/






































































































































Автор: Шумега С.С.
Теги: производство столярно-мебельных изделий деревообрабатывающее оборудование
ISBN: 5-7120-0244-2
Год: 1991




Текст
Г УДК [684.002.2 + 674.2] (084.1) (07)
f Шумега С. С. Иллюстрированное пособие по производству
с£олярно-мебельных изделий.— М.: «Экология», 1991.— 320—
ISBN 5—7120—0244—2
Приведены краткие сведения об устройстве, назначении и эксплуатации
деревообрабатывающего оборудования. Освещены вопросы автоматизации
деревообрабатывающего производста. Подробно описаны и проиллюстриро-
ваны технологические процессы изготовления столярных изделий и мебели
(корпусной, решетчатой, мягкой). Даны основные понятия о стандартизации
и контроле качества столярных изделий и мебели. Изложены основы без-
опасности труда и противопожарной безопасности на деревообрабатываю-
щих предприятиях. Описана конструкторская и технологическая документа-
ция на изготовление столярио-мебельиых изделий в учебных мастерских и на
предприятиях.
Для учащихся профтехучилищ.
Табл. 5. Ил. 250. Библиогр.: 25 иазв.
Рецензенты: К. В. КАРАВАЕВ (ОПТУ № 75), В. Е. КУЗНЕЦОВ
(ВПКТИМ).
780176-3/
ИЗД
й. A. HeipMOH
2903050000—128
037(01)—91 77 91
ISBN 5—7120—0244—2
© Шумега С. С., 1991.
Предисловие
Благодаря высокой механической прочности, легкой обраба-
тываемости, небольшому объемному весу, низкой теплопровод-
ности, цвету древесину применяют для изготовления столярно-
строительных изделий, мебели и товаров культурно-бытового
назначения. При нормальных условиях эксплуатации конструк-
ции из древесины сохраняются в течение многих лет.
Большое значение придается рациональному использованию
древесных отходов, переработке их в технологическую щепу,
применяемую для изготовления древесноволокнистых и древес-
ностружечных плит. Эти плиты служат в качестве облицовоч-
ного материала для изготовления дверей щитовой конструкции,
различных перегородок, а также являются основным конструк-
тивным материалом для производства мебели.
В XII пятилетке перед мебельной промышленностью постав-
лена задача — увеличить объем продукции в 1,4 раза. При этом
до 70 % прироста продукции должно быть достигнуто за счет
снижения расхода материалов. Увеличение выпуска столярных
изделий и мебели предусмотрено за счет ускорения темпов ро-
ста производительности труда, повышения технического уровня
производства, более эффективного использования производ-
ственных мощностей и основных фондов. Эти мероприятия будут
проводиться за счет реконструкции действующих и строитель-
ства новых предприятий, совершенствования технологии изго-
товления отдельных деталей и изделий, модернизации оборудо-
вания, механизации и автоматизации технологических процес-
сов, развития новых форм организации труда.
На многих предприятиях используют высокопроизводитель-
ные деревообрабатывающие станки и другое специализирован-
ное оборудование, полуавтоматические и автоматические линии
отечественного и зарубежного производства. Для полного и ра-
ционального использования мощностей деревообрабатывающего
оборудования необходимо его хорошо знать и умело использо-
вать при выполнении каждой технологической операции.
Данное иллюстрированное пособие, в котором кратко опи-
саны и широко проиллюстрированы деревообрабатывающие
станки, автоматические и полуавтоматические линии; их кине-
матические и технологические схемы, а также приемы и методы
работы на них, поможет учащимся ПТУ более глубоко изучить
современную технологию столярно-мебельного производства,
устройство машин и механизмов.
1* 3
I. Ручная обработка древесины
1. Организация и оборудование рабочего места
Рабочее место — это часть площади цеха, на которой разме-
щены: верстак (основное оборудование при ручной обработке
древесины), различные приспособления и инструменты.
Верстак состоит из подверстачья и крышки (рис. 1). Под-
верстачье изготовляют из мягких пород, а крышку из сухой ду-
бовой, буковой или березовой древесины толщиной 60 ... 80 мм.
Крышка должна быть ровной, чистой и проолифенной. Для
крепления заготовок в верстак в переднюю часть крышки вмон-
тирован передний зажим, а в заднюю — задняя зажимная ко-
робка, винты которых изготовляют из дерева или металла.
В крышке параллельно передней кромке и в задней зажимной
коробке выбраны сквозные гнезда, в которые вставляют вер-
стачные деревянные или металлические клинья или гребенки,
служащие для закрепления материала в горизонтальном поло-
жении (в основном на плоскость). На ребро материал закреп-
ляют передним винтом, опирая при этом свободный конец на
специальную подставку. В вертикальном положении материал
(доски или бруски) закрепляют передним зажимным винтом
или задней зажимной коробкой в зависимости от выполняемых
работ.
Высоту верстака подбирают по росту рабочего так, как по-
казано на рис. 1, г. На рабочем месте недалеко от верстака дол-
жен находиться инструментальный шкаф. Каждый инструмент
хранится в нем на соответствующем месте. В шкафу отводится
место для хранения чертежей и другой технической докумен-
тации.
Столяры-новаторы оборудуют свои рабочие места специаль-
ными приспособлениями в зависимости от сложности выполняе-
мых операций. Это способствует значительному повышению про-
изводительности труда и улучшению качества изготовляемой
продукции. При выполнении столярных работ на рабочем месте
столяр использует пилы, рубанки, долота, стамески, сверла, мо-
лотки, клещи, кусачки, отвертки, напильники и др. (рис. 2).
4
Рис. 2. Вспомогательный столярный инструмент:
а — молоток; б —киянка; в —отвертка; г—рашпнлн; д — личные напильники; е
клещи; ж — кусачки
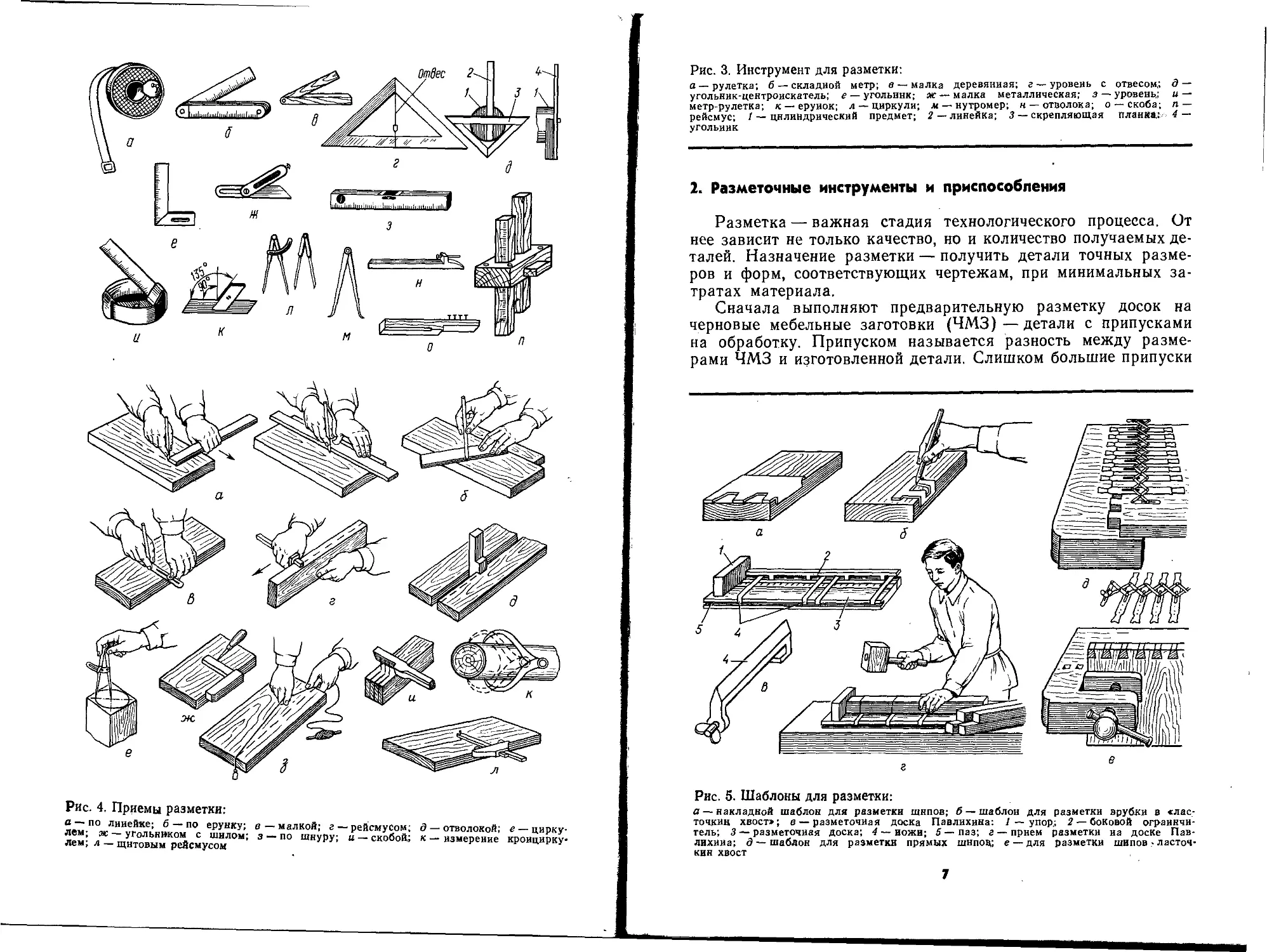
Рис. 4. Приемы разметки:
я —по линейке; б — по ерунку; в—малкой; г —рейсмусом; д — отволокой; с —цирку-
лем; ж — угольником с шилом; з — по шнуру; и —скобой,; к—измерение кронцирку-
лем; л — щитовым рейсмусом
Рис. 3. Инструмент для разметки:
а — рулетка; б — складной метр; в — малка деревянная; г — уровень с отвесом; <5 —
угольник-центроискатель; е — угольник; ж— малка металлическая; з — уровень; w —
метр-рулетка; к — еруиок; л — циркули; м — нутромер; н — отволока; о —скоба; п —
рейсмус; / — цилиндрический предмет; 2 — линейка; 3 — скрепляющая планка; 4 —
угольник
2. Разметочные инструменты и приспособления
Разметка — важная стадия технологического процесса. От
нее зависит не только качество, но и количество получаемых де-
талей. Назначение разметки — получить детали точных разме-
ров и форм, соответствующих чертежам, при минимальных за-
тратах материала.
Сначала выполняют предварительную разметку досок на
черновые мебельные заготовки (ЧМЗ)—детали с припусками
на обработку. Припуском называется разность между разме-
рами ЧМЗ и изготовленной детали. Слишком большие припуски
Рис. 5. Шаблоны для разметки:
а — накладной шаблон для разметки шнпов; б — шаблон для разметки врубки в «лас-
точкин хвост»; в — разметочная доска Павлихина: / — упор; 2 — боковой ограничи-
тель; 3 — разметочная доска; 4 — ножи; 5 — паз; г — прием разметки на доске Пав-
лихииа; д — шаблон для разметки прямых шнпоц; е — для разметки шипов ? ласточ-
кин хвост
7
ведут к перерасходу пиломатериалов, для обработки заготовок
с большими припусками требуется больше времени и усилий.
Малые припуски не дают возможности изготавливать детали
нужных размеров, что может привести к браку. Припуски на
обработку в зависимости от геометрических размеров бруско-
вых деталей составляют 1,5... 7 мм по ширине и толщине и до
20 мм по длине. Для деталей из фанеры и древесных плит при-
пуски составляют 4... 24 мм.
Разметочным инструментом при предварительной разметке
пиломатериалов на черновые заготовки служат рулетка, ли-
нейка, а при разметке обрезных досок — и угольник (рис. 3).
Для разметки основных соединительных элементов применяют
различный разметочный инструмент, а также шаблоны и специ-
альные приспособления (рис. 4).
В зависимости от формы и размеров соединительных элемен-
тов шаблоны и приспособления могут быть разнообразными.
При помощи шаблонов удобно размечать контуры криволиней-
ных деталей, центры отверстий, особенно когда они должны со-
впадать с такими же отверстиями в сопрягаемой детали. В шаб-
лонах и приспособлениях ставят специальные упоры и другие
устройства для установки и закрепления их на размечаемых де-
талях (рис. 5).
3. Понятие о резании древесины. Геометрия резца
Процесс изготовления изделий из древесины на современ-
ных деревообрабатывающих предприятиях включает различные
виды обработки (механическую обработку, склеивание, сборку,
сушку древесины). Наиболее распространенной является меха-
ническая обработка древесины — процесс, в результате кото-
рого получают изделия или их элементы заданных форм и раз-
меров без изменения химического состава (ГОСТ 17743—72).
Резание—обработка, при которой нарушаются связи между
частицами древесины по заданному направлению с образова-
нием стружки (пиление, строгание, фрезерование) или без нее
(резание ножницами). Резание выполняют инструментом клино-
видной формы.
Стружка — часть заготовки, отделяемая резцом за один про-
ход. Необходимое условие резания — перемещение резца отно-
сительно неподвижной заготовки или наоборот. Резец не сни-
мает за один проход весь материал, подлежащий удалению. Это
объясняется ограниченной режущей способностью инструмента.
Слой материала заготовки срезают за несколько проходов,
после каждого очередного прохода резец должен перемещаться
относительно заготовки или заготовка относительно резца на ве-
личину снимаемого слоя стружки. Таким образом, при резании
совершаются два движения — резания и подачи.
8
Рис. 6. Резание древесины:
а — элементы резца; /—передняя грань; -2— боковые грани; 5—задняя грань; б —
углы, образующиеся при резаиии древесины
Движение резания — абсолютное движение резца или
заготовки, необходимое и достаточное для срезания одной
стружки. Линия, по которой резец совершает движение резания,
называется траекторией резания. Путь, пройденный лезвием
резца в единицу времени по траектории резания, называется
скоростью резания. Движение подачи — абсолютное движе-
ние резца или заготовки, обеспечивающее последовательное сре-
зание новых стружек.
Рабочей частью инструмента, выполняющего процесс реза-
ния, является клиновидный резец (рис. 6, а), который имеет
четыре грани: переднюю abed, заднюю abnm (фаска) и две бо-
ковые adm и Ьсп. Пересечение передней и задней граней резца
образует переднюю (главную) режущую кромку ab — лезвие
резца. Линии пересечения передней грани с боковыми называ-
ются боковыми передними кромками ad и Ьс, а линии пересече-
ния задней грани с боковыми называются боковыми задними
кромками ат и Ьп. В процессе резания стружка сходит с перед-
ней грани. Если ширина заготовки больше ширины резца, кроме
лезвия работают одна или обе боковые кромки, т. е. они также
режущие. При одной режущей кромке резание называется от-,
крытым, при двух — полузакрытым, при трех закрытым.
Древесина разрезается одним или несколькими резцами. Ре-
зец срезает с заготовки стружку соответствующей толщины.
В направлении движения резец действует на древесину с силой,
называемой силой резания. Каждый из резцов образует поверх-
ность резания, а резцы в целом — поверхность обработки. Плос-
кость, касательная к поверхности резания и проходящая через
кромку резца, называется плоскостью резания.
Для осуществления процесса резания резец устанавливают
под углом к обрабатываемой поверхности, в результате чего об-
разуются следующие углы (см. рис. 6, б): а — задний, между
задней гранью резца и плоскостью резания; р — заточки, или
9
ч
Рис. 7. Направления резания древесины:
а — резание вдоль волокон: б — в торец; в — поперечное; г — продольно-торцовое; д —
поперечно-торцовое; е — продольно-поперечное
заострения, между передней и задней гранями; у — передний,
между передней гранью и плоскостью, перпендикулярной плос-
кости резания; б — резания, между передней гранью и плос-
костью резания. Между угловыми параметрами существует
зависимость: а + р = б, б + у=90°. Угол резания подбирают в за-
висимости от направления (вида) резания по отношению к во-
локнам древесины. Различают три основных вида резания:
вдоль волокон, в торец, поперек волокон (рис. 7, а, в, б).
При резании древесины вдоль волокон плоскость и направ-
ление резания параллельны волокнам древесины; в торец —
перпендикулярны волокнам древесины; поперек волокон—плос-
кость резания параллельна направлению волокон древесины,
а направление резания перпендикулярно им. Кроме основных
видов резания, существуют переходные (см. рис. 7, г, д, е): про-
дольно-торцовое; поперечно-торцовое; продольно-поперечное.
При резании вдоль волокон различают также резание по волок-
нам или против волокон, характеризуемое углом встречи резца
с волокнами. Строение волокон древесины обрабатываемых за-
готовок неоднородно, поэтому при их обработке виды резания
неодинаковы, особенно на участках, имеющих пороки строения
древесины, что очень влияет на силу и чистоту резания.
Факторы, влияющие на силу резания. Один из факторов,
влияющих на силу резания древесины,— углы заострения. Так,
при небольшом угле заострения резца усилий на резание тре-
буется меньше, однако малый угол не обеспечивает необходи-
мой прочности резца, лезвие быстро затупляется, и его необхо-
димо часто затачивать. Это приводит к лишним затратам вре-
мени и труда, а также к быстрому изнашиванию инструмента.
Во избежание трения резца о древесину, нагревания его и уве-
личения силы резания заднюю грань резца устанавливают с на-
клоном не менее 10° к плоскости резания.
При резании древесины стружка нажимает на переднюю
грань и вызывает трение резца о стружку, что приводит к уве-
личению силы резания, поэтому чем меньше угол резания, тем
меньше усилий требуется для внедрения резца в древесину.
Произвольно уменьшать угол резания нельзя, так как это свя-
10
зано с увеличением угла заострения. Исходя из требований ус-
тойчивости резца, угол резания при обработке ручным инстру-
ментом принимают не менее 45°, а при обработке на станках —
более 45°.
На силу резания влияет и твердость древесины. Если силу
резания при обработке заготовок из сосны принять за единицу,
сила резания при обработке заготовок из других пород соста-
вит: для липы 0,8; осины 0,85; ели 0,95; ольхи 1,05; березы 1,25;
бука 1,4; дуба и ясеня 1,7. Резание свилеватой и косослойной
древесины требует больших усилий, чем резание прямослойной
в одном и том же направлении.
Острота резца также оказывает большое влияние на силу
резания, потому что с уменьшением остроты резец не перерезает
волокна, а сдавливает, сминает и разрывает их. Это повышает
сопротивление резанию и способствует возрастанию силы ре-
зания. В процессе резания древесины образуются стружки или
опилки, которые создают трение (при пилении опилки попадают
между резцом и стенками пропила, а при сверлении—между
резцом и стенками гнезда), что приводит к значительному уве-
личению силы резания и нагреванию резца (особенно при свер-
лении сверлами).
Выборка паза требует значительного увеличения силы реза-
ния, так как разрушение древесины происходит за счет лезвия
резца и его боковых кромок. Влажную древесину значительно
легче резать, чем сухую. Так, если удельное сопротивление ре-
занию древесийы при влажности 15 % (воздушно-сухая) при-
нять за единицу, удельное сопротивление резанию свежесруб-
ленной древесины составит 0,9. Переработку древесины на
доски, различные заготовки и детали выполняют в относительно
сухом ее состоянии (8±2 %).
Факторы, влияющие на шероховатость поверхности обра-
ботки. На шероховатость поверхности древесины при ее обра-
ботке влияют острота и геометрия резца, направление резания
относительно направления волокон древесины, углы установки
резца, толщина стружки, скорость резания, а также анатомиче-
ское строение древесины. Вибрация в системе станок — инстру-
мент — деталь, возникающая из-за недостаточной жесткости
станка, также оказывает влияние на шероховатость поверхно-
сти, поэтому наладку и настройку станков необходимо доводить
до установленной нормы.
При строгании ручным инструментом может вибрировать
нож рубанка, если он ненадежно закреплен, что приводит к не-
ровностям на поверхности обработки. Большое влияние на ка-
чество резания оказывает острота резца, т. е. его способность
образовывать в древесине при резании новые поверхности
с заданной шероховатостью. Чем острее лезвие, тем выше ка-
чество резания и тем меньше шероховатость обрабатываемой
11
поверхности. Полученные при заточке острота лезвия и геомет-
рическая форма резца в процессе работы изменяются. Происхо-
дит затупление резца, в результате чего уменьшается его режу-
щая способность. Для ее увеличения резцы изготавливают из
высокопрочных и износостойких материалов и выбирают опти-
мальные углы заострения.
Направление резания относительно направлений волокон
древесины, угол установки резца и толщина стружки взаимосвя-
заны, они определяют качество поверхности обработки. При ре-
зании древесины вдоль волокон возможны два случая стружко-
образования: с опережающей трещиной и без нее. Опережаю-
щая трещина образуется уже в начальный период резания. При
внедрении резца в древесину после некоторого уплотнения
стружки передней его гранью начинается оттягивание стружки
резцом от остальной массы древесины, отслоение ее и образо-
вание опережающей трещины, величина которой возрастает
с увеличением толщины стружки.
Скорость распространения опережающей трещины всегда
выше скорости резания, поэтому после образования опережаю-
щей трещины режущая кромка только сглаживает образо-
ванную гранью поверхность. Качество поверхности обработки
получается невысоким. Чтобы уменьшить вредное влияние опе-
режающей трещины на качество поверхности обработки, необ-
ходимо создать подпор (надлом) волокон древесины вблизи
лезвия, вследствие чего стружка надламывается по мере про-
движения резца. Наиболее высокое качество поверхности обра-
ботки получается при строгании ручными рубанками с двойным
ножом (стружколомом).
При резании древесины вдоль волокон без образования опе-
режающей трещины качество поверхности обработки получается
высоким, так как поверхность резания образуется лезвием
резца. Резание древесины в торец обеспечивает невысокое ка-
чество обработки. Волокна древесины сжимаются резцом,
а в направлении волокон могут даже образоваться трещины.
Качество обработки повышается, если толщина стружки и угол
резания малы. При резании древесины поперек волокон по мере
продвижения резца образуется стружка скалывания или
стружка отрыва с короткой опережающей трещиной. Каче-
ство поверхности обработки при образовании стружки скалы-
вания достаточно высокое. При образовании стружки отрыва
поверхность получается шероховатой, с неровностями разру-
шения.
С увеличением угла резания качество обработки повыша-
ется, так как лучше надламывается стружка. Угол резания
можно увеличить до 90°, что приближает процесс резания
к скоблению. Древесина обрабатываемых заготовок неодно-
родна, поэтому при малых значениях угла резания, особенно на
12
участках, имеющих пороки строения древесины, будут появ-
ляться вырывы волокон, приводящие к браку.
Качество обработки на больших скоростях резания всегда
выше, поэтому для уменьшения шероховатости обрабатываемой
поверхности следует повышать в пределах технической возмож-
ности станка скорость резания, что одновременно ведет к уве-
личению его производительности. Скорости подачи выбирают
оптимальными. Увеличение скорости подачи часто ведет к сни-
жению качества, а уменьшение — к снижению производитель-
ности.
4. Пиление древесины ручными пилами
Пиление — это резание древесины пилами с целью разделе-
ния ее на части. Пилением раскраивают доски на заготовки,
разрезают детали по длине, выпиливают криволинейные заго-
товки, а также нарезают шипы и проушины.
Пила — это металлическая лента с нарезанными на ней с од-
ной стороны зубьями (рис. 8, а). Эту сторону пилы называют
зубчатым венцом. Кромка, противоположная зубчатому венцу,
называется спинкой, а боковые стороны — щечками. Линия, где
зуб берет начало, называется основой, а конец зуба, оканчиваю-
щийся передней гранью, — вершиной. Расстояние между осно-
ванием и вершиной называют высотой зуба и обозначают бук-
вой h, а расстояние между вершинами двух смежных зубьев на-
зывают шагом и обозначают буквой t. Впадины между зубьями
называют пазухами. Размеры зубьев зависят от их высоты и
шага.
Зубья пил имеют различную форму (рис. 8, б). Для про-
дольного пиления применяют пилы с косоугольными зубьями
с углами заточки 40... 50°; для поперечного — с зубьями в виде
равнобедренных или равносторонних треугольников с углами
заточки 60... 70°; для смешанного (пиление по кривым лини-
ям) — с зубьями в виде прямоугольных треугольников с углами
заточки 50... 60°. Чем тверже древесина, тем больше нужен
угол заточки. При пилении в пропиле образуются опилки,
которые собираются в пазухах зубьев, причем при резаиии
древесины мягких пород пазухи (шаги) всегда больше,
чем при резании твердых, так как за рабочий ход пилы
в мягкой породе снимается значительно больше древесины.
Е зависимости от вида пиления применяют углы резания:
для продольного до 80°, смешанного до 90°, для поперечного
более 90°.
Ручные столярные пилы по конструкции делятся на лучко-
вые, ножовки и наградки. Наиболее распространены лучковые
пилы: полотно у них тоньше, пропил уже, а значит, легче про-
ходит процесс пиления (рис. 9).
13
Рис. 8. Элементы пил и углы зубьев пил:
а — элементы пилы: 1 — полотно пилы; 2 — линия основания зубьев; 3 — вершина зуба;
4 — пазуха; 5 — передняя кромка; 6 — передняя грань; 7— боковые режущие кромки;
о — углы зубьев пил: / — для продольного; II — для смешанного; III — для попереч-
ного пиления
Рнс. 9. Ручные пилы:
а — широкая ножовка; б — узкая ножовка; в — ножовка-измеритель; г — ножовка с
обушком; б —наградка; е —лучковая пила: / — пильное полотно; 2 — стойки; 3 —
тетива; 4 — закрутка; 5 — распорка; 6 — ручка
Рис. 10. Выравнивание (фугование) вершин зубьев пилы:
а—в специальной колодке; б — на верстаке; 7 — напильник,; 2—колодка; 3 — пилы;
4 — верстак
Рис. 11. Инструмент для разводки пил:
а — простая разводка с упорами; б — шаблон
для проверки правильности разводки пилы;
1 — пила; 2 — шаблон; в — универсальная
разводка: 1 — рычаг для отгиба зуба пилы;
2 — пластинка, регулирующая необходимый
зазор для прохода пилы; 3 — регулировочные
винты для пластинки,; 4 — шарнирный регу-
лятор величины развода; 5 — шкала величи-
ны развода; S— внит с упором, регулируе-
мый в зависимости от высоты зуба; 7 —
пружина
Рис. 12. Затачивание пил напильником:
Расположение пилоточа при прямой (а) и
косой (б) заточке; затачивание лучковой
пилы, закреплённой в тисках (в) и уложен-
ной в деревянную колодку (г)
Рис. 13. Установка лучковых пил:
О — пила установлена правильно; б — пила перекошена
Рис. 14. Продольный раскрой досок:
а — уложенных на верстаке; б — положение ног работающего прн продольном рас-
пиливании доски, уложенной горизонтально; в — пнленне прн вертикальном положе-
нии доскн; е — начало пилении (запнл) по ногтю; д — начало пиления по бруску
Рис. 15. Поперечный раскрой (пиление) досок:
а пиление доски; б — окончание пнлення доскц; в — положение работающего при
поперечном раскрое (пнленни)
коробка-распнловочный ящик
, а
Рис. 16. Поперечное пиление лучковой пилой:
а—в пильной коробке (штосладе); б—пильная
Подготовка ручных пил к работе. Для обеспечения высокой
производительности и качества пиления зубья пил прифуговы-
вают (рис. 10), разводят (рис. 11) и затачивают (рис. 12). Фу-
гованием выравнивают зубья по высоте, разводят для облегче-
ния хода пилы в пропиле, после чего зубья затачивают. На
16
рис. 13 показано, как правильно устанавливать лучковые
пилы.
Приемы пиления ручными пилами достаточно просты. При
продольном пилении доску ставят горизонтально на верстак и
закрепляют струбциной так, чтобы отпиливаемая часть свисала
с верстака (рис. 14, а). Пилить вдоль волокон можно и при вер-
тикальном закреплении доски (рис. 14, в). При пилении поперек
волокон доску ставят горизонтально на верстак, а левой рукой
поддерживают материал (рис. 15).
Для выпиливания криволинейных заготовок применяют вы-
кружные пилы. Процесс резания и приемы пиления диалогичны
используемым при продольном распиливании. Ножовки и на-
градки применяют значительно реже. Для торцевания брусков
под углом 90° или запиливания их на ус под углом 45° следует
применять специальный ящик для запиливания, показанный на
рис. 16.
Для повышения производительности труда раскраивают не
отдельные доски, а целые пачки. Это. не только экономит время
на укладку и зажим материала, но и упрощает разметку.
5. Строгание древесины ручными инструментами
Строгание — резание древесины ножами, при котором тра-
екторией резания является прямая, совпадающая с направлен
нием рабочего движения. Строганием придают деталям пра-
вильную форму и размеры, указанные на чертеже. Кроме того,
поверхность становится ровной, чистой и гладкой. Строгают дре-
весину ручным или механическим способом.
Для ручного строгания древесины применяют рубанки, ко-
торые в зависимости от назначения могут быть различной кон-
струкции, однако общий принцип их работы одинаков.
Все ручные рубанки делят на рубанки для строгания плос-
ких поверхностей (рис. 17; шерхебель, рубанок одинарный и
двойной, фуганок, полуфуганок, торцовый рубанок, цинубель)
и рубанки для строгания профильных (фигурных) поверхностей
(рис. 18). В рубанках для плоского строгания стружка выходит
вверх через леток, а в рубанках для профильного строгания
с узкими колодками стружка выходит сквозь прорезь со сто-
роны.
Подготовка ручных рубанков к работе. Для качественного
строгания хорошо затачивают и правильно налаживают стро-
гальные инструменты. Чтобы заточить нож, его вынимают из
летка, для чего, придерживая большим пальцем клин и нож,
ударяют киянкой по торцу колодки рубанка (рис. 19), а в фу-
ганке — по пробке. Затачивают нож на точиле из природного
камня или на наждачном круге до образования заусенцев на
передней грани. Правят нож на оселке круговыми движениями.
17
Ряс. 17. Рубанки для плоского строгания:
а _ общий вид; б — шерхебель; в — с одиночным ножом; г — с двойным ножом; 1
деревянный корпус; 2 — рог; 3 — леток; 4 — клин; 5 — иож; 6 — упор; 7 — пробка; 8 —
подошва; 9 — нож шерхебельный; 10— иож одиночного рубанка; //—нож двойного
рубанка; 12 — стружколом; 13 — иож со стружколомом; д — фуганок; / — пробка; /
ручка; е — цинубель
Рис. 18. Инструменты для профильного строгания:
а —зензубели: / — общий вид; 2 —клии; 3 — вид корпуса сбоку; 4 — вид снизу; 5 —
иож
Угол заточки проверяют шаблоном, а правильность затачива-
ния лезвия — угольником и линейкой (рис. 20).
Ножи инструментов для профильного строгания затачивают
на фигурных брусках. Правят их на фигурных брусках или на-
ждачным порошком с маслом, накладывая на брусок соответ-
ствующего профиля из древесины твердой породы.
Заточенный нож ставят в леток колодки и крепят деревян-
ным клином, хорошо подгоняя и плотно прижимая нож к по-
стели. Лезвие должно выступать из подошвы колодки равно-
мерно (тонкой ниткой), без перекоса, на величину 0,2... 0,3 мм,
и только в шерхебеле оно может выступать на величину 2... 3
мм. При хранении строгальных инструментов лезвие прячут
в леток, чтобы оно не выступало из подошвы.
19
12
3
'д
Продолжение рис. 18
б — фальцгобель,; / — общий вид; 2 — клни; 3 — корпус; I— колодка; 4~
нож; в — шпунтубель: 1 — винт; 2 — гайкн; 3 — нож; 4— корпус; 5 — направляющая
планка.; г — грунтубель; д — галтель; е — штап; яс —калевка; з — горбач с вогнутым
корпусом; и — горбач с выпуклым корпусом
Приемы строгания ручными инструментами. Перед началом
работы ручными инструментами заготовку осматривают, опре-
деляют лицевую сторону и направление волокон. Строгать сле-
дует по направлению волокон — это значительно облегчает труд
и позволяет получить хорошее качество поверхности. Заготовки
20
Рис,- 19. Приемы разборки и сборки рубанков:
а —положение рубанка в левой руке перед разборкой,; б — прием разборки рубанка*
способы подачн ножа вперед: в — первый,; г — второй; д — крепление клинка* е —
проверка выступа лезвия ножа
Рис. 20. Заточка ножей для рубанка:
положение иожа при заточке его на мокром точиле (а) н при работе иа оселке (б);
в—-заточка фаски: 1, 2 — неправильно; 3 — правильно; г — порядок проверки лезвия
иожа на глаз
Рис. 21. Приемы строгания:
а —рубанком: I, 2. 3 — нажнм на рубанок соответственно в начале, в середине и в
конце строгания; б — фуганком; в — положение ног прн строгании
Рис. 22. Строгание торца от себя (а) и иа себя (б)
закрепляют на верстаках при помощи гребенок и тисков, чтобы
они плотно прилегали к крышке верстака. Рабочий должен
стоять в полуобороте к верстаку, немного наклонив вперед кор-
пус, левую ногу выдвинув вперед параллельно верстаку. Угол
между ступнями ног должен составлять 70... 80° (рис. 21). 1
При строгании правильно и надежно держат инструмент и |
перемещают его только движениями рук. Приемы строгания и |
проверки его качества см. на рис. 22—24. 1
22
Рис. 23. Отборка четверти зензубелем:
а — начальная отборка четверти; б — отборка четверти: в — зачистка четверти
Рис. 24. Проверка качества строгания:
о — угольником по длине бруска; б — угольником по торцу бруска; в — на глаз против
света; г — линейками; д — парными брусками
Рис. 25. Долота:
а — плотничные; б — столярные; 1 — полотно; 2 — ручка; 3 — кольцо; 4— колпачок; в —
сквозное гнездо; г — несквозное гнездо; д — положения долота (начальное н конечное)
прн разметке гнезда; е — порядок долбления гнезда
6. Долбление и резание стамесками
Для изготовления соединительных элементов (прямоуголь-
ных сквозных и несквозных гнезд и проушин) применяют до-
лота, стамески и электродолбежники.
Долото — металлический стержень трапецеидальной формы,
цижняя (рабочая) часть которого заканчивается резцом, а верх-
няя — заплечиками и конусообразным хвостовиком для насадки
деревянной ручки, изготовленной из древесины твердых лист-
венных пород (граба, бука и др.). Лезвие резца, образованное
пересечением передней и задней граней, затачивается так же,
как и ножи рубанков; угол заточки 25... 35° согласно ГОСТ
1185—$0. На рис. 25 представлены долота и приведен порядок
долбления гнезд.
24
Рис. 26. Стамески:
а — плоские; б — полукруглые; / — полотно; У —колпачок; 3 — ручка; в — подстрагива-
ние,; а — подчистка шипа; д — зачистка гнезд под петли; е — резание по линейке;
ж, з — снятие фаскн на торце и продольном ребре; и, к — приемы зачистки вогнутого
и выпуклого торцов
Долбление выполняют по разметке. При долблении сквоз-
ных отверстий разметку делают с двух сторон. Для долбления
деталь надежно закрепляют в верстаке, а при выдалбливании
2S
несквозных гнезд под деталь подкладывают доску или фанеру,
чтобы не повредить крышку верстака. Ширину долота выби-
рают в соответствии с шириной гнезда.
Стамески значительно тоньше долот, 3... 4 мм (рис. 26). Они
могут быть плоскими или полукруглыми (ГОСТ 1184—80).
Фаски в полукруглых стамесках с выпуклой стороны; угол за-
точки 15... 25°. Стамески и долота затачивают так же, как
ножи рубанков. Плоские стамески применяют для долбления
неглубоких гнезд в тонких деталях, зачистки их, обрезки тор-
цов, строгания кромок, зачистки и снятия фасок на кромках де-
талей и шипов. Полукруглые стамески применяют для выдалб-
ливания криволинейных гнезд и отверстий, а также для обра-
ботки фигурных поверхностей.
Обработка гнезд стамесками осуществляется так же, как и
долотами, а резание — нажимом правой руки на торец ручки
стамески. При этом левая рука прижимает лезвие к материалу
и направляет его по намеченной линии. Приемы работы стамес-
ками показаны на рис. 26. Работая стамесками, нельзя поддер-
живать деталь рукой перед лезвием, строгать на себя, оперев
деталь о грудь или колено.
7. Сверление древесины ручными инструментами
Сверление применяют для изготовления круглых (цилиндри-
ческих) отверстий под вставные круглые шипы (шканты), шу-
рупы, болты и др. Режущим инструментом для сверления слу-
жат сверла различных размеров и конструкций. Каждое сверло
состоит из стержня с резцом или неколькими резцами в нижней
части. В верхней части предусмотрен хвостовик, которым за-
крепляют сверло в приспособлении. Резцы размещены по вин-
товой линии или по кругу (рис. 27).
Затачивают сверла на точильных наждачных станках, брус-
ках или мелкозубыми напильниками различных форм в зависи-
мости от формы резца. Боковые режущие кромки затачивают
только с середины. Во время заточки следят, чтобы не умень-
шался диаметр сверла.
Все сверла хранят на специальном стеллаже в порядке
уменьшения диаметров.
Приемы работы ручными сверлами. Для высверливания от-
верстий сверлу придают вращательное движение (при помощи
коловорота), а также поступательное. При сверлении отверстий
деталь закрепляют в верстак, центр сверла ставят точно в центр
намеченного отверстия.
Во всех случаях ось вращения коловорота должна совпа-
дать с осью высверливаемого отверстия, т. е. сверло должно
быть под прямым углом к плоскости, в которой высверливают
отверстие (рис. 28).
26
a 5 & г
д е ж з
Рис. 27. Сверла:
а — центровое; б —- винтовое; в — спиральное; г — пробочное; д — зенковочное; е—з —
концевые фрезы
Рис. 28. Приемы сверления коловоротом:
а — горизонтально уложенного материала,; б —материала, закрепленного вертикально
в тисках верстака
При вертикальном размещении сверла левой рукой держат
коловорот за ручку-головку, а правой — за коленчатый стер-
жень. При сверлении горизонтальных отверстий ручку-головку
упирают в корпус, поддерживая ее левой рукой, а правой вра-
щают коловорот. Если высверливают несквозные отверстия,
в месте выхода сверла под деталь подкладывают плотно при-
жатый брусок, чтобы предупредить выкалывание. В процессе
работы на коловорот и другие приспособления нажимают
27
плавно и равномерно, чтобы не сдвинуть сверло с центра и не
сломать его. При высверливании сквозных отверстий нельзя
проверять выход сверла из детали, так как при этом можно по-
вредить руку.
8. Ручной электрифицированный инструмент
Выполнение технологических операций ручными инструмен-
тами — процесс весьма трудоемкий и малопроизводительный,
поэтому на небольших предприятиях, в мастерских по ремонту
мебели, где невозможно применить деревообрабатывающие
станки, используют электрифицированные инструменты, которые
в 5... 10 раз повышают производительность труда, не требуя
больших физических усилий.
Для распиливания древесины применяют электрифицирован-
ные дисковые пилы (рис. 29), у которых резцы приводятся
в движение от электродвигателя, а сам инструмент рабочий пе-
ремещает вручную. Все инструменты состоят из трех основных
частей — электродвигателя, корпуса и режущего инструмента.
Неподвижный статор электродвигателя часто является корпу-
сом электроинструмента. В нем вращается цилиндрический ро-
тор, к которому крепят режущий инструмент. Вал ротора
устанавливают в корпусе на подшипниках. Корпус защищает ме-
ханизмы от внешних повреждений и загрязнений. На нем разме-
щены ручки, пускатель, опорные панели, направляющая ли-
нейка, защитные и другие устройства. Режущие инструменты
крепят на вал электродвигателя, тогда частота вращения элек-
тродвигателя и режущего инструмента одинаковы. Если ча-
стоту вращения режущего инструмента необходимо уменьшить,
в корпус электродвигателя ставят редуктор и резцы крепят на
валу- редуктора.
В процессе работы электропилу надвигают на распиливае-
мый материал вручную плавно и равномерно, без перекосов,
опирая ее на материал опорной панелью корпуса. Пильный диск
должен идти точно по линии пропила. В случае остановки пилы
от перегрузки (заедания) ее оттягивают к себе, затем, дав воз-
можность развить необходимую частоту вращения, снова надви-
гают на материал, продолжая распиливание. В процессе работы
следят и за тем, чтобы под опорную панель не попадали опилки,
так как это может привести к перекосу панели и наклону диска
пилы. Время от времени проверяют надежность крепления диска
и других вращающихся частей (рис. 30).
Некоторые дисковые электропилы можно использовать как
стационарное оборудование. Для этого пилу поворачивают па-
нелью вверх и закрепляют на верстаке так, чтобы панель была
на одном уровне с плоскостью крышки верстака. В этом случае
распиливаемый материал будет подаваться на пилу. Для выпи-
28
74
Рис. 29. Электрические дисковые пилы:
а — безредукторная электропила ИЭ-5102Б; б — редукторная пила ИЭ-5104; /-перед-
няя ручка; 2 — неподвижная часть кожуха; 3 — задняя ручка; 4 — электродвигатель;
5 — опорная панель,; 5 —шарнир; 7 — подвижная часть кожуха; 8 — пильный диск:
9 — линейка; 10 — кронштейн с дуговыми направляющими для косого пропила; 11 —
направляющие глубины пропила; 12 — винт регулировки глубины пропила; 13 — колпак;
14 — ручка; 15 — жильный кабель
а б б г
Рис. 30. Приемы работы дисковой
электропилой:
а — пиление древесины параллельно кром-
кам (вдоль),; б — пиление древесины по-
перек волокон; в — выборка четверти;
г — зарезка шипов, гребней
Рис. 31. Электрорубанок ИЭ-5706:
/ — статор; 2 — коробка включателя; 3 —
опорная панель; 4 — направляющая ли-
нейка; 5 — нож,; 6 — ротор
ливания различных криволинейных заготовок из досок, фанеры
или других листовых материалов применяют ленточные электро-
пилы или электролобзики.
Электрифицированные инструменты для строгания. Это элек-
трорубанки с двумя и четырьмя ножами с двойной изоляцией,
предназначенные для плоского строгания. Электрорубанок ИЭ-
5706 (рис. 31) состоит из статора, коробки включения, опорной
панели, направляющей линейки, режущего инструмента и ро-
29
Рис. 32. Спареииые электрорубаики, установленные на верстаке:
/—корпус бокового электрорубанка; 2, 5 — панели рубанков; 3 —ножевой вал ру-
банка; 4 — настил верстака; 6 — корпус нижнего электрорубанка; 7 — обрабатывае-
мый брусок
тора, который является рабочим валом. Этим рубанком можно
строгать детали шириной до 100 мм, снимая слой толщиной
2 мм. Мощность электродвигателя 0,4 кВт.
Приемы работы электрорубанками. Перед работой прове-
ряют крепление движущихся частей, остроту ножей, а также
регулируют толщину снимаемого слоя. Для этого заднюю опор-
ную панель ставят на уровне закрепленных на валу ножей,
а переднюю поднимают выше задней на толщину снимаемого
слоя (0,5... 1,5 мм).
Для заточки ножей электрорубанков применяют электроза-
точные универсальные приборы И-26 и И-121, Одинаковые по
размеру и массе ножи закрепляют на рабочем валу прижим-
ными планками и болтами, которые затягивают от середины
к краям. Рабочий вал с закрепленными ножами должен быть
отбалансирован. Для этого электрорубанок отключают от элек-
тросети и рабочий вал медленно поворачивают рукой несколько
раз до полной остановки. Если вал с ножами каждый раз оста-
навливается в разных точках без колебаний, он отбалансиро-
ван.» Электрорубанок можно применять как стационарный фу-
говальный станок, если обрабатываемые детали легче рубанка.
Для одновременного строгания двух смежных сторон (пла-
сти и кромки) иногда применяют два электрорубанка: один раз-
мещают горизонтально, а другой — под нужным углом к пер-
вому. Это значительно повышает производительность труда и
точность обработки деталей (рис. 32).
эо
Рис. 33. Электродолбежиик ЙЭ-5603:
1 — роликовый подшипник; 2 — долбежная цепь; 3 — направляющая линейка; 4 — ре-
гулировочный винт; 5 — передний щнт; 6 — ведущая звездочка; 7 — защитный кожух;
в—рычажное приспособление; 5—крышка вентилятора; 10 — электродвигатель; И —
ограничитель хода; /2— направляющая колонка; /3—пружина; 14 — основание; /5—
планка
Электродолбежники применяют сравнительно широко для
выдалбливания отверстий. Наибольшее распространение полу-
чил электродолбежник ИЭ-5603. Сменные режущие цепи дают
возможность выдалбливать гнезда различной ширины (рис. 33).
При работе электродолбежником цепь вместе, с двигателем
опускают вниз, она врезается в древесину и выбирает гнезда.
Глубину долбления регулируют передвижным стопорным коль-
цом, имеющимся на одной из вертикальных колонок. Электро-
долбежннк подключают к электроосветительной сети.
Ручные сверлильные машины. Для высверливания отвер-
стий различных диаметров под болты, шканты и шурупы приме-
няют ручные сверлильные машины различных типов и конструк-
ций. Наиболее распространены ИЭ-1013 (рис. 34), ИЭ-1003, ИЭ-
1022А и электрошуруповерт ИЭ-36016.
Циклевание и шлифование древесины. При подготовке по-
верхности к отделке применяют циклевание и шлифование. Цик-
люют древесину твердых лиственных пород; мягкие породы
шлифуют шлифовальными шкурками различных номеров с ос-
новой из бумаги или полотна. Циклевание осуществляется при
помощи цикли — прямоугольной или фигурной стальной метал-
лической пластины толщиной 0,8... 1,5 мм, шириной до 70 мм,
длиной до 130 мм. Режущая часть цикли — жало, образуемое
при наводке цикли пластью стамески или сработанной и зара-
нее отшлифованной гранью трехгранного напильника. Длинные
кромки цикли затачивают и доводят на бруске или оселке. При
работе циклю ставят под углом к циклюемой поверхности и,
держа пальцами обеих рук, двигают в направлении волокон на
себя или от себя, так как цикля строгает только при движении
в одну сторону. При длительной работе циклей применяют раз-
личные приспособления, которые значительно облегчают про-
цесс циклевания.
Ручное шлифование предназначено для выравнивания по-
верхности древесины после строгания и циклевания. При руч-
ном шлифовании шлифовальную шкурку закрепляют на специ-
альных колодках, плоскости которых оклеены войлоком (рис.
35). В зависимости от профиля шлифуемой поверхности рабо-
чие части шлифовальных колодок имеют различные контрпро-
фили. Все поверхности шлифуются сначала шкурками с круп-
ным зерном, а затем с более мелким вдоль волокон. Поперек
волокон шлифовать не рекомендуется, так как образуются глу-
бокие царапины, которые трудно зачистить, а после отделки они
станут еще более заметными.
В процессе работы шкурку периодически очищают от дре-
весной пыли, препятствующей шлифованию. Сначала всегда ис-
пользуют новую, более острую шкурку, а в конце — старую, так
как она лучше выравнивает поверхность. Криволинейные детали
и узлы также шлифуют вручную, применяя специальные ко-
32
Рис. 34. Ручная сверлильная электрическая машина ИЭ-1013:
1 — шпиндель,; 2 — корпус редуктора; 3 — ведомая шестерня; 4 — блок шестерен; 5 —
ведущая шестерня; 6 — промежуточный щнт; 7 — вентилятор; 8 — вал ротора; 9 — кор-
пус; 10— задняя крышка; // — выключатель; 12—основная рукоятка; 13 — токоподво-
дящнй кабель
Рис. 35. Цикли и шлифовальные колодки:
а — о резнновой подкладкой; б — обтянутая поветью н шкуркой; в — с зажимным при-
способлением: 1 — петля; 2 — шкурка; 3 — замки; 4 — зажим
лодки или деревянные планки, оклеенные войлоком и шкуркой
соответствующего номера.
Ручное шлифование — трудоемкая операция. Значительно
облегчают труд и повышают его производительность электро-
шлифовальные инструменты. При шлифовании больших плоско-
стей электрошлифовальный инструмент надвигают на поверх-
ность деталей в направлении волокон древесины. Мелкие де-
тали лучше шлифовать, если инструмент повернут набок или
вверх. При этом его можно использовать как стационарный
2 Заказ № 1131
33
Рис. 36. Основные виды склеивания древесины:
а — в блоки; б — кромками в щиты; в — гиутоклееных деталей; г — облицовывание
брусков; д — облицовывание щитов; е — склеивание шиповых соединений
станок. Электрифицированные инструменты используют и для
шлифования собранных изделий, что невозможно выполнить на
шлифовальных станках.
9. Склеивание древесины
Соединять элементы деревянных конструкций можно при по-
мощи болтов, гвоздей и шурупов, однако основным видом сое-
динения деталей в столярно-мебельном производстве является
склеивание. Оно дает возможность изготовлять детали любых
размеров и форм (рис. 36),
Виды склеивания: 1) склеивание брусков или досок пла-
стями в блоки; 2) склеивание досок кромками в щиты; 3) склеи-
вание тонких пластин древесины (шпона) с одновременным гну-
тьем при изготовлении гнутоклееных деталей; 4) облицовыва-
ние, т. е. оклеивание деталей из древесины малоценных пород
тонким шпоном более ценных пород; 5) склеивание брусков и
фанеры или древесноволокнистых плит в пустотелые щиты
с различными наполнителями. Кроме того, склеиванием соеди-
няют детали и изделия при их сборке, а также выполняют прес-
сование измельченной древесины (стружек, опилок и др.), сме-
шанной с клеем, в различные детали. На рис. 37 показаны
приемы приготовления клея, а также приведены сжимы различ-
ных конструкций.
Технологический процесс склеивания состоит из следующих
операций: подготовки к склеиванию деталей или шпона; подго-
товки клеевого раствора; нанесения клеевого раствора на дре-
весину; выдержки для впитывания клея; запрессовывания скле-
енных деталей и выдержки их в сжатом состоянии до схваты-
вания клея; выдержки склеенных деталей после распрессовы-
вания.
Сущность склеивания состоит в том, что нанесенный на по-
верхность древесины клей проникает в межклеточные и внутри-
клеточные пространства, застывает или затвердевает там и та-
ким образом как бы сшивает склеиваемые поверхности большим
числом тончайших нитей. При этом между склеенными дета-
лями образуется тонкий слой клея (0,08...0,15 мм). Как при
малой, так и при большой толщине клеевого слоя прочность
ухудшается. При меньшей толщине недостаточность клея де-
лает склеивание «голодным», а при большей толщине клеевая
прослойка не позволяет плотно прилегать склеиваемым поверх-
ностям.
Прочность клеевых соединений зависит от вида клея, каче-
34
Рис. 37. Склеивание:
а —. приготовление клея: 1 — клей; 2 — вода; б — склеивание щита в клиновом сжиме:
1 — доска,: 2 —> клинья; 3 — брусок; в — сжимы разных конструкций
2*
Рис. 38. Струбцины:
а—винтовые; б —рычажные; в—для кромок: г — хомутовые; б —угловые (деревянные
н металлические)
ства его приготовления, равномерности нанесения клеевого слоя
и плотности прилегания склеиваемых поверхностей. Для склеи-
вания древесины применяют клеи животного происхождения:
костный (ГОСТ 2067—80) и мездровый (ГОСТ 3252—80), на-
зываемые глютиновыми, а также казеиновые клеи (ГОСТ
3056—74). Синтетические клеи на основе термореактивных (кар-
бамиде- и меламиноформальдегидных) и термопластичной (по-
ливинилацетата) смол имеют преимущества перед глютино-
выми.
Режимы склеивания. Процесс склеивания состоит из опера-
ций, выполняемых последовательно. Совокупность правил, кото-
рые указывают, как и при каких условиях осуществляется
склеивание, называется режимом склеивания.
Основные факторы режима: количество клея, наносимого на
единицу площади склеиваемых поверхностей; влажность и тем-
пература древесины; температура помещения; температура
клеевого раствора; время выдержки до запрессовывания (от-
крытой и закрытой); величина давления; температура плит
пресса; время выдержки в прессе.
В зависимости от вида применяемого клея расход его может
быть разным. Установлено, что хорошего качества склеивания
можно достичь при расходе клеевых растворов, г/м2: глютино-
вых 200... 350; казеиновых 160... 280; карбамидоформальдегид-
ных 140... 200; фенолформальдегидных 160... 250. При склеи-
вании шиповых соединений, полуторцовых поверхностей,
а также при склеивании с одновременным гнутьем расход клее-
вого раствора необходимо увеличить на 50 %.
Оборудование для склеивания. Для плотного прилегания
36
склеиваемых поверхностей создают необходимое давление
(0,3... 1,2 МПа) при помощи приспособлений. Наиболее рас-
пространены металлические струбцины различных конструкций
(рис, 38). Самые простые из них— П-образные. Для сжатия де-
талей, которые соединяются на ус, применяют угловые струб-
цины — деревянные или металлические. При применении струб-
цин много времени теряется на завинчивание и развинчивание,
поэтому созданы быстродействующие струбцины, ваймы и
прессы.
Для облицовывания и сборки сборочных единиц, групп и из-
делий применяют специальное оборудование, изготавливаемое
на машиностроительных заводах, или нестандартное, изготав-
ливаемое на деревообрабатывающих предприятиях.
Организация рабочего места при склеивании. Высококачест-
венные клеевые соединения можно получить только при пра-
вильной организации рабочего места и соблюдении режимов
склеивания. Рабочее место должно быть хорошо освещено и
обеспечено- 1) достаточным запасом подготовленных к склеива-
нию деталей (если осуществляется склеивание сборочных
единиц, детали подаются комплектно); 2) достаточным коли-
чеством правильно приготовленного клеевого раствора; 3) не-
обходимыми устройствами для нанесения клеевого раствора
и обжима склеенных узлов и изделий; 4) режущими и измери-
тельно-проверочными инструментами для подготовки, проверки
размеров и углов склеиваемых узлов и изделий.
Рабочее место, одежду и руки рабочего еледует содержать
в чистоте. На рабочем месте необходимо иметь обтирочные ма-
териалы для удаления излишков клея. Приготавливают клеи
в специально отведенных помещениях в определенных количест-
вах, но не больше чем на одну смену.
10. Структура технологического процесса
Совокупность всех процессов, в результате которых происхо-
дит превращение материалов в готовую продукцию, называется
производственным процессом. Он включает в себя процессы пе-
реработки материалов в готовую продукцию, а также процессы,
не влияющие непосредственно на изготовление изделий, но не-
обходимые для обеспечения работы производства.
Основная часть производственного процесса, которая непо-
средственно связана с превращением материалов в готовую
продукцию (начиная от раскроя и кончая готовым изделием), на-
зывается тех н о л о г и ч ес к и м процессом. Научно и прак-
тически обоснованную систему приемов и методов труда дан-
ного производства, которая применяется для превращения
материалов в готовую продукцию, называют технологией
производства.
37
Технологический процесс подразделяется на стадии, а ста-
дии на операции. Комплекс операций, которые охватывают часть
технологического процесса, называют стадией (например,
сушка, раскрой, сборка). Элементарная часть стадии техноло-
гического процесса, которая выполняется на соответствующем
рабочем месте, соответствующим инструментом или на соответ-
ствующем оборудовании, называется технологической операцией
(раскрой вдоль волокон, строгание пласти, сверление отверстий
под шканты и др.).
Расчленение стадий на мелкие операции способствует повы-
шению производительности труда, дает возможность рабочему
лучше освоить отдельные несложные операции и рациональнее
применять шаблоны и приспособления.
Все столярно-мебельные изделия изготовляют по техниче-
скому проекту. Приступая к изготовлению любого столярного
изделия, следует на основании чертежа составить спецификацию
(приложение 1), чтобы определить количество сырья и материа-
лов для изготовления изделия.
На основании чертежа, спецификации и технологического
проекта на изделие составляют технологические карты (прило-
жение 2). В них отражена научная и практическая обоснован-
ность, последовательность стадий и операций технологического
процесса, определено, на каком оборудовании или каким ин-
струментом выполнять каждую технологическую операцию и
какие приспособления или шаблоны применять при этом. Кроме
того, в картах определена квалификация рабочего, норма вре-
мени на выполнение каждой операции и др.
Технологические карты составляют на целые изделия или
на отдельные детали. Форма и содержание технологических
карт зависят от условий, в которых выполняются операции.
Карты заполняют по последовательности выполнения опе-
раций.
На современных предприятиях рабочий выполняет отдель-
ные операции, поэтому для удобства пользования технологиче-
скими картами их подразделяют на отдельные операционные
карты, вывешиваемые на рабочем месте. Все карты на изделия
должны быть пронумерованы.
При составлении технологической карты сначала заполняют
ее верхнюю часть, затем в левом углу чертят эскиз детали и
только после этого последовательно заполняют все графы
карты.
Технологический процесс изготовления табурета. Табуреты
для сидения применяют в интерьерах кухонь и других подсоб-
ных помещений. Они могут быть с круглыми или квадратными
крышками, изготовленными из досок или облицованных плит.
Ножки, царги и проножки изготовляют из массивной древесины
(рис. 39).
38
5
Рис. 39. Изготовление табурета:
/ — проиожки; 2 — ножки; 3—царга; 4— крышка; 5 —элементы соединения,; 6,
7 — гнезда
Для изготовления ножек берут доски хвойных пород влаж-
ностью 8±2 %, толщиной 40 мм и распиливают их на отрезки
заданной длины, а затем на бруски толщиной 40 мм. Для из-
готовления царг и проножек используют доски толщиной 25 мм
такой же влажности. Их сначала распиливают поперек волокон
на отрезки необходимой длины, а затем вдоль волокон по ши-
рине с припусками на обработку (3... 5 мм на обе стороны).
Правильную форму заготовкам придают строганием руч-
ными рубанками или на продольно-фрезерных станках сначала
в угол, а затем в размер. На точно выстроганных деталях де-
лают разметку соединительных элементов (на ножках—гнезд,
на царгах и проножках — шипов). Ножки с царгами соединяют
на закрытый одинарный шип с полупотемком, а с пронож-
ками— на шип без полупотемка. Процесс разметки аналогичен
процессу разметки угловых соединений этого типа.
Шипы и гнезда выполняют вручную при помощи пил и долот
или на станках. Квадратные ножки в нижней части, начиная от
проножки, должны иметь скос. Собирают табурет поэтапно, на
клею, по две ножки с царгой и проножкой, а затем каркас при
помощи вайм. Перед сборкой царги, проножки и внутренние сто-
роны ножек шлифуют. После выдержки торцуют ножки и вы-
равнивают царги с торцами ножек, а снизу на ножках снимают
фаски.
При изготовлении крышек из досок кромки делянок фугуют
и склеивают в щиток. Во избежание коробления крышки ши-
рина делянок не должна превышать 100 мм. Склеенные щиты
обрабатывают по размерам строганием. Крышки из плит, обли-
39
Цованных методом ламинирования, опиливают по периметру,
а кромки облицовывают или красят. Крепление крышки к кар-
касу выполняют при помощи шкантов или металлических уголь-
ников.
Контрольные вопросы
1. Как оборудовать рабочее место столяра?
2. Какие пилы применяют для раскроя древесины вручную?
3. Как подготовить ручные пилы к работе?
4. Где применяют электропилы?
5. Какими инструментами осуществляют плоское, а какими профильное
строгание? 1
6. Как подготовить к работе ручные рубанки?
7. Где и как применять электрорубанки?
8. Какими инструментами изготовляют прямоугольные гнезда и про-
ушины, а какими круглые отверстия?
9. Где и как работают ручными сверлильными электрическими маши-
нами?
10. Правила безопасности работы ручным и электрифицированным ин-
струментом.
11. Назначение операции циклевания.
14. Цели и способы шлифования.
15. Склеивание древесины, его назначение.
16. Технология склеивания.
17. Опишите оборудование для склеивания.
18. Структура технологического процесса.
19. Технологические карты.
20. Технологический процесс изготовления табурета.
II. Деревообрабатывающие станки
и их эксплуатация
11. Классификация и общее устройство
деревообрабатывающих станков
Деревообрабатывающий станок — рабочая машина, которая
посредством резания или снятия стружки обеспечивает изготов-
ление деталей заданной формы с требуемыми точностью разме-
ров и шероховатостью обработанной поверхности.
Классификация деревообрабатывающих станков. По назна-
чению деревообрабатывающие станки подразделяются на три
класса — станки общего назначения (универсальные), специа-
лизированные и специальные. Деревообрабатывающими стан-
ками общего назначения называют такие, которые
можно использовать в различных деревообрабатывающих про-
изводствах. По типу режущего инструмента и технологическому
назначению их разделяют на ленточнопильные, круглопильные,
продольно-фрезерные, фрезерные, шипорезные, сверлильные,
40
сверлильно-фрезерные (пазовальные), долбежные, токарные и
шлифовальные.
Специализированные станки предназначены для вы-
полнения операций или для обработки деталей, размеры кото-
рых могут изменяться настройкой (станки для продольной об-
работки и облицовывания кромок щитовых деталей). Специ-
альные станки служат для обработки только вполне опреде-
ленной детали (копировально-фрезерный станок для обработки
задней ножки столярного стула). Специальные станки, как пра-
вило, не имеют устройств для переналадки на другие изделия.
Они бывают одно- и многооперационные и находят применение
в производстве конструктивно устойчивых изделий — спортин-
вентаря, карандашей, спичек.
Индексация деревообрабатывающих станков. Все деревооб-
рабатывающее оборудование, выпускаемое в СССР, имеет ус-
ловное обозначение (индексацию) буквами и цифрами. Буквен-
ная индексация состоит из начальных букв наименования типа
или вида станка. Первая буква означает тип, вторая и третья—
основной признак станка. Например: Ц — круглопильный (цир-
кульный), С — строительный, Ф — фрезерный, Ш — шипорез-
ный, Тч — точильный, Кп — круглопалочный, У — универсаль-
ный, ПР — круглопильный ребровый, ЦК — круглопильный кон-
церавнитель, СФ — строгально-фуговальный, СР — строгально-
рейсмусовый, ФШ — фрезерный с шипорезной кареткой, ФК —
фрезерный с карусельным столом, ШО — шипорезный односто-
ронний, ШД —' шипорезный двусторонний, ШП — шипорезный
для прямого шипа, ШЛ — шипорезный для шипа ласточкин
хвост, ШлД — шлифовально-дисковый, ШлПС — шлифоваль-
ный с подвижным столом, ТчП — точильный для пил, ТчН — то-
чильный для ножей, ТчПН — точильный для пил и ножей.
Буква А обозначает наличие элементов автоматизации. На-
пример: СвПА—сверлильно-пазовальный с автоподачей. Цифра,
стоящая сразу после букв или между ними, обозначает основ-
ные параметры станков (число режущих инструментов или
ширину строгания в мм, см, дм). Например: Ц2К12—двухпиль-
ный концеравнитель для брусков длиной 12 дм; СФ4 — стро-
гально-фуговальный с шириной строгания 4 дм; Ф2К — фрезер-
ный двухшпиндельный с карусельным столом; ШО10 — шипо-
резный односторонний для шипов длиной до 10 см. Цифра,
стоящая после дефиса, обозначает номер модели станка, напри-
мер, СФ4-4 (четвертая модель), СР6-6, СР6-7 (соответственно
шестая и седьмая модели).
Основные конструктивные элементы станков. Каждый дере-
вообрабатывающий станок состоит из основных и вспомогатель-
ных частей. Основные части станка — станина, рабочий стол, ра-
бочий вал или шпиндель, суппорт, режущий инструмент, элек-
тродвигатель и механизм передачи движения. Дополнительные
41
части — механизм подачи материалов, направляющие и при-
жимные устройства, пуско-остановочные устройства, огради-
тельные устройства и приспособления для смазки. Конструкции
основных и вспомогательных частей и механизмов зависят от
особенностей каждого станка, его назначения, мощности и ме-
ханизма подачи.
Станина — это основание станка, к которому крепят основ-
ные и вспомогательные чарти, узлы, различные механизмы и ор-
ганы управления. Она несет на себе все вибрационные и дина-
мические нагрузки, а также нагрузки от обрабатываемого мате-
риала. Станины могут быть чугунными (цельнолитые или
сложные), сваренными из профильного проката и листового ма-
териала, и только в отдельных случаях — деревянными, изго-
товленными на месте их эксплуатации (нестандартное оборудо-
вание— Н/О).
Рабочие столы предназначены для размещения, поддержива-
ния и перемещения обрабатываемых на станках деталей. Они
могут быть подвижными, неподвижными, переставными, пере-
движными, наклонными и карусельными. Столы состоят из од-
ной, двух или нескольких частей.
Рабочие валы и шпиндели служат для крепления режущего
инструмента (пил, ножей, фрез, сверл) и придания ему враща-
тельного движения. Конструкции рабочих валов и шпинделей
зависят от назначения и типа станка, вида режущего инстру-
мента, который крепят посредине вала, а на шпиндели—в конце.
Для крепления режущего инструмента на рабочих валах и
шпинделях применяют различные приспособления. Рабочие
валы и шпиндели имеют вращательное, возвратно-поступатель-
ное положения относительно режущего инструмента.
Питательные устройства предназначены для подачи загото-
вок в станки, а съемные — для снятия со станков обрабатывае-
мых заготовок или деталей и укладки их в пакеты. Заточные
устройства предназначены для фугования и заточки режущего
инструмента непосредственно на станке. Настраивающие уст-
ройства применяют на всех станках для изменения направляю-
щих и опорных элементов относительно режущего инструмента,
а также положения прижимных и подающих органов относи-
тельно упорных элементов станков. Устройства для удаления
отходов представляют собой эксгаустерные приемники, присое-
диняемые к трубопроводам, по которым пыль, опилки и стружки,
образовавшиеся в процессе обработки древесины, удаляются из
цеха. Для смазывания трущихся поверхностей на всех деревооб-
рабатывающих станках имеются специальные смазывающие
устройства. Смазывание способствует долговечности и работо-
способности станков.
42
12. Наладка и настройка деревообрабатывающих станков
Наладка станков заключается в установлении и закреплении
отдельных элементов в таком положении, при котором станок
отвечает нормам геометрической точности. Геометрическая точ-
ность характеризуется параллельностью или перпендикуляр-
ностью осей элементов станка, изменением положения столов и
кареток при их перемещении, осевым и радиальным биением
валов. Она зависит от качества изготовления элементов и сте-
пени их износа.
Деревообрабатывающие станки по точности выполняемых на
них работ подразделяют на четыре класса: особой точности (О),
изготовленные с жесткими требованиями к качеству сборочных
единиц и деталей и обеспечивающие точность обработки по
10... 12-му квалитетам; повышенной точности (П), обеспечи-
вающие при нормальной эксплуатации точность обработки по
11... 12-му квалитетам; средней точности (С), выполняющие
обработку по 13... 15-му квалитетам; нормальной точности (Н),
обеспечивающие точность обработки по 15... 18-му квалитетам.
Деревообрабатывающие станки распределяются по классам
следующим образом: станки круглопильные для продольной и
поперечной распиловки пиломатериалов, ленточнопильные и де-
лительные— Н и С; четырехсторонние продольно-фрезерные,
круглопильные для чистовой обработки, сверлильные, цепнодол-
бежные, токарные, копировальные—С; фрезерные четырехсто-
ронние, калевочные, рейсмусовые, шипорезные, сверлильно-па-
зовальные, лущильные — П и С; специальные станки для изго-
товления высокоточных деталей, приборов, а также пианино —
О и П.
В табл. 1 приведены нормы геометрической точности стан-
ков.
Настройка станков состоит в том, чтобы установить в опре-
деленном положении опорные, направляющие элементы, режу-
щие инструменты и другие необходимые устройства для получе-
ния деталей заданных размеров и форм соответствующей точ-
ности. Если наладку станков делают специальные рабочие, то
настройка входит в обязанности самого станочника. Перед об-
работкой каждой заготовки он должен настроить станок на за-
данные размеры готовой детали.
Контрольно-измерительные инструменты. Для наладки и на-
стройки деревообрабатывающих станков применяют различные
контрольно-измерительные инструменты (рис. 40). Масштабные
линейки изготавливают из стали длиной до 500... 1000 мм, ши-
риной 20...40 мм и толщиной 0,5... 1,0 мм. Масштабными ли-
нейками проверяют линейные размеры деталей, размерную на-
стройку станков, если точность измерения составляет
0,5... 1 мм.
43
1. Нормы геометрической точности деревообрабатывающих станков
[по данным Ф. М. Манжоса)
Показатели Нормы погрешности, мм, для станков класса точности
повышен- ной средней низкой
Неплоскостность столов, плит, линеек и не- прямолинейность перемещений (стрела про- гиба иа 1000 мм длины) о,1 0,2 0,5
Непараллельность элементов станков и их перемещений на 1000 мм 0,1 0,3 1,0
Неперпендикулярность элементов станков и их перемещений на 1000 мм 0,02 0,6 2,0
Изменение уровня столов, кареток и шпинде- лей при их перемещении на 100 мм . 0,07 0,15 0,3
Радиальное биение шпинделей То же контрольной оправки, вставленной в центрирующее отверстие шпинделя или патрона: 0,02 0,04 0,1
у основания оправки 0,02 0,04 0,1
на расстоянии 200 мм от основания 0,03 0,06 0,15
Осевое биение шпинделей 0,03 0,05 0,15
Несоосность валов 0,03 0,06 0,15
Осевое смещение валов (зазор) 0,03 0,10 0,50
Радиальное смещение валов (зазор) 0,02 0,05 0,10
Поперечное смещение суппортов и кареток в направляющих (зазор) 0,05 0,15 0,5
Штангенциркуль — раздвижной инструмент, которым
измеряют как внутренние, так и внешние линейные размеры.
Штангенциркуля изготавливают для измерения различных длин
с различной точностью (до 0,5 мм). Для деревообрабатываю-
щих станков применяют штангенциркули размером до 150 мм
с точностью измерения до 0,1 мм. Микрометры — скобы
с подвижным стержнем. Их применяют для измерения линей-
ных размеров в пределах от 0 до 25 мм, от 25 до 50 мм, от 50
до 75 мм и т. д. с точностью от 0,002 (при измерении малых раз-
меров, до 100 мм) до 0,01 (при измерении размеров более
100 мм).
