/








Текст
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Н И АТ
НОРМАТИВЫ
РЕЖИМОВ РЕЗАНИЯ
НА ТОЧЕНИЕ, СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ
И РАЗВЕРТЫВАНИЕ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ,
ЖАРОПРОЧНЫХ И ТИТАНОВЫХ МАТЕРИАЛОВ
1967
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Н И АТ
НОРМАТИВЫ
РЕЖИМОВ РЕЗАНИЯ
НА ТОЧЕНИЕ, СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ
И РАЗВЕРТЫВАНИЕ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИ?
ЖАРОПРОЧНЫХ И ТИТАНОВЫХ МАТЕРИАЛОВ
1967
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
НИ АТ
НОРМАТИВЫ
РЕЖИМОВ РЕЗАНИЯ
НА ТОЧЕНИЕ, СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ
И РАЗВЕРТЫВАНИЕ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ,
ЖАРОПРОЧНЫХ И ТИТАНОВЫХ МАТЕРИАЛОВ
Рассмотрены и приняты Методическим советом
по техническому нормированию
1967
Разработали: инженеры СОТНИКОВА К. Ф. (руководитель работы),
АНТОНОВ Е. С.. ВОРОБЬЕВА Д. М.? ГОЛУБЕВ В И.. УМАРОВ У..
ФРОЛОВА 3, В., ЧИГИРИНА Н. И.
Нач. лаборатории канд. техн, наук ВОЛКОВ А. В.
Отв. редактор канд. техн, наук ВОЛКОВ А. В.
Редактор Молчанов Н. Е. Техн, редактор Синицына Л. В.
Корректор Сулъповар К). Б.
Подп. к печ. 24/Ш 1967 г.
Дополнительный тираж
Объем 14 п. л. Бумага 70x108/16
Цена 75 коп. Зак. 495
ПРЕДИСЛОВИЕ
Развитие реактивной техники, турбостроения, химического машино-
строения и других отраслей народного хозяйства идет по пути передачи
машинами все более высоких давлений, нагрузок, скоростей и рабочих
температур.
Это вызывает необходимость применения для рабочих органов ма-
шин и аппаратов материалов, обладающих особыми свойствами. Такими
материалами являются нержавеющие, жаропрочные, жаростойкие стали
и жаропрочные-и титановые сплавы.
Перечисленные материалы применяются для изготовления ответст-
венных деталей сложных машин, но само производство этих деталей
связано со значительными трудностями, так как указанные стали и спла-
вы слабо поддаются механической обработке. Причем с повышением
требований к прочностным характеристикам деталей усложняется хи-
мический состав сталей и сплавов, а это, как правило, еще более ухуд-
шает их обрабатываемость резанием.
Производительность труда по этим причинам при изготовлении де-
талей из таких материалов невысокая. Поэтому снижение трудоемкости
механической обработки деталей из данных материалов и на основе это-
го повышение производительности труда является задачей первостепен-
ной важности.
Для решения этой задачи необходимо наряду с изысканием новых
инструментальных материалов и более производительных методов обра-
ботки выявить и использовать все другие технологические факторы по-
вышения производительности труда, имеющиеся на производстве.
Очень важным резервом повышения производительности труда в
настоящее время является организация на заводах централизованной
заточки и доводки инструментов.^. обеспечивающей соблюдение опти-
мальной геометрии и высокое качество режущих кромок и поверхностей,
а также внедрение в промышленность новых, более производительных
инструментальных материалов.
Производительность обработки в значительной степени зависит от
жесткости технологической системы станок—приспособление—инстру-
мент— деталь, которая в свою очередь определяется конструктивными
формами и размерами обрабатываемых деталей, способами установки
и крепления их на станке; конструкцией, техническим состоянием и раз-
мерами станков; размерами, вылетом и конструкцией режущих инстру-
ментов.
При обработке жаропрочных сталей и сплавов, когда в процессе ре-
зания возникают значительно большие усилия, чем при обработке кон-
струкционных сталей, влияние этого фактора значительно возрастает.
Исходя из этого, при проектировании технологического процесса и
назначении режимов резания для обработки конкретных деталей сле-
3
дует учитывать технологические условия обработки и с целью повыше-
ния производительности стремиться повышать жесткость всех или от-
дельных звеньев технологической системы.
Элементы режимов резания (скорость, глубина резания и подача)
и технологические условия обработки (жесткость технологической си-
стемы, износ режущего инструмента, состав и способ подвода охлажда-
ющей жидкости и др.) оказывают существенное влияние на качество и
состояние поверхностного слоя (чистоту обработанной поверхности, глу-
бину и степень наклепа, величину и знак остаточных напряжений).
- В поверхностных слоях деталей, обработанных механическим пу-
тем, в результате осуществления процесса резания изменяются исход-
ные свойства материала, которые оказывают влияние на прочностные
свойства этих деталей.
Это необходимо учитывать при обработке наиболее ответственных
деталей машин, работающих «при высоких напряжениях в условиях вы-
соких температур (например, лопатки двигателей).
При разработке настоящих нормативов преследовалась цель соз-
дать нормативы режимов резания, обеспечивающие наиболее произво-
дительную обработку деталей из нержавеющих и жаропрочных сталей,,
а также жаропрочных и титановых сплавов с учетом технологических
условий обработки и требований к качеству деталей.
В основу разработки нормативов были положены результаты широ-
кого изучения, анализа и обобщения режимов резания, применяемых при
обработке деталей из указанных материалов в производственных усло-
виях, и результаты экспериментально-исследовательских работ, прове-
денных в производственных и лабораторных условиях.
При анализе режимов резания, применяемых в производственных
условиях, были изучены:
1) методы работы передовых рабочих-токарей;
2) факторы, влияющие на уровень режимов резания и обусловлен-
ные:
а) режущим инструментом — материалом режущей части, геометри-
ческими параметрами, характером и качеством заточки, износом и стой-
костью, размерами, вылетом и способом крепления;
б) обрабатываемой деталью — маркой и механическими свойства-
ми материала, наличием корки, работой на удар, размером и конструк-
тивной формой, способом установки и крепления детали в приспособле-
нии, требованиями к чистоте и точности детали, назначением и условия-
ми работы ее в машине;
в) оборудованием—типом, фирмой, моделью, основными размера-
ми и кинематическими данными;
г) наличием и составом охлаждающей жидкости.
Проведение экспериментальных работ имело целью на основании
изучения физики процесса резания установить для различных видов об-
работки и марок обрабатываемого материала оптимальную геометрию-
и марку режущей части инструмента, состав и способ подвода охлаж-
дающей жидкости, характер и степень влияния различных факторов на
стойкость инструмента, силы, возникающие при резании, качество обра-
ботанной поверхности и подповерхностного слоя и др. При разработке
нормативов режимов резания были использованы проведенные ранее
исследования и нормативные материалы, опубликованные в печати, а
также были проведены дополнительные исследования для определения:
1) . обрабатываемости стали 1Х12Н2ВМФ (ЭИ961) и сплава
ХН77ТЮР (ЭИ437Б) при прорезании канавок, сверлении, зенкеровании
и развертывании. Работа выполнена в НИБ и ЭИМ предприятия Сред-
не-Волжского совнархоза;
2) обрабатываемости жаропрочной стали ЭИ654Ш точением и по
разработке режимов резания и геометрии инструмента при сверлении.
4
Работа выполнена инженерами Аранзон М. Л. и Потемкиным В. Г. под
научным руководством д-ра техн, наук, нроф. Резникова Н. И.;'
3) влияния жесткости технологической системы на качество поверх-
ностного слоя и прочностные свойства сплавов ЭИ617 и ВТЗ-1 при вы-
соких температурах. Работа выполнена инж. Сотниковой К. Ф. под на-
учным руководством канд. техн, наук Романова К. Ф.;
4) обрабатываемости сталей 1X13, 2X13 и 4X13 отрезными резцами,
зенкерами и развертками. Работа выполнена инженерами Швецо-
вым Е. П. и Кондратьевым А. М.;
5) влияния различных факторов на стойкость резцов, силы резания
и чистоту обработанной поверхности при точении титановых сплавов.
Работа выполнена инж. Лепилиным В. И. под научным руководством
д-ра техн, наук, проф. Резникова Н. И.;
6) стойкостных и силовых характеристик при обработке различных
марок титановых сплавов сверлами, зенкерами и развертками. Работа
выполнена инженерами Горячевым А. С., . Железновым Г. С., Бузиц-
кой Т. П. и Агеевым Е. В. под научным руководством д-ра техн, наук,
проф. Резникова Н. И.;
7) режимов резания на сверление, зенкерование и развертывание
жаропрочных сплавов марок ЭИ867 и ХН70ВМТЮ (ЭИ617). Работа вы-
полнена инженерами Соколовым Н. И., Сиразитдиновым и Кото-
вым М. П.;
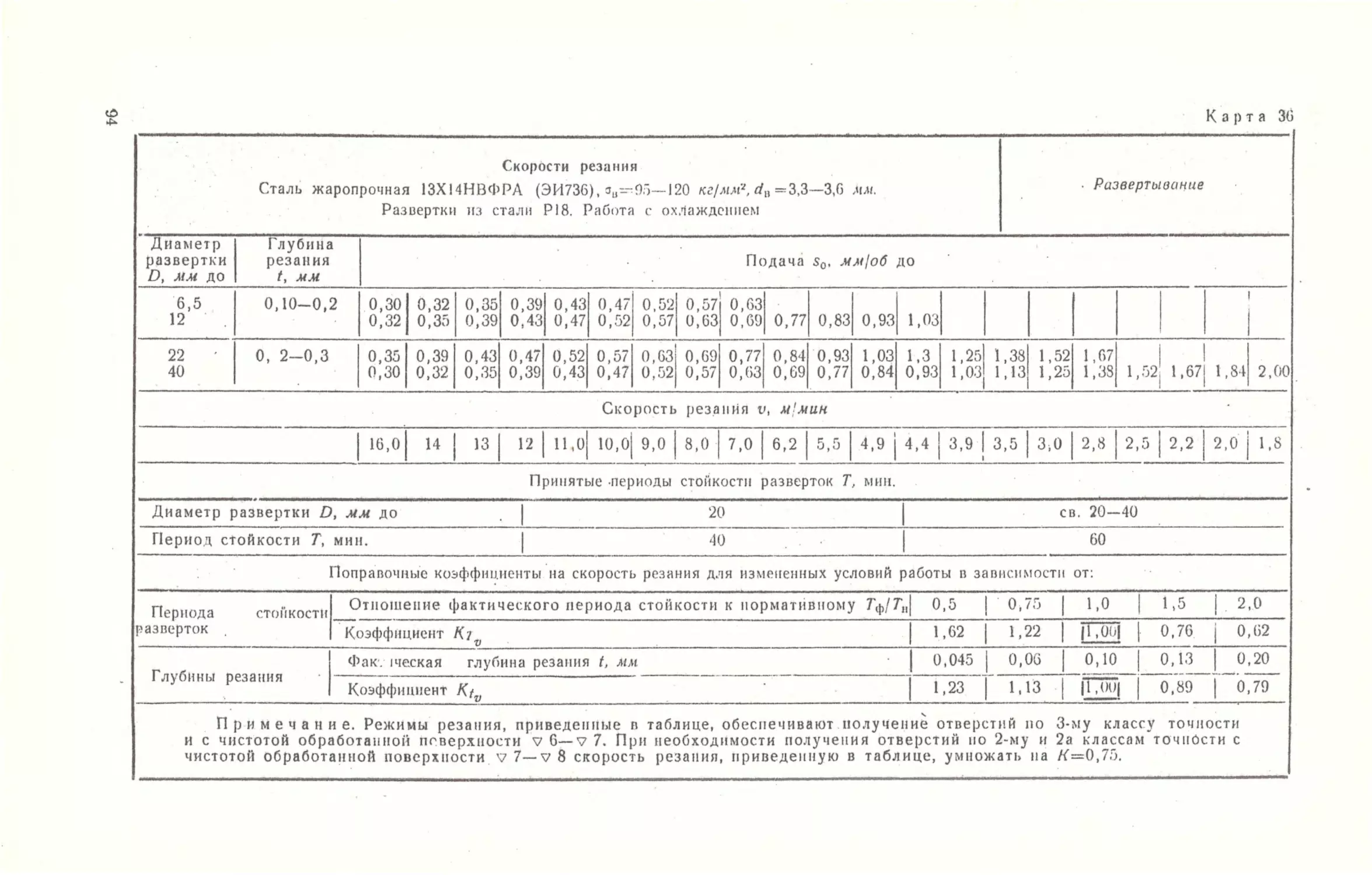
8) режимов резания при обработке сталей 13Х14НВФРА (ЭИ736)
и 1Х17Н2 (ЭИ268) резцами, сверлами, зенкерами и развертками. Рабо-
та выполнена инженерами Константиновым Б. А., Севостьяновым А. К.
и Раводиным П. И.;
9) исходных данных для составления нормативов, режимов резания
при токарной обработке жаропрочных сплавов (ЭИ893. ЭИ765, ЭИ612,
П1 и др.), проведенных канд. техн, наук Адам Я. И., Кирилловой О. М.,
Ташлицким Н. И., инженерами Вершинской А. Д., Кацнельсон В. Ю.
Изучение режимов резания в производственных условиях на заво-
дах различных отраслей промышленности проведены работниками
НИАТ и заводов под руководством инженеров Сотниковой К. Ф., Ле-
онтьева В. И., Ильина С. А., Ромашко Л. К.. Сергачева В. Н., Ключ-
ник Н. Я., Морозовой Н. М., Марциновского П. Л., Эстулина 3. Я-,
Лазарева Е. В.. Ма.макина К. Ф.
Систематизация, анализ и обобщение исходных материалов и раз-
работка сборника выполнена инженерами Сотниковой К. Ф. (руководи-
тель работы), Антоновым Е. С., Фроловой 3. В., Умаровым У., Голубе-
вым В. И., Воробьевой А. М„ Чигириной Н. И. при участии работников
заводов и института инженеров Калашниковой Н. В., Кашапова Ф.,
Ломакиной Н. И. и Эстулиной А. И.
Все замечания по сборнику нормативов направлять в НИАТ.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
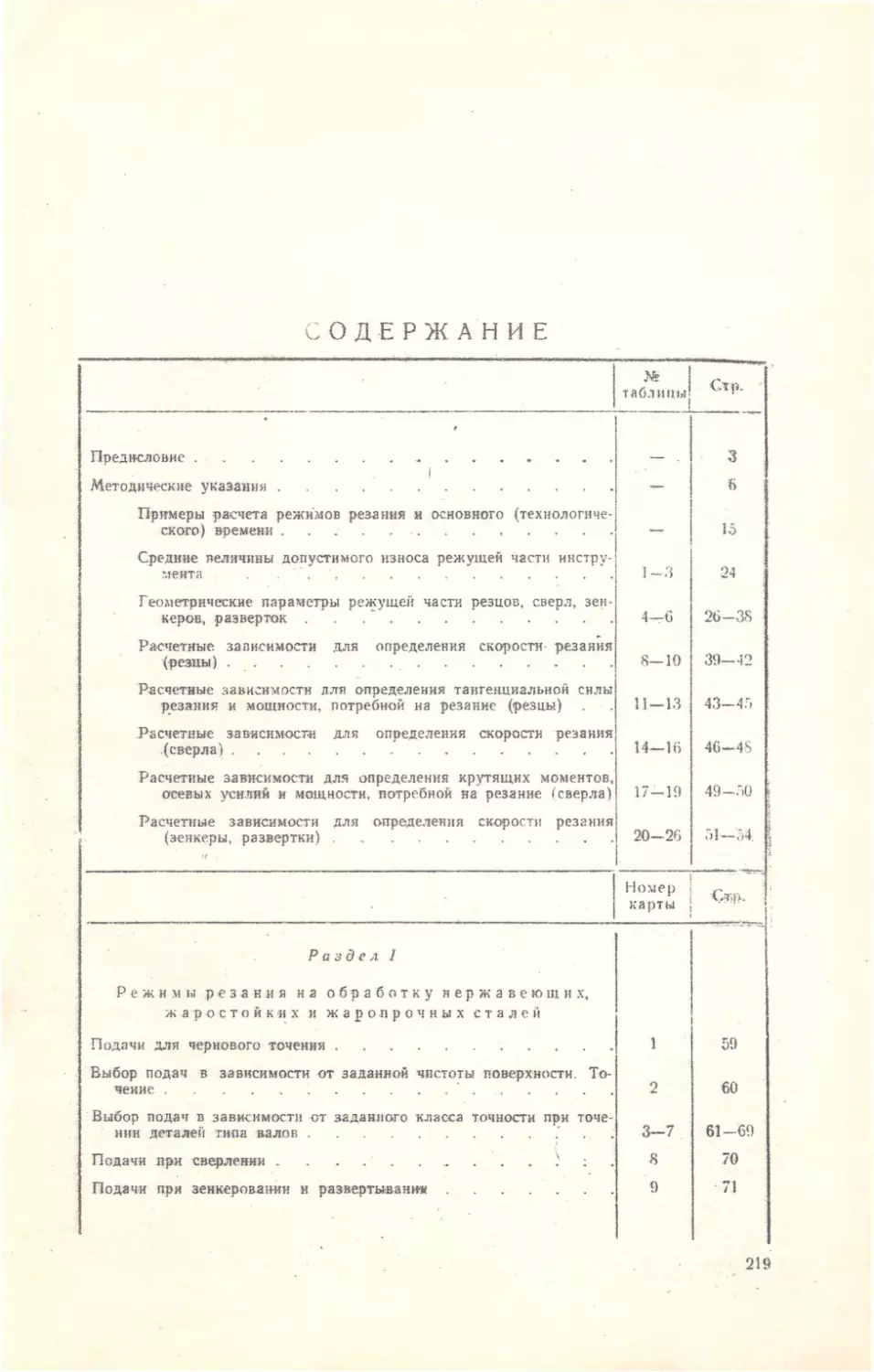
Сборник нормативов режимов резания состоит из 2-х разделов и
приложения.
I раздел — Режимы резания на обработку нержавеющих, жаропроч-
ных и жаростойких сталей. .
II раздел — Режимы резания на обработку жаропрочных сплавов
на никелевой и железоникелевой основе и титановых сплавов.
В Приложении приведены таблицы величин врезания и перелетов
инструмента, чисел оборотов шпинделя в зависимости от диаметра об-
рабатываемой поверхности и расчетной скорости резания, величин до-
полнительных длин на взятие пробных стружек.
Нормативы режимов резания разработаны для определенных марок
или групп марок материалов на обработку их резцами, сверлами, зен-
керами и развертками.
Каждый раздел сборника по отдельным видам работ содержит таб-
лицы выбора подач, скоростей резания, усилий резания или крутящих
моментов (для сверления), мощности, требуемой для резания.
Последовательность расположения нормативных материалов выдер-
жана в соответствии с перечисленными видами работ и порядком рас-
чета основного времени.
1. ОБРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ
Настоящие нормативы разработаны на нижеследующие марки ста-
лей и сплавов, обладающие специальными свойствами и имеющие ши-
рокое применение в различных отраслях машиностроения.
А. Нержавеющие, жаростойкие и жаропрочные стали
1. Стали мартенситного и ферритно-мартенситного классов марок:
1X13 (ЭЖ1), 2X13 (ЭЖ2), 3X13 (ЭЖЗ), 4X13 (ЭЖ4), 1Х17Н2 (ЭИ268),
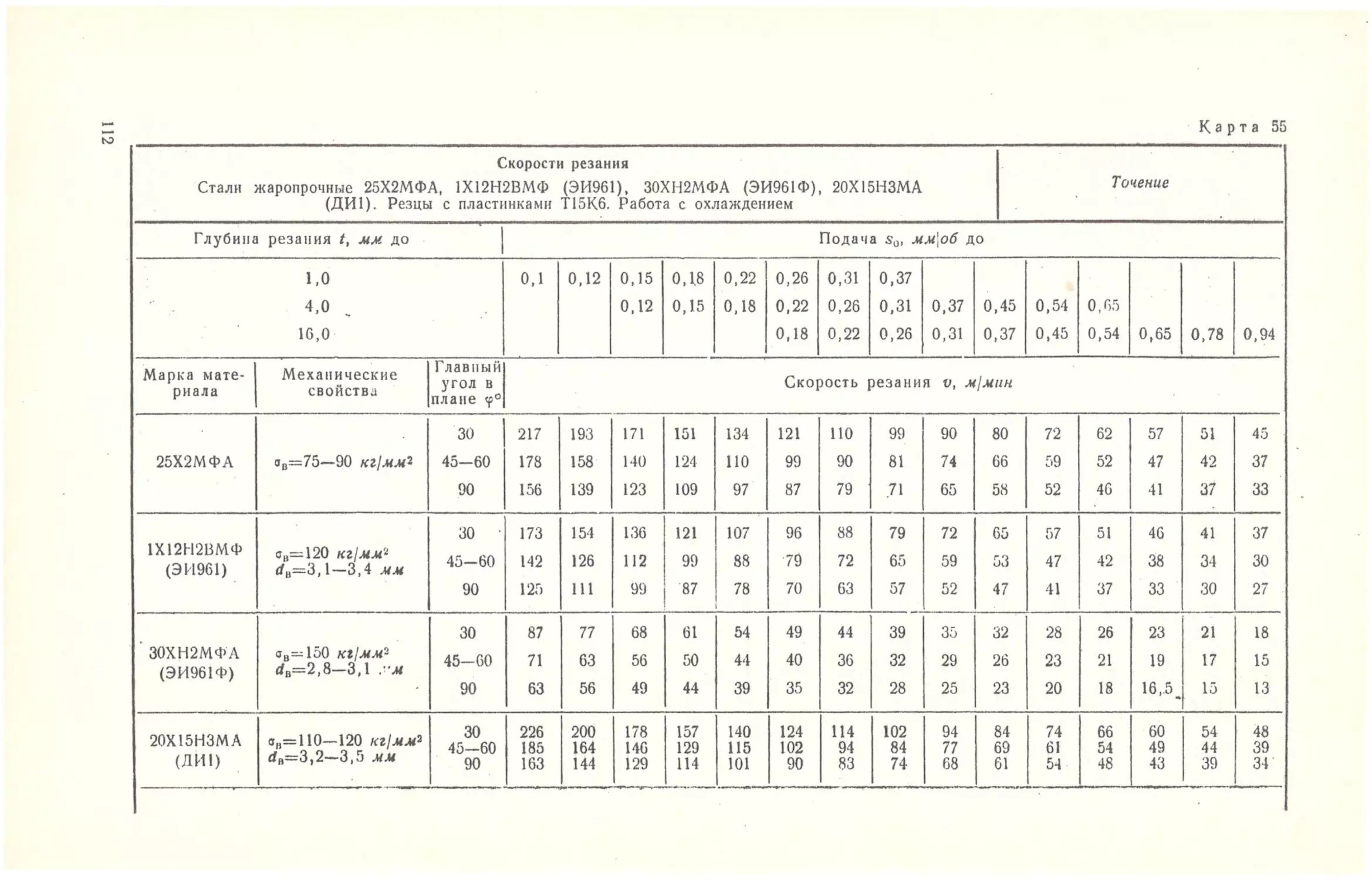
1Х12Н2ВМФ (ЭИ961), 30ХН2МФА (ЭИ961Ф), 13Х14НВФРА (ЭИ736),
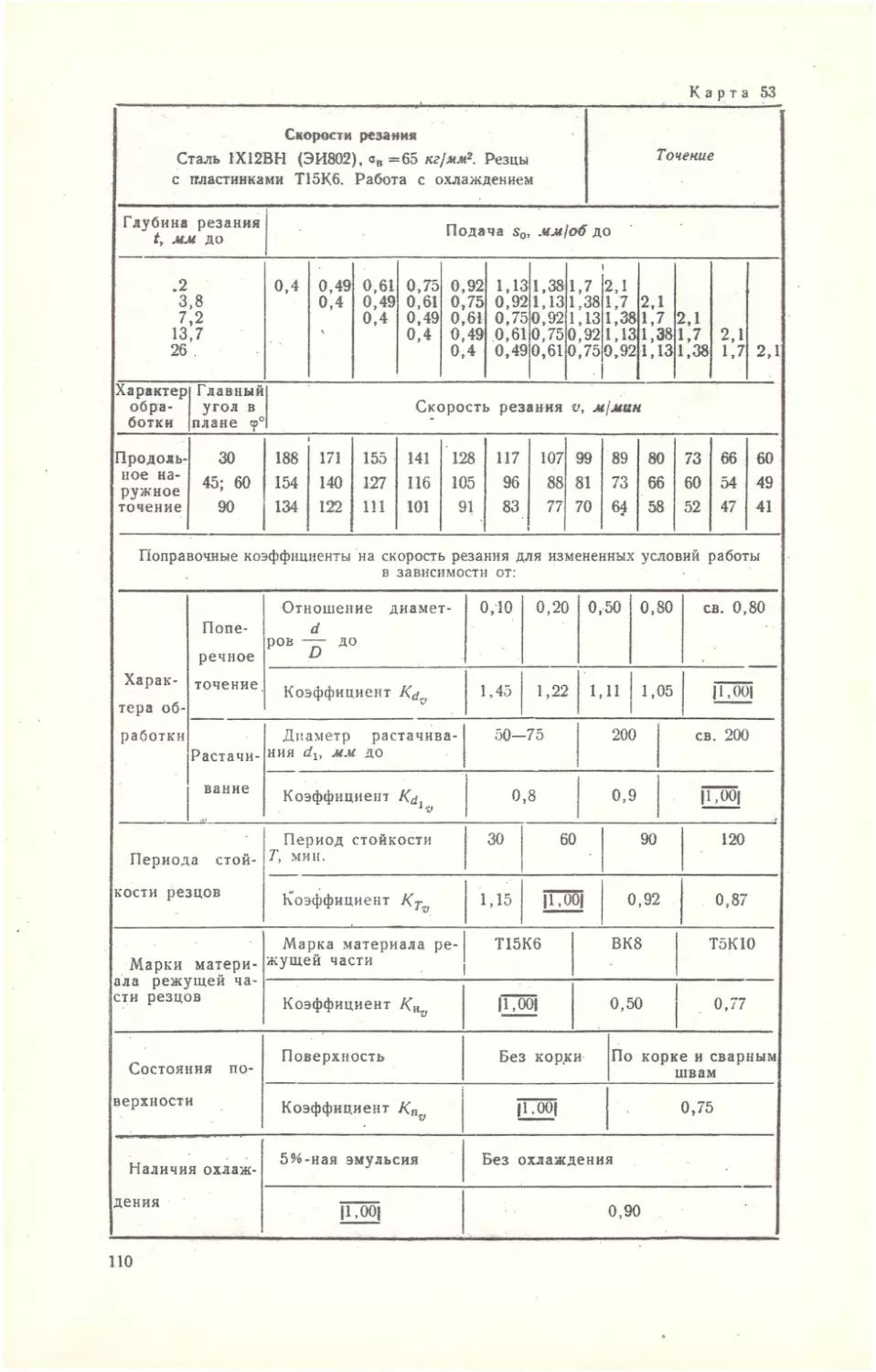
20Х15НЗМА (ДИ1), 20ХЗМВФ (ЭИ415), 1Х12ВНМФ (ЭИ802), 15Х2ВМФ
(ЭИ952), 15Х1М1ФК1Р (П1), 25Х2МФА, 12ХМВФ.
2. Сталь аустенитно-ферритного класса марки 1Х21Н5Т (ЭИ811).
