/
























































Теги: руководство по эксплуатации металлорежущие станки токарные станки
Год: 1984
Похожие




Текст
ммсшся» сявкалрадиыюй и иаотрлваоишюи цроммиинося
СССР
овюаша сшаихлротшии зшщ
стшак пкдрно-вштстшм осоьо-шссжы тошзсш
МСЩШ ' 16Б05А
тОВОДСШ) ни СШШАШЩИ
ЧАСТЬ I
16bUbA.OUU.OOU РЭ
1 У и 4
I. ОНИЕ СВВДНИЯ ОБ ИЗДЕЛИИ.
I.I. Токарно-винторезный ставок особо высокой точности мод,16В05А.
с иаябольппм диаметрои обработка над станиной 250 мм, предназначен
для выполнены разладных токарных подучистовнх в чистовых работ
высокой точности, выполняемых в центрах, цанге, патроне и планшай-
бе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок МОД.160О5А, являясь уннкельным по своей конструкции, обес-
печивает качество обрабатываемой поверхности я точность работы
(точность размеров, геометрических форм) высокого класса.
В связи с особенностями конструкции станка я его назначением, свя-
занными с применением оригинальной конструкции высокоточных гидро-
статических шпиндельных подшипников, запрещается его вспольэоваоте
для обдирочных я черновых операций.
В гидросистему станка заливать только очищенное масло индустриаль-
ное марки И5А (велосит).
Применение других марок масел категорически запрещается, так как
приведет к иыходу аз строя шггавдельного узла.
Прежде, чем начать работу на станке, во избежание выхода его из
строя, необходимо внимательно изучить правила его вксплуатации,
изложенные в настоящей руководстве, обратив опобое внимание на
раздел "1’влросястема".
1.2. Области применения станка - предприятия приборостроительной,
рвдиотехяической, инструментальной промышленности и точного ма ши-
ностроения.
1.3. Климатическое исполнение станка - У4.1.
1.4. Изготовитель - ('десский станкостроительный з.чнол.
I.b. Зета выпуска гтап!--.: ” . _____ _ /
3
JLJULOJLO.
I. Прежде чем начать работу на станке
необходимо внимательно изучить пра-
вила его эксплуатации, изложенные
в нестоящем руководстве, обратив
особое внимание на раздел "Гидро -
система".
2. В связи с особенностями конструк -
цвв станка и его предназначением
для выполнения только подучистовнх
и чистовых работ. .ЗАПРЖЕТСЯ его
использование для обдирочных и
черновых операций.
3. В гидросистему станка заливать
только очищенное масло ивдуотрп -
альное марки И5А (велосит).
Руководство по эксплуатации к
станку не отражает незначитель-
ных конструктивных изменений в
станке, внесенных изготовителем
после подписания к выпуску в
свет данного руководства, а так-
те изменений по комплектующим
изделиям и документации, поступающей
' ними.
.. - 4 -
соквшнв
Стр.
I. Общие сведены о станке......................... 2,
2. Осноннне технические дашйю я карвктервстики... у
3. Комплект поставки.............................. ' 2.?
4. Указаны мер безопасности.......................... 2$
5. Состав станка................................. ^3
6. Устройство, работа станка п его составних частей. 3/
7. Электроборудование........................... "J3
8. Гидросистема.................................... g Q
9. Сиэиочная система.............................. л у
10. Порядок установки.............................. Л у
II. Порядок работа................................. g А
12. Характерные неисправности я метода ях устранения, уoq
13. Указаны вс техническому обслуживанию, эксплуа - .
тапни и ремонту.................................. [ О/
14. Гарантийные обязательства ностаяцпа я ответствен-
ность потребителя..................................... / ОЧ
Примечание: Настоящее руководство состоит из сле-
дующих частей:
I8B05A.000.000 ГО
I6B05A.000.000 ГО1
16Б05А.ОО0.000 ГО2
Часть I. Руководство по
эясплуетацян
Часть П. Свидетельство о
приемке, консер-
вации я упаковке.
Часть Ш. Материалы по за-
пасным частям.
- 5 -
I.I. Токарно-винторезный станок особо-высокой
точности мод. 16Б05А с наибольшим диаметром обработки
надстаниной и 250мм. предназначен для выполнения раз -
личных токарных работ высокой точности, выполняемых в
центрах, цанге, патроне и планшвйбе, а также для наре-
зания метрических, дюймовых и модульных резьб.
Станок мод. 16Б05А обеспечивает качество
обрабатываемой поверхности и точности работы (точность
размеров, геометрических форм) высокого класса.
1.2. Области применения станка предприятия
приборостроительной, радиотехнической, инструментах! -
ной промышленности и точного машиностроения.
1.3. Изготовитель - Одесский станкостроитель-
ный завод.
1.4. Дата выпуска станка....19....г.
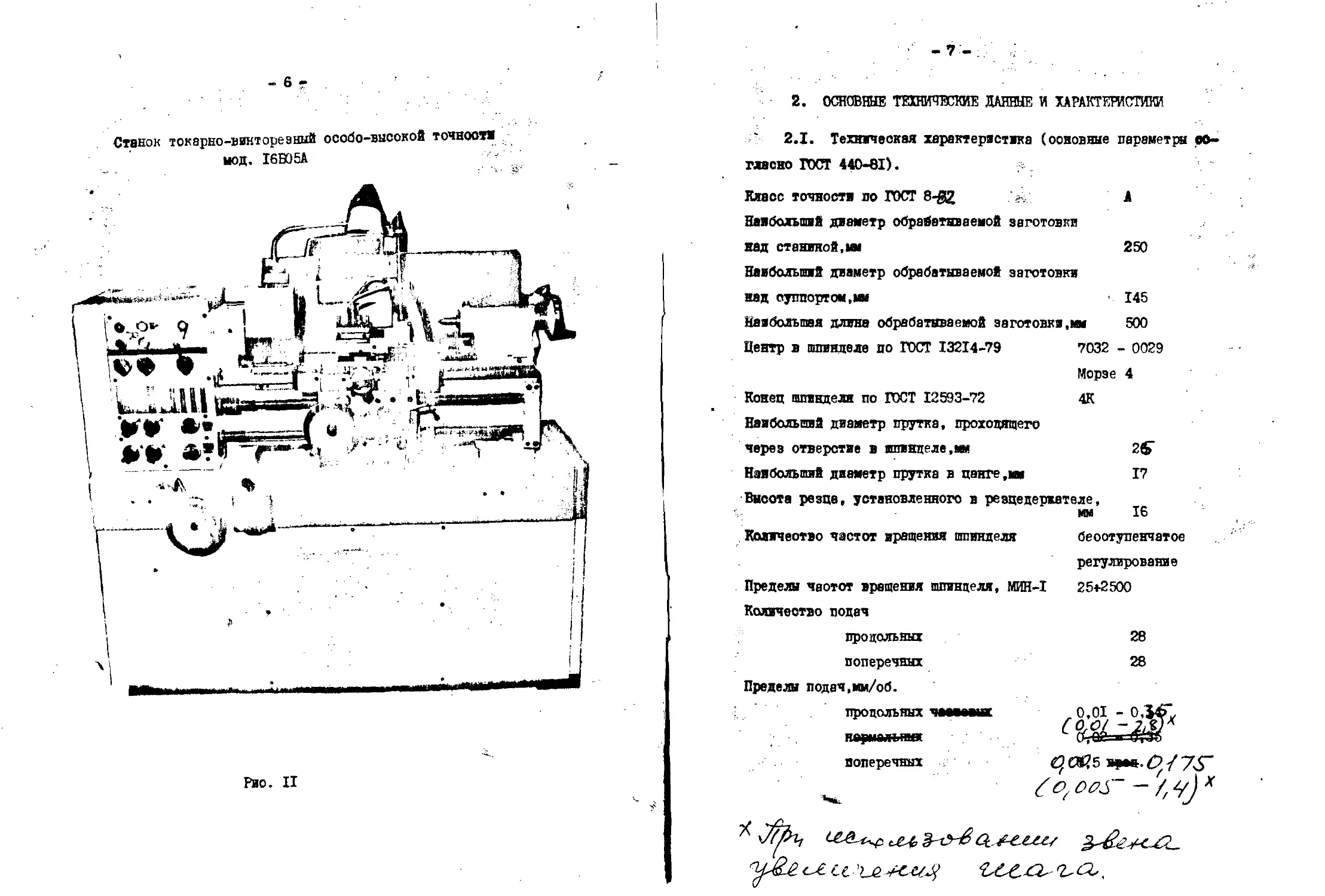
Станок токарно-винторезный особо-высокой точности
мод. I6B05A
Рио. II
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
' 2Д. Техническая характеристика (основные параметре со-
гласно ГОСТ 440-81).
Класс точности по ГОСТ 8-gg X А
Наибольший диаметр обрабатываемой заготовки
над станиной,» 250
Наибольший диаметр обрабатываемой заготовки
над суппортом,» 145
Наибольшая длина обрабатываемой заготовки,» 500
Центр в шпинделе по ГОСТ 13214-79 7032 - 0029
Морзе 4
Конец шпиндели по ГОСТ 12593-72 4К
Наибольший диаметр прутка, проходящего
через отверстие в шпинделе,» 2(5"
Наибольший диаметр прутка в цанге,» 17
Высота резца, установленного в резцедержателе,
мм 16
Количество частот вращения шпинделя беоотупенчатое
регулирование
Пределы чаотот вращения шпинделя, МИН-1 25*2500
Количество подач
продольных 28
поперечных 28
Пределы подач,га/об.
продольных чааммас 0,01 - 0,54
(0,0/ ~2&
- 8 -
Шаги нарезаемых резьб: метрических,мм 0,2+28
модульных, модуль 0,1+14
дюймовых, виток на дюйм 96+5
Габаритные размеры станка,мм V ’ длина ширина высота ‘ . Масса станка, кг f 1 | | рессор? Чо&ц /
Масса станка (без электрооборудованяя)кг. H35J
2.2. Основные данные
Шпиндель (рис.2.I.)
Диаметр отверстия в шпинделе,мм 26,5
Торможение шпинделя ' имеется
Суппорт (рис.2.2)
Число резцов, устанавливаемых в резцецериателе 4
Наибольшее расстояние от оси центров до кромки
резцедержателя,мм 135
Резцовые салазки
Наибольшее перемещение,мм 150
Наибольший угол поворота, градус +45
Цена одного деления шкалы поворота,градус I
Цена одного деления лимба,мм 0,02
Задняя бабка г
Центр пиноли ГОСТ 13214-79 . 7032-0023
Морзе 3
Наибольшее перемещение пиноли,мм . 85
Цена одного деления лимба,мм 0,02
2.3. Установка станка (рве.10.2)
2.4. Механика станка
а) механизм главного движения (табл.2.1;2.3)
б) механизмы резьб и подач(табл.2.2; 2.3; 2.4;2.6; 2.7)
2.5. Техническая характеристика электрооборудования
Количество электродвигателей в станке Электродвигатель главного движения Тип 3 4А80В4 £
Мощность,кВт 1,5
Частота вращения.мин Электронасос охлаждения 1420
Тип ' П4-22М
Производительность, л/мин. Мощность, кВт Частота вращения, мин."1 Электродвигатель насосной установки гицрооборудования Твп 22 л I 0,12 2800 4AX7IB4
Мощность,кВт . _ -Т Частота вращения.мин. 2.6. Техническая характеристике гидросистемы и 0,75 3000
смазочной системы.
Насосная установка
Тип насосе Производительность, л/мин. (при л =1000,мин. “I) Давление в системе.кго/см^ BTI2-4I 7 20...25
Смазка: от системы гидростатики
Puc.2.f. ШпипделЬ
Рис.2.2. Суппорт.
Г ' ' ' ~tz Механизм глабного движения Таблица 21
Положения рукояток Частота прямого и обратного вращения шпинделя, мин-<
Обозначение рукояток/см.рис
го /г 24
25-^Ю' *
г yl 74-3/2 ' .
1 2004- Я
\/ '-1-2500 .
Продолоные подачи —нормальные
___________/мм! оборот!_____
Рчкоя тки.
• • i • • • ® • • • • • • • • • ф • • • • • • • • • • ® • • • • • • • • • • ф • • • • • • • •
нилияспис РУЮЯток 1 3 < 2 3 3 2 2 4 3 3 2 4 2 -
л/ 1 / 0,02 0,026 0,03 0,031 0,035 0,037 0044.
2 f о,оч 005 0,06 0,062 0,07 0,075 птп
1 2 0,03 0,12 Qf25 ам 0,!5 0,175 -
2 2 O,0f6 ^0,2 0,24 0,26 0,26 0,3 0,35
Наибольшее усиление Г допускаемое механизмом подача о кг Продольное Поперечное
140 35
Схема оргопоб настройки.
Таблица 2.2
Эскиз гитары
27
величина поперечной
подачи равна '/2 от -
величина! продольной
подачи.
i
Позиции - по рис 6'1 и таблице 6.L
)
Габлица 2 3
ПродолонЬ/е подачи - чистобью
______________/ мм)оборот /
Рукоятки
Эскиз гитара
• ее • ев в «• |л • • в в в в в • в •
Положение Рукояток / 2 3 4
млл t 1 1 0,01 0,012 0,015 0,011
2 I 0,02 0 025 0,03 ’ 0,035
1 2 0,01/ 0,05 0,06 0,1
2 2 0,08 0,1 0,12 0.14
Наибольшее усилие допускаемое механизмом
подачи b кс
27
бб
54
Схема
Бабко передняя
органов настройки.
Коробка подач
Продольное поперечное
' 140 85
6Z- 54
S'i ммк_________t;1
Примечание:
Вм
кодовой
Винт
кодовой
Величина поперечной
подачи pabna '/? от,
беличинО! пюдолЬпои
подачи.
Позиции- по рис 6 ! и таблице6!
Табмда2.4
Эскиз гитары
___________. Рукоятки
• • • • е • • • • е * е в 9 9 9 9 •* ♦ 9 9 9 ® • • 9 9 99 9 *е • • в 0 9 5 9 « 9 9 9 9 9 9 ® 0 9 • 9 9 • в е »
Ъмениермоятлк / 3 2 3 1 2 3 3 2 2 4 3 3 2 4 <?
/ 1 -JH- <Х25 ш 03 0.3125 035 0.375 0М75
г 1 оА 0J5 6S Off 0,625 07 0.875
i:i 1 ojb 4 4 1,2 4.25 1.4 45 4.15
2 2 1.6 2 2 2.4 25 2.8 3 55
1 1 /,б S 2 2.4 25 2.8 3
БИ 2 1 3.2 4 Ц 5 5.6 6 7
1 2 6.4 8 8 9.6 Ю И.2 42 14
2 2 12,3 46 46 19,2 го 22,4 2Б
Схема
органоЬ
21
i -ZL
54
66
54
настройки
Коробка подач
Бобка передняя
1м
хо№й
tom
юдо&Х/
примечание:
I Жирно Выделены стандартные тени резьб
2. Позиции - по рис. 61 и таблице б /.
.1___________________________________________
формула постройки
Тнар-2 Ir in
L » &
Li г-Со.
Ттр- шаг регЬбы 8мм
iг -передаточное отно-
шение гитары
in- передаточное отно-
шение коробки подач.
Таблица 25
НодМжая резьба
/лЮбИлЬ
Эскиз гиmaры
рукоятки
• Пололен 9 • иеом оягок 9 • 1 9 • 9 9 3 Ф • @ 2 е ® Ф © fO © © » / 2 3 3 2 2 4 © 3 0 0 2 • 4 9 9 2
1 1 0/ а 125 а 125 0,15 0,15525 0,115 0.1815 _ 0,21875
? 1 аг 025 025 аз 0,3125 035 0,315 0,4315
11 1 г QA 05 аз аь 0.625 _0£— 0,15 0.815
2 2 о& 4 4 4,2 ш 1.4 4,15
/ 1 08 4 4 1,2 ...125 1,4
2 1 1,6 2 2.1, 25 25 _J
8'1 / 2 3,2 4 4,8 5 5,6 _ 6 - 7
2 2 6Л Я а Аб 40 /А2 42 44
Схем® оргсшоЬ настройки.
fopofaa подач-
бобка передня я
и таблице 6J-
формулЬ/ настройки
/• / 5 т
k=r.V
т — Ln
т- модуль нарезаемой
резЬби
1г - передаточное
. отношение гиторЬ
In- передаточное
отношение короли -
подач
Таблица 2£>.
