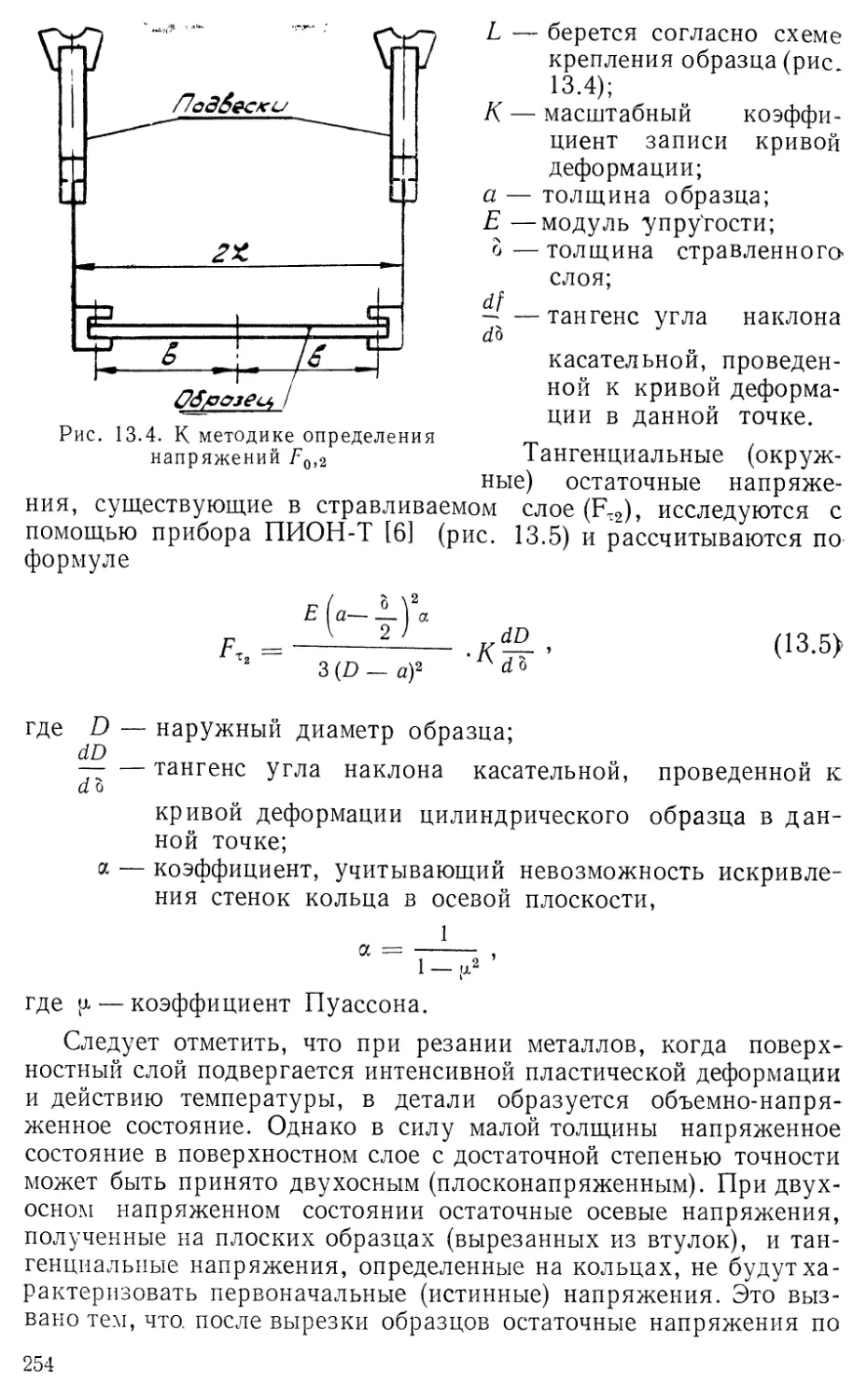
/


























































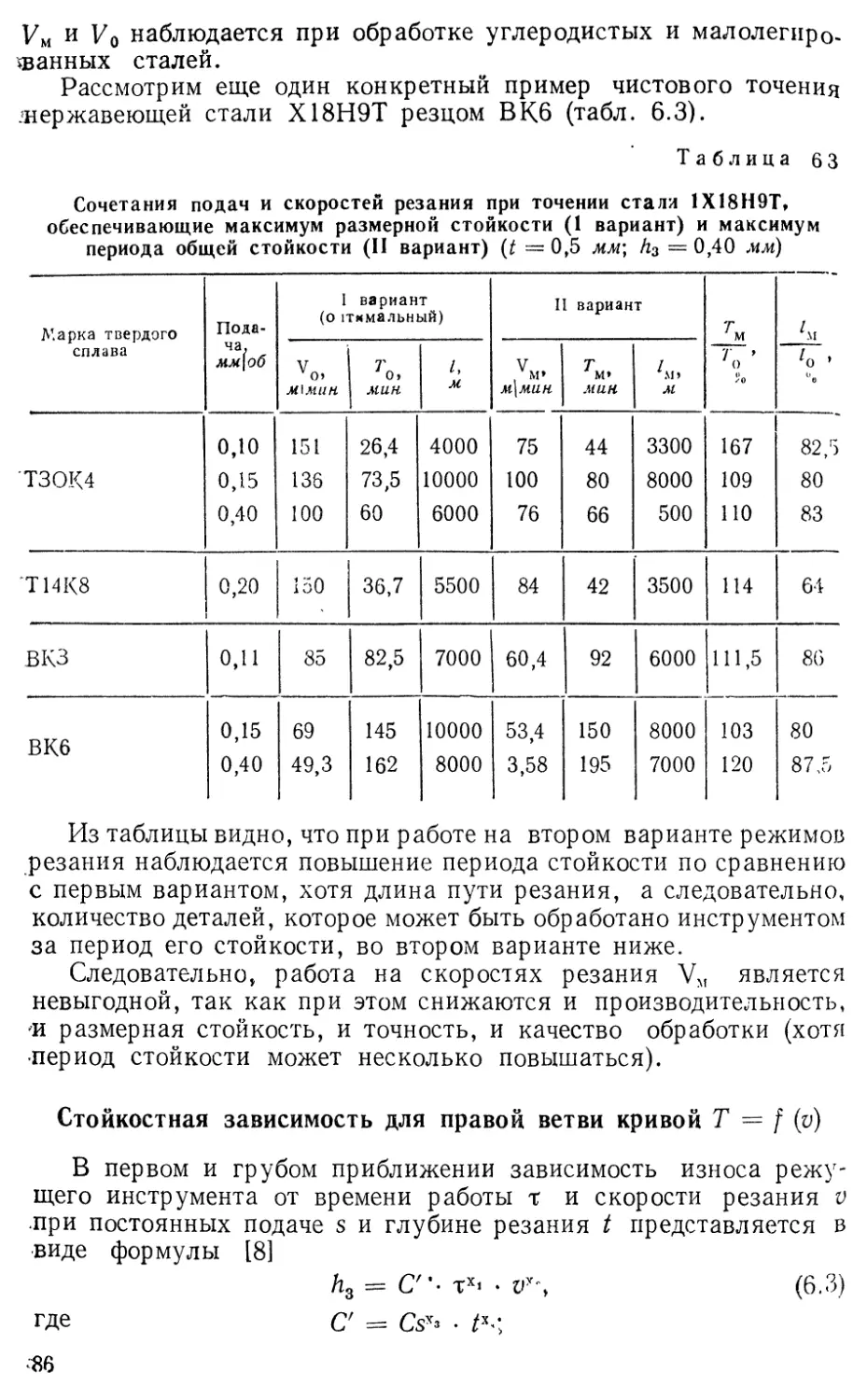
























































































































































































Текст
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ Р С ф С Р
Уфимский авиационный институт им. Орджоникидзе
А. Д. МАКАРОВ, В. С. МУХИН, Л. Ш. ШУСТЕР
ИЗНОС ИНСТРУМЕНТА,
КАЧЕСТВО И ДОЛГОВЕЧНОСТЬ
ДЕТАЛЕЙ ИЗ АВИАЦИОННЫХ
МАТЕРИАЛОВ
Учебное пособие
У Ф А—1 9 7 4
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ РСФСР
Уфимский авиационный институт им. Орджоникидзе
А. Д. МАКАРОВ, В. С. МУХИН, Л. Ш. ШУСТЕР
износ инструмента,
КАЧЕСТВО И ДОЛГОВЕЧНОСТЬ
ДЕТАЛЕЙ ИЗ АВИАЦИОННЫХ
МАТЕРИАЛОВ
Учебное пособие
Библиотека Машиностроителя
www.lib-bkm.ru
УФА- 1974
УДК 621.91.01.9.015
Износ инструмента, качество и долговечность деталей из авиационных
материалов. Макаров Л. Д., Мухин В. С, Шустер Л. Ш. Учебное пособие,
Уфа, 1974, стр. 372.
В книге рассматривается комплекс вопросов, связанных с размерным
износом режущих инструментов при обработке жаропрочных и
высоколегированных материалов, применяемых во многих отраслях
машиностроения. Анализируются существующие и излагаются новые методы
определения характеристик обрабатываемости и оптимальных режимов резания.
Показано влияние элементов режима резания на^качество обработанной
поверхности и эксплуатационные свойства деталей машин.
Книга написана на основе проводимых в Уфимском авиационном
институте научных исследований и накопленного опыта использования
результатов исследований при чтении специальных курсов.
Рекомендуется как учебное пособие при изучении специального курса
для студентов машиностроительных специальностей и аспирантов втузов.
Она может быть полезна инженерно-техническим и научным работникам
машиностроительных предприятий и НИИ.
Главы I—IV, VI, X написаны совместно А. Д. Макаровым и Л. Ш. Шусте-
ром, глава V —Л. Ш. Шустером, VII—IX — А. Д. Макаровым, главы XI—XIV
и XVI — совместно А. Д. Макаровым и В. С. Мухиным, XV—В. С. Мухиным.
Табл. 42, рис. 222, библ. 296.
Отв. редактор доктор техн. наук, проф. А. Д. Макаров
Рецензент к. т. н., доцент С. П. Шабашов
Библиотека Машиностроителя
www. lib-bkm.ru
ВВЕДЕНИЕ
Программа КПСС, предусматривает ускоренное и опережающее
развитие машиностроения как важнейшую предпосылку
технического перевооружения всего народного хозяйства. При этом
учитывается, что с ростом количественных показателей должны
непременно повышаться качество машиностроительной продукции,
долговечность и эксплуатационная надежность изделий.
Обработка резанием является наиболее трудоемкой частью
технологического процесса изготовления машин. Поэтому
повышение производительности труда всегда было одной из главнейших
задач теории и практики обработки резанием. Важнейшим
направлением в решении этой задачи являлась разработка новых и
усовершенствование существующих методов обработки. Как
правило, повышение производительности здесь достигалось путем
повышения элементов режима резания (главным образом за счет
применения новых, более теплостойких инструментальных
материалов и совершенствования конструкций инструментов и
металлорежущих станков, повышающих суммарное сечение среза и
скорость резания) и сокращения вспомогательного времени. За
последние 60 лет средняя интенсивность режимов резания в нашей
стране возросла в 20,^—30 раз, а число металлорежущих станков —
в 28 раз [1].
Примерно половина прироста продукции механических цехов
была достигнута в результате интенсификации обработки.
Достигнутое многообразие схем и вариантов обработки резанием
позволило в настоящее время сделать этот метод самым универсальным
и в то же время наиболее механизированным способом обработки
металлов, обеспечивающим наивысшую точность и качество
поверхности деталей машин. За последние шестьдесят — семьдесят
лет средняя точность обработки резанием в машиностроении
возросла приблизительно # десять раз. Можно без преувеличения
сказать, что без этих достижений в обработке резанием
практически нельзя было бы изготовить большинство современных машин.
Таким образом, наука и практика резания металлов призваны
решать проблемы, связанные с развитием машиностроения. К ним
относятся: повышение производительности обработки, обеспечение
3
качества и надежности машин, внедрение труднообрабатываемых
материалов и др. Технология машиностроения неразрывно
связана с наукой о резании и базируется на многих ее положениях.
Велика роль науки и практики резания в развитии
станкостроения.
К одному из основных технологических мероприятий,
повышающих долговечность и надежность деталей машин, относится
выбор и назначение условий резания, обеспечивающих
изготовление деталей заданной точности и стабильности как по размерам,
так и по физико-механическим свойствам. К сожалению,
существующие нормативы по режимам резания в большинстве случаев
лишены связей с размерной стойкостью инструмента и точностью
обработки, а сами методы определения обрабатываемости не
предусматривают возможности получения таких нормативов.
В связи с развитием автоматизации производственных
процессов в машиностроении, внедрением станков с программным
управлением и обрабатывающих центров, а также в связи с
широким использованием новых обрабатываемых и
инструментальных материалов проблема изучения и повышения размерной
стойкости инструмента выдвигается в число важнейших проблем
современного машиностроения.
ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
ГЛАВА I
ХАРАКТЕРИСТИКИ ОБРАБАТЫВАЕМОСТИ
МЕТАЛЛОВ РЕЗАНИЕМ
Обрабатываемость металлов — одно из важнейших их техно*
логических свойств. Изучение проблемы обрабатываемости новых
марок сталей и сплавов, обладающих повышенными
прочностными, антикоррозионными, жаропрочными и т. п. свойствами,
весьма актуально для современного производства.
Основными показателями, характеризующими
обрабатываемость металлов, являются:
1) относительный уровень скоростей резания, с которыми
наиболее рационально обрабатывать данный материал;
2) возможность и легкость получения необходимой точности
обработки при чистовых и отделочных операциях;
3) возможность и легкость получения необходимой чистоты
м качества обработанной поверхности при отделочных операциях;
4) силы, возникающие при резании, и мощность;
5) характер образования стружки и ее деформация (усадка);
6) температура резания.
При различных видах обработки и условиях эксплуатации
инструмента на первый план могут выступать различные
показатели обрабатываемости. Так, при окончательных операциях
(чистовое точение, развертывание, протягивание и т. д.) большое
значение имеют чистота и качество обработанной поверхности, а
при нарезании резьб в глухих отверстиях — форма стружки и
легкость ее отвода.
Но во всех случаях, независимо от специфических
особенностей технологического процесса и требований к чистоте и
качеству обработанных поверхностей, все показатели
обрабатываемости определяются главным образом интенсивностью затупления
<износа) режущих инструментов при обработке данного материала.
Действительно, как показала практика, по мере затупления
инструментов силы резания могут изменяться до 2—3-х раз,
шероховатость — колебаться в пределах 2-х классов чистоты, возможно
изменение температуры резания на 100—200°С. При износе
инструментов существенно меняются показатели наклепа и остаточ-
5
ных напряжений в обработанных приповерхностных слоях, а
также характер стружкообразования. Продукты износа весьма
ценного инструментального материала и припуск, снимаемый
при переточках инструмента, являются безвозвратно
утерянными. Возрастание сил резания существенно повышает
энергозатраты, расходуемые на процесс резания. Износ инструмента
увеличивает простои металлорежущего оборудования в связи
с переналадкой и подстройкой инструмента, а также повышает
расходы, связанные с переточкой затупившегося инструмента.
Все это позволяет утверждать, что из всех показателей
обрабатываемости резанием на первый план выступает влияние
обрабатываемого материала на интенсивность износа режущих
инструментов, характеризуемое уровнями наиболее
целесообразных скоростей резания и соответствующих им износов.
Именно эти показатели являются главными факторами,
определяющими производительность оборудования и стоимость обра-
ботки. Поэтому, несмотря на то, что единой универсальной
характеристики обрабатываемости резанием нет, исследованиям
износа режущих инструментов уделяется большое
внимание.
Следует при этом отметить, что оценка обрабатываемости1
всегда имеет относительный характер. Обрабатываемость каждого-
данного металла может существенно измениться при изменении
режущего инструментального материала, а также конструктивных
особенностей режущих инструментов,вследствие применения сма-
зочно-охлаждающих средств и прочих факторов.
Из них лишь только элементы режима резания
непосредственно отражаются на производительности и себестоимости
обработки. Поэтому влияние остальных факторов должно
оцениваться через допускаемые элементы режимов резания. Причем
из них глубина резания и подача чаще всего ограничиваются
другими дополнительными условиями (припуском на обработку,,
показателями качества обработанной поверхности и пр.). Таким
образом, из элементов режима резания в основном только
скорость резания является независимой переменной. Поэтому
влияние прочих параметров резания на износ инструмента следует
рассматривать в совокупности со скоростью резания.
ЛИТЕРАТУРА
1. Развитие науки о резании металлов. М., «Машиностроение», 1967^
6
ГЛАВА II
ЭЛЕМЕНТЫ ИЗНОСА, КРИВЫЕ ИЗНОСА И КРИТЕРИИ
ЗАТУПЛЕНИЯ ИНСТРУМЕНТА. ПОКАЗАТЕЛИ ИЗНОСА.
ГЕОМЕТРИЯ ИЗНОСА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
В процессе резания в результате взаимодействия
обрабатываемого материала с инструментальным контактные площадки
ла передней и задних поверхностях инструмента изнашиваются.
Износ контактных площадок инструмента происходит непрерывно
на протяжении всего процесса резания при всех практически
возможных условиях резания и физико-механических свойствах как
инструментального, так и обрабатываемого материалов.
Элементы износа
В зависимости от условий резания и свойств инструменталь
ного и обрабатываемого материалов превалирующий износ
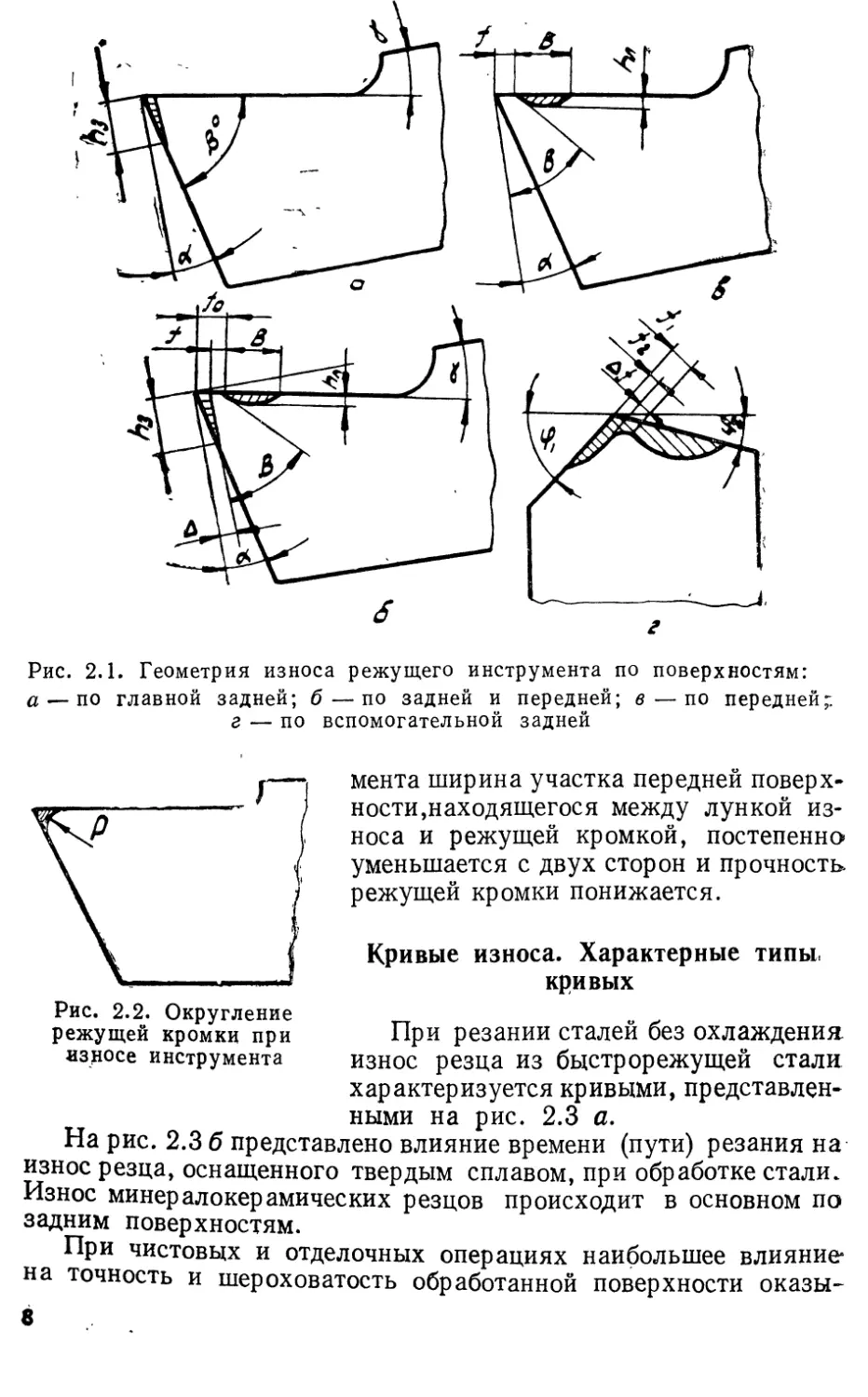
наблюдается на главной задней поверхности (рис. 2.1 а), на передней
поверхности (рис. 2.1в) и на вспомогательной задней поверхности
(рис. 2.1 г). Иногда величины износа передней и задней
поверхностей одновременно достигают предельных значений (2.1 б).
При износе инструментов происходит также изменение радиуса
округления режущей кромки (рис. 2.2).
Превалирующий износ задних поверхностей инструментов
наблюдается чаще^ всего при малой толщине среза, особенно в
условиях чистовой обработки малопластичных материалов.
Превалирующий износ передней поверхности имеет место в
том случае, когда задняя поверхность предохраняется от износа
наростом или когда температура передней поверхности
значительно превышает температуру задней поверхности.
Особенностью износа передней поверхности является
образование лунки на некотором расстоянии от режущей кромки. По
iviepe износа ширина и глубина лунки увеличиваются, а радиус
ее кривизны уменьшается. В результате износа на задней
поверхности появляется фаска постоянной или переменной ширины. При
«одновременном износе передней и задней поверхностей инстру-
7
Рис. 2.1. Геометрия износа режущего инструмента по поверхностям:
а—по главной задней; б—по задней и передней; в—по передней;
г — по вспомогательной задней
Рис. 2.2. Округление
режущей кромки при
износе инструмента
мента ширина участка передней
поверхности,находящегося между лункой
износа и режущей кромкой, постепенно
уменьшается с двух сторон и прочность
режущей кромки понижается.
Кривые износа. Характерные типы,
кривых
При резании сталей без охлаждения
износ резца из быстрорежущей стали
характеризуется кривыми,
представленными на рис. 2.3 с.
На рис. 2.3 б представлено влияние времени (пути) резания на
износ резца, оснащенного твердым сплавом, при обработке стали.
Износ минералокерамических резцов происходит в основном по
задним поверхностям.
При чистовых и отделочных операциях наибольшее влияние
на точность и шероховатость обработанной поверхности оказы-
W%
s
I*
t—s.
^x—x—)
-<i
\y1
P*I
-Л*
L^-Fs»^«e£:
/^
^
T
A»
—OM)
/50P ЗШ Ш? T,ce*
6
Рис. 2.З. Изменение параметров износа по времени при обработке сталей
фл —глубина лунки; В — ширина лунки; 1г — длина лунки; h3 —
ширина площадки износа по задней поверхности; / — ширина фаски): а —
быстрорежущего резца; б — твердосплавного резца
©ает радиальный износ hrf измеряемый в направлении,
нормальном к обработанной поверхности, так называемый размерный
износ (см. рис. 2.1 б).
Изучение размерного износа показало, что изменение hr не
подчиняется линейному закону (рис. 2.4). Первый период
работы (П) режущего инструмента сопровождается повышенным
износом. Это участок приработочного износа. Повышенная
интенсивность износа инструмента на этом участке вызвана
микроскопами, дефектами от предшествующей заточки и пр. Третий период
<К) характеризуется повышенной интенсивностью износа
инструмента за счет повышения температуры на контактных
поверхностях, сил резания, вибраций и т. п. Второй период (Н)
соответствует нормальному износу.
Относительное время работы инструмента на участке
приработочного износа в большинстве случаев непродолжительно, а
путь резания составляет десятые доли от общего пути резания.
Поэтому наибольший научный и практический интерес
представляет зона нормального износа. Кривая износа на этом участке в
большинстве случаев прямолинейна и проходит под
относительно небольшим углом наклона к оси абсцисс. Подобный характер
кривой износа дал возможность ввести понятие относительного
износа, т. е. износа, отнесенного к определенному пути резания
<в зоне нормального износа).
Критерии затупления
Прекращение работы инструмента для его замены может быть
вызвано различными причинами: резким возрастанием интенсив-
0 № 960 МО {920 %свк
9
1
1 ^
J 1
*г
1
ъ
и
У
^ /С
4оел/# (путь) резания Г (7V -
Рис. 2.4. Изменение размерного износа по времени
(пути) резания
ности износа, увеличением шероховатости обработанной
поверхности, потерей размера, чрезмерным увеличением силы резания
и т. д. Количественное выражение допустимой величины износа,
при которой работа инструмента должна быть прекращена,
называется критерием затупления инструмента. Время работы
инструмента между двумя соседними переточками характеризует
период его стойкости.
Когда износ передней поверхности имеет превалирующее
значение, критерием затупления будут размеры лунки. Однако если
ориентироваться на какой-либо один линейный размер лунки,
то при одном и том же абсолютном износе степень изношенности
передней поверхности падает с увеличением подачи. Поэтому
целесообразно ввести понятие относительного износа передней
поверхности [1], выражаемое отношением
ZTT' (2Л>
2
/С =
где Ал — глубина лунки;
в , ,
Y ~»~ / — расстояние до центра лунки от режущей кромки (см*
рис. 2.1).
Допустимый относительный износ передней поверхности
связан с прочностью фактического режущего клина, поэтому зависит
от инструментального материала. Для твердосплавных резцов
допустимый износ К = 0,3-г- 0,4, для быстрорежущих — К =
- 0,1-4-0,2 [1]. F *
Допустимая величина износа по задней поверхности h3 может
быть достигнута при превалирующем износе по задней
поверхности. При этом различают оптимальный h3onT [2] и
технологический /13теХн критерии затупления. При критерии затупления А,оп»
10
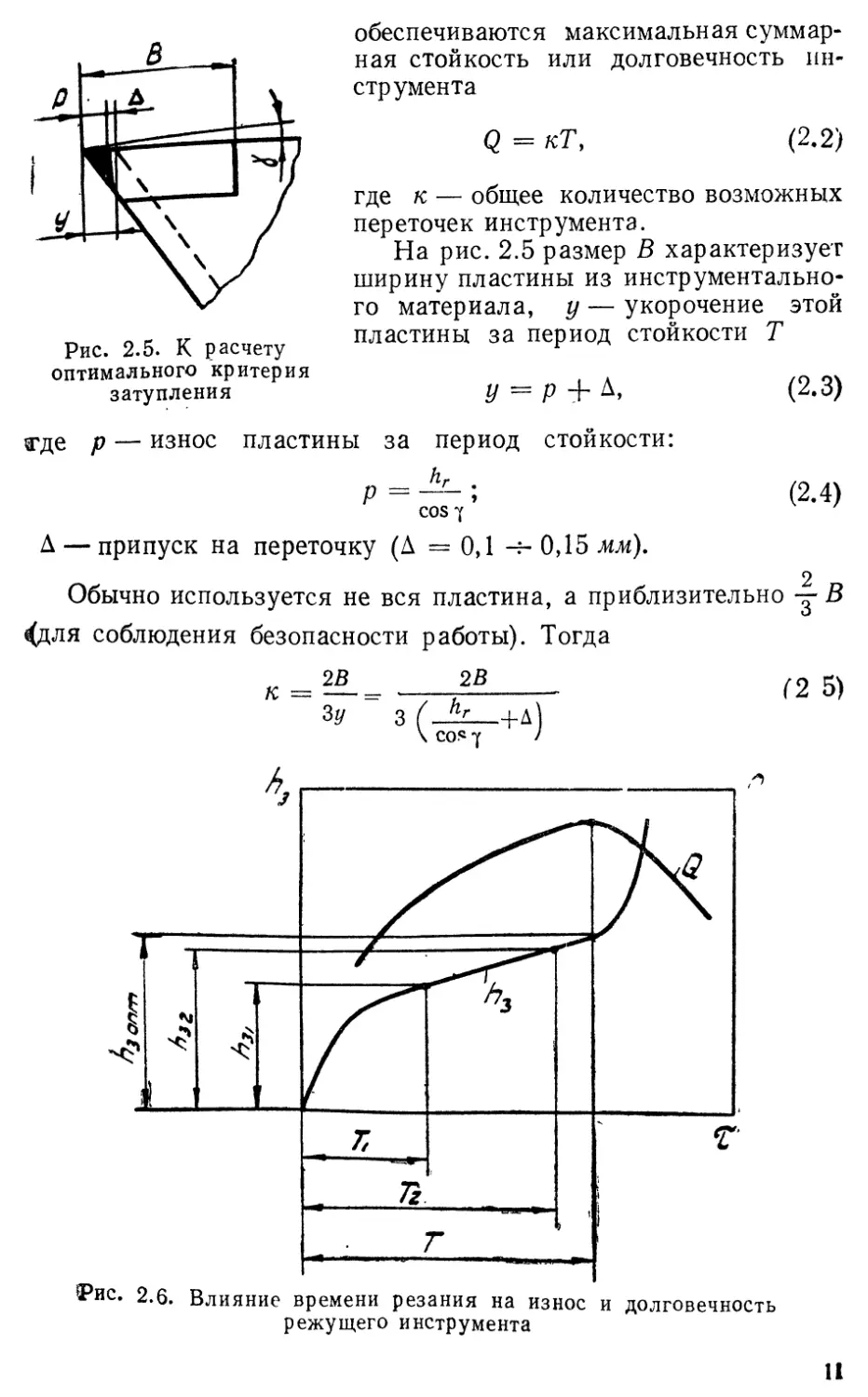
обеспечиваются максимальная
суммарная стойкость или долговечность
инструмента
Q = /с7\
(2.2)
Рис. 2.5. К расчету
оптимального критерия
затупления
где к — общее количество возможных
переточек инструмента.
На рис. 2.5 размер В характеризует
ширину пластины из
инструментального материала, у — укорочение этой
пластины за период стойкости Т
У = Р + д>
еде р — износ пластины за период стойкости:
Р =■
cos*/
(2.3)
(2.4)
А — припуск на переточку (Д = 0,1 -г- 0,15 мм).
2
Обычно используется не вся пластина, а приблизительно —В
<(для соблюдения безопасности работы). Тогда
ЧВ 2В (2 5)
Зу
(-^-+д)
\ СО* у J
^ис. 2.6. Влияние времени резания на износ и долговечность
режущего инструмента
И
4*
0.3
0,2
OJ
0
0,1
0,2
J
/
li ' ■ i
»
1 S \
\
I. /<
_bc-
!/4
*
£
: ~J ь
. II
— "4^1
i _ \
1
\
Щ
П
' 1
1
1
/0
20
30
40
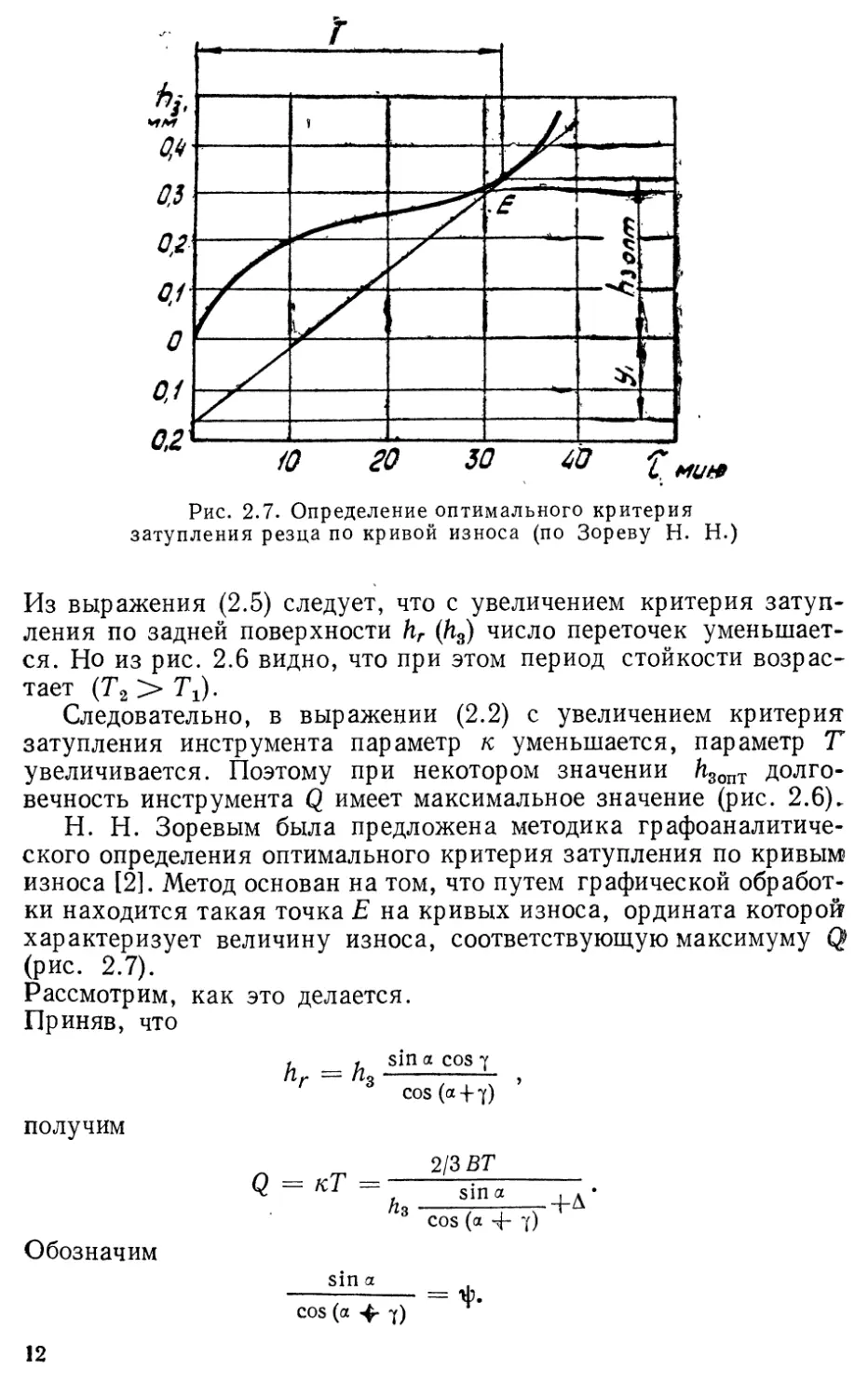
Рис. 2.7. Определение оптимального критерия
затупления резца по кривой износа (по Зореву Н. Н.)
Из выражения (2.5) следует, что с увеличением критерия
затупления по задней поверхности hr (h3) число переточек
уменьшается. Но из рис. 2.6 видно, что при этом период стойкости
возрастает (Т2>Т1).
Следовательно, в выражении (2.2) с увеличением критерия
затупления инструмента параметр к уменьшается, параметр Т
увеличивается. Поэтому при некотором значении h3ouT
долговечность инструмента Q имеет максимальное значение (рис. 2.6).
Н. Н. Зоревым была предложена методика
графоаналитического определения оптимального критерия затупления по кривым
износа [2]. Метод основан на том, что путем графической
обработки находится такая точка Е на кривых износа, ордината которой
характеризует величину износа, соответствующую максимуму Q
(рис. 2.7).
Рассмотрим, как это делается.
Приняв, что
получим
Обозначим
1 sin a cos 7
COS («+ 7)
213 ВТ
COS (а 4" Т)
cos (а 4- 7)
*•
12
Оптимальный износ /i3oirT является таким частным значением
износа h3, при котором Q имеет максимальное значение. Для отыс-
1 dQ
кания л3опт возьмем производную -т~ и приравняем ее к нулю:
JEL . в - ?L L ТВ
dQ = <й3 3 __J3 = 0
dh3 фЛ8^Д 2 ДОз ♦ А)
<*» *,♦ *
i_
г •
Из полученного соотношения следует, что условию максимума
долговечности инструмента удовлетворяют такие частные
значения износа, при которых первая производная от износа по
стойкости равна сумме величины слоя, снимаемого с инструмента при
его износе за период стойкости, и припуска на заточку,
поделенной на соответствующее значение стойкости.
Отсюда вытекает следующий метод определения ft3onT,
основанный на известной теореме о том, что тангенс угла наклона
касательной к любой точке кривой у ~ f (х) равен величине ~ в
этой точке. График hs = / (т) строится в прямоугольной системе
координат (рис. 2.7), причем износ откладывается по оси ординат.
Из начала координат по отрицательной оси ординат
откладывается отрезок уг = т- + h3. Из конца отложенного отрезка
проводится прямая, касательная к кривой hs = / (т). Координаты точки
касания в масштабе координатных осей определяют оптимальный
износ и соответствующую ему стойкость инструмента,
В рассматриваемом примере (рис. 2.7) й3опт = 0,32 мм и
соответствующая /i30nT стойкость Т = 31 мин. Установлено, что
величина й3опт зависит от режимов резания, обрабатываемого
материала, геометрии инструмента и др. Зачастую для облегчения
нахождения Л3опт полагают, что он равен износу,
соответствующему началу зоны катастрофического износа (см. рис. 2.4). При этом
получают значение й3опт, несколько меньшее фактического.
Критерий затупления й3опт используется в том случае, когда
на процесс резания не налагаются дополнительные требования
(по шероховатости поверхности, точности и др.), т. е. в основном
в условиях черновой обработки деталей.Для твердосплавных
резцов при черновой обработке сталей величина допустимого износа
задней поверхности принимается в пределах й*опт = 0,8ч-1,0 мм,
а при обработке чугунов h3onr = 0,8 ~ 1,7 мм.
откуда
dh3
или —
13
Ю 20 30 40 SO 60 70 80 00 iQp «0 V,*/huh
Рис. 2.8. Влияние элементов режима резания на величину и место
интервалов с одинаковым критическим износом резца (ЭИ654-ВК6)
Технологический критерий затупления /1зтехн связан с
выполнением важных требований к точности и качеству обработанной
поверхности, поэтому используется при чистовых операциях.
Величина принятого hBTeXH зависит от класса чистоты
поверхности обрабатываемой детали, допустимых остаточных напряжений
и наклепа, свойств обрабатываемого и инструментального
материалов, жесткости системы станок — приспособление—
инструмент—деталь (СПИД) и др. При этом необходимо отметить, что
значения h3Tem не могут быть приняты постоянными,
связанными, например, с определенным заданным классом чистоты
обработанной поверхности, и независимыми от режимов резания,
геометрии инструмента и пр., как это зачастую делается [3].
Из рис. 2.8, взятого из работы [4], следует, что взаимное
влияние элементов режима резания (s, t nv) на величину и место
интервалов с одинаковым критическим износом резца довольно
сложное (I — зона режимов с h3 < 0,4 мм, при работе на которых
нормальное точение прекращается из-за сколов резца, вибрации
и надиров на обработанной поверхности; II — зона, где может
быть достигнуто h3 = 0,4 мм; III —зона режимов с h3 < 0,4 мм,
вызывающих критическое ослабление режущего лезвия из-за
интенсивного износа по передней поверхности). Можно лишь
указать, что с увеличением глубины резания и подачи интервал
скоростей резания, при работе на которых нормальное резание
возможно до максимального износа (0,4 мм) по задней поверхности
резца, постепенно сужается.
Все это в значительной мере затрудняет определение периода
стойкости Т при изменении параметров резания в широком
диапазоне и стимулирует вести оценку износа по относительным
характеристикам, пригодным для оценки процесса износа в любой
момент периода стойкости.
14
Показатели износа
Сущность широко применяемой методики стойкостных
исследований заключается в систематическом измерении износа по
передней и задней поверхностям инструмента, построении
зависимости износа от продолжительности работы инструмента или длины
пути резания и использовании этих кривых для нахождения того
или иного показателя износа.
Известно, что в процессе резания вдоль всей режущей части
лезвия передняя и задняя поверхности инструмента
изнашиваются в разной м«ре, однако по этой методике измеряется лишь
максимальная линейная величина износа Л3 или ширина и глубина
лунки. При этом совершенно не учитывается место расположения
максимального линейного износа на лезвии; не учитывается также
и то обстоятельство, что за период стойкости инструмента по
целому ряду причин максимальный износ может перемещаться из
одной точки лезвия в другую. Причиной этого могут быть,
например, местные выкрашивания, неравномерность нагрузок и
температур контакта вдоль лезвия в процессе резания и др.
Для разработки ряда практических рекомендаций по режимам
резания, промышленных норм допускаемых износов, норм
расхода инструмента на переточки и ряда других вопросов вполне
достаточно вести измерение максимальной линейной величины
износа за время стойкости инструмента независимо от места
расположения и степени изношенности остальной части режущего
лезвия.
Однако кривые, построенные по величинам максимального
местного износа, не отражают досточно полно количественную
сторону такого сложного физического явления, каким является износ
инструмента. Кривые максимального линейного износа,
положенные в основу стойкостных и частично динамических
исследований, вносят в найденные зависимости ряд случайностей, присущих
характеру местных разрушений, и являются источником
наблюдающихся противоречий в выводах разных исследователей и
расхождений с практикой работы предприятий.
В связи с этим появилась необходимость внести изменения в
стоикостные исследования, которые позволила бы более точно-
учесть не только максимальный, но по возможности и полный износ
как по. передней, так и по задней поверхностям на;всей фактически
работающей длине лезвия инструмента. Решение этого вопроса
предполагает прежде всего разработку такого критерия
(показателя) износа инструмента, который служил бы для оценки
полного (суммарного) износа инструмента и сопоставления износа
разных участков режущего лезвия при различных условиях
резания, а также был основой при разработке надежных
рекомендаций по рациональному резанию металлов.
Известно, что износ выражается в удалении с передней и
задней поверхностей инструмента определенного объема (массы)
16
инструментального материала и превращения этой массы в
продукты износа. На диспергирование массы продуктов износа
затрачивается определенная работа сил трения. Более правильно и
объективно поэтому выражать износ не посредством линейных
величин, а посредством объема или массы изношенной части
инструмента.
Массу продуктов износа можно определить методами
непосредственного взвешивания, применением радиоактивных
изотопов, а также путем вычислений на основе микрометрических
измерений. Вычисление объёмов (масс) изношенных частей
режущих инструментов на основе микрометрических измерений
предполагает некоторые допущения. Но этот метод более
общедоступен, универсален, менее трудоемок и при использовании
надлежащего математического аппарата может обеспечить
достаточную точность [5].
По абсолютным значениям объёмов (масс) продуктов износа
затруднительно судить о воздействии на стойкость инструмента
различных факторов резания. Величину износа обычно принято
выражать как функцию времени в минутах. Между тем работа,
совершенная инструментом за одну Минуту, и работа сил трения,
изнашивающая и разрушающая режущую часть инструмента,
могут быть резко различными. Это зависит от длины пути
трения, площади пятна контакта инструмента с обрабатываемой
деталью и условий в зонах контакта. Следовательно, объективный
показатель количественной стороны износа должен быть прежде
всего величиной относительной, пригодной как для оценки
процесса износа в любой момент периода стойкости, так и для целей
сопоставления различных исследуемых условий резания.
Рассмотрение всего процесса износа значительно уменьшает при этом
вероятность случайности.
Относительная интенсивность износа резцов [6] (объемный
минутный износ резца, отнесенный к 1 мм2 площади контакта
задней поверхности резца с поверхностью резания) может быть
принята для оценки износа лишь по задней поверхности, что
существенно сужает область применения этого критерия. Кроме
того, при этом не учитывается также работа сил трения,
приводящих к износу и разрушению режущего лезвия резцов.
Метод радиоактивных изотопов [7] основан на учете основного
критерия — удельного износа инструмента. При этом методика
предусматривает постоянство веса снятого металла с изделия
за один проход резца. Удельный износ выражает отношение объема
(массы) продуктов износа инструмента к определенному объему
(массе) снятого металла с изделия. Этот критерий не учитывает
фактических площадей контакта инструмента с изделием при
различных условиях резания. Не всегда учитывается работа сил
трения, приводящих к износу режущей части резцов.
В работе [5] предложен новый показатель износа —
интенсивность нарастания износа режущего инструмента (объемный или
16
©есовой износ инструмента на 1 м пути резания или на 1 см2
обработанной поверхности). Этот критерий позволяет объективно
оценить степень влияния важнейших факторов, определяющих
изнашивание инструмента с лезвием, в условиях, когда величины
площадок контакта инструмента с материалом обрабатываемой
детали выдерживаются одинаковыми по величине. Однако по мере
износа инструмента, а также с изменением режимов резания и др.
параметров, площади контакта изменяются. Это изменение может
быть учтено путем приведения изношенного инструментального
материала к единице площади контакта.
'Приведенный износ [8] выражает количество изношенного
инструментального материала (объемное или весовое),
зафиксированное при взаимодействии единицы контактируемой площади
инструмента с определенной (приведенной) величиной длины
(или площади) истирающей поверхности материала
обрабатываемой детали. Величина приведенного износа зависит лишь от
условий в зонах контакта инструмента с материалом
обрабатываемой детали, так как при этом учитываются фактическая
площадь контакта и длина пути трения.
Следует иметь в виду следующее: для оценки технологической
эффективности рассматриваемых параметров резания необходимо
использовать отношение износа к площади обработанной
поверхности (показателю производительности резания); если же
рассматривается физическая сторона износа, следует использовать
отношение износа к длине пути истирания. Если объем
изношенного слоя составил AV при взаимодействии с AF поверхности
обрабатываемого материала или Д/ пути истирания, а средняя
площадь контакта была/ср, то при взаимодействии с площадью Fnp
поверхности детали технологически приведенный износ можно
выразить как
или при взаимодействии с /пр длиной истирающей поверхности
материала детали
В формообразовании участвуют три участка режущего лезвия
ироходных резцов. Соответственно можно выделить три участка
контакта резца с обрабатываемой деталью: по задней
поверхности у вершины резец контактирует с обработанной поверхностью
детали — соответствующие износы /inpB (h'); по задней
поверхности вдоль главной режущей кромки с поверхностью
резания — Лпрг (/i'npr), по передней поверхности — с надрезцовой
стороной стружки —/inpn (Л'прп). Если в выражения (2.6) и (2.7)
йодставить значения объемов износов ДУ, вычисленных на осно-
17
вании измеренных линейных величин износов, длину /пр принять
равной 1000 ж, а площадь Fnp = 1000 см2, то оценить
интенсивность изнашивания каждой режущей части резца можно с помощью
соответствующих приведенных износов [8]
вершины резца:
Л^р.-Л^Т5-- 1000 л«с«, (2.8)
А"рв = И'","? • ЮОмкм/НРсм*; (2.9)
вдоль главной режущей кромки
А'Р = ^-*» . sina'cos^ . 1000 л«л€, (2Л0>
/ _ /н COS (a + 7)
^ л^+л^ sin.cosv . юОж/сж/102^2; (2.11)
ПР* (/-/Н)Ь COS(a^T)
по передней поверхности
г 4(сПл-спПт)$ср 100()
Яп*п 3(с + с„)0-/н) ^Л^
Р 3(сМ„)(/-/н)& ^л*>
В выражениях (2.8)—(2.13) приняты следующие обозначения:
/ — длина пути резца в металле, соответствующая
окончанию измерения износа, м\ ftrH и hr — радиальное укорочение
резца, мкм; h"3u и h"3 — линейные величины износов по задней
поверхности вдоль главной режущей кромки, мкм\ hm и кл —
максимальные глубины лунок по передней поверхности, мкм%
си и с — длины контактов стружки с передней поверхностью*
мм; |ср — средний коэффициент продольной усадки стружки;
у и а — передний и задний углы резца; Ь — ширина
срезаемого слоя, мм; s — величина отрезка, численно равная подаче,
мм. Индекс «н» обозначает величину, соответствующую началу
измерений.
Анализируя формулу (2.9) и сравнивая ее с универсальной
характеристикой размерной стойкости резцов —поверхностным
относительным износом [9]
Л°п = „*ГТ?" • 100мкм/10*см\ /2.14)
можно сделать вывод, что они совпадают по величине. При со-
18
доставлении формулы (2.8) с формулой, выражающей линейный
относительный износ, по А. П. Соколовскому [10]
г7 1000 U
UQ - —— мкм (2.15)
*([/— размерный износ резца за период его нормального износа;
I —путь резания, соответствующий износу (/), видно, что они
идентичны.
Следовательно, такие важные показатели размерной стойкости
режущих инструментов, как поверхностный /ion и линейный
{в работе [8] обозначенный h^) относительные износы,
выражают приведенный износ вершины резца, являются объективными
показателями процесса ее износа и зависят главным образом от
условий в зоне контакта вершины инструмента с обработанной
поверхностью.
Износы, вычисленные согласно выражениям (2.8)—(2.13),
позволяют найти на режущем лезвии участок наиболее
интенсивного износа и изучить причины этого явления.
ЛИТЕРАТУРА
1. Развитие науки о резании металлов. М., «Машиностроение», 1967.
2. 3 о р е в Н. Н. Метод определения оптимального износа
инструмента по кривым износа. «Станки и инструмент», 1949, № 8.
3. Б а р а н о в Б. А. и др. Техническое нормирование на
машиностроительном заводе. М., «Машиностроение», 1964.
4. Ш у с т е р Л. Ш. Влияние режимов резания на изнашивание
резцов. «Вестник машиностроения», 1965, № 1.
5. Грановский Г. И. О методике измерения и критерии износа
режущих инструментов. «Вестник машиностроения», 1963, № 9.
6. РозенбергА. М. и Байкалов А. К. К вопросу об
интенсивности износа резцов при точении серого чугуна. Изв. Томского
политехнического института, т. 85, 1957.
7. К а з а к о в Н. Ф. Радиоактивные изотопы в исследовании износа
режущего инструмента. М., Машгиз, 1960.
8. МакаровА*Д.,ЩуетерЛ. Ш. К вопросу об оценке
интенсивности изнашивания режущего инструмента. Труды Уфимского
авиационного института им. Орджоникидзе, вып. VIII, Уфа, 1968.
9. М а к а р о в А. Д. Размерный износ резцов и стойкость резцов при
точении закаленных деталей. «Станки и инструмент», 1962, № 8.
10. С о к о л о в с к и й А. П. Расчеты точности обработки на
металлорежущих станках. М. Машгиз, 1952.
ГЛАВА III
ХАРАКТЕРИСТИКИ РАЗМЕРНОЙ СТОЙКОСТИ
ИНСТРУМЕНТА
Размерная стойкость
Размерная стойкость весьма важна для анализа вопросовг
связанных с работоспособностью инструмента в условиях
автоматизированного производства. Размерную стойкость инструмента
зачастую характеризуют временем его работы Г, в течение
которого текущее среднее значение размера обрабатываемых деталей
располагается в пределах части поля допуска, выделенной на
переменные систематические погрешности размера, связанные
с износом режущих кромок [1].
Иногда размерную стойкость режущих инструментов
характеризуют количеством деталей N, изготовленных в пределах
допуска без вмешательства оператора для регулирования или
замены инструмента. Но время работы инструмента Т и количество
деталей N не являются универсальными характеристиками
размерной стойкости инструментов. Время обработки деталей Т
лишь в том случае может служить для сравнительной
характеристики размерной стойкости инструментов, когда они работают
на равных скоростях резания и подачах. Иначе можно получить
противоречивые выводы. Рассмотрим пример. Пусть имеются два
варианта обработки детали точением: в первом варианте при
скорости резания V = 500 м/мин и подаче s = 0,1 мм/об размерная
стойкость была Т = 20 мин\ во втором варианте V = 50 м/мин;
s = 0,15 мм/об\ Т = 40 мин. Если судить по Т, второй вариант
более благоприятный. Но в первом случае до затупления резец,
обработает площадь, равную П = 10 -VTs = 10 • 500 • 20 • 0,1 =
= 1(Л?лс2;
во втором случае П = Ю-50-40-0,15 = 3-Ю3 см2. Следовательно,,
фактически второй вариант является менее благоприятным.
О размерной стойкости инструмента можно судить по
количеству обработанных деталей лишь в том случае, когда
обрабатываемые детали имеют одинаковую конфигурацию и размерьи
20
Размерную стойкость инструментов можно также
характеризовать длиной пути резания I и площадью обработанной
поверхности деталей Я до регулирования или замены инструмента.
Однако и эти критерии для сравнения размерной стойкости
инструментов пригодны лишь в частных случаях. Так, длина пути
резания / не может характеризовать размерную стойкость
сравниваемых инструментов, если они работают на различных подачахг
а сами инструменты доводятся до различной степени затупления,,
определяемой полем допуска на размер детали. Если
инструменты доводятся до разной степени затупления, то и по площади
обработанной поверхности Я судить о размерной стойкости
инструментов также нельзя.
Как указывал проф. А. П. Соколовский [2], одной из
характеристик размерной стойкости инструментов является линейный
относительный износ, т. е. укорочение инструмента в радиальном
направлении, отнесенное на 1000 м пути резания:
hM= *'"",*" • ЮОО лис*. /3.1)
Обозначения те же, что и в выражении (2.8).
Линейный относительный износ является обратно
пропорциональной величиной длины пути резания. По сравнению с
длиной пути резания линейный относительный износ — более
удобная и ценная характеристика размерной стойкости инструментов^
ибо величина h0Jl не зависит от принятой величины критерия
затупления, в то время как длина пути резания является прямой
функцией величины радиального износа, принимаемого в
качестве критерия затупления. Как отмечалось выше, когда
исследуется физическая сущность процесса износа вершины режущих
инструментов, линейный относительный износ является наиболее
объективным показателем износа. Однако если сравниваемые
инструменты работают на различных подачах, то и величина h0Jl,
не может служить объективной с точки зрения технологической
эффективности характеристикой их размерной стойкости.
Таким образом, все перечисленные характеристики (Г, Nc,
I, Я, кол) являются частными и в общем случае оказываются
непригодными для проведения анализа вопросов, связанных с
проблемой размерной стойкости инструментов.
Более объемлющими являются новые характеристики
размерной стойкости: скорость размерного износа, поверхностный
относительный износ и удельная размерная стойкость [3].
Под скоростью размерного износа Vh понимается скорость
укорочения инструмента в радиальном направлении в периоде*
нормального износа, т. е.
dhr hr — hn v h0Jl ,
Vh=—f = -? -• ——MKMMUH. /3.2)
dT T—TH 1000 K° r
n
Из выражения (3.2) следует, что величина Vh зависит от уровня
применяемых скоростей резания и подач.
Поверхностным относительным износом называется
радиальный износ инструмента, отнесенный к 1000 см2 обработанной
поверхности, т. е. '
1 dhr (hr — /гн) 100 10 /гол /1 л* 9 л лч
Лод = ш = (Ljs = —г mkm'WcmK (з-з)
Как отмечалось выше, поверхностный относительный износ
численно совпадает с приведенным износом вершины резца, поэтому
он объективно с точки зрения технологической эффективности
отражает влияние различных факторов на процесс износа
инструментов. В то же время, если сравнивается износ инструментов
при равных подачах, по величине hon можно оценить физическую
сторону износа.
Удельной размерной стойкостью называется площадь
поверхности, которую способен обработать инструмент на I мкм
нормального радиального износа
ур dhr (Лг-адюо ' hon к }
Поверхностный относительный износ и удельная размерная
стойкость могут быть использованы для сравнительной оценки
размерной стойкости выбираемых режущих инструментов, для
.анализа точности и экономичности вариантов технологических
процессов и режимов резания, а также для проведения расчетов
точности обработки на металлорежущих станках и для
конструирования систем автоматического (программного) управления
технологическими процессами. На проведение указанного
анализа с использованием поверхностного относительного износа не
^накладывается никаких ограничений со стороны размеров
обрабатываемых деталей, допустимой величины износа инструмента
и элементов режима резания.
Оценка различных характеристик размерной стойкости дана
в табл. 3.1 [3], где знак + означает, что при сравнении
режущих инструментов или вариантов режима резания по данной
характеристике должно соблюдаться равенство ограничивающих
^факторов. Так, например, нельзя по величине площади
обработанной поверхности делать заключение о преимуществах того
тля иного резца, если они были доведены до разной степени
-затупления.
Следует заметить, что в выражениях (3.1) —(3.4) вместо
радиального износа hr можно использовать ширину фаски износа
по задней поверхности у вершины резца h3B. С точки зрения
физики явления это практически ничего не изменяет (если при
этом учесть геометрические параметры режущий части
инструмента). Однако тогда показатели размерной стойкости трудно
22
Таблица 3.£
Характеристики размерной стойкости инструмента
Наименование
характеристики
Формула или
обозначение
Факторы, ограничивающие
возможность использования характеристик
X
X
03
«О
О.
•4
о
си
о
X
о
«0
«Г
э*
Л
<=<
о
а
«
«1 О
т х
еа х
3 а
* 5
хо о
\0 X
О "?
Я
3W
£ ■«
5 СЗ^ч
СО H«S
ее а> о
СЧН
,
Н С i
о
sc^r «
►с о.
о ж х
ас; а
S К
2< се a
х в»
7« «С
я Ь « >>
** У. *• к
<U « W я
fflS со
к
3£
о «
w5*
ЛО
испол
>сти о
82
Я
|н
2 S
5 о*
Л О
о«
Ю Л
Время работы без
подналадки или
замены инструмента,]
мин • • « • • « •
Количество
обработанных деталей
без подналадки ин
струмента, шт . .
Длина пути
резания, м
Площадь
обработанной
поверхности, см%
Линейный относи
тельный износ,
мкм/км .....
Скорость
размерного износа,
мкм/мин
Поверхностный от
носительный износ,
мкм/\0*см* . .
Удельная
размерная стойкость,
Ю3-см*/мкм . .
N
l = v . Т
/7= \0vTs
(hr—K)-1000
uh =
(Лг
(/-/н)
v-h0Ji
z 1000
-ад-loo
ур~~ (Аг-»н)Ю0
+
—
—
+
+
—
+
+
+
1
—
+
—
—
~~
+
+
+
+
нет
нет
нет
нет-
да
да'
да
да
будет связать с точностью обработки, так как между hr и Азв
может не быть строгой пропорциональности (из-за
пластического течения при износе, сколов и т.п.).
Геометрическая трактовка hom и Т.
ур
Значения поверхностного относительного износа и удельной
размерной стойкости могут быть определены графически. Для.
этого необходимо кривую износа представить в координатах
23-
Л. с**1
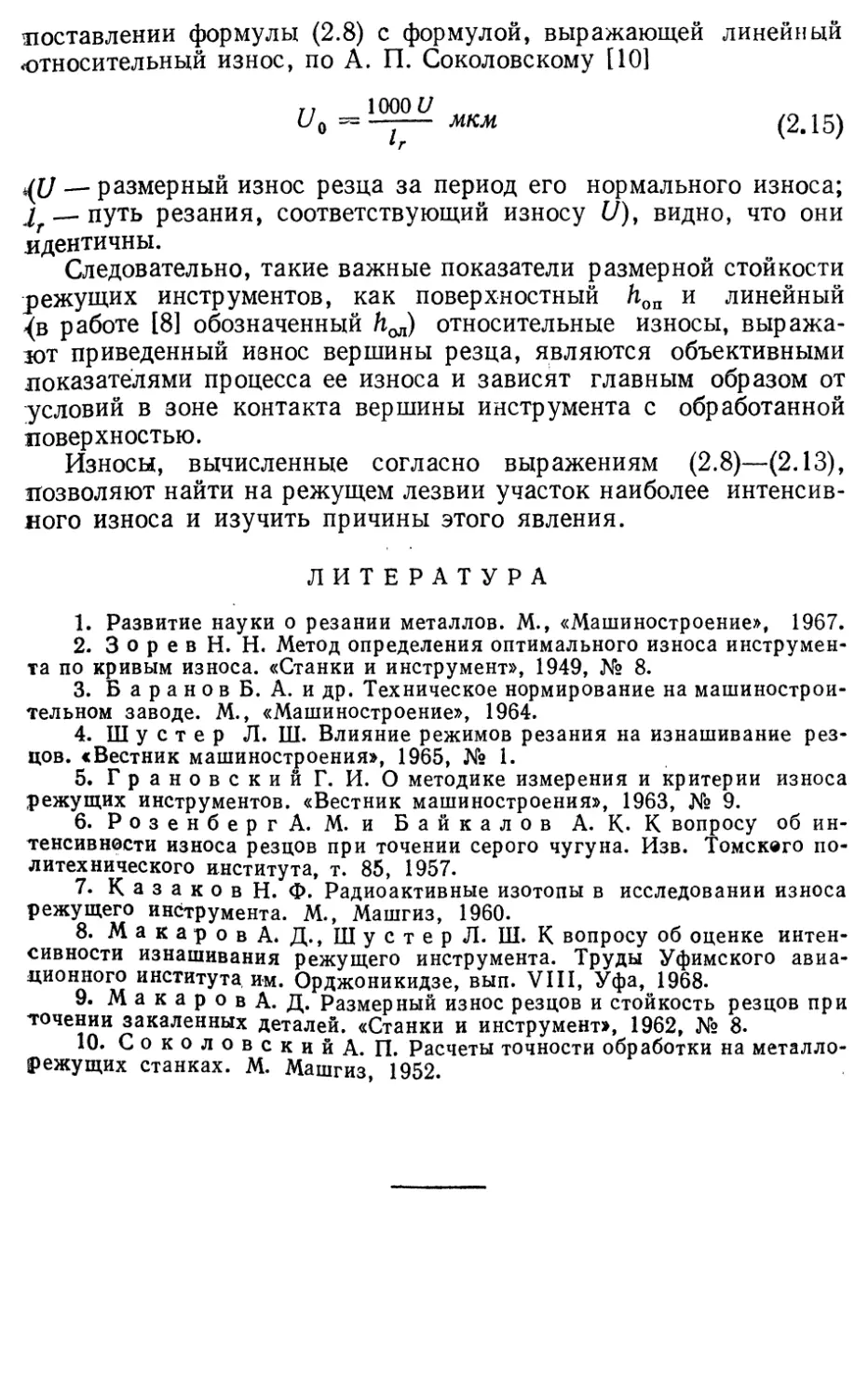
Рис. 3.1. К геометрической трактовке hon и 7\
ур
«радиальный износ, мкм — площадь обработанной поверхности,
«ом2», (рис. 3.1).
Пусть отрезок АВ кривой износа соответствует зоне
нормального износа. Тогда для определения hon необходимо по оси
абсцисс в интервале, соответствующем нормальному износу, взять
в масштабе отрезок CD, численно равный 1000 см2. Восстановить
в точках С и D перпендикуляры до пересечения с кривой износа
в точках Сг uDx. Проекция отрезка C1D1 на ось ординат (отрезок
Ы) в соответствующем масштабе равна значению hon.
Для нахождения значения Тур по оси ординат в интервале,
соответствующем нормальному износу, необходимо отложить
отрезок шп, численно равный (в масштабе) 1 мкм. Из точек m
и п провести линии, параллельные оси абсцисс, до пересечения с
кривой износа в точках Мг и Nx. Проекция отрезка M1N1 на
ось абсцисс (отрезок MN) выражает в соответствующем масштабе
-значение Тур
Эта методика нахождения hon и Тур возможна, когда
площадь обработанной поверхности, соответствующая зоне
нормального износа, больше или равна 1000 см2.
Факторы, влияющие на износ и стойкость режущих
инструментов
Износ режущих инструментов представляет собой сложное
'физическое явление, происходящее в тяжелых условиях трения:
контактирующие поверхности инструмента и обрабатываемой
детали скользят друг относительно друга при повышенных
нагрузках, скоростях, температурах и достаточно высоком
вакууме, обеспечивающем ювенильность контакта.
24
Контактирующие поверхности инструмента под воздействием
сил трения могут разрушаться (изнашиваться) различным
образом. Тот или иной вид разрушения зависит как от свойств
трущихся тел, так и от внешних условий, нагрузки, температуры
и пр. Нагрузка и температура, а также скорость взаимного
перемещения контактирующих поверхностей в значительной мере
определяют вид нарушения фрикционных связей [4, 5]. При
скольжении поверхностные слои нагреваются, в результате чего свойства
их изменяются. В некотором интервале нагрузок и температур вид
нарушения фрикционных связей остается неизменным, типичным
для данных условий. В связи с этим оказывается возможным
различать виды износа.
В настоящее время можно считать установленным, что
режущий инструмент в зависимости от условий резания подвергается
различным по природе видам износа — адгезионному,
абразивному, диффузионному, химическому и др. В зависимости от
условий резания инструмент может подвергаться одновременно
действию различных видов износа или доминирующим может
являться один вид износа.
Одной из специфических особенностей трения и износа при
резании является то, что одна из трущихся пар —
обрабатываемый материал — является заданной и заложена в конструкции
изготовляемой детали.
Задача технолога заключается в подборе наиболее
благоприятной контрпары (инструментального материала) и создании таких
условий контактирования (за счет регулирования прочих
параметров), чтобы износ инструмента был по возможности
наименьшим, а показатели качества обработанной поверхности детали
соответствовали поставленным требованиям.
Рассмотрим кратко некоторые факторы, влияние которых на
условия контактирования при резании металлов и износ
инструментов может быть существенным.
а) свойства обрабатываемого материала
Обрабатываемый материал является одной из трущихся пар,,
в значительной мере обусловливающей условия в зонах контакта
с инструментом. В большинстве случаев этот материал не
обладает необходимыми антифрикционными свойствами,
удовлетворяющими требованиям эксплуатации готовой детали. Поэтому
свойства обрабатываемых материалов оказываются зачастую
(особенно в связи с внедрением новых высокопрочных
легированных конструкционных материалов) неблагоприятными с точки:
зрения износа режущего инструмента.
Характерной особенностью трения при резании является
также и то, что обрабатываемый материал, будучи одной из
трущихся пар, приводится в местах контакта в пластическое состояние.
В результате пластического деформирования и относительного
25
.перемещения трущихся пар в тонком поверхностном слое
образуется тепло. При этом повышение температуры может привести
к местному размягчению материалов, схватыванию, диффузии,
окислению и т. п.
Следовательно, на обстановку в зонах контакта с
обрабатываемым материалом существенное влияние должны оказывать
механические свойства материала (пределы текучести и прочности,
твердость, относительное удлинение и сужение и др.), а также
некоторые физические свойства (теплопроводность, излучатель-
ная способность и др.)- Эти свойства в значительной мере
зависят от химсостава обрабатываемых материалов, их структуры и
фазового состава. При этом следует иметь в виду, что в процессе
резания (высокоскоростного деформирования) свойства
обрабатываемого материала в местах контакта могут существенно
изменяться как под влиянием деформации и температуры, так и под
воздействием окружающей среды и свойств контрпары трения
(инструментального материала).
б) свойства инструментального материала
Вторым телом, участвующим в контакте при резании,
является инструмент. Чтобы процесс трения проходил в более
благоприятной обстановке, инструментальные материалы должны
обладать антифрикционными свойствами, быть износостойкими и
жаростойкими, иметь повышенную жаропрочность,
теплопроводность и твердость. И все-таки, если бы даже удалось создать
инструментальный материал, обладающий всеми этими свойствами,
он не был бы универсальным, так как в зависимости от свойств
первого контактирующего тела — обрабатываемого материала —
и окружающей среды свойства тончайших контактных слоев
инструментального материала будут существенно изменяться.
Поэтому имеется целый ряд инструментальных материалов, и этот
ряд постоянно пополняется новыми в связи с появлением новых
конструкционных обрабатываемых материалов, обладающих теми
или иными специфическими свойствами. Поэтому очень важно
уметь безошибочно производить выбор наиболее благоприятной
марки инструментального материала для обработки заданной
детали с учетом прочих параметров резания.
в) прочие параметры резания
К прочим параметрам, процесса резания относятся прежде
всего элементы режима резания: скорость, подача и глубина.
Скорость резания определяет скорость относительного
скольжения контактирующих тел.. Следовательно, скорость резания в
значительной степени предопределяет температуру в зонах
контакта, время . нахождения в контакте трущихся поверхностей,
плотность контакта, упрочнение и разупрочнение
обрабатываете
мого материала и пр. Все это делает скорость резания одним из-
важнейших параметров, регулирующих условия контактирования
и износа режущих инструментов и влияющих на
производительность обработки.
Подача и глубина резания, образующие площадь сечения
срезаемого слоя, тоже существенно влияют на производительность
обработки. Эти элементы режима резания назначаются в
соответствии с припуском на обработку, точностью и требованиями к
качеству обработанной поверхности. Они могут также существенно^
влиять на обстановку в зонах контакта, изменяя температуру,
плотность контакта, направление пластического течения,
нагрузки. Все это находит отражение в износе режущих инструментов.
Геометрические параметры инструментов могут существенно'
влиять на условия и характер формирования обрабатываемого
материала, изменять тепловую и силовую напряженность в зонах
контакта, поэтому требуют особого внимания при их назначении..
Если назначение некоторых геометрических параметров режущей
части инструментов связано с конструктивными особенностями
обрабатываемой детали и условиями стружкоотвода, то другие
геометрические параметры должны быть призваны облегчить
условия трения в процессе резания.
Для облегчения напряженности в зонах контакта
инструмента с обрабатываемой деталью широко используются и другие
средства: применяют смазочно-охлаждающие средства,
производят подогрев зоны резания, накладывают на процесс резания
вибрации (колебания) и др. Смазочно-охлаждающие средства
оказывают многостороннее воздействие на процесс трения при резания.
Это уменьшение температуры контакта; пластифицирование
тонких прилегающих к контакту слоев; появление защитных окис-
ных и сорбированных пленок и др. Эффективность смазочно-
охлаждающих средств зависит также от способа их подвода в зону
резания.
Подогрев зоны резания изменяет физико-механические
свойства обрабатываемого материала, пластифицирует тонкие
контактные слои, изменяет плотность контакта, способствует появлению
защитных пленок. Все это сказывается на облегчении процесса
трения. Но увеличение температуры контакта при этом в ряде
случаев может ухудшить условия трения и повысить
интенсивность износа инструмента. Зачастую подогрев зоны резания
невозможен вследствие невыполнения конструктивных требований
к обрабатываемой детали.
В процессе резания могут возникать периодические
колебания отдельных элементов системы СПИД большой частоты,
называемые вибрациями. Возникновение вибраций при обработке
резанием характеризуется возмущающими силами и свойствами
упругой системы; соотношение между этими параметрами определяет
как возможность возникновения вибраций, так и их амплитуду и-
частоту. Изменяя плотность контакта и температуру, вибрации*
27
существенно влияют на износ режущих инструментов. Имеется
опыт [6] использовайия вынужденных колебаний инструмента для
улучшения условий резания металлов.
На температурно - силовую обстановку в зонах контакта
может оказывать влияние и так называемый масштабный фактор
(диаметр отверстия [7] и заготовки [8]).
Таков далеко не полный перечень факторов, влияющих на
износ и стойкость режущих инструментов. Из приведенного
обзора следует, что глубокое изучение механизма износа
необходимо не только для теории изнашивания режущих инструментов,
но и для возможности рационального ведения работ по повышению
износостойкости режущих инструментов, что в свою очередь
обусловливает более рациональное использование металлорежущего
оборудования.
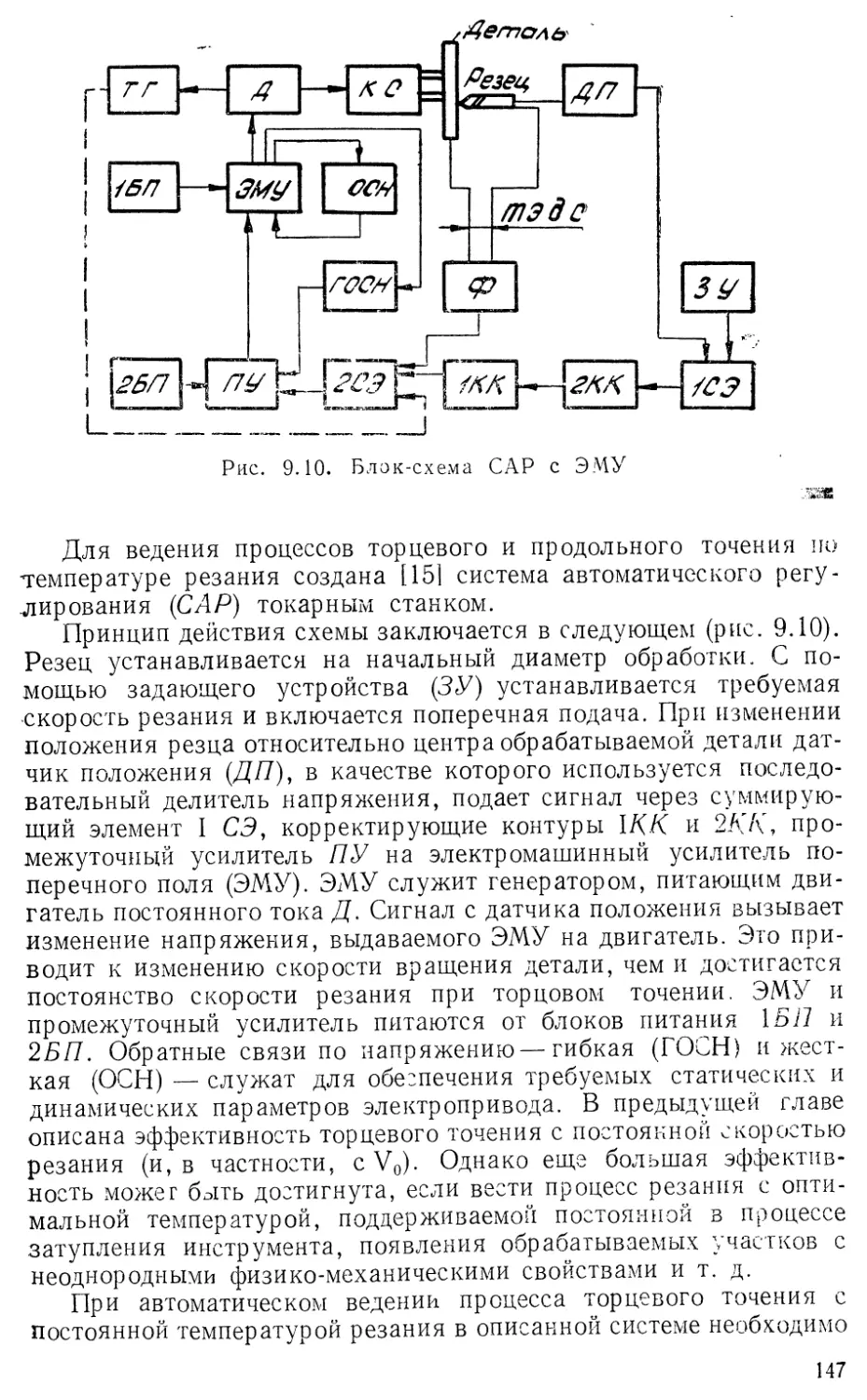
При изучении износа режущих инструментов необходимо
глубоко исследовать зону контакта обрабатываемого материала к
инструмента и те изменения, которые происходят в этой зоне
в процессе износа инструмента. При этом необходимо учитывать
физико-механические и физико-химические изменения в зоне
контакта тончайших поверхностных слоев.
ЛИТЕРАТУРА
1. Макаров А. Д. Вопросы разработки и назначения режимов
резания с учетом размерной стойкости инструмента, точности,
производительности и себестоимости обработки. В сб.: «Экономичность
технологических процессов». Труды ЛИЭИ, вып. 4, Ленинград, 1964.
2. Соколовский А. П. Расчеты точности обработки на
металлорежущих станках. М., Машгиз, 1952.
3. Макаров А. Д. Износ и стойкость режущих инструментов.
М., «Машиностроение», 1966.
4. Крагельский И. В. Трение и износ."" М., «Машиностроение»,
1968.
5. Костецкий Б. И. Трение, смазка и износ в машинах. Киев,
«Техника», 1970.
6. П о д у р а е в В. Н. Обработка резанием жаропрочных и
нержавеющих материалов. М., «Высшая школа», 1966.
7. Макаров А. Д., Т а н а т а р о в Р. А. Зависимость размерного
износа резцов от диаметра расточки. «Станки и инструмент», 1964, № 6.
8. Макаров А. Д.,Во л г ар евЛ. Н. Влияние диаметра
обработки на некоторые характеристики процесса резания в условиях тонкого
точения. В сб.: «Повышение производительности, экономичности и
качества обработки деталей на металлорежущих станках», Ижевск, 1971.
ГЛАВА IV
МЕХАНИЗМ И ФИЗИЧЕСКИЕ ПРИЧИНЫ ИЗНОСА
РЕЖУЩЕГО ИНСТРУМЕНТА
Изучение механизма и физической природы износа режущих
инструментов постоянно привлекало и привлекает внимание
исследователей, занимающихся в области резания металлов.
Выдвинутые гипотезы и теории износа относились вначале в
основном к инструментам из углеродистых и быстрорежущих сталей,
затем — к твердым сплавам, алмазу, минералокерамике и другим
инструментальным материалам.
В настоящее время большинство исследователей считает, что
режущий инструмент подвергается различным по природе видам
износа— адгезионному, абразивному, диффузионному,
химическому и др. В зависимости от условий резания доминирующим может
<быть один вид износа, или же инструмент может подвергаться
одновременно действию различных видов износа.
Для установления закономерностей изменения суммарного
износа необходимо иметь представление о механизме всех
основных видов износа.
Адгезионный износ
Под адгезионным износом обычно понимают отрыв или срез
силами адгезии мельчайших частиц инструментального материала
в процессе трения инструмента с обрабатываемым материалом.
Силы адгезии возникают как результат межмолекулярного
взаимодействия между твердыми телами.
Известно, что металлам присущ особый вид так называемой
металлической связи, обусловливаемой обобществлением
валентных электронов. Взаимодействие этих электронов с
ионизированными атомами в узлах кристаллической решетки обеспечивает
прочную связь между атомами металла. При сближении
трущихся поверхностей на расстояния, соизмеримые с параметрами
решетки, также происходит объединение валентных электронов и
образование общего электронного облака, взаимодействующего с ато-
■мами обеих металлических поверхностей. Это и является основой
29
прочного соединения двух тел, осуществление которого возможно
в том случае, если в контакт войдут ювенильные (чистые)
поверхности. Именно такой контакт и имеет место при трении
обрабатываемого материала и сходящей стружки о поверхности
инструмента. Высокие давления также способствуют сближению участков,
поверхностей трения на расстояние, соизмеримое с параметрами
решетки, а температуры, возникающие от трения и деформации:
в зоне стружкообразования, значительно повышают энергию
атомов и создают дополнительную активность.
Таким образом, создается возможность обмена электронами
между элементами трущейся пары, результаты которого можно
попытаться объяснить, исходя из представления о модели
твердого тела [1], сущность которой состоит в следующем. При
образовании кристалла из изолированных атомов валентные электроны
последних частично локализуются у остова атома, частично
уходят в коллективизированное состояние. Локализованная часть
валентных электронов образует конфигурации различной
энергетической устойчивости, статистический набор которых и
энергетическая устойчивость определяют степень трудности
возбуждения вещества при физических и химических процессах. Если
контактируют вещества, имеющие высокий статистический вес атомов
со стабильными электронными конфигурациями, то требуются
большие энергетические затраты для термического возбуждения, а
образующееся при этом адгезионное соединение имеет
относительно высокую прочность и требует соответственно больших затрат
механической энергии для разрушения этого соединения [2].
Отмеченный в работе [3] факт влияния на адгезию
дополнительной механической активации сводится, по существу, к
облегчению электронного обмена благодаря тому, что в местах
концентрации дефектов на поверхности деформированных металов
имеются ненасыщенные связи.
Следовательно, можно считать установленным, что имеется
глубокая физическая связь между характером адгезионного
взаимодействия и особенностями электронного строения
контактирующих пар металлов, а также параметрами термической и
механической активации.
При скольжении одной поверхности по другой в процессе
резания происходит непрерывный процесс возникновения и
срезания адгезионных связей. Поверхность инструмента по
отдельным точкам истинного контакта находится под действием
срезающих напряжений, в результате чего частицы материала местами
отрываются с поверхности. Обычно такой отрыв значительно
больше со стороны мягкого металла, но методом радиоактивных
изотопов доказано [4], что одновременно всегда имеет место
некоторый перенос частиц и более твердого материала на более
мягкий.
