/















































Теги: руководство по эксплуатации станки станочные конструкции
Год: 1989
Похожие




Текст
МИНИСТЕРСТВО CTAWOCTlWTEJIUfOH И 1ЖПТОЕНТМЬН0Й ПРОЖЖННОСТИ
С С С Г-’
КРЛСНОРИЕНЕКНЙ СТАГ'КРСТП/ИТЕлЬПЬ'И ЗАВОД мм .ФРУНЗЕ
СТАНОК 1?даИКА41ЬЫО~СВЕРЛШ1ЬНЫЙ
2Г125
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
2Г125.00 РЙ
Воронилойгряд
Рода к I шо нво -иид-i ri’p н ь си и Р отдел
<>блг'О -!н графи зла та T9L9
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
СССР
КРАСНОРЕЧЕНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД им.ФРУНЗЕ
СТАНОК ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ
2Г125
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
2Г125.00 РЭ
Воротяловград
Реца кциошio-и здатель ский отдел
облполиграфиздята 1989
Руководство по якоплуатадйи н« отуакяот
незначителыннх конструктявш’х пзяй'чг-й!*
J3 стайке, внесенщих изготовителем поело
родпнсанкя к внвуску в свет да-’ио’Ч)
руководства, а также изменений по ког •
шшгегувдим изделиям и ,документации,пос-
тупамцей с ними.
СТАНОК ВЕГТИКЛЛЬНО-СВЕРЛИЛЬНЫЙ
2PI25
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
часть I
2П25.00 РЭ
•1. 0T№ СВРДУНГЙ О СТАН®!
Станок вертикальпо-свершильпий модели 2П25
ктллетол угпта&рсальнгяя и может быть использован во вопомога-
тгш них цехах тшиоетроитольных заведов, рентных мастерских
и т.п.; предназначен для выполнения следующих операций:
сверлетшя, расоворливания, зенкования, зонкерования и развер-
ч’нваштл.
На станке допускается нарезание резко машинными метчи-
ками с ограничением числа включений в чао.
В ставке предусмотрено автоматическое отключение подачи
при доотйми пии г >о ex’ то димой глубины обработки и автоматичес-
кое реверсиронаие миндаля, при нарезании резьб.
Изготовитель - Красн^речедский станкостроительный
завод имени Фрунзе.
Дата выпуска_________________ 19____г.
Мн климатического исполнения
Класс то'пюрти станка И по ТОСТ 8-821!!
2. ОСНОВНЫЕ TEXHIfffiOTTO ДОШИВ
И WAWIW3WL
2.1. Техническая характеристика
( основные параметры и размер» сожжено ГОСТ 1227-г*9)
Наибольший условный диаметр сверления в
стали 45 ГОСТ 1050-74,мм............-..........25
Допустимое число реверсов в час.......\.. . 40
Наибольший крутящий момент на шггитт’м'.п- 0.25
Наибольшее усилие подачи, кН.................. 9
Конус шпиндлян по ГОСТ 25557-8?...............Морзе ЗАТС
Вылет ютпдолн от колонии,сад. .............. 260
Размеры рабочей поверхности стола,мм............
по ГОСТ 0569-75,мм 450 х 400
Частота вращения «итнделя.....................бесступенчатое
регулирование
Пределы частот вращения шпинделя, об/мин....63-2000
Количество подач шпинделя.....................9
Пределы подач шпинделя, мм/об.................,,0,I-I,6
Управление циклами работы.....................ручное,автомати-
ческое отклонение
подачи,а?темати-
ческий реверс при
нароза1 таи резьбы
Подъем стола..................................лучной
т^бзриткые' размеры станка,мм
длина .! 910
ширина : 730
высота ; 2080
Даоса стайка, :г..; i..... .................7во
2.2. Основные данные
Шпиндель (Рис.2)
Наибольшее перемещение, мм ...................200
Растояние от торца шпинделя до
рабочей поверхности стола.................... .75-700
Растояние от торца шпинделя до
платы .......................................1060
Стол (Рис. 3)
Наибольшее перемещение. ......................425
2,3, о.нект'ч>оборуцо' слитн
Количество электрода нагелей га станка
(с eJiffKTpoi-aeoco.t'i........................ Q
Эл октродни!';дто.1! ь тлног.оно дяте’Ч'Ия;
Мощность номинальная, кВт - Я,?
Частота щгащения максимальная, об/мин - l^2S~
Электронасос:
Произподительность электронасосе, л/мии..............
Мощность поминальная, кВт............................ О, г2
Частота вращения максимальная, об/мин -
сввджч
О содержании драгоценных материалов.
Серебро ь контактах злектроо'''орудовакия соечавлярт - QZflZr
Ри с. 2. Шпиндель
Рис.3, Стол
то
3. К 0 М П Л Е К TH 0 С т ь Комплектность станка должна соответствовать табл I Таблица Т.
Обозначение ! Наименование !Кол.1 Примечание
2PI25.00.000 Станок в сборе Входит в комплект и стоимость станка. ЗЛПЛСШЕ ЧАСТИ
Лампа «024-40 ТОСТ 1182-72 Лампа МН 6,3-0,3 т
ГОСТ 2204-80 I
Вставка плавкая инструмент 2
2П25.97-301 Ключ Ключи тост 2839-80Е т
78П-ОООЗНС1Х9 т
78П-0023НС1Х9 I
78II-0027HCIX9 Ключ 7811-0316X9 I
ГОСТ 16984-79 Отвертка 78I0-09223A I
Хим.Око.При. ТОСТ 17199-7Iх пт-тадЕкоста Втулки ТОСТ 13598-85 I
6100-0142 I
:6100-0143 .Клин 7851-0012 I
ТОСТ 3025-78 Оправка 6039-0013 ТОСТ 2682-86 Патрон 1зКВТ$* ТОСТ 8522-79 ' ДОКУЖПН I
I
I
2П25.00.000 Т 'О Ру ко го,детве по эксплуатации . I
II
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1. Необходимо соблюдать общио правила техники безо-
пасности при работе на металлорежущих станках.
Периодически проверять правильность работы блокирующих
устройств.
4.2. Не допускать рабочего к работе на станке,не озна-
комив его предварительно с правилами техники безопасности и
руководством по эксплуатации станка.
4.3. Чистку станка и регулировку механизмов
проводить при полном останове и отключении станка от сети.
4.4. До подключения станка к цеховой сети необходимо
произвести измерения сопротивления в системе заземления.
Электродвигатели,пульт, клеммная коробка,электрошкаф и колон-
на должны быть надежно заземлены.
Сопротивление в системе заземления должно
быть не ниже нормы, установленной "Правилами устройств
электроустановок".
Электрическое сопротивление, измеренное между винтом
заземления и любой металлической частью станка,которая может
оказаться под напряжением в результате пробоя изоляции ле
должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ работать с открытыми
клеммной коробкой и дверкой электрошкафа.
Необходимо помнить,что при отключенном вводном автомате
верхние клеммы автомата и клеш.® вводного клеммного набора
находятся под напряжением питающей сети,поэтому (при открытых
крышках коробки и электрошкафа) следует избегать прикоснове-
ния к ним.
5. СОСТАВ С'ВАЯКА
5.1.Обозначение основных составных частей приведено
на ’рис.4 и табл.2.
Таблица 2.
Поз. см, рис,. 4 Няшеновавде t! j Обозначение ’Примеяани(
I. Колонна, пдиэд,- стол 2ГГ25 ,.10,000
2. Привод 2П25.18.000
3. Коробка скоростей
И подач 2Г125.20.000
4. Механизм управления
коробкой скоростей 2.PI25.2I.Q0D.
5. Механизм управления
вариатором 2Г125.22..000
6. Механизм управления
коробкой подач 2PI25.31.000
?й Головка 2Г125.40.000
8. Шпиндель 2П25,50.000
9. Охлаждение 2Г125.80.0С0
10. Электрооборудование 2Г125.90.000
И. Светильник 2Г125.93.0а]
Распакохе:гле составных частей,
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО
СОСТАВНЫХ ЧАСТЕЙ.
6.1. Обозначение органов управления приведено
на рис.5 и табл.З
.Таблица 3.
1103 • • Органы управления и их назначение
СМ 1ГИО.5 !
Т. Кнопка "Пуск вправо"
2, Кнопка "Пуск влево"
3. Кнопка "Стоп"
4. Выключатель местного освещения
5. Включатель охлаждения
6. Переключатель "Сверлеиие-нарезание резьбы!’
7. Выключатель проворота шпинделя при переключении
скоростей и подач
8. Лампа сигнальная "Сеть"
9. Рукоятка установки частоты вращения шпинделя
10. Маховик управления вариатором
II. Рукоятка установки подачи
12, Рукоятка установки подачи .
13. Штурвал механизма ручной подачи
14Кнопка включения ручной подачи
15. Лимб для отсчета и настрочен, величины хода шпинделя
16, Рукоятка перемещения стола
17, Рукоятка зажима стола
18. Крап охлаждения
19. Вводной выключатель.
15
61. Перечень грорх/чеахих симаоиоа,
уРазшшых ц/а табличках (лкхТм'Р).
Таблица. */
/765. период /7 Л OuxtaCtf слгыслаб&е ^^аце^ие.
20 'Ъ'Р Оо£еще//с/е
20 От/смие-мие
20 ди £ Ъй2^ Охлаждаис/е
20 „. ^ЧаыЙГ -- ,'л'ггт - “ Пс/ек
20 ^еОоа aaaipe^cue
. 20 араёдс£)/г> uintwdejQ
^Р : npaSae ара^£,ми'е
17
лргйыж&шр Ц..