рукоятки
Люйнюбая резьба
___/ютки на Г/
J < • • 'в"-®'- • » —® f'S" 8“ • » I» • e® •• • • • • • ® • • • • “• 3“ • 0 • • • • • • • ' 8" "(•" ft • • |ft «
Положение рукояток L_l_ 2 3 I 3 б I 2 2 2 4 2 4 2 4 { 2
in / 1 96 so 64 56 40 88 J2
2 1 4S 40 32 £8 20 44 36
1 2 24 a? 46 fii 40 22 48
2 2 42 40 8 7 5 44 9
t 1 42 40 8 7 5 44 9
-2- / 6 5 4 5#/a 2f2 5/2 U/2
1 2 3 2 4г 2 13/ч 1</п 23/ч 2*/Ч
2 2 tjn 1 1/6 P/i V/S
Эскиз sumapoi Zi\ — i -3?.12- V J LZ' S6 79 e« \ J t?-27 79 /.®A J h 6g 73'^Jr^' ^гбч 7SX4-X
бабка передняя
«:1
▼
Схема органоЬ настройки
боробка подач
Примечания?
1. Жирно ваделены
an&ifapmttoie числа
ниток на 1‘.
2. позиции - ПО РцС.6.1
и таблице 61
Формулы постройки
^г~1кТп
*
К- число ниток на 1*
ёг ‘ пекОатОчпое отношение
гитара
L п-передаточное отмоете
харобки подач
J
Та$шиа2.7
iUe ре&& при прямом включении юдобого бинта.
Е ъ 1-с; ТЛ— jn_ Ы.Л о,г 1 21 TQ гч л
trb .J 0.25 63 27 72
1Л п ••• РТ' 1" Е ш bhA>< ! тч -'" --] i I • И01 0,30 0,35 гч 21 60 60 г/ 35 72 ТО
VI W Шт I й /« 0,40 27 60 л ТО
^7 67 ?? 25 43 45 42 74 0.1 43 79 гч 90 0,50 30 60 35 ТО
7 чз 74 70 30 26 43 39 35 79 0J5 4? 73 J2, 30 0,60 36 6Q зь 70
8 ю 67 78 ?? 27 40 66 52 67 43 73 jL 60 0,70 42 60 35 70
9 чз 79 ТО 27 28 43 42 35 74 0,25 43 73 42 63 0,75 56 35 ТО
Ю 43 74 70 V) 30 35 45 43 79 ^3L. 43 Л 48 60 030 28 42 5Ь то
11 74 70| S3 32 35 48 43 79 73 56 60 10 — 50 л
12 п 74 т> X, 36 35 54 43 79 0,4 43 Л 48 45 «Й? 35 — 42 56
^3 7Q 70 49 ТО 28 4Я 4? 79 05 Л- Л Л. 42 . .w._ 30 — Л ю
16 43 74 70 48 44 43 66 35 Л 06 43 73 72 45 /,75 21 — 7? 24
18 4Я 27! \i5- 73 48 43 7? 35 79 0.7 $5 52 57 34 35 70 W 30
!9 40 64 чч 34 56 43 48 ?0 7? 0.8 47 73 64 30 35 — 60 28
20 'Н Vi 4g &J 64 67 Ф 88 1.0 43 73 Л 27 30 42 — 66 28
22 44 77 35 79 72 Я5 66 30 87 1.25 43 -^4 то Л 35 42 — 60 24
гч 44 V» 35 79 80 26 бб Z7 07 f,L. 43 73 60 37 42 — 60 21
& №IW& настройки гитаро/ •
1 - гк 1г 2 й — t г
13
Сведения о содержании дагоадянш материалов
йблмда 2
I 9 ” !Щ>фоШий""ёдаЁда7 “таЕжгыгг - —р
Наименование 1 Обозначение ;™» -комплекты ! Щ.оли-5 'Г) |
I 1 j Обозначение |чество лчест-1в I шт.'^г !во на! с ! J
л _.„ ! 1 !азде-$ 1лие 1
Серебро . —
Вшжзтетежь АЕ-2033 I6EO5i.aiI.0O0 1 I . . I.8I6 I.8I6
автсмзтическйй 1У16-522о064-75
Кваака KB-OII I6E05L8IIotW I 2 0Д751 0,3602
Шб-526-407-76
Микропереключатель MH-LIOI 16Б05&.8Пв000 I 3 0t,5682 1,7046
Ж6-526.329-73
Иофоперевлвчвт^ МП-1303 16Е05Л..8И.000 I I Qe56ffi 0.S682
тб~526.329-73
Пере&швчатвль ПЕ--021 квоаиап.ооо I I 0Л75Х 0,4751
Пускатель ДМК-ТТТ 16Б05^.еП.ООО I 5 5,404 27,020
мвгантныа 0СЦ6.0.536.001-72
.8
Приме-
чание
3. КОМПЛЕКТ ПОСТАВКИ ( табл.3.1.)
Таблица 3.1
' Обозначение | L Наименование | Кая-во| Примечание
Г I6B05A Станок в оборе Входит в комплект и стоимость станка .^М.ЗДВДе.ЛЯ53Д,. 16Б054.ООО.231*05 Колесо зубчатое I 27е 16Б0^.000.231-11 Колесо зубчатое I И= 35 16Б0^А.ООО.231-12 Колесо зубчатое XI 36 16БО5»Г.ООО.231-14 Колесо зубчатое I 2 = 40 ТбБО^А.ООО.231-16 Колесо зубчатое I 2-43 W и . • I6B05A.ООО.231-20 Колесо зубчатое i 7= 54* I6B0sft.ООО.231-26 Колесо зубчатое I • Z= 66* I6B0SA.ООО.231-30 Колесо зубчатое I 2 = 73 ®
X 16Б054.00. 231-32 Колесо I6B05A.9II. 301-01 Цанга I6B05A.9II.301-02 Цанга I6B05A.9II.301-04 Цанга 1 I6B05A.9II.301-06 Царга зубчатое I I I I I 2= 79 ft 5мм ft 6мм ft 8мм ЙОмм .
I6B05A.9II.301-08 Цанга * Установлены на стануе I irfI2MM •’Г ,
-22
Продолжение табл. 3.1
Обозначение ' ...... Г Наименование | 8 Кол-во, 1 Примечание
16Б05А.9П. 301-10 Цанга I . ft
16Б05А.9П. 301-12 Цанга I р 16ш
VI JtgsiEffieaL,
16Б054.981.000 Ключ торцевой Ключи Г0СТ2839-80 ’ 78П-ОООЗНС2 1
Хим.Око.прм. 78П-0007НС2 1 8-I0MM
Хим.Оке. прм. I 12-ТЖш
78II-0023HC2
Хим.Око.прм. 78II-OO25HC2 I п-йм»
Хвм.Окс. при. I 22-24ММ
" "’<? 'S Ключи ГОСТ II737
- Ч ’I 7812-0374 401 И’ х
Л; 7812-0375 40Х И I
* 7812-0377 40Х /иЛ.йе Л 7812-0379.40Х /цЛ, QkC Ключи Г0СТ16884-79 MX
78II-O3I6 I Хим.Окслри. I 38-42
16В0Ц. 400.805 78II-032I I Хим.Око. прм Ключи к электрошкафу . X 90-95
-23 -
Продолжение табл. 3.1
Обозначение ! 1 1 ! Наименование ! j ’1 । Кол-во j . ^Примечание 5
Отвертка Г0СТ17199-71 7810-0306 ЁКТ Хим.Око.при, 7810-0328 I l- 160мм
Хим.Окс.прм. Пшаздалаазза I L® 250мм
16Б05А.9П.ООО Зажим цанговый Патрон трехкулачиовый самсцентрирующий ГОСТ 2675 - 80 I
7100-0027П I Э» I60e®
Центр А1-3-НП ГОСТ 8742-75 I Морзе 3
Центр ГОСТ 13214-79 7032-0023 I Морзе 3 C-
4
Ремень &-В25-900Ш Г0СТ24848,I-8I - Г0СТ24848.3-81 I
- 2 V -
Продолжение табл. 3.1
Обозначение ! » i Наименование | Кол-в J “Т о ! 1, Примечание
Нва232£Об5едда
16Б05А.917.000 Упор микрометрический продольный I
92ТгООО Упер-иацииагорянЙ пореречный —Ь-
tosssss
16Б05А.000.000РЭ Станок токадяотрин- / торезннй точности модели
16Б05А
16Б05А.ООО.ОООРЭ Руководство по эксплуа-
тации I
16Б05А.0О0.000РЭ1 Свидетельство о при-
емке I
16БС5А.ООО.ОООРЭ2 Материалы по запаоным
частям I
Поставляются по требованию заказчика за отдельную плату.
дждкие ч.д,дтд.
16Б0§4.000.231 I6E05A.000.23I Колесо зубчатое Колесо зубчатое I I 2= 20 2= 21
16Б0Й. ООО. 231-02 Колесо зубчатое I 2= 22
16Б054.000.231-03 Колесо зубчатое I 2= 24
16Б05А.ООО.231-04 Колесо зубчатое I ?= 26'
- 25 -
Продолжение табл.3.1
Обозначение Наименование Кол-во Примечание
16БЖ. ООО. 231-06 Колесо зубчатое I г= 28
Х6Б05А.ООО.331-07 Колесо зубчатое I 2= 30
16ВЖ .ООО. 231-08 Колесо зубчатое I z= 32
16БОа|.000.231»09 Колесо зубчатое I 1= зз
ТбнМ.000.231-10 Колесо зубчатое I Z» 34
1680ООО. 231-13 Колесо зубчатое I U 39
16БоХ ООО. 231-15 Колесо зубчатое I 7= 42
16Б0Ц .000.231-17 Колесо зубчатое I Z= 45
168^. ООО. 231-18 Колесо зубчатое I 48
ХбБСЙОД.ООО.231-19 Колесо зубчатое I Z= 52
1680^.000 о 231-21 Колесо зубчатое - I 2= 55
1680^.000.231-22 Колесо зубчатое I Z = 56
Х6Н)^. ООО. 231-23 Колесо зубчатое 2 2= 60 •
1680^.000.231-24 Колесо зубчатое I 2= 63
1680^.000.231-25 Колесо зубчатое I ?= 64
1680^.000.231-26 Колесо зубчатое I 7= 66
1680^.000.231-27 Колесо зубчатое I 2= 67
1680^000.231-28 Колесо зубчатое I 70
1680^.000.231-29 Колеоо зубчатое I - Z= 72
1680^.000.231-31 Колесо зубчатое I /= 78
I680H& ООО. 231-33 Колесо зубчатое I Z= 80
16803^000.231-34 Колесо зубчатое I Z= 88
ХбВОЖ000.231-35 Колесо аубчатое I 1= 90
Z6805A.9xX.30I Цанга I ф 4ми
Продажжежже табл. 3.1
Обоаначонже НажменоввШе КМ-40 Првмечаяже
168054.911.301-03 Данга I МТми
I6S05A.9II.301-03 Цанга X f Эмм
168054.911.301-07 Цанга I Ц Ним
168054.911.301-09 Цанга 1 < 13»
I6805A.9II.30I-II Цанга X fl хами
16В054.9П. 301-13 Цанга X 0 Х7Ш
ШШЫШ&ШЬ
Г6БС$?.912.000 Патрон поводковый I
1680^.400.010 Хомутав I 0 II* 18мм
1680^.400.020 Хомут ЕН Щ X 0 IB*
1680*^.400.030 ХОМуТЕК^/б^ '^^ I 0 2&* Збим
168054.9^000 Линет подвигами I
16805$ 945. 000 Линет неподвижный X
-Г1-
Продолжеете табл. 3.1
Обовкачепе Вааиаченне Кол-во Пране чаете
16Б0^.9^£000 Оишо&гш Резцедержатель задай! X
I6BOgif.947.000 I6B0 5^. 966.000 Резцедержатель быстро- сыенны! Резцедержатель о уоко- I /Т\
ХбВО^Г. 966.000 рекнш отводом Патрон поводковые ди X
и ре зашит мяогозаходнмх резьб I
20
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1. Необходимо соблюдать все общие правила техники безо-
пасности при работе на металлорежущих станках.
4.2. Периодически проверять правильность работы блокиро-
вочных устройств.
4.3. После закрепления заготовки необходимо опустить ко-
жух ограждения патрона, установленный на передней бабке стан-
ка.
4.4. Для защиты рабочего от отлетающей стружки и омазочио-
охлавдаицей жидкости перед началом резания следует установить
прозрачный откидной козырек, расположенный на стойке суппорта,
в рабочее положение.
4.5. При настройке станка не допускается его пуск при
снятой крышке гитары.
4.6. Максимально допустимая частота вращения патрона не
более 4Б00 об/мин.
4.7. После окончания работы и при ремонте «танка вводной
выключатель должен бить закрыт специальным устройством (см.
раздел 7 "Электрооборудование", п.7.1.).
29
5. СОСТАВ СТАНКА
5.1. Общий вад с обозначением частей станка (рис.5.1.)
5.2. Перечень составных частей станка (табл.5.1.)
Таблица 5.1.
Поз. । см.рио.5.1.| ( Наименование 1 “ ———у— Обозначение 1 1 Примече- на 8
I. Станина 16Б05А.Ш.000
2. Тумба I6B05A.I2I.000
3. Вариатор I6B05A.2I2.000
4. Бабка передняя I6B05A.22I.000
5. Гитара I6B05A.3II.000
6. Коробка передач I6B05A.32I.000
7. Фартук I6ffi5A.33I.000
8. Суппорт 16Б05А.34|.000
9. Охлаждение I6ffi0i.5II.OOO
10. Ограждение 16800^.611.000
II. Щит I6805A.62I.000
12. Агрегат гидростатики 16Б0$А.071.000
13. Установка на-
оосная I6B0 01.714.000
14. Гидрокоммуникация 16ВЭрА.721.000
15. Бабка задняя I6B05A.23I.000
16. Эле ктрооборудо- ванне I6BO0i.8II.OOO
Ж Лерекййчатель 16Б05А.822Ж0
18„ аяок убавления в контроля I6EO0l.7I5.OOO
Рис. 5. / Расположение составных частей
Слкгнха
- Jh »
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1. Общий вид о обозначением органов управления (рис.6.1.)
6.2. Перечень органов управления (рис.6.1.)
Таблица 6.1.
Псз.„ _ |
ом.рис.6.1.|
Органы управления и их назначение
I. Винт зажима верхней каретки
2. Винт зажима поворотной части суппорта
3. Лампа сигнальная "Сеть включена"
4. Маховик ручного продольного перемещения суппорта
5» Лампа сигнальная "Осевая перегрузка впинделя"
6. Лампе сигнальная "Гидростатика включена"
7. Кнопка "Стоп" -гидростатики и станка
8. Кнопка "Пуск" гидростатики
10. Рукоятка реверса подачи и резьбы
II. Рукоятка звена увеличения шага реаьбы
12. Рукоятка переключения перебора
14. Вукоятка переключения подач и резьб
15. Рукоятка переключения псдач и резьб
16. рукоятка переключения подач и резьб
17. Рукоятка переключения подая и резьб
18. Рукоятка включения ходового винта или валика
20. Рукоятка управления вариатором
21. Рукоятка реверса чистого подач
32
Продолжение табл. 6.1.
Поз. см.рис.6.1. 1 ) Органы управления и их назначение 1 - - - - - г-
24. Маховичок изменения частоты вращения шпинделя.
25. Рукоятка включения прямого,обратного вращения шпинделя, и торможения.
31. Рукоятка включения и выключения сети.
33. Переключатель охлаждения.
35. Кнопка включения маховичка в лимба продольной подачи
36. Рукоятка выключения предохранительного устройства.