Так как в процессе резания на контактных поверхностях
отдельные адгезионные пятна срезаются и вновь возникают,- то
30
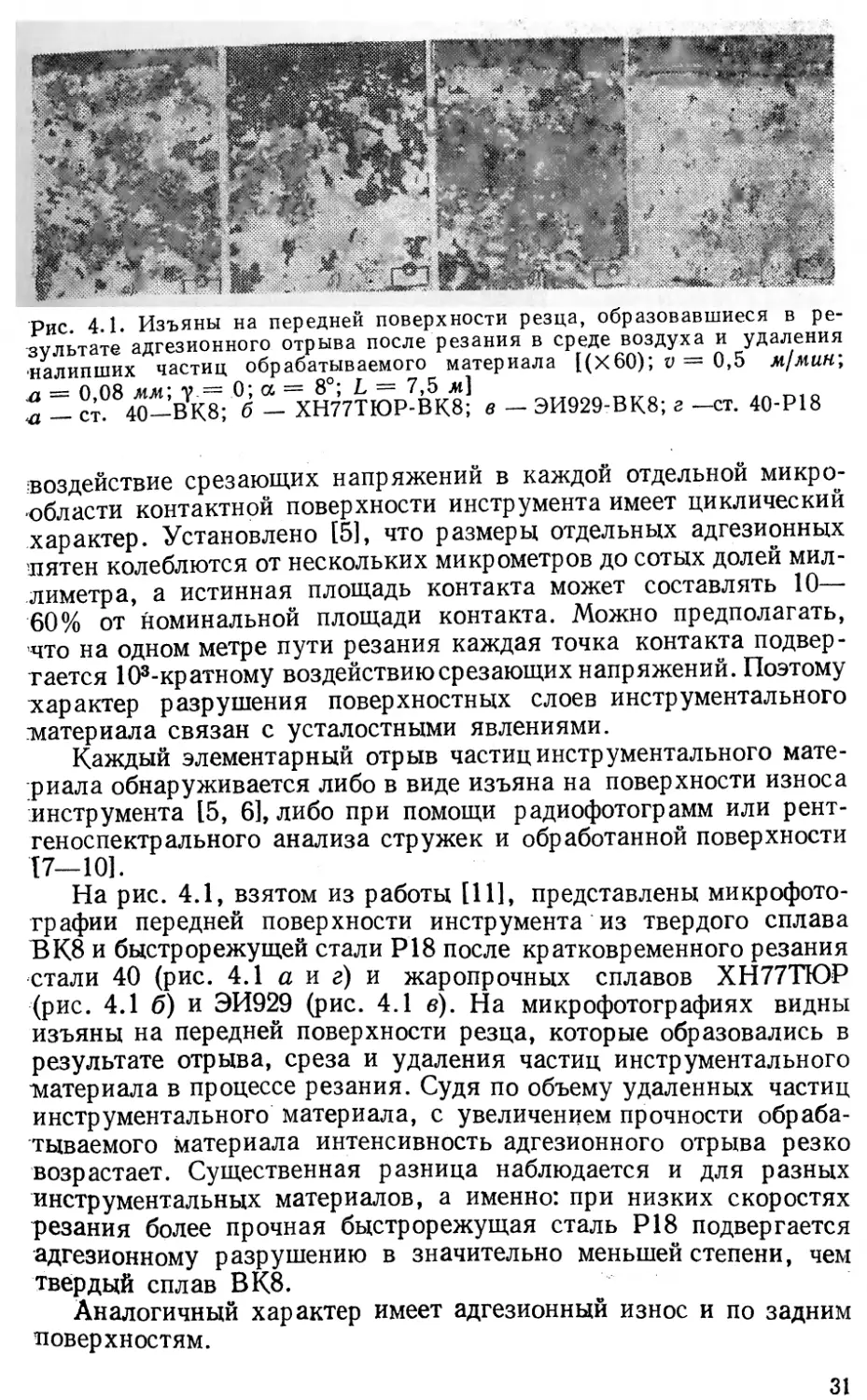
Рис 4 1. Изъяны на передней поверхности резца, образовавшиеся в
результате адгезионного отрыва после резания в среде воздуха и удаления
■налипших частиц обрабатываемого материала [(ХбО); v = 0,5 м/мин;
t Z °с£*&$Ы;°ё -=ХШ7ТЮР-ВК8! в - ЭИ929-ВК8; г -ст. 40-Р18
воздействие срезающих напряжений в каждой отдельной микроб-
области контактной поверхности инструмента имеет циклический
характер. Установлено [5], что размеры отдельных адгезионных
пятен колеблются от нескольких микрометров до сотых долей
миллиметра, а истинная площадь контакта может составлять 10—
60% от номинальной площади контакта. Можно предполагать,
что на одном метре пути резания каждая точка контакта
подвергается ^-кратному воздействию срезающих напряжений. Поэтому
характер разрушения поверхностных слоев инструментального
материала связан с усталостными явлениями.
Каждый элементарный отрыв частиц инструментального
материала обнаруживается либо в виде изъяна на поверхности износа
инструмента 15, 6], либо при помощи радиофотограмм или
рентген оспектрального анализа стружек и обработанной поверхности
17—10].
На рис. 4.1, взятом из работы [11], представлены
микрофотографии передней поверхности инструмента из твердого сплава
БК8 и быстрорежущей стали Р18 после кратковременного резания
стали 40 (рис. 4.1 а и г) и жаропрочных сплавов ХН77ТЮР
(рис. 4.1 б) и ЭИ929 (рис. 4.1 в). На микрофотографиях видны
изъяны на передней поверхности резца, которые образовались в
результате отрыва, среза и удаления частиц инструментального
материала в процессе резания. Судя по объему удаленных частиц
инструментального материала, с увеличением прочности
обрабатываемого материала интенсивность адгезионного отрыва резко
возрастает. Существенная разница наблюдается и для разных
инструментальных материалов, а именно: при низких скоростях
резания более прочная быстрорежущая сталь Р18 подвергается
адгезионному разрушению в значительно меньшей степени, чем
твердый сплав ВК8.
Аналогичный характер имеет адгезионный износ и по задним
поверхностям.
31
Рис. 4.2. Изъяны на задней
поверхности резца, образовавшиеся в
результате адгезионного отрыва
[(Х315); ХН70МВТЮБ-ВК8,
v = 0,5 м/миъ; в = 3,5 мм,
а = 0,08 мм; у = 0, а = Г;
L = 0,18 м]
^;Й^^^А-^,.*8Ьтга- -WWW - - . law**-"™*."™™™-, .
Рис. 4.3. Микрофотографии задних поверхностей резцов из твердого
сплава ВК8 при точении молибденового сплава (t = 1 лш; s = 0,1 мм/об);
а __ у = 40 м/мин; ©р < 500°С; интенсивный адгезионный износ; б —
у = 64 ж/лшк; 500°С < 0р < 800°С, умеренный адгезионный износ;
в — у = 100 м/мин; Вр = 800°С; слабый адгезионный и начинающийся
диффузионный износ; г — v = 120 м/мин; @р > 800°С; слабый
адгезионный и диффузионный износы
На рис. 4.2 представлена микрофотография задней
поверхности твердосплавного инструмента после резания жаропрочного
сплава ХН70МВТЮБ и удаления прилипших частиц
обрабатываемого материала. Характер образовавшихся изъянов указывает
на адгезионный вид износа, причем изъяны образовались на
некотором расстоянии от режущей кромки.
В работе 16] показано, что характер изъянов на поверхности
износа по задней грани существенно зависит от температуры
(скорости) резания (рис. 4.3): с увеличением температуры адгезионные
вырывы становятся более мелкими.
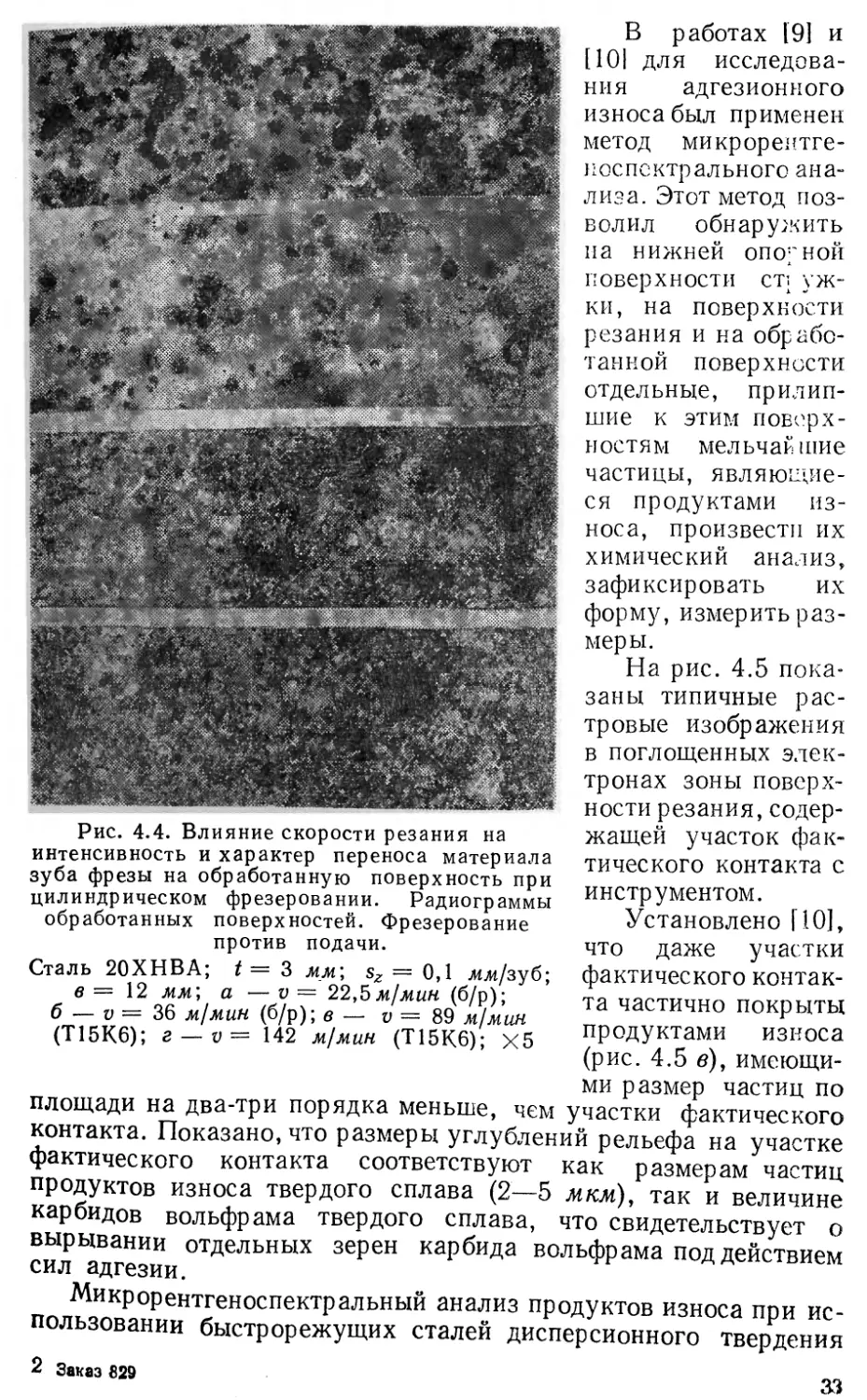
Об этом же свидетельствуют радиофотограммы поверхностей
[8] (рис. 4.4), обработанных радиоактивной фрезой. Продукты
износа, оставшиеся на обработанной поверхности, производили
радиоактивное излучение. В результате контакта (с определенной
экспозицией) этой поверхности с фотоэмульсией на фотопленке
получается зеркальное отображение распределения
радиоактивного материала продуктов износа на поверхности. При этом
применяют специальные сорта фотоэмульсии, чувствительные к
ядерному излучению.
32
В работах [9] и
[101 для
исследования адгезионного
износа был применен
метод микрорентге-
носпсктрального
анализа. Этот метод
позволил обнаружить
па нижней опорной
поверхности ст; уж-
ки, на поверхности
резания и на
обработанной поверхности
отдельные,
прилипшие к этим
поверхностям мельчай шие
частицы,
являющиеся продуктами
износа, произвести их
химический анализ,
зафиксировать их
форму, измерить
размеры.
На рис. 4.5
показаны типичные
растровые изображения
в поглощенных
электронах зоны
поверхности резания,
содержащей участок
фактического контакта с
инструментом.
Установлено [10],
что даже участки
фактического
контакта частично покрыты
продуктами износа
(рис. 4.5 в),
имеющими размер частиц по
площади на два-три порядка меньше, чем участки фактического
контакта. Показано, что размеры углублений рельефа на участке
фактического контакта соответствуют как размерам частиц
продуктов износа твердого сплава (2—5 мкм), так и величине
карбидов вольфрама твердого сплава, что свидетельствует о
вырывании отдельных зерен карбида вольфрама под действием
сил адгезии.
Микрорентгеноспектральный анализ продуктов износа при
использовании быстрорежущих сталей дисперсионного твердения
2 Заказ 829 оо
Рис. 4.4. Влияние скорости резания на
интенсивность и характер переноса материала
зуба фрезы на обработанную поверхность при
цилиндрическом фрезеровании. Радиограммы
обработанных поверхностей. Фрезерование
против подачи.
Сталь 20ХНВА; t= 3 мм\ sz = 0,1 мм/зуб;
в = 12 мм\ а — v = 22>Ь м/мин (б/р);
б — v = 36 м/мин (б/р); в — v = 89 м/мин
(Т15К6); г — v= 142 м/мин (Т15К6); Х5
Рис. 4.5. Зона поверхности резания с участком фактического контакта,
содержащим продукты износа твердого сплава:
й, и б—растровые изображения в поглощенных электронах (Х250 и
: 1 ХЮОО); в — распределение вольфрама (хЮОО)
[91 также показал предопределяющую роль адгезии в их износе.
Gtiivck быстрорежущей стали при температуре свыше 550ч-600°С
"Йее"оазмягчение облегчает срез частиц контактных слоев
инструмента и резко увеличивает его износ. Измерением глубины и
площади изъянов на поверхности инструмента было установлено
[51; что вес вырванных частиц колеблется в широких пределах
от Кг5 до 1012 V. При этом было замечено, что габариты этих
чабтиц зависят не только от уровня рассматриваемых скоростей
(температур) резания, но также от физико-механических
показателей обрабатываемого и инструментального материалов
(соотношения' контактных твердостей), структурных превращений в
контактных поверхностях инструмента (упрочнения или разупроч-
й'ёния) и от диффузионных явлений, приводящих к изменению
исходных свойств контактирующих поверхностей.
Абразивный и абразивно-химический износ
; -■■■■Одним из видов износа режущего инструмента является
абразивный износ [12], который в отдельных случаях может иметь
доминирующее значение. Механизм абразивного износа состоит в том,
что-.твердые включения обрабатываемого материала, внедряясь в
34
a — в среде воды; б— в среде эмульсии
контактные поверхности инструмента, царапают эти поверхности
действуя как микроскопические резцы. Наиболее сильно
абразивный износ проявляется в том случае, когда твердость режущей
части инструмента в процессе резания относительно невелика.
Некоторые материалы (в основном жаропрочные стали и
сплавы) содержат интерметаллиды типа Ni3Ti, Ni3 (Al, Ti) и др.,
которые по твердости могут превосходить твердость
инструментальных твердых сплавов. Очевидно, их влияние на износ
инструмента может быть существенным.
Существенное влияние на характер абразивного износа может
оказать среда, при этом следы износа инструмента (глубокие
борозды) являются результатом многократно повторяющегося
царапания пленок (продуктов химического взаимедействйя среды
и контактирующих материалов). Такой износ называют
абразивно-химическим.
При резании конструкционной стали, труднообрабатываемых
материалов и др. в химически активных средах
абразивно-химический износ инструмента из быстрорежущей стали во многих
случаях приобретает доминирующее значение. Подтверждением
этого могут служить микрофотографии со следами абразивно-
химического износа на задней и передней поверхностях
инструмента при обработке в различных средах [11]. После
кратковременного резания в воде (рис. 4.6 а), эмульсии (рис. 4.6 б)
и четыреххлористом углероде (рис. 4.7) на контактных повеох-
ностях отчетливо видны следы концентрированного химико-
абразивного износа. Причем при резании стали наблюдаются
2*
35
Рис. 4.7. Следы пропахивания на передней .и задней поверхностях резца
после резания различных материалов в среде СС14
(v = 0,5 м/мин; в = 3,5 лш; L = 0,1 м\ у = 0)-
а — ст 40Х-Р18; передняя поверхность; а= 10° (X 120);
б — ст 40Х-Р18; передняя поверхность; а= 10° (< 1350);
в — ст, 40-Р18; задняя поверхность; а= 1—2° (X 120);
г — ЭИ929-Р18 передняя поверхность; ct = 10° (X 120)
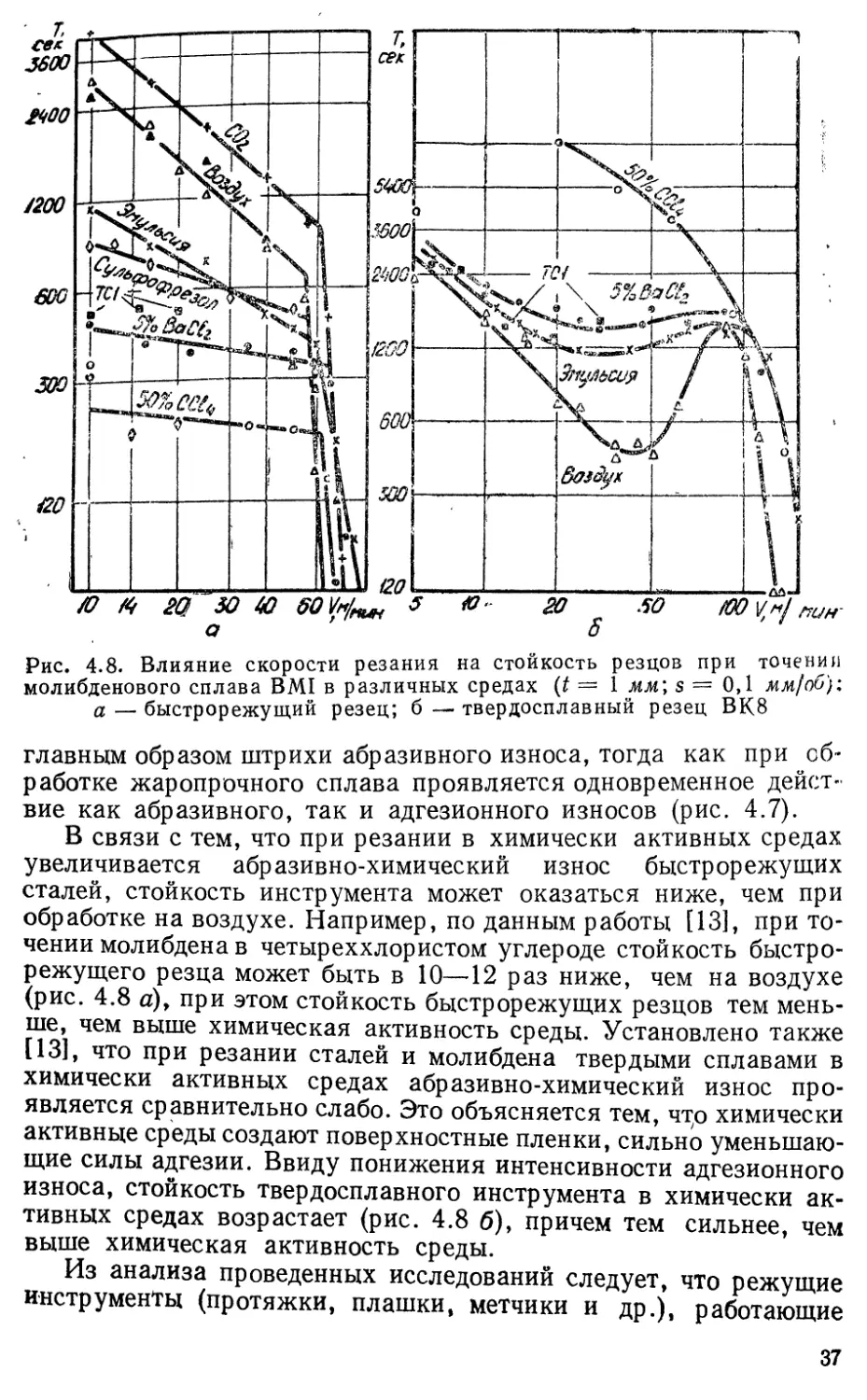
/0 ft £0 SO 40 60V»/wh * *- BO SO Ю0 V,»/ г?ин-
Q S
Рис. 4.8. Влияние скорости резания на стойкость резцов при точении
молибденового сплава BMI в различных средах (t = 1 мм; s = 0,1 мм/об):
а — быстрорежущий резец; б — твердосплавный резец ВК8
главным образом штрихи абразивного износа, тогда как при
^обработке жаропрочного сплава проявляется одновременное
действие как абразивного, так и адгезионного износов (рис. 4.7).
В связи с тем, что при резании в химически активных средах
увеличивается абразивно-химический износ быстрорежущих
сталей, стойкость инструмента может оказаться ниже, чем при
обработке на воздухе. Например, по данным работы [13], при
точении молибдена в четыреххлористом углероде стойкость
быстрорежущего резца может быть в 10—12 раз ниже, чем на воздухе
(рис. 4.8 а), при этом стойкость быстрорежущих резцов тем
меньше, чем выше химическая активность среды. Установлено также
[13], что при резании сталей и молибдена твердыми сплавами в
химически активных средах абразивно-химический износ
проявляется сравнительно слабо. Это объясняется тем, чтр химически
активные среды создают поверхностные пленки, сильно
уменьшающие силы адгезии. Ввиду понижения интенсивности адгезионного
износа, стойкость твердосплавного инструмента в химически
активных средах возрастает (рис. 4.8 б), причем тем сильнее, чем
выше химическая активность среды.
Из анализа проведенных исследований следует, что режущие
инструменты (протяжки, плашки, метчики и др.), работающие
37
при относительно низких скоростях и температурах резания,
подвергаются в основном адгезионному, абразивному и абразивно-
химическому износу.
Диффузионный износ
Исследования, проведенные Т. Н. Лоладзе, Н. Ф. Казаковым,
Н. В. Талантовым и др. [5, 7, 14], показали, что интенсивный
износ твердосплавного инструмента может происходить из-за
взаимной диффузии инструментального и обрабатываемого
материалов.
Согласно современным взглядам, металлы в твердом состоянии
представляют систему правильно расположенных в пространстве
положительных ионов и относительно свободных электронов,
движущихся в определенных энергетических .«зонах». Ионы
совершают тепловые колебания с большей или меньшей амплитудой в
соответствии со статистическим законом распределения энергии
в кристаллической решетке.
Колебания (около 1013 циклов в секунду) с большой амплитудой
приводят к тому, что ионы могут не вернуться к своему
прежнему центру колебаний, а занять энергетически более «удобное»
место. Такие перемещения атомов, превышающие средние
межатомные расстояния, принято называть диффузией. При повышении
температуры происходит резкое ускорение диффузии вследствие
увеличения амплитуды колебаний ионов кристаллической
решетки.
При рассмотрении миграции атомов в кристаллической
решетке различают: а) миграцию атомов в чистом металле или
атомов растворителя в твердом растворе (этот процесс носит
название самодиффузии), б) миграцию атомов растворенного
элемента в решетке растворителя — гетеродиффузию. Реактивная
диффузия [5] связана с образованием сложных химических
соединений.
Границы зерен имеют большое количество несовершенств
кристаллической решетки (особенно при пластической
деформации), поэтому диффузия вдоль границ зерен происходит с большой
скоростью (граничная диффузия). Большая плотность искажений
в поверхностном слое металлов, связанная с выходом дислокаций,
наличием ненасыщенных связей и т. п., обусловливает
существование поверхностной диффузии, скорость которой больше
скорости граничной диффузии.
Исследования диффузии в твердых телах показали, что в
металлах способны диффундировать те элементы, которые в них
растворяются [15, 16].
Фик [17] в 1855 г. показал, что кинетика диффузии вполне
аналогична кинетике теплопроводности. Согласно первому закону
Фика, количество вещества, продиффундировавшее за время dt
38
ез поверхности ds на расстояние dx от исходной плоскости,
пропорционально падению концентрации dc, т. е.
, dc
dx
dm =—D—dt • ds. (4Д)
Знак минус перед уравнением означает, что вещество двигается
в сторону убывания концентрации. Коэффициент
пропорциональности D называется коэффициентом диффузии и выражает
количество вещества в молях пли граммах, диффундирующее в
единицу времени через единицу площади при градиенте концентрации
ff£_ = 1. D имеет размерность см2/сек или см2/сутки.
циент диффузии, характеризующий скорость процесса, не
является постоянной величиной, а изменяется в зависимости от многих
факторов: температуры, концентрации диффундирующего
вещества, давления (деформации), особенностей кристаллической
структуры и т. п.
Температурная зависимость коэффициента диффузии
выражается уравнением
D=IVe~^\ (4.2)
где R— газовая постоянная (1,987 кал/г - атом);
DQ — предэкспоненциальный множитель;
Q — энергия активации;
е — основание натурального логарифма.
Чем выше энергия активации, тем устойчивее решетка и тем
менее вероятна диффузия. Величина энергии активации зависит
от типа кристаллической решетки. , "/
Установлено [18], что чем больше температура плавления
контактирующих тел, тем выше значение энергии активации и
самодиффузии. Обычно принимают, что Q = 70 -f- 80% от теплоты
испарения (сублимации). Энергия активации зависит также от
типа твердого раствора: большей энергией активации
характеризуются диффузионные процессы в растворах замещения и
меньшей — в растворах внедрения. В соответствии с конкретным видом
диффузии различают энергию активации объемной поверхностной
и граничной диффузии.
При рассмотрении процесса диффузии большой практический
интерес представляет возможность определения концентрации
диффундирующего вещества на определенном расстоянии от
поверхности раздела в зависимости от температуры и времени.
Такая зависимость получается в общей дифференциальной форме из
приведенного уравнения Фика (4.1) и носит название второго
закона Фика:
dc __ _d^ f p. dc_
dt dx[ dx
D-^\. (4.3)
39
Для общего случая объемной
диффузии
= D
д2с , д2с . д2с
дх2 ду2 dz2
(4.4)
нестационарного потока
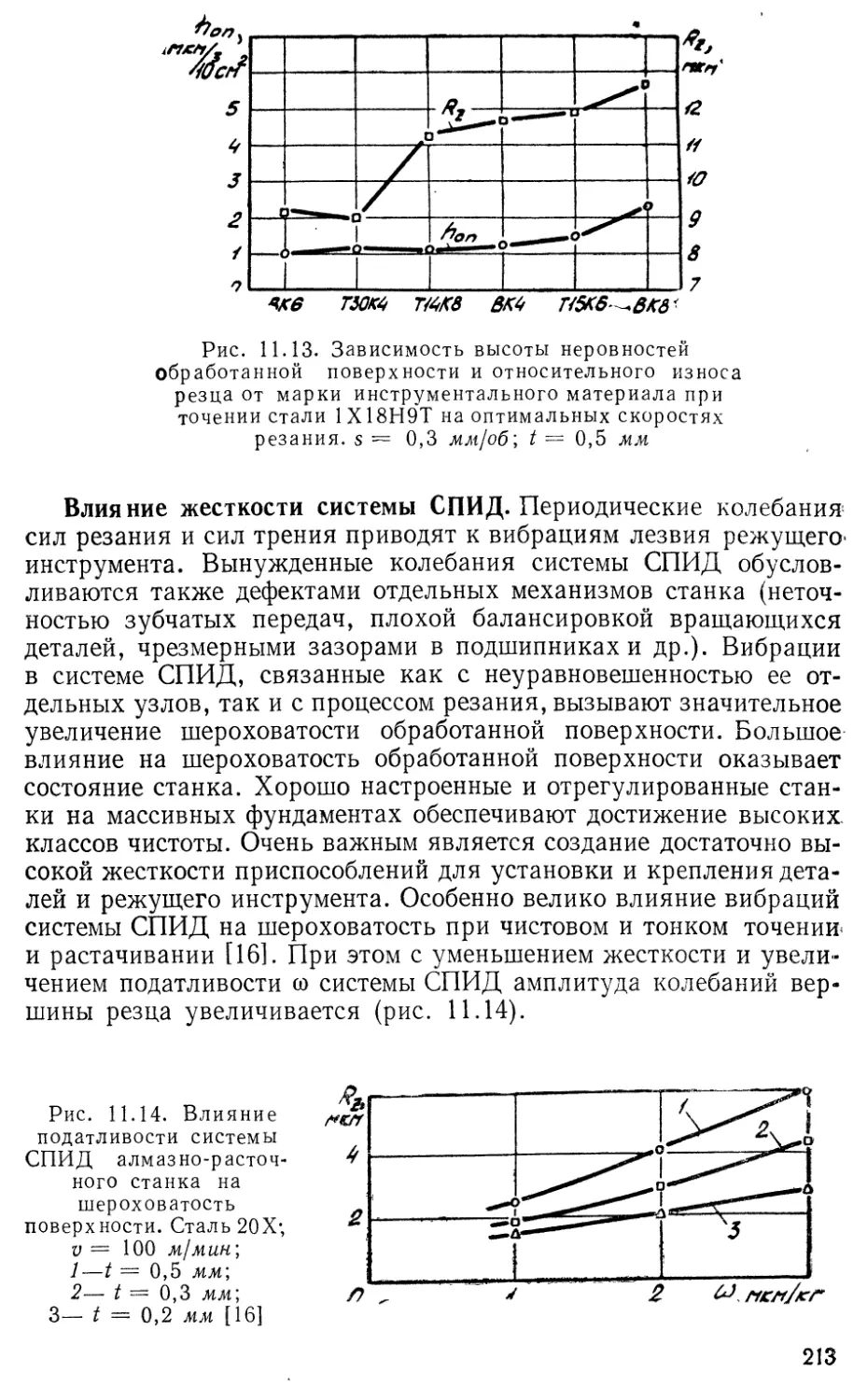
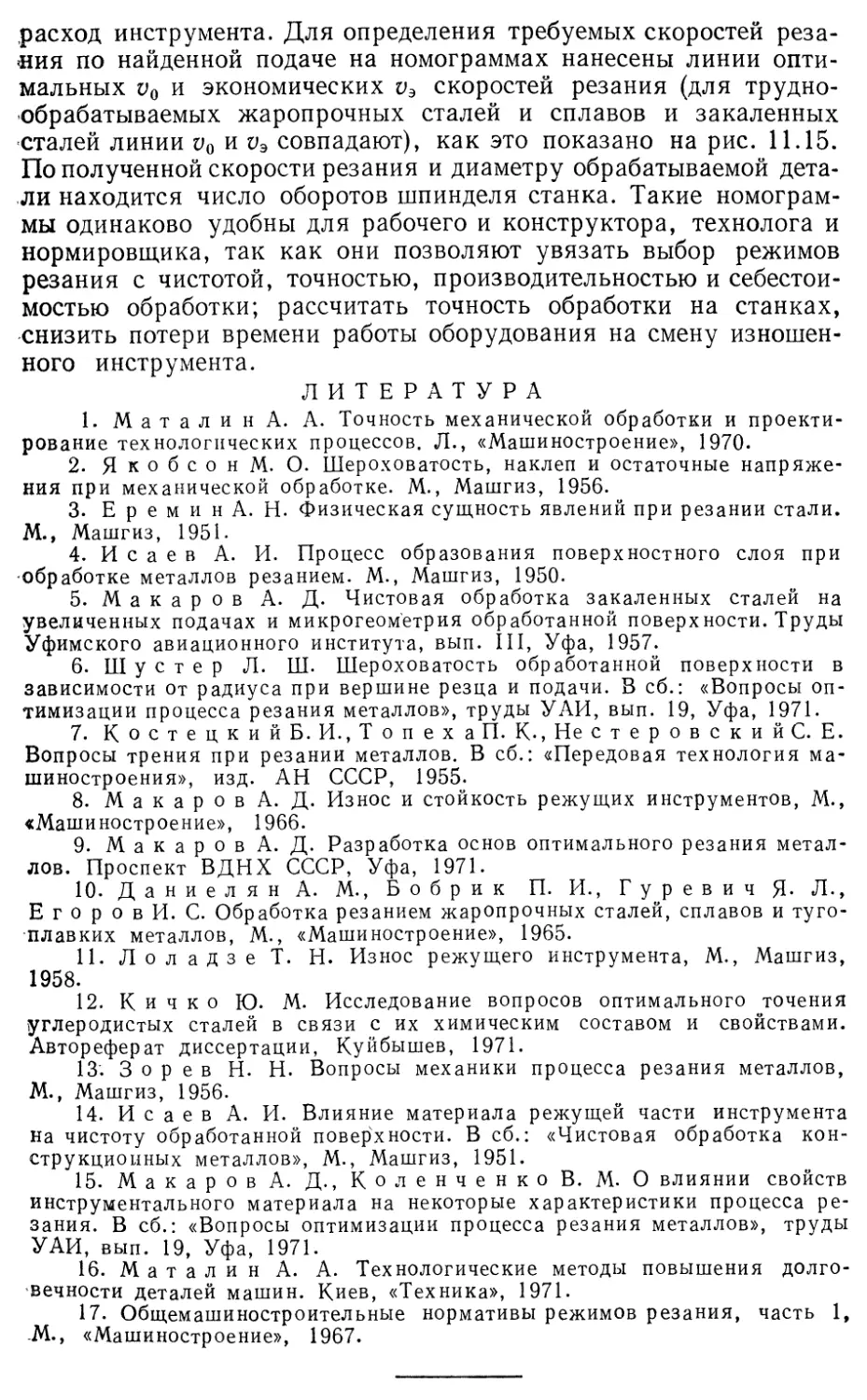
X Для
--л =^= 0. Распределение концент-
Рис. 4.9. Распределение «*
концентрации по глубине и времени рации диффундирующего
вещества в зависимости от х и t будет
определяться решением уравнения (4.3). В частном случае, когда
D не зависит от концентрации, это решение можно представить
графически (рис. 4.9). При этом глубина слоя с заданной
концентрацией С изменяется пропорционально квадратному корню
из времени выдержки
х = У At,
(4.5)
где А — постоянная величина для данной концентрации С.
Неравновесные дефекты при пластической деформации
существенно (в сотни раз) ускоряют процесс диффузии [19]. Это
ускорение пропорционально скорости деформирования, т. е.
мгновенной концентрации вакансий.
Избыточные концентрации вакансий можно создать также
быстрым охлаждением (закалкой) и облучением частицами с
большой энергией.
Начальный период диффузии характеризуется необычайна
высокой скоростью растворения, и далее по закону гиперболы
скорость уменьшается [5] (рис. 4.10).
При высоких скоростях резания высокие температуры,
большие пластические деформации и адгезия в зоне контакта в
сильной степени способствуют диффузионному растворению
инструментального и обрабатываемого материалов. В результате перепада
концентраций процесс взаимного растворения за время резания
протекает непрерывно.
Стружка и поверхность резания с большой скоростью
перемещаются относительно поверхностей режущего инструмента.
Время контакта частиц обрабатываемого материала с
поверхностями инструмента исчисляется сотыми и тысячными долями
секунды. В контакт непрерывно входят все новые и новые участки
поверхности обрабатываемого материала, и при контактировании
они продолжают подвергаться пластической деформации. Ввиду
этого при резании на контактных поверхностях инструмента
скорость растворения чрезвычайно высока и соответствует начальному
периоду диффузии.
Убедиться в наличии диффузионных* процессов при резании
можно из рассмотрения микрофотографий зон контакта (рис. 4.11
и рис. 4.12).
40
or/сек
4GO c?0O f200 Z freeze
Рис 4 10 Изменение скорости растворения
вольфрама в стали в зависимости от времени
диффузии
На рис. 4.11 и 4.12 выявляется наличие темного науглеро-
женного слоя железа. Науглероживание железа произошло
вследствие диффузии углерода из твердого сплава в у-железо.
У самой границы раздела обнаруживается тонкая белая нетравя-
щаяся прослойка 2 (железовольфрамовый карбид be2W24>
появившаяся в результате диффузии вольфрама и углерода в
железо. В твердом сплаве наблюдаются потемневшие участки 3
структурных превращений. Эти участки возникают в результате
диффузии железа в твердый сплав и диффузии отдельных компонентов
из твердого сплава в железо.
На рис. 4.13 представлены концентрационные кривые
вольфрама и железа при переходе от твердого сплава к железу [51.
Марограмма контактной поверхности стружки [14] (рис. 4.14)
подтверждает наличие реактивной диффузии на некотором
участке стружки, соответствующем так называемой зоне упрочнения.
41
Рис. 4.11. Зона контакта передней поверхности твердосплавного
при резании железа с подогревом (Х765); железо Армко-Т15К6
= 0,13 м/мин; b — 1,5 мм\ а = 0,25 мм; L = 3,5 м\ ъ = 16 сек;
= 1180°С
резца
0п=а
Рис. 4.12. Микрофотография контактной зоны
Сталь 25-ВК8; v = 120 м/мин; s = 0,30 мм/об;
t= 2 мм; т = 10 св/с (ХЮ00)
1 J
т^г***
1
1
О
Si
<
\
1
7 4fi
/'' ''' ■
Распределение 8ольсрро*а
vz
\ | CAOU _
Xv
7 ^
Армко
Ivm^
! >
Распределение железо
\- 1 1
1 ] \я .
" Диффузионный слой *Рд
t
t
\wcj
ft**
I
мЛ**Л\/
#7^
'— -If
j
4
о so soa/o%, аз & ьз вз #зуо-*м
Рис, 4.13 Концентрационные кривые вольфрама и железав
диффузионных слоях
Содержание Ск
и^^-лф*
v\w^vyw
£ис. 4.14. Марограммы контактной поверхности стружки:
^лаль 45-ВК8; v = 65 м/мин; s = 0,4 лш/об; t = 2 м; т = 20 о?/с
износ
'A1UH
Рис. 4.15, Зависимость износа твердосплавных резцов от скорости резания
при точении стали 50 (по Н. Ф. Казакову [7]) 1— Т14К8; 2— Т30К4
Таким образом, установлено, что нетравящаяся прослойка —>
результат реактивной диффузии — образуется не только в
моделированных условиях (рис. 4.11 и 4.13), ной при резании в
реальных условиях (рис. 4.12 и 4.14). В последнем случае диффузия
наблюдается в зоне полного прилипания (схватывания) стружки
к инструменту, т. е. в зоне высокой ювенильности контакта и
наибольших нормальных нагрузок.
Процессы диффузионного износа в большой степени зависят
от свойств реагирующих пар материалов.
Минер алокерамический инструмент не подвергается диффузион-
• ному износу. Причиной этого является его инертность по
отношению к стали. Известно, что корунд не растворяется в стали даже
при температуре ее плавления. Этим объясняются преимущества
керамического инструмента при обработке стали в подогретом
состоянии.
Например [5], при точении с подачей s = 0,1 мм/об стали,
подогретой до 1000 -т- 1100°С, стойкость резца Т15К6 при
скорости резания 270 — 360 мм/мин составляет 5ч-7 сек. Стойкость
же резца из минер алокерамики ЦМ332 при скорости 360-^520
м/мин равна 170-:-200 сек. В то же время между минералокера-
микой и титаном возможна взаимная диффузия.
Влияние инертности материала инструмента по отношению к
обрабатываемому материалу при диффузионном износе хорошо
прослеживается при сопоставлении данных, приведенных на
рис. 4.15 и 4.16. Рассмотрим интенсивность износа твердосплавных
резцов Т14К8 и Т30К4 при точении на высоких скоростях, при
которых диффузионные процессы заведомо играют определяющую
роль, При точении стали 50 (рис. 4.15) со скоростью V = 400 м/мин
44
ПШ? 2№Кфс»*
Рис. 4.16. Влияние скорости резанкя (по
А. Д. Макарову [20]) на поверхностный относительный
Л износ резиов, оснащенных различными твердыми
сплавами (сталь IX18H9T; * -0,5 мм; в^-ОАмм/сб)
паз
к но
а л и.
пего с
чюе
сплав Т30К4 имеет интенсивность изпаа более ^ чем в \
меньшую по сравнению с износом сплава Т14К8. Северн
противоположные результаты получаются при течении <
XI8H9T (рис. 4.16): при V ~- 200 м/мин ужо сплаг. Т14кЗ с.
чивает интенсивность износа в 10 раз ме-i шую но славно.
износом резцов, оснащенных сплавом ТС0К4.
Классическим примером диффузионного износа являете;: i
алмазных резцов при течении стали [21]. Согласно диаграмме
состояния Fe—С, углерод интенсивно растворяется в^-^^е
при температурах свыше 1000°С. (
Поэтому при точении стали У7 [111 со скоростью V - ubU—
650 м/сек, когда стружка раскаляется докрасна, алмазный i езец
получает значительный износ по задней поверхности.
Коэффициент диффузии углерода в титан, цирксний,
молибден, тантал и другие материалы значительно меньше, чем в >: еле-
зо и никель, поэтому при равных температурах резания меньше и
интенсивность диффузионного износа алмаза при обработке этих
материалов.
Следует иметь в виду, что диффузионный износ зависит не
только от непосредственного переноса атомов инструмектал! ного
материала в деталь и стружку. При диффузионном износе
происходит также разрушение контактных слоев инструмента,
ослабленных диффузионными процессами, протекающими в этих слоях
(включая фазовые превращения, разупрочнение и т. д.).
Следовательно, имеют место два процесса (диффузионное растворение
и разрушение ослабленной диффузионными процессами
поверхности), которые конкурируют в диффузионном износе.
После ряда допущений и упрощений диффузионного износа
Т. Н. Лоладзе [5] предложил следующие уравнения стойкости
инструмента. Когда диффузионный слой является твердым раствором
(гетеродиффузия), стойкость по износу задней поверхности
определяется формулой
45
. т,
сек.
12иС0
3000
7?0О
шок
МОО
Зона
адгезионного
износа
520 ?го рго ггго вж
Рис. 4.17. Изменение стойкости резца из сплава
ВК8 в зависимости от температуры при резании
различных сталей: У—сталь 40 (НВ 180); 2—ст. 5
(НВ 160); 3— сталь хромоникельмолибденовая
{НВ 500—550)
3(1
Vnlgah^G,
L Li.
iga)GT± v2 • C0 . D2 . #2
(4,6)
Когда диффузионный слой является интерметаллидом (реактивная
диффузия), то
где
46
1 з —
VrAgahfG
L L L
6(1 -Igv k*)GGG v2 D2 К2
(4.7)
j±— плотность материала и инструмента;
G — плотность обрабатываемого материала;
v — скорость резания;
тд— атомный вес диффундирующего элемента;
т— атомный вес растворителя;
С0 — атомная концентрация диффундирующего элемента;
О — коэффициент диффузии;
h3 — ширина площади износа по задней поверхности;
К — коэффициент торможения обрабатываемого материала
в диффузионном слое по задней поверхности;
a — задний угол; -h ■
у —передний угол; ,*л
GG— весовая концентрация диффундирующего элемента в
интерметаллиде. ,> :
Сопоставление расчетных значений стойкости с опытными
данными показывает, что они имеют один и тот же порядок [5],
особенно при высоких температурах резания (выше 900 ч- 950°С—•
для твердого сплава).
На рис. 4.17 показаны зоны преимущественного
адгезионного и диффузионного износов твердосплавного резца [11].
Диффузионному износу подвергаются твердосплавные резц-й,'
зенкеры, фрезы и другие инструменты, работающие на высоких
скоростях резаьия. ' - ;
Прочие виды износа
Износ — это прежде всего процесс отделения материала 'в1
результате многократного нарушения фрикционных связей,
поэтому разрушение инструментального материала путем хрупкого,
скалывания или в результате пластической деформации и
последующего среза [5] не относится к категории износа инструмента,
а связано с его прочностью. Поверхностные разрушения за счет
механического зацепления и среза неровностей трущихся
поверхностей тоже больше всего связаны с прочностью режущего
инструмента.
Так называемый «окислительный» износ, по-видимому, не
может трактоваться самостоятельно. Это прежде всего вытекает
из противоречивых данных о влиянии окислительных процессов
на износ режущих инструментов [8, 22 и др.]: одни исследователи
рассматривают интенсификацию окислительных процессов как
причину интенсификации износа рабочих поверхностей
инструмента, другие же исследователи, наоборот,— как фактор,
снижающий износ. Очевидно, окислительные процессы имеют главным*
образом косвенное влияние на износ инструментов.
С одной стороны, окисные пленки, покрывающие
контактирующие поверхности, нарушают ювенильность контакта, и при трении
происходит схватывание пленок и их разрушение. Это
предохраняет инструмент от более интенсивного износа путем глубинного
вырывания инструментального материала. Следовательно,
окислительные процессы снижают адгезионный износ.
С другой стороны, окисные пленки приводят к
интенсификации абразивно-химического износа. В зависимости от
конкретных условий резания может превалировать тот или иной фактор.
Тепловые явления, сопровождающие процесс деформации
обрабатываемого материала при отделении стружки, являются
основной причиной возникновения при резании термоэлектронной
эмиссии, термоэлектрических и термомагнитных эффектов, порож-
47
дающих термоэлектрический ток в системе станок—-инструмент —
изделие — станок (СИИС).
Ввиду того, что инструментальный и обрабатываемый
материалы, вступающие в контакт при резании, всегда разнородны,
существенную роль во всех термоэлектрических эффектах,
наблюдаемых при резании, играет контактная разность потенциалов
(или генерируемая термоэдс). В зависимости от общего
сопротивления в системе СИР1С возникает при резании термоэлектрический
ток различной силы. Появление местного термотока может быть
связано также с разным локальным нагревом режущей кромки
(как это имеет место, например, при сверлении).
П. Л. и С. Л. Гордиенко [23] впервые экспериментально
показали, что электрический ток, независимо от его
происхождения, проходя через поверхности контакта трущихся тел,
отрицательно влияет на их износостойкость.
В связи с этим были предложены различные методы борьбы
с влиянием термотоков на износ режущих инструментов.
Согласно классификации [24] все существующие методы
сведены к трем:
1. Метод разрыва цепи результирующего термотока,
возникающего при резании. Однако при этом местные термотоки, связанные
с разным локальным нагревом режущей кромки, могут оказывать
некоторое влияние на износ инструмента.
2. Компенсационный метод, при котором в зону резания
от постороннего источника вводится ЭДС, полярность которой
противоположна полярности результирующей термоэдс, а
величина равна величине термоэдс. Данный метод значительно сложнее
и дороже предыдущего, но позволяет компенсировать и
местные термотоки.
3. Метод противотока, при котором в зону резания от
постороннего источника вводится ЭДС, полярность которой
противоположна полярности результирующей термоэдс, а величина
превышает величину термоэдс. В результате через зону резания
проходит ток в направлении, противоположном направлению
термотока. По сложности и дороговизне применения метод
противотока практически равноценен компенсационному методу.
Данные, приведенные в работе [24], свидетельствуют, что
применение указанных методов борьбы с влиянием термотоков
может в ряде случаев понизить интенсивность износа инструментов
до 2—4 раз.
В связи с этим ряд исследователей считает, что под влиянием
термотоков режущий инструмент подвергается дополнительному
«электрическому» износу. В работе [24] показано, что
«электрический» износ носит характер электрической диффузии и поэтому
назван «электродиффузионным» износом. Под электрической
диффузией в данном случае подразумевается явление
перераспределения компонентов инструментального и обрабатываемого
материалов при прохождении тока через микроплощадки фактического
48
взаимного контакта инструмента со стружкой и обрабатываемой
деталью. Электрический ток в этом случае выступает как фактор
дополнительной энергии для активации атома при диффузии.
В связи с этим, очевидно, электродиффузионный износ не
может трактоваться самостоятельно. Замечено [24], что
необходимым условием осуществления электрической диффузии в
твердых металлических растворах является сравнительно высокая
температура, при которой составляющие растворов обладают
заметной подвижностью. Следовательно, электрические явления
могут лишь влиять на диффузионный износ. Их исключение
понижает диффузионный износ инструментсв.
Механизм износа передней и задней поверхностей
инструмента
Неравномерный износ передней поверхности, вызывающий
образование лунки (рис. 4.18), связан с защитным действием
нароста и застойной зоны, неравномерным распределением
напряжений и температуры на передней поверхности.
Влияние нароста и застойной зоны сказывается в связи с
уменьшением скорости движения контактных слоев стружки
относительно передней поверхности. В связи с этим на участке
передней поверхности инструмента 1Х (рис. 4.18), покрытой
застойной зоной, уменьшается интенсивность износа. Чем
пластичнее обрабатываемый материал, тем больше длина застойной зоны
1Х и тем дальше от режущей кромки начинается лункообразова-
Рис. 4.18. Схема износа резца
(1х — застойная зона; /— начало лункообразования;
2 и 3—промежуточные стадии лункообразования;
4— угол заострения режущей кромки приближается к
45°): а — свободное резание; б — несвободное резание
4»
У~*
Рис. 4.19. Распределение
контактных нормальных напряжений
р (х) и касательных т (х) на
передней поверхности резца
Рис. 4.20. Распределение
температуры на передней
поверхности резца
ние на передней поверхности. У относительно хрупких
обрабатываемых материалов длина застойной зоны мала, а лункообра-
зование концентрируется в узкой зоне близ режущей кромки.
После того, как стружка проходит зону застоя, скорость
перемещения резко увеличивается и интенсивность износа возрастает.
Далее сказывается уменьшение контактных напряжений (рис. 4.19),
интенсивность износа снова уменьшается и падает до нуля в точке
отрыва стружки от передней поверхности.
В условиях диффузионного износа износ передней
поверхности также должен характеризоваться лункообразованием. Это
обусловлено неравномерным распределением температур (рис. 4.20)
и скорости диффузии, а также неравномерным распределением
контактных напряжений (рис. 4.19).
Неравномерный износ передней поверхности является также и
результатом неравномерного ее разогрева в направлении схода
стружки.
Износ задних поверхностей также происходит в условиях
пластического торможения контактных слоев обрабатываемого
материала. Однако лунка при этом, как правило, не образуется в
силу того, что форма изнсса задней поверхности по условиям
контакта не может существенно отличаться от формы поверхности
резания.
Интенсивность износа задних поверхностей в большинстве
случаев должна быть больше, чем передней поверхности, т. к.
скорость движения поверхности резания относительно задних
поверхностей инструмента больше, чем скорость движения
стружки вдоль передней поверхности (из-за усадки стружки).
50
Рис. 4.21. Микрофотография, показывающая, как
нарост ликвидирует непосредственный контакт задней
поверхности инструмента с обрабатываемым материалом
Важным фактором, определяющим соотношение интенсивности
износа задней и передней поверхностей, является степень
развития нароста и застойной зоны, которые разгружают заднюю
поверхность инструмента от упругой реакции обрабатываемого
материала и в некоторых случаях устраняют контакт задней
поверхности с обрабатываемым материалом (рис. 4.21). Наряду
•с этим большое значение имеет также твердость нароста.
С уменьшением толщины среза нарост и застойная зона
уменьшаются, их защитная роль падает, и поэтому инструменты,
работающие с малыми толщинами среза (развертки, протяжки,
цилиндрические фрезы, резцы для чистового точения и др.),
изнашиваются преимущественно по задней поверхности.
Твердосплавные инструменты работают обычно при высоких
скоростях резания (когда нарост отсутствует), поэтому у этих
инструментов износ задней поверхности в большинстве случаев
является превалирующим.
Известно [25], что нарост и застойная зона по краям
контакта резко уменьшаются, поэтому зачастую можно наблюдать
резкую концентрацию износа как передней, так и задней
поверхностей по краям рабочих участков режущей кромки. Этому
•способствует также наклеп (упрочнение) обработанных
приповерхностных слоев, которые при последующем проходе
контактируют и срезаются краем главной режущей кромки. Крайняя
часть вспомогательной режущей кромки дважды участвует в
резании, что также повышает интенсивность ее износа. В качестве
примера на рис. 4.22 приведены фотографии износа задней и перед-
51
Рис. 4.22. Микрофотография износа быстрорежущего резца при точении
молибденового сплава BMI (t = 1 мм; s = 0,2 мм/об; v = 18 м/мин):
а — износ передней поверхности; б — износ задней поверхности
ней поверхностей быстрорежущего резца, полученные при
точении молибденового сплава [13].
ЛИТЕРАТУРА
1. Самсонов Г. В. Роль образования стабильных электронных
конфигураций в формировании свойств химических элементов и соединений.
«Порошковая металлургия», 1966, № 12.
2. Б у р ы к и н а А. Л., С а м с о н о в Г. В. К вопросу о механизме
адгезионного взаимодействия металлов и металлоподобных соединений.
«Машиноведение», 1970, № 3.
w 3. Семенов А. П., Поздняков В. В. Адгезионное
взаимодействие в вакууме тугоплавких металлов, тугоплавких соединений и
твердых сплавов. «Машиноведение», 1967, № 1.
4- Применение метода меченых атомов в физике и технике. Сб. статей
ЦБТИ Министерства станкостроения, М., Машгиз, 1951.
5- Лоладзе Т. Н. Износ режущего инструмента, М., Машгиз,
52
6. 3 о р е в Н. Н. Влияние природы износа режущего инструмента на
зависимость его стойкости от скорости резания. «Вестник машинострое-
ния», 1965, № 2.
7. К а з а к о в Н. Ф. Радиоактивные изотопы и исследование износа
режущего инструмента. М., Машгиз, I960.
8. Я к о в л е в Р. М. Некоторые вопросы скоростного фрезерования и
точения. Госуд. изд-во БССР, Минск, I960.
9. Г р а н о в с к и й Г. И., Ш м а к о в Н. А. О природе износа
резцов из быстрорежущих сталей дисперсионного твердения. «Вестник
машиностроения», 1971, № П.
10. 3 о р е в Н. Н., К л а у ч Д. Н., Б а т ы р о в В. А. и др. О
природе износа твердосплавного инструмента. «Вестник машиностроения»,
1971, № П.
11. Развитие науки о резании металлов. М., «Машиностроение», 1967.
12. Ф е л ь д ш т е й н Э. И. Обрабатываемость сталей в связи с
условиями термической обработки и микроструктурой. М., Машгиз, 1953.
13. 3 о р е в Н. Н., Фетисова 3. М. Обработка резанием
тугоплавких сплавов. М., «Машиностроение», 1966.
14. Т а л а н т о в Н. В. Контактные процессы и износ режущих
поверхностей инструмента. В сб.: «Совершенствование процессов резания
и повышение точности металлорежущих станков», Ижевск, 1969.
15. 3 а й т В. Диффузия в металлах. ИЛ, 1958.
16. И о ф ф е А. Ф. Физика кристаллов. Изд-во АН СССР, 1929.
17. Ч е р н о в Д. К. Записки императорского русского технического
общества. С-П., 1868.
18. К а з а к о в Н. Ф. Диффузионная сварка в вакууме. М.,
«Машиностроение», 1968.
19. Lee С. М., М a d d i n a 1 R. The Effect of Torsional Strains on
Self — Diffusion in Silver Single Crystals, «Transaction of the
Metallurgical society of AIME», 1959, vol. 215, № 3.
20. Макаров А. Д. Износ и стойкость режущих инструментов.
М.> «Машиностроение», 1966.
21. ЛоладзеТ. Н., БокучаваГ. В. К теории диффузионного
износа алмазного абразивного инструмента. Сб. «Машиностроение».
Труды ВНИИМАШ, 1965, № 1.
22. О р i t z H. und Axer H. Untersuchung des Verschleipvehhal-
tens bei Spanenden Werzeugen durch flussige und gasformide Kiihlmittel
und elektrische Mapnahmen. Forschungslerichte des Wirtschafts — und Verkehrs-
ministerinms Nordhein —West fallen. 1956, № 271.
23. ГордиенкоП. Л.,Гордиенко С. Л. О влиянии
электрического тока на износ при трении металлических тел. «Вестник
машиностроения», 1952, № 7.
24. Бобровский В. А. Электродиффузионный износ инструмента,
М., «Машиностроение», 1970.
25. 3 о р е в Н. Н. Вопросы механики процесса резания металлов,
М., Машгиз, 1956.
ГЛАВА V
ПРОЧНОСТЬ АДГЕЗИОННЫХ СВЯЗЕЙ И
ВЗАИМОДЕЙСТВИЕ ОСНОВНЫХ ФАКТОРОВ ПРИ
РЕЗАНИИ МЕТАЛЛОВ
Количественная оценка адгезионных явлений при резании
является одной из чрезвычайно важных задач металлобработки.
Использование данных о контактных процессах при резании
металлов для анализа износа режущих инструментов и
формирования поверхностного слоя обрабатываемых деталей затруднено
по целому ряду причин. Среди них главными являются:
неравномерное распределение нагрузок и температуры на площади
контакта и различная химическая чистота, а также дискретность
касания контактирующих поверхностей, затрудняющая
определение фактических контактных нагрузок. В связи с этим большое
значение имеют исследования механики микроконтактных
нагрузок при резании.
В работе [1] отмечается: «Раскрытие природы сложных
явлений, происходящих при резании в очень малых объемах,
требует дифференцированного подхода к этой проблеме...
Недостаточная теоретическая изученность некоторых сложных видов
обработки резанием временно должна компенсироваться опытными
работами в условиях, максимально приближающихся к конкретным...
Для объективной характеристики сопротивления материалов
адгезионному износу необходимо создать новые методы испытаний и
приборы...»
Методика определения прочности адгезионных связей на
срез при различных температурах и давлениях
Сложная система, образовавшаяся в местах контакта
инструмента с обрабатываемой деталью, обладает специфическими,
только ей присущими свойствами, отличными от свойств
инструментального и обрабатываемого материалов, рассматриваемых
отдельно, вне контакта при резании. Поэтому раздельное изучение
свойств контактирующих материалов, хотя и позволяет качест-
54
венно судить о свойствах образовавшегося при их контакте
адгезионного шва, однако не может дать адекватной количественной
оценки этих свойств при различных условиях контактирования.
Необходима только оценка непосредственно свойств зоны
контакта. Только она может коррелировать с основными факторами
резания металлов.
В работе [2] предложена методика определения адгезионных
сил непосредственно при резании. Эта методика основана на
определении сил F трения на передней поверхности резца при
различных нормальных силах N (за счет варьирования величины
переднего угла) и экстраполяции зависимости F = f (N) на
нулевое значение N. При этом находятся адгезионные силы,
соответствующие нулевому значению нормальной силы. Однако
известно [3], что межмолекулярное взаимодействие между твердыми
телами (адгезия) в значительной степени зависит от нормальных
сил, определяющих сближение между телами. Поэтому
полученные данные не представляют большой ценности для анализа
явлений при резании, когда контакт испытывает всестороннее
значительное сжатие.
Применение тонких методов исследования (электроинорент-
геномикроскопии) позволило установить [4, 5] весьма малую долю
площади участков фактического (истинного) контакта в
номинальной площади между инструментом и обрабатываемой деталью.
Эта доля изменяется в зависимости от нормальных сил,
шероховатости площадок износа, температуры, виброустойчивости
системы СПИД, среды и пр. Кроме того, касательные усилия (силы
трения) при резании, помимо адгезионной, содержат
деформационную составляющую [3], которая, очевидно, может иметь
существенные значения из-за значительной шероховатости площадок
износа и неоднородности физико-механических свойств
контактирующих материалов.
Все это делает практически невозможным в настоящее время
определение адгезионных сил непосредственно в процессе
резания.
В связи с этим разработана [6] методика лабораторного
измерения адгезионной составляющей силы трения в условиях,
максимально приближающихся к реальным условиям резания
металлов. Недостаток этой методики заключается в основном в
сравнительно малых скоростях
скольжения, однако по
температуре, нагрузке и чистоте контакта
она хорошо отражает реальные
условия.
Рис. 5.1. Валик, образующийся при
скольжении индентора
55
r*
m
б д
-p-
ю-чр-
-oO-
/4 ^
-r
«О»—о
Рис. 5.2. Схема установки для определения прочности
адгезионных связей на срез при различных температурах контакта
Известно [7], что трение имеет двойственную молекулярно-
механическую природу. Поэтому при скольжении индентора
(рис. 5.1) — модели внедрившейся неровности пятна касания —
касательное усилие (сила трения) расходуется на формирование
и перемещение валика из деформированного материала
(деформационная составляющая) и на преодоление межмолекулярных
связей между участками трущихся поверхностей (адгезионная
составляющая).
При исследованиях используется установка (рис. 5.2),
позволяющая непосредственно оценивать величину тангенциальной
составляющей хп адгезионных связей [8]
3 FR
хп = —-—г~> (5.1)
где F — сила, необходимая для вращения сферического
индентора, сдавленного между плоскими образцами из
испытуемого материала;
R — радиус диска, в котором закрепляется индентор;
*отп—радиус отпечатка (лунки) на образцах.
Индентор 7, выполненный из инструментального материала
в виде двухстороннего сферического пуансона, через разрезную
втулку 2, воспринимающую температурные деформации, жестко
закрепляется в специальном диске 3, который имеет кольцевой
наружный паз для укладки тросика 4. С помощью устройства,
56
включающего упругий элемент 5, державку 5, закрепленную в
ползуне 7, и механизм привода, осуществляется вращение диска
с индентором. Сила F, необходимая для вращения индентора,
фиксируется самописцем 8 типа БВ-662, сигнал к которому
поступает от индуктивного дифференциального датчика 9,
закрепленного в державке 6 и взаимодействующего с упругим элементом 5.
Два плоскопараллельных образца 10 из обрабатываемого-
материала, установленных на медные пластины 11, сжимают
индентор под действием нормальной нагрузки N, которая
регулируется за счет груза 12, присоединяемого к рукоятке
механического пресса 13. Медные пластины изолированы и жестко
закреплены в подставке пресса. Вращение индентора происходит при
сжимающей нагрузке; при этом образцы удерживаются от про-
ворота относительно медных пластин.
Нагрев зоны контакта образцов и индентора осуществляется
электроконтактным способом. При этом температурный режим
получается близким к температурному режиму зоны трения при
резании металлов. Наиболее высокую температуру получают
поверхности контакта, а при углублении температура падает вследствие
теплопроводности. К медным пластинам // через регулировочный
14 и силовой 15 трансформаторы подается электрический ток,
параметры которого контролируются приборами 16 и 17. Сила тока
выбирается в зависимости от требуемой температуры в контакта.
Рабочие поверхности образцов и индентора тщательно
полируются и обезжириваются спиртом и мелкодисперсным порошком
активированного угля. Нагрев зоны контакта производится после
установки образцов и индентора и приложения нагрузки JV, под
действием которой пуансон со сферой радиусом Rt внедряется в
образец на некоторую глубину Л. При нагрузках, соответствующих
0,02 <А< о,2 , (5.2)
имеет место упруго-пластический контакт, и при вращении
пуансона может наблюдаться внешнее трение [3].
Определяемое на установке тангенциальное сдвиговое усилие
должно характеризовать главным образом прочность хп
адгезионных связей на срез, так как индентор перемещается относительно
образцов не поступательно, а лишь вращается вокруг собственной
оси, и деформационный валик практически отсутствует (при весьма
высоком классе чистоты и точности изготовления контактирующих
поверхностей).
Принятые нагрузки и малая шероховатость контактирующих
поверхностей обеспечивают не только необходимую площадь
действительного контакта между образцами и индентором, но и
выдавливание (разрыв) образовавшихся пленок (окисных и
сорбированных) и контактирование сравнительно чистых
металлических поверхностей. При этом обеспечивается высокая плотность
соприкосновения идентора и образцов, что практически исключает
57
проникновение кислорода
воздуха на большую часть площади
контакта. В то же время нагрев
увеличивает миграцию окислов
в глубь металла за счет
градиента концентрации и способствует
дальнейшей очистке контактных
поверхностей. Таким образом,
рассмотренный метод
обеспечивает сохранение достаточно
чистых поверхностей контакта, а
температурно - силовой режим
трения близок к условиям
процесса резания.
м ое 03 //? Следует при этом отметить,
цо f,p Гогпп что параметры R± и N ~ при
; соблюдении соотношения (5.3)
Рис. 5.3. Типичная тарировочная —практически не влияют на тЛ.
кривая Для обеспечения
однородности физико-механических
свойств образцы отрезаются от одной и той же заготовки.
Тарировочные кривые, выражающие зависимость температуры
в контакта от силы тока и радиуса готп, для каждой из
исследуемых пар определяются следующим образом. К сферической
части индентора вблизи места контакта приваривается спай
контрольной хромель - алюмелевой термопары диаметром 0,03—
0,05 мм. Изоляция спая осуществляется огнеупорной
стеклотканью, намотанной на индентор. Затем индентор подвергается
сжатию образцами под действием нагрузки N, которая в
дальнейшем предголагается быть использованной, и разогреву
электроконтактным способом. При этом показания термоэдс контрольной
термопары, соответствующие заданным величинам / тока в цепи
электронагрева, фиксируются потенциометром типа ПП и по
известным таблицам переводятся в значение температур.
Соответствующий радиус готп измеряется на инструментальном
микроскопе. Каждый опыт повторяется 3—4 раза.
На основании полученных результатов строятся графики
в = / (^отп> /). На рис. 5.3 приведена характерная
тарировочная кривая.
Тарировочной кривой пользуются дважды. Вначале в
соответствии с заданной температурой нагрева выбирается
ориентировочная величина силы / тока, которая выдерживается
регулировочным трансформатором 14. После проведения опыта
измеряется радиус готп и по нему уточняется фактическое значение
температуры 9 контакта.
Наблюдения показали, что при нагреве место контакта с ин-
дентором не теряло своего первоначального блеска (за
исключением узкой полоски по краям), а электросопротивление зоны
SOO
700
600
530 t
I
Z
7?/32
/
2
tJ-.250\
I
3=W
58
контакта при одинаковой площади соприкосновения несколько
уменьшалось.
При температуре контакта ниже 450°С на рабочих
поверхностях твердосплавных пуансонов оставались следы материала
испытуемых образцов. Это указывало на то, что в заданных
условиях более выгодным было подслойное течение более мягкого
материала образцов и фиксируемые силы F отражали главным
образом внутреннее трение, а не прочность адгезионного шва. Лишь
при в > 450°С наблюдается внешнее трение, а сила F вызывается
сопротивлением на границе испытуемого образца с индентором.
Зависимость тп от нормальных напряжений рг определяется
р азными способами.
Можно применить способ «искусственных» подложек: на
образцы из металлов разной твердости гальваническим способом
наносятся пленки исследуемого материала (чаще всего это
чистые металлы) толщиной не более 10 мкм. Это позволяет изменять
величину рг на контакте, зависящую главным образом от
твердости подложки, и получить зависимости хп = f (pr) при
различных температурах 0 [9].
Можно применить также способ постепенно снижающихся
нагрузок N. В этом случае груз 12 (рис. 5.2) представляет собой
набор разновесок. В момент проведения опыта каждая очередная
разновеска снимается, когда на кривой записи F появляется
участок установившегося трения, соответствующий предыдущей
разновеске. Так как площадь контакта индентора с образцами
остается во время опыта постоянной (готп=пост.), соответствующей
первоначальному грузу, а при снятии очередной равновески нагрузка
N снижается, то этим самым обеспечивается ступенчатое
уменьшение нормальных напряжений, вычисляемых как
Рг =:-£-:. (5.3)
' отп
Величина хп определяется из выражения (5.1), в которое
подставляются значения F, соответствующие каждому новому
значению рг. Адгезионная составляющая fa коэффициента трения
f =, J^l^JL. _™_ . (5.4)
/3 рг 4 ''отп • N '
Каждый опыт проводится при различной температуре © контакта
Таким образом, можно получить зависимости тп = f (pr) при
различных в.
Как показывают проведенные по описываемой методике
исследования, достоверные данные о величине хп могут быть получены
при двух-,трехкратном повторении эксперимента, при этом
вероятное отклонение не превышает 8—5%.
59
Сравнение данных, полученных в лабораторных
исследованиях, с элементами механики процесса
резания
В таблицах 5.1 и 5.2 в качестве примеров приведены данные,
полученные при взаимодействии пар ЭИ696М-ВК8 и 30ХГСА-
Т15К6 в процессе резания и в лабораторных исследованиях (при
пластическом контакте).
Для определения сил, действующих на задней и передней
поверхностях, был применен метод сравнения сил резания при
различных значениях ширины фаски износа по задней поверхности
[10]. Одновременно с измерением сил контролировалось
постоянство усадки стружки. Это давало возможность удостовериться в
том, что силы на передней поверхности практически не
изменялись при возрастании износа по задней поверхности. Диапазон
применяемых скоростей резания исключал интенсивное наросто-
образование.
В применяемый метод для несвободного резания были внесены
некоторые изменения [11], которые позволили уточнить схемы
действующих на резец сил: в исследованиях применялись резцы с
заостренной вершиной (г <; 0,3 мм), и ширина фаски износа по
задней поверхности изменялась лишь вдоль главной режущей
кромки (износы по задней поверхности вдоль вспомогательной
режущей кромки и на вершине, а также по передней поверхности
выводились либо при помощи брусков, либо на специальном
доводочном круге). Эти изменения существующей методики дают
возможность определять действительное направление сил на задней
поверхности резца и вносить существенные уточнения в результаты
исследования.
На рис. 5.4 приведена расчетная схема сил на задней
поверхности резца при угле X = 0. На схеме приняты следующие
обозначения: Рх, Ру, Р2 — величины прироста составляющих
усилия резания за счет касательных (F') и нормальных (ЛГ) сил на
площадке {мм2 (/г3 мм) износа по задней поверхности вдоль
главной режущей кромки.
Согласно схеме можно получить следующие соотношения:
Р'
х = arctg -т ;
у
т] = ср — е = ср — arctg-r ;
у
N' = Рху • cos щ;
F\ = Рху • sin т];
60
Таблица 5.1
Данные лабораторных исследований (иП;епгор РК8; ^ = 2,5 мм) и элементы механики процесса резания при точении
стали ЭИ696М резцом ВК8 (а=о1=10Л; ю = у1=4Ь°; Х=0°; г= 0,2 мм; ^=0,5 мм-, s=0,13 мм/об).
Температура резания равна температуре контактирования 6=^800СС
Элемента механики процесса резанил
гол
передний у
-М2
0
-12
скорость
резания v, м\мин
48
41
39
Передняя поверхность
удельные ка-
сат. силы,
<7_ кГ\мм2
55
54
60
улель ные
норм, силы
55
68
90
чоэффнци-
ент трения
V-
1,0
0,80
0,67
Задняя iiuBepxhujTb
удельные ка-
сат. силы
qp, кГ\мм2
52,5
68
75
удельн. корм,
силы q
кГ\мм2
123
182
216
коэффициент трения
0,425
0,372
0,345
Данные, полученные в лабораторных
исследованиях
тангенциальные на пряже-
ния хп, кГ\лш?
55
нормальные
напряжения
РГ9 кГ\мм-
220
фициент
трения
и
0,25
Таблица 5.2
Данные лабораторных исследований (индентор Т15К6; /?1=2,5 мм) и элементы механики процесса резания при точении тер-
мообработанной стали ЗОХГСА резцом Т15К6 (Y=0°; «=^=10°; ^=^=45°; Х=0; г=0,2и*и«; t = 0,2 мм; s=0,07.w.m/o6)
Температура резания равна температуре контактирования 6=*780°С
Элементы механики процесса резания
ста-
1*
15...17
22...23
43...44
СО *
as?
£*
о к
О Я
180
130
95
передняя поверхность
удельн. касат.
силы q кг\мм"-
47
55,5
59
удельн. норм
силы q
кг\лиСл
55
75
120
коэффиц.
трения [л
0,86
0,73
0,515
задняя поверхность
удельн. касат.
силы q
Г,
кг\мм*
33
41
60
удельн. норм.
силы джг
N,
1 кг\мм*
40
59
200
коэффиц.
трения 'У
0,83
0,69
0,335
Данные, полученные в лабораторных
исследованиях
тангенциальн.
напряжения
тп кг\мм2
12
18
20
нормальн.
напряжения РГг
кг\мм-
140
220
255
коэффициент трения
fa
0,086
0,082
0,080
В n/foc/састи p$$a*up
Рис. 5.4. Расчетная схема сил, деисту ощнх на заднюю поверхность резпа
F' -= ]/(Pj2 + {?[)'= \/(К)*+ (Рху • sin г,)»;
Л__/(Р2|2+(ЯХУ-81ПТ,)2
Qs =
/
/
- р*?'cos
f'
,., = ^ = т/(р;)2+"(р,;у-зт->;)2
Pxv • cos -fj
(5.5)
(5.6)
(5.7)
Элемента механики на передней поверхности резцов
определяли^ iij соотношений: РхУ = ]/ (Рх)2 + (Ру)2;
<7f =
<7n =
Рху + Р, ■ tg т .
6 -с
, = ?1 =
<?N ^2 - Рху • tg Т
(5.8)
(5.9)
(5.10)
где силы Pz, Pv, Px опрэделяются как разности сил,
замеренных динамометром, и соответствующих сил на задней
поверхности резца Р7^, Ру и Р'к]
Ъ — ширина среза;
с—ширина контакта стружки с передней поверхностью
Следовательно, приведенные в таблицах 5.1 и 5.2 значения
Удельных сил и коэффициентов трения при резании являются
средними для номинальных площадей контакта по передней и
задней поверхностям резцов.
63
Из таблиц видно, что нормальные напряжения рг в
лабораторных исследованиях превосходят по величине средние
нормальные напряжения qN и qN на контактных поверхностях резца,
причем с уменьшением угла ? (табл. 5.1) и повышением твердости
обрабатываемого материала (табл. 5.2) разница между рг и
<7n (^n) уменьшается.
Из-за дискретности касания контактирующих поверхностей
при резании номинальная площадь контакта, к которой
относятся силы, существенно отличается от фактической [4,5]. Поэтому
вычисляемые удельные нормальные силы получаются заниженными
по сравнению с микроконтактными напряжениями. С уменьшением,
переднего угла и твердости обрабатываемого материала
гидростатическое давление в пластической области возрастает [131.
Это способствует сближению контактирующих тел [3],
увеличению фактической площади касания и приближению удельных
нормальных сил к микронапряжениям. Средняя величина
контактных давлений возрастает.
Отсюда видно, что получаемые в лабораторных исследованиях
данные более близки к микроконтактным нагрузкам, чем элементы
механики процесса резания.
Из таблиц 5.1 и 5.2 следует, что хотя удельные нормальные
силы qN и qN при резании меньше напряжений рг, касательные
удельные силы qp и qF в большинстве случаев превосходят
напряжения тп. Это свидетельствует о присутствии при резании
деформационной составляющей силы трения [3], которая, суммируясь
с адгезионной составляющей, увеличивает удельные касательные
силы и коэффициент трения.
Нахождение касательных напряжений tq от деформационной
составляющей силы трения при резании сопряжено с трудностью
нахождения фактической площади касания.
Величину tq можно оценить приблизительно как
V^qpfap)—тп (5.П)
при условии
q^M^Pr • (5.12)
Условие (5.12) соблюдается, например, при точении стали
ЭИ696М резцом ВК8 с у = —12° (табл. 5.1) и точении стали
ЗОХГСА, термообработанной на HRC 43...44, резцом Т15К6
(табл. 5.2).
В первом случае величина xq составляет около 28% от
суммарных касательных напряжений qF по задней поверхности
резца, во втором — около 67%.
Исследованиями установлено, что с повышением степени
легирования обрабатываемого материала доля адгезионной
составляющей в суммарных касательных напряжениях возрастает.
64
Из таблиц 5.1 и 5.2 также видно, что в большинстве случаев
удельные силы по задней поверхности резцов по величине более
близки к данным, полученным в лабораторных исследованиях,
чем силы по передней поверхности.
Таким образом, совместный анализ данных лабораторных
исследований и элементов механики процесса резания позволяет
в первом приближении оценить микроконтактные напряжения
и произвести разделение сил трения на составляющие
(адгезионную и деформационную).
Прочность адгезионных связей на срез при различных
температурах и давлениях
На рис. 5.5 в качестве примера (материалы: образцов —
ХН77ТЮР (ЭИ437БУ), индентора —ВК8) показаны характерные
зависимости нормальных напряжений рг (твердости), адгезионной
составляющей fa коэффициента сил трения и прочности на срез
тп адгезионных связей от температуры в контакта [9].
Для объяснения полученных зависимостей рассмотрим данные
лабораторных исследований нихрома (80% № и 20% Сг) с инден-
тором ВК8 при различных в. При этом применялся метод
«искусственных» подложек: на образцы из сталей разной твердости
гальваническим способом наносились пленки нихрома толщиной
около 10 Л1км. Это позволяло изменять величину давления рг
на контакте (зависящую главным образом от твердости
подложки) и получить зависимости тп = f (рг) при различных в.
1073
И73 $°К
Рис. 5.5. Влияние температуры контакта на нормальные напряжения
(твердость), тангенциальную прочность адгезионных связей и адгезионную
составляющую /а коэффициента трения (ЭИ437БУ; ВК8)
3 Заказ 829
65
«/им
.:оо\
200
о-в-8750К
а-в=973°К
W0
800
/200
/600 p. „/„J
Рис. 5.6. Влияние нормальных напряжений и температуры контакта на
тангенциальную прочность адгезионных связей(индентор BK8;#i=2,5 мм)
Установлено (рис. 5.6), что величина тп линейно зависит от
рг при различных в и подчиняется уравнению [3]
*л«*о + РРг. (5ЛЗ)
где <со_ напряжения среза при отсутствии нормальных
напряжений;
р — коэффициент упрочнения адгезионного шва от
нормальных напряжений.
Это позволяет экстраполированием прямых тп = / (рг) до
рг = О определить t0, а также величину fl как тангенс угла
наклона прямых к оси абсцисс.
Из рис. 5.6 видно, что с повышением температуры 0
величина т0 практически не изменялась (около 20 кг/мм2). Коэффициент
же р до некоторой температуры 0хар (характерной — около
700°С) не изменялся, а затем интенсивно снижался.
Это указывает на начало существенного разупрочнения
адгезионного шва при достижении характерной температуры вхар,
что свидетельствует о достижении предельного уровня
диффузионной подвижности атомов в адгезионном шве [14]. При
дальнейшем повышении температуры в повышается диффузионная
подвижность атомов, что приводит к еще большему разупрочнению
адгезионного шва, снижению коэффициента (5 и некоторому очень
малому изменению т0.
На основании этих данных проанализируем зависимость
/. = /(в) (Рис. 5.5).
fa =
Рг
f+t-
(5.14)
При повышении температуры в до вхар твердость контакта
{величина рг) снижается, величины т0 и р практически не
изменяются, поэтому коэффициент fa возрастает.
66
При дальнейшем повышении температуры контакта
адгезионная составляющая fa коэффициента трения обусловливается
главным образом снижающимся коэффициентом упрочнения (5 (фактор
уменьшения fa) и продолжающими уменьшаться напряжениями
рг (фактор увеличения fa). В результате при температурах контакта,
более высоких, чем температура вхар, коэффициент fa уменьшается:
сначала незначительно, а затем — более интенсивно.
Проанализируем зависимость тп =f (в) (рис. 5.5). При
повышении температуры в до вхар уменьшение величины тп
происходит главным образом за счет снижения твердости (нормальных
напряжений) контакта в соответствии с уравнением (5.13). При
дальнейшем повышении © величина тп прочности адгезионных
связей на срез начинает уменьшаться более интенсивно в основном
за счет снижения коэффициента |3. Поэтому на зависимости тп =
= f (в) при температуре вхар имеет место характерный излом.
Он связан с началом интенсивного разупрочнения адгезионного
шва и свидетельствует об интенсификации диффузионных явлений.
Следовательно, прочность адгезионных связей на срез в
условиях пластического контактирования при различных
температурах определяется физико-механическими свойствами контакта
при этих температурах (в частности, твердостью, от которой
зависят нормальные напряжения), а также химическим и фазовым
(структурным) составом контактирующих материалов, от которых
зависят величины рг, т0 и (3.
Влияние прочности адгезионных связей на контактные
процессы, происходящие на передней поверхности режущих
инструментов
На рис. 5.7 приведена характерная кривая контактного
давления в системе координат, начало которой находится на
передней поверхности инструмента в точке Л, удаленной от режущей
кромки на расстояние С, равное ширине контакта стружки с
передней поверхностью [13]. Точка А соответствует месту отрыва
стружки от передней поверхности. По мере приближения к
режущей кромке (к точке О) контактное давление возрастает и достигает
у режущей кромки максимального значения ртах.
Полная ширина С контакта разделяется на два участка [14]:
участок внутреннего скольжения (зона торможения) ОВ и участок
внешнего трения АВ.
В некоторой точке Вг участка внешнего трения контактное
давление р (Вг) может быть таким, что деформация перейдет из
упругой в пластическую. Тогда на участке АВг происходит внешнее
трение в условиях упругого контактирования, на участке ВВг —
в условиях пластического контакта. При этом, как указывается в
работе [31, значения нормальных напряжений рг, определяемые
указанным выше способом в условиях пластического контакти-
3*
67
рования, могут служить
критерием перехода в пластическую
область, т. е.
р(В0 =рг. (5.15)
Контурное давление р (В) в
точке В, соответствующее порогу
внешнего трения, при заданной
твердости контактирующих
материалов и шероховатости их
поверхностей зависит от
прочности тп на срез адгезионных
связей: чем ниже тп, тем
больше р (В) [3].
В работе [15] показано, что
для данного обрабатываемого
материала единственной
независимой характеристикой,
определяющей контактные условия,
а через них и параметры струж-
кообразования, является
коэффициент fiB трения на участке
внешнего трения. Здесь же
установлено, что около 90% всей нормальной и касательной нагрузки
на передней поверхности инструмента приходится на участок ОВ
внутреннего скольжения. Отсюда следует, что весьма важно знать
пути влияния различных параметров резания на протяженность
участка 05, а также определить физический смысл основного
управляющего параметра — коэффициента jmB.
В первом приближении считаем точки В и Вг совмещенными,
т. е. участок АВ принимаем полностью за упругую область
контакта. По-видимому, это допущение близко к истине, так как в
условиях сложного напряженного состояния, в котором
находится обрабатываемый материал, переход от упругости к пластичности
затруднен вследствие дополнительных напряжений, действующих
в перпендикулярном направлении [16]. В связи с этим имеет место
значительное повышение несущей способности контакта.
На участке контакта АВ (принятом упругим) при резании
металлов, имеющих среднюю и значительную величину модуля
упругости (подавляющее большинство конструкционных металлов),
деформационной составляющей трения можно пренебречь [31.
Тогда сопротивление сдвигу на этом участке будет определяться
лишь прочностью тп на срез адгезионных связей,
обусловливающейся главным образом распределением контактных нормальных
напряжений и температур на передней поверхности инструментов.
1емпература и контактные напряжения, как это видно из
рис. 4.19 и 4.20, распределены на передней поверхности нерав-
О
—««-
[
1 С
0
Х777П
С,
"777777
1
7777J
,Рм
\А
777?
Рис. 5.7. Типичная схема изменения
контактных нормальных
напряжений на передней поверхности
режущего инструмента
со
и о
номерно. Максимальная температура зачастую может достигать
значений температур 6чар и превосходить их [17]. Все это
определяет характер зависимости касательных напряжений
ф) «тп(*) = т0 + Р(*) • р(х). (5.16)
Здесь, ввиду малого изменения, величину т0 можно принять
постоянной.
Тогда коэффициент трения на этом участке
М*) «/.(*) =-^ + Р(*)> (5.17)
р(х) v '
т. е. зависит от нормальных напряжений и температуры контакта,
что соответствует экспериментальным данным работы [13].
Согласно [18] характер распределения нормальных
напряжений на передней поверхности может быть описан как
Р(Х) =Ртах-(^]П, (5.18)
где п — показатель степени.
Тогда
%(х) « т0 + р(х) . ртах ^п. (5.19)
Так как на этом участке контакта с увеличением х локальная
температура ®(х) контакта возрастает [17], то принципиально
возможны два варианта распределения i(x)\ первый—когда
@(л:)<;вхар на всем протяжении участка, второй — когда имеется
место хк, где @(х) — ©ХаР- В первом случае можно принять
Р(х) = пост, и распределение z(x) на всем участке А В будет
соответствовать распределению р(х). Во втором случае до хк это
соответствие будет соблюдаться, а в дальнейшем в связи с уменьшением
Р (при в(#)>вХг,р) темп нарастания х(х) будет снижаться по
сравнению с нарастанием р(х).