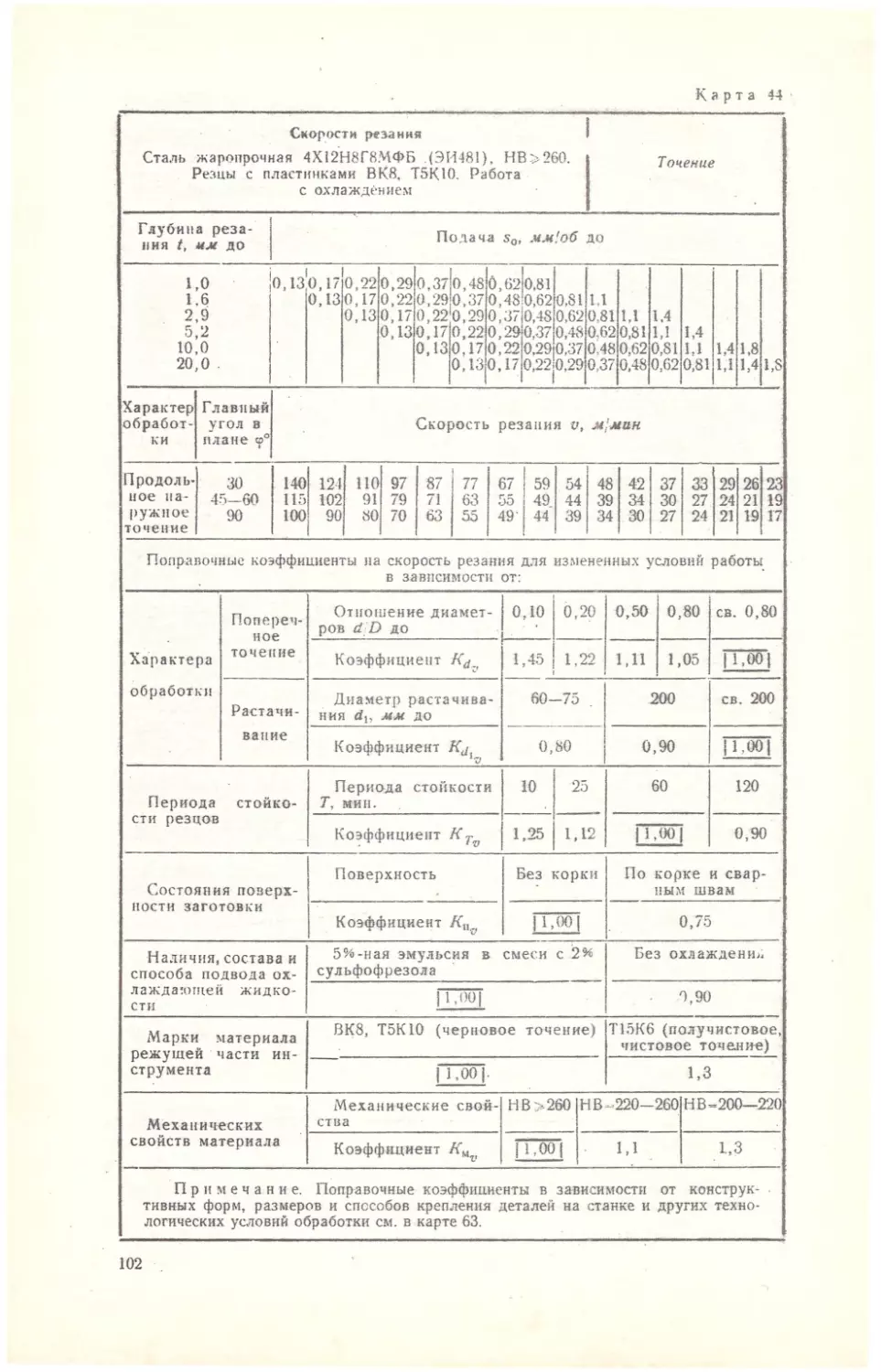
3. Стали аустенитного класса марок: 4Х12Н8Г8МФБ (ЭИ481),
Х12Н20ТЗР (ЭЙ696А, ЭИ696М), 0Х14Н28ВЗТЗЮР (ЭИ786), ЭИ812,
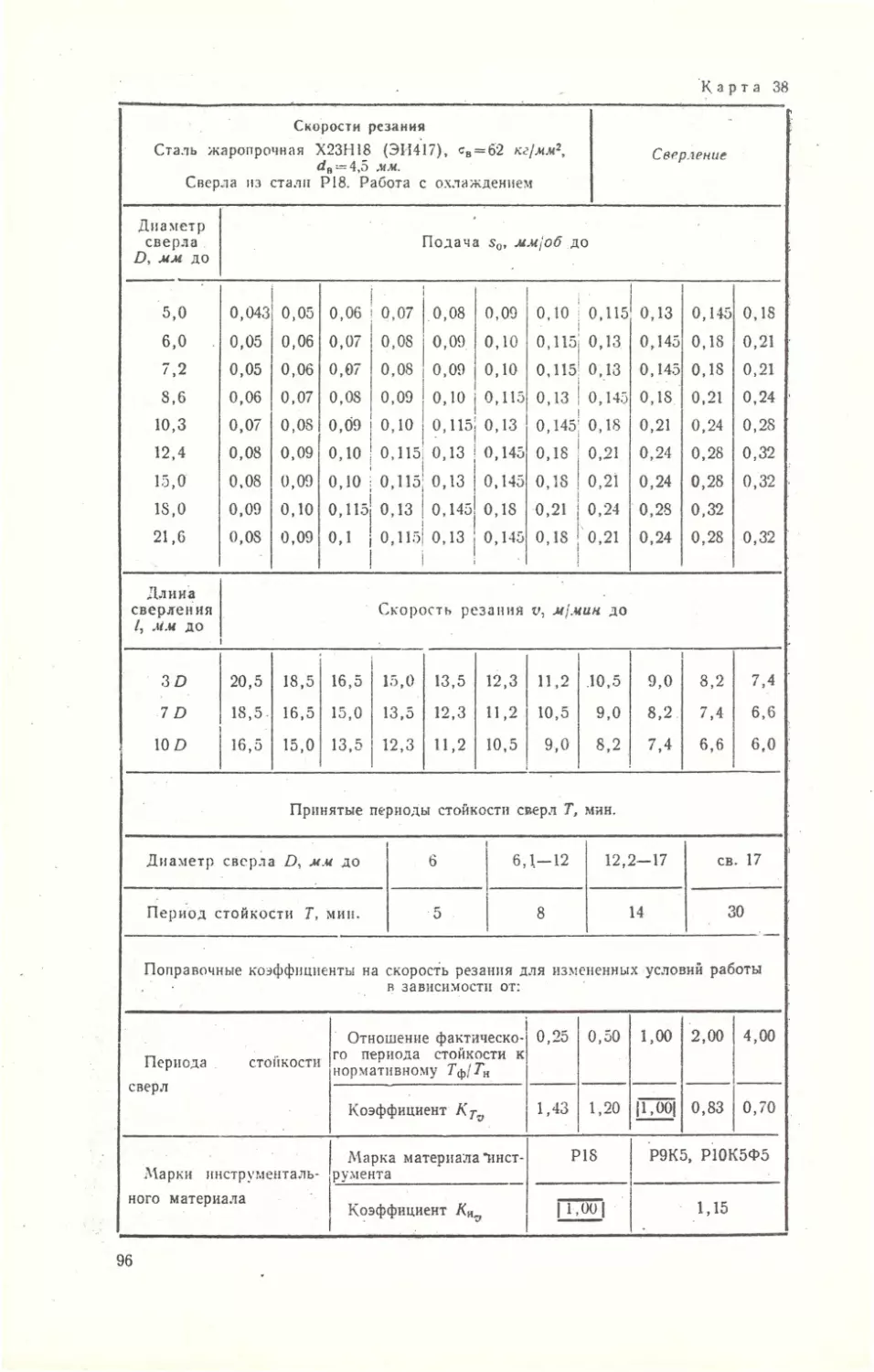
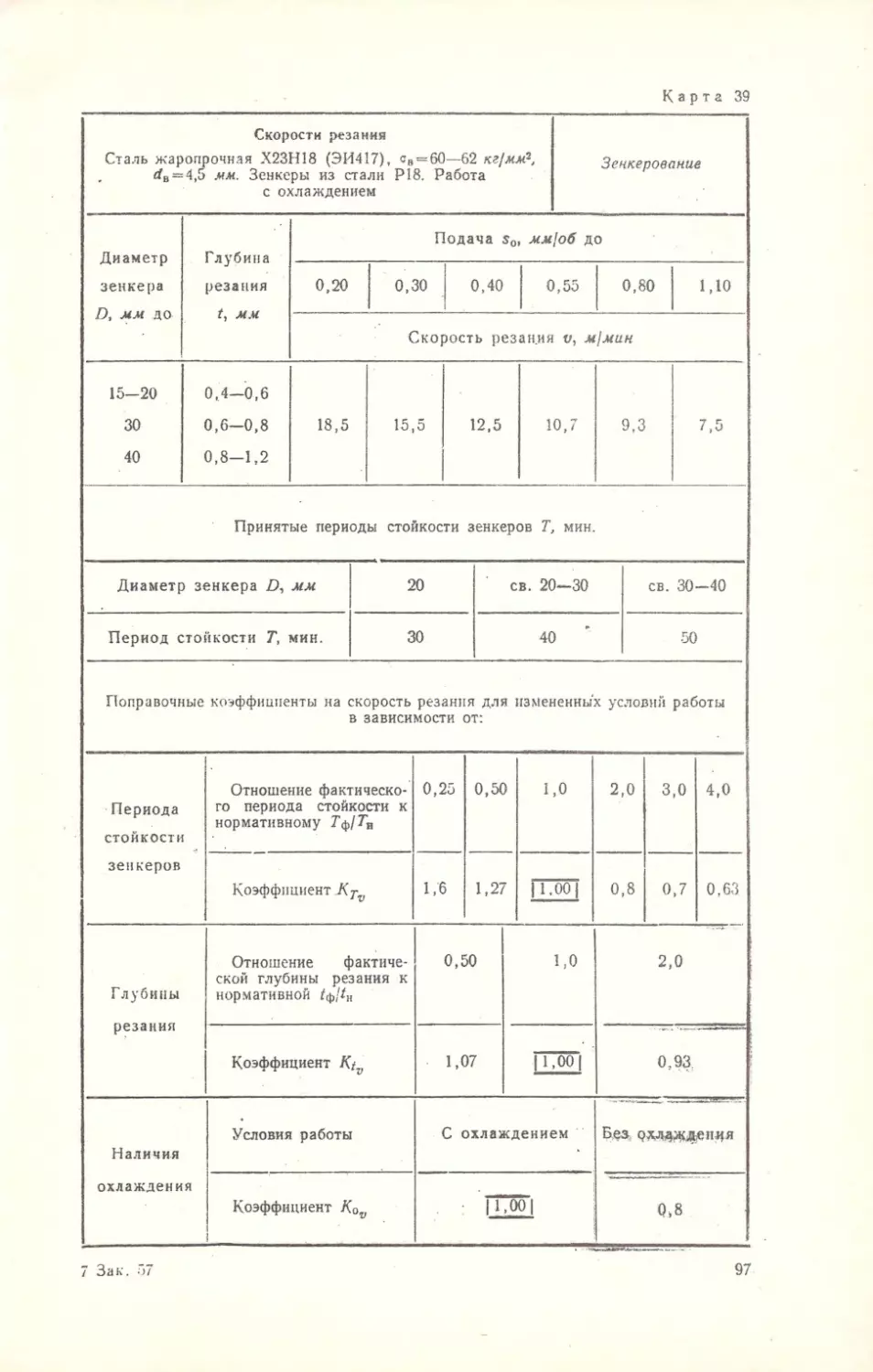
Х18Н9Т, XI8H10T (1Х18Н9Т, ЭЯ1Т), 4Х14Н14В2М (ЭИ69), Х23Н18
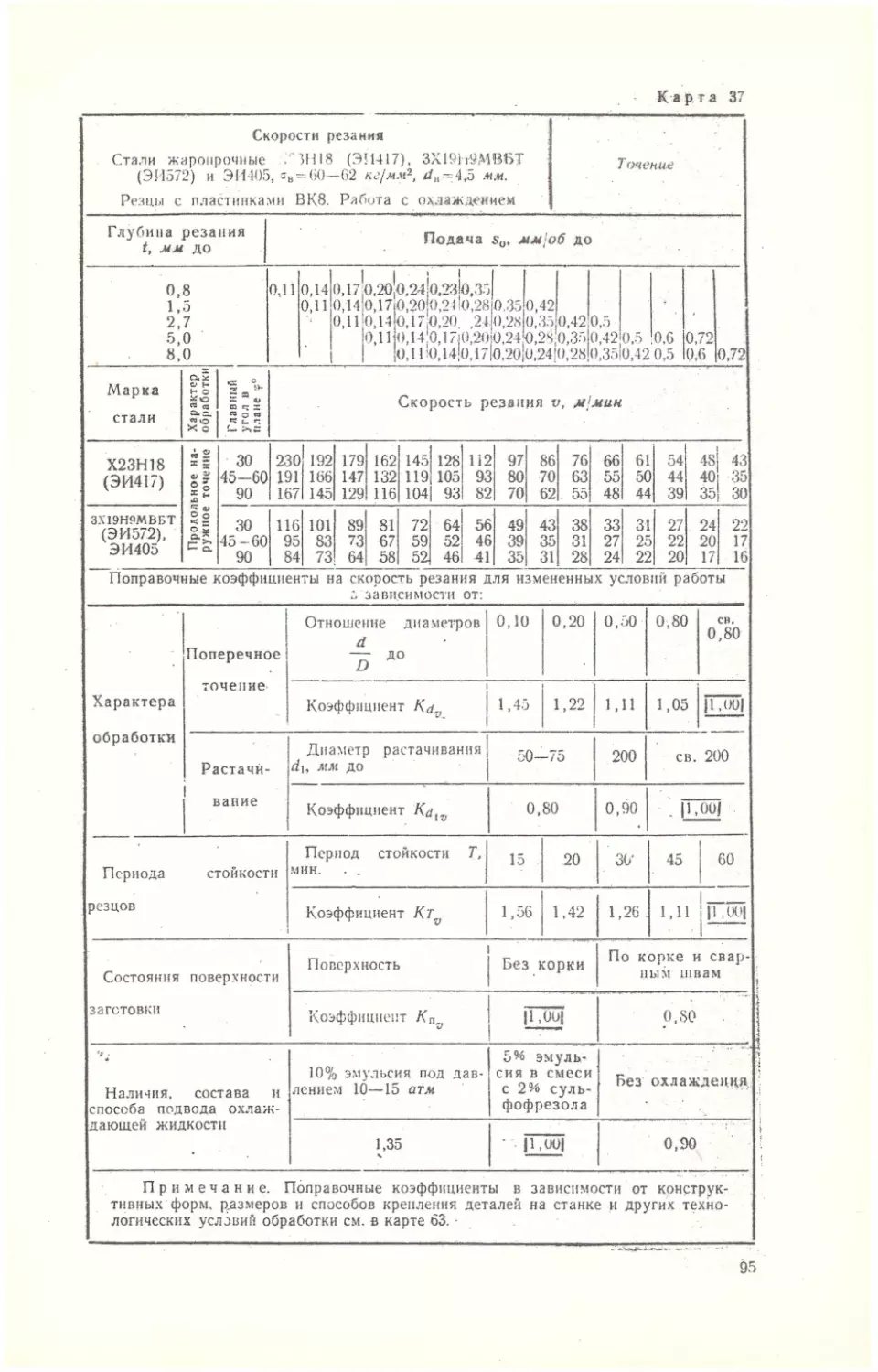
(ЭИ417), ЭИ654, ЗХ19Н9МВБТ (ЭИ572).
4. Стали мартенситно-аустенитного класса марок: СН2, СНЗ.
6
Б. Жаропрочные сплавы
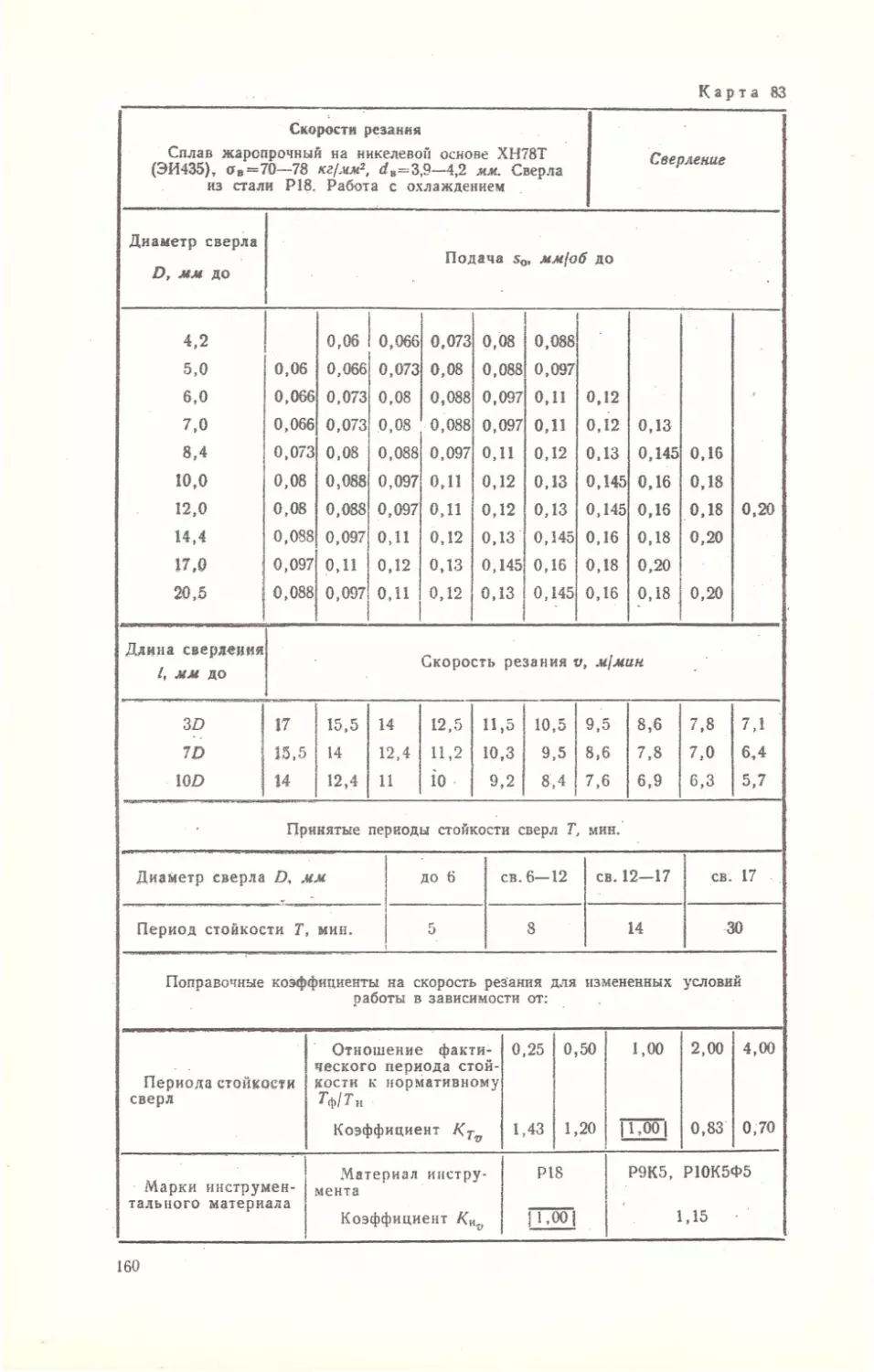
1. Сплавы на никелевой основе марок: ХН78Т (ЭИ435), ХН77ТЮ
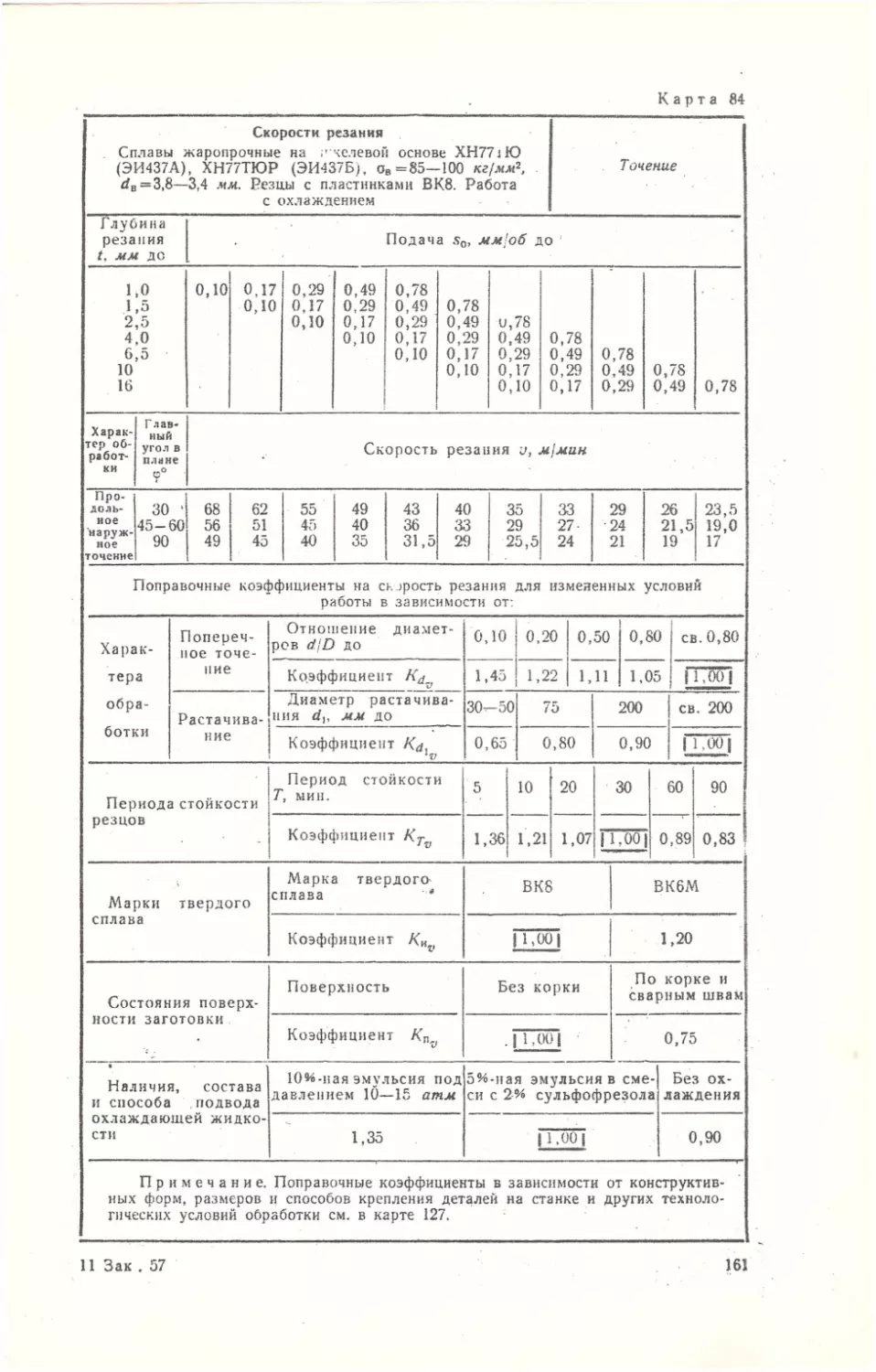
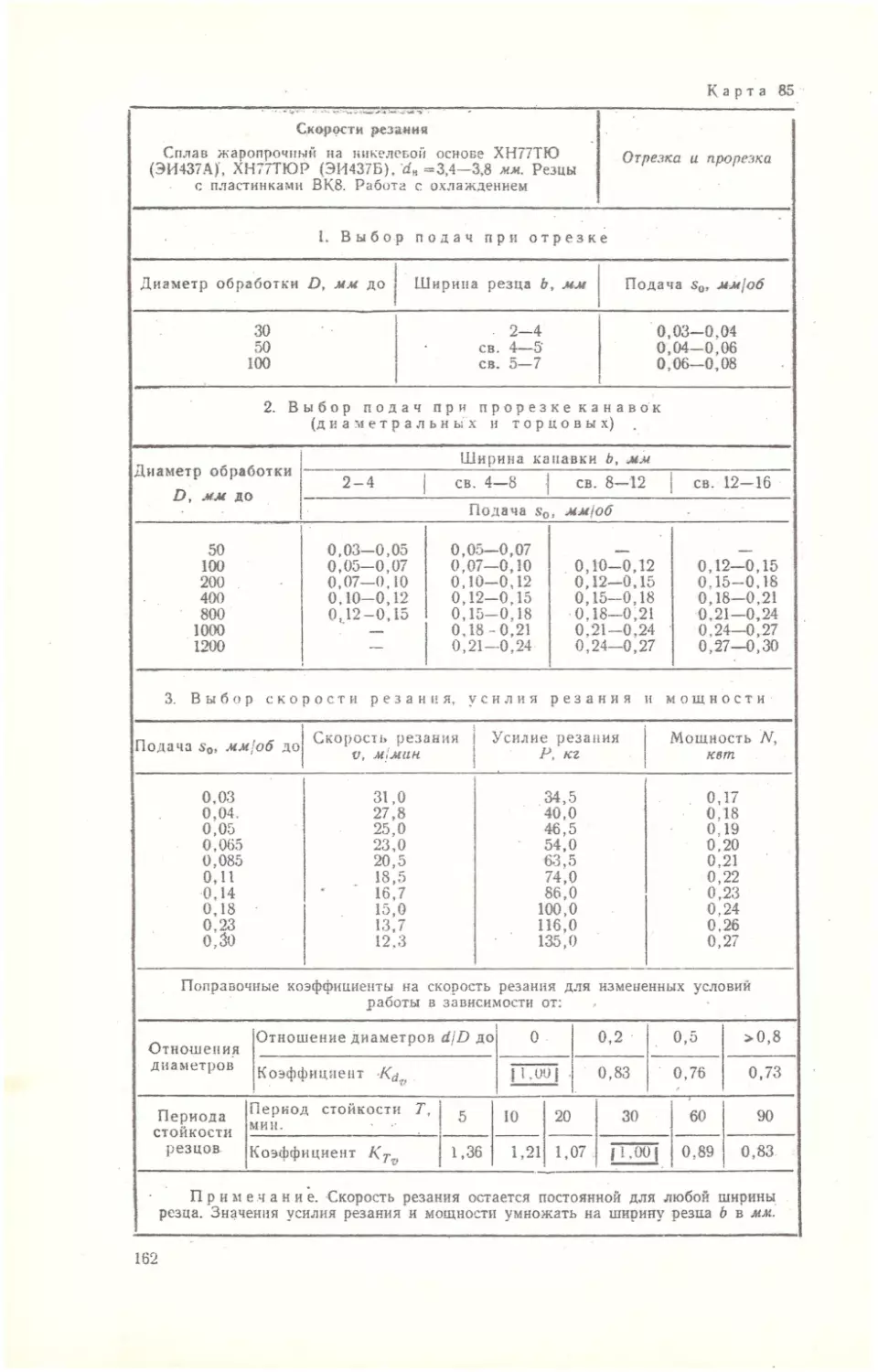
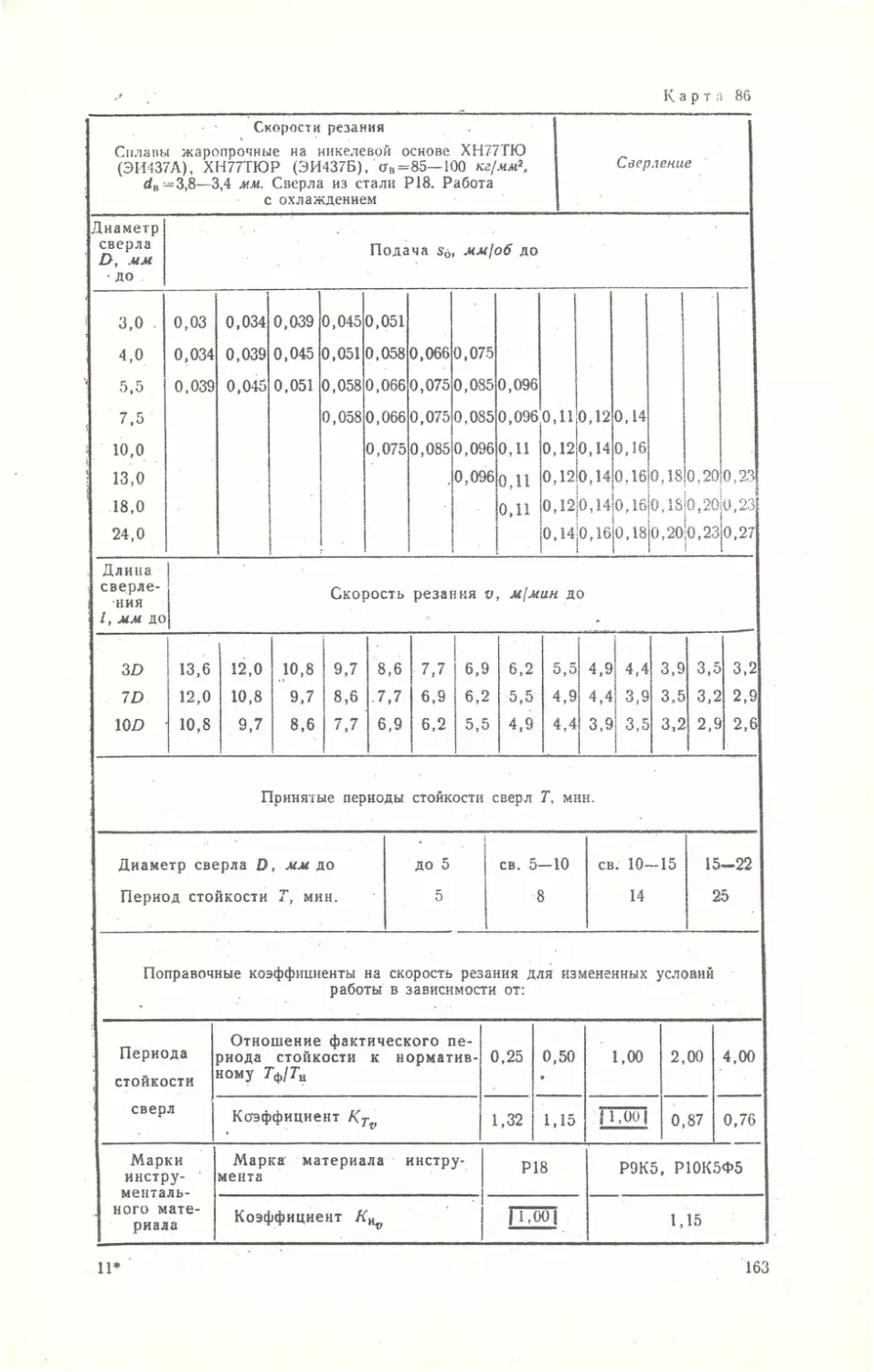
(ЭИ437А), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617), ЭИ867, ЭИ827,
ЭИ929, ЭИ766, ЭИ767. ЖСЗД, ХН70ВМЮТ (ЭИ765), ВЖ36-Л2,
ВЛ7-45У, ХН75МБТЮ (ЭИ602), ХН60В (ЭИ868).
2. Сплавы на железоникелевой основе марок: ХН35ВТ (ЭИ612),
ХН35ВТЮ (ЭИ787).
3. Сплав марки ЭИ893.
В. Титановые сплавы марок: ВТЗ, ВТЗ-1, ОТ4, ОТ4-2,
ВТ5, ВТ6, ВТ8, BTI4
Механические свойства материалов соответствуют состоянию мате-
риала, применяемого при изготовлении деталей машин на заводах.
Все нормативы режимов резания рассчитаны на обработку загото-
вок без корки и окалины. В случае работы по корке в таблицах приве-
дены поправочные коэффициенты.
2. МАТЕРИАЛ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
В результате лабораторных исследований, а также изучения и ана-
лиза обработки деталей в производственных условиях, в нормативах
принят и рекомендован вольфрамо-кобальтовый сплав ВК8 в качестве
оптимального материала режущей части резцов при непрерывном точе-
нии' большинства марок нержавеющих, жаростойких и жаропрочных
сталей аустенитного класса и некоторых марок других" классов, а так-
же для всех марок жаропрочных сплавов.
Этот сплав имеет хорошие режущие свойства и удовлетворительную
стойкость как при обработке без корки и окалины, так и при обработке
по корке, с переменной нагрузкой и при работе по сварным швам.
Для чернового точения ряда марок ферритно-мартенситного класса
(ЭИ802, ЭИ415) в качестве оптимальной марки принят твердый сплав
Т5К10.
Титано-кобальтовый сплав Т15К6 может применяться при получи-
стовом и чистовом непрерывном точении сталей 4Х12Н8Г8МФБ (ЭИ481),
\X23H18 (ЭИ417), Х18Н9Т (1Х18Н9Т), 2X13 и др.
Однако, как показали наблюдения в производственных условиях,
режимы резания и стойкость резцов при этом не превышает режимов
резания, рекомендуемых для точения резцами, оснащенными сплавом
ВК8.
При непрерывном продольном и поперечном точении сталей марок
1Х12Н2ВМФ (ЭИ961), 20Х15НЗМА (ДИ1), 13Х14НВФРА (ЭИ736)
лучшей маркой твердого ‘сплава является Т15К6, для стали ЭИ654 —
сплав ВК6М, для стали СНЗ — Т15К10.
Оптимальным материалом режущей части резцов при точении тита-
новых сплавов является сплав ВК6М. Сплавы титоно-кобальтовой груп-
пы ТК непригодны для обработки титановых сплавов.
При прерывистом точении, сверлении, зенкеровании и развертыва-
нии отверстий нормативы рассчитаны на обработку инструментом из
быстрорежущей стали Р18. Резцы из кобальтовых быстрорежущих ста-
лей РК10 и Р9К5 при прерывистом точении жаропрочных сплавов обес-
печивают повышение стойкости в 2—3 раза по сравнению со сталью Р18.
При изготовлении инструмента из указанных кобальтовых сталей сле-
дует учитывать, что они имеют повышенную склонность к обезуглеро-
живанию и чувствительны к дефектам и нарушениям режима термооб-
работки.
7
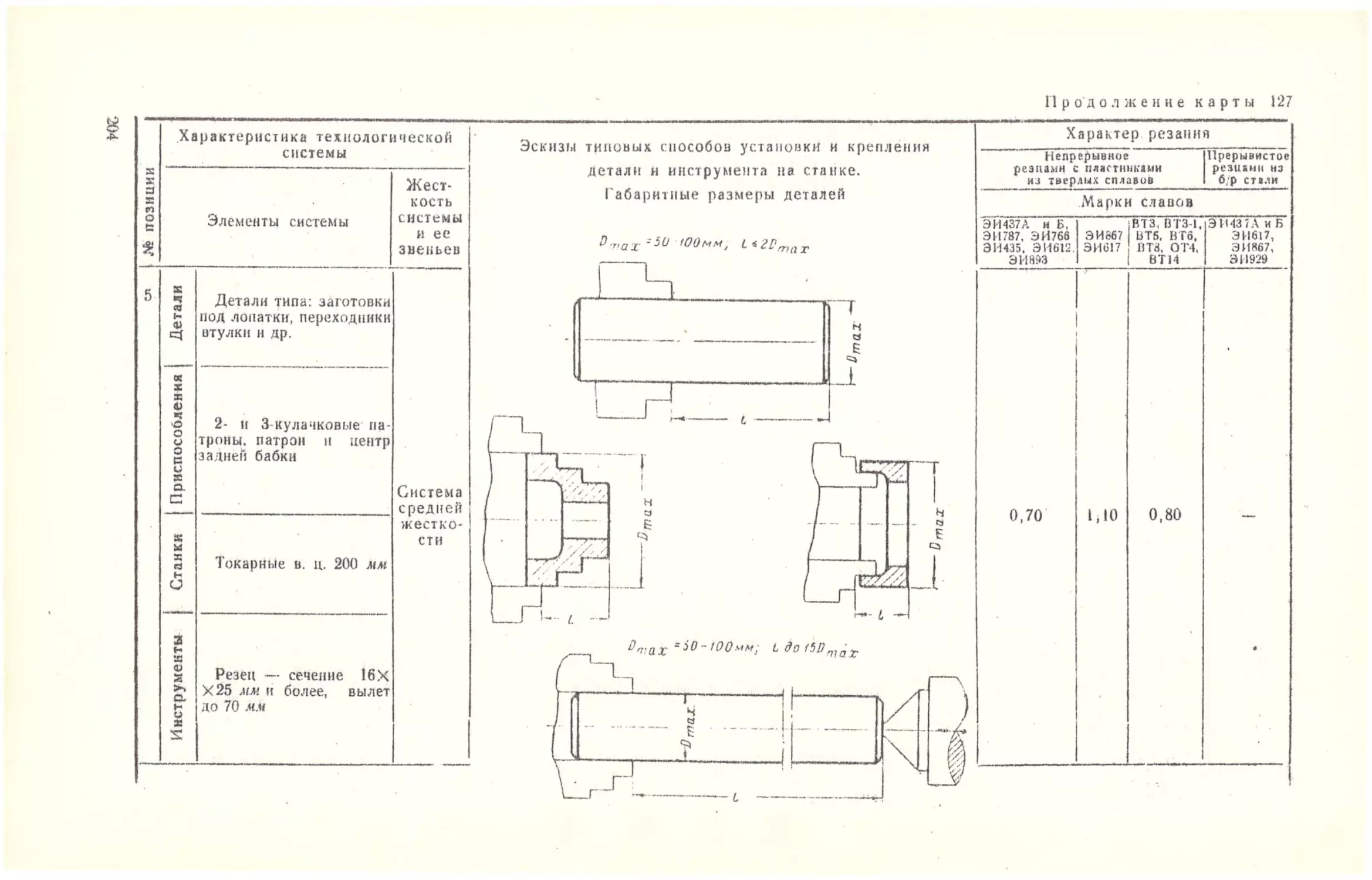
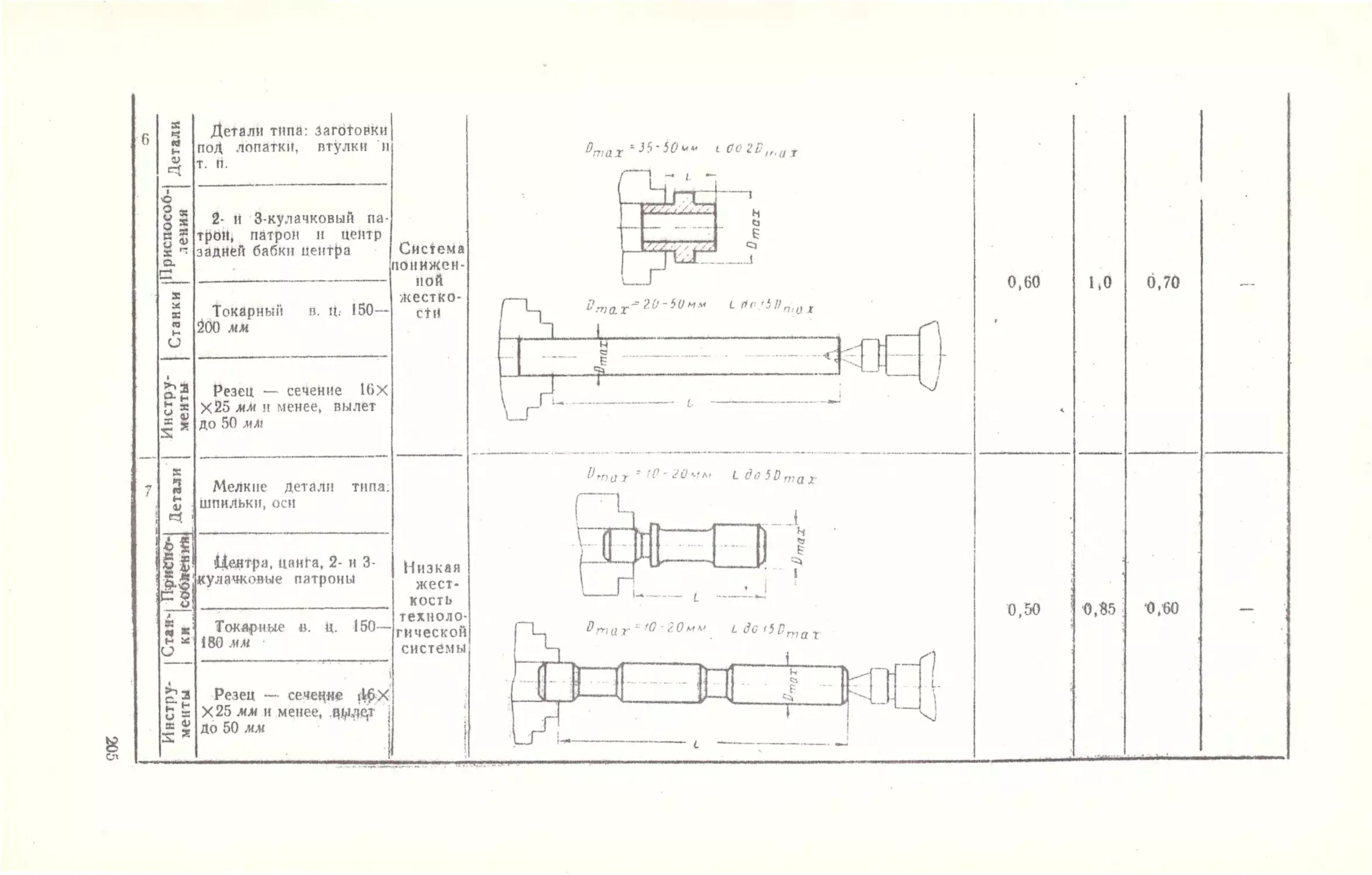
3. ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ СТАНОК-
ПРИСПОСОБЛЕНИЕ — ИНСТРУМЕНТ — ДЕТАЛЬ (СПИД)
Как установлено исследованиями, проведенными в производствен-
ных условиях, жесткость технологической системы СПИД при точении
деталей машин изменяется в широких пределах и оказывает, наряду с
другими факторами, существенное влияние па стойкость инструмента
и производительность процесса механической обработки.