38. Кнопка переключения продольной и поперечной подача суппорта.
39. Рукоятка настройки тягового усилия.
42. Рукоятка включения маточной гайки.
43. Рукоятка ручного поперечного перемещения. Винт зажима суппорта на станине.
45. Винт поперечного смещения задней бабки.
? ' Рукоятка перемещения задней каретки. Маховичок перемещения пинали задней бабки.
Рукоятка зажима пиноли задней бабки.
49. Рукоятка зажима задней бабки.
50. Кран подачя охлаждающей жидкости.
51. Рукоятка зажима трубы охлаждения.
52. Рукоятка зажима резцедержателя.
53. Рукоятка зажиме клеммы ограждения.
54. Выключатель освещения.
Рис 61 Расположение органов правления и тад^нл
симбали-ш
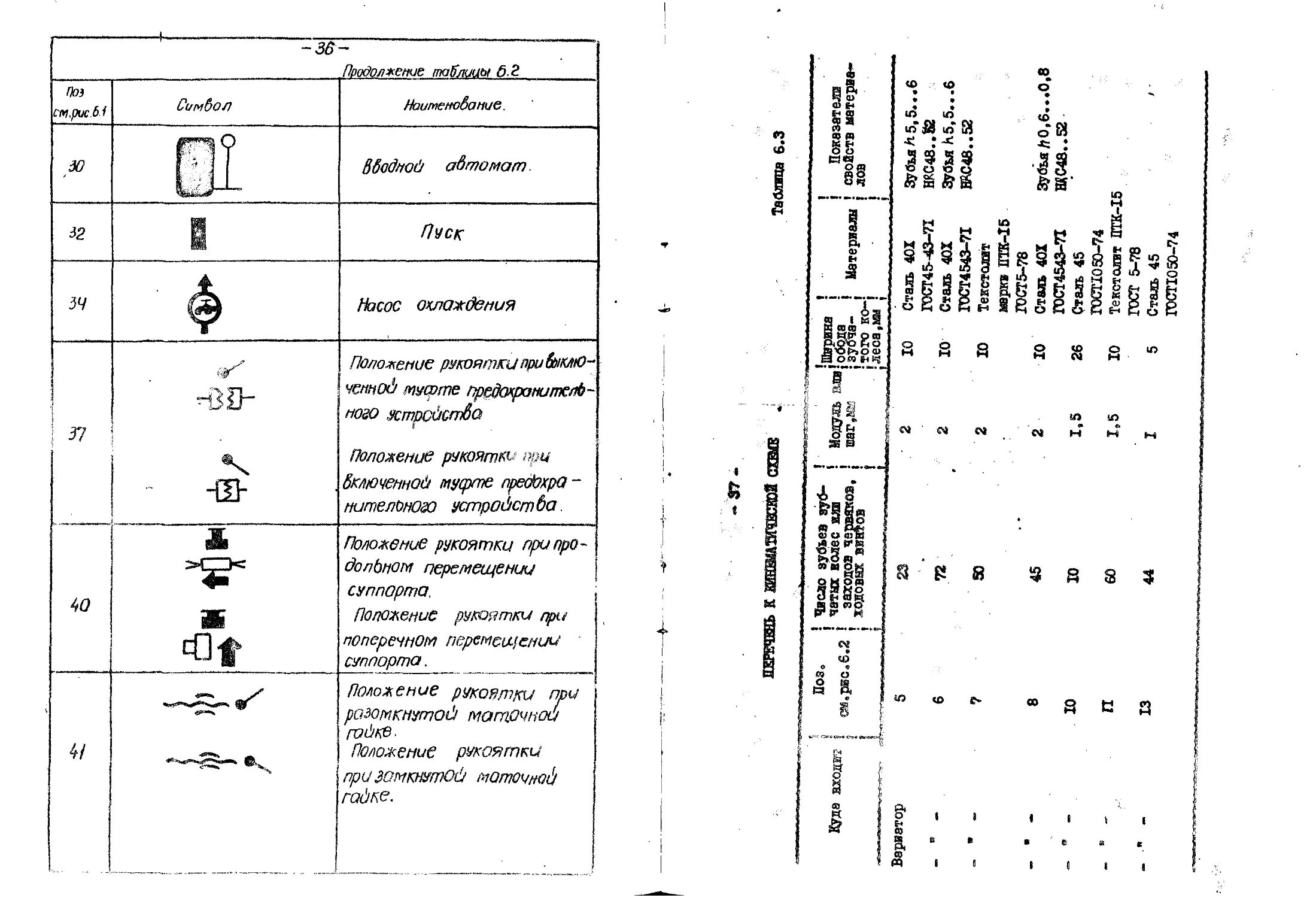
~ЗЧ~ Перечень графических симболои, Указыбавмых па табличках. Таблица 62
Пи MPUC-6.1. Симбоп Наименование
9 Гиф^ ‘татика •
tiwmonue осеЪая перегрузка шпинделя.
9;2Ь i Станок под напряжением.
9 Направление перемещения суппорта при прямом бращрпии шпинделя.
©л о*о <==$>§) Положение рукоятки при точении
Быстрая подача
Медленная подача.
-35- ЯроОолхение таблицы 6*2?
ПОЗ. ом-рис 6./ Символ Наименование
0 Шг) Подача на один оборот шпинделя.
МодмЬная резьба.
/3; 19 ШШ Метрическая резЬба, резЬба .
!9 j^‘ Продольная подача-
2$ "^1 Обороты шпинделя
26 3 ^^SSftad» Нарезание резьбы Через коробку подач.
27 1 'X“71 L-j Нарезание резьбы при прямого включении ходового винта.
29 о Стоп
$ <• и- <\3 i ® $> f 1 f CJ1 hi
Я \ / *5* gm £> 3 Оь Ъ 51
Положение рукоятки при разомкнутой маточной гайке Положение рукоятки при замкнутой маточной гайке. Положение рукоятки при про- дольном перемещении суппорта. Положение рукоятки при- поперечном перемещении суппорта. Положение рукоятки при выклю- ченной тусрте предохранитель- ного устройства Положение рукоятки при включенной муфте предохра - нательного устройства. Насос охлаждения г> >1 шошошро Qonpogg ! $
22Ж к шивстаа схше J
' 5 8 Куда входит j I Поз. са.рвс.6.2 • Число зубьев зуб- ! = чатях вблес или ’твои Модуль ВЛИ.ЦлА» м ! на । 9- | Материалы ,£-| ! Показатели ! свойств материя* ! лов • f
। ! X заходов червяков, ходовых винтов ! —-- ->.,- шаг,»и ЗубЧ! [ТОГО •леса
Вариатор И 5 23 2 10 Сталь 401 Г0СТ45-ЧЗ-71 Зубья Я5,5...6 HRC48..&
о» * в 6 7 72 50 2 2 10 Ю Сталь 40Х ГОСТ4543-71 Текстолит 8®ркв ПТК-15 ЮСТ5-78 ЗУбья к5,5...6 ВЯС48..52
8 10 п 13 45 10 60 44 2 1,5 1,5 I 10 26 10 5 Сталь 40Х Зубья/?0,6...0,8 Г0СТ4543-71 ЩС48..52 Сталь 45 ГОСТЮ S)-74 Текстолит ПТК-15 ГОСТ 5-78 Сталь 45 ' ГОСТ1050-74
Вра -ни.
И1попд.
' ' - ИЩА.
Тормоз вм№.
Продолжение табл. 6.3
- 2,8
! Поз. Число зубьев,зуб- ! ! Ширина J j Показатели
Кйда входит ! г^л па г* А Р» чатых колес йлй ! Модуль или! обода ! Материалы i свойств матери
! заходов червяков, ! шаг.мм ! зубча- ! • алов
I ходовых винтов ! ! того,ко-! !
! i ! i ! ! леса,мм ' Lj I
Вариатор 14 120 I 5 Сталь 45 ГОСТ1050-74
15 44 I 5 Сталь 45 Г0СТЮ50-74 -
_ а ~ 16 I2Q I 5 Сталь 45 ГОСТ1050-74
Бабка передняя 18 30 2 10 Сталь 40Х ГОСТ4543-71 Зубья И5,5..,6 HRC48 ,.52
то же 19 60 2 10 Сталь 401 ГОСТ4543-7 Зубья Н5,5...6 HRC48...52
_ -« ~ 20 18 2- 14 Сталь 40Х ГОСТ4543-71 Зубья h5,5..,6 HRC48...32
21 72 2 14 Сталь 401 Г0СТ4543-71 Зубья h 5,5...6 НКС48...52
- 39 -
• f
Продолжение табл.6.3
Куда входит Поз. см.рис.6.2 Число зубьев зуб- чатых колес или заходов червяков, ходовых винтов Модуль или таг.мм Ширина обода зубча- того,ко- леса,мм Материалы Показатели ввойств ма- териалов . О Ilin «|Щ
Набка передняя 23 30 2 8 Сталь 401 Зубья И 5,5...6
Г0СТ4543-71 HRC 48...52
То же 24 60 2 8 Сталь 401 Зубья h5,5...6
Г0СТ4543-71 HRC 48...52
* — 25 20 2 8 Сталь 40Х зубья И 5,5...6
ГОСТ4543-71 HRC48...52
„ и __ 26 24 2 18 Сталь 40Х Зубья h 5,5...6
• ГОСТ4543-71 HRC48...52
„ п __ 27 25 2 8 Сталь 40Х Зубья h 5,5...6
ГОСТ4543-71 HRC48...52
Колеса зубчатые
(сменные) а> 27 2 8 Сталь 401 ,,
б 1 ГОСТ4543-71
в 35 2 8 Сталь 40Х
Г J ГОСТ4543-71
<0
Продолжение табл. 6.3
5^гда входит. ! 01 ! ! , ! Поз .рис. •! Число зубьев зуб- ! ! чатых колес или I i заходов червяков, i j ХОДОВЫХ ВИНТОВ f i ! МОДУЛЬ ИЛИ] шаг.мм j ! ! Ширина обода зубча- того ко- леса,мы ! ! t । Показатели ! ; свойств ма- । Материалы । териалов ! !
Колеса зубчатые а' 36 2 8 Сталь 40Х
(сменные) б Г0СТ4543-71
в 40 2 8 Сталь 401
Колеса зубчатые т} а\ 43 2 8 Г0СТ4543-71 tr Сталь 401 , г
(сменние) То хе б 54 2 8 Г0СТ4543-71 Сталь 40Х Ч
«• * в у 66 2 8 Г0СТ4543-71 Сталь 401
73 2 'в TOCT4543-7I • Сталь 401
_ я _ г 79 . 2 8 Г0СТ4543-71 Сталь 40Х
Коробка передач 29 17 1,5 л 8 • Г0СТ4543-71 Сталь 40X6 А
ГОСТ4543-71
t ♦
Продолжение табл.6.3
Куда эхе®.- -. ! Поз. ! ш.ряс.6.2 ! i . л_ Число зубьев зуб- чатых колес нив заходов червяковв ходовых "™—»- ! ! ! ! Модуль илв ; ! ! Ширина ? обода • зуота- , Матервада ТОГО НО-! лееа.ш । i Показатели i свойств ма- । терзалов !
Неробка передач 30 Ж 1в5. 8 Сталь ЗубьяЬ4...4»5
Т0СТ4543-7Х W43...S
То же 31 32 1,5 8 Стань 40Х Зубья h4...4,5
TQCT4543-7I HRC48...52
и» 32 35- 1,5 .8 Сталь 40Х Зубья Ь 4.. Л,5
» « Г0СТ4543-71 HR048...52
«,» ® ет. 33 28 105 8 Сталь 401 Зубья h4...4,5
ГОСТ4543-71 ЖМ8...52
_ И „ 34 35 1„5 8 Стась ОХ ЗубьяЬ4...4,5
Г0СТ4543-71 HRC48. ,52
®э «• 35 32 1,5 ' 8 Сталь 40Х Зубьяh4...4,5
ГОСТ4543-71 EftC48... Ей
„ и _ 36 36 1,5 8 Сталь 401 Зубья h4...4,5
ГОСТ4543-71 HRC48...S
F5 37 Ж) Х,5 ' 8 Сталь 40Х Зубьн h4.. .4,5
ГОСТ4543-71 HRC48...52
42
Продолжение табл. 6.3
т- 7 г I 1 !
Куле входит ! Поз. } !см.рис.6.2j ! i 1 Число зубьев зуб- j чатых колес или ! заходов червяков, ! ходовых винтов ! ! Модуль или • шаг.юн • ! ! ! ! Ширина I °$бч1- 'Материалы того ко-? леса,мм ! ! Показатели ! свойств ыа- ! териалов | . । :
Коробка передач 38 28 2 8 Сталь ДОХ Зубья h 5,5...6
ГОСТД543-71 HRC48...52
То же ® - 20 . 2 8 Сталь 401 Зубья h 5,5. ..6
ГОСТД543-71 HRC48...52
- " • 1 « ' а 1,5 8 Сталь 401 Зубья Нд.,.4,5
ГОСТ4543-71 ИКС48...52
• • • а 42 ' 1,5 8 Сталь ДОХ Зубьяh4...4,5
ГОСТ4543-71 BRC48...52
е. 42 ' 1,5 8 Сталь ДОХ Зубьяh 4...4,5
ГОСТ4543-71 HRC4...52
- • •• 43 21 1,5 8 Сталь 40X1 Зубьяh 4...4,5
• г. - ГОСТ4543-71 HRC48...S2
44 42 1,5 8 Сталь ДОХ Зубьяh4...4,5
ГОСТ45ДЗ-71 HRC48...S2
45 32 ' 1,5 8 Сталь ДОХ Зубьяh 4...4,5
Г0СТ4543-71 HRC48...52
-4 / : -45 - . j .. . _ уг- 1 • . ЙоЗ 6
1 ! i Число зубьев зуб— (Модуль или t Ширина ( обода Т‘ !
Куда входит ? Поз. 1 | Показатели а 613ОЙС2В ма-
jсм.рис.6.2 j чатых колес или j । Материалы
1 ! 1 t заходов червяков, j “° ,ии t ходовых винтов j i t i зубча- i того ко- i леса,мм i ! 1 wptf&jw t
Коробка передач 46 32 . 1,5 8 Сталь vjj' ГОСТ4543-71 СЛ/ /-'i—ti’ й о 4© 5 HRC48...52
То же 47 25 1,5 8 •Сталь 40Х Зубьяh4».4,5
V. tv _• У - Г0СТ4543-71 HRC48...52
- = - . 4В » 1,5 8 Сталь 40Х зубьяh4.0.4,5
- • • Г0СТ4543-71 HRC48...52
- - - 49 q 3ft 1,5 8 Сталь 40Х ГОСТ4543-71 Зубьяh4...4,5 HRC48...S2
- " - 50 22 1,5 15 Сталь ДОХ Зубьяh 4..o4,5
"v" " r I’****-1 -y- - Г0СТ4543-71 HRC48...52
- - - а 36 1,5 8Хз Сталь 401 Зубьяn 4...4,5
л- '' , : Г0СТ4543-71 H?C48...52
«ертук . 1 2 30 Сталь ДОХ I - -
Г0СТ4543-71
- " - 56 27 2 r 1 18 Биметалл (Бронза : Бр.ОЗДЖб ГОСТ 613-79)
- 4<? -
Продолжение табл. 6.3
Куда входит j Поз. Г ‘см.рио.6.2; ! ! Число зубьев зуб- чатых колес или заходов червяков, i- -1 1 ^Модуль или t шаг.мм 1 ! Ширина ! обода ! зубча- 1 1 t Материалы I ! ! ! г Показатели свойства ма- териалов
! ! ? 1 ! ! г ! ходовых винтов I t ! ! ! того ! колеоа, ! мм ! { ! ! 1 ! ! !
