доля листа издания Высота блока до обрезки Высота блока после обрезки Ширина марли Ширина бумаги
80ХЮ8/8 420 4Ю 385 406
70ХЮ8/8 350 340 315 319
70ХЮО/18 6 : 3 333 323 298 319
60X90/8; 60X84/8; 60X108/8; 300 290 265 286
60X90/6 2:3; 75X90/12 4:3; 60Х90/12 4:3; 7QX90/12 4:3; 75(Х90/18 6:3; 70X90/18; 6 : 3; 60X90/18 6 : 3; 84ХЮ8/18 3 : 6; 60X84/18 6 : 3; 84X108/24 3 ; 8; 280 270 245 263
120
Продолжение
Формат бумаги и доля листа издания Высота блока до обрезки Высота блока после обрезки Ширина марли Ширина бумаги
60ХЮ8/16; 84ХЮ8/16; 70ХЮ8/16: 108X60/8 270 260 235 256
70ХЮ0/16; 90ХЮ0/16; 80X100/16; 250 240 215 236
60ХЮО/16; 75X90/12 3:4; 75X90/18 3 : 6; 70ХЮ0/12 4 : 3; 70X90/12 3 : 4: 70ХЮ8/18 3:6; 70ХЮ0/18 3 : 6; 70X90/18 3 : 6; 233 223 198 219
70ХЮ8/24 3 : 8; 70ХЮ0/24 3 : 8; 70X90/24 3 : 8; 70X90/16; 75X90/16; 60X90/16; 64X90/16 225 215 190 211
60X84/16; 84ХЮ8/32; 70X84/16; 210 200 175 196
84ХЮ0/32: 84X90/32; 108X84/16: 80X100/32; 60 x 90/18 3 : 8; 60X84/18 3 : 8; 60X90/24 3 : 8; 60X84/24 3 : 8; 200 190 165 186
75X90/32; 70X75/16; 187 177 152 173
-60 X 70/16; 70X108/32; 70X100/32; 175 165 140 161
70X90/32; 90X70/16; 60Х90/32; 60Х84/32; 60X108/32; 150 140 115 136
90X60/16; 84X60/16; 60x90/24 3 : 8; 84X108/64; 108x70/32; 135 125 100 121
90X70/32; 90X60/32 115 105 90 101
3.18. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ОБРАБОТКИ
И ОТДЕЛКИ КНИЖНЫХ БЛОКОВ
Материал
Рекомендации по применению
Материалы для упрочнения книжного блока
Марля хлопкополиэфирная (ГОСТ
5196—75),
марка НШ, жесткость 19±3 г
марка БО, жесткость 13±3
Полотно нетканое клееное (ТУ 17
РСФСР 52-9813—80), толщиной не бо-
лее 0,2 мм, массой 55±4 г/м2
Микрокрепированная бумага (ТУ 13-
7308001-692—84)
Материал переплетный с крахмально-
каолиновым покрытием (ГОСТ 5202—78),
марка КОФ
Ленты для полиграфической промыш-
ленности «Каптал» (ОСТ-17-206—72, ТУ
17-09-141—83)
Для шитья книжных блоков
Для наклейки на корешок в бло-
кообрабатывающих агрегатах
То же и для окантовки корешка
при КБС и скреплении термонитями
То же
Для окантовки корешка при КБС
и блоков, скомплектованных вкладкой
и сшитых проволокой вразъем, а так-
же при скреплении тетрадей термо-
нитями
Для наклейки на концы корешка
блока
121
Продолжение табл. 31$
Материал
Рекомендации по применению
Бумага для оклейки корешков книж-
ных блоков (ТУ 81-04-62—71), массой
1 м2 60—80 г из сульфатной целлюлозы
без проклейки
Термонити крученые для полиграфиче-
ской промышленности
Для наклейки на корешок блока в
оклеечно-каптальных машинах и в аг-
регатах
Для шитья тетрадей при фальцов-
ке
Материалы для закладок
Тесьма шелковая «ляссе» шириной 3—
8 мм
Лента шелковая или вискозная
Для закладок
То же
Материалы для отделки обрезов
Краска для закраски обрезов книжных
блоков (ВТУ 2902—80) № 9000
Водный раствор анилиновых красите-
лей
Водный раствор алюминиевых квасцов
Фольга полиграфическая (ТУ 29-02-
1029—80), марки 313-051К
Спиртовой раствор шеллака
Для закраски обрезов на агрегате
вручную
Для закраски обрезов на агрегате
«Джет-Биндер» и вручную
Для грунтовки обрезов перед за-
краской вручную
Для металлизирования обрезов в
машине
Для грунтовки обрезов перед ме-
таллизированием
Клеи для обработки книжных блоков
Дисперсия поливинилацетатная гомо-
полимерная грубодисперсная (ГОСТ
18992—80), марок:
ДФ47/7В
ДФ47/7ВП
Вязкость по ВМС 45—80 с
45—60 с
ПВАД с введением воды, содержание
сухого остатка 25—30%
Вязкость по воронке ВЗ-4, с
40
60
80
Для окантовки блоков на машине
Приклейка каптально-бумажной по-
лосы к корешку на агрегатах
Аппретирование каптала на станке
БПР. Приклейка каптала, бумаги,,
гильзы и ленточки-закладки вручную
Заклейка корешка сшитого блока на
агрегате БЗР из типографской бумаги
Заклейка корешка блока из офсет-
ной и мелованной бумаги
Склейка каптала с бумажной лен-
той на машине ОК-3
122
Окончание табл. 3.18
Материал Рекомендации по применению
Вязкость по ВМС, с 20—25 Метилолполиамидный клей ПФЭ 2/10 (ТУ УХП 268—60) Полиамиды спирторастворимые 6/66—3 (ОСТ 6-05-438—78) Заклейка корешка на машине БТП-2 и БТП-3 КБС из односгибных листов То же
Смешанные клеи, %
Клей костный 64,0 Рабочая Для приклейки марли или заменяю-
Глицерин 9,0 температура щих материалов к корешку блока в
Бура 0,7 50—60° С агрегатах
Терпинеол 0,3
Вода 26,0
Клей костный 48,0
Декстрин 21,0
Глицерин 5,0
Бура 0,7 То же То же
Терпинеол 0,3
Вода 25,0
Клей костный 57,0 То же Для приклейки к корешку блока
Глицерин 4,0 каптально-бумажной полосы на агре-
Бура 0,6 гатах
Терпинеол 0,6
Вода 37,8
Клей костный 49,0—52,0 То же То же на машине ОК-З
Глицерин 5,0
Бура 0,5
Вода 42,5—45,2
Клей костный 53,0 » То же
Бура 0,6
Глицерин 7,0
Вода 39,4
«Латекс 90,9 Рабочая Для приклейки вручную каптала,
СКС-30 ШР температура бумажной полоски, гильзы и ленгоч-
Клей костный 5,6 30—35° С ки-закладки
Вода 3,5
123
3.19.1. Б. Потребное количество марли для шитья блоков’ и наклейки на корешок, м на 1000 книг
Потетрадное шитье нитками
g S малые форматы (ширина полосы до 140 мм) средние и большие форматы (ширина полосы 152 и более мм) Наклейка марли на корешок в агрегатах Шигье на многоаппаратных проволокошвейных машинах
S U 2 га га Число полос из марлевого полотна
§а?а Д <D Ж (1) ч ex s а 0 0^0 Н Ж < « 5 6 7 2 3 4 5 2 3 4 5 6 1 2 3 4 5 6
5 8,3 6,9 5,9 20,8 19,8 10,4 8,3 27,3 18,6 13,9 П,2 9,3 7,9
10 9,3 7,8 6,7 23,3 15,5 11,7 9,3 28,1 18,8 12,1 11,3 9,4 30,5 20,3 15,2 12,2 10,1 8,8
15 10,4 8,7 7,4 25,9 17,2 12,9 10,4 30,6 20,4 15,3 12,3 10,2 33,0 22,0 16,5 13,2 11,0 9,4
20 11,4 9,5 8,1 28,4 18,8 12,2 11,3 33,2 22,1 16,6 13,3 11,1 35,5 23,6 17,8 14,2 11,9 10,1
25 12,4 10,3 8,8 35,0 23,3 17,5 14,0 35,7 23,8 17,8 14,3 11,9 38,0 25,3 19,0 15,2 12,6 10,8
30 13,4 11,2 9,6 37,5 25,0 18,8 15,0 38,2 25,5 19,1 15,3 12,7 49,5 27,0 20,1 16,2 13,5 11,5
35 14,4 12,0 10,3 40,1 26,7 20,0 16,1 42,7 28,5 21,3 17,1 14,2 43,1 28,7 21,5 17,3 14,4 12,3
40 15,4 12,9 11,0 42,6 28,5 21,4 17,1 45,2 30,1 22,6 18,1 15,1 45,6 30,4 22,8 18,3 15,2 13,0
45 16,5 13,7 11,7 45,1 30,1 22,5 18,1 49,7 33,1 24,9 20,0 16,6 48,2 32,1 24,1 19,3 16,1 13,7
50 17,5 14,5 12,5 47,7 31,8 23,8 19,1 52,2 34,8 26,1 20,9 17,4 50,7 33,8 25,3 20,9 16,9 14,5
55 18,5 15,4 13,2 50,2 33,5 25,1 20,1 54,8 36,2 27,4 21,9 18,2 53,3 35,5 26,6 21,3 17,7 15,2
60 19,5 16,2 13,9 52,8 35,2 26,4 21,1 55,8 37,2 27,9 22,3 18,6 16,0
примечание, в расчетах учтены отходы на технологические нужды 1,5% при шитье блоков на марле и 0,5% при наклейке марли на коре-
шок в агрегатах,
3.19. ПОТРЕБНОЕ КОЛИЧЕСТВО МАТЕРИАЛОВ
ДЛЯ ОБРАБОТКИ И ОТДЕЛКИ КНИЖНЫХ БЛОКОВ
3.19.1. Потребное количество марли
А. Оптимальные варианты раскроя марлевых полотен на полосы
Ширина марлевой полосы, мм Ширина марлевого полотна, мм
670 730 870 860
385 2 2
315 2
298 2
265 3 3
245 3 3
235 3 3
215 3 4 4
198 3 4 4
190 4 4
175 4 4
165 4 5 5
152 5 5
140 5 6 6
115 6 7 7
100 7 8 8
90 7 8 9 9
Примечание. Предусмотрена срезка кромок по 15 мм с каждой стороны.
3.19.2. Потребное количество нетканого клееного материала
А. Оптимальные варианты раскроя полотен нетканого клееного материала
на полосы для наклейки на блок в агрегатах
125
Б. Потребное количество нетканого клееного материала
для наклейки на копешки блоков 1000 книг на агоегатах
(Я м о « ч Погребное количество (в м) при числе полос из ширины полотна Погребное количество (в м2) при числе полос из ширины полотна
1 2 3
1 2 3 ширина полотен материала, мм
S3 25 о s 160 180 210 260 280 380 460 480 460 480
7 53,0 26,5 17,6 8,6 9,5 11,1 13,8 7,4 10,1 12,2 12,7 8,1 8,4
10 56,0 28,0 18,6 9,0 10,1 11,8 14,6 7,8 10,6 11,9 13,4 8,6 8,6
15 61,0 30,5 20,3 9,0 11,0 12,8 15,9 8,5 11,6 14,0 14,6 9,3 9,7
20 66,0 33,0 22,0 10,6 11,9 13,9 17,1 9,2 12,5 15,2 15,8 10,1 10,6
25 71,0 35,5 23,6 11,4 12,8 14,9 18,5 9,9 13,5 16,3 17,0 10,8 11,3
30 76,0 38,0 25,3 12,2 13,7 16,0 19,8 10,6 14,4 17,5 18,2 11,6 12,1
35 85,0 42,5 28,3 13,6 15,3 17,8 22,1 11,3 16,1 19,6 20,4 13,0 13,6
40 90,0 45,0 30,0 14,4 16,2 18,9 23,4 12,6 17,1 20,7 21,6 13,8 14,4
45 99,0 49,5 33,0 15,8 17,8 20,8 25,7 13,9 18,8 22,8 23,8 15,2 15,8
•50 104,0 52,0 34,6 16,6 18,7 21,8 27,0 14,6 19,8 23,9 25,0 15,9 16,0
•55 109,0 54,5 36,5 17,4 19,6 22,9 28,3 15,1 20,5 24,8 26,0 16,7 17,0
3.19.3. Потребное количество бумаги для оклейки корешков
1000 книг на агрегатах (масса 1 м2 бумаги 70 г), кг
Длина дуги корешка блока, мм Ширина полосы бумаги, наклеиваемой на корешок, мм
266 236 219 211 196 186 173
5 1,17 0,99 0,92 0,89 0,82 0,78 0,73
10 2,05 1,82 1,69 1,62 1,51 1,43 1,33
15 2,78 2,64 2,45 2,36 2,19 2,08 1,94
20 3,91 3,47 3,22 3,10 2,88 2,73 • 2,54
25 4.84 4,30 3,99 3,84 3,57 3,38 3,15
30 5,77 5,12 4,75 4,58 4,25 4,04 3,75
35 6,70 5,95 5,52 5,32 4,94 4,69 4,36
40 7,63 6,77 6,28 6,06 5,62 5,34 4,96
45 8,56 7,60 7,05 6,79 6,31 6,00 5,57
50 9,50 8,42 7,82 7,53 7,00 6,64 6,18
55 10,43 9,25 8,58 8,27 7,68 7,29 6,78
Примечание.
При выборе бумаги для оклейки корешка необходимо принимать такую ширину ру-
лона, при которой отходы при раскрое будут минимальными.
126
3.19.4. Потребное количество переплетного материала
для окантовки 1000 книг (коленкор переплетный марки КОФ), м?
А. Число полос окантовочного материала,
получающегося из коленкора фабричной ширины
Толщина корешка блока, мм
Ширина полотна 10 15 20 25 30 35 40 45 50 55
коленкора, мм Ширина окантовочного материала, мм
46 51 56 61 66 71 76 81 86 91
710 15 13 12 11 10 9 8 8 8 7
760 15 14 13 11 11 10 9 9 8 8
820 17 15 14 12 И 11 10 9 9 8
910 19 17 15 14 13 12 11 10 10 9
Б. Потребное количество коленкора для окантовки 1000 книг, м
Число полос окантовки из полотна Длина корешка блока до обрезки, мм
135 150 175 187 200 210 225 233 250 280 300
7 19,2 21,4 25,0 26,7 28,6 30,0 32,1 33,3 35,7 40,0 42,8
8 16,9 18,7 21,8 23,4 25,0 26,2 18,1 29,1 31,3 35,0 37 Л
9 15,0 16,7 19,4 20,8 22,2 23,3 25,0 25,9 27,8 31,1 33,3
10 13,5 15,0 17,5 18,7 20,0 21,0 22,5 23,3 25,0 28,0 30,0>
11 12,3 13,6 15,9 17,0 18,2 19,1 20,4 21,2 22,7 25,5 27,2
12 11,3 12,5 14,5 15,6 16,7 17,5 18,8 19,4 20,8 23,3 25,0
13 10,4 11,5 13,5 14,4 15,4 16,1 17,3 17,9 19,2 21,5 23,0г
14 9,6 10,7 12,5 13,3 14,3 15,0 16,0 16,6 17,8 20,0 21,4
15 9,0 10,0 11,6 12,4 13,3 14,0 15,0 15,5 16,7 18,7 20,0’
17 7,9 8,8 10,3 11,0 11,8 12,3 13,2 13,7 17,6 16,5 20 Л
19 7,1 7,9 9,2 9,8 10,5 11,0 11,8 12,3 13,1 14,7 15,8
3.19.5. Потребное количество нетканого клееного материала
для окантовки 1000 миниатюрных изданий, м
Формат бумаги и доля листа Длина корешка при об- работке, мм Длина полосы одинар- ной ши- рины, м Формат бумаги и доля листа Длина корешка при об- работке, мм Длина полосы одинар- ной ши- рины, м
70X90/64 1 60X90/64 J 225 114,2 60X90/128 1 60Х84/128 / 150 76,1
60X84/64 1 84X108/128 J 210 106,6 84X108/256 1 70ХЮ8/256 ) 135 68,1
127
Окончание табл. 3.19.5
Формат бумаги и доля листа Длина корешка при обра- ботке, мм Длина полосы одинарной ширины, м Формат бумаги и доля листа Длина корешка при обра- ботке, мм Длина полосы одинарной ширины, м
70ХЮ8/128 ) 70ХЮ0/128 1 70X90/128 J 175 88,8 70ХЮ8/512 ) 70ХЮ0/512 } 70X90/512 J 132 44,1
70X90/256 1 60X90/256 J 168 56,8 70ХЮ0/256 125 63,7
60X84/256 1 84ХЮ8/512 J 157 53,1
Примечания:
1. В таблице приведен расход полосы окантовочного материала на 20 мм шире тол-
щины корешка блока.
2. Отход на технологических операциях составляет 1,5%.
3. При определении потребного количества нетканого клееного полотна необходимо ус-
тановить число полос, получающихся при раскрое из полотна, и поделить указанное в
'таблице количество материала на это число и умножить на тираж в тыс. экз.
3.19.6. Потребное количество ниток на 1000 тетрадей
при потетрадном шитье блоков под переплетные крышки, м
Вид ниток Вид стежка Число страниц в тет- ради Число стежков
2 3 4 5 6 7
Хлопча- Простой бро- 16 86,0 127,2 169,6 212,0 254,4 269,8
тобу- шюрный 32 96,0 142,5 190,0 237,5 285,0 332,5
мажные Простой пере- 16 116,2 174,5 232,4 280,5 348,6 406,7
плетный 32 126,0 189,0 252,0 315,0 378,0 441,0
Переставной пе- 16 106,0 161,2 215,0 268,7 322,5 —
реплетный 32 117,0 175,5 234,0 292,2 361,0 —
Капро- Простой бро- 16 83,0 123,0 164,0 205,0 246,0 287,0
новые шюрный 32 93,0 138,0 184,0 230,0 275,0 322,0
Простой пере- 16 110,0 168,6 224,8 281,0 337,2 393,4
плетный 32 121,0 182,4 243,2 304,0 364,8 425,6
Переставной пе- 16 102,0 156,0 208,0 260,0 312,0 —
реплетный 32 113,2 170,0 226,4 283,0 339,6 —
Термо- нити Приваренный 8,16 60,9 121,8 182,7
Примечания:
1. В расчетах предусмотрен один холостой стежок.
2. Длина простого брошюрного стежка, верхнего и нижнего — 19 мм, внешнего стежка
при переплетном шитье — 9,5 мм.
3. Толщина тетрадей: 16-страничных — 1,0 мм, 32-страничных — 1,9 мм.
4. При шитье блоков простым брошюрным стежком длиной 14,25 мм расход ниток
см. 3.8.2.
5. Расход термонитей предусмотрен для спаренных стежков с длиной отреза нити 30 мм:
отход ниток составляет 1,5%.
128
3.19.7. Потребное количество проволоки на 1000 тетрадей
для шитья книжных блоков на марле, кг
Диаметр прово- локи, мм Масса 1000 м Число скоб по высоте блока
2 3 4
проволо- ки, г Длина спинки скобы, мм
13 19 13 19 13 19
0,40 990 50,3 72,4 75,4 108,6 100,5 144,7
0,45 1250 63,4 91,4 95,2 137,1 126,9 182,7
0,50 1540 78,2 112,6 117,3 168,9 156,4 225,1
0,55 1860 94,4 136,0 141,6 203,9 188,8 271,9
Примечания:
1. Расход проволоки на тираж следут определять с учетом необходимости прошивки
крайних тетрадей дважды.
2. Расход проволоки для шитья вразъем книжных блоков, скомплектованных вклад”
кой, можно определить по табл. 3.8.1.
3.19.8. Потребное количество тесьмы-ляссе для закладок
на 1000 книг (формула расчета длины заготовки
£ = б2 30 мм) , м
Формат бумаги издания Доли листа
1/8 1/16 1/32 1/64 1/128
Для изданий из бумаги основных форматов
84X108 518 365 266 190 138
70ХЮ8 462 340 240 179 124
70ХЮ0 450 325 235 171 121
75X90 — 311 238 — —
70X90 — 305 226 169 117
60X90 395 390 206 155 107
60X84 375 277 203 148 100
Для изданий из бумаги дополнительных форматов
90ХЮ0 84ХЮ0 360 345 275
84X90 330 260
80ХЮ0 340 255
70X84 295
70X75 275
60ХЮ8 425 338 220
60X100 310
60X70 250
61X86 392 285 205
Для изданий с альбомным спуском
108X84 100X84 108X70 362 241 183
5—1293 129
Окончание табл. 3.19.8
Формат бумаги издания Доли листа
1/8 1/16 1/32 1/64 1/128
108X60 90X70 425 305 230
90X60 395 290 208
84X60 278
3.19.9. Потребное количество клея для заклейки корешка блока
А. Потребное количество разведенной ПВАД для заклейки 1000 блоков,
сшитых без марли, кг
(расход клея на 1 м2 поверхности корешков
при 16-страничных тетрадях — 350 г и при 32-страничных — 400 г)
S я S W Толщина корешка блока, мм
10 20 30 40 50 60
Число страниц в тетради
Длина корешк блока, 16 32 16 32 16 32 16 32 16 32 16 32
420 1,47 1,68 2,94 3,26 4,41 5,04 5,88 6,72 7,35 8,40 8,82 10,08
350 1,22 1,40 4,45 2,80 3,67 4,20 4,90 5,60 6,13 7,00 7,35 8,40
333 1,17 1,33 2,33 2,67 3,50 4,00 4,66 5,34 5,83 6,67 7,00 8,00
300 1,05 1,20 2,10 2,40 3,15 3,60 4,20 4,80 5,25 6,00 6,30 7,20
280 0,98 1,12 1,92 2,24 2,94 3,36 3,92 4,48 4,90 5,60 5,88 6,72
270 0,94 1,08 1,89 2,16 2,88 3,24 3,78 4,32 4,72 5,40 5,67 6,48
250 0,87 1,00 1,75 2,00 2,63 3,00 3,50 4,00 4,37 5,00 5,25 6,00
233 0,81 0,93 1,63 1,86 2,45 2,80 3,26 3,73 4,08 4,66 4,86 5,59
225 0,79 0,90 1,57 1,80 2,36 2,70 3,15 3,60 3,94 4,50 4,73 5,40
210 0,74 0,84 1,47 1,68 2,21 2,52 2,94 3,36 3,67 4,20 4,41 5,04
200 0,70 0,80 1,40 1,60 2,10 2,40 2,80 3,20 3,50 4,00 4,20 4,80
187 0,65 0,75 1,31 1,50 1,96 2,24 2,62 2,99 3,27 3,74 3,92 4,50
175 0,61 0,70 1,23 1,40 1,84 2,10 2,45 2,80 3,00 3,06 3,60 3,68
150 0,62 0,60 1,05 1,20 1,57 1,80 2,10 2,40 2,60 3,00 3,15 3,60
135 0,47 0,54 0,94 1,08 1,41 1,62 1,88 2,16 2,35 2,70 2,82 3,24
115 0,40 0,46 0,80 0,92 1,20 1,38 1,60 1,84 2,00 2,30 2,40 2,76
Примечание.
При определении потребного количества неразведенной ПВАД данные таблицы следует
умножить на 0,66.
130
Б. Потребное количество разведенной ПВАД для заклейки корешков
1000 книжных блоков на поточной линии «Колбус», кг
(1 — блоки, сшитые без марли, — расход на 1 м2 — 529 г,
2 — сшитые на марле,— расход на 1 м2 613 г)
Длина Толщина корешка блока, мм
10 20 30 40 50
корешка блока, мм 1 2 1 2 1 2 1 2 1 2
300 1,58 1,84 3,17 3,68 4,76 5,52 6,35 7,36 7,94 9,20
280 1,48 1,72 2,96 3,42 4,44 5,13 5,92 6,84 7,40 8,55
270 1,43 1,65 2,86 3,31 4,29 4,96 5,72 6,62 7,15 8,27
250 1,32 1,53 2,64 3,06 3,96 4,59 5,28 6,12 6,60 7,65
233 1,23 1,43 2,46 2,86 3,69 4,29 4,92 5,72 6,15.. 7,15
225 1,19 1,38 2,38 2,76 3,57 4,14 4,76 5,52 5,95 6,90
210 1,11 1,29 2,22 2,58 3,33 3,87 4,44 5,16 5,55 6,45
200 1,06 1,23 2,12 2,24 3,17 3,37 4,23 4,49 5,29 5,61
187 0,99 1,15 1,98 2,30 2,97 3,45 3, 6 4,60 4,95 5,75
175 0,90 1,07 1,85 2,14 2,78 3,21 3,70 4,28 4,63 5,35
1 Примечание. При определении дует умножить на 0,66. потреби» ЭГО КОЛ! ичества неразве щенной ПВАД данные габлш ;ы еле-
В. Потребное количество разведенной ПВАД
для заклейки 1000 блоков, сшитых на марле, кг
(расход клея на 1 м2 поверхности корешков при 16-страничных тетрадях — 730 г,
при 32-страничных — 800 г)
Толщина корешка блока, мм
§ га S 10 1 20 1 30 1 40 | 50 | 60
га а - щ Я ® Число страниц в тетради
Я сх о Д-о Ч 16 1 32 | 161 32 161 32 | 16 1 32 | 16 1 32 | 16 1 32
420 3,06 3,36 6,12 6,72 9,18 10,08 12,24 13,44 15,30 16,80 18,36 20,16
350 2,55 2,80 5,10 5,60 7,65 8,40 10,23 11,20 12,75 14,00 15,30 16,80
333 2,41 2,66 4,82 5,32 7,23 7,98 9,64 10,64 12,05 13,30 14,4'5 15,96
300 2,19 2,40 4,38 4,80 6,57 7,20 8,76 9,60 10,95 12,00 13,14 14,40
280 2,05 2,24 4,08 4,48 6,12 6,72 8,16 8,96 10,20 11,20 12,24 13,44
270 1,97 2,16 3,94 4,32 5,91 6,48 7,88 8,64 9,85 10,80 11,83 12,96
250 1,83 2,00 3,65 4,00 5,48 6,00 7,30 8,00 9,13 10,00 10,95 12,00
233 1,70 1,86 3,40 3,72 5,10 5,58 6,80 7,44 8,50 9,30 10,20 11,16
225 1,64 1,80 ^,29 3,60 4,93 5,40 6,57 7,20 8,21 9,00 9,86 10,80
210 1,58 1,68 3,07 3,36 4,60 5,04 6,13 6,72 7,67 8,90 9,20 10,08
200 1,46 1,60 2,92 3,20 4,38 4,80 5,84 6,40 7,30 8,00 8,76 9,60
187 1,36 1,50 2,73 3,00 4,10 4,50 5,46 6,00 6,82 7,50 8,20 9,00
<75 1,28 1,40 2,56 2,80 3,83 4,20 5,11 5,60 6,39 7,00 7,67 8,40
150 1,10 1,20 2,19 2,40 3,29 3,60 4,38 4,80 5,48 6,00 6,57 7,20
135 0,98 1,08 1,96 2,16 2,94 3,24 3,92 4,32 4,90 5,40 5,88 6,48
115 0,84 0,92 1,68 1,84 2,52 2,76 3,36 3,68 4,20 4,60 5,04 5,52
5*
131
w Г. Потребное количество готового клея для приклейки марли, каптала и бумаги
к 1000 блокам на агрегатах БТГ и 2БТГ, кг
(расход клея на 1 м2 поверхности корешков: 64%-кого костного клея
для приклейки марли — 350 г (1), 54%-ного костного клея для приклейки
каптально-бумажной полосы — 20Q г (2), латексного клея-—>80 г (3)
S ОЗ S Толщина корешка блока, мм
10 20 30 40 50 60
Длина кореш! блока, 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
260 0,91 0,52 0,21 1,82 1,04 0,42 2,73 1,57 0,62 3,64 2,09 0,83 4,55 2,61 1,04 5,46 3,13 1,25
240 0,84 0,48 0,19 1,68 0,96 0,38 2,52 1,44 0,58 3,26 1,92 0,77 4,20 2,40 0,96 5,04 2,88 1,15
223 0,82 0,45 0,18 1,63 0,89 0,36 2,45 1,34 0,53 3,23 1,78 0,71 4,08 2,23 0,89 4,89 2,68 1,97
215 0,75 0,43 0,17 1,50 0,83 0,34 2,26 1,29 0,52 3,01 1,72 0,69 3,76 2,15 0,86 4,52 2,58 1,03
200 0,70 0,40 0,16 1,40 0,80 0,32 2,10 1,20 0,64 2,89 1,60 0,64 3,50 2,00 0,80 4,20 2,49 0,96
190 0,66 0,38 0,15 1,33 0,76 0,30 2,00 1,14 0,45 2,66 1,52 0,61 3,32 1,90 0,76 3,99 2,28 0,91
177 0,62 0,35 0,14 1,24 0,71 0,28 1,96 1,06 0,43 2,48 1,42 0,57 3,10 1,77 0,71 3,71 2,12 0,85
165 0,58 0,33 0,12 1,15 0,65 0,23 1,73 0,99 0,35 2,31 1,32 0,46 2,80 1,65 0,58 3,17 1,98 0,69
Примечание.
Для определения потребного количества исходного сырья для изготовления клея необходимо данные таблицы умножить на содержание
сырья в %, принятое в табл. 3.18.
Д. Потребное количество клея для приклейки каптала,
бумаги, гильзы, ляссе на 1000 блоков вручную, кг
(расход клея на 1 м2 поверхности корешков: 53%-ного
костного клея — 270 г (1), латексного клея — 1Б0 г (2)
** Толщина корешка блока, мм
10 20 30 40 50 60
Длина корешк блока, 1 2 1 2 1 2 1 2 1 2 1 2
340 0,92 0,51 1,84 1,02 2,75 1,53 3,67 2,04 4,59 2,55 5,51 3,06
323 0,87 0,48 1,74 0,97 2,51 1,45 3,48 1,94 4,35 2,42 5,22 2,91
290 0,78 0,44 1,57 ,0,87 2,35 1,31 3,13 1,74 3,92 2,18 4,70 2,61
270 0,73 0,41 1,46 0,81 2,19 1,21 2,92 1,67 3,65 2,02 4,38 2,34
260 0,70 0,39 1,40 1 0,78 2,11 1,17 2,81 1,56 3,51 1,95 4,21 2,34
240 0,65 0,36 1,30 0,72 1,94 1,08 2,59 1,44 3,24 1,80 3,90 2,16
223 0,60 0,33 1,20 0,67 1,81 1,00 2,41 1,34 3,01 1,71 3,0Г 2,01
215 0,58 0,32 1,16 0,64 1,74 0,97 2,32 1,29 2,90 1,61 3,48 1,93
200 0,54 0,30 1,08 0,60 1,62 0,90 2,16 1,20 2,70 1,50 3,24 1,80
190 0,51 0,29 1,03 0,57 1,54 0,86 2,05 1,14 2,66 1,43 3,08 1,71
177 0,48 0,27 0,96 0,53 1,43 0,80 1,91 1,06 2,39 1,33 2,87 1,59
165 0,45 0,25 0,89 0,50 1,34 0,74 1,78 1,99 2,22 1,24 2,67 1,43
140 0,38 0,21 0,76 0,42 1,14 0,63 1,51 0,84 1,89 1,05 2,27 1,26
125 0,34 0,19 0,67 0,37 1,01 0,56 1,35 0,75 1,69 0,94 2,02 1,13
105 0,28 0,16 0,57 0,31 0,85 0,47 1,13 0,63 1,43 0,78 1,70 0,95
Примечание.
Для определения потребного количества сырья для приготов.тепия клея необходимо
данные таблицы умножить на содержание сырья в %, взятое из габл. 3.18.
3.20. ПОТЕТРАДНОЕ ШИТЬЕ НИТКАМИ
Операция предусматривает скрепление отдельных тетрадей в блок последова-
тельным прошиванием каждой тетради с одновременным прикреплением ее к ра-
нее сшитой части блока в результате перехода нитей из одной тетради в другую.
Это позволяет шить как с применением корешкового материала, так и без него.
Потетрадное шитье нитками выполняется на ниткошвейных машинах в следующем
порядке: раскрытая тетрадь подводится фальцем к швейным аппаратам, где про-
калывающие иглы образуют в нем отверстия для прохода швейных игл и крюч-
ков. Швейные иглы вводят в тетрадь нить, а затем, поднимаясь, образуют нитя-
ные петли, которые захватываются двигающимися горизонтально нитеводителями
и переносятся на крючки. Последние, поворачиваясь, подхватывают нитяные пет-
ли и выводят их наружу тетради, через петли, образованные ранее. Комбинация
передвижения швейных игл и нитеводителей позволяет получать необходимые
виды стежков, обеспечивающих скрепление листов в тетради и тетрадей между
собой. Операция потетрадного шитья выполняется на автоматах, где раскрытые
тетради подаются самонакладами, и на полуавтоматах, где тетради на стол
-машины подаются вручную.
3.20.1. Требования к качеству шитья нитками
1. В сшитых блоках должно быть полное число доброкачественных тетрадей
данного издания, расположенных в порядке следования сигнатурных номеров.
Вид шитья, число стежков, их размер и швейные материалы должны соответст-
вовать технологической карте.
2. Книжные блоки должны быть сшиты прочно, без обшивок (внутренние
стежки должны находиться в середине тетради), тетради прошиты всеми стежка-
ми, нитки стежков плотно натянуты и не повреждены, петли на корешке плотно
133
затянуты. Фальцы тетрадей должны находиться в одной плоскости. Стежки дол-
жны располагаться по фальцам тетрадей. По две крайние тетради блоков долж-
ны быть склеены между собой — ширина клеевой полоски — 2,5 мм с отступом от
края корешка тетради на 2,0 мм.
3. Плотность шитья книжных блоков, характеризуемая величиной сдвига ко-
решка под действием груза массой 1,0 кг, должна соответствовать следующим
величинам, мм:
Толщина корешка блока, д»м Сдвиг корешка, мм Толщина корешка блока, мм Сдвиг корешка, мм
11 — 15 3—4 36—40 9—11
16—20 4—5 41—45 11 — 13
21—25 5—7 46—50 12—14
26—30 7—8,5 51—55 13—16
31—35 8—10 56—60 14—17
4. Толщина сшитых блоков должна отвечать требованиям дальнейшей обра-
ботки: степень спрессованности блоков при крытье обложкой должна быть близ-
кой к 1,0, а при обработке блоков на блокообрабатывающих агрегатах ? кругле-
нием и отгибкой краев — около 0,8.
3.20.2. Предельные отклонения при шитье нитками
Показатель Предельные отклонения, мм
Совпадение верхних и корешковых кромок тетрадей 1,0
Смещение осей проколов от линии фальца тетрадей 1,0
Ширина клеевой полосы 1,0
Отступ клеевой полосы от фальца тетради 1,0
Фактическая толщина блоков по сравнению с указаниями ±1,0
технологической карты
3.20.3. Контроль качества шитья нитками
Качество шитья контролируется периодически осмотром сшитых блоков; за-
метные отклонения расположения стежков проверяются металлической линейкой
с миллиметровыми делениями. Толщина блоков измеряется толщиномером
(рис. 3.21), у которого масса верхней площадки создает удельное давление по-
рядка 300 Па (3 г/см2).
Плотность шитья контролируется на приборе ПШ (рис. 3.22), в котором
книжный блок линейкой 1, вставленной в нижнюю тетрадь, прижимают к упору.
В середине второй тетради укрепляют зажим 2, соединенный тросиком 3, с гру-
зом 4 массой 1,0 кг. При освобождении груза поворотом рукоятки 5 верхняя те-
традь блока сдвигается относительно нижней. Величину этого сдвига определяют
по шкале 6.
3.20.4. Условия, обеспечивающие соблюдение технических
требований к качеству шитья нитками
Одинаковая толщина блоков в тираже
Применение на шитье тетрадей одинаковой толщины со степенью спрессован-
ности- 0,76; 0,8 и 0,84 соответственно для тетрадей по 8, 16 и 32 с. Использова-
ние одного вида бумаги для всего тиража.
134
Рис. 3.22 Схема прибора ПШ для контроля плотности шитья
книжных блоков:
Т — толщина блока; S — сдвиг тетрадей
Рис. 3.21 Тол-
щиномер для
блоков и комп-
лектов тетрадей
Одинаковая нормированная плотность шитья
Подача на шитье тетрадей с нужной степенью спрессованности, нормальное
натяжение марли и ниток; при шитье без марли — использование поддержива-
ющих (брошюрных) ножей и тщательная регулировка проталкивающей планки.
Минимальное утолщение корешка после шитья
Использование ниток толщиной не более 0,2 мм и применение переставного
стежка.
Расположение фальцев тетрадей в одной плоскости
Подача на шитье тетрадей одной ширины, применение поддерживающих но-
жей, тщательная регулировка машины.
Перпендикулярность плоскости корешка плоскости форзацев
Регулировка высоты приемного стола. Склейка всех тетрадей блока при объеме
не более 5 тетрадей.
Минимальные отверстия от проколов
Заточка прокалывающих игл в виде лопаточек. Во избежание затеков клея
внутрь тетрадей из мелованной бумаги с распашными иллюстрациями блоки сле-
дует заклеивать во время шитья, при этом переднее поле перед шитьем подрезать;
шить на полуавтоматах.
Прочное скрепление тетрадей и долей в тетрадях между собой
Использовать оптимальное число стежков для данного формата, следить за
сохранностью стежков, наличием холостого стежка между блоками, выдержива-
нием нормализованной плотности шитья.
135
3.20.5. Технические характеристики ниткошвейных машин
Страна Марка Степень автомати- зации Форматы тетрадей, мм Виды шигья Число швей- ных ап- паратов Ско- рость, цикл/ мин Габариты, мм Потреб- ляемая мощ- ность, кВт Масса, кг
наибольший наименьший
СССР НШ-2 П/а 270X350 58X88 Брошюрное Переплетное До 7 1900X2000 XI500 1,0 900
» БНА Авт. 210X270 135X210 Брошюрное » 6 100 1800X1520 XI895 1,0 1450
» НШ6, БНШ-6А То же 230X300 115X175 Все виды » 6 100 3030X1530 Х1700 2,1 1450
» НШ6/1, БНШ-6П П/а 225X300 87,5X120 То же 2—6 90 2197X1940 Х1700 1,25 1110
» НШ6/2, БНШ-6ПА Авт. 230X300 115X175 Брошюрное 3-6 100 2033X1530 Х1700 2,1 1420
ГДР 321 П/а 200X280 100X120 То же До 5 1900X1700 0,8 620
» 381/831 Авт. 275X355 100X140 70X120 Все виды » 7 65— по 2200X1900 Х1600 2,35 1275
385/831 То же 275X355 100X140 70X120 без само- наклада Брошюрное » 7 65— 110 2200X1900 XI600 2,35 1275
3.20.6. Организация рабочего места и приемы работы
на ниткошвейной машине
Машину или автомат (рис. 3.23) обслуживает один рабочий. Подача ком-
плектов тетрадей на шитье и передача сшитых блоков на дальнейшую обработку
осуществляются ленточными или подвесными люлечными транспортерами. При
работе на полуавтомате швея подает каждую тетрадь в машину. Как правило,
снятие сшитыЯ блоков с приемного стола машины, срезку марли и контроль ка-
чества шитья выполняет специальный рабочий (один на три-четыре машины). При
небольшом производстве эти операции выполняет швея. При работе на автомате
все операции по его обслуживанию выполняет один рабочий.
Рис. 3.23 Организация рабоче-
го места на ниткошвейной ма-
шине:
1 — ниткошвейная машина; 2 — стол
для проверки и сталкивания ком-
плектов тетрадей; 3 — транспортер
При установке в машине швейных инструментов можно пользоваться схемой
приложения 7, данной в натуральную величину. Для этого на тетради следует от-
метить место обрезки сверху и снизу и приложить эту метку к левой стороне ри-
сунка. Затем на тетради разметить расположение швейных инструментов и по
этой разметке установить их в машине. В приложении 7, а показано расположе-
ние инструментов в машине НШ-6, в приложении 7, б — расположение инстру-
ментов в машине типа 381 (ГДР).
Блоки миниатюрных изданий следует шить на машинах типа 381, используя
при этом дополнительную упорную планку.
3.21. СКРЕПЛЕНИЕ БЛОКОВ ПРИ ШИТЬЕ ТЕТРАДЕЙ
ТЕРМОНИТЯМИ
Назначением процесса является получение блоков при сокращении трудоем-
кости операций, присущих шитью, с сохранением высокой прочности скрепления.
Тетради в процессе фальцовки прошиваются термонитями, концы которых при-
вариваются к внешней стороне корешка тетради. Полученные стежки скрепляют
доли в тетради. Подобранные в блок тетради проклеивают и корешок блока окан-
товывают материалом с выходом на форзацы. При выпуске изданий в обложке
корешок не окантовывают, а к нему приклеивают обложку.
3.21.1. Требования к качеству скрепления блоков
при шитье тетрадей термонитями
1. У всех тетрадей должно быть полное число стежков. Ножки стежков
должны быть прочно приварены к корешку тетради. В раскрытой тетради стежки
не должны смещаться при трении их пальцем. В стопах не должно быть обгоре-
лых тетрадей.
2. В блоках после заклейки и окантовки должно быть полное число доброка-
чественных тетрадей, дробных частей листа, вклеек. Все детали должны прочно
удерживаться в блоке клеем и окантовкой. В блоках не должно быть смещения
тетрадей, окантовка должна быть прочно приклеена к корешку и форзацам с оди-
наковым выходом, без перекоса. При раскрывании блока на полях не должно
быть затеков клея или раскола. Глубина склейки 1,0—1,5 мм.
137
3.21.2. Предельные отклонения при скреплении термонитями
Показатели Предельные отклонения, мм
Смещение последнего фальца относительно стежков Смещение верхних и корешковых фальцев тетрадей в блоке (нарушение плоскостности) Разница в ширине выхода окантовочного материала на верх- ний и нижний форзацы 1,0 1,0 3,0
Перекос окантовочного материала Выход корешкового материала за пределы верхнего края 2,0 1,0
3.21.3. Контроль качества скрепления блоков термонитями
1. Качество скрепления тетрадей термонитями проверяют визуально в про-
цессе шитья, а также смещением пальцем стежков в раскрытой тетради.
2. Качество заклейки и окантовки проверяют визуально и после высыхания
блока (не ранее, чем через 4 ч после выхода из машины) раскрыванием его на
стыке двух тетрадей для обнаружения раскола. Заметные отклонения (см.
п. 3.21 2) измеряют линейкой.
3.21.4. Условия, обеспечивающие соблюдение технических
требований к качеству скрепления изданий термонитями
Наличие всех стежков в тетради
Тщательная наладка механизмов, обеспечивающих бесперебойную подачу
нити и ее разрезку, использование прочных нитей, хорошо проходящих в ните-
проводящей системе машины
Прочное удержание нити в тетради
Хорошее приваривание нити к бумаге. Для этого нити следует припрессовы-
вать к корешку тетради при температуре не выше 240°С.
Отсутствие прожогов и подгорания тетрадей
Бесперебойная работа устройств, отключающих нагреватели при остановке
машины. Температура нагревателей должна обеспечивать приварку нитей без
прожога бумаги.
Проклейка всех корешковых фальцев
Хорошее сталкивание тетрадей до заклейки корешка комплекта. Вязкость
ПВАД для заклейки корешка 40 с по кружке ВМС.
Приклейка корешкового материала по всей поверхности
корешка и форзаца
Тщательная регулировка механизмов машины. Использование ПВАД вязко-
стью 60 с по кружке ВМС и окантовочного материала жесткостью не более
10 сН (г) в поперечном направлении.
138
3.21.5. Технические характеристики машин
для скрепления тетрадей термонитями с окантовкой блоков
Страна Марка Наименование Форматы обрабатываемой продукции, мм Скорость работы, цикл/мин Габариты, мм Потреб- ляемая мощ- ность, кВт Масса, кг
наибольший наименьший длина ко- решка
ГДР 2071 FK Н Комбинированная фальцмашина 710ХЮ50 ’330X412 165—355 До 150 6320X2910 XI700 4,5 3400
434 FP Ножевая фальц- машина 840ХИ20 412X660 165—280 » 120 6500X2150 XI650 5,5 3275
341 Приставка для шитья термонитями 103—460 90 м/мин 1200X370" 2,5 1300
662 ВС Машина для за- клейки и окантов- ки корешка 230X320 120X170 4—40 толщина 40 5080X1350 XI450 5,0 1200
663 230X320 105X170 2—4 До 40 5750X1350 XI450 9,1 1900
651 См. в табл. 3.15.5
оо
3.21.6. Организация рабочих мест и приемы работы
Работа на фальцевальных машинах с прошивкой тетрадей термонитями
практически не отличается от работы на аналогичных машинах без прошивки
(см. п. 2.10).
Работа на машине для заклейки и окантовки блока типа 662. Машину (рис.
3.24) обслуживают машинист, два накладчика и два приемщика. Комплекты тет-
радей и тележки с готовой продукцией подают и отвозят подсобные рабочие.
Накладчики сталкивают комплекты на корешок и верхний обрез и последова-
тельно кладут па транспортер машины. Приемщики проверяют качество заклеен-
ных и окантованных блоков, при необходимости дополнительно притирают коре-
шок и укладывают блоки на корешок в тележки с подъемными полками для
просушки. Окантовку можно выполнить на машине 051.
Рис. 3.24 Организа-
ция рабочего места
на окантовочной
машине марки 662:
I — окантовочная ма-
шина; 2— электро-
шкаф; 3 — столы на-
кладчиков; 4 — табу-
реты для накладчи-
ков, 5 — тележки с
комплектами тетра-
дей; 6 — стол для
приемки блоков; 7 —
тележка для оканто-
ванных блоков; 8 —
стол
3.22. ЗАКЛЕЙКА, СУШКА И ОБЖИМ КОРЕШКА
СШИТОГО КНИЖНОГО БЛОКА
Назначением операции является склеивание фальцев тетрадей сшитого по-
тетрадно блока и обеспечение устойчивости формы корешка. Операция выпол-
няется нанесением на корешок сшитого блока клея. Сушка — удаление излишней
влаги из клеевого слоя — выполняется термоизлучением с обдувкой воздухом
или только обдувкой воздухом с различной скоростью и температурой. После
сушки блоки обжимают по корешку.
3.22.1. Требования к качеству заклейки и сушки корешка блока
Поверхность корешка книжного блока должна быть покрыта сплошным рав-
номерным слоем клея, фальцы всех тетрадей должны лежать в одной плоскости.
Смещение отдельных тетрадей не более 1 мм. Глубина захода клея между тетра-
дями: при 3'2-страничных тетрадях 1,5—3,0 мм; при 16-страничных— 1,0—2,0 мм;
отдельные затеки не более 2,0 мм.
Марля в сшитых блоках должна быть гладко приклеена к корешку, а концы
ее расправлены.
После заклейки и сушки блоки должны раскрываться без раскола и не дол-
жны быть склеены между собой
В процессе сушки корешки должны просохнуть настолько, чтобы не затруд-
нялась их дальнейшая обработка (влажность прикорешковой зоны шириной
2,0 мм должна быть 12±2% при шитье без марли и 9±2% при шитье на марле).
Удельное усилие разрыва склейки на стыке двух тетрадей 5 Н/см
(0,5 кгс/см). Единичные значения не менее 0,3 Н/см.
3.22.2. Контроль качества заклейки, сушки и обжима блоков
1. Глубину захода клея между тетрадями измеряют линейкой, открыв блок
на стыке двух тетрадей, либо в разъеме тетради.
140
1
Рис. 3.25 Зажим для комплектовки,
прессования и сушки модельных
блоков
Рис. 3.26 Дополнительный зажим
для разрывной машины'
2. Чтобы проверить в цеховых условиях, достаточно ли высох корешок бло-
ка, надо сдавить его пальцами, при этом клей не должен выдавливаться из про-
межутков между тетрадями, а пленка его не должна быть чрезмерно жесткой—1
корешок должен легко сжиматься.
3 Влагосодержание прикорешковой зоны в лабораторных условиях опреде-
ляют при более строгом режиме сушки. Для этого срезают корешок блока ши-
риной 2,0 мм и кладут его в водонепроницаемый мешок или пустой эксикатор
с притертой крышкой. Затем определяют влагосодержание весовым методом.
Образец взвешивают на аналитических весах и помещают в сушильный
шкаф для высушивания до постоянной массы при температуре 100—105°С. Со-
держание влаги в процентах вычисляют по формуле
Мо — м _
Х = —------ЮО,
м2
где М2 — масса пробы до высушивания, г; м<—масса пробы после высушивания
до постоянного веса, г.
4. При освоении новых типов клея, режимов сушки, новых типов бумаги или
в спорных обстоятельствах удельное усилие разрыва склейки определяют мето-
дом, основанным на измерении усилия разрыва на стыке двух тетрадей модель-
ного блока. Для проверки свойств клея или режимов сушки испытания прово-
дятся с блоками, изготовленными из типографской бумаги № 1. При испытании
нового типа бумаги блоки изготовляют из этой бумаги, а в качестве клея ис-
пользуют проверенную ПВАД.
Полоски бумаги длиной 160 и шириной 50 мм с машинным направлением
вдоль длинной стороны складывают тремя параллельными сгибами для получе-
ния тетрадей форматом 20X50 мм так, чтобы сеточная сторона бумаги была сна-
ружи. В зажимы для блоков (рис. 3.25) кладут 30 таких «тетрадей», чтобы тол-
щина полученного блока обеспечивала степень спрессованности 0,8 (см. табл.
3.17.6). Не вынимая модельного блока из зажима, на корешок наносят равно-
мерный слой клея, покрывая им фальцы всех тетрадей, и затем высушивают блок
в естественных условиях в течение суток. Таким образом заклеивают три мо-
дельных блока.
Высушенный модельный блок вынимают из зажима и лезвием разделяют на
части по четыре тетради, а две крайние тетради выбрасывают. Затем в разрыв-
ной машине устанавливают дополнительные зажимы (рис. 3 26), в которые за-
крепляют без перекоса и натяжения по две тетради от модельного блока так,
чтобы не повредилось клеевое скрепление. Для выполнения разрыва нижний за-
141
жим разрывной машины опускается со скоростью 55 мм/мин. За результат изме-
рения принимают среднее арифметическое не менее чем 15 замеров усилий раз-
рыва модельных образцов на стыке тетрадей (по пяти замеров из трех модель-
ных блоков), деленное на длину корешка модельного блока.
3.22.3. Условия, обеспечивающие соблюдение технических
требований к качеству заклейки, сушки и обжима корешка блока
Высокая прочность склейки тетрадей в блоке
Оптимальное количество клея на 1 м2 корешков при использовании ПВАД
должно быть 180—200 г. Оптимальные вязкость и концентрация клея при нане-
сении на корешок блока на машине БТП — 25—30 с по кружке ВМС; на агре-
гате БЗР — 40—60 с по воронке ВЗ-4; содержание сухого полимера — 25—33%.