Поверочные линейки изготавливают из стали длиной
500, 1000, реже 2000 мм. Их применяют для определения пря-
молинейности и плоскостности столов и плит станков, направ-
ляющих линеек, а также для контроля формы деталей, обрабо-
танных на станках (фуговальном, рейсмусовом и др.) Повероч-
ную линейку ставят вдоль поверхности, которую проверяют на
прямолинейность, узкой гранью к ее плоскости, подкладывая
под линейку калиброванные плитки на расстояние '/з длины ли-
нейки. Отклонение от прямолинейности определяют щупом, ко-
44
4
Рис. 40. Инструменты и приспособления для проверки точности станков:
а — проверка плоскостности рабочей поверхности каретки: / — каретка; 2 — концевые
меры длины; 3— поверочная линейка,; 4 — индикатор; б — проверка прямолинейности
перемещения каретки по направляющим: / — каретка; 2— поверочная линейка; 3 —
индикатор; в — проверка радиального биения шпинделя: / — станина; 2—шпиндель;
3 — индикатор; г — проверка перпендикулярности оси вращения вертикального шпин-
деля: / — каретка; 2—поверочная линейка; 3— концевые меры длины; 4 — индикатор;
5— шпиндель; д — проверка жесткости шпиндельного узла: / — каретка; 2 —нагру-
жающее устройство,; 3 — динамометр; 4 — индикатор
торым измеряют зазор между нижней гранью линейки и прове-
ряемой поверхностью. Для проверки плоскостности поверочную
линейку ставят на плоскость в различных направлениях (вдоль,
поперек, по диагонали). Щупы —это набор металлических
пластинок различной толщины (0,003...! мм) в зависимости от
номера щупа. Ими измеряют величины зазоров между повероч-
ной линейкой и поверхностью стола, прямолинейность направ-
ляющих и других элементов.
Индикаторами проверяют радиальное и торцевое бие-
ние шпинделей, валов, пильных дисков, а также отклонение пря-
молинейности рабочих столов относительно шпинделей, направ-
ляющих линеек в др. В деревообрабатывающей промышленно-
4S
сти чаще всего применяют индикаторы часового типа с Деле-
ниями шкалы 0,01 мм на универсальной стойке с массивным ос-
нованием. Для измерения в тяжелодоступных местах применяют
индикаторный прибор с переходными рычагами и струбцинами.
Угольниками проверяют перпендикулярность взаимного
размещения элементов станков (пильного вала и плоскости
стола, плоскости направляющей линейки, шпинделя и плоскости
стола). Угольниками также проверяют взаимное размещение
смежных плоскостей деталей (кромок и плоскостей, кромок и
торцов). Уровни бывают горизонтальные и рамные. Горизон-
тальные уровни служат для определения горизонтальности
столов, плит, конвейеров и элементов станков; рамные — для
определения горизонтального и вертикального размещения по-
верхности станков. В основном применяют уровни с ценой деле-
ния основной ампулы от 0,05 до 0,1 мм на 1000 мм длины.
Длина уровня должна быть не менее 200 мм.
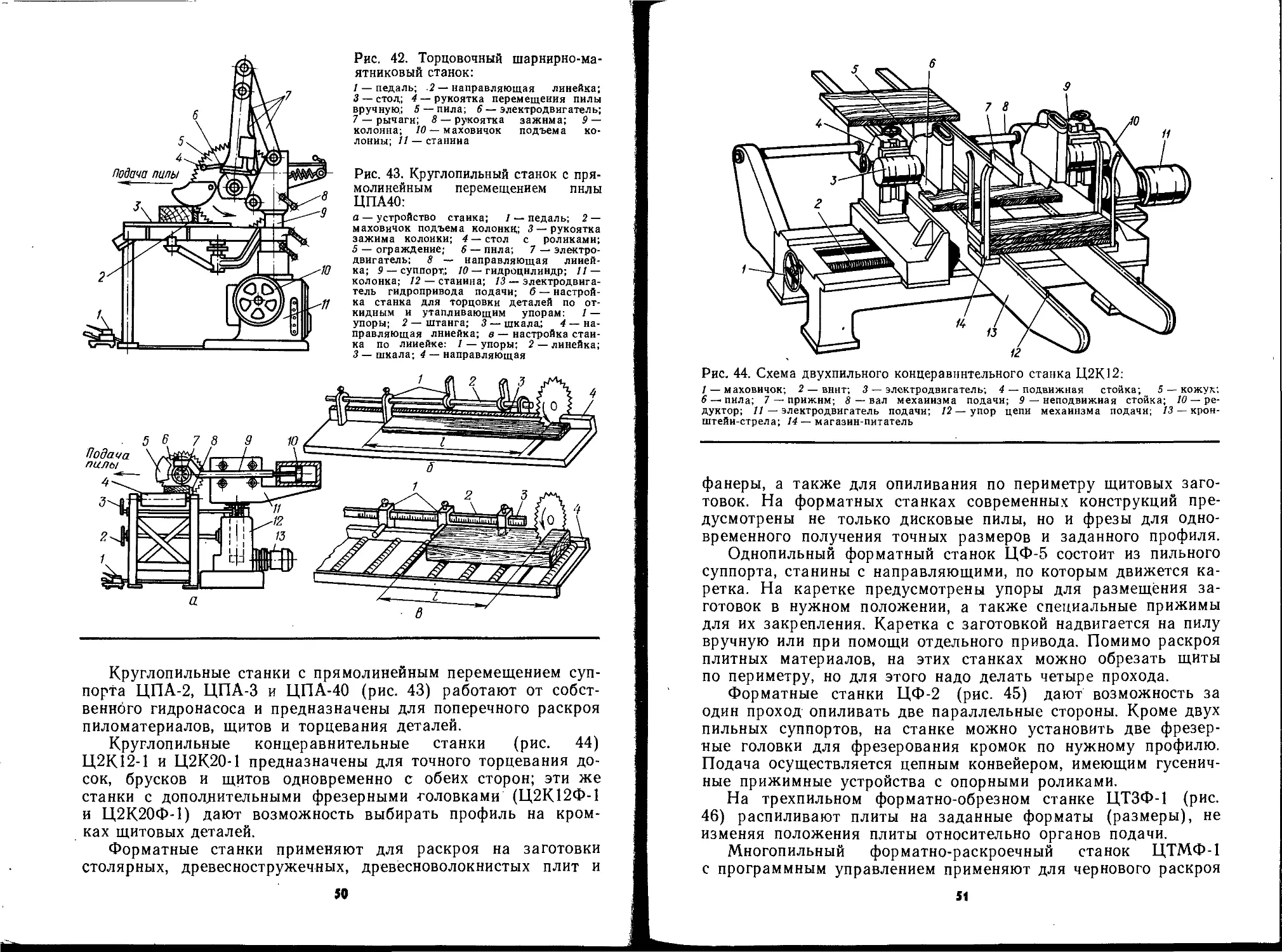
13. Раскрой древесины нв станках
Раскроем называется деление материалов режущим инстру-
ментом на детали или заготовки требуемых размеров и форм.
Режущие инструменты для раскроя древесины. К ним отно-
сятся круглые (плоские) пилы (ГОСТ 980—80) диаметром до
500 мм и толщиной до 2,8 мм. На современных предприятиях
применяют дисковые пилы (ГОСТ 9769—79) (рис. 41), на кон-
цах зубьев которых напаяны пластинки из твердого сплава.
Зубья таких пил разводить не нужно, так как ширина пласти-
нок больше толщины диска пилы на величину развода зубьев.
Круглые плоские пилы изготавливают двух типов: 1 — для
продольной, 2 — для поперечной распиловки. Значения углов
зубьев пил приведены в табл. 2.
Дисковые пилы с твердосплавными пластинами по техноло-
гическому назначению бывают трех типов: 1 — для раскроя
2. Значения углов зубьев круглых плоских пил, град
Тнп Профиль Перед- него у Заточки Заднего а Резанкя «+₽
Для продольной распиловки
1 I 35 40 15 55
II 20 40 30 70
Для поперечной распиловки
2 III 0 40 50 90
IV —25 50 65 115
46
a
Рис. 41. Дисковые пилы:
а — общий вид; б — профиль плоской
пилы; в — зубец пилы с пластинкой из
твердого сплава; г — тип I (профили 1,
11); д — тип 2 (профили III, IV); е —
пильный вал в сборе: 1 — шкив; 2 — кор-
пус подшипника,; 3— подшипник; 4 — не-
подвижная шайба; 5 — пильный диск;
6 — съемная шайба; 7 — гайка
древесностружечных и столярных плит, фанеры, щитов, облицо-
ванных шпоном, а также древесных материалов (досок, брус-
ков); II — для продольного раскроя древесных материалов (до-
сок, брусков) и древесноволокнистых плит; III — для раскроя
щитов, облицованных шпоном, поперек волокон при высоких
требованиях к качеству обработки.
Диаметры круглых плоских пил выбирают в зависимости от
толщины распиливаемого материала, а профили зубьев — от
требуемой чистоты пропила. Внешний диаметр круглых пил
(диаметр окружности по вершинам зубьев пилы) необходимо
выбирать для данных условий распиливания наименьшим, так
как чем меньше диаметр пилы, тем больше время ее эксплуа-
47
тации, лучше качество пропила, меньше потери энергии, ее
легче точить и править.
Минимальный диаметр пил можно рассчитать по формулам,
мм:
для станков с нижним размещением пильного вала
^min ~ 2(Я + С+10);
для станков с верхним размещением пильного вала
^min = 2 (Н г + 5),
где Н — толщина распиливаемого материала; С—минималь-
ное расстояние от рабочей поверхности стола до оси пильного
вала; г — радиус шайбы для крепления пилы; 10 и 5 — вели-
чины выступающих частей пилы.
Все круглые пилы крепят на пильные валы, которые явля-
ются рабочими органами круглопильных станков. На одном
конце вала закрепляют шкив, который через клиноременную
передачу придает ему вращательное движение от электродви-
гателя. На другом конце вала при помощи специальных шайб
и гаек крепят пильный диск соответствующего диаметра.
Внутренний диаметр круглых пил (диаметр отверстия для
посадки пилы на пильный вал) должен быть больше диаметра
вала на 0,1...0,2 мм. При большем зазоре для точной уста-
новки пилы применяют вставные кольца (втулки). Гайка, кото-
рая зажимает шайбы и пильный диск, должна завинчиваться
в направлении обратном вращению пильного диска — это пре-
дупреждает отвинчивание ее в процессе- работы, поэтому в за-
висимости от положения пильного вала резьба на его конце
может быть правой или левой. Диаметры зажимных шайб за-
висят от внешнего диаметра пилы. Для крепления конических
пил внешний диаметр зажимных шайб не должен превышать
диаметра плоской части диска.
В круглопильных станках на пильный вал можно одновре-
менно устанавливать несколько пил. Это дает возможность за
один проход распиливать доски или бруски на несколько частей.
Если расстояние между пилами очень большое и пил много,
вал должен вращаться на трех подшипниках, причем один из
них должен быть съемным. Это необходимо для снятия пиль-
ных дисков. В некоторых конструкциях валов пильные диски
крепят на специальной оправке-втулке, которая на скользящей
шпонке может перемещаться вдоль вала
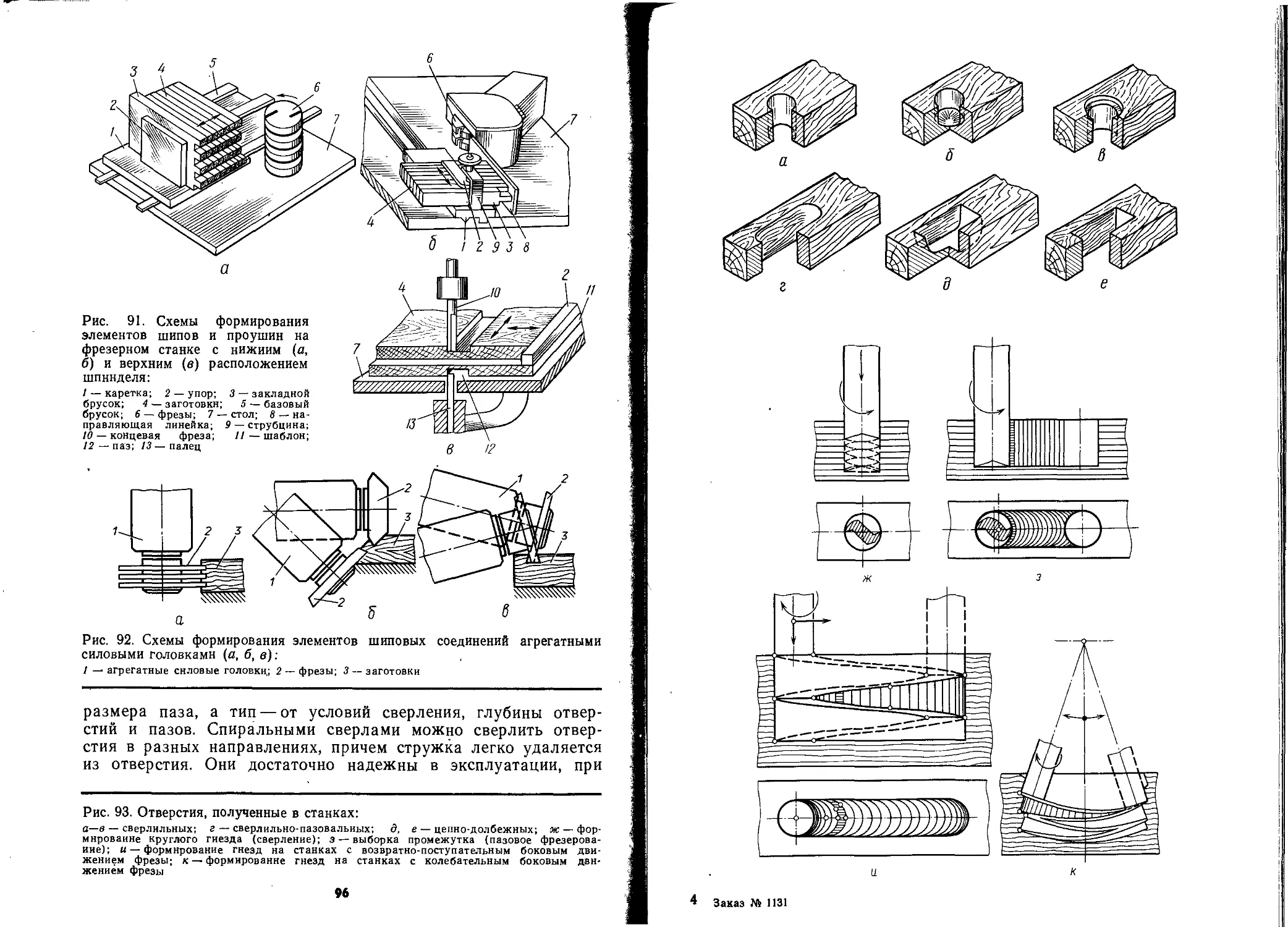
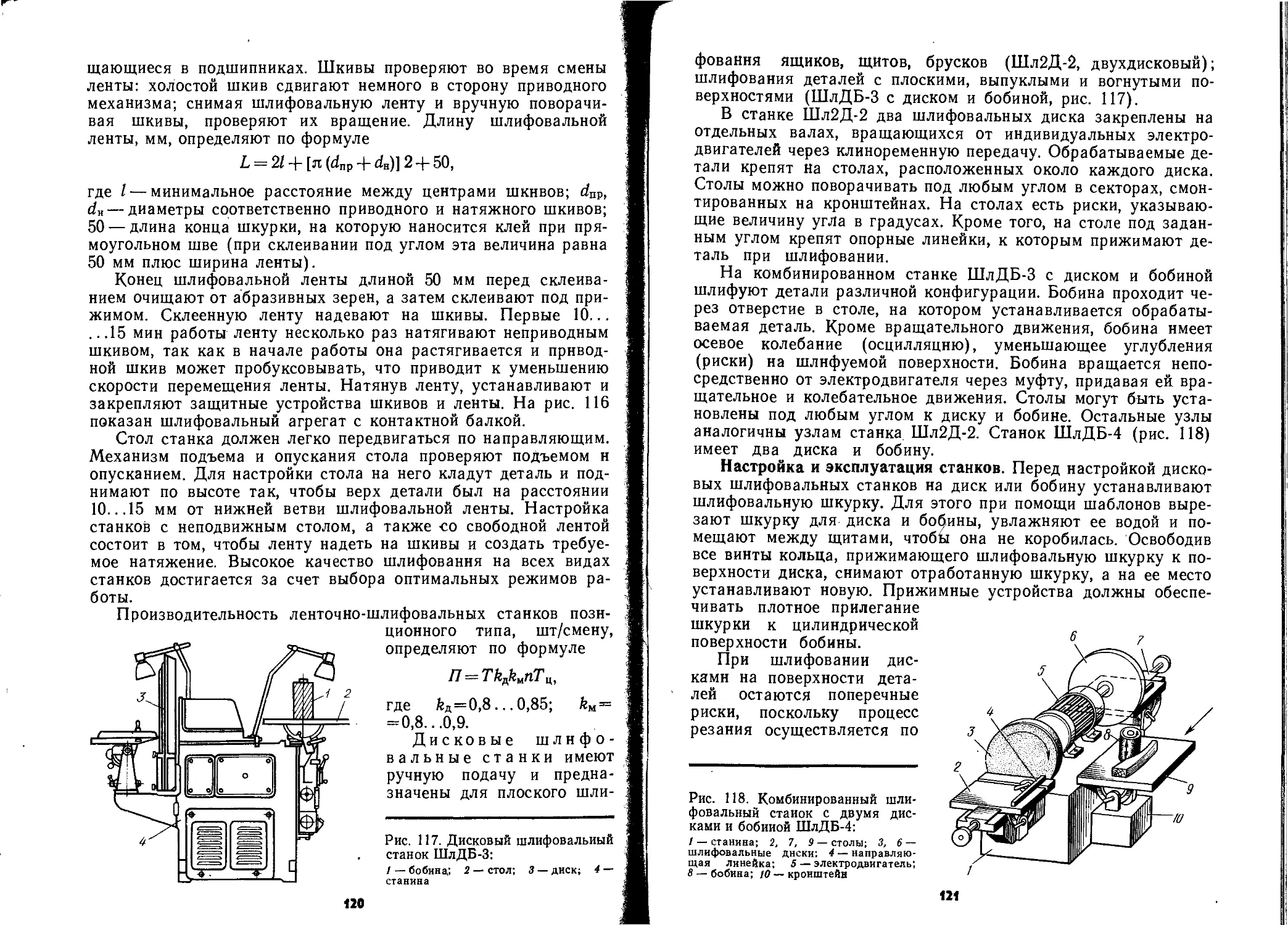
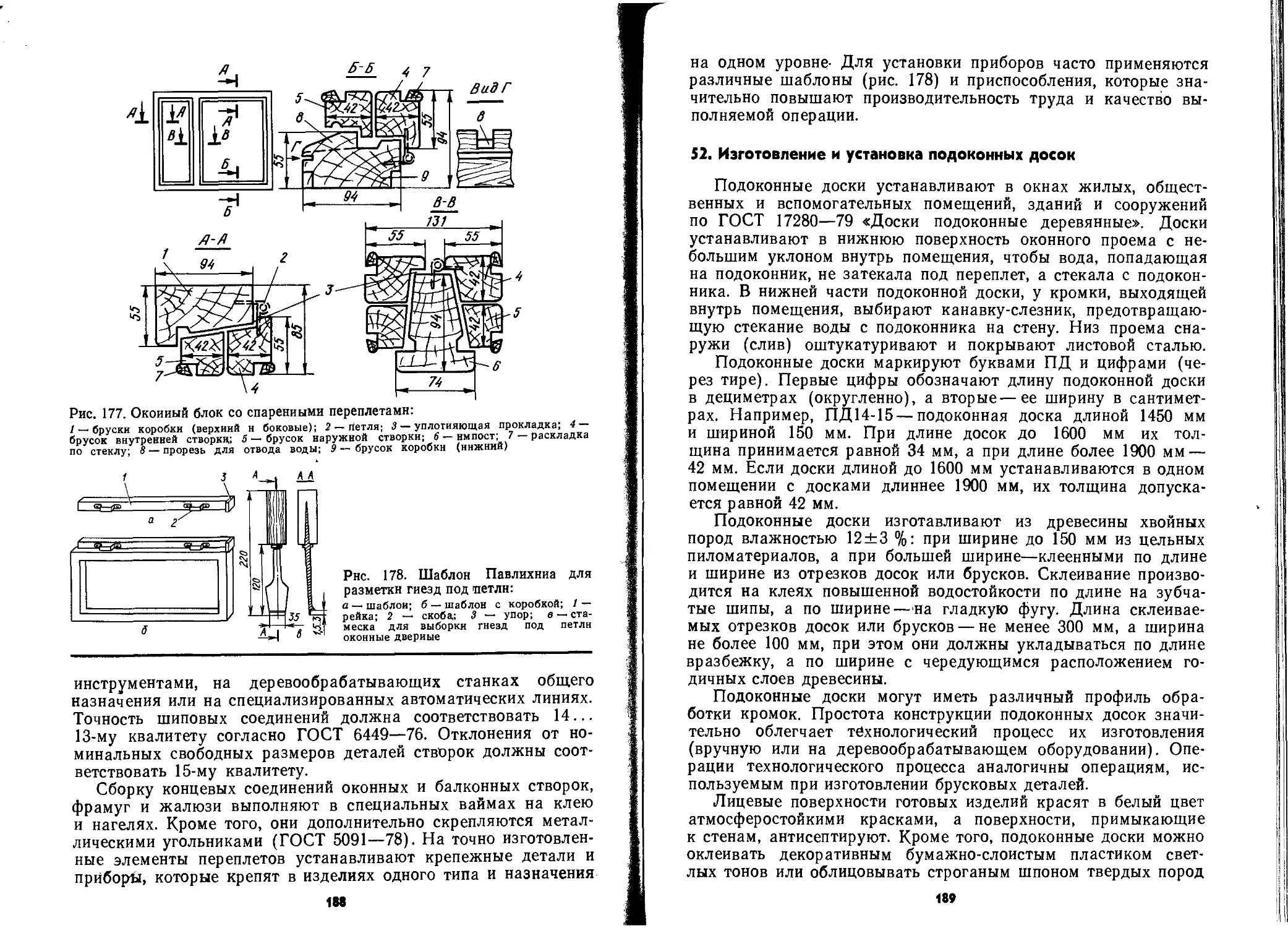
Требования к подготовке н установке круглых пил. Прежде
всего полотно пилы проковывают, т. е. его центральную часть
несколько ослабляют ударами молотка с двух сторон диска,
уложенного на наковальню. Следует проковывать плоские пилы
диаметром 250 мм и больше. Правильность проковки прове-
ряют поверочной линейкой, укладывая ее на диск в направле-
48
нии радиусов. Если пильный диск прокован правильно, между
линейкой и центральной его частью должен оставаться зазор
при любом положении линейки. Величина зазора характеризует
вогнутость пилы и зависит от ее диаметра и толщины. Для пил
диаметром 250... 360 мм и толщиной 1,1... 2 мм величина вог-
нутости составляет 0,2...0,3 мм; для пил диаметром 360...
500 мм и толщиной 2... 2,8 мм величина вогнутости должна
быть в пределах 0,2... 0,5 мм.
Зубья плоских пил следует разводить. Величина развода
в одну сторону составляет 0,3... 0,5 мм. Для продольного рас-
пиливания сухой и твердой древесины развод делают меньше,
а для сырой древесины хвойных и мягких лиственных пород —
больше. Зубья пил должны быть Хорошо заточены, без зазоров
и заусенцев. У пил для продольного распиливания заточку де-
лают прямой, а у пил для поперечного распиливания заточка
косая (для мягких пород под углом 45°, для твердых листвен-
ных— 65°).
Пильный диск устанавливают перпендикулярно оси враще-
ния вала. Ось вращения пилы должна совпадать с осью вра-
щения вала. Для этого необходимо,, чтобы внутренний диаметр
пилы совпадал с диаметром шейки вала. Если зазор между
ними превышает 0,1...0,2 мм, более рационально применять
шайбу с центрирующим конусом. Пилу крепят на валу при по-
мощи шайб, чтобы она не могла проворачиваться между ними.
Для надежного закрепления пила зажимается не всей плос-
костью шайбы, а только внешним ее ободком шириной 20...
25 мм.
14. Круглопипьные станки для поперечного пиления
Круглопильные станки для поперечного пиления делятся на
две подгруппы. К первой подгруппе относятся станки, распили-
вающие доски на отрезки. Это круглопильные маятниковые
ЦМЭ-2, ЦМЭ-3, ЦМЭ-ЗА; круглопильные с прямолинейным пе-
ремещением суппорта ЦПА-2, ЦПА-3, ЦПА-40. На некоторых
предприятиях применяют универсальные круглопильные станки
Ц5 и Ц6.
Ко второй подгруппе относятся круглопильные концеравни-
тельные станки Ц2К12 и Ц2К20, а также форматно-обрезные
станки ЦФ-5, ЦТЗФ-1 и ЦФ-2.
На рис. 42 приведен общий вид торцовочного круглопиль-
ного шарнирно-маятникового станка. На станке ЦМЭ-2 пиль-
ный суппорт надвигается на материал вручную, а на станке
ЦМЭ-3 — пневмогидроцилиндром. Станок ЦМЭ-ЗА оснащен
впередистаночным неприводным и позадистаночным приводным
роликовыми конвейерами для перемещения распиливаемых ма-
териалов.
49
Рис. 42. Торцовочный шарнирно-ма-
ятниковый станок:
1— педаль; -2 — направляющая линейка;
3 — стод; 4 — рукоятка перемещения пилы
вручную.; 5 — пила; 6 — электродвигатель;
7 — рычаги; 8 — рукоятка зажима; 9 —
колонна; 10 — маховичок подъема ко-
лонны; 11 — станина
Рис. 43. Круглопильный станок с пря-
молинейным перемещением пнлы
ЦПА40:
а — устройство стайка; I — педаль; 2 —
маховичок подъема колонки; 3 — рукоятка
зажима колонки; 4 — стол с роликами;
5 — ограждение; 6 — пила; 7 — электро-
двигатель; 8 — направляющая линей-
ка; 9 — суппорт; 10 — гидроцнлиндр; II —
колонка; 12— станина; 13— электродвига-
тель гидропривода подачи; б — настрой-
ка станка для торцовки деталей по от-
кидным и утапливающим упорам: I —
упоры; 2 — штанга; 3 — шкала; 4 — на-
правляющая лниейка; в — настройка стай-
ка по линейке: 1 — упоры; 2 — линейка;
3 — шкала; 4 — направляющая
Круглопильные станки с прямолинейным перемещением суп-
порта ЦПА-2, ЦПА-3 и ЦПА-40 (рис. 43) работают от собст-
веннбго гидронасоса и предназначены для поперечного раскроя
пиломатериалов, щитов и торцевания деталей.
Круглопильные концеравнительные станки (рис. 44)
Ц2К12-1 и Ц2К20-1 предназначены для точного торцевания до-
сок, брусков и щитов одновременно с обеих сторон; эти же
станки с дополнительными фрезерными головками (Ц2К12Ф-1
и Ц2К20Ф-1) дают возможность выбирать профиль на кром-
ках щитовых деталей.
Форматные станки применяют для раскроя на заготовки
столярных, древесностружечных, древесноволокнистых плит и
50
5
6
Рис. 44. Схема двухпильного концеравннтельного станка Ц2К12:
1— маховичок; 2 — винт; 3 — электродвигатель; 4 — подвижная стойка; 5 — кожух;
6—-пила; 7 — прижим; 8 — вал механизма подачи; 9 — неподвижная стойка; 10 — ре-
дуктор; // — электродвигатель подачи; /2—упор цепи механизма подачи; 13 — крон-
штейн-стрела; 14 — магазин-питатель
фанеры, а также для опиливания по периметру щитовых заго-
товок. На форматных станках современных конструкций пре-
дусмотрены не только дисковые пилы, но и фрезы для одно-
временного получения точных размеров и заданного профиля.
Однопильный форматный станок ЦФ-5 состоит из пильного
суппорта, станины с направляющими, по которым движется ка-
ретка. На каретке предусмотрены упоры для размещения за-
готовок в нужном положении, а также специальные прижимы
для их закрепления. Каретка с заготовкой надвигается на пилу
вручную или при помощи отдельного привода. Помимо раскроя
плитных материалов, на этих станках можно обрезать щиты
по периметру, но для этого надо делать четыре прохода.
Форматные станки ЦФ-2 (рис. 45) дают возможность за
один проход опиливать две параллельные стороны. Кроме двух
пильных суппортов, на станке можно установить две фрезер-
ные головки для фрезерования кромок по нужному профилю.
Подача осуществляется цепным конвейером, имеющим гусенич-
ные прижимные устройства с опорными роликами.
На трехпильном форматно-обрезном станке ЦТЗФ-1 (рис.
46) распиливают плиты на заданные форматы (размеры), не
изменяя положения плиты относительно органов подачи.
Многопильный форматно-раскроечный станок ЦТМФ-1
с программным управлением применяют для чернового раскроя
51
6 7 8 9 10 11 12 13
Рис. 46. Станок форматно-обрезной трехпнльный ЦТЗФ-1:
1 — станина; 2 — направляющая; 3 — пульт управления; 4 — гидростанция; 5 — гидро-
привод поперечного суппорта; 6 — траверса; 7, 12 — суппорты; 8, 11 — маховички; 9 —
пила для продольного пиления; 10 — пила для поперечного пиления; 13 — трос; 14 —
распиливаемый материал; 15 — каретка
Рис. 47. Схема форматно-раскроечного многопнльного станка ЦТМФ:
/ — подъемный стол; 2 — устройство базирования пакета; 3—упор; 4, /5 — направ-
ляющие; 5, /3 —суппорты; 6, 10— пилы,; 7, //— пневмоцнлиидры; 8 — подъемная на-
правляющая; 9 — каретка; /2 —траверса; 14—электродвигатель; 16 — прижим; 17 —
зажим-упор; 18 — загрузочная каретка; 19 — толкатель
пакетов древесностружечных, древесноволокнистых или сто-
лярных плит на заготовки щитовых деталей мебели. Схема
станка ЦТМФ приведена на рис. 47.
£ 15. Круглопильные станки для продольного пиления
Раскрой древесины вдоль волокон или деление досок на
бруски заданной ширины выполняют на круглопильных стан-
ках для продольного раскроя: ЦА-2 и ЦА-3 — с вальцово-дис-
ковой подачей материала; ЦДК-4, ЦДК4-2, ЦДК4-3, ЦДК-5,
ЦДК5-1, ЦМР-1 и ЦМР-2— с гусеничной подачей материала,
а также на универсальных круглопильных станках Ц-5 и Ц-6
с ручной подачей материала.
Круглопильный универсальный станок Ц6-2 (рис. 48) с руч-
ной подачей материала прост по конструкции и в эксплуата-
ции. На этом станке можно распиливать материал вдоль и по-
перек волокон, а также под любым углом. При применении
увеличенной каретки на нем можно распиливать плитные ма-
териалы требуемого формата.
Круглопильные станки с вальцово-дисковой подачей ЦА-2,
ЦА-2А (рис. 49) и ЦА-3 с нижним расположением диска пред-
назначены для продольного раскроя досок на бруски и рейки.
Станок ЦА-3 имеет плавную (бесступенчатую) скорость по-
дачи. Подача осуществляется при помощи гидропривода. Мате-
риал на этом станке подается вальцами и дисками, приводи-
мыми в движение отдельным трехскоростным электродвигате-
лем через редукторы и цепную передачу. Передний рифленый
валец, находящийся перед пилой, выступает из-за плоскости
стола на 1... 2 мм, а сверху над ним размещен зубчатый диск.
За пилой размещены такие же устройства — внизу валец,
сверху диск. Поверхность диска по окружности рифленая,
а посредине по всему кругу выступает гладкий диск, суженный
к периферийной части, немного большего диаметра. Этот диск
выполняет функции расклинивающего ножа. Он толще за счет
развода зубьев пил на 0,5 мм. Перед передним зубчатым дис-
ком подвешены тормозные упоры, предупреждающие выбрасы-
вание распиливаемого материала из станка и обеспечивающие
его безопасную работу. Для удаления опилок используется
эксгаустерная воронка, присоединенная к сети пневмопривода.
Круглопильные станки с гусеничной подачей ЦДК-4 (рис.
50) и ЦДК4-5 с верхним расположением диска предназначены
для продольного раскроя пиломатериалов и щитов. Над столом
размещен пильный вал, на одном конце которого закреплена
пила, а на другом — ротор электродвигателя. При помощи вин-
тового устройства с маховичками суппорт с пильным валом
поднимается или опускается. Суппорт устанавливают так,
чтобы пила углубилась в продольную прорезь, находящуюся
54
Рис. 48. Универсальный круглопильный станок для смешанной распиловки
Цб-2:
а —устройство станка: I — станина; 2 —каретка; 3 — стойка; 4 — стяжка; 5 — стол
каретки; 6— направляющая; 7— угольник; 8— стол; 9— расклинивающий нож; 10—
пила; // — электродвигатель; 12— ограждение; 13—противовыбрасыватель; 14—на-
правляющая линейка; /5— рукоятка фиксатора; 16 — шкала; /7 — прижим,; 18 —
маховичок подъема пилы; о — настройка для продольной распиловки,; в — для тор-
цовки деталей под углом; е —для опиловки щитовых деталей; / — направляющая ли-
нейка; 2, 7 — шкалы; 3 — направляющая поперечная; 4 — рукоятка фиксатора; 5 —
расклинивающий нож; 6 — ползун; 8— упорный угольник; 9, 11, /4 — бруски; 10 —
дополнительный стол; 12 — стол кареткн; 13 — упор
Рис. 49. Круглопильный станок с валь-
цово-дисковой подачей ЦА-2А:
а — общий вид; б — кинематическая схема,;
I — станина; 2— пила; 3 — стол; 4, 10 —
нижние вальцы; 5 — рифленый ролик; 6 — ры-
чаги; 7 — передний зубчатый ролик; 8 — упор;
9 — направляющая линейка; 11 — электродви-
гатель привода подачи; 12 — редуктор; 13 —
пильный вал; 14 — электродвигатель привода
пилы
а
Рис. 50. Станок дли продольного
распиливания с гусеничной пода-
чей ЦДК-4:
1 — станина; 2 — стол; 3 — гусеница;
4 т- пила; 5 — суппорт прижимных
роликов; 6 —маховичок механиз-
ма настройки пильного суппорта по
высоте; 7 — маховичок механизма на-
стройки суппорта прижимных роли-
ков по высоте; 8 — выключатель; 9 —
упор; 10— направляющая линейка
посредине гусеницы, на 3... 5 мм. Спереди и сзади стола гусе-
ница охватывает два туера (звездочки); один из них является
ведущим и соединен с редуктором механизма подачи, имею-
щим свой электродвигатель. Рабочие поверхности звеньев гу-
сеницы рифленые, благодаря чему хорошо поддерживают рас-
пиливаемый материал. Гусеницы двигаются по направляющим
в углублениях стола и находятся на 0,5... 1 мм выше его ра-
бочей поверхности. Спереди и сзади пилы размещены прижим-
ные ролики, которыми распиливаемая заготовка прижимается
56
Рис. 51. Крепление- пил в круглопрльном
станке:
а 5
к гусенице. Винтовой механизм с маховичком служит для ре-
гулировки суппорта с роликами по высоте при настройке
станка на толщину заготовки.
Для предупреждения выбрасывания из станка заготовок
или отрезков на суппорте перед прижимными роликами подве-
шены упоры. На передней части стола находится направляю-
щая линейка, которая передвигается и фиксируется вручную
в зависимости от ширины распиливаемой заготовки, округляе-
мой по измерительной шкале. Сзади стола установлен откид-
ной щиток, закрывающий выходную часть гусеницы. Он при-
жимается пружиной и отодвигается заготовкой, которая дви-
жется с гусеницей. Над станком установлен эксгаустерный
приемник, подсоединенный к сети пневмопривода.
Станок ЦДК4-2 отличается от ЦДК-4 тем, что имеет бес-
ступенчатую подачу материала. Круглопильные станки ЦДК-5
и ЦМР-1 аналогичны по устройству и предназначены для рас-
кроя досок, заготовок и щитов на бруски и рейки. На станке
ЦДК-5 может быть установлено 5, а на ЦМР-1 и ЦМР-2 до
10 пил, что дает возможность за один проход получить не-
сколько брусков (рис. 51). Направляющие гусеницы под пилами
вогнуты вниз, что дает возможность гусеницам опускаться
ниже плоскости стола. Пилы также можно опускать на 3...
5 мм ниже нижней плоскости заготовки. Станок ЦДК5-1 имеет
возвратный конвейер для подачи материала станочнику для
57
Рис. 52. Примеры карт смешан-
ного раскроя древесностружечных
плит:
а — карта № 1: б —карта № 2; в —
карта № 3
следующего раза. Более совершенна модель ЦДК5-2. Этот ста-
нок оборудован возвратным ленточным конвейером, уменьшена
его масса и улучшена конструкция механизмов настройки.
При раскрое необходимо обеспечить максимальный выход
заготовок из раскраиваемых материалов, под которым пони-
мают отношение объема полученных заготовок к объему рас-
кроенного материала (%). Ниже приведены нормы полезного
выхода брусковых заготовок, %, при раскрое досок из древе-
сины хвойных (ГОСТ 8486—66) и лиственных пород (ГОСТ
2695—71). (В числителе данные для древесины хвойных,
в знаменателе — лиственных пород.)
Сорт досок ................................ I II III IV
Нормы выхода, %.......................... 80/65 67/55 50/35 40/—
Чтобы получить наиболее рациональный и качественный вы-
ход заготовок при раскрое, выбирают оптимальную схему рас-
3. Количество заготовок по картам раскроя и полезный
выход заготовок при раскрое
Карты раскроя Выход заготовок из листа, шт., разме- рами, мм Полезный выход /7, %
176X 560 870X 480 575X315
Xs 1 1 12 — 97,5
№ 2 — 8 15 99,0
№ 3 4 — 12 98,3
58
кроя с учетом пороков древесины. Для обеспечения максималь-
ного выхода заготовок из плит стандартных размеров состав-
ляют карту раскроя. Карта раскроя представляет собой вы-
полненный в масштабе чертеж раскраиваемого листового ма-
териала в плане. На рис. 52 приведены три карты смешанного
раскроя стандартных древесностружечных плит размерами
3500X1750 мм на заготовки трех размеров (табл. 3).
16. Выпиливание криволинейных заготовок
Для раскроя материалов на заготовки криволинейной
формы, а также прямолинейного раскроя досок ценных пород
на тонкие заготовки применяют столярные ленточнопильные
станки ЛС80-3, ЛС80-6, ЛС40.
Ленточнопильный столярный станок ЛС80-6 (рис. 53) при-
меняют в цехах мебельных предприятий для криволинейного и
прямолинейного пиления. Его электродвигатель вмонтирован
в нижнюю часть станины и связан клиноременной передачей
с нижним (ведущим) шкивом. Верхний (ведомый) шкив за-
креплен в верхней части станины. Рабочий стол можно уста-
навливать под различными углами (до 45°) к направлению пи-
ления, что дает возможность проводить пиление под любым
углом к поверхности детали. Перемещение стола и крепление
его в нужном положении осуществляют специальным винтом.
Спаянную пильную ленту надевают на оба шкива (ведущий
и ведомый) и натягивают маховичком, размещенным на суп-
порте верхнего шкива, который является натяжным. Ободы
пильных шкивов покрыты эластичным бандажом, не допускаю-
щим спадания пильной ленты со шкивов. Для предупреждения
смещения пильной ленты со шкивов во всех ленточнопильных
станках предусмотрены направляющие устройства (рис. 54,55).
Одно из таких устройств устанавливают под столом немного
ниже его плоскости при выходе полотна из прореЗи стола,
а другое на 10... 15 мм выше распиливаемого материала. Лен-
точная пила упирается тыльной стороной в ролики, что преду-
преждает смещение ее даже при значительных усилиях подачи
материала.
Станок ЛС40 аналогичен по конструкции и назначению
станку ЛС80-6, но меньше по размерам и массе, незначительно
изменены некоторые его узлы. На рис. 56 показан механизм
подачи ленточнопильного станка.
Режущий инструмент ленточнопильных станков — это лен-
точные пилы, которые представляют собой металлическую
ленту с нарезанными с одной стороны зубьями. Длина лент
7.тах, мм, зависит от диаметров пильных шкивов и расстояния
между их осями: Лтах = л£> + 2/, где D — диаметр пильных шки-
вов, мм; I — расстояние между осями шкивов, мм.
59
Рис. 53. Леиточнопильный станок ЛС80-6:
1 — электродвигатель; 2 — станина; 3 — за-
щитное устройство верхнего шкива,; 4—на-
правляющий угольник; 5 — ограждение регу-
лирующего устройства; 6 — полотно пилы; 7 —
стол: 8 педаль тормоза; 9 — ограждение
нижнего ведущего шкива
Рис. 54. Направляющее устройство верх-
него шкива леиточнопильного стайка:
1 — шкив; 2 — кронштейн; 3 — ось; 4 — пол-
зун; 5 — ступица шкива; 6 — стопор; 7 —
пила; 8 — бандаж; 9 — винт.; 10 — рычаг; 11 —
пружина; 12 — винт регулировки наклона
шкнва; 13 — станина; 14—маховичок
При отрезании ленты учитывают припуск на спаивание.
Кроме того, ленту следует отрезать с таким расчетом, чтобы
в месте спаивания был выдержан общий шаг зубьев. Пра-
вильно спаянная ленточная пила, если ее поставить тыльной
стороной на ровный пол, образует круг. Толщина ленточного
полотна зависит от диаметра пильного шкива и составляет
около 0,001 его диаметра, т. е. Sc (0,001... 0,007 £>), где S —
толщина полотна пнлы, мм; D — диаметр шкива, мм. Установ-
лено, что в ленточных пилах с тонким полотном и большим
диаметром шкивов напряжения меньше.
60
Рис. 55. Направляющее устройство пильной ленты ленточиопильного станка:
а— роликовое; б — скольжения; 1— ролики боковые; 2 —фиксаторы; 3 — державка;
4 _ штанга; 5 — ролик упорный; 6 — пила; 7— бобышка; 8 — виит крепления
Рис. 56. Механизм подачи
ленточнопильного столяр-
ного стайка:
а — общий вид; б — гндрокнне-
матическая схема привода по-
дающего ролика; / — стол,; 2 —
подающий ролик; 3 — крон-
штейн; 4 — маховичок; 5 — ось;
6 — базовая лииейка; 7 — редук-
тор,; 8 — гндродвнгатель; 9 —
дроссель; 10— иасос с приво-
дом от электродвигателя; в —
иаладка направляющего устрой-
ства для пнлы ленточнопиль-
ного станка: 1 — направляю-
щая бобышка; 2 — ролик; 3 —
пила
в
Рис. 57. Схема получения криволи-
нейных заготовок:
а — из трех отрезков доски; б — из тех же
отрезков, склеенных в плиту
Рис. 58. Схема организации рабочих мест при работе на стайках:
а, б — для поперечного и продольного раскроя; в — ленточнопильном; 1 — кроиштейи
для укладки досок иа роликовый конвейер; 2 — роликовый конвейер; 3 — подъемный
лифт,; 4 — штабель досок; 5 — ст-аиочник; 6 — станок; / — вспомогательный рабочий;
8 — выпиленная заготовка; 9 — ящик для обрезков
Ширина полотна пилы определяется шириной обода шкива
и может превышать его только На высоту зубьев, выступающих
за пределы обода. Поскольку широкими пилами трудно выпи-
ливать криволинейные заготовки, ширину пилы выбирают в за-
висимости от радиуса кривизны и величины развода, зубьев:
fe<2,8V/?A, где R — наименьший радиус кривизны пропила,
мм; Д— развод зубьев, мм. Параметры ленточных пил, мм, сле-
дующие.
Наименьший радиус кри-
визны ................ 50
Наибольшая ширина по-
лотна ................ 10
Толщина полотна .... 0,6
100 200 300 400 500 600 800
15 25 30 35 40 45 50
0,6 0,7 0,8 0,8 0,8 0,9 0,9
Выбрав пильную ленту в соответствии с радиусом кривизны
и диаметром шкивов, концы ее спаивают медным припоем,
предварительно сняв с них фаску (для увеличения площади
спаивания). Остатки припоя счищают до толщины развода
зубьев.
Профиль зубьев ленточных пил отвечает профилю зубьев
ручных пил для смешанного пиления, но с большей пазухой.
Значения углов зубьев ленточных пил: переднего у = 5°, заточки
0 = 50°, заднего а=35°, резания 6 = 85°. Зубья разводят на 0,15...
0,3 мм и затачивают так же, как и зубья круглых плоских пил
для продольного пиления.
62
На рис. 57 показаны схемы получения криволинейных заго-
товок, а на рис. 58 — схемы организации рабочих мест при ра-
боте на различных станках.
17. Режущие инструменты для продольно-фрезерных станков.
Ножи
В зависимости от конструкции ножевых валов (рис. 59)
различают два типа ножей (ГОСТ 6567—75): I тип — тонкие
(3...4 мм) без прорезей; II тип — толстые (6... 10 мм) с про-
резями. Тонкие ножи изготавливают однослойными, из леги-
рованных инструментальных сталей марок В1, ХВГ, ОХС,
ШХ15, Р9 и др. Длина таких ножей 30... 1610, ширина 25...
45 мм. Толстые ножи с целью экономии дорогих легированных
сталей изготавливают двухслойными: верхний слой толщиной
2...3 мм из высококачественных сталей марок Bl, Р9, Р18 или
из твердого сплава марок ВК15, ВК.20, а нижний из стали 45.
Толстые ножи с тыльной стороны имеют от 2 до 10 прорезей
для зажимных болтов. Длина прорезей составляет 0,55 ширины
ножа, расстояние между ними 60 или 80 мм, в зависимости от
длины ножа.
Угловые параметры строгальных ножей зависят от харак-
тера их заточки и конструкции ножевых валов. Угол заточкн 0
принимают равным 35...45° (для мягкой стали меньший, для
твердой — больший). Передний угол у зависит от конструкции
ножевого вала и равен 25... 35°. Задний угол а составляет
15...20°. Угол резания 6 может меняться в незначительных
пределах: для двух-четырехножевых валов он составляет 50...
52°, шестиножевых — 60°. Увеличение угла резания повышает
качество, но ведет к увеличению потерь энергии.
Ножи, устанавливаемые на одном ножевом валу, должны
иметь одинаковую толщину и массу. По -массе их подгоняют
попарно. Допустимое отклонение массы парных ножей 0,1 г
при массе ножа до 50 г; 0,2 г при 50... 100 г; до 0,3 г при
100...350 г. Для ножей массой более 350 г допуск не должен
превышать 0,1 % массы ножа. Кроме того, каждый нож дол-
жен быть отбалансирован, т. е. уравновешен так, чтобы его
центр тяжести был точно посередине. Устройство балансиро-
вочных весов приведено на рис. 60.
Для установки ножей на станки применяют ножевые валы
различных конструкций, круглые и квадратные. На круглые
ножевые валы можно крепить 2... 12 и более тонких ножей.
Чем больше ножей и чем точнее они установлены по высоте,
тем выше качество обработки поверхности и производитель-
ность станков. Большинство современных станков имеют круг-
лые ножевые валы.
Квадратные ножевые валы предназначены для крепления
63
9 Ю ff f2 f3
Рис. 59. Ножи и ножевые валы:
а — тонкий нож; б — толстый иож с прорезями; в — толстый нож с рифленой по-
верхностью,; г — нож, армированный пластинкой нз твердого сплава; д — ножевой вал
с прямыми ножами; е — винтовой вал с креплением ножей по винтовой линии: 1 —
лезвие; 2 — передняя грань; 3 — задняя грань; 4—6 — другие грани ножа; 7 — пластинка
нз твердого сплава; 8 — канавка для крепления ножа; У —корпус ножевого вала; 10 —
нож; 11 — клин; 12 — крепежные вннтЫ; 13 — регулирующие винты; ох — квадратный
ножевой вал; з — круглый ножевой вал: упорная планка или пружина; 2 — регули-
рующий вннт; 3 — зажимной болт; 4 — нож,; 5 — корпус; 6 — прижминая планка
Рис. 60. Балансировочные весы:
а — устройство весов: 1 — основание; 2 — груз-противовес; 3 — грузик для уравновешива-
ния; 4 — коромысло; 5 — упор; 6 — указатель; б —установка ножа на балансировочные
весы при балансировке; в — то же при уравновешивании
Рис. 61. Выверка ножей в ножевом валу фуговального стайка:
а — контрольной линейной нли деревянным бруском; б — шаблоном; в — индикаторным
прибором; 1 — брусок; 2, 8 — задние столы; 3 — ножевой вал; 4 — упор; 5 — скоба; 6 —
контргайка; 7 — винт,; 3 — основание; 10 — индикатор
на них толстых ножей (не более 4 шт.) болтами, которые про-
ходят сквозь прорези ножа. Квадратные ножевые валы приме-
няют на станках с механической подачей материала при нали-
чии защитного устройства на ножевом валу. Применение этих
валов на станках с ручной подачей материала категорически
запрещается во избежание травмирования рабочего. Ножи
в прорезях вала крепят при помощи прижимной планки (вкла-
дыша) и зажимных болтов.
Для сокращения времени на замену ножей применяются
специальные прижимные устройства. Нож крепят поворотом
вннта прижимных клиньев,
которые раздвигаются цен-
тральным раздвижным кли-
ном. Более рационально
Рис. 62. Съемное приспособление
для заточки и фугования иожей в
ножевом валу фуговального стан-
ка:
/ — задний стол; 2 — рукоятка про-
дольной подачи суппорта; 3 —прнфуго-
вочный брусок; 4, 5 — маховички по-
перечной подачи; 6 — суппорт; 7 — за-
точной круг; 8 — ножевой вал
65
3 Заказ № 1131
крепить иожи гидравлическим способом; иожи зажимаются
клиньями при помощи резинового шланга, заполненного мас-
лом под давлением до 10 МПа.
Устанавливая ножи в вал, их сразу не закрепляют пол-
ностью, а только наживляют. После этого выверяют выступы
режущей кромки каждого ножа в двух-трех местах по длине.
Установив все кромки ножей на одном уровне (0,75... 1 мм),
их окончательно закрепляют. Болты затягивают по очереди за
несколько приемов, начиная от середины вала к концам. При
затягивании сначала крайних, а затем средних болтов нож
может выгнуться, что повлияет на качество обработки деталей.
Ножи на валу станка выверяют при помощи линейки или ин-
дикатора (рис. 61). Точность выверки по линейке 0,1...0,2мм,
по индикатору 0,04... 0,06 мм.
Затачивают ножи на заточных станках, сняв их с рабочего
вала или непосредственно на ножевых валах станков при по-
мощи специальных устройств (рис 62). Для заточки ножей ис-
пользуют ножезаточные станки ТчН6-3, ТчН12-3, ТчН18-3.
18. Продольное фрезерование на фуговальных
станках
Характеристика станков. Фуговальные станки предназна-
чены для продольного фрезерования заготовок из древесины
с целью получения базовой поверхности для дальнейшей обра-
ботки деталей. В деревообрабатывающей промышленности ис-
пользуют фуговальные станки различной конструкции и ши-
рины строгания, однако основные конструктивные части их
аналогичны (рис. 63).
На станине станка установлен стол, состоящий из передней
и задней частей. Переднюю часть стола устанавливают ниже
задней на толщину снимаемого слоя, заднюю часть регулируют
по высоте при помощи специальных винтов и устанавливают
на уровне окружности ножей. Для строгания смежных сторон
под требуемым углом имеется направляющая линейка, которая
устанавливается под углом к столу (до 45°) и передвигается по
всей его ширине. Поскольку ножевые валы на фуговальных
станках открытые, они должны быть круглыми, а ножи — тон-
кими. Ножевые валы вращаются от индивидуальных электро-
двигателей через клиноременную передачу. Остальные узлы
крепятся на чугунной станине. Для пуска, остановки и одно-
временного торможения станка имеются кнопочные устройства.
Фуговальные станки могут быть с ручной (СФЗ-З, СФ4-2, СФ6)
и механической подачей (СФА4-2, С2Ф4, СФК.6-1). На рис. 64
представлен станок С2ФЗ-3.
Настройка и эксплуатация станков. При настройке фуго-
вальных станков точно устанавливают ножи в ножевые валы
66
Рис. 63. Одиошпиидельиый фуговальный станок СФ6-7:
1 — станина,; 2 — задний стол; 3 — ограждение; 4 — направляющая линейка; 5 — ноже-
вой вал; 6 — фиксаторы крепления направляющей линейки; 7 — кронштейн; 8 — пе-
редний стол; 9 — шкала; 10 — рукоятка настройки стола по высоте
Рис. 64. Двусторонний фуговальный станок с горизонтальным и вертикаль-
ным шпинделями С2ФЗ-3:
1 — задняя направляющая линейка; 2 — автоподатчнк; 3 — рукоятка; 4 — колонка; 5 —
маховичок подъема автоподатчнка; 6 — кромкофуговальная головка; 7 — ограждение;
8 — рукоятка настройки направляющих линеек на толщину снимаемого слоя; 9 — пе-
редняя линейка
и регулируют размещение столов относительно ножевого вала
и направляющей линейки относительно стола. Непараллель-
ность лезвия ножа рабочей поверхности стола не должна пре-
вышать 0,1 мм на 1000 мм, неперпендикуляриость стола на-
правляющей линейке при фуговании в угол — 0,1 мм иа 100 мм.
3* 67
На фуговальных станках с ручной подачей работает один
рабочий (станочник), а с механической — два (станочник и
подсобный рабочий). При ручной подаче заготовку осматри-
вают, укладывают на передний стол станка и, прижимая левой
рукой передний конец заготовки, а правой задний, плавно на-
двигают заготовку на ножи. Когда передний конец заготовки
пройдет через ножи, левую руку переносят, прижимая заго-
товку к заднему столу. Покоробленные заготовки укладывают
на стол вогнутой стороной вниз, плотно прижимая их к столу
станка. Сильно покоробленные заготовки фуговать не следует,
так как при этом снимется большой слой древесины, они ста-
нут меньше номинальных размеров и не смогут быть исполь-
зованы по назначению. При работе на станках с механической
подачей заготовки подают торец в торец. Толщина снимаемого
слоя не должна превышать 6 мм, а толщина стружки —
1,5... 2 мм.
19. Продольное фрезерование на рейсмусовых станках
Характеристика станков. После создания на заготовке ба-
зовой поверхности выполняют фрезерование (строгание) про-
тивоположной пласти и кромок (в размере) на рейсмусовых
станках. Эти станки бывают односторонние с верхним разме-
щением ножевого вала (СР6-7, СР8, СР6-8, СР6-9, СР12-2) и
двусторонние с верхним и нижним размещением ножевых ва-
лов (С2Р8-2, С2Р12-2). На всех рейсмусовых станках подача
механическая, при помощи четырех вальцов: двух передних и
двух задних.
Ножевой вал в односторонних рейсмусовых станках разме-
щен над обрабатываемыми заготовками, которые надвигаются
на вал при помощи подающих вальцов. Чтобы уменьшить тре-
ние заготовки о поверхность стола, нижние гладкие вальцы
(передний и задний) выступают над поверхностью стола на
0,1...0,3 мм, в зависимо-
сти от породы древесины.
Передний верхний подаю-
щий' валец для лучшего
сцепления с материалом
делают рифленым (рис. 65),
а при фрезеровании заго-
товок различной толщины
(до 6 мм) — секционным.
Рис. 65. Рифленый секционный
валец рейсмусового станка:
1 — вал; 2 — резиновые втулки,; 3 —
кольца; 4 — припуск иа обработку
68
Вид A
Рис. 66. Контрольно-установочное приспособление с базированием на под-
шипниковых шейках ножевого вала:
/ — скоба; 2 — индикатор; 3 — пластинчатая пружина; 4 — винт крепления приспособ-
ления; 5 — базирующий элемент,; 6 — упор; 7 — ножевой вал; 8 — шейка ножевого
вала; 9 — иож
Секции благодаря пружинам или резиновым амортизационным
кольцам под нажимом заготовки могут подниматься на необхо-
димую высоту. Верхний задний валец, который принимает об-
работанную деталь, делают всегда гладким, чтобы не снижать
качества поверхности детали.
Конструкция ножевых валов рейсмусовых станков анало-
гична таковым фуговальных, так же как и порядок заточки,
балансирование и крепление ножей и валов. Перед ножевыми
валами устанавливают секционные подпоры, предупреждаю-
щие выколы на поверхности деталей. Для удаления стружки
применяют эксгаустерные воронки. Все основные и вспомога-
тельные части крепятся к цельнолитой чугунной станине.
На рейсмусовых станках устанавливают заточное устрой-
ство, которое дает возможность затачивать ножи, не снимая их
с ножевого вала. Это значительно экономит время и повышает
точность настройки ножей. В двусторонних рейсмусовых стан-
ках нижний ножевой вал установлен в столе на суппорте, что
дает возможность выдвигать его за пределы станка при за-
точке и креплении ножей.
Двусторонние рейсмусовые станки применяются значительно
реже односторонних. Их используют для калибрования щитов
и реек, предназначенных для столярных плит и заполнения
69
Рис. 67. Приспособление с ручным приводом для прифуговки ножей в ноже-
вом валу рейсмусового станка:
/ — маховичок поперечной подачи; 2 — каретка; 3 — направляющая; 4— винт фиксации
патрона; 5 —патрон; б —винт крепления бруска; 7 — абразивный брусок; 8 — кула-
чок; 9 — ножевой вал
щитов дверных полотен. Эффективен новый фуговально-рейсму-
совый станок ФР6-1 для фугования пластей и двустороннего
фрезерования брусковых деталей.
Настройка и эксплуатация станков. Закрепив и установив
ножи в ножевые валы, особое внимание уделяют настройке по-
дающих, прижимных и упорных устройств. Прижим-подпор и
передний верхний рифленый валец должны быть ниже горизон-
тальной касательной к окружности резания на 6 мм, гладкий
верхний подающий валец — на 1 мм и прижим — на 0,2 мм.
70
Рис. 68. Приспособление для обработки иа рейсмусовых станках заготовок
с поверхностями:
а — выпуклой; б — вогнутой; в — прямолинейной, не параллельной базовой; / — под-
ставка; 2 — подающие вальцы,; 3 — ножевой вал; 4 — заготовка; 5 — цулага; 6 — ролик
подставки
Нижние вальцы должны выступать над поверхностью стола на
0,2...0,3 мм при обработке фугованных заготовок и на 0,4...
0,5 мм — нефугованных. Все эти элементы настраивают при по-
мощи двух деревянных брусков-эталонов, размещенных парал-
лельно нижним вальцам вдоль волокон.
На рис. 66—68 показаны различные приспособления для
работы на станках.
71
Настраивают станок в такой последовательности. Сначала
стол с брусками поднимают в положение, при котором рас-
стояние от окружности резания ножевого вала до брусков
равно 2 мм. Это расстояние проверяют щупом. По установлен-
ным брускам закрепляют рифленый валец и прижим-подпор
волокон, затем поворотом маховичка поднимают стол на 1 мм,
проверяя щупом зазор между ножами и брусками. Он также
должен быть равен 1 мм. По брускам закрепляют верхний
гладкий валец, поднимают стол на 0,8 мм, подводят прижим
к брускам и закрепляют его. Нижние подающие вальцы при
помощи маховичка поднимают или опускают до тех пор, пока
не будет установлен зазор 0,2...0,3 мм между брусками и сто-
лом. В большинстве современных станков нижние вальцы уста-
навливают при помощи нониуса, который имеется на махо-
вичке механизма регулировки вальцов по высоте.
При неправильной установке хотя бы одного элемента во
время работы могут возникнуть буксование вальцов, образова-
ние вмятин, вибрация заготовки, появление поперечных рисок.
Вибрация заготовки возникает вследствие плохо настроенного
заднего или излишнего выступания нижних подающих вальцов.
Эти недостатки настройки могут привести к получению нерав-
номерности толщины детали. При появлении поперечных рисок
и вмятин на обрабатываемой поверхности следует ослабить
пружину рифленого вальца.
В зависимости от толщины обрабатываемых заготовок стол
поднимают или опускают на необходимое расстояние от ноже-
вого вала вручную или при помощи привода (в зависимости от
конструкции станков). Сначала стол устанавливают ориентиро-
вочно по специальной шкале, нанесенной на станине, а после
обработки двух-трех пробных заготовок и проверки их тол-
щины при необходимости корректируют положение стола. Если
стол следует опустить, его опускают чуть больше, чем нужно,
а затем постепенно поднимают' до необходимого положения.
Рейсмусовые станки обслуживают двое рабочих, основной
и подсобный. Основной рабочий берет деталь из штабеля и ук-
ладывает профугованной стороной на рабочий стол, продвигая
ее к передним вальцам. Лучше подавать заготовки торец в то-
рец. При наличии секционного вальца заготовки небольшой
ширины кладут на стол по нескольку штук параллельно друг
другу и одновременно надвигают их на передние вальцы. До-
пускается разнотолщинность 1... 4 мм.
20. Продольное фрезерование на четырехсторонних станках
Для придания деталям правильной формы на современных
деревообрабатывающих предприятиях применяют четырехсто-
ронние продольно-фрезерные станки (рис. 69), на которых доски
п
и бруски обрабатывают одновременно с четырех сторон по за-
данным размерам и профилю. На этих станках установлено по
четыре и больше шпинделей, в которых можно закреплять но-
жевые головки, фрезы или пилы. В зависимости от профиля
применяемого режущего инструмента получают детали различ-
ных размеров и сечений.
Новые модели станков имеют дополнительный поворотный
шпиндель, на котором в горизонтальном и вертикальном поло-
жениях закрепляют пилу для раскроя обработанной детали.
Шпиндели станков приводятся во вращение от электродвига-
теля через ременную передачу, а в отдельных моделях ноже-
вые головки насаживают непосредственно на вал электродви-
гателя. Во всех моделях четырехсторонних продольно-фрезер-
ных станков подача механическая — вальцовая (С16-4А, С26-2)
или вальцово-гусеничная (CI0-2, С16-5П). На станках с бессту-
пенчатым приводом подачи (С10-2, С16-4А, С16-5П) можно ис-
пользовать наиболее рациональные режимы работы.
Четырехсторонние продольно-фрезерные станки (рис. 70) по
конструкции аналогичны. Они отличаются только размерами,
порядком размещения рабочих органов и мощностью электро-
двигателей (рис. 71). Начат серийный выпуск станков С10-3,
С25-1А, С25-2А, С26-2М, С25-3.
Станок С16-5П состоит из чугунной станины, собранной из
отдельных секций, которые скреплены между собой болтами.
На станине закреплены стальные столы: на столах — направ-
ляющие линейки. Станок имеет пять шпинделей, размещенных
Рис. 69. Четырехсторонний продольно-фрезерный станок С26-2М:
/—•станина; 2 — нижний шпиндель; 3 — левый шпиндель; 4— калевочный суппорт;
5 — верхний шпиндель; 6 — стод; 7—прижнмиые ролики; 8 — суппорт прижима; 9 —
маховичок; 10, 14 — вальцы,; 11 — когтевая защита; 12— боковой прижим; 13 — на-
правляющая линейка
7Э
по ходу материала в такой последовательности: первый (перед-
ний) нижний горизонтальный фрезерует базовую сторону; два
вертикальных сдвинуты по ходу материала и фрезеруют
кромки; верхний горизонтальный фрезерует заготовку сверху
и доводит ее до заданной толщины; пятый — универсальный,
он может быть установлен снизу или сверху обрабатываемой
заготовки, горизонтально или вертикально. На него можно за-
креплять ножевые головки или пилы.
Все шпиндели станка одновременно являются и валами
электродвигателей, которые рассчитаны на работу от тока по-
вышенной частоты. Электродвигатель пятого, дополнительного,
шпинделя может работать как при стандартной частоте тока
(если на нем закреплен пильный диск), так и повышенной.
Электродвигатели шпинделей закреплены на суппортах, и мо-
гут перемещаться при настройке в горизонтальном и верти-
кальном направлениях. Левый вертикальный шпиндель можно
устанавливать под углом к обрабатываемой поверхности для
фрезерования глубоких профилей.
Заготовки подаются в станок вальцово-гусеничным меха-
низмом с бесступенчатым вариатором, который позволяет ме-
нять скорость подачи от 7 до 43 м/мин. Гусеница механизма
подачи смонтирована в переднем столе. Ее положение относи-
тельно нижнего горизонтального шпинделя можно менять в со-
ответствии с толщиной слоя, снимаемого с нижней пласти за-
готовки. Кнопочная система управления обеспечивает четкость
и безопасность работы станка.
Настройка и эксплуатация станков. В четырехсторонних
продольно-фрезерных станках сначала настраивают режущие
узлы, а затем прижимные элементы и подающие устройства.
При наладке станков кромку переднего стола и нижние вальцы
устанавливают ниже заднего стола на толщину снижаемого
слоя, а верхние вальцы осносительно нижних—на толщину
обрабатываемой заготовки или на 1 ... 3 мм меньше (для луч-
шего прижима); ножи передней головки устанавливают на
уровне заднего ст'ола. Верхние ролики и направляющие при-
жимные устройства регулируют в соответствии с толщиной и
шириной обрабатываемой заготовки (первые — с запасом на
прижим 1...3 мм, вторые—с запасом 15... 20 мм). Направ-
ляющую упорную линейку устанавливают на расстоянии 2...
3 мм от вертикальной ножевой головки под углом 90° к оси
нижних вальцов, направляющую боковую линейку, размещен-
ную после вертикальной ножевой головки,— в плоскости каса-
тельной к режущей поверхности вертикальной ножевой го-
ловки. Затем окончательно проверяют ножевые головки и огра-
ничители толщины.
Для повышения качества настройки станки настраивают по
эталонной детали — копии, изготовляемой на один класс точ-
74
J.
9
Рис. 70. Схема четырехстороннего продольно-фрезерного станка:
/ — задняя часть стола; 2 — задний прижим.; 3 — верхний горизонтальный ножевой
вал; 4— передний подпор; 5, 7 — фрезы; 6 — верхний прижим; 8 — роликовый прижим;
Р — верхние рифленые вальцы; 10 — заготовка: 11 — передняя часть стола; 12 — нижние
гладкие вальцы; 13 — направляющая лииейка; 14, /6 — боковые зажимы; 15—-нижний
ножевой вал; 17 — прижим; 18 — левая направляющая линейка
Рис. 71. Четырехсторонний продольно-фрезерный станок С16-4А:
1 — винт горизонтального перемещения верхнего суппорта; 2 — маховичок вертикаль-
ного перемещения верхнего суппорта; 3 — винт настройки по высоте задних прижимных
роликов; 4—гайки регулирования усилия прижима роликов; 5 — винт иастройкн по
высоте передних прижимных роликов; 6 — рукоятка настройки нижних подающих валь-
цов; 7 — маховичок настройки верхних подающих вальцов; 8 — рукоятка подъема ног-
тевой защиты; 9— винт регулирования скорости подачи; 10— винт постройки по вы-
соте инжиего суппорта; 11, /2 — винты горизонтальной настройки соответственно пра-
вого и левого суппортов
ности выше, чем сама деталь. Изготавливают эталон из древе-
сины твердых лиственных пород или лигнофоля. Размеры эта-
лона периодически контролируют.
75
Рис. 72. Схемы организации рабочих мест при работе на станках:
а — фуговальном; б — рейсмусовом,; в — четырехстороннем продольно-фрезерном-; г —
двустороннем концеравнительном и двустороннем рамном шипорезном; д — торцовоч-
ном одностороннем с кареткой
Четырехсторонние продольно-фрезерные станки обслужи-
вают двое рабочих: основной (станочник) и вспомогательный
(подсобный рабочий). Основной подает заготовки в станок,
а подсобный принимает и складывает их на подстопиые места.
Схемы организации рабочих мест приведены на рис. 72.
21. Обработка деталей на фрезерных станках
Фрезерные станки предназначены для плоского и профиль-
ного фрезерования прямолинейных и криволинейных загото-
вок, обработки щитов по периметру, нарезания шипов и про-
ушин, а также выполнения различных копировальных работ
(рис. 73). Они могут быть с ручной и механической подачей,
одно- и двухшпиндельными, с верхним и нижним размещением
шпинделей.
Режущие инструменты для фрезерных станков. К этим ин-
струментам относятся фрезы различных форм (рис. 74—76),
которые в зависимости от конструкции и способа крепления
делятся на две основные группы: 1) насадные, цельные и сбор-
ные фрезы (фрезерные головки со съемными ножами); 2) кон-
цевые фрезы (сверла). Насадные фрезы имеют отверстия для
насадки на шпиндель и крепления на нем. В прорези насадных
сборных фрез (фрезерных головок) устанавливают ножи раз-
личных. профилей. Если на один шпиндель надевают несколько
видов режущих инструментов (фрезы, пилы и т. д.), получают
комбинированные фрезы. В отличие от насадных концевые
фрезы имеют хвостовики, при помощи которых они закрепля-
ются в патронах шпинделей станков.
76
г
Рис. 73. Виды обработки на фрезерных станках:
а—продольное профильное фрезерование; б — криволинейное фрезерование; в — об-
работка по контуру; г — фрезерование шипов; д — профильное фигурное фрезерование
Рис. 74.Разновидности насадных фрез:
а— цельная; б — составная; в —сборная со сменными ножами; г—комбинированная.;
д — концевая
Фрезерные станки с нижним размещением шпинделей вы-
полняются ручной (Ф-4, ФШ-4, Ф2-4) и механической (ФА-4)
подачей материала. На рис. 77 показан фрезерный станок
Ф-4, на рис. 78 — станок с шипорезной кареткой.
Настройка и эксплуатация станков. Настройку станков вы-
полняют в зависимости от вида обработки деталей. Для плос-
кого или профильного фрезерования прямолинейных деталей
77
Рис. 75. Конструкции иасадиых фрез:
а — со вставными резцами: 1 — болт, 2 — клин; 3 — корпус; 4 — резец; 5 — винт для
установки резца по высоте; б —оснащенных пластинками из твердого сплава: / —
корпус фрезы; 2 — пластинка из твердого сплава
Рис. 76. Фрезы:
а — в виде шипорезной головки; б — с прямыми зубьями,; в — со спиральными зубь-
ями; г — с подрезателями; д— прорезная; е — концевые; ж — проушечный диск
по направляющей лннейке переднюю часть ее ставят плоскостью
к окружности, которую описывает резец, на расстояние, равное
толщине снимаемого слоя древесины, а заднюю — в плоскости
касательной к этой окружности. Шпиндель устанавливают по
высоте в соответствии с положением обрабатываемой детали.
На рис. 79 приведены схемы обработки деталей на фрезерных
станках.
При сквозном фрезеровании обе части направляющей ли-
нейки ставят в одной плоскости, чтобы фрезы заданного про-
филя выступали на глубину фрезерования, при этом шпиндель
выверяют по высоте относительно профиля детали. Несквоз-
ное фрезерование производят аналогично, только в начале и
в конце направляющей линейки ставят упоры в зависимости от
длины несквозного паза. На рис. 80 показана схема фрезеро-
вания на станке с механизированной подачей.