Фартук эт 15 1,5 IO Сталь 40Х ГОСТ 4543-71
То же 5В 15 1,5 8 Сталь 40Х ГОСТ 4543-71
59 15 1,5 8 Сталь 40Х ГОСТ 4343-71
60 45 1,5 8 Сталь 45 ГОСТ 1050-74
61 40 1,5 * 29 Сталь 45 ГОСТ 1050-74
V 62 45 1,5 8(jH Сталь 45 ГОСТ 1050-74
- ® • 63 21 1,5 Ю Сталь 45 ГОСТ 1050-74
4-----+
Л; ! По». 9 S.-.2 ! ! ? Число зубьев зуб , чатых колес или i заходов червяков, j ходовых винтов j ' г Ширина : обода t зубча— ! ; Материала t ! Показатели ! свойства ма- ! териалов
5 1 t того ко~{ j леса,мм j ! !
Фартук а е 65 75 П 3,5 2 8 16 Сталь 45 ГОСТ 1050-74 Сталь 401
* - 67 17 1.5 13 ГОСТ 4543-71 Сталь 45
Суппорт 68 <7 - 1,5 5 ГОСТ 1050-74 Сталь 45 . *
Фартук 69 во 1,5 8 ГОСТ 1050-74 Сталь 45
Суппорт 70 16 1„5 16 ГОСТ 1050-74 Стань 45 Зубья h 4. ..4,5
Сйанижз То ае 71 81 75 I . 2 5 Х6 ГОСТ 1050-74 Сталь 45 ГОСТ 1050-74 Сталь А4ОГ ГОСТ 1414-75 НЯС48...52 Искусственное старение
46
Продолжение табл. €.3
1 1 ! 1 ......— — - г1""
,Д8 входит! Поз. ! Число зубьев зуб- ! Модуль ИЛИ 1 Ширина ! j Показатели
!см.рис.6.2 чатых колес или • шаг.мы ! । обода ! Материалы ! 1 свойства на-
i ! । • заходов червяков, • • ходовых ВИНТОВ ; 1 ! зубча- ! того ко-! t териалов
! ! ! леса,мм • ! !
Фартук 82 X 5 Бронза 0410-0,5 0CT2MT3I-I-75
Суппорт 83 I 2 Сталь 45 HBI96-24I ГОСТ 1060-74
84 I ч 2 — Брони Бр.05Ц5-05 ГОСТ 613-79
85 I * Сталь 45 НВ 196-241 ГОСТ 1050-74
_ в 86 I 2 Бронза Бр.05 Ц5 С5 ГОСТ 613-79
й, 1 г S.' ? - STS
- 47 -
, Нредодаенве ?а($л® 6.3
ВУда входит! ! 1 i i „ ! Поз. ! аы.рис.6.2; г i ! Число зубьев зуб- чатых колес или заходов червяков ходовых винтов ! Модуль или ! шаг.мы *1 ! ! П Т 1 ! t Материалы .! ! J ~'Л~ . , - - - т. 1.л_ i Показаталв [ свойства материа- ! лов 1 i
! i ! ! 1 i Ширина обода зубча- того ко- леса,мм
5₽;бка задняя 87 I 2 Сталь 45 НВ 196-241
ГОСТ 1050-74 -
То же 88 I 2 Чугун
СЧ21-40 -р. . -
ГОСТ 1412-70
Вариатор 89 I 4 Сталь 45
ГОСТ 1050-74
_ в 90 I 4 Сталь 401
ГОСТ 4543-71
- & -
6.2. Схема кинематическая (рве. 6.2)
Кинематика станка позволяет осуществлять следующие основные
движения:
главное движение - вращение шпинделя;
движение подачи - перемещение резца;!
вращение насоса агрегата гидростатики
Электродвигатель I через зубчатую муфту 2 вращает ведущий
акив 3 вариатора о широким клиновым ремнем. Ремень приводит во
зращение ведомый шкив вариатора 4. Изменение скорости вращения ве-
домого вала вариатора осуществляется осевым перемещением подвижно-
го диска ведомого шкива 4.
Далее, через одну из двух пар зубчатых колес 5 в 6 или 7 и
3, вращение передается шкиву 9 глиноременной передачи, Переключе -
дяе здесь осуществляется осевым перемещением блока шестерен 5 а 7.
От шкива 9 клиновые ремни передают шкиву 17, а®
втуз.е У® Отсвда вращение вшивделю УП лвбо непрсредсгед: яо при
включении зубчатой муфты 22, либо через перебор, состоящий из зуб-
чатых колес 18,19,20,21 с общим передаточным отношением 1:8.
Жжение при включении нормальной подачи з нарезке резьбы,
приводится непосредственно от шпинделя УП либо втулки ГУ'оствет-
отвенно этому, зубчатое колесо 24, скользящее по валу УШ, зацеп-
ляется либо о зубчатым колесом 23, либо о зубчатым колесом 18.
Последнее зацепление используется мя нарезанвя резьб о
крупным шагов при включении перебора. Оно дает восьмикратное уве-
личение шага.
При экличениз тонких подач движение осуществляется от вале Ш
перебора вг затора, через шестерки 10,11; ременную передачу шкивы
12, 20 и и ханизмн коробки подач, которые включаются при помощи
скользящей по залу 1У1 шестерня 29.
Включение коробки подач от ременного или шестеренчатого при-
вода сблокировано в механизме управления коробки подач.
От вала УШ вращение передается через зубчатые колеса трензе-
ля 25,26,27 и зубчатые колеоа гитары, а,б,в,г на валы коробки по -
дач.
Механизмы подач: механизм смещения ряда (зубчатые колеса 30,
32,31,33).механизм основного ряда резьб и подач, зубчатые колеоа
33,34,31,35,38,39,36,37), множительный механизм зубчатые колеса 40,
41,42,43,44,45,46) - позволяет при неизменной настройке гитары по-
лучить 28 ступеней нормальных подач (4 ступени повторяются) или
ряд стандартных шагов резьбы и от ременного привода 16 тонких по-
дач.
Осевым перемещением шестерни-полумуфты 47 включается вращение
ходового валика XIX (через шестерни 48,49,51, трензель тонких по-
дач шестерни 49,50,51 и муфту 53) или ходового винта 81. Полумуфта,
жестко связанная оо скользящим блоком 44-46, служит для прямого
соединения ходового винта с гитарой. Это сохраняет сохранить кине-
матическую цепь резьбы. Настройка на шаги нарезаемых резьб в этом
случае производится подбором колео гитары.
При включении маточной гайки 82 вращение ходового винта 81 преоб
разуется в продольное перемещение суппорта,, йопользуемо; для нареза-
ния резьб.
При точении, вращение ходового валика ИХ плавающей муфтой 54
передается червячной паре 55,56 и далее планетарному механизму 60,
59,57,58 и шестерне 61.
Солнечное колесо 57 удержива тся от вращения предохранительной
муфтой 66.
Зубчатый блок 62,63 служит для настройки при перс ачении про-
дольной и поперечной подачи. В первом случае зубчасс-- колесо 63 за-
цепляется о колесом 64, на одном в/.'.у с которым сидит реечная шес-
терня 65, зацепляющаяся . рейкой 71; во втором случае зубчато колесо
- 5Z2-
62, зацепляется о колесом 70, приводящим во вращение винт попе-
речной подачи 83. ' "
Зубчатые колеса 68 и 69 вращает лимб отсчета продольного
перемещения суппорта.
Зубчатые колеса 13,14,15,16, образуют планетарную переда-
чу, через которую при управлении вариатором приводится во вра -
щение лимб отсчета скорости шпинделя.
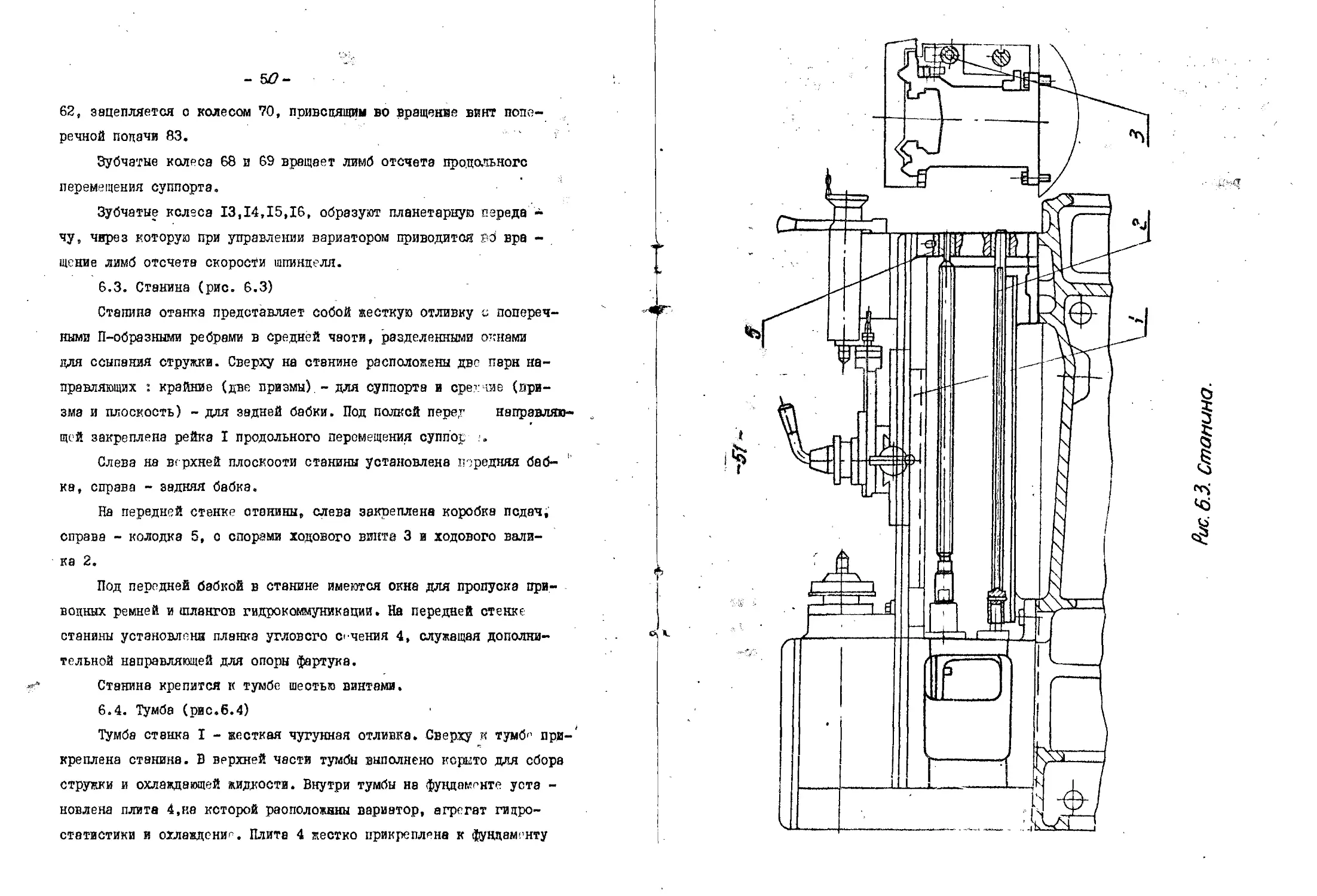
6.3. Станина (рис. 6.3)
Станина отанка представляет собой жесткую отливку с попереч-
ными П-образными ребрами в средней части, разделенными окнами
для ссыпания стружки. Сверху на станине расположены две парн на-
правляющих : крайние (две призмы). - для суппорта и ере?:чие (при-
зма и плоскость) - для задней бабки. Под полкой перед направляю-
щей закреплена рейка I продольного перемещения суппор
Слева на верхней плоскости станины установлена передняя баб- 1
ка, справа - задняя бабка.
На передней стенке станины, слева закреплена коробка подач,
справа - колодка 5, о спорами ходового винта 3 и ходового вали-
ка 2.
Под передней бабкой в станине имеются окна для пропуска при-
водных ремней и шлангов гидрокоммуникации. На передней стенке
станины установлена планка углового очелия 4, служащая дополни-
тельной направляющей для опоры фартука.
Станина крепится к тумбе шестью винтами.
6.4. Тумба (рис.6.4)
Тумба станка I - жесткая чугунная отливка. Сверху к тумб'1 при-*
креплена станина. В верхней части тумбы выполнено корыто для сбора
стружки и охлаждающей жидкости. Внутри тумбы на «фундаменте уста -
новлена плита 4,на которой расположили вариатор, агрегат гидро-
статистики и охлаждениг1. Плита 4 жестко прикреплена к фундаменту
Рис. 63. Станина.
-5г-
четырьмя болтами.
Тумба I установлена на фундаменте на трех виброопсрах 3.
Такая установка тумбы значительно уменьшает передачу виб-
раций от узлов, расположенных на плите 4.
Справа на тумбе находится ниша электрощкафа, закрытая крыш-
кой 2. Слева на задней стенке тумбы установлен блок контроля на-
грузки шпинделя. В боковых стенках т^мбы выполнены окна для об -
легчения установки и обслуживания узлов. В процессе сборки на за-
воде-изготовителе и при транспортировке тумба и плита жестко со-
единяются между собой при помощи резьбовых распорных втулок и бол-
тов.
6;5. Вариатор (рис,6.5) ;
Узел состоит из собственного вариатора, двухступенчатой ко-
робки скоростей (коробки переключения диаповонов) и ременного при-
вода тонких подач.
Первый 'ведущий) вал 16 вариатора приводится во вращение флан-
цевым электродвигателем через зубчатую полумуфгу. Вторая половина
муфты выполнена заодно с валом 16. На валу 16 установлены непод -
викннй диск 14 и подвижный диск 15, образующие ведущий шкив вари-
атора. От этого шкива вращение посредством широкого клинового рем-
ня 10 передается валу В через ведомый шкив вариатора, состоящий из
неподвижного диска 10 и управляемого подвижного диска вариаторе I.
Кроме ведомого шкива, на валу 9 расположен блок зубчатых ко-
лес 7 и 8, который перемещаясь по шлицам вдоль вала 9* переключает
диапазоны скоростей выходного вала вариатора.
На ведомое залу коробки сксроотей посажен ведущий шкив клино-
ременной передни, связывающей вариатор о передней бабкой. Для
возможности натяжения переда 6, корпус 13 коробки скоростей вари-
атора может поворачиваться на стакане 6, закрепленном в корпусе
17 Вариатора. Поворот корпуса 13 производится nptf помощи стяжной
гайки 23, после чего стяжная гайка-стопорится .
Рис. 6Л
Механизм управления вариатором и коробкой скоростей располо-
жен сверху на корпусе вариатора. Маховичок 26 управляет перемеще-
нием скользящего диска II, рукоятка 21 служит для переключения
блока шестерен 7 и 8 коробки скоростей. Планетарная передача 18-
-19-22 связывает маховичок 26 с диском 25, на котором установле-
но кольцо 24 с лимбом 20, На лимбе 20 нанесены две шкалы скорос-
ти вращения шпинделя, одна - для прямого включения шпинделя, дру-
гая - для включения шпинделя через перебор,
Для отсчета показаний шкал служат две пары указательных
штрихов, нанесенных на прозрачном щитке, расположенном над лимбом.
При переключении скоростей вариатора щиток перемещается вместе с
рукояткой 21. Для отсчета следует пользоваться той парой указатель
нах штрихов, которая в данный момент находится в верхнем положе -
НИИ.
Ременной привод тонкой подачи осуществляется от последнего
вала 3 коробки скоростей вариатора. Шестерня, нарезанная на конце
вала 3 переда. .. вращение текстолитовой шестерни 4, на валу кото -
рой установлен шкив I привода тонких подач.
Натяжение- змеиной передачи привода тонких подач производит-
ся поворотом корпуса 2 с последу., его стопорением при помощи
гайки.
6,6. Бабка передняя (рис.6.6)
В корпусе передней бабки собраны шпиндель, перебор, привод
резьб и подач с трензелем и механизм управления.
Приемный шкив 8 передней бабки установлен на шестерне-втуя-
к Псоосиой со шпинделем е Слева от шкива расположена ыуфо'а 10
прямого включения шпинделя, справа - зубчатые колеса перебора 2,6,
7,11.
Шпиндель станка вращается в гидростатических подшипниках,
передняя опора воспринимает радиальные о осевые нагрузки, задняя-
-5^-
ра.циальные .