50 100 150 200 250 О,г/ма
Рис. 3.27 Изменение удельного уси-
лия разрыва блока на стыке двух
тетрадей от количества нанесенного
клея
10 20 30 40 50 К, %
Рис. 3 28 Изменение удельного уси-
лия разрыва блока на стыке двух
тетрадей в зависимости от концен-
трации ПВАД
Оптимальное влагосодержание прикорешковой зоны после сушки
Режимы сушки корешка, заклеенного ПВАД:
Обдувкой воздухом
Температура воздуха — 35—40°С (не выше 45°С)
Относительная влажность воздуха — 60%
Скорость движения воздуха — 5 м/с
Время сушки блоков, сшитых без марли, — 5 мин.
Время сушки блоков, сшитых на марле, — 10 мин.
Терморадиационная сушка
Температура генератора — 2000°С
Расстояние от генератора — 50 мм
Время облучения— 154-18 с
Охлаждение воздухом с температурой 20°С
при скорости движения 5 м/с — 20—25 с
Комбинированная сушка
Плотность теплового потока — 3,0 кВт/м2
Расстояние от поверхности излучения до корешка блока —
504-70 мм
Температура воздуха для обдувки — 18—20°С
Относительная влажность воздуха — 50—65%
Скорость движения воздуха — 5 м/с
Время сушки корешка, сшитого без марли, — 4 мин
» » » » на марле — 6 мин
142
Прямоугольность корешка с расположением фальцев тетрадей
в одной плоскости
Правильно укладывать блоки для просушки.
При обжиме корешка блока необходимо следить за тем, чтобы сначала за-
жимался блок, а затем его корешок. Для этого на станке типа БМ.П-3 использу-
ются подпружиненные планки.
3.22.4. Технические характеристики оборудования
Блокозаклеенные станки и машины для обжима корешка блока
Страна Марка Формат блоков, мм Толщина стоп, мм Габариты, мм Производи- тельность, блок/ч Потребляе- мая мощность, кВт Масса, кг
наимень- ший наиболь- ший
СССР БТП-2 230x300 75X125 50—100 1410X310X1030 1200 2,4 390
БТП-3 225x300 105X150 10-135 1120Х700ХЮ73 1200 0,55 304
БМП-3 270x300 115x150 10—90 1250X650X985 16—20 2,2 380
Сушильные устройства
(Большинство сушильных устройств изготовляется в мастерских
полиграфических предприятий в соответствии с условиями работы цеха,
поэтому требуется частая проверка режимов их работы.)
Наименование Вариан- ты Длина сушильной камеры, мм Рекомендации по применению
Туннельное Одно- каналь- ное Двух- каналь- ное Одно- каналь- ное Двух- каналь- ное Одно- двухряд- ные П-Вс(В+15) д кб-н Высота стоп 300 мм „ д д_ П-ВС(В 4-15) кбн Д2 = — 2 Высота стоп 200 мм Высота равна высо- те здания, число бло- ков на полке „ п-вс.юо н-д При передаче блоков внутри цеха на короткие рас- стояния При передаче блоков -над двер- ными проемами, пе- реходами и т. п При передаче блоков на другой этаж
Z ZL-.-k)
Подвесно Вертикал! е □но 1 1 1 г 1 1 1 1 11 1 1 1 1 0] е 1
143
Обозначения в формулах: Д — длина сушильной камеры (или высота между этажами),
мм; П — производительность сушильного устройства в смену, экз. блоков; Вс — время суш-
ки, мин; В+15 — высота блоков с промежутками между стопами, мм; Н — время работы
устройства в течение смены, мин; Кб — число блоков в стопе (или ряду); 100 — расстояние
между полками вертикального транспортного устройства, мм.
3.22*5. Организация рабочих мест и приемы работы
на блокозаклеечном станке при наличии транспортера с бортами
Станок обслуживает один рабочий — он принимает стопы проклеенных бло-
ков со станка (в станок блоки подаются транспортером, стопы на который укла-
дывают швеи или срезчицы), сталкивает на корешок и укладывает блоки ко-
решками в противоположные стороны, чтобы клей не попадал на нижний блок
(смещение блоков 10—15 мм). Высота стопы зависит от конструкции сушильно-
го устройства. Затем стопу блоков подают в сушильное устройство. При исполь-
зовании ленточного транспортера станок обслуживают два человека, один из ко-
торых загружает блоки в станок.
Блоки из сушильного устройства принимает рабочий, обслуживающий об-
жимной станок.
При наладке блокообжимного станка следует учитывать, что расстояние
между плитами должно составлять примерно 2/3 толщины необжатой стопы.
Стопы обжатых блоков передают на обрезку с трех сторон.
Если формат блоков (очень большой или миниатюрный) не позволяет за-
клеивать их на станке, то эту операцию следует проводить вручную кистью,
уложив стопы в угольник. Сушить блоки можно в сушильном устройстве или в
естественных условиях цеха. Высоту стопы при сушке выбирают в зависимости
от формата блока — чем меньше формат, тем ниже должна быть стопа, чтобы
при сушке блоки не рассыпались.
3.23. МЕХАНИЧЕСКАЯ ОБРАБОТКА КОРЕШКА КНИЖНОГО БЛОКА
Назначением операции является придание корешку блока формы, способст-
вующей увеличению прочности и улучшению раскрываемости книги. Нужную
форму корешка получают механическим воздействием на заклеенный корешок
обрезанного с трех сторон блока. Сдвиг листов книги с одновременным умень-
шением толщины корешка и образованием вогнутой поверхности переднего обре-
за называется круглением корешка. Механическое воздействие на зажатый в
тисках блок с отгибкой — перефальцовкой корешковых краев тетрадей придает
корешку грибообразную форму. Операция только кругления, как правило, выпол-
няется на операционном станке, кругления и отгибки краев — на машинах и аг-
регатах специальных поточных линий. При крайней необходимости и отсутствии
оборудования отгибку краев блоков можно выполнить вручную.
3.23.1. Требования к качеству
механической обработки корешка блока
Корешок должен иметь симметричную округлую форму и четкий профиль
отогнутых краев. Длина дуги обработанного корешка должна соответствовать
табл. 3.17.2 и 3.17. Величина отгибки краев должна быть равна толщине кар-
тонной сторонки переплетной крышки. В середине корешка блока должна оста-
ваться зона без отгибки краев, составляющая до 30% толщины блока. Блоки
после обработки не должны иметь перекоса.
144
3.23.2. Предельные отклонения при обработке корешка блока
Показатели Предельные отклонения, мм
Длина дуги корешка обработанного блока Высота отгибки краев Перекос блока: при толщине блока до 20 мм свыше 21 мм +2,0 + 1,0 1,0 3,0
3.23.3. Контроль качества обработки блока
1. Длину дуги корешка измеряют линейкой или гибкой лентой, имеющей
шкалу с ценой деления 1,0 мм. Ленту можно сделать и из миллиметровой бума-
ги, упрочненной прозрачной полимерной пленкой.
2. Высоту отогнутых краев проверяют, прикладывая эталонную картонную
сторонку или измеряя металлической линейкой.
3. Для определения перекоса блока замеряют величину смещения передней
Кромки первой тетради относительно кромки последней тетради блока, помещен-
ного на горизонтальной плоскости. Для замера перекоса служит угольник. Блок
устанавливают на основание угольника верхним обрезом вниз по рискам, нане-
сенным на основание. Замеряют величину «а», являющуюся характеристикой
перекоса блока.
3.23.4. Условия, обеспечивающие соблюдение технических
требований к качеству механической обработки корешка блока
Хорошая раскрываемость книги
Радиус закругления корешка должен быть:
N 1
г = ——- {ап + н)2 + — Л+Х,
4нХ 4
где а — толщина бумаги; п— число страниц в тетради; N— число тетрадей в бло-
ке: н — толщина нити, сшивающей блок; % — коэффициент упругости материа-
лов блока
(ап \
1 +---- .
н )
Высокая устойчивость формы корешка
Нельзя выполнять кругление на агрегатах типа БТГ, выключив колодки для
отгиба краев, так как отсутствие механического воздействия на края корешка
блока не позволит зафиксировать округлую форму, полученную при прокатке в
кругл ильной секции.
Нормированная длина дуги обработанного корешка блока
Правильный подбор обрабатывающих колодок или числа их ударов (при
круглении).
Сохранность клеевой пленки и корешкового материала на корешке блока
Влагосодержание прикорешковой зоны блока должно быть 12% для блоков,
сшитых без марли, и 9% для блоков, сшитых на марле. При большем влагосо-
145
держании пленка разрушится и прилипнет к обрабатывающим колодкам, при
низком — лопнет
Высота отогнутых фальцев, равная толщине картонной сторонки переплетной
крышки
Тщательный подбор радиуса отгибающих колодок, размаха их качания и
соблюдение режимов подготовки блока, в частности, его влагосодержания.
3.23.5. Технические характеристики оборудования
для кругления корешков блоков
Страна Марка Форматы блоков, мм Толщина блока, мм Скорость, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
наиболь- ший наимень- ший
СССР К-3 БКС 265X410 205X260 100X125 107X165 10—80 10—60 55, 65, 75, 105 До 45 820X860X1200 2270X2385X1535 0,75 3,0 455 3560
3.23.6. Организация рабочего места и приемы работы
на круглильном станке
Круглильный станок обслуживает один рабочий. Он укладывает блоки под
обжимную колодку, переворачивает их для обжима другой стороны, убирает из
станка, укладывая на транспортер для передачи на следующую операцию. Ко-
решки блоков толщиной от 7 до 40 мм следует круглить до наклейки на них по-
лоски бумаги и каптальных лент. Корешки блоков большей толщины следует
круглить дважды — до и после наклейки материала. Блоки толщиной 15—20 мм
следует круглить по 2 раза с каждой стороны Блоки большей и меньшей толщи-
ны соответственно круглят с большим или меньшим числом обжимов.
На станке можно круглить миниатюрные книги, используя держатель. При
малых форматах кругление выполняют молотком на верстаке.
Отгибку краев миниатюрных блоков (уникальных изданий) выполняют в
тисках (рис. 3.29). Блоки с кругленым корешком укладывают между досками и
зажимают так, чтобы край корешка выступал над краем доски на 1—2 мм. От-
гибают края ударами молотка в сторону досок.
Рис. 3.29 Блоки, зажатые в тисках меж-
ду досками для отгибки фальцев
146
3.24. УПРОЧНЕНИЕ КОРЕШКА КНИЖНОГО БЛОКА
Для повышения прочности связи тетрадей в блоке и блока с переплетной
крышкой, увеличения сохранности клеевой пленки и закрепления сшивающего
материала, а также для украшения корешка блока на него дополнительно на-
клеивают при шитье блока без марли марлю, микрокрепированную бумагу или
нетканый клееный материал, бумагу, или гильзу, каптал и закладки. В зависи-
мости от вида издания, объема, формата, тиража, сложности оформления блоки
обрабатывают на поточных линиях, на операционных машинах или вручную.
3.24.1. Требования к качеству оклейки корешка блока
1. Марля или нетканый материал, или микрокрепированная бумага на ко-
решке должны быть наклеены симметрично относительно верхнего и нижнего
обрезов, иметь клапаны одинаковой ширины.
2. Полоски каптала должны быть приклеены к обоим концам корешка бло-
ка ровно, без перекосов и плотно обтягивать корешок, захватывая фальцы край-
них тетрадей блока. Каптал не должен осыпаться и иметь бахрому. Внутренние
края бортиков каптала должны отстоять не более чем на 1 мм от соответствую-
щего обреза блока.
3. Полоска бумаги, или гильза, должна быть плотно приклеена к корешку
блока и закрывать полоски каптала и фальцы крайних тетрадей.
На полоске бумаги должна быть цветная метка, обозначающая верхний обрез
блока
4. Ленточка-закладка должна быть вложена между страницами блока при-
мерно в его середине, а конец плотно приклеен к верхнему краю корешка под
капталом.
5. Окантовочный материал должен быть прочно без перекосов наклеен на
корешок и форзацы блока.
3.24.2. Предельные отклонения при оклейке корешка блока
Показатель
Предельные
отклонения, мм
Ширина клапанов Разница ширины клапанов у одного блока Косина клапанов Сдвиг полоски каптала поперек корешка блока Сдвиг полоски бумаги или гильзы: +2,0 4,0 3,0 2,0
поперек корешка блока вдоль корешка блока Разница в выходе окантовки на форзаце блока Косина наклейки окантовки 1,0 2,0 2,0 1,5
3.24.3. Контроль качества оклейки корешка
Качество наклейки материала на корешок блока проверяют осмотром ко-
решка и измерением металлической линейкой в случае обнаружения отступлений
от нормативных требований Прочность наклейки материала определяют отры-
вом его от корешка блока. При отрыве должен разрушиться материал — оклеи-
вающая бумага или бумага блока. В случае отрыва по слою клея прочность сле-
дует проверять в лабораторных условиях на усилия отрыва материала от ко-
решка блока (10± 1,0 Н/см).
147
3.24.4. Условия, обеспечивающие соблюдение технических
требований к качеству оклейки корешка блоков
Прочное приклеивание на корешок блока материалов
Материалы для склейки корешка (марля, нетканый материал, бумага, каптал,
гильза) должны хорошо смачиваться клеем, удерживаться им на корешке и об-
легать фальцы тетрадей.
Клей должен обеспечивать необходимую прочность приклеивания деталей и
обладать необходимыми технологическими свойствами: при нанесении валиками
легко образовывать равномерную пленку, удерживать материалы на корешке до
механического их прижатия.
Ровные края и отсутствие выступающих нитей у каптала
Аппретировать каптал перед приклеиванием. В случае ручного приклеивания
ленту следует проклеить 3%-ным крахмальным клейстером. При работе на кап-
тально-оклеечных машинах или блокообрабатывающих агрегатах каптал прокле-
ивают ПВАД на специальной машине (см. ниже).
Отсутствие перекоса гильзы
Гильза перед наклейкой на корешок блока должна быть склеена в виде тру-
бочки по шаблону, ширина которого равна длине дуги корешка блока. Запреща-
ется использовать в качестве гильзы сложенную пополам бумажную полосу.
3.24.5. Технические характеристики оборудования
для оклейки корешка
Страна Марка Формат блоков, мм Толщина, мм Скорость, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
наимень- ший наиболь- ший
СССР ок-зм 220X290 100X125 10—50 30 3620X1850X1485 2,07 1790
ФРГ Е-450 265X335 68X80 8—75 До 40 2850ХЮ50Х1750 2,6 880
3.24.6. Организация рабочих мест и приемы работы
Работа на машине ОК-3. Машину обслуживают машинист, накладчик и при-
емщик. На машине выполняется приклейка каптально-бумажной ленты к сши-
тому на марле, заклеенному и обрезанному с трех сторон книжному блоку.
При наладке машины следует обращать внимание на то, чтобы резиновое
клеевое полотно полностью обтягивало корешок, а зазор между полотном и ба-
рабаном, купающимся в клеевой ванне, обеспечивал слой клея оптимальной тол-
щины.
Для склейки каптала с бумажной лентой в бумажно-каптальной секции ма-
шины используют ПВАД вязкостью 80 с по ВЗ-4.
Машинист организует работу бригады и отвечает за нее. Накладчик встав-
ляет блоки в зажимы поворотного стола машины; приемщик проверяет качество
приклейки материала и укладывает блоки в стопы для просушки.
Работа вручную выполняется в том случае, когда формат или объем изда-
ния не позволяют обрабатывать книги на машинах. Для этого требуются: намаз-
чик клея и два приклейщика каптала и бумаги. Столкнутые на корешок и верх-
ний обрез блоки укладывают на подставку и наносят клей на корешок с избыт-
148
ком на его концах. Затем блоки раскладывают корешками в противоположные
стороны со смещением 10—15 мм. Заранее нарезанный на кусочки нужной дли-
ны каптал наклеивают на концы корешка. После наклейки каптала приклеива-
ют полоску бумаги
В случае приклейки ленточки-закладки ее заранее вкладывают между стра-
ницами блока так, чтобы над верхним обрезом выступал конец 15—20 мм. Пе-
ред наклейкой каптала этот конец прижимают к корешку блока, заранее смазан-
ному клеем. Если закладка сложная (имеет марку или полоску-закладку), ее
склеивают заранее на отдельном рабочем месте.
Если нужно наклеить не бумагу, а гильзу, клей на концы корешка наносят
на ширину 15—20 мм и наклеивают каптал, затем приклеивают гильзу, нанося
клей на ее поверхность, и тщательно притирают ее к корешку.
При обработке миниатюрных книг наклейка бумаги и гильзы не производит-
ся, так как корешок блока окантован полоской бумаги или материала во время
скрепления блока. Дйя миниатюрных изданий можно использовать каптал не
только фабричного изготовления, но и склеенный из ленты или другой ткани с
прокладкой в сгибе шнура или без него в зависимости от формата издания. Для
книг-малюток капталом является край цветной бумаги толщиной 0,30—0,40 мм,
наклеенной на корешок блока и выступающей за его пределы на 0,2—0,3 мм
(например, шпульная бумага, окрашенная в массе).
3.25. ОТДЕЛКА ОБРЕЗОВ КНИЖНЫХ БЛОКОВ
Назначением операции является украшение книги, защита обрезов от за-
грязнения и в некоторых случаях обозначение разделов книги (высечка). Обре-
зы могут быть закрашены, покрыты металлом, иметь высечку. Закраска выполня-
ется на машинах или вручную, металлизирование и высечка — на специальном
оборудовании. Закрашивают обрезы как у блоков под переплетные крышки, так
и у книг в обложке. Отделывают один, два или три обреза.
3.25.1. Требования к качеству отделки обрезов
После отделки обрезы должны иметь равномерную окраску (если не преду-
смотрено нанесение рисунка). Краска не должна проникать на страницы более
чем на 0,5 мм (у миниатюрных изданий более чем на 0,2 мм). Краска или металл
не должны осыпаться или стираться при чтении, страницы книги не должны
быть склеены. При закраске верхнего обреза краска не должна попадать на пе-
редний обрез.
3.25.2. Контроль качества отделки обрезов
Равномерность, цвет и оттенок закраски обрезов проверяют визуально и
сравнивают с утвержденным эталоном. Прочность закрепления проверяется при
перелистывании «на веер» и протиранием поверхности обреза белой тканью, на
которой не должно быть следа краски.
3.25.3. Условия, обеспечивающие соблюдение
технических требований к качеству отделки обрезов
Равномерный слой краски или металлизированного покрытия
Поверхность обреза для нанесения краски или металлизированного покрытия
должна быть гладкой. Окраску обреза блока выполняют сразу же после обрез-
ки с трех сторон. При металлизировании поверхность обреза надо отшлифовать.
Для этого используют обработку минимально тремя видами шкурок от шлифо-
вальной до полирующей.
149
Отсутствие затеков краски на страницы книги
При нанесении краски блок должен быть плотно зажат и между страницами
не должно быть просветов. Для этого давление должно быть не менее 350 кПа
3,5 кгс/см2 и зажимающие плиты должны зажимать блок не далее чем на 3 мм
от края. Не разрешается использовать сложно сфальцованные иллюстрации, име-
ющие размер в готовом виде меньше размеров страниц книги. Плюр должен от-
стоять от обреза не менее чем на 8 мм
Бумага блока не должна быть сильно впитывающей. Если краска впитыва-
ется глубоко в страницы блока, обрез до окраски следует обработать 20%-ным
раствором алюминиевых квасцов.
3.25.4. Организация рабочих мест и приемы работы
Работа на машине для закраски обрезов БЗБ. Машину обслуживают маши-
нист, накладчик и приемщик, если БЗБ встроена в поточную линию, и два при-
емщика,' если машина установлена на отдельном рабочем месте
Процесс закраски с трех сторон состоит в подаче стоп книг на транспортер
и формировании ровного ряда книг на сталкивателе, напылении краски пневма-
тическим устройством на обрезы в камере и передаче закрашенной продукции на
последующую операцию.
Для закраски обрезов используется красочная композиция из водного рас-
твора красителей с добавкой кальцинированной соды и поверхностно-активных
веществ. Эти композиции заливаются в емкость, из которой насосом подаются в
бачок с форсункой Перед заливкой краски в емкость ее необходимо профильт-
ровать через капроновое полотно или марлю.
При переходе на закраску другим цветом всю систему надо промыть водой,
заливаемой в бачок для подачи краски. При промывке производительность фор-
сунок должна быть максимальной Стенки закрасочной камеры внутри промыва-
ются водой из пистолета-распылителя
Работа на машине для закраски обрезов БЗГ. Машину обслуживают маши-
нист, накладчик и приемщик.
Для закраски обреза используется краска со связующим на основе NaKMLJ
или латекса. Стопу блоков обрезом вниз кладут в транспортер машины, который
проводит ее над красконаносящими валиками. После закраски блоки (или книги
в обложке) укладывают для просушки. Если краска сильно впитывается в бу-
магу блока, в первую ванну можно залить раствор квасцов, что снизит впиты-
вание краски.
Работа на машине для металлизирования («золочения») обреза. Машину
обслуживают машинист и приемщик. Стопу блоков обрезом вниз укладывают в
траковый транспортер машины, который проводит ее над обрабатывающими сек-
циями. Обрез подвергается шлифованию в трех позициях, причем в третьей по-
зиции поверхность обреза полируется. При необходимости в следующей секции
можно наносить на поверхность обреза грунт, например, спиртовый раствор шел-
лака. В последней секции к поверхности обреза припрессовывается металлизи-
рованная фольга. Блоки с обработанным обрезом выходят на приемку машины.
В случае отделки двух или трех обрезов, процесс повторяется два или три раза
с соответствующим поворотом блоков для отделки обрезом вниз.
В комплекте к машине поставляется устройство для срезки углов блока и
отделки этих срезанных углов металлизированием.
Отделка обрезов выполняется специальной фольгой, изготовленной на лавса-
новой подложке (марки 313—051К по Т1 29-02-1029—80).
Машину для металлизирования обрезов следует устанавливать в отдельном
помещении с местной вытяжной вентиляцией.
Работа вручную. При отсутствии оборудования отделку обрезов выполняют
вручную. Процесс осуществляется сразу после обрезки блоков Стопы блоков
тщательно сталкивают, укладывают и зажимают в прессе Краску наносят ки-
стью, губкой или валиком с гравированным рисунком. Нередко краску наносят
пульверизатором или кистью брызгами. На всех операциях необходимо наличие
устройств местной вентиляции.
150
3.25.5. Технические характеристики оборудования
для отделки обрезов
Страна Марка Назначение Формат блоков, мм Толщина, мм Скорость Габариты, мм к о « О S п ГК Н о 2 8 с £ £ Масса, кг
наибольший наименьший
СССР БЗГ Закраска верх- них обрезов 218X290 107X140 10-55 До 40 цикл/мин 3800X1500X1200 3,2 1200
БЗБ Закраска трех обрезов 170X260 107X165 — 0,9—1,8 м/мин 3350X1150X1380 1,5 750
Швейцария «Окснер» Металлизирова- ние Все 20— 120 4500X1600X1370 6,0 1980
3.26. ИЗГОТОВЛЕНИЕ КНИГ В ПЕРЕПЛЕТНЫХ КРЫШКАХ
НА ПОТОЧНЫХ ЛИНИЯХ
Процесс включает обработку сшитого потетрадно нитками блока и вставку
его в переплетную крышку на машинах и агрегатах, объединенных в поточные
линии, обеспечивающие сокращение времени и трудоемкости обработки при вы-
соком качестве изданий. Поточные линии для изготовления книг в переплетных
крышках могут состоять из агрегатов (поточная линия «Книга») или из отдель-
ных операционных машин, объединенных транспортерами (поточные линии «Кол-
бус», ФРГ). Поточные линии могут быть организованы на основе операционного
оборудования различного типа, соединенного удобными для производства тран-
спортными средствами. Использование поточных линий того или иного типа зави-
сит от загрузки предприятия по выпуску книг в переплетных крышках: поточную
линию «Книга» рационально использовать при годовой загрузке свыше 4 млн.
книг со средними тиражами не менее 8 тыс. экз ; поточные линии фирмы «Кол-
бус» — В' зависимости от скорости работы следует использовать соответственно
при большей или меньшей загрузке Поточные линии, составленные из операци-
онных машин, рационально и необходимо организовывать при годовой загрузке
до 3 млн. экз. при средних тиражах 3—5 тыс экз.
3.26.1. Требования к качеству книг,
обрабатываемых на поточных линиях
1. Тетради в блоке должны быть прочно сшиты и склеены. Глубина захода
клея между тетрадями: при 32-страничных — 1,5—3,0 мм, при 16-страничных —
1,0—2,0 мм. Блок не должен иметь раскола.
2. Размеры обрезанных блоков должны соответствовать ГОСТ 5773—76
«Книги, брошюры и журналы. Форматы». Со стороны верхнего, переднего и
нижнего обрезов книжного блока должны быть срезаны все фальцы и следы
графеечных проколов. Обрезы блока должны быть ровными и чистыми.
3. Верхние обрезы книжных блоков должны быть закрашены равномерно,
без полос и пятен. Не должно быть затеков краски на передний обрез. Листы
блока с закрашенным обрезом не должны быть склеены между собой. После вы-
сыхания краска не должна отмарывать при сухом трении.
4. Корешок блока должен иметь симметричную округлую форму с отогнуты-
ми краями. Длина дуги корешка блока должна соответствовать значениям табл.
3.18.1 и 3.18.6.
5. Полоска марли (или другого корешкового материала) должна распола-
гаться на корешке блока симметрично относительно верхнего и нижнего обрезов.
Клапаны марли не должны быть деформированы и перекошены.
6. Полоски каптала должны быть приклеены к обоим концам корешка бло-
ка ровно, без перекоса и плотно обтягивать корешок, захватывая сгибы крайних
тетрадей. Внутренние края бортиков каптала должны отстоять от соответствую-
щих обрезов не более чем на 1,0 мм.
7. Полоска бумаги должна быть прочно приклеена к внутренним концам по-
лосок каптала и к корешку блока без выхода за пределы крайних тетрадей.
8. Книжный блок должен соответствовать переплетной крышке и правильно
в ней располагаться с учетом требуемой ширины кантов Форзацы и марлевые
клапаны должны быть приклеены к крышке плотно и прочно по всей площади
без пузырей, складок, отставаний по месту загибки наружного материала и око-
ло линии сгиба форзаца. Переплетная крышка должна быть чистой, без повреж-
дений и плотно прилегать к блоку.
152
3.26.2. Предельные отклонения для книг,
обработанных на поточных линиях
Показатель
Предельные отклонения,
мм
Глубина захода клея между тетрадями
Отклонения в размерах блоков:
по высоте
по ширине
косина
Проникновение краски на страницы
Длина дуги корешка блока
Ширина марлевых клапанов
Разница ширины марлевых клапанов в одной книге
Косина марлевых клапанов
Сдвиг каптала вдоль дуги корешка
Сдвиг полоски бумаги вдоль корешка
» » » поперек корешка
Отклонения ширины кантов, в том числе косина при
Единичные затеки
клея в проколы от игл
не более 2,0 мм
±1,5
±2,0
2,0
0,5
4-2,0
2,0
4,0
3,0
2,0
2,0
1,0
±1,5
±1,0
±2,0
±1,5
±2,0
±2,0
2,0
1,5
2,5
2,0
2,5
2,0
2,0
форматах: передних
от 70X90/32 до 70ХЮ0/32
верхних и нижних
от 70ХЮ8/32 ДО 70ХЮ0/16 передних
верхних и нижних
от 70ХЮ8/16 ДО 84ХЮ8/16 передних
верхних и нижних
Разница ширины кантов в одной книге при форматах:
от 70X90/32 до 70ХЮ0/32 передних верхних и нижних
от 70ХЮ8/32 до 70ХЮ0/16 передних верхних и нижних от 70ХЮ8/16 до 84X108/16 передних верхних и нижних Отставание корешка крышки от корешка блока
3.26.3. Контроль качества книг
Качество книг, выходящих с поточных линий, проверяют осмотром с внеш-
ней стороны. Выборочно раскрывают отдельные экземпляры и проверяют: распо-
ложение блока в крышке, качество приклейки форзаца, отсутствие склейки край-
них страниц блока, ширину кантов, наличие расколов и заливки клея в проколы
от игл и между тетрадями. Периодически проверку качества выполняют при по-
мощи металлической линейки и приспособлений, описанных в разделах 3.16—
3.20, 3.22, 3.24—3.25), 4.20.
3.26.4. Условия, обеспечивающие соблюдение
технических требований к качеству книг,
обработанных на поточных линиях
Правильное расположение блока в переплетной крышке
1. Подача на обработку блоков постоянных толщины и плотности шитья (в
тираже). Блоки с потетрадной проклейкой на ниткошвейной машине на поточ-
ных линиях не обрабатывают.
153
2. Обрезка блоков острыми ножами при достаточном давлении прижима.
При обрезке на трехножевых машинах — обрезка привертками, высота которых
должна обеспечивать отсутствие нарушения размеров блоков.
3. Тщательная регулировка круглильно-отгибающих секций в соответствии с
толщиной блока. Запрещается отключение отгибающих колодок.
4. Подача на обработку переплетных крышек с точно выдержанными разме-
рами без коробления.
5. Правильный выбор колодки для кругления корешка переплетной крышки:
длина дуги рабочей поверхности колодки должна быть на 2 мм меньше ширины
отстава. Соблюдение оптимальной температуры нагрева круглильной колодки в
зависимости от материала переплетной крышки.
120—180°С — для переплетных материалов на тканевой основе;
150—180°С — для бумаги с прозрачным полимером (лак, плен-
ка) ;
100—125°С — для переплетных материалов с поливинилхло-
ридным покрытием
6. Тщательная регулировка выравнивающих механизмов книговставочной
машины и подача блоков на седло транспортера так, чтобы он делился пример-
но по середине.
Прочное соединение деталей книги
1. Степень спрессованности блоков должна быть около 0,8 для блоков из
16-страничных тетрадей и 0,84 для блоков из 32-страничных тетрадей.
2. Клей должен хорошо смачивать бумагу блока и проникать между тетра-
дями на глубину 1—3 мм, в зависимости от толщины тетрадей. При раскрыва-
нии высушенного блока не должно быть раскола.
3. Клей, используемый для соединения крышки с блоком, должен прочно
склеивать картон с бумагой, а также поверхность переплетного материала с бу-
магой (прочность склеивания не менее 2 Н/см (0,2 кгс/см)) при расслаивании по
волокнам бумаги При использовании вместо марли нетканого клееного полотна
или микрокрепированной бумаги необходимо оснащать секцию приклейки марли
в блокообрабатывающем агрегате типа 2БТГ механизмом для прокалывания от-
верстий диаметром 5 мм в первом случае и 2 мм во втором.
4. Время с момента вставки блока до запрессовки должно быть не более
3 мин.
Чистота книги и ее деталей и отсутствие повреждений
1. Ножи при обрезке блоков с трех сторон должны быть острыми без щер-
бин и прожогов.
2. Поверхность закрашенных обрезов должна иметь равномерную окраску,
без полос и пятен. Страницы не должны быть склеены. При нарушении этих тре-
бований следует заменить краску или тщательно отрегулировать красочный ап-
парат машины.
3. Тщательно отрегулировать механизмы нанесения клея на корешок блока
для наклейки марли или другого материала и каптально-бумажной ленты. Сле-
дить за тем, чтобы клей не попадал на обрезы блока.
4. При вставке блоков в переплетные крышки следить за тем, чтобы при на-
саживании блока на седло транспортера машины не происходило смятия листов.
5. Клей для вставки блоков в крышки не должен выдавливаться из-под фор-
заца при запрессовке книг. Для этого он должен быть нанесен на форзацы блока
слоем минимальной толщины, обеспечивающей прочную склейку их с переплет-
ной крышкой.
154
3.26.5. Технические характеристики поточных линий
Страна Марка Формат блоков, мм Скорость Габариты, мм Потребляе- мая мощ- ность, кВт Масса, кг
наибольший наименьший
СССР «Книга-270» 205X260X50 107X140X8 До 45 цикл/мин 63,27 30 342
Комплектующие машины и агрегаты
БЗР-270 205X260X50 107X140X8 До 45 6555X3530X1660 22 13 500
цикл/мин
СПУ-270 То же То же То же 2150X2400X2300 24 1924
2БТГ-270 » » » 6700X3460X1665 12,25 9620
БВ-270 » 100X125X8 » 4110X2225X2300 3,9 3600
ТСУ-270 » 107X140X8 400 мм/с 2400 ... 0,4 539
7300X699X945
ТУ-270 » 250 » 1600... 0,25
10500X450X920
ТЗ-270 » » 320 » 1200... » 204—506
10200X460X970
ТК-270 » » 250 » 1005ХЮ60Х930 0,25 192
ФРГ «Колбус 270X365X70 100X125X6 20—40 9000X2400X2300 20,0 8800
Компакт BF» цикл/мин
Машины, входящие в состав заклеечно-сушильной поточной линии
FM (прессовка) 290x380x80 100X125X6 40 цикл/мин 4200X1950X1700 2,5 4200
УА приклейка форзаца к бло- кам 280X380X80 100X125X6 40 цикл/мин 4600X1200X1700 5,25 1550
RB заклейка и 290X380X80 100X125X6 31—40 » 6600X910X1235 30,2 2200
сушка FN обжим ко- решка То же То же 40 » 3300ХН00Х1200 1,9 1740
Примечания:
1. На поточной линии «Книга-270» выполняются следующие операции: заклейка и сушка корешка, обрезка блока с трех сторон и закраска
обреза (агрегат БЗР-270), досушка корешка блока и краски на обрезе (сушильно-передающее устройство СНУ-270), кругление корешка и от-
— гибка краев, наклейка марли, каптала и бумаги на корешок блока (агрегат 2БГ Г-270), вставка блока в переплетную крышку (книговста-
££ вочная машина БВ-270). Машины соединяются в поточную линию передающими устройствами (ТСУ, ТУ, ТЗ и ТК).
2. На поточной линии ВГ выполняются следующие операции: кругление корешка и отгибка краев, наклейка марли, каптала и бумаги,
вставка блока в переплетную крышку. Прессование книг и штриховка выполняются на дополнительной машине марки FE.
1
Рис. 3.30 Схемы расположения машин в поточной ли-
нии «Книга-270»
I — при движении блоков навстречу друг другу;
П — при движении блоков перпендикулярно один
другому; III — при последовательном движении
блоков
3.26.6. Организация рабочих мест и работа
на поточной линии «Книга-270»
Линию «Книга-270» (рис. 3.30) обслуживает бригада из 8—10 человек в за-
висимости от загрузки и организации труда. Агрегат БЗР —> машинист и подклад-
чик; агрегат 2БТГ — машинист, помощник машиниста, подкладчик и переплетчик;
книговставочную машину БВ — машинист, помощник машиниста и переплетчик.
Агрегаты и машины в цехе устанавливают так, чтобы они занимали минималь-
ную площадь и обеспечивалось их нормальное обслуживание, подача и удаление
полуфабрикатов. Целесообразно поточную линию оснащать оборудованием для
немедленной запрессовки вставленных книг.
В процессе наладки агрегата БЗР следует обращать внимание на качество
промазки корешка клеем, его сушки, на точность и качество обрезки блоков, на
качество закраски обрезов. Заклеивают корешок ПВАД вязкостью 40—60 с (по
вискозиметру ВЗ-4) при содержании сухого остатка не менее 30%. Закрашивают
обрезы краской вязкостью 8—10 с по кружке ВМС. Для предотвращения отма-
156
рывания красок интенсивных тонов в них вводят 3—5% водного раствора поли-
винилового спирта 15 %-ной концентрации.
Температура воздуха, поступающего из сопел для предварительной сушки
корешка, должна быть 160—200°С. Температура трубчатых нагревателей на рас-
стоянии 5—7 см от их поверхности — 300—350°С.
Зазор между ножом и противоножом в резальных секциях — 0,05±0,01 мм,
что проверяется щупом. Ножи меняют по мере затупления.
Блоки из сушильного устройства СПУ подаются в агрегат 2БТГ транспорт-
но-синхронизирующим устройством ТСУ. Агрегат 2БТГ настраивают так, чтобы
блоки после обработки отвечали требованиям п. 3 23.1 и 3.24.1. Для этого отги-
бающую колодку выбирают так, чтобы длина дуги рабочей поверхности была
на 4—6 мм больше длины дуги корешка кругленого блока. Положение оси и ра-
диус качания колодки относительно оси симметрии блока выбирают так, чтобы
обеспечивалось основное требование к качеству. Ролики для клеевых аппаратов
подбирают по профилю корешка блока. Размер подачи и рубки марли (или дру-
гого корешкового материала) устанавливают в соответствии с толщиной книж-
ного блока с учетом образования клапанов нормированной ширины.
Каптал предварительно проклеивают на станке БПР с одной стороны ПВАД
вязкостью 45—60 с по ВМС. При этом бортик каптала клеем не промазывают.
Рабочая температура нагревательных устройств для приклейки каптала к бу-
мажной ленте должна быть 1'60—180° С.
В процессе работы бригада проверяет качество поступающих на обработку
блоков и качество выполнения операций обработки. Переплетчик, обслуживаю-
щий транспортно-передающее устройство между агрегатом 2БТГ и книговста-
вочной машиной, визуально контролирует все изготовленные на агрегате блоки
и изымает блоки с дефектами.
Работа на книговставочной машине выполняется так, как это указано в
п. 4.19.
4. ПЕРЕПЛЕТНЫЕ КРЫШКИ
В настоящем разделе приведены: описание видов переплетных крышек
(ГОСТ 22240—76 «Обложки и крышки переплетные. Классификация»), их конст-
рукции, основные размеры, технология изготовления и отделки, а также техноло-
гия соединения переплетных крышек с книжными блоками. Здесь содержатся дан-
ные о расходе материалов для изготовления переплетных крышек разных типов
и их отделки.
4.1. ВИДЫ ПЕРЕПЛЕТНЫХ КРЫШЕК
Тип Наименование Размеры деталей
вид детали размер
6
Из одной детали
Крышки без
Крышка без
кантов
Крышка с канта-
ми
Высота
Ширина
Высота
Ширина
Крышки, склеенные из
Общие
Развернутая
крышка
Ширина кантов
Картонные сто-
ронки
Отстав гибкий и
полужесткий
Высота
Ширина
Сверху и снизу
Передних
Высота
Ширина
Высота
Ширина
158
И СОЕДИНЕНИЯ ИХ С БЛОКАМИ
и готовых крышек
группа форматов Порядок операций изготов-
ления крышек и соединения
„ миниатюр- оолыпой средний малый ный их с блоком
склеивания деталей
— В В — Печать на материале
—- 2Ш + Т 2Ш + Т — Раскрой материала Вставка блока в крышку
обрезка с трех сторон
в+6 в+4 в+З в+2 Печать на материале
2ш+Д+8 2ш + Д+6 2ш+Д+6 2ш+Д+3 Раскрой материала Вставка блока в крышку
нескольких деталей (тип 5 и 7) данные
в+8 в+6 в + 4 в+З
2ш+Д + 10 2ш+Д + 8 2ш+Д+5 2ш + Д+4
4 3 2 1,5
5 4 3 2
в+8 в+6 в+4 в + З
ш—1 ш—2 ш—3 ш—3
в+8 в + 6 в+4 в + З
Д д д д
159
Тип Наименование Размеры деталей
вид детали размер
Отстав жесткий Ширина загибки материала на вну- треннюю сторону Высота Ширина При изготовле- нии вручную При машинном изготовлении
Характерные
Материал кореш-
ка крышки
Заход материала
для корешка на
сторонку, мм
Материал для
крытья сторонок
Заход материала
сторонки на коре-
шок, мм
Наружный мате-
риал
Высота
Ширина
При изготовле-
нии вручную
При машинном
изготовлении
При изготовле-
нии вручную
При машинном
изготовлении
Высота
Ширина
При изготовле-
нии вручную
При машинном
изготовлении
Высота
Ширина
Крышки, частично склеенные
Картонные сто-
ронки с кантами
Картонные сто-
ронки без кантов
Материал для
крытья сторонок
Ширина загибки
материала на сто-
ронку, мм
Общие
Высота
Ширина
Высота
Ширина
Высота
с кантами
без кантов
Ширина
160
Продолжение табл. 4 Л
и готовых крышек
группа форматов Порядок операций изготов-
большой средний малый миниатюр- ный ления крышек и соединения их с блоком
в+8 Т+2к в + 6 Т + 2к в+4 Т + 2к в+3 Т4-2к
15 15 15 15 14 15 12
данные в+2к+38 в + 2к+36 в+2к+34 в + 2к+31 Раскрой материала и кар- тона
Д+2р+24 Д+2р+24 Д+2р + 24 Д+2р+22 Крытье сторонок и отста- ва корешком (штуковка) Печать на корешке
Д + 2р + Зс Д+2р+30 Д+2р+30 — Крытье сторонок материа- лом, оформление крышек
14 12 12 12 Вставка блока в переплет-
15 15 15 — ную крышку
в+2к+38 в + 2к + 36 в+2к+34 в+2к+31
ш + к+9 ш + к+9 ш + к + 8 ш+к+8
9 8 8 8
10 10 10 —
в+2к+38 в + 2к+36 в+?.к+34 в + 2к+31 Раскрой материалов
2(ш+р + 2(ш + к + 2(ш + р+ 2(ш + р + Склейка деталей
+ к)+Д + +р) + Д + + к)+Д + + к)+Д + Оформление крышки
+28 + 26 + 24 + 24 Вставка блока в крышку
на книжном блоке (типы 8 и 9)
данные в+3 ш—4 в+1 ш—4
в+8 ш—2 в + 4 ш—2 в+6 ш—3 в+2 ш—3 в+4 ш—4 в+2 ш—4
в+2к+38 в+2к+36 в+2к+34 в+2к+31
в+2к+34 в+2к+32 в + 2к + 32 в+2к+29
ш+2к + 28 ш+2к+26 ш+2к+26 ш+2к+26
15 15 15 14
6—1293
161
Размеры деталей
Тип Наименование
вид детали размер
Характерные
Отстав полуже- Высота
сткий Ширина Ширина при ложной от- гибке краев
Отстав жесткий Высота
Ширина
Материал для корешка Высота Ширина
9 С накладными сторонками и окан- Окантовка ко- Высота
тованным корешком решка Ширина
Примечания:
1. Ширина материала для корешка составных крышек типа 5 может быть увеличена
при соответствующем уменьшении ширины материала для крытья сторонок.
2. Для увеличения прочности цельнокрытых крышек сторонки и отстав могут быть за-
ранее склеены с изнаночной стороны полоской сульфатцеллюлозной бумаги или нетканого
клееного полотна (выклейка шпации). При машинном изготовлении крышек эта полоса
может быть между картонными сторонками и наружным материалом. Высота полосы
равна высоте наружного материала.
162
Окончание табл. 4.1
и готовых крышек
группа форматов
большой средний малый миниатюр- ный
Порядок операций изготов-
ления крышек и соединения
их с блоком
данные
в+8 в+6 в + 4 в+З
д Д+4 д Д+3 д д+з д д+2
в+8 в + 6 в+4 в+З
Т+2к Т+2к Т+2к Т+2к
в+2к+38 Д+2р+42 в+2к + 36 Д+2р+40 в + 2к+34 Д+2р + 40 в+2к+31 Д+2р+35
В В В В
т+36 т+36 т+36 Т+36
Раскрой материала и кар-
тона
Крытье материалом сторо-
нок
Крытье материалом от-
става
Оформление сторонок и
корешка
Наклейка корешка на
блок
Наклейка сторонок на
блок
Раскрой материала и кар-
тона
Окантовка корешка блока
и обрезка его с трех сторон
Крытье сторонок материа-
лом
Оформление сторонок
Наклейка сторонок на
блок
3. Сторонки крышек типа 9 рекомендуется делать с уменьшенными кантами снизу и
сверху или без кантов.
4. Сторонки крышек могут иметь спущенные фаски и кругленые углы (по согласованию
с полиграфическим предприятием) при изготовлении переплетных крышек вручную.
5. Сторонки крышек типа 7 и 8 могут иметь мягкие прокладки (по согласованию с по-
лиграфическим предприятием) при изготовлении переплетных крышек вручную.
6. Материалы крышек могут быть разные и расположены на крышке поперек или по
Диагонали при изготовлении вручную.
6* 163
4.2. РАЗМЕРЫ КАРТОННЫХ СТОРОНОК, мм
4.2.1. Размеры картонных сторонок
для переплетных крышек типов 5 и 7, мм
Формат бумаги издания, см Доли листа
1/8 1/16 1/32 1/64 1/128 1/256 1/512 1/10|24
Для изданий из бумаги основных форматов
84ХЮ8 264X418 204X268 128X206 97x129 59x98 44X60 25x45 18x26
70ХЮ8 264X348 169X268 128X171 79x129 59x80 35x60 25x37 14x26
70ХЮ0 244X348 169X246 118X171 79хП9 55x80 35x55 23x37 14X24
75X90 —. 180X221 105X183 — — — — —
70X90 — 169X221 105X171 79x106 48X80 35X49 20X37 14x21
60X90 219X298 143X221 105X144 67X Ю6 48x68 29X49 20X39 10X21
60X84 204X298 143X206 97X144 67x98 45x68 29x46 18X30 10X16
Для изданий из бумаги дополнительных форматов
90ХЮ0 — 219X246
84ХЮ0 — 204X248 118X206
84X90 — 204X221 105X206
80ХЮ0 — 194X246 118X196
70X84 — 169X206 —
70X75 — 169X183 —
60ХЮ8 264X298 143X268 128X144
60x100 — 143X246 —
60X70 — 143X171
61X86 209X303 145X211 105X146
Для альбомных изданий (альбомный спуск)
108X84 — 264X206 —
100X84 — — —
108X60 294X268 — — 118X99
108X70 — — 169X129
90X70 — 219X171 169Х1Ю
90X60 294X223 219X146 143Х1Ю
84X60 ' — 204X146 —
4.2.2. Размеры картонных сторонок для изданий
основных форматов при делении на редко используемые доли, мм
Формат бумаги издания, см Доли листа
1/6 1 1/12 1 1/18 1 1/24
Деление листа по короткой и длинной сторонам соответственно
2:3 4 : 3 3:4 ' 1 6:3 3:6 3:8 1 4:6
84ХЮ8 70ХЮ8 70ХЮ0 75X90 70X90 60X90 60X84 294X298 169X329 180X296 169X296 143X296 143X276 218X246 218X229 109X330 118X298 109X298 93X298 93X278 173X278 173X229 160X229 143X246 143X229 143X196 133X196 128X278 128X229 118X229 105X244 105X229 105X196 97X196 169X176
164
4.2.3. Размеры картонных сторонок для крышек типа 8 (1) и типа 9 (2), мм
Доли листа
Формат 1/8Г 1/16 1/32 1 1/64 1/128
бумаги издания, см 1 2 1 2 1 2 1 1
'84X108 263X418 263X414 Для изданий р 203X268 13 бумаги основн 203X264 ых форматов 127X206 127X202 96X129 58X98
70ХЮ8 263X348 263X344 168X268 168X264 127X171 127X167 78X129 58X98
70ХЮ0 243X348 243X344 167X246 167X242 116X169 116X165 78X129 54X80
75X90 — 179X221 179X217 104X183 104X179 — —.
70X90 — 167X221 167X217 104X169 104X165 78ХЮ6 47X80
60 X 90 218X298 218X294 142X221 142X217 104X144 104X140 66ХЮ6 47ХЯ0
60X84 203X298 203X294 142X206 142X202 96X144 96X140 66X98 44X68
Для изданий из бумаги дополнительных форматов
90ХЮ0 — — 218X246 218X242 ,— — —= —
'84ХЮ0 — — 203X246 203X242 117X206 117X202 — —
84X90 — — 203X223 203X219 204X206 204X202 — —
80ХЮ0 — — 193X248 193X244 117X196 117X192 — —
70X84 — — 167X206 167X202 — — — —>
70X75 — 167X183 167X179 — — — —>
60X108 264X298 264X294 142X268 142X264
60ХЮ0 — — 142X246 142X242
60X70 — — 142X171 142X167
61X86 208X303 208X299 144X211 144X207 —
Для изданий альбомных форматов (альбомный спуск)
108X84 100X84 108X70 108X60 90X70 293X268 293X264 263X208 217X171 263X204 217X168 167X131 167Х1Ю 167X127 167ХЮ7 116X99
90X60 293X219 217X146 217X142 142Х1Ю 142ХЮ7
8 84X60 293X223 203X146 203X142
4.2.4. Размеры картонных сторонок крышек
при делении на редко
Доли
Формат бумаги издания, см 1/6 1/12
Деление листа по короткой
2.3 4:3 3:4
1 2 1 2 1 2
84ХЮ8 70ХЮ8 70ХЮ0 75X90 70X90 60X90 84X90 293X298 293X294 167X329 179X298 167X298 142X298 142X278 167X325 179X294 167X294 142X294 142X274 217X246 217X229 217X242 217X225
4.3. РАЗМЕРЫ ЗАГОТОВОК ПЕРЕПЛЕТНОГО МАТЕРИАЛА
4.3.1. Определение ширины шпации переплетной крышки
Шш== О4~2р,
где Шш—ширина шпации крышки, мм; О — ширина отстава переплетной крыш-
ки, мм; р — ширина расстава переплетной крышки, мм.
Ширина отстава зависит от типа и оформления переплетной крышки:
О = Д для полужесткого и гибкого отстава;
О = Д + 2-?4 для полужесткого отстава при образовании ложной отгибки краев;
О = Т+2к — для жесткого отстава при прямом корешке.
Ширина расстава зависит от формы корешка книги и толщины картона:
р = 4+1,5 к при гибком и полужестком отставе;
р = 5+1,5 к при жестком отставе; к — толщина картона.