При фрезеровании по копиру и нижнему упорному кольцу
последнее надевают на шпиндель, сняв предварительно фрезу
и кольцо, которое закрывает отверстие в столе вокруг шпин-
деля. Сверху на кольцо надевают фрезу и выверяют шпиндель
по высоте так, чтобы шаблон касался упорного кольца, а фреза
могла обрабатывать деталь по заданному профилю. На рис. 81
показаны схемы обработки узлов по контуру и шипов.
При фрезеровании по верхнему кольцу фрезу крепят снизу,
а упорное кольцо — над ним. Шпиндель регулируют по высоте
с таким расчетом, чтобы обрабатываемая деталь могла пода-
ваться с наложенным на нее шаблоном, который своими кром-
ками упирается в кольцо. Для фрезерования щитов по пери-
метру при верхнем размещении кольца и шаблона настройку
выполняют аналогично.
Станок с шипорезной
кареткой для проведения
фрезерных работ настраи-
вают, как описано выше.
Если его применяют для
формирования шипов, на
шпиндель крепят проушеч-
ные диски с защитными
устройствами, а на шипо-
резную каретку — угольник
и прижим.
Рис. 77. Фрезерный станок Ф-4:
/ — станина; 2— суппорт;, 3—махо-
вичок подъема' шпинделя; 4 — стол;
5 — съемные направляющие; 6 — крон-
штейн с откидным подшипником; 7 —
приемная воронка; 8 — маховичок для
натяжения ремня
79
Рис. 78. Фрезерный станок с шипорезной кареткой:
1 — каретка; 2— пневмоприжим; 3 — стопоры; 4—круговая шкала; 5 — направляющая;
6 — угольник; 7 — заготовка
К фрезерным станкам с верхним размещением шпинделей
относятся фрезерно-копировальные и фрезерно-карусельные.
Их применяют в мебельной промышленности и в производстве
столярно-строительных деталей. На рис. 82 показан станок
Ф2К-2.
Из фрезерно-копировальных наиболее распространены од-
ношпиндельные станки ВФК-1 (рис. 83) и ВФК-2, на которых
фрезеруют боковые и верхние фигурные поверхности загото-
вок, пазы, гнезда, а также выполняют несложную резьбу по
дереву. Станок состоит из станины с закрепленным на ней при
помощи суппорта столом, поднимающимся и опускающимся
посредством маховичка. Над столом на суппорте закреплен
электродвигатель, вал которого одновременно является шпин-
делем. Шпиндель перемещается над столом при помощи пе-
дали. В верхней части станины подвижно закреплена револь-
верная поворачивающаяся головка, корпус которой имеет
форму косоусеченного цилиндра с упорными винтами.
80
Рис. 79. Схемы обработки деталей на фрезерных станках:
а, б — фрезерование кромок по лииейке; в — сквозное фрезерование; г — сквозное фре-
зерование по упорам; О, е — фрезерование по шаблону и нижнему опорному
кольцу; дас, з — односторонняя и двусторонняя цулаги; и — фрезерование по
верхнему кольцу; к — фрезерование по периметру при верхнем размещении
кольца и шаблона; /—задняя направляющая линейка; 2—болт л,ля крепления
направляющей линейки; 3—фрезерная головка; 4 — дуга направляющей линейки; 5 —
передняя направляющая линейка; 6—обрабатываемая деталь; 7 — стол стайка; 8 —
упор; 9 — шаблон, закрепленный в цулаги; 10 — опорная стенка; // — прижим; 12 —
шайба; 13 — опорное кольцо; /4—цулагн
Настройка и эксплуатация станков. При настройке копиро-
вально-фрезерных станков сначала правильно устанавливают
фрезы (величина заднего угла фрезы должна быть только по-
ложительной). На патроне нанесены риски, соответствующие
величине заднего угла 30 и 50°. При^обработке древесины твер-
дых пород режущую кромку фрезы устанавливают около риски,
соответствующей углу 30°, мягких — величине заднего угла 50°.
На копировально-фрезерных станках заготовки обрабаты-
вают в специальных приспособлениях (шаблонах), накладывая
на них одну или несколько деталей. Приспособления дают воз-
можность надежно базировать детали по пласти и не менее чем
по двум кромкам, а также быстро крепить и освобождать их.
81 4
4
Рнс. 80 Схема фрезерования на станке с механнзнрованной подачей:
а — заготовка с одной криволинейной кромкой; б — то же с двумя; 1 — приспособление
(шаблон); 2 — упор; 3 —прижимные ролики подачц; 4 — зажим; 5 — обрабатываемая
деталь; 6 — ведомая втулочно-роликовая цепочка иа шаблоне; 7 — ведущая звездочка
подачи; 8 — прижим; 9 — фреза,; 10 — опорное кольцо; 11 — концевой упор
На станке работает один рабочий. Для выполнения опера-
ции он нажимает на педаль, чтобы поднять шпиндель и уста-
новить на столе шаблон так, чтобы палец копира входил в про-
резь шаблона. В этом положении палец фиксируют, в шаблон
ставят заготовку и закрепляют ее. Затем включают электро-
двигатель и опускают педаль. Упорный винт суппорта шпин-
деля при этом упирается в базовый упор. Шаблон с заготовкой
перемещают вручную по контуру прорези шаблона. На этих
станках фрезеруют детали и узлы по внутреннему контуру.
82
Рис. 81. Обработка на фрезерных станках:
а — узлов по контуру; б — шипов; 1 — шаблон; 2 — прижимной ролик; 3 — вкладыш;
4 —заготовка; 5 — зажим; 6, 8, 13— кронштейны,; 7, 10 — фрезы; 9 —звездочка; И —
ограждение фрезы; 12 — линейка; 14 — каретка
Для фрезерования деталей и узлов криволинейной формы
по внешнему контуру применяют карусельно-фрезерные станки
Ф1К (одношпиндельный) и Ф2К (двухшпиндельный). Эти вы-
сокопроизводительные станки применяют при изготовлении
стульев и кресел. Станок Ф2К-2 состоит из круглого стола и
двух суппортов, подвижно закрепленных в направляющих го-
ловках цилиндрических стоек. На суппортах закреплены элек-
тродвигатели, валы которых служат одновременно шпинде-
лями. В центре стола на стойке установлены раздвижные крон-
штейны пневматических прижимов. Конструкцией станка пре-
дусмотрена возможность изменения направления движения
шпинделей относительно оси стола. Суппорт поднимают и опус-
83
Рис.-82. Двухшпиндельный карусельно-фрезерный станок Ф2К-2:
1 т— суппорт; 2—направляющая головка; 3 — электродвигатель шпинделя; 4 — крон-
штейн; 5 — пневматический прижим; 6—стойка; 7 — стол; 8 — панель управления; 9 —
копировальный ролик,; 10 — фреза; И— маховичок суппорта; 12— маховичок шпинделя
а
кают, а шпиндель относительно суппорта перемещают махо-
вичком. Маховичок регулирует положение копировального ро-
лика относительно шпинделя.
Заготовки ставят в специальные цулаги, закрепленные на
столе. По окружности стола могут быть закреплены кулачки,
которые автоматически уменьшают скорость подачи (вращение
стола) во время обработки отдельных участков деталей. Это
дает возможность предупредить образование сколов на дета-
лях. Подача осуществляется от электродвигателя постоянного
тока через червячную, зубчатую, цилиндрическую и вновь чер-
5
Рис. 83. Одношпиндельный копировальный станок ВФК-1:
о — общий вид: 1 — педаль; 2 — копировальный палец; 3 — стол; 4 — обрабатываемая
заготовка,; 5 — фреза; 6 — упорный виит; 7 — ограничительные упоры; 8 — револьверная
головка; 9 — шаблон; 10 — маховичок механизма перемещения стола по высоте; б —
шпиндель и револьверная головка станка.; 1 — палец; 2 — электродвигатель; 3 — суп-
порт; 4 — установочный виит,; 5—револьверная головка; 6 — упорный виит; 7 — ру-
коятка головки
85
вячную передачи. Для пуска и остановки стола без отключения
электродвигателя предусмотрена муфта, управляемая рычагом,
находящимся в кнопке управления, размещенной на панели.
В процессе работы ролик суппорта постоянно прижимается
к копировальной цулаге, закрепленной на столе. Цилиндр пнев-
мопривода закрепляется на суппорте, а пустотелый щиток кре-
пится неподвижно. От пневмопривода действуют и прижимы
станка.
Закрепленные в цулагах заготовки обрабатывают одной или
двумя фрезами, в зависимости от необходимой шероховатости
поверхности. Лучшее качество обработки достигается при ра-
боте двумя последовательно размещенными фрезами, вращаю-
щимися в разные стороны.
Настраивают станок при этом способе обработки следую-
щим способом. Заготовки крепят в цулаги, где имеются две ко-
пировальные линейки: одна — для суппорта с фрезой, которая
вращается в направлении подйчи, вторая — с фрезой, вращаю-
щейся в обратном направлении. Линейки закрепляют на цу-
лаге одну над другой. Цулаги крепят болтами, головки кото-
рых входят в пазы на столе, выдвигая их к краю стола. После
размещения заготовок в цулагах регулируют зажимы при по-
мощи винтов на стойках раздвижных кронштейнов. Опустив
эти винты и зажимы, стойку вставляют в отверстие в цулаге.
Между башмаком зажима и верхней плоскостью заготовки
должен быть зазор 3...4 мм, а нижняя часть башмака должна
быть параллельна плоскости заготовки. После установки цулаг
и зажимов настраивают буппорты. Сначала на шпинделях за-
крепляют фрезы, а затем, в зависимости от положения заго-
товок в цулагах, устанавливают суппорты по высоте. Более
точную установку фрез относительно заготовок осуществляют
винтовым механизмом шпинделя. При профильном фрезерова-
нии заготовок настройку станка лучше производить по эталону.
Станок обслуживают двое рабочих — станочник и подсоб-
ный. Станочник берет заготовки со штабеля и помещает на
стол, затем снимает обработанные заготовки и передает под-
собному рабочему, который складывает их в штабель.
При работе на станке Ф2К-2 сначала включают электро-
двигатель фрезерных головок, а затем электродвигатель при-
вода подачи. Если при данной скорости подачи не обеспечива-
ется заданная шероховатость поверхности, скорость подачи
необходимо уменьшить.
22. Обработка деталей на шипорезных станках
Шипы и проушины имеют различную форму и размеры, по-
этому и конструкции станков для их формирования также раз-
нообразны. Для формирования соединительных элементов
86
1 i— J— I 1 1
v)i>mr777^ -I-1 1
2 —
3 —
4 t. J — 1
5 -J —L ' f-- ' H
f >>7777777> >>>)>>?>'>;
6 —J- —
7 —
8 7^^
9 JlferrH—1 —l—l
Ю —
11 — 4
In Ш Л
Рис. 84. Схемы формирования элементов шиповых соединений:
I — № схемы; // — эскиз элемента шипового соединения; III, IV — схемы формирова-
ния элементов шиповых соединений
в брусковых деталях применяют рамные шипорезные станки,
а в дощатых — ящичные шипорезные станки. На рис. 84 приве-
дены схемы формирования элементов шиповых соединений.
Режущие инструменты для шипорезных станков. Формиро-
вание шипов и проушин осуществляется фрезерованием, по-
87
Рис. 85. Односторонний шипорезный станок ШО15Г-4:
/ — каретка,; 2 — упорная линейка; 3 — неподвижный упор; 4 — откидной упор; 5 —
прижим; 6 — пяла; 7 — электродвигатель торцовой фрезы; « — маховичок установки
суппорта с торцовой фрезой по высоте; 9 — станина; /0 —нижняя торцовая фреза; 11 —
проушечный диск; 12 — электродвигатель проушечного диска; 13 — направляющая ка-
ретка; 14 — маховичок механизма установки суппорта с проушечным диском по вы-
соте; 15 — панель настройки
этому режущий инструмент для шипорезных станков — фрезы
различных конструкций, а также круглые пилы, которые кре-
пятся непосредственно на шпинделях. Конструкции фрез и их
размеры выбирают в зависимости от формы и размеров соеди-
нительных элементов.
Рамные шипорезные станки бывают односторонние и дву-
сторонние. У одностороннего станка марки ШО6 — шесть,
а у двустороннего ШД12— двенадцать шпинделей (по шесть
на каждой колонке). Большое число шпинделей затрудняет за-
точку и крепление режущего инструмента, а также настройку
станков. В связи с этим современные односторонние станки
(ШО10, ШО15Г-5) имеют только четыре шпинделя, а двусто-
ронние (ШД10-3 и ШД15-3)—восемь, т. е. по четыре на каж-
дой колонке. В старых моделях станков цифры, стоящие после
букв, обозначают число шпинделей, а в новых — длину шипов:
ШОЮ-4, ШО16-4 и ШД10-8, ШД16-8 (старые модели —ШО6,
ШД12).
Односторонний рамный шипорезный станок ШО15Г-4 (рис.
85) состоит из коробчатой станины, направляющих для пиль-
88
Рис. 86. Двусторонний шипорезный станок ШД15-3:
/ — суппорт шпинделя с проушечным диском; 2 — электродвигатель пильного диска;
3—5 — винты для установки суппортов по высоте; 6 — электродвигатель торцовой фре-
зы; 7 — прижимное устройство!; 8 — приводной вал механизма подачи; 9 — редуктор
механизма подачи; 10— маховичок механизма перемещения колонки; 11— подвижная
колонка; /2—пильный диск; /3 — горизонтальный проушечный диск; 14 — неподвижная
колонка.; 15 — кожух подающей цепи; 16 — подающая цепь с упорами
ных и фрезерных головок, которые вращаются от индивидуаль-
ных электродвигателей. Все электродвигатели смонтированы
на отдельных суппортах с механизмами вертикального, гори-
зонтального и углового перемещения. К станине крепятся
направляющие для шипорезной каретки. Привод каретки осу-
ществляется от гидроцилиндра через редуктор при помощи вту-
лочно-роликовой цепи. На каретке смонтированы направляю-
щая линейка и гидравлический прижим заготовок. Управляют
станком с пульта. Первый (по ходу каретки) горизонтальный
шпиндель оснащен пильным диском и предназначен для тор-
цевания заготовок по длине, два вертикальных — для формиро-
вания шипов, а последний — для выборки проушин.
Двусторонние рамные шипорезные станки ШД10-3, ШД15-2
и ШД15-3 (рис. 86) в отличие от односторонних имеют две ко-
лонки, на которых установлены подающие конвейеры. Детали
помещают на цепные конвейеры, последние своими упорами за-
хватывают их и подают на режущий инструмент, где они по-
следовательно обрабатываются. Для прижима деталей к цепям
конвейера предусмотрены два гусеничных или клиноременных
прижима.
Станок ШД15-3 отличается от станка ШД10-3 длиной фор-
мируемого шипа или проушины. Станок ШД15-2 имеет низкие
упоры, регулируемые по высоте. Это дает возможность обраба-
89
Рис. 87. Двусторонний шипорезный станок для рамных шипов ШД10-8:
1 — пила; 2 — дисковая фреза; 3 — шипорезные фрезы; 4 — конвейерная цепь; 5 —
клиновой ремень; 6 — ролики прижимные; 7 — вал,; 8 — упор; 9—карданная передача;
/О —зубчатая передача; 11— цепная передача; 12 — червячный редуктор; 13 — электро-
двигатель; 14 — торцовый упор
тывать детали различной ширины без перенастройки упоров
конвейерной цепи.
Настройка и эксплуатация станков. Настраивать шипорез-
ные станки, как односторонние, так. и двусторонние, лучше
всего по эталонам. Эталон помещают на каретку или к упору
конвейерной цепи и в таком положении подают на режущий ин-
струмент. При помощи маховичков подводят режущий инстру-
мент к эталону так, чтобы лезвия резцов слегка касались эле-
ментов шипов или проушин эталона. В таком положении и за-
крепляют суппорты режущих инструментов. На рис. 87 показан
станок ШД10-8.
Настройку правой колонки по длине относительно обраба-
тываемой детали в двусторонних шипорезных станках выпол-
няют перемещением ее сначала при помощи электродвигателя,
а затем вручную маховичком механизма перемещения. После
настройки всех узлов станка пропускают несколько пробных
деталей и, убедившись в точности их изготовления, начинают
обработку данной партии деталей, проверяя время от времени
их точность.
На односторонних шипорезных станках работает один ра-
бочий. Детали помещают на каретку, плотно прижимая их
одну к другой и к упорной линейке, затем, опуская прижимы,
плавно подают каретку на режущие инструменты, потом воз-
вращают каретку в исходное положение и переставляют детали
W
Рнс. 88. Ящичный шипорезный станок с автоматической подачей ШПА40:
/ — пульт управления,; 2—электродвигатель; 3 — орган управления гидроприводом;
4 — подшипники рабочего вала; 5 — гидрозажнм; 6 — ременная передача; 7 —заготовки;
8 — стол; 9— гидрошланг; 10 — гидроцилиндр подъема стола
,I (ГТ
обработанными концами к откидному упору, предварительно
опустив его. В такой же последовательности ведется обработка
второго конца детали. Для получения высокой точности обра-
ботки базовая поверхность должна сохраняться при формиро-
вании шипов на обоих торцах детали.
Применение двусторонних рамных шипорезных станков
с конвейерной подачей более рационально. На этих станках
работают двое рабочих — станочник и подсобный. Станочник
укладывает детали на конвейер и прижимает их к упорам,
а подсобный рабочий снимает готовые детали и складывает их
в штабель. На некоторых шипорезных станках для подачи де-
талей устанавливают магазины-питатели, значительно облег-
чающие труд и повышающие коэффициент использования ра-
бочего времени. Точность размеров изготовленных деталей оп-
ределяется предельными калибрами.
Ящичные шипорезные станки. Прямые ящичные шипы фор-
мируют на односторонних шипорезных станках ШПА40 (рис.
88), ШПК40 и двусторонних — Ш2ПА или Ш2ПА-2. Для фор-
мирования ящичных шипов ласточкин хвост применяют ящич-
ные шипорезные станки ШЛХ-3.
91
Рис. 89. Станок шипорезный односторонний для нарезания прямых н кли-
новых шипов:
а — общий вид: / — станина.; 2— гидроагрегат; 3 — ручка настройки скорости подъема
стола; 4 — фрезерный вал,; 5 — стол; 6 — направляющая лннейка; 7 — упор; 8 — гид-
роприжимы; 9— заготовка; 10— электродвигатель; 11 — гндроцилиндр; б, в — фрезы
для обработки соответственно прямых ящичных я клиновых шнпов
На станке ШПА40 формируют прямые ящичные шипы на
дощатых деталях (стенки ящиков, коробок), на ШПК-40 (рис.
89) — прямые и клиновидные шипы. Шпиндель в этих станках
размещен горизонтально, а ящичные дощечки складывают
пачкой на рабочем столе и подают вертикально в направле-
нии касательной к . окружности режущего инструмента этих
станков.
Станок состоит из станины, в верхней части которой разме-
шены подшипники. В подшипниках закреплен шпиндель, свя-
занный через шкив и ременную передачу с электродвигателем.
Один из трех подшипников, в которых закреплен шпиндель,
при установлении режущего инструмента снимается. На ста-
нине станка размещены элементы гидропривода подачи стола.
Стол закреплен подвижно на полозьях в направляющих станка.
В пульте управления смонтирована пусковая аппаратура элек-
тродвигателя (кнопочная станция и магнитный пускатель).
Перемещение стола вертикально осуществляется механизмом
гидравлической подачи.
Двусторонние ящичные шипорезные станки Ш2ПА и
Ш2ПА-2 предназначены для формирования прямых ящичных
шипов одновременно на обоих концах детали. Станок Ш2ПА-2
имеет более длинную станину, что дает возможность изготов-
лять шипы на достаточно длинных деталях. Ящичные шипо-
резные станки для формирования шипов ласточкин хвост бы-
вают нескольких конструкций. Самый распространенный из
них — ШЛХ-3 (рис. 90).
Настройка и эксплуатация станков. Настройка шипорезных
станков состоит в проверке установки режущего инструмента,
направляющих столов и конвейеров, а также прижимных уст-
ройств. Для установки режущего инструмента на станок
ШПА40 с горизонтального вала снимают съемный подшипник
и на вал надевают (по очереди) фрезы и промежуточные
кольца одинаковой толщины. Фрезы формируют проушины,
а напротив колец остаются шипы. Для обеспечения соединения
деталей в одной из них шип остается на кромке, а в другой —
на расстоянии от кромки равном ширине проушины. Кромки
деталей базируются по упорной линейке, а торцы — по упору.
Торцовый упор устанавливают при помощи угольника и ли-
нейки с таким расчетом, чтобы торцы дощечек заходили за
вертикальную касательную к цилиндрической поверхности ре-
зания фрез на толщину соединяемых деталей плюс 1 '.. 1,5 мм.
Настройку гидропривода подачи стола на соответствующую
скорость выполняют дросселем по шкале. Двусторонние шипо-
резные станки Ш2ПА и Ш2ПА-2 настраивают по эталону (ана-
логично двусторонним рамным шипорезным станкам). На рис.
91 приведены схемы формирования элементов шипов и про-
ушин, на рис. 92 — элементов шиповых соединений.
93
Рнс. 90. Шипорезный станок для
шнпов ласточкин хвост:
а — общий вид; б — кинематическая
схема; / — электродвигатели шпинде-
лей; 2 — шпиндельная коробка, 3 —
рабочий шпиндель; 4 — фрезы; 5 —
зажимное устройство для вертикаль-
но установленной дощечки; 6 — руч-
ки зажимных устройств; 7, 8 — ку-
лачки; 9 — рычажный механизм; 10 —
палец вала механизма передвижения
стола; // — реечный механизм; 12 —
электродвигатель механизма подачи;
13 — кулачковая муфта,; 14 — рычаги;
в — схема фрезерования шипа ласточ-
кин хвост; 1,3 — дощечки, установлен-
ные соответственно вертикально и го-
ризонтально; 2— фреза
На ящичном шипорез-
ном станке ШПА40 и
ШЛХ-3 работает один ра-
бочий (станочник), кото-
рый устанавливает детали
на стол к упорам и прижи-
мает их прижимами, затем
включает электродвигатель
шпинделей, следом — ме-
ханизма подачи. При ра-
боте на станке ШЛХ-3 ста-
ночник устанавливает за-
готовку на вертикальный
(для формирования ши-
пов), а затем на горизонтальный (для формирования проушин)
столы и прижимает их, после этого включает рабочие органы
станка.
На двусторонних ящичных шипорезных станках проходного
типа Ш2ПА и Ш2ПА-2 работают двое рабочих — станочник и
подсобный. Станочник берет детали и укладывает их в загру-
зочный магазин. Он же с пульта управляет работой всех меха-
низмов станка. Подсобный рабочий принимает обработанные
детали на другом конце станка и складывает их в штабель,
а также следит за работой эксгаустерных установок.
23. Обработка деталей на сверлильных,
сверлильно-пвзовальных и цепно-долбежных станках
Круглые отверстия и продольные гнезда (рис. 93) для раз-
личных шипов вырабатывают на сверлильных, сверлильно-па-
зовальных и цепно-долбежных станках. Режущие инструменты
для сверлильных станков — это сверла различных размеров и
форм, а также концевые фрезы. Размеры сверл и фрез выби-
рают в зависимости от необходимого диаметра отверстия или-
9S
a
Рис. 91. Схемы формирования
элементов шипов и проушин на
фрезерном станке с нижиим (а,
б) и верхним (в) расположением
шпинделя:
1 — каретка; 2 — упор; 3 — закладной
брусок; 4 — заготовки; 5 — базовый
брусок; 6 — фрезы; 7 — стол; 8 — на-
правляющая линейка; 9 — струбцина;
10 — концевая фреза; 11 — шаблон;
12 — паз; 13 — палец
в 12
Рис. 92. Схемы формирования элементов шиповых соединений агрегатными
силовыми головками (а, б, в):
1 — агрегатные силовые головки,; 2 — фрезы; 3 — заготовки
размера паза, а тип — от условий сверления, глубины отвер-
стий и пазов. Спиральными сверлами можно сверлить отвер-
стия в разных направлениях, причем стружка легко удаляется
из отверстия. Они достаточно надежны в эксплуатации, при
Рис. 93. Отверстия, полученные в станках:
а—в — сверлильных; г — сверлильно-пазовальиых; д, е — цепно-долбежных; ж — фор-
мирование круглого гнезда (сверление); з— выборка промежутка (пазовое фрезерова-
ние); и — формирование гнезд на станках с возвратно-поступательным боковым дви-
жением фрезы; к — формирование гнезд на станках с колебательным боковым дви-
жением фрезы
96
4 Заказ № 1131
Рис. 94. Сверлнльно-пазовальный станок СвПА-2:
/—панель,; 2— маховик механизма установки стола по высоте; 3 — золотник; 4 —
кронштейн; б — стол; 6 — упорный угольник; 7 — зажим; 8 — патрон
заточке режущие части сохраняют форму и размеры. Для
получения продолговатых гнезд на сверлильно-пазовальных
станках применяют концевые фрезы с одним, двумя или тремя
резцами. Гнезда, выбранные концевыми фрезами, имеют закруг-
ленные края.
Одношпиндельные сверлильные станки выпускают с верти-,
кальным и горизонтальным размещением шпинделей. Из вер-
тикально-сверлильных одношпиндельных станков в столярно-
мебельном производстве применяются станки СвПА-2 (рис. 94)
и СвА-2, у которых длина паза регламентируется перемеще-
нием стола. Горизонтально-сверлильный станок СвПА-2 — мо-
дификация станка СвПА, новая модель — двусторонний станок
СвПГ-2 (рис. 95). На этих станках высверливают круглые от-
верстия и продольные гнезда с закругленными краями.
Одношпиндельный вертикально-сверлильный станок СвП-2
состоит из станины, шпинделя, электродвигателя, передвиж-
ного стола и тормоза. Вертикальное и горизонтальное переме-
щение стола осуществляется маховичками через зубчато-рееч-
98
ный механизм, а на нужной высоте стол фиксируется зажим-
ным винтом. На рис. 96 представлена кинематическая схема
сверлильно-пазовального станка.
На базе станка СвП-2 разработана новая модель вертикаль-
ного сверлильно-пазовального станка СвА2 с механической по-
дачей, причем ручная и ножная педали сохранены. Механиче-
ская подача осуществляется при помощи педали. На боковой
части станины закреплен редуктор с электродвигателем, от
которых приходят в движение сверлильная головка и стол. При-
вод перемещения шпинделя сблокирован с электромагнитом
соединительной муфты, управляемой педалью. При механиче-
ской подаче муфта соединяется с приводом перемещения шпин-
деля, рукояткой устанавливается одна из двух скоростей. При
ручной или ножной подачах суппорта привод перемещения
шпинделя отсоединяется электромагнитом соединительной
муфты.
Горизонтальный сверлильно-пазовальный станок СвПА2 со-
стоит из станины, на которой шарнирно закреплена плита
с электродвигателем. Удлиненный вал электродвигателя явля-
ется одновременно рабочим шпинделем станка. В конце шпин-
деля предусмотрен патрон, в который вставляется концевая
фреза. В направляющих станины на суппорте закреплен стол.
Он может перемещаться в горизонтальном направлении к ре-
Рис. 95. Сверлильно-пазовальный горизонтальный станок СвПГ-2:
1 — станина; 2 — кронштейн; 3 — пневмоприжим,: 4 — шпиндель; 5 — пульт; 6 — кон
цевая фреза; 7 —стол; 8 —- пневмоцилнндр; 9 — маховичок
4* 99
Рис. 96. Кинематическая схема сверлильно-пазовального станка:
/ — шпиндель; 2 — гильза; 3 — пневмопрнжнм; 4—стол; 5 — пневмоцилнндр; 6 —рама;
7 — рычаг; 8 — электродвигатель; 9 — клнноременная передача; 10 — вариатор клино-
ременный; // — маховичок регулирования величины качания шпинделя; /2—ползун;
13 — шатун; 14 — плоскоременная передача
жущему инструменту и от него. При помощи маховичка с вин-
товым механизмом стол перемещается по высоте. Деталь уста-
навливают на стол к упорному угольнику и в этом положении
зажимают. Всем органам станка придают движение гидродви-
гатели. На рис. 97 представлена пневмогидравлическая схема
станка СвПГ-3.
Настройка станков. При настройке одношпиндельных вер-
тикально-сверлильных станков установленная и закрепленная
на столе деталь при верхнем положении шпинделя должна
быть на расстоянии 15... 20 мм от него, упорная линейка —
параллельна направлению перемещения стола и находится от
боковой грани сверла на расстоянии, равном расстоянию
между кромкой детали и кромкой отверстия. Положение ли-
нейки проверяют, последовательно передвигая стол и замеряя
расстояние от вертикальной плоскости линейки до режущей
кромки сверла. Упор, ограничивающий глубину отверстия, ре-
гулируют в каждом случае в зависимости от типа сверла и его
размеров. После настройки стола по высоте шпинделей со
сверлом упор опускают на расстояние, равное глубине сверле-
ния плюс 10... 15 мм, и закрепляют.
100
Рис. 97. Пневмогидравлическая схема сверлильно-пазовального станка СвПГ-3:
ВН — кран; ВД — влагоотделнтель; К.Р — клапан редукцнрнный; МН — манометр; МР —
маслораспредёлнтелд; РД — реле давления; ДР — дроссель; Р1—Р4 — распределители;
КО — клапан обратный; ГЦ — гндроцнлнндр; ПЦ1, ПЦ2 — пневмоцнлнндры; У1, У 2 —
упоры
Настройка сверлильно-пазовальных станков начинается
после закрепления режущего инструмента. Стол станка уста-
навливают по высоте так, чтобы расстояние от плоскости стола
до окружности, описываемой фрезой, равнялось расстоянию от
кромки бруска до стенки гнезда. Этот размер берут из чер-
тежа. Для регулирования положения упорного угольника де-
таль кладут на стол так, чтобы расстояние между ее боковой
поверхностью, обращенной в сторону фрезы, и фрезой равня-
лось 15...20 мм. К противоположной стороне детали придви-
гают угольник и закрепляют его.
Глубина гнезда зависит от положения подвижного упора,
действующего на плоский золотник гидросистемы. Расстояние
между упором и рычагом золотника должно быть равным глу-
бине гнезда плюс расстояние от конца фрезы до кромки де-
тали, приставленной к кромке угольника.
При одном обороте диска кривошипного механизма конец
фрезы должен перемещаться на длину гнезда плюс диаметр
фрезы. Величину колебания обеспечивают перемещением ку-
лисы, закрепленной в сухари кулисного механизма криво-
шипного диска. Если конец фрезы перемещается на большее
101
4 5
6
7
Рнс. 98. Сверлильный горизонтально-вертикальный многошпиндельный при-
садочный станок СГВП-1А:
1 — направляющая; 2 — стойка; 3 — пульт управления; 4, 5 — маховичкц; 6 — портал;
7 — прижимы; 8, 9 — сверлильные агрегаты.; 10 — мотор-редуктор; 11 — конвейеры
расстояние, кулису передвигают к центру диска, а если на
меньшее — от центра. После этого устанавливают прижимы так,
чтобы поднятые диски прижимов были над деталью на рас-
стоянии, не превышающем величины хода поршня прижимов.
Точность настройки проверяют после обработки пробных дета-
лей предельными калибрами.
Многошпиндельные сверлильные присадочные станки СГВП
и СГВП-1А предназначены для сверления отверстий под круг-
лые вставные шипы. Их применяют в крупносерийном мебель-
102
12 13
Рис. 99. Сверлильный агрегат многошпиндельного станка:
/ — направляющая; 2 — зубчато-реечная передача; 3 — суппорт; 4 —фиксатор; 5 —
маховичок горизонтального перемещения агрегата; 6 — маховичок вертикальной на-
стройки; 7 — траверса; 8, 17 — конические передачи; 9 — электродвигатель; 10 — вал
синхронизации,; 11 — пневмоцилиндр; 12 — направляющая; 13 — шестерня; 14 — винтовая
передача; 15 — шпиндельная насадка; 16 — обрабатываемый щит
Рис. 100. Схемы сверления круглых отверстий на сверлильно-присадочных
стайках:
а — в кромках заготовок; б — в пласти заготовок; в — в кромках и пластях заготовок;
1 — силовые головки; 2 — заготовки
ном • производстве. По устройству эти станки аналогичны.
СГВП-1А (рис. 98) отличается от СГВП тем, что у него меха-
низированы загрузка и разгрузка деталей.
Станок СГВП-1 имеет 16 шпинделей, из которых 12 разме-
щены вертикально и могут передвигаться по траверсе, на ко-
торой они смонтированы, а четыре — горизонтально и смонти-
рованы по два на двух суппортах, которые передвигаются по
горизонтальным направляющим. На столе предусмотрены ба-
зовые упоры и пневмоприжимные устройства для базирования
и крепления деталей. На рис. 99 представлена схема сверлиль-
ного агрегата многошпиндельного станка.
Настройка и эксплуатация станков. Настройка станков на-
чинается с установления и крепления базовых упоров и разме-
щения шпинделей на заданном расстоянии один от другого и
от упоров. Траверсы и суппорты передвигаются при помощи
реечных механизмов вручную. Деталь, предназначенную для
сверления отверстий, кладут на концевые бруски стола и при-
жимают двумя кромками к базовым упорам, нажимают на пе-
даль, автоматически включая механизм досылки деталей к ба-
зовым упорам; пневмоприжимы, фиксирующие положение де-
талей; пневмоцилиндры механизмов подачи вертикальных и
горизонтальных сверлильных головок. После высверливания
всех отверстий на заданную глубину шпинделя прижимы ав-
томатически отводятся в исходное положение. На рис. 100 при-
ведены схемы сверления круглых отверстий.
Сучки не только портят внешний вид деталей, но и снижают
их качество, поэтому сучки высверливают, а отверстия, которые
образовались, заделывают пробками из той же древесины, что и
деталь. Сучки можно высверливать на любых сверлильных стан-
ках, а затем заделывать их вручную, однако наиболее эффекти-
вен полуавтоматический станок СвСА-2. Он состоит из стола,
устанавливаемого на требуемую высоту маховичком в зависи-
мости от толщины детали. Суппорт имеет два рабочих шпин-
деля: один служит для высверливания сучков, другой — Для
высверливания и запрессовки пробок. Шпинделям передают
вращение два вала—приводной и распределительный кулачко-
вый, соединенные с электродвигателем через ременную и зубча-
тую передачи. Деревянную планку, из которой изготовляют
пробки для заполнения отверстий сучков, подает под сверло
специальный механизм подачи. Кроме того, станок снабжен
устройством для впрыскивания клея в отверстия, куда затем
вставляются пробки.
Настройка и эксплуатация станков. Стол устанавливают на
высоту, соответствующую толщине детали. При работе деталь
ставят на стол так, чтобы сучок, подлежащий высверливанию,
находился непосредственно под первым (сверлильным) шпин-
делем. При помощи педали включают механизм привода авто-
104
мата, под действием кулачков распределительного вала на де-
таль опускаются прижимы и сверлильный шпиндель, высверли-
вающий сучок. После выполнения этой операции суппорт со
шпинделем автоматически цилиндрическим кулачком передви-
гается вперед на величину, равную расстоянию между осями
шпинделей (деталь удерживают на столе прижимы). Клей плун-
жером всасывается и вбрызгивается в высверленное отверстие.
Второй шпиндель опускается, и сверло высверливает из дере-
вянной планки пробку, которую запрессовывают в отверстие
сучка. После выполнения этой операции механизм привода рас-
пределительного вала автоматически включается, суппорт воз-
вращается в исходное положение. Стружка сдувается с детали
через сопло вентилятором и вытягивается приемником эксгаус-
терной установки.
Все запрессованные детали должны быть одинаковыми по
толщине (+0,5 мм), ширина планки для пробок—на 0,5 мм
меньше ширины направляющих уступов в пробкодержателе,
а толщина на 0,5 мм больше глубины высверливаемого отвер-
стия. Грани должны быть перпендикулярными.
Для изготовления прямоугольных гнезд любого размера
применяют цепно-долбежные станки ДЦА-2, ДЦА-3, ДЦА-4
и ДЦЛ.
Режущие инструменты для цепно-долбежных станков — это
фрезерная цепь, натянутая на звездочку, и ролик. Цепь со-
стоит из отдельных звеньев, которые соединены между собой
шарнирно. Каждое звено выполнено как единое целое с высту-
пающими резцами. При вращении звездочки цепь приводится
в движение и, соприкасаясь с деталью, снимает с нее стружку.
Углубляясь в деталь, цепь образует прямоугольное гнездо. Фре-
зерные цепи изготовляют шириной 6...25 мм. Для каждой ши-
рины гнезда подбирают цепь, от ширины которой зависят раз-
меры звездочки, линейки и натяжных роликов. В процессе
работы цепь скользит по направляющей линейке, имеющей кол-
пачковую масленку для смазывания линейки и звездочки. По-
скольку в процессе работы цепь загрязняется, вызывая допол-
нительное трение в шарнирах, ее необходимо регулярно промы-
вать керосином, после чего просушивать и смазывать. Хранят
фрезерные цепи в смеси масла с керосином.
Цепно-долбежный станок ДЦА-2 (рис. 101, я) состоит из ко-
робчатой станины, на которой подвижно в вертикальных направ-
ляющих закреплен суппорт. На суппорте установлен электро-
двигатель, вал которого одновременно является шпинделем, и
направляющая линейка с роликом. На шпинделе закреплена
съемная звездочка. Фрезерная цепь надевается на звездочку и
ролик. Линейку можно передвигать относительно оси шпинделя
маховичком 9 винтового механизма для создания натяжения
фрезерной цепи. Для предупреждения сколов в процессе
105
изготовления гнезд на суппорте около выхода цепи устанавли-
вают вертикальный подпорный брусок.
Рабочий стол подвижно закреплен на отдельном суппорте.
Стол можно перемещать маховичком 5 в двух направлениях:
вдоль станка винтовым механизмом и поперек — реечным. Пе-
реход от продольного перемещения стола к поперечному дости-
гается смещением маховичка вдоль оси. Детали крепятся
винтовыми зажимами при помощи маховичка. На станках по-
следних моделей винтовой зажим заменен гидравлическим, дей-
ствующим автоматически при опускании шпинделя. Суппорт со
шпинделем и цепью подается вниз на неподвижно закреплен-
ную на столе деталь при помощи гидропривода, а в продольном
направлении вручную маховичком 5. Кроме гидрофицированных
станков ДЦА-2 выпускаются цепно-долбежные станки ДЦА-3,
более компактные, и ДЦЛ — легкого типа с пневматической по-
дачей, предназначенные для изготовления гнезд шириной 8...
106
Рис. 101. Цепно-долбежный станок ДЦА-2:
а — общий вид: / — педаль,; 2 — кронштейн стола; 3 — маховичок механизма перемеще-
ния суппорта в поперечном направлении; 4 — суппорт; 5 —маховичок перемещения
стола в продольном направлении; 6 — стол; 7 — маховичок зажима; 8 — лииейка; 9 —
маховичок механизма натяжения цепи; 10 — суппорт рабочего органа; // — ограничи-
тель перемещения стола в продольном направлении; 12 — золотник; б — цепно-фрезер-
ная головка: 1 — направляющий ролнк; 2 — направляющая лииейка; 3 — ведущая звез-
дочка; 4 — фрезерная цепь; 5 — ползун,; 6 — болты; в — звенья фрезерной цепи: / —
среднее звено; 2 — крайние звенья; 3 — оси-заклепки
...16 мм. На рис. 102 показана схема станка для выборки гнезд
под петли в полотнах дверей.
Настройка и эксплуатация станков. Сначала подбирают фре-
зерную цепь, соответствующую ширине гнезда, затем на шпин-
дель крепят звездочку, а на суппорт — линейку и на них наде-
вают цепь, натягивая ее маховичком. После этого настраивают
стол: на него ставят деталь и зажимают ее, а затем стол под-
нимают винтовым маховичком на высоту, при которой верхняя
часть детали не доходит до фрезерной цепи на 20.. .30 мм. Пере-
двигая стол поперек станка, его устанавливают на толщину
стенки гнезда. Расстояние от упорной линейки до цепи должно
быть равно толщине стенки гнезда с учетом допуска. В край-
нее нижнее или верхнее положение суппорт устанавливают
передвижением упоров.
107
Рис. 102. Долбежный станок для выборки гнезд под петли в полотнах две-
рей:
1 — боковина; 2 — балка; 3 — электродвигатель,; 4 — редуктор; 5 — цепкая передача;
6 — эксцентриковый диск; 7 — тяга; 8 — направляющая; 9 —стол; 10 — изделие; 11 —
долбяк; 12 — суппорт; 13— пиевмоприжим; 14— ось зубчатого колеса,; 15— рукоятки
После настройки элементов станка поворотом дросселя зо-
лотника устанавливают скорость подачи. Правильность на-
стройки станка проверяют обработкой пробной детали. Перед
этим закрепляют подпорный брусок, который должен нахо-
диться немного ниже окружности резания цепи и защитных
устройств станка. Гнездо тщательно измеряют и проверяют его
положение относительно базовых сторон детали.
На цепно-долбежном станке работает один рабочий: сна-
чала включает электродвигатель шпинделя, затем — гидрона-
соса; устанавливает и закрепляет деталь на столе и включает
подачу. Когда суппорт шпинделя поднимается в исходное поло-
жение, деталь освобождается от прижимов и ее снимают со
стола, а на ее место кладут следующую. Качество обработки
гнезд невысокое, поэтому цепно-долбежные станки в мебельной
промышленности, применяют очень редко. Их используют при
изготовлении столярно-строительных деталей.
108
24. Обработка деталей на токарных и круглопалочных
станках
Токарные и круглопалочные станки предназначены для об-
работки деталей с поверхностями, имеющими форму тела вра-
щения. На токарных станках заготовка вращается, резец имеет
поступательное движение, на круглопалочных вращается ноже-
вая головка.
В зависимости от формы обрабатываемых деталей и типа
подачи различают: станки токарные с подручником для обра-
ботки заготовок с наибольшим диаметром 400 и длиной 1600 мм
(ТП40-1, рис. 103); станки токарные с механической подачей
суппорта для обработки заготовок длиной 1600 мм с наиболь-
шим диаметром 40 мм (ТС40, рис. 104) и 630 мм (ТС63); станки
лобовые токарные для обработки заготовок типа дисков с наи-
большим диаметром 3000 мм (ТЛЗО-1). На рис. 105 показано
приставное лобовое устройство станка ТС40, на рис. 106 пред-
ставлен станок ТЛЗО-1.
Токарный станок состоит из станины, передней бабки, в ко-
торой смонтирован в подшипниках шпиндель, вращающийся от
электродвигателя при помощи ременной передачи. Для измене-
ния скорости вращения шпинделя применяют ступенчатые
шкивы или электродвигатели с бесступенчатым изменением ско-
рости. Задняя бабка .с размещенным в ней центрирующим уст-
ройством передвигается по направляющим станины в требуемое
положение в зависимости от длины заготовок. Заготовку в цен-
трирующем устройстве зажимают при помощи маховичков, на-
ходящихся на задней бабке.
Заготовку можно крепить в пустотелом патроне или на план-
шайбе болтами. В станке ТС63 предусмотрено устройство для
лобовой обработки, которое устанавливается с левой стороны
станка.
Режущие инструменты. Для черновой обточки при работе на
токарных станках применяют желобчатые резцы, для чистого
точения — плоские. Кроме того, для выполнения токарных ра-
бот применяют ручные инструменты: обдирочные, чистовые и
специальные. Обдирочным инструментом для токарных работ
служат стамески с полукруглым лезвием (рейер) шириной
6.. .50 мм (рис. 107). Для чистового обтачивания заготовок при-
меняют стамески с прямолинейным лезвием (мейсель). Лезвие
мейселя скошено под углом 70.. .80° к оси. В зависимости от
вида обтачиваемых пород угол заточки лезвия должен состав-
лять 20.. .35°. Скос лезвия стамески со стороны тупого угла
используют для обтачки закруглений, а со стороны острого
угла — для подрезания торцов и отрезания обработанных дета-
лей. Серединой скошенного лезвия стамески обтачивают выпук-
лые поверхности. Ширина стамесок с прямолинейным лезвием
109
Рис. 103. Токарный станок с подручником ТП40-1:
/ — тумба; 2 — станина; 3 — передняя бабка,; 4 — шпиндель;
ручник; 7 — задний центр; 8 — задняя бабка; 9 — маховичок
5 — планшайба; 6 —
Рис. 104. Токарный станок с механической подачей суппорта ТС40:
/ — шпиндель; 2 — резцедержатель; 3 — дополнительный продольный суппорт; 4 — по-
перечный суппорт,; 5 — продольный суппорт; 6, 7 — маховички; 8 — вал; 9 — рейка
6. ..50 мм. На рис. 108 показано крепление заготовки в токар-
ных станках.
Для различных видов фасонной обработки на токарных
станках применяют специальные инструменты. Внутренние по-
верхности обрабатывают при помощи крючков и стамесок, за-
точенных о выгнутой стороны. Крючок представляет собой плос-
кий резец с изогнутым концом. Заточка лезвия резца может
быть односторонняя или двусторонняя, ширина лезвия крючка
4...25 м-м. Фигурные резцы имеют специальные лезвия. Для на-
резания резьбы или других канавок на внешней поверхности
деталей применяют резцы-гребенки.
110
Рис, 105. Приставное лобовое устройство токарного станка ТС40:
/ — основание; 2 — стойка; 3 *- суппорт; 4 — резцедержатель; 5 — планшайба станка
Рис. 106. Лобовой токарный станок ТЛЗО-1:
/— суппорт; 2—столик; 3—маховичок поперечной настройки станнны; 4 — задняя
бабка; 5 — тумбы
Настройка и эксплуатация станков. На токарном станке ра-
ботает один рабочий (токарь по дереву). Перед установкой за-
готовки в станок ее предварительно округляют, чтобы не было
острых ребер, которые могут выбить режущий инструмент из
рук рабочего. Опорная поверхность подручника должна быть на
111
уровне центров заготовки или на 2.. .3 мм выше их; между под-
ручником и заготовкой устанавливают зазор 2.. .3 мм.
Черновую обработку заготовки осуществляют рейером. Пер-
вую стружку толщиной 1...2 мм снимают средней частью лез-
вия рейера, а в следующих проходах работают по очереди
правой и левой сторонами рейера. Для чистовой обработки за-
готовок оставляют 2.. .3 мм. Чистовую обработку выполняют
мейселем: сначала средней частью лезвия, затем частью лезвия
с тупым углом. Мейселем можно обтачивать прямолинейные и
криволинейные поверхности, а также разрезать детали. Скорость
подачи резцов устанавливается в зависимости от диаметра об-
рабатываемых заготовок.
Круглопалочные станки предназначены для изготов-
ления деталей цилиндрической формы или с плавно изменяю-
щимся по длине диаметром. Режущий инструмент круглопалоч-
ного станка — полая ножевая головка, в которой режущие
кромки ножей направлены внутрь головки. Обрабатываемая за-
готовка подается вдоль оси вращения головки.
В зависимости от конструкции головки и размера ножей раз-
личают станки; для изготовления цилиндрических палок с наи-
большим диаметром 22 мм (КПА20-1) и 50 мм (КПА50-1); для
изготовления палок с плавно изменяющимся по длине сечением
диаметром до 50 мм (КПФ50-1А).
Круглопалочный станок КПА20-1 (рис. 109) состоит из ста-
нины, на которой закреплен пустотелый шпиндель с ножевой
головкой и двумя парами роликов, а сзади — с парой приемных.
Рис. 107. Токарные резцы (стамески):
а — с полукруглым лезвием для чернового точе-
ния; б — с прямым лезвием для чистового точе-
ния; в — фасонные; г — станочный проходной
112
Рис. 108. Крепление заготовки в токарных станках:
4? — в центрах; б — в патроне; в — на планшайбе; / — шпиндель; 2 — передний центр;
3 — заготовка; 4 — задний центр; 5 — пиноль; 6 — задняя бабка; 7 — патрон; 8 — план-
шайба; 9 — болт
Шпиндель связан с электродвигателем через ременную пере-
дачу. Подающие ролики приводятся в движение от отдельного
электродвигателя через ременную, зубчатую или цепную пере-
дачу. Передние подающие ролики имеют прямоугольное сечение,
так как в станок подаются заготовки прямоугольной формы.
Задние ролики круглые, так как на станках получают детали
круглого сечения. Расстояние между передними и задними ро-
ликами, закрепленными на стойках, можно изменять в зависи-
мости от сечения и длины заготовок.
Для обработки деталей на круглопалочных станках исполь-
зуют прямолинейные или профильные ножи, закрепленные
в специальные ножевые головки. Корпус головки закрепляют на
пустотелом шпинделе, который в процессе работы вращается.
На рис. 110 представлена ножевая головка круглопалочного
станка.
Настройка и эксплуатация станков. Сначала подбирают и
устанавливают на шпиндель станка втулку, внутренний диаметр
которой соответствует диаметру изготовляемых палок, и закреп-
ляют на головке резцы. При установке резцов пользуются ци-
линдрическим эталоном заданного диаметра, зажимая его одно-
временно в обеих парах подающих роликов. При вращении го-
ловки ее ножи должны слегка касаться своей прямолинейной
частью поверхности эталона.
Для регулирования передних подающих роликов берут квад-
ратный брусок, задних — круглую палку и устанавливают их
так, чтобы вмятины на поверхности заготовок не превышали
0,2. ..0,9 мм. Заготовки подаются в станок торец в торец.
11Э
Станок обслуживает один рабочий: загружает питающий ма-
газин заготовками и периодически проверяет размеры и каче-
ство обработанных деталей. При выходе деталей из станка они
падают в приемный бункер.
25. Зачистка деталей на шлифовальных станках
Сущность процесса шлифования — резание абразивными
(скоблящими) зернами, укрепленными на гибкой бумажной или
тканевой основе (шкуркой) либо твердыми абразивными кру-
гами. Острые кромки зерен при подаче и нажиме на заготовку
внедряются в древесину, снимая слой в виде пыли.
114
Рис. 109. Круглопалочиый
станок КПА20-1:
1 — станина; 2 — электродвига-
тель; 3направляющая втул-
ка; 4, 9 — ролнкн; 5 — пружи-
на; 6 — ось,; 7 — шпиндель; 8 —
ножевая головка; 10 — заготов-
ка; 11 — лоток; 12 — распорная
втулка; 13 — усеченные корпуса
Рис. ПО. Ножевая головку
круглопалочного станка:
1 — корпус; 2 — резцедержа-
тель,; 3, 5 — болты; 4 — нож
В процессе шлифования (рис. 111) зерна абразива работают
как микроскопические резцы. В зависимости от величины абра-
зивных зерен шкурки различают по номерам зернистости. Но-
мер шкурки соответствует среднему размеру нанесенных зерен
в сотых долях миллиметра. Например, у шкурки под номером 4
величина зерен равна 0,04 мм. Чем выше номер зернистости, тем
крупнее абразивные зерна шкурок.
Шлифование поверхности одной и той же шкуркой не дает
одинаковой гладкости. Первые 10 мин работы шкуркой дают
менее гладкую поверхность вследствие неравномерности на-
клеенных зерен. После 8...10 мин работы шкуркой ребра зерен,
оставляющие глубокие риски, выкрашиваются, и поверхность
получается более гладкой.
Ленточные шлифовальные станки предназначены
для шлифования деталей и узлов щитовых и брусковых кон-
струкций. Их применяют для обработки пластей щитов, облицо-
ванных строганым шпоном, а также для шлифования лакокра-
сочных покрытий. Ленточные шлифовальные станки могут быть
с подвижным столом, с неподвижным, а также без стола — со
свободной лентой.
Ленточный шлифовальный станок состоит из станины, имею-
щей две тумбы, где консольно закреплены два шкива. Веду-
щий шкив имеет эксгаустерный приемник, одновременно служа-
щий защитным ограждением. Ведомый шкив снабжен винтовым
механизмом для перемещения его в продольном направлении.
Шлифование осуществляется бесконечной шлифовальной лен-
той, натянутой на шкивы. Между тумбами станины помещен
рабочий стол, двигающийся по направляющим (поперек движе-
ния ленты) при помощи роликов (ШлПС-2, ШлПС-2М,
ШлПС-4). В станке ШлНС-2 неподвижный стол размещен
115
г
Рис. 111. Шлифование:
а — общая схема; б — лентой, расположенной на столе; в — лентой, прижимаемой
утюжком 7; г —широкой лентой, прижимаемой контактным вальцом 8; б —то же,
прижимаемой контактной балкой 9; е — шкуркой, прикрепленной к диску; ж — шкуркой-
навнтой на цилиндр; / — деталь; 2 — абразивные зерна; 3 — клеевая связка (двух-
слойная); 4 — основа; 5 —лента; 6 — стол; /0 —диск; // — цилиндр
горизонтально (рис. 112), а в станке ШлНСВ-2 стол и лента
размещены вертикально. Между шкивами станков с подвижным
столом размещен цилиндрический стержень, направляющий
утюжок, которым шлифовальная шкурка прижимается к обра-
батываемой поверхности.
Шлифовальные станки с подвижным столом применяют при
изготовлении щитовых деталей и узлов различных конструкций.
116
Рис. 112. Ленточный шли-
фовальный станок с непо-
движным столом ШлНС-2;
/ — станина,; 2 — задняя бабка;
3, // — шкивы; 4 — направляю-
щее устройство; 5 — шлифоваль-
ная лента; 6 — ось; 7 — стол;
8 — упорная линейка; 9 — ог-
раждение-пылеприемннк; 10 —
электродвигатель,: 12 — передняя
бабка
Рис. 113. Ленточный шли-
фовальный станок с по-
движным столом ШлПС-5:
/ — тумба; 2 — суппорт; 3 —
стол; 4 — ограждение-пылепрн-
еминк; 5 — приводной шкив;
6 — шлифовальная лента; 7 —
утюжок; 8 — неприводной шкнв;
9 — пиевмоцнлнндр,; 10 — махо-
вичок
У станка ШлПС-5 (рис. 113) перемещение стола и утюжка осу-
ществляется вручную, а у ШлПС-4 и ШлПС-7 — при помощи
механизмов. Станок ШлПС-4М имеет механизированную по-
дачу стола, длинный секционный утюжок, смонтированный на
балке, которая поднимается и опускается пневмоцилиндром
двойного действия. Утюжок состоит из отдельных секций, каж-
дая из которых может быть прижата к ленте вручную, что обес-
печивает шлифование любого места обрабатываемой поверх-
ности. При одновременном нажатии на все секции утюжка шли-
фуется вся поверхность щита. Стол передвигается при помощи
пневмогидропривода, обеспечивающего бесступенчатое измене-
ние скорости подачи стола с деталью.
Для шлифования плоских поверхностей щитовых деталей из
древесйны, а также полиэфирных покрытий начат выпуск лен-
117
Рис. 114. Схема двухленточиого шлифовального станка с конвейерной пода-
чей ШлПС-9:
/ — станина; 2 — электродвигатель; 3 — шлифовальные ленты; 4— ленточный конвейер;
5 —опорная лента; 6 — контактная балка; 7 — деталь
Рис. 115. Одиоагрегатный широколенточный шлифовальный станок с кон-
вейерной подачей:
I— конвейерный механизм подачи; 2—щетка; 3— барабан; 4 — утюжок; 5—шлифо-
вальная лента; 6 — ролик; 7 — пиевмоцилиндр; 8, 11 — электродвигатели,; 9 — прижим;
10 — прижимный ролик
точного станка ШлПС-9 (рис. 114) проходного типа с конвейер-
ной подачей и протяжными утюжками. Две узкие шлифоваль-
ные ленты расположены перпендикулярно направлению подачи
щитовых деталей. Круглые палки обрабатывают на шлифоваль-
118
Рис. 116. Шлифовальный агрегат с контакт-
ной балкой:
1 — приводной ролик; 2 — кронштейн; 3 — тра-
верса; 4 — механизм натяжения абразивной
ленты; 5 — натяжной ролик; 6 — пиевмоцилиндр;
7 — рычаг; 8 — вал; 9 — шток; 10 — втулка; 11 —
направляющая; 12 — утюжок
ных станках ШлПФ-2 (рис. 115) с двумя ленточно-шлифоваль-
ными агрегатами, смонтированными на вращательном кольце-
вом роторе, в середину которого роликовым механизмом пода-
ется круглая деталь, охватываемая шлифовальными лентами.
Более совершенны и производительны широколенточные
шлифовальные станки ШлКб, ШлК2 и ШлК8. Щиты в этих
станках шлифуются при скорости подачи до 50 м/мин. Склеен-
ная широкая лента надевается на барабаны диаметром 450 мм,
между которыми размещена контактная плита-утюжок, прижи-
мающая ленту к обрабатываемой поверхности. Для натяжения
ленты применяют специальный ролик с автоматической настрой-
кой, не допускающий отхождения ленты в сторону. Лента мо-
жет быть размещена над деталью или под ней. Детали пода-
ются конвейером или вальцами. Начат выпуск широколенточ-
ных шлифовальных станков 2ШлКН и 2ШлК.
Настройка и эксплуатация станков. Предварительно склеен-
ную шлифовальную ленту надевают на шкивы, свободно вра-
119
щающиеся в подшипниках. Шкивы проверяют во время смены
ленты: холостой шкив сдвигают немного в сторону приводного
механизма; снимая шлифовальную ленту и вручную поворачи-
вая шкивы, проверяют их вращение. Длину шлифовальной
ленты, мм, определяют по формуле
L = 21 -|- [л (dnp ^н)] 2 -|- 50,
где I — минимальное расстояние между центрами шкивов; dnp,
dn — диаметры соответственно приводного и натяжного шкивов;
50 — длина конца шкурки, на которую наносится клей при пря-
моугольном шве (при склеивании под углом эта величина равна
50 мм плюс ширина ленты).
Конец шлифовальной ленты длиной 50 мм перед склеива-
нием очищают от абразивных зерен, а затем склеивают под при-
жимом. Склеенную ленту надевают на шкивы. Первые 10...
...15 мин работы ленту несколько раз натягивают неприводным
шкивом, так как в начале работы она растягивается и привод-
ной шкив может пробуксовывать, что приводит к уменьшению
скорости перемещения ленты. Натянув ленту, устанавливают и
закрепляют защитные устройства шкивов и ленты. На рис. 116
показан шлифовальный агрегат с контактной балкой.
Стол станка должен легко передвигаться по направляющим.
Механизм подъема и опускания стола проверяют подъемом н
опусканием. Для настройки стола на него кладут деталь и под-
нимают по высоте так, чтобы верх детали был на расстоянии
10... 15 мм от нижней ветви шлифовальной ленты. Настройка
станков с неподвижным столом, а также со свободной лентой
состоит в том, чтобы ленту надеть на шкивы и создать требуе-
мое натяжение. Высокое качество шлифования на всех видах
станков достигается за счет выбора оптимальных режимов ра-
боты.
Производительность ленточно-шлифовальных станков пози-
ционного типа, шт/смену,
определяют по формуле
П = TkpkunT\,
где &д=0,8... 0,85; kM —
= 0,8...0,9.
Дисковые шлифо-
вальные станки имеют
ручную подачу и предна-
значены для плоского шли-
Рис. 117. Дисковый шлифовальный
станок ШлДБ-3:
1 — бобина,; 2 — стол; 3 — диск; 4 —
станина
120
фовання ящиков, щитов, брусков (Шл2Д-2, двухдисковый);
шлифования деталей с плоскими, выпуклыми и вогнутыми по-
верхностями (ШлДБ-3 с диском и бобиной, рис. 117).
В станке Шл2Д-2 два шлифовальных диска закреплены на
отдельных валах, вращающихся от индивидуальных электро-
двигателей через клиноременную передачу. Обрабатываемые де-
тали крепят на столах, расположенных около каждого диска.
Столы можно поворачивать под любым углом в секторах, смон-
тированных на кронштейнах. На столах есть риски, указываю-
щие величину угла в градусах. Кроме того, на столе под задан-
ным углом крепят опорные линейки, к которым прижимают де-
таль при шлифовании.
На комбинированном станке ШлДБ-3 с диском и бобиной
шлифуют детали различной конфигурации. Бобина проходит че-
рез отверстие в столе, на котором устанавливается обрабаты-
ваемая деталь. Кроме вращательного движения, бобина имеет
осевое колебание (осцилляцию), уменьшающее углубления
(риски) на шлифуемой поверхности. Бобина вращается непо-
средственно от электродвигателя через муфту, придавая ей вра-
щательное и колебательное движения. Столы могут быть уста-
новлены под любым углом к диску и бобине. Остальные узлы
аналогичны узлам станка Шл2Д-2. Станок ШлДБ-4 (рис. 118)
имеет два диска и бобину.
Настройка и эксплуатация станков. Перед настройкой диско-
вых шлифовальных станков на диск или бобину устанавливают
шлифовальную шкурку. Для этого при помощи шаблонов выре-
зают шкурку для диска и бобины, увлажняют ее водой и по-
мещают между щитами, чтобы она не коробилась. Освободив
все винты кольца, прижимающего шлифовальную шкурку к по-
верхности диска, снимают отработанную шкурку, а на ее место
устанавливают новую. Прижимные устройства должны обеспе-
чивать плотное прилегание
шкурки к цилиндрической
поверхности бобины.
При шлифовании дис-
ками на поверхности дета-
лей остаются поперечные
риски, поскольку процесс
резания осуществляется по
Рис. 118. Комбинированный шли-
фовальный станок с двумя дис-
ками и бобиной ШлДБ-4:
/ — станина; 2, 7, 9 —столы; 3, 6 —
шлифовальные диски; 4 — направляю-
щая линейка; 5 — электродвигатель;
8 — бобина; 10 — кронштейн
121
2400
1000
Рнс. 119. Схемы организации рабочих мест при работе иа станках:
а — ленточно-шлифовальном,; б — дисковом шлифовальном; в — трехцилиндровом
окружности. Скорость резания неодинакова (в центре нулевая,
а на периферии около 30 м/с), поэтому качество, получаемое
при шлифовании дисками, невысокое.
Столы устанавливают под заданным углом к плоскости ди-
ска или к оси бобины по рискам, показывающим величину угла
в градусах, или при помощи эталона. Эталон ставят плоскостью
на стол и, освободив фиксатор, поворачивают стол, чтобы под-
лежащая шлифованию плоскость детали или узла стала парал-
лельной плоскости диска или бобины.. После этого стол закреп-
ляют фиксатором.
На дисковых шлифовальных станках работают двое рабо-
чих: на Шл2Д-2 у каждого диска, а на ШлДБ-3 один у диска,
другой у бобины. При шлифовании на диске деталь кладут на
стол и вручную прижимают к вращающемуся^ диску одной,
а затем другой стороной. Время шлифования устанавливают,
обработав 2.. .3 детали. При шлифовании на бобине деталь ук-
ладывают на стол и последовательно передвигают ее вручную,
одновременно следя за качеством шлифования. При шлифовании
детали с замкнутым внутренним контуром ее укладывают на
стол так, чтобы она охватывала бобину. Шлифование выполняют,
поворачивая деталь, прижатую внутренней плоскостью к бобине.
Цилиндрические шлифовальные станки — это
простые одноцилиндровые станки с ручной подачей (часто соб-
ственного изготовления), используемые для шлифования брус-
ковых деталей криволинейной формы, а также мощные много-
цилиндровые шлифовальные станки с механической подачей,
на которых шлифуют и калибруют плоские поверхности щитов,
брусков, рамок и других деталей. Многоцилиндровые шлифо-
вальные станки бывают с верхним и нижним размещением
цилиндров, с вальцовой и гусеничной подачей материала. У стан-
ков ШлЗЦ12 с верхним размещением цилиндров подача гусе-
ничная, а у станков ШлЗЦВ19 с нижним размещением цилинд-
ров— вальцовая. Эти станки высокопроизводительны, так как
шлифование происходит при прохождении деталей через ста-
122
нок, однако точность обработки деталей невысока, поэтому они
применяются редко. На рис. 119 приведены схемы организации
рабочих мест при работе на шлифовальных станках.
Контрольные вопросы
1. Какое оборудование применяется для обработки древесины?
2. Как классифицируются деревообрабатывающие станки?
3. Из каких конструктивных элементов состоят деревообрабатывающие
станки?
4. Какие контрольно-измерительные инструменты применяются для на-
стройки станков?
5. Какие режущие инструменты применяют для раскроя древесины?
Требования к ним.
6. Какие станки применяют для раскроя древесины?
7. Для чего предназначены леиточнопильные станки?
8. Какие инструменты применяют для ленточнопильных станков? Требо-
вания к ним.
9. Что является режущим инструментом продольно-фрезерных станков?
10. Какие операции выполняют на фуговальных станках?
11. Для чего предназначены рейсмусовые станки?
12. Для чего предназначены четырехсторонние продольно-фрезерные
станки?
13. Какие вы знаете модели фрезерных станков и для чего оии пред-
назначены?
14. Какой режущий инструмент применяется на фрезерных станках?
15. Значение шаблонов и приспособлений при работе на фрезерных
станках. /
16. Какие шипорезные станки применяют для изготовления прямых рам-
ных шипов?
17. На каких станках изготовляют прямые ящичные шипы?
18. На каких станках изготовляют ящичные шипы ласточкин хвост?
19. На каких станках сверлят круглые отверстия?
20. Какие станки используют для изготовления продолговатых гнезд?
21. На каких станках изготовляют прямоугольные отверстия?
22. Какие станки применяют Для изготовления круглых палок?
23. Какие вы знаете ленточно-шлифовальные станки и для чего оии
применяются?
24. Для чего применяются дисковые шлифовальные станки?
25. Где используются цилиндровые шлифовальные станки?
26. Что является режущим инструментом для шлифовальных станков?
III. Точность обработки и шероховатость
поверхности деталей
26. Понятие о точности обработки деталей
Под точностью обработки понимают степень соответствия из-
готовленной детали заданной. Точность обработки деталей ха-
рактеризуется: а) точностью формы, т. е. степенью соответствия
формы отдельных частей деталей и их взаимного размещения
на чертеже; б) точностью размера, т. е. степенью соответствия
действительных размеров отдельных участков поверхности де-
талей размерам, заданным на чертеже; в) шероховатостью по-
423
верхности, т. е. степенью соответствия гладкости действитель-
ных поверхностей деталей геометрическим поверхностям, пре-
дусмотренным чертежом.
На производстве точность обработки деталей удобнее опре-
делять не степенью соответствия действительных размеров де-
талей заданным на чертеже, а их отличием (погрешностью),
т. е. отклонением размеров реальной детали от требуемых. Раз-
личают погрешности формы, размеров и шероховатости поверх-
ностей.
Основными причинами возникновения погрешности механи-
ческой обработки древесины могут быть: геометрическая неточ-
ность станка и его износ, неточность или затупленность режу-
щего инструмента, неточность приспособления, недостаточная
жесткость системы станок — приспособление — инструмент —
деталь, ошибки при настройке станка и др.
Для точности обработки деталей важное значение имеют тех-
нологические базы (установочные, конструкторские и измери-
тельные). Установочной называется база, лишающая заго-
товку или изделие трех степеней свободы — перемещения вдоль
одной координатной оси и поворотов вокруг двух других осей.
Конструкторской называется база, используемая для оп-
ределения положения детали или сборочной единицы в изделии;
измерительной — база, используемая для определения от-
носительного положения заготовки или изделия и средств из-
мерения.
Количество базовых поверхностей и их расположение в об-
рабатываемой заготовке зависят от сложности изготовляемой
детали и выбранного технологического процесса обработки. При
обработке прямолинейных заготовок в заданный размер базо-
выми поверхностями являются отфугованные пласть и кромка
заготовки. Выбор базовых поверхностей при нарезке шипов и
проушин, выборке гнезд, сверлении отверстий, торцевании заго-
товок более сложен. Например, базовыми поверхностями шипо-
вых брусков рамки (рис. 120) с формирующим внутренним про-
емом будут служить кромки, щечки и заплечики шипов. От точ-
ности расстояния между заплечиками шипов зависит точность
внутреннего формирующего проема рамки по ширине.
При изготовлении рамок, входящих в проем (рис. 120,6),
базовыми могут быть те же поверхности, что и у рамок с внут-
ренним формирующим проемом. В этом случае, чтобы обеспе-
чить требуемую точность рамки по ширине, ее дополнительно
обрабатывают после сборки. Однако указанную точность рамки
можно обеспечить и при сборке, базируясь на торцовых кром-
ках шипов, тогда базовыми поверхностями шиповых брусков
рамки будут щечки, боковые и торцовые кромки шипов. Пра-
вильный выбор и высокая точность обработки базовых поверх-
ностей служат гарантией точности изготовления детали в це-
«24
Рис. 120. Пример выбора базовых
поверхностей шиповых брусков
рамки, формирующей проем (а) и
входящей в проем (б)
Рис. 121. Базирование бруска:
а — базовые поверхности (/, //); б —
по торцу шипа и по заплечику
лом. В процессе обработки не следует без надобности менять
выбранную базу для выполнения тех или иных операций. При
смене баз появятся дополнительные погрешности по отношению
новых баз к старым.
Для точности обработки важное значение имеют правильное
базирование деталей при установке их на станке или в приспо-
соблении, а также точность этих станков и приспособлений, по-
этому деревообрабатывающее оборудование должно соответ-
ствовать геометрической точности.
Установившаяся последовательность операций обработки де-
талей создает закономерности для правильного базирования их
на станках (рис. 121). Обработка заготовок начинается с созда-
ния установочной базы (пласти бруска) для дальнейшей обра-
ботки и базирования. Желательно, чтобы установочные базы
совпадали с конструкторскими. Деталь на станке следует бази-
ровать так, чтобы размеры от базовых поверхностей до поверх-
ностей обработки являлись основными размерами детали. Изго-
товленные детали не следует длительное время выдерживать.
Это может привести к изменению их размеров и, соответственно,
к изменению размеров сборочных единиц и изделий, а также
к загрязнению поверхностей, подлежащих склеиванию или об-
лицовыванию. При длительном выдерживании деталей и сбо-
рочных единиц предусматривают проверку их чистовых баз пе-
ред дальнейшей обработкой или сборкой в изделия. На точность
125
обработки заготовок влияет точность станков, приспособлений и
инструментов, т. е. способность их обеспечивать обработку дре-
весины по заданному классу точности.
27. Условия взаимозаменяемости деталей
В современном деревообрабатывающем производстве требу-
ются детали и сборочные единицы такой точности, чтобы их
можно было собирать в изделия без подгонки, обеспечивая при
этом высокую прочность изделий, их взаимозаменяемость. Взаи-
мозаменяемость способствует эффективности сборки и ее авто-
матизации.
Принцип взаимозаменяемости решается, если созданы соот-
ветствующие нормативная и материальная базы. К норматив-
ной базе относится вся нормирующая документация: ГОСТы,
чертежи, технические условия, инструкции. Основные норматив-
ные документы — ГОСТ 6449—82 «Изделия из древесины и дре-
весных материалов. Допуски и посадки» и ГОСТ 7016—82 «Ше-
роховатость поверхности древесины». ГОСТ 6449—82 непосред-
ственно связан с СТ СЭВ 145—75, который регламентирует:
взаимозаменяемость деталей, представляющих объект междуна-
родной специализации и кооперирования; унификацию и стан-
дартизацию изделий и технологической оснастки в рамках СЭВ
и выполнение совместных проектно-конструкторских работ.