2^6 JU йййбШ |ЖК J<25<?/-%76'a''<.'/6‘
2f частота бррщ&шр. шпинделя
22 a- менять спорость талм на хе>д</
25 Bf mn/0 pndavo 5 уун/оо. L __ ? .
2^ © [ WX сенота скорости mojd^o при ^nm-fo^s
252? Электросеть по^нл.'Улозно
25 подъем стола
2$ йШ^Цфад Заосль1 стало
. . .. . __ ~ 7szS> 41
W №3 м? ' аш Сёерле^е
20 &8Й ё гад - - - . .._ , Hopesa^ue ^еро'Об/.
13
19
б.з. ЖХАНИКА СТАНКА.
МвХЯПЯКа ГЛАВНОГО ДЗПКбИИЯ И ПОДИ'-!
приведена на табл.5. и табл.б.
таблица 5
Положения рунаятни П.ОЗ.Я {pue.C'J ПОлОЖс- НиЯ ма- еооина /10а. /О (ри^-) Часто та бра щениз шпин- деля Об/ММ На,ибо/ • ши С/ Полус- ти/чле НрА>гПЯ ши О Грр!рМ» J МОщн Ш.Л1 "J п.рипо Ру оста и а марле .paaz по наибо- лее слабо- му Зое ну чЙ? Й Bl Сла- бое збено
II °| Положе НиО /7р Л'/нбУ 0СОО/77- Зетст- сии с HO.&J- * раемаи часто- той 6Q.30C гы f (9&. И U,75...3,S 1 1S.№ Р&М&& OO.OW ат О' Ра
Ч2Щ> '.Щ7... С 7,9&„ U '. Ремень рар/а- 'тора
.. таблица б ':
положена рухая/пм порпу/е/рис& величина подачи им/о5. Положения рнноятон. nppPuH/pucej величина лоРачи ММ/0& Положения рукояток П03Яи/2/рм^ 1 пора ни ? мм/об.
Р/О •• (Ш -X/S
' 1
О,№ ДИР.
dv" —"И^у— о,го 0,06 {60
20
21
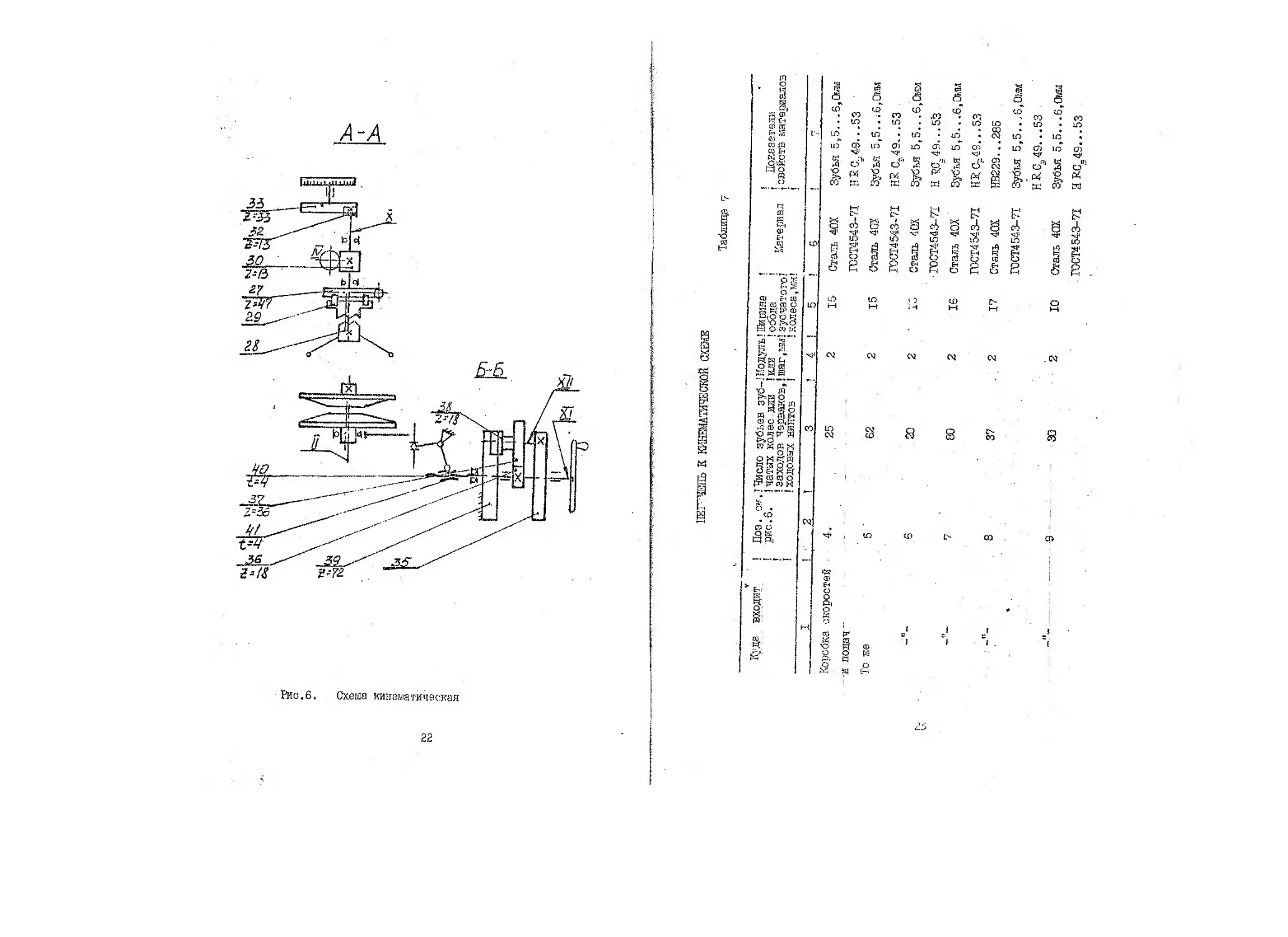
Рис.6. Схема кинематическая
ПЕГЧВПЬ К КИНШТЙ^СВПй СКВ®.
Таблица 7
Куда входит ! ! i ! Поз. см рис.6. ’Число зубьев зуб- Патах колес или ’заходов червяков •ходовых винтов -’Модуль? Ширина •или ’обопа Цзтериал г „ j показатели j свойств материалов
’шаг,к t зл? зубчатого ! колеса ,ж
I 1 2 ’ 3 ’ 4 ’ 5 6 ! 7
Коробка и додач" скоростей - 4. 25 2 15 Сталь 40Х Г0СТ4543-71 Зубья 5,5...6,0мм HP С. 49. ..53
То ке 5 ' 62 2 15 Сталь 4СХ Г0СТ4543-71 Зубья 5,5..;6,0тлл НК С_49...53 .
е 20 2 л- Сталь 40Х Г0СТ4543-71 Зубья 5,5...6,0мм Н РСЛ9. ..53
*7 80 2 16 Сталь 40Х Г0СТ4543-71 Зубья 5,5...6,Ош Н£ Ср 49... 53
—п— » . 8 37 2 17 Сталь 40Х Г0СТ4543-71 ИВ229...285 Зубья 5,5..,6,0мм HRC349. ..53 .