Задняя опоре шпинделя и левая опора шестерни-втулки II
шкива 8 расположены в стакане 9. При замене приводных ремней
этот стакан нужно снимать.
Передаточное отношение перебора передней бабки равно
1/8. Управление перебором 6,7 и муфтой 10 прямого включения
осуществляется одной рукояткой. Рядом с шестерней-втулкой II
на шпинделе 4 расположено зубчатое колесо 3 привода резьб и
подач. Зубчатое колесо I, расположенное на первом валу 12 при-
вода резьб и подач, может соединяться либо с зубчатым колесом
перебора II, либо с зубчатым колесом 5, сидящим на шпинделе,
что дает возможность при включенном переборе получить увели-
ченные шаги резьб.
Изменение направления подачи или нарезаемой резьбы осу-
щеевляется тренземлгм, со .оящим из двойного зубчатого колеса
13, скользящего колеса 15 и паразитного колеса 16. Колесо 15
посажено на шлице выходного вала 14, на конец которого надева-
ется одно из сменных колец гитары.
Рукоятки управления механизмами передней бабки располо-
жены на передней стенке бабки. Спереди к корпусу бабки 5
прикреплен литой кожух, в котором установлены кнопки управле-
ния главным электродвигателем.
Смазка механизмов передней бабки - централизованная -
от агрегата гидростатики.
5.7. Бабка задняя (рис. 6.7)
Задняя бабка состоит из основания 4 и корпуса 7, в’ко-
тором смонтированы механизмы бабки.
Корпус бабки 7 в поперечном направлений мож°т смещаться
по выступу основания 4 при помощи регулировочных винтов II и
гайки 10.
se-
ptic. 6.7. Бобка задняя
-56 -
Закрепление бабки на направляющих станины, производится
рукояткой 13 с помощью эксцентрикового зажима 1,2,5.
В расточке корпуса бабки 7 расположена пиноль 6 для уста-
новки упорного центра и других инструментов.
Пиноль 6 перемещается при вращении винта 12 маховичком 9.
Отсчет величины перемещения пиноли 6 - производится по шкале,
нанесенной на пиноли и по лимбу 8.
Регулирование положения рукоятки 13 эксцентрикового зажима
производится на бабке, снятой с направляющих,поворотом рейки 3
на одну грань (до совмещения плоскостей гайки с пазом планки).
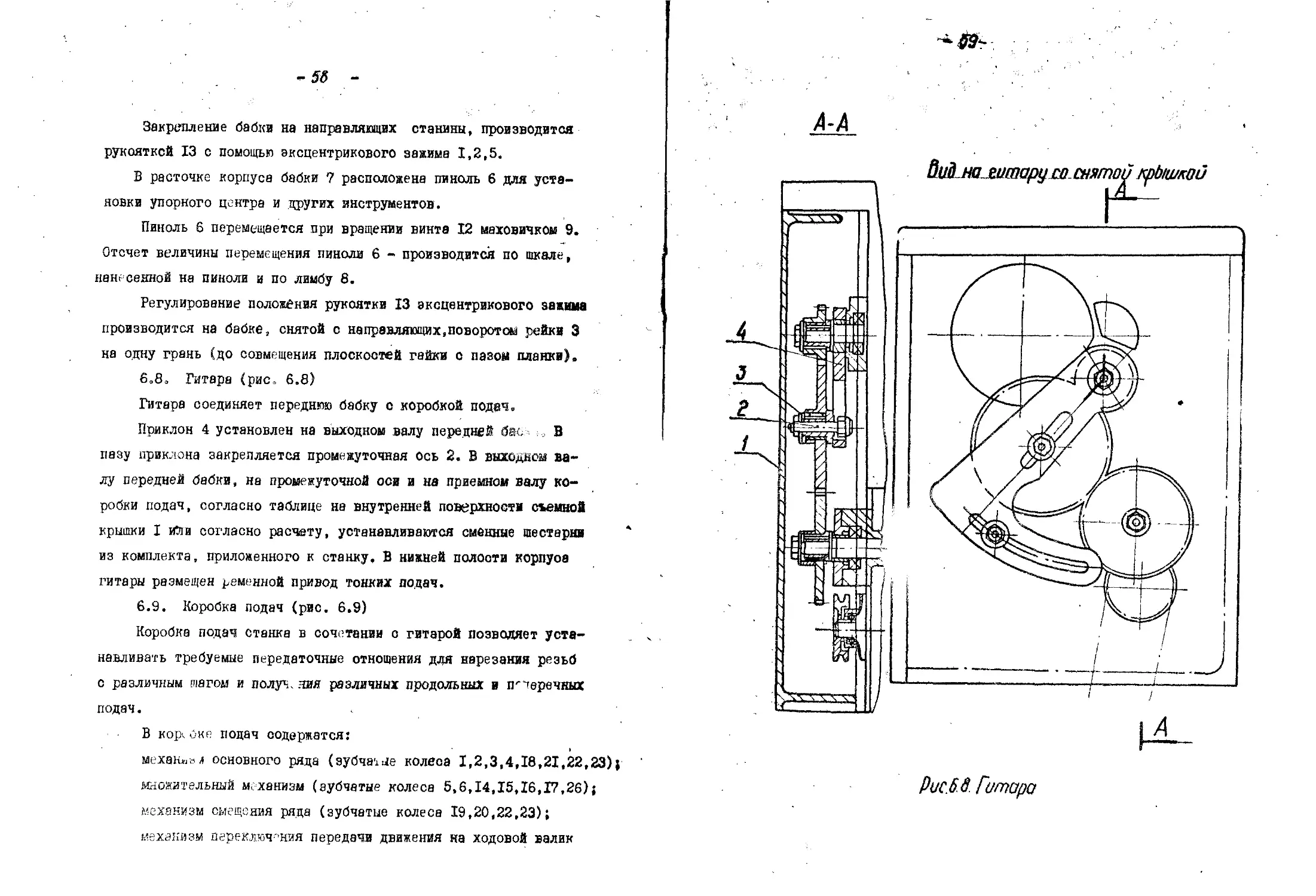
6.8. Гитара (рис. 6.8)
Гитара соединяет переднюю бабку с коробкой подач.
Приклон 4 установлен на выходном валу передней ба<. В
пазу приклона закрепляется промежуточная ось 2. В выходном ва-
лу передней бабки, на промежуточной оси и на приемном валу ко-
робки подач, согласно таблице на внутренней поверхности съемной
крышки I или согласно расчету, устанавливаются сменные шестерни
из комплекта, приложенного к станку. В нижней полости корпуса
гитары размещен ременной привод тонких подач.
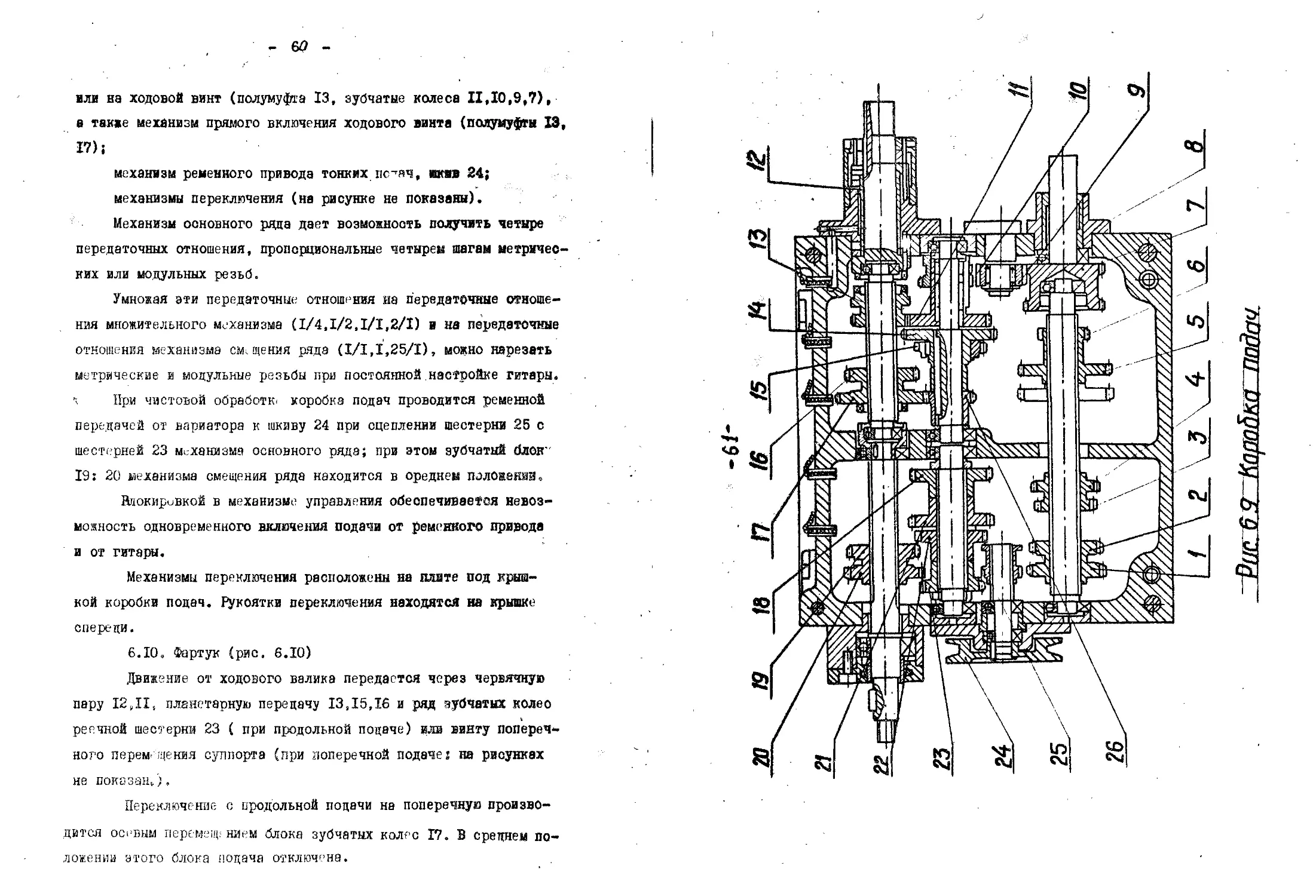
6.9. Коробка подач (рис. 6.9)
Коробка подач станка в сочетании о гитарой позволяет уста-
навливать требуемые передаточные отношения для нарезания резьб
с различным тагом и получ ния различных продольных в пиаренных
подач.
В кор. оке подач содержатся:
механ*,вл основного ряда (зубчатые колеса 1,2,3,4,18,21,22,23);
множительный механизм (зубчатые колеса 5,6,14,15,16,17,26);
механизм смещения ряда (зубчатые колеса 19,20,22,23);
механизм переключения передачи движения на ходовой валик
Рис.6.3. Гитара
- 60 -
или на ходовой винт (полумуфта 13, зубчатые колеса П,Ю,9,7),
в также механизм прямого включения ходового винта (полумуфты 13,
17)5
механизм ременного привода тонких пс-’ач, шкив 24;
механизмы переключения (на рисунке не показаны).
Механизм основного рода дает возможность получить четыре
передаточных отношения, пропорциональные четырем шагам метричес-
ких или модульных резьб.
Умножая эти передаточные отношения на передаточные отноше-
ния множительного механизма (1/4,1/2,I/I,2/1) в на передаточные
отношения механизма смещения ряда (1/1,1,25/1), можно нарезать
метрические и модульные резьбы при постоянной настройке гитары.
При чистовой обработка коробка подач проводится ременной
передачей от вариатора к шкиву 24 при сцеплении шестерни 25 с
шестерней 23 механизма основного ряда; при этом зубчатый блок'
19: 20 механизма смещения ряда находится в среднем полоаениз
Блокировкой в механизме управления обеспечивается невоз-
можность одновременного включения подачи от ременного привода
и от гитары.
Механизмы переключения расположены на плате под крыш-
кой коробки подач. БУкоятки переключения находятся на крышке
спереди.
6.10. Фартук (рис. 6.10)
Движение от ходового валика передастся через червячную
пару 12,11, планетарную передачу 13,15,16 и ряд зубчатых колео
реечной шестерни 23 ( при продольной подаче) или винту попереч-
ного перемещения суппорта (при поперечной подаче! на рисунках
не показан.).
Переключение с продольной подачи на поперечную произво-
дится осевым перемещ; нием блока зубчатых колес 17. В среднем по-
ложении этого блока подача отключена.
:Рла:б9Кпрп^кпппг1пи
_ 62 - “
При нарезании резьб подача суппорту сообщается от ходово-
го винта через маточную гайку 10; 22. Встроенная в механизм
фартука блокировка исключает возможность одновременного вклвче»
ния гайки 10-22 и движения как продольной, так 0 поперечной ПО-
дачи.
Во избежание заедания гайки на ходовом винте, сблвЕение
полугаек ограничивается регулируемым упором 9.
Для предохранения механизмов фартука от поломки при пере-
.. грузке служит рычаг 6, ролик которого, под действием подпружин-
ной защелки 73 удерживает от вращения зубчатый диск 5.-е ним
и солнечное колесо 13 планетарной передачи.
При перегрузке ролик выходит из впадина диска 5,р;!Чаг 6
поворачивается и фиксируется защелкой 7 в отведенном положении.
Подача прекращается,, Возврат предохранительного устройства во
включенное положение производится рукояткой 36 (риоЛ)-
Чредохранительное устройство может быть испольэ- з
для работы го упору.
Величина предельного тягового усилия регулируется врача-
кием кнопки 8.
Ручное перемещение суппорта осуществляется вращением
маховичка 20 при среднем положении блока 17 и вытянутой кноп-
ке 21. Отсчет перемещения производится по лимбу 19.
При механической подаче кнопку 21 следует подать вперед,
чтобы исключить вращение маховичка 20.
Корпус фартука прикреплен к салазкам 28,уотанс ленным на
передней призматической не равляющей статины.
Продс г е перемещение суппорту передается винтами 27t и
сферическими подпятниками 26. На нижней крышке фартука 4 на
ексцеирричесм.х осях 3 установлены шарикоподшипники 2, перека-
тывающиеся по планке станины.
-"63 -
6.II. Суппорт ( рис. 6.II)
Суппорт станка коеетового типа. Нижние салазки суппорта
13 перемешается в продольном направлении по станине.
Сверху, па направляющих нижних салазаях установл<”тн ’’о-
перечные салазки 2 суппорта, на которых еакпепленн пополот _
ине салазки 12. По наппавляппим поворотных сала адк пегеме -
щается (вручную) верхняя каретка II, несущая резцедержатель
3. Резцедержатель четырехпозипзонниЯ, с Фпксацпей в четырех
положениях.
Поворотные салазки 12 устанавливаются на требуемый угол
по шкале,нанесенной на поперечных салазках 2. Перемещение по-
пеперечннх салазок может быть механическое (от фартука) или
ручное (от рукоятки).
При поперечной обработке нижние продольные салазки суп-
порта 13 могут стопориться винтом 4. На винтах I и 8 переме -
Цения верхней каретки и поперечных салазок расположены лимбы
5 и 9 точного отсчета величины перемещений.
6.12, Охлаждение (рис. 6.13)
Охлаждение состоит из бачка I с Центробежным электрона-
сосом, шлангов подачи и слива эмульсии, трубки 3 с колпачковым
наконечником 2 для регулирования подачи эмульсии в эону обра-
ботки.
Трубка 3 с помощью клеммы 4 и ползуна 5 нэ нужной высоте
зажимается не штанге ограждения, закрепленной на суппорте.
Эмульсия сливается в дорыто тумЛ: и через г.оуоп-'у с с'Т-
кой - в бачок I.
6.13, Ограждение (рис. 6.13)
Ограждение представляет собой пропрсчютй откидь й козы -
рек I.
Стекло вставлено в металлическую пауку 0. рамка 2 ?атя~
-6Ч~
Рис.б.П Саппорт
Рис. 6.12
-66-
нута и законтрена на оси 3. Ось рамки шавнирно закреплена в
стержне 5.
В свою очередь стержень клеммным зажимом 4 на нужной
высоте закрепляется на штанге 6.
Штанга закреплена на суппорте в вертикальном положе-
нии.