На участке заторможения ОВ касательные напряжения
распределяются по законам внутреннего скольжения с учетом
явлений упрочнения и разупрочнения (рис. 4.19). Чаще всего полагают,
что при этом напряжения т(,г) постоянны и равны по величине
сопротивлению т3 сдвига материала стружки [10,15].
Протяженность участка ОВ оказывает существенное влияние
на нагруженность и работоспособность непосредственно режущей
кромки инструмента. В точке В
' т (В) ж ги(В) =--- та, (5.20)
тогда
тп(В) = т0 -{- ИВ) • pm,T (|)n-Ts. • (5.21)
СО
Отсюда
x- = cVibfar' (5-22>
Учитывая, что хв = С — CL, получим
Отсюда относительная длина участка заторможения
■---'- Vit-lm ■ <5'24>
^=1 -/
С \ ртах • Р (В)
Увеличение х улучшает условия работы режущей кромки, так как
при этом значительная доля нагрузки на передней поверхности
распределяется па относительно большем участке контакта. И,
наоборот, уменьшение х ухудшает работоспособность кромки.
Рассмотрим влияние толщины а среза и скорости и резания
на величину х.
Установлено (15], что с увеличением а показатель степени
п уменьшается, а величина ртах практически не изменяется.
Если при этом не происходит существенных изменений
температуры резания, то увеличение а приводит к уменьшению х и
ухудшению работы режущей кромки, что соответствует известным
положениям.
Весьма сложное влияние на х оказывает скорость v резания..
Повышение v (в наиболее часто применяемом диапазоне при
использовании твердосплавного инструмента) увеличивает ртах
[15], уменьшает т8 и при температуре в(в) > вхар уменьшает
коэффициент Р(в) [9]. Первые два фактора благоприятно
сказываются на работоспособности резцов, так как увеличивают х;
последний фактор снижает работоспособность резцов в связи с
уменьшением х. Поэтому при скоростях резания, обеспечивающих
в(в) < вхар, увеличение v способствует улучшению работы
инструмента. Когда же 6(в) ;> @Ха^ произойдет существенное
уменьшение (5(в), что может привести к превалирующему влиянию
этого фактора и снижению работоспособности инструмента.
Следовательно, должна существовать скорость резания, при которой
условия на передней поверхности способствуют наилучшей
работоспособности инструмента.
По-видимому, это обстоятельство является одной из причин
существования оптимальных скоростей v0 резания [12], при
которых достигается наибольшая размерная стойкость инструментов.
Определим средний коэффициент ц трения по передней
поверхности инструмента [19].
70
Интегрируя уравнение (5.16) в пределах от 0 до а: =С—Сг и
приняв при этом Р(х) — const = Р, получим значение
касательной силы FB, действующей на участке внешнего трения,
F^biC-CJ
г , 9 • PmaxQ—*)п
/г + 1
(5.25)
где br— ширина среза.
Касательная сила, действующая на участке внутренних
пластических сдвигов,
Fs « b • Сх • ts. (5.26)
Учитывая уравнение (5.21),
Л=Ь •C1[t0 + Ppm„(l-*)n]. (5.27)
Касательная сила F, действующая на всей площади контакта,
равна сумме сил FB и F8, т. е.
b . С\% + £ Ртах 0 — *)п • (1 — %П)
Л+1
(5.28)
Интегрируя уравнение (5.18) в пределах от 0 до x=Clf получаем
нормальную силу N, действующую на передней поверхности,
Отсюда средний коэффициент трения на передней поверхности
,*=£- = 2i£L±iI + р(1 — х)п(1 — п х). (5.30)
# Ртах V
С учетом уравнения (5.24)
п
s(«-M)-K-^o)-«-l/^^°
ц = ' р'^а" . (5.31)
Ртах
В работе [15] получена зависимость коэффициента |i от
характеристик процессов, происходящих в зоне стружкообразования,
cos2 (* - V) + ТЛ - ^+1)-з1п2(ф-7)
. г Ртах (fl-f-^J /г о9\
^ sin2(_.T) > («>.<*-)
где ф — условный угол сдвига;
т— среднее касательное напряжение в зоне сдвига (в
условной плоскости сдвига).
71
Отсюда получаем [191 уравнение, связывающее как контактные
Характеристики, так и характеристики стружхообразования,
г ? ■ р,пах = } Р.пах • (п-~2)
Ртах sin 2 (v—у)
(5.33)
Из уравнения (5.33) следует, что основными
характеристиками резания являются: со стороны
стружкообразования—напряженное состояние зоны стружкообразования (отношение )
Ртах
и направление сдвигов относительно передней поверхности (угол
ф—у); со стороны контакта на передней
поверхности—напряженное состояние в зоне контакта (отношение ■ Ls ■) и проч-
Ртах
ность на срез адгезионных связей (величины т0, £5 и ртах).
Изменение хотя бы одной из них неизбежно повлечет изменение
прочих характеристик. Это может послужить основанием для
направленного регулирования параметров резания (например, за
счет изменения адгезионных показателей при использовании сма-
зочно-охлаждающей среды, подогрева зоны резания и т. д.).
Влияние прочности адгезионных связей на износ режущих
инструментов
Износ является результатом многократного нарушения
фрикционных связей. Из этого определения следует, что одной из
наиболее существенных характеристик износостойкости является
способность поверхностных слоев противостоять повторным
деформациям.
На основании усталостной теории износа И. В. Крагельским
[3] получена связь интенсивности износа при пластическом контакте
с физико-механическими свойствами материала трущихся
поверхностей:
j_
* —2тп I
h - * i+t+i > (5.34)
&{нв) г 2о
где as—предел текучести приконтактных слоев
изнашивающегося тела;
НВ — твердость;
о— разрывное удлинение;
tn—тангенциальная прочность фрикционной связи;
t — показатель кривой усталости;
v — показатель, зависящий от геометрических характеристик
контакта;
In—интенсивность износа, вычисляемая как высота
изношенного слоя, приходящаяся на единицу пути трения.
Величина Ih пропорциональна приведенному износу резцов
/„= 10-9 Ап? (5.35)
и связана с линейным относительным износом соотношением
/h - 10-9/1ол. (5.36)
Полученная зависимость (5.34) выражает связь износа с
характеристиками пластичности материала (а8, б), фрикционными
свойствами (as, и тп) и усталостью (t). В общем случае интенсивность
износа тем выше, чем больше тангенциальная прочность
фрикционной связи и чем меньше твердость НВ и разрывное
удлинение б.
Имеющиеся в отечественной литературе [20,211 данные о
механических характеристиках твердых сплавов являются,
во-первых, неполными, а во-вторых, получены при стандартных методах
испытания. Эти методы не регистрируют микропрочности частиц
материала, а фиксируют среднеинтегральное значение прочности
некоторого объема материала значительно большего порядка, чем
микрочастицы, отрывающиеся при износе инструмента. Все это
•существенно затрудняет представление выражения (5.34) в явном
виде.
Но из выражения (5.34) следует, что, если вести процесс
резания различных обрабатываемых материалов инструментом,
оснащенным одним и тем же инструментальным материалом,
должна существовать корреляционная связь между /д и т„.
Рассмотрим отдельные результаты [22, 23] исследований
влияния адгезионной составляющей касательного усилия на износ
твердосплавных резцов по задней поверхности. При этом индентор
и резец из сплава ВК8 изготавливались из одной и той же
специально приготовленной пластины. Стойкостные исследования
были проведены на станке модели Т135В с бесступенчатым
регулированием чисел оборотов шпинделя при чистовом точении
резцом с геометрией: 7 -=0; а =^згх =10°; ср = ср1^=45°; к=-0', г = 0,5 мм.
Скорость v резания (при t — 0,5 мм и s = 0,09 мм1об)
назначалась и поддерживалась такой, чтобы средняя температура 6р
резания, фиксируемая естественной термопарой, соответствовала
температуре в контакта в опытах по определению х1Г
На основании стойкостных исследований (рис. 5.8) и
лабораторных исследований по адгезии (рис. 5.9) на рис. 5.10
представлена зависимость Ih — f(~n) при различных температурах
контакта. Графики Ih =~ f(^n) рассмотрим справа налево, т. е. с боль-
лшх значений тп в сторону меньших (именно в этом направлении
изменялась величина тп при повышении температуры).
73
Рис. 5.8. Зависимость интенсивности износа резца и температуры резания?
от вида обрабатываемого материала и скорости резания
На первом участке величина Ih снижается, так как
происходит уменьшение тп в связи с повышением температуры. В этом
интервале температур значения 1ь, найденные для сочетаний
«ВК8—разные обрабатываемые материалы», описываются общим,
уравнением
/h = M-^i1 (5.37)
| При этом температура резания и вид обрабатываемого
материала оказывают лишь косвенное влияние на Ц: через изменение-
величины ^п. Математическая обработка полученных результатов,
показывает весьма тесную связь рассматриваемых параметров..
При повышении температуры вр резания выше характерной
вх величина тп начинает увеличиваться (второй участок
кривых Ь — Щп))- И в этом интервале температур значения Ь длят
сочетаний «ВК8—разные обрабатываемые материалы» можна
выразить единым уравнением
/„ -- 155 so . t,V° . в;Л (5.38)
74
Рис. 5.9. Влияние температуры контакта и испытуемого материала
на тангенциальную прочность адгезионного шва-
/-Х18Н9Т; 2-Х12Н22ТЗМР; 3- 4Х18Н25С2; 4- ХН70ВМТЮ-
5— ХН70ВМТЮБ
При этом вид обрабатываемого материала и температура резания
оказывают как непосредственное, так и косвенное (через
изменение тп) влияние на Ih. Математическая обработка
экспериментальных данных, полученных в этих условиях, показывает
несколько менее тесную связь между параметрами, чем в условиях
получения выражения (5.37).
Полученные результаты являются прямым подтверждением
того, что в значительном диапазоне режимов обработки деталей,
когда температура резания ниже температуры 0лар, доминирующее
значение имеет адгезионный износ твердосплавного инструмента
(так же, как в области режимов резания, в которой влияние
температуры на износ мало [5]).
Температура вхар перехода первого участка кривых Th = i(zn)
во второй может быть названа оптимальной [121* при этом до-
75
«/£>
.«7»н*
Рис. 5.10. Зависимость интенсивности износа резца от тангенциальной
прочности адгезионных связей при различных температурах контакта:
1~~ ХН70ВМТЮБ; 2 — ХН70ВМТЮ; 3— Х12Н22ТЗМР; 4—4Х18Н25С2;
5— Х18Н9Т
стирается наименьшая интенсивность износа инструмента.
Температура 0хар» как отмечалось выше, связана с началом
интенсивного разупрочнения адгезионного шва, что свидетельствует
о достижении предельного уровня диффузионной подвижности
атомов и начале диффузионного износа. При температуре 6хар износ
76
инструмента обусловливается снижающимися силами адгезии и
началом диффузионной подвижности атомов.
В дальнейшем даже небольшие изменения температуры сильно-
сказываются на величине коэффициента диффузии. Поэтому при
температуре выше 6хар доминирующее значение имеет износ
инструмента, связанный с непосредственным влиянием температуры:
взаимным растворением инструментального и обрабатываемого
материалов, ослаблением инструмента за счет явлений
самодиффузии, локальным образованием низкотемпературных эвтектик
и т. п. При этом вполне определенное влияние на износ
инструмента оказывают и силы адгезии.
Рассмотренные данные позволили количественно оценить роль
адгезионных и диффузионных явлений в износе твердосплавного
инструмента.
Полученные результаты могут послужить основой для
ускоренного определения износа инструмента и установления режимов,
резания, включая оптимальные, при которых достигается
наименьшая интенсивность износа инструмента. Для этого достаточно
определить и представить в полулогарифмических координатах
зависимость тп = f (в). При этом характерный излом на графике
является признаком температуры вхар. Затем необходимо установить,
влияние параметров процесса резания на температуру 6р. Если
для заданного материала инструмента известны выражения типа
(5.37) и (5.38), то по ним для разных вр рассчитывается величина
Ц. Можно решить также и обратную задачу: определить режим
резания, соответствующий заданному значению Ih или заданному
периоду стойкости [23].
Упрощенная схема взаимодействия основных факторов
и их влияния на интенсивность износа инструмента
Представленная на рис. 5.11 схема является упрощенной. В
ней учтены лишь главные, наиболее сильно действующие факторы
и связи.
Соотношение механических и фрикционных свойств контакта
оказывает непосредственное влияние на интенсивность износа
режущего инструмента согласно выражению (5.34). Косвенное
влияние проявляется через явления стружкообразования в
соответствии с выражением (5.33). Характеристики стружкообразования
изменяют контактные процессы и температуру резания, что в свою
очередь влияет на соотношение механических и фрикционных
свойств контакта. Кроме того, явления стружкообразования в,
значительной степени определяют диффузионные процессы.
Непосредственное влияние диффузионных процессов на износ
видно из выражений (4.6) и (4.7), косвенное же влияние
проявляется в основном в изменении соотношения механических и
фрикционных свойств контакта, а также геометрических характеристик
77
I & ПлениР при cmpyxtX
I 1 \ксо&'/оазо&&#ии J
те* &м и v&c * и-к I
С/ |
cSoOcme
кие'
хора/стеристи-
/си
Рис. 5.11. Упрощенная схема взаимодействия и взаимовлияния факторов
на интенсивность износа режущего инструмента
контакта (за счет анизотропии диффузии и неоднородности свойств
контакта).
Непосредственное влияние абразивно-химического действия
проявляется в многократно повторяющемся царапании. Косвенно
абразивно-химическое действие проявляется главным образом в
изменении соотношения механических и фрикционных свойств
контакта (за счет окисных и сорбированных пленок) и изменении
диффузионных процессов.
Геометрические характеристики контакта (относительное
внедрение и показатели кривой опорной поверхности) могут
оказывать непосредственное влияние на износ инструмента через
деформационную составляющую сил трения. Но в определенных
условиях они могут изменять соотношение механических и
фрикционных свойств контакта [3], что также отражается на износе
инструментов.
Познание всех этих связей с целью отыскания путей снижения
и регулирования износа режущего инструмента является одной
из актуальнейших задач металлообработки.
ЛИТЕРАТУРА
1. Развитие науки о резании металлов. М., «Машиностроение», 1967.
2. Г о р д о н М. Б. Исследование трения и смазки при резании
металлов. В сб.: «Трение и смазка при резании металлов», Чебоксары, 1972.
3. КрагельскийИ. В. Трение и износ. М., «Машиностроение»,
4. Грановский Г. И. иШмаковН. А. О природе износа
резцов из быстрорежущих сталей дисперсионного твердения. «Вестник
машиностроения», 1971, № 11.
и*стру**ем/псА
DuqQ£py3uOM -
прессе ссь/
Абразиве -
химическое
deucmSue
78
5. 3 о р е в Н. Н.,КлаучД. Н., Батыров В. А..
Фетисова 3. М., Роговцев В. П. иСмирноваВ. А. О природе износа
твердосплавного инструмента. «Вестник машиностроения», 1971, № 11.
6. Ш У с т е р Л. Ш. Исследование прочности адгезионной связи
применительно к условиям резания металлов. «Станки и инструмент», 1972,
№ 10.
7. КрагельскийИ. В. Молекулярно-механическая теория
трения. В сб.: «Трение и износ в машинах», М.-Л., 1949.
8. КрагельскийИ. В., МихинН. М., Л я п и н К- С, Д о-
б ы ч и н М. Н. Метод определения прочности адгезионной связи на срез,
«Заводская лаборатория», 1970, № 7.
9. Ш у с т е р Л. Ш. Исследование адгезионных сил в связи с
температурой на контактирующих поверхностях инструмента и заготовки.
Тезисы докладов на секции «Теплофизика резания». Материалы
конференции «Теплофизика технологических процессов», Тольятти, 1972.
10. 3 о р е в Н. Н. Механика процесса резания металлов. М., Маш-
гиз, 1956.
11. Ш у с т е р Л. Ш. Интенсивность износа резцов и элементы
механики процесса резания. В сб.: «Вопросы оптимизации процесса резания
металлов», труды УАИ вып. 29, Уфа, 1971.
12. Макаров А. Д. Износ и стойкость режущих инструментов.
М. «Машиностроение», 1966.
13. П о л е т и к а М. Ф. Контактные нагрузки на режущих
поверхностях инструмента. М., «Машиностроение», 1969.
14. Химушин Ф. Ф. Жаропрочные стали и сплавы. М.,
«Металлургия», 1969.
15. 3 о р е в Н. Н. О взаимозависимости процессов в зоне стружко-
образования и в зоне контакта передней поверхности инструмента.
«Вестник машиностроения», 1963, № 12.
16. И ш л и н с к и й А. Ю. Осесимметричная задача теории
пластичности и проба Бринелля. «Прикладная математика и механика», т. 8. Вып. 3,
М.-Л., Йзд-во АН СССР, 1944.
17. Т а л а н т о в Н. В. Контактные процессы и температура нагрева
режущих поверхностей инструмента. В сб.: «Совершенствование процессов
резания и повышение точности металлорежущих станков», Ижевск, 1969.
18. Kattwinkel W. Untersuchungen an Schneiden Spanender
Werkzeuge mit Hilfe der Spannungsoptik. «Jndustrie — Anzeiger». № 36,
1957.
19. Ill у с т е р Л. III. Исследование контактных процессов при резании
металлов. В сб.: «Вопросы оптимального резания металлов», труды УАИ,
вып. 54, Уфач1973.
20. Креймер Г. С. Прочность твердых сплавов. М.,
«Металлургия», 1971.
21. Третьяков В. И. Металлокерамические твердые сплавы.
Металлургиздат, М., 1962.
22. Ш у с т е р Л. Ш. Роль сил схватывания в износе твердосплавных
резцов. В сб.: «Вопросы оптимального резания металлов», труды УАИ,
вып. 34, Уфа, 1972.
23. Шустер Л. Ш. Установление режимов чистового точения на
основе изучения тангенциальной прочности адгезионных связей. В сб.;
«Вопросы оптимального резания металлов», труды УАИ, вып. 54, Уфа, 1973.
ГЛАВА VI
ВЛИЯНИЕ СКОРОСТИ И ТЕМПЕРАТУРЫ РЕЗАНИЯ НА
СУММАРНУЮ ИНТЕНСИВНОСТЬ ИЗНОСА
Вопросы оптимального ведения рабочих процессов в
машиностроении и, в частности, процессов резания всегда были предметом
пристального внимания инженеров и ученых. В связи с появлением
новых обрабатываемых материалов, обладающих повышенными и
специфическими физико-механическими свойствами, острой
необходимостью автоматизации механической обработки и
повышением эксплуатационной надежности и долговечности машин
проблема оптимального ведения процессов резания становится особенно
актуальной. Вопрос об установлении оптимальных режимов
резания академик В. И. Дикушин относит к числу важнейших
экономических проблем современного машиностроения [1].
Оптимизация процессов механической обработки может быть
осуществлена только на основе глубокого изучения
закономерностей процесса резания и в первую очередь закономерностей
размерного износа инструмента, так как главным фактором, влияющим
на точность обработки и показатели качества обработанной
поверхности, является потеря размеров режущего инструмента вследствие
его износа.
Как было отмечено выше, наиболее объективной и
универсальной характеристикой стойкости инструмента является
поверхностный относительный износ /гоП (или обратная его
величина — удельная размерная стойкость Tv.p.).
Эксперименты показывают, что зависимость поверхностного
относительного износа твердосплавных инструментов от скорости
резания hon = f (v) при обработке широкого круга
конструкционных металлов обычно выражается тремя характерными типами
кривых (рис. 6.1).
Первый тип кривых hjn = f (v) характерен для обработки
углеродистых и малолегированных сталей [2, 3!. При этом первый
минимум в районе скорости резания Vl обусловливается наросто-
образованием и застойными явлениями, предохраняющими
инструмент от износа.
SO
f
Поп
Рис. 6.1. Три характерных типа кривых /гоп = / (v)
Второй тип кривых /iorr = / (v) имеет место при точении
титановых сплавов, являющихся малопластичными материалами
141. По-видимому, для титановых сплавов характерно отсутствие
каких-либо существенных изменений в соотношении механических
и фрикционных свойств контакта в значительном интервале
скоростей (температур) резания (в зоне превалирующего адгезионного
износа).
Третий тип кривых hm — f (v) является наиболее
характерным при обработке большинства закаленных сталей, жаропрочных
и нержавеющих сталей и сплавов [5]. Эгот вид кривых является
наиболее типичным, и в дальнейшем ему будет уделено основное
внимание.
Оптимальной скоростью ргзания У0 называется максимальная
скорость (У а или У в), при которой наблюдается минимум
интенсивности износа инструмента или максимум пройденного
инструментом пути до затупления. Действительно, скорости Va и Vb
(более низкие, чем VB) не могут быть оптимальными, так как они
обусловливают значительно меньшую производительность
обработки по сравнению со скоростью V0.
Температура в0, соответствующая оптимальной скорости
резания, называется оптимальной температурой резания [5].
Как показали многочисленные исследования, выполненные
под руководством А. Д. Макарова, оптимальная температура
резания является характерной для заданного сочетания
контактирующей пары: инструментальный — обрабатываемый материал — и
метода обработки (точение, фрезерование и т.д.) и инвариантной
(независимой) по отношению к изменению параметров резания
(подачи, глубины, геометрии инструмента, термообработки и пр.).
В таблице 6.1. приведены некоторые значения оптимальных
температур, полученные при чистовом точении.
Таблица 6.1
Оптимальная температура резания в зависимости от обрабатываемого и
инструментального материалов. Чистовое точение.
Вид обрабатываемого
материала
Конструкционные легированные
стали
Углеродистые стали
Жаропрочные сплавы на
никелевой основе
Марка
обрабатываемого
материала
40ХНМА
ЭИ736
Х18Н9Т
ЭИ654
Э
ст. 10
ст. 20
ст. 45
У8А
У12А
ЭИ437А
ЗИ437БУ
ЭИ617
| ЭИ826
ЭИ929
ЭП220
Марка
инструментального
материала
Т14К8
Т15К6
ВК6М
Оптимальная
температура резания
0О, °С
820
770
850
930
910
890
980
1000
1000
1000
710
715
720
730
740
850
Влияние скорости резания на длину пути
резания и период стойкости инструмента
Анализ экспериментальных данных отечественных и
зарубежных исследователей показывает, что при изменении скорости
резания в широком диапазоне различных процессов обработки
резанием (точение и растачивание, цилиндрическое и торцовое
фрезерование, сверление, зенкерование и развертывание,
скоростное нарезание резьбы и зубофрезерование) при обработке
различных материалов (углеродистые и легированные стали,
закаленные стали, жаропрочные стали и сплавы, молибденовые и
титановые сплавы, чугун) инструментами из углеродистых и
быстрорежущих сталей, а также инструментами, оснащенными твердым/
сплавом, минералокерамикои и алмазом, зависимость длины пути:
резания от скорости / =VT =f (v) носит экстремальный характер*
[5, 6, 71.
82
МОЛЮКФин
Рис. 6.2. Зависимость между
скоростью резания и
характеристиками размерной стойкости
инструмента по данным различных
исследователей:
i— Макаров: Сталь ЭХ12М (HRC
€0—61), резец Т15К6; t= 0,5 мм,
s = 0,12 мм/об; 2—Смирнов: сталь
€0 (резец ВК8В, t= 1,5; s=0,78;
<? — Малкин: сталь ОХН2М (HRC
51—53), резец ВК8, *=0,5, s=0,22;
4—Макаров: сталь 1Х18Н9Т, резец
Т14К8, t = 0,5, s= 0,40;
5—Смирнов: сталь 60, резец ВК8В, *=1,5;
s = 0,40; 6— Макаров: сталь
1Х18Н9Т, резец ВК6, t= 0,5,
« = 0,20; 7— Макаров: сталь 40Х,
резец Т15К6, t = 1,5; s = 0,40;
<5— Вульф: сталь 45, резец ЦМ 332,
t = 1,0 мм; s = 0,10 мм/об
sea
5000\
i ;"Л1
г
i
■' I Л -А \
i/ i\ /i \
\ !
-i—, ..%.-
i/Ч
^да* 1
i J J/h I AV i \i
*Г /£? £7<? \'t„/M
bQ SO /20 i6C 200 Vri.i~»
83
200 V,m/huh
200 Уфы /7,
Рис. 6.3. Зависимость между
скоростью резания и
характеристиками размерной стойкости
'инструмента по данным различных
исследователей:
1— Курочкин: сплав ЭИ617, резец
ВК4, t = 0,25 мм, s -0,12 мм/об-
2— Макаров: сплав ЭИ437А, резец
ВК8, t= 0,25, s - 0,20;
3— Смирнов: сталь 60, резец
ТТ7К12, t= 1,5; s= 0,78;
4— Резников: сталь 45, резец
Т15К6, t= 2,4; s= 3,35;
5— Можаева: сталь ОХНЗМФА
(НВ 440), резец Т15К6; t= 2
s = 0,20;
6— Даниелян: сталь 45 оезеп
Т5КЮ: t= 3; s= o',75.
7— Резников: сталь 1Х18Н9Т
резец ВК8, t = 2, s = 0 40" '
8 — Макаров: сталь 1Х18Н9Т,' резец ВК4 * ■■= 0 <v -
т м™™*:. с1™ъ 2J,\3> Резеп_ВК8, t - 2; s = 6?40;
6 О
I
I J
н
1 ~|
! /
y$Zl
* ! !
1
П ^
« \
-j -1 -
г p-f -
J
i
1 5
1
^
|
1
s
!
■^N
■9
_ J
'^
^
#7 /25? tfi? 200У,м/пи*
0,15;
W- Макаров: сталь 40Х, резец Т15К6, t = 5 мм; s = 0,20 л*/*
^^?Л0ЖеНИе максимУма на кривых / = / (V) зависит от физико-
механических свойств обрабатываемого и инструментального
материалов и условии резания (рис. 6. 2а б в)
мат?пПиТя!т1ГЬНаЯ(<СКСр0СТЬ резанИЯ ПРИ 'обработке различных
пои12Т колеблется в широких пределах: от 10-30 м/мин -
лосп2™ закаленных сталей и жаропрочных сплавов твер-
х™оГтМыхИ^РУ^НТОМДо30°-350 */*««-при обработке
углеродистых сталей минералокерамическим инструментом.
84
При экстремальности зависимостей размерной стойкости от
скорости резания / =/ (v) зависимость периода стойкости от
скорости резания Т = / (v) во многих случаях может быть
монотонно убывающей. Максимум размерной стойкости инструмента
(/) и максимум общей стойкости (Т) наблюдаются при
различных скоростях, а следовательно, и температурах в зоне резания
(рис. 6.3 а, б, в).
Оптимальная скорость V0 резания соответствует
максимальной длине пути резания (при постоянном критерии затупления),
поэтому, чтобы найти 1/0, надо первую производную пути I по
скорости резания приравнять к нулю, т. е.
/ - VT;
(Z)v = Т + (7> • V = О,
отсюда
v0 = -ji. (6.1)
Скорость резания V0 и период стойкости Т всегда являются
положительными числами. Тогда из выражения (6.1) следует, что
число (T)v должно быть отрицательным. Следовательно,
скорость резания V0 должна быть на правой, ниспадающей ветви
кривой Т =/ (v). Поэтому всегда справедливо неравенство
VM < V0, (6.2)
где ]/м — скорость резания, соответствующая максимуму
периода стойкости.
Такое соотношение между скоростями 1/м и ]/0 подтверждается
и экспериментами.
Рассмотрим пример чистового точения жаропрочного сплава
ЭП220 твердосплавным резцом ВК6М (табл. 6.2). Скорость
резания ]/м, соответствующая максимальному периоду стойкости
{Т = 5 мин), равна 25 м/мин у а скорость У0, соответствующая
'max = 160 му равна 35 м/мин. Еще большая разница между
Таблица 6.2
Пример результатов стойкостного исследования при чистовом точении
Жаропрочного сплава ЭП220 твердосплавным резцом ВК6М; / = 0,50 мм;
s = 0,09 мм/об; hz= 0,50 мм
vy м/мин
Т, мин
U м
10
5,5
55
17,5
4,3
75
25
5,0
125
30
4,67
140
35
4,57
160
40
3,50
140
50
1,70
85
60
1,17
70
8.>
VM и V0 наблюдается при обработке углеродистых и малолегиро
шанных сталей.
Рассмотрим еще один конкретный пример чистового точения
^нержавеющей стали Х18Н9Т резцом ВК6 (табл. 6.3).
Таблица 63
Сочетания подач и скоростей резания при точении стали 1Х18Н9Т,
обеспечивающие максимум размерной стойкости (1 вариант) и максимум
периода общей стойкости (II вариант) (t = 0,5 мм\ h3 — 0,40 мм)
Марка твердого
сплава
ТЗОК4
"Т14К8
вкз
ВК6
Подача.
мм\об
0,10
0,15
0,40
0,20
0,11
0,15
0,40
I вариант
(о 1ткмальный)
м\мин
151
135
100
150
85
69
49,3
7о,
мин
26,4
73,5
60
36,7
82,5
145
162
1,
м
4000
10000
6000
5500
7000
10000
8000
I
м\мин
75
100
76
84
60,4
53,4
3,58
I вариант
Т
м»
мин
44
80
66
42
92
150
195
м
3300
8000
500
3500
| 6000
8000
7000
70 '
167
109
ПО
114
111,5
103
120
'н
'?'
82,г)
80
83
64
8G
80
87,5
Из таблицы видно, что при работе на втором варианте режимов
резания наблюдается повышение периода стойкости по сравнению
с первым вариантом, хотя длина пути резания, а следовательно,
количество деталей, которое может быть обработано инструментом
за период его стойкости, во втором варианте ниже.
Следовательно, работа на скоростях резания VM является
невыгодной, так как при этом снижаются и производительность,
'И размерная стойкость, и точность, и качество обработки (хотя
■период стойкости может несколько повышаться).
Стойкостная зависимость для правой ветви кривой Т = / (v)
В первом и грубом приближении зависимость износа
режущего инструмента от времени работы т и скорости резания v
.при постоянных подаче s и глубине резания / представляется в
виде формулы [8]
й8 = С". тх> . i»y% (6.3)
где С = Cs^ . /S
Я6
xtl xi9 xs, и x4— показатели степени,
С—постоянный коэффициент.
Величины хъ х2, х3 и х4 зависят от свойств обрабатываемого
и инструментального материалов, смазочно-охлаждающих средств
и пр.
Приняв за критерии затупления некоторую величину износа.,
д. = const, сможем написать
Т
flU"
ю
- 1 1 11
> L 1_..
Н~~гг
ill
1"~ if"
—4—|—i——j
\\
'vv
т =
(h3 =~ const) Xl
или
где
rr ^т
о'1 '
(G.4)i
As --= c'-nM \ •*,
JO 80 SOW *OViM/MUH
Рис. 6.4. Зависимость стойкости
инструмента от скорости резания
при прочих постоянных параметрах
ст
И [X = — .
Формула (6.4) является
эмпирическим выражением
зависимости между стойкостью
инструмента и скоростью резания для-
правой ветви кривой T=f(v).
Следовательно, в двойной
логарифмической сетке координат
Т-=»г; зависимость (6.4) может сьпь выражена с большими или
меньшими погрешностями прямой линией (рис. 6.4), образующей
с осью абсцисс угол т^, тангенс которого равен показателю
степени ц, т. е.
tgr, - v. (6.5)
Многочисленные исследования показывают, что показателе
степени |х не является какой-то константой, определяющейся
физическими и механическими свойствами обрабатываемого
материала и материала инструмента, хотя он в значительной степени от
них зависит (например, при чистовом точении
конструкционных сталей на высоких скоростях резания резцами из
быстрорежущей стали р-^8; из твердого сплава—ix ^ 5; из минералоке-
рамики—a^s2). Фактически величина |х существенно зависит-
°т ^скорости резания, геометрии режущих инструментов,
абсолютной величины критерия затупления и др. [5, 9, 10, 11 и др.].
Из рис. 6.2 и 6.3 видно, сколь велико влияние высоких
скоростей резишя на период стойкости. Например, при точении
87
стали Х18Н9Т резцом ВК6 (t = 0,5 мм\ s — 0,20 'мм!об)
двукратное изменение скорости резания (от 100 до 200 м/мин)
приводит к более чем 15-кратному изменению периода стойкости.
Графическое определение оптимальной скорости резания
На графиках Т—v линии постоянной общей стойкости рас
полагаются горизонтально, а линия постоянной размерной
стойкости должна располагаться под углом 45° к оси абсцисс (рис. 6 2
и 6.3).
Действительно, путь
/ = vT = const — Af
тогда Т = —, (6.6)
v
т. е. при этом показатель степени ja = 1. Поэтому согласно
выражению (6.5) ig-yj = 1 и угол ^ = 45°.
Чем дальше от начала координат располагаются такие линии, тем
больше произведение vT (больше величина А), тем выше размерная
стойкость. Поэтому для определения оптимальной скорости
резания по графической зависимости Т— v в двойной
логарифмической сетке необходимо к кривой Т — f(v) провести касательную
прямую, проходящую под углом 45э к оси.
Абсцисса точки касания и будет соответствовать оптимальной
скорости резания [12].
На рис. 6.2 и 6.3 в качестве примеров приведено несколько
построений с целью определения V0. Из этих построений видно,
что скорости V0 больше скоростей VM, т. е. выдерживается
соотношение (6.2). Следует еще раз отметить, что в погоне за более
высокой стойкостью инструмента по зависимости Т = i(v) может
быть выбран такой режим, при котором, наряду с низкой
скоростью резания, а следовательно, и низкой
производительностью, инструмент будет иметь низкую размерную стойкость.
Скорость резания V0 является допустимым пределом снижения
v в целях повышения размерной стойкости.
Характер изменения показателя относительной стойкости
на разных участках кривой Т = f(v)
Выражение (6.4) можно представить как
v = ^' (6-7)
где Cv = (Ct)T, a m = - ■
Показатель степени m обычно называют показателем
относительной стойкости.
2 3 Ь 56789*0 20 50 ^0 SO $0 80*00 200
V?m//*ium
Рис. 6.5. Характерная кривая T = f (о)
Выражение (6.7) удобно для различного рода технологических
расчетов. При этом рассчитывается скорость резания VT,
соответствующая принятому периоду стойкости.
Но получение и использование выражения (6.7) затруднено,
гак как при изменении скорости резания в широком интервале
величины Сг и |х (а следовательно, и Cv и т) существенно
изменяются .
Примером этого могут послужить данные, заимствованные из
Работы [91 Па рис. 6.5 приведена характерная кривая / -= f (v),
в* рис. 6.6 — зависимость т - / (v), а в таблице 6.4 — значения
89
6
в
2
О
-2
-4
-5
-3
~/0
< °
и
г
INUIIIIHin И I МИМ ШШ
2D
40
30 SO ЮО /20 140V,"/*u*
Рис. 6.6. Закономерность изменения показателя степени т а
зависимости v = / (Т)
Таблица 6.4
Численные значения Ст и Cv для примера, приведенного
на рис. 6.5
Пределы скоростей,
м\мин
1-6
7-8
9—12
13-17
18-34
35-41
42-45
46-51
52-59
60-65
66-135
136-158
Значения
СТ 1
100
27
! 17
4,2
0,13
! 3,55
3,9
90
226
21-103
23-108
20-109
коэффициентов
СУ
180
62-Ю8
-*оо
0,5
2,7
0,22
15-10-4
-0
6-108
600
200
170
коэффициентов Ст и Су в зависимости от скоростей резания*
Из этих данных видно, что значения показателя
относительной стойкости m могут колебаться от значений намного меньших
единицы, до бесконечности, а коэффициент Cv — от нуля до
бесконечности. Все это существенно затрудняет аппроксимацию
зависимости Т — v в виде выражения (6.7) и ее использование
90
для производственных расчетов. Кроме того, в условиях
крупного и точного машиностроения и автоматизированного
производства, где главным требованием, предъявляемым к
инструменту, является его высокая размерная стойкость, использование
выражений типа (6.7) должно быть исключено, так как может-
привести к выбору скоростей резания, не обеспечивающих
наибольшей размерной стойкости.
При необходимости получения максимальной размерной
стойкости инструмента отсутствует всякая свобода в выборе периода
стойкости и скорости резания. Назначение режима в этом случае
должно начинаться не с выбора периода стойкости, как это
зачастую делается, а с выбора оптимальной скорости резания.
Период стойкости Т0, который при этом получится, будет также
оптимальным. Естественно, что оптимальный период стойкости
чаще всего не является максимальным. Величина оптимального'
периода стойкости зависит от многих факторов: свойств
обрабатываемого и инструментального материалов, сечения срезаемого
слоя и др. — и может колебаться в довольно широких пределах
(от 10 до 300 мин) [12].
Экономический период стойкости
Рассматривая отдельные элементы заводской себестоимости,,
их можно в первом приближении разделить на две группы [13]:
1. Элементы себестоимости, величина которых на единицу
изделия меняется в зависимости от скорости резания.
2. Элементы себестоимости, величины которых не зависят от уровня
применяемых режимов резания и поэтому могут быть принят
постоянными при различных скоростях резания (стоимость
материалов и полуфабрикатов, транспортировки и т. д.). Поэтому при
рассмотрении вопроса о наивыгоднейших с точки зрения
себестоимости продукции скоростях V3 резания нет необходимости
рассматривать влияние скорости на полную себестоимость, а
достаточно ограничиться лишь рассмотрением изменения суммы Апер.
переменных элементов себестоимости в зависимости от скорости
резания.
а) экономический период стойкости при одноинструментальной
обработке на изолированном станке
Сумма Апер переменных элементов себестоимости операции,,
зависящих от уровня скорости резания и периода стойкости
режущего инструмента, обычно выражается как
Aae, = t0E + ^E + s±, (6.8>
гДе Е = асг + а>аб;
#сг — затраты, связанные с эксплуатацией станка в течение
1 минуты его работы (коп);
91
#Раб—основная и дополнительная заработная плата рабочего
станочника за 1 мин. (коп), устанавливается в соответствии с
разрядом выполняемой работы и показателями плана по труду;
tzu — время на подналадку станка и смену затупившегося
инструмента за период его стойкости, мин\
t0 — основное время на 1 шт., мин;
Q — количество деталей, обработанных за период стойкости
инструмента;
s1 — затраты, связанные с эксплуатацией режущего
инструмента за период его стойкости (себестоимость инструмента, заточка,
наладка инструмента и т. д.).
Использование выражения (6.8) для нахождения величин
Тэ и Уэ путем подстановки в каждом случае значений t01 tCMy
s и Q и определения наименьшего значения Апер весьма трудоемко
и нецелесообразно.
Вместо этого аналитически можно определить точку минимума
себестоимости, соответствующую V3 и 7Y Правда, при этом
делаются некоторые допущения, несколько снижающие точность расчетов.
Разделим правую и левую части уравнения (6.8) на Е>
t -4- Sl
получим _|£Р = tQ + .
Обозначим
Тогда
Выразим
времени.
Но
Отсюда
где
Q
^пер
Е
и t0
= В
через
«1
и tm + — =-- э.
B='°+k-
период стойкости в минутах основного
т
t0 = °1 и v = £х в
и v Tm
Г ^1
Следовательно, В = t0 + ~- • t0 =- С, • Tm ■+ СйэТт~{ . Для
отыскания Тэ1 соответствующего минимуму В, находим
первую производную (#). и приравниваем к п\лю:
(В)Т = С0 тР-1 -f С 5 (т -- i) 7""1 - - О,
92
Лри этом предполагаем, что т не зависит от Г, что является
.одним из серьезных допущений.
Сокращая на С0тТт-1, получаем
1 + ULzl . ± = о.
т Т
ГГГ1 I fit
^л ^- = ^э -■= Э.
m
Подставив вместо э его значение и приняв — =* р,, получим
m
Гэ = (ц — 1) (/см + J-) лш« (6.9)
Cv
л *э = ^. (6.10)
э
Если период стойкости выразить не в минутах основного
времени, а в минутах времени резания, то
где т = Л :
£р — время резания, мин.
Чтобы формулы (6.9), (6.10) и (6.11) давали меньшую
погрешность, надо при расчетах подставлять значения [х, которые
определяют зависимость периода стойкости от скорости резания в
районе экономических скоростей резания.
б) Корректирование экономической стойкости для
одноинструментальной обработки на участке цеха
Установленное ранее значение Тэ (6.9) не будет наилучшим и
Для участка цеха, так как каждый станок будет иметь свое
значение Тэ в связи с разной нагруженностью.
Для нахождения Тэ для участка цеха необходимо исходить
•Из общей себестоимости обработки и производительности труда по
Участку.
Для решения этого вопроса необходимо исходить из
рассмотрения количественного выражения разности А, получаемой
Между экономией в затратах в связи с общим повышением загруз-
Ки недогруженных станков, с одной стороны, и
дополнительными затратами по лимитирующим станкам благодаря повышению на
**их скорости резания (снижению периода стойкости инструмента),
с Другой стороны.
Опыт работы показывает, что уменьшением периода
стойкости инструмента при соответствующем увеличении скорости
резания на лимитирующем станке можно достигнуть наивыгоднейшего
значения Тэу, при котором себестоимость по участку окажется
наименьшей, т. е. выбранный в этом случае для лимитирующего
станка период стойкости
ТЭУ<ТЭ. (6.12)
Здесь имеется в виду Тэ, рассчитанное по формуле (6.9) или
(6.11).
Нижним пределом этой стойкости может служить штучная
производительность лимитирующего станка.
Период стойкости Тмп и скорость резания VMI1,
соответствующие максимальной производительности труда
на данном рабочем месте
При определении стойкости Тмп пренебрегают затратами s1
на эксплуатацию инструмента за период его стойкости, т. е. в
выражениях (6.9) и (6.11) принимают s± ~= 0.
Тогда Тми = (ji — 1) . *см (6.13)
— в минутах основного времени.
Или Гм.п.р. = т(|х —1) • tcu (6.14)
— в минутах времени резания.
В соответствии с этим определяется скорость резания,
соответствующая максимальной производительности труда на данном
рабочем месте
Су
V = — .
v МП грщ
МП
Так как период стойкости
Тмп < Тэ, то
всегда имеет место неравенство
Vm>V*. (6.16)
Аналитическая формула для непосредственного
определения экономической скорости резания
В работе [5] впервые получена аналитическая формула для
непосредственного определения экономической скорости резания
(6.15)
94
u + 1 /
T ч (6Л7)
где значения С0 и и находятся из уравнения правой ветви
кривой Лоп = f(v) следующего вида:
hon^CQv«. (6.18)
Для определения экономической скорости резания V9
формула (6.17) имеет следующие преимущества перед формулами
<6.9) и (6.10):
1. Формула (6.17) исключает вероятность выбора
нерациональных режимов резания, соответствующих левой ветви кривой
Лоп = ffa)» тогда как формула (6.10) дает часто совершенно
нерациональные режимы резания для труднообрабатываемых
материалов.
2. Формула (6.17) учитывает принятый критерий затупления
hr и подачу 5, связанные с точностью и чистотой обработки.
3. Так как величина hon не зависит от критерия затупления
инструмента, то при определении V3 исключается необходимость
проведения стоикостных исследований до полного затупления
инструмента, в то время как для выбора V3 по вычисленному по
«формуле (6.9) периоду стойкости Тэ стойкостные исследования
необходимо проводить до заданного критерия затупления.
Например, при точении жаропрочного сплава ЭИ437БУ
резцом ВК6М при / = 1мм и s = 0,20 ммоб поверхностный
относительный износ в правой ветви кривой hon = f(v) равен
К = 0,048 у2.
*г I 1QQ hr г г
1огДа ^э = 1/ ; w\ = vHOhr
У [2+— .0,20.0,048-2 Г /1и г#
Здесь Sx = 13 коп., £=2,43 коп [13].
Отсюда можно видеть, что с увеличением hr скорость Уэ
увеличивается (например, при Лг = 12 мкм Уэ = 20,5 mjmuh\ при
Лг == 30 мкм VB = 27,8 м1 мин).
Графическое определение скорости резания V3
Недостатком аналитического выражения (6.18) является то,
что параметры С0 и и фактически не являются постоянными при
значительном изменении скорости резания и подачи. Поэтому
более точное определение скорости V3 может быть осуществлено
графическим построением [14].
Выше было показано, что после введения соответствующих
обозначений переменная доля себестоимости операции в станко-
Минутах
95
(6.19)
Я = /0 + —'
Q
Произведем замену t0 через V
t ^ F x F
0 101/5 "" V ' ios'
где F— обрабатываемая площадь детали, см2.
Также заменим
hn
где hr— допускаемый радиальный износ в зоне нормального
износа инструмента, мкм.
h • F
hr--= ~п ~— радиальный износ за время обработки одной
1000
детали.
Подставляя значение указанных величин, получим
Кп ' F
Формула (6.19) принимает вид
В=Т'1^+^1ШГ' (б-20)
Для упрощения примем F — 1 см2. В таком случае задача
сводится к исследованию минимума В при обработке 1 см2
поверхности детали:
в = т- ws+н»-шг- <6-21>
Таким образом, В можно рассматривать как сумму двух
функций, первая из которых графически может быть
представлена в виде гиперболы, вторая — в виде кривой с точкой
минимума при V0, так как это та же функция, что и hcu -= f (v),
только с уменьшением масштаба в к раз:
Э Е - (6.22)
1000 А, 1000 hr
Для соблюдения постоянства масштаба гиперболу на этой
же системе координат следует строить с масштабом
М = Ю' №.23)
9G
Рис. 6.7. Схема графического определения V9
Чтобы найти скорость V9, при которой В имеет минимальное
значение, надо первую производную (B)lv приравнять к нулю,
•т. е.
<*>'"= [т)у • lb + ^> • ШнГ = °- (6'24)
Отсюда
Равенство (6.25) будет соблюдаться при том значении V9f
при котором углы наклона касательных к построенным графикам
гиперболы и функции йоп = f (v) равны, но противоположны
по знаку.
Для нахождения Уэ необходимо перевернутый график
гиперболы сместить в направлении оси ординат до касания с графиком
Кп = f (v), при этом точка касания дает величину V3 (рис. 6.7).
Заранее изготовленные шаблоны с графическим выражением
1
функции F=— 1Q v для разных значении подачи могут
значительно облегчить графическое нахождение V9.
Соотношение между скоростями резания V0, V3 и VMn
Так как первое слагаемое в выражении (6.21) имеет вид
гиперболы, а второе — параболы, то лишь при одном значении
аргумента (скорости резания V = V3) первые производные от этих
4 Заказ 829
97
функций равны друг другу. Кроме того, величина V3 всегда
должна быть больше скорости V0, т. е.
V3 > V0. (6.26)
Действительно, V3 не может быть меньше V0, так как при
значениях V < V0 первая производная (hon)v является величиной
отрицательной, а первая производная (-у L ПРИ любых значениях
V — положительна, т. е. при значениях V < V0 равенство (6.25)
не может выполняться.
Скорость V9 теоретически не может быть и равной скорости
V0, так как первая производная (hon)y в точке V = V0
представляет собой прямую, параллельную оси абсцисс. Прямая яв-
ляетсятсимптотой функции F = 1П .. с> т. е. лишь при бесконеч-
но большом значении V функция F может коснуться такой
прямой. Но скорость V0 — величина конечная.
Следовательно, при конечных величинах V0 всегда должно
соблюдаться неравенство (6.26).
Если учесть неравенство (6.16), то можно записать
VM.n.>V9>V0. (6.27)
РГИз выражения (6.25) и графического построения (рис. 6.7)
следует, что экономическая скорость резания отличается от
оптимальной на тем меньшую величину, чем выше крутизна
подъема правой ветви кривой hon = / (v), чем больше величина
оптимальной скорости резания, а также чем меньше функция F =
= 1Q v о при заданном значении V.
Поэтому величина разницы между скоростями V3' и V0
зависит от свойств обрабатываемого и инструментального материалов,
подачи, геометрии инструмента и т. д. <
При обработке жаропрочных и жаростойких материалов,
как правило, скорости резания V0, V3 и даже VM.n. находятся
на одной скоростной ступени металлорежущего станка [5], что
является дополнительным стимулом, чтобы вести обработку
деталей на скоростях резания V0.
Зависимость скорости резания от подачи и глубины резания
Если исходить из приближенной зависимости износа режущих
инструментов от элементов режима резания в форме соотношения
[8]
ft3 = Ctxi vx* a** 6xs (6.28)
где С — коэффициент,
*i>*2> *з> *4 — показатели степени,
36
а и b — соответственно толщина и ширина срезаемого
слоя,
то при hz = const — С
(С \ xi 1
и при Т = const = С"
vXl . aXl «6Xl
хг
т \С) С"
Отсюда, далее, можно [получить
Vt \С[) ' \C7,J at • bt '
или, положив
(Sf-(W5 -cV„ a_w а_„,
окончательно будем иметь
С С
°т = ' yv х или [vT= у V х . (6.29)
Здесь коэффициенты Су и Су отличаются друг от друга, так как
толщина и ширина среза зависят соответственно не только от
подачи и глубины резания, но и от главного угла в плане ф
инструмента.
Формула (6.29) выражает зависимость между скоростью
резания и элементами сечения среза при постоянной стойкости резца.
Громадный экспериментальный материал, который
накопился в теории резания металлов по изучению влияния толщины
среза (подачи) и ширины среза (глубины резания) на скорость
резания, при условии Т = const, доказывает, что на скорость
резания толщина среза влияет значительно сильнее, чем ширина
среза, т. е. что '
\, й yv>Xy. (6-30)
'}
Это остается справедливым для правой ветви кривой Т — v
при подавляющем большинстве условий резания металлов.
Например, при чистовом точении машиноподелочных сталей
твердосплавными резцами ху « 0,15; уу « 0,35.
Как показатель m в формуле (6.7), так и показатели ху и
Уу в формуле (6.29) не являются постоянными, характерными для
заданного обрабатываемого и инструментального материалов,
4* 9&
и изменяются с изменением сечения и прочих параметров
резания. Однако соотношение (6.30) остается при этом
справедливым.
Это обстоятельство связано с тем, что, когда на трущихся
поверхностях инструментов имеет место достаточно высокая
температура, ее влияние на износоустойчивость инструментального
материала становится превалирующим. В то же время известно,
что в экспериментальной зависимости температуры резания
вр = C%VZ* • syfre (6.31)
между показателями степени существует соотношение
2в>Уе>*е, (6.32)
т. е. подача оказывает на температуру резания большее влияние,
чем глубина резания (за исключением тех случаев, когда s > t).
Неравенства (6.30) и (6.31) выражают второй закон резания:
1. Для обеспечения более высокой скорости резания V (при
заданном периоде стойкости и постоянном сечении срезаемого
слоя) выгоднее работать с большей глубиной резания.
2. При снятии небольших припусков всегда рациональнее
увеличивать подачу за счет снижения скорости резания.
3. Скорость резания необходимо устанавливать только после
выбора глубины резания и подачи.
Обобщенная формула для определения скорости резания
На основании изложенного о влиянии различных факторов
на скорость резания можно написать скорость резания в общем
виде:
. о = m°Z w ' *i К* К* #4 Къ К, К7 К8 К, К10 /Си, (6.33)
где Cv — постоянная для определенной группы обрабатываемых
материалов;
Ki — коэффициент, учитывающий свойства заданного
обрабатываемого материала;
, К2, Кз> /С4, Кь, Кб, Кц К89 К9, /Сю, Ки—коэффициенты,
соответственно учитывающие влияние размеров поперечного сечения
стержня резца, габаритов и жесткости детали, главного угла
в плане резца, вспомогательного угла в плане, радиуса
закругления вершины резца, марки инструментального материала,
характера заготовки и ее состояния, формы передней поверхности,
применения смазбчйо-охлаждающих средств, вида обработки
{точение, растачивание и т. д.), допустимого износа.
100
Приводимые ниже цифры представляют приблизительное
отношение между высшим и низшим пределом скорости резания
VT при изменении каждого из важнейших факторов:
свойств обрабатываемого материала 1 : 100
свойств инструментального материала 1 : 25
толщины среза 1 : 5
ширины среза 1 : 3
геометрии режущей части инструмента 1 : 3
смазочно-охлаждающих средств 1 : 2.
Следует заметить, что многие нормативы режимов резания в
щиде карт (таблиц) рассчитаны на основе стоикостных зависимостей
вида (6.33). Необходимо иметь в виду их главные недостатки:
1. Они не связаны с размерной стойкостью и точностью
обработки.
2. Показатели степени и коэффициенты не являются
постоянными величинами при изменении параметров резания; эти
показатели также не учитывают взаимовлияния параметров.
3. Требуют постоянства критерия затупления (что не всегда
.может быть выдержано) и высокой трудоемкости нахождения
стоикостных зависимостей.
О температурном методе исследования стойкости
режущих инструментов
Стойкостные зависимости (6.33) устанавливаются
экспериментально. Стремление снизить трудоемкость и металлоемкость
стоикостных исследований постоянно заставляет искать пути
ускоренного нахождения этих зависимостей на основе менее
трудоемких исследований.
Метод определения стойкости режущего металлического
инструмента и обрабатываемости материала по температуре
резания был предложен немецким ученым В. Рейхелем [15] и нашел
^поддержку в работах ряда отечественных ученых [16, 17 и др.].
Этот метод позволяет сократить трудоемкость стоикостных
исследований в сотни раз, поэтому требует особого рассмотрения.
Основой метода является положение о том, что любой
комбинации параметров резания, отвечающей одному и тому же периоду
стойкости, при данной паре «инструмент — обрабатываемая
заготовка», соответствует одинаковая температура.
Однако в ряде случаев (особенно с появлением
труднообрабатываемых материалов), при изменении параметров резания в
широком диапазоне, указанное положение дает значительные
Погрешности [51: в определении скорости резания — на 30 -f-
-f- 100%, а в определении периода стойкости — на 300 -г- 500%.
Положение Рейхеля использует физический фактор—
температуру резания, обусловливающую основные явления износа
ревущих инструментов, и сопоставляет ее со временем работы
инструмента до затупления.
101
Но применительно к явлениям трения и износа не время,
а длина пути резания или трения является физической
характеристикой.
Время Т в общем случае не учитывает работы сил [трения,
приводящих к износу и разрушению режущего лезвия резцов.
Поэтому более правомерно сопоставлять температуру резания не
с периодом стойкости Т, как это делает Рейхель, а с
соответствующей величиной приведенного износа /&пр или линейной
интенсивности износа Ih. Тогда, как это показано в работах [18„
19, 20], окажется, что любой комбинации параметров трения
(резания), отвечающей одной и той же величине приведенного
износа (при заданной контактирующей паре), соответствует
одинаковая температура.
Это положение сохраняется в том интервале значений
параметров, в котором они самостоятельно (через изменение размеров
заторможенной зоны, характеристик срезаемого слоя и пр.)
практически не влияют на износ, например, в условиях чистового
точения твердосплавным инструментом [18], когда элементы режима)
резания (подача, глубина и скорость резания), геометрия резцов
и другие параметры назначаются в соответствии с
конструктивными требованиями к обрабатываемой детали и имеют
определенный интервал значений.
Следовательно, это положение может трактоваться и так:
для заданной контактирующей пары и вида обработки равным
температурам резания соответствуют равные графики «высота
изношенного слоя инструмента — путь трения».
Отсюда можно определить границы изменения параметров
резания, при которых может быть применим принцип Рейхеля.
Период стойкости^инструмента
T=f~-i (6.34)
Известно, что зависимость температуры резания в от скорости
и других параметров резания можно аппроксимировать в виде
степенной^функции
*L^L£s v*e ЯХв> (б735)
где Се — постоянный коэффициент;
q — обобщенный параметр резания (подача, глубина резания,
геометрия инструмента и др.).
Отсюда скорость резания
V I *Г * (6*36>
Се . q
№
Подставляем выражение (6.36) в (6.34), тогда
т = !•<«> • f . (6.3-/)
Отсюда изменение в периоде стойкости в связи с изменением
параметра резания q (при условии, что температура 0 и длина
гпути трения (резания) при заданном критерии затупления
инструмента не изменяются) можно определить путем дифферен-
dT
дарования уравнения (6.37) -г- с последующим переходом к
конечным изменениям величин:
д т = -?—. £^q. (6.38)
б*9
При этом относительное изменение стойкости |j
t •"«■
у =*T=XJL.±1-. (6.39)
1 2e q
Отсюда можно определить относительный диапазон
возможных изменений параметра резания qy при котором значение
периода стойкости будет находиться в пределах ожидаемого
размаха рассеивания и его отклонение практически
обнаруживаться не будет: ,.-
А-± < рр] £ , (6.40)
где [W] — ожидаемое относительное отклонение периода
стойкости. Диапазон возможных изменений параметра q
A<7<<7m!-. (6.41)
х{
9
Из выражения (6.41) следует, что чем выше степень влияния
«скорости резания на температуру, по сравнению с влиянием обоб-
Щенного параметра (чем больше —), чем больше величина обоб-
— Л'е
Щенного параметра q и ожидаемого относительного отклонения ^F,
тем шире диапазон изменения параметра резания Aq, в котором
^ожно принять справедливым положение Рейхеля.
Стойкостные исследования [21] при чистовом точении
жаропрочного сплава ЭИ617 и нержавеющей стали Х18Н10Т резцом
103
из твердого сплава ВК8, когда за счет бесступенчатого
регулирования чисел оборотов поддерживалось постоянство заданной
температуры резания, подтвердили возможность использования
выражения (6.41) для отыскания диапазонов изменения подачи и угла
резания, при которых относительное изменение стойкости было в
пределах 15%.
Следовательно, чтобы применить принцип Рейхеля,
необходимо сначала для данной инструментальной и обрабатываемой
пары на основании температурных исследований найти степень
влияния каждого из параметров резания на температуру и
определить ожидаемое относительное отклонение периода стойкости.
Затем по выражению (6.41) найти диапазоны возможных
изменений параметров q.
В работе [9] показано, что зависимость стойкости режущего
инструмента от параметров резания (а следовательно, и от
температуры) является весьма сложной, что затрудняет ее
математическую аппроксимацию. Поэтому в работе [21] предлагается
следующий порядок определения стойкости режущего
инструмента (при заданном обрабатываемом материале), основанный на
положении о равенстве графиков «высота изношенного слоя —
путь резания (трения)», полученных при различных комбинациях
параметров резания, отвечающих одной и той же температуре.
1. Провести 10 ч- 12 стойкостных опытов с фиксацией тер-
моэдс при различных величинах одного или нескольких
параметров резания, значительно влияющих на температуру (например,
при различных скоростях резания). Как показывают
исследования, при чистовом точении достоверные данные об износе резцов
могут быть получены при двукратном повторении эксперимента,
при этом вероятное отклонение не превышает 1,5%.
2. Для заданной пары «резец — обрабатываемый материал»
необходимо получить градуировочные кривые в = термоэдс.
3. По результатам опытов п.1 построить графики «высота
изношенного слоя — путь резания (трения)» и указать на них
соответствующие температуры резания.
4. При других комбинациях параметров резания по
соответствующим им температурам резания подбирается наиболее
близкий график износа из п. 3 и на его основании вычисляется
ожидаемая стойкость инструмента.
Это значительно снижает трудоемкость стойкостных
исследований.
ЛИТЕРАТУРА
1. ДикушинВ. И. Проблема автоматизации процессов в
машиностроении. В сб.: «Современные направления в области технологии
машиностроения», М., 1957.
2. Макаров А. Д., К и ч к о Ю. М. О влиянии скорости резания на
основные характеристики процесса резания. В сб.: «Вопросы оптимизации,
процесса резания металлов». Труды УАИ, вып. 19, Уфа, 1971.
1(4
3. М а к а р о в А. Д., Д о б р о р е з А. П., С а м и г у л л ин Р. 3.
Влияние твердости стали ьа некоторые характеристики ее
обрабатываемости резанием. В сб.: «Вопросы оптимального резания металлов». Труаы
УАИ, вып. 29, Уфа, 1972.
4. Макаров А. Д., Кривошеев В. В., К о л е н ч е н к о В. М.,
Касимов Л. Н., Мухин В. С, Шустер Л. Ш. Влияние средней
температуры контакта на основные характеристики качества
поверхностного слоя. Сб. «Теплофизика технологических процессов», Куйбышев,
U970.
5. М а к а р о в А. Д. Ианос и стойкость режущих инструментов. М.,
«Машиностроение», 1966.
6. М а к а р о в А. Д. Параметрические уравнения максимальной
размерной стойкости инструмента для определения оптимальных режимов
резания. ГОСИНТИ, № 6-63-146/78, 1963.
7. Развитие науки о резании металлов. М., «Машиностроение», 1967.
8. Д а н и е л я н А. М. Износ инструментов и тепловые явления при
резании металлов, М., Машгиз, 1946.
9. Грановский Г. И. О методике исследования и назначения
режимов резания на автоматических линиях». «Вестник машиностроения»,
1963, № 10.
10. К л у ш и н М. И. Резание металлов. М., Машгиз, 1953.
11. Аваков А. А. Сборник докладов объединенного семинара по
физическим основам резания металлов. № 2, Тбилиси, 1946.
12. Макаров А. Д. Вопросы разработки и назначения режимов
резания с учетом размерной стойкости инструмента, точности, произро-
дительности и себестоимости обработки. В сб.: «Экономичность
технологических процессов». Труды ЛИЭИ, вып. 47, Л., 1964.
13. Т е м ч и н Г. И. Теория и расчет многоинструментальных
переналадок. М., Машгиз, 1957.
14. Т а н а т а р о в Р. А. Влияние некоторых технологических
факторов на выбор оптимальных режимов резания. Веб.:
«Высокопроизводительное резание в машиностроении», М.э «Наука», 1966.
15. Рейх ел ь В. Методика определения стойкости резца и
обрабатываемости материала. «Мировая техника», 1936, № 4.
16. Панкин А. П. Обработка металлов резанием. М., Машгиз,
1961.
17. Д а н и е л я н А. М. Теплота и износ инструментов в процессе
резания. М., Машгиз, 1954.
18. М а к а р о в А. Д. и Ш у с т е р Л. Ш. Выбор режимов резания
при чистовом точении. «Станки и инструмент», 1970, № 1.
19. Шустер Л. Ш. Температура резания и износ резцов в
зависимости от способа охлаждения. Сб. «Теплофизика технологических
процессов», Куйбышев, 1970.
20. К р а г е л ь с к и й И. В. Трение и износ. М., «Машиностроение»,
1968.
21. Шустер Л. Ш. О температурном методе исследования стойкости
режущих инструментов». В сб.«Вопросы оптимального резания металлов»»
Труды УАЙ, вып. 34, Уфа, 1972.
ГЛАВА ~Vll
ПОЛОЖЕНИЕ (ЗАКОН) ПОСТОЯНСТВА ОПТИМАЛЬНОЙ
ТЕМПЕРАТУРЫ РЕЗАНИЯ
Анализ литературных данных и физических явлений,
сопровождающих процесс резания, показывает, что «подавляющее
большинство факторов, влияющих на интенсивность износа
инструмента (отношение контактных твердостей, диффузия и адгезия;,
окислительные процессы, пластическое течение контактных слоев
инструмента и др.), является функцией температуры контактных
поверхностей» [1].
Это позволило А. Д. Макарову [2] сформулировать положение
(закон) постоянства оптимальной температуры резания (контакта):
«Оптимальным скоростям резания (для заданного материала
режущей части инструмента) при различных комбинациях скорости
резания, подачи и глубины резания соответствует постоянная
температура в зоне резания (оптимальная температура резания)».
Для проверки выдвинутого положения (закона) о постоянстве
оптимальной температуры применялся следующий порядок
проведения стойкостных исследований.
Вначале проводились эксперименты по исследованию
интенсивности износа инструмента при работе на одной подаче.
Скорости подбирались исходя из возможности выявления минимума
относительного износа (или максимума длины пути резания да
затупления инструмента) и, следовательно, возможности
определения оптимальной скорости резания v0.
Затем определялось влияние скорости резания (при работе
на различных подачах) на величину термоэлектродвижущей силы-
Е (термоэдс), возникающей в естественной термопаре
твердосплавной резец — обрабатываемый материал.
На основании этих опытов устанавливались зависимости (7.1)
между скоростью резания и подачей при постоянстве величины Е0>
являющейся оптимальной для принятой подачи:
vo=- Jr ' (7Л)
где С — постоянный коэффициент;
хх — показатель степени.
106
П</
ftic. 7.1. Влияние скорости резания на среднюю температуру резания и
поверхностный относительный износ при точении. Сталь ЗОХГСА, оезец
Т15К6, /= 1,5 мм
^и-с. 7.2. Влияние скорости резания на температуру резания (среднюю
температуру контакта) и поверхностный относительный износ при точении-
Жаропрочный сплав ЭП220, резец ВК6М
n
/2000
/0000
8000
6000
№00
i
6Я?
Лъ>
Д#? *tf? #>A/"
Рис. 7. 3. Влияние скорости резания на температуру
резания и длину пути резания при точении. Сталь
ЭИ961 (<хв = 120 кГ/мм), резец Т15К6
Для различных подач по формуле (7.1) подсчитывались
скорости, названные расчетными оптимальными скоростями.
После этого проводились опыты по исследованию
интенсивности износа резца при работе на других подачах. В числе
скоростей резания, которые выбирались для исследования
интенсивности износа, находились и те скорости, которые были получены на
основе температурных исследований и расчета по (7.1) как
оптимальные.
Подобные исследования проведены для следующих сталей н
сплавов: ЗОХГСА, 18ХНВА, 40Х, 40ХНМА, Х18Н9Т, Х18Н10Т,
Х17Н2, ЭИ654, ЭИ736, ЭИ961, ЭИ481, ЭИ696М, ЭИ437А„
ЭИ437БУ, ЭИ617, ЭП220, ЭИ929, ВТЗ-1, ВТ8 и ряда других.
В качестве резцов использовались цельные твердосплавные
стержни длиной 150—200 мму что существенно повышало точность
как стоикостных, так и температурных исследований. Цельные
твердосплавные резцы (изготовленные для исследований по
специальному заказу) выполнялись из следующих марок твердых
сплавов: ВК2, ВК4, ВК6, ВК6М, ВК60М, ВК8, ВК15М, Т5К10,
Т14К8, Т15К6, Т30К4.
Исследования показали, что работа на расчетных
оптимальных скоростях резания для всех подач обеспечивала резцам
наименьшую интенсивность износа. При работе же на других
скоростях резания как выше, так и ниже расчетных оптимальных во
всех случаях наблюдался более интенсивный износ по сравнению»
с работой на оптимальной скорости резания. Здесь в качеаве при-
106
рис. 7.4. Влияние скорости
резания на температуру
(термоэдс) и поверхностный
относительный износ при
растачивании.
Жаропрочный сплав ЭИ437А; резец
ВК8; *= 0,20 мм;
0=13—15 мм
М V,rr/*u~
Рис. 7.5. Влияние скорости резания на температуру
резания и суммарную глубину просверленных
отверстий. Сталь ЭИ654, сверло Р18, 0 = 15 мм
мера приведены данные лишь для 3-х материалов [3] (рис. 7.1,
7.2 и 7.3). Для других материалов подобного рода данные
опубликованы в работах [1, 4, 5—11].
Таким образом, при работе с переменными подачами (рис. 7.1)
Или с переменными значениями глубины резания (рис. 7.2), или
с переменными сечениями среза, когда подача и глубина резания
изменяются одновременно (рис. 7.3), закон постоянства оптималь-
109
"А?*-**"
40
SO /20 /60 200 уфин
Рис. 7.6. Влияние скорости резания на температуру
(термоэдс) и поверхностный относительный износ
однозубой торцовой фрезы. Сталь Х18Н9Т; В=34лш;
t = 0,5 им, фреза ВКЯ; Эф = 40 мм
/40 V"/**uh
Рис. 7.7. Влияние скорости резания на температуру резания и суммарную
длину нарезанной резьбы. Сталь Х18Н9Т; резец ВК6-ОМ (опытный сплав),
число проходов —5; критерий затупления h3 ■= 0,50 мм
Рис. 7.8. Влияние скорости резания на температуру
резания и число нарезанных шестерен; Сталь 40X,
т = 2; 2=61. Червячная фреза Р18. Критерий
затупления hz » 0,70 мм
4000
2000
Рис. 7.9. Влияние температуры резания на длину пути резания
при точении стали 40Х резцом Т15К6 (данные Т. rL Лоладзе
и 3. С. Таварткиладзе)
И"А^
Рис. 7.10. Влияние скорости резания на температуру резания
и ширину фаски износа сверла Р6МЗ. Ст. 50 (данные
А. Н. Резникова и А. П. Шевеля)
SO 6&И"А**
Рис. 7.11. Влияние скорости резания на температуру резания и
интенсивность износа резца по задней поверхности. Титановый сплав ВТЗ-1—-
резец ВК8 (данные М. Ф. Полетики и А. И. Афонасова)
-*л
"%fc*A
8%-
]4OO0>
too
600
Wo
f t *f,5nn
200 ZC"/*VM
Рис. 7.12. Влияние скорости
резания на температуру резания и
поверхностный относительный
износ. Сталь 45 — резец Т15К6
(данные Ю. А. Розенберга и
А. К. Назарова)
Рис. 7.13. Зависимость й0п>
термоэдс от скорости резания при
( точении стали ЭИ961Ш
Ипт = 3,7—3,4 мм) резцом Т15К6
<Y= 10е, a = oi= 10ь, ф=ф1=45в;
X =» 0; без охлаждения) [данные
И. Ф. Молохова]
V л/#ь
ной температуры резания нашел полное и убедительное экспери*
ментальное подтверждение.
Рассмотренные данные относятся к продольному точению.
Положение (закон) постоянства оптимальной температуры
резания, установленное первоначально для точения различных
Материалов, нашло экспериментальное подтверждение и для
других видов обработки резанием: растачивания отверстий [12, 13],
Фрезерования [14—17], сверления [18], нарезания резьбы методом
Многократных проходов [19, 20], зубофрезерования червячными
Фрезами [21] (рис. 7.4—7.8).
113
Рис. 7.14. Влияние < конструкции сверла (неоднородности деформации*
срезаемого слоя) и элементов режима резания (s,u)Ha износ и
температуру резания: а) линии равных длин просверленных отверстий 1,2,3,4;
б) линии равных средних температур резания 5, 6, 7.«— стандартные
сверла;
сверла со ступенчатой передней поверхностью
Признание и подтверждение закона постоянства оптимальной
температуры резания в исследованиях инженеров и ученых,
работающих в других научных коллективах
К настоящему времени закон постоянства оптимальной
температуры нашел признание и подтверждение инженеров и ученых,
работающих в других научных коллективах (рис. 7.9—7.14).
Грузинский политехнический институт им. В. И. Ленина,
Т. Н. Лоладзе в работе [22] пишет: «Зависимости путь —
температура резания показывают, что максимум пройденного пути для
различных толщин среза наблюдается примерно при одинаковых
температурах резания, соответствующих минимальной
интенсивности адгезионного износа» (рис. 7.9).
Куйбышевский политехнический институт. А. Н. Резников и
А. П. Шевель отмечают [23]: «Рассмотрение связи режимов резания
с износом инструмента" и температурой в зоне резания металлов
показало, что при работе на переменных режимах (v и s)
оптимальной температуре соответствует минимальный износ» (рис. 7.10).
Тольяттинскнй Fполитехнический институт. В. В. Басов,
В.И.Шейкин и Г. П.Салдаев определили [24]: «Для всех
исследуемых марок твердого сплава (при чистовом растачивании чугуна)
наименьшая абсолютная величина hon имеет приблизительно
одинаковое значение (около 1 мкм/KF см2) и наблюдается при одном
и том же значении термоэдс, но при разной подаче».
114
I;
Томский политехнический институт. М.Ф. Полетика и А.И.Афо-
щасов!пип1ут [25]: «Исследования показали, что зависимости hon3 =
= / (v) для всех подач имеют точки минимума, которые
наблюдаются при различных оптимальных скоростях резания. Указанным
скоростям соответствует одна и та же постоянная оптимальная
температура контакта, которая для пары титановый сплав ВТЗ-1—
резец ВК8 равна 860°С» (рис. 7.11).
Курганский машиностроительный институт. Ю. А. Розенберг,
А. К. Назаров пишут [261: «Экспериментальные исследования
показали, что главным фактором, определяющим интенсивность
износа и стойкость режущего инструмента, является средняя
температура резания. Установлено, что при точении стали 45 резцом
Т5К10 наименьший износ режущей части инструмента
наблюдается при вполне определенной температуре резания, равной 850°С.
Анализ полученных результатов показал возможность
распространения метода определения оптимальных режимов резания,
разработанного профессором А. Д. Макаровым, применительно к
черновым и получистовым операциям» (рис. 7.12).
Пермский моторостроительный завод им. Я* М. Свердлова.
«Работами лаборатории резания... установлено, что зависимости
Кп = f (v) ПРИ различных s, /, а, у имеют экстремальный
характер и при различных оптимальных сочетаниях v и s, ty а, у средняя
температура в зоне контакта (или т.э.д.с.) для одной пары
обрабатываемый материал — материал режущего инструмента —
одинакова», (рис. 7.13).
Новосибирский электротехнический институт. «Из рис. 7.14
видно, что значение температуры резания вдоль оси xl остается
примерно постоянным на всем ее протяжении (280°). При
сочетаниях v и s, когда имеет место отклонение от указанных температур,
суммарная длина просверленных отверстий будет меньше.
Полученные результаты согласуются с законом постоянства
оптимальных температур, впервые сформулированным А. Д. Макаровым»
1271.
Рыбинский авиационный технологический институт. С. С.
Силин пишет [28]: «...для данного резца и обрабатываемого
материала всегда должно соответствовать некоторое постоянное
значение оптимальной температуры».
^Торцовое точение
Одной из основных причин быстрого затупления резцов при
торцовом точении труднообрабатываемых материалов является
непрерывное изменение скорости резания, что вызывает в свою
очередь изменение температуры резания [29] (рис. 7.15). На
рис. 7.15 для сравнения приведены данные об износе резцов,
порученные на этом же рабочем месте (токарно-винторезный
станок мод. 1К62), но с подключением автоматической системы [301
Hi
в?с
юоо\
900\
800
700
60С\
500\
\fno<9awo < центру
Пз> \°~?—?—°^8Г=:5ГГо^°. r^n *U подача am
пкн
450\
400
350\
300
250
200
/50
/DO
50
\n* f/в ад/нс/н
—"jftnodcrwa or центра
n=1Аоо/"Щ i i
—— ■ ***" i \ подача
\om центра
подача
к центру
I l Г-ГЧ~1
i у u-—jr«—у—Ртт^т^с^ен/гро
пода<ю от -ь&нпора
""К
A-f'T""1—l—l—1—IZ2!kr^
/ l^ ч ' I •—-"—y'r n
-Ь-^э-*5п : ^-br-rfw^r- .ri»fe-t-y i i 1
11 ^в^т-Уа^ь—^^—?'—Г у
i£4'51o2^o-
Vo'-30»/»l
S:QOtonn/o5
A
г/гкп
О Ю0 200 3*00 400 500 600 703 SOD 900 ЮОО /ЮО /200 £ *
554 "322 "289 ~№ 1о7 /32 8/ Д*""
^ подача к центру
6/ 1б8 1Гз 7б7 15б 536 354 Wn"
подача от центры
Рис. 7.15. Графики износа и температуры резания при торцовом точения
сплава ЭИ437БУ резцом ВК6М (у=»0; а = аг = 10#; ф = фх — 45#;
% = 0; г «= 1 мм)
'**ЧЙ
Рис. 7.16. Сравнение
продольного и
торцового точения
сплава ЭИ437БУ
резцом ВК6М
20 50 W 50 60 70 Цфин
для поддержания постоянства скорости резания по мере
приближения резца к центру или удаления его от центра.
Исследование торцового точения в широком диапазоне
скоростей резания показало [31], что процесс торцового точения с
а=пост. по чистоте обработанной поверхности и интенсивности
износа инструмента практически не отличается от продольного
точения (рис. 7.16). Это позволяет рекомендовать номограммы и
формулы, разработанные для продольного точения, для использо-
117
вания при торцовом точении с постоянной скоростью резания.
При этом оптимальные скорости резания v0 совпадают по величине.
Следовательно, закон постоянства оптимальной температуры
резания нашеЛ подтверждение и при торцовом точении.
При сравнении [31] процессов торцового точения с постоянной
скоростью резания и с постоянным числом оборотов (п) шпинделя
станка, учитывая, что число п по нормативам рекомендуется
выбирать по скорости резания, рассчитанной по максимальному
диаметру заготовки £>, можно получить следующие преимущества
для процесса торцового точения са=пост. (ЭИ437БУ — ВК6М):
1. Снижение износа инструмента за 1 проход
а) при в = 0,084 мм/об — на 100%;
б) при s = 0,21 мм/об — на 25%.
2. Повышение минутной производительности (табл. 7.1)
около 40%.
Таблица 7.1
Минутная производительность при торцовом точении с /г=пост. и о=пост.
(ЭИ437БУ-ВК6М)
Подача S,
нм\об
0,084
.0,21
^тах
400/80
400/80
п ,
об\мая
27
17,5
м\мия
30
22
Минутная
производительность 11х
по нормативн.
режимам для точения
с п = пост см2\мия
15,5
27,7
Минутная
производительность Пг
для точения с
\Г0=пост см2\мия
25,2
46,2
Повышение
производительности
39
40
Минутная производительность вычислялась по формуле
ТОЛ ,
Цг = 10~2Sy (Dmax+Dmin), см2/мин
(7.2)
для торцового точения сп = пост, и
#2= 10 • s • v, см2/мин
— для точения с о=пост.
(7.3)
Таблица 7.2
Повышение производительности при 7=30 мин (ЭИ437БУ—ВК6М)
Подача s;
j&m\o6
0,084
Глубина
резания
t, мм'
1
п,
об\мия
27
V,
м\мин
45
Минутная
производительность при
точении с п — пост.,
см2\мия
15,5
Минутная
производительность Пг
при точении с
v = пост. смЦмин
37,8
Повышение
производительности
п1
152
118
Здесь £>max и Dmin — соответственно максимальный и
минимальный диаметры заготовки, мм.
3. Повышение производительности при заданном периоде
стойкости Т. В таблице 7.2 приведены данные, относящиеся кГ =
30 мин.
4. Повышение чистоты обработанной поверхности (в среднем
на один класс).
ЛИТЕРАТУРА
J1. Макаров А. Д. Износ и стойкость режущих инструментов»
М., «Машиностроение», 1966.
2. Макаров А. Д. Вопросы разработки режимов резания (при
обточке, растачивании, фрезеровании) с учетом размерной стойкости
инструмента, точности, производительности и себестоимости обработки. Сб„
МВССО РСФСР, 1961.
3. М а к а р о в А. Д. Разработка основ оптимального резания
металлов. Проспект ВДНХ, Уфа, 1971. 0(
4. М а к а р о в А. Д. Размерный износ и стойкость резцов при
точении закаленных сталей. «Станки и инструмент», 1962, № 8.
5. М а к а р о в А. Д. Исследование и установление режимов чистовой
обточки жаропрочных сплавов с учетом размерной стойкости резцов,
чистоты, производительности и себестоимости обработки. В сб.:
«Обрабатываемость жаропрочных и титановых сплавов». Труды Всесоюзной
межвузовской конференции, Куйбышев, 1962.
6. Макаров А. Д. Размерный износ и стойкость резцов,
оснащенных пластинками твердого сплава ТЗОК4, при точении стали
IXI8H9T. ГОСИНТИ, вып. 52, тема № М-62-267/52, М., 1962.
7. М а к а р о в А. Д. Параметрическое уравнениемаксимальной
размерной стойкости инструмента для определения оптимальных режимов
резания. ГОСИНТИ, № 663-446/78, М., 1963.
8. Макаров А. Д. Вопросы разработки и назначения режимов
резания с учетом размерной стойкости инструмента, точности,
производительности и себестоимости обработки. В сб.: «Экономичность
технологических процессов». Труды ЛИЭИ, вып. 47, Л., 1964.
9. Макаров А. Д.,ВолгаревЛ. Н.,Мухин В. С. Некоторые
вопросы оптимального резания металлов. Труды УАИ, вып. 8, Уфа, 1968.
10. М а к а р о в А. Д., М у х и н В. С. Особенности обработки сплава
ЭИ437БУ. «Станки и инструмент», 1970, № 11.
11. Ш у с т е р Л. Ш. Влияние режимов резания на изнашивание резг
цов. «Вестник машиностроения», 1965, № 1.
12. Макаров А. Д., Танатаров Р. А. Зависимость
размерного износа резцов от диаметра расточки. «Станки и инструмент», 1964,
№ 6.
13. Танатаров Р. А. Влияние некоторых технологических
факторов на выбор оптимальных режимов резания, сб.:
«Высокопроизводительное резание в машиностроении», М., «Наука», 1966.
14. М а к а р о в А. Д., К р и в о ш е е в В. В. Размерный износ
торцевых фрез. ГОСИНТИ, № Б-65-260/85, М., 1965.
15. К р и в о ш е е в В. В. Влияние технологических факторов на
Размерный износ инструмента при торцевом фрезеровании жаропрочных
материалов. В сб.: «Высокопроизводительное резание в машиностроении»,.
М., «Наука», 1966.
16. М а к а р о в А. Д., БершадскийВ. Б. О выборе
оптимальных режимов резания при фрезеровании штамповой стали 5ХНВ. В сб.г
♦Вопросы оптимального резания металлов». Труды УАИ, вып. 34, 1972.
119»
17. М а к а р о в А. Д., АкбердинА, М. Влияние
предварительного подогрева сплава ЖС6К на износ торцевых фрез. В сб.: «Вопросы
оптимального резания металлов». Труды УАИ, вып. 34, Уфа, 1972.
18. Ш у с т е р Л. Ш. Исследование износа сверл при обработке стали
ЭИ654. В сб.: «Вопросы оптимального резания металлов». Труды УАИ,
вып. 29, Уфа, 1972.
19. Г о р д е е в Ю. А. Вопросы оптимального резания при нарезании
резьб. В сб.: «Повышение производительности, экономичности и качества
обработки деталей на металлорежущих станках», Ижевск, 1971.
20. М а к а р о в А. Д., Г о р д е е в Ю. А. Вопросы оптимального
резания при нарезании резьбы. В сб.: «Вопросы оптимального резания
металлов». Труды УАИ, вып. 34, Уфа, 1972.
21. Макаров А. Д., Сабиров М. А. Исследование вопросов
оптимизации зубофрезерования цилиндрических шестерен. В сб.: «Вопросы
оптимизации резания металлов», Труды УАИ, вып. 54, Уфа, 1973.