Измерение жесткости технологической системы, произведенное на
100 операциях при точении деталей из нержавеющих, жаропрочных и
титановых сплавов и сталей показало, что последняя изменяется в пре-
делах от 212 кг/мм до 7000 кг!мм. Наибольшее количество операций
выполнялось при жесткости технологической системы (в направлении
действия радиальной составляющей силы резания) в пределах 400—
2000 кг/мм. Жесткость системы при этом изменялась по длине детали
и при различном ‘положении ее относительно оси вращения..
В результате анализа установлено, что наиболее сильное влияние
на стойкость резцов оказывает жесткость технологической системы в
пределах 200—1200 кг/мм. При повышении жесткости системы сверх
1200 кг!мм заметного повышения стойкости резцов и производительно-
сти обработки не наблюдается.
В связи с тем, что при точении преобладающего большинства дета-
лей на токарных и револьверных станках жесткость технологической
системы значительно ниже 1200 кг/мм, влияние этого фактора на про-
должительность обработки большое, необходимо при назначении скоро-
сти резания учитывать фактор жесткости технологической системы.
Определение жесткости технологической системы каждый раз при
назначении режима резания в производственных условиях даже про-
стейшим статистическим методом при помощи пружинного динамомет-
ра вызывает большие затруднения.
Поэтому в нормативах предлагается учитывать этот фактор через
посредство других факторов, в совокупности характеризующих данную
систему с точки зрения ее жесткости.
Такими факторами являются:
а) диаметр и конструктивная форма обрабатываемой детали;
б) типоразмер станка;
в) способ установки и крепления детали;
г) размер и вылет резца.
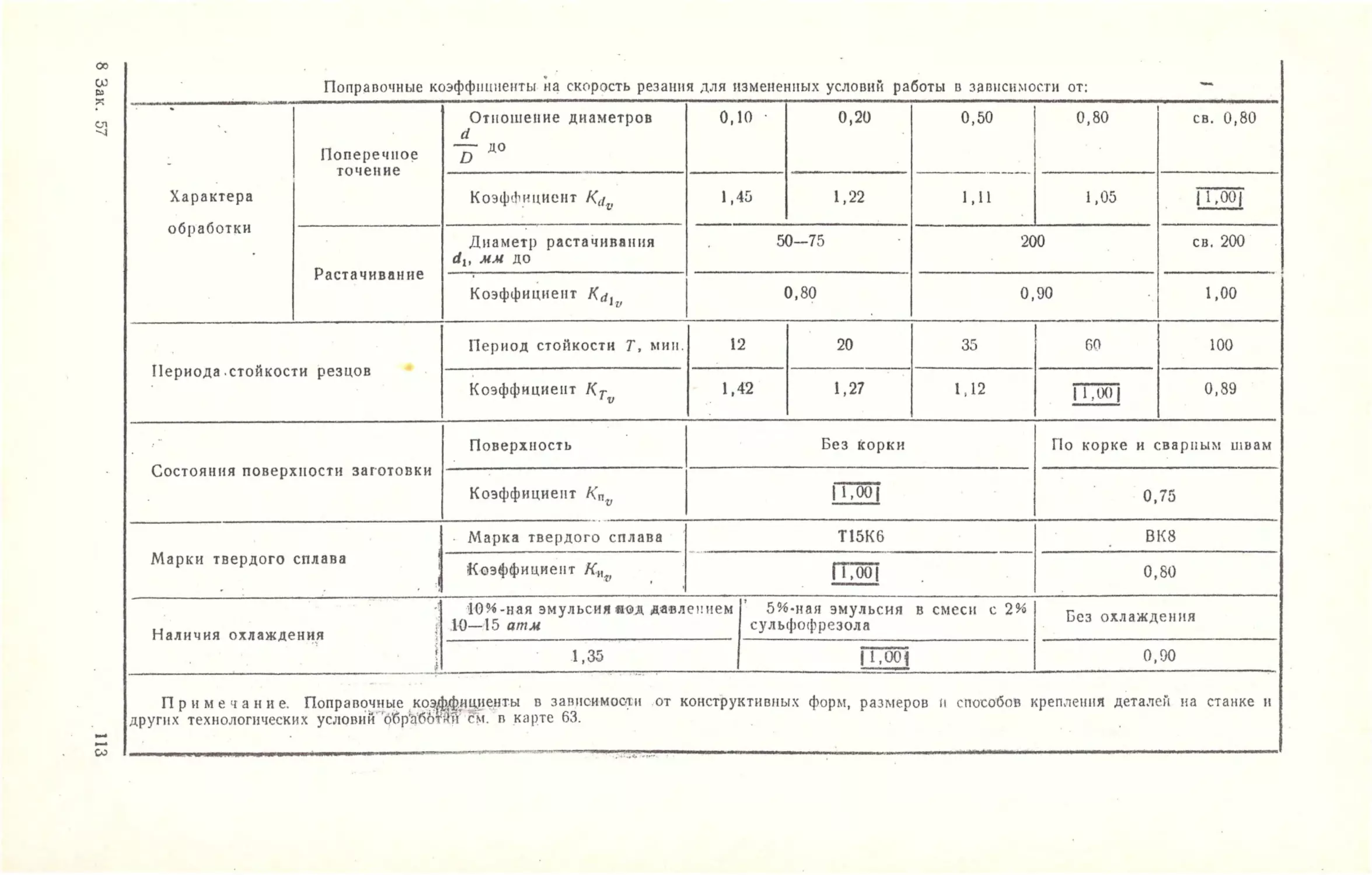
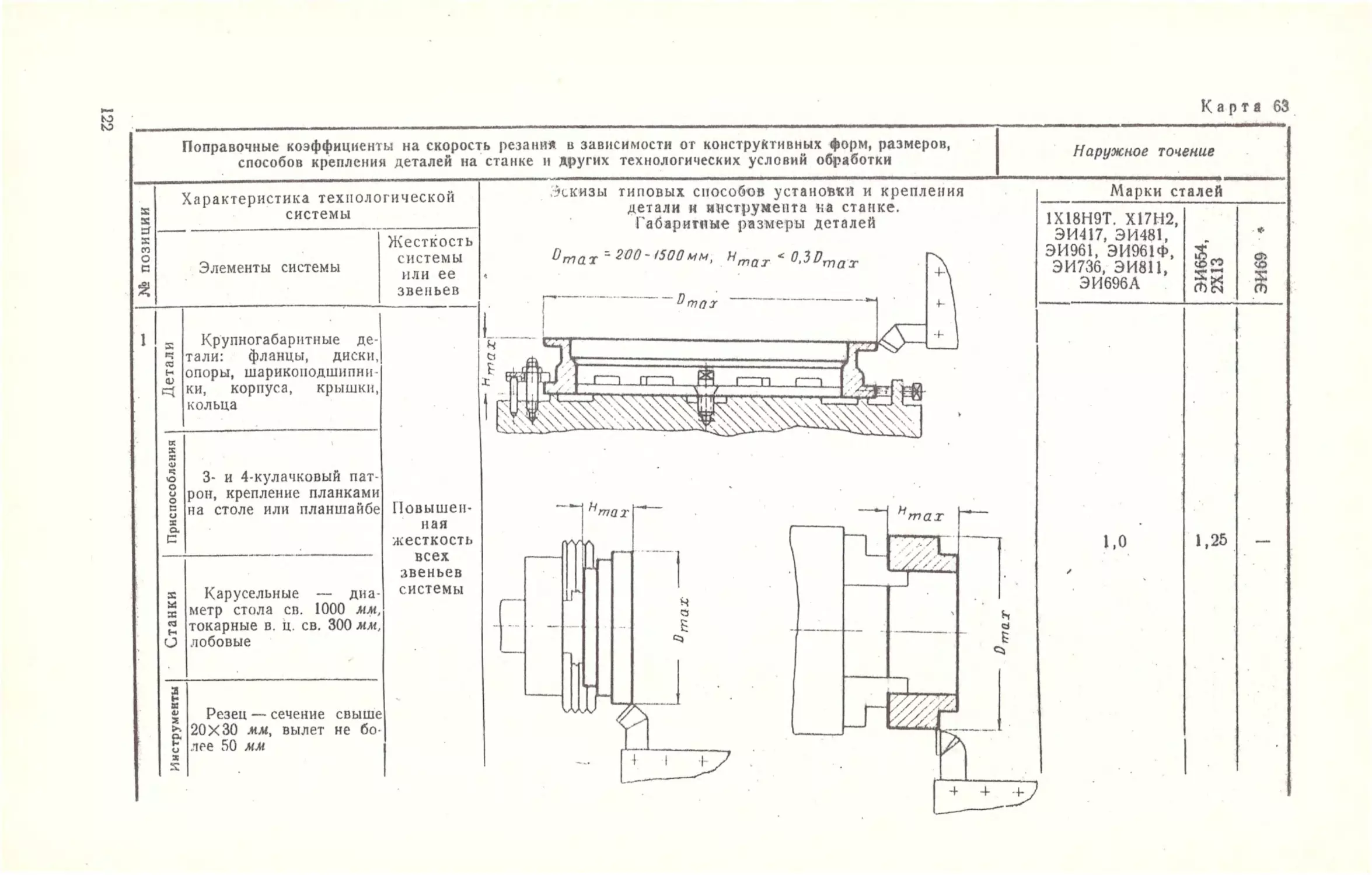
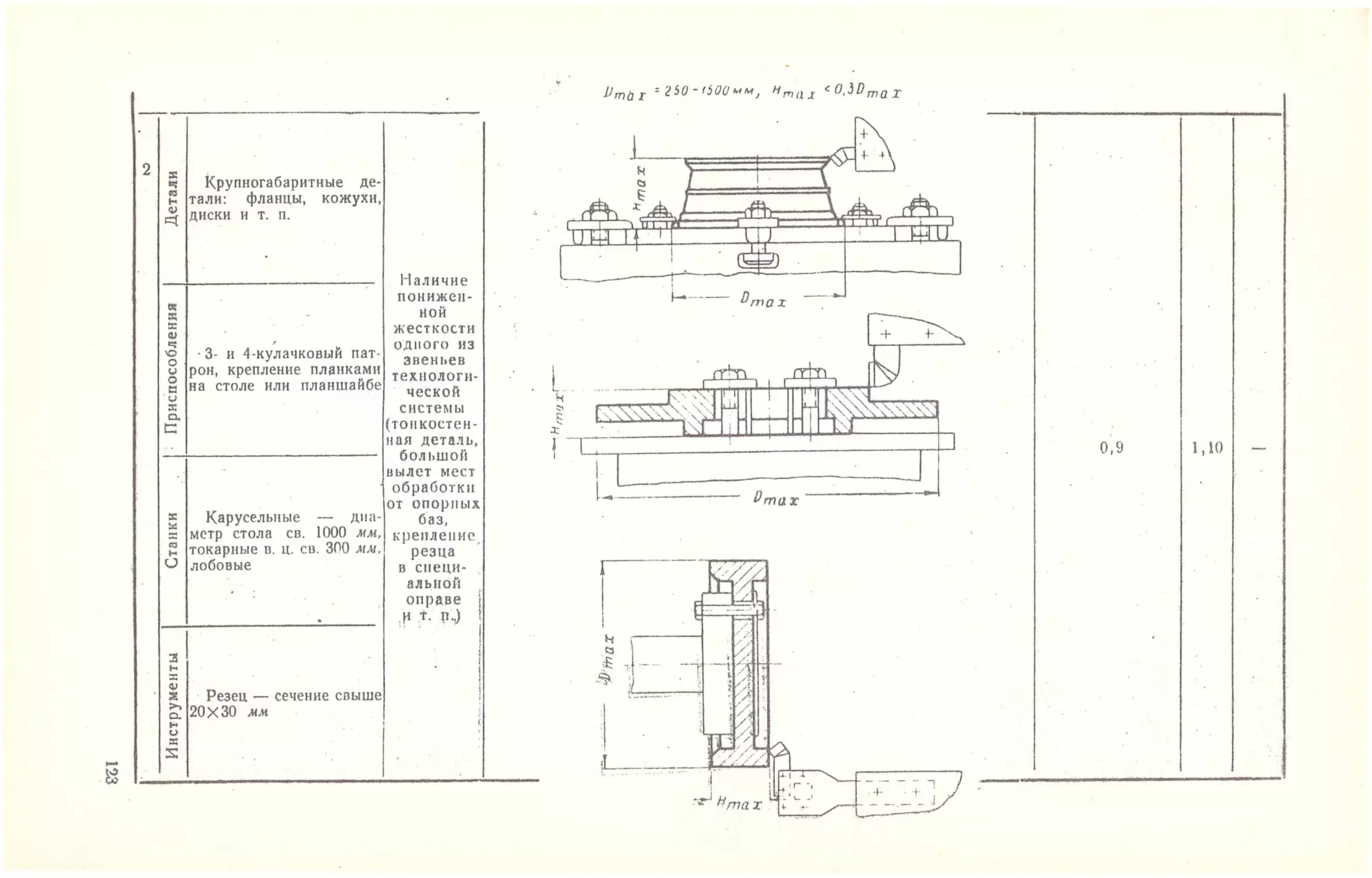
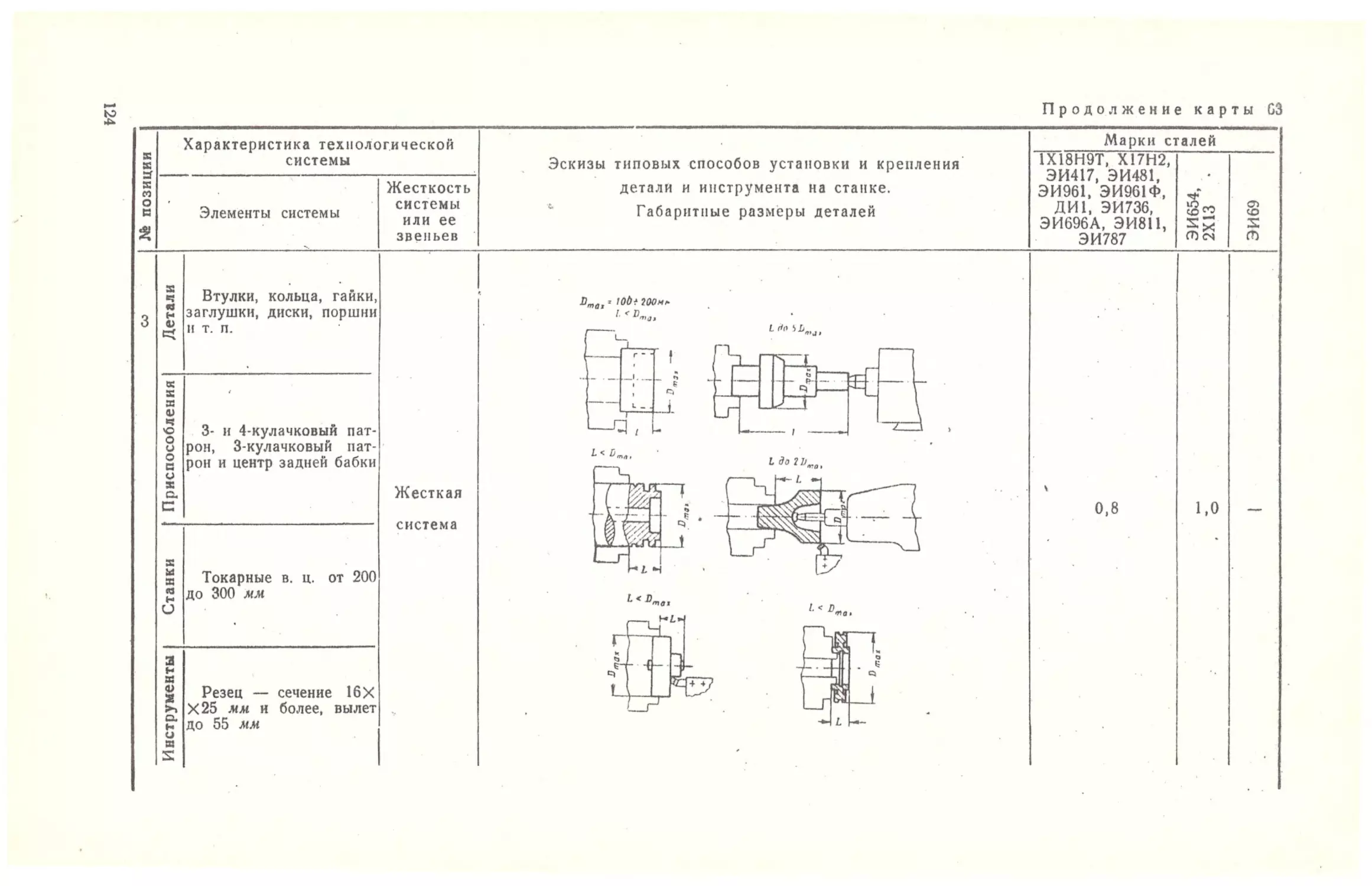
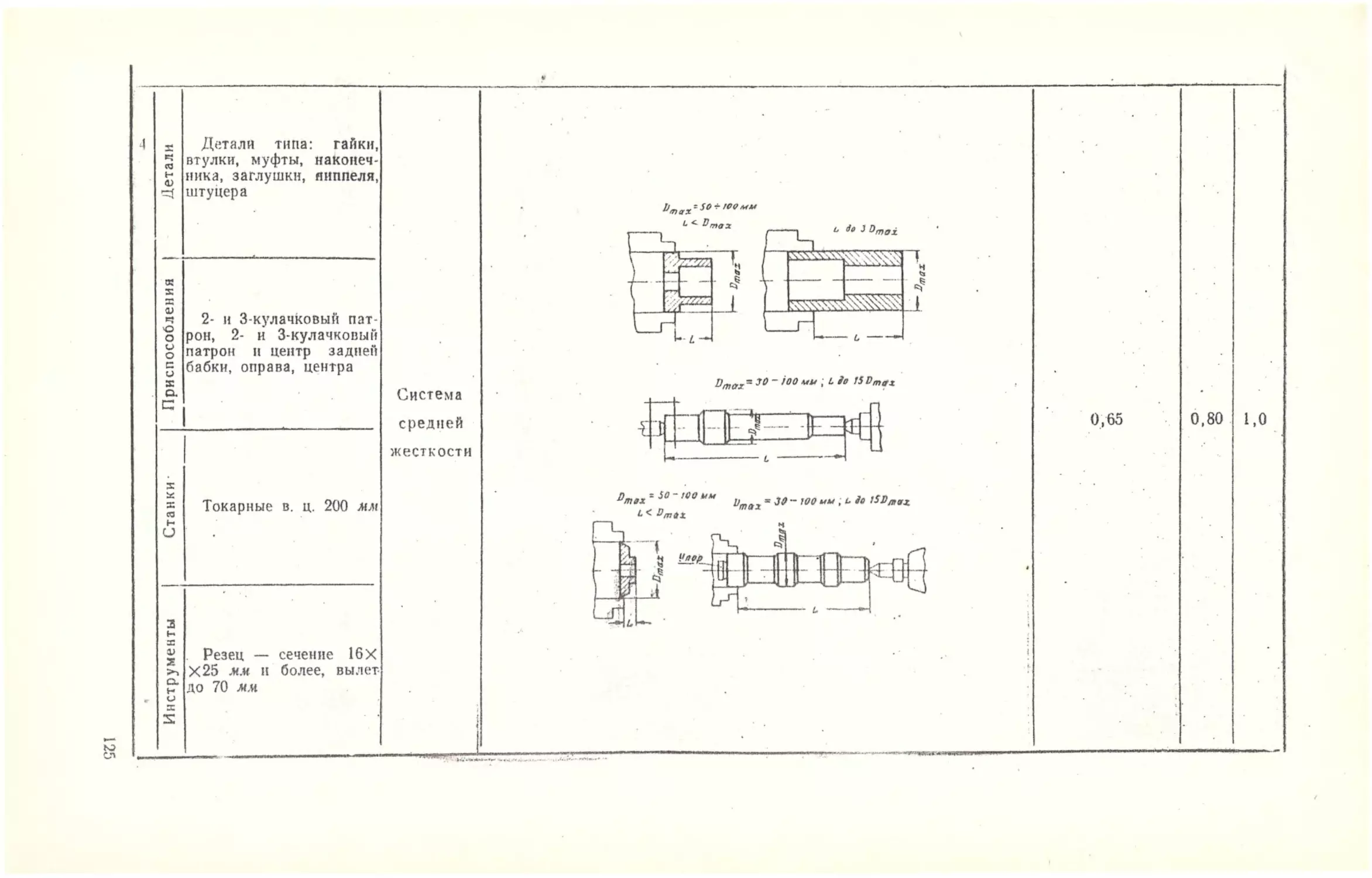
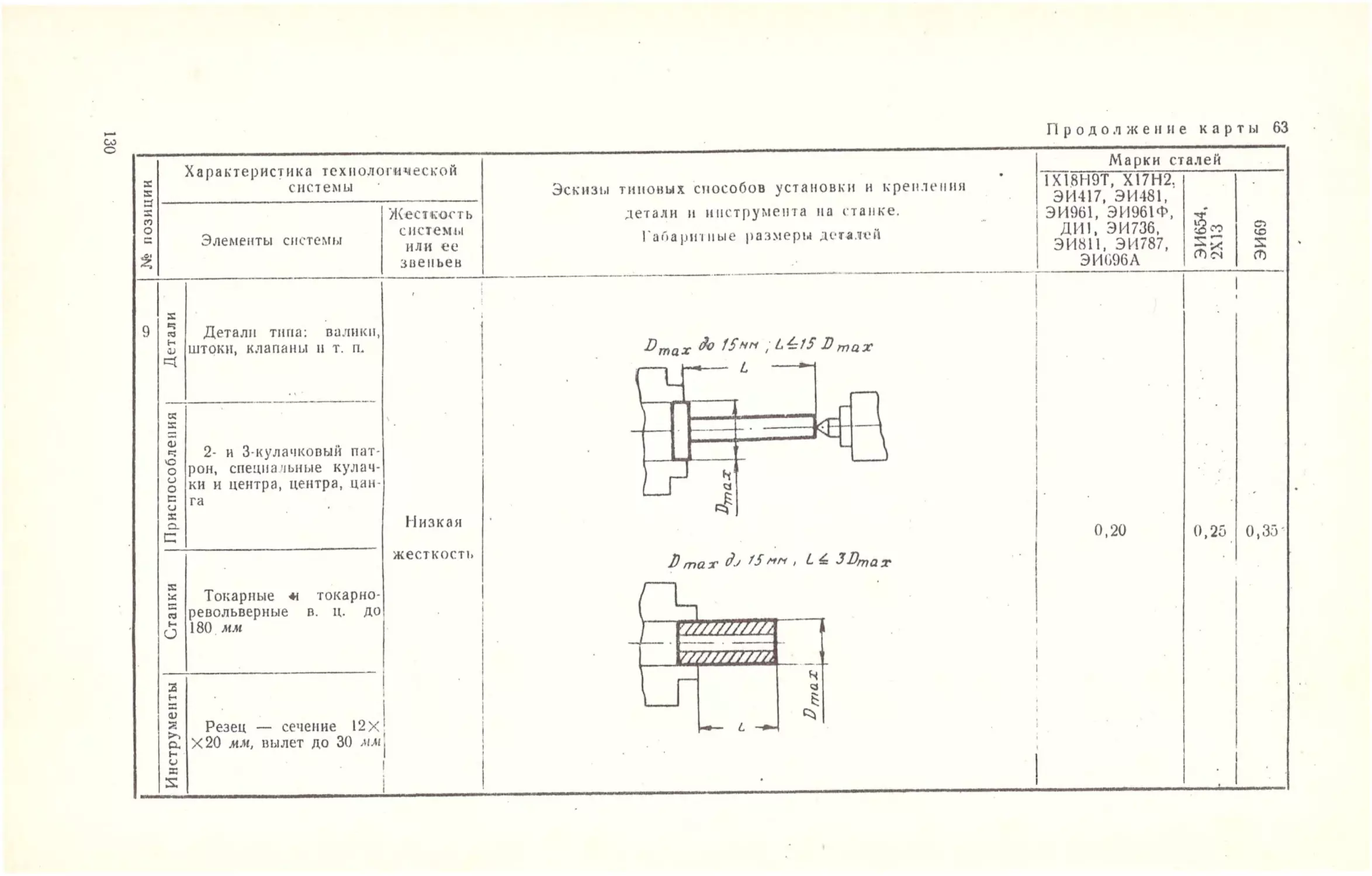
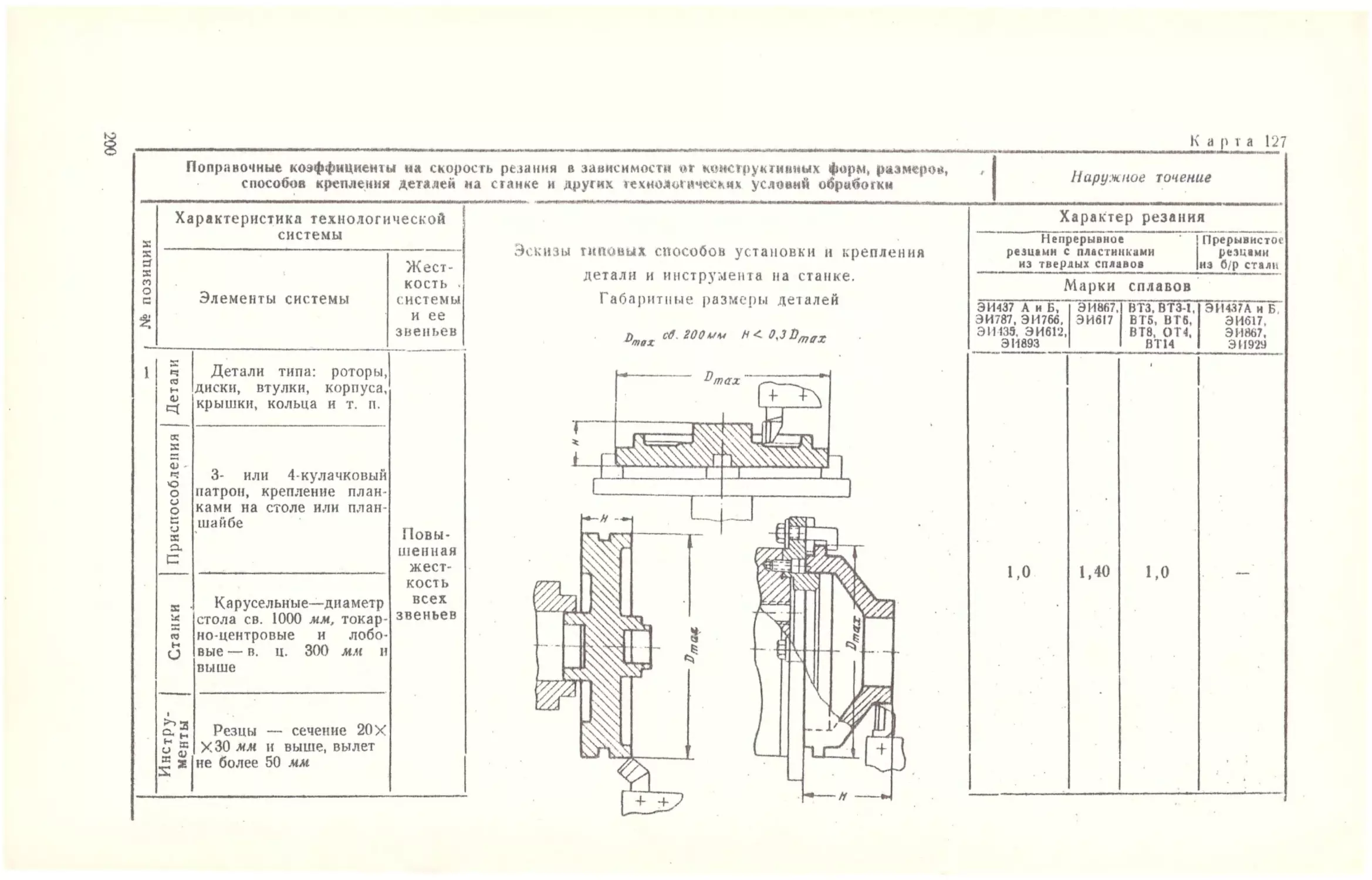
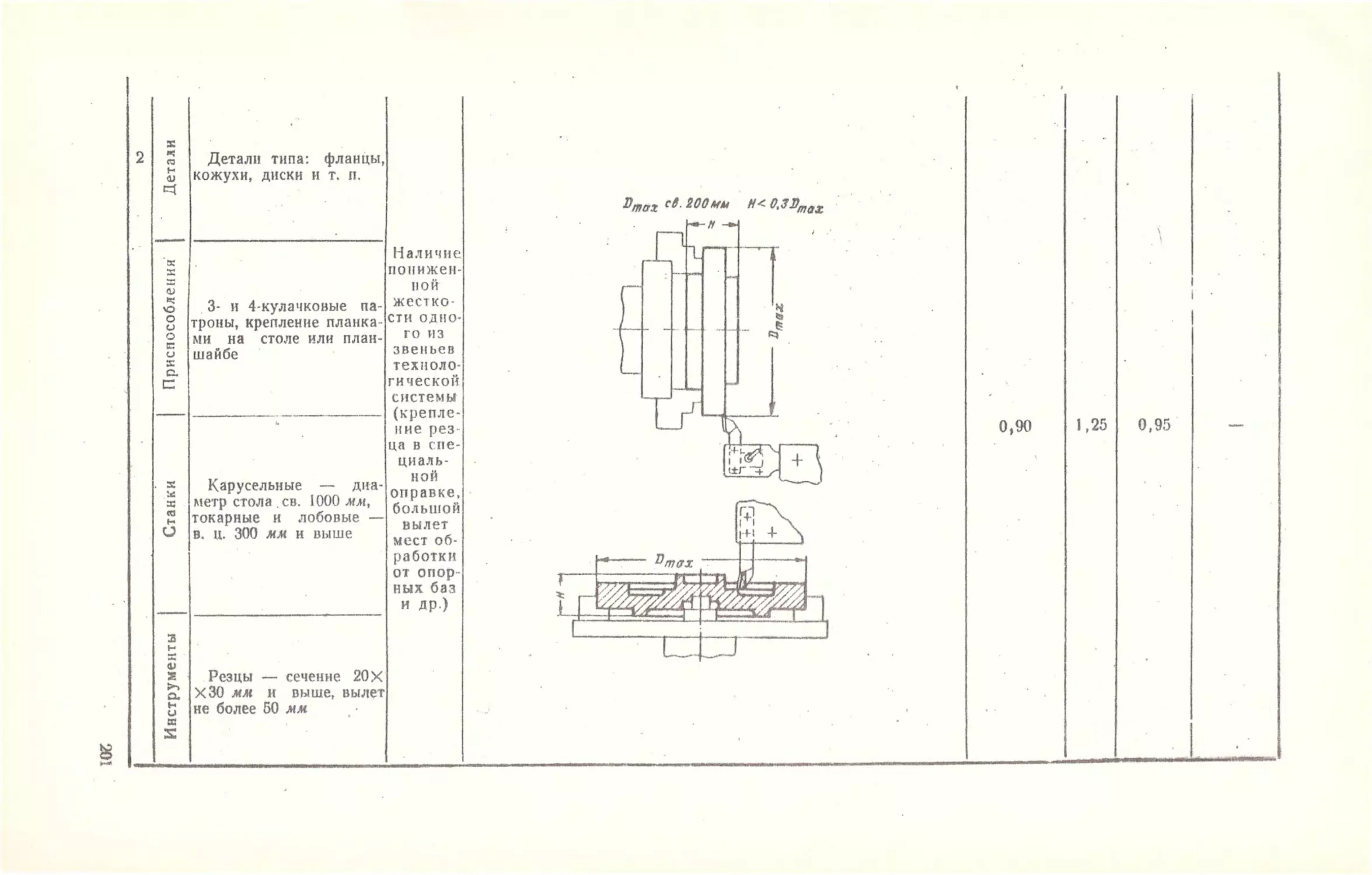
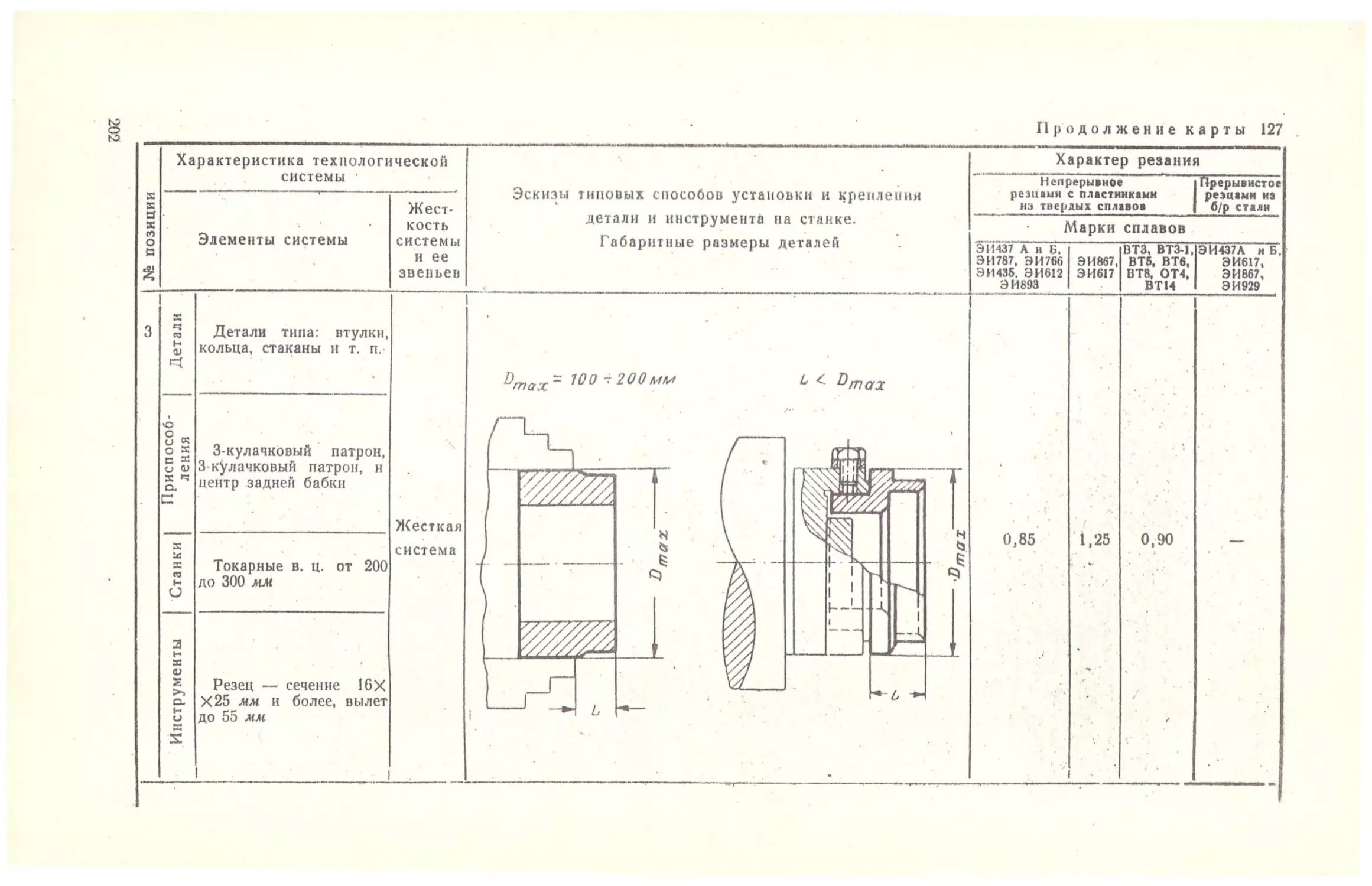
