












































































































































Автор: Зилова Л.
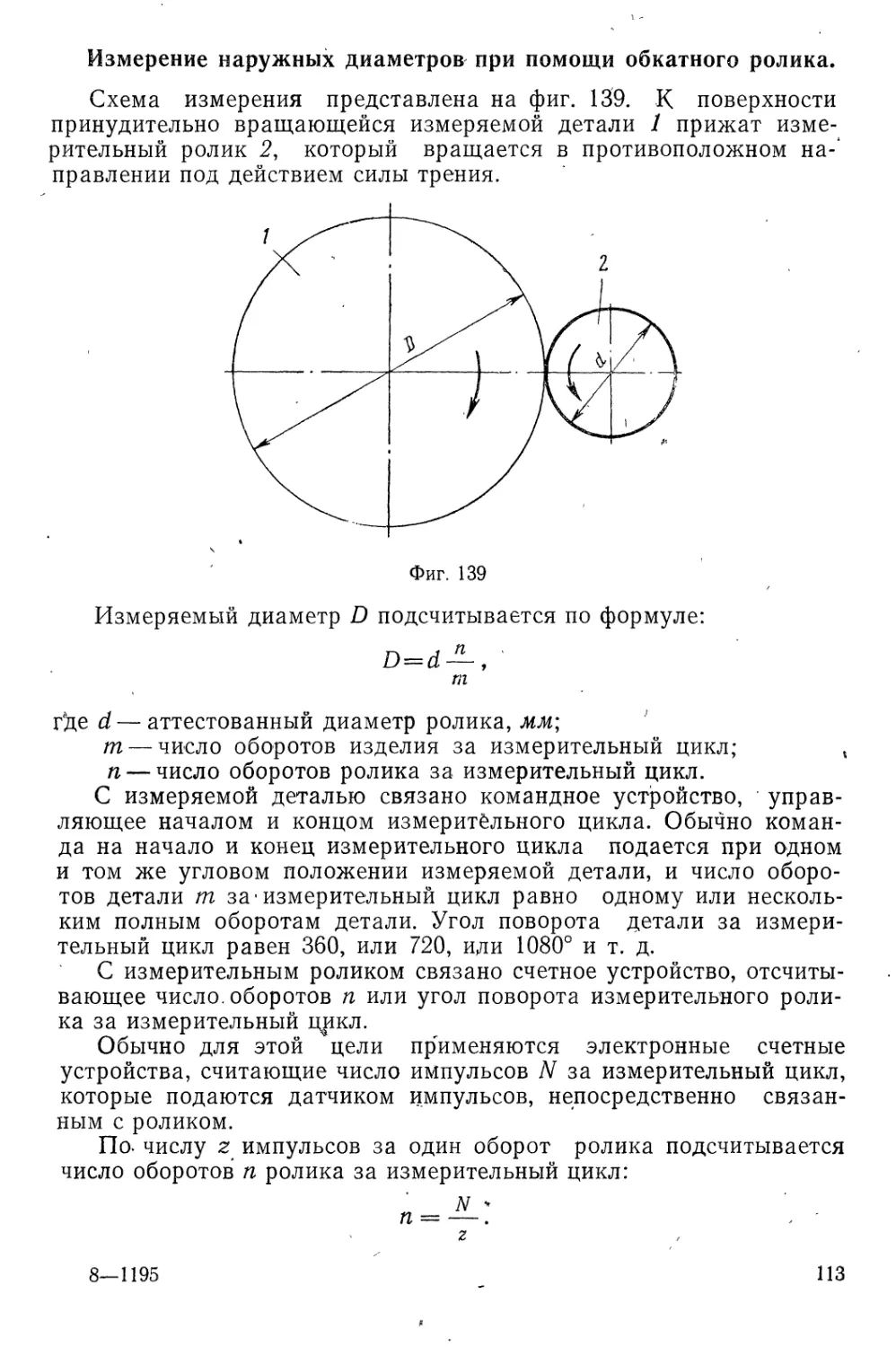
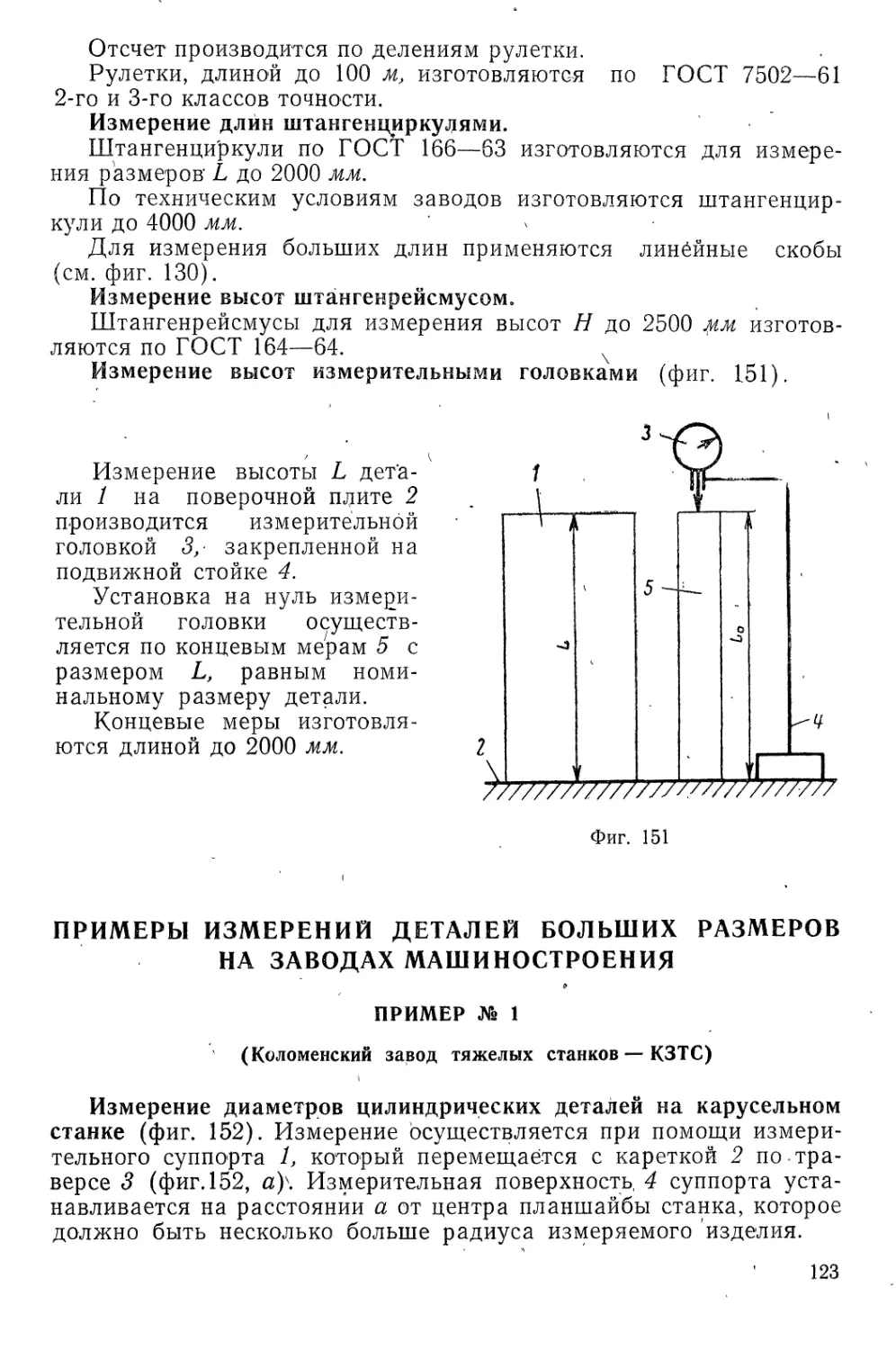
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы измерение геометрических и механических величин измерительные приборы методы и единицы измерений машиностроение общее машиностроение станкостроение инструментальная промышленность схемы измерения параметры деталей
Год: 1969



МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
ТИПОВЫЕ И РУКОВОДЯЩИЕ МАТЕРИАЛЫ
ТИПОВЫЕ ПРИМЕРЫ
СХЕМ ИЗМЕРЕНИЙ
РАЗМЕРНЫХ ПАРАМЕТРОВ
ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ
ОМТРМ
3382-001-69
УДК 621.9.772.2:531.717.083
ОМТРМ 3382-001-69 МИНИСТЕРСТВО станкостроительной И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ ТИПОВЫЕ И РУКОВОДЯЩИЕ МАТЕРИАЛЫ В ОБЛАСТИ ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
/ ТИПОВЫЕ ПРИМЕРЫ СХЕМ ИЗМЕРЕНИЙ РАЗМЕРНЫХ ПАРАМЕТРОВ ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ 2-е стереотипное издание
ОМТРМ [3382-001—69 НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ МОСКВА 1969
Настоящий материал является одним из выпусков серии
ОБЩЕМАШИНОСТРОИТЕЛЬНЫХ ТИПОВЫХ И РУКОВО-
ДЯЩИХ МАТЕРИАЛОВ В ОБЛАСТИ ТЕХНОЛОГИИ И ОРГА-
НИЗАЦИИ ПРОИЗВОДСТВА, разрабатываемых организациями
различных ведомств, в соответствии с «ПЛАНОМ СОВМЕСТ-
НЫХ РАБОТ ПО СОЗДАНИЮ ОБЩЕМАШИНОСТРОИТЕЛЬ-
НЫХ ТИПОВЫХ И РУКОВОДЯЩИХ МАТЕРИАЛОВ В ОБЛА-
СТИ ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА».
Общемашиностроительные типовые и руководящие материалы
содержат;:
I. Типовые проекты цехов, участков, складов и т. п. по
технологии и организации производства.
II. Типовые и руководящие материалы в области техноло-
гических процессов.
III. Типовые и руководящие материалы в области организа-
ции производства.
IV. Типовые и руководящие материалы в области проекти-
рования и модернизации специального технологическо-
го и вспомогательного оборудования, технологической
оснастки, средств механизации и автоматизации и спе-
циального производственного инвентаря.
V. Типовые и руководящие материалы в области проекти-
рования компоновок завода, общезаводских грузопото-
: ков и общезаводского транспорта, планировок цехов,
складов, лабораторий, служб управления, внутрицехо-
’ / вого транспорта.
VI. Типовые и руководящие материалы в области разра-
ботки экономических вопросов.
VII. Типовые и руководящие материалы в области составле-
ния пояснительных записок к проектам по технблоги-
; ческой и организационной подготовке производства.
Выпуск серии общемашиностроительных материалов
предусматривает максимальное использование при проекти-
ровании и реконструкции промышленных предприятий типо-
вых схем и комплектов технологического оборудования, лик-
видацию дублирования, сокращение затрат, а также повы-
шение качества и уровня проектирования.
2
ВВЕДЕНИЕ
«Планом совместных работ по созданию общемашиностроитель- ,
ных типовых и руководящих материалов в области технологии и
организации производства на 1961 —1962—1963 гг.» предусматрй-
вается издание руководящих материалов по организации техничес-
кого контроля на машиностроительных заводах.
Руководящий материал «Типовые примеры схем измерений раз-
мерных параметров деталей машиностроения» (раздел II, тема 64).
состоит из двух разделов.
Раздел I. Измерение размеров от 1 до 500 мм.
Раздел II. Измерение размеров от 500 до 10000 мм.
В каждом разделе настоящего руководящего материала при-
ведены типовые схемы измерений и даны конкретные примеры из-
мерений деталей на ведущих заводах машиностроения.
В связи с тем, что в схемах измерений больших размеров обыч-
но применяются определенные измерительные средства, а одной
из основных составляющих погрешностей измерений этих размеров
является температурная погрешность, в разделе II руководящего
материала приводятся сравнительные данные о погрешностях из-
мерений больших размеров.
Руководящий материал предназначен для работников ОТК, из-
мерительных лабораторий и технических отделов машинострои-
тельных заводов.
Кроме данного руководящего материала, планом совместных
работ предусматривается выпуск следующих материалов, имею-
щих отношение к организации технического контроля на машино-
строительных заводах:
«Измерительная лаборатория машиностроительного заво-
да и рекомендации по выбору оборудования.»
«Выбор измерительных средств для линейных измерений:
от 1 до 500 мм в зависимости от точности измерения».
Настоящий руководящий материал разработан Бюро взаимо-
заменяемости (БВ) металлообрабатывающей промышленности.
Ответственный за выпуск БВ (Москва,. И-85, ул. Годовикова^
дом 5, территория завода. «Калибр»).
3
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СХЕМ ИЗМЕРЕНИЙ
И ТИПЫ ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК
Приведенные в руководящем материале схемы измерений мо-
гут быть применены в приборах, автоматах и других измеритель-
ных устройствах различных назначений и конструкций. Некоторые
схемы измерений совпадают со схемами соответствующих прибо-
ров, например, для измерения параметров зубчатых колес. Типы
таких приборов указаны в описаниях схем.
Измерительные головки на схемах изображены условно, без
указания их типов
В неавтоматизированных приборах для визуальных отсчетов
используются шкальные измерительные головки разных типов с
различной ценой деления шкалы.
При конструировании приборов допуски на отдельные элемен-
ты их должны назначаться в соответствии с требуемой точностью
прибора.
В автоматизированных и полуавтоматизированных (светофор-
ных) контрольно-измерительных устройствах для подачи команд
к сигнальным лампочкам светофоров и к автоматическим сортиро-
вочным устройствам применяются электрические датчики, осно-
ванные на различных методах преобразования импульсов, — элек-
троконтактные, пневматические, индуктивные и др. Некоторые из
датчиков имеют также шкалы для- визуального отсчета результа-
тов измерений.
Типы измерительных головок для каждого конкретного случая
выбираются в зависимости от целей и условий измерений. При
этом должна учитываться также необходимая точность измере-
ний. Рекомендации по этому вопросу приведены в руководящем
материале «Выбор измерительных средств для линейных измере-
нии от 1 до 500 мм в зависимости от точности изготовления».
НИИМАШ, М., 1965.
В описаниях некоторых схем настоящего руководящего мате-
риала приводятся дополнительные рекомендации по выбору типов
измерительных головок.
Ниже перечисляются основные типы измерительных шкальных
головок, изготовляемых инструментальными заводами.
4
Завод «Красный инструментальщик», г. Киров (КРИН), изго-
товляет следующие индикаторы с ценой деления шкалы 0,01 мм:
индикаторы часового типа по ГОСТ 577—60 с пределами из-
мерений 2мм (ИЧ-2),5 мм (ИЧ-5), 10 мм (ИЧ-10),25 мм (ИЧ-25)
и 50 мм (ИЧ-50);
индикатор часового типа торцовый по ГОСТ 577—60 с преде-
лом измерений 2 мм (ИТ-2);
индикатор часового типа с устройством для разгрузки меха-
низмов от ударов по ГОСТ 577—60 с пределом измерений 5 мм
(ИЧ-5Р);
индикатор рычажно-зубчатый типа ИРБ по ГОСТ 5584—61 с
пределом измерений 0,8 мм.
Ленинградский инструментальный завод (ЛИЗ) изготовляет:
головки измерительные пружинные (микрокаторы) по ГОСЕ
6933—61 следующих типов:
Тип 01-ИГП 0-2ИГП 05-ИГП 1-ИГП 2-ИГП 5-ИГП 10-ИГП
Цена деления, мм 0,0001 0,0002 0,0005 0,001 0,002 0,005 0,01
Предел измерения, мм Примечание. Пр ±0,003 >исоединит ±0,006 ельный ра ±0,015 змер 0± ±0,03 8 мм. ±0,06 ±0,15 ±0,20
головки измерительные пружинные малогабаритные (микато-
ры) типа 1-ИГМ с ценой деления 0,001 мм с пределом измерения
±0,05 мм;
головки измерительные пружинно-оптические (оптикаторы) по
ГОСТ 10593—63 следующих типов:
Тип 01-П 02-П 05-П
Цена деления, мм 0,0001 0,0002 0,0005
Предел измерений, мм ±0,012 ±0,025 ±0,05
Примечание. Присоединительный размер 0 28 мм.
индикатор рычажно-пружинный типа ИРП (микатор) с нор-
мальным и удлиненным наконечниками и державкой с ценой де-
ления 0,001 и 0,002 мм и пределами измерений соответственно
±0,04 и ±0,08 мм; '
индикаторы многооборотные по ГОСТ 9696—61 следующих
типов:
Тип . 1-ИГМ 2-ИГМ
Цена деления, мм 0,001 0,002
Предел измерений, мм 1 2
гОловки измерительные рычажно-зубчатые по ГОСТ 6934—62' следующих типов:
Тип 1-МКМ 2-МКМ
Цена деления, мм 0,001 0,002
Предел измерений, мм ±0,05 ±0,01
Завод КРИН изготовляет головки (приборы) электроконтакт- ные шкальные следующих типов:
Тип 2ЭКШ зэкш
Цена деления, мм 0,01’ 0,001
Предел измерений, мм ±0,025 ±0,05
Головки выполнены в виде индикаторов часового типа и снаб-
жены двумя предельными регулируемыми контактами.
Завод ЛИЗ изготовляет:
х головки измерительные пружинные шкальные (на базе мика-
тора) с ценой деления 0,001 мм и пределом измерений ±0,05 с
электроконтактами следующих типов: ЭДП с двумя контактами и
ЭДП-Зк с тремя контактами;
головки шкальные командные пружинно-оптические с фотосо-
противлениями (датчики фотоэлектрические сортировочные много-
диапазонные) типа ДФМ.
Цена деления шкалы по требованию заказчика может равнять-
ся 0,0005; 0,001; 0,002 или 0,005 мм. Количество делений шкалы—
до 50. ’
. Датчики изготовляются на базе пружинно-оптической головки
(оптикатора).
Раздел!
ИЗМЕРЕНИЕ РАЗМЕРОВ
от 1 до 500 мм
7
Страница не содержит текста и изображений
СХЕМЫ ИЗМЕРЕНИЙ НАРУЖНЫХ И ВНУТРЕННИХ
ДИАМЕТРОВ
ИЗМЕРЕНИЯ НАРУЖНЫХ ДИАМЕТРОВ
Измерение диаметров валов (наружных диаметров цилиндров)
при помощи шкальных измерительных головок (фиг. 1).
Измерительная головка 1 за-
крепляется на стойке или крон-
штейне 2. Измерительной базой
для измеряемой детали 3 являет- .
ся горизонтальная поверхность 4, I Г I |
установочной базой — вертикаль- V ’
ная поверхность упора 5. Изме- з х^^Х
рительная головка настраивает- * j Ап
ся по аттестованной образцовой - -|---
детали. \ \ / ______
Приведенная схема измере-
ния применяется для гладких ци- /z /////И//////X////////
линдрических деталей (или для \
цилиндрической части наиболь-
шего диаметра ступенчатых ва-
ликов). ' фиг> 1
При измерении деталей по
приведенной схеме, но без упора,
деталь прокатывается под измерительным наконечником и отсчет
производится при наибольшем показании стрелки. Применение
упора повышает производительность измерений.
Кривизна образующих цилиндра вызывает погрешность изме-
рения.
Схема рекомендуется для измерения коротких цилиндров.
Измерение наружного диаметра при базировании в призме.
Измеряемая деталь 1 базируется по опорной призме 2. Измери-
тельная головка 3 жестко соединена с призмой (фиг. 2).
В схеме может быть применена двойная ножевая призма.