4.3.2. Рекомендуемая толщина картона для крышек
типов 5, 7, 8 и 9 и ширина расставов переплетных крышек
Группа фор- матов изданий Толщина блока, мм Толщина кар- тона, мм Ширина расстава, мм
при гибком и полужестком отставе при жестком отставе
Малые До 10 1,00—1,25 5,5—6,0 6,5>—7,0
Средние 1,25—1,50 6,0—6,5 7,0—7,5
Большие 1,50—1,75 6,5 7,5
Малые От 10 до 20 1,00—1,25 5,6—6,0 6,5—7,0
Средние 1,25—1,50 6,0—6,5 7,0—7,5
Большие 1,50—2,00 6,5—7,0 7,5—8,0
Малые Более 20 1,25—1,50 6,0—6,5 7,0—7,5
Средние 1,25—2,00 6,0—7,0 7,0—8,0
Большие 1,5—3,00 6,51—8,5 7,5—9,5
166
типов 8 (1) и 9 (2) для изданий основных форматов
используемые доли, мм
листа
1/18
1/24
и длинной сторонам соответственно
3:8 4:6
108X330 108X326 172X276 172X229 159X229 172X272 172X225 159X225 127X276 127X229 119X223 127X272 127X225 119X219 167X176 167X172
117X296 108X296 117X292 108X298 142X246 142X229 142X242 142X225 103X244 103X227 103X240 103X223
92X298 92X278 92X294 92X274 142X196 132X196 142X192 132X192 103X194 96X194 103X190 96X190 141X144 141X140
4.3.3. Размеры заготовок переплетного материала
для составных переплетных крышек
А. Высота заготовок материала для корешка и склейки сторонок крышек
типов 5 и 8 (1), ширина материала для оклейки сторонок крышек
типов 5 (2), 8 и 9 (3), мм
Доля листа
Формат бумаги издания, см 1/8 | 1/16 | 1/32 | 1/64 1|2|з|1|2|з|1|2|з|1|2|з
Для изданий из бумаги основных форматов
84ХЮ8 452 276 296 302 216 236 238 139 159 159 107 125
70ХЮ8 382 276 296 302 180 201 203 139 159 159 90 107
70ХЮ0 382 256 276 278 180 201 203 129 145 149 90 107
75X90 — — — 253 191 212 215 116 133 — — —
70X90 — — — 253 180 200 203 116 133 136 — 107
60X90 332 231 251 253 154 175 176 116 132 136 — 98
60X84 332 216 236 233 154 175 176 107 125 128 — 95
Для изданий из бумаги дополнительных форматов
90ХЮ0 278 231 251
84ХЮ0 278 216 236 239 129 150
84X90 253 216 236 239 116 137
80ХЮ0 278 206 226 229 129 150
70X84 240 180 200
70X75 216 180 200
60ХЮ8 332 276 296 300 154 175 176 139 159
60ХЮ0 278 154 175
60X70 204 154 175
61X86 337 241 261 244 165 185
167
Продолжение табл. А
Доля листа
Фермат бумаги издания, см 1/8 | 1/16 | 1/32 | 1/64 1|2|з|1|2|з|1|2|з|1|2|з
Для изданий альбомного формата (альбомный спуск)
108X84 100X84 108X70 108X60 302 328 238 278 298 159 180 200 131
90X70 203 232 252 142 180 200
90X60 84X60 257 — 328 176 176 230 218 250 238 142 154 175
Примечания:
~1. При изготовлении крышек типа 5 с широким корешком ширина заготовки для ок-
лейки сторонок (графа 2) должна быть соответственно уменьшена.
2. Высота материала для оклейки сторонок крышек типа 9 меньше указанной в графе
I на 4 мм.
149
Б. Высота заготовок материала для корешка
и для оклейки сторонок крышки для изданий из бумаги основных форматов
при делении на редко используемые доли
Линии листа
Формат 1/6 1 1 1/12 1 1/18 1'24
бумаги издания, Деление листа по короткой и длинной сторонам соответственно
см 2:3 1 4:3 3' : 4 6:3 1 3:6 1 3:8
1 | 2 1 3 1 11 2 1 3 1 11 2 I з 1 11 2 1 3 1 1 2 1 3 I 1 2 3
84X108 310 185 206 310 139 160
70ХЮ8 262 185 296 262 139 160
70ХЮ0 362 180 202 363 121 141 262 172 192 262 129 149
75X90 332 191 214 278 230 250 332 130 150 278 154 175 277 116 126
70X90 332 180 202 262 230 250 332 129 149 262 154 175 262 116 126
60X90 332 306 328 332 154 175 332 105 125 229 154 175 228 116 126
60X84 310 154 175 310 105 125 229 145 165 228 107 117
В. Ширина заготовок материала для корешков составных переплетных крышек
Ширина шпации крышки, мм Вид корешков переплетной крышки
Тип 5 при изготовлении вручную Тип 5 при машинном изготов- лении Тип 8 при форматах
больших средних миниатюр- ных
15 39 50 57 55 50
20 44 50 62 60 55
25 49 55 67 65 60
30 54 60 72 70 65
35 59 65 77 75 70
40 64 70 82 80 75
45 69 75 87 85 80
50 74 80 92 90 85
55 79 85 97 95 90
60 84 90 102 100 95
65 89 95 107 105
70 94 100 112 НО
75 99 105 117 115
168
Г. Размеры заготовок переплетного материала или бумаги
для переплетных крышек типа 7, мм
Формат бумаги (см) и доля листа Высота заготовки, мм Ширина заготовки при ширине шпации, мм
15 20 25 30 35 40 45 50 55 60 65 70 75
Для изданий из бумаги основных форматов
84ХЮ8/8 453 577 582 587 592 597 603 609 615 621 627 634 641 648
70ХЮ8/8 383 577 582 587 592 597 603 609 615 521 627 634 641 648
70X100/8 60X90/8 383 537 542 547 552 557 562 567 573 578 583 588 593 600
333 487 492 498 502 507 512 518 524 530 536 542 548 556
60X84/8 333 457 462 467 472 477 483 488 494 500 506 512 518 524
84ХЮ8/16 303 455 460 465 470 475 480 485 490 495 500 505 510 515
70ХЮ8/16 304 385 390 395 400 405 410 415 420 425 430 435 440 445
70ХЮ0/16 280 385 390 395 400 405 410 415 420 425 430 435 440 445
70X90/16 75Х90/16 60X90/16 255 385 390 395 400 405 410 415 420 425 430 435 440 445
255 407 412 417 422 427 432 437 442 447 452 457 462 467
255 333 338 343 348 353 358 363 368 373 378 383 388 393
60X84/16 240 333 338 343 348 353 358 363 368 373 378 383 388 393
84ХЮ8/32 240 303 308 313 318 323 328 333 338 343 348 353 358 363
70ХЮ8/32 206 303 308 313 318 323 328 333 338 343 348 353 358 363
70ХЫ0/32 202 282 287 292 297 302 307 312 317 322 327 332 337 342
75X90/32 217 257 262 292 272 277 282 287 292 297 302 307 312 317
70X90/32 202 257 262 267 272 277 282 287 292 297 302 307 312 317
60X90/32 177 257 262 267 272 277 282 287 292 297 302 306 312 317
60X84/32 177 241 246 251 256 261 266 271 276 281 286 291 296 301
84ХЮ8/64 161 241 246 251 256 261 266 271 276 281 286 291 296 301
70X108/64 161 203 208 213 218 223 228 233 238 243 248 253 258 263
70ХЮО/64 150 203 208 213 218 223 228 233 238 243 248 253 258 263
70X90/64 136 203 208 213 218 223 228 233 238 243 248 253 258 263
60X90/64 136 179 184 189 l94 199 204 209 214 219 224 229 234 230
60X84/64 128 179 184 189 194 199 204 209 214 219 224 229 234 230
84ХЮ8/128 128 162 167 172 177 182 187
70X108/128 НО 162 167 172 177 182 187
70ХЮ0/128 ПО 154 159 164 169 174 179
70X90/128 110 140 145 150 155 160 165
60X90/128 98 140 145 150 155 160 165
60X84/128 98 134 139 144 149 154 159
84ХЮ8/256 90 133 138 143 148 153 158
70X108/256 90 114 149 124 129 134 139
70ХЮ0/256 85 114 149 124 129 134 139
70X90/256 78 114 149 124 129 134 139
60X90/256 78 102 107 112 i 117 122 127
60X84/256 75 102 107 112 1 117 122 127
169
Продолжение табл. Г
Формат бумаги (см) и доля листа Высота заготовки, мм Ширина заготовки при ширине шпации, мм
15 20 25 30 35 40 45 50 55 60 65 70 75
84ХЮ8/512 65 90 95 100 105 НО 115
70ХЮ8/512 57 90 95 100 105 НО 115
70ХЮ0/512 57 86 91 96 101 106 111
70X90/512 57 80 85 90 95 100 105
60X90/512 50 80 85 90 95 100 105
60X84/512 50 76 81 86 91 96 101
84ХЮ8/1024 50 76 81 86 91 96 101
70ХЮ8/1024 50 52 57 62 67 71 76
70ХЮ0/1024 48 52 57 62 67 71 76
70X90/1024 45 52 57 62 67 71 76
60X90/1024 55 34 39 44 49 54 59
60X84/1024 40 34 39 44 49 51 59
Для изданий из бумаги дополнительных форматов
60ХЮ8/8 1333 577 582 587 592 597 602 607 612 617 622 627 632 637
61X86/8 338 467 472 477 482 487 492 497 502 597 512 517 523 539
90ХЮ0/16 279 487 492 497 502 507 512 517 522 527 532 537 642 547
84ХЮ0/16 279 456 461 466 471 476 481 486 491 496 502 507 513 520
84X90/16 257 456 461 466 471 476 481 486 491 496 502 507 513 520
80ХЮ0/16 279 436 441 446 451 456 461 466 471 476 481 486 492 497
70X84/16 239 384 389 394 399 404 409 414 419 424 429 435 422 448
70X75/16 216 384 389 394 399 404 409 714 419 424 429 435 422 448
60ХЮ8/16 301 333 338 343 348 353 358 363 368 373 378 383 388 393
60ХЮ0/16 279 333 338 343 348 353 358 363 368 373 378 383 388 393
60X70/16 204 333 338 343 348 353 358 363 368 363 378 383 388 393
61X86/16 243 339 344 349 354 359 364 369 374 379 384 389 394 399
84X100/32 239 282 287 292 297 302 307 312 317 322 327 332 337 342
84X90/32 239 257 262 267 272 277 282 287 292 297 302 307 312 317
60ХЮ8/32 177 303 308 313 318 323 328 333 338 343 348 353 358 363
80ХЮ0/32 229 282 287 292 297 302 307 312 317 322 327 332 337 342
Для изданий альбомных форматов (альбомный спуск)
108X60/8 302 637 642 647 652 657 662 667 672 677 682 687 692 699
90X60/8 263 637 642 647 652 657 662 667 672 677 682 687 692 692
108X84/16 239 577 582 587 592 597 603 609 615 621 627 633 639 645
90X70/16 204 487 492 497 502 507 512 517 522 527 532 537 542 547
90x60/16 177 487 482 497 502 507 512 517 522 527 532 537 542 547
84X60/16 177 456 461 466 471 476 481 486 491 496 501 506 511 516
170
Продолжение табл. Г
Формат бумаги (см) и доля листа Высота заготовки, мм Ширина заготовки при ширине шпации, мм
15 20 25 30 35 40 45 50 55 60 65 70 75
108X70/32 90X70/32 90X60/32 161 385 390 395 400 405 410 415 420 425 430 435 440 445
142 385 390 395 400 405 410 415 420 425 430 435 440 445
142 333 338 343 348 353 358 363 368 373 378 383 388 393
100X84/64 131 282 287 292 297 302 307 312 317 322 327 333 1337 342
д. Разм еры заготовок переплетного материала и бумаги
для переплетных крышек типа 7 изданий из бумаги основных форматов
при делении на редко используемые доли
S та s к яста \ и горо- 6 Ширина ; заготовки при ширине шпации, мм
)мат бу ) и дол та 1ение л] ДЛИННО! откои с юта заг ки, мм 15 20 25 30 35 40 45 50 55 60 65 70 75
о S 2 С X 2 И н
60X90/6 2:2 1 333 637 642 647 652 657 662 667 672 677 682 687 692 699
70X100/12 75X90/12 4:2 363 385 390 495 400 405 410 415 420 425 430 435 440 445
4:2 332 407 412 417 422 427 432 437 442 447 452 457 462 467
75X90/12 70X90/12 60X90/12 60X84/12 3:4 279 487 492 497 502 507 512 517 522 527 532 537 542 547
3:4 263 487 492 497 502 507 512 517 522 527 532 532 542 547
4:2 332 333 338 343 348 353 358 363 368 373 378 383 388 393
4:2 1 308 333 338 343 348 353 358 363 368 373 378 383 383 393
84ХЮ8/18 3:6 308 393 398 403 408 413 418 423 428 433 438 443 448 453
70ХЮ8/18 3:6 263 393 398 403 408 413 418 423 428 433 438 443 448 453
70ХЮ0/18 3:6 263 369 374 379 384 389 394 399 404 409 414 419 424 429
70X100/18 6:3 363 266 271 276 281 286 291 296 301 306 311 316 321 326
70X90/18 6:3 330 266 271 266 281 286 291 296 301 306 378 316 321 326
75X90/18 3:6 279 333 338 343 348 353 358 363 368 373 378 383 388 393
70X90/18 60X90/18 75X90/18 3:6 263 333 338 343 348 353 358 363 368 373 378 383 388 393
3:6 229 333 338 343 348 353 358 363 368 373 378 383 388 393
6:3 332 282 287 292 297 302 307 312 317 322 327 332 337 342
60X90/18 6:3 332 234 239 244 249 254 259 264 269 274 279 284 289 294
60X84/18 6:3 310 234 239 244 249 254 259 264 269 274 279 284 289 294
60Х84/18 3:6 229 314 319 324 329 334 339 344 349 354 359 364 369 374
84X108/24 3:8 310 303 308 313 318 323 328 333 338 343 348 353 358 363
70X108/24 3:8 263 303 308 313 318 323 328 333 338 343 348 353 358 363
70X108/24 4:6 209 385 390 395 400 405 410 415 420 425 430 43э 440 445
70X100/24 3:8 263 282 287 292 297 302 307 312 317 322 327 332 337 342
75X90/24 3:8 279 257 262 267 272 277 282 287 292 297 302 307 312 317
70X90/24 3:8 263 257 262 267 272 277 282 287 292 297 302 307 312 317
60X90/24 3:8 229 257 262 267 272 277 282 287 292 297 302 307 312 317
60X84/24 3:8 229 241 246 251 256 261 266 271 276 281 286 291 296 301
171
4.3.4. Определение размеров отстава
и упрочняющего материала
Высоту заготовки для отстава переплетных крышек типов 5, 7 и 8 можно
определить по табл. 4.2, взяв вторую цифру размера картонной сторонки. Шири-
ну отстава гибкого и полужесткого следует устанавливать равной дуге корешка
блока J по табл. 3.17.5. Ширину жесткого отстава нужно определять по формуле
Высоту заготовки для упрочнения шпации при изготовлении крышек вруч-
ную следует брать равной высоте отстава. При машинном изготовлении крышек
эта величина должна быть равна высоте заготовки для наружного материала по
табл. 4.3.3. Ширину заготовки для упрочнения цельнокрытой крышки следует
брать равной ширине материала для корешка составной крышки по табл. В.
4.4. РАЗМЕРЫ ЗАГОТОВОК МАТЕРИАЛА ИЛИ КАРТОНА
ДЛЯ ПЕРЕПЛЕТНЫХ КРЫШЕК ИЗ ОДНОЙ ДЕТАЛИ ТИПА 6
(КРЫШКИ С КАНТАМИ)
Размеры заготовок переплетного материала для переплетных крышек из од-
ной детали без кантов см. 3.3.
Формат бума- ги (см) и до- ля листа Высота заготовки, мм Ширина заготовки при толщине корешка блока, мм
05 10 15 20 25 30 35 40 45 50
Для изданий из бумаги основных форматов
84X108/8 416 539 544 549 554 559 564 569 574 579 584
70X108/8 346 539 544 549 554 559 564 589 57Л 579 584
70X100/8 » 499 504 509 514 519 524 529 534 539 544
60Х90/8 296 448 453 458 463 468 473 478 483 488 493
60X84/8 » 418 423 428 433 438 443 448 453 458 463
84X108/16 266 418 423 428 433 438 443 448 453 458 463
70X108/16 » 348 353 358 363 363 373 378 383 387 393
70ХЮ0/16 246 348 353 358 363 363 373 378 383 387 393
70X90/16 221 348 353 358 363 363 373 378 383 387 393
75X90/16 » 372 377 383 387 392 397 402 407 412 417
60X90/16 » 298 303 308 313 313 323 328 333 338 343
60X84/16 206 298 303 308 313 313 323 328 333 338 343
84ХЮ8/32 » 268 273 278 283 288 293 298 303 308 313
70X108/32 171 268 273 278 283 288 293 298 303 308 313
70X100/32 » 248 253 258 263 268 273 278 283 288 293
75X90/32 183 224 229 234 239 243 249 253 259 263 269
70X90/32 171 224 229 234 239 243 249 253 259 263 269
60X90/32 146 224 229 234 239 243 249 253 259 263 269
60X84/32 » 208 213 218 223 228 233 238 243 248 253
84X108/64 131 208 213 218 223 228 233 238 243 248 253
70X108/64 » 172 177 182 187 192 197 202 207 212 217
70X100/64 121 172 177 182 187 192 197 202 207 212 217
70Х90/64 109 172 177 182 187 192 197 202 207 212 217
60Х90/64 » 148 153 158 163 168 173 178 183 188 193
60X84/64 101 148 153 158 163 168 173 178 183 188 193
172
Продолжение табл. 4.4
•Формат бума- ги (см) и до- ля листа Высота заготовки, мм Ширина заготовки при толщине корешка, мм
05 10 15 20 25 30 35 40 45 50
S4X108/128 98 134 139 144 149 154 159
70Х108/128 80 134 139 144 149 154 159
70,X 100/128 80 126 132 1,3(6 141 146 151
70x90/128 80 112 117 1.22 127 132 137
60x90/128 68 1L2 117 122 127 132 137
60x84/1'28 68 106 111 1116 121 126 131
Для изданий из бумаги дополнительных форматов
60X108/8 61X86/8 296 301 538 428 543 433 548 438 553 443 558 448 563 453 568 458 573 463 578 468 583 473
S0X 100/16 246 448 453 458 463 468 473 478 483 488 493
-84X100/16 » 418 423 428 433 438 443 448 453 458 463
84X100/16 221 418 423 428 433 438 443 448 453 458 463
-80X100/16 246 398 403 408 413 418 428 428 433 438 443
70X84/16 206 348 353 358 363 368 373 378 383 388 393
70X75/16 189 348 353 358 363 368 373 378 383 388 393
60X108/16 266 °98 303 308 313 318 323 328 333 338 343
60Х100/16 246 298 303 308 313 318 323 328 333 338 343
60X70/16 171 298 303 308 313 318 323 328 333 338 343
61x86/16 211 302 307 312 317 322 327 332 337 342 347
84X100/32 206 248 253 258 263 268 273 278 283 288 293
84x90/32 » 222 227 232 237 242 247 252 257 262 267
-80 X 100/32 196 248 253 258 263 268 273 278 283 288 293
60ХЮ8/32 146 268 273 278 283 288 293 298 303 308 313
61X86/32 148 212 217 222 227 232 237 242 247 252 257
Для изданий альбомного формата (альбомный спуск)
108X60/8 265 598 603 608 613 618 623 628 633 638 643
90x60/8 221 598 603 608 613 618 623 628 633 638 643
108x84/16 206 538 543 548 553 558 563 568 573 578 583
90X70/16 171 448 458 458 463 468 473 478 483 488 493
90Х60/16 146 448 453 458 463 468 473 478 483 488 493
84x60/16 147 448 423 428 433 438 443 448 453 458 463
108X70/32 131 348 353 358 363 363 373 378 383 388 393
90Х70/32 НО 348 353 358 363 368 373 378 383 388 393
90Х60/32 » 298 303 308 313 318 323 328 333 338 343
100X80/64 101 248 253 258 263 268 273 278 283 288 293
173
4.4.1. Размеры заготовок материала или картона
для переплетных крышек типа 6 изданий из бумаги
основных форматов при делении на редко используемые доли
6 са Ширина заготовки при толщине корешка, ММ
Формат бума- « 2
ги (см) и до-
ля листа О W 05 10 15 20 25 30 35 40 45 50
60X90/6 2:3 298 598 603 608 613 618 623 628 633 638 643
70X100/12 4:3 331 348 353 358 363 368 373 378 383 388 393
70Х90/12 4:3 298 348 353 358 363 368 373 378 383 388 393
70x90/12 3:4 229 448 453 458 463 468 473 478 488 488 493
75x90/12 3:4 246 448 453 558 463 468 473 478 483 488 493
75X90/12 4:3 296 372 377 382 387 392 397 402 407 412 417
60X90/12 4:3 296 298 303 308 313 318 323 328 333 338 343
60Х84/12 4:3 276 298 303 308 313 318 323 328 333 338 343
84ХЮ8/18 3:6 276 358 363 368 373 378 383 388 393 398 403
70Х108/18 3:6 229 358 363 368 373 378 383 388 393 398 403-
70Х100/18 6:3 329 230 235 240 245 250 255 260 265 270 275
70X90/18 6:3 296 230 235 240 245 250 255 260 265 270 275
70X100/18 3:6 229 332 337 342 347 352 357 362 367 372 377
75 x 90/18 6 :3 296 248 253 258 263 268 273 278 283 288 295
75X90/18 3:6 246 298 303 308 313 318 323 328 333 338 345
70x90/18 3:6 229 298 303 308 313 318 323 328 333 338 345
60X90/18 3:6 196 298 303 308 313 318 323 328 333 338 343
60X90/18 6:3 296 198 203 208 213 218 223 228 233 238 245
60X84/18 6:3 276 198 203 208 213 218 223 223 233 238 243
60x84/18 3:6 196 178 183 188 193 198 203 208 213 218 223
84X108/24 3:8 276 268 273 278 283 288 293 298 303 308 313
70x108/24 3:8 229 268 273 278 283 288 293 298 303 308 315
70x108/24 4:6 176 348 353 358 363 368 373 378 383 388 393
70Х100/24 3:8 229 248 253 258 263 268 273 278 283 288 295
75x90/24 3:8 246 222 227 232 237 242 247 252 257 262 267
70X90/24 3:8 246 222 227 z32 237 242 247 252 253 262 267
60x90/24 3:8 196 222 227 232 237 242 247 252 253 262 277
60Х84/24 3:8 196 208 213 218 223 228 233 238 243 248 253
Примечание. При использовании для переплетных крышек материала или картона об-
щиной более 1,0 мм необходимо ширину заготовки увеличить на две толщины материала
или картона.
4.5. МАТЕРИАЛЫ, РЕКОМЕНДУЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ПЕРЕПЛЕТНЫХ КРЫШЕК
4.5.1. Картон (ГОСТ 7950—77 «Картон переплетный»)
Марка Толщина, мм Внешний вид и отделка Назначение
А 1,25±0,10 1,50±0,10 1,75±0,13 Картон каландрирован, имеет цвет натурального волокна Для сторонок переплетных крышек, оклеиваемых материа- лом или бумагой Для жестко-
174
Окончание табл. 4.5.1
Марка Толщина, мм Внешний вид и отделка Назначение
2,00 ±0,13 2,25±0,15 2,50±0,15 2,75 ±0,15 3,00 ±0,15 го отстава равной толщины с толщиной сторонок. Использу- ется при машинном изготовле- нии крышек
Б 0,50±0,05 0,60±0,06 0,70±0,07 0,80±0,08 0,90±0,08 1,00±0,08 Машинной гладкости, натурального цвета Для сторонок переплетных крышек, оклеиваемых матери- алом или бумагой при изготов- лении крышек вручную. Для полужесткого отстава пере- плетных крышек.
В 0,7 ±0,06 Машинной гладкости, натурального цвета Для переплетных крышек из одной детали типа 6
Г 1,25±0,10 1,50±0,10 1,75±0,13 Картон-склейка ма- шинной гладкости, нату- рального цвета Для сторонок переплетных крышек, оклеиваемых матери- алом или бумагой при машин- ном изготовлении и вручную
Картон изготовляется в листах следующих размеров, мм: 700X1000;
740ХЮ50; 740x930; 750X1000; 790X1080; 800X1000; 840X1080.
Большая сторона листа совпадает с машинным направлением волокон.
По соглашению с потребителем для картона марки В допускается машинное
направление волокон по меньшей стороне листа.
4.5.2. Переплетные материалы на тканевой и бумажной основах
НТД Марка Наименование Характеристика Назначение
М ГОСТ 5202—78 атериал КОК КМК КВК I переплетный с 1 Коленкор обыкновенный Переплетный материал «Мо- дерн» Материал с открытой ткац- кой фактурой крахмально-каолиновым Хлопчатобумажная ткань с двусторонним крахмально-каолино- вым покрытием Хлопчатобумажная ткань с двусторонним крахмально-каолино- вым покрытием и от- делкой лаком на ос- нове нитроцеллюлозы Ткань из вискозной и смешанной пряжи с изнаночным крах- мально-каолиновым покрытием и с отдел- кой лицевой стороны лаком из нитроцеллю- лозы [ покрытием Для изготовления переплетных крышек типов 5, 7, 8 и 9 Для изготовления переплетных крышек типов 5, 7, 8, 9 Для изготовления переплетных крышек типов 7 и 8
175
Окончание табл. 4.5.2
нтд Марка Наименование Характеристика Назначение
Материал переплетный с нитроцеллюлозным покрытием
ГОСТ А Ледерин Хлопчатобумажная Для изготовление
8705—78 Б Ледерин с по- ткань с покрытием на основе нитроцеллю- лозы То же с полиамид- переплетных крышею типов 7, 8, 9 и реж& типа 5 То же и особенно
В лиамидной от- делкой Коленкор с ной отделкой Хлопчатобумажная ткань с крахмально- при печати на крыш- ках краской и повы- шенной прочности на истирание Для изготовления переплетных крышею
нитропокры- тием каолиновым грунтом и нитроцеллюлозным покрытием типов 5 и 7
Материалы переплетные на бумажной основе
ГОСТ
9996—84
Материал с
нитрополиамид-
ным покрытием
ТУ—'1374-75
ТУ 17-21-
472-83
Материал пе-
реплетный
«Бумвинил»
Марка А
Сульфатцеллюлоз-
ная основа с нитро-
целлюлозным покры-
тием и отделкой по-
лиамидным лаком
Бумажная основа,
на одну сторону кото-
рой нанесено поливи-
нилхлоридное покры-
тие
На основе массой
1 м2 80 г
Для изготовление
крышек типа 5,7 на
рулонных крышкоде-
лательных машинах;
окантовки корешка
типа 9
Марка Б
Материал пе-
реплетный
«Узорвинил»
На основе массой
1 м2 200 г
Бумажная основа,
на одну сторону кото-
рой нанесен печатный
рисунок и прозрачное
поливинилхлоридное
локрытие
Для изготовление
крышек типа 7 и кры-
тья сторон крышек
типов 5, 8 и 9
Для изготовление
крышек из одной де-
тали типа 6
То же, что и «Бум-
винил» марки А
Материал переплетный на нетканой клееной основе
ТУ 17-21-
474-83
Неткор
Нетканая клееная
основа с двусторон-
ним крахмально-као-
линовым покрытием
и с отделкой нитро-
целлюлозным лаком
Для изготовление
крышек типа 7
176
4.5.3. Бумага *
Наименование Масса 1 м2, г Назначение
Бумага обложечная, А (ГОСТ 20283—74) 120 Наружная оклейка и гибкий отстав крышек типов 5, 7, 8, 9
А, Б, В Бумага для печати офсетная (ГОСТ 9094—70) 160—200 Крышки типа 6
№ 1, А 120 Наружная оклейка
№ 1, В 120 Крышки типов 5, 7, 8, 9
№ 1, Г Бумага иллюстрационная 160—240 Крышки типа 6
(ГОСТ 12044—7'6) В, 0 160—180 То же
Бумага мелованная, В, О 120 Крышки типов 5, 7, 8, 9
(ГОСТ 21444—76) 240 115 Крышки типа 6 Крышки типов 5, 7, 8, 9
Бумага-основа для переплет- ного материала (ГОСТ 9995—75) 90 Упрочнение корешковой ча- сти крышек типа 7
Бумага мешочная М-78А и М-78Б (ГОСТ 2228—74) 78 То же
Бумага оберточная А и Б (ГОСТ 8273—75) 80 То же
Бумага электроизоляционная пропиточная ЭИП-75 (ГОСТ 3441—77) 75 То же
Бумага картографическая, Б (ГОСТ 1339—79) 80 То же
Бумага пачечная двухслой- ная для упаковки папирос и сигарет (ГОСТ 6290—74) 190 Для гибкого отстава пере- плетных крышек типов 5 и 7
Бумага пачечная однослой- ная для упаковки папирос (ТУ 81-04-321—74) Картон коробочный НМ, А, Б толщиной 0,4—0,6 мм (ГОСТ 7933—75) 160 То же Для полужесткого отстава переплетных крышек типов 7 и 8
* Подробную характеристику бумаги для оклейки переплетных крышек см. в табл. 3.4„
Примечание. Бумаги первых четырех видов разрешается использовать с отделкой про-
зрачным полимером (лакированием, методом переноса или припрессовкой пленки). Для от-
делки крышек типа 7 не рекомендуется использовать ацетатные пленки.
Использование бумаги для цельнокрытых крышек типа 7 допускается при толщине бло-
ка не более 25 мм с упрочнением по месту шпации бумагой или нетканым клееным полот-
ном. Для крышек типа 7 допускается применение бумаги, покрытой прозрачным полимером,
при толщине блока не более 30 мм и массе книги не более 0,8 кг с дополнительной вы-
клейкой шпации.
177
75Х90/з2
1 4 183 h р
ю о со со
105
790
60Х84/з2
77//^///^ У//УЛ
О)
97
700
70Х108/в4
79
740
70X100/»»
119
79
740
Рис. 4.1 Схема раскроя
178
70X1004
70X100/i6
70X108/6
8,8 00 со 264 ,
5,0%
1 840
60X84,4
fiifiit
00 о> СЧ
19,5 , 204 ,
l16,1%
840
70X90/W
f 169
13,2
|8,7°/
740
листов картона на сторонки
co Csl о о о
168
10,7° Zo
700
70X108/i6
с <1 о ' 268 о о
. 169
5,4 Iz 268
4,8
700
7/7/, '/7У/////////////Л
790
179
4.6. ПОТРЕБНОЕ КОЛИЧЕСТВО ПЕРЕПЛЕТНОГО КАРТОНА
НА СТОРОНКИ 1000 ПЕРЕПЛЕТНЫХ КРЫШЕК ТИПОВ 5, 7 И 8
Формат бумаги (см) и доля листа Формат ли^та картона, мм Число сторонок из листа Число листов на 1000 книг Отход при раскрое, % Направление раскроя
Для изданий из бумаги основных форматов
В4Х108/8 740X930 4 500 35,9 Долевое
70X108/8 840X1080 9 222 8,8
70X100/8 790X1080 9 222 10,4
60X90/8 700X1000 9 222 16,1
60x84/8 840X1080 12 167 19,5
64ХЮ8/16 840X1080 15 133 9,5 Смешанное
70ХЮ8/16 700X1000 14 143 9,4
70X100/16 740X930 15 133 10,0
75Х90/16 740X930 16 125 7,5 Долевое
70X90/16 740X930 16 125 13,2 »
60x90/16 740X930 20 100 8,5 »
60X84/16 740X1050 25 80 5,2 »
64X108/32 790X1080 30 67 7,3 »
70X108/32 790X1080 36 56 7,5 »
70ХЮ0/32 740X1050 36 56 8,3 »
79X90/32 790X 1080 42 48 12,6 »
75Х90/32 790X1080 39 5,1 12,1 Смешанное
60X 90/32 790X1080 49 41 13,1 Долевое
60Х84/32 700X1000 46 43,5 8,2 Смешанное
64X108/64 700X1000 49 41 12,4 Долевое
70X108/64 740X930 63 32 6,7 »
70X100/64 740X1050 78 25,5 5,7 Смешанное
Для изданий из бумаги дополнительных форматов
60ХЮ8/8 840X1080 9 222 22,0 Долевое
81X86/8 700X1000 9 222 18,6 То же
90X100/16 700X1000 12 167 6,8 Долевое
84X100/16 840X1080 16 125 10,8 »
80X100/16 840X1080 16 125 15,1
84X90/16 700 X1000; 12 167 20,7
740X930
70Х84/16 740X1050 20 100 10,9
70X75/16 700X4000 20 100 10,9 »
60ХЮ8/16 750X1000 17 118 13,7 Смешанное
60x100/16 750X1000 20 100 6,2 Долевое
60Х70/16 740X1050 30 67 5,5
61X86/16 790ХЮ80 25 80 10,3 »
180
Продолжение табл. 4.6
Формат бумаги (см) и доля листа Формат листа картона, мм Число сторонок из листа Число листов на 1000 книг Отход при раскрое, % Направление раскроя
S4X100/32 740X1050 30 67 6,1 Долевое
S4X90/32 790X1080 35 57 11,2 »
SOX 100/32 740X1050 30 67 10,7
Для изданий альбомных форматов (альбомный спуск)
108X60/8 90Х60/8 840X1080 .700X1000 9 9 222 222 2'1,8 15,7 Поперечное То же
108Х84/16 840X1080 15 133 9,1 Смешанное
90X70/16 740X930 16 125 12,9 Поперечное
90X60/16 740X930 20 100 7,5 »
84Х60/16 740X1050 25 80 4,1 »
108X70/32 790X1080 36 67 7,1
90X70/32 790X1080 42 48 9,0 »
90Х60/32 740X1050 40 41 15,5 »
100X84/64 840X1080 72 28 8,0 »
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60Х90/6 2:3 700X1000 6 333 24,8 Долевое
70X100/12 4:3 700X1000 16 125 12,1 »
75x90/12 4:3 740X1050 12 167 17,7 »
70X90/12 4:3 750X1000 12 167 14,7 »
60Х90/12 4:3 750ХЮ00 15 133 15,3 »
60Х84/12 4:3 750X1000 17 118 10,5 Смешанное
75Х90/12 3:4 700X1000 12 167 8,1 Долевое
70X90/12 3:4 700X1000 12 167 14,4 То же
70X100/18 6:3 800X1000 18 111 15,3 Смешанное
75x90/18 6:3 750X1000 18 111 16,1 Долевое
60X90/18 6:3 800X1000 21 95 15,3 »
60Х84/18 6:3 700ХЮ00 23 87 9,5 Смешанное
70Х90/.18 6:3 700X1000 24 83 12,5
84x108/18 3:6 740X1050 14 143 14,0 »
70X108/18 3:6 740x930 16 125 7,8 Долевое
70X100/18 3:6 840X1080 21 95 15,2 Смешанное
75Х90/18 3:6 750X1000 20 100 6,9 Долевое
70X90/18 3:6 750X1000 20 100 12,6
60X90/18 3:6 750X1000 25 80 6,5
60Х84/18 3:6 700X1000 25 80 7,0 »
181
Окончание табл. 4.6
Формат бумаги (см) и доля листа Формат листа картона, мм Число сторонок из листа Число листов на 1000 книг Отход при раскрое, % Направление раскроя
84X108/24 3:8 800X1000 20 100 11,7 Смешанное
70x108/24 3:8 800X1000 24 83 10,1 Долевое
70Х100/24 3:8 740X1050 28 71 3,6 Смешанное
75x90/24 3:8 750X1000 28 71 5,2 Долевое
70X90/24 3:8 750X1000 28 71 11,8 »
60x90/24 3:8 750X1000 35 57 6,0
60X84/24 3:8 700X1000 35 57 5,8 »
70x108/24 4: 6 700X1000 20 100 15,5
Примечания:
1. Определение оптимального раскроя листов картона на сторонки переплетных крышек
проводилось с учетом максимально возможного использования долевого раскроя (машинное
направление волокон картона вдоль корешка будущего издания) и минимальных отходов
картона при раскрое. При раскрое сторонок для изданий альбомного формата с альбомным
спуском машинное направление волокон картона будет поперек будущего корешка, т. е.
вдоль длинной стороны картонной сторонки.
2. К отходам картона при раскрое относится и кромка шириной 10 мм, обязательно сре-
заемая с каждой стороны листа.
3. При определении потребного количества картона на тираж добавляются нормирован-
ные отходы на последующих технологических операциях.
4. Отходы картона при раскрое на сторонки крышек типа 9 необходимо уточнить с уче-
том размеров сторонок.
5. Расход картона для миниатюрных изданий в таблице не приводится, так как эти
сторонки можно выкраивать из обрезков, полученных при раскрое картона на тираж книг
среднего и большого форматов.
4.7. ПОТРЕБНОЕ КОЛИЧЕСТВО КАРТОНА ИЛИ ПЕРЕПЛЕТНОГО
МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ 1000 ПЕРЕПЛЕТНЫХ КРЫШЕК
ИЗ ОДНОЙ ДЕТАЛИ ТИПА 6
Формат бумаги (см) и доля листа Формат листа картона,, мм Толщина блока, мм Число сторонок из листа Число листов на 1000 крышек Отход при раскрое, % Ширина рулона, мм Число полос по ширине Количество ма- териала, м Отходы при раскрое, %
Для изданий из бумаги основных форматов
84ХЮ8/8 700ХЮ00 До 50 2 500 30—36 | 780 I 416 25—31
70X108/8 740X1050 » 50 3 333 22—28 | 780 1 346 25—31
70X100/8 » » 50 3 333 27—33 780 1 346 30-36
60X90/8 740X930 » 50 3 333 35—43 780 1 296 37—42
60X84/8 » > 50 3 333 39—45 780 1 296 41—46
182
Продолжение табл. 4.7
Формат бумаги (см) и доля листа Формат листа картона, мм Толщина блока, мм 1 Число сторонок из листа Число листов на 1000 крышек Отход при раскрое, % Ширина рулона, мм Число полос по ширине Количество ма- териала, м Отходы при । раскрое, %
«4X108/16 790X1080 До 50 4 250 42—47 780 I 266 45-48
70X108/16 800X1000 6 167 21—31 820 2 133 4—15
70X100/16 » 8 125 3—14 > » 123
70Х90/16 » 9 125 12-23 > » 110,5
75Х90/16 840X1080 До 40 8 125 20—27 780 I 221 46—50
60x90/16 700X1000 » 50 8 125 13-25 2 110,5 12—23
60X80/16 740ХЮ50 10 100 9,0— 21 780 2 103 11-23
«4X168/32 790X1080 10 100 24-35 > > 20—31
70X108/32 » » 12 83 17—29 85,5 20—31
70X100/32 840X1080 До 30 18 56 7—16 > » » 25—35
75X90/32 740X930 > 25 15 67 4—11 3 61 8—14
70X90/32 740X1050 18 56 5—11 » 57 8—14
60X90/32 740X1050 » 21 48 5—11 > 59 8—14
60X84/32 740X1050 До 40 21 48 6—18 49 8—20
84x108/64 790ХЮ80 > 50 24 42 7—23 » » 43,7 8—20
70x108/64 840X1080 » 40 32 31 5—21 820 4 33 3-16
70X100/64 » » » 13—26 » 30
70X90/64 » » 36 28 11—26 i * » 27
60x90/64 » » 20 45 22 11—20 820 5 22 3—10
60Х84/64 » » ! 50 20 9—18 » » »
Для изданий из бумаги дополнительных форматов
60X108/8 61Х86/8 7'00 X1000 До 50 3 » 333 26—32 39—45 780 » 1 » 296 301 25—31 33—45
90X100/16 » 4 250 31—37 246 37—42
84X100/16 » » » 35-41 » » 41—46
84X90/16 » » 42—47 » » 221 41—46
80x100/16 840X1080 До 25 8 125 И—12 » » 246 43—49
70X84/16 790X1080 » 40 10 100 7—16 » 2 ЮЗ 3—11
70 X 75/16 » » 15—28 » » »
60ХЮ8/16 700X1000 До 50 6 167 22—32 > 133 12—23
60x100/16 » 8 125 3—16 123
60X70/16 » 10 100 16—27 » 85,5 »
61x86/16 » » 40 8 125 23—27 » 105,5 II—22
80X100/32 840X1080 До 30 15 67 11—20 820 3 69 4—9
60X108/32 700X1000 » 50 12 83 22—33 780 2 73 20—31
108X60/8 800X1000 До 50 3 333 44—48 820 3 199— 3
90X60/8 740X930 » » » 39—43 780 214 15
183
Окончание табл. 4.7
Формат бумаги (см) и доля листа Формат листа картона, мм Толщина блока, мм Число сторонок из листа Число листов на 1000 крышек 1 Отход при раскрое, % Ширина рулона, мм Число полос по ширине Количество ма- териала, м Отходы при раскрое, %
108X84/16 740X930 До 50 3 333 39—43 780 3 179—194 21
90X70/16 700X1000 » 8 125 3—12 » 4 112—123 12
90X60/16 740X930 До 25 10 100 3—5 820 5 90—99 11
84X60/16 » » 50 10 100 2—11 » » 84—93 »
108X70/32 800X1000 » 12 83 15—24 » 6 58—65,5 4
90Х70/32 » » 14 71 24—33 7 50—56 6
90X60/32 790X1080 21 48 6-19 » » 43—49 »
100X80/64 740X930 , » » » 10—23 8 31—37 2
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60X90/6 2:3 700X1000 До 50 3 333 18-24 780 I 296 17—24
70x100/12 4 : 3 800X1000 » 6 167 3—14 820 2 164,5 5—15
70X90/12 4:3 » » » » 13—23 » » 148 »
70X90/12 3:4 700X1000 » 4 250 35—41 780 I 229 37—42
75X90/12 3:4 » » » » 31—37 » » 246 »
75Х90/12 4:3 840X1080 До 40 6 167 20-27 820 2 148 2—9
60X90/12 4:3 700X1000 » 50 » 13—24 780 » » 12-25
60X84/12 4:3 » » » » 19—29 » » 138 »
84X108/18 3 : 6 740X930 До 25 » » 13—14 820 2 » 3—1»
70Х108/18 3 : 6 » » 8 125 3-4 » » 114,5 »
70X100/18 6:3 840X1080 До 50 9 111 10—25 » 3 109,5 3—16
70Х90/18 6:3 840X1080 9 111 20—30 820 3 98,5 19-32
70X100/18 3:6 800X1000 » 8 125 14—24 780 2 114,5 3—15
75x90/18 6:3 700X1000 » 6 167 26—37 820 3 99 3-9
75X90/18 3:6 » » 8 125 4—16 780 2 129 12—23
70Х90/18 3:6 740X930 » 8 125 9—22 « » 114,5 »
60Х90/18 3:6 700X1000 » 10 100 2—16 » » 98 »
60X90/18 6:3 740X930 9 111 6—23 » 3 98 17—24
60Х84/18 6:3 » » » » 12-28 » » 92 »
60Х84/18 3:6 790 X 1'080 До 25 20 80 11—16 » 4 49 3—9
84X108/24 3:8 740X930 До 50 6 167 24-35 2 139,5 20—3!
70X108/24 3:8 » 8 125 17—29 » » 114,5 »
70X1'08/24 4 : 6 800X1000 10 100 13—24 820 » 88 5—15
70X100/24 3 : 8 700X1000 » 8 125 23-34 » 3 76 3—6
75x90/24 3:8 800X1000 До 45 12 83 5—18 » » 82 5- 19-
70X90/24 3 : 8 » » » » 3—24 » » 73 »
60X90/24 3:8 » » 15 67 5-18 » » 65 »
50Х84/24 3 8 » До 50 » » 6-24 » » 61 7-24
Примечания:
1. При определении оптимальных вариантов раскроя картона и переплетного материала
на заготовки крышек из одной детали учитывалось, что машинное направление картона и
основы переплетного материала должны совпадать с корешком издания. При раскрое вы-
бирались варианты с минимальными отходами
2. При расчетах приняты размеры крышек с кантами
3. Для определения потребного количества картона или переплетного материала на ти-
раж необходимо к полученным данным таблицы прибавить необходимые нормализованные
отходы на технологических операциях изготовления и отделки крышек и вставки блоков
в крышки.
184
4.8. ПОТРЕБНОЕ КОЛИЧЕСТВО ПЕРЕПЛЕТНОГО МАТЕРИАЛА
ПРИ ИЗГОТОВЛЕНИИ ПЕРЕПЛЕТНЫХ КРЫШЕК
4.8.1. Число полос заготовок корешков составных переплетных
крышек, получающихся из материала фабричной ширины
Обозначения:
1 — крышки типа 5 при изготовлении вручную; 2 — крышки типа 5 при
машинном изготовлении; 3 — крышки типа 8 большого формата; 4 — крышки
*гипа 8 среднего и малого форматов; 5 — крышки типа 8 миниатюрных изданий.
Ширина шпа- ции, мм Ширина материала, мм
710 760 820 910
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
15 17 14 12 13 14 19 15 13 13 15 21 16 14 14 16 23 18 15 16 18
20 16 14 II 12 13 17 15 12 12 13 18 16 13 13 14 20 18 14 15 16
25 14 13 10 11 12 15 14 11 11 12 16 14 12 12 13 18 16 13 13 15
30 13 12 10 10 11 14 12 10 10 Н 15 13 11 П 12 16 15 12 12 13
35 12 II 9 9 10 13 11 9 10 10 13 12 10 10 11 15 13 II 12 12
40 II 10 8 9 9 11 10 9 9 10 12 II 9 10 10 14 12 10 11 12
45 10 9 8 8 8 11 10 8 8 9 11 10 9 9 10 13 12 Ю 10 11
50 9 8 7 7 8 10 9 9 8 8 П 10 8 9 9 12 И 9 10 10
55 8 8 7 7 7 9 8 7 8 8 10 9 8 8 9 11 10 9 9 1
60 8 7 6 7 7 9 8 7 7 8 9 9 8 8 8 10 10 8 9 9
65 7 7 6 6 7 8 8 7 7 7 9 8 7 7 8 10 9 8 8 9
70 7 7 6 6 6 8 7 6 6 7 8 8 7 7 7 9 9 8 8 8
75 7 6 6 6 6 7 6 6 6 6 8 7 7 7 7 9 8 7 7 8
4.8.2. Число полос заготовок для оклейки
сторонок крышек типа 5 (1) и крышек типов 8 и 9 (2)
из материала фабричной ширины
Формат бумаги (см) Ширина материала, мм
710 760 820 910 780 850
и доля листа
1 2 1 2 1 2 1 2 1 2 1 2
Для изданий из бума ти основных формат©] В
84X108/8 2 2 3 3 3 2
70X108/8 2 2 3 3 3 2
70Х100/8 2 3 3 3 3
60Х90/8 3 3 3 3
60X84/8 3 3 3 4
84X108/16 3 3 3 4
70X108/16 4 4 5 4 4
70x100/16 4 4 5 4 4
70x90/16 4 4 5 4 4
75x90/16 3 3 4 4 4
60X90/16 4 4 5 5 5
60X84/16 4 4 5 5 5
185
Продолжение табл. 4.8.2
Формат бумаги (см) и доля листа Ширина материала, мм
710 760 820 910 780 850
1 2 1 2 1 2 1 2 1 2 1 2
84X108/32 70X108/32 70X100/32 70Х90/32 75X90/32 60X90/32 60Х84/32 5 5 6 6 6 6 5 5 5 5 5 6 6 7 7 7 6 6 6 7 8 6 7 5 5 6 7 5 5 5 6 6 6 6 6 6
84 X108/64 70Х108/64 70Х100/64 70X90/64 60X90/64 60X84/64 6 6 6 6 8 8 13 бул 3 6 8 8 таги ,л 9 9 8 7 8 8 8 9 9 7 6 7 8 8 9 9
Для изданий i дополнительных форматов
60X108/8 61X86/8 2 3 3 3 3 3 3
90Х100/16 84X100/16 84X90/16 80X100/16 70Х84/16 70Х75/16 60X108/16 60X100/16 60X70/16 61X86/16 4 3 3 4 4 4 4 4 3 3 3 4 4 3 3 4 4 4 4 5 4 4 5 4 4 4 5 5 5 4 4 4 4 4 4 4 4 5 5 5 5 4 4
80X100/32 84Х90/32 60Х108/32 84X100/32 Для 108x60/8 90x60/8 5 5 5 5 издан 2 2 6 [ий ал 5 [ЬбоМ] 5 5 5 яого с 7 юрма 6 it а (а 7 7 ЛЬбоА 6 6 1НЫЙ ' 6 6 5 спуск 5 5 5 ) 6 7 6
108Х84/16 90Х70/16 90X60/16 84X60/16 108X70/32 90X70/32 90X60/32 100X84/64 4 3 3 3 5 4 4 5 6 3 4 4
186
Окончание табл. 4.8.2
60X90/6 2: 3 2 2 4
70Х100/12 4:3 4 4 5 4
75X90/12 4 :3 3 4 4
75X90/12 3:4 3 3 3
70Х90/12 4:3 3 3 3
70Х 90/12 3 :4 4 4 5 4 4
60x90/12 4:3 4 4 5 5
60x84/12 4:3 4 4 5 5
84X108/18 3:6 4 4 4 4
70X108/18 3:6 4 4 4 4
70X100/18 6:3 5 6 6 7 6
70X100/18 3:6 4 4 5 4
75Х90/18 6:3 5 6 6 6
75Х90/18 3:6 4 4 5 4
60Х90/18 6:3 7 6 7 7 8
70Х90/18 6:3 5 6 6 7 6
60Х90/18 3:6 4 4 5 4
60X84/18 6:3 7 6 7 7 8
60Х84/18 3:6 4 5 6 5
84X108/24 3:8 5 6 6 6
70X108/24 3:8 5 6 6 6
70X108/24 4:6 3 4 4 4 4
70X100/24 3:8 5 6 5
75x90/24 3:8 6 7 7 6 7
70x90/24 3:8 6 7 7 6 7
60Х90/24 3:8 6 7 7 6 7
60Х84/24 3:8 6 8 7 7 7
4.8.3. Высота заготовок материала для корешка
и оклейки сторонок переплетных крышек типов 5 и 8
(вспомогательная таблица)
Формат бумаги (см) и доля листа Высота заго- товки кореш- ка, мм Формат бумаги (см) и доля листа Высота заго- товки кореш- ка, мм
84X108/8 70X 108/8 70 х 100/8 452 382 60X90/8 60X84/8 60X108/8 60X90/6 2:3 75X90/12 4:3 70X90/12 4:3 60X90/12 4:3 75X90/18 6:3 70Х90/18 6:3 60Х90/18 6:3 332
70x100/12 4 :3 70X100/18 6:3 363
187
Окончание табл. 4.8.3
Формат бумаги (см) и доля листа Высота заго- товки кореш- ка, мм Формат бумаги (см) и доля листа Высота заго- товки кореш- ка, мм
60Х84/12 4:3 84X108/18 3:6 60X84/18 6:3 84X108/24 3 : 8 310 80X100/32 60Х90/18 60Х84/18 60X90/24 60X84/24 228
84Х108/16 70X108/16 60X108/16 108Х60/8 302
75X90/32 70Х75/16 215
70X100/1'6 90X100/16 84X100/16 80X100/16 60X100/16 278
70X108/32 70X100/32 60Х70/16 70Х90/32 90X70/16 203
75x90/12 3:4 75X90/18 3:6 75X90/24 3:8 278
60X90/32 60X84/32 60ХЮ8/32 90Х60/16 84Х60/16 60X90/24 4:6 176
70X100/12 4:3 70X90/12 2:4 70X108/18 3:6 70X100/18 3:6 70Х90/18 3:6 70X108/24 3:8 70X100/24 3:8 70X90/24 3:8 262
84ХЮ8/64 70X108/64 108Х70/32 169
70X90/16 75X 90/16 60Х90/16 84X90/16 253 90X70/32 90Х60/32 J 142
60X84/16 84X108/32 70Х84/16 84Х100/32 84X90/32 108X84/16 238
188
4.8.4. Расход материала для корешков
на 1000 переплетных крышек, м
1 Высота за- готовки, мм Число полос корешка из полотна фабричной ширины
6 7 8 9 10 п 12 13 14 15 16 17 18 19 20 21 22 23
452 75,5 64,2 56,5 50,2 45,2 40,7 37,5 34,8 32,1 30,2 28,0 26,7 24,9 24,0 22,6 21,7 20,8 19,4
382 63,8 54,2 47,8 42,4 38,2 34,4 31,7 29,1 27,1 25,6 23,7 22,5 21,0 20,0 19,1 18,3 17,5 16,4
363 60,6 51,5 45,4 40,3 36,3 32,7 30,1 28,0 25,8 24,3 22,5 21,4 20,0 19,2 18,1 17,4 16,7 15,6
332 55,4 47,1 41,5 36,5 33,2 30,0 27,6 25,6 23,6 22,2 20,6 19,6 18,3 17,6 16,6 16,0 15,3 14,3
310 51,8 44,0 38,8 34,4 31,0 27,9 25,7 23,9 22,0 20,8 19,2 18,3 17,0 16,4 15,5 14,9 14,3 13,3
302 50,4 42,9 37,8 33,5 30,2 27,2 25,1 23,3 21,4 20,2 18,7 17,8 16,6 16,0 15,1 14,5 13,9 13,0
278 46,4 39,5 34,8 30,9 27,8 25,9 23,1 21,4 19,7 18,6 17,2 16,4 15,3 14,7 13,9 13,3 12,8 12,0
262 43,7 37,2 32,8 29,1 26,2 23,6 21,7 20,2 18,6 17,5 16,2 15,5 14,4 13,8 13,1 12,6 12,0 11,3
253 42,2 35,9 31,6 28,0 25,3 22,8 21,0 19,5 18,0 17,0 15,7 14,9 13,9 13,4 12,6 12,1 11,6 10,9
238 39,7 33,8 29,7 26,4 23,8 21,4 19,7 18,3 17,0 15,9 14,7 14,0 13,1 12,6 11,9 Н,4 10,9 10,2
228 38,1 32,4 28,5 25,3 22,8 20,5 18,9 17,6 16,2 15,3 14,1 13,4 12,5 12,1 Н,4 10,9 10,5 9,8
215 35,9 30,5 26,9 23,9 21,5 19,3 17,8 16,5 15,3 14,4 13,3 12,7 11,8 Н,4 10,7 10,3 9,9 9,2
203 33,9 28,8 25,4 22,5 20,3 18,3 16,8 15,6 14,4 13,6 12,6 12,0 П,2 10,8 10,1 9,7 9,3 8,7
176 29,4 25,0 22,0 19,5 17,6 15,8 14,6 13,6 12,5 11,8 10,9 10,4 9,7 9,3 8,8 8,4 8,1 7,6
159 26,7 22,6 19,9 17,6 15,9 14,3 13,2 12,2 11,3 10,6 9,8 9,4 8,7 8,4 8 0 7,6 7,3 6,8
142 23,7 20,1 17,7 15,8 14,2 12,8 11,8 10,9 10,1 9,5 8,8 8,4 7,8 7,5 7,1 6,8 6,5 7,1
Примечание. Для определения потребного количества материала на корешки переплетных крышек на тираж необходимее 1) рассчитать ши-
рину шпации переплетной крышки по п. 4.3.1, 2) определить по табл. 4 8.1 число полос заготовок корешка из полотна материала фабричной
ширины; 3<) по табл. 4.8.3 определить высоту заготовки корешка крышки; 4) по табл. 4 8.4 определить расход материала на 1000 крышек; 5) к
полученному результату прибавить нормированные отходы на технологических операциях изготовления и отделки переплетных крышек и встав-
ки в них блоков.