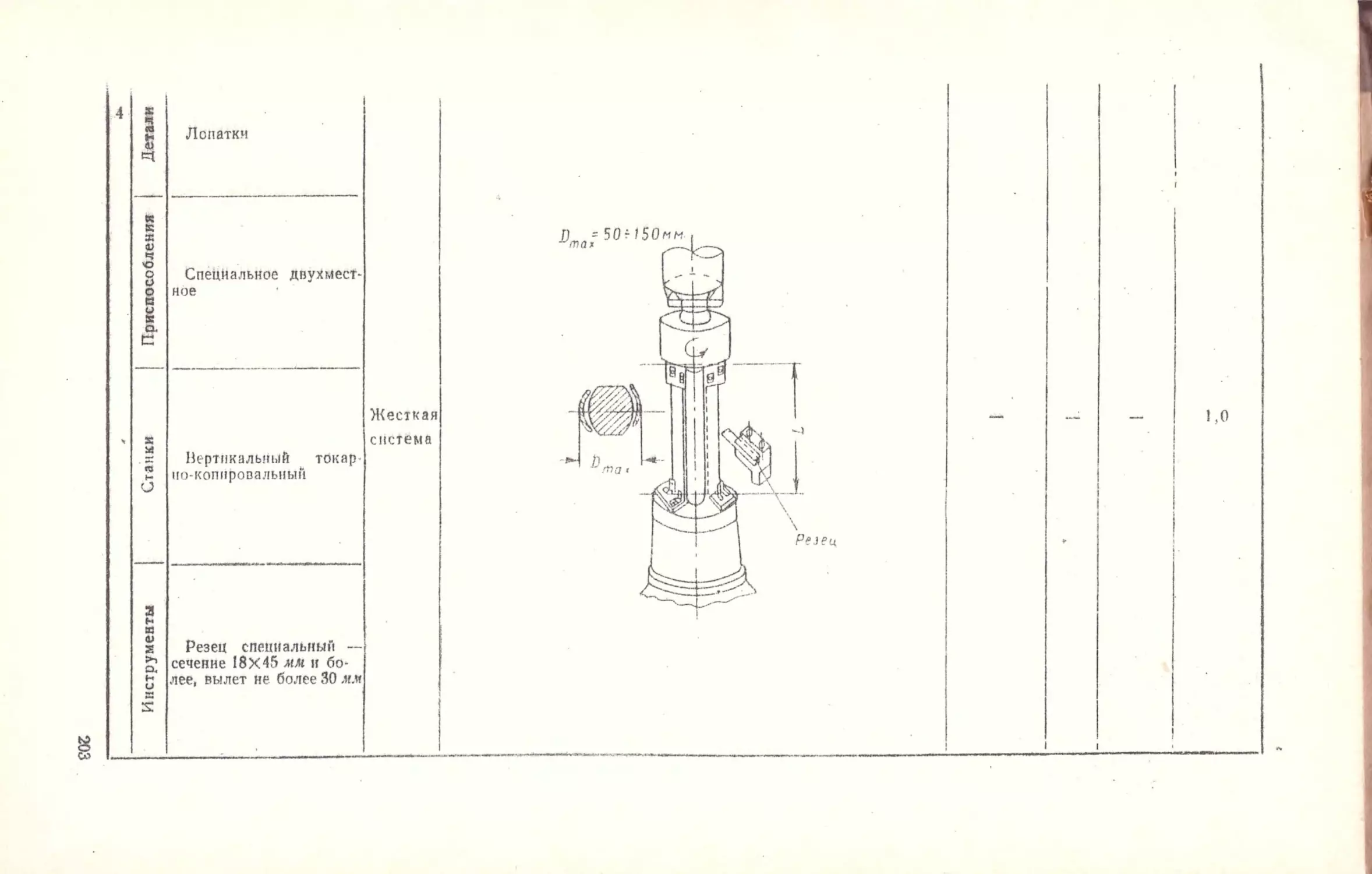
Поправочные коэффициенты на скорость резания в зависимости от
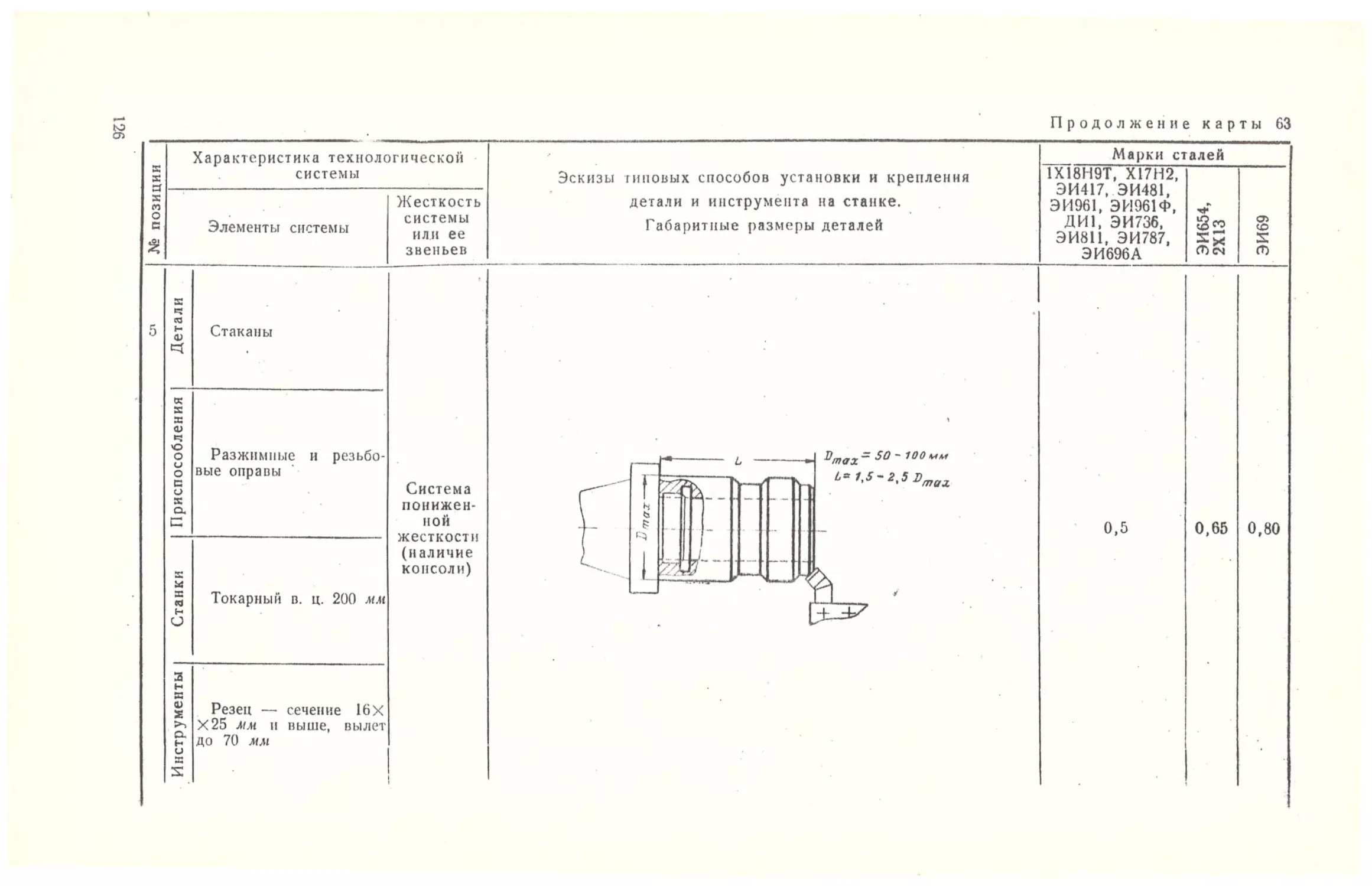
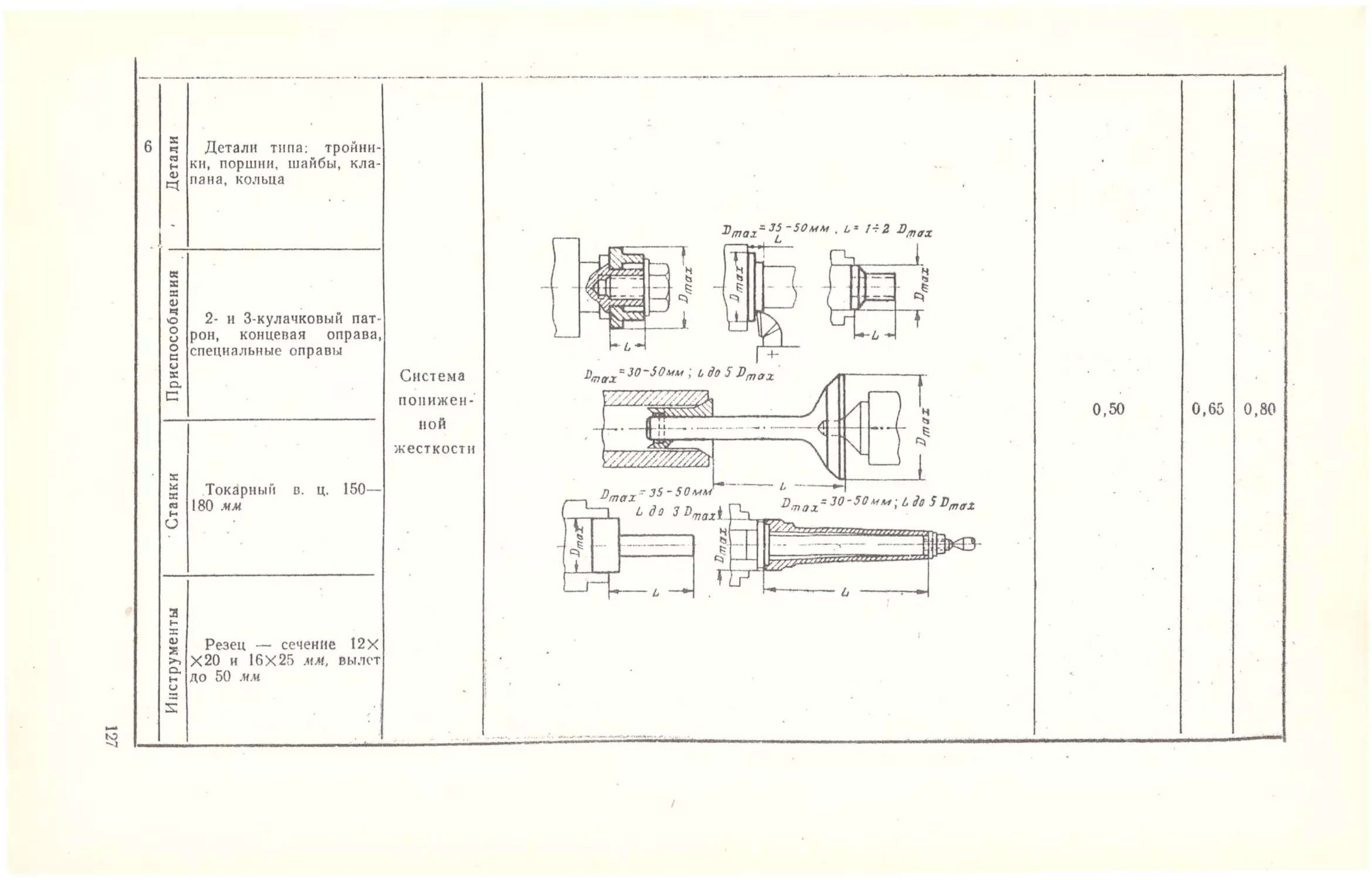
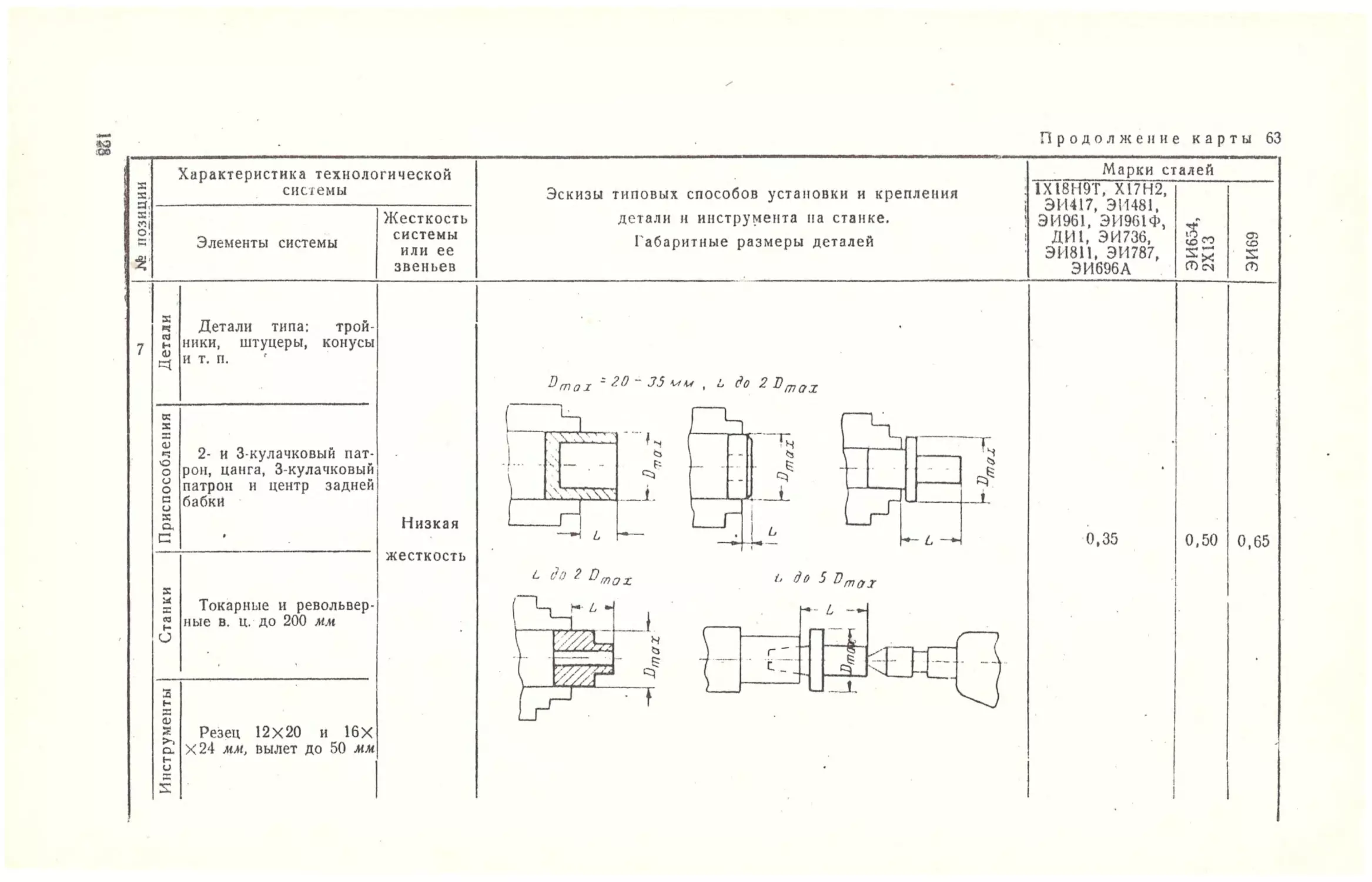
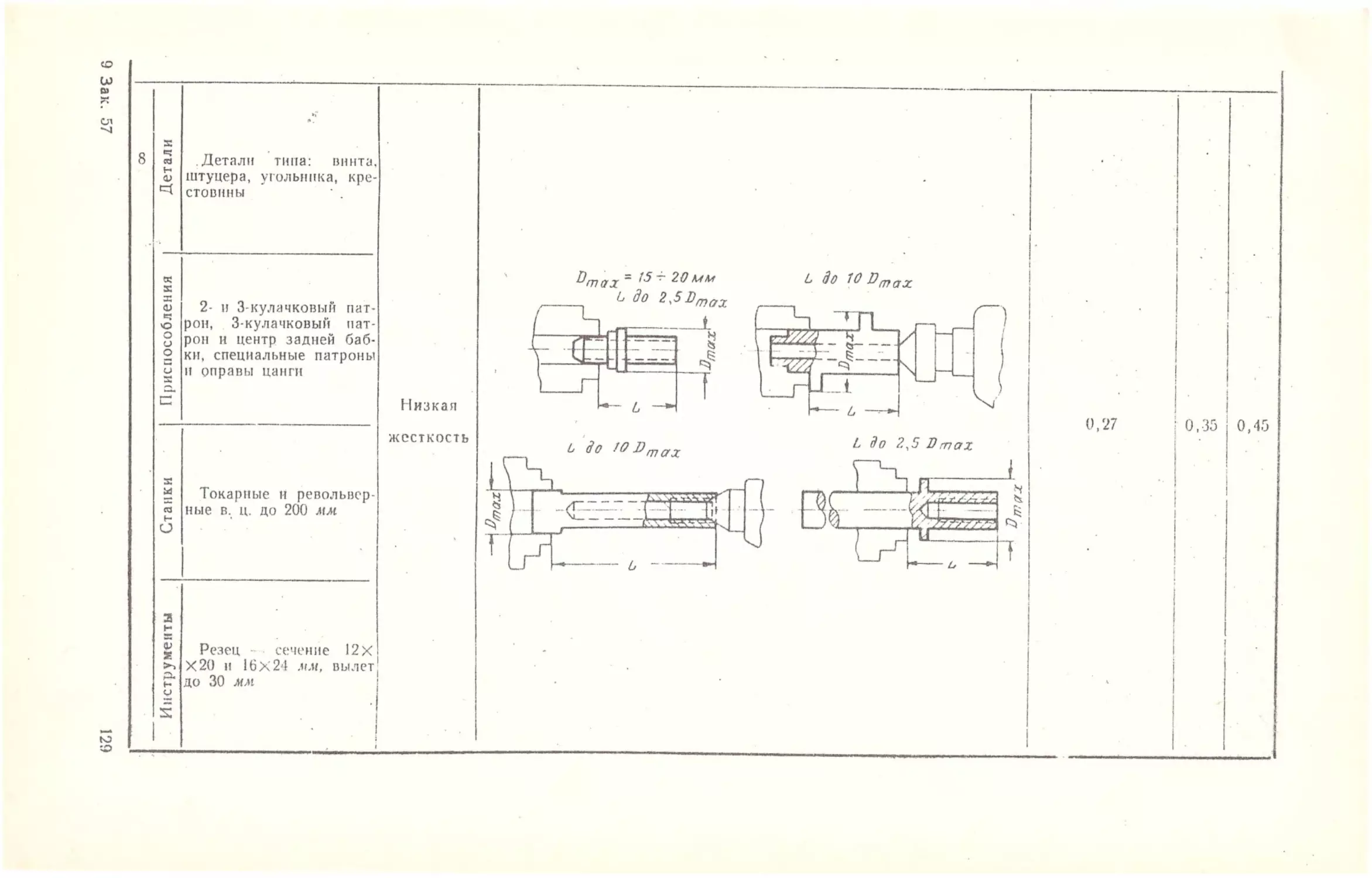
жесткости технологической системы приведены в картах 63, 127.
4. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
ИНСТРУМЕНТОВ
Геометрические параметры режущей части инструмента оказывают
влияние на стойкость резцов и величину режимов резания. Поэтому
правильный выбор геометрических параметров инструментов является
одним из условий, обеспечивающих установление высокопроизводитель-
ного режима резания.
Оптимальные значения геометрических параметров инструментов
приведены для:
резцов — в табл. 4; зенкеров — в табл. 6;
сверл — в табл. 5; разверток — в табл. 7.
Как видно из таблиц, значения геометрических параметров инстру-
ментов зависят от обрабатываемого материала, вида и характера реза-
ния, материала режущей части инструмента.
8
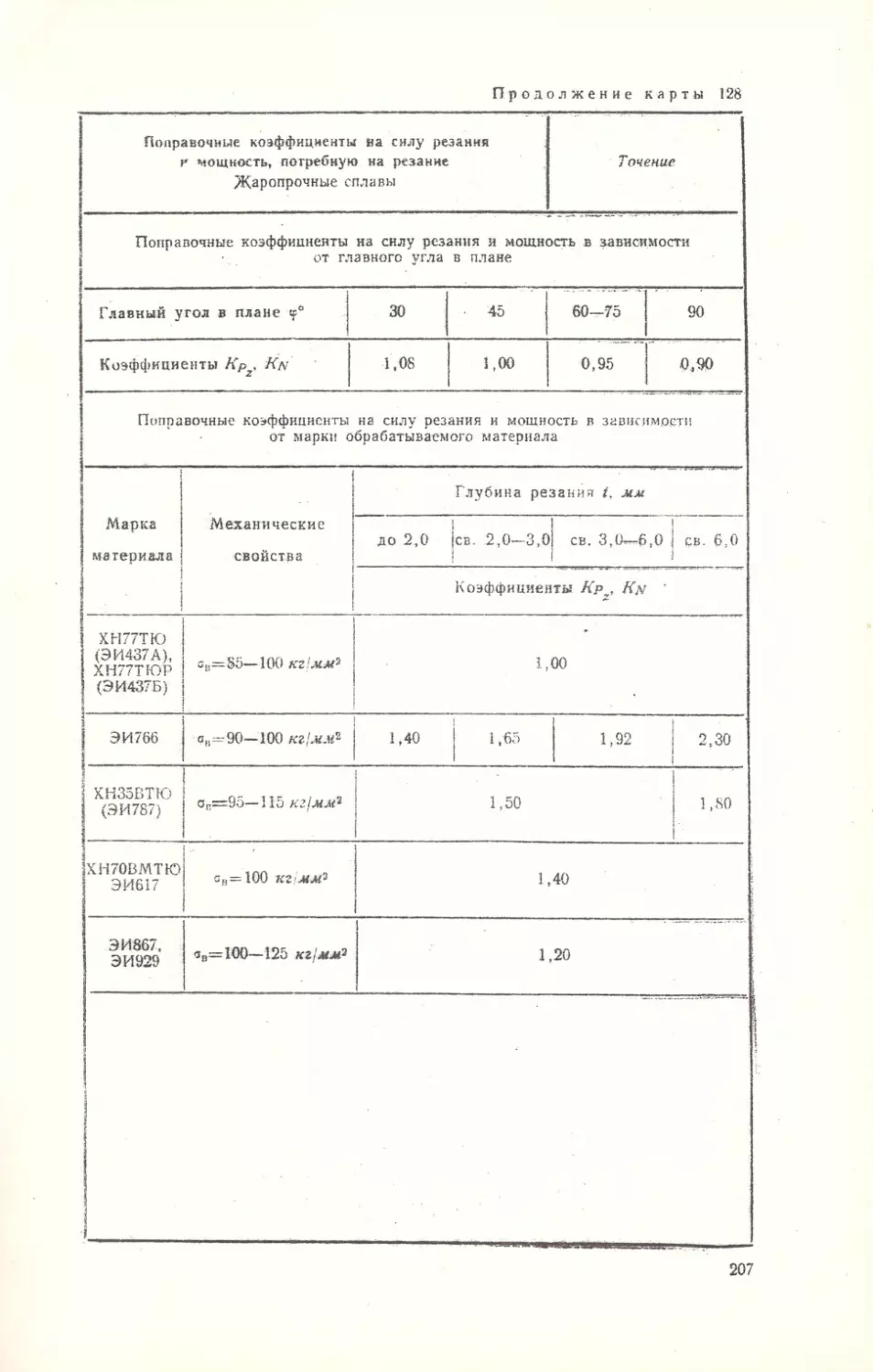
При обработке деталей из нержавеющих и жаропрочных материа-
лов наиболее частое применение находят резцы с главным углом в плане
ср=45°, а для обработки поверхностей, ограниченных уступами, — с глав-
ным углом в плане (р= 90° и лопаточные резцы.
В зависимости от жесткости технологической системы угол ср может
изменяться в пределах 30—90°, причем при повышенной жесткости тех-
нологической системы рекомендуется применять резцы с меньшими уг-
лами в плане, при низкой — с большими углами.
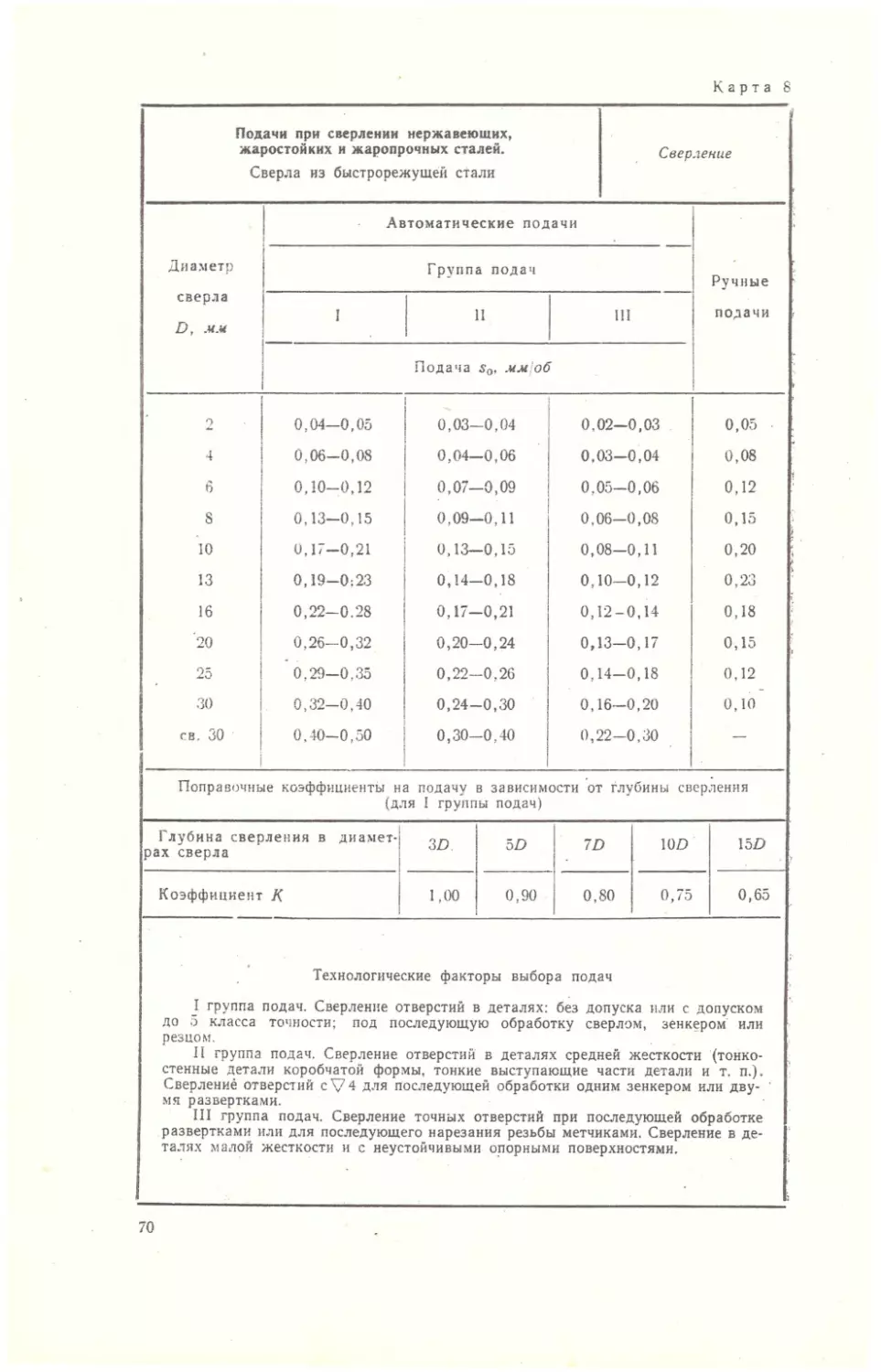
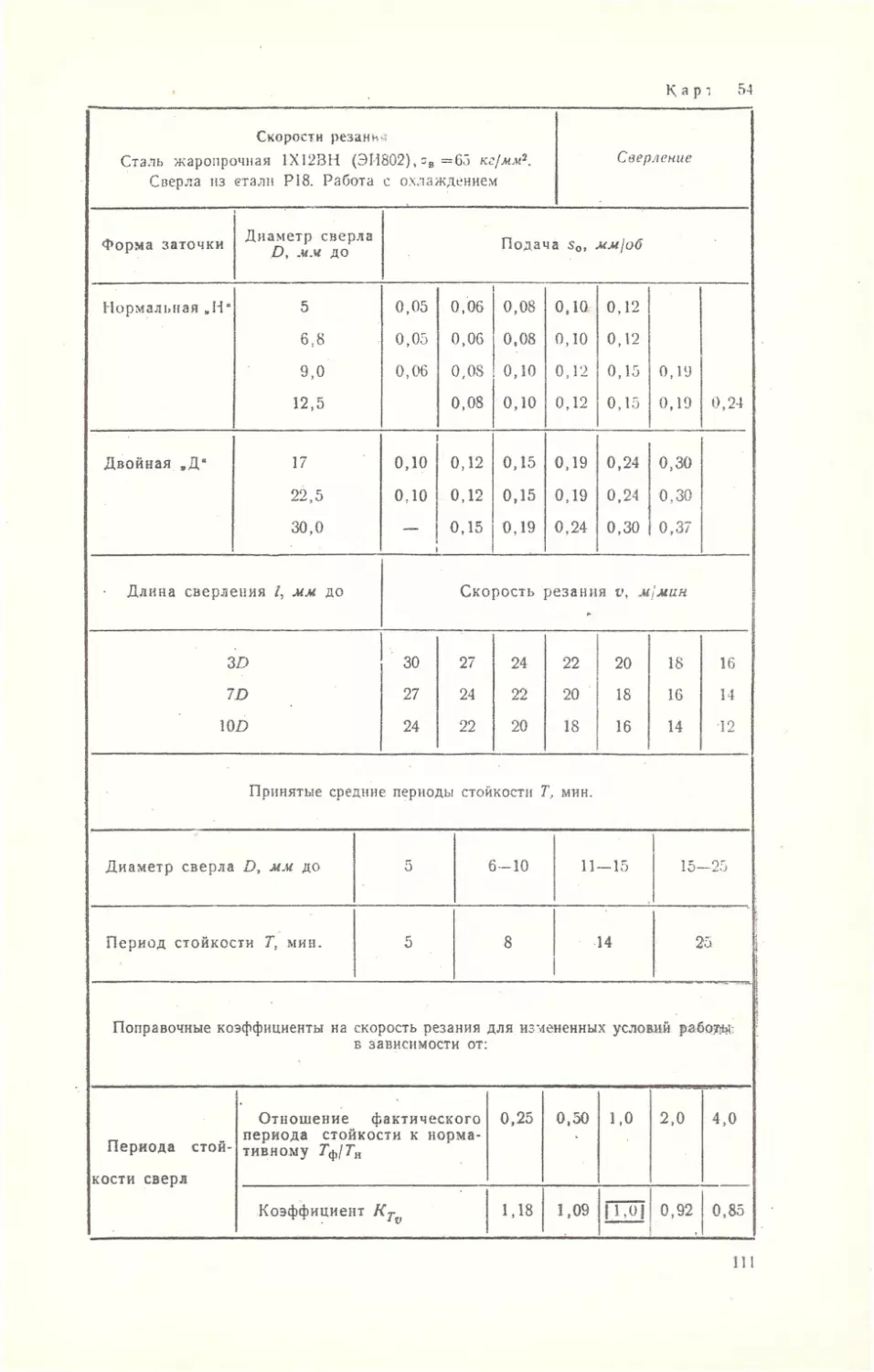
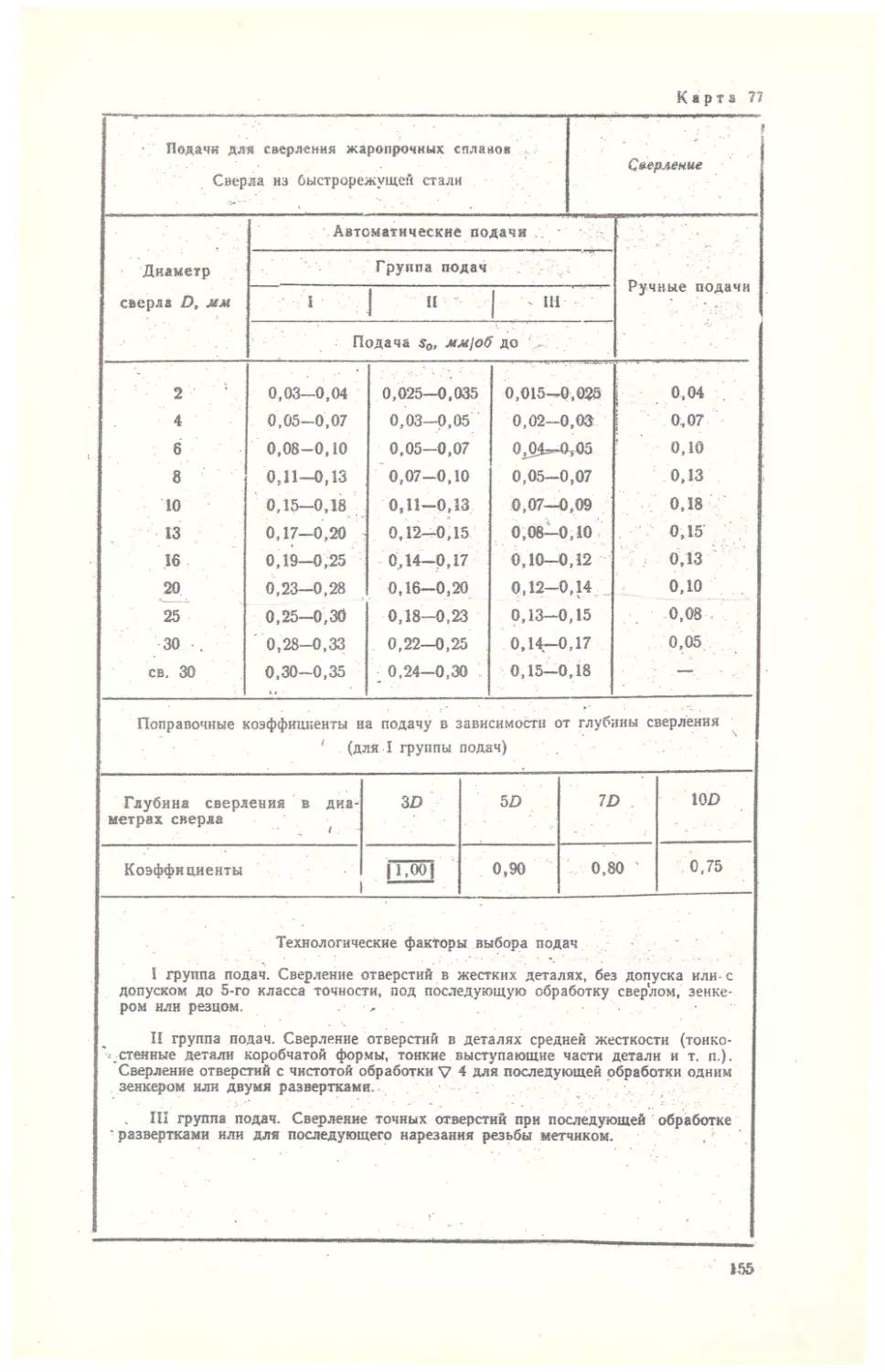
С целью повышения производительности при сверлении отверстий
в жаропрочных и нержавеющих материалах должны применяться свер-
ла, обладающие повышенной жесткостью и прочностью по сравнению
со стандартными сверлами. Сверла должны иметь увеличенную толщину
сердцевины и уменьшенную длину рабочей части. При длине рабочей
части сверла свыше 10 диаметров резко снижается стойкость сверл
(до 5 раз).
