
















































































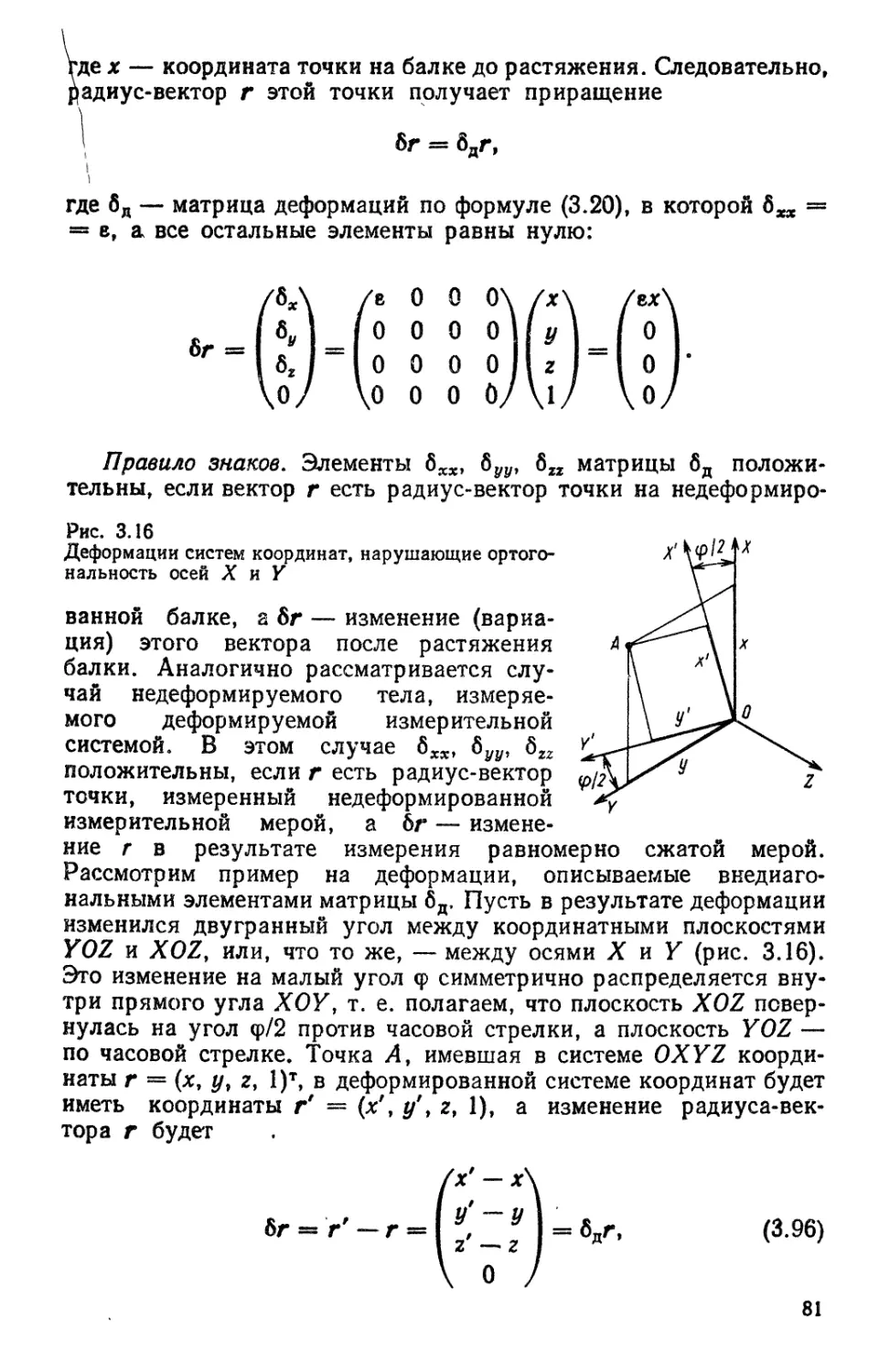































































































































































































































































Автор: Решетов Д.Н. Портман В.П.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение станкостроение технология машиностроения детали издательство машиностроение
Год: 1986




ДН.Решетов, В.Т. Портман
точность
металлорежущих
СТАНКОВ
Д.Н.Решетов, В. Т. Портман
ТОЧНОСТЬ
металлорежущих
СТАНКОВ
Москва
«Машиност роение»
1986
ББК 34.63-5
Р47
УДК 621.9.06
Рецензент Д. А. Севрюгин
Редактор В. М. Чуйков
Решетов Д. Н., Портман В. Т.
Р47 Точность металлорежущих станков.—М.: Машино-
строение, 1986. — 336 с., ил.
В пер.: 1 р. 80 к.
Изложена общая постановка проблемы точности. Показано влияние точности
на работу деталей станков и машин. Приведены основные методы расчета точности
станков и отдельных узлов, конкретные рекомендации по повышению точности
станков, отражены разработка и опыт ЭНИМСа.
Для инженерно-технических работников машиностроительных предприя-
тий; книга может быть полезна научным работникам.
2703000000-212 ББК 34.63-5
Р 038(01)-86 21 ° 6Ц5.1
ДМИТРИЙ НИКОЛАЕВИЧ РЕШЕТОВ,
ВЛАДИМИР ТЕОДОРОВИЧ ПОРТМАН
томность Металлорежущих станков
Редактор Я. А. Лебедева, Художественный редактор И, К. Капралова,
Переплет художника Г. Г, Кожанова. Технические редакторы: Л. П. Зубко9
И. Н, Раченкова. Корректоры: А. П. Сизова, А. М. Усачева
ИБ Ха 4852
Сдано в набор 18-07.85. Подписано в печать 06-01.86. Т-04802.
Формат 60Х 90*/хв- Бумага книжно-журн. офсетная. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 21,0. Усл. кр.-отт. 21,0. Уч.-изд. л. 22,57.
Тираж 10 000 экз. Заказ 205. Цена 1 р. 80 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076. Москва. Стромынский пер.. 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул- Моисеенко, 10
© Издательство «Машиностроение», 1986 г.,
ГЛАВА I
ПРОБЛЕМА ТОЧНОСТИ
В МАШИНОСТРОЕНИИ
И СТАНКОСТРОЕНИИ
1.1. ОБЩИЕ ПОЛОЖЕНИЯ
Точность — один из важнейших показателей ка-
чества машин, существенно влияющий на все критерии работо-
способности их механизмов, а следовательно, и на выходные по-
казатели машин: быстроходность, энергетическую эффективность,
материалоемкость, надежность и долговечность. Точность тех-
нологических машин в решающей степени определяет точность
изделий.
Развитие техники связано с непрерывным повышением требова-
ний к точности машин, включая ее сохранение под нагрузкой и
во времени. Проблема точности станков является первостепенной.
Станки должны гарантировать широкую взаимозаменяемость
деталей, обеспечивающую многократное повышение производи-
тельности труда в машиностроении благодаря принципиальному
упрощению сборочных операций, переходу на серийное и массо-
вое производство, широчайшему применению стандартных из-
делий, специализации и кооперированию заводов и т. д. Повыше-
ние точности станков увеличивает их производительность благо-
даря возможности уменьшения числа рабочих проходов, опти-
мизации режимов обработки, уменьшения трудоемкости оконча-
тельных операций.
Таким образом, экономическая эффективность повышения точ-
ности станков определяется двумя факторами народнохозяйствен-
ного значения:
повышением качества машин, приборов и других изделий, из-
готовляемых на станках;
повышением производительности механической обработки.
Точность влияет на работу машин по следующим критериям:
динамическая нагруженность, колебания и шум, связанные
с погрешностями изготовления — неуравновешенностью и бие-
нием деталей, кинематическими погрешностями, увеличенными
зазорами в сопряжениях, волнистостью;
прочность в связи с динамическими нагрузками, распределе-
нием нагрузок в статически-неопределимых системах, использова-
1* з
нием многоконтактных конструкций, условиями контактирования
деталей (кромочными давлениями), концентрацией напряжений;
потери на трение, нагрев и износ, связанные с динамическими
нагрузками, вредными нагрузками из-за избыточных связей в ме-
ханизмах и концентрации давления, неоптимальными зазорами
и состоянием поверхности;
надежность, связанная со всеми критериями работоспособности,
их взаимным влиянием, а также с начальными запасами точности;
быстроходность, связанная с динамическими нагрузками и
нагревом;
материалоемкость в связи с ограничением быстроходности и
дополнительными вредными нагрузками.
Повышение точности позволяет широко применять многоэле-
ментные конструкции: волновые и многопоточные зубчатые пере-
дачи, многоклиновые и зубчатые ременные передачи, зубчатые
муфты, шлицевые, плоскозубчатые, гребенчатые и елочные соеди-
нения.
Требования к точности определяются необходимой выходной
точностью или другими выходными показателями машин и при-
боров и условиями удовлетворительной работы самих деталей и
механизмов.
Требования к точности машин и приборов разных групп
в значительной степени определяются их назначением и требова-
ниями к основным показателям их работы.
Для технологических машин основное значение имеют требо-
вания, предъявляемые к качеству изделий при заданной произво-
дительности и минимуму отходов; в частности для металлообраба-
тывающего оборудования — требования к точности изделий или
заготовок;
для полиграфических машин — к качеству печати, особенно
цветной;
для текстильных машин — к качеству тканей;
для энергетических машин — к КПД и быстроходности;
для транспортных машин — к КПД и уменьшению расхода
топлива, достижимой быстроходности, малой материалоемкости,
надежности, управляемости, комфортабельности;
для гидравлических машин и гидрооборудования — к КПД,
отсутствию или минимуму утечек;
для химических машин и машин пищевой промышленности —
к точности дозирования, взвешивания и т. д.;
для испытательных машин — к точности измерений.
Точность прецизионных измерительных приборов должна быть
весьма высокой, так как погрешности измерений должны быть
намного меньше погрешностей измеряемых величин (не более 1/3
для изделий высокой точности).
Особо важны:
точность астрономических приборов в связи с большими
расстояниями до измеряемых объектов;
4
точность оптической и оптико-электронной техники, опреде-
ляющей успехи измерений в микроскопии, фото- и кинотехнике;
точность приборов времени и других физических приборов,
в значительной степени определяющих успехи физики и химии;
точность медицинских приборов, обеспечивающих фиксиро-
вание сложнейших процессов человеческого организма.
Точность деталей и механизмов по условию их удовлетвори-
тельной работы должна обеспечивать точное положение и движение
звеньев, ограничение динамических нагрузок, концентрации на-
грузок и напряжений, оптимальные зазоры и натяги в сопряже-
ниях и др.
Требования к шероховатости и точности поверхностей деталей
устанавливаются с учетом их функций и требуемых свойств по-
верхностей, к которым относятся: точное базирование; физико-
химические свойства — сопротивление коррозии, отражательная
способность, теплоэлектрическая проводимость, способность
к склеиванию; антифрикционные и фрикционные свойства; проч-
ность и жесткость — сопротивление объемной и контактной уста-
лости, смятию и др.; уплотняющая способность в покое и при
движении.
Эти функции в значительной степени определяют требования
к текстуре поверхности. Существенно влияют на работоспособ-
ность высота микронеровностей, их профиль и расположение
(следы обработки), волнистость.
Погрешности машин и станков по своей природе можно раз-
делить на:
собственные, не связанные с внешними воздействиями, — по-
грешности изготовления, систематические погрешности, обуслов-
ленные принципом работы машины или процесса (например, за-
мена сложного профиля изделия при обработке на упрощенный);
погрешности от внешних воздействий без необратимых изме-
нений в системе — упругие и температурные деформации;
погрешности от необратимых изменений параметров машины —
изнашивания, старения, коробления.
Большинство машин и деталей выходят из строя не от разру-
шений и не из-за общего морального старения, а от потери точ-
ности из-за их износа, обмятий, коробления, приводящих в итоге
к значительному снижению основных выходных характеристик
машин.
Для продления срока службы машин их изготовляют с так на-
зываемым технологическим запасом точности, учитывающим неиз-
бежную потерю .точности при эксплуатации и рост требований
к точности машин.
Повышение точности машин, как правило, существенно улуч-
шает их качество, но увеличивает стоимость. Поэтому установ-
ление оптимального уровня точности является технико-экономи-
ческой оптимизационной задачей. Имеются редкие случаи нали-
чия оптимальных значений точности в чисто технической поста-
5
новке. Например, для трущихся пар в условиях несовершенного
трения имеется оптимальный уровень шероховатости поверх-
ности. Применяют также оптимальное расположение полей допу-
сков; в частности, допускаемые в сторону выпуклости отклонения
от прямолинейности направляющих станка уменьшают влияние
упругих деформаций и износа; допускаемые отклонения в углах
профиля резьбы винтов и гаек повышают податливость винтов и
уменьшают неравномерность распределения нагрузки по виткам
резьбы. Некоторое рассеяние собственных частот колебаний эле-
ментов, в частности лопаток турбомашин, благоприятно с точки
зрения динамической устойчивости.
Размерные зависимости в точности. Значение размерных за-
висимостей точности важно для расширения области использова-
ния накопленного опыта по установлению и нормированию необ-
ходимой точности, а также для развития расчетов по методу по-
добия. Эти расчеты проще обычных. Они особенно удобны при
проектировании станков и их узлов размерными гаммами и при
решении вопросов модернизации. В дальнейшем они могут при-
меняться для задач диагностики — переноса информации по рабо-
тоспособности и надежности одних типоразмеров станков или уз-
лов на другие, для задач прогнозирования.
Числовые значения допусков в основном диапазоне размеров
3 ... 500 мм для 5—17-го квалитетов приняты пропорциональными
корню кубическому из размера с небольшой линейной по-
правкой.
Единица допуска i = 0,45 y/~D + 0,0010, где D — размер, мм.
Для приближенных расчетов по методу подобия поправку (второй
член) можно не учитывать.
Предельные отклонения формы и расположения цилиндриче-
ских поверхностей (радиальное биение, отклонения формы) и пре-
дельные отклонения от соосности также пропорциональны корню
кубическому из размера. Предельные отклонения формы и рас-
положения плоских поверхностей (плоскостность, прямолиней-
ность, параллельность, перпендикулярность и торцовое биение)
пропорциональны корню квадратному из размера.
Исторический процесс повышения точности происходил бы-
стро. Невозможность изготовления деталей с необходимой точно-
стью задерживала появление и развитие первых машин. Вначале
детали пригонялись одна к другой. К 1776 г. согласно письму
Уатта можно было получить точность расточки цилиндра длиной
72 дюйма в толщину шестипенсовой монетки.
Темп роста достижимой точности изготовления особенно вы-
сок в наше время. Он возрастал в 10 раз за каждые 20 лет; так,
относительные погрешности изготовления в 1940 г. составляли
10-4, в 1960 г. — IO'5 и в 1980 г. — 10"в.
К основным задачам теории расчета точности в машинострое-
нии относятся:
6
установление необходимой точности изделия или его элемен*
тов, определяемой их назначением;
расчет точности изделия (системы) по точности элементов;
расчет необходимой точности элементов для обеспечения за-
данной точности изделия (задача синтеза точности);
расчет потери точности от силовых деформаций;
расчет потери точности от обратимых изменений в системе
с учетом фактора времени, т. е. накопления эффекта (температур-
ные деформации);
расчет потери точности от необратимых изменений параметров
(характеристик) системы (изнашивания, старения, коробления).
1.2. ВЛИЯНИЕ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ
НА РАБОТУ ДЕТАЛЕЙ МАШИН И СТАНКОВ
Влияние точности изготовления на несущую спо-
собность зубчатых передач сказывается через участие в передаче
нагрузки одной или нескольких пар зубьев, через величину
внутренней динамической нагрузки и концентрации нагрузки
по длине зубьев.
Несущую способность прямозубых колес по изгибу обычно
рассчитывают из условия действия полной нагрузки в вершине
зубьев при однопарном зацеплении. Однако, если наибольшая
вероятностная разность fpb между наибольшим основным шагом
одного зубчатого колеса и наименьшим другого меньше упругих
деформаций зубьев, то работают две пары зубьев. Это имеет место
в передачах 6-й степени точности и более высоких (по плавности),
а также в напряженных передачах 7-й степени точности.
Тогда из условия совместности перемещений приложенная
к вершине расчетная изгибающая сила на одну пару сцепляющихся
зубьев и соответственно напряжение изгиба уменьшаются в ре-
зультате умножения их на коэффициент
Ка « 0,42 + 5,6fpblw,
где fpb — V fpb i + fpb 2 — среднее квадратическое предельных от-
клонений основных шагов шестерни рЬ1 и колеса ptt, мкм; w —
удельная окружная сила в передаче, Н/мм.
Для передач 7-й степени точности предельные отклонения
основных шагов зубчатых колес показаны на рис. 1.1.
Для передач степени точности п предельные отклонения при
п = 7 умножаются на коэффициент k:
п ............................... 3 4 5 6 7 8
k................................ 0,18 0,28 0,44 0,70 1 1,4
Опасным также может быть случай действия на одну пару зу-
бьев полной силы в крайней точке однопарного зацепления.
7
Соответственное уменьшение напряжения изгиба по сравнению
с напряжением при действии полной нагрузки в вершине прибли*
женно характеризуется для некорригированных передач значе-
нием коэффициента ~ 0,7-
Влияние погрешностей изготовления сказывается больше
незакаленных зубчатых колесах, чем закаленных, у которых выше
упругие деформации.
Внутренняя динамика прямозубых зубчатых передач в основ-
ном определяется разностью основных шагов зубчатых колес
Рис. 1.1
Предельные отклонения основных шагов
зубчатых колес для передач 7-й сте-
пени точности
в работе и характеризуется коэф-
фициентом динамичности
®о
, I06(n —2) y/S
' t»d V и
где wt — удельная динамическая
нагрузка; о — окружная ско-
рость, м/с; и = ?2/г1 1 —- пере-
даточное число; а — межосе-
вое расстояние, мм; 10 (п — 2) —
множитель, характеризующий
влияние расчетной ошибки
основных шагов; б — коэффи-
циент пропорциональности, характеризующий также влияние
динамической нагрузки на прочность.
При изгибе независимо от твердости поверхности 6 равен:
для прямых зубьев 0,16, то же с модификацией головки 0,1 i;
для косых зубьев 0,06. Для контактной прочности закаленных
зубьев примерно применимы те же значения, а если твердость
хотя бы одного из колес пары НВ < 350, то в связи с приработкой
этот коэффициент в 2 раза меньше.
Формула применима в дорезонансной области, т. е. ориенти-
ровочно для прямозубых передач при ozx/100 < 10, а для косо-
зубых при oz.t/100 < 14.
Коэффициент динамичности нагрузки обычно допускают при
полной полезной нагрузке до 1,3 ... 1,4, а в машинах с сильно пере-
менным режимом при малых нагрузках (например, в коробках
скоростей станков на верхних ступенях частот вращения) он
может быть больше 2.
На концентрации нагрузки по длине зубьев из погрешностей
изготовления передач в основном сказываются отклонения на-
8
правления линий зубьев, отклонения от соосности расточек, ра-
диальное биение наружных и внутренних колец подшипников.
Коэффициент концентрации нагрузки для закаленных (мало-
прирабатывающихся) зубчатых колес и для незакаленных колес
до их приработки
Кн « 1 + 0,4bcylw,
где b — ширина венца за вычетом закруглений торцов, мм; с —
— удельная жесткость зубьев, Н/мм2; у — угол перекоса от уп-
ругих деформаций и погрешностей изготовления, рад.
Коэффициент Ки непосредственно характеризует понижение
несущей способности передач по контактной прочности.
Коэффициент неравномерности распределения напряжений из-
гиба в зубьях по ширине венца несколько меньше: Кр —
где Ь — ширина венца, мм; £ — коэффициент, учитывающий пере-
распределение напряжений изгиба в зубьях по сравнению с рас-
пределением удельной нагрузки:
Ыт............................. 4 10 20
С.............................. 0,7 0,8 0,9
здесь т — модуль, мм.
Имеются результаты экспериментов, непосредственно направ-
ленных на изучение влияния точности изготовления зубчатых пе-
редач на их несущую способность [44, 821. При последователь-
ном варьировании отдельными параметрами точности снижение не-
сущей способности наблюдалось от одновременного влияния по-
грешностей на совместную работу зубьев, динамическую нагрузку
и другие факторы.
При испытании несущая способность F на изгиб в зависи-
мости от погрешности шага fpb зубчатых передач (тп — 2 мм;
zx/z, = 40/65; b = 18 мм; ро = 32°; — 3000 мин; материал —
сталь 16МпСг5; термообработка —- цементация и закалка) изме-
нялась следующим образом:
/в*, мкм ...................... 5 !7 35 60
F, Н ........................... 12 500 10 000 8000 6500
В этих и последующих опытах F измеряли по нормали к поверх-
ности зуба.
Удельная несущая способность рабочих поверхностей в зави-
симости от погрешностей шага fpb при испытании зубчатых передач
(тп = 5 мм; b — 10 мм; материал — сталь 45; смазывание
маслом 6,5 ВУ при 50 °C) изменялась следующим образом:
fpb <2 мкм fpb — 15... 16мкм
21 = z, = 25 Ро = 0 Fib = 190 Н/мм Fib = 135 Н/мм
z, = 15, г2 = 24 ₽о = 39° Fib - 275 Н/мм Fib = 125 Н/мм
Из этих данных следует, что косозубые передачи имеют повышен-
ную несущую способность рабочих поверхностей только при ма-
лых ошибках шага.
9
Несущая способность рабочих поверхностей в зависимости от
погрешностей профиля в испытаниях аналогичных передач при
окружной скорости 18 м/с при возрастании погрешностей про-
филя в 2 раза (с 8 ... 10 до 18 ... 20 мкм) понижалась у прямозу-
бых передач на 30 %, а у косозубых на 40 %.
Шероховатость рабочих поверхностей зубьев уменьшает их
фактическую несущую поверхность и вызывает пики напряжений
на микронеровностях. Расчетная несущая способность рабочих
поверхностей в соответствии с рекомендациями ГОСТ 21354—75
при уменьшении высоты микронеровностей Ra с 1,25 ... 0,63 до
0,63 ... 0,32 мкм повышается на 10 %, а при уменьшении ее до
0,32 ... 0,16 на 20 %.
Точность изготовления деталей, сопряженных с подшипниками
качения, существенно сказывается на работе подшипников в связи
с перекосами колец, искажением формы дорожек качения и бие-
нием валов, вредными нагрузками на сепараторы.
Допустимые угловые перекосы у колец подшипников от проги-
бов валов и погрешностей изготовления:
Радиальные однорядные шарикоподшипники с нормальным за-
зором .................................................... 8'
Радиально-упорные шарикоподшипники с углом контакта а:
при а= 12°........................................... 6'
а = 25е............................................. 5'
а = 36°............................................. 4'
Сферические шарикоподшипники двухрядные ................... 1,5 ... 4°
Радиальные роликоподшипники с короткими роликами:
без бомбины................................................ 4'
с бомбиной............................................... 10'
Конические подшипники:
с роликами без бомбины................................ 2'
с роликами с бомбиной.................................... 6'
с бомбиной на наружном кольце........................... 14'
Сферические роликовые двухрядные............................0,5 ... 2,5е
Допустимые технологические перекосы колец оценивают в 1/4
от общих.
Допустимые отклонения формы посадочных поверхностей под
кольца подшипников оценивают для подшипников классов точ-
ности 0 и 6 в 1/2 от допуска на диаметр посадочной поверхности
и для подшипников классов точности 5, 4, 3 и 2 — в 1/4.
Несущая способность подшипников скольжения трения при
жидкостной смазке при условии поддержания постоянной темпе-
ратуры (охлаждения масла) обратно пропорциональна квадрату
значения зазора, который имеет тот же порядок, что и допуски
на диаметры шейки и вкладыша.
Перекос осей валов и подшипников является наиболее серьез-
ной причиной сокращения ресурса удовлетворительно смазывае-
мых подшипников и снижения их несущей способности, которая
при точной параллельности осей обычно высока.
10
В связи с местными погрешностями изготовления в подшип-
никах, особенно подшипниках тяжелых машин, образуются горя-
чие зоны, с которых начинается выход подшипников из строя.
Отклонения шага резьбы при обычной технологии изготовле-
ния не сказываются заметно на статической прочности соединений,
но могут снижать предел выносливости до 20 %. Небольшие рас-
четные отклонения шага (в минус для винта или в плюс для гайки),
компенсируя удлинения винта под нагрузкой, могут теоретически
даже повысить предел выносливости.
Отклонения угла профиля резьбы, неодинаковые у винта и
гайки, ухудшают условия контакта в резьбе по профилю, но сни-
жают жесткость витков, что приводит к некоторому выравнива-
нию распределения нагрузки между витками. При этом предел вы-
носливости повышается, и иногда разность углов профиля винта
и гайки в пределах 5° создают искусственно, как средство повы-
шения сопротивления усталости. Жестко ограничивать отклоне-
ния углов профиля нет необходимости.
Отклонения по диаметру резьбы с точки зрения статической
прочности витков на смятие и срез характеризуются высотой пере-
крытия витков. При нормальной высоте гаек и обычной точности
изготовления прочность витков обеспечивается.
Влияние плотности резьбы на выносливость выражается
кривой, имеющей экстремум. Наибольшая выносливость наблю-
дается в зоне нулевых и малых натягов. При больших натягах
(около 60 мкм) наблюдается резкое падение выносливости.
Снижение выносливости на 20 ... 30 % наблюдается также при
больших зазорах.
Влияние точности изготовления на статическую прочность
резьбовых соединений до 3-го класса точности, т. е. до степени
8g, можно не учитывать.
Предельные отклонения от перпендикулярности опорной пло-
скости гаек точного класса относительно оси резьбы составляют
48'; среднего класса Г1Г и грубого класса Г37'. Предельные от-
клонения от перпендикулярности опорной плоскости головки
винта диаметром свыше 1 до 30 мм точного и среднего классов
48', грубого класса Г37'; отклонения головок винтов диаметром
свыше 30 до 48 мм — в 2 раза меньше.
В балансе составляющих перекосов доминируют перекосы
опорной плоскости гаек (головок); непараллельность стягиваемых
поверхностей составляет от них 35 ... 50 %, отклонения от па-
раллельности резьбы и стержня 35 ... 45 %, перекосы оси резьбы
относительно опорной поверхности детали 45 ... 50 %, непарал-
лельность плоскостей шайб 25 ... 35 %.
Суммарный перекос в соединениях определяется геометриче-
ским сложением перекосов at элементов соединений под углами 0f:
a»j/~£ ajcos0/ + sin0<-
11
Фактический (99,7 %) интервал рассеяния перекосов, который
можно принимать как расчетный, оказался уже в 1,8 ... 2 раза
интервала, рассчитанного алгебраическим суммированием по
методу минимум-максимум.
Суммарный технологический и эксплуатационный (от дефор-
маций) перекос опорных поверхностей до а — 4°, по опытным дан-
ным, не влияет существенно на статическую прочность стальных
и титановых болтов. В некоторых экспериментах показано отсут-
ствие существенного снижения статической прочности при углах
перекоса болтов до 8°, кроме высокопрочных, которые весьма чув-
ствительны к перекосам.
Выносливость резьбовых соединений резко снижается от пере-
коса опорных поверхностей, и тем больше, чем прочнее материал
болтов.
Предел выносливости болтов с ов = 1500 МПа (сталь
40ХНМА) при а = 30' снижается на 12 % и при а — 2° на 50 %;
долговечность болтов из стали с ов — 1120 МПа при а — 30'
уменьшается на 19 %, а при а = Г на 50 %, соответственно при
ав — 1560 МПа — на 48 и 79 %, а болтов из титановых сплавов
соответственно на 65 и 71 %.
По данным ВНИИМонтажспецстроя при неполном прилегании
торца гайки (головки) винта предельные амплитуды напряжений
снижаются на 50 ... 60 %, даже винтов классов прочности 4.6
и 6.8.
Влияние перекосов резьбовых соединений на их работоспособ-
ность в большой степени зависит от гибкости винта, характеризу-
емой отношением его длины I к диаметру d. Поэтому допускаемые
перекосы нужно устанавливать в зависимости от lid, а не от d.
В частности, для винтов с малыми l/d (2 ... 4) допускаемые пере-
косы должны устанавливаться в 2 раза меньше, чем для винтов
с обычными отношениями lid точного класса соединений.
Для соединений с натягом характерно большое рассеяние проч-
ности сцепления при достижении высокой средней прочности.
Это связано с тем, что значения натягов в соединениях соизмеримы
с допусками на посадочные диаметры, а коэффициенты трения за-
висят от многих факторов, представляющих собой случайные ве-
личины с большим собственным рассеянием (попадание смазоч-
ного материала, загрязнение, шероховатость поверхности и др.),
Коэффициент вариации и прочности сцепления, т. е. отноше-
ние среднего квадратического отклонения S к среднему значению Т
прочности, можно найти квадратическим суммированием коэф-
фициентов вариации натягов vN и коэффициентов трения щ:
v = S/T = 4- v2f.
Расчетный допуск на натяг
где /в и 4 — допуски на диаметры вала и отверстия, мкм.
12
Приравнивая допуск на натяг tN и интервал коэффициентов
трения /max — fmin соответственно шести средним квадратическим
отклонениям, получаем
„ In ,, ,, f max ~~ f mln
Un ~ “сГ И Vf = ------------
" Г Qf
Эти расчеты основываются на применении распределения Гаусса
и вероятности 0,997.
Соответственно предельные вероятностные значения переда-
ваемых моментов
maxi mln ~ Т(1 ±3о).
Несоосность валов существенно сказывается на работе соеди-
нительных муфт, валов и опор. Особенно влияют большие допу-
ски по высоте расположения осей электродвигателей.
В роликовых муфтах свободного хода с плоскими рабочими
поверхностями звездочек, как показывает вероятностный расчет,
основную погрешность угла заклинивания (около половины)
вносит эксцентриситет звездочки и обоймы. В самоцентрирующихся
муфтах влияние погрешности координаты плоскости составляет
около 40 %, диаметров роликов и обойм — примерно по 30 %.
ГЛАВА 2
ОБЩИЕ СВЕДЕНИЯ
О ТОЧНОСТИ СТАНКОВ
2.1. ТРЕБОВАНИЯ К ТОЧНОСТИ СТАНКОВ
Точность машин, включая прецизионные, должна,
как правило, достигаться без ручных пригоночных операций.
Достижение особо высокой точности изделий путем прецизионной
выверки человеком, требующей огромных затрат труда, посте-
пенно заменяется повышением точности изготовления деталей.
Допуски на некоторые особо точные детали, подлежащие из-
готовлению на станках, измеряются уже в сотых долях микроме-
тра. Отсюда к точности станков, особенно станков для оконча-
тельной обработки и совмещающих предварительную и оконча-
тельную обработку, предъявляются исключительно высокие тре-
бования.
Станкостроение должно решать сложную задачу повышения
уровня точности изделий: на станках достигнутой в настоящее
время точности изготовлять станки более высокого уровня точ-
ности. Достижение высокой точности переходит и в значительной
части уже перешло из области искусства рабочих в область науки.
Требования к точности станков регламентированы государствен-
ными стандартами на нормы точности станков и техническими
условиями на станки отдельных типов. Регламентируются требо-
вания к геометрическим параметрам точности станков и требования
к точности обработанных образцов изделий (табл. 2.1, 2.2).
Станки по точности разделены на пять классов: Н, П, В, А
и С (нормальной точности, повышенной точности, высокой точ-
ности, особо высокой точности и особо точные). Станки для окон-
чательной обработки класса Н не выпускают. Допускаемые от-
клонения для основных показателей точности при переходе от
класса к классу расположены по геометрическому ряду со знаме-
нателем 1,6. Допускаемые отклонения для станков повышенной
точности меньше, чем для станков нормальной точности, в 1,6
раза, а для станков высокой точности — в 1,62 раза и т. д. Откло-
нения межосевых расстояний обрабатываемых образцов при пе-
реходе от класса к классу расположены по ряду со знаменателем 2.
Зависимости линейных отклонений по основным параметрам
14
2.1. Общие осредненные требования к точности станков
Группа проверок Проверяемый параметр Основные пара- метры (размеры) станка, мм Допускаемые отклонения Д, мкм, для станков клас- са Н при значении основ- ного размера L = 1000 мм или D » 320 мм
Точность поверх- ностей, базиру- ющих инстру-. мент и заго- товку Плоскостность (выпуклость не допускается) Прямолинейность в задан- ном сечении Наибольшая длина L 36 22
Круглость цилиндра (раз- ность наибольшего и наи- меньшего диаметров) Наибольший диа- метр D опоры 20
Точность движе- ния рабочих ор- ганов Прямолинейность траекто- рии перемещений Наибольшая длина переме- щения L 22
Радиальное биение оси вра- щения Осевое биение Наибольший диа- метр D опоры 16 16
Точность распо- ложения бази- рующих поверх- ностей относи- тельно направ- ляющих и опор Параллельность (перпен- дикулярность) базовой поверхности направле- ' нию (оси) движения Длина перемеще- ния L 28
Радиальное биение базового отверстия у базовой по- верхности Радиальное биение наруж- ной базовой поверхности Торцовое биение базовой поверхности Совпадение осей вращения и базовой поверхности Наибольший диа- метр D опоры 20 25 32 40
Точность кинема- тических цепей Точность связанного пово- рота изделия и инстру- . мента за один угловой шаг (отклонения) То же, за один полный оборот Наибольший диа- метр обрабаты- ваемого изде- лия D 25* 80*
Точность связанного линей- ного перемещения Длина перемеще- ния L 56
15
Продолжение табл. 2.1
Группе проверок Проверяемый параметр Основные пара- метры (размеры) станка, мм Допускаемые отклонения Д, мкм, для станков клас- са Н при значении основ- ного размера L = 1000 мм или D я 320 мм
Точность уста- новки Точность ручной установки линейных размеров по из- мерительным шкалам Наибольшее пе- ремещение L 70
Точность ручной установки угловых размеров по из- мерительным шкалам или делительным фаскам (на- копленная погрешность) Наибольший диа- метр D 125"
2.2. Общие обедненные требования к точности образцов, обработанных
на станках класса Н
Проверяемый параметр Основной размер станка D или L, мм, определяющий размер образца Основной размер образца d или / Допускае- мое отклоне- ние, мкм, образца при значении основного размера станка D = 320 мм или £« 1000 мм
Точность цилиндриче- ских поверхностей; постоянство диаметра в поперечном сече- нии ♦ Наибольший диа- метр обработ- ки D d^D/8 (8d < I < 2000 мм) при обработке в центрах и D 1 500 мм при обработке в патроне) 16
Плоскостность и прямо- линейность торцовых поверхностей, ограни- ченных окружностью (выпуклость не допу- скается) Наибольший диа- метр обработ- ки D d^D/2 (1 > D/8) 14
Плоскостность и прямо- линейность продоль- ных поверхностей Наибольшая дли- на обработки L I > 0.67, (b > 0,3В) 36
16
Продолжение табл. 2.2
Проверяемый параметр Основной размер станка D или L, мм, определяющий размер образца Основной размер образца d или 1 Допускае- мое отклоне- ние, мкм, образца при значении основного размера станка D = 320 мм или £ = 1000 мм
Точность винтовой ли- нии; накопленная по- грешность Наибольшая дли- на L и диа- метр D обра- ботки Длина измерения резьбы / — 0,75L для специали- зированных станков; l—D^ 500 мм для токарно-винто- резных станков (диаметр d бе- рется примерно равным диаме- тру ходового винта) 72 при 1 — 1000 мм
Предельная разность со- седних окружных ша- гов зубьев Наибольший диа- метр обработ- ки D d = (0, 5 ... 1) D (6^0, ID) (55 ... 40)'**
Предельная накопленная погрешность окруж- ных шагов То же d — (0, 5... 1)D (6^0,10) (180... 125)***
Точность межосевого расстояния Наибольшее ко- ординатное пе- ремещение L на станке Размеры образца 0,6 от размеров рабочей площа- ди стола 90
* Разность диаметров цилиндрических образцов в поперечном и продольном
сечении не должна превышать 40 и 60 % соответственно указанных значений. При обра-
ботке на многошпиндельных токарных автоматах допуски больше в 1,6 раза.
•• Первое значение соответствует = 0,5De второе — d = D; b — ширина об-
разца.
принимаются в большинстве случаев пропорциональными корню
квадратному из значения исходного размера.
Пользуясь значениями отклонений А (см. табл. 2.1 и 2.2)
для значений основных параметров станков — длины L —
= 1000 мм и диаметра D = 320 мм обработки, можно оценивать
допускаемые отклонения станков класса Н других размеров
(с другими значениями L и D) по зависимости A)/L/1000 или
соответственно А YD/320. Предельные угловые погрешности ки-
нематических цепей и угловых шагов образцов с наибольшим диа-
метром изделий D оценивают по зависимости Ь."/-320Ю.
17
2.3. Влияние отклонений основных геометрических параметров точности
станков на точность обработки
Проверяемые параметры
Погрешности, вызываемые отклонениями
параметров точности
А. Точность рабочих органов (узлов)
Шпиндельные узлы вращения изделия
Радиальное биение оси вращения (за
вычетом составляющей, имеющей ча-
стоту вращения)
Радиальное биение отверстия шпин-
деля и центра (рис. 2.1, а)
Радиальное биение центрирующего
буртика патрона (рис. 2.1, б)
Осевое биение шпинделя (рис. 2.1, в)
Торцовое биение центрирующего бур-
тика (рис. 2.1, г)
Некруглость
Радиальное, сходящее к нулю у зад-
ней бабки, биение относительно оси
центров
Радиальное биение относительно по-
верхности зажима
Разбивка отверстий, обрабатываемых
многолезвийным инструментом
Осевое биение и неплоскостность тор-
цовой поверхности
Неперпендикулярность оси обработан-
ной поверхности к опорной поверх-
ности
Шпиндельные узлы вращения инструмента
Радиальное биение отверстия шпин-
деля (рис. 2.1, д)
Прямолинейность выдвижного расточ-
ного шпинделя и его перемещения
Разбивка отверстия, обрабатываемого
многолезвийным инструментом; вол-
нистость поверхности при фрезеро-
вании и шлифовании боковой по-
верхностью инструмента
Непрямолинейность образующих и ко-
нусность расточенных отверстий
Круглые поворотные столы, планшайбы
Плоскостность рабочей поверхности
Осевое биение
Радиальное биение оси
Неплоскостность вследствие деформа-
ций при зажиме
Осевое биение
Радиальное биение относительно оси
поверхности зажима
Столы прямоугольные
Плоскостность рабочей поверхности
стола (рис. 2.2, а)
Параллельность рабочей поверхности
стола его перемещению (рис. 2.2, б
и в)
Параллельность среднего паза стола
направлению перемещения
(рис. 2.2, г)
Перпендикулярность продольного и
поперечного перемещения стола
(рис. 2.2, д)
Неплоскостность вследствие деформа-
ций при зажиме
Непараллельность обработанной по-
верхности и базовой поверхности
при фрезеровании, строгании и шли-
фовании; смещение осей отверстий
при растачивании
Непараллельность обработанной боко-
вой поверхности к базовой поверх-
ности, ориентированной по среднему
пазу стола
Неперпендикулярность поверхностей,
фрезерованных с одной установки,
отверстий, обработанных с подво-
дом стола при продольном и по-
перечном перемещении стола
18
Продолжение табл. 2.3
Проверяемые параметры Погрешности, вызываемые отклонениями параметров точности
Ходове Осевое и радиальное биение Отклонение шага Накопленное отклонение Параллельность оси винта )Й винт Циклическая погрешность Отклонение шага, уменьшенное вслед- ствие выравнивания погрешностей в паре винт-гайка Накопленное отклонение нерезаемого винта Искажение шага вследствие смещения осей винта и гайки в пределах ра- диального зазора
Б. Точность взаимного положения и взаимного перемещения узлов
Станки для обработки тел вращения
Параллельность оси вращения шпин-
деля и направления перемещения
рабочего органа (суппорта), прове-
ряемая в плоскости обработки по
оправке, установленной в отверстии
шпинделя (рис, 2,3, а)
Перпендикулярность оси вращения
шпинделя и направления попереч-
ного перемещения рабочего органа
(суппорта) (рис. 2.3, б)
Параллельность направляющих суп-
порта и задней бабки (рис. 2.3, в);
параллельность оси пиноли напра-
вляющим суппорта
Совпадение осей инструментов ре-
вольверной головки с осью шпин-
деля (рис. 2.3, г); перпендикуляр-
ность граней револьверной головки
оси шпинделя; точность фиксации
поворота револьверной головки
Конусность изделия, обработанного
при консольном зажиме
Неплоскостность торца
Конусность
Разбивка отверстий, обработанных
многолезвийным инструментом; по-
грешности диаметральных размеров
при настройке на размер вне станка
Станки для обработки корпусных деталей
Перпендикулярность оси сверлиль-
ного шпинделя поверхности стола
или направлению движения стола
или шпиндельной бабки (рис. 2.4, а
и б, 8.33)
Перпендикулярность оси фрезерного
шпинделя поверхности стола или
направлению движения стола или
шпиндельной бабки (рис. 2.4, в и г)
Параллельность оси шпинделя по-
верхности стола (рис, 2.4, д и е)
Неперпендикуляркость осей отверстий
к базовой плоскости
Непараллельность поверхности обра-
ботки базовой плоскости; при накло-
не в плоскости подачи повышенная
шероховатость поверхности обра-
ботки
Непараллельность поверхности обра-
ботки и базовой плоскости, осей
расточек и базовой плоскости
19
Естественно, конкретные значения допускаемых отклонений
точнее брать по соответствующим государственным стандартам на
нормы точности станков.
Станки, выполняя функции формообразования изделий, явля-
ются одновременно метрологическими системами и для изделий
особо высокой точности приближаются по конструкции к измери-
тельным машинам. Метрологический процесс может даже, как
в балансировочных станках, доминировать над процессом снятия
стружки.
На устройства станков, обеспечивающие размеры и форму
изделий, распространимы с небольшими изменениями термины и
а}
S)
В
I
Рис. 2.1
Биение шпинделей
г)
Рис. 2.3
Взаимные смещения осей и направ-
ления перемещений узлов при об-
работке тел вращения
S)
Рис. 2.2
Погрешности рабочей поверхности
столов и их перемещений
показатели, применяемые в метрологии (ГОСТ 16263—70); в част-
ности, термины «структурные элементы средств измерений», «па-
раметры, свойства и погрешности средств измерений» распростра-
20
няются на средства позиционирования; «погрешности измере-
ний» — на погрешности изготовления.
Характер влияния отклонений основных геометрических пара-
метров на точность обрабатываемых изделий приведен в табл. 2.3
и на рис. 2.1—2.4. Расчеты точности обрабатываемых изделий
см. в последующих главах.
2.2. ИСПЫТАНИЕ СТАНКОВ НА ТОЧНОСТЬ
Испытания складываются из проверки собственно
точности станка по основным геометрическим и кинематическим
параметрам и проверки точности обработанных образцов.
а)
Рис. 2.4
Погрешности расположения осей шпинделей, расположения и направ-
ления движения столов
При проверке геометрических параметров измерительные при-
боры (преимущественно индикаторы часового типа) обычно уста-
навливают вместо инструмента, а контрольные оправки, линейки,
угольники, штриховые меры — вместо обрабатываемых изделий.
Положения и перемещения рабочих органов при измерениях вы-
бирают в соответствии с типовыми положениями и перемещени-
ями их в эксплуатации.
Повторяемость измерений и соответственно статистический
подход к проверке точности по большинству параметров до настоя-
щего времени не предусматривается.
Обработку контрольных образцов выполняют на чистовых ре-
жимах резания.
Рассмотрим основные направления совершенствования испы-
таний станков.
1. Применение статистических методов. В настоящее время
вводится статистическая автоматизированная проверка точности
позиционирования и точности ходовых винтов с одновременной
обработкой результатов на ЭВМ и выдачей статистических харак-
теристик. При неавтоматизированных проверках точности по-
21
акционирования применяют 5 ... 7-кратную повторяемость, вы-
числяют средние отклонения от программы, средние квадратиче-
ские отклонения и зону нечувствительности при подводе узлов
с разных сторон.
Начинают выпускать измерительные приборы, сразу выдающие
статистические характеристики.
2. Применение новых точных измерительных средств, в том
числе с автоматической записью результатов: прецизионных дат-
чиков малых перемещений, эталонных штриховых мер и микроско-
пов, лазерных интерферометров, электронных уровней, эталонных
сфер с индуктивными датчиками, кругломеров типа Телиронд,
фазоимпульсных и фазоэлектрических кинематомеров и др.
3. Проверка параметров станков, наиболее достоверно отобра-
жающая точность изделий. Измерения во всем диапазоне обработки
на станке и более полный охват диапазона размеров, наиболее
часто обрабатываемых изделий. Может фиксироваться соответству-
ющая зона (например, для станков, обрабатывающих корпусные
детали, в виде параллелепипеда или куба, для станков, обрабаты-
вающих тела вращения, — в виде цилиндра).
4. Развитие комплексных методов контроля точности — ощу-
пывание эталонной детали и обработанного изделия измеритель-
ным прибором, закрепленным вместо инструмента; проверка точ-
ности контурной обработки по кругу, квадрату; проверка точности
ступенчатых и профильных валов.
5. Проведение испытаний с одновременной обработкой резуль-
татов на ЭВМ.
Новые методы испытаний особенно быстро развиваются для
станков с ЧПУ [68].
2.3. ЭКСПЕРИМЕНТАЛЬНЫЕ БАЛАНСЫ
ТОЧНОСТИ ОБРАБОТКИ
Большое значение для повышения точности обра-
ботки имеет знание балансов точности. Они позволяют устанавли-
вать влияние отдельных погрешностей, намечать наиболее эффек-
тивные мероприятия по повышению точности обработки и сущест-
венно облегчать расчеты точности, позволяя оценивать малые
составляющее баланса очень приближенно.
При чистовом точении жестких заготовок на универ-
сальных токарных станках наибольшую долю составляют по-
грешности установки резца на размер по лимбу, затем упругие и
температурные деформации системы. Так, в опытах на станке
!А62 при точении со скоростью v — 8 м/с, глубиной t — 0,3 мм
и подачей s = 0,1 мм доли этих погрешностей составили соответ-
ственно 30 ... 40 %, 15 ... 20 % и 15 ... 20 %; смещение заднего
центра при зажиме пиноли и детали — около 10 %, размерный
износ резца 6 ... 8 %.
При расточке отверстий на отделочно-расточ-
ных станках доля влияния на соосность отверстий геометри-
22
ческих погрешностей станков (по экспериментальным данным
Д. А. Ныса) составляет 30 ... 65 %, температурных деформаций
также 30 ... 65 %, неоднородности заготовки и системы СПИД
до 10 %. Влияние на профиль продольного сечения отверстий
(по данным А. И. Гуревича) направляющих станков составляет
15 ... 35 %; размерного износа инструмента — 20 ... 55 %; тем-
пературных деформаций режущего инструмента — 5 ... 15 %.
При протягивании отверстий на станках
с несимметричной несущей системой доля упругих деформаций
(по данным В. С. Белова) достигает 50 ... 60 %, доля увода ин-
струмента вследствие неравномерного расположения припуска —
20 ... 30 %. Для станков с симметричной конструкцией точность
в результате уменьшения упругих деформаций в 2—3 раза выше.
В балансе точности при круглошлифовальной
обработке наибольшие погрешности при наиболее харак-
терных режимах вызывают температурные деформации, затем
износ шлифовального круга и упругие деформации системы.
Температурные деформации нарастают за период между правка-
ми круга, а при правках компенсируются. Доля других факто-
ров: геометрических погрешностей станка, неуравновешенности
круга, неточности подвода шлифовальной бабки до жесткого
упора, неточности настройки — значительно меньше, но она
возрастает при работе станков на режимах с тонкой врезной пода-
чей и особенно при обработке с активным контролем, при котором
указанные выше первостепенные систематические погрешности
существенно компенсируются.
В исследовании О. М. Гельфельда на станке с наибольшими
диаметром обработки до 200 мм и длиной до 1600 мм на заготовке
диаметром 80 мм и длиной 500 мм при обработке по замкнутому
автоматическому циклу с контролем по пути при окружной ско-
рости круга 35 м/с, окружной скорости изделия 12 м/мин, номи-
нальной врезной подаче 0,01 мм на ход и продольной подаче на
оборот 0,8 от ширины круга погрешности составили: от темпера-
турных деформаций — 81 мкм, от износа круга +42 мкм, от упру-
гих дейормаций станка +20 мкм.
В балансах точности при обработке на плоскошлифовальных
станках с прямоугольным столом наибольшие погрешности вызы-
вают температурные деформации, затем неточности изготовления
станка, деформации от зажима заготовок, всплывание стола и др.
Для станков средних размеров (по данным В. И. Бобрина) при
разных видах обработки наибольшее влияние, %, первичных по-
грешностей приведено ниже:
Погрешности изготовления станка ...................................75
Деформации поперечных направляющих ................................30
Деформации стола и суппорта от массы заготовки ....................25
Всплывание стола при движении на направляющих скольжения...........40
Деформации изделия и приспособления под действием сил крепления .... 50
Температурные деформации изделия и приспособления от резания......80
23
Температурные деформации от теплообмена узлов станка с охлаждающей
жидкостью........................................................50
Температурные деформации от внутренних источников теплоты ..........40
Погрешности от остаточных напряжений заготовки......................20
В резьбошлифовальных станках накопленная погрешность шага
заготовки образуется (по результатам исследования МЗКРС)
вследствие:
накопленной погрешности шага ходового винта (70 ... 80 %
от влияния кинематической погрешности станка) и циклических
погрешностей, не укладывающихся целое число раз в шаге из-
делия;
температурных деформаций ходового винта (80 ... 90 % от
влияния температурных деформаций станка) и относительного сме-
щения шлифовального круга и заготовки за время прохода;
температурных деформаций заготовки, играющих весьма су-
щественную роль в общем балансе погрешностей;
наследования погрешностей заготовки вследствие малой осе-
вой жесткости системы станок—приспособление и инструмент-
деталь (СПИД), особенно малой жесткости шлифовального круга.
Периодическая ошибка шага изделия образуется в основом
из-за циклических погрешностей.
Волнистость определяется вынужденными колебаниями шли-
фовальной бабки и стола и может доходить до 60 % от допуска
на шаг.
Точность зубонарезания в решающей степени определяется
точностью делительной червячной передачи зубообрабатываю-
щего станка.
Влияние, %, составляющих погрешностей нарезания делитель-
ных червячных передач 3-й и 4-й степени точности (по данным
Ш. И. Пичхадзе) указано ниже:
Накопленная кинематическая погрешность, %:
накопленная погрешность окружного шага колеса..................... 53
радиальное биение зубчатого венца................................ 40
биение средней плоскости колеса................................... 7
Циклическая погрешность, от:
резания........................................................... 15
отклонения винтовых поверхностей червяка и шевера ............. 23
постоянных и переменных погрешностей положения.................. 23
радиального биения червяка ...................................... 13
осевого биения червяка....................................... . 25
Полная кинематическая погрешность:
накопленная.................................................... 78,5
циклическая.....................................................21,5
24
В балансе точности обработки на тяжелых фрезерных станках
с ЧПУ (654ФЗ, 654РФЗ, УФО714) при обработке на чистовых
режимах деталей типа круг и квадрат до 60 ... 65 % общей по-
грешности вызываются погрешностями:
от нелинейности и нестабильности характеристик тахогенера-
тора и блока связи;
от мертвого хода механического привода подачи;
вследствие внутришаговой погрешности датчика пути.
При обработке деталей типа внутренний угол основное влия-
ние (до 90 %) оказывают упругие деформации системы СПИД
и динамические ошибки сервопривода.
В станках с ЧПУ в связи с возможностью ввода и широким
применением коррекции точность обработки и баланс точности
в значительной степени зависит от квалификации рабочего и вре-
мени, отводимого на ввод коррекции.
ГЛАВА 3
ОСНОВЫ ВАРИАЦИОННОГО МЕТОДА
РАСЧЕТА ТОЧНОСТИ СТАНКОВ
3.1. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ
ФОРМООБРАЗУЮЩЕЙ СИСТЕМЫ СТАНКА
Система расчетов точности станков позволяет по-
строить баланс точности станка, выяснить влияние отдельных
факторов на точность обработанной поверхности, определить
погрешность схемы формообразования, диагностировать источник
погрешности по результатам измерения обработанных на станке
деталей и т. д.
Система расчетов базируется на пересмотре традиционной ма-
тематической модели основной количественной характеристики
точности — погрешности механического устройства. Последняя
в соответствии с ее физическим смыслом может быть представлена
как полная вариация функции, описывающей основное служебное
назначение устройства, в связи с чем предлагаемый метод расчета
назван вариационным. Для металлорежущего станка такой функ-
цией является функция формообразования.
Систему расчетов, непосредственно связывающую известное
возмущение процесса обработки с набором погрешностей обрабаты-
ваемой детали, называют моделью выходной точности станка [48,
491. Предложенная модель (рис. 3.1) характерна тем, что в ней
на основе использования принципа малости погрешностей полу-
чены аналитические выражения, явно связывающие входные и
выходные параметры. В качестве входных параметров модели рас-
сматриваются погрешности положения узлов и элементов станка,
вызванные различными физическими причинами, в качестве
выходных — погрешности размеров, расположения и формы об-
работанных на станке поверхностей. Это позволяет связать между
собой две группы оценок точности станка: по пробным образцам
и по набору точностных характеристик элементов станка.
Код формообразования (блок 1), представляющий собой упо-
рядоченный перечень номеров обобщенных координат перемеще-
ния звеньев формообразующей системы при движении относи-
тельно соседнего звена, естественным образом концентрирует в себе
основную информацию о структуре формообразующей системы.
26
Далее на место каждого элемента кода подставляется одна из
шести матриц обобщенных перемещений. Перемножая эти
матрицы в порядке, заданном кодом формообразования, а затем
умножая матрицу-произведение на радиус-вектор режущего
инструмента, получаем векторное уравнение (модель) формооб-
разующей системы (блок 3). Добавляя к нему систему связей
между параметрами, найдем совокупность всех обрабатываемых
на станке поверхностей в векторно-параметрическом виде (блок 5).
Блоками 1, 3 и 5 модели выходной точности исчерпывается объем
расчетов по моделированию номинального (невозмущенного)
функционирования формообразующей системы. Последняя, помимо
Рис. 3.1
Структура модели выходной точности станка
заданных функциональных воздействий, испытывает также влия-
ние возмущений. Они формируются под влиянием различных фи-
зических источников (блок 2) и вызывают погрешности положе-
ния узлов и элементов станка (блок 4). Задачи, решаемые в бло-
ках 2 и 4, рассмотрены в гл. 4.
Информация о возмущениях и их влиянии на звенья системы
вместе с функцией формообразования позволяет построить ба-
лансы точности станка (блок 6) — векторный баланс, задающий
вектор погрешности положения каждой точки обрабатываемой по-
27
верхности по отношению к номиналу, и баланс нормальных по-
грешностей, представляющий собой проекцию вектора погреш-
ности на нормаль к поверхности.
Баланс точности служит основой для получения метрологиче-
ских характеристик точности обработки. Для этого по точкам об-
работанной поверхности строится базовая поверхность (блок 8),
назначение которой состоит в создании расчетной метрологической
базы для оценки точности размера, формы и положения (блоки 9
и 10). Форма базовой поверхности всегда известна — она совпадает
с формой номинальной (заданной чертежом) поверхности. Задачи,
охватываемые блоками 6—10, рассматриваются в гл. 5.
Рис. 3.2
Взаимосвязи систем станка как
формообразующей машины
Таким образом, модель
выходной точности основы-
вается на расчете и даль-
нейшей аппроксимации об-
работанной поверхности ба-
зовой поверхностью задан-
ного вида. Отклонения па-
раметров базовой поверх-
ности от номинала харак-
теризуют погрешности размеров и положения. Погрешности
формы трактуются либо как вариация функции, описывающей
базовую поверхность, либо как функция от величин откло-
нений фактической поверхности от базовой.
Каждый из блоков (см. рис. 3.1) связан с определенным мате-
матическим представлением. Структура, задаваемая связями ме-
жду блоками, является основой построения как аналитического
расчета, так и расчета, выполняемого на ЭВМ. Особенностями ма-
тематического аппарата являются своевременная линеаризация
аналитических выражений на основе принципа малости погреш-
ностей, а также симметрия основных расчетных формул, достига-
емая за счет использования однородных координат точек, век-
торного двухпараметрического задания поверхностей, а также век-
торов и матриц четвертого порядка.
Предметом настоящего раздела является решение задач, вхо-
дящих в блоки 1 и 3 модели (см. рис. 3.1).
Формообразующей системой (Ф’С) станка будем называть со-
вокупность механических элементов системы СПИД, взаимное
положение и перемещение которых обеспечивает заданную тра-
екторию движения режущего инструмента относительно обраба-
тываемой детали.
В состав ФС входят станина и исполнительные органы станка
вместе с последними звеньями приводов. Конечные звенья ФС —
обрабатываемая деталь и режущий инструмент. В процессе наладки
28
и работы состав ФС может частично изменяться за счет смены от-
дельных узлов (например, сменных шпиндельных коробок), а
также смены типа обрабатываемой детали и инструмента. ФС
выполняет основную функцию станка и является конструктивно
наиболее важной его частью, определяющей служебное назна-
чение. Взаимосвязь ФС с другими системами станка показана на
рис. 3.2. ФС воспринимает движение от приводов и через различ-
ные датчики посылает сигналы обратной связи о положении от-
дельных звеньев в систему управления станка. Звено ФС — это
совокупность узлов станка или других элементов системы СПИД,
смещения которых относительно друг друга в процессе функцио-
г)
Рис. 3.3
Структуры формообразующих систем:
а — цепная; б — многоинструментная; в ~ многопозииионная одноинструмент»
ная; г — параллельного действия; д — продленная; Ht, ... Ип — режу-
щие инструменты; ДГ Д2, .... Д^ — обрабатываемые детали; av а2....Gn~
элементы ФС, соединенные с инструментом; — общая часть ФС; ви в2, ....
вт — элементы ФС, соединенные с обрабатываемыми деталями
нирования станка номинально отсутствуют. Таким образом, в
звено входят все те элементы, которые во время работы станка ос-
таются относительно неподвижными. Например, звеном является
шпиндель токарного станка вместе с патроном и зажатой в нем
обрабатываемой деталью. ФС металлорежущих станков обладает
следующей важной особенностью: два последовательных звена
имеют в относительном движении не болёе одной степени свободы.
Это означает, что звено может либо поворачиваться относительно
оси, фиксированной в соседнем звене, либо двигаться поступатель-
но вдоль фиксированной оси, либо быть относительно неподвиж-
ным. Физическая причина такой особенности лежит в необходи-
мости иметь конструктивно неизменную систему опор для пере-
мещения каждого звена, что обеспечивает точность, производи-
тельность и надежность станка в целом.
Наиболее простым и одновременно самым распространенным
видом ФС является цепь формообразования (рис. 3.3, а), состоя-
щая из одного режущего инструмента И, обрабатывающего одну
29
поверхность на одной обрабатываемой детали Д. При этом сово-
купность формообразующих точек инструмента является входным
сигналом, обработанная поверхность — выходным сигналом, а
последовательность движений исполнительных узлов станка за-
дает закон преобразования (в общем случае многоступенчатого)
входного сигнала в выходной.
В станках широко распространены также многоинструментные
ФС (рис. 3.3, б), где несколько инструментов Иъ Hit ..., Ип
обрабатывают одну деталь, например агрегатные станки с много-
шпиндельными головками.
Многопозиционные ФС (рис. 3.3, в) имеют один инструмент,
одновременно обрабатывающий несколько деталей Д1, Да, .... Дт
Примером могут служить торцешлифовальные станки для обра-
ботки роликов, колец и т. п. На рис. 3.3, г показана структура ФС
станка для параллельной обработки несколькими инструментами
нескольких деталей. Такие ФС имеют токарные многошпиндельные
автоматы.
Часто при рассмотрении ФС оказывается необходимым прод-
лить ее, рассматривая режущий инструмент как выходное звено
другой ФС. Такие ситуации встречаются при правке шлифоваль-
ных кругов, когда на шлифовальном станке с помощью алмаза
или твердосплавного инструмента изготовляется шлифоваль-
ный круг, который, в свою очередь, служит начальным звеном
ФС при обработке детали. Схема продленной ФС приведена на
рис. 3.3, д.
При анализе геометрии и кинематики станка все звенья цепи
ФС являются равноправными, т. е. достаточным является рас-
смотрение лишь относительного движения звеньев. При анализе
силовых потоков в станке это равноправие нарушается — из
всех звеньев выделяют неподвижное звено — станину, разбивая,
таким образом, цепь формообразования на две полуцепи: деталь—
станина и станина—инструмент.
Характеристические коды формообразующей системы. В каче-
стве базовой схемы рассмотрим ФС с одним режущим инструмен-
том и одной обрабатываемой деталью. В этом случае ФС строится
в виде цепочки узлов. Промежуточные звенья цепи включают опо-
ры для двух соседних звеньев, конечные звенья связаны опорами
только с одним соседним звеном.
Структура и ряд важных свойств ФС могут быть в компакт-
ной и однозначной форме записаны в виде некоторых наборов це-
лых чисел. Эти наборы далее будем называть характеристическими
кодами ФС. С помощью этих кодов удобно фиксировать такие ха-
рактеристики системы, как количество и последовательность
расположения звеньев, их относительное движение, скорости этих
движений — как относительные, так и абсолютные. Основное
значение имеет координатный код ФС, по которому однозначно
воспроизводится функция формообразования станка, имеющая
для последнего такое же значение, как функция положения для
30
механизма. Дополнительная информация о скоростях движения,
необходимая для построения уравнений обрабатываемых поверх-
ностей и анализа компоновок, группируется в скоростной код
станка.
Форма записи свойств станка в виде набора целочисленных
кодов особенно удобна для построения системы расчетов на ЭВМ.
При рассмотрении номинальных (заданных) движений узлов
станка удобно представлять ФС как совокупность твердых тел,
каждое из которых может быть заменено при анализе механиче-
ских параметров системой координат S [14]. Начало О и оси X,
Y, Z системы координат при этом связываются с конструктив-
ными или технологическими базами узла [8, 9]. Такими базами
преимущественно являются направляющие, шпиндельные опоры,
точно обработанные плоскости и цилиндрические поверхности.
Твердое тело, как известно, может иметь шесть степеней сво-
боды. Поскольку звенья ФС обладают лишь одной степенью
свободы в относительном движении, то с каждым звеном одно-
значно связывается один из приведенных ниже символов:
Движение эвена относительно предыдущего:
поступательное вдоль оси:
г............................... . . . .
вращательное вокруг оси:
У.....................................
Z ...............................
I
2
3
4
5
6
Перенумеруем все звенья цепи формообразования последова-
тельно, начиная с обрабатываемой детали и кончая режущим ин-
струментом. Номер i звена получит и его система координат St.
При этом обрабатываемой детали присвоим нулевой индекс, т. е.
свяжем с ней систему координат So. Тогда относительное движение
звеньев ФС может быть представлено в виде числа k — упорядо-
ченного перечня символов, который будем называть координатным
кодом системы (цепи): ,
k = ... kt, (3.1)
где kt (i = 1, ..., /)— обозначение движения t-ro звена ФС
относительно (/ — 1)-го; kt = 1, .... 6; I — число подвижных уз-
лов системы.
Таким образом, координатный код k ФС представляет собой
/-разрядное число, каждый разряд которого принимает значение
от 1 до 6. По физическому смыслу это значение есть номер обоб-
щенной координаты, относительно которой совершает движе-
ние t-e звено.
В качестве примера составим координатный код ФС токарно-винтор<~ного
станка (рис. 3.4). Нулевым звеном (/ = 0) является обрабатываемая деталь со
шпинделем. Следующее звено (/ — I) — станина. Поскольку нулевое зве^о
всегда считается неподвижным, то в относительном движении станина вращается
вокруг оси Zo в направлении, обратном направлению вращения шпинделя. Этому
движению соответствует символ 6, т. е. кг — 6. Аналогично, поступательное
движение продольного суппорта относительно станины совершается вдоль оси Zi,
т. е. k2 = 3, и, наконец, поперечный суппорт поступательно движется вдоль
оси Х2, т. е. k3 = 1. Таким образом, для токарно-винторезного станка коорди-
натный код ФС представляет собой трехзначное число k = 631.
У расточного станка (при аналогичном наименовании осей координат) код
будет иметь значение k = 136.
В связи с тем, что в ФС включена в качестве одного из элемен-
тов обрабатываемая деталь, возможны случаи, когда звено цепи
формообразования имеет две степени свободы в движении от-
Рис. 3.4
круг своей оси, совершая
Формообразующая система токарно-
винторезного станка
носительно соседнего звена,
а не одну, как это необходимо
для однозначной записи кода
k по формуле (3.1). Таким ис-
ключением является, в част-
ности, движение обрабатыва-
емой детали в бесцентрово-
шлифовальных станках, где
она движется поступательно
и одновременно вращается во-
винтовое движение. Для однозначно-
сти в таких случаях будем записывать в код сначала враща-
тельное движение, а затем поступательное.
Информация о скорости относительных движений звеньев
задается в виде скоростного кода k„, который представляет собой
/-разрядное число (/ — по-прежнему число подвижных звеньев
цепи формообразования), каждый разряд kgi в котором принимает
одно из трех значений — 0, 1 или 2 в зависимости от скорости
/-го звена, причем:
kt>i = 0, если t-e звено (/ = 1, .... Z) неподвижно в процессе
формообразования относительно (/ — 1)-го звена;
koi = 1, если i-e звено движется со скоростью подачи;
k„i = 2, если /-е звено совершает главное движение.
Начальное звено цепи формообразования, которым является
обрабатываемая деталь, всегда считается в относительном движе-
нии неподвижным. Перечень обобщенных координат в коде k
и скоростей в коде kg начинается, таким образом, со звена, следу-
ющего за обрабатываемой деталью.
Пример. Скоростной код универсального токарно-винторезного станка
имеет вид
k0= 211,
где й01 = 2 означает, что первое звено (станина) в относительном движении
совершает главное движение; — kg3 = 1 означает, что второе и третье звенья
(продольный и поперечный суппорты) совершают (могут совершать) движения
подачи.
32
Зафиксировав положение неподвижного в абсолютном движе-
нии звена (станины станка), получим код ft компоновки станка.
Если станиной является 1-& звено, то в координатный код k справа
от ki вписывается нуль. В результате код компоновки имеет вид
К - м» - - kt, (3.2)
где klt kjt, .... kt— обозначения из формулы (3.1).
Нетрудно видеть, что в принципе возможен п + 1 вариант
размещения станины в ФС. Для каждого заданного исполнения
станка код К определен с точностью до наименований осей.
Пример. Запишем код компоновки универсального токарно-винторезного
станка (см. рис. 3.4).
Имея координатный код по формуле (3.1) и зная, что станиной является
первое звено в ФС, получаем К — 6031.
Функция формообразования. Аналитическую зависимость, свя-
зывающую перемещения звеньев ФС с траекторией движения то-
чек инструмента относительно обрабатываемой детали в системе
координат So обрабатываемой детали, будем называть функцией
формообразования.
Для построения функции формообразования наиболее удобен
математический аппарат преобразования координат, использую-
щий матрицы и векторы четвертого порядка, применение кото-
рых для вывода и анализа уравнений поверхностей в трехмерном
пространстве широко известно из теории зубчатых зацеплений и
анализа механики роботов (40, 451. Основная особенность этого
аппарата состоит в том, что любые преобразования координат мо-
гут быть выражены с помощью одной математической операции
умножения матриц, в то время как при использовании векторов и
матриц третьего порядка необходимы две операции: преобразова-
ние поворота системы координат моделируется умножением мат-
риц и преобразование сдвига — сложением векторов.
Однородные координаты точек. Векторы четвертого порядка
точек в трехмерном пространстве в зависимости от их геометриче-
ской (физической) природы делят на два класса: собственные и
несобственные. К первому классу относят радиусы-векторы точек,
ко второму — векторы, получаемые дифференцированием или
бесконечно малым преобразованием радиусов-векторов. Коорди-
наты векторов четвертого порядка называют однородными коор-
динатами. Собственные векторы имеют четвертую однородную
координату, равную единице, несобственные — нулю.
Радиус-вектор точки с декартовыми координатами х, у, 2
записывается в виде вектора-столбца четвертого порядка
2 Решетов Д. Н.
33
Кроме того, для экономии места будут широко применять за-
пись столбца в транспонированном виде — в виде вектора-строки
г — (х, у, Z, 1)т,
где т — знак транспонирования.
Вектор г может быть представлен в виде
г = хе1 у& + ze3 4- 1е\
где ех, е2, е8 — орты (единичные векторы) осей координат;
е4 — радиус-вектор начала координат;
е4 = (0, 0, 0, 1)’. (3.4)
Единственная операция, которая преобразует радиус-вектор
в другой радиус-вектор — умножение на матрицу преобразования
координат. По определению радиуса-вектора его начало всегда
совпадает с началом координат.
Несобственный вектор а имеет однородные координаты ах,
ey, at и 0, т. е.
а = (а„ аи, аг, 0)т. (3.5)
Несобственными векторами вида (3.5) являются скорость и
ускорение точек, нормаль к поверхности, погрешность положения
точек и т. д.
Несобственные векторы можно складывать друг с другом и
с собственным вектором. При этом получаются соответственно не-
собственный и собственный вектор, что легко установить, фор-
мально выполняя операции над векторами вида (3.3) и (3.5).
Кроме того, несобственный вектор можно умножать на скаляр,
получая снова несобственный вектор. Координатная запись этих
операций:
где р — скаляр.
Все эти операции имеют ясную геометрическую трактовку.
Например, складывая собственный и несобственный вектор, по
определению получаем вектор, приложенный там же, где при-
ложено первое слагаемое, т. е. радиус-вектор.
Для двух несобственных векторов и пары, состоящей из соб-
ственного и несобственного векторов, определено скалярное и век-
34
торное произведение. Например, (г* а) = хал + yav + за,. Для
трех векторов, из которых хотя бы один несобственный, опреде-
лено смешанное произведение, например
Преобразование координат. Рассмотрим две системы коорди-
нат Sj-i и St. Одна и та же точка пространства имеет в этих си-
стемах разные координаты, за исключением тривиального слу-
чая, когда Sj.i и S( полностью совпадают. Обозначим через
ft-i и радиусы-векторы вида (3.3) точки в двух системах коор-
динат. Они связаны матричным соотношением
г их = г I, (3.6)
где А(_1(( — матрица порядка 4x4 преобразования координат,
имеющая следующую структуру:
(3-7)
причем левый верхний блок 3x3 описывает поворот системы S(
относительно своего начала координат 0t в такое положение, что
оси систем SU1 и S( оказываются параллельными друг другу и
одинаково направленными; отсюда следует, что этот блок пред-
ставляет собой ортогональную матрицу, т. е. для всех I,
k - 1, 2, 3
’ 3 Г 0, если I k,
1 atiaki = L ajiajh = ( ~
и, кроме того, определитель этой матрицы
аи ан
Й21 ^22
c3i ам
aw
аи
Oss
Три первые координаты ам, и четвертого столбца матрицы А
представляют собой декартовы координаты начала координат О(
системы S( в системе SM.
Пусть системы и St связаны с двумя последовательными
звеньями ФС. Учитывая, что относительные движения звеньев
исчерпываются шестью простейшими движениями, формулу (3.6)
можно представить в виде
r*i—1 =i= A/„i, i ri, (3.8)
где A/-.iu (/ = 1, .... 6) — одна из шести матриц (табл. 3.1),
описывающих либо поступательное движение системы S4 вдоль
одной из осей системы (поступательным перемещениям соот-
ветствуют матрицы А1, А’ и А3), либо вращение системы St
2* 35
относительно одной из осей системы S<_t (вращениям соответ-
ствуют матрицы А4, А5 и А®). Геометрические иллюстрации пре-
образований по формуле (3.8) приведены на рис. 3.5. Матрицы А
(см. табл. 3.1) содержат только одну переменную q> (j = 1,...,6),
которая имеет смысл обобщенного перемещения твердого тела
(поступательного перемещения или поворота). Эти матрицы будем
называть матрицами обобщенных перемещений, а уравнение
(3.8), связывающее координаты точки в двух системах коорди-
нат, — моделью движения звена.
Рассмотрим правило знаков для аргументов ql матриц
A1 (q1). Аргумент ql считается положительным, если система St
Рис. 3.5
Геометрическая интерпретация обобщенного перемещения твердого тела:
а, б, в — поступательное перемещение вдоль оси X. Y и Z соответственно;
г. д, е — повороты вокруг оси X, Y и Z соответственно
движется в положительном направлении относительно осей сис-
темы Sui» т. е.
а) линейные смещения X — ql, у = f или z — f считают по
ложительными, если система 3< движется в положительном на-
правлении соответствующей оси системы Зг-1;
б) углы поворота <р = (f, ф = f, 0 = <f считают положитель-
ными, если система St вращается против часовой стрелки (при
взгляде с положительного конца оси вращения).
Все системы координат — правосторонние, т. е. вращение от
оси X к оси Y (при взгляде с конца оси Z) должно происходить
против часовой стрелки.
Можно показать, что любая матрица А вида (3.7) может быть
представлена в виде /произведения не более шести матриц А1,
приведенных в табл. 3.1 (матричная интерпретация теоремы
Шаля [141 о свободном движении твердого тела). Обратно, произ-
ведение любого числа матриц А> всегда дает матрицу вида А по
формуле (3.7).
36
3.1. Матрицы обобщенных перемещений
Специфические свойства матриц к1 следующие:
Свойство 1. Матрица к1 от суммы аргументов равна произве-
дению матриц того же вида от слагаемых (для всех / = 1, ...» 6):
А7 (71 + 7*) = А7 (?1) к> (9а); к> (nq) - [А7 (д)Г
Свойство 2. Матрица А7 от нулевого аргумента есть единичная
матрица (для всех / = 1, .... 6):
А/(0) = £.
Свойство 3. Обратная матрица есть матрица от аргумента с об-
ратным знаком (для всех / — 1, 6):
[А/(7))-' = А/(-7).
Свойство 4. Обратная матрица произведения любых матриц
вида А/ равна произведению тех же матриц от аргументов с об-
ратным знаком, взятому в обратном порядке:
Свойство 5. В трех частных случаях умножение этих матриц
коммутативно:
А'А*«А»А7,
если выполнено любое из следующих трех условий:
а) / « 1, 2, 3; k — 1, 2, 3, т. е. перемещение двух последо-
вательных звеньев поступательное;
б) / = k, т. е. перемещение двух последовательных звеньев
происходит по одной обобщенной координате;
37
в) |/ — At 1 = 3, т. е. два последовательных звена образуют
цилиндрическую пару (одно совершает поступательное переме-
щение, а другое вращается относительно общей оси).
Свойства 1 ... 5 имеют большое значение не только для вы-
числений, но и используются при анализе компоновок станков.
Рассмотрим, как влияет умножение на матрицу AJ векторов
различной природы.
Для несобственных векторов, т. е. векторов вида (3.5), имеем
А/а = а, /=1,2,3, (3.9)
т. е. преобразование переноса не изменяет несобственный вектор.
Формула (3.9) легко проверяется непосредственным вычисле-
нием. Аналогично имеем:
A/a-A/ft — a-ft для всех /;
А/г«А/а — г«л, /«4, 5, 6;
A/rxA/«=« А/(гхв), / = 4, 5, 6;
AJaxkib^axb, 2, 3;
А/ахА/& = А/(ах&), / = 4, 5, 6,
где a vt b — несобственные векторы; г — собственный вектор.
Модель формообразующей системы. Рассмотрим ФС, состоящую
из последовательно опирающихся друг на друга звеньев, среди
которых I подвижных и одно неподвижное. Свяжем с l-м звеном
систему координат S< и пронумеруем системы, начиная от об-
рабатываемой детали, которой присвоим значение i = 0, до
режущего инструмента, для которого i = I.
Каждая пара звеньев связана уравнением (3.8). Для любой
группы последовательных звеньев ФС имеем
rN-t - kfr-i. мНи • • А«",, мгм, N<M. (3.10)
Введем обозначение для произведения матриц АЛ
Тогда формула (3.10) примет вид
гx_i «= А#_1, м Гм- (3-12)
Формула (3.12) позволяет вычислить вектор если изве-
стен вектор гм- Если же задан rw_i, то
= (Ахл, м)~1 fir-if (3.13)
где (Ад/л.м)’* — обратная матрица, вычисление которой упро-
щается, если воспользоваться свойством 4 матриц АЛ
Если в уравнении (3.12) положить N — 1 и М — I, то полу-
чим связь между координатами точек режущего инструмента в си-
38
стеме S( режущего инструмента и координатами тех же точек
в системе <S0 обрабатываемой детали:
‘ (3.14)
i s
где Ав,, = ПАЛиь
/=1
Уравнение (3.14) есть основное уравнение теории формообра-
зования, представляющее собой математическую модель ФС.
Матрица Ао, h т. е. множитель при гь представляет собой матрицу
преобразования всей ФС. Правая часть уравнения (3.14) представ-
ляет собой функцию формообразования.
Уравнение (3.14) однозначно составляется по координатному
коду k формообразующей системы, введенному выше.
Пусть для станка код k имеет вид (3.1). Тогда для этого станка
матрица преобразования Ао, i получается подстановкой в матрицы
А/ на место верхнего индекса /< значений ki из кода А, т. е.
Ао. / = П АД1, i — Ао*А12 • • • A/lit
/=1
Анализируя скоростной код k» получаем информацию о зна-
чениях аргументов матриц-сомножителей: если koi = 0, то аргу-
мент q в матрице < всегда есть величина постоянная; в ос-
тальных случаях q либо константа, либо функция времени q (/).
Пример. Составим уравнение (3.14) для токарно-винторезного станка.
Координатный код k = 631 получен выше. Следовательно, r0 == AgjA^A^r3,
где г8 — радиус-вектор формообразующих точек инструмента. Подставив зна-
чения матриц А6, А3 и А1 из табл. 3.1, получим
где ф — угол поворота шпинделя, х, г — координаты, фиксирующие положение
продольного и поперечного суппортов относительно станины.
Выполнив формальные преобразования, получим
(COS ф — 31пф 0 X COS ф'
Sin ф COS ф о Х51Пф
О 0 12
О 0 0 1,
Наконец, если 'обозначить координаты радиусов-векторов
39
получим
ха = (х + х3) cos ф — уз sin ф;
ув = («+ ха) sin ф + у, cos ф; (3.15)
г» ' == г + zs.
Пусть, например, инструмент обрабатывает деталь единственной точкой,
расположенной в начале координат системы S3, т. е. х3 = г» « 0, и, сле-
довательно,
Гз - е« = (0, 0, 0, 1)».
Вычислим координаты точки, обрабатываемой в момент, когда ф = я/4,
г = 100 мм, х == 200 мм.
Подставив эти значения в формулы (3.15), получим
ха = (200 + 0) cos л/4 — 0 sin я/4 = 141 мм;
у0 = (200 + 0) sin я/4 + 0 cos я/4 = 141 мм;
Zg = 100 4- 0 = 100 мм.
Модель режущего инструмента. В правую часть уравнения
(3.14) кроме матрицы преобразования A01f входит радиус-вектор
И точек режущего инструмента. Возможны три вида выражений
для этого вектора, в зависимости от размерности множества фор-
мообразующих точек инструмента: модель точечного инструмента,
модель линейного инструмента и модель поверхностного инстру-
мента.
В наиболее простом случае обработка ведется одной точкой
инструмента (точечное формообразование) — вершиной остроза-
точенного резца. Тогда все четыре координаты вектора г( — по-
стоянные величины. Всегда можно поместить начало координат
системы Si режущего инструмента в эту точку; тогда
П - е««(0, 0, О, 1)т
(см. пример выше).
Для лезвийного инструмента представляет собой векторную
функцию одного независимого переменного «:
П = П(«), (3.16)
(*t («)\
У1 («) I
г,(и) ’
1 /
их. иг — граничные значения и.
По своему физическому смыслу формула (3.16)—уравнение
кривой в пространстве, связанном с системой координат S;.
Если инструмент многолезвийный, то это уравнение принимает
вид
Г/ — rt (и, at), «1и с u8; (= 1,.... л, (3.17)
где л — число режущих лезвий; at — параметр, определяющий
одно из лезвий.
Примеры. 1. Однолезвийный инструмент. На рис. 3.6, а показаны система
координат Si и лезвие АВ резца, лежащее в плоскости XOZ и составляющее
40
заданный угол 0 с осью OiZi. Уравнение (3.16) для рассматриваемого случая
однолезвийного инструмента
— s sin 8\
Ь — (3.18)
s cos 0 I
1 /
где и s2 — отрезки» лежащие справа и слева от О/. Физически s есть коорди-
ната, отсчитываемая вдоль лезвия.
С помощью матриц линия (3.18) может быть записана также в виде
А8 (— 0) А3 ($) е*. (3.19)
Подставив в уравнение (3.19) матрицы А5 и А3 (см. табл. 3.1) и вектор е4
[см. формулу (3.4)], получим снова уравнение (3.18).
Рис. 3.6
Геометрическая модель лезвийного инструмента
2. Многолезвийный инструмент. На рис. 3.6, б показана цилиндрическая
фреза с винтовым зубом и связанная с ней система координат S/.
Уравнение (3.17) для этого случая имеет вид
(R cos (<pf + z/p)\
R sin (<pt + г/р) |
I> (3.20)
2 I
1 /
где i = (1, ..., n) — номер лезвия; n — число лезвий фрезы; ф/ — угол, опре-
деляющий положение лезвия на поверхности цилиндра фрезы и равный поляр-
ному углу точки Af i-ro лезвия, лежащей в плоскости переднего торца фрезы,
т. е. при z — 0; R — радиус фрезы; г — независимая переменная, имеющая
смысл линейного смещения вдоль оси 2/ (0 z L); р — параметр, связанный
с шагом Н винтовой линии лезвия соотношением Н — 2лр.
Итак, выражение (3.20) имеет вид (3.17):
П^Г/(2, ФО.
Из уравнения (3.20) получаем уравнения для любого лезвия цилиндрической
фрезы. Например, для n-го лезвия имеем фЛ — 2л и, следовательно,
Г/»»( Я cos «X-, R sin — , 2, 1
\ p p
41
В частном случае для цилиндрической фрезы с прямолинейными зубьями
р оо и
(R cos фА
R sin ф< 1
I, Ф<а=2я//л; i=i, ..., л, ()<*<£,
г I
1 /
где L — длина фрезы.
Отметим, что по аналогии с формулой (3.19) уравнение (3.20) может быть
представлено в матричном виде через матрицы и вектор е4:
П « А® (ф/) A® (z/p) А» (2) A1 (R) е4. (3.21)
Совокупность формообразующих точек абразивного и накат-
Рис. 3.7
Геометрическая модель инструмента с конической
рабочей поверхностью
ного инструмента имеет вид поверхности,
описываемой векторно-параметрическим
уравнением
< и < и2;
ri^rdu, v)9 (3.22)
где и, v — криволинейные координаты
точек поверхности инструмента. Обычно
при проектировании инструмента стараются использовать про-
стые поверхности (цилиндры, плоскости, конусы). Однако встре-
чаются и более сложные поверхности — винтовые, фасонные,
составные и т. д.
Пример. Цилиндрическая поверхность инструмента, например периферия
шлифовального круга, имеет следующее выражение вида (3.22):
(R cos ф\
£ sin ф 1
I, 0<ф<2л; (3.23)
z I
1 /
где R — радиус цилиндра; ф — полярный угол; г — линейное смещение вдоль
образующей; b — толщина (или высота) инструмента.
Выражение (3.23) легко представить через матрицы и вектор е4:
П = А® (ф) A3 (z) A1 (R) е4. (3.24)
Коническая поверхность инструмента в системе координат S/ (рис. 3.7)
имеет уравнение
(— р sin ф \
р cos <р 1
, (3.25)
pctg0 — hl
1 /
где р — полярный радиус в поперечном сечении, меняющийся в пределах от
р = h tg 0 при zi = 0 до р = (Л + b) tg 0 при г = b (Ь — высота круга);
42
ср — полярный угол в поперечном сечении конуса (0 ф 2л); 0 — поло-
вина угла при вершине конуса; h — расстояние от вершины конуса до малого
- торца.
Матричная запись уравнения (3.26) в матрицах (см. табл. 3.1) имеет
вид
П-АЧФ)АЧ2)А«(Р) е<;
р =» (Л + г) tg 0; 0 < г < Ь. (3.26)
Здесь первая матрица моделирует вращение системы относительно оси вто-
рая — ее перенос вдоль той же оси (оси конуса), третья — перенос вдоль оси Y
на текущий радиус конической поверхности р. Переменные риг связаны между
собой зависимостью, в результате чего в уравнениях (3.25) и (3.26) остаются
две независимые переменные.
Из формул (3.19), (3.21), (3.24) и (3.26) следует, что урав-
нения для формообразующих точек инструмента могут быть пред-
ставлены в виде
г, = Айе4,
(3.27)
где е4 =• (О, О, О, 1)т; Ая — матрица преобразований начальной
точки инструмента, причем
Аи =
Е (для точечного инструмента);
Аи(и) (для лезвийного инструмента);
Аи(и, v) (для инструмента, работающего поверхностью).
Матрица Аи всегда может быть представлена в виде произве-
дения некоторого числа матриц АЛ
Подставив выражение (3.27) в уравнение (3.14), получим мо-
дель формообразующей системы в виде
Гов Ав( /Аие4 = Ав, /фте4, (3.28)
где Ао> г+т — произведение I + т матриц АЛ из которых I вхо-
дят в функцию формообразования, а остальные т — в модель
инструмента.
Поскольку вектор е4 представляет собой радиус-вектор на-
чала координат, уравнение (3.28) будем называть моделью формо-
образующей системы в начальной форме.
Таким образом, основная формула (3.14) или (3.28), представ-
ляющая собой модель формообразующей системы, связывает
координаты формообразующих точек инструмента с координатами
обрабатываемой детали.
Модель однозначно строится по координатному коду системы
формообразования.
8.2. АНАЛИЗ ОБРАБАТЫВАЕМЫХ
ПОВЕРХНОСТЕЙ
В этом разделе рассмотрены задачи, входящие в блок
5 модели иа рис. 3.1. Проблема расчета точности станков связана
с необходимостью вывода уравиеиий обрабатываемых поверх-
ностей, так как характеристики точности станка, во-первых,
43
привязаны к конкретной обработанной поверхности (группа про*
верок станка в работе) и, во-вторых, различны для разных поверх-
ностей. Так, стандарт на нормы точности универсальных токарно-
винторезных станков предусматривает проверки точности изго-
товления обточенных образцов, имеющих цилиндрические, плоские
(торцовые) и винтовые поверхности. При этом на цилиндрической
поверхности контролируется постоянство диаметра в любом се-
чении образца. Сюда могут быть добавлены проверки круглости
поперечных сечений, цилиндричности и т. д. Полученная выше
функция формообразования станка позволяет представить урав-
нения обрабатываемых поверхностей в унифицированном виде,
который далее называется формообразующим видом. Такая форма
уравнений теснейшим образом связана с технологическим про-
цессом обработки поверхности на станке и дает возможность про-
следить физическую природу связей между движениями узлов
станка и типом режущего инструмента, с одной стороны, и полу-
чаемой поверхностью, с другой.