22. Развитие науки о резании металлов. М., «Машиностроение», 1967.
23. Ш е в е л ь А. П. Исследование процесса алмазной обработки
инструмента из быстрорежущих сталей». Автореферат кандидатской
диссертации, Куйбышев, КПИ, 1969.
24. Б а с о в В. В., Ш е й к и н В. И., С о л д а е в Г. П. Исследование
размерного износа при чистовой расточке чугуна в условиях поддержания
постоянной температуры резания. Тезисы докладов секции «Теплофизика
резания» конференции «Теплофизика технологических процессов»,
Тольятти, 1972.
25. Афонасов А. И. Контактные явления и износ инструмента
при точении титановых сплавов. Автореферат кандидатской диссертации.
Куйбышев, КуАИ, 1970.
,26. Назаров А. К- «Определение оптимальных условий обработки
при черновом точении сталей». Автореферат кандидатской диссертации,
Челябинск, ЧПИ, 1971.
27. К е р ш а Г. П. Исследование явлений, возникающих в результате
неоднородной деформации срезаемого металла при сверлении.
Кандидатская диссертация, Новосибирск, 1971.
28. С и л и н С. С. Расчеты обрабатываемости металлов на основе
изучения процессов стружкообразования методами теории подобия. В сб.:
«Высокопроизводительное резание в машиностроении». М., «Наука», 1966.
29. Макаров А. Д., Зор и кту ев В. Ц. Торцовое точение
деталей из жаропрочного сплава ЭИ437БУ. В сб.: «Вопросы оптимального
резания металлов». Труды УАИ, вып. 34, Уфа, 1972.
\ 30. 3 о р и к т у е в В. Ц. Некоторые вопросы автоматизации
токарного станка. В сб. «Вопросы оптимального резания металлов». Труды УАИ,
вып. 29, Уфа, 1972.
31. М а к а р о в А. Д., 3 о р и к т у е в В. Ц. Об эффективности
торцового точения с постоянной скоростью резания. В сб.: «Вопросы
оптимального резания металлов». Труды УАИ, вып. 34, Уфа, 1972.
ГЛАВА VIII
ОСНОВНЫЕ СЛЕДСТВИЯ, ВЫТЕКАЮЩИЕ ИЗ ЗАКОНА,
ПОСТОЯНСТВА ОПТИМАЛЬНОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ
«Утверждение закона (как отмечал Д. И. Менделеев [1])
возможно только при помощи вывода из него следствий, без него*
невозможных и не ожидаемых, и оправдания тех следствий в*
опытной проверке. Без такого способа испытания не может
утвердиться ни один закон природы». Экспериментально
подтвержденные следствия, вытекающие из закона, могут служить
одним из важных доказательств объективного существования и
правильности (истинности) любого закона.
Из закона постоянства оптимальной температуры резания
вытекает ряд важных для науки и практики следствий.
/О 80 . /20 /SO 2001Г„/„иы О 40 SO /20 де lfr£,<
о &
Рис. 8. 1. Влияние скорости резания на температуру резания
и поверхностный относительный износ резцов с различными
главными и вспомогательными углами в плане. Съаль
ЭИ654-ВК8
121
so щп
Рис. 8.2. Влияние скорости резания на температуру резания и
интенсивность износа резцов с различными углами наклона
главной режущей кромки и разными задними углами. Сталь
ЭИ654-ВК8
Следствие I
Для инструментов с любой комбинацией геометрических
параметров режущей части (г, 9, ?i, Я, а и др.) точкам минимума
кривых, выражающих зависимость интенсивности износа от скорости
резания, соответствует одна и та же оптимальная температура
резания, хотя уровень оптимальных скоростей резания при этом
может колебаться весьма существенно [2, 3, 4, 5] (рис. 8.1—8.4),
Значение указанного следствия состоит в том, что на его
основе путем поддержания постоянства оптимальной температуры
резания в0 можно осуществить процесс резания в оптимальном
режиме при использовании инструментов с любой комбинацией
геометрических параметров режущей части без проведения весьма
трудоемких и дорогостоящих стойкостных исследований.
Аналогичные заключения можно сделать и о значении последующих
следствий.
Следствие II
При обработке металлов резанием без охлаждения и при
применении разных смазочно-охлаждающих жидкостей (СОЖ),
подводимых в зону резания различными способами, наименьшая
интенсивность износа инструмента наблюдается при одной и той же
оптимальной температуре резания [3, 6, 7, 8] (рис. 8.5 и 8.6)~
122
Рис. 8.3. Влияние скорости
резания на температуру |
резания и интенсивность i
износа резца при точении
стали ЭИ654 резцами ВК8,
с различными
комбинациями глубины резания,
подачи и геометрических
параметров режущей части.
(Y, а, ф, X, г)
40
No
п п
1
2
3
4
5
6
и
мм
0,5
0,25
0,25
0,25
0,25
0,25
80 /го
мм\об
0,09
0,09
0,09
0,09
0,018
0,018
ав
ш
16
16
16
16
10
/60
7°
10
10
10
10
30
10
*Г/*ш
9°
45
90
45
45
45
45
х°
-90
0
0
0
0
0
г,
мм
0,3
од
1.0 j
0,1
o.i !
1,0 i
1 t>o.
м\мин
50
58
66
75
87
105
bvot
%
104
116
132
140
174
210<
12J;
Рис. 8.4. Влияние
скорости резания
^на темпер ату руЗ
резания и |^
U интенсивность1] \
у износа резцов 3
ВК6М с
различными радиусами,
при вершине.
Жаропрочный
спл,1В ЭИ437БУ
Рис. 8.5. Влияние
скорости резания на
температуру резания
и интенсивность
износа резца при
точении без
охлаждения и с
применением разных
СОЖ- Жаропрочный
сплав ЭИ437БУ,
резец ВК8
Следствие III
Разным комбинациям температур предварительного подогрева
заготовок, скоростей резания и сечений срезаемого слоя,
соответствующих наименьшей интенсивности износа инструмента и
наибольшей его размерной стойкости, соответствует одна и та же
оптимальная температура резания [9—11] (рис. 8.7 и 8.8).
Следует заметить, что сделанный ранее Н. Н. Зоревым и
3. М. Фетисовой вывод о том, что «минимальный относительный
износ, соответствующий оптимальной температуре резания 800°С,
124
может быть достигнут с равным успехом как искусственным
подогревом заготовки, так и повышением режима резания, в
частности, скорости резания» [12], по существу, выражает ту же
мысль.
Рис. 8.6. Влияние
скорости резания
на температуру
резания и
интенсивность износа резца
при точении без
охлаждения и с
применением разных
СОЖ- Жаропрочный
сплав ЭП220, резец
ВК8
р"
/
г
5
Г
Ll
S
0,11
0,21
0.3
QH
Q3
в:
20
ЮО
200
300
300
fcl
35'
28,S\
2S\
20 \
tzs\
Рис. 8.7. Влияние скорости резания на температуру резания
и интенсивность износа резца при точении с различными
комбинациями сечения среза и температур предварительного
подогрева заготовок. Жаропрочный сплав ЭИ437А; резец ВК8
Следствие IV
Изменение диаметра обрабатываемой поверхности при точении
Ъ диаметра растачиваемого отверстия приводит к существенному
изменению уровня оптимальных скоростей резания, в то время
Ш*ак оптимальная температура резания остается постоянной
, 14] (рис. 8.9 и 8.10).
" 125
src
%soo
eoo
t> '
so iryA
frrv>#
Рис. 8.8. Влияние скорости резания на темпер ату pyf резания
и интенсивность износа однозубой фрезы при фрезеровании
с различными комбинациями сечения среза и температур
предварительного подогрева заготовок. Жаропрочный сплав»
ЖС6К, фреза ВК8
Рис. 8. 9.Влияние скорости резания на температуру резания в
длину пути резания при точении заготовок различного
диаметра. Жаропрочный сплав ЭИ437БУ; резец ВК6М
СледствиеУ
Изменение твердости и структуры стали приводит к
существенному изменению уровня оптимальных скоростей резания, но
указанным скоростям соответствует одна и та же оптимальная
температура резания [2, 15—18] (рис. 8.11 и 8.12).
//Оелг jo
Рис. 8.10. Влияние
скорости резания на
температуру резания
(термоэде) и интенсивность
износа расточного резца.
Сталь Х18Н9Т; резец
ВК8, f = 0,30 мм\
s = 0,06 мм/об
О 20 40 SO SO /00 /SO4WSO 1(фи«
30 40 SO SO ЦЛ/тъ 4CO
soo sod ato"?
s
Рис. 8.11. Влияние скорости резания (а) и температуры резания (б) на
интенсивность износа резца при точении заготовок с различной ^-^ктурой
и твердостью. Сталь ЭХВГ; резец ВК8
зсэо
fooa
900
SCO
60 SO fOO f20 /4 О /SO и_м
K*tUM>
Рис. 8.12. Влияние скорости резания на размерную
стойкость фрезы и температуру в зоне резания. Ст. 5ХН&
твердостью HRC 15...45; фреза*Т15К6; z= 1; t= 0,5 лш;
sz = 0,10 мм/зуб
Следствие VI
Одна и та же оптимальная температура резания соответствует
максимальной длине просверленных отверстий при применении
различных конструкций сверл, приводящих к различной
неоднородности деформации срезаемого металла. Иными словами, при
применении спиральных сверл со ступенчатой передней
поверхностью, за счет уменьшения сил взаимодействия уменьшается
неоднородность деформации срезаемого металла, снижается
температура резания, повышается оптимальная скорость резания»
при которой наблюдается максимальная длина просверленных
отверстий, но оптимальная температура контакта остается той
же, что и для сверл стандартной конструкции (см. рис. 7.14).
Следствие VII
Кривые /ion = / (s), hou = / (г), /ion = / (d), Ku = / (вп)
и др., выражающие зависимость интенсивности износа (или
длины пути резания) от толщины среза, радиуса при вершине резца
в плане, диаметра обрабатываемой поверхности при точении или
растачивании, температуры предварительного подогрева
заготовок и др., при постоянстве скоростей резания могут быть
монотонно убывающими, вогнутыми (выпуклыми) или монотонно
возрастающими. Характер этих кривых определяется влиянием
изменяемого параметра (s, r, d, вп и др.) на температуру резания
i,5 2 £,5 3 15 4 S,mm/o$
Рис. 8.31. Влияние подачи на температуру резания и чисио
нарезанных шестерен при работе с различными скоростями
резания. Сталь 40; т = 2 мм\ г *= 61. Червячная фреза Pld
5 Заказ 829
129
Рис. 8.14. Влияние
радиуса закругления
вершины резца на
температуру резания и
интенсивность износа
резца при работе с
различными скоростями
резания. Жаропрочный
сплав ЭИ437БУ; резец
ВК6М
200
Рис. 8.15. Влияние
диаметра заготовки х\\.\\
точении на температур:
резания и размерную
стойкость инструмент i
(длину пути резания)
в случае работы на
различных скоростях
резания. Жаропрочный
сплав ЭИ4ЯГБ1У; резец
ВК6А1
©р (приближением или удалением температуры резания от
оптимальной температуры) [2—19] (рис. 8.13—8.16).
Приведенные данные показывают, что в теории резания
металлов установлен новый закон, названный законом постоянства
оптимальной температуры резания, состоящий в том, что
оптимальная температура резания (контакта) для заданной пары
инструмент— деталь инвариантна по отношению к выбору элемен-
•430
О 200 40О . 600 &п
Рис. 8.16. Влияние температуры предварительного
подогрева заготовки на температуру резания и длину
пути резания при точении. Жаропрочный сплав ЭИ929;
резец ВК8
тов сечения срезаемого слоя и других внешних условий резания
и что при соблюдении постоянства этой температуры
обеспечиваются наименьшая интенсивность износа инструмента.
Установление отмеченных следствий, подтвержденных
большим числом экспериментов, существенно расширило и углубило
выявленную к настоящему времени область действия установлен-
ного закона и повысило степень выражения указанным законом
скрытой сущности явлений, сопровождающих процесс резания.
ЛИТЕРАТУРА
1. Менделеев Д. И. Избранные сочинения, т. II. Периодический
закон. ОНТИ, 1934.
2. М а к а р о в А. Д. Износ и стойкость режущих инструментов. М.,
«Машиностроение», 1966.
3. Шустер Л. Ш. Исследование некоторых вопросов процесса
резания при точении жаропрочных сталей. Кандидатская диссертация, Уфа,
1965.
4. М а к а р о в А. Д., В о л г а р е в Л. Н., М у х и н В. С. Некоторые
вопросы оптимального резания жаропрочных материалов. Труды УАИ,
вып. 8, Уфа, 1968.
5. М а к а р о в А. Д., М у х и н В. С. Особенности обработки сплава
ЭИ437БУ «Станки и инструмент», 1970, № 11.
б*
131
6. Шусте р Л. Ш. Температура и износ резцов в зависимости от
способа охлаждения. Сб. «Теплофизика технологических процессов»,
Куйбышев, 1970.
7. Боткин М. А., Коленченко В. М., ХризманИ. А.,
Шустер Л. Ш. Новая смазочно-охлаждающая жидкость. «Станки и
инструмент», 1969, № 11.
8. Ш у с т е р Л. Ш., Коленченко В. М. Об оценке
эффективности смазочно-охлаждающих жидкостей в условиях точения. В сб.:
«Алмазно-абразивная обработка», Пермь, 1970.
9. Праведников И. С. О влиянии предварительного подогрева
заготовок из жаропрочных сплавов на основные характеристики процесса
резания. В сб.: «Повышение производительности, экономичности и
качества обработки деталей на металлорежущих станках», Ижевск, 1971.
10. А к б е р д и н А. М. О влиянии предварительного подогрева
сплава ЖС6К на износ и стойкость фрез. В сб.: «Повышение
производительности, экономичности и качества обработки деталей на металлорежущих
станках», Ижевск, 1971.
11. Макаров А. Д., Праведников И. С. О влиянии
предварительного подогрева заготовки из жаропрочных сплавов на основные
характеристики процесса резания. В сб.: «Вопросы оптимизации процесса
резания металлов», труды УАИ, вып. 19, Уфа, 1971.
12. 3 о р е в Н. Н., Фетисова 3. М. Обработка резанием
тугоплавких сплавов. М., «Машиностроение», 1966.
13. Макаров А. Д., Т а н а т а р о в Р. А. Зависимость
размерного износа резцов от диаметра расточки. «Станки и инструмент», 1964,
№ 6.
14. М а к а р о в А. Д., Волгарев Л. Н. Влияние диаметра
обработки на некоторые характеристики процесса резания в условиях тонкого
точения. В сб.: «Повышение производительности, экономичности и
качества обработки деталей на металлорежущих станках», Ижевск, 1971.
15. Макаров А. Д. О выборе оптимальных режимов обработки
резанием в условиях автоматизированного производства. Веб.:
«Автоматизация процессов механической обработки и сборки», М., «Наука», 1967.
16. М а к а р о в А. Д., БершадскийВ. Б. О выборе
оптимальных режимов резания при фрезеровании штамповой стали 5ХНВ. В сб.:
«Вопросы оптимального резания металлов». Труды УАИ, вып. 29, Уфа,
1972.
17. Б е р ш а д с к и й В. Б. Выбор периода стойкости торцовых фрез
при обработке закаленной стали. В сб.: «Повышение производительности,
экономичности и качества обработки деталей на металлорежущих станках»,
Ижевск, 1971.
18. М а к а р о в А. Д., ДоброрезА. П., Сам игу л л ин Р. 3.
Влияние твердости стали на некоторые характеристики ее
обрабатываемости резанием. В сб.: «Вопросы оптимального резания металлов». Труды
УАИ, вып. 29, Уфа, 1972.
19. Керша Г. П. Исследование явлений, возникающих в
результате неоднородной деформации срезаемого металла при сверлении.
Автореферат кандидатской диссертации, Новосибирск, 1971.
ГЛАВА IX
НАУЧНОЕ И ПРАКТИЧЕСКОЕ ИСПОЛЬЗОВАНИЕ ЗАКОНА
ПОСТОЯНСТВА ОПТИМАЛЬНОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ
Параметрические уравнения максимальной размерной
стойкости
Взаимосвязь между оптимальной скоростью резания v0 и
подачей, а также между величиной оптимального поверхностного
износа hono и подачей может быть выражена параметрическими
уравнениями максимальной размерной стойкости инструмента [1]
sXl
h =£l
' °n° gx,
(9.1)
При нахождении параметров эмпирической формулы (9.1)
используется способ наименьших квадратов [2,3], основанный
на том, что из данного множества формул вида (9.1) наилучшим
образом изображающей найденные значения считается та, для
которой сумма квадратов отклонений найденных значений от
вычисленных является наименьшей.
Q
Приведем формулу v0 = — к линейному виду
sXl
lg^o = lgCx — xjgs
и введем обозначения \gv0 = у\ lg Cx = b\ lgs = х\ —хг—а.
После подстановки новых обозначений получаем
у = ах + Ь. (9,2)
Коэффициенты линейной функции у = ах + Ь необходимо
подобрать так, чтобы сумма квадратов отклонений вычисленных
значений ах{ + b о? найденных ух принимала наименьшее
значение М - (ахг + Ь - уг)* + (axt + b- уг)г +...+(«n+ Ь —ytf
133
или
М - I (сщ -1- Ь — у-,)2.
Сумма М является функцией двух переменных а и £>.
Минимальное значение сумма М принимает при тех значениях а и 6^
при которых обращаются в нуль частные производные этой функции
по каждой переменной, т. е. когда
а и
-= 0 и
дМ
db
0.
После соответствующих действий и преобразований получаем
/г S jtj у; — (S л-,) (S у )
а- п*х*-(1ху- ; (9.3)
Ь =, ^^7(^,)(S^° • (9.4)
n'Z х\ — (2 х-)'1
Определив коэффициенты а и b в уравнении (9.2), находим затем
интерполяционную формулу
С,
Таким же образом определяется зависимость
h =£l
Для точения стали XI8H9T резцами ВК6 при ^=0,5 мм
получены, например, следующие параметрические уравнения
максимальной размерной стойкости:
34 2
^опо = "I o-MKM/IQ3 CM2,
S1'6
а для точения стали ЭИ654 резцами В1\8 при t
35
(9.5)
1 мм
Р0,28
•М/ЛШН',
Uqno = -^MKMJWCM*.
(9.6)
В таблице 9.1 приведены данные о постоянных коэффициентах
и показателях степени в параметрических уравнениях
максимальной размерной стойкости при обработке некоторых материалов..
Ш
Т а б ли д а 9.1
Постоянные коэффициенты"и показатели степени в параметрических уравнениях максимальной размерной
стойкости при точении некоторых материалов
Материал детали
40Х
40ХНМА
ЗОХГСА
ЗОХГСА
ЭИ736
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
1Х18Н9Т
ЭИ654
ЭИ654
ЭИ654
ЭИ654
ЭИ654
ЭИ437А
ЭИ437А
ЭХ12М HRC (60—61)
ЭХ12М HRC (58-59)
ЭХ12М HRC (60—61)
Материал
резца
Т15К6
Т14К8
Т15К6
Т15К6
Т14К8
Т30К4
Т15К6
Т14К8
Т5К10
ВК2
вкз
ВК4
1 ВК6
ВК8
I Т КЮ
Т14К8
Т15К6
ВК8
ВК6
1 ВК15М
ВК8
Т15К6
Т15К6
Т14К8
/, мм
1
1
1,5
0,5
1
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
1
1
1
1
2
0,5
0,5
0,5
0,25
0,25
Диапазон
подач, s мм\об
0,10-0,40
0,11—0,43
0,11—0,52
0,11—0,52
0,10-0,40
0,10—0,40
0,10—0,40
0,10-0,40
0,10—0,40
0,11—0,43
0,11-0,43
0,10-0,40
0,10—0,40
0,10—0,40
0,12—0,49
0,20—0,40
0,12—0,34
0,12—0,49
0,15—0,50
0,08-0,30
0,08—0,245
0,08—0,20
0,08—0,30
0,08—0,17
х\
0,53
0,41
0,42
0,50
0,30
0,35
0,35
0,25
0,50
0,28
0,28
0,50
0,37
0,55
0,55
0,50
0,38
0,28
0,50
0,33
0,40
0,45
0,57
0,55
х2
1,65
0,90
1,25
1,30
0,94
0,88
1,75
0,90
0,60
0,86
0,86
1,4
1,3
1,6
0,80
0,50
0,76
1,15
1,4
0,50
0,76
0,65
0,88
0,32
Сг
89
92,5
51,5
46
50,4
70,5
58,6
97
60,6
50
45,6
27,1
34,2
33
16
65,1
58
35
24,6
6,2
17,55
6,4
5,4
4,83
(-2
0,114
0,541
0,286
0,25
0,24
0,40
0,25
0,377
0,56
0,45
0,50
0,12
0,20
0,344
45
13,85
14,2
4,55
4,36
16,7
3,41
10,7
4,5
10,23
Известно, что при заданной глубине резания выбор режима
резания начинается с назначения максимальной технологически
допустимой подачи.
Для каждой выбранной подачи по уравнениям (9.1) может
быть найдена оптимальная скорость резания и величина
оптимального поверхностного относительного износа. При различных
сочетаниях подач и скоростей резания, удовлетворяющих указанным
уравнениям, обеспечиваются постоянство оптимальной
температуры резания, наименьшая (для выбранной подачи) величина
поверхностного относительного износа, максимальная размерная
стойкость инструмента и точность обработки.
Важно ошетпть, что как снижение, так и повышение
скоростей резания по сравнению с оптимальными приводит к
значительному повышению интенсивности износа и снижению размерной
стойкости инс" р\ Lena.
Например, полутора кратное повышение скоростей резания пс
сравнению с онпыалоььши при точении стали Х18Н9Т резцами
Т30К4 на подачах 0,1—0,15 мм/об приводит к более чем
двадцатикратному снижению размерной стоикссти, а уменьшение
жор остей резания в два раза по сравнению с оптимальными в ряде
случаев вызывает снижение размерной стойкости в 6—36 раз,
Использование параметрических уравнений максимальной раз-
лч'рпой стойкости во многих случаях позволяет существенно по-
Рис. 9.1. Влияние скорости резания на основные
параметры процесса резания при точении жаропрочного
сплава ЭП220 резиом ВКвМ
1Я6
высить размерную стойкость инструмента (в 1,15—3,34 раза) при
одновременном повышении производительности обработки (в
1 17—2,57 раза) и снизить себестоимость изготовления деталей
ф 1,19—2,56 раза) по сравнению с нормативными данными [4J.
Следует отметить, что особенно высокая эффективность работы
на оптимальных скоростях резания V0 достигается при обработке
-труднообрабатываемых жаропрочных материалов. Для этих
материалов экономическая скорость резания V3 практически
совпадает со скоростью V0, а скорость VMn, соответствующая
максимальной производительности труда на данном рабочем месте,
отличается от скорости V0 всего лишь на 14—16%, т. е. меньше чем
на одну скоростную ступень станка (рис. 9.1).
Номограммы для выбора оптимальных сочетаний подач и
скоростей резания
Для облегчения практического использования возможностей
быстрого подбора оптимальных режимов в производственных
условиях разработаны специальные номограммы [5, 3], в основе ко-
Рис. 9.2. Номограмма для выбора режимов резания при точении
углеродистых сталей резцом Т15К6 (у = 8°; а = ах = 15°; <р = 35°; (ft = 159:
г = 1 мм\ t = 1 мм)
137
0/0 0/5 020 030 Q4O05O Ч „-/~
Рис. 9.3. Номограмма для выбора режимов резания при точении стали
ЗОХГСА резцом Т15К6 (у = 10°, а = cti = 10°; ф = 60°; фх = 30°; f =
= 1,5 мм)
вторых лежат параметрические уравнения максимальной
размерной стойкости, данные о высоте неровностей обработанной
поверхности при оптимальных сочетаниях v и s и экономические расчеты
(рис. 9.2—9.5).
Номограммы позволяют по заданной высоте неровностей
обработанной поверхности и принятой величине радиуса сопряжения
задних поверхностей резца определить максимально допустимую
величину подачи sK. Работа на подачах s > sK не обеспечит
требуемой чистоты обработки, а на подачах s<lsK нерациональна,
так как снижает производительность труда, повышает
себестоимость обработки и поверхностный относительный износ (т. е.
снижает точность обработки), а также увеличивает расход
инструмента.
Для определения требуемых скоростей резания по найденной
или принятой подаче на номограммах нанесены линии V0 и V3
(иногда наносят и линии VMD).
Линия V0 соответствует таким сочетаниям подач и скоростей
резания, при которых в зоне резания создается оптимальная
температура и обеспечивается минимальный поверхностный
относительный износ, определяемый линией ftono,
138
Рис. 9.4. Номограмма для выбора режимов резания при
точении стали Х18Н9Т резцом Т14К.8 (у = 10°, a =ai = 10e;
Ф = 45°; cpi = 10°; г ■= 1 мм; t= 1 мм)
Линия V9 соответствует сочетаниям подач и скоростей ре
зания, при которых обеспечивается минимальная себестоимость
обработки. Поверхностный относительный износ получается более
интенсивным и определяется линией /гопЭ.
Линия VMn соответствует сочетаниям подач и скоростей
резания, обеспечивающим наивысшую производительность труда на
данном рабочем месте, но при этом hoimn будет наибольшим.
Повышение скорости резания от V0 до V3 приводит к
повышению технологической производительности от П0 до Пэ и
снижению себестоимости обработки от А0 до Аэ. Поверхностный
относительный износ при этом повышается от houo до копЭу
следовательно, размерная стойкость инструмента и точность обработки
снижаются.
Наиболее целесообразный диапазон изменения скоростей
резания заключен между линиями V0 и V3. При V > V9
понижается точность обработки, повышается себестоимость и за счет
резкого возрастания расхода инструмента несколько повышается
технологическая производительность труда на данном рабочем
месте.
139
WWOfi Q<6 Of C3 Cft S^fo
Рис. 9.5. Номограмма для выбора режимов резания при
точении жаропрочного сплава ЭИ437БУ резцом ВК6М
(hc и N — соответственно глубина и степень наклепа
обработанной поверхности; у = 5°; а = ал = 10°;
ф — ф1 — 45°; г = 1 мм; t = 1 мм)
Скорости резания по линии V0 должны выбираться при
повышенных требованиях к точности обработки деталей, при обработке
крупногабаритных деталей, а также при эксплуатации
инструмента на многорезцовых и автоматизированных станках.
В остальных случаях скорости резания должны выбираться по
линии V9 ив исключительных случаях — по линии VMn.
По полученной скорости резания и диаметру обрабатываемой
детали находится число оборотов шпинделя станка.
Наличие сетки с числами оборотов п шпинделя станка и
линий V0 и V9 (VMD), на узловых точках которых могут быть
проставлены величины эффективной мощности резания N3,
облегчает задачу наиболее полного использования мощности станка и
режущих свойств инструмента. Числа оборотов необходимо
округлять в большую сторону — при выборе скоростей резания по
линии V0 и в меньшую — при выборе скоростей по линии V9.
Характерной и важной для практики особенностью
обрабатываемости жаропрочных сплавов, закаленных сталей и некоторых
марок жаропрочных сталей (рис. 9.4 и 9.5) является практически
полное совмещение линий V0 и V9 и линий hom и /г0ПЭ. При
обработке указанных труднообрабатываемых материалов режимы
140
резания, оптимальные по размерной стойкости инструмента,
являются оптимальными также и по себестоимости обработки и
производительности общественного труда.
Следует также отметить, что с увеличением количества
одновременно работающих инструментов, что характерно для
автоматического оборудования, и с увеличением простоев
оборудования, вызываемых сменой изношенного инструмента, и при
обработке обычных углеродистых и легированных сталей также
происходит сближение (или практическое совмещение) линии V0 с линией
V9 и линии hom с линией /ion3.
Подобные номограммы необходимы при проектировании
автоматических линий, где скорости рабочих движений устанавливаются
неизменными. Номограммы наглядно показывают, что при
соблюдении постоянства оптимальной температуры резания повышение
подачи (в диапазоне, характерном для получистового, чистового
и тонкого точения) всегда повышает не только производительность
обработки, но и размерную стойкость инструмента.
Номограммы избавляют рабочего и нормировщика, технолога:
и конструктора при выборе оптимального режима резания от
власти случайного.
В работе [6] предложен несколько иной вид номограммы,,
учитывающий также заданный радиус г вершины резца.
Максимально допустимая подача s при чистовом точении
деталей обычно ограничивается требованиями, предъявляемыми:
к чистоте обработанной поверхности. В пределах наиболее часта
применяемых скоростей резания высота Rz неровностей
поверхности равна расчетной величине [7J
RZ=L-
Отсюда
s = 2/ЩГ. (9,7)
Если глубина резания t < 2r sin2 у (где ср — главный угол ре:ща
в плане), то средняя толщина срезаемого слоя
В случае, когда подача определяется на основании зависимости
(9.7),
а р = 2 у t • Rz . (9.8)
Из выражения (9.8) следует, что при постоянной глубине реза-
рия средняя толщина срезаемого слоя, в значительной мере оп-
недсляющая температуру резания и износ инструмента, завис?т
141
Г,М»П, I I ^^U
Рис. 9.6. Номограмма для
выбора режимов резаьия
чистового точения
(t = 0,5 мм) стали ЭИ654
резцом В Кб (у = 10э;
а = ai = 10°; ф = 90э;
cfi = 25°)
о,* о,г о,з о,ц s
ют требуемой чистоты поверхности. Таким образом, если задан
класс чистоты поверхности детали, то следует назначать
максимально возможный радиус г вершины резца и обработку производить
-на подаче, вычисленной на основании зависимости (9.7). В этом
случае при практически постоянной стойкости режущего
инструмента (длине пути резания) достигается максимальная
производительность резания.
Из выражения (9.8) видно, что при изменении класса чистоты
и точении на подачах, определяющихся на основании зависимости
{9.7), средняя толщина срезаемого слоя изменяется. Это
приводит к изменению оптимальной скорости резания [3].
Для облегчения выбора наиболее рациональных режимов
резания в зависимости от принятого значения г и заданного класса
чистоты поверхности детали предлагается специальная номограмма
(рис. 9.6). По ней (для скорости V ;> V0) могут быть определены
также численные значения коэффициента Су, входящего в
выражение ,
з,и г
'142
T = -4 , (9.9)
где Т — период стойкости резца, мин;
а — показатель степени, характерный для заданной пары
резец-деталь (ЭИ654-ВК6; ц = 3,5).
Номограммы типа (рис. 9.5) позволяют учитывать фактор
долговечности детали, так как на них наносят линии степени ЛГ
и глубины hc наклепа, а также максимальных величин стах
остаточных напряжений.
Метод определения оптимальных сочетаний скоростей
резания и подач
На основе закона постоянства оптимальной температуры
резания разработан новый высокоэффективный метод определения
(установления) оптимальных режимов резания [3, 8, 91.
Метод состоит в следующем:
1. На одной из подач Si исследуют интенсивность размерного
износа на 5—7 скоростях резания, измеряя радиальный износ с
помощью специального прибора [10, 11]. Скорости резания
подбираются с расчетом возможности выявления минимума
поверхностного относительного износа Лоп. Для ускорения величину hon,
можно определять по размерному износу на начальных участках
периода нормального износа [12].
2. Подсчитывают поверхностный относительный износ резца
при работе на различных скоростях резания и ту скорость, при
которой /ion минимален, принимают за оптимальную V0.
3. Измеряют величину оптимальной термоэде, которая
возникает в паре резец — деталь при работе на подаче sx и
соответствующей ей оптимальной скорости резания.
4. Проводят опыты по определению термоэде (Е) при работе
на других подачах. При работе на каждой из этих подач путем
бесступенчатого изменения скорости резания добиваются
получения оптимальной термоэде (Е0).
Полученные для указанных подач скорости резания и будут
оптимальными, а соответствующие им износы—минимальными.
Если станок не имеет бесступенчатого регулирования числа
оборотов, то вместо пп. 3—4 поступают следующим образом:
5. Определяют влияние скорости резания и подачи на
величину термоэде, возникающей в паре резец — деталь (рис. 9.7).
6. Для значений термоэде строят в двойной логарифмической
сетке график (рис. 9.8) зависимости v ■= / (s) и находят зависимость
между скоростью резания и подачей при постоянстве температур,
Е = пост, в зоне резания:
у=-§7' (9.10)>
ш
60 80 /00 120 МО /60 /80 200 У,фш
]'(г. 9.7. Влияние скорости резания на величину термоэдс при точении.
Сталь 1Х18Н9Т; резец Т30К4; t= 0,5 мм
]де хг — тангенс угла наклона прямых на графике;
Сг— постоянный коэффициент.
Численное значение коэффициента Q определится по формуле
С г = V0lys]\ (9.11)
где~ Vo, — оптимальная скорость резания при работе на подаче 5Х.
7. По формуле (9.10) подсчитывают оптимальные скорости
резания для других подач.
8. Для определения величины оптимального поверхностного
износа на указанных в п. 7 сочетаниях подач и скоростей резания
проводятся опыты по определению интенсивности размерного
износа аналогично опытам, описанным в п. 1.
9. Для того чтобы связать выбор режимов резания с чистотой
обработки на различных сочетаниях подач и скоростей резания,
определяемых уравнением (9.10), измеряют высоту Rz
неровностей обработанной поверхности.
144
0<0 0/5 Q20 030 Q40 0,50 Smm/oB
Рис. 9.8. Влияние подачи на скорость резания при постоянной
температуре (термоэдс) в зоне резания при точении.
Сталь 1Х18Н9Т; резец Т30К4; /=0,5 мм
Указанный метод позволяет во много раз (не менее чем в 4—5
раз) сократить время, затрачиваемое на исследования, и во столько
же раз сократить расход обрабатываемого и инструментального
материалов по сравнению со стандартными стойкостными
исследованиями.
С учетом следствий, вытекающих из закона постоянства
оптимальной температуры резания, трудоемкость стойкостных
исследований может быть снижена еще в большей степени.
Дальнейшее совершенствование указанного метода
определения оптимальных сочетаний подач и скоростей резания
заключается в следующем [3].
Интенсивность размерного износа в периоде так называемого
нормального износа почти не зависит от длины пути резания. На
основании этого оказалось возможным определять величины
поверхностного относительного износа за одно затупление резца
для 5—7 скоростей резания или подач.
Сравнение данных, полученных на основе длительных и
кратковременных испытаний, обнаруживает полное совпадение уровней
оптимальных скоростей резания (что является особенно важным)
145
JB
о
f
1
о
4
J
й
f
\
«
-ч, Д
*ч
V
\
\j
■^^s^
&^4. ■■
о
•у
^ о
J&:QJOmm/oS 1
5 - 0,20»f»v/o£ 1
p'
о/Г
Л_г^-*<Г^^^^
ЙЯ^3
** S: 0,^(0 ****/°f ]
#7
47 /Л7 /<#? *R7 j/^^
Рис. 9.9. Влияние скорости резания на поверхностный
относительный износ при точении. Сталь ЭИ736;
резец Т14К8; ^ =1,0 мм
0мД — длительные испытания;
фц^ кратковременные испытания
и вполне удовлетворительное совпадение величин поверхностного
относительного износа (рис. 9.9). Следовательно, пункты 1 и ^2
указанной методики могут быть выполнены на основе одного стой-
костного эксперимента со ступенчато изменяющимися скоростями
резания в зоне нормального износа (через каждые 400—500
метров пути резания на каждой скорости). Пункт 8 тоже может
быть выполнен за один стойкостной эксперимент.
При применении этих усовершенствований достигается 15—
20-ьгатная экономия времени исследования, обрабатываемого
и инструментального материалов по сравнению с методом
установления оптимальных сочетаний подач и скоростей резания,
основанным на проведении обычных стойкостных опытов. Преимуществом
ускогенного метода является и то, что опыты проводятся при
одном зат^-плении инструмента. Это сокращает разброс опытных
результатов и повышает их точность.
Автоматическое управление процессом резания
На основе закона постоянства оптимальной температуры
резания может быть осуществлено автоматическое управление
процессом резания и ведение (поддержание) этого процесса на
оптимальном уровне независимо от текущего износа, геометрии
инструмента, снимаемого припуска и диаметра обрабатываемых поверхностей
[13 14, 151.
146
rr
/г
/Деталь
АО □
Резец
гч \czzn
\ДЛ
1/5/7
\эм$/\
ТТ-
ссм
хтэдс
pp^yjJ
Ф
\ЗУ
26/7
I
Hjiin^
Рис. 9.10. Блок-схема САР с ЭМУ
:шь
Для ведения процессов торцевого и продольного точения по
температуре резания создана [15] система автоматического
регулирования (САР) токарным станком.
Принцип действия схемы заключается в следующем (рис. 9.10).
Резец устанавливается на начальный диаметр обработки. С
помощью задающего устройства (ЗУ) устанавливается требуемая
скорость резания и включается поперечная подача. При изменении
положения резца относительно центра обрабатываемой детали
датчик положения (ЦП), в качестве которого используется
последовательный делитель напряжения, подает сигнал через
суммирующий элемент I С9, корректирующие контуры 1КК и 2Д7\,
промежуточный усилитель ПУ на электромашинный усилитель
поперечного поля (ЭМУ). ЭМУ служит генератором, питающим
двигатель постоянного тока Д. Сигнал с датчика положения вызывает
изменение напряжения, выдаваемого ЭМУ на двигатель. Это
приводит к изменению скорости вращения детали, чем и достигается
постоянство скорости резания при торцовом точении. ЭМУ и
промежуточный усилитель питаются от блоков питания \БП и
2БП. Обратные связи по напряжению — гибкая (ГОСН) и
жесткая (ОСН) — служат для обеспечения требуемых статических и
динамических параметров электропривода. В предыдущей главе
описана эффективность торцевого точения с постоянной скоростью
резания (и, в частности, cV0). Однако еще большая
эффективность можег быть достигнута, если вести процесс резания с
оптимальной температурой, поддерживаемой постоянной з процессе
затупления инструмента, появления обрабатываемых участков с
неоднородными физико-механическими свойствами и т. д.
При автоматическом ведении процесса торцевого точения с
постоянной температурой резания в описанной системе необходимо
147
SSad исходнь > к
по qoO£>/*t€ /!/
нет
4
L/сходнь/е дан^
д*
vBSod <- сходны*
]Р I <7b>V/V*/> ПО -
оос/&**е £
13ь/&осГ"<у пе*аЩ
параметров
ЮррвК Tupjf/bOUjVX
кунт^раЗ
±
! Преобразование
исхоо^н&к оз <&ор -
Решение жарок-
repucruvecxoro
ура&нсенс/я
13^Sap #оёыа*5\
ve*uO парам er~ J
poo коррекгируА
мощиж коьгП'роъ\
в
неа&ходил* ?
Да
#егг7
[Соатазл e*L/ero$\
,е*с/# /7АУХ
m
но npvarry*,
V<
ё*/£а&графой -
ко£ на пе</а//т>о
<3
8ёщеслп£ем*/о/э\
к'асп^ь xop*e\s<A
До
нет*
Корни бзаЗв*\
4о
иени£т±.
£л*пасг-
п&ренод-
процесса
■d>\
ua-rf ')Зос? граа?оха п€-
™ST Ija' \pexo d.^ona про-
JU шёсса .~*о6хо~
1 ^Ца2.
\{яръре*однол9 лро\
**\цессагна печать
Jv£q3 грааэика
п ереход^ого
\пра<лесса на
№
(к\легг70\
1
Все борионть/
паас**атрень/Л
д*
кИ OcnnaHci
Рис. 9.11. Структурная схема САР с ЭМУ
ввести коррекцию по температуре. При изменении температуры
резания по каким-либо причинам (изменение припуска,
неоднородность обрабатываемого материала, износа инструмента и т. д.)
возникает дополнительный сигнал от датчика температуры, в
качестве которого используется термопара «резец — деталь»у
и через фильтр (Ф) и промежуточный усилитель подается на ЭМУ.
Последний, изменяя напряжение на двигателе, приводит к
изменению скорости вращения шпинделя через коробку скоростей (КС),
и тем самым восстанавливается прежняя температура резания.
Система предусматривает возможность ведения и процесса
продольного точения с постоянной температурой резания. В этом
случае цепь ДП не действует, но дополнительно для стабилизации
скорости вращения действует цепь тахогенератора ТГ (на рис.
9.10 показана пунктиром). Структурная схема системы дана на
рис. 9.11.
Следует отметить, что система с тиристорными
преобразователями постоянного тока обеспечивает большее быстродействие
системы, чем система с ЭМУ [151.
Как показали специальные исследования [161, при чистовом
точении некоторых жаропрочных материалов постоянство
оптимальной температуры резания повышает размерную стойкость
резцов (по сравнению с работой при 1/0=пост.) в 1,5—1,8 раза
при одновременном снижении себестоимости обработки в 1,10—
1,30 раза. Эти данные свидетельствуют о высокой эффективности
автоматического управления процессом резания по температуре
(особенно при в0=пост.).
Новые характеристики обрабатываемости металлов
резанием
На основе установленного закона предложены и физически
обоснованы новые объективные характеристики обрабатываемости
металлов резанием V0 и /iono, обладающие рядом важных
преимуществ перед общепринятой характеристикой Ут,
соответствующей некоторому заданному периоду стойкости Т [3, 8, 17].
Основные из них рассматриваются ниже.
1. Оптимальная скорость резания V0 соответствует
критической точке (точке минимума) на кривой hou = / (у), в то время
как скорость резания Vt ни с какой критической точкой кривой
Т = f (v) не связана.
2. Оптимальным скоростям резания V0 при работе на
различных подачах, геометрии инструмента, СОЖ и при других
внешних условиях резания (при заданных материалах
обрабатываемой детали и инструмента) соответствует постоянная оптимальная
температура резания, в то время как скоростям резания VT для
разных условий резания в общем случае соответствуют различные
температуры резания.
149
Положение постоянства оптимальной температуры резания для
точек минимума интенсивности износа инструмента, установленное
при точении, в настоящее время нашло полное подтверждение при
растачивании, торцовом фрезеровании, сверлении, нарезании
резьбы методом многократных проходов и зубофрезеровании
червячными фрезами.
3. На основе термоэдс, зафиксированной при оптимальной
скорости резания V0, можно надежно осуществлять
автоматическое ведение процессов обработки на режимах, соответствующих
максимуму размерной стойкости инструмента и точности
обработки .
Автоматическое ведение процессов обработки резанием на
основе сохранения постоянства величины термоэдс,
зафиксированной при скорости резания VT, найденной для одной из подач,
не дает удовлетворительных по точности результатов, т. к. одной
и той же величине температуры (термоэдс) при работе на
различных подачах соответствуют различные периоды стойкости,
отличающиеся между собой на 200—500% [17].
4. Скорости резания V0, являющиеся оптимальными по
интенсивности размерного износа и размерной стойкости
инструмента, являются оптимальными по высоте неровностей обработанной
поверхности, глубине и степени наклепа и другим
характеристикам качества [18, 19].
Так как уровень скоростей резания Vr зависит от выбранного
периода стойкости Г, то естественно, что скорости резания,
являющиеся оптимальными по качеству обработанной поверхности,
в общем случае не будут совпадать со скоростями резания V т.
Наличие взаимосвязи между интенсивностью размерного
износа /ion, с одной стороны, и высотой неровностей, показателями
наклепа и другими качествами обработанной поверхности, с другой
ion.
I
/0'с
см
2,0
/,5
to
OS
^L
гч
! 4J
..O-i
/
У
i
Wo
^
Г"^
• Atf-* |
|
40
МО
то g&o у,**/**/*
Рис, 9.12. Влияние скорости резания на поверхностный относительный
износ при различных величинах радиального износа, принимаемых в
качестве критерия затупления. Сталь ЭИ736; резец Т14К8; *= 1,0 мм; s =•
= 0,20 мм/об; о — /гг = 20 мкм; П — hr = 25 мкм; Д—/гг = 30 мкм
150
стороны, не является
неожиданным, так как
интенсивность износа и
процесс образования
поверхностного слоя в
значительной мере
определяются действием
одних и тех же физических
причин.
5. Оптимальная
скорость резания V0 и
величина hono не зависят от
абсолютной величины
износа hT или h3,
принимаемой в качестве
критерия затупления, в
то время как скорость
VT и период стойкости
являются прямой
функцией величины h3.
На рис. 9.12
приведено влияние скорости
резания на величину
поверхностного
относительного износа резца
Т14К8 при точении
стали ЭИ736 при трех
значениях величины hri
принятой для подсчета
hon. Каждому значению
hr соответствует одна и
та же оптимальная
скорость резания (V0 = 85 м/мин), причем абсолютные величины hon
при различных значениях V практически совпадают. В то же
время каждому значению величины h3 соответствует свое
значение скорост? VT (рис. 9.13). Например, для периода стойкости
Т = 30 мин получались следующие значения скорости V^
/i3, мм 0,20; 0,25; 0,30;
VT, м/мин 108; 147; " 182.
При изменении всего лишь на 0,10 мм абсолютной величины /i3,
принимаемой в качестве критерия затупления, скорость резания
изменяется в 1,67 раза. Независимость величин V0 и houo от
критерия затупления позволяет резко сократить
продолжительность опытов при исследовании обрабатываемости металлов и
установлении режимов резания, так как здесь отпадает
необходимость проведения стоикостных опытов до полного затупления
инструмента.
40 50 60 80 /00
200 У м/мин
Рис. 9.13. Влияние скорости резания на
период стойкости резца при различной
ширине фаски износа по задней грани,
принимаемой в качестве критерия затупления.
Сталь ЭИ736; резец Т14К8; t = ~1 мм;
s = 0,2мм/об
151
30
1 я*
^
J»
/±
19
/V
/0
\ 9
а
, 7
6
5
ч
;W
►=
Ar-
iu«HHT
—*al
r^
л
\
>
SsQSOmm/oS '
—с
к
_и
|г^
S - 0,30 мм/об"
1 ,
S * Q/Smm/oS
V
л
?rO^
Оу
Чз
Ч
/
d
Я
f\
\\
^\
ха
V
L
N
Рис. 9.14. Влияние
скорости резания на
период стойкости
пои точении. Сталь
ЭИ654; резец ВК6;
t = 2 мм
/5 20 25 50 40 50 60 SO V'
6. Чаще всего количественной характеристикой
обрабатываемости металла при точении принято считать скорость резания V60,
соответствующую 60-минутной стойкости резцов. Так как
указанный период стойкости для многих труднообрабатываемых
материалов вообще невозможно получить при самом широком
изменении скоростей резания, эта характеристика не может
служить показателем обрабатываемости, тогда как оптимальные
скорости резания V0 существуют для каждого обрабатываемого
материала. Так, при точении нержавеющей стали ЭИ654 с глубиной
резания 2 мм на подачах 0,15 и 0,30 мм/об стойкость резцов В Кб
не превышает 10 мин, на подаче 0,50 мм/об — 24 мин (рис. 9.14),
при оптимальных скоростях резания соответственно 63, 45 и
34 м/мин.
7. Скорости резания VT неудобны для сравнения режущих
свойств различных инструментальных материалов, так как эти
скорости резания для разных марок твердого сплава могут
соответствовать разным ветвям кривой /гоп = / (и) и по уровню
скоростей резания VT твердые сплавы могут располагаться в любой
последовательности, определяемой выбранным периодом стойкости
Т (табл. 9.2).
Так, при Т = 70 мин твердый сплав В Кб имеет преимущество
перед твердым сплавом Т14К8 как по уровню скорости V709 так
и по величине /гоп. Сравнение же резцов по величине VT и hon
при Т = 40 мин показывает преимущество твердого сплава
Т14К8, а при Т = 55 мин указанные твердые сплавы практически
равноценны. Для твердого сплава В Кб скорость резания V70 =
152
Таблица 9.2
Сравнение Vt и Л0.п при различных значениях периода стойкости Т
(сталь 1Х18Н9Т; резцы ВК6 и Т14К8; /=0,50 мм; s = 0,15 мм/об;
критерий затупления /z3 = 0,40 мк)
Период с ю
йьопн
У , А<ИН
40
55
70
('птимальпыи
период СТОЙК'( СТИ,
м и н
(В Кб)
145
(TUK8;
49
Скорость pi з.и.у.я,
м\мин
v т \ v т
(BKfi) ' Г14К8)
115
100
92
205
100
57
Оптимальная скорость
резания,м | мин
(В^б)
69
\ (TUK8)
164
Отношение
" У
56
100
161,5
Отношение
"о
%
42
Величина поверхш сг-
ного относительного
износа, мк\\0*см2
"о.п
(ВКв)
3
3
2,7
Ло.п
(T14KS)
2,4
3
6,8
Оптимальный
поверхностный о 1 носительный
износ в мк\\03 см2
Vn.o
(ВКб)
1.8
Сп.о
1 (Т14К8)
2,1
Отношение
*о.п
У'
125
100
39,7
Отношение
h
о.п.о
—т< '
"о.п.о
86
== 92 м/мин соответствует правой ветви кривой hon = f (v), а для
твердого сплава Т14К8 скорость резания V70 = 57 м/мин
соответствует левой ветви кривой hon = / (v).
Для резцов, оснащенных твердым сплавом Т14К8, повышение
скорости резания от V70 до V0=164 м/мин приводит к снижению
величины hon и повышению размерной стойкости инструмента.
Для резцов, оснащенных твердым сплавом ВК6, повышение
скорости резания против V70 = 92 м/мин приводит к монотонному
повышению величины hou и снижению размерной стойкости
инструмента.
При оптимальных скоростях резания V0 сплавы ВК6 и Т14К8
по величине hono (т. е. величине поверхностного относительного
износа, наблюдаемого при оптимальных скоростях резания)
примерно равноценны, но отличаются по уровню V0.
8. В отличие от V0 скорость резания VT не раскрывает резервов
повышения размерной стойкости инструмента, а в ряде случаев
использование VT приводит к выбору совершенно не рациональных
режимов резания, соответствующих левым ветвям кривых Лоп =
= / (v). Это происходит в том случае, когда зависимость Т — v
устанавливается при работе на относительно высоких скоростях
резания, которым соответствуют периоды стойкости, значительно
меньшие, чем Г,а скорость резания VT находится путем
экстраполяции зависимости Т— v на заданный период стойкости.
153
Т а б л и ц а 9.3
Повышение производительности обработки и размерной стойкости инструмента
при работе на оптимальных скоростях резания V0 по сравнению
с нормативными скоростями VT. Резец Т15К6; ^ = 1 мм
S,
мм\об
Т, мин
м\мия
v0>
м\мия
Vo\VT
"опт,
л*л;|103 см2
при vT
h on.о,
мк\10* см2
при ш
"опт'" оп.о
Обрабатываемый материал 40X [20]
30
60
100
150
200
214
189
158
126
113
215
1,0
1,13
1,36
1,70
1,90
2
2,1
2,6
4
5
2
Обрабатываемый
58,5
53
49
44,5
78
67
60
52
48
45
40,5
130
114
102
87
77,5
материал ЭИ-654 [21
2,22
2,15
2,08
1,95
1
1,16
1,29
1,49
1,61
1,72
1,91
148
128
109
102
9,15
15
21
44
60
—
—
]
72
51
45
32
9,15
2,06
2,50
2,42
3,18
1
1,64
2,29
4,8
6,55
—
—
В таблице 9.3 приведены данные о повышении технологической
производительности обработки и размерной стойкости
инструмента, которое достигается при работе на оптимальных скоростях
резания V0 по сравнению с нормативными скоростями резания VT.
Для составления полного представления об обрабатываемости
металла резанием необходимо знать как величину оптимальной
скорости резания У0,таки величину оптимального поверхностного
износа h0Yl0y наблюдаемого при работе на этой скорости резания.
Например (рис. 9.15), при чистовом точении сталей ЭИ654 и
40ХНМА резцом Т14К8 (t = 1 мм, s = 0,20 мм/об) оптимальные
скорости V0 практически совпадают по величине. Но эти стали не
имеют одинаковой обрабатываемости, так как поверхностный от-
0,12
0,17
0,23
0,33
0,47
120
120
120
120
20
30
40
60
75
90
120
154
носительный износ hmn при то- ^
чении стали ЭИ654 в 14,4 раза оп*
интенсивней, чем при точении
стали 40ХНМА.
Из рис. 9.16 видно, что при
точении стали ЭИ654 резцы
ВК8 и Т15К6 обеспечивают
примерно одинаковое значение
h гп. Но обрабатываемость стали
резцами ВК8 и Т15К6
неодинакова, так как резец TI5K6
обеспечивает в 2 раза более высокую
оптимальную скорость резания
V0, чем резец из твердого сплава
ВК8.
Следовательно, наиболее
объективные сведения об
обрабатываемости металла резанием
дают совместные показатели V0
И Лопо-
Кроме того, величина hou09
являясь универсальной
характеристикой размерной стойкости
инструмента, характеризует
легкость получения
необходимой точности обработки при
чистовых и отделочных
операциях и в отличие от периода
стойкости Т может
использоваться для расчетов точности
обработки при проектировании
и отладке технологических процессов в условиях
автоматизированного производства, а также при проектировании специальных
станков.
jn3rj\-
т U Сп г~
Ш-
г
боУ
чиу~
Зит
QV
А \-
7 L
й \-
5 \-
bV
7<1-
9Р\
б Г
25V
2DV
т$\
/2\
Ш
081
| i
|
^
—%
"
W654\
{
\
\
'
V
\
ШН9Т\
J I
1
t
\iOXHMA '"
\ 01/736
J I/
4aJ/
[ S
V
\
>
L
\
%
X
u-0
\
i
J
Д
1
fcj
^
-4
1
/
f
.
\
\)
оД<
^bo
t
i
/
f
4
$
/
r
•
1
-о
1
/
/
!oJ
л
Ф
i
*°
r
|
W 5060 80 /00/20 iW 200250 \(фицш
Рис. 9.15. Влияние скорости
резания на поверхностный
относительный износ резца Т14К8 (t = 1 мм;
s = 0,20 мм/об)
Рис. 9.16. Влияние
скорости резания на
поверхностный
относительный износ
резцов, оснащенных
различными
тв ео дыми сплавами.
Сталь ЭИ654,
t—\ мм\ s—Qt47 мм/ot
/20 \/9м/ми#
№
ЛИТЕРАТУРА
(.Макаров А. Д. Параметрические уравнения максимальной
размерной стойкости инструмента для определения оптимальных режимов
резания. ГОСИНТИ, № 6-63-446/78, М., 1963.
2. П у с т ы л ь н и к Е. И. Статистические методы анализа и
обработки наблюдений. М., «Наука», 1968.
3. Макаров А. Д. Износ и стойкость режущих инструментов.
М., «Машиностроение», 1966.
4. М а к а р о в А. Д. Разработка основ оптимального резания
металлов. Проспект ВДНХ СССР, Уфа, 1971.
5. М а к а р о в А. Д. Номограммы для выбора подач и скоростей
резания с учетом чистоты обработки и интенсивности размерного износа
резцов. «Машиностроитель», 1962, № 10.
6. Макаров А. Д. и Шустер Л. Ш. Выбор режимов резания
при чистовом точении. «Станки и инструмент», 1970, № 1.
7. И с а е в А. И. Процесс образования поверхностного слоя при об
работке металлов резанием. М., Машгиз, 1950.
8. Макаров А. Д. Размерный износ и стойкость резцов при то
чении закаленных сталей. «Станки и инструмент», 1962, № 8.
9. М а к а р о в А. Д. Исследование и установление режимов чистово.
обточки жаропрочных сплавов с учетом размерной стойкости резцов, чи< »
тоты, производительности и себестоимости обработки. В сб.:
«Обрабатываемость жаропрочных и титановых сплавов». Труды Всесоюзной межвузог -
ской конференции, Куйбышев, 1962.
10. М а к а р о в А. Д. Прибор для измерения радиального износа и
температурного удлинения резца. «Станки и инструмент», 1956, № 5.
11. Макаров А. Д., Кривошеее В. В. Размерный износ
торцовых фрез. ГОСИНТИ, № 6-65-260/85, М., 1965.
12. Макаров А. Д. Ускоренный метод определения
обрабатываемости металлов и установления рациональных режимов резания.
«Организация процессов обработки металлов резанием», вып. 13, ЦИТЭИН ГНТК
СМ РСФСР, 1961.
13. С и л и н С. С, Т р у с о в В. В., Я х о н т о в В. В. и Ж о-
г и н А. С. Автоматическое управление процессом резания. «Станки и
инструмент», 1971, № 1.
14. Б а с о в В. В., Ш е й к и н В. И., С а л д а е в Г. П.
Исследование размерного износа резцов при чистовой расточке чугуна в условиях
поддержания постоянной температуры резания. Тезисы докладов на
секции «Теплофизика резания» конференции «Теплофизика технологических
процессов», Тольятти, сентябрь, 1972.
15. 3 о р и к т у е в В. Ц. Система автоматического регулирования
процессом торцового точения и аналитический расчет этой системы с
помощью ЭЦВМ. В сб.: «Вопросы оптимизации процессов резания металлов».
Труды УАИ, вып. 54, Уфа, 1973.
16. Кустов А. Н. Об эффективности точения жаропрочных
материалов при соблюдении постоянства оптимальной температуры резания.
В сб.: «Повышение производительности, экономичности и качества
обработки деталей на металлорежущих станках», Ижевск, 1971.
17. Макаров А. Д. Новые характеристики обрабатываемости
металлов резанием и вопросы выбора периода стойкости инструмента. В
сб.: «Высокопроизводительное резание в машиностроении», М., «Наука»,
1966.
18. Макаров А. Д., Кривошеее В. В., Коленчен-
к о В. М., К а с и м о в Л. Н., My х и и В. С, Шустер Л. Ш.
Влияние средней температуры ноитаита при реэаими на основные
характеристики качества поверлиостного слоя. В сб.: «Теплофизика
технологических процессов». МВССО РСФСР, Куйбышев, 1970.
ДО
19. М а к а р о в А. Д., М у х и н В. С. Особенности обработки сплава
ЭИ437БУ. «Станки и инструмент», 1970, № 11.
20. Справочник нормировщика-машиностроителя, т. 2, М.,Машгиз,
1961.
21. Федот и ко в А. П. Краткий справочник
технолога-машиностроителя. М., Оборонгиз, 1960.
ГЛАВА X
ВЛИЯНИЕ СВОЙСТВ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
И МАТЕРИАЛА ИНСТРУМЕНТА НА ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ
В связи с тем, что обрабатываемость металлов оказывает
значительное влияние на стоимость продукции, время освоения
ее выпуска, объемы капитальных вложений и темпы производства,
а полное определение обрабатываемости требует большого времени
и материальных затрат, остро стоит задача разработки расчетных
и сокращенных экспериментальных методов определения
обрабатываемости металлов. Особенно важны расчетные методы в связи с
тем, что обрабатываемость должна входить в состав оцениваемых
и учитываемых свойств в процессе разработки новых металлов и
сплавов, которые создаются металлургами.
В производственных условиях часто нельзя экспериментально
определить рациональные условия обработки новых металлов до
их запуска в производство. Между тем бывает необходимо
заранее, хотя бы в первом приближении, оценить или рассчитать
рациональные условия и время обработки деталей, которые
должны быть изготовлены из новых металлов. Требуемые приближенные
данные о рациональных условиях обработки новых металлов могут
быть определены либо путем сравнительной оценки по имеющимся
данным об обрабатываемости ранее исследованных металлов,
либо рассчитаны с помощью выявленных зависимостей
характеристик обрабатываемости от физико-механических свойств металлов
и их химического состава с учетом технологии изготовления
и микроструктуры.
Анализ расчетных методов определения обрабатываемости
резанием
Первая попытка установить связь между обрабатываемостью
и температурой резания была сделана в 1912—1914 гг. Я- Г.
Усачевым Некоторый первым указал на важное значение температуры
резания для оценки обрабатываемости. Он установил, что темпе-
1с8
ратура, при которой разрушается режущая кромка, зависит не
только от качества резца, но и от свойств обрабатываемого
материала. Я. Г. Усачев указал на то, что теплопроводность и
теплоемкость обрабатываемого материала должны влиять на условия
отвода тепла при резании и, следовательно, на температуру
резания.
Большой вклад в изучение обрабатываемости металлов внес
С. Ф. Глебов [21, который обобщил результаты экспериментов,
выполненных рядом исследователей, и на основе этого обобщения
построил в координатах с логарифмическими шкалами
приближенные зависимости скорости у60 (при точении быстрорежущими
резцами) от предела прочности ав и твердости НВ для
углеродистых и малолегированных сталей на основе феррита и чугунов с
пластинчатым графитом. Он выразил искомые зависимости с
погрешностью около 30% в той форме, которая до настоящего
времени имеет наибольшее применение, а именно: при точении сталей
&бо^ т&~2' (ЮЛ)
при точении чугунов с пластинчатым графитом
М. И. Клушин и Э. И. Фельдштейн показали [3, 41, что
стойкости режущего инструмента, хотя и зависит от температуры
резани л, но при обработке сталей полностью ею не определяется.
Для объяснения отсутствия однозначной связи между
температурой и обрабатываемостью различных металлов М. И. Клушин
ввел [3] пэнятие об «истирающей способности» металлов, а
Э. И. Фельдштейн разработал 14] метод экспериментального
определения коэффициента истирающей способности (Кис)-
Относительная величина истирающей способности (Кис) оп-
ределллась Фельдштейном по уменьшению длины стержня диа-
метиом 1,5 мм из быстрорежущей стали Р18 твердостью HRC4S
при трении о непрерывно обновляемую при помощи специального
резца поверхность исследуемого металла в течение 1,2 мин с по-
гтчу;нной скоростью 6 лг/мин и постоянным давлением 8,5 кГ/мм2.
Влияние температуры резания оценивалось по величине скорости
резания V-» при температуре 450°С. В качестве характеристики
обрабатываемости служила скорость резания и60, которая
определялась методом торцевого точения. Проведенные исследования
позволили установить зависимость для расчета скоростей резания
,0,6
«eo^C-^g. (10.3)
Для сталей на основе феррита, а также для чугунов с
пластинчатым графитом и медных сплавов фактические величины
159
скоростей резания отличаются от величин, рассчитанных по этой
зависимости, не более чем на 30%. Однако для аустенитных
сталей и алюминиевых сплавов скорости резания, рассчитанные по
зависимости (10.3), в 2^-4 раза больше фактических.
В связи с изучением причин низкой обрабатываемости при
относительно небольшой твердости НВ и пределе прочности <тв
аустенитных сталей в работах Н. Н. Зорева [51 и Н. И. Ташлиц-
кого [61 исследовано влияние низкой теплопроводности
аустенитных сталей и хромоникелевых сплавов на их обрабатываемость
при точении быстрорежущими резцами.
Н. И. Ташлицким было впервые установлено [7], что влияние
механических свойств сталей на их обрабатываемость при точении
быстрорежущими резцами следует оценивать не по твердости НВ
и пределу прочности сгв стали, а по ее действительному пределу
прочности SR:
H2Po'8~jSr , 00-4)
где l — коэффициент теплопроводности.
Формула (10.4) справедлива для оценки обрабатываемости дефоо-
мированных сталей и сплавов на ферритнои, аустенитной и хромо-
никелевой основах твердостью НВ 100—350 кг/мм2у при
испытании которых на растяжение перед разрывом образуется шейка.
Повышение обрабатываемости металлов при увеличении их
теплопроводности, очевидно, связано с увеличением отвода
теплоты из областей, примыкающих к изнашиваемым участкам режущего
инструмента, и снижением температуры резания.
Снижение обрабатываемости металлов при увеличении их
действительного предела прочности связано в первую очередь с
увеличением удельного количества теплоты, образующейся в гра
ничном слое стружки, и, следовательно, с увеличением
температуры резания.
Обрабатываемость сталей на ферритнои и аустенитной
основах улучшается в результате отжига и отпуска, которые при
выделении из твердого раствора и коагуляции карбидов снижают
действительный предел прочности SB.
При точении резцами, оснащенными твердым сплавом ВК8,
жаропрочных сталей и сплавов твердости НВ 130—300 кг/мм2,
на ферритнои основе с высоким содержанием хрома, а также на
аустенитной и хромоникелевой основах, скорости резания могут
быть приближенно рассчитаны с погрешностью 35% по зависимости
«Ьо^ф , (Ю.5)
у которой постоянная С для жаропрочных сталей и сплавов с
интерметаллидным упрочнением на 30% меньше, чем для
высокохромистых сталей на ферритнои и аустенитной основах.
160
Возможность приближенного определения скоростей резания
по величине SB (без учета теплопроводности) обусловлена тем,
что обычно с увеличением 5В сталей и сплавов на ферритной,
аустенитнои и хромоникелевои основах их теплопроводность
уменьшается (главным образом за счет упрочнения при
механической обработке).
Для сравнительной оценки обрабатываемости зачастую
используется коэффициент Kv, на который следует умножить скорость
резания VT ранее исследованного (или эталонного) материала.
Н. И. Резников получил [8] следующее выражение:
Kv = ^ 1—ГГТг ' (10*6)
где пэ и п{ — показатели упрочнения соответственно эталонного
и обрабатываемого материалов;
аоэ и а0} — условные пределы текучести при сжатии
эталонного и обрабатываемого материалов;
Хэ и Х{ — коэффициенты теплопроводности эталонного и
обрабатываемого материалов;
Р /D
г = —- (г — показатель степени в зависимости температуры
я
резания от теплопроводности, Р ^ 0,33;
q — показатель степени в зависимости температуры
резания 6р = f(v)> который в области температур
выше 500 С имеет величину 0,2-н 0,3);
С — Iga (a = -^- ; сс.и — напряжение, принимаемое в
пределах кривой пластических
деформаций для обоих сопоставляемых
материалов). -
Расчеты по формуле (10.6) для жаропрочных и титановых
сплавов в ряде случаев [8] близки с опытными данными и м]эгут
быть использованы как приближенные.
Скорость резания для сталей и сплавов, имеющих аустенитную
и хромоникелевую основы (13—25%Сг, 7— 80%Ni и до 0,5 %С,
2%Si, 9%Mn, 5%W, 2%V, 7%Mo; 2%Nb; 20%Co; 2%Ti, 2%A1),
согласно работам [9, 10] определяется следующей зависимостью:
^ 45
v- to,2so,5.To,\s(l+3 )шшаЛ\+эк.19к) • (Ю.7)
Здесь
*v = ~+э0...1(1+эк.ьк) • (Ю.8)
где Эх... Эк—процентное содержание различных, легирующих
элементов, кроме титана, вместо которого берется £0-
6 Заказ 829
Ш
держание свободного, не связанного с углеродом
титана, определяемое по формуле 77 в — 77 —5С;
'э — *эк— интенсивность влияния соответствующих легирующих
элементов на скорость резания: /с = 1,5; *\i=l,2; /Ti =
= 0,6; isi -0,2; /м, = 0,06; iCo = 0,033; hxn = 0Г0З;
icr= 0,02; /w = 0,015; /N1 = /iNb = iv = 0.
Отсюда видно, что на обрабатываемость сталей и сплавов,
имеющих аустенитную и хромоникелевую основу, значительно
влияют углерод, алюминий, титан и кремний; более слабо —
молибден, кобальт, марганец, хром и вольфрам; практически не
влияют никель, ниобий и ванадий.
Приведенная приближенная зависимость (10.8) от химического
состава сталей и сплавов разработана, исходя из допущения о
независимом влиянии легирующих элементов на
обрабатываемость. В действительности влияние одних элементов может сильно
зависеть от содержания других элементов. Это обстоятельство
отчасти отражено, например, в одной из приведенных
зависимостей в форме определения свободного, не связанного с
углеродом титана. Но для большинства элементов еще не выявлены
пределы, в которых проявляется существенное взаимное влияние.
Следует заметить также, что зависимость типа (10.8) не
отражает влияния термообработки материала на обрабатываемость
его резанием. Например, в процессе термообработки
деформируемых сплавов на никелевой основе выделяется упрочняющая
у'-фаза Ni3 (Ti, A1), процентное содержание которой может
существенно сказаться на обрабатываемости сплава. Так, при
чистовом точении резцом ВК6М сплавов ЭИ437А и ЭП220, мало
отличающихся по химическому составу, но имеющих разное
процентное содержание у'-фазы (соответственно 11—12% и 45%), размер-
лая стойкость отличается более чем в 50 раз, хотя оптимальные
скорости v0 резания и совпадают по величине.
Это обстоятельство существенно снижает ценность выражения
(10.8).
О взаимосвязи между механическими характеристиками
обрабатываемого материала и новыми характеристиками
обрабатываемости V0 и hollo
Из рис. 10.1, взятого из работы [12], видно, что при точении
электротехнической стали Э минимум интенсивности износа
резца Т15К6 наблюдается при той же температуре (0О = 910°С),
при которой наблюдаются точки минимума характеристик
пластичности, прочности и твердости в зависимости от температуры
(*i я», ав> Ну)
Внутренние напряжения от нагрева а при 60 имеют
максимальное значение.
162
600 7О0 &0D 900 ЮОО
Рис. 10.1. Влияние температуры на физико-механические свойства тех*
иицеского железа и интенсивность износа резца Т15К6 при точении стали
Э: 1— деформированное железо; 2— литое железо; 3— чистое железо
(99,99%); f - по Г. Н. Мехеду; а — по Е. М. Савицкому, Е и tfv •—Щ
М. Г. Лозинскому; св — по Н. Ф. Лгшко и др. ''-[
G*
О 80 160 240 320 400 480 S60 V,*/„u>
Рис. 10.2. Влияние скорости резания на среднюю температуру контакта
(резания) и интенсивность износа резца Т15К6 при чистовом точении
образцов стали 45 различной твердости
Экстремальный характер интенсивности износа в зависимости
от v и вр объясняется совокупным действием многих причин.
По-видимому, минимальное значение характеристик пластичности
(ф, ан), прочности (ав), твердости (#v) и модуля нормальной
упругости (Е) при оптимальной температуре в0 резания является
одной из основных физических причин этого явления.
Следует заметить, что и в работе [131 обнаружен минимум
пластичности сплава ЭИ437БУ (на никелевой основе) в области
оптимальной температуры резания (рис. 10.2). Более поздние
исследования (например, [25] и др.) показали, что для всех
исследованных деформируемых жаропрочных сплавов на никеле-
164
з0й основе (ЭИ437А, ЭИ437БУ, ЭИ617, ЭИ826, ЭИ929, ЭПЬ20),
а также для сталей ЗОХГСА, Ст 10, Ст 20, У12А оптимальные
температуры резания удовлетворительно совпадают с
температурами провала пластичности. Этот научный факт может быть
положен в основу ускоренного метода определения оптимальных
режимов резания и многократного сокращения объема
экспериментальных исследований.
Поданным А. А. Преснякова и В. В. Червяковой [14],
провалы (минимумы) пластичности при высоких температурах имеют
железо, медь, никель, алюминий и их сплавы. Образование
провалов пластичности рассматривается ими как результат
взаимодействия процессов деформации, при которой определяется
пластичность, с превращениями. Такими превращениями,
способствующими развитию провалов, являются: процессы упрочнения
разупрочнения, рекристаллизация, старение, распад твердого
раствора, растворение частиц вторых фаз.
Влияние структуры и твердости стали на уровень V0 и /г01(0
Влияние твердости и структуры стали на ее обрабатываемость
по уровню скоростей VT детально рассмотрено в работах [4,
15, 16 и др.]. Вопрос же о влиянии твердости и структуры стали
на новые характеристики обрабатываемости: уровень
оптимальных скоростей V0 и температур в0, а также интенсивность износа
инструмента hom (hc30) при оптимальных скоростях —
исследован еще недостаточно, хотя сведения об этих характеристиках
для современного машиностроения представляют особый интерес.
Резание закаленных сталей ведется на сравнительно низких
скоростях [4, 15—18]. Это увеличивает время, в течение которого
теплота трения стружки о резец успевает распространиться
в зону стружкообразования и в некоторой степени изменить
исходные свойства обрабатываемого материала [15]. Низкие
скорости приводят к значительному росту поверхностного
относительного износа.
Выше отмечалось (см. рис. 8.11), что при чистовом точении
стали ЭХВГ с твердостью от HRC 45 до HRC 65 зависимость
^оп = / (а) носит резко выраженный экстремальный характер.
Нем выше твердость стали в исходном состоянии, тем ниже
оптимальная скорость резания и тем выше величина оптимального
Поверхностного относительного износа.
I То же самое наблюдается [19] (рис. 10.2) при чистовом точении
йрезцом Т15К6 стали 45 в трех состояниях: нормализации (НВ
||80), улучшения (НВ 260) и закалки и отпуска (НВ 420).
Статистическая обработка полученных результатов позволила полу-
§Шть следующие зависимости:
2900 ,
V° = 17Шьм1мин> (10-9)
165
Аозо = 0,127 - HBmkmjW3cm2. (10.10)
Установлено, что при обработке стали 45 различной
твердости равным периодам стойкости не соответствуют равные
температуры (например, при Т = 30 мини Н В 420 вр = 650°С, при НВ 180
вр = 750°С), в то время как скорости 1/0 обусловливает
постоянная температура резания (в0 = 630°С). Следовательно,
оптимальная скорость резания V0 как новая характеристика
обрабатываемости имеет важное преимущество перед скоростью резания у
не только в случае работы с различными значениями t и s, но также
и в случае обработки сталей с различной исходной твердостью и
структурой.
Аналогичные результаты получены и при торцовом
фрезеровании штамповой стали 5ХНВ, термообработанной на разную
твердость и структуру [20], и чистовом точении стали ЗОХГСА
[21].
В работе [21] показано, что снижение величины hQn0 с
уменьшением твердости стали ЗОХГСА связано главным образом с
уменьшением прочности ти адгезионных связей на срез.
Твердость и структура стали ЗОХГСА мало изменяет величины
т0 (прочности адгезионных связей при отсутствии нормальных
напряжений рг) и коэффициента (3 (упрочнения адгезионного шва
от нормальных напряжений). Но
^п = VfPPr- (Ю.П)
Поэтому с увеличением твердости стали'(повышением нормальных
напряжений рг на контакте) согласно выражению (10.11)
увеличивается прочность тГ1 адгезионных связей на срез. А, как
отмечалось выше, износ твердосплавных резцов в некотором диапазоне
скоростей резания, включая оптимальные, определяется главным
образом величиной тп, следовательно, с увеличением твердости
стали интенсивность износа резца houo повышается.
Обрабатываемость углеродистых сталей
Рассмотрим влияние содержания углерода и свойств
углеродистых сталей на уровень оптимальной температуры резания и
новые характеристики обрабатываемости (У0 и Лопо, h030) на
основе исследований, проведенных при точении наиболее
распространенных в машиностроении углеродистых сталей Э, 10, 20,45,
У8А и У12 цельным твердосплавным резцом Т15К6 [12, 22].
Изменение содержания углерода стали может влиять на
уровень оптимальной скорости резания V0 (рис. 10.3) следующими
путями:
1. Содержание углерода в стали влияет на предел прочности
при растяжении ов (табл. 10.1) и приводит к изменению силЫ
резания Pz и количества образующейся теплоты Q = Pzv. С
166
60 \
itO
30 \
го\
К.
€ГС/м
SO
го
/о\
е
г,о
ifi-
/000
. 400 \
воо\
ис. 10.3. Влияние содержания углерода в стали на основные харакгери-
РИки процесса резания при точении на оптимальных скоростях. Резец
15К6; t = 0,5 мм; s = 0,21 мм/об
Таблица 10.
Данные об обрабатываемости углеродистых сталей
(Резец Т15К6; 7=8°, «=«!, = 15°; 9=45(); с-^151'; Х=-0; г=1 мм; /=0,5 мм;
s=0,21 мм/об)
Обрабатываема я
стал ь
э
10
20
45
У8А
У12А
кГ\мм2
37,5
41
47
63
71
92
ив,
кГ\мм*
103
118
113
167
207
282
кГ
22:2
22.8
25,5
22,5
29,6
31,4
6о,
°С
J
910
890
980
1000
1000
1000
м\лшн
490
390
380
240
185
127
Уэ,
м\мия
500
500
435
285
230
129
м
при Л3 =0,25
мм
7200
6600
10000
3000
5200
1300
повышением ав (НВ) наблюдается рост силы Pz и количества
теплоты резания. Так, зависимость количества теплоты резания
от cjb обрабатываемых сталей при v = пост, выражается как
Q = CiOWgm.'ceK, (10.12)
где Сх — коэффициент, зависящий от скорости резания.
Заданная (в том числе и оптимальная) температура резания
при повышении содержания углерода в стали достигается при
более низкой скорости резания.
2. Содержание углерода в стали как фактор, изменяющий
размеры сечений потоков, по которым отводится тепло из зоны
резания (плоскость скалывания и зона контакта стружки с передней
поверхностью резца). С повышением содержания углерода стали
размеры сечения тепловых потоков уменьшаются, что повышает
температуру резания и действует в сторону снижения 1/0.
3. Увеличение содержания .углерода в стали изменяет
интенсивность тепловых потоков (мощность теплового источника,
приходящуюся на единицу площади, которую он занимает) по
условной плоскости скалывания qCK и передней поверхности qn.
Расчеты показали, что с увеличением содержания углерода
стали интенсивность тепловых потоков qCK и qu возрастает.
Зависимость между интенсивностью тепловых потоков по
плоскости скалывания qCK и передней поверхности qn и пределом
прочности при растяжении ов при V = пост, может быть выражена
формулами
<7ск =С2о°в™ дж;см2секл
qn =С3с^'96 дж!см2секу 1
108
где С2 и С3—коэффициенты, зависящие от скорости резания.
Это вызывает повышение температуры резания при импост.
• и снижение v при 0Р --- пост.
4. С увеличением содержания углерода в стали снижается ее
теплопроводность, что уменьшает отвод тепла из областей,
примыкающих к изнашиваемым участкам режущего инструмента.
„Это повышает температуру резания и действует в сторону снижения
Vo-
Таким образом, с увеличением содержания углерода в стали
все факторы (1, 2, 3, 4) действуют в сторону снижения
оптимальной скорости резания.
Для исследованных сталей с увеличением содержания
углерода оптимальная скорость резания закономерно снижается от
490 м/мин (для электротехнической стали Э) до 127 м/мин (для
.инструментальной стали У12А).Зависимость оптимальной
скорости резания v0 от величины а обрабатываемой стали (при tx$ —
= 0,5X0,21 мм2) может быть выражена формулой
113000 , пп 1 ,,
v0 = —yj-MjMUh. (10.14)
°в
Термоэлектродвижущая сила Е0 в зоне контакта резец — деталь
лри оптимальной скорости резания изменяется незначительно
(от 13,6 до 12,8 мз).
Расчетные методики определения оптимальной скорости
резания по химическому составу и физико-механическим свойствам
.{10, 11] применительно к углеродистым сталям дают погрешности
30—40% и поэтому пока не могут заменить стойкостных
исследований и нуждаются в дальнейшем уточнении и совершенствовании.
Интенсивность износа инструмента hom) при оптимальной
.скорости резания, как известно, является одной из важнейших
характеристик обрабатываемости металлов резанием.
Влияние химического состава углеродистых сталей на величину
■ hono может осуществляться следующими основными путями:
1. С увеличением содержания углерода в стали происходит
рост ее прочностных свойств и твердости,повышается содержание
карбидов, обладающих повышенным абразивным действием,
увеличивается истирающая способность стали, что ведет к
повышению абразивного износа инструмента.
2. Увеличение содержания углерода в стали приводит (при
постоянной температуре) к увеличению прочности адгезионных
связей на срез, а также к уменьшению отношения HJH2
контактных твердостей инструментального и обрабатываемого
материалов, так как твердость углеродистых сталей увеличивается с
повышением содержания углерода в широком диапазоне
температур. Это вызывает повышение интенсивности адгезионного
износа инструмента.
169
По данным [21, 23], с повышением твердости обрабатываемого
материала растут напряжения в точках схватывания инструмент
тального и обрабатываемого материалов, что приводит к
возрастанию вероятности отрыва частиц инструментального материала.
3. С повышением содержания углерода в стали уменьшаются
интенсивность деформации срезаемого слоя (относительный сдвиг
ё) и наклеп обработанной поверхности, что действует в сторону
уменьшения интенсивности износа.
4. С увеличением содержания углерода стали оптимальная
скорость резания У0 снижается, следовательно, снижается и
скорость образования новых поверхностей. Это должно снижать
интенсивность диффузионного износа инструмента, так как
наиболее высокая скорость диффузионного взаимодействия
наблюдается в начальный период.
5. Увеличение содержания углерода в стали (до 0,8—1,2%)
увеличивает скорость растворения вольфрама твердого сплава [23],
что повышает интенсивность диффузионного износа инструмента»
6. Изменение содержания углерода в стали должно вызвать
изменение нормальных и касательных нагрузок и коэффициентов
трения на задней поверхности. Это не может не найти отражения
в изменении интенсивности износа инструмента.
Естественно, что при повышении содержания углерода в
стали интенсивность износа инструмента будет определяться
совокупным действием рассмотренных факторов.
С увеличением содержания углерода в стали факторы 1, 2, 5
(в диапазоне оптимальных скоростей резания) действуют в
сторону повышения интенсивности износа инструмента, а факторы 3,4
и 6— в сторону снижения интенсивности износа.
Необходимо отметить, что при высоких температурах резания
величина контактных напряжений, отношение контактных твердо-
стей и другие условия силового взаимодействия в контактных
слоях не оказывают превалирующего влияния на темп износа
инструмента. Решающее влияние на износ оказывает интенсивность
диффузионных явлений.
Данные, представленные на рис. 10.3, подтверждают это. С
увеличением содержания углерода в стали происходит рост силы
резания Рх и оптимальной температуры 60. Ширина контакта
стружки с передней поверхностью резца с, интенсивность
деформации срезаемого слоя е, коэффициенты трения ц и |д/ снижаются.
Удельные контактные нагрузки на задней поверхности (/N и д?
повышаются.
Величина же оптимального износа ho30 изменяется при этом
немонотонно (рис. 10.3). Для ст. 10 величина h030 выше, чем для
стали Э и ст. 20. Это объясняется повышенной пластической
деформацией срезаемого слоя данной стали (происходит рост е9
с> Pz> v) и усиленным действием фактора 3.
170
Для эвтектоидной стали У8А величина ho30 уменьшается по
сравнению со сталью 45, несмотря на повышение прочностных
свойств. Т. Н. Лоладзе [23] также наблюдал меньший износ
инструмента при резании эвтектоидной стали по сравнению со
сталями 10 и 40. Это, по-видимому, связано с понижением скорости
обезуглероживания твердого сплава, что уменьшает
интенсивность износа.
Представленные данные по обрабатываемости резанием
углеродистых сталей показывают, как важно проводить комплексные
систематические исследования характерных групп
обрабатываемых материалов. Это позволит в дальнейшем накопить
фактический материал для разработки рекомендаций по регулированию
и прогнозированию обрабатываемости новых материалов.