При обработке нержавеющих и жаропрочныл материалов большую
роль играет качество режущего инструмента. Поэтому к режущему ин-
струменту должны предъявляться высокие требования как по качеству
термообработки, структурному состоянию, так и по качеству заточки и
доводки.
С целью повышения стойкости резцов рекомендуется в процессе
работы периодическая доводка режущего лезвия оселком.
5. ИЗНОС РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ
Наблюдения за характером износа резцов при точении нержавею-
щих, жаропрочных и титановых сплавов и сталей показывают, что как
на твердосплавных, так и на быстрорежущих резцах основной износ
режущей, кромки происходит по задней поверхности режущей части рез-
ца. Поэтому за критерий износа резцов принят износ по задней грани
83 мм. ° х
В качестве критерия затупления сверл и зенкеров принимается износ
по задней грани у периферии. Наибольший износ разверток получается
по задней грани заборной части зубьев. Максимальная его величина
находится в месте перехода заборной части зуба к калибрующей. За
критерий износа разверток принимается потеря размера или ухудшение
чистоты обработанной поверхности.
Износ режущих поверхностей, принятый в качестве критерия затуп-
ления (см. табл. 1, 2, 3), должен обеспечить нормальную работу режу-
щих инструментов на всем проз жении обработки.
6. ОХЛАЖДЕНИЕ
При точении нержавеющих, жаропрочных и титановых сплавов и
сталей резцами из быстрорежущих сталей и резцами, оснащенными
твердыми сплавами ВК8, ВКб, .ВК6М и Т5К10, а также обработку от-
верстий сверлами, зенкерами и развертками рекомендуется применять
сказывающе-охлаждающие жидкости, увеличивающие стойкость инст-
рументов.
‘ Охлаждение 10-процентным водным раствором эмульсола с добав-
лением 2% сульфофрезола, при обработке жаропрочных сплавов повы-
шает стойкость инструментов до 2 раз. При прерывистом точении жаро-
прочных сплавов резцами из Р18, где скорость резания и стойкость инст-
рументов особенно малы, рекомендуется применять охлаждение под
высоким давлением (10—20 атм), что повышает стойкость инструмента
в 5—7 раз.
При точении резцами, оснащенными твердым сплавом Т15К6, на
скоростях резайия свыше 70—80 м!мин применять смазывающе-охлаж-
дающую. жидкость не рекомендуется.
9
7. УСТАНОВЛЕНИЕ РЕЖИМА РЕЗАНИЯ
Установление рационального режима резания при работе на токар-
ных и сверлильных станках заключается в выборе наивыгоднейшего со-
четания глубины резания, подачи и скорости резания, обеспечивающих
в данных условиях (с учетом жесткости технологической системы, целе-
сообразного использования режущих свойств инструмента и кинемати-
ческих возможностей оборудования) наибольшую производительность
труда, наименьшую стоимость операции и соблюдение технических усло-
вий на изготовление деталей.
Глубина резания и число проходов
При черновом и получистовом точении весь припуск целесообразно
снимать за один проход, то есть устанавливать глубину резания, равную
припуску. Количество проходов свыше одного следует допускать в ис-
ключительных случаях при снятии повышенных припусков и обработке
на маломощных станках. Целесообразность деления припуска на не-
сколько проходов в этом случае должна определяться путем сравнитель-
ного расчета оперативного времени, связанного с переходом при раз-
личном числе проходов.
При чистовом точении (\75) глубина резания назначается в зави-
симости от размеров обрабатываемой поверхности, степени точности и
чистоты поверхности в пределах 0,5—2,0 мм, а при обработке с чисто-
той поверхности V 6—V 7— в пределах 0,1—0,5 мм.
Количество проходов при чистовой обработке зависит от требуемой
чистоты, точности, жесткости системы станок—инструмент—деталь и
погрешности предшествующей обработки.
При сверлении глубина резания определяется диаметром сверла,
при рассверливании, зепкеровании и развертывании — припуском на
обработку.
При сверлении для сокращения времени рекомендуется обработку
вести в один проход. Сверление отверстий диаметром свыше 25 мм це-
лесообразно производить только на станках, обладающих достаточной
мощностью и жесткостью. На станках недостаточной мощности и жест-
кости следует обрабатывать отверстия за два прохода:
а) сверление до диаметра а}= — ;
б) рассверливание до диаметра d.
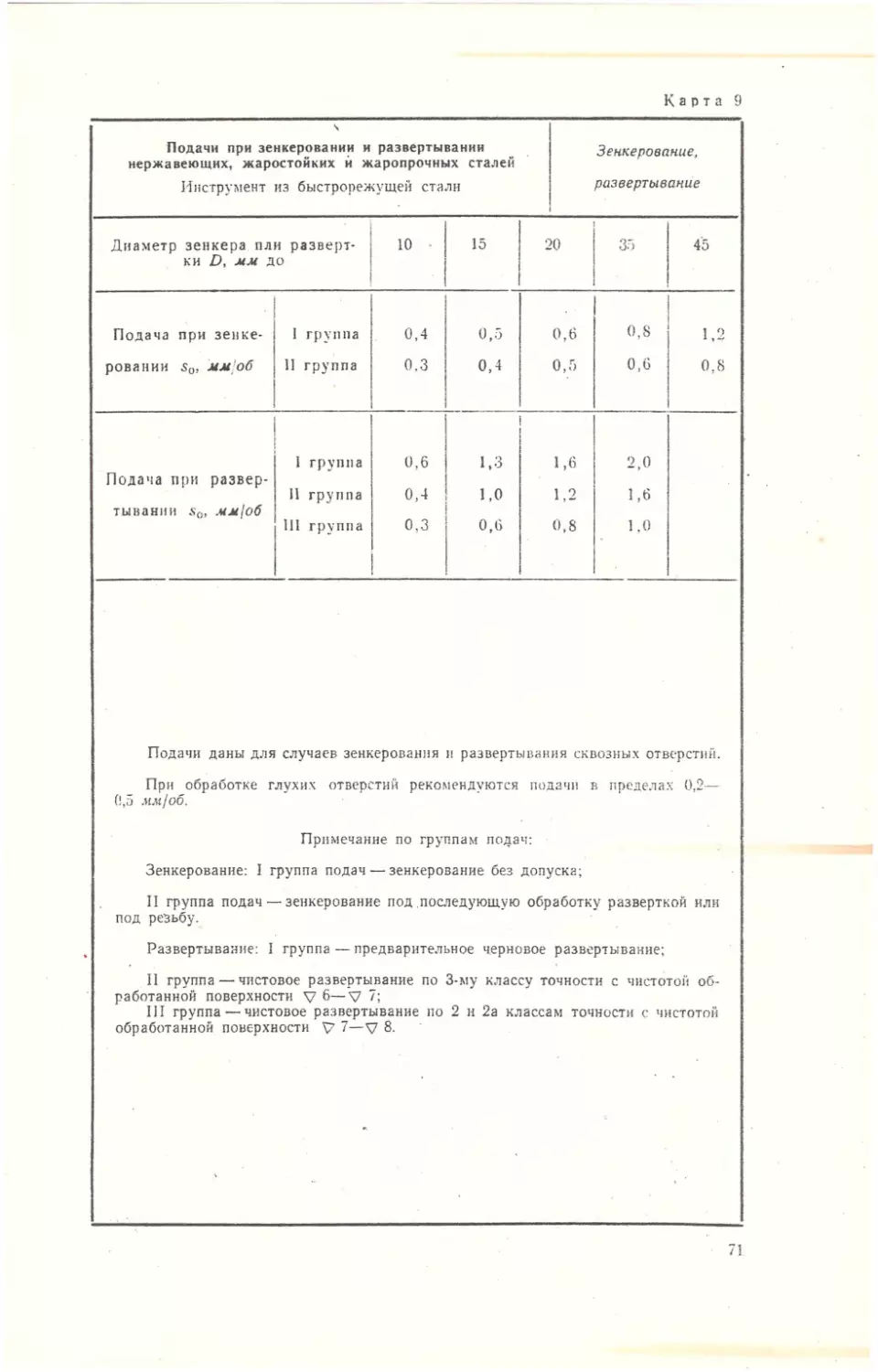
Припуск на зенкерование и развертывание определяется исходя из
размера обрабатываемого отверстия, требований к чистоте и точности
обработки.
Подача
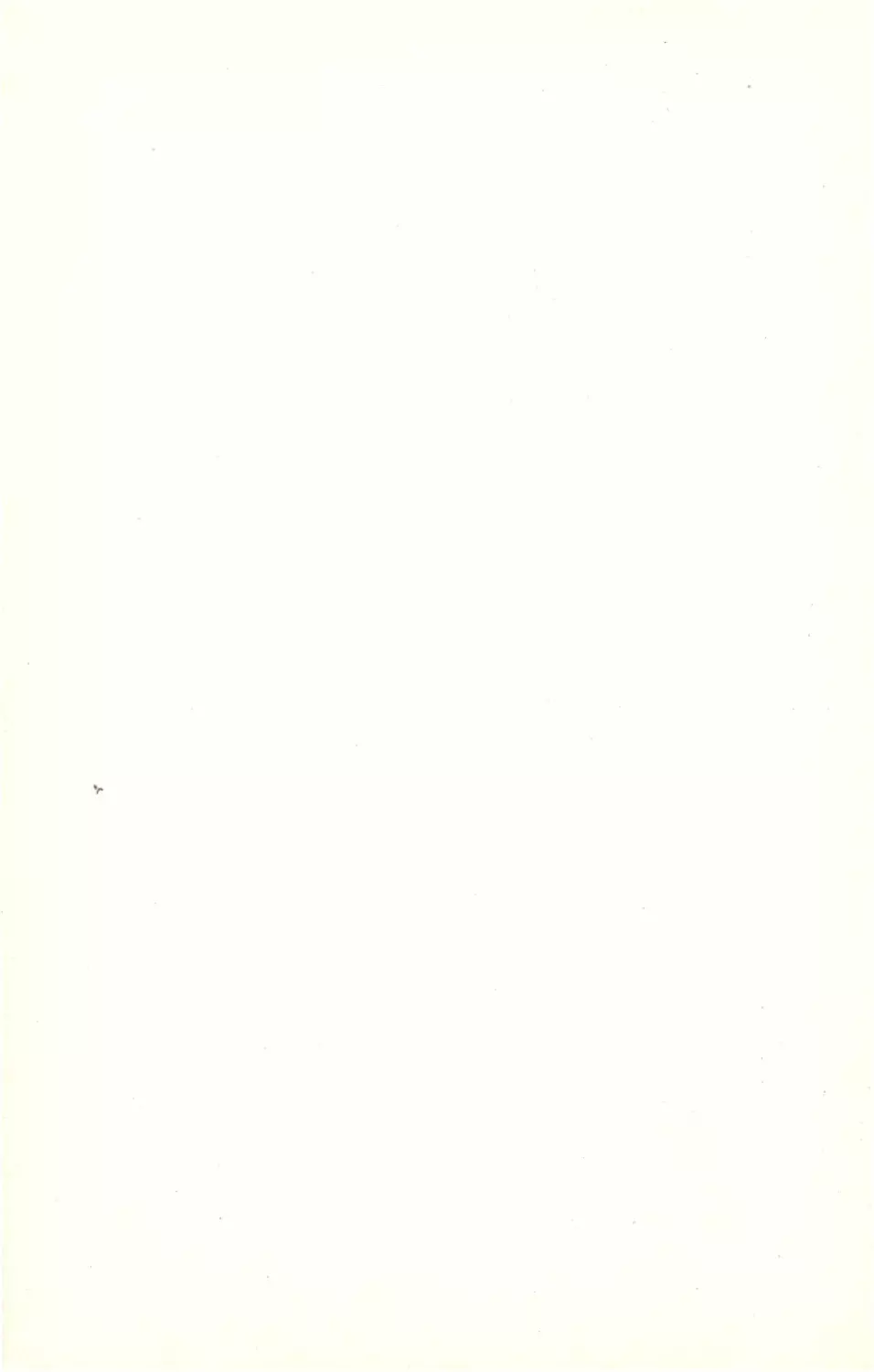
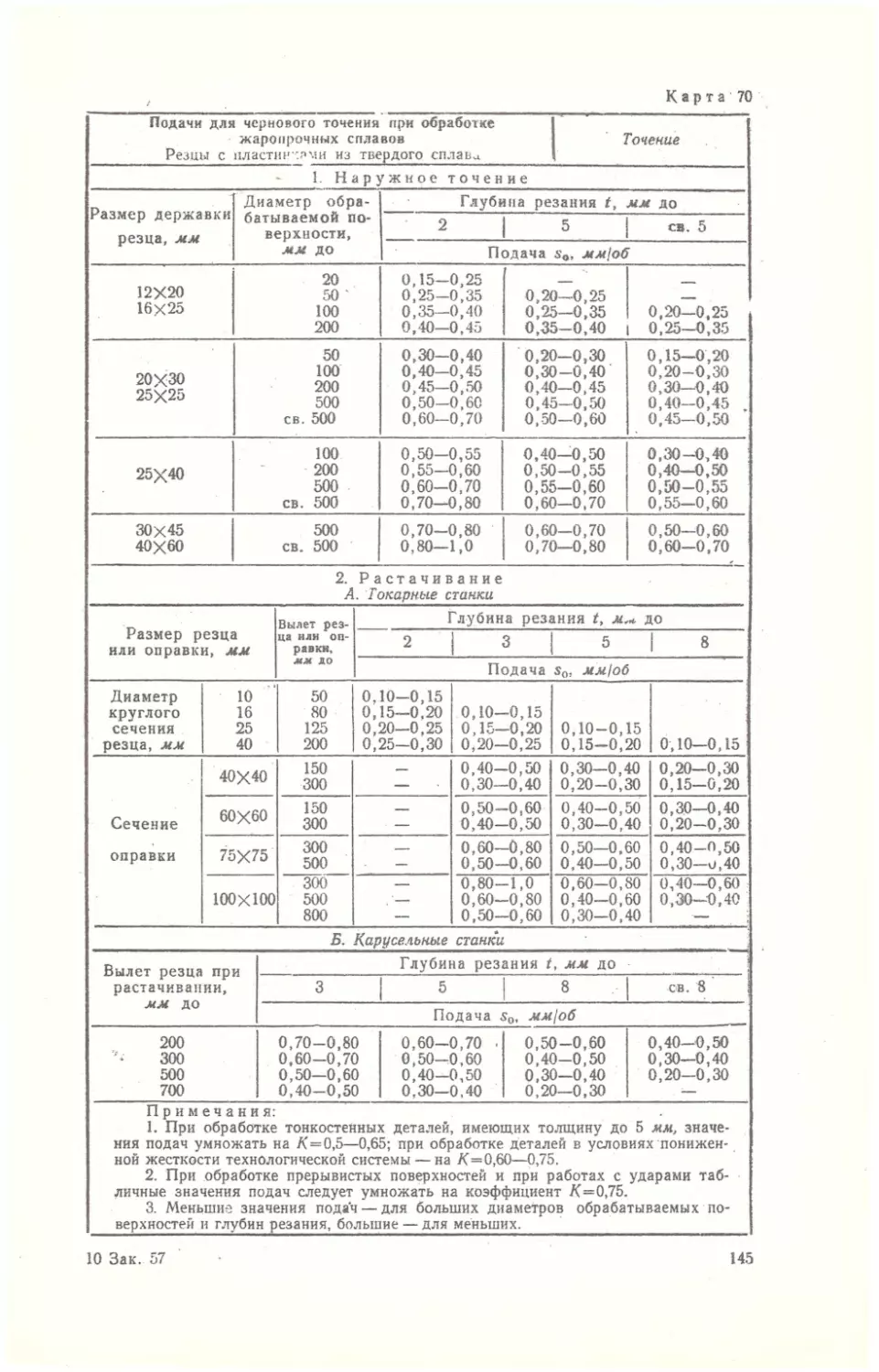
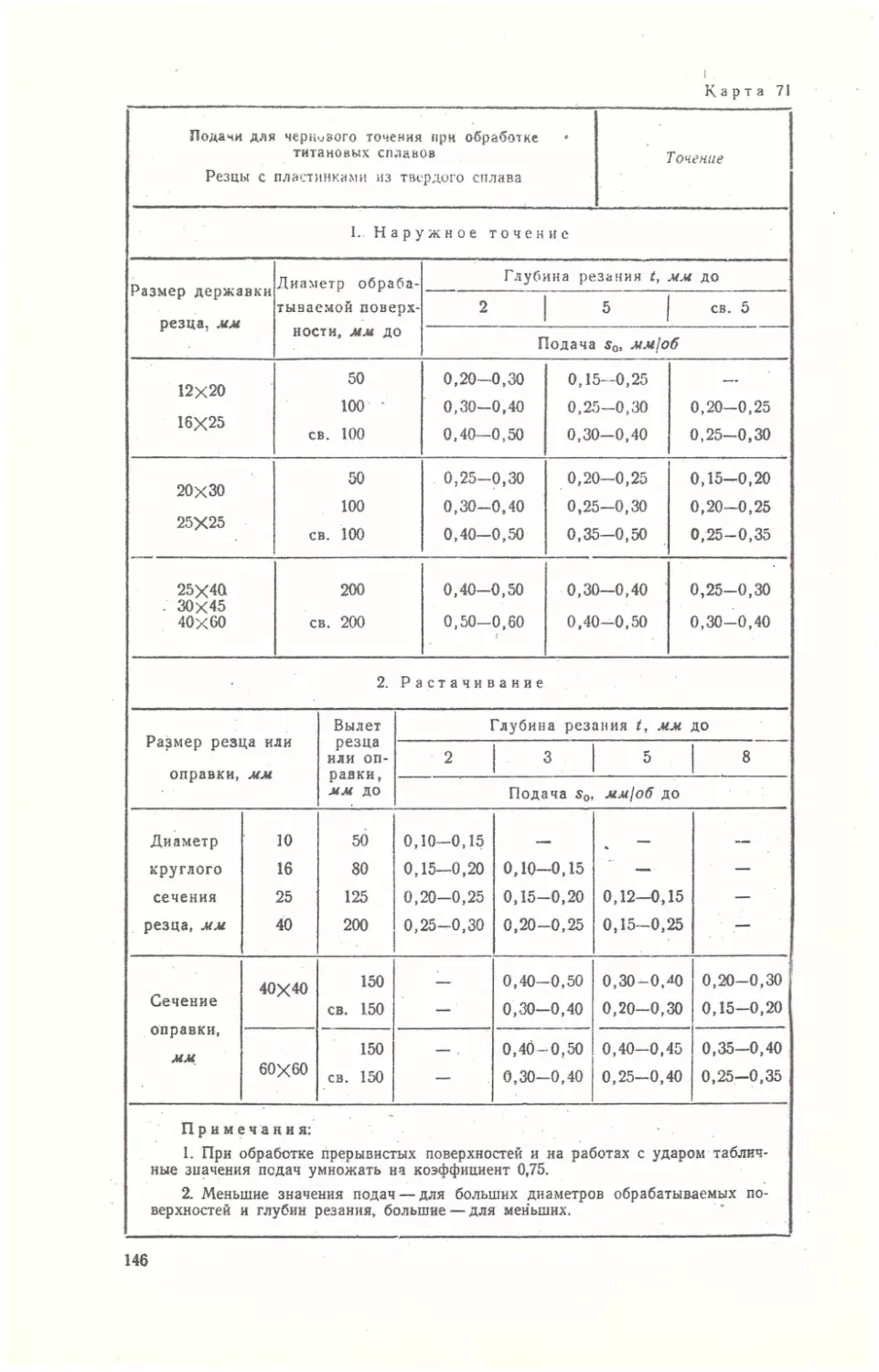
При черновом точении величина подачи назначается в зависимости
от материала, размера обрабатываемой поверхности и глубины резания.
Таблицы выбора подач при черновом точении (карта 1, 71) разработаны
на основе анализа подач, применяемых в производственных условиях
при обработке нержавеющих, жаропрочных сталей и жаропрочных и
титановых сплавов, и результатов экспериментальных работ, проведен-
ных в лабораторных условиях.
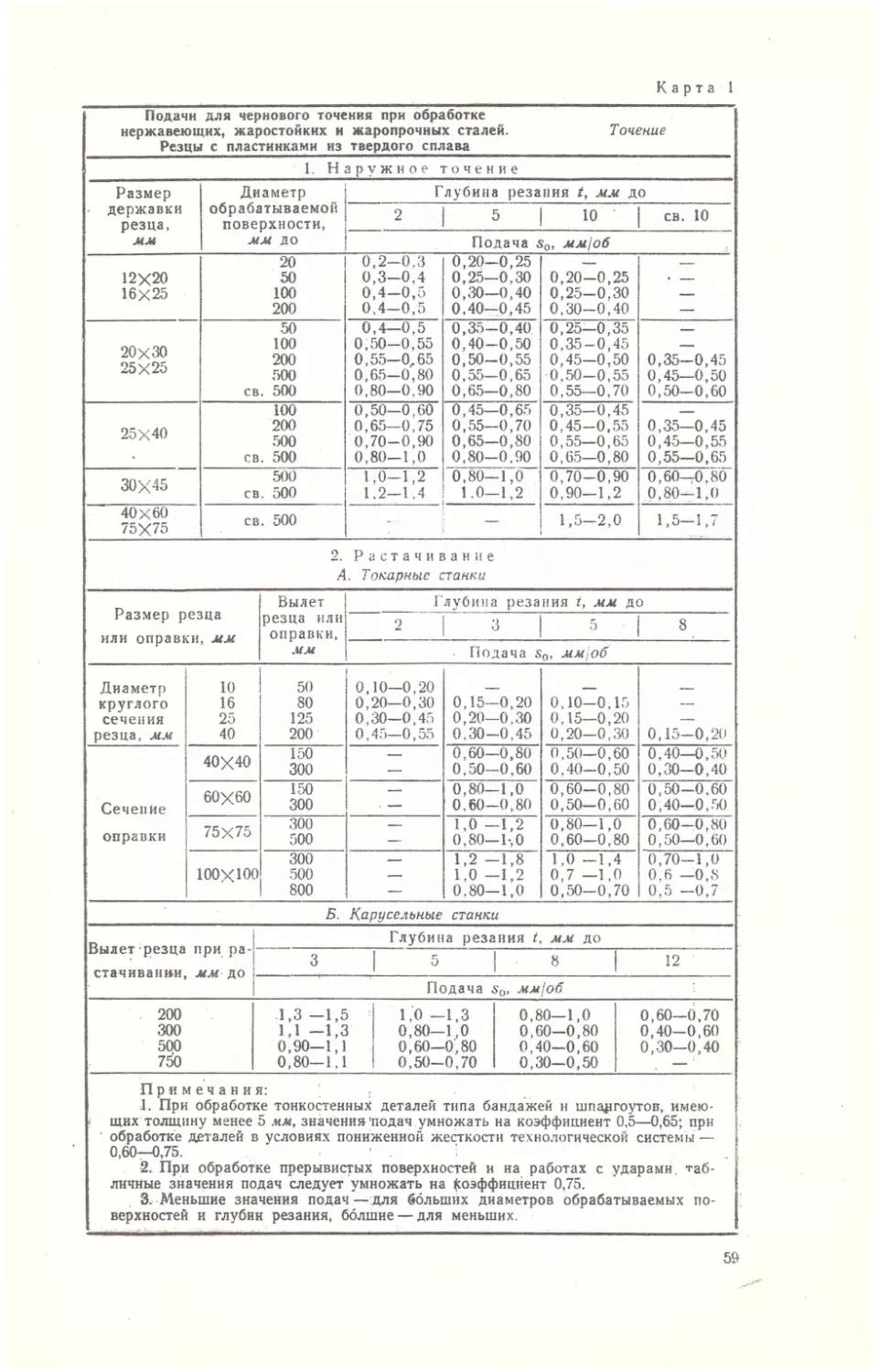
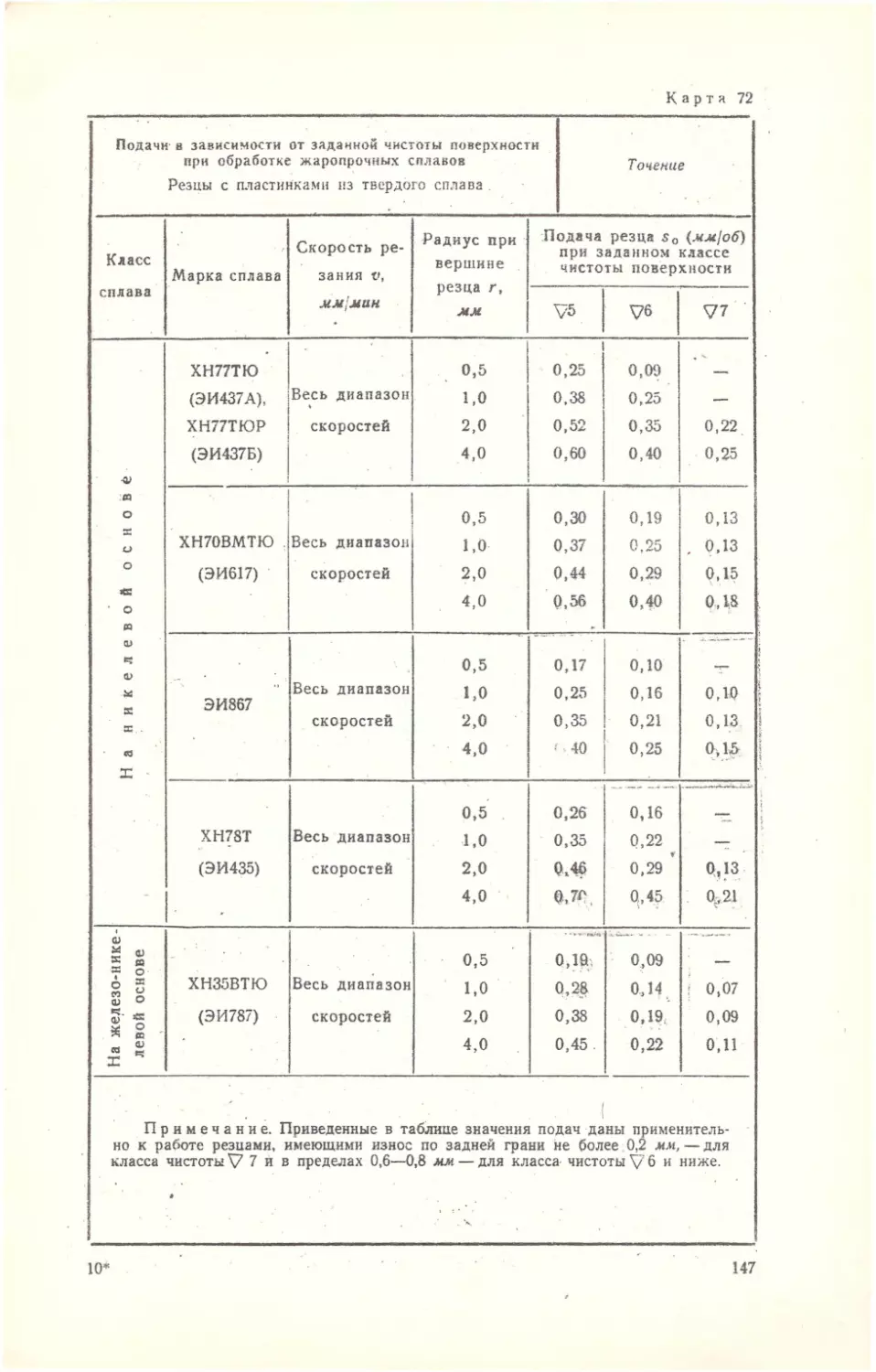
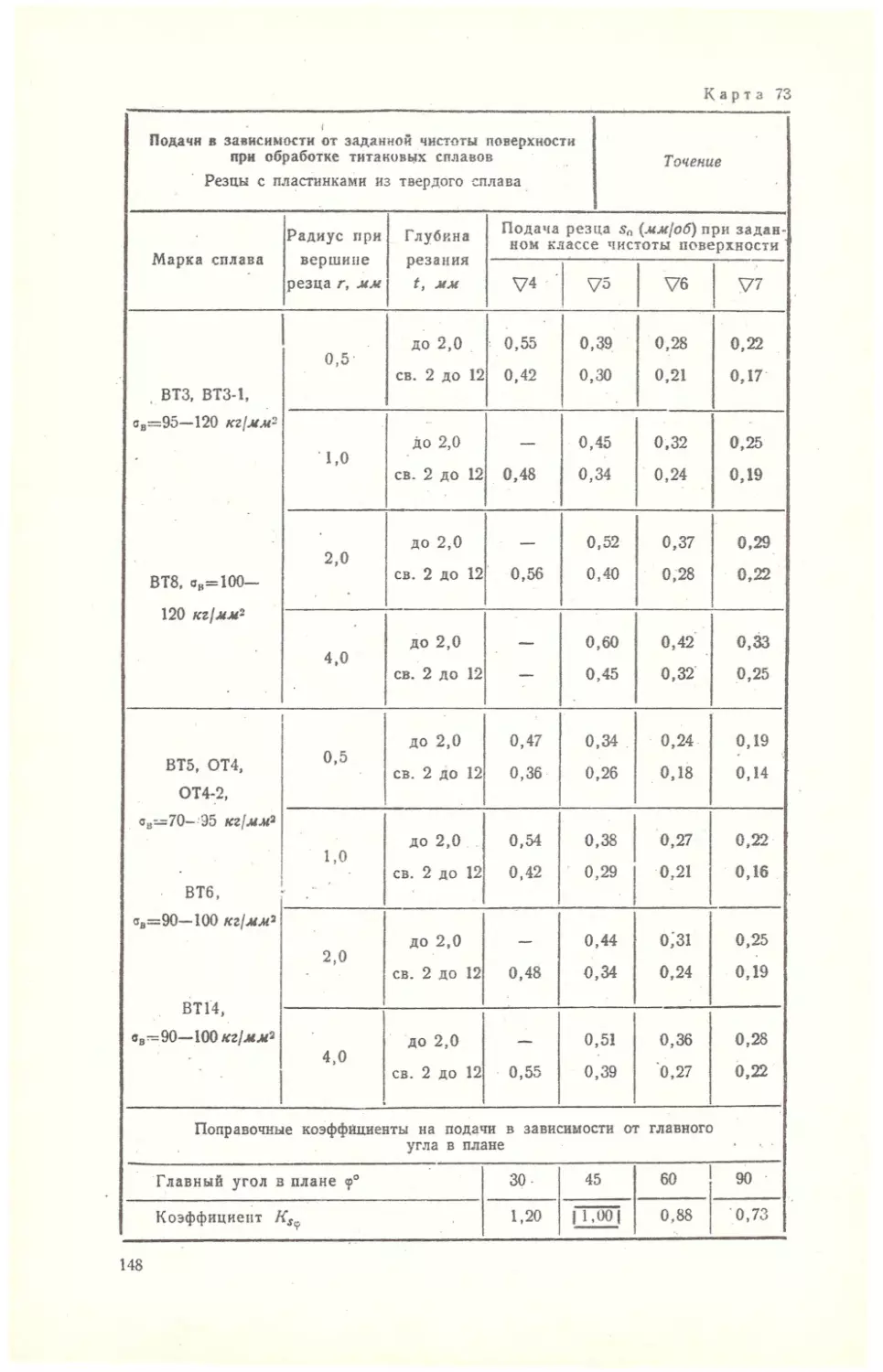
При получистовом и чистовом точении величина подачи дополни-
тельно проверяется по таблице выбора подач в зависимости от требова-
ний к чистоте обработанной поверхности (карты 2, 73).