Известно (31 ], что уравнение поверхности в пространстве мо-
жет быть задано в различных формах:
неявно / (х, у, г) — 0;
явно z = f (х, у);
параметрически г = г (и, о).
(3.29)
В связи с особенностями математического аппарата, применя-
емого при анализе формообразующих систем станков, наиболь-
ший интерес представляет форма (3.29).
Уравнение (3.29) — компактная запись трех зависимостей
х = х (и, о); у — у (и, о); z = z (и, о).
(3.30)
Переменные и, о представляют собой криволинейные коорди-
наты на поверхности. Задав конкретные значения и = и0 и v = о0,
мы тем самым однозначно определяем положение точки в простран-
стве либо через ее радиус-вектор
г о == г (и0, и0),
либо через три координаты
х0 = х («о. «о); У а = У («о, «о); z0 = z (ы0> «о)-
Векторная функция (3.29) должна удовлетворять условию
г и X г0 Ф 0;
(3.31)
где гв и г„ — частные производные вектор-функции (3.29) по
параметрам и и о:
dr _ I Уи I
Ги~ д“ - 2U
dr __ I Уи
dv I
44
_ дх . __ ду . ~ _ дг .
причем = г“= аГ>
х»~ до ’ Ув~ до ' до ’
Условие (3.31) эквивалентно требованию, чтобы ранг матрицы
(дх ду дг \
ди ди ди I
дх ду дг I °ЫЛ Равен ДВУМ-
до до до /
Точки поверхности, в которых’ частные производные суще-
ствуют, но обращается в нуль произведение гиХг., соответствуют
особым точкам (ребра, вершины и т. д.).
Линии на поверхности, задаваемые условиями и = const,
v — const, называют координатными линиями. Они составляют
сетку криволинейных координат. Производные ги и гв направ-
лены по касательным к координатным линиям, проходящим че-
рез точку (и, о).
Векторное произведение
N-ruxru (3.32)
представляет собой нормаль к поверхности в точке и, v. Важное
значение имеют формулы для единичного вектора нормали
л N _ ruxrv _______________________гихгя______________
1^1 I гвхгв | / \У и 2,1 Г +1г“ *и Г 4-1 Х“ Г
у I Ч I +12» x.l к Уо I
(3.33)
Из определения (3.32) следует, что условие (3.31) есть требова-
ние существования и неравенства нулю нормали к поверхности
в каждой ее точке («, о) в рассматриваемой области значений и
И V.
Формообразующий вид уравнений обрабатываемых поверхно-
стей. Функция формообразования (3.14) представляет собой урав-
нение обрабатываемой поверхности в том случае, когда оно со-
держит в правой части две независимые переменные и выполнено
условие (3.31). Поскольку обычно переменных в правой части
уравнения (3.14) или (3.28) больше двух, то на них накладывают
связи различного вида. Пусть ФС содержит п звеньев, осуществля-
ющих движения формообразования. Поскольку всего в системе I
подвижных звеньев, то п < I, причем информация о величине п
полностью содержится в скоростном коде ФС (см. п. 3.1): п есть
число ненулевых разрядов этого кода. Кроме того, модель режу-
щего инструмента содержит т < 2 независимых переменных (т =
~ 0 при точечном формообразовании, т — 1 при лезвийном ин-
45
струменте, т = 2 при формообразовании поверхностью). Таким
образом, уравнение (3.14) можно записать в виде
Го “Го (71, 92, .... 9n+m). (3.34)
где 91, 9j, .... 9n+m — переменные.
Уравнение конкретной обрабатываемой поверхности получим,
присоединив к выражению (3.34) L связей, которые в общем слу-
чае могут быть записаны в виде системы связей
Л (71. я....?n+m) = 0;
............. (3.35)
/1(91. Яг...7n+m) = 0.
В системе (3.35), а следовательно, и в уравнении (3.34) из
п + т переменных должно остаться две независимые, т. е. дол-
жно быть выполнено условие связности
п + т — L = 2. (3.36)
При определенных условиях, налагаемых на функциональную
матрицу частных производных = 1. •••> Ь; / = 1, ...,
п + т) функций fa, входящих в левые части системы уравнений
(3.35), по аргументам q}, из этой системы могут быть получены вы-
ражения всех переменных q} через два аргумента:
Я} = Я} («. f). / = 1, 2.. (п + т),
так что уравнение (3.34) принимает вид (3.29).
Уравнение (3.14) совместно с системой (3.35) при выполнении
условий (3.31) и (3.36) будем называть уравнением обрабатывае-
мой поверхности в формообразующем виде. В этом виде легко
прослеживаются все условия реального получения поверхности
на станке.
Связи в формообразующей системе. Физическая природа свя-
зей (3.35) может быть различна. Все L связей (3.35), имеющиеся
в станке при обработке определенной поверхности, складываются
из связей огибания Lor, скрытых связей LCK и функциональных
связей £ф:
£ = £ог + £с„ + £ф, (3.37)
причем в конкретных случаях любые из этих видов связей как
в отдельности, так и совокупно могут отсутствовать, что соответ-
ствует обращению в нуль определенных слагаемых.
Рассмотрим каждую группу связей.
Связи огибания. При обработке на металлорежущих станках
весьма распространены случаи, когда обрабатываемая поверх-
ность получается как огибающая семейства мгновенных положе-
46
ний режущих точек инструмента. Возникающие при этом связи
Между переменными называются связями огибания; они органи-
чески свойственны схеме обработки и не требуют для своей реа-
лизации каких-либо настроечных узлов. Число связей огибания
определяют по следующему правилу:
Lor —
О, если огибание отсутствует;
1 при однопараметрическом огибании;
. 2 при двухпараметрическом огибании.
Как известно [40], при однопараметрическом огибании связь
имеет вид равенства нулю смешанного произведения трех векторов
частных производных вектора г0 1см. формулу (3.34)]:
= (3.38)
dq} dqk ’ ' '
где q(, qs, qk— три различные переменные из числа qu q2, ...,
<7n+m. входящих в правую часть уравнения (3.34).
Если две из трех переменных входят в уравнение режущего
инструмента, то (3.38) есть условие взаимной перпендикулярности
скорости режущей точки и нормали к поверхности инструмента
в этой точке.
При двухпараметрическом огибании двумя связями охвачены
производные по четырем из п + т переменных, входящих в пра-
вую часть уравнения (3.34):
*1.. *£в0; -^2---^2--^2- = 0, (3.39)
&U dqj dqk dqt dqt dqt '
где qt, qf, qk, qt — переменные, причем при формообразовании
поверхностью переменные qit qt, входящие в уравнения (3.39),
представляют собой криволинейные координаты на поверхности
инструмента, а переменные qk, qt — координаты положения дви-
жущихся узлов станка.
Двухпараметрическое огибание реализуется, например, при
точечном контакте поверхности инструмента и обрабатываемой
поверхности. При этом условия (3.39) соответствуют перпенди-
кулярности нормали к поверхности режущего инструмента и двух
составляющих скорости инструмента, причем эти составляющие
физически могут осуществляться на станке и не одновременно.
Так, при строчечной обработке поверхности шаровым режущим
инструментом огибание в направлении «вдоль строки» реализуется
при выполнении прохода, а огибание в направлении «поперек
строки» — между последовательными проходами. При этом обя-
зательно образуется логрешность рельефа поверхности, зависящая
от технологическйх параметров формообразования.
47
Частные производные вектора г0, входящие в формулы (3.38)
и (3.39), могут быть определены как непосредственным дифферен-
цированием, так и с использованием свойств представления г0
в виде (3.14) или (3.28). Поскольку каждая матрица содержит
единственный параметр, то вычисление частной производной век-
тора г0 сводится к подстановке в произведение в правой части
вместо матрицы А/ (^f) ее производной
Ввиду того, что эти матрицы-производные содержат большое
число нулей, вычисление частной производной вектора упро-
щается. Кроме того, это свойство используется при построении
Рис. 3.8
Схема фрезерования плоскости цилин-
дрической фрезой
универсальных программ для
ЭВМ, вычисляющих координаты
огибающей.
Пример /. Фрезерование плоскости
цилиндрической фрезой (рис. 3.8).
Координатный код системы k 16, где
ki — 1 соответствует подаче фрезы вдоль
оси X (движение системы координат Sx
вдоль оси Хо системы So); &2 = 6 соот-
Z (вращение системы координат
ния по формуле (3.14) имеет
ветствует вращению фрезы вокруг оси
вокруг оси Zi). Функция формообразова-
вид
гс-АЧх)А«(-ф)
(3.40)
где х — перемещение фрезы вдоль оси X (подача); ф — угол поворота фрезы
(знак минус соответствует вращению по часовой стрелке при взгляде с конца
оси г2 — радиус-вектор режущего зуба фрезы в системе координат S2
(O2x2r2z2).
Примем для простоты, что фреза прямозубая и однозубая. Тогда по резуль-
татам примера на с. 42 имеем, положив ф< — 0,
Г2 - (Я, 0, 2, 1)т.
(3.41)
Выполнив формальные преобразования (3.40), получим с учетом (3.41) и зна-
чением матриц (см. табл. 3.1)
/I 0 0
1 0 1 0
г0=^
1 0 0 1
\0 0 0
х\ / COS ф sin ф 0 0\ /Я\ (R cos ф + х
° 1 I — sin ф COS ф 0 0 1 1 ° | I R sin ф
0 / 1 0 0 1 0 / 1 2 , 1 1 2
1/ \ о 0 1 1/ \1 / \ 1
В уравнении
ность — плоскость,
Таким образом, в
вательно, условие
(3.42)
(3.42) три переменные х, ф и г. Обрабатываемая поверх-
получаемая в результате однопараметрического огибания,
рассматриваемом случае п = 2, т = 1, Lor — 1, и, следо-
(3.36) выполнено
48
Составим уравнение связи огибания. Предварительно находим частные
(производные
Подставив их в (3.38), получим
1 — sin ф О
О — cos ф О
О 0 1
следовательно, Ф == ± .
При односторонней обработке поверхности
выбрать одно. В данном случае при ф = —л/2
из двух значений ф следует
из (3.42) получим уравнение
плоскости
При обработке паза, взяв два значения ф, получим уравнение двух пло-
скостей.
Пример обработки с двухпараметрическим огибанием будет
приведен ниже, после рассмотрения других видов связей.
Скрытые связи. При дублировании одинаковых движений раз-
ными узлами станка или при совпадении огибающей семейства
мгновенных положений поверхности инструмента с самой поверх-
ностью образуются скрытые связи между обобщенными коорди-
натами ФС. Физически такая связь соответствует наличию «лиш-
него» движения, без которого процесс формообразования все равно
был бы возможен.
Формальным признаком скрытых связей является наличие
среди частных производных drjdqt вектора г0 по выражению
(3.34) пар коллинеарных или троек компланарных векторов.
Коллинеарность может встречаться, в частности, в следующих
случаях: если скорости перемещения двух звеньев параллельны
(например, скорость перемещения пиноли шпинделя в горизон-
тально-расточном станке постоянно параллельна продольному
перемещению стола); если скорость перемещения звена в любой
точке направлена по касательной к поверхности звена (например,
линейная скорость перемещения точек шлифовального круга
при его вращении всегда имеет такое направление).
В качестве примера компланарной связи рассмотрим плоское
шлифование, при котором направление подачи всегда перпенди-
кулярно нормали к поверхности круга.
Выявление скрытых связей осуществляется в следующем
порядке:
49
1) составляется матрица частных производных (градиент век-
тора г0)
gratlro=(4i...........
\ &Я1 дЯп+т /
2) составляются всевозможные скалярные произведения пар
частных производных (таких произведений не более С£+т); суще-
ствованию скрытой связи между переменными qt и qt отвечает
условие
-^•-^- = 0; (3.43)
dqt dq; ' '
3) составляются всевозможные смешанные произведения троек
частных производных (таких произведений не более С„+т); су-
ществованию скрытой связи между переменными qh qh qh отвечает
условие
=0. (3.44)
dqt dqj dqk v '
При этом никакая из трех пар частных производных не должна
быть коллинеарна.
Можно показать, что при выполнении условия (3.43) пере-
менные qt и qj всегда могут быть выражены в функции одного
переменного, а при выполнении условия (3.44) три переменные
Qk выражаются в функции двух из них. Таким образом,
каждая скрытая связь уменьшает число независимых переменных
в выражении (3.34) на одну переменную.
Пример 2. Функция формообразования плоскошлифовального станка с пря-
моугольным столом (рис. 3.9) имеет вид
г0==АЧх)А*(Ф)г3, (3.45)
где х — смещение стола при подаче; ф — угол поворота круга при его глав-
ном движении; г3 — радиус-вектор точек торцовой поверхности круга;
Гэ == Ав (ф) Аа (у) е4; (3.46)
ф, у — полярные координаты точек на торце круга; е4 = (0, 0, 0, I)1.
В уравнении (3.45) с учетом (3.46) четыре переменные. Однако независимых
среди них только две. Ввиду совпадения обобщенных координат главного дви-
жения и полярного угла поверхности круга можно положить 0 = ф + ф, после
чего получим г0 = А1 (х) А6 (0) А2 (у) е4.
Поскольку подача происходит в плоскости круга, частные производные
drjdx, drjdft и drjdy компланарны, что легко проверяется непосредственным
вычислением. Итак, уравнение (3.45) содержит две скрытые связи. Можно по-
казать, что уравнение обрабатываемой поверхности можно получить, приняв
значение одной из переменных, входящих в скрытую связь, равным нулю. На-
пример, положив 0 — 0, получим
Го = (X. У, о, 1)т.
Уравнение той же плоскости в другой форме можно получить, положив,
например, х == 0: г0 = (—У sin 0, у cos 0, 0, 1)т. Физически это означает, что
ту же плоскость можно получить узким лезвием, расположенным вдоль оси F,
либо двигая его вдоль оси л, либо вращая вокруг оси Z. «Избыточность» обоб-
50
данных координат обеспечивает получение низкой шероховатости поверхности
за счет многократного прохода по ней точек инструмента.
Функциональные связи. Группа функциональных связей, в от-
личие от связей огибания и скрытых, позволяет изменять скорости
или соотношение между скоростями узлов ФС, так как они реали-
зуются либо с помощью аппаратных устройств (гитары, кулачки
и т. д.), либо с помощью программных модулей в станках с ЧПУ.
Функциональные связи всегда могут быть представлены как в виде
уравнения, включающего скорости движения звеньев, так и в виде
уравнения связи между координатами этих движений, получа-
ющегося в результате интегрирования исходной скоростной зави-
Рис. 3.9.
Схема шлифования плоскости
торцом круга
симости. Различают две
формы функциональных
связей: положения и ки-
нематическую.
Связь положения ос-
танавливает одно из дви-
жений формообразования,
задавая позицию узла. Такая связь имеет вид qt = const
(/ — номер узла). Она может быть приложена к любым дви-
жущимся узлам станка, кроме узла, совершающего главное
движение, и узлов, участвующих в связи огибания.
Кинематическая связь охватывает два (или более) движущихся
узла, задавая передаточные отношения между скоростями дви-
жений. Она имеет вид f (qlt ..., qn) = 0.
Кинематическая связь не может противоречить уже име-
ющимся в станке связям, т. е. не может охватывать тройки движе-
ний, входящих в связи огибания, а также пары и тройки движений,
скорости которых охвачены скрытой связью. По возможности
регулирования различают параметрически и функционально регу-
лируемые кинематические связи. Параметрически регулируемая
связь позволяет выбирать передаточные отношения между ско-
ростями движений формообразования без изменения вида функций
связи.
Например, винторезная цепь в токарных станках с ручным
управлением позволяет менять винтовой параметр, но не допу-
скает замены линейной связи между углом поворота шпинделя
и скоростью поступательного движения суппорта какой-либо
иной связью.
Функционально регулируемая связь позволяет изменить схему
обработки на станке путем задания вида функции, связывающей
движения формообразования.
Широкие возможности в выборе функциональных связей предо-
ставляют станки с современными системами ЧПУ.
51
Ниже приведен пример станка, в котором встречаются все
виды связей.
Анализ связей в схеме обработки фасонной поверхности шаровым
кругом.
Рассмотрим схему обработки фасонной пространственной поверхности ша-
ровым шлифовальным кругом, вращающимся вокруг вертикальной оси (рис. 3.10).
Функция формообразования имеет вид
Го-АЧ!/)АЧ^)А»(2)АЧф)Г4,
(3.47)
где А2 (у) — матрица сдвига системы координат Si вдоль оси Уо на величину у\
А1 (х) — матрица сдвига системы координат S2 вдоль оси на величину х;
Рис. 3.10
Схема обработки фасонной поверхности
шаровым шлифовальным кругом
А8 (г) — матрица сдвига системы коор-
динат S3 вдоль оси Z2 на величину z;
А® (ф) — матрица поворота системы коор-
динат S4 относительно оси Z8 на угол ф;
г4 — радиус-вектор формообразующих
точек круга в системе координат S4;
он может быть выражен через радиус
шара R, полярный угол 0 и долготу ф
в виде
г4 « А6 (ф) А6 (0) А1 (/?) е*. (3.48)
Подставив г4 в функцию формооб-
разования (3.47), получим выражение,
содержащее шесть переменных: х, у,
г, <р, ф, 0. Процесс формообразования
содержит двухпараметрнческое огибание.
Таким образом, п = 4, т = 2, £ог =
— 2. Из формулы (3.36) и (3.37) следует, что четыре движения должны быть
охвачены двумя связями. Одна из этих связей — скрытая — охватывает вра-
щение инструмента и долготу точки на сфере инструмента, моделируемые ма-
трицами А® (ф) и А6 (ф). Приняв ф+ф=Ф, получим по свойству 5, б матриц PJl
А® (ф)*А® (ф)«А® (Ф),
(3.49)
т. е. переменные ф и ф охвачены скрытой связью.
Вторая связь — функциональная:
yt z) = 0. (3.50)
Ее выбор обеспечивает получение нужной фасонной поверхности на обраба-
тываемой детали.
Представим уравнения обрабатываемой поверхности в формообразующем
виде, для чего подставим (3.48) в (3.47), учтем связи (3.49), (3.50) и две
связи огибания между четырьмя переменными х, у, Ф, 0:
г0 = А2 (у) А1 (х) A8 (z) А® (Ф) А® (0) A1 (R) е®;
f (*. У, г) — 0;
гж‘гФ'ге в 0»
г„Гф-гв = 0, (3.51)
где rf, Гх, Гф, Гв— частные производные вектора г0 по у, х, Ф, 0.
59
Последовательно вычисляя, получаем
где zx и г'у — частные производные функции z = г (х, у), полученной из неяв-
ной функции f (х, у, z) = 0 в предположении, что df/dz 0.
Подставляя выражения для частных производных в последние два урав-
нения системы (3.51). после выполнения алгебраических преобразований полу-
чим
2* « tg 0 COS Ф;
2у as ctg 0 sin Ф.
Из этих уравнений можно определить углы 0 и Ф, выразив их через
г; и
Ф « -i- arcsin (2z'г'); 0 = arctg .•,ааа. (3.53)
2 * **> /(4)* + (4)2
Итак, выражение (3.51) для г0 есть уравнение обрабатываемой поверхности,
где х, у — независимые переменные; z — выражено в функции г = г (х, у)\
Ф и 0 определяются из (3.53). По физическому смыслу эта поверхность экви-
дистантна траектории движения центра шарового инструмента. В этом легко
убедиться, найдя модуль разности вектора (3.52) и вектора г = (х, yt г, 1)т:
'х + R cos 0 cos Ф’
у + R cos 0 sin Ф
г — R sin 0
1
= J^J?2 cos2 0 cos2 Ф + R* cos2 0 sin2 Ф + R* sin2 0 = R.
Приведенный пример иллюстрирует случай, когда шесть пере-
менных, входящих в функцию формообразования, охвачены че-
тырьмя связями: двумя связями огибания (Lor = 2), одной скры-
той (LCK = 1) и одной функциональной (£ф = 1). Учет этих связей
позволяет получить из функции формообразования уравнение
обрабатываемой поверхности.
53
Формообразующие возможности станка. Для оценки точности
станка необходимо иметь уравнения не только всех поверхностей,
для обработки которых предназначен станок, но и всех техноло-
гических схем обработки, реализуемых на этом станке. Известно,
что многие поверхности могут быть обработаны разными спосо-
бами. Например, наружный прямой круговой цилиндр на токар-
ном станке можно обработать точечным резцом с продольной
подачей или линейным профильным резцом с поперечной подачей.
Разнообразие схем обработки зависит от возможности варьирова-
ния типа режущего инструмента и комбинирования различных
движений. Суммарное число S схем обработки подсчитывают по
формуле
м
S^^ai, (3.54)
z=i
где М — число различных типов инструментов на станке (ЛГ 1);
at — число вариантов ‘связей между движениями формообразова-
ния при обработке t-м типом инструмента (at 5s 1).
Совокупность всех схем обработки характеризует спектр
формообразующих возможностей станка. Спектр тем шире, чем
больше S по формуле (3.54). Полной характеристикой спектра
является перечень уравнений обрабатываемых поверхностей и
схем обработки на станке. В предельном случае на станке воз-
можна обработка только одним инструментом (М = 1) с един-
ственным вариантом связей между движениями (а = 1). Таким
образом, в общем случае S > 1.
Из формулы (3.54) следует, что для расчета необходимо уметь
определять значение а. Это возможно из анализа уравнения об-
рабатываемой поверхности в формообразующем виде. Последнее
состоит из стационарной части — функции формообразования
(3.34), которая однозначно определяется ФС станка, и варьиру-
емой части — системы связей (3.35).
Система связей (3.35) может иметь различные варианты, если
для данного инструмента и данной схемы огибания в станке
имеется хотя бы одна функциональная связь (£ф 5s 1) или скрытая
связь, охватывающая хотя бы одно движение, которое разрешено
останавливать. Возможность варьирования схем формообразова-
ния при наличии скрытых связей основывается на том, что об-
работка заданной поверхности может быть осуществлена при
останове одного из движений, охваченных скрытой связью.
Приведем простой пример. В горизонтально-расточном станке
движение пиноли шпинделя и продольное перемещение стола
охвачены скрытой связью. И поэтому в зависимости от технологи-
ческих требований можно проводить расточку подачей пиноли при
неподвижном столе, подачей стола при зафиксированной пиноли
и, наконец, при совместном движении стола и пиноли.
Число вариантов сф функциональных связей зависит от числа
движений, охваченных этим типом связей. Два варианта связей
54
3.2. Перечень вариантов реализации одной функциональной связи
Вариант Вид связей при числе охваченных переменных Вариант Вид связей при числе охваченных переменных
2 3 2 3
1 их = const = const 6 / («2- «з) = 0
2 и2 = const = const 7 — / (Up и2> и3) = 0
3 f («1. “2) = 0 u3 = const Всего
4 f (“1. «2) = 0 вариан- 3 7
5 —• f («1. “a) “ 0 тов
Примечание, и*. в*. в3 — аргументы; f (Ир и^) — произвольная функция.
3.3. Число видов обрабатываемых поверхностей при наличии скрытых связей
между движениями
Число движений формообразования Число видов обрабатываемых поверхностей при одной функциональной связи в случае
отсутствия скрытых связей ОДНОЙ связи на два движения одной связи на три движения
1 1
2 3 1 —
3 7 3 1
различаются по своей физической сущности, если они охватывают
разные движения формообразования. Это соответствует наличию
или отсутствию связей между выходными перемещениями, задава-
емыми разными приводами. Формальным признаком различия
связей является несовпадение перечня переменных qt (1 < i < и)
из уравнения (3.34), входящих в сравниваемые варианты.
В табл. 3.2 дан полный перечень вариантов реализации одной
функциональной связи и указано их число для ФС с двумя или
тремя движениями.
Однако не все приведенные в табл. 3.2 связи могут быть осу-
ществлены в конкретном станке.
Число вариантов аь реализуемых на данном станке при обра-
ботке Z-м инструментом, вычисляют по формуле
~ ^тах «з, (3.55)
где атах — максимальное число вариантов связей, определяемое
по табл. 3.2; а3 — число запрещенных в данной схеме формо-
образования связей.
Во всех случаях запрещенными являются связи: останавлива-
ющая главное движение; останавливающая одно из движений
огибания; охватывающая высокоскоростное главное движение.
В табл. 3.3 приведено число видов обрабатываемых поверх-
ностей при наличии скрытых связей между движениями. Напри-
55
мер, в станке с тремя движениями формообразования при наличии
скрытой связи между аргументами и число видов поверхно-
стей равно трем, так как варианты 2 и 4 по табл. 3.2 дают ту же
поверхность, что и вариант 1, вариант 7 — ту же, что и вариант 4,
вариант б — ту же, что и вариант 5.
Кроме запрещенных связей, часть связей в станке может не
реализовываться вследствие его специализации на определенном
виде обрабатываемой поверхности.
Проанализируем ФС некоторых станков, учитывая разно-
образие предусмотренных в них связей. Примеры расположены
по возрастанию спектра формообразующих возможностей станков.
Рис. 3.11
Системы координат резьбошли-
1 фовального станка, работающего
узким коническим кругом
Примеры. I. Анализ фор-
мообразующей системы резь-
бошлифовального станка. Рас-
смотрим резьбошлифовальный
станок, работающий коническим
кругом (рис. 3.11).
Формообразующие точки
инструмента образуют поверх-
ность (т г=х 2). Имеется од-
нопараметрическое огибание
(!«• = О-
В станке предусмотрено три
движения формообразования
(п = 3): вращение и продоль-
вращение шпинделя. Следовательно, они
огибания, еще двумя связями. Одна из этих
заготовки,
ное перемещение
должны быть охвачены, кроме
связей — скрытая (Lclt = 1): скорость любой точки круга всегда перпендику-
лярна нормали к поверхности круга в этой точке.
Высокоскоростное главное движение шлифовального круга охватывать свя-
зями запрещено. Для оставшихся двух движений (вращения и продольного пе-
ремещения заготовки) возможны три варианта функциональных связей (см.
табл. 3.2). Из этих трех вариантов два не реализуются, так как специализация
станка не предусматривает останов движений заготовки. Остается один вариант
связи, задающий винтовой параметр шлифуемой резьбы.
Рассмотрим последовательность получения уравнения единственной обра-
батываемой поверхности.
Список узлов и движений станка сведен в табл. 3.4.
Функция формообразования имеет вид
г0 « А6 (— Ф1) А3 (- а) Ах (- а) № (— X) А6 (ф8) (3.56)
где — угол поворота детали; г — поступательное перемещение стола; а —
расстояние между осями детали и шлифовального круга; % — угол подъема
резьбы; ф2 — угол поворота шлифовального круга в движении резания; г5 —
радиус-вектор поверхности шлифовального круга в системе координат S6 шли-
фовального круга [его выражение через криволинейные координаты дано фор-
мулами (3.25) и (3.26)]: /—psinq» \
S6
3.4. Формообразующая система резьбошлифовального станка
§ Звено формо- образующей системы Перемещение относительно предыдущего звена
Сметена коорднм Описание Матрица переме- щен к я
Обрабатываемая деталь Исходное звено (условно неподвижно) Е
Стол Формообразующее вращение вокруг оси Zo на угол Ф1 (текущий угол пово- рота обрабатываемой детали) А» (—Фх)
Станина Формообразующее поступательное пе- ремещение вдоль оси Zf на величину г (текущее перемещение стола относи- тельно станины) А» (-г)
Шлифовальная бабка Перенос начала координат по оси Х% на постоянную величину а (кратчай- шее расстояние между осями заго- товки и круга) А» (—а)
S, Барабан шлифо- вального шпинделя Поворот вокруг оси Х8 на заданный угол 1 (угол подъема резьбы) А* (-1)
s8 Шпиндель со шлифовальным кругом Формообразующее вращение вокруг оси Z4 на угол ф2 (текущий угол поворота шпинделя) А«(Ф»)
Добавив к уравнению (3.66) систему связей, получим уравнение винтовой
поверхности в формообразующем виде. Система связей состоит из трех уравнений:
уравнения винтовой связи г ± р<рг = 0, где р — винтовой параметр шли-
фуемой резьбы, связанный с шагом Н резьбы соотношением р = Hl2n (знак
плюс берется при нарезании левой резьбы, минус — правой);
уравнения скрытой связи фа + ф = Ф, заменяющего две переменные ф2
и Ф одной переменной Ф;
уравнения огибания
^9 ^9 ЗГ, п
дФ др ' дф1
Отметим, что параметрическое уравнение винтовой поверхности может
быть получено из приведенных уравнений в явном виде.
2. Анализ формообразующей системы зубодолбежного станка.
Формообразующие точки инструмента-долбяка образуют линию (т = 1).
Имеется однопараметрическое огибание (£ог = 1) при образовании профиля
зуба. В станке предусмотрены три движения формообразования (п = 3): враще-
ния заготовки и долбяка, а также возвратно-поступательное движение инстру-
мента (главное движение.) Скрытых связей нет. Таким образом, в станке пре-
дусмотрена одна функциональная связь.
57
Максимально возможно семь вариантов связей (см. табл. 3.2).
Запрещенными связями являются все три позиционные связи, так как оста-
нов любого из трех движений формообразования либо нарушает связь огибания,
либо останавливает главное движение. Остаются четыре варианта: возможны
три связи между парами переменных и один вариант связи между всеми тремя
переменными. Из них реализуются только два варианта (а == 2): параметриче-
ская связь между вращениями заготовки и долбяка при нарезании прямозубых
колес; параметрическая связь между всеми тремя движениями при нарезании
косозубых колес. Остальные варианты связей изменяют специализацию станка.
Таким образом, универсальность станка обеспечивается как возможностью
изменения параметров обрабатываемой заготовки, так и изменения вида обра-
батываемой поверхности: цилиндрической у прямозубого колеса и винтовой
у косозубого.
В рассмотренных примерах ФС позволяла реализовать большее
число возможностей, чем это предусмотрено назначением станка.
Однако для этого пришлось бы менять вид инструмента, а глав-
ное — расширить функциональную специализацию станка.
В следующем примере рассмотрен универсальный токарно-винто-
резный станок, в котором реализованы практически все
предоставляемые системой возможности.
3. Анализ формообразующей системы универсального то-
карно-винторезного станка. В универсальном токарно-винторез-
ном станке предусмотрено три движения формообразования (п =
= 3): вращение шпинделя (координата <р), продольное (z) и
поперечное (х) перемещения суппортов. Возможна обработка
тремя видами инструментов: точечным резцом (т = 0), профиль-
ными резцами (т = 1) и стержневым лезвийным инструментом
(т = 1), т. е. в формуле (3.54) 7И == 3.
Функция формообразования приводилась выше:
г0 = А6 (-Ф) А3 (г) А1 (х) Г,. (3.57)
Схемы формообразования получим, перебирая разные виды
инструмента, т. е. задавая значения вектора г3, и связи между
движениями.
а) Обработка точечным инструментом (г3 = е*), г® = (* cos <р,
—х sin ф, z, 1)т. Связи огибания и скрытые отсутствуют, т. е.
= L0K = 0. Кроме того, п — 3, т = 0, откуда
Ьф =» л 4- m — 2 — (Lw + Lon) = 1.
Таким образом, на три движения формообразования наклады-
вается одна функциональная связь, из табл. 3.2 получаем, что
для этого случая число вариантов = 7. В станке нельзя оста-
навливать главное движение, т. е. число запрещенных связей
о, = 1. Следовательно, при обработке точечным инструментом
возможны шесть схем обработки: а, = — о, = 6.
Рассмотрим, как получаются все эти схемы. Во-первых, воз-
можны две схемы, возникающие при останове в заданной позиции
движений одного из суппортов: продольного при подрезке торца
и поперечного при продольном точении.
58
3.5. Поверхности, обрабатываемые на токарно-винторезном станке точечным
резцом
Обрабатываемая поверхность Связь между переменными в уравнении (3.57) Параметрическое уравнение обрабаты- ваемой поверхности Физический смысл параметра
Цилиндр прямой круговой х = 0.5D Го = 0,5D cos ф\ -0,5D sin ф I z / D — диаметр цилин- дра
Торцовая пло- скость Z = с f —X COS ф\ -~-x sin ф J \ c / с — расстояние от тор- ца до начала коор- динат
Поверхность вра- щения с задан- ной образующей f (г) л>= f (z) COS ф\ —f (z) sin ф I z J f (z) — текущий ради- ус поверхности вра- щения на расстоя- нии z от начала ко- ординат
Кулак с прямо- линейной обра- зующей * e Р (ф) Го= P (ф) COS ф\ -p (ф) sin ф I z J р (ф) — полярный ра- диус кулака
Винтовая поверх- ность г = z (ср) Г° = I Z X COS ф\ —x sin ф I k 2 (ф) J Если z (ф) = рф, то р — винтовой пара- метр
Произвольная по- верхность Z = Z (X, ф) Го = ( X COS ф \ —x sin ф 1 2 (X, ф)/ —
Далее возможны три варианта связей между двумя из трех
движений. Связь х с z дает поверхность вращения с заданной
формой образующей, связь х с ф позволяет обработать кулак
с прямолинейной образующей, связь z с ф — винтовую поверх-
ность. Наконец, связывая между собой все три движения, полу-
чаем поверхность произвольного вида, которую в цилиндрических
координатах запишем в виде / (х, 2, ф) = 0.
Перечень видов функциональных связей и сводка обрабатыва-
емых поверхностей приведены в табл. 3.5.
б) Обработка профильным резцом. Режущая часть в этом слу-
чае представляет собой линию (т = 1), лежащую в плоскости
59
XOZ. Выражение для радиуса-вектора г8 в формуле (3.57) имеет
вид
Связи огибания отсутствуют (Lw= 0). Для выявления скры-
тых связей подставим (3.58) в (3.57) и произведем формальные
преобразования:
[x + x3(u)]cos<p
— [x + x3(u)J sinq>
i + i3(«)
1
Поскольку(-^-.-^——
ХзСОЗф
— Хз Sin ф
2э (а)
СОвф
— 51Пф
0
переменные а, х и г всегда охвачены скрытой связью (LCK = 1).
Подставив п = 3, т = 1, LQT = 0, LCH = 1 в формулу (3.36)
с учетом (3.37), получим £ф = 1, т. е. в станке имеется функци-
ональная связь.
Таким образом, в данном случае одновременно присутствуют
скрытая и функциональная связи. Максимально возможно семь
вариантов наложения одной функциональной связи на три пере-
менные, причем из них должен быть исключен вариант, оста-
навливающий главное движение. Однако благодаря наличию
четвертой переменной и число вариантов увеличивается: в некото-
рых схемах может быть добавлено движение по касательной к про-
филю резца. Например, при обработке наружной цилиндрической
поверхности линейным профильным резцом функциональная связь
имеет вид х — const.
При этом возможны два варианта схемы, обусловленные скры-
той связью: движение подачи по оси Z можно остановить, а можно
сохранить, введя, например, осцилляцию по Z в целях улучшения
качества поверхности.
Сводка видов связей и обрабатываемых поверхностей (при-
ведены связи, охватывающие одну или две переменные)
дана в табл. 3.6. Кроме того, возможна также обработка поверх-
ности, задаваемой связью трех переменных:
f (ф, х, г) = 0.
Для примера посмотрим, как обрабатывается на токарном
станке архимедов червяк (вариант 5, см. табл. 3.6). Обработка
ведется линейным резцом, установленным в горизонтальной пло-
во
3.6. Поверхности, обрабатываемые на токарно-винторезном станке
профильным резцом
! Вариант Поверхность Уравнение функцио- нальной связи Реализация скрытой связи Характеристика инструмента
Форма профиля резца Положение лезвия
1 Поверхность вра- щения с про- извольной об- разующей (ци- линдр, конус, плоскость и др.) х = const z = const Совпадает с профилем образующей Произ- вольное
2 Цилиндр прямой круговой х = const Движение вдоль оси Z остается Прямолиней- ная Параллель- но оси Z
3 Конус прямой круговой г — а + + xtg е Прямолиней- ная Повернуто на угол 6
4 Плоскость торцо- вая г = const Движение вдоль оси X остается Прямолиней- ная Параллель- но оси X
5 Винтовая с про- извольной об- разующей (в том числе ар- химедова) / (ф. z) = 0 х = const Совпадает с профилем винтовой поверхности в осевом се- чении Произ- вольное
6 Архимедова вин- товая поверх- ность f (ф. г) = 0 z = а 4- ч-xtge Прямолиней- ная Повернуто на угол 6
7 Кулак с произ- вольной обра- зующей (в том числе с прямо- линейной) f (р. х) = 0 z — const Совпадает с профилем образующей кулака Произ- вольное
8 Кулак с прямо- линейной обра-1 зующей f (<р, х) = 0 Движение вдоль оси X остается Прямолиней- ная Параллель- но оси X
Примечание. Z — оеь вращения шпинделя; X — горизонтальная ось; ф —
угол поворота шпинделя; ж, г — координаты вдоль осей X и Z; 0 - угол между лезвием
и осью X,
61
скости и развернутым на угол 0 (половина угла профиля резьбы)
к линии центров. Уравнение (3.58) принимает вид
г3 = (и cos 0; 0; —и sin 0; 1)т,
где и — координата вдоль лезвия резца.
Скрытую связь реализуют, например, останавливая попереч-
ный суппорт в положении, соответствующем заданному диаметру
обрабатываемой резьбы: х = 0,5£>.
Функциональная связь — кинематическая: z р<р, где р —
винтовой параметр.
Подставляя гг и связи в (3.57), получим известное уравнение
архимедовой винтовой поверхности
((и cos 0 4- 0,5D) cos <p\
— (« cos 0 + 0,5D) simp I.
pep — и sin 0 /
Отметим, что в соответствии с табл. 3.6 (вариант 6) возможна
обработка той же поверхности при дополнительном движении
резца, скорость которого направлена вдоль лезвия. Естественно,
что такая возможность имеется только при однопрофильной обра-
ботке червяка. Этот вариант реализуется при обработке резьбы
«в разгонку».
Таким образом, при обработке профильным резцом число ва-
риантов = 9.
в) Обработка стержневым инструментом, установленным в зад-
ней бабке. Режущая кромка — линия (т = 1), число движений
формообразования — два (п = 2), имеется одна скрытая связь
(£ея — 1). Таким образом, возможна единственная схема обра-
ботки (Оз = 1).
Приведенный перечень не охватывает всех схем формообразо-
вания на универсальном токарно-винторезном станке. Например,
возможна обработка неархимедовых червяков резцом, устано-
вленным не в плоскости XOZ. Поэтому ограничимся оценкой по
формуле (3.54) только для нижней границы числа схем обработки:
S 4 4“ 35 6 4* 9 4* 1 = 16.
Из приведенных примеров видно разнообразие схем обработки,
достигаемых на станке за счет изменения связей между движе-
ниями формообразования и выбора вида инструмента. Для каждой
схемы существует свой набор оценок точности. Таким образом,
особенностью оценки точности по характеристикам обрабатыва-
емых поверхностей является многочисленность расчетных схем.
Отметим, что если разные схемы обработки используют для обра-
ботки одинаковых поверхностей, то, тем не менее, точность об-
работки в общем случае оказывается различной, так как в формо-
образовании участвуют разные звенья ФС станка.
Итак, система уравнений обрабатываемых поверхностей со-
стоит из векторного уравнения формообразования (3.34) и системы
62
скалярных связей (3.35). Анализ системы связей позволяет полу-
чить перечень всех обрабатываемых поверхностей, оценив, таким
образом, спектр формообразующих возможностей ФС станка.
3.3. ПРИНЦИПИАЛЬНАЯ СХЕМА РАСЧЕТА
ХАРАКТЕРИСТИК СТАНКА С ИСПОЛЬЗОВАНИЕМ
ФУНКЦИИ ФОРМООБРАЗОВАНИЯ
Функция формообразования может быть исполь-
зована как основа для синтеза математических моделей важнейших
характеристик станка. Это положение является следствием двух
исходных посылок:
1) процесс формообразования является (наряду с процессом
резания) основным функциональным’процессом в станке;
2) функция формообразования представляет собой аналитиче-
скую модель ФС, а при учете зависимости обобщенных координат
от времени — и модель процесса формообразования.
Одной из иллюстраций методики такого построения служит
п. 3.2. Добавляя к функции формообразования (3.34) систему
связей (3.35) между аргументами матриц обобщенных перемеще-
ний, получаем уравнение обрабатываемой поверхности, а пере-
бирая все варианты таких связей, получаем спектр формообразу-
ющих возможностей станка.
Приведем принципиальную схему получения других характе-
ристик: компоновок станка, уравнений производительности и
точности.
Возможность получения формулы компоновки станка из функ-
ции формообразования следует из тесной связи, существующей
между координатным кодом ФС и кодом компоновки (см. п. 3.1).
Связь с расчетом производительности устанавливается при
вычислении двух характеристик: производительности формообра-
зования и производительности съема стружки (резания). Обе они
определяются как производные по времени: первая — от площади
обрабатываемой поверхности, вторая — от объема снимаемого
припуска. Упомянутые площади и объем далее аналитически вы-
водятся из уравнений обрабатываемых поверхностей.
Наконец, уравнения для расчета погрешности обработки по-
лучаются как полная вариация функции формообразования с уче-
том связей между аргументами.
Анализ и синтез компоновок станков. Компоновка станка во
многом определяет его жесткость, точность, динамическое каче-
ство. Теория формообразующих систем позволяет получить ряд
новых результатов в задачах анализа и синтеза компоновок.
Между движениями узлов формообразования в станке и положе-
нием узлов в пространстве может быть установлено взаимн одно-
значное соответствие, так как узлы в относительном двих ении
имеют не более одной степени свободы. Физическая перестановка
двух звеньев ФС станка моделируется перестановкой матриц А;
в функции формообразования (3.14), и наоборот. При такой пере-
становке результат работы ФС может изменяться или не изме-
няться, в зависимости от того, коммутативны или нет соответ-
ствующие матрицы в уравнении (3.14). Но все допустимые
перестановки, не меняющие функции формообразования, исчер-
пываются тремя случаями, перечисленными в свойстве 5 матриц А/
(см. п. 3.1).
Из этого вытекает, что следующие четыре преобразования
(и только такие) или любая их комбинация не изменяют функци-
ональных возможностей системы формообразования.
Преобразование 1. Перестановка двух соседних звеньев цепи,
Рис. 3.12
Схемы формообразования плоских кулаков
совершающих поступательные движе-
ния относительно предыдущих звеньев.
Преобразование 2. Перестановка
двух соседних звеньев, одно из кото-
рых совершает поступательное, а дру-
гое— вращательное движение вокруг
одной оси, т. е. перестановка звеньев,
составляющих цилиндрическую пару.
Преобразование 3. Объединение не-
скольких звеньев, совершающих оди-
наковое движение относительно одной
и той же оси, в одно звено.
Преобразование 4. Разбиение зве-
на на несколько звеньев, совершаю-
щих то же движение.
Примеры. 1. На рис. 3.12 представлены две схемы формообра-
зования плоских кулаков. В схеме, приведенной на рис. 3.12, б,
по преобразованию 2 можно поменять местами вращение инстру-
мента и поступательное движение, так как они осуществляются
относительно одной оси. В схеме, приведенной на рис. 3.12, а,
никакие перестановки узлов недопустимы.
2. Рассмотренные в работе [19] перестановки узлов трех-
координатного обрабатывающего центра допустимы, так как
представляют собой преобразование 1 — перестановку поступа-
тельно-движущихся звеньев.
Набор перечисленных свойств цепи может быть распространен
на все машины, имеющие одну степень свободы в движении узлов
относительно соседнего узла. Эти свойства характеризуют до-
пустимые . преобразования структур и компоновок, так как при
таких преобразованиях функциональные возможности машины
не изменяются.
Как следует из п. 3.2, зная код компоновки, можно выписать
функцию формообразования станка и, следовательно, получить
все обрабатываемые на станке поверхности, баланс точности
64
3.7. Формальные операции в коде компоновки
Номер пре- образований системы Допустимые преобразования компоновок
Символьное обозначение Описание
1 12=21; 13=31; 23=32 Поступательно движущиеся узлы мож- но переставлять
2 14=41; 25=52; 36=63 Узлы цилиндрической пары можно переставлять
3 11 = 1; 22=2; 33=3; 44=4; 55=5; 66=6 Одинаково движущиеся узлы можно объединить
4 1 = 11; 2=22; 3=33; 4=44; 5=55; 6=66 Уз’ел можно расчленить на два одина- ково движущихся
станка и т. д. Таким образом, по коду компоновки К могут быть
получены формулы для расчета характеристик качества компо-
новки.
Все компоновки, которые по формообразующим возможностям
эквивалентны заданной, могут быть получены из кода К компо-
новки тремя способами: а) допустимыми по преобразованиям
1 ... 4 перестановками, объединением или разделением узлов;
б) изменением положения станины, т. е. остановкой в абсолютном
движении одного из звеньев цепи при сохранении относительных
движений; в) изменением пространственной ориентации системы
координат станины.
Формальные операции в коде компоновки, реализующие спо-
соб а, перечислены в табл. 3.7. Всего имеется 18 вариантов таких
преобразований цепи.
Способ б реализуется помещением знака 0 на любое место
в координатном коде (3.1), в результате чего получается код
компоновки (3.2). Максимально по способу б имеется п + 1 ва-
риант.
Способ в реализуется круговой перестановкой символов в ко-
ординатном коде и кодах компоновок по схеме:
1 _>21;
4 5 g 4.
Следовательно, общее число компоновок с одинаковыми формо-
образующими возможностями определяется по формуле
• М = (л + 1) Л1ФЛ1Я, (3.59)
где Мф — число компоновок, которое может быть получено до-
пустимой перестановкой звеньев (табл. 3.7); Afn — число компо-
новок, которое получается пространственными поворотами станка
как единого целого.
3 Решетов Д. Н. 65
3.8. Компоновки станков с горизонтальной осью вращения и горизонтальным
положением станины
Рассмотрим в качестве примера компоновки токарных станков. Токарно-
винторезный станок с традиционной компоновкой (горизонтальная ось шпинделя»
горизонтальное расположение станины) имеет, как было показано в п. 3.1,
координатный код k = 631 и код компоновки К — 6031.
По табл. 3.7 устанавливаем, что допустима перестановка пар звеньев 63
и 31. Все получаемые при этом компоновки станков с горизонтальной осью
вращения и горизонтальным положением станины сведены в табл. 3.8. В ней,
кроме обычных для токарных станков компоновок (6031, 6301, 6013), содержатся
также компоновки с пинолями (3601, 3610), компоновки, типичные для агрегат-
ных станков (6310, 6130, 3610). Компоновки в первом столбце не относятся
к токарным станкам, так как в них вращательное движение совершает инструмент,
а не обрабатываемая деталь.
Для расчета числа компоновок по формуле (3.59) следует определить еще Мп.
Помимо положения станины по табл. 3.8, возможны также вертикальное и на-
клонное положения станины при горизонтальной оси вращения, а также верти-
кальное положение оси вращения. Например, выполнив в формуле компоновки
круговую перестановку символов на один шаг, получим /С = 4012, что соответ-
ствует компоновке станка с вертикальной осью вращения. Таким образом,
Мп = 4, Л4ф = 3, откуда по формуле (3.59) получаем М = (3 + 1) 4-3 = 48.
Отметим еще и возможности получения компоновок, связанных с разделе-
нием звеньев станка на несколько однотипных. Все 48 компоновок различаются
записью формулы, но обладают одинаковыми формообразующими возможностями,
определяемыми единой для всех этих компоновок ФС. Например, если известно,
что какая-либо поверхность может быть изготовлена на станке с одной из пере-
численных компоновок при определенных связях между движениями, то эта
поверхность принципиально может быть изготовлена и при остальных 47 компо-
новках с теми же связями.
Расчет производительности формообразования. Исследуем ха-
рактеристики производительности, связанные с интенсивностью
функционирования ФС станка: производительность формообразо-
66
вания Пф и производительность съема стружки Пе. Эти харак-
теристики дальше от экономических показателей, чем, например,
штучная производительность, однако именно они, формируя уси-
лие резания и другие динамические параметры процесса формо-
образования, непосредственно влияют на точность обработки.
Производительность формообразования. Скорость роста пло-
щади обработанной поверхности в процессе обработки характери-
зует производительность формообразования. В качестве показа-
телей могут быть использованы средняя производительность
формообразования
Лфр =S/t, (3.60)
(S — площадь поверхности, обработанная за время t) и мгновен-
ная производительность
Пф = dS/dt. (3.61)
Если S (0 — at, то Пф = 77фр = а. Найдем выражение для
производительности в общем случае, когда S (/) изменяется во
времени.
Система уравнений (3.34) и (3.35) позволяет получить вектор-
ное двухпараметрическое уравнение обрабатываемой поверхности
г0 = ге(и, V),
где и, п — переменные, не обязательно явно выражаемые из
системы связей (3.35).
Площадь обрабатываемой поверхности вычисляется по формуле
S = jj|d5|, (3.62)
s
гд.е dS — векторный элемент площади, определяемый из выраже-
ния dS = (г„ х Гц) du dv, rn, rv — частные производные вектора
г® по переменным и, о, определяемые формулой (3.31).
Модуль вектора dS, определяющий элемент площади поверх-
ноет И
|d5| = |ruxr0|d«dn. (3.63)
В общем случае криволинейные координаты и, v зависят от
времени t в соответствии с соотношениями
и — и (w, О’, v = v (w, t), (3.64)
где w — некоторая переменная.
Тогда площадь поверхности вычисляется по формуле
S = j j | ru x г„ 11D | dt dw, (3.65)
s
где D — якобиан преобразования (3.64);
ди ди
dw dt
D== Л л > (3.66)
dv dv v '
dw dt
3*
67
причем рассматривается область, где знак D сохраняется по-
стоянным.
Подставив выражение (3.65) в формулу (3.61), получим фор-
мулу для вычисления мгновенной производительности формо-
образования
».«)
Лф(0 = J |ruxr„||D|do», (3.67)
«.(О
где (/) и wt (/) — предельные значения переменной w на коор-
динатной линии вида t = const, соответствующие границам об-
рабатываемой поверхности (рис. 3.13).
Семейство и=const
Рис. 3.13
Фрагмент поверхности г (ц, t)
с координатными линиями и =
— const и t = const
Рис. 3.14
Схема формообразования при про-
фильном шлифовании цилиндриче-
ской поверхности
Формула (3.67) непосредственно связывает функцию формо-
образования с одной из характеристик производительности.
Пример. Рассчитать производительность формообразования
при шлифовании плоских контуров цилиндрическим кругом
(рис. 3.14). Перечень звеньев ФС и их движений приведен
в табл. 3.9.
Модель ФС имеет вид
г, - А* (- у) А1 (- х) А® (<р) г8, (3.68)
где г8 — радиус-вектор точек инструмента в системе координат S8;
(R cos ф\
/?s2ln'1’ ; (3.69)
68
3.9. Формообразующая система контурно-шлифовального станка
Система координат Звено формообразующей системы Перемещение относительно предыдущего звена
Описание Матрица переме- щения
s0 Обрабатываемая деталь со сто- лом Исходное звено (условно неподвижно) Е
•Si Поперечные са- лазки Формообразующее поступательное пе- ремещение вдоль оси Yo на вели- чину — у (у — перемещение стола относительно станины) А* {-У)
Станина Формообразующее поступательное пе- ремещение вдоль оси %! на вели- чину —х (х — перемещение сала- зок относительно станины) А» (-х)
s3 Шпиндель Формообразующее вращение вокруг оси Z2 на угол ф А« (Ф)
ф — полярный угол точки на поверхности шлифовального круга;
R — радиус круга; г — координата вдоль оси круга (0 < г < В);
В — высота круга.
Знак минус при х, у в формуле (3.68) означает, что фактическое
перемещение совершает система Sj_x, а не система St. В ФС
имеются:
скрытая связь ф + ф = 0;
кинематическая (функциональная) связь у — / (х);
связь огибания rx-rz-rQ = 0, и после преобразований
dy/dx + ctg 6 = 0.
Таким образом, уравнение обработанной поверхности после
выполнения преобразований в уравнении (3.68) с учетом (3.69)
и уравнений связей принимает вид
б = — arctgf (х).
(3.70)
В дальнейшем понадобятся значения производных вектора г0
[см. формулу (3.70) ] по координатам х и г
69
Опуская промежуточные выкладки, приведем результирующие
выражения:
/1\ /0\
Р= " + (3.7!)
где р — радиус кривизны кривой y=f(x), соответствующий
моменту времени /; знак плюс в формуле берется при обработке
вогнутой поверхности (впадины), знак минус — выпуклой.
В выражении (3.70) х и, следовательно, у представляют собой
функции времени /. Преобразование (3.64) имеет вид z = z; х =
= sxt, где sx — подача вдоль оси X. Тогда якобиан (3.66) D == sx.
Подставив все найденные зависимости в формулу (3.67), по-
лучим
л»('Н !•£-><
*1
в
= J sx| 1 ± -у | /1т(у'М = 1 + -£-| В,
о
где su — подача вдоль оси Y.
Таким образом, производительность контурной обработки за-
висит от радиуса кривизны траектории оси круга. Нетрудно
видеть, что множитель при В есть скорость перемещения точки
шлифовального круга вдоль профиля обрабатываемого изделия.
В частном случае при обработке плоскости, для которой кривизна
равна нулю, получим /7Ф = Bs, где s = s* + sj; при этом
образуется плоскость, расположенная под углом к оси X, зави-
сящим от отношения sx/s9.
Производительность съема стружки. Для расчета производи-
тельности съема стружки необходимо знать векторные уравнения
поверхности заготовки и обработанной детали в одной и той же
системе координат. В качестве показателей по аналогии с преды-
дущим разделом можно использовать среднюю производитель-
ность
П? = VH,
(V — объем, снятый за время t) и мгновенную производительность
съема стружки
Пс = dV/dt.
Элемент объема определяется формулой
dv = b~dS,
70
где dS — векторный элемент площади; Ь — вектор припуска0
определяемый как разность двух векторов;
& = Гз ~
Г3 — радиус-вектор точки на поверхности заготовки; г0 — радиус*
вектор точки на обрабатываемой поверхности, причем г0 и г3
записаны в одних и тех же криволинейных координатах и, v.
Интегрируя по поверхности S, получаем выражение для
объема
S S
По аналогии с вычислением площади поверхности выражаем
и, v через новые переменные w, t по формулам (3.64), где t —
текущее значение времени обработки поверхности.
Тогда по аналогии с формулой (3.67) получим выражение для
расчета мгновенной производительности
J sr)lDl‘to- <3-72)
«но
где (() и ш2 (/) — предельные значения переменной к1 на коор-
динатной линии t = const, соответствующие границам обраба-
тываемой поверхности; D — якобиан [см. формулу (3.66) ].
Производительность съема стружки может быть подсчитана
и другим способом. Рассмотрим поверхность резания, т. е. поверх-
ность, по которой происходит мгновенный контакт режущего
лезвия или режущей поверхности инструмента с обрабатываемым
материалом. Радиус-вектор грез этой поверхности может быть
найден из функции формообразования (3.14) путем подстановки
вместо всех переменных qjt зависящих от времени t, соответству-
ющих выражений q} — q} (/).
В результате получаем уравнение в одном из двух вариантов:
при формообразовании поверхностью инструмента
рез — f рез (ыр> ур> (3.73)
где «р, tip — криволинейные координаты поверхности инстру-
мента; Т т— фиксированный момент времени t\
при формообразовании лезвийным инструментом
Грез = Грее (“р> 0’ (3-74)
где Up — координата вдоль лезвия инструмента.
Элемент d5pe3 поверхности резания имеет вид:
для случая (3.73)
dS = Г drP*3 v drрез 1 . . .
а V* L дир Х дор jauPavP’
71
для случая (3.74)
ft С ________________ Г dfpes v &греэ ] а,, а/
«Л₽вз - [-^“х“аГ”]
Этот элемент, двигаясь в толще материала, снимает в единицу
времени объем do — w- dSpe3, где w — скорость перемещения
элемента dSv„ относительно обрабатываемой детали, определя-
емая дифференцированием по времени вектора г0:
/«=1
Отсюда скорость съема материала, т. е. производительность
съема стружки,
пс(о JJ ;0-^рез. (з.7б)
^рез
Для обработки многолезвийным инструментом формула (3.76)
принимает вид
м
Лс(0 = Е U (3-77)
3pes. k
где М — число режущих лезвий, участвующих одновременно
в съеме стружки; Spe3fc — поверхность резания k-ro лезвия.
Формирование сил резания. Функция формообразования тесно
связана с геометрическими характеристиками, от которых зависят
значения сил резания. Последние формируются на режущих
лезвиях и поверхностях в объеме, ограниченном тремя видами
поверхностей:
поверхностью обрабатываемой детали по уравнению (3.29);
поверхностью резания по уравнению (3.73);
поверхностью заготовки.
Для находящихся в этом объеме активных участков режущего
инструмента определяются ширина и толщина среза, глубина
резания и т. д. Рассмотрим в качестве примера расчет глубины
резания. Она определяется как расстояние от обрабатываемой
поверхности S до поверхности заготовки, измеренное по нормали
к S. Возьмем произвольную точку поверхности S, заданную
переменными ии
Г1 = Го («!, 01)
и проведем нормаль через эту точку. Ее уравнение
г = Г1 Аях, (3.78)
где — орт нормали к обрабатываемой поверхности, вычисля-
емый по формуле (3.33) при и — иг, о — ох.
72
Пусть уравнение поверхности заготовки задано в виде
г,-г,((/, V). (3.79)
Приравнивая правые части уравнений (3.78) и (3.79), получаем
векторное уравнение с тремя неизвестными (U, V, X). Находим
из него величины (Д = U (ulf »i); — V («j, uj, откуда глубина
резания tv — \ гх — гя (Ult V\) |.
При фиксированных режимах резания знание мгновенной
производительности Пс съема стружки позволяет определить
изменение усилия резания. Мощность резания связана с Пс соот-
ношением
Мрет =
где kN — коэффициент, определяемый для данных условий экспе-
риментально; физический смысл kN — мощность, приходящаяся
на съем единицы объема.
Мощность резания может быть определена и через силы и ско-
рости:
Mpe3 = |Fn||Wn| + |Ft||wT |,
где Fn и F-, — нормальная и тангенциальная составляющие силы
резания относительно поверхности резания; — составляющая
скорости w точки инструмента, направленная по нормали к по-
верхности резания в точке приложения силы резания; <оох — со-
ставляющая, лежащая в плоскости, касательной к поверхности
резания:
я»п = (w-np)np; Wt — w — wn =« ЛрХ(ПрХто),
где Яр — орт нормали к поверхности резания.
Принимая |FX| — g|FB|, где ц— коэффициент трения на
поверхности сдвига, получим формулы для расчета сил резания:
1। + ; ।F' । " |»„| + Х,Г ’ <3-80>
где /7е — определяется по формуле (3.72) или (3.76).
Обычно в станках |wx|^>|wn|, так что формулы (3.80) при-
нимают вид
' ₽ I _ . I р I _ кцПц
И>»1- M|wt| ’ '^’1- |«ч| •
Практически |wT| совпадает по величине со скоростью главного
движения v, откуда
|Fr|» kNnjv.
73
Зная модули составляющих сил резания, определяем их век-
торные выражения:
Ft = | Ft | wx = wt; Fn = | Fn | wn =
V [ли
-Fpes = Ft + Fn = (kNnjv) ( Wx + y«’n)»
где Грез — сила резания; и ц определяются экспериментально
для конкретных условий обработки.
Расчет погрешности положения точек обрабатываемой поверх-
ности. Рассмотрим метод расчета точности станка, основанный
на преобразовании функции формообразования — ее варьирова-
нии. По этому методу строится универсальное выражение для
расчета погрешности положения точек обрабатываемой поверх-
ности, что составляет содержание блоков 4, 6 модели выходной
точности (см. рис. 3.1).
Вариация функции формообразования как модель погрешности
положения. Исторически задача расчета точности возникла на базе
задачи оценки точности косвенных измерений, когда заключение
о погрешности Аг/ величины у делается не в результате непосред-
ственного ее измерения, а путем оценки погрешности некоторых
других величин х2, ..., хл, связанных с измеряемой величиной
известной функциональной зависимостью
У = f (Xi...хп). (3.81)
Из теории ошибок [27] известно, что погрешность измерения
Az/ величины у может быть оценена полным дифференциалом dy
функции (3.81):
п
<382>
1=1
где Axf — погрешность измерения входной переменной (i =
= 1, ...,и). Частные производные dfldxt называют передаточными
коэффициентами входных погрешностей Дх$, а формулу (3.82) —
правилом переноса ошибок [73].
Известно, однако, что формула (3.82) не дает полной погреш-
ности Az/. Всегда имеется еще составляющая бу, не охватываемая
формулой (3.82), т. е.
Ay - dy + 8у. (3.83)
Физический смысл составляющей 8у следующий. Пусть все
входные величины х^ измерены без погрешностей Дхр Тогда по
формуле (3.82) dy = 0. При этом остаются еще составляющие,
которые вызваны нарушением вида функции f (хь хп), т. е.
74
при измерении фактически реализуется связь не вида (3.81), а вида
У1 fi (*i.....хп),
причем разность
&У = У1 — У = fl (*i, —. Хп) — f (Х1...Хп) (3.84)
мала по величине. Малую функцию переменных хь ..., хп, опре-
деляемую формулой (3.84),
^y(xt....хп) = 6/ (Xi, .... х„)
называют вариацией функции f (хъ хп). На рис. 3.15 дана
Рис. 3.15
Сравнение дифференциала dy, изохрон-
ной Ьу и полной &у вариаций функции
У =- f (х)
иллюстрация понятия вариации
функции для случая одного аргу-
мента.
В целом правая часть фор-
мулы (3.83) представляет собой
полную вариацию функции
/ (хъ .... Хп):
Ау==А/(х1.....*„), (3.85)
где Д — знак полной вариации «--------,-------------------
[14]. Она слагается из п соста- *
вляющих по формуле (3.82), вызванных погрешностями Axf
входных переменных и некоторого числа других составля-
ющих, вызывающих малое изменение вида функции (3.81) при
неизменных значениях входных переменных. Таким образом,
погрешность Ду по формуле (3.82) зависит от большего, чем п,
числа входных погрешностей.
Ясно, что по физическому смыслу величина Ду по формуле
(3.85) полностью отвечает определению погрешности, которая,
как известно, есть разность между измеренным и номинальным
значениями величины, независимо от источника возникновения
этой разности.
Формула (3.82) дает лишь часть Ду, хотя довольно
часто эта часть является основной. Однако в механических устрой-
ствах, особенно высокоточных, к которым относятся и металло-
режущие станки, составляющая бу [вариация функции (3.81)]
обычно является весьма существенной.
Прежде чем перейти непосредственно к точности станков,
рассмотрим интерпретацию формул (3.81) ... (3.85) применительно
к расчету точности механизмов [13].
Исчерпывающей аналитической характеристикой механизма
является, как известно, его функция положения, связывающая
75
перемещение у выходного звена с перемещением х входного звена,
в виде
У = / (X, й!..ап), (3.86)
где х— входная координата; at (1 = 1, п)— параметры меха-
низма, зависящие от его структуры и конструктивного исполне-
ния. Все аргументы функции в правой части формулы (3.86)
называют обобщенными координатами механизма. Нетрудно ви-
деть, что формулы (3.81) и (3.86) различаются только обозначе-
нием переменных в правой части. Поскольку х в формуле (3.86) —
независимая переменная, то Ах = 0. Следовательно,
п
м
где Aaf — погрешности ait возникшие при изготовлении звеньев
механизма и его сборке.
Итак, составляющие погрешности, охватываемые формулой
(3.82), определяются предельно просто, если известна функция
положения механизма. Что касается погрешностей другой группы,
т. е. определяемых формулой (3.84), то учет их влияния осуще-
ствляется путем составления геометрической схемы и решения
последней для каждой входной погрешности в отдельности. В це-
лях систематизации этой группы расчетов разработаны 113] схемы
влияния эксцентриситетов, зазоров, перекосов и т. д. на выход-
ную точность механизмов. Каждую такую схему нужно ин-
терпретировать применительно к конкретному виду выходной
погрешности. Таким образом, для погрешностей, вызванных
нарушением вида функции положения, не удавалось до послед-
него времени найти универсального метода учета их влияния,
эквивалентного по мощности и простоте аппарата методу диффе-
ренцирования по формуле (3.82).
В отсутствие универсального аналитического метода был
разработан универсальный графоаналитический метод преобра-
зованного механизма [13], при котором расчет влияния всех без
исключения входных погрешностей осуществляется одним и тем
же стандартным приемом: механизму предоставляется лишняя
степень свободы в направлении анализируемой входной погреш-
ности, а все движущиеся звенья останавливаются в каком-то
заданном положении.
Кроме графоаналитического метода расчета точности меха-
низмов, разработан также численно-аналитический метод расчета
точности станков [8, 9], также являющийся универсальным.
Основная идея этого метода — представление станка в виде це-
почки систем координат, последовательно связанных друг с другом
шестью упругими опорами. Задавая координаты и жесткости
опор, движения формообразования узлов, а также нагрузки,
действующие в станке, можно с помощью ЭВМ получить погреш-
76
ность положения точек обработанной детали, т. е. рассчитать
Точность станка.
Изложенное показывает актуальность разработки универсаль-
ного чисто аналитического метода расчета точности, причем для
металлорежущих станков ситуация добавочно обостряется тем, что
в отличие от механизмов станок характеризуется не одной, а не-
сколькими выходными характеристиками. На станке, как пра-
вило, обрабатывается несколько поверхностей, и, кроме того,
любая поверхность характеризуется набором показателей точ-
ности. Следовательно, в отсутствие универсального метода анали-
тический расчет требует составления и решения большого числа
геометрических схем для каждой пары входной и выходной по-
грешностей, причем часто схемы эти бывают весьма слож-
ными.
Для построения универсального аналитического метода рас-
чета потребовалось решить следующие задачи.
1. Найти стандартный способ построения функции, связыва-
ющей входные и выходные переменные в станке (аналог функции
положения механизма или функции связи между переменными при
косвенных измерениях). Решение этой задачи изложено в п. 3.1
и 3.2 и заключается в построении функции формообразования.
2. Научиться строить линейную зависимость типа зависи-
мости по формуле (3.82), но содержащую не только погрешности
вследствие ошибок входных переменных, но и погрешности из-за
изменения вида функции.
Расчет погрешности положения точек обрабатываемой по-
верхности. В соответствии с принятым подходом погрешность
представляет собой полную вариацию функции положения меха-
нического устройства. Роль функции положения для станка
играет функция формообразования с учетом связей между пере-
менными (аргументами матриц А'). В соответствии с формулой
(3.85) векторная погрешность Дг0 положения точки обработанной
поверхности с радиусом-вектором г0 выразится формулой Дг0 =
« Дг0 (и, о).
Поскольку г0 (и, ») выражается системой, состоящей из век-
торного уравнения (3.34) и системы связей (3.35), то
= Л (Ao. if i)>
Afi (ft....fti+m) = 0»
(3.87)
Aft (ft.....fti+m) — 0,
где qt, ft, .... —переменные, входящие в матрицу AO|/;
L — число связей.
77
Учитывая, что Ао> {- представляет собой произведение I ма-
триц АЛ проведем варьирование в системе (3.87):
Аг0 = А (Ао> /Гi) 4“ Ао> 1А (Ai, trL) + • • • +
4~ Ao, z-iA (Az„b /Г/) + Ао, /Аг
n-j-m n-j-m
E^-6’‘=s>: ; S-sj-6’-=6b <i88>
i=l /=1
где A (A01Z rz), A (A1)Zrz), Arz — вариации векторов Ao>; rz;
Ai, zrz, rz; 8qt (i = 1, n + m) — вариации переменных
qt, Sx, 6L — малые величины, в частности они могут быть
равны нулю.
Перейдем к анализу физического смысла и получению явного
выражения для вариации вектора. Произвольный вектор г —
= (х, у, г, 1)т в общем случае в результате варьирования полу-
чает малое возмущение каждой своей декартовой координаты
в следующем виде:
/6пх &i2y + 6J3z -j- би
I 621х + дгъу -j- 623z 624
I 631Х + 632^ + 633Z -|- 634
\ о
(3.89)
где 6и (/ — 1, 2, 3; / = 1, 2, 3, 4) — малые функции, в общем
случае зависящие от всех переменных qt (t = 1.....п + т),
8{J — tijF (<7i, ..., <?n+m); еи — малые скалярные величины;
F — произвольная функция.
Выражение (3.89) действительно представляет собой наиболее
общий случай линейного возмущения: приращения координат
содержат как свободные члены, так и члены, пропорциональные
всем трем номинальным координатам. Выражение (3.89) можно
представить в матричном виде:
Аг = 6Аг,
где 6А — матрица вариации
/6ц 613 614
6А = | ®21 622 623 624
1 631 632 633 634
\о 0 0 0
(3.90)
Чтобы вскрыть физический (механический, геометрический
и т. п.) смысл всех 12 элементов 6Zy матрицы 6А, необходимо сна-
чала преобразовать ее. Известно [341, что матрица 6А всегда
может быть представлена в виде суммы трех матриц:
6А = 6Д + 6П0В + 6Пер, (3-91)
78
, где бд — матрица деформаций (симметричная); бпов — матрица
чистого поворота (антисимметричная); 6пер — матрица чистого
переноса (столбцовая);
/000 6Д
[о 0 0 6v
Опер — 1 q 0 0 • <3-92>
\о 0 •о о /
Элементы этих матриц определяются по элементам матрицы 6А
следующими формулами:
бях = бп; Ьуу = 622; 6i2 = 6Sa;
^ху — (б12 ~f* 62J); 6Х2 — 0,5 (613 + 63i); bgz = 0,5 (623 + 632);
у — 0,5 (6ц — 6г2); Р = 0,5 (631 — 6ХЗ); сс = 0,5 (6з2 — 623);
6х = 6м; 6^ = 624; 6Ж = 634. (3.93)
Матрицы (3.92) могут быть записаны в виде линейной комби-
нации матриц с постоянными элементами. Например,
(0 0 0 0\ / 0 0 1 0\
° ° —1 0| | 0 0 0 0 ]
0 1 0 0 1 + ₽ I -1 о о о1 +
00 0 0/ \ 0 0 0 0/
Каждая из матриц в формуле (3.94) взаимно однозначно соот-
ветствует виду погрешности и является частной производной
матрицы бпов по аргументу этой погрешности, т. е.
Я _____ — дбпов | О
бпов = а + р
дбпов । „ дбпов
"*т ду ’
Аналогично можно представить матрицы 6Д и бпвр.
Вообще формулу (3.91) можно представить в виде суммы:
12
6А =
/=1
дМ
d8qf
12
/«I
(3.95)
79
3.10. Матрицы для входных погрешностей bqi
Матрица р/ для в матрицах впер н бпов
6$'X» бж б^3 s= б<74= а 67s = 3 v
/0 0 0 1\ /0 0 0 0\ /0 0 0 0\ /0 0 0 0\ / 0 0 1 0\ /0—1 0 0\
| 0 0 0 0 1 1 0 0 0 11 1 0 0 0 0 1 I 0 0—1 0 1 / 0 0 0 0 | 1 1 0 0 0 |
1 0 0 0 0 1 1 0 0 0 0 | 1 0 0 0 1 1 1 0 1 0 0 1 1 —1 0 0 0 1 1 0 0 0 0 1
\0 0 0 0/ \0 0 0 0 / \0 0 0 0/ \0 0 0 0/ \ 0 0 0 0/ \0 0 0 0/
Матрица Dj для 6?/ в матрице вд
в»’= 6ХХ буу в„ e«“= вхр в«“= бхг «<?”= йуг
/1 0 0 0\ /0 0 0 0\ /0 0 0 0\ /0 1 0 0\ /0 0 1 0\ /0 0 0 0\
1 0 0 0 0 1 / 0 1 ° ° 1 / 0 0 0 0 | / 1 0 0 0 1 / 0 0 0 0 | | 0 0 1 0 |
1 0 0 0 0 1 1 0 0 0 0 1 1 0 0 1 0 1 1 о о о о 1 110001 1 0 1 0 0 1
\0 0 0 0/ \0 0 0 0/ \0 0 0 0/ ' \0 0 0 0/ \0 0 0 0/ \0 0 0 0/
3.11. Физический смысл элементов матрицы деформаций 6Д
Элемент Физическая интерпретация
Я Зй й со «О со «О Относительное малое растяжение-сжатие вдоль оси X То же, вдоль оси Y То же, вдоль оси Z Половина малого изменения угла между координатными пло-
' к S. «Осо скостями XOZ и YOZ То же, между ХОК и ZOY То же, между Y0X и ZOX
где 8qi (/ — 1,12) — элементы матриц бд, бпов и бпер, определенные
формулами (3.93); Di = dSAJdbql — одна из 12 матриц частных
производных матрицы 6А (табл. 3.10).
Из формулы (3.95) видно, что, если 6q‘ рассматривать как
входную погрешность, то Di — ее передаточная матрица.
Физический смысл элементов матрицы деформаций. Матрица бд
моделирует изменение координат точки при деформациях тела.
Ее диагональные (ненулевые) элементы имеют физический смысл
малого относительного удлинения вдоль соответствующей оси,
внедиагональные — половины малого изменения прямого угла
между осями координат (табл. 3.11).
Пусть, например, балка с осью, расположенной вдоль оси X,
испытывает равномерное растяжение вдоль этой оси по закону
6х = ех,
80
где * — координата точки на балке до растяжения. Следовательно,
радиус-вектор г этой точки получает приращение
\ 6г = 6яг,
1
1
где 6Д — матрица деформаций по формуле (3.20), в которой 6ХХ =
= в, а все остальные элементы равны нулю:
Правило знаков. Элементы бхх, Ьуу, матрицы 6Д положи-
тельны, если вектор г есть радиус-вектор точки на недеформиро-
Рис. 3.16
Деформации систем координат, нарушающие ортого-
нальность осей X и У
ванной балке, а 6г — изменение (вариа-
ция) этого вектора после растяжения
балки. Аналогично рассматривается слу-
чай недеформируемого тела, измеряе-
мого деформируемой измерительной
системой. В этом случае 6ХХ, 6УУ, 8ZZ
положительны, если г есть радиус-вектор
точки, измеренный недеформированной
измерительной мерой, а 6г — измене-
ние г в результате измерения равномерно сжатой мерой.
Рассмотрим пример на деформации, описываемые внедиаго-
нальными элементами матрицы 6Д. Пусть в результате деформации
изменился двугранный угол между координатными плоскостями
YOZ и XOZ, или, что то же, —между осями X и Y (рис. 3.16).
Это изменение на малый угол <р симметрично распределяется вну-
три прямого угла XOY, т. е. полагаем, что плоскость XOZ повер-
нулась на угол <р/2 против часовой стрелки, а плоскость YOZ —
по часовой стрелке. Точка А, имевшая в системе OXYZ коорди-
наты г = (х, у, г, 1)т, в деформированной системе координат будет
иметь координаты г' = (х', у', г, 1), а изменение радиуса-век-
тора г будет
(х' — х\
У ) = 6дг,
z — г I д
0 /
(3.96)
81
3.12. Физический смысл элементов матриц поворота бпов и перекоса 6Пер /
Элемент - ' Г Физическая интерпретация
а Малый угол поворота вокруг оси X
₽ То же, вокруг оси Y
т То же, вокруг оси Z
Малое абсолютное смещение вдоль оси X
бу То же, вдоль оси Y
б; То же, вдоль оси Z
где бд — матрица деформаций, у которой не равны нулю два
внедиагональных элемента;
(О <р/2 0 0\
ф/2 0 0 0 1
О О О О Г
О ООО/
Подставив бд в формулу (3.96), получим
(£Г<Р/2\ /х + #ср/2\
*ф/2 I . _ I 0 + *<Р/2 |
Л ; г =г4 6г = I.
О Г 1 I z I
О / \ 1 /
(3.97)
Правило знаков. Внедиагональные элементы матрицы деформа-
ций бд положительны, если г — радиус-вектор точки в недефор-
мированной системе координат, а 6г — изменение г в результате
деформации, уменьшающей угол между положительными напра-
влениями осей координат.
В качестве иллюстрации приведем ситуацию, когда деталь
изготовляли на станке, у которого отсчетные устройства в пло-
скости XOY были неортогональны. Если их положительные
направления составляли острый угол, отличающийся от прямого
на малый угол ф, то при измерении той же детали на более точной
измерительной машине координаты хну окажутся увеличенными
в соответствии с выражением (3.97). Аналогично, если измери-
тельная система недеформируемая, а обрабатываемая деталь сде-
формировалась, например, в результате деформации сдвига так,
что угол между осями X и Y увеличился на малый угол ф, то
радиус-вектор г точки получит приращение 6г по формуле (3.97).
Матрицы поворота бпов и переноса бпер моделируют малые
повороты и смещения твердого тела (табл. 3.12). В отличие от
матрицы бд, интерпретирующей малое изменение масштабов по
осям и прямых углов между координатными плоскостями в одной
системе координат, матрицы бпов и бпер интерпретируют малые
относительные перемещения двух координатных систем.
82
\ В гл. 4 показано, что большое число задач расчета точности
станков может быть решено при использовании только матриц
бйов и 6пеР; там же введена матрица е, равная сумме этих двух
матриц:
' 8 = бпов 4- впер (3.98)
и дано физическое толкование малым величинам а, 0, у как
углам поворота системы вокруг осей координат и 6Х, Sp, 62 —
как смещению начала координат вдоль каждой из осей.
Правило знаков. Элементы матриц 6пер и 6ПОВ положительны,
если соответствующее им смещение происходит в положительном
направлении, т. е. линейные смещения — от минуса к плюсу,
угловые — против часовой стрелки, (при взгляде с конца оси
поворота).
Нетрудно видеть, что это правило полностью совпадает с пра-
вилом знаков для матриц А/ (см. табл. 3.1). Это объясняется
соответствием физического смысла матриц А/, описывающих
макроперемещения систем, и матриц бпер и бпов, моделирующих
те же перемещения, но малые по величине.
Основные формулы вариационного метода расчета точности.
Матричная форма (3.90) записи вариации вектора позволяет
представить первую формулу (3.88) в общем компактном виде:
i
А/"® = S Ао, (6А;Аг zrz, (3.99)
<=о
где 6А| — вариация вектора Az, ггг, определяемая формулой
(3.91).
Воспользуемся формулой (3.95) и перепишем (3.99) в виде
линейной формы от элементов 8qt матриц бд, 6ПОВ, бпер:
I 12
Аго = U S iD’iAt, trt, (3.100)
0 /=]
где Sq'i и D{ — то же, что и в (3.95), для t-го слагаемого в формуле
(3.99).
Таким образом, если рассматривать малые величины как
/-ю входную погрешность i-ro звена ФС, а Аг0 как выходную по-
грешность системы, то формула (3.100), а следовательно, и фор-
мула (3.99) являются представлением выходной погрешности
(3.84) в виде суммы, где каждое слагаемое состоит из входной
погрешности и множителя при ней, не зависящего ни от одной
из входных погрешностей. Как известно [13], такой множитель
является передаточным коэффициентом для этой входной погреш-
ности, т. е. вектор
dt — Ao, iD'iAt' 1Г1
83
есть передаточный коэффициент для 6<?{:
I 12
Аг0=ЁЕМ^. (3-101)
<=0/=1
При метрологических оценках распространены скалярные
оценки точности, которые могут быть получены из (3.101). На-
пример, большое число оценок получается проектированием Аг0
на направление нормали к поверхности:
I 12
Дг„ = (Аг0-л) = W?!(di-л), (3.102)
i=0 /=1
где п — орт нормали, определяемый по формуле (3.33).
Линейность формул (3.99) ... (3.102) позволяет дать простые
зависимости и для случая, когда 8q — случайные величины.
Тогда, например, математическое ожидание величины Агп
I 12
М (Ьгп) = % %(di-n)-M (8qi), (3.103)
*=0 /=4
где М (6ql) — математическое ожидание случайной величины.
Аналогично получается формула для дисперсии Агл.
В случае, если деформации систем отсутствуют, с учетом
обозначения (3.98) получаем
i
Аго~ Ao, A-i, iri\
t=o
я-Нн
2-^-вд^б,. /==1.2...........L. (3.104)
(=1
Варьирование связей ft, входящих в систему (3.87), или,
что то же самое, (3.88), приводит к появлению L связей между
входными погрешностями 8q. Из них могут быть найдены L по-
грешностей в виде функции остальных. Вопрос о том, какие по-
грешности являются независимыми, а какие находятся из системы
проварьированных связей, решается путем анализа геометриче-
ского содержания каждой из 6 (/ 4- 1) элементарных погрешностей,
входящих в формулу (3.104).
Формулы (3.14), (3.35) и (3.104) лежат в основе вариационного
метода расчета точности механических устройств [46, 471. По ним
вычисляют векторы погрешности положения точки, номинальный
радиус-вектор которой определяется из системы уравнений (3.14)
и (3.35):
г, в Ао, (Г I,
//(<71.<7n.m) - 0; / = 1, .... L. (3.105)
84
Воспользовавшись представлением (3.95) матрицы в в виде
суммы шести элементарных матриц, можно первую формулу
(3.104) дать в виде
Дго = S S (Ao, tD^i. trt) 6<И. (3.106)
4=0 /=1
где — матрицы (см. табл. 3.10); — погрешность положе*
ния i-го узла по /*й обобщенной координате.
При метрологических оценках точности обычно интересуются
не векторным балансом (3.106), а его проекцией на некоторое
направление, например на нормаль к поверхности. При этом
получается баланс точности в скалярной форме (нормальный
баланс):
Аг„ = (Дго-Л) =
i в б/+б
-ЕЕ [(Ao, iD'iAi, trt) • л] М = S а^, (3.107)
/—I Л=1
причем среди 6Z + 6 входных погрешностей две равны нулю (по-
грешности независимых переменных и, v).
Итак, основной результат п. 3.3 — формулы (3.104), (3.106)
к (3.107) для вычисления погрешностей, полученные преобразова-
нием функции формообразования станка.
ГЛАВА 4
РАСЧЕТ ТОЧНОСТИ ПОЛОЖЕНИЯ
ОТДЕЛЬНОГО ЗВЕНА
ФОРМООБРАЗУЮЩЕЙ СИСТЕМЫ
4.1. МАТЕМАТИЧЕСКОЕ ОПИСАНИЕ
МАЛЫХ СМЕЩЕНИЙ ТВЕРДОГО ТЕЛА
Первый этап вычисления погрешности станка заклю-
чается в расчете погрешности положения каждого элемента ФС
по отношению к соседнему элементу.
Рассмотрим геометрическую интерпретацию зависимостей для
вычисления погрешности положения произвольной точки К по-
верхности F твердого тела (рис. 4.1) через погрешность положения
самого твердого тела. Напомним, что под твердым телом в меха-
нике понимают систему точек с непрерывно распределенными
массами, в которой расстояние между двумя любыми точками
постоянно.
Используемый здесь аналитический аппарат основан на ис-
пользовании принципа малости погрешностей по сравнению с аб-
солютными размерами узлов. Введем номинальную систему коор-
динат S с началом О и осями X, Y и Z. Номинальные координаты
точки К в этой системе обозначим хк, ук, zK, а радиус-вектор
точки — гк. Таким образом,
Гк = (х/6 Ук> гх; 1)т. (4.1)
'Вследствие всякого рода возмущений твердое тело и, соответ-
ственно, связанная с ним система координат занимают положение,
отличное от номинального, причем эти смещения малы по сравне-
нию с номинальными размерами. Смещенную систему координат S'
будем называть фактической системой координат (ее начало О',
оси —X', Y', Z').
В системе координат S' можно построить точку N, такую, что
координаты точки N в системе S' численно совпадают с коорди-
натами точки К в системе S, т. е. г'ы = Гк< или
x'n = y'N = Ук; «к = zK- (4.2)
Положение точки X также может быть задано в системе S'.
Ее радиус-вектор Гк (х'к, у’к, г'к, 1)т. Разность
бгк = гк-гк = гк-гк (4.3)
86
представляет собой вектор погрешности положения тонки К
в фактической системе координат S'. Координаты вектора бгк
обозначим 6хк, 6ук, 6zK. Из формулы (4.3) получим
Таким образом, погрешность положения точки представлена
в виде разности ее координат в двух системах координат, для чего
Рис. 4.1
Определение погрешности положения
твердого тела (N и К — заданное и
фактическое положения режущей точ-
ки; п — нормаль к заданной поверх-
ности F в точке N', F' — фактически
полученная поверхность; б — погреш-
ность положения начала координат:
6г — погрешность положения тоник N;
вн — нормальная составляющая погреш-
ности
оказалось необходимым свя-
зать обе эти системы — номи-
нальную S и фактическую
S' — с одним твердым телом.
Их взаимное положение разли-
чается вследствие смещений
и поворотов по всем шести
степеням свободы. Поскольку
смещения и повороты малы
по величине, то с точностью
до величин второго порядка
погрешности 6гк определяются
малости координаты вектора
по формулам
- Wk + ₽*k!
&Ук = 6» + Ухк - ««к;
(4-5)
6zK = 6t - $хк + аук,
где 6Х, и 6, — малые смещения начала О системы координат
вдоль осей X', У и Z' соответственно; а, 0 и у — малые углы
поворота системы координат S бтносительно осей координат X',
У, Z' соответственно.
Малость смещений и углов поворота здесь понимается в том
смысле, что их квадратами и попарными произведениями можно
пренебречь в сравнении с самими величинами. Числа S„ 6У, бг,
а, 0, у, определенные для каждого твердого тела в данный момент
времени, будем называть обобщенной погрешностью положения
(по аналогии с терминами, используемыми в динамике твердого
87
тела). Рассмотрим геометрический смысл элементов обобщенной
погрешности. В простейшем случае погрешность положения
твердого тела, или, что то же, его системы координат характери-
зуется только поступательными смещениями, которые полностью
определяются смещениями бж, 6В и 6Х точки О, являющейся нача-
лом системы координат S, относительно системы S'. Нетрудно
видеть, что в этом случае погрешность положения точки К
6х = 6Ж; ду = ,бв; дг = 62.
Тот же результат получается из (4.5) при а — 0 = у = 0.
Составляющие а, 0, у обобщенной погрешности описывают
поворот системы S на малый угол dd = уга? + Р2 + у2 вокруг
оси, проходящей через начало координат, с направляющими
косинусами сь с2, с3, причем выполняются соотношения
а = Cjdd; 0 = c2dd; у — c3dd. (4.6)
В частности, если два из трех малых поворотов равны нулю,
то твердое тело поворачивается вокруг одной из осей координат.
Например, пусть 0 — у — 0. Следовательно, dd = а, и из формул
(4.6) получаем сх = 1, с2 — 0, с3 = 0. Таким образом, в этом слу-
чае тело поворачивается на угол а вокруг оси X.
Если присутствуют только малые повороты твердого тела без
смещения начала координат, то вектор 6г погрешности положе-
ния точки К имеет координаты
= - уук 4- 0zK;
&Ук = Ухк ~ агк<
&гк — ~ Рхк + аУк'
Для элементов обобщенной погрешности положения существует
следующее правило сложения. Если на тело действуют несколько
возмущений, каждое из которых вызывает малые смещения тела,
то одноименные элементы суммируются:
МММ
а == Е “ъ Р = Е Р»; Y = Е Уъ
Jh=l
МММ
бх= Е 6ХЙ; бв = Е Ьь-. «.= Е 6*.
Л=1 *=1 *=|
где М — число источников возмущений; k — номер источника
возмущения.
В общем случае координаты вектора погрешности бг вычис-
ляют по формулам (4.5). Эти формулы можно записать в более
компактном виде, если воспользоваться матричной алгеброй:
бгк = егк, (4.7)
где гк — четырехмерный радиус-вектор положения точки К,
определенный формулой (4.1); бг^— четырехмерный вектор по-
грешности положения точки К; 6гк = (дхк, бук, дгк, 0)т ; е —
88
матрица порядка 4X4 обобщенной погрешности положения
тела;
элементы которой бх, бх, а, р, у составляют, как это было
введено выше, обобщенную погрешность положения твердого тела.