К материальной базе относятся деревообрабатывающие станки,
приспособления и шаблоны, которые соответствуют необходи-
мой точности обработки.
При сопряжении двух деталей, входящих одна в другую, раз-
личают внешнюю, охватывающую, и внутреннюю, охватывае-
мую, поверхности. Охватывающую поверхность называют
отверстием (гнездом или проушиной), а охватываемую —
валом (шипом). Размером называется числовое значение
линейной величины (диаметр, длина и т. д.) в выбранных едини-
цах измерения. Действительным размером называется
размер, установленный измерением с допустимой погрешностью.
Предельные размеры — это два предельно допустимых раз-
мера, между которыми должен находиться или которым может
быть равен действительный размер. Номинальный раз-
мер — это размер, относительно которого определяются предель-
ные размеры, служащий также началом отсчета отклонений
(нулевая линия) (рис. 122).
Отклонением называется алгебраическая (с учетом
знака) разность между действительным (предельным и т. д.) и
соответствующим номинальным размерами. Различают действи-
тельное отклонение (разность между действительным и номи-
нальным размерами), верхнее отклонение (между наибольшим
предельным и номинальным размерами), нижиее отклонение
«26
Рнс. 122. Схема расположения полей допу-
сков сопрягаемых деталей прн посадке с
натягом:
1, 2 — соответственно верхнее н нижнее откло-
нения шнпа; 3, 5 — наибольший н наименьший
предельные размеры шнпа; 4 — шнп; 6, 10 —
наибольший н наименьший натяги; 7 — номи-
нальный размер соединения; 8, 9 — поля допу-
ска соответственно шипа н проушины; 11 —
верхнее отклонение проушии; 12, 13, 14 — пре-
дельные наибольший и наименьший размеры
проушины; 15 — нулевая линия
(между наименьшим предельным и
номинальным размерами). Верх-
нее и нижнее отклонения имеют
общее название—предельные от-
клонения. Вал, верхнее отклонение
которого равно нулю, называется
основным отверстием.
Допуском называется раз-
ность между наибольшим и наи-
меньшим предельным размерами
или абсолютная величина алгеб-
раической разности между верхним
и нижним отклонениями. Полем допуска называется поле, огра-
ниченное верхним и нижним отклонениями. Поле допуска оп-
ределяется величиной допуска и его положением относительно
номинального размера. Для определения положения поля до-
пуска относительно нулевой линии (соответствующей номи-
нальному размеру при графическом изображении допусков и
посадок) используется одно из двух отклонений (верхнее или
нижнее), ближайшее к нулевой линии. Это отклонение явля-
ется основным. Кв ал итет — это совокупность допусков, со-
ответствующих одинаковой степени точности для всех номи-
нальных размеров.
Если две соединяемые между собой детали должны быть
в изделии подвижными, то между валом и отверстием необхо-
дим зазор. Зазором называется разность размеров отверстия
и вала, если размер отверстия больше размера вала. При не-
подвижном соединении между деталями должен быть натяг —
разность размеров вала и отверстия до сборки, если размер
вала больше размера отверстия. Характер соединения деталей,
определяемый величиной получающихся в нем зазоров или на-
тягов, называется посадкой. Посадки, в которых различные
зазоры и натяги получаются соединением различных валов с ос-
новным отверстием, называются посадками в системе отверстия.
ГОСТ 6449.1—82 «Изделия из древесины и древесных мате-
риалов. Поля допусков для линейных размеров и посадки» рас-
пространяется на изделия с номинальными размерами от 1 до
127
10000 мм и устанавливает поля допусков составных частей этих
изделий в соединениях друг с другом, с металлическими и пла-
стмассовыми составными частями, а также для несопрягаемых
размеров. Установлены девять квалитетов: 10, 11, ..., 18 (в по-
рядке возрастания допусков, т. е. в порядке уменьшения точно-
сти), допуски по которым обозначаются соответственно 1Т10,
1Т11, ..., 1Т18. Численные значения допусков для всех девяти
квалитетов приводятся в справочном приложении к указанному
стандарту.
Стандарт предусматривает два основных отклонения отвер-
стий (Н, Is) и 21 основное отклонение валов (ay, az, a, b, с, cd,
d, е, h, js, k, r, t, v, у, z, za, zb, zc, zd, ze). Основное отклонение
отверстий H во всех случаях равно нулю. Оно используется при
образовании посадок в системе отверстия. Предельные откло-
нения отверстий Is симметричны и равны половине допуска со-
ответствующего квалитета, т. е. ±1Т/2. Численные значения
основных отклонений валов (приводятся в справочных прило-
жениях к стандарту) установлены только по интервалам номи-
нальных размеров и не зависят от номера квалитета.
Обозначение поля допуска состоит из обозначения основного
отклонения и номера соответствующего квалитета. Например,
Н13 — поле допуска отверстия, образованное сочетанием основ-
ного отклонения Н и допуска по 13-му квалитету; 612 — поле
допуска вала, образованное сочетанием основного отклонения
вала b и допуска по 12-му квалитету.
Посадки не стандартизованы и не имеют наименований, на-
значаются только в системе отверстия путем сочетания полей
допусков валов и основных отверстий (с основным отклонением
Н). В обозначение посадки входит номинальный размер, общий
для обоих составных элементов (вала и отверстия), за которым
следует обозначение поля допуска для каждого элемента, начи-
ная с отверстия. Пример: 12/713/—13. По таблицам ГОСТ
6449.1—82 для данной посадки отклонения для проушины
+ 0,18 мм, для шипа +0,22 мм и вероятностный предельный на-
тяг +0,19 мм.
Допуски углов призматических деталей с длиной меньшей
стороны угла до 2500 мм установлены ГОСТ 6449.2—82. Допус-
ком угла называют разность между наибольшим и наименьшим
предельными углами. Допуски углов назначают в зависимости
от номинальной длины меньшей стороны угла. Стандартом уста-
новлено семь степеней точности углов: 11, 12, ..., 17 с обозна-
чениями допусков соответственно ATI 1, АТ12, ..., АТ17.
Степени точности 11-я и 12-я рекомендуется применять для
сопрягаемых углов в деталях повышенной точности (чертежные
инструменты, мебель и т. п.). Для несопрягаемых углов в дета-
лях пониженной точности (ограждающие конструкции домов
и т. п.) используют 16-ю и 17-ю степени точности.
«28
В массовом производстве изделий из древесины имеет зна-
чение форма деталей и расположение поверхностей, допуски ко-
торых установлены ГОСТ 6449.3—82. Различают допуски формы
(прямолинейности, плоскостности, цилиндричности, заданного
профиля) и допуски расположения поверхностей (параллельно-
сти, перпендикулярности, наклона, соосности, симметричности.
Стандарт ограничивает суммарные погрешности формы и
расположения поверхностей деталей, включающие величину из-
менения этих погрешностей при колебаниях влажности материа-
лов в допускаемых пределах. Допуски расположения осей от-
верстий для крепежных деталей регламентированы ГОСТ
6449.4—82. Допуски выбирают в зависимости от вида и схемы
расположения отверстий на сопрягаемых деталях.
Для несопрягаемых размеров, когда нет необходимости в до-
пусках и посадках, неуказанные предельные отклонения и до-
пуски назначают по ГОСТ 6449.5—82, который устанавливает
четыре класса точности: точный, средний, грубый, очень грубый.
Численные значения неуказанных допусков приведены в спра-
вочном приложении к стандарту.
28. Контроль точности обработки деталей
Величины допусков соединяющих элементов выражаются
в долях миллиметра. Измерять такие величины можно при по-
мощи микрометра, штангенциркуля, щупа и других инструмен-
тов (рис. 123), но это достаточно сложно и малопроизводи-
тельно. Рациональнее контролировать точность обработки дета-
лей при помощи калибров, которые дают возможность без
определения абсолютной величины проверять размеры деталей
в пределах заданного допуска.
Измерительный инструмент без шкалы, предназначенный
для проверки точности размеров и форм деталей, узлов и изде-
лий, выполненных в границах предельно допустимых отклоне-
ний— предельный калибр. В зависимости от вида и формы кон-
тролируемых размеров предельные калибры делятся на сле-
дующие типы: 1) калибр-скоба, предназначен для контроля
внешних размеров деталей, узлов и изделий и их соединитель-
ных элементов (шипов различных форм) по толщине, ширине
и длине; 2) калибр-нутромер (пробка), предназначен для кон-
троля внутренних размеров круглых и продолговатых гнезд и
проушин по ширине и длине, а также различных прорезей по
ширине и высоте; 3) калибр-глубиномер для контроля глубин
(шпунта и паза); 4) калибр-уступомер для контроля уступов
(ширины четверти, фальца и др.); 5) калибр-высотомер для
контроля высоты шипа и гребня.
Предельные калибры имеют проходную (ПР) и непроход-
ную (НЕ) стороны (рис. 124). Один размер калибра равен
5 Заказ №1131 П9
302
30,2
9
10
11
12
13
74
-за—
30,2
Рис. 123. Измерительные инструменты:
а — штангенциркуль; б — микрометр; в —
угломер,; 1 — основная шкала; 2, 9 — но-
ниусы; 3 — скоба; 4 — микрометрический
винт; S — стебель; 6 — барабан; 7 — тре-
щотка; « — основание; 10 — винт на-
стройки; И — стопор; 12 — державка; 13 —
угольник; 14 — съемная лннейка
О
Рис. 124. Контроль точности размеров:
а — калибром-пробкой; б, в — калибрами-скобами; г — калнбром-уступомером; д, е —
калибрами для проверки межцентровых расстояний отверстий
Рис. 125. Приемы пользования калибрами:
а — скобой малых размеров; б — скобой больших размеров; в — пробкой; г — уступо-
мером
наибольшему предельному размеру детали, а другой — наимень-
шему. Если проходной и непроходной размеры размещены на
двух противоположных сторонах, такие калибры называются
двусторонними, а если на одной — односторонними. Односторон-
ние калибры более удобны: их не нужно переворачивать, что
значительно экономит время. На рис. 125 показаны приемы
пользования калибрами.
При контроле внутренних размеров соединительных элемен-
тов сторона калибра с наименьшим предельным размером будет
проходной, а с наибольшим предельным размером — непроход-
ной. При контролировании внешних размеров соединительных
элементов проходной будет сторона с наибольшим и непроход-
ной— с наименьшим предельными размерами. Контролируя де-
тали, калибры надвигают на них плавно, без перекоса и особых
усилий со.стороны рабочего. Если проходная сторона калибра
проходит, а непроходная — не проходит, такой размер детали
считают правильным, выполненным в пределах допуска.
Предельные калибры изготовляют из инструментальной
стали с высокой точностью. Особо точными должны быть изме-
рительные части калибров (губки), чтобы в процессе работы не
менялась величина допуска. Все калибры четко маркируют
с обеих сторон. Каждый калибр должен иметь паспорт, в кото-
ром указывают марку, название калибра и его назначение, но-
минальный размер с его фактическими допусками, массу, дату
и место изготовления, дату проверки. Калибры хранят в сухом
отапливаемом помещении с достаточной вентиляцией при тем-
пературе 20±5 °C и влажности 35.. .60 % в закрытых шкафах
или специальных стеллажах для защиты от загрязнения.
29. Шероховатость поверхности древесины
Общие сведения. В процессе обработки древесины нельзя
получить абсолютно гладкую поверхность из-за несовершенно-
сти режущего инструмента, станков, режимов обработки и
5* 131
Рнс. 126. Схематическое изображение неровностей, получаемых на поверхно-
сти обработки:
а, б — риски; неровности разрушения; г — неровности упругого восстановления по
годичным слоям древесины; д — структурные неровности
свойств обрабатываемого материала. На полученной в процессе
обработки поверхности древесины различают неровности разру-
шения (риски, сколы, вырывы, ворсистость, мшистость), неров-
ности упругого восстановления и структурные неровности.
Неровности разрушения древесины (рис. 126) образуются
в результате выколов и вырывов пучков волокон древесины. Вы-
коли и вырывы всегда направлены вдоль волокон и сопутст-
вуют наклону волокон, свилеватости, завиткам и сучкам.
Риски — это следы на обработанной поверхности, оставленные
рабочими органами режущих инструментов. Они могут иметь
форму гребешков и канавок или периодически повторяющихся
возвышений и впадин — следствие кинематического процесса
резания при цилиндрическом фрезеровании (кинематическая
волнистость).
Ворсистость—наличие на поверхности древесины не полно-
стью перерезанных, но отдельных волокон (ворсинок), которые
поднимаются и делают поверхность шероховатой; мшистость —
аналогичные неровности, образованные вследствие разрыва во-
локон древесины в отдельных местах целыми пучками, что
также делает поверхность шероховатой.
Неровности упругого восстановления образу-
ются в результате различной твердости годичных слоев древе-
сины и, как следствие, неодинаковой величины упругого смя-
тия режущим инструментом поверхностного слоя древесины.
Структурные неровности — это впадины, появившиеся
на поверхности деталей, спрессованных из древесных частиц,
из-за их различного расположения в деталях.
Любые неровности на поверхности древесины делают ее ше-
роховатой. Требования к шероховатости древесины установлены
ГОСТ 7016—82 «Древесина. Шероховатость поверхности. Пара-
метры и характеристики». Шероховатость поверхности древе-
сины характеризуется максимальной высотой неровностей
132
Rz max- Для более точного определения шероховатости поверх-
ности древесины стандартом предусмотрены параметры Rz
(средняя высота неровностей поверхности, которая является
границей базовой длины) и Ra (среднее отклонение неровностей
поверхности от средней линии), В'се три параметра равноценны,
и требования к шероховатости поверхности могут задаваться
любым из них. Дополнительным параметром считается средняя
величина шага неровностей во впадинах Sz.
Численные значения шероховатости поверхности древесины.
Высота (глубина) максимальных неровностей на поверхности
древесины в большинстве случаев влияет на процессы даль-
нейшей обработки и качество деталей и изделий; на качество
склеивания, величину «втягивания» шпона при облицовывании;
на расход отделочных материалов при отделке и др. ГОСТ
7016—82 определены численные значения шероховатости 7?zmax
и связь этого параметра с классами чистоты поверхности.
Класс..............................
^zmax> мкм, не более...............
Класс..............................
Rz max, мкм, не более..............
1 2 3 4 5 6
1600 1200 800 500 320 200
7 8 9 10 11 12
100 60 32 16 8 4
В процессе обработки древесины различными инструмен-
тами можно получить поверхности различной шероховатости.
На шероховатость влияют те же факторы, что и на точность
обработки. Важнейшие — острота режущего инструмента и ре-
жим обработки. В зависимости от назначения деталей и их
размещения в изделии, а также характера их дальнейшей обра-
ботки определяются требования к шероховатости. Нормы шеро-
ховатости поверхностей деталей, мкм, не -более, в зависимости
от их назначения следующие (в скобках — класс чистоты по-
верхности).
Под облицовывание:
шпоном .....................................................
пленками ...............................................
Под склеивание .............................................
Под прозрачную отделку с грунтованием.......................
Под непрозрачную отделку со шпаклеванием....................
Под отделочные покрытия (без грунтования) ................'.
Под полирование.............................................
60(8)
16 (10)
200 (6)
32(9)
200 (6)
16 (10)
8(П)
Шероховатость -Rzmax, мкм, неотделываемых, видимых и не-
видимых поверхностей, с которыми соприкасаются при эксплуа-
тации, должна быть не более 60 (не ниже 8-го класса); осталь-
ных невидимых не более 200 (не ниже 6-го класса).
Контроль шероховатости поверхности древесины. Для кон-
троля шероховатости, т. е. определения величины 7?гтах приме-
няют лабораторные приборы (рис. 127); микроскопы МИС-11,
позволяющие определять неровности от 1 до 70 мкм (12. ..8-й
классы), и ТСП-4 для измерения неровностей высотой от 30 до
<33
а —микроскоп МИС-11; б — микроскоп
ТСП-4М; в — индикаторный глубиномер
Рис. 128. Оптические методы определения шероховатости поверхности с по-
мощью микроскопов МИС-11 (а) и ТСП-4М (6)
800 мкм и более (9.. ,3-й классы). Для определения шерохова-
тости поверхности древесины с неровностями высотой 800...
1200 мкм (3. ..1-й классы) применяют специальные индикатор-
ные глубиномеры.
Контроль шероховатости древесины непосредственно на про-
134
изводстве выполняют при помощи образцов-эталонов, изготов-
ленных из той же древесины, тем же способом резания. Шерохо-
ватость образцов-эталонов предварительно проверяется в лабо-
раторных условиях. Для определения шероховатости поверхно-
сти образца-эталона делают не менее 10 замеров. Аттестован-
ные лабораторией предприятия образцы-эталоны должны быть
согласованы с начальником ОТК и утверждены главным ин-
женером предприятия. На рис. 128 показаны методы определе-
ния шероховатости поверхности с помощью микроскопов. Ут-
вержденные образцы-эталоны с бирками, на которых указано
название предприятия, назначение образца, вид обработки, зна-
чение /?гтах и класса согласно ГОСТ 7016—75, вывешивают на
рабочих местах.
Контрольные вопросы
1. Что понимают под точностью обработки и чем она характеризуется?
2. Какие факторы влияют на точность обработки деталей?
3. Что такое допуск и от чего зависят его величины?
4. Виды посадок в деревообработке и их применение.
5. Что такое квалитеты? Их применение.
6. Как определить вид посадки и квалитет?
7. Чем контролируют точность обработки деталей?
8. Какие разновидности калибров вы знаете?
9. Что такое шероховатость поверхности древесины?
10. Параметры шероховатости поверхности древесины. Каким ГОСТом
оии регламентированы?
11. Приборы для контроля шероховатости поверхности.
IV. Столярные соединения
30. Составные части столярных изделий
При изготовлении столярных изделий детали и узлы состав-
ляют основу их конструкции. В зависимости от назначения де-
тали и их элементы имеют различную форму и наименование
(рис. 129): брусок — заготовка, у которой ширина не более
двойной толщины; раскладка — заготовка, закрывающая кромку
щита; штапик — брусок, служащий для крепления вставленных
в четверть стекол или филенок; филенка — щиток, вложенный
внутрь рамки; фаска — срезанное острое ребро кромки детали;
смягчение (заоваливание)—закругление (г=1...2 мм) острого
ребра кромки; закругление — более значительно, чем смягчение;
галтель — полукруглая выемка на ребре или пласти детали;
калевка — фигурно обработанная кромка бруска, предназначен-
ная для декоративного оформления изделия; фальц — прямо-
угольная выемка; четверть — фальц с равными сторонами; пла-
тик—преднамеренно допущенный уступ (2.. .6 мм); свес — вы-
135
Рнс. 129. Элементы деталей н узлов столярных изделий:'
/ — брусок; 2—раскладка; 3— штапик; 4 — филенки,; 5 — фаска; 6 — смягчение; 7 —
закругление; 8 — галтелц; 9 — калевка; 10 — фальц; четверть; // — платнк; 12 — свес;
/3 —пазы; 14 — гребень
ступающая за пределы основания часть сиденья, кромки, вели-
чина свеса 10...50 мм; паз — углубление; гребень — выступ.
Виды соединений. Для сборки деталей, узлов и групп в из-
делия применяют различные столярные соединения; два основ-
ных— разъемные и неразъемные (рис. 130). Разъемные могут
быть жесткие на стяжках или шкантах и шарнирные на петлях,
съемные и стационарные. Неразъемные соединения выполняют
на гвоздях, шурупах, скрепах.
Все соединения по своему назначению объединены в 5 групп:
угловые концевые — УК, угловые срединные — УС, угловые
ящичные — УЯ, соединения по длине Д, соединения по кром-
ке— К. Кроме того, согласно ГОСТ 9330—76, угловые соедине-
ния делятся на концевые, срединные и ящичные. На рис. 131,
132 представлены соответственно элементы шиповых соединений
и их виды, на рис. 133 — ящичные соединения.
136
Рис. 130. Классификация соединений деталей мебели
Рнс. 131. Элементы шиповых соединений:
/ — паз; 2— гребень; 3 — шип круглый; 4 —
шипы плоские; 5 — проушина; 6, 7 — гнезда
соответственно плоского и круглого шипа
а — соединения в полдерева; б — на вставиых круглых шипах; в — на одиночный от-
крытый шип; г —иа глухой открытый одиночный шип; д — на одиночный шип в полу-
потемок; е — на ус со вставными круглыми шипами.; ж — открытым шипом иа одно-
сторонний ус; з — на ус глухим потайным шипом; и, к — иа ус вставным открытым
шипом
Рнс. 133. Ящичные
соединения:
а — прямой открытый
шип,; б — косой от-
крытый шип; в — от-
крытый шип ласточ-
кин хвост; г — полу-
потайной шип ласточ-
кин хвост; д — ком-
бинированный откры-
тый шип ласточкин
хвост; е — комбини-
рованный закрытый
шип ласточкин
хвост; ж — вставной
круглый шип; з —
паз на вставную
рейку; и— в паз и
гребень; к — в чет-
верть на гвоздях
Рнс. 134. Соединения деталей каркаса:
а — прямоугольного сечения (/— иа шип в полупотемок; // —иа круглых вставных
шипах); б —круглого и прямоугольного сечений на шип в полупотемок; в — плоских
на шип одиночный сквозной
S2,'?,’,S’ Ъ I
К столярным соединениям (рис. 134) предъявляются очень
высокие требования, так как от прочности их изготовления за-
висят эффективность и качество сборочных операций и готовых
изделий.
31. Угловые концевые соединения
В конструкциях столярно-мебельных изделий угловые конце-
вые соединения применяются широко. Их разновидности и раз-
меры приведены на рис. 135.
Размеры шипов и других элементов угловых концевых шипо-
вых соединений должны быть выполнены в соответствии
с ГОСТ 6449—76. Размеры и форма деталей и их соединитель-
ных (сопрягаемых) элементов определяются чертежом. Для
перенесения этих размеров на деталь н точного изготовления
проводят разметку исправным и хорошо подготовленным раз-
меточным инструментом. Размечают деталь при помощи уголь-
ника, заостренного карандаша и рейсмуса, проводят все риски
сначала с лицевой стороны. Одинаковые детали рекомендуется'
размечать вместе, укладывая их в один ряд и по возможности
скрепляя.
Размечая вязку брусков, на внутренних кромках которых бу-
дет отобрана фаска или калевка, необходимо предусмотреть
меньшую ширину его шипа и меньшую длину со стороны от-
борки. Проушину размечают в соответствии с размерами шипа.
При разметке вязки брусков, на кромке которых выбирают паз,
ширину шипа и длину проушины или гнезда делают меньше на
глубину паза. При выборке паза с обеих сторон бруска длина
гнезда должна быть меньше на двойную глубину паза.
При изготовлении соединительных элементов на деревообра-
батывающих станках разметку не делают. Регламентация раз-
меров шипов, проушин или гнезд осуществляется точной на-
стройкой режущих инструментов, подающих и направляющих
органов станков, обеспечивающих высокую производительность
и точность обработки.
32. Угловые серединные соединения
Серединные соединения брусков и щитов применяют при из-
готовлении столярно-строительных изделий и мебели для увели-
чения их прочности. Их виды и размеры приведены на рис. 136.
2. . . 3 мм; 6 — не менее 2d; 6, — не менее 3d; число шкантов не более четырех; допус-
кается применение сквозных шкантов;, к — УК-10» (иа ус со вставным плоским шипом
несквозиым): Si=O,4So; для деталей толщиной до 10 мм Si=2. . .3 мм; 1=(1.. -1,2)В;
6=0,75В; допускается соединение деталей иа ус двойным вставным шипом, при этом
Si=O,2So; /л — УК-11, (на ус со вставным плоским шипом сквозным): Si=O,4So; для де
талей толщЙЙЬЯ дб1’ 10 мм S;=2. . .3 мм; /= (1. . .1,2)В; допускается соединение деталей
иа ус двойным вставным шипом, при этом S;=O,2So
141
Рис. 136, Виды и размеры угловых соединений в конструкциях столярно-
мебельных изделий (ГОСТ 9330—76):
— УСг1>на шип одинарный несквозиой): Si=O,4So; S2=O,5(S0—SJ; b — не менее 2 мм;
I— (0.3L . Д8)В; допускается двойной шип, при этом S,=().2Sn:,6 — УС-2»(на шип одинар-
ный несквозной в паз): Si=0,4Sa; S2=O,5(So—Si); 6 — не мейее ' 2 мм; /2=(0,2. . ,0,3)Bt;
допускается двойной шип, при этом Si=O,2So. R — соответствует радиусу фрезы; —
_УС-Э <(на шип одинарный сквозной): Si=O,4So; S2=0,5(So—S.);< г — УС-4 Л(на шип стой-
ииЙ 'Сквозной); Si=S3=2So; S2=0,5[S(j—(25^4-5^)],;id— УС-5«(в паз и гребень несквозной):
Si = (0,4. . .O,5)So; I— (0,3. . .0,8)S; S2=O,5(So—Si); &*—ИВ' МСнее 2 мм: ic_— УС-6< (в паз ие-
сквозной): длина вставной части 1= (0,3.. .0,5)S&; b — не менее 1 мм: jc"- 'УС-'/с (на шипы
круглые вставные (шканты) несквозные); d=O,4So; / — длина шкантов, равная (2,5...
6)d; Ц больше I иа 2. . .3 мм; t3_— УС-8 , (на шип ласточкин хвост несквозной: /=
(0,3. . .0,5)Bj; Si=O,85So; полученный размер округляют до ближайшего диаметра
фрезы: 13, 14, 15.. 16, 17 мм, но не менее So
Применяемые инструменты, последовательность выполнения
операций и требования к разметке тавровых соединений такие
же, как-и для угловых. Гнезда и отверстия выполняют вручную
при помощи долот и стамесок. При механизированном изготов-
лении применяют цепно-долбежные (ДЦА-2, ДЦА-3) и свер-
лильно-пазовальные (СвПА-2, СвПА-3) станки. Тавровые со-
единения щитов .выполняют на круглый шип. Разметку для
отверстий под шипы делают при помощи шаблонов, а затем
сверлят только дрелью или на станках СГВП-1, СГВП-2.
142
33. Угловые ящичные соединения
При помощи ящичных соединений собирают ящики и ко-
робки. Их изготовляют на шип прямой, на шип ласточкин
хвост, на шип круглый вставной (шкант). Виды и размеры
ящичных соединений, применяемых в столярно-мебельных из-
делиях, приведены на рис. 137.
При изготовлении угловых ящичных соединений на одном
торце детали делают шипы, а на другом — проушины, поэтому
точность изготовления стенок ящиков или коробок должна быть
высокой (в соответствии с ГОСТ 9330—76).
При угловом соединении на прямой ящичный шип на конце
детали откладывают толщину присоединяемой детали при по-
мощи рейсмуса на все ее стороны, затем размечают соедини-
тельные элементы, нанося риски на обе стороны детали и
торцы. Обработку проушин выполняют с учетом плотности со-
единения. Проушины выдалбливают долотом или стамеской сна-
чала с одной стороны до половины детали, затем с другой. После
изготовления проушин деталь торцом устанавливают на плос-
кость другой детали под прямым углом и размечают торцы
шипов.
Если требуется, чтобы с одной стороны соединения не было
видно шипов, его делают полупотайным. Для этого деталь, на
одной стороне которой не будут видны торцы шипов (передняя
стенка ящика), делают на толще присоединяемой детали
(боковой стенки ящика).
Соединение щитов на круглые вставные шипы — наиболее
производительный и экономичный способ. Для изготовления
всех видов ящичных соединений в столярно-мебельном произ-
Рис. 137. Виды и размеры ящичных соединений:
,а — Ук (на шнп прямой открытый): 5,=5з=6, 8, 10, 12 и 16 мм; S2 не менее 0,3Sc;
длина Гпнпа l=So; t6 — УЯ_2 .(на шип ласточкин хвост открытый); Sj=0,85Sq; получен-
ный размер округляют Лоолижайшего диаметра фрезы: 13, 14, 15, 16 и 17 мм; Sa-
ne более 0,75So; S3= (0,85. . .3)S0; а^10°; I-So; допускается соединение иа шип ласточ-
кин хвост вполупотай,: /в т-_УЯ;3 4на шип круглый вставной (шкант) открытый): d=
O,4So; 6)а; /г больше / йа 1.. .2 мм; /| и Ъ не менее 2d; число шкантов не
менее 2; полученный диаметр шкантов d округляют до ближайшего размера 4, 6,
8, 10, 12, 16, 20 и 25 мм
143
воДстве применяются шипорезные станки ШПА40, ШлХ-3 и др.,
которые настраивают по эталонам без разметки на деталях.
Круглые вставные шипы изготовляют на круглопалочных стан-
ках КПА20, а отверстия под них — на сверлильных станках
СГВП-1.
34. Сплачивание досок и щитов
Сплачивание — это соединение брусков или досок по ширине
кромками в щиты или пластями в блоки. Сплачивание можно
производить различными способами (рис. 138). При сплачива-
Рис. 138. Способы соединения щитов:
а — на гладкую фугу; б — в четверть; в —на рейку; г —в паз и гребень; д — в паз
и треугольный гребень; е — на шип ласточкин хвост
Рис. 139. Виды щитов:
а — со шпунтом; б—с наконечником в паз и гребень; в — с вклеенной в торец рей-
кой; г — ст вклеенной треугольной рейкой; д — с наклеенной треугольной рейкой; е —
порелейный трехслойный
144
Рис. 140. Виды и способы соединений по кромкам:
а —К-1 (на рейку); б — К-2 (в четверть); в, г — К-3. К-4 (в паз и гребень прямо-
угольный); д — К-5 (в паз н гребень трапецеидальный);е — К-6 (на гладкую фугу)
нии важно подбирать детали по направлению волокон. Склеи-
вая детали на гладкую фугу в массивные щиты, во избежание
коробления одноименные правые пласти брусков обращают
в противоположные стороны, а одноименные кромки — одна
к другой. Во избежание коробления щиты укрепляют шпонками,
вклеенными и наклеенными рейками. Для большей формоустой-
чивости щиты склеивают из трех или пяти однослбйных щитов
со „ взаимно перпендикулярным направлением волокон
(рис. 139).
Виды и способы соединений по кромкам, применяемых в сто-
лярно-мебельных изделиях согласно ГОСТ 9330—76, приведены
на рис. 140.
Параметры и размеры соединений, обозначенные на рис. 140,
приведены ниже.
Соединение К-1: /1=20. ..30 мм; h—1=2... 3 мм; Si=O,4So (для реек
из древесины); Si=O,25So (для реек из фанеры); / — ширина рейки; h —
ширина паза. Соединение К-2: ft=So/2=O,5 мм (й — высота щечки):
Sn....................... 12 ... 15 16 ... 20 21 ... 30 32 и более
Ь ............................ 6 8 10 16
Соединение К-3: г=1.. .2 мм; h—1=1...2 мм; / — высота гребня; h—
глубина шпунта; г — радиус закругления; размеры / и Si в зависимости от
So, мм:
So
Si
/
10 ... 12 12 ... 19 19 ... 25 25 ... 29 29 ... 40
4 6 8 10 12
6 6 8 10 12
145
Соединение К-4:
So (толщина детали).......................................... 29 36
S (ширина гребня) ........................................... 6 9
Sx (ширина шпунта) .......................................... 7 10
/ (высота гребня) ........................................... 6 б
/х (глубина шпунта).......................................... 7 7
b (ширина заплечика гребня) ................................. 15 17
61 (то же шпунта)............................................ 14 16
Соединение К-5;
So (толщина дета- ли) 12 . . . 13 15 ... 16 20 . . .22 25 30. . .35 40 . . .45 50 . . .60
Si (ширина осно- вании гребня (про-
ушины) 5,5 6,5 8.5 9,0 11,5 14,5 16,5
/ (высота гребня) It (глубина шпун- та) 7 8 10 10 12 12 12
8 9 И И 13 15 15
г(радиус закруг- ления) 1,5 2 2 2 3 3 3
Расчетные толщины шнпов и диаметры шкантов соединений типов УК н
УС округляют до ближайшего размера: 4, 6, 8, 10, 12, 14, 16, 20 и 25 мм.
В соединениях типов УК-1...УК-7 значения S2 установлены для симметрич-
ного расположения шипов. При различных толщинах соединяемых деталей
Sj назначают в зависимости от толщины детали с шипом. В соединениях
типов У К-1...УК-3 и УК-7 допускается дополнительное крепление соединения
нагелем на клею, а угол а принимают в зависимости от конструкции изде-
лия. Угловые соединения (концевые н срединные) допускается выполнять
с фасками и фальцами, размеры которых соответствуют стандартизован-
ному дереворежущему инструменту. Допускается подсечка заплечиков под
углом 45°. Дно паза может быть плоским илн другой формы в зависимости
от формы соединяемой детали.
35. Сращивание и наращивание досок и щитов
Сращиванием называют соединение отрезков древесины по
длине на вставную рейку, в четверть, в прямолинейный паз и
гребень, в трапециевидный паз и гребень, на ус, клиновидным
шипом и др. (рис. 141). Вид сращивания зависит от применения
деталей. Детали, не испытывающие нагрузки (плинтусы), сра-
щивают на ус под углом 45°, применяя при этом стусло. Наи-
большее распространение получило сращивание на клиновидный
или зубчатый шип, при котором образуется большая пло-
щадь склеивания полуторцов, обеспечивающая прочное соеди-
нение и более экономное использование древесины. Клиновид-
ное соединение мЪжет выполняться как по ширине детали, так
и по ее толщине. Его применяют для соединения строитель-
ных и' мебельных деталей, несущих различные нагрузки
(рис. 142).
На рис. 143 показаны соединения по длине в соответствии
с ГОСТ 19414—79.
146
Рис. 141. Сращивание:
а — ступенчатое; б — на ус с затуплением; в — ступенчатое с выступом; г — ступен-
чатое на ус с затуплением; д — ступенчатое с выступом и клиньями; е —ступенча-
тое на ус с затуплением и клиньями; ж — впритык
Параметры и размеры соединений, мм, обозначенные на
рис. 143, приведены ниже.
Д-1 Д-2
Шаг t.............................................. 8; 12 10; 14
Длина L ....................,...................... 32; 18 32; 40
Затупление Ь, не более ............................ 0,5; 1 2; 3
Зазор I, не более ................................. 1; 1 1; 1
Соединение ДУ — длина скоса L= (10.. .12)So.
Наращиванием соединяют по длине детали, эксплуатируемые
в вертикальном положении. Этот вид соединения применяют при
удлинении различных стоек и столбов. Наращиванием выпол-
няют впритык с потайным шипом, торцовым гребнем, со встав-
ным шипом. Бревна соединяют вполдерева косым прирубком
впритык с накладками. Эти соединения иногда скрепляют хому-
тами. Длина стыков должна быть не менее двух толщин при
147
Рис. 143. Соединения по длине:
а — зубчатое с острым шипом (Д-1); б —то же с закругленным шипом (Д-2); 8 —
на ус (ДУ)
соединении брусьев или двух диаметров при соединении бревен.
Наращивание деталей и бревен этими видами соединений в сто-
лярно-строительном и мебельном производствах широкого при-
менения не получило.
36. Соединение деталей и частей изделий
на гвоздях, нагелях, шурупах и болтах
Несмотря на широкое применение различных клеев для со-
единения деталей, в столярно-мебельном производстве широко
применяются гвозди, нагели (деревянные гвозди), шурупы и
шпильки. В большинстве случаев они служат как дополнитель-
ные крепления, однако иногда их применяют как соединитель-
ные элементы (при устройстве перегородок, встроенной мебели,
панелей, щитов и т. д.).
Наиболее распространены металлические гвозди. Забивать
гвозди, кажется, самая простая операция, но не все могут ее
выполнить качественно. Трудность вызывает забивание гвоздей
в твердую древесину, особенно при неправильном выборе длины
и толщины гвоздя, поэтому при соединении деталей из твердых
пород гвозди диаметром более 5 мм нужно забивать в просвер-
ленные отверстия диаметром 0,9 диаметра забиваемого гвоздя,
а глубина отверстия должна составлять 0,6 длины гвоздя. Если
гвозди не пробивают насквозь, то расстояние между ними дол-
жно составлять 15 диаметров вбиваемого гвоздя, для сквозного
пробивания с загибом это расстояние увеличивают в 2—3 раза.
В изделиях, где гвозди работают на выдергивание, длина
Рис. 142. Соединение брусьев:
а — ступенчатое,; б — на прямоугольную трапецию; a — шиповое; г — ступенчатое с за-
плечиком; д — крестообразное соединение в паз; е — Т-образное; ж — под углом го-
ризонтальных брусьев с вертикальными; 1 — потайное на прямоугольную трапецию;
2 — на прямоугольную трапецию с клиньями; 3—потайное на прямоугольную трапе-
цию с частичным углублением,; 4— трапецеидальное; 5 — сквозным шипом; 6 — по-
тайным шипом; 7 — в паз и гребень прямоугольный
149
г
защемленной части гвоздя должна быть не менее двух толщин
сбиваемых деталей. При сквозном забивании гвоздей их длина
должна быть на */з больше толщины сбиваемых деталей.
Концы гвоздей загибают поперек волокон. Для того чтобы
сделать загиб в замок, используют старый трехгранный напиль-
ник. При загибе на нем гвоздь приобретает форму крючка. Вы-
нув напильник, крючок вбивают в древесину. Чтобы соединение
получилось более прочным, гвозди забивают под некоторым
углом. При изготовлении щитов с накладкой гвозди забивают
в шахматном порядке. Если сбивание заготовок происходит на
весу, то под заготовку снизу подставляют более тяжелый мо-
лоток.
Гвозди вытаскивают гвоздодером или клещами. Если они
с обратной стороны загнуты, их отгибают острым концом гвоз-
додера и выбивают, чтобы можно было захватить шляпку. На
поверхности не остается вмятин, когда под гвоздодер подклады-
вают кусок древесины.
Для дополнительного крепления в угловых шиповых соеди-
нениях, особенно в рамках из брусков, применяют деревянные
гвозди — нагели. Для плотной посадки их делают с небольшим
конусом и устанавливают на клею в подготовленные отверстия.
Нагель ставят перпендикулярно боковым граням шипа, чтобы
он проходил через шип и проушину. Выходящие концы нагеля
срезают заподлицо с изделием.
В столярных изделиях шурупы употребляют для крепления
петель, ручек, замков и других элементов с потайной головкой.
При изготовлении встроенной мебели, когда трудно склеивать
или когда детали подлежат разборке, применяют шурупы
с круглой головкой для декоративности.
В древесину твердых пород шурупы завернуть трудно, по-
этому заранее сверлят отверстия диаметром 0,8 ненарезанной
части шурупа, длиной от '/г до 3Л длины шурупа. Для ускорения
завертывания шурупов применяют коловорот или дрель с от-
верткой. Забивать шурупы нельзя, так как сминается нарезка,
разрушается древесина в месте прохождения шурупа и сила
удерживания снижается до 40 %.
Открытые кромки плитных материалов в декоративных це-
лях иногда закрывают профилированными рейками или штапи-
ками. Их обычно крепят на клею с усилением шпильками.
Шпилька — это заостренный с обоих концов стержень. При за-
бивании конец шпильки несколько углубляют, а выпрямленные
волокна древесины затягивают углубление. Крепят рейки и не-
большими гвоздями со сплющенными шляпками, используя вы-
шеуказанный прием.
Для скрепления строительных изделий, соединения съемных
деталей разборной, гнутой и гнутоклеенной мебели применяют
болты и винты.
150
Контрольные вопросы
1. Какие виды столярных соединений наиболее распространены?
2. Простейшие виды столярных соединений и область их применения.
3. Угловые концевые соединения брусков и их применение.
4. Где применяются серединные соединения брусков?
5. Какие соединения применяются при изготовлении ящиков и коробок?
6. Что такое сплачивание?
7. Где применяют сращивание и наращивание?
8. В каких соединениях применяют гвозди, нагели, шурупы н болты?
V. Облицовывание столярно-мебельных изделий
37. Общие сведения об облицовочных работах
Облицовыванием называют процесс склеивания деталей и
узлов, изготовленных из малоценных пород, тонкими листами
строганого шпона ценных пород древесины или другими пле-
ночными материалами и различными пластиками. Вследствие
облицовывания улучшаются декоративные свойства поверхно-
стей, повышается их прочность, уменьшается расход ценной дре-
весины. В зависимости от свойств и размеров основания обли-
цовывание может быть: одностороннее и двустороннее, одно-
слойное и двухслойное.
1. Одностороннее облицовывание возможно только для брус-
ков, так как в брусках, где ширина не превышает двойной тол-
щины, если и есть коробление, оно настолько незначительно,
что на качество изделия почти не влияет. Если облицовывать
с одной стороны доски или щиты, они покоробятся.
2. Двустороннее облицовывание применяют чаще, и это дает
значительно лучшие результаты, потому что детали оклеива-
ются с обеих сторон одновременно, что не вызывает деформа-
ции и коробления. Двустороннее облицовывание осуществляют
на всех деталях и узлах мебели.
3. Однослойное облицовывание осуществляют на однород-
ной основе (рассеянно-сосудистых пород), а также на трехслой-
ных древесностружечных плитах. Для предупреждения трещин
при облицовывании массивных деталей направление волокон
шпона должно составлять 45.. .90° по отношению к направле-
нию волокон основы.
Двухслойное облицовывание применяют для неоднородных
пород (кольцесосудистых), а также столярных плит. Первый
слой располагают перпендикулярно волокнам основы, а дру-
гой— перпендикулярно первому. Такое расположение волокон'
на детали делают ее поверхность ровной, а деталь прочной.
Технологический процесс облицовывания состоит из основ-
ных этапов (стадий): подготовки основы к облицовыванию,
151
г
подготовки шпона к облицовыванию, приклеивания шпона к ос-
нове. Все стадии делятся на более мелкие операции, которые
выполняют в соответствии с режимами.
38. Подготовка основы к облицовыванию
Ровность и гладкость облицованной поверхности зависит от
качества подготовки основы. Даже волны, образованные фре-
зерованием, могут быть заметны на поверхности, облицованной
тонким (0,5.. .0,7 мм) шпоном. Поэтому основу под облицовы-
вание необходимо шлифовать, доводя ее шероховатость до 6...
8-го классов согласно ГОСТ 7016—75.
При подготовке к облицовыванию основы из массивной дре-
весины прежде всего удаляют сучки, отколы, вмятины и другие
пороки. Сучки почти не усыхают и не разбухают, и при сушке
основы они выпучивают шпон, а при разбухании ее сучок втя-
гивает шпон, образуя впадину. Поэтому все сучки высверли-
вают и заделывают вставками на клею из той же породы дре-
весины, что и основа. Вставки устанавливаются по направле-
нию волокон заподлицо с поверхностью основы.
Подготовка щитовых материалов к облицовыванию состоит
в том, что их калибруют по толщине на рейсмусовых, а затем
шлифуют на шлифовальных станках или одновременно обра-
батывают на фрезерно-шлифовальных станках. Незначительные
дефекты на поверхности основы можно шпатлевать. Шпатлевка
должна хорошо сцепляться с древесиной и не проседать. Для
приготовления шпатлевки берут такой клей, каким будут обли-
цовывать данную поверхность основы. К клею добавляют 20...
30 % (от массы клея) древесной муки и перемешивают до
образования однородной массы. Шпатлевку наносят на поверх-
ность шпателем. Если после высыхания она дает усадку, эти
места шпатлюют вторично. После шпатлевания поверхность
щлифуют. Подготовка к облицовыванию сборочных единиц (ко-
робок, рамок) состоит в заделке торцов и полуторцов продоль-
ными брусками.
39. Подготовка шпона к облицовыванию
Правильная подготовка шпона к облицовыванию дает воз-
можность экономить ценные породы древесины и лучше исполь-
зовать их декоративные свойства, поэтому ее нужно вести ра-
ционально, используя цвет и текстуру древесины. Процесс подго-
товки шпона состоит из его сортировки и разметки по длине,
раскроя, фугования кромок, подбора и ребросклеивания
в форматные листы.
Сортировка, разметка и раскрой шпона. На мебельные пред-
приятия шпон поступает пакетами. Пакет состоит из 10...20
1»
Рис. 144. Схемы раскроя шпона:
а — иа гильотинных ножницах; б — на круглопильном станке; 1 — нож; 2 — прижим-
ная балка,; 3 — пачка шпона; 4 — упор; 5 — стол; 6 — вкладыш; 7 — зажимное при-
способление; в — пила; 9 -- направляющая линейка; в —общий вид зажимного при-
способления
пачек, пачка имеет до 20 листов с одинаковой текстурой. Это
дает возможность подбирать шпон перед раскроем по внешнему
виду первого листа. Сначала выбирают широкие листы для об-
лицовывания щитов, а узкие применяют при облицовывании
брусковых деталей и кромок.
Если пакет изготовлен из одного кряжа и в такой последо-
вательности, как рос ствол, то его называют кнолем. Для того
чтобы из кноля подобрать хороший рисунок на лицевые детали
изделия и при этом наиболее рационально использовать шпон,
нужно знать не только размеры всех деталей, но и их назначе-
ние. Рассортированный шпон размечают при помощи шаблона
мелом на специальном столе, где можно разместить несколько
пачек шпона. Разметку делают только на первом листе пачки.
Если пачка имеет дефектные места, при разметке их отмечают,
а при раскрое вырезают. Затем их используют для мелких де-
талей. Величина припусков для листов шпона зависит от раз-
меров облицовываемых щитов, но не более 30 мм на обе сто-
роны.
Раскрой шпона в пачках можно выполнять ручными мелко-
зубыми пилами, на ленточнопильных и круглопильных станках
(рис. 144), но рациональнее на гильотинных ножницах НГ18 или
НГ28. На этих ножницах можно разрезать пакет строганого и
лущеного шпона в продольном и поперечном направлениях
с шероховатостью среза не ниже 6-го класса (согласно ГОСТ
7016—75). Управление механизмами осуществляется с пульта.
153
Рис. 145. Схемы раскроя шпона без разметки:
а — на гильотинных ножницах,; б — на круглопильном станке; 1 — стол; 2 — пачка
шпона; 3— направляющая планка; 4 — ручка,; 5 — нож; 6 — упор; 7 —каретка; 8 —
пила
/ — станина; 2 — гидроцнлиндр; 3— прижимная траверса; 4 — каретка; 5 — упоры:
6— фотоэлементы; 7 — ножевая траверса; 8 — нож; 9 — кривошип; 10— электродвига-
тель привода станка; // — гидронасосы; 12 — стол,; 13 — отсчетное устройство; 14 —
маховичок; 15 — электродвигатель привода каретки
Для безопасной работы механизмы защищены блокирующими
устройствами.
Фугование кромок шпона. При отсутствии гильотинных нож-
ниц кромки шпона можно фуговать вручную двойным рубанком
(рис. 145), фуганком, на донце или на фуговальных и фрезер-
ных станках при помощи специальных зажимов, а также на
кромкофуговальных станках КФ-9. Для этого пачку шпона кла-
154
л
Рис. 147. Фигурные наборы для облицовывания прямоугольных, круглых
и овальных плит и рамок:
а —в елку,; б, г —крестом; в —в шапку; д — в конверт; е—з — в фриз; и —в круг;
к — в овал; л — в рамку
дут на стол, выдвигая ее кромки в сторону пилы.. При помощи
механизма балка спускается вниз и прижимает пачку к столу.
Вследствие перемещения каретки по направляющей пила от-
резает край пачки, а фреза фугует кромки. Каретка, дойдя до
конечного выключателя, отключает электродвигатель подачи
каретки, а после нажима на вторую кнопку каретка перемеща-
ется в обратном направлении и автоматически останавлива-
ется. Нажимая на кнопку, поднимают прижимную балку и сни-
мают пачку шпона. Далее процесс повторяется. На рис. 146
приведена схема устройства ножниц НГ18.
Подбор шпона в форматные листы. Для облицовывания
щитов больших размеров шпон подбирают по форматам. Под-
бор листов может быть простым и фигурным. При простом под-
боре все полосы шпона размещены в одном направлении, т. е.
вдоль волокон. Такие виды набора применяются чаще всего, так
как они просты в выполнении, а сам процесс легко механизиро-
вать. При фигурном подборе шпон разрезают на отдельные
куски, из которых затем набирают узор с учетом текстуры дре-
весины (рис. 147, 148).
Iff
5
Рис. 148. Технологическая последовательность подбора шпона в елку, кре-
стом н круглого:
а — разметка пачки шпона; б — укладка делянок после раскроя пачкн; в —набор
в елку; г — развертывание листов набора в елку; д — набор крестом; е — заготовка
для круга.; —обрезка заготовки; з— заготовка фриза; и — окладка круга фризом;
1—5 — делянки
Ребросклеивание шпона. Эту операцию выполняют на спе-
циальных ребросклеивающих станках. Для ребросклеивания
шпона в форматы при помощи клеевой ленты применяют реб-
росклеивающие станки РС-7 и PC-10. Ребросклеивание осуще-
ствляется вследствие плотного прижима полос шпона к тонкой
направляющей линейке и подведения их к прижимному ролику,
где к началу полосы шпона приклеивают конец клеевой ленты.
Эти концы помещают под прижимной ролик и включают ме-
ханическую подачу. Применение клеевой ленты затрудняет про-
цесс шлифоваййя поверхности (особенно ленты), поэтому ра-
циональнее использовать безленточный ребросклеивающий ста-
нок РС-8. Для этого кромки шпона сначала смазывают клеем,
а затем стягивают при помощи прижимных роликов, установ-
ленных под некоторым углом к направлению подачи. Лучший
способ —ребросклеивание полос шпона при помощи термопла-
стичной клеевой нити (рис. 149) на станках РС-9 или на ана-
логичном станке фирмы «Купер» (ФРГ). Фигурный набор
шпона выполняют на специальных столах с регулирующим ва-
куумным отсосом.
156
Рис. 149. Ребросклеивание шпона на станках:
а — гуммированной лентой; б — клеевой нитью; / — обогреваемая ванна с водой; 2 —
рулон Суммированной ленты; 3—.направляющая линейка; 4 — склеивание полосы
шпона; 5 — подающий рифленый валик.; 6 — прижимной гладкий ролик; 7 — кониче*
скне ролики; 8 — бобина с нитью
40. Нанесение клеевых растворов на основу
Клеевой раствор на щитовые детали наносят при помощи
вальцов с дозирующими устройствами или без них (рис. 150).
Двусторонние .клеевые вальцы с нижним питанием имеют кле-
евую ванну, размещенную под нижним вальцом. Последний, вра-
157
5
Рис. 150. Приспособление для нанесения клея вручную:
а —с верхней ванной; б —с нижней ванной; / — ванна; 2 — клей; 3 — рукоятка,; 4,
5 — соответственно дозирующий и клеенаносящий вальцы; 6 — регулируемый зазор;
7 — линейка
Рис. 151. Схемы работы клеевых вальцов:
а — с ннжним питанием,; б —с нижним и верхним питанием; в —с дозирующими ро-
ликами; / — верхний валец; 2 —деталь, на которую наносят клей; 3 —нижний валец;
4 — клеевая ванна; 5 — нижняя водяная ванна; 6 — боковая водяная ванна,; 7 — дози-
рующий валнк
щаясь в ванне,-смазывает верхний валец, после чего можно по-
давать щиты в вальцы для нанесения на них клея, Вальцы ма-
лопроизводительны, так как щиты подают с интервалами, не-
обходимыми для смазывания верхнего вальца клеем от ниж-
него. Кроме того, клей наносится на вальцы неравномерно. На
рис. 151 показаны схемы работы вальцов с различным распо-
ложением ванн.
Более производительны клеевые вальцы с верхним и ниж-
ним питанием, где каждый валец имеет свою клеевую ванну,
расположенную между поверхностями вальца и одной из стенок
водяной ванны. Это дает возможность регулировать толщину
клеевого слоя и подавать детали в вальцы непрерывно, нанося
клей на обе стороны детали при любой длине.
Клеевые вальцы с дозирующими валиками дают возмож-
ность с большой точностью регулировать толщину клеевого
слоя. Вальцы покрыты резиной с рифлением, а дозирование осу-
158
Рис. 152. Клеевые вальцы КМ-2:
1— станина; 2 — электродвигатель; 3 —редуктор; 4 — манометрическое приспособление;
5 — дозирующий валец; 6 — клеенаносящий валец; 7 — приспособление для регулиро-
вания и автоматической подачи; 8 — привод мешалки; 9—пульт управления; 10 —
маховичок для регулирования расстояния между клеенаиосящими вальцами; 11 —
рычаги для перемещения дозирующих вальцов
ществляется стальными полированными валиками. Между по-
верхностями вальцов и валиков (клеенаносящего и дозирую-
щего) размещены клеевые ванны.
Регулирование зазора между клеевым вальцом и дозирую-
щим валиком, расстояния между клеевыми вальцами, а также
величины давления верхнего вальца на деталь в зависимости
от заданного режима осуществляются специальными механиз-
мами. По этому принципу работают клеевые вальцы КМ-2
159
(рис. 152), которые имеют автоматическое устройство для при- 1
готовления и подачи клея в ванны. 1
На предприятиях применяют клеенамазывающие вальцы 1
КВ9, КВ 14 и КВ 18, сконструированные по единой оптимальной I
схеме, которая обеспечивает высокие эксплуатационные свой- |
ства. Однотипные детали этих вальцов унифицированы. Основ- j
ными конструктивными элементами являются станина, вальцы, ;
дозирующие валики и устройства для подачи клея к ним. «
41. Облицовывание пластей щитов шпоном |
Облицовывание пластей щитов шпоном выполняют тремя |
способами: протиранием, прессованием и прикатыванием. J
Протирание в настоящее время применяют редко из-за <
малой производительности и низкого качества облицовывания. *
Его используют при ремонтных работах и изготовлении мебели j
в небольших мастерских. Для этого на подготовленную основу 1
наносят вручную глютиновый клей и сразу накладывают лист *
шпона, притирая его притирочным молотком или клинком )
(рис. 153). Притирание осуществляют вдоль волокон шпона от г
середины к краям, чтобы удалить излишки клея. i
Облицовывание прессованием выполняют в механиче-
ских (винтовых), пневматических и гидравлических прессах. ;
При небольшом объеме облицовывания можно применять меха-
нические прессы (струбцины) (рис. 154). У них нет подогрева,
что требует значительной (3... 4 ч) выдержки в прессе.
Пневматические прессы применяют в основном для облицо-
вывания небольших поверхностей (кромок, криволинейных и
профильных деталей). Они работают от сжатого воздуха, по-
ступающего от общей сети или от специального компрессора
с давлением не более 0,4 МПа. Для увеличения усилия пресса
нужно увеличивать его габаритные размеры, что экономически
не выгодно. На рис. 155 приведен порядок облицовывания в хо-
мутовых струбцинах.
Гидравлические прессы с обогревательными плитами
(рис. 156) используют для облицовывания щитовых деталей
(рис. 157). Принцип действия гидравлического пресса базиру-
ется на законе Паскаля, согласно которому давление, действую-
щее на жидкость в закрытых сосудах, передается ею во все сто-
роны одинаково (см. рис. 157). Гидравлический пресс работает
следующим образом. Цилиндр с плунжером и цилиндр насоса,
который создает давление, с поршнем образуют закрытые со-
суды. Цилиндры соединены между собой трубкой с нагнетаю-
щим клапаном и манометром. Поршень цилиндра насоса не-
большого диаметра приводится в движение электродвигателем.
При действии поршня на жидкость, которая есть в цилиндре,
нагнетающий клапан открывается и жидкость подается в ци-
160
Рнс. 153. Инструменты для облицовывания впритирку:
а — притирочный молоток без подогрева,; б — то же с электроподогревом; в электро-
утюг
Рис. 154. Хомутовые струбцины
линдр, а жидкость, находящаяся в баке, заполняет цилиндр.
Перекачиваемая жидкость заполняет цилиндр 3 и поднимает
плунжер, соединенный с подвижной плитой 5, которая прижи-
мает сформированный пакет к неподвижной плите 6.
Для опускания плунжера необходимо открыть кран и спу-
стить жидкость из цилиндра в бак. Манометр показывает удель-
ное давление жидкости в системе гидравлического пресса. На
таком принципе основана работа всех гидравлических прессов
отечественных и зарубежных марок.
Из многопролетных гидравлических прессов применение по-
лучили 10-пролетные П713-А (рис. 158) и ДА-4336. На пред-
приятиях используют аналогичные прессы фирм «Михома»
(ГДР) и «Фильдинг» (Великобритания).
Качество и высокая производительность прессов обеспечи-
ваются при правильной организации рабочих мест, наличии не-
обходимых материалов, механизации погрузочно-разгрузочных
6 Заказ №1131 161
IЛУ <9 7 ЛУ|
\ о о о о
9 1 А 12
; о о о о
\ю з г и
о о о о
[/4 6 3 13
| о о о о
в
Рис. 155. Технологическая последовательность облицовывания в хомуто-
вых струбцинах:
а — схема формирования пакетов; б — стопа сформированных пакетов после загрузки
в хомутовые струбцины; в — порядок завертывания винтовых хомутовых струбцин;
/ — металлическая прокладка; облицовка; 3 — клеевой слой; 4 — основа,; 5 —
брусок; б — цулага
и других работ, которые связаны с подготовкой деталей, фор-
мированием пакетов и выдержкой их в прессе.
Облицовывание в многопролетных гидравлических прессах
выполняет бригада из 5 человек. Один из них работает на клее-
намазывающих вальцах: берет щиты с подстопного места, кла-
дет их на стол и оттуда подает в вальцы. Другие два рабочих
на столе формируют пакет и подают его на подъемный загрузоч-
ный стол или на загрузочную этажерку, а с них щиты подаются
в пресс. После выдержки в прессе двое рабочих, находящихся
с другой стороны пресса, разгружают его при помощи разгру-
зочного стола или этажерки. Щиты с разобранных пакетов ста-
вят на подстойное место для выдержки, а прокладки опускают
в кассету, лежащую на столе. Разобрав все пакеты, один из ра-
бочих при помощи электротали поднимает кассету с проклад-
ками, перемещает ее по монорельсу к ванне с водой и опускает
туда прокладки для охлаждения. После этого он вынимает кас-
сету из ванны и перемещает ее на стеллаж для дальнейшего
формирования пакетов. Затем начинается новый цикл.
Многопролетные прессы имеют недостатки: во-первых,
трудно соблюдать режим облицовывания для первого и послед-
162
Рис. 156. Гидравлический пресс ПГЭ-7М:
1— гидроцилиндр; 2—рамы; 3 ~~ манометр; 4 — Термоснгнализатор; 5 — электрошкаф; 6 — график; 7, 8, 9 — соответственно верхняя,
средняя и инжняя плиты; 10 — стол
6*
Рис. 157. Принципиальная схема
работы гидравлического пресса:
/ — бак; 2 — кран; 3 — цилиндр; 4 —
плунжер; 5 — подвижная плита; 6 —
неподвижная плита; 7 — пакет,; 8 —
трубка; 9 —манометр; 10 — нагнетаю-
щий клапан; 11— поршень; 12 — ци-
линдр
него щитов в пролете; во-
вторых, плиты пресса про-
гревают щиты насквозь,
поэтому после распрес-
совки нужна длительная
выдержка (1...2 дня) для
снятия внутренних напря-
жений.
Этих недостатков лишены однопролетные прессы П784 или
П4838 (рис. 159). На ленточный конвейер укладывают пакет,
собранный на рабочем месте. При подъеме верхней плиты
пресса лента конвейера приводится в движение и перемещает
Рис. 158. Гидравлический пресс П713-А:
1 — рабочий цилиндр; 2 — коидеисатоотводчик; 3, € — соответственно нижняя н верх-
няя траверсы; 4 — подвижной стол; 5 — коллектор отработанного пара; 7 — стойка;
8 — коллектор свежего пара; 9 — электрокоитактный термометр; 10 — реле времени;
11 — электрокоитактный манометр; 12 — пульт управления; /«7 — электродвигатель на-
соса высокого давления; /4 —насос высокого давления
164
Рис. 159. Схемы однопролетных прессов:
а —с бесконечной лентой; б —с подачей пакетов цепями; 1 — барабаны; 2 — лента;
3 — пресс; 4 — сформированный пакет; 5 — холодная плита пресса; 6 — цепь; 7 — по-
дающие планки
пакет и пресс. Конвейерная лента одновременно является под-
доном для облицованных щитов. За время запрессовывания па-
кета на рабочем месте формируется новый пакет, а лента кон-
вейера после распрессовывания перемещается на расстояние,
соответствующее длине щита.
Производительность однопролетных прессов можно опреде-
лить по той же формуле, что и производительность многопро-
летных. Несмотря на то, что она несколько ниже, в общем
итоге рациональнее применять однопролетные прессы — их об-
служивают двое-трое рабочих, тогда как многопролетные 5—6;
в однопролетных прессах облицовывается только один пакет,
что значительно сокращает время загрузки и разгрузки пресса
и дает возможность использовать прессы в поточных автомати-
ческих линиях.
42. Облицовыввние кромок
Кромки щитов можно облицовывать натуральным шпоном
древесины или декоративным бумажно-слоистым пластиком.
При небольшом объеме производства или ремонте мебели шпон
к кромкам можно приклеивать притиранием притирочным мо-
лотком или клинком на глютиновых клеях. На предприятиях
с большим объемом производства шпон приклеивают прессова-
нием в пневматических ваймах с электроконтактным обогре-
вом позиционного типа синтетическими клеями, а также на
станках проходного типа способом прикатывания, что
165
о
Рис. 160. Пневматическая вайма с контактным обогревом:
/—каркас; 2 — прижимные брусья; 3— латунная лента для электрообогрева; 4 —
воздушный рукав; 5 —воздушный кран; 6 — понижающий трансформатор
Рис. 161. Схема станка для облицовывания кромок щитов:
/—..щиты; 2 — направляющие; 3— рычажок датчика; 4 — валец; 5 — магазин; 6 —
конвейер; 7 — рычаг; 8 — цилиндр; 9 — полосы шпона; 10 — прижим; // — колодка;
12 — ролики; 13 — направляющая шпона; /4 — стальная леита; 15 — электронагрева-
тель; 16 — ролики; /7 — фрезерный шпиндель
является наиболее эффективным. Пневматические ваймы могут
быть различных размеров и форм, однако принцип их действия
одинаков (рис. 160).
Для облицовывания прямых кромок щитов с одной или двух
параллельных сторон применяют кромкооблицовывающие
станки проходного типа. На таких станках выполняется комп-
лекс операций: нанесение клея на кромки щитов, приклеивание
шпона к кромкам, снятие свесов (рис. 161).
Полоски шпона 9 помещают в магазинное устройство 5, где
они прижимаются к боковой стенке прижима. Обработанный
по периметру щит подается в станок с постоянной скоростью
и двигается между магазинными устройствами на конвейере
с направляющими 2. Синтетический клей наносится на боковые
кромки щита клеенамазывающими вальцами 4. Когда передняя
кромка щита нажмет на рычаг 3 датчика, последний при по-
мощи пневматического цилиндра 8 приводит в движение си-
стему рычагов 7 и колодку 11 в направлении, показанном стрел-
ками. При движении вперед в направлении стрелки колодка
выдвигает крайнюю полоску шпона через прорезь в передней
стенке магазина. Конец полосы шпона захватывается вращаю-
щимися роликами 12 и по направляющим 13 подается к боко-
вой кромке щита, где прижимается бесконечной стальной лен-
той 14, которая движется с той же скоростью.
Лента непрерывно подогревается индукционными электро-
нагревателями и прижимается к кромкам щита роликами 16.
Таким образом осуществляется прикатывание ленты к шпону и
одновременно шпона к кромкам щита. При выходе щиты прохо-
дят мимо фрезерных шпинделей 17, на которые насажены мел-
козубые дисковые пилы, предназначенные для снятия свесов
шпона. Щиты необходимо подавать в станок с разрывами, чтобы
датчик после возвращения каждого из них мог вернуться в ис-
ходное положение. На базе этого станка созданы автоматиче-
ские линии для облицовывания кромок щитов.
43. Облицовывание криволинейных и профильных
деталей
Для украшения мебельных изделий используют детали и
узлы различных профилей, которые облицовывают шпоном цен-
ных пород. Облицовывание криволинейных и профильных дета-
лей выполняют в специальных приспособлениях (рис. 162).
К ним относятся контрпрофильные, реечные, сыпучие и гибкие
цулаги, а также нагнетающие и вакуумные камеры и авто-
клавы. Все приспособления должны создавать контрпрофиль-
ную площадь прессования для деталей и узлов.
Для облицовывания мелких деталей применяют вакуумные
резиновые камеры. Деталь помещают в резиновую камеру и
167
Рис. 162. Облицовывание криволинейных поверхностей в приспособлениях:
а —с контрпрофнльнымн брусковыми цулагамн; б —с контрпрофильнымн жесткими ре-
ечными цулагамн; в —с сыпучими цулагамн; г—е — с гибкими лентами; 1— жесткая
брусковая цулага; 2 — прокладка; 3 — облицовка; 4 — облицовываемая заготовка; 5 —
прижимные бруски; 6 — продольные бруски; 7 — поперечный брусок; S —реечная цу-
лага; 5 —сыпучая цулага; 10 — основание; // — уголок; 12 — лента; 13 — откидной бру-
сок; 14 — петля; 15 — плита
герметически закрывают ее, выкачивают воздух через шланг, и
под действием атмосферного давления камера плотно обжи-
мает деталь со всех сторон. Вакуумные резиновые камеры при
применении синтетических клеев и толстого шпона для слож-
ных профилей не создают необходимого давления, что приво-
дит к некачественному облицовыванию. В таких случаях при-
меняют автоклав — герметически закрытый цилиндр, в который
помещают вакуумный мешок с облицовываемой деталью. Кроме
атмосферного давления, на мешок с деталью действует допол-
нительное давление, образуемое в автоклаве подогретым возду-
хом или паром. Вакуумный и вакуумно-автоклавный способы
168
в г
е
Рис. 163. Схемы облицовывания в ваймах с электронагревателями. Ваймы
для облицовывания:
а — прямолинейных кромок (плоских и с профилем малой кривизны); б—д — кромок по
криволинейному контуру (б — с переменными радиусами кривизны; в — с большими;
г— с небольшими радиусами закругления; д — по замкнутому контуру); е — брусков
с постоянным в сечении профилем большой кривизны
малопроизводительны, поэтому их применяют только в тех слу-
чаях, когда невозможно облицовывать профильные детали дру-
гими способами.
Из вакуумных приспособлений наиболее производителен
двухпозиционный вакуумный пресс. Он состоит из двух плит,
которые имеют отверстия, соединенные системой трубопрово-
дов с вакуум-насосом. Над плитами шарнирно закреплены рамы
с противовесом. К каждой раме снизу прикреплен лист из тер-
мостойкой резины. Детали для облицовывания укладывают на
рабочие плиты, опускают раму с резиновым листом, закреп-
ленным на плите специальными зажимами, и включает вакуум-
ный насос, который в пространстве между верхней плоскостью
плит и резиной создает вакуум. Под давлением атмосферного
воздуха резина плотно прилегает к детали. После этого вклю-
чают электронагреватели, имеющиеся в плитах. Купол с разме-
щенными в нем теплоизлучателями, нагреваемыми электриче-
ским током, перекатывают с одной плиты на другую. Для конт-
роля за режимом облицовывания пресс обеспечен вакууммет-
ром, терморегулятором и реле времени. На рис. 163 приведены
схемы облицовывания в ваймах с электронагревателями.
44. Облицовывание декоративными пленками
и пластиками
Декоративными бумажно-слоистыми пластиками можно об-
лицовывать столярные, древесностружечные и древесноволок-
нистые плиты, фанеру и изделия, изготовленные из массивной
древесины. Приклеивают пластики к основе осторожно, чтобы
1»
не повредить их лицевую поверхность — декоративную защит-
ную пленку.
Для приклеивания пластика применяют карбамидные клеи,
модифицированные латексом или поливинилацетатной диспер-
сией, при относительно низких удельных давлениях (0,15 МПа)
и низких температурах, которые устанавливают в зависимости
от типа применяемого пластика. Клеи должны иметь хорошую
адгезию как с древесиной, так и с пластиком. Для этого поверх-
ность древесины и пластика шлифуют и очищают от пыли. По-
лученная поверхность должна соответствовать 8-му классу
шероховатости (ГОСТ 7016—82).
4. Режимы облицовывания различными клеями
Параметры режима Гл юти новый Казеиновый Синтетический
Температура, °C: помещения 18. . .25 12 . . . 22 16 . . . 22
клеевого раствора 60 . . . 80 12 . . . 22 18 . . . 22
Относительная влажность воздуха, % Продолжительность откры- 65 До 1 4 65 . . . 6 65 До 10
того и закрытого просачи- вания, мин Продолжительность выдер- жки под прессом, деталей из древесины: хвойных пород 4 . . 5 ч 3 . ..4ч 2 . . 3 мин
твердых лиственных 5 . . 6 ч 4 . ..5ч 3 . . 4 мин
пород Величина давления при 0,3 . • . 0,8 0,3 . • .0,5 0,5 . . .1,2
прессовании, МПа Оптимальная толщина клее- 0,08 . . . 0,15 0,08 . . .0,15 0,08 . . .0,15
вого слоя, мм Продолжительность выдер- 24 . . . 28 20 . . . 24 2 . . . 4
жки после распрессовыва- ния, ч Расход клеевого раствора, 200. . . 350 160 . . .280 140 ... 250
г/м2 Вязкость клеевого раствора 60. . . 300 60 . . 300 60 . . 300
при температуре 18 . . . 20 °C по вискозиметру ВЗ-4, с Клеящая способность клее- 0,5 . . I 3 . . .4 6
вого раствора при темпера- туре 18 . . .20 °C, ч Влажность древесины, % 8±2 8±2 Класс шероховатости по- Не ниже 8-го верхности древесины Примечание. При повышении температуры плит пресса до 90 . . 8±2 120 °C про-
должительиость выдержки уменьшается до 3 . . . 10 мин.
170
При облицовывании пластиком только одной стороны плиты
для предотвращения коробления на ее противоположную сто-
рону наклеивают компенсирующие слои из березового шпона
толщиной равной толщине наклеиваемого пластика. Если листы
шпона тоньше пластика, их наклеивают в несколько слоев,
располагая взаимно перпендикулярно.
Облицовывание кромок плит пластиком производят на спе-
циальных кромкоприклеивающих станках непрерывного дейст-
вия клеем-расплавом. Свернутый в рулон пластик подается
роликом на кромку плиты, на которую предварительно клеена-
носящим валиком наносится расплав клея, находящегося в ка-
мере при температуре 160...240 °C. При продвижении плиты
по конвейеру пластик прижимается к кромке плиты подпружи-
ненными роликами и прочно приклеивается. Станок оборудован
механизмами дальнейшей обработки плиты с приклеенным пла-
стиком. Облицовывание пластиками наиболее распространено
в производстве кухонной мебели.