Обрабатываемость жаропрочных сплавов на
никелевой основе
Применительно к жаропрочным сплавам на никелевой основе
обрабатываемость в основном зависит от тех химических
элементов, которые определяют уровень жаропрочности сплавов [9,
10, 24, 25]. К таким химическим элементам в первую очередь
следует отнести титан и алюминий, которые в конечном счете
определяют уровень прочностных свойств при высоких температурах.
Рассмотрим некоторые результаты исследования влияния
химического состава и механических свойств сплавов ЭИ437А,
ЭИ437БУ, ЭИ617, ЭИ826, ЭИ929 и ЭП220 на их
обрабатываемость при чистовом точении резцом ВК6М [25].
Известно [9, 10], что никель, составляющий основу
жаропрочных сплавов, не оказывает значительного влияния на
обрабатываемость. Введение в сплав таких элементов, как вольфрам
и молибден в пределах 2—3%, также большого влияния на
обрабатываемость не оказывает. Однако увеличение молибдена в
сплаве сверх указанного выше количества существенно
упрочняет твердый раствор и существенно ухудшает обрабатываемость.
Наиболее же сильное влияние на обрабатываемость сплавов данной
группы оказывают титан и алюминий. Титан и алюминий
образуют с никелем интерметаллидную у'-фазу— Ni3(Ti, A1),
играющую основную роль в упрочнении никельхромистых жаропрочных
сплавов. Повышение суммарного содержания титана с алюминием
приводит к значительному увеличению количества упрочняющей
у'-фазы в сплаве. Количество упрочняющей у'-фазы в
рассматриваемых сплавах находится в пределах 11—^-45% [26, 27]. Такое
существенное изменение количества у'-фазы не может не
сказаться на обрабатываемости сплавов.
Анализ экспериментальных данных показывает (рис. 10.4 и
10.5), что с увеличением суммарного содержания титана с
алюминием, а следовательно, и упрочняющей у'-фазы наблюдается
171
"О 50 f.' %,
Рис. 10.5. Влияние содержания у'— фазы в
жаропрочных сплавах на никелевой основе
на величину оптимального поверхностного
износа резца ВК6М (t = 0,5 мм;
s = 0,09 мм/об)
О — ЭИ437А; □— ЭИ437БУ; Д—ЭИ617;
О — ЭИ826; #—ЭИ929; К—ЭП 220
Рис. 10.4. Влияние
суммарного содержания
титана и алюминия в
жаропрочных сплавах на никелевой
основе на величину
оптимального
поверхностного износа резца ВК6М;
t — 0,5 мм; s=0,09 мм/об
О—ЭИ437А;
□ — ЭИ43Б7У; а— ЭИ617;
О—ЭИ826; #—ЭИ929;
■ —ЭП220
ухудшение обрабатываемости. Так, например, изменение
суммарного содержания титана с алюминием от 3,4 до 7% (рис. 10.4)
и соответственно упрочняющей 7'-фазы от И до 45% (рис. 10.5)
в обрабатываемых сплавах ведет к росту интенсивности износа
инструмента hou0 от 5,5 до 168 мкм/\03см2,т. е. обрабатываемость
ухудшается в 30,5 раз.
172
Такой сильный рост интенсивности износа инструмента
объясняется тем, что увеличение интерметаллидной у7-фазы в сплавах
повышает сопротивление сдвигу при пластической деформации
этих сплавов и повышает температуру резания в процессе
механической обработки. Кроме того, увеличение в сплавах у'-фазы
повышает прочность хп адгезионных связей на срез [28] и
повышает истирающую способность сплавов.
Найдена зависимость интенсивности износа /ioin от
суммарного содержания титана с алюминием в сплаве, которая
выражается формулой
hono -0,0195 • Э4>5мкм;103см\ (10.15)
где Э — суммарное содержание титана и алюминия в сплаве, %.
Эта формула позволяет подсчитать интенсивность износа
инструмента с погрешностью до 35%.
Между количеством у'-фазы и оптимальной скоростью реза-
зания V0 зависимости не обнаружено, хотя V0 и изменяется при
обработке данных сплавов от 25 до 35 м/мин. Так, например,
для сплава ЭИ617 (20% у'-фазы) оптимальная скорость резания
равна 25 м/мин, а для сплава ЭП220 (45% у'-фазы) —35 м/мин,
т. е. по величине V0 обрабатываемость сплава ЭП220 в 1,4 раза
лучше, чем ЭИ617. С другой стороны, по величине /iono
обрабатываемость сплава ЭП220 по сравнению со сплавом ЭИ617 хуже в
15,2 раза.
Таким образом, для полного представления об
обрабатываемости данных сплавов нужно знать как величину V0, так и
величину hono. Рассматривая влияние механических свойств
жаропрочных сплавов на характеристики обрабатываемости, следует
отметить, что при комнатной температуре механические свойства
сплавов отличаются друг от друга несущественно (зв изменяется
в пределах 105—ПО кГ/мм2). Подобное наблюдается и для ав,
SB и SK.
Начиная с температур 600 -f- 700°С и выше, механические
свойства сплавов при переходе от одного сплава к другому
существенно различны. Так, при температуре 700°С предел прочности для
сплавов ЭИ437А и ЭП220 соответственно равен 58 и 78 кГс/мм2,а.
при температуре 800°С -в для этих сплавов равен 45 и 78,5 кГс/мм2.
Подобная картина наблюдается и для других характеристик:
as, SB и SK.
На рис. 10.6 приведено влияние количества упрочняющей у'-
фазы жаропрочных деформируемых сплавов на никелевой основе
на их эксплуатационные характеристики (кривые 1—3) и основные
характеристики процесса резания (кривые 4—12).
Характеристики процесса резания взяты при оптимальных (но различных для
каждого сплава) скоростях и температурах резания.
Эти данные показывают, какой дорогой ценой (см. кривые
5, 6, 12) достигается технологическое освоение новых, более
жаропрочных сплавов.
173
8s,,i
SVC;
воо\
700
t: 0,50 »7M
S*D.09Zgr
Peiey SX6m\
К
160
<OnO
too
so
[A.
/con
20
30
£0
iO
0 \ i5
г
90
80
70
&i»
/
—&*—<>-
zJ^Jri
3
Л—<
5ft---6
0—
?"**-
/Of
A^^t
л 0-
-4, /
Л°-Л
-r*-
7-
hono
«.... — a^ — —ft"
■^r^tp
z^»«^
//Л-—-4r*
-2^*.
. JW- i
£.=
4—;—4
8—»™ ^-» т
—♦
ЧТ***-*'
Vo
-b&J~~m—b
z^r
^^.~~\
7^*
/
&JZ. L
—=^4
.-*t
so
30 \
20
p,
BOO
700
40
30
30
60 \ 1 1 1 1 1 1 1>7
2M37A ЭМ376У ЭМ/7 ЭН626 9U929 9/722Q
850.
760
к
КГ/Mht
so
7оа\щ
90
70
50
itS Я5 20
25
37
4S
Ц-фала,
%
Рис. 10.6. Влияние количества упрочняющей у'-фазы жаропрочных
деформируемых сплавов на никелевой основе на их эксплуатационные
характеристики (кривые 1—3) и основные характеристики резания (кривые
4-13) V
О сравнении режущих свойств различных
инструментальных материалов
Зачастую различные марки твердого сплава сравниваются
меаду собой при некотором произвольно выбранном постоянном
значении скорости резания. Так как зависимости hou = f (v)
при ебработке различных материалов резцами, оснащенными
различными марками твердого сплава, носят экстремальный
характер, а точки минимума интенсивности износа при обработке одного
174
47 80 or //?/• 20C гЬОУ.п/ни*
Ркс. 10.7. Поверхностный относительный износ
резцов, оснащенных различными твердыми
сплавами, при различных сксрсстях резакия (сталь
1Х18Н9Т; / = 0,5 мм; s = 0,30 мм/об)
( ГЗОМ T1SK6 ТШК8 Г5К10
S
Рис. 10.8. Зависимость поверхностного относительного
износа твердосплавных резцов и их твердости при
температуре резания от марки твердого сплава. Сталь
1Х18Н9Т; t = 0,5 мм; s = 0,10 мм/об
и того же материала для разных твердых сплавов наблюдаются при
различных оптимальных скоростях резания (рис. 10.7), то
сравнение разных твердых сплавов при каком-то постоянном значении
скорости резания может создать неправильное представление об
их относительной износостойкости. В доказательство того
рассмотрим графики рис. 10.8*. При работе на низкой скорости
резания (80 м/мин), соответствующей левой ветви кривой hGn =
= f (v) для каждой марки твердого сплава, инструментальные
материалы в порядке возрастания величины fton расположились в
такой последовательности: Т30К4, Т15К6, Т14К8 и Т5КЮ. Так
как левые ветви кривых hon = f (v) соответствуют
превалирующему адгезионному износу, интенсивность которого определяется
отношением твердостей материала инструмента и
обрабатываемого материала HJH2 в зоне контакта [231, то такая
последовательность расположения твердых сплавов по интенсивности износа
является вполне закономерной и обоснованной.
В первом приближении можно принять, что в пределах одной
группы твердых сплавов изменение марки сплава не приводит к
существенному изменению температуры резания и, следовательно,
твердости контактирующей поверхности заданного
обрабатываемого материала. Поэтому твердые сплавы, имеющие более высокую
твердость при температуре резания, будут иметь и большую
величину отношения твердостей Н1/Н2.
Таким образом, зависимость /гоп = / (v) при V = 80 м/мин
для разных марок твердых сплавов (рис. 10.8) коррелирует с
отношением HJH2 B результате доминирующего адгезионного
износа.
Но те же марки твердого сплава при работе на высоких
скоростях резания (210 м/мин), соответствующих правым ветвям
кривых при hon = f (v), по величине поверхностного относительного
износа расположились в обратной последовательности(рис. 10.8).
Правые ветви кривых hon = f (v) обуславливаются главным
образом диффузионным износом инструмента. В этих условиях
отношение контактных твердостей HJH2 уже не имеет доминирующего
значения.
Таким образом, получив, например, частную зависимость об
относительной износостойкости сплавов Т30К4 и Т5К10 при
скорости резания 80 м/мин и распространив эту зависимость на
скорость резания 210 м/мин, можно совершить ошибку в определении
относительной износостойкости указанных марок твердого сплава
примерно в 32 раза.
При произвольно выбранных постоянных скоростях резания
ошибка в определении относительной износостойкости твердых
* На графиках рис. 10.8 значения hon и Hv для различных марок
сплавов соединены между собой лишь для удобства сопоставления.
Значения твердости при различных температурах взяты из работы [29].
176
мим
/СJ ем г
28
26
22
20
/8
/6
#
{2
/О
8
S
*
2
О
р
*
^
V*S2*
i—^~
ТНК
—лсгИМ
\-А
VZM
1 I ' 1
| V* {85**/мим
1
1
1
i/миы
ml—
С
Р
i
1
. —-
%
Т1Ш -
II I I Xxi
Ш
v*ye>
8К6ТМ
'/Ш
s-\
J
Рис. 10.9. Сравнение интенсивности износа резцов
ВК6 и Т14К8 при точении стали 1Х18Н9Т ка
различных скоростях резания (t — 0,50 мм\
s -= 0,30 мм/об)
сплавов, принадлежащих различным группам (ВК и ТК), может
получиться еще более значительной (рис. 10.9).
Очевидно, что наиболее правильно сравнивать различные
марки твердого сплава и минералокерамики при оптимальных
скоростях резания.
При этом может оказаться, как это, например, имеет место
при чистовом точении стали XI8H9T, что величины hono для
резцов, оснащенных различными марками твердого сплава, мало
отличаются друг от друга (t = 0,5 мм, s = 0,30 мм/об):
Марка твердого
сплава
Величина /ion,
мкм/Ю3 см2
Т20К4
1,13
T15K6
1,48
T14K8
0,99
Т5К10
1,15
ВК2
1,33
В КЗ
i 1,33
ВК4
1,23
В Кб
1,0
ВК8
2,3
177
В этом случае наилучшими режущими свойствами обладает марка
твердого сплава, обеспечивающая наивысшую оптимальную
скорость резания.
В общем же случае, когда величины износа hono и скорости Уа
для разных марок твердого сплава не равны, то сравнение
режущих свойств инструментального материала усложняется. В этом
случае марку твердого сплава следует оценивать по
экономическому критерию [30], определяемому зависимостью
Anep = t0E + tcM'E + Sl . (Ю.16)
Q
Обозначения здесь те же, что и в выражении (6.8).Рассмотрим это
применительно к точению. Основное время обточки (за один
проход) одной детали диаметром D на длине L (включая перебег и
врезание) при подаче s
tt
о
71 PL
IOOOuqS
Выразим величину Апер только через значения v0 и hOJl0
(hono—оптимальный линейный относительный износ). Для этого
предположим, что время резания одной детали tp
пропорционально основному времени, т. е.
tp = тх • t0,
где хг — коэффициент пропорциональности.
Оптимальный линейный относительный износ
'*оло — ~~~ —
h v0T0
где hr — радиальный износ, соответствующий заданному
критерию затупления;
Т0 — период стойкости инструмента при оптимальной скорости
резания.
Отсюда
Тогда
То*
_ "г
^о^оло
О — 1± — 1оо° ' s
tp ~~ tzDLz
А - *DL
пер ~~ 1000-s
^ 1 Z^ОЛО
Jr .
"ОЛО
C«£ + Si)]. (10.17)
178
При чистовом точении на автоматах и полуавтоматах без поднаст-
ройки инструмента, когда условия резания не изменяются в
течение технологического процесса, справедливо соотношение
у ('<*£_+ si) Чпост = Сг. (ЮЛ8)
Тогда переменная составляющая Апер себестоимости будет
пропорциональна некоторой величине
^inep = ■ V С - h0Jl0. (10.19)
Оценку режущих свойств инструментального материала удобно
производить по значению Ах с помощью специальной номограммы
(рис. 10.10), при разработке которой принято Е = 2,4 /со/2,
^см = 2 мин; S± = 13 коп; hz = 50 мкм; т = 0,95 [31].
Ниже дан пример выбора материала резца при продольном
точении аустенитной стали ЭИ654. На рис. 10.11 приведены
результаты стойкостных исследований, выполненных при
использовании резцов с напаянными пластинками из твердых сплавов
ВК8, ВК6М, ВК2 и ТТ20К9 (т = 10°; а = аг= 10°; ср = 45°;
<Рх= 25°; X = 0; г = 1 мм). Обработка производилась без
применения смазочно-охлаждающих сред при s •-= 0,2 мм/об и
t = 0,5 мм. Оптимальные значения V0, hoJl0 и соответствующие им
значения Аг из рис. 10.10 и 10.11 приведены в таблице 10.2.
° 0,5 /,0 <5 tft V fati*
Рис. 10.10. Номограмма для определения величины А при сравнении
материала режущей части резцов
179
rTUhf
Влияние скорости резания и марки твердого сплава на
относительный износ резцов при точении стали ЭИ654
Таблица 10,2
Данные для сравнения режущих свойств твердых сплавов
при чистовом точении стали ЭЧ654
(/=0,5 мм; s^=0,2 мм/об)
Марка твердого
сплава
ВК2
ВК8
ВК6М
ТТ20К9
vo,
м\мин
70
60
40
G5
'голо
ХЮ-7
0,5
0,7
0,25
0,95
А
хю-7
0,51
0,61
0,68
0,69
Из таблицы 10.2 видно, что, при продольном чистовом
точении стали ЭИ654 и заданном сечении срезаемого слоя и геометрии
резцов, из всех рассматриваемых марок твердого сплава следует
выбрать сплав ВК2. Сплавы ВК6М и ТТ20К9 по интенсивности
износа различаются почти в 4 раза, но вследствие разницы в
оптимальных скоростях резания по экономическому критерию
примерно одинаковы.
180
Уравнения суммарной интенсивности износа
инструмента
Как было выше установлено, износ инструмента является
следствием совокупного действия многих физических явлений,
происходящих на контактных поверхностях инструмента и
обрабатываемой детали: адгезии и диффузии, окислительных
процессов, пластического течения контактных слоев инструмента и т. д.
При современном состоянии многих наук (физики, химии,
механики и других) еще нет возможности точно оценить долю каждого,
явления и каждой причины в наблюдаемом суммарном износе
инструмента и их изменение при изменении скорости резания.
Эту зависимость между суммарной интенсивностью износа
резца и скоростью резания можно выразить аналитически рядом
Фурье [32, 33]
а*
f(x) ~ — + 2 (ак • cos кх + bK sin кх).
2 к=1
Коэффициенты Фурье для функции f(x), имеющей период 2тг,.
определяются, как известно, по формулам Эйлера—Фурье
1 2тг
aQ = ~J f(x)dx\
о
j '2iz
ак = — J f(x) cos кх dx\
о
I 2ic
bK = — f / (x) sin кх dx.
(10.20>
Так как функция у = f(x) lhon = f(v)] получается в
результате эксперимента и задается в виде таблицы и графика, то
коэффициенты Фурье могут быть вычислены при помощи
приближенных методов интегрирования. Рассматривается промежуток
О <; х <; 2п длины 2тс. Этого легко можно добиться
соответствующим выбором масштаба по оси ОХ. Промежуток 0—2тг, т. е.
исследованный диапазон скоростей резания, делится на п равных
частей. С достаточной для практики точностью п можно принять-
равным 12 [32, 33].
Тогда исходные данные для составления ряда Фурье можно
представить в виде табл. 10.3.
Значения функции /(х), или значения величины /гоп, в точках
х0] хъ х2у ....; *10; хп (или в точках v0\ vx\ v2\ ...; v10\ vn}
обозначены соответственно через у0; ух\ у2\ ...; yi0\ yn. Эти
значения определяются или по таблице, или по графику данной
функции путем измерения соответствующих ординат.
181
Таблица 10.3
Исходные данные для составления ряда Фурье
Скорость резания
Поверхностный
относительный износ
резца
hon =/ (v)
Переменные х
V0
Уо
0
*>1
Уг
1
^2
Уч
2
6я
^3
Уз
3
"б"
и4
1/4
4_
6"
Об
1/5
5
6*
^б
0в
тт:
У7
У1
7
"6
*>8
Ув
8
— К
,6
^9
1/9
9
Vi0
</ю
10
"6*
»п
1/11
И
Г8"
Коэффициенты Фурье при обработке
Обрабатываемый
материал
40ХНМА
Х18Н9Т
ЭИ736
ЭИ437А
ЭХ12М
(ВДСбо-61;
ЗОХГСА
Твердый
сплав
Т14К8
Т14К8
j T14K8 •
ВК8
Т14К8
Т15К6
Сечение
среза
3
1,0
0,50
1,0
V©
О
0,11
0,21
0,43
0,10
0,20
0,40
0,10
0,20
0,40
0,50 0,08
0,25 0,08
1,5
0,30
Аргумент х
0
1
2
"6*1
4
5! 1
-e-|"|
7 8
—-■к -—%
6.6
9 10 11
Скорость резания v, м\мия \
v0\vt\
30
30
30
40
40
40
20
20
20
15
1 9
Uo
60
60
60
60
60
60
40
40
.40
20
1 И
160
1
V2 | У3 1 U4 1
90
90
90
120
120
120
ОО ОО 00
о о о
О О О
О О О
60
60
60
25
1
113
1 80
80
80
80
30
150
150
150
120
120
120
100
100
100
| 35
1 15 j 17
|юо
|l2C
и»
180
180
180
140
140
140
120
120
120
40
1 19
Il40
v6 | v v„ | г. j х 1
210
210
210
160
160
160
140
140
140
45
I21
'l60
240
2401
240
180
180
180
270
270
270
200
200
200
160J180
160 18u
1601180
50
1 23
'l80
I
55
J25
',200
о о о
о о о
со со со
220
220
220
ю ю ю
о о о
о о о
60
1 27
J220
1
о о о
со со со
со со со
240
240
240
220
220
220
65
1 29
'.240
vlt
360
360
360
260
260
260
240
240
,240
60
131
[260
Коэффициенты Фурье по методу приближенного вычисления
определенных интегралов могут быть определены следующими
выражениями:
2 п
Яо = — s УГ>
71 1=1
ак = — Е y{ cos кх\
7С i = l
2 п
Ьк = — Е j/i sin /с*.
(10.21)
Вычисление по указанным формулам может быть весьма
облегчено, если пользоваться симметричностью их построения (схема
К- Рунге) или специальными шаблонами для гармонического
анализа [34].
Т а б л и"ц а 10.4
различных материалов
Значение коэффициентов ряда Фурье
а0
8,9
3,55
3,84
9,5 ]
3,95
3,42
7,0
2,17
«1
3,75
1,13
2,53
3,06
3,02
3,19
0,5
| 0,035
1,28 | 0,07
53,2
1 147,4
4,03
33,5
1 56,5
0,69
я2
0,33
0,57
—0,54
0,4
1,7
0,92
0,67
0,20
—0,04
1,92
1 23,7
—0,46
а3
0,33
0,22
-1,1
0,38
1,12
0,316
1-0,27
—0,133
[-0.067
-9,3
1—23,3
) 0,482
ах
0,26
0,24
—0,79
0,52 1
0,82
0,33
0,10
—0,05
1—0.003
-8,6
1—20,4
1
—0,95
я5
0,16
0,15
—0,73
-0,14
0,66
0,395 1
—0,13
-0,05
1—1,03
—9,15
1—30,6
— 1,67
я6
0,25
0,125
—0,41
0,27
0,33
0,234
—0,07
-0.025
-0.045
—3,9
1
1,73
—0,59
—0,22
3,82 1
0,102
0,85 1
—3,35
—0,94
—0,72
—1,92
— 10,6-104,5
—0,51
-3,45
Ьг
-0,16
0,36
—2,56
—0,8з1
0,33
1,04 1
0
-0,115
—0,26
Ь%
0,27
0,13
—0,92
0,9
—0,25
0,45 i
—0,27
-0,333
-0,123
1
1 —25 —1,38
| 1
1-38,6
—1,95
[—36,7
—0,96
1
—0,0/1
0,10
—0,36
—0,46
0,246
0,144
—0,17
-0.087
—0,087
; 5,92
1 Ю,2
-0,54
Ь»
0,13
0,02
—3,7
0,22
0,13
0,005
—0.002
—0,04
—0,03
— 1,42
1-3,18
-0,25
183
Гармонический анализ Фурье проведен для ряда
обрабатываемых материалов. Коэффициенты Фурье приведены в табл. 10.4.
Например, зависимость поверхностного относительного
износа от скорости резания при точении стали 40ХНМА резцом
TI4K8 (t — 1,0 мм; s = 0,21 мм/об) выражается следующим рядом
Фурье:
f(*) = Л011 = 3,55 Jr l,l3cos* + 0,57 cos2* -f 0,22 cos3x +
-- 0,24cos4x + 0,15cos5x -f- 0,125cos6x — 0,59sinx + 0,36sin2x +
-i- C,13sin3x + 0,10sin4A: + 0,02sin5*.
Применение рядов Фурье для выражения зависимости hon =
f (x) с наилучшим приближением аппроксимирует искомые
зависимости, так как из всех тригонометрических полиномов
п-и степени наименьшее среднее квадратичное отклонение в
интервале (—~, ti) от функции / (х) имеет тригонометрический
полином, коэффициенты которого определяются по формулам Фурье
[351.
Большим преимуществом ряда Фурье перед формулами
степенного вида является то, что ряды Фурье не нужно
преобразовывать для выполнения расчетов на вычислительных машинах [32].
Величину поверхностного относительного износа можно также
выразить интерполяционной формулой Лагранжа
h = (^ — Vl) (V ~ V2) •■•• (Р — РП) ^ I (Р— Ц.)(Р— У2) — (1 ~Vn) ,
(v0—v1)(v0~-v2)....(v0—vn) °П° (v1—v0)(vL-v2)....(v1—vn) oni '
I (P — Po) ( V — V\) (V — Уз) ■- fo — Vtl) U I
(P2 — Po) (V2 — Pi) (P2 — P3) - (P2 — Pn)
_)_ {L — Vp) (V — Vx)... (P — Pn_i)
(Pn — Po) (Pn — Pi) ... (Pn — * n-l) ' 0"n '
а также многочленом Бернштейна
п /„, „, \ГП/_ ,,\n-m
/, _ у U пт (Р— Po) (Pn—P)
т = 0 м (Рп— Ри)
Многочлен Бернштейна дает наилучшее приближение к функции.
Одцако для выражения функции hon = f (v) как
интерполяционной формулой Лангранжа, так и многочленом Бернштейна
требуется большой объем вычислительной работы. Коэффициенты ряда
Фурье вычисляются довольно просто и быстро.
Применение математических методов планирования
экспериментов при резании металлов
Планирование эксперимента [36—41] существенным образом
изменило отношение экспериментатора к постановке и проведению
экспериментальных работ, а также к стратегии опыта. В резуль-
184
гате развития идей планирования эксперимента экспериментатор
получил возможность более правильно оценивать концепцию
случая в эксперименте, возможность уменьшить число
экспериментов (не уменьшая точности), получить четкую логическую схему
(стратегию) на всех этапах исследования и, наконец, возможность
широкого и эффективного использования ЭВМ. Благодаря
преимуществам целенаправленного активного эксперимента удается
решить сложные технологические задачи при минимальных
материальных затратах и затратах времени.
Рассмотрим несколько примеров эффективного использования
планирования эксперимента для решения задач оптимизации
процесса резания металлов.
Известно [33], что взаимосвязи между оптимальной скоростью
резания v0 и пбдачей s, а также между поверхностным
относительным износом /iono, соответствующим v0i и s могут быть выражены
параметрическими уравнениями максимальной размерной
стойкости
ci )
h — ^2
"опо - р- ' J
где Сх и С2— коэффициенты; х± и х2— показатели степени.
Однако эти уравнения не позволяют определять v0 и hono
при переменных значениях геометрических параметров режущей
части резцов, глубины резания и др.
Эту задачу можно решить, основываясь на положении (законе)
о постоянстве оптимальной температуры в0 резания,
характерной для заданной пары «инструмент-деталь» [33]. При этом
предлагается следующий порядок исследования [42].
1. Для заданной пары «резец-обрабатываемый материал»
ставится однофакторный эксперимент (при переменных значениях
скорости резания v и постоянных средних значениях прочих
параметров) с фиксацией элементов износа резца и температуры (термо-
эдс) резания. На основании этого эксперимента выявляется
оптимальная температура 0О резания, соответствующая скорости
резания V0.
2. На основании температурных исследований при
реализации дробных реплик типа 2п~т или регулярных реплик
эксперимента 2й [41] определяется зависимость температуры вр
резания от переменных параметров резания — вр = / (и, s, t, г, ср,
7 , А, и др.). Реализация указанных реплик существенно
уменьшает число опытов и позволяет выявить главные эффекты и
парные взаимодействия и не должна существенно уменьшать
точность, так как на основании многочисленных
экспериментальных данных известно, что определяемая зависимость
удовлетворительно описывается степенными функциями.
185
Из найденной таким путем температурной зависимости
определяют скорость v0, учитывая, что скорости v0 соответствует
температура резания в0.
3. Для получения интерполяционной формулы, выражающей
зависимость Аопо от переменных параметров резания, необходимо
произвести и реализовать факторное планирование эксперимента.
При этом значение скорости резания V0 рассчитывают и назначают
на основании результатов температурных исследований (п. 2).
Значения радиуса г при вершине резца находятся в
соответствии с назначенными значениями подачи s, т. е.
г =
2V2RZ
(10.22)
где Rz — высота неровностей заданного класса чистоты
обработанной поверхности.
Рассмотрим некоторые результаты исследования [42] по оп"
ределению v0 и hom при использовании цельного твердосплавного
резца ВК8 (с переменными значениями углов а, у и А, и радиуса
при вершине г) в условиях чистового точения (с переменными
значениями s я t) литейного жаропрочного сплава на никелевой
основе.
На рис. 10.12 представлены результаты однофакторного
эксперимента. При этом установлено значение оптимальной
температуры в0 резания (в0 = 680°С), соответствующее скорости У0>
обеспечивающей максимальную длину пути резания.
300
200
/ОО
\А
Ш
1 I
1 ° 8
1 «У»
t
о
***£
\
20
47
60
I/, н/пи*
Рис. 10.12. Влияние скорости резания на длину пути
резания при чистовом точении литейного жаропрочного
сплава резцом ВК8; t= 0,5 мм; s= 0,12 мм/об;
а ~= 15°; у = — 15°; X = 10°; г = 0,5 мм
186
Зависимость температуры резания 6Р от элементов режима
резания и геометрии резца определена на основе семифакторного
планирования эксперимента с варьированием переменных на
двух уровнях. Реализована матрица — -^ реплика типа 273 с
определяющим контрастом
i == X-tXoXoXn :== Х^Хг^ХдХ^ ш==- X^XqXqXq z==- X-^X^X^Xq —— X-^X^X^Xn —■
■— X^X^X^Xf z=L X^X^XqX^ =z X]X%XqX^X§XqXfy
позволяющая оценить линейные эффекты и парные взаимодействия
раздельно [41]. В результате получена формула температуры
резания
76)7.,0,58. 0.14. ,0.10.^0.18
в = по5 пи.ьо,об СС, (Ю.23)
где 3 = 90 — ^ и х = 90° + X (остальные обозначения
стандартизованные) при S(y)= 18,5 • 10~3, S(bi) = ,62 • 10- ,
/= 16.
Отсюда при 90 = 680°С
42,5 • а0,087 - г0>ш-Ъ°>т
vQ = ' so,24 ,0.17 xo,3i Mj'muh. (10.23a)
Для выражения зависимости Лопо от параметров резания
произведено пятифакторное планирование эксперимента.
Факторы t, s, у, а и X варьировались на двух уровнях. Значение
скорости резания V0 определяли из уравнения (10.23 а). Величину
радиуса г при вершине резца вычисляли по уравнению (10.22)
в зависимости от принятого значения s и назначенной высоты
неровностей Rz, равной нижнему уровню 7 класса чистоты
поверхностей (3,6—3,9 мкм).
При планировании использована -т- реплика от полного
факторного эксперимента 25. Дробная реплика не должна
существенно уменьшить точность, т. к. имеющиеся данные [33] о влиянии
рассматриваемых переменных факторов на v0 убеждают, что
зависимость v0 = / {t, s, 7, а, X) должна быть степенной.
На основании работы [43] предполагали существенным
взаимодействия х^х^' (уХ). Матрица планирования и результаты
эксперимента представлены в таблице 10.5.
По этим данным получено уравнение регрессии
1,72- КГ24 *0.75 а0,81 %14.28 ^14,0 2
Лопо = Ь3.18 1пх . s0,70 МКМ/МРСМ2. UU.^4)
Дисперсионный анализ показал, что математическая модель
эксперимента адекватна. Оценку адекватности производили по
критерию Фишера [41].
187
Та блица 10.5
Матрица планирования и результаты эксперимента при чистовом точении литейного жаропрочного сплава резцом ВК8
Верхний уровень
Нижний уровень
опыт
1
2
3
4
5
6
7
8
м/мин
9,25
14,1
9,5
9,2
9,8
8,7
12,5
11
Коэффициент регресс
Ошибка
опыта
г,
мм
0,5
0,5
0,5
2,5
2,5
2,5
2,5
0,5
ии 6о=2,8908
град
*i
-25
+ 5
*i
—
+
—
+
—
+
—
+
0,0923 '
^
а,
град
%2
15
5
*2
+.
—
—
+
—
+
+
—0,4468 '
Jv =20,9.10"
град
\
25
—5
*з
—
—
-h
+
+
—
—
+
0,0518 '
■з.
>
t,
мм
*4
1,5
0,5
*а
—
—
+
—
—
+
+
+
—0,2594
Sb
s,
мм/об
*о
0,28
0,12
*5
—
—
—
+
+
+
+
+
—0,1256
=7,8.1 о"3;
X1>Z
+
—
—
+
—
—
+
4-
1
—0,0727
1
In T
3,6507
2,7973
3,0911
3,6889
2,4641
2,9200
1,9879
2,5267
-8
F = 0,415, что меньше 5,3 (табличного значения для уровня
значимости 0,05).
Таким образом, применение предлагаемой методики и
аппарата планирования эксперимента позволяет при сравнительно малом
числе опытов определить параметрические уравнения
максимальной размерной стойкости резцов при переменных значениях
многих параметров резания.
Рассмотрим еще пример использования планирования
эксперимента для получения математической модели и выявления
степени влияния и взаимовлияния элементов режима резания (и,
s и t) на интенсивность износа резца ВК6М при торцовом точении
жаропрочного сплава ЭИ437БУ [44].
Математическая модель зависимости интенсивности износа
инструмента от режима резания постулировалась полиномом
второй степени
У = Ig^os = b0 4- Ьгхг + b2x2 + b3x3 + bn x\ + 622л:2 +
+ b33x\ + 612*1*2 + fri3*i#3 + b23x2x3. (10.25)
Использование логарифмических координат позволяет получить
привычные в теории резания степенные зависимости и, кроме
того, помогает ликвидировать неоднородность дисперсий
различных факторов. При проведении эксперимента использовался рота-
табельный композиционный план [361.
Расчет коэффициентов регрессии и их дисперсий производился
по известным формулам [361.
Независимые переменные варьировались на пяти уровнях.
Кодирование независимых переменных проводилось с помощью
формул преобразований типа
2(lgPi—lgPm:
Ig^max — lg Vn
(10.26)
Матрица планирования и результаты эксперимента приведены в
таблице 10.6.
Получено уравнение регрессии
у = lg /г03 = 1,288 — 0,046;q — 0,179х2 + 0,155x3 + 0,299х? +
+ 0,214x1 + 0,054 х\ 4- 0,272 ххх2 — 0,009 *i*8 + 0,029x2x3-
(10.27)
Расчетное значение F— критерия Fp = 55,1245 меньше
табличного F (5,1, 0,05) = 230,2. Это свидетельствует о достаточной
адекватности полученной математической модели.
Проверка коэффициентов регрессии показала незначимость
&!= 0,0455; Ь33 = 0,0544; Ь13 = 0,0093; Ь23 = 0,0294.
189
ф Ul rf^
ф ф "V
со ю ►— о со оо
•<! СГ> СЛ rf* СО Ю
-
*+++++++i++++
о о о
вЧ ^1 (О
"со со °
to to
о о о
о о о
i 1 +
to to
4^
to to ю со en со
° ° ° ь ъ °
о « - ° ° ~
00 00
to ю
о о о о о о
1 4- 1 + ! +
к- СО — СО ►— СО
о о о о о о
+ 1 1 + ■+• 1
о о о о о о
1
о
1
о
опыта
ч
о
код
<2
X 1
код
СО
к
"»— V- >о "to "сд Ъя "to "to "со "со о о со \# ~о "о
4^- 4* ф>> 4»-
о
о
00
О)
СЛ
О
о
о
о
о
о
^
<л
СО
♦Р»
о
о
00
СП
СЛ
о
о
о
о
о
о
"со
СЛ
•^J
СО'
-ь
1,6
00
to
2,2
о
о
2,8
to
00
о
о
о
"о>
о
to
1
-1,6
00
to
о
,34
о
о
2,8
to
00
о
о
о
1^.
-<1
ст>
о
—
о
to
Ъо
to
00
о
о
о
о
Ъо
оо
о
to
о
ь-
о
2,8
to
00
о
о
о
о
to
"о
-<|
СЛ
СЛ
о
ь-
to
Ъо
ьо
00
о
о
о
о
о
to
"ел
СП
го
СП
о
2,8
to
00
о
о
о
о
о
_
"со
to
+
"ел
+
+
+
+
+
+
_
"cD
СЛ
4^
to
4-
сл
4 + 4-
ел
-+- +
+ +
+
1
1
+
_^
со
о
со
ел
+
-f
о
"ел
+
1
о
СП
4-
1
о
"СЛ
+
1
о
"ел
+
+ + + + 1
+ + + + + + 1
1
+
1
, к
00
4^
СЛ
+ +
1
1
to
СЛ
со
ел
1
1
^
^
о
4^
1
+
1
_.
со
о
о
1
1
+
+
+ +
_
со
си
~vl
CD
to
"со
СО
^>
СО
Таблица 10.7
Симплексный план исследования влияния термообработки сплава ЖС6К на его обрабатываемость при точении
пп
1
2
3
4
5
6
Симплекс
АВСДЕ
АВСДЕ
АВСДЕ
АВСДЕ
АВ*СДЕ
АВ*СДЕ*
Вершина, в
которой
производится
опыт
А
В
С
Д
В*
Е*
*i
код
-+0,5
—0,5
0
0
град
850
790
820
820
865
| 857,5
*г 1
КОД
0,289
0,289
—0,578
0
град
180
180
120
160
130
135
•Га |
код
0,204
0,204
0,204
-0,612
мин
1
36
36
0,36
12
21
49,5
хА
код
0,158
0,158
0,158
0,158
гр|час
1
76
76
76
76
60,5
j 53
Коэффициент
увеличения
СТОЙКОС1И
К
2,37
1,10
1,35
1,33
1,60
2,10
Исходные данные
Параметры
xi
хг (град)
х2 (град/час)
хъ (мин)
лг4 (град/час)
База х.0
820
160
30
70
Интервал варьирования Дх.
60
70
30
40
При потенцировании уравнения регрессии (10.27) с,
применением формул преобразования (10.26) можно получить степенное
выражение для натуральных величин.
При сопоставлении значений у, полученных по уравнению
регрессии (10.27), с результатами наблюдений уи разности di{ =
^ Уи — У нигде не превышают ошибки эксперимента а{у] =
= 0,2267.
В последнее время широкое применение находит
планирование экспериментов на симплексе [38]. Примером этого может
послужить работа [45], в которой рассмотрено влияние
термической обработки на обрабатываемость сплава ЖС6К. Метод
симплексного планирования эксперимента позволил кратчайшим
путем определить наиболее оптимальный вариант
термообработки.
Факторами для исследования выбраны:
хг — температура отжига (град);
х2 — скорость нагрева (град/час);
х3—время выдержки (мин);
х4 — скорость охлаждения (град/час).
За критерий оценки каждого варианта термообработки
принят коэффициент увеличения стойкости при точении К (табл.
10.7).
Вершины В и Д симплекса АВСДЕ последовательно
отброшены как вершины с минимальным значением отклика и
заменены зеркальным отображением этих вершин В*, Е*.
Вершина А находится в области экстремума (имеет
максимальное значение отклика) и определяет оптимальный вариант
термической обработки сплава.
Применение симплексного планирования сократило сроки
проведения исследования в 10—13 раз (по загрузке электропечей
и проведению стойкостных исследований).
Методы факторного планирования экспериментов в
дальнейшем найдут самое широкое применение в металлообработке.
Перспектива создания единой формулы обрабатываемости
металлов резанием
Процесс резания сопровождается сложными разнообразными
по своей природе физическими явлениями, точное
математическое описание которых в настоящее время затруднительно.
Поэтому для изучения процессов резания в будущем должна найти
широкое применение теория подобия, соединяющая в себе
положительные качества: хорошую достоверность результатов и их
большую общность.
192
С. С. Силин 111, 461 установил применительно к расчету
тепловых процессов четыре безразмерных критерия:
д^/аЬС^ьв. Ъ^*_а_. B = tgPi; T=S±£J}L,
Pz ax (b'C-i)!
(10.28),
Где / — механический эквивалент тепла, нм/дж;
аиЬ —соответственно толщина и ширина среза, м;
(C*i)iH (С*т)р—удальные объемные теплоемкости соответственно
обрабатываемого и режущего материалов, дж\мг °К;
к1 и Хр — коэффициенты теплопроводности
обрабатываемого и режущего материалов, дж/м се/с°К;,
в = 7\ — 273,16 — температура резания, °С;
7\—термодинамическая температура резания, °К;
Pz—тангенциальная составляющая силы резания, н\
v—«скорость резания, м!сек;
а± — коэффициент температуропроводности
обрабатываемого материала, м2,'сек;
Р — угол наклона плоскости сдвига (tg Pi = cos ч/К—sin 7);
7 — передний угол резца;
К — коэффициент усадки стружки.
Критерий А характеризует собой тепловую активность
стружки (увод тежла из зоны резания стружкой при условии нагрева
ее по всему объему до температуры резания вр) по отношению к
общей затраченной работе, выраженной в тепловых единицах.
Критерий Б аналогичен известному в теории подобия
критерию Пекле. Он характеризует степень влияния режимных
условий процесса v- а [по [сравнению с влиянием теплофизических
свойств обрабатываемого материала аг.
Критерий В отражает приближенно степень пластических
деформаций металла снимаемого припуска.
Критерий Г определяет тепловую активность режущего
материала (k Cf)P по сравнению с тепловой активностью
обрабатываемого материала (kCi)i. ■•■■#
Когда тепловая активность режущего материала значительно
меньше тепловой активности обрабатываемого материала,
количеством тепла, уходящего в резец, можно пренебречь. В^этом
случае критерий Г можно не учитывать и характеризовать процессы
резания лишь безразмерными критериями А, Б и В.?-
На основании анализа безразмерных критериев подобие
предложены выражения для определения оптимальной скорости реза-
ния и оптимального поверхностного относительного изйоса
//С,Т1в0 "» .
\ С</отр /
" l nwp
__ Vh (Cy°zp
(10.29)
7 Заказ 829
193
где i\\ — скорость .размерного износа, мкм!-л и%
в0 — оптимальная температура, соответствующая скорости
v0 и минимальному значению функции у0, °К;
у0 — функция, зависящая от коэффициента трения по
передней поверхности, переднего угла, соотношения
между произведением критерия подобия БВ и
критерием А, от силы трения по задней поверхности резца,
предела прочности на растяжение обрабатываемого
материала, толщины среза, усадки стружки;
п0 — показатель степени, зависящий от соотношения
между произведением БВ и критерием А;
^ — особая постоянная механическая характеристика
обрабатываемого материала, представляющая собой
сопротивление материала пластическому сдвигу, и 'м2.
Лгх— безразмерная величина, зависящая ог радиуса при
вершине резца, углов в плане ср и срх, глубины
резания и подачи;
С — постоянный коэффициент в соотношении А=С(БВ)П.
Величины у0, /гэ, ~VK, и С могут быть рассчитаны или
выбраны из таблиц, которые приведены в работах [11, 461.
Уравнения (10.29) при всей их ценности для анализа явлений,
обусловливающих ту или иную обрабатываемость металлов
резанием, во-первых, в ряде случаев [12] не дают достаточной
точности, во-вторых, включают большее число экспериментальных
величин, определение которых тоже связано с достаточно
большой трудоемкостью. Следовательно, необходимо дальнейшее
совершенствование методов теории подобия с целью получения более
точных сведений об обрабатываемости металлов резанием.
Задача создания единой формулы обрабатываемости металлов
резанием является весьма сложной. При ее решении надо, по-
видимому, идти как от общего к частному, так и от частного к
общему.
Конечной целью качества режима резания металлорежущих
станков является определение числа оборотов шпинделей и
подач суппортов (головок, столов), которые должны быть выбраны
так, чтобы удовлетворялись технические ограничения и
обеспечивалась оптимальность некоторого критерия, оценивающего
качество режима.
Расчет режимов является технико-экономической задачей,
в решении которой участвуют зависимости, характеризующие
режущие свойства инструментов, и комплекс необходимых
экономических показателей.
На первом этапе оценки обрабатываемости с целью упрощения
задачи необходимо отрешиться от экономических показателей и
рассматривать только режущие свойства инструментов,
Режущие свойства инструментов зависят главным образом от
явлений, происходящих в зоне контактирования, которые опре-
194
деляются как свойствами обрабатываемого материала, так и
свойствами материала инструмента и среды. Очевидно, в этом
комплексе наиболее мобильным является обрабатываемый материал.
Действительно, за последние десятилетия было создано огромное
количество новых конструкционных металлов, в то время как
-количество марок инструментального материала и смазочно-ох-
лаждающих средств (СОС) практически не изменилось. Задачу
определения обрабатываемости можно еще более упростить, если
принять во внимание только инструментальные материалы и СОС,
нашедшие наибольшее применение в промышленности, и уже
применительно к этому комплексу оценивать обрабатываемость.
Выше было показано, что интенсивность износа
инструментов в условиях оптимальных температур контакта определяется
главным образом адгезионным износом. Адгезионный износ
зависит от прочности адгезионных связей на срез
(обусловливаемой физико-механическими свойствами, химическим и фазовым
составом обрабатываемого материала и материала инструмента,
а также от прочностных (усталостных) характеристик
инструментального материала в условиях заданных температур контакта.
Оптимальная скорость резания (при заданных прочих
параметрах) зависит от оптимальной температуры резания, физико-
механических свойств обрабатываемого материала, теплофизиче-
ских свойств материала инструмента и детали, свойств СОС.
Следовательно, первым и наиболее важным показателем для
оценки обрабатываемости является оптимальная температура
контакта, связанная в основном с явлениями разупрочнения
адгезионного шва за счет диффузии. Если бы наряду с
физико-механическими, теплофизическими и прочими свойствами в паспорт
вновь созданных конструкционных материалов заносились
величины оптимальной температуры 0О контакта и соответствующей
прочности тГо адгезионных связей на срез применительно к
наиболее ходовым инструментальным метериалам, то это,
несомненно, имело бы большой научный и практический смысл. Конечно,
специфика того или иного вида обработки будет в дальнейшем
вносить поправки в эти показатели (в связи с изменением свойств
материалов за счет пластических деформаций, температуры и пр.),
но знание величины 60 и тПо наряду с физико-механическими»
теплофизическими и прочими стандартными показателями
существенно облегчило бы задачу систематизации (обобщения) и
конкретного определения {honCf v0) обрабатываемости металлов резанием.
Существенно облегчилась бы задача определения оптимальных
режимов резания, если бы в паспортах обрабатываемых
материалов содержались достоверные сведения о температурах провала
пластичности [13].
На первом этапе обобщения весьма важно иметь комплексные
данные по обрабатываемости в пределах каждой группы
обрабатываемых материалов (углеродистых сталей, жаропрочных
сплавов на никелевой основе, титановых сплавов, молибденовых спла-
7*
105
bob и'т. д.). Вывод формул обрабатываемости в пределах каждой
групйы послужит основой для создания единой формулы
обрабатываемости.
При этом большое применение должны получить
математические методы, вычислительная и запоминающая техника. Должен
быть создан единый центр по сбору и обобщению информации по
обрабатываемости, который при появлении новых
обрабатываемых и инструментальных материалов, а также новых СОС
незамедлительно выдавал бы конкретные сведения об
обрабатываемости резанием. Это ликвидировало бы дублирование в работе
многих лабораторий, существенно сократило бы сроки подготовки
производства и имело бы несомненный экономический эффект.
ЛИТЕРАТУРА
1. Усачев Я- Г. Явления, происходящие при резании металлов,
«Известия Петроградского политехнического института», т. 23, вып. I.
1915.
2. Г л е б о в С. Ф. Теория наивыгоднейшего резания металлов. М.-Л.,
Госмашметиздат, 1933.
3. К л у ш и н М. Н. Вопросы физических основ теории стойкости
резцов и новый метод определения режимов резания. Бюро
научно-исследовательских работ Горьковского автозавода, Горький, 1938.
4. ФельдштейнЭ. И. Обрабатываемость сталей в связи с
условиями термической обработки и микроструктурой. М., Машгиз, 1953.
5. 3 о р е в Н. Н. Исследование некоторых вопросов
обрабатываемости стали типа ЭИ69 в связи с обработкой крупных деталей. Сб. трудов
ЦНИИТМАШ, кн. 6, М., Машгиз, 1947.
6. Ташлицкий Н. И. О влиянии теплопроводности стали на
температуру резания и обрабатываемость. Сб. трудов ЦНИИТМАШ. Кн.
15, М., Машгиз, 1948.
7. Ташлицкий Н. И. Влияние механических свойств и
теплопроводности сталей на их обрабатываемость. М., Машгиз, 1952.
8. Резников Н. И. Методы оценки обрабатываемости металлов
резанием, основанные на исследовании физико-механических свойств и
параметров процесса резания. В сб.: «Высокопроизводительное резание в
машиностроении», М., «Наука», 1966.
9. Вертинская А. Д. Влияние химического состава и структуры
жаропрочных сплавов на обрабатываемость. Труды ЦНИИТМАШ, № 17,
JVL, Машгиз, 1961.
10. Ташлицкий И. И. Приближенный расчет скоростей точения
•сталей и хромоникелевых сплавов по их химическому составу. «Вестник
машиностроения», 1963, № 4.
11. Силин С. С. Расчеты обрабатываемости металлов на основе
изучения процессов стружкообразования методами теории подобия. В
сб. «Высокопроизводительное резание в машиностроении», М., «Наука»,
1966.
12» К и ч к о Ю. М. Исследование вопросов оптимального точения
углеродистых сталей в связи с их химическим составом и свойствами.
Кандидатская диссертация, Уфа, 1971.
13. М а к а р о в А. Д., М у х и н В. С. Особенности обработки
сплава ЭИ437БУ. «Станки и инструмент», 1970, № 11.
14. Пресняков А. А., Червякова В. В. Природа провалов
- пластичности у металлических сплавов. Алма-Ата, «Наука», 1970.
15. М а л к и н А. Я- Скоростная обработка твердых и закаленных
сталей металлическим инструментом. В сб.: «Скоростные методы обработки
металлов», М., Машгиз, 1949.
* 196
16. Р е з н и ц к и й Л. М. Механическая обработка закаленных сталей.
М., Машгиз, 1958.
17. Макаров А. Д. Чистовая обработка закаленных сталей на
увеличенных подачах и микрогеометрия обработанной поверхности. Труды УАИ,
вып. 3, Уфа, 1957.
18. Макаров А. Д. Чистовое точение закаленных сталей. ЦИТЭР1Н
ГНТК СМ РСФСР, № М—60—25/7, 1960.
19. Макаров А. Д., Доброрез А. П., Самигуллин Р. 3.
Влияние твердости стали на некоторые характеристики её обрабатываемости
резанием. В сб.: «Вопросы оптимального резания металлов», труды УАИ, вып. 29,
Уфа, 1972.
20. Макаров А. Д., Б ерш адский В. Б. О выборе оптимальных
режимов резания при фрезеровании штамповой стали 5ХНВ. В сб.:
«Вопросы оптимального резания металлов», труды УАИ, вып. 29, Уфа, 1972.
21. Макаров А. Д., Шустер Л. Ш. Исследование процесса резания
стали ЗОХГСА, термообработанной на разную твердость. Сб. «Резание и
инструмент», вып. 8, Харьков, 1973.
22. Макаров А. Д., К и ч к о Ю. М. Влияние химсостава углеродистых
сталей на обрабатываемость резанием. В сб.: «Вопросы оптимального резания
металлов», труды УАИ, вып. 29, Уфа, 1972.
23. Лоладзе Т. Н. Износ режущего инструмента. М., Машгиз, 1958.
24. П р а в е дн и к о в И. С. Исследование обрабатываемости жаропрочных
сплавов па никелевой основе. В сб.: «Вопросы оптимального резания
металлов», труды УАИ, вып. 29, Уфа, 1972.
25. М а к а р о в А. Д., М у х и н В. С, К и ш у р о в В. М. Влияние
химического состава и механических свойств жаропрочных сплавов на их
обрабатываемость. В сб.: «Вопросы оптимального резания металлов», труды УАИ,
вып. 34, Уфа, 1972.
26. Химушин Ф. Ф. Легирование, термическая обработка и свойства
жаропрочных сталей и сплавов. Оборонгиз, 1962.
27. X и м vui и н Ф. Ф. Жаропрочные стали и сплавы. М., «Металлургия»,
1969.
28. Шустер Л. Ш., И супов А. А. Исследование прочности
адгезионной связи на срез при различных температурах контакта. В сб.: «Вопросы
оптимального резания металлов», труды УАИ, вып. 34, Уфа, 1972.
29. Казаков Н. Ф. Радиоактивные изотопы в исследовании износа
режущего инструмента. М., Машгиз, 1960.
30. Шустер Л. Ш. Выбор материала режущей части резцов. «Станки и
инструмент», 1972, № 5.
31. Справочник нормировщика-машиностроителя. М., Машгиз, 1961.
32. Грановский Г. И. О методике исследования и назначения
режимов резания на автоматических линиях. «Вестник машиностроения», 1963,
№ 10.
33. Ма к а р о в А. Д. Износ и стойкость режущих инструментов. М.,
«Машиностроение», 1966.
34. Лопшиц А. М. Шаблоны для гармонического анализа. ОГИЗ, 1948.
35. Романовский П. И. Ряды Фурье и др., М., «Наука», 1964.
36. Н а л и м о в В. В., Ч е р н о в а Н. А. Статистические методы
планирования экстремальных экспериментов. М., «Наука», 1965.
37. Фенн и Д. Введение в теорию планирования экспериментов. М.,
«Наука», 1970.
38. Новые идеи в планировании эксперимента. Под ред. Налимова В. В.,
М., «Наука», 1969.
39. X и к с И. Основные принципы планирования эксперимента. М., «Мир»,
1967.
40. К а ц е в П. Г. Статистические методы исследования режущего
инструмента. М., «Машиностроение», 1968.
41. Адлер Ю. П., Маркова Е. В., Грановский Ю. В.
Планирование эксперимента при поиске оптимальных условий. М., «Наука», 1971.
197
42. Макаров А. Д., Шустер Л. Ш., Шаров Г. А. Применение
метода факторного планирования эксперимента для установления оптимальных
параметров резания. Тезисы докладов на межобластной научно-технической
конференции «Применение математических методов планирования
эксперимента при исследовании технологических процессов», Уфа, 1972.
^43. Бобров В. Ф. Влияние угла наклона главной режущей кромки
инструмента на процесс резания металлов. М., Машгиз, 1962.
44. 3 о р и к т у е в В. Ц. Исследование износа инструмента при
торцовом течении с использованием методов планирования эксперимента.
Тезисы докладов на межобластной технической конференции «Применение
математических методов планирования эксперимента при исследовании
технологических процессов», Уфа, 1972.
45. Молохов И. Ф., ЧепуркинЮ. Н., Худякова С. А.
Математические приемы изучения обрабатываемости сплава ЖС6К. Тезисы
докладов на межобластной научно-технической конференции «Применение
математических методов планирования эксперимента при исследовании
технологических процессов», Уфа, 1972.
46. Силин С. С. Расчет оптимальных режимов резания на основе
изучения процессов резания методами теории подобия. Сб. трудов РТВИ>
№ 1, Рыбинск, 1966.
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Качество непосредственно поверхности и поверхностного
слоя характеризуется следующими основными параметрами:
а) неровностью поверхности — шероховатостью,
волнистостью, направлением рисок неровностей;
б) физическим состоянием поверхностного слоя — степенью
деформации металла, глубиной и степенью наклепа,
микроструктурой, физико-механическими свойствами (прочностными и
пластическими свойствами, коэффициентом линейного расширения,
электросопротивлением, модулем упругости и др.);
в) напряженностью поверхностного слоя —
макронапряжениями, микронапряжениями, напряжением 3-го рода.
ГЛАВА XI
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Реальная техническая поверхность деталей после
механической обработки, в отличие от идеальной поверхности,
изображаемой на чертежах, всегда имеет неровности различной формы и
высоты.
«Совокупность неровностей с относительно малыми шагами,
образующих рельеф поверхности и рассматриваемых в пределах
заданной базовой длины, представляет собой шероховатость
поверхности» [1].
При введении в действие ГОСТа 2789—59 такие термины, как
«микрогеометрия поверхности» и «чистота поверхности»,
длительное время применявшиеся в промышленности и технической
литературе, заменены единым термином «шероховатость поверхности».
Термин «чистота» сохранил свое значение только при
классификации шероховатости поверхности и употребляется в сочетании
с термином «класс».
В соответствии с ГОСТом 2789-59 шероховатость поверхности
(или класс чистоты) определяется одним из следующих параметров:
а) средним арифметическим отклонением профиля Ra;
б) высотой неровностей Rz.
Стандартом предусмотрено 14 классов чистоты поверхности.
Наиболее шероховатая поверхность относится к 1-му классу,
199
{рш^ггароллельма^
Phc.JH.I. К расчету[паргметров"шероховатости^а![и R^\
наименее шероховатая — к 14-му. Каждый класс обозначается
знаком V и цифрой; например, V6 означает шестой класс
чистоты. Каждый класс чистоты оценивается определенными
значениями Ra и Rz.
Определение Ra и Rz
Среднее арифметическое отклонение профиля Ra— среднее
значение расстояний уг\ у2\ ys\ ...; уа точек измеренного профиля
до его средней линии (рис. 11.1):
1 С
или приближенно
2 1и1
/?я
(11.1)
(11.1а)
где п — число измерений.
Значения у{ суммируются без учета их знака.
Высота неровностей Rz — это среднее расстояние между
находящимися в пределах базовой длины (длины участка
измерения) пятью высшими точками выступов и пятью низшими точками
впадин неровностей, измеренное от линии, параллельной средней
линии профиля. Согласно рис. 11.1,
(hl+h3 + h5 + h1 + h,)-(h2 + h, + hG + h8 + h1Q)
Rz = з • (П-2)
Значения Ra и R^, соответствующие каждому классу чистоты
по ГОСТу 2789-59, приведены в табл. 11.1.
200
Т а б л и и а 11.1
Класс чистоты
поверхности
1
2
3
4
5
6
7
8
9
10
11
12
13
14
мкм
не
80
40
20
10
5
2,5
1,25
0,63
0,32
0,16
0,08
0,04
1 0,02
0,01
#2.
МКМ
эолее
320
160
80
40
20
10
6,3
3,2
1,6
0,8
0,4
0,2
0,1
0,05
Базовая
длина /, мм
8
2,5
0,8
0,25
0,08
Высота и форма неровностей поверхности, расположение и
направление обработочных рисок зависят от принятого метода и
режима обработки, конструкции, геометрии режущего
инструмента, условий охлаждения и смазки инструмента, химического
состава, структуры и свойств обрабатываемого материала, вида и
состояния используемого оборудования и
приспособлений,жесткости системы СПИД и т. д.
Для оценки и измерения шероховатости существует целый
ряд методов и приборов. Все они делятся на две большие группы.
К первой относятся методы, основанные на сравнении
поверхности измеряемой детали с образцами, шероховатость которых
известна. Во вторую группу входят методы, обеспечивающие
возможность осуществления непосредственных измерений
микронеровностей на обработанной поверхности и получения количественной
оценки шероховатости.
Из приборов, относящихся ко второй группе, наиболее широкое
применение в промышленности и исследовательских организациях
201
получил двойной микроскоп МИС-11 конструкции академика
В. П. Линника. Этим прибором измерение высоты
микронеровностей производится по методу наклонного светового сечения [2].
Благодаря сменности объективов прибором можно измерять
чистоту поверхности от 3-го до 9-го классов включительно.
Высота неровностей на поверхностях 9—14 классов чистоты
измеряется с помощью оптических приборов, использующих
явление интерференции света, или щуповых [21.
Внешние (технологические и геометрические)
факторы, влияющие на шероховатость
Перемещаясь за один оборот детали на величину подачи
SiMMJo6 и переходя из положения 1 в положение 2 (рис. 11.2 а),
резец оставляет на обработанной поверхности часть несрезан-
ного металла в виде остаточного гребешка высотой Яр
(расчетная высота неровностей). Из приведенного рисунка очевидно,
что форма неровностей и их величина определяются значением
подачи s и формой режущего инструмента. Например, уменьшение
величины подачи до значения sz приводит к соответствующему
уменьшению высоты неровностей Яр (рис. 11.2 б). Изменение
главного и вспомогательного углов в плане ср и срх влечет за собой
изменение как высоты, так и формы неровностей поверхности
(рис. 11.2 в). Увеличение радиуса закругления вершины резца от
ri Д° г2 (рис. 11.2 г, д ив) приводит к уменьшению расчетной
высоты неровностей Нр.
Исследуя геометрические причины образования шероховатости>
проф. В. Л. Чебышев предложил рассчитывать высоту неровнос-
Ркс, П.2. Геометрические факторы образования шероховатости при точений
202
Рис. 11.3. Влияние радиуса
при вершине резца и подач
на шероховатость
обработанной поверхности
при точении жаропрочного
сплава ЭИ437БУ резцом
ВК6М
N
V
щ
тей при токарной обработке в зависимости от подачи и радиуса
При вершине резца по формуле
"р =
S
17
(11.3)
Из формулы (11.3) следует, что расчетная высота неровностей
всецело определяется подачей и радиусом при вершине резца (что
соответствует чистовому точению сталей). Таким образом, из
числа внешних геометрических факторов наибольшее влияние на
шероховатость оказывает г, а из числа технологических факторов —
подача (скорость резания будет рассмотрена отдельно). На рис.
11.3 показано влияние радиуса при вершине резца на
шероховатость обработанной поверхности при различных подачах. Из
приведенных данных видно, что увеличение радиуса при вершине
повышает класс чистоты обработанной поверхности тем значительнее, чем
при большей подаче велась обработка. Проведенное сравнение
расчетной и фактической высоты неровностей поверхности показало,
что при точении сплава ЭИ437БУ резцом ВК6М с различными
радиусами при вершине на подачах s = 0,08 мм/об и s =0,15 мм/об
практически отсутствует разница между расчетной и
полученной высотой микронеровностей обработанной поверхности (рис*
11.4). При точении же с подачами s = 0,2; 0,3; 0,39 мм/об
фактическая высота неровностей значительно ниже расчетной, и чем
больше подача и меньше радиус при вершине, тем больше
разница между фактической и расчетной шероховатостью. Так,
например, при точении с подачей s = 0,2 мм/об и радиусом г = 0,5 мм
высота неровностей обработанной поверхности по сравнению с
расчетной ниже на 5 мкм\ при точении же с подачей s = 0,39 мм/об
эта разница составляет 18,5 мкм. Меньшая высота
микронеровностей полученной поверхности по сравнению с расчетной может быть
объяснена боковым расширением стружки и срывом гребешков
на поверхности. Расширению стружки может способствовать
высокая пластичность сплава. Впервые улучшение чистоты обработан
203
Рис. 11.4. Изменение разности
между расчетной и фактической
высотой неровностей (АН) в
зависимости от радиуса при
вершине резца и подачи.
ЭИ437Б; ВК6М
4,0 ?//"'
ной поверхности в результате бокового расширения стружки й
срыва гребешков было обнаружено А. Н. Ереминым [3], которым
показано, что чем пластичнее обрабатываемый материал и чем
больше величина подачи, тем значительнее эффект от срезания вер"
шин неровностей под влиянием пластической деформации стружки
в боковом направлении, тем меньше общая высота неровностей.
Рассматривая влияние подачи на шероховатость поверхности,
следует отметить, что уменьшение s приводит к небеспредельному
уменьшению неровностей обработанной поверхности [4, 5, 61.
При некотором значении подачи sK, зависящем от величины
радиуса при вершине резца, высота неровностей поверхности
практически не изменяется с уменьшениемя (рис. 11.5). Высота неровностей
Rz при вторичном точении с подачами, меньшими, чем sK,
определяется главным образом неровностями режущего лезвия резца,
которые копируются на обработанной поверхности и практически
не изменяются с изменением s.
При резании резцами с небольшими радиусами закругления
и большими подачами образование неровностей связано с участием
не только криволинейной части режущей кромки резца,
образованной радиусом закругления, но и прямолинейного участка
режущего лезвия (рис. 11.2 г).
Формула для Яр в этом случае примет вид [4]
Р sin (cp + ?1)
S(tgf + t,
(11.4)
В случае точения резцами с радиусом при вершине, близким
к нулю, расчетная высота неровностей будет зависеть от углов в
плане и подач
н ^ tg у • tg ?!
Р tg ср + tg Ь
S.
(11.4а)
204
аи
0/5
02/ 03 S,m/pS
Рис. 11.5. Зависимость высоты неровностей
обработанной поверхности от подачи и радиуса при
вершине резца. ЭИ481; Т15К6 [6]
t Глубина резания влияет на величину шероховатости
незначительно. Многочисленными исследованиями установлено, что
при обычном точении влиянием глубины резания на
шероховатость практически можно пренебречь.
Влияние физических параметров процесса резания на
шероховатость поверхности
Шероховатость обработанной поверхности в общем виде
определяется из следующего выражения:
^-Я0 + ДЯ,
(П.5)
где Яр—расчетная или теоретическая высота неровностей;
А Я—превышение фактической высоты неровностей над
расчетной.
205
Величина ЛЯ зависит от:
а) пластических деформаций обрабатываемого материала (АЯПЛ);
б) упругих деформаций (упругое восстановление) (ДЯупр);
в) трения поверхности контакта задней грани по обработанной
поверхности (ДЯтр);
г) наростообразования (ДЯьар);
д) вибраций инструмента и детали (АЯВ);
е) изменения контура режущей кромки вследствие износа резца
(АЯИЗЧ)
и может быть выражена уравнением
Д Я - Д Япл -|- Д Яупр + Д Ятр + Д Нт + Д Яв + Д Яиш. (11.6)
Поскольку расчетная высота неровностей Яр находится
из чисто геометрических соображений и от других параметров
процесса резания не зависит, то изменение шероховатости
обработанной поверхности связано с изменением ДЯ.
На величину ДЯ (или на Rz) оказывают влияние следующие
основные факторы: скорость резания, свойства обрабатываемого
материала, свойства инструментального материала, жесткость
системы СПИД, СОЖ и др.
Влияние скорости резания. Известно, что при весьма низких
скоростях резания порядка 1 м/мин (первая зона) образуется
довольно хорошая чистота поверхности (рис. 11.6). При повышении
скорости резания до 20-f-30 м/мин (вторая зона) создаются
условия для развитого и устойчивого нароста, который, выступая
впереди лезвия и ниже линии среза, ухудшает шероховатость
к
■tzg
норост,
Тзана Езоно Ш зона
Рис. 11.6. К вопросу взаимосвязи между высотой неровностей Ry, ыарос-
тообразованием и коэффициентом усадки стружки К
206
f6° V,»,4U*
Рис. 11.7. Влияние скорости резания на шероховатость поверхности
Яшах и УсаАкУ стружки при точении стали ЗОХГСА (по данным А. И.
Исаева)
поверхности. Максимуму наростообразования для этой зоны
соответствует наименьшее значение усадки стружки и наибольшее
значение шероховатости поверхности. При резании на скоростях,
соответствующих третьей зоне, наблюдается уменьшение
наростообразования и уменьшение высоты неровностей. За пределами
наростообразования высота неровностей принимает наименьшее
значение. Дальнейшее увеличение скорости резания, по данным
многих исследователей, не оказывает существенного влияния на
шероховатость. В связи с этим А. И. Исаевым [4] введено понятие
«граничной» скорости игран, а А. Н. Ереминым [3] — понятие
скорости изер! после которой поверхность приобретает зеркальный
блеск. Считается, что при скоростях вышеагГан и v3cP высота
неровностей перестает быть зависимой от скорости резания и
определяется чисто геометрическими факторами. В качество
примера на рис. 11.7 приведены данные А. И. Исаева [41, откуда
видно, что при точении стали ЗОХГСА после скорости 75 м/мин
наблюдается стабилизация шероховатости обработанной
поверхности. Вместе с тем экспериментальные данные многих
исследований показывают, что кривые Rz — fiv)* выражающие
зависимость высоты неровностей от скорости резания при обработке
различных материалов инструментами, оснащенными различными
марками твердого сплава, во многих случаях имеют характерные
точки минимума [7—10]. На рис. 11.8 и 11.9 приведены
подобного рода данные, показывающие, что на определенной скорости
резания шероховатость обработанной поверхности становится
минимальной. Характерным для приведенных данных является сов-
207
Рис. 11.8. Влияние скорости резания на интенсивность износа (А) и
чистоту поверхности (Не. к.) при точении молибденового сплава резцом ВК6М
[Ю]
У"/М1/М
Рис. 11.9. Влияние скорости резания на наклеп, шероховатость
поверхности, интенсивность износа и коэффициент трения по задней поверхности
Сплав ЭИ437Б
падение точек минимума шероховатости с минимальной
интенсивностью износа инструмента. Данные рис. 11.9 показывают, что
между интенсивностью износа, трением и шероховатостью
существует тесная взаимосвязь. На определенной (оптимальной)
скорости резания минимуму коэффициента трения по задней
грани соответствует минимум интенсивности износа и более
высокий класс чистоты обработанной поверхности. Снижение
высоты неровностей поверхности с повышением скорости резания
в диапазоне V < V0 может быть объяснено снижением
адгезионных явлений и наростообразования. При скорости V > V0
наблюдается более интенсивный диффузионный износ
инструмента [8—11]. Режущее лезвие в этом случае быстрее, чем при
работе на оптимальной скорости резания, теряет свои
первоначальные геометрические очертания и за счет анизотропии диффузии
становится более шероховатым. В результате с ростом скорости в
диапазоне V > V0 шероховатость несколько возрастает.
Из сказанного следует, что найденные ранее параметрические
уравнения максимальной размерной стойкости могут быть
использованы также и для выбора скоростей резания, являющихся
оптимальными по чистоте обработки.
В заключение следует также отметить, что скорости резания
^гран и азер по своим значениям совпадают со скоростями v0,
являющимися оптимальными как по интенсивности износа
инструмента, так и по шероховатости поверхности.
Влияние свойств обрабатываемого материала.
Обрабатываемый материал, его физико-механические свойства и структура
оказывают существенное влияние на характер и высоту неровностей
обработанной поверхности. Влияние это осуществляется через
следующие факторы процесса резания: интенсивность деформаций,
трение на поверхностях контакта, наростообразование, вибрации,
упругое восстановление поверхности резания, изменение величины
Д#изн, характеризующее изменение геометрии режущей части
инструмента вследствие его износа.
Более вязкие и пластичные металлы, склонные к
пластическим деформациям, дают при их обработке грубые и
шероховатые поверхности. С увеличением твердости обрабатываемого
материала высота шероховатости снижается (рис. 11.10). Из
данных, приведенных на рис. 11.10, следует, что для стали
ЭХВГ, термообработанной под определенную твердость,
существует своя критическая скорость vKPm (или агран), ПРИ которой
наблюдается стабилизация R^. Уровень этих граничных скоростей
зависит от твердости материала. uKPPiT (или агран) совпадают с
оптимальными по интенсивности износа скоростями резания.
Видно также, что равным оптимальным температурам в0
соответствует примерно равное значение Rz. В работе [12] приведено
изменение R7 в зависимости от марки углеродистых сталей (Э,
10, 20, 45, У8А и У12А). Показано, что если сравнение
указанных материалов вести при оптимальных скоростях резания, то
209
£0 40 бо do /oo /га /to /бо /<?огоо гга zwzso у
Рис. 11.10. Влияние твердости стали ЭХВГ и скорости резаний
на шероховатость поверхности. Резец Т30К4.
*= 0,10; s = 0,10 мм/об; Ф = ф1 = 15°; 1-HRC = 23; 2- URC - 33;
5- HRC = 45; 4-HRC = 55; 5- ЯЯС = 62
влияние марки стали оказывается незначительным: Rz для всех
материалов находится в пределах одного класса. Если сравнивать
шероховатость при произвольно выбранной постоянной скорости,
то отличия по чистоте могут быть существенными.
Влияние свойств инструментального материала. Различные
инструментальные материалы при одной и той же геометрии
инструмента и тех же режимах резания могут дать обработанные
поверхности с различной шероховатостью. Это объясняется
различием в силах адгезионного взаимодействия и условиях
трения на поверхностях контакта и разной способностью
различных инструментальных материалов сохранять режущую кромку.
Неодинаковая склонность разных твердых сплавов к слипанию
с обрабатываемым материалом сказывается на усадке стружки,
величине среднего коэффициента трения, а также на величине
сил, действующих на задней грани резца [13, 4, 14, 8]. Между
склонностью твердого сплава к адгезии и чистотой обработанной
поверхности, а также интенсивностью износа существует прямая
и тесная связь. Исследования показывают, что инструментальные
материалы, имеющие меньшую величину относительного износа,
дают и меньшую высоту неровностей обработанной поверхности
(рис. 11.11).
Влияние марки инструментального материала на
шероховатость обработанной поверхности следует устанавливать не при
произвольно выбранных и постоянных для всех твердых сплавов
210
p/8 T/5K6 ТЗОКЬ ЦМ332 T60K6
Рис. 11.11. Зависимость начального и относительного износа резца и
высоты неровностей обработанной поверхности от марки инструментального
материала при чистовом точении осевой стали. Для Р18 у == 116 м/мин;
для твердых сплавов v = 250 м/мин [8]
скоростях резания, а при оптимальных — для каждого сплава.
В этом случае будет выдержано постоянство таких условий
резания, при которых для каждого сплава обеспечивается
минимальная интенсивность размерного износа.
Оценка влияния марки твердого сплава на высоту неровностей
при оптимальной скорости резания более правильна, так как
сравнение при v = const в ряде случаев может привести к ошибочным
заключениям в силу того, что высота неровностей при произвольно
выбранных постоянных скоростях резания может принадлежать
для различных твердых сплавов разным фазам кривой Rz = / (v).
Так, при точении стали 1Х18Н9Т резцами ВКЗ и Т14К8 на
оптимальных скоростях резания (соответственно 52 и 133 м/мин)
были получены довольно близкие величины поверхностных
относительных износов hono и практически совпадающие значения высоты
неровностей Rz (рис. 11.12), Если же резцы сравнивать при
постоянной скорости резания 52 м/мин, то резец ВКЗ оказывается
более износостойким и дающим менее шероховатую поверхность,
так как для него скорость резания 52 м/мин является оптимальной,
а для резца Т14К8 указанная скорость находится в зоне
усиленного адгезионного износа. И, наоборот, скорость резания 133
м/мин для резца Т14К8 является оптимальной, тогда как резец
211
г'оп{
в
7
6
5
3
й
/
О
*t.
нкн
в
12
Н
0,
и
i
s
N
ш
" ^"
2
1
т
к
1 1
И
Ы
ш
11
У
В
11
_
я
N
в
к:
1
52
/33
1/с уфин
Рис. 11.12. Интенсивность износа инструмента (а) и высота
неровностей обработанной поверхности (б) при точении с
различными скоростями резания; /=---0,5 лш; s = 0,3 мм/сб [8]
ВКЗ при этой скорости резания подвергается интенсивному дифв
фузионному износу.
Влияние марки твердого сплава на высоту неровностей
обработанной поверхности при точении стали 1Х18Н9Т на оптимальных,
но различных для каждого твердого сплава скоростях резания
приведено на рис. 11.13. Марки твердого сплава расположены в
порядке возрастания величин Лопо. Рис. 11.13 показывает, что
по величине Rz твердые сплавы расположились в той же
последовательности.
Таким образом, путем выбора соответствующей марки
инструментального материала можно в некоторых пределах
регулировать не только стойкость инструмента, но и характеристики
качества обработанной поверхности [15J. ,
212
5
3
2
/
с
^^
о
^^9 1
\ '1*~- о Т
/
/
^? J
_1. Х^оп -р_ ~"l^
«Л? ГЛ7А* T/4KS ВМ ТЫб^вКд*
**>
<2
//
<о
9
8
7
Рис. 11.13. Зависимость высоты неровностей
обработанной поверхности и относительного износа
резца от марки инструментального материала при
точении стали 1Х18Н9Т на оптимальных скоростях
резания, s — 0,3 мм/об; t = 0,5 мм
Влияние жесткости системы СПИД. Периодические колебания
сил резания и сил трения приводят к вибрациям лезвия режущего-
инструмента. Вынужденные колебания системы СПИД
обусловливаются также дефектами отдельных механизмов станка
(неточностью зубчатых передач, плохой балансировкой вращающихся
деталей, чрезмерными зазорами в подшипниках и др.). Вибрации
в системе СПИД, связанные как с неуравновешенностью ее
отдельных узлов, так и с процессом резания, вызывают значительное
увеличение шероховатости обработанной поверхности. Большое
влияние на шероховатость обработанной поверхности оказывает
состояние станка. Хорошо настроенные и отрегулированные
станки на массивных фундаментах обеспечивают достижение высоких,
классов чистоты. Очень важным является создание достаточно
высокой жесткости приспособлений для установки и крепления
деталей и режущего инструмента. Особенно велико влияние вибраций
системы СПИД на шероховатость при чистовом и тонком точении^
и растачивании [16]. При этом с уменьшением жесткости и
увеличением податливости со системы СПИД амплитуда колебаний
вершины резца увеличивается (рис. 11.14).
Рис. 11.14. Влияние
податливости системы
СПИД
алмазно-расточного станка на
шероховатость
поверхности. Сталь 20Х;
v — 100 м/мин;
1—t = 0,5 мм;
2— t = 0,3 мм;
3— t = 0,2 мм [16]
£Л /VAT/f/rr
213
В настоящее время для получения деталей высокой точности
и высокого класса чистоты поверхности промышленностью все
в большем количестве выпускаются прецизионные и особо точные
-станки.
Выбор режимов резания по шероховатости
обработанной поверхности
Для получения заданного класса чистоты обработанной
поверхности в технической литературе приводятся различного рода
рекомендации по выбору элементов режима резания и геометрии
инструмента [8—17]. Так, например, в общемашиностроительных
нормативах [17] даются специальные карты (табл. 11.2),
позволяющие для данного материала и класса чистоты в различном
диапазоне скоростей резания выбрать величину подачи и радиус при
©ершине резца.
Таблица 11.2
Обрабатываемый
материал
Стали
углеродистые и легированные,
в том числе
титановые сплавы и
сплавы на никелевой
основе (типа ЭИ437,
ЭИ617)
Класс
чистоты
v4
у5
V6
Диапазон
скоростей v,
м\мин
<50
>50
<50
>50
<50
50-И 00
>Ю0
Радиус при вершине резца г, мм
0,5
1.0
2.0
подача s, мм\об
i
0 3-0,5
0,4+0,§5
0,18-4-0,25
0,25+0,3
0,1
0,11-4-0,16
0,16-4-0,2
0,45-т-0,6
0,55+0,65
0,25+0,3
0,3+0,35
0,11+0,15
0,16+0,25
0,2+0,25
0,55+0,7
0,65+0,7
0,3+0,4
0,35+0,5
0,15+0,22
0,25+0,35
0,25+0,35
Выбор режимов резания по заданной шероховатости
поверхности может быть сделан по специальным номограммам [8]
(рис. 11.2). Номограммы позволяют по заданной высоте
неровностей обработанной поверхности и принятой величине радиуса
при вершине резца определить максимально допустимую величину
подачи sK. Работа на подачах s> sK не обеспечит требуемой
чистоты обработки, а на подачах s < sK нерациональна, так как
снижает производительность труда, повышает себестоимость
обработки и поверхностный относительный износ, а также увеличивает
214
CQ
О
§
1
0S09
c>
'<
Г)
4>
$
C\
V*
% н ^
Cu ^ cj
о *
я выб
лассу
повес
ч «
tt =S
сз £?9
2 о я
S Е cd
Иди
Си го О
^ ч^
О го го
S со Си
О О
CU
<:?
<*4
расход инструмента. Для определения требуемых скоростей реза-
*ния по найденной подаче на номограммах нанесены линии
оптимальных v0 и экономических v3 скоростей резания (для
труднообрабатываемых жаропрочных сталей и сплавов и закаленных
сталей линии v0 и v3 совпадают), как это показано на рис. 11.15.
По полученной скорости резания и диаметру обрабатываемой
детали находится число оборотов шпинделя станка. Такие
номограммы одинаково удобны для рабочего и конструктора, технолога и
нормировщика, так как они позволяют увязать выбор режимов
резания с чистотой, точностью, производительностью и
себестоимостью обработки; рассчитать точность обработки на станках,
снизить потери времени работы оборудования на смену
изношенного инструмента.
ЛИТЕРАТУРА
1. МаталинА. А. Точность механической обработки и
проектирование технологических процессов. Л., «Машиностроение», 1970.
2. Я к о б с о н М. О. Шероховатость, наклеп и остаточные
напряжения при механической обработке. М., Машгиз, 1956.
3. Е р е м и н А. Н. Физическая сущность явлений при резании стали.
М., Машгиз, 1951.
4. И с а е в А. И. Процесс образования поверхностного слоя при
•обработке металлов резанием. М., Машгиз, 1950.
5. М а к а р о в А. Д. Чистовая обработка закаленных сталей на
увеличенных подачах и микрогеометрия обработанной поверхности. Труды
Уфимского авиационного института, вып. III, Уфа, 1957.
6. Ш у с т е р Л. Ш. Шероховатость обработанной поверхности в
зависимости от радиуса при вершине резца и подачи. В сб.: «Вопросы
оптимизации процесса резания металлов», труды УАИ, вып. 19, Уфа, 1971.
7. КостецкийБ. И., Т о п е х а П. К., Не с т е р о в с к и й С. Е.
Вопросы трения при резании металлов. В сб.: «Передовая технология
машиностроения», изд. АН СССР, 1955.
8. М а к а р о в А. Д. Износ и стойкость режущих инструментов, М.,
«Машиностроение», 1966.
9. М а к а р о в А. Д. Разработка основ оптимального резания
металлов. Проспект ВДНХ СССР, Уфа, 1971.
10. Д а н и е л я н А. М., Бобрик П. И., Г у р е в и ч Я- Л.,
Е г о р о в И. С. Обработка резанием жаропрочных сталей, сплавов и
тугоплавких металлов, М., «Машиностроение», 1965.
11. Лоладзе Т. Н. Износ режущего инструмента, М., Машгиз,
1958.
12. К и ч к о Ю. М. Исследование вопросов оптимального точения
углеродистых сталей в связи с их химическим составом и свойствами.
Автореферат диссертации, Куйбышев, 1971.
13. 3 о р е в Н. Н. Вопросы механики процесса резания металлов,
М., Машгиз, 1956.
14. Исаев А. И. Влияние материала режущей части инструмента
на чистоту обработанной поверхности. В сб.: «Чистовая обработка
конструкционных металлов», М., Машгиз, 1951.
15. М а к а р о в А. Д., Коленченко В. М. О влиянии свойств
инструментального материала на некоторые характеристики процесса
резания. В сб.: «Вопросы оптимизации процесса резания металлов», труды
УАИ, вып. 19, Уфа, 1971.
16. М а т а л и н А. А. Технологические методы повышения
долговечности деталей машин. Киев, «Техника», 1971.
17. Общемашиностроительные нормативы режимов резания, часть 1,
М., «Машиностроение», 1967.
ГЛАВА XII
УПРОЧНЕНИЕ (НАКЛЕП) МЕТАЛЛА
ПОВЕРХНОСТНОГО СЛОЯ
Причины, вызывающие наклеп поверхностного слоя
при резании
Под наклепом металла следует понимать повышение его
прочностных свойств и твердости при его пластическом
деформировании.
Первоначальная
деформация металла, образующего
поверхностный слой,
протекает в зоне стружкообразо-
вания, так как начальная
граница этой зоны (линия
EQy рис. 12.1), как правило,
лежит ниже линии среза.