Матрица в была получена в п. 3.3 из чисто аналитических
соображений. Векторы гк и 6гк в формуле (4.7) относятся к кон-
кретной точке К, в то время как матрица 8 относится к твердому
телу в целом. Разница в природе векторов гк и бгк сказывается
в различии их четвертых координат: радиус-вектор Гк имеет
четвертую координату, равную единице, а 6гк — нулю. Физи-
чески это различие состоит в том, что гк всегда приложен к на-
чалу координат системы и поэтому точка К всегда определена
своими тремя координатами. В то же время величина погреш-
ности своими тремя координатами 6хк, 6ук, 6zK полностью не
определяется, так как необходимо еще знать и номинальные
координаты точки К, погрешность положения которой мы нахо-
дим. Числа 6хк, 6ук, 6zK, хк, ук, гк полностью характеризуют
положение точки с учетом его погрешности.
В структуре матрицы г по формуле (4.8) можно выделить сле-
дующие характерные элементы. Четвертый столбец этой матрицы
представляет собой вектор погрешности положения тела при
наличии только малых поступательных перемещений. Левый верх-
ний блок 3x3 представляет собой антисимметричную матрицу
угловых поворотов тела. Матрица е может быть представлена
в виде суммы шести элементарных матриц (см. табл. 3.10), каждая
из которых имеет скалярным множителем только одну составля-
ющую обобщенной погрешности:
о
о
о
о
(0
0
п
о
о
о о о\ /о
0 0 0 1, [ о
0 0 1 1 + а1 о
ООО/ \0
0 0 1\ /ООО
0 0 0 ||_л 10 0 0
о о о г бч о о о
ООО/ \о о о
о о о\ /о
° -1 °1 4-ftl 0
1 о О I+ РI — 1
0 0 0/ \ о
0\
о/
0 1 0\
0 0 0 1
о о о г
0 0 0/
/0 — 1 о 0\
, 1 0001
+ YI О 0 0 О '
\0 000/
(4.9)
89
4.1. Формы представления обобщенной погрешности
Формулы для расчета
Форма записи вектора dr погрешности положения точки малого смещения Л точки, заданной ради усом-вектором г. в направлении а
Элементарные составляющие 6Х, бу. 6х= —уу + 0Z + + буйу + 6^,4-
а, 0, У
бу = ух — аг + + бд', бг = —0х + ау + 4-е» + атх + + +
Матрица 3x3 угловых погрешно- 8г = аг 4- в; Д SS (сог.а) +
стей ш и вектор 6 поступательных перемещений: / 0 — У ₽\ Лх\ о — I у 0 —а г, 6 = I бу J \-₽ а 0/ \б,/ г = (X, у, г)т + 0-Л)
Матрица 4X4 обобщенной погреш- 6r = er; Д = (era)
ности: / 0-у Мх\ | у 0 —а бу I 8 I —Р а 0 б2 1 \ 0 0 00/ Вектор 6Х 1 обобщенной погрешности: Л — (вж, 6„, в„ а, 0, V)* г = (х, у, г, 1)т Д = (Д-/?); (^Х» Яу, dzt mXt mVt тг)*
Обозначения: = уаг — аа^; « «а* — жах; mz= хау — уа*.
Помимо матрицы в порядка 4X4, возможны и другие формы
представления обобщенной погрешности (табл. 4.1).
Проектируя 6г на некоторое направление, заданное единич-
ным вектором
получим линейное смещение Д точки вдоль направления а
(рис. 4.2). Формально эта операция записывается в виде скаляр-
ного произведения
Д = 6г-а = 8г-а
(4.Ю)
90
или в координатной форме
Д = ахбж + afiy + а Д +• тха + -|- тгу, (4.11)
где тХ1 myf mz — координаты момента т вектора а относительно
осей координат;
т = (тж, тх, 0)т,
тх = У<Ъ ~ zay;
ту = zax — xaz\
(4.12)
mz = хау — уах.
Угол бф поворота тела вокруг оси, направление которой за-
Рис.4.2
Геометрическая интерпретация линейной по»»
грешности Д )а
дано единичным вектором а =
= (ах, ау, a^f, определяется по 7*” 5
формуле
6<Р — (а • е) d&, (4.13) д У__________________,
. \т 7 у
где с — (clt с2, с3) — вектор оси /____________
фактического поворота тела, коор- /
динаты которого заданы форму-
лами (4.6); d6 — угол поворота вокруг оси с. После подста-
новки с и а в формулу (4.13) получим
б<р = аха. + а„р -J- а^у. (4.14)
Обобщенная погрешность положения твердого тела может быть
найдена из системы шести уравнений вида (4.11) или (4.14). Наи-
более часто встречается задание малого перемещения твердого
тела в виде шести линейных смещений, т. е. в виде системы шести
уравнений (4.11):
erraf = Д», i = 1, 2, .... 6, (4.15)
где е — искомая матрица (4.8) погрешности положения тела;
— радиус-вектор [см. формулу (4.1) 1 точки, для которой задано
перемещение Д( в направлении вектора а<.
Система (4.15) эквивалентна системе шести скалярных урав-
нений вида (4.11):
+ ау16у + 4- тх1а + ту$ + mxiy =
= Д„ 4 = 1, 2.......6. (4.16)
Система (4.16) может быть записана в матричном виде
KA=rf, (4.17)
где К — матрица порядка 6x6 передаточных коэффициентов,
строки которой представляют собой коэффициенты при неизве-
стных в уравнениях (4.11) или (4.14); Д— вектор порядка 6 X 1
91
обобщенной погрешности (см. последнюю строку в табл. 4.1);
d — вектор шестого порядка измеренных отклонений, линейных
или угловых.
Из системы (4.17) видно, что точки rt и направления не
могут быть заданы произвольно, так как для разрешимости си-
стемы (4.17) при ненулевой правой части необходимо, чтобы ее
определитель не равнялся нулю:
л =
^xl ®у1 ^xl ^xl ту1
^хъ &yz ^х2
¥=о.
(4.18)
^х9 ^^х9 /Ttj,
4.2. РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПОГРЕШНОСТЕЙ
ПОЛОЖЕНИЯ УЗЛОВ СТАНКОВ
Погрешность положения узла зависит от геометри-
ческой и кинематической точности станка. Требующиеся для
расчета смещения шести точек узла могут быть непосредственно
4.2. Исходные данные для контроля точности положения поступательно
перемещающегося узла
i Проверка Контролируемый параметр Координаты
точки измерения вектора направления смещения
*1 У( a*i avi “г<
1 Отклонение от парал- лельности направле- ния перемещения узла заданному направле- нию в вертикальной плоскости Угол фх поворота относительно оси X 1 0 0
2 3 То же, в горизонталь- ной плоскости Перекосы узла при пере- мещении Угол фу поворота относительно оси Y Угол фг поворота относительно оси Z Угловое смещение 0 0 1 0 0 1
4 Отклонение от прямо- линейности перемеще- ния узла в горизон- тальной плоскости Смещение бг вдоль осн X хл Ул гА 1 0 0
5 То же, в вертикальной плоскости Смещение 6В вдоль оси Y ХА Уа гл 0 1 0
6 Погрешность позициони- рования Смещение бПоэ вдоль оси Z ХК ук ХК 0 0 1
Обозначения: Z — ось перемещения; ZOX =*» горизонтальная плоскость;
А — точка измерения параметров бр и бв (вершина резца); д — точка измерения по-
грешности позиционирования.
92
получены из результатов проверок точности либо определены
несложным пересчетом. Основные трудности в использовании
приводимых ниже зависимостей возникают из-за того, что любое
измерение геометрической точности проводится при взаимном
перемещении двух узлов станка, в то время как результат изме-
рения должен быть истолкован как относительное перемещение
двух систем координат, фиксированных относительно одного
узла. При этом начало вектора а направления смещения закре-
пляется в фактической системе координат S', конец — в номи-
нальной S.
Полный комплекс проверок точности перемещения поступа-
тельно-движущегося узла может быть, например, следующим:
контроль трех углов поворота тела относительно трех взаимно
перпендикулярных осей (контроль отклонений от параллельности
перемещения в двух плоскостях и перекосов узла); для измерения
используют обычно уровни и коллиматоры;
контроль трех линейных смещений одной, двух или трех точек
ползуна в трех взаимно перпендикулярных направлениях (кон-
троль прямолинейности перемещения в двух плоскостях и точности
позиционирования); для измерений используют приборы с точ-
ными линейными шкалами.
Составим систему (4.17) для этого случая. Исходные данные
сведены в табл. 4.2. Перемещение узла осуществляется вдоль оси
Z, расположенной в горизонтальной плоскости ZOX.
Система уравнений (4.17) для расчета погрешности положения
имеет вид
в« 4- ?а₽ - УаУ = бг;
S, - + xAlf - б.;
«. + «<а-хкр-бв„; 1 '
а = <рж; Р = ф/, у = Ф,.
Нетрудно заметить, что определитель (4.18) системы не равен
нулю:
1 0 0 0 zA — уА
0 1 0 — гА 0 хА
0 0 1 Ук —хк 0 .
0 0 0 10 0
0 0 0 0 10
ООО 0 0 1 Решение системы (4.19):
6, = бг - ФуЗд + Ф^А; а = фж;
69 = 6В + ф,зА - ф2хА; р = ф/,
б< — бпоз — фжУх + <РуХк; у — фг.
93
Приведенный комплекс проверок полностью реализуется
только при измерениях точности прецизионных устройств. Как
правило, при нормировании точности станков ограничиваются
меньшим числом проверок, что позволяет как-то оценить каче-
ственный уровень изготовления станка, но часто не дает возмож-
ности рассчитать точность обработки на станке.
Например, при контроле точности положения и перемещения
продольного суппорта универсального токарно-винторезного
станка по ГОСТ 18097—72 проверяют:
прямолинейность продольного перемещения суппорта в гори-
зонтальной плоскости;
Рис. 4.3. Схема к расчету точности перемещения суппорта:
а — прямоугольные направляющие; б — комбинированные направляющие; бд,
^ — отклонения от прямолинейности граней направляющих ста-
нины; Л_, Вн, Св, DB. Еп — номинальные положения точек контакта; Лф,
Вф, Сф, Оф, Еф — фактические положения тех же точек
прямолинейность продольного перемещения суппорта в вер-
тикальной плоскости;
параллельность направления продольного перемещения
суппорта оси шпинделя;
94
4.3. Исходные данные для расчета погрешности положения поступательно
перемещающегося узла
Точка Координаты
точки измерения вектора направления смещения
xk yk ч а*Л “jr* “1*
А ХА Уа 2а — 1 0 0
В ХВ Ув гв —1 0 0
С ХС Ус гс 0 1 0
D ХВ Ув ZD 0 1 0
Е ХЕ Уе гЕ 0 1 0
К ХК ук гк ' 0 0 1
Примечание. УА"УВ' xAsss хВ’ хС = xD> уС=* у& УС~ у& ЯС^ *F <см*
рис. 4.3).
точность винторезной цепи (здесь проверяется точности пози-
ционирования суппорта при нарезании резьбы).
Следующий пример касается расчета погрешности положения
ползуна по заданным перемещениям его шести точек. На рис. 4.3
показан один из возможных вариантов такого задания для узла,
перемещающегося по прямоугольным направляющим; -пять точек
(А, В, С, D и Е) расположены на направляющих, причем не более
двух из них могут оказаться на одной грани, шестая точка (/0 —
на элементе узла, который контактирует с последним звеном
привода (гайка ходового винта, зуб реечной шестерни).
Будем считать, что: а) точки опоры на направляющих суппорта
известны, т. е. известно их положение в системе координат суп-
порта; б) во все время движения положение точек опоры не ме-
няется относительно движущегося узла, число их остается равным
шести. На самом деле это предположение представляет собой
лишь некоторое приближение, и для определения точек контакта
следует решать пространственную контактную задачу [74]. Коор-
динаты точек и направления смещения сведены в табл. 4.3. Си-
стема (4.17) для этого случая имеет вид
~бх_-гАр + уА?==6А;
— бх ~ 4" УвУ ==
— £са + Хсу = 6с»
6^ — ZpCt -j- s
бу — + ХеЧ == бя;
б2 + #Ка ~ ~ б/с-
(4.20)
95
Решение системы:
6с — бд . д _ б/ — бд , __ 6с — 6g .
ZD — ZC ’ Р г а — 2 А ’ Т ХС — ХЕ *
6х = - бА — ZA0 + yAy;
by = &c + zDa ~ *cV,
&z — &к — УкО. + Хлр.
На примере видно, что смещение точек вследствие отклонений
их положения в двух сопряженных узлах интерпретируется как
Рис. 4.4
Схема контроля точности шпиндельного
узла
малое смещение системы коорди-
нат одного из этих узлов (в дан-
ном случае ползуна). Физически
смещения точек, рассмотренные
в задаче, возникают из-за погреш-
ностей изготовления, деформаций
и износа направляющих.
Точность шпиндельного узла
(рис. 4.4) обычно контролируют,
ДА, Дв, Дс, Др точек Л и В на
центрирующем пояске шпинделя и точек С и D на оправке,
вставленной в отверстие шпинделя. Кроме того, измеряется осевое
биение шпинделя в точке Q и кинематическая погрешность Дкви
угла поворота шпинделя. При этом измерительные приборы уста-
навливают на узле, несущем опоры шпинделя (станина, бабка,
траверса). Исходные данные для составления системы (4.17)
приведены в табл. 4.4.
4.4. Исходные данные для расчета погрешности положения вращающегося узла
Координаты
Измеряемая величина вектора направле- ния смещения точки измерени я
ах «2 X У S
Радиальное биение: дл дв Дс Дд Осевое биение Aq Кинематическая погрешность Акин — 1 0 —1 0 0 0 0 1 0 1 0 0 0 0 0 0 —1 1 0,5dx 0 0,5da 0 0 Углова! 0 1 погреши 0 0 L L L ость
96
Решая систему, получаем обобщенную погрешность положения
шпиндельного узла:
бх == — ДА; 6V = Дв; 6Х * — Дф
Л-/ JL/
(4.21)
Если при контроле биений величины отклонений записываются
в функции угла поворота шпинделя, то результат контроля может
быть представлен, например, в виде разложения в ряд Фурье
по частотам соь кратным частоте соо вращения шпинделя. В ча-
стности, пусть
Ад "5“ a# "I- в* Ф 4" ’
я
Ас - -j" с® + X Ch 81п (“?" ф + '•’*) ’
где п — число гармоник; а*, сц — амплитуды при частоте
<р — угол поворота шпинделя; 0fc, ф* — фазовые углы.
Тогда в формулах (4.21) имеем
где
е* “ / 4 + 4 + 2а*с* cos (0* - ф*);
tg фь - (оь sin 0* + ch sin фЛ)/(а» sin 0fc + ck cos фЛ).
Аналогичное выражение можно составить и для угла а.
Вместо контроля одного из радиальных биений иногда про-
веряют торцовое биение на большом диаметре. Пусть, например,
вместо Др измерена величина Д™рц торцового биения в точке В,
причем измерительный наконечник направлен в отрицательном
направлении оси Z. Обобщенная погрешность положения шпин-
деля для этого случая определяется по формулам
8» = — Ад; fij, = ДГд; б» w — Aq,
где ДГ — радиальное биение в точке В (см. рис. 4.4).
4 Раамтоа Д. Н.
97
В случае, когда смещения лежат в одной плоскости, система
(4.17) сводится к системе третьего порядка, например, такого
вида:
^х2 &у2 fflZ2 11 6^ 1 == I 62
ахз ^3 mz3J\yJ \63>
В качестве примера рассмотрим геометрическую схему бесцентровой обра-
ботки цилиндрической поверхности на ноже (рис. 4.5). В этой схеме определяют
смещение 6 л точки А контакта детали 1 со шлифовальным кругом 3 в за-
v Рис. 4.5
Схема для расчета геометрической по-
грешности обработки при бесцентро-
вом шлифовании:
/ — деталь; 2 — ведущий круг; 3 — шли-
фовальный круг; 4 —- нож
висимости от известных смещений то-
чек В и С детали, контактирующих
с ведущим кругом 2 и ножом 4. Си-
стема уравнений принимает вид
— cos (% — Р) 6Х + sin (1 — Р) ду + 0-у = 6В;
О бх — I • йу 4- 0*у 6$;
Ьбж + 0.6, + г.у«6с,
где 65 и — смещения точек В и С по нормали к цилиндру; 6£ —смещение
точки С по касательной.
Решение системы:
в' = cos(V—0) ctg(V-₽) ’ = — бс; ^ = --т- + вс-
Смещение точки А по нормали определяем по зависимости
а я . £ । « sin (а 4- р) с cos (а + X)
б Л = ахАЪ + auA6y + тгАу = бв COS(X„J}----6с cos(X_p) .
где ахд, Оу а — проекции орта нормали пА в точке А; = 0 — момент век-
тора Па относительно начала координат.
Таким образом, расчет геометрических погрешностей узлов
осуществляется с помощью системы уравнений (4.17). Для ее
составления следует определить координаты точек, смещения
которых заданы, и направления смещений.
4.3. РАСЧЕТ ПОГРЕШНОСТИ ПОЛОЖЕНИЯ
УЗЛА ВСЛЕДСТВИЕ УПРУГИХ
ДЕФОРМАЦИЙ ОПОР
Смещение узлов в результате деформаций опор —
одна из существенных составляющих общего баланса погрешности
станка. Основным расчетным элементом, на котором основан
98
последующий анализ, является точечная упругоосевая опора
растяжения-сжатия постоянной жесткости (рис. 4.6, а). Она
задается единичным вектором а направления оси пружины, же-
сткостью с и радиусом-вектором г точки прикрепления пружины.
Направление вектора а всегда будем выбирать внутрь тела, поло-
жение которого рассчитывается. Таким образом, вектор а напра-
влен от торца пружины, закрепленного в фактической системе
координат, к торцу, закрепленному в номинальной системе.
Рассмотрим расчет положения твердого тела на произвольном
числе упругоосевых опор.
Рис. 4.6
Типы упругих опор:
а — упругоосевая; б — упругоповоротная; а — радиальная
При деформации упругой опоры постоянной жесткости реак-
тивное усилие в ней пропорционально относительному сближению
Д ее концов. Вектор р реактивного усилия в опоре вычисляется
по формуле р = —с Да.
Момент т вектора р, приложенного в точке с радиусом-векто-
ром г, относительно начала координат определяется по формуле
т = гхр = — сД {г ха).
Учитывая выражение (4.10) для Д, получим
р = — с (вг • а) а; (4.22)
т «= — с (гг • а) (г х а). (4.23)
Если тело опирается на N упругоосевых опор, то условия
равновесия при действии некоторой системы внешних сил имеют
вид
N N
Д cfc(erfc.Q; Д ^(егц-а^^хая) = М, (4.24)
4* 99
4.5. Реакции опор
Тип опоры Реакции опоры Примечание
Сила Момент
Упругоосевая (рис. 4.6, а) Радиальная (рис. 4.6, в) Упругоповоротная (рис. 4.6, 6) р — —с (ег*а)а р = —с[(ег-®)® + + (еги)и] р = 0 т = — с(ег а) (г х а) т=—с [(ег-ч>) (гХ®) + + (era) (г X «)1 т = —т (а-Л)а •оа = 0 и х=х а х v Д == = («. Р- ?)т
Обозначения: е — жесткость опоры; а вектор направления опоры; г —
радиус-вектор точки приложения реактивного усилия; е — матрица (4.8).
где k — номер опоры; ск, гк, ак — характеристики k-к опоры;
Q и М— главный вектор и главный момент системы внешних сил:
Рх, Ру, Pz — проекции силы Q на оси координат; Мх, Му, Mz —
проекции момента М.
Систему (4.24) можно более компактно представить в виде
СА = Р, (4.26)
где С — симметричная порядка 6x6 матрица жесткости; А —
вектор обобщенной погрешности (см. табл. 4.1);
А = (6Ж, 6У, 62, а, р, у)т;
Р — вектор обобщенной силы; Р = (Рх, Ру, Рг, Мх, Му, Мг)г.
Элементы матрицы
N
си = S chRihR)k, i, .... 6; (4.27)
Rk = (axk, аук, ал, mxh, myh, mzk)r; mk = rkxak—
момент вектора ак, составляющие которого определяются по
N N
формулам (4.12). Например, сп = £ ска*хк- сК = c2i = Е скахкаук
И Т. Д.
Физический смысл элементов матрицы жесткости:1 — же-
сткость системы в направлении i-й обобщенной координаты при
100
действии J-й компоненты обобщенной силы. В частности, элементы
главной диагонали представляют собой осевую или угловую
жесткость упругой опоры при действии на нее той составляющей
обобщенной силы, для восприятия которой опора предназначена.
Для решения системы (4.26) на матрицу жесткости С накла-
дывается обязательное условие неравенства нулю определителя:
| С | #= 0. Кроме точечной упругоосевой опоры, возможны и дру-
гие типы опор. Данные по реакциям опор различных типов при-
ведены в табл. 4.5. В случае, если тело опирается на опоры разных
типов, в уравнении (4.26) матрица жесткости С представляет
собой сумму матриц для каждого элемента отдельно. Напомним,
Рис. 4.7
Схема для расчета упругих деформаций шпинделя и опор шпиндельного
узла:
D — диаметр обрабатываемой детали: ₽в, ^окр* ^рас *” осевая. окружная и
распорная составляющие силы резания; / ... В — номера упругих опор
что нахождение суммы матриц сводится к суммированию одно-
именных элементов матриц.
После решения системы (4.26) реакции опор можно определить
по следующим формулам:
для упругоосевой опоры
Ph «» ~ сл + aukbv 4- алЪх + m^a 4- m,ftp 4- тгку);
для упругоповоротной опоры
== - Tft (адг + atffcp 4- arty).
В качестве примера использования формул (4.26) рассмотрим расчет упру-
гих перемещений жесткого трехопорного шпинделя. Схема рассчитываемого
узла представлена на рис. 4.7. Рассматривается сила резания при растачивании;
ее вектор в системе координат шпиндельного узла постоянен. Привод осуще-
ствляется через разгруженный шкив, так что шестая опора имитирует угловую
опору, имеющую жесткость привода, приведенную к шкиву. Остальные опоры
имитируют радиальные и упорный подшипники. Исходные данные приведены
в табл. 4.6. Моменты осевых опор (последние три столбца таблицы) получены
вычислением по формулам (4.12).
Элементы матрицы С по формулам (4.27):
си = + ср; с18 == = - св1 — ср/х;
См ~ сд + св + ср; с84 == с48 = св1 + ср/х; Сзз = са;
С44 ~ cBl2 + CFl\\ Cgg m CBl2 4- Сбб ж т.
101
4.6. Исходные данные для расчета положения шпиндельного узла с учетом
податливости опор
Номер опоры k Точка приложения Вектор направления Жест- кость Момент осевой опоры
xk Ук гк axk ayk azk mxk myk mzk
1 0 0 0 — 1 0 0 СА 0 0 0
2 0 0 0 0 —1 0 СА 0 0 0
3 0 0 0 0 0 1 са 0 0 0
4 0 0 -Z —1 0 0 СВ 0 I 0
5 0 0 —1 0 —1 0 СВ —1 0 0
6 Угловая опора 0 0 1 Т — — —
7 0 0 —h 0 —1 0 CF 0 0
8 0 0 —1 0 0 CF 0 /1 0
Остальные Q; равны нулю. Система (4.26) для данного случая имеет вид
(СА + СВ 4- CF) 6Х — (св14- Cf/j) ₽ = — Ррас;
(са 4- св 4* cf) &у 4“ (св14" cfG) ® =• -Р окр»
ca$z ~ Ра»
(св14- cFZj) 6у + (cBZ2 4- cFZ2) а = 4-
- (св1 4- cFl$ Ьх + (св12 4- ср12) ₽ = - 4- Ра-0,5Р; П = - Рокр -0.5D.
В результате решения системы получаем
бх = [Ра -0,50 (св1 4- c^Zj) — Ррао (св1* 4- cbZLj 4-
+ cFl2i + cFllLl)]>
кв1 (ix 4- Z) 4- Mi 4- ZX)I;
6z ™ —Pa!Cq,}
a “ + CB 4- CF) 4- <CBl 4- CFir)}-,
a
P == (Сд + Cjg + cf) — ^pac (CA^1 + CB^1 + CB* + cF^i +
У = — Рокр*0»5^/^>
где d == cA (cBl2 4- cFZ|) 4- cg>F (I — Zt)2.
Далее определяем реакции опор:
Pl == Сдбх» Pt == Рз = Ca&z = Ла»
р< ~ — Cg (6Х ф); pg = — св (Ьу + /а);
/Пв = ту = Рокр*05D; р? = — су (6^ 4~ ^ха)> Ps ” (бх GP)•
102
Результаты, полученные при решении задачи о положении
твердого тела с произвольным числом упругих опор постоянной
жесткости, могут быть использованы для решения задач более
сложных типов.
Среди основных схем опирания узлов, отличных от базовой,
наиболее часто встречаются схемы, в которых опоры восприни-
мают нагрузку только при определенном направлении усилия
(односторонние опоры) или при определенной величине относи-
тельного сближения поверхностей контакта (опоры с зазором),
а также при сочетании этих условий.
7///////7У777777777,
Рис. 4.8 °)
Схемы опор с зазорами:
а односторонняя: б -* двусторонняя с зазором
Модели таких опор показаны на рис. 4.8. Опора, приведенная
на рис. 4.8, а, воспринимает усилие только при сжатии пружины,
т. е. когда смещение торца пружины, контактирующего с телом,
положение которого рассчитывается, направлено против вектора а
оси опоры. Физически она соответствует односторонним осевым
опорам. Ее жесткость
(с, Д < 0;
{О, Д>0;
(4.28)
где Д — (ег-а) — перемещение опорной точки тела.
Опора, приведенная на рис. 4.8, б, воспринимает усилие либо
при сжатии пружины при смещении опорного торца влево, либо
при ее растяжении после выборки зазора б3 при смещении вправо.
Жесткость такой пружины
(с, Д < 0 или Д > б8;
с“(о, 0<Д<б3.
(4.29)
В системах с такими опорами схема контактирования, т. е.
перечень и число опор, участвующих в восприятии усилия, зави-
сит от вида и величины нагрузки. В связи с этим расчет положения
тела на упругих опорах с зазорами осуществляется по итерацион-
ной схеме путем последовательного решения системы уравнений
(4.26). Блок-схема алгоритма расчета приведена на рис. 4.9.
Вначале назначают условия контактирования тела на опорах
(блок 1) исходя из некоторых естественных представлений о воз-
можной схеме загрузки опор. На начальном шаге целесообразно
103
считать, что работают все опоры без исключения, и для этого
случая производить расчет системы (4.26) (блоки 2, 3, 4, 5). Далее
проверяют условия (4.28) или (4.29) в зависимости от типа опоры.
Как правило, эти условия для части опор не выполняются. Сле-
довательно, фактическая схема контактирования отлична от
выбранной на данном шаге расчета. Переход к очередному шагу
заключается в изменении схемы контактирования путем исклю-
чения части или всех опор, для которых условия (4.28), (4.29)
не выполнены. Далее осуществляется решение системы уравнений
(4.26) для схемы, сформированной на данном шаге. На последу-
ющих шагах приходится как исключать опоры из контакта, так
том зазоров между кольцами и
Рис. 4.9
Блок-схема алгоритма расчета
положения тела на опорах с за-
зорами
и включать в контакт неко-
торые из ранее исключенных.
Наиболее острым вопро-
сом в излагаемом расчете
является скорость сходимо-
сти алгоритма (см. рис. 4.9).
Ниже приводятся два прак-
тических примера расчета
с различными решениями,
принимаемыми на этапе пе-
рехода от блока 6 к блоку
8, т. е. при изменении усло-
вий контактирования.
При расчете положения
шпиндельного узла на ро-
ликовых подшипниках с уче-
телами качения (см. п. 5.5)
из контакта исключались все те ролики, реакция в кото-
рых оказывалась на данном шаге отрицательной (ролик «рас-
тягивается»). Алгоритм быстро сходился (не более 2—4 ите-
раций). В другой задаче, где рассчитывалось положение суппорта
на комбинированных направляющих скольжения (см. гл. 6),
отбрасывались не все участки с отрицательными реакциями,
а лишь часть из них. Сходимость алгоритма также была удовлет-
ворительной.
Тем не менее, возможны сочетания значений параметров, при
которых итерационный процесс сходится плохо или не сходится
вообще. В основе этого явления может лежать физический источ-
ник (например, когда поиск статически устойчивого состояния
системы происходит в зоне ее безразличного равновесия). Все
такие ситуации подлежат дополнительному анализу примени-
тельно к конкретно решаемой задаче. Так, при расчете точности
104
шпиндельного узла (см. п. 5.5) процесс поиска положения равно-
весия может оказаться весьма медленно сходящимся при малых
нагрузках и сравнительно больших зазорах в подшипниках, если
выбор начальных условий контактирования (блок 1, рис. 4.9)
осуществляется произвольно. Для достижения высокой скорости
сходимости алгоритм расчета имеет двухэтапную структуру.
На первом этапе расчет производится при высокой нагрузке на
подшипник, гарантирующей отсутствие зазоров; на втором этапе
итерационный процесс начинают исходя из полученного на первом
этапе положения равновесия шпинделя при заданной (малой)
нагрузке.
Таким образом, основной методический прием — приведение
задач расчета погрешностей положения узлов вследствие деформа-
ций в стыках к базовой задаче — расчет положения твердого тела
на произвольном числе осевых упругих опор растяжения-сжатия
постоянной жесткости.
Решение базовой задачи заключается в составлении системы
уравнений (4.26), которая, в свою очередь, требует составления
матрицы жесткости (4.27) или ее модификаций в соответствии
с типами применяемых опор.
4.4. УЧЕТ ДЕФОРМАЦИЙ УЗЛОВ СТАНКА
И ДРУГИХ ЭЛЕМЕНТОВ СИСТЕМЫ
СПИД
Наряду с упругими деформациями стыков, деформа-
ции узлов станка и других элементов системы СПИД являются
одним из основных источников погрешностей обработки. В ряде
случаев эти погрешности являются доминирующими (например,
деформации от силы тяжести корпусных деталей тяжелых стан-
ков). Для некоторых типов станков большое влияние на точность
оказывают температурные деформации. Расчет как упругих, так
и температурных деформаций узлов и деталей является одной из
сложных и актуальных проблем в станковедении [21, 56]. В по-
следнее время идет активное развитие метода конечных элементов
для решения этих задач.
При расчете точности станка для всех узлов станка и элементов
системы СПИД, за исключением обрабатываемой детали, необхо-
димо знать, как известно, деформационные смещения только
в точках опор этих узлов. Для обрабатываемой детали, как пра-
вило, важны смещения всех ее точек. Однако с точки зрения тех-
ники проведения расчета эти различия не очень существенны,
ибо наиболее сложный начальный этап расчета — определение
деформаций тел в произвольной точке — приходится выполнять
в полном объеме во всех случаях. Различия возникают лишь на
втором этапе, когда полученные зависимости привязывают к коор-
динатам конкретных точек.
Расчетная схема деформируемого узла. Исходным этапом по-
строения расчетной схемы является определение схемы опирания
105
и загрузки узла. Узел рассматривается как тело на упругих опорах,
причем ниже будем рассматривать только случай осевых или
поворотных опор (рис. 4.6, а и б), имеющих постоянную жесткость.
Опоры рассматриваемого узла Ft располагаются на одном из
соседних узлов цепи формообразования.
Будем считать известными число и номинальные координаты
опор, которыми узел Ft связан с обоими соседними. Для опре-
деленности положим, что активные усилия передаются на Ft
через опоры узла F^, а реактивные усилия возникают в опорах
узла FM.
Замена действия одного из узлов активными силами возможна
в следующих случаях.
1. Узел Fi является конечным или начальным звеном цепи
формообразования. В этом случае активные силы считаются
заданными.
2. Схема контактирования узлов и FM статически опре-
делима. В этом случае активные силы определяются из условия
статического равновесия.
В остальных случаях узлы и FM приходится рассматри-
вать как одну сложную деформируемую систему, так как раздель-
ное их рассмотрение не дает никаких преимуществ в части объема
и сложности вычислений.
Предположим, что рассматриваемая система может быть пред-
ставлена в виде цепной системы, звенья которой в расчете де-
формаций могут быть, как правило, отождествлены со звеньями
(узлами) формообразующей системы. Пользуясь известными мето-
дами расчета [231, для каждой точки деформируемого тела опре-
делим вектор смещений
d = ВР, (4.30)
где d — вектор шестого порядка деформационных смещений
локальной системы координат, связанный с малой окрестностью
точки с координатами х, у , г\
d = (4, dy9 dZ9 ФХ9 Фу9 Ф2)т; (4.31)
dX9 dyt dz — линейные смещения по осям X, У, Z; Фх, Фу9 Ф2 —
углы поворота вокруг осей X, Y, Z; В — матрица податливости
порядка 6x6, определенная для каждой точки тела в зависи-
мости от вида нагружения; Р — силовой вектор шестого порядка
внешних нагрузок, действующих на узел Л в определенной его
точке;
Р - (РХ9 Pyt Р„ Мх, My9 Mz)\ (4.32)
PX9 Py9 Pz — проекции вектора силы на оси X, У, Z; МХ9 Му>
Мг — то же, момента внешних сил.
Наибольшие трудности возникают при расчете матрицы по-
датливостей В. Напомним, что физический смысл элементов
106
матрицы В: bih — смещение в направлении ьй оси от действия
единичной обобщенной силы Pk.
В качестве примера приведем матрицу В податливости для
свободного конца консольной балки с осью, расположенной вдоль
оси Z. Свободный конец балки нагружен сосредоточенными уси-
лиями и моментами. Матрица податливости — симметричная:
z*!3EIy + kxz/GA\ 0 0 0 z*/2EIy 0
0 zzl3EIx-^kyZlGA 0 0 0
0 0 z/AE 0 0 0
В = 0 — z*/2£Zx 0 z/£7x 0 0
z*J2EIy 0 0 0 z/Elу 0
0 0 0 0 0 z/EIt
(4.33)
где А — площадь сечения, мм2; Е, G — модули упругости и сдвига,
Па; /х, /у — моменты инерции относительно осей X, У; 1т —
полярный момент, мм4; kx, kz — коэффициенты касательных на-
пряжений; z — координата приложения сил; положительные на-
правления внешних нагрузок берутся в соответствии с направле-
нием осей координат балки.
Например, элемент bs3 = z/AE есть перемещение свободного
конца балки с координатой z под действием приложенного к нему
растягивающего усилия Pz = 1 Н, когда все остальные усилия
отсутствуют, т. е. Рх = Ру = Мх = Му = Mz = 0.
Могут быть предложены две методики расчета точности с по-
мощью матриц податливости: 1) составляется каталог таких ма-
триц для всех основных схем нагружения и типов деформируемых
деталей; 2) матрица податливости строится по единому алгоритму
(или набору алгоритмов) для заданной схемы загрузки каждый
раз заново.
Обе методики имеют право на существование. Первая из них
имеет преимущества при достаточно большом объеме готовых
схем, вторая — при появлении новых расчетных моделей, не
охваченных ранее созданными схемами.
В общем случае составление матрицы В может осуществляться
в следующем порядке.
А. Тело разбивается на элементарные участки, поддающиеся
простому автономному расчету. Например, таким участком может
являться отрезок балки, у которого параметры поперечного сече-
ния и характеристики активной и реактивной нагрузки во всех
внутренних точках неизменны. Таким образом, изменение пара-
метров сечения, появление опор или активной нагрузки возможны
только на границах между участками.
Б. С помощью метода начальных параметров [28] устанавли-
вается связь между усилиями и перемещениями на любых уча-
стках балки. При этом используется рекуррентный вид формул,
107
связывающих деформации и усилия на левом и правом концах
каждого участка, и совпадение этих характеристик в точке, явля-
ющейся одновременно правым концом t-ro участка и левым кон-
цом (i — 1)-го участка (при нумерации участков справа налево).'
Целью данного расчета является представление деформа-
ционных смещений узла Ft в виде эквивалентной матрицы eine(J,
погрешности положения связанной с ним системы координат.
Эквивалентность понимается в том смысле, что влияние деформа-
ций узла Ft на результирующее смещение узла Fl+1 относи-
тельно узла Fi_i может быть вычислено по формуле (3.104),
в которой элементы матрицы е{ определены в зависимости от
Рис. 4.10
Схема расчета положения ползуна на де-
формируемом сопряженном звене (система
опор статически определима)
деформаций узла Ft. Такая фор-
мализация наиболее удобна в
случае, если деформируемые узлы
соединены друг с другом стати-
чески определимо. Положение
-номинальной системы координат St узла Ft при этом опре-
. деляется номинальными координатами опор в стыке узлов
Л и Pt-i- Погрешность положения системы Sf определяется
деформационными смещениями точек узла Ft, служа-
щих опорами узла Если эти опоры заменены активными
силами, то положение точек Мд определено радиусами-векторами
Гц приложения усилий, а направление — вектором ад напра-
вления силы.
Рассмотрим в качестве примера статически определимое соеди-
нение. Последовательность расчета следующая.
1. Каждую точку Мд привязываем к некоторой локальной
системе координат ак, в которой может быть определено ее де-
формационное смещение. Определяем локальные координаты ра-
диуса-вектора точки и вектора направления смещения:
г» = a'k — А^лд,
(4.34)
где А(д — матрица преобразования от системы S. к системе од.
2. Для каждой системы координат Од находим вектор смеще-
ний dh шестого порядка:
N
rf»= Е Вд,Р>( (4.35)
/asj
где — матрица влияния от силы Pf, Pj — обобщенная сила
(вектор шестого порядка); ДО — число сил.
3. Определяем деформационные смещения опорных точек
бя» ^dkRi, Ы, .... 6, (4.36)
108
где Rk = (a'xk, a'ft, а'гк, m'xk, myk, mxk)r; axk, ayk, azk — коорди-
наты вектора а* [см. формулу (4.34) ]; m'Xk, m'yk, mzk — координаты
момента nt вектора a'k\ m' =- r'k X ak.
4. Составляем вектор деформационных смещений стыка узлов
Рм и Ft.
бд = (бд1, 6д2, . . . , 6дв)Т.
Теперь задача определения вектора А погрешности положения
узла Ft сведена к расчету геометрических погрешностей по фор-
муле (4.17):
КА = бд, (4.37)
где матрица К составлена для точек Мк приложения актив*
ных сил.
В частном случае может оказаться, что все локальные системы
координат а* совпадают, т. е. смещения точек Мк определяются
смещениями единой системы координат о. Тогда имеем = d.
В этом случае формула (4.37) принимает вид
КА = AKd,
где А — матрица (порядка 6x6) преобразования координат от
системы St к системе а.
Пример. Рассмотрим стойку станка как балку постоянного сечения с кон-
сольной заделкой. По направляющим стойки движется жесткий ползун, пред-
ставляющий собой твердое тело на жестких опорах, причем система опор стати-
чески определима (см. рис. 4.10). Внешние силы сведены к двум обобщенным
силам Pj и Р2, действующим в сечениях z — Zj и z = Z2. Опоры узла
определены в системе координат Fрадиусами-векторами ггс, гЕ> лежа-
щими в сечении z = Zb и rB, rD — в сечении z = Z2, причем расположение
точек и векторы смещений заданы (см. рис. 4.3 и табл. 4.3).
Введем две локальные системы координат: Qi, лежащую в сечении z = Zb
и о2 — в сечении z — 12. Тогда матрицы перехода в формулах (4.34)
/1 0 0 0\
0 1 о
* 1 0 0 1 — lj Г \о 0 0 1/ где h = Zi или Z; =* Z2. Величины векторов r'k, a'k и m'k следующие: / *k \ riasAfcr*l Ук b ak^^kak~ak \ч—Ь/ ”Ч = г'кха^. где tfa, — координаты вектора Г&; axkt ауъ, а£& - (см. табл. 4.3). Формулы (4.35) принимают вид di ез BnPj + ВИР2; <f2 =* B21Pj 4“ В22Р2, faxk\ = 1 ayk 1 i - координаты вектора ак (4.38)
109
Обозначения: К — передаточная матрица геометрических смещений; С —
матрица жесткости опор; 6 — вектор (заданный) геометрических смещений; бд — вектор
(расчетный) деформационных смещений; Р — обобщенная сила; г — координаты опор;
с — жесткость опор; N — число опор; В^у — матрица влияния силы Ру для Л-й точки;
Rg — вектор по формуле (4.40).
Упругие опоры Жесткие опоры Дефор ми - руемость
Неопределимая Определимая Определимая Статическая определи- мость
Нелинейная Линейная Нелинейная Линейная Нелиней- ная Линейная Линейность
4.7. Расчет погрешности положения элемента формообразующей системы
Вид системы опор I Схема и расчетные формулы для модели звена
где элементы матриц влияний В^у определяются по известным формулам сопро-
t тивления материалов. Две из них (Вп и В22) могут быть найдены из формулы
(4.33) : Вц = В (г = G); В22 = В (г — /2)« Далее по формуле (4.36) определяем
деформационные смещения точек балки, в которых приложены векторы обоб-
щенных сил Рх и Рь*.
^цА^^Г^А*
Подставив полученные значения в правую часть системы (4.20), найдем
интересующие нас элементы матрицы едеф, т. е. смещения системы координат S{
по всем шести обобщенным координатам, эквивалентные деформационным сме-
щениям опорных точек.
Расчетные формулы для основных схем определения погрешностей поло-
жения отдельного звена приведены в табл. 4.7. Для статически неопределимых
схем с деформируемыми узлами, как правило, оказывается более выгодным
пользоваться обычными методами теории упругих систем, при которых для
каждого фиксированного относительного положения узлов строим матрицы
влияния для расчета смещений всех интересующих нас точек.
В общем случае как матрицы влияния В*у, так и силы Pj, действующие
в системе, являются функцией всех обобщенных координат qlf qif .... qn+m
системы формообразования:
= (Qi* Qi» • • •» 0n+m); «дх
qit ..., qn+m)>
Для использования результатов расчета деформаций в расчете точности
обработки необходимо связать значение каждой координаты qj с двумя пара-
метрами ц, v, задающими на обрабатываемой поверхности г0 (н» о) точку,
в которой происходит съем материала в данный момент времени. Такое соответ-
ствие установлено в п. 3.2 в виде преобразования
W =*?/(«• о); /«I» 2, ...» (п + ш).
Подставив это преобразование в выражение (4.39), получим
Arn(«b oft) = В^(од, ол)-Р/(кй, ok)j jRfc,
где — вектор шестого порядка, составленный из координат и моментов орта
нормали п (пм> ид);
₽ /.О», „п «.«о
\т («к, ok) /
« (Kfc. Oh) » Го («h. Oft) X » («ft, Oft).
ГЛАВА 5
РАСЧЕТЫ ВЫХОДНОЙ ТОЧНОСТИ
СТАНКОВ
5.1. ОБЩИЕ СВЕДЕНИЯ
В настоящей главе полученные методические резуль-
таты (см. гл. 3 и 4) используются для практических расчетов вы-
ходной точности станков. Кроме того, рассмотрены важные мето-
дические вопросы, для анализа которых требуется рассмотрение
формообразующих систем станков в целом.
Вариационный метод расчета точности позволяет существенно
увеличить круг решаемых задач по сравнению с другими изве-
стными методами, что объясняется преимуществами, связанными
с наличием явных выражений (3.104) и (3.106) для выходных
погрешностей, (3.101) для передаточных коэффициентов и т. д.
Наиболее общей задачей является расчет баланса точности
станка, который осуществляется при наличии полной информации
о всех значениях входных погрешностей. Результатом расчета
являются выходные характеристики точности устройства (станка,
узла, автоматической линии и т. д.), определяемые по формулам
типа (3.106) как функции совокупности входных погрешностей.
Прежде чем перейти к рассмотрению этой задачи, рассмотрим
коротко обратную ей задачу. Пусть известны результаты измере-
ний размеров и формы готовых деталей и требуется по ним найти
наилучшую оценку входных погрешностей. Формально эта задача
сводится к задаче оценки параметров в уравнении линейной рег-
рессии. В самом деле, уравнение баланса точности для погреш-
ности Д (и, о) имеет вид
m
Д(«, о)= о), (5.1)
<=i
где т — число составляющих; at (и, и) — известные функции,
в данном случае представляющие собой передаточные коэффи-
циенты.
112
1 Требуется оценить параметры 8q(, если известен результат
я-кратного измерения (п т) величины А («, v) не менее чем
»/п различных точках:
Ах = А (иъ и,) = au + a128q2 + ... + alm8qm-,
\ A2 = A (m2, o2) = a218q± + a226g2 + ... + aim8qm;
\ ......................................• • • • (5-2)
( An = A («n, vn) = tint &7i + an2 8q2 -]-j- anm 8qm,
где aki — ащ (ilk, v^) — передаточные коэффициенты погреш-
ностей; i — номер передаточного коэффициента [(см. формулу
3.107)1.
После того как найдены оценки 8q}, положение узлов формо-
образующей системы изменяют на 8qt, компенсируя таким образом
фактические погрешности обработки.
Весьма распространен частный случай формулы (5.1), когда
т = 1, т. е. в балансе точности имеется один доминирующий
фактор, управляя которым, можно компенсировать погрешности
независимо от источника их возникновения.
В общем случае т. 1, т. е. имеется несколько потенциально
возможных источников возникновения погрешности и способов
ее компенсации. Например, постоянную погрешность диаметра
при токарной обработке можно компенсировать положением
вершины резца, погрешность шага резьбы — коррекцией шага
ходового винта и т. д.
Таким образом, обратная задача расчета точности дает наилуч-
шую в некотором смысле оценку параметров с целью выбора вида
входного параметра и его величины, обеспечивающей компенсацию
известной выходной погрешности. Оценку 8qt целесообразно
проводить из условий минимизации среднего квадрата отклоне-
ний [731 наблюдаемых значений Аг (i — 1, N) от рассчитанных
по уравнениям (5.2), когда вместо 8qt подставлены их оценки 6г.
Решение системы (5.2) по методу наименьших квадратов [731
имеет вид
8 = B~!ATD—1 (А) А, (5.3)
где 8 == (8Х, 82, ..., 8т)т— вектор оцениваемых параметров 8qt;
В — матрица порядка т X п системы нормальных уравнений,
составленных по методу наименьших квадратов;
В = ATD-*A; (5.4)
А — структурная, или конструкционная матрица порядка п X т
ранга т, составленная из коэффициентов системы (5.2);
(ан ♦ • • а1т. \
Ла • • • Лйт J.
ап1 /
113
D (A) — матрица порядка n X n ранга n, представляющая собой
ковариационную матрицу результатов измерений А(; /
/
(Ot <J1<J2P12 • • • <J|Onpln \ j
спогри 02 ... O2anp2„ I; (5.5)
OjOnPin О20пр2я On /
A — вектор порядка n, составленный из результатов измере-
ний Д|;
A-(Ai, г......А»)’;
al — дисперсия величины А/; р</ — коэффициент корреляции
величин А{ и Ар
Составление матрицы А и вектора А особых затруднений не
вызывает. Наибольшие сложности вызывает составление ко-
вариационной матрицы D, так как обычно ее элементы заранее
неизвестны. Однако довольно часто оказывается достаточным
предположение о постоянстве дисперсий всех величин Др Тогда
формула (5.3) упрощается:
д . (АтА)-> А’А, (5.6)
т. е. в этом случае требуется лишь знать матрицу А, которая
получается из уравнений вариационного метода расчета точности
и результатов измерений, представленных в виде системы (5.2).
Пример расчета по формуле (5.6) см. в п. 5.4.
Расчет баланса точности необходим и при решении оптимиза-
ционных задач. Эта группа задач характеризуется, помимо ин-
формации о точности, наличием сведений о некоторой целевой
функции, которая позволяет эквивалентные по точности варианты
сравнить по техническим или технико-экономическим критериям.
Примерами таких задач являются задача оптимального распре-
деления геометрических погрешностей станка, обеспечивающих
заданное значение выходной точности станка, если эта точность
может быть достигнута разными способами; задача оценки точно-
сти обработки на станках разной компоновки при одинаковой
точности изготовления отдельных узлов станка и т. д. Функции
формообразования станков одинакового назначения, но с различ-
ными компоновками, различаются лишь порядком следования
матриц, моделирующих относительные перемещения узлов. Вслед-
ствие этого в очень малой степени различаются и расчетные за-
висимости для балансов точности станков, что позволяет легко
сравнивать между собой точность различных компоновочных
решений' станка.
114
\ 5.2. СИСТЕМА ОЦЕНОК ТОЧНОСТИ
\ ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ
\
। Рассмотрим задачи, охватываемые блоками 7 ... 10
модели выходной точности (см. рис. 3.1).
Материал данного пункта разработан совместно с В. Г. Шустер.
Для получения оценок точности размера, расположения и
формы обработанной поверхности нужно построить метрологи-
ческую базу, с помощью и относительно которой можно найти
эти оценки. Такой базой являются базовые поверхности. Прин-
ципиальная структура системы оценок точности обработанной
поверхности следующая: погрешности размера и расположения
обработанной поверхности принимаются равными погрешностям
размера и расположения базовой поверхности, погрешности
формы определяются как функции отклонений реальной поверх-
ности от базовой.
Размеры и расположение базовой поверхности зависят как
от отклонений точек обработанной поверхности от номинальной,
так и от вида базовой поверхности. Наиболее важными видами
базовых поверхностей являются:
средняя квадратическая базовая поверхность, имеющая
ту же форму, что и номинальная; определяется по точкам реаль-
ной поверхности таким образом, что средний квадрат расстояния
между точками базовой и реальной поверхностей минимален;
прилегающая базовая поверхность, имеющая ту же форму,
что и номинальная; определяется по точкам реальной обработан-
ной поверхности таким образом, что объем, заключенный между
базовой и реальной поверхностями, минимален, а все точки
реальной поверхности лежат по одну сторону от приле-
гающей.
Номинальная поверхность задается уравнением обрабатыва-
емой поверхности. Алгоритм построения средней квадратической
базовой поверхности [3] сводится к решению системы линейных
уравнений, порядок которой равен числу параметров, определя-
ющих среднюю квадратическую базовую поверхность. Реали-
зация этого алгоритма возможна как в аналитической, так и
в численной форме.
Алгоритм построения прилегающей базовой поверхности [4]
является чисто численным и сводится к решению задачи линейного
программирования. Для построения прилегающих цилиндра и
плоскости разработаны упрощенные алгоритмы, представляющие
собой цепочки элементарных геометрических построений. Раз-
работано программно-математическое обеспечение для реали-
зации всех этих алгоритмов.
Процесс построения базовой поверхности выполним в два
этапа. Первый этап — общий для обоих видов базовых поверх-
ностей и заключается в составлении уравнения базовой поверх-
ности.
115
Имея уравнения (3.104) и (3.105), получаем уравнения следу/
ющих поверхностей: /
номинальной (блок 5, рис. 3.1)
го = го(и, v, q0); (5.7)
реальной обработанной (блок 7, рис. 3.1)
г = г0 + Дг0 = г (ы, и, q0), (5.8)
где и, v — криволинейные координаты поверхности; q0 — вектор
размерных параметров поверхности; qs = (q01, ...,.qom)r', Qot (i =
= 1, .... m) — составляющие вектора qb.
По уравнениям (5.7) и (5.8) строится уравнение базовой по-
верхности (блок 8, рис. 3.1) в виде
гь = г0 (и, V, q), (5.9)
где q — вектор параметров базовой поверхности;
Ч = (71......7р)т-
Ввиду малости отклонений базовой поверхности номиналь-
ной уравнение базовой поверхности может быть записано в виде
П> = гп + Агь, (5.10)
где Arfr определяется как сумма векторов погрешности от поло-
жения и размеров;
Агь = 8Ьг0 + dr0; (5.11)
в4 — матрица (4 х 4) погрешности расположения системы
координат, связанной с базовой поверхностью, относительно
системы, в которой задано уравнение (5.8);
(0 —Ть Рь бжг> \
Чъ 0 —аь 8уь ]
—Рь ®ь 0 5гЬ г
0 0 0 0/
где Sxb, 8yb, — малые смещения системы координат базовой
поверхности вдоль осей Хо, Yo, Z0‘, ab, pft, yb — малые углы по-
ворота базовой поверхности относительно тех же осей; dr0—
полный дифференциал радиуса-вектора г0, взятый по всем соста-
вляющим вектора q0 размерных параметров поверхности;
т
dr0 = Е (йг^ Д<7о».
<=1
Из определения вектора Агь следует, что он содержит р соста-
вляющих, из которых т < I — 2 погрешностей размера (/ —
число подвижных узлов в формообразующей системе станка)
и п < 6 погрешностей положения
р — т + п.
116
\ Ввиду малости этих погрешностей Аг6 есть полный дифферен-
циал гь по составляющим вектора q, и поэтому формулу (5.11)
можно представить в виде
Arb = GA^, (5.12)
где G — матрица порядка 4 х р, составленная из векторов-
столбцов частных производных drbldqi — д &rb/d A qr, &q —
р-мерный вектор-столбец, составленный из погрешностей А^
положения и размеров.
Второй этап построения базовой поверхности — расчет соста-
вляющих вектора &q погрешностей положения и размера (блок 9,
рис. 3.1) — зависит от принятого типа базовой поверхности.
Для средней квадратической базовой поверхности параметры
находятся из условия минимума суммы квадратов отклонений
реальной поверхности г от базовой гь.
Опуская вывод, аналогичный изложенному в работе [3 ],
приведем систему р линейных алгебраических уравнений относи-
тельно вектора А^:
HA^ = rf, (5.13)
где Н — матрица порядка р х р с элементами hhi = J fkfi dS;
d — вектор порядка р с элементами
di = f ft &rn dS;
ht ft — k-я и i-я координаты вектора f нормальных передаточ-
ных коэффициентов (k, i — 1,2, ..., р); f = GT«; п — единичный
вектор нормали к поверхности г0; Дгп — (&г0- п) — нормальная
погрешность [см. формулу (3.107)]; S — поверхность интегри-
рования, определяемая вектором г0.
Выбирая определенным образом расположение системы коор-
динат, связанной с базовой поверхностью, можно добиться того,
что матрица Н окажется диагональной (этот факт следует из
особенностей структуры матрицы Н, которая является матрицей
Грама [31 ] системы векторов /1( ..., fp, заданных в функциональ-
ном пространстве со скалярным произведением, определенным
формулой для км). В этом случае решение системы уравнений
(5.13) имеет наиболее простой вид:
| ArnMS
= ------• Ы. 2, ...» р.
I f2(dS
Учитывая (3.107), для Агп можно определить передаточное
отношение (передаточный коэффициент) Wk, связывающее вход-
117
ную погрешность 8qk с выходной погрешностью Дд( размера
и расположения:
S / s
Д,ля прилегающей базовой поверхности вектор параметров A#
в формуле (5.12) находится из условия минимума объема V, за-
ключенного между реальной и искомой прилегающей поверх-
ностью, при ограничениях, определяемых из условия расположе-
ния точек реальной поверхности по одну сторону от базовой.
Например,
V->min; Дг„ («л. vh) — f(uh, .....M,
где М — число точек, заданных на реальной поверхности; ukt
vk— криволинейные координаты точки; f— вектор, опре-
деленный в системе (5.13).
Если приведенные выше условия определяют внешнюю при-
легающую поверхность, то внутренняя будет определяться теми
же ограничениями, но с противоположным знаком неравенств.
Система оценок точности станка, которые могут быть получены
с использованием номинальной и базовой поверхностей, предста-
влена в табл. 5.1. Различают оценки экстремальные (предельные)
и интегральные (усредненные).
Экстремальные оценки широко используют при отсчете по-
грешностей как от номинальной, так и от обеих базовых поверх-
ностей. Интегральные оценки вычисляют путем усреднения нор-
мальных отклонений по всей площади обработанной поверхности:
д=‘4-П^(Дг-‘)‘и-
S
где А — искомая оценка; S — площадь поверхности; g — весовая
функция; f (Лгп) — линейная или квадратическая функция Агл;
Агп —нормальное отклонение по формуле (3.107); dS —элемент
площади.
В зависимости от вида функции f (Лгп) интегральная оценка
может быть линейной (например, отклонение параметров средней
квадратической базовой поверхности от номинальных значений)
или квадратичной (например, средние квадратические отклонения
обработанной поверхности от номинальной или средней квадра-
тической базовой поверхности [см. формулу (5.14]).
В качестве оценок погрешностей размера и расположения
(блок 9, рис. 3.1) обработанной поверхности используют элементы
вектора А#, определенного в выражении (5.12).
118
Оценки погрешностей формы (блок 10, рис. 3.1) получают
двумя путями. Первый путь заключается в расчете усредненной
характеристики расстояний между точками обработанной поверх-
ности по формуле (5.8) и базовой поверхности по формуле
(5.10). В качестве такой характеристики может быть принято,
например, среднее квадратическое отклонение о обработанной
поверхности от базовой, определяемое по формуле
= 4 J 1Дг» - (5.14)
з
Второй путь заключается в построении по точкам реальной
поверхности некоторой другой поверхности, форма которой за-
данным образом искажает форму номинальной поверхности. На-
пример, вместо цилиндра строится конус с малым углом при
вершине или тор с малым искривлением оси и т. п. Такое по-
строение осуществляется за счет ввода малого искажения вида
функции г0 (и, v, q0) по формуле (5.7), которая задает номиналь-
ную поверхность. Это может быть достигнуто с помощью вариации
функции г0, т. е. путем построения поверхности:
Fi(u, V, q)=*rQ(u, v, q0) + br(u, v), (5.15)
где 6r = G6^; 6q =6q (u, v, Ab) — известная функция координат
и и v, заданным образом искажающая номинальную поверхность;
ЛЬ — бесконечно малый вектор, определяемый путем миними-
зации линейной части среднего квадратического отклонения
обработанной поверхности г (и, v) от поверхности гх (и, v). Соста-
вляющие вектора ЛЬ определяют глобальные погрешности формы
обработанной поверхности в функции элементарных погрешностей
положения звеньев формообразующей системы.
Формулы (5.10) и (5.15) внешне похожи, но содержание их
различно. Отклонение базовой поверхности Гь от номинальной г0
есть дифференциал номинальной поверхности, поскольку базовая
поверхность должна аппроксимировать реальную поверхность,
сохраняя заданный (номинальный) вид. Отклонение поверхности
(5.15) от номинальной есть вариация последней.
Физический смысл вариации Заключается в том, что аппрокси-
мирующая поверхность отличается от идеальной не только зна-
чениями параметров, но и формой, в соответствии с анализируемой
погрешностью. Например, для определения конусообразности
цилиндрической поверхности надо аппроксимировать обработан-
ную поверхность среднеквадратичным конусом с малым углом
при вершине. Величина этого угла характеризует конусообраз-
ность.
119
5.1. Система оценок точности обработанных поверхностей
База Параметры базовых поверхностей экстре
Назначение Способ определения Назначение
Номинальная поверхность Размеры и расположе- ние номи- нальной поверхно- сти По данным чертежа Предельные отклонения реальной поверхности от номиналь- ной
Среднеквадрати ческа я базовая поверхность Размеры и расположе- ние реаль- ной поверх- ности hki = J j fkft dS di — j]fibrndS s Предельные отклонения формы
Наружная (внутренняя) прилегающая поверхность Размеры и расположе- ние поверх- ности пре- дельного калибра max (min) (F-Ag) /=1.2 N Предельные отклонения реальной поверхности от предель- ного калибра
Пара поверхностей, образующих зону Границы области ми- нимального объема (зоны), содержа- щей реаль- ную по- верхность min(F-(Ag'»> — Afl'»’)) (/(Гоу)-А?(1’)>Дгпу (/(r<M)A9‘»’<Arnj Характерный размер зоны, определяющий диапазон возможных положений базовой по- верхности
Обозначена я: Д^ — вектор-столбец отклонений параметров базовой поверхности
нальной поверхности; Ц — i-я составляющая вектора f (гв); W — число точек реальной по
д^(2) "" векторы Д? для наружной и внутренней поверхностей зоны; Дгд — нормаль
та конкретного множества точек; Дгп^ — нормальное отклонение точки реальной поверх
кое отклонение; Р — реальная поверхность; Б — базовая поверхность.
120
Оценки
мальные интегральные
Способ определения линейные квадратичные
Назначение Способ определения Назначение Способ определения
max Дгп S или тах/(Дгп) S Интеграль- ные откло- нения формы заданного вида (вариации номиналь- ной по- верхности) S Взвешен- ное ско реальной поверхно- сти от номиналь- ной т У
max Дгп$ — £ — min Дгп& S или mlx f (Дг$ - - — — Взвешен- ное ско формы -(/•Ag)]»dS
max | Агп6 | S или max f (ЛгпЬ) S — — Взвешен- ное ско реальной поверхно- сти от поверхно- сти пре- дельного калибра -(f-Aq)pdS
— — — —
от номинальных значений; f (r0), F (г0) — векторные функции координат точек номи-
верхности, используемых для построения прилегающей базовой поверхности;
ное отклонение точки реальной поверхности от номинальной; &rnj — то же для элемен-
ности от соответствующей базовой; g — весовая функция; СКО — среднее квадратичес-
121
5.3, ПОГРЕШНОСТИ СХЕМ ФОРМООБРАЗОВАНИЯ
В металлорежущих станках обрабатываемая поверх-
ность часто имеет отклонения от заданной поверхности даже при
абсолютно точной форме режущего инструмента и при отсутствии
погрешностей положения и перемещений узлов. Такие погреш-
ности называют погрешностями схемы формообразования. Их
существование обусловлено стремлением упростить кинематику
станка или форму инструмента, если возникающие при этом от-
клонения от некоторого номинала невелики. Основными причи-
нами возникновения этой группы погрешностей являются: при-
Рис. 5.1
Погрешность схемы формообразования:
F, — заданная поверхность; п — орт нор-
мали к Ft .в точке At; Ft фактически
полученная поверхность
ближенная форма режущего
инструмента; приближенное
выполнение связи между пара-
метрами движений; замена од-
ного вида связи другим.
Своеобразие математической
стороны задачи о вычислении
величины погрешности Дсх
схемы формообразования за-
ключается в том, что в каче-
стве исходных данных задаются уравнения двух поверхностей:
фактически получаемой F2 при данной схеме и номинальной
Р2 (рис. 5.1), причем довольно часто известен способ формообра-
зования и для поверхности Р2.
Величина Дсх находится из векторного уравнения
Дсх®(«1, Vi) == rtf’(«2, о2) —гУ’(“ь (5.16)
где 4° (“i, »i), Го2) (и2, °2) — векторно-параметрические уравне-
ния поверхностей и F2 (см. рис. 5.1) в одной системе координат,
записанные в криволинейных координатах ult Vj (соответственно
«2, о2); я (“i> °i) — °РТ нормали к поверхности F2 в точке, задан-
ной радиусом-вектором Tj (ult oj.
Уравнение (5.16) представляет собой совокупность трех ска-
лярных уравнений относительно трех переменных и2, и2, Дсх
при заданных «v Oj. Иногда оказывается удобнее считать изве-
стными «2» °г и определять из уравнения (5.16) Дсх. Во
всех случаях Дсх вычисляют по формуле, получающейся из урав-
нения (5.16):
Дсх = Га2’(“з. %)•»(«!. 01) —Го”(“ь 01)-я («1, Di). (5.17)
Погрешность схемы формообразования на станке может реали-
зоваться на обрабатываемой детали как в виде погрешностей
122
размера, расположения и формы поверхностей, так и в виде вол-
нистости или шероховатости, имеющей периодически повторя-
ющийся рисунок на обрабатываемой поверхности.
Расчет по формуле (5.16) в определенном смысле есть задача,
обратная задаче расчета баланса точности станка по основным
формулам (3.104): в формуле (5.16) известны уравнения ГоН и Го2)
двух поверхностей и требуется определить источники и величину
расхождения точек этих поверхностей, в то время как в формуле
(3.104) известно уравнение г0 одной из поверхностей и требуется
определить уравнение второй поверхности, зная величины вход-
ных погрешностей.
Рекомендуется следующий порядок расчета погрешностей схем
формообразования. Вначале проводится расчет в линейном при-
ближении, который сводится к замене в формуле (5.17) значений
аргументов м2, v2 значениями vly что возможно ввиду про-
странственной близости векторов r2 (u2, v2) и r2 (и13 Vj). Тогда
Дсх — И’ («1, ^1) — гГ (U1, Vi)]-n («1, V1). (5.18)
Таким образом, в первом приближении получается уже изве-
стная формула для проекции вектора Дг0 на нормаль Дп = Дсх,
так как Дг0 = Го2) —Го0 •
Если вектор Дг0 лежит в касательной плоскости к поверх-
ности г0 («1, v), то вычисления по формуле (5.18) приводят к ну-
левому значению Дох. Это, однако, еще не означает, что погреш-
ность схемы формообразования отсутствует, и необходимо осуще-
ствить расчет по точной формуле (5.17). Пример такой ситуации
приведен при анализе обработки зубчатого колеса периферией
плоского круга. Однако, если при расчете по формуле (5.18)
получается Дох =/= 0, то дальнейшее уточнение результата по
формуле (5.17) можно не проводить, так как уточненное значение
будет в этом случае отличаться от результата по формуле (5.18)
на величины второго и более порядка малости. Пример расчета
погрешности схемы формообразования приведен в п. 5.7.
5.4. ПРОГРАММНО-МАТЕМАТИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ РАСЧЕТА ТОЧНОСТИ СТАНКОВ
Для реализации на ЭВМ серии ЕС системы расчетов
точности станков разработан проблемно-ориентированный пакет
прикладных программ (ППП) на языке Фортран-IV. ППП по-
строен по модульному принципу, т. е. совокупность задач расчета
точности станков разбита на отдельные логически завершенные
подзадачи, различные комбинации которых дают ответ на по-
ставленную конкретную задачу.
Частные подзадачи реализованы в форме подпрограмм. Для
решения конкретных задач созданы головные программы, вызыва-
ющие необходимые подпрограммы. Головные программы и под-
программы являются программными единицами, называемыми
123
модулями. Совокупность модулей, отвечающих требованиям,
сформулированным в работе (551, образует ППП расчета точности
станков.
Укрупненная блок-схема программы расчета точности для
обработки поверхности приведена на рис. 5.2. Функции некоторых
модулей, участвующих в решении этой задачи, описаны в табл. 5.2
(всего ППП содержит порядка 150 модулей).
В качестве примера на рис. 5.3 приведен исходный текст одного
из модулей, постоянно используемых в системе расчетов. Этот
модуль реализует расчет по формуле (3.105). Последовательность
работы основного ствола программы следующая.
Рис. 5.2
Блок-схема программы расчета точности
В качестве исходных данных вводятся две группы параметров:
первая позволяет рассчитать координаты точек номинальной
обрабатываемой поверхности, вторая, значительно более объем-
ная, — погрешности обработки. Для расчета точек номинальной
124
5.2. Функции программных модулей
Модуль Назначение
FORP1 Преобразование произвольного радиуса-вектора точки, за- данного в системе координат инструмента, в искомый век- тор в системе координат детали
GLM Определение главного момента системы
GLW Определение главного вектора системы
WSKL Преобразование вектора силы, заданного в одной системе координат, в искомый вектор в другой системе координат
SMEU Вычисление малых линейных смещений и угловых поворотов тела на осевых упругих опорах под действием силового вектора
PZONA Вычисление погрешности положения точки в системе коор- динат детали
VVODF Ввод исходных данных для составления функции формо- образования
VVODE Ввод исходных данных для расчета баланса точности
POINT1 Вычисление параметров уравнения формообразования
ERROR1 Вычисление элементарных погрешностей звеньев цепи фор- мообразования
LOCUER Вычисление локальных (экстремальных) оценок точности обработанной поверхности
SQUER Вычисление средних квадратических оценок точности обра- ботанной поверхности
125
поверхности задаются значения кода формообразующей системы,
аргументов функции формообразования, имеющих постоянные
значения в процессе обработки, диапазоны и шаги изменения двух
аргументов, являющихся криволинейными координатами и, о
точек обрабатываемой поверхности; пара значений и, v однозначно
определяет координаты точки номинальной поверхности, которые
рассчитываются в модуле FORP1 в соответствии с формулой
(3.105).
Далее для полученной точки поверхности определяются эле-
ментарные погрешности положения всех звеньев цепи формо-
образования, причем в общем случае эти погрешности от точки
С SUBROUTINE FORP1
С
С НАЗНАЧЕНИЕ:
С ПРЕОБРАЗОВАНИЕ ЗАДАННОГО В СИСТЕМЕ КООРДИНАТ
С ИНСТРУМЕНТА ПРОИЗВОЛЬНОГО ВЕКТОРА W В ИСКО-
С МЫЙ ВЕКТОР W 0 В СИСТЕМЕ КООРДИНАТ ДЕТАЛИ.
С ОБРАЩЕНИЕ:
С CALL FORP1 (ICHU, MICHU, APAR, W, W 0)
С ВХОДНЫЕ ПАРАМЕТРЫ:
С ICHU — ЧИСЛО ЗВЕНЬЕВ В ФОРМООБРАЗУЮЩЕЙ СИ-
С СТЕМЕ
С MICHU —МАССИВ РАЗМЕРНОСТИ ICHU НОМЕРОВ ОБОБ-
С ЩЕННЫХ КООРДИНАТ (НАЧИНАЯ ОТ ДЕТАЛИ)
С APAR —МАССИВ РАЗМЕРНОСТИ ICHU ПАРАМЕТРОВ
С ФОРМООБРАЗУЮЩЕЙ СИСТЕМЫ
С W — РАДИУС-ВЕКТОР ТОЧКИ В СИСТЕМЕ КООРДИ-
С HAT ИНСТРУМЕНТА
С ВЫХОДНЫЕ ПАРАМЕТРЫ:
С W 0 — РАДИУС-ВЕКТОР ТОЧКИ В СИСТЕМЕ КООРДИНАТ
С ДЕТАЛИ
С ИСПОЛЬЗУЕМЫЕ ОБЩИЕ ОБЛАСТИ:
С НЕТ
С ВЫЗЫВАЕМЫЕ ПОДПРОГРАММЫ И ФУНКЦИИ:
С SUBROUTINE PPRC
С SUBROUTINE WTMP
С
С
С
С
АЛГОРИТМ:
ПОСЛЕДОВАТЕЛЬНОЕ УМНОЖЕНИЕ ВЕКТОРА W
МАТРИЦЫ ОБОБЩЕННЫХ ПЕРЕМЕЩЕНИЙ
HA
1
(НАЧИНАЯ ОТ ИНСТРУМЕНТА)
SUBROUTINE FORP1 (ICHU, MICHU, APAR, W, W 0)
DIMENSION W (4), MICHU (ICHU),
APAR (ICHU), A (4, 4), AB (4), WR 0 (4), WA (4)
DO I 1=1,4
WR 0 (I)=W (I)
DO 3 1=1, ICHU
4
3
K-ICHU+l-I
CALL WTMP (A,APAR (K), MICHU(K))
CALL PPRC (A, WA, WR 0, AB, 4)
DO 4 N=I,4
WR 0 (N)=WA(N)
CONTINUE
RETURN
END
Рис. 6.3
Пример оформления программного модуля
126
к точке меняются, например, вследствие изменения относитель-
ного расположения узлов станка.
В зависимости от источника погрешностей расчет заключается
в составлении и решении либо системы (4.17), либо системы (4.26)
и т. п. В результате решения для каждой точки номинальной
поверхности определяются шесть элементарных погрешностей
положения всех звеньев формообразующей системы от каждого
источника погрешности.
Далее модуль PZONA реализует вычисления баланса точности,
т. е. погрешности всех звеньев от всех источников приводятся
в систему координат обрабатываемой детали и суммируются
в соответствии с формулой (3.104).
Массивы значений г0 и Аг0, полученных во всех MN точках
обрабатываемой поверхности (М и N — число значений криво-
линейных координат и и о соответственно), служат исходными
данными для построения базовой поверхности, от которой строят
метрологические оценки точности.
По результатам работы программы печатаются:
для каждой пары значений криволинейных координат по
три координаты векторов г0 и Аг0. а также величина проекции
вектора Аг0 на нормаль к поверхности в данной точке;
метрологические оценки точности обработки, сформирован-
ные в соответствии с конкретным видом обрабатываемой поверх-
ности и выбранными по табл. 5.1 типами принятых оценок.
Изложенная последовательность может модифицироваться
в зависимости от особенностей рассчитываемого станка. Так,
при необходимости учета влияния правки абразивного инстру-
мента на точность обработки программа содержит две цепи формо-
образования: первую, охватывающую цепь узлов от режущего
инструмента до обрабатываемой детали, вторую — от правящего
инструмента до режущего инструмента. Результаты расчета по
второй системе суммируются с величинами, полученными на вы-
ходе модуля PZONA.
5.5. БАЛАНС ТОЧНОСТИ ТОКАРНОГО СТАНКА
Рассмотрим в качестве примера реализации модели
выходной точности процедуру построения и анализа баланса
точности токарного станка. Функция формообразования (3.105)
была получена выше:
г0 = А6А3А’е4 = (xcos <p; х sin <р; г; 1)т, (5.19)
где <р — угол поворота шпинделя; х, г — смещение вершины
резца соответственно поперек и вдоль оси вращения шпинделя.
Векторный баланс точности найдем по формуле
з
Аго = S Ао, «8,А|>3е4 = (воА’А’А1 + Ae8iA3Ai +
+ 4- АвА8А1в3) е4.
127
Подставив выражения для матриц А6, А8, А1 и е( (I = 0, 3),
получим
(At cos q> — Д4 sin <p + Д3 \
Д151яф + Л,а»Ф+Д. | (5 20)
^5 I
о J
где Дх, Дг, Д3, Д4, Д6 выражаются через элементарные погрешности
положения звеньев следующим образом:
з
Дх = г₽1
<=i
2 3
Да «» — гах + * S + 2j byt',
<=0 Z=l
Лз я бя0 + zpo;
Д{ Я" бдо XC^Qf
3
Д6 = 2 бж< — хсозф.Ро + хзШф-Оо — х(Р14-₽а).
/=0
Баланс скалярных погрешностей, вычисляемый по формуле
(3.107), для основных видов обработки приведен в табл. 5.3.
Из нее видно, что на точность цилиндра или торца влияют по
восемь входных погрешностей и т. д.
Оценка выходной точности станка. В табл. 5.4 приведены
некоторые оценки точности для цилиндра и плоскости при изгото-
влении их на токарном станке методом продольного точения.
Рассмотрим для примера систему оценок точности цилиндриче-
ской поверхности. Все они имеют в качестве исходной величины
погрешность радиуса Дгп, т. е. отклонение радиуса цилиндра
в данной точке от номинального. Это отклонение вычисляется
(см. табл. 5.3) как проекция Лг0 [см. формулу (5.20) J на нормаль
к цилиндрической поверхности. Сумма погрешностей двух ра-
диусов, отстоящих друг от друга на 180°, дает погрешность диа-
метра. В качестве предельных оценок служат две величины коле-
бания диаметра: в заданном сечении и в любом сечении (в послед-
нем случае максимальный диаметр может оказаться в одном сече-
нии, а минимальный — в другом). Уравнение среднеквадратичного
цилиндра содержит пять параметров: диаметр Dcm и четыре ма-
лые величины 5s6, 6^, аь, характеризующие эксцентриситет
и перекос среднеквадратичного цилиндра как твердого тела
относительно осей X и Y системы координат, связанной с номи-
нальным цилиндром. Погрешности положения определяются уг-
лом и расстоянием между осями среднеквадратичного и номиналь-
ного цилиндров, погрешность размера — разностью DCWJ — DB0K.
Рассмотрим методику построения базовых поверхностей для
обрабатываемого цилиндра и плоского торца. Для построения
128
базовой цилиндрической поверхности определяем элементы, вхо-
дящие в формулу (5.11). По уравнению прямого кругового ци-
линдра (см. табл. 5.3) вектор q0 размерных параметров состоит
из единственной составляющей q01 — величины радиуса цилиндра
х = /?, так как ф и г — независимые переменные.
Таким образом, т = 1; </0 = g01 = R- Отсюда
Лч-^ДЯ
cos <р ДЯ
sin ф АЯ
О
О
Поскольку ф и z независимые переменные, то в матрице е»
[см. формулу (5.11)1 погрешности положения вдоль этих коорди-
нат могут быть приняты равными нулю, т. е. 8гЬ — уь = 0. Сле-
довательно, п = 4 и
/ 0 0 в«ь\
_ I 0 0 — аь баЬ I
86 ~ I -ръ ®ь 0 0 I ’
\ 0 0 0 0 /
Отсюда р — т+п—1+4— 5. Подставляя найденные для
цилиндра значения dr0 и еь в формулу (5.11), получаем
бхь Н-М + созф-ДЯ
Syb — abz+ зшф-Д/?
—fib# COS ф + abR sin Ф
0
Агь = еьг0 + dr9 =
(5.21)
Таким образом, вектор Дг6 есть функция двух независимых
переменных ф, z и пяти малых погрешностей дхЬ, дуЬ, аь, р6, ДЯ.
Собирая последние в вектор А</, получаем элементы формулы
(5.12):
А^— (®хЬ> Д/Ь> ®ь« Рь» Д/?)т;
/1 0 0 Z совф
1 0 1 —Z 0 Sintp
G “ 1 0 0 R зшф —R cos ф 0
\о 0 0 0 0
Нашей целью является получение формулы для расчета Агу
(а значит и гь), если известно выражение для Аг0 через элемен-
тарные погрешности по формуле (5.20) и буквенное выражение
(5.21) для Агу. Для этого необходимо найти 25 элементов hut
матрицы Н и 5 элементов вектора d, после чего вычислить A#
5 Решетов Д. Н. 129
5.3. Баланс точности токарного станка при основных видах обработки
Обрабатываемая поверхность
Наименование Уравнение г0 Эскиз
Произвольная поверхность (точечная обработка) /X COS ф\ X sin ф V Z / —
Цилиндр прямой круговой /R cos ф\ /? sin ф \ z J X V У X
Плоский торец /X, COS ф\ х sin ф \ с / X4*
Конус прямой круговой / X COS ф \ 1 X sin ф \ Н — х ctg а / Д У' 2
Поверхность вращения с об- разующей х (z) (фасонная обточка) /х (z) COS ф\ х (z) sin ф \ z / С^\ x4N Л =x(z) 2
130
Нормаль п к поверхности Баланс нормальных погрешностей Агд Связь между аргументами
(ПХ\ Пу Дх {пх cos ф + riy sin ф) + + Д2 (“~«х sin ф + Пу COS ф) + ДдМж “1“ &&Пу “f" 3 где Д1 = ₽1* + £ i=-l 2 3 Дд — + Х Yf + 2 ’ i=0 1=1 Дд — + Ре2! ^4 “ $УО — а02‘» 3 Лб= Л^ — р0хсо5ф + i=0 + аох sin ф — (₽! + р8) х + h°’'F т а. - «7- + 'N II a* Il °* -|_ о
/COS ф\ 1 sin ф \ 0 / 6ХО cos ф + 6^0 sin ф — — aoz sin ф + ро2 cos ф + + Pi2 + ^xi + ^хз + ^хз х= R
/0\ ° \ 17 aQx sin ф — рох cos ф — 3 — (Р1 + Ра) х + У &zi z=o Z = С
' cos a cos ф \ I cos а sin ф \ sin а / (Н cos а — x/sin а) (£0 cos ф — — а0 sin ф + рх) + (6х0 cos ф + &уо sin ф -|~ ^х1 Н~ ^хз) cos ОС -р 3 + £ &zt sin а — р2х sin а Г=0 г — Н — х ctg а
/COS % COS ф\ j cos % sin ф 1 \ sin % / (0о cos ф а0 sin ф + 0i) X X (2 cos х + х sin х) + + (6хо cos ф + 6^ sin ф) cos х — . — (^zo + &zi + ^zs) sin x + 3 + j]6SiCosx+ ft,* sin% 1=0 З-ф * II II >•: я
5*
131
Обрабатываемая поверхность
132
Продолжение табл. 5.3
Нормаль п к поверхности Баланс нормальных погрешностей Агд Связь между аргументами
/sin 5 cos ф\ sin g sin ф \ —cos £ / (Ро cos ф — a0 sin ф PJ X X (z sin £ + x cos g) 4- + (6*0 cos ф + 6y0 sin ф) sin g — (^zo + + ^Zs) COS £ + 3 + sing + ₽2xcosg i-l z — z (х); A tg£ ~~dx~
sin (ф + н)\ —cos (<p + p.) j 0 J / 3 \ ₽i* + 2s*' sin и — \ Z=1 / Г 3 1 aiz+*(‘Vi + Ys) + S6j4 x Ж J X COS H + (6xo + zPo) Sin (<p + p) + + (aoz — 6y0) cos (q> + p) X= х(ф); P — ^x/t/ф
tu cos ф + v sin ф x I и sin ф — v cos ф 1 X и ctg a / 6*0 (u cos ф + v sin ф) 4- + 6yo (« sin ф — v cos ф) 4* + ctg a 4- a0 [(рф — — P tg a) (—« sin ф 4~ ° cos ф) 4~ 4- up sin ф ctga] 4- p0 [(рф — — p tg a) (u cos ф 4- v sin ф) — 3 — up cos ф ctg a ] 4- « ^xi ~ 3 3 — ° + и ctg a 2 62i + fs=l f = l ,+ «1О(Рф —ptga)+ Pju X X (рф — 2p/sin 2a) — vpvo 4- + («2 + ®s) 0 хи tg a — — ₽?“ (хи tg a + p ctg a) — — p32xH/sin 2a — ?3охи z= рф; 2и = —xBtga; p sin a и = — — 1 9 У p* cos2 a + p2 p cos a v = — — — , У~p2 cos2 a 4- p2 хи + R — P‘t R — средний радиус
133
5.4, Система оценок точности обработанной детали
Метрологи- ческая база Группа оценок Формальное определение оценки точности
цилиндра плоского торца
Номиналь- ная по- верхность Текущее отклонение Погрешность радиуса (в, г) = Дгпц (0, г) Погрешность диаметра 6DC = &Rc (6) + + 6RC (6 + л) Погрешность расстояния начала координат 6Т (6, х) = Л^пт (6, х)
Предельное отклонение Колебание диаметра в данном сечении ДРсеч = max (&D) — z=zc — min (6jD) Колебание диаметра в любом сечении AD = max (&D) — — min (OjD) Максимальное отклоне- нение по всей плоско- сти 6ТО = max (бт) — — min (6Т)
Среднеквад- ратичная поверх- ность: среднеквад- ратичные цилиндр (СКЦ) и торец (СКТ) Погреш- ность размера разы “ -^СКЦ ^ном —
Погреш- ность располо- жения Позиционное отклонение оси: § — V аь + Рь Перекос оси y=^al+ Рь Позиционное отклонение торца 5пт = &zb Перекос торца ут = -f-
Погреш- ность формы Погрешность радиуса от- носительно СКЦ в се- чении zc 8^кц = в/?с(вж6+ + 2С?ь) cos 0 — -(^b-2A)sin0- 0,5бразм Погрешность в данной точке на расстоянии гс от оси детали 6^кт = 6Т + rc X X (cos 0pTj — — sin 0-ать) — &zb
134
Продолжение табл, 5.4
Метрологи- ческая база Группа оценок Формальное определение оценки точности
цилиндра плоского торца
Средреквад- ратичные цилиндр (СКЦ) и торец (СКТ) Погреш- ность формы Средняя квадратическая погрешность формы °* - У м-1 х Средняя квадратическая погрешность формы Оф~ М — 1 х
м х 2 (бя£кц)2 1=1 Отклонение от цилин- дричности бц = шах - — min 6/?£КЦ м X 2 (6?кц)2 1=1 Отклонение от плоскост- ности 6пл = max S?KT - -minfiCK*
Примечание. Оценки погрешностей положения и формы относительно приле-
гающих цилиндра и плоскости строятся аналогично соответствующим оценкам относи-
тельно СКЦ и СКТ; ДгПц — баланс нормальных погрешностей по табл. 5.3 для прямого
кругового цилиндра; ДгпТ — то же, для плоского торца: Zq —• продольная координата
обрабатываемой плоскости, отсчитываемая от передней опорной шейки шпинделя; —
расстояние от точки торца до оси шпинделя; б а^, — погрешности положения
СКЦ; ат&, — погрешности положения СКТ; б/?£ — погрешности радиуса отно-
сительно номинальной оси в точке (Я. б. z^J; б^—погрешность торца в точке 0, z);
М — число точек детали, в которых определены погрешности обработки.
из системы уравнений (5.13). Зная единичный вектор нормали
n — (cos ф; sin ф; 0; 0)т, находим вектор нормальных передаточ-
ных коэффициентов
/= GT/z = (coscp; 51пф; —г$1пф; гсозф; 1)т,
т. е. Д — cos ф; f2 = sin ф; fa = —2 sin ф; f^ — z cos ф; fs — 1.
Составляющие hu матрицы H определяем по формулам
2я L
hn = j (/i)adS = j J cos2 ф dz cfcp = nLR;
s 00
2Л L
Л1а = h^i = j fif2 dS = j j COS ф Sin ф d2 Лр = 0
S 0 0
и т. д., где L—длина обрабатываемого цилиндра. Вычисляя
остальные элементы, получим
6 0 0 3L 0
0 6 —3L 0 0
Н О 0 — 3L 2L3 0 0 (5.22)
3L 0 0 2L2 0
0 0 0 0 12
135
Элементы dt вектора d в уравнении (5.13) вычисляются по формуле
2я L
dt = J J Rfi&rndzd<p, i = 1, 2........,5. (5.23)
о о
Решая систему (5.13), получаем
аь~ nLVt (~Г = nL'R ~ ***) ’
4В-Ш' <5-24)
Определим в качестве простейшего примера применения фор-
мул (5.24) погрешность размера и положения, возникающую
вследствие постоянного по величине смещения 6х3 положения
вершины резца в горизонтальной плоскости. Подставив Дгп =
= бх3 в формулы для di и далее в формулы (5.24), получим изве-
стный результат бх6 = 6уЬ = 0; “ь — ₽& = 0; Д7? = бх3, т. е.
в этом случае возникает только погрешность размера, равная
по величине 6х3.
Уравнение г0 номинальной поверхности плоского торца при
обработке на токарном станке, нормаль п к ней и нормальная
погрешность Дгп даны в третьей строке табл. 5.3. Для постро-
ения базовой поверхности имеем г0 = г0 (<р, х, с), т. е. вектор
размерных параметров вновь, как и при обработке цилиндра,
состоит из единственной составляющей q— q01 = с.
Следовательно,
dr0 = -^ Дс = (0; 0; Дс; 0)т.
В матрице еь имеем бхЬ = 6уЬ = 6гЬ = у6 — 0, так что
Дгь = (р6с; —аьс; —х cos <р • 0Ь + х sin <р • аь + Дс; 0)т;
0 с 0 \ / ,
~ - \ / xsin® \
—с 0 0 1 I ।
; /=GTn= — xcoscp 1
xsintp —xcoscpl I \ 1 /
0 0 0 / \ 1 /
Вычисляя матрицу H порядка 3 X 3 и вектор d и решая систему
(5.13), получаем Ли = Л22 = ~^-л7?4; Л33 = л/?2; остальные hM —
= 0;
“ь ~ nR* ~ ~nRr d* ~ ~nR^ d*' (5.25)
136
2Я Я
где d< = J J fi&rnxdq)dx; ft — составляющие вектора f; R— pa-
fl °
диус обрабатываемого торца; Arn — погрешность, измеренная по
нормали к торцу (см. табл. 5.3).