9
Схема рекомендуется в случае совмещения измерения диамет-
ра с измерением некруглости, что может быть осуществлено на
одной призме двумя измерительными головками.
Измерение наружных диаметров с помощью скоб со шкальны-
ми измерительными головками (фиг. 3).
Скоба при самоустановке поворачивается вокруг шарнира 1.
Фиг. 2
Фиг. 3
Измерительный наконечник за-
креплен на штоке измерительной
головки 2 или на промежуточ-
ной подвижной колодке (на схе-
ме не показана).
Регулирование скобы в диа-
пазоне измеряемых диаметров
осуществляется перемещением
измерительной головки и базово-
го наконечника 3.
В скобах обычно . применяют-
ся ножевидные или плоские на-
конечники,.
Измерительная головка на-
страивается по образцовой де-
тали.
Схема применяется преиму-
щественно в многомерных приспо-
соблениях для измерения ступен-
чатых валов.
Измерение наружного диаметра при помощи пневматической,
бесконтактной скобы (фиг. 4).
Скоба 1 имеет два сопла. Упор 2 устанавливает сопла по диа-
метру вала.
10
Скоба присоединяется к пневматическому прибору любой кон-
струкции.
Схема целесообразна для измерения тонкостенных деталей, а
также при дифференциальных измерениях.
ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ
Измерение внутреннего диаметра на горизонтальном оптиметре
(фиг, 5).
Фиг. 5
Измеряемая деталь 1 устанавливается на предметном столе 2.
Измерительные наконечники 3 закреплены на передаточных ры-
чагах 6. Измерительный наконечник 4 пиноли взаимодействует с
левым передаточным рычагом, а измерительный наконечник 5
трубки оптиметра — с правым рычагом. Пружины 7 и 8 обеспечи-
вают контакт измерительных наконечников с соответствующими
поверхностями.
11
Измерение внутренних диаметров с помощью нутромера.
На схемах (фиг. 6) приняты следующие обозначения: 1 — кор-
пус нутромера; 2 — передаточный шток (на фиг. 6, в и 6, а пере-
даточный'шток отсутствует); 3 — измеряемая деталь; 4 — жесткий
Фиг. 6
упор (на фиг. 6, б и 6, в жесткий упор, отсутствует); 5 — измери-
тельный наконечник (на фиг. 6, в и 6, г измерительный наконеч-
ник закреплен на штоке измерительной головки); 6 — передаточ-
ный элемент между штоком и измерительными наконечниками (на
фиг. 6, а — шарик, а на фиг. 6, б — конус, закрепленный на што-
ке) ; 7 — измерительная головка.
Схема (см. фиг. 6, а) применяется при диаметрах 18—50 мм.
Схема (см. фиг. 6, б) применяется при диаметрах 3—18 мм, при-
12
чем измерительные наконечники 5 могут быть выполнены в виде
шариков, упирающихся,в передающий шток 2, имеющий конус на
конце.
Схема, (см. фиг. 6, в) применяется при измерении диаметра у
торца изделия. Индикатор имеет конический наконечник. По осе-
вому перемещению штока индикатора судят о величине измеряе-
мого диаметра (для диаметров 1 —10 мм). При измерении по этой
схеме наличие у торца отверстия фаски или закругления вызывает
погрешность измерения.
Измерение внутреннего диаметра с помощью пневматической
пробки (фиг. 7).
Фиг. 7
Пробка имеет два диаметрально расположенные сопла. В пнев-
матической измерительной системе учитывается суммарный рас-
ход воздуха из обоих сопел диаметром d через условный измери-
тельный зазор Z = Z1+Z2 = D — d\. Бортики диаметром d2 ограни-
чивают при эксцентричном положении пробки в отверстии мини-
мальный односторонний зазор Zmin величиной -у-- . Метод из-
мерения бесконтактный. Пневматические пробки целесообразно
применять для измерения глубоких, точных и небольших отвер-
стий.
13
СХЕМЫ. ИЗМЕРЕНИЙ ПАРАМЕТРОВ КОНУСОВ
ИЗМЕРЕНИЯ НАРУЖНЫХ КОНУСОВ ,
Измерение диаметров наружного конуса при помощи роликов
диаметром d (фиг. 8).
д2
Фиг. 8
Диаметр торца конуса и диаметр D2 на расстоянии I от тор-
ца вычисляются по формулам:
= Л1—d (2 + tg а);
D2 = Л2 —- d(2 tg ос).
Угол а вычисляется по формуле:
Размеры Л1 и Л2 измеряются универсальными средствами.
Этим методом измеряются также размеры плоских клиньев.
Измерение угла конуса с (фиг. 9). * Фиг. 9 : помощью калиброванных колец , D — d tgcc . 5 21 Измерение размера 1 осуще- ствляется универсальными сред- ствами.
14
Измерение центрального угла 2а при помощи синусной линейки:
Синусная линейка 2 (фиг. 10) настраивается по блоку конце-
вых мер
/z=L-sin2a0,
где 2ао —номинальная величина центрального угла конуса
Фиг. 10
Разность показаний измерительной головки 1 д равна отклоне-
нию измеряемого угла от номинальной величины (в мм) на дли-
не А.
Угловое отклонение Асе центрального угла конуса от номиналь-
ной величины 2 а подсчитывается по формуле:
tgAa = .
Измерение угла а уклона конуса на синусной линейке с цент-
рами (фиг. И).
Синусная линейка 1 настраивается на номинальный угол укло-
на а0.
Разность показаний б измерительной головки 2 равна
отклонению угла уклона измеряемого конуса от номинального
(в мм) на длине Л.
Угловое отклонение Аа угла уклона от номинального а0 под-
считывается по формуле:
, А
•
Фиг. 11
Измерение диаметров и угла конуса на универсальном микро-
скопе (фиг. 12).
Метод измерения координатный. Измерение производится при
помощи ножей.
Фиг. 12
Конусность К определяется по формуле:
К = = 2tga.
16
Подобные измерения могут производиться и на других при-
борах.
Измерение малого диаметра d конуса на синусной линейке
(фиг. 13).
Фиг. 13
Измерение диаметра d конуса в плоскости торца осуществляет-
ся при помощи ролика диаметром d , который подсчитывается по
формуле:
tga-|-
COSa
где dQ — номинальный диаметр измеряемого конуса.
Разность показаний измерительной головки . при положениях,
указанных на схеме, равна отклонению действительного диаметра
конуса от номинального.
ИЗМЕРЕНИЯ ВНУТРЕННИХ КОНУСОВ
Измерение угла уклона внутреннего конуса при помощи шари-
ков (фиг. 14).
Измерение угла а осуществляется при
помощи двух шаров с аттестованными ди-
аметрами D и d.
Угол подсчитывается по формуле:
D d
А—а —
Размеры А и а измеряются при помо-
щи вертикального компаратора или глу-
биномера.
Метод рекомендуется . для измерения
угла калибров-втулок.
Фиг. 14
2-1195
17
Измерение большого диаметра конуса с помощью шара
(фиг. 15).
Измерение большого диаметра D конуса в плоскости торца
осуществляется при помощи шара с аттестованным диаметром d.
Вначале измеряется размер Н. Затем подсчитывается диаметр по
формуле:
D==_±__|_(d_2//).tga,
COS a
где a — угол уклона конуса.
Измерение диаметров внутренних конусов при помощи специ-
альных индикаторных приспособлений (фиг. 16).
Диаметр измеряется на расстоянии Н от торца. Для каждого
размера Н требуется отдельное приспособление.
Фиг. 16
Диаметр измерительного диска Z)o равен номинальной вели-
чине диаметра на расстоянии Н.
Метод измерения относительный. Индикатор настраивается на
нуль по образцовой детали. Действительная величина диаметра
конуса D на расстоянии Н подсчитывается по показанию индика-
тора \Н по формуле:
О = П0—2*A/7-tga.
18
Измерение диаметров внутренних конусов с помощью специаль-
ного нутромера (фиг. 17).
Диаметры конуса измеряются на переменном расстоянии Н от
торца. Величина Н устанавливается путем перемещения нутроме-
ра во втулке опорной планки по штриховой шкале.
Метод измерения относительный. Индикатор нутромера уста-
навливается на нуль по образцовой детали.
Фиг. 17
Измерение угла внутренних конусов при помощи синусной ли-
нейки (метод М. И. Коченова) (фиг. 18).
Синусная линейка настраивается на угол do, равцый половине
номинального угла измеряемого конуса.
По разности д двух отсчетов измерительной головки в поло-
жениях, показанных на фиг. 18, а, определяется отклонение Ду
угла у от номинального значения ао по формуле:
tg Af = ~;
, А
7 = % + М-
Аналогично подсчитывается угол р по второй паре отсчетов,
при которых закрепление детали на линейке остается неизменным,
а сама линейка наклонена на угол ао в противоположную сторону
(фиг. 18, б).
Действительное значение угла конуса измеряемой детали опре-
деляется:
2« = Т + ₽•
19
Фиг. 18
20
СХЕМЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ОТ ПРАВИЛЬНОЙ
ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
ИЗМЕРЕНИЯ НЕКРУГЛОСТИ ВАЛОВ И ОТВЕРСТИЙ*
Общее определение некруглости (фиг. 19).
Некруглость — это наибольшее расстояние А от точек реально-
го профиля до,прилегающей окружности.
Для вала прилегающая окружность — описанная (фиг. 19, а)-
для отверстия — вписанная (фиг. 19, б).
Общее измерение некруглости (фиг. 20).
Измерение некруглости по всей окружности производится: для
валов по схеме (фиг. 20, а); для отверстий по схеме (фиг. 20, б).
Фиг. 20
-----------х
* Составлены на основании исследования инженера Бюро взаимозаменяемо-
сти М. А. Палея.
21
Вращение контролируемой детали или измерительной головки
должно осуществляться относительно центра прилегающей окруж-
ности.
В случае несовпадения центра прилегающей окружности с
осью вращения этот эксцентриситет должен быть исключен при
обработке результатов измерений (например, по профилограмме).
В общем случае о величине некруглости А судят по разности
S наибольшего и наименьшего показаний измерительной головки,
учитывая соответствующий «передаточный коэффициент» схемы К:
S = K-b.
1 Для схем измерения (фиг. 20).
! К = 1, тогда S = А.
Измерение некруглости деталей, имеющих гранную форму с чет-
ным числом граней (фиг. 21 и 22).
На фиг. 21 показаны, соответственно, овальный вал и овальное
отверстие, как частный случай четной огранки (число граней п=2).
При всех четных огранках величина некруглости А равна по-
ловине I разности между наибольшим и наименьшим диаметрами
детали
д __ ^наиб ^наим
~ 2
Некруглость валов и отверстий, которая сводится только к чет-
ным огранкам (в том числе и овальности), может измерятся по
схемам (см. фиг. 22). Для этих случаев коэффициент /С=2.
22
Величина овальности, которая
ду наибольшим и наименьшим
на S.
определяется как разность меж-
диаметрами сечения, будет рав-
Фиг. 22
Измерение некруглости деталей с нечетным числом п граней
(фиг. 23 и 24).
На фиг. 23, а показан гранный вал с числом граней п = 3, а на
фиг. 23, б гранное отверстие с числом граней п — 3.
Фиг. 23
Измерение величины некруглости Д-гранных деталей с опре-
деленным нечетным числом граней п, которое известно заранее,
можно производить по нижеприведенным схемам.
На фиг. 24, а показана схема измерения некруглости гранного
вала в жесткой призме с углом у. На фиг. 24, б показана схема
измерения некруглости вала на роликах (угол условной призмы у)
23
и на фиг. 24, в показана схема измерения некруглости гранного
отверстия на роликах (условный угол призмы у).
Фиг. 24
Величины рекомендуемых углов у для этих схем и значений ко-
эффициентов К в зависимости от числа граней п приведены в
табл. 1.
Таблица 1
п Y, град к п у, град К.
3 60 3 7 120 2
120 1 103 1
' 5 120 и 90 2 9 60 3
72 1 120 1
24
Измерение величины некруглости Д-гранных деталей, у которых
число граней п равно одному или комбинации из нескольких опре-
деленных (заранее известных) чисел я, можно производить также
по схемам (см. фиг. 24). Зависимость между углом призмы ^ чис-
лами граней п, которые могут иметь измеряемые детали, и переда-
точным коэффициентом К для этого случая приведены в табл. 2.
Кроме деталей с нечетным числом, граней, в некоторых случаях
могут измеряться и овальные детали.
Таблица 2
7, град п к
130 2,5 или 9 -1,7
120 5 или 7 3 и 9 2 1
108 2, 3, 7 и 8 -1,4
90 3 и 5 2
60 3 и 9 3
45 > 7 и 9
Такие же измерения можно осуществлять по схемам (фиг. 25)
с помощью «седлообразных» измерительных устройств (измери-
тельный наконечник находится со стороны вершины угла призмы).
Значения углов у, чисел граней п и передаточных коэффициен-
тов К приведены в табл. 3.
ТаблицаЗ
7, град п к 7, град п к
135 или 45 7 и 9 2 90 3 и 5 2
120 5 и 7 3 и 9 2 1 77 2,5 и 9 3 и 4 1,4 2,5
100 2 и 7 3 и 9 0,8 1,6 60 3 и 9 3
25
Фиг. 25
26
ND
Фиг. 26
Если некруглость сводится к огранке с одним числом п из не-
скольких определенных чисел граней, то измерение ее величины А
может производиться по схемам (фиг. 26) и по схемам (фиг. 27).
Для схем (фиг. 26) при угле призмы у = 60° значения п и К
приведены в табл. 4.
х / ч Таблица 4
3,5,7 и 9
Для схем (см. фиг. 27) при угле призмы у=120° значения п и К
приведены в табл. 5.
Таблица 5
120°
2, 3, 5,7 и 9
РЕКОМЕНДАЦИИ ПО ИЗМЕРЕНИЯМ НЕКРУГЛОСТИ
Для всестороннего выявления некруглости, (величины некруг-
лости А и характера некруглости, в том числе и числа граней п)
применяются приборы, работающие по схемам Дем. фиг. 20, б), на-
пример, приборы типа Тайлеронд (Англия), завода «Калибр»,
Станкоинструментального института с записью диаграммы.
Для упрощенного измерения только величины некруглости А в
случаях, когда число граней заранее неизвестно, рекомендуются
измерения по схемам (см. фиг. 22), выявляющим некруглость при
всех четных числах граней и, дополнительно, по схемам (см.
фиг. 26) или (см. фиг. 27), выявляющим все, практически встре-
чающиеся нечетные огранки.
Наивыгоднейшая схема из последних шести случаев выбирается
по конструктивным соображениям. Следует иметь в виду, что в
этих схемах перенастройка приборов при изменении диаметров
деталей требуется в двух направлениях как показано на фиг. 28.
В случаях, когда заранее известно число граней нечетных огра-
нок измеряемых деталей, могут применяться остальные, более
простые схемы.
Выбор схемы для каждого отдельного случая осуществляется
по данным, приведенным выше в таблицах, и по конструктивным
соображениям.
28
Фиг. 27
Фиг. 28
ИЗМЕРЕНИЕ ОТКЛОНЕНИЙ ФОРМЫ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ В ПРОДОЛЬНОМ СЕЧЕНИИ
Измерение конусообразное™ (фиг. 29).
Конусообразное™ определяется *как разность диаметров, изме-
ренных на краях сечения детали.
Во время измерения деталь 1 базируется на двух ножевидных
(или призматических) опорах 2. Положение траверсы 3, которая
может перемещаться поступательно на направляющих различных
конструкций, определяется упором 4, контактирующим с измеряе-
мой деталью над одной' из нижних опор. Измерительный наконеч-
ник 5 расположен над второй опорой.
Измерительная головка 6 настраивается по образцовой цилин-
дрической детали (di = d2)- При измерении конусной детали изме-
рительная головка показывает разность диаметров dx и d2. Пока-
зание головки соответствует конусности на длине L.
В общем случае приспособление может настраиваться на опре-
деленную величину конусности и измерять отклонение действи-
тельной конусности детали от заданной.
Измерение конусообразное™ пневматическим методом (фиг. 30).
На фиг. 30, а показано измерение конусообразное™ вала, а на
фиг. 30, б измерение конусообразности отверстия.
При помощи двух пар сопел измеряются диаметры di и d2 на
расстоянии I между контролируемыми сечениями. Конусообраз-
ное™ как разность диаметров d^ и d2 определяется по разности
30
расхода воздуха из каждой пары сопел при помощи дифференци-
ального пневматического прибора, который настраивается по образ-
цовой детали.
Фиг. 30
Измерение бочкообразности, седлообразное™ и изогнутости оси
цилиндрических деталей (фиг. 31).
Бочкообразность и седлообразность могут быть определены как
разность между наибольшим и наименьшим диаметрами, измерен-
ными в трех точках по краям и в середине сечения детали.
31
Контролируемая деталь опирается на два ножа или призмы L.
Измерительный наконечник располагается между опорами, изме-
рительная головка 2 настраивается на нуль по цилиндрической
образцовой детали. При измерении деталь вращается.
Плюсовые постоянные показания измерительной головки харак-
теризуют бочкообразность детали, минусовые показания характери-
зуют седлообразность.
Величина бочкообразности (или седлообразности) равна удво-
енному показанию измерительной головки.
Колебание показаний S за оборот детали возникает вследствие
изогнутости детали. При этом величина изогнутости равна S/2.
СХЕМЫ ИЗМЕРЕНИЙ НЕПРЯМОЛИНЕЙНОСТИ
НЕПЛОСКОСТНОСТИ И ВЗАИМНОГО РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
ИЗМЕРЕНИЕ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ
Измерение непрямолинейности с помощью поверочной линейки и
блоков концевых мер (фиг. 32).
Поверочная линейка (мостик) 3 устанавливается на контроли-
руемой поверхности 2 при помощи концевых мер длины 1.
При линейке постоянного сечения, с целью уменьшения погреш-
ности от прогиба линейки, концевые меры 1 располагаются на рас-
стоянии 0,233L от края линейки (А — длина линейки).
Расстояния контролируемой поверхности от линейки в различ-
ных точках вдоль линейки определяются или по шкале клинового
щупа 4 или подбором блоков концевых мер соответствующей вы-
соты.
32
Измерение непрямолинейности индикатором от поверочной ли-
нейки (плиты) (фиг.33).
Стойка с индикатором 3 перемещается по поверочной линейке
(или. плите) 2, Наконечник индикатора контактирует с контроли-
руемой поверхностью 1.
Фиг. 33
( Поверочная линейка (плита), по которой перемещается стойка
с индикатором, должна быть установлена параллельно контроли-
руемой поверхности по двум удаленным друг от друга точкам.
Измерение непрямолинейности с помощью уровня (фиг. 34).
Уровень 2 (слесарный, рамный и т. п.) перемещают по контро-
лируемой поверхности 1 вдоль заданной динии. Ряд показаний
Фиг. 34
уровня дает значения углов, наклона разных мест контролируемой
поверхности. Для вычисления линейных отклонений необходимо
построение графика.
Требуется предварительная выверка горизонтальности контро-
лируемой поверхности по> двум удаленным точкам.
3—1195
33
Измерение непрямолинейности с помощью автоколлиматора
(фиг. 35).
На контролируемой поверхности 1 устанавливается автоколли-
матор 2 с оптической осью, параллельной его основанию, и зерка-
ло 3, плоскость которого перпендикулярна основанию его стойки.
Зеркало на стойке перемещается по контролируемой поверх-
ности вдоль оптической оси автоколлиматора. Отсчеты по шкале
автоколлиматора дают ряд значений угла наклона контролируемой
поверхности. Для вычисления линейных отклонений необходимо
построение графика.
Оптический визирный метод измерения непрямолинейности
(фиг. 36).