Анализ микроструктуры
зоны резания (рис. 12.2)
показывает, что зерна металла,
расположенные на
значительном расстоянии впереди
от передней поверхности и
ниже линии среза, уже в
значительной степени
деформированы, о чем
свидетельствует повышение микротвердости по сравнению с
микротвердостью исходного материала и искривление границ зерен в
направлении резания. Другой причиной деформации
поверхностного слоя (а следовательно, и упрочнения) является то, что
резание металлов осуществляется инструментом, лезвие которого
всегда имеет некоторый радиус округления р (рис. 12.2).
Так, для заточенных алмазным кругом резцов р колеблется в
пределах 3-±-\0 мкму для резцов с износом по задней поверхности 0,1 —
4-0,3 мм радиус округления равен 20—60 мкм (применительно к
Рис. 12.1. Схема резания резцом с
радиусом округления лезвия р
217
Рис. 12.2. Микроструктура и микротвердость сплава ЭИ437БУ в зоне
резания. Резец ВК6М; v = 13 м/мин. Радиус округления лезвия р = 30
мкм; Х270
точению жаропрочных сплавов). При наличии р часть металлу
выше линии АВ уходит в стружку, а слой металла толщиной Нсж
(рис. 12.1) не срезается, а подминается округленной частью резца,
подвергаясь упругой и пластической деформации. Согласно рис.
12.1,
р — Ясж = pcos|3;
отсюда
#c« = p(l-cosP), (12.1)
где р — угол сдвига.
Из отношения (12.1) следует, что толщина слоя Ясж,
подминаемого в сторону задней поверхности, зависит от р и угла
скалывания.
Третьей основной причиной деформации поверхностного
слоя является частичное упругое восстановление несрезанного
деформированного металла на величину Яу. Это приводит к
появлению нормальных и касательных сил на задней поверхности,
а следовательно, и к дополнительной пластической деформации
поверхностного слоя. Рассмотренные факторы, воздействуя на
218
деформацию поверхностного слоя, проявляются по-разному в
зависимости от режимов резания, марки обрабатываемого и
инструментального материалов, геометрии инструмента и др.
Таким образом, металл, образующий поверхностный слой,
в процессе резания претерпевает неоднократное пластическое
деформирование. Это приводит в свою очередь к изменению всех
физико-механических свойств и структуры металла. Согласна
дислокационной теории [1], упрочнение металла при наклепе
заключается в концентрации дислокаций около линий сдвигов.
Атомные слои в месте расположения дислокаций упруго
искажены таким образом, что возникает локальный концентратор
напряжений. При пластической деформации число дислокаций б
металле может увеличиться на несколько порядков. Если внеде-
формированном металле средняя плотность дислокаций р =
= 106-М08 еж2, то в наклепанном металле она возрастает до р =
= 1014 см-2. В результате увеличения плостности дислокаций и
взаимодействия их силовых полей и происходит упрочнение
металла при пластическом деформировании.
Основные характеристики наклепа и методы их
исследования
Наклеп характеризуется глубиной пластически
деформированного поверхностного слоя hc и степенью наклепа N,
определяемой по формуле
JV = -^=^-- 100 %, {12.2>
где #х—микротвердость детали непосредственно с
поверхности;
Н — микротвердость сердцевины.
В соответствии с изменениями, происходящими в
поверхностном слое, глубина наклепанного слоя определяется или по
изменению микротвердости по сечению детали, или по изменению
характера интерференционных линий на рентгенограммах при,
послойном стравливании исследуемой поверхности.
Определение наклепа методом измерения
микротвердости
Исследование глубины и степени наклепа методом измерения
микротвердости является наиболее распространенным в
настоящее время. Метод заключается в том, что исследование
материала производится на участке наклонного микрошлифа,
который располагается под малым углом к исследуемой поверхности.
Изготовление наклонных микрошлифов производится в
специальных приспособлениях [2]. Первоначальное снятие металла выпол-
219
«L
■US'
в;
/f
fS
/O 20 JO 40 SO SO 70 SO SO /OO //0,*г<лг
Рис. 12.3. Изменение микротвердости и ширины линии
(331) по глубине поверхностного слоя обточенного
образца из- сплава ЭИ437БУ:
/—микротвердость, замеренная при послойном
стравливании; 2 — изменение ширины линии (331);
3— наклеп, замеренный на наклонном микрошлифе
няется на чугунном круге, затем шлиф доводится на стекле до
необходимой чистоты. Перед измерением микротвердости шлифы
полируются на сукне окисью алюминия. Микротвердость
измеряется на специальном приборе — микротвердомере марки ПМТ-3
[2, 31 при различных нагрузках в зависимости от исследуемого
материала и глубины наклепа. Измерение, как правило, ведут в
направлении от места выхода микрошлифа на поверхность к
сердцевине до тех пор, пока микротвердость не стабилизируется.
Точка стабилизации микротвердости показывает глубину наклепа
(рис. 12.3). Степень наклепа подсчитывается по формуле (12.2).
Исследование наклепа рентгеноструктурным методом
В настоящее время при исследовании поверхностного
пластически деформированного слоя деталей все большее применение
находят методы рентгеноструктурного анализа, обладающие
высокой чувствительностью и позволяющие наиболее точно и
объективно оценить величину наклепанного слоя [4]. На практике
используют обычно один из двух существующих методов —
визуальную оценку изменения характера (размытия)
интерференционных линий или изменение ширины дифракционной линии.
Исследование по первому методу выполняют на приборе УРС-55,
220
R
U
«
О
о
я
о>
со
о
с
о
X
К
Си
рентгенографируя образец после каждого электролитического
снятия определенной толщины наклепанного слоя. Снятие слоев
и последующее рентгенографирование выполняется до тех пор,
пока на рентгенограммах (дебаеграммах) не появятся четкие
рефлексы недеформированной структуры исходного металла (рис. 12.4).
Этот метод обладает рядом преимуществ: несложностью
эксперимента, наглядностью, возможностью одновременно
проследить изменение размеров блоков. Основной
недостаток—визуальная оценка, точность которой зависит от четкости
рефлексов на рентгенограммах сердцевины образца.
Для количественной оценки и графической интерпретации'
полученных данных необходимо фотометрирование полученных
рентгенограмм.
Исследование по второму методу производится на приборе
УРС-50ИМ. В этом случае дифракционная картина
регистрируется пересчетным и счетно-усредняющим прибором с
автоматической записью рентгенограмм на ленте самописца (рис. 12.5).
После получения дифракционных линий измеряется их ширина
В по формуле
B = -f' (12.3>
где S— площадь, ограниченная профилем линии и линией фона;.
h — высота максимума линии.
На основании экспериментальных данных строятся графики
изменения ширины линии в зависимости от глубины снятого слоя
(см. рис. 12.3). Та глубина, на которой стабилизируется ширина
линии, и принимается за глубину наклепа. Рассмотренный
метод позволяет устанавливать наличие малой пластической
деформации (до 1%) и дает хорошую воспроизводимость результатов.
Удаление поверхностного слоя производится методом
электролитического полирования, который обеспечивает
равномерность снятия металла, стабильность во времени и хорошее
качество поверхности, позволяющее помимо рентгенографирования
проводить измерение микротвердости. Состав электролита:
Н3Р04 (удельный вес 1,65 г/см3)—2 части;
H2S04 (удельный вес 1,83 г/см3)— 1 часть.
Режим электрополирования: плотность тока—0,7 а/см2, темпе^
ратура электролита—20-г-30°С, напряжение—10-^-20 в.
При таких режимах в 1 мин удаляется слой толщиной 4ч-6 мкм.
Известен расчетный метод определения глубины пла£тичееки
деформированного поверхностного слоя [5], базирующийся на
решении отдельных задач теории пластичности.
Применительно к несвободному резанию для острого инструмента формула
222
*\и. у/
Рис. 12.5. Типичное изменение линии (331) по мере удаления
поверхностного наклепанного слоя. Сплав ЭИ437БУ.
а—рентгенографирование наклепанной поверхности образца;
б —переходная зона; с—рентгенограмма сердцевины образца
для определения глуоины наклепанного слоя имеет следующий
вид:
< 1 — sin 3 . ~
К - п , 0- • sm2?, (12.4)
2 sin l v '
где s — подача,
j3 — угол скалывания,
о — главный угол в плане.
Угол скалывания р рассчитывается по формуле
tg? = r^, (12.5)
С — sin 7 v '
где С — усадка стружки;
f —передний угол,
Формула (12.4) справедлива, когда отношение sY<«0,3,
Технологические факторы, влияющие на глубину
и степень наклепа
Наклеп поверхностного слоя в значительной степени
зависит от многих технологических факторов — элементов режима
резания, геометрических параметров инструмента и состояния его
режущего лезвия, свойств инструментального и обрабатываемого
материалов, вида смазывающе-охлаждающих жидкостей и схемы
охлаждения и др.
223
Влияние скорости резания. Скорость резания может влиять
на наклеп, выступая в качестве различного фактора [6, 7].
1. Скорость резания как фактор, определяющий скорость
осуществления пластической деформации поверхностного слоя.
С повышением скорости деформации, как известно, происходит
рост предела прочности и предела текучести конструкционных
материалов. Повышение предела текучести снижает пластичность
обрабатываемого материала и действует в сторону уменьшения
наклепа.
2. Скорость резания как фактор, изменяющий
продолжительность контакта задней поверхности резца с изделием. При
большой скорости резания поверхность детали проходит через зону
контакта, не получив того наклепа, который она могла бы
получить при малой скорости резания и более продолжительном
контакте.
3. Скорость резания как фактор, изменяющий величину
удельной нормальной qN и касательной q? нагрузки и величину
коэффициента трения на задней поверхности инструмента р/.
Г г
Повышение величин^, ^f, мЛ очевидно, будет способствовать
повышению наклепа, т. к. при отсутствии контактных нагрузок
и трения на задней поверхности наклеп обработанной
поверхности был бы невозможен.
4. Скорость резания как фактор, изменяющий ширину
пластической зоны (зоны стружкообразования) и положение ее
начальной границы относительно вершины резца и линии среза.
При повышении скорости резания до некоторой величины
происходит сужение пластической зоны и уменьшение глубины ее
распространения ниже линии среза. То и другое действует в
сторону уменьшения наклепа.
5. Скорость резания как температурный фактор, изменяющий
степень развития нароста или застойной зоны и характер
обтекания и подмятия металла из зоны стружкообразования в
сторону задней грани. Нарост увеличивает действительный радиус
округления режущей кромки и тем самым способствует
повышению наклепа.
6. Скорость резания как температурный фактор влияет
на изменение интенсивности процесса разупрочнения. При
пластическом деформировании в поверхностных слоях металла
происходят два одновременно протекающих процесса: наклеп и
разупрочнение. С повышением температуры и степени деформации
скорость протекания процесса разупрочнения, происходящего
за счет рекристаллизации, возрастает. Повышение температуры
резания способствует повышению интенсивности процесса
разупрочнения и уменьшению наклепа.
7. Скорость резания как фактор, изменяющий величину
отношения скорости деформации поверхностного слоя к скорости
процесса рекристаллизации (разупрочнения). Разупрочнение про-
224
исходит с некоторой конечной скоростью, которая зависит от
температуры и степени деформации. Если скорость деформации
превосходит быстроту рекристаллизации, то будет наблюдаться
явление частичного наклепа металла, несмотря на то, что
деформация будет происходить при температуре, превышающей
температуру рекристаллизации.
8. Скорость резания как температурный фактор,
способствующий самозакаливанию поверхностного слоя и наклепу при
фазовом превращении, вследствие разогрева поверхностного слоя до
температур, превышающих температуру критической точки Асз.
9. Скорость резания как фактор, изменяющий температуру
поверхностного слоя и характеристики пластичности 0 и б
обрабатываемого материала при этих температурах. Для многих
конструкционных материалов в некотором диапазоне температур
наблюдается охрупчивание (провал пластичности),
выражающееся в снижении относительного удлинения о и поперечного
сужения 0. При обработке материалов резанием повышение
температуры контакта до температуры, соответствующей
максимальному охрупчиванию, будет способствовать снижению наклепа, а
дальнейшее повышение температуры должно действовать в
сторону повышения наклепа, т. к. пластичность в этом случае
повышается.
Таким образом, наклеп, наблюдаемый на обработанной
поверхности детали, определяется совокупным действием
рассмотренных факторов. Назовем условно диапазон скоростей резания
до оптимальных — первым диапазоном, а диапазон скоростей
выше оптимальных — вторым.
В первом диапазоне при повышении скорости резания
факторы 1—6 и 9 действуют в сторону снижения наклепа, поэтому
глубина и степень наклепа должны снижаться. При дальнейшем
повышении скорости резания (выше оптимальной) ряд факторов
(4, 5), способствующих в первом диапазоне скоростей снижению
наклепа, прекращает свое действие и могут начать действие
факторы 7 и 8, способствующие повышению наклепа. Факторы 3 и
9 (трение и пластичность материала) при переходе скорости
резания через оптимальное значение меняют направление своего
действия на наклеп поверхностного слоя, т. к. скорость,
соответствующая минимуму коэффициента трения на задней поверхности
резца, и температура максимального охрупчивания примерно
совпадают с оптимальной температурой контакта. Следовательно,
повышение скорости резания выше оптимальной должно приводить
к увеличению наклепа.
Таким образом, анализ физических причин, приводящих
к изменению наклепа при изменении скорости резания в
широких пределах, позволяет заключить, что зависимости hc = f (v)
и N = f (v) должны носить экстремальный характер с точкой
минимума в области оптимальных скоростей резания.
Приведенные на рис. 12.6ч-12.8 экспериментальные зависимости парамет-
° Заказ 829
225
20 30 W SO $0 70 80 90 /00 W \Zt»/*o„
Рис. 12.6. Влияние скорости резания на глубину и степень наклепа,
интенсивность износа инструмента и температуру резания при точении стали
ЭИ654 резцом ВК6
ров наклепанного слоя от скорости резания действительно
показывают, что функции hc = f (v) и N = f (v) экстремальны. С
повышением скорости резания при точении стали ЭИ654 и сплава
ЭИ437БУ на всех подачах глубина и степень наклепа
первоначально снижаются, достигают минимума при некотором значении
скорости резания, а затем повышаются. Минимумы глубины и
степени наклепа для всех подач имеют примерно одинаковые
значения, причем чем больше подача, тем меньше скорость резания,
которой соответствует указанный минимум наклепа.
Характерным является то, что наименьшие значения глубины и степени
наклепа наблюдаются в области оптимальных по интенсивности
износа инструмента скоростей резания. Таким образом, между
интенсивностью износа инструмента и наклепом обработанной
поверхности наблюдается тесная взаимосвязь. Наличие
минимума наклепа обработанной поверхности является весьма важ-
226
I 1 1 1 1 U 1—U 1 U 1 1 1 1 1
£0 «O SO SO /OO SSO/40/SO/<SO SOO &0 <&C S60 f<f& V}"/+
Рис. 12.7. Влияние скорости резания на глубину и степень наклепа и
температуру контакта при точении стали ЭИ961 резцом Т15К.6
5Г ' ' •—' ■!.■■■■■■■ ■ ..и. и-*
- /О £0 50 ЬО 50 SO Ц"/„и»
Рис. 12.8. Влияние скорости резания на характеристики наклепа при
точении сплава ЭИ437БУ резцом ВК6М (определено рентгеноструктурным
методом по изменению ширины линии (331)
ным свойством оптимальных скоростей резания, так как для
повышения ресурса и эксплуатационной надежности деталей из
нержавеющих сталей и жаропрочных сплавов весьма важно
избегать образования наклепа при механической обработке [8, 9].
Наличие минимума наклепа подтверждается как
исследованием наклепа методом замера микротвердости, так и
рентгеноструктурным методом (рис. 12.8 и 12.9). Необходимо отметить,
что значения глубины наклепанного слоя, определенные рентге-
8*
227
Jf^\: f° *° SO ^ 40 SO $0' t"/^
Рис. 12.9. Изменение ширины линии (331) сплава ЭЙ437БУ в зависимости
от скорости резания при точении резцом ВК6М (рентгенографирование
поверхности)
ноструктурным методом, во всех случаях превышают глубину
пластической деформации, полученную методом измерения
микротвердости. Разница в показаниях колеблется в пределах 10-f-50 мкм.
Из рис. 12.3 видно, что начиная с некоторой глубины значение
микротвердости стабилизируется, хотя еще на некоторой глубине
поверхностного слоя наблюдается расширение линии,
свидетельствующее о наличии наклепа. По-видимому, метод
определения наклепа измерением микротвердости становится
нечувствительным к малым степеням пластической деформации и дает
несколько искаженную картину наклепа поверхности. Следует,
однако, отметить, что общие закономерности, полученные как
методом измерения микротвердости, так и рентгеноструктурными
методами, полностью совпадают.
Влияние подачи на наклеп обработанной поверхности. При
работе на постоянной скорости и переменной подаче зависимость
Кп = f (s)i как это было показано выше, носит различный
характер, определяемый уровнем температуры в зоне резания.
Характер зависимостей К = f (s) и N = f (s) также сложен и
внешне аналогичен зависимости hon = / (s). Разберем это на
примере сплава ЭИ437БУ [10]. В случае работы на сравнительно
-низкой скорости (например, V = 18 м/мин — рис. 12.10), когда
прц повышении подачи происходит повышение температуры ре-
задая и последняя приближается к своему оптимальному
значению .@0» повышение подачи приводит к снижению глубины и
степени наклепа. При работе на средней скорости (V = 23 м/мин)
зависимости hc = f (s) и N = / (s) носят экстремальный
характер. Это объясняется тем, что в данном случае при повышении
подачи температура резания переходит через оптимальное
значение. Для высоких скоростей резания (V = 35 м/мин), когда при
повышении подачи температура резания все дальше
отклоняется от оптимального значения, глубина и степень наклепа
монотонно , повышаются.
:228
Рис. 12.10. Влияние
подачи на среднюю
температуру контакта
и найглубииу и степень
етаклепа поверхностного
слоя при точении г,
сплава ЭИ437БУ "л,
резцом ВК6М jt$
V z23Af/srvfr
S-Q2""/o6
Рис. 12.11. Влияние подачи на
х арактеристики наклепа и среднюю
температуру контакта (термоэдс)
при точении стали ЭИ961 резцом
Т15К6;
1— v = 97 м/мин, 2— v ~ 154,
S— v = 246 м/мин
Ufa
32
30
23
2и
2Ь
22
Рис. 12.12. Влияние переднего
угла на глубину и степень наклепа
при точении сплава ЭИ437БУ
резцом ВК6М
Рис. 12.13. Микроструктура зоны резания сплава ЭИ437БУ
v = 21,5 м/мин; у = — 15°; s поперечн. = 0,15 мм/об; Х270
Рассмотренный для жаропрочного никелевого сплава ЭИ437БУ
сложный характер зависимостей hc = / (s) и N = / (s)
принципиально справедлив и для стали ЭИ961 (рис. 12.11).
Влияние геометрии режущего инструмента и его износа.
Параметром геометрии режущей части резца, наиболее резко
меняющим условия стружкообразования, является передний угол.
Изменение параметров наклепа с изменением переднего угла на
примере сплава ЭИ437БУ показано на рис. 12.12. Из приведенных
данных видно, что передний угол резца существенно влияет на
глубину и степень наклепа. Так, например, при изменении у
от +15° до —15° hc увеличивается почти в три раза, степень
наклепа возрастает с 22% до 35%. Резкое увеличение
пластически деформированного поверхностного слоя при резании
резцами с большими отрицательными передними углами объясняется
сложными условиями стружкообразования. На рис. 12.13
показана зафиксированная зона резания резцом с у=—15. По линиям
скольжения, искажению зерен и их границ видна значительная
пластическая деформация как срезанного слоя, так и металла,
лежащего ниже линии среза.
Приведенные закономерности изменения наклепа
объясняются ростом величины относительного сдвига е и сопротивления
движению стружки по передней поверхности. Рост
относительного сдвига усиливает интенсивность проникновения пластической
деформации в более глубокие слои металла, расположенные
впереди резца и ниже линии среза. Сопротивление движению
стружки приводит к торможению надрезцовых слоев, создает большой
градиент скоростей их перемещения. Указанные изменения обоих
факторов действуют в одном направлении — увеличивают
глубину и степень наклепа. В связи с вышеизложенным обработка
230
> , If I [ . I /
/60o so ~~ too /so/>m»
Рис. 12.14. Влияние радиуса округления лезвия
резца на микротвердость поверхности стали;
1— s = 0,76 мм/об; 2—s = 0,5; 3— s = 0,25;
4_ s --= 0,12
жаропрочных .материалов резцами, имеющими большие
отрицательные передние углы как средство снижения растягивающих
•остаточных напряжений, не может быть рекомендована
производству, так как известно, что интенсивность разупрочнения металла
при высокотемпературной эксплуатации в значительной степени
зависит от глубины и степени наклепа.
Влияние радиуса округления режущего лезвия на
микротвердость поверхности представлено на рис. 12.14. Из
приведенных данных следует, что при всех значениях подач [11] радиус
округления о существенно повышает наклеп поверхностного слоя
стали.
На рис. 12.15 показано влияние износа резца по задней
поверхности на глубину и степень наклепа обработанной
поверхности сплава ЭИ437БУ. Так же, как и передний угол, износ
существенно увеличивает глубину пластически деформированного
слоя. При этом обнаружено, что наибольшее влияние износа на
наклеп наблюдается при точении на скоростях выше и ниже
оптимальной скорости резания. Резание на vQ обеспечивает
максимальную стабильность характеристик наклепа. Так, например,
при износе резца до h3 = 0,4 мм и при точении на скорости V =
= 7 м/мин, глубина наклепа возрастает на 57 мкм (со 110 мкм
до 165 мкм), степень наклепа — на 10%. При работе на
оптимальной скорости резания V0= 23 м/мин и при той же величине
затупления резца, hc возрастает лишь на 20 мкм, степень наклепа
изменяется на 4%. При V = 47 м/мин (v > v0) глубина наклепа
возрастает на 70 мкм.
Влияние свойств обрабатываемого материала. Различные
стали и сплавы по-разному упрочняются (наклёпываются) при
механической обработке. При этом более пластичные и более
упрочняемые при деформации материалы, как правило, при
механической обработке имеют и больший наклеп [2]. При многофаз
231
О О, /а 0,20 OJQ 0,4/5 /,
Рис. 12.15. Влияние ширины фаски износа по задней грани на глубину к
степень наклепа обработанной поверхности при точении сплава ЭИ437БУ
резцом ВК6М
ной структуре больший наклеп получают те структурные
составляющие, которые более склонны к деформации и упрочнению
[12].
Изменение глубины наклепа при резании различных по-
свойствам сталей приведено на рис. 12.16. Из рисунка следует,
что с увеличением прочности и твердости сталей и одновременным
снижением их пластических свойств hc снижается, причем эта
закономерность наблюдается в довольно широком диапазоне
скоростей резания.
Изменение содержания углерода от 0,06% в
электротехнической стали Э до 1,19%— в стали У12А приводит к повышению-
твердости и прочности углеродистых сталей (например, предел
прочности изменяется соответственно от 37 кг/мм2 до 92 /сг/лш2)..
232
4;
/60
Рис. 12.16. Изменение hc в
зависимости от скорости
резания и марки материала: ^п
J— сталь 45; 2—сталь Х12М;
3— 18ХНМА; 4—У10; 5—Р18
&? . ^ ^ ,
^ 20 40 SO SO %„;„ин
Эти изменения в свойствах приводят к изменениям и в величине
деформации поверхностного слоя: с повышением содержания
углерода в стали (резец Т15К6, t = 0,5 мм; s = 0,21 лт/об при
V = V0) наблюдается закономерное снижение глубины и степени
наклепа обработанной поверхности (табл. 12.1) [13].
Таблица 12.1
Марки
стали
э
10
20
45
У8А
У12А
с,
0,06
0,14
0,22
0,49
0,80
1,19
кг\мм2
37
41
47
63
71
92
м\мия
490
390
380
240
185
127
е°'С
о
910
890
980
1000
1000
1000
мкм
75
55
—
47
—
32
N,
55
40
—
26
—
15
Применительно к группе жаропрочных деформируемых
сплавов марок ЭИ437А, ЭИ437БУ, ЭИ617, ЭИ826, ЭИ929 и ЭП220
установлено, что влияние физико-механических свойств сплавов на
наклеп поверхностного слоя зависит от уровня скоростей
(температур) резания [14]. При работе на сравнительно низкой скорости
резания (v = 10 м/мин) средняя температура контакта при точении
рассматриваемых сплавов находится в пределах 450ч-550°С
(рис. 12.17). При этих температурах прочностные свойства
сплавов практически совпадают (табл. 12.2). В незначительных
пределах колеблется также и коэффициент трения по задней
поверхности |л/. Пластические же свойства (относительное удлинение
о и относительное сужение >Ь образца) и коэффициент упрочнения
"материала при деформации К (угол наклона ориентировочных
прямых истинных напряжений [151) с повышением жаропрочных
свойств сплавов значительно снижаются (табл. 12.2 и рис. 12.18).
! ^л
—__—_,
1
233
шо
(SO
(20
«О
(00
90
SO
V
60
D_D_ M437A
ъ-ъ-Эи4375У
o-Q-3U6(7
а-д- ЭН826
• - — ЭУ929
Ъ-Ъ-ЭЛ220
50 ум/*ии
Рис. 12.17. Влияние скорости резания на глубину и
степень наклепа и среднюю температуру контакта
при точении жаропрочных сплавов
о
о,
cd
С
О.
.id
с;
о
о
о.
V)
с
О
»
D
-м
п
о
С)
о
о
00
!
аэ
ел
С
О
о
U
СЛ
о
о
I
а?
s*
о
1 °°
^
•п 3
-
'&
■'•■• с°
.V." ^
«О
*;-!
*
о U
<Г> о
ai
» 3|
а?
1 •*
<
J3?
в <
_
iri
.v." о
-э-
••"^
«о
- 5?
5*
*
. S
»**
2*
с?
^
. 3;
•= *
„
^
аУ
U О
о
*1°
•v.* S?
* 3?
.-'3
'<
О
о
с»
с- то
г- !!»
^ U
со
см
о
00
-^
СО
О
CD
00
CD
Г^
—*
О
СО
о
т—4
t>-
LO
со
00
см
LO
00
СО
СО
о
00
CD
О
CD
см
_
LO
О
ю
О
со
о
LO
'■—<
1
1
г^
LO
"*
см
со
см
со
LO
а>
о
LO
-^
<
г-
со
S
(Г)
СО
СМ
о
ь-
см
со
о
а>
о
с^
СО
00
Г^
о
СМ
г-
о
СО
00
СМ
ю
00
Tf
СО
О
Г^
со
о
LO
СМ
LO
СП
LO
г^
-^
Ю
СО
о
СО
*-*
г^
о~
СО
*■
00
см
Tf«
см
о
о
о
m
Tt«
>*
U-I
Г--
С0
О)
LO
см
Ю
СО
1^-
LO
о
о
см
СТ>
со
00
о
см
t-~
LO
CM
CD
см
m
t^
h*
LO
о
t>.
t^
о
r—I
*-H
t^
*—:
t^-
CD
CO
■
CO
о
CM
»—<
CO
o~
о
CM
"-"'
CM
CM
CM
CM
о
о
о
о
LO
r^
CO
s
со
LO
о"
CM
LO
CO
CD
Tt*
о
о
~
CD
CM
о
а>
о
го
г-
ю
см
-^
см
ю
t>-
см
LO
о
LO
00
о
СО
*■—*
т-Н"
00
г^
**
СО
о
со
о
о
*—*
о
о
СО
см
,—1
см
см
см
о
о
о
~-<
LO
СО
см
00
S
О)
о
СМ
о
СО
СМ
Tf
о
о
см
СТ>
о
а>
о
00
г-
о
со
Tf
см
о
г^
см
-^
о
СО
О
о
см
о
LO
00
см
со
LO
см
о
а>
СО
о
см
см
"~
00
1^
т~*
о
о
о
см
LO
C75
СМ
о
S
(Г)
00
LO
LO
см
со
о
со
о"
LO
о
*-*
00
О
00
о
LO
00
LO
СО
а>
*-"'
о
CD
G>
со
о
о
~
О
г^
со
О
оо
см
^
см
о
г^
см
<э
о
см
""Ч
СО
^
*—
^_
о
о
LO
LO
о
см
см
I—1
О)
и
о
о
см
+1
К
Он
к
S
ж
С1>
2*
сп
ГГ]
СП
a
s
•Ьг
•&
IX)
О
«
7^>
ю го so $%
К
/VJ
/00
so
60
к
Пс
А
#
¥
N,%
АО
во
20
о' го го зо ?f%
'с.
мкм
<50\
/30
. НО
90
70
I
50
Рис. 12.18. Влияние характеристик пластичности сплавов
на параметры наклепа
Обнаружено, что глубина и
степень наклепа
поверхностного слоя в этом случае
находятся в тесной связи с
коэффициентом упрочнения К и
характеристиками пластичности б и
О (рис. 12.19).
При точении сплавов и
поддержании средней температуры
контакта для всех сплавов на
одном уровне (в = 800°С) по
мере роста жаропрочных свойств
сплавов также наблюдается
снижение характеристик
наклепа (табл. 12.2). Снижению
наклепа в этом случае могут
способствовать повышение
прочностных и снижение пласти-
!
3
с
/
л-
>
с
//
¥
1 6
LL
^~
-—■
/•/
S5»°*
яы*э От
\
4<?
35
30
25
1,2 43 <4 4,5 /,6 л
Рис. 12.19. Влияние коэффициента
упрочнения различных сплавов на
глубину и степень наклепа
поверхностного слоя
ческих свойств сплавов и значительное снижение коэффициента
трения по задней поверхности. По-видимому, эти факторы, а не
коэффициент упрочнения (который возрастает с возрастанием
легирования сплавов), явились определяющими при формировании
наклепа металла поверхностного слоя.
Резание на высоких постоянных скоростях дает
противоположную картину изменения характеристик наклепа по
сравнению с резанием на низкой скорости (рис. 12.17).
Экспериментальные данные показывают, что при точении исследуемых
материалов на скорости v = 50 м/мин наибольшему упрочнению
поверхности подверглись образцы высоколегированного сплава ЭП220
и наименьшему — образцы сплава ЭИ437А. Найденная
закономерность может быть объяснена тем, что в малолегированных
сплавах типа ЭИ437 при температурах 700^-750°С и выше
одновременно с упрочнением при деформации в поверхностном слое
протекает и процесс разупрочнения (снятия наклепа), в то время
236
как в жаропрочном сплаве ЭП220 процесс разупрочнения наступает
при температурах, превышающих 900°С. В результате этого
более жаропрочные сплавы обладают более высокой способностью
к упрочнению, чем низколегированные. Это обстоятельство, по-
видимому, и является определяющим при формировании наклепа
в поверхностном слое, тем более что пластические свойства
рассматриваемых сплавов при этих температурах практически
одинаковы.
Особый интерес представляют данные по наклепу при
точении рассматриваемых сплавов на оптимальных скоростях
резания. В этом случае средняя температура контакта изменяется
от 710СС до 850°С, причем чем жаропрочнее сплав, тем выше
для него и оптимальная температура контакта (табл. 12.2). В
указанном диапазоне температур пластические свойства и
коэффициент упрочнения для различных сплавов находятся примерно
на одинаковом уровне. Вместе с тем эксперименты показывают,
что с увеличением степени легирования сплавов глубина и
степень наклепа (при V = У0) снижаются. Так, для сплава ЭИ437А
при оптимальной скорости резания У0 = 35 м/мин hc и N
соответственно составляют 80 мкм и 26%, для сплава ЭИ826 при
V0 = 25 м/мин —65 мкм и 20/,5%, а для сплава ЭП220 при V0 =
= 35 м/мин — 55 мкм и 18%. Анализ данных по микротвердости
поверхностного слоя и характеристик механики процесса резания
показал, что глубина и степень наклепа находятся в тесной связи
с коэффициентом трения по задней поверхности инструмента.
Снижение hc и N для более жаропрочных сплавов может быть
объяснено снижением коэффициента трения \ъ' (табл. 12.2).
Влияние свойств инструментального материала. Известно,
что одной из основных причин, оказывающих влияние на
интенсивность пластической деформации поверхностного слоя,
является трение на поверхностях инструмента. Профессор В. Д.
Кузнецов отмечает [17], что «смятие есть такое явление, когда при
затрате энергии, равной работе силы внешнего трения,
поверхностный слой твердого тела пластически деформируется без отделения
частиц, т. е. без убыли массы тела». Поэтому факторы,
оказывающие влияние на характеристики трения, должны способствовать
изменению наклепа обработанной поверхности.
Как показывают исследования, марка инструментального
материала в широком диапазоне скоростей резания оказывает
значительное влияние на коэффициент трения на задней
поверхности инструмента [18]. Из рис. 12.20 следует, что коэффициент
трения и/, микротвердость обработанной поверхности, глубина
и степень наклепа зависят от марки инструментального
материала, причем характер зависимостей р/ = / (v) для различных
условий обработки идентичен зависимостям Н = f (v), hc = f (v)
и N = f (v): для твердосплавных инструментов минимумы
значений и/, Я, /ic, N находятся в области оптимальных скоростей
(температур) резания (рис. 12.20 а);
237
Рис. 12.20. Влияние инструментального материала
и скорости резания на температуру, усадку
стружки (а) и характеристики наклепа
поверхностного слоя (б) при точении стали 1Х18НЮТ;
t= 0,5 мм, s= 0,2 мм/об
монотонное изменение зависимости ц' = / {v) для
быстрорежущего инструмента (рис. 12.20 б) соответствует такому же
характеру зависимостей Н = f (v), he = f (v) и N = f (v)\
инструментальный материал, обеспечивающий меньшее
значение коэффициента трения, формирует обработанную поверхность
более высокого качества. Так, например, поверхность, обработан-
238
ная резцом Т14К8, имеет меньшую микротвердость, глубину и
степень наклепа по сравнению с поверхностью, обработанной
резцом ВК8. С увеличением содержания карбидов вольфрама в
инструментальном материале повышается слипаемость материалов
инструмента с обрабатываемой сталью, т. е. усиливается
явление адгезии, усложняется обтекание металлом режущего
инструмента (усадка стружки | для резца ВК8 больше), что вызывает
увеличение характеристик наклепа обработанной поверхности.
В работе [18] связь между параметрами наклепа и
коэффициентом трения р/ для различных инструментальных материалов
найдена в виде линейного уравнения
К = а + 6(i/, (12.6)
где К — изучаемый параметр (глубина наклепа Лс,
микротвердость поверхности Я, степень наклепа N).
В табл. 12.3 приведены параметры связи, значения свободного
члена а, коэффициента в, коэффициента корреляции г и
корреляционного отношения т] для случая обработки стали 1Х18Н9Т.
Таблица 12.3
Параметры связи наклепа с коэффициентом трения
Параметры связи
\x'—hc
{хг—Н
а
62,2
214,7
в
65,2
30,3
п
0,98
0,92
г
0,97
0,82
Данные табл. 12.3 показывают, что между коэффициентом
трения по задней поверхности р/ и характеристиками наклепа
существует тесная взаимосвязь (корреляционное отношение,
служащее измерителем тесноты связи, составляет 0,92^-0,98).
Таким образом, тот инструментальный материал, который
дает более высокий коэффициент трения по задней поверхности,
наиболее интенсивно изнашивается и приводит к формированию
большего наклепа поверхности как по глубине, так и по
степени. Путем выбора соответствующей марки
инструментального материала можно в некоторых пределах регулировать не
только стойкость инструмента, но и качество обработанной
поверхности.
Связь степени наклепа с его глубиной и проверка
возможности аналитического определения глубины
наклепанного слоя
Исследования пластически деформированного поверхностного
слоя при точении ряда материалов (например, жаропрочного ни-
239
келевого сплава ЭИ437БУ, жаропрочной стали ЭИ961,
кислотостойкой стали ЭИ654 и др.) показывают, что между степенью
наклепа и его глубиной существует некоторая однозначная связь.
В общем виде эта зависимость может быть выражена как
hc~KN,
где К— коэффициент пропорциональности, зависящий от свойств
обрабатываемого материала и условий резания (табл.
12.4) [10].
Таблица 12.4
Значение коэффициента К для различных материалов
Исследуемый
материал
Сплав
ЭИ437БУ
сталь
ЭИ961
сталь
ЭИ654
Режимы резания
V—7-=-70 м/мин
s=0,08-r-0,3 мм/об
£=1,0 мм
£—25-5-310 м/мин
s=0,ll ч-0,3 мм/об
t—\.0MM
v=20ч-120 м/мин
5 = 0,1-^-0,2 мм/об
t=\,0MM
Коэффициент К
3.2-5-3,8
2,5-5-3,1
2.0-г-2,4
Сравнение расчетных (по формуле 12.4) и экспериментальных
данных (табл. 12.5) показывает, что во многих случаях глубина
наклепанного слоя, полученная расчетным путем,
удовлетворительно согласуется с экспериментальными данными, в особенности
полученными рентгеноструктурным методом.
Как видно из данных табл. 12.5, при точении сплава ЭИ437БУ
при s = 0,08 мм/об, V = 34 м/мин расчетная глубина наклепа
hc = 95 мкм; по результатам замера микротвердости hc = 70
мкм) по данным рентгеноструктурного анализа hc = 95 мкм.
И в некоторых других примерах обнаружено довольно близкое
совпадение между расчетными и экспериментальными данными
глубины наклепа.
Вместе с тем следует отметить, что в ряде случаев значения
глубины наклепанного слоя, полученные по формуле
(12.4),значительно отличаются от экспериментальных данных; разница в
240
Таблица 12.5
Глубина наклепа, найденная различными методами
•—
.Материал
Сплав
ЭИ437БУ
Сталь
ЭИ654
Режим резания
м\мия
22,5
27,5
34
18
28
47
28
58
| 92
36
75
94
мм\об
0,08
0,08
0,08
0,2
0,2
0,2
0,1
1 °Д
0,1
0,2
0,2
0,2
t,
мм
г
3,6
3,7
3,3
2,8
2,6
2.5
3,4
2,7
2,2
2,9
2,1
1,8
Расчетная
глубина
наклепа,
мкм
106
ПО
95
188
162
144
120
88
64
194
115
95
Глубина
наклепа
по данным
замера
микротвердости, мкм
95
86
72
95
85
j 112
126
85
85
80
85
1 90
Глубина
на слепа
по данным
рентгено-
струкгурного
анализа, мкм
125
106
95
120
100
135
—
—
—
—
j —
—
показаниях доходит до 80 и более микрон. Между данными рент-
геноструктурного анализа и расчетными данными наблюдается
большая сходимость результатов, что объясняется тем, что
рентгеновский метод выявляет большую глубину наклепанного слоя,
чем метод измерения микротвердости.
В заключение следует отметить, что зависимости (12.4) и
(12.7) могут быть рекомендованы для практического
использования лишь в качестве первого приближения.
Физико-механические свойства металла поверхностного слоя
В результате пластического деформирования металл
поверхностного слоя приобретает новую структуру и свойства.
Знание и учет физико-механических параметров наклепанного
поверхностного слоя необходимы при проектировании и
прочностном расчете деталей, при выборе рационального технологического
процесса их изготовления, при расчете остаточных и
температурных напряжений и др.
Свойства металла поверхностного слоя можно определить на
основании имеющихся зависимостей между твердостью материала
241
' ' 490\
4?0\
450
4/0
590
370
$50
И \ A\
и \ r \\
1 /1
! /
— c ,
: M
г / 1 ll
II K> ! 1
M/ i !
о
/ M
Г/П ! Л
\ * \ И
1 ° 1
О Ю 20 30 40S}%
Рис. 12.21. Взаимосвязь между
степенью пластической
деформации сплава ЭП220 и его
микротвердостью
И, и степенью его пластической
деформации— Я = /х (в) и между
исследуемым параметром /С и:
твердостью материала — /С= /2
(Я) [16].
Здесь Я — величина твердости
(или микротвердости);
s — степень пластической
деформации металла;
К — изучаемый параметр
(предел прочности ов, предел
текучести а02, предел
пропорциональности ор, относительное
удлинение 8, модуль упругости Еу
коэффициент линейного
температурного расширения а и др.).
Метод определения
перечисленных выше параметров
деформированного слоя заключается
в следующем. Производится
деформация металла
(растяжением, сжатием, прокаткой и др.)
с различной степенью; при каждой
выбранной величине
деформации измеряются микротвердость и параметры /(. По полученным
результатам строятся тарировочные графики
«физико-механический параметр — микротвердость». В дальнейшем замером
микротвердости на наклонных к обработанной поверхности
микрошлифах с помощью тарировочных графиков определяется
распределение того или иного параметра по глубине поверхностного
слоя.
В качестве примера на рис. 12.21 приведено изменение
микротвердости сплава ЭП220 в зависимости от степени пластической
деформации. Одновременное исследование свойств
деформированного сплава позволило получить тарировочные графики
зависимостей К = / (Я) (рис. 12.22). Используя данные по
распределению микротвердости (рис. 12.23), с помощью тарировочных
графиков было получено распределение физико-механических
свойств металла по глубине наклепанного поверхностного слоя
(рис. 12.24).
Полученные данные свидетельствуют о существенном
изменении свойств металла поверхностного слоя по сравнению с
сердцевиной. По мере приближения к поверхности возрастают
прочностные и снижаются пластические свойства сплава. Так,
например, металл, прилегающий к поверхности (2—7 мкм), имеет
предел прочности 120 кг/мм2, предел текучести—104/сг/лш2,
модуль упругости — Е = 22700 кг/мм2, в то время как прочностг
242
*г/*мг
20
/s
{20
<00
80
60
w
380 Ш W
Рис. 12.22. Тарировочные графики «свойство —
микротвердость»
иые свойства исходного сплава соответственно составляют 100
кг/мм2, 64 кг/мм2 и 21300 кг/мм2 (рис. 12.24 а). Пластические
свойства этого слоя примерно в два раза ниже пластичности
сердцевины. Следует указать также на существенное
увеличение коэффициента температурного расширения с ростом
деформации металла. Это обстоятельство необходимо учитывать при
высокотемпературной эксплуатации деталей, так как, вследствие
различных коэффициентов линейного расширения материала
поверхностных слоев и сердцевины, должны возникать
дополнительные температурные напряжения.
Как показывают данные рис. 12.23 и 12.24, наибольшие
изменения параметров физико-механических свойств наблюдаются
с поверхности, в месте максимальной величины микротвердости
л степени деформации металла. Характер изменения свойств
243
wo
390
380
370
350
350
3kO
ЕЙГ
*
N
<>*/
(
4L
■4,
v
oo
v-;
1 1
y-«i
^
0 0
0
0
о о о
0
01
о!
01
k
Off
/S
Ю
s
o\
1мм*
b<0
boo
390
3S0
370
360
350
ЗШ
0 20 W 60
а, мкм
0 20 W SO SO Ю0
а, пкп
Рис. 12.23. Распределение степени:
пластической деформации и микро-
твердости металла по глубине
поверхностного слоя сплава ЭП220.
t = 0,5; s = 0,09 мм/об; a -v = 10 м/мин; б - v = v0 = 35 м/мин
£-1<Г
2?
21
^<
Ы(900°)
h-o-o
*Д.»а.д-.а
ХМ500°) ,
<?4ш I.O.O.Q.
4(Ю0'У
с(-/0°
/S
iS
Л В А 1—
d(900°)
Кп
8v
20
ю
=г°-4-'
ЛГ
,#ea=s=fc.
V
кг/пм2
120
/00
SO
$0
Ю
ЕЮ
2<
20
<*./0°
/3
/5
*«Ч
d{5006)
жЕгатЬьг
°—°«Оже:0*^Г-зП
*^Л^,ЛД-Д-.Л —
е
'ft
%
г
^я!
.sS^-tV-
ю
кг/ммг
120
ЮО
60
60
О 20 40 60 SO аую»
а
О 20 W 60
a, /f/csr
Рис. 12.24. Изменение физико-механических свойств по глубине
поверхностного слоя обточенных образцов сплава ЭП220;
t = 0,5 м/мин; s = 0,09 мм/об; а — v = 10 м/мин; б — v = v0 = 35 ж/лш«
по глубине поверхностного слоя совпадает с законом изменения
микротвердости (или зеркально отображает его).
Из рис. 12.23 и 12.24 следует также, что режим резания влияет
на интенсивность изменения параметров физико-механических
свойств. В случае резания сплава ЭП220 на низкой скорости
(10 м/мин, V < Vo) металл поверхностного слоя претерпевает
большую деформацию как по глубине, так и по степени (рис.
12.23 а и 12.24 а) по сравнению с резанием на оптимальной
скорости (рис. 12.23 б и 12.24 б). Соответственно в большей
степени изменяются и физико-механические свойства. Так,
например, относительное удлинение о металла поверхностного слоя
(2-f-7 мкм) при резании сплава на V = 10 м/мин составляет лишь
12%, в то время как при точении на оптимальной скорости о =
= 17 °6; модуль упругости составляет соответственно 22700/сг/лш2
Т а б л и ца 2.6
Наклеп при различных видах обработки
Вид обработки
ЧерноЕое точение сталей
и сплавов
Чистовое точение сталей
и сплавов
Чистовое точение титановых
сплавов
Чистовое торцовое фрезерование
сталей и сплавов
Шлифование абразивным
кругом
Шлифование лентой
Полирование
Электрсполирование
Условия речания
—
*= 0.5-М .Олш
s-- 0,07ч-0,2 мм /об
/ = 0,254-1.0 мм
s=0,08-r-0,2 мм
* = 0,5-М.О мм
s=0№-t-0,25mm/
/зуб
—
—
—
—
hCi мм
0,40-0,80
0,06-^-0,15
0.02-5-0.10
0.064-0,2
0,04-И), Ю
0,04ч-0.06
0,024-0.04
0
АГ, %
304-50
154-30-
104-20
154-50
104-30
5—25
54-15
0
245
ш 22500 кг/см2, коэффициент линейного расширения а = 19 -
• Ю-6 1/°С и 18,4. Ю-6 1/°С.
Таким образом, ведение процесса резания на оптимальной
•скорости обеспечивает наименьшее изменение (как по глубине,
так и по интенсивности) физико-механических свойств металла
^поверхностного слоя по сравнению с другими скоростями резания.
Наклеп поверхностного слоя при различных видах
обработки
В табл. 12.6 приведены значения глубины и степени
наклепа поверхностного слоя при обработке различных
материалов разными методами обработки.
ЛИТЕРАТУРА
1. Р и д В. Т. Дислокации в кристаллах. ИЛ, 1957.
2. Я к о б с о н М. О. Шероховатость, наклеп и остаточные напряже-
шия при механической обработке. М., Машгиз, 1956.
3. Мотт Б. В. Испытание на твердость микровдавливанием. М.,
Металлургиздат, I960.
4. У м а н с к и й Я- С. Рентгенография металлов. М.,«Металлургия»,
1967.
5. Севастьянов В. Я- Наклеп и остаточные напряжения при
'резании металлов. Диссертация, МАТИ, 1961.
6. М а к а р о в А. Д. Износ и стойкость режущих инструментов. М.,
«Машиностроение», 1966.
7. М а к а р о в А. Д., М у х и н В. С. Особенности обработки сплава
ЭИ437БУ. «Станки и инструмент», 1970, № 11.
8. Макаров А. Д., М у х и н В. С. О взаимосвязи характеристик
качества поверхностного слоя и эксплуатационных свойств деталей из
жаропрочных материалов. В сб.: «Влияние методов и режимов чистовой
обработки на эксплуатационные свойства деталей машин», часть 1. Л.,
ЛДНТП, 1969.
9. Евстигнеев М. И., Морозов И. А., ПодзейА. В.,
С у л и м а А. М., Ц у к а н о в И. С. Изготовление основных деталей
авиадвигателей. М., «Машиностроение», 1972.
10. Макаров А. Д., Мухин В. С. Исследование наклепа при
обработке сплава ЭИ437БУ. В сб.: «Вопросы оптимального резания метал-
.лов», труды УАИ, вып. 29, Уфа, 1972.
11. Маталин А. А. Технологические методы повышения долге-
вечности деталей машин. Киев, «Техника», 1971.
12. И с а е в А. И. Влияние технологических факторов на остаточные
напряжения в поверхностном слое при точении конструкционных сталей.
Передовой научно-технический и производственный опыт, ТемаЮ, № М-57-
166/30, М., 1957.
13. К и ч к о Ю. М. Исследование вопросов оптимального точения
углеродистых сталей в связи с их химическим составом и
свойствами.Автореферат диссертации, Куйбышев, 1971.
14. М а к а р о в А. Д., М у х и н В. С, К и ш у р о в В. М. Влияние
свойств жаропрочных сплавов на наклеп обработанной поверхности. В сб.:
«Вопросы оптимального резания металлов», труды УАИ, вып. 34, Уфа, 1972.
15. С а в и ц к и й Е. М. Влияние температуры на механические
свойства металлов и сплазов. Изд. АН СССР, 1957.
246
16. Сулима А. М., Серебренников Г. 3. Расчет напряжений
при высокочастотных испытаниях на выносливость в условиях рабочих
температур. В сб.: «Технологические пути повышения надежности деталей
авиадвигателей». М., «Машиностроение», 1967.
17. К у з н е ц о в В. Д. физика твердого тела, т. IV. Материалы по
физике внешнего трения, износу и внутреннему трению тел, Томск, 1947.
18. М а к а р о в А. Д., КоленченкоВ. М., БушуеваВ. А.
О влиянии скорости и марки инструментального материала на наклеп
обработанной поверхности. В сб. «Вопросы оптимального резания металлов»,,
труды УАИ, вып. 29, Уфа, 1972.
ГЛАВА XIII
ОСТАТОЧНЫЕ ПОВЕРХНОСТНЫЕ НАПРЯЖЕНИЯ
Остаточными напряжениями называют такие внутренние
напряжения, которые сохраняются в детали при снятии
внешней нагрузки. Различают напряжения I, II и III рода.
Напряжения первого рода имеют макроскопический характер;
уравновешиваются они в пределах всего объема детали или большей
части ее. По своему действию напряжения первого рода
приравниваются к рабочим напряжениям (статическим или
динамическим), действующим при эксплуатации детали, и, складываясь
или вычитаясь с рабочими (в зависимости от знака), они
оказывают благоприятное или вредное влияние на работоспособность
детали.
Напряжения второго рода представляют собой местные
кристаллические напряжения, охватывающие объем одного или
нескольких зерен металла. Возникновение напряжений второго
рода может быть связано, например, с различной ориентацией
кристаллографических плоскостей зерен в поликристаллическом
теле по отношению к действующему напряжению, а следовательно,
и с различной степенью пластической и упругой деформации
отдельных зерен. В результате воздействия внешней силы на
поликристалл в благоприятно расположенных зернах (направление
плоскостей скольжения у таких зерен составляет 45° к
направлению действующей силы, например, силы резания) будет протекать
интенсивно пластическая деформация, а зерна, расположенные
неблагоприятно (при угле 0° и 90°), будут деформироваться упруго
или упругопластически. После снятия внешней нагрузки
внутренние напряжения между отдельными зернами поликристалла
остаются как остаточные напряжения второго рода (межкристал-
литные напряжения). Напряжения третьего рода
уравновешиваются в пределах субмикроскопических объемов одного зерна,
т. е. охватывают объем нескольких кристаллических ячеек.
248
Основные причины возникновения поверхностных
напряжений
Возникновение остаточных напряжений в поверхностном:
слое при механической обработке деталей машин объясняется
следующими основными причинами [1].
1. Пластическая деформация металла поверхностного слоя
приводит к изменению всех его физико-механических свойств,
в том числе к уменьшению плотности, удельного веса, а
следовательно, и к увеличению удельного объема. Увеличение объема
металла распространяется только на глубину проникновения
пластической деформации и не затрагивает ниже лежащие слои.
Однако увеличению объема пластически деформированного металла
поверхностного слоя препятствуют связанные с ним недеформиро-
ванные нижележащие слои. В результате в слое, прилегающем к
поверхности, возникают сжимающие напряжения, а в
нижележащих— напряжения растяжения.
2. При обработке металлов, обладающих пониженными
пластическими свойствами (термообработанные под высокую
твердость стали, титановые сплавы), режущий инструмент, снимая
с обрабатываемой детали элементную стружку, вытягивает зерна
металла в направлении резания (рис. 13.1). Силы трения на
задней поверхности инструмента в свою очередь способствуют
растяжению зерен металла поверхностного слоя. Из рис. 13.1 видно,
что зерна металла, лежащие ниже линии среза, претерпевают
пластическую деформацию, причем ось наибольшего вытягивания
частиц составляет с вектором скорости угол 45°. «При такой
направленности осей деформации весь поверхностный слой
изделия стремится к увеличению своей площади (толщина пластически
деформированного слоя, наоборот, уменьшается), так как
составляющая деформации в направлении вектора скорости будет
удлинение, а в перпендикулярном-сжатие».Стремлению поверхностного
слоя увеличить свою площадь препятствует
упруго-напряженный слой металла, лежащий в глубине, с которым верхний
пластически деформированный слой остается связанным. В
результате поверхностный слой не имеет возможности увеличить свою
площадь до той величины, которую он занял бы при отсутствии
сопротивления нижележащего недеформированного слоя [2J.
В результате в поверхностном слое под действием силового
поля передней поверхности инструмента формируются
остаточные (тангенциальные) напряжения сжатия, а в нижележащих
слоях — уравновешивающие их остаточные напряжения
растяжения.
Следует отметить, что в направлении, перпендикулярном к
вектору скорости резания (т. е. в направлении подачи), также
протекают упругопластические деформации, вызывающие
возникновение напряжений (осевых напряжений). Величина и знак
этих напряжений могут совпадать, а могут и не совпадать с ве-
249
Рис. 13.1. Схема деформации зерен металла под воздействием
Щ {равнодействующей сил резания (применительно к
малопластичным металлам ) [2]
личиной и знаком напряжений, ориентированных в направлении
скорости резания [1].
3. При резании вязких и пластических сталей и сплавов,
после пластического вытягивания кристаллических зерен
металла поверхностного слоя в направлении резания происходит их
дополнительная деформация сходящей вверх стружкой
(вытягивание зерен металла в направлении схода стружки). В этом
случае может произойти полная переориентация зерен
поверхностного слоя (вытягивание в вертикальном и сжатие в
горизонтальном направлениях). Данные работы [2] показывают (рис. 13.2),
что интенсивность пластических деформаций металла сходящей
стружкой значительно выше интенсивности первоначальной
деформации. В результате деформированные зерна 2ч-5 под
воздействием верхнего слоя металла IV, уходящего в стружку,
дополнительно вытягиваются в направлении сходящей стружки и
в момент отделения ориентируются в поверхностном слое под
углом к > 45° по отношению к направлению вектора скорости.
Очевидно, в этом случае в металле поверхностного слоя,
стремящемся занять меньшую площадь, формируются остаточные
напряжения растяжения.
4. Выделяющееся в зоне резания тепло мгновенно нагревает
тонкие поверхностные слои металла до высоких температур.
Металл в верхних нагретых слоях, стремясь к увеличению
своего объема, встречает противодействие со стороны окружающего
металла нижележащих слоев, что приводит к образованию
напряжений сжатия. В случае возникновения напряжений,
превышающих предел текучести данного металла as (з0,2), в поверхностном
слое произойдет термопластическая деформация. При охлаждении
объем верхних нагретых слоев металла стремится уменьшиться,
однако сжатию препятствуют нижележащие (и окружающие)
слои холодного металла. Вследствие этого под воздействием
тепла, выделяющегося в зоне резания, в поверхностном слое
образуются остаточные напряжения растяжения, а в нижнем— сжатия.
250
Из сказанного следует,
что формирование
растягивающих напряжений под
действием температуры может
быть только в том случае,
если внутренние напряжения,
возникающие при
нагревании, превзойдут по своей
величине предел текучести
данного материала.
Температурные напряжения могут
быть подсчитаны по формуле
ат = 0,5(02-0!) а £,(13.1)
ли-
Рис. 13.2. Схема деформации зерен
металла в стружке впереди резца
и ниже линии среза [2]
где а — коэффициент
нейного расширения;
Е—модуль упругости;
0.2 —температура нагрева;
0Х — температура окружающей среды.
Термопластическая деформация произойдет, если
(13.2>
0,5 (в2 — 01)a£>as,
где as — предел текучести обрабатываемого материала.
На рис. 13.3 применительно к жаропрочному никелевому сплаву
ЭИ826 штриховкой показана зона начала протекания
термопластических деформаций х.
Величина тепловых остаточных напряжений растяжения в
зависимости от температуры нагрева поверхностного слоя может
быть определена по формуле [3]
a - Е
ан0-^
F
(13.3)
где Е — модуль упругости обрабатываемого материала;
0 — температура нагрева поверхностного слоя;
ан — коэффициент линейного расширения, соответствующий
температуре в;
а02 —предел текучести металла поверхностного слоя с
учетом его упрочнения;
Еи—модуль упругости обрабатываемого металла при
температуре 0.
1 Для более точного определения зоны начала термопластических
Деформации необходимо определять значения v- и sr для
деформированного металла.
251
50,
Or,
60
70
60
50
40
SO
(.
N--- „._
/
/
1
Лог
/
&
If
*J^&
M
Щ
V'\
ж
Л
/\
<i
i
i
1
\
N
j
joo wo sou боо 700 aoosoo d°0
Рис. 13.3. Изменение
предела текучести а0,2 и
температурных
напряжений ат в
зависимости от
температуры нагрева
сплава ЭП220
5. Высокая скорость пластической деформации, высокие
удельные нагрузки и температуры — все это приводит к
структурно-фазовым изменениям (превращениям) в металле
поверхностного слоя. Структурные превращения, как известно,
связаны с объемными изменениями. В слоях металла со
структурой, имеющей больший удельный объем, формируются
напряжения сжатия, а в слоях со структурой меньшего объема —
остаточные напряжения растяжения. Так, например, резание
стали с мартенситнои структурой может привести к образованию
на отдельных участках структур тростита или сорбита,
имеющих меньший объем, чем структура мартенсита. В этих
отожженных слоях развиваются остаточные напряжения растяжения, а
в прилегающих к ним слоях — уравновешивающие их
сжимающие напряжения.
При обработке металлов резанием любая из вышерассмотрен-
ных причин может оказать преобладающее влияние и определить
тем самым величину, знак и характер распределения напряжений
по глубине поверхностного слоя. Как правило, при резании
одновременно действуют несколько факторов; в результате их
взаимодействия окончательное распределение остаточных напряжений
по глубине поверхностного слоя приобретает весьма сложный
характер.
Методы определения остаточных напряжений
В настоящее время определение остаточных поверхностных
напряжений производится в основном двумя методами —
механическим и рентгеноструктурным. Первый метод основан на
зависимости, полученной академиком Н. Н. Давиденковым [3],
и заключается в измерении деформации образца при послойном
или непрерывном удалении поверхностных напряженных слоев
с последующим расчетом напряжений.
252
Сущность рентгеноструктурного метода заключается в
измерении разности параметра кристаллической решетки
исследуемого металла в зависимости от ориентации отражающей
плоскости по отношению к действующему напряжению (метод двух
угловых съемок, предложенный Глокером [4]). Как механический,
так и рентгеноструктныи методы определения напряжений имеют
•свои достоинства и недостатки.
Преимуществами рентгеноструктурного метода двух угловых
съемок являются: объективность, отсутствие посторонних
факторов, воздействующих на образец в процессе измерения,
локальность, возможность определения напряжений без разрушения
детали. Основным преимуществом механического метода является
возможность быстрого получения эпюры остаточных напряжений
ло глубине поверхностного слоя.
Методика механического метода определения напряжений
Согласно зависимостям акад. Н. Н. Давиденкова, осевые
измеренные напряжения F0 и тангенциальные измеренные
напряжения Fx находятся из выражений
F — F j_ F -J- F
1 О " i Oi + 1 02 ' L 03,
F, = Fb + F-.2 + F4 ,
где F0 и jFTi—напряжения, снимаемые при вырезке (или
разрезке) образца;
FQ2 и /\2—напряжения, существующие в удаляемых
(травлением или электрополированием) слоях;
F0 и F4—поправки, учитывающие изменения напряжений
в удаляемых слоях вследствие удаления всех
предыдущих слоев.
Исследования показывают, что составляющие F01, Fn, F03,
FT3 малы по своему абсолютному значению и от F02 и FT2
составляют не более 1-т-3%. Поэтому в большинстве исследований
напряжениями F01, FlT, F03, FT3 пренебрегают, принимая за
остаточные измеренные напряжения значения F02 и FT2.
Формула Н. Н. Давиденкова для расчета осевых напряжений
;Fo2 в стравливаемых слоях, преобразованная применительно к
испытанию плоского образца на приборе типа ПИОН [5], имеет
шид
F0= ^ <LlK*L , (13.4)
02 3b{L — b)db
^Де 6—половина длины исследуемого участка (см. рис. 13.4);
253
w
w
/7од6&сх
2X.
№:
T
L — берется согласно схеме
крепления образца (рис
13.4);
К — масштабный
коэффициент записи кривой
деформации;
а — толщина образца;
Е —модуль упругости;
о —толщина стравленного
слоя;
Об/эозеи, I
w
df
db
-; —тангенс угла наклона
касательной,
проведенной к кривой
деформации в данной точке.
Тангенциальные
(окружные) остаточные
напряжения, существующие в стравливаемом слое (R2), исследуются с
помощью прибора ПИОН-Т [6] (рис. 13.5) и рассчитываются по
формуле
Рис. 13.4. К методике определения
напряжений FQ,2
Fr =
о \2
г— — \ а
2 )
3 (D — af
Kd±
'Kdb
(13.5)
где D
dD
lb
наружный диаметр образца;
тангенс угла наклона касательной, проведенной к
кривой деформации цилиндрического образца в
данной точке;
коэффициент, учитывающий невозможность
искривления стенок кольца в осевой плоскости,
J
а =
где [х — коэффициент Пуассона.
Следует отметить, что при резании металлов, когда
поверхностный слой подвергается интенсивной пластической деформации
и действию температуры, в детали образуется
объемно-напряженное состояние. Однако в силу малой толщины напряженное
состояние в поверхностном слое с достаточной степенью точности
может быть принято двухосным (плосконапряженным). При
двухосном напряженном состоянии остаточные осевые напряжения,
полученные на плоских образцах (вырезанных из втулок), и
тангенциальные напряжения, определенные на кольцах, не будут
характеризовать первоначальные (истинные) напряжения. Это
вызвано тем, что. после вырезки образцов остаточные напряжения по
254
Рис. 13.5. Прибор ПИОН-Т для исследования тангенциальных
напряжений
•боковым поверхностям вследствие «краевого эффекта» снимаются
й остаточные напряжения становятся одноосными: в стержневых
•образцах напряжения будут действовать лишь вдоль оси, а
кольцевых— в тангенциальном направлении. В связи с этим
определение действительных остаточных осевых и тангенциальных
напряжений должно вестись с учетом их взаимного влияния [7, 8].
• Расчет истинных остаточных напряжений при наличии
измеренных напряжений может быть выполнен по формулам:
о0(а) = -^ [F0(a) +nFx(a)], (13.6)
о, (а) = ^—2 [Fz(a) +[i F0(a)h (13.7)
где а0(а) и зт(а) — истинные остаточные осевые и
тангенциальные напряжения в слое а;
F0(a) и F-(a) — измеренные остаточные осевые и
тангенциальные напряжения в слое а\
[х — коэффициент Пуассона.
Рентгеноструктурный метод определения напряжений.
Исследование остаточных напряжений по методу двух угловых
•съемок выполняется на дифрактометре УРС-50ИМ [9] с
ионизационной регистрацией излучения. Сущность метода состоит в
том, что в случае плосконапряженного состояния изменяется
255
межплоскостное расстояние d какого-либо семейства плоскостей
(Ш), расположенных под двумя углами фх и ф2 к действующему
напряжению. Разность величин межплоскостных расстояний, при
этих углах Ad = d±2 — ^1 пропорциональна величине остаточных
напряжений а.
Формула, по которой определяются напряжения, имеет вид
Е d ф2 — d ^1 1
а = —,-; ^—— ~п ^^> (13.8)
fJL -j- 1 dty{ SHI2 ф2 — Sin^Y! V F
где Е—модуль упругости,
[х — коэффициент Пуассона.
Напряжения, определенные по этой формуле, действуют
вдоль линии пересечения плоскости образца с плоскостью,
определяемой направлением первичных лучей при соответствующих
углах съемки фх и ф2. В зависимости от марки материала (типа
кристаллической решетки) предварительно выбираются углы
падения первичного пучка лучей, тип излучения, семейство
плоскостей (Ш), эталонное вещество и др. [91.
В заключение следует отметить, что в формулы (13.4), (13.5)
и (13.8) входит модуль упругости Е\ при этом определение
остаточных напряжений, как правило, выполняется с использованием
значения модуля упругости, соответствующего исходному металлу.
Вместе с тем исследования показывают (см. главу XII), что
пластическая деформация приводит к изменению всех
физико-механических свойств металла поверхностного слоя, в том числе и модуля
упругости. Поэтому для более точного определения напряженности
поверхностного слоя необходимо расчеты вести с учетом закона
распределения модуля упругости по глубине поверхностного слоя.
Влияние элементов режима резания на остаточные
напряжения
Влияние скорости резания. Влияние скорости резания на
остаточные напряжения следует рассматривать как влияние
комплексного параметра, определяющего процесс резания. С ростом
скорости резания повышается температура резания, что должно
приводить к уменьшению сжимающих напряжений и увеличению
напряжений растяжения. Другие физические явления,
происходящие в зоне резания, выступают также тем или иным образом в
зависимости от температуры. Так, например, скорость резания
выступает как температурный фактор, изменяющий степень
развития нароста или застойной зоны и характеро бтекания и
подмятая металла из зоны стружкообразования в сторону задней
поверхности. При увеличении скорости резания (температуры)
происходит уменьшение или полное исчезновение нароста, что
приводит к уменьшению подмятия металла в сторону задней поверх-
256
цости и тем самым снижению действия силового фактора при
одновременном усилении действия теплового. Повышение скорости
резания до некоторого значения в этом случае будет способствовать
образованию растягивающих напряжений.
Далее, при повышении скорости резания до некоторого ее
значения происходит сужение пластической зоны и уменьшение
глубины ее распространения ниже линии среза. То и другое
действует в сторону снижения силового фактора. Кроме того, с
увеличением v уменьшается как величина равнодействующих сил,
так и направление, определяемое разностью углов в—у. При
увеличении скорости резания происходит уменьшение угла трения в?
что равносильно увеличению переднего угла. В этом же случае,
как указывается в работе [21, углы между направлением осей
максимального удлинения отдельных зерен металла
поверхностного слоя и векторол! скорости увеличиваются, что также
способствует возникновению напряжений растяжения.
Снижение действия силового фактора и создание более
благоприятных условий для образования напряжений растяжения
при увеличении в некотором диапазоне скоростей резания
происходит также за счет уменьшения коэффициента трения по задней
поверхности.
Рассмотренные физические явления, происходящие в зоне
резания и действующие, как это было показано ранее, в сторону
снижения глубины и степени наклепа, в данном случае
способствуют формированию в поверхностном слое с увеличением
скорости резания все возрастающих остаточных напряжений
растяжения.
Необходимо отметить, однако, что действие большинства из
указанных факторов на определенной скорости резания
ослабевает (или совсем прекращается), в этот момент начинают
действовать другие факторы, которые могут способствовать снижению
напряжений. Так, например, коэффициент трения \\', достигнув
минимального значения при оптимальной скорости,затем
возрастает, что должно увеличить эффективность действия силового
фактора и снизить растягивающие напряжения.
С повышением скорости резания температура нарастает
неравномерно. В области относительно больших скоростей темп
прироста температуры резко замедляется. Соответственно этому
прирост величины остаточных напряжений также должен
снизиться. Далее, при резании на высоких скоростях (температурах)
возможны фазовые превращения. Если вновь образованная фаза
будет иметь больший объем, то в поверхностном слое возникнут
остаточные напряжения сжатия. Суммарные напряжения па
обработанной поверхности будут являться результатом сложения
напряжений от пластической деформации, температуры и
структурных превращений. Необходимо отметить также, что
напряжения растяжения снижают микротвердость, а напряжения сжатия
повышают ее [101. На основе этих данных экстремальный ха-
9 Заказ 829 257
рактер зависимости N = f (v) предопределяет снижение
растягивающих напряжений в области скоростей резания v > v0.
Наконец, с увеличением скорости резания предполагаемый
рост остаточных напряжений должен происходить не монотонно,
а лишь до некоторой определенной величины, определяемой
прочностными и пластическими свойствами обрабатываемого материала.
Таким образом, анализ физических причин, приводящих к
образованию и изменению остаточных поверхностных напряжений
при изменении скорости резания в достаточно широких пределах,
позволяет заключить (применительно к пластичным материалам),
что
1) в слое, прилегающем к поверхности, должны
формироваться тангенциальные напряжения растяжения;
2) зависимость максимальной величины тангенциальных
напряжений от скорости резания (:т1Х = / (v)) должна иметь
характерную точку перегиба или носить экстремальный характер.
Экспериментальные исследования остаточных напряжений
в поверхностном слое ряда жаропрочных сталей и сплавов
действительно показывают, что при точении этих материалов в
широком диапазоне изменения скоростея резания в слое,
прилегающем к поверхности, образуются растягивающие напряжения*.
В общем случае от поверхности и до некоторой глубины
наблюдается слой металла с растягивающими напряжениями
(1-й горизонт). Далее остаточные тангенциальные напряжения
растяжения переходят в уравновешивающие сжимающие
напряжения, которые образуют 2-й горизонт напряжений (рис. 13.6 и
13.7).
При повышении скорости резания наблюдается значительный
рост остаточных напряжений растяжения. Это происходит за
счет действия различных факторов, рассмотренных ранее, и в
первую очередь за счет повышения температуры. Наиболее
интенсивное увеличение остаточных напряжений происходит в
зоне сравнительно низких скоростей резания. Характер роста
напряжений в этом диапазоне изменения скоростей резания
идентичен росту температуры (рис. 13.6, 13.7, 13.8). В области
оптимальных значений скоростей резания остаточные напряжения
достигают наибольшей величины. Максимальное значение
остаточных тангенциальных напряжений, например, для сплава
ЭИ437БУ достигает 84 кг/мм2, для стали ЭИ654—58 кг/мм2,
стали ЭИ961—65 кг/мм2. Известно [11], что в случае двухосного
напряженного состояния условие для главных остаточных
напряжений имеет вид
V^l0CT — <*1ост • а2ост+а2ост < 08* (13.9)
* Следует отметить, что в ряде случаев с поверхности образцов в
самом тонком поверхностном слое (0,5-^2 мкм) наблюдаются сжимающие
напряжения, однако в связи с невозможностью точного их определения
указанные напряжения здесь не рассматриваются.
25?
£~~~S lo SO 80 /00 /20 КО /SO /80 200 220 ^<"
Рис. 13.6. Влияние скорости резания на величину и характер эпюры
остаточных тангенциальных напряжений при точении сплава ЭИ437БУ
резцом ВК6М:
а — s = 0,08 мм/об; б — s = 0,2 мм/об; в — s = 0,3 мм/об
9*
§
F>
^
$
si
3
s
^
(}■'
\f
*:
5
0>
«<5
§
s
J^
*M
o»
n:
<4>
£
V
*
F4
kv
$
§
.o>
*•>
01
<Л1
з 2
0) CjD
tf
C3 S
Oh ^
Co CC
*5
Я ~
П^ !j"
1=3
22 q_
я
C5 К Ю
—< Co
t^ S
CJ
С X
о -
^ -Л
CJ ^
cu ^
- -
tr4 ._
PC ...
!>- x
2 |
6 g
ex -
vr>
о
^>-
-^
■"=*
CO
О
1!
i
чО
vo
о
CN
о
1
C/J
о
~
,
0~
r-0
1
a
?! -
Q>
£>
£*
sr
Wn
c^
C\J
en
*o
20 *(f 60 60 fOO t20 fW /CO f&O 200 220 ^0260 }/,»/ми*
Рис 13 8 Влияние скорости резания на величину максимальных
остаточных напряжений в 1-м горизонте и температуру резания при точении
сплава ЭИ437БУ (а) и стали ЭИ 961 (б)
Из этого условия следует, что остаточные напряжения не
могут быть больше величины 1,15 с8, т. е.
^н. < 1,15.
(13.10)
Следует отметить, что в процессе резания указанных
материалов имеет место значительное упрочнение металла
поверхностного слоя, в результате чего прочностные характеристики,
в том числе и предел текучести as, как известно, повышаются.
2GI
Поэтому более правильно проверку условия (13.10) необходимо
выполнять с учетом упрочнения материала. Как видно из данных,
приведенных в табл. (13.1) применительно к материалам ЭИ961
и ЭИ437БУ, условие (13.10) выполняется. Видно также, что чем
более склонен материал к поверхностному упрочнению, тем выше
становится отношение ooCJa^
Таблица 13.1*
Материал
ЭИ961
ЭИ437БУ
ЭИ654
Механические свойства
кг\мм2
116
115
84
as,
k:\mm2
98
75
52
i
°°'
16
20
39
&,
62
22
58
Наклеп >
hc,
MfC.U
30
70
80
N,
12
25
, 35
l
Остаточное
напряжения
а хтах
65
84
68
Отношение
Gxmax
Gs
0.66
1,12
( 1,3
Некоторое превышение величины отношения aoCT/os для стали
ЭИ654 (по сравнению с величиной 1,15) может быть объяснено
повышенной способностью этого материала к упрочнению и
большим (по сравнению с другими приведенными материалами)
возможным повышением as для наклепанного материала,
образующего поверхностный слой.
Дальнейшее повышение скорости резания (в диапазоне v >
> vQ) приводит к стабилизации напряжений или к некоторому
их снижению (рис. 13.8). Кривые сттах = / (v) по своему
характеру в первом приближении являются зеркальным отображением
кривых N = f (v) и hc = / (v). Экстремальные точки кривых
-.шах = / (v), N = f (v), kc = / (v), У - / (v)9 Rz - / (v) ле-
жат в области оптимальных значений скоростей резания, т. е.
соответствуют положению точек экстремума на кривых hon =
= / (v). Данные рис. 13.8 показывают также, что в случае
резания металлов на оптимальных скоростях и различных подачах
(т. е. при 0 — const) в поверхностном слое формируются близкие
по величине остаточные напряжения. Так, например, при точении
сплава ЭИ437БУ с подачами s = 0,08^-0,3 мм/об при условии
6 = const величина остаточных тангенциальных напряжений
колеблется в пределах а-1Гах = 71-=-84 кг/мм2. При точении стали
ЭИ961 с подачами s = 0,11 -f- 0,3 мм/об и на оптимальных
скоростях резания максимальная величина напряжений практически
одинакова (64—65 кг/мм2). Это обстоятельство может быть
использовано для регулирования остаточных напряжений, для
262
qero необходимо лишь поддерживать в зоне резания постоянство
оптимальной температуры (термоэдс) контакта.
Глубина залегания остаточных напряжений в I горизонте
с увеличением скорости оезания, как правило, уменьшается (рис.
13.6 и 13.7).
Характер изменения остаточных сжимающих напряжений во
II горизонте при изменении условий обработки в общем случае
аналогичен изменению напряжений в I горизонте. Как правило,
при росте напряжений растяжения в I горизонте, происходит
соответствующее увеличение уравновешивающих сжимающих
напряжений во II горизонте (рис. 13.6 и 13.7).
Влияние подачи на остаточные напряжения. Механизм
влияния подачи на остаточные напряжения также сложен и зависит
от условий, при которых эта зависимость изучается. К этим
условиям необходимо отнести скорость резания, изучаемый диапазон
подач, состояние режущего лезвия и в первую очередь величину
радиуса округления р, механические свойства обрабатываемого
материала и др. Рассмотрим влияние подачи на остаточные
напряжения на примере точения сплава ЭИ826 резцом ВК6М (ср =91"
= 45°, а = а± = 10°, 7^5°, г = 1,0 мм). Обработка образцов
выполнялась резцами с шириной фаски износа по задней
поверхности в пределах 0,1-М),2 мм, при этом радиус округления кромки
в зоне вершины резца составлял в среднем 25 мкм. В табл. 13.2
приведены расчетные значения толщины среза для вершины резца
(а) в зависимости от продольной подачи.
Таблица 13.2
Продольная
подача s, мм/об
а, мкм
Отношение
а
~(при
р = 25мкм)
0,03
0.45
0,02
0,06
1,7
0,07
0,07
2,4
0,1
0,08
зд
0,12
0,11
6
0,24
0,14
0,17
9,7 14
0,4
0,56
0,21
0,24
21 I 28
0,83
1 ^
Анализ данных, приведенных в табл. 13.2, показывает, что
при резании с подачами s < 0,11 мм/об резец своей вершиной
должен срезать слой металла толщиной 0,45-^6 мкм. Если считать,
что в среднем радиус округления лезвия составляет 25 мкм, то
в силу «эффекта минимальной толщины среза» [11] резание в зоне
вершины инструмента протекать не должно.
263
И. В. Крагельским и Б. А. Друяновым [12] получено
выражение для условия перехода пластического обтекания к резанию
7?>rO-S' (13Л1)
где R — радиус сферического индентора,
h — глубина внедрения,
т — прочность на срез связи контактируемых поверхностей,
cs — предел текучести материала.
Применительно к нашим условиям глубиной внедрения
является толщина среза, а радиусом индентора — радиус
округления режущей кромки на вершине. В работе [12] установлено,
что даже в случае сухого трения переход от пластического
обтекания к микрорезанию наступает при-~- = 0,14-0,2, в уело-
h
виях же граничного трения-~~ 0,5. Рассматривая отношение
расчетной толщины среза а к радиусу округления режущей
кромки (табл. 13.2), можно заключить, что резание вершиной резца
должно наступать в случае сухого трения при подаче 0,084-
4-0,11 мм/об] в условиях граничного трения — при подачах
0,14^-0,17' мм/об.
Таким образом, при резании на малых подачах процесс
формирования поверхностного слоя может быть сравним с процессом
выглаживания или обкатки, как это в настоящее время широко
применяют при поверхностном упрочнении деталей машин.
В этих условиях, как известно, в осевом направлении в верхнем
горизонте всегда формируются сжимающие напряжения, в
тангенциальном направлении в большинстве случаев— напряжения
растяжения. При резании же на больших подачах механизм
формирования напряжений на обработанной поверхности будет
обусловлен явлениями, характерными для процесса резания.
Экспериментальные исследования показывают (рис. 13.9),
что при точении сплава на всех исследованных скоростях (7,54-
4-60 м/мин) и при всех сечениях среза (0,034-0,21 мм/об), в
тангенциальном направлении формируются только растягивающие
напряжения (1-й горизонт), переходящие на некоторой глубине
в сжимающие (П-й горизонт). Температура, замеренная методом
естественной термопары, в этих опытах находилась в пределах
3004-970°С (рис. 13.10). Сопоставление температурных
напряжений с пределами текучести показывает (см. рис. 13.3), что
остаточные растягивающие напряжения как результат
термопластических деформаций могут формироваться при температурах
выше 600СС. Средняя же температура контакта при точении сплава
ЭИ826 на скорости резания 7,5 м/мин во всем диапазоне
исследованных подач находилась в пределах 3004-500°С, что намного
ниже температуры начала термопластических деформаций 0Т.Д
(рис. 13.10). Следовательно, при V — 7,5 м/мин и подачах s =
264
/60 ZOO
/го /so гоо л»*-*/
Расстояние от поверхности-^ fi/клг
Рис. 13.9. Влияние подачи на остаточные тангенциальные напряжения при
точении сплава ЭИ826;
а _ „ = 7,5 м/мин; б - v = 25; в - w = 60 ж/яия
= 0,034-0,11 мм/об, когда температура резания значительно ниже
температуры начала термопластической деформации,
растягивающие тангенциальные напряжения на обработанной поверхности
могут быть результатом «выглаживающего» воздействия вершины
инструмента. При резании на больших подачах механизм
формирования растягивающих напряжений на обработанной поверхности
связан со специфическими условиями пластической деформации
ИЗ, 2].
265
&0/770X,
кг//чп2
80
70
60
50
i,o I—Z.
30
V- 7,5 rfмин
«ф> О"
ZkJL.
№**,/№)
v-
20
~Q&
i0l
* ' и о max
t~
о
-30
-w
-50
7„ l^-
T-
^
veBfEa**""1
ux.
,"^53*
^£
У*
y6emJy*25) I
<<Somc«№*)
800
600
wo
200
0 0,05 0/ 0/5 0,2 S^n/oS
Рис. 13.10. Влияние подачи на максимальное значение
тангенциальных и осевых напряжений в 1-м горизонте и
среднюю температуру контакта при точении сплава ЭИ826
При точении сплава ЭИ826 на скоростях 25 и 60 м/мин при
всех значениях подач средняя температура контакта находится
в пределах 670-^-970°С, т. е. существенно выше температуры
©д. Поэтому в данном случае независимо от того, идет ли
процесс выглаживания или резания, главным фактором,
формирующим растягивающие напряжения, является тепловой.
Характер зависимости cTfnax = f (s) определяется уровнем
скорости (температуры) резания (рис. 13.10). При резании на
низкой скорости повышение подачи приводит к увеличению
объема и интенсивности пластической деформации и повышению
температуры; причем последняя приближается к своему
оптимальному значению. В этом случае повышение подачи приводит к росту
остаточных тангенциальных напряжений растяжения. Снижение
коэффициента трения на задней поверхности jj/ в этом диапазоне
изменения температуры резания уменьшает действие фактора
и также способствует росту напряжений растяжения. При
резании на скорости 25 м/мин зависимость сТтах = / (s) носит
экстремальный характер. На некоторой подаче s= 0,11 мм/об
наблюдается максимум напряжений, достигающий 70 кг/мм2.
Далее значение оТшах несколько снижается или
стабилизируется. Экстремальный характер функции сгГгаах = / (s) может быть
объяснен переходом температуры резания через оптимальное
значение. Снижению максимальной величины остаточных
напряжений после некоторого значения подачи может способствовать
повышение коэффициента трения по задней поверхности, т. е.
повышение действия силового фактора.
Для высокой скорости резания (60 м/мин) с увеличением
подачи происходит монотонное снижение тангенциальных
растягивающих напряжений (рис. 13.10). Это может быть вызвано
возрастающим действием силового фактора вследствие повышения^'.
Кроме того, при высоких скоростях резания ослабевает действие
температурного фактора: при точении сплава ЭИ826 на скорости
60 м/мин увеличение подачи (температуры) не может вызвать
роста напряжений аттах, т. к. последние уже при s = 0,03 мм/об
достигают предела текучести для данного материала и превышают
его.