Совместно со станком поставляются ряд приспособлений
и принадлежностей, входящих в комплект и стоимость станка.
6.14 .Зажим пантовый (рис. 6.14)
Цанговый зажим состоит из втулки I, в которую встав-
ляются разные по размеру ранги для крепления обрабатываемых
деталей. Втулка I устанавливается в конусном отверстии шпин-
деля. , '
Затяжка панг производится шомполом 12 при вращении
маховичка 3.
6.15. Упор микрометрический продольный (рис. 6Л5)
Микрометрический продольный упор преднаэнбге для об-
работки деталей по упору в направлении к передней бабке.
Упор крепится винтами 3 и планкой I к передней направ-
ляющей стан- ’-ш.
*
Вращением микрометрического винта 5 с шагом резьбы 1мм
в корпусе 4 производится тонкая наотпойка упора.
Пена деления .лимба на винте 5-0,02мм.
После настройки винт 5 контрится гайкой 2.
6.16. Упор поперечный индикаторный (рис. 6.16).
Устанавливается на суппорте станка.
Кронштейн й установлен на поперечных салазках. В нем ус-
тановлена регулируемая по длине штанга I в зависимости от диа-
метра обрабатываемой детали. К штанге с помощью клеммного зажи-
ма 3 закрепляется индикатор 4. Па продольных салазках установлен
упор 5.
Рис 6.15. Ограждение.
Рис. 6.14. Зажим цанговый.
- *10 -
6.17. Упор продольный индикатотшй (рис. 6.17).
Устанавливается на передней призматической направ-
ляющей станины. В хомуте I с помощью клеммного зажима закреп-
ляется индикатор 2, измерительный наконечник которого взаи -
модействует с учопом фаптука.
6.18. Переключатель (пис. 6.18)
Переключатель состоит из корпуса 2,рукоятки I,тол-
ка теля 5, пальца 7, пружин 6 и 9 и конечных выключателей 3,
4 и 8.
Нейтральное положение рукоятки I устанавливается о
помощью пружин 6, воздействующих на .толкатели 5, установлен-
ные в корпусе 2.
Включение прямого и обратного вращения шпинделя до-
стигается при повороте рукоятки I соответственно » аво или
влево.
При этом рукоятка воздействует на конечный вы -
кточатель '< или 4.
*
Лля торможения шпинделя рукоятку I необходима по-
вернуть на себя. Пои этом рукоятка I черва палеп 7 воздейству-
ет на конечный выключатель 8.
При освобождении рукоятки торможение шпиндаля пре -
кращается и рукоятка возвращается в исходное вертикальное по-
ложение.
--- - - __
Рис b ib Упор поперечный индикаторный
Риг И Упор продольный индикаторный
PpuM&wtK , «ж пор позР (рисб. п) и
ин&жотор поз.2(рис. 6 !8) зоЬодом
щготобитслем пс постобляютс^
Переключатель
- «О
- 75 -
7. Э Л В К Т Р О О Б O P У Д О В А Н И В
7.1. Общие сведения
(рис.7.1; 7.2 в 7.3)
На станке установлены три трехфаэннх асинхронных электродвига-
теля MX; М2 в М3. На станке имеются следующие напряжения пере-
менного тока:
- силовая цепь 3^'50 Гц ЗЮ В
цепь управления 30 Пч НО в;
дапь местного освещения 50 Гц, 24 В;
Управление станком осуществляется рукояткой на тумбе и органами
управления, расположенными на передней бабке и на двери электро-
киафа.
Электрошкаф о электроаппаратурой станка размещается в нише с
правой стороны тумбы.
Освещение рабочего места производится светильником с гибкой
стойкой, расположенным на передней бабке станка. Ввод питаю-
щих проводов в электрошкафе выполняется проводом марки НТВ
сеч. 1,5 мм^ черного цвета через угольник 1/2".
Трехфазннй автоматический выключатель в максимальным расцепи-
телем для подключения станка к сети установлен на двери электро-
шкафа.
При уходе за электрооборудованием необходимо периодически
проверять состояние аппаратуры, обращая особое внимание на на-
дежное замыкание и размыкание контактных мостков.
Во время эксплуатации электродвигателей нужно системати-
чески ад,ззводать вх технические осмотры и профилактические
ремонты.
44
Периодичность тахосистров устанавливается в зависимости от
производственных условий, нс не реке одного раза в два меся-
ца. При профилактических ремонтах должна производиться раз- .
борка электродвигателя, внутренняя И наружная чистив и за-
ливка смазки подшипников. Смену смазки подшипников при нор-
мальных условиях работы следует производить через 4000 Часов
работы.
Перед набивкой свежей смазки подшипники должны быть тща-
тельно промыты банзиноы. Камеру заполнить смазкой на 2/3 ее
объема. Рекомендуемая смазка I-I3жировая ГОСТ I63I-6I. Не
применять этилированный бензин.
7 2 Первоначальный пуск.
При первоначальном пуска станка необходимо щйщв всего
проверить надежность заземления и качество моя?" лектро-
оборудования внешним осмотром. После осмотра не мшх на-
борах в электрошкафу отключить провода питания за;ктродвига-
телей: MI; М2 и М3. При помощи вводного автомата
станок подключить к цеховой сети. При помощи кнопок и пере-
кличателя проверить четкость срабатывания магнитных пускате-
лей.
7.3. Описание работы.
Схема электрическая принципиальная показана на рис.7.1.
Напряжение в схему подается включением вводе го выключа-
теля. Пуск электродвигателя гидростатики М3 осуществляется
кнопкой SBI. Кнопка 5BI в точках 1-6 включаат реле времени
KTI. Реле KTI, сработав, становится на самопитаниа в точках
1-6, а з точках 1-9 включает катушку пускателя КМХ. Пуска-
тель KMI, сработав, включает электродвигатель гидростатики
М3, а в точках 1-4 включает сигнальную лампочку Н L2.
- 45 -
Прв достижении нужного давления в системе гидоос: лики
срабатывает реле давления 5PI, которое включает катушку ре-
ле времени КТ2 в точках 11-8. Сработав, реле КТ2 в точках
12-13 подготавливает цепь включения электродвигателя MI и
обеспечивает возможность пуска MI только после всплытия шпин-
деля в гидростатических опорах. Пуск электродвигателя MI мо-
жет быть осуществлен только в том случае, если реле давления
5Р2 отключено. Включение электродвигателя MI осуществлется
поворотом рукоятки переключателя (Рис.6.19). фи повороте ру-
коятки вправо срабатывает микропереключатель 501 и в точках
16-17 включает катушку пускателя КМ2. Пускатель КМ2 становит-
ся на самспитание в точках 16-17 и своими силовыми контактами
включает MI - осуществляется прямое вращение шпинделя. При по-
вороте рукоятки переключателя влево срабатывает микропереклю-
чатель 5'02 в точках 16-21 включает катушку пускателя КМЗ. Пус-
катель КМЗ становится на самспитание в точках 16-21 и своими си-
ловыми контактами включает Щ - осуществляется обратное враще-
ние шпинделя. Пуск электродвигателя М2 подготавливается кон-
тактами КМ2 ила КМЗ в точках 24-25 и осуществляется включе-
нием виключателя$А1 в точках 16-24.
Цри повороте рукоятки переключателя на себя срабатывает ми-
кропереключатель 503, Егс размыкающий контакт в точках 15-16
отключает катушки пускателей КМ2 и КМЗ, а замыкающий контакт в
точках 1-27 включает пускатель торможения КМ5. Включение пос-
леднего возмсжн6?при отключенных пускателях КМ2 и КМЗ, что кон-
тролируем'. жающкии контактами этих пускателей в точках
27-28-30. ешиь^ лускатель КМЗ запараллеливает две об-
мотки электродвигателя Ml и подключает их к источнику постоян-
ного тока в точках AI2 и СИ. Осуществляется динамическое тор-
можение электродвигателя Ml главного движения. После остановки
lb
шпинделя рукоятку переключателя следует отпустить. Электросхе-
ма возвращается в исходное положение.
Для осуществления общего останова станка необходимо нажать
на кнопку SS2. При этом вращение шпиндс ? отключается мгновен-
но в точке 6-7.
Кнопкой SB2 в точках 1-27 включается катушка пускателя тор-
можения КМ5. Останов же электродвигателя гидростатики М3 осу-
ществляется в точках 1-5 контактом реле времени KTI. Времени
равминания этого контакта при отключении катушки реле KTI доста-
точно для полного останова шпинделя, при1 работающей гидростатике.
фи соевой перегрузке шпинделя срабатывает рала давления
$ Р2. Его размыкающий контакт в точках &-I2 отключает пускатели
КМ2 либо КМЗ, т.е. вращение электродвигателя MI прекращается.
Замыкающий контакт реле давления SP2 в точках 1-5 включает сиг-
нальную лампочку Н13.
Защита электродвигателей от токов короткого замыкания осу-
ществляется автоматически выключателем I.
Защита цеп'й управления и освещения от коротких замыканий
осуществляется предохранителями.
Защита электродвигателей от длительных перегрузок осущест-
вляется тепловыми реле.
Значение номинальных токов автоматических выключателей предо-
хранителей и установки тепловых реле даны в табл.7.1 и 7.2.
7.4. Указания по монтажу и эксплуатации.
фп установке станок должен быть надежно заземлен и подклю-
чей к общей системе заземления. Для этой цели в олактроикэфу
управления а на туибв станка установлены винты аазеыления
- 78 -
Продолжение таблицы 7.1
Поз. бозначение I ! f НАИМЕНОВАНИЕ
КП Реле РВП-22-3222-00У4
КТ2 времени РВП-22-3221-ООУ4
SPI Реле давления
SP2 Микропереключатель МП-1303 Исп.1
3 3 Й а Э Н S
Реле тепловое TPH-IO
Реле тепловое TPH-IO
Реле тепловое TPE-IO
Трансформатор ОСЫ-0,16 Исп.1
Трансформатор 004-0,16 Исп.4
Штепсельный разъем ДР20П43Г8
Штепсельный разъем ШР32П23П
—------j-------------------------
^ол-во J ПРИМЕЧАНИЕ
1......J------------;------------
I с катушкой НО В
I е катушкой 110 В
I комплектно с гидроаппаратурой
I '
I
I Jh = 0.5А
I Ун = I.25A
I 380/5-22-II0/24 В
I 300/36/36 В
1
I
Toff л. 72. Установка теплота реле.
, - 80 - .
8. ГИДРОСИСТЕМА
8.1. Общие сведения.
Гидросистема в станке осуществляет:
питание гидростатических опор шпинделя;
сказку шестерен передней бабки, корсаки скоростей вариатора
я неробки подач.
8.2. Конструкция.
Система состоит из следующих узлов и группы:
агрегат ги.^ростатики,
гидрокоимуникация,
блок контроля нагрузки шпинделя.
В группу "Агрегат гидростатики* входят узлы:
блок управления и контроля;
установка насоспая.
8.2.1. Агрегат гидростатики (Рис.8.1) *
Группа "Агрегат гидростатики" представляет собой комплексную
установку, включающую насосную установку, аппаратуру фильтрации,
регулирования и контроля давления.
На верхней плите 4 бака 3 установлена насосная установка 10,
связанная гибким рукавом 15 с блоком управления в контроля 7.
Блик 7 управления и контроля трубами 13 и 16 связан с фильтрами
£• предварительной и 8 тонкой очистки масла. 11а выходе фильтра 8
тонкой очистки закреплен коллектор 9, отвода от которого связа-
ны непосредственно с передней и задней опорой шпинделя.
Фильтры 6 и 8 закрепляются на кронштейнах 5 при помои® •
клешной стяжки. Расположение фильтров обеспечивает замену фильт-
роэлементов без демонтажа.
На верхней плите 4 установлен воздушный фильтр II (сапун),
ввернутый в заливочную горловину 12. В баке предусмотрен км-
- 81 -
лектор 17, к которому подведены все сливы на станке.
Слив рабочей жидкости из коллектора производится через ;
заливочную горловину, т.е. через фильтрующую сетку и магнит-
ный уловитель, что предотвращает попадание элементов износа .
шеотерен в бак 3.
На передней стенке бака встроены два маслоуказателя 14,
по которым контролируется уровень масла в баке. Для слива
маола из полости бака предназначена маслопускная пробка 2.
Агрегат крепится в нише тумбы станка на отдельно стоя-
щей плите через планки ^приваренные к баку 3.
8.2.2. Установка насосная (рис.8.2)
Насосная установка состоит из приводного электродвига-
теля I и насоса 4, связанных между собой упругой муфтой 2.
Электродвигатель I и насос Закрепятся к кронштейну 5. Крон-
штейн 5 через резиновую прокладку крепится к верхней плите
бака. На входе в насоо 4 установлен всасывающий патрубок 7,
_ в на выходе - угольник 3.
Утечки из корпуса насоса отводятся через штуцер 6.
8.2.3. Блок управления и контроля (рис.8.3)
Блок управления и контроля предназначены для регулирова-
ния и контроля давления питания гидростатических опор шпин-
деля.
Блок состоит из подпанельной плиты I, на которой установ-
лены: обратный клапан 3 (ПГ51-22), гидроклапан%авления 8 и
12 (ПБГ54-32М) и золотник включения манометра 4, на котором
на штуцере Л закреплен манометр 6.
Подвод давления к блеку выполнен через отверствие 13. По
каналам в блоке оно подводится к гидроклапану 12, золотнику
- 82 -
манометра 4 в выводится на задан» сторону панели для отвода к
фильтру предварительной очиотки - отверстие II.
Через отверстие 10 к блоку подводится давление после фильт-
ра тонкой очистки. По каналам в плите это давление подводится
к гидроклапану в, которым настраивается давление в системе пи-
тания опор шпинделя, к реле контроля давления 7 и к золотнику
вклинения манометра 4. Таким образом, обеспечивается визуаль- .
ный контроль давления до фильтров и после них, а также автома-
тический контроль за давлением на выходе из агрегата,
>
Слива из гидроаппаратов объединены оверленымл каналами в
плите и отводятся в бак через сливной патрубок 9. Блок крепит-
ся к верхней плите бака при помощи уголков 2 через резиновую
прокладку .
8.2.4. Гидрокоммуникация (рис.8.4)
Гидрокоыыуникадая станка предназначена для соединения аг-
регата гидростатики с опорами шпинделя, картерными полостями
передней бабки, коробкой подач и вариатором, куда отводятся
часть олива из опор шпинделя,
По рукаву I подается давление к передней опоре, а по ру-
каву 2 - к задней опоре.
По трубе 3, шлангу 6 из передней картерной полости бабки
масло подается на смазку коробки скоростей вариатора, а по ру-
каву 10 отводится в бак.
Но рукаву 4 отводится масло из передней картерной полости
в бак,
Отвод масла из коробки подач производится по рукаву 8. По
трубе 5 подается давление из осевой опоры шпинделя к реле кон-
троля нагрузки шпинделя. Дренаж из блока отводятся в бак по ру-
каву 9,
- 03 -
<•
8.3. Описание схемы гидравлической принципиальной {рис.8.5)
Питание системы гидростатических опор шпинделя и централизо-
ванной смазки производится от насоса НП, приводимого электродви-
гателем М2.
Давление по магистрали 21 через обратный клапан KOI и маги-
страль 22 поступает к блоку фильтров, включающему фильтр Ф2
предварительной очистки и фильтр ФЗ тонкой фильтрации.
После фильтров давление по магистрали 24 поступает к гидро-
статическим опорам шпинделя (к передней и задней опоре одновре-
менно) .
Слив из передней опоры поступает в переднюю картерную по-
лость передней бабки и служит для смазки шестерен и подшипников
качения, расположенных в ней.
Из передней картерной полости бабки рабочая жидкость посту-
пает по двум магистралям соответственно в вариатор и в бак.'
Слив из задней опоры попадает в заднюю картерную полость
бабки и из нее в коробку подач, где используется для смазки ее
механизмов, из коробки подач масло поступает в бак.
Сливы из механизмов станиа поступают в бак через сливной
коллектор, на выходе которого установлен магнитный уловитель
а фильтрующая сетка.
Давление в системе настраивается напорным золотником КД2
показаниям манометра М.