Пусть, например, направление перемещения поперечного суп-
порта отклонено от перпендикуляра к оси шпинделя на постоян-
ный угол, а все остальные погрешности отсутствуют. Это означает,
что в балансе нормальных погрешностей имеется только поворот
вокруг вертикальной оси рх = const и, следовательно, Дгп =
= —-«Pi-
Рис. 5.4
Схемы малых искажений формы ци-
линдрической поверхности
Пользуясь формулами (5.25),
получаем аь — Рь — О'. Ас =
= —Pi-R. По формуле (5.14)
определяем среднее квадрати-
ческое отклонение а формы
торца от базовой плоскости:
2Л R
о о
4- 4" м )2 * dx dtp =-Ц^- •
Проанализируем получен-
ный результат. При рх = const
резец подрезает торец, имею-
щий форму конуса с углом
при вершине р = 180° — 2рх,
причем ввиду малости рх угол р мало отличается от 180°. Этот
конус аппроксимируется базовой плоскостью, проходящей
перпендикулярно оси обрабатываемой детали и смещенной
от номинального положения на величину А = —2рх/?/3.
Точки фактической поверхности (конуса) отклоняются от базовой
плоскости на различные величины, зависящие от координаты х
на торце. Среднее квадратическое из этих величин
а = #рх//18.
Анализ погрешностей формы обработанных поверхностей.
Усредненная оценка погрешности формы обработанной поверх-
ности получается путем вычисления среднего квадратического
отклонения а точек реальной обработанной поверхности от соот-
ветствующего им отклонения точек среднеквадратичной базовой
поверхности по формуле (5.14). Однако форма может быть иссле-
137
дована и более глубоко — путем построения по точкам реальной
поверхности вспомогательных поверхностей, задаваемых форму-
лой (5.15). Основная проблема в использовании последней заклю-
чается в построении вариации 6г (и, v), заданным образом иска-
жающей номинальную поверхность. Рассмотрим конкретные при-
меры.
Конус, точки которого лежат «близко» от заданного (номи-
нального) цилиндра, можно построить по схеме, приведенной на
рис. 5.4, а. Радиус R цилиндра в каждой точке отличается от
номинала на величину Pi (г — L/2), где 0Х — малый угол при вер-
шине конуса.
Подставим эту величину в выражение для радиуса-вектора
цилиндрической поверхности (табл. 5.3, строка 2):
([7? + 0! (г — L/2)] cos ср \
[Я 4- 0г (z - L/2)] sin <р I
2 I =
1 /
(R cos <р \ / 01 (z — L/2) cos <р \
£sin<p | I 01 (z - L/2) sin <р I
z +1 0 f (52б)
1 / \ 0 /
Отсюда видно, что 6г0 есть второе слагаемое в правой части полу-
ченного выражения. Поскольку кроме погрешностей формы по-
верхность по-прежнему имеет погрешность размера и расположе-
ния, уравнение базового конуса ищем в виде
Гь = Го 4- гьг0 4- dr0 4- 6r0,
(5-27)
где еьг0 и dr0 — то же, что и в уравнении (5.21); 6г0 — то же,
что и в уравнении (5.26).
Вспомогательные векторы f, bb отличаются от аналогичных
векторов f, bq увеличением размерности на один элемент:
(1 О
О 1
О о
о о
Д& == (6хЬ, дуЪ, аь, 0Ь, Д/?, 01)т;
0 Z СОЭф cos ф (z — L/2)
— Z 0 Sin ф sin ф (z — L/2)
R з1пф —R cos ф 0 0
0 0 0 0
f — (cos ф; sin ф; —z sin ф; z cos ф; 1; (z — L/2))T.
Система уравнений (5.13) в соответствии с количеством неизве-
стных, составляющих вектор Д&, имеет шестой порядок. В ма-
трице Н все hkt при k, i = 1, 5 совпадают с соответствующими
138
элементами матрицы (5.22), по пять первых элементов в последней
строке и столбце равны нулю, и, наконец,
Лее = J fldS = R j J (z - 4-)2^Ф = -^RL3.
s 0 0
Вектор йв правой части уравнения (5.13) имеет первые пять эле-
ментов те же, что и в формуле (5.23). Найдя шестой элемент dB
и решая систему Н-А& — d, получим оценку кону сообразности:
2л L
₽* “ 44 ПДг* (г - 4)dzck?- (5-28)
о о
Для оценки бочкообразное™ (корсетное™) цилиндра аппрокси-
мируем обработанную поверхность среднеквадратичным тором
(рис. 5.4, б), образующая которого является окружностью боль-
шого радиуса.
Вариация параметров поверхности имеет вид
= (Дх, Дг/, а, р, Д₽ + 6Т -------4 (z ~ 4У] У’
Вектор параметров:
Д& = (Дх, Дг/, a, &R, 6г)т. (5.29)
В этом случае Д7? 4-6/3 — отклонение радиуса среднего сечения
тора от номинального значения; 6j — стрела сегмента образу-
ющей окружности тора, характеризующая его бочкообразность.
Решая систему Н-6& = d, получаем
2л L
8‘ = тит J П-Г - 4 (г - 4У] <5-30>
о о
Для оценки непрямолинейности оси цилиндра аппроксимируем
обработанную поверхность среднеквадратичной поверхностью, об-
разованной поступательным движением окружности, центр кото-
рой перемещается по кривой заданного вида.
В частности, если траектория центра образующей окруж-
ности — дуга окружности большого радиуса (рис. 5.4, в), а мера
непрямолинейности оси — стрела 62 этой дуги, то
bq = (Дх + 62хр (z), Дг/ + 82ур (г), а, р, Д/?)т;
Д& = (Дх, Дг/, а, р, Д£, 62ж, 62у)т,
где р (г) = -----jy (г — -у)2; 62ж, 62JZ — проекции стрелы 62
направляющей дуги на оси X и Y. Решая систему Н-6& = d,
получаем _______
1621 = )/" б|х + 62^»
2л L
где 62ж = j J [-у — 4(z — -у)2] Дгп cos <р dz dtp. (5.31)
о о
139
5.5. Погрешности размеров, положения и формы цилиндра
Погрешность оси:
в горизонтальной
плоскости
в вертикальной
плоскости
несоосность
перекос оси
стрела прогиба оси
Погрешность попереч-
ного сечения
в том числе гармо-
ническая (k —
номер гармоники)
Произвольная погреш-
ность формы
Я (ф) = 2 cos (£ф + о^)
Ф (ф, z)
140
Формула для 62J/ совпадает с (5.31) при замене cos ф на sin ф.
В общем случае линейные интегральные оценки погрешностей
размера, положения и формы цилиндра вычисляют по формуле
= ‘2ЙГ J J Si ^rndz dtp, (5.32)
s
где gi определяется по табл. 5.5.
Аналогичная формула для определения точности торца имеет
вид
Дг = “i" J f Si brnx dx d(f>, (5.33)
s
где gi берется по табл. 5.6.
Диагностика функциональной точности станка. Формулы
типа (5.32) и (5.33) явно связывают элементарные погрешности
станка с погрешностями положения и размера обработанной
поверхности. Помимо прямого расчета эти формулы могут быть
использованы для решения задач диагностики источников погреш-
ностей обработки. Простейший пример такой диагностики можно
получить из приведенного выше примера влияния погрешности 6х3
положения вершины резца на погрешность размера, а именно:
погрешность бх3 непосредственно переходит в погрешность ра-
диуса. Совокупность качественных связей между всеми входными
погрешностями и выходными параметрами точности обработки
удобно представлять в виде диагностических таблиц. В качестве
примера в табл. 5.7 приведены связи для случая обработки ци-
линдра точечным резцом на токарном станке. Выходные пара-
метры точности взяты из числа перечисленных в табл. 5.5. Все
входные погрешности делят по характеру влияния на выходные
погрешности на четыре группы: 1) не влияющие ни на один вы-
ходной параметр (таких погрешностей большинство); 2) влияющие
на выходной параметр только в том случае, если входная погреш-
ность переменна по всему рабочему пространству, т. е. является
функцией обеих криволинейных координат поверхности; 3) влия-
ющие на выходной параметр как в случае 2, так и в случае, когда
входная погрешность является функцией только одной криво-
линейной координаты; 4) влияющие на выходной параметр даже
тогда, когда входная погрешность постоянна по всему рабочему
объему.
Например, отклонение от параллельности Рг направления
перемещения продольного суппорта оси вращения шпинделя
создает конусность детали, если Рг = const. Если Pi зависит
от г, то на детали образуется погрешность формы образующей
цилиндра в продольном направлении, в то время как поперечное
сечение продолжает оставаться точной окружностью. При необ-
ходимости получения количественных зависимостей следует про-
вести вычисления по формулам, приведенным в табл. 5.5 и 5.6.
141
5.6. Погрешности размеров, положения и формы торца
Тип погрешности торца Эскиз Значение g. в формуле (5.33)
Позиционное отклонение — X .4 1
Перекос: в горизонтальной пло- скости Дх в вертикальной плоско- сти Дг/ bz А 4х . -^51Пф 4х -^2 C0S<P
Радиальное (в осевом сече- нии) отклонение от пло- скостности (Дс >► 0 — во- гнутость; Дс < 0 — вы- пуклость): конического типа ^4 Ал ?=/ оо 00 ьэ
сферического типа
синусоидального типа
произвольного типа
Окружное (на развертке ок-
ружности) отклонение от
плоскостности с частотой k
Отклонение от плоскостно-
сти произвольного типа
2 cos &ф
Ф (ф, х)
142
\
5.7. Диагностическая таблица для обработки цилиндра способом
продольного точения
Входная погрешность Условия формирования выходной погрешности
звено — источник погрешности состав- ляющая ради- уса положе- ния и формы оси образу- ющей направ- ляющей формы произ- вольного вида
Деталь со шпин- делем ^хо + □
+ □
^20
«0 + □
0о + □
То
Станина + д О д □
^21
«1
01 о +
Т1
Продольный суп- порт + о
6^2
®Z2
а2
02
?2
Поперечный суппорт с ин- струментом + о
figs
аз
• Рз
Тз
Обозначения. Выходная погрешность указанного типа формируется входной
погрешностью: □ — зависящей от ф и г; О — зависящей от z; Д — зависящей от ф;
4 постоянной по величине; пустые клетки означают, что входная погрешность не
влияет на выходную.
143
/
Пример. Траектория перемещения вершины резца в горизонтальной пло-
скости через 5 лет после начала эксплуатации станка задана на рис. 5.5. В со-
ответствии с табл. 5.7 эта траектория, определяющая сумму входных погреш-
ностей Sxt + 6х2 + 6х8 и зависящая только от 2, должна давать на выходе
погрешности радиуса и образующей. Аппроксимируем отдельные участки траек-
тории дугой параболы (участок II) и отрезками прямых (участки /, III и IV).
Рассмотрим случай обработки абсолютного жесткого вала на участке 700
z 1800 мм. По формулам (5.28) ... (5.30) определяем погрешность диаметра,
конусообразность и бочкообразность обработанной поверхности. Затем находим
средние квадратические отклонения этой поверхности от базовых поверхностей:
цилиндра, конуса и тора.
Рис. 5.5
Траектория продольного перемещения вершины резца в горизонтальной
плоскости при износе направляющих
Результаты расчета приведены в табл. 5.8. Анализ средних квадратически
отклонений (см. табл. 5.8) показывает, что доминирующей погрешностью формы
в рассматриваемом случае является конусность. При обработке детали на дру-
гом отрезке направляющих не только величина, но и вид погрешности был бы
иным. Например, на участке 300 z 600 мм доминирующей погрешностью
будет бочкообразность.
Рассмотрим метод диагностики точности станка на основании
решения обратной задачи расчета точности, теория которой изло-
жена в п. 5.1. Пусть при отладке токарного станка погрешности
радиусов обработанных и цилиндрических поверхностей изме-
ряются по круглограммам. В соответствии с табл. 5.3 формула
(5.1) имеет вид
&R бхо cos <р + 6V0 sin ф — aoz sin ф + poz cos ф +
Pi2 4- 4" "Ь б*э. (5.34)
5.8. Результаты расчета погрешностей, мм
Погрешность Математическое ожидание Среднее квадратиче- ское отклонение
Отклонение диаметра Конусообразность Бочкообразность 0,050 0,055 : 1000 0,0011 0,0151 0,0019 0,0148
144
\
5.9. Результаты измерения погрешностей цилиндра
Вели- чина i
1 2 3 4 5 6 7 8 9 10 11 12
Фь ° 2|, мм Д;, ММ 0 0 0,010 60 0 0,020 120 0 0,020 180 0 0,030 240 0 0,020 300 0 0,010 0 100 0,020 60 100 0,030 120 100 0,030 180 100 0,030 240 100 0,020 300 юо 0,020
Предположим, что все погрешности не зависят от <р и г. Тогда
число линейно-независимых погрешностей т = б, причем
а, = cos <р; а2 = sin <р; а3 = —z sin (p;
at = z cos <p; Oj = z; ae = 1; 8g, = 6x0;
872 — SjioJ 8<7з — «oi fyt — Pol 895 = pi; 6<7e = 6g,
где 8X = 8X1 + 6xl + 6xS.
Пусть имеются результаты 12 равноточных замеров величины Д (табл. 5.9).
Тогда структурная (конструкционная) матрица А имеет вид
(cos Ф1 sin <рг —sin фх zx cos Ф1 Zj 1 \
cos фа sin фа —za sin фа za cos ф2 za 1 |
COS ф1а Sin фха —Zj2 Sin ф^а Z|a COS фх2 Zja 1 /
Ввиду равноточностн измерений вычисление проводим по формуле (5.6).
Подставляя в нее матрицу А при значениях ф$ и zt по табл. 5.9, а также
вектор Л измеренных значений погрешностей, получим оценки неизвестных
параметров б в формуле (5.34) как решение системы
АТА6 == АТЛ,
или, после подстановки численных значений,
’ 6 0 0 300 0 0 ’ 6x0
0 6 -300 0 0 0 ^|/0
0 —300 30 000 0 0 0
300 0 0 30 000 0 0 SK5
0 0 0 0 10 000 । 600 00 01 k 6х 4
0 0 0 0 600 12
1 1 1 1 1 1 1 1 1
2 —1 2 2 1 2 2 -1 “ 2 п
Уз Кз _Кз __/з 0 Кз Кз 2 Кз _/з
0 2 0 2 2 2 о - 2 2
SB 0 0 0 0 0 0 0 - -50 КЗ —50 КЗ 0 50 /3 50 /3 X
0 0 0 0 0 0 100 +50 —50 •100 - -50 50
0 0 0 0 0 0 100 ЮО 100 100 100 100
1 1 1 1 1 1 1 1 1 1 1 1
145
'0,01 '
0,02
0,02
0,03 ’ —0,030
0,02 0,043
0,01 —1,732
0,02 = —1,000
0,03 13,000
0,03 0,260
0,03
0,02
0,02
Решая эту систему, получаем дхо = —0,0067 мм; 6уо = 0,0085 мм; а0 =
= 0,000028; ₽0 = 0,000033; = 0,00; дх = дх1 + дх2 + &хз = W мм.
Внося в станок коррекцию, обратную полученным оценкам, можно наилуч-
шим образом скомпенсировать погрешности станка. Задача компенсации часто
не решается однозначно: например, компенсация погрешности дх может быть
реализована либо смещением вдоль оси X на эту величину любой из систем Slt
S2, S3, либо может быть реализована любым сочетанием этих смещений, но
непременно дающим в сумме величину дх = 0,021 мм. Проще всего, разумеется,
сместить резец, т. е. систему S3.
Таким образом, на примере модели выходной точности токар-
ного станка рассмотрен общий метод оценки выходной точности
станка путем построения системы среднеквадратичных поверх-
ностей, параметры которых определяют погрешности размеров,
расположения и формы обработанной на станке детали при изве-
стных значениях погрешностей элементов станка. Кроме прямых
задач оценки точности, рассмотрена обратная задача — оценка
точности станка по результатам измерения обработанных деталей.
5.6. ОЦЕНКА ВЫХОДНОЙ ТОЧНОСТИ
ШПИНДЕЛЬНОГО УЗЛА
Общая схема расчета выходной точности может быть
применена не только к станку в целом, но и к отдельному узлу
станка. Рассмотрим в качестве примера шпиндельный узел на
подшипниках качения [50].
Точность шпиндельного узла является одним из важнейших
показателей точности станка, оказывающим непосредственное
влияние на параметры обрабатываемого изделия. Методы кон-
троля точности шпиндельных узлов по ГОСТ 22267—76, а также
стандарты на нормы точности и жесткости для отдельных типов
станков, предусматривают комплекс проверок, результаты кото-
рых дают возможность оценить только геометрические параметры
станка. Между тем известно, что такие проверки недостаточны для
обоснованного заключения о выходной точности станка. Так, при
146
увеличении радиального биения шпинделя точность обработки
может в ряде случаев не ухудшаться.
В связи с этим целесообразна разработка такой системы расче-
тов, которая непосредственно связывала бы погрешности элемен-
тов шпиндельного узла с погрешностями обрабатываемых поверх-
ностей. При этом шпиндельный узел следует рассматривать как
часть формообразующей системы станка, а все ее звенья и их
относительные перемещения (кроме элементов шпиндельного
узла) — как абсолютно точные.
Здесь такая задача решается на примере анализа влияния
точности шпиндельных опор на комплекс выходных параметров
Рис. 5.6
Физическая модель опоры качения
станка: геометрическую точность, от-
клонения формы, положения и разме-
ров обработанной поверхности. Цель
анализа — разработка требований
к точности опорных подшипников,
а также установление взаимосвязи
между входными и выходными погрешностями станка для
типовых схем токарной обработки. Разработана математическая
модель точности шпиндельного узла, которая учитывает гео-
метрические и статические погрешности элементов опор.
В основу построения модели положены формулы (3.104) ...
(3.106), в которых все входные погрешности, кроме по-
грешностей шпиндельного узла, приняты равными нулю.
При построении расчетной модели опоры шпиндельного узла
представляются системой пружин. Тогда шесть составляющих
погрешности положения системы координат шпинделя могут быть
получены из шести условий статического равновесия, которые
в соответствии с п. 4.3 имеют вид
СА = Р, (5.35)
Физическая модель опоры качения приведена на рис. 5.6.
Дорожки качения внутреннего кольца 1 после посадки на вал
и наружного кольца 2 после посадки в корпус имеют геометриче-
ские погрешности профиля, вызванные погрешностями изготовле-
ния и сборки элементов шпиндельного узла. По этим дорожкам
в сепараторе 4 двигаются тела качения, моделируемые упругими
элементами 3. Сжатие тел качения зависит от их упругих харак-
теристик, нагрузки, несоосности колец 1 и 2, профиля дорожек
качения и р азнор азмерности тел качения. Общее число упругих
опор в шпиндельном узле совпадает с числом тел качения во всех
опорах. Тела качения 3 вместе с сепаратором 4 совершают плане-
тарное движение относительно колец; в расчетной модели это
147
учитывается зависимостью мгновенных координат опор и векторов
направлений опорных пружин от угла 0 поворота шпинделя.
В расчетной схеме могут встретиться два основных источника
нелинейности: нелинейность упругой характеристики пружины
(показатель степени в формуле контактной податливости далек
от единицы) и переменность числа пружин, воспринимающих
нагрузку в разные моменты времени (случай подшипника с зазо-
ром, когда работают не все тела качения одновременно).
Наиболее просто рассчитать шпиндельные узлы с ролико-
подшипниками, установленными с достаточно большим натягом.
Поскольку показатель степени в формуле контактной податли-
вости для роликов близок к единице, каждый ролик можно считать
пружиной с линейной упругой характеристикой, а ввиду гаранти-
рованного натяга все ролики одновременно воспринимают на-
грузку, т. е. число пружин в расчетной схеме неизменно. В этом
случае система (5.35) линейна и решается без итераций.
Для шарикоподшипников учитывается нелинейность контакт-
ной податливости от нагрузки в стыке шарик—кольцо. В этом
случае матрица С жесткости зависит от неизвестного вектора А
(элементы Сц матрицы содержат одну или несколько составля-
ющих этого вектора), и система уравнений С (А) А = Р решается
с помощью какого-либо стандартного вычислительного метода
для систем нелинейных уравнений.
Далее анализируется работа шпиндельного узла на ролико-
подшипниках в общем' случае, когда возможен как зазор, так
и натяг. Число роликов, на которые опирается шпиндель, оказы-
вается переменным, т. е. в системе (5.35) возникает нелинейность
второго типа, а действительная жесткость &-й пружины (ролика)
определяется по формуле
~ (с* при Дм <• 0;
Ch ~~ | 0 при Дь>0,
где ck — контактная жесткость стыка ролика с кольцом при
отсутствии зазоров в контакте; Afe — деформация пружины, т. е.
величина суммарной контактной деформации в стыках ролик-
кольца;
Дь = (6гh dk) 6Z&;
= (Sx — yyk + Sy + 6Z — + ayky - пере-
мещение опорной точки шпинделя; xh, yk, zk — координаты
точек прикрепления &-й пружины; — орт направления пру-
жины; Slk — отклонение длины пружины, т. е. диаметра ролика,
от номинала (этот вид погрешности называют разноразмерностью
роликов); dk — вектор смещения опорных торцов £-й пру-
жины от номинального положения, т. е. суммарное отклонение
точек контакта дорожек качения с роликом.
При наличии нелинейности (5.36) система (5.35) решается
итерационным методом. На каждом шаге итерационного процесса
выполняются следующие действия.
148
5,10. Показатели геометрической точности вращения шпинделя
Показатели Формула
Радиальное биение в горизонтальной плоскости То же, в вертикальной плоскости Осевое биение Оэ о> «с: и II II П №* | + <4 м
Торцовое биение 6Т = б; - ₽Яв
Примечание. расстояние от плоскости измерения до центра передней
опорной шейки шпинделя; — расстояние от точки измерения до оси шпинделя (ра-
диус обрабатываемой детали).
1. Решение системы (5.35) для схемы загрузки опор, принятой
на предыдущем шаге.
2. Проверка условия (5.36) для всех N роликов в обеих опорах
и корректировка схемы загрузки опор, т. е. исключение из рас-
смотрения роликов с Afe > 0 и включение в число действующих
всех роликов с Afe с 0.
3. Сравнение новой схемы загрузки роликов с предшеству-
ющей и возвращение к п. 1 в случае их несовпадения или прекра-
щение процесса решения при совпадении.
Как показал опыт решения данной конкретной задачи, итера-
ционный процесс быстро сходится — за 2 ... 4 шага. В результате
решения системы (5.35) для каждого угла 6 поворота шпинделя
получается обобщенная погрешность А (6) положения шпинделя.
Далее строят систему оценок выходной точности, геометрической
точности вращения и точности обработанной детали.
Геометрическую точность вращения измеряют приборами, уста-
новленными на станине станка, и оценивают известными показа-
телями биения (радиального, осевого и торцового). Формулы,
позволяющие рассчитать текущие значения этих показателей
при известном векторе А, сведены в табл. 5.10. Предельную
оценку каждого показателя определяют как максимальную раз-
ность двух его значений по всему множеству измерений при разных
углах 0 и продольных перемещениях z: 6пр = шах 6 — min 6.
Z, 0 Z, 0
Оценки точности обработанной детали, связанные с погреш-
ностями шпиндельного узла, приведены в табл. 5.4.
Входными погреЩностями в данной системе расчетов являются
погрешности элементов роликоподшипников. Погрешность по-
ложения и формы дорожек качения представляется в виде раз-
ложения их профилей в ряд Фурье по угловой координате 0. Ам-
плитуды и фазы гармоник могут быть заданы в зависимости от
условий конкретной задачи.
149
5.11. Исходные данные для расчета шпиндельных узлов
Параметр Вариант
1 2 3 4
Расстояние между опорами, мм Расстояние от передней опоры до плоскости измерения биения, мм То же, до плоскости обработки, мм Диаметр контрольной оправки, мм Диаметр обрабатываемой детали, мм Сдвиг фаз радиальных биений под- шипников передней и задней опор, не более 280 80 150 30 60 ±22,5° 280 80 150 30 60 ±22,5° 1200 300 800 80 380 ±10° 1200 300 800 80 380 ±10°
Разноразмерность роликов в комплек- те, мкм 1 0,5 2,5 1,5
Передний подшипник: диаметр отверстия, мм радиальное биение, мкм предельная некруглость дорожки качения (размах) *, мкм амплитуды гармоник, мкм: вторая третья четвертая число роликов 75 4 2,2 2,4 0,8 0,4 0,2 52 75 2,5 0,4 0,5 0,15 0,08 0,05 52 360 12 6 5,4 2 1 0,3 58 360 6 2,2 2,2 0,8 0,4 0,3 58
Задний подшипник: диаметр отверстия, мм радиальное биение, мкм предельная некруглость дорожки качения (размах) *, мкм амплитуда гармоник, мкм: вторая третья четвертая число роликов 55 4 2,2 0,7 0,5 0,1 44 55 2,5 0,8 0,3 0,1 0,05 44 300 5 5 1,5 0,8 0,3 56 300 2,5 2,5 0,9 0,3 ’ 0,1 56
* Для погрешностей формы колец н разноразмерное™ роликов указаны вели-
чины, выбранные в качестве примера (а не нормативные величины); в числителе приве-
дены значения для наружного кольца, в знаменателе — внутреннего.
В данном случае рассматривалось влияние только первых
четырех гармоник. Их амплитуды для обоих подшипников зада-
вались в долях от допуска на радиальное биение подшипника бп.
Фазы гармоник считались равномерно распределенными в ин-
тервале [0, 2л], за исключением фазы первой гармоники для
внутреннего кольца заднего подшипника, которую задают в опре-
деленном угловом интервале по отношению к той же фазе перед-
него подшипника (обычно не более ±45°). Этим моделируется
принудительная ориентация максимальных биений подшипников
1Б0
при сборке шпиндельных узлов, осуществляемая в целях умень-
шения геометрических погрешностей вращения шпинделя.
Профиль колец рассчитывается путем статистического модели-
рования: разыгрываются фазы гармоник, а затем производится
их суммирование. По окончании моделирования получившееся
отклонение от круглости Дкр дорожки качения сравнивают с до-
пускаемой 6кр: в случае Дкр >• бкр выдается сообщение «брак»,
после чего процесс моделирования дорожки качения повторяют
до получения годного кольца. Если 20-кратное моделирование
каждый раз формирует бракованное кольцо, то выдается сооб-
щение о необходимости изменения исходных данных.
Рис. 5.7
Влияние погрешности формы внутрен-
него кольца и зазора или натяга в под-
шипнике на радиальное биение; откло-
нение от круглости наружного кольца
3 мкм, раэноразмерность роликов 1 мкм
Статистическим моделирова-
нием подбирается также ком-
плект роликов для обоих под-
шипников: раэноразмерность
разыгрывается в пределах до-
пуска по нормальному закону,
последовательность отклонений
размеров роликов в комплекте
определяется порядком розы-
грыша. Поскольку схема опи-
рания шпинделя статически
определима, система (5.35)
6ра1, МКН
распадается на две системы второго порядка, каждая из кото-
рых определяет траекторию движения одной из опорных шеек
шпинделя. Это позволяет использовать результаты работы [69].
Программно-математическое обеспечение разработано на языке
Фортран применительно к ЕС ЭВМ. Программа состоит из голов-
ной программы и 16 модулей-подпрограмм. Время счета одного
варианта в зависимости от числа итераций составляет 4. . .14 мин
при проведении расчета на ЭВМ ЕС-1033.
Рассмотрим шпиндельные узлы токарных станков, в передней
и задней опорах которых установлены радиальные .роликопод-
шипники типа 3182100. Исходные данные (для легкого и тяжелого
станков) приведены в табл. 5.11.
Некоторые результаты анализа влияния отдельных элементов
подшипника и его регулировки представлены на рис. 5.7 и 5.8
применительно к варианту 1 в табл. 5.11. Каждый набор исход-
ных данных по табл. 5.11 рассчитывался в пяти реализациях,
различающихся фазами гармоник в разложении профиля дорожек
качения, а также расположением и размерами роликов в комплек-
151
те. Полученные данные позволяют оценивать степень влияния
точности деталей используемых подшипников на параметры точ-
ности шпиндельных узлов: применение подшипников качения
класса точности 2 (ГОСТ 520—71) дает двух-трехкратное повыше-
ние точности обработки. При этом, однако, надо иметь в виду,
что воздействие привода либо недостаточная динамическая жест-
кость несущей системы станка, как и дефекты, обусловленные меха-
никой процесса резания (неправильная конструкция или заточка
инструмента и т. п.), могут существенно ухудшить результаты об-
работки детали, но предельно достижимую точность (при наиболее
благоприятных условиях) характеризуют данные рис. 5.7 и 5.8.
а) 6)
Рис. 5.8
Влияние отклонения от круглости внутреннего кольца и зазора-натяга
в подшипнике:
в — на отклонение от цилиндричности; б — на постоянство диаметра в любом
сечении
Рис. 5.9
Форма поперечного сечения детали (а) при доминирующей трехгранности
колец подшипников; фазы гармоник (б) получены случайным розыгрышем:
1 — наружное кольцо; 2 — внутреннее кольцо
152
На рис. 5.9 показана результирующая расчетная форма обра-
ботанной детали в поперечном сечении для случая, когда доми-
нирующей погрешностью формы дорожек качения обоих колец пе-
реднего и заднего подшипников является трехгранность. Фазы
расположения гармоник реализованы случайным розыгрышем и
приведены схематически на рис. 5.9, б. Помимо трехгранности
в данном варианте расчета присутствовала также значительная
овальность. Адекватность математической модели и реального про-
цесса формирования точности проверяли сопоставлением резуль-
татов расчета с данными экспериментальных исследований (69].
Получено удовлетворительное соответствие величин рассчитанного
и измеренного биения шпинделя, особенно при наличии зазоров
в подшипнике (погрешность менее 20 %).
Таким образом, разработанные аналитический аппарат и про-
граммно-математическое обеспечение позволяют получить всесто-
роннюю оценку предельно достижимой точности обработки дета-
лей в зависимости от основных параметров шпиндельных опор:
размеров и расположения опор, числа и разноразмерности роли-
ков, формы дорожек качения колец, величины зазора или натяга,
нагрузок на опоры.
5.7. АНАЛИЗ ТОЧНОСТИ ЗУБОШЛИФОВАЛЬНЫХ
СТАНКОВ, РАБОТАЮЩИХ ПЛОСКИМ КРУГОМ
На рис. 5.10 представлена схема зубошлифовального
станка мод. 5891, работающего кругом плоской формы 4П, и обозна-
чены системы координат, связанные с каждым из узлов станка.
Системы координат пронумерованы последовательно от системы,
связанной с деталью и имеющей индекс «0», к системе, связанной
с инструментом и имеющей индекс «5».
В табл. 5.12 приведен перечень звеньев формообразующей си-
стемы с указанием их относительных движений.
В последнем столбце табл. 5.12 три матрицы моделируют фор-
мообразующие движения, одна — установочный перенос оси круга
относительно оси изделия, две последние координируют положе-
ние режущей точки на рабочей поверхности шлифовального
круга.
Функцию формообразования станка мод. 5891, т. е. выражение
для радиуса вектора г0 точки инструмента в системе координат
обрабатываемой детали, получим, перемножая последовательно
все матрицы из табл. 5.12:
r0 = Aqi (<р) А*2 (—х) А|з (я) Азб (р.) А|б (—у) е1, (5.37)
где г0 и е4 — четырёхмерные радиусы-векторы;
(х0 \ f 0 \
Уо I; е4 = I л )•
Zo I \ 0 /
1 / \ 1 /
153
.512. Формообразующая система зубошлифовального станка
Система координат Звено формообра- зующей системы Перемещение относительно предыдущего звена
Описание Матрица перемещения
So Обрабатываемая деталь, шпин- дель Исходное звено (условно неподвижно) —
S1 Шпиндельная бабка Формообразующее вращение вокруг оси Z (ф — угол поворота) А’ (Ф)
S, Станина с по- перечными на- правляющими Формообразующее поступательное перемещение вдоль оси X в отри- цательном направлении А1 (-х)
$3 Шлифовальная бабка Установочное перемещение на вели- чину а — межцентровое расстояние А8 (а)
S4 Шпиндель Формообразующее вращение вокруг оси X (6 — угол поворота) А4 (0)
$3 Шлифовальный круг Поворот вокруг оси X (ф — поляр- ный угол торцовой поверхности круга) А4(1|>)
Шлифовальный круг Смещение вдоль радиуса круга (у — полярный радиус поверхности кру- га) А8 (-у}
Првмечавие.
/соз ф —sin ф 0 0\ / sin ф соз ф 0 0 1 / А<<Ф>Ч 0 0 1 о 1; АЧ~Х>Ч \ 0 001/ ' ✓1 0 0 0\ /1 ° / 0 1 0 в 1 10 соз я АВ(а)- 0 0! 0 Г- Озпц \0 0 0 1/ \о 0 /1 ° ° 0\ /о 1 0—^\ 0 0 1 о Is и= е <10 0 —х\ 0 10 0| 0 0 1 о 1: <000 1/ 0 0\ —sin 0 I cos у. 0 1 ' о 1/ 4- ф.
154
Уравнение (5.37) содержит четыре переменные (<р , х, ц, у).
Чтобы из него получить уравнение обрабатываемой поверхности,
необходимо учесть наличие двух связей между этими переменными.
Первая связь получается из условия зацепления:
г6Ф + х — 0, (5.38)
где гь — радиус основной окружности обрабатываемого колеса.
Вторая связь зависит от способа обработки, реализуемого на
станке. Рассмотрим два разных способа.
На рис. 5.11, а приведены схема шлифования и действующие
силы в случае обработки традиционным способом. При этом кром-
Рис. 5.10
Формообразующая система зубо-
шлифовального станка
ка шлифовального круга опу-
скается на величину С —
— 1,2. . .1,8 мм ниже линии
N — N, которая является ка-
сательной к основной окруж-
ности обрабатываемой эволь-
венты. Сила резания воздей-
ствует на круг таким обра-
зом, что большая составляю-
щая Fn направлена вдоль оси
круга и приложена по нор-
мали к торцу. Круг вслед-
ствие своей незначительной z—^—7
толщины (4. . .6 мм) имеет
в этом направлении очень малую жесткость. В результате
неизбежные при обработке колебания силы резания вслед-
ствие переменности припуска и непостоянства объема металла,
снимаемого в единицу времени на различных участках про-
филя, вызовут изменения положения круга относительно
обрабатываемой поверхности, а следовательно, и погрешность
профиля.
На рис. 5.11, б изображены схемы шлифования и действующие
силы при обработке зубчатых деталей вторым способом [51 ],
при котором весь припуск снимается за один проход, а круг не
опускается ниже линии 2V — ЛГ. Как показали исследования,
большая составляющая Fx равнодействующей сил резания при
этом направлена перпендикулярно оси круга, т. е. в направлении
наибольшей его жесткости, и колебания сил резания уже не вы-
зывают значительных погрешностей профиля.
Таким образом, с точки зрения уменьшения статических по-
грешностей второй способ оказывается предпочтительней. Однако
для окончательного суждения о конкурентоспособности второго
способа необходимо оценить величину погрешности его схемы
155
формообразования, а также провести сравнительный анализ влия-
ния геометрической точности станков на точность обработки как
при первой, так и при второй схемах формообразования.
Прежде всего необходимо получить уравнение для второй
связи между переменными в уравнении (5.37) [первая имеет
вид (5.38) ].
Вторая связь для схемы формообразования, приведенной на
рис. 5.11, а, учитывает процесс огибания поверхностью шлифо-
вального круга поверхности обрабатываемого зуба. Она может
быть представлена в виде равенства нулю смешанного произведе-
ния от трех частных производных вектора г0 по всем переменным
Рис. 5.11
Обработка профиля зуба пло-
ским кругом:
а — торцом круга; б — периферией
круга
с учетом связи (5.38):
Эг, Эг0 Эг0 _Q Пооиз-
Эф dg ду -и-пР°из
ведя необходимые преоб-
разования, получим
(а — гь) ____ Яир — с
cos g cos g ’
(5.39)
где RKp — наружный радиус шлифовального круга. Для схемы,
показанной на рис. 5.11, б, вторая связь имеет вид
У = Яжр. (5.40)
Уравнение обработанной поверхности для схемы на рис. 5.11, а
получим, подставив в (5.37) условия (5.38) и (5.39), а для схемы
на рис. 5.11, б — условия (5.38) и (5.40). Кроме того, учтем, что
для первого способа межцентровое расстояние а = гь + /?нр — с,
для второго — а — гь + RKp. В результате получим векторные
уравнения обрабатываемых поверхностей соответственно для пер-
вого и второго способов:
(5.41)
где g = гь + Якр (1 — cos ji).
Нетрудно установить, что выражение для гР описывает эволь-
вентный профиль. Ввиду различий между гР и Го2) последнее
в принципе содержит погрешность схемы формообразования,
величину которой необходимо оценить. Прежде всего отметим,
156
что при ц = 0 имеем Го1’ = Гд2), т. е. в среднем поперечном сече-
нии зубчатого колеса обе поверхности .совпадают. По мере роста р.
увеличивается значение g. На боковых сторонах колеса
= ЯИр (1 — cos р) tv 62/(87?Кр)» (5.42)
где b — ширина нарезаемого зубчатого венца (рис. 5.12).
Сравнение рельефов поверхностей, обрабатываемых по обоим
способам, дано на рис. 5.12. В поперечных сечениях, отличных
от среднего, т. е. при р =£ 0, по способу 2 обрабатывается профиль,
представляющий собой укороченную эвольвенту, в то время как
по способу 1 во всех сечениях образуется эвольвентный профиль.
6)
Рис. 5 12
Схема формирования погрешности формообразования при шлифовании
зубьев периферией круга:
а — рельеф поверхности, обрабатываемой периферией круга; б - вид на боковую
поверхность зуба; в — схема расчета (слева при 0=0; справа при 0 > 0);
Э — эвольвента обыкновенная; УЭ — укороченная эвольвента
157
Нормальная составляющая погрешности Дсх схемы формооб-
разования определяется по формуле (5.16). Предварительно опре-
деляем единичный вектор п нормали к поверхности г о0 • Так как
дг0/д(р = (—/-Ьф cos ф; гйфз1пф; 0)т; 0; "~~У >
получаем
» = (-TSF X Тг)/|4^ х Т?Н = °)’- (6-«)
Расчет в первом приближении по формуле (5.18) дает Асх =
= 0. Поэтому переходим к расчету по точной формуле (5.16).
Подставив выражения (5.41) и (5.43) в формулу (5.16), получим
векторное уравнение для определения Аох:
(cos ф \ / гьФ cos Ф — g sin Ф \ / Гьф cos ф — Гъ sin ф \
sinф в I гьФ sin Ф + geos Ф I I гьф sin ф + cos ф |
0 /I —7?KpsinM I I (—Якр + с) tg р. Г
0 / \ 1 / \ 1 J
где М, Ф — криволинейные координаты Го2); р, ф — то же, для Го *•
Отсюда получаем
Асх = гъ № cos (Ф — ф) — ф ] — g sin (Ф — ф). (5.44)
Для определения ф и р из того же векторного уравнения по-
лучаем
sin М = (1 — c//?Kp) tg р;
sin (Ф - ф - X) = - гА//гЖ 4-g5; tg X = g/(rb®). (5.45)
Поскольку было выяснено, что максимум погрешности дости-
гается на максимальном удалении от среднего сечения обрабаты-
ваемого зубчатого колеса, т. е. на его торцах, в выражении (5.44)
положим g = гь + в;,» где 6а берем по формуле (5.42). Наконец,
поскольку максимальное расхождение между обыкновенной и уко-
роченной эвольвентой достигается вблизи основной окружности,
то Ашах получим, положив в формулах (5.44) и (5.45) Ф = 0.
В результате имеем
Ашах = (Гь + by) sin ф - гьф, (5.46)
где ф — arccos [гь!(гь + 6Р) ].
Рассмотрим геометрическую интерпретацию полученного ре-
зультата (см. рис. 5.12, в). Как известно [40], полярные коор-
динаты г9, 08 обыкновенной эвольвенты и r^, укороченной
эвольвенты имеют вид
г8 = Гь/cos а; 0Э — tg а — а;
= (Гъ + S^/cos а; 0^ = ф — а;
tga = гьфДгь 4- 6У),
158
где а — параметр, представляющий собой разность угла <р раз-
вертывания эвольвенты и полярного угла 0 (см. рис. 5.12, в);
— линейная величина, вызывающая погрешность схемы формо-
образования и равная в данном случае стреле прогиба дуги /
круга радиусом RKp на ширине колеса b (см. рис. 5.12, б). От-
метим, что дуга 1 представляет собой проекцию линии контакта
инструмента с обрабатываемым зубом при обработке по способу 2,
а отрезок прямой II — по способу 1.
Нормальная погрешность Асх схемы формообразования равна
по величине отрезку М'М" нормали Р2М" к эвольвенте, заключен-
ному между удлиненной и обыкновенной эвольвентами. По свой-
Рис. 5.13
График для определения погреш-
ности схемы формообразования при
шлифовании зуба периферией круга
ству эвольвенты Р2М* — ка-
сательная к основной окруж-
ности радиусом гь, причем
Р2М" = гьср2, где ср2 — угол
развертывания дляточкиЛ4".
Обозначим ОМ' — гуа и
ОМ~га. Для заданного полярного угла 0 погрешность схемы фор-
мообразования определяется по формуле А = гь tg (ср2—0)—rbcp2,
причем cos (ср2 — 0) = гь1гуа\ гуа = (гь 4- Sv)/cos а; угол а опре-
деляется через полярный угол 0 по уравнению 0 = (1 + 8у!гь) х
X tg а — а.
Максимум погрешности Атах достигается при 0' — 0. Тогда
в соответствии с рис. 5.12,б получаем снова уравнение (5.45),
преобразуя которое с учетом (5.46), имеем
А,„ах = V2гь8у - гь arcsin
Дтах» V ^=^/^R«PVrbRKp).
(5.47)
Результаты расчетов по формуле (5.47) приведены на
рис. 5.13. Таким образом, зуб при обработке по способу 2 имеет
желобчатую форму в продольном направлении (см. рис. 5.12, а).
Например, при обработке зубчатого колеса с числом зубьев z =
= 21, модулем т = 6 мм, шириной b = 20 мм, кругом диаметром
2R = 450 мм середина зуба лежит ниже, чем края, на 12 мкм.
В то же время точность профиля вдоль эвольвенты по способу 2
получается более высокой, чем по способу I. Для ликвидации
погрешности схемы формообразования по способу 2 предложен
способ комбинированной обработки, когда черновые и получи-
стовые проходы осуществляются по способу 2, а последний про-
159
5.13. Формулы для вычисления нормальной погрешности обработки зуба
Входная погрешность Способ I Способ 2
% Wa (а — Якр cos р) у,
₽3 ₽з (а — rb) tg Рэ^нр sin
ход — по способу 1. Это позволяет повысить точность и произво-
дительность обработки зубчатых колес.
Перейдем к сравнительному анализу влияния геометрической
точности станка и погрешностей настройки на точность обработки
по рассматриваемым схемам формообразования. Рассмотрим,
например, влияние на угол наклона зуба 0Ь (в нашем случае
Рь — 0°) погрешности установки шлифовальной бабки Р3 и откло-
нения у2 от перпендикулярности направляющих станины оси
шпинделя в горизонтальной плоскости.
С этой целью выпишем выражение для суммарной погрешности
Аг0 для точки, имеющей номинальный радиус-вектор г0 [см. фор-
мулу (5.37) ]:
Аго = (ВдАдв 4“ AoieiAxe 4~ А02е3А2в 4~ Ао3взАзв 4* А^в^А^ 4~ Аоввв) е4,
(5.48)
где все обозначения совпадают с введенными в табл. 5.12.
Для обоих способов обработки результаты расчета нормальных
погрешностей, вызванных входными погрешностями у2 и Р3, све-
дем в табл. 5.13. Ввиду малости р. имеем cos р. ~ 1, sin р ~ tg р.
Кроме того, а = гь — с 4- /?кр, причем с мало. Отсюда получаем,
что величины погрешностей (см. табл. 5.13) по нормали к боковой
поверхности зуба, возникающих в результате неправильной стати-
ческой настройки и геометрических погрешностей станка, практи-
чески не отличаются при обработке зубчатых изделий первым и
вторым способами.
Таким образом, использование второго способа зубошлифова-
ния дает возможность повысить точность обработки за счет сни-
жения квазистических погрешностей.
Было проведено сравнение точности профиля изделия при об-
работке его двумя способами зубошлифования. Производилась
обработка изделий с параметрами т — 6 мм, г — 21, 0 = 0 при
160
следующих режимах: способ 1 — глубина резания t — 0,1 мм,
время обката т — 8 с, величина с = 1,0 мм; способ 2 — глубина
резания 0,2 мм, время обката т = 12 с; в обоих случаях число
проходов — один. Точность профиля вдоль направления эволь-
венты измерялась на эвольвентомере, устройство которого позво-
ляет измерять отклонение профиля от идеального в направлении
нормали к поверхности эвольвенты. Результаты измерений пред-
ставлены на эвольвентограммах 1 и 2 (рис. 5.14). Точность профиля
при шлифовании способом 1 соответствует изделиям 7-й степени
точности, при шлифовании способом 2 — 4-й степени точности по
ГОСТ 1643—81. Для достижения такой же точности при шлифо-
Рис. 6.14
Сравнение ввольвентограмм профилей
зубьев, обработанных по двум способам
вании способом 1 пришлось до-
полнительно произвести четыре
выхаживающих прохода. Следо-
вательно, сравнительное исследо-
вание двух способов зубошлифо-
вания подтвердило выводы, по-
лученные в результате математи-
ческого анализа. Показано, что
метод шлифования периферией круга дает существенное повышение
производительности обработки в определенном диапазоне пара-
метров зубчатых колес по сравнению с традиционным методом
шлифования.
6.8. ИССЛЕДОВАНИЕ ТОЧНОСТИ
КОНТУРНО-ШЛИФОВАЛЬНОГО СТАНКА
С ЧПУ
Схема обработки деталей на контурно-шлифовальном станке
мод. МА396ФЗ показана на рис. 3.14. Здесь проводится анализ
точности обработки деталей в связи с точностью позиционирова-
ния и точностью изготовления ходовых винтов привода стола.
Эталонное изделие — фланец шлифуется по круговому контуру
цилиндрическим шлифовальным кругом. Выбор кругового ци-
линдра в качестве эталона точности при фасонной обработке объ-
ясняется удобством измерения профиля обработанной поверх-
ности на кругломере.
Функция формообразования контурно-шлифовального станка
представляет собой эквидистанту траектории движения центра
шлифовального круга:
Го = (-/?/'(W1+(Г WF + x; W1+(Г (*))’ + /(*); г; 1)т,
где у =* f (х) — функция, задающая траекторию перемещения оси
шлифовального круга; f (х) — производная этой функции.
б Решетов Д. Н. 161
Пусть ось шлифовального круга движется по окружности ра-
диусом р с центром в начале координат: х’ 4- у* = ра. Тогда урав-
нение обрабатываемой поверхности
Го = ((1 ±Я/р)*; (J±R/P)!T, z, 1]т.
Это уравнение соответствует либо окружности радиусом (р —
— R) при обработке наружного профиля, либо радиусом (р +
+ R) при обработке внутреннего профиля. Рассмотрим в качестве
примера влияние точности системы позиционирования на точ-
ность обработки.
Рис. 5.15
Составляющие накопленной по-
грешности позиционирования
(а, б9 в) и циклическая погреш-
ность (г)
Привод подач по каж-
дой из двух осей системы
позиционирования в стан-
ке мод. МА396ФЗ состоит
из шагового двигателя
с гидроусилителем и пары
винт—гайка качения. Со-
ставляющие погрешности
позиционирования, зави-
сящие от точности изго-
товления и монтажа хо-
элементов кинематической цепи,
текущей линейной координаты х
довых винтов и других
выражаются как функции
или у;
N
Sxnos = А (х) + ak sin^ (х - Ы;
= в (у) + 2 Ьк sin-^-(y- nh),
(5.49)
где А (х), В (у) — апериодические составляющие погрешности (на-
копленная погрешность); ак, Ьк — амплитуды периодических со-
ставляющих; k — номер гармоники; tB — шаг ходового винта;
Яь — линейные смещения, характеризующие фазы k-й перио-
дической составляющей, причем эти смещения заключены в ин-
тервале между 0 и iB.
Апериодические составляющие А (х) и В (у) удобно представить
в виде разложения по тригонометрическим функциям с частотой,
162
кратной половине длины рабочего участка ходового винта
(рис. 5.15):
А (х) = Ао + AiX + Аа cos [-J- (х - с,)] + Л3 cos (х—cs)J + ... ,
где Ао, At, At, As — малые числа; L — длина рабочей части
винта; с», cs — линейное смещение максимумов составляющих по-
грешностей. Аналогичная формула имеет место для В (у).
Периодическая составляющая погрешностей бяП08 и бупп8 по
формуле (5.49), соответствующая k == 1, представляет собой цик-
лическую погрешность. Характер эталонной детали позволяет
рассматривать в качестве критерия точность обработки плоской
окружности, лежащей в поперечном сечении фланца. Погреш-
ность контура может быть записана в виде
А* = (Дг0 • я) = Дх (6) cos 0 4- Аг/ (0) sin 0, (5.50)
где Ах (0), Ау (0) — значение погрешности положения точки
в функции полярного угла 0; 0 = arctg (ylx).
По формулам (4.5), с учетом результатов решения системы
(4.19), для поступательно-движущихся узлов определяем величины
Ах и Ау при обработке точки с координатами х, у, г, принадлежа-
щей круговому контуру:
Дх = бх поэ — фй (у — уХ1) + <ру1 (г — гК1);
Д1/ = бу воз + Фй (•* - xks) - Фжа (z - zK#),
где все обозначения совпадают с введенными в системе (4.20),
на рис. 4.3 и табл. 4.3 с учетом обозначения осей перемещения
узлов, причем индекс 1 соответствует погрешностям перемещения
стола, а индекс 2 — салазок.
Рассматриваем горизонтальное сечение кругового контура,
т. е. z = const. Примем для простоты, что отклонение от парал-
лельности и перекосы постоянны по рабочему пространству. Про-
анализируем для этого случая влияние линейного тренда накоп-
ленной погрешности, т. е. положим бхпоз = Ао + AjX; бупоз =
= Во + Вгу, где х — р cos 0; у = р sin 0. Тогда погрешность
контура по формуле (5.50) после подстановки (5.51) оказывается
равной
Ак = 4Р (A+Bi) + + sin(0 + X) + KF+F5sin(20 + g),
(5.52)
где
С = Aq + <Pzi£/ki + (z — Zki);
D = Bq — ^z2XK2 — Фх2 (z ~
E = 4 p (Ai — Bi); F = 4 p (^2 ~ cpzi);
X = arctg (CAD); | = arctg (E/F).
6*
163
В формуле (5.52) первое слагаемое представляет постояннук
составляющую погрешности контура, второе — эксцентриситет
расположения обработанной окружности, третье — ее овальность.
При этом большая ось эллипса (овала) расположена под углом
0В = л/4 — ^/2 к оси X, а малая — под углом 0М = —л/4 — 5/2.
Влияние циклической погрешности систем позиционирования
на погрешность контура Д* будет показано ниже.
Перейдем к экспериментальному исследованию точности си-
стемы позиционирования. Анализ информации, содержащейся
в результатах измерения точности позиционирования, может быть
осуществлен с помощью методов теории случайных процессов.
б,пк.м
О 150 300 450 600 750 L,mm
Рис. 5.16
Изменение погрешности шага по длине винта (а) и по-
грешности позиционирования стола по длине перемещения
(б); прямая линия — линейный тренд накопленной по-
грешности
В качестве реализаций случайных функций рассматриваются три
вида зависимостей: погрешности шага ходовых винтов 6В (х), 6В (у),
погрешности позиционирования стола 6В (х) и 6П (у) и погрешность
контура обрабатываемого изделия Дк (<р). Для каждой реализации
вычисляются автокорреляционная функция, спектральная плот-
ность и строится гистограмма распределения, для пар реализа-
ций — взаимная спектральная плотность, фазовый угол сдвига,
функция когерентности, а также взаимная корреляционная функ-
ция. Математический аппарат для определения этих характеристик
описан в работе [11].
64
В качестве объекта исследования был выбран контурно-шли-
фовальный полуавтомат с ЧПУ мод. МА396ФЗ [52 ]. Методика
получения исходных данных была следующей. Погрешность пози-
ционирования стола станка по каждой координате измеряли с ин-
тервалом, равным б мм, с помощью микроскопа и штриховой ме-
ры. Измерения выполняли при проведении цеховой аттестации
станка после его окончательной сборки. В приводах подач стола
были установлены ходовые винты, имеющие шаг t = 12 мм, пред-
варительно аттестованные на измерительной машине MCI4 с той
же дискретностью 6 мм. Исходные данные обрабатывались на
ЭВМ (по программе, приведенной в работе [36]). На рис. 5.16
Рис. 6.17
Корреляционные зависимости:
а — автокорреляционные функции по»
грешности 6П позиционирования стола (/)
и погрешности fiB шага по длине ходо-
вого винта (Я; б — взакмокорреляцион»
иые функция Яху (/) и Яух (Я)
графики реализа*
ций отклонений погрешности
шага по длине ходового винта
и погрешности позиционирова-
ния стола станка, в котором
установлен этот винт. Из ри-
сунка видно, что характер ’
изменения функций одинаков. _
Тренд, показанный прямой ли- -
нией, у двух реализаций имеет
одинаковый угол наклона.
Это означает, что линейная составляющая накопленной погреш-
ности винта полностью входит в погрешность позиционирования
и практически определяет линейную часть систематической со-
ставляющей этой погрешности. После вычитания линейного тренда
получается центрированная реализация, которую можно считать
стационарной. Для нее определялась автокорреляционная функ-
ция (рис. 5.17), знание которой позволяет учесть влияние расстоя-
ния между двумя точками на точность межцентровых расстояний
при обработке отверстий.
Если Ltj — расстояние между точками с абсциссами Lt и L},
т. е. LiS = Lt — Lj, то предельная погрешность межцентрового
расстояния '_________________
Ъкц = bLq + 6 У ст} + ст}- 2ri!csia!,
где Ь — угловой коэффициент в уравнении прямой линейного
тренда; 0lt 0j — средние квадратические отклонения для центри-
рованной реализации; — коэффициент корреляции между Ам
и /-м сечениями, определяемый по графику автокорреляционной
функции.
165
Анализ частотного состава выполняется путем вычисления спек-
тральной плотности случайного процесса, которая характеризует
распределение значений процесса в фиксированных точках ча-
стотной области. Спектральные плотности точности позиционирова-
ния стола станка по координате продольного перемещения для
двух станков мод. МА396ФЗ и отклонений шага винта, установлен-
ного на одном из станков, приведены на рис. 5.18. Сопоставление
спектральных плотностей 1, 2, 3 между собой показывает, что ос-
новные ярко выраженные амплитуды погрешностей находятся
на одинаковых частотах 2, 13, 75 Гц. Совпадение частот на спек-
тральных плотностях, рассчитанных для систем позиционирования
Рис. 5.18
Спектральные плотности погрешности шага резьбы ходового винта (/)
и точности позиционирования стола при продольном перемещении (2, 3);
кривые 1 и 2 характеризуют один и тот же станок
разных станков, в данном случае объясняется тем, что в них
стоят ходовые винты, шлифованные на одном и том же станке.
Пик спектральной плотности на частоте 75 Гц определяется вну-
тришаговой погрешностью винта и другими циклическими состав-
ляющими системы, а на частоте 2 Гц — наличием накопленной
погрешности. Частота погрешности определяется как отношение
fj = LJTj, где Lo — общая длина измерения; Т} — период по-
грешности.
Амплитуду погрешности находят из графика спектральной
плотности по формуле
Г ii+BiP -12
2 j Gx(f)df 2
L J
(5.53)
166
где Gx (/) — оценка спектральной плотности погрешности в точке/;
Bi — ширина использованного при расчете спектрального окна.
Например, амплитуда внутришаговой погрешности, подсчитанная
по формуле (5.53), « 1,2 мкм, что соответствует амплитуде
фактической внутришаговой погрешности винта.
Накопленная ошибка составляет приблизительно 70 % общей
погрешности. Законы распределения погрешности (с исключен-
ной линейной частью) определяли с помощью фильтров, которые
выделяют из всей анализируемой величины б часть ее в интере-
сующем нас частотном диапазоне. Полученные по результатам
фильтрации в низкочастотном и высокочастотном диапазонах ги-
Рис. 5.19 -qQ4-
Гистограммы точности позициони- § ’
рования в низкочастотном (а) и вы- g
сокочастотном (б) диапазонах ^03-
стограммы распределения :
приведены на рис. 5.19. Е
Плотности процессов имеют = Е
вид, близкий к распреде- _ z4?- _z
лению гармонического про- EEEEEzEEE
цесса, из чего можно еде- _J£EEEEjE£E_E___
лать вывод, что представ- -/ о / 2 б,мкм
ление погрешностей в виде а)
синусоид достаточно близко
к действительности. Количественная оценка
|0,4
- сэ
3 §
: ^0,3
- 0,7
:: V' --
-1 0 I S,MKH
степени связи
между источником погрешности и ее величиной может быть
получена применением аппарата взаимных корреляционных
функций, взаимных спектров и других характеристик, оп-
ределяемых по алгоритму, приведенному в работе [11].
Эти характеристики определялись для пар реализаций: по-
грешность 6В шага винта — погрешность 6П позиционирова-
ния, а также контурная погрешность 6„ позиционирования —
погрешность детали 6дет. При этом позиционирование, в одном
случае, и процесс обработки детали — в другом, рассма-
триваются как линейные системы с постоянными во времени пара-
метрами. Степень коррелированности функций на различных
частотах устанавливается расчетом функции когерентности. Вы-
числение фазовых углов, величина которых определяется взаимной
спектральной плотностью, дает сдвиг фаз сигналов на различных
частотах при прохождении их.через систему.
Анализ показал, что на низкой частоте коэффициент когерент-
ности функций 6Й (L) и бп (L) достигает значений 0,8. . .0,9 при
нулевом фазовом сдвиге.
Высокий коэффициент когерентности показывает, что низ-
кочастотная накопленная погрешность ходового винта прак-
тически полностью входит в погрешность позициониро-
вания.
167
Для нахождения связи между значениями реализаций бв (L)
и бп (L) в зависимости от L вычисляют взаимную корреляционную
функцию. Для рассматриваемого станка ее значение при нулевом
сдвиге равно 0,8, что подтверждает предположение о высокой
степени влияния погрешности винта на точность позиционирова-
ния станков с разомкнутыми системами управления и с замкну-
тыми системами фазового типа, использующими датчики обратной
Рис. 5.20
Круглограммы деталей при контурной обработке:
а — наружная обработка; б — внутренняя обработка; £>д. Лш — диаметры об
рабатываемой поверхности в шлифовального круга
168
связи типа вращающихся трансформаторов. Сопоставление авто-
корреляционной и взаимной корреляционной функций позволяет
отметить одинаковый характер изменения значений соответствую-
щих ординат, т. е. знание автокорреляционной функции погреш-
ности шага ходового винта позволяет дать оценку одной из основ-
ных составляющих точности позиционирования.
В станке мод. МА396ФЗ тестовой деталью является жесткий
фланец с центральным сквозным отверстием. Наружную и вну-
треннюю цилиндрические поверхности обрабатывали при испыта-
ниях точности станка в режиме контурной обработки путем пере-
мещения стола станка по двум координатам с управлением от
системы ЧПУ.
Круглограммы внешнего и внутреннего диаметров приве-
дены на рис. 5.20. Прежде всего обращает на себя внимание
волнистость обработанных профилей, причина которой, как пока-
зывает исследование, заключается в наличии циклической погреш-
ности. В самом деле, число шагов винта, участвующих в формиро-
вании контура данной детали, N = (Дд ± где D_, Dm —
соответственно диаметры детали и шлифовального круга (знак «+»
берется для наружного шлифования и знак «—» для внутреннего);
t— шаг винта.
Учитывая, что Dm — 100 мм, для наружного диаметра D„ =
= 165 мм получим Na — 22,1, а для внутреннего Da — 125 мм —
= 2,1. Соответствующие 44 пика на окружности наружного
диаметра и 4 пика на окружности внутреннего явно выделяются
на кругЛограммах (см. рис. 5.20).
Более детальное рассмотрение погрешности обработанной де-
тали показывает, что не только укрупненные точностные характе-
ристики, но и все координаты погрешностей профиля имеют
сильную корреляционную связь с погрешностями элементов стан-
ка. Погрешность профиля 6яет, заданная разверткой круглограм-
мы, сравнивали с погрешностью Ак контура, полученной по ре-
зультатам измерения точности позиционирования по осям.
В результате счета выявлено, что спектры 6дет и Дк имеют
сходную картину, а значение коэффициента взаимной корреляции
для различных станков составляет 0,6. . .0,7. Таким образом,
существенную часть погрешности при обработке составляет по-
грешность перемещения, которая, в свою очередь, определена
геометрической погрешностью винта.
Изложенные выше результаты показывают, что, зная погреш-
ность шага ходового винта подачи по его аттестации, можно в стан-
ках с разомкнутыми приводами подач или замкнутыми приво-
дами фазового типа, использующими датчики обратной связи в ви-
де вращающихся трансформаторов, прогнозировать погрешность
обрабатываемой детали с довольно высокой степенью дета-
лизации.
В процессе работы происходит разогрев станка, что вызывает
отклонение оси шлифовального шпинделя от перпендикулярности
169
рабочей поверхности стола. Эта погрешность станка влияет на
перпендикулярность образующей цилиндра к опорной плоскости
фланца (детали).
Точность контурно-шлифовальных станков с ЧПУ с разом-
кнутым приводом вполне обеспечивает требуемые точностные па-
раметры для большинства деталей со сложными поверхностями
(от ±0,03 до ±0,05 мм). Только копиры высокой точности выпол-
няются с предельными отклонениями ±0,01 мм и точцее, что
уже требует учета и компенсаций рассмотренных погрешностей
формообразования. С этой целью в станках мод. МА396ФЗ преду-
смотрена «зашивка» погрешностей геометрии станка в память
системы ЧПУ с последующей выдачей импульсов коррекции.
ГЛАВА б
РАСЧЕТНО-СПРАВОЧНЫЕ ДАННЫЕ
ПО КРИТЕРИЯМ, ОПРЕДЕЛЯЮЩИМ
ТОЧНОСТЬ СТАНКОВ
•л. жесткость
В связи с разработкой в отрасли системы расчетно-
конструкторских работ с программами для расчетов на ЭВМ,
которая позволяет проводить достаточно точные расчеты и техни-
ческую оптимизацию конструкций, в настоящей главе ограничи-
ваемся приведением упрощенных расчетов и данных для исполь-
зования при эскизном проектировании и в условиях эксплуатации
станков. Основное внимание уделено данным, специфическим для
станкостроения.
К основным, характерным для станкостроения вопросам жест-
кости относятся контактная жесткость в связи с высокой потреб-
ной точностью и наличием многих подвижных незатянутых стыков
и жесткость несущих систем-в связи с их специфическими слож-
ными формами, а также с высокими требованиями к точности.
Контактные сближения при начальном номинальном касании
по площади определяются экспериментально и расчетным путем
для моделей. Для технических расчетов используют обобщенные
экспериментальные данные.
При малых номинальных площадях (менее 100. . .150 см1) и
хорошем контакте, когда влиянием отклонений от плоскостности
можно пренебречь, сближения б (мкм) подчиняются степенной
зависимости б = со”, где с — коэффициент; о — контактное на-
пряжение, МПа; т — показатель степени.
Для стальных и чугунных деталей показатель степени т
устойчиво получается и может приниматься в расчетах равным
0,5. Значение коэффициента с. финишное строгание 2,0; точение
(Ra = 1,25. . .0,63 мкм) — 1,3; шлифование (Ra = 0,63. . .0,32) —
1,1; шлифование (Ra = 0,32. «.0,16) — 0,8; тонкое шлифование
(Ra — 0,16. . .0,08) — 0,5; притирка (Ra = 0,08. . .0,04) — 0,2;
грубое шабрение •— 4,5; среднее шабрение — 2,5, тонкое шабре-
ние — 1,3. Отклонения от плоскостности 10—15 мкм повышают кон-
тактную податливость в 2. . .2,5 раза. Эти данные относятся к по-
вторным нагружениям, имеющим в машинах основное значение.
Первичные нагружения сопровождаются пластическими дефор-
мациями микровыступов, причем общие сближения могут быть
171
в 1,5. . .2 раза больше, а разгрузочная ветвь не совпадает с нагру-
зочной.
При наложении момента на равномерно нагруженный стык
в связи с нелинейностью системы поворот происходит вокруг оси,
смещенной по отношению к центральной. При этом зависимость
угла поворота от момента весьма близка к линейной. Кроме того,
в натурных машинных узлах в связи со значительной площадью
контакта и соответственно повышенной ролью распрямлений мак-
роволн показатели степени т повышаются.
Учитывая, что в машинах основное значение приобретают
упругие перемещения от моментов и нецентральных нагрузок, а
Рис. 6.1
Расчетная схема для определения кон-
тактных перемещений суппорта
Рис. 6.2
Расчетная схема ползуна
М
I.-------------1——
стыки имеют начальные давления от силы тяжести деталей или
начальной затяжки, технические расчеты стыков можно вести,
пользуясь линейной зависимостью 8 = ka, где k — коэффициент
контактной податливости, мкм/МПа. Соответственно угол а, рад,
поворота в стыке при нагружении моментом составляет а =
= 10"’ kMU, где М — момент, Н-мм; I — момент инерции пло-
щади стыка, мм4.
Значения коэффициентов контактной податливости существен-
но зависят от начальной затяжки, размеров и точности изготовле-
ния стыков. Особенно велик масштабный эффект (коэффициент
абсолютных размеров может достигать нескольких единиц) для
плоских стыков, размеры которых, варьируемые в широких пре-
делах, существенно меняют условия прилегания.
Значения коэффициентов податливости k накапливают приме-
нительно к отдельным группам и формам деталей машин. Для гори-
зонтальных направляющих при средних по длине давлениях до
0,5 МПа и ширине граней b до 50 мм k = 10. . .13 мкм/МПа, при
b — 100 мм k — 15 мкм/МПа, при b — 200 мм k — 20 мкм/МПа;
при средних по длине давлениях свыше 0,5 МПа k на 30. . .50 %
ниже, для вертикальных направляющих — на 30 ... 40 % выше.
При значительных местных деформациях значения k увеличивают
на 50. . .70 %. Значения коэффициента k для незатянутых пи-
нолей (цилиндрических стыков) составляют 3. . .5 мкм/МПа,
а при больших зазорах и горизонтальном расположении — до
10 мкм/МПа; для затянутых пинолей в плоскости зажима — в сред-
нем 0,6 мкм/МПа, в перпендикулярной плоскости — в 3 раза
больше; при зажиме кольцом k = 2,5 мкм/МПа; при хорошей при-
173
гонке минимальные значения для затянутых пинолей — в 2 раза
меньше, при плохой — до 0,8. . .1 мкм/МПа.
Для затянутого конического соединения при хорошем приле-
ганий k = 0,1. . .0,15, при плохом k = 0,8. . .1,0; среднее рас-
четное значение k — 0,25 мкм/МПа.
Иногда удобнее пользоваться значениями коэффициента k
в мм/МПа, которые соответственно в 10s раз меньше.
Наличие смазочного материала при нагружении статическим
моментом не влияет на контактную жесткость, а при центральном
нагружении немного повышает ее, но обычно не более чем на
10. . .15 %. Коэффициент контактной податливости при колеба-
ниях несмазанных стыков такой же, как и при статическом нагру-
жении, а обильно смазанных стыков, по опытам на плоских сты-
ках, повышается в 1,5. . .2 раза, причем влияние смазочного ма-
териала уменьшается с ростом постоянного давления.
Расчет контактных перемещений в предположении, что соб-
ственная жесткость контактирующих деталей существенно выше
контактной, проиллюстрируем на прямоугольных направляющих
токарных станков (рис. 6.1). Отжим резца от изделия по нормали
к поверхности обработки (при рассмотрении задачи как плоской)
А = ва (бл — вс) гг1ус,
где 6Л, бв, 8С — контактные перемещения на гранях под дей-
ствием реакций А, В, С, мкм; z? и ус — координаты горизонталь-
ной составляющей Fv силы резания и реакции С, мм;
• < kA ф * kB . * kC ,
= = бв = —-, 5С= —,
k — коэффициент контактной податливости, мм/МПа; a, b, с, I —
ширина и длина граней направляющих, мм.
Реакции граней находят из уравнений статики. Аналогично
решают задачи в пространственной постановке.
Расчет на контактную жесткость в предположении соизмери-
мости собственных и контактных упругих перемещений проводят
на основе теории балок на упругом основании. Иллюстрируем
расчет в применении к ползунам, хвостовикам инструментов.
Предполагаем, что ползуны (хвостовики) достаточно длинные
(коэффициент X = 0.5PL 1,6, где L — длина направляющих,
мм), ширина несущих и поддерживающих граней ползунов оди-
накова.
Смещение б, мкм, и угол 0, мкм/мм, наклона упругой линии
в начале стыка со стороны нагрузки (рис. 6.2)
e e (F + Д40р); 0 в (F + 2М0₽),
где ₽ = В - 108/(4£/А) — показатель жесткости стыка, мм-1; Е —
модуль упругости материала, МПа; / — момент инерции сече-
ния, мм4; F — поперечная сила, Н; Мо = FI — М — момент от-
173
носительно кромки направляющих, Н-мм; М — внешний сосре-
доточенный момент, Н-мм; В — приведенная ширина направля-
ющих, мм, равная для направляющих с гранями, перпендикуляр-
ными плоскости нагружения, общей ширине основных граней;
при наличии наклонных граней шириной bt под углом В —
= S cos2 аь для хвостовиков диаметром d В = jcd/4.
Расчеты при малой длине направляющих с учетом конусности
хвостовиков и неодинаковой ширины основных и поддерживающих
граней проведены в работе [39].
Упругие деформации шарикоподшипников подсчитывают по
формулам:
для радиальных
для радиально-упорных
б« - (-^-)2/3; ia- Fa/fi.; 6, = Fr//r;
< ir = /а tytg2 «>
где бг и fi0 — радиальная и осевая упругие деформации подшип-
ников, мм; Fr, Frl — радиальная нагрузка общая и на наиболее
нагруженное тело качения, Н; z — общее число тел качения;
Fa — осевая нагрузка общая, Н; С = 1,12- 10sd$;s sin2,8 а —
коэффициент; dm — диаметр шарика, мм; a — угол контакта тел
качения; /г, ja — радиальная и осевая жесткость подшипников,
Н/мм; k — коэффициент, зависящий от Fa/(Fr tg a):
F0/(Frtga)...... 1,28 1,35 1,43 1,53 1,67 2,25 3,2 5,4 12
k............... 0,11 0,20 0,27 0,35 0,40 0,43 0,47 0,49 0,5
Для подшипников с натягом при номинальном угле контакта
тел качения a = 15° /г — (5,3. . .6) /а, а при а = 26° /г =
— (1,95. . .2,1) /в (большие значения при меньших осевых на-
грузках).
Упругие деформации двухрядных цилиндрических (шпиндель-
ных) роликоподшипников
конических роликоподшипников (рассматриваем работу с на
тягом или со значимой внешней осевой нагрузкой)
б0 = F^IC0'9, где С°’е = 13300z0,*/0,8sin1,ea,
где I — эффективная длина ролика.
174
Несущие системы станков рассчитывают одним из следующих
способов.
1\. Заменяют реальные сложные системы или их сложные сос-
тавное части упрощенными, составленными из элементов правиль-
ной формы, и проводят расчеты для некоторых типовых частных
случаев нагружения. Эти расчеты сами по себе обычно доволь-
но сложны, и их приходится проводить вариационными методами.
Результаты представляют обычно в виде выражений для приведен-
ной жесткости или в виде коэффициентов к расчетам в простейших
предположениях.
2. Проводят расчет методом конечных элементов. Ниже рас-
сматриваются упрощенные расчеты. Расчет жесткости под дей-
ствием поперечных сил элементов несущих систем, для которых
характерны, как правило, большие отношения высоты сечения
к длине, требует учета упругих перемещений от сдвига /сдв =
= %FL/(GA), где х — коэффициент; F — перерезывающая сила;
L — длина; G — модуль упругости на сдвиг; А — площадь.
Коэффициент зависит от отношения Н/В, где Н — высота
сечения:
Н/В.............................. 0,5 0,7 1,0 1,5 2,0
% ... t........................ 4,5 3,2 2,4 1,9 1,6
Доля деформаций сдвига консольной балки обычного короб-
чатого сечения с Н/В = 1. . .2 при Н/L — 1 составляет 0,65. . .
0,75, при Н/L = 0,25 составляет 0,12. . .0,16 (большие значения
при Н/В - 1).
Жесткость на кручение коробчатых деталей замкнутого кон-
тура (стоек)
o'-M’o/Sv’
где А — площадь сечения, описанного осевыми линиями стенок;
li — длина отдельных участков сечения толщиной 6е. Формула
справедлива, если контур сечения не искажается — нагрузка
передается через перегородки или вблизи них. При постоянной
толщине 6 стенок 2 = П/6, где П — периметр сечения.
При наличии окон, не подкрепленных достаточно сильно при-
тянутыми крышками, в формулу вводится коэффициент пониже-
ния жесткости k:
Ь/В..................... 0,4 0,6 0,8 1
k....................... 0,75—0,85 0,5—0,7 0,25—0,5 0,12—0,25
Меньшие значения соответствуют L/В = 4, большие — 2; В —
ширина стенки с. окном; L — общая длина детали; I и b — раз-
меры окна. Приведенные значения k соответствуют отношению
длины I окна к общей длине L детали 0,3. С увеличением длины
окна коэффициент k уменьшается.
Если при кручении коробчатых балок контур может иска-
жаться — отсутствуют перегородки, то жесткость кручения умень-
175
шается иногда на один порядок. При нагружении консольной
балки двумя на конце одинаковыми противоположно напраЕ$лен-
ными силами на противоположные стенки (т. е. парой сил) сме-
щения под силами больше соответствующих смещений при бтсут-
ствии искажений в т раз;
т ~ -5,14И(W+ За4 4-2а + 0,5],
° V т*
где / — длина нагруженного участка балки; а = Н1В\ Н — ши-
рина стенок сечения, на которые действуют силы; В — ширина
свободных стенок.
сг=/
32(3+*^)
3+16Ц!
72(1+<р)
1+9ц>
с2=3
С2~11
c2=S,3
Рис. 6.3
Рис. 6.4.
Схема и коэффициенты к расчету Схемы и коэффициенты к расчету
станин с перпендикулярными перего- станин с диагональными перегород-
родками на изгиб
ками
Расчеты жесткости станин из стенок с перегородками см.
в работе 129 ]. Здесь представляется возможным ограничиться
только приближенной оценкой.
Приведенная жесткость на изгиб этих станин в вертикальной
плоскости (при обычном горизонтальном расположении станин)
определяется суммой моментов инерции сечений стенок. Приве-
денная жесткость в горизонтальной плоскости при нагружении
силами в узлах станин с перпендикулярными перегородками Е1 —
= (с£70Т), где Е модуль упругости материала, / — общий приве-
денный момент инерции станины, /ет, /а моменты инерции сече-
ний стенки и перегородки, с — коэффициент (рис. 6.3); на рис. 6.3
ф = BIvtULI^, L и В —длина и ширина станины.
Приведенная жесткость на изгиб в горизонтальной плоскости
станин с диагональными перегородками EI = схЕ£2Л, где ct =
sin a cos’а , е
= Т2~(Д7ЛП + с2 sin*a) <С« СМ' На РИС' 6-4)^ “ “ УГ0Л НаКЛ0На
перегородки; А и Ап — площади сечения стенки и перегородки.
Жесткость на кручение станин разомкнутых сечений с перего-
родками приближенно принимается пропорциональной квадрату
ширины станины, моменту инерции стенки в плоскости большой
жесткости, модулю упругости материала. Расчетные зависимости,
полученные вариационными методами, приведены в работе [291.
176
\
Жесткость станин в большей степени зависит от жесткости пере-
городок. В связи с этим жесткость в первом приближении можно
оценивать в предположении абсолютной жесткости перегородок
с коэффициентом понижения жесткости k. Для станин с тонкими
перпендикулярными перегородками k — 0,1. . .0,2, с П-образ-
ными перпендикулярными перегородками k = 0,2. . .0,35, с диа-
гональными перегородками k — 0,25. . .0,4.
В ЭНИМСе разработана автоматизированная подсистема рас-
четно-конструкторских работ «Шпиндельный узел», которая, в
частности, содержит комплекс расчетов жесткости шпиндельных
узлов и оптимизацию узлов по этому критерию. В этот комплекс
r.f^L.^lLteiC.
т
6 =---ЗЁ1 ’ где 9' = П/ ;
тс(21+3с) . д
6EI +—W-
m
_ Fab(l+a) f
FFJi, +
п Fab(l+a)c к, Fb ,
r"~m-------------
I
„ m(Zl2+3b2-6bl)
0 =----6m--------о^гдевг--^-;
m(2lz+3bz-6bl)c к^т .
6EIL + l Bi(L+c);
Рис. 6.5
Схемы к расчету шпинделей и формулы
Fbl F r
& = *'бЁГ~е1'где
ml (к^к2)т
е = +-^-е,,где 9,- ;
mlc i^m .
входят расчеты: жесткости шпиндельных опор (включая жесткость
новых конструкций опор, комбинированных опор, защемляющего
действия опор), оптимального расстояния между опорами, опти-
177
мального расположения приводных органов, динамической жест-
кости, амплитудно-фазовых частотных характеристик, а также
результаты расчетов шпиндельных узлов ряда станков. Поэтому
здесь ограничиваемся приведением простейших зависимостей для
расчета упругих деформаций подшипников и упругих углов на-
клона и перемещений на передних концах шпинделей (рис. 6.5)
Жесткость механических многоступенчатых приводов станков
характеризуется следующим средним балансом упругих угловых
перемещений: закручивание валов 15. . .30 %, изгиб валов с уче-
том податливости опор 35. . .40 %, контактные деформации шли-
цевых и шпоночных соединений 35. . .45 %.
Общие углы закручивания подчиняются распределению, близ-
кому к нормальному; коэффициенты вариации, по опытам Горь-
ковского завода фрезерных станков, на консольных станках 0,15
. . .0,2.
Существенно специфической для приводов станков является
большая доля контактных деформаций в шлицевых соединениях
в общем балансе, что связано с применением в большом количестве
передвижных шестерен.
Упругий угол поворота в шлицевом соединении, рад
4-10-3*r
где k — коэффициент контактной податливости, мкм/МПа; Т —
передаваемый момент, Н-м; d и I — средний диаметр и длина сое-
динения, мм; h — высота шлицев, мм; z — число зубьев.
При ориентировочных расчетах можно выбирать k = 1. . .
4 мкм/МПа (меньшие значения при высоких средних давлениях
а= 10. . .20 МПа, малой длине втулки lid = 1. . . 1,5 и точном
изготовлении, большие значения — при а = 2. . .5 МПа и Ud ==
= 2,5 . . .3,5).
Существенна доля влияния изгиба валов в связи с их значитель-
ной длиной, необходимой для расположения передвижных ше-
стерен.
Суммарная жесткость, как и многие другие характеристики
станков, нормируется ГОСТ. Исходным условием является огра-
ничение величин упругих перемещений и отжатий по нормали
к поверхности обработки, как непосредственно отражающихся
на точности обработки. Нагружение осуществляется статической
силой в направлении равнодействующей силы резания для наи-
более характерного вида обработки.
Нормативные характеристики жесткости станков, работающих
инструментами с узкими режущими кромками (токарные, токарно-
револьверные, карусельные, токарные автоматы, строгальные,
долбежные), а также сверлильных пропорциональны корню куби-
ческому из размера. Те же характеристики станков, работающих
широкими инструментами (фрезерные, шлифовальные), пропор-
циональны размеру в степени 2/3. Те же характеристики горизон-
178
тально-расточных станков пропорциональны диаметру шпинделя.
Испытательная нагрузка для прутковых станков пропорцио-
нальна диаметру прутка в степени 0,75. . .1 (0,75 — для револь-
верных, 1 — для многошпиндельных автоматов); для карусель-
ных станков нагрузка пропорциональна диаметру обработки в сте-
пени 0,8, для продольных строгальных и фрезерных станков —
пропорциональна ширине стола в первой степени.
Для остальных станков испытательная нагрузка пропорцио-
нальна основному параметру в степени 1,2. . .1,5; для токарных
станков она пропорциональна диаметру обработки в степени 1,4;
для шлифовальных — в степени 1,2; для бесконсольных станков
с крестовым столом — пропорциональна ширине стола в степени
1,25 (фрезерные) и 1,2 (шлифовальные станки); для консольно-
фрезерных — в степени 1,4; для сверлильных станков — пропор-
циональна диаметру сверления в степени 1,4, а для горизонтально-
расточных — пропорциональна диаметру шпинделя в степени 1,5.
6.2. ТЕМПЕРАТУРНЫЕ ПОЛЯ И ДЕФОРМАЦИИ
Расчеты температурных полей и деформаций про-
водят следующими методами.
1. Рассмотрение деталей, состоящих из элементов с простыми'
потоками теплоты, для которых имеются решения теории тепло-
передачи. Этот метод, развитый Ю. Н. Соколовым [631, нашел
широкое применение в станкостроении как приемлемый по трудоем-
кости и дающий удовлетворительные результаты по точности; он
принят в излагаемых ниже расчетно-справочных данных.
2. Метод, основанный на тепловом подобии и использовании
данных испытаний или эксплуатации прототипов, в частности од-
ного образца из размерной серии. Метод является очень удобным
для механизмов, изготовляемых по размерным рядам.
3. Методы конечных элементов (МКЭ) и конечных разностей
с применением достаточно универсальных программ для ЭВМ.
Предшественником метода конечных разностей для температурных
задач следует считать метод элементарных балансов А. П. Вани-
чева. Программы расчетов на основе МКЭ разработаны в
ЭНИМСе. Этот метод дает очень большие возможности.
При наличии программ для решения тепловых задач методом
конечных элементов ручные расчеты нужны и здесь приведены
как ориентировочные при эскизном проектировании и сравнении
вариантов. В связи с достаточно быстрым затуханием температур-
ных полей в деталях станков большинство решений приведено
для моделей, у которых граничные условия на свободных поверх-
ностях, отдаленных от источников теплоты, заменяются предпо-
ложением, что детали уходят в бесконечность.
В основном приведены расчеты при установившемся темпера-
турном состоянии, характеризующем наибольшие температуры
и температурные перемещения. Используется условие теплового
баланса — равенства теплообразования и теплоотдачи.
179
6.1. Коэффициенты теплопроводности X, удельная теплоемкость с, коэффициент
температуропроводности а и коэффициент линейного расширения а
Материал X. Вт/(м«сС) с-10~» Дж/(кг-вС) а, мв/вС а-10’. •с-»
Алюминий 205 0,92 83 2,38
Асбест листовой 0,12 0,85 0,2 ——
Бетон 1,3 1,15 0,5 —
Бронза 64 0,38 21 —
Кирпич строительный 0,8 0,85 — —
Сталь 45 0,46 12,5 1,1—1.2
Чугун 47—63 0,5 16 1,0—1,1
Текстолит 0,23—0,35 1,5 — —
* Вместе с тем влияние ряда тепловых явлений, в частности ко-
лебания температуры окружающей среды, приходится рассматри-
вать в нестационарном аспекте.
Теплообразование в станках складывается из следующих со-
ставляющих.
1. Теплота, Вт, выделяемая в процессе резания, относимая ни-
же к 1 с,
Q « —-------- или Q = —--------,
тобщ тобщ
где Pi — расходуемая мощность, Вт; т|» — коэффициент полез-
ного действия; xt и товщ = 2 — время использования мощно-
сти Pt и общее время; Ft и о, — сила и скорость резания, Н и м/с.
Эта теплота распределяется между изделием, стружкой и ох-
лаждающей жидкостью.
При резании металлическим инструментом в среднем 60. . .80 %
теплоты уходит в стружку, а при шлифовании примерно столько
же уходит в изделие. Другие составляющие теплоотвода достига-
ют в среднем 5. . .15 %. Теплоотвод в стружку и инструмент рас-
тет с увеличением скорости резания, площади среза; теплоотвод
в СОЖ— с увеличением ее подачи и теплоемкости. При глубин-
ном шлифовании в стружку может уходить до 75 % теплоты.
2. Теплота от механических, электрических и гидравлических
потерь
^общ
В станках с возвратно-поступательным главным движением
целесообразно отдельно вычислять энергию разгона и терможе-
ния масс.
3. Тепловые воздействия от внешних источников теплоты:
изменение температуры в цеху, нагрев солнечными лучами, пото-
ки теплого и холодного воздуха.
1в0
Свободные температурные деформации на длине /: при постоян-
ной температуре /А = а//; при переменной температуре t по
длине
/
А ««a J] liti или А = a j t dxt
о
где а — коэффициент линейного расширения (табл. 6.1).
Усредненные коэффициенты теплоотдачи поверхности k?t Вт/(м*-°С):
Без дополнительного обдува ................................ 5—7
Примыкающая к хорошо обдуваемым поверхностям или имеющая
выходящие гладкие валы, п < 100 мин”* ........ 14—18
Имеющая выходящие валы с фланцами, п = 300... 1000 мин”*. . . 29—35
Хорошо обдуваемая патронами, шкивами, звездочками при п,
мин” *’
500—1000 ..................................................... 60—70
1000—2000 ................................................. 70—90
2000—3000 ............................................... 90—120
Имеющая жалюзи при отсутствии усиленного движения воздуха 120
То же, при наличии усиленного движения воздуха.................. 360
Коэффициенты теплоотдачи от вращающихся деталей даны на рис. 6.6.
Коэффициенты теплопроводности в затянутых стыках без смазочного ма*
териала I и со смазочным материалом II 6т-к» Вт/(м*-°С):
I II
Шлифование + шлифование......................... 1750 2700
Шлифование + шабрение . ........................ 2100 6000
Шабрение + шабрение............................. 2500 4400
Шпиндельные коробки. Средняя установившаяся избыточная
температура шпиндельных коробок от внутреннего теплообразова-
ния Q, Вт
0 = Q/IM (1 + ф)],
или уточнение, но без учета теплового сопротивления стыков,
У1 krtSt + Уk-r, о
где kr, кц, kr_c — коэффициенты теплоотдачи: средний коробки,
отдельных стенок коробки и средний станины, Вт/(м2-°С); S, S( —
поверхности охлаждения корпуса коробки и его отдельных сте-
нок, м2; ф — коэффициент, учитывающий в приближенном рас-
чете теплоту, отдаваемую коробкой в станину; ф = 0,15. . .0,20;
%с — коэффициент теплопроводности материала станины, Вт/(м X
X °C); Ас — площадь поперечного сечения станины, м2; Uc —
периметр контура сечения теплоотдающей поверхности станины, м.
Второй член знаменателя в уточненной формуле учитывает
теплоотдачу в станину, рассматриваемую как бесконечное ребро.
181
Температура коробки в момент т процесса разогрева коробки
от температуры окружающей среды
# = (1 — ф) IQ/(M) 1 (1 — е~т),
где т = kr%SlcG‘, с — удельная теплоемкость узла, Дж/(кг X
X °C); G — масса узла, кг.
Температурное поле коробки от теплообразования в подшип-
никах рассматривается расчетным путем как поле круглой пластин-
ки, описанной из центра подшипника через наиболее удаленный
угол стенки [63].
Рис. 6.6
Зависимость коэффициента теплоотдачи
вала от окружной скорости
Рис. 6.7
Температурные смещения оси шпин-
деля
Температурное смещение шпиндельного подшипника опреде-
ляется как равнодействующая смещений Да и Дь двух радиусов а
и b из центра подшипника до середины направляющих станины, на
которую установлена коробка (рис. 6.7):
Д2 — Да sin а 4- Дь sin Р; Дх = Дв cos а — Дь cos р.
Тепловые расчеты для пластин при сосредоточенных источни-
ках теплоты применимы также для оценки температурных смеще-
ний осей растачиваемых отверстий.
Несущие системы. Стрела f выпуклости станины при измене-
нии температуры по высоте сечения f — al2 &д/(8Н), где L и Н —
длина станины и высота ее сечения, м; ДО — перепад температур
на высоте сечения ( предполагается линейный закон), °C.