Фиг. 36
По контролируемой поверхности 1 вдоль, заданной линии пере-
ставляют. марку 2 со штриховым перекрестием. Визирная труба 3
устанавливается так, чтобы ее оптическая ось проходила парал-
34
лельно контролируемой поверхности. После каждой перестановки
снимают отсчет по шкале визирной трубы.
В результате измерения определяются линейные отклонения
точек контролируемой поверхности. *
Измерение непрямолинейности с помощью гидростатического
уровня (фиг. 37).
На контролируемой поверхности 1 устанавливается два закры-
тых сосуда 2 с жидкостью, на крышках которых имеются микро-
Фиг. 37
винты 5. Верхние (воздушные) полости сосудов соединены гибким
шлангом 4, а нижние полости — шлангом 5.
Контролируемая поверхность предварительно выверяется на
горизонтальность по Двум удаленным точкам. При измерении один
из сосудов переставляют по контролируемой поверхности вдоль за-
данной прямой. После каждой перестановки конец микровинта 3
приводят в соприкосновение с уровнем жидкости и снимают отсчет
по шкале винта. Результаты измерения получаются в линейных,
величинах.
ИЗМЕРЕНИЕ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
Проверка плоскостности измерением непрямолинейности в не»
скольких направлениях.
На контролируемой поверхности производится измерение непря-
линейности по нескольким направлениям (для сплошной прямо-
угольной поверхности —-чаще всего по двум диагоналям) любым
из способов, описанных выше, в разделе «Измерение непрямолиней-
ности».
।
35
Измерение неплоскостности гидростатическим методом. Схема
измерений неплоскостности гидростатическим методом та же, что и
для измерения непрямолинейности.
При этом траектория перестанавливаемого сосуда должна пе-
рекрывать всю контролируемую поверхность, а предварительная
выверка поверхности на горизонтальность должна производиться
по трем удаленным друг от друга точкам.
Измерение отклонений от плоскостности с помощью шарнирного
приспособления (фиг. 38).
Фиг. 38
Приспособление состоит из двух поворотных рам, установленных
на параллельных осях 1 и 2 и допускающих перемещение измери-
тельной головки 3 по любой траектории внутри круга радиусом R.
Перед измерением приспособление должно быть выверено с по-
мощью винтов 4 так, чтобы добиться одинаковых показаний измери-
тельной головки 3 в трех удаленных друг от друга точках контро-
лируемой поверхности.
ИЗМЕРЕНИЕ ОТКЛОНЕНИЙ ОТ ПАРАЛЛЕЛЬНОСТИ
И ПЕРПЕНДИКУЛЯРНОСТИ
Измерение непараллельное™ поверхностей (фиг. 39)
Измерение непараллельное™ поверхностей 1 и 2 детали 3 про-
изводится на поверочной плите 4 при помощи индикаторной стойки.
36
Наибольшая разность отсчетов по измерительной головке .5 по
всей длине измерения принимается за непараллельность поверх-
ностей.
Фиг. 39
Контроль непараллельности оси отверстия к базовой поверх-
ности (фиг. 40). \
Фиг. 40
Контролируемая деталь устанавливается базовой поверхностью
на поверочную плиту 1. В контролируемое отверстие вставляется
оправка 2. Разность двух отсчетов измерительной головки 5 равна
непараллельности на длине L.
37
Измерение непараллельности осей двух отверстий при помощи
оправок (фиг. 41).
Фиг. 41
Непараллельности осей определяется измерением двух наруж-
ных (А7 и А") или двух внутренних (В7 и В77) расстояний между
оправками, плотно вставленными в отверстия.
Разность двух измеренных расстояний А7 и А77 или В7 и В77 равна
непараллельности осей на длине L.
Измерение непараллельности валов, расположенных в верти-
кальной плоскости, при помощи уровня (фиг. 42).
Фиг. 42
Уровень поочередно накладывается на каждый из валов.
38
В линейных величинах непараллельность АХ равна:
юоо
где т—цена деления уровня в мм на метр; . '
h — разность показаний уровня;
L — расстояние, к которому относится непараллельность, мм:
Измерение перекоса осей валов, расположенных в горизонталь-
ной плоскости (фиг. 43).
Планка с уровнем 3 устанавливается на контролируемых ва-
лах 1 и 2 последовательно в'двух положениях на расстоянии L.
Перекос осей АУ в мм, отнесенный к длине L, равен
ду =
1000
где т — цена деления уровня в мм на метр;
h — разность показаний уровня;
I — расстояние между осями валов, мм.
Измерение перекоса осей валов, расположенных в вертикальной
плоскости (фиг. 44).
Измерение отличается от вышеприведенного измерения только
тем, что уровень 3 устанавливается на контролируемых валах 1 и 2
при помощи угольника, а не планки.
Обозначения и формула остаются теми же.
39
Фиг. 44
Измерение неперпендикулярности при помощи угольника и ин-
дикатора (фиг. 45).
Неперпендикулярность плоскостей контролируемой’ детали 1
проверяется на поверочной плите 2.
Угольник 3 прикладывается к вертикальной плоскости измеряе-
мой детали.- Со второй поверхностью угольника контактирует изме-
рительный наконечник индикатора, установленного нц стойке 4.
Разность показаний индикатора равна величине неперпендику-
лярности на длине L.
Измерение неперпендикулярности при помощи индикатора на
стойке с упором (фиг. 46).
Измерение производится на поверочной плите 1.
Стойка 2, несущая индикатор 3, имеет упор 4, который контак-
тирует с контролируемой деталью 5. Индикатор настраивается на
нуль по угольнику. Показание индикатора при измерении соответст-
вует величине неперпендикулярности на длине L.
Измерение неперпендикулярности валов (фиг. 47).
На валу 1 устанавливается поворотный кронштейн 2 с индика-
тором 3. Втулка 4 препятствует осевому перемещению кронштейна
по валу.
Разность двух наибольших показаний индикатора при контакте
с контролируемым валом 5 равна неперпендикулярности на дли-
не L.
41
Измерение неперпендикулярности двух отверстий (фиг. 48).-
В одно из отверстий вставляется припасованная к нему оправ-
ка 1. На оправке 2, поворачивающейся во втором отверстии, за-
креплен индикатор 3. Упорное кольцо 4, жестко закрепленное на
отправке, препятствует осевому перемещению оправки 2.
Разность двух показаний индикатора при повороте оправки 2
на 180° равна неперпендикулярности на длине L.
Измерение неперпендикулярности плоскости к отверстию
(фиг. 49).
Фиг. 49
На отправке /, вставленной в отверстие, закреплен индикатор 2
и жесткий упор 3.
Разность наибольшего и наименьшего показаний индикатора
при вращении оправки определяет удвоенную величину неперпен-
дикулярности на длине L.
42
Измерение торцового биения с помощью индикатора и осевого
упора (фиг. 50).
Контролируемый вал, находящийся в тризме /, фиксируется в
осевом направлении упором 2, расположенным против оси вала.
Фиг. 50
Поворачивая вал в призме, определяют величину торцового
биения вала, как разность между наибольшим и наименьшим по-
казанием индикатора.
Измерение торцового биения с помощью индикатора и торцового
упора.
Фиг. 51
Схема (фиг. 51) отличается от схемы,' показанной на фиг. 50
тем, что осевое положение вала при измерении фиксируется упором
в контролируемый торец (а не в середину свободного торца).
При этом индикатор показывает удвоенную величину торцового
биения, что является преимуществом последней схемы.
ИЗМЕРЕНИЕ НЕСООСНОСТИ ОТВЕРСТИЙ И ВАЛОВ
Измерение несоосности двух отверстий при помощи оправок
(фиг. 52)’.
Неподвижная оправка 1 припасована в одном из контролируе-
мых отверстий.
43
Оправка 2 с индикатором вращается во втором отверстии (ба-
зовом).
Разность между наибольшим и наименьшим показаниями инди-
катора при круговом вращении оправки 2 равна удвоенной вели-
чине несоосности отверстий А в плоскости измерения А —А.
Фиг. 52
Измерение несоосности отверстий относительно общей оси
(фиг. 53).
Общей осью двух отверстий называется прямая, соединяющая
центры средних сечений отверстий (фиг. 53, а).
А — несоосность отверстий с длиной L относительно общей оси.
' На фиг. 53, б показана схема измерения несоосности двух от-
верстий относительно общей оси при помощи пневматической
оправки.
Оправка имеет две базовых опоры 1 и 2, на которых вращается
деталь 3, и два сопла 4 и 5. Каждое сопло присоединено к отдель-
ному пневматическому прибору.
Колебание S измерительного зазора против сопла при вращении
детали равно удвоенной несоосности отверстия на длине I,
Искомая несоосность А отверстия равна:
А = (см. фиг. 53,а):
Измерение несоосности двух шеек вала относительно их общей
оси (фиг. 54).
Шейки вала опираются на ножевые опоры 1 и 2.
По величине S колебания показаний индикатора при вращении
вала подсчитывается несоосность А шейки относительно общей
оси шеек
Д = —
4Z
44
Фиг. 54
45
ИЗМЕРЕНИЕ РАДИАЛЬНОГО БИЕНИЯ
Измерение радиального биения вала относительно шейки, близ-
ко расположенной к контролируемой поверхности (фиг. 55).
Фиг. 55
Измерение производится при помощи «плавающего» индика-
торного приспособления, которое опирается на шейку вала базо-
вым наконечником 1.
Контролируемый вал 2 вращается на центрах или на призмах.
Измерение разностенности цилиндрической втулки (фиг. 56).
Фиг. 56
Контролируемая деталь 1 вращается на неподвижной оправке 2.
Разностенность равна разности между наибольшим и наимень-
шим показаниями индикатора 3.
Эксцентриситет наружной поверхности относительно оси от-
верстия равен половине разностенности.
46
Измерение разностенности цилиндрической детали от упора
(фиг. 57)'.
Фиг. 57
При измерении деталь 1 вращается па наклонной плоскости,
базируясь'отверстисм по упору 2.
Отсчеты производятся по индикатору 3.
СХЕМЫ ИЗМЕРЕНИЙ ШЛИЦЕВЫХ ВАЛОВ И ВТУЛОК
КОНТРОЛЬ ШЛИЦЕВЫХ ВАЛОВ И ВТУЛОК с помощью
ПРЕДЕЛЬНЫХ КАЛИБРОВ
Контроль наружного диаметра вала и внутреннего диаметра
втулки производится с помощью обычных гладких предельных ка-
либров.
Толщина зуба вала и ширина впадины отверстия для шлицевых
сопряжений с прямоугольным профилем проверяется гладкими
предельными калибрами-пробками и шаблонами.
Измерение толщины зубьев валов и ширины впадин отверстий
шлицев с треугольным и эвольвентным профилем (фиг. 58).
Измерение осуществляется при помощи двух роликов одинако-
вого диаметра d, вложенных в противоположные впадины вала
(фиг. 58, а) или втулки (фиг. 58, б).
Размер Л4а между роликами измеряется предельными калибра-
ми или двумя блоками концевых мер.
47
Для контроля размера М& по роликам применяется предельная
гладкая скоба.
Фиг. 58
КОМПЛЕКСНАЯ ПРОВЕРКА ШЛИЦЕВЫХ СОПРЯЖЕНИЙ
Независимо от дифференцированной проверки отдельных эле-
ментов шлицев шлицевый вал проверяется комплексно проходным
шлицевым кольцом, а отверстие втулки — проходной шлицевой
пробкой.
Комплексные шлицевые калибры ограничивают погрешности
взаимного расположения всех поверхностей шлицевых деталей.
КОНТРОЛЬ ШЛИЦЕВЫХ ВАЛОВ И ВТУЛОК
С ПОМОЩЬЮ ШКАЛЬНЫХ ПРИБОРОВ
Измерение наружного и внутреннего диаметров. Средства и ме-
тоды измерения наружного и внутреннего диаметров шлицевых со-
пряжений совпадают со средствами и методами измерения глад-
ких цилиндрических сопряжений.
48
Измерение толщины зубьев валов с треугольным, и эвольвент-
ным профилем с помощью двух роликов (фиг. 60).
Ролики 1 и 2 диаметра d вкладываются в противоположные впа-
дины вала. Отсчет показаний производится по рычажному микро-
метру или индикаторной скобе. Настройка прибора на размер Мв
производится по блоку концевых мер.
Измерение накопленной погрешности окружного шага шлице-
вых сопряжений.
Измерение накопленной погрешности- окружного шага шлице-
вых, сопряжений производится теми же методами, что и измерение
накопленной погрешности шага зубчатых колес.
На фиг. 61 показана схема измерения накопленной погрешно-
сти шага с помощью оптической делительной головки и контактно-
го измерительного устройства.
Фиг. 61
4—1195
49
Шлицевый вал 4 устанавливается в центрах оптической дели-
тельной головки. После каждого поворота вала на угол, равный
величине углового шага, который отсчитывается по шкале 5 опти-
ческой головки, измерительный наконечник 1 вводится в контакт
с боковой поверхностю зуба. Упор 2 фиксирует положение кор-
пуса измерительного устройства 3 при измерении. Проверку про-
изводят по каждому зубу. Настройка прибора на нуль осуще-
ствляется по произвольно выбранному зубу. Разность наибольше-
го и наименьшего отсчетов дает величину накопленной погрешно-
сти шага. Эту проверку можно производить и на угловом шагоме-
ре БВ-584М. (см. подраздел «Схемы измерений параметров зубча-
тых колес»).
биения шлицевых валов, (фиг. 62).
Измерение радиального
Измерение радиального биения ва-
лов со шлицами треугольного и эволь-
вентного профиля производится при по-
мощи роликов 1 одинакового диамет-
ра d, которые закладываются во впа-
дины шлицев, и измерительной голов-
ки 3. При измерении вал 2 вращается
на центрах или призмах. Отсчеты про-
изводятся по измерительной головке
прц прохождении измерительного на-
конечника по наиболее удаленным от
оси вращения точкам роликов.
Измерение биения валов с эволь-
вентным профилем зубьев может про-
изводиться также на биениемерах для
зубчатых колес.
СХЕМЫ ИЗМЕРЕНИЙ РЕЗЬБ
КОМПЛЕКСНЫЙ КОНТРОЛЬ РЕЗЬБ
Контроль наружной резьбы с помощью шариковых наконечни-
ков и роликов (фиг. 63).
Контролируемое изделие 8 проходит сначала через сферические
наконечники 5 и 6, измеряющие величину собственно среднего диа-
метра, а затем через многониточные ролики 2 и 7 с ориентирую-
50
щим упором 1, измеряющие приведенный средний диаметр. Откло-
нения отсчитываются по индикаторам 3 и 4.
Фиг. 63
Контроль наружной резьбы с помощью
гребенок (фиг. 64).
В индикаторной резьбовой гребенчатой
скобе имеется две гребенки — неподвиж-
ная 1 и подвижная 2, двигающаяся в на-
правляющих и связанная с индикатором 3.
В корпусе скобы монтируется также ориен-
тирующий упор 4. При установке контроли-
руемого изделия подвижная гребенка отво-
дится в нерабочее положение и затем воз-
вращается до соприкосновения с контроли-
руемой резьбой. Отсчет производится по ин-
дикатору, который настраивается по образ-
цовым деталям. Профиль гребенок соответ-
ствует профилю резьбы проходных резьбо-|
вых калибров (измеряется приведенный
средний диаметр резьбы).
51
ПОЭЛЕМЕНТНЫЙ КОНТРОЛЬ РЕЗЬБ
Контроль собственно среднего диаметра резьбы методом трех
проволочек (фиг. 65).
Во впадины резьбы закладываются три проволочки 1, 2, 4 и.
с помощью какого-либо контактного прибора 3 (оптиметра, мини-
Фиг. 65
метра, микрометра и т. д.) определяется размер М. Средний диа-
метр подсчитывается для метрической резьбы по формуле:
dcp=M—3^+0,8665,
где d — диаметр проволочек;
S — шаг контролируемой резьбы.
Для устранения влияния погрешности половины угла профиля
пользуются проволочками наивыгоднейшего диаметра, подсчиты-
ваемого по формуле:
^наив
а
2 cos—
2
где ----половина угла профиля резьбы.
Измерительный прибор настраивается по блоку концевых мер
с номинальным размером М.
52
Контроль собственно среднего диаметра на универсальных
микроскопах с ножами (фиг. 66).
Измерительные ножи 2 и 3 под-
Фиг. 66
водятся вплотную к сторонам витка
проверяемой резьбы детали 1. Соот-
ветствующая пунктирная нитка оку-
лярной сетки совмещается с риской
ножа так, чтобы точка перекрестия
нитей находилась примерно на сере-
дине стороны профиля резьбы. При
этом снимают первый отсчет по ми-
кроскопу поперечного хода. Затем
точку перекрестия нитей совмещают
с серединой стороны профиля того
же витка с другой стороны проверя-
емой резьбы и по микроскопу попе-
речного хода снимают второй отсчет.
Разность отсчетов равна величине
собственно^ среднего диаметра.
Контроль собственно среднего диаметра резьбы с помощью
резьбового микрометра (фиг. 67).
Для измерения соб-
ственно среднего диамет-
ра резьбы ' в резьбовом
микрометре крепится ко-
ническая вставка 1 и приз-
матическая вставка 2.
Метод применим для гру-
бых измерений резьбы.
Фиг. 67
53
КОНТРОЛЬ ШАГА РЕЗЬБЫ
Контроль шага резьбы на универсальном или инструменталь-
ном микроскопах (фиг. 68). '
При измерении шага резьбы с помощью универсального или ин-
струментального микроскопов пунктирную нить окулярной сетки
микроскопа совмещают с изображением стороны профиля так,
Фиг. 68
чтобы точка перекрестия нитей приходилась примерно на середи-
не стороны профиля. Определение размера шага резьбы сводится
к определению расстояния между одноименными сторонами профи-
ля двух витков. Измерение производится путем перемещения про-
дольной каретки. Шаг определяется как разность отсчетов по про-
дольной шкале или по барабану.
Контроль шага резьбы с помощью шагомера с базированием по
наружному диаметру (фиг. 69).
Фиг. 69
Штанга 3 базируется подпружиненными призмами 1 и 6 по на-
ружной поверхности винта. Под нажимом руки штанга опускается
54
до тех пор, пока неподвижный 2 if подвижный 5 измерительные
сферические наконечники не коснутся обеих сторон профиля резь-
бы. Изменение расстояния между шариками фиксируется по ин-
дикатору 4.
Контроль шага резьбы по шкале при работе в паре с точной
гайкой (фиг. 70).
При повороте контролируемого винта 1 на один оборот гайка 2
перемещается на величину шага. Величина шага определяется ’по
шкале 3 с помощью специального микроскопа. Прибор применяет-
Фиг. 70
ся для контроля ходовых винтов высоких классов точности. Необ-
ходим точный отсчет или установка угла поворота винта.
Контроль шага ходового винта сравнением с образцовым вин-
том при параллельном расположении обоих винтов (фиг. 71).
Образцовый 4 и контролируемый 2 ходовые винты вращаются
синхронно с помощью стальной ленты 6. При этом гайка 1 переме-
щается по своим направляющим, а измерительный рычаг 5 контак-
тирует своим измерительным наконечником со стороной профиля
образцового винта 4. Рассогласованность движений определяется
по измерительному устройству 3.
55
Контроль половины угла профиля резьб с помощью угломе-
ров (фиг. 72).
Для контроля половины угла профиля винтов 2-го и 3-го клас-
сов точности можно использовать угломеры с ценой деления 2х,
например угломер Семенова. При измерении угломер базируется
по наружной поверхности винта.
ИЗМЕРЕНИЕ НАРУЖНОГО ДИАМЕТРА РЕЗЬБЫ
Измерение наружного диаметра резьбы производится обычны-
ми методами и средствами соответствующей точности, принятыми
для контроля гладких цилиндрических изделий.