При облицовывании деталей различных форм и конструк-
ций особое внимание уделяют режимам облицовывания на ос-
нове синтетических клеев, поскольку они быстро отверждаются
при повышенных температурах (табл. 4).
45. Дефекты облицовывания
Дефекты облицовывания могут возникать вследствие нару-
шения технологических режимов или применения некачествен-
ного сырья'н материалов. Так, при плохой подготовке основы
под облицовывание возникает волнистость, которую устранить
невозможно. Необходимо очень тщательно готовить основу: фре-
зеровать, выбрав правильный режим, или снимать волны от
фрезерования шлифованием.
При применении тонкого шпона и жидких клеев последний
может просачиваться на поверхность, что приводит к образо-
ванию пятен, особенно заметных после отделки лаками. Устра-
нить этот дефект почти невозможно, а предупредить его легко,
применяя сухие клеящие пленки или нанося клей тонким слоем
при помощи клеенамазывающих вальцов с дозирующими вали-
ками.
При неточном формировании пакетов и неправильной их ук-
ладке в пресс может произойти отклеивание шпона по краям.
Этот дефект можно устранить, приподняв неприклеенный шпон
и дополнительно введя клей, и дефектное место снова запрес-
совать.
Местное скопление клея под шпоном образуется вследствие
неравномерного нанесения клея, вмятин или раковин на про-
кладках или неправильного регулирования давления в прессах.
При облицовывании обратимыми клеями такой дефект исправ-
171
г
I'
ляют повторным прессованием в горячем прессе. При приме-
нении необратимых клеев его исправить почти невозможно.
Только при наличии толстого шпона устранить неровности
можно зачисткой. Если шпон тонкий, то поверхность облицовы-
вают заново.
При попадании посторонних тел между наклеиваемым шпо-
ном и прокладкой на поверхности образуются вмятины. Их
можно устранить, увлажнив поверхность теплой водой или при-
жав к ней влажную тряпку горячим молотком или утюгом.
Если вмятина появилась вследствие незаделанного вырыва, ее
исправить нельзя.
Полное расклеивание может быть вызвано выдавливанием
слишком жидкого клея при прессовании, желатинизацией клеев
до запрессовки, недостаточными давлением и выдержкой дета-
лей в прессе, отсутствием отвердителя в смоле и другими при-
чинами. Недостаточное промазывание клеем основы или нали-
чие на ней жирных пятен вызывает появление воздушных пу-
зырей. Для их устранения прорезают шпон вдоль волокон,
вводят клей и притирают молотком.
Трещины в шпоие после высыхания образуются вследствие
недостаточно высушенной основы и шпона или если направле-
ние волокон шпона совпало с направлением волокон Древесины.
Расхождение и нахлест — следствие небрежного ребросклеива-
ния шпона. Расхождение можно исправить вклеиванием вста-
вок, точно подобранных по цвету и текстуре. Нахлест шпона
исправляют, прорезая его ножом при помощи линейки. Излишки
шпона удаляют, шпон в местах отставания смазывают клеем и
снова запрессовывают.
Контрольные вопросы
1. Что такое облицовывание, его цель?
2. Как подготовить основу к облицовыванию?
3. В чем состоит подготовка шпона к облицовыванию?
4. На каких станках раскраивают шпон?
5. Какие станки применяют для прифуговываиия кромок шпоиа?
6. На каких стайках осуществляют ребросклеивание шпона?
7. Какое оборудование служит для нанесения клеевого раствора?
8. Оборудование для облицовывания шпоном пластей щитов.
9. Какое оборудование применяют для облицовывания кромок?
10. Какие приспособления применяют для облицовывания криволинейных
и профильных деталей?
11. Режимы облицовывания.
12. Дефекты облицовывания, их предупреждение и способы устранения.
172
VI. Производство гнутых и гнутоклееных деталей
46. Общие сведения о гнутье древесины
В конструкциях современной мебели встречаются криволи-
нейные детали и узлы различных форм. Эти детали изготовляют
выпиливанием криволинейных заготовок на ленточнопильных
станках, а также приданием прямоугольным брускам выгнутой
формы путем изгиба их на шаблонах и гнутьем шпона с одно-
временным склеиванием.
Технологический процесс выпиливания криволинейных заго-
товок достаточно прост и не требует специального оборудова-
ния, однако при выпиливании часть волокон перерезается, что
значительно ослабляет прочность деталей. Кроме того, про-
цессы обработки и отделки, особенно на торцах и полуторцах
пиленых криволинейных деталей, усложняются. Технологический
процесс гнутья значительно сложнее и требует специального
оборудования, но при гнутье не только сохраняется, но и повы-
шается прочность деталей.
При гнутье брусковых заготовок волокна, размещенные
ближе к внешней части бруска, растягиваются и становятся
длиннее, а волокна, размещенные ближе к внутренней стороне,
сжимаются в продольном направлении и становятся короче. На
границе между растянутыми волокнами проходит нейтральная
линия, волокна которой не подвергаются ни растяжению, ни
сжатию. Величина деформации растяжения и сжатия зависит
от толщины бруска и радиуса изгиба (рис. 164).
Если взять брусок прямоугольного сечения, изогнутый по
дуге окружности, в котором деформации прямо пропорцио-
нальны направлениям, а нейтральный слой находится точно по-
середине бруска, его длина остается неизменной. Это подтвер-
ждается расчетом по формуле /о = W(p/180, где to— начальная
длина бруска, мм; г — радиус изгиба, мм; <р — угол изгиба,
град.
Внешний растянутый слой удлиняется на величину Д/о,
а общая длина растянутой части бруска равна /о + Д1=л(г +
+Л/2)ф/180, где h — толщина бруска, мм. Вычитая из этого
уравнения предыдущее, получим абсолютное удлинение Д/о =
= лЛ/2ф/180. Относительное удлинение при изгибе определяется
отношением ’/г толщины бруска h к радиусу изгиба г. Величину
относительного сжатия при изгибе можно определить таким же
расчетом.
Все эти формулы справедливы для материалов, в которых
сопротивление растяжению и сжатию одинаково. Если же со-
противление материала растягиванию будет больше, чем сжа-
тию, нейтральная линия при изгибе будет сдвигаться к выпук-
лой стороне. И, наоборот, при большем сопротивлении мате-
173
Рис. 164. Схема изгиба бруска и его
деформаций
риала сжатию нейтральная
линия сдвинется к вогнутой
стороне, что и наблюдается
в древесине. Бездефектное
изгибание возможно, если ве-
личина относительного удли-
нения растянутых или относи-
тельного сжатия сжатых слоев
не превысит предельных зна-
чений для данного материала.
В противном случае древе-
сина разрушается.
В древесине разрушения происходят от разрыва внешних
растянутых слоев. Это объясняется тем, что возможная вели-
чина деформации растяжения древесины очень мала (1 ...2 %),
тогда как граница деформации сжатия достигает 15...25 %-
Для повышения способности древесины гнуться применяют гид-
ротермическую обработку, а для предупреждения разрыва во-
локон на выпуклой стороне — различные шаблоны. При гнутье
с малым радиусом кривизны на всю длину заготовки с внешней,
выпуклой, стороны накладывают специальную стальную шину
толщиной 0,2... 2,5 мм и вместе с ней изгибают заготовку.
Шину накладывают для смещения нейтральной оси и преду-
преждения разрыва волокон с внешней стороны заготовки.
В этом случае зона растянутых волокон уменьшается, а зона
сжатых увеличивается, и нейтральная линия может выйти
в сторону растянутых волокон за пределы бруска, который под-
дается только деформации сжатия.
Бездефектное гнутье возможно при следующих примерных
соотношениях h/R, где h — толщина изгибаемой заготовки, R —
внутренний радиус изгиба (шаблона).
Сухая нагретая без шины...............................
Влажная иеиагретая без шины ..........................
Влажная нагретая без шины ............................
Влажная нагретая (пропаренная) с шиной:
бука
дуба .............................................
березы ...........................................
ели...............................................
сосны.............................................
1/100 • . . 1/80
1/60 . . . 1/50
1/20 . . . 1/30
1/2,5
1/4
1/5,7
1/10
1/11
Данные приведены для древесины без пороков. Сучки, тре-
щины, наклон волокон и другие пороки снижают способность
древесины к изгибу.
174
47. Технологический процесс гнутья брусковых
детвлей
Технологический процесс изготовления гнутых Деталей вклю-
чает гидротермическую обработку, гнутье заготовок и их сушку
после гнутья.
Гидротермической обработкой достигается улучшение пла-
стических свойств древесины. Под пластичностью понимают
свойства материала изменять свою форму без разрушения под
действием внешних сил и сохранять ее после того, как дейст-
вие сил будет устранено. Наилучшие пластические свойства
древесина приобретает при влажности 25...30 % и темпера-
туре в центре заготовки к моменту гнутья примерно 100 °C.
Гидротермическую обработку древесины выполняют пропа-
риванием в специальных камерах или котлах насыщенным па-
ром низкого давления (0,02... 0,05 МПа) при температуре
102...105°C. Время, необходимое для пропаривания, опреде-
ляется по диаграммам или таблицам в зависимости от тол-
щины заготовки и температуры в ее центре.
Так как продолжительность пропаривания определяется про-
должительностью достижения заданной температуры в центре
пропариваемой заготовки, то время пропаривания увеличива-
ется с увеличением толщины заготовки. Например, для пропа-
ривания заготовки с начальной влажностью 30 % и начальной
температурой 25 °C толщиной 25 мм до температуры в центре
заготовки 100 °C необходим 1 ч, толщиной 35 мм— 1 ч 50 мин.
Ускоряет процесс пластификации древесины, прогрев заготовок
в поле токов высокор частоты (ТВЧ). Установка для прогрева
заготовок в поле ТВЧ представляет собой камеру нагрева, в ко-
торую подаются заготовки. Для прогрева заготовки толщиной
35 мм с начальной влажностью 30 % Д° температуры 100 °C
требуется 8 мин.
Гнутье заготовок производят на незамкнутой (задняя ножка
стула, подковообразная царга) и замкнутый (круглая царга)
контур. При гнутье на незамкнутый контур заготовку кладут
на шину с упорами, затем в механическом или гидравлическом
прессе заготовку вместе с шиной изгибают на заданный кон-
тур. В прессах, как правило, изгибают одновременно несколько
заготовок. По окончании гнутья концы шин стягивают стяжкой.
Согнутые заготовки поступают на сушку вместе с шинами.
Схема гнутья заготовок в гнутарных станках на замкнутый
.контур приведена на рис. 165. Заготовки изгибают вокруг глад-
кого или зубчатого шаблона. Гнутье выполняют следующим
образом. Съемный шаблон 7 или 9 с прикрепленной к нему ши-‘
ной 3 надевают на вал, вращающийся от электродвигателя
через редуктор. Вторым концом шина закреплена в каретке,
скользящей по направляющим. Каретка имеет саморегулируе-
174
a
я 4-
s
Рис. 165. Схема гнутья заготовок в
гнутариых стайках иа замкнутый
контур с шаблоном:
а — гладким 7,; б —зубчатым 9; / — вал;
2— ролик; 3 — шина; 4 — направляющая
каретки; 5 — каретка; б —заготовка; 8—
редуктор
Рис. 166. Схема гнутарно-сушильного
станка с односторонним обогревом:
/ — шаблон; 2 — чугунная колодка; 3 —
шины; 4— прижимные колодки; 5 — заго-
товки; б — натяжные упоры шнн,; 7 — за-
хваты для удержания изогнутой детали
мый механический или гидравлический упор, поддерживающий
натяжение шины в процессе гнутья в заданных пределах.
После установки заготовки в станок и натяжения шины
включают электродвигатель, который поворачивает с угловой
скоростью 40.. 50 с-1 вал с шаблоном, и заготовка с шиной на-
вивается на шаблон. Для предотвращения отщепов и складок
во время гнутья заготовку прижимают роликом к шаблону с уси-
лием 4...5 МПа. При таком давлении одновременно происхо-
дит прессование древесины. Величина прессования для древе-
сины хвойных и мягких лиственных пород составляет 20...
30 %, твердых лиственных пород 5...10 % от начального раз-
мера.
176
Применение в станках зубчатых шаблонов позволяет предот-
вратить образование складок на вогнутой поверхности заго-
товки, которое наиболее часто наблюдается у древесины мяг-
ких лиственных и хвойных пород. Зубчатые шаблоны изготов-
ляют с шагом зуба 5 мм и высотой зуба 3 мм. Зубья должны
быть направлены навстречу движению заготовки. При прохож-
дении заготовки через зубчатый шаблон и валик волокна
бруска уплотняются, а слои древесины, примыкающие к шаб-
лону, вдавливаются во впадины насечки, что исключает сдвиг
волокон и появление складок.
По окончании гнутья задний конец шины отсоединяют от
каретки и прикрепляют скобой к шаблону. Шаблон с заготов-
кой и шиной снимают с вала станка и отправляют сушить
(рис. 166).
Сушат заготовки в сушильных камерах до влажности 6...
8 %. Во время сушки стабилизируется форма заготовок. Ре-
жимы сушки гнутых заготовок не отличаются от режимов сушки
негнутых. После освобождения заготовок от шаблонов и шин
их выдерживают в цехе 24 ч. Отклонение размеров гнутых за-
готовок после выдержки ±3 мм. Далее заготовки обрабатывают
на фрезерных, токарных и шлифовальных станках.
48. Гнутье древесины с одновременным склеиванием
Этот способ гнутья возможен без термической обработки
древесины только при малой ее толщине. Каждый тонкий слой
к моменту схватывания клея будет изгибаться независимо от
соседних. Способность древесины гнуться увеличивается и вслед-
ствие увлажнения ее слоя клеевым раствором. При холодном
гнутье тонких слоев древесины согнутый склеенный блок вы-
держивают в зажатом состоянии только до момента схватыва-
ния клеевых швов, которые после высыхания сохраняют форму,
приданную блоку при гнутье. Форма блока, изогнутого таким
способом, остается стабильной еще и потому, что в соседних
слоях выпуклая и вогнутая стороны, имеющие противополож-
ные напряжения, прилегают одна к другой.
Технологический процесс гнутья древесины с одновремен-
ным склеиванием состоит в том, что на плоскости заготовок из
массивной древесины или шпона, подготовленных к гнутью,
наносят клеевой раствор и формируют пачки или блоки, кото-
рые закладывают в шаблоны и запрессовывают вместе с ними.
Время выдержки в прессах зависит от вида клея и режимов
склеивания. После выдержки склеенные бруски или блоки сни-
мают с шаблонов и направляют на промежуточный склад для
охлаждения и снятия напряжения. Когда бруски или блоки при-
обретут эксплуатационную влажность, начинают их механиче-
скую обработку, аналогичную механической обработке прямо-
линейных деталей.
177
Рис. 167. Схема склеивания заготовок из планок в жесткой пресс-форме:
а — незамкнутого контура: / — пуансон; 2 — прокладка; 3 — планка; 4— матрица; б —
замкнутого контура: / — кольцо-матрнца; 2—планка; 3 — прокладка,; 4 — пуансон
Изготовление гнутоклееных заготовок из тонких планок. Для
их изготовления применяют тонкие (3 ... 5 мм) пиленые планки
из древесины хвойных и лиственных пород. Заготовки склеи-
вают в Жестких пресс-формах (рис. 167). Допускаемые отноше-
ния толщины заготовки к радиусу изгиба при гнутье тонких
планок с одновременным склеиванием в жестких пресс-формах
составляют, не более: для заготовок из древесины березы
1/50... 1/60; ели 1/46... 1/57; бука 1/46; вяза 1/31.
В жестких пресс-формах можно склеивать заготовки не-
замкнутого и замкнутого контуров. При склеивании заготовок
незамкнутого контура планки 3 с нанесенным на них клеем
укладывают на матрицу и прессуют с помощью пуансона. В це-
лях более равномерного распределения давления при прессо-
вании -применяют упругую прокладку из резины. Для склеива-
ния требуется давление не менее 0,6 МПа.
Давление Р при прессовании полностью будет передаваться
на склеиваемые пластины только в точке А. В остальных точ-
ках склеиваемых поверхностей оно будет уменьшаться пропор-
ционально косинусу угла а. составленного нормально к данной
точке и направлением давления Р. Так, давление в точке Б бу-
дет равно Pq =Pcosa. При а=60° Рб ~0,5Д при а = 90° Рб =
= 0. Следовательно, чтобы обеспечить в зоне точки Б требуе-
мое для склеивания давления 0,6 МПа, давление Р при рас-
чете надо принять 1,2 МПа. Кроме того, при прессовании необ-
ходимо поставить дополнительные прижимы с давлением Pi
и Pj.
178
Рис. 168. Схема склеивания гиуто-
клееиых заготовок из шпона в гид-
равлических прессах:
а — четырехплунжериом; б — одноплун-
жерном с гибкой лентой; в — трехплун-
жерном; 1 — матрица; 2 — пакет загото-
вок из шпона; 3 — боковые плунжеры; 4 —
пуансон; 5 — боковые прижимы; 6 — обо-
греваемый шаблон; 7 — плита; 8 — сталь-
ная лента
Рис. 169. Схема склеивания гиутокле-
еных заготовок из шпона методом
эластичной передачи давления:
1 — склеиваемый пакет; 2—8 — секции
пресс-камеры
б
Матрица
Для склеивания заготовок замкнутого контура (круглых,
овальных царг столов) из планок применяют различные при-
способления. На предприятиях с небольшим объемом производ-
ства и в учебных мастерских применяют механические винто-
вые приспособления, на предприятиях с серийным производ-
ством— пневматические и гидравлические.
Склеивание заготовок из шпона. Склеивание производят
в жестких пресс-формах и методом эластичной передачи дав-
ления.
При склеивании в жесткой пресс-форме допускаемые ради-
усы кривизны гнутоклееных заготовок зависят от толщины
шпона, количества листов шпона в пакете, конструкции пакета,
угла изгиба заготовки. Применяемые в мебели гнутоклееные за-
готовки из шпона унифицированы. Их изготовляют из шпона
стандартной толщины. Толщина заготовок З...ЗД мм, угол
изгиба 90... 135°, радиус кривизны не менее 15 мм. В жестких
пресс-формах склеивают заготовки с небольшой стрелой про-
гиба, заготовки большой глубины и замкнутого контура. В пер-
179
Рис. 170. Подготовка гнутопропильной заготовки к склеиванию:
а__гнутопропнльная заготовка с пропилами; б—? — этапы закладки промазанных клеем
полос шпона в пропилы; д — заготовка с заложенными полосами шпона; /—крайний
элемент; 2 — промежуточный элемент; 3 — заготовка; 4 — лииейка; 5 — полосы шпоиа
Матрица
в
Рис. 171. Гнутопропильные заготовки из плит в процессе склеивания:
а _ заготовка, подготовленная к склеиванию,; б — запрессованная заготовка; / — пря-
моугольные пропилы; 2 — конические пропилы; 3 — заготовка; 4 — шпон
Рис. 172. Приспособление для склеивания гиутопропильных заготовок из
древесины:
а — заготовкй, установленная в приспособлении; б — изгиб заготовки; в — заготовка
в процессе закрепления после изгиба; / — шина,; 2 — отверстие; 3 — шаблон; 4, 9 —
струбцины; 5 — заготовка,; 6 — рычаг; 7 — винт; 8 — ролик
вом случае заготовки из шпона склеивают так же, как заго-
товки из тонких планок.
Заготовки большой глубины и замкнутого контура склеи-
вают в прессах (рис. 168). При склеивании в четырехплунжер-
ном прессе пакет заготовок из шпона с нанесенным на них
клеем укладывают на матрицу, когда она находится в край-
нем верхнем положении. Затем пуансон 4, прижимая склеивае-
мый пакет к матрице, опускается вниз. Края заготовок, каса-
ясь боковых плунжеров 3, изгибаются. В крайнем нижнем поло-
жении боковые плунжеры прижимают пакет к боковым поверх-
ностям пуансона. На рис. 177, б показано склеивание заготовок
из шпона в одноплунжерном прессе с гибкой лентой. В крайнем
нижнем положении плиты боковые прижимы разведены и сталь-
ная лента находится в слегка согнутом положении. После ук-
ладки пакета заготовок из шпона на ленту подают давление
в цилиндр пресса и подъемом плиты обжимают пакет вокруг
обогреваемого шаблона.
Для склеивания заготовок из шпона методом эластичной пе-
редачи давления применяют специальные пресс-формы
(рис. 169). Пресс-форма состоит из жесткого пуансона и
матрицы, на рабочей поверхности которой уложены секции гид-
равлической пресс-камеры. В каждую секцию под разным дав-
лением подается рабочая жидкость (масло)-
Склеивание гнутопропильных заготовок (рис. 170, 171). Для
увеличения способности к изгибу в заготовках делают специ-
альные пропилы. Чтобы получить склеенную гнутопропильную
заготовку требуемых размеров и качества, пропилы выполняют
с большой точностью. В цельных заготовках из древесины про-
пилы делают на одном или двух концах заготовки в зависимо-
сти от конструкции гнутопропильной детали. Глубина пропила
определяется экспериментально в зависимости от длины изги-
баемой части заготовки. Толщина hi крайних элементов состав-
ляет 1,5...2 мм, толщина h2 промежуточных элементов—1,5...
3 мм, радиус кривизны 10... 50 мм. В полученные пропилы
с помощью линейки закладывают промазанные клеем полосы
шпона, толщина которых должна быть на 0,1.. 0,2 мм меньше
толщины пропила. Зазор 0,1...0,2 мм необходим для того,
чтобы шпон входил в пропил свободно и клей с его плоскости
не сгонялся. Затем пропиленную часть заготовки с вложенным
шпоном подвергают гнутью в приспособлении, показанном на
рис. 172.
49. Организация рабочих мест при гнутье
Рабочие места в гнутарном цехе включают гнутарный ста-
нок или приспособление для гнутья, установки для гидротер-
мической обработки заготовок, запас необработанных загото-
181
Рис. 173. Схема организации рабочих мест:
а —у гнутарного станка СГЛ-2 ЦНИИМОД: /—станок; 2 — пропарочный котел; 3 —
заготовка; 4— согнутые детали; 5, 6 — стеллажи с запасными шинами и шаблонами;
б —у клеильно-коивейерного пресса: / — пресс; 2 — клееиамазывающий валнк; 3—па-
ровая плита; 4 — рабочий стол,; 5 — заготовки; 6 — склеенные щиты
вок, шин и шаблонов, а также обработанные заготовки. Схема
организации рабочих мест приведена на рис. 173. Она меняется
в зависимости от вида и размеров изгибаемых заготовок и обо-
рудования, однако во всех случаях рабочие места должны быть
организованы так, чтобы пропаренные заготовки можно было
подавать на гнутарный станок сразу из пропарочного котла,
не перенося на большие расстояния и не разворачивая. Кроме
того, в цехе должны быть стенные часы, хорошо видные с каж-
дого рабочего места. Пропарочные котлы снабжают маномет-
рами, указывающими давление пара.
Все используемые в работе материалы и приспособления
должны быть исправны, аккуратно уложены на стеллажи или
вагонетки и расположены в удобном для рабочего положении.
Обслуживают гнутарный станок, как правило, двое рабо-
чих — основной и подсобный.
При гнутье заготовок, особенно горячих, помимо общих не-
обходимо соблюдать следующие меры по технике безопасности:
1) пропарочные котлы снабжать надежными герметически за-
крывающимися крышками; 2) на манометрах должна быть
красная черта, указывающая предельно высокое рабочее давле-
ние; 3) перед открыванием пропарочного котла перекрывать
входной паровой вентиль; 4) доставать детали из котла только
крючками; 5) работать только в рукавицах; 6) для гнутья
пользоваться только исправными станками, шаблонами и дру-
гими приспособлениями; 7) при гнутье на открытых шаблонах
нельзя наклоняться над изгибаемой заготовкой; 8) о выявлен-
ных неисправностях доложить сменному мастеру.
Контрольные вопросы
1. Какие способы изготовления криволинейных деталей вы знаете? Их
преимущества и недостатки.
2. Какие деформации происходят в процессе гиутья древесины?
182
3. Для чего и каким способом осуществляют гидротермическую обра-
ботку древесины?
4. Технологический процесс гнутья.
5. Как изготовляют гиутоклееиые заготовки из планок и из шпона?
6. Как изготовляют гиутопропильиые заготовки?
7. Как организовать рабочее место при гнутье заготовок?
8. Каких правил техники безопасности придерживаются при гнутье?
VII. Конструкции и технология изготовления
оконных и дверных блоков
50. Стандартные типы оконных и балконных блоков
Оконные и балконные блоки состоят из оконной (дверной)
коробки и оконных переплетов (дверных полотен), в которые
входят створки, фрамуги и форточки. Их размеры регламенти-
руются ГОСТ 11214—78 «Окна и балконные двери деревянные
и с двойным остеклением для жилых и общественных зданий».
Блоки подразделяются на 2 серии: серия С — со спаренными
оконными переплетами и дверными полотнами; серия Р —
с двойными раздельными переплетами и дверными полотнами.
В верхней части оконной коробки над створками, а иногда
и в нижней части устанавливают горизонтальную рамку-фра-
мугу. Фрамуги бывают глухие и открываемые. При глухих фра-
мугах верхние притворы створок примыкают к четверти в ниж-
нем бруске фрамуги. При открываемой фрамуге для ее креп-
ления в оконную коробку вставляют горизонтальный брусок,
называемый горизонтальным импостом.
Оконные блоки могут быть узкие с равными створками и
широкие с неравными створками. В широких блоках с нерав-
ными створками устанавливают вертикальный брусок (верти-
кальный импост), к которому примыкают вертикальные кромки
створок. Узкая створка в этом блоке — форточка — служит для
проветривания помещения.
Оконные блоки маркируются заводом-изготовителем при по-
мощи букв и цифр. Буквы обозначают серию и конструкцию
оконного блока, а цифры — высоту и ширину проема в децимет-
рах. Например, ОС — оконный блок со спаренными перепле-
тами; ОР — оконный блок с двойными раздельными перепле-
тами.
Оконные блоки трехстворчатые с равными створками для
жилых зданий без форточек и общественных зданий без фра-
муг обозначают в конце маркировки буквой А. Для оконных
блоков, имеющих форточку или верхнюю фрамугу, в конце ин-
декса добавляют букву В; для блоков, имеющих верхнюю или
нижнюю фрамугу,— букву Г; для блоков с нижней фрамугой — Е.
183
В трехстворчатых оконных блоках с верхней фрамугой для
общественных зданий в конце индекса добавляют букву И.
Размеры проемов для жилых и общественных зданий в ос-
новном соответствуют модулю 1М, равному 100 мм, или модулю
ЗМ (300 мм). Высота проемов для жилых зданий 6М, 9М, 12М,
15М, 18М, а для общественных зданий 12М, 18М, 21М, 27М.
Ширина проемов для жилых зданий принята 5М, 9М, 12М, 14М,
15М, 18М и 21М; для общественных зданий 9М, 12М, 18М,
21М, 24М, 27М. Окна высотой 15М используют в основном в жи-
лых зданиях и частично в общественных помещениях, а высо-
той 12М — в кухнях и спальнях (с высокими подоконниками).
Окна высотой 12М применяют в общественных зданиях (в боль-
ничных палатах).
Для зданий, возводимых в районах Крайнего Севера (в I и
II подзонах северной строительно-климатической зоны), окон-
ные блоки для жилых и общественных зданий изготовляют
с тройным остеклением и тройным уплотнением согласно
ГОСТ 16289—80.
Окна для жилых зданий бывают одностворчатые и с узкими
створками высотой 863, 1163 и 1462 мм, шириной 880, 1154,
1329, 1479 и 2072 мм, с форточками-полустворками высотой
1163 и 1463 мм, шириной 1154, 1329, 1379, 1479, 2072 и 2172 мм.
Окна для общественных зданий имеют высоту 1758 мм, ширину
875, 1150, 1350 и 1785 мм.
Окна деревянные для общественных зданий со спаренными
створками, вращающимися на средних осях, подразделяются
на 2 типа: вращающиеся на средних горизонтальных осях —
среднеподвесные ОСГ, имеющие дополнительно вентиляцион-
ные клапаны или верхние фрамуги; вращающиеся на средних
вертикальных осях—среднеповоротные ОСВ.
Для животноводческих ферм и птицефабрик выпускают де-
ревянные окна согласно ГОСТ 16407—70 в зависимости от на-
значения и конструкции. Для зданий промышленных предприя-
тий согласно ГОСТ 12506—81 окна деревянные подразделяются
на 2 серии: Н — с наружным открыванием створок и В —
с внутренним.
Типы и габаритные размеры окон и балконных дверей для
жилых зданий приведены на рис. 174.
Размеры по общим видам окон и балконных дверей даются
по наружным сторонам створок, фрамуг, форточек и полотен
дверей и по наружным сторонам коробки. Все размеры на чер-
тежах показывают на неокрашенных деталях и изделиях.
Для остекления окон и балконных дверей жилых зданий
применяют стекло толщиной 2.5...3 мм по ГОСТ 111—78. Для
отвода дождевой воды в нижних брусках коробок и в горизон-
тальных импостах под широкими створками, фрамугами и по-
лотнами делают прорези шириной 12 мм, расположенные на
184
Рис. 174. Окна н балконные дверн деревянные с тройным остеклением для
жнлых н общественных зданий:
а, б, в — для жилых зданий соответственно одностворчатые, с узкими створками и с
форточками-полустворками; г — окна для общественных зданий; д — сечение А—А:
1 — наружная коробка; 2 —внутренняя коробка; 3— спаренный переплет; 4 — наруж-
ный переплет; 5 — стекло; 6 — раскладка
расстоянии 50 мм от вертикальных брусков коробок и импо-
стов, а под форточными створками — одну прорезь посредине
форточки.
Стекла окон и балконных дверей для промышленных зданий
имеют толщину 3... 4 мм. При выборе толщины стекла учиты-
вают воздействие ветра и шума в районе строительства.
51. Конструкции и технология изготовления
оконных переплетов
Оконные коробки заполняют оконными переплетами различ-
ных конструкций и размеров. Переплеты состоят из створок,
фрамуг и форточки. В одном ряду окна может быть одна, две
или много створок, которые открываются внутрь помещения,
наружу или в разные стороны, а также неоткрывающиеся (глу-
хие). Створки могут открываться: 1) с поворотом вокруг верти-
кальной крайней оси (распашные); 2) с поворотом вокруг верх-
ней крайней оси (подвесные); 3) с поворотом вокруг нижней
крайней оси (откидные); 4) с поворотом вокруг вертикальной
и нижней крайней оси (поворотно-откидные); 5) пово-
ротом вокруг горизонтальной или вертикальной средней оси
185
(вращающиеся); 6) с перемещением створки в горизонтальной
плоскости (раздвижные); 7) с перемещением створки в верти-
кальной плоскости (подъемные).
Для проветривания помещений в переплетах устанавливают
форточки, форточные створки, клапаны, жалюзи, фрамуги й от-
крывающиеся створки. Створки изготовляют из двух вертикаль-
ных и двух или трех горизонтальных брусков, связанных между
собой в рамку с помощью шиповых соединений клея и нагелей.
В створках, имеющих большие размеры, применяют горизон-
тальные бруски — горбыльки, соединяющие вертикальные бру-
ски. Горбыльки имеют аналогичный с брусками профиль, но
тоньше их. При наличии горбыльков прочность створки увели-
чивается, но уменьшается световая площадь.
В зависимости от числа створок различают одно-, двух- и
трехстворчатые оконные переплеты. В двухстворчатых перепле-
тах обе створки навешиваются на петли, а в трехстворчатых на
петли могут навешиваться или все три створки, или две край-
ние, а среднюю делают глухой. Переплеты могут быть внутрен-
ние и наружные. Чтобы створки хорошо раскрывались, раз-
меры внутренних переплетов (по высоте и ширине) делают на
50... 75 мм меньше, чем наружные. Разницу между размерами
внутреннего и наружного переплетов называют рассветом.
В оконных блоках переплеты могут изготовляться без на-
плавов и с наплавом (рис. 175). Переплет с наплавом, т. е. на-
пуском на брусок коробки, создает более плотный притвор и
закрывает щели, образующиеся между створкой и коробкой.
Для переплетов с наплавом размеры внутреннего переплета
делают больше наружного по высоте на 75 мм, а по ширине на
75... 100 мм. Наплавы можно делать только во внутренних
переплетах, но из эстетических соображений их делают в обоих
переплетах.
В оконных блоках с двойными раздельными переплетами
(рис. 176) они могут открываться в одну или в разные стороны.
В оконных блоках со спаренными переплетами имеются наруж-
ный и внутренний переплеты, которые соединены между собой
стяжками и составляют как бы один переплет, имеющий до-
статочную жесткость. Для мытья стекол развинчивают стяжки
и раскрывают переплеты. В спаренных переплетах (рис. 177)
нет горбыльков, горизонтальных импостов и фрамуг, что значи-
тельно повышает освещенность помещения и придает зданию
большую архитектурную выразительность.
Все элементы переплетов изготовляются из древесины хвой-
ных пород влажностью 9±3 %. Для заполнения светового про-
ема переплетов применяют стекло или стеклопакеты. Несмотря
на большую разновидность типов конструкций и размеров окон-
ных переплетов, технология их изготовления одинакова. Техно-
логические операции могут выполняться ручными столярными
186
Рис. 175. Оконный блок с двойными раздельными переплетами с наплавом
для общественных зданий:
1 — уплотняющая прокладка; 2 — наплав; 3 — стекла
Рис. 176. Оконный блок с двойными раздельными переплетами: верхние
бруски:
/ — наружной коробки; 2 — внутренней коробки; <?—внутренней створки; 4 — наруж-
ной коробки; 5 — стекло; нижние бруски: 6 — наружной створки; 7 — внутренней
створкн; 8 — уплотняющая прокладка; 9 —внутренней коробки; 10 — наружной коробки
Рис. 177. Окоииый блок со спаренными переплетами:
/ — бруски коробки (верхний н боковые); 2— Детля; 3—уплотняющая прокладка; 4—
брусок внутренней створки.; 5 — брусок наружной створки; 6 — импост; 7 — раскладка
по стеклу; 8 — прорезь для отвода воды; 9 — брусок коробкн (ннжний)
Рис. 178. Шаблон Павлихниа для
разметки гнезд под петли:
а — шаблон; б — шаблон с коробкой; / —
рейка; 2 — скоба,; 3 — упор; в —ста-
меска для выборки гнезд под петлн
оконные дверные
инструментами, на деревообрабатывающих станках общего
назначения или на специализированных автоматических линиях.
Точность шиповых соединений должна соответствовать 14...
13-му квалитету согласно ГОСТ 6449—76. Отклонения от но-
минальных свободных размеров деталей створок должны соот-
ветствовать 15-му квалитету.
Сборку концевых соединений оконных и балконных створок,
фрамуг и жалюзи выполняют в специальных ваймах на клею
и нагелях. Кроме того, они дополнительно скрепляются метал-
лическими угольниками (ГОСТ 5091—78). На точно изготовлен-
ные элементы переплетов устанавливают крепежные детали и
приборы, которые крепят в изделиях одного типа и назначения
188
на одном уровне- Для установки приборов часто применяются
различные шаблоны (рис. 178) и приспособления, которые зна-
чительно повышают производительность труда и качество вы-
полняемой операции.
52. Изготовление и установка подоконных досок
Подоконные доски устанавливают в окнах жилых, общест-
венных и вспомогательных помещений, зданий и сооружений
по ГОСТ 17280—79 «Доски подоконные деревянные». Доски
устанавливают в нижнюю поверхность оконного проема с не-
большим уклоном внутрь помещения, чтобы вода, попадающая
на подоконник, не затекала под переплет, а стекала с подокон-
ника. В нижней части подоконной доски, у кромки, выходящей
внутрь помещения, выбирают канавку-слезник, предотвращаю-
щую стекание воды с подоконника на стену. Низ проема сна-
ружи (слив) оштукатуривают и покрывают листовой сталью.
Подоконные доски маркируют буквами ПД и цифрами (че-
рез тире). Первые цифры обозначают длину подоконной доски
в дециметрах (округленно), а вторые—ее ширину в сантимет-
рах. Например, ПД14-15— подоконная доска длиной 1450 мм
и шириной 150 мм. При длине досок до 1600 мм их тол-
щина принимается равной 34 мм, а при длине более 1900 мм —
42 мм. Если доски длиной до 1600 мм устанавливаются в одном
помещении с досками длиннее 1900 мм, их толщина допуска-
ется равной 42 мм.
Подоконные доски изготавливают из древесины хвойных
пород влажностью 12±3 %: при ширине до 150 мм из цельных
пиломатериалов, а при большей ширине—клеенными по длине
и ширине из отрезков досок или брусков. Склеивание произво-
дится на клеях повышенной водостойкости по длине на зубча-
тые шипы, а по ширине — на гладкую фугу. Длина склеивае-
мых отрезков досок или брусков — не менее 300 мм, а ширина
не более 100 мм, при этом они должны укладываться по длине
вразбежку, а по ширине с чередующимся расположением го-
дичных слоев древесины.
Подоконные доски могут иметь различный профиль обра-
ботки кромок. Простота конструкции подоконных досок значи-
тельно облегчает технологический процесс их изготовления
(вручную или на деревообрабатывающем оборудовании). Опе-
рации технологического процесса аналогичны операциям, ис-
пользуемым при изготовлении брусковых деталей.
Лицевые поверхности готовых изделий красят в белый цвет
атмосферостойкими красками, а поверхности, примыкающие
к стенам, антисептируют. Кроме того, подоконные доски можно
оклеивать декоративным бумажно-слоистым пластиком свет-
лых тонов или облицовывать строганым шпоном твердых пород
189
древесины с покрытием влаго- и атмосферостойким лаком. Под-
оконные доски крепят к коробке в шпунт и гребень при помощи
влагостойких клеев.
53. Конструкции дверей и технологические
требования к ним
Двери, как и окна, состоят из блоков, в которые входят
дверные коробки и дверные полотна. Дверная коробка состоит
из четырех брусков, связанных между собой шипами на клею.
Боковые и верхние бруски имеют фальцы, в которые входит
кромками навешенное дверное полотно. Нижний брусок явля-
ется порогом и устанавливается на уровне чистого пола. Ко-
робки межкомнатных дверей в большинстве случаев не имеют
порога, т. е. состоят только из трех брусков. Вертикальные
бруски (незамкнутые) таких коробок делают более длинными,
чтобы пропустить их в настил пола и там скрепить распорным
бруском.
В зависимости от назначения двери бывают: 1) внутренние
(межкомнатные, кухонные, для кладовок, санузлов); 2) вход-,
ные (с лестничных клеток в квартиры); 3) наружные (входные
в здания, тамбуры и в мусороприемные камеры); 4) специаль-
ные (звукоизоляционные, противопожарные, дымозащитные,
утепленные и т. п.); 5) двери лазы для прохода на крышу
и в помещения технического назначения, а также люки — для
прохода в подвалы, чердаки и на плоские крыши. На рис. 179
показаны уплотняющие прокладки для дверных блоков.
Дверные полотна могут быть филенчатой (рамочной) и щи-
товой конструкции. Филенчатые двери состоят из вертикальных,
горизонтальных и средних брусков, толщина которых зависит
от размеров дверных полотен. Просветы между обвязочными
брусками и средниками заполняют щитами-филенками,
а в верхней части ставят стекло. Филенки изготовляют из су-
хих досок, фанеры или из древесностружечных и древесново-
локнистых плит. Для наружных дверей лучше применять до-
щатые филенки. Все филенки устанавливают в паз или наплав.
При соединении в наплав филенку с противоположной от на-
плава стороны закрепляют фигурной раскладкой. Такие рас-
кладки применяются и для крепления стекол, если их устанав-
ливают вместо филенок.
Широкое применение получили дверные полотна щитовой
конструкции. Они легки, формоустойчивы, гигиеничны и удобны
в эксплуатации, обладают хорошими звукоизоляционными свой-
ствами. Щитовые двери представляют собой рамку, собранную
из деревянных брусков, которые соединены в углах на шипы
или шканты на металлические скрепы, заполненную древесиной
и оклеенную с обеих сторон древесноволокнистой плитой или
190
Рнс. 179. Установка уплотняющих прокладок на дверных блоках:
а, б, г — иа коробке; в — иа нательнике; д — в прорези двериого полотна (вариант);
/ — брусок коробки; 2 —дверное полотно; 3 — уплотняющая прокладка; 4 — натель-
ник
фанерой. Ширина детали каркаса должна быть не менее 60 мм,
а в местах расположения петель, ручек и других приборов про-
дольные детали каркаса увеличивают по ширине не менее чем
на 40 мм, а по длине не менее чем на 250 мм, укрепляя их
скрепами.
Щитовые полотна наружных дверей, входных дверей в квар-
тиры и дверей с повышенными требованиями к прочности изго-
товляют со сплошным заполнением калиброванными по тол-
щине деревянными рейками, древесностружечными плитами или
подобными им материалами. Щитовые полотна для внутренних
дверей могут изготовляться с мелкопустотным (решетчатым) и
сплошным заполнением щита. Мелкопустотное заполнение вы-
полняют из древесных реек, полосок фанеры, древесноволокни-
стых и древесностружечных плит, шпона, бумажных сот или
спиральной стружки. Ширина реек для заполнения не более
60 мм, рассто'яние между элементами мелкопустотного запол-
нения— не более 40 мм по ширине и 400 по длине, а в сотах
бумажного заполнения — 40 мм по ширине и длине.
При наличии одного полотна в коробке двери называют од-
нопольными, а при наличии двух — двупольными (полотна мо-
гут быть разной ширины). Если дверные полотна (двупольные)
открываются поворотом вокруг вертикальной крайней оси в одну
сторону, причем правые — против часовой стрелки, а левые — по
часовой стрелке, их называют распашными. При открывании
дверных полотен поворотом вокруг вертикальной крайней оси
в обе стороны их называют качающимися. Кроме того, двери
могут быть раздвижными, что очень удобно для малогабарит-
ных квартир. Дверные полотна без стекол называются глухими.
Для снижения воздухопроницаемости по периметру притвора
в оконных переплетах устанавливают уплотняющие прокладки.
Для прокладок используют шерстяной шнур, губчатую резину
и т. п. Наиболее удобны прокладки из пенополиуретана сече-
нием 8X10 мм, в которых одна широкая сторона покрыта
клеем, защищенным полоской ткани. Перед установкой про-
кладки ткань снимают и прикладывают прокладку к наплаву
створки.
191
3
Рис. 180. Шаблон П. Е. Кускова для разметки гнезда под врезной замок
в двери:
/ — шаблон; 2 — замочная скважина; 3 — вертикальный брусок дверн; 4 — верхний го-
ризонтальйый брусок; б — филенка; 6 — средний горнзонтальный брусок; 7 — нижний
горизонтальный брусок; 8 — ось шаблона
54. Сборка и установка дверных блоков
Изготовление и сборку дверных блоков выполняют на дере-
вообрабатывающих Кредпрцятиях, оснащенных современным
высокопроизводительным оборудованием. Дверные блоки по-
ставляют потребителю в полной заводской готовности, с оконча-
тельной отделкой и установленными приборами. Приборы или
части приборов, выступающие за габарит окон и дверей, а также
цилиндровые механизмы замков и ключи к ним упаковывают
в отдельную тару и поставляют в комплекте с дверьми. При по-
ставке дверей в неостекленном виде раскладки для крепления
стекол должны быть отделаны, как и полотна, и наживлены
в четвертях остекления на гвоздях или шурупах.
В отдельных случаях операции сборки могут выполняться
вручную на рабочих местах или в уже установленных коробках
на местах их эксплуатации, поскольку по требованию потреби-
теля могут поставляться одни дверные коробки или полотна.
Процесс сборки дверного блока заключается в подгонке двер-
ного полотна к коробке, навешивании дверных полотен на
петли, а в случае необходимости — в установке нащельников.
Величину зазора между фальцем коробки и кромками двер-
ного полотна принимают по ГОСТ 6449—76 в пределах 14-го
или 15-го квалитета. Если дверное полотно не входит в коробку,
кромки его подчищают фуганком или электрорубанком.
Каждое полотно навешивают на две или три петли, причем
бауты верхней и нижней петель должны быть на одной верти-
кальной оси. Независимо от размеров полотен петли распола-
гают на расстоянии 250 мм от верха и низа двери до середины
петли.
Двери с толщиной полотна 40 мм и шириной 900 мм наве-
шивают на петли ПНШ110, ПНФШ110, ПНЦ130, ПНФЦ130,
а двери с толщиной полотна 40 мм и шириной 1100 мм — на
петли ПНШ130 или ПНФШ130 (фигурные) с ходом на ша-
рике.
Двери с принудительным закрыванием и толщиной полотен
40 мм навешиваются на петли пружинные одностороннего дей-
ствия ППОПО или ППО130, а качающиеся двери с толщиной
полотна 40 мм — на наружные петли двустороннего действия
ППД110 или ППД130.
Дверные замки можно врезать вручную или при помощи
механизированного инструмента на высоте 1000 мм от нижней
кромки дверного полотна. Гнезда под замки размечают при по-
мощи угольника или шаблона (рис. 180). Верхнюю планку шаб-
Рис. 181. Примерная схема технологического процесса изготовления двер
ного блока с филенчатыми дверьми
7 Заказ № 1131 1W
лона делают из доски толщиной 10... 11 мм, а боковые — из
фанеры, прикрепляют их к верхней планке гвоздями.
Для разметки гнезда под замок шаблон накладывают на
кромку двери так, чтобы горизонтальная ось его находилась
на расстоянии 1000 мм от нижней кромки двери, после чего ка-
рандашом размечают гнездо и замочную скважину. Гнезда под
замки можно выбирать долотом или электродолбежником,
электросверлилкой за несколько проходов. Для замочной сква-
жины высверливают отверстия сверлом; установленные замки
закрепляют шурупами, которые обязательно завинчивают. Затем
в коробке размечают место для запорной планки, прикладывая
ее к бруску коробки и обводя по контуру карандашом. Стаме-
ской делают небольшое углубление для притворной планки и
крепят ее шурупами к коробке.
Собранные блоки еще раз проверяют, открывая и закрывая
дверь. Убедившись в правильности сборки, сдают в эксплуата-
цию. Сборка оконных блоков осуществляется аналогично. Тех-
нологический процесс изготовления дверного блока показан на
рис. 18'1.
Контрольные вопросы
1. Какие вы знаете ГОСТы на окна и балконные двери?
2. Конструкции окон и балконных дверей.
3. Как маркируются окна и балконные двери?
4. Назначение и конструкции оконных переплетов.
5. Оконные створки, их конструкции и назначение.
6. Какие требования предъявляются к оконным переплетам?
7. Технологический процесс изготовления оконных переплетов.
8. Как снизить воздухопроницаемость в оконных переплетах?
9. Основные требования к изготовлению и остеклению оконных пере-
плетов.
10. Конструкции оконных и дверных коробок.
11. Каковы основные требования к изготовлению оконных и дверных
коробок?
12. Для чего предназначены подоконные доски? Их конструкции.
13. Конструкции дверей и технические требования к ним.
VIII. Отделка изделий из древесины
55. Общие сведения об отделке. Виды и классификация
Под отделкой древесины понимают создание на ее поверх-
ности декоративного покрытия, которое не только улучшает
внешний .вид, но и защищает древесину от воздействия окру-
жающей среды. Защитный слой должен быть достаточно твер-
дым, но эластичным, ровным и гладким, блестящим или мато-
вым. Кроме того, отделывать древесину можно плитками, пла-
стиками, резьбой, выжиганием, накладным декором (рис. 182).
194
Рис. 182. Схемы строения защитно-декоративных покрытий:
а — непрозрачное лакокрасочное; б, в — непрозрачное пленочное; г — непрозрачное
комбинированное; д — прозрачное лакокрасочное; е — имитационное по фоновому грунту;
ж — пленочное имитационное; 1 — слой грунтовки; 2 — слой краски; 3 — слой сплош-
ной шпатлевки; 4 — местная шпатлевка; 5 — древесина; 6 — непрозрачная пленка; 7 —
клей; 8 — слой лака; 5—слой прозрачной грунтовки; 10 — порозаполннтель; // — окра-
шенный слой древесниц; 12 — рисунок; 13 — фоновая окраска (грунт); 14 — синтетиче-
ский шпон
Для снижения расхода отделочных материалов при много-
слойном нанесении для первых слоев применяют более деше-
вые, заполняющие поры материалы (грунтовки, порозаполни-
тели и шпатлевки), которые не только выравнивают поверх-
ность под отделку, но и способствуют лучшей адгезии ее
к отделочному покрытию. Если перед отделкой нужно изменить
цвет древесины, ее покрывают красителями, а затем грунтуют.
Виды отделки. В столярно-мебельном производстве приме-
няют следующие виды отделки. При прозрачной отделке на
поверхность древесины наносят защитную декоративную пленку,
которая не только не закрывает цвет и текстуру древесины,
а наоборот, еще лучше проявляет ее. Прозрачную отделку по-
лучают при обработке древесины твердых лиственных пород
7*
195
прозрачными лаками, политурами, иногда маслами и восковыми
мастиками. При непрозрачной отделке защитная пленка пол-
ностью закрывает цвет и текстуру древесины. Ее выполняют
пигментированными красками (масляными, эмалевыми и др.)
по древесине малоценных и хвойных пород.
Имитационная отделка характеризуется улучшением деко-
ративных свойств древесины и образованием на ее поверхности
или поверхности листовых материалов узоров, имитирующих
текстуру ценных пород древесины.
Имитацию осуществляют нанесением красителей, наклеива-
нием текстурной бумаги, пленок, декоративных пластиков на де-
тали малоценных пород.
К специальному виду отделки (декоративным украшениям)
относятся металлизация, золочение, бронзирование, различные
декоры (наборный, орнаментальный, тематический и рельеф-
ный), а также накладки и вставки. Эти виды отделки приме-
няются в небольших кустарных мастерских и на предприятиях
с художественным уклоном. В последнее время специальные
виды отделки начали применять при производстве мебели и дру-
гих изделий из древесины.
Классификация отделочных покрытий. Согласно ОСТ
13-27—82 «Покрытия защитно-декоративные на мебели из дре-
весины и древесных материалов. Классификация и обозначения»
лакокрасочные покрытия в зависимости от рода основного плен-
кообразующего материала делятся на 7 групп: полиэфирная
(ПЭ), полиуретановая (УР), меламинная (МЛ), полиакриловая
(АК), мочевинная (МЧ), нитроцеллюлозная (НЦ), пентафта-
левая (ПФ).
В зависимости от показателей внешнего вида группы лако-
красочных покрытий подразделяются на 2 подгруппы: А — по-
крытия с открытыми порами; Б — с закрытыми порами, в том
числе непрозрачные. В зависимости от качественных показате-
лей внешнего вида внутри подгрупп покрытия делятся на 3 ка-
тегории. В зависимости от оптических свойств лакокрасочные
покрытия делятся на прозрачные П и непрозрачные Н, а по сте-
пени блеска (матовости)—на высокоглянцевые ВТ (не ниже
10-й строки по рефлектоскопу Р-4), глянцевые Г (9... 3-я строки
по рефлектоскопу Р-4), полуглянцевые (полуматовые) ПГ, ПМ
(от 2-й строки и ниже) и матовые М.
Покрытии, образованные синтетическими облицовочными
материалами, в зависимости от рода полимера делятся на
2 группы: облицовочные материалы на основе бумаг, пропитан-
ных термореактивными полимерами (ТР); облицовочные ма-
териалы на основе термопластичных полимеров (ТП). Группа
покрытий ТР в зависимости от применяемого пропиточного ма-
териала делится на 2 подгруппы: А (меламиноформальдегид-
ная) и Б (карбомидоформальдегидная).
196
В зависимости от фактуры поверхности покрытия, образо-
ванные синтетическими облицовочными материалами, делятся
на гладкие и рельефные (с порами), а по степени блеска (ма-
товости) — на высокоглянцевые ВГ, полуглянцевые ПГ и мато-
вые М.
56. Подготовка поверхности к отделке
Для всех видов внешней отделки поверхность древесины дол-
жна соответствовать ШерОХОВатОСТИ /?гтах 32... 16 мкм (9...
10-му классам), поэтому сначала выполняют столярную, а за-
тем отделочную подготовку поверхности деталей из древесины
к отделке.
Столярная подготовка поверхности древесины. Основная
цель столярной подготовки — снять волны, образовавшиеся
вследствие фрезерования деталей на деревообрабатывающих
станках, при необходимости высверлить и заделать сучки и дру-
гие дефектные места, а затем отшлифовать. К столярной под-
готовке предъявляются очень высокие требования, так как даже
незначительная волнистость, полученная при фрезеровании
(длина волны 2 мм и высота гребня 0,01 мм), после отделки
очень заметна, что портит внешний вид отделанной поверх-
ности.
Вставки и другие заделки применяются только при непро-
зрачной отделке поверхности деталей из древесины. Оконча-
тельное шлифование поверхностей при столярной подготовке
выполняют шлифовальными шкурками различных номеров (под
нитрокраски и эмали — № 8... 12, под масляные краски № 12...
32). На поверхности под прозрачную отделку, особенно светлую,
не должно оставаться грязных пятен, шероховатости, волнисто-
сти, вмятин, царапин от шкурки, вырывов и других дефектов.
Подготовка поверхности под непрозрачную отделку. Цель
подготовки под непрозрачную отделку состоит в том, чтобы
окончательно выровнять поверхность, уплотнить ее, обеспечить
прочное сцепление древесины с лакокрасочным покрытием. От-
делочная подготовка поверхности под прозрачную отделку
включает следующие операции.
Обессмолива н ие осуществляют для лучшего сцепле-
ния слоя краски с поверхностью древесины на смолистых уча-
стках изделий из хвойных пород. Для обессмоливания приме-
няют смолорастворители — бензин, спирт, скипидар, 25%-ный
водный раствор ацетона, 5. •. 10 %-ный водный раствор соды
(после удаления смолы поверхность протирают ацетоном),
4... 5 %-ный водный раствор едкого натра.
Обессмоливающие растворы на поверхность древесины на-
носят травяными щетками или хлопчатобумажными кистями.
Растворы, подогретые до 50 °C, лучше растворяют смолу. Рас-
творенную смолу смывают с поверхности теплой водой. Боль-
197
шинство обессмоливающих средств огнеопасны или вредны для
здоровья человека, поэтому для этих целей чаще применяют
раствор соды.
Грунтование способствует увеличению плотности дре-
весины й лучшему сцеплению слоя краски с ней и состоит
в пропитывании поверхностных слоев древесины жидкими со-
ставами— быстро высыхающими грунтовками. Кроме пропитки
поверхностных слоев, грунтовки до некоторой степени запол-
няют поры и после высыхания образуют твердую подстилку
под лакокрасочные покрытия, с которыми прочно сцепляются.
Грунтовки наносят на поверхность кистями, тампонами, распы-
лением, вальцами. Современная лакокрасочная промышлен-
ность выпускает грунтовки различных составов на основе син-
тетических смол.
Шпатлевание применяют только для последующей не-
прозрачной отделки. Различают местное и сплошное шпатлева-
ние. При местном шпатлевании шпаклевкой заполняют более
значительные неровности, встречающиеся на поверхности дре-
весины в отдельных местах (вырывы, трещины и т. п.). Сплош-
ное шпатлевание окончательно выравнивает поверхность дета-
лей и одновременно повышает ее плотность.
В зависимости от применяемых растворов, из которых при-
готовлены шпаклевки, последние называют масляными клее-
выми, нитролаковыми и полиэфирными. Под масляные краски
и эмали шпатлевку иногда приготавливают на месте использо-
вания, смешивая растертый мел с клеем и олифой. Чаще всего
применяют нитрошпатлевку МБШ. Она пригодна для заполне-
ния пор крупнопористых пород (дуба, ясеня, бересты) даже
при прозрачной отделке.
При небольшом объеме работ шпатлевку наносят шпателем
(рис. 183) вручную или пневматическим распылением. Более
эффективно применять вальцовые и вальцово-ракельные станки
проходного типа, которые дают возможность наносить шпат-
левку за один проход (рис. 184).
Подготовка поверхности под прозрачную отделку. Для высо-
кокачественной подготовки поверхности древесины к прозрач-
ной отделке, кроме столярных операций, необходимо выполнить
операции отделочной подготовки: обессмоливание, отбеливание,
удаление ворса, заполнение пор.
Отбеливание пятнистой поверхности (особенно при про-
литии клея в процессе облицовывания) выполняют, если эта по-
верхность отделывается в светлый цвет. Отбеливанием восста-
навливают натуральный цвет древесины, для чего применяют
различные растворы. Это перекись водорода (12... 15 %-ный
водный раствор, в который добавляют нашатырный спирт),
хлорная известь, растворенная в воде до густоты пасты, щаве-
левая кислота (5... 10 %-ный водный раствор). Последняя при-
198
меняется для удаления черных пятен от металла и просачива-
ния клея.
Удаление ворса способствует равномерному нанесению
отделочных материалов, а значит, и их экономии. Ворс удаляют
шлифованием поверхности мелкозернистыми шкурками (№ 6...
12), предварительно увлажнив поверхность 3...5 °/о-ным клее-
Рис. 183. Шпатели с металлической
пластинкой (а, 6) и деревянный (в)
Рис. 184. Схемы шпатлевочиых стан-
ков:
а — вальцово-ракельный; б — вальцовый;
/ — приводные вальцы; 2 — дозирующий
валец; 3 — наносящий валец; 4 — 5, 8,
10 — ракели; 6 — ваииа для излишков
шпатлевки: 7 — ванна для шпатлевки; 9—
втирающий вал; 11 ~ непрнводные вальцы
199
вым раствором при помощи губки или тампона. Ворс можно
удалить и в процессе грунтования, где функцию клеевого ра-
створа выполняет грунтовка или первый слой отделочного мате-
риала. После высушивания поверхность шлифуют шлифоваль-
ными шкурками № 6... 8.
Заполнение пор или грунтование под прозрачную от-
делку способствует уплотнению поверхности древесины, а также
лучшему сцеплению отделочных покрытий с ней. Кроме того,
порозаполнение предупреждает проседание пленки в поры,
уменьшая расход дорогостоящих отделочных материалов.
В состав порозаполнителей для древесины крупнопористых
пород входят пемзовая пудра, мел, тальк, воск, канифоль и син-
тетические смолы. Эти порозаполнители могут быть в виде до-
вольно густых паст или жидких растворов. Для порозаполне-
ния поверхности древесины мелкопористых пород достаточно
Рис. 185. Схема вальцового груито-
иаиосящего стайка МЛ 1.03:
I — дозирующий валец; 2 — наносящий ва-
лец; 3 — ракель; 4 — деталь; 5 — ролико-
вый конвейер; 6 — поддерживающий вал
Рис. 186. Станок ПЗЩ-1 для поро-
заполнеиия деталей:
/ — станина; 2 —ролик подачи; 3 —меха-
низм втирания; 4 — механизм нанесения н
втирания порозаполнители
200
ограничиться применением пленкообразующих материалов —
олифы, лака, политуры. Эти материалы можно применять в чи-
стом виде или добавлять к ним пемзовую пудру. Заполнение
пор пленкообразующими материалами без наполнителей назы-
вают столярным грунтованием или просто грунтованием.
Порозаполняющие и грунтующие материалы окрашивают
под цвет ценных пород древесины, соединяя операции крашения,
порозаполнения и грунтования. При отделке изделий из древе-
сины используют порозаполнители КФ-1, КФ-2, КФ-3, КФ-4 и
ПМ-11, выпускаемые лакокрасочными предприятиями.
Составы, используемые для заполнения пор, при нанесении
их на поверхность втирают в поры древесины, а излишки сни-
мают, чтобы не вуалировалась текстура. Эти операции выпол-
няют вручную металлическими, резиновыми или деревянными
шпателями или распылением на вальцовых (рис. 185), щеточ-
ных, полировальных и виброшлифовальных станках.
Виброшлифовальный станок ПЗЩ-1 (рис. 186) состоит из
ракеля, устройства для нанесения порозаполнителя и меха-
низма для виброшлифования. Последний имеет поперечную ко-
лодку с эластичным основанием, обтянутым антифрикционной
лентой. На верхнюю сторону детали вальцовым механизмом на-
носят порозаполнитель. Втирание его осуществляется специаль-
ной плитой, виброшлифовальным механизмом и дополнительно
ракелем. Станок проходного типа может успешно использо-
ваться в поточных линиях.
57. Способы нанесения лакокрасочных материалов
на поверхность древесины
Лакокрасочные материалы на подготовленную поверхность
деталей наносят вручную (кистями или тампонами) и механи-
зированно — распылением, наливом, окунанием и на вальцовых
станках.
Отделка вручную. При небольших объемах отделочных ра-
бот лакокрасочные материалы наносят ручными инструментами
(рис. 187). Для шпатлевания применяют шпатели, лакирование
производят кистями или тампонами, полирование — тампоном.
Относительно вязкие лаки и краски наносят круглыми щетин-
ными кистями — ручниками, а жидкие — мягкими плоскими ки-
стями. Для разделочных работ применяют специальные кисти,
щетки и различные приспособления (рис. 188). При нанесении
лакокрасочных материалов кисть держат под углом 40... 45°
к отделываемой поверхности.
Полирование. Этот процесс трудоемкий, но дает тонкую, ров-
ную и блестящую пленку, которая выявляет цвет и текстуру
древесины, делает ее богаче и красивее. Полируют изделия жид-
кими лаками (политурами), которые дают не больше 15 % су-
201
a
д
ж
Рис. 187. Кисти для наиесеиия и разравнивания отделочных материалов:
а —ручник; б — флейц; в — трафаретная; г — филенчатая (отводка),; <? —лаковая;
е — расхлестка; ж — щетка
хого остатка (шеллачной смолы, растворенной в спирте кре-
постью не ниже 90°).
Поверхность под полирование подготавливают более качест-.
венно, чем под лакирование, так как на полированной поверх-
ности дефекты более заметны. Процесс полирования состоит из
грунтования, полирования и облагораживания. Политуру на
подготовленную поверхность наносят ватным тампоном, оберну-
тым марлей или льняной тканью (рис. 189).
Первое полирование (грунтование) выполняют густой по-
литурой (12... 15 %-ным раствором) до полного закрытия пор
древесины. Для уменьшения расхода политуры и быстрого за-
крытия пор (особенно при полировании изделий из крупнопори-
стых пород) применяют пемзовую пудру. При полировании
с пемзой следует менять ткань на подошве тампона, поскольку
от пемзы она залипает или расползается. Для лучшего скольже-
ния тампона по поверхности на него наносят несколько капель
трансформаторного масла. При полировании больших площа-
дей масло можно наносить непосредственно на отделываемую
202
Рис. 188. Разделочные инструменты;
1 — гребешки; 2 — валики; 3 — кисти наборные разделочные.; 4 — торцовки фактурные
поверхность, но только после закрытия пор политурой, так как
масло, попадая в поры, образует пятна, а лишнее масло после
полирования выступает на отделочной пленке в виде матового
налета, который очень трудно удалить,
Второе полирование начинают более жидкой политурой
(8... 10 °/о-ной). Насыщенность тампона должна быть меньшей,
так как полировать следует до полного ее высыхания. При вто-
ром полировании масла требуется значительно меньше (1 раз
на одну зарядку тампона), так как полусухой тампон меньше
залипает, чем влажный. После второго полирования поверх-
ность становится ровной, но недостаточно блестящей.
203
Рис. 189. Полирование тампоном:
схема движения тампона в начале (/), в середине (//) я в конце (///) операции
(арабскими цифрами показана последовательность перемещения тампона после завер-
шения полирования в одном направлении) »
Третье полирование начинают после выдержки на протя-
жении 2... 3 сут. За это время на поверхности выступает масло,
в удалении которого и заключается третье полирование. Для
третьего полирования используют новый тампон, 5...8 °/о-ную
политуру. Тампон пропитывают маленькими дозами, чтобы он
был чуть влажным. Лишняя насыщенность его может привести
к ожогу пленки, поэтому перед началом операции проверяют
влажность тампона и лишнюю политуру выжимают марлей, ва-
той или прижимая тампон к чистой сухой доске.
Полируют поверхность до полного удаления с нее масла.
Последнее полирование желательно выполнять чистым спиртом.
Если через несколько дней на поверхности появится налет
масла, ее опять полируют чистым спиртом и протирают ватой.
Хорошо растворяются спиртом и удаляются с поверхности па-
рафиновое и трансформаторное масла. Льняное масло удаля-
ется труднее.
Ручное полирование — процесс очень трудоемкий и малопро-
изводительный, поэтому для полирования применяют специаль-
ные переносные аппараты и стационарные станки ПП-3, ППА-3
и др. (рис. 190).
Распыление. Этим способом можно наносить все виды лако-
красочных материалов на любые поверхности (горизонтальные,
вертикальные, криволинейные и профильные), причем произ-
водительность труда повышается в 5...6 раз по сравнению
с ручным способом. Распыление лакокрасочных материалов вы-
год
Рис. 190. Ручные полировальные машинки с электрическим приводом:
1 — тампон; 2 — электродвигатель; 3 — ручка
полняют различными методами: электростатическим, механиче-
ским и электромеханическим, а также сжатым воздухом, пере-
гретым паром.
Наиболее распространен способ нанесения лакокрасочных
материалов сжатым воздухом (пневматическое распыление), ко-
торый подается в пистолет-распылитель под давлением 0,3...
0,5 МПа. Отделочный материал из распылителя подается под
давлением 0,2... 0,15 МПа. Встречая на своем пути сильный
воздушный поток, отделочный материал распыляется форсункой
пистолета (рис. 191) и ложится на отделываемую поверхность
в виде мелкйх капель, которые, расплываясь, образуют сплош-
ное ровное покрытие.
Основная часть распылителя — форсунка с двумя соплами.
Из одного выходит отделочный материал, из другого сжатый
воздух. Наиболее распространены форсунки, у которых сопло
для лакокрасочных материалов охватывается кольцевым соплом
для сжатого воздуха. Отделочный материал из сопла выходит
медленно, а сжатый воздух — с большой скоростью, и за счет
динамического удара и сил трения струя жидкости, попадающая
в сопло, распыляется. Марки распылителей: КР-10, КР-30, 0-19
Рис. 191. Схемы форсунок внешнего и внутреннего смешивания:
а — кольцевая форсунка внешнего смешивания; б — То же с дополнительными отвер-
стиями для распылеиня струн; в, г — щели форсунки внутреннего смешивания,; / —
сопло; 2 — камера смешивания; 3 — щель
205
18 19 A 2>
3
4
7
8
9
пистолет-распыли-
17-
16-
15'
14
13'
Пневматический
Рис. 192.
тель 0-19:
1 — камера
лака; 3 — рычажок;
закрывающая иголка;
воздушного клапана;
14 — каналы для воздуха;
для воздуха; /2—собачка:
цевое сопло для воздуха;
17 — боковой воздушный канал _ . ...
струн,; 18—съемочная головка; 19 — сопло для ма-
териала
для материала; 2 — верхний штуцер для
4 — клалац; 5 — пружина; 6 —
; 7 — гайка для регулировки
6—* воздушная камера; 9,
10 — трубка,; 11 — штуцер
; 13 — втулка; 15 — коль-
16 — кольцевая камера;
для сплющивания
(рис. 192) с соплом круглого поперечного сечения и диаметром
1,2... 2,5 мм.
На предприятиях применяют распылители с щелевым соп-
лом 0-45, ЗИЛ, С-152,, ширина щели у которых регулируется
в пределах 1,5... 3,5 мм. Для этих распылителей необходимо
давление воздуха 0,5... 0,6 МПа.
Конструкция распылителей для нанесения двухкомпонент-
ных лаков предусматривает смешивание двух жидких компонен-
тов непосредственно в факеле распыления. Такие распылители
могут иметь одну или две форсунки.
Отделочный материал к распылителям можно подавать как
из красконагнетательного бачка через шланг, так и из стакана,
ввинчиваемого сверху в корпус. Первый способ более прогрес-
сивен и применяемся шире. Отделочные материалы могут пода-
ваться из бака через шланг под давлением или самоналивом.
В последнем случае бак должен находиться выше максималь-
ного уровня, на который поднимают пистолет-распылитель во
время работы.
2М
Рис. 193. Схема стационарной заводской установки для распыления лаков и
красок:
/ — электродвигатель; 2 — компрессор; 3 — ресивер; 4— воздуховод для сжатого воз-
духа; 5 — трубопровод для лака; 6 — воздуховод для отсоса воздуха из кабины; 7 —
распылительная -кабина,; 8 — распылитель; 9 — шланг для сжатого воздуха; 10 —
шланг для лака; // — масловодоотделитель
Распыленные отделочные материалы могут быть холодными
или подогретыми до температуры 70... 75 °C. Подогретые лучше
ложатся на поверхность и имеют больший сухой остаток. Рас-
пыление ведут в специальных кабинах, оборудованных вращаю-
щимся стволом, приточно-вытяжной вентиляцией и водяными
завесами (вода собирает лаковую пыль, которая ие попала на
изделие).
На современных предприятиях применяют автоматические
распылители КРВ-2, КА-1. Принцип работы их аналогичен
принципу работы с ручными распылителями. На рис. 193 при-
ведена схема заводской установки для распыления лаков и
красок.
Безвоздушное распыление применяется значительно реже,
несмотря иа то, что оно дает возможность наносить отделочные
материалы повышенной вязкости. Сущность этого метода в том,
что под высоким давлением развивается большая скорость
струи отделочного материала из сопла распылителя, превышаю-
щая критическую скорость при данной вязкости, что способ-
ствует распылению жидкости. При безвоздушном распылении
можно применять холодные или подогретые отделочные мате-
риалы. Для холодных требуется давление 24 МПа, а для горя-
207
чих (70... 100 °C)—4,5 ... 7 МПа. Для нанесения холодных
материалов применяют установку УБР, а для горячих —
УБР-1М.
Нанесение отделочных материалов в электростатическом
поле. При нанесении лакокрасочных материалов распылением
большое количество их теряется, так как мелкие частицы в виде
тумана не попадают на изделие. Потери можно сократить до
минимума, если применить распыление лакокрасочных материа-
лов в электростатическом поле. Изделия помещают в незазем-
ленный конвейер, движущийся около распылительного устрой-
ства. Частицы отделочного материала, заряженные отрица-
тельно, под действием электростатических сил притягиваются
к положительно заряженному изделию, и получается ровное
тонкое покрытие.
Установка для электростатического распыления состоит из
высоковольтного выпрямительного устройства В-140-5-2, элек-
тростатических распылителей (рис. 194), устройства для дози-
рования и подачи отделочного материала, конвейера, распыли-
тельной кабины и сушильной камеры.
Лучшие отделочные материалы для электростатического на-
несения— лак МЧ-52 и НЭ-251Б, так как растворители этих
лаков не образуют взрывоопасных паровоздушных смесей; Ре-
жим отделки определяют экспериментально для каждого от-
дельного случая в зависимости от вида отделочного материала,
производительности конвейера, конструкции и размера деталей
и др.