Механизм формирования остаточных осевых напряжений
также сложен и определяется величиной сечения среза (подачи)
и уровнем скорости резания. Как видно из рис. 13.11а, точение
на низкой скорости резания при всех рассмотренных подачах
приводит к формированию сжимающих напряжений. При малых
значениях подач — 0,03 и 0,08 мм/об — формирование
сжимающих напряжений может быть закономерным, если представить
процесс обработки в зоне вершины как процесс обкатки или
выглаживания. В табл. 13.2 показано, что для рассматриваемых подач
•отношение— = 0,02—0,1. При таком соотношении толщины среза
и радиуса округления лезвия даже в условиях сухого трения, по
267
\ : i ' i i
J i-0 6Q №0 /SO £00 S4C M<*f
Рис. 13.11. Влияние подачи (при различной скорости резания) на
остаточные осевые напряжения при точении сплава ЭИ826;
а — v = 7,5 м/мин, б — v = 25 м/мин, в — v = 60 м/мин
данным [12], между трущимися телами будет наблюдаться только
внешнее трение, т. е. будет протекать процесс, идентичный
выглаживанию. При резании на больших подачах (s = 0,16—0,21
мм/об), когда на вершине резца протекает процесс резания,
формирование остаточных осевых напряжений сжатия связано с
интенсивным пластическим деформированием металла
поверхностного слоя в направлении подачи [21.
268
0°C
Рис. 13.12. Влияние подачи и скорости резания на
максимальное значение осевых и тангенциальных напряжени
и температуру резания при точении сплава ЭИ826
При обработке сплава ЭИ826 на скорости 25 м/мин
остаточные сжимающие напряжения переходят при некотором значении
подачи в растягивающие (рис. 13.10 и 13.11 б). Анализ
температурных условий обработки показывает, что переход сжимающих
осевых напряжений в растягивающие связан с началом
термопластических деформаций (рис. 13.12). Температурный интервал
(заштрихованная зона на рис. 13.12) перехода сжимающих
напряжений в растягивающие находится в пределах 700-Ч-750°С. То, что
этот интервал температур несколько выше температуры 0Т.Д. =
= 600°С, при которой фактически должны протекать
термопластические деформации, может быть объяснено тем, что, во-первых,
на рис. 13. 10 и 13.12 температура вг.д. показана для
наклепанного металла; для упрочненного металла as выше, поэтому
температура 6Т.Д. для наклепанного металла сместится в сторону более
высоких температур и приблизится к указанному интервалу
температур; во-вторых, температура на задней поверхности резца
несколько ниже температуры, замеренной методом естественной
термопары [14]. Поэтому указанные на рис. 13.3 и 13.12
интервалы температур в виде заштрихованных зон лишь условно
показывают температуру начала термопластической деформации.
Следует отметить, что переход осевых сжимающих напряжений
2G9
QJO
ого
asosr7oS
Рис. 13.13. Влияние подачи и скорости резания на
величину максимальных остаточных тангенциальных
напряжений и температуру резания при точении сплава
ЭИ437БУ (а) и стали ЭИ961 (б)
в растягивающие (или начало термопластических деформаций)
наблюдается при различных температурах. Это может быть
объяснено различной величиной упрочнения (наклепа), а
следовательно, и различным пределом текучести металла
поверхностного слоя при точении сплава на различных подачах.
270
резание сплава ЭИ826 на скорости 60 mjmuh при всех
значениях подач осуществляется при температуре 800-f-970°C, при
которых протекают термопластические деформации (рис. 13.10 и
13.12). В этих условиях в осевом и тангенциальном направлениях
формируются только растягивающие напряжения.
Характеризуя зависимости oomax = f (s) и а0тах = / (v) для
различных условий резания, можно сделать заключение о
том, что сжимающие осевые напряжения с повышением
температуры контакта (независимо от скорости или подачи) уменьшаются,
переходят в растягивающие при температуре начала
термопластических деформаций и возрастают при дальнейшем повышении
температуры напряжения растяжения.
Таким образом, независимо от сечения среза и уровня
скорости резания, на обработанной поверхности в тангенциальном
направлении формируются только растягивающие остаточные
напряжения (применительно к пластичным материалам).
Характер влияния толщины срезаемого слоя на остаточные
тангенциальные напряжения зависит от скорости (температуры)
резания. Зависимости сттах = / (s) при v = const могут быть
монотонно убывающими, монотонно возрастающими и иметь
экстремальный характер.
При любых сочетаниях подач и скоростей резания, если
обработка ведется при температурах контакта ниже температуры
протекания термопластических деформаций, на обработанной
поверхности в осевом направлении формируются сжимающие
напряжения, в тангенциальном — растягивающие.
Если процесс обработки ведется на режимах, температура при
которых достаточна и превышает температуру начала
термопластических деформаций, то, независимо от сечения среза и скорости
резания, в поверхностном слое формируются растягивающие
напряжения как в тангенциальном, так и в осевом направлениях.
Рассмотренный сложный характер формирования
напряжений для сплава ЭИ826 принципиально справедлив и для других
материалов, например, для сплава ЭИ437БУ, стали ЭИ961 (рис,
13.13).
Влияние геометрии резца и его износа на остаточные
напряжения
Параметрами геометрии режущей части резца, наиболее
существенно влияющими на процесс формирования
поверхностного слоя, являются передний угол и радиус при вершине.
Фактором, существенно изменяющим геометрию режущей части, а
следовательно, влияющим на характеристики качества
поверхностного слоя, является также износ инструмента. Влияние
этих параметров на поверхностные напряжения применительно к
сплаву ЭИ437БУ приведено на рис. 13.14—13.17.
271
.0 20 W SO SO /OO /20 fW /6i7 /cJ 220£20 2W' 2S0'280 *x»
(ягтСГ*>
.... . . . у
0 20 40 60 60 /00 /20 /40/80/60 200 220 2W
Рис. 13.14. Влияние ширины фаски износа по
задней поверхности на величину напряжений и
глубину их залегания при точении сплава
ЭИ437БУ резцом ВК6М:
t = 1,0 мм; s = 0,2 мм/об
Рис. 13.15. Влияние скорости на
приращение максимальной
величины остаточных
напряжений Д:_ и глубины залегания
bmax -1
напряжений в 1-м горизонте А/
при резании резцом с шириной
фаски износа до h3 = 0,4 мм
Ю 20 50 «О i;^:.—*
го to во до> /оо /го *ьо /so /so-гоо гга гм г$о ~*~г
Рис. 13.16. Влияние переднего угла на величину, глубину залегания (а)
и характер эпюры (б) остаточных тангенциальных напряжений при точении
сплава ЭИ437БУ: v = 23 м/мин; sxmax — напряжения в 1-м горизонте;
а?тах — напряжения во П-м горизонте; / — глубина залегания растя"
гивающих напряжений
Как видно из приведенных данных, износ инструмента по
задней поверхности существенно повышает напряженность
поверхностного слоя (рис. 13.14), однако величина прироста
остаточных напряжений зависит от скорости резания. Например,
при точении сплава ЭИ437БУ острым резцом со скоростью V =
= 7 м/мин (V<.Vq) максимальная величина остаточных
напряжений растяжения составляет 23 кг/мм2, при увеличении износа до
273
гп°х>
60\
401
20 \
0\
30
20
4
\l
\
\
0
\
N
t-/,0
АГ/Ч
S-O^n/oS
>iL
\
s 1 • 1
i
-о-^б'? rmat
1
[ !
392
/95
98
78Ь
685
585
392
/96
98
С
-98
-195 \ -20'
20 40 60 80 /00 /20 #0 /60 tfQ 200 мкп
Рис. 13.17. Влияние радиуса при вершине резца на остаточные
тангенциальные напряжения при точении сплава ЭИ437БУ: v — 23 м/мин; 0°С =
^const;
а — изменение максимальной величины; б — эпкры напряжений
hz = 0,4 мм о-тах возрастает до 47 кг/'мм2. Глубина залегания,
растягивающих напряжений / увеличивается на 75 мкм. При
обработке сплава на скорости V = 47 м/мин (V>V0) максимальная
величина напряжений возрастает на 51 кг/мм2, а глубина залегания
увеличивается на 44 мкм при том же увеличении ширины фаски
износа по задней поверхности. Максимальная величина
напряжений в этом случае (/i3=0,42 мм, У=47 м/мин) достигает 111 кг/мм2.
Достижение столь высоких значений напряжений
принципиально возможно, если учесть при этом высокую степень
деформации и упрочнения металла поверхностного слоя.
Данные, приведенные на рис. 13.14 и 13.15, показывают, что
наиболее стабильный уровень остаточных напряжений при из-
носе резца в пределах /г3 = 0,0—0,4 мм наблюдается при
точении на оптимальной скорости резания (V = 23 м/мин). При той
же степени износа максимальная величина напряжений возросла
лишь на 14 кг/мм2, глубина залегания — на 25 мкм.
274
|[ 1111 \PaccToffMiueom /юоерммссяА
£о ю so so юо*/го /ьс /so /so жо ?го Me**
Рис. 13.18. Влияние радиуса при вершине резца на остаточные
тангенциальные напряжения. ЭИ437БУ; ВК6М; v Ф const; @°С = const = 710ЭС;
& — изменение максимальной величины; в — эпюры напряжений
На рис. 13.16 показано влияние переднего угла на изменение
остаточных напряжений в поверхностном слое. Данные
показывают, что при точении сплава ЭИ437БУ при изменении переднего
угла в пределах 7=—15°Ч- + 15° существенного снижения
величины растягивающих напряжений не наблюдается. Максимальная
величина напряжений при у^ + ^б0 составляет 79 кг/мм2, при
7=—15° охгаах = 73 кг/мм2. При незначительном снижении
напряжений глубина залегания последних значительно
увеличивается (с 65 мкм до 100 мкм). Таким образом, применение больших
отрицательных передних углов применительно к точению
жаропрочных материалов не является эффективным средством
снижения напряжений растяжения, тем более что при переходе от
положительных передних углов к отрицательным резко
увеличиваются глубина и степень наклепа поверхностного слоя.
На рис. 13.17 и 13.18 представлены результаты исследования
напряжений при изменении радиуса при вершине резца. Видно,
что увеличение радиуса при постоянной скорости резания
приводит к снижению максимальной величины и глубины залегания
растягивающих напряжений. Значение а-тах снизилось с 89 кг/мм2
до 63 кг/мм2 при увеличении радиуса при вершине (в плане) от г =
9РЪ
= 0,5 до 4,0 мм. Такой характер изменения напряжений в
поверхностном слое может быть объяснен снижением температуры в зоне
резания.
Изменение радиуса при условии сохранения постоянной
температуры контакта (за счет изменения скорости) не приводит к
существенному изменению напряженности поверхностного слоя
(рис. 13.18). При изменении г от 0,5 до 4,0 мм (при 6= const)
o-max колеблется в пределах 76^-82 кг/мм2.
Влияние свойств обрабатываемого материала
на остаточные напряжения
Свойства обрабатываемых материалов оказывают большое
влияние на формирование напряжений в поверхностном слое.
Рассматривая взаимосвязь между поверхностными напряжениями
и свойствами материалов, необходимо учитывать многие факторы,
способствующие тем или иным образом наведению напряжений;
к ним относятся: прочностные и пластические свойства
обрабатываемого материала при низких и высоких
температурах,способность металла к упрочнению при деформации, уровень температур
начала разупрочнения металла, величина контактных нагрузок
и коэффициента трения на задней поверхности, уровень скоростей
резания и др. Рассмотрим на примере группы жаропрочных
сплавов ЭИ437А, ЭИ437БУ, ЭИ617, ЭИ826, ЭИ929 и ЭП220 довольно
сложное влияние свойств обрабатываемых материалов на
остаточные поверхностные напряжения. Резание указанных сплавов
выполнялось резцом ВК6М (а — ал =-= 10°, ср =-<рг — 45°, у =
= 0°, г = 0,5 мм, X = 0°) в широком диапазоне резания (10-г-
-г 50 м/мин) с постоянными глубиной t ^ 0,5 мм и подачей s =
- 0,09 мм/об.
Исследованиями выявлен сложный характер взаимосвязи
между физико-механическими свойствами сплавов, условиями
обработки и остаточными напряжениями в поверхностном слое,
определяемый уровнем скорости (температуры) резания. На
рис. 13.19 и 13.20 в качестве примера показан характер эпюры
остаточных тангенциальных и осевых напряжений в сплавах
ЭИ437А и ЭП220. В поверхностном слое других исследованных
сплавов характер эпюры напряжений идентичен, разница
заключается лишь в величине напряжений на различных горизонтах
от поверхности. На рис. 13.21 приведены данные по влиянию
скорости резания на максимальное значение напряжений в
первом горизонте для всех исследованных сплавов. Приведенные
данные показывают, что точение рассматриваемых жаропрочных
сплавов на всех исследованных скоростях приводит к
формированию в первом горизонте в тангенциальном направлении только
растягивающих напряжений. Анализ температурных условий
резания, оценка температурных напряжений и сравнение их с пре-
276
**fa б,"/***
20 W 60 80 №0 Ж МО iSO гвО 200 220 2W 260 280 мк*
расстояние от поверхности
Рис. 13.19. Влияние скорости резания на остаточные осевые (а) и
тангенциальные (б) напряжения при точении сплава ЭИ437А
делами текучести сплавов показали, что на низкой скорости
резания (10 м/мин), когда средняя температура контакта на задней
поверхности для данных жаропрочных сплавов не превышала
530°С (табл. 13.3), в поверхностном слое термопластических
деформаций протекать не должно. Следовательно, на низкой
скорости резания формирование растягивающих напряжений в спла-
277
М„/„2 ui>i'""
4V МО &0 <60 #0 200 220 240 *e*f
Рис. 13.20. Влияние скорости резания на остаточные осевые (а) и
тангенциальные (б) напряжения при точении сплава ЭП220
вах не связано с действием теплового фактора. Подтверждением
этому являются обнаруженные сжимающие напряжения в осевом
направлении. Причиной формирования растягивающих
тангенциальных и сжимающих осевых напряжений могут быть
специфические условия деформации металла поверхностных слоев
{действие силового фактора) [2, 3].
1:75
^ Км/ми«
Рис. 13.21. Максимальные значения остаточных напряжений в 1-м
горизонте для шести марок жаропрочных сплавов при различных скоростях
резания
00 CD
д £
ю о
to to
о со
CC СО
00 ->Л
ел оо
о о
^3 -J
CD —
о о
сх со
о to
-0 -J
СО •—
о о
CD 00
■*■* to
о о
СО 4^
to го
СЛ CD
ел о
•— ю
00 О
4- j_
со со
to о
J |-
4^ .;-
СО О
CD
т-1
00
to
cd
to
Ul
•vj
СО
о
CD
О
о
о
о
со
_*
-<!
сл
о
^
О
CD
UI
ю
4-
00
00
0)
н^ч
СЛ
1—
->J
to
СП
^J
to
о
CD
Сл
о
to
G-5
CD
CO
,—
•ч
CO
о
СП
-ч
с»
ел
to
"сл
+
00
4*.
+ +
СО
--4
СО
4^
CD
CD
£ £
4^
СО
-vl
СЛ
^
СО
о
-J
to
о
CD
4*.
о
_
CD
CD
cd
о
со
Oi
00
о
о
CD
to
-vl
о
to
О)
4-
00
о
4-
СО
4^
СО
->J
>
со
СЛ
-о
t—'
о
cd
4^
о
_
00
00
cd
о
_
,—
^
о
CD
00
о
to
G>
~r
00
о
4-
СО
CD ф CD
CD CD
CD
£ £ £ £ S S
tO CO 00
to to to
О COO
4*. ^ 4^
о о о
CO 00 CO
со сл ^
о о о
00 -<| -О
tO CD СЛ
о <о> &
00 СО н-
СО СО CD
-<1 CD CD
со со сл
к- — н-
о о о
СО 00 00
00 СЛ О
о о о
СО 4^ СЛ
— 1 11—
СО 00 00
о сл сл
CO tO tO
О ОО Ч
со 4^
>— со
->J ->л
сл
• <<
4^ 4^
о о
00 -О
CO CD
о о
->Л CD
4^ СО
о о
■О СО
и- CD
CD CD
сл о
о о
00 СО
00 00
СО СЛ
о о
Ъ> ~СО
4^
00 СО
о о
to to
->л ^J
4^
CO
-vl
>
4*.
о
->a
Ul
о
CD
00
о
to
CO
СЛ
CO
о
CO
to
"-J
о
CD
СЛ
on
о
Ю
CD
+ 4-4-4-4-4-
СО СО 00
4^ )— СО
+ 4- +
4^ 4^ 4^>
СЛ 4^ >—
CO 00
->a со
4- л.
CO CO
CO СЛ
~o
CO
4-
CO
to
CD
со
С0
со
со
CDI
П £ £ £ £ Si
Ю
to
о
о
сл
CD
о
сл
со
о
4^
CD
00
го
4^
о
CD
о
-<1
to
-vl
о
N0
4*.
4-
го
о
1
ю
to
СО
ю
со
о
гл
со
о
гл
о
о
CD
00
to
to
гл
00
о
CD
о
'.О
о
ю
сл
4
со
to
1
ю
CD
по
ю
CD
о
сл
о
•£».
00
о
N^
ко
о
о
to
CD
СЛ
00
о
-.1
о
_
о
о
со
о
+
со
^
1
ю
СО
CD
-vl
о
^
со
о
^
^1
о
ю
ко
CD
со
to
со
гл
CD
о
CD
^
N0
о
со
4-
СО
сл
1
со
о
^
го
^1
СЛ
<<
о
^
G-5
о
►ь.
ГЛ
о
N0
^1
N0
со
CD
со
о
ГЛ
CD
о
^1
о
го
о
го
СЛ
4-
го
СО
1
со
CD
й*.
го
-о
>
о
4^
ф-
о
4^
4^
о
СО
to
CD
to
*>Л
СЛ
о
1
ГЛ
го
со
со
+
4^
1
4^
о
£
*°
<а сплава
Скорость резания
v, м\мин
Средняя темпега-
тура резания 6°С
Расчетная
температура на задней
поверхности 83°С
5 при 63, %
ф при 03, %
Предел текучести
при темпер туре
83 as кг\м и2
Коэффициент
упрочнэния при
температуре 03, К
Температурные
напряжения при 63
ат, кг\мм2
Коэффициент
^
S?
н
X
— 3 ^
е w ?,
о
й S
fe Q
* 3
><
я
%
"Я
2
альные
1-М Г0]
нап
)И30Н
а> а
л?
ния в
!
р
я
-о
CD
X
S
s
ox
s
Pi
Приведенные данные показывают также, что при резании
сплавов на низкой скорости (10 м/мин) наибольшие остаточные
напряжения как в осевом, так и тангенциальном направлении
формируются в поверхностном слое сплава ЭИ437А. Этот сплав
по сравнению с другими материалами рассматриваемой группы в
меньшей степени легирован, имеет самые высокие пластические
свойства (табл. 13.3) и наиболее склонен к упрочнению при
деформации. Например, относительное удлинение о для сплава
ЭИ437А составляет 32%, для сплава ЭИ826—21%, а для ЭП220—
14%. Коэффициент К, характеризующий способность металла к
упрочнению, для этих сплавов соответственно равен 1,57; 1,26;
1,2. Поскольку при V =: 10 м/мин основным фактором,
обусловливающим формирование остаточных напряжений, является
силовой (когда величина напряжений зависит от интенсивности
пластической деформации), то обнаруженные наибольшие
напряжения у сплава ЭИ437А являются вполне закономерными.
Сплавы ЭИ437БУ, ЭИ617, ЭИ826, ЭИ929 и ЭП220 соответственно
более легированы, содержат большее количество упрочняющей
7-фазы; пластичность этих сплавов соответственно снижается.
Имея пониженную пластичность, металл поверхностного слоя этих
сплавов з меньшей мере деформируется, о чем свидетельствуют
данные измерения глубины и степени наклепа (табл. 13.3), в
результате при обработке этих сплавов формируются меньшие по
величине остаточные напряжения, чем у сплава ЭИ437А. Связь
между максимальной величиной остаточных напряжений в 1-м
горизонте и характеристикой пластичности о, взятой при
температуре, равной средней температуре контакта на задней
поверхности, найдена для каждого сплава (при v = 10 м/мин) в виде
уравнений:
ох = 22,5 + 0,59 о кГ мм2,
тач
ап = — 1,22 о — 5 кГ,Л1м2у
где о —относительное удлинение сплава, %.
Резание на высокой скорости (при высокой температуре)
дает противоположную картину изменения остаточных
напряжений для рассматриваемых сплавов (рис. 13.19, 13.20, 13.21 и
табл. 13.3). Приведенные данные показывают, что при резании
сплавов ча скорости 40 м/мин в поверхностном слое должны
протекать термопластические деформации, т. к. температурные
напряжения значительно превышают предел текучести сплавов. В
этих условиях величина остаточных напряжений будет зависеть
от температуры и прочностных свойств металла. Температура на
задней поверхности с увеличением жаропрочности сплавов
возрастает, например, для сплава ЭИ437А 63 = 680°С, сплава ЭИ826—
750СС, ЭП220—820°С. Несмотря на рост температуры, предел
<Л81
текучести у этих сплавов также возрастает с 59 кг/мм2 — v
сплава ЭИ437А (при 03 = 680°С) до 76 кг/мм2 — у сплава ЭП220 (при
03 = 820° С). Отношение же температурных напряжений к пределу
текучести для всех исследованных сплавов практически остается
на одинаковом уровне (1,2-=-1,4). Это должно способствовать
наведению в более легированных сплавах и более высоких по
величине остаточных напряжений. Эти выводы полностью
подтверждаются экспериментальными данными (рис. 13.21 и табл. 13.3).
Как в тангенциальном, так и осевом направлении образуются
только растягивающие напряжения, что указывает на механизм
формирования напряжений, связанный с термопластическими
деформациями. При V = 40 м/мин в поверхностном слое
низколегированного сплава ЭИ437А максимальная величина
тангенциальных напряжений в первом горизонте составляет 78 кг/мм2\
для более легированных сплавов эти напряжения повышаются и
составляют, например, для сплава ЭИ617—87 кг/мм2, а для
сплава ЭП220—94 кг/мм2. Аналогичные выводы можно сделать
применительно и к осевым остаточным напряжениям. Пластические
свойства и коэффициент упрочнения сплавов в рассматриваемом
температурном диапазоне изменяются незначительно (о = 8-f-
-т- 12%, К = 0,8-4-1,0) и, по-видимому, не оказали своего
влияния на механизм формирования напряжений. Снижение
коэффициента трения по задней поверхности fx' с 0,65 до 0,31 (как
силового фактора) по мере увеличения жаропрочности сплавов
способствовало наведению соответственно все возрастающих
растягивающих напряжений. Изменение ахтах и с0тах в
зависимости от температуры на задней поверхности при резании
металлов на постоянной скорости v = 40 м/мин описывается
уравнениями:
ах = 0,116 ©о + 1,5 КГ/ММ2,
max ' * ' ' '
а0 =0,92в3 — 28 кГ/мм2.
°max d '
С несколько большей погрешностью величина напряжений может
быть также подсчитана в зависимости от средней температуры
резания:
ох =0,1176—8 кГ1мм*,
max '
cQ =0,916 в — 36 кГ!мм*.
ишах '
Наибольший интерес представляют собой данные по
остаточным напряжениям и их изменению при точении сплавов на
оптимальных скоростях резания v0. Как видно из приведенных
в табл. 13.3 данных, величина оптимальной скорости для
исследованных сплавов различна. Для низколегированного сплава
ЭИ437А У0 = 35 м/мин\ по мере увеличения степени легирования
282
оптимальная скорость снижается, но это снижение идет лишь
до сплава ЭИ826, для которого ]/0 = 25 м/мин. Для сплавов
ЭИ929 и ЭП220 v0 возрастает до 30 и 35 м/мин соответственно.
Однако независимо от уровня оптимальных скоростей резания
средняя температура резания (оптимальная) и температура на
задней поверхности по мере повышения высокотемпературной
прочности сплавов повышаются. Так, при точении сплава ЭИ437А
на скорости У0 = 35 м/мин Э0 = 710°С, для сплава ЭИ826 при
V0 = 25 м/мин 60=730° С, а для сплава ЭП220 при V0 = 35 м/мин
@0 = 850°С. Возрастают также температуры на задней
поверхности — с 640° до 790°С. В соответствии с ростом температуры
повышаются и остаточные напряжения растяжения как в
тангенциальном, так и осевом направлениях. Сопоставление значений
cs и с- при соответствующих температурах показывает, что обра--
зоваиие напряжений связано с термопластическими деформация-,
ми. Повышение остаточных напряжений связано с ростом
температуры и одновременным повышением прочностных свойств
сплавов. Снижение коэффициента трения по задней поверхности и
уменьшение глубины и степени наклепа при резании сплавов
на оптимальных скоростях способствовали повышению
растягивающих напряжений в более легированных сплавах. Максимальное
значение остаточных напряжений в 1-м горизонте в зависимости
от температуры на задней поверхности (при резании сплавов на
оптимальных скоростях) может быть найдено из уравнений:
а. = 0,085 Oft + 29 кГ1мм2,
'max 7 и3 '
= 0,075 в0 — 15 кГ;мм*.
0тах ' о3 j
Физико-механические свойства сплавов определяют и
температуру перехода осевых сжимающих напряжений в
растягивающие (температуру начала термопластических деформаций).Для
сплавов, имеющих большую жаропрочность и больший предел
текучести, очевидно, необходимы и более высокие температуры
для протекания термопластических деформаций. Эксперименты
и расчеты показывают (рис. 13.21 и табл. 13.4), что для
низколегированного сплава ЭИ437А температура на задней поверхности,
соответствующая началу термопластических деформаций,
составляет 510°С, для более жаропрочного сплава ЭИ826—600°С, а для
ЭП220—700°С. Вместе с тем для всех исследованных сплавов
условия, при которых зафиксировано начало термопластических
деформаций, идентичны: отношение предела текучести к температуре
(а02/63п) для всех сплавов практически одинаково и составляет
0,106-7-0,116 (табл. 13.4).
Таким образом, характер влияния физико-механических
свойств сплавов и условий резания на остаточные
поверхностные напряжения зависит от скорости (температуры) резания. При
точении на низких скоростях, когда температура недостаточна
Ш
Таблица 13.4
Марка сплава
Температура, соответствующая
переходу сжимающих осевых
напряжений в растягивающие (на
задней поверхности)
Предел текучести сплава при
вз.п aQ>2, кг/мм2.
Отношение -~-
^з.п
ЭИ437А ЭИ437БУ
510
59
0,116
ЭИ617
1
540 | 590
1
i
60
0,111
65
0,110
ЭИ826
600
65
0,108
ЭИ95Э J ЭП220
620
66
0.106
700
75,5
0,108
для протекания термопластических деформаций и когда величина
напряжений определяется интенсивностью пластических
деформаций, в менее легированных и более пластичных сплавах,
склонных к пластической деформации и упрочнению, формируются
большие по величине остаточные напряжения (в тангенциальном
направлении растягивающие, в осевом—сжимающие). При
резании на высоких скоростях (в том числе и оптимальных), когда
температура достаточна для протекания термопластических
деформаций, обнаружена противоположная картина: в более
легированных сплавах, обладающих большой высокотемпературной
прочностью, формируются большие остаточные растягивающие
напряжения (как в осевом, так и тангенциальном направлениях).
Рассмотренный характер формирования напряжений в
зависимости от физико-механических свойств относится к
пластичным материалам. Резание хрупких и малопластичных
металлов и сплавов при равных условиях с пластичными может
привести к формированию напряжений, существенно отличающихся не
только по величине, глубине залегания, но и противоположных
по знаку. Это связано с особенностями процесса стружкообразо-
вания. Можно полагать, что первичная деформация отдельных
частиц поверхностного слоя под действием силового поля для
хрупких и пластичных материалов идентична (отличия лишь
количественные). Под действием силового поля на первом этапе
формируются остаточные напряжения сжатия. При обработке
пластичных материалов на первичные деформации в дальнейшем
накладывается дополнительная деформация (влияние
напряженного поля стружки), в результате которой изменяется
направление максимальных удлинений зерен металла [2].
При обработке .же хрупких металлов вторичная деформация
отсутствует, т. к. отдельные элементы в процессе формирования
284
Sr,'
зо.
20
10
о
-ю
-20
-30
-40
-50
-60
'70
-Б? *г/"» 2
Рис. 13.22. Влияние скорости резания на тангенциальные
напряжения. ВТ8; ВК8; t X s = 0,5 X 0,25
Ю 20 30 А
\\ V'25/^
Vzi
Vr/;
T^rt/-/J5
А 1 i
'О
р**
Y*>50"-?U-5U-9Q soO НО
V
*
|
—4 Jum
! 1
«4-
^r
1
Л
—f—|
""£?<7 /JJ teO /SO]
Л^ГГ**
1
отделяются от основного материала по всей поверхности сдвига
с образованием опережающей трещины, играющей роль
своеобразного барьера против дополнительного воздействия на
первичную деформацию. В этом случае, как это было показано
ранее, резание металлов сопровождается наведением остаточных
напряжений сжатия.
Примером может служить обработка титановых сплавов,
обладающих низкими пластическими свойствами: разрушение
образцов из титановых сплавов наступает при относительных
деформациях, в десятки и сотни раз меньших, чем это имеет место для
пластичных материалов. На рис. 13.22 приведены эпюры
остаточных тангенциальных напряжений в поверхностном слое
титанового сплава ВТ8 [21. Видно, что в широком диапазоне скоростей
резания в первом горизонте формируются только сжимаьощие
напряжения (в отличие от растягивающих напряжений при
точении жаропрочных сплавов). Повышение скорости резания
первоначально приводит к росту сжимающих напряжений. После
скорости 108 м/мин максимальная величина сжимающих
напряжений снижается.
Влияние охлаждения на остаточные напряжения
Общепринято, что для снижения уровня напряженности в
поверхностном слое необходимо применять охлаждение. Вместе
с тем роль охлаждающей среды более сложная и зависит от
многих факторов, включая свойства обрабатываемого материала,
285
<*7 40 60 SO /m
Рис. 13.23. К механизму влияния
СОЖ на формирования
поверхностных напряжений
Рис. 13.24. Влияние СОЖ на
остаточные осевые напряжения.
ЭИ437БУ ; ВК8 ; t X s = 0,5 Х0,25
v = 20 м/мин [2]; 1 — без
охлаждения; 2— с охлаждением
уровень скоростей резания (величину температуры контакта),
свойства инструментального материала и др.
На рис. 13.23 схематично показано типичное изменение
максимальной величины остаточных напряжений и температуры
резания в зависимости от скорости резания. Видно, что в различном'
температурном диапазоне применение СОЖ может или понизить
или повысить остаточные напряжения: при резании на низкой
скорости Va охлаждение зоны резания приведет к снижению осевых
и тангенциальных растягивающих напряжений; в этом случае
возможен также переход растягивающих осевых напряжений в
осевые напряжения сжатия. И, как это следует из рис. 13.23,
чем эффективнее охлаждение, тем в большей степени вероятнее
формирование больших по величине осевых сжимающих
напряжений.
Если процесс резания вести на высокой скорости vB, то
использование СОЖ приведет к возрастанию напряжений
как в осевом, так и тангенциальном направлениях. Снижение
температуры резания (за счет использования СОЖ) в диапазоне
v > vQ повышает роль температурного фактора в механизме
формирования напряжений, т. к. снижение температуры в этих
условиях приводит к снижению коэффициента трения по задней
поверхности (как силового фактора).
286
кг/ Z
SO
60
bO
го
о
-го
~*o
l
r
\j
H
К
N
к.
v<
Vj
^s
4l
^
p=^
о 25 so 7s /со /гз /so /73 *****
Рис. 13.25. Влияние СОЖ на остаточные
тангенциальные напряжения ЭИ437Б ; ВК8 ; t X s=5 X 0,25 ;
v = 30 м/мин; 1 — без охлаждения; 2 — с охлаждением'[2]
Сказанное подтверждается экспериментальными данными. На
рис. 13.24 и 13.25 приведено влияние охлаждающей среды (10%-
ная эмульсия в смеси с воздухом) на остальные осевые и
тангенциальные напряжения (построчно по данным работы [2]). Из
этих данных следует, что применение охлаждения при резании
на сравнительно низкой скорости (20 м/мин) приводит к
заметному снижению осевых напряжений. Резание на более высокой
скорости (30 м/мин) с охлаждением приводит к возрастанию
напряжений по сравнению с резанием без применения СОЖ.
Рассмотренный характер изменения напряжений приемлем
для пластических металлов. Для хрупких металлов или
материалов с другими специфическими свойствами (например, титановых
сплавов) механизм влияния СОЖ может быть иным.
Остаточные напряжения при различных видах
механической обработки
Различные виды механической обработки в силу
специфических условий (по температуре контакта, скорости деформации,
схеме резания, сечению среза и др.) формируют в поверхностном
слое различные по величине, знаку и характеру эпюры
остаточные напряжения. Ниже, в табл. 13.5 приведены типичные
значения напряжений для основных видов механической обработки.
287
Т аб л иц а 13.5
Вид обработки
Точение
чистовое сталей и
сплавов
Точение
титановых сплавов
Условия резания
/=0,5-Н Бчм
s=0,03-r-0,3 мм/об
t = 5-:-60 м/мин
£=0,5-И,5 мм
s=0.07-r-0,3 мм/об
и=10-7-170 м/мин
Максимальное
значение осевых
напряжений в 1-м
горизонте
а от ах, к£\мм2
—50-7-+60
—10-=—50
Максимальное
значение тангенциальных
напряжений в 1-м
горизонте
ахтах, кг\мм2
+ 10-Г-+95
-5-т—60
Фрезерование
цилиндрической
фрезой сталей
и сплавов
^=0,5-т-2 мм
s = 0.1-f-О.З мм/зуб
v = 10-=-30 м/мин
Ю-—45*
-40-
Фрезерорание
торцовое
Шлифование
абразивным
кругом
Шлпфозание
лентой
^ее 0.5-5-1.5 мм
s = 0.1 -7-0.3 мм/зуб
v = 10-т-150 м/мин
—
—
0-7-+30***
—50—+60*
—Ю--—50
—
—50-7-+95**
—30-7—80
Полирование
-5-:—30
-5-f— £
Напряжения измерены в направлении оси инструмента.
** Напряжения измерены в направлении продольной подачи инструмента.
*** Симметричное фрезерование, напряжения измерены вдоль подачи
инструмента.
ЛИТЕРАТУРА
У\ а г а л и н А. А. Технологические методы повышения
долговечности деталей машин. Киев, «Техника», 1971
I.
хсталеи машин. *чиев, «1ехника», 1У/1.
2. Кравченко Б. А.,ПапшевД. Д., Колесников Б. И.,
г енков Н. И. Повышение выносливости и надежности деталей
машин и механизмов. Куйбышев, Куйбышевское книжное издательство, 1966.
Мор
288
3. ДавиденковН. Н. Измерение остаточных напряжений в
трубах. ЖТФ, т. 1, вып. 1, 1931.
4. Т е й л о р А. Рентгеновская металлография. М., «Металлургия»,
1865.
5. Р а х м а р о в а М. С, М и р е р Я* Г. Влияние технологических
факторов на надежность лопаток газовых турбин. М., «Машиностроение»,
1966.
6. Касимов Л. Н., Мух и нВ. С. Прибор для измерения
тангенциальных остаточных напряжений. «Заводская лаборатория», № 1, 1967.
7. Б и р г е р И. А. Остаточные напряжения. М., Машгиз, 1963.
8. М у х и н В. С, С а в а т е е в В. Г. К вопросу определения
остаточных напряжений при точении. В сб.: «Вопросы оптимального резания
металлов». Труды УАИ, вып. 29, Уфа, 1972.
9. Горелик С. С, Расторгуев Ю. А., Ска ко в Ю. А.
Рентгенографический и электроннографический анализ. М.,«Металлургия»,
1970.
10. Л и с и ц ы н В. Д. Определение микротвердости металла в момент
его напряженно-деформированного состояния. «Заводская лаборатория»,
1957, № 6.
11. Shaw М. С, Сг о w е 1 1 I. А. Исследование чистового точения.
Экспресс-информация. Серия «Режущие инструменты», № 22, 1966.
12. К р а г е л ь с к и й И. В. Трение и износ. М., «Машиностроение»*
1968.
13. И с а е в А. И. Влияние технологических факторов на остаточные
напряжения в поверхностном слое при точении конструкционных сталей.
«Передовой научно-технический и производственный опыт». Тема 10,
№ М-57-166/30, М., 1957.
14. Резников А. Н. Теплообмен при резании и охлаждение
инструментов. М., Машгиз, 1963.
10 Заказ 829
ГЛАВА XIV
МИКРОСТРУКТУРА МЕТАЛЛА ПОВЕРХНОСТНОГО СЛОЯ
Пластическая деформация поверхностного слоя при
механической обработке приводит к резкому изменению структуры:
фрагментации зерен, возникновению микроискажений,
увеличению плотности дислокаций на несколько порядков [1, 2].
Вопросу исследования геометрических факторов
поверхности, напряженности поверхностного слоя и его наклепа в
зависимости от различных технологических факторов обработки
посвящено значительное число работ. Однако вопрос о состоянии
структуры поверхностного слоя до сего времени в технической
литературе освещен недостаточно; в то же время нам известно
[3], что структурные концентраторы напряжений более
интенсивно влияют на предел усталости и износостойкость деталей машин,
чем, например, геометрические факторы. При одинаковом
структурном состоянии поверхностных слоев металла и разной их
микрогеометрии предел усталости металла изменяется сравнительно
мало. При одинаковой микрогеометрии, но разном физическом
состоянии поверхностного слоя предел усталости металла
изменяется значительно интенсивнее [3]. Наличие структурных не-
однородностей вызывает появление локальных концентраторов
напряжений структурного происхождения.
В связи с этим исследование микроструктуры поверхностного
слоя после различных технологических вариантов механической
обработки является весьма важным для прогнозирования
долговечности деталей машин.
Методика исследования
Микроструктура поверхностного слоя исследуется в
поперечном (нормальном) сечении или на наклонных микрошлифах в
зависимости от толщины деформированного слоя. Исследуется
также непосредственно обработанная поверхность. В этом случае
поверхность образца (или детали), предназначенная для
просмотра на металлографическом микроскопе, с целью хорошего отраже-
290
ния света подвергается кратковременному полированию (окисью
алюминия) или электрополированию.
Для электронномикроскопических исследований выявленная
структура копируется на пленку (реплику). Методика
приготовления реплик заключается в следующем. Первоначально на
травленую поверхность исследуемого образца в вакууме порядка
10'4 мм рт. ст. на установке УВП наносится слой алюминия
методом распыления. Полученный тонкий слой алюминия,
механически отделяемый от поверхности шлифа, четко повторяет
структуру образца. Последующая операция на той же установке—:
испарение в вакууме угля на поверхность негативного отпечатка,
полученного на алюминии. Уголь, испаряемый в вольтовой дуге
при пропускании тока ~70 а через угольные стержни 05-^6 мм
в течение 15-^20 сек, образует плотную и прочную пленку на
поверхности промежуточного отпечатка. Для отделения
углеродистой пленки от алюминия полученная двухслойная пленка
«углерод — алюминий» опускается на поверхность
концентрированной азотной кислоты алюминием вниз. Алюминий
растворяется, и в кислоте остается плавать углеродистая пленка вниз
отпечатком структуры. После промывания в воде углеродистая
пленка высаживается на медную сетку (ячейки 0,05 мм X 0,05 мм)
вниз отпечатком структуры и оттеняется хромом в вакууме.
После этого пленка служит объектом исследования в электронном
микроскопе. Несмотря на значительную трудоемкость, указанный
метод приготовления реплик является универсальным, применим
для любых металлов; кроме того, пленки аморфны, химически
инертны и обладают большой прозрачностью для электронов.
Влияние условий обработки на микроструктуру
поверхностного слоя
Изменение микроструктуры металла поверхностного слоя
применительно к обработке жаропрочного сплава ЭИ437БУ
приведено на рис. 14.1 и 14.2. Из приведенных данных видно, что
микроструктура обработанной поверхности резко отличается от
структуры исходного металла. На поверхности видно большое
количество линий сдвигов, свидетельствующих о прошедшей
пластической деформации металла. Такие параметры, характеризующие
степень микродеформации поверхности, как размеры линий,
расстояние между линиями сдвигов, плотность (частота) сдвигов,
искажение формы зерен и их границ на различных образцах
различны и зависят от условий обработки [4].
При анализе микроструктуры обнаружено, что при точении-
на оптимальной скорости резания поверхностный слой деталь..
пластически деформируется в меньшей степени на меньшую глу*
бину по сравнению с обработкой на других скоростях резания^
Снижению деформации поверхностного слоя в области оптималь*-
10*
291
^ g^#r
•г- ••
сз c-j ■■
"32 ?-
»з со
gtt) I
5 . s0
о So-
с с ^ «о
s « ц .-
£ Ч ~Ю
« СЗ О I
К Н I
« to St dB' BO. Yfijlm*.
Рис. Н.З. Влияние скорости резания на степень пластической деформации
размер блоков и плотность дислокаций при точении сплава ЭИ437БУ
1— s = 0,08 мм/об; 2— s = 0,2 мм/об
ных значений скоростей резания способствуют те же физические
причины, которые приводят к уменьшению глубины и степени
наклепа. В частности, исчезновение нароста уменьшает объем
металла, подминаемого в сторону задней поверхности, и снижает
величину деформации обработанной поверхности. Кроме того,
минимум коэффициента трения \>/ на оптимальной скорости
резания1 также предопределяет меньшую деформацию
поверхностного слоя, осуществляемую задней поверхностью.
В поперечном сечении структура поверхностного слоя
представляет собой вытянутые в направлении движения инструмента зерна
твердого раствора. Изменение микроструктуры, происходящее под
влиянием механической обработки, распространяется только на
294
О ZO *о SO SO ЮО ЯО '40 ,*t*.
г'ис. 14.4. Изменение плотности дислокаций по глубине
поверхностного слоя образцов из сплава ЭИ437БУ;
s = 0,2 мм/об; t = 1,0 мм
поверхностный слой металла и связано с пластической
деформацией. Глубина распространения пластической деформации в
случае точения на оптимальной скорости меньше по сравнению с
обработкой на других скоростях резания, что объясняется вышерас-
смотренными причинами.
На рис. 14.2 приведена микроструктура поверхности после
точения сплава ЭИ437БУ резцами с различными передними углами.
Как видно из приведенных данных, применение отрицательных
передних углов повышает пластическую деформацию металла
поверхностного слоя и тем интенсивнее, чем больше отрицательный
передний угол.
Наименьшая степень пластической деформации е металла
поверхностного слоя в случае ведения процесса резания на
оптимальной скорости подтверждается и при исследовании тонкой
структуры — размеров блоков и плотности дислокаций (рис. 14.3).
Видно, что на оптимальных скоростях резания размеры блоков
о
составляют D = 474-54 А и являются наибольшими по
сравнению с размерами блоков металла поверхности, обработанной на
скоростях выше или ниже 1/0. Такой характер изменения
функции D = / (v) может быть объяснен лишь меньшей степенью
деформации при резания на VV Экстремальный характер
зависимости D — f (v) обусловливает и экстремальность зависимости р =
= / (v) с минимумом плотности дислокаций в металле
поверхности, обточенной на оптимальной скорости. Например, при точении
сплава ЭИ437БУ на V0 = 32 м/мин (s = 0,08 мм/об) плотность
дислокаций составляет 10 • 1012 см-2; на скорости 18 м/мин
плотность дислокаций равна р = 45 • 1012 см'2\ на скорости реза-
295
Рис. 14.5. Электронномикроскопическая фотография
упрочняющей /-фазы сплава ЭП220 (исходная структура). Х4000
ния 69 ж/лшя о = 21 • 1012см-2 [5]. Характер изменения плотности
дислокаций по глубине поверхностного слоя приведен на рис.
14.4.
На рис. 14.5, 14.6 показан характер изменения упрочняющей
■у'-фазы в сплаве ЭП220 под влиянием механической обработки
[6]. Как видно из приведенных данных, в поверхностном слое
сплава упрочняющая у'-фаза под воздействием высоких
контактных нагрузок, трения и температуры претерпевает существенные
изменения: происходит изменение формы, измельчение,
разрушение, растворение. Однако характер изменения 7'-Фазы зависит от
режима резания. При точении на низкой скорости (рис.^ 14.6 а),
когда средняя температура резания не превышает 550°С,
изменение упрочняющей фазы в основном связано с силовым
воздействием. В большинстве своем фаза имеет с поверхности
раздробленный и вытянутый в направлении резания характер. На дне
канавки-риски микронеровностей (в зоне резания вершиной
резца) имеются участки, где у'-фаза в виде отдельной структурной
составляющей не выявляется (рис. 14.6 а), что свидетельствует
об интенсивном пластическом деформировании фазы и матрицы.
При резании на высокой скорости (V = 50 м/мин) состояние
упрочняющей у'-фазы отличается от рассмотренного. Кроме
высоких контактных нагрузок и трения, резание на этой скорости
сопровождается высокими температурами. На обратной
поверхности, кроме участков со значительным искажением формы и
размеров упрочняющей фазы, обнаружены значительные зоны,
где практически отсутствует у'-фаза. При действии высоких
температур и при высоких степенях пластической деформации
происходит локальное растворение и разрушение упрочняющей фазы
(рис. 14.6 б).
296
Характер структуры металла поверхностного слоя при
резании сплава на оптимальной скорости занимает промежуточное
.положение — между состояниями структуры металла при точении
на низкой и высокой скоростях резания. В поверхностном слое
также наблюдается раздробленность и искаженность
упрочняющей у'-фазы (рис. 14.6 в). Вместе с тем при резании на v0
наблюдается наиболее благоприятное общее состояние структуры. В
меньшей степени искажена и пластически деформирована фаза,
отсутствуют локальные участки с частичным или полным
разрушением или растворением упрочняющей фазы. Такому состоянию
структуры могут способствовать минимум коэффициента трения по
задней поверхности, минимальное значение касательных сил и
действие не столь высоких температур, которые имели место при
V = 50 м/мин. Минимальная деформация поверхностного слоя
при v = v0 может быть связана также с провалом пластичности,
который наблюдается у сплава ЭП220 в зоне температур, близких
к оптимальной.
На глубине 15-7-20 мкм и более характер структурных
изменений для всех образцов независимо от скорости резания
идентичен, с различной лишь глубиной деформированного слоя. В
деформированных зернах наблюдаются отдельные линии сдвигов,
искажение закономерного расположения упрочняющей 7'~Фазы>
искажение границ зерен. По мере удаления от поверхности
интенсивность этих структурных изменений уменьшается.
О взаимосвязи между интенсивностью износа
инструмента и основными факторами процесса резания
На рис. 14.7 приведены сводные данные по изменению
основных факторов, характеризующих процесс резания: интенсивности
износа инструмента, коэффициента трения, характеристик
качества поверхностного слоя, средней температуры.
Из этих данных следует, что между высотой
микронеровностей поверхности, глубиной и степенью наклепа, остаточными
напряжениями, параметрами тонкой структуры металла (размерами
блоков и плотностью дислокаций), контактными явлениями в
зоне резания и интенсивностью износа инструмента при резании
наблюдается тесная взаимосвязь. Зависимости шероховатости
ловерхности, глубины и степени наклепа, степени пластической
деформации металла, остаточных напряжений, размеров блоков
и плотности дислокаций в функции от скорости резания имеют
характерную точку перегиба или носят экстремальный характер.
Экстремальные (или критические) точки кривых Rz = f (v),
hc - / (v), N = f (v), e - / (u), D0 - / (о), о = / (i>), oTnm -
= f (v)> aomax = / (v) лежат в области оптимальных по
интенсивности износа значений скоростей резания и соответствуют
экстремальным точкам кривых Лоп = / (v). Минимуму интенсивности
298
Рис. 14.7.
Влияние скорости
резания на
основные
характеристики
процесса резания.
ЭИ437БУ;ВК6М;
t = 1,0 мм
1 —s=0,08 мм/об;
2—s= 0,2 мм/об
$0 tf/fw
износа инструмента соответствуют минимумы коэффициента
трения по задней поверхности, глубины и степени наклепа, степени
пластической деформации металла поверхностного слоя,
плотности дислокаций и стабилизация высоты неровностей [7].
Рассмотренные экстремальные (или критические) точки для всех подач
наблюдаются при одной и той же температуре, удовлетворительно
совпадающей с оптимальной по интенсивности износа температурой
контакта.
Главным фактором, определяющим величину коэффициента
трения по задней поверхности резца, параметры наклепанного*
слоя, остаточные напряжения, параметры тонкой структуры
металла поверхности и интенсивность износа инструмента,
является средняя температура контакта, а скорость резания и
толщина срезаемого слоя выступают в основном как температурные
факторы. Этим и объясняется сложный характер зависимостей
Kn=f(s), [*'=/(«), hc = f(s), N = f(s), omax = /(s),
определяемых уровнем скорости (температуры) резания. Любое
изменение режима резания, приближающее значение температуры
резания к оптимальной величине, способствует уменьшению
интенсивности износа и уменьшению степени деформации металла
поверхностного слоя.
ЛИТЕРАТУРА
1. ФридельЖ- Наклеп и распространение трещин. В сб.:
«Атомный механизм разрушения», Металлургиздат, 1963.
2. КарпенкоГ. В., БабейЮ. И., Карп енкоИ. В.,
Гутман Э. М. Упрочнение стали механической обработкой. Киев, «Наукова
думка», 1966.
3. Г р о з и н Б. Д., Д р а й г е р Д. А. и др. Повышение
эксплуатационной надежности деталей машин. Москва—Киев, Машгиз, 1960.
4. М а к а р о в А. Д., М у х и н В. С. Особенности обработки сплава
ЭИ437БУ. «Станки и инструмент», 1970, № 12.
5. Макаров А. Д.,Мухин В. С. Прочностные свойства и
структурное состояние поверхностного слоя сплава ЭИ437БУ после
механической обработки и длительных испытаний. В сб.: «Вопросы оптимального
резания металлов», труды УАИ, вып. 34, Уфа, 1972.
6. Макаров А. Д., Мухин В. С. Д и ш у р о в В. М. Влияние
режимов резания на микроструктуру поверхностного слоя жаропрочных
сплавов. В сб.: «Вопросы оптимального резания металлов», труды УАИ,
вып. 34, Уфа, 1972.
7. Макаров А. Д. Износ и стойкость режущих инструментов.
М., «Машиностроение», 1966.
ГЛАВА XV
ВЛИЯНИЕ НАКЛЕПА И ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
НА ИЗМЕНЕНИЕ СОСТОЯНИЯ И СВОЙСТВ МЕТАЛЛА
ПОВЕРХНОСТНОГО СЛОЯ В ПРОЦЕССЕ
ЭКСПЛУАТАЦИИ
Исследования показывают, что поверхностный слой деталей,
.прошедших длительную эксплуатацию в условиях высоких
температур и напряжений, претерпевает существенные
изменения: в поверхностном слое наблюдаются рекристаллизация,
падение твердости, прочности, жаропрочности; в результате
диффузионных явлений, окисления, выгорания и испарения
легирующих элементов изменяется химический и фазовый состав.
Изменение химического и фазового состава, окисление, достариванке
и частично рекристаллизация являются по своей природе
процессами диффузионными. Известно, что в исходном металле диффузия
протекает почти исключительно по границам зерен, а после
пластической деформации, вследствие изменения формы, размеров,
дробления зерен, разрыхления и уменьшения плотности металла,
увеличения удельной поверхности границ зерен, диффузия
протекает во всем объеме. При этом диффузионная подвижность атомов
повышается в десятки раз. Так, например, коэффициент
самодиффузии никеля в поверхностном слое электрополированного образца
лз сплава ЭИ437Б при Т = 800°С равен D = 9,6 - 1013 см2/сек,
а в образцах, подвергнутых пескоструйной обработке, D = 120 •
• Ю13 см2/сек (по данным С. 3. Бокштейна, С. Т. Кишнина и др.).
Таким образом, состояние поверхностного слоя (степень и глубина
наклепа, остаточные напряжения и др.), определяемое условиями
обработки, должно оказывать существенное влияние на характер
и интенсивность протекания процесса разупрочнения поверхности,
от которого в конечном счете зависит общая прочность детали.
Можно предположить, что для деталей, работающих в условиях
высоких температур, когда последние приводят к релаксации
остаточных напряжений, главным фактором, определяющим процесс
разупрочнения поверхностного слоя, а следовательно, и прочность
детали в целом, является глубина и степень наклепа.
301
Ниже на примере жаропрочного сплава ЭИ437БУ показаны
некоторые закономерности разупрочнения металла
поверхностного слоя в процессе высокотемпературных испытаний.
Температура испытания (750°С) была выбрана исходя из рекомендаций
для этого материала [1] и реальных условий работы деталей на
изделиях; образцы испытывались при остаточных напряжениях
13 кг/мм2в течение 500 час (напряжения и время испытания также
выбирались исходя из эксплуатационных условий).
Перед испытанием на жаропрочность на поверхности
плоских образцов были наведены различные по знаку и глубине
залегания остаточные напряжения и различный по глубине и
степени наклеп. При этом были использованы как методы обработки
(полирование, шлифование, точение), так и специальные методы
упрочнения — дробеструйная обработка и обкатка роликами.
Исследование влияния режимов точения на состояние
поверхностного слоя проводилось на специальных образцах, изготовленных
из втулок по их образующей, внешний диаметр которых
обрабатывался по необходимому режиму. При этом втулки,
изготовленные точением, обрабатывались на трех скоростях резания:
ниже оптимальной, оптимальной и выше оптимальной скорости*
Исследование характеристик качества поверхностного слоя
проводилось как до испытания, так и после испытания образцов
на жаропрочность.
Изменение напряженности поверхностного слоя
в процессе высокотемпературных испытаний
Исследование остаточных напряжений до и после
высокотемпературных испытаний производилось механическим методом.
С поверхности образцов, испытанных на жаропрочность, перед
определением остаточных напряжений проводилось снятие окис-
ной пленки в специальной ванне электролитическим путем в
расплаве щелочей при Т = 450°С.
Величина и характер эпюры остаточных поверхностных
напряжений на образцах до испытания приведены на рис. 15. Ь
Как видно из приведенных данных, в поверхностном слое
образцов различными методами обработки удалось создать самые
различные по величине и глубине залегания остаточные
напряжения. Например, шлифованием и точением в 1-м горизонте были
наведены напряжения растяжения от 14 кг/мм2 до 65 кг/мм2
с глубиной залегания 384-72 мкм\ ручным полированием,
обкаткой роликами и дробеструйной обработкой созданы сжимающие
остаточные напряжения 42-^54 кг/мм2 с глубиной залегания более
200 мкм.
На рис. 15.2 приведены эпюры остаточных напряжений,
полученных с таких же образцов, но после длительных
высокотемпературных испытаний. Эти данные показывают, что в процессе
302
£
OCT,
*%%
д -крупнее л&щрабание №*Р V !
+-* точение № /гп/жн/fap.S)
Ф - ф точение (/- 4 7"/ни* /вар. &)
ь-ьов9с/в/са дробьнэ /вар7)
а -о о £ катка ро/>икоАт/ёор> &/
I,
'ЛщГ-
^"
£&*
ZJ*\
\Pacc7oji/iu& err /?oSepxwcrv
/SO 200 ,Aft*
Рис. 15.1. Остаточные поверхностные напряжения на образцах из сплава
ЭИ437БУ перед испытанием на жаропрочность (обозначение вариантов в
соответствии с табл. 15.1)
длительных испытаний в поверхностном слое произошли
существенные изменения с точки зрения остаточной напряженности.
Независимо от знака и величины напряжений, обусловленных
технологией изготовления,на всех образцах после испытания
обнаружены только сжимающие напряжения [2]. Наличие только
сжимающих напряжений и отсутствие связи этих напряжений с
исходными указывает на различную природу их образования^.
Механизм образования сжимающих напряжений носит термический
характер и связан с различием физико-механических свойств
металла поверхностного слоя и основной массы образца. Об
изменении свойств свидетельствует изменение параметра
кристаллической решетки по глубине поверхностного слоя (рис. 15.3),
Приведенные на рис. 15.2 и 15.4 экспериментальные данные
показывают, что • основным фактором, определяющим величину
303
-99
-tSB\ -го
-гяк
\ ^о-о~ обращ& &ыяи ** готовлены
La-a. т0«е**иегт,/вЬрЛ)
** ~-<&~ск rv*e*€UBrr/&op<£)~
-^r-«- ТОЧ&миеАТ {бСУр.0)
^0—0- абксггкос/ р (№(*£<?* f£crp$)
Ю
за
4/G rr&rr
Рис. 15.2. Остаточные поверхностные напряжения после испытания
на жаропрочность
термических напряжений, являются глубина и степень наклепа
(данные по наклепу приведены в табл. 15.1). Независимо от
знака технологических напряжений с увеличением исходной глубины
и степени наклепа наблюдается повышение (по величине и глубине
залегания) термических напряжений. Так, например, на
электрополированном образце остаточные термические напряжения
практически отсутствуют (не более 2 кг/мм?); последовательное
увеличение наклепа полированием, шлифованием, точением, обдувкой
дробью и обкаткой роликами приводит к образованию все
возрастающих по величине и глубине залегания термических
напряжений. Максимальные сжимающие напряжения (—27 /сг/жж2)
обнаружены на обкатанных роликами образцах, имеющих самый
большой наклеп. По-видимому, чем больше глубина и степень
наклепа, тем интенсивнее протекают окислительные и
диффузионные процессы, тем быстрее и на большую глубину происходит
изменение физико-механических свойств поверхностного слоя,
тем больше величина и глубина залегания возникающих при этом
термических напряжений. Неслучайным является, таким образом,
тот факт, что на образце, обточенном по оптимальному режиму,
обнаружены меньшие по величине термические напряжения по
сравнению с другими режимами точения, поскольку оптимальный
режим, как это было показано выше, обеспечивает меньшую
глубину и степень наклепа.
-304
Ю /5 20 /rest
Рис. 15.3. Изменение термических поверхностных напряжений с?т и
периода кристаллической решетки а по глубине поверхностного слоя на
образцах после испытания на жаропрочность (определено рснтгеноструктурным
методом):
1 —образец до испытания был электрополирован (вариант 1), 2 — образец
шлифован (вариант 3); S — образец обкатан роликами (вариант 8)
Ю <5 W*
Рис. 15.4. Влияние степени (а) и глубины (б) исходного наклепа на
максимальное значение термических напряжений (цифрами указаны номера
вариантов обработки образцов в соответствии с табл. 15.1)
Отсутствие связи между термическими и исходными
напряжениями может быть объяснено быстрой релаксацией последних.
Значение максимальной величины остаточных термических
напряжений в зависимости от исходной глубины и степени наклепа
применительно к указанным условиям испытания сплава ЭИ437БУ
может быть выражено следующими уравнениями:
ат - 0,944/10.57
ат =0,054 Л^'-е.
1 т ах
В заключение следует указать на ряд специфических
особенностей термических остаточных напряжений. Образование
именно сжимающих напряжений является особенностью сплавов
на никелевой основе, при нагреве которых коэффициент
линейного расширения окисленного поверхностного слоя приобретает
меньшее значение по сравнению с исходным металлом. Поэтому
при охлаждении поверхностные слои образца сжимаются в
меньшей степени, чем основная масса металла. В результате в них
возникают сжимающие напряжения. Известно, что после
длительного нагрева других материалов, например, чистого никеля,
хрома, титановых сплавов, в поверхностном слое образуются
напряжения растяжения, что связано со специфическими свойствами
поверхностных окисленных слоев этих материалов.
Возникновению термических сжимающих напряжений в поверхностных слоях
при окислении может сопутствовать также явление «разбухания»
этих слоев за счет спефицики диффузионных процессов, связанных
с селективным окислением материала.
Особенностью термических напряжений является постоянное
их изменение по величине при изменении температуры детали.
Термические напряжения являются сжимающими, если темпера.
306
1 а б лица 15.1
№ вариант
1
2
3
4
5
6
7
8
Вид обработки
Электрополиро-
Полирование .
Шлифование .
Точение v0—23
м/мин ....
Точение v—\2
м/мин ....
Точение v~47
м/мин ....
Дробеструйная
обработка . .
Обкатка роли-
Остаточные напряжения до
испытания
максимальные
напряжения в
1-м горизонте
атах> кг\мм>
—
—42
465
+42
+ 13
+40
—47 \
—54
глубина
залегания
напряжения в 1-м
горизонте, мкм
—
45
40
50
70
40
230
230
Упрочнение (наклеп) до
испытания
глубина hC9
мкм
—
30
50
70
95 1
105
210
360
степень
наклепа N,
%
—
18,5
25
[степень
деформации
поверхности е,
1 %
—
14
—
30,1 [ 25
37,2
34,2
40,5
47
34
30
40
44
плотность
дислокаций р-1012,
см~ 2
0,010,02
—
5,8
13,5
29
19
71
86
Разупрочнение после испытания
глубина
h ,
с
мкм
10
20
! 35
35
40
40
ПО
120
микротвердость
поверхности н'
кг\мм2
320
275
260
260
230 !
230
230
220
степень
зупрочнения м', %
5,9
19
23,5
23,5
31,8
33,2
31,8
35,3
плотность
дислокаций
р-101*, вм~2
0,02
0,09-ь0,1
0,08
0,045
—
—
-г-
0,038
тура детали ниже той температуры, при которой образовала
поверхностный окислительный слой.
Из формулы
ат = Е (tt — t2)a,
где t1 — комнатная температура;
t2 — температура образования окислов;
Е —модуль упругости измененного материала;
а — коэффициент линейного расширения,
следует, что если температура детали будет выше температуры
образования окисленного слоя, термические напряжения менякг.*
знак.
Другой специфической особенностью термических напряженш
является то, что они неустранимы и могут быть сняты лишь npi
удалении соответствующего окисленного поверхностного слоя ме
талла.
Микротвердость поверхностного слоя
Основные данные по микротвердости поверхностного слоя
образцов до и после испытания приведены в табл. 15.1. В ней
приведены также степень пластической деформации металла,
прилегающего к поверхности (2-^7 мкм), и плотность дислокаций в
этом слое. Степень деформации была найдена из корреляционной
зависимости между степенью деформации и величиной упрочнения.
Плотность дислокаций вычислялась методом гармонического
анализа формы линии (111) при рентгенографировании поверхности
образца на установке УРС-50ИМ [3]. Исходная степень
упрочнения (наклепа) подсчитывалась по формуле (12.2). После
длительных испытаний степень разупрочнения поверхностного слоя
определялась по формуле
я
где Я — микротвердость сердцевины;
Но—микротвердость поверхности.
Приведенные в табл. 15.1 и рис. 15.5, 15.6 данные показывают,
что микротвердость поверхностного слоя образцов, прошедших
длительные испытания, существенно изменилась по сравнению с
исходной микротвердостью [2, 4J. На образцах после испытания
на жаропрочность при наличии упрочнения в исходном состоянии
наблюдается существенное разупрочнение поверхности,
выражающееся в значительном падении микротвердости. При этом
повышение исходной глубины и степени пластически деформированного
308
"a
460
420
330
$40
500
260f-
-1Ш,,
ее а
/V:30,/%
irtfyT i
b0 T35/ijcrt
1 /
20 40 SO SO 'OO
/Ч/СП
440
400
360
320
280$
«4
rNt
-hez50MK»
L/ tfz25%
Г
О) о О
'0|0 О О О
г о 1—#
'tf*23,S% \2740
I 15
#7 47 37 Л7
«5
'Ъ70
360
330
340
330
320
$10 \
300\
__
X XX
r-x"4*—*
l-XjC
О OOOO OOC
I 0$ aeloo
Ъоо<
_o_
5
0
OO с
во.
x
-д-хо***
о <
кг-я
2
Э О
о"?
—»0
0
> °1
а \
3530
3330
3/40
60 /60 2W 320 WO МО
Расстояние от лоберх^ости
Рис. 15.5. Микротвердость
поверхностного слоя образцов из сплава ЭИ437БУ
до (/) и после (2) испытания на
жаропрочность:
а — электрополированный образец;
б — шлифованный; в —обточен по
варианту 4; г — обкатан роликами
20 4о 60 нк»
слоя приводит к соответствующему увеличению слоя с
пониженной микротвердостью. Так, например, у электрополированного
образца (без наклепа) толщина слоя с пониженной
микротвердостью составляет 10 мкм с величиной микротвердости поверхности
320 кг/мм2, (при твердости сердцевины 340 кг/мм2). На
полированных, шлифованных, обточенных и упрочненных образцах
обнаружена соответственно все возрастающая глубина дефектного разуп-
рочненного слоя. Максимальный по глубине и степени разупроч-
ненный слой обнаружен на обкатанном роликами образце,
имеющем самый большой наклеп поверхности. В этом случае
микротвердость поверхности составляет 220 кг/мм2, что на 290 кг/мм2
ниже исходной микротвердости поверхности и на 120 кг/мм2 ни-
11 Заказ 829
309
н
^ S
X
Г" ' '
с
D у;
S(2\
X Vfy
(?)
vlJ
® /
г-1
/г7\
' v£/
1
I
1_. -j
1
1
1
• 1
!
!
а
\
j о 40 so 7o /со /4о гоо зоо а>£,^^^
г®
ь^^
®
з>
^
т
«-^туГ
/
^ 4tf SO 70 ЮС WO £ОС JOO frc
Рис. 15.6. Влияние исходной глубины наклепа на глубину
разупрочненного слоя (а) и степень разупрочнения (б) при
длительных испытаниях образцов сплава ЭИ437БУ (цифрами указаны
номера вариантов изготовления—см. табл. 15.1) J
же твердости сердцевины. При степени упрочнения (наклепа)
N=47%, полученной обкаткой роликами, в процессе
высокотемпературного испытания произошло разупрочнение поверхности
порядка N' = 35%. Среди образцов, изготовленных точением,
наименьший разупрочненный слой как по глубине, так и по
степени обнаружен на образце, обработанном на оптимальном по
интенсивности износа режиме резания.
310
Взаимосвязь между разупрочненным слоем и исходным
наклепом поверхности выражается уравнениями:
А;= 1,08- AJW,
N' = 7,37 • /го-29;
N' = 2,54 • Л/°>69.
Таким образом установлено, что, как и в случае исследования
напряженности поверхностного слоя, главным фактором,
определяющим интенсивность разупрочнения (падения твердости)
поверхностного слоя, является исходная глубина и степень наклепа.
Необходимо отметить, что в процессе длительных испытаний
разупрочнение в поверхностном слое образцов произошло не на
всю глубину наклепанного слоя. Например, у шлифованного
образца с исходной глубиной наклепа 50 мкм глубина слоя с
пониженной микротвердостью составляет 30 мкм (рис. 15.5).
Аналогичная картина наблюдается и у других образцов. Это
свидетельствует о незаконченном процессе разупрочнения металла. По-
видимому, при большем времени испытания разупрочнение
поверхностного слоя произошло бы на большую глубину в
соответствии с исходной глубиной наклепа обработанной поверхности.
Изменение химического состава поверхностного слоя
Химический состав поверхностного слоя образцов,
испытанных на жаропрочность, определялся спектральным методом по
методике ВВИА им. Жуковского. Постепенное снятие слоев
электрополированием с последующим спектральным анализом
позволило выявить картину изменения содержания того или иного
элемента по глубине поверхностного слоя. С целью уменьшения
глубины проникновения искры производилось перемещение
образца в горизонтальном к оптической оси спектрографа направлении.
Результаты послойного спектрального анализа приведены в
табл. 15.2 и рис. 15.7, 15.8. Обнаружено, что поверхностный слой
обедняется основными легирующими элементами —■ титаном и
хромом. При снижении содержания этих элементов в
поверхностном слое наблюдается повышенное содержание алюминия.
Указанный сложный характер изменения содержания легирующих
элементов в поверхностном слое свидетельствует о протекании
одновременно процесса окисления и процесса направленной
диффузии: одних элементов—к поверхности, других—в глубь металла.
Это явление, известное как явление диффузионного переноса
вещества, или эффект Киркендолла [5], наблюдалось реже при
длительном нагреве хромоникелевых сплавов (см., например [6]).
Однако интенсивность окислительных и диффузионных
процессов, приводящих к изменению химического состава поверх-
11*
311
к
3.0
м
%
06
1
\-i-
1 •
о
—-л
•
Ti
с?
ле
а
о
Д
Л
•
-— зг
■ч
20 & 40,»~
3.0 \
t
Ж.
%*
t.2
<1
(О
0.9\
o,s
07
S"
/
\
\
\
\
«"**^<
■>
f
>
о
—о—
■*—Ъ"4
О
1 Л
1
~t 1 1
Сг
5
\М,
'-^ъ
Г*'
1
*.9>
\2D
10 20 50 40 SO s60,»<»
i
J,0
to*
40
MA
»\
oA
oA
Л
oA
Hi
1
|\
\
\
^i
—/
V
\
J-шгт
-**1*
f—
О
, , J
• 1
1
^
__•<
я
Ct
£~
$
а
J_»4
Расстояние от .поверяноспА
Л,
г
Ю 20 30 40 SO 60 70 60 90,»*»
[Расстояние от поверхность^
"/О 20 & & 30 60 Ю 80 90,**"
Рис. 15.7. Изменение химического состава по глубине поверхностного слоя
образцов ЭИ437БУ после испытания на жаропрочность:
а — образец электрополирован; б — шлифованный; в — обточенный
(вариант 4); г — обкатан роликами
аии*
to
/o\
Vh
л
л
a *
Л\ ,
-Vi
0 6
V t
Г"
v>
t>4
to /
i'
[{ j
v
t
1
I
Л7 /«?
г/*
1 1
4
- i
SOO
i '
! 1
|« I
a
\ 4
i JO
l ** !
МО рС/м***
\
■-4—®-
/
i H
'A
/®
S"
.«
<
/* Л7 Л7 40 //,?<
so
iSO
JO
</0
-£1
\
1
I
Л
$
)
G
4*.
Ф
s
fn\ -ё
d) yS
о \
30 40 S0 6O7O8O'0O /40 JOO 300 /гсм*м
/6 20 JS SO «в
*7o
Рис. 15.8. Влияние исходной глубины (а) и степени (б) наклепа на величину
слоя, обедненного титаном и хромом (цифрами указаны номера вариантов
обработки — см. табл. 15.2)
ностного слоя, определяется не только условиями
высокотемпературного испытания ]4]. Данные, приведенные в табл. 15.2 и
рис. 15.7 и 15.8, показывают, что исходное состояние поверхности
образцов, определяемое технологией изготовления, оказывает
непосредственное влияние на изменение химического состава при
испытаниях в условиях высоких температур. Как и в случае
исследования разупрочнения поверхности, основным фактором,
определяющим интенсивность обеднения поверхностного слоя
титаном и хромом и насыщения поверхности алюминием, является
глубина и степень пластической деформации поверхностного слоя.
Так, например, в процессе длительного высокотемпературного
испытания образцов без наклепа (электрополированных) поверх
ностный слой по химическому составу практически не
изменяется; наблюдается лишь некоторое обеднение титаном слоя глубиной
до Юмкм (рис. 15.7). У обточенного, по варианту 4) образца слой,
обедненный титаном (/iTl) и хромом (/icr), составляет соответственно
313
Таблица 15.2
к
с
1
-2
3
"4 .
5
6
.7
8
Вид обработки
Электрополирование ....
Полирование .
Шлифование .
Точение у0=23
м/мин ....
Точение у= 12
■м/мин ....
Точение у—47
м/мин ....
Изменения по титану
слои,
дненный
титаном,
мкм
5
10
20
15
20
20
Обдувка дробью 35
Обкатка
роликом ....
40
количество Ti
с поверхности,
2,4
2,3
2,1
2,0
1,7
1,7
[ 1,5
i 1,2
величина
обеднения
ATi; %
0,3
0,4
0,6
0,7
1,0
1,0
1 1)2
1,5
Изменения но хрому
слой,
обе-
днен^
ный
хромом,
мкм
0,0
16
20
25
30
50
1 78
100
количество Сг
с поверхноаи,
20,4
19,1
18,6
18,2
17,6
17,4
1 18,6
1 17,5
величина
обеднения
ДСг %
0,0
0,9
1,4
1,8
2,4
2,6
1 J'4
1 2,5
Изменения по алюминию 1
слой с
насыщением
алюминием,
мкм
0,0
15,0
20,0
20,0
25,0
36,0
41,0
47,0
количество А1
с поверхности,
0,70
величина
насыщения AAI, ,°«
0,10
0,96 0,26
1,27
0,98
1,00
1,07
1,10
1,20
—
0,28
0,30
0,37
0,40
0,50
Периот,
кристаллической
решетки с
поверх к ости,
Кх
3,566
3,560
1
3,559
3,557
3,557
3,556
3,556
3,556
Примечания. 1. Исходное содержание Сг в сплаве составляет 20%, А1 —0,71%, Ti—2,7%.
2. Параметр кристаллической решетки исходного металла составляет 3,570 Кх.
"- ;.- 3. Величина обеднения рассчитывалась как разность между процентным содержанием данного элемент?
р исходном металле и содержанием этого элемента в слое, прилегающем к поверхности»
15 мкм и 25 мкм. Количество титана в тонком слое, прилегающем
к поверхности, равно 2,0% при содержании этого элемента в
исходном металле 2,7% (норма по техническим условиям 2,5-г-2,9%).
Количество хрома, вместо 20% у исходного металла, в
поверхностном слое составляет 18,2% при норме по техническим условиям
19-т-22%. Величина обеднения поверхностного слоя по титану
<ATi) равна 0,7%, по хрому — АСг = 1,8%. Из приведенных
данных видно, что процентное содержание основных легирующих
элементов в поверхностном слое значительно ниже норм,
предусмотренных техническими условиями для данного материала. При
«отмеченном обеднении титаном и хромом наблюдается
одновременное насыщение слоя алюминием, который, по-видимому,
диффундирует к поверхности из сердцевины образца. На обточенном
образце (вариант 4) слой с повышенным содержанием алюминия
составляет 20 мкм.
Еще большее изменение химического состава поверхностного
слоя наблюдается у образцов, обдутых дробью и обкатанных
роликами, имеющих самый большой исходный наклеп из исследуемых
образцов (рис. 15.7 и 15.8).
Следует отметить, что у обточенных на оптимальной скорости
резания образцах обнаружена меньшая по сравнению с другими
режимами точения глубина слоя с измененным химическим
составом и меньшая степень обеднения этого слоя легирующими
элементами, что объясняется меньшей глубиной исходного наклепа.
Между измененным по химическому составу поверхностным
слоем и исходной величиной и знаком поверхностных напряжений
1-го рода какой-либо взаимосвязи не наблюдается.
Применительно к рассмотренным условиям испытания сплава
ЭИ437БУ глубина измененного слоя по какому-либо элементу
может быть определена из следующих уравнений:
Ati= 1,45 AS'57. Ат, = 0,345 tfi.M
ACr = 1,31 Ао.73*, ACr- 0,222 Nl&,
АА1 = 3,18 А0/7, АЛ1 = 1,46 №№ .
Эти зависимости показывают, что глубина слоя, измененного
но химическому составу, зависит от степени наклепа в большей
мере, чем от его глубины.
Следует заметить, что процесс изменения химического
состава поверхностного слоя сопровождается изменением физико-
механических свойств металла этого слоя, в частности, параметра
кристаллической решетки а. Из данных табл. 15.2 видно, что
параллельно с изменением химического состава происходит
изменение периода кристаллической решетки; при этом чем больше
была исходная глубина и степень наклепа, тем в большей степени
произошли изменения по химическому составу, тем больше
отличие периода кристаллической решетки материала измененного
Ы5
поверхностного слоя от периода решетки исходного металла^
Например, для испытанного шлифованного образца а = 3,559 Кх*
обкатанного роликами — а —- 3,556 Кх, при периоде решетки
металла в исходном состоянии — а = 3,570 Кх.
Необходимо отметить также, что в поверхностном слое
окисленных образцов имеет место дефицит металла, т. е. суммарное
процентное содержание компонентов меньше веса исследуемого
материала, что, по-видимому, связано с наличием кислорода,
входящего в состав окисных включений. Так, например, в тонком,
поверхностном прилегающем к поверхности (2-f-7 мкм) слое
образца, изготовленного точением (вариант 4), суммарное
содержание всех компонентов составляет 95,5% (Ti =^ 2,0%; Сг = 18,2%;
А1 - 0,98% ; Ni --- 73%; Ti -f Mn + Si « 1,25%), т. е. дефицит
металла равен 4,5%. У образца, обкатанного роликами, дефицит
металла в поверхностном слое составляет 7,4% при суммарном,
процентном содержании элементов 92,6%. Дефицит металла
свидетельствует о наличии большого количества окислов в
металле поверхностного слоя. Известно, что образование окислов
сопровождается изменением объема. Это, по-видимому, и явилось
основной причиной возникновения термических остаточных
напряжений в поверхностном слое после длительных
высокотемпературных испытаний.
Микроструктура поверхностного слоя
Исследование структуры образцов сплава ЭИ437БУ,
обработанных по различным технологическим вариантам, производилось
до и после испытания образцов на жаропрочность.
Непосредственно после механической обработки структура поверхностного*
слоя представляет собой вытянутые в направлении движения
инструмента зерна твердого раствора. На поверхности зерен
видно большое количество линий сдвигов, свидетельствующих.
о прошедшей пластической деформации. Размеры линии сдвигов,
их плотность, искаженность зерен и их границ с увеличением
степени пластической деформации при использовании различных
методов обработки возрастают. Возрастает и плотность дислокации
от р = 0,015 • 1012 смш2— для недеформированного металла да
86 • 1012 см-2— для образцов, обкатанных роликами, что выше.
более чем на три порядка (табл. 15.1).
Микроструктура поверхностного слоя образцов, прошедших
испытание на жаропрочность, приведена на рис. 15.94-15.12.
Данные микроструктурного анализа показывают что на образцах
с наклепом в процессе длительных испытаний образовался
дефектный слой в виде мелких рекристаллизованных зерен с
микротвердостью на 50-М30 кг/мм2 ниже основного материала, что
свидетельствует о значительном разупрочнении материала этого слоя
[2, 4]. Следует заметить, что при исследовании даже нетравленных
316
ъшкрошлифов с
поверхности образца четко
просматривается мелкозернистая
структура дефектного
•слоя. Это свидетельствует
о большом скоплении
•окислов внутри металла
:по границам зерен,
которые и выявляют
мелкозернистую структуру.
При исследовании
химического состава
поверхностного слоя было
показано, что материал
поверхности в результате
окислительных и диффузионных
.процессов, с одной
стороны, обедняется некоторыми
элементами (за счет
окисления и диффузии
элементов в глубь металла), а с
.другой — насыщается за
счет диффундирования
других элементов к
поверхности. Это явление
■обычно сопровождается
развитием в зоне
диффузионных процессов микро-
м макропор за счет
коагуляции вакансий в
кристаллической решетке,
движущихся навстречу
диффузионным потокам вещества
[51. Вследствие
селективного окисления и
диффузионных процессов
облегчается проникновение
.атмосферного кислорода в
Рис. 15.9. Микроструктура
шоверхностного слоя образцов
после испытания на
• жаропрочность. Шлифы не
травлены: (х 500)
а — электрополированный
образец; б — шлифованный;
яэ —обточенный по варианту 4
ЛШ1
317
о
о
к is
S s
о Oxo
ОнЮ О
CX, «3
о ж^
к *я
ал
н с
о о
о я
>к то
3 *
„ к °
<0 CQ I
ч о
сЗ s
о с ^
а, о ~
ч s « s
ofsf
g
|^^4'2;Й^ШВШ
О
ю
а
К
СХ
с
О
СО
сЗ
CU
\С
О
Ч
3
Рис. 15.11. Характер дебаеграмм по глубине-поверхностного • слоя
образцов ' из сплава ЭИ 437БУ после испытания на жаропрочность:, а-—
шлифованный образец; б — обкатан роликами
глубинные слои металла'через образующиеся поры. ..В результате
этого окисление поверхности металла будет протекать не только
путем.постепенного нарастания слоя окислов на поверхности детали
за счет равномерного и последовательного окисления поверхностных
слоев, но также путем одновременного -окислениг значительной
толщи металла, затронутого развитием процесса порообразования.
В работах СТ. Кйшкина и А. И. Самойлова указывается, что
поры .не только способствуют проникновению • кислорода в . толщу
металла, но и являются реакционно-активными поверхностям
319
Рис. 15.12. Электронные микрофотографии дефектного слоя в зоне
а я б (рис. 15.10) и основной структуры (в) образца после испытания
на жаропрочность (X16000)
ми, на которых идет окисление металла. Следует отметить, что
повышению интенсивности окислительных и диффузионных
процессов будет способствовать большая поверхностная
протяженность границ зерен из-за рекристаллизации и измельчения
структуры.
Указанный механизм окисления поверхностного слоя образцов
сплава ЭИ437БУ в процессе высокотемпературных испытаний
полностью согласуется с экспериментальными данными. В тонком
поверхностном слое обнаружены как отдельные неметаллические
включения в виде пор, состоящих из окислов, так и большое
количество окислов по границам зерен в рекристаллизованном слое.
Поверхностный слой как бы представляет из себя смесь металла
и окислов.
Однако экспериментальные данные показывают, что
интенсивность окисления поверхностного слоя и структурное состояние
поверхности на различных образцах, испытанных при равных
условиях, различны.
Из данных, приведенных на рис. 15.9—15.10, видно, что
глубина дефектного окисленного слоя и степень его разупрочнения
находятся в прямой связи с глубиной и степенью исходного на-
321
клепа. На электрополированном образце не обнаружено
дефектного окисленного слоя в виде мелких рекристаллизованных зерен
(рис. 15.9 а). На образцах после таких видов обработки
поверхности, как полирование, шлифование, точение, дробеструйная
обработка и обкатка роликами, увеличивающих соответственно
глубину и степень наклепа, обнаружена возрастающая глубина
дефектного слоя (рис. 15.9 и 15.10). Так, например, окисленный
дефектный слой на полированном образце находится в пределах
5—7 мкм, шлифованном—8-—12 мкм, обточенном (по варианту 4)
на оптимальной скорости—12—13 мкм, после дробеструйной
обработки—17—22 мкм, обкатанном роликами 21-^30 мкм.
На образце, обточенном по варианту 5, окисленный ело i
составляет 15-М 7 мкм, по варианту 6—\3~\5 мкм. Как видно изданных,
точение сплава ЭИ437БУ на оптимальной скорости резания
обеспечивает наименьший дефектный слой по сравнению с образцами,
обработанными на других скоростях резания.