4.8.5. Потребное количество переплетного материала
для оклейки сторонок 1000 переплетных крышек типов 5 и 8, м
Высота заготовки, мм Число полос заготовок из полотна материала
2 3 4 5 6 7 8
452 425,0 302,8
382 382,0 256,0
363 181,5 145,2 121,2 103,0
332 332,0 222,4 166,0 132,8 110,8 94,2
310 155,0 124,0 103,6 88,0 77,6
302 302,0 202,3 151,0 120,8
278 186,3 139,0 111,2 92,8 79,0
262 131,0 104,8 87,4 74,4
253 169,5 126,5 101,2
238 159,5 119,0 95,2 79,4 67,6
228 112,0 91,2 76,2 64,8 57,0
215 107,5 86,0 71,8 61,0
203 101,5 81,2 67,8 57,6
176 118,0 88,0 70,4 58,8 50,0
159 79,5 63,6 53,2 45,2 39,8
142 71,0 56,8
Примечание'.
Для определения потребного количества материала на тираж для оклейки сторонок со-
ставных переплетных крышек необходимо: 1) по табл. 4.8.2 найти число полос заготовок,
получающихся из полотна материала фабричной ширины; 2) по табл. 4.8.3 найти высоту за-
готовки; 3) по табл. 4.8.5 взять расход материала на 1000 крышек, прибавить нормиро-
ванные отходы на технологических операциях изготовления, отделки крышек и вставки в
них блоков.
4.8.6. Потребное количество переплетного материала
для изготовления 1000 переплетных крышек типа 7, м
(при долевом раскрое)
Обозначения:
1.—-ширина материала на ткани, мм; 2 — ширина шпации переплетной крыш-
ки, мм; 3 — число полос заготовок материала из полотна фабричной ширины;
4 — количество материала на 1000 крышек, м; 5 —отходы материала при рас-
крое, %; 6 — ширина материала на бумаге, мм; 7 — ширина шпаиии переплетной
крышки, мм; 8 — число полос заготовок материала из полотна фабричной шири-
ны; 9 — количество материала на 1000 крышек, м; 10 — отходы материала при
раскрое, %.
Формат бумаги (см) и доля листа Переплетный материал на ткани Переплетный материал на бумаге
1 2 3 4 5 6 7 8 9 10
Для изданий из бумаги основных фор матов
84X108/8 710 До 75 I 453 10—19 780 До 75 I 453 18—26
70ХЮ8/8 383 » 383 »
70X100/8 15-24 » » 23—31
60Х90/8 » 332 22—31 » 332 29—37
60X84/8 » 26-37 33—41
190
Продолжение табл. 4.8.6
Формат бумаги (см) и доля листа Переплетный материал на ткани Переплетный материал на бумаге
1 2 3 4 5 6 7 8 9 10
84X108/16 » 303 » » 303 »
70X108/16 910 До 70 2 151,5 3—15 850 До 35 2 151,5 3—9
70x100/16 140,0 140,0
70X90/16 » 127,5 127,5
75Х90/16 » До 45 2 3-7 » До 30 2 » 3—4
60X90/16 820 > 75 2 4—19 820 > 75 2 4—19
60X84/16 120,0 » 120,0
84X108/32 710 » 2 4—15 780 » 2
70X108/32 » » 102,5 » » 102,5
70X100/32 До 70 2 4—20 » » 12—27
75Х90/32 910 До 55 3 72,0 3—15 850 До 30 3 72,0 3—9
70Х90/32 » 68,0 » 50 68,0 3-9
60X90/32 59,0 » 59,0
60X84/32 » До 70 3—20 До 45 » » 3-15
84X108/64 910 До 70 3 53,7 3—20 ' 850 До 45 3 53,7 3-15
70ХЮ8/64 820 » 75 3 » 4—26 820 » 75 3 4—26
70X100/64 » » 50,0 50,0
70Х90/64 » » » 45,3 » » 45,3 »
60X90/64 910 До 50 4 34,0 3-21 850 До 50 4 34,0 3—12
60X84/64 » 32,0 » 32,0
84 X 1'08/128 760 До 40 4 32,0 3—15 780 До 40 4 32,0 4—17
70X108/128 27,5 » 27,5 »
70X100/128 910 5 22,0 2—15 » » 8—21
70X90/128 710 » 4 27,5 7—21 850 » 5 22,0 3—18
60X90/128 » 24,5 19,6
60Х84/128 820 5 19,6 3-18 820 » 3—18
84X108/256 » 18,0 18,0
70Х108/256 710 2—20 850 6 15,0 2—20
70X100/256 » 17,0 » 14,2 »
70X90/256 » 15,6 » » 13,0
60X90/256 910 Н,1 3-21 780 » » » 3—21
60X84/256 » » 10,7 12,5
84XI08/512 820 » » 9,3 2—23 820 7 9,3 2—23
70X108/512 70X100/512 70Х90/512 60X90/512 60X84/512 Для и здан] До 25 ли из б^ 8 ум ап 8,1 I допол 2—12 нителы ЛЫХ (j До 25 |>ормат< 8 )В 8,1 2—12
60ХЮ8/8 710 До 75 1 333 10—19 780 До 75 I 333 18—26
61X86/8 » » ► 338 26-37 » » » 338 33-41
191
Продолжение табл. 4.8.6
Формат бумаги (см) и доля листа Переплетный материал на ткани Переплетный материал на бумаге
1 2 3 4 5 6 7 8 9 10
90X100/16 » » » 279 22—31 » » 279 23-31
84ХЮ0/16 » » » » 26-37 » » » » 33-41
«4X90/16 » » » 257 » » » » 257 »
«Ох 100/16 910 До 30 2 139,5 3-5 » » » 279 36-43
70X84/16 » » 70 » 119,5 3—15 850 До 35 2 119,5 3—9
70X75/16 » » » 108 » » » » 108
60Х108/16 760 До 40 150,5 4-12 780 До 55 2 150,5 4—15
60X100/16 » » » 139,5 » » » » 150,5 »
60X70/16 » » » 102,0 » » » 102,0
«4X100/32 710 До 70 » 119,5 4—20 780 До 75 » 119,5 12-27
«4Х90/32 910 » 55 3 79,7 3—15 850 > 30 3 79,7 3-9
60ХЮ8/32 760 » 75 2 88,5 4-20 780 » 75 2 88,5 7—22
«0X100/32 710 » 70 » 114,5 » » » » 114,5 »
Для изданий альбомного формата (альбомный спуск)
108Х60/8 710 15 2 318,5 15 » 15 2 318,5 15
» 75 » 349,5 » » 75 » 349,5 »
90x60/8 820 15 3 212,3 4 820 15 3 212,3 4
» 75 3 233,0 » » 75 » 233,0 »
108Х84/16 760 15 » 192,3 6 780 15 » 192,3 8
» 75 215,0 6 » 75 » 215,0
90Х70/16 910 15 4 121,7 10 850 15 4 121,7 4
» 75 » 136,7 » » 75 » 136,7
90X60/16 » 15 5 97,4 3 780 15 » 121,7 9
» 75 » 109,4 » » 75 136,7 »
«4Х60/16 » 15 » 91,2 » » 15 » 114,0
75 » 103,2 » » 75 129,0
108x70/32 15 5 77 11 850 15 5 77 5
» 75 » 89 » 75 89 5
90X70/32 15 6 64,2 6 780 15 » 77 9
» 75 » 91,1 75 » 89
90Х60/32 » 15 » 55,5 15 » 66,6
75 85,5 75 78,6
100Х84/64 820 15 » 47,0 4 820 15 6 47,0 4
» 75 » 57,0 » » 75 » 57,0 »
192
Окончание табл. 4.8.6
Формат бумаги (см) и доля листа Переплетный материал на ткани Переплетный материал на бумаге
1 2 3 4 5 6 7 3 9 10
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60X90/12 2:3 710 До 75 I 333 5—10 780 До 75 1 333 13-18
70Х'Ю0/12 4:3 910 » 70 2 181,5 3—15 850 » 35 2 181,5 3—9
75Х90/12 4:3 « » 45 2 166,0 3-8 » » 166,0 3-4
70Х90/12 4:3 910 » 70 » » 3—15 » » 70 » 3—9
75X90/12 3:4 710 » 75 279 22-31 780 » 75 1 278,0 29-37
70x90/12 3:4 » » » 263,0 « » » » 263,0 .. »
60Х90/12 4:3 820 » » 166,0 4—19 2 166,0 4-19
60X84/12 4:3 » » 154,0 » 820 » » 154,0
84x108/18 3:6 910 До 55 » » 3—13 850 До 30 » » 3—7
70X108/18 3 :6 » » 131,5 » » 131,5
70X100/18 3:6 820 » 75 » 6-19 820 » 60 » » 6—19
70Х100/18 6:3 910 > 45 2 121,0 3-12 850 » 30 3 121,0 3—15
70X90/18 6 : 3 » » 110,0 » » » 110,0 »
75x90/18 3:6 820 До 75 2 139,5 4—19 820 До 75 2 139,5 4-19
70X90/18 3:6 » » 131,5 » » » 131,5 »
60X90/18 3:6 » » » 114,5 » » » 114,5
76x90/18 6:3 710 До 70 » 166,0 4—20 850 До 60 2 166,0 4—20
60X90/18 6:3 910 > 75 3 111,0 3-23 » » 55 3 111,0 3—20
60X84/18 6:3 » 103,3 » » » 103,3 »
60Х84/18 3:6 760 » 65 2 114,5 4-18 780 До 75 2 114,5 4-20
84X108/24 3:8 710 До 50 2 155,0 4г-15 780 До 75 2 155,0 7—22
70X108/24 3:8 » » 131,5 » » » » 131,5 »
70x108/24 4 : 6 910 До 70 104,5 3—15 850 До 40 2 104,5 3—9
75x90/24 3:8 » » 55 3 93,0 3—15 » 3 93,0 3-9
70X90/24 3 : 8 » » 87,7 » » » » 87,7
60Х90/24 3 : 8 » » » 76,3 » » » 76,3
60x84/24 3:8 До 70 » 3-23 » До 45 » » 3-15
Примечания:
1. При определении оптимального раскроя материала на заготовки переплетных крышек
типа 7 принят только долевой раскрой, при котором вдоль корешка издания расположена
основа ткани или ^машинное направление волокон бумаги. Только в случае раскроя мате-
риала для изданий с альбомным спуском долевое направление расположено поперек ко-
nae2n В таблице приведены округленные до целого числа значения отходов материала при
раскрое, так как материал имеет достаточно большие отклонения по ширине, и, кроме то-
г ’ ллл точного определения отходов необходимо знать точные значения ширины шпации,
мяг РаскР°е материала на картонорезальном станке (папшер) или одноножевой бу-
г?тг5°Резальнои« машине необходимо учитывать подрезку кромок материала с двух сторон
листа шириной по 5 мм, что в среднем составляет 3%.
ям п опРеделении.потребного количества материала на тираж необходимо к значени-
пияу олУче1ШЫМ из таблицы, прибавить нормированные отходы на технологических опера-
7—1293
193
4.9. ПОТРЕБНОЕ КОЛИЧЕСТВО БУМАГИ
ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕПЛЕТНЫХ КРЫШЕК
4.9.1. Потребное количество листовой офсетной бумаги
для сторонок 1000 переплетных крышек типов 5 и 8
Формат бума- ги (см) и до- ля листа Крышки типа 5 Крышки типа 8
формат бума- ги, мм число сто- ронок 1 . число листов на 1000 кры- шек 1 отходы, % формат бума- ги, мм число сторо- нок число листов на 1000 кры- шек отход при раскрое, %
Для изданий из бумаги основных форматов
84X108/8 840X1080 6 333 17,5 700X1000 4 500 23,5
70X108/8 600X840 4 500 16,3 600X840 4 500 11,3
70X100/8 » » 22,4 » » » 17,0
60Х90/8 700X1080 9 222 8,7 840X1080 9 222 17,0
60X84/8 700X1000 9 > 7,8 700X1000 » > 3,5
84X108/16 » 16,1 » » » 12,1
70ХЮ8/16 750X900 12 167 3,2 840X1080 12 167 19,7
70X100/16 > » 11,1 700X900 9 222 20,1
75XW16 840Х 1080 16 125 14,8 700X1080 12 167 14,9
70Х90/16 750X900 12 167 19,1 840X1080 16 126 10,2
60Х90/16 600X900 » 13,4 700X1080 16 » 6,3
60X84/16 840X1080 20 100 19,2 700X1000 16 > 4,8
84X108/32 700X1000 » > 5,4 » » 13,5
70Х108/32 700X900 > » 10,4 700X900 > > 18,1
70ХЮ0/32 700ХЮ80 25 80 13,4 600X840 > > 6,5
75x90/32 840X1080 35 57 3,3 700X900 20 100 8,9
70x90/32 600X840 20 100 6,5 » > > 14,2
60Х90/32 600X900 25 80 5,5 » 25 80 7,1
60X84/32 » > » 13,0 » > » 12,7
194
Окончание табл. 4.9.1
Формат бума- ги (см) и до- ля листа Крышки типа 5 Крышки типа 8
формат бума- ги, мм число сто- ронок 1 число листов на 1000 кры- шек отходы,, % формат бума- ги, мм число сторо- нок число листов на 1000 кры- шек отход при раскрое, %
84X108/64 700X1000 36 55,5 12,5 700X1000 30 67 11,8
70X108/64 42 48 14,1 » 36 55,5 12,5
70X100/64 600X900 36 55,5 10,5 600X900 30 67 11,1
Для изданий из бумаги дополнительных форматов
60X108/8 840X1080 9 222 9,1 700X1000 6 333 15,8
90X100/Гб 700X900 » > 8,2 750X900 9 222 7,4
84X100/16 » » > 14,2 700X900 » 20,0
84X90/16 700ХЮ80 12 167 13,3 700X1080 12 167 6,3
80X100/16 700X900 9 222 18,3 700X900 9 222 10,3
70X84/16 750X900 12 167 24,0 840X1080 16 125 16,0
70X 76/16 » 16 125 7,8 » 20 100 4,7
60X108/16 700X1000 12 167 20,2 700X1000 12 167 9,4
60X100/16 700X900 » » 18,6 700X900 » 7,3
60X70/16 700X1080 20 100 17,3 700X1080 20 100 6,0
84X100/32 700X1000 » 11,8 750X900 15 133 20,2
84x90/32 » » 5,0 700X1000 16 125 25,0
80X100/32 » » 15,6 600X840 12 167 18,2
60X108/32 700X900 25 80 2,8 700X900 20 100 11,1
Для изданий альбомного формата (альбомный спуск)
108X60/8 700X1000 6 333 17,7 700X4000 6 333 15,4
90X 60/8 600X840 4 250 32,0 840X1080 9 222 16,3
108X84/16 840Х1080 12 167 12,4 600X840 6 333 15,5
90X70/16 » 15 133 22,2 840X1080 16 125 9,8
90Х60/16 700X900 > 3,6 » » 22,3
84X60/16 » > * 8,5 700X1000 » 4,8
108X 70/32 600X840 > » 14,8 » 20 100 9,1
90X70/32 750X900 24 83 9,2 600X840 16 125 9,9
90Х60/32 600X900 18 111 26,6 600X900 20 100 7,9
100X84/64 700Х 1000 35 57 14,8 700X900 30 67 16,2
При определении потребного количества бумаги на сторонки составных
долевой раскрой. Лишь при определении количества бумаги для обложек
для изданий с альбомным спуском принят долевой раскрой вдоль длин-
Примечание.
крышек принят
типа 8> v альиимным
ной стороны обложки, т. е. поперек корешка.
7*
195
4.9.2. Потребное количество рулонной бумаги
для обложек 1000 составных крышек типа 5, м
Ширина рулонной бумаги соответствует ширине обложечной бумаги, а циф-
ры, отмеченные звездочкой, ширине офсегной бумаги.
Обозначения: 1 — число обложек, располагающихся по ширине рулона; 2 —
количество бумаги на 1000 крышек; 3 — отходы бумаги при раскрое, %.
Ширина рулона
Формат бума- ги (см) и до- ля листа из- дания 600* 620 640 700*
1 2 3 1 2 3 1 2 3 1 2 3
Для изданий из бумаги
84X108/8 2 452 8,0 2 452 10,9 2 452 11,3
70X108/8 » 382 » » 382 » » 382
70Х100/8 » » 14,6
60X90/8 3 221,4 1,0
» » 7,4
84X108/16 » 201,4 »
70Х108/16 3 201,4 10,0
70ХЮ0/16 » 185,4
70X90/16 » 168,6
75Х90/16 » 4,5 3 168,6 7,8 3 168,6 10,7
60X90/16 4 126,5 0,6 4 126,5 3,7 4 126,5 12,0
60Х84/16 » 119,0 » » 119,0 » 119,0
84X108/32 4 119,0 7,3 4 » 10,3 4 » 13,1 5 95,2 0,5
70X108/32 » 101,5 » » 101,5 » » 101,5 » » 81,2 »
70X100/32 » 14,0 » » 7,8
75Х90/32 5 86,4 3,0 5 86,4 6,4 5 86,4 9,4 6 72,0 0,3
70Х90/32 » 81,2 » 81,2 » » 81,2 » » 67,7
60Х90/32 > 70,4 70,4 » 70,4 » 58,7 »
60X84/32 » 10,8 » 13,7 » » 8,3
196
бумаги, мм
750* 840* 900* 930 1080*
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
основных форматов
3 301,3 8,0 3 301,3 11,0
3 254,7 8,0 254,7
3 254,7 8,5 3 254,7 14,7 4 191,0 5,1
3 221,4 7,6 4 166,0 0,6 166,0 14,4
13,6 4 166,0 4,0 7,1 5 132,8 0,0
» 201,4 151,0 » 151,0 120,8
4 151,0 10,0 4 151,0 14,2 5 120,8 0,0 5 120,8 3,2 6 100,7 »
139,0 » 139,0 111,2 111,2 92,7 »
126,5 126,5 101,2 » » 101,2 » 84,3 »
» 9,0 4 126,5 15,1 5 101,2 11,5
5 101,2 8,3 5 101,2 14,4 6 84,3 0,6 7 72,3 0,2
» 95,2 95,2 » 79,3 68,0 >
5 95,2 7,2 6 79,3 0,7 6 79,3 7,3 » 10,3 7 10,0
» 81,2 67,7 67,7 » 67,7 » 58,0
» 14,0 7,8 7 7 58,0 2,9 8 50,8 4,4
6 72,0 7,2 7 61,7 3,3 7 61,7 9,8 8 54,0 0,3 9 48,0 3,3
67,7 58,0 58,0 » » 50,4 45,1
58,7 50,3 50,3 44,0 » 39,1 »
7 50,3 0,1 50,3 10,8 8 44,0 4,3 » 7,9 10 35,2 0,9
7*—1293
197
Ширина рулона
Формат бума- ги (см) и до- ля листа из- дания 600* 620 640 700*
1 2 3 1 2 3 1 2 3 1 2 3
84X108/64 70X108/64 5 6 63,6 53,0 0,8 10,0 5 6 63,6 53,0 13,7 13,0 7 45,4 1,5 6 7 53,0 45,4 8,3 10,0
70X100/64 » 49,7 » » 49,7 » » 42,6 » » 42,6
Для изданий из бумаги
60X108/8 90X100/16 2 332,0 8,0 2 332,0 10,9 2 332 11,8 3 185,3 1,0
84X100/16 » 185,0 7,4
84x90/16 » 168,7 »
80Х100/16 70X84/16 3 158,7 10,0 3 185,3 1,3 3 185,3 4,4 » 185,3 12,6
70X76/16 60X108/16 » 144,0 » 4 151,0 0,6 4 151,0 3,7 4 151,0 12,0
60X100/16 139,0 » » 139,0 » 139,0 >
60X70/16 » 101,5 » » 101,5 » 101,5
84X100/32 4 119,5 14,0 6 95,6 7,8
84Х90/32 5 95,6 3,0 5 95,6 6,4 5 95,6 9,4 5 79,7 0,3
80Х100/32 4 114,5 14,0 6 91,6 7,8
60X108/32 4 88,0 7,3 4 88,0 10,3 4 88,0 13,1 5 70,4 0,5
Для изданий альбомного формата
108Х60/8 90Х60/8 90Х70/16 90X70/16 90X60/16 84X60/16 2 238,0 8,0 2 238,0 10,9 2 » 2 302,0 257,0 238,0 0,6 11,8 2 » 3 » » 302,0 257,0 135,3 118,7 » 9,1 » 1,0 > 7,4
108X70/32 3 106,0 10,0
90X70/32 90Х60/32 » 94,7 » 4 71,0 0,6 4 71,0 3,7 4 71,0 12,0
100Х84/64 4 65,5 14,0 5 52,4 7,8
Примечания:
1. При определении расхода рулонной бумаги для обложек переплетных крышек принят
долевой раскрой.
2. В таблице приведены данные по расходу бумаги на обложку только с шрифтовым
оформлением. При многокрасочном изображении или фоновой печати для обложки необхо-
димо выбирать ширину рулона бумаги с учетом отходов при раскрое не менее 3,5%, т. е. с
запасом на клапаны. При необходимости последующего покрытия обложки прозрачной
пленкой необходимо предусмотреть запас бумаги по ширине 15 мм, т. е. отход не менее
198
Окончание табл. 4.9.2
бумаги, мм
750* 840* 900* 930 1080*
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
7 8 » 45,4 39,8 37,3 0,1 4,0 » 7 45,4 10,8 8 10 » 39,8 81,8 29,8 4,3 0,0 » 8 10 » 39,8 31,8 29,8 7,9 3,2 » 10 11 » 31,8 28,9 27,1 0,9 8,3
дополнительных форматов
3 221,3 8,0 3 221,3 11,0
3 185,3 7,6 4 139,0 0,6 4 139,0 14,4
» 13,6 4 139,0 4,0 » » 7,1 5 111,2 ' 0,0
» 168,7 » 126,5 » 126,5 » » 101,2
4 139,0 1,8 4 139,0 8,4 139,0 Н,4 111,2 5,3
4 119,0 4,0 119,0 14,2 5 95,2 0,0 5 95,2 3,2 6 79,3 0,0
» 108,0 » » 108,0 » 86,4 » » 86,4 » » 72,0 »
5 120,8 8,3 5 120,8 14,4 6 100,6 0,6 7 86,2 0,2
» 111,2 » » 111,2 » » 92,7 » » 79,4
» 81,2 » 81,2 » 67,7 » 58,0 »
5 95,6 14,0 6 79,7 7,8 7 68,3 2,9 8 59,7 4,4
6 79,7 7,2 7 68,3 3,3 7 68,3 9,8 8 59,7 0,3 9 53,1 3,3
5 91,6 14,0 6 76,3 7,8 7 65,4 2,9 8 57,2 4,4
5 70,4 7,2 58,7 0,7 6 58,7 7,3 6 58,7 10,3 7 50,3 10,0
(альбомный спуск)
3 201,3 Н,7
» 171,3
3 158,7 8,0 3 158,7 11,0
4 101,5 0,6 4 101,5 14,4
88,0 » » 88,0
3 118,7 , 13,6 i 4 88,0 4,0 » 88,0 7,0 5 70,4 0,0
4 79,5 4,0 4 79,5 14,2 5 63,6 0,0 5 63,6 3,2 6 53,0
» 71,0 » » 71,0 » » 56,8 » » 56,8 » » 47,3 »
52,4 5 56,8 8,3 » » 14,4 6 47,3 0,6 7 40,6 0,2
5 14,0 6 43,7 7,8 7 37,4 2,9 8 32,7 4,4
2,5% (при фоновой печати увеличение ширины дополнительно к клапанному полю на 7 мм).
При отделке листов припрессовкой пленки или методом переноса стороны листов, перпен-
дикулярные клапанному полю, должны иметь поля по 15 мм, что нужно предусмотреть при
3. Для более точного совпадения красок при печати после раскроя необходимо преду-
смотреть подрезку верных сторон листов со строгим соблюдением прямого угла. Срезать не
более 5 мм.
199
4.9.3. Потребное количество листовой бумаги (офсетной)
для крышек типа 7 (ширина шпации от 15 до 45 мм) на 1000 книг
Формат бумаги (см) и доля листа изданий Формат офсетной бумаги, мм Ширина шпации, мм Число обложек из листа Число листов на 1000 крышек Отход при раскрое, %
Для изданий из бумаги основных форматов
84X108/8 700X1000 До 45 2 500 25,1
70Х108/8 700X900 » » » 26,7—29,7
70X100/8 600X840 » » » 14,3—18,6
60X90/8 700X1000 » 3 333 25,4—30,7
60X84/8 600X840 » 2 500 36,1—40,1
84X108/16 » » 3 333 12,0—18,0
70X108/16 840X1080 До 40 6 167 18,1—23,1
70X100/16 840X1080 » » 167 24,6—29,2
75X90/16 » До 20 8 125 0,8— 1,2
» 600X840 От 20 3 333 34,1—38,4
до 45
70X90/16 840X1080 До 40 8 125 8,5—14,1
60Х90/16 700ХЮ80 » 20 » » 9,0—10,8
» 750X900 » 45 6 167 19,0—25,1
60X84/16 700X1000 » 20 8 125 7,5— 9,4
» 750X900 » 45 6 167 23,0—29,0
84X108/32 700ХЮ00 » 8 125 9,4—17,5
70X108/32 700X900 » » 14,0—22,0
700X1080 » 10 100 11,0—18,5
70X100/32 600X840 До 25 8 125 6,5— 9,1
» 700X1080 От 30 10 100 16,3—27,5
до 45
75Х90/32 600X900 До 45 8 125 1,5—12,0
70X90/32 600X840 » » » 7,5—17,2
» 840X1080 » 15 67 8,0—13,6
60X90/32 600X900 » 10 100 6,4—16,3
» 840X1080 » 18 56 4,2—10,2
60Х84/32 600X900 » 10 100 11,7—21,0
» 840X1080 От 30 18 56 5,4—14,9
до 45
84ХЮ8/64 600X840 До 45 10 100 16,1—25,3
» 840X1080 » 18 56 14,5—25,4
Для изданий из бумаги дополнительных форматов
60ХЮ8/8 700X1000 До 45 3 333 13,7—18,
90X100/16 600X840 » » » 14,0—19,
84ХЮ0/16 » » » 19,0—2
84x90/16 » » » 27—31
80X100/16 » » » » 22,6—2
70X84/16 840X1080 До 40 8 125 13,6—18,
70X75/16 » » 10 100 2,3—8,
60X108/16 750X900 До 45 6 167 3,2—11,2
60X100/16 » » » » 10,0—17,4
60X70/16 » » » 12,3—19,5
200
Окончание табл. 4.9.3
Формат бумаги (см) и доля листа изданий Формат офсетной бумаги, мм Ширина шпации, мм Число обложек из листа Число листов на 1000 крышек Отход при раскрое, %
84X100/32 700X1000 До 45 8 125 14,7—22,8
84X90/32 600X840 » 6 167 18,2—27,0
80X100/32 700X1080 » 10 100 11,2—20,0
60Х108/32 700X1080 » 12 83 6,5—14,8
Для изданий альбомного формата (альбомный спуск)
108Х60/8 90Х60/8 700ХЮ00 700X1080 До 45 » 3 4 333 250 13,7—17,6 10,4—14,5
108X84/16 600X840 » 3 333 13,6—17,8
90X70/16 » » 4 250 16,3—21,8
90X60/16 600X900 » 5 200 15,4—20,1
84Х60/16 » » » » 20,3—25,0
108X70/32 840X1080 До 40 12 83 12,1—18,5
90Х70/32 » » 14 71 9,0—15,6
90Х60/32 750X900 До 45 12 83 8,4—16,0
100X84/64 600X900 14 71 3,8—14,8
Примечания;
1. При определении расхода листовой бумаги для оклейки переплетных крышек типа 7
предусмотрен только долевой раскрой.
2. Для определения потребного количества бумаги на изготовление тиража необходимо
к данным таблицы прибавить нормированные отходы на технологические операции.
4.9.4. Потребное количество рулонной офсетной бумаги
для изготовления 1000 переплетных крышек типа 7, м
Формат бумаги (см) и доля листа Ширина оф- сетной бума- ги, мм Ширина шпа- ции, мм Число обложек по ширине полотна Количество бумаги на 1000 книг, м Отходы при* раскрое, %
Для изданий из бумаги ОСНОВНЫХ форматов
84X108/8 600 До 40 1 452 0,0— 3,8
70X108/8 » 382
70ХЮ0/8 » До 45 » 5,5—10,5
60X90/8 » » 332 13,8—18,8
60X84/8 » » » 19,0—24,0
84X108/16 » » » 302 »
70ХЮ8/16 840 До 40 2 151 0,0—8,3
70Х100/16 » » » 139 »
75Х90/16 900 До 45 » 126,5 2,9—9,5
70X90/16 840 » » » 0,0—8,3
60X90/16 750 » » » 3,4—11,2
60X84/16 » » » 119,0
201
Окончание табл. 4.9.4
Формат бумаги (см) и доля листа Ширина оф- сетной бума- ги, мм Ширина шпа- ции, мм Число обложек по ширине полотна Количество бумаги на 1000 книг, м Отходы при раскрое, %
84X108/32 700 До 45 2 119,0 4,8—13,4
70X 108/32 » » » 101,5 »
70X 100/32 » » » 10,8—19,4
» 600 До 35 » » 0,0—6,0
75Х90/32 » » 45 » 108,0 4,3—14,3
70X90/32 » » » 101,5 »
60Х90/32 » » » 88,0 »
60X84/32 840 » 3 58,7 3,2—13,9
84X108/64 » » » 53,0 »
Для изданий из бумаги дополнительных форматов
60X108/8 600 До 40 1 332 0—3,8
90Х100/16 » » 45 » 278 13,8—18,8
84X100/16 » » » » 19,0—24,0
84X90/16 » » » 254 »
80X 100/16 900 До 35 2 139,5 0,0—3,1
70Х84/16 840 » 45 45 119,5 1,2—8,3
70X75/16 » » » 108,0 »
60ХЮ8/16 750 До 45 » 151,5 3,2—11,2
60X100/16 » » » 139,5 »
60X70/16 » » 102,0 »
84X 100/32 600 До 35 » 119,5 0,6—0
84X90/32 » 45 » » 4,3—14,3
80ХЮ0/32 700 114,5 10,8—19,4
60X108/32 » » 88,5 4,8—13,4
Для изданий альбомных форматов (альбомный спуск)
108X60/8 700 До 45 1 302 4,7—9,0
90Х60/8 » » » 254 »
108X84/16 600 » 40 » 239 0,0—3,8
90X70/16 » » 45 » 204 13,8—18,8
90X60/16 » » » 177 »
84X60/16 » » 19,0—24,0
108Х70/32 840 » 2 80 1,2—8,3
90Х70/32 » » 71 »
90X60/32 » » » » 3,2—11,2
100Х84/64 600 До 40 » 64 0,0—6,0
Примечания:
1. Расход бумаги определен при долевом раскрое.
2. При определении потребного количества бумаги в случае фоновой или многокрасоч-
ной печати необходимо предусматривать расход бумаги на клапана печатной машины или
подрезку бумаги до печати.
3. Для определения потребного количества бумаги на тираж необходимо прибавить нор-
мированные отходы на технологических операциях.
202
203
4.10. КЛЕИ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
ПЕРЕПЛЕТНЫХ КРЫШЕК
Наименование основ- ного полимера Состав клея , % Рекомендации по применению Расход клея на 1 м2, г
тип машины или способ работы тип крышки вид материала крышки
ПВАД — поливи- нилацетатная дис- персия гомополи- мерная грубодис- персная марок ДФ 47/7В и ДФ 47/7ВП 100 Листовые типа кдш 5, 7, 8 5 — ко- решки Все материалы тол- щиной до 350 мкм 55 55
Костный клей со- става: Клей костный твердый Глицерин Бура Терпинеол Вода
49,0 54,0 57,0 60,0 0|,5 1,0— 4,0 1,0 1,0 0,5 0,8 0,6 1,0 0,5 0,5 0,6 0,6 49,5 43,7— 40,7 40,8 37,4 вручную Листовые Рулонные вручную Листовые Рулонные 5, 7, 8 5, 7, 8 5, 7 7 5, 7, 8 7 Коленкор Бумага Коленкор, бумага Коленкор Бумага Ледерин, материал на бумаге с ПВХ по- крытием, бумаги с припрессованной пленкой То же » 140 ПО 65 65 140 75 75
204
Наименование основ- ного полимера Состав клея , %
Костный клей с латексом Клей костный твердый Латекс скс-зо ШР Мочевина Терпинеол Вода
зм 43,0 40,5 21,0 0,5 0,5 0,9 23,6 34,6
41,0 31,1 0,6 — 27,3
48,0 20,0 0,5 0,9 30,6
54,0 57,0 14,0 12,5 0,5 0,5 0,9 31,5 29,1
Костный клей с КБТ — концент- рат сульфитно- дрожжевой браж- ки (твердый) Костный клей твердый КБТ Терпинеол Мочевина Вода
22,0 37,0 0,3 0,3 40,4
36,0 23,0 0,5 0,5 40,0
Продолжение /&6л. 4.10
Рекомендации по применению
тип машины или способ работы тип крыцщи вид материала крышки
Расход
клея на
1 м2, г
Рулонные
БЦА-6
(сторонки)
Рулонные,
листовые
Листовые типа
БЦА-6
Листовые
Типа БЦА-6
5, 7
7
5, 7, 8
То же
Коленкор, бумага
Бумага без покрытия
Ледерин, материал на
бумаге с ПВХ покры-
тием. Бумага с при-
прессованной пленкой
Бумага с прозрачным
полимером
То же
»
Рулонные
То же
5 (сто-
ронки)
7
Бумага
Ледерин темных то-
нов и материалы на
бумажной основе
Наименование основ*
ного полимера
Состав клея, %
Костный клей с
декстрином
Клей
костный
твердый
Декстрин Глицерин
53,0 10,0 1,0 0,6
Желатина техни- ческая Желатина Глицерин Терпинеол Вода
45,0 10,0 0,6 44,4
SOS
Окончание табл. 4.10
Рекомендации по применению Расход клея на 1 м2, г
тип машины или способ работы тип крышки вид материала крышки
| Вода
:,4 Вручную 7 Ледерин, бумага с по- крытием
— Листовые 5, 7, 8 То же
206
4.11. ПОТРЕБНОЕ КОЛИЧЕСТВО КЛЕЕВ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕПЛЕТНЫХ КРЫШЕК
Для определения потребного количества клея при изготовлении тиража переплетных крышек следует данные табл, 4.10
(расход клеев на 1 м2 переплетного материала) или нормы расхода клеев, установленные на полиграфическом предприятии, ум-
ножить на площадь заготовок 1000 крышек и на тираж издания в тыс. экз.
Площадь заготовок (табл. 4.11.1), промежуточные значения ширин шпации следует определять интерполяцией. Например,
при ширине шпации 32 мм площадь заготовки для крышек форматом 60x90/16 составит:
(92,6 —88,7).2
—’-----+ 88,7 = 89,2 м2.
15
4.11.1. Площади заготовок переплетных материалов
или бумаги на 1000 крышек типов 5 и 8, м2
Формат бума- ги (см) и до- ля листа из- дания Материал для ок- лейки сторонок крышки типа 5 Переплетные крышки типа 5 Переплетные крышки типа 8 Материал для ок- лейки сторонок кры- шки типа 8
Корешки при ручном изготов- лении Корешки при машинном изготов- лении При ручном изготовлении
Ширина шпации, мм
15 30 45 60 75 15 30 45 60 75 15 30 45 60 75
Для изданий из бумаги основных форматов
84X108/8 249,5 17,6 24,4 31,2 38,0 44,7 25,8 32,5 39,3 46,1 53,9 267,6
70X1'08/8 210,8 16,0 20,6 26,4 32,1 37,8 19,1 22,9 21,8 27,5 33,2 39,0 44,7 226,1
70X100/8 195,6 » » » » » » » » » » » » 210,9
60X90/8 153,4 12,9 17,9 22,9 28,0 32,9 16,6 19,9 24,9 29,9 18,9 23,9 29,0 33,9 38,8 166,7
60Х84/8 143,4 » » » » » » » 34,9 » » » » » 156,7
84X108/16 130,4 15,8 16,3 20,8 25,4 30,0 15,1 18,1 22,6 27,2 31,7 17,2 21,7 26,3 30,8 35,3 142,5
70X 108/16 108,7 » » » » » » » » » » » » » » » 121,4
70X 100/16 100,0 10,8 15,0 19,2 23,3 27,5 13,9 16,7 20,8 25,0 29,2 15,2 19,5 23,6 27,8 39,0 111,8
75Х90/16 96,8 9,9 13,7 17,5 21,2 25,0 12,6 15,2 19,0 22,8 26,6 12,7 17,7 21,5 25,3 29,1 107,3
70X90/16 91,0 » » » » » » » » » » » » » » » 101,2
60X90/16 78,0 » > » » » » » » » » » » » » » 88,6
60X84/16 73,3 9,3 12,8 16,4 20,0 23,6 11,9 14,3 17,9 21,4 25,0 13,1 16,7 20,2 23,8 27,4 83,3
Продолжение табл. 4.11.1
Переплетные крышки типа 5 Переплетные крышки типа 8
и О Я ю Корешки при ручном изготов- Корешки при машинном изготов- При ручном изготовлении °я К о
Формат бума- ги (см) и до- Ч Я Я о £ лении лении § О ОО
о. s г; О аз
ля листа из- ч о ь « ~ Ширина шпации, мм я и с S S
дания Матери лейки КрЫШК! 75 a s н ф 5 н 5 S
15 30 45 60 75 15 30 45 60 75 15 30 45 60
84X108/32 70X108/32 66,2 56,4 » 7,9 11,0 14,0 » 17,0 » 20,1 » 10,1 » 12,2 15,2 18,3 21,3 Н,1 » 14,2 » 17,2 » 20,3 23,3 75,7 64,5 58,9 54,0 57,2
70X100/32 52,3 » » » » » » » » » »
70X90/32 75X90/32 60 X 90/32 47,1 58,8 » 8,4 11,6 » 14,8 18,0 21,3 10,7 » 12,9 » 16,1 » 19,3 » 22,6 » 10,7 » 14,0 17,2 20,4 23,6
40',8 6,7 9,5 12,1 14,8 17,4 8,8 10,5 13,2 15,8 18.5 8,7 И,4 14,0 16,6 19,2 46,4 44,0 39,7 34,0 31,8 29,1 26,7 24,3
60X84/32 84X108/64 37,7 34,0 6»2 8,6 » 11,0 13,3 15,7 » 8,0 9,5 12,0 14,3 » 16,7 7,9 » 10,3 12,7 15,1 17,5
70X108/64 70Х100/64 70X90/64 28,6 26,3 5,8 8,0 10,3 » 12,5 » 14,8 » 7,5 » 8,9 11,2 13,4 » 15,6 7,2 6,8 » 9,4 8,8 » 11,6 10,9 13,8 12,9 16,0 15,0
60X90/64 60X84/64 } Хля из/ 1ДНИЙ и [з бума ги допе >лнител ьных ф ормато 6,4 В 8,3 10,2 12,2 14,1
60X108/8 90X100/16 183,2 12,9 17,9 22,9 27,9 32,9 16,6 19,9 18,9 23,9 28,9 33,9 38,8 196,5
128,4 10,8 15,0 19,2 23,3 27,5 13,9 16,6 20,8 25,0 29,1 15,8 20,0 24,2 28,4 32,5 139,5 131,2 119,4
84X100/16 84X90/16 120,0 109,3 10,0 13,9 17,8 21,7 25,5 12,9 15,5 19,3 23,2 27,1 » 14,4 » 18,2 » 22,0 » 25,8 29,6
80Х 100/16 114,5 10,8 15,0 19,2 28,3 27,5 13,9 16,6 20,8 25,0 29,1 15,8 20,0 24,2 28,4 32,5 125,6
70X84/16 85,7 19,3 12,8 16,4 20,0 23,6 11,9 14,3 17,8 21,4 25,0 13,1 16,7 20,2 23,8 27,4 95,2
70X75/16 60X108/16 77,8 8,4 И,7 14,9 18,1 21,4 10,8 13,0 16,2 19,4 22,7 11,9 15,1 18,4 21,6 24,8 86,4
93,0 Н,1 16,3 20,8 25,4 30,0 15,1 18,1 22,7 27,2 31,7 16,6 21,1 25,7 30,2 34,7 105,7
60x400/16 85,6 10,8 15,0 19,2 23,3 27,5 13,9 16,6 20,8 25,0 29,1 1'5,8 20,0 24,2 28,4 32,5 97,3 71,1
м 60X70/16 О 62,5 7,9 11,0 14,0 17,0 20,0 10,1 12,2 15,2 18,3 21,3 11,2 14,2 17,3 20,3 23,3
208
Окончание табл. 4.11.1
Формат бу- маги (см) и доля листа из- дания Материал для ок лейки сторонок кры- шки типа 5 I Переплетные крышки типа 5 Переплетные крышки типа 8 Материал для ок- лейки сторонок кры- шки типа 8
Корешки при ручном изготовлении Корешки при машинном изготовлении При ручном изготовлении
Ширина шпации, мм
15 30 45 60 75 15 30 45 60 75 15 30 45 60 75
84X100/32 84X90/32 80X100/32 60X108/32 61,6 55,4 59,1 48,9 9,3 8,9 6,8 12,9 12,4 9,5 16,5 15,8 12,1 20,1 19,2 14,8 23,7 » 22,7 17,4 12,0 11,5 8,8 14,3 13,7 10,6 18,0 17,3 13,2 21,5 20,6 15,8 25,1 24,0 18,5 13,1 12,6 8,8 16,7 16,0 11,4 20,3 19,5 14,1 23,9 22,9 16,7 27,5 26,3 19,4 71,7 65,0 68,7 56,0
Для изданий альбомного формата (альбомный спуск)
100Х60/8 192,0 11,8 16,3 20,8 25,4 30,0 17,2 21,7 26,3 30,8 35,3 198,1
90X60/8 163,5 10,0 13,9 17,7 21,6 25,4 14,6 18,5 22,3 26,2 30,1 168,6
108X84/16 132,3 9,3 12,8 16,4 20,0 23,6 13,6 17,1 20,7 24,3 27,8 141,8
90X70/16 94,2 7,9 11,0 14,0 17,0 20,0 10,1 12,2 15,2 18,3 21,3 11,2 14,2 17,3 20,3 23,3 102,3
90Х60/16 81,7 6,8 9,5 12,1 14,8 17,4 8,8 10,6 13,2 15,8 18,5 8,8 11,4 14,1 16,7 19,4 88,0
84Х60/16 76,7 » » » » » » » » » » » » » 83,8
108X70/32 57,2 6,2 8,6 11,0 13,3 15,7 8,0 10,3 12,7 15,1 17,5 63,6
90X70/32 51,1 5,5 7,7 10,0 11,9 14,0 7,1 9,2 11,4 13,5 15,6 56,8
90Х60/32 43,7 > > » > » » > 49,7
Ю0Х84/64 34,1 5,1 7,1 9,0 11,0 13,0 6,6 8,5 10,5 12,4 14,4 39,0
4.11.2. Площади заготовок переплетных материалов
или бумаги на 1000 крышек типа 7, м2
Формат листа (см) и доля листа Ширина шпации, мм
15 30 45 60 75
Для изданий из бумаги основных форматов
84Х108/8 70Х108/8 70X100/8 60X90/8 60X84/8 261,4 221,0 205,7 161,7 151,7 268,2 226,7 211,4 166,9 156,7 275,9 233,1 217,2 171,9 162,0 284,0 240,2 223,2 180,0 168,0 293,5 248,2 229,8 184,6 174,0
84X108/16 70Х108/16 70X100/16 70Х90/16 75x90/16 60Х90/16 60X84/16 137,9 116,7 107,8 98,2 103,2 84,9 80,0 142,4 121,2 112,0 102,0 107,6 88,7 83,5 145,4 124,2 116,2 105,8 111,4 92,6 87,1 151,5 130,3 120,4 109,7 115,3 96,4 90,7 156,0 134,8 124,6 113,5 119,1 100,2 94,3
84X108/32 70Х108/32 70X100/32 75X90/32 70Х90/32 60x90/32 72,7 62,1 57,8 55,5 52,4 47,2 72,3 65,2 60,9 58,8 55,4 45,3 80,0 68,3 64,0 62,0 58,5 48,0 83,5 71,3 67,0 65,2 61,6 50,6 87,1 74,4 70,1 68,8 64,7 53,3
84X108/64 70X108/64 70Х108/64 70x90/64 60Х90/64 60X84/64 38,6 32,7 30,5 27,6 24,3 22,9 41,2 35,2 32,7 30,0 26,4 24,0 43,6 46,3 35,0 31,7 28,4 25,8 46,0 46,0 37,2 33,7 30,4 28,7 28,5 48,5 39,5 36,8 32,5 30,6
84X108/128 20,7 22,7 19,5 18,6 16,0 15,2 14,6 23,9 20,6 19,7 18,2
70Х108/128 17,8
70ХЮ0/128 16,9
70X90/128 15,4
60Х90/128 13,7
60Х84/128 13,1 1о,2 15,6
84X108/256 12,0 13,3 11,6 10,9 10,0 9,1 8,8 14,2 13,4 1 1 О
70Х108/256 10,3
70X100/256 9,7
70X90/256 8,9 11,8
60 X 90/256 8,0 10,8
60X84/256 7,6 9,9 9,5
209
Продолжение табл. 4.11.2
Формат листа (см) и доля листа Ширина шпации, мм
15 30 45 60 75
84X108/512 5,8 6,8 7,5
70ХЮ8/512 5,1 6,0 6,6
70X100/512 4,9 5,8 6,3
70Х90/512 4,6 4,9 5,6
60X90/512 4,0 4,7 5,1
60X84/512 3,9 4,5 5,1
84X108/1024 » » »
70X108/1024 2,6 3,3 3,8
70X100/1024 2,5 3,2 3,6
70X90/1024 2,3 3,0 3,4
60Х90/1024 1,5 2,1 2,7
60X84/1024 1,4 2,0 2,4
Для изданий из бумаги дополнительных форматов
60X108/8 61X86/8 192,1 157,8 197,1 162,9 202,1 168,0 207,1 172,0 212,1 179,1
90X100/16 135,9 140,0 144,2 148,4 152,6
84X100/16 127,2 131,4 135,6 140,0 145,1
84Х90/16 117,2 121,0 124,9 129,0 133,6
80X100/16 121,6 125,8 120,0 134,2 138,7
70X84/16 91,8 95,4 98,9 102,5 107,1
70X75/16 82,9 86,2 89,4 92,7 96,8
60X108/16 100,2 105,4 109,2 114,5 118,3
60X100/16 92,9 97,1 101,2 105,5 109,3
60X70/16 67,9 71,0 74,0 77,1 80,2
61X86/16 82,4 86,0 89,7 93,3 97,0
84X100/32 63,4 71,0 74,6 78,2 81,7
84Х90/32 61,4 65,0 68,6 72,2 75,8
80X100/32 64,6 68,0 71,4 74,9 78,3
60X108/32 53,6 56,3 59,0 61,6 64,2
Для изданий альбомного формата (альбомный спуск)
108Х60/8 90X60/8 174,2 167,5 197,6 171,5 202,1 175,4 208,6 179,4 211,8 183,8
108Х84/16 137,9 141,5 145,5 150,0 154,2
90X70/16 99,3 102,4 104,4 108,5 111,6
90X60/16 86,2 88,9 91,5 94,2 96,8
84Х60/16 80,7 83,4 86,0 88,7 91,3
210
Окончание табл. 4.11.2
Формат листа (см) и доля листа Ширина шпации, мм
15 30 45 60 75
108X70/32 61,2 64,4 66,8 69,2 71,6
90X70/32 54,7 56,8 58,9 61,1 63,2
90X60/32 47,3 49,4 51,5 53,7 55,8
100X84/64 36,9 38,9 40,9 42,8 44,8
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60Х90/6 2:3 2'12,1 217,1 222,1 227,1 232,8
70Х100/12 4:3 139,8 145,2 150,6 156,1 161,5
75Х90/12 4:3 135,1 140,5 145,0 150,5 155,0
75X90/12 3:4 135,9 140,0 143,6 148,0 152,6
70X90/12 3:4 128,1 132,0 135,0 140,0 1’43,9
70Х90/13 4:3 127,8 132,8 137,8 142,8 147,7
60x90/12 4:3 110,6 115,5 120,5 125,5 130,5
60X84/12 4:3 102,6 107,2 111,8 116,4 121,0
84X108/18 3:6 121,1 125,7 130,3 1’34,9 139,5
70x408/18 3:6 103,4 107,3 111,2 115,2 119,1
70X199/18 3 : 6 97,0 101,0 1'04,9 108,9 112,8
70X100/18 6:3 98,4 102,0 108,8 113,0 118,3
70Х90/18 6:3 87,8 92,7 97,7 102,6 107,6
75Х90/18 3:6 92,9 97,1 101,3 105,5 109,6
70X90/18 3:6 87,6 91,3 95,5 99,4 103,4
60x90/18 3:6 76,3 79,7 83,1 86,6 90,0
75Х90/18 6:3 93,6 98,6 103,5 108,6 113,5
60X90/18 6:3 77,7 82,7 87,6 92,6 97,6
60Х84/18 6:3 72,5 77,2 81,8 86,5 91,1
60X84/18 3:6 71,9 75,3 78,8 82,2 85,6
84X108/24 3:8 93,9 98,6 103,2 107,9 1.12,5
70X108/24 3:8 79,7 83,6 87,6 91,5 95,5
70X108/24 4:6 80,5 83,6 86,7 89,9 93,0
70X100/24 3:8 74,1 78,1 82,1 86,0 89,9
75x90/24 3:8 71,4 76,2 80,1 84,3 88,4
70Х90/24 3:8 67,6 71,8 75,5 79,4 83,4
60X90/24 3:8 58,8 62,5 65,7 69,2 72,6
60X84/24 3:8 55,2 58,6 62,1 65,5 69,0
4.12. РАСКРОЙ КАРТОНА НА СТОРОНКИ И ЗАГОТОВКИ
ПЕРЕПЛЕТНЫХ КРЫШЕК
Назначением операции является разрезка листа картона на сторонки кры-
шек типов 5, 7, 8 и 9 и на заготовки крышек типа 6. Операция выполняется на
картонорезальных машинах дисковыми ножами (при разрезке отдельных листов)
или на станках с ножничным резом (папшерах), а также на одноножевых бума-
горезальных машинах при резке стоп.