Температура стенки станины на длине контакта с узлом, яв-
ляющимся источником теплоты,
ф ________йт, кЯОд____
^т. кА И-1^*^т. c^AcU
где £т. и, йт. е — коэффициенты теплопроводности контакта и теп-
лоотдачи станины, Вт/(м2-°С); % — коэффициент теплопроводно-
сти, Вт/(м-°С); А, Ас — площади стыка и поперечного сечения
стенки станины (ребра), отводящей теплоту, м2; U — периметр
сечения стенки, отводящей теплоту, м.
182
Температура, °C, свободной поверхности той же стенки на
расстоянии х от кромки — источника теплоты, рассматриваемой
как ребро конечной длины /, до торца станины
О = ch lm (х — /)]/ch (^0»
где т = у42£т, с/(%6); 6 — толщина стенки, м.
Шпиндели, подшипники, ходовые винты. Распределение тем-
пературы по длине шпинделей от теплообразования в подшипни-
ках для простой модели стержня бесконечной длины
ft0 = Qjyk^AU ; •&зе = '&()е-'”*,
где Qa — тепловой поток в шпиндель из подшипника, Вт;
kT — коэффициент теплоотдачи вращающегося вала, Вт/(м2.°С)
(рис. 6.6); А — nd.2/4 и U — nd — площадь, м2, и периметр, м,
сечения шпинделя; х — расстояние от подшипника до расчетного
сечения, м.
Температурное удлинение Д£ шпинделя на расчетном участке х
от подшипника
где т = Уk-tU/fKA).
Температурные изменения зазора, мм, в шпиндельных под-
шипниках качения (приближенная оценка)
Д = (cci — a,) — aj In -----------а2 dKftK,
где «!, а, — коэффициенты линейного расширения соответственно
корпуса и колец подшипников и тел качения; dT — внутренний
диаметр наружного кольца, принимаемый за некоторый расчет-
ный диаметр, мм; d2 — наружный диаметр корпуса, мм; dK — диа-
метр тел качения, мм; — температура подшипника качения,
°C; QK « 0,6Q — теплота, поступающая в корпус, где Q — теп-
лообразование в подшипнике в секунду, Вт.
Распределение температуры по длине винта
Ов =---------Ч£ ......; ^ь==^ве-пх;
knUl + 2 Yknl.AU
т = УknU/(КА),
где — избыточная температура винта на участке рабочего
хода и свободных участках соответственно, °C; Q — среднее теп-
лообразование на участке рабочего хода, Вт; ф — доля теплооб-
разования, идущая в винт, приближенно 0,5; kn — коэффициенты
теплоотдачи от поверхности винта, Вт/(м2-°С); А = nd2/4 и U —
площадь поперечного сечения, м2, и периметр, м, винта по сред-
нему диаметру; х — координата винта на свободных участках,
отсчитываемая от концов рабочего участка, м.
183
Теплообразование в резьбе
где т) = - ф -------КПД винтовой пары; 0 — угол подъема
резьбы; <р — угол трения в резьбе; Р — Fv — полезная мощ-
ность, отдаваемая винтом, Вт; F — осевая сила на винте, Н;
v — скорость перемещения суппорта, м/с.
Ошибка шага р и накопленная ошибка на длине I в пределах
рабочего участка винта:
AS =» apb; &1 = alb.
Температурные деформации деталей, вызываемые изменением
температуры окружающей среды. Вследствие тепловой инерции
изменение температуры деталей отстает от изменения температуры
окружающей среды, причем это отставание зависит от размеров
деталей и теплофизических свойств материалов.
Предполагаем вначале равномерное распределение масс.
Изменение температуры деталей О и температурных деформа-
ций А/ при внезапном скачкообразном изменении температуры
окружающей среды (например, при переносе в другой цех) можно
рассчитать по формулам
О = b9e~mt и А/ = alb,
где О0 — начальная избыточная температура детали по отноше-
нию к температуре окружающей среды сразу после скачка, °C;
b — избыточная температура детали в момент времени т от скачка,
°C; т — ktA/(cG); А — площадь теплоотдающей поверхности, м’;
с — удельная теплоемкость, Дж/(кг-°С); G — масса детали, кг;
I — длина детали, м.
Найдем изменение температуры $ и температурных деформа-
ций А/ деталей при периодическом плавном изменении темпера-
туры окружающей среды. Принимаем изменение температуры
окружающей среды по косинусоидальному закону О0 = х
X A cos <от, где &„,— среднее номинальное значение температу-
ры окружающей среды; А — амплитуда колебаний этой темпера-
туры, °C; (о = 2тТ; Т — период колебаний температуры.
Температура детали (относительно Фт) b = В cos (2 л/Т — 0),
где В = A cos 0 — амплитуда колебаний температуры детали, °C;
tg 0 = alm.
Температурные деформации за цикл на длине /
А/ = 2а1В.
Переходим к расчетной оценке температурных деформаций
деталей с неравномерным распределением масс. Эти расчеты пред-
ставляют повышенный интерес, потому что таких деталей в стан-
184
ках достаточно много, включая наиболее ответственные: станины,
имеющие, как правило, тонкие стенки и массивные направляющие,
поэтому изгибные деформации во много раз больше, чем линейные
деформации.
Точное аналитическое решение было бы очень сложным. Оцен-
ка деформации возможна путем разбиения деталей на отдельные
элементы (обычно на два) с равномерным распределением масс.
Температурное состояние этих элементов рассматривается незави-
симо по приведенным выше зависимостям. В действительности тем-
пературные поля натурных деталей вследствие теплообмена в ка-
Рис. 6.8
Температурное поле шпиндельного узла, полученное с помощью МКЭ
Соответственно прогиб балки или станины (длиной L), состоя-
щей по высоте из двух элементов разной толщины, может оцени-
ваться по формуле
/ - a (dt - Ф8) £Л/(8Я),
где Ф) и Ф8 — средние температуры рассматриваемых элементов
в момент времени т: Н — высота сечения, м.
Программа расчетов методом конечных элементов температур-
ных полей (ТП) и температурных деформаций (ТД) деталей и уз-
лов станков разработана в ЭНИМСе А. П. Сегидой. Охвачены
детали и узлы коробчатого типа и формы тел вращения.
С помощью программы можно проводить расчеты стационар-
ных и нестационарных ТП с большей точностью в связи с полным
учетом формы деталей, условий теплообмена с окружающей сре-
дой, теплового потока, коэффициента теплоотдачи и температуры
окружающей среды и их изменения во времени отдельно для каж-
дой граничной поверхности. По полученному ТП для заданного
момента времени проводят расчет ТД. В программе автоматизи-
рованы основные этапы расчета по МКЭ: дискретизация на конеч-
ные элементы, оптимальная нумерация узлов, присвоение и рас-
чет условий однозначности, а также графическое представление
результатов расчета. Графическое представление включает воз-
можность вывода на графопостроитель схемы детали или узла
с изотермами ТП и наложенным на основной контур детали кон-
туром деформированного состояния. Температурное поле шпин-
дельного узла, полученное с помощью МКЭ, показано на рис. 6.8.
185
6.3. износостойкость
В балансе точности станка, как правило, присутству-
ют составляющие, изменяющиеся под влиянием износа опор узлов.
Износ вызывает искажение положения и траекторий перемещения
подвижных узлов, изменяет (обычно снижает) жесткость опор
вращения и т. д. Скорость изменения линейных размеров вслед-
ствие износа колеблется в зависимости от типа станка и условий
его использования в пределах от долей микрометра до нескольких
миллиметров в год. Наиболее подробные исследования посвящены
влиянию износа направляющих станков на точность обработки,
причем наибольший объем экспериментальных данных собран по
износу чугунных направляющих токарных станков средних раз-
меров. Связано это с тем, что износ направляющих токарного стан-
ка сравнительно велик и очень влияет на точность обработки;
вследствие износа изменяется параллельность заданному направ-
лению и прямолинейность перемещения суппорта по направ-
ляющим, в свою очередь, проекция этих составляющих на гори-
зонтальную плоскость приближенно равна половине погрешности
формы, образующейся в продольном сечении обрабатываемой на
станке цилиндрической поверхности.
Наибольшие сложности при проектном расчете износа сопря-
жений вызывает определение интенсивности изнашивания, т. е.
определение величины износа, отнесенной к пути трения. Вслед-
ствие большого рассеяния условий использования станков, ин-
дивидуальных особенностей материала, изготовления и сборки
каждого экземпляра станка, характера обрабатываемых деталей
наблюдаемые в эксплуатации значения износа имеют большой раз-
брос, так что для проектных расчетов принято использовать усред-
ненные величины, полученные статистической обработкой боль-
шой совокупности наблюдений.
Износостойкость шпиндельных узлов. В качестве первого
приближения при сугубо ориентировочной оценке долговечности
подшипников по износу используют методику расчета [21], ос-
нованную на данных стендовых и эксплуатационных испытаний
свыше 7000 подшипников. Гарантированная долговечность (ч)
подшипников по этим данным приведена ниже:
Токарные, фрезерные станки:
высокие требования к износу........................... 13 000—22 000
нормальные требования к износу.................... 18 000—32 000
низкие требования к износу ........... 25 000—45 000
Шлифовальные станки.................................... 5 000—9 000
Исследование изменения точности шпиндельных узлов, про-
веденное в нормальных условиях эксплуатации для большой
группы универсальных токарных станков средних размеров [70],
показало, что биение шпинделя Явр, мкм, в среднем подчиняется
следующей зависимости:
яср = 8,з±11:1 + о,б±2:2/,
186
где t — время, тыс. ч; доверительный интерес для параметров
уравнения регрессии получен для 95 % доверительной вероят-
ности.
Как известно [701, биение шпинделя, измеренное как отклоне-
ние показаний измерительного прибора, установленного на ста-
нине станка, зависит в основном не от износа подшипников шпин-
деля, а от повреждений поверхностей, на которые устанавливается
измерительная оправка при контроле точности вращения. Между
тем точность обработки тесно связана не столько с биением шпин-
деля, сколько с биением оси вращения шпинделя. Эксперименталь-
ные проверки показали, что отклонение от круглости образцов
из латуни, проточенных при оптимальном (по точности) режиме
резания, и размах биения оси вращения шпинделя практически
совпадают (расхождение 8. . .22 % при максимальном значении
измеренных величин 2,1 мкм).
Биение Я оси вращения шпинделя можно получить по записям
биения Ifср шпинделя, если исключить из последних первую гар-
монику, что соответствует вычитанию величин отклонений, вы-
званных эксцентриситетом оси оправки относительно оси вращения.
Соответствующая обработка результатов эксплуатационных на-
блюдений привела к следующему результату:
/f-=2,5±$j+o,i±S:$.
Таким образом, за год двухсменной работы (4000 ч) скорость
изменения биения шпинделя составляет 2,4 ± 1,6 мкм/год, а бие-
ние оси вращени 0,4 ±0,16 мкм/год.
Износостойкость направляющих поступательного перемеще*
ния. В результате износа направляющих изменяется их форма.
Поскольку направляющие являются эталонами прямолинейности
в металлорежущих станках, нарушение их формы снижает точ-
ность обработки деталей.
Рассмотрим расчет формы изношенной направляющей, разра-
ботанный А. С. Прониковым. В этом расчете предполагается:
величина износа U пропорциональна пути трения s и давле-
нию р;
U = Ips,
где I — интенсивность изнашивания (коэффициент износа), т. е.
величина износа, отнесенная к единице давления и единице пути
трения;
распределение давлений в стыке не зависит от величины из-
носа поверхностей.
Уравнения кривых износа, т. е. зависимость величин износа
от значения координаты вдоль длины изнашивающейся поверх-
ности, для случая, когда направляющие ползуна короче направ-
ляющих станины, имеют следующий вид:
для ползуна
£/(Z) = /as/(/),
187
6.2. Пределы интегрирования
l/i9 Участок интегрирования к к
Более 1 0 х Zo 0 X
Zo х L 0 A)
L х L, -f- Zq x — L 4)
Менее 1 0^ х^. L 0 X
x^lQ x — L X
Zq X Zq —jC x — L Iq
где / — интенсивность изнашивания материала направляющих
ползуна в данной паре трения; f (/) — эпюра давления р; I —
координата вдоль длины направляющих ползуна, 0 < I < 4;
/0 — длина направляющих ползуна;
для станины
I.
с/(х) = Л1 |ф(х-0/(0^
где — интенсивность изнашивания материала направляющих
станины; <р (х) — кривая распределения перемещений ползуна
(суппорта) по длине направляющих станины (ее ординаты харак-
теризуют вероятности попадания суппорта в данное положение
при его движении по станине); х — координата вдоль длины направ-
ляющих станины; /х, lt — пределы интегрирования, определяе-
мые в зависимости от максимальной длины хода L и длины суп-
порта /0 по табл. 6.2.
Рассмотрим случай, когда <р (х) имеет усеченное нормальное
распределение, а эпюра давлений f (/) = р = const. В этом слу-
чае износ
t/(x)-
/15рМ[ф(^) + ф (-£-)], 0<х</0;
/1>М([ф(«^)+ф(Л±к=Л)],
;,spM[®(l^) + ®(2±iz_i)], L<X<L + l...
где ф (г) — функция Лапласа; М — нормирующий множитель;
М = 1/ [0,5 +ф (о/®0)]; в — абсцисса расположения максимума
плотности распределения; о0 — среднее квадратическое откло-
нение неусеченной нормально распределенной случайной вели-
чины.
Например, в точке х = 10 при а = 0 (точка усечения проходит
через точку максимума плотности) получаем U (4) = 2/jS/XD (4/°о)-
Если необходимо учесть изменение эпюры давлений в стыке,
то приходится решать сложную, как правило, нелинейную задачу
188
расчета износа. Такая ситуация возникает, например, при ана-
лизе влияния предыскажения формы поверхностей в паре трения
на долговечность по точности. В этом случае используется метод
имитационного моделирования на ЭВМ.
В разработанном совместно с В. Ф. Цвиком [74] методе для
исследования изнашивания прямолинейных направляющих
станков на первом этапе решается пространственная контактная
задача, результатом которой является эпюра давлений и взаимное
расположение в пространстве двух контактирующих тел при
произвольной форме поверхностей контакта. Алгоритм решения
итерационный, укрупненная блок-схема дана на рис. 4.9. Модели-
U, мкм
80
70
60 к
50
40
Т 30
Торги су опор- 2П
та со стороны
передней бабки ^10
80 °'
Торец *
шпинделя
7 160 480
360 з
660
а)
2 мес.
2 года
1 год
0,5 года
U, мкм
80-
70-
60-
50-
40^-^
30-
суппор- 2Q
nmnnnuLi
IIIU QU WHVUUUUl . ~
передней бабки
^Нодый
станок
то реи, с---
та со стороны
1 год
680
0,5 года
2 нес.
10
20
30-
40-
50
U, мкм
2 года
0,5 года 1год
ff)
О
10
20
30
40
50-
и,мкм
уЛореи -------
I' шпинделя в)
~80^ 240
4-80
2мес. 0,5 года 1 год
г)
0
Рис. 6.9
Влияние вогнутости на грани В направляющих суппорта на износ на-
правляющих суппорта (а, в) и станины (б, г). Вогнутость расположена:
в. б — у левого края суппорта; в, г — у правого края суппорта
рование продольных макроперемещений суппорта осуществлялось
на основе набора обрабатываемых деталей. Усилия резания
выбирали на основе анализа эксплуатационных данных.
В качестве примеров на рис. 6.9 ... 6.13 приведены результаты
имитационных расчетов для токарных станков средних размеров
с чугунными закаленными направляющими станины (направля-
ющие суппорта незакаленные)' с горизонтальной компоновкой
станины. На рис. 6.9 показаны два варианта предыскажения
формы одной из граней направляющих продольного суппорта —
выемка слева и справа и приведены эпюры износа направляющих
станины и суппорта для обоих случаев.
На рис. 6.10 показано изменение траектории вершины резца
при данных предыскажениях формы, а на рис. 6.11 — изменение
189
максимального отклонения от прямолинейности во времени.
Наглядно видно, что выемка на направляющих суппорта, выпол-
ненная на левом участке грани В направляющих, повышает срок
сохранения точности (долговечность по точности).
На рис. 6.12 приведены результаты аналогичных расчетов,
проведенных для случая, когда на направляющих станины пред-
усматривается выпуклость, максимум которой располагается на
различных участках по длине. На рис. 6.13 показано влияние
этого мероприятия на точность перемещения инструмента в зави-
симости от срока службы станка.
мкм
Рис. 6.10
Изменение траектории вершины
резца в зоне вблизи передней
бабки при износе направляющих
с начальной формой, приведенной
на рис. 6.9 (а) и рис. 6.9 (в)
Рис. 6.11
Отклонение от прямолинейности траек-
тории инструмента вследствие износа на-
правляющих:
/, 2 — начальная форма грани В суппорта
соответствует рис. 6.9, а и рис. 6.9. в соответ-
ственно* 3 — начальная вогнутость грани В
суппорта до 0.066 мм (расположена слева)
Торец шпинделя
Рис. 6.12
Износ грани В направляющих
станины при наличии исходной вы-
пуклости (/) после работы станка
в течение:
2 — 2 нес.; 3—4 мес; 4—6 мес;
5 — I год; б — 1,5 лет; 7 — 2 лет
190
Рис. 6.13
Отклонение от прямолинейности траекто-
рии инструмента в зоне патронных работ
вследствие износа направляющих:
1 — направляющие не имеют начальной вы-
пуклости: 2 — выпуклость в центре грани В\
3 — выпуклость на грани В сдвинута на 80 мм
к передней бабке; 4 — то же, на 240 мм;
5 — то же. на 80 мм к задней бабке
6.3. Влияние загрязнения на износ направляющих станков
Интенсив- ность загрязнения в зоне трения Примеры направляющих станков и условий их работы кз
Весьма малая Направляющие станины, имеющие отличные защитные устройства, например координатно-расточных станков, работающих в специальных прецизионных отделениях. Внешнее загрязнение практически отсутствует 0,5
Малая Направляющие станины, имеющие хорошие защитные устройства, например кругло- и плоскошлифовальных станков (циркуляционное смазывание), координатно- расточных, затыловочных станков Направляющие станины, расположенные в зоне непосред- ственного попадания отходов обработки, с удовлетвори- тельными защитными устройствами, например передняя (от рабочего) направляющая токарных и револьверных станков. Направляющие без защитных устройств, рас- положенные в зоне, куда отходы обработки непосред- ственно не попадают, например задняя (от рабочего) направляющая токарных станков, направляющие по- перечины, стойки продольно-фрезерных и продольно- строгальных станков 0,7
Средняя 1,0
Высокая Направляющие станины, расположенные в зоне непосред- ственного попадания отходов обработки, без или с не- достаточно эффективными защитными устройствами, например передняя направляющая токарных и револь- верных станков, направляющие консоли консольно- фрезерных станков 1,6
Очень высокая Те же направляющие, занятые в значительной мере на обдирке чугунных заготовок, например направляющие заточных станков 3—5
Расчет интенсивности изнашивания направляющих по резуль-
татам эксплуатационных наблюдений. Опыт расчетов износа на-
правляющих станков свидетельствует о том, что величина /
интенсивности изнашивания может быть с более или менее прием-
лемой точностью определена по результатам эксплуатационных
наблюдений за достаточно большой группой станков. Результаты
эксплуатационных наблюдений, как правило, отражают величины
максимального износа по длине направляющих.
Исходя из физической картины, можно ожидать, что для
направляющих скольжения, работающих в режиме смешанного
трения, интенсивность изнашивания будет в среднем тем ниже,
чем ближе режим трения к жидкостному.
На основании анализа условий работы и режимов трения
направляющих станков разных типов может быть предложено
следующее выражение для расчета удельной интенсивности изна-
шивания I при трении с жидким смазочным материалом в зависи-
мости от коэффициента трения f:
I + (6.1)
191
где /С8 — коэффициент, учитывающий степень загрязнения на-
правляющих (табл. 6.3); /* — удельная интенсивность изнашива-
ния для данной пары трения при /<8 = 1; /0, — удельные ин-
тенсивности изнашивания соответственно при весьма малой ско-
рости движения и при полном всплывании подвижного узла;
/о> /ж — коэффициенты трения соответственно при весьма малой
скорости движения и при полном всплывании подвижного "узла.
Экспериментальные данные, собранные автором, а также
заимствованные из работ [66, 67, 76], представлены на рис. 6.14.
Расчет коэффициентов трения в направляющих производился
по методике Г. А. Левита и Б. Г. Лурье [21 ]. В случае, если
Рис. 6.14
Зависимость интенсивности изнашивания (при
Кв = 1) от расчетного коэффициента трения
в направляющих скольжения; обозначения
см. в табл. 6.4 (одинаковые обозначения от-
носятся к разным граням направляющих
одного станка):
/ — токарио-вхктореэкый ставок, материал на-
правляющих СЧ 28, Я В 180: 9 — коордккатко-
расточный станок, материал направляющих тот
же; 3 — токарно-винторезный станок, материал
направляющих СЧ 28. HRC3 47 ... 50; 4 — то же,
по данным работы [76 ]; 5 — то же, при НВ 180;
4 — токарно-винторезный станок, материал на-
правляющих СЧ 32. НВ 180: 7 — плоскошлифо-
вальный станок, материал направляющих СЧ 21?
НВ 180 [66]
направляющие станков работают в нескольких режимах трения,
интенсивность изнашивания /* приводилась к одному (базовому)
режиму по формуле
/e “ S I}SiPi'
i=l
где /в, Ij — интенсивности изнашивания соответственно при
базовом и /-м режимах; s — суммарный путь трения; s} — путь
трения на /-м режиме; рв — давление при базовом режиме; —
то же, при /-м режиме; т — число режимов трения.
Статистическая обработка данных, представленных на
рис. 6.14, дает зависимости для направляющих станков с парой
трения чугун по чугуну, сведенные в табл. 6.4. Зависимости
верны при коэффициенте трения f > 0,025.
Таким образом, между характеристиками износостойкости
направляющих станков разных типов имеется физическая взаимо-
связь, которая выявляется при учете режима трения и степени
загрязнения направляющих.
Нетрудно видеть, что 10 представляет собой характеристику
износостойкости поверхности при непосредственном контакте со-
192
6.4. Характеристики трения и износостойкости направляющих скольжения
Пара трения Коэффициент трения Интенсивность изнашива* ння» МПа~:
/о *0 ^ж / ♦
Чугун СЧ 28, НВ 180 Чугун СЧ 28, НВ 180 0,25 0,03 2,4 0,07 —0,25+ 10,6/
Чугун СЧ 28, НВ 180 Чугун СЧ 28, HRC3 47—50 0,27 0,03 1,3 0,04 —0,12+ 5,3/
* Числитель — материал стола (салазок)» знаменатель — материал станины
(стойки).
пряженных поверхностей, а 1Ж — при полном отсутствии не-
посредственного контакта вследствие разделения поверхностей
слоем масла. Все остальные режимы работы характеризуются
промежуточными значениями удельной интенсивности изнаши-
вания.
В данной работе величины i0 и определены эксперимен-
тально за счет использования большого объема предыдущих
эксплуатационных наблюдений.
Величина i>K для направляющих скольжения может быть
определена в зависимости от степени загрязнения масла по сле-
дующей формуле [66 ]:
iHt = 3,7-10~aq, (6.2)
где q — концентрация частиц в смазочном материале, стекающем
С поверхностей трения, мг/л.
Формула (6.2) получена по результатам эксплуатационных
наблюдений за износом направляющих плоскошлифовального
станка мод. ЗГ71 [66], работающих с загрязненным маслом в ре-
жиме трения, близком к жидкостному.
Величина износа на наиболее изношенном по длине участке
направляющих скольжения с учетом режима трения и степени
загрязнения подсчитывается по формуле
т
Umax. ~
где Ij выражена в МПа"1; tn — число режимов работы пары тре-
ния; Sj — путь трения в тех же единицах, что и износ U\ Pj —
номинальное давление, МПа; К; — коэффициент, учитывающий
распределение пути трения подвижной детали по длине непо-
движной, рассчитанный для типичных условий использования
7 Решетов Д. Н 193
станков данной группы при аналитическом расчете формы изно-
шенной поверхности по формуле
К — Isp/Umaxt (6.3)
где i/max — максимальная величина износа по длине направля-
ющей.
Пример. Рассчитать износ передней направляющей станины
токарного станка, работающего в двух режимах: холостой ход
(/ = 1) и рабочий ход (/ = 2). Исходные данные:
/ 0 рjt МПа к» *3
1 0,09 0,15 12 1,0
2 0,15 0,28 6 1,0
Материал направляющих — чугун закаленный.
Распределение пути трения — усеченное нормальное. Точка
усечения а = 0; /0 = 600 мм (длина суппорта); L = 600 мм (ма-
ксимальная длина хода).
Величина « L/3 = 200 мм. Определяем коэффициент К.
по формуле (6.3). Максимум износа в точке с абсциссой х = /0.
Тогда
К = Isp/[2Isp<I> (l0/a0)]^ 1.
По графику (см. рис. 6.14) или по табл. 6.4 (вторая строка)
определяем /, = 0,35-10~8, /2 = 0,67-10-8 МПа Ч Находим =
= (1,0-0,35.12.0,15 + 1,0-0,67-6.0,28) 10’8 = 17,5 мкм.
Интенсивности изнашивания в табл. 6.4 рассчиганы для слу-
чаев, когда стык в направляющих не раскрывается в процессе
работы. При раскрытии стыка, что наблюдается в отдельных
случаях, например в универсальных токарно-винторезных стан-
ках по задней (плоской) направляющей продольного перемеще-
ния суппорта, интенсивность изнашивания возрастает в десятки
раз.
ГЛАВА 7
ФРАГМЕНТЫ РАСЧЕТОВ
ТОЧНОСТИ УЗЛОВ СТАНКОВ
7.1. ПОСТАНОВКА ВОПРОСА
В этой главе рассматриваются расчеты точности,
не освещаемые в общей литературе по расчету и конструированию
станков. Преимущественно освещаются расчеты точности с учетом
контактных или общих деформаций под нагрузкой или при мон-
таже, т. е. точности в эксплуатации станков до заметного
износа.
Изложенные обстоятельства и рассмотрение общих расчетов
точности в предыдущих главах, естественно, вызвали некоторую
фрагментарность настоящей главы.
Чтобы расширить круг читателей, расчеты даны без услож-
нений.
Эта глава имеет дополнительную методическую цель — облег-
чение читателям самостоятельного решения задач указанного
плана. Расчеты, изложенные в ней, как правило, могут быть
использованы либо для вычисления отдельных составляющих
погрешности положения звеньев цепи формообразования, т. е.
малых линейных или угловых смещений систем координат звеньев
по отношению к их номинальному положению, либо для вычисле-
ния усилий в системе. Рассчитанные величины смещений могут,
в частности, использоваться для составления балансов точности
в следующем порядке:
выявляется звено системы формообразования, смещение кото-
рого определено данным расчетом;
с учетом расположения системы координат звена находится
одна из шести обобщенных координат, для которой данный расчет
дает погрешность положения;'
результат подставляется в формулы расчета векторного или
скалярного (нормального) балансов точности (см. гл. 5).
Например, угол искривления конца шпинделя от затяжки на
нем втулок и колец с непараллельными торцами представляет
собой одну из составляющих углов поворота системы координат
обрабатываемой детали вокруг оси, не совпадающей с осью шпин-
деля. Смещение суппортов вследствие снятия сил трения предста-
7* 195
вляет собой одну из составляющих линейного смещения системы
координат суппорта; аналогично следует рассматривать смещения
в направляющих столов и суппорта.
7.2. ШПИНДЕЛЬНЫЕ УЗЛЫ
Рассмотрим расчеты точности, связанные с совме-
стной работой шпинделей и сидящих на них деталей, с учетом
перекоса и биения подшипников, сил от муфт.
Точность базирования деталей на шпинделях и валах. В каче-
стве критерия принят угол перекоса деталей по отношению к валу
г) д)
Рис 7.1
Схемы базирования деталей на шпинделях и валах
при напрессовке или закреплении деталей осевой силой А, име
ющей эксцентриситет е и создающей момент М. Предполагается,
что сопрягаемые детали изготовлены точно и перекос происходит
вследствие контактных деформаций от неизбежного эксцентри-
ситета силы напрессовки. Принятый критерий" характеризует
также податливость соединения под действием внешнего опроки-
дывающего момента.
Базирование по цилиндрической поверхности (рис. 7.1, а)
Наибольшие контактные напряжения, Н/мм2, на цилиндрической
поверхности от момента М при посадочном натяге, обеспечива-
ющем нераскрытие стыка, /6
_ 4 М _ tZAe
Оц“ я Г — я6»</ ’
где М = Ае, Н-мм; W = Ь<Р/6 — момент сопротивления про-
екции шейки, мм8; d — посадочный диаметр, мм; b —
ширина, мм.
196
Коэффициент 4/л характеризует серпообразный характер
эпюры распределения давления по окружности шейки.
В предположении постоянства коэффициента контактной по-
датливости угол перекоса, в тысячных долях радиана,
____ 26ц 2&цогн 24&цЛе
“« I ft = ndb3 ,
где 6ц = &ц0ц — наибольшее упругое сближение на цилиндри-
ческой посадочной поверхности, мкм; k4 — коэффициент контакт-
ной податливости на цилиндрической поверхности, мкм/МПа.
При установке без натяга коэффициент в этой формуле много
больше.
Базирование по торцу (рис. 7.1, б). Предполагается, что
посадка по цилиндрической поверхности ослаблена. По аналогии
с предыдущим угол перекоса
____ 2^та __ 64£тЛе
“т - ~D_____•
где Лт — коэффициент контактной податливости по торцу; $ в
= dJD — отношение диаметров.
Отношение угла перекоса при базировании по торцу к углу
при базировании по цилиндрической поверхности
т ац 3 k d ) (1 -£«) *ц •
Приняв, например, bld = 0,3 и £ = 0,85, что характерно для
шарикоподшипников средних размеров легкой серии, и kn = kT,
получаем т = 0,08; приняв b/d = 0.4 и 5 = 0,8, что характерно
для шарикоподшипников средних размеров средней серии, полу-
чаем т = 0,12. Таким образом, базирование по торцу суще-
ственно точнее, чем по цилиндрической поверхности.
Базирование по цилиндрической поверхности и торцу
(рис. 7.1, б). Из условий равновесия и совместности угловых
перемещений угол перекоса
а = ацти/(т -f- 1).
Для рассмотренных выше примеров при b/d = 0,3 и | = 0,85
а/ац = 0,072; при b/d = 0,4 и ? = 0,8 а/ац = 0,106.
Базирование по конической поверхности (рис. 7.1, в). Ввиду
малости угла конусности заменяем базирование по конической
поверхности базированием по цилиндрической поверхности и по
торцовой кольцевой поверхности приведенной ширины
с = b tg 0,5Р sin 0,5Р,
где Р — угол конусности.
По аналогии с предыдущим угол перекоса и отношение этого
угла к углу перекоса при базировании по цилиндрической поверх-
197
ности имеют вид а — — Дч3- и — — —где т1 —
ndb3 «1+1 ац «1 + 1 ’ 1
1 / b \2 Ь . .
= —; а — средний диаметр конусной поверхности.
Проиллюстрируем влияние конусности посадочной поверх-
ности на примере двухрядного цилиндрического шпиндельного
подшипника диаметром ct — 100 мм, с рабочей шириной кольца
30 мм и конусностью посадочной поверхности 1/12. Коэффициент
уменьшения угла перекоса кольца по отношению к кольцу с ци-
линдрической посадочной поверхностью а/ац = 0,65 при одина-
ковом натяге.
Рис. 7.2
Схема деформирования шпинделя от затяжки
втулки с непараллельными торцами
Рис. 7.3
Упругая линия деформированного шпин-
деля
Базирование по цилиндрической поверхности с зажимом детали
через направляющую втулку (рис. 7.1, г). При рассмотрении этого
случая сохраняется предположение о том, что детали изготовлены
точно. Действие втулки, направляемой по шпинделю, сводится
к тому, что сила зажима передается на деталь более равномерно,
по окружности, т. е. уменьшается эксцентриситет силы с едо^.
Соответственно пропорционально уменьшается перекос детали.
Исходным является условие совместности угловых перемеще-
ний: угол а перекоса рассматриваемой детали равняется углу
перекоса направляющей втулки минус относительный угол втулки
и детали вследствие контактных деформаций торца.
Относительное уменьшение угла перекоса детали при зажиме,
принимаемое равным уменьшению эксцентриситета силы зажима,
ai ____ _ Г1 । ( ^вт V । 8 kT / b3T \3 I”"1
L \~! i-Н ’
где &вт — длина направляющей втулки; &вт — коэффициент кон-
тактной податливости в стыке вал—втулка.
В качестве типового примера возьмем случай установки ша-
рикоподшипника легкой серии bld = 0,3 на цилиндрической шейке
198
вала через направляющую втулку шириной 6ВТ = d при <р =
= d/D = 0,85 (D — наружный диаметр) и при kK = kx = 0,3&вт.
Тогда a/aj = eje ж 0,08.
Базирование по цилиндрической поверхности и торцу при
зажиме гайкой (рис. 7.1, д). Предполагается, что опорная поверх-
ность гайки перекошена по отношению к оси на угол а0.
Условное напряжение смятия в прямоугольной резьбе того же
шага и высоты профиля под действием момента М = Ае имеет
вид
а = M/Wz = 4Af/(«diP/w),
где IF — момент сопротивления проекции поверхности витка
резьбы; г — число витков; h — рабочая высота профиля витка.
Угол упругого перекоса в резьбе вследствие контактных
деформаций
ap = 2kvo/dcP = 8kpAe/(ndlphz),
где kp — условный коэффициент контактной податливости в резьбе,
отнесенный к проекции рабочей поверхности витков.
Из условия совместности угловых перемещений следует, что
угол а перекоса детали, направляемой по цилиндрической по-
верхности и торцу, равен углу а0 минус углы перекоса в резьбе ар
и на торцевом стыке ат вследствие контактных деформаций:
а = a0 — ap — ат.
Окончательно угол перекоса детали
24kaAe т
п, = --—---------—
nb3d т + 1
_________________________OSq
~ м +1 г *р / 6 \3 d , 8 / 6 \з у 1 •
т [ 3*ц \ dcp J hz 3 kn k d / 1 - & J
Рассмотрим влияние перекоса торца гайки на примере бази-
рования кольца шарикоподшипника (d = 100 мм; b = 30 мм);
резьба имеет dcp — 97 мм; р — 2 мм; h = 1,08 мм; z = 9; | =
= 0,85. Допустим, kn — kT = kp. Тогда a = 0,27ao.
Расчет искривления шпинделей от затяжки на них втулок и
колец с непараллельными торцами. Обозначим суммарные углы
перекосов опорных поверхностей а0 = А/D, где А — осевое биение
на диаметре D (рис. 7.2).'
При затяжке втулок на длине посадки шпиндель искривляется
в одну сторону на угол а, втулка — в другую на угол авт, а стыки
деформируются неравномерно на угол zaCT, где z — число стыков.
Соответствующие упругие углы (угловые перемещения) компен-
сируют перекос опорных поверхностей.
199
Соответственно а0 = а 4- авт 4- гаст.
Выражения для упругих углов имеют вид
Ml . _ Ml . Mk
а — pi • авт — "р/ ’ аст — ~7 >
£'ШП с • ВТ • ст
где М — момент, изгибающий шпиндель и втулку от затяжки при
перекосе опорных поверхностей; I — длина втулки или комплекта;
Е — модуль упругости шпинделя и втулки; /шп. /вт, /ст — мо-
менты инерции сечения шпинделя, втулки и стыка (обычно /ст~
= /вт); k — коэффициент контактной податливости стыка.
Рис. 7.4
Оправка с распорными кольцами
Отсюда угол искривления шпинделя
„ _„ / Г1 । Лип । Лп 1
“““«/I1 + —+ ~i—*
Стрела прогиба на конце шпинделя от его искривления на
длине насадки втулок или колец / = 0^(рис. 7.3), где <р + 9 = а;
ф = 0 — 0,5а; <ра == 0с + фб и 0 = а.
т , » Г I т в + д 4- С
Расчеты жесткости валов (шпинделей) с распорными кольцами.
Этот расчет имеет основное значение для фрезерных оправок
(у которых распорные кольца распределяются на всю длину)
и позволяет оценить через коэффициент контактной податливости
влияние на точность под нагрузкой качества изготовления и
силы затяжки колец. Рассматриваем нагружение вала чистым
изгибающим моментом (рис. 7.4, а).
1. Предполагаем вначале, что стыки не раскрываются. Распре-
деление момента между валом и кольцами устанавливаем из
200
уравнения равновесия и условия совместности угловых пере-
мещений:
Л4 = МВ + МК; а = -^- = -^£ + ±^.,
где Л4В и 7ИК — моменты, воспринимаемые валом и кольцами;
/в, /к — моменты инерции сечений вала и колец; z — число сты-
ков колец; k — коэффициент контактной податливости.
Отсюда Л1И = Л1ЯА_£_; М м t .
+ /в I 4- 2kE
Угол поворота сечений вала, находящихся на расстоянии I
Друг от друга,
_ MBl _ Ml /4- zkE
а~ EIB ~ Е /в(1 + zkE) + /к/ •
Соответственно приведенный момент инерции сечений вала и
колец
, lB(l + zkE) + l„l
* “ 1+zkE
2. Уточняем расчет путем учета раскрытия стыков колец.
Предполагая, что контакт происходит на дуге 2<р, момент инер-
ции 4 площади А контакта в стыке колец относительно централь-
ной оси, получаем
6Р’
4 — —$2- (ф + 0,5 sin 2(₽); А = фйср6.
Здесь Dcp и 6 — средний диаметр и толщина колец.
Координаты центра тяжести дуги контакта по отношению
к центральной оси
ф
2 j (Dcp/2)* 6 cos <p d<f
_ О _ £>ср«1пф
Ук— А 2а *
Приведенные моменты инерции и площадь контакта колец
с учетом стыков имеют вид
4р.к = 4 / +lzkE ; лпр. R = A t +Zzfe£ .
Координаты центра тяжести ук приведенной площади сечения
колец и вала уъ относительно общего центра тяжести сечений
вала и колец
Ук f/к^пр. к/(^ 4“ ЛПр, к); ув ^к^в/(^в 4“ ^пр. к)*
Суммарный приведенный момент инерции сечений вала и ко-
лец со стыками
/пр = /в 4* /лр- к 4~ ^вУв 4” ^пр. к$пр, к*
201
Координата границы площади контакта колец определяется
из условия равенства нулю суммарного напряжения от начальной
затяжки Л и от момента М (рис. 7.4, 6):
о = Fa/tnD^d) = М (01 -f- .Ув)//Пр-
Отсюда уу = — уъ + /’о/Пр/(л£>ср6Л1).
Половина угла обхвата ср определяется из уравнения
Ух = 0,5£>ср sin q>.
Расчет эффективности разгрузки шпинделя от ремня. При
постановке шкива на собственные опоры силы, действующие в ре-
Рис. 7.5
Конец шпинделя, разгруженного от ремня
менной передаче (натяжения ремней, силы от биения шкивов,
извернутости ремней), передаются на шпиндель не полностью,
так как значительная часть сил воспринимается подшипниками
шкива. Зато сказываются биения подшипников, шкива, которые
смягчаются податливостью соединения шкив—шпиндель. Рас-
смотрим задачу в статическом аспекте (рис. 7.5 и 7.6).
Определяем упругое перемещение 6ШП разгруженного шпин-
деля под шкивом от силы на ремнях F. Условие равновесия F =
— 4- Fmn, где FmK — сила, воспринимаемая подшипниками
шкива; Fmn — сила, передаваемая на шпиндель.
Условие совместности перемещений
^шк “ ®шп 4” ^шл ИЛИ шк “ (^шп 4“ ^шл) Fшп, где бщк
и ^шк — соответственно упругие перемещения и податливость
подшипников шкива; бшл, йшл — то же, соединения шкив—
шпиндель; 6ШП, Лшп — то же, шпинделя под шкивом.
Окончательное упругое перемещение шпинделя под шкивом
6щП “ FkgyxkyjyyJlkШК ^шп 4- ^шл)‘
202
Определяем упругое перемещение шпинделя от биения б под-
шипников шкива. Из условия равновесия перемещений следует
шп ~ ®^шп/(^шв Ч- ^ШЛ + ^шп)'
Общее упругое перемещение шпинделя от натяжения ремней
и биения подшипника шкива
бошп — I £ШЦ I t ~Ь в).
«ШК «ШЛ Г «ШП
Упругое перемещение неразгруженного шпинделя под шкивом
6i = kmaF.
Рис. 7.6 Рис. 7.7
Расчетная схема шпинделя, разгружен- Схема к расчету биения радиального
кого от ремня шарикоподшипника
В последнее время в связи с использованием шпинделей уве-
личенного диаметра применение разгруженных конструкций
уменьшилось.
БИЕНИЕ ШАРИКОПОДШИПНИКОВ ОТ ПЕРЕКОСА
ВНУТРЕННИХ КОЛЕЦ
1. Радиальное биение (рис. 7.7). Предполагаем, что
подшипник имеет радиальный зазор; осевое относительное сме-
щение вала и подшипника отсутствует, нагрузка на подшипник
малая. При вращении вала с перекошенным внутренним кольцом
шарики смещаются со дна желоба и ось вала смещается в про-
странстве.
Рассматриваем заштрихованный треугольник с вершинами
в центрах кривизны профиля дорожек качения и третьей верши-
ной на оси вала в плоскости симметрии подшипника.
Минимальная Н и максимальная координаты центра под-
шипника по отношению ко дну желоба наружного кольца опре-
деляются выражениями
Н == 7?вя + гя — а; = /?BHcosa -4- rH — a cos р,
где /?вК и /?н (см. рис. 7.7) — радиусы окружностей центров кри-
визн профилей дорожек качения внутреннего и наружного колец;
гн и 'ви — радиусы профиля дорожек качения наружного и вну-
203
треннего колец; а = гн + гВн — 2гш; гш = 0,5dm — радиус ша-
рика; а — угол перекоса внутреннего кольца; Р — угол контакта
шариков.
Из упомянутого выше треугольника следует
sin а _ sin 0 „ R ~ /?сра
а Явн г а
где 7?ср = (D + d)/4 — средний радиус подшипника.
Биение шпинделя А ~ а (1 — cos 0) — 7?вн (1 — cos а).
Второй член ввиду его малости может быть отброшен; тогда окон-
чательное биение в долях от диаметра шарика
= ~cosl3)-
Для радиальных шарикоподшипников, приняв Гн — ^вн
= 0,515б/ш, получим а 0,03dm.
В качестве примера определим биение шарикоподшипников
легкой серии при перекосе внутреннего кольца, равном 10z.
В диапазоне средних диаметров 50 ... 100 мм отношение
2,8; тогда Р = 15° 50' и А = 0,00115dm. Для подшип-
ника №220 с диаметром отверстия 100 мм — 25,4 мм и А ~
== 0,029 мм.
При отсутствии зазора или наличии натяга и работе без на-
грузки биение при сделанных предположениях равно нулю.
Рассмотрим радиальное биение от перекоса внутреннего кольца
радиально-упорного шарикоподшипника (рис. 7.8) с начальным
углом контакта Ро и осевым смещением колец a sin Ро. Предпо-
лагается, что подшипник имеет радиальный зазор и pmin > 0.
В результате перекоса внутреннего кольца угол контакта будет
изменяться от pmin до ртах.
Из аналогичных геометрических рассмотрений выражение для
биения подшипника А a (cos fJmin — cos Pmax), где sin Pmax —
= sin Po + (/?BH/a) sin a; sin Pmin = sin Po — (/?BHM) sin a.
1. Осевое биение. Предполагается, что шпиндель может сво-
бодно перемещаться; подшипник имеет радиальный зазор: на-
грузка малая. Тогда
Aa 2/?нн sin cz 2Qptx.
Влияние зазора и натяга подшипников на биение вала. Бие-
ние внутреннего кольца с круглой дорожкой качения полностью
передается валу независимо от натяга.
Эллиптичность внутреннего кольца в подшипниках с зазором
вызывает биение вала, равное разности полуосей. Натяг вызывает
уменьшение эллиптичности кольца и биения вала. При большом
натяге и малой нагрузке эллиптичность кольца мало сказывается
на биении вала.
Разноразмерность тел качения, при которой все тела качения
имеют начальный контакт с кольцами, т. е. отклонения диаметров
тел качения меняются по синусоидальному закону с периодом 2л,
204
передается валу полностью, независимо от натяга. При осесим-
метричной разноразмерности тел качения, в частности, если
отклонения диаметров тел качения меняются по синусоидальному
закону с периодом 2n/z, где г — целое число, большее единицы,
натяг должен уменьшать или снимать биение.
Большое повышение точности вращения вала от натяга под-
шипников получается, когда диаметр одного тела качения больше
других. Оценим расчетным путем уменьшение биения вала от
натяга для этого случая, приняв, что диаметры тел качения,
кроме одного выпадающего, одинаковы и нагрузка на подшипник
мала (рис. 7.9).
Рис. 7.8 • Рис. 7.9
Схема к расчету биения радиально- Схема к расчету влияния натяга на
упорного шарикоподшипника биение подшипников
Обозначим равномерное сближение (сжатие) тел качения
и колец от натяга при точном изготовлении подшипника So и ра-
диальное смещение колец в реальном радиальном подшипнике
с натягом — 6Х. Тогда сближение тел качения, расположенных
под углом 0,
б0 = So + cos 0.
Сближение большого тела качения, расположенного под углом
0 == 180°, и колец
5 — 50 — -]-* Л,
где Д — превышение диаметра выпадающего тела качения над
другими.
Для роликоподшипников принимаем линейную зависимость
между силой и упругим перемещением (сжатием). Тогда на ролик
под углом 0 действует сила от натяга
Fq = k (So + Si cos 0).
205
Условие равновесия имеет вид
Z—1
У, Fe cos 0 = k У (So -4- cos 0) cos 0 — k (б0 — 6X -f- Д) = 0.
i
Отсюда 6j = д/ У cos2 0 та 2A/z.
Таким образом, в диапазоне чисел роликов z — 10 ... 20
в одном ряду роликоподшипников натяг уменьшает биение в 5 ...
... 10 раз.
В шарикоподшипниках на шарик под углом 0 действует сила
Ге = с (б0 + б, cos 0)з/2.
Условие равновесия имеет вид
2—1
£ с (б0 + cos 0)3/2 cos 0 - с (60 - Si + А)3/2 = 0.
Отсюда при минимальном значении натяга, обеспечивающем
нераскрытие стыка 60 = 61? коэффициент уменьшения биения от
натяга в наиболее распространенном диапазоне чисел шариков
8 ... 12
б 2,7Д/г.
ПОПЕРЕЧНЫЕ СИЛЫ И ИЗГИБАЮЩИЕ МОМЕНТЫ
ОТ МУФТ И ИХ ВЛИЯНИЕ НА ТОЧНОСТЬ ВРАЩЕНИЯ
ШПИНДЕЛЕЙ
В прецизионных станках силовые воздействия от
муфт могут существенно сказываться на точности вращения
шпинделя. Эти воздействия, вызываемые несоосностью шпинделя
и приводного элемента, сохраняют свои значения даже при чисто-
вых обработках с минимальной площадью сечения стружки.
Крестовые муфты (Ольдгема). Скольжение в муфте при устой-
чивом движении (без колебаний) прекращается, когда паз муфты
повернется к линии центров полумуфт на угол 90 — <р, где ср —
угол трения. Соответственно муфта неполностью компенсирует
смещение осей соединяемых элементов. Остаточное смещение
составляет Дер, где Д —• смещение осей.
Поперечная сила от муфты
Q = /Дф/ + 3Tf/(2D),
где /— жесткость системы; Т—момент, передаваемый муфтой;
/ — коэффициент трения в пазах муфты; D — наружный диаметр
муфты.
Первый член в формуле учитывает неполную компенсацию
смещения осей, а второй — силы трения от момента, передава-
емого муфтой (в предположении, что равнодействующие сил на
гранях паза действуют на плече 2£>/3.
206
Крестовая муфта с тонкослойными резинометаллическими
элементами. В этих муфтах скольжение в пазах обычных кресто-
вых муфт заменено упругим сдвигом в резинометаллических
элементах. Для того чтобы обеспечить достаточную крутильную
жесткость муфт, упругие элементы должны обладать достаточной
жесткостью на сжатие. Это достигается использованием свойства
резины — малой объемной сжимаемости. Ограничение попереч-
ного деформирования резины достигается выполнением упругих
элементов из тонких слоев резины толщиной 0,15 ... 0,8 мм,
привулканизированных по всей площади к совсем тонким метал-
лическим листам толщиной 0,05 ... 0,1 мм. Поперечная сила, Н,
вызываемая сдвигом упругих элементов в одном пазу муфты на
величину смещения осей А, мм, определяется выражением
F = GAMh,
где G — модуль упругости резины, МПа (для мягких резин, при-
меняемых для резинометаллических элементов, G = 0,4 ...
... 0,8 МПа); h — суммарная высота всех слоев резины в одном
элементе, мм; А = 2 (D — d) b — суммарная площадь резино-
металлических элементов в пазу муфты, мм2.
Зубчатые муфты. При взаимном наклоне осей полумуфт на
поверхностях контакта зубьев происходит скольжение и возни-
кают силы трения, которые создают моменты, изгибающие валы
(шпиндели) в их плоскости.
При точном изготовлении муфт и соответственно равномерном
нагружении зубьев силы трения одного направления на каждой
половине зубьев муфты равны Tfld, Т — момент, передава-
емый муфтой; d — диаметр начальной окружности зубьев; f —
коэффициент трения на зубьях. Плечо сил трения на зубьях 2d/л.
Соответственно момент, изгибающий валы, М — 2fT/n.
Шарнирные муфты. При взаимном наклоне осей соединяемых
валов (полумуфт) в муфте возникает момент, изгибающий валы:
М = Т tg у cos а,
где Т — момент, передаваемый муфтой; у — угол между осями
валов; а — угол поворота вилки.
Таким образом, момент изменяется по углу поворота вала.
Муфты с торообразной упругой оболочкой. Эти муфты обла-
дают хорошими компенсирующими свойствами и могут рассматри-
ваться как упругие шарниры Гука.
Упругие свойства муфт с резиновыми упругими элементами
в большой степени определяются механическими характеристи-
ками резины: модулем упругости первого рода, зависящим от
твердости резины, и второго рода, принимаемым равным G =
— £/3.
Поперечная сила, вызываемая смещением А осей полумуфт
с торообразной оболочкой,
F - А£ДЛВ,
207
где Е — модуль упругости резины (для оболочек применяют
резины с Е = 5 МПа при 100 %-ном удлинении); D — наружный
диаметр оболочки, мм; Аи — коэффициент, определяемый по
графику (рис. 7.10, а) в зависимости от коэффициентов а — B/D
и р = 6/D; В и б — ширина и толщина оболочки, мм.
Момент, вызываемый угловым смещением у, рад, полумуфт
М = yED3Bv,
где Ву — коэффициент, определяемый по графику (рис. 7.10, б).
Сила г и момент М от муфты этого типа малы и могут рассматри-
ваться как постоянные.
Рис. 7.10
Коэффициенты Аи и Ву к расчету поперечной силы и момента при сме-
щении и соответственно перекосе полумуфт торовых муфт
Поперечная сила от углового смещения осей полумуфт и момент
от поперечного смещения осей полумуфт еще меньше рассмотрен-
ных силы и момента и потому здесь не рассматриваются.
Создаваемая осевым смещением валов Дг, мм, осевая сила
Fa = ±0,15О£Дг.
В общем машиностроении при отсутствии повышенных требо-
ваний к точности валов допустимые смещения в зависимости от
размеров муфт: радиальные Дг = 1 ... 4 мм, осевые Дг = 1 ...
... 5 мм и угловые 1° 30' (предполагается, что значимы смещения
только одного вида). Смещения полумуфт шпинделя и приводного
вала для муфт всех типов выбирают минимальными.
Муфты с резиновой звездочкой. Для этих муфт характерны
малые габариты и простота, но они имеют низкие компенсацион-
ные свойства.
Коэффициент Сг радиальной жесткости (пропорциональности
между поперечной силой и радиальным смещением) приведен
ниже:
Предельный диаметр
вала муфты, мм . . 12—32 16—40 20—50 25—60 32—80 40—100
Сг, Н/мм ........ 310 500 820 920 1150 1350
208
\ Допускаемые смещения валов в общем машиностроении: ра-
диальные Дг = 0,2 мм; угловые 1° 30'.
\ Муфты с конической шайбой. Эти муфты характеризуются
простотой и большой энергоемкостью, но требуют точного мон-
тажа.
| Поперечная сила при радиальном смещении Дг
\ Fr = nGD (D — DJ ^(2B).
^Изгибающий момент М = ED(D3 — D?) у/(10В), где D и D\ «
(0,45 ... 0,5) D — наружный и внутренний диаметры шайбы;
В — ширина шайбы по наружному диаметру муфты; у — угол
перекоса полумуфт.
Муфта с упругим диском и пальцами. Муфта характеризуется
высокой энергоемкостью и хорошей компенсирующей способ-
ностью.
Поперечная и осевая силы и момент определяются выраже-
ниями
Fr = 0,25ф£7г Дг; А —
23ЕЛ8Дг . .. ЗЕЛ3
<р3£>§ ’ М ” срз
V,
где Л — толщина диска; <р — 1,045—2d1/Z)0 — угол, характеризу-
ющий упругую часть диска; Ьо — диаметр расположения осей
пальцев; — диаметр, равный: для муфт с шайбами, неармиро-
ванными втулками — диаметру пальца, а для муфт с непривулка-
низированными втулками — диаметру фланца втулки, для муфт
с привулканизированными втулками — 0,8 диаметра фланца
втулки.
Втулочно-пальцевые муфты (МУВП). Эти муфты обладают
низкими компенсационными свойствами. При радиальном сме-
щении полумуфт на величину Дг, мм, поперечная сила Fr =
= СГДГ.
Значения коэффициента радиальной жесткости Сг по нормали
МН 2096—64 приведены ниже:
МУВП.................. 16 20 25 30 40
Сг, Н/мм.............. 1600 2200 3000 4000 5500
Обозначение муфты характеризует диаметры вала, мм.
Допустимые в общем машиностроении смещения: радиальные
0,2 ... 0,3 мм, осевые 4 ... 6 мм, угловые Г.
Рассмотрим силу от смещения одного из пальцев на вели-
чину Д1г. Предполагается для простоты точное изготовление
по всем другим показателям и отсутствие зазоров. Тогда незави-
симо от направления смещения пальца возникает вращающаяся
сила Flr = CirAir = CjAi/Jz, где z — число пальцев. Например,
для муфты МУВП-25 с числом пальцев z = 4 смещение оси одного
пальца на 0,1 мм вызывает вращающуюся силу Flr = 3000 X
X 0,1/4 = 75 Н.
209
Конструкция втулочно-пальцевых муфт не является оптималь-
ной для точного изготовления. Эти муфты не следует рекомендо-
вать для передачи вращения прецизионным шпинделям. /
Дисковые фрикционные муфты. Оценим поперечную силу,
вызванную смещением осей полумуфт (касательную податливость
контактирующих слоев не учитываем).
При смещении осей в направлении, перпендикулярном напра-
влению смещения, возникает поперечная сила, равная неуравно-
вешенной силе трения. Неуравновешенная сила трения различна
в зависимости от соотношения диаметров рабочих поверхностей
ведущих и ведомых дисков.
Если ведущие и ведомые диски имеют одинаковые диаметры
рабочих поверхностей, то поверхность контакта при смещении
осей имеет форму лимона. Неуравновешенная сила возникает на
площадке шириной, равной половине смещения Д осей:
F = о,5 (D — d) \zpf,
где D и d — наружный и внутренний диаметры дисков; z — число
пар трения; р — давление между дисками; f — коэффициент
трения.
Если диаметры ведущих дисков больше диаметров ведомых
(в пределах двойного смещения осей), то неуравновешенная сила
трения возникает на площадке шириной, равной смещению Д
осей:
F = (D — d) kzpf.
Если диаметры ведомых дисков больше диаметров ведущих, то
неуравновешенная сила трения не возникает.
Силовые воздействия на шпиндель от муфт сводятся к попереч-
ным силам и моментам, действующим в соответствии с расположе-
нием муфт у заднего конца или в пролете между опорами. Упро-
щенные формулы для прогиба f и угла наклона 0 на переднем
конце шпинделя, учитывающие упругие деформации шпинделя
и опор, приведены в гл. 6.
7.3. НЕСУЩИЕ И НАПРАВЛЯЮЩИЕ СИСТЕМЫ
Сбои настройки станков на размер связаны со сня-
тием (прекращением действия) сил трения от толчков и вибраций.
Несущие системы станков, как правило, являются статически
неопределимыми. Составляющие сил резания, в частности нор-
мальная к поверхности обработки, наиболее сильно влияющая на
точность обработки, воспринимаются силами трения в направля-
ющих и других элементах, приводом подачи, а иногда дополни-
тельно упорами. При снятии сил трения жесткость и отжатие
соответственно меняются.
Смещение суппорта Д, мкм, при наличии сил трения в напра-
вляющих определяется из условия равновесия
F = Л + F2 - ЛД/6Т + Д/А>,
210
fyxe F — рассматриваемая составляющая силы резания вдоль
направляющих, Н; Л и F, — силы, воспринимаемые приводом
несоответственно силами трения в направляющих, Н; kz — коэф-
фициент касательной контактной податливости в направля-
ющих, мкм/МПа; А — площадь контакта направляющих, мм2;
k податливость привода подачи, мкм/Н.
' kF
(Отсюда Д = , , при снятии сил трения Д = kF.
1 -f“ kA/lix
Таким образом, несущие системы станков, как правило, вну-
тренне нагружены силами трения, которые обычно уравновеши-
ваются силами на приводном элементе. При снятии сил трения
Рис. 7.11
Схема нагружения станины силами трения
на башмаках
I
суппорт смещается на величину упру-
гого перемещения приводного элемен-
та под действием сил трения A&/kx.
Оценка влияния на точность станков сил трения на их подошве. При расчете
искривления горизонтальных станин от неравномерного температурного поля
в цеху обычно учитывают только собственные температурные деформации ста-
нины как свободного тела. Между тем в связи с разными температурами и коэф-
фициентами линейного температурного расширения станка и фундамента на
подошве станка возникают касательные силы. Эти силы могут достигать значений
полных сил трения, если температурные перемещения значительны. Если отно-
сительные температурные перемещения меньше предельных смещений вслед-
ствие касательной контактной податливости поверхностных слоев, то касатель-
ные силы соответственно меньше сил трения.
Смещение Д станка по отношению к фундаменту вследствие температурных
деформаций (рис. 7.11) имеет вид
Д = / [аСт (/ст — ст) — аф (/ф — /оф)]>
где I — расстояние между крайними башмаками, или длина станины в части,
контактирующей с фундаментом; аст, аф — коэффициенты линейного расширения
станины и фундамента; /ст, /ост — расчетные температуры станины летом
и зимой соответственно; /ф, /Оф — расчетные температуры фундамента летом
и зимой.
Температуры следует выбирать для расчета из числа возможных таким
образом, чтобы Д было максимально по абсолютной величине.
Рассмотрим простой случай, когда станок установлен по длине станины
на двух парах или двух группах башмаков или клиньев.
Максимальное возможное упругое смещение станины и башмаков вслед-
ствие касательной контактной податливости в стыке станина—башмаки
б == ~Н &тТ2,
где kx — коэффициент касательной контактной податливости в стыке; тх —
= Ojf — предельное касательное напряжение во избежание сдвига в группе
менее нагруженных ’ башмаков; ох — нормальное контактное напряжение на
башмаках этой группы от силы тяжести станка, а если станок притянут бол-
тами, также от сил их затяжки; f — коэффициент трения; т2 — т^/с^ — каса-
тельное напряжение в группе более нагруженных башмаков; о2 — нормальное
напряжение в группе менее нагруженных башмаков.
Касательные контактные перемещения рассматриваются в упругой зоне
в связи с тем, что они повторяются многократно. Выбирается наиболее неблаго-
211
приятный случай. Коэффициент kx по опытам на стыках с грубым шабрением
можно принять равным 2 ... 3 мкм/МПа. ,
Если Л 6, то касательные силы на подошве равны полной силе тре-
ния Т - fG1, где Gi — нагрузка, приходящаяся на башмаки менее нагружен-
ной группы. Если Д<С6, то силы на подошве равны неполной силе трения
Т = /бД/Л.
Касательные силы создают момент М, вызывающий прогиб станины, равный
MF4($EI), где Е — модуль упругости материала станины; I — момент инерции
сечения станины.
Влияние на точность станков под нагрузкой зазоров в направляющих и пере-
валки суппортов и столов.
1. Смещения в поперечной плоскости. Наиболее неблагоприятно влияние
зазоров в условиях, когда р₽*.«ьция на одной грани направляющих равна или
Следует проектировать станки
Рис. 7.12
Расчетная схема учета перекосов в направ-
ляющих
близка к нулю. Иллюстрируем это на при-
мере токарных станков обычной компоновки.
При обработке деталей малых и средних
диаметров работают основные грани напра-
вляющих; при больших диаметрах деталей
и больших радиальных составляющих сил
резания вместо основной задней направляю-
щей работает соответствующая планка.
В промежуточных условиях реакция в на-
правляющих близка к нулю и зазор выби-
рается в разные стороны. При заполнении
зазора маслом он работает как гидравли-
ческий демпфер, при недостаточном смазы-
вании может работать на размахах коле-
баний, соизмеримых с зазором, как погло-
титель колебаний ударного действия.
В связи с неизбежными перекосами суп-
портов описанная картина искажается, но
во всех случаях снижается жесткость.
Зазор сказывается на рассеянии диа-
метров обработки и на виброустойчивости,
так, чтобы обработка в условиях, когда
реакция на одной из граней близка к нулю, была редкой.
2. Смещения в продольной плоскости. Наибольшее значение имеет влияние
зазоров и перевалки столов у консольных станков, столы которых свешиваются
с направляющих. У вертикальных сверлильно-расточных станков смещения
в направляющих сказываются на перпендикулярности осей отверстий к опорной
поверхности и на параллельности их между собой; у станков для обработки пло-
скостей смещения столов под режущими кромками инструмента сказываются
на плоскостности обработанной поверхности и ее параллельности базовой.
Сначала предполагаем направляющие абсолютно жесткими (рис. 7.12, а).
Этот расчетный случай является отвлеченным и рассматривается для сравнения.
Рассмотрим стол или ползун под действием равнодействующей F, приложенной
посредине длины I контакта направляющих, и момента М. До тех пор, пока
момент не превысит ОДЕ/, перекос отсутствует и угол перекоса равен кулю.
При М > 0,5Fl происходит перекос узла на угол а = 60//, где 60 — зазор в на-
правляющих.
Для горизонтально-фрезерных консольных станков рассмотрим смещение
посредине длины контакта направляющих. Тогда смещение равно 6/2. Для
вертикально-фрезерных станков расчетное сечение смещается на радиус R
инструмента и тогда смещение а (0,5/ + R) = 0,5 60 (I + /?//).
212
\ Расчет с учетом контактных деформаций в направляющих проводим в пред-
положении достаточно высокой собственной жесткости контактирующих деталей,
хотя точнее было бы рассматривать столы, суппорты и ползуны как балки на
упругом основании в виде поверхностных слоев контактирующих деталей. Рас-
смотрение приходится вести для трех расчетных случаев распределения на-
грузок: 1) на всей длине основных граней (по трапецеидальному закону), 2) на
части длины основных граней (по треугольному закону), 3) в условиях работы
основных граней и планок.
Случай 1 (рис. 7.12,6). Распределенные нагрузки по концам направля-
ющих:
= FU + 6Л1/Р; q2 = FU — 6Л1//2.
Угол перекоса а = kQ — q2)/b = 12ЛПМ//3, где ka = k/b — коэффициент
постели; k — коэффициент контактной податливости; b — ширина граней на-
правляющих.
При рассмотрении перекосов под действием нагрузок от силы тяжести G
подвижного узла F = G и М = Gx, где х — смещение центра тяжести узла
по отношению к середине длины контакта направляющих.
При перемещении стола из одного крайнего положения в другое — симме-
тричное угол поворота равен 2<р.
Случай 2 (рис. 7.12, в). Предполагается, что при перекосе стола зазор
в направляющих не выбирается. Нагрузка q^ и длина контакта li определяются
из уравнений равновесия
- F; (?1/,/2) (//2 - /,/3) - М,
откуда, обозначив M/F = х, получаем
h ==1,5/ — Зх; * . 22=7(1,5/ - Зх).
Угол перекоса а = kbqjl^ = 2kbFl(\tbl — Зх)2.
Случай 3 (рис. 7.12, а) работы основных граней и планок. Приводим основ-
ные исходные условия и простейший расчет методом итерации, в частности с по-
мощью ЭВМ.
Условия равновесия (индекс 1 соответствует основным граням, индекс 2
планкам или вспомогательным граням направляющих):
71*1/2-7^/2 (7.1)
(7^/2) (//2 - /х/3) + (^2) (//2 - /2/3) == М. (7.2)
Вводим дополнительные обозначения: q2/qi = с; kaY = kjb^ где kn2 =
~ ^2^* — коэффициенты постели основной направляющей и планки; 6J — при-
веденная ширина вспомогательной грани или планки; если грань наклонена
под углом а, то b% = d2/cos2 а. Дополнительные условия:
(7’3) + + (7,4)
*1 71 «п1 Ф
а e &11171 4- k2nq2 + А 71&1п (1 4- ст) 4- А .
Возможный порядок расчета:
1. Задаемся значением с = qjq^ < 1.
2. Из уравнения (7.1) и (7.2) находим /х:
3/(1 + с«т)-~6(1
2(1+ cW) ’
где х = M/F.
213
3. Из уравнения (7.3) l2 = Item.
4. Из уравнения (7.1) qx — 2Г/(1 — Ап) 1г.
5. Из уравнений (7.4) и (7.5) определяем Д = 11 klTtqi (1 + ст).
‘1 + ‘2
Если полученное значение Д оказалось существенно отличным от зазора До,
применяемого в направляющих этого типоразмера, то следует задаться другим
значением с: меньшим, если Д > До, или большим, если Д < До.
Полное решение этой задачи с определением всех параметров, потребовав-
шее построения целого ряда семейств кривых, приведено в работе [39].
Потери точности при зажиме направляющих. Рассмотрим
зажим направляющих упругим деформированием планки на ее
деформируемой части длины (рис. 7.13).
Рис. 7.13
Схема определения смещений в на-
правляющих при зажиме
Из условий равновесия определяем силы А и В на гранях
направляющих, необходимые для восприятия расчетной сдвига-
ющей силы Q:
А = В cos a; A -f- В = Q/2f; В = Q/ I2f (1 -|- cos а)],
где а — угол профиля направляющих; f — коэффициент трения.
Контактные деформации бд и 8В на гранях Л и В и на планке 8В
бд = kA/(aiy, дв = kB/(bl) и бв = k'B/(bl),
где k, k’ — коэффициенты контактной податливости, мкм/МПа;
I — расчетная длина направляющих, мм; а и b — ширина граней
направляющих, мм.
Если зажим расположен симметрично относительно длины
направляющих и контактирующие детали обладают достаточной
жесткостью, то за расчетную длину I коцтакта направляющих
можно принимать полную их длину L. Если зажим расположен
у одного края направляющих на расстоянии d, то принимаем
распределение давления по закону треугольника на длине 3d;
соответственно расчетная длина I — 3d/2 = l,5d.
Смещение в направляющих вдоль оси г, перпендикулярной
к плоскости направляющих, б2 — бд.
Смещение в плоскости направляющих вдоль оси у
6У = бд/tg а + бв /sin а.
Потребная сила F на винте, или на винтах, осуществляющих
затяжку направляющих, складывается из полезной силы
зажима В cos а и силы, необходимой для деформирования планки
на перемещение зажима Д, мм:
F — В cos а 4- Fo.
214
Если зажим осуществляется деформированием планки, ослаб-
ленной на некоторой длине, то для определения силы Fo этот
участок можно рассматривать как балку, защемленную по кон-
цам. Если деформируемая часть отделена поперечными надре-
зами, то ее можно рассматривать как консольную.
Применяют также зажимы отдельными клеммами. В этом
случае Fo = 0, но в первый член вводится отношение плеч сил.
Для избежания или уменьшения потери точности применяют
зажимы с двух сторон направляющих. Предложены также за-
жимные устройства, полностью исключающие вредные смещения
при зажиме.
Рис. 7.14
Схема определения смещений
пинолей
Смещение пиноли при
зажиме. Рассмотрим наи-
более распространенный
зажим пиноли двумя ку-
лачками, стягиваемыми
винтом (рис. 7.14, а).
При приложении к руко-
ятке силы F осевая сила
на винте
Q = 2FR/[d1 tg(ap-Hpp)l,
где /? — радиус рукоятки; — средний
и фр — углы подъема и трения резьбы.
Сила 2N зажима пиноли, прижимающая
диаметр винта; ар
пиноль к отверстию,
определяется из условия равновесия кулачков вдоль оси винта:
2tf«2Q/[47 + tg(a + T)],
где f — коэффициент трения между кулачками и отверстием;
а и ф — угол наклона рабочей поверхности кулачков и соответ-
ствующий угол трения.
Параллельное смещение пиноли при зажиме двумя парами
симметрично расположенных кулачков
б = kp = 16JWV/(nd/),
где k — коэффициент контактной податливости; р — наибольшее
по окружности контактное напряжение между пинолью и отвер-
стием; fi и / — диаметр и длина поверхности направления пиноли.
При выполнении отверстия в корпусной детали несплошным
(рис. 7.14, г) и зажиме одной парой кулачков, расположенной
посредине соответствующего опорного пояска, смещение на
центре на расстоянии Л от плоскости кулачков
S_^(1+^) = A^(1+A),
215
где 1г — расстояние от плоскости расположения зажимных кулач-
ков (середины соответствующего опорного пояска) до расчетного
сечения; L — расстояние между опорными поясками корпусной
детали; b — ширина опорного пояска.
При сплошном отверстии в корпусной детали расчет следует
вести, рассматривая пиноль как балку на упругом основании.
В первом приближении можно считать, что контактные напряже-
ния между пинолью и отверстием от силы зажима распределяются
по треугольному закону на длине, равной утроенному расстоянию
от плоскости кулачков до ближайшего торца корпуса.
0,4 0,5 0,6 0,7 0,8 0,9 h/H
I______I_____I______I______I______I______I
0,6 0,5 0,4 0,5 0,2 0 2а/И
Рис. 7.15
Изменение угла смещения в стыке от соот-
ношения размеров:
1 — круглый и квадратный кольцевые стыки;
2 — прямоугольный кольцевой стык с В/Н —0,6
Наибольшее контактное напря-
жение между пинолью и корпусной
деталью у торца последней
_ 16 /V
Р Зя da
Упругое смещение в расчетном
сечении на расстоянии / от торца
корпусной детали (рис. 7.14, в)
S - kp [1 + (/ + c)/LL
Оптимизация круглых и прямоугольных кольцевых стыков по критерию
контактной жесткости под действием опрокидывающего момента. Жесткость
несущих систем существенно зависит от соединений их составных частей. Поэтому
оптимизация стыков является актуальной. Выбранный критерий является важ-
ным, так как при нагружении стыков центральной нагрузкой их жесткость
практически оказывается достаточной.
Минимизируем упругий угол поворота в стыке, варьируя ширину кольце-
вого пояска контакта при сохранении габаритов стыка постоянными.
Если обеспечить постоянное давление в стыке от затяжки, т. е. увеличивать
силу затяжки пропорционально увеличению площади, то естественно, что
наиболее жестким окажется сплошной стык. Ниже будем исходить из условия
сохранения силы затяжки постоянной. Рассматриваем вначале круглый кольце-
вой стык. Решение полностью распространимо на квадратный кольцевой стык.
Угол упругого поворота стыка под действием момента М
Ф = 2ko/D = kM/I,
где k — коэффициент контактной податливости; о — наибольшее контактное
л/)4
напряжение; / = (1 — /и4) — момент инерции площади стыка; т = d/D —
Ь4
отношение диаметров.
Коэффициент контактной податливости принимаем постоянным для данного
начального контактного напряжения о0 и определяем из условия k — 6/о0»
где 6 = cog*5 — контактное сближение от начальной затяжки;
ОГ0 « F3aTM « 4F3aT/[nD» (1 — m«)].
Тогда
k == с/ао»5 в ЯО.5С£) (1 — m2)°*5/(2F<b5)
216
Угловая жесткость стыка
М 1—т4 n°»5FJ*8D8
/ф = const const.
Изменение угла упругого поворота стыка под действием момента в зависи-
мости от соотношения диаметров стыка представлено на рис. 7.15 (кривая /).
За единицу принят угол упругого поворота сплошного стыка. Определяем опти-
мальное отношение т = d/D из условий ду/дт = 0 и д^дт = 0.
Оба условия приводят к уравнению 3m4 — 4m3 + 1 = 0. Оптимальное зна-
чение т ~ 0,58. Как видно из рис. 7.15, отношение диаметров т = 0,45...
0,65 обеспечивает жесткость стыков, близкую к максимальной.
Переходим к рассмотрению прямоугольного кольцевого стыка. Варьируем
шириной а кольцевой полоски стыка, принимая ее, как обычно, постоянной
по периметру. Площадь и момент инерции площади стыка с наружными раз-
мерами В и Н при В!Н = Р и внутренними b и h при 2 а!Н = а опреде-
ляются выражениями
А = ВН — bh = №а (1 + Р — а);
/ = +ЗР-3(1 4-Р)а + (3 + Р)а8 —а8].
Напряжения в стыке от начальной затяжки
(1 + ₽ - а)].
Коэффициент контактной податливости
k = c/og,s = cffa°‘s (1 + ₽ - a)°-5/F°a^
Угол упругого поворота в стыке
2ka kM (1+P —a)0-5
ф- Н ~ I ~ а0,8[1+3₽ —3(1+p)a + (3 + p)a2-a8]’
. 12сМ
где const=
Для сравнения записываем формулу для коэффициента k$ контактной по-
датливости и угла ф0 упругого поворота в сплошном стыке:
*0 = c/ag-5 = с = сЯр°'5/Г^5т;
_ k0M _ 12с//ро,5Л4 _ 12сМ
ф°- /о ~ F*$BH* ~ F°£ff^‘
Угол упругого поворота кольцевого стыка в долях угла поворота сплошного
стыка
<р (1+р-а)0’5р0‘5
Фо a0*5 [1 +3р — 3(1 + Р) a + (3 + Р) а2 — а3] ’
Иллюстрируем полученные зависимости на примере стыка с распростра-
ненным отношением Р = В/Н ~ 0,6:
Ф 0,775(1,6 —а)0’5
фй ~ а0* ’ [2,8 — 4,8а + 3,6а2 — а3]
Результаты расчета показаны на рис. 7.15 (кривая 2). По оси абсцисс отло-
жены три шкалы: ЫВ, hlH и непосредственно a = 2а!Н.
Оптимальное отношение а определяем из условия д(р!да = 0, из которого
следует
—За4 + 12,8а8 — 19,2а2 + 11,5а — 2,24 = 0.
217
Отсюда а = 0,38, что соответствует h/H — 0,62; b/В — 0.38. Жесткость стыков
с Р — В/Н = 0,6, близкая к максимальной, обеспечивается при h/H =0,5 ...
0,7, т. е. при отношениях, очень близких к таковым для круглых и квадратных
кольцевых стыков.
Таким образом, оптимальное отношение h/H мало зависит от (3 = В/Н стыка.
Работа крепежных винтов несущих систем при перекосе опорных поверхно-
стей. Точность несущих систем связана с точностью изготовления и сборки
резьбовых соединений. Перекос опорных поверхностей под головки и гайки
приводит к изгибу болтов, смещению сил, которыми болты стягивают составные
части несущих систем, создают поперечные сдвигающие силы при затяжке.
Неправильная последовательность затяжки вызывает в связи с пластическим
деформированием поверхностных слоев искривления соединяемых деталей.
Рассмотрим влияние перекосов опорных поверхностей (рис. 7.16, а). При
перекосе опорных поверхностей на угол у гайка повертывается в резьбе на угол ух»
б)
Рис. 7.16
Схема расчета резьбы в условиях перекоса
винт изгибается на угол у2, гайка и головка болта вследствие контактных
деформаций на опорных поверхностях повертываются на угол у3. По условию
равновесия изгибающие моменты в резьбе, в стержне винта, на гайке и на го-
ловке одинаковы.
Предполагаем, что в резьбе винт установлен с зазором и не направляется
отверстием, а на опорных поверхностях гайки и головки не происходит раскры-
тия стыков. Упругое перемещение смятия в резьбе под углом Р к плоскости
перекоса и на расстоянии у = ip от средней по высоте плоскости гайки
+ 62 = 0,5^2?! cos a cos р + ipyr sin а cos р,
где d2 — средний диаметр резьбы; i — номер витка от среднего по высоте гайки;
р — шаг резьбы; а — половина угла профиля. Предполагается, что угол yj
мал.
Контактное напряжение в резьбе в точке с координатами Р и у
<з$у == ах + а2 = (6Х + d8)/6,
где k — коэффициент контактной податливости.
218
Реактивный момент в резьбе от перекоса на угол (рис. 7.16,6)
я/2
С ft
М = 4 J 010,5^2 dfi — z0,5da cos р cos а +
о
л/2
+ 8 J (T20f5d2 dp sin a cos а • /р~
о
=? —“§£^“ cos а + ®Р2 sin а Ш а У Р j ,
где h — рабочая высота профиля. Здесь под £ Р при нечетном числе г витков
в гайке понимается сумма квадратов натуральных чисел от 1 до (z — 1)/2,
а при четном г—сумма квадратов чисел 0,5; 1,5; 2,5 ... до z/2.
Угол поворота в резьбе под действием момента Л1
__ м_____________________________8*_________________
Yi С\ , где Ci ^daAyl [d|z cos а + 8р2 sin а tg aS/2]
Угол изгиба стержня винта у2 '== с2М, где с2 = LlEl\ L — расчетная длина
винта; Е — модуль упругости материала винта; I = nd*p/64 — момент инерции
стержня винта.
Угол поворота гайки или головки по отношению к опорным поверхностям
Уз = с3М, где с, —
64fej
яД» (1 - с*) ’
kx — коэффициент контактной податливости; отах — наибольшее контактное
напряжение от момента, равного единице, на поверхности гайки и головки;
D — наружный диаметр опорной поверхности; с= dQT3lD — отношение диа-
метра отверстия под винт к диаметру опорной поверхности.
Момент при перекосе опорных поверхностей на угол у
М = y/fci + с2 + 2с3).
Напряжение изгиба в резьбовой части винта
o==32M/(nrf3),
где dp — расчетный диаметр винта в резьбовой части.
Смещение а силы затяжки болта и поперечная сила Г2, стремящаяся сдви-
нуть соединение при затяжке болта, имеют вид
а = MlFw\ F2 == 77a,
где Т и F — момент и сила затяжки болта.
На основании этого расчета можно оценивать необходимую точность изго-
товления резьбовых соединений, в частности допустимую непараллельность
опорных поверхностей, осевое биение гаек и опорных поверхностей головок
болтов.
Влияние смещения осей ходового винта и гайки на точность
шага нарезаемых" винтов. Смещения возможны в результате по-
грешностей сборки и износа направляющих.
Если смещение осей происходит в пределах зазора в резьбе,
то накопленное отклонение шага на длине нарезания равно Д tg a,
где Д — смещение осей на длине нарезания; a — половина угла
профиля резьбы.
219
Если смещение осей на Aj больше, чем допускаемое зазором
смещение, то винт контактирует с гайкой обеими сторонами
профиля и возникает вредная радиальная сила
FT = + kJ (1 + ф) ],
где ki — податливость винта на изгиб; kt — контактная податли-
вость в резьбе; ф — коэффициент, учитывающий податливость
других элементов системы.
Рассматриваем винт как балку на двух шарнирных опорах.
Тогда
kx - aWi^EIL),
где а и b — координаты гайки относительно опор; Е — модуль
упругости стали; / — приведенный момент инерции сечения
винта.
Приведенная по критерию контактной податливости длина
контакта по оси
т = 2Ut sin* а/(Р cos а),
где / — длина гайки; Р и Л — шаг и рабочая высота профиля
резьбы; а — половина угла профиля.
Приведенная по критерию контактной податливости площадь
контакта
Я/2
А = 2m j г dq> sin’cp — лгт/2.
о
Контактная податливость Л2 — k/A, где k — коэффициент кон-
тактной податливости.
Дополнительная сила сопротивления перемещению суппорта
или стола Fe = KfFr, где К — коэффициент, учитывающий,
что сумма дополнительных реакций граней направляющих больше,
чем сила Fr\ f — коэффициент трения в направляющих.
Приращение крутящего момента на винте вследствие допол-
нительного трения в направляющих и в резьбе
T = 0,5Fotg(₽ + <p) + 4-FrfdI,
где р — угол подъема витков; f — коэффициент трения в резьбе;
d2 — средний диаметр винта.
Смещение суппорта или стола вследствие дополнительного
деформирования винта на длине рабочего участка
б — Fal1 4- — • А — nd2/4
° ~ ЕА + 01 2я ’ л ~ па^'
220
ТОЧНОСТЬ ПРИ НАПРАВЛЕНИИ ИЛИ ПЕРЕМЕЩЕНИИ
ИЗДЕЛИЯ ИНСТРУМЕНТОМ
Точность резьбы при нарезании метчиком без при-
нудительного перемещения. Искажения связаны с действием на
резьбу осевых сил, вызываемых силами трения в подвижном,
обычно шлицевом, соединении шпинделя с приводным зубчатым
колесом. Осевые силы имеют независимую и зависимую от момента
резания составляющие. Они существенно изменяются при трога-
нии с места и меняются с неизбежным изменением коэффициента
трения в связи с образованием и истиранием масляной пленки.
Среднее значение осевой силы А = Mflr, где М — момент
Рис. 7.17
Схема расчета неравномерности снимаемого слоя при
двустороннем шлифовании
резания; f — средний коэффициент трения
в шлицевом соединении; г — средний радиус
шлицевого соединения.
Нарезание происходит со снятием бо-
лее толстого слоя со стороны части
профиля, на которую действует осевая сила,
по сравнению со
слоем 63 с противоположной стороны. Измеряем 6Х и 6г в осевом
направлении.
Условие равновесия имеет вид
A =zCrxh№'-W>
где г — условное число режущих лезвий; CFx — осевой коэффи-
циент резания при точении; h — высота профиля; т — показа-
тель степени при подаче, который в первом приближении прини-
маем равным единице.
Тогда смещение осевой линии резьбы по сравнению с резьбой,
нарезаемой с принудительным перемещением,
д = 6, _ = AI(zCFxh).
Оценим смещение Ду винтовой линии резьбы по отношению
к точному положению при изменении коэффициента трения в шли-
цевом соединении от fmin до Изменение осевой силы
А пах ^mln — М (fmax •
Соответственно Д/ = М — f^l^rzCpJx).
Неравномерности снимаемого слоя при двустороннем торцо-
вом шлифовании деталей, направляемых кругами. При таком
процессе тангенциальные силы шлифования создают момент,
перекашивающий шлифуемые детали и вызывающий неравномер-
ное распределение нормального давления между кругами и дета-
лями. Эго, в свою очередь, вызывает неравномерный съем металла.
Принимаем, что отношение нормальной составляющей силы шли-
фования к тангенциальной равно т.
221
Средняя, отнесенная к единице длины I детали в направлении
шлифования, нормальная сила шлифования qcp — Qll, где Q —
общая нормальная сила, действующая на деталь.
Момент, перекашивающий деталь от сил шлифования, М —
— Fb = Qb/m, где b — толщина детали.
Наибольшая и наименьшая распределенные нормальные силы
шлифования с учетом перекашивающего момента (рис. 7.17)
. М {. , 66 \. /, 66 \
?тах — ?ср ~Г <7ср ) » Ятах — <7ср ) •
Приняв, что съем металла пропорционален давлению, определяем
отношение наибольшей к наименьшей Дт1п толщине снима-
емого слоя при шлифовании:
A max __ <7m»x _ ~4~ 66
A mln 7 min 66
При этом толщина деталей остается постоянной, но отверстия
и другие поверхности, перпендикулярные к базовым поверхностям
до их шлифования, после шлифования становятся неточно пер-
пендикулярными.
Неравномерность съема металла тем больше, чем больше
толщина деталей.
ГЛАВА 8
РЕКОМЕНДАЦИИ ПО ПОВЫШЕНИЮ
ТОЧНОСТИ
8.1 ОБЩИЕ МЕРОПРИЯТИЯ
Оптимизация технологического процесса по кри-
терию точности обработки *. Технологический процесс в значи-
тельной мере определяет точность обработки вследствие возмож-
ности варьирования методами и режимами обработки, числом
проходов и т. д.
Общие мероприятия: 1. Обеспечение точности заготовительных
операций, влияющих на конечную точность деталей вследствие
технологической наследственности (обеспечение малости и по-
стоянства припусков, низких собственных напряжений и т. д.).
Погрешности заготовки, хотя и в сильно уменьшенном виде,
неизбежно передаются на изделие.
2. Максимальное использование преемственности процессов
изготовления, контроля и эксплуатации.
3. Применение многопроходной обработки как средства
уменьшения копирования на изделии погрешностей заготовки
и влияния переменности податливости технологической системы.
Каждый проход уменьшает отклонения формы по отношению
к отклонениям заготовок во много десятков раз (в зависимости
от жесткости системы и от подачи). Однако увеличение числа
проходов ограничивается требованиями к производительности
обработки.
4. Применение скоростного резания, повышающего произво-
дительность без увеличения или даже с уменьшением площади
среза и обеспечивающего отвод большей части теплоты в стружку.
5. Применение формообразования методами огибания инстру-
ментами простой формы и поэтому позволяющими их точное
изготовление (нарезание зубчатых и червячных колес инстру-
ментом, имеющим -реечный профиль).
6. Применение непрерывных методов формообразования,
устраняющих ошибки периодического деления и способствующих
выравниванию ошибок изготовления.
1 Часть технологических мероприятий рассмотрена в других разделах.
223
7. Применение приспособлений, обеспечивающих точность
[например, обработка отверстий инструментами, направляемыми
с помощью приспособлений (кондукторов), что позволяет снизить
требования к точности станков].
8. Применение технологических процессов, обеспечивающих
минимальное число переустановов изделий при обработке, исполь-
зование единых баз для уменьшения числа источников по-
грешностей.
9. Оптимизация цикла обработки по критерию уменьшения
влияния упругих деформаций, в частности на входе и выходе
инструмента;
обеспечение (по возможности) постоянства силы резания при
продольной обработке, если жесткость несущественно меняется
по координате обработки, или изменение силы резания по коорди-
нате по оптимальному закону;
выбор процессов обработки с неизменяющейся по координате
обработки жесткостью, если жесткость мала (обработка с подвиж-
ным люнетом, расточка с подачей изделия, обработка на автоматах
продольного точения, на бесцентровых станках).
10. Применение процессов, при которых форма детали непре-
рывно приближается к идеальной, а требуемый размер для сборки
обеспечивается сортировкой (обработка шариков в подшипниковой
промышленности и др.).
11. Применение процессов, исключающих влияние погреш-
ностей станков [например, сверление с вращением изделия, что
способствует совпадению оси отверстия с осью вращения].
12. Замена процессов, в которых одно из взаимных перемеще-
ний инструмента и изделия осуществляется в процессе резания,
процессами с точными принудительными перемещениями (напри-
мер, нарезание резьбы с принудительной подачей, направление
протяжки на всей длине хода) или облегчение перемещений
(уменьшение трения в направляющих, уравновешивание).
13. Применение процессов, способствующих безвибрацион-
ной обработке.