Необходимо отметить, что глубина дефектного слоя, представ-f
ляющего собой металлоокисную смесь, соответствует глубине
залегания термических напряжений. Это дополнительно
подтверждает правильность вывода о том, что причиной возникновения
термических напряжений является несоответствие
физико-механических свойств металла поверхностного слоя и металла
сердцевины.
Анализ микроструктуры показывает также, что между слоем
с окисленными границами зерен, прилегающим к поверхности, и
основной структурой находится промежуточный слой. Этот слой
также состоит из мелких рекристаллизованных зерен, но не
имеет окисленных границ и характерен несколько меньшей тра-
вимостью по сравнению с основной структурой (рис. 15.10).
При исследовании поверхностного слоя испытанных образцов
рентгеноструктурным методом было обнаружено размытие линий
при отсутствии наклепа (упрочнения) (рис. 15.11).
Микроструктурное исследование показало, что причиной размытия
линий является мелкозернистая структура поверхностного слоя.
Кроме того, размытию линий может способствовать наличие
термических остаточных напряжений.
Электронномикроскопическое исследование образцов показало,
что в поверхностном слое, представляющем собой металлоокисную
смесь, полностью отсутствует упрочняющая у'-фаза, что связано с
существенным обеднением поверхностного слоя легирующими
элементами. По мере удаления от поверхности количество 7' -фазы
постепенно увеличивается; сердцевина образцов представляет собой
структуру с обычным гетерогенным строением. На рис. 15.12
приведены характерные фотографии дефектного слоя, полученные на
электронном микроскопе. В зоне А (см. рис. 15.10 и 15.12)
наблюдается мелкозернистая структура с широкими границами зерен,
представляющими слой окислов; в зоне Б также видна мелкозер-
322
нистая структура, но без включений окислов. Зона В —
структура сердцевины образца.
Таким образом, экспериментально установлено, что
интенсивность протекания в поверхностном слое таких процессов,
как разупрочнение (падение твердости), окисление, изменение
химического и фазового состава, структуры, образование
термических напряжений, изменение параметра кристаллической
решетки и др., находится в непосредственной связи с глубиной и степенью
наклепа, обусловливающего диффузионные процессы в
поверхностном слое.
К вопросу о релаксации остаточных напряжений
При исследовании изменения состояния материала
поверхностного слоя в процессе длительных высокотемпературных
испытаний не было обнаружено какой-либо взаимосвязи между
разупрочнением поверхностного слоя и величиной и знаком
остаточных напряжений, что может быть объяснено быстрой
релаксацией последних. Для подтверждения этого было проведено
исследование влияния температуры на релаксацию остаточных
напряжений. Образцы из сплава ЭИ437БУ были обработаны точением по
режиму: v = 34 м/мин, s = 0,08 мм/об, t = 1,0 мм. После
изготовления образцы подвергались нагреву в воздушной среде: одна
партия образцов нагревалась до температуры 700°С, другая — до
750°С (эксплуатационные температуры для этого сплава). Время
выдержки при этих температурах было различное и находилось в
пределах 0,5—8 час.
Из теории пластичности известно, что релаксация
напряжений при повышенных температурах происходит за счет деформации
материала. При этом считается, что релаксация будет происходить
до значений напряжений, равных пределу текучести материала
при данной температуре.Напряжения меньше предела текучести
не должны сниматься при повышении температуры до тех пор,
пока их величина не совпадет со значением v, затем релаксация
напряжений должна протекать согласно изменению предела
текучести. Полное снятие напряжений может быть достигнуто при
температуре, когда gs = 0. Для сплава ЭИ437БУ предел
текучести стремится к нулю при температуре, превышающей 950°С.
При температуре 700°С и 750°С пределы текучести соответственно
равны 72 кг/мм2 и 68 кг/мм2. Приведенные цифры показывают,
что согласно теории релаксации по механизму ползучести в нашем
случае при температурах 700-f-750°C не должно было бы
наблюдаться существенного снижения остаточных напряжений.
Однако экспериментальные данные показывают, что в
действительности изменение остаточных напряжений не в полной мере
соответствует рассмотренной схеме релаксации (рис. 15.13, 15.14).
Как видно из приведенных данных, нагрев образцов из сплава
323
605
20 to во so /oo /го ко /so /so soa м<~>
/OcCsrrjC^^^^ С'ГП <-?0&'<?/>* ~OCrt
<20 4>0 $0 SO Ю0 <20 WO /SO /SO 2JO ffO +*<*f
Расстояние о*-?? rt0&e/px"&L'/77u)
Рис. 15.13. Влияние температуры и времени испытания
на остаточные напряжения на образцах из сплава ЭИ 437ЬУ.
а - в = 700°С; б- в = 750°С
•**~/„г кг/*»г
7S4
£35
+585
4&J
JQ5
■05
без 05 fQ 2,0
Загреба
4,0 SO
Рис. 15.14. Влияние температуры нагрева и времени испытания на величину
максимальных тангенциальных напряжений на образцах сплава ЭИ437БУ
ЗИ437БУ до температуры 700°С приводит к резкому снижению
остаточных напряжений в поверхностном слое [7]. Так, например,
при 0 = 700°С после двух часов выдержки тангенциальные
остаточные напряжения уменьшились с 84 кг/мм2 до 40 кг/мм2, т. е.
более чем в 2 раза. Нагрев образцов при этой температуре в
течение 8 час практически снимает остаточные напряжения.
Еще более резкое снижение остаточных напряжений
происходит при 0 =-- 750°С. В этом случае уже после 4 час испытания
тангенциальные напряжения не превышают 11 кг/мм2 при полном
снятии осевых напряжений (рис. 15.13, 15.14).
Приведенные данные показывают, что в условиях высоких
температур в деформированном термодинамически неустойчивом
металле поверхностного слоя релаксация напряжений происходит
не только в результате ползучести материала. В действие вступает
Другой фактор, ускоряющий процесс релаксации. Таким фактором
может быть диффузионный процесс, протекающий в напряженном
пластически деформированном слое, интенсивность диффузии в
котором в десятки раз выше, чем в недеформированном металле.
На специфический механизм релаксации остаточных
поверхностных напряжений, связанный не только с ползучестью метал-
325
Рис. 15.15. Изменение а(,гт, с0>2,
с:р для сплава ЭИ437Б в
зависимости от температуры
нагрева (выдержка 2 часа) (по
данным С. Т. Кишкина и
А. И. Самойлова)
ла, но и с процессами
диффузионного характера, указывается в
работах С. Т. Кишкина и
А.И.Самойлова, где установлено, что
для сплава ЭИ437Б остаточные
напряжения порядка +354—50
кг/мм2 начинают сниматься уже-
при в = 300°С (о3 при 300°С равен
62 кг/мм2) и при в = 700°С
практически полностью снимаются г
хотя предел текучести составляет
59 кг/мм2 (рис. 15.15).
На рис. 15.16 показаны
результаты исследования влияния,
температуры нагрева и времени
испытания на микротвердость
поверхностного слоя. Из
приведенных данных следует, что глубина
наклепа при всех вариантах
нагрева образцов практически
осталась без изменения при
некотором снижении микротвердости
поверхности.
Рассмотренные экспериментальные данные показывают
характер изменения состояния поверхностного слоя под действием:
лишь одной температуры. Можно полагать, что под действием
дополнительно рабочих напряжений будет происходить еще более
интенсивная релаксация остаточных напряжений. Например,
в работе [8] показано влияние только циклических напряжений
(при усталостных испытаниях) на релаксацию поверхностных.
напряжений (рис. 15.17). Видно, что уже после 100 циклов
испытания остаточные напряжения могут снизиться от двух до семи раз-
(в зависимости от амплитуды напряжений).
По данным работы [9], на рис. 15.18 приведены закономерности'
изменения остаточных напряжений в процессе длительных и
усталостных испытаний сплава ЭИ437Б. Как видно из рисунка»
практически полная релаксация остаточных напряжений в
условиях статических и динамических напряжений происходит при
0° = 600°С.
Таким образом, анализ данных по релаксации напряжений
позволяет заключить, что применительно к сплаву ЭИ437БУ
интенсивная релаксация поверхностных напряжений начинается
при температуре 500ч-600°С [7, 9, 10]. Более высокие
эксплуатационные температуры (до 750°С) с одновременным действием
рабочих напряжений приводят к релаксации остаточных напряжений в
первые же часы (или минуты) работы изделия (или испытания
образца). Этим, по существу, и объясняется отсутствие взаимосвязи
между величиной и знаком исходных остаточных напряжений и
326
чш^д
Hcrepi
<>>$ p "£ff y dO
ир&мя &б/о>£ржл:и 6 часах
оез o.s/to £0 <!,0 6,0 S,0
югреба ' Зрепя бы дерне ей 3'часах
Рис. 15.16. Влияние температуры и времени выдержки
при нагреве на степень и глубину наклепа па образцах
сплава ЭИ437БУ, обработанных резцом ВК6М по
режиму: v = 34 м/мин; s = 0,08 мм /об;
а— Г = 700°С;б — Т = 750°С
Рис. 15.17. Релаксация остаточных
напряжений в хромомолибденовой
стали при усталостных испытаниях
18]. Амплитуды напряжения: У—70*
2-60 ; 5-50 ; 4-45 кг/мм2
0,02 О/М 0,06 /^
Рис. 15.18. Остаточные напряжения
в сплаве ЭИ437БУ до испытания
(/), после усталостных испытаний
(2) и после длительных испытаний
(3) [9]
величиной разупрочненного дефектного слоя, образующегося при
длительных испытаниях.
Глубина же наклепа поверхностного слоя при нагреве деталей
из сплава ЭИ437БУ даже до температур 800-i-850°C практически
остается без изменения. При этом некоторое снижение твердости
поверхности и приближение ее к твердости сердцевины не означает
восстановления свойств материала поверхности до уровня свойств
исходного металла, а лишь свидетельствует о начале процесса
разупрочнения материала поверхностного слоя.Постепенное
разупрочнение деформированного металла поверхностного слоя в процессе
длительной высокотемпературной эксплуатации и обусловливает
взаимосвязь между величиной дефектного разупрочненного слоя
и исходной величиной наклепа поверхности.
ЛИТЕРАТУРА
1. Химушин Ф. Ф. Жаропрочные стали и сплавы. М.,
«Металлургия», 1964.
2. Макаров А. Д., Мух ин В. С. О взаимосвязи характеристик
качества поверхностного слоя и эксплуатационных свойств деталей из.
жаропрочных материалов. В сб.: «Влияние методов и режимов чистовой
обработки на эксплуатационные свойства деталей машин», ч. 1, Л., ЛДНТП,
1969.
3. Горелик С. С, Расторгуев Л. Н., С к а к о в Ю. А.
Рентгенографический и электроннооптический анализ. М., «Металлургия»,
1970.
4. Макаров А. Д., Мухин В. С, Т у р к о в Б. В., Сава-
т е е в В. Г. О взаимосвязи исходных и конечных (после длительной
высокотемпературной эксплуатации) характеристик качества поверхностного»
слоя деталей. В сб.: «Вопросы оптимизации процесса резания металлов»,
Труды УАИ, вып. 19, Уфа, 1971.
5. S m i g e 1 s k a s A. D., К и г к е n d a I 1 Е. О. Tsans AIME. Techn..
Puil., 1946, № 2071.
6. PfeifferH., Archiv F. Eisenhiittenwesen, 1961, № 7.
7. Мухин В. С. К вопросу релаксации остаточных напряжений и
наклепа. В сб.: «Вопросы оптимального резания металлов», Труды УАИ,
вып. 29, Уфа, 1972.
8. Кеннеди Л. Д. Ползучесть и усталость в металлах. М.,
«Металлургия», 1965.
9. Упрочнение деталей машин механическим наклепыванием. Труды
совещания по упрочнению деталей машин. М., «Наука», 1965.
10. С у л и м а А. М. Качество поверхностного слоя и усталость
жаропрочных материалов и деталей авиационных двигателей. Автореферат
диссертации. М., 1969.
ГЛАВА XV!
ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ НА
ДЛИТЕЛЬНУЮ И УСТАЛОСТНУЮ ПРОЧНОСТЬ
ЖАРОПРОЧНЫХ СПЛАВОВ
Разрушение деталей в эксплуатации, как правило, начинается'
с поверхности [1, 2, 3]. Это происходит в результате того, что в
большинстве случаев поверхностные слои оказываются наиболее-
напряженными при всех основных видах напряженного состояния.
Указанные слои, кроме того, подвергаются активному воздействию
внешней среды — коррозии, эрозии и /г .д. Поэтому естественно-
огромное значение, которое имеет состояние поверхностного слоя,
для надежной работы деталей.
Влияние шероховатости поверхности на долговечность деталей
(особенно на усталостную прочность) наиболее изучено по
сравнению с другими параметрами качества поверхностного слоя.
]Микронеровности обработанной поверхности как технологические
концентраторы напряжений будут снижать усталостную прочность
при любой температуре, поэтому поверхности деталей для
увеличения долговечности (усталости) обычно доводят до высокого-
класса чистоты. В работе [4] установлена следующая зависимость
между пределом усталости и средним арифметическим отклонением
профиля R«:
•-1 = А • Ri- (16.1)
Значения коэффициента А и показателя степени а применительно*
к жаропрочным сплавам на никелевой основе в диапазоне
исследованных температур 500ч-900°С приведены в табл. 16.1.
Из табл. 16.1 следует, что сопротивление усталости зависит
j не только от величины неровностей поверхности, но и от их
с направления.
Влияние наклепа и напряжений на долговечность изучено r
меньшей степени. Причем большинство исследований касается
обычных конструкционных материалов. Установлено, что растя-
| гивающие напряжения снижают усталостную прочность, напряже-
J ния сжатия повышают ее.
3»-
Таблица 16.1
Направление неровностей на поверхности
относительно оси образца
Вдоль
Поперек
Произвольное
А
2673
24,63
25:б5
ее
—0.022
—0,040
—0,031
На основании выявленных закономерностей между состоянием
поверхности и прочностью материала внедряются эффективные
методы упрочнения деталей машин — обдувка дробью, обкатка
роликами, виброгалтовка и др. [5, 6, 7]. Однако эти виды упрочнения
применимы главным образом для повышения усталостной
прочности деталей, работающих в условиях нормальных температур.
Что касается жаропрочных сплавов, работающих в условиях
высоких температур, то в настоящее время пока еще нет
рекомендаций, позволяющих на основании известной температуры
эксплуатации, ресурса и рабочих напряжений назначить тот или иной
вариант технологии изготовления детали.
Отсутствие упомянутых рекомендаций сдерживает проведение
мероприятий по совершенствованию технологических процессов
и научно обоснованному внедрению технологических методов
повышения надежности и долговечности изделий авиационной и
космической техники.
Ниже приводятся результаты исследования долговечности
(жаропрочности и усталости) жаропрочного сплава ЭИ437БУ в
зависимости от характеристик качества поверхностного слоя.
Методика исследования
Образцами для определения тангенциальных напряжений
служили кольца, для осевых напряжений — пластины, вырезанные
из втулки. Кольца и втулки обрабатывались по необходимому
режиму по наружному диаметру на разжимной оправке. По
соответствующему режиму обрабатывалась и рабочая часть образцов,
предназначенных для прочностных испытаний.
Образцы для испытания на жаропрочность были взяты с
диаметром рабочей части 10 мм и общей длиной 114 мм согласно
СМИ 205-54, а образцы на усталость — с диаметром рабочей части
9,48 мм по СМИ 209—54 (рис. 16.1). Температура как при
испытании на жаропрочность, так и при усталостных испытаниях была
принята 750°С. Нагрузка при длительных испытаниях во всех
330
MS*
a
/Ccwyc Mods ел//.
5
6
Рис. 16.1. Образцы для испытания на жаропрочность (а)
усталостную прочность (б), (в)
случаях была постоянной и равнялась 30 кг/мм2. Испытаниями*
на жаропрочность определялась средняя стойкость образцов,
имевших различный уровень наклепа и остаточных напряжений и
испытанных в равных условиях. Испытания на усталость с целью
определения влияния остаточных напряжений и наклепа на
предел усталости проводились на машине типа П391 с частотой
циклов 90 гц (5400 об/мин) на базе N = 107 циклов. Испытания
проводились со знакопеременным симметричным циклом напряжений
при чистом изгибе с вращением. Условия испытания
соответствовали требованиям ГОСТ 2860-65.
Для выяснения механизма влияния качества поверхности на
прочностные свойства сплава ЭИ437БУ необходимо было
испытать образцы с различной величиной и знаком остаточных осевых
и тангенциальных напряжений и различным уровнем наклепа. С
этой целью были применены как обычные виды обработки
(точение, полирование, шлифование), так и специальные методы упроч-
33 г
мнения поверхности (дробеструйная обработка и обкатка роликами).
Зтими методами в поверхностном слое образцов были созданы
сжимающие тангенциальные и осевые остаточные напряжения.
Растягивающие поверхностные напряжения на образцах создавались
шлифованием абразивным кругом и точением. При этом
исследовались три варианта обработки точением — при оптимальной
скорости резания ]/0 = 47 м/мин и при скоростях 23 и 69 м/мин,
т.е. ниже и выше оптимальной. С целью исключения влияния
шероховатости обработанной поверхности на прочностные свойства
материала была выбрана подача s — 0,08 мм/об и глубина резания
'0,5 мм. Радиус при вершине резца ВК6М г был принят равным
1,5 мм.
Необходимо отметить, что рабочая часть изготовленных
точением усталостных образцов несколько отличалась по геометрии
• от образцов, изготовленных другими видами обработки. Это было
вызвано тем, что точение цилиндрической рабочей части (в зоне
сопряжения с радиусной частью галтели) согласно рис. 16.1 б
не обеспечило бы той высокой точности, которая предъявляется
к усталостным образцам. Поэтому влияние режимов точения
проверялось на несколько другом типе образцов, имеющих радиусную
рабочую часть (рис. 16.1 в).
Многочисленные данные различных исследователей
показывают, что экспериментально определяемые значения а.х в
стандартных условиях для материала одной и той же марки
существенно варьируют, в связи с чем для правильной научной
интерпретации этих результатов необходима статистическая обработка
экспериментальных данных с вероятностной оценкой
сопротивления усталости. Вероятностная оценка характеристик
сопротивления усталости заключается в определении зависимостей между
напряжением о, долговечностью N и вероятностью разрушения р
или вероятностью неразрушения / = 1—р.
Из числа функций распределения долговечностей наибольшее
■применение находит закон нормального распределения с
параметрами:
\gN— среднее значение логарифмов чисел циклов;
A2i§w — дисперсия логарифмов чисел циклов.
Параметры распределения \gN и Д2^ определяются по
статистическим оценкам \gN и S2\sN на основании результатов
испытаний из п образцов (частная выборка) при одной и той же
амплитуде симметричного цикла изменения напряжения.
Значения \gN и S2^v аналитически вычисляются по
зависимостям
\gN = —2 \gNx\ (16.2)
SfgN = -Е (IgNi-lgN)-
„_l ?=ГЬ ' 6 ' я-1
1=1
332
1 ;s lgA-,
(16.3)»
Величины lgjV и S2,?/V не являются постоянными и
изменяются при испытании различных партий образцов.
Оценка параметров \gN и A2,g,v теоретического распределения
производится по значениям lgiV и S2lg^ с помощью доверительных
интервалов, определяемых следующими соотношениями:
lgAf-P^ <lg~A/<lg^ + P^ , (16.4)-
Yn yn
^1^1 lg Л <С ^1£jV ^ ^2^! Igr дг, (16.5)<
где
^1 UiV -~ I/ — ^г N>
р, Zj, z2—коэффициенты, зависящие от доверительной вероят
ности.
Значения коэффициентов (5, гх и г2 определяются по
соответствующим таблицам в зависимости от принятой доверительной
вероятности, т. е. вероятности того, что доверительные интервалы:
перекрывают теоретическое распределение с параметрами \gN и
А\м [8].
Статистическая обработка экспериментальных данных по
сопротивлению усталости на основе
логарифмически-нормального закона распределения производится следующим образом.
Данные испытаний при каждом значении амплитуды напряжений,
группируются по возрастающим значениям долговечностей и
записываются в таблицу. В таблице указываются также значение
логарифмов долговечностей и вероятность неразрушения I --■- 1—/?,
которая вычисляется по формуле
1=1 К—т , (16.6)-
п + 1 ч
где к — порядковый номер образца,
п —число образцов .
Результаты испытаний наносятся на
логарифмически-вероятностную бумагу в координатах I — \gN, и затем графически
проверяется линейность полученной зависимости. Далее
определяются статистические оценки распределения — средний логарифм.
долговечности \gN и стандартное отклонение SlgN. По формулам
(16.4) и (16.5) вычисляются доверительные интервалы.
Доверительные интервалы используются для определения логарифма
долговечности \gN при данном напряжении а и различных
значениях вероятности неразрушения /.
333
Результаты исследования
г Результаты исследования остаточных поверхностных
напряжений и глубины и степени наклепа приведены в табл. 16.2. На
рис. 16.2 и 16.3 приведены эпюры остаточных напряжений,
формируемые в поверхностном слое после различных видов обработки.
Как видно из приведенных данных, в поверхностном слое
различными методами удалось навести самые различные по величине,
знаку и глубине залегания остаточные напряжения и различный
наклеп (шероховатость поверхности для всех вариантов обработки
колебалась в пределах y6-^-7v классов). Например, величина
тангенциальных напряжений в 1-м горизонте колеблется от +97 кг/
мм2 до—64 кг/'мм2, осевых — от +44 кг/мм2 до—82 кг/мм2.
Глубина наклепа колеблется в пределах 35-М300 мкм.
Результаты исследования влияния остаточных поверхностных
напряжений и наклепа на длительную и усталостную прочность
приведены в табл. 16.2 и рис. 16.4-1-16.6 19]. Приведенные данные
показывают, что длительная прочность и выносливость сплава
ЭИ437БУ при температуре © = 750°С в значительной степени
зависят от качества поверхностного слоя. Все виды обработки,
начиная от полирования и кончая упрочняющими методами,
которые приводят к пластической деформации металла
поверхностного слоя, снижают прочностные характеристики сплава.
Самые высокие прочностные свойства обнаружены у
электрополированных образцов, в поверхностном слое которых отсутствовали
остаточные поверхностные напряжения и наклеп. В этом случае
среднее значение жаропрочности (по пяти образцам) при 0 =
= 750°С и сг = 30 кг/мм2 составляет 235 час. Увеличение глубины
и степени пластической деформации поверхностного слоя приводит
к соответствующему снижению жаропрочности независимо от того,
каким видом обработки создан наклеп поверхностного слоя. Если
длительную прочность электрополированных образцов принять за
100%, то ручное полирование (вариант 7, табл. 16.2),шлифование
(вариант 4), точение (вариант 1), обкатка роликами (вариант 10)
снижают жаропрочность соответственно на 8; 13; 30; 74,5%.
Результаты исследования прочностных свойств сплава ЭИ437БУ
в зависимости от исходного состояния поверхностного слоя
показывают, что длительная прочность сплава непосредственно зависит
от наклепа поверхностного слоя. Какой-либо взаимосвязи между
жаропрочностью и величиной и знаком остаточных поверхностных
напряжений не обнаружено. Например, шлифованием абразивным
кругом (вариант 4) были созданы растягивающие как
тангенциальные, так и осевые напряжения:соответственно 66 кг/мм2 и 32 кг/мм2.
При шлифовании же лентой формируются напряжения сжатия:
ат = —64 кг/мм2, ап = 52 кг/мм2. При таком различии
max ' ' °max ' r i
остаточных напряжений жаропрочность указанных двух групп
образцов практически одинаковая — для шлифованных кругом
среднее значение стойкости составляет 204 час, для шлифованных
334
00
Электрополирование
1
1
1
1
1
1
235
3,8
сд
~4^
со
CD)
О
О
^1
Полирование ручное
со
сд
! 14,3
-} 38
—28
—70
—23
to
05
2,5
4,2
38,5
00
0,5
Сл
Шлифование лентой
о>
о
20,0
1\ —64
-1 26
1
сд
to
1
ф*
00
CD
JO
4^
ОО
19,5
4,0
сл
Шлифование абразив-1
ным кругом (тупой
круг) 1
СО
О
25,5
+
CD)
СЛ
—25
+
4^.
4^
—20
179
3,0
"о
со
05
to
4^.
7,0
^
Шлифование абразив-1
ным кругом (круг
свежезаправленный) |
о
22,5
-f 67
—20
+ 32
1^
4^
204
3,3
6,1 37,5
оо
3,0
00
CD Л
CD СО
X
к 5
-^ со
к
125
26,5
4-
со
00
4^
00
^1
172
3,1
о
46,0
to
1
to
111
CD
СЛ
24,5
4-
CD
-4
—22
4-
4^
1
183
3,6
6,1
47,5
to
to
I
*"
1' H
li О
to л
оо со
v 5
-^ со
к
130
to
00
4-63
_26
—30
+
5>
165
со
о
4^
00
45,5
со
о
1
\~
to
СО
4^
СЛ
00
СО»
О
~
12 | 13
4^
№№ варианта
Виды обработки
S а-
VO >
максимальные
напряжения в I
горизонте
а -max.
максимальные
напряжения во П-м
горизонте, з_тах
кг!мм2
максимальные
напряжения в
1-м горизонте
аотах
максимальные
напряжения во
11-м горизон-
Те а omax
кг\ им2
Q X <~>
1! ом о =;
•^ _ £ н о
ом X s<
г\^ X g ~
Ч"2 § *
* ^
%>■$•
Наклеп
Тангенциальные
напряжения
Осевые напряжения
о
л:
о
н
Предел усталости
о_[ кг\мм-
жаропроч-
ности, %
усталостной
прочности, Jo
Снижение от-
1 носителыю
электрополированных
образцов
Продолжение табл. 16. 2
1
9
10
11
2
Обкатка роликами
(Р=50 кг)
Обкатка роликами
(Р=100 кг)
3
800
1300
Дробеструйная ! 0АП
обработка Z0KJ
4 1 5
42,5
50,7
40,0
+ 34
-1-36
—58
m 7
—29
—50
—
-58
-82
—47
8
+ 16
—
—
9
84
60
129
10 | И
1,8
2,2
3,7
4,0
3,4
5,6
12 | 13
33,5 64
—
35
74,5
45
14
13,5
—
10,0
/VO А7ЛЛ7
082
784
S85\
sss\
392\
£&\
/9b\
92
0
-92
496
-294
•392
-<<9Q
-535
Рис. 16.2. Остаточные осевые (а) и тангенциальные (б) напряжения после
различных видов и режимов обработки образцов из сплава ЭИ437БУ
т\
196
98\
О
-98 \
-Щ
-29ь
-382\
-490
-685
-685
-78^
6<?
30
20
<0
О
•ю
-20\
-30
-ЬО
•so\
•so]
-70
-sdl
К X
't \ <N.
w
и*
-A
Ж
/
zz.
s
4
-Л
s£*<fe'T
X-
v^
>ea
к
~~*
N—-L
4^-
-И
—а— араовстр^й^сгр о£р&6о7*щ
—•— ookotazo pa^cyjca^rcyfSa'p /$
—*— ^7<5c<7 Г/С^ po/rueanu/Sap 9)
ЮО
20O
30O
bOO
soo
soo
700
80P лк.г
Рис. 16.3. Остаточные напряжения после дробеструйной обработки и о£
катки роликами образцов из сплава ЭИ437БУ
'" 50 6О SO ЮО /^ ?k.l y/v»
fifO fi^ /^"п
fb /Gl&ZO ~* JO 40 SO л>.%
Рис. 16.4. Влияние глубины (а) и степени (б) исходного наклепа на
жаропрочность сплава ЭИ437БУ (цифрами указаны номера вариантов, см..
табл. 16.2)
лентой —189 час. Наклеп же поверхностного слоя у
рассматриваемых вариантов примерно одинаков (hc = 60—70 мкм). Несмотря1
на наличие благоприятных глубоко залегающих напряжений
сжатия, длительная прочность образцов после дробеструйной
обработки и обкатки роликами значительно снижается и тем интенсивнее,,
чем больше глубина и степень наклепа обработанной поверхности.
Самая низкая жаропрочность обнаружена у образцов, обкатанных,
роликами при Р = 100 кг, у которых был наведен самый большой
по глубине и степени наклеп. В этом случае при благоприятных
338
Рис. 16.5. Кривые
выносливости обточенных
образцов сплава ЭИ437БУ:
\^-V = 23 м/мин;
2—v = 47; 3—а=69 м/мин
<>0 <v?a
Рис. 16.6. Влияние исходной глубины (а) и степени (б) наклепа
поверхностного слоя на предел усталости сплава ЭИ437БУ (цифрами указаны
номера вариантов обработки, см. табл. 16.2)
осевых сжимающих напряжениях среднее значение стойкости
составляет 60 час, что почти в 4 раза меньше стойкости
электрополированных образцов.
Подтверждением того, что наклеп играет превалирующую
роль в снижении прочности сплава ЭИ437БУ при температуре
750°С, являются также результаты исследования жаропрочности
образцов, изготовленных точением. Длительная прочность
образцов, изготовленных на оптимальной скорости резания,
обеспечивающей минимум глубины и степени наклепа, выше
жаропрочности образцов, изготовленных на других скоростях, хотя в
случае обработки на оптимальной скорости резания в
поверхностном слое образцов формируются большие по величине остаточные
растягивающие напряжения.
Закономерности изменения усталостной прочности сплава
ЭИ437БУ в зависимости от исходного состояния поверхностного
слоя аналогичны зависимостям, полученным по длительной
прочности (рис. 16.6). Максимальной выносливостью на базе N -= 107
циклов обладают электрополированные образцы, которые имеют
•предел выносливости а.г = 39 кг/мм2. Выносливость образцов,
339
изготовленных по другим технологическим вариантам, имевшим
пластическую деформацию поверхностного слоя, снижается по
сравнению с электрополированными образцами и тем интенсивнее,
чем больше величина наклепа. Предел усталости образцов,
обкатанных роликами при Р = 50 кг, имеет минимальное из всех
исследованных вариантов значение и составляет 33,5 кг/мм2 учто
на 13,5% ниже предела усталости электрополированных
образцов. Как и в случае исследования жаропрочности, образцы,
обработанные точением на оптимальной скорости резания, обладают
повышенной выносливостью по сравнению с образцами, обточен*
ными на других режимах резания (рис. 16.5). Некоторая разница
в уровне усталости между образцами, обработанными точением, и
образцами, изготовленными другими методами, может быть
объяснена различиями в геометрических параметрах образцов.
Отсутствие связей между прочностными свойствами сплава
ЭИ437БУ при в = 750°С и величиной остаточных поверхностных
напряжений объясняется быстрой релаксацией последних.
Следует указать на то обстоятельство, что длительная
прочность сплава ЭИ437БУ в зависимости от глубины и степени наклепа
обработанной поверхности снижается более интенсивно, чем предел
усталости. Относительно электрополированных образцов снижение
жаропрочности образцов с поверхностным наклепом колеблется в
пределах 8ч-74,5%, в то время как выносливость падает на 0,5-г-
15,5% . Это может быть объяснено длительностью испытания.
Испытания на жаропрочность до разрушения образца
продолжаются в основном в течение ста и более часов. Продолжительность же
испытания на выносливость для определения предела усталости на
базе N = 107 циклов не превышает 24 часов. За меньшее время
при усталостных испытаниях в поверхностном наклепанном слое
образца не успевает произойти процесс разупрочнения материала
до той величины, до которой он протекает в образцах,
подвергаемых испытанию на жаропрочность. Подтверждением сказанного
является различный характер кривых выносливости электропо-
лиров-анных образцов и образцов с поверхностным наклепом.
По сравнению с электрополированными образцами кривая
выносливости образцов после дробеструйной обработки располагается
более круто и при некотором значении числа циклов пересекает
кривую выносливости электрополированных образцов. Это
свидетельствует о том, что при малых базах испытания, когда явления
релаксации остаточных напряжений не успевают произойти
полностью и могут оказать свое положительное влияние (например,
сжимающие напряжения от дробеструйной обработки) и когда под
вредным воздействием наклепа в поверхностном слое не успевают
произойти явления разупрочнения, предел выносливости у
наклепанных образцов из сплава ЭИ437БУ даже при Т = 750°С может
быть выше, чем у электрополированных.
С увеличением же базы испытания закономерно ожидать более
существенного снижения выносливости сплава ЭИ437БУ под
340
Ж^-Wfc
Рис. 16.7. Характер разрушения образцов ^испытании ва
жаропрочность:
/ - образцы электгопотированные; 2 - п0ЛИР°"н^РУЖп
Н-шлифованы кругом; 4 - обточены (вариант 1); 5- оодцы
дробью; 6 —обкатаны роликами (Р — iuu л^
12 Заказ ?29
влиянием вредного воздействия наклепа, чем это было получено
при N = 107 циклов.
Применительно к указанным условиям испытания сплава
ЭИ437БУ были найдены уравнения изменения длительной
прочности А (среднего значения стойкости) и предела усталости в
зависимости от исходной глубины и степени наклепа в виде
д 919 д = 8Ш0_ 44 а , __ 57_
А - ^ода" ' Л №,2 > a-i = ~^ш > 1 "~ #°«141 "
Подтверждением того, что наклеп является главным фактором,
снижающим прочность сплава ЭИ437БУ при в = 750°С, являются
также данные контроля рабочей части образцов методом цветной
дефектоскопии. На рис. 16.7 показаны образцы после испытания на
жаропрочность, расположенные в порядке возрастания глубины
и степени исходного поверхностного наклепа. Как видно из
приведенных данных, на электрополированных образцах после
испытания в течение 235час не наблюдается растрескивания поверхности.
По мере увеличения исходной глубины и степени наклепа,
независимо от знака и величины остаточных поверхностных
напряжений, количество трещин на обработанной поверхности возрастает.
При ^наличии благоприятных исходных сжимающих напряжений
на образцах, обдутых дробью и обкатанных роликами, обнаружено
наибольшее повреждение поверхности. В этих случаях вся рабочая
поверхность образцов покрыта сеткой мелких трещин.
С точки зрения дислокационной теории механизм образования
трещин в поверхностном наклепанном слое может быть объяснен
следующим образом. Известно [10, 11], что скопление дефектов
кристаллической решетки (вакансий, дислокаций) в локальных
объемах металла критической плотности приводит к зарождению
субмикроскопических трещин. При пластической деформации всего
лишь на 8ч-10% плотность дислокаций такова, что у большинства
металлов возникают незалечивающиеся субмикроскопические
трещины, вызывающие снижение пластических и прочностных
свойств металла. Трещины зарождаются в местах нагромождения
дислокаций перед препятствиями — линиями скольжения,
границами зерен и др. [12, 13].
В наших экспериментах поверхностные слои металла после
различных вариантов механической обработки претерпевали
классическую деформацию от 18% до 48% . При такой степени
деформации закономерно ожидать образование субмикроскопических
трещин, количество которых должно расти с возрастанием величины
наклепа. Испытание образцов в условиях высоких температур и
рабочих напряжений, по-видимому, приводит к развитию
субмикроскопических трещин в микро-и макротрещины, которые, в
конечном счете являются одной из основных причин снижения
прочностных свойств металла.
342
Таблица 16.3*
кГ\мм2
40
43
47
№ образца
к
1
2
3
4
5
1
2
3
4
5
6
7 |
8
9
10
11
12 |
13 !
14
15
1
2
3
4
5
Число пиклов
1.115.000
1.526.000
2.031.000
2.280.000
2.485.000
92.000
125.000
152.000
178.000
182.000
182.000
263.000
265.000
266.000
382.000
391.000
392.000
425.000
502.000
945.000
17.000
26.000
30.000
44.000
45.000
l£W
6,045
6,182
6,308
6,358
6,395
4,946
5,097
5,182
5.250
5,260
5,260
4,420
5,423
5,423
5,582
5,592
5,593
5,628
5,701
5,975
4,230
4,415
4,417
4,643
4,653
Вероятна сть
неразрушения, /
0,834
0,665
0,5
0,334
0,167
0,937
0,875
0,813
0,75
0,687
0,625
0,563
0,500
0,437
0,375
0,313
0,25
0,187
0,125
0,063
0,834
0,665
0,5
0,334
0,165
* Электрополированные образцы.
В табл. 16.3 и 16.4 и на рис. 16.8 и 16.9 приведены
статистические характеристики и вероятностная оценка сопротивления
усталости образцов из сплава ЭИ437БУ, изготовленных по различным
техническим вариантам. Как видно из приведенных данных
(рис. 16.8), экспериментальные точки располагаются со случайными
отклонениями от некоторой наклонной прямой линии, что
подтверждает нормальное распределение величины lgJV. На рис. 16.8 для
12* 343
Таблица 164
Вариант \ зготов-
ления образцов
Электрополированные
образцы (вариант 8)
Образцы,
шлифованные
абразивным кругом
(вариант 5)
Образцы,
обдутые дробью
(вариант II)
Напряжение з__1
кг\мм2
40
43
47
37
40
45
37
42
50
Число
испытанных
образцов,
п
5
15
5
5
15
5
5
15
5
Статистическая оценка
lgA;
6,26
5,42
4,50
6,50
5,70
4,46
6,21
5,38
4,24
-cig.v
0,141
0,26
0,173
0,286
0,30
0,298
0,99
0,40
0,77
коэффициенты при доверительной
вероятности 0,9
Р
2,132
1,761
2,132
2,132
1,761
2,132
2,132
1,761
2,132
*i
0,649
0,769
0,649
0,649
0,769
0,649
0,649
0,769
0,649
z2
2,429
1,460
2,429
2,429
1,460
2,429
2,429
1,460
2,429
Леве рительные интервалы
для среднего нормального
р определении \gN
6,13 JlW<6,39
5,31 ^l~g~iV<6,53
4,34 lg/V'<4,66
6,23^ lg7V<6,77
5,56 <\gN< 5,84
4,18<lg/V<4,74
5,270"1ЛЧ7,15
5,20<fg5v<5,56
3,5 l<lg~W< 4,97
для дисперсии
норма 1ьного
распределения AlgA.
0,19^AlgA<0,355
0,22<Aigyv<0,42
0,29<AlgA/<0,56
e9v
e#/v
&Г-,о(ФаО
AW
Рис. 16.8. Результаты
испытания на усталость
образцов из сплава
ЭИ437БУ при В = 750°С:
а — электрополированные
образцы; б—шлифованные
(вариант 5); в — обдутые
дробью (вариант II)
промежуточного значения напряжений построены доверительные
интервалы для генеральной совокупности с доверительной
вероятностью 0,9. Для построения указанных интервалов на
горизонтали с вероятностью Р = 0,5 откладывается значение
(igV)mIn = igV-p^
у п
и строятся
345
/О7 Л/
Рис. 16.9. Кривые усталости сплава ЭИ437БУ при
различной вероятности неразрушения:
а — электрополированные образцы; б — шлифованные
(вариант 5); в — обдутые дробью
на горизонталях / = 0,159 и / = 0,841 отрезки EF и CD, равные
соответственно
(^lgTv)min = гЛ \g n\
(^l£ Л/)щах = г2^1 \g N-
Затем проводятся лучи СВ и BE (рис. 16.8). Полученная ломаная
линия СВЕ определяет значение \gN при данной величине
амплитуды напряжений в зависимости от вероятности неразрушения /.
Результаты статистической обработки экспериментальных
данных подтверждают превалирующее влияние наклепа на снижение
ограниченного предела выносливости. Так, например,
электрополированные образцы сплава ЭИ437БУ при базе N = 107 циклов
с вероятностью неразрушения 0,5 имеют предел усталости порядка
37 кг/мм2.- Создание поверхностного наклепа шлифованием и
обдувкой дробью приводит к снижению ограниченного предела
выносливости (35 кг/мм2 и 34 кг/мм2 соответственно) независимо
от того, какие при этом формируются остаточные напряжения
(после шлифования а0 и ат — растягивающие, после обдувки дробью
с0 и о- — сжимающие).
Кроме снижения ограниченных пределов выносливости, с
возрастанием глубины и степени наклепа происходит рост дисперсии
нормального распределения A\gN с одновременным увеличением
доверительных интервалов, оценивающих дисперсию генеральной
совокупности, что свидетельствует о снижении устойчивости
усталостных характеристик сплава с возрастанием наклепа. Для
электрополированных образцов дисперсия нормального распределения
MgN находится в пределах 0,19-4-0,365; для шлифованных —0,22ч-
-г-0,42; для обдутых дробью—0,29-^-0,56.
Анализ полученных результатов показывает, что обычная
оценка сопротивления усталости по результатам испытания малого
числа образцов не характеризует достаточно полно эти свойства
материала. Найденные «классическим методом» ограниченные
пределы выносливости соответствуют вероятности неразрушения I =
= 0,5. При повышении вероятности неразрушения с 0,5 до 0,995
долговечность электрополированных образцов снижается в 3 раза,
шлифованных — в 10 раз, обдутых дробью — в 17 раз, в то время
как ограниченные пределы выносливости уменьшаются на 5,5%;
8,8% и 8,6% соответственно (рис. 16.9).
Металлографическое исследование состояния материала
образцов показало, что в процессе высокотемпературных испытаний
происходит интенсивное разупрочнение материала поверхностного
слоя, которое выражается в изменении структуры
(рекристаллизации) и падении твердости. Возрастание глубины и степени
наклепа обработанной поверхности (в зависимости от вида обработки)
приводит к увеличению толщины дефектного слоя с одновременным
увеличением количества микро-и макротрещин.
347
Таким образом, экспериментальное исследование показало, что
в условиях высоких эксплуатационных температур и длительных
ресурсов испытания все виды обработки, которые приводят к
пластической деформации металла поверхностного слоя, снижают
прочностные свойства сплава. Указанное снижение жаропрочности
и усталостной прочности происходит в соответствии с ростом
исходной глубины и степени наклепа. Какой-либо взаимосвязи между
жаропрочностью и выносливостью (в исследованных пределах)
и величиной и знаком остаточных напряжений не наблюдается.
На отсутствие связи между долговечностью материала и
остаточными напряжениями указывается также в ряде других
исследований. Например, в работе [4], применительно к
высокотемпературным усталостным испытаниям жаропрочных сплавов
обнаружено, что «технологические макронапряжения, независимо от
их величины и знака, не оказывают заметного влияния на
характеристики усталости. В этих условиях циклического нагружения и
высоких температур они быстро релаксируются». Поэтому д. т. н.
проф. А. М. Сулима предлагает установление зависимостей
характеристик усталости выполнять от двух основных параметров
качества поверхностного слоя (Ra и hc) в виде
а_! = А0 + AxRa + ЛА, N = B0Rl* hb
В качестве примера в табл. 16.5 приведены значения А0, Аъ Л29,
fi0, ах и вх применительно к шлифованию жаропрочных сплавов.
Таблица 16.5<
Марка
сплава
ЭИ617
ЭИ826
ЭИ929
Л0
28:87
28,29
27,89
А
на
-0,441
-0.396
-0.161
А2
базе N = 10s ш
—0.141
—0.144
-0,172
Д)
1клов при а = 26
5,542
.10'»
1,958
.10'»
3,98.10»
ах
кг\мм*
—0,542
—0,380
-0:399
81
2.388
-1.978
-0,928
Температура
ния,
°С
800
800
900'
Зависимость сопротивления усталости только от глубины
наклепа для ряда жаропрочных материалов показана на рис. 16.10
(по данным работы [4]), из которого следует, что при высоких
температурах наклеп снижает сопротивление усталости жаропрочных
материалов. На отрицательное влияние наклепа (независимо от
знака напряжений) при высоких температурах указывается также
в работе [14]. По данным этой работы (рис. 16.11), упрочнение может
34Я
£Q U___A_ _J_ J J_L_ !_ . |_J
-•? eo w sa tforoa %x? l
Рис. 16.10. Изменение сопротивления усталости сплавов
ЭИ617, ЭИ826 и ЭИ929 в зависимости от глубины наклепа.
Условия испытания 800°С —для сплавов ЭИ617 и ЭИ826;
900°С для сплава ЭИ929. Частота 5000 гц
V " а— фрезерование; 0>}<Х — шлифование;
С® . —обкатка роликами. ЛХО —ЭИ617;
Т>|<® — ЭИ826; П0И — ЭИ929
быть эффективным или вредным в зависимости от температуры и
базы испытания.
Таким образом, экспериментальные исследования по влиянию
напряжений и наклепа на долговечность сплава ЭИ437БУ, по
релаксационной стойкости остаточных напряжений и анализ данных
других исследователей [4, 14—18] позволяют заключить
следующее: если условия эксплуатации (испытания) по температуре и
базе испытания (ресурсу) не приводят к заметной релаксации
остаточных напряжений, то последние оказывают существенное
влияние на работоспособность деталей (повышают или понижают
долговечность в зависимости от рабочих напряжений и знака остаточных
напряжений); если условия эксплуатации по температуре или
ресурсу приводят к релаксации остаточных напряжений, то
последние не оказывают заметного влияния на долговечность материала.
В этом случае прочностные свойства будут зависеть от наклепа
обработанной поверхности [9]. Иными словами, для каждого
материала и вида испытания существуют свои температурно-
ресурсные барьеры работоспособности материала в зависимости от
параметров качества поверхностного слоя. Поэтому второй этап
настоящего исследования был посвящен установлению указанных
349
Рис. 16.11. Кривые выносливости упрочненных и неупрочненпых
образцов из сплава ХН77ТЮР:
1 и 2 — ненаклепанные образцы при в = 700°С и 800СС; 3 и
4 — наклеп обкаткой роликами, В = 700°С и 800°С соответственно
температурно-ресурсных барьеров применительно к
жаропрочности и усталостной прочности сплава ЭИ437БУ.
Температурно-ресурсные барьеры работоспособности
сплава ЭИ437БУ в зависимости от качества поверхностного слоя
Исследование жаропрочности. Исследование длительной
прочности проводилось в широком диапазоне температур 500-т-850°С.
Для наведения различных напряжений и наклепа в качестве
окончательной операции механической обработки рабочей части
образцов были взяты следующие виды обработки: ручное полирование
(войлочным кругом с нанесенным абразивом), шлифование
абразивным кругом, точение на трех скоростях: 23 м/мин (V<V0),
47 м/мин (V « V0), 69 м/мин (V > V0) — и обкатка роликами
при нагрузке на ролик Р = 25 кг (в специальном трехроликовом
приспособлении). В качестве эталонных образцов, с которыми
производилось сравнение других партий образцов по
долговечности, были взяты электролитически полированные образцы, в по-
350
200 пкп
Рис. 16.12. Эпюры остаточных поверхностных
напряжений в образцах сплава ЭИ437БУ
верхностном слое которых отсутствовали наклеп и остаточные
напряжения. Характеристики качества поверхностного слоя и
параметры тонкой структуры металла приведены на рис. 16.12
и в табл. 16.6. Шероховатость поверхности всех семи вариантов
изготовления образцов находилась в пределах одного-двух классов
чистоты —V84-V9. Приведенные данные показывают, что в данной
серии экспериментов шлифованием и точением (при V = V0 и
V > V0) в поверхностном слое были наведены растягивающие
напряжения как в осевом, так и тангенциальном направлениях;
полированием и обкаткой роликами — сжимающие напряжения.
При точении на скорости 23 м/мин (V< V0) в осевом направлении
были наведены сжимающие напряжения, в
тангенциальном—растягивающие. Глубина и степень наклепа поверхностного слоя при
обработке образцов рассматриваемыми методами изменялась
соответственно в пределах 40-f-280 мкм и 17,5-^-35,5%.
351
Таблица 16.6
Вид обработки
Электрополирование
Полирование
Шлифование
Точение V = VQ =
= 47 л /лш«
Точение (V<V0)
У=23л*/лш«
Точение (V>V0)
V=69м/мин
Обкатывание роликами
Остаточные напряжения
максимальные
1 тангенциальные
I напряжения в
1-м горизонте
ттах
кг\мм*
—
—38
глубина зале-
i гания
тангенсиальных нап-
I ряжений в 1-м
горизонте,
мкм
—
25
+ 67 36
+ 82
+ 34
+ 80
40
60
40
—36,5 25
максимальные
осевые
напряжения в 1-м
горизонте а
omax,
мкм
—
—26
+ 21
+ 38
—32,5
+40
—25
глубина
залегания осевых
напряжений в
1-м горизонте,
мкм
—
20
30
30
45
30
170
Упрочнение (нпклеп)
глубина наклепа
h c мкм
—
40
70
85
140
115
280
степень наклепа
N, %
—
17,5
22
25,5
29
27
35,5
степень
пластической
деформации * S,
—
8,5
23,5
26
28
21
34
размер блоков **
DA
1228
141
58
55
37
38
22
Плотность
дислокаций'**
р-ю12 ,
о
см ~
0,02
1,5
9
10
22
21
62
* Определено на основании корреляционной зависимости между твердостью и степенью пластической деформации,
** Определено при рснтгенрграфировании поверхности^
и
*%.
но
'ОО
90
90
70
^ /2
s
'"^Zr^Hlfi^.
-
******
■ \
"■"*■■"■«
J
1
С I
1
I
*.* 6г
Рис. 16.13. Влияние вида обработки на длительную прочность :плапа*
а — 5С0°С; б — 700°С; в — 850°С;
./— электрополированные образцы; 2— полированные;
3— шлифованные; 4— обкатанные роликами
if фГ
б,
кг/ г
/ММ
70
SS
€0
SS
so
*s
40
j «
6
v^^
^Чч^л5» n
"<SJ
r
/
3
<^ /
^^
~я
/
/
1"' '
fe^
^>r
AS
1
J^°;H
as
/p
/,s
Ф &
:pc
Ф £'
Рис. 16.14. Влияние скорости резания при точении на жаропрочность
сплава ЭИ437БУ: а — 500°С; б — 700°С; в — 850°С;
/— v = 23 м/мин; 2— v = 47 м/мин; 3— v = 69 м/мин
i
>
.^
<
ъ
£
я
V4
Vj>
>
ч1
»
|
?
^
■i
ev
f
£0(\
70o\
£ 1
б /С/7/7L
?>
t?
I5
I4
4J
£
|
^
$oo\
4'сЛ
ресурс
Рис. гб.15. Температурно-ресурсный барьер (заштрихованная
зона) работоспособности сплава ЭИ437БУ в зависимости от
состояния поверхностного слоя (применительно к
жаропрочности).
Построено для частной выборки с вероятностью
неразрушения 0,5
Результаты исследования длительной прочности приведены
на рис. 16.13, 16.14 и 16.15 [19]. Кривые изменения длительной
прочности построены для частной выборки при вероятности
неразрушения / = 0,5. Результаты исследования показывают, что в
условиях низкотемпературного испытания (500°С) во всем
исследованном диапазоне нагрузок упрочненные обкаткой образцы
обладают преимуществом перед другими вариантами изготовления
образцов. Например, при нагрузке о = 100 кг/мм2 среднее
значение стойкости упрочненных образцов составляет lgi = 1,7;
электрополированных — lgr = 1,1 (т — стойкость, час). В этих
температурных условиях сказывается благоприятная роль
сжимающих напряжений (полученных обкаткой и полированием) и
отрицательная роль растягивающих напряжений — шлифованные и
обточенные образцы по сравнению с электрополированными имеют
пониженную стойкость (рис. 16.13 а и 16.14 а). Вместе с теме
увеличением длительности испытания (при соответствующем
снижении нагрузки) преимущество упрочненных образцов уменьшает-
355
ся. Если при нагрузке а = 100 кг/мм2 между упрочненными и
электрополированными образцами разница составляет более чем в
пять раз (когда испытания измеряются часами и десятками часов),
то при а = 84 кг/мм2, упрочненные образцы лишь на 40% имеют
•более высокую стойкость, чем электрополированные (испытания
измеряются сотнями часов). Интерполирование зависимостей по
методу [18] на более высокую долговечность показывает, что
преимущество упрочненных образцов (или образцов с благоприятными
сжимающими напряжениями) полностью стирается в диапазоне
долговечностей lgt ^ 275-^-3,05 и при более высоком ресурсе
наибольшей жаропрочностью обладают электрополированные
образцы. Таким образом, при температуре 500°С долговечность lgt =
= 2,54-3,05 является ресурсным барьером (заштрихованная зона),
ограничивающим возможность использования методов
упрочняющей технологии. До указанного барьера длительная прочность
в значительной мере будет определяться величиной и знаком
остаточных напряжений, причем установлено, что растягивающие
напряжения независимо от вида обработки существенно снижают
жаропрочность сплава. В диапазоне долговечностей, превышающих
рассмотренный барьер, снижение жаропрочности происходит
соответственно увеличению глубины и степени наклепа независимо от
величины и знака остаточных напряжений (в исследованных
пределах).
При температуре испытания 700°С (рис. 16.13 б) упрочненные
обкатыванием образцы показали самую низкую долговечность;
наибольшей жаропрочностью обладают электрополированные
образцы. Однако характер зависимостей а = f (lgt) и
интерполирование их (в данном случае на более низкую долговечность, чем
экспериментальные данные) показывают, что при 0 = 700°С также
имеется ресурсный барьер в диапазоне lgt = 0,4—1,0, до
которого возможен эффект от упрочнения деталей. По сравнению с
температурой испытания 500°С ресурсный барьер при 700°С имеет
существенное смещение (рис. 16.13, а и б) в сторону меньших
долговечностей.
Испытание при более высокой температуре (850°С) еще
контрастнее выявило отрицательное воздействие наклепа (рис. 16.13 в).
Зависимости 0 = / (lgt) для различных вариантов обработки
расположились соответственно возрастанию глубины и степени
наклепа: максимальной жаропрочностью обладают
электрополированные образцы, далее идут полированные, шлифованные и
обточенные образцы; наименьшей долговечностью обладают
упрочненные обкаткой образцы. Необходимо отметить,' что различия в
угловых коэффициентах зависимостей 0 = / (lg т) указывают
на то, что, несмотря на весьма высокую температуру (850°С), в
данных условиях также имеется ресурсный барьер (равнопроч-
ность образцов), до которого будет наблюдаться эффект от
упрочнения деталей. Однако последнее обстоятельство, по-видимому,
356
не будет иметь практической ценности, вследствие слишком малых
значений долговечностей (измеряемых минутами).
На рис. 16.14 показано влияние скорости резания при точении
на жаропрочность сплава ЭИ437БУ. Как показывают
приведенные данные, изменение долговечности в этом случае подчиняется
вышерассмотренным закономерностям. Сжимающие осевые
напряжения в поверхностном слое образцов, обточенных на
скорости v < v0, приводят к повышению жаропрочности сплава при
температуре 500°С по сравнению с образцами, обточенными по
другим вариантам. В зоне ресурсного барьера все обточенные
образцы обладают примерно одинаковой прочностью; при долго-
вечностях выше указанного барьера преимуществом по
жаропрочности обладают образцы, обточенные на оптимальной скорости
резания. Образцы, обточенные на скорости v = v0, имеют
большую длительную прочность при температурах испытания 700°С
и 850°С (рис. 16.14 б и в), что является закономерным, так как
поверхностный слой этих образцов деформирован в меньшей
степени, чем образцов, обточенных на других скоростях резания.
Полученные экспериментальные данные позволили
применительно к условиям испытания сплава ЭИ437БУ на длительную
прочность выявить температурно-ресурсный барьер
работоспособности материала в зависимости от качества поверхностного
слоя (заштрихованная зона, рис. 16.15).
Температурно-ресурсный барьер делит все возможные в реальных условиях
сочетания температур и ресурсов работы деталей на две зоны — зону
I и зону II. В зоне I условия эксплуатации таковы, что
остаточные напряжения существенно сказываются на работоспособности
материала (здесь при большом ресурсе — достаточно низкая
температура, а при высокой температуре— малый ресурс). Поэтому
для повышения долговечности деталей в этих эксплуатационных
условиях эффективными окажутся технологические методы
упрочнения деталей. Напряжения растяжения в этих условиях
недопустимы, так как они приведут к резкому снижению прочности
.материала.
При переходе через температурно-ресурсный барьер
(заштрихованную зону) при любых сочетаниях температуры и
ресурса условия эксплуатации деталей таковы, что в силу релаксации
остаточных напряжений они не оказывают заметного влияния
на долговечность материала. Снижение жаропрочности в этом
случае будет происходить соответственно величине наклепанного
слоя. Максимальной же долговечностью в зоне II будут обладать
детали, поверхностный слой которых не претерпевал
пластической деформации (электрополированные).
Исследование усталостной прочности. Исследование
прочности сплава в условиях знакопеременных нагрузок производилось
в диапазоне температур 400-^-850°С и при различных базах
испытания [20]. Виды обработок образцов были использованы те же,
что и при исследовании жаропрочности (см. рис. 16.12 и табл.
357
Таблица 16-7
Вариант обработки
Электрополирование
Обкатка роликами
Точение v — v{)
Температура
испытания
400
фициент рег-
рессми
-0,110
-0,074
-0,110
Q обо 1-
ный
член
регрессии
11,26
10,15
10,89
Коэф-
фиии-
енткор-
реля-
пии
0,921
0,975
0,929
Уравнение зависимости лолго-
вечности от уровня
напряжений
lg#=l 1,26-0,1 Ь-1
lg77= 10,15—0,074c_i
\gN= 10,85—0,1 la-i
Электрополирование
Обкатка роликами
Точение v — iy)
650
-0,099
—0,067
—0,099
10,78
9,28
10,54
0,999
0,999
0,999
\gN= 10,78— 0,099a_i
lg]V=9,28—0,067a_i
lg]V=10,54-0,099a-i
Электрополироваыие
Обкатка роликами
Точение v = v{)
Точение v<v{)
Точение v>v{)
850
— 0,072
—0,056
—0,072
-0,061
—0,068
8,58
7,46
8,26
7,49
7,82
0,990
0,985
0,999
0,996
0,999
lg#~=8,58—0,072a_i
lgyv=7,46-0,056a_i
lgW-=8,26—0,072a._i
lgA^=7,49—0,061a_i
lgA/=7,82-0,068a_1
16.7). Использование методов линейно-регрессионного анализа при
обработке экспериментальных данных позволило получить
зависимости долговечности сплава ЭИ437БУ (для генеральной
совокупности) от уровня напряжений вида IgN = f (оя1) для
варианта обработки образцов (табл. 16.2). Кривые усталостной
прочности приведены на рис. 16.16, 16.17, 16.18. Анализ приведенных
данных показывает, что для всех видов обработки образцов
зависимости IgN = / 1{зл) имеют характер прямой линии
(коэффициент корреляции находится в пределах 0,921-f-0,99).
Интенсивность же снижения пределов выносливости с увеличением
числа наработанных циклов для различных партий образцов
различна. Наибольшее снижение наблюдается у упрочненных обкаткой
образцов, наименьшее—у электрополированных образцов.
Различия в угловых коэффициентах приводят к пересечению
зависимостей долговечности от напряжения для отдельных партий
образцов; точки пересечения являются точками равнопрочности
образцов, изготовленных по различным технологическим
вариантам. При этом обнаруживается преимущество того или иного вида
обработки в зависимости от числа циклов до разрушения
(ресурса) при данной температуре. Так, например, при температуре
400°С и базе испытания lgN=5-106циклов явным преимуществом па
358
?-,', /СЛ/М/И Z
/0* 7£v
/О
/О
<о* ю* to* г$л/
70
60
S0-
40
за
/а
1 а
У^
1 %
щ
ш
1±
^N^J
/'
ч^<ь
л?-* /<?♦
л?-
/£><?
Л?:
/<7<
/<?' <&/•
7<?
S0
10
4°
1 ^*
в
" '
i »
vN-P
^^vJN.
г 7\\>
i \
L_
i
i
\
X 1
i
j
/03 fO
/0$
/<7'
/O'
/6># /C* „
Ф"
Рис. 16.16. Кривые усталости сплава ЭИ437БУ для генеральной
совокупности (при / = 0,5): а — 400°С; б — 650°С; в — 850°С;
1—образцы обкатаны роликами; 2—■ электрополированные;
3— обточены при и=у0; 4— обточены при v < v0
'б.,,«гь~1
£Л
SO
Ю
30
го
ю
о
%^.
3
•«^ ^к.
2*
/<
V\
I ^ •• Л
^ Л
\*и ^ А
К / / и
ш
/<7* /tf' ./27* /О* /О* /О7 /О' флг
(О-/f кг/м** 2
so
so
40
30
20
/О
¥
S
^
v\
^
3
>«
777
/V/
Iflfc
/
I2
/ог *o3 /o¥ tos /of /a7 /a* £#■
so
so
40
JO
20
10
ё
_
//A
JSs.
\
I
OO
y\
z
4N.
^
\
i
I
/oz to*
/O*
/с* /0*
jO*
/0
s
QA/
Pnc. 16.17. Кривые усталости сплава ЭИ437БУ для генеральной
совокупности (при / = 0,95): а — 450°С; б — 650°С; в — 850°С.
/--образцы обкатаны роликами; 2— электрополированные; 3— обточены
при v = v0; 4 — обточены при и < vQ
SCO
>.7Г
/<7'
/С '/О* /Os SO7 /<?'
Ь У
6-1, СГ/м**1
70
60
SO
liO
so
za
to
" /oi
HI
\s 1
1 -^ /T
Г / i
1 >i
-i"**- -'
L_- '-
i 1
/
4s/
\oa^N
i
* ^
^
><y^ J
II
J
\ *
г
1
1
1
1
\1№ ' /a* */p§>~ ' /o*. ?o7 /0' e9
A/
Рис. 16.18. Влияние скорости резания при точении на усталостную
прочность сплава ЭИ437БУ: Г = 850°С; а — 1= 0,5; б —J - 0,95;
/_ v = у0; 2 — V > V» 3 — V < V0
ограниченному пределу выносливости обладают упрочненные
обкаткой образцы (рис. 16.16 а)\ далее идут электрополированные
и обточенные образцы. В этих условиях испытания сказывается!
положительная роль сжимающих напряжений (возникающих
при обкатке) и отрицательная роль-растягивающих напряжений,
формируемых при точении.
Иная картина наблюдается при больших базах (ресурсах)'
испытания. Видно, что при \gN = 9 наибольшим пределом
выносливости обладают электрополированные образцы, поверхностный
слой которых не претерпевал пластической деформации.
Обкатанные роликами образцы, имевшие наибольший по глубине №
степени наклеп, обладают наименьшей усталостной прочностью.
361
Несмотря на сравнительно низкую температуру испытания (400°С),
остаточные поверхностные напряжения, по-видимому, под
воздействием рабочих напряжений в течение большого ресурса релак-
сируют, и основным фактором, снижающим долговечность
материала в этих условиях, будут являться дефекты структурного
происхождения (связанные с наклепом поверхности). Испытания
различных групп образцов с различным исходным состоянием
поверхности позволили выявить для каждой температуры свою
критическую зону (ресурсный барьер), ограничивающую область
применения различных вариантов механической обработки
деталей. Из рис. 16.16 и 16.17 видно, что с повышением температуры
испытания эта критическая зона (заштрихованный участок)
перемещается в область меньших долговечностей. Так, если при Э =
= 400°С ресурсный барьер находится в зоне долговечностей lgiV =
— 7,8-4-8,7, то при в = 850°С этот барьер находится в зоне lgiV =
= 3,6-=-4,7.
Таким образом, как в случае статических
высокотемпературных испытаний, при усталостных испытаниях также
наблюдается температурно-ресурсныи барьер (зона равнопрочности).
С увеличением вероятности неразрушения температурно-ресур-
сные барьеры смещаются в сторону меньших долговечностей
(рис. 16.16, 16.17).
Влияние скорости резания при точении на характеристики
усталостной прочности сплава ЭИ437БУ при в = 850°С
приведено на рис. 18.18. Видно, что в условиях высокотемпературной
эксплуатации при базах испытания более lgiV = 3,0 наибольшей
долговечностью (большим пределом усталости) обладают
образцы, обточенные на оптимальной скорости резания, дающей
меньшую глубину наклепа и лучшее микроструктурное состояние
поверхностного слоя.
На основании полученных данных были построены темпера-
турно-ресурсные барьеры для сплава ЭИ437БУ в широком
диапазоне температур и чисел наработанных циклов в
зависимости от вероятности неразрушения (рис. 16.19). Так же, как и
для случая жаропрочности, температурно-ресурсныи барьер
разделяет все поле возможных сочетаний температур и ресурсов
на две зоны (I и II). В случае эксплуатации деталей в зоне I
будет наблюдаться эффект от поверхностного упрочнения; в зоне
II наибольшей долговечностью будут обладать
электрополированные детали, не имевшие деформации поверхностного слоя. Если же
условия эксплуатации близки к условиям температурно-ресур-
сного барьера (например, в = 650°, IgN = 6), то в этом случае
будет наблюдаться условие равнопрочности образцов (деталей),
изготовленных по различным технологическим вариантам
(упрочненные, электрополированные и т. д.), если, конечно, другие
факторы не окажут своего влияния на долговечность (например,
шероховатость поверхности).
362
300
Рис. 16.19; Температурно-ресурсный барьер
долговечности сплава ЭИ437БУ
применительно к усталостным испытаниям:
/ —для генеральной совокупности при I -— 0,5;
2 — для генеральной совокупности при I = 0,95
6 6 Юг 2 4 6 8 Ю5 2 4 6 8 <0*
Время до разрушешя, *&сЫ
Рис. 16.20. Влияние упрочнения на длительную прочность
стали ЭП17; 6 = 660°С [18]
В заключение следует отметить, что различный характер
влияния характеристик качества поверхностного слоя на
долговечность жаропрочных сплавов, обусловленный температурой и
временем испытания, наблюдался ранее другими
исследователями [14, 18J (рис. 16.11 и 16.20). Эти данные показывают, что как
при статических, так и динамических нагрузках у наклепанных
(упрочненных) образцов снижение предела выносливости или
предела длительной прочности с увеличением длительности
испытания протекает более интенсивно, чем у неупрочненных
образцов. В результате (как и по нашим исследованиям)
долговечность материала в зоне малых ресурсов при поверхностном
упрочнении будет повышаться, и в зоне больших ресурсов
наибольшей долговечностью будут обладать образцы без наклепа.
Влияние режима резания на коррозионную
стойкость нержавеющих сталей
Рис. 16.21. Характерное распределение микротвердости вдоль
профиля и по глубине микронеровности; Х18Н9Т; ВК8;
t = 0,5 мм; s = 0,20 мм/об; v = 20 м/мин,
304
&го,
Рис. 16.22. Влияние скорости резания на распределение
микротвердости приповерхностного слоя вдоль профиля
микронеровности; Х18Н9Т; ВК8; t = 0,5 мм;
s = 0,20 мм/об (обозначения см. по табл. 16.8)
Известно [21], что гетерогенность электрохимических свойств
поверхностей, обработанных точением, в значительной мере
предопределяет коррозионную стойкость деталей в заданных условиях
эксплуатации. При этом установлено, что гетерогенность связана
главным образом с наличием зон различной степени наклепа на
выступах и во впадинах микрогеометрии поверхности.
Из рис. 16.21, взятого из работы [22], видно, что вдоль
профиля в пределах одного шага микронеровности микротвердость
Н20 обрабатываемого материала существенно изменяется. Эти
колебания Н20 являются периодически повторяющимися при
переходе от одной микронеровности к другой, причем характерно то,
что наблюдается некоторое смещение максимума Н20 —
относительно выступа и минимума Н20 — относительно впадины
микронеровности. Подобный характер распределения Н20 вдоль
профиля сохраняется и в глубь от поверхности, но разница между
Н2отаХ и H20min постепенно сглаживается.
Скорость резания (рис. 16.22 и табл. 16.8) оказывает
влияние на величины Н20тах и H20min, а также на расстояние 1г
между ними, измеренное вдоль оси образца. Чем больше разность
365
Т а б лица 16.8
Шлияние скорости резания и подачи (при v0) на показатели неоднородности
наклона обработанной поверхности при чистовом (^ — 0,5 мм) точении
нержавеющей стали XI8H9T резцом ВК8
(7 = 10°, a = ai = lOo, <p = ?i=45»; х = 0; г = 0,5 мм)
Условный
номер
образца
V. M/MUH
s, мм/об
АЯ,«с|х«!
lv мкм
1
20
0.2
310
80
2
50
0,2
300
76
3
85
0.2
275
72
4
120
0.2
320
58
5
160
0.2
360
50.
6
98
0.09
140
16
7
90
0,135
215
35
8
85
02
275
72
9
65
0,3
330
75
10
55
0,4
390
80
не
30
20
Ю
5
\
\
%
\ 1
\ ч
, -2-
Рис. 16.23. Влияние
скорости резания на
уменьшение
электродного потенциала
обработанной
поверхности; Х18Н9Т;
ВК8;*= 0,5 лиг,
s = 0,20 мм/об
SO
/20
/60 Vtrf//4U#
АН = Н20т
H2omin И меньше расстояние 1Ъ тем выше
гетерогенность электрохимических свойств обработанных
поверхностей. Из таблицы 16.8 следует, что увеличение v до v0 мало
изменяет /х, но уменьшает ЛЯ. При v > v0 происходит
увеличение ЛН и уменьшение 1г. Поэтому при v0 наблюдается наименьшая
гетерогенность электрохимических свойств обработанных
поверхностей, приводящая к наименьшему их разблагораживанию [231
(рис. 16.23).
С увеличением подачи (рис. 16.24 и табл. 16.8) в условиях
поддержания оптимальной температуры резания за счет изменения
скорости резания происходит одновременное увеличение АН и /,
т. е. одновременно действуют два фактора, влияющие на
гетерогенность поверхности в противоположных направлениях. В
зависимости от конкретных условий (обрабатываемого материала,
геометрии режущего инструмента и пр.) превалирующим может
быть тот или иной фактор. Этим, очевидно, можно объяснить
366
/7родэа/гь /*vKpo/v&po$woc/T>ei/
О 25 SO 75 SOO "es /SO 175 20O~22~S 259 275 ЗОО 325 $50 375~t,M*»
Рис. 16.24. Влияние подачи на распределение микротвердости
приповерхностного слоя вдоль профиля микронеровности
(обозначения см. по табл. 16.8)
противоречивые данные, отмеченные в работе [24], о влиянии
подачи на коррозионное поведение обработанных поверхностей.
Наименьшее разблагораживание обработанной поверхности
нержавеющих сталей при оптимальной скорости резания приводит
к уменьшению их общей коррозии [25].
ЛИТЕРАТУРА
1. Б а р р е т т Ч. С, X о н и к о м б Р. В. К., Грант Н. Д.
Современное состояние и задачи исследований разрушений. В сб.:
«Атомный механизм разрушения», перевод с английского, М., Металлургиздат,
1963.
2. Вейбулл В. Усталостные испытания и анализ их результатов.
Перевод с английского. М., «Машиностроение», 1964.
3. Р а т н е р С. И. Разрушение при повторных нагрузках. Оборон-
гиз, 1959.
4. Сулима А. М. Качество поверхностного слоя и усталость
жаропрочных материалов и деталей авиационных двигателей. Автореферат
диссертации, М., 1969.
5. ЕлизаветинМ. А., С а т е л ь Э. А. Технологические
способы повышения долговечности машин. М., «Машиностроение», 1964.
6. К у д р я в ц е в PL В. Внутренние напряжения как резерв
прочности в машиностроении. М., Машгиз, 1951.
Lb 367
7. С е р е н с е н С. В. Повышение усталостной прочности деталей
машин поверхностной обработкой. М., Машгиз, 1952.
8. Дуни н-Б а р к о в с к и й И. В., Смирнов Н. В. Теория
вероятностей и математическая статистика в технике (общая часть). Гос-
техиздат, 1955.
9. Макаров А. Д., Мухин В. С. О взаимосвязи характеристик
качества поверхностного слоя и эксплуатационных свойств деталей из
жаропрочных материалов. В сб.: «Влияние методов и режимов чистовой
•обработки на эксплуатационные свойства деталей машин», ч. 1, ЛДНТП,
.Л., 1969.
10. Stroh A. N., Phylos. Mag.; 1953, 3, 397.
11. W о о d D. С, С 1 а г k D. S. Trans. ASM, 1952, 43, 471.
12. О r a w a n E., Dislocations in Metals. New York, AIME, 1952.
13. F u j i t a F. Acta metallurgica, 1958, 6, 543.
14. Г р и н ч е н к о И. Г. Упрочнение деталей из жаропрочных и
титановых сплавов. М., «Машиностроение», 1971.
15. Д е р я г и н Г. А. Упрочнение наклепом замковой части
турбинных лопаток. В сб.: «Упрочнение деталей машин механическим
наклепыванием», под ред. П. Е. Дьяченко, М., «Наука», 1965.
16. С у л и м а А. М., Евстигнеев М. И. Влияние
технологических и конструктивных факторов на выносливость жаропрочных сплавов
при высокочастотном нагружении. В сб.: «Обработка металлов резанием»,
Передовой научно-технический и производственный опыт, выпуск 35,
М., 1962.
17. Чернышев В. В., Р а х м а р о в а М. С, Д е й ч Г. Б.
Протягивание и упрочнение хвостовиков лопаток газотурбинных двигателей.
М., «Машиностроение», 1971.
18. X и м у ш и н ф. ф. Жаропрочные стали и сплавы. М.,
«Металлургия», 1969.
19. М у х и н В. С., С а в а т е е в В. Г., Кузнецов В. А. Темпе-
•ратурно-ресурсные барьеры работоспособности сплава ЭИ437БУ
(применительно к жаропрочности) в зависимости от параметров качества
поверхностного слоя. В сб.: «Вопросы оптимизации процессов резания
металлов», труды УАИ, вып. 54, Уфа, 1973.
20. М у х и н В. С, С а в а т е е в В. Г., К У з н е ц о в В. А. К
вопросу выбора наилучшего варианта обработки деталей в зависимости от
температуры и ресурса их эксплуатации. В сб.: «Вопросы оптимизации
процессов резания металлов», Труды УАИ, вып. 54, Уфа, 1973.
21. КарпенкоГ. В., Б абейЮ. И., К а р п е н к о Н. В., Г у т-
м а н Э. М. Упрочнение стали механической обработкой. Киев, «Наукова
думка», 1966.
22. М а к а р о в А. Д., Ш у с т е р Л. Ш., Зайцева Н. П.
Исследование влияния режима резания на неоднородность наклепа
приповерхностных слоев обработанных деталей. В сб.: «Вопросы оптимизации
процесса резания металлов», труды УАИ, вып. 54, Уфа, 1973.
23. Г у т м а н Э. М., Д е р я б к н В. И., М а к а р о в А. Д., Ш е с-
т о п а л о в В. Е., Шустер Л. Ш. Влияние остаточных напряжений,
вызванных резанием нержавеющих сталей, на электродный потенциал. В
сб.: «Вопросы оптимального резания металлов», труды УАИ, вып. 34,
Уфа, 1972.
24. X и т а р и ш в и л и М. Г., Б а б е й Ю. И., В а с и л е н к о И. И.
Влияние микрогеометрии поверхности и физико-химического состояния
поверхностных слоев деталей на их коррозионное растрескивание.
«Физико-химическая механика», 1972, № 4.
25. Г у т м а н Э. М., Дерябин В. И., Ш е с т о п а л о в В. Е.,
Шустер Л. Ш. Взаимосвязь электрохимических свойств нержавеющих
сталей и остаточных напряжений, вызванных механической обработкой.
«Коррозия и защита в нефтегазовой промышленности», ВНИИОЭНГ, М.,
1972, № 1.
ОГЛАВЛЕНИЕ
Стр.
бвед'ение. , 3
ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
Глава 1. Характеристики обрабатываемэсги металлов резанием . . 5
Глава II. Элементы износа, кривые износа и критерии затупления
инструмента.Показатели износа. Геометрия износа режущей
части инструмента , 7
Кривые износа. Характерные типы кривых ...... 8
Критерии затупления 9
Показатели износа 15
Литература 19
Г л а'в а III. Хара<1сристики размерной стойкости инструмента ... 20
Размерная стойкость . , 20
Геометрическая трактовка hon и Tvp 23
Факторы, влияющие на износ и стойкость режущих
инструментов 24
Литература . % 28
Глава IV. Механизм и физические причины износа ргжущего
инструмента ., 29
Адгезионный износ 29
Абразивный и абразивно-химический износ 34
Диффузионный износ 38
Прочие виды износа 47
Механизм износа передней и задней поверхности
инструмента 4Э
Литература 52
Глава V. Прочность адгезионных связей и взаимодействие
основных факторов при резании металов 54
Методика определения прочности адгезионных связей
на срез при различных температурах и давлениях. . . 54
Сравнение данных, полученных в лабораторных
исследованиях, с элементами механики процесса резания. 60
Прочность адгезионных связей на срез при различных
температурах и давлениях 65
Влияние прочности адгезионных связей на
контактные процессы, происходящие на передней поверхности
режущих инструментов е 67
369
Влияние прочности адгезионных связей на износ
режу ш их инструментов 72
Упрощенная схема взаимодействия основных факторов
и их влияния на интенсивность износа инструмента 77
Литература 78
Глава VI. Влияние скорости и температуры резания на суммарную
интенсивность износа 80
Влияние скорости резания на длину пути резания и
период стойкости инструмента 82
Стойкостная зависимость для правой ветви кривой
Т = / (v) 86
Графическое определение оптимальной скорости
резания 88
Характер изменения показателя относительной
стойкости на разных участках кривой Т = / (v) 88
Экономический период стойкости 91
Период стойкости ТМп и скорость резания Умп,
соответствующие максимальной производительности труда на
данном рабочем месте 94
Аналитическая формула для непосредственного
определения экономической скорости резания. ..*... 94
Графическое определение скорости резания V9. . . . 95
Соотношение между скоростями резания V0, V3 и VMn • 97
Зависимость скорости резания от подачи и глубины
резания . 98
Обобщенная формула для определения скорости резания 100
О температурном методе исследования стойкости
режущих инструментов 101
Литература 104
1 л а в а VI I. Положение (закон) постоянства оптимальной температуры
резания 106
Признание и подтверждение закона постоянства
оптимальной температуры резания в исследованиях
инженеров и ученых, работающих в других научных
коллективах 114
Торцовое точение ..... 115
Литература , 119
Глава VIII. Основные следствия, вытекающие из закона постоянства
оптимальной температуры резания 121
Литература . • 131
Глава IX. Научное и практическое использование закона
постоянства оптимальной температуры резания 133
Параметрические уравнения максимальной размерной
стойкости 133
Номограммы для выбора оптимальных сочетаний подач
и скоростей резания 137
Метод определения оптимальных сочетаний скоростей
резания и подач , . . 143
Автоматическое управление процессом резания .... 146
Новые характеристики обрабатываемости металлов
резанием 149
Литература . . . . • ^6-
370
Глава X. Влияние свойств обрабатываемого материала и
материала инструмента на основные характеристики
обрабатываемости резанием 158
Анализ расчетных методов определения
обрабатываемости резанием 158
О взаимосвязи между механическими
характеристиками обрабатываемого материала и новыми
характеристиками обрабатываемости Vo и hono . 162
Влияние структуры и твердости стали на уровень V0
и hono • 1С5
Обрабатываемость углеродистых сталей 166
Обрабатываемость жаропрочных сплавов на никелевой
основе 171
О сравнении режущих свойств различных
инструментальных материалов 174
Уравнения суммарной интенсивности износа
инструмента . . . . • . . 180
Применение математических методов планирования
экспериментов при резании металлов 184
Перспектива создания единой формулы
обрабатываемости металлов резанием 192
Литература 196
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Iх лава XI. Шероховатость поверхности 199
Внешние (технологические и геометрические) факторы,
влияющие на шероховатость 202
Влияние физических параметров процесса резания на
шероховатость поверхности 205
Выбор режимов резания по шероховатости
обработанной поверхности 214
Литература 216
Глава XII. Упрочнение (наклеп) металла поверхностного слоя . • 217
Причины, вызывающие наклеп поверхностного слоя
при резании 217
Основные характеристики наклепа и методы их
исследования 219
Определение наклепа методом измерения
микротвердости - 219
Исследование наклепа рентгеноструктурным методом . 220
Технологические факторы, влияющие на глубину и
степень наклепа 223
Связь степени наклепа с его глубиной и проверка
возможности аналитического определения глубины
наклепанного слоя 239
Физико-механические свойства металла поверхностного
слоя 241
Наклеп поверхностного слоя при различных видах
обработки 246
Литература 245
Глава XIII. Остаточные поверхностные напряжения 248
Основные причины возникновения поверхностных
напряжений 249
Методы определения остаточных напряжений .... 252
371
Влияние элементов режима резания на остаточные
напряжения • 25G
Влияние геометрии резца и его износа на остаточные
напряжения 271
Влияние свойств обрабатываемого материала на
остаточные напряжения 27<з
Влияние охлаждения на остаточные напряжения.. . 28F,
Остаточные напряжения при различных видах
механической обработки 2' ->
Литерап ура
Глава XIV. Микроструктура металла поверхностного слоя ....
Методика исследования
Влияние условий обработки на микроструктуру
поверхностного слоя 1
О взаимосвязи между интенсивностью износа
инструмента и основными факторами процесса резания . . 2
Литература 30; <
Глава XV. Влияние наклепа и остаточных напряжений на
изменение состояния и свойств металла поверхностного слоя
в процессе эксплуатации 301
Изменение напряженности поверхностного слоя в
процессе высокотемпературных испытаний '2
Микротвердость поверхностного слоя Я
Изменение химического состава поверхностного сло>.
Микроструктура поверхностного слоя
К вопросу о релаксации остаточных напряжений ....
Литература
I J'а в а XVI. Влияние качества поверхностного слоя на длительна
и усталостную прочность жаропрочных сплавов
Методика исследования ,
Результаты исследования
Температурно-ресурсные барьеры работоспособ
сплава ЭИ437БУ в зависимости от качества по
постного слоя
Влияние режима резания на коррозионную стою
нержавеющих сталей
Литература .
А. Д. Макаров, В. С. Мухин, Л. III. Шустер
ИЗНОС ИНСТРУМЕНТА, КАЧЕСТВО И ДОЛГОВЕЧНОСТЬ
ДЕТАЛЕЙ ИЗ АВИАЦИОННЫХ МАТЕРИАЛОВ
Учебное пособие
Редактор 3. Г. Катаева
Техн. рздактор^Р. Ш. Рахимов
Сдано в набор 17|1Х 1973 г. Полписано к печати 14|М975г. Формат бумаги бОхЭО1!^
Физ. печ. л. 23,25 Тираж 800. П03115. Заказ № 829. Цена 2 руб. 75 коп.
Уфимский полиграф комбинат Управления го лелам издательств, полиграфии и
книжной торговли Совета Министров БАССР, г. Уфа-1, проспект Октября, 2.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр.
74
* 74
170
' 179
194
№ строки
снизу
5
4
7
2
24
Напечатано
*п
h = Шп)
4n
А
большее
Следует читать
ht
4 = /Ы
4
^
большое
Заказ 829