(1 - •9 30 2 10 Сталь 40Х ГОСТ4543-71 Зубья 5,5...6,0мм 3RC Л9...53
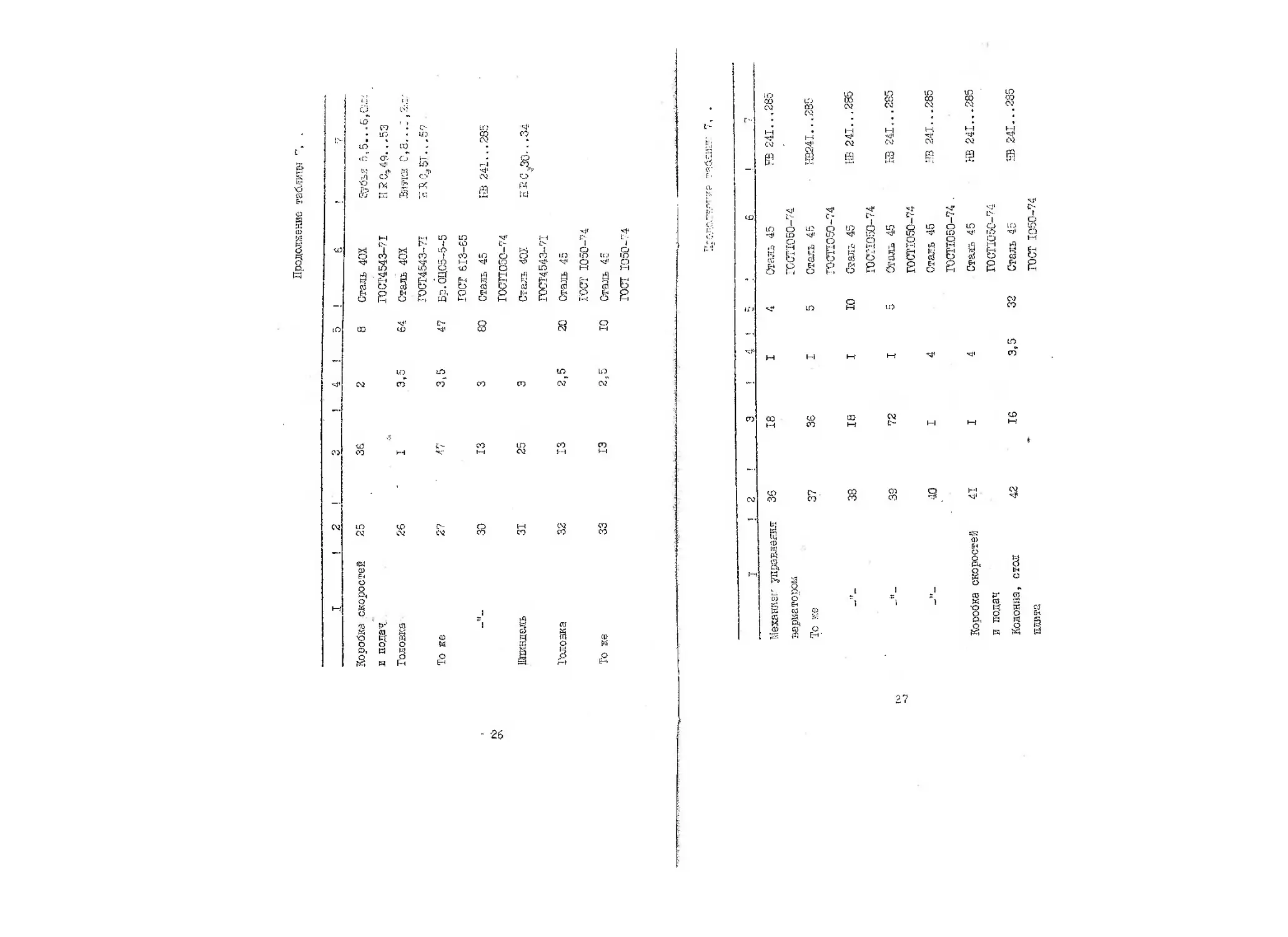
Продолжение таблицу
у ! 2 ! 3 ! 4 ? 5 i__________G
J- .. - J. Коробка скоростей 10 70 2 8 Сталь 40Х Зубья 5,5...6,Ош
и подач ГОСТ4543-71 Н 20.49.. .53
Коробка скоростей и ь«дач п 29 2 10 Сталь 4GX ГОСТ4543-71 Зубья 5,5... 6,Ош Н £0,49... 53
То же 12 58 2 8 Сталь 4СХ Г0СТ4543-71 Зубья 5,5...6,Ош В £С34?.. .53
13 30 2 9 Сталь 4СХ ГОСТ4543*?! 'Зубья 5,5... 6, Ош В £С?49,..53
14 42 2 , 8 Сталь 4DX Г0СТ4543-71 Зубья 5,5...6,0ж К КС-42...5 3
_п„ 15 16 2 8 Сталь 40Х 70CT4543-7I 173229...285 Зубья 5,5...6,Ош К £^4 0 ..5 3
16 31 2 8 СхЗЛЬ 4СХ Г0СТ4543~71 Зубья 5,5.. ,6,0к-л В RCL49...5 3
Продолжение таблида 17.
7 ' ! -2 I 3 1.1 ! 5 ’ 6 1 ’Г
Короока скоростей и подач 17 45 2 8 Сталь 4ОХ Г0СТ4543-71 Зубья 5,5...6,0ш Н£С^4с....5з
Коробка скоростей и подач 18 45 2 8 Сталь 40Х Г0СТ4543-71 Зубья 5,5.. .6,Ож Н кС^4д...5з
То же 19 31 2 8 Сталь 40Х Г0СТ4543-71 Зубья 5,5. „.б,Ош Н£Сэ49-..5з
20 16 2 10 Сталь 40Х Г7СТ4543-71 Зубья 5,5...6,Сш Н£С-Л0...5з
21 26 2 8 Сталь 40Х Г0СТ4543-71 Зубья 5,5...6,Ош Н ^С-49 ,. .53
ti 22 36 2 II Сталь 40Х ГОСТ4543-71 Зубья 5,5...6,0ш НЯСЭ49...-53
— ПМ- 23 26 2 8 Сталь 40Х Г0СТ4543-71 HB228...2S5 Зубья 5,5...6,Ош Н£СЛ9...53
_»rw_ 24 31 2 8 Сталь 40Х Зубья 5,5. ..6,Ош
HRC-.4 9.. ,5'3
Продолжение таблицу ", ,
I ! 2 ! 3 4 ? 5 1 6 ! 7
Коробка скоростей и подач. 25 36 2 8 Сталь 40Х Г0СТ4543-71 Зубья 5.5...6,$.- г13Сэ49.. ,53
Головка 26 J 3,5 64 Сталь 40Х Г0СТ4543-71 Витки 0,8,.. 1,2: ' КЯ^5Т...57
То же 2? 3,5 47 Бр.0ЦС5-5-5 ГОСТ 613-65
__ п__ 30 13 3 80 Сталь 45 Г0СТ1050-74 13 241,..285
Шпиндель 31 25 3 Сталь 401 P0CT4543-7I 550,30- -.34
Головка 32 13 2,5 20 Сталь 45 ГОСТ 1050-74
То же 33 13 2,5 10 Сталь 45 ГОСТ 1050-74
I !. 2 ! 3 1 W ! 6 ! 7
Механизм управления Варнатором 36 18 I 4 У S я S >-« Ъ' С) ел »£* О СЯ 1 <2 FS 241. ..285
То же 37 36 т 5 Сталь 45 Г0СТ1050-74 I-S24I.. .285
38 18 I 10 Сталь 45 70071250-74 КВ 241. . .285
32 72 I о Сталь 45 Г0СТХО50-74 НВ 241. . .285
40 т 4 Сталь 45 Г0СТ1050-74 . -П? 241. ..285
Коробка скоростей и подач 41 I 4 Сталь 45 ГОСПС50-74 НВ 241. ...285
Колонна, стол 42 16 3,5 32 Сталь 45 НВ 241. ...235
РОСТ 1050-74
плита
со
28
6.4. Схема кинематическая (рис. 6.^
Кинематика станка позволяет осуществлять следующие
движения:
вращение шпинделя
подачу шпинделя
перемещение стола
Здектродвигатель I через шкива 2 и 3 клиноремеппоно
.вариатора вращает вал II коробки скоростей. С этого вала через
зубчатые колеса 4 и 5 вращение передается на вал Ш,а затем
через одну из 2-х пар зубчатых колес 5 и 8 или 6 и 7 на вал 1У
и шпиндель У. Изменение частоты вращения шпинделя осуществляется
путем осевого перемещения нижнею .диска ведомого шкива 3 вариа-
тора и блока зубчатых колес 7-8,
На валу 1У установлено зубчатое колесо 9,от которого через
колеса 10,11,12,13,14,установленные ’ на валах Ш и II,
вращение передается на вал 1У коробки подач,а затем через одну
из трех пар зубчатых колес 15 и 18, 16 и 19 или 17 и 20 на вал УП
и также через одну из трех пар зубчатых колес 19 и 24, 21 и 25
или 22 и 25 на вал УШ.
Изменение величины подачи шпинделя осуществляется осевым
перемещением блоков зубчатых колес I5-I6-I7 и 23-24-25.
Вал УШ соединен муфтой с валом IX червяка механизма подачи.
Вращение передается через червяк 26 и червячное колесо 27,полу-
муфту 28 и ступицу 29 на вал X с реечным зубчатым колесом 30,
которое через зубья рейки,нарезанные на пиноли 31,перемещает
последнюю в осевом направлении, т.е. осуществляет подачу шпинделя.
Па валу X установлено зубчатое колесо 32,которое через зуб-
чатое колесо 33 передаст вращение лимбу.
Леремодеппе стока осуществляется вращением вала XII! кони-
ческих зубчатых колес 42,43 я пинта 44. Лооледпий, вращаясь
в гайке-винте 45 перемещает стол.
29
Рис,7. Колонка, плата, стол.
30
5
Рйо.Й. Привоз
Колобка скоростей л подач .
32
После упора винта 44 начинает вращаться также гайка-винт 45
в гайке 46.
6.5. Колонна, плита, стол (рис. 7.).,
Колонка I станка представляет собой чугунную литую деталь
с вертикальными направляющими’типа "ласточкин хвост",по которым
перемещается стол 2. Колонна устанавливается на литую чугунную
плиту 3,часть которой является резервуаром для охлаждающей жид-
кости.На плиту 3 внутри колонны I устанавливается электронасос
охлаждения.
Стол 2 также литой чугунный. На рабочей поверхности стода
имеются три Т-образных паза. Стол перемещается вручную при помо-
щи двух конических колес и телескопического винта 4.
Внутри колонны I проходят трубы системы охлаждения и электро-
оборудования. На колонне I слева крепится клеммная коробка
электрооборудования.
На вархнем торце колонны I устанавливается корпус головки.
6.6. Привод (рис.8)..,
Привод представляет собой подмоторную сталвнуи плиту I,
установленную па двух чугунных полозьях 2.К подмоторной плите
I снизу крепится электродвигатель. Па валу электродвигателя
установлен ведущий оиадв клинороменного вариатора,состоящий из
1,гподэижного 3 и подвижного 4 дисков. Подлинный диск 4 пружиной 5
всегда подкат к пизу. При сведении дисков ведомого шкива ремень
G натягивается и, преодолевая усилие пружины,попомещает подвиж-
ный диск вверх.
6.7. Коробка скоростей и подач (рис.9). г.
Коробка скоростнй и подач представляет собой две плиты I
и .л.ссбпоттх па четырех cwrtax 3. В расточках этих плит устало-
uvjr,u ил подгчи-инлз.-.' вчля с зубчэт’^и колостж. Па перво;: галу
кор-'Жи oKOpevTof уатаhousch i ei»oM>:tl win, со*-.w,’ из нгтцг'г?-
кого 4 и подвижного 5 дисков. Под нижний диск может .перемещаться
в осевом направлении при помощи вилки и штанги которая перемещае-
тся механизмом управления вариатором. При перемощении подвижного
диска 5 происходит плавное изменение частоты вращения шпинделя.