211
4.12.1. Требования к качеству раскроя картона
Сторонки или заготовки для крышек должны иметь прямоугольную форму
заданного размера с ровными и чистыми кромками.
Сторонки со срезанными (спущенными) фасками и срезанными углами дол-
жны соответствовать утвержденному макету.
Сторонки и заготовки не должны иметь повреждений, задиров на поверхно-
сти и загрязнений.
4.12.2. Предельные отклонения размеров сторонок и заготовок
Вид заготовки Показатель * Предельные отклонения, мм
Картонные сторонки крышек типов 5, 7, 8 и 9 Размеры по высоте и ширине ±0,5
Заготовки для крышек из од- Размеры крышек
ной детали типа 6 без кантов +2,0
с кантами ±0,5
* Косина сторонок и заготовок входит в предельные отклонения по высоте и ширине.
4.12.3. Контроль качества сторонок и заготовок
Размеры картонных сторонок и заготовок проверяют металлической линей-
кой с миллиметровыми делениями, а также сравнением с металлическим шабло-
ном, прикладывая его к тщательно столкнутой стопе сторонок. Перекос и разни-
цу в размерах измеряют линейкой.
Качество торцов сторонок, спущенных фасок и срезанных углов проверяют
визуально и сравнением с эталоном.
4.12.4. Условия, обеспечивающие соблюдение
технических требований к качеству разрезки листов картона
на сторонки и заготовки
Точность размеров
Правильная установка ножей: расстояние устанавливать по приспособлению
(рис. 4.2), ножи закреплять навстречу друг другу (рис. 4.3).
Рис. 4.2 Приспособление для установки дисковых
ножей в картонорезальных и бобинорезальных ма-
шинах
212
Рис. 4.3 Установка ножей в картонорезальной машине:
а — правильно; б — неправильно
Отсутствие перекоса и гладкость кромок
Разница в скорости подачи и резания должна находиться в пределах
+0,5—(—6,0) % в зависимости от толщины и плотности картона Расстояние
между дисками в паре должно быть минимальным Некоторое увеличение рас-
стояния возможно при раскрое картона толщиной более 2,5 мм. Влажность кар-
тона 8±2%. При увеличении влажности точность разрезки падает.
4.12.5. Технические характеристики картонорезальных машин
Страна Марка Наибольшая ширина раз- резаемого картона, мм Наиболь- шая тол- щина кар- тона, мм Скорость ра- боты, м/мин Потребля- емая мощ- ность, кВт Габариты, мм Масса, кг
СССР КР-2 1200 До 5 41 1,0 2600X1770X1240 850
КР-3* 1200X900 0,4—3,0 1,1 2600X1770X1260 1000
КН-1М (папшер) 1200 0,4—3,0 — 20,15X1015X1150 290
* Кроме раскроя на машине можно выполнять
надрезке и др.
операции по прокатке, тиснению, биговке,
4.12.6. Организация рабочих мест и приемы работы
Работа на картонорезальной машине. Картонорезальную машину (рис. 4.4)
обслуживают машинист и приемщик. Разрезка картона на сторонки выполняет-
ся в два этапа: сначала листы разрезают на полосы и затем полосы — на сто-
ронки. При наличии на предприятии нескольких картонорезальных машин целе-
сообразно разрезку на полосы и полос на сторонки выполнять на разных ма-
шинах.
Картон толщиной до 1,25 (включительно) следует раскраивать только в до-
левом направлении. В остальных случаях с целью максимальной экономии кар-
тона допускается смешанный раскрой, когда часть сторонок раскраивается в до-
левом, а часть — в поперечном направлении. При этом в начале работы отрезают
полосу с иным расположением сторонок, а затем раскраивают лист на полосы.
Сторонки с поперечным раскроем должны подаваться на изготовление крышек
отдельно с отметкой «поперечный раскрой».
Ширина срезаемых кромок у листа картона — 10 мм с каждой стороны.
Картонные сторонки следует укладывать в фуры или подвесные каретки
транспортера так, чтобы они не повреждались и не загрязнялись. Хранить сто-
ронки следует в помещении с относительной влажностью воздуха и температу-
рой, близкими к условиям основного цеха, чтобы они не увлажнялись и не пере-
сыхали.
213
Рис. 4.4 Организация рабочего места
на картонорезальной машине КР-3:
1 — картонорезальная машина; 1а — прием-
ное устройство; 2 — фура с листами или
полосами картона; 3 — фура с полосами
или картонными сторонками; 4 — ящик для
«отходов; 5 — полосы картона; 6 — рабочий
стол
Рис. 4.5 Приспособление для снятия
фасок у картонных сторонок миниа-
тюрных книг:
1 — основание; 2 — упор; 3 — прижимная
пластина; 4 — рукоятка; 5 — кронштейн;
6 — картонная сторонка; 7 — пружина
Работа на картонорезальном станке (папшере). Станок используется при
отсутствии картонорезальной машины и небольшой загрузке предприятия, в ма-
кетных отделениях и цехах и при выпуске изданий малого формата и миниатюр-
ных. Станок обслуживает один рабочий.
Картон укладывают вручную на стол станка, выравнивают по продольному
и поперечному упорам и зажимают планкой прижима, опускающейся от ножной
педали. Затем вручную опускают нож и разрезают картон. При раскрое сторо-
нок для миниатюрных книг, когда размер сторонок меньше 40 мм, используют
компенсирующие картонные прокладки, позволяющие правильно уложить картон
под прижимной планкой.
Раскрой картонных сторонок для миниатюрных изданий возможен также на
юдноножевых бумагорезальных машинах. Раскроенные сторонки форматом менее
70X90 мм следует укладывать в специальные коробки и хранить в них до изго-
товления крышек.
4.12.7. Дополнительная обработка сторонок
Для изданий повышенного качества, альбомов используют дополнительные
элементы украшения переплетных крышек. У картонных сторонок срезают
край — спускают фаску. Эту операцию выполняют на станке типа ВВП с диско-
выми ножами. Картонные сторонки вручную подают навстречу движению ножа.
Угол наклона сторонки регулируется, и поэтому у нее можно снять фаску раз-
ной ширины. Не рекомендуется снимать фаску шириной более 6 мм, так как это
приводит к ослаблению края сторонки.
При обработке картонных сторонок для изданий малого формата и миниа-
тюрных использовать станок с дисковыми ножами опасно. Поэтому рекоменду-
ется снимать фаски на приспособлении, показанном на рис. 4 5.
При изготовлении крышек с закругленными углами у сторонок срезают уг-
лы на углорубильном станке с ножным или ручным приводом. Операцию выпол-
няют до снятия фасок.
4.12.8. Основы техники безопасности
1 Дисковые ножи следует устанавливать только при выключенном электро-
питании. Очищать ножевые валики можно только щетками на длинной ручке.
214
2 . Если перед дисковыми ножами нет защитного прутка, то при разрезке
листов картона малого формата следует использовать подающую планку. Запре-
щается поправлять перед валиками косо положенный лист, вытаскивать из вали-
ков застрявшие обрезки картона, брать картон непосредственно из-под ножей.
3 . При работе на картонорезальном станке обязательно при резке зажать
лист прижимом. Запрещается класть левую руку на прижим во время разрезки
картона и выпускать рукоятку ножа из рук.
4 При спуске фаски надо следить, чтобы во время подачи картона руки не
попадали в зону работы ножа.
4.13. РАСКРОЙ РУЛОННЫХ МАТЕРИАЛОВ
Операция предназначена для разделения рулона переплетного материала,
марли, бумаги на бобины или заготовки, необходимые для изготовления пере-
плетных крышек, шитья и окантовки блоков и тетрадей с форзацами и выполня-
ется на бобинорезальных машинах и станках (при раскрое на бобины), на кар-
тонорезальном станке (папшере) и одноножевой бумагорезальной машине, а
также на тканерезальных машинах (при раскрое на заготовки).
4.13.1. Требования к качеству раскроя переплетного материала
1. Бобины материала после разрезки должны иметь заданную ширину. Кром-
ки бобин должны быть гладкими, без бахромы, материал должен быть плотно
намотан на металлические втулки лицевой стороной внутрь.
2 Отдельные куски материала в рулоне должны быть прочно склеены меж-
ду собой. Ширина склейки не должна превышать 300 мм у бумаги и 100 мм у
ткани. Чтобы сократить расход материала при заправке в процессе обработки
на рулонных крышкоделательных машинах, в начале и в конце рулона необходи-
мо приклеивать полосу сульфатцеллюлозной бумаги длиной 5—6 м такой же ши-
рины, как и сам рулон.
3. Требования к качеству листовых заготовок для переплетных крышек см.
в п. 2.8 2.
4.13.2. Предельные отклонения при раскрое
переплетного материала на бобины
Вид материала и его назначение Предельные отклонения ширины рулона, мм
Материал наружный для крышек типа 7 Материал для корешков и сторонок составных кры- шек типов 5, 8 и 9 Бумага для отстава Марля или заменяющий ее материал Бумага для оклейки корешков книжных блоков Бумага для окантовки тетрадей с форзацами Материал для окантовки блоков Полимерная пленка ±1,0 ±1,0 ±0,5 +2,0 + 1,0 + 1,0 ±1,0 ±1,0
4.13.3. Контроль качества раскроя переплетных материалов
Ширину бобин и размеры листовых заготовок переплетного материала
проверяют при помощи металлической линейки с миллиметровыми делениями.
Чистоту торцов и плотность намотки проверяют визуально — при нажатии рукой
на рулон — материал не должен заметно проминаться.
215
216
4.13.4. Технические характеристики оборудования
для раскроя рулонного материала
Страна Марка Наиболь- шая шири- на разре- заемого рулона, мм Наимень- шая шири- на полу- чаемой бо- бины, мм Наиболь- шая длина отреза- емой заго- товки, мм Наибольший диаметр раз- резаемого ру- лона, мм Скорость Габариты, мм Потребля- емая мощ- ность,, кВт Масса, кг
СССР БП-1200 1200 8 /—' 900 18—320 мДшн 2000X2650X1300 6,2 2300
БЛП-3 СРМ.-1 (резка марли) 1200 900 8 40 — 900 26—136 м/мин 60 цикл/мин 1350X2330X1490 1420Х 890X1120 4,8 0,6 1500 400
БРУ-940 940 310 — 940 200 м/мин — —• 450
ГДР LQS 1400X640 1400 16 640 600 Масса < <40 кг 25 рез/мин 1920X1220X1300 0,7 —
LQS 1400ХЮ00 1400 16 1000 Го же То же 1920X1670X1300 0,9 —
4.13.5. Условия, обеспечивающие соблюдение технических
требований к качеству раскроя переплетного материала
Точность размеров заготовок и бобин
Рулоны материала, поданные на разрезку, должны быть плотно намотаны
без смещения витков более чем на 15 мм. Ширина полотна в рулоне должна
быть постоянной. Куски материала в рулоне должны быть склеены.
Чистота кромок (на кромке не должно быть бахромы)
Ножи для разрезки должны быть острыми. Материал на ткани и нетканой
основе при разрезке должен опираться на опорные муфты. Допускается резрез-
ка тканевых и нетканых материалов с применением лезвий безопасных бритв.
Прочная склейка кусков в бобине
Использование клеев, склеивающих материалы с лицевой стороны (ПВАД,
сополимерные дисперсии, клеи на основе латексов).
Плотная намотка материала в бобине на втулке
Скорость работы машины должна быть отрегулирована так, чтобы рулоны
при намотке получались плотными, без смещения кромок. Тщательно отрегулиро-
вана затяжка дисков фрикциона.
4.13.6. Организация рабочих мест и приемы работы
на бобинорезальной машине
Машину (рис. 4.6) обслуживает машинист либо машинист и приемщик.
Устанавливать ножи для разрезки материала следует при помощи металличе-
ского шаблона, а при небольших тиражах — металлической линейкой. Рулоны с
массой менее 40 кг устанавливают в машину вручную, а более 40 кг — при по-
мощи тельферов. С машины бобины снимают вручную.
Одновременно с разрезкой материала срезаются кромки с каждой стороны
шириной 15 мм у материалов и бумаги с покрытием и 10 мм — у бумаги без
покрытия.
При разрезке рулонной бумаги на узкие бобины (отстав, окантовка) полу-
чаемые ленты наматывают на общий вал с боковыми разделителями для каж-
дой бобины.
Рис. 4.6 Организация рабочего места на
бобинорезальной машине типа БЛП-3:
/ — бобинорезальная машина; 2— платформа
с разрезанными материалами; 3 — стол с ин-
струментами; 4 — шкаф для смазочных и об-
тирочных материалов; 5 — фура с отходами;
6 — короб для втулок
217
Бобины перед снятием с машины должны быть обернуты по окружности бу-
магой или отходами переплетного материала, концы которых заклеены. Снятые с
машины бобины должны быть уложены в фуры.
Нарезанные бобины марли наматывают на одну штангу без боковых раздели-
телей С одной стороны бобины наносят красочную полоску для отметки верхне-
го обреза блока
На тканераскройных машинах получают листовые заготовки, которые укла-
дывают стопами в фуры для предотвращения их деформации и загрязнения.
В случае отсутствия на предприятии тканераскройных машин материал предвари-
тельно разрезают на куски так, чтобы из них получилось кратное число загото-
вок, и затем из этих листов получают заготовки на одноножевой бумагорезаль-
ной машине. Длину отрезаемой части материала стараются брать не более
800 мм. При раскрое отрезов на заготовки поперек материала срезают кромки
шириной 10—15 мм, что приводит к увеличению отходов материала (3—4%). По-
этому такой способ может быть использован лишь при крайней необходимости.
Для разрезки переплетного материала на куски, подлежащие дальнейшему
раскрою на заготовки, у картонорезальных станков (папшеров) устанавливают
стойки, на которых горизонтально укрепляют штанги с рулонами материала (1 —
3 рулона) С рулонов материал сматывают вручную, пропускают под прижим
станка и удерживают передний край материала у подвижного упора станка. От-
резанные куски материала складывают на платформу или верстак и пропускают
под прижим станка следующую часть материала. Работу по разрезке материала
на куски выполняют двое — один рабочий придерживает кромки материала у
упора и укладывает отрезанные куски на стеллаж, а другой проводит материал
под прижим и отрезает куски от общей ленты.
4.14. ИЗГОТОВЛЕНИЕ ПЕРЕПЛЕТНЫХ КРЫШЕК
ИЗ ОДНОЙ ДЕТАЛИ ТИПА 6 И СОЕДИНЕНИЕ ИХ С БЛОКАМИ
Назначением процесса является изготовление переплетной крышки без склеи-
вания деталей, ее оформление и соединение с блоком. Выполняется он по одной
из двух технологических схем:
изготовление крышек без кантов: печать на листах материала, раскрой мате-
риала на заготовки, тиснение на заготовках, биговка заготовок, вставка необ-
резанных блоков в крышки, прессование и выдержка книг под прессом, обрезка
книг с трех сторон;
изготовление крышек с кантами: печать на листах материала, раскрой мате-
риала на заготовки, тиснение на заготовках, биговка заготовок, вставка обрезан-
ных и кругленых блоков в крышки, прессование и выдержка книг под прессом.
Операции изготовления и отделки крышек выполняются на соответствующем
оборудовании Вставка блоков в крышки обычно выполняется вручную, посколь-
ку на предприятиях мало машин для вставки в крышки малой жесткости.
4.14.1. Требования к качеству книг
в переплетных крышках из одной детали
1. Печать и тиснение на переплетной! крышке должны удовлетворять требо-
ваниям качества соответствующего вида печати с учетом использованного вида
материала. Изображение должно располагаться в установленном месте без сме-
щения и перекоса.
2. Биги должны быть строго по краям корешка или вдоль него без смеще-
ния и перекоса.
3. Форзацы должны быть прочно приклеены по всей внутренней поверхности
крышки, без отставаний и склеивания крайних листов блока. Канты должны
быть установленной величины без перекоса.
4. Формат книги без кантов должен соответствовать ГОСТ 5773—76 (см.
табл. 1.3). Обрезы должны быть чистыми, гладкими, без следов щербин ножа.
218
4.14.2. Предельные отклонения показателей качества книг
в переплетных крышках из одной детали
Показатель Предельные отклонения, мм
Смещение изображения на крышке по высоте и ширине по высоте корешка у многотомных изданий Перекос шрифтового изображения или рамки Смещение бига от установленного по- ложения Перекос бига Отклонение размера кантов при фор- матах книг: ±1,5 ±0,5 1,5 на 100 мм 0,5 0,5
малых средних больших Формат книги или блока после обрез- Кь с трех сторон при печати на листовых машинах при печати на ротационных маши- нах Перекос корешка ±1-,5 передних ±1,0 верхний ±2,0 То же ±1,5 нижний +2,0 » ±2,0 нижний ±1,0 ±2,0 1,0
4.14.3. Контроль качества книг
в переплетных крышках из одной детали
Качество и точность расположения печати на крышке проверяют визуально
и сравнением с эталоном. В случае необходимости отклонения измеряют метал-
лической линейкой.
Формат издания и канты проверяют измерением маталлической линейкой с
миллиметровыми делениями. Перекос корешка выявляют осмотром книги, уло-
женной на горизонтальную поверхность. Измеряют перекос металлической ли-
нейкой или при помощи нриснисоиления в соответствии с п. 3.16.3.
Качество приклейки форзаца проверяют после выдерживания книги в прес-
се, открывая книгу. На склейку листы проверяют «пересыпкой» страниц.
4.14.4. Условия, обеспечивающие получение книг,
отвечающих техническим требованиям к качеству
Хорошая раскрываемость
Материал крышки должен иметь жесткость не более 14—20 усл. ед. При
большей жесткости необходимо обязательно выполнять биговку по краю ко-
решка; при высокой жесткости — биговка вдоль корешка 4—6 бигами. Биговку
следует выполнять нагретыми роликами.
Отсутствие расслаивания
Материал крышки не должен расслаиваться. Наилучшими являются мате-
риалы с покрытиями и без них на нетканых клееных полотнах.
Отсутствие складок и морщин на форзаце
Выполнение вставки блоков в крышки с нанесением клея минимальной тол-
щины, прессование книг после вставки в течение 2—3 ч, применение для тетра-
дей блока бумаги с долевым раскроем вдоль корешка.
219
Отсутствие складок на корешке и его деформации при обрезке с трех сторон
Прессование блоков до вставки их в крышки для выравнивания толщины
корешка с толщиной всего блока. Выклейка приправки на прижиме трехноже-
вой бумагорезальной машины.
4.14.5. Техническая характеристика машин
для соединения переплетных крышек с блоком
Страна Марка Формат обрабатыва- емых книг, мм Скорость, цикл/мин Потребля- емая МОЩ- НОСТЬ, кВт Габариты, мм Масса, кг
наиболь- ший наимень- ший
СССР В-3 203X260 100X125 48 3,9 3750X2225X2460 3000
БВМ 210X270 112,5 X Х150 40—42 4,5 3200X3000X1500 3000
4.14.6. Организация рабочих мест и приемы работы
Машину БВМ для вставки блоков в переплетные крышки типа 6 обслужи-
вают два человека — машинист и приемщик.
Машина выполняет операцию вставки обработанного, но не обрезанного
блока в переплетную крышку типа 6 с нанесением клея на крышку. До нанесе-
ния клея крышка подвергается биговке. Глубина бига составляет 7з толщины
материала крышки, ширина бига — от 1,0 до 1,5 мм при массе 1 м2 материала
160—200 г и 2,0 мм при большей массе материала.
В машине производится нанесение клея на крышку, прижим корешка блока
к крышке, формирование корешковой части книги, приклейка переплетной
крышки к форзацам с обжимом прокаткой, обжим корешковой части книги.
Вставку блока в переплетную крышку типа 6 при жесткости материала не
менее 14—20 усл. ед. можно выполнять на книговставочной машине В-3 с ис-
пользованием пневматического самонаклада. В этой машине клей наносится на
форзацы блока, что обеспечивает более высокое качество вставки. Операции
вставки и прессования выполняются так, как указано в п. 4.19.6.
При использовании для крышек материала толщиной не более 0,25 мм и
массой 1 м2 не более 200 г операцию вставки блоков в крышки выполняют вруч-
ную за два приема. Сначала соединяют крышку с блоком, склеивая по корешку
так, как это делают при крытье блоков обложкой (см. п. 3.14). После подсуш-
ки корешка выполняют склеивание форзаца с крышкой, для чего открывают
крышку о одной стороны, наносят кистью клей на форзац и закрывают крышку;
затем наносят клей на второй форзац, и после соединения крышки с форзацами
книгу помещают под пресс. Этот процесс крайне трудоемок и поэтому исполь-
зуется редко.
4.15. ИЗГОТОВЛЕНИЕ ЦЕЛЬНОКРЫТЫХ ПЕРЕПЛЕТНЫХ
КРЫШЕК ТИПА 7
Операция включает склеивание картонных сторонок и отстава с наружным
кроющим материалом, представляющим одну деталь, для получения переплет-
ной крышки, и выполняется на крышкоделательных машинах. На одних маши-
нах кроющий материал подается с рулона, на других используется листовой ма-
териал. При отсутствии или нецелесообразности использования крышкоделатель-
ных машин и при изготовлении крышек усложненной конструкции (со срезкой у
сторонок углов или фасок, при использовании мягких прокладок) крышки изго-
товляют вручную с ручным или механизированным нанесением на заготовку
клея.
220
4.15.1. Требования к качеству цельнокрытых
переплетных крышек типа 7
1. Развернутые переплетные крышки должны иметь прямоугольную форму.
Верхние и нижние кромки сторонок и отстава должны лежать на одной прямой.
Ширина всех развернутых крышек в тираже должна быть одинаковой и равна
ширине эталонной крышки (или соответствовать указаниям технологической
карты).
2. Ширина шпации всех крышек в тираже должна быть одинаковой и рав-
на ширине шпации эталонной крышки. Отстав должен быть приклеен посереди-
не между картонными сторонками прочно, без перекоса и отставания по краям.
3. Наружный материал должен быть гладко и прочно приклеен по всей по-
верхности крышки, без морщин, пузырей и складок, плотно притянут к кромкам
картона и отстава. Загибка материала на углах крышки должна быть без про-
светов с минимально возможным утолщением. Складки материала на углах не
должны выступать за кромки крышки. На наружной поверхности крышек не
должно быть загрязнений и механических повреждений.
4. Влажность переплетных крышек, поступающих на последующие операции,
в пределах 7—11%. Крышки не должны иметь коробления. На крышках долж-
на быть метка бригады.
4.15.2. Предельные отклонения размеров цельнокрытых крышек
Размер Предельные отклонения, мм
Высота крышки (вдоль корешка крышки) Ширина развернутой крышки Отклонение верхних (нижних) кромок развернутой крышки от прямой линии Ширина шпации Косина шпации Разница ширины расставов на одной крышке Косина расстава ±0,5 ±1,5 1,5 ±1,0 1,0 1,5 1,5
4.15.3. Контроль качества переплетных крышек
1. Контроль линейных размеров крышки выполняется при помощи металли-
ческой линейки с миллиметровыми делениями. Для дополнительной проверки
можно использовать эталонную крышку, прикладывая к ней тиражную. Можно
также использовать шаблон с выступающими бортами в виде угольника, в нем
проверяют правильность размеров крышки и ее прямоугольность (см. рис. 4.13).
2. Ширина шпации переплетной крышки проверяется металлической линей-
кой, а также при помощи специального приспособления (рис. 4.7).
3 Качество приклейки материала, а также чистота и аккуратность крышки
проверяются визуально при приемке крышек с машины и укладке их в стопы
для просушки.
4. Влажность переплетной крышки можно проверить влагомером, имеющим
игольчатые датчики и шкалу отсчета влажности от 7 до 15% (например, пере-
носный электронный влагомер марки ЭВ-2К).
5. Коробление проверяют металлической линейкой, у которой нулевое деле-
ние совмещено с торцом. Крышку кладут на стол лицевой строкой вниз и заме-
ряют расстояние от стола до края крышки в месте ее наибольшего подъема. Ес-
ли подъем превышает 4 мм для большого и среднего форматов и 3 мм для ма-
лого формата, крышки передают для каландрирования.
221
Рис. 4.7 Приспособление для
контроля ширины шпации пере-
плетных крышек типов 5 и 7
4.15.4. Условия, обеспечивающие соблюдение
технических требований к качеству переплетных крышек
Точные размеры крышек и взаимное расположение их деталей
Подача на операции изготовления крышек деталей с точными размерами,
отвечающими требованиям к их качеству. Тщательная наладка оборудования
и выполнение технологических режимов изготовления крышек как на машинах,
так и вручную.
Прочное и ровное приклеивание материала к картонным сторонкам и отставу
Для изготовления крышек должен быть использован переплетный материал,
отвечающий следующим требованиям: для работы на машинах толщина его не
должна превышать 0,35 мм; он не должен пропускать клей на лицевую сторону,
но изнаночная сторона должна хорошо смачиваться клеем; жесткость материа-
ла в сухом состоянии должна быть в пределах от 4 до 30 г*, а при увлажнении
не должна снижаться ниже 6 г; материал не должен отмарывать при увлажне-
нии и сухом трении; не должен быть прозрачным, и при увлажнении покрытие
не должно отставать от основы. Клеи для изготовления переплетных крышек
должны отвечать следующим требованиям: клей должен ложиться на материал
ровным тонким слоем без образования нитей; при вращении клеевых валиков не
должно образовываться пены (начальная пенистость не более 30 мм при опа-
дении в течение 20 с); клей должен хорошо смачивать изнаночную сторону ма-
териала и взаимодействовать с материалом для образования прочной склейки
(усилие разрыва полосок материала не менее 5 Н/см (0,5 кгс/см)); должен до-
статочно быстро склеивать материалы (время схватывания для машин должно
быть не более 7 с, а при ручном изготовлении— не более 25 с); липкость клея
должна сохраняться в течение времени, необходимого для прочного удержания
загибки материала на внутренней стороне (время загона не менее 24—36 с для
рулонных крышкоделательных машин, 5 с для машин типа КДШ, 9 с для
БЦА-6 и 12 с для листовых машин типа ВД-15; увеличить время загона можно
введением в клей до 1 % глицерина); клей не должен изменять цвет переплетно-
го материала (для материалов светлых тонов необходимо использовать только
светлый клей; pH раствора должен быть от 5,5 до 7,0).
* Жесткость или упругость материала определяется усилием, необходимым
для сжатия кольца материала на одну треть первоначального диаметра, разме-
ром 30 мм.
222
Необходимо обеспечить контакт материалов не позднее 12 с после нанесе-
ния клея при давлении около 10 Н/см2 (1 кгс/см2). Толщина слоя клея должна
быть оптимальной (рис. 4.8).
Отсутствие коробления крышек
При изготовлении крышек на машине необходима сушка крышек в стопах
высотой не более 100 мм на стеллажах или в подвесных устройствах. При высо-
кой влажности крышек — сушка их на стеллажах с расстановкой на ребро.
Сохранность крышек во влажном климате
Введение в клей антисептиков и применение для них материала в тропичес-
ком исполнении, т. е. с обработкой ткани антисептиками без покрытия нитроцел-
люлозой.
4.15.5. Технические характеристики оборудования
для изготовления переплетных крышек типа 7
Страна Марка Способ подачи материала Размер раз- вернутой крышки, мм Скорость рабо1ы, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
наиболь- ший наи- меньший
СССР кд-зм Рулонный 270X487 171X235 30—60 5600X1300X1800 7,3 4500
СССР КДЛ-270 То же 270X410 170X228 20—40 3185X1280X1705 4,9 2300
ГДР ВД-15 Листовой 400x560 110X150 10—14 2800X2600X1200 3,8 1785
ФРГ «Колбус» 405x560 110x155 36 4295X3100X1600 12,0 3600
DA-36 DAS Листовой 405x660 110X155 36 4295X3450X1600 12,5 1000
4.15.6. Организация рабочих мест и приемы работы
на крышкоделательных машинах
Работа на крышкоделательных машинах с рулонной подачей материала
(рис. 4.9). На машине КД-3 с рулонной подачей материала можно изготовлять
цельнокрытые крышки типа 7 при толщине картона от 1,00 до 3,00 мм. Машину
обслуживает бригада: машинист, помощник машиниста и приемщик.
В машину устанавливают один рулон материала, ширина которого равна
ширине развернутой крышки с двумя загибками на внутреннюю сторону. При
наладке машины с целью экономии материала к концам полотна рулона следу-
ет приклеивать бумагу. Окончательную проверку правильности наладки маши-
ны проводят на тиражном материале. Бобину материала надевают на шпиндель
и устанавливают в опоры каретки по оси симметрии машины. После этого ка-
ретку закатывают в машину и, закрепив защелкой, протягивают ленту материа-
ла в исполнительные механизмы машины. В процессе наладки следует добивать-
ся, чтобы обеспечивались равномерное нанесение клея на материал, точный вы-
вод сторонок, точное расположение отстава посередине между сторонками, нор-
мальная работа прижимных валиков, хорошее склеивание сторонок и отстава с
материалом, точная работа угловырубных ножей со срезкой уголков на расстоя-
нии 4—5 мм от угла сторонок, полное удаление материала вырубленных угол-
ков, плотная приклейка краев материала к картону и отставу.
Во время загрузки сторонок в магазины самонаклада помощник машиниста
должен проверять их качество и при необходимости выгибать по машинному
направлению волокон, укладывая выпуклой стороной вверх В случае изготовле-
ния крышек с жестким отставом для отстава должен быть установлен дополни-
тельный магазин, а на выводных валиках поставлено обжимное кольцо, по ши-
рине равное ширине отстава.
223
Рис. 4.8 Зависимость прочности
склейки картона с материалом на бу-
мажной основе от количества костно-
го клея 60%-ной концентрации, нане-
сенного на 1 м2 поверхности мате-
риала
Рис. 4.9 Организация рабочего места
на крышкоделательной машине с ру-
лонной подачей материала:
1 — крышкоделательная машина КД-ЗМ;
2 — фуры с картонными сторонками; 3 —
фура с бобинами материала и отстава;
4 — стол для приемки и контроля качества
изготовленных переплетных крышек; 5 —
тлатформа с готовыми переплетными
крышками; 6 — стол для ремонта дефект-
ных крышек; 7 — шкафчик для смазочных
материалов
Рис 4Л,0 Организация рабочего мес-
та на крышкоделательной машине с
листовой подачей материала:
1 — крышкоделательная машина типа СМ-2;
2 — фура с картонными сторонками; 3 —
тележка с бобинами отстава; 4 — тележка
с листовыми заготовками ткани; 5 — на-
стольная углорезка (одна на несколько ма-
шин), 6 — стол для контроля качества и
исправления дефектов переплетных кры-
шек; 7 — фура с готовыми крышками; S —
шкафчик
Для упрочнения корешковой части крышки, изготовляемой из бумаги или
из бумаги с прозрачным полимерным покрытием, в машину устанавливают вто-
рую бобину материала и проводят через второй клеевой аппарат. При этом
упрочняющий материал должен располагаться между основными и картонными
сторонками так, чтобы кромки его заходили на одинаковое расстояние — 15 мм
на картон.
Готовые крышки из машины приемщик вынимает, сталкивает их, просмат-
ривая качество. Крышки с явными дефектами откладывает для исправления, а
хорошие укладывает в стопы по 50 или 30 штук и переносит в подвесное уст-
ройство или фуру для просушки.
Работа на крышкоделательной машине с листовой подачей материала
(рис. 4.10). Машину обслуживает один машинист.
В процессе наладки машины должно обеспечиваться нанесение на материал
клеевого слоя равномерной толщины. Для этого на цилиндр клеевого аппарата
по месту расположения наружного материала приклеивают приправку (декель).
Машинист следит за тем, чтобы сторонки располагались точно на наружном ма-
териале, а отстав — посередине между сторонками, чтобы края наружного мате-
224
5
Рис. 4.11 Форматная доска и шпация 2 Рис. 4.1'2 Схема малогабаритной
для изготовления переплетных крышек клеемазальной машины:
Вручную 1 — клеевая ванна; 2 — клеевой ци-
линдр; 3 — клеенаносящий цилиндр; 4 —
съемник материала; 5 — направляющая
планка; 6 — стол; 7 — подающие ва-
лики
риала плотно прижимались к внутренней стороне крышки, углы плотно натяги-
вались. При использовании жесткого отстава на машине вместо бобины устанав-
ливают дополнительно кассету и толкатель. При изготовлении крышек с исполь-
зованием материалов светлых тонов стол, на котором формируется крышка,
оклеивают тканью или прессшпаном.
Работа полумеханизированным способом и вручную. В этом случае цельно-
крытые крышки изготовляются на форматной доске (рис. 4.11) с использовани-
ем металлической шпации. При больших тиражах крышки среднего и боль-
шого форматов можно изготовлять при помощи универсальной раздвижной
шпации, которая опускается на материал от педали. Клей на заготовки наносит-
ся в клеемазальной машине, и заготовки на сборку подаются ленточным транс-
портером. При изготовлении крышек малого формата и миниатюрных, клей мож-
но наносить кистью вручную или в клеемазальной машине малого формата
(рис. 4.12).
Для изготовления цельнокрытых крышек из материала, имеющего печать на
лицевой стороне, используют стол с подсветкой (лучше всего такие крышки из-
готовлять на крышкоделательных машинах с листовой подачей материала, где
точность совмещения деталей достаточно высокая).
При изготовлении крышек со сторонками, имеющими снятые фаски, наруж-
ный материал следует притирать к этим фаскам косточкой.
У крышек с круглеными углами материал на углах заправляют при помощи
специального приспособления или косточкой с вырезом.
В крышках с мягкими прокладками между картонными сторонками и наруж-
ным материалом помещают пластину поролона или несколько листов бумаги,
причем размер прокладки должен быть на 2 мм меньше сторонки. При наличии
фаски, размер прокладки должен быть равен расстоянию между краями фасок.
Печать и тиснение на материале выполняют до изготовления таких крышек, для
чего на заготовку заранее по шпации наклеивают бумагу толщиной 0,1 мм
(100—120 г/м2) размером более картонных сторонок на 1 мм. Печать и тиснение
выполняют так, как указано в п. 4.18. При крытье крышек с прокладками клей
наносят только по месту загибки шпации и аккуратно приклеивают материал
к сторонкам и отставу, заранее наклеенному между сторонками.
4.16. ИЗГОТОВЛЕНИЕ СОСТАВНЫХ ПЕРЕПЛЕТНЫХ
КРЫШЕК ТИПА 5
Назначение операции — склеивание материала с картонными сторонками и
отставом по корешку, а затем приклеивание заготовок обложки на сторонки
крышки с загибкой на внутреннюю сторону и заходом на корешок. Процесс вы-
полняется за одну операцию на рулонных крышкоделательных машинах или за
две операции на листовых крышкоделательных машинах. Возможно раздельное
225
изготовление составных крышек — на машинах с рулонной подачей материала
(типа КД-3 или 2КДШ) выполняется крытье корешком, т. е. склеивание кореш-
ка с картонными сторонками и отставом, а на другой машине (типа БЦА-6 или
КД Л-270)—крытье сторонок обложкой. Крышки можно изготовлять также по-
лумеханизированным способом или вручную. Печать на корешке, как правило,
выполняется после изготовления и сушки штуковки.
4.16.1. Требования к качеству составных переплетных крышек
Общие требования к качеству крышек приведены в п. 4.15.1. Характерные
требования к крышкам типа 5:
1 . Размер захода материала корешка на сторонки зависит от формата
крышки и способа изготовления (см. табл. 4.1). Материал корешка должен быть
закрыт обложкой на 10—11 мм при механизированном изготовлении крышек и
на 8—9 мм при ручном.
2 Материал обложки должен быть наклеен без перекоса, особенно при на-
личии заранее нанесенной печати.
3 При использовании для изготовления крышек переплетного материала
разного типа с расположением стыка поперек крышки или по ее диагонали воз-
можно совмещать их без захода один на другой, т. е. наклеивать встык без про-
света.
4.16.2. Предельные отклонения размеров составных крышек
Показатель Предельные отклонения, мм
Заход материала корешка на сторонку Косина незапечатанного материала на сторонке Косина расположения заранее напечатанного изобра- жения на материале обложки ±1,0 1,0 1,5 мм на 100 мм длины изображения
4.16.3. Контроль качества переплетных крышек
Качество крышек проверяют так, как указано в п. 4.15.3,, а также дополни-
тельно измеряют металлической линейкой возможные отклонения размеров со-
ставных крышек. Можно- для контроля крышек использовать приспособление,
показанное на рис. 4.13. Крышку укладывают в угольник и проверяют ее раз-
мер и прямоугольность, затем на крышку кладут прозрачную пластину с нане-
Рис. 4 13 Приспособление для
контроля прямоугольности,
размеров переплетных крышек
и правильности расположения
на них печати и тиснения
226
сенным контуром изображения на крышке. По совпадению отпечатанного изо-
бражения на крышке с контурами на прозрачной пластине определяют правиль-
ность приклейки обложки на сторонку.
4.16.4. Условия, обеспечивающие соблюдение
технических требований к качеству переплетных крышек
Общие условия получения крышек нужного качества приведены в п. 4.15.4.
Совмещение деталей крышки
Точная заправка лент рулонного материала в машину и наблюдение за их
правильным совмещением. При работе на листовой машине — точная наладка
механизмов подачи материала на стол машины. Подача на крытье обложкой за-
готовок (штуковок) без коробления. При ручном изготовлении: соединение кар-
тонных сторонок по шаблону, крытье сторонок обложкой с точным совмещением
по нанесенным на корешок меткам.
Прочное склеивание деталей
Клей должен прочно удерживать обложку на лицевой стороне материала
корешка. При наличии на материале нитроцеллюлозного покрытия в клей следу-
ет вводить сополимерные дисперсии.
Отсутствие коробления
При крытье сторонок обложкой, особенно для механизированной вставки
блоков в крышки, использовать клеи с малым содержанием влаги — костные
и ПВАД. Исключить применение крахмальных клейстеров и клеев на основе
КМЦ.
4.16.5. Технические характеристики оборудования
для изготовления составных переплетных крышек типа 5
Страна Марка Способ подачи мате- риала Размеры крышек, мм Скорость работы, цикл/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
наиболь- ший наи- меньший
СССР КД-ЗМ Рулонный 270X487 171X235 60 5600X1300X1800 7,3 4500
кдш То же 262X475 167X225 20—50 1800X1015X1620 22,6 1200
2КДШ » 320X550 146X230 35—55 1600X1170X1650 1,8 1176
БЦА-6 Листовой 262X475 167X235 30 3000X1100X1200 4,2 1200
ГДР СМ-2 То же 400X560 110Х15С 10—14 2800X2600X1200 3,8 1785
ФРГ «Кол бус» » 405x560 110X155 36 4250X3100X1600 12,0 3600
4.16.6. Организация рабочих мест и приемы работы
при изготовлении переплетных крышек типа 5
Работа на машине типа КД-ЗМ. Организация рабочего места показана на
рис. 4.9. На машине КД-3 можно изготовлять переплетные крышки типа 5 за
один цикл работы машины. Для этого в машину заправляют три рулона мате-
риала — один для крытья корешка и два для крытья сторонок. Машина обору-
227
4 Г~2
Рис. 4 14 Организация рабочего мес-
та на машине для изготовления шту-
ковок переплетных крышек:
/ — машина типа КДШ; 1а — приемное уст-
ройство; 2 — стол для контроля и счета
крышек; 3 — тележка с картонными сто-
ронками; 4 — фура с готовыми штуков-
ками
Рис. 4.15 Организация рабочего мес-
та на крышкоделательной машине для
крытья крышек обложкой:
1 — машина типа БЦА-6; 1а — приемное
устройство; 2 — стол-тумбочка для сталки-
вания штуковок и хранения инструментов;
3 — платформа с переплетными крышка-
ми; 4 — платформа со штуковками
дована двумя клеевыми аппаратами — один для нанесения клея на материал ко-
решка и другой для нанесения клея на две полосы обложки. Полиграфическое
оформление готовых крышек типа 5 практически не отличается от оформления
цельнокрытых крышек. Необходимо лишь внимательно следить за совмещением
полос материала с картонными сторонками.
При использовании материала с заранее напечатанным изображением необ-
ходимо в машине установить специальные приводочные устройства. Изображе-
ние на обложках должно быть напечатано так, чтобы высота его равнялась вы-
соте заготовки переплетной крышки. Такую печать можно выполнить на маши-
нах глубокой печати, с использованием печатных цилиндров различного диамет-
ра. Печать офсетным способом выполняется на машине «Ультрасет 72» с
намоткой отпечатанного материала в рулон. При этом возможна печать обло-
жек только для изданий форматом 75X90/16, 70X90/16 и 60X90/16 (учебники
для общеобразовательной школы). Длина окружности печатного цилиндра этой
офсетной машины 1020 мм, что позволяет получать сразу 4 обложки. Рулон от-
печатанной обложки может быть покрыт прозрачной пленкой на машине с ру-
лонной подачей (см. п. 5.6.5).
Работа на машине типа КДШ (рис. 4.14). Машину обслуживают два чело-
века: машинист и приемщик. При наладке автомата следует обращать внимание
на натяжение материала для корешка, точность совмещения картонных сторо-
нок с материалом и на расположение отстава. При использовании разнотолщин-
ного или тонкого картона на автомате устанавливают самонаклад с пневма-
тическим выводом сторонок. При последующем крытье штуковок обложками
вручную на корешках следует нанести метку для точного совмещения деталей.
Штуковки после проверки складывают в стопы по 50 штук для просушки.
Работа на машине типа БЦА-6. Машину (рис. 4.15) обслуживают два чело-
века машинист и приемщик.
На ней выполняется операция крытья изготовленных штуковок обложками.
При наладке машины следует обращать внимание на качество промазки клеем
наружного материала (обложек), на точность наклейки его на сторонкц, на ка-
чество загибки материала на внутреннюю сторону и на качество заделки углов.
В процессе работы проверяют качество крышек и затем складывают их стопами
по 50 штук для просушки.
Работа полумеханизированным способом и вручную. Изготовление переплет-
ных крышек типа 5 состоит из основных операций: склеивания сторонок с от-
ставом и корешком и сушки заготовок (штуковок); печатания или тиснения на
22*
Рис. 4Л6 Редко используе-
мые составные переплетные
крышки
корешке; оклейки сторонок обложками. Работу
выполняют бригадой, численность которой зависит
от объема производства и метода нанесения клея.
При соединении сторонок с корешком исполь-
зуют форматный угольник (см. рис. 4.11). Сторон-
ки оклеивают обложками раздельно — сначала од-
ну, затем другую. Обложку с нанесенным клеем
накладывают на сторонку крышки по меткам у ко-
решка и откладывают крышки попарно лицевыми
сторонами одна к другой. Набрав некоторый «за-
гон», выполняют загибку краев — сначала сверху
и снизу, а затем по передней кромке, следя за ак-
куратной заправкой уголков.
Крытье составной крышки может быть таким,
что корешок и задняя сторонка оклеены одним материалом, а верхняя — другим.
Можно материал расположить так, что он будет соединен по горизонтали или по
диагонали (рис. 4.16). Размеры заготовки в сумме должны равняться размерам
заготовок цельнокрытой крышки. При соединении материалов внахлест следует
размер одной из заготовок увеличить.
4.17. ИЗГОТОВЛЕНИЕ ПЕРЕПЛЕТНЫХ КРЫШЕК ТИПОВ 8 И 9
Крышки с накладными сторонками типов 8 и 9 отличаются одна от другой
видом корешка. В крышках типа 8 корешок имеет отстав и его высота равна
высоте сторонки, а у крышек типа 9 корешком является окантованный корешок
блока. В настоящее время на машинах можно выполнять лишь крытье сторонок
материалом или бумагой с загибкой с четырех сторон. Остальные операции из-
готовления и соединения крышек с блоком выполняются вручную.
4.17.1. Требования к качеству переплетных крышек типов 8 и 9
1. Материал на сторонках должен быть приклеен прочно, без отставаний,
аккуратно загнут на внутреннюю сторону, углы ровно заправлены. Заранее на-
несенное изображение на сторонке не должно быть перекошено.
2. Корешок крышки типа 8 должен быть аккуратно склеен и прочно при-
клеен к форзацам блока. Отстав должен иметь форму, соответствующую кореш-
ку блока.
3. Корешок переплетной крышки типа 9 должен быть прямым, материал проч-
но без отставаний приклеен к корешку и форзацам блока и не иметь махри-
стости.
4. Сторонки должны быть прочно приклеены на форзацы и клапаны кореш-
ка на обложке без отставания и морщин.
5. У крышек со спущенными фасками материал должен быть притерт к
фаскам — круглые углы тщательно заправлены.
4.17.2. Предельные отклонения размеров крышек типов 8 и 9
Показатель Предельные отклонения, мм
Высота и ширина картонных сторонок, оклеенных ма- териалом Косина изображения на обложке ±0,5 1,5 мм на 100 мм изображения
229
Окончание табл. 4.17.2
Показатель
Предельные
отклонения, мм
Смещение изображения вверх или в сторону
Высота отстава, оклеенного корешком, крышек типа 8
Отступ края сторонки от края корешка блока
Размер кантов у крышек типа 8:
передних
нижних и верхних
Размер кантов у крышек типа 9:
передних
нижних и верхних
1,0
±0,5
1,0
2,0
2,0
2,0
0,5
4.17.3. Контроль качества
Размеры деталей и их совмещение проверяют металлической линейкой. Ка-
чество склейки деталей проверяют визуально: при открывании крышки сторонка
не должна отставать от материала корешка.
4.17.4. Условия, обеспечивающие соблюдение
технических требований к качеству крышек
Общие условия получения крышек нужного качества приведены в п. 4.15.4.
Прочное склеивание сторонки с материалом корешка
Для прочного склеивания сторонок с материалом корешка необходимо пра-
вильно подобрать материалы, чтобы их покрытия хорошо приклеивались одно к
другому, а также правильно подобрать клеи. Материалы могут быть с крах-
мально-каолиновым покрытием или с открытой ткацкой фактурой. При исполь-
зовании материалов с покрытиями из нитроцеллюлозы или ПВХ необходимо
подбирать соответствующие клеи, например сополимерные дисперсии, или перед
нанесением клея протирать поверхность спиртом.
4.17.5. Оборудование для изготовления
переплетных крышек типов 8 и 9
В зависимости от форматов изданий для крытья сторонок материалом с за-
гибкой с четырех сторон можно использовать следующее оборудование:
Машину КД-3 для форматов от 84X108/8 до 60 X 90/8
» БЦА-6 » » » 70X100/16 » 70X100/8
» СМ-2 » » » 70X100/32 » 84X108/8
Окантовку корешка переплетным материалом для крышек типа 9 можно вы-
полнять на машинах типа 651, 662 и 663.
4.17.6. Организация рабочих мест и приемы работы
Для изготовления книг в переплетных крышках типов 8 и 9 может быть ор-
ганизована бригада, либо все операции может выполнять один рабочий в зави-
230
симости от тиража, формата издания и
складываются из следующих операций:
Книги в переплетных крышках
типа 8
Раскрой картона на сторонки
Раскрой картона или бумаги для
отстава
Раскрой материала для оклейки сто-
ронок и корешка
Крытье сторонок материалом или
бумажной обложкой с загибкой
с четырех сторон
Печать и тиснение на сторонках
Склейка отстава с материалом для
корешка
Печать и тиснение на корешке
Выгибка шпации (если нужно)
Наклейка корешка на форзацы бло-
ка, заранее скрепленного и пол-
ностью обработанного
Наклейка сторонок на блок, прес-
сование и выдержка книг под
давлением
организации работы в цехе. Процессы
Книги в переплетных крышках
типа 9
Раскрой картона на сторонки
Раскрой материала для оклейки сто-
ронок
Крытье сторонок материалом или
бумагой с загибкой с четырех
сторон
Печать и тиснение на сторонках
Окантовка блока материалом под
цвет крышки
Обрезка блока с трех сторон
Наклейка сторонок на блок и прес-
сование и выдержка книг под дав-
лением
В случае использования сторонок с мягкими прокладками, спущенными фас-
ками и круглеными углами все операции выполняются в процессе изготовления
сторонок. Крышки типа 8 можно сделать с имитацией отогнутых краев. В этом
случае для отстава крышки берется более плотный материал, по сравнению с
нормированным для цельнокрытых крышек, а ширина его на 2—4 мм больше
длины дуги обработанного блока. После выгибки шпации и наклейки корешка
на блок будет создан эффект значительных по величине отогнутых краев.
4.18. ПЕЧАТЬ И ТИСНЕНИЕ НА ПЕРЕПЛЕТНЫХ КРЫШКАХ
Назначение операции-—нанесение на переплетную крышку текста или рисун-
ка в соответствии с замыслом художника. Выполняется тиснение и печать крас-
кой на готовой переплетной крышке, на штуковке или на сторонке для крышек
типов 8 и 9, а также на заготовках цельнокрытых крышек с мягкими проклад-
ками. Эти операции выполняются на позолотных прессах или тяжелых тигельных
печатных машинах с различной степенью механизации. Предварительная печать
на материале или бумаге в настоящем справочнике не рассматривается.