Подключение манометра к соответствующей точке производится
краном манометра ЗМ.
Автоматический контроль давления в системе производится
реле давления РД.
Напорный золотник ВДД настраивается на давление,, превыша-
ющее давление в системе (настраиваемое напорным золотником КД2)
на 7+9 кгс/см2.
- tr. •
Это удлиняет срок использования фильтрующих элементов 7
при их частичном засорений.
Для предотвращения выхода из строя передней гидростати-
ческой опори из-за значительной осевой переьрузки в системе
предусмотрено реле давления РД2. К этому реле подведено по
магистрали 30 давление из осевого заднего кармана гидроста-
тической опоры шпинделя.
При увеличении осевой нагрузки уменьшается зазор между
опорными поверхностями осевой опори, что вызывает подъем
давления кармане.
При достижении давления в кармане определенной величины,
соответствующей минимальному допустимому зазору между опор-
ными поверхностями опоры и шпинделя, срабатывает реле давле-
ния РД2 и блокирует вращение шпинделя.
8.4. Первый пуск и наладка агрегата гидростатики (рис.
8.1, 8.5)
8.4.1. Перед пуском атрегата гидростатики, являющегося,
одновременно источником питания централизованной системы
смазки, необходимо:
- тщательно продуть все подводящие рукава;
- промыть картерные полости передней бабки, коробки ско-
ростей вариатора; '
- максимально расслабить регулировочными винтами пружины
напорных золотников КД1 и КД2 (рис.8,1, 8.5);
- в полость бака залить тщательно отфильтрованное масло
марки И-SA ГОСТ 20799-75 в количестве 50 л;
- отводящие металлорукава I и 2 (рис.8.4) подсоединить
к заливной горловине, вывернув при этом воздушный фильтр II
(рис.8.1).
85
8.4.2. Кратковременно вклвчить приводной электродвигатель
гидроагрегата и проверить правильность направления его вращения.
8.4.3. После правильного подключения приводного электродви-
гателя включить последний на 2-3 часа. При этом регулировочный
винт напорного золотника КД1 зажать до предела. При таком сое-
динении магистралей промывается гидроаппаратура, корпусные де-
тали и отводящие магистрали гидроагрегата.
8.4.4. После выполнения п.З подключить отводные магистра-
ли I и 2 (рис.8.4) к соответствующим точкам передней бабки и
включить приводной двигатель насоса гидроагрегата на I t 1,5
часа.
При этом промываются подводящие каналы к опорам шпинделя
в передней бабке.
8.4.5. После выполнения работ по п.З и 4 слить масло из
бака гидроагрегата и залить новое тщательно отфильтрованное
той же марки.
Заменить фильтроэлементы в обоих фильтрах.
8.4.6. Максимально расслабить пружину напорного золотника
КД1 (12), а пружину напорного золотника КД2 (8) зажать до пре-
дела (рио.8.3).
Включить приводной электродвигатель гидроагрегата и по по-
казаниям манометра 6 (золотник манометра 4 поставить в положе-
ние "I") настроить давление в системе порядка 25 * 27 кгс/см2).
8.4.7 После выполнения п.6 , расслабляя пружину напорного
золотника КД2 (8), настроить давление в системе порядка 17...18
кгс/см^.
При этом давлении настроить срабатывание реле давления
РД (7) (рис.8.3).
- 86
8.4.8. Регулировкой напорного золотника КД2 (8) настро-
ить давление в системе порядка 20 кгс/см2.
8.4.9. Проверить "включение* шпинделя и включить его
вращение со скоростью порядка 1500 об/мин. на 30 мин.
Пооле этого подрегулировать выходное давление (давление
питания опор шпинделя) до 20 жгс/ом2.
ВНИМАНИЕ)
>
ПЕРЕЦ НАЧАЛОМ РАБОТЫ НА СТАНКЕ' ВКЛЮЧИТЬ ГВДРО-
А1РЕГАТ ГВДРОСТАТИКИ И ВРАЩЕНИЕ 1ШВДЕВД СО
СКОРОСТЬЮ 1500 МИН-1 НА 30-40 МИН. ДЛЯ СТАБИ-
ЛИЗАЦИИ ТЕМПЕРАТУРЫ СИСТЕМЫ,
- 97 -
9. СМАЗОЧНАЯ СИСТЕМА
9.1. Схема точечной смазки показана на рис.9.1.
В таблице 9.1 указан перечень элементов смазки.
9.2. Описание работ».
Смазка механизмов передней бабки, коробки скоростей вари-
атора и коробки подач осуществляется от систем» гидростатики
и описана в разделе 8 •’йдрообррудованив".
Смазка.механизмов фартука осуществляется при помощи вспо-
могательных шестерен, погруженных в маслованну 2.
Смазка ходового винта, ходового валика и их опор, направ-
лявших станины и суппорта, опер винтов суппорта, пинали зад-
ней бабки и др. производится при помощи масленок или лейки.
Смазка электродвигателей и другого электрооборудования
сн.раздал 7 "Электрооборудование".
9.3. Указания по монтажу и эксплуатации систем» смазки.
Перед пуском станка необходимо:
а) промыть вое маслянике резервуары керосином, заполнить
резервуар фартука 2 маслом Марки И-2ОА по ГОСТ 20799-75 в ко-
личестве 0,5 литра. Контроль за уровнем производится по маоло-
ужааателв 3;
б) смазать все точки, указанные в таблице.
При работе станка контролировать по маслоукаэателям на-
личие и уровень масла.
Ручную смазку производить согласно таблице 9.1.
Смазываемые точки указаны в таблице 9,2.
Доливать смазку по мере необходимости. Смену смазки в
корпусе производить при ремонте
* № -
Тйблицв 9.1
ПЕРЕЧЕНЬ ЭШМЕНТОВ СИСТЕМЫ СМАЗКИ
тшг II
обоз- иачв- Обозначение Наименование |Код|Примечание
„ЛИ 1 1
I Слив масла из нерпу се
фартука
2 16Б05А.331.Ж Резервуар (корпус фартука) I
9 Б 8 Маслоуказатель 14 ОСТ 2 C5I-I-77 Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 Пресс-масленка 3.2.2.Ц6 Д I ; г
II 12 ГОСТ 19853-74 j Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 Цресс-масланка 3.2.2.П6 1,
14 ГОСТ 19853-74 Пресс-масленка 3.2.2.Ц6
15 ГОСТ 19853-74 Заливное отверстие ‘ I ’ : 2 V '
16 18 20 21 23 25 Заливное отверстие Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 Ручная масленка Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 Пресс-масленка 3.1.1.Ц6 ГОСТ 19853-74 Ручнея масленка I 2 I 1 I I
- .9/ -
ШРЕЧЕНЬ ТОЧЕК СМАЗКИ Таблица 9.2
1103. обозна- чение 1ГЙСХ0Д !Прпиптшч- 1 1 I Ir^MaTe0"! Еость I Смазываемая точка Куда входит ! ;1U MCIIC ! J 1 Смазочный материал
t риала ! смазки ! ' L.
4 Лериодич. ежедневно Опоры реечной шестерни Фартук Масло индустриальное И-20А ГОСТ 20799-75
6 То же Направляющие станины Суппсрт То же
7 Задние опоры ходового Станина
винта и ходового валика
9 Пиноль и винтовая пара - Бабка задняя
10 Споры винта ' То же
13 Оперы винта Суппорт
поворотных салазок
17 J». Опоры винта поперечных То же
оалазок
19 Управлявшие продольных То же
и поворотных салазок
22 Оперы лимба Фартук
24 Лериодич. Ось сменных шестерен Гитара Смазка
ежедневно Солидол "С" ГОСТ 4366-76
93
*
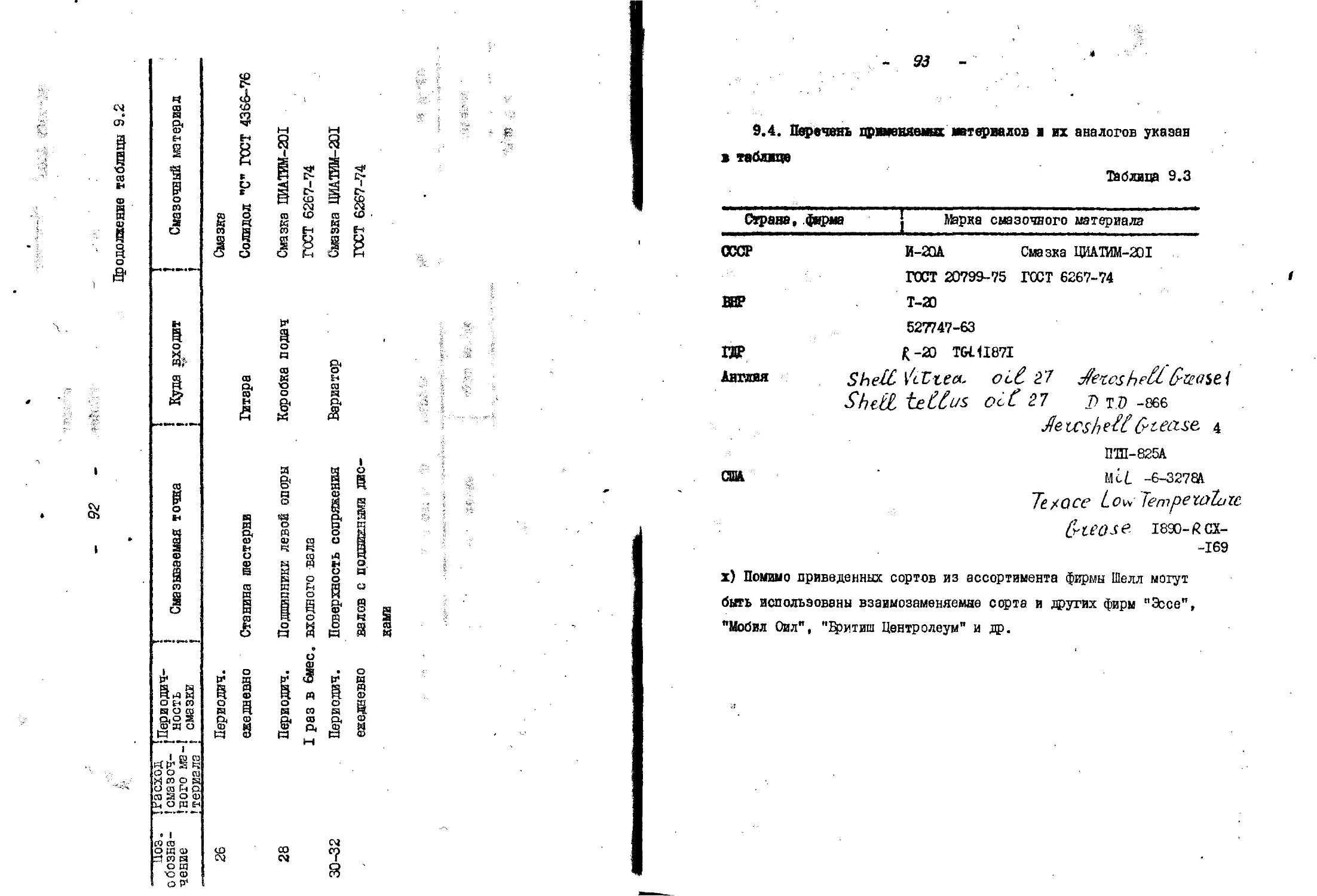
9.4. Перечень применяемых материалов и их аналогов указан
в таблице
Таблица 9.3
Страна, .фирма | Марка смазочного материала
СССР И-20А Смазка ЦИАТИМ-201 ГОСТ 20799-75 ГОСТ 6267-74
ЕВ? Т-20 527747-63
I3SP Англия £-20 T6E1I87I Shell Icttea- Oil 27 lews hell Shell tell as oil 27 T) t.D -866 lewshell& tease 4 ПТП-825А
(Ж Met -6-3278A letace Lo^, Tempetaluxe [ytease, isso-rcx- -169
х) Помимо приведенных сортов из ассортимента фирмы Шелл могут
быть использованы взаимозаменяемые сорта и других фирм "Эссе",
"Мобил Ойл", "Бритиш Центролеум" и др.
94 -
io. порядок усшювки
10.1, Распаковка
При распаковке сначала снимается верхний шит упадовечного
ящика, а затем боковые. Необходимо следить за там, чтобы не
повредить станок упаковочным инструментом.
10.2. Транспортирование (рис.10.I)
Для транспортирования распакованного станка используются
две стальные штанги 0 40 мм, которые пропускаются через преду-
смотренные в тумбе отверстия.
При захвате станка канатами за штанги необходимо следить -
за тем, чтобы не повредить облицовку и выступающие части станка
(маховички, рукоятки и др.). •
Для этой цеди суппорт установить между канатами, в соответ-
ствующих местах под канаты подложить деревянные прокладки/
Задняя бабка должна быть сдвинута в крайнее правое соложе-
ние, и перемещающиеся составные части станка надежно закрепле-
ны.
В процессе транспортировки тумба в плита должны быть жест-
ко связаны между собой при помощи резьбовых распорных втулок
и болтов.
При транспортировании к месту установки и цри опускании на
фундамент станок не должен подвергаться сильным толчкам.
10.3. Перед установкой станок необходимо тщательно очис-
тить от антикоррозийных покрытий, нанесенных на открытые, а
также закрытые кожухами, обработанные поверхности деталей .стан-
ка и во избежание коррозии покрыть тонким слоем масла марки
ИЗОА. по ГОСТ 20799-75.
Очистка сначала производится деревянной лопаточкой, а ос-
тавшаяся смазка с наружных поверхностей удаляется чистыми сал-
Рис. Ю-i. Порядоктранспортировки.
. - ж , -
фетками, смоченными бензином Б-70 ГОСТ 1012-72.
10.4. Монтаж. Схема установки (см.рис.10.2)
10.5. Станок устанавливается на фундаменте. Глубина за-
легания фундамента зависит от грунта, но должна быть не ме-
нее 150 мм. Выверка станка производится после сьема распор-
ных втулок и болтов, соединяющих тумбу с плитой, закреплен-
ной фундаментными болтами.
10.6. Обязательным условием для точной и качественной
обработки изделий на станке является постоянство температу-
ры окружающей средн в пределах 20°С ~ 1° и относительной
влажности воздуха в помещении 65$ - 15$.
Точность работы станка также зависит от правильности его
о
установки.
Станок, установленный на фундамент должен быть выверен
по уровню в продольном и поперечном направлениях^
Уровень устанавливается на верхнюю плоскость поперечных
салазок суппорта, вблизи ее задней кромки (при выверке в про
дольном направлении) или вблизи левой кромки (при выверке в
поперечном направлении). Суппорт должен находиться в среднем
положении. Отклонение по уровню ке должно превышать:
0,02/1000 мм в продольном направлении и 0,02/100Св попе-
речном направлении при перемещении суппорта на всю величину
хода.
.Ида регулировки по уровню используются винты виброопор.
10.7. Подготовка к первоначальному пуску и первоначаль-
ный пуск.
Заземлить станок подключением к общей цеховой системе
заземления.
10.8. Подключить станок к электросети, проверив соответ-
ствие напряжения сети и электрооборудования станка.
91
10.9. Ознакомившись с вазначением рукояток управления (см.
рио.6.1) следует проверить от руки работу всех механизмов стан-
ка.
10.10. Выполнить указания, изложенные в разделах "Система
смазки* в "Электрооборудование", относящиеся к пуску.
10.II. После подключения станка к оети необходимо опробо-
вать электродвигатели без включения рабочих органов станка,
обратив особое внимание на работу омазочной системы.
На малой частоте вращения шпинделя опробовать на холостом
ходу работу воех механизмов станка.
10.12. Убедившись в нормальной работа всех механизмов стан-
ка можно приступить к настройке станка для работы.
10.13. На допускается переключение на ходу зубчатых пере-
дач в передней бабке и коробка скоростей вариатора. (Рукоятки
19 и 20, рис.6.1).
10.14. Переключение частоты вращения дисков вариатора до-
пускается только на ходу (маховичок 24, рио.6.1).