На пооленем валу 6 коробки скоростей,предста вл яющем полую
гильзу со шлицевым отверстием,установлен на шлицах блок зубчатых
колес 7. Перемещением этого блока ступенчато изменяется частота
вращения шпинделя. В отверстие вала 6 входят своим шлицевым кон-
цом шпиндель. На валу 6 установлено также зубчатое колесо 8,от
которого осуществляется привод коробки подач. Изменение величины
подачи шпинделя осуществляется перемещением двух тройных блоков
зубчатых колес 9 и 10. Последний вал II коробки подач сюеданен
муфтой с валом червяка механизма подачи головки.
Коробка скоростей и подач размещена в головке. Верхняя пли-
та устанавливается па верхнем торце корпуса головки,а сверху
закрывается кожухом»
Смазка всех подшипников и зубчатых колес осуществляется от
плунжерного насоса 12 укрепленного на нижней плите 2.На плите
2 закреплены также рычаги и кронштейны управления блоками зубча-
тых колес,а также подвижным диском вариатора.
6.8, Механизм управления коробкой скоростей (рис.ТО).
Механизм управления коробкой скоростей представляет собой
вал с рукояткой I, установленный в корпусе 2.
Конец вала Г входит в отверстие рычага ,переиадяюще',о блок
зубчатых колес коробки скоростей.
Механизм устанавливается на правой стороне корпуса головки.
Переключение осуществляется только при остановке шпинделя.
6.9. Механизм управления вариатором (рис. II').
Механизм управления вариатором негде та вляет собой маховик I
Hi
Рио. Механизм управления и
коробкой скоростей.
55
Рис J4 :.'с::а'н’лзм ynpf. рлзвйя вариатором.
36
не. 42. Механизм управления коробкой подач
. i 3. 1'здсг»'
38
I
С винтом 2,установленными в корпусе 3. Винт входит в зацепле-
ние с гайкой на рычаге перемещения подвижного диска ведомого
шкива вариатора.
Дня установки необходимой частота вращения шпинделя имеется
лимб 4, приводимый во вращение от винта через плапетапннй редук
тор.На лимбе напасены 2 шкали частот вращения,соответствующие
двум положениям рукоятки управления коробкой скоростей.
Механизм установлешшй на левой стороне корпуса головки.
Переключение осуществляется только при вращении шпинделя.
G.10. Механизм управления коробкой подач (рис.12).
Механизм управления коробкой подач представляет собой два
соосных вала о рукоятками I я 2,установленные в корпусе З.Концы
валов входят в отверстия рычагов перемощения блоков зубчатых
колос коробкой подач.
Для установки величины подачи имеется таблица 4.
Механизм устанавливается на правой стороне корпуса головки.
Переключение осуществляется только при остановке шпинделя.
6.II. Головка (рис.13).
Корпус I головки представляет собой литую чугунную деталь,
в которой монтируется основные узлы станка: шпиндель,коробка
скоростей и подач,привод,механизмы управления и т.д. В нише
корпуса головки размещены электрошкаф,а спереди электропульт.
Корпус головки служит резервуаром дня масла.
Корпус головки устанавливается па верхний торец колонны,.
В корпусе головки размещен механизм подачи,состоящий из
червяка 2, червячного колеса 3, реечной шестерни 4, штурвала 5.
Вал червяка 2 соединен муфтой с последним валом коробки подач,
а раочная шестерня оцеплена с зубьями ройки,нарезазиняли на пн-
оли шпинделя. С левой стороны головки размешен лимб 6 с кулач-
ками для управления перемещение:.: шпинделя.
Механизм подачи предназначен для выполнения следующих
операций:
ручного подвода инструмента к детали;
включения рабочей подачи;
ручного опережения подачи;
выключения рабочей подачи;
ручного отвода шпинделя вверх;
ручной подачи при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем:
При вращении штурвала 5 на себя проворачивается кулачковая
полумуфта 7,которая через ступицу 8 вращает вал-шестерню 4
происходит ручной подвод шпиндели. Когда инструмент подойдет к
обрабатываемой детали, на валу-шеотерие 4 возрастает крутящий
момент,который не может быть передан зубцами кулачковой муфты 7 и
ступица 8 перемещается влево вдоль оси вала до тех пор,пока тор-
цы кулачков не станут друг против друга. В этот момент полумуфта
проворачивается свободно относительно вала на 20° (угол 20°
граничивается пазом па полумуфте 7 и штифтом 9). Па ступице 8
идит двухсторонний храповый диск 10,связанный со ступицей 8 со-
ачками II. При смещении ступицы,зубцы диска 10 входят в зацеп-
ение с зубцами второго диска 12,прикрепленного к червячному
плесу 3. Таким образом,вращение от червяка передается на раечную
•.естершо 4 и происходит механическая подача.
При дальнейшем вращении штурвала 5 при включенной подаче
собачки II,сидящие в ступице 8,проскакивают по зубцам внутренней
стороны диска 10 и, таким образом,производится ручное опережение
механической подачи.
При ручном выключении подачи штурвал 5 поворачивается в об-
ратную сторону па 20° относительно вала-шестерни 4. При этом
кулачки полупусты 7 встают против впадав ступицы 8,которая вследст-
вйи осевой силы,возникающей благодаря наклону зубьев дисков 10 и II
в ппукипы 13,смещается вправо и расцепляет диски - механическая
41
иодача про:ращаетой.
Механизм подачи позволяет также осуществлять ручную подачу
штурвалом. Для этого необходимо выключить штурвалом 5 мохаиичес-
кую подачу,а затем деталь 14 перемещать вдоль оси вдово, При этом
штифт 15 передает крутящий момент испосредстданпо от кулачковой
понумуфты 7 на вал-шестепню 4.
Для предохранакия механизма подачи от поломки предусмотрена
предохранительная муфта 15,
На лимбе имеется два кулачка. Один из них при настройке лимба
на определенную глубину обработки,нажимая на кулачок 16,поворачивает
вал 17 и выключает предохранительную муфту 15. Таким образом
происходит автоматическое выключи ио подачи. Второй кулачок налажает
на микропереключатель,ютторый дает команду на реверсирование
электродвигателя привода.. Таким образом осуществляется автоматичес-
кий реверс шпинделя при нарезании резьб.
Принцип настройки кулачков описан в разделе ЮЛ.
6.12. Шпиндель (рис,14).
6.12. Шпиндель I смонтирован па двух шариковых радиальных
подшипниках.Осевые усилия воспринимаются двумя упорными шариковы-
ми подшипниками. Подшипники расположены в гильзе 2,которая при
помощи реечной передачи может перемещаться вдоль оси во втулках
оловки. Регулировка подшипников производится при помощи гайки 3
через отверстие в передней части головки в нише аяектропульта.
Форма и размеры конца шпинделя выполнены в соответствии с
ГОСТ 2701-72. Для выбивки инструмента служит специальный механизм.
В окно шпинделя посажен рычат’ 4,а на цилиндрический конец латинделн
обойма 5, которая пружинами поджимается к подшипнику. В верхнем
положении шпинделя г.5 гаду обоймой 5 и шипим торцем корпуса головки
имеется зазор. Выоивка инструмента производится подъемом шпинделя
штурвалом пола'Д]. При этом обойма 5 упирается в корпус головки,
а рычаг 4, провопачиваяоь во’-руг оси, производит выбивку итгетру-
43
мента.
7. йтектрооборудование
7.1. Общи е сведешь!.
На станке установлены два трехфаэ’тых асинхронных электродвигателя
На станке применяются следующие величины напряжений переменного
тока:
- силовая цепь Э~5С .Гц, 380В; либо ЗМ5О Гц, 440В
- цепь управления'^•50 .Гц, НОВ; либсГ'60 Гц, НОВ.
- цепь местного освещения'4-'50 Гц, 24В; либб^бО Гц, 24В.
- цепь сигнализации 50 .Гц, 5В; либо'4'60 Гц, 5В.
В нише пульта управления расположен микроперек.пючатс.пьЛ'’QI для
автоматического реверса двигателя МТ в режиме противовключения
при достижении заданной глубины обработки изделия.
Освещение рабочей воин проводится светильником с лампой
М024х40.
На задней стенке станка установлен трехфазпый автоматический
выключатель с ьгаксимальним расцепителем серии АГ-2000 для подклю-
чения и отключения'станка к питающей сети. Здесь же на панели уста-
новлен силовой вентиль.
Ввод питающих проводов выполняется через вводное отверстие
на задней стенке станка. Пусковая и защитная аппаратура располо-
жена на панели в правой боковой нише станка.
На лицевой стороне сверлильной головки установлен пульт
управления, включающий в себя следующие органы управления:
- три переключателя цепей управления для включения и отклю-
чения электродвигателя насоса охлаждения (SA3) местного освещения
,($А1) и отключения лшкропереключателя SQI (S’A2) :
переключатель SA4, осуществляющий шаговой проворот двигате-
ля MI в положение шагового проворота.
44
- три кнопки обеспечивающие пуск двигателя MI вправо и влево
( SBI; 5В2 ) и его останов ( SB3 );
- сигнальная лампочка белого цвета ( Е2 ) служит для контроля
наличия напряжения.
При уходе за электрооборудованием необходимо периодически
проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует
обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатации электродвигателей систематически
производить их технические осмотры и профилактические ремонты.
Периодичность техосмотров устанавливается в зависимости от произ-
водственных условий, но не реке одного раза в два месяца.
При профилактических ремонтах должна производиться разборка
электро,двигателя, внутранняя и наружная чистка, и замена подшипни-
ков. Смену смазки подшипников при нормальных условиях работы
следует производить чераз 4000 часов работы, ио при работе электро-
двигателя в пыльной и влажной среде ее следует производить чаще,по
мере необходимо сти.