ИЗМЕРЕНИЕ ВНУТРЕННЕГО ДИАМЕТРА РЕЗЬБЫ
Измерение внутреннего диаметра резьбы с помощью резьбового
микрометра (фиг. 73).
Фиг. 73
56
Для контроля внутреннего диаметра резьбы микрометр снаб-
жается заостренными вставками: конической 1 и призматической 2,
Угол заострения вставок должен быть меньше номинального угла
профиля резьбы. Установка прибора производится по концевой ме-
ре.
СХЕМЫ ИЗМЕРЕНИЙ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Измерение кинематической погрешности колеса в однопрофиль-
ном зацеплении с измерительным колесом.
На фиг. 74 показана схема контроля колеса в однопрофильном
зацеплении на приборе с промежуточным зубчатым колесом.
На шпинделе 4 расположе-
но контролируемое колесо 3, а
на концентричном со шпинде-
лем 4 шпинделе 7 — измери-
тельное колесо 2. Кинемати-
ческая цепь замыкается через
промежуточное колесо 5, сидя-
щее на шпинделе 6. Рассогла-
сование шпинделей 4 и 7 реги-
стрируется измерительным уст-
ройством 1.
По приведенной схеме ра-
ботает прибор БВ-608К, вы-
пускаемый заводом МИЗ.
В качестве измерительного
устройства в этом приборе
применяется идуктивный дат-
чик, работающий с самопис-
цем БВ-662. 1
Фиг. 74
Техническая характеристика прибора БВ-608К
Межцентровое расстояние, мм
Масштаб записи на самописце — 1 мм
Рабочая ширина бумаги самописца, мм
Габаритные размеры, мм ... .
100—400
1, 2, 4, 8
угловых сек.
200
300X382X885
Прибор может быть рекомендован для использования в произ-
водстве с достаточно устойчивой номенклатурой изготовляемых ко-
лес, .а также для всевозможных исследований.
57
Схема универсального прибора БВ-936 для измерения в ком-
плексном однопрофильном зацеплении (фиг. 75).
Вращение шпинделя 2 передается на бесконечную ленту 3.
Лента перемещает по направляющим легкую каретку 4, на которой
находится ролик, соприкасающийся с угловым рычагом 5. Другой
Фиг. 75
конец этого рычага перемещает также через ролик легкую карет-
ку 8.
Вращение от шпинделя 2 на шпиндель 1 передается через кон-
тролируемую пару и далее на бесконечную ленту 6. На ленте ук-
реплен якорь индуктивного датчика 7 (измерительное устройство).
Катушки датчика связаны с легкой кареткой 8. Установка переда-
точного отношения производится изменением плеча Б. Передаточ-
ное отношение рычага должно быть равным передаточному отно-
шению контролируемой пары.
58
Техническая характеристика прибора БВ-936
Наибольший диаметр контролируемых колес, мм .. . . 300
Межцентровое расстояние, мм............................ 70—250
Передаточное отношение контролируемой пары . . . . от 3:1 до 1:3
Габаритные-размеры, мм.................................1130ХЙ590Х1735
Прибор снабжен ручным и механическим приводами.
Прибор выпускается Челябинским инструментальным заводом
(ЧИЗ).
Измерение накопленной погрешности окружного шага абсолют-
ным методом.
На фиг. 76 показана схема прибора БВ-584М с угловым лим-
бом.
Поворот контролируемого колеса 1 на величину углового ша-
/360 \ .
га (“Т / осуществляется с помощью углового лимба со шкалой 2
и двух микроскопов 3. Наконечник рычага 4 приводится в контакт
с боковой поверхностью зуба каждый раз на одном и том же рас-
стоянии от оси колеса. По положению стрелки измерительного
устройства 5 судят о равномерности распределения зубьев.
59
Техническая характеристика прибора БВ-584М
Модули контролируемых колес, мм . . . . ‘ . . 1—10
Диаметры колес, мм................................. 40—320
Цена деления отсчетного микроскопа, сек............ 2
Цена деления отсчетной головки, мк................. 1
Прибор выпускается Ленинградским инструментальным заво-
дом (ЛИЗ).
Завод выпускает также прибор БВ-966 для колес с модулем от
0,3 до 1,25 мм и диаметром 10—160 мм.
Измерение накопленной погрешности окружного шага относи-
тельным методом.
На фиг. 77 показана схема измерения накопленной погрешно-
сти шага на угле 180°.
Фиг. 77
Два наконечника 1 и 2 устанавливаются на зубья, расположен-
ные через 180°, и контактируют в точках А и Б, расположенных на
одной окружности колеса. Один из наконечников связан с измери-
тельным устройством 3, которое при первоначальной настройке
устанавливается на нуль. После этого наконечники выводятся, ко-
лесо поворачивается на один зуб и наконечники вводятся до
первоначального положения 'относительно оси колеса. При этом из-
мерительное устройство показывает отклонение положения новой
пары от первой. После проведения измерений по всем зубьям скла-
дываются наибольшее положительное и отрицательное отклонения
и полученная сумма делится пополам. Полученный результат ра-
вен накопленной погрешности окружного шага.
Прибор, работающий по описанной схеме, выпускается Мос-
ковским инструментальным заводом. (МИЗ).
Техническая характеристика прибора
Модули контролируемых колес, мм . . . . ч, . 1—10
Диаметры колес, мм.....................................' 40—400
Цена деления измерительного устройства, мм .... 0,001
Габаритные размеры, мм................................. 770X440X900
60
Заводом выпускается также аналогичный прибор для колес диа-
метром до 150 мм.
Измерение межцентрового расстояния колес в двухпрофильном
зацеплении с измерительным колесом (фиг. 78).
Контролируемое зубчатое колесо 4 устанавливается на устано-
вочной каретке 1, перемещающейся по направляющим станины. Из-
мерительное колесо 5 устанавливается на измерительной плаваю-
щей каретке 2, которая с помощью пружины поджимается к уста-
новочной каретке, создавая беззазорный контакт в контролируемой
Фиг. 78
паре. При вращении контролируемого колеса его погрешности вы-
зывают изменение межцентрового расстояния, что отмечается ин-
дикатором 3.
По приведенной схеме работают приборы КДП-150, КД П-300,
КДП-400 и КДП-600 завода МИЗ и др.
Техническая характеристика прибора КД П-300
Межцентровое расстояние, мм ......... 50—300
Наибольший диаметр валковых колес, мм в .... . 185
Цена деления измерительного устройства, мм............ 0,1
Габаритные размеры, мм................................ 880X500X630
Кроме шкальной измерительной головки, некоторые межцен-
тромеры имеют устройства для записи колебаний межцентрового
расстояния. Приборы имеют устройства для контроля конических
и червячных колес.
На межцентромерах могут измеряться следующие параметры:
отклонения межцентрового расстояния от номинальной вели-
чины;
колебание межцентрового расстояния за оборот колеса;
колебание межцентрового расстояния при повороте на один зуб.
61
Измерение радиального биения зубчатого венца (фиг. 79).
Конусный наконечник 1, который вводится во впадины зубьев,
имеет угол, равный углу зуба рейки. Разность заглублений нако-
нечника во впадины зубьев отсчитывается по шкальной измери-
тельной головке 2.
Техническая характеристика биениемеров
завода МИЗ
Модули контролируемых ко-
лес, мм..................... 1—10
Наибольший диаметр колес, мм 400
Цена деления измерительного
устройства, мм . 0,001
Пределы измерений измери-
тельного устройства, мм . О—1
Габаритные размеры, мм . 760X625X400
Заводом ЛИЗ выпускаются биениемеры для колес с диаметром
до 150 мм и модулями 0,3—2 мм.
Контроль радиального биения может быть осуществлен также
на приборах БВ-584М, БВ-966, а также на приборе УЗП-400 МИЗ.
Измерение длины общей нормали (фиг. 80).
Измерение осуществляется двумя плоскими параллельными из-
мерительными наконечниками 1 и 3. Отсчет производится по изме-
рительной головке 2.
2
Фиг. 80
62
Прибором можно измерять как отклонения длины общей норма-
ли от номинальной величины, так и колебание длины одного
колеса, s
По приведенной схеме работают микрометры со специальными
измерительными наконечниками (выпускаются заводом «Красный
инструментальщик»), рычажно-зубчатые микрометры и индикатор-
ные нормалемеры завода ЛИЗ.
Контроль длины общей нормали можно осуществлять также на
станковых приборах БВ-584М и БВ-966 завода ЛИЗ и приборе
УЗП-400 завода МИЗ.
Измерение основного шага.
Как показано на фиг. 81, основной шаг измеряется при помо-
щи двух прямолинейных взаимно параллельных наконечников 1п2,
Фиг. 81
расстояние между которыми отсчитывается по шкальной измери-
тельной головке 3 (дополнительный опорный наконечник на схеме
не показан). По этой схеме работают шагомеры завода ЛИЗ моде-
ли БВ-1080, БВ-1081 и БВ-1101 для диапазонов модулей соответст-
венно 2—10; 10—16 и 16—36 мм. Цена деления шкалы приборов —
0,001 мм.
По этой же схеме можно контролировать основной шаг на при-
борах БВ-584, БВ-966 и УЗП-400 завода МИЗ. Приборы настраи-
ваются по блокам концевых мер в специальном приспособлении.
Измерение отклонений профиля зуба от эвольвенты (фиг. 82).
Контроль эвольвентного профиля основан на принципе образо-
вания эвольвенты. Измерительный наконечник 1 эвольвентомера
закреплен на каретке 2, которая связана с вращающимся колесом 3
так, что наконечник перемещается относительно колеса по эволь-
венте. В индивидуально-дисковых эвольвентомерах это достигается
обкатом линейки по диску, диаметр которого равен диаметру основ-
ной окружности rf0, как показано на фиг. 82.
63
Колебания измерительного наконечника, характеризующие от-
клонения профиля от эвольвенты, передаются рычагом 4 на изме-
рительное устройство 5 (шкальное или записывающее).
Фиг. 82
Техническая характеристика индивидуально-дискового эвольвентомера Б В-1089
завода МИЗ
Модули контролируемых колес, мм........................ 1—110
Диаметры контролируемых -колес, мм:
валковых.........................................., До 400
насадных .......................................... До 600
Увеличение самописца . ....................... 500, 1000, 2000
Габаритные размеры, мм .. . . '................. 1760X1110X707
Техническая характеристика универсального эвольвентомера завода МИЗ
Модули контролируемых колес, мм....................... 1—ДО
Наибольший диаметр контролируемых колес, мм . -. . . 300
Габаритные размеры, мм................'............... 700X720X1660
Прибор снабжен измерительным устройством с ценой деления
шкалы 0,001 мм или самописцем.
Измерение разности окружных шагов.
На фиг. 83 показана схема измерения окружного шага при
помощи шагомера с точечными наконечниками. Наконечник 1
устанавливается в соответствии с модулем контролируемого ко-
64
колеса, наконечник 2 воздействует через рычаг на измерительную
головку 3.
Прибор настраивается по любой паре зубьев контролируемого
колеса. При измерении прибор базируется по окружности высту-
пов и торцу колеса упорами 4 и удерживается в этом положении
вручную.
По приведенной схеме работают шагомеры завода ЛИЗ для
модулей 3—15 и 10—26 мм. Цена деления шкалы прибора
0,005 мм.
Измерение направления зуба косозубых колес по винтовой
линии.
На фиг. 84 показана схема контроля направления зуба косо-
зубого колеса на приборе БВ-535К.
Поступательное перемещение контролируемого колеса 2 осу-
ществляется вместе с продольным перемещением стола 3 по ша-
риковым направляющим. Вращательное движение передается ко-
лесу барабаном /, охваченным стальной лентой, концы которой
закреплены на поперечной каретке 4. которая перемещается в на-
правляющих от продольного перемещения стола с помощью упо-
ра и синусной линейки 5, установленной на станине и настраи-
5—1195
65
ваемой по концевым мерам длины. Отклонения направления зуба
отмечаются измерительным устройством 6.
Фиг. 84
Измерение смещения исходного контура зубьев колеса.
На фиг. 85 показана схема измерения смещения исходного кон-
тура зуба относительно наружного диаметра колеса при помощи
Фиг. 85
тангенциального зубомера. Исходный контур создается регулируе-
мыми измерительными губками 1 и 2. Показания отсчитываются
по индикатору 3. Прибор настраивается на нуль по эталонным
роликам.
Тангенциальные зубомеры выпускаются заводом ЛИЗ для мо-
дулей 2,5—10, 8—36 и 30—50 мм.
66
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Измерение накопленной погрешности окружного шага.
На фиг. 86 показана схема измерения накопленной погреш-
ности окружного шага абсолютным методом.
п ~ п
Поворот колеса 2 на один шаг осуществляется по угловому
лимбу 1. Измерительный наконечник 6 воздействует на измери-
тельную головку 7 при помощи рычага 3 (плоскость измерения
условно повернута на 90°). Измерительное устройство 4 повора-
чивается на угол, соответствующий углу конуса колеса по шка-
ле 5.
Возможность осуществления описанного контроля предусмо-
трена в приборах БВ-584М и БВ-966.
Измерение биения зубчатого венца (фиг. 87).
67
Для контроля биения зубчатого венца применяются биение-
меры ЛИЗ, МИЗ, прибор БВ-584М и БВ-966, в которых преду-
смотрен поворот измерительного узла на требуемый угол, отсчи-
тываемый на угловой шкале 1. Во всех приборах используются
конические наконечники 2.
Измерение колебания измерительного бокового зазора
(фиг. 88).
Контроль колебания измерительного бокового зазора произво-
дится на контрольно-обкатных станках, снабженных обычной дер-
жавкой 1 (вмонтированной в корпус станка) для индикатора 2.
Державка позволяет упереть измерительный наконечник индика-
тора в боковую поверхность зуба колеса 3. При покачивании это-
го колеса относительно неподвижного колеса 4 индикатор пока-
зывает величину бокового зазора.
Измерение линейного смещения оси одного из колес относи-
тельно другого колеса в двухпрофильном зацеплении (заменяю-
щее измерение межосевого угла) (фиг. 89).
Фиг. 89
С помощью винтов 1 и 2 и поворотом установочной каретки
относительно оси 3 производится установка контролируемого и
68
измерительного конических колес. При обкатке колес индикатор 4
регистрирует линейное перемещение измерительной каретки 5.
По этой схеме работают все.межцентромеры, снабженные допол-
нительными измерительными узлами. На приборах КДП-300 и
КДП-150 можно контролировать пары колес при угле между ося-
ми 90°. На приборе КДП-400 можно контролировать пары колес
при любом угле между осями.
ЧЕРВЯКИ И ЧЕРВЯЧНЫЕ КОЛЕСА
Фиг. 90
Контроль винтовой линии червяка (фиг. 90).
Образцовый 2 и контролируемый 4 червяки устанавливаются
в приборе параллельно на подвижном столе 3. Измерительный
узел закрепляется на Станине. На станине же закрепляется и
упор 1, который соприкасается с винтовой поверхностью образ-
цового червяка. При вращении рукоятки 8 вращаются оба чер-
вяка. При этом образцовый червяк, контактируя с упором /, со-
здает перемещение стола в направляющих 5. Измерительный ры-
чаг 6 скользит по винтовой поверхности контролируемого чер-
вяка и передает его отклонения от образцового червяка на изме-
рительное устройство 7.
Для каждого типа контролируемого червяка требуется образ-
цовый червяк с тем же ходом винтовой линии.
69
Основанный на этом принципе прибор завода МИЗ предна-
значен для контроля идентичности червяка и червячной фрезы для
обработки червячного колеса, работающего в паре с червяком.
Контроль осевого шага червяка.
На фиг. 91 представлена наиболее распространенная схема
контроля осевого шага червяка.
Измерительный рычаг 5 с шаровым наконечником и измери-
тельное устройство 6 закреплены на поперечной каретке 2. Поло-
жение этой каретки относительно оси контролируемого червяка 4
фиксируется во время измерения упором 5, закрепленным на про-
дольной каретке 1. Каретка 2 может перемещаться в направляю-
щих по каретке 1.
Каретка /, которая может перемещаться в направляющих
вдоль оси червяка, имеет упор 9. Положение продольной каретки
во время измерения определяется упором 8 и блоком концевых
мер 7.
70
В первоначальном измерительном положении, изображенном
на схеме, измерительное устройство устанавливается на нуль.
Отклонение шага контролируемого червяка от номинальной
величины /ном определяется при втором измерительном положе-
нии (измерительный рычаг изображен пунктиром) по показанию
измерительного устройства после перемещения продольной ка-
ретки на величину /ном . Это достигается уменьшением (или уве-
личением) размера блока концевых мер на эту же величину. Та-
ким путем можно проверить любое количество шагов.
Контроль витков червяка на радиальное биение (фиг. 92).
В биениемере
ЛИЗ измерительное
устройство 2 с изме-
рительной головкой
3 неподвижно, а
стол 4, на котором
укрепляется контро-
лируемый червяк 5,
может перемещать-
ся в продольном на-
правлении, при ко-
тором происходит
измерение биения.
Фиг. 92
Контроль профиля (фиг. 93).
Измерительная каретка 2 переме-
щается по направляющим, повернутым
на угол профиля а относительно прямой,
перпендикулярной к оси червяка. Рычаг
реагирует на отклонения от прямолиней-
ности и от заданного направления, что
регистрируется измерительным устройст-
вом 3 или самописцем. По шкале 4 отсчи-
3 тывается величина перемещения измери-
тельного наконечника вдоль профиля.
Фиг. 93
71
СХЕМЫ ИЗМЕРЕНИЙ СФЕРИЧЕСКИХ И СЛОЖНЫХ
ПОВЕРХНОСТЕЙ
Контроль радиусов при помощи стандартного набора радиус-
ных шаблонов (фиг. 94).
Вогнутая деталь признается годной, если при контроле шабло-
ном с наименьшим допустимым радиусом просвет будет наблю-
даться по концам профиля (фиг. 94, а), а при контроле с наиболь-
шим допустимым радиусом просвет наблюдается посредине профи-
ля (фиг. 94, б).
На схемах контролируемые детали обозначены цифрой 7, а
шаблоны — цифрой 2.
Для деталей е выпуклой поверхностью правило наблюдения
просветов будет обратным.