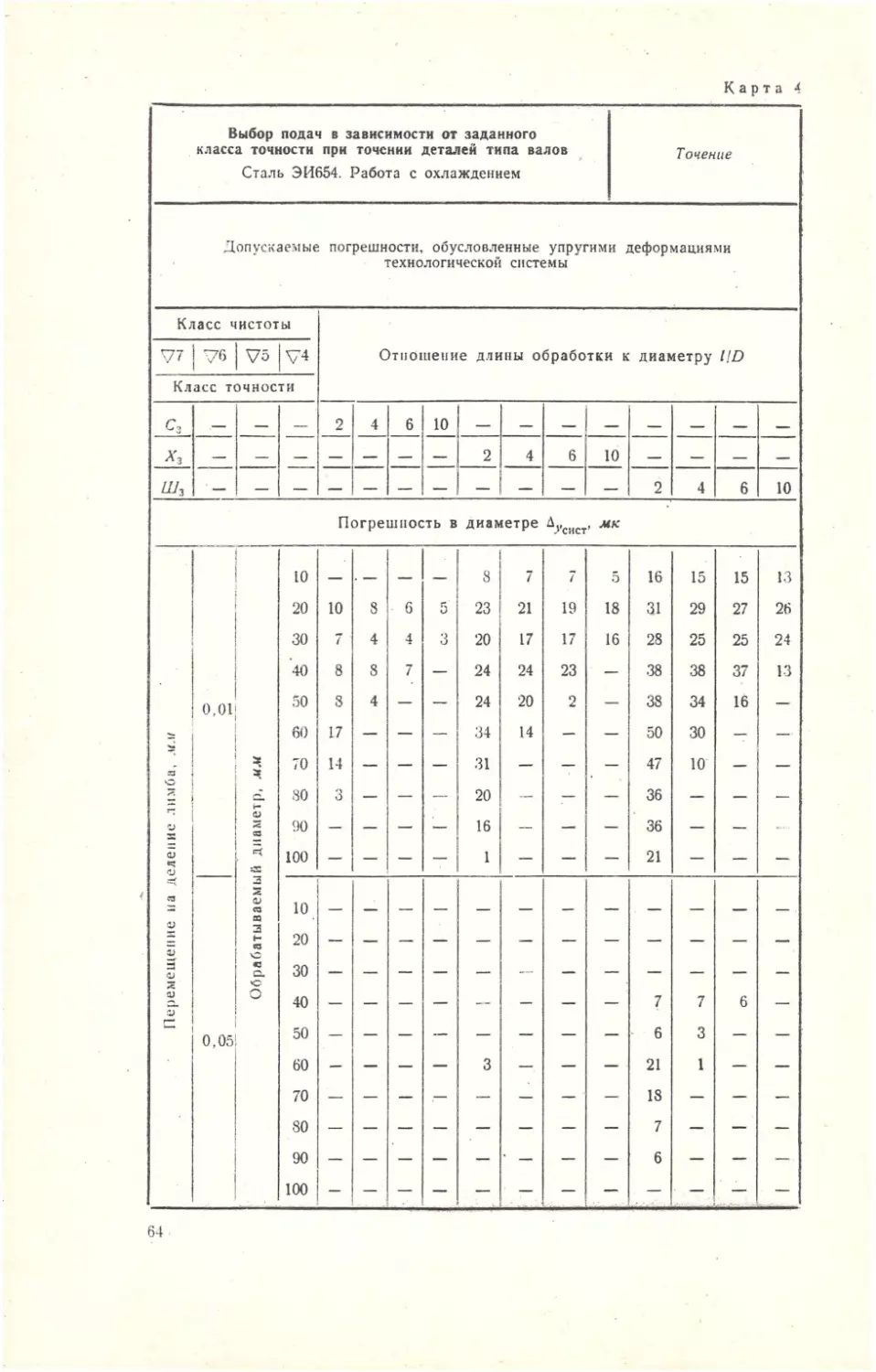
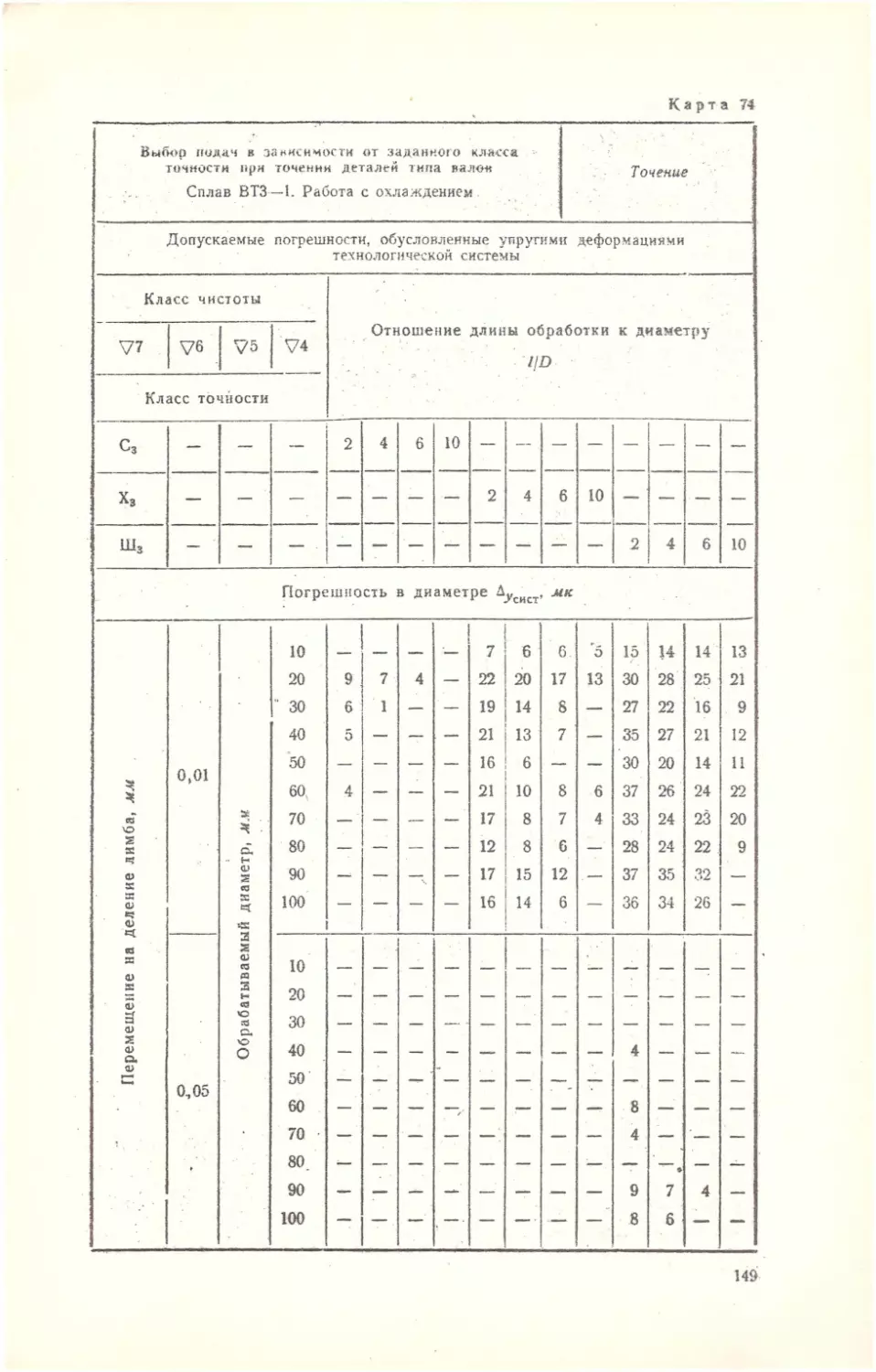
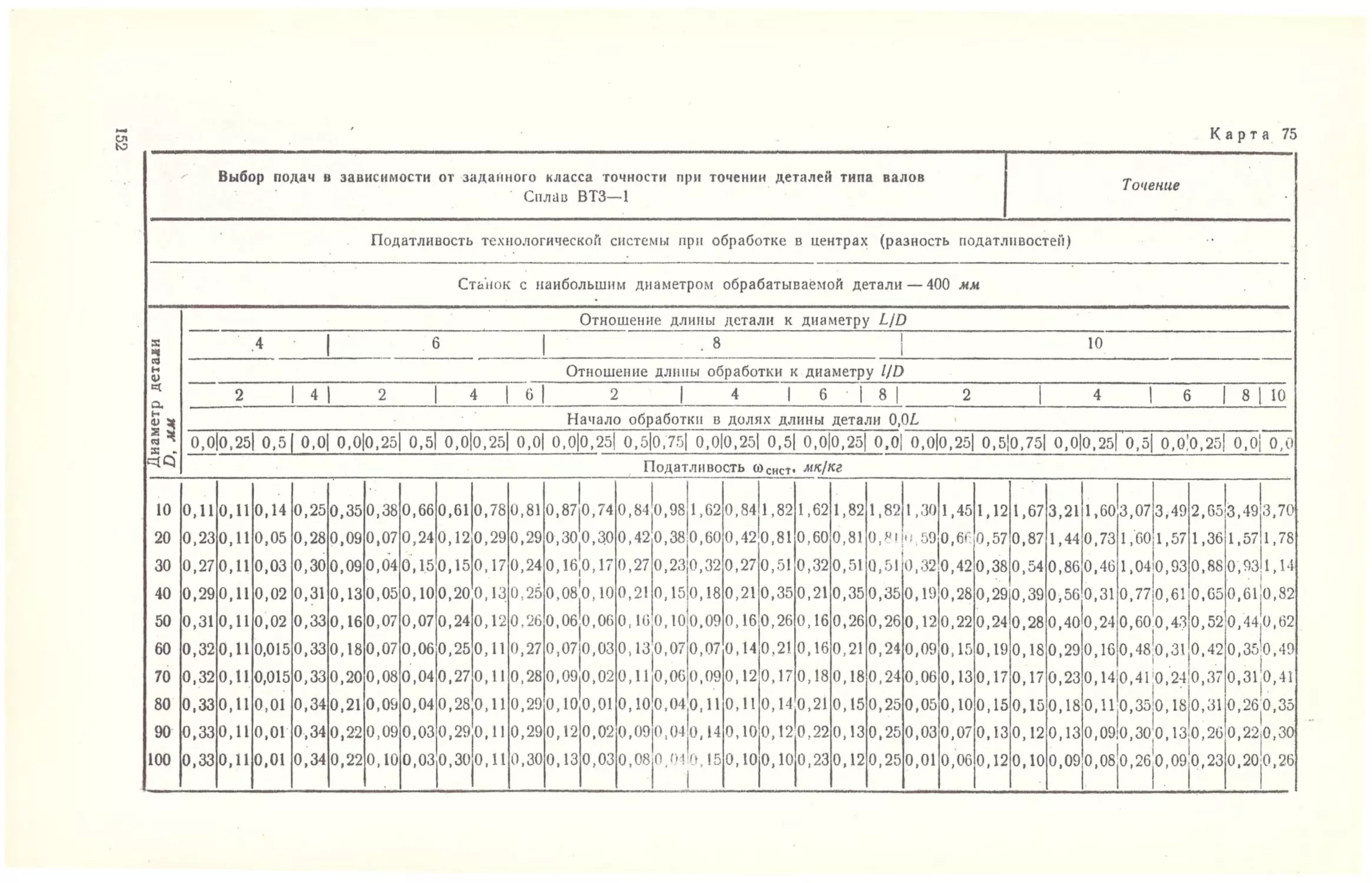
Помимо этого, в нормативах для деталей типа гладких и ступенча-
тых валов диаметром от 10 до 100 мм, длиной до 10 диаметров для ста-
лей 1Х1.8Н9Т и ЭИ654 разработаны нормативы выбора подач в зависи-
мости от требуемой точности обработанной поверхности, исходя из же-
сткости технологической системы.
10
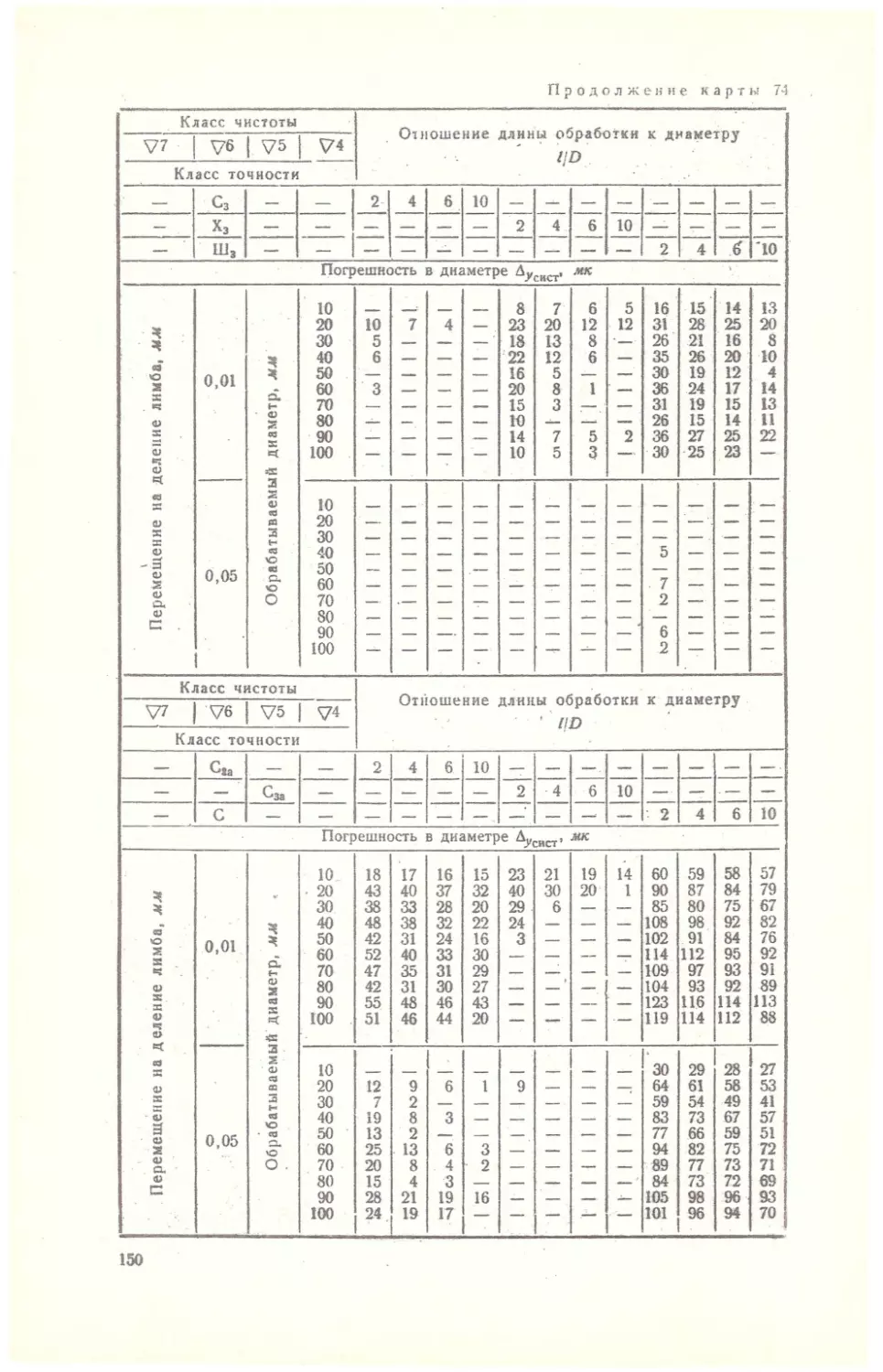
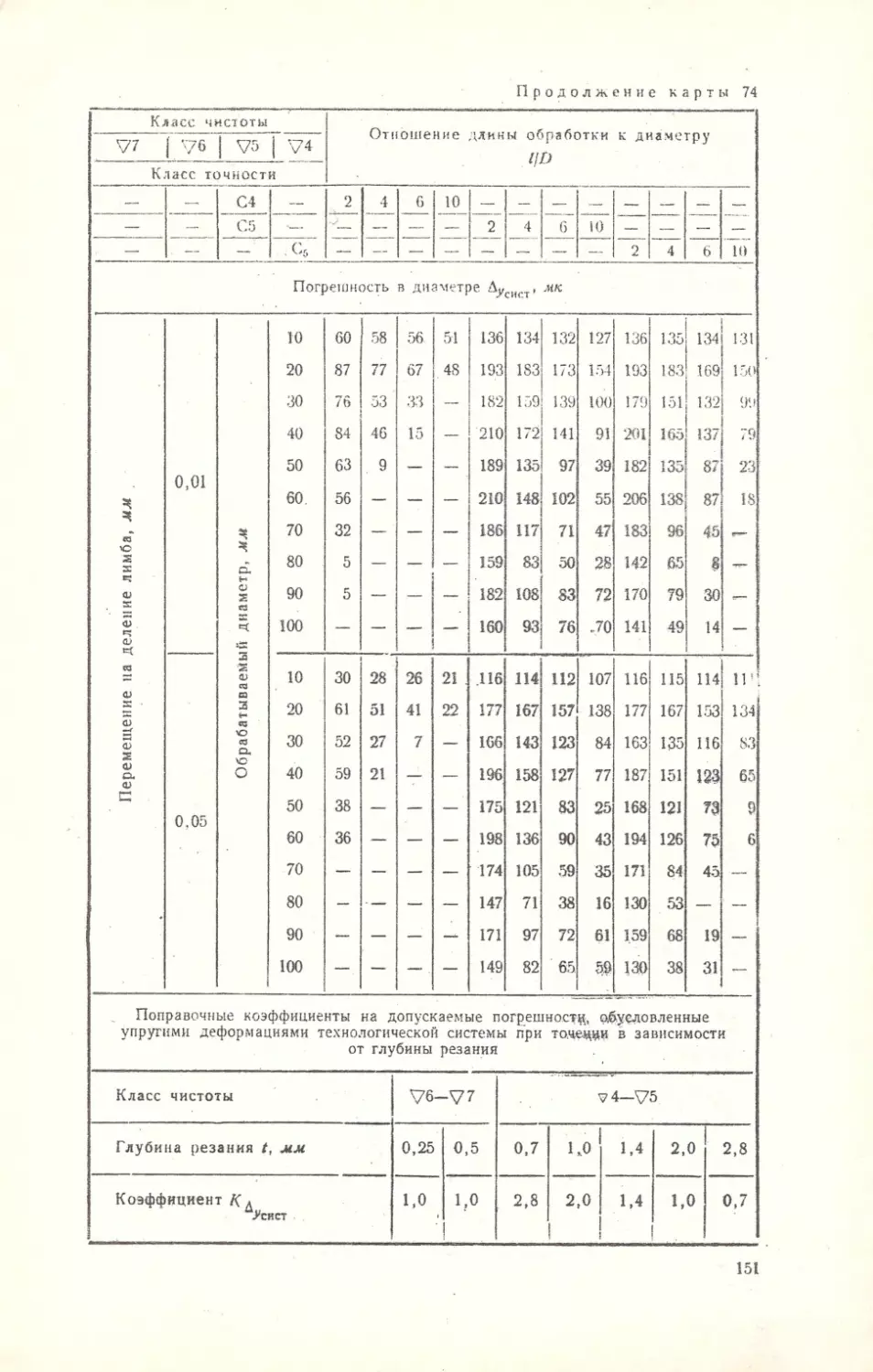
В основу разработки нормативов выбора подач, исходя из заданной
точности, положены методика и проведенное кафедрой технологии ма-
шиностроения Ленинградского политехнического института им. Калини-
на «Исследование влияния жесткости т< дологической системы на точ-
ность обработки при точении».
Поскольку указанное исследование было проведено на конструк-
ционных сталях 45 и 40Х, при разработке нормативов выбора подач для
сталей 1Х18Н9Т и ЭИ654 и титанового сплава ВТЗ-1 был проведен
дополнительный анализ необходимых -данных по износу и тепловой де-
формации режущего инструмента, податливости технологической систе-
мы при обработке сплава ВТЗ-1 и получены необходимые данные для
выбора подач (карты 3—7, 74—76).
Нормативы выбора подач в зависимости от заданной точности рас-
считаны применительно к методу обработки деталей по промерам, кото-
рый является типичным для условий мелкосерийного и серийного про-
изводства.
При обработке ступенчатых валов для расчета податливости систе-
мы Необходимо определить условный диаметр гладкого вала, по жест-
кости подобного подлежащему обработке ступенчатому валу.
Условный диаметр определяется по формуле
(1)
где Дусл — условный диаметр ступенчатого вала, по жесткости подоб-
ного гладкому валу, имеющему тот же диаметр;
G — вес ступенчатого вала;
g — удельный вес материала вала;
L — длина вала.
Если вес ступенчатого вала неизвестен, расчет условного диаметра
.проводится по формуле
где dt—диаметр (z'-ro) участка вала, мм;
lt— длина (1-го) участка вала. мм.
В настоящей работе рассматривается случай однорезцовой обработ-
ки вала при установке в патроне и в центрах при неподвижном заднем
центре.
Обработка производилась резцами, оснащенными пластинками из
твердых сплавов, оптимальной геометрии; радиус при вершине резца
0,5—1,0 мм; ф = 45°.