4.18.1. Виды отделки готовых переплетных крышек
Материал крышек Печать краской Блинтовое тиснение Конгревное тиснение Тиснение фольгой Трафаретная печать Приклейка иллюстрации Аппликация
Бумага Бумага с прозрач- ной пленкой (лакиро- вание или припрессов- д HP д д д HP HP
ка) Материал на ткани «Модерн» и с покры- тием нитроцеллюлоз- д > HP д р HP HP
ным лаком р HP р р р р д
231
Окончание табл. 4.18.1
Материал крышек Печать крас- кой Блинтовое тиснение Конгревное тиснение Тиснение фольгой Трафаретная печать Приклейка иллюстрации Аппликация
Материал типа «Неткор» Р HP HP Р Р д HP
Материал на ткани с нитроцеллюлозным покрытием HP р р Р Р р р
Материал на ткани и бумаге с нитрополи- амидным покрытием р р р Р Р HP HP
Материал на бумаге и нетканой основе с ПВХ покрытием HP д HP Р д HP HP
Обозначения:
Р — рекомендуется, Д — допускается, HP — не рекомендуется
4.18.2. Требования к качеству печати и тиснения
на переплетных крышках
1. Изображения текста, рисунков или других элементов на крышке должны
быть расположены в соответствии с утвержденным макетом, без смещения и
перекоса.
2. При печати краской или тиснении фольгой красочный слой должен пол-
ностью (без пробелов) укрывать поверхность переплетного материала на от-
тиске.
3. Очко оттиска должно быть четким, чистым, резко очерченным, линии не
должны сдваиваться, а краска расплываться.
4. Глубина тиснения должна быть во всех точках рисунка и во всем тираже
одинаковой.
Глубина тиснения, мм, блинтового:
на сторонке переплетной крышки 0,2—0,3
на корешке переплетной крышки 0,12
Глубина тиснения, мм, фольгой:
на сторонке переплетной крышки 0,05—0,15
на корешке переплетной крышки 0,05—0,10
Печать краской
на сторонке переплетной крышки 0,04—0,15
на корешке переплетной крышки 0,03—0,08
5. На пробельных участках не должно быть следов краски или фольги. По-
верхность крышки должна быть чистой и неповрежденной.
6. Цвет и тон материала не должны изменяться от тиснения нагретым
штампом.
7. На оборотной стороне картонной сторонки не должно быть следов (кро-
ме рельефного тиснения). При конгревном тиснении материал не должен иметь
трещин — изображение должно быть четким во всех деталях
232
4.18.3. Предельные отклонения при печати и тиснении
на переплетных крышках
Показатель Предельные отклонения, мм
Смещение оттиска от заданного положения Перекос оттиска на 100 мм длины строки Несовпадение красок при печати в несколько прогонов или смещение оттиска в многотомном издании Выступы красочного слоя за границы рисунка, мм 2,0 1,5 1,0 0,15
4.18.4. Контроль качества печати и тиснения
Расположение оттиска на переплетной крышке контролируют, сравнивая с
макетом, при помощи металлической линейки с миллиметровыми делениями.
Четкость оттиска проверяют при помощи лупы с 10-кратным увеличением,
имеющей измерительную шкалу с ценой деления 0,1 мм, например лупа
ЛИ-3-10 х ГОСТ 8309—75.
Глубину тиснения проверяют индикатором часового типа по ГОСТ 577—68
или глубиномером индикаторным по ГОСТ 7661—67.
Прочность закрепления фольги на материале проверяют на приборе ИМР
(рис. 4.17). Для этого материал с оттиском, наклеенный на картон, закрепляют
на ползуне прибора, опускают пуансон массой 500 г с абразивом для истирания
фольги и включают прибор. По числу движений ползуна до истирания фольги
на оттиске судят о прочности ее закрепления, а по появлению краски на чистом
(без тиснения) участке — о прочности к отмарыванию.
Рис. 4.17 Схема прибора для определения прочности закрепления фоль-
ги на материале и отмарывания краски на оттиске:
1 — испытуемый материал с оттиском; 2 — абразив на пуансоне; 3 —• счетчик
4.18.5. Условия, обеспечивающие соблюдение
технических требований к качеству тиснения и печати
на переплетных крышках
Глубина тиснения
Глубина тиснения (вост) зависит от величины давления (Р), температуры
штампа (коэффициент п) и плотности картона крышки (коэффициент А)
(рис. 4.18).
8—1293 233
Рис. 4.18 Изменение остаточной дефор-
мации картона от приложенного давле-
ния:
1 — картон плотностью до 0,65 г/см3; 2, 3 —
картон плотностью до 0,78 г/см3; 4, 5 — картон
плотностью выше 0,78 г/см3
При плотности картона до 0,75 г/см3
Р = А(1—епР).
При плотности картона более 0,75 г/см3
Р=Л[1-(1+лР) епР].
Температура штампа выбирается из соображений сохранности поверхности
переплетного материала и получения достаточного блеска, а также прочности
закрепления фольги. Необходимую величину давления можно уменьшить и ста-
билизировать, используя декели-прокладки: для сторонок—из картона плот-
ностью Q,65—0,70 г/см3 толщиной 1,5 мм; для корешка—из листового цинка,
заклеенного сверху картоном, или из офсетной резины.
Режимы блинтового тиснения
Место расположе- ния оттиска Наружный материал крышки Глубина тиснения, мм Температу- ра штампа, °C
На сторонке Бумага Материал с нитроцеллюлозным 0,30 100—120
и нитрополиамидным покрытием 0,20 100—110
На корешке Материал с ПВХ покрытием Материал с нитроцеллюлозным 0,20 90—100
и нитрополиамидным покрытием 0,12 100—120
Материал с ПВХ покрытием 0,12 90—100
Четкость блинтового оттиска
Зрительное восприятие блинтового оттиска зависит от качества штампа и
соотношения ширины штрихов рисунка и фактуры материала. Материал по мес-
ту блинтового оттиска должен быть сглажен и иметь блеск. Для этого надо
правильно выбрать режимы тиснения. Не рекомендуется выполнять блинтовое
тиснение на материалах, имеющих печатный рисунок или грубую фактуру.
Четкость оттиска фольгой
Зависит от сложности рисунка и конфигурации штампа, его температуры и
приложенного давления и свойств фольги. Повышение давления и температуры
приводит к снижению четкости тиснения фольгой. Поэтому необходимо внима-
тельно следить за соблюдением режима тиснения.
234
Укрывистость оттиска фольгой
Зависит от легкости сглаживания поверхности переплетного материала и
свойств фольги. Материал после тиснения должен иметь рельеф с углублениями
не более 0,02 мм. Это обеспечивается оптимальными температурой и давлением.
Прочность закрепления фольги на оттиске
Зависит от давления и с увеличением его возрастает. При температуре
штампа выше 90°С происходит хорошее отделение красочного слоя от подложки
и закрепление его на материале. Дальнейшее повышение температуры приводит
к снижению четкости изображения на оттиске и далее к браку. Необходимо
подбирать оптимальную температуру штампа в зависимости от свойств фольги.
Режимы тиснения фольгой
Положение оттиска Вид фольги Глубина тиснения, мм Температура, °C
На сторонке На корешке На сторонке Металлическая То же Цветная 0,08—0,15 0,05—0,10 0,05—0,12 120—135 120—1'30 100—120
Четкость оттиска краской
Подобрать оптимальное количество краски и давление.
Укрывистость оттиска краской
Зависит от давления на материал крышки; с увеличением давления факту-
ра материала больше сглаживается. Этому способствует использование декелей-
прокладок.
В зависимости от наружного материала крышки рекомендуется следующая
глубина оттисков при печати краской.
Наружный материал крышки Глубина оттиска, мм
на сторонке на корешке
Материал с крахмально каолиновым покрытием и бумага Материал с нитрополиамидным покры- тием 0,10—0,15 0,04—0,08 0,06—0,08 0,03—0,08
4.18.6. Технологические требования к оригиналам
для воспроизведения изображения на переплетных крышках
фольгой
Вид наружного материала Фольга Оригинал
t=( S и толщина слоя, мм 10-3 расстояние между штрихами, мм <я а СЗ ч С шрифт
наимень- ший кегль J гарнитура
Гладкокраше- ный с покрытием, глубина неровно- стей до 0,04 мм Цветная 13—16 0,4 HP 14 Рубленая п/ж Литератур- ная св.
8*
235
Окончание табл. 4.18.6
Вид наружного материала Фольга Оригинал
вид толщина слоя, мм 10“3 расстояние между штри- хами, мм плашка 1 наимень- ший кегль 1 шрифт гарнитура
Металли- зированная 8—10 0,5 HP 14 Обыкновен- ная п/ж Литератур- ная п/ж
То же Цветная 14—22 1,0 р 20 Рубленая
» Металли- зированная 10—12 1,0 р 20 То же
То же, глубина Цветная 15—22 0,5 р 16 »
неровностей свы- ше 0,04 мм Металли- зированная 10—12 1,0 р 20 »
Гладкокраше- ный без покрытия, глубина неровно- стей до 0,04 мм Цветная 15—22 0,4 HP* 14 Рубленая Литератур- ная Обыкновен- ная
Металли- зированная 10—12 0,5 HP* 14 То же
То же при глу- Цветная 15—22 0,5 HP* 20 Рубленая
бине неровностей свыше 0,04 мм Металли- зированная 10—12 1,0 HP* 20 То же
Ледерин с печат- ным рисунком Цветная 15—22 Не ме- нее чем в 2,5 раза больше толщи- ны штриха рисунка на ма- териале p В зависимости от рисунка на материале
* Возможно тиснение при наличии на лицевой стороне материала лаковой отделки.
Печать и тиснение текста на корешке переплетных крышек типов 5 и 7 вы-
полняется при толщине блока 9 мм и более. Высота шрифтовых печатных эле-
ментов (расположенных вдоль корешка) на корешке должна быть меньше толщи-
ны корешка блока на 4 мм.
Блинтовое тиснение рекомендуется для крышек со сторонками из картона
толщиной не менее 1,25 мм. Тиснение блинтовых плашек рекомендуется выпол-
нять на материалах с покрытиями и не рекомендуется для грубофактурных и
материалов, имеющих текстурную печать. Для этих материалов блинтовые
плашки используются только для наклейки иллюстраций или для дальнейшего
тиснения фольгой.
Конгревное тиснение рекомендуется для крышек со сторонками из картона
толщиной не менее 1,5 мм при высоте элементов изображения не более 2,5 мм.
Не рекомендуется производить за один прогон блинтовое тиснение и тисне-
ние фольгой, за исключением использования для этих целей ротационного
многосекционного позолотного пресса типа БЗТ, на котором можно выполнять
тиснение разного типа формами, укрепленными в разных секциях машины. Тис-
нение на составных крышках, покрытых различными по свойствам материалами,
проводят разными штампами за два прогона.
236
4.18.7. Технические характеристики позолотных прессов
Страна Марка Тип Наиболь- ший фор- мат развер- нутой крыш- ки, мм Наи- большее давле- ние, т Скорость работы, цикл/мин Температу- ра верхней плиты, °C Габариты, мм Потребляе- мая мощ- ность, кВт Масса, кг
СССР БЗ-35 Тигельный 300x520 35 24 70—170 1,7
БЗП-2 То же 270X480 60 24 » 1465X1720X1600 5,2 1950
БЗА-2 » 228 X 360 60 45 70—170 1760X1990X1460 4,3 2200
БЗП-З » 300X520 175 24 180—170 1610X1840X1700 5,2 4000
БЗ-175 » 300X520 175 30
ТП-350 » 350X550 40 до 48 80^110 4500Х2500Х 1900 10 3200
ТП-350-1 То же » а ка, >ольга, блинт, легкий конгр крас- ен 3500X2500X1900 »
ТП-350-2 » » 2000X1560X1900 »
БПП-75 » 270X390 25 1400X1800X1600 4,1
Ю БЗТ-1-3 Ротацион- ный 230X372 Краска и блинт фольга 70—100 50—60 6110X1420X1900 23
При оформлении крышек и обложек с использованием фольги нескольких
видов сначала следует выполнять тиснение цветной фольгой, а затем металли-
зированной. Не допускается тиснение цветной фольгой по бронзовой.
Печатать краской на материалах переплетных крышек можно шрифтами
всех гарнитур кеглем не менее 8 п. Расстояние между знаками должно быть не
менее 0,3 мм.
4.18.8. Организация рабочих мест и приемы работы
На тигельных позолотных прессах (рис. 4.19). Позолотные прессы полуав-
томатические и автоматические обслуживает один рабочий. Штампы для рабо-
ты на позолотных прессах должны отвечать следующим требованиям.
Штампы бывают латунные (латунь марки ЛС-59-1) или стальные (сталь
У8А или У9А). Рост штампов 4—8 мм. Они должны быть цельными — применение
составных штампов не допускается — с глубиной пробельных элементов 1^,5—
2,0 мм.
Грани печатающих элементов должны быть вертикальными, допускается от-
клонение от вертикали до 15° в наружную по отношению к печатающему эле-
менту сторону; кромки печатающих элементов при тиснении не должны проре-
зать фольгу и наружный материал крышки (за исключением специальных штам-
пов для аппликаций); радиус закругления кромок печатающих элементов не ме-
нее 0,05—0,10 мм.
Рабочая поверхность штампов должна быть полированной.
Штамп приклеивается на верхнюю плиту пресса. Для этого на оборотную
сторону штампа по всей его поверхности наносят слой клея (марки 88 НП по
ТУ 105286—71 или фенолополивинилацеталевый клей марки БФ-2 по ГОСТ
Рис. 4 19 Организация рабочего мес-
та на позолотном прессе тигельного
типа:
1 — полуавтоматический позолотный пресс
типа БЗП-2; 2 — шкафчик для инструмен-
тов, смазочных и обтирочных материалов;
3 — шкаф для хранения материалов и
штампов; 4 — платформа с переплетными
крышками для тиснения; 5 — платформа с
переплетными корешками после тиснения
12172—74), накладывают на него слой
полиграфической марли и немного под-
сушивают. Затем марлю покрывают кле-
ем и, уложив штамп лицевой стороной
вниз на нижнюю плиту пресса, осторож-
но включают пресс. В результате штамп
прочно приклеивается к верхней плите.
Если для крепления штампа исполь-
зуется клеевая пленка М.ПФ-1 (МРТУ
6-17-303^—69), ее накладывают на обо-
ротную сторону штампа, лежащего на
нижней плите, затем нагревают верхнюю
плиту пресса до 150—170° С, подняв
нижнюю плиту, создают давление и вы-
держивают штамп под давлением в те-
чение 1 мин, в результате штамп при-
клеивается.
На нижней плите пресса укрепляют
декель-приправку, выклеенную бумагой
различной толщины и плотности и свер-
ху заклеенную коленкором. В случае од-
новременного тиснения на сторонке и ко-
решке приправка должна обеспечивать
одинаковые условия тиснения на всех
элементах крышки. Поэтому приправка
под корешком должна быть большей
толщины, чем под сторонками.
Конгревное тиснение выполняется с
применением матрицы. Чтобы изгото-
вить матрицу, верхнюю плиту пресса на-
гревают до 170°С и приводят ее в со-
238
прикосновение с конгревным штампом, лежащим на нижней плите. В результате
контакта с горячей плитой сверху штамп нагревается. Затем его накрывают
куском коленкора и насыпают гранулы полиамидной смолы так, что они запол-
няют все углубления штампа. Смолу закрывают коленкором и штамп сновав
приводят в контакт с горячей верхней плитой. Смола разогревается, образуя
точную копию штампа. После охлаждения матрицу вынимают и крепят на ниж-
ней плите строго против штампа, укрепленного на верхней. Для изготовления
матриц пригодна спирторастворимая полиамидная смола марки ПА-6/66-3 ила
ПА-6/66/610-1 по ОСТ 6-05-438—78.
Температуру штампа для работы устанавливают по шкале терморегулятора
пресса в соответствии с рекомендациями п. 4.18.5. Дополнительно температуру
контролируют термопарой или термометром.
Давление регулируют клином нижней плиты в соответствии с рекоменда-
циями п. 4.18.5 по остаточной деформации.
При работе на прессе печатник, в зависимости от степени автоматизации
машины, укладывает по одной развернутой крышке на выдвижную нижнюю
плиту пресса или укладывает стопы крышек в самонаклад. После тиснения
крышки складывают стопами и отправляют на следующую операцию.
Работа на ротационном прессе. Ротационный позолотный пресс обслужива-
ет бригада, печатник-тиснильщик, накладчик и приемщик.
Штампы для ротационного пресса должны иметь толщину 7,2 мм с предель-
ным отклонением 0,1 мм; радиус внутренней поверхности—134,6 мм; по краям
штампа должны быть фаски шириной 3 мм под углом 45°.
На формном цилиндре устанавливают один или два комплекта штампов —-
для обработки одной или двух крышек.
В процессе подготовки пресса к тиснению фольгой сначала укрепляют
штампы, затем декели для корешка, регулируют самонаклад, включают меха-
низм возврата ленты фольги и другие механизмы и регулируют режим тиснения.
Температура штампа должна быть на 30—40? С выше, чем указано в п. 4.18.5.
Давление регулируют по остаточной деформации в соответствии с рекоменда-
циями п. 4.18.5.
Если выполняется печать на переплетных крышках краской, то производится
подготовка красочного аппарата. В процессе работы на прессе, крышки уклады-
вают в самонаклад, готовые крышки после просмотра складывают в стопы.
Работа на тигельной печатной машине. На тигельной машине выполняют пе-
чать краской, обслуживает ее один печатник. Штамп крепится на подставке (чу-
гунной, силуминовой, гартовой и т. п.). Суммарная высота штампа и проклад-
ки—-25,1+0,1 мм. Режимы печати приведены на с. 236.
4.18.9. Редкие виды отделки крышек
Конгревнре тиснение с покрытием изображения фольгой. В этом случае
предварительно выполняют блинтовое тиснение по месту последующего конг-
ревного тиснения. Затем под штамп помещают фольгу и выполняют конгревное
тиснение. Если укрывистость изображения низкая, тиснение с фольгой по-
вторяют.
Приклеивание к поверхности крышки отпечатанной иллюстрации. Для этого
по месту приклейки выполняют блинтовое тиснение плашкой. Вокруг плашки
может быть рамка из линеек или орнамента. Затем на блинтовую плашку на*
клеивают заранее отпечатанную иллюстрацию.
Отделка крышек аппликацией заключается в приклеивании по месту рисун-
ка на материал крышки другого по цвету материала. Чаще всего это делают при
крытье крышек ледерином. В этом случае ледерин иного цвета, чем основной
материал, приклеивают блинтовым или конгревным штампом. Края штампа для
аппликации должны быть режущие, чтобы при тиснении отрезался только верх-
ний отделывающий материал.
В этом случае блинтовой или конгревный штамп крепят на прессе обычным
порядком. Материал для отделки (например ледерин) выкраивают так, чтобы
его размер был больше размера рисунка на 5 мм со всех сторон. На изнаночную
сторону материала наносят клей (например ПВАД) и дают ему просохнуть. За-
тем кусок отделочного материала кладут на крышку по месту тиснения клеем
239
вниз и осуществляют тиснение при температуре НО—120°С. При такой темпера-
туре клей расплавляется, и материал приклеивается к крышке по месту тисне-
ния, а режущие края штампа отрезают излишек материала, который затем уда-
ляют вручную после охлаждения крышки.
^Получение на крышке тонового изображения. Это изображение печатают на
материале или бумаге на листовых печатных машинах, а затем изготовляют
крышки на листовых машинах или вручную на столах с подсветкой. Предвари-
тельную печать для книг форматами 75X90/16, 70X90/16 и 60X90/16 можно
выполнять на рулонной ротационной машине «Ультрасет-72». При этом
отпечатанные обложки сматываются в рулон, который после печати или
припрессовки к нему прозрачной пленки помещается в крышкоделательную ма-
шину типа КД-3 с рулонной подачей материала, оснащенную приводочными
устройствами. Полученные крышки можно дополнительно подвергнуть тиснению
фольгой.
На готовых крышках может быть выполнена печать трафаретным способом.
Для этого необходимы специальная машина и организация на предприятии
формного отделения для изготовления трафаретных печатных форм.
4.19. ВСТАВКА БЛОКОВ В ПЕРЕПЛЕТНЫЕ КРЫШКИ
ТИПОВ 5 И 7
Назначение операции — соединение переплетной крышки с блоком путем
приклеивания крышки к форзацу блока и корешковому материалу. Операция
выполняется на книговставочных машинах или вручную с нанесением клея на
форзацы блока и клапаны корешкового материала.
4.19.1. Требования к качеству вставленных книг
1. Книжный блок по размерам должен соответствовать переплетной крышке
и правильно в ней располагаться с учетом требуемой ширины кантов (см.
п. 4.4).
2. Корешок блока должен плотно прилегать к корешку переплетной крыш-
ки. Форзацы и клапаны корешкового материала должны быть прочно приклеены
к крышке без отставаний и пузырей. Крышки должны плотно прилегать к блоку
и быть чистыми без повреждений.
3. Не допускаются перекос корешка крышки, наличие поврежденных обре-
зов, склеивания страниц в блоке.
4. Расположение рубчика на крышке должно быть точно по месту расстава
по всей длине корешка; рубчик должен быть устойчивым.
4.19.2. Предельные отклонения размеров у книг
после вставки блоков в переплетные крышки
Показатель Предельные отклонения, мм
Ширина передних кантов, в том числе косина, для фор-
матов изданий:
больших ±2,0
средних ±3,о
малых ±1,5
миниатюрных ±1,0
Ширина верхних и нижних кантов, в том числе коси-
на, для форматов изданий:
больших ±3,0
средних ±1,5
малых ±1>0
миниатюрных ±0,5
240
Окончание табл. 4.19.2
Показатель Предельные отклонения, мм
Разница в ширине передних кантов в одной книге для форматов изданий: больших средних малых миниатюрных Разница в ширине верхних и нижних кантов в одной книге для форматов изданий: больших средних малых миниатюрных Отставание корешка крышки от корешка блока в за- крытой книге 2,5 2,5 2,0 1,0 2,0 2,0 1,5 0,5 2,0
4Л 9.3. Контроль качества книг после вставки блока
в переплетную крышку
Размеры кантов проверяют металлической линейкой с миллиметровыми де-
лениями при открывании крышки.
Расстояние между корешком крышки и корешком блока проверяют визуаль-
но, положив книгу на стол в закрытом виде. При необходимости для измерения
расстояния пользуются линейкой, нулевое деление которой совпадает с краем
линейки, или кронциркулем.
Для определения косины корешка книгу кладут корешком к вертикальной
стойке и замеряют линейкой расстояние между корешком и стойкой.
Коробление сторонки крышки после прессования следует проверять не менее
чем через час после снятия давления. Чистоту обрезов контролируют визуально,
а склеивание страниц — «пересыпкой» крайних страниц блока. Качество рубчика
проверяют визуально и при открывании крышки, которая при хорошем рубчике
должна открываться свободно.
4.19.4. Условия, обеспечивающие соблюдение технических
требований к качеству вставки блоков в переплетные крышки
Размеры кантов
Подача на соединение блока с крышкой полуфабрикатов точных размеров;
тщательная регулировка книговставочной машины и, в частности, механизма
разделения блока при подаче на крыло транспортера. При ручной вставке —
тщательное выравнивание положения блока в крышке до запрессовки.
Прочное приклеивание форзаца к крышке
Применение клея, отвечающего следующим требованиям: усилие разрыва
полосок коленкора не менее 3,0i Н/см (0,3 кг/см); время схватывания не менее
20 с; время скольжения не менее 9(0 с; pH = 6,0—7„0; время высыхания капли не
более 30 мин; усилие отрыва форзаца от лицевой стороны переплетного материа-
ла крышки не менее 2,0 Н/см (0,2 кг/см) при отрыве по волокнам бумаги.
Отсутствие промокания форзаца
Бумага форзаца должна иметь проклейку 0,75X1,5 мм.
Отсутствие коробления крышки при снятии давления
Прессование книг после вставки блоков в переплетные крышки в течение
1,5—2,0 ч стопами высотой не более 300 мм при давлении 300 Па (3 кгс/см2).
241
Отсутствие морщин на форзаце
Применение форзацной бумаги с долевым направлением волокон; нанесение
оптимального количества клея; своевременное прессование книг; в книги до прес-
сования следует положить между крышкой и свободным листом форзаца лист
впитывающей бумаги. Если картон крышки толстый, в качестве прокладки мож-
но использовать полимерную пленку или металлическую фольгу.
4.19.5. Технические характеристики оборудования
для вставки блоков в переплетные крышки
Страна Марка Формат обрабатываемых книг, мм СкорОС1Ь, цикл/мин Потребляемая мощность, кВт Габариты, мм Масса, кг
наибольший наименьший
СССР В-2М 205x265 100x127 20—40 2,4 2320X2600X216 1600
В-3 203x260x50 100X125X8 45 3,9 3750X2225X2450 3000
ГДР ВЕ-22 п/'а BF 350x270 80x80 15 2,9 3000X 1300X1800 1350
260x350x50 60x80x5 14—22 2,0 3500X1100X1800 1350
ФРГ ЕМР авт. 270x370x80 ЮОхЮОхб 20-40 4100X2200X2300 4160
4.19.6. Организация рабочих мест и приемы работы
на книговставочной машине
Книговставочную машину типа ВЗТ (рис. 4.20) обслуживает бригада: ма-
шинист, помощник машиниста, один или два переплетчика (в зависимости от
организации работы в цехе), один подкладчик. При вставке в крышки блоков
толщиной более 35 мм бригада увеличивается на одного рабочего.
В процессе наладки машины необходимо добиваться, чтобы толкатели и
упоры точно центрировали блок в крышке, чтобы валики клеевых ванн наносили
на форзацы равномерный тонкий слой клея с увеличенной толщиной по месту
приклейки корешкового материала и без заливки на обрезы блока. Колодка для
кругления корешка крышки должна иметь длину дуги на 2 мм меньше длины
дуги блока. Температура нагрева колодки должна быть
для крышек, крытых материалом на ткани, 120—180°С;
» » » бумагой с припрессованной пленкой 15Q—180° С;
» » » материалом с ПВХ 10Q—125РС.
Рис. 4 20 Организация рабочего мес-
та на книговставочной машине типа
ВЗТ:
1 — книговставочн.ая машина; 2 — прием-
ный желоб для готовых книг; 3 — рабочий
стол для переплетчиков на приемке; 4 —
желоб для подачи блоков в машину; 5 —
рабочее место машиниста; 6 — рабочие
места переплетчиков на приемке; 7 — ра-
бочее место машиниста на подаче блоков
в машину; 8 — рабочее место подкладчика
блоков и переплетных крышек; 9 — транс-
портер, подающий книжные блоки от бло-
кообрабатывающего агрегата; 10 — вспомо-
гательный стол для задела блоков; 11 —
пресс для запрессовки книг; 12 — рольганг
242
В обязанности помощника машиниста входит загрузка блоков в желоб ма-
шины либо наблюдение за работой самонаклада, который он загружает стопами
блоков. Подкладчик загружает в самонаклад машины крышки и следит за ра-
ботой клеевых аппаратов. Переплетчики, принимая книги, проверяют качество»
вставки и складывают их стопами для прессования.
Прессовать книги следует в каретках по 2 или 4 стопы высотой до 300 мм,
уложенными корешками в противоположные стороны. При наличии на переплет-
ных крышках рельефного изображения книги следует прокладывать картонными
прокладками, имеющими по месту изображения вырез, заклеенный бумагой.
Книги в стопе следует укладывать так, чтобы не искажалась форма корешка
блока и обеспечивалось достаточное прессование блока вблизи корешка, чтобы
корешковый материал хорошо приклеился.
При работе на книговставочной машине типа СМ-2 помощник машиниста
надевает раскрытый блок на крыло машины. Остальные операции выполняются
в том же порядке, что и на машине В-3.
Вставка блоков в крышки вручную выполняется в случаях отсутствия необ-
ходимого оборудования или несоответствия формата издания имеющемуся обо-
рудованию. Работа выполняется двумя исполнителями. Один наносит клей на
форзацы блока, а второй соединяет переплетные крышки с блоками. Для нане-
сения клея на форзацы можно использовать подставку с шипами.
При вставке блоков в переплетные крышки высокохудожественных изда-
ний работа выполняется в следующем порядке: один рабочий наносит клей на
форзац, второй кладет блок на крышку и выравнивает его в крышке, закрывая
ее. Затем открывает сторонку без клея и передает блок для промазки второго
форзаца. После этого закрывает книгу, дополнительно проверяя размер кантов,
натяжку корешка крышки на корешок блока, и передает стопу книг на прессо-
вание.
После высыхания вставленных книг выполняют операцию штриховки на стан-
ках ножевого или роликового типа. На поточных линиях «Колбус» штриховка
выполняется механизмами, вмонтированными в прессующие устройства линии.
4.20. МАТЕРИАЛЫ ДЛЯ ОТДЕЛКИ ПЕРЕПЛЕТНЫХ КРЫШЕК
И ВСТАВКИ В НИХ БЛОКОВ
4.20.1. Материалы для отделки переплетных крышек
Наименование Назначение Расход
Фольга бронзовая, серия 111 (ТУ 29-02-558—76) Фольга бронзовая, серия 181—01 (ТУ-29-02-874—79) Фольга бронзовая, серия 114-01 (ТУ 29-02-1044—82) серия 184-01 (ТУ 29-02- 1045—82) Фольга юбилейная, серия 313 (ТУ 29-02-567—76) Фольга серебристая, серия 313—081М (ТУ 29-02-1022—80) Фольга цветная на бумажной основе, серия 411 (ТУ 29-02-560—76) серия 414 (ТУ 29-02-1085—84) серия 413 (ТУ 29-02-829—78) серия 483 (ТУ 29-02-804— 77) Краски переплетные, серия 8000 (ТУ 29-02-532—76) Тиснение на пе- реплетных крыш- ках и обложках Площадь штампа + 5,0 мм по длине и 10 мм по ширине 1,5 г на 1000 см8
243
244
4.20.2. Клеи для вставки блоков в переплетные крышки
Основной полимер клея Характеристика или состав, % Способ работы Материал кры еки Расход клея на 1 м2 фор- заца, г
Натриевая соль карбоксиметил- целлюлозы Крахмал Na КМЦ ПВАД ДФ 47/7В ДФ 47/7ВП дпм 50—35В СВЭД ЮН Вода Вручную На машине То же Вручную То же На машине То же » » Вручную Вручную и на машине На машине j Бумага без покрытия Бумага с пленкой, «Узорвинил» То же » Материал с крахмаль- но-каолиновым покрыти- ем То же и бумага без по- крытия Ледерин, коленкор с нитропокрытием Ледерин с полиамидной отделкой Бумвинил, коленкор с нитропокрытием Материал с нитроцел- люлозным и нитрополи- амидным покрытиями Бумага и материал с нитрополиамидным по- крытием Бумага и материал марки КОК 100 120 125 160
6—8 94—92
8—10 25 67—65
12 20' I 68
4,5 25 70,5
5,5 3—7 91,5—87,5
9,5 3—5 87,5—85,5
10 Ю—15 80—75
10 10—15 80—75
10 15 75
5,0 15 | | 80
Крахмал Бура Декстрин Вода
9,0 10.0 0,4 0,4 2,0 90,6 87,6
4.20.3. Площади форзацев, на которые наносится клей
при вставке блоков в переплетные крышки, у 1000 книг, м2
Формат бумаги издания, см Доля листа
1/8 1/16 1/32 1/64 1/128 1/256 1/512
84X108 Дл 217,3 я изданий 106,6 из бумаги 52,0 ОСНОВНЫХ 25,0 форматов 12,7 5,3 2,3
70X108 180,2 88,4 42,9 20,5 10,3 4,3 1,9
70x100 166,6 81,6 39,6 18,8 8,9 4,0 1,8
75x90 — 78,3 38,2
70X90 — 79,1 35,6 17,0 7,8 3,5 1,5
60X90 127,6 62,4 30,2 14,4 6,6 2,9 1,2
60x84 118,9 58,0 28,0 13,3 6,2 2,0 1,1
90X100 84X100 84X100 80X100 70X84 70X75 60X108 60X100 60X70 61X86 108x84 100X84 108X70 108X60 90X70 90X60 84X60 Для и 153,7 123,9 Для из; 152,8 126,9 зданий из 105,6 98,4 88,6 93,6 68,0 60,2 75,4 69,6 47,8 60,3 1аний альб 106,0 72,6 61,6 57,4 бумаги до] 48,0 42,8 45,6 36,4 29,0 юмного фс 42,5 35,4 30,2 полнителы >рмата (i 22,8 <ых форма альбомный тов г спуск)
4.20.4. Площади форзацев, на которые наносится клей в процессе вставки блоков в переплетные крышки, при делении на редко используемые доли
Формат бумаги издания, см Доля листа
1/6 1 1/12 1 1/13 | 1/24
Деление листа по короткой и длинной сторонам соответственно
2:3 4:3 3:4 6:3 3:6 3:8 4:6
84X108 70X108 70X100 75X90 70X90 60X90 60X84 Для ощ форзацев из табл. 4.20.2 171,1 эеделения । табл. 4.2( (ИЛИ ИСПО7 109,8 105,6 98,6 84,1 78,3 потребной 13 умнож] гьзовать н( 105,6 98,1 о количест ить на рас эрмы, прш 71,7 69,6 64,4 55,1 51,3 'ва клея н; :ход клея 1ятые на п< 94,5 78,0 72,2 69,6 64,7 55,1 51,3 а тираж, к на 1 м2 nj олиграфич 7Q,2 57,9 53,5 51,4 47,7 40,7 38,0 [еобходимс ющади фс еском пре/ 57,8 ) площадь »рзацев из шриятии).
245
246
5. СУПЕРОБЛОЖКИ
5.1. ВИДЫ СУПЕРОБЛОЖЕК И ИХ ХАРАКТЕРИСТИКА
Размеры
Наименование Назначение Группа форматов высота ширина Виды материала, суперобложек
Для КНИГ в Большие в + 8 Шш+ 2,67(ш—1)+2к Бумага офсетная или
переплетных Средние в + 6 Шш+2,67(ш—2)+2к мелованная, прозрачная
крышках Малые в + 4 Шш + 2,67(ш—3)+2к пленка
Для книг в обложке Все В Т + 2,67ш То же лакированная или с припрессованной пленкой Прозрачная пленка Полупрозрачная плен- ка или бумага Бумага, склеенная с металлической фольгой
Для книг в Большие в + 8 Шш + 6ш—10 мм Бумага офсетная или
переплетных Средние в + 6 Шш + 6ш—18 мм мелованная
крышках Малые в + 6 ШщЧ-бш—25 мм Бумага офсетная лаки-
Для книг в обложке Все В Т + 6ш—12 мм рованная
Наименование
3. Сфальцованная вдоль и поперек
4. С высечкой
Продолжение табл. 5.1
Группа форматов Размеры Виды материала суперобложек
высота ширина
Большие 1,5 в + 12 Шш + 2,67(ш—1) +2к Бумага офсетная или
Средние Малые 1,5 в + 9 1,5 в + 6 Шш +2,67 (ш—2) +2к Шш + 2,67(ш—3) +2к лакированная
То же, что в п. 1 То же, что в п. 1 То же, что в п. 1 Бумага офсетная или мелованная То же лакированная, с припрессованной пленкой
00 Наименование Назначение Группа форматов
Для книг в То же, что
переплетных в п. 1
крышках
Для книг в
переплетных
крышках
Все
Продолжение табл. 5.1
Размеры Виды материала суперобложек
высота ширина
То же, что в п. 1 То же, что в п. 1 Бумага офсетная или мелованная Прозрачная пленка (сверху бумажной супер- обложки)
0,5— 0,25 в [II ш+2,67 ш Бумага офсетная или мелованная
Окончание табл. 5.1
Наименование Назначение Группа форматов высота Размеры ширина Виды материала суперобложек
7. Обложка-закладка I / Для книге переплетных крышках Все В Т+2ш—20 мм Бумага офсетная или мелованная
* Клапаны могут иметь скос до 3—5 мм в зависимости от формата.
Примечания:
1. Все виды суперобложек используются по согласованию между издательством и полиграфическим предприятием для отдельных улучшен-
ных изданий. Предпочтительнее использовать суперобложки первого вида, как наиболее простые, заворачивание в которые может быть меха-
низировано.
2. Для суперобложек используется офсетная или мелованная бумага массой 1 м2 100—140 г, характеристика которых приведена в табл. 2.2.4.
У суперобложек для книг среднего формата, изготовляемых из материала с припрессованной пленкой, ширина клапана должна быть не
менее 90 мм.
5.2. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ОТДЕЛКЕ
СУПЕРОБЛОЖЕК И ДРУГОЙ ЛИСТОВОЙ ПРОДУКЦИИ
Наименование и характеристика Рекомендации по применению
Материалы для лакирования
Лак ЦГ-595 (циклагексанонформальдегид-
ный, ТУ 6-10-1182—76) вязкостью по ВЗ-4, с:
17—25
20—30
25—35
Спирт этиловый технический (ГОСТ 18300'—
72)
Жидкости полиметилсилаксановые (ГОСТ
13032—77)
Толуол каменноугольный и сланцевый (ГОСТ
9880—76)
Для бумаг:
мелованной
обложечной
офсетной
Для разбавления лака
Для пеногашения лака
Для улучшения смачивания
оттисков
Материалы для припрессовки пленки
Пленка полиэтилентерефталатная (лавсано-
вая, ГОСТ 24234—80) толщиной 10—20 мкм
Пленка полипропиленовая (ТУ 38-1022—70,
ТУ 38-3055—76), толщиной 20—25 мкм
Пленка прозрачная триацетатная (ТУ 6—17—
973—78), толщиной, мкм:
17, 25
Для припрессовки к мелован-
ной, офсетной
бумаге
Припрессовка
или офсетной
1 м2 120 г
Припрессовка
или офсетной
1 м2 120—180
и обложечной
к мелованной
бумаге массой
к мелованной
бумаге массой
кроме обложек
для переплетных крышек
40
70
Пленка полиэтилентерефталатная, ламини-
рованная полиэтиленом ПНЛ-2 (ТУ 6-05-1831—
Для двусторонней припрес-
совки
Для суперобложек без бумаги
Пленка полиамидная ламинированная поли-
этиленом (ТУ 6-19-051-482—83) толщиной, мкм,
45
Лак БАВ—4М (ТУ 6-05-1948—83), вяз-
костью 300—600 сП
18-25
Лак поливинилацетатный ВА—558 (ТУ 6-
10-1081—70)
28—30
Смола полиэфирная ТФ—82 (ТУ 6-05-
1654—73)
Формальгликоль (ТУ 6-12-971—74)
Для крышек типов 5 и 7 и
всех видов бумаг
То же
Для припрессовки пленок
Для триацетатной пленки
Для лавсановой пленки
Растворитель для смолы
ТФ—82
Материалы для отделки способом переноса
Полиамиды спирторастворимые марки
6/66/610—1 (ОСТ 6-05-438—78)
Пленка лавсановая толщиной 25 мкм
Спирт этиловый
Для мелованных, офсетных,
обложечных бумаг массой 1 м2
120—250 г
Подложка при переносе
Растворитель для смолы
250
5.3. РАЗМЕРЫ ОБЫКНОВЕННЫХ СУПЕРОБЛОЖЕК, ММ
Формат бумаги (см) и доля листа Суперобложки для книг в переплетных крышках Суперобложки для книг в обложке
высота супер- обложки ширина при ширине шпации, мм высота супер- обложки ширина при толщине корешка, мм
15 25 35 45 55 65 75 10 20 30 40 50
Для изданий из бумаги основных форматов
84ХЮ8/8 70X108/8 70ХЮ0/8 60X90/8 60Х84/8 418 348 » 298 » 724 669 603 563 734 » 679 613 573 744 689 623 583 754 » 699 633 593 764 » 709 643 603 774 » 710 653 613 784 729 673 623 420 350 » 300 » 718 664 597 557 728 » 674 607 567 738 684 617 577 748 » 694 627 587 758 » 704 637 597
84Х108/16 268 » » » » » » 270 » » » » »
70X108/16 » 469 479 489 500 510 520 530 » 464 474 484 494 504
70Х100/16 246 468 478 488 498 508 518 528 250 » » » » »
70x90/16 221 » » » » » » » 225 » » » » »
75x90/16 » 498 508 518 528 538 548 558 » 496 506 516 526 536
60Х90/16 » 400 41С 420 430 440 450 460 » 397 407 417 427 437
60x84/16 206 » » » » » » » 210 » » » » »
84ХЮ8/32 » 359 369 379 389 400 410 420 » 357 367 377 387 397
70X108/32 171 » » » » » » » 175 » » » ». »
70X 100/32 » 332 342 352 362 372 382 392 » 328 338 348 358 368
70x90/32 » 296 306 316 326 336 347 356 » 297 307 317 327 337
75x90/32 183 » » » » » » » 187 » » » »
60x90/32 144 » » » » » » » 150 » » » » »
60Х84/32 » 275 285 295 305 315 325 335 » 277 287 297 307 317
84x108/64 129 » » » » » » » 135 » » » » »
70x108/64 » 227 237 247 257 267 277 » 229 239 249 259 269
70x100/64 119 » » » » » » 125 » » » » »
70Х90/64 106 » » » » » » 113 » » » »
60x90/64 » 195 205 215 225 235 245 » 197 207 217 227 337
60x84/64 98 » » » » » » 105 » » » » »
84Х108/128 98 174 184 194 204 105 175 185 195 205 215
70Х108/128 80 » » » » 87 » » » »
70x100/128 » 163 173 183 193 » 165 176 187 197 207
70x90/128 » 144 154 164 174 » 146 156 166 176 186
60x90/128 68 » » » » 75 » » » »
60Х84/128 » 136 146 156 166 » 138 148 158 168 178
84x108/256 60 133 143 153 163 67 135 145 155 165 175
70Х108/256 108 118 128 138 » 111 121 131 141 151
70x108/256 55 » » » 62 » > >
70Х90/256 49 » » 56 > >
60x90/256 92 102 112 121 95 105 115 125 135
60x84/256 46 > » 53 > > > »
251
Продолжение табл. 5.3
Формат бумаги (см) и доля листа Суперобложки для книг в переплетных крышках Суперобложки для книг в обложке
высота супер- обложки ширина при ширине шпации, мм высота супер- обложки ширина при толщине корешка, мм
15 25 35 45 55 65 75 10 20 30 40 50
Для изданий из бумаги дополнительных форматов
60ХЮ8/8 298 724 734 744 754 764 774 784 300 718 728 738 748 758
61Х86/8 303 576 586 596 606 616 626 636 305 571 581 591 601 611
90x100/16 246 600 610 620 630 640 650 660 250 597 607 617 627 637
84x100/16 248 562 572 582 592 602 612 622 » 557 567 577 587 597
84x90/16 221 » » » » » » » 225 » » » » »
80Х 100/16 246 535 545 555 565 575 585 595 250 531 541 551 561 571
70x84/16 206 468 478 488 498 508 518 528 210 464 474 484 494 504
70x75/16 183 » » » » » » 187 » » » » »
60x108/16 268 400 410 420 430 440 450 460 270 397 407 417 427 437
60Х100/16 246 » » » » » » » 250 » » » » »
70Х70/16 171 » » » » » » 175 » » » » »
61x86/16 211 404 414 424 434 444 454 464 215 402 412 412 422 432
84X100/32 206 331 341 351 361 371 381 391 210 330 340 350 360 370
84x90/32 » 296 306 316 326 336 346 356 » 296 306 316 326 336
80x100/32 196 331 341 351 361 371 381 391 200 330 340 350 360 370
60Х108/32 144 359 369 379 389 399 410 420 150 357 367 377 387 397
61Х86/32 146 294 304 314 324 334 344 354 152 282 292 302 312 322
Для альбомных изданий (альбомный спуск)
108x60/8 268 807 817 827 838 848 859 860 270 798 808 818 828 838
90Х60/8 223 » » » » » » » 225 » » » »
108x84/16 206 724 734 744 754 764 774 784 210 718 728 738 748 758
90Х70/16 171 603 613 623 633 643 653 663 175 597 607 617 627 637
90x60/16 146 » » » » » » 150 » » » » »
84Х60/16 » 563 573 583 593 603 613 623 » 557 567 577 587 597
108x70/32 129 468 478 488 498 508 518 528 135 464 474 484 494 504
90Х70/32 ПО » » » » » » » 114 » » » » »
90Х60/32 » 400 410 420 430 440 450 460 » 397 407 417 427 437
100Х84/64 92 331 341 351 361 371 381 391 105 330 340 350 350 370
Для изданий из бумаги основных форматов при делении
на редко используемые доли
60Х90/6 2 : 3 298 803 813 823 834 845 855 866 300 798 808 818 828 838
70Х 100/12 4 : 3 329 468 478 488 498 508 518 528 333 466 474 484 494 504
70Х90/12 4:3 298 » » » » » » » 300 » » » » »
75Х90/12 4 : 3 298 498 508 518 528 538 548 558 496 506 516 526 536
252
Окончание табл. 5.3
Формат бумаги (см) и доля листа Суперобложки для книг в переплетных крышках Суперобложки для книг в обложке
высота супер- обложки ширина при ширине шпации, мм высота супер- обложки ширина при толщине корешка, мм
15 25 35 45 55 65 75 10 20 30 40 50
75X90/12 3:4 246 600 610 620 630 640 650 660 250 597 607 617 627 637
70Х90/12 3:4 229 » » » » » » » 233 » » » »
60Х90/12 4:3 296 400 410 420 430 440 459 460 300 397 407 417 427 437
60Х84/12 4:3 276 » » » » » » » 280 » » » » »
84X108/18 3 : 6 276 479 489 499 510 520 539 540 280 477 487 497 507 517
70X108/18 3 : 6 229 » » » » » » » 233 » » » » »
70x100/18 3 : 6 » 444 454 464 474 484 494 504 » 443 453 463 473 483
70X100/18 6 : 3 330 308 318 328 338 348 358 368 333 306 316 326 -336 346
75x90/18 6:3 298 332 342 352 362 372 382 392 300 330 340 350 360 370
70Х90/18 6:3 298 398 318 328 338 348 358 368 300 306 316 326 336 346
75x90/18 3:6 246 400 410 420 430 440 459 460 280 397 407 417 427 237
70x90/18 3:6 229 » » » » » » » 233 » » » » »
60x90/18 3:6 196 » » » » » » 200 » » » » »
60Х84/18 3:6 » 372 382 391 402 412 422 432 » 370 380 390 400 410
60x90/18 6:3 298 263 273 283 293 303 313 323 390 264 274 284 294 304
60Х84/18 6:3 276 » » » » » » » 280 » » » »
84 X 108/24 3 : 8 278 356 366 376 386 396 406 416 » 357 367 377 387 397
70X108/24 3:8 229 » » » » » » » 233 » » » » »
70Х108/24 4:6 176 486 496 506 516 526 536 546 180 464 474 484 494 504
70X100/24 3.8 229 332 342 352 362 372 382 392 233 330 340 350 360 370
75x90/24 3:8 244 296 306 316 326 336 346 356 250 296 306 316 326 336
70x90/24 3:8 229 » » » » » » » 233 » » »
60x90/24 3:8 196 » » » » » » » 200 » » » » »
60Х84/24 3:8 » 275 285 295 305 315 325 335 » 277 287 297 307 317
5.4. ПОТРЕБНОЕ КОЛИЧЕСТВО БУМАГИ
ДЛЯ ИЗГОТОВЛЕНИЯ СУПЕРОБЛОЖЕК
5.4.1. Потребное количество мелованной бумаги
для изготовления 1000 суперобложек
Форматы листов мелованной бумаги, мм:
620x940, 620X1080, 720X940, 720X1080, 840X1080
Формат издания, см Формат листа мело- ванной бумаги, мм Ширина шпации, мм Число супер- обложек из листа Число листов на 1000 супер- обложек Отходы, % Примечание
84 X 108/8 Из був 840x1080 1аги основ До 75 ных фс 2 фматов 599 33,3—27,8
.70 X 108/8 840X1080 » 75 3 333 16,7—10,0
70X100/8 720X1080 » 65 3 333 10,2— 4,5
60x90/8 620X940 » 35 3 333 6,0— 4,5
60x84/8 720 X 940 620X940 » 75 » 75 3 3 333 333 21 — 18,0 13,7— 4,4
253
Продолжение табл 5.4.1
Формат издания, ем Формат листа мело- ванной бумаги, мм Ширина шпации, мм Число супер- обложек из листа Число листов на 1000 супер- обложек Отходы, % Примечание
84X108/16 620X1080 До 75 4 250 10,0— 0.3
70Х108/16 620X1080 » 75 4 250 26.3—15.2
70x100/16 620x1080 » 75 4 250 32,5—23,2
70x90/16 620X940 » 75 4 250 24,5—19,6
75Х90/16 620X940 » 35 4 250 15,4
60x90/16 720X940 » 75 6 167 21,7—10,1 Поперечная
60x84/16 620X940 » 75 6 167 2,5— 1,6
84Х108/32 840X1080 » 75 10 100 18,5— 4,7
70 X 108/32 840x1080 » 75 12 83 18,8— 5,0
70Х100/32 720X1080 » 50 12 83 12,4— 1,4
70Х90/32 720X1080 » 75 12 83 21,9— 6,1
75Х90/32 720X940 » 75 10 100 20.0— 3,8
60Х90/32 720X1080 » 75 14 72 29,3— 7,8
60x84/32 620X1080 » 50 14 72 19,3— 6,7
84x108/64 620X940 » 50 14 72 14,8— 4,0
70 X 108/64 840X1080 » 65 24 42 23,4— 4,5
70X100/64 840Х 1080 » 65 27 37 19.3— 1,9
70Х90/64 840X1080 » 65 30 33 20,5— 3,0
60x90/64 720X1080 » 70 30 33 21,3-0,5
60X84/64 720X1080 » 70 33 30 15,8— 0,5
84X 108/128 620X940 » 45 27 37 7,5—21,0
70x108/128 70Х100/128 70Х90/128 60Х90/128 60Х84/128 620X940 » 45 33 30 7,6—30,7
Из бумаги дополнительных форматов
60ХЮ8/8 840x1080 До 75 3 1 333 22,8
620X940 » 75 3 1 333 22,8
90Х100/16 620X940 » 35 3 333 20,9
84X 100/16 620X940 » 75 3 333 20,6
84Х90/16 620x940 » 75 4 250 14,8— 5,7
80ХЮ0/16 620X940 » 75 3 333 24,7
70Х84/16 620X1080 » 75 6 167 2,6 Поперечная
70Х75/16 620X1080 До 75 6 167 13,5 То же
60ХЮ8/16 620X940 » » 4 260 15,4 »
60x100/16 620X940 » » 4 250 22,4 »
70X70/16 720X940 » » 8 125 7,1 »
84X100/32 84X1080 » » 10 100 11,3
84Х90/32 720X1080 » » 10 100 5,7
80Х100/32 60X108/32 720X1080 » 55 10 100 9,3
84X1080 » 75 14 72 6,7
254
Окончание табл. 5.4.1
Формат издания, см Формат листа мело- ванной бумаги, мм Ширина шпации, мм Число супер- обложек из листа Число листов на 1000 супер- обложек Отходы, % Примечание
Для альбомных изданий (альбомный спуск)
108Х60/8 620x940 До 75 2 500 21,0 Поперечная
90Х60/8 720X940 » » 3 333 15,0 То же
108Х84/16 620X940 » » 3 333 17,0 »
90Х70/16 720ХЮ80 » » 6 167 12,6
90Х60/16 720X940 » » 6 167 14,2
84Х60/16 620x940 » » 6 167 20,7
108Х70/32 840X 1080 » » 12 88 10,0 »
90Х70/32 840Х 1080 » » 14 72 10,4 »
90Х60/32 840X1080 » » 14 72 22,0 »
100Х84/64 840X1080 » » 20 50 14,7
Для изданий из бумаги основных форматов
при делении на редко используемые доли
60X90/6 2 : 3 620X940 До 75 2 250 11,5 Поперечная
70X100/12 4 : 3 840X1080 » » 4 250 24,5 То же
70Х90/12 4 : 3 840X1080 » » 4 250 30,0 »
75Х90/12 4 • 3 840X1080 До 55 4 250 29,5 Поперечная
75Х90/12 3.4 720X1080 » 75 4 250 3,7
70X90/12 3 : 4 720X940 » 4 250 10,7
60Х90/12 4:3 620X940 » 4 250 6,6 То же
60x84'12 4 : 3 620X940 » 4 250 12,9
84X108/18 3 : 6 840X1080 » 6 167 0,8 Поперечная
70X108/18 3 : 6 840X1080 » 6 167 18,3 То же
70Х108/18 3:'6 840X1080 » 6 167 24,0 »
70X100/18 6:3 720X1080 До 70. 6 167 8,4
'75X90/18 6 : 3 840X1080 До 75 6 167 23,8
70X90/18 6:3 720x1080 » 6 167 14,4
75X90/18 3:6 620X940 » 4 250 22,4 »
70Х90/18 3:6 720X940 » 6 167 6,6 »
60X90/18 3*6 620x940 » 6 167 7,2 »
60X84/18 3 : 6 620x940 » 6 167 12,3 »
60x90/18 6 : 3 620x940 До 50 6 167 6,1
«0X84/18 6 : 3 620x940 » 50 6 167 14,0
84Х 108/24 3:8 620x940 » 75 4 250 21,0 Поперечная
70X180/24 3 : 8 720X940 » 75 6 167 15,6 То же
70Х108/24 4 • 6 720X1080 » 65 8 125 1,2 »
70x100/24 3’8 840X1080 » 75 8 125 20,5
75Х90/24 3:8 720X1080 » 8 125 10,7
70Х90/24 3:8 720x940 » 8 125 3,7
60Х90/24 3 : 8 720X1080 » 10 100 10,3
60Х84/24 3:8 720X1080 » 10 100 23,6
Примечание. В случае изготовления суперобложек с клапанами большей ширины, окон-
чательный расчет отходов бумаги при раскрое нужно выполнить по фактическим размерам
деталей.