72
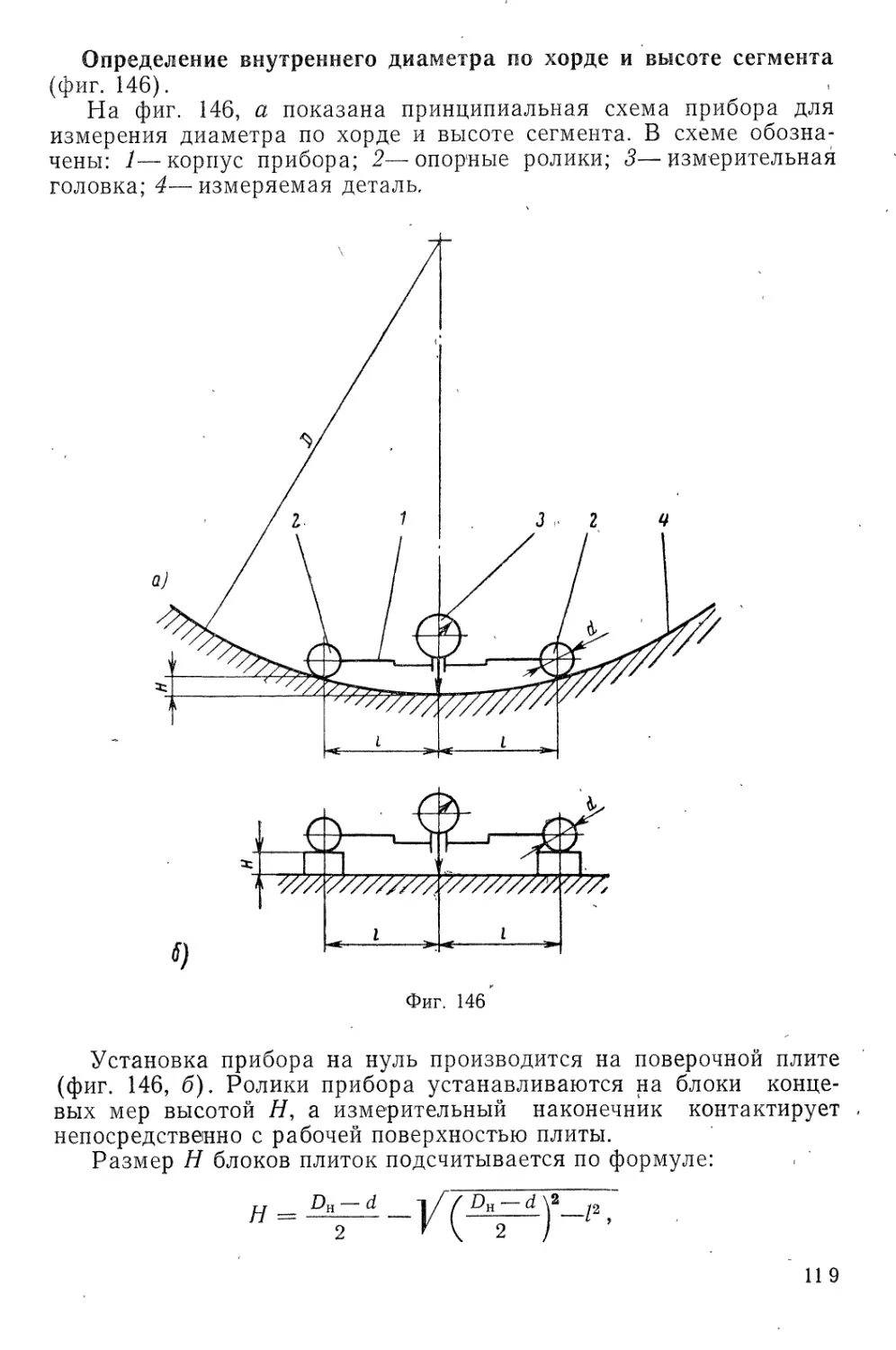
Определение радиуса дуговых деталей по хорде и высоте сег»
мента (фиг. 95).
Измерение при помощи приспособления, состоящего из корпуса
(мостика) 2, роликов 1 и измерительной головки 5, является отно-
сительным.
Головка устанавливается на нуль по‘ линейке с блоком плиток,
равным теоретической величине высоты сегмента.
Измерение радиуса сферы при помощи пневматического
устройства (фиг. 96).
Измеряемая деталь 1 со
сферической поверхностью
(линза) устанавливается на
сменной опорной детали 2, за-
крепленной на корпусе 3. Опор-
ная деталь фиксируется на
резьбе сопла 5 при помощи
контргайки 4.
Зазор Z между поверх-
ностью сферы и торцом сопла
определяется по присоединя-
емому к соплу пневматическо-
му прибору, который настраи-
вается по образцовой детали
(сфере).
Фиг. 96
,73
Контроль сферы при помощи индикаторного приспособления
(фиг. 97).
777777777777777777777777777777777^
Фиг. 97
Приспособление состоит из мерного кольца 7, рычага 4 на шар-
нире 2 и индикатора (измерительной головки) 3 на стойке 5.
Мерные кольца 1 сменные и обеспечивают различные пределы
измерения.
Настройка приспособления производится по аттестованному
шару.
Контроль сложного профиля при помощи индикаторного ПрИг
способления и шаблона (фиг. 98).
74
Контроль детали 6 осуществляется методом сравнения с шабло-
ном 5. Деталь и шаблон закрепляются на колодке 7 при помощи
установочных штифтов 4.
Измерительная головка (индикатор) 2 закрепляется на стойке/,
которая имеет упорный наконечник 3. Колодка и стойка располага-
ются на поверочной плите 9. Индикатор устанавливается на нуль
по шаблону (угольнику) 8.
Контроль производится по всему профилю детали путем пере-
мещения стойки.
Оси наконечника 3 и наконечника индикатора должны быть па-
раллельны.
Контроль кулачков при помощи индикаторного приспособле-
ния (фиг. 99).
Контроль проверяемого кулачка 2 осуществляется при помощи
образцового кулачка 1. Толкатель 3 несет на себе кронштейн 5 с
Фиг. 99
измерительной головкой (индикатором). Толкатель 4 воздействует
на измерительный наконечник индикатора.
При повороте кулачков на одинаковые углы индикатор покажет
отклонение профиля проверяемого кулачка от профиля образцово-
го кулачка.
75
ПРИМЕРЫ ИЗМЕРЕНИЙ ДЕТАЛЕЙ НА ЗАВОДАХ
МАШИНОСТРОЕНИЯ
ПРИМЕР № 1 (ЗИЛ)
Контроль клапана. На фиг. 100, а показана схема измерения
отклонений от цилиндричности стебля клапана (допуск 0,010 мм).
Клапан контролируется на двух призмах, каждая из которых
выполнена в виде двух дисков диаметром 100 мм, смещенных
один относительно другого вдоль оси клапана на 1 мм.
Фиг. 100
Клапан приводится во вращение электроприводом. Торец стебля
клапана упирается в шариковый упор.
Отсчет показаний снимается с двух измерительных головок с це-
ной деления шкалы 0,002 мм.
На фиг. 100, б показана схема измерения биения конуса клапа-
на относительно оси стебля (допуск 0,030 мм). Клапан базируется
на двух роликовых призмах.
76
На фиг. 100, в показана схема измерения биения торца стебля
относительно его оси.
На фиг. 100, г дана схема измерения расстояния выточки стеб-
ля от его торца. Контролируемая поверхность выточки прижимает-
ся к плоскости неподвижного упора (скобы).
ПРИМЕР № 2 (завод «Красный пролетарий»)
Измерения размерных параметров шпинделя передней бабки
универсального резьбошлифовального станка модели 5822.
Измерение взаимного расположения поверхностей (фиг. 101).
Контролируемый шпиндель базируется шейкой 60 D и тор-
цом А по двухножевой призме 1 с углом 90° и упору 2 на плите 3.
Свободный конец шпинделя уравновешивается противовесом 4.
Фиг. 101
Биение шеек 45D, 55С1 и переднего конуса относительно шейки
60D контролируется индикатором 5 на передвижной стойке 6, а
биение торца А — индикатором 7.
Цена деления индикатора 0,001 мм.
Диаметры шеек и овальность (0,005 мм) измеряются рычажны-
ми скобами с ценой деления шкалы 0,002 мм.
ПРИМЕР № 3 (завод «Красный пролетарий»)
Контроль центровой оправки. Конус Морзе № 6 контроли-
руется стандартным калибром-втулкой.
Угол конуса 60±10° контролируется стандартной угловой пла-
стинчатой скобой и щупом толщиной 0,03 мм.
77
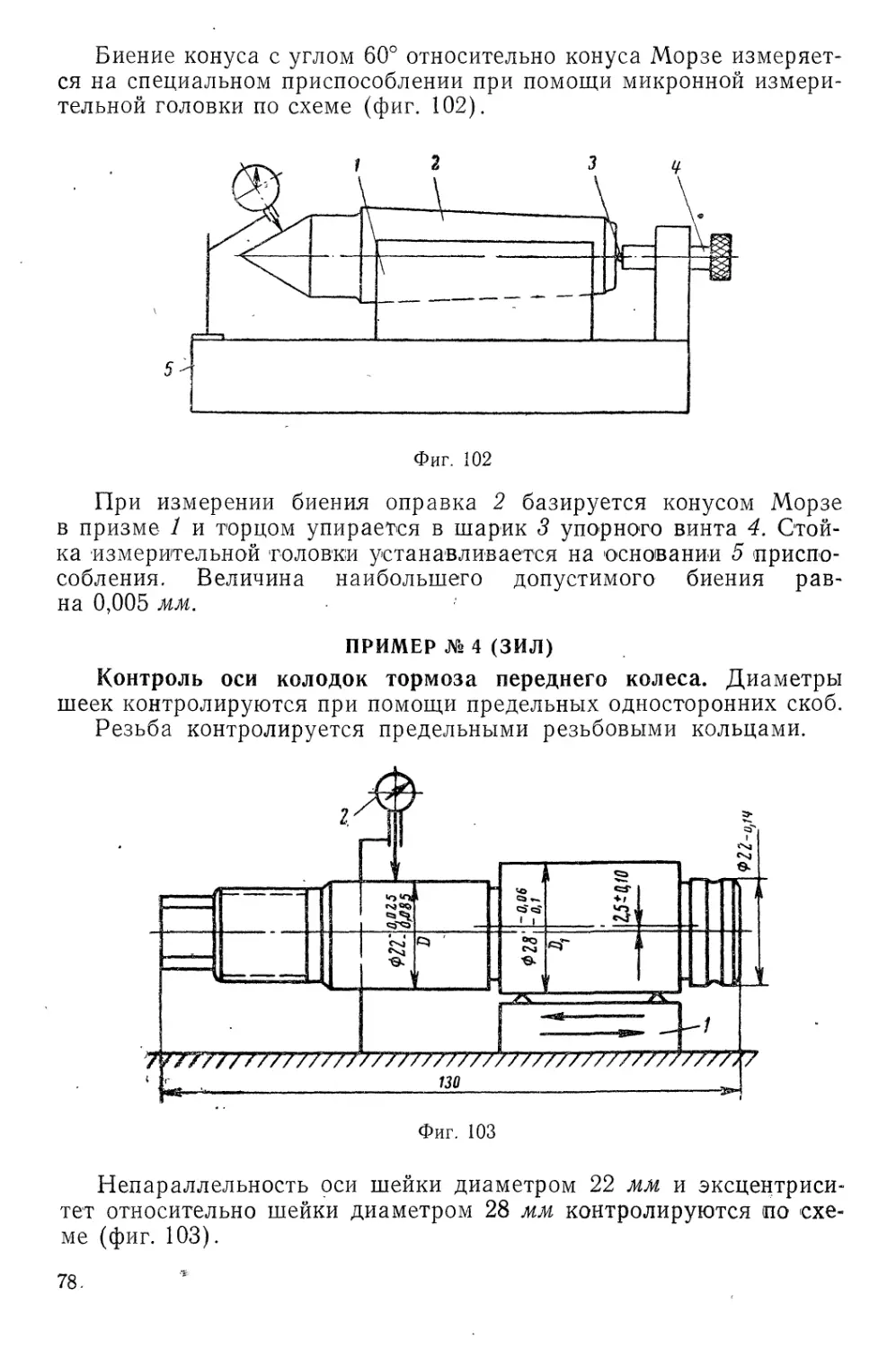
Биение конуса с углом 60° относительно конуса Морзе измеряет-
ся на специальном приспособлении при помощи микронной измери-
тельной головки по схеме (фиг. 102).
Фиг. 102
При измерении биения оправка 2 базируется конусом Морзе
в призме 1 и торцом упирается в шарик 3 упорного винта 4, Стой-
ка измерительной головки устанавливается на основании 5 приспо-
собления. Величина наибольшего допустимого биения рав-
на 0,005 мм.
ПРИМЕР № 4 (ЗИЛ)
Контроль оси колодок тормоза переднего колеса. Диаметры
шеек контролируются при помощи предельных односторонних скоб.
Резьба контролируется предельными резьбовыми кольцами.
Фиг. 103
Непараллельность оси шейки диаметром 22 мм и эксцентриси-
тет относительно шейки диаметром 28 мм контролируются по схе-
ме (фиг. 103).
78.
Проверяемая ось базируется на призмах каретки 1. Измеритель-
ная головка 2 закреплена на стойке.
При проверке непараллельности осей каретка с деталью пере-
мещается вдоль оси контролируемой детали.
Эксцентриситет шейки диаметром 22 относительно шейки диа-
метром 28 проверяется' при вращении детали в призме при непо-
движной каретке.
ПРИМЕР № 5 (ЗИЛ)
Измерение параметров, ведущего вала редуктора заднего моста
(фиг. 104). Диаметры гладких шеек 65 и 50 мм и наружный диа-
метр 45 мм шлицев контролируются при помощи односторонних
двухпредельных скоб (фиг. 104; а).
Толщина зубьев шлицев контролируется двухсторонней предель-
ной скобой.
Взаимное расположение элементов шлицев контролируется шли-
цевым проходным кольцом. . -
Резьба контролируется предельными резьбовыми кольцами.
Биение шеек относительно оси центров и конусность их контро-
лируются по схеме (фиг. 104, б) при помощи попарно закреплен-
ных откидывающихся измерительных головок. Для проверки конус-
ности шеек измерительные головки настраиваются по образцовой
детали.
Допустимое биение гладких шеек 0,015 мм, шлицевой—0,050 мм,
ПРИМЕР № 6 (завод «Красный пролетарий»)
Измерения параметров ходового винта (фиг. 105, 106, 107,108).
Основные размеры винта показаны на фиг. 105, а.
На фиг. 105, б показаны размеры шаблона для контроля впа-
дины нарезки винта. Резец затачивается по контршаблону этого
шаблона.
На фиг., 106 показана схема контроля биения наружной цилин-
дрической поверхности винта относительно центровых отверстий
(допуск 0,15 мм). Контроль осуществляется на станке при помощи
индикатора с ценой деления шкалы 0,010 жж. Измерительный пря-
молинейный. щуп закреплен на> штоке индикатора шарнирно. Инди-
катор закреплен на каретке с тремя роликами, которые опираются
на призматические направляющие станка. Биение проверяется в
нескольких сечениях вдоль оси винта.
На фиг. 107 показана схема измерения среднего диаметра вин-
та 1 при помощи, накладного измерительного устройства 2. При-
способление ориентируется по наружной поверхности винта, кото-
рая является базой измерения. Конический измерительный нако-
нечник входит во впадину винта и прилегает к боковым сторонам,
профиля. Индикатор показывает расстояние профиля резьбы от
наружной поверхности.
о
Фиг. 104
18
2611—9
Фиг. 105
Ш
вид 4
Фиг. 107
82
Индикатор устанавливается на нуль по калибру (фиг. 107, а).
Допустимое отклонение показания индикатора 0,35 мм.
Во время контроля винт вращается в центрах станка и приспо-
собление, придерживаемое вручную, перемещается вдоль винта.
Кроме предельных размеров среднего диаметра винта, по коле-
банию показаний индикатора контролируются также биение сред-
него диаметра резьбы относительно наружного диаметра и оваль-
ность среднего диаметра (допуск 0,020 мм).
Биение и овальность определяются по числу колебаний стрелки
за один оборот винта.
На v фиг. 108 показана схема контроля накопленной ошибки
'шага.
Фиг. 108
Винт 1 контролируется на центрах токарно-винторезного станка
при той же установке, при которой он нарезался.
Измерительное приспособление 2 закрепляется на суппорте
станка 5, который перемещается тем же винтом, которым нарезал-
ся контролируемый винт.
Допустимая величина накопленной ошибки шага контролируе-
мого винта 0,080 мм.
Наибольшая допустимая величина накопленной ошибки винта
станка равна 0,050 мм.
Так как контролируемый винт проверяется относительно винта
станка, то при описанной схеме проверки допускается накопленная
ошибка шага не свыше практически установленной величины
0,020 мм.
Винт станка проверяется ежемесячно на станке по эталонному
винту нулевого класса или в винторезной лаборатории завода.
83
ПРИМЕР ^2 7 (ЗИЛ)
Контроль коленчатого вала на биения (фиг. 109). Радиальные
и торцовые биения коленчатого вала относительно концевых корен-
ных шеек I и VII, которыми он опирается на две призмы, каждая
из которых выполнена в виде двух роликов диаметром 68—0,021 мм
(расстояние между осями 96 мм), измеряются следующими инди-
каторами:
радиальное биение (0,025 мм) шейки диаметром 50 мм — инди-
катором 7; ,
биение (0,05 мм) торца коренной шейки 1—индикатором 3;
биение (0,05 мм) средних коренных шеек— переставным инди-
катором 4;
' биение (0,04 мм) шейки диаметром 79,8 мм — индикатором 5;
биение (0,06 мм) отверстия — индикатором 6;
биение (0,06 мм) торца фланца — индикатором 7;
биение торца (0,05 мм) —-индикатором 2.
ПРИМЕР № 8 (ЗИЛ)
Контроль распределительного валика (фиг. НО, ГН). Диамет-
ры (54 мм) опорных шеек 5, цилиндрической части кулачков 4,
эксцентрика 6 и все другие диаметры измеряются односторонними
двухпредельными скобами.
Все длины измеряются одним шаблоном.
Резьба контролируется предельными резьбовыми кольцами.
Радиальное биение опорных шеек 5 (допуск 0,025 мм), цилинд-
рических поверхностей кулачков 4 (допуск 0, 040 мм), эксцентриси-
тет 4 мм эксцентрика 6' и торцовое биение левой опорной шейки
измеряются на приспособлении (см. фиг. НО).
Валик базируется концевыми опорными шейками по призмам 1
и упору 2. Контроль всех радиальных биений и эксцентриситета
эксцентрика осуществляется при помощи одного индикатора 7, ко-
торый закреплен на рычаге 8.
Рычаг перемещается вдоль цилиндрической штанги 9 и может
на ней поворачиваться. Штанга закреплена на двух стойках И.
Рцчаг имеет упорный стержень 10 с наконечником, который упи-
рается в выступы гребенки 12, высота которых соответствует ра-
диусам контролируемых цилиндров.
Торцовое биение (допуск 0,030 мм) измеряется индикатором 3.
Контроль профиля кулачков осуществляется по схеме
(см. фиг. 111).
Валик базируется концевыми опорными шейками в подшипни-
ках 1 приспособления. На одной оси с контролируемым валиком
расположен вспомогательный валик с эталонным кулачком 2 и
круговой шкалой 3. Валики соединяются между собой при помощи
поводка и хомутика.
84.
Фиг. 109
Ф109
Фиг. НО
86
Сверху размещена поступательно перемещающаяся траверса,
которая упором 4 опирается на эталонный кулачок. Контролируе-
Фиг. 111
мый кулачок воздействует на переставной индикатор 5, по которо-
му отсчитываются отклонения профиля кулачка от эталона. Углы
поворота определяются по круговой шкале.
ПРИМЕР № 9 (1 ГПЗ)
Измерение диаметра и овальности отверстия и разностенности
внутренних колец шарикоподшипников (фиг. 112). Измеряемое
кольцо базируется торцом по базовой наклонной плоскости 1 и
ориентируется по двум базовым упорам 2. В качестве измеритель-
ных головок применяются миниметры и микрокаторы с ценой деле-
ния шкалы 0,001 и 0,002 мм.
Измерение диаметра отверстия и его овальности осуществляет-
ся по показаниям измерительной головки 3. Для измерения пре-
дельных значений диаметра измерительная головка настраивается
по образцовой детали.
Для измерения разностенности используется измерительная
головка 4.
При измерении кольцо вращается.
87
ж
ПРИМЕР № 10 (1 ГПЗ)
Контроль наружных колец шарикоподшипников. По схеме
(фиг. 113) измеряются: диаметр и овальность наружной цилиндри-
ческой поверхности; высота и непараллельность торцов.
Фиг. 1ГЗ
Кольцо базируется по наклонной плоскости 1 и двум жестким
регулируемым упорам 2.
- Наружный' диаметр и овальность измеряются измерительной
головкой 3, а высота кольца и непараллельность торцов — голов-
кой 4.
Головки имеют цену деления шкалы 0,001; 0,002; 0,005; 0,010 мм
(миниметры, микрокаторы, индикаторы) и настраиваются по образ-
цовым деталям.