Перед набивкой свежей смазки, подшипники должны быть тщатель-
но промыты бензином. Камару заполнить смазкой па 2/3 ее объема.
Гэкомеидуемая смазка подшипников приведена в таблице 7.1
Таблица 7.I
Рекомендуемые смазки для подшипников качения электродвигате-
лей.
Таблица 8
Страна ! Марка смазочного материала ' Примечание
фирма ’ •
СССР Смазка I-I3 жировая ТОСТ 1631-6,1 Температура
Англия Shell НеЬ1вых ЙВ,-/ч,-С,~И ПОДШИПНИКОВ
СПА Galloyl eGrease AAj-B-| ,SKF-28 ОТ 0° до ± 30°С
45
7.2. Первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего
проверить надежность заземления и качество монтажа электрообору-
дования внешним осмотром. После осмотра в клеммных наборах в шка-
фу управления отключить провода питания всех электродвигателей.
При помощи кнопок и пераключателой станка проверить четкость
срабатывания магнитных пускателей.
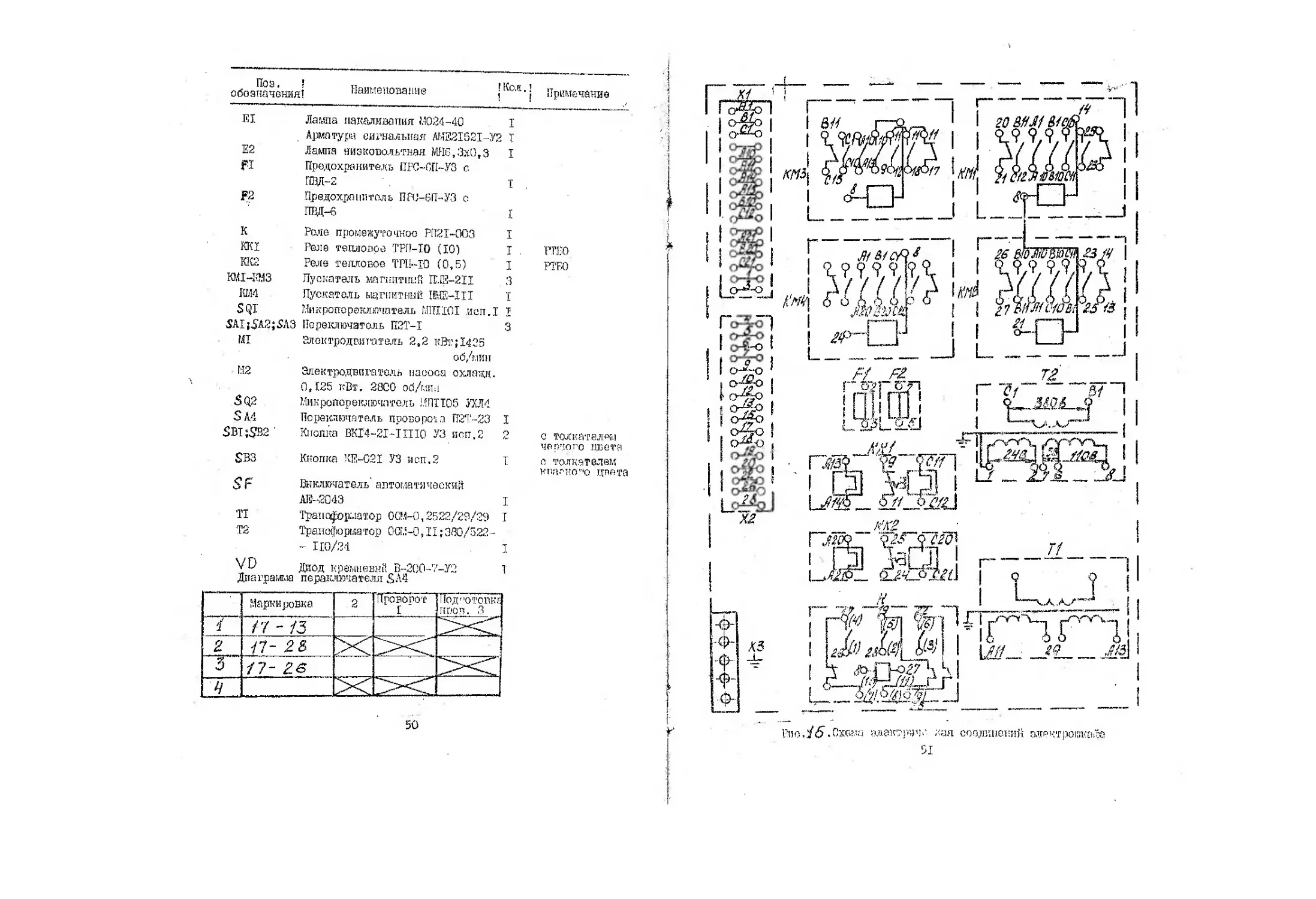
7.3. Описание работы.
Схема электрическая принципиальная показана на рис.15
Включением вводного автомата 5Fподается напряжение на си-
ловые цепи и цепи управления. При нажатии на кнопку 5 $2 получает
питание катушка пускателя КМЗ. Пускатель срабатывает и замыкает
свои замыкающие контакты. Контакт 9-10 ставит пускатель КГ.13 па са-
моеттакие. Контакт Ajg-Ajg шункирует вентиль Ур> и дроссель TI.
Замыкающиеся контакты Cj-Cjq я размыкающийся контакт Apg-Bpj
подготавливают включение двигателя MI. Замкнувшись замыкающийся
контакт КМЗ (II—18) подает напряжение на катушку пускателя КМ2.
Пускатель КМ2 срабатывает, замыкает свои заметающиеся контакты в
силовой цепи и подает питание на двигатель MI,который разворачи-
вается вправо.
Нажатием на кнопку $Ы производится пуск двигателя влево.
Торможение двигателя MI осуществляется нажатием на кнопку $ЙЗ
При этом теряет питание пускатель КМЗ,разрывает свои замы-
кающиеся и замыкает размыкающиеся контакты. Пускатель ВИЗ пере-
хода? на питаете по цепи образуемой замыкающимся коитак-ом кноп-
ки $65
Торможение двигателя MI осуществляется до тех пор,- пока
нажата кнопка $63
Шаговый проворот.
При перемещении рукоятки переключателя$А4 вправо получает
46
питание катушка пускателя KMI и реле К, которое становится на
самопитаяие.
Контакты пускателя №1 замыкают цепь (Лх~Л10~АП-А13~А14~А15~
-B-j-g-Bj) фаз Л и В по которой проходит пульсирующий ток. Магнит-
ный поток,вызываемый этим током,перемещает ротор двигателя в нап-
равлении наименьшего сопротивления магнитному потоку. При ' освобо-
г- ся
вдении рукоятки переключателя S А4 размыкают контакты пускателя
KMI и магнитный поток начинает уменьшаться. До того,как этот поток
уменьшиться до нулевого значения,включается пускатель КМ2,катушка
которого получает питание через размыкающий контакт переключателя
£А4 и замыкающий контакт реле К,
Контакты пускателя КМ2 замыкают цепь' ( Aj - Ajg - Ajj - Ajg -
— Ap^ — Ajj^ - Cpj “ ) фаз Ви С.
Магнитный поток нарастающий в цепи этих фаз,стремится по-
вернуть ротор и установить его в направлении наименьшего сопро-
тивления магнитного потока В и С. Ротор начинает движение в этом
направлении. Однако, он проходит фиксированное положе:де наимень-
шего сопротивления к потоку. Этот поток действует кратковременно
и время его наростания определяется собственным временем отпуска-
ний реле К и пускателя КМ2.
Цикл проворота повторяется при последующих перемещениях ру-
коятки SA4 в правое положение и возврата ее в среднее положение.
Включение насоса охлаждения производится перемещением рукоят-
ки переключателя S АЗ в положение "Включено". Питание двигатель М2
получает после включения пускателей Kf.1I (КМ2) при отключенном
реле К.
Защита от токов короткого замыкания осуществляется вводным
автоматом и предохранителями в цепях управления и местного осве-
щения. Значение номинального тока автомата дано на принципиальной
. 47
схеме (рис. 15).'. :
Защита электродвигателей от длительных перегрузок осуществляет-
ся тепловым реле типа PTH-IO. Значение номинальных токов тепло-
вых реле даны на принципиальной схеме (рис. 16).
Нулевая защита осуществляется катушками магнитных пускателей.
7.4. Указание по монтажу и эксплуатации.
При установке станок должен быть надежно заземлен и подклю-
чен к общей схеме заземления. Для этой цели на станке имеется
болт заземления. Гидроагрегат заземляется при помощи болта заземле-
ния расположенного на электронасосе.
48
'-3IC./5. Схема электрическая принципиальная
Поз. обозначения I и 1 £, Наименование } Кол. 1 ! Примечание
EI Лампа накаливания М024-40 Арматура сигнальная Л1Ж1521-У2 I I
ЕЙ Лампа низковольтная МН6,3x0,3 I
fl Предохранитель ПГС-ОП-УЗ с. ГШД-2 I .