Метод налива. Наиболее распространенный способ благо-
даря высокой производительности и экономичности. Наливом
отделочные материалы можно наносить на плоскости и кромки
любых деталей на лаконаливных машинах различных конструк-
ций с одной, двумя и тремя разливными головками.
Разливные головки имеют разные конструкции (рис. 195).
В разливной головке типа сливной плотины с экраном лак на-
сосом подается из сосуда в коллектор, откуда сквозь отверстия
проходит в желобок головки, разделенный съемной перегород-
кой 9, в нижней части которой установлен капроновый фильтр.
Лак из левого отсека головки сливается в правый через фильтр,
и воздушные пузыри, а также различные примеси не попадают
в правый питающий отсек головки. Отсюда лак сливается через
плотину на 'съемный кран, растекается и равномерно распреде-
ляется по его ширине. На головке имеются специальные на-
правляющие проволоки, которые обеспечивают растягивание ла-
ковой завесы по ширине.
На лаконаливных машинах ЛМ-3 (рис. 196) и ЛМ140-1 ус-
тановлены такие разливные головки. Для нанесения лакокра-
сочных материалов на кромки щитов применяют лаконаливную
машину ЛМК-1, которая работает аналогично ЛМ-3.
208
Рис. 194. Конструкции распылителей:
а — чашечный; б —грибковый; а —дисковый; г — щелевой; / — изделие; 2 — распыли-
теле; 3, 5 — трубки соответственно для подачи лакокрасочного материала и для слива
его излишков; 4~ экран; 6 — шарнир для поворота распылителя; 7 — щели; 8 — канал
Рис. 195. Типы разливных головок и схемы образования лаковых завес:
а —ленточная; б —щелевая; а — сливная плотина,; г — сливная плотина 8 с экраном 2;
1 — деталь; 3 — коллектор; 4 — покрытие; 5 — конвейер; « — легок; 7 — коробка с ще-
лью; 9— перегородка; 10 — фильтр
Окунание. Способ окунания применяют для отделки неболь-
ших брусковых деталей. Он экономичен и легко механизируется.
Отделываемая деталь должна быть простой обтекаемой формы,
без уступов и гнезд, в которых могли бы задерживаться лако-
красочные материалы (рис. 197).
Качество покрытий зависит от скорости, с которой окунают
и вынимают детали из ванны, вязкости и температуры лако-
209
Рис. 196. Лаконаливная машина ЛМ-3:
/ — конвейер.; 2 — фильтр; 3 — насосная установка; 4 — трубопровод; 5-г разливная го-
ловка; 6, 7 — механизмы соответственно установки головок в горизонтальное положе-
ние и поднятия головок; 8 — сливной леток; 9 — бачок для лака
a
3
Рис. 197. Схема установки для нанесения отделочных материалов окунанием:
a — общий вид; б—устройство для подвески деталей; 1 — ванны; 2—деталь,; 3 —
корпус; 4, 7 — воздуховоды, 5 — блок; б — цепь,; 8 — крючок; 9—игла; 10 — рама; 11 —
тяга
3
Рис. 198. Схема установки для нанесения лакокрасочных материалов ме-
тодом экструзии:
1 — подающие вальцы; 2 — деталь; 3 — ванна; 4 — фильера
красочного материала, температуры деталей и т. п. При очень
быстром окунании на отделываемой поверхности образуются
пузыри. Чем гуще лакокрасочные материалы, тем медленнее
опускают деталь. Если быстро вынимать их из ванны (особенно
при использовании густых отделочных материалов), образуются
потеки, пленка ложится неравномерно (внизу всегда толще).
Наиболее равномерным получается покрытие, если детали оку-
нать со скоростью 0,2 и вынимать со скоростью 0,1 м/мин при
вязкости лакокрасочных материалов 300...400 с (по ВЗ-4).
При нанесении пигментированных красок ванна должна
иметь механическую мешалку, чтобы пигмент не оседал на дно.
Для механизации этого способа применяют пульсирующие кон-
вейеры, которые опускаются в ванну вместе с деталью. После
выдержки над ванной или лотком конвейер перемещает детали
и передает их в сушильную камеру для промежуточной или пол-
ной сушки. Высушенные покрытия облагораживают.
Экструзия. Метод экструзии применяют для отделки неслож-
ных прямолинейных деталей и изделий одинакового сечения. Он
основан на протягивании деталей через закрытую камеру с ла-
кокрасочным материалом (рис. 198). При отделке эструзией де-
тали подают торец в торец. При этом снижается расход лако-
красочных материалов, уменьшаются потери растворителей и
выделение токсичных летучих веществ в атмосферу цеха.
211
58. Сушка отделочных покрытий
В технологическом процессе отделки операция сушки повто-
ряется и занимает много времени. Сокращение сроков сушки —
экономия времени и возможность организовать непрерывно-по-
точный процесс отделки на конвейерах, полуавтоматических и
автоматических линиях. На продолжительность сушки лакокра-
сочных покрытий влияют температура окружающей среды, со-
став лакокрасочных материалов, толщина покрытий. Сушку по-
крытий можно осуществлять конвективным, терморадиацион-
ным, фотохимическим способами, а также аккумулированием
тепла на поверхности древесины.
При конвективном способе сушки растворители наиболее ин-
тенсивно испаряются 'из верхних слоев, что способствует обра-
зованию на поверхности покрытия пленки, которая тормозит
выход паров из нижней ее части. При форсировании процесса
сушки из паров растворителя образуются маленькие пузырьки
на покрытии и поверхность становится неровной. Для преду-
преждения этого дефекта сушку ведут по ступенчатым режи-
мам, разделяя сушильную камеру на зоны. Температура в пер-
вой зоне 20 ... 25 °C, во второй 25... 30, в третьей 30... 40, в чет-
вертой 20 °C.
Полиэфирные лаки горячего отверждения сушат при темпе-
ратуре 60... 80 °C на протяжении 2... 3 ч, а лаки холодного
отверждения — при температуре 20... 25 °C 15...20 ч.
Сушильные камеры (рис. 199) для лакокрасочных покрытий
представляют собой металлические туннели, обшитые термоизо-
ляционным материалом. В середине размещены калориферы и
вентиляторы для подачи свежего и откачивания загрязненного
парами растворителей воздуха. Для интенсификации процесса
сушки в камере предусматривают принудительную циркуляцию
воздуха. Изделия в камерах перемещаются конвейерами специ-
альных конструкций (рис. 200).
Терлюрадиационный способ сушки основан на облучении от-
делочного • покрытия инфракрасными лучами, проникающими
сквозь отделочный слой в древесину, где они преобразуются
в тепловую энергию, нагревая при этом поверхность древесины.
Последняя отдает тепло отделочному слою, и процесс сушки
пленки снизу происходит в несколько раз быстрее, чем при кон-
вективном способе, а покрытие становится ровным и гладким,
без пузырьков. На рис. 201 дана схема терморадиационной су-
шилки.
Фотохимический способ сушки (отверждения) (рис. 202) со-
стоит b”Tom, чтсГ’полиэфирные покрытия затвердевают вслед-
ствие полимеризации под действием ультрафиолетовых лучей
при наличии сенсибилизаторов (веществ, ускоряющих процесс
полимеризации полиэфирных материалов). Сенсибилизаторами
212
5
Рис. 199. Конвективные сушильные камеры:
а — периодического действия; б — непрерывного действия; 1 — вагонетка и этажерка
с деталями 6; 2 — туннель камеры; 3 — подъемные двери; 4 — вентиляционное устрой-
ство; 5 —канал передачи теплого воздуха; 7 — корпус; 8 — вытяжная вентиляция; 9 —
верхний вытяжной вентилятор; 10— верхний направляющий рельс; 11 — ведущая цепь;
12 — агрегатная; 13 — нижний направляющий швеллер; 14 — люлька
Рис. 200. Схема двухэтажной сушильной камеры:
1—деталь; 2 — лакообливиая машина; 3 — сушильная камера; 4 — конвейер верхнего
этажам 5 — перекладчик деталей; 6, 7 — соответственно роликовый и леиточиый или пла-
стинчатый конвейер
Рис. 201. Схема терморадиацнонной сушильной камеры с обогревом источ-
ников инфракрасных лучей горячими газами:
/ — конвейер; 2 —деталь; 3 — камера сжигания природного газа (мазута); 4— канал
для горячего газа, обогревающего панель 9; 5 — канал возврата охлажденного газа;
6— канал сушки покрытий инфракрасными лучами; 7 — вентиляционно-калориферная
установка; 8 — щнток для предотвращения попадания в канал сушки излишков свежего
воздуха
Рис. 202. Схемы камер фотохимического отверждения покрытий источни-
ками низкого (а) н высокого (б) давления:
1 — конвейер; 2— камера отверждения; 3, /0 — вентиляторы,; 4—рефлектор; 5, 7 —
лампы соответственно низкого н высокого давления; 6 — деталь; 8 — охлаждающая
камера; 9 — экран
служат различные химические соединения (для горячего от-
верждения— хлорантрахион, для холодного — бензоин). Пре-
имущества этого способа в том, что полиэфирные покрытия сна-
чала полимеризуются медленно, на поверхность выплывает
парафин. Сначала покрытия облучают ультрафиолетовыми из- =
лучателями низкого давления (люминесцентными лампами),
а затем—высокого давления (ртутно-кварцевыми лампами).
По такому принципу работает фотохимическая сушильная ка-
мера СФХ-2М, которая состоит из металлического каркаса, пла-
стинчатого конвейера и светильников.
Сушка лакокрасочных покрытий способом предварительного
аккумулирования тепла состоит в нагревании отделываемой по-
в&рхнбсти перед- нанесением на нее лакокрасочного материала.
Нагревать отделываемую поверхность можно любым способом,
i
однако наиболее рациональным и экономически выгодным яв-
ляется контактный (в горячих прессах).
Поверхность нагревают до температуры 100... 120 °C. Высы-
хание покрытия начинается снизу, что значительно ускоряет
процесс сушки. При этом способе можно использовать более гу-
стые отделочные материалы, так как они, попадая на нагретую
поверхность, разжижаются и равномерно разливаются по ней.
Это дает большую экономию растворителей и разбавителей.
Режимы сушки лакокрасочных покрытий выбирают в зави-
симости от вида лакокрасочного материала, способа нагрева по-
крытия и его толщины.
59. Облагораживание лакокрасочных покрытий
Лакокрасочные покрытия должны иметь ровную и гладкую
поверхность (блестящую или матовую), однако при всех видах
отделки на поверхности пленки образуются неровности (волни-
стость, шероховатость). В процессе облагораживания эти не-
ровности снимают.
Обыкновенным полированием можно снять шероховатость
Волнистость после полирования становится еще заметнее, по-
этому перед полированием поверхность сначала шлифуют,
а затем полируют до зеркального блеска специальными жидко-
стями или полировальными пастами.
Шлифование поверхности лакокрасочного покрытия после
полного его высыхания выполняют шлифовальными шкурками
и реже — шлифовальными пастами ручным и механизирован-
ным способами. Для механизированного шлифования лакокра-
сочных покрытий применяют ротационные и дисковые аппараты
и станки, ручные вибрационные аппараты и ленточно-шлифо-
вальные станки типа ШлПС-2М, ШлК8 и др.
Перед шлифованием нитроцеллюлозных покрытий поверх-
ность увлажняют уайт-спиритом или смесью его с керосином,
чтобы смягчить верхний слой пленки и предупредить прижоги.
При шлифовании полиэфирных покрытий поверхность не ув-
лажняют, потому что эти покрытия образуются вследствие хи-
мической реакции и стойки к нагреву.
Для промежуточного шлифования лакокрасочных покрытий,
при котором удаляются только поверхностные дефекты, приме-
няют виброшлифовальные станки Шл2В. Станок состоит из
двух шлифовальных агрегатов: первый по ходу изделий — для
удаления пузырей и других дефектов, а второй — для снятия
ворса и чистового шлифования пленки. Шлифовальная лента
прижимается к поверхности изделия вибрационным утюжком,
установленным на каждом агрегате. При помощи механизма
перематывания отработанная шлифовальная шкурка перемеща-
ется на рабочую длину утюжков. Сжатым воздухом пыль
215
Рис. 203. Однобарабанный полировальный станок П1Б:
/ — станина; 2 —подвижной стол; 3 — кожух полировального барабана; 4 —маховичок
Механизма подъема и опускания суппорта; 5 — пульт управления
с поверхности сдувается и отсасывается в эксгаустерныи прием-
ный станок, а затем в пневмосеть. Щиты подаются в станок ро-
ликовыми механизмами, обтянутыми резиной. Механизм подачи
приводится от электродвигателя через редуктор и бесступенча-
тый вариатор.
Полирование поверхности на барабанных полировальных
станках П1Б, П4Б и П8Б. Эти станки применяют для полиро-
вания поверхности щитовых деталей. Они компактны, произво-
дительны и дешевы, так как полировальные барабаны собраны
из отдельных- дисков. Каждый диск барабана состоит из трех
гофрированных шайб, изготовленных из нескольких слоев тка-
невых полос.
Для полирования лакокрасочных покрытий применяют жид-
кие полировальные пасты № 290, в которых абразивным порош-
ком является окись алюминия, или твердые в виде брикетов.
Жидкие пасты наносят непосредственно на полируемые поверх-
ности, а твердые устанавливают в специальные приспособления,
имеющиеся на станках.
Однобарабанный полировальный станок П1Б (рис. 203) со-
стоит из чугунной станины с пультом управления на фасадной
стороне, дросселя регулирования скорости горизонтального пе-
ремещения каретки, рукояток перемещения каретки, рукоятки
ручного управления, изменяющего направление хода каретки.
Каретка — большой стол, на котором прижимными линейками
закрепляют детали различной длины. На нижней стороне ка-
216
ретки закреплена зубчатая рейка, сцепленная с шестерней ме-
ханизма гидропривода каретки, над кареткой — чугунный кор-
пус суппорта полировального барабана.
В корпусе суппорта размещен механизм осцилляции полиро-
вального барабана, снимающего риски и царапины с поверхно-
сти покрытия. Суппорт при помощи винта регулируется по вы-
соте. Для полирования деталь закрепляют на каретке боковыми
прижимами. После включения привода подачи каретка вместе
с закрепленным щитом движется возвратно-поступательно, ба-
рабан вращается над поверхностью детали. Полировальную па-
сту наносят на поверхность щита кистью. Величину давления
барабана на детали регулируют амперметром, установленным
на станке. Это станок позиционного типа, и его обслуживает
один рабочий.
Полировальный станок П4Б значительно производительнее
станка П1Б. Он состоит из станины коробчатой формы (из двух
секций, соединенных между собой). Привод четырех полиро-
вальных барабанов осуществляется от индивидуальных электро-
двигателей через клиноременную передачу, привод конвейера
подачи — от электродвигателя через цепной вариатор и червяч-
ный редуктор. На каждой секции станины установлен узел при-
жимных роликов, смонтированных шарнирно и подпружинен-
ных. Станок настраивают по толщине деталей маховичками.
Станок проходного типа, однако за один проход не всегда
можно получить требуемое качество отделки, поэтому он со-
стоит из двух унифицированных секций. Из секций можно ком-
поновать полировальные станки с различным (кратным двум)
числом барабанов. Четырехбарабанный полировальный станок
П4Б базовый. Станки с другим числом барабанов — его моди-
фикации (П6Б, П8Б, П10Б).
Станки Для полирования кромок. Для полирования кромок
применяют барабанные полировальные станки, работающие по
принципу станка П1Б, только барабан установлен вертикально
по отношению .к столу станка.
Однобарабанный полировальный станок П1БК состоит из
подвижного стола, на котором закрепляют стопу деталей при
помощи прижимных приспособлений. Щиты складывают в стопу
так, чтобы все поверхности кромок были в одной плоскости.
При работе станка стол по направляющим движется возвратно-
поступательно и перемещает кромки около барабана, который,
кроме вращательного движения, имеет еще и осциллирующее.
Для полирования поперечных кромок двойных щитов станок
оборудован выдвижными поддерживающими штангами, которые
предупреждают опрокидывание пакета щитов. Станок позици-
онный, его обслуживает один рабочий.
Удаление с поверхности масла (глянцевание). В процессе по-
лирования поверхности для лучшего скольжения и для преду-
117
преждения ее порчи применяют жирные масла. Масло делает
поверхность матовой, и она быстро загрязняется. Удаление ма-
сел с полированной поверхности — конечная операция. Ее вы-
полняют, выдержав детали 1... 2 ч после полирования. Масло
снимают мягким полотняным тампоном, смоченным полироваль-
ной водой № 18 или другими жидкостями, Жидкостью увлаж-
няют равномерно всю поверхность, а затем протирают ее там-
поном быстрыми движениями до получения зеркального блеска.
Окончательно протирают и чистят поверхность от следов масла
сухим мягким тампоном из бязи или фланели. Для механизиро-
ванного глянцевания применяют глянцевальный станок ГЛП-1,
с несколькими дисками, устроенный по принципу однобарабан-
ного полировального.
60. Типовые технологические процессы отделки
мебели
Технологический процесс отделки облицованных деталей
полиэфирным парафиносодержащим лаком ПЭ-246 по группе
полиэфирных покрытий подгруппы Б 1-й категории. Шерохова-
тость поверхности деталей перед отделкой составляет 32...
16 мкм.
1. Крашение пласти красителем одним из способов (сухим,
полусухим, с помощью вальцов, вручную тампоном) на линии
крашения.
2. Сушка в конвективной сушильной камере при темпера-
туре 65... 75 °C не менее 1 мин; на стеллажах при температуре
18... 23 °C не менее 3 ч.
3. Выдержка для остывания до температуры цеха на стелла-
жах или в камере остывания.
4. Первое лакирование полиэфирным лаком ПЭ-246 на лако-
обливных машинах ЛМ140-1, ЛМ-3, МН-1М и др.
5. Выдержка на стеллажах при температуре 18... 30 °C —
15... 20 мин.
6. Второе лакирование полиэфирным лаком ПЭ-246 на лако-
обливной машине. Расход лака за 2 нанесения без учета по-
терь: 500 г/м2 по ореху и красному дереву, 560 г/м2 по ясеню,
дубу и буку.
7. Отверждение лаковой пленки на пласти при температуре
18... 25 °C не менее 24 ч.
8. Шлифование лакового покрытия на пласти шкуркой на
бумажной основе зернистостью 5, 4, 3 на ленточно-шлифоваль-
ных станках ШлПС.
9. Полирование пласти полировочными пастами № 291 или
брикетными на барабанных полировальных станках.
10. Глянцевание (удаление следов пасты и масла) восковым
составом № 3 на станке для глянцевания ГЛП, вручную там-
21S
поном или шайбами на многобарабанных полировальных
станках.
Для получения матовой поверхности после операции № 8
производится лакирование матовым лаком НЦ-243 на лакооб-
ливной машине и сушка в конвективной сушильной камере или
на стеллажах.
Технологический процесс отделки облицованных деталей
нитроцеллюлозными лаками НЦ-218, НЦ-221, НЦ-222, НЦ-223
и НЦ-224 по нитроцеллюлозной группе покрытий, подгруппы А
1-й и 2-й категорий.
Шероховатость поверхности деталей перед отделкой состав-
ляет 16 мкм.
1. Крашение пласти красителями одним из способов (сухим,
полусухим, с помощью вальцов, вручную тампоном) на линии
крашения.
2. Сушка в конвективной камере при температуре 65...
75 °C не менее 1 мин; на стеллажах при температуре 18...
23 °C не менее 3 ч.
3. Выдержка для остывания до температуры цеха на стелла-
жах или в камере остывания.
4. Грунтование (для крупнопористых пород — пррозаполне-
ние) на лакообливной машине грунтовками НК или БНК.
5. Сушка в конвективной сушильной камере при темпера-
туре 45... 50 °C: грунтовки НК — 40... 50 мин, грунтовки
БНК — 20 ... 30 мин, на стеллажах при температуре 18... 23 °C:
грунтовки НК — 2 ч, грунтовки БНК— 1 ч.
6. Шлифование шкуркой зернистостью 6 или 5 станке Шл2В
или ШлПС-5М.
7. Первое лакирование одним из нитролаков (НЦ-218, НЦ-
221, НЦ-222, НЦ-223, НЦ-224) на лакообливной машине.
8. Сушка в конвективной сушильной камере лака НЦ-218
при температуре 45... 50 °C — 15... 20 мин.
9. Сухое шлифование пласти шкуркой зернистостью 6 или 5
на виброшлифовальном станке Шл2В.
10. Второе лакирование пласти нитролаком НЦ-218 на лако-
обливной машине.
11. Сушка в конвективной сушильной камере лака НЦ-218
при температуре 45... 50 °C — 30 ... 35 мин.
12. Третье лакирование пласти лаком НЦ-218 на лакооблив-
ной машине.
13. Сушка в конвективной сушильной камере лака НЦ-218
при температуре 45... 50 °C — 30... 35 мин.
14. Выдержка для остывания после искусственной сушки до
температуры помещения.
15. Разравнивание покрытий на пластях деталей.
Технологический процесс отделки деталей изделий мебели
карбамидоформальдегидным лаком МЧ-52 в электрическом поле
219
токов высокого напряжения по группе карбамидных покрытий,
подгруппы А 1-й категории.
1. Крашение водным раствором методом окунания, распыле-
ния или вручную тампоном (крашение может быть совмещено
с грунтованием при применении окрашенного грунта).
2. Сушка в конвективной сушильной камере при темпера-
туре 45... 50 °C не менее 10 мин; 80... 85 °C — не менее 5 мин.
3. Грунтование одним из грунтовочных составов (ПМ-1,
ПВА, НК, БНК и др.) методом пневматического распыления,
окунания или вручную тампоном.
4. Сушка в конвективной сушильной камере при темпера-
туре 45.. .50 °C: грунтовки НК—40.. .45 мин; грунтовки БНК.—
20... 30 мин.
5. Шлифование шкуркой зернистостью 5 или 4 вручную или
на барабанных станках.
6. Нанесение токопроводящего состава (алкамон, ОС-2)
пневматическим или механическим распылением, вручную там-
поном или методом окунания.
7. Выдержка перед лакированием при температуре 18...
23 °C не менее 15 мин.
8. Первое лакирование раствором лака МЧ-52 на электро-
статической установке с чашечными или дисковыми распыли-
телями.
9. Сушка в конвективной сушильной камере при температуре
30 °C—12... 15 мин, в конвективно-терморадиационной —
10... 12 Мин.
10. Второе лакирование раствором лака МЧ-52 на электро-
статической установке.
11. Сушка в конвективной сушильной камере: 1-я стадия при
температуре 30 °C 12...15 мин; 2-я стадия при температуре
60 °C 15... 20 мин; в конвективно-терморадиационной сушиль-
ной камера: 1-я стадия при температуре 35 °C 10... 12 мин; 2-я
стадия при температуре 80 °C 10... 15 мин.
12. Выдержка — стабилизация лаковой пленки в условиях
цеха при температуре 18... 23 °C не менее 2 ч.
61. Имитационная отделка
Имитационная отделка — это создание на поверхности дре-
весины малоценных пород текстуры ценных пород древесины.
Ее выполняют крашением древесины водными красителями,
аэрографией, печатанием и оклеиванием древесины текстурной
бумагой или декоративными пленками.
Крашение прозрачными красителями. На поверхность древе-
сины наносят красители, не закрывающие текстуру, а, наоборот,
усиливающие ее. Крашение может быть поверхностным и глу-
боким. Поверхностное крашение наиболее распространено из-за
220
простоты нанесения и высокого качества выполнения. Водный
раствор красителя наносят на поверхность древесины тампоном,
губкой или пистолетом-распылителем (последний метод — сухое
крашение). Для крашения применяют анилиновые и гуминовые
красители или их смеси, разведенные в чистой мягкой воде,
желательно в эмалированной или луженой посуде. Воду смяг-
чают небольшим количеством питьевой соды или нашатырного
спирта и подогревают до температуры 35... 40 °C. При ручном
нанесении краситель набирают на губку или тампон и равно-
мерно покрывают горизонтальную поверхность деталей. Если
деталь размещена вертикально, краситель наносят снизу вверх,
чтобы не образовались потеки. Через 3... 5 мин после крашения
поверхность протирают отжатой губкой или тампоном для сня-
тия излишков красителя и равномерного окрашивания поверх-
ности. При нанесении красителя распылением применяют писто-
лет-распылитель (скорость движения 10. ..15 м/мин), расстоя-
ние от окрашиваемой поверхности 250...300 мм. Крашение
брусковых деталей рациональнее выполнять, окуная их в ванну
с красителями.
Наиболее рационально красить поверхность на вальцовых
станках. На станке КЩ-1 наносят краситель, втирают его
в поры, снимают излишки и окрашивают одну или две продоль-
ные кромки.
Окрашивать древесину можно водными растворами химика-
тов — солей, кислот и дубильных веществ. Вследствие действия
химикатов на древесину и их взаимодействия между собой по-
верхность древесины окрашивается. Окрашивание древесины
химикатами называют протравление, а химикаты — протравами.
Окрашенную поверхность высушивают и шлифуют отрабо-
танной мелкозернистой шкуркой (№ 6...3) без особого усилия,
особенно на краях и ребрах деталей. Если ворс небольшой,
шлифование лучше выполнять толстым сукном, поскольку кра-
ситель углубляется на 0,3... 0,5 мм.
Если древесину необходимо окрасить на всю ее толщину,
применяют глубокое крашение. Древесину вымачивают не-
сколько суток в растворе красителя. Этим способом можно ок-
рашивать только тонкие листы шпона. Более распространено
крашение заготовок в автоклаве.
Имитация текстуры способом аэрографии. Имитационная от-
делка древесины прозрачными красителями усиливает ее цвет,
но не создает текстуры древесины. Для создания новой текстуры
на поверхности древесины или усиления ее применяют имитаци-
онную отделку способом аэрографии, используя специальный
пистолет-распылитель (аэрограф). Рисунок текстуры создается
распылением красителя или краски при помощи струи сжатого
воздуха под давлением 0,15. ..0,2 МПа через сопло малого
диаметра (0,4... 1,2 мм). В зависимости от расстояния между
221
собом аэрографии можно
, Рис. 204. Схема печатного станка:
/—деталь; 2 — подающий валик; 3 —
ванна с печатной пастой; 4 — питаю-
щий валец; 5 — ракель для очистки
текстурного цилиндра 6; 7 — ракель
для очистки печатного цилиндра 8
имитированной поверхно-
стью и аэрографом им
можно наносить тонкие ли-
нии и широкие расплывча-
тые полосы. Скорость дви-
жения аэрографа во время
работы 10... 20 м/мин. Спо-
любой рисунок, однако лучше
всего имитируется текстура древесины, имеющая полосы. Соз-
дать аэрографом сложную текстуру почти невозможно. Отделка
древесины аэрографией может быть непрозрачной и полупро-
зрачной.
Имитация текстуры способом печатания. Печатание — это
нанесение рисунка на поверхность древесины, бумаги, ткани или
пленки оттиском непосредственно с печатной формы. Сущест-
вуют станки для имитации текстуры печатанием на щитах, па-
нелях, деталях мебели и даже собранных корпусах изделий (ра-
диоприемников и телевизоров).
Печатные станки состоят из двух цилиндров: текстурного и
печатного (рис. 204). На поверхность текстурного цилиндра
(металл или кожу) фотохимическим способом или гравирова-
нием нанесен рисунок текстуры ценной породы древесины. По-
верхность печатного цилиндра облицована эластичным поли-
уретаном, а прижимного подающего валика — резиной. Все уст-
ройства на станине станка приводятся в действие электродвига-
телем. Краска из ванночки валиком наносится на текстурный
цилиндр. Остатки краски счищаются с поверхности цилиндра
ракелем. Рисунок текстуры с текстурного цилиндра передается
на печатный цилиндр, а с него — на поверхность щита. Чтобы
сохранить четкость текстуры, поверхность печатного цилиндра
также очищают ракелем или промывают при помощи специаль-
ного устройства.
В зависимости от назначения печатные станки могут быть
с горизонтальным и вертикальным размещением цилиндров для
печатания текстуры. Станки можно установить в поточную ли-
нию отделки с лаконаливными машинами, шлифовальными и
полировальными станками проходного типа.
Имитация текстуры пленочными материалами. Ценную по-
роду древесины способом печатания при помощи специальных
машин значительно легче имитировать на бумаге, тканн или
пленочных материалах, чем непосредственно на древесине, по-
222
этому в последнее время применяют имитацию древесины под
ценные породы при помощи текстурной бумаги, ткани, синтети-
ческого шпона и ламинирования.
Текстурную бумагу поставляют на производство в рулонах
или нарезанную форматами различных размеров, соответствую-
щих размерам деталей мебели и столярно-строительных изде-
лий. Лучшая текстурная бумага плотностью 30 г/м2, пропитан-
ная раствором канифоли — она не расслаивается. Перед на-
клеиванием рулонную бумагу нарезают на форматы (с припус-
ками по 10... 15 мм на одну сторону) в соответствии с разме-
рами оклеиваемых щитов. Наклеивать текстурную бумагу
можно 15 %-ным раствором глютинового клея вручную, но
лучше — поливинилацетатной эмульсией в прессах. Щиты перед
наклеиванием бумаги облицовывают березовым шпоном или
грунтуют специальными грунтовками.
Синтетический шпон — это текстурная бумага, пропитанная
синтетическими смолами и высушенная до влажности 4... 6 %.
Процесс приклеивания синтетического шпона аналогичен про-
цессу облицовывания шпоном из древесины. При формировании
пакетов температура прокладок не должна превышать 45 °C,
чтобы синтетический клей не отверждался преждевременно.
Приклеивание выполняют в однопролетных прессах.
После облицовывания щитов синтетическим шпоном их от-
делывают прозрачными лаками. Синтетический шпон пропитан
синтетическими смолами и достаточно плотен, поэтому потери
лака уменьшаются вдвое по сравнению с потерями на отделку
поверхности, облицованной шпоном из древесины. Выпуск ме-
бельных щитов, облицованных синтетическим шпоном, состав-
ляет более 50 % общего объема выпускаемой облицованной ме-
бели.
Ламинирование — облицовывание древесностружечных и
древесноволокнистых плит бумагой, пропитанной синтетиче-
скими смолами. Это один из наиболее перспективных методов
имитационной отделки.
Отделка древесины декоративными пластиками. Декоратив-
ные пластики имеют защитную отделочную пленку. Процесс от-
делки состоит в приклеивании их к поверхности деталей. Чтобы
не повредить при этом декоративной защитной пленки, пластики
приклеивают при низком давлении (0,15 МПа) и без подогрева.
Применяемые клеи должны иметь хорошую адгезию как к дре-
весине, так и к пластику (карбамидоэпоксидные смолы, поливи-
нилацетатная дисперсия ПВА).
В мебельной промышленности декоративные пластики при-
меняют при изготовлении кухонной мебели, что значительно
улучшает ее гигиеничность.
223
62. Специальные (художественные) виды отделки
мебели
Изделия современной художественной мебели украшают ста-
рым традиционным способом — резьбой, мозаикой, отделкой ме-
таллами (золочением) и декоративными элементами, выполнен-
ными непосредственно на изделии или накладными.
Наборный декор — это орнаментные или сюжетные ри-
сунки, образованные твердыми материалами, которые прочно
соединяются с поверхностью древесины. Материалы, образую-
щие рисунок, вставляются (врезаются) в углубления, подготов-
ленные на обработанной поверхности, или вместе с фоном на-
клеиваются на поверхность, образуя сплошное наборное покры-
тие. В зависимости от техники выполнения и применяемых ма-
териалов такие покрытия называют мозаикой, инкрустацией,
маркетри и наборным облицовыванием.
Орнаментальный декор — это украшение поверхности
изделий, изготовленных из древесины, узорами, выполненными
росписью различными красками или выжиганием. Роспись
можно выполнять как по древесине, так и по другим материа-
лам. Роспись, используемая при отделке помещений, называется
альфреско, а народные росписи с характерными сюжетами и
техникой исполнения называют по месту их возникновения (хох-
ломская, петровская, загорская).
При выжигании по дереву древесина, нагретая до 150...
170 °C, обугливается и изменяет цвет от светло-желтого до
темно-коричневого. Этот процесс может происходить и вслед-
ствие воздействия кислот на древесину. Способы выжигания:
пиротипия (горячее печатание), пирография (горячее рисова-
ние), выжигание открытым огнем или трением древесины о дре-
весину (на токарных станках) и выжигание кислотами. Про-
мышленное значение имеют только пиротипия и пирография, ко-
торые применяются при отделке спинок и сидений гнутых сту-
льев и детской мебели.
Рельефный декор образуют резьбой, пилением и то-
карной обработкой. Резьба выполняется специальными инстру-
ментами. Виды резьбы: плосковыемчатая (граверная); прорез-
ная или ажурная; рельефная, выступающая над плоскостью;
скульптурная, полностью или частично отделенная от плоско-
сти; комбинированная.
Тиснение древесины — это процесс горячего прессова-
ния с целью образования на поверхности рельефных рисунков.
Тиснение выполняют нагретыми металлическими штампами
с выгравированными на них рисунками. Для повышения плас-
тичности древесины ее перед тиснением пропаривают. Тиснение
применяют при изготовлении сидений и спинок гнутых
стульев.
224
Накладки и вставки укрепляют на лицевой поверхности ме-
бели, дверей, панелей, сувениров и др. Они могут иметь кон-
структивное, функциональное или чисто декоративное назна-
чение. Материал, форма и художественная обработка накладок
разнообразны и должны отвечать стилю и вкусам данной эпохи.
В настоящее время наибольшее распространение получили спо-
собы декорирования мебели накладными элементами и декора-
тивной фурнитурой.
Контрольные вопросы
1. Какова цель отделки из древесины?
2. Какие виды отделки вы зиаете?
3. Классификация лакокрасочных покрытий.
4. Какова роль столярной и отделочной подготовки?
5. Для каких изделий применяют непрозрачную отделку?
6. В какой последовательности и чем выполняют непрозрачную отделку?
7. Как и для чего наносят порозаполнители и грунтовки?
8. Каким способом можно наносить лакокрасочные материалы на по-
верхность древесины?
9. Преимущества и недостатки пневматического распыления.
10. Какие изделия и почему отделывают в электростатическом поле?
И. Почему нанесение лакокрасочных материалов наливом наиболее эф-
фективно?
12. Какие различные головки применяют в современных лакокрасочных
машинах?
13. Способы сушки лакокрасочных покрытий.
14. Какие способы шлифования лакокрасочных покрытий вы знаете?
15. Какое- оборудование применяют для шлифования лакокрасочных по-
крытий?
16. На каком оборудовании облагораживают лакокрасочные покрытия?
17. Когда применяют прозрачную отделку жидкими лаками и почему?
. 18. Какие способы имитации вы знаете?
19. Специальные виды отделки, область применения.
IX. Сборка столярно-мебельных изделий
63. Общие сведения о сборке
Сборка изделий из древесины — многоступенчатый процесс,
зависящий от сложности конструкции изделия и его отдельных
элементов. Каждое столярное изделие состоит из деталей, сбор-
ных единиц и групп. Детали могут быть клееные или сборные
(в виде клееных облицованных брусков, гнутоклееных массив-
ных щитов и др.), а также из массивной древесины. Сборочные
единицы состоят из отдельных деталей и имеют форму рамок,
коробок и щитов (горизонтальных, вертикальных, дверок и др.).
Группы состоят из сборочных единиц и отдельных деталей
(тумба двухтумбового стола, оконный переплет и др.).
8 Заказ №1131 22S
Изделия собирают из деталей, сборочных единиц и групп при
помощи различной фурнитуры. Операции сборки выполняют
наиболее квалифицированные рабочие. Детали сначала соби-
рают в сборочные единицы, затем их вторично обрабатывают
(иногда и отделывают) и собирают в группы, и только после
этого в изделие.
В зависимости от конструкции изделий эта последователь-
ность может быть и нарушена. Простые изделия рациональнее
собирать из отдельных деталей сразу; процесс сборки сложных
делят на самостоятельные сборочные операции. Если собранный
узел дополнительно крепится винтами, металлическими уголь-
никами и другими скрепляющими элементами, его сначала об-
жимают в ваймах или других приспособлениях, а затем скреп-
ляют. Конструкции сборочных вайм зависят от конструкций и
форм узлов, которые на них будут собирать.
64. Сборка сборочных единиц и групп
Для обжима сборочных единиц и групп при их сборке при-
меняют сборочные ваймы с винтовым, рычажным, кривошип-
ным, кулачковым и поршневым механизмами (рис. 205). Ваймы
состоят из устройства для фиксации соединяемых деталей и
обжимного механизма, который приводится в движение электро-
двигателем или сжатым воздухом (рис. 206). Ваймы с винто-
вым и рычажным механизмами малопроизводительны и не по-
лучили широкого применения на предприятиях.
Собранные на клею узлы можно обрабатывать на станках
только после выдержки — полного высыхания или отверждения
клеевого шва. Несоблюдение этого требования может привести
к нарушению прочности и формы узла.
Общее усилие Р, Н, для обжима узлов при посадке шипов
в гнезде и плотного соединения их определяют по формуле
Р = Р1 + Р*
где Р{ — усилия для посадки шипов в гнезда; Рг — усилия для
обжима заплечиками шипов сопрягаемых деталей.
Усилие Р\ можно приблизительно определить по формуле
Pi = SfF,
где g— нормальное удельное давление на боковую поверхность
шипа при посадке его в гнездо, МПа; f—коэффициент трения
при посадке; F— суммарная боковая поверхность всех шипов
на одном конце сопрягаемых брусков, см2.
Боковая поверхность отдельного плоского шипа Fa.w = 2bl,
где Ы — соответственно ширина и длина щечки шипа, мм.
226
1
2
3
5 6 4
Рис. 205. Схемы механизмов сжатия в ваймах:
а— ручной винтовой; б — педальный; в — кривошипный; г — кулачковый; б —пневма-
тический; 1 — винт (а).; педаль (б); кривошип (в),; кулачок (г); поршень пневмоцн-
лнндра (б); 2 — передний зажимный брусок; 3 — детали рамки; 4 — задний упорный
брусок; 5 — прижимный брусок; 6 — пружина; 7 — ролик
Рис. 206. Станок для сборки рамок, коробок
и скамеек (а) и последовательность сборки
изделий, требующих обжатия в одном (б)
и двух (в, г, д) направлениях:
1 — подвижный прижим,; 2—пневмоцилиндр; 3 — по-
перечные связи; 4 — упор; 5 — станина; 6— панель
с пиевмооборудованием
8*
Поверхность круглого шипа определяют по формуле
Лс ш Лх/Z,
где d — диаметр шипа, мм.
Величину Рг определяют по формуле
Pz = F Зр,
где F3 — суммарная площадь заплечиков шипов на одном конце
соединяемых деталей, см2; р — допустимое удельное давление
при сжатии поперек волокон древесины (для сосны — 3 МПа,
для бука и березы— 4, для дуба и ясеня — 5 МПа).
Значение нормального давления на боковые поверхности
шипа со стороны стенок гнезда зависит от величины натяжения
и породы древесины. Значительное влияние на величину g и на
коэффициент трения шипа имеет применение клея, от которого
зависит степень увлажнения поверхностного слоя древесины и
изменение его пластичности. По данным проф. В. М. Михай-
лова, при влажности деталей 10 % и максимальном натяжении
в шиповых соединениях 0,3 мм коэффициент трения составляет
0,1... 0,2 при сборке с клеем и 0,3... 0,4 при сборке без клея.
Ниже приведены значения g, МПа, для различных пород дре-
весины.
Сосна .................................................... (40 . . . 45)/(13 ... 16)
Бук и береза.............................................. (50 . . . 55)/(15 ... 18)
Дуб и ясень .............................................. (55 . . . 62)7(17 ... 22)
Примечание. В числителе — при сборке с клеем, в знаменателе — без Клея.
При изготовлении современной мебели сборочными едини-
цами и группами являются щитовые элементы (облицованные
древесностружечные или другие плитные материалы).
65. Сборка мебели
Расчленение процесса сборки на операции и их последова-
тельность зависят от сложности конструкции изделий. Процесс
общей сборки может быть последовательно и параллельно рас-
члененным. При последовательно расчлененной сборке (платя-
ной шкаф, тумба под телевизор и т. п.) сначала формируют
корпус изделия, а к нему крепят другие сборочные единицы и
детали, а также вспомогательные элементы. При параллельно
расчлененной сборке детали и сборочные единицы собирают
в отдельные группы независимо одна от другой, а затем группы
собирают в изделия (стол письменный двухтумбовый и Др.).
При последовательном и параллельном расчленении процесс
общей сборки можно разделить на 4 этапа: 1) формирование
корпуса изделия (шкафа, тумбы, дверной 'или оконной коробки
и др.); 2) крепление к корпусу неподвижно соединяемых с ним
22S
узлов и деталей, которые придают изделию устойчивость (зад-
няя стенка, направляющие ходовые бруски и др.); 3) крепление
к корпусу подвижно соединяемых с ним частей (дверок, ящиков
и др.); 4) внешнее оформление изделия (крепление деталей де-
коративного назначения и фурнитуры).
Эта последовательность может быть нарушена. Например,
после формирования корпуса к нему крепят подвижные части,
а затем придают корпусу устойчивость, прикрепляя неподвижно
соединенные с ним узлы и детали. Перестановка этапов сборки
дает возможность установить двери в корпус так, чтобы они
свободно закрывались. При последующем креплении неподвиж-
ных частей можно зафиксировать корпус в требуемом положе-
нии и избежать при этом дополнительной подгонки дверок.
Корпус изделия собирают на шкантах и клею, а в разборных
изделиях — на шкантах и стяжках. Для плотного прилегания
соединяющих элементов при сборке корпуса его обжимают
в ваймах (чаще пневматических). Одни ваймы применяют
только для обжима корпуса, предварительно собранного вруч-
ную на рабочем месте, другие — для сборки корпуса непосред-
ственно в них, без предварительной проверки. В таких ваймах
есть фиксатор и направляющие, обеспечивающие точность по-
падания шипов в отверстия или гнезда сопрягаемых элементов.
Большинство вайм используется не только для обжима кор-
пуса изделия при сборке, но и для крепления неподвижно
соединенных с ним частей и придания ему стойкости. Такие сбо-
рочные ваймы называют стапелями. Изделие ставят в специаль-
ное приспособление (стапель), обеспечивающее фиксацию и об-
жим. Применение стапельной сборки.облегчает выполнение сбо-
рочных операций, повышает точность сборки и производитель-
ность труда.
Конвейерную сборку выполняют на последовательно разме-
щенных специализированных рабочих местах. Сборочным кон-
вейером называют транспортное устройство (ленточное, цепное
и др.), которое служит для перемещения деталей, сборочных
единиц и изделий от одного рабочего места к другому. Если
конвейер только перемещает детали, он называется транспорт-
ным, а если на нем выполняют технологические операции, его
называют рабочим или технологическим. Наиболее эффективно
объединять конвейерную сборку со сборкой на стапелях.
' Все операции на конвейере должны выполняться синхронно.
Промежуток времени (равный или кратный), на протяжениико-
1 торого обрабатываемая деталь, сборочная единица или изделие
приходит на конвейер, обрабатывается и сходит с него, назы-
вается ритмом работы конвейера. Величину ритма определяют
по формуле R = T/N, где R — ритм, мин; Т — время работы кон-
вейера; N—число деталей, сборочных единиц или изделий, вы-
полненных за этот промежуток времени.
229
Рис. 207. Организация рабочего места установки фурнитуры:
1 — конвейер; 2 — изделие; 3 — рабочий стол; 4 — шаблон;- 5 — петли; 6 — мягкая про-
кладка; 7 — ящик для фурнитуры, шурупов; 8 — сверлильная машина; 9 — тележка
Мебель может поставляться в сборочных единицах и дета-
лях без предварительной сборки. Точно изготовленные детали
и сборочные единицы в соответствии с технологическими кар-
тами комплектуются и нумеруются одним номером, что осо-
бенно важно для исключения разнотонности наружных поверх-
ностей изделий после отделки. Комплекты после проверки ОТК
согласно спецификации упаковываются в деревянную обре-
шетку. В сборочном цехе создают специальный участок предва-
рительной сборки для монтажа отдельных узлов, крепления
фурнитуры (рис. 207) и т. п. Отделанные поверхности прокла-
дываются мягкой бумагой или отходами фланели. Для проверки
качества изготовления деталей 1—2 % изделий подвергают кон-
трольной сборке. В каждый пакет-обрешетку вкладывается ин-
струкция по сборке изделия.
Мебель, упакованная в разобранном виде, имеет меньший
объем. Более чем в 3 раза увеличивается число изделий, загру-
жаемых в вагой или автомашину. Открывается возможность су-
щественно увеличить выпуск мебели на тех же площадях, осво-
бодив часть сборочного цеха, значительно сократить площадь
склада готовых изделий, уменьшить сборочные работы почти на
50 %, в 2 раза уменьшить количество транспорта для ее пере-
возки, на 40 % — упаковочной бумаги, на 50 % — пиломате-
риалов.
2Э0
Это осуществляют только на предприятиях, где для этого
создана нормативная и материальная база, внедрена система
взаимозаменяемости деталей и сборочных единиц, регламенти-
рованная ГОСТ 6449—82 «Изделия из древесины и древесных
материалов. Допуски и посадки».
66. Сборка столярно-строительных изделий
и их установка
Для сборки столярно-строительных изделий созданы конвей-
еры для изготовления сборки оконных и дверных блоков непо-
средственно на предприятии.
Все окна в здании располагаются на прямых горизонталь-
ных и вертикальных линиях. Вертикальная ось коробки или
блока должна совпадать с осью проема. Для этого вверху про-
ема делают отметку середины его ширины, прикладывают
к отметке отвес, направление шнура которого совпадает с вер-
тикальной осью блока. Установленные блоки окончательно
закрепляют в проемах. Если блок не был собран, подгонку и
навешивание створок, фрамуг и форточек в установленную ко-
робку делают так же, как и при сборке блока. Сначала подго-
няют створки, после этого по разметке прикрепляют к ним петли,
затем устанавливают створки в коробку и делают разметку под
петли на брусках коробки. Все приборы в оконных блоках под-
гоняют до отделки, а закрепляют после нее (рис. 208).
Дверные блоки с порогом устанавливают так же, как и окон-
ные. Их используют для входных дверей в капитальных стенах.
При установке дверных блоков для облегчения работы дверные
полотна снимают с петель, а после установки коробок вновь на-
вешивают их. Для закрытия зазоров между коробкой и стеной
применяют наличники. В одном помещении наличники должны
иметь одинаковый профиль.
Кроме оконных и дверных блоков, к столярно-строительным
изделиям относятся столярные перегородки, панели, тамбуры и
другие изделия из древесины, применяемые для оборудования
помещений. Столярные перегородки разделяют помещения боль-
шой площади. Они не несут никаких нагрузок, кроме собствен-
ной массы, поэтому они легче, чем остальные. По конструкции
столярные перегородки могут быть дощатые, филенчатые и кар-
касные. Дощатые и филенчатые перегородки изготавливают из
строганых досок хвойных пород и после сборки окрашивают
масляной краской или лакируют. Щиты для филенчатых пере-
городок изготавливают по технологии, аналогичной технологии
изготовления филенчатых дверей. Каркасные перегородки соби-
рают из брусков хвойных пород, а затем обшивают древесново-
локнистыми плитами, имитированными под ценные породы, пли-
тами, облицованными методом ламинирования, или древесно-
231
г
Рис. 208. Последовательность сбор-
ки оконных блоков с раздельными
переплетами:
а —вгонка форточки; б — подгонка ство-
рок с установкой нащельннка; в — уста-
новка петель; г — установка отлива; д —
навешивание створок в коробку, установ-
ка раскладок по стеклу; / —створка; 2 —
форточка; 3 — коробка
Рис. 209. Пример установки встроен-
ного шкафа и антресоли:
1 — одиопольный встроенный шкаф (в ин-
ше); 2 — однопольная антресоль; 3 — дву-
польная антресоль; 4 — двупольная ан-
тресоль над проходной дверью; 5 — двер-
ной проем; 6 —двупольный встроенный
шкаф (в нише)
стружечными плитами, облицованными шпоном ценных или
твердых лиственных пород, и отделывают прозрачной отделкой.
Все виды перегородок изготавливают на деревообрабаты-
вающих предприятиях и собирают на местах эксплуатации, ук-
репляя- каркасы к стенкам и к полу. На рис. 209 показан при-
мер установки встроенного шкафа и антресоли.
Панели предназначены для отделки нижней части стен и за-
щиты их от загрязнений. Кроме того, они иногда закрывают
232
проходящие в помещении коммуникации. Они могут быть фи-
ленчатыми, а также из древесностружечных плит, облицован-
ных шпоном из древесины ценных пород.
Тамбуры изготавливают из облицованных щитов и монти-
руют перед входной дверью для защиты помещений от чрез-
мерного охлаждения зимой. Погонажные детали (плинтусы, по-
ручни, наличники) изготавливают на предприятиях, а монти-
руют при строительстве жилых и общественных зданий при
помощи гвоздей и шурупов.
Контрольные вопросы
1. Из каких конструктивных элементов состоит столярное изделие?
2. Какое оборудование применяют для сборки сборочных единиц и
групп?
3. Как определить общее усилие для обжима сборочных единиц при
сборке?
4. От чего зависит расчленение процесса сборки на операции?
5. На какие этапы делится общая сборка?
6. Какая разница между стапельной и конвейерной сборкой?
7. Как определить ритм конвейера?
8. Как выполняют сборку столярно-строительных изделий?
9. Требования к установке и сборке оконных и дверных блоков.
10. Изготовление и сборка перегородок, панелей и тамбуров.
11. Что такое погонажные детали? Их монтаж.
X. Технология изготовления мягкой мебели
67. Виды мягкой мебели и ее классификация
К мягкой мебели относится мебель для сидения и лежания
(ГОСТ 19917—80) и мебель детская дошкольная (ГОСТ
19301.2—73 и 19301.3—73). Функциональные элементы мебели
для сидения и лежания могут быть жесткими или мягкими.
К жестким элементам мебели для сидения и лежания относятся
элементы без настила или с настилом толщиной до 10 мм. Мяг-
кие элементы в зависимости от категории должны иметь сле-
дующие показатели мягкости.
Категория мягкости . . 0 I II III IV
Деформация мягкого эле- мента под на- грузкой 70 даН, мм . . . 120 95 . . . 125 70 . . . 90 50 . . .65 15 . . .45
Податливость, мм/кгс* ... 2,4 4,2 1,7 . . . 2,3 1,3 . . . 1,6 0,5 . . . 1,2 0,2 . . .0,4
* Для перевода в систему СИ (м/Н) каждую цифру умножить на 10 4.
233
Функциональное назначение мягких элементов мебели в за-
висимости от категории мягкости предусматривает: 0 — для от-
дыха в положении сидя; I — для длительного отдыха в положе-
нии лежа; II — для кратковременного отдыха в положении лежа
или для длительного отдыха в положении лежа при наличии до-
полнительных наматрацников, обеспечивающих мягкость I ка-
тегории для отдыха в положении сидя; III — для кратковремен-
ного отдыха в положении лежа, для отдыха в положении сидя;
IV — для длительной работы сидя.
К изделиям мебели для сидения и лежания относятся кро-
вати, диваны, кушетки, тахты, банкетки, стулья, кресла рабо-
чие, кресла для отдыха, шезлонги, скамьи, кресла-качалки,
диваны-кровати и кресла-кровати. Последние два вида — транс-
формируемые (могут изменять свое функциональное назна-
чение).
Мебель для сидения и лежания производят единичную или
комплектную (в наборе).
Кровати могут быть металлическими, деревянными или сме-
шанной конструкции с мягким элементом в виде матраца.
Диваны выпускают со спинкой, с подлокотниками или без
них. Они предназначены для отдыха в положении сидя и крат-
ковременного отдыха в положении лежа. Диваны-кровати транс-
формируются в кровати.
Кушетки предназначены для сидения и кратковременного ле-
жания, они также могут быть трансформированы для удобного
положения. Тахта — широкая кушетка с продольной спинкой
или без нее (рис. 210) для сидения и лежания. Сиденья и
спинки могут быть как цельные элементы или в виде свободно
лежащих подушек.
Табуреты выпускают с жесткими сиденьями, а также обши-
тыми тканью, кожей и кожзаменителями. Банкетка — изделие
без спинки с мягким сиденьем для одного или нескольких че-
ловек.
Стулья — изделия со спинкой для сидения одного человека
(рис. 211). В столярных стульях элементы спинки и сиденья
жесткие без настила, с настилом или мягкие. Их используют
как единичные предметы или в составе наборов и гарнитуров.
Кресла — это группа изделий, наиболее широко представ-
ляющую мягкую мебель. По конструкции они очень разнооб-
разны. Кресло-кровать предназначено для отдыха и трансфор-
мируется в кровать. Оно имеет мягкую спинку и двойное мягкое
сиденье. Кресло-качалку изготовляют из металла, пластмассо-
вых или ивовых палок. Сиденье и спинку оплетают лозовыми
или разноцветными поливинилхлоридными лентами или шну-
рами.
Шезлонг — мягкое раскладное кресло для отдыха, в котором
можно полулежать. Шезлонги имеют основание для сидения и
234
Рис. 210. Тахта с мягкими съемными подушками.
а —в положении дивана; б —в положении кровати
Рис. 211. Стулья жесткие и мягкие с различными конструктивными реше-
ниями каркасов и спинок
Рис. 213. Элеватор и стол для раскроя ткани:
1—элеватор; 2 — штап ткани; 3 — подвижный иож для раскроя; 4 — стол; 5 — иа-
стнл ткани; 6 — прижимная линейка,; 7 — пульт управления
лежания, выполненные из ткани, полихлорвинилового жгута
(рис. 212) или упругой пластмассы.
Изделия с мягкими элементами применяются в мебели для
общественных зданий и медицинских учреждений. Их конструк-
ции и размеры зависят от конкретного назначения. '
68. Тканевые материалы и полуфабрикаты
Тканевые материалы бывают покровные и облицовочные.
Покровные ткани невысоких эстетических свойств, приме-
няются для покрытия пружинных блоков, реже как настилы-ос-
нования и покрытия мягких элементов и настилы под облицо-
вочные ткани. К этому виду относятся технические ткани из
грубой пряжи редкого полотняного переплетения. Благодаря не-
высокой стоимости в качестве покровного материала широкое
применение находят нетканые материалы.
О б л и цо в о ч н ые ткани служат для оформления мягкой
мебели и придания ей эстетического вида. Для производства ме-
бельных тканей используют натуральные и химические волокна.
По видам сырья их можно разделить на хлопчатобумажные,
шелковые и "шерстяные. Некоторые мебельные ткани состоят из
двух или трех видов сырья. Их рисунок и колористическое
оформление должны соответствовать форме и назначению изде-
лий. В табл. 5 приведены физико-механические показатели ме-
бельных тканей.
236
5. Физико-механические показатели мебельных тканей
Показатели Норма Методы испытаний по ГОСТ
Для обивки мебели
Ширина, см 150 ГОСТ 3811—72
Масса, г/м2 Не нормируется —
Разрывная нагрузка, Н Не менее 400 ГОСТ 3813—72
Удлинение при разрыве, % Не более 20 То же
Стойкость к истиранию (в зави-
симости от массы), циклы:
до 300 3000 ГОСТ 18976—73,
ГОСТ 9913—78
от 301 до 500 550 То же
свыше 500 9500 »
Устойчивость к окраске, баллы 4 ... 5 ГОСТ 9733—61
Для обивки матрацев
Ширина, см 100 ГОСТ 3811—72
Масса, г/м2 Не менее 180 . . —
300
Разрывная нагрузка. Н 400 ГОСТ 3813—72
Удлинение при разрыве, % Не более 25 То же
Стойкость к истиранию, циклы Не менее 2000 ГОСТ 18976—73
Стойкость к раздвигаемости ни- Не менее 25 ГОСТ 22730—77
тей, Н
Устойчивость к окраске В соответствии с ГОСТ 7913—76 (группа
подкладочно-тиковых тканей)
Дополнительные требования Ткани должны быть влаго- и воздухопро-
ницаемы, ие накапливать на поверхности
статического электричества
Для обивки кабинетной мебели и изделий для общественных
учреждений применяют кожу: козлиную (сафьян, велюр, хром),
свиную и лошадиную (юфть, хром), а также заменители. Ис-
кусственная кожа на тканевой основе — ткань, покрытая плен-
кой полимера, который закреплен на ней путем термической,
химической или механической обработки. Ткани, покрытые плен-
кообразующими веществами, приобретают новые свойства: вы-
сокую стойкость к истиранию, водонепроницаемость, водостой-
кость, ветрозащитность, эластичность, блеск, устойчивость
к мнбгим химическим реагентам. Вводя красители в пленкооб-
разующие полимеры, искусственную кожу окрашивают в раз-
личные цвета. Пластические свойства полимеров позволяют по-
лучать покрытия с любым рельефным рисунком (тиснением)
в зависимости от целевого назначения материала.
Процесс подготовки покрывных и облицовочных тканей
состоит из следующих этапов разработки карт раскроя,
237
Рис. 214. Раскройная карта облицовочной ткани дивана-кровати:
1 — сиденье; 2— спинка; 3 — передняя царга; 4 — боковина подлокотника; 5 — лещетка
(кромка щита)
ЁЭ
Рис. 215. Ленточный раскройный станок (ФРГ):
1 — стол; 2 — ленточный нож; 3 — светильник; 4 — пульт управления; 5 — кронштейн
привода станка
Рис. 216. Мерительно-складывательно-резательная машина МСР-110:
/ — раскладывающий нож; 2 — направляющий валик; 3 — подающий вал; 4 — направ-
ляющий прут; 5 — компенсатор,; б — стол машины
просмотра и промера тканей (облицовочных), формирования
настилов для раскроя, разметки настилов по картам раскроя,
шаблонам и лекалам, раскроя настилов, пошива чехлов облицо-
вочной ткани и заготовок покровных тканей, комплектации чех-
лов в наборы.
Покровные и облицовочные ткани поступают в цех в руло-
нах и штапах. Хранят ткани в помещениях с оборудованными
стеллажами или в вертикальных цепных элеваторах (рис. 213).
Перед раскроем тканей составляют карту на основании
утвержденных норм расхода на изделие мебели и чертежей
(рис. 214).
Для разбраковки и измерения ткани применяют браковочно-
промежуточные машины БПМ-2, Б-140, Б-160, Б-180. Раскрой
и настилание материала на прямоугольные детали крупных раз-
меров осуществляют на настилочно-раскройной машине с меха-
низированным столом, оборудованным накопителем для хране-
ния запаса раскраиваемого материала.
Косоугольные или криволинейные детали вырезают на лен-
точном раскройном станке фирмы «Краус и Райхерт» (ФРГ)
(рис. 215).
Мешочную ткань раскраивают на мерительно-складыва-
тельно-резательной машине МСР-110 (рис. 216). Она может
работать из штапа, расположенного на тележке, или с рулона,
укрепленного на специальных стойках.
Для раскроя настилов ткани разной конфигурации и тол-
щины применяют ручные электрические закройные машины
ЭЗМ-2, ОМ-3, но наиболее совершенна машина фирмы «Краус
и Райхерт» (ФРГ). На этой машине можно раскраивать на-
стилы из различных тканей, кожи и синтетических материа-
лов. Машинки КРМ этой же фирмы с круглыми дисковыми
ножами (рис. 217) предназначены для выполнения прямых
длинных резов полотна ткани.
На рис. 218 показана схема полуавтоматической линии для
раскроя заготовок тканей.
При изготовлении мягкой мебели широко применяют деко-
ративную прошивку облицовочной ткани с настилочным слоем.
Такая прошивка придает изделию красивый вид и улучшает
эксплуатационные свойства. Декоративную прошивку выпол-
няют на одноигольчатой челночно-швейной машинке класса
23-А. Английская фирма «Матраматик» выпускает точно про-
филирующие машины для глубокой и неглубокой стежки ма-
териалов.
В стегально-прошивочных машинах итальянской фирмы
«Мека» декоративная прошивка производится не по раскроен-
ной в размер заготовке настила, а по непрерывной ленте из
рулона облицовочной ткани и из рулона поролона. Машины
оснащены программирующим устройством, которое через фото-
239
Рис. 217. Электрозакройная машинка КРМ с круглым диско-
вым ножом (ФРГ);
/—'Капельница; 2 —- электродвигатель; 3 — дисковый нож; 4 — плат-
элементы считывает узор рисунка и передает его на прошивоч-
ные механизмы.
Для декоративной прошивки бортов мягкой мебели приме-
няют специальные швейные машины.
69. Настилочные, увязочные и прошивочные материалы,
их подготовка
Настилочные материалы как самостоятельно, так и с пру-
жинами и пружинными блоками формируют мягкие элементы
изделия мебели, определяют его упругость, мягкость и каче-
ство изделия в целом. Настилочные материалы делятся на 4
группы: животного и растительного происхождения, гуммиро-
ванные и синтетические. К настилочным материалам ж и в ат -
ного происхождения относятся волос, шерсть, щетина,
птичьи перья и пух. ’
Волос, особенно конский, обладает высокой упругостью и
волнистостью. Он может использоваться как самостоятельно,
так и в сочетании с шерстью, щетиной, растительными волок-
нами. Шерсть по своему строению близка к волосу, но более
волниста, поэтому считается лучше волоса.
Щетина отличается большой упругостью, эластичностью и
прочностью. Часто применяется в смеси с волосом для форми-
рования бортов. Пух и перо обладают высокой упругостью,
малой теплопроводностью. Применяются для набивки подушек.
Настилочные материалы поступают на предприятие в виде кру-
ченой или перепутанной волокнистой массы, упакованной
в кипы.
К настилочным материалам растительного проис-
хождения относятся растительные волокна морских трав,
растений (рогозовых, осоковых, пальмовых, капковых, злако-
вых и древесных). Их основа — волокно, состоящее в основном
из целлюлозы.
Морские и речные травы содержат мало хрупких веществ и
не требуют специальной обработки для их удаления. Филлоспе-
дикс менее упруг, чем морская трава, но превосходит ее по пе-
ретираемости. Рогоз узколистый и широколистый менее упруг.
Применяется для настила.
Осоковые по своим физико-механическим свойствам и пере-
тираемое™ уступают рогозовым. Пальмовое волокно обладает
большой упругостью и значительной прочностью, особенно
к истиранию. Мексиканское волокно может применяться как
настилочный материал в чистом виде или в смеси с другими
материалами.
Капон — шерстеподобное волокно желтоватого цвета, полу-
чаемое из плодов капкового дерева, которое произрастает
в Африке, Индии и Индонезии. Близки к капковым волокна
241
Рис. 219. Рыхлительный чесальный волчок НК-1:
1 — питающий конвейер; 2 — выпускной конвейер; 3 — клапаны; 4 — механизм копиро-
вания по шаблону; 5 — пульт управления; 6 — втулочный привод
Рис. 220. Трепальная машина:
J — питающий конвейер; 2 — выпускной конвейер; 3 —клапан; 4 — выбрасывающий ва-
лик; 5 — рабочие колковые валики,; 6 — пыльная решетка; 7 — вентилятор; 8 — главный
барабан с колками; 9 — сорная решетка; 10 — питающий валик
3 2 17 3 17
а в
Рис. 221. Схема резания поролона иа листы с гладкой (а) и гофрированной
(б) поверхностями:
1,' 6 — прижимные ролики; 2 — лист поролона; 3 — лента конвейера; 4 — остаток за-
готовки поролона; 5 — направляющая ножа; 7 — нож
хлопчатника, произрастающего в СССР. Волокно хлопчатника
применяют в виде ваты.
Настилочные материалы растительного происхождения по-
ступают на мебельные предприятия в кипах (вата, мочало) или
в жгутах (морская трава, рогоз, чий). Для улучшения эластич-
ных свойств настилочный материал растительного происхожде-
ния обрабатывают на рыхлительных и. трепальных машинах
(рис. 219, 220).
Из синтетических настилочных материалов широкое
применение получил поропласт полиуретановый (поролон), губ-
чатые изделия из латекса, химические волокна, поливинилхло-
рид и др. Поролон для мебельной промышленности выпускается
в листах форматами 2000x1000 и 2000x850 мм, толщиной
5... 10, 10... 30, 30... 50 и 50... 100 мм. На горизонтально-лен-
точных станках выпускают материал профильной резки: листо-
вая заготовка разрезается на две части, когда пеноматериал
подвергается переменной деформации прижимными дисками.
Диски с выступами различных размеров и профилей закреп-
лены на двух валах, расположенных горизонтально. Рисунок
профильного пеноматериала зависит от характера сжатия (де-
формации) его во время резания (рис. 221).
Поролон профильной резки при равной нагрузке обладает
большей по сравнению с материалом прямой резки сжимаемо-
стью, поэтому в изделиях кажется более мягким. Кроме того,
он экономичнее.
Мягкие элементы изделий из губчатой резины нашли широ-
кое применение благодаря хорошим амортизационным, тепло-
и звукоизоляционным свойствам. Эти элементы имеют однород-
ные пружинящие свойства, привлекательный внешний вид,
обладают вибрационно-заглушающей способностью, хорошей
упругостью. Губчатая резина не садится, не сбивается, не про-
давливается. Она самовентилируется и охлаждается, так как
содержит более 90 % воздуха, постоянно циркулирующего через
миллионы сообщающихся ячеек. Губчатую резину можно изги-
бать, скатывать, складывать, разрезать и склеивать, придавая
ею любую форму.
Для мебельной промышленности резина выпускается в виде
листов трех степеней мягкости или в виде формованных эле-
ментов.
Губчатую резину применяют в основном для обивки спинок
с пружинами или без них, а также для изготовления особо мяг-
ких накладных подушек. Из губчатой резины средней мягкости
изготавливают подушки сидений на пружинном основании
(мягкие пружины). Твердую губчатую резину используют для
обивки сидений в автомашинах, для изготовления подушек, си-
дений на основании без пружин. Готовые формованные мягкие
элементы укладывают на пружинный блок или приклеивают
243
Рис. 222. Устройство машины W-38/SW фирмы «Шпюль»:
/ — механизм настройки конусности пружин; 2 — эксцентрик; 3—5 — механизмы, соот-
ветственно регулирования диаметра пружин, шага витков пружин и иавивочный; 6 —
рукоятка включения муфты; 7 — маховичок текущих роликов; 8 — капельница; 9 —
ролик; 10 — прямящие ролики; // — мотовило
к нему. Губчатая резина гигиенична и поэтому широко при-
меняется для медицинской мебели.
В производстве мебели применяют пенополиуретан на про-
стых полиэфирах холодного формования в специальных пресс-
формах.
Подушки в зависимости от их формы выпускают с плоской
и объемной опорной поверхностью. Подушки с плоской опорной
поверхностью применяют в комплекте с жестким или эластич-
ным основанием, выполненным в виде плоской рамы, на кото-
рой закреплены пружины типа змейка или резиновые ленты.
Подушки второй подгруппы целесообразнее укладывать на гиб-
кое основание — на свободно закрепленные широкие ремни,
которые повторяют позу человека, сидящего в кресле. Подушки,
деформируясь, принимают форму тела человека.
К рулонным настилочным материалам относятся ватники
хлопчатобумажные, ватин и ваталин.
Увязочные, прошивочные материалы и ленты применяют при
креплении, прошивке настилочных материалов, формировании
бортов, пошиве покровных и облицовочных тканей, кож и кож-
заменителей, создании эластичных оснований. Их изготовляют
из нитей и пряжи. Резиновые ленты могут изготовляться на
тканевой основе и без нее.
Хлопчатобумажные и резиновые ленты по длине раскраивают
на столе ножом или ножницами, а также на гильотинных нож-
ницах. Мотки или бобины шпагата раскраивают с помощью
специального приспособления — крестовины.
70. Изготовление пружин и пружинных блоков
Для изготовления мягких элементов мебели применяют
пружины: конусные, цилиндрические, зигзагообразные (змейки)
и непрерывного плетения. Процесс изготовления конусных и
цилиндрических пружин состоит из навивания спирали, завязы-
вания узла концевого кольца и термической обработки пружин.
Для навивания двухконусных, одноконусных и цилиндриче-
ских пружин применяют станок W-38/SW фирмы «Шпюль»
(Швейцария) (рис. 222).
Завязывать концевое кольцо можно вручную при помощи
штыря с отверстием, в которое продевают конец проволоки и
поворотом за 2 раза завязывают узел. Однако этот способ
очень трудоемок, поэтому для завязывания узлов концевых
колец пружин применяют узловязальную машину.
Рис. 223. Стаиок-автомат 68/SW для изготовления одноконусных пружин:
1— пружина; 2 — приемный лоток; 3 — зона термической обработки,; 4 — узловязаль-
ная головка; 5—-механизм навивания пружин; 6—тянущие ролики; 7 — эксцентрик;
8 — прямящий ролик; 9— проволока; !0 — штурвал; // — механизм настройки на
различные параметры пружин
245
Рис. 224. Размоточный барабан:
а — вид сверху; б — вид сбоку: 1 — иожиой тормоз; 2 — барабан; 3 — груз для при-
жима проволоки,; 4 — моток проволоки; 5 — ось; 6 — станина
Термическая обработка заключается в том, что через гото- ;
Ъые пружины из высокотвердой стали пропускают электриче-
ский ток. На станке-автомате 68/SW фирмы «Шпюль» можно
производить навивание одноконусных пружин, завязывание узла j
у большого концевого кольца и термическую обработку пружин j
(рис. 223).
Зигзагообразные пружины «змейка» применяют в эластич-
ных основаниях мягких элементов. Они работают на растяже-
ние. Процесс изготовления включает ковку, гибку, обрубку и
при необходимости термическую обработку проволоки. j
Пружинные блоки непрерывного плетения изготовляют из
стальной проволоки и ленты в такой последовательности: изго-
товление пружин, рамок, скоб для соединения рамок, плетение j
пружинных блоков, сборка пружинных блоков. j
Изготовление пружин можно осуществлять на линии, кото- i
рая состоит из размоточного барабана (рис. 224), автомата i
для навивкй пружин (рис. 225), электропечи и станка для на-
вивки мотка пружин на катушку. Пружинные блоки плетут
вручную на рабочих столах, оборудованных подвижной рейкой ‘
и тремя металлическими штырями для захвата витков пружины ]
(рис. 226). j
Блоки могут быть с одной или двумя рамками, установлен- i
ными внизу и вверху. При двусторонней окантовке пружин рам- |
ками верхнюю сторону пружин обрамляют рамкой из ленты, j
а нижнюю — из проволоки. Если используют блок без деревян- ।
кого основания, обе рамки блока изготовляют из ленты. Блоки
непрерывного плетения должны обладать достаточной жестко-
стью, необходимой упругостью и эластичностью. Пружинный
246
Рис. 225. Автомат для навивки пружин:
1 — направляющая каретка; 2 — направляющая колодка; 3 — подающий ролик; 4 — ме-
ханизм регулирования шага; 5 — каретка для регулирования диаметра пружии
Рис. 226. Схема плетения первого ряда непрерывного пружинного блока:
1 — металлический штырь; 2 — катушка для намотки пружинной спирали; 3 — подвиж-
ная рейка
Рис. 227. Станок S-105/SW фирмы «Шпюль»:
1 — смоточиое устройство; 2 —тянущий ролик; 3 — лииейка с упорами; 4 — приемный
лоток для спирали
блок должен лежать на плоскости ровно. Хранят блоки в су-
хом закрытом помещении.