89
ПРИМЕР № 11 (1 ГПЗ)
Контроль наружных колец шарикоподшипников. По схеме
(фиг. 114) измеряются:
диаметр и овальность желоба; /
расстояние оси желоба от базового торца и непараллельность
оси желоба и базового торца;
разностенность.
При измерении кольцо базируется желобом по жестким упорам:
шаровому 1 и цилиндрическому 4 и ориентируется шаровым изме-
рительным наконечником 5.
Диаметр желоба и его овальность измеряются измерительной
головкой 6, расстояние желоба от базового торца — головкой 3 и
разностенность — головкой 2.
Измерительные головки 6 и 3 для измерения предельных разме-
ров настраиваются по образцовым деталям.
Цена деления измерительных головок (микрокаторрв) 0,001;
0,002 и 0,005 мм.
ПРИМЕР № 12 (1 ГПЗ)
Измерения внутренних колец конических роликоподшипников.
По схеме (фиг. 115) измеряются:
наружный диаметр кольца и его овальность (измерительная
головка/);
высота кольца и непараллельность торцов (измерительная го-
ловка 2).
Размер 3,6-0>04 по дорожке качения (измерительная головка 3 и
шариковый измерительный наконечник).
Цена деления измерительных головок (микрокаторы, индика-
торы) 0,001; 0,002; 0,005 и 0,010 мм. .
ПРИМЕР № 13 (1 ГПЗ)
Контроль внутренних колец конических роликоподшипников.
По схеме (фиг. 116) измеряются:
диаметр дорожки качения и ее овальность;
угол конуса дорожки качрния и неперпендикулярность ее оси
к базовому торцу.
Кольцо1 базируется по плоскости 1 и упорам 2.
Измерение диаметра дорожки качения и овальности осуществ-
ляется по показаниям измерительной головки 3. Диаметр изме-
ряется на расстоянии А от базового торца.
Для контроля диаметра головка настраивается по образцовой
аттестованной детали. Овальность определяется по разности наи-
большего и наименьшего показаний измерительной головки при
вращении кольца.
90
о
Фиг. 114
Z/ZZ/Z/i,
2
1
92
Угол конуса дорожки качения' и неперпендикулярность ее оси
которцу кольца контролируются по измерительной головке 4.
Для контроля угла головка настраивается по образцовой де-
тали.
Неперпендикулярность на длине 10 мм равна половине разно-
сти наибольшего и наименьшего показаний головки.
Цена деления шкалы головок (микрокаторов) 0,001 и 0,002 мм.
ПРИМЕР № 14 (1 ГПЗ)
Измерение угла уклона, диаметра и овальности дорожки каче-
ния внутренних колец конических роликоподшипников (фиг. 117).
Кольцо базируется по поверхнос-
ти У и базовым упорам 2, которые
совместно закреплены шарнирно на
подвижной каретке 3.
При настройке прибора для кон-
троля угла конуса базовая плос-
кость поворачивается на шарнире и
закрепляется под углом, при кото-
ром верхняя образующая конуса об-
разцовой детали параллельна на-
правлению перемещения каретки
(показание измерительной головки 4
при перемещении каретки не изме-
няется). f
Величина допустимого изменения
показания измерительной головки
при измерении угла конуса колец
подсчитывается по допуску на угол
и длине хода каретки.
При перемещении каретки может
быть выявлена также непрямолиней-
ность образующих дорожки качения.
Фиг. 117
При вращении кольца измеряется диаметр дорожки качения и
его овальность. Для измерения диаметра измерительная головка 4
настраивается по образцовой детали.
Цена деления головки (микрокатора) 0,001 или 0,002 мм.
ПРИМЕР № 15 (1 ГПЗ)
Контроль наружных колец конических роликоподшипников.
По схеме (фиг. 118) измеряются:
диаметр хи овальность дорожки качения;
угол конуса дорожки качения и неперпендикулярность ее оси к
базовому торцу;
разностенность.
93
Кольцо базируется по поверхности 1 и упорам 2.
Диаметр и овальность дорожки качения измеряются при помо-
щи измерительной головки 3, которая настраивается для измерения
диаметра по образцовой детали.
Угол конуса дорожки качения и неперпендикулярность ее оси к
базовому торцу измеряются измерительной головкой 4, которая
также настраивается по образцовой детали.
Разностенность кольца измеряется измерительной головкой 5.
Применяемые измерительные головки — микрокаторы и индика-
торы с ценой деления шкалы 0,001; 0,002 и 0,010 мм.
94
ПРИМЕР № 16 (1 ГПЗ)
Измерение угла конуса, диаметра и овальности дорожки каче-
ния наружных колец конических роликоподшипников (фиг. 119).
Кольцо базируется по поверхности 1 и базовым упорам 2. Эти базы
шарнирно закреплены на подвижной каретке 3.
Фиг. 119
Базы закрепляются на каретке по образцовой детали в таком
положении, при котором нижняя образующая конуса детали парал-
лельна направлению перемещения каретки. При этом показания
измерительной головки 4 при перемещении каретки не должны из-
меняться.
Величина угла конуса на длине перемещения каретки изме-
ряется измерительной головкой при перемещении каретки с уста-
новленным контролируемым кольцом.
Одновременно выявляется непрямолинейность образующей до-
рожки качения.
Диаметр кольца по беговой дорожке и овальность измеряются
при неподвижной каретке и вращении кольца.
Цена деления измерительной головки (микрокатора или мини-
метра) 0,001—0,002 мм. !
95
ПРИМЕР № 17 (1 ГПЗ) , ‘
Измерение неперпендикулярности оси наружной цилиндриче-
ской поверхности к базовому торцу наружных колец подшипников
(фиг. 120). При измерении кольцр базируется по поверхности 1 и
жесткому упору 2, ориентируется по упору 3 и фиксируется под-
пружиненным упором 4.
Фиг. 120
Контроль осуществляется по разности наибольшего и наимень-
шего показаний измерительной головки 5 при вращении кольца.
Наибольшая допустимая разность показаний определяется пе-
ресчетом величины неперпендикулярности для всей высоты кольца,
приведенной в чертеже детали, на расстояние I между базовым
упором и измерительным наконечником.
Цена деления измерительной головки (миниметра) 0,001 мм.
96
ПРИМЕР «№ 18 (1 П13)
Измерение радиуса желоба наружных колец шарикоподшипни-
ков (фиг. 121). Контролируемое кольцо навешивается на два жест-
ких регулируемых упора 1.
Фиг. 121
Подпружиненное измерительное устройство имеет два базовых
упора 2 и измерительный наконечник 5, который через рычаг воз-
действует на измерительную головку 4.
Предельные размеры радиуса измеряются косвенно по соответ-
ствующим значениям S.
Измерительная головка настраивается по образцовым деталям.
ПРИМЕР № 19 (1 ГПЗ)
Измерение диаметра и овальности бочкообразного ролика
(фиг. 122). Контролируемый ролик устанавливается базовым тор-
цом по поверхности 1 и боковой поверхностью по двум упорам 2,
7—1195
97
Измерение производится при помощи' головки 3 в плоскости наи-
большего диаметра ролика на соответствующем расстоянии А от
базового торца.
Фиг. 122
Измерительная головка (миниметр) с ценой деления 0,001 или
0,002 мм настраивается по образцовой детали.
ПРИМЕР № 20 (1 ГПЗ)
Измерение радиуса образующей бочкообразного ролика
(фиг. 123). Контролируемый ролик базируется базовым торцом по
упору /, боковой поверхностью по упорам 3 и ориентируется по
двум регулируемым упорам 2.
Базовые измерительные упоры 3 расположены на равных рас-
стояниях а от оси наконечника измерительной головки 4.
Радиус измеряется косвенно по значениям S. Измерительная
головка настраивается по двум предельным образцовым деталям.
Цена деления измерительной головки (микрокатор) 0,001 мм.
98
5
Фиг. 123
99
ПРИМЕР Ks 21 (1 ГПЗ)
Измерение диаметра и овальности шаров (фиг. 124). При конт-
роле шарик базируется по призме 1 и упору 2. Цена деления изме-
рительной головки 3 (микрокатора) 0,001 или 0,002 мм.
Головка настраивается по образцовой детали.
ПРИМЕР № 22 (ЗИЛ)
Контроль шатуна. На фиг. 125 показана схема измерения рас-
стояния между осями отверстий и их непараллельности. Шатун ба-
зируется отверстием большой головки по пневматической трехку-
лачковой разжимной оправке 7. ‘
В отверстие малой головки вставляется разжимная оправка 5.
Цапфы этой оправки воздействуют на измерительные наконечники
рычагов 3 и 4. По индикатору 2 отсчитывается отклонение размера
217, а по индикатору 1—непараллельность осей.в плоскости, прохо-
дящей через оси отверстий (допуск.0,03 мм на 100 мм). По индика-
тору 6 отсчитывается отклонение оси отверстия головки от плоско-
сти, проходящей через ось большого отверстия (перекрещивание
осей). Допуск 0,06 мм на 100 мм. Индикаторы настраиваются по
образцовой детали.
100
о
ПРИМЕР № 23 (ЗИЛ)
Контроль шестерни постоянного зацепления коробки скоростей
(фиг. 126). Диаметр отверстия измеряется предельными калибра-
ми-пробками.
Высота ступицы/45 мм) измеряется двухсторонней предельной
скобой.
Ширина шпоночной канавки (10 мм) измеряется предельным
калибром.
Фиг. 126
Зубчатый венец контролируется на межцентромере в двухпро-
фильном плотном зацеплении с измерительным колесом.
Пределы межцентрового расстояния 123,25—123,32 мм.
Колебание за один оборот 0,08 мм.
Колебание при повороте на один зуб 0,025 мм.
Измерение биения торцов ступицы относительно отверстия про-
изводится по схеме (см. фиг. 126).
Колесо базируется по плоскости 1 и базовому упору 2. Отсчет
осуществляется по измерительной головке 3. Для проверки второго
торца колесо переворачивается.
Для лучшего прилегания колеса к базовому упору 2 плоскость
1 наклонена к горизонту на 20°.
ПРИМЕР № 24 (ЗИЛ)
Измерение неперпендикулярности осей блока цилиндров относи-
тельно оси расточек отверстий под подшипники коленчатого вала
(фиг. 127). Оправка 1 устанавливается в трех расточках под под-
шипники при помощи переходных втулок.
102
В отверстие цилиндра вставляется специальное измерительное
приспособление, которое опирается на оправку двумя призмами 2.
Приспособление перемещается по призмам до соприкосновения ба-
зового упора 3 с поверхностью отверстия и производится отсчет
Фиг. 127
показания индикатора. Второй отсчет производится после поворота
приспособления на 180°.
Разность показаний индикатора определяет удвоенную величи-
ну неперпендикулярности на длине
ПРИМЕР № 25 (завод «Красный пролетарий»)
Контроль направляющих станка (фиг. 128). На фиг. 128, а пока-
зана схема контроля направляющих станины, по которым переме-
щаются каретка суппорта и задняя бабка.
Контроль осуществляется при помощи специального передвиж-
ного мостика с индикаторами.
Мостик опирается цилиндрическими опорными поверхностями 2
на плоскости призматической части и точечной опорой на плоскую
часть 1 направляющих каретки суппорта. По двум взаимно перпен-
дикулярным уровням 10 и 11, установленным на мостике, при его
перемещении вдоль направляющих измеряется непрямолинейность
направляющих в вертикальной плоскости (выпуклость, вогну-
тость) и извернутость плоской части направляющих относительно
призматической части.
Непараллельности плоской части 12 направляющих задней баб-
ки направляющим каретки суппорта (по которым перемещается
103
мостик) измеряется индикатором 5 (допуск 0,030 мм по всей дли-
не), а непараллельность плоскостей 13 призматической части на-
правляющих задней бабки — индикаторами 6 и 7 (допуск0,020мм).
По индикатору 4 контролируется плоская направляющая 3 ле-
вой прижимной планки, а по индикатору 8—направляющая 9 пра-
вой прижимной планки (допуск 0,040 мм).
Фиг. 128
При помощи верхнего индикатора измеряется непараллельность
в горизонтальной плоскости и извернутость направляющих задней
бабки (плоскости 13 и 12) относительно направляющих каретки
суппорта (плоскости 1 и 2), как показано на фиг. 128, б.
' Индикатор закреплен на мостике 15 (это тот же мостик, что и
на фиг. 128, а, но на нем не показаны остальные индикаторы) и
упирается в лыску на стойке мостика 14, который опирается на
направляющие задней бабки. При измерении оба мостика переме-
щаются совместно. Допуск на колебание стрелки индикатора
0,020 мм на всей длине.
Раздел II
ИЗМЕРЕНИЕ РАЗМЕРОВ
от 500 до 10000 мм
Страница не содержит текста и изображений
СХЕМЫ ИЗМЕРЕНИЙ НАРУЖНЫХ ДИАМЕТРОВ
5:'
Измерение наружных диаметров при помощи дуговых скоб.
В схеме измерения регулируемой дуговой скобой (фиг. 129)
обозначены: 1—корпус скобы; . . __
2—регулируемый жесткий
упор; 3—измерительная голов- х' --------------
ка. X \
В качестве регулируемого / / \ \
жесткого упора используется / / \ \
микрометрическая головка. jLx_____________________L. 4-^
При этом отсчеты осуществля- "7\ ~
ются по индикатору часового 2 \ / з
типа с ценой деления шкалы \ /
0,01 мм или по микрометриче-
ской головке.
Измерительные головки
устанавливаются на нуль по фиг- 129
установочным мерам.
Скобы применяются для измерения диаметров до 2000 мм и
должны соответствовать ГОСТ 4381—61 на микрометры рычажные.
Измерение наружных диаметров у торца при помощи линейных
скоб (фиг. 130).
Схема измерения регулируемой линейной скобой, показанная
на фиг. 130, принципиально
не отличается от схемы на
фиг. 129.
Линейные скобы с индика-
тором применяются для изме-
рения размеров до 6000 мм.
Наружные диаметры у тор-
ца могут измеряться также
при помощи штангенциркуля.
Штангенциркули применяются
для грубых измерений диамет-
ров до 4000 мм.
107
Определение величины наружного диаметра по длине окружнос-
ти (метод опоясывания) (фиг. 131).
Длина окружности детали 1 измеряется при помощи рулетки 2,
которая натягивается грузами 3,
Измеряемый диаметр D подсчитывается по следующим форму-
лам.
При точных измерениях
D _ _ t,
ТС
где I — длина, отсчитанная по рулетке, мм;
h — ширина рулетки, мм;
t — толщина рулетки, ММ;
тс = 3,1416
При грубых измерениях
£> = —,
ТС
где л = 3,14.
Диаметры валов могут измеряться методом опоясывания так-
же при помощи лент (фиг. 132).
Измеряемая деталь 1 опоясывается лентой 2. Для натяжения
ленты применяются различные устройства.
108
Расстояние а между концами ленты измеряется щупами или
штангенциркулем. Диаметр D подсчитывается по формуле:
р= L+Д — t,
7С
где I — аттестованная длина ленты, мм/,
t— аттестованная толщина ленты, мм*
Для каждого номинального диаметра требуется специальная
лента, длина которой I должна соответствовать наименьшему пре-
дельному диаметру или может быть намного меньше этой длины.
Определение величины наружного диаметра по хорде и высоте
сегмента (фиг. 133).
На фиг. 133, а показана
принципиальная схема из-
мерения диаметра по хорде
и высоте сегмента. В схеме
обозначены: 1 — корпус при-
бора; 2—опорные ролики;
3— измерительная головка;
4— измеряемая деталь.
Метод измерения — отно-
сительный. При установке
на нуль прибор опирается
роликами на плиту, а изме-
рительный наконечник кон-
тактирует с блоком конце-
вых мер высотой Н.
Размер Н блока плиток
подсчитывается по формуле:
уу__ __
“ 2
где номинальный диа-
метр измеряемой
детали, мм;
d — диаметр роликов,
мм;
I — расстояние оси из-
мерительной голов-
ки от осей роли-
ков, мм.
При измерении детали
производится отсчет вели-
чины АН по шкале измери-
тельной головки.
109
Действительный размер D измеряемой детали подсчитывается
по формуле:
D=DH— (— — 1W
Н I //2 )
Таким образом положительные показания измерительной го-
ловки (высота сегмента увеличилась по сравнению с номиналь-
ной) соответствуют минусовым отклонениям измеряемого диамет-
ра D от номинального значения Z)H и наоборот.
Приборы, основанные на приведенной схеме, предназначены
для измерения диаметров в пределах от 1000 до 10000 мм.
Определение величины наружного диаметра по длине дуги и
углу (фиг. 134).
Схема определения величи-
ны наружного диаметра D по
измеренным длине дуги L и
углу сектора а этой дуги по-
казана на фиг. 134, а.
Величина диаметра D опре-
деляется по формуле:
D = L 360
к • а
Длина дуги L между точ-
ками А и Б измеряется с по-
мощью точной рулетки.
Угол а определяется как
сумма углов |3 и у, которые
измеряются при домощи угло-
мерного прибора (клиномет-
ра). Прибор настраивается
на нуль при установке его в
точке В, находящейся на вер-
тикальной оси измеряемого из-
делия.
Угол |3 измеряется при
установке прибора в точке Д,
а угол у — при установке при-
бора в точке Б (фиг. 134, б).
В качестве угломерного
прибора может быть исполь-
зован оптический угломер
У —I с ценой деления 1 се-
кунда.
Фиг. 134
ПО
ИЗМЕРЕНИЯ НАРУЖНЫХ ДИАМЕТРОВ ОТ ДОПОЛНИТЕЛЬНЫХ
ИЗМЕРИТЕЛЬНЫХ БАЗ
Измерение диаметра от станины станка.
На схеме фиг. 135 показано имерение диаметра D изделия 1,
обрабатываемого на токарном или лобовом токарном станке.
До установки изделия на станок измеряется расстояние а от
поверхности станины 2 до специ- v 7
альной оправки 3 (с аттестован-
ным диаметром d), закрепленной
в центре планшайбы.
После обработки изделия из-
меряется расстояние b от стани-
ны по поверхности изделия.
Оба измерения могут осущест-
вляться с помощью нутромера.
Диаметр изделия подсчиты-
вается по формуле:
D=2(a+^-b\.
Измерение диаметра на карусельном станке.
Фиг. 136
Схема измерения, показанная
на фиг. 136, принципиально не от-
личается от схемы, приведенной на
фиг. 135. Расстояния а от оправки 3
и & от изделия 1 измеряются, в дан-
ном случае, не от станины, а от ко-
лонки 2 или другой какой-либо не-
' подвижной части станка.
Диаметр изделия подсчитывает-
ся по формуле:
]| D = 2
111
Измерение диаметра от края планшайбы.
Измерение диаметра D изделия 1 может производиться на то-
карных и карусельных станках по схеме, представленной на
фиг. 137. По этой схеме измеряется расстояние Ь от края план-
шайбы 2 до изделия. Диаметр Dx планшайбы должен быть аттес-
тован.
Диаметрр D подсчитывается по формуле:
D = D1 — 2b.
Измерение наружного диаметра
ложенной базы.
изделия от произвольно распо-
На фиг. 138 показана
схема измерения наружного
диаметра D детали 1 при
помощи базового кольца 2
с аттестованным диаметром
отверстия d.
Диаметр D определяется
по формуле:
D = d + а + Ь.
112
Измерение наружных диаметров при помощи обкатного ролика.
Схема измерения представлена на фиг. 139. К поверхности
принудительно вращающейся измеряемой детали 1 прижат изме-
рительный ролик 2, который вращается в противоположном на-‘
правлении под действием силы трения.
Измеряемый диаметр D подсчитывается по формуле:
D — d —,
т
Где d— аттестованный диаметр ролика, мм;
т — число оборотов изделия за измерительный цикл; t
п — число оборотов ролика за измерительный цикл.