F2 Предохранитель ПР('-6П-УЗ с ПЕД-6 I
К Роле промежуточное РП21-003 I
KKI Реле тепловое ТРП-Ю (10) I . ПВО
КК2 Реле тепловое ТРИ—10 (0,5) I РТЕО
KMI-KM3 Пускатель магнитной ПМН-211 3
КМ4 Пускатель магнитный ННЕ-Ш I
SQI Микропереключатель M1TII0I исп.1 I
SAI;$A2;5A3 Переключатель П2Т-1 3
MI Электродвигатель 2,2 кВт; 1425
об/мин
М2 Электродвигатель насоса охлазд. 0,125 кВт. 2800 об/мин
SQ2 Микропереключатель ИП'ПОб УХЛ4
SA4 Переключатель проворот а ПЭТ-23 I
SBT ;5В2 ' Кнопка BKT4-2I-IIII0 УЗ иен,2 2 с толкателем чегног’о цвета
$вз Кнопка KE-G2I УЗ исп.2 I о толкателем кп;ь''1!О”о цвета
SF Выключатель’ автоматя ческий
Al^-2043 I
TI Трансформатор ОСИ-О,2522/20/29 I
Т2 Трансфертатор ОСМ-О,II;380/522- - I10/24 I
VD Диаграмма Диод кремневнй В--200-7-У2 пераключателя SA4 т
50
Рис. У Схема элактрачг хал соединений ож-нтроткаи®
Обозначение провода j Соединения |Дз№ше провода ! цвет’,марка, сбчение
AI BI GT KMI, КМ2, KM4 1041, КМ2, KM4, T2 KM4, T2 Xi XI XI HB3-L5 черпни
AID All KMI, КМ2 TI XI XI
. AI3 AI4 KM3, KKI, KK2 KKI XI ПВ-1 мм^ 1 fi
AIS KM3 XI
BIO KMI, КМ2 х! Чериь’й
BI I KMI, КМ2, ИМЗ
CIO 1011, КМ2, KM3
on 1011, КМ2, KKI
CI2 KMI, KKI х1
A20, 020 Ш, KK2
B2O KM4 х!
A2I, C2I KK2 XI
I T2 хЗ ПЕ13-1,5мм2 к~зел.
2 T2, I
3 ' .1 XI
5 2 х2
6 T2 х2 *
7 T2, 2 х2
8 9 KM3, KMI, КМ2, KM4, KKI, KM3' 12 х2 1IB-I Ш2
10 KM3 х2
II KKI, 1013 Крайний
12 1043 х2
13 КМ2 х2 fl
14 15 17 18 20 КМ2, KMI кмз, к 1013 юл, к х2 х2
21 19 23 24 25 26 27 28 29 КМ2, KMI К KMI, КМ2, KK2 ИМ4, KK2 KMI* КМ2, К КМ2, К КМ2, К К к х2 х2 к
52
8. СМАЗОЧНАЯ ЖЖИЛ.
8.1. Схема смазки принципиальная (рис.17).
8-2. Карта смазки табл.9
8.3. Описание работа.
Смазка станка осуществляется:
а) циркуляционной системой смазки коробки скоростей и подач.
Эта система включает в себя резервуар (корпус головки) I, насос
плунжерный 2, коллектор 3, распределительные трубки 4t заливную
пробку 5 и сливную пробку 6.
Насос 2 системы приводится в действие от второго вала коробки
скоростей. Подаваемое насосом 2 масло проходит через коллектор 3
и трубки 4 ко всем трущимся частям и оттуда сливается в разервуар I
Контроль за подачей смазки и ее уровнем в резервуаре осуществ-
ляется визуально при помощи маслоуказателей 7 (I) и 7 (2)
б) периодической смазкой винта и зубчатых колес подъема стола
консистентной смазкой. Смазка осуществляется при поднятом s верхнее
положение стола ручным способом.
в) периодической смазкой жидким маслом Индустриальное И “20 А
направляющих колонны. Смазка осуществляется при помощи масленки.
8.4. Указания по монтажу и эксплуатации системы смазки.
Перед пуском станка необходимо:
Заполнить резервуар I через заливную пробку 5 маслом И-2ОА
ГОСТ 20799-75 в количестве около 3 литров. Контроль за уровнем
производятся по маслоуказателю 7 (I).
Перед заливкой масло должно быть профильтровано через сетку.
Наполнить смазку ЦИЛТИМ-201 ГОСТ’ 6276-74 в масленки 8 (I) ,6 (2)
И 9; смазать маслом Ч-20А ГОСТ 20799-75 направляющие;
53
Смазать смазкой ЦИАТИМ-201 зубчатке колеса и винта подъема
ссола.
При работе станка контролировать;
уровень масла по указателю 7 (I);
налхпгие масла в указателе 7 (2);
Смену масла производить в резервуаре раз в
С месяцев. 4
Ручную смазку производить :
подвижных втулок живов вариаторов - раз в неделю ;
подшипников шпинделя - раз в неделю ;
зубчатых колес и винта подьема стела - раз в неделю ;
направляющие колонны - раз в педелю.
КАРТА СМАЗКИ
Таблица 9.
й точек 1 по схеме! t i i Объект омезпи ! Шаэочгнй !Способ!Периодич-1Расход ! материал ! смазо I лоск. «смазоч. ’ ! iraasru !матер.за ! ! ! !установи ! ! ! ’период
8. Привод Смазка IKUTffi,l-20Is Ручная Один раз ТОСТ 6267-74 в недолю
9. ВЬиндель Смазка ПЛАТЖ-201 ТОСТ 6267-74
IC. Колонна Масло индустриаль- ное И-20А И)СТ 20799-75
И. Стол Смазка ПИЛТИЧ-ЙО! ГОСТ 6267-74
8.5. ПЕРЕЧЕНЬ БОЗГООШ НАРУШАЙ В РАБОТЕ (табл.10)
Возможна© !Вероятная причина
нарушение .!_________
Отсутствие Выход- из строя
потока масла ъ маслонасоса
^а,г^указателе Положа трубок
1
!
Метод
устранения
[Заменить насос
Заменить телеки
|Нппмечание
Рис. !'?. Схема смазки принципиальная.
55
9. Порядок установка
9.1. РАСПАКОВКА.
При распаковке станка сначала снять крышку упаковки,потом боко-
вые и торцевые станки,после чего снять нреплекие станка ко-дну
упаковки. Необходимо следить за тем,чтобы не повредить станок
ра сиаковочним инструмез пом.
9.2. ТРАНСПОНИРОВАЛ!®.
Перед транспортированием станок поставить в вептикачь’юм положе-
нии, за стропив его за транспортные цапфы на т,оловк в. Захватить
станок канатами за цапфы и головку. Ппи этом необходимо сладить
за тем,чтобы не повредить облицовку головки и рукоятки ;к wv
ния. Для этой цели в соответотвулщих местах под канаты подложить
деревянные прокладки.
Стол станка должен находиться в крайнем нижнем положении и закат.
Транспортирование производить согласно схеме . (рио.18). При
транопортяховании к месту установки и при опускании на фундамент
станок не должен подвергаться сильным толчкам
9.3. Перед установкой станов необходимо тщательно очистить от анти-
коррозийных покрытий,нанесенных на открытые,а также закрытые
кожухами поверхности станка и во избежание коррозии покпыть
тонким слоем масла И-20А ГОСТ SOTOS-"5.
9,3. 1.Отчистка станка производится деревянной лопаточкой,а оставшая-
ся смазка удаляется протиринием ветошью или бязью,смоченной
маловязкими маслами или растворителями по ТОСТ 8505-80 с после-
дующим обдуванием теплым воздухом или протипапием яясухо.
9.3. 2.Очистка инструмента и принадлежностей от антикорвозий’-ых
покрытий производится также иди оплавлением смазки в камепах
или ванных с минеральными маслами при темпепатупе П0-Х2.0и С
Кельвина с последующем протиранием ветошью или бязью.
9.4 Установка станка (рис.19)
9Л.I.Станок устанавливается на фундаменте или бетонной подушке
56
Нужно, чтоб» фундамент хорошо затвердел до установки станка
Глубина заложения фундамента выбивается в зависимости от грчл?та
При кладке Фундамента необходимо предусмотреть четное кблодпа Т
( рис.19 ) сечением 90 х 90 ММ.
После выверки станка фундаментные болты заливают цементным
раствором I : 3 (одна часть цемента и три части песка'*
После затвердения бетона необходимо задаг'уть гайки Фундаментных
болтов,пповеряя положение станка по уровню.
Затяжку болтов необходимо производить равномерно и плавно.
Поолг затяжки болтов под станок подливают цементный раствор и
производят окончательную отделку фундамента.
Па станке устанавливается кожух головки,маховик управления
вариатором,рукоятка подъема стола.
9.5. Точность работа станка зависит в значительной мере от
правильности его установки.
Станок выверяется в обеих плоскостях при помощи уровня,
установленного на столе.
Отклонение не должно превышать 0,04 мм на .длине IC00 мм в
обеих плоскостях.
9.6. Подготовка станка к первоначальному пуску и первоначальный
пуск.
9.6.1. Заземлить станок подключением к общей цеховой системе
заземления. Подключить станок к электросети,проверив соответст-
вие напряжения в сети и электрооборудования отанка.
9.6-2. Ознакомившись с назначением рукояток управления (рис.5),
следует проверить от руки работу всех механизмов станка.
5?
ВНИМАНИЕ!
Вращать маховик управления вариатором разрешается
только при вращающемся шпинделе.
9.6.3. Выполнить указания, изложенные в разделе "Система
смазки" и "Электрооборудование", относящиеся к пуску
станка.
9.6.4. После подключения станка к сети необходимо опробовать
электродвигатель без включения рабочих органов станка,
для чего рукоятку управления коробкой скоростей поставить
в нейтральное положение. При этом обратить внимание на
работу смазочной системы по маслоуказателям 7 (I) и 7 (2)
см. рис.17.
В Я И М АННЕ!
При отсутствии масла в маслоуказателях 7 (I) и
7 (2) работа на станке недопустима.
На малых оборотах шпинделя опробовать на хода работу
механизмов станка.
9.6.5. Убедившись в нормальной работе механизмов станка, можно
приступать к настройке станка для работы.
58
f. Bic. id. Схема транспортировки.
59
_ Т $6!
60
10. ПОРЯДОК РАБОТЫ
10.I. Настройка необходимой частоты вращения шпинделя про-
изводится рукояткой 9 и маховиком 10 (рис,5). .