Получистовому точению соответствовала чистота поверхности V/4,
V5 и 4, 5 класс точности; чистовому точению соответствовала чистота
поверхности V 6, V 7 и 3, За, 4 классы точности.
Движение резца при обработке — от задней бабки к шпинделю.
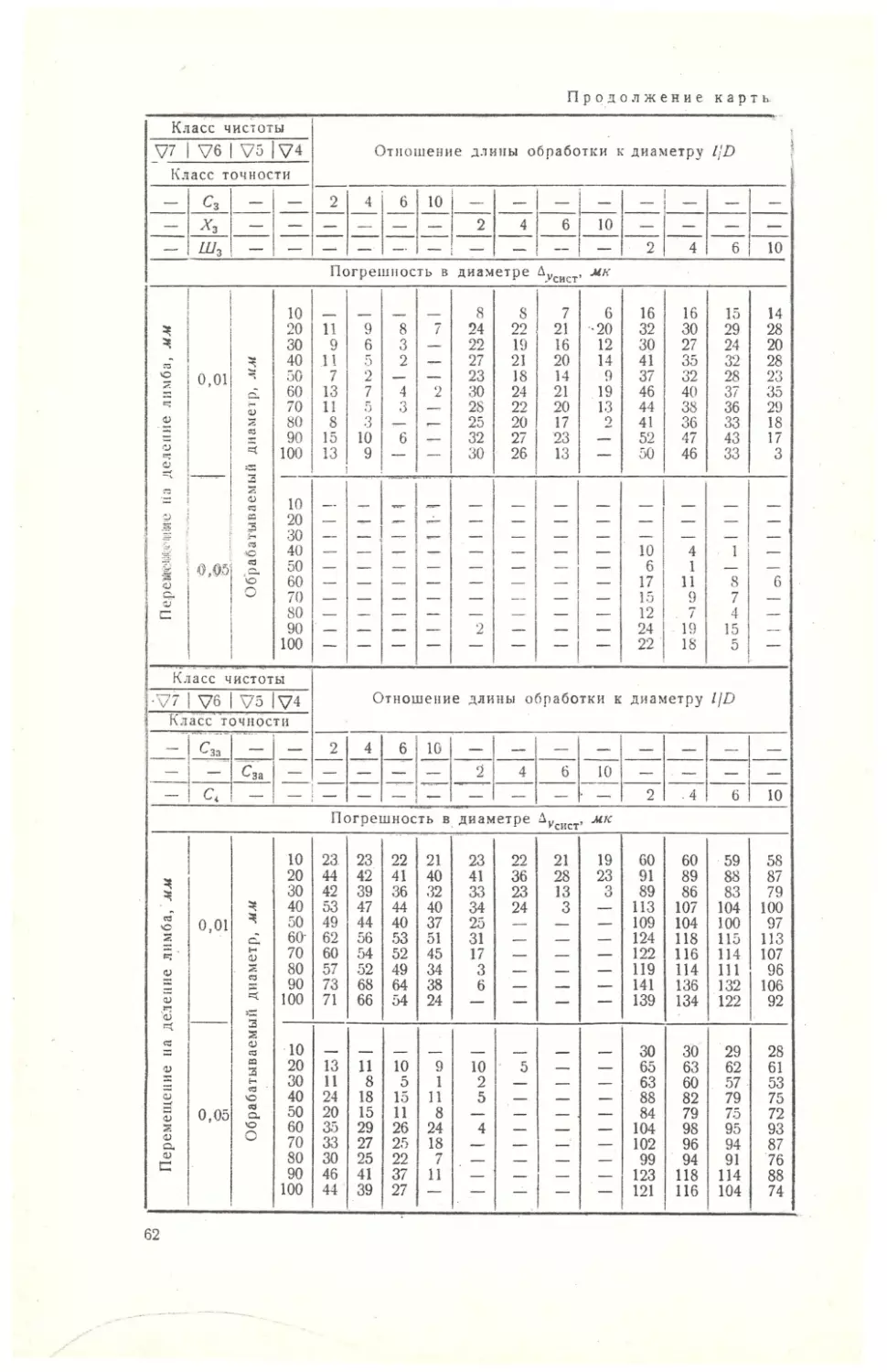
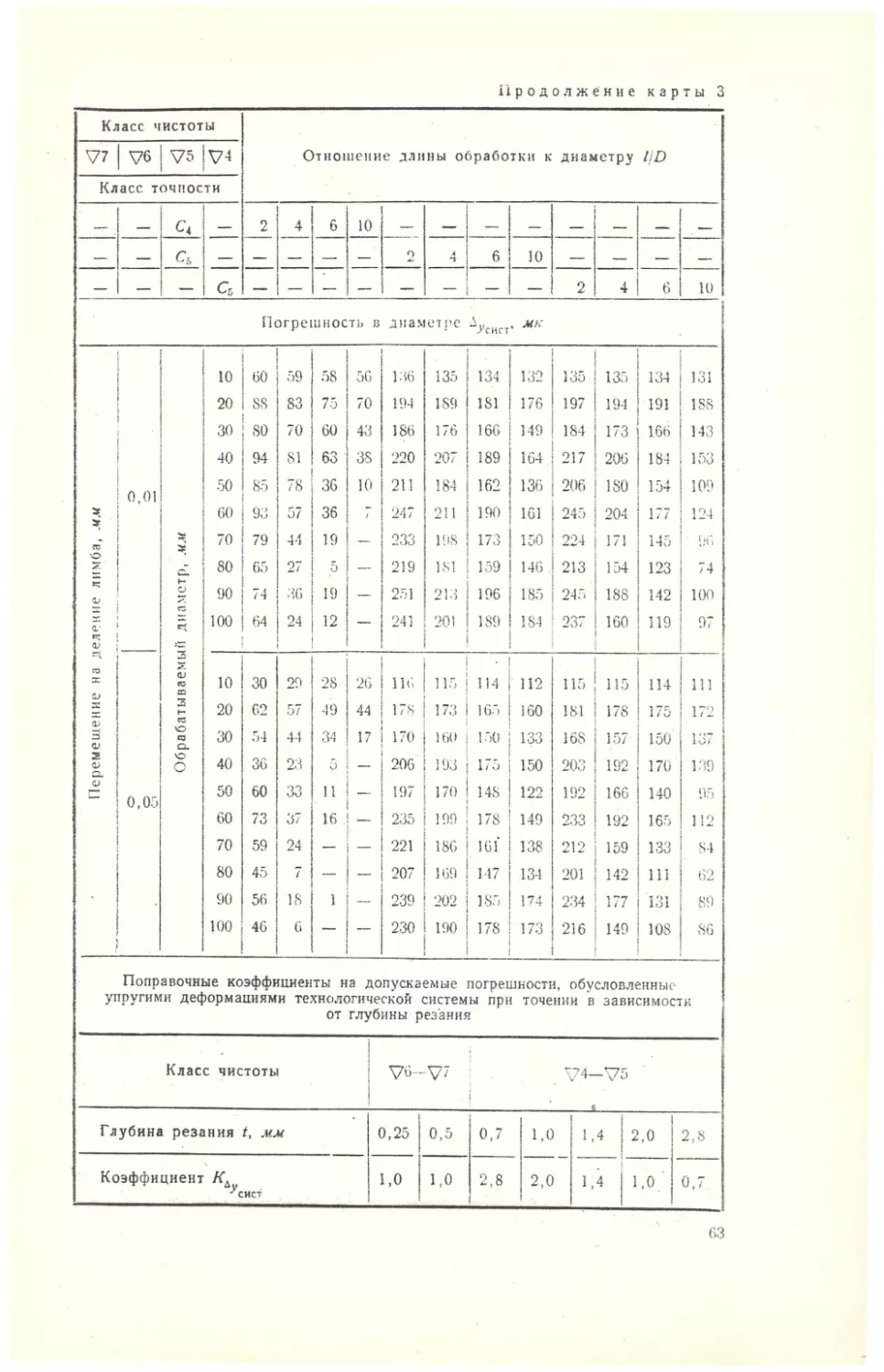
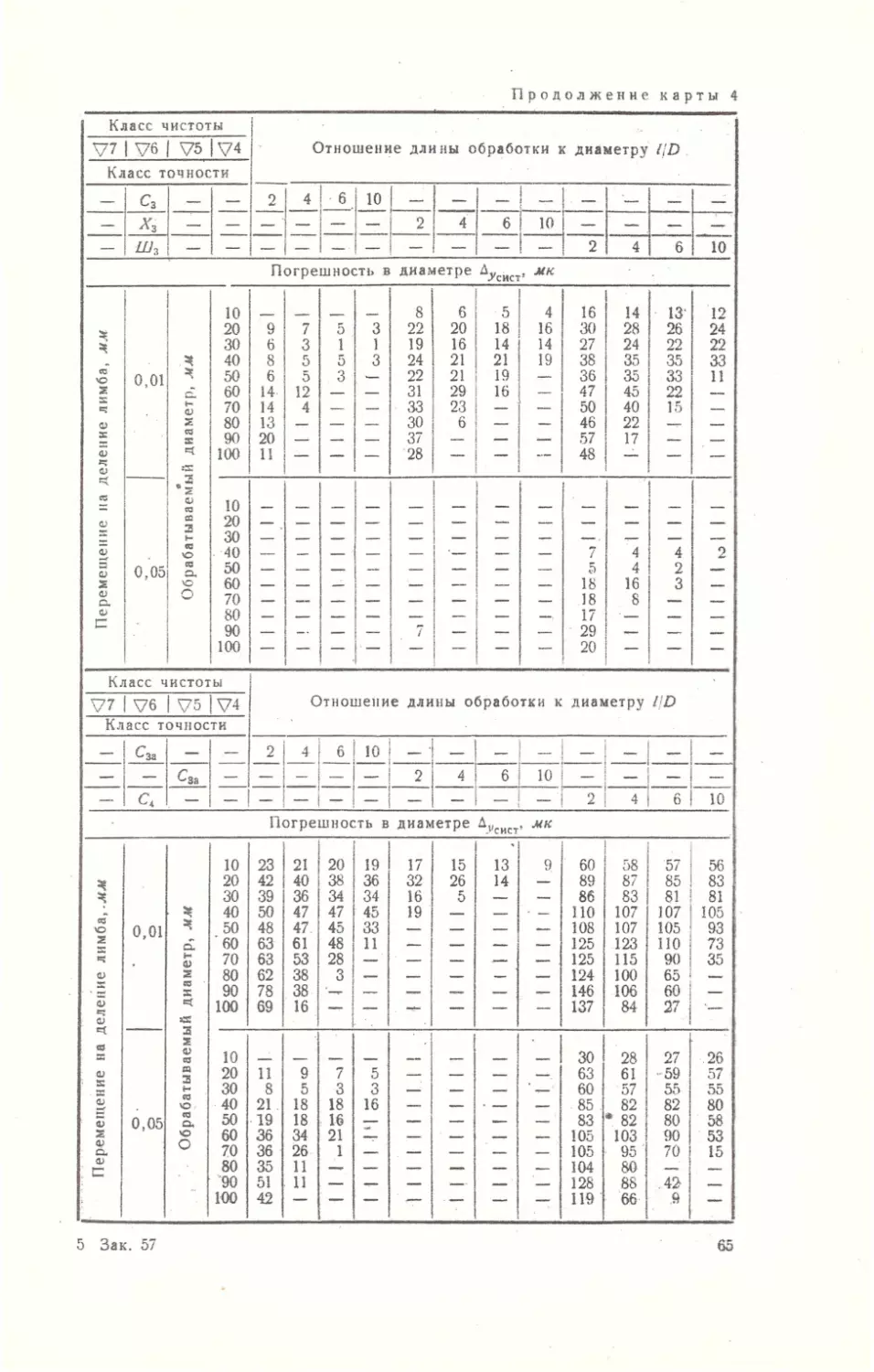
Выбор подачи
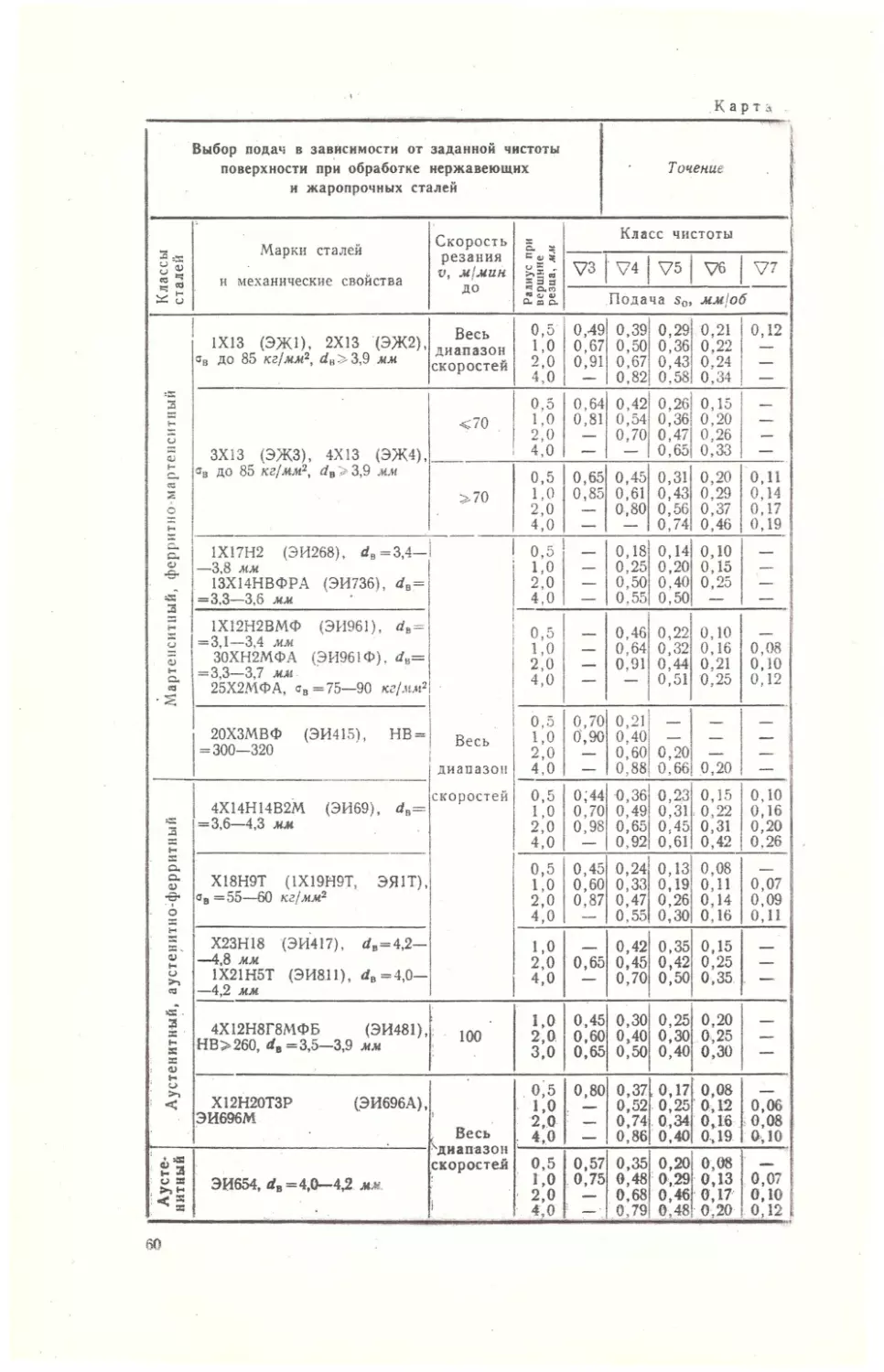
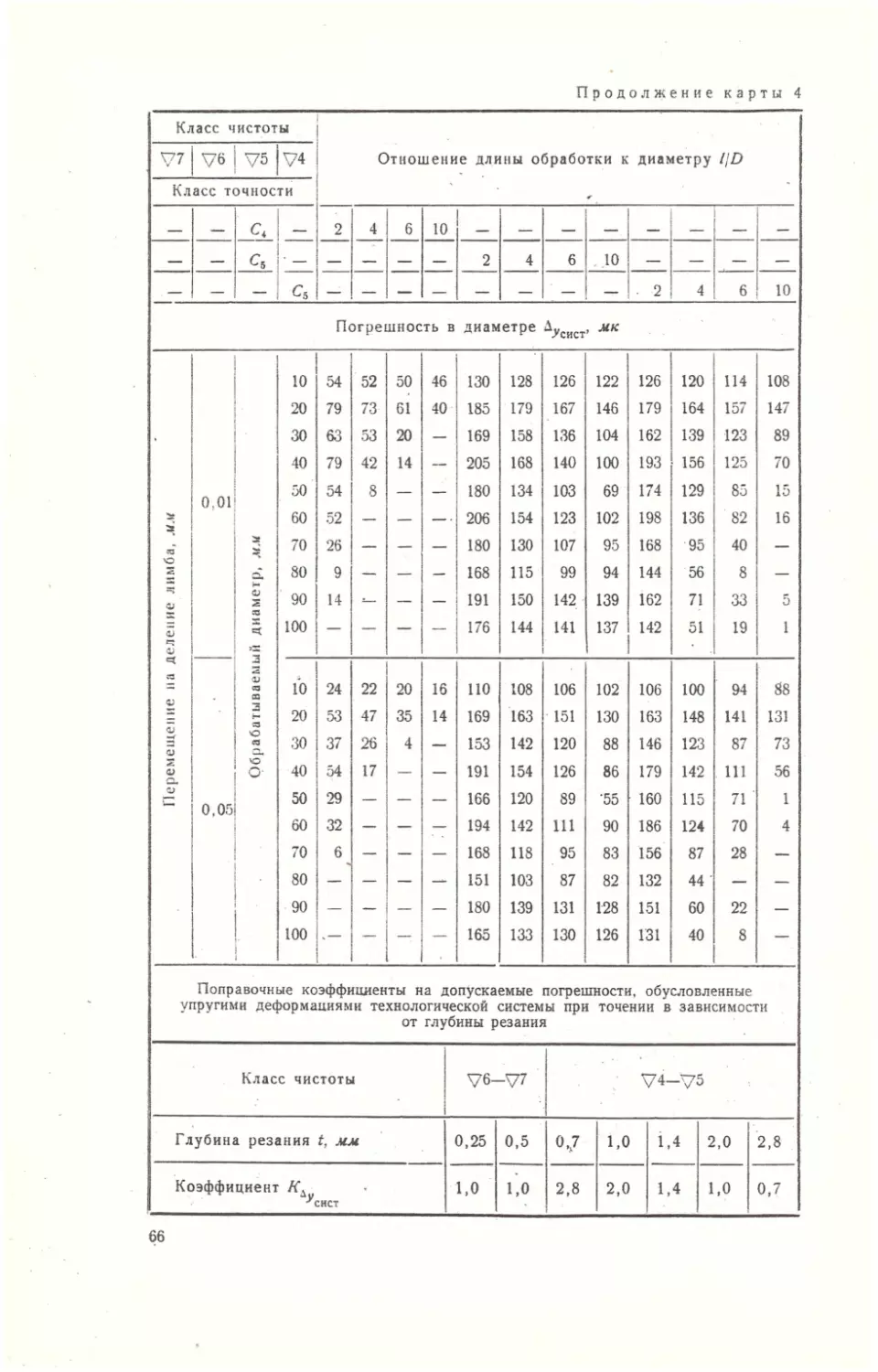
По картам 3,. 4, 74, в зависимости от обрабатываемого материала,
класса точности, отклонения, класса чистоты и размеров обрабатывае-
мого участка вала, цены деления лимба станка, определяется допусти-
мая погрешности, обусловленная упругими деформациями технологиче-
ской системы, — Ду
11
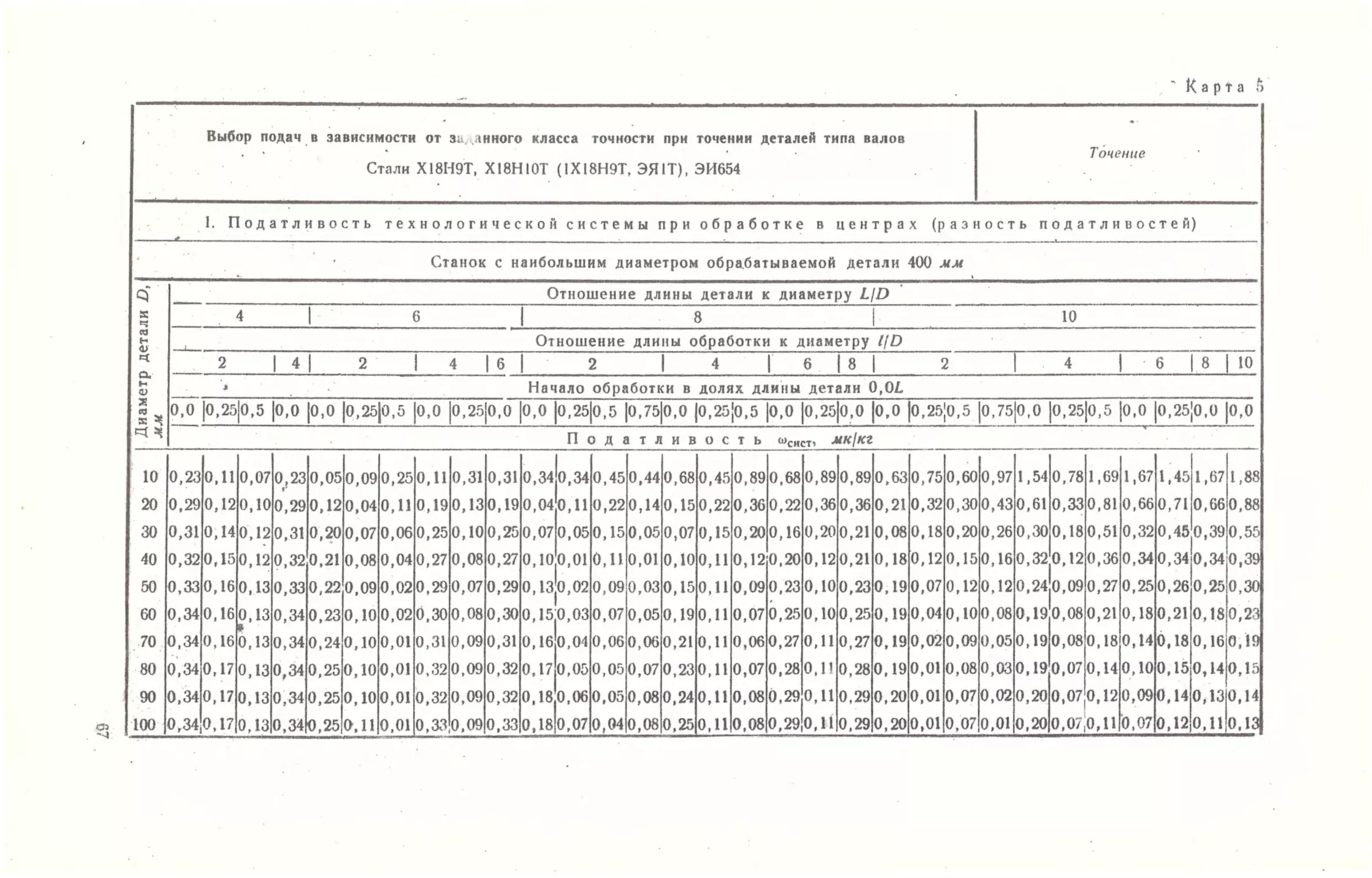
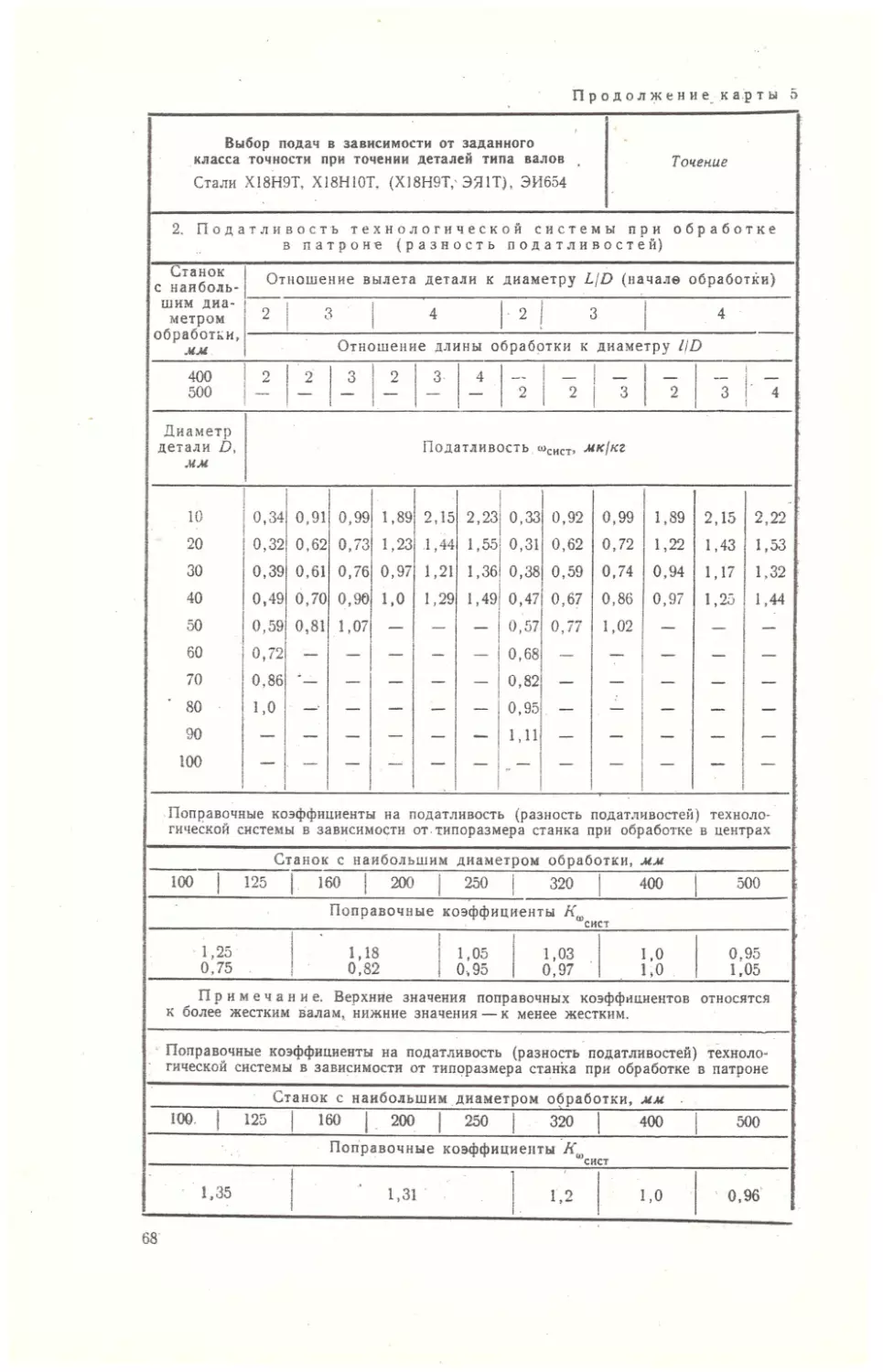
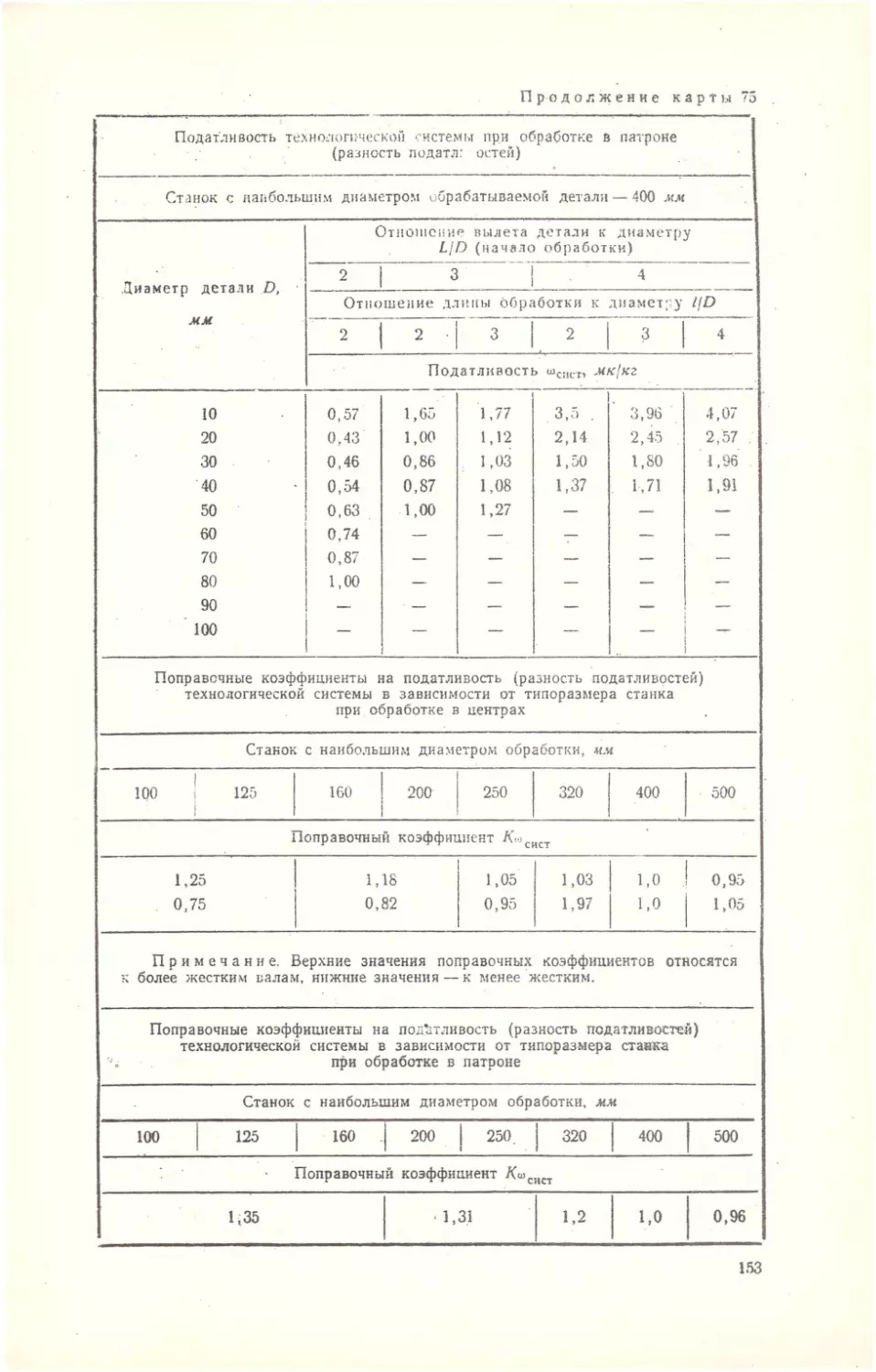
По картам 5, 75, в зависимости от типоразмера станка, размера ва-
ла, протяженности обрабатываемого участка и положения его ио длине
вала, определяется податливость технологической системы станок—ин-
струмент—деталь.
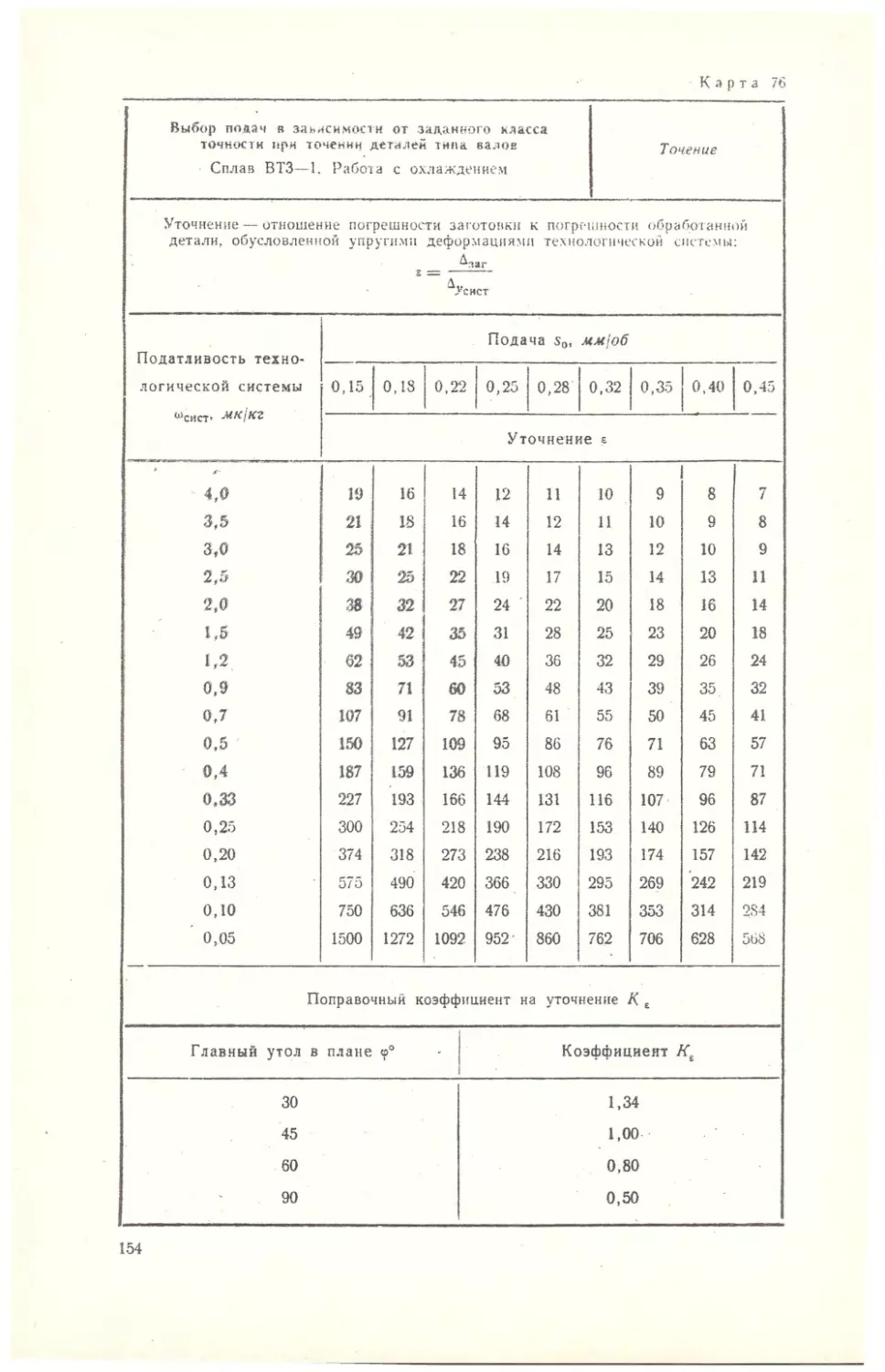
По известной глубине резания t рассчитывается уточнение
t
5 ~ Ду ’
>сист
где t и Л Усист —приводятся в мк.
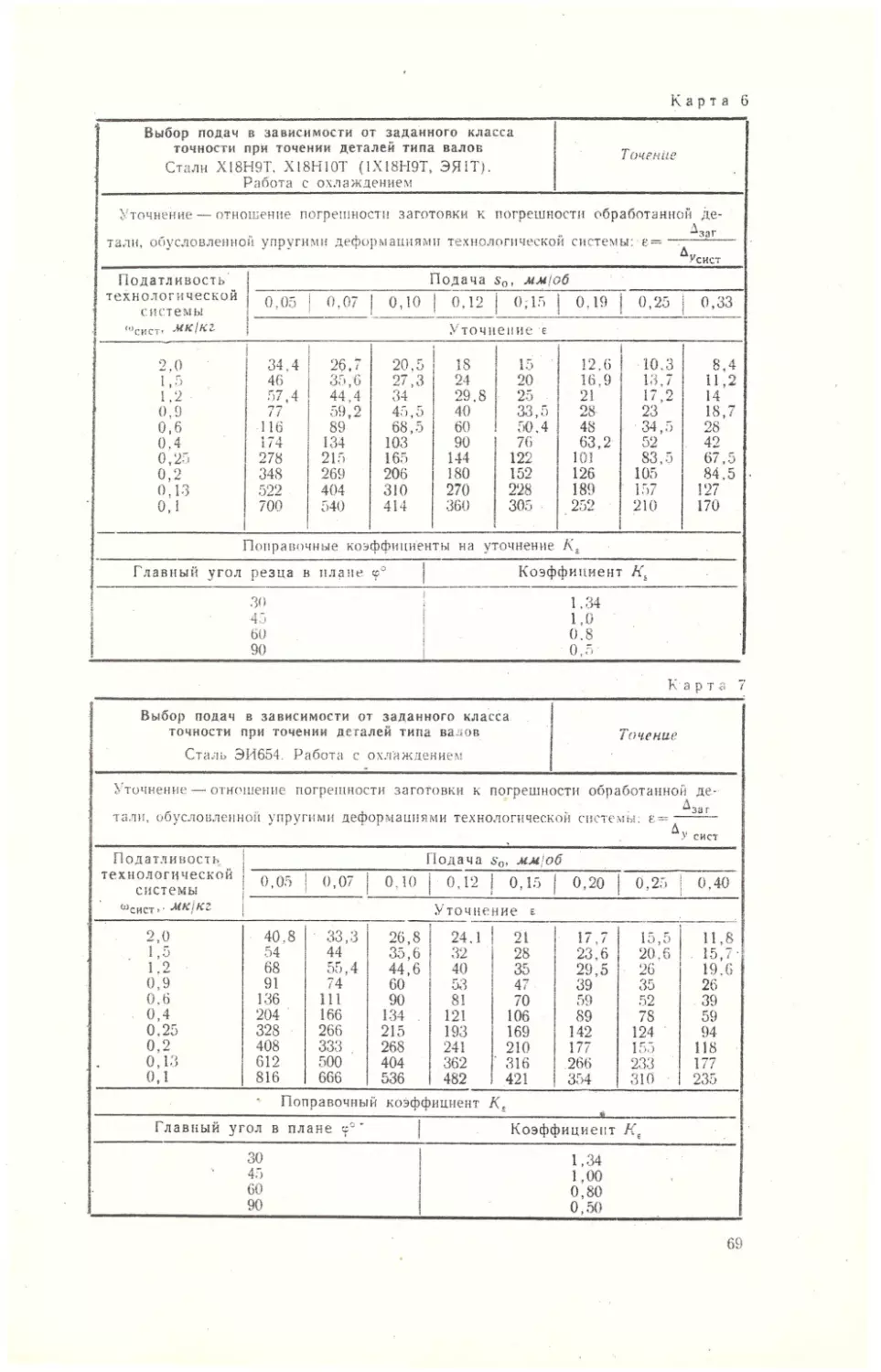
4. По картам 6, 7, 76, в зависимости от обрабатываемого материа-
ла, уточнения, податливости технологической системы и главного угла
в плане резца, определяется подача s0, допустимая, при заданном клас-
се точности обработанной поверхности.
Из трех найденных значений подач в расчет принимается меньшая.
При сверлении, зенкеровании и развертывании отверстий допустимая
подача назначается с учетом следующих факторов:
а) технологических требований к чистоте и точности обработанной
поверхности;
б) прочности инструмента;
в) прочности, жесткости и способа крепления детали;
г) прочности механизма подачи;
д) диаметра инструмента.
Ручные подачи «при сверлении для диаметров сверл до 12 мм уста-
новлены исходя из прочности сверл; для сверл диаметром свыше 12 мм—
исходя из максимально допустимого усилия рабочего, необходимого для
осуществления процесса резания.
Скорость и усилия резания, крутящий момент и мощность
После'назначения глубины резания и подачи определяется скорость
резания для соответствующего вида обработки.