С измеряемой деталью связано командное устройство, управ-
ляющее началом и концом измеритёльного цикла. Обычно коман-
да на начало и конец измерительного цикла подается при одном
и том же угловом положении измеряемой детали, и число оборо-
тов детали т за*измерительный цикл равно одному или несколь-
ким полным оборотам детали. Угол поворота детали за измери-
тельный цикл равен 360, или 720, иди 1080° и т. д.
С измерительным роликом связано счетное устройство, отсчиты-
вающее число, оборотов п или угол поворота измерительного роли-
ка за измерительный ц^кл.
Обычно для этой цели применяются электронные счетные
устройства, считающие число импульсов N за измерительный цикл,
которые подаются датчиком импульсов, непосредственно связан-
ным с роликом.
По> числу z импульсов за один оборот ролика подсчитывается
число оборотов п ролика за измерительный цикл:
8—1195
113
По числу z импульсов за один оборот ролика и диаметру d мож-
но подсчитать линейную (диаметральную) величину импульса А:
4 = —.
2 \
Диаметр изделия D определяется тогда по формуле:
D=". ’
z ' tn
Для измерения диаметров при помощи обкатного ролика при-
меняются различные конструкции и системы роликов и счетных
устройств.
Устройства с обкатным роликом могут применяться для изме-
рения диаметров в пределах 200—10000 мм.
ОПРЕДЕЛЕНИЕ ВЕЛИЧИНЫ НАРУЖНОГО ДИАМЕТРА
ПРИ ПОМОЩИ ТЕОДОЛИТА
Измерение при помощи штриховой меры, совмещенной с цент-
ром измеряемого диаметра и теодолита (фиг. 140).
Для определения диаметра D изделия 1 необходимо измерить
‘ угол 2|3, соответствующий расстоянию 0—О' и длине L штриховой
меры 2, и угол 2а, соответствующий расстоянию 0—О' и диамет-
ру/). 0 — центр измеряемой детали, с которым совмещается середи-
на штриховой меры при измерении угла 2|3, 0'—ось вращения тео-
долита.
i Диаметр./) подсчитывается по формуле:
р __ L-sin а
.
При постоянных длинах L и 0—0' величина К = - является
постоянной.
Тогда
D = X-sina.
Описанная схема рекомендуется для измерения диаметров изде-
лий, обрабатываемых на карусельных станках. Коэффициент К оп-
ределяется измерением угла 2|3 при установке штриховой меры по
центру 0 планшайбы. Центры всех обточенных на станке изделий
также совпадают с центром 0 планшайбы.
Измерение при помощи штриховой меры, совмещенной с каса-
тельной к измеряемому диаметру и теодолита (фиг. 141).
Теодолитом с осью вращения в точке 0/ измеряется угол 2|3 по
штриховой мере 2 и угол 2а по диаметру D изделия /.
Измеряемый диаметр подсчитывается по формуле:
£) — ^,c*g P-S*n а
1 — sin а
114
Измерение по двум установкам теодолита (фиг. 142).
Угол 2р измеряется по диаметру D изделия при установке тео-
долита в точке О', а 2а — при установке в точке 0". Расстояние
L между точками О' и 0" измеряется штриховой мерой (рулеткой
и др.).
Диаметр D подсчитывается по формуле:
о r sin я-sin 8
D = 2L------------
sinp—sina
116
Измерение по углу и длине дуги (фиг. 143).
Для определения диаметра D измеряется длина L дуги между
точками окружности А и Б и угол р теодолитом и маркой. При из-
Фиг. 143
мерении угла ось вращения теодолита должна находиться над точ-
кой В окружности, диаметр которой измеряется.
Диаметр подсчитывается по формуле:
D = 57,296-Д
s ' а
где а — угол, измеренный теодолитом, град. z
Измерение по углу и длине хорды (фиг. 144). /
Схема измерения, показанная на фиг. 144, отличается от схемы
фиг. 143 тем, что вместо длины дуги измеряется длина хорды меж-
ду точками А и Б.
117
Угол а измеряется теодолитом, установленным над точкой В.
Диаметр D определяется по формуле:
D = — .
Sin а
Из приведенных выше методов измерения наружных диаметров
при помощи, теодолита наиболее точным (и удобным для измере-
ний на планшайбе карусельного станка) является метод по схеме
(см. фиг. 140).
Для измерений углов в цеховых условиях могут применяться
теодолиты следующих типов: ТМ-1; ТБ-1; ТТ-4 и ОТ-02.
СХЕМЫ ИЗМЕРЕНИЙ ВНУТРЕННИХ ДИАМЕТРОВ
Измерение внутренних
(штихмассов) (фиг. 145).
диаметров при помощи
1 ,
нутромеров
6)
На фиг. 145, а показана прин-
ципиальная схема измерения ди-
аметра D отверстия при помощи
нутромера с микрометрической
измерительной головкой /, за-
крепленной на конце корпуса
нутромера 2.
ч На фиг. 145, б представлена
принципиальная схема измерения
при помощи нутромера с индика-
торной измерительной головкой 1.
Обычно индикаторные нутроме-
ры имеют также и микрометри-
ческую головку 2, . .
При измерении диаметра D
отверстия нутромером необходи-
. мо найти минимальный отсчет,
при покачивании нутромера в
плоскости, проходящей через ось
отверстия, и максимальный отсчет
в плоскости, перпендикулярной
оси отверстия. •
Микрометрические нутроме-
ры различных конструкций при-
меняются для измерений разме-
ров до ' 6000 мм, а индикатор-
ные — до. 10000 мм.
Установка на нуль нутромеров
производится при помощи изме-
рительных машин, а микрометри-
ческих и индикаторных головок —
по скобе, входящей в комплект
Фиг. 145
нутромера,
118
Определение внутреннего диаметра по хорде и высоте сегмента
(фиг. 146).
На фиг. 146, а показана принципиальная схема прибора для
измерения диаметра по хорде и высоте сегмента. В схеме обозна-
чены: 1—корпус прибора; 2—опорные ролики; 3—измерительная
головка; 4—измеряемая деталь.
Установка прибора на нуль производится на поверочной плите
(фиг. 146, б). Ролики прибора устанавливаются на блоки конце-
вых мер высотой Н, а измерительный наконечник контактирует
непосредственно с рабочей поверхностью плиты.
Размер Н блоков плиток подсчитывается по формуле:
Н = ~ d — ~ ;
11 9
где Z)H — номинальный диаметр измеримого изделия, мм;
d — диаметр’роликов, мм;
I — расстояние оси измерительных роликов от осей роликов,
мм.
При измерении детали производится отсчет АН по шкале изме-
рительной головки.
Действительный размер D измеряемой детали подсчитывается
по формуле:
Минусовые показания измерительной головки (высота сегмента
увеличилась по сравнению с номинальной) соответствуют минусо-
вым отклонениям измеряемого диаметра D от номинального зна-
чения и наоборот.
Приборы, основанные на приведенной схеме, предназначены
для измерения диаметров от 1000 до 10000 мм.
Определение величины внутреннего диаметра по длине хорды и
углу (фиг. 147).
На фиг. 147, а показана схема определения внутреннего диа-
метра D по измеренной длине хорды s и измеренному углу а, соот-
ветствующему хорде.
Величина диаметра подсчитывается по формуле:
а
sin —
2
Длина хорды s между точками А и Б измеряется универсаль-
ными измерительными средствами.
Угол сс определяется как сумма углов /3 и у, которые измеряют-
ся при помощи угломерного прибора (клинометра) 1, показанного
на фиг. 147, б. Прибор настраивается на нуль при установке его
в нижней точке В измеряемого изделия 2.
чУгол |3 измеряется при установке прибора в точке А, а угол
у — в точке Б.
В качестве угломерного прибора может быть использован опти-
ческий угломер У-1.
Измерения внутренних диаметров от дополнительных измери-
тельных баз.
На фиг. 148 показана схема измерения диаметра D изделия 1,
обрабатываемого на карусельном станке.
Диаметр D определяется по аттестованному диаметру оправки 2,
установленной в центре планшайбы 3 станка, и измеренному рас-
стоянию I от оправки до внутренней поверхности изделия.
Диаметр подсчитывается по формуле:
D=d + 2/.
120
121
На фиг. 149 показана схема определения внутреннего диамет-
ра D изделия 1 при помощи дополнительной произвольно распо-
ложенной базй 2, выполненной в виде цилиндра.
Диаметр цилиндра d должен быть аттестован. Расстояния а и
b от цилиндра до противоположных точек поверхности изделия из-
меряются нутромером.
. Фиг. 149
Диаметр D подсчитывается по формуле:
D = d rj- ci -р b.
Измерение внутренних диаметров при помощи теодолита.
Внутренние диаметры при помощи теодолита могут опреде-
ляться по схемам измерения, приведенным на фиг. 143 и 144, для
определения наружных диаметров.
ИЗМЕРЕНИЕ ДЛИН И ВЫСОТ
Измерение длин измерительными рулетками (фиг. 150).
При измерении ллины L детали 1 один конец рулетки 2 закре-
пляется, а второй натягивается грузом 4 при помощи ролика 3.
122
Отсчет производится по делениям рулетки.
Рулетки, длиной до 100 м, изготовляются по ГОСТ 7502—61
2-го и 3-го классов точности.
Измерение длин штангенциркулями.
Штангенциркули по ГОСТ 166—63 изготовляются для измере-
ния размеров L до 2000 мм.
По техническим условиям заводов изготовляются штангенцир-
кули до 4000 мм.
Для измерения больших длин применяются линёйные скобы
(см. фиг. 130).
Измерение высот штангенрейсмусом.
Штангенрейсмусы для измерения высот Н до 2500 ^м изготов-
ляются по ГОСТ 164—64. ч
Измерение высот измерительными головками (фиг. 151).
Измерение высоты L дета-
ли 1 на поверочной пдйте 2
производится измерительной
головкой 3, закрепленной на
подвижной стойке 4.
Установка на нуль измери-
тельной головки осуществ-
ляется по концевым мерам 5 с
размером L, равным номи-
нальному размеру детали.
Концевые меры изготовля-
ются длиной до 2000 мм.
ПРИМЕРЫ ИЗМЕРЕНИЙ ДЕТАЛЕЙ БОЛЬШИХ РАЗМЕРОВ
НА ЗАВОДАХ МАШИНОСТРОЕНИЯ
ПРИМЕР № 1
(Коломенский завод тяжелых станков — КЗТС)
Измерение диаметров цилиндрических деталей на карусельном
станке (фиг. 152). Измерение осуществляется при помощи измери-
тельного суппорта Л который перемещается с кареткой 2 по тра-
версе 3 (фиг. 152, а)\ Измерительная поверхность, 4 суппорта уста-
навливается на расстоянии а от центра планшайбы станка, которое
должно быть несколько больше радиуса измеряемого изделия.
123
Размер а определяется по аттестованному диаметру d вспомо-
гательной базы 5 и измеренному нутромером расстоянию Ь:
d । t.
ci =------------р b.
2
После
а можно
измерения размера b суппорт для сохранения размера
перемещать только в вертикальном направлении.
2
Фиг. 152
Для определения диаметра D детали 6 (фиг. 152, б) необходи-
мо измерить расстояние с.
Диаметр D подсчитывается по формуле:
D = 2а — 2с.
ПРИМЕР № 2 (КЗТС)
Измерение диаметров конических деталей на карусельном стан-
ке. Схема измерения (фиг. 153) аналогична схеме, приведенной на
фиг. 152.
Измерение осуществляется при помощи фасонного шаблона 1,
закрепленного на измерительном суппорте 2. Расстояние А от вер-
шины угла профиля шаблона до оси 0—0 планшайбы определяет-
124
ся по аттестованному диаметру d вспомогательной базы 3 и изме-
ренным размерам Ьиа (фиг. 153, а).
А = + ЬД~а .
Фиг. 153
Размер А должен быть несколько меньше половины диаметра
измеряемой детали 4. »
При измерении диаметра детали D суппорт 2 опускается вер-
тикально до соприкосновения фасонного шаблона с измеряемой де-
талью (фиг. 153 б) и измеряется универсальными средствами рас-
стояние т.
Диаметр D подсчитывается по формуле:
D = 2А + 2п,
где n—m-iga.
125
По просвету между фасонным шаблоном и поверхностью дета-
ли может также контролироваться угол сс детали.
ПРИМЕР № 3 (КЗТС)
Измерение наружных и внутренних диаметров на карусельном
станке (фиг. 154). На штанге 4, закрепленной на колонке 5, уста-
новленной в центре станка, имеется ряд упоров 3. Расстояния
£2> и между упорами и расстояние L от первого упора до оси
колонки аттестованы.
Фиг. 154
По штанге может перемещаться суппорт Л в пазу которого за-
крепляется линейка 2 -с аттестованным размером С.
Пример измерения наружного диаметра DHap изделия 6 соответ-
ствует положению 1 суппорта.
Размеры Xi и а измеряются универсальными средствами. Диа-
метр в данном случае подсчитывается по формуле:
Днар = 2 (L + Lx + — а).
Пример измерения внутреннего диаметра соответствует положе-
нию II суппорта. По измеренным размерам Х2 и b подсчитывает-
ся диаметр DBh-
Овн = 2 (L + + L2 + L3 + + X2 + c 4- ty. -
Описанным методом измеряются диаметры до 15000 мм 7-го
класса точности.
Для повышения точности и удобства измерений на линейке мо-
жет быть закреплен индикатор часового типа.
126
ПРИМЕР № 4 (КЗТС)
Измерение наружных диаметров на карусельном станке
(фиг. Г55). Измерение осуществляется при помощи индикатора 1,
закрепляемого на измерительном суппорте 2. Величина перемеще-
ния суппорта на траверсе 3 измеряется по штриховой линейке 4.
закрепленной на траверсе.
Фиг. 155
При положении I суппорта наконечник индикатора контактиру-
ет со вспомогательной базой 5. При этом положении делается от-
счет Li по линейке и Ц по шкале индикатора.
При положении II суппорта индикатор контактирует с контро-
лируемой деталью 6. При этом делают второй отсчет Л2 по линей-
ке и /2 по шкале индикатора. Измеряемый диаметр D подсчиты-
вается по формуле:
D==d + 2[(L2-L1) + (/2-/1)].
Если при положениях I и II суппорта показания индикатора
равны нулю (что достигается соответствующим перемещением суп-
порта), то:
D - d + 2 (L2 — LJ - d + 2L,
где L — длина перемещения суппорта- между первым и вторым из-
мерениями.
127
ПРИМЕР № 5 (КЗТС)
Контроль направляющих станин на непрямолинейность и не-
параллельность (фиг. 156, 157). Непрямолинейность направляю-
щих станин тяжелых станков измеряется при помощи поверочной
линейки 1 и щупа толщиной 0,03 мм, который не должен входить
в зазоры между'направляющей и линейкой.
Непараллельность направляющих поверхностей А и Б изме-
ряется при помощи линейки 1 и индикатора 5 на стойке (см.
фиг. 156).
В качестве линейки применяется поверочная линейка типа ШД
длиной 1500 мм 1-го класса (ГОСТ 8026—56).
Непараллельность призматических направляющих измеряется
по схеме (фиг. 157).
Расстояние L между измерительными поверхностями призм 1
и 2 измеряется нутромером на всей длине направляющих.
ПРИМЕР № 6 (КЗТС)
Измерение расстояния и непараллельности между осями цилин-
дрических направляющих (колонн) прессов. Измерение по схеме
(фиг. 158) осуществляется при помощи микрометрического нутро-
мера 1 со специальной призматической измерительной насадкой 2.
Расстояние L между осями колонн подсчитывается по формуле:
L — / Ч—4-а + 6,
где I — длина, определенная по нутромеру;
а— аттестованный размер от вершины угла призмы насадки
до опорной поверхности конца нутромера.
Размер b определяется по формуле:
6 = -^—.
2-sina
Допуск на непараллельность колонны в данном случае равен
0,1 мм на 1000 мм.
ПРИМЕР № 7 (Металлический завод имени XXИ съезда >
Измерение диаметров рабочего колеса водяной турбины. Изме-
рение диаметров 3500—0,5 по схеме (фиг. 159) осуществляется дву-
мя контролерами при помощи деревянной индикаторной скобы 1.
Скоба настраивается по микрометрическому штихмассу. ‘
128
Фиг. 156
Фиг. 158
9—1195
129
Диаметры 4080—0,5 измеряются косвенно от двух дополнитель-
ных измерительных баз 2, которые устанавливаются на планшай-
бе станка и протачиваются* Диаметр определяется как разность
Li— (L2+L3). Размеры Llf L2 и L3 измеряются микрометрическими
штихмассами (нутромерами). Штихмассы настраиваются на из-
мерительной машине.
ПРИМЕР № 8
(завод «Электросила»)
Измерение внутреннего диаметра статора генератора водяной
турбины (диаметры‘отверстий до 16 м). Измерение диаметров мо-
жет производиться при помощи микрометрического штихмасса
двумя контролерами. Этот метод измерения весьма трудоемок,,
поэтому в настоящее время измерение осуществляется при помощи
130
специального приспособления (фиг. 160), которое устанавливается
на плите внутри статора.
На вертикальной колонке 7 с основанием 8 имеется крон-
штейн 4, закрепленный на поворотной втулке 5. На этой втулке
закреплен также противовес 6. Кронштейн может устанавливаться
на разной высоте от плиты.
Фиг. 160
На кронштейне пере-
мещается и закрепляется
упор 3, расстояние от ко-
торого до оси колонки I
определяется по шкале
на кронштейне.
На кронштейне имеет-
ся также переставная
опора 2 для микрометри-
ческого штихмасса 1, ко-
торым измеряется рассто-
яние L от упора до по-
верхности статора (L —
равно минимальному от-
счету при покачивании
штихмасса).
Радиус статора R =
—
Размер I может изме-
няться от 500 до 1250 мм,
размер L штихмассов до
7500 мм.
Диаметр статора оп-
ределяется как сумма
диаметральных радиусов.
Измерение радиусов'
производится по клиньям
статора. Перед измерени-
ем приспособление цен-
трируется винтами 9 по-
результатам пробных из-
мерений радиусов опреде-
ленных базовых клиньев.
Кроме диаметров из-
меряется также раз-
ность радиусов и
между каждыми соседними клиньями, которая не должна превы-
шать 0,03 мм.
Допуск на диаметр — 1,0 мм.
131
ПРИМЕР № 9 (ЛМЗ)
Измерение внутренних размеров камеры рабочего колеса водя-
ной турбины. Схема измерений показана на фиг. 161.
Диаметр 4200 мм контролируемой детали 1 измеряется микро-1
метрическим штихмассом.
Фиг. 161
Радиус сферы R измеряется при помощи специального приспо-
собления 5, на котором посредством шарнира 4 закреплен пово-
ротный упор 3. Радиус сферы определяется как сумма размера I от
края упора до оси шарнира и размера Д измеряемого микромет-
рическим штихмассом 2.
Радиус измеряется в нескольких сечениях и направлениях.
ПОГРЕШНОСТИ СРЕДСТВ И МЕТОДОВ ИЗМЕРЕНИЯ
ДЕТАЛЕЙ БОЛЬШИХ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
Измерение больших диаметров и длин является весьма специ-
фичным.
Это обусловливается рядом причин. Главные из них: большие
вес и габаритные размеры изделия, а также измерительных средств
(эти причины затрудняют измерения и вызывают дополнительные
погрешности при установке); деформация измерительных средств;
большие температурные погрешности при измерении.
В этих условиях весьма важным критерием, характеризующим
132
рассмотренные в настоящей работе методы и средства измерения,
является предельная их погрешность.
В целях сопоставления метрологических данных методов и
средств измерения больших размеров в табл, 1 приведены значе-
ния предельных погрешностей измерений различными измеритель-
ными средствами. Таблица составлена на основе литературных
данных [2], [4], [5].