Пружинные блоки из двухконусных пружин, соединенных
спиралями, можно изготовлять на станках-автоматах W-38/SW
247
и K-2/SW, при этом пружины в блоки соединяют спиралями
вручную; на станке-автомате F-65/SW фирмы «Шпюль» в та-
кой последовательности: выпрямление проволоки, навивание
двухконусных пружин, завязывание узлов на концевых витках,
термообработка пружин, формирование пружин в ряды в при-
емном лотке станка.
Изготовление спиралей для соединения двухконусных пру-
жин в пружинные блоки осуществляется на станке S-105/SW
(рис. 227). Соединять пружины в блоки спиралями можно
вручную или на специальных станках. Фирма «Шпюль» выпус-
кает автоматическую установку FTA-72/SW, работающую по
схеме от проволоки до готового пружинного блока.
71. Технологический процесс изготовления мягких элементов
мебели
Технологический процесс обойных работ зависит от конст-
рукции и формы изделия, применяемых материалов и полуфаб-
рикатов, уровня механизации, организации производства и ква-
лификации рабочих. При этом могут применяться мягкие эле-
менты: пружинные на каркасе-основании; беспружинные на
каркасе-основании; без каркаса-основания.
Пружинный мягкий элемент — это конструкция пружин, ко-
торые формируют мягкие элементы, исключая применение их
в виде основания. Мягкие элементы без оснований формируют
по пружинному блоку или по настилочному материалу (по-
душки, матрацы, тюфяки, наматрацники).
Мягкие элементы с настилочным материалом животного и
растительного происхождения шьют различными иглами, пнев-
мопистолетами для прошивания бортов ПП-2/25А, для крепле-
ния пружинных блоков ППС-22А, для крепления ткани к де-
ревянной основе ПП-5А. При изготовлении мягких элементов
применяют пружинные блоки непрерывного плетения на основа-
нии; из двухконусных пружин, соединенных спиралями на осно-
вании; без оснований.
Технологическая схема изготовления мягких элементов
с применением пружинного блока непрерывного плетения со-
стоит из следующих операций: 1) формирования жесткого осно-
вания; 2) крепления колпаков к срединкам рамки; 3) установки
и крепления пружинного блока к основанию; 4) выравнивания
и окончательного крепления пружинного блока к основанию;
5) покрытия пружинного блока покровной тканью и ее про-
шивки; 6) формирования настилочного материала и покрытия
покровной тканью; 7) простегивания настила и бортов; 8) фор-
мирования второго настилочного слоя; 9) покрытия мягкого
элемента облицовочной тканью.
На рис. 228 показан конвейер для надевания чехла на за-
248
Рис. 228. Конвейер для надевания
чехла:
/ — заготовка мягкого элемента; 2— при-
жимной конвейер,; 3 — прижимные пла-
стины; 4 — чехол; 5 — привод подающего
конвейера
Рис. 229. Схема формирования си-
денья:
/—рамка сиденья; 2 —пружинный блок
непрерывного плетения; 3 — облицовоч-
ная ткаиц; 4 — покровная ткань; 5 — слой
ваты; 6 — поролон; 7 — капкан для осадки
пружинного блока по высоте
готовку мягкого элемента. Схема формирования сиденья на
пружинном блоке показана на рис. 229.
Отдельные мягкие элементы (матрацные подушки, намат-
рацники, валики) не крепят наглухо к каркасам. Такие мягкие
элементы могут быть пружинными и беспружинными. На рис.
230 показан валик на пружинах непрерывного плетения с осно-
ванием— деревянным бруском.
Мягкие элементы могут быть изготовлены и без пружин
(рис. 231). В этих случаях мягкость создается за счет насти-
лочного материала животного или растительного происхожде-
ния. Последовательность операций при изготовлении таких
элементов: 1) наполнение чехла настилочным материалом;
2) простежка бортов; 3) прошивка заготовки матраца; 4) на-
стил дополнительного слоя ваты; 5) надевание облицовочного
чехла и зашивание.
С появлением в производстве мягкой мебели синтетических
настилочных материалов (губчатой резины, поролона), совер-
249
Рис. 231. Схема автоматической
линии раскроя' листовых и плит-
ных материалов МРП-1:
1 — напольный конвейер; 2, 7 — подъ-
емные столы; 3 — каретка; 4— станок
ЦТМФ; 5 — конвейеры укладчика,; 6 —
сталкиватель
Рис. 230. Схема изготовления валика на пружинах непрерывного плетения:
1 — пружинный блок непрерывного плетения; 2, 4 — покровная ткаиь; 3 — слой ваты.;
5 — облицовочная ткань; 6 — деревянный стержень валика; / —деревянная бобышка
шенствованием конструкций материалов и технологий матрацы
стали изготовлять в виде отдельных элементов, накладываемых
на основание.
72. Сборка, контроль, улакоака и транспортирование
мягкой мебели
Сборку мягких элементов и изделий выполняют на конвейер-
ных поточных линиях в такой последовательности: спинки и
> сиденья устанавливают рамками-основаниями вверх; на них
250
устанавливают и закрепляют шурупами пластины механизма
трансформации; соединенные спинку и сиденье переворачи&ают
на 180° и устанавливают на коробку основания изделия; в ко-
робке основания (поперечных царгах) предварительно по шаб-
лону просверливают по два отверстия. Нижнюю пластину меха-
низма трансформации устанавливают перемещением рычагов
механизма так, что ее два отверстия совпадают с отверстиями
в поперечных царгах коробки основания. В отверстия встав-
ляют болты, с внутренней стороны коробки закрепляют их гай-
ками, соединяя спинку и сиденье с коробкой основания. После
монтажа проверяют работу механизма трансформации в поло-
жениях «диван» и «кровать». Затем к поперечным царгам ко-
робки основания при помощи болтов крепят боковые щиты,
а к основанию—опоры. Для транспортировки боковые щиты
не закрепляют, а укладывают в коробку основания и закреп-
ляют бобышками.
Диваны-кровати в положении «кровать» укладывают мяг-
кими элементами друг к другу, обертывают бумагой и перевя-
зывают шпагатом.
Мягкие элементы кресел-кроватей соединяют между собой
на карточные петли или откидной опорный узел, используемый
в положении «кровать», который крепится к рамке основания
сиденья на петлях или специальных механизмах.
Рабочие кресла и кресла для отдыха с постоянным положе-
нием сиденья и спинки собирать значительно проще, чем
изделия мебели для лежания. Мягкие элементы крепят к соб-
ранному каркасу шурупами или винтами по шаблонам и ста-
пелям.
Качество мебели, степень ее полезности определяются кон-
структивно-размерными факторами, технико-экономическими,
физико-механическими, химическими, эстетическими и другими
показателями, которые регламентируют ГОСТ 16371—77 «Ме-
бель бытовая» и ГОСТ 19917—80 «Мебель для сидения и ле-
жания».
Упаковывают мягкие элементы мебели в полиэтиленовую
усадочную пленку, а щиты коробки и метизы — в картонные
коробки, стягивая их металлическими или пластмассовыми лен-
тами. Упакованные элементы изделий сопровождают инструк-
цией по монтажу, эксплуатации и уходу за изделием.
Транспортировать мебель можно любым закрытым тран-
спортом и только при наличии защитного брезента и увязочных
материалов в открытых кузовах. Изделия в кузове или вагоне
должны быть прочно закреплены и переложены мягкими про-
кладками.
При перевозке морским транспортом мебель устанавливают
в контейнеры или упаковывают в ящики специальной кон-
струкции.
251
Контрольные вопросы
1. Виды мягкой мебели.
2. По каким признакам классифицируют мягкую мебель?
3. Применение элементов мягкой мебели.
4. Назначение тканевых материалов и полуфабрикатов.
5. Процесс подготовки покровных тканей и применяемое оборудование.
6. Рациональный раскрой тканей. Оборудование для раскроя.
7. Оборудование для стяжки и прошивки тканей.
8. Настилочные материалы и их подготовка.
9. Прошивочные и увязочиые материалы.
10. Пружины и пружинные блоки.
11. Как изготовляют пружинные блоки?
12. В какой последовательности изготовляют мягкие элементы?
13. Процесс сборки мягкой мебели.
14. Как упаковывают и транспортируют мягкую мебель?
XI. Основы механизации и автоматизации
столярно-мебельного производства
73. Общие сведения об автоматизации
Слово автоматизация происходит от греческого слова авто-
матов что означает самодействующий. Такое название давали
тем механизмам, которые действовали самостоятельно, без не-
посредственного вмешательства человека. В настоящее время
автоматизация охватывает все звенья производственного про-
цесса, включая междустаночное транспортирование и контроль
качества продукции.
Внедрение рабочих машин в производство для освобождения
человека от применения физической (мускульной) силы в энер-
гетическом потоке называется механизацией производственных
процессов. Внедрение рабочих машин и механизмов, которые
освобождают человека не только от энергетической (физиче-
ской), но и информационной (управления, регулирования, конт-
роля) работы называется автоматизацией производственных
процессов.
Различают частичную и полную автоматизацию. При частич-
ной автоматизации только часть потока информации автомати-
зирована (например, операции управления), остальные (регу-
лирование и контроль) выполняет рабочий. При полной авто-
матизации все операции потока информации (управление,
регулирование и контроль) выполняются автоматическими уст-
ройствами.
Частичной называют такую автоматизацию, которая распро-
странена на одну или несколько отдельных операций и стадий.
Комплексной называют автоматизацию, которая распростра-
нена на несколько последовательных операций и стадий.
252
Машину или механизм, выполняющие технологические опе-
рации, называют управляемым объектом. Управляемый объект
и автоматическое управляющее устройство образуют автомати-
ческую систему управления (АСУ).
Системы автоматизации подразделяются: 1) на стабилизи-
рующие— длительное время поддерживающие управляемую
величину постоянной (по любому из основных параметров за-
данную скорость вращения вала, уровень жидкости в резер-
вуаре, ее давление и др.); 2) на программные — изменяющие
управляемую величину в соответствии с заранее заданной по-
следовательностью изменений во времени (например, в сушиль-
ных камерах, где температура и влажность воздуха должны
изменяться в соответствии с заданным режимом сушки); про-
грамма может быть записана на перфорированных лентах и
картах, магнитной ленте, кинопленках, задана кнопковыми
устройствами и другими техническими средствами; 3) на следя-
щие— изменяющие управляемую величину в зависимости от
значения не известной заранее переменной величины на входе
автоматической системы; система способна следить за измене-
ниями в любом процессе; в такую систему могут входить счет-
но-решающие устройства.
Автоматические системы состоят из автоматических устрой-
ств, в которые входят различные элементы — приборы, меха-
низмы, аппараты и др. Элемент — это часть автоматического
устройства, в котором происходят количественные и качествен-
ные преобразования физических величин. В зависимости от вы-
полняемых функций в автоматических устройствах все элементы
подразделяют на три основные группы (звена): первичную,
промежуточную и конечную.
Первичная группа состоит из задающих и воспринимающих
элементов, служащих для получения первичной информации.
Промежуточную группу составляют усиливающие преобразую-
щие элементы (усилители, преобразователи, реле), которые
осуществляют связь между первичными и конечными элемен-
тами. Конечная группа состоит из исполнительных элементов
(механизмов, приборов), оказывающих воздействие на управ-
ляемый объект или прибор. Силовые исполнительные меха-
низмы предназначены для изменения движения регулируемого
органа в соответствии с управляющим воздействием. В зависи-
мости от вида применяемой энергии силовые исполнительные
механизмы бывают электрическими, гидравлическими и пневма-
тическими.
253
С
74. Виды станочных линий и их классификация
Станочной линией называют систему машин, расположенных
последовательно в соответствии с технологическим процессом
изготовления данного изделия, узла или детали. Станки, раз-
мещенные в последовательности, требуемой для производства
операции технологического процесса, образуют поточную ста-
ночную линию. Передача деталей на поточных линиях может
быть ручной или механической (транспортными средствами).
Если в поточной автоматической линии только часть станков
требует индивидуального обслуживания и все или часть стан-
ков соединены транспортными средствами, такую станочную
линию называют полуавтоматической. Станочную линию, на
которой все станки, размещенные в порядке последовательности
операций технологического процесса, работают автоматически
и связаны транспортными средствами, называют автоматиче-
ской. На такой линии рабочий-оператор только включает, вы-
ключает и настраивает линию, а также следит за ее работой.
В зависимости от формы потока станочные линии делятся
на постояннопоточные и сменнопоточные.
Постоянно-поточные линии предназначены для обработки
деталей одинаковых размеров и форм. Они высокопроизводи-
тельны, так как не требуют перенастройки. В их работе прини-
мают участие все механизмы, из которых собраны линии. Смен-
но-поточные линии предназначены для обработки деталей раз-
ных размеров из однородных материалов. Эти линии более
универсальны, но требуют перенастройки для обработки дета-
лей каждого размера, что снижает их производительность.
Если на станочной линии деталь проходит весь комплект
операций, такую линию называют линией с завершенным техно-
логическим процессом или комплексной автоматической линией.
Если на линии выполняется только часть операций, связанных
с обработкой деталей или изделий, ее называют линией с неза-
вершенным технологическим процессом.
Под компоновкой станочных линий понимают комплекс
работ по размещению оборудования и транспортных средств
в соответствии с технологическим процессом. Станочные линии
комплектуют из универсальных и специальных станков. Линии
из универсальных станков не требуют больших затрат для их
компоновки, так как их собирают из существующего оборудова-
ния общего назначения, которое имеется на производстве,
однако такие станочные линии занимают много производствен-
ной площади и сравнительно малопроизводительны. Линии из
специальных станков более компактны, высокопроизводительны
и занимают меньше производственной площади, но их проекти-
рование и изготовление требуют больших затрат и эффектив-
ность их внедрения должна быть экономически обоснована.
254
В зависимости от вида связи между станками линии могут
быть с жесткой (синхронные и сблокированные) или с гибкой
связью (расчлененные). Линии с жесткой связью состоят из
станков, связанных между собой транспортом и работающих
синхронно, в одном ритме. Эти линии просты по конструкции,
занимают мало площади, у них короче производственный цикл
и детали передаются от станка к станку без задержек. Однако
при выходе из строя одного станка простаивает вся линия.
Линии с гибкой связью представляют собой ряд самостоя-
тельных станков, действующих независимо один от другого.
Между ними размещены накопители для обрабатываемых дета-
лей и конвейеры-питатели для подачи накопленных деталей.
В линиях с гибкой связью детали от одного станка к другому
передаются не непосредственно, а через накопители. При вы-
ходе из строя одного станка, на остальных можно обрабаты-
вать детали, которые имеются в накопителях.
По технологическому назначению станочные линии делятся
на раскройные, брусковые, облицовочные, повторной обработки,
отделочные и сборочные.
Производительность станочных линий. Производительностью
линии называют число деталей, обработанных за единицу вре-
мени. Различают производительность теоретическую и факти-
ческую. Теоретическую производительность определяют при
условии, что линия работает непрерывно:
Qt = T/R,
где Т—время работы линии, мин; R— ритм линии, мин.
Фактическую производительность определяют с учетом про-
стоев или коэффициента использования линии т]л, который пред-
ставляет собой отношение времени фактической работы к пол-
ному времени:
Пл = T2t„/T,
где 2/п-— сумма потерь времени, мин. Фактическую производи-
тельность <2ф вычисляют по формуле
<Зф = Т/7?т]л.
Для повышения коэффициента использования линии необхо-
димо сократить потери времени на переналадку механизмов и
простои.
75. Автоматические линии для раскроя досок и плит
В зависимости от очередности выполнения технологических
операций линии могут быть поперечно-продольного и продоль-
но-поперечного раскроя. На линиях поперечно-продольного рас-
255
кроя доску сначала распиливают поперек на отрезки определен-
ной длины, а затем эти отрезки распиливают вдоль на заго-
товки определенной ширины. Первым в линии должен быть
станок для поперечного пиления (торцевания) досок, а вто-
рым— для продольного.
В линиях продольно-поперечного раскроя операции выпол-
няют в обратном порядке. Сначала доску распиливают вдоль
на длинные рейки шириной, равной ширине заготовок. Затем
рейки распиливают поперек волокон на заготовки определен-
ной длины. При такой очередности выполнения операций пер-
вым в линии должен быть станок для продольного распилива-
ния, вторым — для поперечного.
Устройство каждой линии зависит от характера раскраива-
емых досок. По данному признаку линии подразделяются на
линии раскроя обрезных и линии раскроя необрезных досок.
У обрезных досок ширина одинаковая, а кромки прямолиней-
ные, что облегчает задачу автоматизации их загрузки, раз-
грузки и ориентирования, поэтому линии раскроя обрезных
досок проще по устройству, чем необрезных.
Вид линии определяется составом выполняемых технологи-
ческих операций. Кроме раскроя досок, на линии может выпол-
няться их калибрование по толщине и ширине. Концентрация
операций на линиях — важнейшее средство повышения произво-
дительности технологического оборудования.
Современное оборудование для раскроя плит отличается
большой производительностью и высоким уровнем автоматиза-
ции. Оно снабжено программным управлением, позволяющим
быстро изменять схему раскроя плит в соответствии с заранее
выработанными вариантами (рис. 231).
Необходимость раскраивать стандартные плиты по разным
схемам (картам раскроя) вызывается большим разнообразием
размеров требуемых заготовок и стремлением избежать боль-
шого количества отходов в виде обрезков. Частое изменение
схем раскроя ускоряет процесс комплектования заготовок и
уменьшает загроможденность производственного помещения.
Наиболее широкое применение получила автоматическая ли-
ния с программным управлением для раскроя плит, созданная
на базе многопильного форматного станка ЦТМФ-I. Программа
раскроя плит на полосы и полос на заготовки задается от-
дельно. В линии одновременно может быть задано 7 программ
раскроя. Программа вводится установкой штекеров в гнезда.
Каждое гнездо штекерной панели соответствует определенному
номеру пильной головки.
Для раскроя с минимальными припусками древесностружеч-
ных плит, облицованных с двух сторон декоративным бумажно-
слоистым пластиком и пленками на основе бумаг и термопла-
стичных полимеров, предназначена линия МРД-1 (рис. 232).
256
Рис. 232. Схема линии раскроя облицованных плит МРД-1:
/ — подъемный стод; 2— вакуумный загрузчик; 3— каретка подающего устройства;
4 — позиция; 5, 6 — позиции соответственно продольного раскроя и поперечного пиле-
ния; 7— подъемный стол; 8 — вакуумный укладчик; -9 — конвейер,; J0 — приемный кон-
вейер; 11 — склиз,; 12 поперечный конвейер для отходов; 13, 18 — соответственно ба-
зирующий и наборный столы; 14 — упор подающего устройства; 15, 17 — соответственно
промежуточный и ленточный конвейеры; 16 — толкатель
76. Автоматические линии для изготовления
брусковых деталей
Для придания заготовкам из массивной древесины правиль-
ной формы применяют станочные линии, состоящие из станков
проходного типа (фуговальных и рейсмусовых или продольно-
фрезерных четырехсторонних и шипорезных). Станки позицион-
ного типа (сверлильные и долбежные) также могут быть уста-
новлены в линию, но применение их усложняет компоновку ли-
ний. Применяемое оборудование и его размещение зависят от
конструкции брусковых деталей. В мебельной промышленности
такие линии применяются редко, но при изготовлении оконных
и дверных блоков они получили широкое распространение.
В линии для изготовления брусковых деталей могут быть
вмонтированы один или два шипорезных станка. С одним ши-
порезным станком работают линии ДЛЗ, ДЛ8А, ПЛБ и ПЛБ,
с двумя — ДЛ13 и МОБ-2. На последней можно обрабатывать
одновременно короткие горизонтальные детали с проушинами
и длинные вертикальные детали с шипами.
Для обработки брусковых деталей используют линии с си-
ловыми головками. Силовые головки — это отдельные узлы,
которые предназначены для придания режущему инструменту
9 Заказ № 1131 2S7
Рис. 233. Линия продольного фрезерования брусков и зарезки шипов АЛБ-1:
1 — питатель,; 2 — продольный конвейер; 3 — продольно-фрезерный станок; 4 — пере-
грузчик; 5 — шипорезный станок; 6 — укладчик
вращательного, а при необходимости и поступательного движе-
ния. В зависимости от применяемого инструмента на силовых
головках можно выполнять различные технологические опера- \
ции по обработке деталей из древесины.
Силовые головки могут быть неподвижными (стационар-
ными) и с автоматической подачей. Неподвижные головки
имеют только одно рабочее движение шпинделя (вращатель-
ное) с электрическим или пневматическим приводом, головки
с автоматической подачей оборудованы пневмогидравлическим
механизмом перемещения, но успешно могут работать и от
электрического или механического привода.
Линии, созданные с применением силовых головок, высоко-
механизированы. Их применяют для обработки как бруско-
вых, так и щитовых деталей. К линиям такого типа относится
АЛБ-1 (рис. 233).
77. Автоматические линии для калибрования,
облицовывания и повторной обработки щитов
Линии калибрования. Древесностружечные плиты, постав-
ляемые на мебельные предприятия, имеют различную толщину,
поэтому их после раскроя на форматы калибруют. Для калиб-
рования щитов применяют шлифовальные станки проходного
типа, при помощи которых можно создавать поточные автома-
тические линии (отечественные линии ДЛШ100-1, МК.Ш-1 и
западногерманской фирмы «Бэре-Бизон»), На рис. 234 пред-
ставлена линия ДЛШ50.
Линии облицовывания. Для компоновки линий облицовыва- '
ния щитов наиболее рационально применять однопролетные
прессы проходного типа с точным, соблюдением режимов.
Линия двустороннего облицовывания плоскостей щитов МФП-1
показана на рис. 235.
На линии МОП-1 облицовывают. мебельные щиты рулон-
ным синтетическим шпоном. !
2J8
Рис. 234. Линия калибрования щитов ДЛШ50:
/ — загрузочное устройство; 2, 4 — калибровально-шлифовальные станки; 3, 6, 7 — ро-
ликовые конвейеры,; 5 — толщиномер; 8 — установка для контроля качества; 9 — сор-
тировочные площадки; 10 — пульт управления
Рис. 235. Линия облицовывания мебельных щитов МФП-1:
/ — питатель; 2— клеевые вальцы; 3, 4 — дисковый и леиточиый конвейеры; 5 — одио-
пролетный пресс; 6 — разгрузчик
Рис. 236. Схема облицовывания мебельных щитов:
1 — автоматический загрузчик; 2 — щеточный станок для очистки пластей щитов от
пыли,; 3 —камера подогрева; 4 — клееианосящий станок К.Б9-1; 5 — камера выдержки;*'
6 — облицовочный станок; 7 — устройство для разделения деталей; 8 — камера охлаж-
дения; 9 — автоматический укладчик
9*
Рис. 237. Линия МФК-1:
/ — питатель; 2, 5 — шлифовальные станки для отделки соответствеиио продольных и
поперечных кромок,; 3, 6 — станки для облицовывания соответствеиио продольных и
поперечных кромок; 4 — поворотное устройство,; 7 — укладчик
Более совершенны выпускаемые линии МФП-2 и МФП-3,
в состав которых входят питатель, щеточный станок для удале-.
ния пыли МЩП-3, клеенаносящий станок КВ18-1, дисковый
конвейер, формирующий конвейер, однопролетный пресс АКДА
4938-1 с конвейером и конвейер-укладчик. Линия МФП-2 по
сравнению с МФП-1 имеет улучшенную конструкцию питателя
и укладчика, ленточную загрузку пресса, щеточный станок для
удаления пыли. Конструкции питателя и укладчика в линии
МФП-3 еще более совершенны: увеличены размеры плит пресса
(5,2X1,8 м вместо 3,3X1,8 м), увеличено усилие пресса (вместо
53 000 кН 100 000 кН), гидроприводы расположены сверху, что
ускоряет смыкание плит пресса (рис. 236).
Линии повторной обработки щитов и облицовывания кро-
мок. Для обработки щитов по периметру и облицовывания кро-
мок щитов строганым шпоном, а также снятия свесов по длине
и ширине применяют линию МФК-1 (рис. 237). На линии
МФК-2 можно выбирать с правой стороны по пласти и кром-
кам четверти и пазы, а на линии МФК-3 — облицовывать
кромки только рулонным синтетическим материалом. Из ана-
логичных зарубежных линий в нашей стране широкое приме-
нение получили линии фирм «Има», «Хомаг» (ФРГ), «Канима»
(Канада), ЛОА-04 (НРБ), «Дзода» (ПНР).
Линии шлифования плоскостей щитов. Плоскости щитов
шлифуют на линии МШП-1 (рис. 238). Сконструирована но-
вая шлифовальная линия МШП-З на базе унифицированных
узколенто^ных станков ШлПС-9 и ШлПС-10.
В СССР используются аналогичные линии ЛДШ-01 (НРБ),
«Беттхер и Гесснер» (ФРГ), «Имеас» (Италия) и др. Фирма
«Ф. Кульмайер» (ФРГ) выпускает оборудование для шлифова-
ния профильных кромок вибрирующими колодочками и станки
для шлифования микрошпона.
Сверление и присадка отверстий в щитах. Сверление при-
садочных отверстий производится после форматной обработки
260
Рис. 239. Линии подготовки щитов к отделке:
а— МНП-1 для сплошного шпатлевания и шлифования; б—МГП-1 для грунтовки и нанесения текстуры
и облицовывания кромок щитов на многошпиндельных свер-
лильно-присадочных станках отечественного или импортного
производства. Широко применяется отечественный станок СГВП-
1А, из зарубежных станков — многосторонний сверлильный про-
ходного типа АС-251С (НРБ), предназначенный для сверления
сквозных и глухих отверстий в плоскостях и кромках щитов
под шканты и крепежную фурнитуру. На базе станка ПС-251 С
при наличии питателя и укладчика создана линия для много-
стороннего сверления ЛПП-01.
Сверлильно-присадочные и шкантозабивные станки за ру-
бежом выпускают фирмы «Виезе», «Альберт», «СЧМ» (Ита-
лия); «Вееке», «Беттхер и Гесснер», «Ноттмайер», «Кох»,
«Дорнбург» (ФРГ) и др. Станки различаются расположением
многошпиндельных головок, способами базирования и прижима
обрабатываемых деталей, степенью автоматизации управле-
ния. На многих из этих станков имеется устройство электрон-
ной цифровой индикации или системы числового программного
управления (ЧПУ). Некоторые эксплуатируются на наших
предприятиях.
78. Автоматические линии для отделки деталей
и сборки изделий
Линия МНП-1 (рис. 239) предназначена для сплошного
шпатлевания необлицованных щитов, а также для шлифова-
ния шпатлеванной поверхности. Щиты подаются питателем 1
в станок 2 для очистки их от пыли, после этого в станок 3
для шпатлевания полиэфирной шпатлевкой, в которую добав-
ляют фотохимические инициаторы, что способствует быстрому
(40...60 с) ее отверждению в фотохимической камере ультра-
фиолетового излучения 4. Высушенные щиты подаются в ка-
меру нормализации 5 для охлаждения поверхности перед шли-
фованием (25...30 с). Промежуточный роликовый конвейер 6
передает щиты из камеры нормализации в шлифовальный ста-
нок 7, а затем укладчик 8 складывает их в штабель, откуда
щиты подаются на линию грунтования и нанесения рисунка
текстуры.
Линия МГП-1 (рис. 239, б) предназначена для грунтования
и нанесения рисунка текстуры ценных пород древесины на
плоскости щитов, облицованных малоценными породами дре-
весины, или на предварительно подготовленные щиты из дре-
весностружечных плит. Питателем 1 щиты подаются в щеточ-
ный станок 2 для очистки их от пыли. Если щиты короче
600 мм, их подают на специальных поддонах. Очищенные щиты
проходят через станок 9, где на верхнюю плоскость наносится
грунтовка (25... 40 г/м2). После этого щиты проходят через
терморадиационную камеру 10, в которой грунтовка высыхает
262
Рнс. 240. Линии лакирования мебельных щитов:
а — МЛН-1 для нанесения нитроцеллюлозных лаков; б — МЛП-1 для нанесения полиэфирных лаков
за 20... 30 с. Имитация текстуры ценных пород осуществляется
в печатной машине 11, состоящей из двух секций: для контур-
ного и полуконтурного рисунков. Чтобы правильно разместить
рисунок, в продольном направлении в машине установлены на-
правляющие линейки, а в поперечном — рычажный механизм
фиксации начала печатания.
Линию МЛН-1 (рис. 240, а) применяют для нанесения грун-
товки, нитроцеллюлозного лака и шлифования лакового покры-
тия. Щиты, предназначенные для отделки, питателем 1 пода-
ются в станок 2, где очищаются от пыли, после чего поступают
в камеру 3 для подогрева. На подогретые щиты на вальцовом
станке 4 наносят нитрокарбамидную грунтовку, которая под
действием тепла, аккумулированного на поверхности щитов,
быстро высыхает.
Процесс нормализации грунтовки и самих щитов осущест-
вляется в камере 5. После полного высушивания ворс и пузыри
снимаются с грунтованной поверхности на виброшлифовальном
станке 6. Отшлифованные щиты вновь подогревают в термора-
диационной камере 7 и сразу подаются на лаконаливную ма-
шину 8 для нанесения первого покрытия. Лакированные щиты
подаются во вторую камеру нормализации 9, а затем в сушиль-
ную камеру 10. После выхода из сушильной камеры щиты пере-
кладчиком И подаются на вторую ветку к сушильным камерам
12, в которых покрытие сохнет в увлажненной среде. Процесс
нормализации осуществляется в камере 13, откуда щиты пода-
ются на виброшлифовальный станок 14. Щиты, требующие пов-
торного лакирования, перекладчиком 15 подаются на первую
вайму, а щиты с законченным процессом лакирования склады-
вают на укладчик 16, откуда они идут на линию облагоражи-
вания.
Линия МЛП-1 (рис. 240, б) предназначена для нанесения
полиэфирного лака на плоскости щитов. Для этого автомати-
ческий разгрузчик 17 передает щиты на роликовый конвейер 18,
откуда они поступают в станок для очищения от пыли. Затем
щиты подаются в камеру терморадиационного нагрева 19 (при
применении лаков горячего отверждения). Нагретые щиты по-
ступают на лаконаливную машину 20, где наносится первый
слой лака. После выдержки в камере 21 их транспортируют на
вторую лаконаливную машину 22 для нанесения второго слоя
лака. Лакированные щиты снимают с роликового конвейера 23
и складывают на этажерки, которые перемещаются цепным
конвейером через сушильный тоннель 24. Высушенные щиты
подаются на линию облагораживания.
Линия МПП-1 (рис. 241) предназначена для перекрестного
шлифования деталей, полирования и глянцевания плоскостей
щитов. Щиты, находящиеся на роликовом конвейере 1, из па-
кета 2 вакуумным загрузчиком 3 подаются на специальный
264
Рис. 242. Линия шлифования и полирования кромок МПК-1
стол 4, а оттуда — на ленточно-шлифовальный станок 5 для
перекрестного шлифования мелкозернистыми шкурками. На
широколенточном станке проходного типа 6 осуществляется про-
дольное шлифование. На выходе из шлифовального станка
установлено щеточное устройство для снятия абразивной и ла-
ковой пыли. Отшлифованные щиты проходят через промежу-
точный стол 7 на шестибарабанные полировальные станки 8,
где шлифованная поверхность полируется полировальными па-
стами. Станок 9, установленный на выходе линии, глянцует
поверхность (снимает жирные пятна и отходы пасты). Вакуум-
ный разгрузчик 10 передает облагороженные щиты с приемного
стола 11 в стопу, откуда они поступают на линию облагоражи-
вания кромок или сборки.
Линия МПК-1 (рис. 242) предназначена для шлифования
продольных и поперечных кромок, верхнего и нижнего ребер
кромок, полирования и глянцевания кромок, покрытых поли-
эфирным лаком, и состоит из двух шлифовальных станков 1,
двух полировальных станков 2 и двух перекладчиков 3. Рабочий
загружает щиты в первый станок, где обрабатываются продоль-
ные кромки, а затем второй рабочий загружает их во второй
станок для обработки поперечных кромок. После этого щиты
перекладчик передает иа первый станок для повторной обра-
зе;
т, 7
ботки или их принимает третий рабочий и складывает в стопы,
откуда они подаются на линии сборки.
За рубежом при применении новых отделочных материалов
(лаков кислотного отверждения, полиуретановых водных ла-
ков) с небольшим удельным расходом изменяют конструкции
отделочных машин. Станки для шлифования и полирования
лаковых покрытий почти не выпускаются. Появилось новое
оборудование для промежуточного шлифования тонких лако-
вых покрытий — виброшлифовальные станки фирмы «Тие-
лике» (ФРГ). Лакоиаливные машины выпускаются в основном
одноголовочные. Это вызвано не только применением новых
отделочных материалов, но и тем, что при установке промежу-
точных приводных роликов между головками невозможно про-
изводить качественный налив на маленькие детали из-за под-
прыгивания их на роликах. В настоящее время выпускаются
в основном вальцовые машины для нанесения лака. Например,
фирма «Бюркле» (ФРГ) выпускает станок с двумя дозирую-
щими валиками для обеспечения малого расхода лака (до ,10 г/м2).
Для нанесения лака на профильные детали и кромки выпус-
кают автоматические пульверизационные кабины, в которых
покрываемая лаком деталь движется на цепном конвейере.
Фирмы «Фриулмаг» и «Кремлин» (ФРГ) выпускают произ-
водственные роботы для отделки каркаса стула методом рас-
пыления. Фирмы «Фильдебранд», «Барберан» и «Гиардина»
(ФРГ) выпускают линии отделки с устройством для импульсно-
лучевой сушки.
Фирма «Госф» (ФРГ) выпускает оборудование для термо-
прокатной отделки. На поверхность изделия валиком наносится
слой водорастворимого связующего, происходит процесс пред-
варительного пленкообразования. Затем под давлением и при
повышенной температуре одновременно происходят процессы
прессования и отверждения. Этот способ более экономичен,
дает высокие качественные показатели. Материалы, применяе-
мые при термопрокате, не содержат растворителей.
Сборочные станочные линии. Процесс сборки изделий из
древесины в сравнении с другими стадиями технологического
процесса автоматизирован менее всего, однако и здесь заметен
значительный процесс. Так, для сборки мебельных изделий на
крупных предприятиях применяют поточные линии, основой ко-
торых служат технологические конвейеры. Их форма, устрой-
ство и принцип действия зависят от конструкции изделия.
На технологическом конвейере пульсирующего действия
осуществляется общая сборка шкафа для одежды (рис. 243).
Транспортирующее средство конвейера — две параллельные
цепи, рабочие ветки которых движутся на уровне пола. К це-
пям прикреплен ряд поперечных захватывающих брусков, при
помощи которых собираемое изделие передвигается по конвей-
266
2
Рис. 243. Линия сборки шкафа для одежды:
7-/2— рабочие места; 13 — конвейерные цепи; 14 — бруски; /5 — пневматические подъ-
емники; 16 — пневмомеханизм для перекладывания изделий.; 17 — цикловой автомат
с часами; 18 — привод конвейера
ерной линии, что способствует выполнению операций на кон-
вейере с любой стороны изделия. Для выполнения операций
конвейер останавливается на некоторое время (в зависимости
от заданного ритма) у каждого рабочего места. На конвейере
предусмотрены запасные рабочие места на случай изменения
конструкции изделия.
Через равлые промежутки времени в соответствии с уста-
новленным ритмом автоматически включается привод, и зах-
ваты конвейера перемещают изделие на одно рабочее место
вперед. Привод включается автоматически при помощи специ-
альных часов, которые одновременно показывают, сколько вре-
мени осталось для выполнения операций. Перед началом пере-
мещения конвейера на одно рабочее место специальный звонок
сигнализирует об окончании времени на выполнение операций.
Для облегчения труда некоторые рабочие места конвейера обо-
рудованы пневматическими подъемниками и опрокидывателями,
которые ставят изделие в требуемое положение. Пневматиче-
ские устройства имеют автоблокировку, предупреждающую
перемещение конвейера, когда изделие не подготовлено для пе-
ремещений. На таком конвейере можно собирать только одно-
типные изделия.
Для сборки различных по конструкции изделий применяют
дополнительные (комплектующие) конвейеры, на которых со-
бирают все узлы и детали, крепят фурнитуру к каждому узлу
и после этого собирают изделия из данного комплекта.
Вторая ветка комплектующего конвейера движется в одном
направлении со сборочным конвейером. Этот конвейер разме-
щен на полу и передвигает собранные шкафы по полу цеха.
Изделия на этом конвейере собирают из деталей, размещенных
в одной тележке-кассете, движущейся рядом с конвейером.
267
контрольные вопросы
1. Значение и происхождение слова автоматизация.
2. Какие виды автоматизации вы знаете?
3. Объясните условия внедрения комплексной автоматизации и ее пре-
имущества.
4. Назовите средства автоматизации и их основные элементы.
5. Что такое станочная линия?
6. Как делятся линии в зависимости от формы потока и вида связи?
Производительность линий.
7. Что такое компоновка автоматических линий и как она осуществля-
ется?
8. Какие автоматические линии для раскроя досок и плитных материа-
лов вы знаете?
9. Какие станочные линии применяют для обработки брусковых де-
талей?
10. Какие автоматические линии применяют для изготовления оконных
и дверных блоков?
11. Что такое силовые головки и где они применяются?
12. На каких автоматических линиях осуществляется калибрование
щитов?
13. Какие автоматические линии применяют для облицовывания плоско-
стей щитов?
14. На каких автоматических линиях осуществляют повторную обра-
ботку щитов и облицовывание кромок?
15. Назовите автоматические линии для шлифования плоскостей и
кромок.
16. Автоматические линии для отделки плоскостей щитов нитроцеллю-
лозными лаками.
17. Какие автоматические линии применяются для отделки щитов поли-
эфирными лаками?
18. На каких автоматических линиях осуществляют отделку кромок?
19. Какие автоматические линии применяют для облагораживания лако-
красочных покрытий?
20. Из какого оборудования компонуются сборочные линии?
XII. Ремонт столярных изделий и мебели
79. Организация и виды ремонта
Мебель ремонтируют на специализированных предприятиях.
В зависимости от объема работ ремонт мебели может быть
мелким (стоимость ремонта не превышает 10 % стоимости из-
делия), средним (до 20 %), крупным (до 30 %) и выполняться
соответственно в небольших мастерских малой мощности, в ма-
стерских или цехах средней мощности, на мебельных и базовых
фабриках.
Мастерские малой мощности оборудованы одним или двумя
комбинированными станками, ручным и электрифицированным
инструментом, что обеспечивает выполнение мелкого ремонта
мебели. Некоторые виды мелкого ремонта могут выполняться
дома у заказчика.
268
Мастерские И цехи средней мощности обеспечены универ-
сальным оборудованием (6...10 станков), пульверизационной
кабиной, нестандартным оборудованием, набором ручного и
электрифицированного инструмента.
Фабрики по ремонту мебели обеспечены всеми видами сов-
ременного универсального и специального оборудования на
всех стадиях технологического процесса ремонта мебели. Мак-
симальная механизация производственных и технологических
процессов способствует качественному и быстрому выполнению
крупного ремонта.
Заказы на ремонт мебели принимают непосредственно на
ремонтных предприятиях или на специально организованных
этими предприятиями приемных пунктах, где в свою очередь
делают мелкий и средний ремонт мебели.
Каждый заказ должен быть выполнен в установленный срок
(не более 1 мес), качественно и в соответствии с требованиями
технических условий. После ремонта мебель на предприятии
сохраняется до 1 мес и только как исключение (командировка,
болезнь заказчика) предприятие может сохранять ее до 2 мес.
Предприятие гарантирует качество выполненных ремонтных ра-
бот на протяжении 6 мес со дня выдачи заказа.
80. Реставрация внешней отделки
Внешняя отделка столярных изделий чаще всего подверга-
ется различным повреждениям, большинство которых можно
исправить, реставрируя отделочные покрытия. Для удаления
старых лакокрасочных покрытий необходимо установить вид
покрытия и каким материалом производилась отделка, подо-
брать рецепт смывки и определить необходимость удаления
грунтующих и порозаполняющих составов, а также обесцвечи-
вания отделанной поверхности. Для удаления старых лакокра-
сочных покрытий ремонтируемую мебель или другие столярные
изделия разбирают, отделяют мягкие элементы и снимают фур-
нитуру.
Если отделочные покрытия повреждены только в отдельных
местах, их можно исправить, не снимая всего покрытия. Для
этого с поврежденных мест снимают остатки краски, расчищают
эти места по краям и делают обычную отделочную подготовку
(грунтование, шпатлевание и шлифование). После этого 2...
3 раза окрашивают исправляемые места краской, точно подоб-
ранной под цвет старой. При этом желательно освежить одно-
разовым покрытием всю поверхность, предварительно очистив
старое покрытие от загрязнений и пыли.
При значительном повреждении непрозрачной отделки во
многих местах ее снимают полностью, размягчив краску водным
раствором нашатыря или другими химикатами. После снятия
269
старого покрытия процесс отделки выполняют заново. Местные
повреждения лаковых покрытий редко удается устранить так,
чтобы исправленные места оставались совершенно незамет-
ными, однако такие исправления иногда делают, причем в конце
работы обновляют всю поверхность. Если лаковые покрытия
повреждены во многих местах, снимают все старое покрытие
и наносят новое.
Поверхность, отделанную жидкими лаками (политурой),
поврежденную даже в отдельных местах, исправить невоз-
можно, поэтому старое покрытие снимают и выполняют поли-
рование вновь. Все лакокрасочные покрытия легко снимаются
растворителями, выпускаемыми лакокрасочной промышленно-
стью, но их можно смывать и различными составами. химика-
тов. Например, для снятия старых непрозрачных покрытий
можно применять водный раствор нашатыря или едкого натра.
На 1 л воды требуется 350 г едкого натра, иногда добавляют
до 100 г креозола; раствор наносят подогретым до 80 °C.
Мазями (из зеленого мыла и нашатырного спирта или из амин-
ацетата и ацетона) размягчают отделочные покрытия на не-
больших поверхностях в отдельных местах. Для удаления про-
трав используют разбавленную соляную кислоту. Можно при-
менять в качестве вытравных средств горячий раствор соды или
раствор сернистой кислоты.
После смывания старого лака, политуры или протравы по-
верхности промывают бензином или скипидаром, предупреждая
этим изменение натурального цвета древесины. Отбеливание
дуба, который от едкого натра темнеет, выполняют слабым ра-
створом соляной или щавелевой кислоты. Едкий натр и кис-
лоты ядовиты, с ними нужно обращаться очень осторожно.
Все поверхности после обработки смывающими или отбели-
вающими химикатами промывают теплой водой, особенно тща-
тельно после применения соляной кислоты, так как ее остатки
могут испортить новое покрытие.
Смывные и вытравные составы наносят на поверхность хлоп-
чатобумажной тряпкой, намотанной на палочку в виде помазка,
или травяной щеткой. Щетинные и волосяные кисти не приме-
няются, так как они под действием едких составов быстро при-
ходят в негодность. Металлические накладки, вставки и фур-
нитуру чцстят специальными пастами или химическими соста-
вами, а чаще заменяют.
81. Ремонт мебельных изделий из древесины
Столярного ремонта требуют расклейка шиповых соедине-
ний, раскол по клеевому шву, поломка отдельных деталей и
других элементов. При ослаблении склеек и расклейки клеевых
соединений сначала разбирают изделие в ослабленной его
270
части, очищают шипы и гнезда от старого клея, собирают и
склеивают вновь. У расколовшихся щитов сфуговывают кромки
и склеивают их вновь. Для большей прочности склеиваемых из-
делий необходимо использовать расклинивание шипов, вставку
в гнезда вместе с шипом стружки или шпона. Кроме того,
можно вставить угольники (бобышки) внутрь углового соеди-
нения или наложить металлические угольники снаружи.
Исправление сломанных деталей заключается в их замене
или восстановлении путем изготовления недостающей части и
установки на шип с клеем после подгонки. Сломанные плоские
ножки и бруски, если излом свежий, сращивают вставками
в форме двухстороннего ласточкина хвоста или врезными на-
кладками с двух сторон. Фигурные ножки стульев, кресел, ди:
ванов, столов, сломанные скалыванием в изгибе, склеивают по
излому с постановкой на круглые шипы (рис. 244). Эти части
заменяют новыми только при полной негодности.
Сломанные шипы заменяют вставными, а царги и проножки
стульев и столов, плинтусы, притворные бруски дверей, как
правило, заменяют новыми. Поврежденные карнизы, пилястры,
раскладки, штапики восстанавливают или заменяют новыми.
Исправление отклеенного шпона заключается в приклеива-
нии его клеем с температурой не выше 50 °C (холодными син-
тетическими клеями ПВА). Шпон при подклеивании изгибают
осторожно, не допуская образования в отделочных покрытиях
трещинок. При-частичном разрушении шпона в отдельных ме-
стах применяют вставки, а иногда переоблицовывают всю
поверхность. В обоих случаях следует подобрать шпон по цвету
и текстуре (рис. 245).
Проломленные фанерные сиденья и филенки, полики и за-
глушины часто заменяют новыми. Поврежденную фанеру на
крышках столов, покрытых дерматином или сукном, заменяют
новой или исправляют тщательным подкраиванием куска фа-
неры, сделав при этом снизу подшивку на клею.
Образовавшуюся вследствие усушки щель между филенкой
и обвязанным бруском заделывают наклейкой рейки на кромку
филенки. Если необходимо, рамку разбирают. Очень важно,
особенно для филенок с прозрачной отделкой, чтобы наклеен-
ная рейка не выступала из паза или фальца. Сорванную с пе-
тель дверь перенавешивают, предварительно заделав гнезда от
шурупов вставками на клею. Неисправную фурнитуру из ме-
талла и пластмасс заменяют новой, а фурнитуру и украшения
из фарфора, мрамора, кости склеивают. Деревянную фурнитуру
чаще всего заменяют новой. Для склеивания фурнитуры при-
меняют клеи БФ-2, БФ-3 и др. Отпавшие металлические укра-
шения и фурнитуру прикрепляют пастой, полученной замеши-
ванием расплавленных воска и канифоли с порошком мела
в негустую массу типа замазки. Металлическую фурнитуру
271
е
Рис. 244. Способы исправления сломанных деталей:
а, б — вставками; в — шкантом; г, д — заменой шипов; е — наращиванием детали по
длине: 1,2 — старая н новая детали
Неправильно Правильно
Рис. 245. Вставка заделок всередиие (а) и по краям (б) при устранении
дефектов облицованных шпоном поверхностей
нагревают, накладывают на пасту и прижимают струбциной. Для
приклеивания фурнитуры и накладных украшений применяют
также синтетические клеи на основе эпоксидных смол.
82. Ремонт столярно-строительных изделий
Ремонт столярно-строительных изделий разнообразен, но
чаще всего сводится к ремонту подоконных досок, оконных и
дверных коробок, наружных дверных полотен и оконных пере-
плетов, а также к замене отдельных брусков, филенок, при-
творных брусков и т. д.
Перед ремонтом внимательно осматривают изделия и вы-
являют места, подлежащие ремонту, а затем приступают к из-
готовлению новых деталей для замены дефектных. У дверных
и оконных блоков часто ослабляются петли, поэтому дверь или
m
окно плохо закрываются. В этом случае необходимо выбрать
изношенную часть долотом или стамеской, подогнать и вста-
вить на клею планку длиной не менее двойного размера петли
и толщиной не менее 2/з длины завертываемого шурупа. В ме-
стах, где есть изломы и трещины, также вставляют заделки.
При ремонте коробки лучше не вынимать всю ее из проема,
чтобы избежать разрушения штукатурки. Вынутую дефектную
часть коробки антисептируют и устанавливают вместе с про-
кладкой изоляционного материала. При поражении гнилы®,
а также в любом другом повреждении части бруска негодную
часть вырезают и делают наращивание оставшейся части оди-
нарным или двойным шипом.
Дверные полотна для ремонта вынимают из проема (исклю-
чение составляют случаи замены приборов). Если полотно на-
вещено не на съемных петлях, карты петель вынимают осто-
рожно, чтобы не повредить гнезда, очистив предварительно
шлицы шурупов. Отремонтированные полотна удобнее навеши-
вать по старым гнездам, при этом отверстия для шурупов обя-
зательно заделывают нагелями на клею. Привертывать петли
в новых местах не следует, так как на эту операцию требуется
много времени, а старые гнезда трудно заделать так, чтобы
они стали совершенно незаметными.
Ремонт межкомнатных дверей следует по возможности вы-
полнять без съема полотен, если они навешены на несъемных
петлях. Частичную или полную разборку полотен можно про-
изводить только при смене бруска, обвязки или вставленной
в пазы филенки, а также при подстругивании полотна, наклейке
брусков и т. д. При ремонте столярных перегородок, панелей и
барьеров также желательно обходиться без их разборки.
Сложнее делать ремонт наружных оконных переплетов и
наружных дверей, которые подвержены влиянию переменной
температуры и переменной влажности. В зазоры нередко про-
никают вода и снег, что вызывает загнивание древесины в от-
дельных местах. При ремонте коробок и оконных переплетов
приходится наращивать или заменять детали с выполнением
угловых соединений.
Подоконные доски, сильно поврежденные и пораженные
гнилью, снимают и разбирают; негодные части заменяют но-
выми. Для крепления подоконных досок применяют клей и
гвозди. Оконные переплеты для ремонта вынимают из коробки.
В переплетах наиболее часто приходится менять нижний обвя-
зочный брусок и прикреплять к нему новый наплав. При этом
виде ремонта разбирают только нижние угловые соединения.
Отлив прикрепляют клеем и гвоздями так, чтобы исключалась
возможность проникновения воды в шов.
При ослаблении угловых соединений переплетов ослаблен-
ные углы переклеивают и скрепляют дополнительно металли-
273
ческими угольниками иа шурупах. Сломанные шипы заменяют
вставками. Нельзя скреплять сломанные шипы только наложе-
нием металлических угольников, даже если их прикрепляют
с обеих сторон.
Поперечные плинтусы, галтели и карнизы заменяют новыми,
прирезая концы торцов под углом 45° к продольной оси, чтобы
стыки были менее заметны. При замене приборов шурупы вы-
вертывают из гнезда, а не вытаскивают клещами, так как при
вытаскивании разрушается резьба в древесине. Если место
замка заделано новым бруском, замок устанавливают как
в новую дверь.
83. Технология ремонта
Мелкий ремонт можно выполнить дома у заказчика.
Основные инструменты, необходимые для мелкого ремонта,
носят в специальных ящиках (чемоданах). Эти инструменты
комплектуются по этапам технологического процесса для вы-
полнения столярных, отделочных и обивочных работ. Кроме
того, для мелкого ремонта применяют специальный ручной ин-
струмент (рис. 246). Для ремонта мебели в сельских районах
организуют передвижные мастерские. Такие мастерские могут
быть смонтированы на любом грузовом мотороллере или авто-
машине.
Средний ремонт выполняют в небольших мастерских
малой и средней мощности, с применением деревообрабатываю-
щих универсальных станков, деревообрабатывающих комбини-
рованных станков, ручного инструмента, оборудования и при- •
способлений, предназначенных для изготовления новых деталей
и узлов. К среднему ремонту относится ремонт деталей и узлов
мебели, столярных и столярно-строительных изделий, ремонт
отделочных покрытий и другие работы.
Крупный ремонт производят в специализированных
мастерских средней мощности или на мебельных фабриках,
обеспеченных высокопроизводительным инструментом и дерево-
обрабатывающим оборудованием для выполнения всех техноло-
гических операций. При крупном ремонте мебели и других сто-
лярных изделий! предусматривается изготовление узлов и
деталей, в том числе щитовых элементов, филенок, рамок, коро-
бок, скамеек, ящиков, полуящиков, брусков и других деталей
для замены изношенных и поломанных.
Технологический процесс изготовления узлов и деталей для
ремонта изделий аналогичен технологическому процессу изго-
товления узлов и деталей для новых изделий. Необходимо
умело подобрать породу, цвет и текстуру древесины.
Выполнять крупный ремонт изделия следует в разобранном
виде. Это дает возможность использовать деревообрабатываю-
174 1
Рис. 246. Специальный ручной инструмент для ремонта мебели:
а — иож для подрезки шпоиа; б — шпатель с электрокоитактиым нагревом; в — нож
для удаления остатков клея из-под шпона; г — приспособление для протирания шпоиа;
д — валик д^я облнцовываиня; е—притирочный молоток
щее оборудование, которое значительно ускоряет и облегчает
выполнение технологических операций. Перед ремонтом каждое
изделие полностью или частично разбирают на узлы и детали,
освобождая те элементы, которые требуют ремонта или замены.
Разбор изделий проводят в помещении, оборудованном венти-
ляционной установкой для очистки воздуха согласно действую-
щим санитарным нормам.
Контрольные вопросы
1. Каково значение ремонта для долговечности изделий?
2. Какие виды ремонта вы знаете и от чего они зависят?
3. Как организован прием заказов на ремонт мебели и других изделий?
4. Какие дефекты относятся к столярному ремонту?
5. Какие дефекты возникают в столярно-строительных изделиях и ка-
ковы способы их устранения?
6. Какие дефекты относятся к мелкому ремонту и как их устранить?
7. Как организовать крупный ремонт мебели и других изделий из дре-
весины?
XIII. Стандартизация и контроль качества
столярно-мебельных изделий
84. Сущность стандартизации и ее роль в развитии
научно-технического прогресса
Стандартизация — эффективное средство управления обще-
ственным производством. Постановлением Совета Министров
СССР от 11 января 1965 г. «Об улучшении работы по стандар-
тизации в стране» в целях обеспечения единой технической по-
литики на Государственный комитет стандартов, мер и измери-
тельных приборов СССР возлагалась координация работ по
стандартизации в отраслях народного хозяйства, предписыва-
лось установить единые системы нормативно-технической, про-
ектно-конструкторской и технологической документации в стране,
ввести в государственный план показатели по стандартизации,
учету и регистрации стандартов и технических условий.
В СССР впервые в мировой практике были разработаны и
успешно функционируют общегосударственные системы: Единая
система конструкторской документации (ЕСКД), Единая си-
стема технологической подготовки производства (ЕСТПП), Еди-
ная система технологической документации (ЕСТД). Указанные
системы стали основой совершенствования и развития опреде-
ляющих отраслей общественного производства, повышения про-
изводительности труда, ускорения темпов научно-технического
прогресса.
В постановлении ЦК КПСС и Совета Министров СССР от
10 ноября 1970 г. «О повышении роли стандартов и улучшении
качества выпускаемой продукции» отмечалось, что улучшение
качества выпускаемой продукции — одна из важнейших эконо-
мических и политических задач на современном этапе развития
общественного производства. Это постановление — программный
документ в области стандартизации, метрологии и управления
качеством продукции.
Стандарты — связующее звено в цепи наука — техника —
производство. Они способствуют обеспечению проведения еди-
ной технической политики в отраслях народного хозяйства, тех-
ническому перевооружению производства, широкому внедрению
прогрессивной техники и технологии, механизации и автомати-
зации производственных процессов, экономии материальных ре-
сурсов, улучшению условий труда и охраны окружающей среды,
рациональному использованию природных ресурсов.
85. Государственная система стандартизации
и метрологическая служба в СССР
Организация и координация работ в области стандартизации
и метрологии в стране, прогнозирование, планирование и кон-
троль за выполнением этих работ — основные функции Государ-
ственного комитета СССР по стандартам (Госстандарта СССР).
Госстандарт несет ответственность за состояние и дальнейшее
развитие стандартизации и метрологии и за проведение единой
политики в области стандартизации и метрологии в стране, на-
правленной на ускорение научно-технического прогресса в на-
родном хозяйстве, совершенствование производства и управле-
ния, улучшение качества продукции.
Службы стандартизации предприятий и организаций — основ-
ное первичное звено, проводящее в жизнь задачи стандартиза-
276
ции непосредственно в ходе проектирования и производства
продукции.
Основополагающие нормативно-технические документы по
стандартизации, устанавливающие единую организационно-ме-
тодическую основу проведения работ по стандартизации на всех
уровнях управления народным хозяйством — комплекс стандар-
тов ГОСТ 10—68. Он охватывает все этапы работ по стандарти-
зации и определяет единый порядок планирования, разработки,
оформления, утверждения, регистрации, издания, обращения и
внедрения всех категорий стандартов, а также надзор за их
внедрением и соблюдением.
Государственная система стандартизации устанавливает сле-
дующие категории стандартов: 1) государственные стандарты
Союза ССР — ГОСТ, обязательные для всех предприятий, орга-
низаций и учреждений союзного, республиканского и местного
подчинения во всех отраслях народного хозяйства СССР и со-
юзных республиках; 2) отраслевые стандарты — ОСТ, обяза-
тельные для всех предприятий и организаций данной отрасли,
а также для предприятий и организаций других отраслей (за-
казчиков), использующих продукцию этой отрасли; 3) респуб-
ликанские стандарты союзных республик — РСТ, обязательные
для всех предприятий и организаций республиканского и мест-
ного подчинения данной союзной республики независимо от их
ведомственной подчиненности; 4) стандарты предприятий —
СТП, обязательные для предприятия (объединения), утвердив-
шего данный стандарт.
Одним из важнейших условий дальнейшего ускорения науч-
но-технического прогресса, повышения эффективности науки и
производства, технического уровня и качества продукции явля-
ется совершенствование техники измерений, которая во многом
определяет уровень промышленного производства. В СССР при-
меняется около миллиарда измерительных приборов, которые
следят за соблюдением технологических процессов, обеспечи-
вают достоверный учет расходуемого сырья и материалов. Их
применяют при научных исследованиях, контроле качества и ис-
пытании продукции.
В современных условиях метрологическое обеспечение — это
комплекс научных и технических средств, правил и норм., необ-
ходимых для достижения единства и требуемой точности изме-
рений. Роль метрологического обеспечения возросла в связи
с бурным развитием науки, ростом объемов производства, повы-
шением требований к качеству продукции, развитием специали-
зации и кооперирования производства, расширением масштабов
автоматизации производственных процессов и внедрением авто-
матической системы управления (АСУ).
Метрологическая служба наиболее эффективно может ре-
шать стоящие перед ней задачи в тесной взаимосвязи
277
с решением всех задач в рамках стандартизации. Одна из важ-
нейших общегосударственных задач метрологического обеспече-
ния — создание и совершенствование государственных эталонов
единиц физических величин. Эту работу выполняют метрологиче-
ские институты СССР под руководством Госстандарта.
Государственные эталоны имеются во всех важнейших об-
ластях измерений, наиболее широко применяемых в народном
хозяйстве страны. Это государственные эталоны единиц длины,
массы, температуры, времени, силы света и электрического тока,
т. е. единиц основных физических величин. Государственные
эталоны созданы и для таких областей измерений, как изме-
рение силы, давления, электрических и магнитных величин,
и др.
Создание и внедрение государственных эталонов направлено
в первую очередь на развитие отечественной науки и техники,
на обеспечение единообразия применяемых в стране средств
измерений, на совершенствование всех видов метрологического
обеспечения отраслей народного хозяйства.
86. Стандартизация в рамках
Совета Экономической Взаимопомощи (СЭВ)
Совет Экономической Взаимопомощи (СЭВ) был образован
социалистическими странами в 1949 г. для обеспечения и пла-
номерного 'развития многосторонней совместной деятельности.
В 1962 г. были созданы Постоянная комиссия СЭВ по стан-
дартизации и Институт СЭВ по стандартизации. Основная за-
дача комиссии — организация многостороннего сотрудничества
стран — членов СЭВ в области стандартизации и метрологии,
а также координации и научно-методического руководства дея-
тельностью органов СЭВ и международных организаций стран —
членов СЭВ. Постоянная комиссия СЭВ по стандартизации раз-
рабатывает основополагающие нормативные и методические до-
кументы, определяющие правила и порядок проведения работ
в ’области стандартизации, метрологии и качества продукции
в рамках СЭВ.
Унификация национальных стандартов стран — членов СЭВ,
переход на разработку и применение единых для этих стран
нормативных документов позволяют ускорить внедрение в про-
изводство передового научно-технического опыта, и защитить
национальные и региональные интересы социалистических
стран. Для этого Комплексной программой была поставлена за-
дача внедрить в практику сотрудничества стран —членов СЭВ
новую категорию нормативных документов стандартов СЭВ,
предназначенных как для прямого использования в сотрудни-
честве стран, так и для применения в национальных народных
хозяйствах.
Стандарты СЭВ применяются странами как национальные
стандарты, без каких-либо изменений и переоформлений. Со-
вместная разработка и применение странами стандартов СЭВ
способствуют упрочнению и стабилизации производственных
связей, содействуют ускорению темпов научно-технического про-
гресса, совершенствованию промышленных структур стран —
членов СЭВ, осуществлению ими единой технической политики
в международных организациях по стандартизации. В настоя-
щее время органы СЭВ и международные организации стран —
членов СЭВ увеличили объемы работ по стандартизации.
87. Стандартизация и качество столярной
продукции
Стандартизация объединяет все пути повышения качества
в единое целое и является эффективным средством организации
и управления продукцией.
Качество продукции — это совокупность свойств продукции,
обусловливающих ее пригодность удовлетворять потребности
в соответствии с ее назначением. Качество одной и той же про-
дукции может быть признано удовлетворительным при исполь-
зовании ее для одних целей и неудовлетворительным для других.
Например, фанера марки ФБА — прекрасный материал для из-
готовления конструкций, работающих в закрытых помещениях,
и в то же время качество фанеры этой марки оказывается не-
удовлетворительным при использовании ее для изготовления
конструкций, работающих в атмосферных условиях.
Качество продукции включает в себя не все ее свойства. Так,
говоря о качестве стула, мы имеем в виду не все свойства стула,
а лишь те, которые представляют для нас интерес с точки зре-
ния удовлетворения наших практических потребностей. Нас
прежде всего интересует удобство пользования стулом, его
прочность, внешний вид и т. д.
Выпускаемая продукция подлежит аттестации. Аттеста-
ция промышленной продукции — это комплекс мероприятий,
связанных с оценкой уровня качества продукции и присвоением
ей специального знака или аттестата качества. Государствен-
ный Знак качества для обозначения аттестованной продукции
в нашей стране был утвержден в 1967 г. (ГОСТ 1.9—67).
Аттестация промышленной продукции требует решения боль-
шого комплекса технических, организационных, экономических
и хозяйственных задач. Она производится по двум категориям
качества — высшей и первой. Продукция высшей категории ка-
чества должна по своим технико-экономическим показателям
соответствовать лучшим отечественным и мировым стандартам
или превосходить их, быть конкурентоспособной на внешнем
рынке, иметь повышенные стабильные показатели качества,
обеспечивать экономическую эффективность, и удовлетворять
потребности народного хозяйства.
Продукция первой категории качества должна по своим тех-
нико-экономическим показателям соответствовать современным
требованиям стандартов и технических условий и удовлетворять
потребности народного хозяйства и населения страны. Продук-
ция второй категории качества по своим технико-экономическим
показателям не соответствует современным требованиям народ-
ного хозяйства и населения страны, морально устарела и под-
лежит модернизации или снятию с производства.
Высшую и первую категории качества присваивают продук-
ции производственно-технического назначения сроком до 3 лет,
а товарам народного потребления — до 2 лет. При этом уста-
новленный срок действия категории не может превышать срока
действия нормативно-технической документации, по которой
должна выпускаться аттестуемая продукция. По продукции, от-
несенной ко второй категории качества, государственные атте-
стационные комиссии дают рекомендации по срокам снятия
ее с производства или модернизации.
Разработка и проведение мероприятий по аттестации про-
дукции возлагаются на министерства союзных республик, про-
мышленные объединения и комбинаты. Работу по аттестации
проводят в соответствии с планами комплексных мероприятий
по повышению уровня качества выпускаемой продукции.
Управление качеством продукции в стране на базе стандар-
тизации получило название комплексной системы управления
качеством продукции (КС УКП). КС УКП — это совокупность
мероприятий, методов и средств, направленных на установле-
ние и ' поддержание необходимого уровня качества продукции
при ее разработке, изготовлении, обращении и эксплуатации
или потреблении.
КС УКП предназначена для совершенствования организации
производства с целью постоянного обеспечения соответствия
качества продукции потребностям народного хозяйства и насе-
ления и систематического повышения на этой основе эффектив-
ности производства. Эта цель достигается: 1) созданием и освое-
нием в заданные сроки новых видов продукции, которая по
качественным и технико-экономическим характеристикам соот-
ветствует достижениям мировой науки и техники или превосхо-
дит их и может быть отнесена к высшей категории в общем объ-
еме производства товарной продукции; 2) планомерным улучше-
нием показателей качества выпускаемой продукции для внеш-
него рынка; 3) своевременным снятием, заменой или модерни-
зацией продукции второй категории качества; 7) улучшением
экономических показателей деятельности предприятия.
290
88. Организация технического контроля качества продукции
Под техническим контролем, или контролем, понимают про-
верку соответствия продукции или процесса, от которого зави-
сит качество продукции, установленным техническим требова-
ниям. В зависимости от объекта контроля различают контроль
качества продукции и контроль технического процесса.
Контроль качества продукции — это контроль количествен-
ных или качественных характеристик свойств продукции. При
контроле качества продукции объектом контроля является пере-
рабатываемая, изготовляемая, выпускаемая или эксплуатируе-
мая продукция. Для суждения о ее качестве при контроле про-
веряют соответствующие признаки этой продукции.
Контроль технологического процесса — это контроль режи-
мов, характеристик и параметров технологического процесса.
В зависимости от этапа контроль может быть входным, опера-
ционным и приемочным. Входной контроль — это контроль
продукции поставщика, поступившей к потребителю или заказ-
чику. Входной контроль позволяет избежать снижения уровня
качества продукции из-за поставки сырья, материалов или
комплектующих изделий неудовлетворительного качества, со-
брать объективную информацию об этой продукции с целью
предъявления претензий к поставщику или уточнения требова-
ний к показателям качества получаемой продукции. Значимость
входного контроля тем больше, чем сложнее продукция и чем
выше требования к ее качеству.
Операционный контроль — это контроль продукции или
технологического процесса во время выполнения или после за-
вершения определенной операции. На современном этапе разви-
тия деревообрабатывающих производств особое значение при-
обретает операционный контроль технологического процесса,
в задачу которого входит получение исчерпывающей информа-
ции о соблюдении установленных требований на всех технологи-
ческих операциях. Если в результате контроля на какой-либо
операции обнаруживается отклонение от регламентированных
технологией требований, информация об этом должна быть не-
медленно передана соответствующим участкам производства
с целью устранения обнаруженных отклонений. Принятие над-
лежащих мер по ликвидации нарушений технологического про-
цесса, выявленных в ходе операционного контроля — одно из
главных условий обеспечения качества продукции.
Приемочный контроль — это контроль готовой продук-
ции, по результатам которого принимается решение о ее пригод-
ности к использованию. Приемочный контроль предупреждает
поставку продукции надлежащего качества потребителю.
В зависимости от полноты охвата различают сплошной и
выборочный контроль. Сплошной контроль — это контроль
281
каждой единицы продукции, осуществляемый с одинаковой пол-
нотой. Сплошной контроль почти полностью исключает возмож-
ность попадания к потребителю дефектной продукции, но в не-
которых случаях его применение оказывается экономически не-
целесообразным (при очень больших программах выпуска) или
невозможным (если контроль связан с разрушением продук-
ции). Сплошной контроль широко применяется для определе-
ния эстетических показателей качества продукции, для установ-
ления ее сортности.
Выборочный контроль — зто контроль выборок или проб
из партии или потока продукции. Примерами выборочного конт-
роля является контроль физико-механических свойств древесных
материалов и продуктов, анализ свойств смол, красок, лаков
и др.
В зависимости от связи с объектом контроля во времени
различают летучий,' непрерывный и периодический контроль.
Летучий контроль — это контроль, который начинается в слу-
чайные моменты, выбираемые в установленном порядке (напри-
мер, контроль качества нескольких последних изготовленных
единиц продукции). Эффективность летучего контроля обуслов-
ливается его внезапностью, правила обеспечения которого зара-
нее специально разрабатывают. Летучий контроль осуществля-
ется на месте изготовления, хранения, перемещения или ремонта
продукции.
Непрерывный контроль — это контроль, при котором поступ-
ление информации о контролируемых признаках происходит
непрерывно (например, контроль сушильного агента в про-
цессе сушки пиломатериалов в камерах). Периодический конт-
роль— это контроль, при котором поступление информации
о контролируемых признаках происходит через установленные
интервалы времени (например, контроль коэффициента рефрак-
ции связующего при производстве древесностружечных плит, че-
рез каждые 30 мин).
Основные функции по осуществлению технического контроля
на предприятии возлагаются на отдел технического контроля
(ОТК), являющийся самостоятельным подразделением пред-
приятия (объединения), возглавляемым начальником ОТК. Со-
став и структура ОТК, а также права и обязанности работни-
ков ОТК определяются «Положением об отделе технического
контроля», утвержденным руководителем предприятия (объеди-
нения). Это положение в каждом отдельном случае разрабаты-
вается в соответствии с «Примерным положением об отделе
технического контроля предприятия Минлеспрома СССР».
Начальник ОТК подчиняется непосредственно руководителю
предприятия. Работники ОТК предприятия подчиняются началь-
нику ОТК и в своей деятельности независимы от других отде-
лов предприятия. Основная часть контролеров ОТК работает
282
в производственных цехах предприятия. В каждом цехе созда-
ется группа технического контроля, являющаяся органом ОТК
в цехе. В некоторых случаях при сравнительно малом объеме
производства в цехах предприятия назначают по одному конт-
ролеру из аппарата ОТК. Круг обязанностей цеховых контроле-
ров охватывает почти все виды контроля.
Цеховые контролеры проверяют выпускаемую цехом продук-
цию в соответствии с требованиями действующей документации,
оформляют на принятую продукцию документы, удостоверяю-
щие ее годность, ведут учет, оформление и анализ брака, нахо-
дят причины и виновников брака, принимают участие в разра-
ботке мер по улучшению качества продукции, проводят конт-
роль своевременности проверок оборудования и оснастки,
а также участвуют в инспекционном контроле.
Конечная продукция, изготовленная предприятием, поставля-
ется потребителю только после приемки ее ОТК и оформления
в установленном порядке документа, удостоверяющего качество
продукции или маркировки ОТК- Выполнение требований на-
чальника ОТК в отношении качества выпускаемой продукции
обязательно для всех подразделений предприятия.
Распоряжение начальника ОТК о прекращении приемки и
отгрузки продукции может быть отменено только письменным
указанием руководителя предприятия. В этом случае началь-
ник ОТК, не задерживая исполнения такого указания, обязан
сообщить о данном факте в управление стандартов и качества
продукции министерства.