Переключенном рукоятки 9 в положения I и II устанавливается
необходимый диапазон частот,а вращением маховика Ю плавно изме—
няетоя частота внутри данного диапазона. Необходимая частота
устанавливается по лимбу маховика 10 по одной из двух шкал .
Переключать диапазон частот рукояткой 9 можно только при оста-
новке двигателя.
Вращать маховик 10 можно только при вращающемся шпинделе:
10.2. Настройка необходимой подачи шпивделя производится
рукоятками II и 12. (рис.5).
Необходимая подача устанавливается по таблице 6
10.3. Настройка величины и места хода шпинделя.
При работе с механической или ручной подачей величина хода
определяется визуально по лимбу 15. •
При этом лимб может быть установлен нулевым делением против
риски в положении начала обработки,а глубина обработки определяет-
ся по соответстзувд.л делениям лимба.
При работе с автоматическим отключением механической подачи
или автоматическим раверсом при нарезают резьбы необходимо
установить деление лимба 15,соответствующее обцей длине подвода
и рабочего хода шпинделя,против риски на ётаанце.
При этом переключатель 6 должен быть установлен в соответст-
вующее положение в зависимости от вида работы.
10.4. Установка стола в необходимое положение производится,
при помощи рукоятки 16.
Зажим стола осуществляется рукояткой 17.
61
10.5. Настройка станка на работу с механической или
ручной подачей.
.Пия работе с механической подачей колпачок Т4 лолкеп бить
уотановчеп в правое положение^ дая работе о ручной покачей -
в .40806.,
62
и. ВОЗМОЙПНЕ IMlCIFAeHOCTM И МЕ5ТОД4 IX устрлпгт
II.I. Перечень возможных нарушений в работе указав в
табл.II.
Таблица II.
Возможное наруше- ние Вероятная причина Метод устранения
Станок не запуска- ет ст Не включен вводной выключатель Включить вводной выключатель
Сгорел предохрани- тель в цепи управ- ления Заменить плавкую вставку
Произвольное от- ключение электро- двигателя главно- го. движения во Срабатывает тепло- вое реле от пере- грузки Уменьшить скорость резания или подачу
время работы
Произвольное отклю- чение электродвига- теля насоса охлаж- дения Заменить охдавдающую жидкость и промыть систему охлаждения.
Не работает мест- ное освещение Сгорел предохрани- тель местного освещения к. Заменить плавкую вставку
Перегорела лампа Заменить . лампу
По горит сигналь- ная лампа “Сеть" Перегорела лампа Заменить лампу
Примечание: Указания о мерах устранения возможных нарушений
нормальной работы'смазочной системы даны
>> пазделс 8.5.
63
12. УКАЗАНИЯ ПО ТЕЮЖЕСКОМУ
ОБОЯЛМВЛНИК) ЭКСПЛУАТАЦИИ И РЕМОНТУ.
12.I. Регулирование
В процессе эксплуатации станка возникает необходимость
регулирования отдельных составных частей станка с целью восстанов-
ления их нормальной работы.
12.I.I. Регулировка натяжения ремня вариатора.
Если с течением времени наблюдается уменьшение. крутящего
момента на шпинделе или несоответствие частота вращения шпинде-
ля с числами на лимбе маховика управления вариатором,следует
проверить и отрегулировать натяжение ремня вариатора.
Для этого требуется при включенном .двигателе:
а) Снять верхний кожух головки;
б) Отвернуть гайки крепления подаоторяой пииты;
в) Вращением 2~х натяжных винтов переместите подаоторную
плит/-необходимого натяжения ремня;
г) Затянуть 4 гайки крепления подмоториой плиты;
д) Установить верхний кожух.
12.1.2. Регулировка предохранительной муфты подачи.(рис.13).
Для регулировки муфты необходимо снять правую крышку голов-
ки и при помощи гайки на червячном валу уменьшить и увеличить
натяжение пружины муфты.
12.1.3. Регулировку упорных подшипников шпинделя проводить
при плановых осмотрах станка черав каждые 7600 часов ого эксп-
луатации
Для этого необходимо выполнить следующее:
а) Спять электропульт
б) Отвернуть пробку г корпусе головки
64
в) Установить шпиндель так,чтобы стопор в гайке был совме-
щен с отверстием и отпустить стопор.
г) Провернуть шпиндель так,чтобы отверстие гайки шпинделя
совпало с отверстием в корпусе головки;
д) вставить в отверстие гайки цилиндрический стержень и
проворачивать шпиндель до достижения необходимого зазора в
подшипниках.
о) Завернуть стопор гайки
ж) Завернуть пробку
з) Установить электропульт
Ip.1.4. Регулировка направляющих стола.
Регулировка направляющих ст<.,..а производится винтами на правой
боковой стороне паправллюадх.
Категория сложности ремонта станка:
а) механической части - 4,5
б) электрической части - 5,5
Ваъод.
КАРТА ПЛАНОВОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
СТАНОК ВЕРТИКАЛЬНО - Т2?ЛИЛЬНЬЙ М0Д.2П25
—------——-------- "ТТГа^меговзяие оборудования,модель)
Ремонтесложность
'ier.ais4ocKaa часть ! Электрическая часть ’ Гидравлическая часть ! Устройство ’ШУ
( р м ) I (Ра) ’ (Гт) 1
И К С Т Р У К Т И Б Н 0 - Т Е X ” О Л О Г И Ч Е С К А Я
КАРТА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
СТАНОК ВЕРТИКАЛЬНО - СЕЕШЯК-НЙ M0I.2TT25
i ^именование,оборудЬзани'е. модель)--------------
Ремонтослокность
'.’еханнческая часть ’ ( В к ) ! ! Электрическая часть ! ( Р э ) ! ! Гидравлическая часть ! ! • ( Р г ) ! ' Устройство ЧПУ
I ! 2 ! ! 3 I А
4,5
в т.ч.электромашин
2,5
13. гарантии: овязлттстал постлвнпкл
И ОТВЕТСТВЕННОСТЬ ПОТРЕБИТЕЛЯ
Предприятие-изготовитель гарантирует соответствие станка
вертикалыю-сверольного модели 21125 установленным требованиям
и обязуется безвозмездно заменить или ремонтировать вншйдап? из
строя станок при совладении потребителем условий транспортиро-
вания, храп они я, монтажа и эксплуатации.
Срок гарантии 12 месяцев. Начало гарантийного срока исчис-
ляется со дня лусда станка в эксплуатацию, но не позднее 6 ме-
сяцев - .для действующих и 9 месяцев для вновь строящихся
предприятий с момента дрибнтия станка на станцию назначения или
с момента получения ого на складе предприятия-изготовителя.
Срок служб» стайка до первого капитального ремонта - Сзлет.
63
ОТА Я О К
НЕРПКАЛЬНО-СВЕРШН 51*
иодель 2П25
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Часть П
СЬЭДЖЯ о ПРИЕМКЕ
2П25.00.000 РЭ1
I. свдапя О ПРИЕМКЕ
I.I. Перед упаковкой станок и комплект инструмента,принадлеж-
ностей и запасных частей подвергается консервации сог-
ласно требований технических условий. Свидетельство о кон-
сервации приведено на листе 3.
Комплект прилагаемых к станку инструментов.принадлежностей
и запасных частей упаковывается в отдельный деревянный
ящик по 'ГОСТ 2991-76, который помещается в ящике упаковки
станка.
Техническая и сопроводительная документация должна быть
упакована в герметический пакет,изготовленный из полиэ-
тиленовой пленки по ГОСТ 10354-82 толщиной от 0,10 до
0,30 мм.
1.2. садтавство О ПН1ЕМКЕ
Станок вертикально-сверлильный МОД.2ГГ.25 заводской
номер__________.
На основании осмотра и проведенных испытаний станок приз-
нано годным для эксплуатации и экспорта.
Станок соответствует требованиям ГОСТ 7599-82,
ТОСТ 1Й.2.00.9.80 и техническим условиям на станок.
(Станок у^>К&1ектовад согласно комплекту поставки.
| kF ^адотк
\9 «V/
71
1.3. адашьство О КОНСЕРВАЦИИ34
Станок вертикально-сверлильный мод.2Г125 заводской
номеру подвергнут консервации согласно требованиям,
предусмотренными техническими условиями ТУ2-О24-4689-8О.
Дата консервации v 19,гт._
Срок защиты без переконсервации Т год
По ГОС? 9.014-78 :
- вариант временной защиты 133-1 :
- вариант ‘внутренней упаковки ВУ-1}
- категория условий хранения 071-2 ;
Консервацию произ вел (подпись)
Изделий после консервации
принял
(позйтись)
к Заполняет предприятие-изготовитель.
1.4. СЭДДЙМЬСТВО ОБ УПАКОВКЕ.
Станок вергакальио-оверлилывзй модель 2Г125
заводской номер ... упакован согласно
требованиям, предусмотренными конструкторской документацией.
Дата упаковки .
Упаковку произвел
Изделие после упаковки принял ______________
СТАНОК ВЕРТИКАЛЬНО - (ЖИВИИНЫЙ
МОДЕЛЬ 2Г125
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЧАСТЬ Ш
PAATEH'IAJIH ПО ЗАПАСНЫМ ЧАСТЖ
2Г125.00.000 РЭЙ
Альбом материалов по запасным деталям
предназначен для восстановления сос-
тавных частей станка в период эксплуатации.
Альбом включает перечни деталей и сбороч-
ных единиц, терякпдах размеры в процессе
эксплуатации.
пстеченъ подашников
Таблица I.