Таблица 1
Средние значения предельных погрешностей измерений
различными измерительными средствами и методами
Измеряемые размеры, мм
Средства и методы измерений 1000 2000 3000 4000 5000 6000 8000 10000
Величины погрешностей, ± мь
Метод прямых изме- рений: нутромерами микро- 25 40 60 80 95 120 140 170
метрическими и ин- дикаторными скобами индикатор- 20 30 25 50 30 65 40 90 45 105 60 130 70 80
ными Методы косвенных изме- рений: от дополнительных баз опоясыванием рулет- ками: , 3-й класс точно- сти 2-й класс точно- сти опоясыванием измери- тельными лентами седлообразными при- борами, основан- ными на измерении по хорде и высо- те сегмента 25 200 50 40 50 , 35 50 240 70 60 100 40 65 260 80 75 120 50 90 280 90 90 160 60 ' 100 290 100 НО 180 70 120 300 110 220 150 330 130 260 190 350 150 400
Погрешности, приведенные в табл. 1 для нутромеров и скоб,
проставленные в числителе, рассчитаны для измерений в обычных
условиях. Погрешности, проставленные в знаменателе, рассчита-
ны для условий стабилизации температуры в процессе проверки
нутромеров и установочных мер и введение поправок на темпера-
турную погрешность. Как видно из таблицы, погрешности измере-
133
ний во втором случае могут быть снижены на’ величину от 20 до
50% погрешности измерения в обычных условиях.
Температурная погрешность, принятая для определения пре-
дельной погрешности измерения скобами и нутромерами, берется
исходя из следующих условий:
1. Отклонение температуры воздуха при -измерении отличается
от нормальной (20) на 5°.
2. Разность температур измеряемого изделия и измерительного
средства не превышает 0,5°.
3. Проверяемое изделие и измерительное средство изготовлены
из марок сталей, коэффициенты линейных расширений (КЛР) ко-
торых находятся в пределах от 10,7-10~6 до 12,6-10~6,’ т. е. различа-
ются не более, чем на 2« 10“б.
Для некоторых марок хромистых сталей и для. чугуна разность
КЛР возрастает в 2 и 4 раза. Вследствие этого приведенные в
табл. 1 величины предельных погрешностей измерений должны
быть соответственно увеличены на 10—12%—при разности КЛР
на 4-10“6 и на 30% —при разности КЛР на 8*10“6.
Температурный режим измерения больших размеров стальных и чугунных
Температурные условия Классы точности
Допустимые от- клонения темпе- ратуры от 20° Допустимые коле- бания температу- ры в течение су- ток, град Допустимые коле- бания температу- ры в течение ча- са, град Допустимая раз- ность температур в помещении, град 1 2 2а
Измеряемые
v 1 2 3 4 6 3 12 15 1 2 2 3 3 3 4 4 5 0,1 А 0,2 0,2 0,3 0,3 0,3 0,4 . 0,4 1 0,2 0,2 0,2 0,3 0,3 0,5 0,5 1 2 1500—10000 500—1500 500—800 3000—10000 1000—3000 500—1000 1250—2500 1 2500—10000 1250—2500 500—1250
Коэффициенты линейных расширений материала измеряемого
изделия могут быть определены из справочных таблиц или при
помощи измеренного на дилатометре образца, или непосредствен-
134
ным измерением длины образца и измерительного средства при
разных температурах.
Найденный КЛР измерительного средства рекомендуется зане-
сти в паспорт и учитывать при измерениях больших размеров.
Рекомендуемый температурный режим измерения больших раз-
меров изделий из стали измерительными средствами из того1 же
материала приведен в табл. 2. Он составлен на основе литератур-
ных данных [1]. ’
Большое влияние на нестабильность размера измерительного
средства (особенно скоб) оказывает нагревание 'его руками при из-
мерении. Микрометрические нутромеры длиной 900 и 1500 м,м за
время, необходимое на свинчивание их звеньев, удлинялись от те-
плоты рук на величину от 16 до 43 мк. При нагревании руками
измерительного инструмента, необходимого для измерения разме-
ра в течение времени до 5 мин, нутромеры размерами от 650 до
4000 мм удлинялись на величину от 20 до 50 мк. Нутромер сига-
рообразной формы размером 4000 мм при нагреве четырьмя ру-
ками (два контролера) удлинялся на 81 мк.
Таблица 2
изделий измерительными стредствами, выполненными из стали
измеряемых изделий
3 За 4 5 7 1 8 . 9 1
размеры изделий, мм
5000—10000 — — — — —
2500—5000 6000—10000 — •— — .— .—
1250—2500 2500—6000 5000—10000 6000—10000 — — —
500—1250 . 800—2500 2500—5000 4000—6500 6500—10000 — —.
— ,500—1000 500—2500 2500—4000 4000—6500 650— 10000 —
— — 800—1500 1500—2500 2500—4000 5000— 6500 —
— — 500—800 800—1500 1500—2500 3000— 5000 —
—. — — 500—800 500—1500 500— 3000 500— 10000
Исследованием влияния нагрева (двумя руками) нескольких
комплектов нутромеров установлено, приблизительно, следующее:
при нагреве в течение первых 2 мин увеличение размера состави-
135
ло около 9 мк; за последующее время до 10 мин увеличение раз-
мера составило около 3 мк за каждую минуту, затем увеличение
размера прекращалось.
При нагреве нутромера через теплоизолирующие трубки нутро-
мера изменение размера составило !/3 величины удлинения при
нагреве руками непосредственно трубы нутромера.
У скобы размером 300 мм при нагреве руками в течение 2 мин
размер изменился на 3,5 мк, за 5 мин — на 8,5 мк, за 10 мин— на
9 мк и за 15 мин — на 11 мк. Время охлаждения составило око-
ло 60 мин.
При измерении изделий из алюминия или легких сплавов или в
случае применения измерительных средств из этих материалов от-
клонение температуры от 20° и нагрев измерительного средства ру-
ками оказывает еще большее влияние на результат измерения.
В этом случае температурный режим измерения (см. табл. 2)
должен быть ужесточен приблизительно в три раза по сравнению
с данными табл. 2 для стальных изделий.
Одновременно должны быть приняты следующие меры: защи-
та от нагрева'измерительного средства руками (оснащение его
теплоизоляционным материалом); установка на размер по сталь-
ной мере перед началом измерений и др.
Одним из условий снижения температурной погрешности явля-
ется выдержка объекта (измеряемой детали и измерительного
средства) в одинаковых температурных условиях.
Рекомендованная литературными источниками формула [1] оп-
ределения времени выдержки следующая:
31,3 —1g — ,
F At
где G — вес объекта, кг;
F—площадь поверхности объекта, см2;
АГ и Af— начальная и конечная разность температур объекта и
окружающей среды.
Полного равенства температур измеряемого изделия измери-
тельного средства практически никогда не будет достигнуто. Необ-
ходимо, чтобы это неравенство было возможно меньшим.
В результате анализа погрешностей средств измерений и изу-
чения проблем измерений больших размеров в тяжелом машино-
строении установлено, что измерение наружных диаметров • до
500 мм точнее, чем внутренних. Для размеров более 500 мм изме-
рение внутренних размеров осуществляется наоборот с погреш-
ностью меньшей, чем наружных. При измерении больших размеров
можно приближенно принять погрешность (дЛВц) при контроле
внутренних размеров, равной SLBh= fooo- мк’ погрешность (<5ГНар)
25L
при контроле наружных размеров, равной 6LHap = jQQQ, где L — из-
меряемая длина, мм, ,
136
Эти величины погрешностей могут быть достигнуты при соблю-
дении приведенных ниже требований к созданию оптимальных ус-
ловий измерения.
В случае,’ если заводские измерительные органы будут осу-
ществлять изучение всех факторов, влияющих на метрологические
качества измерительных средств, и учитывать их при измерениях
и при безусловном соблюдении температурного режима, погреш-
ности измерения могут быть уменьшены.
Известно, что абсолютная величина температурной погрешно-
сти в процентном отношении к предельной погрешности метода
измерения (принятого за 100%) достигает, например, для разме-
ров от 2000 до 10000 мм 1-го класса точности 70—75% и для тех
же размеров 4-го класса точности — 50%.
В связи с этим температурным погрешностям должно уделять-
ся большое внимание-
Температурная погрешность измерений больших диаметров
(D) изделий, высота которых не превышает 2D, рассчитывается
по известной формуле:
AL = L (а^ — а2Д/°),
где АЛ — погрешность измерения, мк;
L — измеряемый размер, мм;
си и а2— коэффициенты линейного расширения соответственно
измеряемого изделия и измерительного средства;
А/1°иА^2° — отклонения температуры, соответственно, измеряемо-
го изделия и измерительного средства от 20°.
При этом могут быть следующие случаи:
1. Когда АЛ'° = At2°=At°, а оц^аг, тогда формула примет вид:
AL LAt° (aj — a2).
При cci—a2= 12,6-10~6—10,7-10-6^2-10“6
AL LA£° 2-10~6.
Температурная погрешность составит 2 мк на 1° на 1 м.
2. Когда ai = a2 = a, а AL°^A^2O, тогда
AL = La (Д/° — А/°)
Температурная погрешность при измерении детали из стали
равна ll,5-10“6-L (AL°—А^2°), т. е. 11,5 мк на Г на 1 м.
В случае измерения детали из алюминия (а = 27 • 10-6), по-
грешность измерения, связанная с колебаниями температуры А/°,
определяется:
AL - LAt° (ax — a2) = LM° (27 — 11,5). 10~6 - IAt° • 15,5 • 10~6
т. e. 15,5 мк на Г на 1 м.
137
Для данных цилиндрических деталей L>2D— 3D ч сплошного
сечения возможно использование более точной формулы [4].
При выводе этой формулы сделаны следующие допущения:
1. Через некоторое время после окончания обработки тепловое по-
ле детали имеет форму, близкую к равномерному распределению
тепла.
2. В процессе охлаждения теплоотдача с торцов детали не вносит
значительных искажений в форму теплового поля, что имеет
место при достаточно длинных деталях L>D,
Для упрощения расчетов при незначительном снижении точно-
сти (2~2—3%') формула может быть преобразована:
Л/х
где Д/ — остаточная тепловая деформация измеряемого размера;
I — измеряемый размер;
ссм—коэффициент линейного расширения материала детали,
град ’
00'—разность температур в начальный момент, град;
Л , см2
fl—коэффициент температуропроводности, ;
t — время выравнивания температур, сек;
R — радиус детали, <см;
, , кал
У — коэффициент теплопередачи, з ;
ЬМ * * с* kJ Lv kJ
Я — коэффициент теплопроводности, 7-2^—-^ •
CfJVb “ Ct//V * COw-tz
Это уравнение может быть также решено относительно време-
ни выравнивания температур t:
Для стальных изделий могут быть приняты следующие коэф-
фициенты:
11,6- 10“6 — ;
град
% = 0,180-------—------;
см. сек. град
т = 2,5-10-4
кал
см2, сек. град
В = 0,205 ~
сек
138
После подстановки этих коэффициентов формулы примут, вид:
А/ = /0о- 11,6- 10-6 -^-5.7.10-4 . 2_;
R
t = 1,75-1037?-In0О11,6-10-6)(/ — о'сек-, R — всм).
или
А/ = /0о-11,6-1О~б е-0.342. -L;
0 R
t = 2,9162? - In (-^-0О-11,6-10~6 )(t — в мин; R — bcm).
Для удобства пользования формулами составлены графики,
где для различных радиусов детали приведена зависимость отно-
шения 41- от времени охлаждения или нагрева (фиг. 162).
at
Следует заметить, что теплоотдача с торцов детали, а также на-
личие различных отклонений от цилиндрической формы, как-то:
139
сверлений, шпоночных канавок, шлицевых и резьбовых участков,
при пользовании выше приведенными формулами и графиками
приведут к ошибкам, повышающим точность, т. е. величины тем-
пературных погрешностей и продолжительность необходимого вре-
мени охлаждения будут получаться больше действительных.
Указанные формулы можно рекомендовать для внесения попра-
вок на температурную погрешность при измерении гладких цилин-
дрических деталей при длине детали Л^10£>.
При длине детали L^2D—3D формулы могут быть использо-
ваны для оценки температурной погрешности и определения необ-
ходимого времени охлаждения.
Распространение формул на детали сложной формы позволит
определить температурные погрешности и необходимое время ох-
лаждения только ориентировочно.
. При измерении температуры остывающих деталей следует пом-
нить, что температура внутри детали может значительно отли-
чаться от температуры на поверхности, поэтому измерение темпе-
ратуры целесообразно производить в сверлениях, изолируя термо-
элемент от внешней среды.
ОПТИМАЛЬНЫЕ УСЛОВИЯ ИЗМЕРЕНИЯ БОЛЬШИХ ДЛИН
В целях получения достоверных результатов измерения боль-
ших длин необходимо соблюдать следующие основные условия:
1. Выбирать средства измерения соответственно классам точ-
ности проверяемых изделий.
2. Применять концевые меры или аттестованные нутромеры,
учитывая их действительные размеры при измерениях и установке
измерительных средств на размер.
3. При использовании скоб, изготовленных из материалов, от-
личающихся от материала изделия, установку скобы на размер
производить по концевой мере или образцовой детали, материал
которой соответствует материалу, из которого выполнено изделие.
4. По возможности определять и учитывать систематическую
погрешность измерительного средства введением поправки со зна-
ком, противоположным погрешности в данной точке прибора.
Чтобы снизить влияние систематической погрешности (если ве-
личина ее неизвестна), нужно применять сравнительный метод из-
мерения.
5. Производить несколько измерений (не менее 4 раз) и за ре-
зультат измерения принимать среднее значение. В результате мно-
гократных п измерений случайная погрешность снизится в
У~п раз.
Если в общем виде случайная погрешность составляет ±30,
то при многократных измерениях эта погрешность будет равна
Vn •
140
Например, предельная случайная погрешность равна .±27 мк,
а измерение размера производится по 4 раза. Принимая среднее
значение, случайная погрешность, оказывающая влияние на резуль-
27
тат измерения, составит ± - _г- = 13,5 мк.
6. Соблюдать температурный режим, имеющий большое значе-
ние при измерениях особенно больших размеров, имея в виду, что
источниками температурных погрешностей являются отклонение
температуры от нормальной (20°); разность коэффициентов линей-
ного расширения измеряемого изделия и измерительного средства;
разность температур изделия и измерительного средства; нагрев из-
мерительного средства руками при измерении.
В целях уменьшения температурных погрешностей необходимо:
а) давать выдержку измеряемой детали, достаточную для пол-
ного- выравнивания ее температуры с окружающей средой. Одно-
временно выдерживать измерительное средство в тех же условиях,
что и проверяемую деталь;
б) оснащать измерительные средства теплоизолирующими на-
кладками для предохранения их от нагрева;
в) исследовать применяемые измерительные средства в целях
определения их метрологических параметров. Учитывать их погре-
шности или принять меры к их устранению.
7. Исключать влияние деформации изделия и измерительного
средства, для чего:
а) применять измерительные средства с измерительными узла-
ми, стабилизирующими измерительное усилие (индикатор часово-
го типа, измерительная головка и т. п.):
б) давать измеряемой детали выдержку после освобождения
ее от зажимов при обработке на станке;
в) для измерения устанавливать деталь в положение, исклю-
чающее ее деформацию;
г) устанавливать измерительное средство при измерениях в по-
ложение, при котором оно было аттестовано или установлено на
размер;
д) определять оптимальное положение измерительного средства
при измерении (при котором погрешность от его деформации была
бы минимальной);
е) применять подвесные приспособления, опоры и другие устрой-
ства для уменьшения деформации измерительного средства при
контроле.
8. Выбирать методы измерения, при которых погрешность изме-
рения будет наименьшей. Для этого, в частности, рекомендуется
использование косвенных методов от дополнительных измеритель-
ных баз. При этом можно использовать обработанные поверхности
141
станков, предусматривать на изделиях и станках технологические
измерительные базы, применять специальные дополнительные изме-
рительные суппорты, оснащенные сменными шаблонами, линейка-
ми, индикаторами часового типа, измерительными головками.
ЛИТЕРАТУРА
1. Апарин Г. А. и Городецкий И. Е. Допуски и технические измерения. Маш-
гиз, 1956.
2. Рубинов А. Д. Измерение больших размеров в машиностроении. Машгиз, 1959.
3. Макаревич Б. К. Оптический метод измерения крупногабаритных деталей.
Сборник «Технология тяжелого машиностроения». Информационные материалы,
ВИТИ, вып. I, 1956.
4. Эрвайс А. В. Методы контроля и система эталонирования' измерительных
средств для больших длин. Издание Бюро взаимозаменяемости. 1951.
5. Григорьев И. А. и Дворецкий Е. Р. «Контроль размеров в машиностроении».
Машгиз, 1959.
6. Гипп Б. А. и др. «Контрольные приспособления». Машгиз, 1960.
7. «Типовые конструкции контрольных приспособлений и узлов». Оргавтопром,
Отдел технической информации, М., 1953.
8. Автоматизация и механизация средств контроля в машиностроении. Справоч-
ное пособие. Машгиз, 1962.
9. Левенсон Е. М. Контрольно-измерительные приспособления в машиностроении.
Машгиз, 1953.
10. Тайц Б. А. и Марков И. Н. Нормы точности и контроль зубчатых колес.
Машгиз, 1962.
11. Абаджи К. И: и др. Контроль взаимного расположения поверхностей деталей
машин. Машгиз, 1962.
12. Приборы для контроля подшипников качения. Альбом-каталог, Машгиз, 1957.
13. Костич Б. Е. Дистанционный проволочный длиномер ДПД-2. «Измеритель-
ная техника», 1964, № 7.
содержание
Введение ............................................................ 3
Рекомендации по применению схем измерений и типы измерительных
головок ’.............................................................4
Раздел I. Измерение размеров от 1 до 500 мм
Схемы измерений наружных и внутренних диаметров...................9
Схемы измерений параметров конусов..............................14-
Схемы измерений отклонений от правильной геометрической формы 21
Схемы измерений непрямолинейности, неплоскостности и взаимного
расположения поверхностей........................................32
Схемы измерений шлицевых валов и. втулок.......................47
Схемы измерений резьб............................................50
Схемы измерений параметров зубчатых колес......................57
Схемы измерений сферических и сложных поверхностей ... . .72
Примеры измерений деталей на заводах машиностроения .... 76
Раздел II. Измерение размеров от 500 до 10000 мм
Схемы измерений наружных диаметров..............................107
Схемы измерений внутренних диаметров............................118
Примеры измерений деталей больших размеров на заводах машино-
строения .......................................................123
Погрешности средств и методов изменения деталей больших разме-
ров в машиностроении ...........................................132
Литература.................................................... , 142
Бюро взаимозаменяемо-
сти (БВ) металлообра-
батывающей промыш-
ленности
И. о. директора
Ответственные
исполнители
Е. Р. Дворецкий
Н. Е. Допаневич
А. В. Эрвайс
Под общим руководством и редакцией от Государственного комитета по
машиностроению при Госплане СССР начальника Управления О. В. СПАССКОЙ.
Редактор Н. Л. Зилова
Технические редакторы: Г. Г. Матюшевич.
Т. П. Ильюшенкова
Корректоры: И. Гемджан, О. Чжан
Т-08973 Сдано в набор 8/V 1969 г. Подписано
в печать 11/VII 1969 г. Формат бумаги 60X90V16
Печ. лист. 9 Уч.-изд. л. 7,5 Тираж 4000 экз.
Изд. № 508 Заказ 1195 Цена 901 коп.
Н И ИМА Ш
Москва, К-45. Б. Кисельный пер., 5
Типография НИИМАШ, ст. Щербинка
144