255
5.4.2. Потребное количество рулонной офсетной бумаги
для изготовления 1000 суперобложек (долевой раскрой)
Формат бумаги (см) и доля листа издания Ширина рулона, мм Ширина шпации, мм Число суперобложек из ширины Для книг в переплетных крышках Для книг в обложке
расход, м отход, % расход, м отход, %
Для изданий из бумаги основных форматов
84X108/8 840 До 75 I 418 6,3—13,8 — —
70Х108/8 840 » » 348 » 350 9,7—14,9
70Х100/8 750 » » 348 2,8—9,5 350 6,8—11,4
60X90/8 700 » » 298 3,8—13,8 300 9,0—14,7
60X84/8 700 » 298 11,0—19,6 300 —
600 55 I 298 0,0—6,1 300 0,5—7,1
84X108/16 700 До 75 I 268 11,0—19,6 270 0,0—7,1
70x108/16 1080 » 2 134 1,8—12,1 —
70X100/16 1080 » 123 » — —
70Х90/16 1080 » 110,5 » — —
75x90/16 600 » I 221,0 7,0—17,0 . 225 10,7—17,3
60Х90/16 840 До 35 2 110,5 0,0—4,7 '112,5 0,7—5,1
60x90/16 600 35—75 1 221,0 23,3—30,0 — —
60X84/16 840 До 35 2 103,0 0,0—4,7 105,0 0,7—5,1
600 35—75 1 206,0 23,3—30,0 — —
84X108/32 840 До 75 2 103,0 0,0—14,5 105,0 5,4—15,0
70X108/32 840 » » 85,0 » 87,5 »
70ХЮ0/32 750 55 » 85,0 0,4—11,4 87,5 1,8—12,5
70X90/32 700 65 » 85,0 0,8—15,4 87,5 3,7—15,1
75Х90/32 700 » 2 91,5 0,8—15,4 93,5 »
60X90/32 700 » » 72,0 » 75,0 »
60 x 84/32 700 75 » 72,0 4,0—21,4 75,0 12,3—20,8
84X108/64 700 » 64,5 » 67,5 »
70X108/64 840 До 65 3 43,0 4,1—18,9 45,0 3,9—18,2
70Х100/64 840 » 3 39,7 4,1—18,7 41,7 3,9—18,2
70Х90/64 840 » » 35,3 » 37,7 »
60x90/64 750 » » 35,3 2,0—22,0 37,7 5,2—21,2
60x84/64 750 » » 32,7 » 35,0 »
84 X 108/128 840 До 45 4 24,5 2,8—17,1 26,2 2,3—16,8
70X108/128 840 » 20,0 » 21,8 »
70X100/128 840 » 20,0 8,1—22,3 21,8 6,7—21,4
70x90/128 700 » » 20,0 0,5—17,7 21,8 0,5—17,0
60X90/128 700 » » 17,0 » 18,8 »
60x84/128 840 » 5 13,6 0,0—19,0 15,0 0,0—17,8
256
Окончание табл. 5.4.2
Формат бумаги (см) и доля листа издания Ширина рулона, мм Ширина шпации, мм Число суперобложек из ширины Для книг в переплетных крышках Цля книг в обложке
расход, м отход, % расход, м отход, %
Для изданий из бумаги дополнительных форматов
60Х108/8 840 До 75 I 298 6,3—13,8 300
90X100/16 700 » » 248 5,7—14,2 250 9,0—14,8
84X100/16 700 » » 248 11,1—19,7 250 14,7—20,4
84x90/16 700 » 221 » 225 »
80Х100/16 600 » » 246 0,8—10,6 250 9,8—11,1
70Х84/16 600 » » 206 12,0—22,8 210 12,3—22,6
70Х75/16 600 » 2 183 » 187 »
60x108/16 900 До 65 » 134 0,0—11,1 135 7,3—11,8
60Х100/16 900 » » 123 » 125 »
60Х70/16 900 » 85,5 » 87,5 »
84Х100/32 750 До 60 2 103,0 0,0—11,7 105,0 6,6—11,7
84Х90/32 700 70 » 103,0 0,0—6,4 105,0 4,0— 6,4
80 XI00,/32 840 » » 98,0 6,9—21,1 100,0 14,0—21,1
60ХЮ8/32 840 » » 72,0 0,0—14,5 75,0 6,6—15,0
5.4.3. Потребное количество листовой офсетной бумаги
для изготовления 1000 суперобложек
Формат бумаги (см) и доля листа издания Формат офсетной бумаги, мм Число супероб- ложек из листа Ширина шпации или тол- щина корешка, мм Число листов на 1000 книг Отходы при раскрое, %
книги в пе- реплетных крышках книги в обложке
Для изданий из бумаги основных форматов
84Х108/8 840Х1080 2 До 75 500 27,7—33,2
70ХЮ8/8 » 3 » 333 9,8—15,5 12,3—17
70X100/8 750X900 2 » 500 24,8—31,1 —
60Х90/8 700X900 3 » 333 5,2—15,1 9,0—14,7
60x84/8 » » » 12,2—20,6 14,7—20,4
84ХЮ8/16 700X1080 4 » 250 11,8—20,2 14,7—20,5
70X108/16 840x1080 6 » 167 6,1—16,8 —
70X100/16 » » » 14,1—24,7 —
70Х90/16 700X1080 » » 7,8—17,9 —
75Х90/16 600x900 4 250 8,7—18,5 10,7—17,4
60X90/16 700X900 6 До 65 167 5,3—15,8 —
60x84/16 » » » 9,8—21,5 —
257
Окончание табл. 5.4.3
Формат бумаги (см) и доля листа издания Формат офсетной бумаги, мм Число супероб- । ложек из листа Ширина шпации или тол- щина корешка, мм Число листов на 1000 книг Отходы при раскрое, %
книги в пе- реплетных крышках книги в обложке
84X108/32 840X1080 10 До 75 100 4,6—18,5 8,1—17,7
70X108/32 » 12 » 83,5 4,9—18,7 8,1 — 17,3
70Х100/32 750X900 10 До 55 100 5,0—16,0 4,6—15Д
70X90/32 700X900 » » 65 » 4,9—19,6 11,1 — 17,6
75Х90/32 700X1000 10 » 75 » 6,9—22,5 10,0—20,7
60Х90/32 700X900 12 » 83,5 2,4—18,9 3,6—14,9
60x84/32 » » » » 8,1—24,6 9,4—20,6
84X 108/64 700X1080 16 » 62,5 8,6—25,0 10,6—20,9
70X108/64 840X1080 24 До 65 41,7 5,5—19,1 6,0—18,3
70X100/64 » 27 » 37,0 1,9—19,6 0,0—14,8
70x90/64 » 30 » 33,3 2,9—20,4
27 До 50 37,0 — 9,6—23,0
5.5. ЛАКИРОВАНИЕ ЛИСТОВОЙ ПРОДУКЦИИ
В процессе операции поверхность оттиска или бумаги покрывают слоем по-
лимера для увеличения прочности поверхности, закрепления красочного слоя и
придания блеска (в некоторых случаях придание блеска нежелательно). Опера-
ция выполняется нанесением валиками на поверхность оттиска или бумаги рас-
твора или дисперсии высокополимера (другие способы лакирования не рассмат-
риваются). После удаления растворителя или дисперсионной среды на поверх-
ности оттиска образуется прозрачный твердый слой полимера.
5.5.1. Требования к качеству лакирования листовой продукции
1. Слой лака на листе должен быть равномерным, без полос и просветов,
затеков, пузырей и загрязнений.
2. Блеск отлакированной поверхности должен отвечать требованиям оформ-
ления издания и соответствовать утвержденному образцу.
3. Слой лака должен прочно соединяться с бумагой и не отделяться от по-
верхности листа при перегибе его лицевой стороной внутрь.
4. Лакированные листы должны иметь плоскую форму, не скручиваться и не
коробиться.
5. Лаковый слой при выходе листа из машины и дальнейшем выдерживании
в штабеле должен быть высохшим, не липким — листы не должны слипаться в
стопе. Продукция при хранении не должна слипаться от повышения влажности
воздуха помещения.
6. Цветовая гамма изображения после лакирования должна сохраняться или
незначительно изменяться. Не допускается, чтобы оттиск приобретал посторон-
ний оттенок (исключая требования специфического оформления).
5.5.2. Контроль качества лакирования
1. Равномерность лакового покрытия и его блеск в цеховых условиях про-
веряются осмотром оттиска в отраженном свете. В спорных случаях блеск по-
верхности оттиска можно контролировать блескомером любой конструкции.
Блескомеры работают по принципу замера количества отраженного от листа све-
та, а блеск определяется отношением отраженного света к количеству света,
отраженного от эталона. Однако неравномерность лакового слоя проверить та-
ким методом не представляется возможным.
258
2. Сохранность цветовой 1аммы оттиска и наличие постороннего оттенка
проверяется сравнением его с оттиском до лакирования. Для объективного конт-
роля может быть использован колориметр любой конструкции.
3. Прочность закрепления лакового покрытия на оттиске можно определить,
перегнув оттиск до получения фальца. При этом лак не должен отслаиваться.
4. Коробление или скручивание оттиска от нанесенного лака проверяется по
поднятию краев оттиска, положенного на гладкий стол.
5. Слипание оттисков после сушки проверяется при выходе оттисков из ма-
шины — при прикосновении палец не должен ощущать даже легкого прилипа-
ния. Кроме того, слипание можно проверить в лаборатории, выдержав оттиски
под нагрузкой fyS-lO4 Па (1 кгс/см2), сложенными так, что лицевая сторона одно-
го оттиска касается оборотной стороны другого. Для проверки влагоустойчиво-
сти покрытия оттиски следует выдерживать при относительной влажности, близ-
кой к 100%.
5.5.3. Условия, обеспечивающие соблюдение
технических требований к качеству лакирования
Плотное, блестящее покрытие
Бумага, применяемая для лакирования, должна иметь гладкость не менее
120 с, лоск не ниже 16° Кизера, проклейку нс менее 1,25 мм. Наиболее подходя-
щей для лакирования бумагой является мелованная. При лакировании офсетной
бумаги для получения необходимого блеска иногда следует наносить два и бо-
лее слоев лака при соответствующем высушивании каждого слоя.
Равномерный слой лака, без просветов и затеков
Раствор или дисперсия лака должны хорошо смачивать поверхность оттиска
и растекаться на нем с образованием равномерного слоя. Это достигается подбо-
ром соответствующих растворителей, введением поверхностно активных доба-
вок, а также соблюдением режима нанесения лака на оттиск. При нанесении
лака чрезмерно высокой вязкости он образует полосы и затеки; при малой вяз-
кости раствора или дисперсии образуется слишком тонкий слой лака на поверх-
ности оттиска с недостаточным блеском.
Сохранность тональности изображения на оттиске
Растворитель лака или дисперсионная среда не должны вызывать растворе-
ния красителей и пигментов, содержащихся в красках оттиска. Краски должны
быть спирто- и водостойкими. Цвет лакового покрытия не должен изменяться с
течением времени и при нанесении иметь заметный оттенок, лак должен быть
светостойким.
Прочность закрепления пленки лака на оттиске
Полимер лака должен иметь хорошую адгезию к поверхности оттиска, не
должен растрескиваться при хранении оттисков. При использовании лакиро-
ванных оттисков в качестве обложек, суперобложек пленка лака на оттиске
должна выдерживать до пяти двойных перегибов на 180° — не растрескиваться.
Отсутствие коробления и скручивания
Коробление можно снизить, применяя более концентрированные лаковые со-
ставы. Коробление вызывает интенсивная сушка. Для снижения коробления при
хорошем удалении растворителя необходимо регулировать облучение и подачу
воздуха при сушке. Температура воздуха в сушильной камере должна быть в
пределах 70—100°С в зависимости от вида бумаги, толщины лакового слоя и
скорости работы. Регулировка режима сушки осуществляется включением раз-
личного числа излучателей и изменением расстояния их до поверхности оттис-
ков.
259
5.5.4. Технические характеристики оборудования
для лакирования
Страна Марка Формат листа, мм Скорость, цикл/мин Габариты, мм Потребляе- мая мощ- ность, кВт Масса, кг
наибольший наимень- ший
СССР ПМЛ 600X900 — 20 6750X1200X2250 14,5 1990
ФРГ ДСУИ 1070X1520 820x1000 50 1740X2100 14,6+72 6650
5.5.5. Организация рабочих мест и приемы работы
Лакировальные машины (рис. 5.1) обслуживают машинист и помощник ма-
шиниста.
Листы печатной продукции перед лакированием должны быть выдержаны
до полного высыхания красочного слоя. На поверхности листов не должно быть
бумажной пыли и противоотмарочных средств. Поля, за которые листы захваты-
ваются клапанами цилиндра лакировальной машины, должны иметь ширину не
менее 20 мм, что составляет около 4,5% площади листа и должно быть учтено
до печати тиража.
Для нанесения лака только на отпечатанный лист, под резиновое полотно
на цилиндре помещают поддекельную приправку толщиной 4—6 мм, ширина и
длина которой должна быть меньше длины и ширины лакируемых оттисков на
5 мм с каждой стороны. Поддекельную приправку рекомендуется составлять из
одного слоя отработанной офсетной резины толщиной 2,2 мм и соответствующе-
го числа листов переплетного картона толщиной 1—1,5 мм.
Вязкость лака, удовлетворяющая требованиям работы (см. п. 5.2), должна
проверяться до загрузки лака в машину и периодически во время работы. Вяз-
кость лака контролируется вискозиметром ВЗ-4 (рис. 5.2). Во время испытаний
температуру лака доводят до 2С+2°С и при этой температуре выдерживают его
до выхода пузырьков воздуха. Тщательно промытый и высушенный вискозиметр
укрепляют на штативе, отверстие сопла закрывают пальцем и емкость прибора
заполняют лаком, избыток которого стекает в желоб. Поднявшиеся на поверх-
085±1
050 ±0,2
Рис. 5.2 Схема вискозиметра
ВЗ-4
Рис. 5.1 Организация рабочего места на ла-
кировальной машине:
1 — лакировальная машина; 2 — стол для сталки-
вания листов; 3 — платформы с листами для ла-
кирования; 4 — платформы с готовой продукцией
260
ность пузырьки воздуха удаляют палочкой. Затем открывают отверстие сопла,
одновременно включив секундомер, и определяют время истечения лака. Как
только истечение лака непрерывной струей прекратится, секундомер останавли-
вают. Время истечения лака служит мерой вязкости. Для снижения вязкости
лака в него добавляют спирт. Введение (до 50% от спирта) толуола позволяет
повысить смачивание лаком оттиска, что улучшает растекание его по поверхно-
сти и ликвидирует возникающие полосы.
5.5.6. Техника безопасности
Участок или цех для лакирования должен находиться в отдельном помеще-
нии, оборудованном общей приточно-вытяжной вентиляцией во взрывобезопас-
ном исполнении. Рекомендуется поддерживать в помещении для лакирования
постоянную температуру 18—2G°C и относительную влажность воздуха 40—70%.
В помещении, где выполняется лакирование, не разрешается хранить запасы
лаков и растворителей более чем на одну смену; не разрешается принимать пи-
щу и курить.
5.6. ПРИПРЕССОВКА ПРОЗРАЧНОЙ ПЛЕНКИ
В результате проведения этой операции оттиск приобретает высокую меха-
ническую прочность и блеск. Выполняется она одним из следующих способов:
приклеиванием прозрачной пленки, нанесенным в процессе работы клеем при
повышенной температуре и давлении; припрессовкой под давлением и при по-
вышенной температуре пленки, имеющей на поверхности заранее нанесенный
слой термоплавкого полимера; припрессовкой к оттиску пленки прозрачного по-
лимера, созданного в процессе работы на пленке-основе (отделка методом пере-
носа) и последующего отделения основы от оттиска для повторного использова-
ния. Все виды отделки можно выполнить на машине для припрессовки пленки,
например «Дуофан» фирмы «Бильхёфер» (ФРГ). Припрессовку пленки с зара-
нее нанесенным термоплавким полимером можно выполнить и на установках
УП-1, БПП-70Р.
5.6.1. Требования к качеству припрессовки пленки
1. Поверхность оттисков с припрессованной пленкой должна быть гладкой,
без пузырей, полос и складок, а также блесток.
2. Пленка должна иметь прочное скрепление с бумагой; не допускается от-
слаивание пленки от бумаги при перегибе в сторону пленки и при разрезке про-
дукции с пленкой.
3. Не допускается скручивание оттисков с пленкой после разрезки.
4. Оттиски после отделки способом переноса не должны иметь отлипа и не
должны склеиваться в стопе.
5.6.2. Контроль качества припрессовки пленки
1. Внешний вид оттиска с припрессованной пленкой проверяют осмотром в
отраженном свете в сравнении с утвержденным эталоном. Наличие блесток и
пузырей проверяют также спустя несколько суток после припрессовки.
2. Прочность закрепления пленки на оттиске проверяют в цехе отрывом плен-
ки от оттиска рукой. Если отрыв происходит в местах отсутствия краски по во-
локнам бумаги, то прочность считают достаточной. Кроме того, складывают от-
тиск по месту, насыщенному краской, внутрь пленкой и проводят по сгибу ног-
тем После раскрывания на месте сгиба пленка не должна отставать от оттиска.
В лабораторных условиях прочность удержания пленки на оттиске можно
проверить расслоением на разрывной машине. При удельном усилии более 2 Н/см
(0,2 кгс/см) прочность соединения пленки с оттиском считают достаточной, если
имеются расслоения по волокнам бумаги в местах, не запечатанных краской.
261
5.6.3. Условия, обеспечивающие соблюдение
технических требований к качеству припрессовки пленки
Припрессовка пленки при нанесении клея на пленку в процессе работы
Равномерная припрессовка пленки без пузырей и блесток
Толщина слоя клея на пленке должна быть оптимальной, на ней должно быть
10—12 г/м2 полимера. При недостаточном количестве клея на пленке появляются
блестки, при чрезмерном количестве — полосы. Режим сушки клея на пленке дол-
жен быть таким, чтобы при выходе из камеры клей имел только легкий отлип.
При большом остаточном содержании растворителя в слое клея возможно воз-
никновение пузырей (отставание пленки от оттиска).
Прочное удержание пленки на оттиске
Равномерное нанесение клея на пленку, для чего клей должен хорошо смачи-
вать пленку и иметь оптимальную вязкость, обеспечивающую нанесение клея до-
статочной толщины.
Вид пленки Вид клея Вид бумаги Вязкость, с
Лавсан ТФ-82 на формаль- гликоле Мелованная с запе- чатанным фоном Офсетная и обло- жечная 25—28 17—19
Лак БАВ-4М Мелованная офсет- ная 120—240 г/м2 22—25
Полипропиленовая То же То же 22—25
Триацетатная (17,25 мкм) » » 18—22
То же 40 мкм Лак ВА-558 28—30
Соблюдение режимов, в процессе работы обеспечивающих хорошее приклеи-
вание пленки к оттиску: давление между валами каландра по шкале машины от
2500 до 3000 кгс/см2 для всех видов бумаги и пленки кроме припрессовки лавсано-
вой пленки к офсетной и обложечной бумаге терифталатной смолой при повы-
шенной температуре (110°С). При использовании для приклеивания пленки лака
БАВ-4 температуру следует поддерживать в пределах 50—60°С; увеличивать ее
лишь при припрессовке лавсановой пленки. Скорость работы до 15 м/мин. Во всех
случаях режимы следует проверять вначале работы и поддерживать их в процес-
се работы над тиражом.
Отсутствие коробления оттисков с припрессованной пленкой
Соблюдение установленного режима сушки лакового слоя, зависящего от
свойств клея и его толщины, а также скорости работы машины и атмосферных
условий в иехе. Влажность бумаги, подаваемой на отделку, должна быть 5—8%.
В случае повышенной влажности следует оттиски подвергнуть акклиматизации.
Припрессовка пленки с заранее нанесенным клеевым слоем
Прочное удержание пленки на оттиске
Пленка, ламинированная полиэтиленом, должна отвечать требованиям ТУ и
ОСТ. В случае неравномерного слоя полиэтилена на пленке заметно отставание ее
от оттиска после припрессовки. Применение такой пленки не допускается При-
прессовка пленки должна выполняться при 100—120°С, давлении каландров
4000 кгс/см2 по шкале машины и скорости движения 7—18 м/мин. Нарушение
режимов припрессовки может вызвать отслаивание пленки от оттиска.
262
На оттиске нс должно быть складок и морщин
Равномерное натяжение пленки во время припрессовки, без перекосов. Если
припрессовка выполняется к рулонной бумаге (на установке БПП-70Р), то лента
бумаги также не должна иметь перекоса. Влажность бумаги или оттисков для
припрессовки должна быть в пределах ГОСТа на бумагу. При повышенной влаж-
ности бумагу следует акклиматизировать.
Отделка продукции методом переноса
Прочное удержание пленки на оттиске
Слой лака, нанесенный на пленку-подложку, ко времени выхода из сушилки
машины и соединения с оттиском должен быть высохшим и не иметь отлип а, ина-
че возможно возникновение частичного отставания пленки от оттиска. Тщательная
наладка и поддержание режима сушки лакового слоя в соответствии со скоро-
стью работы машины и длиной сушильной камеры.
Отсутствие коробления оттисков после отделения от пленки-подложки
Строгое выдерживание режима сушки лака на пленке и режима припрессовки
пленки в каландре. При использовании для работы раствора полиамидной смолы,
температура каландров должна быть 100—130°С при давлении между валами
2000—3000 кгс/см2 по шкале.
Пленка-подложка после отделения не должна иметь повреждений
Процесс припрессовки и отделения пленки от оттисков должен выполняться
с ровным натяжением пленки с иелыо ее сохранения без повреждений, обрыва и
образования складок.
5.6.4. Технические характеристики оборудования
для припрессовки пленки
Страна Марка Формат листов, мм Скорость, м/мин Габариты, мм Потребляемая мощность, кВт Масса, кг
СССР БПП-70Р Ширина рулона 360—700 5-40 2340X1550X1250 15,2 1500
ФРГ «Дуофан 2400» 760X1020 2До 40 7500X1700X1800 38,0 4000
ФРГ «Дуофан 6000» 760X1020 » 50 9200X1700X1800 40,5
«Дуофанет» 760X800 » 3 2000X3200X3000 38,0 2000
«Максибонд» 620X1010 » 15 2600X1200X2000 10,7
5.6.5. Организация рабочих мест и приемы работы
на машине типа «Дуофан»
Машину обслуживают машинист и помощник машиниста. При наладке маши-
ны необходимо следить за тем, чтобы листы, поступающие из самонаклада, укла-
дывались «внахлест» с перекрытием в 10 мм. Рекомендуется направлять листы в
машину длинной стороной вдоль движения пленки.
До заливки клея в ванну необходимо контролировать его вязкость. После
этого выполняется пробная припрессовка и в случае необходимости корректирует-
ся вязкость введением разбавителя или добавкой неразбавленного клея.
263
Для предотвращения образования на пленке заряда статического электриче-
ства в раствор клея рекомендуется добавлять антистатические препараты, напри-
мер «Чародейка», 0,5—1,0% от общего количества клея.
При припрессовке пленки без клея рулон пленки следует устанавливать в ма-
шину так. чтобы термоплавкий полимер в каландре был обращен в сторону от-
тиска. Как правило, этот слой Оолее шероховатый.
В процессе работы следят за качеством подаваемых на припрессовку оттисков,
у которых должен быть полностью закрепленный красочный слой и должны от-
сутствовать на поверхности противоотмарочные порошки. Оттиски должны иметь
поля вдоль движения пленки по 7 мм и поперек 15 мм. В случае двусторонней
припрессовки должно быть два поля по 15 мм поперек движения пленки.
При отделке пленкой рулонной бумаги ширина рулона должна быть больше
ширины пленки на 20 мм.
Рулоны готовой продукции после припрессовки до разрезки должны хранить-
ся не менее двух суток поднятыми на стойки на штангах, пропущенных через
втулки. Разрезать рулон на листы можно вручную острым ножом или на ав-
томате. После разрезки листы укладывают пленкой вниз на стеллаж и в случае
необходимости выдерживают на нем для снижения скручивания.
При работе методом переноса оттиски от пленки-подложки отделяют спустя
двое суток после припрессовки. Операцию выполняют на размоточном устройстве.
Отделанные листы укладывают на платформы высотой не более 1,0 м и выдержи-
вают на них не менее суток. Смотанную в рулон пленку-подложку используют
повторно.
Припрессовку пленки к оттискам малого размера (например, при изготовле-
нии малоформатных изданий и книг-малюток), когда использование машины ти-
па «Дуофан» нерентабельно, можно выполнять полумеханизированным способом.
Для этого можно использовать приспособление, представляющее собой пластину
1 (рис. 5.3) из оргстекла или алюминия, по краям которой укреплены две стой-
ки 2 с прорезями. В них свободно вложены концы металлического валика 3 диа-
метром 14—16 мм. Валик в прорезях не должен проворачиваться, для чего на
его концах сняты лыски.
На пластину под валик кладут полоску макулатуры шириной 70 мм, а на нее
кусок пленки, размер которой меньше оттиска по 5 мм с трех сторон. Пленка
длиннее оттиска на 30 мм, чтобы на него не попадал клей. На пленку 4 около ва-
лика наливают клей 5 в несколько большем количестве, чем это необходимо для
покрытия пленки. Затем быстрым движением протаскивают пленку под валиком,
чтобы клей покрыл ее тонким равномерным слоем. Пленку с клеем кладут или ве-
шают для просушки. Для отделки способом переноса используют лавсановую
пленку и спиртоводный раствор полиамидной смолы. Можно также применять
дублированную пленку с заранее нанесенным клеем (например, ПНЛ-2).
Для припрессовки очтисков к пленке можно использовать позолотный пресс.
На нижнюю плиту пресса кладут три листа картона и шесть листов бумаги, а
сверху — оттиск лицевой стороной вверх, а на него — пленку клеевым слоем к
оттиску. Так один на другой кладут 10—12 оттисков с пленкой и закрывают лис-
том полированного цинка. Плиту пресса передвигают под верхнюю, предваритель-
но нагретую до 50—55°С и создают давление. Оттиски с пленкой выдерживают
Рис. 5.3 Схема устройства для
нанесения клея на пленку или
от лака на оттиск вручную
264
под давлением в течение одной минуты, затем их вынимают и откладывают для
охлаждения и снятия напряжений. Спустя 10—12 ч оттиски с пленкой можно
использовать для дальнейших операций. Если отделка проводилась методом пере-
носа, то пленку отделяют от оттиска для повторного использования.
5.6.6. Техника безопасности
Участок припрессовки пленки должен быть расположен в отдельном помеще-
нии с категорией III б в противопожарном отношении.
В помещении должна быть установлена местная и общая вентиляция во
взрывобезопасном исполнении. Местная вентиляция должна быть над клеевым
аппаратом, сушильной камерой и каландром машины
В помещении для припрессовки пленки запрещается курить и принимать пи-
щу. Хранить запасы клеев и растворителей можно не более чем на одну смену.
5.7. СОЕДИНЕНИЕ СУПЕРОБЛОЖКИ С КНИГОЙ
Назначением операции является окончательная комплектовка книги. Книгу с
суперобложкой комплектуют двумя способами: на книгу в переплетной крышке
суперобложка одевается, закрывая сторонки и корешок, на книгу в обложке —
приклеивается к корешку, а клапаны подвертываются под обложку. В первом
случае суперобложка одевается на готовую книгу. Во втором случае книга после
крытья обложкой подрезается спереди и на нее приклеивается суперобложка,
после чего книга подрезается сверху и снизу.
5.7.1. Требования к качеству изданий в суперобложке
1. Суперобложка должна находиться на книге в правильном положении, без
смещения и перекоса. Корешок суперобложки должен совпадать с корешком кни-
ги. Клапаны должны быть подвернуты под сторонку или обложку и не вызывать
открывания последних. Сгиб суперобложки должен совпадать с кантом крышки
или краем обложки, без образования просветов.
2. Суперобложка сложной конструкции должна соединяться с книгой в соот-
ветствии с макетом. Высечка на суперобложке должна совпадать с рисунком на
крышке или обложке.
5.7.2. Контроль качества книги в суперобложке
Качество соединения книги с суперобложкой проверяют визуально перед упа-
ковкой и дополнительно сравнением с макетом.
5.7.3. Условия, обеспечивающие соблюдение
технических требований к качеству книги в суперобложке
Правильное расположение суперобложки на книге
Размер суперобложки должен отвечать требованиям технологической карты.
Для облегчения точного совмещения суперобложки с книгой при ручном надева-
нии необходимо ее сфальцевать по макету или использовать устройство, пока-
занное на рис. 5.4. При соединении суперобложки с книгой в обложке необходимо
следить за точным приклеиванием ее к корешку книги, используя приемы по при-
клеиванию обложки по п. 3. 14.
Клапаны не должны отгибаться и отгибать крышку или обложку
Жесткость суперобложки должна быть такой, чтобы клапан после подворачи-
вания под крышку или обложку не отгибался. Бумага для суперобложки должна
иметь долевое направление по корешку. Пленка должна быть припрессована так-
же в долевом направлении. Возможна припрессовка пленки не по всей поверхно-
сти суперобложки с таким расчетом, чтобы пленка заходила на клапан лишь на
5—7 мм. При использовании для припрессовки жесткой пленки типа триацетат-
9—1293
265
целлюлозной, ширина клапана у книг среднего формата должна быть не менее
90 мм. У книг малого и миниатюрных форматов суперобложки следует лакировать
или отделывать методом переноса. Для припрессовки допускается использовать
пленку типа полипропиленовой толщиной не более 17 мкм.
5.7.4. Технические характеристики оборудования
для одевания суперобложки
Страна Марка Форматы книг, мм Толщина, мм; Скорость, цикл/мин Габариты, мм Потребляе- мая мощ- ность, кВт Масса, кг
наиболь- ший наи- меньший
СССР БЗСК-2 203X260 128X165 10—50 До 35 3080X1980X1250 2,8 2300
ФРГ SU 270X370 105X125 10-80 40 5500X2150X1750 4,75 4420
ГДР SUUM 40 250X350 105x150 10—65 16-40 5700X2260X1350 9,5 2400
Для приклеивания суперобложки к книге в обложке можно использовать
оборудование для крытья обложкой при соответствии форматов.
5.7.5. Организация рабочих мест и приемы работы
Работа вручную. У стопы суперобложек фальцуют один клапан, но фальц
не формируют очень резко. Затем стопу суперобложек с отогнутыми с одной сто-
роны клапанами кладут перед собой изнаночной стороной вверх, на суперобложку
укладывают книгу кромкой крышки к сгибу клапана и, открывая книгу, вводят
клапан суперобложки под сторонку. Поднимают книгу с суперобложкой и заводят
второй клапан под вторую сторонку.
Заворачивание в суперобложку можно выполнять по шаблону (рис. 5.4). Для
этого кладут стопу суперобложек изнаночной стороной вверх под упор на ширину
одного клапана. На стопу кладут книгу, упирая кромку крышки в упор шаблона.
Заворачивают свободный конец суперобложки на книгу и подворачивают клапан
под крышку. Вынимают второй клапан из-под упора и, сдвигая книгу на себя,
подворачивают второй клапан.
Фальцованные суперобложки надевают на книгу после фальцовки клапанов
по короткой или по длинной и короткой сторонам (п. 2 и 3 табл. 5.1).
Суперобложки с высечкой надевают обычным способом, так же, как и бандероли,
отличающиеся от обычных суперобложек лишь шириной. Обложки-закладки
(п. 7 табл. 5.1) надевают на готовую книгу после их фальцовки по макету. Фаль-
цы должны отстоять один от другого на расстоянии, равном толщине блока.
Двойную суперобложку, состоящую, например, из бумажной суперобложки с
печатью и суперобложки из пленки, надевают обычным способом в два приема.
Рис. 5.4 Схема устройства для руч-
ного заворачивания книг в супероб-
ложку:
/ — доска; 2 — передвижной упор; 3 — пач-
ка суперобложек; 4 — книга
266
6. ФУТЛЯРЫ
6.1. ВИДЫ ФУТЛЯРОВ И РАЗМЕРЫ ЗАГОТОВОК ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
Принятые обозначения: Вф — высота футляра, Вф = в + 2К; Шф—ширина
футляра без клапана, Шф = ш+К; Шф1 — ширина футляра с клапаном, Шф1 =
=ш+К+1,ЗТф; Тф—'Толщина футляра, Тф=Т+2к+2т
Наиме- нование Вид заготовки Назна- чение Формат изданий
1. Цель-
нокар-
тонный
прямой
2. Цель-
нокар-
тонный
с вы-
сечкой
Для, Все
одной форматы
книги
То же
Все
форматы
9*
267
Продолжение табл. 6.1
Наимено-
вание
Вид заготовки
Назна-
чение
Формат
изданий
3. Цель-
нокар-
тонный
с кла-
паном
То же
Средние
и боль-
шие
4. Цель-
нокар-
тонный
со ско-
сом
То же
Сред-
ние, ма-
лые, ми-
ниатюр-
ные
5. Цель-
нокар-
тонный
прямой
Для
2-х и
более
книг
Все
форматы
6. Цель-
нокар-
тонный
со ско-
сом
То же
Сред-
ние, ма-
лые, ми-
ниатюр-
ные
268
Продолжение табл. 6.1
Наимено-
вание
Вид заготовки
Назна-
чение
Формат
изданий
7. Окле-
енный
бума-
гой
или
бума-
гой с
проз-
рачным
поли-
мером
8. Окле-
енный
пере-
плет-
ным
мате-
риалом
Для^ Все
одной форматы
книги
То же Все
форматы
9. Цель-
нокар-
тонный
с лаки-
ровкой,
без
скреп-
ления
Для Все
одной форматы
книги
10. С ок-
лейкой
пере-
плет-
ным
мате-
риалом
Для
2-х и
более
книг
Сред-
ние, ма-
лые, ми-
ниатюр-
ные
269
Окончание табл. 6.1
Наимено-
вание
Вид заготовки
Назна-
чение
Формат
изданий
11. Фут-
ляр-
кассета
без кан-
тов
Для^ Все
одной форматы
книги
12. Фут-
ляр-
кассета
с канта-
ми у
нижней
сто-
ронки
крыш-
ки
13. Фут-
ляр-
кассета
с канта-
ми у
нижней
и верх-
ней
сторо-
нок
То же То же
То же
Примечания:
1. Футляры 1—6 типов для изданий средних и больших форматов могут быть склеены
или сшиты проволокой, для книг малых и миниатюрных форматов — только склеены. Фут-
ляры типа 9 скрепляются при помощи «языка», вставляемого в прорезь. Футляры осталь-
ных типов склеиваются
2. Футляры могут быть без печати, иметь печать на картоне, на бандероли или на-
клейке, или на материале, оклеивающем футляр. Кроме того, они могут быть лакирован-
ные, с припрессованной пленкой, бронзированные, с конгревным тиснением, с высечкой,
вырубкой и т. п.
270
6.2. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ФУТЛЯРОВ И ИХ ОФОРМЛЕНИЯ
Наименование Способ печати Число красок
Картон коробочный (ГОСТ 7933—75) Офсетный Высокий Трафаретный 1—2
Картон переплетный (ГОСТ 7950—77) То же То же
Картон «хром-эрзац» » » 1—4
Бумага для печати офсетная (ГОСТ 9094— » » То же
83)
Бумага мелованная (ГОСТ 21444—75) » » »
Бумага для глубокой печати (ГОСТ 9168— » » »
75)
Материал переплетный на бумажной основе Офсетный
с нитрополиамидным покрытием (ГОСТ 9996— 8ЭД Трафаретный Тиснение фоль- гой 1—2
Материал переплетный с крахмально-каоли- То же То же
новым покрытием марок КМК и КОК (ГОСТ 5202—78)
Материал переплетный с нитроцеллюлозным » » »
покрытием марок А, Б и В (ГОСТ 8705—78)
Материал переплетный «Бумвинил» марки А (ТУ 17-1374—75) Офсетный Трафаретный Тиснение фольгой 1—2 и
Примечания:
1. Более подробные сведения о материалах см. в п. 2.4; 3.4; 4.5; 4.1'0; 5.2. Клеи для
приклейки материалов, бумаги и склейки картонных деталей футляров см. 4.10.
Проволока для шитья футляров (п. 3.7).
2. Определение расхода материалов для изготовления футляров следует выполнять, имея
макеты изделий или их подробные чертежи.
6.3. ТРЕБОВАНИЯ К КАЧЕСТВУ ФУТЛЯРОВ
1. Размеры и оформление футляров должны соответствовать согласованному
с предприятием и утвержденному заказчиком образцу. Размер футляра должен
соответствовать формату издания с учетом свободного вкладывания книг или
альбомов в футляр.
2. Печать на футляре по передаче градации тонов, цвету, расположению ри-
сунков и текста должна соответствовать утвержденному заказчиком пробному
оттиску. При многокрасочной печати должно быть обеспечено точное совмещение
красок.
3. Футляры не должны быть деформированы. Линии сгибов должны быть
четкими, обрезы краев гладкими. Биги должны быть параллельными и расстояние
между ними равно соответствующему расстоянию на утвержденном образце.
4. Скрепление футляра должно быть надежным (исключая скрепление «зам-
ками» без клея и металлических скоб). Скобы должны быть расположены в уста-
новленных местах, ножки загнуты, без отставаний и поломки.
271
6.4. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ У ФУТЛЯРОВ
Показатель
Предельные отклонения
Размеры футляра, мм
Несовмещение красок при печати
Смещение изображения относитель-
но ребер футляра после его оклейки,
мм
Косина
По высоте и толщине +2,0
По ширине —2,0
Согласно Технологическим инструкци-
ям на соответствующие способы печати,
а также по п. 4 18.3
±2,0
1 мм на 100 мм изображения
6.5. контроль качества футляров
1. Размеры футляров проверяют по внешней стороне в готовом виде линей-
кой с миллиметровыми делениями. Кроме того, проверяют вкладыванием книги
(пли комплекта книг) в готовый футляр.
2. Совмещение красок при многокрасочной печати проверяют при помощи
лупы. Размещение печати и бигов проверяют линейкой и осмотром партии фут-
ляров.
3. Деформацию проверяют осмотром футляров при передаче их на операцию
соединения с книгой.
6.6. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ ФУТЛЯРОВ
Страна Марка Форматы книг Толщина, мм Скорость, ц-икл/мин Габариты, мм Потребляемая мощность, кВг Масса, кг
СССР Автом БФК-1 .ат для изготовление 84X108/16, г футляр 20—60 ов и 30 вкладки в них книг 4160X1810X1680 4,4 1500
60x90/16,
84Х108/32
Машина для шитья футляров проволокой
СССР ТПШ-300 Вылет головки 300 0,2—14 190 810X600X1600 0,5 240
Картонорезальные, тканерезальные, бумагорезальные машины, высекальные
станки и машины, необходимые при изготовлении футляров, см. в 2.8.5; 4.13.7.
6.7. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ПРИЕМЫ РАБОТЫ
Работа на автомате для изютовления футляров и вкладки в них книг. Авто-
мат БФК обслуживают машинист, накладчик и приемщик. К машине подаются
готовые книги в переплетных крышках и заготовки для футляров.
Заготовки для футляров изготовляются на операционных станках и машинах:
листы картона разрезают на заготовки с одновременной рицовкой или биговкой
на картонораскройной машине, затем на станке типа УПС высекают шлицы. Рас-
272
стояние между рицами или бигами в середине заготовки равно толщине книги, а
расстояние между рицами или бигами и ближайшим краем заготовки должно
быть на 1 мм меньше толщины книги.
При наладке машины кассеты выбирают в соответствии с форматом и объе-
мом книги, зазор между книгой и стенками кассеты не должен превышать 5 мм.
На клапаны заготовок наносят полосы клея шириной 10 мм; толщина клеевого
слоя должна быть в пределах 0,1—0,9 мм.
Во время работы накладчик укладывает книги на транспортер самонаклада
корешком вниз и сплошь контролирует их качество по внешнему виду. Приемщик,
принимая книги в футлярах из машины, просматривает их качество и укладывает
стопами на платформу.
Работа полумеханизированяым способом и вручную. Большинство футляров,
изготовляемых без оклейки, после раскроя и высечки заготовки сшивают металли-
ческими скобами или склеивают по месту клапанов. Сложнее изготовлять футля-
ры с оклейкой бумагой или переплетным материалом. Для книг среднего и боль-
шого форматов заготовки картона и материала раскраивают в виде прямоуголь-
ников и высекают шлицы и выемки, складывают картонное основание и только
после этого оклеивают бумагой или материалом. Не рекомендуется наклеивать
материал на развернутую картонную заготовку, так как ее нельзя будет сложить
в футляр. При изготовлении футляров для книг малого формата и миниатюрных
оклейку выполняют на шаблоне, изготовленном в виде параллелограмма из карто-
на, оклеенного пленкой, не воспринимающей клей. Загибку краев материала в этом
случае выполняют у снятой с шаблона и просохшей склейки.
Печать и тиснение на заготовках футляров выполняют различными способами
в соответствии с оформлением издания и возможностями полиграфического пред-
приятия.
список источников
1. Виткова К. М., Кузнецова А. Д. Брошюровочно-переплетное производство.
И.: Книга, 1980.
2. Воробьев Д. В., Дубасов А. И., Жуков И. А., Козлов С. Н. Брошюровочно-
переплетные процессы. М.: Книга, 1979.
3. Еликова Л. М., Фарбер Э. М. Изготовление сложных тетрадей. М.: Книга,
1965.
4. Купцова О. Б. Основные режимы переплетных процессов. М : Книга, 1970.
5. Купцова О. Б. Изготовление книжных блоков из тетрадей, сшитых термони-
тями. М.: Книга, 1978.
6. Купцова О. Б. Машинное изготовление переплетных крышек. М.: Книга, 1979.
7. Павлов И. П., Хмылко В. Ф. Механизированная обработка брошюр и книж-
ных блоков. М.: Книга, 1975.
8. Свиридов Н. М. Фальцевальные машины и работа на них. М.: Книга, 1967.
9. Хмылко В. Ф. Современная техника для подборки и скрепления блоков. М.:
Книга, 1971.
10. Книговедение. Энциклопедический словарь. М.: Советская энциклопедия,
1981.
11. Советский энциклопедический словарь. М.: Советская энциклопедия, 1980.
12. Технологические инструкции по брошюровочно-переплетным процессам. М.:
Книга, 1982.
13. Нормы расходования материалов на полиграфических предприятиях. Мл
Книга, 1976.
ПРИЛОЖЕНИЕ 1
СЛОВАРЬ ТЕРМИНОВ, ИСПОЛЬЗОВАННЫХ В СПРАВОЧНИКЕ,
С УКАЗАНИЕМ НОРМИРУЮЩИХ ДОКУМЕНТОВ
Термин Определение Нормирующий документ
Альбом Книжное изоиздание, как правило,
с пояснительным текстом ГОСТ 16447—78
Альбомный спуск Размещение полос на печатной форме, при котором корешок из- дания располагается по короткой стороне, в отличие от обычного
спуска.
Аппликация на пере- плетной крышке Армирование Наложение и прикрепление к пе- реплетному материалу рисунка, высеченного по контуру из друго- го материала. Склеивание или механическое сое- динение при отливке бумаги с гост 19112—78
материалом иного вида или с сеткой из натуральных или син- тетических нитей. гост 19112—78
Атлас Картографическое произведение, состоящее из многих карт, объеди- ненных общей программой. гост 21667—76
Бескрасочное тиснение См. Блинтовое тиснение.