Существующая система контроля качества выпускаемой про-
дукции не удовлетворяет современным требованиям. В 1986 г.
издан совместный приказ Минлесбумпрома СССР и Госстан-
дарта СССР «О введении Государственной приемки продукции
в объединениях и на предприятиях лесной, целлюлозно-бумаж-
ной и деревообрабатывающей промышленности». В нем уста-
новлен перечень обязательных мер для подготовки к госу-
дарственной приемке продукции, среди которых основные:
1) подготовка нормативно-технической и технологической доку-
ментации; 2) перестройка служб технического контроля; 3) вве-
дение участков входного контроля и создание условий для ста-
бильной ритмичной работы предприятий.
Введение госприемки на отдельных предприятиях отрасли
показало ее целесообразность для значительного улучшения ка-
чества выпускаемой продукции,
283
Контрольные вопросы
1. Сущность и развитие стандартизации в СССР.
2. Какова роль стандартизации и метрологии в научно-техническом про-
грессе?
3. Как организованы службы стандартизации иа предприятиях?
4. Как развивается стандартизация в рамках СЭВ?
5. Значение стандартизации в рамках СЭВ.
6. Как влияет стандартизация на качество продукции?
7. Что такое качество? Его категории.
8. Как осуществляется аттестация промышленной продукции?
9. Что такое КС УКП, ее назначение?
10. Организация технического контроля, его виды.
11. Структура технического контроля деревообрабатывающего пред-
приятия.
12. Права и обязанности службы технического контроля на деревообра-
батывающем предприятии.
XIV. Охрана труда и пожарная безопасность
на деревообрабатывающих предприятиях
89. Организация охраны труда на предприятии
На предприятии администрация обязана создать такие усло-
вия труда, которые исключали бы возможность получения травм
и возникновения профессиональных заболеваний и способство-
вали повышению производительности труда. Независимо от сте-
пени опасности производства обучение рабочих безопасным при-
емам труда проводят на всех предприятиях и в организациях
при подготовке вновь принятых рабочих, не имеющих профес-
сии или меняющих профессию, при проведении различных видов
инструктажа и повышения квалификации.
Общее руководство и организация обучения в целом по
предприятию возлагаются на руководителя предприятия,
а в подразделениях (цехах) — на руководителей подразделений
(начальников цехов). Контроль за своевременностью и качест-
вом обучения работающих технике безопасности в подразделе-
ниях предприятия осуществляет отдел (инженер) охраны труда
(техники безопасности) или инженерно-технический работник,
на которого возложены эти обязанности приказом руководителя
предприятия.
Обучение в профессионально-технических учебных заведениях
включает в себя теоретический курс, а также практические за-
нятия в учебных мастерских (цехах) под руководством мастера
производственного обучения или на рабочих местах базового
предприятия под руководством высококвалифицированного ра-
бочего, бригадира или другого специалиста, имеющего соответ-
ствующую подготовку. При изучении каждой темы обязательно
284
включать изучение требований ССБТ (системы стандартов без-
опасности труда).
Прохождение каждым обучающимся учебной темы по охране
труда регистрируют в журнале учета учебной работы. Про-
верку знаний проводят во время сдачи квалификационного эк-
замена. Независимо от профессии и квалификации все рабочие
на предприятии обучаются безопасным приемам труда на ин-
структажах. По характеру и времени проведения инструктаж
работающих подразделяют на вводный, первичный (на рабочем
месте), повторный, внеплановый, текущий.
Вводный инструктаж проводит инженер по охране
труда (технике безопасности) или лицо, на которое возложены
обязанности инженера по охране труда (технике безопасности).
Его проводят со всеми принимаемыми на работу независимо от
их образования, стажа работы по данной профессии, а также
с командированными, учащимися и студентами, прибывшими на
производственное обучение или практику. Вводный инструктаж
проводят в кабинете охраны труда или в специально оборудо-
ванном помещении с использованием современных технических
средств обучения и других наглядных пособий. Его проводят по
программе, разработанной с учетом требований ССБТ, а также
особенностей производства. Программу утверждает руководи-
тель предприятия по согласованию с профкомом. О проведении
вводного инструктажа и проверке знаний делают запись в жур-
нале регистрации вводного инструктажа (личной карточке ин-
структажа) с обязательной подписью инструктируемого и ин-
структирующего.
Первичный инструктаж на рабочем месте проводят со всеми
принятыми на предприятие, переводимыми из одного подразде-
ления в другое, командированными, учащимися и студентами,
прибывшими на производственное обучение или практику, с ра-
ботниками, выполняющими новую для них работу, а также
со строителями при выполнении строительно-монтажных работ
на территории действующего предприятия.
Первичный инструктаж на рабочем месте проводят в соот-
ветствии с инструкцией по охране труда с каждым работником
индивидуально с показом безопасных приемов и методов труда.
Все рабочие после первичного инструктажа на рабочем месте
и проверки знаний в течение первых 2...5 смен (в зависимо-
сти от стажа, опыта и характера работы) выполняют работу под
наблюдением мастера или бригадира, после чего оформляется
допуск к самостоятельной работе, который фиксируют датой
и подписью инструктирующего в журнале регистрации инструк-
тажа на рабочем месте (личной карточке инструктируемого).
Повторный инструктаж проходят все работающие неза-
висимо от квалификации, образования и стажа работы не реже
чем через 6 мес. Его проводят с целью проверки и повышения
285
уровня знаний правил и инструкций по охране труда индиви-
дуально или с группой работников одной профессии по про-
грамме инструктажа на рабочем месте.
Внеплановый инструктаж проводят: при изменении пра-
вил по охране труда и технологического процесса; замене или
модернизации оборудования, приспособлений и инструмента,
исходного сырья, материалов и других факторов, влияющих на
безопасность труда; при нарушении работниками требований
безопасности труда, которые могут привести или привели
к травме, аварии, взрыву или пожару; перерывах в работе (для
работ, к которым предъявляются повышенные требования без-
опасности труда, более чем 30 календарных дней, а для осталь-
ных работ — 60 дней). Его проводят индивидуально или с груп-
пой работников одной профессии в объеме первичного инструк-
тажа на рабочем месте.
Текущий инструктаж проводят перед производством ра-
бот, на которые оформляется наряд-допуск, где и фиксируется
проведение текущего инструктажа. Контроль знаний осуществ-
ляет работник, проводивший инструктаж. Работающий, получив-
ший инструктаж и показавший неудовлетворительные знания,
к работе не допускается и обязан пройти его вновь.
О проведении повторного и внепланового инструктажа лицо,
проводившее инструктаж, делает запись в журнале регистрации
инструктажа на рабочем месте (личной карточке инструктируе-
мого) с обязательной подписью инструктируемого и инструкти-
рующего. При регистрации внепланового инструктажа указы-
вают причину, вызвавшую его проведение.
90. Требования безопасности на территории
предприятия
К территории предприятия должны предъявляться все требо-
вания санитарных норм и правил (СНиП), касающихся ее экс-
плуатации. Территория предприятия должна быть ограждена
со всех сторон, вход и выход осуществляться только через конт-
рольно-пропускные помещения, а въезд и выезд транспорта —
через ворота. Не допускается въезд на территорию предприя-
тия транспорта личного пользования. Для него оборудуют спе-
циальные стоянки.
Автомобильные дороги должны соответствовать требованиям
СНиП, т. е. иметь проезжую часть с твердым и ровным асфаль-
товым или бетонным покрытием, ширина проезжей части — не
менее чем на 1 м больше ширины транспортного средства
с грузом. На территории предприятий должны соблюдаться Пра-
вила дорожного движения, утвержденные Министерством вну-
тренних дел СССР. Площадки, предназначенные для работы
подъемно-транспортных механизмов, должны быть ровными
(уклон не более 5%) н иметь твердое покрытие.
286
Для пешеходного движения на территории предприятия уст-
раивают тротуары и пешеходные дорожки, удовлетворяющие
требованиям СНиП. В местах, прилегающих к железнодорожным
путям, площадки должны быть спланированы на уровне пола
вагонов. При наличии возле пересечений железнодорожных
путей с автомобильными дорогами зданий, сооружений, штабе-
лей материалов, ограничивающих видимость пересекаемого пути,
применяется светозвуковая сигнализация н шлагбаумы. Все до-
роги и проезды оборудуют дорожными и другими предупреж-
дающими и указательными знаками.
При проведении ремонтных или строительных работ на тер-
ритории предприятия место ремонта или строительной площадки
ограждают забором высотой не ниже 1 м с указателями. Про-
езжая часть дорог, тротуаров и пешеходных дорожек не должна
быть загромождена отходами или деталями.
При ремонте дорог и тротуаров место ремонта огораживают
веревкой с красными флажками и устанавливают указательные
знаки.
Курение на территории предприятия разрешается только
в специально отведенных для этой цели местах, согласованных
с пожарной охраной. За нарушение правил безопасности на тер-
ритории предприятия виновные привлекаются к административ-
ной и даже к судебной ответственности.
91. Требования безопасности в цехах предприятия
Производственные помещения предприятий должны соответ-
ствовать требованиям СНиП. Согласно этим нормам и правилам
на постоянных рабочих местах в помещеИнях деревообрабаты-
вающих цехов предприятий в холодный и переходный периоды
года (при температуре наружного воздуха ниже 10 °C) опти-
мальная температура воздуха должна быть 17... 19 °C, допу-
стимая 15...20 °C; оптимальная относительная влажность воз-
духа 60...30 % н допустимая — не более 75%; скорость дви-
жения воздуха не менее 0,3 м/с и не более 0,5 м/с.
В теплый период года (при температуре 10 °C и выше) оп-
тимальная температура воздуха должна быть 20... 30 °C; до-
пустимая— не более чем на 3°С выше средней температуры
наружного воздуха в 13 ч самого жаркого месяца, но не более
28°C. Оптимальная относительная влажность воздуха должна
быть 30...60 %; допустимая влажность при 28°С — не более
55%, при 27°С не более 60 %, при 26°С не более 65 %, при
25°C не более 70 %, при 24°C и ниже не более 75 %; скорость
движения воздуха не менее 0,2.. .0,5 м/с и не более 0,3...
0,7 м/с.
В воздухе рабочей зоны помещений деревообрабатывающих
цехов концентрация древесной пыли не должна превышать
287
6 мг/с3. При наличии большей концентраций применяют респи-
раторы.
На деревообрабатывающих предприятиях предусматривают
следующие вспомогательные и санитарно-бытовые помещения
и оборудование: гардеробные, умывальные; душевые для рабо-
тающих во всех цехах; ножные ванны —для работающих в рас-
кройных цехах, камерной сушки пиломатериалов, в ремонтно-
механических цехах, на складах пиломатериалов; уборные и
места для курения во всех цехах; кабинеты по технике безопас-
ности; здравпункты на предприятиях с числом работающих
500 чел. и более; помещения для личной гигиены женщин в це-
хах, где число работающих женщин в наиболее многочисленной
смене 15 чел. и более.
Размеры, устройство, расположение и оснащение вспомо-
гательных помещений должны соответствовать требованиям
СНиП, утвержденным Госстроем СССР.
Естественное и искусственное освещение в производствен-
ных и вспомогательных помещениях цехов деревообрабаты-
вающих предприятий, а также искусственное освещение на их
территории должны удовлетворять требованиям СНиП, а также
разработанным на их основе отраслевым нормам искусствен-
ного освещения рабочих мест, утвержденным в установленном
порядке.
В цехах деревообрабатывающих предприятий пол должен
быть ровным, гладким, с твердым покрытием для свободного
перемещения внутрицехового транспорта. Проходы и проезды
не должны быть загромождены. Скорость движения транспорта
не выше 5 км/ч со строгим соблюдением правил дорожного дви-
жения. Не разрешается перевозить детали, узлы или изделия на
неисправном транспорте.
92. Правиле техники безопасности при ручной
обработке древесины и перемещении грузов
Ручная обработка древесины необходима для подгонки от-
дельных деталей и узлов в различных деревянных конструк-
циях. При этом применяются ручные столярные инструменты,
неправильное использование которых может привести к травмам.
Деревянные рукоятки ручных столярных инструментов изго-
товляют из древесины твердых и вязких пород (кизила, граба,
дуба, березы) влажностью не более 12%. Они должны быть
гладко обработаны, аккуратно подогнаны, надежно закреплены
и соответствовать ГОСТам.
Напильники, стамески, долота, отвертки и другие ручные
инструменты с заостренными нерабочими концами надежно за-
крепляют в точеных, гладко зачищенных рукоятках. Длина ру-
кояток должна соответствовать размерам инструментов, но быть
288
не меньше 150 мм. Чтобы предупредить раскалывание рукоятки,
ее на концах сжимают металлическими кольцами.
Ручки различных молотков и кувалд делают прямыми, оваль-
ного сечения, с незначительным утолщением свободного конца;
поверхность ручек — гладкая, ровная, без трещин, задиров и
сучков. Молотки должны иметь немного выпуклую, гладкую,
не сбитую, без задиров, выбоин, вмятин и трещин поверхность
бойка. Все инструменты должны быть плотно насажены и рас-
клинены.
При ручной обработке древесины обрабатываемый материал
следует надежно закрепить в столярный верстак или другое
приспособление. При установлении и креплении ножей, рубан-
ков, фуганков и других строгальных инструментов поддержи-
вают их большим пальцем левой руки. Работая стамеской,
нельзя резать на себя, а также на весу. Запрещается ставить
руку в направлении резания стамеской. Чтобы не раиить себя
режущим инструментом, нельзя ставить его лезвием вверх,
к себе. Передавать инструменты из рук в руки следует только
рукояткой вперед.
Все инструменты должны быть хорошо заточены, надежно
закреплены или насажены на ручки. Пользоваться инструмен-
тами без ручек категорически запрещается. Точить инструменты
на наждачных точилах можно только в защитных очках. Наж-
дачные круги закрывают кожухами. Станки для сухой заточки
инструментов с наждачными кругами оборудуют устройствами
для отсасывания пыли, которая образуется при заточке. При
переноске или перевозке ручных инструментов лезвия их закры-
вают (лучше применять специальные ящики-чемоданы).
В деревообрабатывающей промышленности много работ свя-
зано с перемещением грузов. Для облегчения этих работ, по-
вышения производительности труда и безопасного выполнения
работ на многих предприятиях используют различные меха-
низмы (подъемники, электрокары, конвейеры и др.), однако не-
которые грузы приходится перемещать вручную. По горизон-
тальной поверхности мужчинам можно переносить грузы до 50,
а женщинам до 20 кг. В вертикальном направлении без приспо-
соблений можно перемещать эти грузы на высоту 1,5 м, по на-
клонной плоскости — на высоту до 3 м. Превышение этих норм
может привести к различным заболеваниям.
93. Общие правила техники безопасности при работе
на деревообрабатывающем оборудовании
Современное деревообрабатывающее оборудование оснащено
быстродействующими режущими инструментами, механизмами
подачи и другими приспособлениями. При работе на деревооб-
рабатывающих станках необходимо знать и строго выполнять
Ю Заказ № 1131 289
следующие общие правила техники безопасности: 1) нельзя
начинать работу на станке, не изучив его устройства, правил
эксплуатации и основных правил техники безопасности; 2) ра-
ботать можно только на. полностью исправном станке; 3) режу-
щий инструмент и все движущиеся части должны быть надежно
закреплены и защищены; 4) защитные устройства должны быть
простыми, легко сниматься и откидываться, не усложняя наблю-
дения за процессом работы; 5) перед началом каждой смены
проверить исправность приспособлении (рис. 247); 6) нельзя ра-
ботать на станке со снятыми или неисправными защитными
ограждениями (рис. 248); 7) при изменении размеров обрабаты-
ваемого материала защитные приспособления должны регули-
роваться быстро и легко, без применения специального инстру-
мента; 8) механическую подачу сблокировать с пусковым уст-
ройством режущих инструментов, чтобы избежать ее включения
до пуска режущего инструмента (рис. 249); 9) части деревооб-
рабатывающих станков, которые быстро возвращаются в исход-
ное положение, должны обеспечиваться надежными тормозными
устройствами; 10) запрещается тормозить режущие инструменты
и другие движущиеся части случайными предметами; 11) ры-
чаги, педали и рукоятки для остановки станков должны дейст-
вовать безотказно и быть на кратчайшем расстоянии от рабо-
чего; 12) органы управления станков (кнопки, рычаги, ручки)
должны быть на высоте 0,8. ..1,2 м от уровня пола и не дальше
чем 0,6 м от станка в /гаком месте, чтобы к ним был свободный
доступ (случайное включение их исключено); 13) при кнопоч-
ной системе управления кнопка «Пуск» должна быть утоплена
в оправе не менее чем на 5 мм, а кнопка «Стоп» ярко-красного
цвета — быть рядом, но не ближе чем на 50 мм и выступать из
оправы не менее чем на 3 мм; 14) при работе на станке быть
внимательным, не разговаривать с посторонними; 15) нельзя
удалять отходы, чистить и смазывать станок во время работы
(для этого его нужно остановить и отключить от электросети);
16) на каждом рабочем месте должен быть ящик или шкаф
для хранения инструментов, проверочных устройств и приспо-
соблений; 17) нельзя класть ключи, линейки и другие инстру-
менты на станок; 18) станки, при работе на которых необхо-
дим постоянный надзор за правильностью выполнения опера-
ций (фрезерные^ шипорезные и др.), должны иметь местное
освещение; 19) на рабочем месте не должно быть ничего лиш-
него, проходы возле станков должны быть свободными, пол —
ровным; 20) при отключении станка нельзя отходить от него до
полной его остановки; 21) по окончании работы (смены) станок
чистят и смазывают, о выявленных недостатках докладывают
мастеру смены или сменному станочнику.
Для привода деревообрабатывающего оборудования и элек-
троинструмента применяется электрическая энергия. Некоторые
290
Рис. 247. Опасные зоны элементов и приспособлений:
а — дисковой пилы; б — ленточной пилы; в — рамной пилы; г — ножевой головки,; д —
Фрезы; е — сверла; ж — гильотинных ножниц; з — заточного круга; « — токарного
станка
части электрического оборудования в случае повреждения изо-
ляции могут оказаться под напряжением, поэтому необходимо
внимательно следить за постоянной исправностью изоляции.
* От поражения электрическим током защищает заземление.
Для заземления применяют стальные трубы диаметром 35...
65 мм и длиной 2...3 ,м. Эти трубы забивают в землю на рас-
стоянии 3 м друг от друга и соединяют их металлической поло-
сой, используя сварку, а затем присоединяют к оборудованию.
На незаземленном оборудовании работать нельзя.
Электрифицированный инструмент трехфазного / тока вклю-
‘ чают в сеть четырехжильным кабелем, одна жила которого
ю* 291
Рис. 248. Стационарные ограждения:
а — соединительных муфт; б —зубчатых передач; в — клииоремеииой передачи; г —
концов вращающихся валов; д — цепной передачи; е — барабанов ленточных и пла-
стинчатых конвейеров; / — муфта; 2 — ограждение; 3 — кожух; •/ — зубчатая передача;
J —линия натяжения ремня; 6 — шкивы; 7 —вал; в —цепь,; 9 — барабан; 10 — контур
ограждения; И — металлическая сетка
8
Лусн
Рис. 249. Блокировки безопасности:
а — механическая блокировка ограждения кривошипно-шатуниого механизма лесопиль-
ной рамы РД75-2; б — электромеханическая блокировка съемного ограждения; в —
электрическая блокировка двери слешера; г — фотоэлектрическая блокировка,; / — уголь-
ник ограждения; 2 — стопорная плаика; 3 — рукоятка; -/ — запорная планка; 5 — рычаг;
6 — скоба,; 7 — планки крепления угольников; 8 — станина; 9 — вал тормоза; 10 — дверца
ограждения; 7/— упор конечного выключателя; 12 — ограждение; 13 — металлическая
скоба; 14 — изолирующий материал; 13 — корпус оборудования; 16 — гнезда замыка-
ния электрической цепи; 17 — дверь; 18 — слешер; 19 — ограждение; 20 — высоко-
чувствительное реле; 21 — фотоэлемент; 22— невидимая световая завеса; 23 — линза;
24 — источник света; 25— сеть источника питания; 26— понижающий трансформатор,;
27 — выпрямитель; 28 — электромагнит; 29 —обмотка электромагнита; 30 — контакты
цепи электромагнита; 31 — лампочка
предназначена для заземления. При осмотре оборудования обя-
зательно обратить внимание на целостность электропроводов.
Оголенные места проводов необходимо заизолировать.
Безопасным для человека считается электрический ток до
0,05 А; ток от 0,05 до 0,1 А считается опасным, а ток от 0,1 А
и выше — смертельным. Напряжение ниже 40 В — безопасное,
выше 40 В — опасное.
Величина тока, проходящего через человеческий организм
при поражении его током, зависит от отношения напряжения
к сопротивлению организма. Сопротивление организма чело-
века непостоянно, оно зависит от состояния кожи в месте каса-
ния (сухая или влажная), пути прохождения тока через чело-
веческий организм, нервного состояния и в среднем равно
1000 Ом, а иногда снижается до 200...300 Ом (усталый или
больной человек).
Круглопильные станки для поперечного раскроя. При работе
на этих станках пила должна быть хорошо подготовлена, пра-
вильно установлена, закреплена и защищена автоматически дей-
ствующим приспособлением; нельзя стоять вблизи пилы против
направления вращения пильного диска. Подавать заготовки
можно только тогда, когда пила находится в исходном положе-
нии; перед подачей заготовок к пиле их концы можно выравни-
вать на расстоянии не меньше чем 0,5 м от передних зубьев
пилы.
Если заготовки выравнивают на каретке, ее оттягивают от
пилы и закрепляют собачкой или крючком, чтобы она опять не
приблизилась к пиле. Каретку для подачи материала обеспечи-
вают щитками, закрывающими переднюю часть пилы, которая
выходит за упор.
Круглопильные станки для продольного раскроя. При руч-
ной подаче часть пилы, находящаяся над столом, должна быть
защищена надежным кожухом, который автоматически опуска-
ется на распиливаемый материал любой толщины и закрывает
все зубья; нижнюю часть пилы (под столом) защищают двумя
щитками, размещенными на расстоянии не более чем 100 мм
один от другого и выступающими за линию вершин зубьев не
менее чем на 100 мм.
Эти защитные устройства не должны усложнять смену пил
и удаление опилок.
Расклинивающий нож устанавливают за пилой на расстоянии
не менее чем 10 мм от ее зубьев, а до высоте — на 10... 15 мм
выше зубьев пилы. Толщина раскалывающего ножа должна
быть на 0,5 мм больше ширины развода зубьев.
На станке с ручной подачей при допиливании концов досок
необходимо пользоваться колодкой-толкателем. При поперечном
распиливании на универсальных станках каретка должна быть
обеспечена надежными прижимами, а стол — упорами, которые
294
не Давали бы материалу возвращаться или вылетать из каретки,
а также упорами, которые ограничивают движение каретки.
Ленточнопильные станки. Каждый станок обеспечивают бы-
стродействующими тормозными устройствами для резкой оста-
новки пильных шкивов. Верхние направляющие ролики пильной
ленты устанавливает так, чтобы при регулировании их по вы-
соте реза оставалась открытой только режущая часть пильной
ленты. Ленточнопильные станки столярного типа должны иметь
роликовый упор, чтобы предупредить сползание пильной леиты
в сторону подачи распиливаемого материала. Для очистки ниж-
него пильного шкива от опилок станок обеспечивают автомати-
чески действующей щеткой.
Фуговальные станки. На станках с ручной подачей закры-
вают ножевой вал автоматически действующим веером, который
в процессе фрезерования открывает только ту часть ножевого
вала, по которой проходит заготовка.
На краях плит стола возле ножевого вала должны быть
стальные накладки для подпора волокон в процессе фрезеро-
вания, расположенные на расстоянии 3... 5 мм от круга, кото-
рый описывают ножи.
При продольном фрезеровании деталей короче 400 мм, уже
50 мм и тоньше 30 мм при ручной подаче материала необходимо
пользоваться колодкой-толкателем. Ножи должны выступать
не более чем на 2 мм. Короткие и криволинейные детали можно
фрезеровать только при применении специальных шаблонов.
Фуговальные станки запрещается применять для профильного
фрезерования.
' Рейсмусовые станки. При работе на этих станках предупре-
дительные упоры необходимо устанавливать во всех станках
независимо от наличия подающих секционных валиков. Спереди
стола дополнительно устанавливают завесу из планок. Рифле-
ные валики не должны иметь трещин, выбитых ребер, изношен-
ных поверхностей.
Одновременное фрезерование двух и более деталей различ-
ной толщины допускается только при условии надежного при-
жима подающими валиками каждой из них.
Обрабатываемые заготовки не должны быть короче, чем рас-
стояние между центрами подающих передних и задних валиков
плюс 50 мм.
Четырехсторонние продольно-фрезерные станки. Нельзя про-
пускать через станок более одной заготовки. Перед подающими
устройствами станка устанавливают ограничители, которые про-
пускают заготовки только соответствующей толщины. ,В четы-
рехсторонний продольио-фрезерный\ станок нельзя подавать
кривые и покоробленные заготовки. Наименьшая длина обраба-
тываемых заготовок должна равняться расстоянию между цент-
рами подающих валиков плюс 50 мм. Каждая ножевая головка
295
станка должна иметь эксгаустериый приемник, соединенный
с общей эксгаустериой магистралью.
Фрезерные станки. На стайках с иижиим размещением шпин-
деля и ручной подачей режущий инструмент обеспечивают ав-
томатически действующими защитными устройствами. Перед
началом работы проверяют крепление всех движущихся частей,
особенно фрез и ножевых головок. При работе по копиру заго-
товки необходимо надежно крепить в цулаге или другом при-
способлении. При фрезеровании коротких деталей по линейке
применяют направляющие колодки или специальные устройства
с быстродействующими прижимами.
На стайках с верхним размещением шпинделей все движу-
щиеся части стайка должны быть защищены так, чтобы доступ
к ним был только со стороны рабочего места.
Перед началом работы обязательно проверяют состояние за-
жимных устройств, упоров, штифтов. На копировальных стай-
ках детали закрепляют в цулагах до отказа эксцентриковыми,
винтовыми или другими зажимами. Прижимные устройства дол-
жны быть исправны.
Компрессорные установки для карусельно-фрезерных стан-
ков с пневматическими прижимами не должны оставаться без
присмотра.
Рамные шипорезные станки. Перед пуском стайка проверяют
остроту и крепление режущего инструмента, защитных уст-
ройств, прижимных приспособлений и эксгаустериых приемни-
ков. Особенно внимательным надо быть при работе на односто-
ронних станках с ручной подачей. В двусторонних шипорезных
станках перед пилами закрепляют щиток, регулирующий поло-
жение детали на конвейере, а в конце—автоматический сбра-
сыватель или наклонные плоскости, принимающие с конвейера
обработанные детали.
Ящичные шипорезные станки. Весь режущий инструмент,
а также подающие цепи и звездочки конвейера надежно защи-
щают. Для крепления обрабатываемых заготовок при ручной
и автоматизированной подаче шипорезные станки должны иметь
надежные устройства, предупреждающие выбрасывание загото-
вок режущими инструментами. Перед верхними прижимами
устанавливают предохранительное устройство, чтобы рука ра-
бочего ие попала между деталью и прижимом.
Двусторонние шипорезные станки должны иметь автомати-
ческие сбрасыватели или наклонные плоскости для приема
с конвейера обработанных деталей. На неподвижной части
двустороннего ящичного шипорезного станка перед торцовыми
пилами устанавливают щиток для регулирования деталей иа
подающем конвейере.
Сверлильные станки. Патроны для сверл должны иметь об-
текаемую форму и быть гладкими, сверла надежно закрепляют
296
в патронах» Кроме того, сверла должны быть защищены так,
чтобы при углублении их в древесину или выходе из иее часть
сверла, находящаяся перед древесиной, постоянно была закры-
той. Обрабатываемые детали надежно закрепляют.
Цепно-долбежные станки. Рабочая часть режущей цепи
должна иметь защитное устройство в виде коробки, которая
опускается иа обрабатываемую поверхность при углублении
цепи в древесину. Нерабочую часть цепи и звездочку защищают
сплошным металлическим кожухом. Стол стайка обеспечивают
надежными прижимными устройствами для закрепления обра-
батываемого материала. Ои не должен шататься при переме-
щении в горизонтальном или вертикальном положении. Деталь
надежно закрепляют прижимами. Для длинных деталей необ-
ходимо иметь подставку. Нельзя работать иа станке без очков
и предохранительного щитка перед цепью.
Токарные станки. Перед установлением заготовок в станок
им необходимо придать соответствующую форму (округлить).
Нельзя обрабатывать заготовки с трещинами, гнилью или суч-
ками. Заготовки, склеенные из нескольких частей, перед обра-
боткой проверяют на прочность и качество склейки. При обта-
чивании больших или склеенных заготовок применяют метал-
лические опорные пластинки для заднего центра и передней
гребенки, для торцовых поверхностей применяют пластинки
с шипами.
Круглопалочные станки. Ножевая головка и все движущиеся
части закрывают металлическим кожухом. Ножи хорошо зата-
чивают, надежно закрепляют и отбалаисировывают. Квадрат-
ное отверстие для пропуска заготовок должно быть таким, чтобы
заготовка не могла в нем прокручиваться во время обработки.
Шлифовальные станки. При работе на ленточно-шлифоваль-
иых станках склеенную ленту необходимо надевать на шкивы
так, чтобы шов располагался по ходу ленты. Нельзя применять
шлифовальные леиты, плохо склеенные или с надорванными
краями. Работать нужно в перчатках, ие касаясь движущейся
шлифовальной ленты. ।
На дисковых шлифовальных станках нерабочую часть диска
защищают кожухом. Упорную направляющую линейку и стол
. необходимо надежно укреплять. Зазоры между суппортом и
плоскостью не должны превышать 5 мм. Круговая скорость ди-
ска не должна превышать 30 м/с. Запрещается применять шли-
фовальную шкурку размером меньше, чем диск. Концы шкурки
после закрепления иа диске обрезают. При шлифовании мел-
ких, криволинейных и фасонных деталей пальцы станочника
должны быть защищены. При использовании двухдисковых стан-
ков как однодисковых неработающий диск защищают.
На цилиндровых шлифовальных станках шлифовальные ци-
линдры и щетки должны быть защищены кожухами с приемни-
297
ками для отсасывания пыли. Нельзя подавать в станок детали
с дефектами. Шлифовальную шкурку крепят на цилиндры
плотно, без складок и выступающих концов. Нельзя работать
на станке с надорванной шкуркой, в случае ее разрыва станок
сразу останавливают. Нельзя поправлять деталь, если ее уже
захватили вальцы или конвейер. При выходе деталей со станка
их нужно поддерживать.
94. Правила техники безопасности при склеивании,
облицовывании и сборке
Склеивание древесины. При выполнении этой операции на
рабочем месте пол должен быть ровным и чистым. Посуда для
клея должна иметь устойчивое положение и во время пользо-
вания не опрокидываться. При работе с клеями из синтетиче-
ских смол, кроме общей вентиляции, включают хорошо дейст-
вующие местные отсосы. Рабочий-склейщик работает в резино-
вых перчатках и прорезиненном или кожаном фартуке.
При работе на клеевых вальцах руки рабочего не должны
приближаться к ним ближе чем на 25 см, для чего устанавли-
вают специальное защитное устройство. Нельзя работать при
снятых или неисправных защитных устройствах, а также не
присоединив станок к общей системе заземления, которая име-
ется в цехе. Нельзя чистить и мыть вальцы во время их работы.
Ремонтировать вальцы следует только при отключенных элект-
родвигателях.
Пол возле вальцов покрывают деревянными ^решетками. Пе-
ред работой и после работы, особенно при применении синтети-
ческих клеев, полезно смазывать лицо и руки вазелином и лано-
лином, чтобы уберечь кожу от действия вредных веществ, кото-
рые входят в состав некоторых клеев.
Гильотинные ножницы. При работе на ножницах нож со сто-
роны подачи защищают неподвижной линейкой шириной не ме-
нее 100 мм. Линейку закрепляют на расстоянии не более 5 мм
от ножа на высоте 30 мм от стола.
Со стороны выхода шпона устанавливают откидное предохра-
нительное устройство. При раскрое на гильотинных ножницах
толщина пачки не должна превышать размеров, указанных
в технической характеристике. При подаче пачки шпона нельзя
придвигать руки близко к ножу (при наличии фотоэлемента
станок не включается).
Кромкофуговальные станки. Ножи фрезерных головок дол-
жны выступать не более чем на 2...3 мм. Прижимная линейка
должна прижимать пачку шпона по всей ее длине. Упорная ли-
нейка должна легко отводиться вверх кареткой при ее рабочем
ходе и плавно опускаться при возвращении каретки в исходное
положение.
298
Каретку защищают барьером по всей длине станка. Толщина
обрабатываемой пачки шпона не должна превышать норм, ука-
занных в технической характеристике станка.
Ребросклеивающие станки. Перед работой необходимо про-
верить исправность станка. Валик, приводящий в движение верх-
ние ролики, должен быть без царапин и выбоин. При подаче
полос шпона нельзя придвигать руки близко к подающим ро-
ликам.
Гидравлические прессы. Работать можно только на исправ-
ном прессе при наличии действующих контрольно-измеритель-
ных приборов. Нельзя загружать пакеты во время подъема плит
пресса. Вытаскивать облицованные детали (щиты) из пресса
можно только при помощи специальных толкателей. Нельзя ре-
монтировать пресс при наличии гидравлического давления и при
включенных электродвигателях. Затягивать гайки и винты за-
прещается.
При прекращении работы пресса или во время перерыва
в работе подъемные столы опускают до упора. Работать на
прессе можно только при наличии приточно-вытяжной вентиля-
ции для удаления вредных паров, которые образуются при
полимеризации синтетических клеев. Поскольку рабочей жидко-
стью является масло, следует особое внимание уделять противо-
пожарной безопасности. По окончании работы пресса электро-
двигатели и систему управления отключают от общей сети.
Пневматические ваймы. При работе на ваймах металличе-
ский каркас должен быть заземлен, соединительные контакты —
заизолированы. В случае повреждения нагревателей или про-
водов, а также при появлении запаха гари нагреватели немед-
ленно отключают и докладывают об этом мастеру или дежур-
ному электрику. Наладка и ремонт вайм выполняют только при
отсутствии сжатого воздуха в пневмокамере. Во избежание ожо-
гов не следует касаться рукой нагревателей.
Сборка изделий. При выполнении сборки все сборочные
ваймы и конвейеры должны быть исправны и заземлены. Меха-
низмы сборочного оборудования должны иметь защитные или
предупредительные устройства, не допускающие зажатия рук
рабочего между деталью и прижимом. Пневматические и гид-
равлические системы вайм обеспечивают регулирующей и пре-
дохранительной аппаратурой. Органы управления монтируют
так, чтобы не допустить свободного или случайного включения
вайм или конвейеров.
95. Правила техники безопасности при отделке
Для отделки изделий из древесины применяют легковоспла-
меняющиеся и токсичные вещества, поэтому отделочные цехи и
участки должны отвечать строительным, противопожарным н
299
санитарным нормам. Согласно этим нормам отделочные цехи
располагают в помещениях, изолированных от других производ-
ственных цехов, служебных и бытовых помещений. В одноэтаж-
ных зданиях их размещают вдоль внешних стен, а многоэтаж-
ных— на верхних этажах. Желательно все технологические про-
цессы отделки максимально механизировать, чтобы деталь как
можно меньше находилась в открытом помещении цеха.
Покрывать детали и изделия методом распыления и сушить
их следует в специальных камерах, которые не допускают выде-
ления в рабочие помещения взрывоопасных и токсичных паров
больше предельно допустимых концентраций. Наносить лакокра-
сочные материалы распылением лучше всего в электростатиче-
ском поле, так как рабочий при этом находится вне зоны рас-
пыления.
В отделочных цехах должны действовать общая и местная
вентиляция. Местная вентиляция блокируется с технологическим
оборудованием, которое сразу останавливается при отключении
вентиляции. Инструменты и приспособления, которыми пользу-
ются в отделочных цехах при ремонтных и наладочных работах,
должны быть изготовлены из материала, не дающего искр при
ударах.
Для отделки древесины следует применять материалы, ко-
торые выпускаются лакокрасочной промышленностью и имеют
паспорт или сертификат, подтверждающие возможность их при-
менения. Перед использованием материалы проверяют в лабора-
тории предприятия и сопоставляют данные с паспортными или
сертификатными. Для приготовления рабочей смеси лакокра-
сочных материалов используют специальное помещение, обору-
дованное взрывобезопасными средствами и вентиляцией, обеспе-
чивающей десяти-двенадцатиразовый 'воздухообмен.
При отсутствии централизованной подачи лакокрасочные ма-
териалы нельзя держать в цехе в количестве, превышающем
сменную норму. Для хранения в цехе лакокрасочных материа-
лов, предназначенных для одной рабочей смены, предусматри-
вают специальное помещение (кладовую). Освободившуюся из-
под лакокрасочного материала тару сразу же выносят из цеха.
При разливе материалов место разлива засыпают песком и оста-
навливают все работы, связанные с ликвидацией аварии.
В цехах, где применяют за смену более 100 кг разбавителей
и растворителей, содержащих бензол, необходимо оборудовать
централизованный склад, из которого они будут подаваться
в цеха механизированным способом по герметически закрытым
и заземленным трубопроводам, оснащенным устройствами, даю-
щими возможность перекрывать отдельные участки труб при
неисправностях или аварии в системе.
Работающие в отделочных цехах периодически проходят ме-
дицинский осмотр. К отделочным работам с лаками, эмалями
и растворителями нельзя допускать подростков до 18 лет. Не-
соблюдение правил приготовления, хранения и нанесения лако-
красочных материалов приводит к загрязнению воздуха вред-
ными (токсичными) парами их растворителей.
Токсичность паров растворителей и лаковой пыли, образую-
щейся при шлифовании лакокрасочных покрытий, зависит от
концентрации ее в воздухе. При малых концентрациях токсич-
ное действие паров незначительно, поэтому для сохранения здо-
ровья рабочих проводят профилактические мероприятия — обо-
рудуют вентиляционные устройства и устройства для кондицио-
нирования воздуха. Эти устройства могут обеспечивать такой
воздухообмен, при котором концентрация токсичных паров га-
зов и пыли в воздухе производственных помещений не превы-
шает предельно допустимых норм.
В СССР действуют нормы предельно допустимых концентра-
ций (ПДК) растворителей, утвержденные Министерством здра-
воохранения СССР 30 мая 1970 г. Предельно допустимые
концентрации вредных веществ в воздухе рабочей зоны — это
такие концентрации, которые при повседневной работе продол-
жительностью не более 8 ч на протяжении всего рабочего стажа
не вызывают у рабочего заболеваний или отклонений в состоя-
нии здоровья, выявленных своевременно методами исследова-
ний непосредственно в процессе работы или в более отдален-
ные сроки.
Во избежание токсического действия паров во всех цехах
создают санитарно-гигиенические условия, основой которых яв-
ляется своевременный и постоянный воздухообмен. Для этого
все отделочные цехи оборудуют усиленной вытяжной вентиля-
цией (рис. 250), а в производственных помещениях, где непо-
средственно выделяются пары и пыль, устанавливают местные
отсосы (местную вентиляцию) для удаления загрязненного воз-
духа непосредственно с мест его выделения. Местная вентиля-
ция наиболее эффективна, так как она не дает возможности
загрязненному воздуху расходиться по всему помещению. Если
загрязненный воздух все-таки проникает в помещение, приме-
няют общеобменную (приточно-вытяжную) вентиляцию, кото-
, рая подает свежий воздух взамен загрязненного. При выбрасы-
вании загрязненного воздуха в атмосферу он должен очищаться
в специальных фильтрах.
Для предупреждения таких профессиональных заболеваний,
как дерматит и экзема, следует перед началом работы смазать
руки вазелином с ланолином, а затем протереть их насухо;
пользоваться специальными защитными пастами, которые после
окончания работы смывают с рук водой; избегать мытья рук
в растворителях и разбавителях лакокрасочных материалов*,
после мытья руки насухо вытирать, особенно между пальцами;
при работах, которые сопровождаются сильным загрязнением
301
Рис. 250. Схема систем вентиляции:
а — общеобменная приточная; б — общеобменная вытяжная; в — приточно-вытяжная
разомкнутая; г — приточно-вытяжная замкнутая (с рециркуляцией); / — воздухоза-
борная шахта; 2 — всасывающий воздуховод; 3 — воздухонагреватель (калорифер); 4 —
воздухоувлажнитель; 5 — обводной канал; 6, 10 — приточной и вытяжной вентиля-
торы; 7 — магистральный нагнетающий воздуховод; 8 — приточные воздуховоды, по-
дающие воздух в ннжнюю зону помещения; 9— воздухоочиститель; 11 — магистраль-
ный вытяжной воздуховод; 12 — всасывающие воздуховоды вытяжной системы венти-
ляции.; 13 — отсасывающие паро-, газо- и пылепрнемннки; /4—заслонки (шиберы) для
регулирования работы вентиляционной системы; /5 — фильтр
рук (ручное крашение, грунтование, порозаполнение, полиро-
вание), пользоваться резиновыми перчатками. В отделочных це-
хах необходимо иметь набор средств и медикаментов для пре-
дупреждения и нейтрализации действия вредных веществ.
96. Противопожарные мероприятия на деревообрабатывающих
предприятиях
По степени противопожарной безопасности все предприятия
делятся на 5 категорий: А, Б, В, Г, Д. Наиболее пожароопасные
предприятия — категории А, наименее — категории Д. Дерево-
обрабатывающие цехи относятся к категории В, отделочные —
к категории Б. Древесина и ее отходы пожароопасны, поэтому
на деревообрабатывающих предприятиях особенно строго нужно
соблюдать противопожарный режим.
Дороги и подъезды на территорию предприятия должны быть
исправными, подходы и подъезды к зданиям и сооружениям —
свободны; проходы и выходы в цехах не загромождены. Цехи
и склады систематически следует очищать от отходов, приборы
системы отопления, строительные конструкции — от пыли. Ку-
рить и использовать открытый огонь в деревообрабатывающих
302
цехах запрещается. На выполнение огнеопасных работ в цехах
нужно иметь разрешение противопожарной охраны. В дерево-
обрабатывающих цехах запрещается хранить легковоспламе-
няющиеся вещества.
Отделочные участки, находящиеся в составе цехов, обяза-
тельно отделять от производственных участков других катего-
рий противопожарными стенами, тамбурами, шлюзами, коридо-
рами или лестничными клетками. Все несущие и защитные кон-
струкции должны быть огнеупорными, преимущественно из сбор-
ного железобетона. В прорезях внутренних стен или в стенах,
которые ведут непосредственно на лестничные клетки, должны
быть защитные противопожарные двери или ворота из огне-
упорных материалов. Пол в отделочных цехах настилают из
огнеупорных стойких к различным растворителям материалов.
Камеры, предназначенные для нанесения и сушки лакокра-
сочных материалов, в которых создаются высокие концентра-
ции паров растворителей, необходимо оборудовать усиленной
вытяжной вентиляцией. При применении полиэфирных лаков
нельзя смешивать катализатор с ускорителем, так как при этом
образуется взрывоопасная смесь. Катализатор хранят в стек-
лянной или алюминиевой посуде.
При эксплуатации электрических сетей необходимо следить
за исправностью проводов, чтобы не допускать искрения, на-
грева или короткого замыкания. Подшипники электродвигате-
лей регулярно смазывать, а сами электродвигатели очищать от
пыли, стружки и опилок. Конвейеры, станки, вентиляторы, ка-
бины, трубопроводы необходимо надежно заземлять. Ремонт-
ные работы в. отделочных цехах с применением открытого огня
разрешается выполнять только в нерабочее время после тща-
тельного проветривания цеха, очистки от пыли оборудования и
обеспечения рабочего места средствами пожаротушения.
Каждый производственник должен хорошо знать и строго
соблюдать правила противопожарной безопасности. Все рабо-
чие и служащие при поступлении на работу проходят инструк-
таж. Кроме того, на предприятиях проводят техминимум по
противопожарной безопасности, а в цехах и на складах выве-
шивают инструкции. Рабочие должны хорошо знать правила
применения первичных средств для тушения пожара, а также
знать пожароопасные свойства лакокрасочных материалов, пра-
вила хранения материалов, спецодежды, оборудования.
Противопожарный инвентарь (лопаты, ведра, огнетушители,
ящики с песком, бочки с водой) во всех цехах и на складах
хранят в специально отведенных для них местах, спецодежду —
развешанной в шкафах в специальных помещениях. Не разре-
шается оставлять в карманах спецодежды промасленный обти-
рочный материал и спички. Для курения отводят специальные
места (за пределами отделочных цехов), где должны быть уриы
303
и бочки с водой. Отходы нитролака не разрешается выбрасы-
вать в ящики для мусора и на свалку. Их собирают в металли-
ческие ящики с плотно закрывающимися крышками, выносят
из цехов и уничтожают в отведенных для этого местах.
Каждый цех предприятия обеспечивают водой для противо-
пожарных целей. Противопожарный водопровод должен быть
рассчитан на высокое илн инзкое давление. В водопроводах
высокого давления напор воды, необходимый для тушения по-
жара, создается непосредственно от гидранта прн помощи спе-
циально установленных стационарных насосов. Стационарные
пожарные насосы оборудуют устройствами, которые обеспечи-
вают пуск насосов не позже чем через 5 мин после подачи сиг-
нала о возникновении пожара.
В водопроводе низкого давления нужный для тушения по-
жара напор создают передвижными насосами (автонасосамн,
мотопомпами).
Наиболее рационально применять спринклерные установки
(водопроводы), состоящие из водопроводных труб, смонтиро-
ванных под потолком. Вода в спринклерную установку подается
из двух питателей, один из которых действует автоматически.
Спринклер имеет замок нз медных спаянных пластинок, кото-
рые при повышении температуры расплавляются, освобождая
клапан спринклера. В этот же момент автоматически подается
сигнал о возникновении пожара.
Создание водяных завес на дверных и оконных проемах не
допускает проникновения огня в соседние помещения. Для
этих завес применяют дренчерные установки. При возникнове-
нии пожара автоматически открываются задвижки на дренчер-
ных установках, вода подается в распылительные головки и соз-
дает водяную завесу. Для тушения пожара в производственных
помещениях, где имеются легковоспламеняющиеся вещества,
применяются автоматические установки химического пожароту-
шения. Для тушения пожара в зону огня вводятся химические
вещества с газообразующей способностью.
Для ликвидации пожара большое значение имеет своевре-
менное сообщение о его возникновении, поэтому на предприя-
тиях устанавливают системы пожарной сигнализации (лучше
автоматической). Все рабочие предприятия должны знать ме-
стонахождение сигнализации и правила пользования ею. Во из-
бежание несчастных случаев при пожаре или аварии необхо-
димо быстро и своевременно эвакуировать детей. Для этого
помещение должно иметь достаточное число эвакуационных вы-
ходов, а на видных местах должен висеть план эвакуации.
Предупредить пожар можно только при взаимодействии по-
жарной охраны, инженерно-технических работников, служащих
и рабочих предприятия. Для этого на предприятиях созданы
пожарно-технические комиссии во главе с главным инженером,
304
цель которых — уменьшение пожарной опасности технологиче-
ских процессов, а также отдельных установок и агрегатов.
На промышленных предприятиях существуют добровольные
пожарные дружины (ДПД), которые проводят разъяснитель-
ную работу средн рабочих н служащих в отношении соблюде-
ния противопожарного режима, контролируют выполнение про-
тивопожарных правил в цехах. Члены добровольной пожарной
дружины следят за исправностью противопожарного инвентаря,
а в случае необходимости вызывают пожарную команду н при-
нимают срочные меры для тушения пожара. За осуществление
противопожарных мероприятий на предприятии отвечает руко-
водитель предприятия, в цехах — начальники цехов. За невы-
полнение противопожарных мероприятий на виновных наклады-
вают дисциплинарные взыскания, а в некоторых случаях онн
несут уголовную ответственность.
Контрольные вопросы
1. Как организуют охрану труда на предприятии?
2. Правила техники безопасности при ручной обработке древесины.
3. Общие правила техники безопасности при работе на деревообрабаты-
вающих станках.
4. Правила техники безопасности при работе на круглопильных станках.
5. Правила техники безопасности при работе на четырехсторонних про-
дольно-фрезерных станках.
6. Правила техники безопасности прн работе на шипорезных станках.
7. Правила техники безопасности при работе на фрезерных стайках.
8. Правила техники безопасности при работе на шлифовальных станках.
9. Правила техники безопасности при склеивании и облицовывании де-
талей из древесины.
10. Правила техники безопасности при отделке изделий из древесины.
11. Какие противопожарные требования нужно соблюдать для преду-
преждения пожара иа предприятии?
XV. Конструкторская и технологическая документация
на изготовление столярно-мебельных изделий
97. Конструкторская и технологическая документация
на изготовление мебели в учебных мастерских
Изготовление мебели в учебных мастерских осуществляется
по конструкторской (рабочая документация .или технический
проект) и технологической картам.
Рабочая документация включает в себя чертежи наружного
вида изделия с указанием габаритных и основных функцио-
нальных размеров, чертежи разрезов и выносных элементов,
чертежи сборочных единиц и деталей (деталировка).
Технический проект для изготовления единичных образцов,
разрабатываемый в условиях учебных заведений, может не
305
Форма 1
Технологическая карта учебной мастерской
Опе- рация Поряд- ковый номер Оборудова- ние. приспо- собление, инструмент Мате- риалы Основные параметры режима Средства и формы контроля Время выполнения операции
1 2 3 4 5 6 7
включать чертежи сборочных единиц и деталей (деталировку).
В этом случае чертежи разрезов и выносных элементов должны
иметь все данные, необходимые для изготовления изделий.
В технологическую карту заносят полный перечень выпол-
няемых операций, последовательность выполнения операций, не-
обходимое для выполнения каждой операции оборудование,
приспособления, инструмент и материалы; основные параметры
режимов выполнения операций; применяемые средства и формы
контроля; время, отведенное на операцию или изготовление из-
делия в целом. Технологическая карта, применяемая в учеб-
ных мастерских приведена ниже как форма 1.
При составлении карты необходимо прежде всего правильно
установить последовательность выполнения операции (графа 2)
и определить способы обработки (графа 3) в зависимости от
объема работ и наличия оборудования.
В графе 4 указывают клеевые, отделочные и другие мате-
риалы, выбор которых предопределяет параметры режима. Па-
раметры режима (графа 5) назначают оптимальными, прн ко-
торых достигаются наилучшие показатели выполнения опера-
ции. Основанием для выбора материалов и параметров режима
служат рабочая документация, типовые технологические ре-
жимы и процессы изготовления мебели, наличие материалов на
складе.
Средства и формы контроля указывают в графе 6. Они зави-
сят от операций, выполнение которых контролируется в про-
цессе изготовления изделия доступными методами (измеритель-
ный инструмент, шаблон, сравнение с образцом-эталоном
нт. д.).
Для установления затрат времени (графа 7) пользуются про-
изводственными данными учебных мастерских, накопленными
на основе изучения изготовления мебели ручным способом. При
обработке на станках можно рассчитывать нормы времени по
расчетным формулам.
1ПЛ
98. Конструкторская и технологическая документация
на изготовление мебели на предприятии
Для изготовления мебели на предприятии разрабатывается
конструкторская (рабочая) и техническая документация.
Рабочая документация на изготовление мебели в условиях
серийного и массового производства должна обеспечить прохож-
дение детали от начала ее обработки до установки в изделие
без каких-либо подгоночных работ. Виды и комплектность рабо-
чей документации устанавливает ГОСТ 2.102—68.
К технической документации предприятия относятся: техно-
логические карты; спецификация и расчеты лесоматериалов и
мебельных заготовок на изготовление изделия; ведомости опре-
деления площадей склеивания, отделки шлифуемых поверхно-
стей; ведомости определения расхода материалов и покупных
изделий (клеевых, отделочных, шкурки, шурупов, фурнитуры
и т. п.); сводная ведомость расхода материалов.
Данные технологических карт, спецификаций и ведомостей
служат для расчета потребности в оборудовании, рабочих, ин-
струменте, приспособлениях, материалах. Из указанных доку-
ментов выдается на рукн рабочему нли вывешивается в цехе
только технологическая карта.
При составлении карты наименования операций (графа 1)
указывают в порядке технологической последовательности обра-
ботки детали. Наименование цеха указывают в графе 2.
В графе 3 приводят номера типовых отраслевых технологиче-
ских режимов или режимов предприятия. В графах 4...6 про-
ставляют размеры детали, получаемые в процессе ее обработки.
Если размер контролируют калибром, то проставляют его с пре-
дельными отклонениями.
Прн выборе оборудования (графа 7) исходят из наличия
станков, линий, имеющихся на предприятии. Предпочтение от-
дается станкам с механической подачей и линиями обработки.
При выборе инструмента (графа 8) пользуются ГОСТами на
инструмент. Номер стандарта указывается прн заполнении
графы.
В графе 9 указывают приспособления для выполнения дан-
ной операции. Применение приспособлений повышает произво-
дительность труда, точность обработки, облегчает условия труда,
расширяет технологические возможности оборудования, повы-
шает безопасность работы.
Метод контроля (графа 10) выбирают в зависимости от точ-
ности изготовления детали. При контролировании предельных
размеров, пользуются калибрами, сводные размеры контроли-
руют метром, криволинейные детали — шаблоном. Когда конт-
роль осуществляют на глаз, метод контроля обозначается: «Ви-
зуально».
307
Разряд работы (графа 11) устанавливают в соответствии
со сложностью выполняемых работ. Для установления разряда
пользуются тарифно-квалификационными справочниками. Раз-
ряд выполняемой работы характеризует уровень квалификации
столяра.
Нормы выработки (графа 12) слагается из времени, затра-
чиваемого на обработку деталей и изделий (графы 13 и 14).
Затраты времени на обработку устанавливают, исходя из опыта
передовых рабочих, материалов справочников, расчетным путем
(по формулам).
Расценки рабочих (графы 15 и 16) начисляют за обработку
единицы продукции (деталь, изделие) на основании установ-
ленной нормы времени и нормы оплаты труда за выполнение
работы данного разряда. Расценки определяют по тарифно-ква-
лификационному справочнику.
Контрольные вопросы
1. Что представляет собой конструкторская документация в учетной ма-
стерской?
2. Виды конструкторской и (технологической документации на пред-
приятии.
3. Каково значение конструкторской и технологической документации?
Приложение 1
Спецификация деталей табурета
Фор- мат Зона Пози- ция Обозначение Наименование Коли- чество При- меча- ние
12 КРТ 010000 СБ Документация Сборочный чертеж
11 б/ч КРТ 010000 РЧ Рабочий чертеж Сборочные единицы
1 КРТ 010000 Корпус 1
б/ч 2 010100 Крышка Детали 1
б/ч б/ч 3 010001 Ножка ГОСТ 2695—71; 430x40x40 4
4 010002 Царга продольная ГОСТ 2695—71; 180х 2
б/ч X 56x22
5 010003 Царга поперечная ГОСТ 2695—71; 180Х 2
б/ч Х56Х22
6 010004 Проножка продоль- ная ГОСТ 2695—71; 2
б/ч 320X30X22
7 010005 Проножка поперечная ГОСТ 2695—71; 180х 2
б/ч X 30x22
8 010006 Шкант ГОСТ 2695—71; (3008) Стандартные изделия Материалы 8
Изд. Лист. № доку- мента Под- ПИСЬ Дата КРТ 010000СБ
Разраб. Табурет Лит. Лист. Листов.
Провер. У
Н. Коитр.
Т. Контр. ГПТУ № 3, гр. 12
30»
Приложение 2
Технологическая карта
Наименование предприятия Наименование изделия.' тумба для телефона Артикул изделия: 6900У Номер технического проекта изделия: МР 141 А
Наименование детали: ножка
Номер чертежа детали: 5205.01
Эскиз детали Количество деталей на изделие: 4
Порода древесины: твердолиственная
Размер детали до обработки, мм: 400x00x60
Размер детали после обработки, мм: 170x52x52
№ п/п о Операции Размеры деталей
Д Ш Т £нна
1 Поперечная распи- 400 ловка 2 Продольная распи- 400 60 60 ловка 3 Фрезерование 400 60 60 4 Фрезерование вдоль 400 52 52 волокон 5 Торцевание 170 52 52 . 6 Сверление двух гнезд 37 10 37 7 Шлифование с четы- 170 52 52 рех сторон 8 Контроль качества 170 52 52 изделия
Оборудова- ние или ра- бочее место Количество деталей иа данной операции Инструмент, приспособ- ления Методы контроля (калибр) шаблон Применяемые материалы
ЦМЕ-3 1 Пилы 1
ЦДК-4 2 Пилы
СФ6-3 2 Ножи Угольник
СР6-7 2 Ножи Угольник
ЦПА-2 4 Пнлы Метр
СВПА-2 ШлДБ-3 4 Сверло Калибр Шлифоваль- ная шкурка № 18
Р/М 4 По эталону
№ П/п Операции Индекс и наи- менование тех- нологического режима. Основные пара- метры режима Разряд рабочего Часовая тарифная ставка, к. Норма выра- ботки за смену, шт. Ч. мни Расценки
на де- таль на из- делие Основной работ- ник на де- на нзде- таль лие Подсобный работ- ник на де- на изде- таль лие
1 Поперечная распилов- п = 3000 мин"1 III 47,2 1979 0,24 0,48 0,001 0,0032 — — ка л = 5 м/мии 2 Продольная распилов- л = 3000 мин-1 III—IV 47,2... 2087 0,23 0,92 0,029 0 038 0 026 0 052 ка л = 15 м/мин 56,6 3 Фрезерование л = 5000 мии-1 IV 56,6 2014 0,24 0,48 0,016 0,032 — — 4 Фрезерование вдоль л = 12 м/мин Ш—11 47,2... 2087 0,23 0,92 0,023 0 058 0 025 0 052 волокон л = 5000 мин-1 39,6 ’ л = 20 м/мин 5 Торцевание л = 3000 мин"1 III 47,2 1979 0,24 0,48 0,006 0,032 — — 6 Сверление двух гнезд л = 5 м/мин III 47,2 1433 0,14 0,36 0,0022 0 0088 — — л = 3000 мин"1 7 Шлифование с четырех л =1,5 м/мин III 47,2 320 1,5 6,0 0,0097 0 0388 — — сторон ’ 8 Контроль качества из- ОТК
риложение 3
хема технологического процесса
у % ’У % Чэ у у Уг ta ч *ъ t: <5э МП
сч/д пнПдтнЪИЭ 'DH<f003 —
И/d рОи/РНПОРКОН 0ПННрПО//Н^
м,/3 VHi/dpCUQ
и/а ъдшзэыы уг/оНгинон
£-9tW/d t>i/mZ>odtt иилоесфиит
юнит ногяос/н апнндефпг/р
*М1МП 77W3Vl/(J дпнъоофог/ш
14/d реа/нофор от/ноину/? n (J)
14/d додкмкд 'рог/ояэ НП1РП(0(лЗ annwDQfi
д-ф ШФНМИ ТЫрОбФСМф
38 3!/ bi/пфойи дПНО9П1/Пи/?9
г-шз ic8ffg о о
Ы1/& 00» fi QOU ЭПН7>СЭ(?0 О
aoangahdoj. о
c-jswa дшт эпносэсрон 6 о
д-п UnuTigahdOd
и/з оингОэднд вонээнпгоионхэр
ънтд wnai/HQ
PV/d нэоа пндонпа/зя A
W/d tfOl/H олнээднон
И/d домовод дпнодошиэг/игноя
d-ф hoihoHh dTJHOl/lfidHj
1-933 VU/OUl/L/ ъ»до(/Э£Э<0(й
Гф ЭНТМпТТ) OU этывдпрпиотм
7-ф тошнлитп dogmo
г-70з »OHOd>ie эпнодогпф n
1-933 7)ШЭ7)1/и i3»Q0d3C3d(n о
LS33 do^cvd ff DHffOC/0bdc/(t/ I
г-7фз t/ozfi g дтгнядогйф d
г-7фз пшоъг/ц. , этз.чъдогЬф о о
w/d xowodH ъндофпитпъс
9-fj nodxovd
Раз нерн деталей. 6 чистите, тзмпНи/ор NJ- ST- !q V?
пнпдп/77 £ s? S' R! F-
vunt/tf 1 1 f I 1 §
Hdl/DU/dp РрШЭЗНПг/ОХ Vs. А/ <o <v А/ •V.
Порода. | Сборная | <* «3 «a I %. ex «У * 1 ex «У =* ’У *0 1 «3 | Хвойная | 1 Хвойная 1 | Хвойная | «к *3 ,;3
7791/VU/dQ апнт/донамппц | Сиденье ] I а) брусок I у Л Jy 4j | -онпдонод | | а) брусок 1 | б) рейка. 1 1 Брусок под I сиденье 1 1 Опора | | Царга | | брусок - к/7 ин I
Список рекомендуемой литературы
1. Бобиков П. Л. Изготовление ху-
дожественной мебели.— М., 1988.—
287 с.
2. Бобиков П. Л. Конструирование
столярно-мебельных изделий.— М.,
1985 —230 с.
3. Бурдун Г. Д., Марков Б. Н. Ос-
новы метрологии.— М., 1975.—336 с.
4. Винник В. И., Артемьев Б. Г.
Метрологический надзор.— М.,
1980,—200 с.
5. Григорьев М. А. Материаловеде-
ние для столяров и плотников.—
М„ 1985.—236 с.
6. Григорьев М. А. Справочник мо-
лодого столяра и плотника.— М.,
1984,— 240 с.
7. Крейдлин Л. Н. Столярные ра-
боты.— М., 1982.— 128 с.
8. Кряков М. В., Гулии В. С., Бере-
лии А. В. Современное производство
мебели,— М„ 1986,— 263 с.
9. Кузнецов В. М., Ливеииц В. И.,
Камлонский А. Н. Автоматические н
полуавтоматические линии деревооб-
рабатывающих производств.— М.,
1982,—228 с.
10. Кислый В. В. Контроль качества
продукции лесопиления н деревооб-
работки.— М., 1985.— 189 с.
11. Коротков В. И. Деревообрабаты-
вающие станки.— М„ 1986.— 191 с.
12. Кулебакин Г. И. Рисунок и ос-
новы композиций.— М., 1983.— 189 с.
13. Любчеико В. И., Дружков Г. Ф.
Справочник молодого станочника ле-
сопильне - деревообрабатывающего
предприятия.— М., 1984.— 264 с.
14. Матвеева Т. А. Мозаика и резь-
ба по дереву —М„ 1985,— 186 с.
15. Михайличенко А. Л., Садовни-
чий Ф. П. Древесиноведение и лес-
ное товароведение.— М., 1987.— 215 с.
16. Никитин Л. И. Охрана труда на
деревообрабатывающих предприя-
тиях.— М., 1987.— 239 с.
17. Расев А. И. Сушка древесины.—
М„ 1985,—214 с.
18. Соловьев А. А., Коротков В. И.
Наладка деревообрабатывающего
оборудования.— М., 1987.—316 с.
19. Справочник мебельщика. Конст-
рукции и функциональные размеры.
Материалы. Технология производст-
ва,— М., 1985,— 360 с.
20. Справочник мебельщика. Стаики
и инструменты. Организация произ-
водства н контроль качества.— М.,
1985 —375 с.
21. Тюкниа Ю. П., Макарова Н. С.
Общая технология лесопильно-дере-
вообрабатывающего производства.—
М., 1983.—264 с.
22. Фурии А. И. Производство мяг-
кой мебели.— М., 1988.— 270 с.
23. Черепахина А. Н. История худо-
жественной обработки изделий из
древесины,—М„ 1987.— 193 с.
24. Шумега С. С. Технология сто-
лярно-мебельного производства.—
М„ 1989 — 284 с.
25. Яблонский В. А. Преподавание
предметов «Рисунок» и «Основы ком-
позиции».— М., 1984.— 186 с.
Содержание
3 Предисловие продольно-фрезерных станков. Ножи 18. Продольное фрезерование
4 I. Ручная обработка дре- 66
весины на фуговальных стайках
4 1. Организация и оборудова- 68 19. Продольное фрезерование
ние рабочего места на рейсмусовых стайках
7 2. Разметочные инструменты и 72 20. Продольное фрезерование
приспособления иа четырехсторонних стайках
8 3. Понятие о резании древеси- 76 21. Обработка деталей иа
ны. Геометрия резца фрезерных станках
13 4. Пиление древесины ручны- 86 22. Обработка деталей на ши-
ми пилами порезных станках
17 5. Строгание древесины ручны- 95 23. Обработка деталей на
ми инструментами сверлильных, сверлильио-пазо-
24 6. Долбление и резаиие ста- вальных и цепио-долбежиых
месками стайках
26 7. Сверление древесины руч- 109 24. Обработка деталей иа то-
ными инструментами карных и круглопалочных
28 8. Ручной электрифицирован- станках
ный инструмент 114 25. Зачистка деталей на шли-
34 9. Склеивание древесины фовальных станках
37 10. Структура технологическо- го процесса 123 111. Точность обработки и шероховатость поверхно-
40 II. Деревообрабатываю- сти деталей
щие станки и их эксплу- 123 26. Понятие о точности обра-
атация ботки деталей
40 11. Классификация и общее 126 27. Условия взаимозаменяемо-
устройство деревообрабаты- сти деталей
вающих станков 129 28. Контроль точности обра-
43 12. Наладка и настройка дере- ботки деталей
вообрабатывающих станков 131 29. Шероховатость поверхно-
46 13. Раскрой древесины иа* сти древесины
стайках IV. Столярные соединения
49 14. Круглопильиые станки для 135
поперечного пиления 135 30. Составные части столяр-
54 15. Круглопильиые станки для ных изделий
продольного пиления 141 31. Угловые концевые соеди-
59 16. Выпиливание криволиней- нения
ных заготовок 141 32. Угловые серединные соеди-
63 17. Режущие инструменты для нения
314
143
144
146
149
151
151
152
152
157
160
165
167
169
171
173
173
175
177
181
183
183
33. Угловые ящичные соедине-
ния
34. Сплачивание досок и щи-
тов
35. Сращивание и наращива-
ние досок и щитов
36. Соединение деталей и ча-
стей изделий на гвоздях, на-
гелях, шурупах и болтах
V. Облицовывание
столярно-мебельных
изделий
37. Общие сведения об обли-
цовочных работах
38. Подготовка основы к обли-
цовыванию
39. Подготовка шпоиа к обли-
цовыванию
40. Нанесение клеевых раство-
ров на основу
41. Облицовывание пластей
щитов шпоном
42. Облицовывание кромок
43. Облицовывание криволи-
нейных и профильных деталей
44. Облицовывание декоратив-
ными пленками и пластиками
45. Дефекты облицовывания
VI. Производство гнутых
и гнутоклееных деталей
46. Общие сведения о гнутье
древесины
47. Технологический процесс
гнутья брусковых деталей
48. Гиутье древесины с одно-
временным склеиванием
49. Организация рабочих мест
при гнутье
VII. Конструкции и тех-
нология изготовления
оконных и дверных бло-
ков
50. Стандартные типы оконных
и балконных блоков
185 51. Конструкции и технология
изготовления оконных пере-
плетов
189 52. Изготовление и установка
подоконных досок
190 53. Конструкции дверей и тех-
нологические требования к ним
193 54. Сборка и установка двер-
ных блоков
194 VIII. Отделка изделий из
древесины
194 55. Общие сведения об отдел-
ке. Виды и классификация
197 56. Подготовка поверхности к
отделке
201 57. Способы нанесения лако-
красочных материалов на по-
верхность древесины
212 58. Сушка отделочных покры-
тий
215 59. Облагораживание лакокра-
сочных покрытий
218 60. Типовые технологические
процессы отделки мебели
220 61. Имитационная отделка
224 62. Специальные (художествен-
ные) виды отделки мебели
225 IX. Сборка столярно-ме-
бельных изделий
225 63. Общие сведения о сборке
226 64. Сборка сборочных единиц
и групп
228 65. Сборка мебели
231 66. Сборка столярно-строи-
тельных изделий и их уста-
новка
233 X. Технология изготовле-
ния мягкой мебели
233 67. Виды мягкой мебели и ее
классификация
236 68. Тканевые материалы и по-
луфабрикаты
241 69. Настилочные, увязочные и
315
прошивочные материалы, их
подготовка
245 70. Изготовление пружин и
пружинных блоков
248 71. Технологический процесс
изготовления мягких элемен-
тов мебели
250 72. Сборка, контроль, упаков-
ка и транспортирование мяг-
кой мебели
252 XI. Основы механнзацнн
и автоматизации столяр-
но-мебельного производ-
ства
252 73. Общие сведения об авто-
матизации
254 74- Виды станочных линий и
их классификация
255 75. Автоматические линии для
раскроя досок и плит
257 76. Автоматические линии для
изготовления брусковых дета-
лей
258 77. Автоматические линии для
калибрования, облицовывания
и повторной Обработки щитов
262 78. Автоматические линии для
отделки деталей и сборки из-
делий
268 ХП. Ремонт столярных
нзделнй н мебели
268 79. Организация и виды ре-
монта
269 80. Реставрация внешней от-
делки
270 81. Ремонт мебельных изделий
из древесины
272 82. Ремонт столярно-строи-
тельных изделий
274 83. Технология ремонта
275 XIII. Стандартизация и
контроль качества сто-
лярно-мебельных нзде-
лнй
275 84. Сущность стандартизации
и ее роль в развитии научно-
технического прогресса
276 85. Государственная система
стандартизации и метрологи-
ческая служба в СССР
278 86. Стандартизация в рамках
Совета Экономической Взаи-
мопомощи (СЭВ)
279 87. Стандартизация н качество
столярной продукции
281 88. Организация технического
контроля качества продукции
284 XIV. Охрана труда и по-
жарная безопасность на
деревообрабатывающих
предприятиях
284 89. Организация охраны труда
иа предприятии
286 90. Требования безопасности
на территории предприятия
287 91. Требования безопасности в
цехах предприятия
288 92. Правила техники безопас-
ности при ручной обработке
древесины и перемещения гру-
зов
289 93. Общие правила техники
безопасности при работе на
деревообрабатывающем обору-
довании
298 94. Правила техники безопас-
ности при склеивании, облицо-
вывании и сборке
299 95. Правила техники безопас-
ности при отделке
302 96. Противопожарные меро-
приятия иа деревообрабаты-
вающих предприятиях
305 XV. Конструкторская н
технологическая докумен-
тация на изготовление 309
столярно-мебельных из-
делий 310
305 97. Конструкторская и техно-
логическая документация иа 312
изготовлеине мебели в' учеб-
ных мастерских
307 98. Конструкторская и техио- 313
логическая документация иа
изготовление мебели на пред-
приятии
Приложение 1. Спецификация
деталей табурета
Приложение 2. Технологиче-
ская карта
Приложение 3. Схема техноло-
гического процесса
Список рекомендуемой литера-
туры