14. Использование частичной взаимной компенсации погреш-
ностей: температурных деформаций, изменения жесткости
технологической системы по координате обработки, размерного
износа инструмента (например, при расточке). Наиболее эффек-
тивна взаимная компенсация погрешностей, имеющих не только
разный знак начальной величины, но и разный знак зависимости
изменения по времени или координате.
15. Обеспечение выборки зазоров в одну сторону в техноло-
гической системе СПИД подводом инструмента (или изделия)
с одной стороны; исключение, по возможности, операций, при
которых происходит перевалка столов, суппортов на направля-
ющих с зазорами.
16. Расширение контроля круглости деталей, имеющих форму
тел вращения, как одного из важных критериев работоспособ-
224
ности деталей и качества обработки, расширение применения
кругломеров. В частности, для контроля контурно-шлифовальных-
и фрезерных станков обрабатывают в режиме контурной обра-
ботки деталь круглого сечения, которую затем измеряют на
кругломере (достижимая точность контроля круглости на совре-
менных приборах 0,05 мкм).
17. Смещение центра настройки станка от центра поля до-
пусков изделия в целях частичной компенсации температурных
и упругих деформаций и износа.
18. Выделение из функции суммарной погрешности система-
тической составляющей для ее первоочередной компенсации
Рве. 8.1
Направляющие:
а — У»обрааяые шариковые для вращения:
0 — трубчатые Jngerso) (США); в — роли-
ковые
относительно простыми сред-
ствами и случайной составля-
ющей.
19. Применение оптималь-
ных смазывающе-охлаждающих
жидкостей и обеспечение по-
стоянства их подач. Известно,
что смазывающе-охлаждающие
жидкости существенно влияют
<^222222222222^^
а)
уж
на шероховатость поверхности ej
и силу резания, а через них
в связи с упругими и температурными деформациями на
точность обработки (А.1) *.
Мероприятия для получения особо высокой точности. 1. Обра-
ботка сопряженных (через промежуточные тела) поверхностей
деталей одним инструментом или одним комплектом инструментов
[V-образные шариковые направляющие (А.2), направляющие
продольных станков со стальными закаленными трубами и др.
(рис. 8.1)].
2. При изготовлении прецизионных червячных пар оконча-
тельная обработка шевера и червяка (для самокомпенсации вли-
яния их погрешностей) на одном резьбошлифовальном станке,
на одном участке длины ходового винта с одинаковым режимом
или шлифование червяков с автоматической коррекцией
по фактическим погрешностям инструмента (червячной
фрезы).
3. Постепенное повышение точности последовательным изго-
товлением станков все более высокой точности с применением
коррекционных устройств. В частности, изготовление зубофрезер-
* Здесь и далее приведены ссылки с буквами А ... Е (по главам) на реко-
мендуемую дополнительную журнальную литературу, см. приложение.
8 Решетов Д. К. 225
зубьев с одного установа (А.З).
а)
S)
УШ
тома
ных и винторезных мастер-станков с нарезанием делительных
колес и винтов на таких же станках промежуточной точности
с применением коррекционных устройств.
4. Окончательная обработка с одного установа поверхностей
деталей, взаимосвязанных жесткими допусками [например, одно-
временное шлифование отверстий в гильзе двумя шлифовальными
головками на специальном двустороннем шлифовальном станке
(рис. 8.2, а) ]. Фрезерование зубьев и протачивание центрирующих
поверхностей червячных колес на зуборезных станках с одного
установа; получистовое фрезерование и чистовое шевингование
Рис. 8.2
Окончательная обработка:
а — с одного установа; б — в сборе
5. Шлифование конусного
отверстия в шпинделе на вну-
тришлифовальном станке при
установке шпинделя в аэроста-
тических люнетах по подшип-
никовым шейкам и с приводом
через сильфон.
6. Повышение точности бази-
рующих поверхностей станка об-
работкой их в собранном станке или собранном узле, в частности
строгание зеркала стола на продольных станках, протачивание
или шлифование кулачков патронов, шлифование конуса для
центра или инструмента в шпинделе, балансировка узлов в сборе,
шлифование дорожки качения роликоподшипника, установлен-
ного на шпинделе (рис. 8.2, б).
7. Исключение влияния биения шпинделя при расточке отвер-
стий на станках токарного типа путем опирания расточной
оправки на подшипники в шпинделе.
8. Предварительное старение чугунных деталей несущей си-
стемы станков (А.4).
9. Механическая обработка высокоточных закаливаемых
стальных деталей, в частности червяков делительных передач,
ходовых винтов резьбошлифовальных станков, в виде цикла
последовательных черновых, получистовых и чистовых операций
в чередовании с термообработкой (А.5).
10. Получение особо точных фасонных поверхностей сочета-
нием точноуправляемых (с обратной связью) движений обрабаты-
ваемой детали и инструмента в воздушных цилиндрических опорах.
Совершенствование инструментов. Влияние инструмента на
точность обработки вызывается погрешностями размеров и формы
мерного и профильного инструмента, погрешностями заточки
и установки, температурными деформациями, размерным износом
и затуплением инструмента.
226
Инструменты работают в очень тяжелых условиях по сравне-
нию с деталями станков, их износ непосредственно сказывается
на точности обработки, поэтому особенно важно сохранение
точности инструментов в эксплуатации.
Общие мероприятия. 1. Обеспечение точности инструмента,
в первую очередь по параметрам, погрешности которых непосред-
ственно копируются на изделиях: диаметру многолезвийного
мерного инструмента для окончательной обработки отверстий,
форме профиля фасонного инструмента — профильных резцов,
фрез, протяжек, шлифовальных кругов, зуборезного инстру-
мента. Расширение применения мерного инструмента.
2. Применение инструментов, геометрическая форма которых
способствует безвибрационной обработке: с оптимальными углами
резания, хорошо заточенных, многолезвийных с переменным
шагом и т. д.
3. Обработка инструментами с большими углами в плане,
в частности с углом 90°. При этом существенно меньше составля-
ющая силы резания по нормали к поверхности обработки и соот-
ветственно меньше упругие деформации системы, влияющие на
точность обработки.
4. Применение современных минералокерамических мате-
риалов, позволяющих повысить качество поверхности за счет
работы с высокими скоростями резания при обработке стали
и чугуна.
5. При многоинструментной обработке оптимальное располо-
жение инструментов для уменьшения влияния их взаимодействия
на точность обработки, в, частности расположение резцов на ре-
вольверных и многорезцовых станках с противоположных сторон
изделия. Применение трехрезцовых устройств для обработки
нежестких валов на станках с ЧПУ (А.б). При растачивании от-
верстия двухрезцовыми борштангами резец, растачивающий ко-
роткую ступень, следует располагать так, чтобы суммарная сила
резания на нем была направлена по касательной к поверхности
обработки в зоне резания другого резца (А.7). Тогда на поверх-
ности обработки не появится ступенька при начале резания двумя
резцами. Для точного растачивания двухрезцовыми борштангами
установлено с помощью ЭВМ оптимальное угловое расположение
резцов (А.8). Необходимо также уменьшение или устранение
влияния на обработанную поверхность выхода из работы черновых
резцов.
Повышение точности установки инструментов. 1. Обеспечение
точной установки инструментов, особенно фасонных: применение
для установки инструментов шаблонов, в частности закрепляемых
на суппорте, револьверной головке, задней бабке и т. д., при-
менение микрометрической установки; устранение биения центро-
вого инструмента во избежание разбивки отверстий, обеспечение
точной установки широких резцов во избежание образования
пилообразной формы профиля и т. д.
8* 227
2. Применение бесконсольного крепления инструмента
(т. е. с опорой до задней грани).
3. Применение быстросъемного взаимозаменяемого инстру-
мента с точной настройкой вне станка (А.9). Использование
инструмента для обработки отверстий с точной настройкой на
размер.
4. Обеспечение необходимой точности углов конусности хво-
стовиков инструмента и гнезд для инструмента. Допуски на конус-
ность должны назначаться так, чтобы конусность хвостовика
была равна или больше конусности гнезда, т. е. чтобы натяг был
одинаков по длине или больше на больших диаметрах соединения.
При этом изгибная жесткость соединения под действием сил на
инструменте во много раз больше, чем в случае, если конусность
хвостовика меньше конусности гнезда. В последнем случае при-
веденная расчетная длина консоли больше (А. 10). Положительная
разность конусностей хвостовиков и гнезд по сравнению с отрица-
тельной уменьшает предельный момент трения соединения до 2 раз.
5. Выполнение конусов прерывистыми с выборкой посредине
длины.
6. При использовании сборной инструментальной оснастки
обеспечение необходимой точности и жесткости стыков; например,
при составных борштангах обеспечение достаточно большой пло-
щади торцового прилегания с сильной осевой затяжкой и центри-
рованием достаточно длинной цилиндрической поверхности.
7. При применении концевого инструмента с цилиндрическим
хвостовиком обеспечение в соединении минимального зазора,
максимальное раздвижение по оси соединения крепежных винтов,
оптимальное расположение резцов по отношению к плоскости
крепежных винтов.
8. Защита хвостовиков инструментов и конусных отверстий
шпинделей от попадания стружки и загрязнений (особенно при
автоматической смене инструментов), подача инструментов в кас-
сетах, очистка посадочных мест инструмента щетками и струей
воздуха.
Сохранение точности инструмента. 1. Повышение размерной
стойкости инструмента. Так, применение для изготовления ин-
струмента металлокерамики ЦМ-332 или твердых сплавов высокой
стойкости типа Т60К6 может повысить размерную стойкость
инструмента по сравнению с инструментом из сплава Т15К6
в несколько раз, а из керамики НС20М еще в 1,2 ... 1,8 раза;
применение эльбора повышает размерную стойкость на два,
а алмаза — на три порядка.
2. Обеспечение правильной затовки многолезвийного инстру-
мента во избежание увода осей и разбивки отверстий, повышенной
волнистости фрезерованной поверхности и т. д.
3. Систематическая заточка инструмента. Применение опти-
ческого контроля качества заточки. При предельно допустимом
затуплении инструмента нормальная к поверхности обработки
228
составляющая силы резания увеличивается до 2 раз, а суммарные
силы отжатия в системе — даже более. Рассеяние размеров об-
работанной поверхности в пределах периода размерной стойкости
инструмента до износа по задней грани 0,5 мм сохраняется при-
мерно постоянным и резко (до 2 раз) возрастает при износе 0,9 ...
... 1,1 мм.
4. Заточка твердосплавного инструмента алмазными кругами;
при заточке твердосплавных разверток кругами из зеленого кар-
бида кремния вместо заточки кругами из синтетических алмазов
разбивка и конусность отверстий уменьшились на 15 %, оваль-
ность — на 35 % (Е-1).
Рис. 8.3
базирование цилиндрических де-
талей:
а — обычное; б — исключающее влия-
ние диаметра на размер Я
Совершенствование спо-
собов установки и закре-
пления заготовок. Уста-
новка и зажим заготовок влияют на точность обработки
в связи с погрешностями их положения и деформациями при
зажиме. Большое значение имеет точность установки деталей,
окончательно обрабатываемых с двух установов или более. По-
грешности изделий, связанные с неточностями изготовления
приспособлений, установкой и зажимом заготовок, не должны
превышать 0,15 ... 0,3 от допусков на соответствующие размеры
изделий. Применение приспособлений некоторых типов исключает
влияние ряда погрешностей станков на точность обработки.
Основные мероприятия. 1. Выбор баз, обеспечивающих наи-
меньшую погрешность установки. Допуски на другие размеры
деталей должны влиять на выдерживаемый размер в минимальной
степени. Например, при базировании вала на призму (рис. 8.3, а)
допуск на диаметр вала влияет на выдерживаемый размер, а при
поджиме призмой (рис. 8.3, б) — не влияет.
2. Соблюдение, по возможности, принципа постоянства баз
на разных операциях технологического процесса во избежание
наложения погрешностей взаимного расположения баз.
3. Соблюдение принципа совмещения баз: необходимо, по
возможности, совмещение установочных, измерительных и сбо-
рочных баз. В частности, в прецизионном станкостроении при
шлифовании конусов шпинделей в качестве баз используют шейку.
На московском СПО «Красный пролетарий» им. А. И. Ефремова
для этого применяют гидростатический люнет (рис. 8.4).
4. При невозможности точного базирования деталей на основ-
ные поверхности, определяемые назначением деталей, необходимо
предусматривать специальные искусственные базы (пояски,
платики, расточки).
229
5. Повышение точности базовых поверхностей.
6. При базировании корпусных деталей по плоскости — рас-
положение базовых отверстий для установочных штифтов воз-
можно дальше друг от друга, в частности при прямоугольной
форме опорной поверхности — по диагонали. При сильно вытяну-
той опорной поверхности расположение базовых отверстий по
диагонали дает небольшое повышение точности.
7. Уменьшение числа источников погрешностей при выборке
баз: базирование изделий на неподвижных центрах, на башмаках.
8. Достижение достаточной общей и контактной жесткости
опор приспособлений. Обеспечение минимального и, по возмож-
ности, более равномерного износа опор приспособлений (местные
наплавки твердым сплавом, вставка твердосплавных пластин
и т. д.).
9. Использование, при необходимости, принципа постепенного
выправления баз в процессе обработки — бесцентровое шлифо-
вание, шлифование со следящим люнетом, поддерживающим
деталь по шлифуемой поверхности.
10. Повышение точности базирования деталей и стабильности
их положения при повторных установках путем отказа от из-
быточных связей, в частности базирование деталей на три точки
с применением, при необходимости, подводимых опор (рис. 8.5)
(А.12, А.13). В конструкциях с избыточными связями при по-
вторных установках .контакт может происходить по разным по-
верхностям.
11. При конструировании приспособлений располагать по-
верхности обработки по возможности ближе к поверхности стола
и к зеркалу станины (для консольных станков).
230
12. Применение пневматических приборов для контроля уста-
новки деталей в приспособлениях. При правильном прилегании
поверхностей утечка подводимого к контакту воздуха затруднена;
в камере прибора повышается давление, микропереключатель
снимает блокировку и позволяет производить обработку
(А.14).
13. Повышение жесткости зажимных устройств (в первую оче-
редь в станках для обработки тел вращения — патронов, план-
шайб и др.); известно, что жесткость самоцентрирующих трех-
кулачковых патронов для токарных станков средних размеров
составляет 7000 ... 10 000 Н/мм при жесткости станков 30 000 ...
Рис. 8.5. Рис. 8.6.
Подводимая опора Центровые отверстия:
а — обычные с фасками; б — с выпуклой
образующей
...50 000 Н/мм. Жесткость зажима существенно сказывается, на
повышении виброустойчивости обработки.
14. Центрирование заготовок, обеспечивающее возможно
более равномерное распределение припуска. Выполнение центро-
вых отверстий с фаской или с выпуклой образующей, имеющей
стрелку выпуклости в зависимости от возможных углов перекоса
осей центра и центрового отверстия (рис. 8.6).
15. Применение сферических центров. При этом некруглость
шеек уменьшается до 1,5 ...2 раз (А. 15).
16. Исправление положения осей центровых отверстий дета-
лей типа тел вращения после термической и химико-термической
обработки точением с притиркой при установке деталей в люнетах
с приводом через карданную передачу [А. с. № 262596 В23 15/08
(СССР)].
17. Применение точных самоцентрирующих зажимных уст-
ройств, которые должны быть полностью осесимметричными
(рис. 8.7). Нецелесообразно применение разжимных колец с одним
разрезом. •
Закрепление деталей. 1. Уменьшение деформаций обрабатыва-
емых деталей при их закреплении притягиванием к точно обра-
ботанным поверхностям, в частности к плоскостям с помощью
магнитного или вакуумного зажима, приклеивания, приморажи-
вания.-
231
2. Закрепление деталей, не вызывающее напряжения изгиба,
так как в противном случае после раскрепления детали и снятия
напряжений деталь деформируется и теряет точность. Деталь при
зажиме по возможности должна испытывать только напряжения
сжатия, при которых упругие перемещения очень малы. При
установке изделий на отдельные опоры (винты, клинья) оптималь-
ное распределение сил на них должно соответствовать распределе-
нию реакций от силы тяжести соответствующей детали и „сил
резания. Опоры предпочтительно располагать под ребрами и
поперечными стенками. Отклонения от плоскостности деталей
после раскрепления часто в несколько раз превышают отклонения
Рис. 8.7
Разжимная оправка
после обработки в за-
крепленном состоянии.
3. Обеспечение за-
жима изделий по воз-
можности ближе к месту обработки, а для крупных изделий,
кроме того, в достаточно большом числе точек.
4. Обеспечение постоянства (для партии деталей) силы за-
жима и положения по плоскости зажима за счет постоянства силы
прижима к упору. Обеспечение равномерного затягивания болтов
при закреплении заготовок во избежание погрешностей обработки,
связанных с местными пластическими деформациями микро-
неровностей.
5. Применение клиново-винтовых зажимных механизмов, ко-
торые увеличивают силу зажима после уменьшения сил трения
в результате колебаний.
6. Применение механизированного зажима как средства по-
вышения стабильности зажима и уменьшения утомляемости ра-
бочих, что способствует повышению точности выполняемых ра-
бочим операций. Большинство механизированных патронов,
кроме того, обеспечивает поджатие деталей после частичного сня-
тия сил трения в механизме патрона в процессе обработки.
7. Применение повторного крепления деталей после обдирки
перед чистовой обработкой для снятия остаточных напря-
жений.
8. При обработке кольцевых деталей #ыбор за основную базу
протянутого отверстия, во избежание погрешностей, связанных
с упругими деформациями деталей при зажатии в кулачковых
патронах.
9. Обеспечение стабильности величины и направления силы
при зажиме податливых деталей в нескольких местах. Так, при
зажиме тонких полувкладышей для обработки стыковых поверх-
ностей использование механизмов с малым трением — ролико-
вых и с упругим элементом уменьшает необходимую силу зажима
примерно в 2 раза (А. 17).
232
10. Предотвращение больших сил распора и переменных по
длине радиальных деформаций при установке полых шпинделей
на конусные оправки.
11. Совершенствование поводковых устройств для передачи
момента без радиальных нагрузок, применение самозатягиваю-
щихся поводковых патронов (рис. 8.8 и 8.9).
12. Повышение точности зажима деталей в патронах прота-
чиванием или шлифованием опорных поверхностей кулачков на
станке при раскрытии их, соответствующем средним диаметрам
обработки, и под нагрузкой от зажатого тонкого изделия (диска
или кольца).
Рис. 8.8 Рис. 8.9
Поводок, передающий чистый крутя- Самозажимной патрон
щий момент
13. Применение устройств, обеспечивающих минимальные де-
формации обрабатываемых деталей от сил резания и силы тяжести
(люнетов, подводимых опор).
14. Применение люнетов, поддерживающих деталь по шли-
фуемой поверхности с точным сохранением положения оси (А. 18).
При черновом шлифовании люнет поворачивается на упругом
шарнире и, опираясь на шток демпфера, работает.в режиме исправ-
ления биения. При чистовом шлифовании корпус люнета зажи-
мается, причем центр заготовки совмещается с осью центров станка
(рис. 8.10).
Люнет рассчитан на конкретный диаметр детали (А. с.
№ 488681 (СССР) 1.
15. Фиксация деталей на станках, обеспечивающая повышен-
ную равномерность снимаемого слоя и возможность уменьшения
припусков. Например, широкозахватный фиксатор зубчатых ко-
лес на станках для отделочных операций зубчатых колес суще-
ственно повышает точность углового фиксирования колес относи-
тельно инструмента и позволяет уменьшить припуск на вели-
чину до 40 % (Е.2).
233
16. При обработке на автоматических линиях корпусных и
других деталей применение спутников-приспособлений, в кото-
рых крепятся детали и которые удобны для закрепления на стан-
ках, входящих в линию.
17. Применение универсальных сборных приспособлений
(УСП). Для изготовления деталей по 1—2-му классам точности
проведение наладки УСП селективным отбором элементов (при
крупных сериях) или с помощью узла тонкой настройки (при
необходимости компенсации систематически меняющихся погрень
ностей). Погрешности при использовании УСП с пазами 16 мм
обычно меньше, чем с пазами 12 мм, влияние податливости затя-
Рис. 8.10
Люнет, обеспечивающий сохранение положе-
ния оси
нутых стыков невелико (А.20).
18. Применение пружинно-ги-
дравлической оснастки для креп-
ления изделий на продольно-об-
рабатывающих станках типа осна-
стки СПО им. Серго Орджони-
кидзе.
19. Установка тяжелых деталей на станках с помощью крана
без удара. Необходимо учитывать, что боковой удар значительно
больше влияет на точность, чем вертикальный, по нормали к основ-
ной опорной поверхности.
20. Обеспечение точности установки деталей под инструмент
по горизонтальному столу с помощью воздушной подушки.
21. Очистка от пыли и стружки контактирующих поверх-
ностей при установке изделий. Автоматический обдув поверх-
ностей контакта, в том числе конусных отверстий для инструмента
в автоматическом производстве.
Уменьшение погрешностей, определяемых схемой формообра-
зования. При обработке деталей на станках обычно применяют
схемы формообразования, которые принципиально позволяют
получать точную форму изделий с погрешностями в масштабах
микрогеометрии. Однако иногда применяют приближенные схемы
формообразования.
Основные мероприятия. 1. Оценка погрешностей схем формо
образования и выбор схемы или коррекции, обеспечивающей
требуемую точность. К числу типичных погрешностей схем формо-
образования относятся погрешности, возникающие при обработке
винтов и червяков дисковыми и пальцевыми инструментами (А.21,
А.22), при нарезании зубьев модульными фрезами сокращенного
комплекта, обработке зубьев узких зубчатых колес инструментом
большого диаметра без осевой подачи, приближенных способах
нарезания конических зубьев, замене профиля кулачков дугами
окружностей, а также неровности поверхности при нарезании
234
зубьев червячными фрезами с конечным числом зубьев и т. д.
Уточнение замены поверхностей деталей более удобными для
обработки.
2. Оценка и уменьшение погрешностей схем обработки в связи
со специфическими силовыми воздействиями на деталь при ре-
зании; например, двустороннее торцовое шлифование деталей,
свободно опертых и направляемых кругами, при котором силы
резания перекашивают деталь, при этом снимается неравномер-
ный слой (А.23), шлифование зубьев торцовой поверхностью круга
без продольной подачи на станке мод. 5А833 (в связи с тем, что
у головки радиусы кривизны и объем снимаемого материала уве-
личены, происходит утолщение головки) (А.24) и т. д.
3. Шлифование зубьев червячным кругом при коэффициенте
станочного зацепления, равном нецелому числу.
4. Оценка и уменьшение погрешностей, вызываемых отсут-
ствием жесткой станочной кинематической связи между инстру-
ментом и изделием: нарезание резьбы без принудительной подачи
инструмента, шевингование без привода шевера или изделия.
Ошибки вызываются упругими перемещениями в системе вслед-
ствие изменения сил резания и трения.
5. Уменьшение искажения угла конусности наружных колец
роликоподшипников при шлифовании на внутришлифовальных
станках с врезной подачей качанием шлифовального круга. Иска-
жение происходит вследствие касания нового и изношенного кру-
гов и изделия в разных плоскостях. Уменьшение искажения дости-
гается выбором оптимального расположения оси качания круга.
6. Выбор схем формообразования, обеспечивающих точность
при малом влиянии на нее человека.
7. Расчет и ограничение неровностей поверхности при обра-
ботке инструментом с конечным числом зубьев (например, фре-
зами различного типа).
8. Выбор профиля инструмента, компенсирующего погреш-
ность схемы формообразования (например, профилирование шли-
фовального круга по криволинейной образующей).
Совершенствование кинематики станков. Точность под нагруз-
кой делительных цепей, цепей позиционирования и других точ-
ных перемещений непосредственно и существенно влияет на точ-
ность обработки. Другие кинематические цепи влияют на
точность через виброустойчивость и плавность перемещений.
Для зубо- и резьбообрабатывающих станков точность кине-
матики имеет решающее значение.
Общие мероприятия. 1. Оптимизация кинематических схем
станков, выполнение конечной пары с большим передаточным
числом и максимальной точностью (А.25). Если раньше кинема-
тические схемы станков проектировали только из условий обеспе-
чения заданных номинальных перемещений и скоростей, то те-
перь их проектируют с учетом требований точности, КПД, вибро-
устойчивости.
235
2. Уточнение кинематической настройки станков для наре-
зания косозубых колес, модульной резьбы и т. д. Оптимизация
комплектов сменных шестерен и подбор оптимальных сочетаний
шестерен из имеющихся комплектов. В СССР выполнены большие
работы и выпущены книги с таблицами подбора сменных шесте-
рен. Проектирование оптимальных комплектов, составление таб-
лиц и подбор сменных шестерен успешно реализуются с помощью
ЭВМ.
3. Применение корригирующих гитар. В кинематическую цепь
станка последовательно с основной гитарой встраивается корри-
гирующая гитара, предназначенная для уточнения передаточного
числа. Комплект сменных колес корригирующей гитары состоит
из пяти шестерен, из которых четыре имеют числа зубьев, отли-
чающиеся на единицу, а пятая одинакова с одной из четырех пер-
вых. Такие комплекты обеспечивают точную коррекцию.
4. Сохранение точности передач в цепях деления исполь-
зованием их только для точных перемещений, а для других пере-
мещений использованием других кинематических цепей. Так,
в токарно-винторезных станках движение подачи при обычной
обточке осуществляется через ходовой вал, рейку и реечную ше-
стерню. В прецизионных зубофрезерных станках предусматри-
вается вторая делительная передача вращения стола для черновой
обработки и установочных движений.
5. Разгрузка передач делительных цепей для повышения их
долговечности. Так, прецизионные передачи винт—гайка разгру-
жают гидравлическими цилиндрами, а при вертикальном их рас-
положении — уравновешиванием масс. Прецизионные червяч-
ные делительные передачи разгружают уменьшением момента
трения в направляющих.
6. Выборка зазоров в следящих приводах и прецизионных
делительных цепях (необходима при движении с реверсами и
остановами и переменных силах). Выборку зазоров можно осу-
ществлять в каждой паре (рис. 8.11, а, б, д, ж) или можно при-
менять замкнутые передачи с натягом (А.26). Так цилиндрические
зубчатые передачи выполняют с малой конусностью эвольвент-
ных поверхностей (регулирование осуществляется осевым пере-
мещением) или одно из колес делают разрезным по плоскости,
перпендикулярной к оси вала, что позволяет относительное угло-
вое смещение (рис. 8.11, а, б). Червячные пары выполняют с опо-
рами на качающемся рычаге (регулирование осуществляется пе-
ремещением в радиальном направлении) или с переменной тол-
щиной витков червяка (регулирование — осевым перемещением)
(рис. 8.11, д, ж).
Замкнутые передачи выполняют в виде параллельного соеди-
нения зубчатых передач (рис. 8.11, в, г) или в виде червячной
передачи с двумя червяками (рис. 8.11, е); натяг осуществляется
закручиванием торсионного валика или пружиной, или осевым
перемещением вала с косозубыми колесами. Возможно односто-
236
ровнее нагружение всей цепи или отдельных элементов с по-
мощью гидравлических устройств или пружин.
7. Применение взаимной компенсации накопленных погреш-
ностей отдельных передач в так называемых нерассеивающих
кинематических цепях, у которых передаточные отношения от-
дельных передач равны или кратны одно другому. Самокомпенса-
ция достигается оптимальным угловым расположением колес.
В частности, в кинематических цепях часто применяют по две ко-
нические передачи, которые могут выполняться с передаточным
числом, равным единице; их погрешности могут быть взаимно
скомпенсированы.
Рис. 8.11
Регулирование зазора:
в, б — в одной зубчатой паре; в, г — в замкнутом зубчатом контуре; б, е, ж —
в червячных передачах
8. Применение вместо длинных кинематических цепей элек-
трической системы синхронной связи (ЭССС) высокой добротности
(отношение максимальной частоты вращения к минимально до-
стижимому углу рассогласования в установившемся режиме).
В ЭНИМСе разработаны ЭССС с добротностью 12000 с"1 и стати-
ческим углом рассогласования 10' (А.27). ЭССС успешно приме-
няют в зубошлифовальных, зубофрезерных и других станках.
9. Применение точного контроля кинематической точности.
Применяют следующие кинематомеры: индуктивный мод. К-1
(ЭНИМС), стробоскопический (ЦНИИТмаш), фотоэлектрический
мод. КН-6 (Краматорский НИИПТмаш), магнитоэлектрический
(Челябинский завод мерительных инструментов), кинематомер
мод. Tosinio сер. ES BYOCO (Чехословакия) (А.28, А.29) и др.
Повышение точности элементов кинематических цепей.
1. Применение многоконтактных передач: волновых, глобоид-
237
ных, винт—гайка с длинными гайками. Выравнивание погреш-
ностей происходит в связи с пересопряжением.
2. Обеспечение соосности ведущего и ведомого эле-
ментов, расположенных в своих опорах. Несоосность вызывает
существенную неравномерность вращения и циклические
ошибки.
3. В станках, требующих точного позиционирования и точной
подачи, станках для копировальной обработки, станках с про-
граммным управлением и других точных станках с частыми ре-
версами суппортов и столов — применение пар винт — гайка ка-
чения как обладающих высоким КПД и позволяющих беззазор-
Рис. 8.12
Компенсатор угловых зазоров в
ное исполнение. В некоторых зарубежных станках пары винт—
гайка скольжения отсутствуют.
4. В целях повышения жесткости переход от передач длинный
ходовой винт—гайка к передаче червяк — червячная рейка.
5. Пары винт—гайка скольжения выполняют в виде двух
коротких гаек с регулируемым зазором или слабым натягом под
действием резьбы или пружины и в виде двух полугаек, регули-
руемых в радиальном направлении. Шариковые передачи винт—
гайка обычно делают с жестким натягом путем подбора прокла-
док между двумя короткими гайками или взаимного поворота
гаек на небольшой угол. Выбирают зазоры в конечных звеньях
делительных кинематических цепей.
,6. При неизбежности зазоров в реверсируемых делительных
кинематических цепях применение настраиваемых компенсато-
ров. В частности, такие компенсаторы применяют в цепи деления
резьбошлифовальных станков для обеспечения шлифования со
238
винтом вправо масло подается
снятием одинаковой стружки при прямом и обратном ходе. Ком-
пенсатор может встраиваться в передачи вращательного движе-
ния или в ходовой винт. В конструкции (рис. 8.12), относящейся
к первому типу, шпиндель приводится во вращение от зубчатого
колеса 1 через пальцы на хомутиках 2 и 3. Один хомутик служит
для правого вращения, второй — для левого, хомутик 2 может
поворачиваться червяком для установления требуемого зазора
между пальцами в соответствии с зазором в приводе движения
стола с заготовкой. При реверсировании шпиндель некоторое
время остается неподвижным до тех пор, пока не будут выбраны
зазоры в цепи движения стола.
Рис. 8.13
Компенсатор зазоров в реверсируемых
передачах винт—гайка
В конструкции второго
типа, с компенсатором на вин-
те, осевая опора винта выпол-
няется в поршне гидравличес-
кого цилиндра (рис. 8.13).
Поршень имеет малый ход,
регулируемый в зависимости
от зазоров цепи перемещения
стола. При движении стола
в правую, а при движении влево — в левую полость цилиндра.
7. Повышение точности сборки узла ходовой винт с опо-
рами — обеспечение параллельности оси винта направляющим.
При недостаточной точности сборки винтов момент перемещения
суппортов и столов при их крайних положениях вследствие за-
щемления гаек возрастает в неколько раз, что приводит к ошиб-
кам шага.
Применение коррекционных устройств. 1. Применение кор-
рекционных устройств для компенсации погрешностей, вызывае-
мых систематическими причинами. На основе предварительных
замеров точности профилируется коррекционная линейка (для
винторезных станков) или коррекционный диск (для зуборезных
станков).
Вследствие простоты и надежности наиболее распространены
механические коррекционные устройства без обратной связи.
В целях повышения чувствительности применяют электро-
гидравлические коррекционные устройства. Погрешности, нане-
сенные в сильно увеличенном виде на копирную линейку, счи-
тываются датчиком, сигналы которого после усиления управляют
через регулятор гидравлическим двигателем. Дополнительные
перемещения в коррекционных механизмах отрабатываются сум-
мированием движений с помощью дифференциальных зубчатых
механизмов, дифференциальных винтовых механизмов (в част-
ности, вращения гайки) или применением специальных устройств
239
микроперемещений, к которым относятся устройства для коррек-
ционных осевых перемещений винта с помощью гидростатического
подпятника, магнитостриктора и других средств малых переме-
щений,
2. Обеспечение автоматической компенсации погрешностей.
При рассогласовании движения исполнительных органов выра-
батываются электрические сигналы, поступающие в систему и
отрабатывающие коррекционные перемещения. С помощью обрат-
ной связи компенсируются не только систематические, но и слу-
чайные погрешности. В станках с ЧПУ систематические погреш-
ности могут быть заложены в память станка. Для измерения ки-
Рис. 8.14
Симметричные конструкции станков:
а — протяжной; 6 — расточной; в — винторез-
ный; г и д ~ несимметричная и симметричная
конструкции стола протяжного станка
нематических погрешностей необходимы высокочувствительные
датчики: индуктосины, дифракционные решетки, оптические,
сейсмические устройства. Применение систем автоматической ком-
пенсации погрешностей в настоящее время ограничивается тре-
бованиями надежности.
Основные конструктивные мероприятия. Оптимальная кон-
струкция станков и их узлов — основа достижения высокой точ-
ности их работы.
Конструктивные мероприятия могут влиять на точность обра-
ботки через все основные критерии надежности. Конструкции
могут предусматривать компенсацию отклонений и предопреде-
лять возможность точного изготовления.
Общие мероприятия. 1. Направление вредных смещений (упру-
гих, температурных, вектора линейного износа) в сторону, мало
240
влияющую на точность обработки, т. е. по касательной к поверх-
ности обработки в зоне резания.
2. Отказ от традиционных компоновок станков и переход на
новые, обеспечивающие более высокую жесткость и производи-
тельность, в частности переход от консольных к бесконсольным
фрезерным станкам, к зубофрезерным станкам с подвижной стой-
кой, к токарным станкам с наклонными направляющими, обеспе-
чивающим также уменьшение нагрева от стружки.
3. Применение симметричных конструкций, при которых
уменьшаются коробление от собственных напряжений, темпера-
турные деформации, упругие деформации и т. д. Например,
Рис. 8.15.
Схема погрешности установки от избыточных связей
успешно применяют станки с симметричной несущей системой
(в том числе двухколонные прессы и сверлильные станки, двух-
цилиндровые протяжные станки и т. д.), прецизионные винто-
резные станки с симметричным расположением ходового винта
между направляющими, столы протяжных станков с симметрич-
ным расположением опор и т. д. (рис. 8.14).
4. Применение конструкций с минимальной динамической
связанностью, т. е. конструкций, в которых колебания в основ-
ных плоскостях возбуждения не вызывают существенных колеба-
ний в других плоскостях.
5. Выполнение прецизионных механизмов статически опреде-
лимыми, отказ от избыточных связей или уменьшение их числа
[59]. Например, выполнение гаек прецизионных винтовых пар
плавающими на плоских пружинах (А.30), применение преци-
зионных индексирующих устройств без избыточных связей (А.31),
выполнение в предохранительных кулачковых муфтах кулачков
бочкообразной формы вместо плоских или винтовых, что умень-
шает число избыточных связей до единицы и повышает точность
срабатывания на 30 % (А.32). Известно много примеров потери
точности от применения конструкций с избыточными связями.
Так, применение сменных блоков инструментов на двух треуголь-
ных направляющих токарных станков с программным управле-
нием приводило к погрешности диаметра изделия до 0,1 ... 0,15 мм,
так как блоки опирались на разные грани (А.ЗЗ) (рис. 8.15).
6. Конструирование прецизионных деталей с возможно мень-
шим изменением жесткости по координате обработки. Известно,
что ребра, бобышки, шпоночные канавки, бурты на стенках дета-
лей сказываются вследствие переменности жесткости на форме
9 Рашато» Д. Н. 241
противоположных поверхностей стенок. Так, рабочие поверх-
ности поршней получают вследствие бобышек существенные откло-
нения от круглой цилиндрической формы.
7. Уменьшение сил трения и особенно их переменности как
источника теплообразования и температурных деформаций, скач-
кообразной подачи, погрешностей позиционирования — переход
на трение качения, жидкостную, гидродинамическую или гидро-
статическую или газовую смазку, замена внешнего трения вну-
тренним. В гидростатических парах коэффициент трения покоя
доводят до одной миллионной. Снятие сил трения ультразвуко-
выми колебаниями.
8. Устранение вредных зазоров: создание предварительного
натяга, замена шпоночных и шлицевых соединений на конические,
а в особо ответственных случаях, при необходимости осевых пе-
ремещений под нагрузкой, — на шариковые шлицевые соедине-
ния. Предварительный натяг создается упругим деформирова-
нием системы или введением специальных упругих элементов.
9. Повышение точности срабатывания отключающих
устройств, в частности повышение точности предохранительных
муфт с профильным замыканием путем оптимизации профиля
(А.34).
10. Применение современных прецизионных отсчетных
устройств — оптических, с развернутыми сельсинами, устройств
индикации перемещений, микрометрических устройств с двумя
масштабами.
11. Расширение агрегатирования, унификации и стандарти-
зации как средства повышения серийности изготовления узлов и
деталей и отсюда повышение технологической оснащенности и
точности изготовления.
12. Обеспечение возможности изготовления станков смежных
классов точности на одной базе.
13. Пересмотр норм точности на станки в части более полного
отражения новых направлений в станкостроении (ЧПУ, гидро-
автоматика и т. д.).
.14. Обеспечение гарантированного запаса работоспособ-
ности для обеспечения необходимой точности станка в эксплуата-
ции за весь период до капитального ремонта. Станкостроительные
заводы выпускают станки с отклонениями, уменьшенными на
40 ... 50 % по отношению к нормам точности.
Компенсация погрешностей. 1. Создание начальных техноло-
гических или силовых смещений в сторону, противоположную
вредным смещениям, например выполнение горизонтальных на-
правляющих выпуклостью вверх. Максимально достижимое по-
вышение долговечности по точности до 2 раз.
2. Применение механизмов с многими контактами: волновые
передачи с большим числом пар зубьев в контакте, пары ходовой
винт — длинная гайка, глобоидные передачи, гидростатические
подшипники, делительные поворотные устройства с мышиным
242
зубом (рис. 8.16). При работе происходят пересопряжение и рез-
кое выравнивание ошибок. Так, в червячной передаче зуборез-
ного станка (углы профиля 10 и 12° и f — 1,5) многоконтактность
уменьшает циклическую ошибку в 3 раза.
В волновых передачах выравнивание ошибок происходит про-
порционально числу пар зубьев в зацеплении.
3. Компенсация влияния неточностей изготовления с помощью
масляного или воздушного слоя. В гидростатических подшипни-
ках влияние погрешностей шпинделя на некруглость изделия
уменьшается почти на один порядок; оптимальное число карма-
нов в подшипниках равно четырем.
Рис. 8.16
Многоэлементные конструкции:
а — длинная гайка; б — глобоидная передача; в — волновая передача; а — че-
тырехкарманный гидростатический подшипник; д — зубчатый индексирующий
механизм
4. Тонкое регулирование зазоров и компенсация равномерной
составляющей износа. Регулирование возможно с помощью:
шлифования или шабрения контактирующих поверхностей
(разъемные подшипники); мелкой резьбы (направляющие с план-
ками, регулируемыми установочными винтами, подушки подшип-
ников мод. ЛОН-34 на винтах); мелкой резьбы и клиновых ме-
ханизмов (конические подшипники, направляющие с клиньями);
то же и упругого, деформирования одного из элементов (кониче-
ские соединения, в частности цилиндрические роликоподшипники
на конических шейках).
5. Самокомпенсация погрешностей: автоматическая выборка
зазоров под действием силы тяжести, пружин, гидравлического
давления, электромагнитных сил (электромагнитные муфты с маг-
9е 243
нитопроводными дисками) (рис. 8.17), самопритирки (конические
водопроводные краны).
6. Применение гидростатических опор (люнетов, подшипни-
ков шпинделя, направляющих), в том числе с регулируемой жест-
костью.
Повышение технологичности станков. Технологичность кон-
струкции деталей и узлов станков позволяет значительно повы-
шать точность изготовления. Значение технологичности конструк-
ций возрастает по мере повышения требований к точности станков.
Общие мероприятия. 1. Общее повышение технологичности
конструкций в плане окончательной обработки: достаточная
Рис. 8.17
Конструкции с автоматической выборкой зазоров и созданием натяга:
а, б — силой тяжести; в, г — силами упругости пружин или тел качения; д —
давлением масла; t — электромагнитными силами
244
жесткость деталей, возможность обработки напроход, обработка
достаточно жесткими инструментами.
2. Проектирование узлов машин таким образом, чтобы тре-
буемая точность по возможности обеспечивалась точностью изго-
товления и взаимным направлением деталей без специальной вы-
верки положения деталей при сборке, в частности установка де-
талей до упора и т. д.
3. Конструирование быстровращающихся деталей естественно
уравновешенными — осесимметричными; отказ от применения
шпонок, клемм с поперечными винтами и т. д. Уравновешенность
деталей после балансировки зависит от начальной неуравновешен-
ности.
Рис. 8.18
Взаимное центрирование деталей:
в — по комической поверхности; б, в — по узкому коническому пояску и торцу;
е — по узкому цилиндрическому пояску и торцу; д — трехклнновой подшипник;
е — зажим коническими кольцами; ж — подшипники с выверкой соосности
4. Обеспечение хорошего центрирования сопряженных тел
вращения посадкой по конической поверхности достаточной длины,
по цилиндрической поверхности достаточной длины с оптималь-
ным натягом или по короткой цилиндрической поверхности и
торцу (рис. 8.18, а—г).
5. Конструирование деталей с возможно более постоянной
жесткостью по координате обработки. Как известно, на форме
расточенных отверстий сказывается форма наружной поверхности
корпуса (особенно формы основания для крепления корпуса к ста-
нине или плите);-на плоскостности деталей сказываются ребра,
приливы, консольные участки; на форме тел вращения сказы-
ваются отклонения от осевой симметрии — шпоночные канавки,
лыски и т. д.
6. Обеспечение возможности и удобства окончательной обра-
ботки особо точных звеньев в собранном виде, например балан-
245
сировка шпинделей и валов в сборе, шлифование дорожек каче-
ния внутренних колец двухрядных роликоподшипников, наде-
тых на шпиндель.
7. Конструирование сопряжений, позволяющих окончательно
обрабатывать контактирующие поверхности одним инструментом
или одним комплектом инструментов.
8. Обеспечение возможности взаимной притирки и проверки
по краске. Для этого, например, в комбинированных V-образных
и плоских роликовых направляющих необходим специальный
подбор соотношений диаметров роликов (на плоской направляю-
щей в 1,414 раза больше, чем на V-образной) (рис. 8.1, в).
9. Проектирование методов и средств контроля прецизионных
конструкций параллельно с проектированием самих конструкций.
10. Выполнение измерительных баз для контроля точности.
В частности, прецизионные червяки и червячные колеса должны
иметь контрольные пояски для проверки радиального и осевого
биений. Измерительные базы следует по возможности совмещать
с технологическими и эксплуатационными.
11. Сохранение установочных баз, в частности центровых
отверстий при последующей обработке деталей.
Мероприятия, связанные с выбором материалов и упрочнений.
1. Применение для литых деталей материалов с литейными свой-
ствами, обеспечивающими малые собственные напряжения и
коробление, и придание этим деталям форм, способствующих
равномерному остыванию металла, по возможности симметрич-
ных и обеспечивающих необходимую жесткость деталей.
2. Применение для деталей, требующих высокой твердости и
точности, материалов с хорошей прокаливаемостью, малодефор-
мируемых при термообработке.
3. Применение методов упрочнения, почти не вызывающих
деформирования деталей (азотирования) или вызывающих огра-
ниченное деформирование (нитроцементацию, цианирование).
4. Применение для особо точных деталей мартенситно-ста-
реющих сталей (содержащих 10 ... 20 % никеля, кобальт и воль-
фрам), позволяющих выполнять обработку резанием после за-
калки и приобретающих твердость до 57 HRQ в результате ста-
рения без сколько-нибудь существенных деформаций.
5. Изготовление заготовок прецизионных деталей без боль-
ших несимметричных пластических деформаций ввиду влияния
технологической наследственности.
6. Обеспечение постоянных толщины и свойств поверхностно-
упрочненного слоя во избежание коробления при релаксации
напряжений.
7. Снижение остаточных напряжений в сварных швах вибро-
обработкой, в том числе на резонансных частотах, с приложением
внешнего растягивающего усилия, в процессе сварки. Контроль
снятия остаточных напряжений, в том числе по энергии, потреб-
ляемой вибратором, по деформации конструкции; магнитоиндук-
246
ционным способом, рентгеновскими лучами, ультразвуком; по
изменению растрового рисунка, нанесенного на поверхности кон-
струкции. к новым критериям относятся: стабилизация положения
резонансных пиков на амплитудно-частотных характеристиках
и стабилизация декремента колебаний. Последний критерий был
успешно использован для сварных ползунов координатно-измери-
тельных машин в Вильнюсском филиале ЭНИМС (А.35).
8. Применение материалов, не подверженных короблению
от времени, в частности разметочных плит и станин измеритель-
ных машин из гранита.
Применение станин из бетона вместо чугуна (опыт фирмы
«Фишер») на токарных станках показал перспективность этого ма-
териала. Направляющие в таких станинах делаются накладными.
Бетонная станина обладает значительно более высоким демпфи-
рованием, имеет меньшее число резонансных частот, характери-
зуется большей тепловой инерцией. Более толстые стенки ста-
нины из бетона, чем из чугуна, не увеличивают массу (ввиду
того, что плотность бетона втрое меньше плотности чугуна), но
обеспечивают высокую изгибную и крутильную жесткость
станка
Повышение технологичности и совершенствование сборки
станков. Точность большинства узлов станков существенно зави-
сит от качества сборочных операций, а точность некоторых пре-
цизионных узлов в значительной степени определяется точностью
выверки при сборке. Вместе с тем трудоемкость сборочных опе-
раций составляет весьма существенную долю общей трудоемкости
изготовления станков.
Основные мероприятия. 1. Обеспечение удобства выверки пра-
вильности взаимного расположения деталей в узлах и самих
узлов и точности взаимного направления их перемещений в пре-
цизионных станках. Например, выполнение поясков на полу-
муфтах для выверки соосности валов.
2. Конструирование деталей, позволяющих осуществлять за-
крепление без существенных деформаций. В частности, обеспе-
чение точности конструкций с затянутыми резьбовыми соедине-
ниями (сохранение точности при затяжке болтов, применение
мембранных гаек). Исключение конструкций, в которых силы
затяжки существенно деформируют детали: болты должны про-
ходить через поверхность стыка и располагаться по возможности
симметрично. Это особенно,относится к болтам, крепящим крышки
подшипников. Фундаментные болты для точных машин должны
проходить через башмаки. Предотвращение сдвига деталей при
затяжке болтов, • соблюдение правильной последовательности и
обеспечение равномерной затяжки.
3. В конструкциях с необходимостью регулирования зазора
обеспечение тонкого регулирования без искажения формы, в част-
ности с использованием неразрезных деформируемых элементов
(см. рис. 8.18, 5, е).
247
4. При необходимости высокой точности применение
конструкций, позволяющих осуществлять прецизионную вы-
верку. К ним, например, относятся аэродинамические под-
шипники на упругих диафрагмах, допускающие точную выверку
соосности деформированием диафрагм (см. рис. 8.18, w) [75 ].
5. Применение способа прецизионной выверки деталей и
последующей заливки их в корпусных деталях пластмассой
или специальным сплавом, например установка вкладышей аэро-
динамических подшипников по оправке и заливка их эпоксидной
смолой.
и
Q.
и____
Л Рис. 8.19
Схема оптимального расположения
— эксцентриситетов подшипников шпин-
деля
6. Минимизация дисбаланса вращающихся узлов: обеспече-
ние заполнения шпоночных канавок шпонками, предотвращение
радиального смещения и перекоса ступиц по отношению к валам
от затягивания установочных винтов, клиновых шпонок, несо-
вершенства процесса запрессовки (запрессовки эксцентричной
силой, запрессовки при неодинаковой силе трения по окружности
и т. д.), предотвращение искривления шпинделя или вала при
запрессовке до уступа на валу при перекосах торца ступицы или
уступа вала.
7. Повышение круглости отверстий во втулках, запрессовы-
ваемых в корпус, путем оптимального углового ориентирования
втулок. Для этого следует: а) записать некруглость отверстия
корпуса в полярной системе координат (в частности, на приборах
ВЕ-37А Вильнюсского филиала ЭНИМСа); б) измерить разно-
стенность втулки на кругломере «Калибр 218» или «Талиронд»
с помощью специальной приставки и скопировать результат изме-
рения на кальку; в) наложив кальку на круглограмму отверстия,
найти оптимальное угловое положение втулки. Можно найти
оптимальное расположение втулки с помощью ЭВМ, пользуясь
программой, разработанной Оргстанкинпромом.
8. Взаимная компенсация погрешностей: установка подшип-
ников в передней и задней опорах шпинделя с эксцентриситетом
в одну сторону, взаимная компенсация биения подшипников и
оси шпинделя (рис. 8.19); компенсация накопленных погрешностей
в кинематических цепях при наличии передач с одинаковым пе-
редаточным отношением.
9. Обеспечение взаимной компенсации кинематических по-
грешностей отдельных механизмов в кинематической цепи.
248
8.2. ПОВЫШЕНИЕ ТОЧНОСТИ СТАНКОВ
ПО ОТДЕЛЬНЫМ КРИТЕРИЯМ РАБОТОСПОСОБНОСТИ
Повышение жесткости (сохранение точности под на-
грузкой). Жесткость станков рассматривают как точность под
нагрузкой (в условиях их точного изготовления). В балансе точ-
ности обработки при обдирочных и получистовых операциях
упругие перемещения в технологической системе превалируют.
На точность готовых деталей жесткость станков для окончатель-
ной обработки влияет непосредственно, а жесткость станков на
предварительных операциях — через технологическую наслед-
ственность. Особенно велика роль жесткости у станков, где сов-
мещаются предварительные и чистовые операции, в частности
у протяжных станков, тяжелых станков. Жесткость также зна-
чительно влияет на точность обработки через вибрацию оборудо-
вания, которые существенно зависят от жесткости. Жесткие де-
тали можно выполнять с правильным контактом, обеспечивая
малость концентрации нагрузки, трение при жидкостной смазке
в парах скольжения, что гарантирует высокую долговечность.
Наиболее металлоемкие детали станков — станины и корпусные
детали — лимитируются и рассчитываются по критерию жест-
кости.
Жесткость станков, кроме специальных однооперационных,
не может быть охарактеризована одним значением, поскольку
обработка может вестись в разных точках рабочего пространства
станка и при разном направлении равнодействующей силы реза-
ния. Поэтому удобно введение характеристик средней и наиболь-
шей податливости и среднего квадратического отклонения подат-
ливости по рабочему пространству.
При оптимизации компоновок станков по критерию жесткости
(Б.1, Б.2) в выражении податливости выделяют безразмерный
компоновочный фактор и комплексную податливость элемента,
не зависящую от его расположения в системе.
Общая жесткость станков меняется за время эксплуатации.
В первый период приработочного износа жесткость может даже
повышаться в связи с улучшением контакта деталей. Затем про-
исходит снижение жесткости. При ремонтах жесткость обычно не
восстанавливается до первоначальной величины, в связи с тем
что точность изготовления и сборки в ремонтно-механических це-
хах ниже, чем на заводах-изготовителях станков, и кроме того,
ремонтируются не все узлы и'сопряжения.
Основные общемашиностроительные мероприятия повышения
жесткости конструкций. 1. Применение материалов с высоким
модулем упругости и допускающих выполнение деталей рацио-
нальных сечений — тонкостенных сварных или литых. К этим
материалам относятся стали, высокопрочные чугуны со сферои-
дальным графитом. Наиболее высокий модуль упругости имеют
твердые сплавы (до 4- 10s МПа).
249
2. Применение рациональных форм сечений. Так, при переходе
от сплошного вала круглого поперечного сечения к трубчатому
с соотношением <р внутреннего диаметра к наружному жесткость
на изгиб и кручение при той же массе повышается в (1 +ф2)/(1—<ра)
раз, а масса при той же жесткости уменьшается
в ]/(1 + ф2)/(1 — ф2) раз.
3. Применение деталей, работающих на растяжение — сжа-
тие, как обладающих значительно большей жесткостью, чем ра-
ботающие на изгиб и кручение. Так, для консольного бруса круг-
лого поперечного сечения, нагруженного сосредоточенной изги-
бающей и растягивающей силами на конце, отношение упругих
отношение равно 130, при
Ud — -50 — около 13 000.
Рис. 8.20
Сечение стоек:
а — без перегородок; б — с перегородками
перемещений под силой (про-
гиба к удлинению) пропорцио-
нально отношению (Ud)* (l —
длина, d — диаметр попереч-
ного сечения): при ltd = 5
Ud = 10 — около 530 и при
4. Применение сотовых листовых конструкций, жесткость
которых может быть на два порядка выше жесткости сплошного
листа той же массы.
5. Применение трехслойных пластмассовых конструкций с вы-
сокопористым промежуточным слоем.
6. Уменьшение местных деформаций от искажений контура
сечений. В корпусных деталях типа стоек необходимо применение
перегородок, препятствующих искажению контура и обеспечи-
вающих совместную работу стенок. Искажение контура при мест-
ном нагружении может привести к увеличению упругих переме-
щений до одного порядка по сравнению с перемещениями корпус-
ных деталей с жесткими перегородками (рис. 8.20). Для умень-
шения местных деформаций (из плоскости стенки) и для снижения
колебаний стенок как диафрагм и звучания рекомендуется при-
менять сетки ребер.
7. Применение рационального типа опор. Использование за-
щемленных опор вместо шарнирных для двухопорных балок по-
вышает жесткость в зависимости от распределения нагрузки и
места измерения в 4 раза и более. Так, наибольший прогиб под
силой в середине уменьшается в 4 раза, а при равномерной на-
грузке — в 5 раз, для круглых пластин при равномерной на-
грузке — в 7,7 раза. Уменьшение прогиба вблизи опор еще больше.
Особенно эффективно оптимальное расположение опор по
длине. В контрольных линейках постоянного сечения располо-
жение опор в точках Бесселя на расстоянии 0,223L от концов
250
уменьшает прогиб от силы тяжести в 48 раз по сравнению с про-
гибом при опорах по концам. Установка дополнительной опоры
посередине двухопорной балхй, находящейся под действием рав-
номерной нагрузки, уменьшает прогиб в 40 раз.
8. Применение замкнутых рамных конструкций вместо кон-
сольных, что может повысить жесткость на порядок.
9. Уменьшение зазоров во всех сопряжениях несущей системы
и привода.
10. Регулирование шпиндельных цилиндрических роликопод-
шипников с обеспечением минимального зазора, при котором виб-
роустойчивость станка близка к предельной, а температура на-
много ниже, чем при натяге.
Основные пути повышения контактной жесткости. 1. Улуч-
шение качества поверхности (макро- и микрогеометрии). Так,
применение тонкого шабрения вместо нормального может повы-
сить контактную жесткость до 3 раз. Устранение отклонения от
прямолинейности направляющих в 0,02 мм на 1 м может повы-
сить контактную жесткость в 2 раза. Контактная жесткость при
малых давлениях повышается от отделочной химико-механической
обработки вследствие закругления вершин неровностей и образо-
вания пленки твердого смазочного материала.
2. Оптимизация формы контактирующих поверхностей: мак-
симальное отнесение площади от нейтральной линии, выборка ма-
териала вблизи нейтральной линии и т. д. Эффективность такая же,
как от совершенствования формы сечения балок. Использование
самоустанавлиэающейся плоской опоры вместо опоры сфера —
плоскость многократно повышает жесткость.
3. Создание предварительного натяга. Эффект достигается
вследствие резко нелинейной зависимости сближения от нагрузки.
Жесткость подшипников качения повышается в 2—3 раза, направ-
ляющих качения — до 5 раз. В подшипниках скольжения натяг
обеспечивается выполнением подшипников многоклиновыми. В на-
правляющих скольжения натяг создается силой тяжести узлов,
для чего в прецизионных станках направляющие делают узкими
или замкнутыми (направляющие качения, гидростатические на-
правляющие). Жесткость замкнутых гидростатических направ-
ляющих выше разомкнутых в 2 раза и более.
4. Уменьшение числа стыков, особенно незатянутых.
Основные мероприятия повышения жесткости станочных си-
стем. I. Обеспечение рационального баланса жесткости системы.
Это относится к общему балансу — соотношению между жест-
костью основных узлов (узла шпинделя, узла суппорта или стола
и станины); балайсу системы корпусных деталей (со станиной) —
соотношению между жесткостью элементов системы и их соеди-
нений; балансу шпиндельного узла — соотношению между жест-
костью самого шпинделя и подшипников и т. д.
2. Выбор оптимальных компоновок станков в зависимости от
подвижности и сочетаний направления перемещений отдельных
251
узлов станков: стоек» салазок, столов и т. д. (Б.З). Так, для мно-
гоцелевых фрезерно-сверлильно-расточных станков разность по-
датливостей в вертикальном и горизонтальном направлениях,
влияющая на некруглость обработанного отверстия, меньше при
продольно перемещаемых салазках и поперечно перемещаемом
столе (рис. 8.21, а), чем при перемещениях наоборот (рис. 8.21, б).
В компоновках с продольно-подвижной стойкой (рис. 8.21, в)
влияние зазоров в направляющих на погрешность обработки
меньше, чем в компоновках с подвижными салазками, что суще-
ственно при значительных опрокидывающих нагрузках. Компо-
новка с неподвижным изделием (рис. 8.21, а) применяется для
станков, предназначенных для особо тяжелых изделий.
Рис. 8.21
Компоновки многоцелевых станков
3. Отказ от применения консольных станков для обработки
крупных изделий. Использование для тяжелых и уникальных
станков компоновок с неподвижным изделием или с изделием,
перемещаемым в одном направлении.
4. Обеспечение постоянства жесткости технологической си-
стемы по координате обработки, так как переменность жесткости
приводит к переменным упругим перемещениям при обработке и
к искажению формы изделий: переменность жесткости по коор-
динате перемещений со значительной скоростью может также
служить источником возбуждения колебаний. Изменение жест-
кости системы наиболее характерно для расточных работ и обра-
ботки нежестких тел вращения вдоль оси изделий.
5. Обеспечение для уменьшения некруглости изделий постоян-
ства изгибной жесткости шпинделей по углу поворота (Б.4, Б.5).
6. Применение конструкций, обеспечивающих отсутствие или
малость упругих перемещений в направлении, влияющем на точ-
ность обработки. Это достигается использованием симметрии
и оптимальным расположением осей жесткости. Сюда относится
переход от одностоечных вертикальных станков к двухстоечным,
выполнение столов протяжных станков с осесимметричным рас-
положением опор, что необходимо для удовлетворения жестких
требований к перпендикулярности протягиваемых отверстий
к опорной поверхности. Возможно выполнение станков с «беско-
нечной» технологической жесткостью, у которых при некотором
типовом среднем направлении равнодействующей силы резания
252
относительное упругое перемещение заготовки и инструмента
равно нулю (рис. 8.22). Однако при этом не обеспечивается вы-
борка зазоров в одну сторону, поэтому реализация эффекта по-
вышения точности возможна только при беззазорных конструк-
циях.
Возможна отрицательная жесткость технологической системы»
в частности в токарных станках при так называемом клевании
суппорта, вызываемом большими вылетами резцов и повышенной
податливостью моста нижних салазок суппорта. При отрицатель-
ной жесткости системы происходит обратное, т. е. зеркальное,
копирование на изделии погрешностей заготовки.
Рис. 8.22
Схема станка с «бесконечной» техноло-
гической жесткостью
Рис. 8.23
Станок с центральным расположением
шпиндельной бабки
7. Расширение применения симметричных стоек станков
с центральным расположением шпиндельных бабок (рис. 8.23).
8. Повышение крутильной жесткости кинематических цепей
станков, в частности уменьшение числа звеньев. Эффективность
мероприятий по повышению жесткости можно оценивать по ба-
лансу угловых перемещений, согласно которому в среднем углы
закручивания валов и приведенные угловые перемещения от про-
гибов валов составляют по 25 ... 35 %, приведенные углы от кон-
тактных деформаций — 35 ... 50 %.
9. Оптимальное расположение главных осей жесткости как
средства повышения виброустойчивости.
В технологических системах станков жесткость меняется весьма
существенно по углу поворота осей. Так, при испытании жест-
кости тяжелого токарного станка мод. 1А660 жесткость узла
резец — суппорт по углу менялась в пределах 19 000...
50 000 Н/мм, причем ось минимальной жесткости была повер-
253
нута на 45° вверх от горизонтальной оси (положительное направ-
ление горизонтальной оси принято в сторону рабочего); жесткость
узла детали у задней бабки менялась в пределах 108 000 ...
174 000 Н/мм, причем ось минимальной жесткости была повер-
нута на 25° вниз от горизонтальной оси [26].
10. Обеспечение узкой петли гистерезиса при нагрузке и
разгрузке станка силами резания во избежание повышенного раз-
броса размеров изделий.
11. Обеспечение автоматической компенсации изменения упру-
гих перемещений в системе с изменением вылетов [станки «Jno-
centi» (Италия) и др.].
Рис. 8.24
Замкнутая гидростатическая на-
правляющая
12. Повышение жестко-
сти соединения станка с
фундаментом путем подливки
жидкой бетонной смеси и
обеспечения давления в сты-
ке с бетоном 2 ... 3 МПа.
Жесткость клиновой опоры
в этих условиях (2,5...6,5)X
XЮ’Н/мм при собственной жесткости болта(2...4) 104 Н/мм (Б.6).
13. Повышение жесткости гидростатических направляющих
путем выполнения их замкнутыми или оснащением их регуля-
торами с обратной связью по'давлению (рис. 8.24).
14. Обеспечение высокой технологической жесткости станков
с помощью управляемых гидростатических подшипников. Пита-
ние карманов, воспринимающих составляющую Fs силы резания
(нормальную к поверхности обработки), происходит через регу-
лятор, обеспечивающий отрицательную жесткость подшипника
для компенсации упругих перемещений в системе. Второй регу-
лятор компенсирует влияние податливости по координате у от
составляющих Fx и Fz (Б.7).
15. Установка прецизионных станков на три сосредоточенные
опоры таким образом, чтобы при перемещении узлов станков
деформации несущей системы и ее смещение вследствие проседа-
ния опор были минимальны. В частности, для одностоечных стан-
ков следует располагать две опоры в средней плоскости стола,
а третью — под стойкой.
16. Применение для установки станков опор повышенной
жесткости (рис. 8.25).
Повышение долговечности (сохранение точности в эксплуата-
ции). Долговечность станков в значительной степени характери-
зует их точность во времени. Затраты на ремонт станков, отнесен-
ные к году эксплуатации, составляют 10... 15% их первоначальной
стоимости. Поэтому длительное сохранение точности станков имеет
254
большое экономическое значение и, в частности, связано с высво-
бождением ремонтников, т. е. с уменьшением в некоторой степени
остроты проблемы недостатка рабочих кадров.
Обеспечение совершенных видов трения. L Обеспечение гидро-
динамической смазки. Необходимые условия: сужающийся кли-
новой зазор; достаточная скорость; подвод необходимого коли-
чества масла; достаточный теплоотвод. Клиновой зазор создается
выбором оптимального зазора в подшипниках, специальной рас-
точкой вкладышей тяжело нагруженных подшипников, специаль-
ными клинообразующими скосами в направляющих и подшип-
никах.
Рис. 8.25
Опоры повышенной жесткости станков:
а — винтовая; б — башмак
б)
2. Применение гидростатической смазки, рекомендуемой при
невозможности осуществления гидродинамической смазки, а также
при технологической трудности применения трения качения (на-
пример, применение гидростатических направляющих тяжелых
станков, передач винт—гайка с очень длинными винтами) или при
необходимости особо точного движения (шпиндельные подшип-
ники особо точных станков).
3. Использование трения качения, сопровождаемого значи-
тельно меньшим износом, чем трение скольжения, при существенно
меньших силах сопротивления, более удобной эксплуатации и
меньшем расходе смазочного материала.
4. Применение воздушного смазывания, допускающего неогра-
ниченную скорость и обеспечивающего малые силы сопротивления
движению, высокую точность в связи с малыми температурными
деформациями и выравниванием воздушным слоем погрешностей
изготовления, бесшумную работу.
5. Обеспечение избирательного переноса металлов в узлах
трения, т. е. схватывания продуктов •износа с рабочими поверх-
ностями трения, для чего необходимо отсутствие окислительных
пленок и наклепа материалов. Основной переносимый материал —
медь (трущаяся пара бронза — сталь); оптимальный смазочный
материал — глицерин.
255
6. Замена при малых перемещениях внешнего трения внутрен-
ним, исключающим фреттинг-коррозию и благоприятным для точ-
ности позиционирования (применение качающихся суппортов на
крестообразных пружинах для врезной подачи на шлифовальных
станках, применение копировальных суппортов на плоских пру-
жинах).
7. Применение электрических и пневматических бесконтактных
систем автоматического управления, позволяющих многократное
увеличение ресурса по сравнению с контактными.
Улучшение условий работы трущихся пар и уменьшение износа.
1. Отказ от применения открытых пар трения, включая направ-
ляющие, так как износ открытых пар трения во много раз больше,
чем закрытых.
В современных станках все основные трущиеся пары выпол-
няют закрытыми: горизонтальные направляющие преимущественно
защищают телескопическими щитками, вертикальные — защит-
ными устройствами типа гармошек, ходовые винты — телескопи-
ческими трубами.
2. Обеспечение надежной защиты трущихся пар от загрязне-
ний. Опыт эксплуатации показывает, что износ деталей больше
зависит от совершенства защиты поверхностей трения, чем от
режима нагрузки.
3. Уменьшение работы трения: распределение работы трения
между параллельно работающими поверхностями в многодиско-
вых муфтах и вариаторах, уменьшение геометрического скольже-
ния в механизмах качения, оптимизация профилей колец в под-
шипниках качения.
4. Введение разгрузки изнашиваемых поверхностей: круговых
направляющих — подшипниками качения; плоских направляю-
щих подпружиненными роликами; взаимное уравновешивание
сил путем применения многопоточных, шевронных или раздвоен-
ных с противоположным направлением линий зубьев передач.
5. Обеспечение возможно более равномерного распределения
давления по поверхностям трения: применение конструкций с ма-
лой конструктивной концентрацией давления, в частности зуб-
чатых колес, расположенных симметрично относительно опор,
узких зубчатых колес и подшипников; применение конструкций
без избыточных связей — самоустанавливающихся, плавающих;
выравнивание давлений коррекцией формы — применение бочко-
образных зубьев, бомбинирование тел качения; введение искус-
ственных податливостей [59].
6. Применение автоматического смазывания трущихся пар
(для особо ответственных трущихся пар двойной смазочной си-
стемы).
7. Применение масел с присадками. В литературе указывается,
что легирование смазочного материала столь же эффективно,
как и легирование сталей. При необходимости — создание отдель-
ной смазочной системы для направляющих.
256
। 8. Обеспечение хорошей фильтрации масел как средства зна-
чительного повышения износостойкости, в частности применение
самоочищающихся фильтров, не требующих постоянного внима-
ния станочника.
9. Обеспечение максимальной гладкости поверхностей трения
для работы при жидкостной смазке и оптимальной шероховатости
для работы при несовершенных видах трения.
10. Выполнение одной из трущихся поверхностей во фрик-
ционных узлах прерывистой с поперечными канавками для улуч-
шения охлаждения, уноса абразивов, локализации задиров.
Применение износостойких покрытий. При абразивном изна-
шивании износостойкость материалов в естественном состоянии
прямо пропорциональна твердости, а упрочненных материалов
увеличивается в зависимости от твердости по линейному закону
со свободным членом. Закалка трущихся поверхностей повышает
сопротивление абразивному изнашиванию примерно в 2 раза и
во много раз повышает сопротивление схватыванию. Так как
абразивное изнашивание, как правило, сопровождается схваты-
ванием, то от закалки долговечность изнашиваемых деталей по-
вышается в несколько раз. Для резкого повышения износостой-
кости деталей, не подверженных большим местным давлениям,
при небольшой допустимой толщине изношенного слоя эффек-
тивно применение хромиррвания или азотирования. Азотирование
одновременно повышает прочность. Наивысшая твердость
(HV 1500 ... 1800) и износостойкость достигаются борированием.
Поэтому борирование эффективно для работы в абразивных
средах.
Для существенного повышения сопротивления схватыванию,
износостойкости и прирабатываемости деталей из сталей и чугу-
нов эффективно применение сульфоцианирования.
Износостойкость чугунных направляющих станков можно су-
щественно повысить увеличением твердости и улучшением струк-
туры. Эффективность повышения твердости особенно высокая для
направляющих открытого типа, подверженных загрязнениям,
в области невысоких значений твердости НВ 140 ... 180. Повыше-
ние твердости свыше НВ 200 сказывается несколько слабее.
Эффект увеличения твердости снижается при включениях це-
ментита. Закалка направляющих повышает износостойкость в 2—
3 раза.
Уменьшение длин графитовых включений с 350—370 до 150—
250 мм повышает износостойкость закаленных направляющих
в 2 раза, а незакаленных на 30 % (Б.9).
Эффективно обеспечение существенного различия длин гра-
фитовых включений и соответственно твердости чугунных сопря-
гаемых направляющих. При этом у подвижных деталей длины
включений должны быть больше, а твердость соответственно ниже.
По опытам хорошие показатели плавности перемещений показали
пары с графитовыми включениями длиной 300 и соответственно
257
170 мкм, причем твердость наплавляющих подвижной детали не
должна быть по критерию износоустойчивости ниже НВ 170 (Б.10).
Уменьшение влияния износа на точность станков. 1. Следует,
по возможности, уменьшать неравномерность износа, так как
равномерный износ обычно можно компенсировать. Для этого
целесообразно повышение износостойкости той детали пары,
которая изнашивается неравномерно, или придание неравно-
мерно изнашиваемой детали переменной твердости. В частности,
важнее повышать износостойкость направляющих станин, чем
салазок, и ходовых винтов, чем гаек. В ходовых винтах можно
применять на наиболее изнашиваемых участках закаленные
вставки, в подшипниках скольжения использовать обратные пары,
т. е. устанавливать на шейки втулки из антифрикционных мате-
риалов, а в корпусах — закаленные стальные вкладыши.
2. Вектор смещений при износе следует, по возможности, на-
правлять так, чтобы износ на точность влиял незначительно.
Так, для направляющих станков необходим такой выбор оптималь-
ных углов наклона и ширины граней, чтобы при их износе сме-
щение инструмента по нормали к поверхности обработки было
минимальным; в шлицевых соединениях зубчатых колес жела-
тельно располагать ступицы симметрично по отношению к вен-
цам шестерен во избежание перекосов.
3. Изнашивающимся поверхностям следует, по возможности,
придавать форму, приближающуюся к форме естественного износа,
минимально искажаемую в процессе изнашивания (например,
профиль зубьев передач М. Л. Новикова). Стойкость инструмента
повышается при применении самозатачивания.
4. Целесообразен перенос износа на детали, или поверхность,
мало влияющие на точность станка. Так, в токарных станках
применяют отдельные малоизнашиваемые направляющие для
задней бабки, используют ходовые винты только для нарезания
резьбы. В ряде конструкций направляющих износ переносят на
поверхности регулировочных клиньев и сопряженные с ними.
При этом точное направление обеспечивается постоянным поджа-
тием к основным малоизнашиваемым поверхностям.
5. При одностороннем и местном износе для повышения ре-
сурса целесообразно выполнять детали перевертываемыми.
Уменьшение вредных температурных деформаций. В балансе
точности прецизионных станков температурные деформации мо-
гут иметь превалирующее значение. Это связано с тем, что при
чистовой обработке невозможно существенно снизить теплообра-
зование и температурные деформации за счет уменьшения пло-
щади сечения стружки, так как нагрузочные потери в механиз-
мах малы по сравнению с потерями холостого хода. Вместе с тем
упругие деформации и погрешности изготовления в прецизион-
ных станках малы.
При чистовых обработках температурные деформации станков
не могут быть существенно уменьшены снижением режимов ре-
258
Зания из-за большого влияния на теплообразование потерь хо-
лостого хода.
Обеспечение постоянства температурного поля в зоне уста-
новки станка. 1. Поддержание в цехе нормального температур-
ного режима, применение правильно рассчитанной отопительной
системы и ее нормальное обслуживание, равномерное располо-
жение нагревательных устройств или мест выпуска подогретого
воздуха в цех, рациональное направление воздушных факелов
(не на станки), устройство тамбуров, воздушных завес. Предохра-
нение прецизионных машин от нагрева прямыми солнечными лу-
чами — применение защитных ребер на стенах у оконных прое-
мов.
2. Выравнивание температурного поля в грунте цеха под
точными станками, особенно в местностях с резко континенталь-
ным климатом, расположение каналов для трубопроводов и элек-
тропроводки по наружным стенам, установка точных станков
не вплотную к наружным стенам, специальный подогрев фунда-
ментов особо точных тяжелых станков, в частности зуборезных
мастер-станков.
3. Установка прецизионных станков и измерительных машин
в специальных помещениях со стабилизацией температуры воз-
духа. Применение на заводах прецизионного станкостроения тер-
моконстантных цехов (Б. 11). В этих цехах поддерживается тем-
пература (20±1) °C или (20±0,5) °C, причем в отдельных поме-
щениях измерительных лабораторий обеспечиваются еще мень-
шие отклонения от номинальной температуры. Допустимые откло-
нения зависят от класса точности и размеров изделий. Для фи-
нишной обработки крупных и длинных деталей классов точности
А и С допускаются отклонения температуры ±0,5 °C и менее
(Б.12). Большое значение имеет обеспечение медленного измене-
ния температуры, так как детали разной массы станков и прибо-
ров меняют температуры с разной скоростью из-за разной тепло-
вой инерции.
4. Соблюдение установленного режима эксплуатации термо-
константных цехов.
5. Применение термоконстантных пластмассовых кабин для
отдельных станков вместо термоконстантных цехов.
Уменьшение неравномерного нагрева станков от внутренних
источников. 1. Уменьшение теплообразования путем повышения
КПД двигателей, вынесения из прецизионных станков источников
интенсивного нагрева: встроенных двигателей, резервуаров
с охлаждающей жидкостью, гидроприводов, применение так на-
зываемой холодной гидравлики — гидроузлов с избыточной тем-
пературой до 15 °C, в частности насосов с объемным регулирова-
нием вместо дроссельного, замена гидропривода механическим
приводом. Расположение источников интенсивного теплообразо-
вания по возможности в верхней части станка для уменьшения
нагрева и температурных деформаций несущей системы.
259
2. Отнесение на достаточное расстояние местных осветителей
оптических систем прецизионных станков (координатно-расточ-
ных и др.) для уменьшения температурных погрешностей.
3. Повышение КПД механизмов, применение коротких кине-
матических цепей: переход от полужидкостной смазки к жидкост-
ной, или газовой, трению качения; применение циркуляционного
смазывания с дозированным расходом пластического смазочного
материала, смазывания масляным туманом; смена масла для зимы
и лета в связи с разным температурным режимом.
4. Выравнивание температуры цеха по времени суток. Так,
при длительном нарезании турбинных зубчатых колес наблю-
даются так называемые суточные полосы — впадины, соответству-
ющие периоду нарезания I сут.
5. Достаточное охлаждение встроенных электродвигателей,
резервуаров с нагретой охлаждающей жидкостью, подшипников
и т. д. увеличением поверхностей теплоотвода (в частности, реб-
рами); улучшением омывания нагретых поверхностей естествен-
ным воздушным потоком (устройствами предотвращения воздуш-
ных мешков), применением щитков для направления потока воз-
духа от вращающихся деталей, применением принудительного
воздушного охлаждения (встроенных вентиляторов), циркуля-
ционного смазывания, фреоновых холодильников. Так, охлажде-
ние шпиндельной бабки горизонтально-расточного станка маслом
с температурой 20 °C с разбрызгиванием по внутренней поверх-
ности стенок привело к уменьшению температурного смещения
шпинделя в 10 ... 15 раз.
6. Регулировка шпиндельных роликоподшипников. Отдаление
от винтов точного позиционирования’ гидромеханизмов для быст-
рых перемещений, для разгрузки винтовой пары и др. во избежа-
ние возникновения значительных температурных деформаций.
7. Искусственное выравнивание температурного поля в станке
подогревом отдельных частей станка путем пропускания через
них подогретого воздуха от встроенных приводов, экранирова-
нием источников теплоты; в частности, экранирование электро-
двигателя в одностоечном координатно-расточном станке уменьшило
температурные перемещения шпинделя более чем в 3 раза (Б.13).
8. Теплоизоляция каналов для отвода охлаждающей жид-
кости, применение каналов в виде пластмассовых или металли-
ческих теплоизолированных лотков.
9. Интенсивный теплоотвод из зон теплообразования с по-
мощью вентиляции, тепловых труб (переносящих теплоту па-
рами специальной жидкости, образующимися при кипении жид-
кости у горячего конца и конденсирующимися у холодного, что
обеспечивает теплопроводность в тысячи раз более высокую, чем
в сплошном металле).
10. Предохранение важнейших узлов и систем от попадания
горячей стружки, например, за счет применения наклонных и
вертикальных компоновок токарных станков.
260
11. Стабилизация температуры в зоне резания координатно-
расточного станка изменением скорости резания по сигналу от
естественной термопары. В экспериментах достигнуто повышение
точности отверстий в 1,3 ... 1,5 раза (Б. 14).
Уменьшение влияния на точность обработки температурных
деформаций от внутренних источников теплоты. 1. Выбор
оптимального направления вектора температурных деформаций
в сторону малого влияния на точность обработки, в частности
применение конструкций с температурной симметрией. Так,
у токарного станка мод. МК.6511, предназначенного для точения
дисков памяти ЭВМ СПО «Красный пролетарий» им. А. М. Ефре-
мова, конструкция шпиндельной бабки обеспечивает симметрич-
ность температурных деформаций и, следовательно, отсутствие
их влияния на плоскостность изделия.
2. Уменьшение размеров участков деталей, влияющих на точ-
ность обработки (оптимальное расположение подпятников шпин-
делей и ходовых винтов, применение биметаллических вклады-
шей). Расположение интенсивных тепловых источников возможно
выше на станке, т. е. дальше от основания. Отвод теплоты от
места, возможно более близко расположенного к зоне теплообра-
зования. Особое внимание следует уделять отводу теплоты, если
повышение температуры, в свою очередь, существенно повышает
теплообразование, например вследствие резкого уменьшения за-
зоров.
3. Наивыгоднейшее распределение температурных деформа- '
ций по полю допуска изделия, в частности выбор оптимального
расположения несмещаемых баз.
4. Компенсация температурных деформаций температурными
линейками, тонкой регулировкой зазоров.
5. Применение компенсаций температурных деформаций
встречными деформациями специальных стержней (рис. 8.26, а).
6. Применение узких направляющих, в которых температур-
ные деформации несущественно сказываются на точности
(рис. 8.26, б).
7. Применение самокомпенсации температурных деформаций
(конических подшипников с самокомпенсацией радиальных и
осевых температурных деформаций), использование для шпин-
дельных подшипников вкладышей, опирающихся на корпус по
двум пояскам на краях и имеющих возможность свободного тем-
пературного деформирования (предусматриваются кольцевые про-
точки, под поясками, предотвращающие искажения рабочей по-
верхности вкладыша).
Подбор оптимальных материалов. 1. Применение материалов
с возможно более близкими коэффициентами линейного расши-
рения (для некоторых прецизионных узлов отказ от применения
бронз и других материалов с большими коэффициентами линей-
ного расширения), подбор для фундаментов материалов с коэф-
фициентами линейного расширения такими же, как у чугуна.
261
2. Использование материалов с весьма малыми коэффициен-
тами линейного расширения — типа инвара, кварца для предот-
вращения значимых температурных смещений шпинделей коорди-
натно-расточных станков (рис. 8.26, в), для измерения темпера-
турных деформаций в прецизионных измерительных машинах
(Б.15). Применение чугуна, высоколегированного никелем (36 %)
и имеющего коэффициент линейного расширения в 5 раз меньший,
чем у обычного серого чугуна.
3. Подбор материалов с учетом их теплопроводности. Отказ
от применения для деталей, располагаемых в непосредственной
близости к местам существенного теплообразования, материалов
Рис. 8.26
Средства уменьшения температурных пе-
ремещений:
а — применение встречных деформаций спе-
циальных стержней; б — использование узких
направляющих; в — применение стержней из
инвара или кварца в координатно-расточных
станках
малой теплопроводности во избежание высоких температур, и,
наоборот, применение материалов малой теплопроводности
(пластмасс, керамики) для защиты от нагрева деталей, существенно
влияющих на точность работы.
Установка станков на основаниях. 1. Установка длинных стан-
ков, предназначенных для тяжелых работ, на регулируемых баш-
маках с заливкой на части длины (под приводом, под порталом).
Такие станки, подлитые по всей длине, имеют большие темпера-
турные искривления вследствие неравномерного температурного
поля по высоте и разного модуля упругости материалов станины
и фундамента.
2. Установка длинных точных станков на регулируемых
башмаках.
3. Установка особо точных станков с жесткой станиной на
трех точках (в том числе на двух роликах).
Эксплуатационные мероприятия. 1. Применение охлаждения.
Подача, л/мин, насоса охлаждающей жидкости должна соответ-
ствовать пяти—десятикратной мощности приводного двигателя
станка, кВт; вместимость бака СОЖ — четырех—пятикратной
262
минутной подаче насоса подачи охлаждающей жидкости. Охлажде-
ние особенно существенно снижает температурные деформации
инструмента. СОЖ вводят под давлением непосредственно в зону
резания, в частности через вращающуюся расточную оправку.
Обеспечение искусственного охлаждения не только основных,
но и вспомогательных механизмов, влияющих на точность обра-
ботки, в частности охлаждение держателя алмаза для правки
круга обильной струей СОЖ-
2. Повышение скорости резания при работе металлическим
инструментом, вследствие чего большая часть теплоты отводится
в стружку.
3. Шлифование абразивными кругами больших диаметров.
4. Подбор для смазывания станков масел с оптимальной вяз-
костью, применение зимой при пониженной температуре в цехе
менее вязких масел.
5. Предварительный разогрев станков путем заблаговремен-
ного пуска.
6. Выбор последовательности обработки, при которой между
обработкой с большим теплообразованием и окончательной раз-
мерной обработкой предусматриваются операции с малым тепло-
образованием. Выбор последовательности обработки, уменьшаю-
щей погрешности от температурных деформаций, в частности на-
резание зубьев на зубчатых колесах за несколько оборотов, а не
за один. Обработку отверстий начинать с наиболее удален-
ных от базы; при симметричном закреплении изделия начи-
нать обработку отверстий с возможно меньшим отклонением
от симметрии.
7. Применение охлаждения масла с помощью холодильной ма-
шины и дифференциального регулятора температуры. В част-
ности, применяется холодильная машина ХМ СОЖ-4.
8. Автоматическая компенсация температурных деформаций
управлением процессом резания или специальными устройствами,
в том числе с применением ЭВМ. Все же при выборе метода ком-
пенсации температурных деформаций предпочтительно начинать
с прямых методов; в случаях трудности использования прямых
методов следует применять воздействие через систему управ-
ления.
Повышение виброустойчивости. Влияние колебаний на точ-
ность обработки складывается из следующих факторов:
увеличение волнистости, некруглости, биений, колебаний
шагов зубьев, изменение размера изделий в пределах амплитуд
колебаний;
ув еличение рассеяния размеров в связи с Частичным снятием
сил трения в механизмах станка, сбои и нарушение настройки
станка;
пон ижение точности в связи с резким ускорением изнашива-
ния инструмента и станка;
появление неравномерности медленных перемещений.
263
С увеличением амплитуды колебаний при работе шлифоваль-
ным инструментом размер изделия меняется — увеличивается
объем снимаемого металла, а при работе однолезвийным инстру-
ментом сохраняется постоянным средний размер изделий.
В свою очередь, точность изготовления существенно влияет
на виброустойчивость станков через контактную жесткость, не-
уравновешенность и другие динамические нагрузки, силы тре-
ния и т. д.
Мероприятия, связанные с рабочим процессом и эксплуатацией
станков при опасности потери виброустойчивости. 1. Правиль-
ный подбор станков в соответствии с требуемым технологическим
процессом. На универсальных станках следует избегать обработки
деталей предельных размеров: диаметром больше диаметра при-
водного элемента шпинделя и длиной, требующей больших све-
сов столов, вылетов оправок и ползунов.
2. Оптимизация режимов резания и формы инструмента. Сле-
дует вести обработку на скоростях резания более высоких, чем
диапазон скоростей наиболее активного возбуждения колебаний,
т. е. для конструкционных сталей — на скоростях порядка
100 м/мин и выше. При опасности вибраций следует избегать тон-
ких стружек и выбирать по возможности форму среза с большим
отношением площади к общей длине среза, не применять инстру-
менты с большими отрицательными передними углами, превы-
шающими возможности оборудования. Необходимо обеспечи-
вать регулярную переточку и правильную установку инструмента.
Следует применять цилиндрические фрезы с углом подъема,
обеспечивающим равномерное фрезерование; применять торцо-
вые фрезы и фрезерные головки с числом зубьев и диаметром,
обеспечивающими число одновременно работающих зубьев, близкое
к постоянному.
Следует применять многолезвийный инструмент с перемен-
ным шагом, в частности протяжки с одновременным резанием не
менее чем четырьмя-пятью зубьями и с достаточным числом ка-
либрующих зубьев (Б.16), зенкеры, развертки. Исследования
показали, что при переходе на протяжки переменного шага вол-
нистость уменьшается в 3 раза, шероховатость поверхности —
в 2 раза. Развертки должны иметь оптимальную ширину ленточки:
при малой ширине резко возрастает волнистость, при большой —
нагрев.
Необходимо обеспечение достаточной жесткости инструмента:
применение резцов достаточных сечений с минимальными вы-
летами или с опорой до задней грани, обеспечение плоскостности
опорной поверхности под резцы;
закрепление длинных пушечных сверл для глубокого сверле-
ния от закручивания в люнетах;
применение цилиндрических фрез с оправками достаточного
диаметра, расположение поддерживающего кронштейна в воз-
можной близости от фрезы.
264
Для получения поверхности без следов высокочастотных
вибраций можно применять упругие резцедержатели или упру-
гие резцы, у которых режущая кромка при возрастании силы ре-
зания отжимается от изделия (оправки или резцы с «гусиной
шейкой»).
3. Выбор технологического процесса:
ограничивающего применение наиболее вибрационных опера-
ций (врезное точение широкими резцами, проточку глубоких ка-
навок) или выполнение их с помощью суппортов, работающих
на отрыв, как более виброустойчивых;
обеспечивающего благоприятное направление сил резания;
действие сил на неклиновую сторону (т. е. противоположную сто-
роне расположения клина) направляющих, действие сил, вызы-
вающих работу винтов и штоков на растяжение, прижимающих
консоль к стойкам, выбирающих зазоры, в ту же сторону, что и
силы тяжести и силы сопротивления движению, и т. д.
4. Применение приспособлений, обеспечивающих зажим де-
талей возможно ближе к месту обработки, зажим в возможно
большем числе точек по длине деталей, значительную силу за-
жима, расположение поверхностей обработки возможно ближе
к поверхности стола, зеркалу станины или подшипнику шпин-
деля, достаточную жесткость, что особенно относится к вращаю-
щимся центрам.
5. Оптимальное регулирование подшипников, направляющих
и других подвижных сопряжений. С точки зрения виброустой-
чивости регулирование подвижных сопряжений при действии
постоянных нагрузок существенного значения не имеет. Это же
относится к саморегулируемым сопряжениям (треугольным и
V-образным направляющим) при действии небольших, по
сравнению с весовыми, переменных нагрузок от рабочего про-
цесса.