10.15. Бремя остановки вращения шпинделя после включения
тормоза, при всех способах и режимах обработки, не должно
превышать 5 секунд.
Pi£ Ю.2 Установка стопка.
32
П. ПСРЯДСК РАБОТЫ
II.I. Управление работой станка осуществляется при помощи
кнопок в рукояток, на значения которых приведено в разделе 6
"Устройство в работа станк?’. в его составных частей” (рис.6.1;
табл.6.1).
11.2. Нужная частота вращения шпинделя выбирается по шкале
лимба вариатора (маховик 24 рис.6.1) и приведена в разделе 2.
II.3. Данные для настойки различных подач при точении и
шагов нарезаемых резьб, приведены в разделе 2, а также в таб-
лицах, укрепленных на передней стенке коробки подач и на внут-
ренней стенке крынки гитары. Там хе приведены формулы настрой-
ии.
11.4. Цри обработке конусной поверхности в центрах произ-
водится смещение корпуса задней бабки на требуемую величину
винтами 45 (рис.6.1), расположенными с двух сторон основания
бабки.
Замер величины смещения бабки относительно основания осу-
щвотвляатся амвввиин??*йп№^ш«ов1асптатйкам корпуса бабки
и основания.
Нулевое положение бабки устанавливается совмещением «Явись
ввг-тиетигеэ=зий
*маеецеми.
- :w -
12. Возможные неисправности в гидрооборудовании ж способы
их устранения.
Таблица I2.I
Возможные неисправности Возможные причины неисправностей . Способ устранения
I. Отсутствие дав- ^Недостаточный уровень I.Долить масло до верх-
ления в системе - . ' * • > масла в баке. ' него уровня по риске мае лоужазатеян.• 2. Подсос воздуха на вса-2.Уплотнить резьбовое енвании насоса. соединение всясыве- вдего патрубка и насоса. 3.Заклинил в открытом положении один из гидроклапаиов давле- ния ВДИ или КД2 из- за: а) засорения денпфи- Разобрать в промыть руяпвго отверстия клапан б) засорения отверс- тия подвода дав- ления управления в) попадания посте- После промывания вое- ронних включений го клапана притереть на посадочные по- плунжер в корпусе, верхности клапана. 4.Засорился фильтр тон- Снять фильтроэлемент кой очистки или оба и заменять его на но- фильтра. ' 'вый. Промыть корпус фильтра.
- 101 -
Продолжение таблицы 12.1
я» ! йозможные п/п| неисправности 1 .Возможные причины 1 способ | неисправностей | устранения
Отсутствие сигнала лв'блокировки вра- I.Заклинил плунжер давления из-за;
пеняя при падении а) попадания пос- I.Разобрать реле.
давления в системе. тор он них включений промыть,прито- не поверхность реть плунжер реле плунжера. в корпусе. б) малый натяг ре- 2.Уво.тачить натяг ' хулировочной пружины. " пружины. 2.Вышел из строя мик- Заменить микро- ронереключатель ре- переключатель, ли давления.
- -
srn
13, УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
13 Д. В процессе эксплуатации станка возникает необходи-
мость в регулировании отдельных составных частей с целью вос-
становления их нормальной работы.
13,2. Регулирование натяжения ремней привода главного
давления и привода тонких додач производится поворотом кор-
пуса 13 коробки скоростей вариатора в корпуса 2 ременного
привода подачи (рис,6.5).
При натяжении ремней главного привода- необходимо пред-
варительно освободить натяжение ремня привода тонких подач
за счет ослабления гайки зажима фланца корпусе 2. Винты за-
жима корпуса 13 вариатора должны быть при атом также ослаб-
лены. После окончания натяжения ремней главного привода кор-
пус 13 необходимо зажать в затем Натянуть ремень привода тон-
ких подач с последующим зажимом фланца корпуса 2.
1д.З. Положение рукоятки 13 (рис.6.3), соответствующее
наибольшему усилию зажима задней бабки, на направляющих стани-
ны, регулируется последовательным поворотом гайки 3 и на 1/6
часть оборота, таким образом, чтобы противоположные храни
гайки входили в паз планки 2.
Регулирование производится при бабке, снятой о нацравлят
ющих станины.
13.4. Клинья поперечных 2 и поворотных II салазок суппо.
та (рис.6.1) регулируются винтами..
13,5. Зазор в гайках 14 и 16 винта 8 поперечных салазок
суппорта (рио.6.11) устраняется затяжкой клина 15 винток
M6XI6.
£03
13.6. Зазор в гайка 6 поворотных салазок суппорта (рис.6.
II) устраняется поджатием гайки винтом 7, расположенным не ли-
цавсй стороне суппорта. После регулировки винт 7 следует за-
контрить.
13.7. Зазор в маточной гайке фартука 10;22 (рис.6.10) хо-
дового винта регулируется посредством винта 9.
13.8. Предохранительное устройство фартука регулируется
вращением лимба 8 (рис.6.10) до получения тягового усилия (от
ходового валика), равного НО кгс.
Тяговое усилие измеряется посредством динамометра, уста-
новленного между корпусом фартука и коробкой подач.
- ЦЦ -
14. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА поспят и
ОТВЕТСТВЕННОСТЬ потганггыш
14.I. Завод-изготовитель гарантирует соответствие товар-
но-винторезного станка особо высокой точности модели 16БО5А
требованиям технических условий и обязан безвозмездно заме-
нять или ремонтировать^ вышедший из строя станок при соблюде-
нии истребителем условий эксплуатации станка, тренспсрпфо-
ваяия, хранения и упаковки.
Срок гарантии 18 месяцев. Начало гарантийного срока ис-
числяется со дан пуска станка в эксплуатацию» но не позднее
6 месяцев для действующих и 9 месяцев для вновь строящихся
предприятий о момента прибытия станка на станцию назначения
или с момента получения его на складе завода -изготовителя.
14.2. Срок службы станка до первого капитального ремон-
та - 12 лет.
Подписано к ш.-члти 13, У 111 .tsd i •_ Форм.бум. ЬОхН ) 1/13; гюч.л. (>,5
[.ум л. 3,25; уч -изд. л t >, 25. 3/jkm * 1 13 lip. '1 и|м1ж L>< >0 экз.
Издь') c.’U.c тьо * Чорноморська комуми", ня Дь-легия (’('СР, I
Министерство станкостроительной и инструментальной промышленности
СССР ,
ОДЕССКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД .
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ
ОСОБО ВЫСОКОЙ ТОЧНОСТИ
МОДЕЛИ 16B05AW
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Часть It.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
1Ш5А^Л0В0 РЭ1
2
(заводской номер)
А ДО ГОСТ 18097-72
класс точности
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
I. Испнтания стенка на соответствие нормам точности по
ГОСТ 18097-72
Проверка геометрической точности станка
Таблица I.I
Номер провер- ки Что проверяется Допуок, мкы №ThW- кие от- клонения МК» -
I. Проверка точности станка
I.I Прямолинейность продоль- ного перемещения суппор- та в горизонтальной плос- кости. 3,6 Только в сторону оси центров С
1.2. Прямолинейность продоль- ного перемещения суппор- та в вертикальной плос- кости. 6 Вогнутость не допус- кается ч
1.3. Одновысотность оси враще- ния шпинделя передней бабки и оси отверстия пиноли ведаей бабки пс отноаеник и направляю- щим станине) в вертикаль- ной плоскости. 7.2 Ось пиноли может ль лишь выше оси шпинделя
3
Продолжение табл.I.I
Иомйп: 1 Фактичес- кое откло- ! некие, 1 мкм
праве ни р| Что проверяется | 1 ! Допуск, мкм
1.4. Параллельность перемеще- ния задней бабки переме- щению суппорта, проверя- емая: е) в вертикальной плос- кости и) 9,6
1.5. б) в горизонтальной плос- кости Радиальное биение центи- б) 6
рующей поверхности шпинде- ля передней бабки под пат- рон. 1,8 с <
1.6. Осевое биение шпинделя де-
1.7. редней бабии. Торцевое биение опорного 1,8 1, >
1.8. буртика шпинделя передней бабки Радиальное биение коничео- 4,2 3
кого отверстия шпинделя пе- редней бабки, проверяемое: а) у горда в) 3,2 г
б) на длине L =200 мм б) 4,2
1.9. Параллельность сои вращения
шпинделя передней бабии про- дольному перемещению суппор-
4
Продолжение табл.1.1
Номер! провер-J Что проверяется кй 1 I 1 Допуск, мкм :®ектичес- кое откло- нение, мкм
та:
а) в вертикальной плос-
кости на длине = 150 мм
б) в горизонтальной 1 плоскости б) 1,8 /. 5^
на дайне Д = 150 ми < Свободный коней опрев-
ки может отклоняться только вверх и в сто-
рону переднего суппорте
1.10. Параллельность продольно-
, го перемещения верхних са- лазок суппорта оси вращения шпинделя передней бабки в вертикальной плоскости.
7,2 Г :
1.П. Перпендикулярность попереч- ного перемещения верхней 3 2
< части суппорта (поперечных На дайне L . 200 ми
салазок) к оси вращения шпинделя. I.I2, Параллельность перемещения
пиноли направленна пр о до ль*- него перемещения суппорта; а) в вертикальной плоскости б) в горизонтальной плос- а) 3,6 на дайне Д = б) 1,8 30 мы
6
Продолжение табл.1,1
Номер | вровер- ; Что проверяется ... 1 . | 1»актичес- ; Допуск, мкм !иос откло- ! wuujva, иди |ненве, 1 I мкм
кости На длине /, = 30 мм • Цри выдвижении конец
пиноли может отклс-
< • • • * няться вверх и в сто-
рону резца переднего
суппорта
I.I3. Параллельность оси ионичео-
кого отверстия пиноли
задней бабки перемещении 1 (
суппорта:
а) в вертикальной плос- а) 6
кости На длине Д « 150 мм
б) в горизонтальной б) 6 ч
плоскости На длине = 150 и» Отклонение свободного
• конца оправки допус-
/ кается лишь вверх и в )
сторону резхда передне-
го суппорта. \
1,14. Точность кинематической Проверка не проводится
цепи от шпинделя перед- в связи о проведением
ней бабки др суппорта проверки 2.3.
(ходового винта).
I.I5. Осевое биение ходового i.
винта 2, © 1
2. Проверке отанка в работе
6
Продолжение табл,I.I
”ь 31' I 2.Г. . ! - ' ! —WSi» | Что проверяется ! Допус: РСийннйЯ°~ J 1 ; JnCXtawf Точность геометрической формы цилиндрической по- верхности образца, обра- ботанного на станке при закреплении образце в па- троне (в отверстии шпин- деля) , а) постояноство диаметра в поперечном оечении а) 1.5 б) постоянного диаметра 6)3 2. в лхбом сечении На длине Д. = 100 мм Образец: валик о двумя 1 поясками диаметром = 40 мм, шириной = 20 мм, расположенными по концам Образец предварительно обработан
2.2. Плоскостность торцевой 2,4 2 поверхности образца, обра- На длине = 100 мм ботанного на отанке Выпуклость не допус- кается .
Образец: даек с кольцевы-
ми поисками у периферии и
в центре.
Образец предварительно
обработан.
Продолжение табл.1.1
Номер провер- ки 1 1 ' ' 1 1 Что проверяется | I 1 I Фактическое Допуск, мим отклонение, 1
2.3. & Точность шага резьбы, на- резанной на станке (рав-
номерность) у образца:
1-
1 а) без участия коробки 7,2 J
подач (прямое вклю- чение) На дайне = 50 мм
б) с участием коробки 9
псдач На дайне 4 = 50 мм
Образец - валик о резь-
бой трап.30 х 3,4, =250 мм
Образец предварительно
обработан
8
2. Проверив норм шума.
Таблице 2.1
п-п.."“Т1ЙОД г
проверяется j
{примеча-
I ние
Ксрреитировав- В соответ- Корректиро-
ннй уровень ствии ванный уро-
звуковой МОЩ- ССТ2 вень звуко-
НОСТИ H89-40-W, вой мощнос-
ГОСТ ти £рЛ
I2.I.000-75 не долнен
и ГОСТ превышать
I2.I.02B-80 92 дЕА.
9
Предприятие-изготовитель Одесски® стенкоэавод
Заводской номер
Питающая сеть: напряжение - 380 В; род тока - переменный
частота - 50 Гц
Цепи управления: напряжение ПО В; род тоже - переменный
напряжение
Местное освещение: напряжение 24 В
Номинальны® ток (суша номиналишх токов одновременно ра-
ботающих электродвигателей) - 6,2к
Номинальный ток защитного
аппарата (предохранителей, автоматического выклвчателя) в
пункта питания электроэнергией - б А
Электрооборудование выполнено по следумвдм документам:
принципиальной схеме 166058.. 000.000 38
схема электрическая соединений 16Б05Й.8П.000 Эй (на * .
2-х листах)
ОТЖРТ
чение по)
схеме I
ш Привод главного да- кания 4йиЕВ4' 1,5 . 3,6 Z, Г S
М2 Привод засоса ох- лаждения Х№2Ж 0,125 О,< 3 1'
3 Привод, насоса ке> -
регата идаостатниж 4ЙЙСТЙ1 0.15 2.2 ~ (
10
Испытание повышенным напряжением промышленной частоты
проведено напряжение 1’700 В. Цробоя не наблюдалось.
Сопротивление изоляции Т-" " — г j Допуск | Фактич.
Электрооборудование в лю- бой незаземленной точке Не менее I МОМ
Обмоток электродвигателя Не мейее 0,5 МОМ
Электрическое сопротивление между винтом, заземления и ме-
таллическими частями, которые могут сказаться под напряжением
42 В и выше, не превышает 0,1 ОМ. '
4. Испытания стенка на холостом ходу и под нагрузкой по-
казали, что станок соответствует требованиям технических ус-
ловий.
5. Принадлежности и приспособления к станку. Станок уком-
плектован согласно комплекту поставки.
6. Дополнительные замечания:
вь/бой илещродбигатслиf ап пи ротыt монтаж
электрооборудования и его испытания
соответствует общим гемическим
требования у и электрооборМа -
*.пию станков.
«
испытании ~
провс/г !Ыт'с(}уЩ,фта.stilt.
II
7. СВЕДЕНИЯ о консервации И УПАКОВКЕ
7.1. Перед упаковкой станок и комплект сменных частей;
инструмента, принаддеиноотей и запасных' частей подвергажся .
консервации согласно требе;- t ТУ.
Свидетельство о консар ?. приведено не листе 12.
Упаковка станка прс®з» он в один яв@к согласно черте-
жу, который выполнен в соо1.. стввй о ГОСТ 10198-78, с- уче-
том дополнения по ГОСТ 1065-72.
Комплект прилагаемых к станку сменных частей, инструмен-
та; принадлежностей и запасных частей (ом.раздел "Комплект
поставки**) упаковывается в отдельный деревянный ящик по
ГОСТ 2991-76, который помещается в ящике упаковки отанка.
Прилагаемые к станку документы должны быть завернуты в
водонепроницаемую бумагу, •’ ~ гены в чез из полиэтиленовой
пленки По тп?5л
ак””# '* ’
о -i
"Доя:-/.- -
б ящик
принадлежностей к стинкУ.
, ,г t-S
12
7.2. Свалпельство о кяямрввцв.
Станок токарно-винтсрезный особо высокой точности ыоде-
“^0 л.Г' (!
ли I6E05A, зав.й,?4 z? подвергнут консервации согласно тре-
бованиям, предусмотренным дейетвуищиме нсрмативно-техничес-
ками документами.
Дзта консервации
Вариант временной защиты
В5-1; B3-I0
Вариант внутренней упаковки
ВУ-4
Категория условия хранения - Ж
Срои защиты беа переконсервации
I год по ГОСТ 9.014-76
Консеращш произвел
“подайсь----------------------- )
Станок вреде консервации принял
_родаись
13
8. Общее заключения по испытанию изделия.
На основании осмотра и проведенных испытаний станок приз-
нан годным к эксплуатации.
С хонд расположения подшипников
27 20 29 50 31 32 53 34 35 56 37 5д .39 40 41 42 .43
Блок упраблениъ и контроля
' Рис. в/f