ПОЗЙЦ. * Условное оно.21 ! обозначение Г Куда входит ! Кол. । i 1 ! Примечание
I ’ . 2 ! 3 / J 4 ..1 L 5-_
I, Подшипник 36207 ТОСТ 831-75 Коробка скоростей и подан I
2. Подшишгп.к 304К ГОСТ 8338-75 I
3.6 Подшипник 208К ГОСТ 3338-75 —1t— 2
4.. 5 23. Подпяпкик 1000904 24 ТОСТ 8338-75 4
Подшипник 6-8106 ТОСТ 6874-75 Шпиндель I
8.II. Подшипник 5-206К ТОСТ 8338-7.5 2
&.£5» Подшипник 50304К Коробка скоростей
ТОСТ 2893-73 и подач 2
10. Подшипник 6-8306
ГОСТ 6874-75 Шпиндель I
12. Подшпник 109 Коробка скоростей
ТОСТ 8338-75 и подач I
13.14. Подшипник 101 ТОСТ 8338-75 м 2
16^21.22 Подшипник 50203 ТОСТ 2893-73 3
17. Подшипник 20007107 ТОСТ 333-79 головка I
18. Подшипник 8107 ТОСТ 6874-75 Т1 Т
19. Подшипник 104 ТОСТ 8338-75 I
20. Подшипник I0009II —п~- I
25.26, Подшипник 203К 27 ТОСТ 8330-75 Коробка скоростей и подач 3
28. Подгппптак 206 ТОСТ 8308-75 ТОловка I
29. Подшипник 208К ТОСТ 8338-^^ I
30. Подшипник III ТОСТ 8330-75 Коробка скоростей и подач I
ЗТ Попшнпнни 8Т04 ТОСТ 6874-75 Меха '5 з’л : п’ да вл.о-?i вапи?топом !1Я
76
f
4
??
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ ЗАПАСНЫХ ЧАСТЕЙ
Таблица
Обозначение ’ Наименование •Кол.’ Куда входит ! Материал * П зК--.9Ч£Гг"-'&
2TT25.I8.0IC Диск I Привод Сборный -л.-, т*
2ГО25.18.020 Диск I м Сборный 2 2
2Г125.20.030 Двек I Котюбка скоростей и подач Сборный 23
2П25.20.040 Диск I Сборный 24
2Г125.20.30? Колесо зубчатое 1 >1 Сталь 40): ГОСТ 4543-71 .25
2П 25.20.309 Кгтесо зубчатое I ^Т1_ Сталь 40Х ГОСТ 4543-71
• 2425.20.311 Вал I “ - Сталь 45 ГОСТ 1050-74 О'-
2Г125.20.312 Колесо зубчатое I - “ Сталь 40а ГОСТ 4543-71 2 с
2П25.20.319 Колесо зубчатое I Сталь 4.0Х ГОСТ 4543-71 '"‘С:
2П25.20.323 Колесо зубчатое I —V— Сталь 40/’ ГОСТ 4543-71 30
2П25.20.338 Колесо зубчатое I п Сталь 40Х ГОСТ 4543-71 31
2425.40..301 Вал 1 Пдовка Сталь 45 ГО-ГО 1050-74 32
2П25.40.322 Обойма I и Сталь 45 ГОСТ 1050-74 33
I ’ 2 I 3 > 4 ! 5 ! .6
2425.40.323 .Диск зубчатый I Золовка Сталь 40Х ТОО? 4543-71 рис.34
2425.40.328 Крестовина 1 Сталь 45 ТОТ 1050-94 35
2П25.40.329 ПолуьтуЛта I Сталь 4001 РОСТ 4543-4 36
2425.40.348 Полуьзубта I _ п Сталь 40Х ГОСТ 4543-71 3?
2425.40.601 Колесо червячное I Бчогза 05175С5 ГОСТ 613-79 38
24 25.40.356 Диск зубчатый двухсторон- ний т •ТОСТ 4543-71 39
Bic, 22 Модуль-2; число зубьев; нормальный исходный контур -
ГОСТ 13755-81; коэффициент смещения - Г); степень точности по
+0,514-
ГОСТ 1643-81-ВС; размер по роликам - 58,831 -1-0,310"; диаметр
измерительных роликов - 3,468; длительный диаметр - 64;отклоне-
ние центрального утла м^аду осягди двух любых отверстий - 16;
балансировать статически;допускаемый дисбаланс не более 2 ”<'м;
масса 2,9 кт.
82
1й исходrv2 кон-
етвпянь точное-
Рис23; ;здуль-2; число зубьев - Зй; дсг;.:а.
туи - ГОСТ I3755-0T; коэдашвент желания -
тп по ГОСТ I643-8B; раз'.®» но ролика;: - 56,(
измерительных роликов - 3,4£8; дслитсльгаЗ лиат,тетр - 61; сткло-
ne'uio угла х:ок,"у ог»шл> отв. i’G; балаиоиг^гать статически; до-
пускае:С1.'; бпсбалапс г:е белое 4 гс; пасса - 3 jc.
83.
’Лкч"!; здцмь - ни-.'О i.'-Jser1 - 3?; !">•-итуод-u.l
KC-.iyyp - ГОС1* iX'C‘5-81; woyw/eiiT с!;е?..-:зл - С; стеле-?; ттч-
>1эс?и по ГОСТ IC'U-al-e;;; д-.ииа об:-;е:! 1’0!аз>.'-и - 21,500
Д1мтельввй диаметр - f-ij ij<jcivj в отпарстичх S и 5 2 х V}
дояуек евэльнсйти и конусообр.х">'о.:ти поверхгэ, т;: Д на беле.-) -
- 0,005 ь? ; балэпелрерат', етатииеоки! допуска;».»'!! диеблламе
па болсз 2 г<:;,•{ «лиса ”3,3 и?.
kWUI——(ТИЗ
Рисли; модуль - 2; число зубьев - 80; ног-мяльж.’? исходной
гогтур - ГОС'" ].37П5~8Т; коэс*Ьвц1.1*ит с^енкя.йя - Счстечеиь ”г>ч~
чо< ти по .ГОСТ 1843-81-7В; длина общей гориали - 52,42? •3-rL^f;
досптаиь'инГг дпамптр 1-30; сотенной дияг.-отр - 150,30; гчздиу?
гр:’виз;-к бктивпого п'-о^мя зубу в г.п^нгм точче - 22,760; зубчя
ti 5,5...3,0 :г?; ГКО СО...52; млпса - 2,4 кг.
85
I
Рис29: модуль - 2; число зубьев - 20; норма. чшй ислодгай
контур - ГОСТ I3/55-8I; коэффициент смещения - 0; степень
точности по ГОСТ 1643-81-73; длина общей нормали - 15,321
37=753s делителей диаметр - 40; основной диаметр - 37,588;
радиус кривизнн актзвного профиля зуба б яизней точке - 1,450;
зубья h 5,5... 6, С кг, HRC 48.. .52? масса 0,17 кг.
Рис 30: модуль - 2; число 'зубьев - 62; нормальней исходный
контур ГОСТ 13755-81; коз<№вдиент смешения
ста по ГОСТ 1643-81-ТВ; дайна общей нормали
0; степень точио-
. 40,114
додитальный диаметр - 124;основной диаметр - 116,52, радиус
кривизны активного профиля зуба в низшей точке - 16,448;
зубья h 5,5,..6,0 мм, ЛВС 48...52, масса - 0,48 К’*.
9и
91
Л’с32:нодуль - 3;чйсло зубьэв-Зс: гс;.гкл^-:-“ пг-хсг^ Г контур ГОСТ 13755-81; коэффипиент
•зрения - 5: степень точности по ГОСТ I643-72-8В; длина общей нормали - 13.831 -5'Г*т^
-алнт&ль:&н диаиетр - 39;НВ 241...285; зубья h 0,6...0,8 ’«м, jirc ЗС...40: эазйес
6c<'--'“.»»v.HxeMnw.e: т; допуск. овальности и конусообразности -шеек Д и к .не долее - 0,002" ж:
нэпэпалелзности 6око?й:л сторон «!лапов относительно оси Г не более 0,С1 ж^маеса 2,7 кг.
те^»Н0Гр Гг* мекду °сдая огаерсТЙЙ' Е не болей ± И (допуск зависшей) ;Ба3а.-пов9рх.И'
О» JVidCCd *— /С у О xLL о
2. Масса 3,24 кг.
РиеДС: I. НВ 24Т - 285.
2. Кужгпгн и гнступу 6 - <IRC 40.. .2.0.
Цасса 0,28 кг.
£.68 ..
ф ____
Ф ____
поизводящий червяк - ГОСТ 19036-81? степень точности по
СТС ЭВ ЗЛ-‘?6--?-В; можосевое расстояние - 1.10,25 - 0,05;
делита,.г>1!ыВ диаметр червячтпго колеса - 164,5;вид сопрякещки'о
червяка - А; число витков сопряженного червяка - I; масса -3,5k1''
99
iDU
СОДЕРЖАНИЕ
ЧАСТЬ I
Руководство по эксплуатации 2Н25.00.000 РЭ
I. Общие сведения о станке $
2. Основные технические данные и характеристики 7
3. Комплектность ц
4. Оказания мер безопасности 12
5. Состав станка 13
С Устройство, работа станка и его составных частей 15
7. Электрооборудование
8. Смазочная система 53
9. Порядок установки 56
10. Порядок работы 61
II. Возможные неисправности и методы их устранения 63
12 .Указания по техническому обслуживанию, эксплуатации
и ремонту.
13 , Гарантийные обязательства 63
ЧАСТЬ П
Сведение о приемке 2^125.00.000 P3I 71
ЧАСТЬ Ш
Материалы по запасным частям 2^125.00.000 РЭ2
Введение “ " 75
Перечень подшипников качения 75
Схема расположения"подагопнйков ?q
Перечень чертежей запасных частей 79
Чертежи запасных частей 81