По критерию виброустойчивости при вынужденных колеба-
ниях в условиях знакопеременных нагрузок следует обеспечить
минимальные зазоры в сопряжениях качения. Так, в станках для
окончательной обработки (шлифовальных, отделочно-расточных)
подшипник регулируют по температурному критерию.
По критерию виброустойчивости при автоколебаниях обычно
существует оптимальная регулировка; при перетянутых и ослаб-
ленных подшипниках как скольжения, так и качения, виброустой-
чивость пониженная.
6. Особое мероприятие — применение систем автоматической
компенсации колебаний. Сигнал от датчика, измеряющего коле-
бания какого-либо основного узла станка, в частности резца,
воздействует после усиления на золотник, управляющий движе-
нием поршня. Последний, воздействуя на соответствующий узел,
создает колебательное движение в противофазе с колебаниями,
подлежащими подавлению. Применяют также системы с автома-
тическими настраиваемым динамическим виброгасителем (Б. 18).
265
7. Проведение испытаний на виброустойчивость после окон-
чания сборки станка. Испытания могут проводиться при резании
(по предельной стружке) или на холостом ходу путем снятия
амплитудно-фазовых частотных характеристик системы.
Рекомендации по конструированию отдельных узлов. 1. Обе-
спечение высокой жесткости и демпфирующей способности шпин-
делей. Виброустойчивость станков в наибольшей степени опре-
деляется шпиндельной группой, так как группы суппортов и сто-
лов имеют гораздо большую демпфирующую способность. В соот-
ветствии с современными тенденциями шпиндель следует проекти-
ровать большого диаметра с минимальной длиной консольной
части, подшипники качения — высокой точности изготовления
и установки, с оптимальным предварительным натягом, подшип-
ники скольжения — многоклиновыми. В последнее время жест-
кость шпинделей станков повысилась во много раз — значительно
больше, чем жесткость любых других деталей станков. Опыт
эксплуатации показал, что только за счет шпиндельных подшип-
ников можно увеличить предельную по виброустойчивости глу-
бину резания до 2 раз.
2. Обеспечение в направляющих:
достаточной- жесткости, в первую очередь в плоскости, пере-
мещения в которой определяют точность обработки;
возможности тонкого регулирования, саморегулирования или
создания натяга;
неизменности знаков реакций на гранях направляющих сколь-
жения при наиболее типовых для станков обработках;
расположения регулировочных клиньев или планок с нена-
груженной стороны;
возможности зажима направляющих, по которым нет переме-
щений при данной обработке, без нарушения точности.
3. Выполнение задней бабки токарных станков со встроенным
вращающимся центром в виде шпинделя достаточной жесткости —
приближение к принципу равнопрочности, равножесткости и рав-
новиброустойчивости частей машины. Применение надежного
зажима пиноли в двух сечениях по длине, обеспечивающего ми-
нимум смещений при зажиме и максимум жесткости—в плоскости
резцов. Обеспечение необходимой жесткости задних бабок
круглошлифовальных станков.
4. Обеспечение виброустойчйвости при обработке с помощью
длинных консольных и нежестких оправок или борштанг, когда
отношение длины к диаметру более пяти.
Рекомендуются следующие мероприятия:
выполнение оправок- из разных материалов по длине: у за-
делки — из материалов с высоким модулем, в частности из вольф-
рамоникелемедного сплава ВНМ 3-2 (£ = 3,5-105 МПа; демпфи-
рование, повышенное й 2 раза по сравнению со сталью), а у сво-
бодного конца — из дуралюмина Д16Т; это существенно повы-
шает частоту собственных колебаний;
266
применение в оправках виброгасителей в виде массив-
ных цилиндров также из сплава ВНМ 3-2 (плотность 18 г/см8)
на воздушной подушке в отверстии с оптимальным за-
зором.
5. Изготовление чугунных станин с полостями, заполненными
стержневой смесью, в целях улучшения демпфирующих воз-
можностей несущей системы станка.
Мероприятия по борьбе с вынужденными колебаниями. Вынуж-
денные колебания имеют повышенное значение в станках для
окончательной обработки в связи с высокими требованиями к со-
стоянию обработанной поверхности и в тяжелых станках в связи
с низкими частотами собственных колебаний детали и опасностью
резонанса колебаний.
Основные возмущающие силы, частоты и мероприятия сле-
дующие: ;
1. Силы от неуравновешенности роторов электродвигателей,
шлифовальных кругов, шкивов и других вращающихся деталей.
Частота возмущений равна частоте вращения деталей. Мероприя-
тия: выполнение вращающихся деталей конструктивно уравнове-
шенными, обработка резанием — кругом, повышение точности
обработки, балансировка деталей, балансировка узлов в сборе,
автоматическая балансировка шлифовальных кругов непосред-
ственно на станках, применение для точных станков электродви-
гателей по первому классу вибрации и электродвигателей клас-
сов точности В, А и С, расположение электродвигателей возможно
ближе к полу, вынос электродвигателей и насосов из станка.
Значительное (до 50 раз) повышение точности статической балан-
сировки по сравнению с балансировкой на станках с цилиндри-
ческими параллелями достигается при балансировке на аэроста-
тических опорах (Е.З). Балансировка в сборе для ряда сложных
узлов оказывается необходимой, несмотря на балансировку де-
талей в отдельности (Б. 19).
2. Возмущения от привода, вызываемые погрешностями изго-
товления зубчатых передач (частота равна частоте вращения,
зубцовой частоте), биением шкивов и неоднородностью ремней
(частота равна частоте вращения шкивов и частоте прохождения
ремней). Мероприятия: повышение точности изготовления.
3. Возмущения от тиристорных приводов подач (частоты
20 ... 30 Гц), возмущения от шаговых двигателей. Мероприятия:
совершенствование динамических схем и необходимое удаление
от областей резонанса. Соотношение частот собственных колеба-
ний и источников интенсивных возмущений в связи с пологой фор-
мой резонансной кривой и разбросом механических характерис-
тик выбирают по возможности довольно большим.
4. Возмущения от биения шпиндельных подшипников и вол-
нистости их дорожек качения. Между волнистостью дорожек ка-
чения переднего подшипника и спектрограммой колебаний шпин-
деля получается хорошее соответствие (Б.19). Мероприятия:
267
переход на подшипники более высокого класса точности, взаим-
ная компенсация погрешностей деталей шпиндельного узла.
5. Применение специальных виброгасителей: виброгасителей,
основанных на рассеянии энергии внешним трением, вязким тре-
нием жидкости (гидравлические гасители), виброгасителей удар-
ного действия, динамических гасителей колебаний.
Виброгасители трения, устанавливаемые на направляющих
основных перемещений узлов, несколько увеличивают энерге-
тические потери. При применении гидравлических виброгасителей
необходимо предотвращение попадания воздуха в масло, иначе
они неработоспособны на малых амплитудах. Конструкции ди-
намических поглотителей с малым демпфированием эффективны
только в узком диапазоне частот, на который настроен гаситель.
Существенное повышение демпфирования колебаний возможно
только от применения виброгасителей в зонах больших амплитуд
колебаний. В станках применение виброгасителей затруднено
неудобством их расположения вблизи зоны резания. Известно
применение виброгасителей в резцедержателях токарных стан-
ков, хоботах горизонтально-фрезерных станков, расточных бор-
штангах, узлах с направляющими качения, затыловочных станках.
Повышение точности позиционирования и равномерности мед-
ленных перемещений. Точность позиционирования — один из
важнейших критериев точности обработки, в частности точность
установки координат отверстий, точность установки на диаметр
изделий. Системы позиционирования характеризуются точностью
позиционирования, включающей повторяемость, быстродействие
и надежность.
Точность позиционирования особенно важна для станков
с программным управлением.
Основные мероприятия. 1. Уменьшение сил трения и улучше-
ние характеристики сил трения от скорости в направляющих и
приводе (исключение — участки с падением сил трения от ско-
рости или уменьшение интенсивности падения) — применение
пар трения с благоприятной характеристикой, в частности пар
пластмасса на основе ПТФЭ — сталь или чугун.
2. Применение антискачковых смазочных материалов. Эти
масла отличаются от обычных наличием присадок, образующих
прочную масляную пленку на контактирующих поверхностях,
предотвращающую возникновение непосредственного контакта
поверхностей. Они позволяют значительно снизить уровень коэф-
фициентов трения покоя и движения узлов при малых скоростях
скольжения. Так, при скорости менее 1 мм/мин коэффициенты тре-
ния в парах трения чугун—чугун, чугун — закаленная сталь на-
ходятся в пределах 0,07—0,10, что в 2—3 раза ниже, чем при сма-
зывании нелегированными индустриальными маслами. Антискач-
ковые масла способствуют предотвращению скачкообразного дви-
жения при малых скоростях, обладают противозадирными и про-
тивоизносными свойствами. В настоящее время освоены новые
268
отечественные антискачковые масла серии ИНС: ИНСп-20,
ИНСп-40, ИНСп-65 и ИНСп-110 (ТУ 38-101-672—77) для смазы-
вания направляющих скольжения станков, а также серии
ИГНСП — для станков, в которых смазывание направляющих
осуществляется маслом из гидросистемы.
3. Уравновешивание перемещаемых по вертикальным направ-
ляющим узлов с помощью грузов или гидравлических цилиндров.
4. Уменьшение сопротивления движению заменой поступа-
тельного движения суппортов поворотными вокруг осей неболь-
шого диаметра.
5. Повышение плавности перемещений в направляющих стан-
ков (особенно тяжелых) исключением больших местных давлений,
применением для тяжелых станков плоских направляющих (Б .20).
6. Замена внешнего трения внутренним — выполнение суп-
портов поворотными вокруг упругих шарниров в виде упругих
крестов, подвеска копировального устройства на плоских пру-
жинах и т. д.
7. Разгрузка направляющих скольжения, в частности с по-
мощью роликов и танкеток, гидроразгрузка.
8. Снятие сил трения осциллирующими движениями (в ча-
стности, в копировальных устройствах).
9. Применение гидростатических направляющих, направля-
ющих качения, комбинированных направляющих скольжения
и качения. Применение аэростатических направляющих.
10. Повышение жесткости привода подачи.
11. Уменьшение сил трения в приводе подачи: применение
подшипников качения, пар винт—гайка качения или скольжения
с гидростатической смазкой.
12. Увеличение диаметров лимбов с плавным легким пере-
мещением и ценой деления до 0,02 мм. Применение устройств,
устраняющих необходимость отсчетов при повторных проходах
с отводом инструмента.
13. Повышение точности позиционирования по жестким упо-
рам. Погрешность позиционирования с автоматическим отключе-
нием при перегрузке в токарных и токарно-револьверных станках
0,05 ... 0,08 мм. Погрешность при поджиме суппорта кулачком
к жесткому упору в автоматах (привод не накладывает своих
погрешностей) ± 0,01 ... 0,015 мм. Погрешность при позициони-
ровании по упору под действием собственной силы тяжести суп-
порта при убегающем кулачке на автоматах продольного точения,
по данным фирмы «Тагех» (Швейцария), составляет ±0,005 мм.
14. Применение индикаторных упоров.
15. Применение специальных приводов точных микропере-
мещений (магнитострикционных, тепловых), гидростатических
опор, позволяющих осуществлять управляемое микроперемещение
валов.
16. Повышение точности срабатывания механизмов управле-
ния. Снижение скорости перемещения при подходе в заданное
269
положение. При направляющих скольжения сокращение пути
медленных перемещений также для того, чтобы сохранилась
большая толщина масляного слоя. Обеспечение точности пози-
ционирования узлов, смещающихся при изменении положения
режущих кромок инструмента относительно баз, в частности при
правке круга. Упрощенное условие равномерности медленных
перемещений выражается следующим образом:
и L с J Л
где F — суммарная сила трения в направляющих, Н; С — при-
веденная жесткость привода, Н/мкм; п » 1,5 — коэффициент
запаса; [F/C]— граничное отношение, мкм.
Для пары трения чугун—чугун при смазывании маслом ин-
дустриальным 20 это отношение составляет 22 ... 50 мкм, чугун—
сталь — 20 ... 30 мкм, чугун—бронза — 130 ... 200 мкм (нижние
значения — при скорости движения около 0,1 мм/мин, верхние —
20 ... 30 мм/мин).
При смазывании антискачковыми маслами эта величина ока-
зывается во много раз выше. Так, при скорости движения
0,8 мм/мин для пары чугун—чугун и смазывании маслами ИНСП
граничное отношение равно 0,35 ... 0,60 мм (42].
8.3. СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИЙ УЗЛОВ
ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ СТАНКОВ
Шпиндельные узлы. Точность вращения шпинделей
и расположение их осей определяют точность обрабатываемых
поверхностей по большинству важнейших параметров: биению,
некруглости и конусности поверхностей вращения, неплоско-
стности, непараллельности или неперпендикулярности пло-
скостей и осей поверхностей вращения к базовым поверхностям
и др. Шпиндельные узлы оказывают решающее влияние на вибро-
устойчивость станков, так как обладают существенно меньшим
демпфированием, чем узлы суппортов и столов.
Основные мероприятия по совершенствованию конструкции
и технологии изготовления шпинделей. 1. Выбор оптимального
расстояния между опорами шпинделя.
Уменьшение расстояния между опорами снижает прогибы
тела шпинделя и габариты станка, но увеличивает реакции и упру-
гие деформации опор и влияние на точность обработки биений
и деформаций подшипников. В связи с повышением точности и
жесткости подшипников, а также с уменьшением необходимых
габаритов шпиндельных балок в настоящее время применяют
короткие жесткие шпиндели (с отношением расстояния между
опорами к диаметру в передней опоре 3—4). Эти шпиндельные
узлы при одинаковой приведенной жесткости со старыми рассе-
ивают при колебаниях значительно больше энергии (В.1). Расчет-
ная жесткость шпинделей прецизионных станков при нагружении
270
их силой посередине в предположении точечных жестких опор
должна быть по условию хорошей работы подшипников не менее
500 Н/мм; фактически во многих новых станках она существенно
больше. Собственная частота шпинделя в опорах должна быть
не ниже 500 ... 600 Гц.
2. Выбор оптимальных материалов и термообработки. Исход-
ные критерии: твердость и износостойкость шеек и базирующих
поверхностей, а также малая деформируемость по времени. Для
шпинделей станков высокой и особо высокой точности рекомен-
дуются азотируемые 38ХВФЮА, 40ХФА или цементуемые 18ГТЭ
12ХНЗА, 20Х стали с соответствующей химико-термической
обработкой.
3. Изготовление шпинделей с отклонениями посадочных по-
верхностей, не превышающими отклонений элементов подшип-
ников. Необходима особая точность изготовления корпусных
посадочных отверстий: отклонение угла конусности шейки под
шпиндельные роликоподшипники не более Г; угол конусности
отверстия должен быть меньше угла конусности инструмента
или оправки во избежание резкого понижения жесткости.
4. Расположение механизмов, передающих вращение шпин-
делю, по углу и по длине шпинделя, чтобы упругие смещения
шпинделя, приведенные к зоне резания по нормали к поверхности
обработки, были минимальны или равны нулю.
5. Уменьшение переменных силовых воздействий на шпиндель
от привода. Передача вращения шпинделю высокопрецизионных
станков с помощью сильфонов или других аналогичных средств.
Мероприятия по подшипникам качения, 1. Выбор оптималь-
ных типов подшипников.
Широкое применение для шпинделей станков большинства
типов закономерно получили двухрядные роликоподшипники
с коническим отверстием внутреннего кольца, как позволяющие
точное изготовление и обладающие высокой и практически по-
стоянной по углу поворота жесткостью. Восприятие осевых усилий
рекомендуется в передней (или соответственно нижней) опоре во
избежание вредного влияния осевых температурных и упругих
деформаций. Это особенно важно для винторезных станков.
В связи с недостаточной точностью и быстроходностью шарико-
вых подпятников, повышенным трением и теплообразованием
в радиально-упорных шарикоподшипниках от больших осевых
нагрузок следует применять в сочетании с цилиндрическими
роликоподшипниками прецизирнные упорно-радиальные под-
шипники, которые необходимо располагать за радиальными под-
шипниками для минимизации длины консольной части шпинделя.
Для шпинделей среднескоростных и тихоходных станков
получают применение прецизионные конические роликоподшип-
ники (как воспринимающие также осевые нагрузки), для шпин-
делей быстроходных станков — радиально-упорные подшипника
сверхлегкой серии.
2/1
Значимые преимущества дают новые шпиндельные подшип-
ники: упорно-радиальный двухрядный с углом контакта 60°
и внутренним натягом (рис. 8.27, а)- конические роликовые;
двухрядный с внутренним натягом и буртом на наружном кольце
(рис. 8.27, б); однорядные с широким наружным кольцом
(рис. 8.27, в) и однорядный с буртом (рис. 8.27, б); особо быстро-
ходный шариковый радиально-упорный общего назначения
(рис. 8.27, г).
Для особо быстроходных шпинделей и шпинделей коорди-
натно-расточных станков важный критерий выбора подшип-
ников — минимум теплообразования. Предельная частота вра-
а) б) 8) г) д)
Рис. 8 27
Новые типы подшипников качения для шпинделей
щения подшипников обычно ограничивается нагревом. Поэтому
иногда в передней опоре ставят однорядные подшипники и пере-
носят восприятие осевых усилий на заднюю опору (В.2).
2. Применение шпиндельных подшипников надлежащих клас-
сов точности: для станков класса точности А и С — подшипников
класса 2, для станков В в передней и задней опорах — классов 2
и 4 соответственно, для станков П — классов 4 и 5. Доведение
биения шпинделей прецизионных станков наибольших размеров
(Р < 5 кВт) до 1 мкм, в средних (Р < 30 кВт) до 2 ... 3 мкм. При
необходимости — доводка подшипников на заводах-изготовителях
прецизионных станков.
3. Выбор оптимального натяга подшипников, который опре-
деляется следующими критериями: жесткостью, точностью вра-
щения, температурой, виброустойчивостью. Для прецизионных
цилиндрических роликоподшипников 2- и 4-го классов точности
оптимальный рабочий натяг составляет 2 ... 4 мкм. При этом
натяге температура подшипника близка к температуре подшип-
вика с зазором, а жесткость, виброустойчивость, точность враще-
ния и круглость обточенных образцов близки к максимальным
(В.З). Монтажные натяги меньше рабочих и при больших dn
переходят в зазоры. Так, для подшипников 4-го класса точности
272
при dn до 0,5-105 мм*об/мин монтажный натяг-зазор составляет
— 5 ... О мкм; при (0,5 ... 1,5) 105 мм.об/мин натяг-зазор — 2...
... +3 мкм; при (1,5 ... 2,5) 105 мм-об/мин натяг-зазор — 1 ...
... + 4 мкм.
Для шарикоподшипников натяг определяют расчетным путем
по критериям необразования зазора при режимах чистовой обра-
ботки, отсутствия поворота шариков под действием кориолисовых
сил или непревышения заданной температуры. Однако чаще натяг
устанавливают экспериментально по допустимой температуре.
При возможности существенных температурных деформаций необ-
ходимо обеспечить достаточное постоянство натяга, например с по-
мощью пружин.
Возможен такой подбор параметров шпиндельного узла, что
при повышении частоты вращения шпинделя и соответственно
роста теплообразования предварительный натяг подшипников
автоматически ослабляется (В.4).
4. Для шпинделей прецизионных станков, работающих при
существенно переменных режимах, применение автоматического
управления натягом. Такие подшипники, в частности, выпускает
фирма «Timken» (США).
Автоматическое гидравлическое регулирование натяга шпин-
дельных подшипников повышает также виброустойчивость
станка. Поданным ПО им. Свердлова предельная глубина резания
повысилась на величину до 40 %.
5. Обеспечение круглости шейки шпинделей под подшипники
качения, особенно при использовании подшипников сверхлегких
серий. Коэффициент передачи погрешностей от шейки шпинделя
к дорожке качения k ж 0,35 V + d)l(D — d), где D и d — на-
ружный и внутренний диаметры кольца соответственно (В.5).
Предотвращение существенного искажения посадочных
поверхностей под наружные кольца подшипников в гильзовых
шпинделях станков при затяжке болтов. В опытах с гильзами
диаметром 100 мм в кронштейне с разрезом при обычных силах
затяжки болтов радиальные деформации гильз составляли 10 ...
... 30 мкм, т. е. намного больше, чем допуски на растачивание,
а момент трения в подшипниках возрастал в 2 ... 2,5 раза (В.6).
6. Для растачивания и шлифования глубоких отверстий при-
менение шпинделей с оптимальным соотношением между диа-
метрами шпинделя и гильзы, входящей в отверстия. Оптимальное
отношение диаметра вращающегося шпинделя к наружному диа-
метру трубы 0,5 ... 0,75, верхние значения соответствуют большим
диаметрам и малым длинам (В.7). При особой необходимости по-
вышения жесткости рекомендуется использование оправок из
твердого сплава.
7. Применение оптимального состава и количества смазочного
материала. Наименьшее теплообразование наблюдается при
распыленных в воздухе и при пластичных смазочных материалах.
10 Решетов Д. Н. 273
В экспериментах (В.8) температура гильзы координатно-
расточного станка на роликоподшипниках при смазывании вазе-
линовым маслом достигала 42 °C, велоситом — 31,5 °C, специаль-
ным пластичным смазочным материалом — 9,5 °C.
8. Применение пломбируемых конструкций шпиндельных уз-
лов, заполняемых пластичным смазочным материалом на весь
срок службы, позволяющих обеспечить стабильность жесткости
и точности вращения шпинделя и значительно меньший нагрев
узла, чем при смазывании жидким маслом.
Мероприятия по подшипникам скольжения. Подшипники
скольжения прогрессивных типов применяют для шпинделей
при особо высоких требованиях к точности вращения и вибро-
устойчивости (прецизионные шлифовальные и токарные станки).
1. Применение многоклиновых гидродинамических подшип-
ников с самоустанавливающимися в радиальной и осевой пло-
скостях вкладышами-подушками. Рекомендуются конструкции
ЭНИМСа — со сферическими шарнирами скольжения на регули-
ровочных винтах и с шарнирами качения и тонким регулированием
зазора осевым смещением одного из конических колец. В первой
конструкции во избежание повышенной концентрации давления
в средней зоне вкладыши должны быть достаточно жесткими.
Многоклиновые подшипники обладают повышенной жест-
костью, обеспечивают устойчивую работу при высоких скоростях
и малых нагрузках, позволяют регулировать зазор без искажения
рабочих поверхностей и имеют повышенный теплоотвод.
2. Отнесение регулировки зазоров в шпиндельных подшип-
никах к функциям заводов-изготовителей и исключение такой
регулировки рабочими-станочниками.
3. Применение, при необходимости, высокой точности враще-
ния замкнутых гидростатических подшипников, характерных
компенсацией погрешностей изготовления и уменьшением их
влияния на биение шпинделя до 10 раз. На токарных станках
с гидростатическими подшипниками можно обеспечить некруг-
лость изделия до 0,1 ... 0,2 мкм. Жесткость подшипников можно
существенно повысить увеличением давления источника питания
и уменьшением зазора, демпфирование — снижением давления
и зазора, а также увеличением ширины перемычек (В.9).
4. Применение при необходимости высокой частоты и точности
вращения воздушных подшипников, характерных отсутствием
ограничения частоты вращения, незначительным теплообразова-
нием. и соответственно малыми температурными деформациями,
компенсацией погрешностей изготовления. В частности, при
некруглости шейки 1 мкм, конусности шейки 2 мкм, некруглости
отверстия подшипника 3 мкм биение оси вала при вращении со-
ставляет 0,2 мкм (В. 10).
5. Применение при необходимости особо точного вращения
в кругломерах и прецизионных поворотно-делительных устрой-
ствах аэростатических опор. В типовом шпиндельном узле
274
СТ-3 ЭНИМСа радиальная погрешность не превышает 0,1 мкм
(при моменте до 6 Н-м) (В.11).
6. Применение для быстроходных внутришлифовальных шпин-
делей наряду с воздушными опорами опор на электромагнитах
с системой стабилизации положения шпинделя авторегулирова-
нием тока в обмотках. Опоры допускают высокую точность вра-
щения, давление 25 ... 50 Н/см2, жесткость, соизмеримую с же-
сткостью подшипников качения.
7. Компенсация температурных деформаций в подшипниках
скольжения, в частности аэродинамических. Применение опти-
мальных конструкций термокомпенсации.
8. Использование гидростатических опор в качестве компен-
саторов температурных деформаций (В. 12).
9. Расширение тепловой сборки неразъемных подшипников
скольжения с оптимальным режимом (Е.4), так как запрессовка
втулок, как правило, искажает форму рабочей поверхности.
10. Применение в шпиндельных узлах измерительных машин
конструкций (или некоторых их принципов), оправдавших себя
в прецизионных кругломерах:
конструкции с нижней опорой в виде вклеенного в гнездо
вала шарика и верхней опорой в виде трехсегментных вкладышей,
из которых один подпружинен;
конструкции в виде одной длинной многоклиновой гидро-
динамической опоры, в которой гидродинамическая центрирующая
сила создается даже при ручном вращении благодаря огранке
вала до 1 мкм с зазором 1 ... 2 мкм;
конструкции на гидродинамических опорах — нижней в виде
сферического подпятника и верхней в виде конической втулки,
самоустанавливающейся на шариках, расположенных по окруж-
ности на середине длины втулки;
конструкции на двух сферических упорно-радиальных
подшипниках;
конструкции в виде длинной шариковой гильзы, в которой
отверстия сепаратора располагаются по винтовой линии, а высо-
кая точность вращения достигается осреднением ошибок;
кольцевой опоры качения с треугольным и V-образным про-
филем канавки; особовысокая точность обеспечивается поочеред-
ной доводкой дорожек качения одним притиром и осреднением
ошибок шариков;
аэросфер ических опоры, обеспечивающих весьма высокое
выравнивание ошибок изготовления.
Направляющие. Направляющие прямолинейного движения
определяют достижимую точность обработанных на станке пло-
скостей, прямолинейность образующих цилиндров и конусов
и взаимное расположение обработанных поверхностей деталей.
Мероприятия по повышению точности. 1. Применение закры-
тых, хорошо защищенных от попадания загрязнений, направля-
ющих. Даже для направляющих токарных станков, наиболее
10* 275
трудных для выполнения закрытыми, в СССР разработана удачная
конструкция.
2. Применение узкого направления как обеспечивающего
возможность более точного изготовления направляющих и мень-
шую чувствительность к температурным деформациям. При узком
направлении меньше температурные изменения зазоров, отсут-
ствует опасность вползания суппортов и столов на вторую призму
и т. д.
3. Применение конструкций направляющих с автоматической
выборкой зазоров и износа подвижного узла под действием силы
тяжести (горизонтальные станки, V-образные и комбинированные
направляющие).
4. Применение конструкций направляющих с оптимальным
соотношением ширины и углов граней, обеспечивающим отсут-
ствие или минимум смещений от износа и контактных деформаций
в направлении, определяющем точность обработки. Так, при-
менение треугольной симметричной передней направляющей
для направляющих станина — салазки токарных универсальных
станков позволяет повысить на 15 ... 20 % жесткость и износо-
стойкость направляющих по сравнению с несимметричной призмой
(с углами 25 и 60°) при равной высоте призм. Увеличение на 20 %
ширины границы, обращенной к изделию, позволяет повысить
жесткость и уменьшить наибольшее давление еще на 15 ... 20 %.
Для консольно-фрезерных станков более высокая жесткость
(на 15 ... 30 %) достигается при применении прямоугольных
направляющих, вместо направляющих с формой «ласточкин хвост»
(при равных габаритных размерах).
5. Применение средств тонкой регулировки зазоров в напра-
вляющих, в частности с сочетанием клина и резьбы при обеспече-
нии надежного закрепления и достаточной жесткости.
6. Применение для направляющих материалов повышенной
износоустойчивости. Так, в условиях работы направляющих
станков токарного типа пара закаленный чугун—чугун показывает
повышение износостойкости по сравнению с парой чугун—чугун
СЧ 21 в 2,5 раза и многократное повышение сопротивления схва-
тыванию.
7. Применение для направляющих тяжелых станков накладок
из наполненного фторопласта. По опытным данным Ленинград-
ского СПО им. Свердлова, относительная износостойкость (по от-
ношению к сплаву ЦАМ 10-5) накладок из наполненного фторо-
пласта марки Ф4К20 составляет 2,8, из фторопласта марки
Ф4К15М5 — 5,1. Опытная эксплуатация в течение трех лет
двухсменной работы горизонтально-расточного станка с наклад-
ками из наполненного фторопласта показала износ накладок
менее 0,07 мм (В.13). Коэффициенты трения покоя и движения
различаются незначительно, что обеспечивает плавность движе-
ния. Рассеяние позиционирования меньше в 3 ... 6 раз, чем рассея
ние в парах чугун—чугун, что обеспечивает плавность движения.
276
8. Назначение допусков на непрямолинейность направля-
ющих, как правило, в сторону выпуклости для компенсации из-
носа и упругих деформаций. Для направляющих столов шлице-
шлифовальных станков назначение допусков в сторону вогнутости
для частичной компенсации прогибов валов при шлифовании.
В опытах криволинейность направляющих передавалась на изде-
лие с коэффициентом 0,25 (В.14). Для направляющих столов
плоскошлифовальных станков назначение допусков в сторону
вогнутости обеспечивает большую устойчивость изделий на
столах.
9. Применение надежных защитных средств. При попадании
в трущуюся пару отходов обработки скорость изнашивания воз-
растает в десятки раз и возникают заедания.
10. Предотвращение, по возможности, раскрытия направля-
ющих в зоне обработки из-за опасности проникновения в зазоры
загрязнений. Известно, например, что задняя направляющая
токарных станков в связи с раскрытием при обработке деталей
больших диаметров изнашивается почти так же, как и значи-
тельно более нагруженная и более загрязненная передняя напра-
вляющая.
И. В станках, требующих точного позиционирования или
тонкой подачи (копировальных и с программным управлением),
применение направляющих качения (преимущественно в средних
и легких станках) или гидростатических направляющих (преиму-
щественно в более тяжелых станках). Рассеяние точности пози-
ционирования при направляющих качения в 10 ... 12 раз меньше,
чем рассеяние в парах чугун—чугун.
12. В крупных, тяжелых и уникальных станках применение
гидростатических направляющих как общего средства совершен-
ствования конструкций и сохранения точности.
13. Применение гидростатических направляющих с автома-
тическим обеспечением прямолинейности перемещений по
лучу света путем подкачивания масла на контактирующие поверх-
ности.
Использование антискачковых смазочных материалов. Рас-
сеяние точности позиционирования уменьшается на 20 ... 30 %.
14. Применение для делительных, измерительных и других
особо прецизионных машин аэростатических направляющих (воз-
душных подушек).
15. Замена внешнего трения в направляющих для точных
малых перемещений внутренним с помощью упругой подвески.
16. Применение в конструкциях высокой точности направля-
ющих одинакового профиля у станины и подвижного узла, что
обеспечивает возможность обработки их одним и тем же инстру-
ментом (шариковые V-образные направляющие кругового движе-
ния, направляющие с трубой «Ingersob). В круговых шариковых
направляющих делительных машин возможно достижение биения
менее 0,2 мкм.
277
17. Применение комбинированных направляющих скольже-
ния и качения. Направляющие качения обеспечивают отсутствие
зазоров в тех направлениях, в которых они недопустимы, а напра-
вляющие скольжения обеспечивают необходимое демпфирование.
Вместе с тем в связи с высокой стоимостью танкеток комбиниро-
ванные направляющие значительно дешевле, чем направляющие
качения.
Повышенный эффект комбинированных направляющих
достигается в конструкциях, в которых при чистовых режимах
работают основные грани направляющих скольжения, обеспечива-
ющие повышенную точность, а при черновых — противополож-
ные грани с танкетками. Это возможно в направляющих суппортов
продольных станков.
18. Для прецизионных станков'карусельного типа применение
плоских замкнутых гидростатических направляющих с гидравли-
ческим цилиндром и шариковым подпятником. При этом радиаль-
ное направление осуществляется двухрядным роликоподшип-
ником. На карусельно-шлифовальном станке с диаметром стола
1600 мм и частотой вращения 4—40 мин"1, выполненного с такими
направляющими, осевое биение планшайбы 0,5 мкм, неплоско-
стность обработки 2 мкм, некруглость отверстия на диаметре
720 мм меньше 1,2 мкм, жесткость планшайбы 2000—2200 Н/мкм
(В.15).
19. Применение зажимных устройств, не вызывающих смеще-
ний при зажиме, в частности применение трубчатых зажимов
(В.16) [А. с. № 404574 В23 В17/00 (СССР) ]. Зажим осуществляется
в результате распора (под давлением масла) тонкостенных метал-
лических трубок, расположенных в соответствующих пазах на
длине направляющих и прижимающих планки к сопряженным
направляющим.
20. Повышение прямолинейности перемещений суппортов
измерительных и делительных машин по направляющим на базе
шарикоподшипников путем резкого повышения жесткости на
изгиб наружных колец. Для этого внутренние кольца делают
с диаметральными габаритами, соответствующими подшипникам
на одну серию более легким, а наружные кольца — подшипникам
на одну серию более тяжелым (В. 17).
Зубчатые и червячные передачи. Эти передачи в значительной
степени определяют точность работы зубо- и резьбообрабатыва-
ющих станков и существенно влияют на точность обработки на
других станках через точность установочных перемещений, точ-
ность измерительных средств, плавность движений, виброустой-
чивость и т. д. Точность зубчатых колес существенно влияет на
их работоспособность.
Основные мероприятия. 1. Повышение точности зубчатых колес
как средства повышения их несущей способности и долговеч-
ности. Повышение точности уменьшает динамические нагрузки
и повышает участие второй пары зубьев (в общем случае приводит
278
к выравниванию распределения нагрузок между парами зубьев,
теоретически находящимися в зацеплении). Эффективность по-
вышения точности зависит от скорости и достигнутого уровня
точности. В среднем повышение точности зубчатых передач глав-
ного привода станков на один класс позволяет повысить несущую
способность зубчатых передач на 20 % или долговечность в 2—
3 раза.
2. Обеспечение необходимой точности базовых поверх-
ностей. Уменьшение допуска на биение базового торца заготовки
как средства повышения точности направления зубьев. Допуск
на биение базового торца берется в зависимости от допуска на
направление зуба. При обработке пакетами требуется также
обеспечение параллельности торцов.. Необходимо обеспечение
точности отверстий.
3. При особо высоких требованиях к плавности, и бесшум-
ности работы, и малости динамических нагрузок применение
передач с коэффициентом перекрытия, близким к целому числу,
в частности к двум.
4. Применение заполюсных зубчатых передач как средства
уменьшения шума вследствие уменьшения импульса силы трения
в полюсе зацепления и снижения кинематического возбуждения.
В опытах на СПО «Красный пролетарий» заполюсные зубчатые
передачи с модулем 3 мм и частотой вращения ведущего вала
1500 мин-1 показали уровень шума на 3,5 ... 4 дБ ниже, чем
обычные (В. 18).
5. Выбор геометрических параметров зубчатых колес из усло-
вия получения наибольшей точности профиля (В. 19).
6. Применение беззазорных зубчатых и червячных меха-
низмов:
выполнение рабочих поверхностей цилиндрических зубчатых
передач слегка коническими с осевой регулировкой;
выполнение одного из зубчатых колес пары разрезным с выбор-
кой зазоров угловым смещением под действием пружин растя-
жения-сжатия или кручения;
применение червячных передач с коническим, регулируемым
в осевом направлении червяком или с двумя цилиндрическими
червяками под натягом;
выполнение редукторов с разветвленной кинематической схе-
мой и натягом путем закручивания торсионного вала или осевого
смещения косозубых зубчатых колес.
7. Снятие остаточных напряжений в заготовках — применение
нормализации или отжига, а для заготовок из среднелегированных
сталей — изотермического отжига.
8. Применение химико-термической обработки, обеспечива-
ющей уменьшенные напряжения и коробление зубчатых колес,
в частности нитроцементации, требующей существенно более
низкой температуры разогрева. Использование для прецизионных
зубчатых колес, для которых нельзя применять после закалки
279
зубошлифование, азотирования или мартенситно-стареющих ста-
лей. Эксперименты показали (Е.5), что деформации редукторных
зубчатых колес при нитроцементации меньше, чем деформации
при цементации, по радиальному биению в 1,8 раз, апо разности
окружных шагов почти в 4 раза, при азотировании — в 2,2 и
в 40 раз соответственно.
9. Применение в прецизионных круговых делительных маши-
нах многозубых глобоидных передач с зубьями, контактирующими
обеими сторонами профиля; при этом червяк во избежание заеда-
ния должен иметь возможность приближаться или отдаляться от
колеса.
10. Повышение жесткости делительных глобоидных передач
увеличением числа зубьев за счет уменьшения модуля.
Ременные передачи. В приводе вращения быстроходных шпин-
делей ременные передачи должны способствовать безвибрацион-
ной работе.
Основные мероприятия. 1. Применение однородных бесконеч-
ных плоских ремней.
2. Подбор однородных клиновых ремней постоянной ширины
с минимальным искривлением, одинаковой длины в_ комплекте.
3. Обеспечение минимального биения шкивов. Биение 2е
ведущего шкива приводит к колебанию скорости ремня на 4яеп/60,
биение 2е шкива вызывает изменение натяжения на (4е//) EF
(п — частота вращения, I — длина ветви, Е, F—модуль упруго-
сти и площадь сечения ремня соответственно).
4. Применение специального ременного привода с вспомога-
тельным шкивом. Общий уровень крутильных и поперечных
колебаний ведомого шкива существенно снижается за счет низко-
частотных составляющих (В.20).
5. Использование поликлиновых ремней.
6. Применение шпинделей, разгруженных от натяжения рем-
ней (со шкивами на собственных опорах).
Механизмы точных поступательных перемещений. Эти меха-
низмы в значительной степени определяют точность линейных
размеров деталей, обрабатываемых на станках, включая рассто-
яния между осями отверстий, равномерность шкал и т. д.
Основные мероприятия. 1. Оптимизация профиля резьбы:
применение трапецеидальной резьбы с углом профиля 15°, менее
чувствительной к биению винта; применение для точных пере-
мещений мелких резьб с треугольным профилем и углом профиля
60°. Так, в прецизионных делительных машинах конструкции
ЭНИМСа использован винт с шагом 1 мм и углом профиля 60°.
2. Применение длинных гаек, выравнивающих влияние по-
грешностей витков (рис. 8.28, а, б, в); применение составных гаек
из двух-трех частей по окружности с предварительным натягом
пружинами, обеспечивающих контакт обеими сторонами профиля
при отсутствии зазоров и выравнивающих влияние погрешностей
винтовой поверхности витков по углу (рис. 8.28, г).
280
3. Уменьшение внутришаговой погрешности резьбы при шли-
фовании путем применения эксцентрических зубчатых колес
в цепи деления резьбошлифовальных станков. Одно или два
зубчатых колеса в цепи выполняют с эксцентриситетом, регулиру-
емым четырьмя винтами. В соответствии с диаграммой внутри-
шаговой погрешности винта, прошлифованного до коррекции,
устанавливают эксцентриситеты соответствующих зубчатых колес.
Эффективность этой коррекции определяется тем, что первой
гармонической составляющей на 80 % определяются кинематиче-
ская погрешность и биение зубчатых колес и на 50 ... 60 % —
внутришаговая погрешность ходовых винтов (В.23, В.24).
а) 5)
Рис. 8.28
Повышение точности пар винт—гайка:
а — регулированием зазора в паре с помощью резьбы; б — поворотом полугаек:
в — тонкими прокладками; г — применение плавающих гаек с предварительным
натягом секторов; д — пара винт — длинная гайка для малых перемещений
4. Выбор оптимального типа расположения осевых опор ходо-
вых винтов. Переход от шариковых на роликовые подпятники
повышает осевую жесткость в 3 ... 3.5 раза. Применение осевых
опор по двум концам винтов существенно уменьшает упругие
деформации винтов при обработке на средних и больших рассто-
яниях от осевой опоры. Наибольшая точность достигается при
двух осевых опорах с натягом (В.25).
5. В передечах винт—гайка для точных перемещений при
малой общей длине хода устранение влияния на точность пере-
мещения биения опор винта путем отказа от них и направления
винта в удлиненной гайке (рис. 8.28, 5).
6. Компенсация температурных деформаций ходовых винтов
предварительным растяжением. Винт выполняется с постоянной
коррекцией шага, обеспечивающей номинальный шаг в растяну-
том состоянии винта. При нагреве винта уменьшается сила на-
чального растяжения, а шаг изменяется незначительно.
281
Охлаждение ходовых винтов путем выполнения их полыми
с циркуляцией масла.
7. В конструкциях с винтовой парой и направляющими каче-
ния, характерных малым демпфированием, применение гидравли-
ческих демпферов (рис. 8.29). Рекомендуются конструкции с силь-
фонами и диафрагмами. При этом достигается снижение амплитуд
колебаний в резонансе в 3—4 раза.
8. Уменьшение биения ходовых винтов, которое преобразуется
в осевые перемещения.
10. Применение коррекционных устройств с линейками. Так,
в прецизионных делительных машинах конструкции ЭНИМСа
Рис. 8.29
Ходовой винт с гидравлическим демпфером
погрешность перемещений обеспечивается в пределах 5 мкм на
длине 2 м. Коррекционные линейки получили широкое приме-
нение.
Коррекционное устройство с механотронным измерительным
преобразователем, осуществляющим с помощью шариковой пары
винт—гайка дополнительный поворот рычага с маточной гайкой
(В.26), обеспечивает повышение точности нарезания резьбы на
специальном винторезном станке на 40 %.
11. Повышение износостойкости пары винт—гайка обеспечи-
ванием избирательного переноса. Особо существенное уменьшение
износа (почти до нуля) достигается применением пластических
смазочных материалов (на основе коллоидов) типа
ЦИАТИМ-201 с наполнителем 10 % меди (В.27).
J2. Повышение жесткости привода поступательных перемеще-
ний с парой винт—гайка путем повышения жесткости упорного
подшипника и кронштейна станков. В балансе упругих переме-
щений привода перемещения этих деталей могут иметь доминиру-
ющее значение.
13. Применение шариковых передач винт—гайка, как име-
ющих высокий КПД, позволяющих выбирать зазоры и создавать
282
натяг, и обладающих повышенной жесткостью по сравнению
с передачами скольжения.
В связи с тем, что в передачах винт—гайка скольжения не
обеспечиваются условия для образования жидкостной смазки
трения, наблюдается общая тенденция перехода на передачи
винт—гайка качения. Уже на выставке «Станки Франции—77»
были широко представлены токарные станки с шариковыми ходо-
выми винтами (В.28).
В сравнительных испытаниях (В.29) передач винт—гайка
с диаметром винта 50 мм в приводе перемещений узла массой
500 кг на направляющих качения шариковая передача показала
Рис. 8.30
Передача червяк—червячная рейка качения
жесткость / = 700 ... 800 Н/мкм и погрешность перемещений
6 = ±0,1 мкм, а передача скольжения — / — 100 ... 350 Н/мкм
и 6 — 1 ... 1,5 мкм.
14. При шлифовании резьбы на шариковых ходовых винтах
выполнение заготовки с припуском, пропорциональным cos2/3 Ф,
где ф — угол от оси канавки. При этом стойкость круга по сохра-
нению профиля многократно возрастает (В.29).
15. Устранение коробления шариковых ходовых винтов со-
шлифовкой с одной стороны по окружности винта со дна канавки
тонкого слоя материала в пределе допуска на профиле. При этом
винт вследствие снятия остаточных напряжений выпрямляется.
При остаточных напряжениях растяжения съем производят с вы-
пуклой стороны; при напряжениях сжатия — с вогнутой. Сторону
съема определяют пробным шлифованием (В.30).
16. Применение роликовых планетарных передач винт-
гайка, как обладающих высокой жесткостью и обеспечивающих
большую редукцию, что позволяет применять привод подачи
в виде электродвигателя, непосредственно соединенного с ходо-
вым винтом. Роликовые передачи, в отличие от шариковых, не
обнаруживают заметного ослабления натяга в начальном периоде
эксплуатации и не показывают неравномерности движения, свя-
283
занной в шариковых передачах с перекатыванием тел качения
через каналы возврата.
17. Переход в целях повышения жесткости от передач длин-
ный ходовой винт — гайка к передаче червяк — червячная рейка,
что, в частности, реализовано в координатно-расточном станке
Ленинградского СПО им. Свердлова. Применение передач чер-
вяк — червячная рейка, гидростатических или передач качения
(рис. 8.30).
18. Осуществление микроперемещений путем деформирова-
ния упругого элемента — распрямления рессоры, деформирования
мембраны (рис. 8.31, а, б). Упругий элемент обеспечивает же-
Рис. 8.31
Механизмы микропереме-
щений:
а — с мембраной; б — с ре-
ссорой
сткость привода, закономерную зависимость между давлением
жидкости и перемещением, а также может (рис. 8.31, б) служить
усилителем.
19. Применение магнитострикционного привода, основан-
ного на свойстве ферромагнитных материалов деформироваться
при намагничивании. Стержень из сплавов железо—кобальт
или ферритов, охватываемый катушкой, при намагничивании
перемещает подвижный узел станка. Перемещение достигает
8 ... 10 мкм на 100 мм длины стержня. Магнитострикционный
привод наиболее удобен для автоматической компенсации погреш-
ностей. При необходимости существенных перемещений можно
осуществлять работы с перехватами. Преимущества привода:
высокая жесткость и удобство управления. Однако быстродей-
ствие его невелико (0,5 ... 0,7 с) и привод чувствителен к темпе-
ратуре.
20. Применение теплового привода, основанного на исполь-
зовании температурных деформаций стержня при его электро-
подогреве и охлаждении жидкостью. Применение такого привода,
обладающего большой жесткостью, ограничивается теплообразо-
ванием, которое может увеличить вредные температурные де-
формации станка, и инерционностью.
21. Применение гидростатических подпятников, позволя-
ющих коррекционные микроперемещения.
Поворотные делительные столы и головки. Точность этих
агрегатов имеет превалирующее влияние на точность изготовле-
ния ряда деталей — многогранных, зубчатых и других — и на
точность обработки на многопозиционных станках.
284
Основные мероприятия *. 1. Выполнение конических фикса-
торов с углом конусности, обеспечивающим самоторможение,
уменьшение остаточного смещения в фиксаторе при снятии на-
грузки и т. д. Применение двойной фиксации.
2. Обеспечение окончания процесса колебания планшайбы
после поворота до процесса фиксации как средства повышения
стабильности позиционирования, для чего целесообразно повыше-
ние жесткости привода и центральной опоры, оснащение меха-
низма поворота амортизатором, регулирование момента сопро-
тивления повороту планшайбы (в частности, в зависимости от
массы изделия) введением механизма разгрузки. Указанные
мероприятия повышают точность фиксации в несколько раз.
3. Применение многоконтактной фиксации с помощью плоских
зубчатых муфт [муфт «Hirth» (ФРГ)]. Точность установки дели-
тельных столов с такой фиксацией Каунасского станкостроитель-
ного завода им. Дзержинского составляет ±1", а других — 5".
Обеспечение необходимой силы затяжки муфт, чтобы при действии
внешней нагрузки давление на зубьях не снижалось ниже зна-
чения 1 МПа, начиная с которого существенно понижается кон-
тактная жесткость (В.30).
4. Применение узла фиксации поворота повышенной точности
СКВ АЛ и AC (В.31).
5. Применение для зажима поворотных столов гофрированных
упругих втулок [А. с. № 622642 (СССР)] (В.32).
6. Выполнение наиболее точных операций на позициях, где
результирующие смещения от смещения оси стола и фиксатора
минимальны.
7. Отказ от избыточных связей на фиксирующих механизмах
(В.ЗЗ).
8. Применение автоматического позиционирования с высокой
дискретностью и точностью непрерывно-импульсным способом,
по которому сначала осуществляется непрерывное перемещение
на целое число делений датчика, а потом импульсами отрабаты-
вается требуемое число шагов в пределах одного деления. При
этом привод осуществляется на быстродействующих электро-
магнитных муфтах, реализующих требуемые операции: быстрые
перемещения, перемещения с ползучей скоростью, торможение,
шаговые импульсные перемещения.
9. Использование поворотных столов на аэростатических опо-
рах. Радиальное и осевое биения могут быть сведены до 0,1 мкм
(В.34).
10. Повышение точности углового импульсного позициониро-
вания с приводом на электромагнитных муфтах путем уменьшения
влияния момента трения и момента инерции планшайбы. Для
этого червяк делительной передачи выполняется с возможностью
осевого перемещения, импульсное внутришаговое деление осу-
* Большинство этих мероприятий имеет общий характер.
285
ществляется при закрепленной планшайбе в результате осевого
перемещения червяка, а потом планшайба раскрепляется и по-
ворачивается до упора при перемещении червяка в обратном
направлении,
11. Повышение точности контроля перемещений. Из применя-
емых видов датчиков — абсолютных с непрерывным измерением
и циклических с многократно повторяющимися периодическими
измерениями для систем позиционирования — предпочтительнее
циклические. Для достижения особо высокой точности целесооб-
разно использование так называемого принципа интегрального
усреднения, реализуемого в полноохватных датчиках и много-
полюсных датчиках-индуктосинах.
В связи с дополнительными погрешностями, вносимыми кине-
матической цепью, соединяющей датчик с исполнительным орга-
ном станка, предпочтительно соединение датчика с исполнитель-
ным органом. При этом приходится применять шкалы с относи-
тельно крупным шагом и соответственно двухотсчетную систему,
в которой вторая внутришаговая система обеспечивает требуемое
деление одного шага основной шкалы.
8.4. ПОВЫШЕНИЕ ТОЧНОСТИ СТАНКОВ
ОТДЕЛЬНЫХ ГРУПП
Токарные станки Ч Станки токарной группы состав-
ляют около трети станочного парка. Требования к повышению
точности токарных станков связаны с достаточно широким ис-
пользованием станков для окончательной обработки (в том числе
в связи с тем, что некоторые материалы и детали не шлифуют),
с нарезанием точных резьб и с технологической наследствен-
ностью, требующей для прецизионных деталей точной обработки
под шлифование. На прецизионных токарных станках достигается
некруглость в пределах 1 ... 2 мкм и шероховатость поверхности
при точении алмазным инструментом Ra = 0,160 ... 0,040 мкм.
Общие мероприятия. 1. Повышение точности вращения и же-
сткости шпинделя как органа, имеющего решающее влияние на
точность и виброустойчивость станков. Известно, что совершен-
ствованием шпиндельного узла удавалось до 2 раз увеличивать
предельную глубину резания по критерию виброустойчивости.
Для особо точных станков целесообразно применение гидроста-
тических подшипников шпинделя, выравнивающих погрешность
изготовления.
2. Совершенствование баланса жесткости станков, в частности
резкое повышение жесткости центра задней бабки для выравни-
вания жесткости переднего и заднего центров, применение новых
компоновок несущих систем, сочетающих высокую жесткость
1 Этот раздел излагается кратко, так как значительная часть приведенных
выше общих рекомендаций основана на исследованиях, проведенных в приме-
нении к токарным станкам, и предназначена непосредственно для них.
286
с хорошим удалением стружки, повышение жесткости зажимных
патронов.
3. Бесступенчатое регулирование частоты вращения шпинделя
как средство уменьшения шероховатости обработки и устранения
вибраций.
4. Обеспечение плавной передачи вращения шпинделю эла-
стичной муфтой, ремнями высокого качества или высокоточной
зубчатой передачей. Разгрузка шпинделя от привода подачи при
тонком точении отключением гитары и передачей движения на
коробку передач от привода главного движения.
5. Повышение точности перемещения суппортов: уменьшение
сил трения в направляющих и приводе, выполнение механизмов
перемещений беззазорными, в частности пар винт—гайка качения
с натягом, совершенствование отсчетов перемещений применением
лимбов больших диаметров с малой ценой деления или цифровой
индикации. При особо высоких требованиях к точности и каче-
ству поверхности обработки отделение фартука от суппорта —
установка его на направляющих станины независимо от суппорта
с передачей ему движения шарнирными толкателями.
6. Повышение износостойкости и межремонтных периодов
станков. Определяющее значение имеет износостойкость напра-
вляющих (в усредненном балансе точности обработки на токарных
станках мод. 1К62 доля погрешностей направляющих на первом
году эксплуатации составляла ^40 %, а на четвертом ^70 %).
В токарных станках средних размеров старых выпусков износ
направляющих доходил до 40 мкм и более в год при двухсменной
работе, в новых станках применение разработанных мероприятий
позволило уменьшить его до 10 мкм, а в перспективе — до 7 мкм.
Коэффициент переноса непрямолинейности направляющих на
изделие — около 0,6. Необходим переход на выполнение основных
направляющих закрытыми и закаленными. В СССР разработана
и успешно реализуется закрытая конструкция направляющих
токарных станков.
7. Расширение применения бескулачковой автоматики.
8. Расширение применения числового и циклового программ-
ного и адаптивного управления как важнейших принципиальных
направлений развития станкостроения.
Специфические вопросы повышения точности обработки ре-
вольверными головками и кулачковыми поперечными суппортами
следующие (Г.1).
1. Повышение точности деления и жесткости закрепления
револьверной головки применением плоских зубчатых колес —
повышение жесткости до б—8 раз.
2. Обеспечение стабильности позиционирования револьвер-
ной головки: а) в станках с механической подачей переходом ее
на замедленную скорость 10 ... 15 мм/мин и заблаговременным
отключением с выбегом до жесткого упора; б) в станках с цикло-
вым программным управлением и гидравлической подачей пере-
287
ходом на пониженную скорость с уменьшением давления в ци-
линдре для снижения силы, действующей на упор.
3. Выбор оптимальной силы на упор, чтобы при действии
наибольших сил резания упор не разгружался.
4. Обеспечение минимальных плеч сил относительно напра-
вляющих поперечных суппортов и уменьшение сил трения в на-
правляющих во избежание скачкообразности движения и некруг-
лости изделий.
5. Применение компенсации деформаций в конце рабочего
хода созданием дополнительного натяжения привода подачи гидро-
цилиндром или специальным дополнительным пружинным упором,
применением самотормозящихся кулачковых механизмов. Это
позволяет выполнять кулачки с уменьшенной подачей в конце
рабочего хода.
Эксплуатационные мероприятия. 1. Обеспечение правильного
центрования заготовки. Центровые отверстия должны иметь опти-
мальные размеры, угол конусности, равный углу конусности
центров, общую осевую линию, обеспечивать равномерный при-
пуск. При настройке станка на партию деталей центровые отвер-
стия должны быть на одном расстоянии друг от друга по оси
изделия.
2. Уменьшение прогибов заготовки — применение неподвиж-
ных люнетов (обычно при отношении длины к диаметру, большем
10 ... 12), подвижных люнетов при обработке гладких валов
(с обычным расположением роликов за резцом, а при повышенных
требованиях к соосности участков — наоборот); повышение же-
сткости зажима заготовки, в частности зажим в патроне с под-
держкой задним центром.
3. Обеспечение низкой шероховатости поверхности обра-
боткой с малой подачей (тонкое точение) или широкими резцами
с большой подачей. Обработку широкими резцами широко при-
меняют в тяжелом машиностроении; обычно назначают подачу
2 .. 20 мм/об; глубину резания 0,1 ... 0,5 мм; режущую кромку
резца немного поворачивают по отношению к горизонтали, что
уменьшает погрешности от неточности установки резца (вместо
пилообразной образующей получается линия, очерченная дугами
большого радиуса.
4. При повышенных требованиях к качеству поверхности
торцовых поверхностей и предпочтительности направления от-
клонений от плоскости в сторону вогнутости (для лучшего бази-
рования деталей в машине) — обточка торцовых поверхностей
от центра к периферии. Вогнутость получается в результате упру-
гих деформаций системы шпиндель — патрон — изделие.
5. Повышение точности установки резцов на размер. Погреш-
ности установки резцов (Г.2) [62] по лимбу с ценой деления
Д = 0,01 ... 0,02 мм составляют 5 ... 10 мкм, Д = 0,002 . . .
... 0,005 мкм — 3 ... 5 мкм, по индикатору с ценой деления Д ~
= 0,001 ... 0,002 мм — 3 ... 5 мкм. Среднее квадратическое от-
288
клонение установки резцов по микронному индикатору (1.3)
в 4 раза меньше, чем по эталону (0,8 и 3,5 мкм).
6. Преднамеренное смещение заднего центра для частичной
компенсации влияния податливости нежестких изделий и ком-
пенсация влияния повышенной податливости заднего центра по
сравнению с передним (Г.4). Способ может иметь ограниченное
применение ввиду неуниверсальности и трудности настройки.
7. В многошпиндельных автоматах выбор расположения ин-
струментов с учетом возможности некоторой компенсации влияния
на точность погрешностей координат.
Мероприятия по повышению точности нарезания винтов.
1. Проектирование винторезных станков с симметричным
расположением ходового винта.
2. Повышение точности резьбонарезания совершенствованием
баланса точности кинематической цепи.
Балансы точности кинематических цепей резьбонарезания
токарных станков средних размеров с высотой центров 175 мм
могут быть иллюстрированы следующими средними данными (Г.5):
линейные погрешности — 16 %, погрешности шестерен постоян-
ной цепи — 27 %, погрешности сменных шестерен — 57 %.
3. Оптимальное распределение передаточных чисел в цепи
нарезания резьбы (Г.6).
4. Применение коррекционных устройств. Назначение:
компенсация: а) постоянных по длине винта погрешностей —
неточностей подбора сменных шестерен, температурных деформа-
ций винта, последующих деформаций винта при закалке и б) пере-
менных по длине винта погрешностей — неточностей изготовле-
ния. Основной задающий элемент корректирующих механизмов —
коррекционная линейка, которая для ведения постоянной коррек-
ции выполняется прямолинейной и устанавливается под требу-
емым углом, а для переменной по длине коррекции — профили-
руется в соответствии с погрешностью ходового винта.
Коррекционное движение реализуется в виде:
поворота маточной гайки (рис. <8.32. а);
поворота маточной гайки, выполняемой дифференциальной
для обеспечения возможности более тонкой коррекции
(рис. 8.32, б);
дополнительного поворота ходового винта через дифферен-
циальный механизм; применяется для станков с подвижным сто-
лом, несущим бабки, изделие и ходовой винт, и с линейкой и ма-
точной гайкой, связанными со^станиной (рис. 8.32, в);
осевого перемещения винта, выполнение задней опоры в виде
дифференциальной гайки; применяется для станков с подвижным
столом и перемещаемой линейкой, связанной со станиной
(рис. 8.32, г).
Основным рекомендуемым механизмом следует считать
механизм с поворотом гайки как наиболее простой и позволяющий
точное изготовление. Рычаг коррекционного устройства должен
289
поджиматься к линейке силой, обеспечивающей постоянство кон-
такта. Максимальный угол подъема профиля линейки ограничи-
вается условием, чтобы тяговая сила на суппорте не менялась
в слишком больших пределах, вызывающих ощутимую перемен-
ность деформаций цепи подачи.
Недостаток механических коррекционных систем — их огра-
ниченная чувствительность.
Электрогидравлическое коррекционное устройство с электри-
ческим датчиком, усилителем и гидродвигателем, управляемым
через регулятор скорости, обеспечивает у винторезного станка
минимальное перемещение 5 мкм, погрешность позиционирования
Рис. 8.32
Коррекционные устройства:
а — с поворотом гайки; б — с поворотом дифференциальной гайки; в — с допол-
нительным вращением ходового винта; г — с осевым перемещением ходового
винта
2,5 мкм при накопленной погрешности ходового винта 0,08 мм
на 1 м.
Станки сверлильно-расточной группы. Требования к станкам
этой группы определяются требованиями к точности отверстий
в деталях и к точности расположения осей отверстия. Горизон-
тально-расточные станки — широко универсальные и являются
прообразами обрабатывающих центров, поэтому они должны также
точно обрабатывать плоскости, расположенные под разными
углами. Современные станки этого типа достигли такой высокой
степени точности, что отдельно. позволяют окончательно обра-
батывать, включая расточку, половины составных (по осевой
плоскости) корпусов ротационных машин. Координатно-расточ-
ные и отделочно-расточные станки относятся к числу наиболее
точных. Точность установки координат в прецизионных коорди-
натно-расточных станках характеризуется отклонениями 1 ...
... 2 мкм.
290
Обработка точных отверстий труднее, чем обработка точных
наружных поверхностей. В частности, поэтому в стандартах
допуски отверстий больше, чем допуски наружных поверхностей
одинаковых диаметров.
К допускам на межосевые расстояния отверстий в заготовках
и к постоянству припусков в отверстиях должны предъявляться
повышенные требования с учетом пониженной жесткости инстру-
мента.
Основные мероприятия повышения точности сверлильных стан-
ков. 1. Повышение жесткости станков. В вертикально-сверлильных
станках со столом, устанавливаемым на плите, обычно эффек-
тивно повышение жесткости плиты. В вертикально-сверлильных
станках с револьверной головкой и ЧПУ важно обеспечение ма-
лых отжатий револьверной головки.
Радиально-сверлильные станки — станки низкой жесткости,
что вызывается их компоновкой (рукав и внутренняя колонка
представляют собою консольные элементы). Международная
норма податливости этих станков — 1,5 мм на каждый метр вы-
лета от оси колонны под действием наибольшей осевой силы
на сверло. В балансе упругих перемещений около 60 % относятся
к колонне и к ее соединению с плитой и около 30 % к рукаву и его
соединению с колонной. Эффективно повышение жесткости стан-
ков повышением модуля упругости материала внутренней ко-
лонны (в частности, выполнения ее из стальной отливки или чу-
гуна со сфероидальным графитом) и повышением жесткости за-
щемления гильзы колонны в нижней опоре. Возможно повышение
жесткости до 2 раз.
2. Повышение износостойкости. Износ направляющей сталь-
ной накатанной колонны радиально-сверлильных станков за
5,5 лет эксплуатации не превышает 0,03 мм. Закалка и супер-
финишная обработка колонны в сочетании с резиновыми грязе-
очистителями обеспечивает срок службы более 8 лет.
Существенно важно обеспечение износостойкости и сопротивле-
ния смятию поверхности направляющих рукава в местах зажима
шпиндельной бабки. Зажим должен осуществляться по плоскости
с шарнирной передачей силы на колодку (Г.7).
3. Повышение точности направления оси вращения сверла
и направления подачи. При перекосе оси вращения сверла в случае
подачи вдоль оси сверла (рис. 8.33, а) получается косо располо-
женное отверстие, а в случае несовпадения направления подачи
с осью вращения сверла (рис. 8.33, б) — отверстие с кривой осью,
так как при сверлении появляются значительные силы, изгиба-
ющие сверло и сверлильный шпиндель.
4. Сверление с вращением заготовки — как средство устране-
ния увода оси отверстия. При перекосе оси сверла в случае подачи
вдоль его оси получается расширяющееся коническое отверстие
(рис. 8.34, а), а в случае несовпадения подачи и оси сверла —
расширяющееся отверстие с криволинейной образующей
291
(рис. 8.34, б). При этом диаметр отверстия получается увеличен-
ным, но ось отверстия совпадает с осью детали.
5. Уменьшение вредного увода отверстий в полых валах при-
нятием отверстия за базу при дальнейшей обработке валов.
6. Применение развертывания как высокопроизводительного
процесса, обеспечивающего второй класс точности при Ra =
— 2 ... 0,2 мкм. Развертывание неудобно для обработки отверстий
глухих, коротких большого диаметра, с прерывистой поверх-
ностью, при высокой твердости деталей. Развертывание не по-
вышает точность расположения отверстий.
а) $)
Рис. 8.34
Погрешности отвеостия при сверле-
нии во вращающейся заготовке:
а —• при подаче вдоль оси сверла; б —
при несовпадении направления подачи
с осью сверла
Рис. 8.33
Погрешности отверстия:
а — при подаче вдоль оси сверла; б •—
при несовпадении направления подачи
с осью сверла
Основные мероприятия повышения точности расточных стан-
ков. 1. Принятие за важнейшую характеристику точности шпин-
делей расточных станков круглость растачиваемых отверстий,
оцениваемую по круглограмме, и нормирование этого параметра.
2. Повышение точности формы наружного кольца подшип-
ника и посадочного гнезда в корпусе.
3. Обеспечение постоянства жесткости шпинделя борштанги
по углу поворота как важного средства обеспечения круглости
отверстий.
4. Расширение применения в расточных станках направля-
ющих качения с закаленными накладками, гидростатических
направляющих и направляющих скольжения с пластмассовыми
покрытиями.
Расширение применения передач винт—гайка качения.
5. Повышение жесткости. В тяжелых горизонтально-расточ-
ных станках с подвижной стойкой при горизонтальных пере-
мещениях стойки и стола осадка станины и основания довольно
существенна, но мало меняется по координатам и поэтому незна-
чительно влияет на точность обработки. Основное влияние на
точность оказывает перемещение передней бабки по траверсе.
Баланс упругих перемещений на высоте 2000 мм для станка
292
мод. 2650 характеризуется следующими значениями: упругие
перемещения стойки 15 %, влияние деформаций башмаков, ста-
нины и направляющих 30 %, влияние деформаций основания
стойки 55 %.
Основные направления повышения жесткости тяжелых гори-
зонтально-расточных станков:
повышение жесткости крепления станины к фундаменту: уве-
личение числа башмаков, диаметра фундаментных болтов, силы
затяжки, обязательная заливка;
обеспечение достаточной толщины верхней стенки станины
и оптимального расположения ребер;
повышение жесткости нижних отсеков стойки и соединения
стойки с санями (обеспечение достаточной высоты полок карманов
для болтов, компенсация ослабления стойки карманами, опти-
мальное расположение болтов по отношению к ребрам и т. д.);
6. Совершенствование баланса упругих перемещений агрегат-
ных станков.
7. Расширение применения двухстоечных компоновок коорди-
натно-расточных станков, имеющих повышенную жесткость, виб-
роустойчивость и пониженное влияние на точность обработки
температурных деформаций.
8. У координатно-расточных станков расположение осей элек-
тродвигателей в плоскости симмегрии шпиндельных бабок, тепло-
вое экранирование электродвигателей, применение принудитель-
ного воздушного охлаждения, холодильников и др.
9. Применение автоматической коррекции положения попе-
речины в прецизионных двухстоечных станках. Коррекция может
быть реализована раздельным приводом ходовых винтов от вы-
сокомоментных электродвигателей, установкой под ходовыми
винтами упругих гидрокамер, заполненных рабочей жидкостью,
и др.
10. Стабилизация температуры шпиндельной бабки точных
расточных и многоцелевых станков с помощью проточной смазоч-
ной системы с охлаждением, обычно с помощью фреоновых охла-
дителей.
11. Зажим выдвижного шпинделя при работе с постоянным
вылетом. Применяются цанговые и механогидравлические зажимы
с упругой втулкой (рис. 8.35, а), зажимы с гидропластом
(рис. 8.35, б) и комбинированные (цанговые и механогидравли-
ческие) зажимы.
Основные мероприятия повышения точности отделочно-расточ-
ных станков. 1. Обеспечение постоянства жесткости шпинделя
или борштанги пб углу поворота, в частности выполнение корпуса
расточной бабки в зоне передней опоры осесимметричным (Г.8, Г.9).
2. Снижение вынужденных колебаний в станках путем балан-
сировки шпиндельного узла в сборе, виброизоляции станка от
воздействия гидропривода, подбора подшипников качения с ми-
нимальным биением и обеспечения качественной посадки их
293
в корпус, применения подшипников с жидкостной смазкой, эла-
стичных муфт, осевого привода врашения шпинделя.
3. Расширение выпуска станков с подвижными шпиндельными
головками.
4. Расширение выпуска станков, оснащенных средствами им-
пульсной и автоматической подналадки инструмента и системы
контроля диаметра обработки.
5. Применение шпиндельных узлов повышенной жесткости
для работы многорезцовыми борштангами.
6. Использование выдвижных шпинделей на гидростатических
подшипниках-. Шпиндели вращаются и выдвигаются в одних
Рис. 8.35
Устройства для зажима шпинделя:
а — гидравлическое с упругой втулкой;
б — гидропластовое
и тех же подшипниках, одно-
временно реализуя главное
движение и движение подачи.
Это позволяет удобно встраи-
вать станки в автоматические
линии и упрощает их кон-
струкции (Г. 10).
7. Расширение применения
двухстоечных компоновок ко-
ординатно-расточных станков,
имеющих повышенную же-
сткость, виброустойчивость и пониженное влияние на точность
обработки температурных деформаций.
8. У координатно-расточных станков — расположение осей
электродвигателей в плоскости симметрии шпиндельных бабок,
тепловое экранизирование электродвигателей, применение воздуш-
ного охлаждения, холодильников и др.
Применение автоматической коррекции положения попере-
чины в прецизионных двухстоечных станках. Коррекция может
быть реализована раздельным приводом ходовых винтов от вы-
сокомоментных электродвигателей, установкой под ходовыми
винтами упругих гидрокамер, заполненных рабочей жидкостью,
и др.
9. Компенсация температурных деформаций корпуса расточ-
ной бабки. Это, в частности, можно реализовать следующим
образом.
Расточная бабка устанавливается на портале снизу
поперечины, причем стойки деформируются от нагрева в сторону,
противоположную расточной бабке. В стойках предусмотрены
полости, заполненные маслом, и электроподогрев. При рассогласо-
вании температур автоматически включается электроподогрев
масла (Г. 11).
294
10. При необходимости совмещения получистового и чистового
растачивания — оптимизация взаимного расположения резцов
по критерию точности и виброустойчивости (Г.12, Г.13).
11. Подбор режимов, обеспечивающих возможную компенса-
цию влияния различных факторов на отклонения от цилиндрич-
ности расточки (Е.6). На возможность этого указывают случаи,
когда при использовании выдвижной борштанги наблюдалось
получение конусной расточки с вершиной со стороны шпин-
деля.
12. Повышение круглости отверстий при отделочном растачи-
вании вращающимся резцом оптимизацией величины и направле-
ния силы неуравновешенности (Г. 14).
Резьбонарезные станки. Требования к точности резьбообра-
батывающих станков связаны со следующим:
в резьбах витки работают параллельно, поэтому точность
в большой степени определяет равномерность их нагрузок, проч-
ность и долговечность;
винты в технике используются как основное средство наиболее
точных перемещений.
Основные мероприятия. 1. Уменьшение несоосности инстру-
мента и заготовки. Так, уменьшение несоосности заготовки для
нарезания резьбы М27 и резьбовой головки с 0,8 до 0,03 мм и ее
жесткое крепление позволило уменьшить рассеяние среднего
диаметра резьбы в 2,5 ... 3 раза (Е.7).
2. Принудительное движение инструмента. Так, применение
принудительного движения резьбонарезной головки уменьшает
поле рассеяния среднего диаметра резьбы в 1,3 ... 1,6 раза. При-
менение копирной насадки к сверлильному станку повышает
точность нарезаемой резьбы на один класс (Г. 15).
3. Соблюдение оптимальной геометрии заточки. Достигаемое
уменьшение поля рассеяния среднего диаметра резьбы — не-
сколько десятков процентов. Наибольшая точность резьбы полу-
чается при износе гребенок по задней поверхности 0,3 ... 0,6 мм,
что связано с меньшими вибрациями (Е. 7, Г. 16).
4. Применение алмазной доводки режущих кромок, что умень-
шает шероховатость обработанной поверхности приблизительно
в 2 раза и рассеяние размеров на 20 ... 50 %.
5. Применение комбинированных методов получения наруж-
ных резьб, нарезание с последующим отделочным обкатыванием
роликами резьбонакатных головок. Обеспечиваются малая
шероховатость и повышенный .предел выносливости.
6. Применение патронов для нарезания точных резьб с ком-
пенсацией несоосности осей, несовпадения шага нарезаемой резьбы
и подачи на оборот шпинделя и рассогласования момента реверса
главного движения и двигателя подачи. Такой патрон (рис. 8.36)
разработан и применяется Харьковским СКВ агрегатных станков
(Г.17) [А. с. № 428870 В23в 31/04, В23в 31/10 (СССР)]. Патрон
предназначен для нарезания резьб от М3 до М27, компенсирует
295
несоосность ±0,5 мм и позволяет нарезать резьбы класса точности
6Н. Несоосность компенсируется шариковой крестовой муфтой,
несовпадение шагов — шариковыми направляющими поступатель-
ного движения. Для компенсации отставания реверса движения
подачи от реверса главного движения, имеющего гораздо более
короткую кинематическую цепь с меньшими зазорами по сравне-
нию с цепью подачи, служит сдвоенная кулачковая муфта с угло-
выми зазорами между зубьями и 82. Общий угол компенсации
равен ± 82.
7. Применение для повышения точности резьбы сильфонов,
компенсирующих несоосность осей отверстия и шпинделя и до-
пускающих различие шага метчика и механической подачи на
оборот [А. с. № 700289 (СССР)] (Г.18).
Фрезерные станки. Эти станки характерны переменными си-
лами резания и значительными ширинами обработки. Это накла-
дывает повышенные требования к точности несущей системы под
нагрузкой и к малости или отсутствию зазоров в механизмах
привода.
Основные мероприятия. 1. Повышение статической и динами-
ческой жесткости и совершенствование баланса жесткости станков.
Особо актуальны эти вопросы для консольно-фрезерных стан-
ков, так как наличие у них консольных элементов понижает
жесткость и делает станки восприимчивыми к колебаниям.
Баланс динамической податливости консольных вертикально-
фрезерных станков, в частности станка мод. 6Т12П (Е.8), пока-
зывает, что повышение жесткости эффективно в первую очередь
повышением крутильной жесткости нижней части станины и кон-
соли (ослабленной вырезами), жесткости направляющих
консоль — станина и системы основание — ходовой винт.
296
В тяжелых продольно-фрезерных станках Ульяновского ЗТС
около 60 % общей податливости приходится на шпиндельные
группы: в приводе подач этих станков, выполненных очень корот-
кими с редукцией в последних звеньях, 60 ... 70 % податливости
приходится на червяк и червячный вал.
2. Переход от консольных станков к бесконсольным, облада-
ющим более высокой жесткостью, в том числе к станкам с попереч-
но-перемещающейся стойкой.
3. Устранение зазоров в приводе, в частности применением
пар винт—гайка качения с предварительным натягом, что осо-
бенно важно для станков с ЧПУ.
4. Обеспечение минимальных зазоров в направляющих сколь-
жения. Расширение применения направляющих качения.
Обязательное применение направляющих качения с натягом
в случае переменного направления сил резания, в частности в шпо-
ночно-фрезерных станках.
5. Оснащение станков системой цифровой индикации с датчи-
ками, имеющими зубчатый или фрикционный привод.
6. Оснащение станков прецизионными масштабами и опти-
ческими считывающими устройствами с погрешностью отсчета
не более 0,01 мм.
7. Обеспечение правильной установки и выверки станины
длинных станков для продольной обработки. Так как поверхности
стола приближенно копируют форму направляющих станины, то
при обработке деталей малой жесткости (в частности, планок)
они после притягивания к столу принимают его форму, получают
при обработке постоянную толщину, а после снятия со стола
распрямляются и имеют правильную форму, в то время как форма
жестких деталей искажается.
8. Выполнение продольно-обрабатывающих станков из
отдельных агрегатных узлов (на базе межтиповой унификации)
как средство не только резкого уменьшения трудоемкости, но
и повышения точности станков вследствие увеличения серийности
выпуска узлов, применения более дорогой оснастки и т. д.
9. Расширение применения на продольных станках безгильзо-
вых фрезерных бабок со шпиндельными узлами, смонтированными
в ползуне. Повышение точности вследствие возможности компен-
сации зазоров в подвижном стыке оценивается величиной до.
50 %. Такая компоновка благоприятна для расширения техно-
логических возможностей станков.
10. Применение механизиррванного безударного крепления
инструмента в конус шпинделя.
11. Закрепление поперечины в продольных станках незави-
симо действующими зажимами в нескольких местах.
12. Предпочтительное применение обработки плоскостей
значительной ширины торцовыми фрезами со вставными зубьями,
по сравнению с обработкой цилиндрическими фрезами. Это свя-
зано с более благоприятной формой стружки, меньшей и более
297
постоянной силой подачи, большими возможностями скоростного
фрезерования. При этом диаметр фрезерной головки должен быть
не слишком большим по сравнению с шириной фрезерования,
чтобы устранить повышенное нагружение и деформирование
шпинделя. Точность фрезерования цилиндрическими фрезами
понижается вследствие значительных упругих деформаций фрезер-
ных оправок.
13. Применение фрезерования коленчатых валов кольце-
выми фрезами, повышающего точность по сравнению с точением
(в связи со значительно меньшими силами, действующими на
вал) и производительность в 3 ... 5 раз.
Протяжные станки. Эти станки характерны следующими осо-
бенностями: многолезвийным инструментом, простой схемой об-
работки, совмещением черновой и чистовой обработок за один ход,
большими усилиями резания, возможностью оптимального распре-
деления припуска между зубьями. В этих станках особо важно
уменьшение упругих деформаций и их направление в сторону,
мало влияющую на точность обработки.
Основные мероприятия. 1. Применение симметричных компо-
новок станков с двумя цилиндрами и симметричным расположе-
нием инструмента между ними в одной плоскости, что в 2—3 раза
снижает силы трения, уменьшает износ направляющих, повышает
КПД и плавность перемещений (Г. 19).
2. Осесимметричное опирание стола в станках для внутрен-
него протягивания в целях обеспечения перпендикулярности осей
протягиваемых отверстий опорной поверхности.
3. Полное сопровождение протяжек на всем ходу резания
в станках для внутреннего протягивания. Если в конце хода
хвостовик протяжки выходит из патрона, то ориентация протяжки
и точность обработки теряются (Г.20).
4. Применение шарнирного крепления рабочего патрона про-
тяжки взамен жесткого для уменьшения влияния на точность
обработки упругих деформаций несущей системы. Это особенно
относится к многоместным наладкам, при которых суммарное
осевое усилие особенно велико.
Применение нейтрального сопровождения протяжки во вспо-
могательных салазках, перемещаемых самой протяжкой, взамен
толкающего, при котором эти салазки воздействуют на протяжку
с заданной осевой силой (Г.21).
5. В станках для наружного протягивания создание натяга
между столом и кареткой, так как при выходе из резания зубьев,
снимающих основной припуск, резко меняются отжатия в си-
стеме и зазоры в направляющих каретки могут даже выбираться
в другую сторону (Г.22).
6. В станках наружного протягивания с подвижным столом
(для свободного обратного хода протяжки) резкое повышение
жесткости стола или отказ от его подвижности. Отжатие подвиж-
ного стола составляет значительную часть в балансе точности
298
и значительно увеличивается в процессе эксплуатации (Г.23).
7. Повышение долговечности протяжек и точности протягива-
ния заменой калибрующих зубьев насадными выглаживающими
кольцами из твердых сплавов (Г.24).
8. Уменьшение опасности колебаний путем повышения частоты
собственных колебаний каретки, обеспечения возможности регу-
лирования скорости протягивания, применения протяжек перемен-
ного шага, обеспечения одновременного резания не менее чем
четырьмя-пятью зубьями. Обеспечение достаточного количества
чистовых калибрующих зубьев, ограничение достаточного числа
чистовых калибрующих зубьев, ограничение амплитуд колебаний
скорости протягивания (Г.25, Г.26).
Шлифовальные станки. Эти станки с точки зрения точности
обработки характеризуются следующими особенностями: высокие
требования к точности (как правило, станки выпускаются классов
точности П, В, А, С), многопроходная обработка с выхаживанием
в подавляющем большинстве процессов, высокие скорости резания
и относительно малые сечения снимаемого слоя, малые давления
в подшипниках и направляющих.
В соответствии с этим в балансе точности шлифования прева-
лирующее значение имеют точность изготовления, позициониро-
вания, температурные деформации, колебания. Шлифование за-
каленных деталей трудно заменить другими технологическими
процессами.
На отечественных круглошлифовальных станках класса точ-
ности С получают некруглость изделий 0,2 ... 0,5 мкм, шерохо-
ватость поверхности Ra — 0,04 мкм; на круглошлифовальных
полуавтоматах некруглость 0,6...0,8 мкм; Ra ~ 0,08...0,16 мкм;
на внутришлифовальных станках некруглость отверстий
0,6 ... 0,8 мкм. На плоскошлифовальных станках неплоскостность
изделий составляет 3 ... 4 мкм на 1000 мм (Г.27).
Известные зарубежные фирмы выпускают шлифовальные
станки с погрешностями изготовления в 2 ... 2,5 раза меньшими,
чем по нормам DIN.
К общим тенденциям чистовой обработки необходимо отнести
обеспечение точности шлифования, чтобы последующие операции
были в основном направлены на уменьшение шероховатости
поверхности.
Основные мероприятия. 1. Обеспечение высокой точности
вращения шпинделей. Радиальное биение шпинделей не пре-
вышает 1 мкм.
2. Динамическое уравновешивание круга и ротора электро-
двигателя с высокой точностью. Дебаланс круга и ротора так же,
как и биение шлифовального шпинделя, существенно сказывается
на вибрациях станка и волнистости обрабатываемой поверхности.
Динамическая балансировка в двух плоскостях обеспечивает
существенно повышенную точность. Для получения шерохова-
тости Ra = 0,04 ... 0,02 мкм амплитуды колебаний на холостом
299
ходу не должны превышать 0,4 мкм. Применение встроенных
устройств для балнасировки кругов на вращающемся шпинделе
и приборов для измерения размахов колебаний шлифовальных
бабок.
3. Повышение скорости шлифования до 40 ... 60 м/с, что
позволяет уменьшить шероховатость поверхности в 2—3 раза.
Регулирование (предпочтительно бесступенчатое) скорости
круга, так как при отсутствии регулирования уменьшение диа*
метра круга уменьшает съем металла и увеличивает шероховатость
поверхности.
4. Уделение наибольшего внимания устранению погреш-
ностей, не устраняемых выхаживанием, —• от неточностей изгото-
вления станка, несовершенства схемы формообразования, темпе-
ратурных деформаций и др.
5. Обеспечение малой равномерной врезной подачи и точного
позиционирования, необходимых для получения точных размеров.
Осуществление для этого врезной подачи шлифовальной бабки
на направляющих качения, на плоских пружинах или поворота
на упругом шарнире в виде креста из плоских пружин. Примене-
ние для тонкой подачи червячной, винтовой и двойной рычажной
передач.
6. В станках с качающейся шлифовальной бабкой совмещение
оси качания бабки в одну вертикальную плоскость со шпинделем
изделия.
7. Обеспечение равномерного с малой регулируемой скоростью
(0,5 ... 2 мкм/мин) и дискретностью (0,1 мкм) перемещения круга
для компенсации износа. Это перемещение успешно осущест-
вляется поворотом бабки винтовой парой с планетарным враще-
нием гайки в гидростатическом подшипнике. Вращение гайки
достигается поочередным подводом масла под давлением в кар-
маны подшипника. Для быстрых установочных перемещений
предусматривается вращение винта.
8. Применение комплекса конструктивных и эксплуатацион-
ных мероприятий по уменьшению температурных деформаций.
Вынесение гидроагрегата и бака со смазочным материалом от
станины на достаточное расстояния или применение достаточно
интенсивного искусственного охлаждения вентиляцией, холо-
дильной установкой и7 т. д. Использование стеклопластовых тепло-
защитных рубашек на гидроцилиндре привода стола и электро-
двигателе шлифовального шпинделя в станине, тепловое отделение
гидроцилиндра подвода-отвода шлифовальной бабки от винта
подачи и т. д.
9. Уменьшение всплывания столов и его влияния на точность
обработки, которое наиболее сильно проявляется в плоскошлифо-
вальных станках, а также в кругло- и внутришлифовальных
станках в связи с* неодинаковым всплыванием в V-образной и
плоской направляющих. Основные мероприятия: выполнение
смазочных канавок, которые могут уменьшить всплывание в 1,5 ...
300
...2 раза и выполнение направляющих замкнутыми (внутри-
шлифовальные станки фирмы «Bryant» (США), рис. 8.37).
10. Оборудование станков приборами активного контроля.
Применение его для контроля не только размеров, но и формы
деталей. Использование блока коррекции, резко уменьшающего
динамические погрешности, связанные с инерционностью пневма-
тического измерительного устройства и температурных погреш-
ностей прибора и изделия.
11. Снабжение круглошлифовальных станков устройствами
для ручного или автоматического устранения конусности изделия
с приводом от шагового двигателя или двигателя постоянного
Рис. 8.37
Замкнутые цилин-
дрические направ-
ляющие станка
фирмы «ВгуапЬ
(США)
тока. «Ввыодят» конусность деформированием корпуса задней
бабки или поворотом пиноли с эксцентричным центром по команде
измерительных головок по концам шлифуемого изделия.
12. Применение устройств, ощупывающих изделие перед на-
чалом шлифования по диаметру, положению торца или толщине
для определения фактического припуска под обработку.
13. Применение в прецизионных шлифовальных станках авто-
матической подналадки, учитывающей не только износ круга,
но и температурные деформации узлов станка (Г.28).
Повышение жесткости и совершенствование баланса упругих
перемещений станков. В круглошлифовальных станках важно
обеспечение необходимой жесткости задней бабки и отсутствие
смещения ее центра при зажиме пиноли. Целесообразно выполнять
пиноль на шариковых направляющих с натягом.
Во внутришлифовальных станках определяющим звеном в ба-
лансе упругих перемещений является шпиндель. Существенное
увеличение его жесткости достигается увеличением диаметра, что
хорошо реализуется при применении пневматических подшипни-
ков, исключающих, ограничения на диаметр по критерию окруж-
ной скорости. Повышение жесткости также возможно оптимиза-
цией конструкции и созданием предварительного натяга шарико-
подшипников.
В плоскошлифовальных станках большое значение имеет
совершенствование баланса упругих перемещений.
301
8.1. Податливость узлов станков, %
ЗГ71 ЗГ71М ЗЕ7ПВ ЗЕ7ПВУ
Узел Жесткость станков, Н/мкм
16 20 24 1 28
Шпиндель 44 30 9 19
Подшипники шпинделя 21 27 24 4
Консоль шлифовальной 14 16 4 5
бабки
Механизм вертикальной 15 20 50 57
подачи
Колонна 3 4 11 13
Жесткость и балансы упругих перемещений плоскошлифоваль-
ных станков можно иллюстрировать данными табл. 8.1.
Необходима надежная защита направляющих от попадания
абразивных частиц. Коэффициент k износа, мкм-см2/(Н-км),
направляющих (равный износу на 1 км пути при давлении
0,2 МПа) для шлифовальных станков £ = (0.3 ... 0,45) q при со-
держании абразива в смазочном материале q = 10 ... 200 мг/л.
Выбор метода шлифования, эксплуатационные мероприятия.
1. Применение оптимальных с точки зрения точности методов
шлифования: круглое шлифование продольными проходами или
врезной подачей с систематической правкой круга; шлифование
точных плоских поверхностей периферией круга в связи с мини-
мальной завалкой поверхностей при входе и выходе круга.
2. При выборе метода шлифования учет в качестве одного
из важных показателей степени искажения формы (неравномер-
ности износа) и изменения диаметра круга. Так, при глубинном
шлифовании ступенчатых валов вследствие неравномерного износа
круга цилиндрическая поверхность вблизи уступа получается
искаженной. При работе узким кругом, в частности алмазным,
при плоском и круглом шлифовании с большой осевой подачей
в связи с износом кромок круга поверхность шлифования полу-
чается волнистой (Е.9).
3. Оптимизация цикла шлифования: черновая обработка с по-
стоянной силой (или мощностью) ре-зания или форсированная
врезная подача до расчетного значения силы (или мощности),
последующий отвод круга на величину, соответствующую разности
упругих деформаций при черновой и чистовой обработке, и чисто-
вая обработка снятием тонкой стружки.
4. Уменьшение сил резания при шлифовании подбором опти-
мальных материалов кругов, гидроочисткой, подачей охлажда-
ющей жидкости через поры круга и т. д. (Г.30). В связи с неблаго-
приятными условиями контактирования круга с деталью при
внутреннем шлифовании применение нитрида бора с кубическими
кристаллами.