Биг Углубление в виде прямой линии на картоне, бумаге или переплет- ном материале. гост 19112—78
Биговка Нанесение бигов. гост 19112—78
Ндп Бигование Бинты Рельефные поперечные выступы на корешке переплетной крышки, имитирующие выступы от шнуров, на которых сшивали старинные
книги
274
Продолжение
Термин Определение Нормирующий документ
Блеск Блинтовое тиснение Бобина Брошюра Брошюровочно-пере- плетные процессы Буклет Ндп Буклет в смыс- ле брошюры Бумажный лист Бумажный ледерин Верные стороны Верхняя сторона бу- маги Ндп Лицевая сторо- на Вкладка Качественная характеристика свойств поверхности, отражающей свет. Нанесение плоского углубленного бескрасочного изображения на переплетной крышке, бумаге, кар- тоне или другом материале. Катушка, с намотанной на нее лентой, технической ткани, марли, бумаги или другого материала, ширина которого определяется размером изготовляемой детали книги (например, переплетной крышки). Непериодическое текстовое книж- ное издание, объемом свыше че- тырех, но не более 48 с. Совокупность процессов получе- ния из отпечатанных листов книг, брошюр и журналов в переплет- ной крышке или обложке. Листовое издание в виде одного листа печатного материала, сфаль- цованного любым способом в два и более сгибов. Лист печатной бумаги стандарт- ного формата, являющийся едини- цей расчета количества бумаги, потребного или израсходованного на изготовление издания. Условно принятое в полиграфии название переплетного материала на бумажной основе с нитрополи- амидным покрытием. Две взаимно перпендикулярные стороны листа, по которым его устанавливают к упорам печатной машины. На одной верной сторо- не ставится метка бокового упо- ра, смещенная в сторону верного угла. Сторона противоположная сеточ- ной стороне бумаги. 1. Дробная часть листа или ил- люстрация, вкладываемая в сере- дину тетради. 2. Комплектовка сложной тетради путем вкладывания иллюстрации или дробной части листа в середи- ну тетради. СЭС ГОСТ 19112—78 ГОСТ 16447—78 ОСТ 29.41—83 ГОСТ 16447—78 ГОСТ 17052—79 ГОСТ 19112—78
275
Продолжение
Термин Определение Нормирующий документ
Вклейка Вставка блока Выгибка шпации Выклейка шпации Гладкость бумаги Глухой корешок Тренирование бумаги Ндп Торшонирование Двойник Детали, отпечатанные отдельно от текста Дисперсия полимера Доля листа 1. Дробная часть листа или иллю- страция, вклеиваемая внутрь тет- ради. 2. Комплектовка сложной тетра- ди путем приклеивания детали внутрь тетради к определенной странице. Скрепление блока с переплетной крышкой. См. кругление корешка крышки. Наклеивание на внутреннюю сто- рону цельнокрытой крышки по месту шпации с заходом на кар- тонные сторонки бумаги или не- тканого клееного материала с целью упрочнения крышки. При механизированном изготовлении крышек на рулонных машинах упрочняющий материал наклеива- ют между картоном и наружным материалом. Свойство бумаги, определяемое рельефом ее поверхности. Корешок переплетной крышки, приклеенный к корешку блока. Облагораживание бумаги прида- нием ее поверхности зернистой структуры. Блок, содержащий по высоте два одинаковых экземпляра издания. При расположении по высоте трех, четырех и более экземпля- ров, блок именуется соответствен- но тройник, четверник и т. д. Рисунки, репродукции, карты, схемы, таблицы и прочие, отпеча- танные на бумаге, отличной от бумаги основных тетрадей блока, или имеющие размеры, отличаю- щиеся от размеров страниц изда- ния. Гетерогенная система, состоящая из мелких частиц полимера (дис- персионная фаза) в водной среде (дисперсионная среда). В поли- графической промышленности ис- пользуются дисперсии поливинил- ацетата и его сополимеров. Часть бумажного листа, которую составляет страница по отношению к формату стандартного листа бумаги. ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 17052—79 ГОСТ 19112—78 ОСТ 29.41—83
276
Продолжение
Термин Определение Нормирующий документ
Дробная часть пе- чатного листа Журнал Часть печатного листа, содержа- щая меньшее число страниц, чем в основных тетрадях издания. Периодическое текстовое издание, ГОСТ 16447—78
Журнальное издание выходящее через определенные промежутки времени, с постоян- ным для каждого года числом номеров, однотипно оформленных, не повторяющихся по содержанию. Издание в виде блока скреплен- То же
Заклейка корешка ных в корешке листов печатного материала установленного форма- та в обложке или переплетной крышке. Нанесение на корешок сшитого ОСТ 29.41—83
книжного блока Закладка Закраска обреза блока слоя клея для скрепления тетрадей. Деталь, служащая для отметки места чтения. Нанесение краски на обрезы книж- ОСТ 29.41—83
(книжного) блока Золочение обреза Издание Каптал Картон Картон калиброван- ный ного блока. См. металлизирование обреза. Произведение печати, полиграфи- чески самостоятельно оформлен- ное, прошедшее редакционно-из- дательскую обработку, имеющее установленные выходные сведе- ния и предназначенное для пере- дачи содержащейся в нем инфор- мации. Под произведением печати пони- мается изделие полиграфического производства, получаемое печата- нием или тиснением. Лента с утолщенным краем, на- клеиваемая на края корешка об- резанного блока. Волокнистый материал массой 1 м2 более 250 г. Картон, предназначенный для вы- работки штампованных изделий. ГОСТ 16447—78 ГОСТ 19112—78 ГОСТ 1933—73
Картон переплетный Картонная сторонка Кант Ндп Напуск Клапан Картон, предназначенный для из- готовления переплетных крышек книг и беловых изделий. Лист картона, являющийся де- талью переплетной крышки. Края переплетной крышки или обложки, выступающие за обрез блока. Часть обложки или супероблож- ки, подгибаемая внутрь книги. ГОСТ 7950—77 ГОСТ 19112—78 ГОСТ 19112—78
277
Продолжение
Термин Определение Нормирующий документ
Клеевое бесшвейное скрепление Книга Книжное издание Книжно-журнальная тетрадь Книжный блок Комплектовка книж- ного блока Ндп Подборка Комплектовка вклад- кой Комплектовка подбор- кой Ндп Комплектовка подъемкой Комплектовка слож- ной тетради Конгревное тиснение Контрштамп Корешковый материал Корешок книжного блока Коробление Кромка материала Скрепление листов (или тетра- дей) в блок клеем. Непериодическое текстовое книж- ное издание объемом свыше 48 с. Издание в виде блока скреплен- ных в корешке листов печатного материала любого формата в об- ложке или переплетной крышке. Составная часть книжного или журнального издания, полученная из отпечатанного листа в резуль- тате фальцовки. Комплект скрепленных по кореш- ку тетрадей или листов, содержа- щий все страницы и комплектую- щие детали будущего издания. Составление блока из тетрадей или листов в определенном по- рядке. Комплектовка изданий путем вкладывания тетради в тетрадь и в обложку (или во внешнюю тетрадь с форзацами). Комплектовка блока путем прикла- дывания одной тетради к другой или одного листа к другому. Присоединение к простой тетради дробных частей, деталей, отпеча- танных отдельно от текста, фор- зацев. Нанесение рельефного изображе- ния на переплетную крышку, бу- магу, картон или другой мате- риал См. матрица. Материал, используемый для уп- рочнения корешка книжного бло- ка и связи блока с переплетной крышкой. Место скрепления тетрадей или листов блока, скомплектованных в определенном порядке. Деформация плоского материала или полуфабриката, например пе- реплетной крышки, при которой она выгибается. Продольный край, полоса по краю переплетного материала, обычно не имеющая покрытия или аппрета. ОСТ 29.41—83 ГОСТ 19112—78 ГОСТ 16447—78 ГОСТ 16447—78 ОСТ 29.41—83 ОСТ 29.41—83 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78
278
Продолжение
Термин Определение | Нормирующий документ
Кругление корешка книжного блока Кругление углов блока Ндп Срубка углов блока Кругление углов пе- реплетной крышки Кругление корешка переплетной крышки Крытье вроспуск Крытье обыкновен- ное Крытье переплетной крышки обложкой Крышка переплетная Ндп Переплет Крышка переплетная из одной детали Ндп Цельнокартон- ная крышка; облож- ка на форзаце Крышка переплетная с накладными сторон- ками Крышка переплетная цельнокрытая Ндп Цельнотканевая крышка, цельнобу- мажная крышка Лак Лакирование бумаги (картона) Ламинирование бума- ги (картона) Ндп Дублирование Латексы синтетические Придание корешку округлой фор- мы. Придание углам блока округлой формы. Срезка углов у картонной сторон- ки и заправка материала по по- лучившемуся закруглению. Придание корешку переплетной крышки формы, подобной круг- леному корешку книжного блока Приклейка обложки к блоку по корешку и к наружным страни- цам. Приклейка обложки к блоку по корешку. Приклеивание обложки на сторон- ки переплетной крышки типа 5. Внешнее покрытие издания, кото- рое соединяется с блоком посред- ством форзацев и корешкового ма- териала или без него. Переплетная крышка, состоящая из одной детали. Составная переплетная крышка, картонные сторонки которой по- крыты материалом с загибкой с четырех сторон. Переплетная крышка, состоящая из картонных сторонок и отстава, покрытых одним материалом. Раствор или дисперсия пленкооб- разующих веществ, при высыха- нии которых получаются твердые, блестящие, прозрачные покрытия. Облагораживание бумаги (карто- на) нанесением на ее поверхность слоя лака. Облагораживание бумаги (карто- на) нанесением на ее поверхность полимера методом расплава. Водные дисперсии синтетических полимеров, главным образом каучуков. ГОСТ 19112—78 То же ОСТ 29.41—83 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 СЭС
279
Продолжение
Термин Определение Нормирующий документ
Лист бумаги Лист печатного мате- риала Лист печатный Ляссе Масса квадратного метра бумаги, карто- на и т. п. Ндп Поверхностная плотность; вес квад- ратного метра Материал наружный Матрица Машинное направле- ние бумаги Металлизирование об- реза Накидка Наклейка Номинальный размер Норма Часть полотна бумаги прямоуголь- ной формы. Лист бумаги, картона, ткань, про- зрачная пленка, перфокарта и т. п., поверхность которых со- держит оттиск (текст, иллюстра- ции, ноты и т. п.). Оттиск на одной стороне бумаж- ного листа формата 60x90 см. Тесьма шириной 3—8 мм, в поли- графии применяемая в качестве закладки. Масса в граммах одного квадрат- ного метра бумаги, картона, мате- риала (г/м2). Материал, покрывающий переплет- ную крышку снаружи. Выпуклая копия штампа для кон- гревного тиснения, изготовленная из композиции, имеющей достаточ- ную прочность и жесткость. При тиснении помещается на нижней плите пресса против штампа. Направление волокон бумаги, со- ответствующее направлению дви- жения бумажного полотна на бу- магоделательной машине. Покрытие обреза блока тонким слоем металла (золотом или ме- таллом, имитирующим его). 1) дробная часть листа и^и ичлю- страция, вразъем которой вклады- вается тетрадь; 2) комплектовка сложной тетради путем накидывания односгибной детали на тетрадь. Иллюстрация, размер которой меньше формата издания, прикле- енная на его страницу, на пас- парту, на переплетную крышку или обложку. Размер, относительно которого оп- ределяются предельные размеры и который служит началом отсчета отклонений. Фамилия автора, название книги или номер заказа, помещаемые на первой полосе печатного листа около сигнатуры. ГОСТ 17052—79 ГОСТ 16447—78 эскв ГОСТ 17052—79 ОСТ 29.41—83 ГОСТ 19112—78 СТ СЭВ 145—75
280
Продолжение
Термин Определение Нормирующий документ
Обандероливание Обжим корешка книж- ного блока Обложка Обложка из одной детали Оклеивание пачки полоской бу- маги. Операция, проводимая с целью уменьшения толщины прикореш- ковой части книжного блока. Внешнее покрытие издания, кото- рое соединяется с блоком без форзацев. Обложка, состоящая из одной де- тали. ГОСТ 19112—78 ОСТ 29.41—83 ГОСТ 19112—78 ГОСТ 19112—78
Обложка переплет- ной крышки Обложка составная Обрез книжного бло- ка Ндп Головка, хвостик блока Обрезная переплет- ная крышка Объем издания Окантовка книжного блока Окантовка тетради Окантовочный мате- риал Отгибка краев кореш- ка блока Наружный материал составной переплетной крышки, покрываю- щий сторонку. Обложка, состоящая из двух и бо- лее деталей. Край книжного блока после обрез- ки, выполненной с целью доведения его до нужного формата. Различа- ют верхний, нижний и передний обрезы. Переплетная крышка, обрезанная с трех сторон после соединения с блоком Число печатных, учетно-издатель- ских или авторских листов или страниц, содержащихся в издании. Объем издания не следует выра- жать толщиной блока. Приклеивание полоски бумаги, тка- ни или нетканого материала по всей поверхности корешка с выхо- дом на форзацы и первую и по- следнюю страницы тетрадей 1. Приклеивание к фальцу тетради с форзацем или другой деталью полоски бумаги или материала с выходом на поле тетради и фор- заца. 2 Полоска бумаги или материала для окантовки тетради. Материал, используемый для окан- товки книжного блока. Придание корешку блока грибооб- разной формы. ГОСТ 19112—78 ОСТ 29.41—83 ОСТ 29.41—83
Ндп Кашировка Отделочные процессы Процессы, назначением которых является улучшение внешнего вида отпечатанных листов или увеличе- ние их прочности. ОСТ 29.41—83
281
Продолжение
Термин Определение Нормирующий документ
Отстав Отгиск Папка переплетная Паспарту Переплетные мате- риалы Переплетные шрифты Петля в тетради Печать краской на переплетных крыш- ках Печать трафаретная на переплетных крыш- ках Плотность (бумаги, картона, материала) Ндп Объемная мас- са Объемный вес Плюр Подписной лист Подрезка листов Полоска плотной бумаги или кар- тона, наклеиваемая на материал переплетной крышки между кар- тонными сторонками. Отпечаток текста или графического изображения на бумаге, картоне или другом материале, полученный полиграфическим способом, то есть передачей краски с печатной фор- мы на бумагу. Дополнительное внешнее покрытие с карманами для вставки изделия. Лист плотной бумаги или тонкого картона, на который наклеивают иллюстрационный материал. Материалы, используемые для из- готовления переплетных крышек (кроме картона, бумаги и клея). Шрифты латунные или цинковые, служащие для набора заголовков и других сведений и тиснения на пе- реплетных крышках. Сгибы в верхнем, нижнем и перед- нем полях тетради, образующиеся при фальцовке. Нанесение изображения на гото- вую переплетную крышку спосо- бом печати тертой краской с ис- пользованием переплетных штам- пов на позолотных прессах или на тяжелых тигельных печатных машинах. Способ печати, при котором от- тиск получают путем продавлива- ния краски эластичным ракелем через печатную форму на пере- плетную крышку. Отношение массы материала к его объему; выражается в г/см3. Тонкая прозрачная бумага, пред- назначенная для предохранения иллюстрации от механических по- вреждений. Оттиск, полученный с тиражной формы на рабочей скорости в пе- чатной машине и подписанный к печати. Обрезка кромок для обеспечения прямоугольности и ровных краев. ГОСТ 19112—78 СЭС ГОСТ 19112—78 эскв эскв эскв ТИ по ВПП ОСТ 29.41—83 ГОСТ 19112—78
282
Продолжение
Термин Определение Нормирующий документ
Полоса Поперечное направ- ление бумаги Предельные отклоне- ния Предельные размеры Прессование книг Ндп Обжимка книг Прессование тетрадей Привертка Приводка Приклейка Припрессовка пленки Ндп Целлофанирова- ние Прокладка мягкая Проклейка бумаги Разрезка Часть печатной формы определен- ного формата, идентичная страни- це будущего издания. Направление волокон бумаги, пер- пендикулярное машинному. Алгебраическая разность между предельным и номинальным разме- рами. Различают верхние и ниж- ние отклонения. Два предельно допустимых разме- ра, между которыми должен нахо- диться или одному из которых может быть равен действительный размер. Операция, способствующая увели- чению плотности и прочности скрепления переплетной крышки с блоком. Операция, предназначенная для уменьшения толщины тетради и фиксации фальца. Стопа книжных блоков, журналов или брошюр, подготовленная для обработки (прессование, обжим, обрезка с трех сторон). Технологическая операция формно- го и печатного процессов, обеспе- чивающая правильное расположе- ние оттиска на запечатанном ма- териале и точное совмещение кра- сок. 1. Дробная часть листа или иллю- страция, приклеиваемая к наруж- ной части тетради. 2. Комплектовка сложной тетради путем приклеивания детали к на- ружной странице тетради. Процесс скрепления прозрачной по- лимерной пленки с бумагой или оттиском при повышенных темпе- ратуре и давлении. Проклада из пористого материала или нескольких слоев бумаги между картонной сторонкой и пе- реплетным материалом переплет- ной крышки. Придание бумаге свойств ограни- ченного впитывания воды, чернил, туши или повышение ее механи- ческой прочности. Разделение стоп или пачек мате- риала на требуемое число частей. ОСТ 29.41—83 ГОСТ 17502—79 СТ СЭВ 145—75 СТ СЭВ 145—75' ОСТ 29.41—83 ОСТ 29.41—83 ОСТ 29.41—83 ОСТ 29.41—83 ГОСТ 19112—78 ОСТ 29.41—83 ГОСТ 19112—78 ГОСТ 17502—79 ОСТ 29.41—83
283
Продолжение
Термин Определение Нормирующий документ
Раскол корешка бло- ка Раскрой картона, ма- териала Ракрываемость изда- ния Распашная иллюстра- ция Расстав Растворы Рельефное тиснение Рубчик Сеточная сторона бу- маги Сигнатура Склеивание бумаги Ндп Дублирование; Нарушение клеевого скрепления с образованием просвета между тетрадями (или листами) блока, приводящее к нарушению целост- ности корешка. Разрезка листов картона или лен- ты переплетного материала на сто- ронки, заготовки или бобины нужного размера. Способность листов раскрытого издания принимать положение, па- раллельное переплетной крышке. Оттиск, занимающий две смежные страницы внутренней части тетра- ди и представляющий собой еди- ное изображение. Расстояние между картонной сто- ронкой переплетной крышки и от- ставом. Однородные смеси двух или боль- шего числа веществ, которые рав- номерно распределены в раствори- теле в виде отдельных атомов, ио- нов или молекул. См. Конгревное тиснение. Углубление на переплетной крыш- ке готового изделия по месту рас- става. Сторона бумаги, соприкасающая- ся в процессе ее изготовления с сеткой бумагоделательной машины. Обозначение порядкового номера печатного листа книги, которое по- мещается в нижнем внутреннем углу первой полосы и повторяется со звездочкой на третьей полосе каждой тетради кроме первой. Соединение бумаги с бумагой или другими материалами при помо- ГОСТ 19112—78 СЭС ГОСТ 19112—78 ГОСТ 17502—79
Кэширование Скрепление термони- тями Совмещение красок Составная переплет- ная крышка Ндп Составной пере- щи адгезива. Способ скрепления блока, при ко- тором тетради в процессе фальцов- ки прошиваются термонитями, за- тем склеиваются в комплекте меж- ду собой и окантовываются. Точное наложение каждой после- дующей краски на предыдущую при многокрасочной печати. Переплетная крышка, состоящая из сторонок, покрытых одним видом материала и соединенных между ГОСТ 19112—78 ОСТ 29-41—83
плет собой другим материалом. ГОСТ 19112—78
284
Продолжение
Термин Определение Нормирующий документ
Спуск полос Спуск фаски Срезка Сталкивание Стежок Степень проклейки бумаги Стержень Страница Суперобложка Тесьма Тетрадь простая Тетрадь сложная Тиснение Пропесс расстановки полос в пе- чатной форме в таком порядке, чтобы после печати и фальцовки получилась тетрадь с последова- тельным расположением страниц. Срезка под углом края картонной сторонки переплетной крышки. Удаление у пачки листового мате- риала небольшой части (например, углов). Выравнивание в стопке краев лис- тов бумаги, картона, ткани, полу- фабрикатов и готовой продукции по двум взаимно перпендикуляр- ным сторонам. Элемент нитяного шва, располо- женный между двумя проколами. Различают внутренний и внешний стежки, находящиеся соответствен- но внутри тетради и на внешней стороне фальцев. Показатель сопротивления произ- вольному проникновению воды, ту- ши или чернил и их растеканию по поверхности бумаги. Полоса бумаги или ткани, исполь- зуемая при приклейке иллюстра- ции к тетради. Одна сторона листа бумаги в кни- ге, журнале, рукописи, альбоме и т. д. Дополнительная обложка с клапа- нами, прикрывающая переплетную крышку или обложку. Плетеная лента, обычно имеющая только одну систему косо перепле- тающихся нитей. См. книжно-журнальная тетрадь. Простая тетрадь, к которой при- соединены дополнительные элемен- ты (форзац, дробная часть листа, деталь, отпечатанная отдельно от текста). Получение изображения на пере- плетной крышке, картоне, бумаге или другом материале при повы- шенной температуре и давлении переплетным штампом (см. блинто- вое тиснение, конгревное тиснение, тиснение фольгой). ОСТ 29-41—83 ГОСТ 19112—78 ГОСТ 17502—79 ОСТ 29.41—83 эскв ГОСТ 19112—78
285
Продолжение
Термин Определение Нормирующий документ
Тиснение фольгой Торшонирование Трехсторонняя обрез- ка блока Фальц Фальцовка Ндп Фальцевание Фальчик Фольга полиграфиче- ческая Фон красочный Форзац Формат листа Формат издания Фронтиспис Нанесение изображения на мате- риал или переплетную крышку тис- нением нагретым штампом с ис- пользованием фольги. Придание торцам листов шерохо- ватости. Используется для увеличе- ния удельной поверхности кореш- ка блока при КБС и в качестве специального вида отделки обрезов блоков. Обрезка блока с верхней, нижней и передней сторон. Сгиб листа бумаги, образующийся при фальцовке. Сгибание бумажного листа в опре- деленном порядке с фиксацией сгибов. Полоска материала, соединяющая бумажные сторонки составного форзаца. Рулонный материал для тиснения цветного или металлического изо- бражения на переплетной крышке, картоне, бумаге или другом мате- риале. Представляет собой под- ложку (бумага, пленка), на кото- рой нанесен воскосмоляной слой, затем красочный или металличе- ский, а на него слой связующей смолы, которая служит для за- крепления краски или металла на материале. Закрашенная поверхность мате- риала, на которой может быть сделан оттиск. Односгибный лист бумаги, или конструкция из двух листов и по- лоски ткани, скрепленный с пер- вой и последней тетрадями блока и служащий для скрепления бло- ка с переплетной крышкой. Размер листа, выраженный в мет- рах или миллиметрах. Размер в миллиметрах обрезан- ного с трех сторон блока книги, брошюры или журнала, при этом первый размер принимают за ширину блока, а второй — за его высоту. Формат издания обозна- чают форматом печатной бумаги в сантиметрах и долей листа. Иллюстрация в книге, помещае- мая обычно на левой стороне пе- ред титулом. ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 19112—78 ГОСТ 5773—76
286
Окончание
Гермин Определение Нормирующий документ
Шитье (бумажного) блока Сшивание скомплектованных тет- радей или листов в блок ГОСТ 19112—78
Шитье внакидку Шитье впрострочку Шитье втачку Шитье нитками потет- радное Ндп Шитье нитками Шитье изданий, скомплектован- ных вкладкой, через корешковый сгиб проволокой с загибкой скоб внутри блока. Шитье нитками по корешковому фальцу блока, скомплектованного вкладкой. Шитье изданий, скомплектованных подборкой, проволокой или нит- ками через корешковое поле с от- ступом от края корешка. Скрепление тетрадей блока стеж- ками ниток по корешковому сги- бу. ОСТ 29.41—83 ОСТ 29.41—78 ОСТ 29 41—78
Шитье проволокой вразъем Шитье проволокой на марле Шитье проволокой блока, скомп- лектованного вкладкой, через ко- решковый сгиб с загибкой скоб на внешнем сгибе тетради. Шитье блока проволокой на мар- ле через корешковый сгиб. ГОСТ 19112—78 ГОСТ 19112—78
Шлейф Шпация Штабель Штамп переплетный Штриховка Припуск листов одной половины тетради со стороны переднего поля. Расстояние между внутренними краями картонных сторонок пере- плетной крышки. Уложенные в определенном поряд- ке стопы листов, тетрадей, блоков или книг. Форма с рельефным изображением текста или рисунка, служащая для тиснения на переплетной крышке или обложке. Нанесение рубчика. ГОСТ 19112—78 ГОСТ 19112—78 ОСТ 29-4 Г—83 ГОСТ 19112—78
Ндп Окатка рубчика Штуковка Крытье переплетным материалом картонных сторонок при изготов- лении составных переплетных кры- шек. ГОСТ 19112—78
ОГЛАВЛЕНИЕ
(СИСТЕМАТИЧЕСКИЙ УКАЗАТЕЛЬ СОДЕРЖАНИЯ)
Предисловие........................................................ 3
1. Общие положения.................................................. 6
1.1. Условные сокращения, принятые в справочнике................... 6
1.1.1. Обозначения размеров изданий и их деталей................ 6
1.1.2. Разные обозначения...................................... 6
1.1.3. Форматы бумаги......................................... 9
1.1.4. Форматы изданий (ГОСТ 5773—76).......................... 9
1.1.5. Условное деление изданий по характеру эксплуатации ... 9
1.2. Единицы физических величин, использованные в справочнике, по
ГОСТ 8417—81...................................................... 7
1.3. Форматы изданий — журналов, брошюр, книг в обложке и блоков
для книг в переплетных крышках после обрезки с трех сторон, мм . 9
1.3.1. Издания из бумаги основных форматов..................... 9
1.3.2. Издания из бумаги дополнительных форматов.............. 10
1.3.3. Альбомные издания (альбомный спуск)..................... 10
1.3.4. Основные форматы при делении на редко используемые доли 10
1.3.5. Допускаемые уменьшения форматов изданий, мм (ГОСТ
5773‘_76)................................................ 11
2. Тетради.......................................................... 12
2.1. Требования к качеству отпечатанных листов, поступающих на обра-
ботку в брошюровочно-переплетное производство..................... 12
2.2. Простые тетради.............................................. 13
2.2.1. Виды простых тетрадей................................... 13
2.2.2. Размеры простых тетрадей и рабочих листов для их изготов-
ления ........................................................ 18
2.2.3. Размеры простых тетрадей и рабочих листов для изданий из
бумаги основных форматов при делении на редко используе-
мые доли....................................................... 19
2.2 4. Виды бумаги, рекомендуемой для изготовления простых тет-
радей ....................................................... 20
2 2.5. Масса 10 шестнадчатистраничных тетрадей, г.......... 24
2.2.6. Масса 10 тетрадей (г) для изданий из бумаги основных
форматов при делении на редко используемые доли .... 25
2.3. Дробные части печатного листа................................ 25
2.3.1. Рекомендуемые способы включения дробных частей листа в
блок, сшиваемый потетрадно нитками............................ 26
2.4. Форзацы...................................................... 27
2.4.1. Виды форзацев и их характеристика....................... 27
2.4.2. Размеры заготовок бумаги для форзацев в виде односгибного
листа (накидной, приклейкой, с окантовкой, на стержне), мм 30
288
2.4.3. Размеры заготовок форзацев для изданий из бумаги основных
форматов при делении на редко используемые доли, мм . . . 30
2.4.4. Размеры заготовок бумаги для форзацев с тканевым фальчи-
ком для изданий из бумаги основных форматов, мм ... . 31
2.4.5. Виды бумаги, рекомендуемой для изготовления форзацев . . 31
2.4.6. Виды материалов, используемых при изготовлении форзацев
(кроме бумаги) ................................................. 32
2.4.7. Потребное количество форзацной бумаги для изготовления
приклейных форзацев на 1000 книг................................ 32
2.5. Детали издания, отпечатанные отдельно от текста................ 34
2.5.1. Размеры деталей по сравнению с размерами основных тетра-
дей ............................................................ 34
2.5.2. Способы соединения деталей с тетрадью.................... 36
2.5.3. Способы присоединения деталей к тетради.................. 37
2.5.4. Рекомендуемая частота расположения нескольких деталей, от-
печатанных отдельно от текста, в блоке при потетрадном
шитье нитками . . . . ,......................................... 38
2.5.5. Виды бумаги, рекомендуемой для деталей, печатаемых отдель-
но от текста ...... .......................................... 39
2.6. Клеи для комплектовки сложных тетрадей.........................40
2.6.1. Рецептуры рекомендуемых клеев, %......................... 40
2.6.2. Потребное количество клея для приклейки 1000 форзацев и
окантовки их с тетрадью, г...................................... 40
2.7. Сталкивание.................................................... 41
2.7.1. Требования к качеству сталкивания........................ 41
2.7.2. Предельные отклонения при сталкивании.................... 41
2.7.3. Контроль точности сталкивания............................ 41
2.7.4/ Условия, влияющие на качество сталкивания................ 42
2.7.5. Технические характеристики оборудования для сталкивания
листов........................................................ 42
2.7.6. Организация рабочих мест и приемы работы................. 42
2.8. Разрезка и подрезка листов материала на одноножевой бумагоре-
зальной машине..................................................... 43
2.8.1. Требования к качеству разрезки и подрезки материала на од-
ноножевых бумагорезальных машинах............................... 43
2.8.2. Предельные отклонения точности разрезки и подрезки листов 43
2.8.3. Контроль точности разрезки листов........................ 44
2.8.4. Условия, обеспечивающие соблюдение технических требований
к качеству разрезки и подрезки.................................. 44
2.8.5. Технические характеристики одноножевых бумагорезальных
машин........................................................... 46
2.8.6. Организация рабочих мест и приемы работы................. 47
2.8.7. Основные правила техники безопасности при работе на одно-
ножевых бумагорезальных машинах................................. 48
2.9. Фальцовка листов............................................... 49
2.9.1. Требования к качеству фальцовки листов-оттисков .... 49
2.9.2. Предельные отклонения при фальцовке листов............... 49
2 9.3. Контроль качества фальцовки........................... 50
2.9.4. Условия, обеспечивающие соблюдение технических требований
к качеству фальцовки............................................ 50
2.9.5. Организация рабочих мест и приемы работы на кассетной
фальцевальной машине............................................ 51
2.9.6. Технические характеристики фальцевальных машин........... 52
2.10. Прессование тетрадей............................................ 54
2.10.1. Требования к качеству прессования........................ 54
2.10.2. Высота стоп тетрадей после прессования, см............... 55
2.10.3. Контроль качества прессования...................., , 55
2.10.4. Условия, обеспечивающие соблюдение технических требований
к качеству прессования тетрадей.................................. 55
2.10.5. Технические характеристики паковально-обжимных прессов . 56
2.10.6. Организация рабочего места и приемы работы............... 57
289
2.10.7. Основные правила техники безопасности при работе на пако-
вально-обжимном прессе.........................................
2.11. Изготовление сложных тетрадей.................................. 56
2.11.1. Требования к качеству сложных тетрадей................... 58
2.112. Предельные отклонения при изготовлении сложных тетрадей 58
2.11.3. Контроль качества изготовления сложных тетрадей .... 59
2.11.4. Условия, обеспечивающие соблюдение технических требований
к качеству изготовления сложных тетрадей......................... 59
2.11.5. Технические характеристики оборудования для приклейки
деталей.......................................................... 59
2.11.6. Организация рабочих мест и приемы работы................. 60
3. Издания в обложке и книжные блоки............................... 62
3.1. Виды комплектовки и скрепления изданий в обложке и книжных
блоков.............................................................. 62
3.2. Типы обложек и их характеристика............................... 68
3.3. Размеры обложек, мм.......................................... 69
3.4. Материалы, рекомендуемые для обложек....................... . 71
3.4.1. Рекомендации по применению материалов для обложек бро-
шюр, книг и журналов............................................ 72
3.4.2. Масса 1000 листов обложечной бумаги, кг.................. 72
3.4.3. Масса 1000 листов офсетной бумаги, кг.................... 73
3.4.4. Масса 1000 погонных метров бумаги, кг.................< 73
3.5. Потребное количество бумаги для изготовления 1000 обложек . . 74
3 5.1. Потребное количество листовой обложечной бумаги .... 74
3.5.2. Потребное количество листовой офсетной бумаги (см. примеч.
к табл. 3.5.1).................................................. 78
3.5.3. Потребное количество рулонной бумаги..................... 81
3.6. Потребное количество переплетного материала на бумажной осно-
ве для окантовки корешков 1000 блоков изданий в обложке ти-
па 4, м ............................................................ 83
3.7. 1Материалы для изготовления изданий в обложке...............* 84
3.8. Потребное количество материалов................................ 85
3.8.1. Потребное количество проволоки на 1000 книг, г........... 85
3.8.2 Потребное количество ниток для шитья 1000 тетрадей, м . 85
3.8.3. Потребное количество клея при изготовлении книг в обложке
методом КБС на 1000 книг, кг.................................... 86
3.8.4. Потребное количество клея для крытья обложкой на крытвен-
ной машине на 1000 книг, кг..................................... 86
3.8 5. Потребное количество клея для крытья книг обложкой вруч-
ную на 1000 книг, кг............................................. 87
3.9. Комплектовка блока........................................... 88
3.9.1. Требования к качеству комплектовки....................... 88
3.9.2. Контроль качества комплектовки . . . .................... 88
3.9.3. Условия, обеспечивающие соблюдение технических требова-
ний к качеству комплектовки подборкой........................... 88
3.9 4. Технические характеристики листоподборочного оборудования 89
3 9.5. Организация рабочих мест и приемы работы............ 89
3.10. Шитье проволокой.............................................. 92
3 10 1. Требования к качеству шитья проволокой................... 92
3.10.2. Предельные отклонения при шитье проволокой............... 92
3.10.3 Контроль качества шитья проволокой . ............. 93
3 10 4. Условия, обеспечивающие соблюдение технических требований
к качеству шитья проволокой................................ 93
3.10 5 Технические характеристики проволокошвейных машин . . 94
3 10.6. Организация рабочих мест и приемы работы на проволоко-
швейных машинах............................................ 94
3.11. ТТзготовление изданий в обложке, скомплектованных вкладкой . . 95
3 11 1. Требования к качеству продукции.......................... 95
3 112. Предельные отклонения при изготовлении изданий в облож-
ке. скомплектованных вкладкой.............................. 95
3.11 3. Контроль качества изданий................................ 95
290
3.11.4. Условия, обеспечивающие соблюдение технических требова-
ний к качеству изданий, скомплектованных вкладкой ... 96
3.11.5. Технические характеристики оборудования для изготовления
изданий в обложке.............................................. 96
3.11.6. Организация рабочих мест и приемы работы................ 96
3.12. Клеевое бесшвейное скрепление (КБС) изданий в обложке со срез-
кой корешковых фальпев............................................. 97
3.12.1. Требования к качеству КБС............................... 97
3.12.2. Контроль качества изданий в обложке с КБС............... 98
3.12.3. Условия, обеспечивающие соблюдение технических требований
к качеству изданий в обложке с КБС со срезкой корешковых
фальцев........................................................ 99
3.12.4. Технические характеристики оборудования для изготовления
изданий в обложке с КБС.................................... . 101
3.12.5. Организация рабочих мест и приемы работы на машинах
«Ротор — Биндер RB-5» или «Пони-5»............................ 101
3 12.6. Организация рабочих мест и приемы работы на поточной ли-
нии типа «Джет-Биндер»........................................ 102
3.13. Клеевое бесшвейное скрепление (КБС) изданий без срезки кореш-,
ковых фальцев..................................................... 103
3.13.1. Требования к качеству КБС без срезки корешковых фальцев 104
3.13.2. Предельные отклонения у блоков или изданий с КБС без
срезки корешковых фальцев .................................... 104
3.13.3. Контроль качества КБС без срезки корешковых' фальцев . . 104
3.13.4. Условия, обеспечивающие соблюдение технических требований
к качеству КБС................................................ 105
3.13.5. Организация рабочих мест и приемы работы при выполнении
операций вручную.............................................. 105
3.14. Крытье книг и журналов обложкой.............................. 106
3.14.1. Требования к качеству крытья обложкой...................106
3.14.2. Предельные отклонения при крытье обложкой...............106
3.14.3. Контроль качества крытья обложкой.......................106
3.14.4. Условия, обеспечивающие соблюдение технических требований
к качеству крытья обложкой.....................................106
3.14.5. Технические характеристики оборудования для крытья облож-
кой ........................................................... Ю7
3.14.6. Организация рабочих мест и приемы работы при крытье об-
ложкой ....................................................... 107
3.15. Изготовление изданий в обложке типа 4 и скрепление блоков с
окантовкой корешка................................................ 108
3.15.1. Требования к качеству изданий в обложке типа 4 или к бло-
кам с окантованным корешком................................... 108
3.15.2. Предельные отклонения при изготовлении изданий в обложке
типа 4.........................................................108
3.15.3. Контроль качества изданий в обложке типа 4..............108
3.15.4. Условия, обеспечивающие соблюдение технических требований
к качеству изданий в обложке типа 4 и блоков с окантован-
ным корешком.................................................. 109
3.15.5. Техническая характеристика оборудования для заклейки и
окантовки корешка блока....................................... 109
3.15.6. Организация рабочих мест и приемы работы на поточной ли-
нии с машиной 651.......................................... . 109
3.16. Обрезка книжных блоков и изданий в обложках с трех сторон . . 111
3.16.1. Требования к качеству обрезки с трех сторон.............111
3.16 2. Предельные отклонения при обрезке с трех сторон .... 111
3.16.3. Контроль качества обрезки.......................... . 112
3.16.4. Условия, обеспечивающие соблюдение технических требова-
ний к качеству обрезки с трех сторон ......................... 112
3.16.5. Технические характеристики трехножевых бумагорезальных
машин......................................................... 114
3.16.6. Организация рабочих мест и приемы работы при обрезке книг 114
291
3.17. Виды обработки и отделки книжных блоков.........................116
3.17.1. Форма корешка блока.......................................116
3.17.2. Расчет толщины тетрадей, блоков и книг, а также длины ду-
ги корешка книжного блока......................................... 117
3.17.3. Корешковый материал...................................... 118
3.17.4. Отделка обрезов книжных блоков............................118
3.17.5. Закладки (рис. 3.20)..................................... 119
3.17.6. Основные размеры корешка блока............................119
3.17.7. Ширина бобин марли и бумаги для шитья и наклейки на ко-
решок блока, мм................................................. 120
3.18. Материалы, применяемые для обработки и отделки книжных блоков 121
3.19. Потребное количество материалов для обработки и отделки книж-
ных блоков........................................... , . . . » 125
3.19.1. Потребное количество марли............................... 125
3.19.2. Потребное количество нетканого клееного материала . . . 125
3.19.3. Потребное количество бумаги для оклейки корешков 1000
книг на агрегатах (масса 1 м2 бумаги 70 г), кг..................1<26
3.19.4. Потребное количество переплетного материала для окантовки
1000 книг (коленкор переплетный марки КОФ), м...............127
3.19.5. Потребное количество нетканого клееного материала для
окантовки 1000 миниатюрных изданий, м............................127
3.19.6. Потребное количество ниток на 1000 тетрадей при потетрад-
ном шитье блоков под переплетные крышки, м......................12,8
3.19.7. Потребное количество проволоки на 1000 тетрадей для шитья
книжных блоков на марле, кг..................................... 129
3.19.8. Потребное количество тесьмы-ляссе для закладок на 1000 книг
(формула расчета длины заготовки L— У в2 + ш2 + 30 мм), м 129
3.19.9. Потребное количество клея для заклейки корешка блока . . 130
3.20. Потетрадное шитье нитками..................................... 133
3.20.1. Требования к качеству шитья нитками......................133
3.20.2. Предельные отклонения при шитье нитками..................134
3.20.3. Контроль качества шитья нитками..........................134
3.20.4. Условия, обеспечивающие соблюдение технических требований
к качеству шитья нитками......................................... 134
3.20.5. Технические характеристики ниткошвейных машин .... 136
3.20.6. Организация рабочего места и приемы работы на ниткошвей-
ной машине........................................................137
3.21. Скрепление блоков при шитье тетрадей термонитями................137
3.21.1. Требования к качеству скрепления блоков при шитье тетрадей
термонитями...................................................... 137
3.21.2. Предельные отклонения при скреплении термонитями . . . 138
3 21.3. Контроль качества скрепления блоков термонитями .... 138
3.21.4. Условия, обеспечивающие соблюдение технических требований
к качеству скрепления изданий термонитями.........................138
3.21.5. Технические характеристики машин для скрепления тетрадей
термонитями с окантовкой блоков..................................139
3.21.6. Организация рабочих мест и приемы работы.................140
3.22. Заклейка, сушка и обжим корешка сшитого книжного блока . . . 140
3.22.1. Требования к качеству заклейки и сушки корешка блока . . 140
3.22.2. Контроль качества заклейки, сушки и обжима блоков . . . 140
3.22.3. Условия, обеспечивающие соблюдение технических требований
к качеству заклейки, сушки и обжима корешка блока . . . 142
3 22 4. Технические характеристики оборудования.............143
3.22.5. Организация рабочих мест и приемы работы на блокозакле-
ечном станке при наличии транспортера с бортами .... 144
3.23. Механическая обработка корешка книжного блока...................144
3.23.1. Требования к качеству механической обработки корешка
блока............................................................ 144
3.23.2. Предельные отклонения при обработке корешка блока . . 145
3.23.3. Контроль качества обработки блока........................145
292
3.23.4. Условия, обеспечивающие соблюдение технических требова-
ний к качеству механической обработки корешка блока ... 145
3.23.5. Технические характеристики оборудования для кругления ко-
решков блоков................................................... 146
3.23.6. Организация рабочего места и приемы работы на круглиль-
ном станке.........................................1.............146
3.24. Упрочнение корешка книжного блока.............................147
3.24.1. Требования к качеству оклейки корешка блока..............147
3.24.2. Предельные отклонения при оклейке корешка блока ... 147
3.24.3. Контроль качества оклейки корешка........................147
3.24.4. Условия, обеспечивающие соблюдение технических требований
к качеству оклейки корешка блоков................................148
3.24.5. Технические характеристики оборудования для оклейки ко-
решка .......................................................... 148
3.24.6. Организация рабочих мест и приемы работы.................148
3.25. Отделка обрезов книжных блоков . . ......................... 149
3.25.1. Требования к качеству отделки обрезов....................149
3.25.2. Контроль качества отделки обрезов....................... 149
3.25.3. Условия, обеспечивающие соблюдение технических требова-
ний к качеству отделки обрезов...............................‘. 149
3.25.4. Организация рабочих мест и приемы работы................150
3.25.5. Технические характеристики оборудования для отделки об-
резов .....................................................}51
3.26. Изготовление книг в переплетных крышках на поточных линиях . . 1'52
3.26.1. Требования к качеству книг, обрабатываемых на поточных
линиях......................................................... *^2
3.26.2. Предельные отклонения для книг, обработанных на поточных
линиях....................................................... J*?®
3.26.3. Контроль качества книг.................................
3.26.4. Условия, обеспечивающие соблюдение технических требований
к качеству книг, обработанных на поточных линиях..................Щ
3.26.5. Технические характеристики поточных линий..............
3.26.6, Организация рабочих мест и работа на поточной линии «Кни-
га -270».......................................................156
4. Переплетные крышки............................................... 158
4.1. Виды переплетных крышек и соединения их с блоком..............158
4.2. Размеры картонных сторонок, мм............................... 164
4.2.1. Размеры картонных сторонок для переплетных крышек типов
5 и 7, мм................................................... 164
4.2.2. Размеры картонных сторонок для изданий основных форматов
при делении на редко используемые доли, мм.....................164
4.2.3. Размеры картонных сторонок для крышек типа 8(1) и типа
9(2), мм...................................................... 165
4.2.4. Размеры картонных сторонок крышек типов 8(1) и 9(2) для
изданий основных форматов при делении на редко используе-
мые доли, мм.............................................. 166
4.3. Размеры заготовок переплетного материала...................... 166
4.3.1. Определение ширины шпации переплетной крышки .... 166
4.3.2. Рекомендуемая толщина картона для крышек типа 5, 7, 8 и
9 и ширина расставов переплетных крышек....................166
4.3.3. Размеры заготовок переплетного материала для составных пе-
реплетных крышек................................................ 167
4.3.4. Определение размеров отстава и упрочняющего материала . 172
4.4. Размеры заготовок материала или картона для переплетных крышек
из одной детали типа 6 (крышки с кантами)...........................172
4.4.1. Размеры заготовок материала или картона для переплетных
крышек типа 6 изданий из бумаги основных форматов при де-
лении на редко используемые доли............................... 174
4.5. Материалы, рекомендуемые для изготовления переплетных крышек 174
4.5.1. Картон (ГОСТ 7950—77 «Картон переплетный»).................. 174
4.5.2. Переплетные материалы на тканевой и бумажной основах . . 175
293
4.5.3. Бумага................................................... 177
4.6. Потребное количество переплетного картона на сторонки 1000 пере-
плетных крышек типов 5, 7 и 8.......................................180
4.7. Потребное количество картона или переплетного материала для из-
готовления 1000 переплетных крышек из одной детали типа 6 . . 182
4.8. Потребное количество переплетного материала при изготовлении
переплетных крышек..................................................185
4.8 1. Число полос заготовок корешков составных переплетных кры-
шек, получающихся из материала фабричной ширины ... 185
4.8.2. Число полос заготовок для оклейки сторонок крышек типа
5(1) и крышек типов 8 и 9(2) из материала фабричной ширины 185
4.8.3. Высота заготовок материала для корешка и оклейки сторонок
переплетных крышек типов 5 и 8 (вспомогательная таблица) 187
4.8.4. Расход материала для корешков на 1000 переплетных крышек,
м.......................................................... . 189
4.8.5. Потребное количество переплетного материала для оклейки
сторонок 1000 переплетных крышек типов 5 и 8, м..................190
4.8.6. Потребное количество переплетного материала для изготовле-
ния 1000 переплетных крышек типа 7, м (при долевом раскрое) 190
4.9. Потребное количество бумаги для изготовления переплетных крышек 194
4.9.1. Потребное количество листовой офсетной бумаги для сторонок
1006 переплетных крышек типов 5 и 8.........................194
4.9.2. Потребное количество рулонной бумаги для обложек 1000 со-
ставных крышек типа 5, м........................................ 196
4.9.3. Потребное количество листовой бумаги (офсетной) для крышек
типа 7 (ширина шпации от 15 до 45 мм) на 1000 книг . . . 200
4.9.4. Потребное количество рулонной офсетной бумаги для изготов-
ления 1000 переплетных крышек типа 7, м..........................201
4.10. Клеи, используемые при изготовлении переплетных крышек .... 203
4.11. Потребное количество клеев для изготовления переплетных крышек 206
4.11.1. Площади заготовок переплетных материалов или бумаги на
1000 крышек типов 5 и 8, м2................................ 206
4.11.2. Площади заготовок переплетных материалов или бумаги на
1000 крышек типа 7, м2......................................209
4.12. Раскрой картона на сторонки и заготовки переплетных крышек . . 211
4.12.1. Требования к качеству раскроя картона.....................212
4.12.2. Предельные отклонения размеров сторонок и заготовок . . . 212
4.12.3. Контроль качества сторонок и заготовок....................212
4.12.4. Условия, обеспечивающие соблюдение технических требований
к качеству разрезки листов картона на сторонки и заготовки . 212
4.12.5. Технические характеристики картонорезальных машин . . . 213
4.12.6. Организация рабочих мест и приемы работы..................213
4.12.7. Дополнительная обработка сторонок.........................214
4.12.8. Основы техники безопасности...............................214
4.13. Раскрой рулонных материалов.................................... 215
4.13.1. Требования к качеству раскроя переплетного материала ... 215
4.13.2. Предельные отклонения при раскрое переплетного материала
на бобины........................................................ 215
4.13.3. Контроль качества раскроя переплетных материалов ... 215
4.13.4. Технические характеристики оборудования для раскроя рулон-
ного материала.................................................. 216
4.13.5. Условия, обеспечивающие соблюдение технических требований
к качеству раскроя переплетного материала .......................217
4.13.6. Организация рабочих мест и приемы работы на бобинорезаль-
ной машине...................................................... 217
4.14. Изготовление переплетных крышек из одной детали типа 6 и соеди-
нение их с блоками.................................................. 218
4.14.1. Требования к качеству книг в переплетных крышках из одной
детали........................................................... 218
4.14.2. Предельные отклонения показателей качества книг в переплет-
ных крышках из одной детали...................................... 219
294
4.14.3. Контроль качества книг в переплетных крышках из одной
детали......................................................... 219
4.14.4. Условия, обеспечивающие получение книг, отвечающих техни-
ческим требованиям к качеству................................... 219
4.14.5. Техническая характеристика машин для соединения переплет-
ных крышек с блоком............................................ 220
4.14.6. Организация рабочих мест и приемы работы............, . 220
4.15. Изготовление цельнокрытых переплетных крышек типа 1 ... . 220
4.15.1. Требования к качеству цельнокрытых переплетных крышек ти-
па 7 ...»....................................................... 221
4.15.2. Предельные отклонения размеров цельнокрытых крышек . . 221
4.15.3. Контроль качества переплетных крышек.................... 221
4.15.4. Условия, обеспечивающие соблюдение технических требований
к качеству переплетных крышек.................................. 222
4.15.5. Технические характеристики оборудования для изготовления
переплетных крышек типа 7...................................... 223
4.15.6. Организация рабочих мест и приемы работы на крышкодела-
тельных машинах................................................. 223
4.16. Изготовление составных переплетных крышек типа 5............. 225
4.16.1. Требования к качеству составных переплетных крышек . . -226
4.16.2. Предельные отклонения размеров составных крышек . . . 226
4.16.3. Контроль качества переплетных крышек.................... 226
4.16.4. Условия, обеспечивающие соблюдение технических требований
к качеству переплетных крышек.................................. 227
4.16.5. Технические характеристики оборудования для изготовления
составных переплетных крышек типа 5............................ 227
4.16.6. Организация рабочих мест и приемы работы при изготовлении
переплетных крышек типа 5...................................... 227
4.17. Изготовление переплетных крышек типов 8 и 9...................229
4.17.1. Требования к качеству переплетных крышек типов 8 и 9 . . 229
4.17.2. Предельные отклонения размеров крышек типов 8 и 9 . . . 229
4.17.3. Контроль качества....................................... 230
4.17.4. Условия, обеспечивающие соблюдение технических требований
к качеству крышек............................................... 230
4.17.5. Оборудование для изготовления переплетных крышек типов
8 и 9.......................................................... 230
4.17.6. Организация рабочих мест и приемы работы.................230
4.18. Печать и тиснение на переплетных крышках......................231
4.18.1. Виды отделки готовых переплетных крышек..................231
4.18.2. Требования к качеству печати и тиснения на переплетных
крышках........................................................ 232
4.18.3. Предельные отклонения при печати и тиснении на переплет-
ных крышках.....................................................233
4.18.4. Контроль качества печати и тиснения......................233
4.18.5. Условия, обеспечивающие соблюдение технических требований
к качеству тиснения и печати на переплетных крышках . . . 233
4.18 6. Технологические требования к оригиналам для воспроизведения
изображения на переплетных крышках фольгой..................... 235
4.18.7. Технические характеристики позолотных прессов........... 237
4 18.8. Организация рабочих мест и приемы работы...........238
4.18.9. Редкие виды отделки крышек.............................. 239
4.19. Вставка блоков в переплетные крышки типов 5 и 7...............240
4.19.1. Требования к качеству вставленных книг.................. 240
4.19.2. Предельные отклонения размеров у книг после вставки блоков
в переплетные крышки........................................... 240
4.19 3. Контроль качества книг после вставки блока в переплетную
крышку......................................................... 241
4.19.4. Условия, обеспечивающие соблюдение технических требований
к качеству вставки блоков в переплетные крышки.............241
4.19.5. Технические характеристики оборудования для вставки блоков
в переплетные крышки........................................... 242
295
4.19.6. Организация рабочих мест и приемы работы на книговставоч-
ной машине.....................................................
4.20. Материалы для отделки переплетных крышек и вставки в них блоков
4.20.1. Материалы для отделки переплетных крышек...................
4.20.2. Клеи для вставки блоков в переплетные крышки...........
4.20.3. Площади форзацев, на которые наносится клей при вставке
блоков в переплетные крышки, у 1000 книг, м2.................
4.20.4. Площади форзацев, на которые наносится клей в процессе
вставки блоков в переплетные крышки, при делении на редко
используемые доли..............................................
5. Суперобложки.....................................................
5.1. Виды суперобложек и их характеристика........................
5.2. Материалы, используемые при отделке суперобложек и другой листо-
вой продукции ....................................................
5.3. Размеры обыкновенных суперобложек, мм . . •..................
5.4. Потребное количество бумаги для изготовления суперобложек . . .
5.4.1. Потребное количество мелованной бумаги для изготовления
1000 суперобложек . . ........................................
5.4.2. Потребное количество рулонной офсетной бумаги для изготов-
ления 1000 суперобложек (долевой раскрой)......................
5.4.3. Потребное количество листовой офсетной бумаги для изготов-
ления 1000 суперобложек........................................
5.5. Лакирование листовой продукции ...............................
5.5.1. Требования к качеству лакирования листовой продукции . .
5.5.2. Контроль качества лакирования..........................
5.5.3. Условия, обеспечивающие соблюдение технических требований
к качеству лакирования........................................
5 5.4. Технические характеристики оборудования для лакирования
5.5.5. Организация рабочих мест и приемы работы...............
5.5 6. Техника безопасности................................
5.6. Припрессовка прозрачной пленки.............................
5.6 1. Требования к качеству припрессовки пленки..............
5.6.2. Контроль качества припрессовки пленки................
5.6.3. Условия, обеспечивающие соблюдение технических требований
к качеству припрессовки пленки................................
5.6.4. Технические характеристики оборудования для припрессовки
пленки .......................................................
5.6.5. Организация рабочих мест и приемы работы на машине типа
«Дуофан»......................................................
5 6.6. Техника безопасности..................................
5.7. Соединение суперобложки с книгой..............................
5.7.1 Требования к качеству изданий в суперобложке...........
5.7.2. Контроль качества книги в суперобложке...............
5.7.3. Условия, обеспечивающие соблюдение технических требований
к качеству книги в суперобложке...............................
5.7.4. Технические характеристики оборудования для одевания су-
перобложки ............................................ . . .
5.7.5. Организация рабочих мест и приемы работы...............
6. Футляры..........................................................
6.1. Виды футляров и размеры заготовок для их изготовления . . . .
6.2. Материалы, используемые для изготовления футляров и их оформ-
ления ............................................................
6.3 Требования к качеству футляров................................
6.4. Предельные отклонения у футляров.............................
6.5. Контроль качества футляров...................................
6.6. Технические характеристики оборудования для изготовления фут-
ляров ............................................................
6.7. Организация рабочих мест и приемы работы.....................
Список источников ..................................................
Приложение 1. Словарь терминов, использованных в справочнике, с ука-
занием нормирующих документов........................................
Приложения 2—8 — на вкладке
242
243
243
244
245
245
246
246
250
251
253
253
256
257
258
258
258
259
260
260
261
261
261
261
262
263
263
265
265
265
265
265
266
266
267
267
271
271
272
272
272
272
273
274
296
СПРАВОЧНИК
ЧАСТЬ
6
БРОШЮРОВОЧНО-ПЕРЕПЛЕТНЫЕ
ПРОЦЕССЫ