302
5. Круглое шлифование на неподвижных центрах как средство
исключения влияния на точность обработки биения подшипников
и шпинделя.
6. Выполнение центров и центровых отверстий с минимальной
некруглостью. Шлифование переднего центра. Выполнение цен-
тровых отверстий с выпуклыми образующими. Шлифование или
притирка центровых отверстий в закаленных деталях оптималь-
ными методами (Г.31). Защита от забоин, протирка центров и
центровых отверстий перед установкой изделий.
7. Работа с надлежащим охлаждением во избежание повышен-
ных температурных деформаций изделий. Обильное охлаждение
державки с алмазом для правки круга.
8. При шлифовании без охлаждения со значительным тепло-
образованием разделение шлифования на черновое и чистовое для
остывания деталей и уменьшения влияния на точность темпера-
турных деформаций.
9. Выполнение точных шлифовальных работ после разогрева
станка на холостом ходу или после обработки деталей, не требу-
ющих высокой точности обработки.
10. Повышение точности установки шлифовального круга.
В частности, при шлифовании резьбы точность установки влияет
на шаг и профиль винта.
11. При шлифовании торцов без поворота шлифовальной бабки
в случае необходимости строгой перпендикулярности торцов
оси применение поднутрения круга.
12. Применение поводковых устройств, позволяющих шлифо-
вать цилиндрические изделия по всей длине без перевертывания,
связанного с понижением точности обработки и образованием
ступени на стыке поверхностей, шлифуемых с двух установов.
Применение граненых центров, плавающих двусторонних хому-
тиков, обеспечивающих равенство усилий на обоих поводках
или по крайней мере расположение поводков на значительном
радиусе.
13. Применение оптимальных способов установки люнетов,
обеспечивающих минимальное влияние погрешностей шеек под
люнет на точность шлифования; в частности, последовательное
шлифование и установка люнетов от центров к середине, шлифова-
ние с поджатием люнетов по мере шлифования, при котором шейки
постепенно принимают правильную круглую форму, применение
следящих люнетов и т. д.
14. Виброизоляция станков, обеспечивающая в первую оче-
редь защиту от колебаний с частотой собственных колебаний
шпиндельной бабки.
15. Применение отделочных операций, существенно уменьша-
ющих погрешности предшествующих операций.
Применение внутреннего и наружного шлифования на башма-
ках. При шлифовании на башмаках (рис. 8.38) технологической
базой может быть выбрана менее точная поверхность (этот процесс
303
особенно важен для подшипниковой промышленности). Опти-
мизацией расположения башмаков удается получить значительно
более точную поверхность обработки, чем базовая, и, в частности,
уменьшить до нуля коэффициент передачи на поверхность об-
работки отдельных наиболее опасных гармонических составля-
ющих погрешностей базовой поверхности. Установлены анали-
тические зависимости переноса некруглости технологической базы
на обрабатываемую поверхность и оптимизации расположения
башмаков; разработаны способ и прибор для решения тех же
задач графическим путем (ЕЛО). Прибор представляет собой плиту
с переставными штифтами, имитирующими башмаки (рис. 8.39).
Рис. 8.38
Шлифование на башмаках:
а — простых; б — двухточечных; в — двухточечных самоустанавливающихся
При повороте опирающегося на эти штифты шаблона с некруг-
лостью, характерной для технологической базы, карандаш, ими-
тирующий инструмент, очерчивает на шаблоне обрабатываемую
поверхность.
Наибольшие возможности дает симметричное расположение
инструмента по отношению к башмакам.
Наиболее распространено шлифование на простых одноточеч-
ных башмаках (см. рис. 8.38, а), для которого при симметричном
расположении инструмента можно одновременно значительно
уменьшить амплитуды основных (второй и третьей) гармоник,
сохранив их сияфазность с гармониками отклонений технологи-
ческой базы, или исключить перенос на изделие любой гармоники
технологической базы.
При двухточечных подвижных башмаках (см. рис. 8.38, б)
для наиболее часто встречающихся погрешностей технологической
базы — овальности, трех- и пятигранности — рекомендуются
также симметричное расположение инструмента, угол между осями
башмаков 2р0 = 90°, угол охвата 2р,г = 40° или 55е.
Для максимального снижения разностенности колец реко-
мендуется располагать инструмент у одного из башмаков (рас-
положенных на нешлифуемой поверхности кольца) и выбирать
углы 2р0 = 90 ... 100° и 2jxx = 40 ... 55е.
304
Большие возможности получения точной поверхности при
неточной технологической базе дает шлифование на самоуста-
навливающихся двухточечных башмаках (см. рис. 8.38, в
и рис. 8.40).
Рекомендуется также для дополнительного исключения вли-
яния на точность обработки осевого биения шпинделя опирание
заготовки не только на радиальные, но и на осевые неподвижные
опоры.
Способ получения точной поверхности при опирании на менее
точную базовую поверхность может быть использован для изме-
рения некруглости деталей больших диаметров (Г.33). Датчик
Рис. 8.39. Рис. 8.40
Моделирующее устройство: Люнет с двухточечными самоустанав-
/ — шаблон; 2 — упоры; 3 — карандаш; ЛНвающимися башмаками
4 — вычерчиваемая кривая
отклонений закрепляется на основании, которое через систему
балансиров контактирует с измеряемым профилем (рис. 8.41).
Повышение точности шлифования отдельных видов. 1. Приме-
нение бесцентрового шлифования как процесса, сочетающего
высокую производительность и точность обработки простых де-
талей. Точность обеспечивается хорошей поддержкой изделия
без люнетов, вдвое меньшим влиянием износа шлифовального
круга, так как ошибка от износа круга переносится не на радиус,
а на диаметр изделия, отсутствием ошибок центрования и просто-
той конструкции станка. Вместе с тем бесцентровое шлифование
не обеспечивает повышения соосности наружной и внутренней
поверхностей деталей и поверхностей ступенчатых валов, в мень-
шей степени выправляет некруглость, чем шлифование в центрах,
приводит к увеличению некруглости деталей со шпоночными ка-
навками и другим искажениям круглого профиля вала.
2. Оптимальная наладка бесцентрово-шлифовальных станков
по высоте установки центра заготовки и углу скоса ножа с учетом
характера огранки заготовки (Г. 34). Влияние наладки станка на
некруглость и нецилиндричность — до нескольких раз.
11 Решетов Д. Н • 305
3. Увеличение частоты вращения круга в бесцентрово-шлифо-
вальных станках, повышающее равномерность вращения заготовки
(Г. 35).
4. При двустороннем торцовом шлифовании установка кругов
таким образом, чтобы расстояние между ними на выходе было на
0,05 мм больше, чем на входе. Вращение кругов — в разные сто-
роны с образованием на поверхности детали сетки.
5. При отделочном шлифовании плоскими дисками всей по-
верхности использование опорной поверхности диска как базы
для установки детали, что одновременно упрощает приспособле-
ние. 8.41
Устройство для измерения больших диаметров
6. На внутришлифовальных станках применение для правки
твердых шлифовальных кругов, устанавливаемых на длинных
оправках, и динамических люнетов во избежание подрыва кругов
(Г. 36).
7. Применение в резьбошлифовальных станках:
коррекции линейки по погрешности шага, осредненной за не-
сколько шлифовок;
коррекции циклических погрешностей кинематической цепи
зубчатыми колесами с регулируемым эксцентриситетом, что поз-
воляет уменьшить эти погрешности в несколько раз;
полуплоскостного режима резьбошлифования;
полива заготовки при обработке по всей длине через систему
сопл.
8. Предотвращение волнистости при обработке фасонных по-
верхностей на копировально-шлифовальных станках методом
306
прямого врезания путем выполнения условия, чтобы время им-
пульса ускорения в 2,5 ... 3 раза или более превышало период соб-
ственных колебаний системы (Г. 37).
9. Если двух проходов оказывается недостаточно, — проведе-
ние третьего прохода резьбошлифования после полного остывания
заготовки.
10. Уменьшение шероховатости поверхности и повышение
производительности суперфиниширования (в 2 раза и более) на-
ложением ультразвуковых колебаний с частотой 18 ... 45 кГц
(Г.38, Г.39, Г.40).
11. Уменьшение искажений поверхности от процесса супер-
финиширования при выходе брусков из контакта с поверхностью
обработки. В частности, при суперфинишировании дорожек каче-
ния подшипников необходимо обеспечить не только совмещение
оси качания брусков с центром кривизны профиля, но также сим-
метричность установки брусков и углов их качания (Г. 41).
Зуборезные станки. Высокая точность зубообрабатывающих
станков определяется требованием высокой точности зубчатых и
червячных передач. Это вызвано необходимостью обеспечения
точных угловых перемещений и условиями работоспособности и
долговечности самих передач — малой величиной динамических
нагрузок и шума, совместной работой двух и более пар зубьев.
Особенно сложны задачи создания тяжелых прецизионных
зубообрабатывающих станков [15].
Выбор метода обработки и типа станка по критерию точ-
ности. 1. Принципиально наиболее высокую точность зубонаре-
зания можно получить фрезерованием червячными фрезами по
методу огибания, что определяется непрерывностью процесса и
некоторым выравниванием ошибок.
Долбление зубьев долбяками связано с полным переносом
шаговых и накопленных ошибок инструмента и его износа на из-
делие и дополнительными местными погрешностями шага в месте
начала и конца обработки.
Зубострогание гребенками связано с необходимостью периоди-
ческого деления для пересопряжения инструмента с заготовкой,
вызывающего дополнительные шаговые погрешности.
Фрезерование колес большого диаметра методом единичного
деления в связи с особенностями этого метода позволяет получить
степень точности не выше восьмой.
2. Применение в зуборезных станках устройств, обеспечиваю-
щих современные методы обработки: автоматическое осевое переме-
щение фрезы (обеспечивающее более равномерный износ зубьев фре-
зы), попутное и встречное резание, получение бочкообразного зуба.
3. Применение двухпроходного зубофрезерования, в част-
ности обеспечивающего повышенную точность направления зубьев.
При зубодолблении — исключение лишних ходов долбяка
после окончания обработки, в частности применением счетчиков
импульсов. Лишние ходы долбяка уменьшают точность.
11* 307
4. Повышение точности направления зубьев при зубофрезеро-
вании уменьшением нароста на инструменте путем увеличения
скорости резания 1441.
5. В зубошлифовальных станках, работающих плоским кру-
гом, в целях избежания существенного влияния на точность де-
формаций круга применение схемы обработки за один проход со
съемом припуска в основном периферией круга. При этом основ-
ная слагающая силы шлифования направлена по касательной
к профилю зуба в сторону большей жесткости круга [А. с. 454969
(СССР)] (Г.42, Г.43).
Выбор оптимальной компоновки станка по критерию точности.
1. Горизонтальная компоновка станков, позволяющая обра-
батывать зубья колес в сборе с валами, исключает возникновение
погрешностей, связанных с эксцентриситетом зубчатого венца по
отношению к опорным шейкам. Вертикальная компоновка обеспе-
чивает большую жесткость установки зубчатых колес, лучшие
условия работы и меньший износ направляющих суппортов, луч-
шие условия наблюдения за зоной резания.
2. Вертикальная компоновка станков с подвижной стойкой
позволяет выполнять делительное колесо большого диаметра,
обеспечить высокую жесткость стола и крепление изделия, обес-
печить возможность выполнения в столах крупных станков отвер-
стия значительного диаметра для обработки зубьев на колесах,
насаженных на валы.
3. Выполнение станков особо высокой точности (мастер-
станков) с минимальным числом перемещающихся узлов и с мак-
симально простой кинематической цепью.
Оптимизация кинематических цепей станков. 1. Оптимизация
конструкций делительных пар как узлов, в решающей степени
определяющих точность зубообработки. Число зубьев делитель-
ного колеса следует назначать возможно большим (за счет умень-
шения модуля) для уменьшения влияния на конечную точность
погрешностей промежуточных передач (но превышение значения,
равного произведению зубьев нарезаемого колеса на число кана-
вок фрезы, неэффективно). Диаметр делительного колеса следует
назначать (в соответствии с рекомендациями Британского стан-
дарта для нарезания колес) при вертикальной компоновке станков
равным или более 0,8dH, а при горизонтальной компоновке равным
и более l,5dH (dH —диаметр нарезаемых колес). Для уменьшения
влияния радиального биения червяка и увеличения производи-
тельности следует применять угол профиля червяка а — 15° и
коэффициент высоты головки зуба червяка ha = 1,2, что умень-
шает циклическую ошибку на 20 ... 30 % (Г. 44), а для станков
особо высокой точности (мастер-станков) а — 12° и ha = 1,4 ...
1,6. Опыт эксплуатации показывает, что изменение угла профиля
с 15 до 7,5°, увеличение коэффициента высоты головки зуба с 1 до
1,5 и диаметра червяка с 36 до 60 мм уменьшает циклическую по-
грешность передачи в приводе с 35 ... 40" до 10 ... 15".
308
2. Применение привода стола двумя червяками. При обычном
расположении червяков по разные стороны колеса с параллель-
ными осями и жестким приводом накопленная ошибка, если она
имеет форму синусоиды с периодом 2л, снижается вследствие пере-
сопряжения до двух раз. При двухчервячном приводе с плаваю-
щим звеном синусоидальная накопленная погрешность теорети-
чески компенсируется полностью, однако дополнительно вводится
погрешность от дополнительных звеньев кинематической цепи.
3. Регулирование зазора в делительной передаче осевым пере-
мещением червяка, имеющего небольшую разность шагов боковых
поверхностей зубьев.
4. Применение гипоидных и многозаходных червячных дели-
тельных пар.
5. Обеспечение изготовления делительных пар третьей—чет-
вертой степени точности и выше. В настоящее время достигнуты
высокие показатели точности делительных пар. Так, делительные
колеса мастер-станка фирмы «Schiess» (ФРГ) изготовляют по точ-
ности выше первого квалитета с угловой погрешностью до 1' при
диаметре 4200 мм.
6. Применение в высокоточных зубофрезерных станках вто-
рой делительной пары с меньшим передаточным числом (обычно
также червячной, но большего модуля) для черновой обработки и
для быстрых установочных перемещений. В отдельных станках
вторая делительная пара используется также для шевингования
и для токарных операций; при этом ее выполняют цилиндрической
зубчатой. Переключение передач осуществляется: изготовлением
мелкомодульной передачи с повышенным зазором и относительным
осевым смещением червяка (при переключениях общее передаточ-
ное отношение к столу за счет промежуточных передач должно быть
одинаковым); отводом червяка или червяков (преимущественно
применяется при необходимости быстрого вращения заготовки
цилиндрической передачей для шевингования или точения).
7. Применение так называемой каркасной сборки корпусных
деталей делительной червячной передачи с ограничением откло-
нений основных параметров не от номинальных размеров, а от
размеров окончательно обработанных червячного колеса и чер-
вяка (Г. 45, Г. 46).
8. Сокращение длины кинематических цепей. Применение вме-
сто быстроходных и длинных кинематических цепей (в первую
очередь в зубошлифовальных станках) электрических настраивае-
мых и ненастраиваемых валов< Совершенствование гаммы син-
хронно-реактивных электродвигателей. Сокращение длины цепи
главного привода,’ особенно в станках, предназначенных для ско-
ростного и силового резания. В особо точных крупных станках
главный электродвигатель выносят за пределы станка.
9. Проектирование цепей обката так, чтобы редукция была
отнесена к делительной передаче или к последним передачам.
Цепи обката проектируют с рассеивающей кинематикой, в соот-
309
ветствии с которой передаточные отношения кинематических пар
не имеют общих множителей; с нерассеивающей кинематикой, при
которой передаточные отношения одинаковы или кратны, и, на-
конец, с частично рассеивающей кинематикой.
Преимущественно применяют нерассеивающую или частично
рассеивающую кинематику, при которой возможна частичная вза-
имная компенсация погрешностей оптимальным угловым располо-
жением элементов. Фирма «Schiess» (ФРГ) и некоторые другие при-
меняют рассеивающую кинематику, считая, что она способствует
меньшему шуму при работе зубчатых колес, нарезанных на станке.
10. Взаимная компенсация угловых упругих деформаций глав-
ного привода и цепи обката. Так, место присоединения цепи обката
и цепи главного движения должно выбираться так, чтобы угол
упругого поворота фрезы, деленный на передаточное число за-
цепления фреза—заготовка, приближался к углу упругого пово-
рота стола.
11. Применение при благоприятных конструктивных условиях
цилиндрических дифференциалов, обеспечивающих повышенную
точность вследствие возможности более точного изготовления и
выравнивания ошибок двумя парами сателлитов.
12. Применение в мастер-станках коррекционных механизмов.
Кроме выполнения общей задачи повышения точности обработки
основной продукции станка коррекционные механизмы необхо-
димы для изготовления самих мастер-станков, т. е. для решения
задачи повышения точности (изготовление на имеющихся станках
более точных станков). Основное распространение имеют механи-
ческие коррекционные устройства без обратной связи. На основе
предварительного замера точности профилируется коррекцион-
ный диск, вращающийся со скоростью стола или другого элемента,
погрешность которого нуждается в исправлении. От диска коррек-
тирующее движение через планетарный механизм передается чер-
вяку делительной передачи.
Электрические коррекционные устройства с обратной связью
исправляют погрешности, вызываемые не только систематиче-
скими, но и случайными причинами, но пока менее надежны, чем
механические. При наличии рассогласования движений выраба-
тываются сигналы в виде электрических импульсов, которые вы-
зывают поворот делительного червяка серводвигателем.
Коррекционные устройства предусматриваются в отечествен-
ных мастер-станках СПО Коломенский завод тяжелого станко-
строения и мастер-станках большинства зарубежных фирм, кроме
фирмы «Schiess». В настоящее время достигнутая точность мастер-
станков характеризуется кинематической погрешностью I ... 2".
13. Оптимизация конструкций направляющих столов: приме-
нение плоских направляющих и радиального подшипника каче-
ния, разгрузка направляющих через пяту (при достаточно жестких
столах), применение гидростатической разгрузки направляющих
или гидростатических направляющих.
310
14. Устранение колебаний люльки зубострогальных станков
для конических колес применением ленточного тормоза с наклад-
ками из фторопласта (Г. 47).
Эксплуатационные мероприятия. 1. Установка тяжелых пре-
цизионных зуборезных станков на массивных виброизолирован-
ных фундаментах.
2. Обеспечение в цеху постоянной температуры (20 ± 0,5 °C),
разогрев станка перед нарезанием точных колес (для тяжелых
станков в течение не менее 6 ч), подогрев фундаментов, снабжение
станков отдельными циркуляционными смазочными системами
или холодильными установками для выравнивания температуры,
установка в отдельных узлах термопар.
3. Повышение точности зуборезного инструмента. Использо-
вание червячных фрез повышенной точности, обеспечивающих по-
вышение точности нарезания на одну-две степени.
4. Применение на зубофрезерных станках червячных фрез
с измененными величинами шага и угла профиля для уменьшения
остаточных гребешков при работе с большими подачами под ше-
вингование.
5. Применение червячных фрез большого диаметра, устанав-
ливаемых на жесткие оправки, что приводит к уменьшению упру-
гих деформаций и колебаний.
6. Точная проверка кинематической точности станков. Дости-
жимая точность прецизионных кинематомеров оценивается пре-
дельной погрешностью 0,5" в пределах всего оборота.
7. Установка на зубофрезерных станках прибора, обеспечи-
вающего точный контроль взаимного положения стола и суп-
порта.
8. Выверка заготовок точных колес при установке на столе по
биению базовых шеек валов.
9. Обеспечение беззазорной установки заготовок, в частности
с применением точных разжимных устройств (повышение точно-
сти обработки на 25 ... 30 %). Установка заготовок для оконча-
тельных операций на те же базы, что и для черновых.
Выбор оптимального метода и совершенствование окончатель-
ной обработки зубьев. Шевингование хорошо исправляет погреш-
ности профиля и шага, обеспечивает повышение точности зубча-
тых колес на одну-две степени, но мало исправляет другие по-
грешности, в частности биение. Шероховатость поверхности зубьев
Ra = 0,32 ... 0,04 мкм. Следует обеспечивать коэффициент пере-
крытия шевера с заготовкой более 1,6. Поэтому фаска на головке
зуба должна быть минимальной; необходимо также избегать
укорочения зубьев; для особо ответственных колес при выпуске
крупными сериями применяют индивидуальный шевер. Крупные
зубофрезерные станки снабжаются шевинговальными головками,
что исключает необходимость переустановки колес. Регулирова-
нием тормозного момента на шевере можно исправлять пятно кон-
такта и получать модифицированный по длине зуб.
311
Шлифование позволяет обрабатывать поверхности после за-
калки и в основном применяется для обработки закаленных зуб-
чатых колес. При этом исправляются все погрешности, а точность
относительно мало зависит от точности заготовки. Производитель-
ность зубошлифования невысока. Наивысшая точность обработки
достигается на станках, работающих тарельчатыми и плоскими
кругами, что объясняется рациональной и простой кинематикой
станка, простой плоской формой рабочей поверхности круга, на-
личием механизма правки. Однако в связи с совершенствованием
конструкций механизмов и повышением точности их изготовления
и стойкости кругов точность станков с профилированными и ко-
ническими кругами приближается к точности станков с тарельча-
тыми и плоскими кругами. Крупные колеса шлифуют, как правило,
тарельчатыми, кругами с автоматической компенсацией износа
кругов. Возможно некоторое повышение точности профиля при
шлифовании оптимизацией станочного зацепления (Г. 48), а
также некоторая компенсация погрешностей изменением скорости
относительного перемещения круга вдоль оси колеса или измене-
нием других относительных перемещений круга и колеса (Г. 50).
Холодная прикатка — пластическое деформирование закален-
ным зубчатым накатником — в основном применяется для обра-
ботки незакаленных колес; обеспечивает высокую производитель-
ность и уровень шероховатости Ra = 0,32 ... 0,16 мкм, способ-
ствует уменьшению коробления при термообработке, но при этом
необходимы точные заготовки и малые припуски. Выполняется
на специальных стендах или на зубофрезерных станках.
Хонингование — обработка, применяемая как после шевинго-
вания, так и после шлифования закаленных зубьев, обеспечивает
снижение шероховатости обработки в 2—3 раза, уменьшает рас-
сеяние размеров поверхностей.
Копировальные станки. В связи с резким повышением пара-
метров машин возникает потребность в деталях более сложных,
чем ранее, форм. Поэтому продолжают применять копировальные
станки и устройства наряду со станками с программным управле-
нием. Современные требования к точности копировально-фрезер-
ных работ характеризуются следующими отклонениями: при кон-
турном копировании ±0,02 мм, при объемном ±0,05 мм.
Основные мероприятия. 1. Совершенствование копироваль-
ного механизма и схемы обработки для уменьшения сил и диапа-
зона изменения сил в звеньях механизма. В частности, динамиче-
скую ошибку копировальной системы можно существенно умень-
шить выбором координат оси вращения копира и детали (Е. 11).
2. Снижение сил трения в копировальном механизме заменой
внешнего трения внутренним или применением осциллирующих
движений.
3. Применение следящих копировальных систем;
гидравлических, в которых щуп, обходящий профиль копира,
перемещает золотник, управляющий работой гидравлического ци-
312
линдра; последний перемещает подвижный узел станка вместе
с корпусом золотника до тех пор, пока не восстановится первона-
чальное относительное положение золотника с корпусом;
электромеханических, в которых при обходе профиля щупом
с помощью дифференциального трансформатора создаются элек-
трические сигналы, управляющие электродвигателем; последний
перемещает подвижный узел станка до устранения рассогласова-
ния.
4. Копирование с постоянной скоростью обхода контура.
5. Применение бочкообразного пальца вместо сферического,
что повышает точность копирования (ЕЛ2),
Рис. 8.42
Компенсация прогиба поперечины:
а, б — упругим деформированием; в — уравновешиванием пружиной
6. Использование специальных профилей копиров для про-
верки статических и динамических погрешностей (Е.12).
7. Снижение погрешностей от упругих деформаций системы
и некоторых других при токарно-копировальной обработке ис-
пользованием вместо копира первой детали, обработанной с теми
же режимами резания. Погрешность по результатам опытов на
жестких деталях уменьшается в несколько раз (Г.51).
Тяжелые станки. К тяжелым станкам предъявляют высокие
требования по точности в связи с исключительной трудоемкостью
слесарной пригонки тяжелых деталей и с ограниченностью ти-
пажа тяжелых станков, в частности не предусматривающего диф-
ференциацию их на черновые и чистовые.
Специфика обеспечения точности тяжелых станков связана
с большими массами изделий и элементов несущей системы стан-
ков, большими прогибами от массовых сил, трудностями точного
позиционирования, равномерных медленных перемещений и т. д.
Мероприятия, связанные с несущими системами. 1. Компенса-
ция прогибов элементов несущих систем, в частности поперечин
портальных станков, от сил тяжести.
Для компенсации прогибов от силы тяжести поперечин наи-
более удобна обработка направляющих в рабочем положении при
закреплении поперечины в местах подвеса к стойкам портала.
313
При этом горизонтальные грани получаются плоскими при дейст-
вии на поперечину силы тяжести и искривленными при ее отсутст-
вии. Возможно упругое искривление поперечин при обработке
или в рабочем положении на станке. В последнем случае внутри
поперечины располагают одну или две стальные балки (рис 8.42, а),
относительно которых выправляют поперечину с помощью винтов.
Балки прикреплены к траверсе в местах ее подвеса к стойкам.
Технологическое искривление составных траверс обработкой сты-
ковых поверхностей с небольшой коррекцией угла приводит к тому,
что упругая линия поперечины получает изломы в местах стыков,
и возможно вместе с шабрением.
Рис. 8.43
Коррекционное устройство для обеспечения пря-
молинейности выдвижения шпиндельной бабки:
/ — противовес; 2 — цепь; 3 — гидроцилиндр; 4 — ку-
лачок; 5 — салазки; 6 — регулятор; 7 — шпиндельная
бабка
Прогибы поперечины от силы тяжести
суппортов в связи с их подвижностью
могут быть полностью устранены только
их уравновешиванием. Для этого предус-
матривается балка (рис. 8.42, б), по ко-
торой катится ролик, поджимаемый к на-
правляющей силой натяга пружины,
соответственно равной силе тяжести суп-
порта. Балка соединена с поперечиной
в местах ее подвеса к стойкам и может
быть выполнена с коррекцией, компенси-
рующей ее прогиб, если он существен по отношению к сжатию
пружины. При этом прогибы поперечины под действием ее силы
тяжести и закручивание от силы тяжести суппортав должны кор-
ректироваться отдельно.
2. Обеспечение прямолинейности выдвижения шпиндельной
бабки в горизонтальном направлении специальным коррекцион-
ным устройством. Бабка при перемещении воздействует кулачком
на золотник, который управляет давлением в цилиндре, встроен-
ном в систему уравновешивания салазок с бабкой. Коррекция
положения салазок достигается изменением натяжения цепи про-
тивовеса [станки фирмы «Jasda» (Япония)] (рис. 8.43).
3. Применение гидравлической адаптивной системы разгрузки
ползунов карусельных станков при расточке глубоких отвер-
стий. На ползуне вместо резцедержателя закрепляется корпус,
к которому на плоских пружинах прикреплен резцедержатель,
служащий одновременно корпусом гидравлического цилиндра.
В цилиндре перемещается поршень с роликом, который посредст-
вом гидравлический системы давит на растачиваемое отверстие со
стороны, противоположной резцу, тем сильнее, чем больше сила
резания, и таким образом разгружает ползун от изгиба (Г.52).
314
4. Применение литых деталей несущих систем из чугуна со
сфероидальным графитом во избежание больших деформаций.
5. Введение точной выверки положения поперечин портальных
станков с помощью специальных механизмов. Для уникальных
продольно-обрабатывающих станков с подвижным порталом вве-
дение динамического выравнивания портала (Г.53).
6. Закрепление тяжелых узлов, в частности поперечин пор-
тальных станков, независимыми зажимами в нескольких местах.
7. Обеспечение работоспособности и точностной надежности
узлов станков в условиях неизбежности больших упругих дефор-
маций от сил тяжести и других нагрузок, в частности шабрение
a) d)
Рис. 8.44
Направляющие карусельных станков:
а — качекмя; б — гидростатические
подшипников скольжения шпинделей в условиях нагружения си-
лой тяжести типового изделия и т. д.
8. Установка стендов на фундаменты, обеспечивающие доста-
точную жесткость и стабильность по времени системы, малость
температурных деформаций и вибраций.
Совершенствование направляющих. 1. Применение гидроста-
тических направляющих для медленно перемещающихся узлов
как средства безызносной работы и длительного сохранения точ-
ности, некоторой компенсации погрешностей и как средства мно-
гократного снижения сил сопротивления, а отсюда — повышения
точности позиционирования и равномерности медленных переме-
щений.
2. При особовысоких требованиях к точности применение ги-
дростатических направляющих с автоматическим обеспечением
прямолинейности перемещений по лучу лазера.
3. Переход в тяжелых станках карусельного типа от гидроди-
намических направляющих кругового движения, которые уже не
удовлетворяют всем требованиям точности и надежности, к гидро-
статическим (рис. 8.44, б) или к направляющим качения
(рис. 8.44, а). Основной рекомендуемый тип направляющих —
плоские гидростатические с питанием по схеме насос—карман.
В станках с диаметром планшайбы более 5 м предусматривается
315
центральный роликовый упорный подшипник, нагрузка на кото-
рый устанавливается давлением масла в гидравлическом цилиндре
(см. рис. 8.44, 6). Радиальное направление и восприятие радиаль-
ных нагрузок осуществляется двухрядным шпиндельным ролико-
подшипником с конической поверхностью внутреннего кольца.
Совершенствование механизмов. 1. Повышение крутильной
жесткости приводов. Уменьшение весьма весомой в тяжелых
станках составляющей податливости, связанной с выборкой люф-
тов в подшипниках в разные стороны (Г.54, Г.55).
2. Применение дистанционного управления перемещением и
закреплением всех органов станка; отказ от применения штурвалов
для ручного перемещения тяжелых узлов. Освобождение от тя-
желого физического труда, трудно совместимого с управлением
точными механизмами, в частности с точной установкой на раз-
мер.
3. Применение совершенных механизмов отсчета перемещений
по координатам. Рекомендуется к применению система с прямоли-
нейным бесконтактным датчиком — развернутым сельсином, раз-
работанная в Новосибирском СПО Тяжстанкогидропресс и обес-
печивающая высокую точность, технологичность и неизнашивае-
мость. Его можно использовать для визуального отсчета и для об-
ратной связи в копировальных станках с программным управле-
нием.
4. Применение цифровой индикации на световом табло во из-
бежание брака дорогих изделий, в том числе от случайных сбоев
в системе программного управления.
5. Применение безударного механизированного закрепления
инструмента в конус шпинделя.
6. В тяжелых станках с ЧПУ обеспечение возможности из-
менять скорость резания и подачу, вносить коррекцию на диаметр
и длину инструмента, устанавливать плавающий нуль с помощью
устройств на подвесном пульте.
8.5. ПОВЫШЕНИЕ ТОЧНОСТИ СТАНКОВ
АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Специфика обеспечения точности обработки на станках авто-
матизированного производства связана с точностью механизмов
и систем управления, с точностью передачи изделия с одной по-
зиции на другую или смены инструмента, точностью и износо-
стойкостью индексирующих устройств и т. д.
Применение активного контроля. Активный автоматиче-
ский контроль — перспективное средство повышения точности
и автоматизации обработки на станках. Его принципиальные
преимущества:
профилактика брака, а не отбраковка негодных изделий;
компенсация износа инструмента, температурных деформаций
и др.;
автоматизация производства (Д. 1) [17].
316
Активный контроль применяют для обеспечения не только
размеров, но и формы.
Основные мероприятия повышения точности измерения, 1. При-
менение, при возможности, прямых методов измерений, т. е. не-
посредственного измерения требуемого размера обрабатываемой
поверхности.
2. Применение двух- или трехконтактных приборов вместо
одноконтактных (рис. 8.45). Последние обеспечивают значительно
меньшую точность, так как сказываются упругие и температурные
деформации базовых деталей станков и больше влияет вибрация.
3. Компенсация вредного влияния упругих и других переме-
Рис. 8.45
Плавающие приборы активного кон-
троля:
а — двухконтактный; б — трехконтактный
щений обрабатываемых дета-
лей выполнением измеритель-
ных устройств плавающими
(см. рис. 8.45). Уменьшение
погрешностей смещения дета-
лей в перпендикулярном на-
правлении выполнением измерительных наконечников пло-
скими, параллельными один другому.
4. Выполнение трехконтактных приборов с двумя степенями
свободы. Обеспечение прижатия приборов к детали (затягиванием)
(см. рис. 8.45, 6).
5. Уменьшение влияния вибрации — обеспечение условия для
устранения отрыва измерительного наконечника прибора от
поверхности изделия. При этом частота собственных колебаний
стержня измерительного прибора должна быть существенно
больше частоты вращения обрабатываемой детали. Подвижные
детали должны иметь минимальную массу. Для этого их иногда
изготовляют из титановых сплавов.
6. Уменьшение погрешностей от сил трения и износа в кон-
такте между измерительным наконечником и деталью — устра-
нение непосредственного контакта измерительного стержня и
детали, оснащение наконечников алмазом или твердым сплавом
с низкой шероховатостью поверхности (Ra = 0,1 ... 0,2 мкм),
устранение зазоров пружинной подвеской.
7. Уменьшение погрешностей от температурных деформаций
прибора выполнением прибора в герметизированном корпусе, вы-
полнением концов измерительных рычагов из материалов с малым
коэффициентом линейного расширения (титана, инвара и др.).
8. В условиях невозможности прямых методов измерения при-
менение косвенных методов (рис. 8.46):
при бесцентровом шлифовании измерение расстояния между
кругами (рис. 8.46, а):
317
при внутреннем шлифовании кругами, близкими по диаметру
к отверстиям, измерение от образующей шлифовального круга до
противоположной образующей отверстия (рис. 8.46, б); приме-
няется также измерение с обратной стороны;
при плоском шлифовании определение толщины детали как
разности координат по высоте обрабатываемой поверхности и по-
верхности стола (рис. 8.46, в).
9. Уменьшение влияния зазоров на работу датчиков — со-
блюдение принципа Аббе, применение упругих шарниров и под-
весок (рис. 8.47). В связи с дискретностью активного контроля тре-
бования линейности характеристики не являются обязательными.
Рис. 8.46
Применение
косвенных методов измерений
10. Выбор оптимального передаточного отношения механизмов
приборов — увеличение передаточного отношения — приводит
к росту измерительных усилий и инерционности, но способствует
более четкому формированию электрических импульсов. Обычно
у электроконтактных датчиков передаточное отношение 5—6.
Общ ие мероприятия. 1. Обеспечение возможности работы
средств активного контроля без подналадки в течение смены.
2. Общее повышение точности всей технологической системы
как наиболее эффективного средства повышения точности обра-
ботки с активным контролем.
3. Выбор оптимального метода подналадки, т. е. подналадки
по одной детали, по положению центра группирования случай-
ных погрешностей функциональных и случайных погрешностей,
выбор оптимальной величины подналадочного импульса. При этом
компенсируются только систематические погрешности.
4. Применение, особенно при обработке деталей больших
диаметров, систем активного контроля с компенсацией темпера-
турных отклонений размеров деталей. Примером применения
активного контроля с температурной компенсацией при хонинго-
вании может служить система, разработанная в НЙИтракторо-
318
по реле времени спосооствует уве-
Рис. 8.47
Измерительные устройства с соблюде-
нием принципа Аббе
сельхозмаше (Д. 2). Сигнал на прекращение процесса поступает
от блока на основе сигналов от датчиков, измеряющих диаметры
внутренней обрабатываемой и наружной поверхностей (рис. 8.48).
5. Обеспечение условий для недоведения режущего инстру-
мента до сильного затупления. Вследствие этого при шлифовании
с активным контролем предпочтительны более мелкозернистые и
пористые круги.
6. Уменьшение рассеяния размеров при шлифовании примене-
нием выхаживания до чистовой обработки или уменьшением перед
чистовой обработкой силовых деформаций системы. Выхажива-
ние в течение заданного времени
личению разброса размеров в
связи с непостоянством упру-
гих перемещений в системе.
7. Повышение точности при
шлифовании с продольным дви-
жением путем уменьшения по-
перечной подачи t\ диаметр
шлифуемой поверхности может
быть получен только из арифме-
тического ряда с разностью 2/.
8. Обеспечение малости сме-
щения настройки — дрейфа
нуля. Для приборов первого
класса смещение настройки по
ГОСТ ограничивается значе-
нием 0,8 мкм за 4 ч работы.
9. Применение пневмати-
ческих устройств. Они харак-
терны достаточно высокой точ-
ностью и удобством встраива-
ния при ограниченном быстро-
действии (в десятых долях
которое усреднение результатов.
10. Уменьшение динамической погрешности при врезном
шлифовании с пневматическим устройством активного кон-
троля (вследствие его инерционности) с помощью прибора,
имеющего блок коррекции. Поле рассеяния уменьшается почти
в 3 раза.
11. Применение фотоэлектрических устройств. Они перспек-
тивны благодаря своей дистанционности. Обычные дифферен-
циальные схемы основаны на выравнивании потоков излучения
на экран, затененный деталью, и экран, затененный другим точно
перемещаемым экраном.
12. Применение на базе серийных приборов систем активного
контроля, реализующих сложные циклы шлифования с компенса-
цией динамических погрешностей прибора, температурных де-
формаций изделий и т. д.
Рис. 8.48
Схема прибора активного контроля
с компенсацией температурных дефор-
маций:
1 — гильза; 2 — пневмоэжекторный при-
бор активного контроля: 3 — прибор, из-
меряющий изменение наружного диаме-
тра гильзы; 4 — блок, указывающий по-
лучение требуемого размера; 5 — испол-
нительный механизм станка
екунды), обеспечивающем не-
319
13. Применение активного контроля не только для автомати-
зации подналадки, но также для автоматизации правки кругов.
14. Применение активного контроля перед началом обработки
для проверки правильности установки обрабатываемой детали,
целости режущего инструмента, величины припуска (Д. 5).
Повышение точности обработки на автоматических линиях.
Автоматические линии обеспечивают наиболее высокую произво-
дительность труда и относительно высокую стабильность произ-
водства, что связано с меньшим участием человека в формирова-
нии точности отдельных деталей. Так как станки настраиваются
для обработки больших партий деталей, то на первый план выхо-
Рис. 8.49
Базирование деталей на
плоскость и штифты
дят задачи сохранения
точности обработки всей
партии.
Общее необходимое
требование для полу-
стабильности размеров
чения точных изделий — обеспечение
и материала заготовок.
Основные мероприятия по повышению точности автоматиче-
ских линий для обработки корпусных деталей. 1. Выбор базирова-
ния деталей, обеспечивающего наибольшую точность при удовле-
творении характерного требования — сохранения единой базы
при обработке возможно большего числа поверхностей. Поэтому
в автоматических линиях неудобно базирование на три плоскости
или две плоскости и штифт, а применяют базирование на одну
плоскость и два или три штифта. На основе принципа отказа от
избыточных связей один из двух штифтов делают ромбического
сечения (рис. 8.49, а) для ограничения смещения только по одному
направлению. При трех штифтах они все выполняются ромбичес-
кого сечения с соответствующим расположением осей (рис. 8.49, б)
предотвращающим смещение детали по базовой плоскости.
Смещения в разных точках детали при заданных зазорах
в штифтовых соединениях различны; поэтому необходима оптими-
зация расположения базовых отверстий и штифтов.
Для уменьшения погрешностей установки от зазоров в штиф-
товых соединениях в сопряжениях выдвижной штифт — втулка
зазор снижают до 7—8 мкм, а базовые отверстия в деталях реко-
мендуют выполнять по G7 в системе вала. Влияние зазоров можно
уменьшить базированием детали по конусной концевой части под-
пружиненного штифта.
2. Применение для обработки деталей, неудобных для непо-
средственной установки в приспособлениях на каждой позиции
(т. е. деталей сложной конфигурации, не имеющих удобных баз,
деталей малых размеров), приспособлений-спутников. Для дета-
320
лей небольших размеров спутники устанавливают на плоскость
и три штифта (рис. 8.50, а), для более крупных деталей и больших
нагрузок — на плоскость с поджимом к двум жестким цилиндри-
ческим упорам (рис. 8.50, б) или устанавливают на две призмы
(рис. 8.50, в).
3. Применение средств размерной настройки инструмента
в соответствии с требуемой точностью изделия: шаблонов (погреш-
ность настройки 30 ... 130 мкм), шаблонов со щупами (погреш-
ность 10 ... 20 мкм), приборов, с механическими отсчетными уст-
ройствами, обычно индикаторами (погрешность 10 ... 15 мкм при
цене деления индикатора 0,01 мм и 1 ... 3 мкм при цене деления
Рис. 8.50
Базирование спутников
0,001 мм), и приборов
с оптическими измери-
тельными устройствами
(измерительными ми-
кроскопами, проекцион-
ными экранами с коор-
динатной сеткой и др.).
Для настройки, как правило, предусматриваются приспособ-
ления; применение свободных шаблонов обеспечивает мень-
шую точность. Повышение точности настройки достигается
фиксацией переставляемых элементов или поджимом их пру-
жинами.
При применении средств с отсчетными устройствами исполь-
зуют эталоны или эталонные детали.
Пример удачной конструкции устройства для размерной уста-
новки инструмента — шаблон («наездник») для установки расточ-
ных резцов на оправках (рис. 8.51). Индикатор с ценой деления
1—2 мкм, закрепленный в магнитной призме, устанавливается
в приспособлении на цилиндрическую деталь диаметром, точно
равным диаметру оправки, и настраивается на нуль в соответст-
вии с требуемым диаметром расточки. Затем по прибору, перене-
сенному на оправку, резец устанавливается на размер.
4. Обеспечение максимальной соосности шпинделей и втулок
в кондукторных плитах. Проверка осуществляется двумя индика-
торами на оправке, вставленной в конус шпинделя, причем инди-
каторы обкатывают по оправке, вставленной в отверстие кондук-
торной втулки (рис. 8.52, а). В последнее время рекомендуют про-
верку соосности рычажным индикатором на оправке, установлен-
ной в конусе шпинделя. Параллельность осей проверяется по оп-
равке, установленной в отверстие кондукторной втулки
(рис. 8.52, б).
5. Применение оптимального варианта обработки соосных от-
верстий. В большинстве случаев точность получается выше при
321
при необходимости — поддержка
Рис. 8.51 «
Шаблон для установки расточных рез-
цов на оправках
Рис. 8.52
Проверка соосности шпинделей и вту-
лок кондукторных плит
обработке с одной стороны. Обработка с двух сторон обеспечивает
более высокую точность при отверстиях небольших диаметров
(до 18 мм) и значительных расстояниях между ними в осевом на-
правлении (6 ... 7) d, когда существенно сказываются прогибы
инструмента.
6. Обеспечение минимального вылета инструмента за кондук-
торную втулку, определяемого удобством выхода стружки: для
сверл малого диаметра при невозможности установки с малым
вылетом применение удлинителей, направляемых в кондукторе;
оптимизация расположения эксцентриситетов удлинителя и сверла;
сверла по витой части с по-
мощью цанговой оправки, на-
деваемой на удлинитель и за-
жимаемой кольцом.
Основные мероприятия по
повышению точности автома-
тических линий для обработки
тел вращения [33 L Важное
направление повышения точ-
ности обработки — автомати-
ческая или ручная периодиче-
ская настройка станков в соот-
ветствии с некоторой уста-
новленной аппроксимирующей
функцией размерной настройки
с коэффициентами, вычисляе-
мыми по специальным про-
граммам для ЭВМ на основа-
нии замеров обработанных деталей. Так, для шлифовальных
станков, работающих по методу врезания, аппроксимирующая
функция размерной настройки имеет постоянный член, про-
порциональный времени и отражающий износ инструмента для
правки круга, и гармонические составляющие, отражающие
циклические погрешности механизмов перемещения исполни-
тельных органов. Этот анализ позволяет получать характеристики
точности изделий, техническую диагностику состояния оборудова-
ния и составлять планы мероприятий по сохранению и восстанов-
лению точностных показателей станков (Д. 6).
К числу мероприятий относится введение комплексных систем
контроля, в том числе установка в автоматических линиях между
станками токарных и шлифовальных групп блокирующих уст-
ройств, препятствующих попаданию на шлифовальные станки за-
готовок с завышенными припусками, установка контрольных ав-
томатов для приемочного контроля продукции и т. д.
Повышение точности станков с программным управлением.
Станки с программным управлением — основные станки будущего,
поэтому вопросы обеспечения их точности в соответствии с не-
прерывно возрастающими требованиями к точности изделий имеют
322
важное значение. Для станков с программным управлением на
общие проблемы обеспечения точности металлорежущих станков
накладываются проблемы точности системы управления, измери-
тельных преобразователей и автоматизированных приводов по-
дачи.
Основные мероприятия. 1. Повышение точности программи-
рования:
уменьшением погрешностей аппроксимации, т. е. замены уча-
стков контура близкими к ним простыми, в частности уменьше-
нием шага аппроксимации (интервалов интерполирования), вве-
дением в программу предыскажений, учитывающих радиус за-
кругления инструмента;
уменьшением погрешностей интерполирования, т. е. замены
плавных аппроксимированных участков контура ступенчатыми,
осуществляемыми движением рабочих органов вдоль осей, умень-
шением величины импульса, повышением равномерности следова-
ния импульсов;
обеспечением постоянства скорости по касательной к обраба-
тываемому контуру;
при обработке на многокоординатных станках переходом
к аппроксимации кубическими (или более высокого порядка)
сплайнами, осуществляющими замену сложного фактического
профиля кривой или поверхности на участках между опорными
точками отрезками кривых или порциями поверхностей третьего
(иногда пятого) порядка и обеспечивающими, таким образом, не-
прерывность как самой поверхности, так и ее первой и второй про-
изводных.
2. Применение контурных систем с обратной связью, повыша-
ющих точность благодаря непрерывному сравнению фактического
и заданного программой положения рабочих органов станка, и
корректировки скорости подачи по сигналам рассогласования.
При этом снижаются погрешности, вызываемые не только система-
тическими, но и случайными причинами.
3. Применение линейных измерительных преобразователей,
осуществляющих непосредственное измерение положения рабо-
чих органов станка и обеспечивающих, таким образом, полную
обратную связь в отличие от расположения измерительных преоб-
разователей на одном из промежуточных звеньев, при котором
достигается неполная обратная связь. Использование внешних
высокоточных датчиков для выполнения контрольно-измеритель-
ных операций на детали и проверки состояния и размерной ста-
бильности инструмента.
4. Применение систем ЧПУ класса CNC (computer numerical
control), позволяющих коррекцию погрешностей изготовления
станка, температурных и других деформаций и обеспечивающих
возможность изменения и введения новых коррекций.
5. Применение быстродействующих тиристорных приводов от
низкооборотных высокомоментных электродвигателей с возбуж-
323
дением от высокоэнергетических постоянных магнитов при непо-
средственном сочленении с шариковыми или роликовыми ходо-
выми винтами.
6. Повышение точности позиционирования перемещающихся
узлов подводом их всегда с одной стороны; оптимизация цикла
точного позиционирования (Д. 7); подвод с одной стороны с малой
конечной скоростью.
7. Совершенствование способов коррекции. Применяют кор-
рекцию для компенсации изменения начальной задаваемой в упра-
вляющей программе информации, например радиуса и длины ин-
струмента, режима резания; применяют коррекцию для уточнения
начальной настройки по измерению первой детали. Если вносить
коррекцию по измерению первой детали перед последним чисто-
вым проходом, то она реализуется на всех деталях, включая
первую. Коррекция для компенсации влияния постепенных про-
цессов разогрева станка, износа инструмента вносится на основе
повторных измерений изделий. Для проведения коррекций, ком-
пенсирующих отклонения за счет системы управления и механиче-
ской системы станка (без отклонений, вносимых инструментом и
процессом резания), можно в качестве исходной информации ис-
пользовать разность положений узлов станка.
Введение оперативной коррекции погрешностей обработки
с контролем точности обработки непосредственно на станке спе-
циальным датчиком малых перемещений. Датчик устанавливается
вместо инструмента, сигналы о величинах отклонений пере-
даются через блок переработки информации на корректирующее
устройство системы.
8. В станках с системами ЧПУ типа CNC коспенсация погреш-
ностей во всем рабочем объеме обработки за счет добавления
поправки к заданному рабочему перемещению станка в зависимо-
сти от координат точки, в которой в данный момент происходит
обработка; с этой целью в память типа ROM (память только для
считывания) вводится априорная информация о погрешностях
шага ходовых винтов и других элементов станка, величинах за-
зоров и т. п., полученная при аттестации станка.
9. Разработка методов интегральной оценки геометрической
точности станков, быстрой и надежной фиксации отклонений па-
раметров с использованием специальной аппаратуры.
10. Обеспечение в целях уменьшения шероховатости обрабо-
танной поверхности непрерывного движения суппортов при чисто-
вом точении на станках с шаговым приводом. Для этого дискрета
должна быть 1 ... 2 мкм, а скорость перемещения суппорта подо-
брана исключающей совпадение частоты управляющих импульсов
с собственной частотой узлов станка. Для уменьшения некруг-
лости целесообразно дополнительно увеличивать частоту враще-
ния шпинделя как средства уменьшения подачи на оборот (Д. 8).
Снижение шероховатости обработанной поверхности за счет
использования буферного регистра памяти, в котором произво-
324
дится считывание и первая интерполяция; по окончании отработки
выполняемого блока программы данные из буфера мгновенно
передаются в нужный участок памяти; такая структура обеспечи-
вает непрерывную отработку отдельных блоков программы, что
предотвращает появление рисок на поверхности детали из-за крат-
ковременных прерываний движения инструмента.
И. Компенсация скоростных погрешностей воспроизведения
контура изделия применением систем с комбинированным управ-
лением по пути и по скорости.
12. Уменьшение погрешностей, вызванных мертвым ходом
в системах с круговым датчиком положения на ходовом винте,
путем предусмотрения в точках реверса подачи дополнительных
импульсов.
13. Уменьшение погрешностей, вызванных динамическим
мертвым ходом в системе с линейным датчиком положений, пода-
чей соответствующего сигнала на входе привода (Д. 9).
14. Применение размерной настройки инструмента вне станка
с помощью приборов мод. БВ-2010, БВ-2011М, БВ-2012М,
БВ-2015 Челябинского инструментального завода, приборов
мод. УПН-1 Каунасского станкостроительного завода им. Дзер-
жинского и др. При парке станков с ЧПУ более десяти целесооб-
разна централизованная настройка инструмента в отдельном спе-
циальном помещении (Д. 10, Д. 11).
15. Предотвращение повышенного теплообразования и темпе-
ратурных деформаций, связанных со спецификой ЧПУ. Уменьше-
нием тепловыделения в системе ЧПУ с интеграцией, отделение
устройств, потребляющих значительные мощности от маломощ-
ных, выравнивание и поддержание постоянной температуры
в шкафах и т. д.
16. Разработка ГОСТа на заводские приемо-сдаточные испы-
тания точности станков с ЧПУ с нормированием более широкого
круга параметров, чем для станков с ручной или механической
системой управления. Разработка методики лабораторных испы-
таний станков с ЧПУ.
17. Для станков с ЧПУ требуется существенное расширение
объема контрольных испытаний на точность и надежность по
сравнению со станками с ручным управлением. Примером является
комплекс испытаний, осуществляемый фирмой «Maag» в процессе и
по окончании сборки станка. Испытания проводятся в полуавто-
матическом режиме, общее время испытаний от начала испытаний
до отгрузки станка потребителю около 100 ч.
Точность координатных перемещений проверяется многократ-
ной прогонкой программы обработки 250 отверстий, у которых
координаты центров выбраны по случайному закону. С этой
целью коническим керном, установленным в шпинделе станка,
наносятся метки на листе из мягкого материала (пластмасса, кар-
тон), закреплением на столе станка. Несовпадение меток в после-
дующих циклах отчетливо видно на листе.
325
Повторяемость позиционирования по осям х и у у стола станка
проверяется вводом подпружиненной цилиндрической пробки
в точные отверстия, выполненные в стальных параллелепипедах.
Последние закреплены на контрольной плите, устанавливаемой
на стол станка. Пробка должна последовательно входить в каждое
отверстие. Всего за время испытаний выполняется два цикла по
400 прощупываний восьми отверстий. При нарушении точности
позиционирования щуп не входит в отверстие, что автоматически
фиксируется.
Точность позиционирования по оси Z шпинделя станка прове-
ряется многократным (600 раз) подводом оправки к четырем эта-
лонным горизонтальным площадкам. Положение оправки при кон-
такте с площадкой контролируется пневмодатчиком с чувствитель-
ностью ± 0,02 мм.
Испытания точности позиционирования проводятся с помощью
лазерного интерферометра в 700 положениях по оси X, в 500 — по
оси Y, в 350 — по оси Z. Каждая контрольная точка проверяется
при подаче с оаной и с другой стороны. Результаты испытаний
выводятся на табло.
Испытания на надежность механизмов автоматической смены
инструмента включают 4500 замен 24 инструментов по программе
с циклом одной замены 8 с.
Целесообразно накопление опытных данных о схемах и режи-
мах обработки на станках с ЧПУ, обеспечивающих выполнение
требований по точности в реальных производственных условиях,
вплоть до создания банка данных; это позволит резко сократить
процесс отладки управляющей программы технологом непосред-
ственно на станке.
В связи с возможностью компенсации систематических по-
грешностей станка с ЧПУ целесообразно при относительно высо-
ких требованиях к точности, с одной стороны, периодически про-
верять его состояние с целью получения информации о величине
износа направляющих и других параметрах, ограничивающих
точность, а с другой --- принимать при проектировании станка
конструктивные меры для повышения стабильности точностных
характеристик станка, в основном путем уменьшения температур-
ных деформаций и их влияния на точность обработки:
отвод теплоты из рабочего пространства за счет подачи СОЖ
непосредственно через тело инструмента к месту резания, за счет
охлаждения в компрессорном агрегате масла в проточных смазоч-
ных системах: .
компенсацию теплового расширения в опорах за счет приме-
нения дистанционных втулок, которые, расширяясь при нагреве,
смещают кольца подшипников в желаемом направлении.
Мероприятия по совершенствованию механизмов. 1. Выполне-
ние приводов подачи повышенной точности и беззазорными. Та-
кие требования вытекают из работы приводов в динамическом ре-
жиме и их влияния на точность обработки. Это особенно относится
326
к приводам станков с разомкнутыми системами ЧПУ и шаговыми
двигателями, передачам винт—гайка станков с замкнутыми си-
стемами ЧПУ и круговым измерительным преобразователем
(датчиком обратной связи) на ходовом винте.
2. Обеспечение долговечности по критерию точности; необхо-
димо учитывать при расчете, выборе материалов и упрочнений
более напряженный режим работы, чем станков с ручным управ-
лением, повышенный коэффициент сменности, расширенный диа-
пазон условий обработки, включающий черновые и чистовые опе-
рации и работу разными инструментами.
3. Обеспечение достаточной жесткости цепи подачи, чтобы
собственная частота колебаний механической части привода по-
дачи была значительно выше собственной частоты исполнитель-
ного привода.
4. Повышение точности позиционирования подвижных узлов
устранением смещений при фиксации (зажиме) этих узлов после
перемещений. Для станков с ЧПУ этот вопрос значительно более
важен, чем для станков с ручным управлением, у которых опера-
тор может увидеть смещение на экране и при необходимости повто-
рить установку. Смещение при зажиме доходит до 20 % в балансе
погрешностей установки. Возможна настройка механизма фик-
сации на включение за 5 ... 10 мкм до достижения требуемой коор-
динаты, что обеспечивает затухание колебаний, вызываемых вклю-
чением механизма фиксации до окончания перемещения (Д.12).
5. Обеспечение оптимальных режимов разгона и торможения
рабочих органов станков.
6. Применение для малых точных перемещений (в частности,
на токарных станках с ЧПУ) дифференциального кулачкового ме-
ханизма в виде двух кулачков с близкими углами подъема, но
имеющими разный знак. Ролики помещаются на концах двупле-
чего рычага, ось поворота которого, связанная с резцедержателем,
перемещает его со скоростью, равной полуразности скоростей осей
роликов. Резцедержатель установлен на плоских пружинах (Д. 13).
7. Правильная организация ремонта станка. Текущий ремонт
рекомендуют проводить после отработки нормативного количества
часов, а капитальный — по «техническому» состоянию станка,
характеризуемому точностью обработки. Предусматривается еже-
квартальная проверка точности станков. Разборка станка должна
быть возможно более редкой.
Применение ЧПУ в специфических условиях. 1. В продольно-
обрабатывающих тяжелых станках для обработки половин кор-
пусов турбомашин с требуемыми жесткими допусками исключе-
ние влияния накопленной погрешности отсчетно-измерительной
системы. При обработке половин корпусов используют одни и
те же участки измерительной системы. Ввиду невозможности
точного совмещения положения второй половины корпусов с поло-
жением первой половины предусматривается специальная переме-
щаемая каретка с измерительными датчиками (Д.14).
327
2. Выполнение зубофрезерных станков для мелкосерийного
и индивидуального производства с приводом шпинделя и заготовки
от отдельных электродвигателей с ЧПУ, заменяющих обычную
настройку зубофрезерных станков с механическими передачами
(установку сменных шестерен и упоров). Такие станки фирмы
«Pittier» (ФРГ) обрабатывают прямозубые колеса 6—7-й степеней
точности по накопленной погрешности, отклонению шага к на-
правлению зуба, а косозубые колеса — по 7—8-й степеням точ-
ности (Д.15).
3. Применение координатных измерительных машин с ЧПУ.
Машины измеряют отклонения между контуром детали и траек-
торией перемещения измерительной головки, осуществляемого
по программе. Последняя точно или с некоторыми упрощениями
соответствует форме детали, если отдельные участки не требуют
контроля. Точность работы координатных измерительных машин
может быть повышена применением так называемого счетно-циф-
рового управления, при котором учетом показаний датчиков об-
ратной связи уменьшается или исключается влияние погрешно-
стей отработки перемещений измерительной головки (Д.16,
Д.17).
Многоцелевые станки. Вследствие исключения погрешностей
от дополнительных перестановок эти станки во всех случаях обес-
печивают повышение стабильности точности, а в ряде случаев
также общее повышение точности обработки.
К перспективным мероприятиям для достижения высокой точ-
ности обработки относятся введение автоматических корректирую-
щих устройств для измерения обрабатываемых деталей на станке
и др.
Так, в станках этого типа (фирма «СИН НИППО KOKU»,
Япония) автоматически корректируются деформации, которые
составляют до 70 % суммарной погрешности обработки; коррек-
тирующее устройство имеет единицу коррекции, равную дискрете
системы ЧПУ;
вводят коррекцию положения инструмента в зависимости от
его износа;
корректируют геометрические и кинематические погрешности
станка.
По данным той же фирмы, значение податливости, измеренной
в направлении нормали к обрабатываемой поверхности, заклю-
чено между 0,1 и 1 мкм/Н. Эксперименты показали, что при по-
датливости менее 0,01 мкм/Н всегда обеспечивается устойчивое
резание без вибраций, при податливости свыше 1 мкм/Н обяза-
тельно есть диапазоны режимов резания, в которых возникают
колебания с большими амплитудами. Наиболее практически целе-
сообразным методом улучшения динамического качества станка
является накопление экспериментальных данных по динамиче-
ским характеристикам станка и результатам испытаний при ре-
зании.
328
Для осуществления высокой точности обработки многоцеле-
вые станки снабжают разнообразными зондами для проведения
измерений в рабочем объеме станка: универсальным датчиком
для поточного измерения координат, сканирующим, поплавко-
вым, ручным и маркировочным зондами для ручной и автоматиче-
ской разметки, сверлильным зондом. Это позволяет измерять по-
грешность сразу по окончании прохода или после полной обработки
детали, не снимая ее со станка.
В станках с ЧПУ наблюдается тенденция отказа от гидропри-
водов в целях повышения температурной стабильности процесса
обработки. Гидромеханизмы остаются лишь для удовлетворения
специфических требований, например обеспечения большой плот-
ности силы в устройствах зажима.
У горизонтальных многоцелевых станков различных фирм
ФРГ точность позиционирования по всем трем осям 0,010 ...
0,030 мм в зависимости от размеров станка (проверка по VDJ
DGQ 3441).
В многоцелевых станках FSP-50H этой фирмы достигается
точность позиционирования ±0,005 мм на длине 500 мм, повто-
ряемость позиционирования ±0,002 мм, точность деления при
повороте стола на 90°— ±3". При этом достигается: при фрезеро-
вании— отклонение от плоскостности детали 330x330 мм до
0,01 мм, неперпендикулярность (обработка торцовой фрезой) —
0,02 на длине 300 мм; при рассверливании — нецилиндричность
до 0,005 на 200 мм, некруглость до 0,005 мм.
Применение адаптивного управления. Адаптивное управле-
ние (АУ) станками, использующее для совершенствования про-
цесса информацию, получаемую непосредственно в ходе обработки,
открывает новые возможности получения точных изделий. В стан-
ках для черновой обработки с АУ, основанным на наиболее рас-
пространенных критериях — стабилизации силы резания или мощ-
ности при обработке с продольной подачей, компенсируется пере-
менность глубины резания, существенно понижается копирование
погрешностей заготовки и уменьшается завалка поверхности в зо-
нах входа и выхода инструментов. Точность обработки при этом
может быть повышена до 1,5 ... 2 раз.
Эффективным примером может служить фрезерование лопаток
турбомашин, при котором в связи с формой изделия существенно
меняется протяженность зоны резания.
Наиболее распространено и имеет наибольшие перспективы
применение для чистовой обработки АУ в шлифовальных станках.
При снятии основного припуска шлифованием с продольной пода-
чей применяют процесс с постоянной мощностью (силой) или ско-
ростью съема припуска и варьированием подачи. Существенный
эффект получается за счет резкого сокращения связанного с упру-
гими деформациями системы периода выхода на установившийся
режим. Окончательная фаза обработки ведется при меньшем по-
стоянном значении стабилизирующего параметра (силы или мощ-
329
ности) или при его изменении по выбранному закону. Силы, в част-
ности, удобно определять по разности давления в карманах гидро-
статического подшипника шпинделя.
При врезном шлифовании стабилизация силы резания приво-
дит к копированию исходной формы заготовки и получению формы
изделия, эквидистантной форме сечения заготовки. Поэтому
в ЛенОКБ АРС разработан способ управления частотой вращения
изделия, обеспечивающий получение круглого изделия (Д.18).
Адаптивное управление наиболее легко и эффективно реали-
зуется во внутришлифовальных станках, в которых удобным
источником информации являются упругие деформации шпинделя
[станки фирмы «Heald» (США), станки мод. ЗА227Б] (Д.19).
Применение адаптивной системы управления на двусторонних
торцешлифовальных станках (Д.20) привело к снижению погреш-
ности обработки до 2 раз.
Применяются системы стабилизации скорости круга в связи
с уменьшением его диаметра от износа, автоматической баланси-
ровки круга и др.
Разрабатываются автоматические системы оптимизации для
повышения эффективности шлифования. К плоскошлифовальным
станкам фирмой «Bendix» (ФРГ) разработана система оптимиза-
ции по критерию скорости съема для данного припуска при за-
данной шероховатости поверхности. Время обработки сокращается
в 1,5 ... 3 раза.
При чистовой обработке лезвийным инструментом представ-
ляют интерес стабилизация процесса по критерию виброустой-
чивости, компенсация влияния износа инструмента и др. (Д.21,
Д.22).
К адаптивному управлению относится автоматическое регули-
рование уровня настройки (автоподналадка) положения инстру-
мента относительно изделия путем выдачи соответствующих под-
наладочных импульсов, осуществляющих компенсацию текущего
смещения уровня настройки по результатам измерения размеров
предыдущего обработанного изделия из условия минимизации дис-
персии отклонений размеров.
Решение вопроса о необходимости применения систем автома-
тизированного управления точностью обработки (САУТО) или
о выборе вида такой системы целесообразно принимать [43] ис-
ходя из анализа следующих характеристик профиля обрабатывае-
мой поверхности: Dt — дисперсия отклонений размеров в партии
деталей; О2 — дисперсия низкочастотных составляющих погреш-
ностей формы в продольном и поперечном сечениях (включая
волнистость); D3— дисперсия высокочастотных составляющих
погрешности, включая шероховатость; Аг — среднее отклонение
размера в партии; едоп—допустимое значение показателя точности.
Если Dt + D3 + D3 + (Дг)2 < еДоп, то применение САУТО
не требуется. В противном случае возможны два варианта:
330
1) вдоп > D, + D3 — в этом случае рекомендуется, выполнив
имитационное моделирование процесса подналадки, перейти либо
к дискретному управлению уровнем настройки [при ejon <
< D* + "(Д/’*)4. где звездочка означает, что соответствующие
величины получены по результатам моделирования ], либо к даль-
нейшей имитации (имитируется комбинированное управление
уровнем настройки), по результатам которой решают, что необ-
ходимо либо перейти к дискретному (комбинированному) управле-
нию уровнем настройки, либо провести работу по стабилизации
технологических факторов или замене оборудования;
2) ejon < Dt + D3 — в этом случае проводится имитация
управления формой с подналадкой, по результатам которой либо
применяют этот вид управления, либо переходят к использованию
чисто технологических приемов. ________
Если по-прежнему Dt 4- D3 + D3 4- (Дг)’ > ejon, то резуль-
таты имитации позволяют принять один из следующих вариан-
тов: управление формой в поперечном сечении; в продольном
сечении; управление формой с одновременной подналадкой; кор-
ректировка технологии, замена оборудования.
8.8. МЕЖОТРАСЛЕВЫЕ И ОРГАНИЗАЦИОННЫЕ
ВОПРОСЫ ПОВЫШЕНИЯ ТОЧНОСТИ
Точность выпускаемых станков в немалой степени
зависит от решения организационных вопросов широкого плана.
Основные мероприятия. 1. Повышение точности изделий, по-
ставляемых смежными отраслями: подшипников качения, станоч-
ной оптики, электродвигателей и электроаппаратуры, ремней.
2. В соответствии с опытом социалистических и капиталисти-
ческих стран покупка отдельных встраиваемых устройств, при-
водов, аппаратов, имеющих наивысшее качество и определяющих
точность прецизионных станков.
3. Обеспечение снабжения качественным материалом и заго-
товками, однородными по составу, структуре и свойствам.
4. Отказ от сдельной оплаты труда на операциях, определяю-
щих точность станка и его основных деталей. Применение системы
оплаты, стимулирующей повышение точности изготовления (с кор-
рекцией на использование полей допусков).
5. Создание стендов для испытания и проверки узлов.
6. Создание и внедрение комплекса приборов для быстрого и
точного измерения параметров точности станков (с цифровым
отсчетом, с автоматической обработкой результатов); точности
координатных перемещений и позиционирования, прямолиней-
ности и перпендикулярности траекторий суппортов и столов и др.
Создание надежных датчиков износа инструмента.
7. Обеспечение чистоты в цехе: поддержание в прецизионных
цехах повышенного давления во избежание проникновения
пыли извне.
331
СПИСОК ЛИТЕРАТУРЫ
1. Абразивная и алмазная обработка металлов. Справочник. М.: Машино-
строение, 1977. 391 с.
2. Авдулов А. Н. Контроль и оценка круглости деталей машин. М.: Изд-во
стандартов, 1974. 175 с.
3. Авдулов А. Н., Шустер В. Г. Построение среднеквадратической базо-
вой поверхности для оценки погрешности формы поверхности произвольного
вида. — В кн.: Автоматическое управление точностью на металлорежущих
станках. Л.: ЛДНТП. 1981, с. 19—24.
4. Авдулов А. Н., Шустер В. Г. Построение системы прилегающих базо-
вых поверхностей для оценки, точности формы деталей произвольного вида. —
Измерительная техника, 1983, № 3, с. 46—48.
5. Адаптивное управление станками/Под ред. Б. С. Балакшина: М.: Ма-
шиностроение, 1973. 688 с.
6. Адаптивное управление технологическими процессами/Ю. М. Соломен-
цев, В. Г. Митрофанов, С. П. Протопопов и др. М.: Машиностроение, 1980.
536 с.
7. Адаптивное управление металлорежущими станками/Г. В. Бронштейн,
М. С. Городецкий и др. М.: НИИМАШ, 1973. 222 с.
8. Базров Б. М. Технологические основы проектирования самоподнастраи-
вающихся станков. М.: Машиностроение, 1978. 216 с.
9. Базров Б. М. Расчеты точности машин на ЭВМ. М.: Машиностроение,
1984. 256 с.
10. Белов А. В. Исследование взаимодействия резьбовых деталей с учетом
погрешности монтажа. — В кн.: Механизация механосборочных работ. М.:
ВНИИМонтажспецстрой, 1978, с. 86—93.
11. Бендат Дж., Пирсол А. Применения корреляционного и спектрального
анализа/Пер. с англ. М.: Мир, 1983. 312 с.
12. Беркович М. С. Зависимость работоспособности радиальных шарико-
подшипников от их перекоса. — Вестник машиностроения, 1981, № 10, с. 3—6.
13. Бруевич Н. Г. Точность механизмов. М.: ГИТТЛ, 1946. 332 с.
14. Бухгольц Н. Н. Основной курс теоретической механики. Т. 2. М,:
Наука, 1972. 332 с.
15. Бушуев В. В., Налетов С. П. Тяжелые зубообрабатывающие станки.
М.: Машиностроение, 1976. 304 с.
16. Бушуев В. В. Гидростатическая смазка в тяжелых станках. М.: Ма-
шиностроение, 1979. 83 с.
17. Волосов С. С., Педь Е. И. Приборы для автоматического контроля
в машиностроении. М.: Изд-во стандартов, 1975. 336 с.
18. Веденский В. А. Стандартизация норм жесткости металлорежущих
станков. — Стандартизация, 1960, № 12; 1961, № 6; 1962, № 9.
19. Врагов К). Д. Анализ компоновок металлорежущих станков (Основы
компонетики). М.: Машиностроение, 1978. 208 с.
20. Дальский А. М. Технологическое обеспечение надежности высокоточных
деталей машин. М.: Машиностроение, 1975. 224 с.
21. Детали и механизмы металлорежущих станков/Под ред. Д. Н. Реше-
това, М.: Машиностроение, 1972, т. 1, 663 с., т. 2, 520 с.
22. Диментберг Ф. М. Теория винтов и ее приложения. М.: Наука, 1978.
328 с.
23. Дондошанский В. К. Расчеты колебаний упругих систем на ЭВМ. М.:
Машиностроение, 1965. 368 с.
24. Дунаев П. Ф. Конструирование узлов и деталей машин. М.: Высшая
школа, 1978. 368 с.
25. Жевелев Г. И., Рубинович Б. X., Тув А. М. Тяжелые горизонтально-
расточные и продольно-строгальные станки. М.: Машиностроение, 1969. 239 с.
332
26. Жесткость машиностроительных конструкций. Брянск, НТОМАШПРОМ.
1976. 266 с.
27. Зайдель А. Н. Ошибки измерения физических величин. Л.: Наука.
1974. 108 с.
28. Ивович В. А. Переходные матрицы в динамике упругих систем: Спра-
вочник. М.: Машиностроение, 1981. 183 с.
29. Каминская В. В., Левина 3. М., Решетов Д. И. Станины и корпус-
ные детали станков. М.: Машиностроение, 1960. 364 с.
30. Корсаков В. С. Точность механической обработки. М.: Машгиз, 1961. 378 с.
31. Корн Г., Корн Т. Справочник по математике. М.: Наука, 1984. 832 с.
32. Косилова А. Г., Мещеряков Р. К-» Калинин М. А. Точность обработки,
заготовки и припуски в машиностроении. М.: Машиностроение, 1976. 288 с.
33. Косилова А. Г. Точность обработки деталей на автоматических линиях.
М.: Машиностроение, 1976. 223 с.
34. Кочин Н. Е. Векторное исчисление и начала тензорного исчисления.
М.: Наука, 1965. 424 с.
35. Кудинов В. А. Динамика станков. М.: Машиностроение, 1967. 360 с.
36. Кушнир Э. Ф. Комплексная программа обработки данных. М.: НИИ-
МАШ. — В кн.: Технология производства, научная организация труда и управ-
ления, 1977, Xs 12, с. 9—11.
37. Лапиените И. И. Вероятностный расчет распределения нагрузки между
роликами муфты свободного хода. — Труды МВТУ, № 278, 1978. 154 с.
38. Левашов А. В. Основы расчета точности кинематических цепей. М.:
Машиностроение, 1966. 212 с.
39. Левина 3. М., Решетов Д. Н. Контактная жесткость машин. М.: Ма-
шиностроение, 1971. 264 с.
40. Литвин Ф. Л. Теория зубчатых зацеплений. М.: Наука, 1968. 584 с.
41. Мерперт М. П. Прецизионные резьбошлифовальные станки. М.: Маш-
гиз, 1962. 303 с.
42. Методика расчета узлов металлорежущих станков на плавность медлен-
ных перемещений: М.: ЭНИМС, 1976.
43. Невельсон М. С. Автоматическое управление точностью обработки на
металлорежущих станках. Л.: Машиностроение. Ленингр. отд-ние, 1982. 184 с.
44. Опитц Г. Современная техника производства. М.: Машиностроение,
1975. 280 с.
45. Попов Е. П. и др. Манипуляционные роботы. Динамика и алгоритмы.
М.: Наука, 1978. 400 с.
46. Портман В. Т. Универсальный метод расчета точности механических
устройств. — Вестник машиностроения, 1981, № 7, с. 12—16.
47. Портман В. Т. Суммирование погрешностей при аналитическом расчете
точности станка.—Станки и инструмент, 1980, № 1, с. 6—8.
48. Портман В. Т., Шустер В. Г., Ребане Ю. К. Расчеты точности станков.
Методические рекомендации. М.: ЭНИМС, 1983. 84 с.
49. Портман В. Т., Шустер В. Г. Модель выходной точности станка. —
Вестник машиностроения, 1983, № 9, с. 30—33.
50. Портман В. Т., Шустер В. Г., Фигатнер А. М. Оценка выходной точ-
ности шпиндельных узлов с помощью ЭВМ. — Станки и инструмент, 1984, № 2,
с. 27—29.
51. Портман В. Т., Бобров А. П. Анализ точности зубошлифовальных
станков, работающих плоским кругом. — Станки и инструмент, 1982, № 12,
с. 24—26.
52. Портман В. Т., Сахарова О. П., Рейбах Ю. С. Исследование точности
систем позиционирования контурно-шлифовального станка с ЧПУ. — Станки
и инструмент, 1979, Xs 6, с. 4—6.
53. Пуш В. Э. Малые перемещения в станках. М/ Машгиз, 1961. 124 с.
54. Пуш В. Э. Конструирование металлорежущих 'станков. М.: Машино-
строение, 1977. 392 с.
55. Ребане Ю. К., Немировский П. 3. Модульный принцип построения
расчетов точности и надежности в станкостроении. — В кн.: Точность и надеж-
ность металлорежущих станков. М.: ВНИИНмаш, 1979, с. 60—69.
333
56. Решетов Д. Н. Работоспособность и надежность деталей машин. М.:
Высшая школа, 1974. 208 с.
57. Решетов Д. Н. Методы снижения интенсивности колебаний в металло-
режущих станках. М.: ЦБТИ, Минстанкопром, 1950. 66 с.
58. Решетов Д. Н. Повышение точности металлорежущих станков. М.:
НИИМАШ, 1979. ПО с.
59. Решетов Л. И. Самоустанавливающиеся механизмы. М.: Машино-
строение, 1979. 334 с.
60. Сальмон П. Станки, их приемка и испытание. М.—Л.: ГНТИ машино-
строительной литературы, 1940. 168 с.
61. Соболев Н. П. Повышение кинематической точности металлорежущих
станков. М.: Машгиз, 1955. 217 с.
62. Соколовский А. П. Расчеты точности обработки на металлорежущих
станках. М.: Машгиз, 1952. 288 с.
63. Соколов Ю. Н. Температурные расчеты в станкостроении. М.: НТО
Машпром, 1965. 79 с.
64. Соловьев С. Н. Баланс точности диаметральных размеров деталей,
обрабатываемых методом тонкого точения. — Станки и инструмент, 1955, 3.
65. Старосельский А. А., Гаркунов Д. Н. Долговечность трущихся деталей
машин. М.: Машиностроение, 1967. 395 с.
66. Счастливенко Ф. Е., Харитонов Е. М. Влияние степени загрязнения
трущихся поверхностей деталей станков на их долговечность. — В кн.: Метал-
лорежущие и деревообрабатывающие станки, автоматические линии. М,:
НИИМАШ, 1970, вып. 6—7, с. 20—23.
67. Технологическая надежность станков/Под ред. А. С. Проникова. М.:
Машиностроение, 1971. 342 с.
68. Точность и надежность станков с числовым программным управлением/
Под ред. А. С. Проникова. М.: Машиностроение, 1982. 256 с.
69. Фигатнер А. М., Пиотрашке Р., Фискин Е. А. Исследование точности
вращения шпинделя с радиальным роликоподшипником. — Станки и инстру-
мент, 1974, № 10, с. 19—22.
70. Фигатнер А. М., Фискин Е. А., Бондарь С. Е. Конструкция, расчет
и методы проверки шпиндельных узлов с опорами качения. Методические указа-
ния. М.: ЭНИМС, 1970. 152 с.
71. Флидлидер И. Г. Расчеты точности машин при проектировании. Киев:
Высшая школа, 1980. 184 с.
72. Химическое и нефтяное машиностроение, 1977, № 8.
73. Худсон Д. Статистика для физиков. М.: Мир, 1970. 296 с.
74. Цвик В. Ф., Портман В. Т. Применение методов имитационного моде-
лирования к исследованию процессов изнашивания машин. — Вестник маши-
ностроения, 1976, № 1.
75. Шейнберг С. А., Жедь В. П., Шишеев М. Д. Опоры скольжения с га-
зовой смазкой. М.: Машиностроение, 1969. 334 с.
76. Шиферсон М. М. Исследование технологической надежности токарных
станков. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. М.: ЭНИМС, 1972.
77. Этин А. О. Кинематический анализ методов обработки металлов реза-
нием. М.: Машиностроение, 1964. 323 с.
78. Якушев А. И. Взаимозаменяемость, стандартизация и технические
измерения. М.: Машиностроение, 1974. 472 с.
79. Якушев А. И. Влияние технологии изготовления и параметров резьб
на прочность резьбовых соединений. М.: Оборонгиз, 1956. 191 с.
80. Bosch М., Radenmacher J., Laufverhalten moderner Zahnrad Leistungs-
getriebe, Ind. Anz., 1967; Экспресс-информация. Детали машин, 1968, N 9.
81. Wolker R. A. Meyer G. Design rekomendation for minimisia fotigue
in bolts, Mach Desing, 1966, N 21.
82. Bosh M., Radenmacher J. Laufverhalten moderner Zahnrad — Leistungs-
getriebe. Ind. Anz., 1967, 89, Sonderausd., Fachdokum, Fortsehr., 8—12; Экспресс-
информация. Детали машин, 1968, N 9.
334
ПРИЛОЖЕНИЕ
Дополнительный список журнальных статей к гл. 8, отражающих
мероприятий по повышению точности
А. Журнал «Станки и инструмент» к п. 1 «Общие мероприятия noi
ния точности»
А 1, 1972, Ns 8; А 2, 1965, Ns 2; А 3, 1977, Ns 7; А 4, 1971, № 4; А 5, 1970,.
А 6, 1977, № 4; А 7, 1980, № 5; А 8, 1973, Ns 9, А 9, 1978, № 7; А 10,
Ns 10; А 11, 1979, Ns 6; А 12, 1973, Ns 2; А 13, 1976, Ns 3; А 14, 1979,
А 15, 1981, № 9; А 16, 1980, Ns 1; А 17, 1972, Ns 11; А 18, 1982, Ns 11;
1977, Ns 4; А 20, 1971, Ns 2; А 21, 1972, Ns 10; А 22, 1973, Ns 5; А 23,
Ns 5; А 24, 1971, Ns 9; А 25, 1976, Ns 3; А26, 1973, Ns 7; А27, 1978,
А 28, 1971, Ns 5; А 29, 1977, Ns 8; АЗО, 1973, Ns 5; А 31, 1976, Ns 4;
1973, Ns 7; АЗЗ, 1974 ,№ 7; A 34, 1973, Ns 3; A 35, 1979, Ns 4; A 36, 1975
Б. «Станки и инструмент» к п. 2 «Повышение точности станков по отде/
критериям работоспособности»
Б 1, 1972, Ns 8; Б 2, 1977, Ns 8; Б 3, 1973, Ns 7; Б 4, 1970, Ns 10; Б 5.
Ns 5; Б 6, 1970, Ns 5; Б 7, 1973, Ns 4; Б 8, 1970, Ns 7; Б 9, 1979, Ns 3;
1979, Ns 5; Б 11, 1977, Ns 7; Б 12, 1964, Ns 1; Б 13, 1973, Ns 12; Б 14,
Ns 4; Б 15, 1980, Ns 4; Б 16, 1970, Ns 7; Б 17, 1964, Ns 2; Б 18, 1973,
Б 19, 1973, Ns 7; Б 20, 1979, Ns 11
В. «Станки и инструмент к п. 3 «Совершенствование конструкции
для повышения точности станков»
В 1, 1963, Ns 8; В 2, 1970, Ns 3; В 4, 1978, Ns 10; В 5, 1970, Ns 9; В 6,
Ns 1; В 7, 1973, Ns 5; В 8, 1970, Ns 3; В 9, 1978, Ns 5; В 10, 1975, Ns 11;
1977, Ns 12; В 12, 1973, Ns 4; В 13, 1980, Ns 4; В 14, 1980, № 9; В 15,
Ns 3; В 16, 1976, Ns 4; В 17, 1980, Ns 6; В 18, 1981, Ns 1; В 19, 1975, .
В 20, 1973, Ns 2; В 21, 1970, Ns 4; В 22, 1973, Ns 5; В 23. 1980, Ns 8;
1969, Ns 4; В 25, 1978, Ns 11; В 26, 1973, Ns 12; В 27, 1979, Ns 12; В
1977, Ns 10; В 29, 1982, Ns 7; В 30, 1973, Ns 7; В 31, 1980, Ns 1; В 32,
Ns 10; В 33, 1976, Ns 4, В 34, 1970, Ns 1
Г. «Станки и инструмент» к п. 4 «Повышение точности станков отдеи
групп»
Г 1, 1978, Ns 10; Г 2, 1978, Ns 8; Г 3, 1970, Ns 10, Г 4, 1971, Ns 7; Г 5,
Ns 1; Гб, 1976, Ns 9; Г 7, 1980, Ns 8; Г 8, 1975, Ns 5; Г 9, 1970, Ns 10;
1975, Ns 3; Г 11, 1974, Ns 10; Г 12, 1973, Ns 9; Г 13, 1977, Ns 3; Г 14,
№ 3; Г 15, 1971, Ns 9; Г 16, 1972, Ns 16; Г 17, 1977, Ns 4; Г 18, 1982,
Г 19, 1972, № 9, Г 20, 1974, Ns 7; Г 21, 1979, Ns 4; Г 22, 1975, Ns 7;
1970, № 6; Г 24, 1973, Ns 12; Г 25, 1970, Ns 7; Г 26, 1976, Ns 2; Г 27,
№ 6; Г 28, 1973, Ns 3; Г 29, 1972, Ns 8; Г 30, 1971, Ns 1; Г 31, 1978,
Г 32,1968, Ns 7; Г 33, 1977, Ns 3; Г 34, 1980, № 9; Г 35, 1971, Ns 7; Г 36, 1977,
Г 37, 1979, Ns 6; Г 38, 1970, Ns 9; Г 39, 1977, Ns 2; Г 40, 1978, Ns 2; Г 41,
Ns 3; Г 42, 1982, Ns 8; Г 43, 1982, Ns 12; Г 44, 1974, Ns 2; Г 45, 1963,
Г 46, 1971, Ns 5; Г 47, 1979, Ns 10; Г 48, 1975, Ns 10; Г 49, 1976, Ns 11;
1973, Ns 11; Г 51, 1971, Ns 6; Г 52, 1978, № 11; Г 53, 1977, Ns 5; Г 54,
Ns 8; Г 55, 1978, Ns 3
Д. «Станки и инструмент» к п. 5 «Повышение точности станков автс
зированного производства»
Д 1, 1977, Ns 7; Д 2, 1973, Ns 11; ДЗ, 1977, Ns 7; Д4, 1976, Ns 2; Д 5,
Ns 4; Д6, 1976, Ns 10; Д 7, 1978, Ns 3; Д 8, 1978, Ns 1; Д 9, 1979, Ns 2;
1977, Ns 1; Д 11, 1978, Ns 7; Д 12, 1976, Ns 11; Д 13, 1980, Ns 4; Д 14,
Ns 5; Д 15, 1976, Ns 10; Д 16, 1978, Ns 6; Д 17, 1976, № 2; Д 18, 1974,
Д 19, 1976, № 2; Д 20, 1978, Ns 3; Д21, 1974, Ns 8; Д 22, 1977, Ns 6
Е. «Вестник машиностроения»
Е1, 1972, Ns 5; Е 2, 1973, Ns 8; Е 3, 1974, Ns 8; Е 4, 1976, № 12; Е 5, 1976,
Е 6, 1974, № 3; Е 7, 1972, Ns 8; Е 8, 1964, Ns 2; Е9, 1972, Ns 5; Е 10,
№ 9; Ell, 1975, Ns 6; Е 12, 1972, Ns 12
Глава 1
Гл( <а 2
Глава 3
Глава 4
Глава 5
Глава 6
Глава 7
Глава 8
ОГЛАВЛЕНИЕ
Проблема точности в машиностроении и станкостроении
1.1. Общие положения
1.2. Влияние точности изготовления на работу деталей
машин и станков
Общие сведения о точности станков
2.1. Требования к точности станков
2.2. Испытание станков на точность
2.3. Экспериментальные балансы точности обработки
Основы вариационного метода расчета точности станков
3.1. Математическая модель формообразующей системы
станка
3.2. Анализ обрабатываемых поверхностей
3.3. Принципиальная схема расчета характеристик станка
с использованием функции формообразования
Расчет точности положения отдельного звена формообра-
зующей системы
4.1. Математическое описание малых смещений твердого
тела
4.2. Расчет геометрических погрешностей положения уз-
лов станков
4.3. Расчет погрешности положения узла вследствие упру-
гих деформаций опор
4.4. Учет деформаций узлов станка и других элементов
системы СПИД
Расчеты выходной точности станков
5.1. Общие сведения
5.2. Система оценок точности обработанных поверхностей
5.3. Погрешности схем формообразования
5.4. Программно-математическое обеспечение расчета точ-
ности станков
5.5. Баланс точности токарного станка
5.6. Оценка выходной точности шпиндельного узла
5.7. Анализ точности зубошлифовальных станков, рабо-
тающих плоским кругом
5.8. Исследование точности контурно-шлифовального
станка с ЧПУ
Расчетно-справочные данные по критериям, определяю-
щим точность станков
6.1. Жесткость
6.2. Температурные поля и деформации
6.3. Износостойкость
Фрагменты расчетов точности узлов станков
7.1. Постановка вопросов
7.2. Шпиндельные узлы
7.3. Несущие и направляющие системы
Рекомендации по повышению точности
8.1. Общие мероприятия
8.2. Повышение точности станков по отдельным крите-
риям работоспособности
8.3. Совершенствование конструкций узлов для повыше-
ния точности станков
8.4. Повышение точности станков отдельных групп
8.5. Повышение точности станков автоматизированного
производства
8.6. Межотраслевые и организационные вопросы повыше-
ния точности
Список литературы
Приложение
3
3
7
14
14
21
22
26
26
43
63
86
86
92
98
105
112
112
115
122
123
127
146
153
161
186
195
195
196
210
223
223
249
270
286
316
331
332
335
336