Скорость резания, приведенная в картах нормативов, рассчитана
по формулам:
а) при наружном точении
? и!мин,
Tmtxvs^
где С v— коэффициент, зависящий от свойств обрабатываемого мате-
риала;
Т — стойкость резца, мин.;
t — глубина резания, мм;
s0—подача на 1 оборот шпинделя, мм/об-,
m, Л» —'Показатели степени соответственно при Т, t и s0 ;
б) при растачивании
— v Лр, м;мин^
где Лр — коэффициент, зависящий от диаметра растачиваемого отвер-
стия;
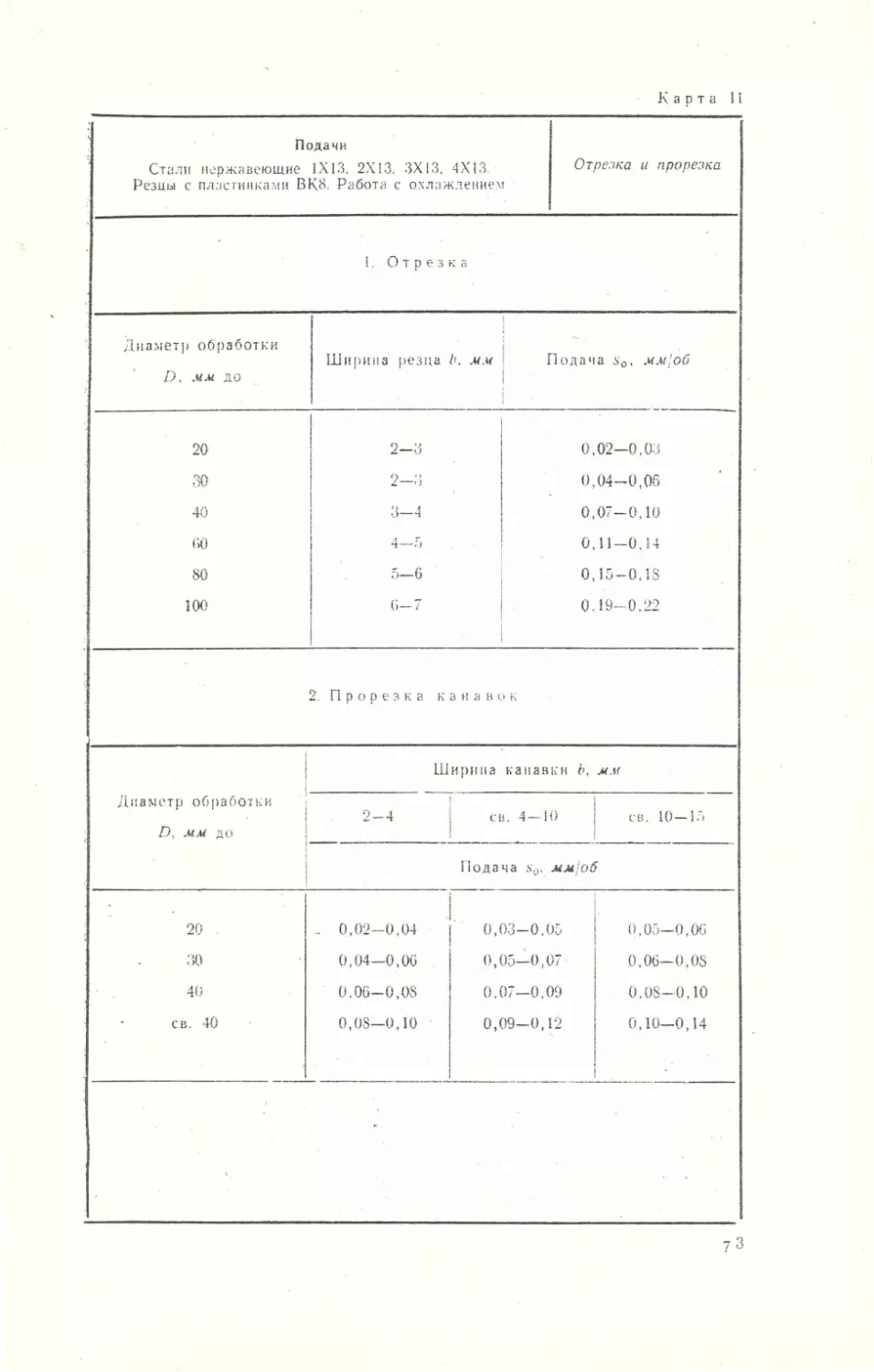
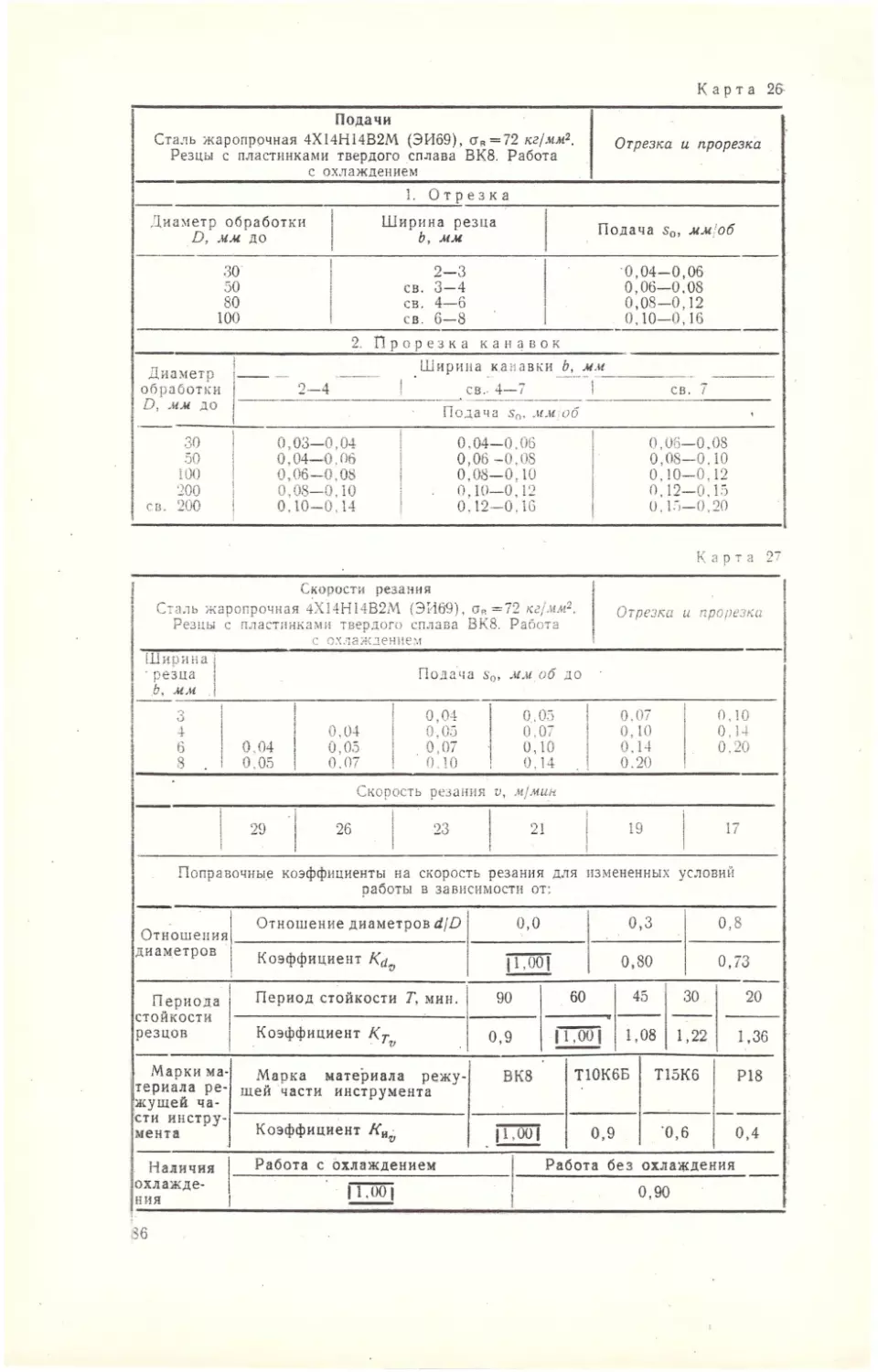
в) -при отрезании и прорезании канавок
v= —;
syo
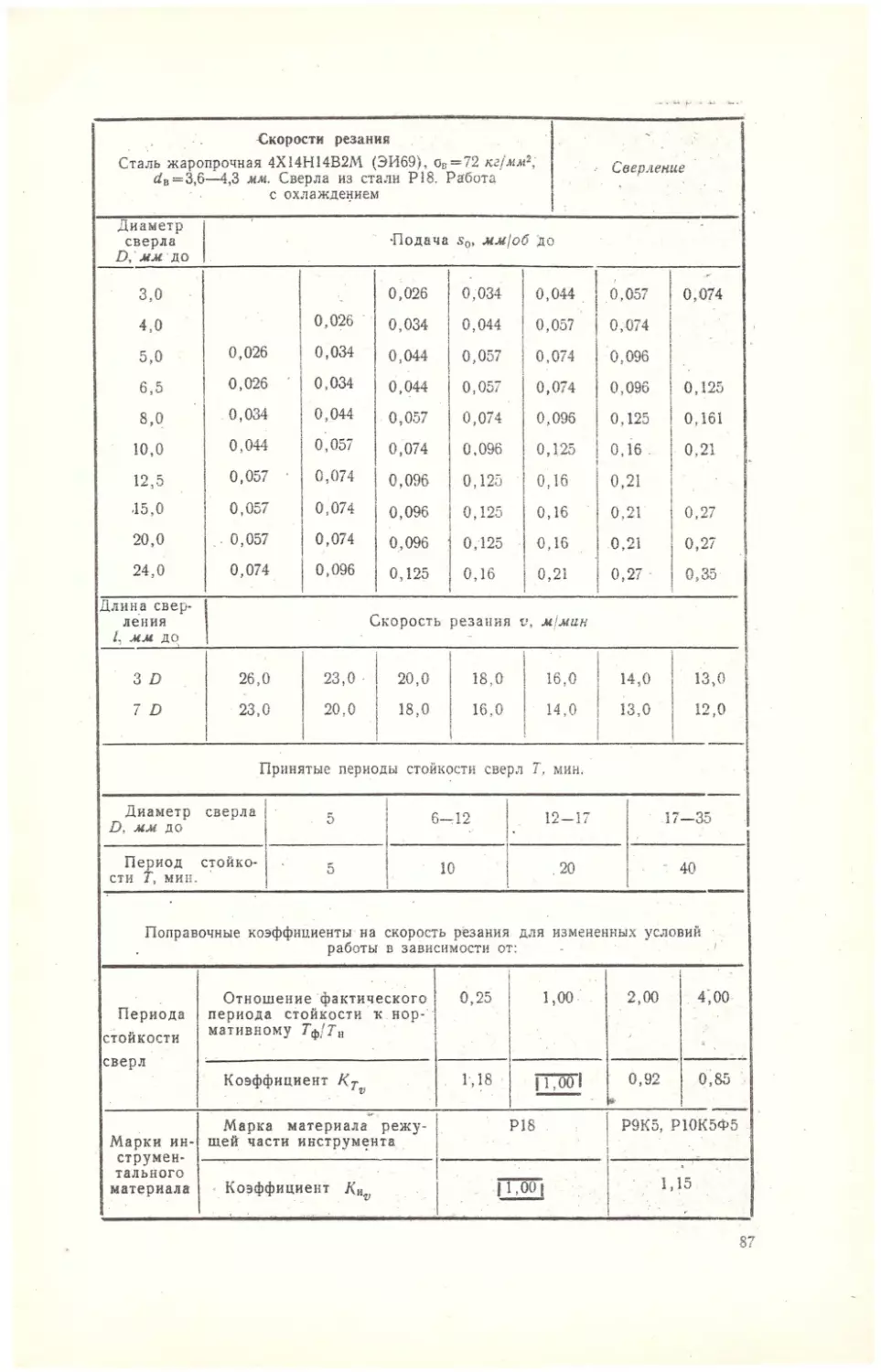
г) при сверлении
12
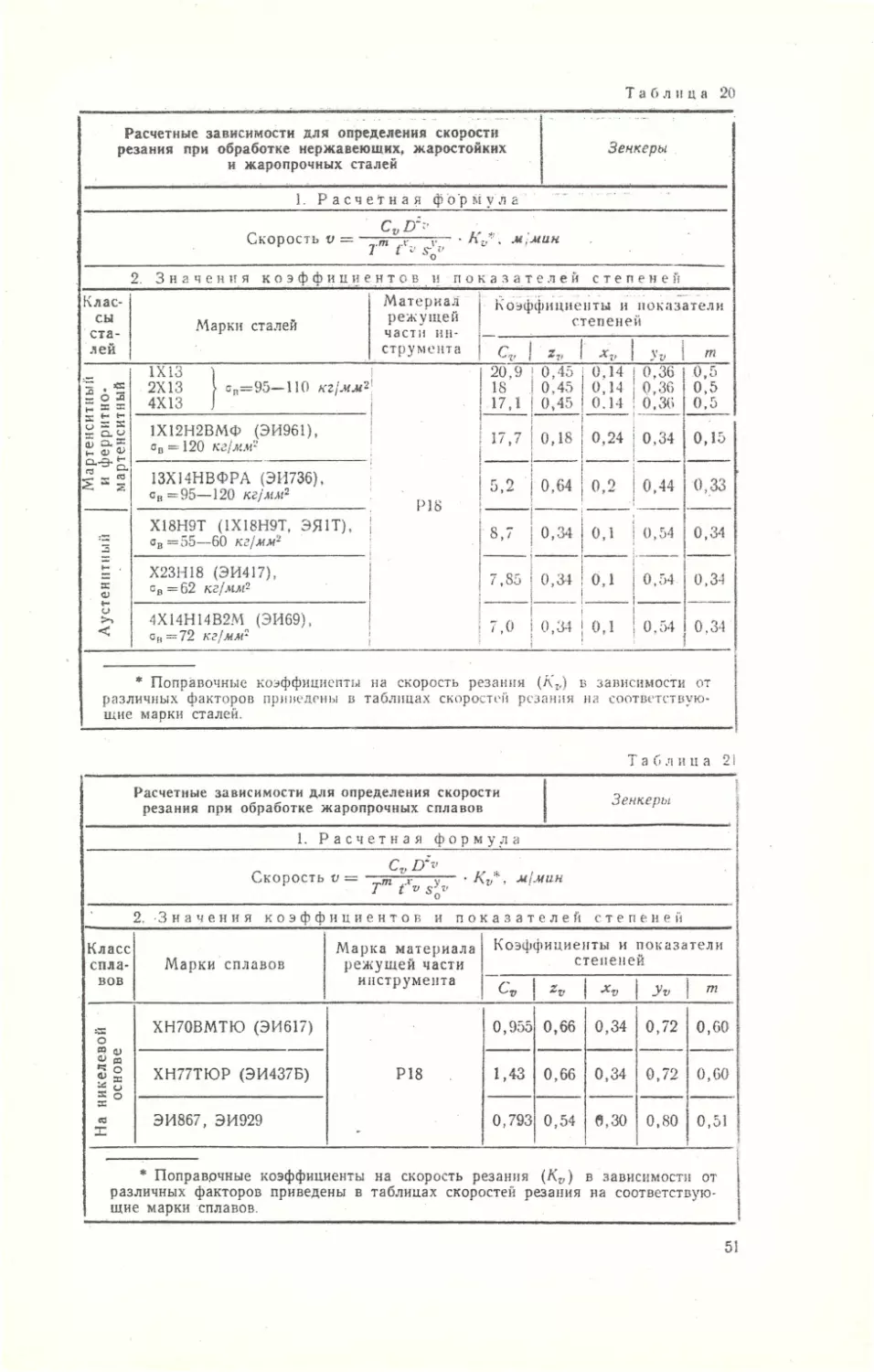
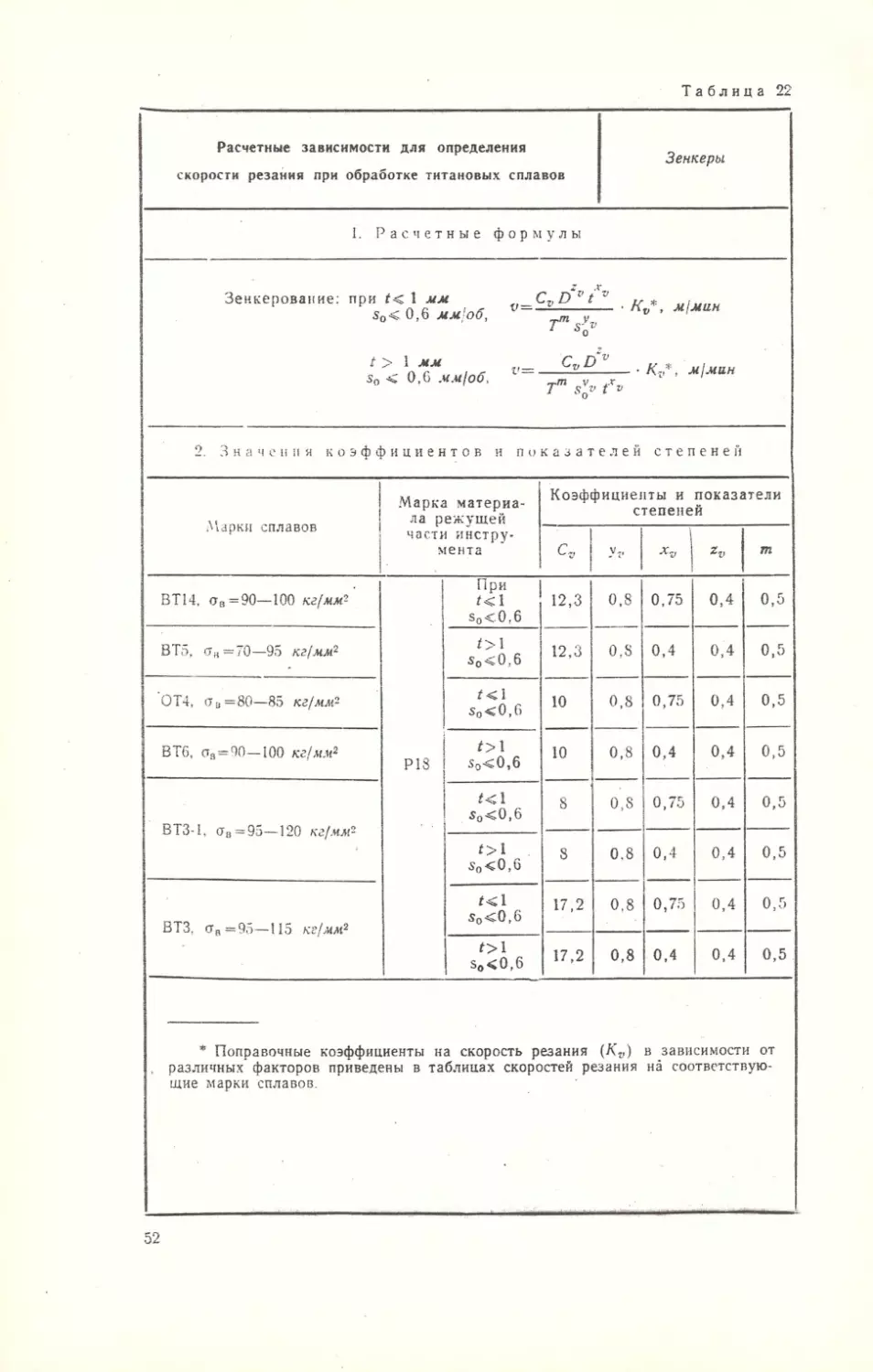
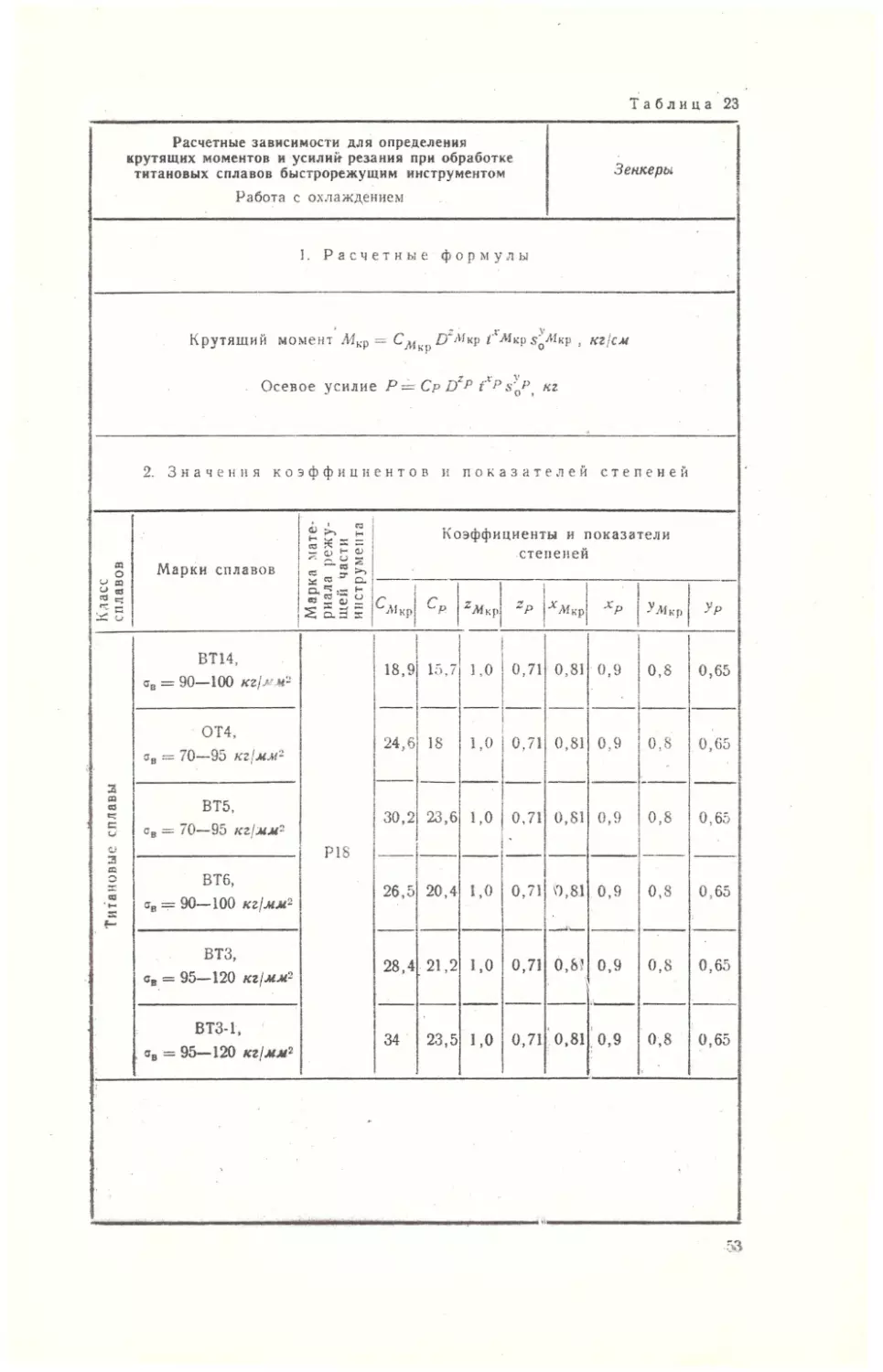
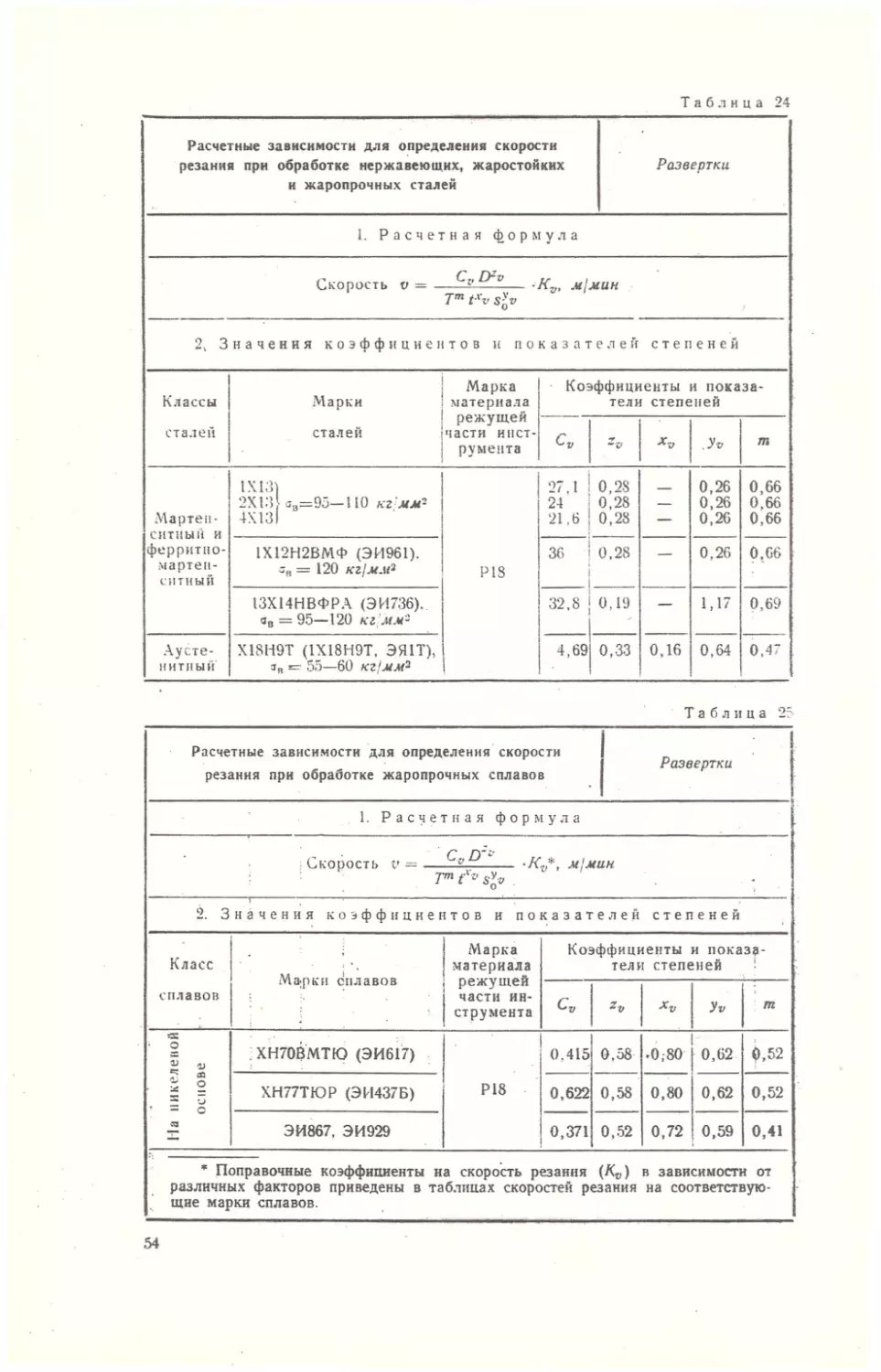
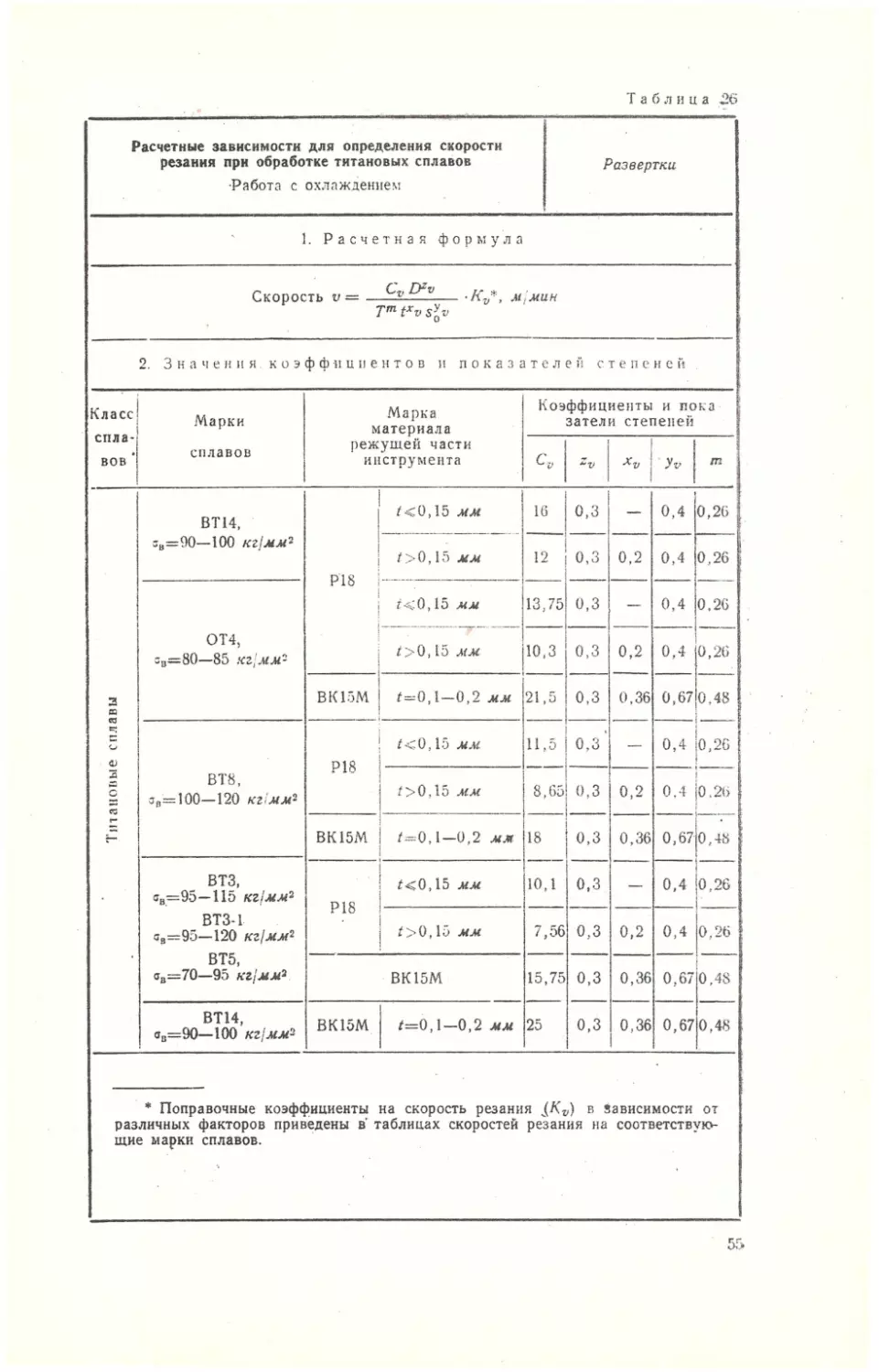
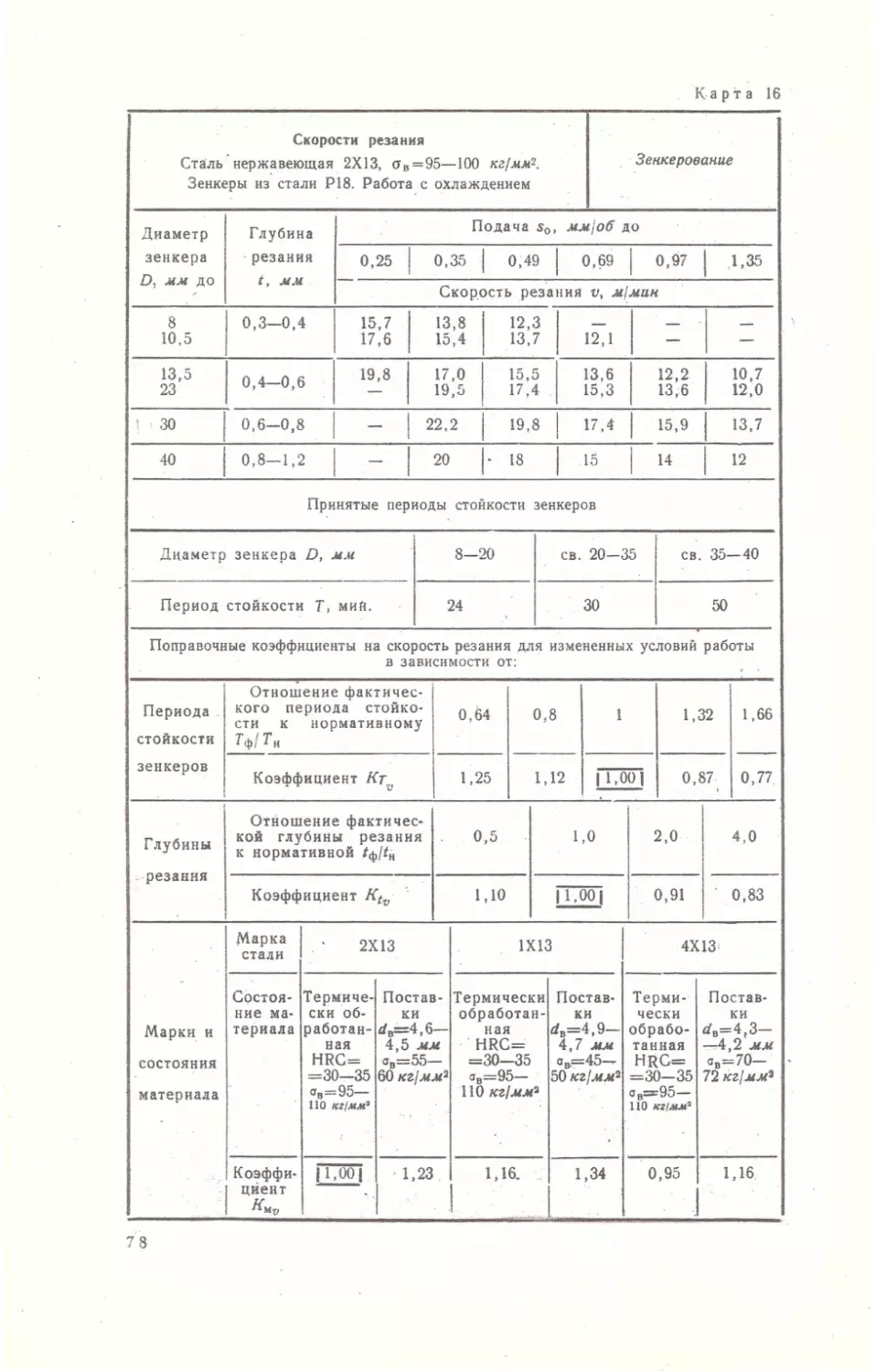
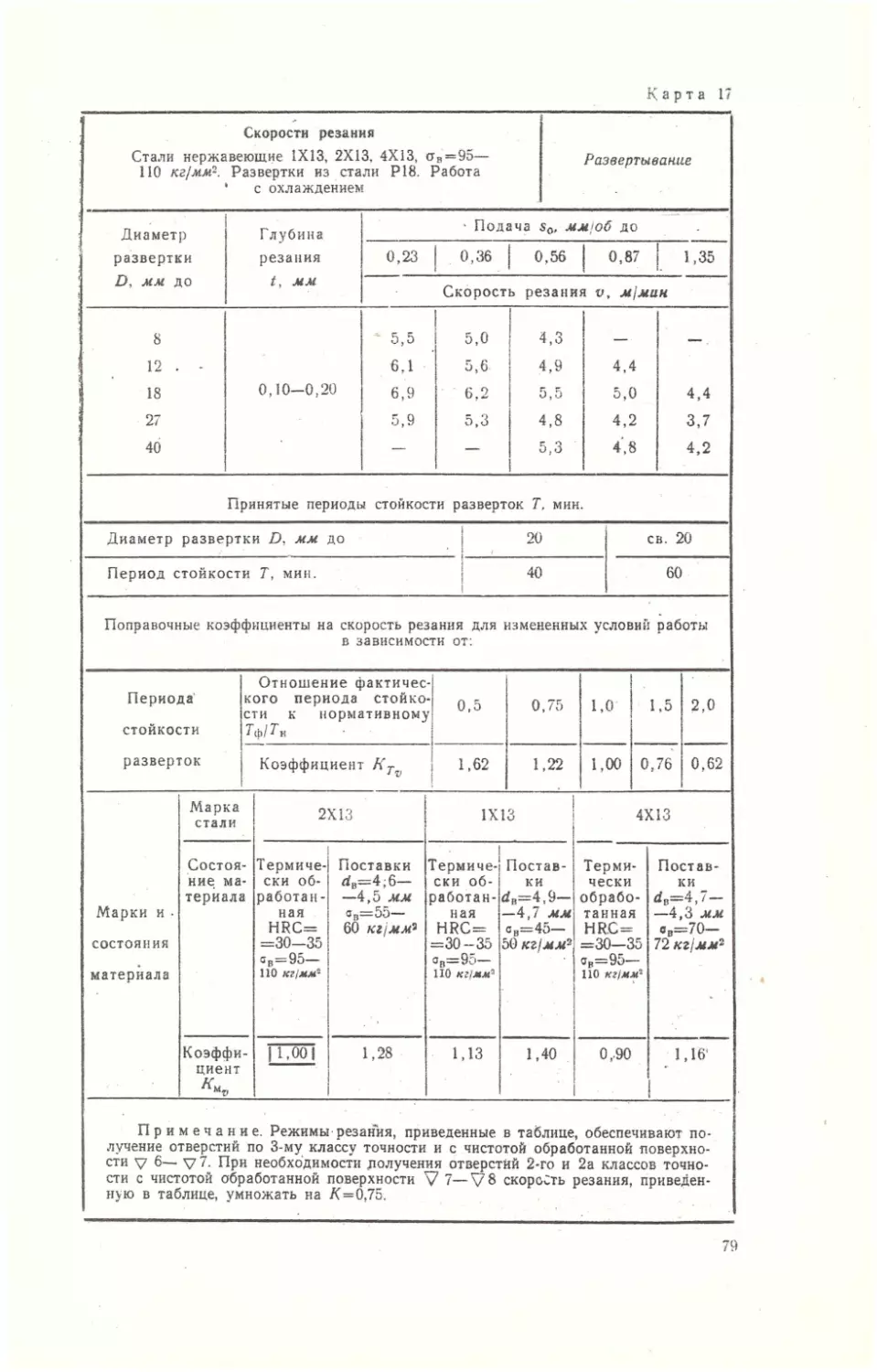
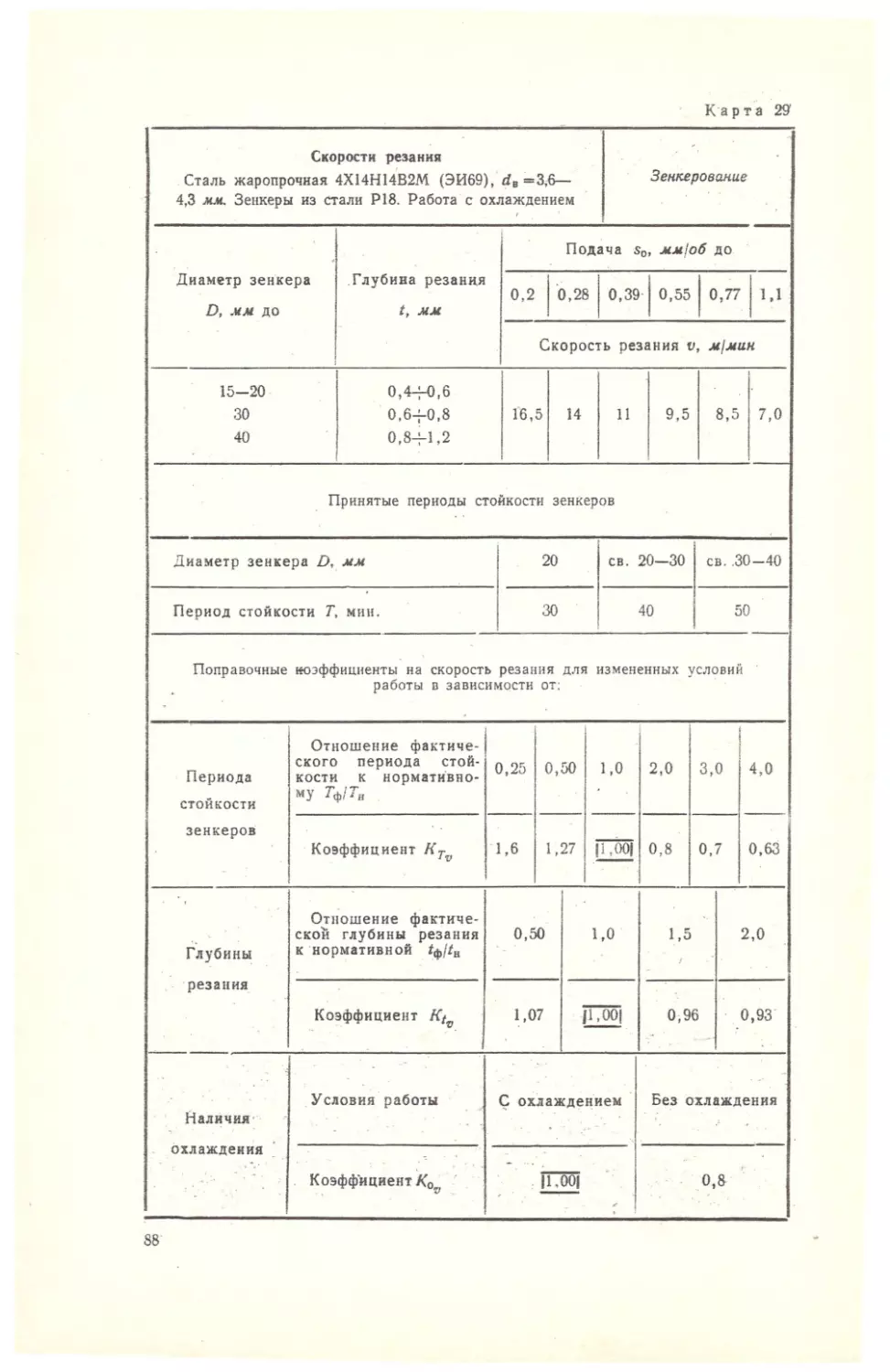
д) при зенкерованин и развертывании
Тт txv SyQv
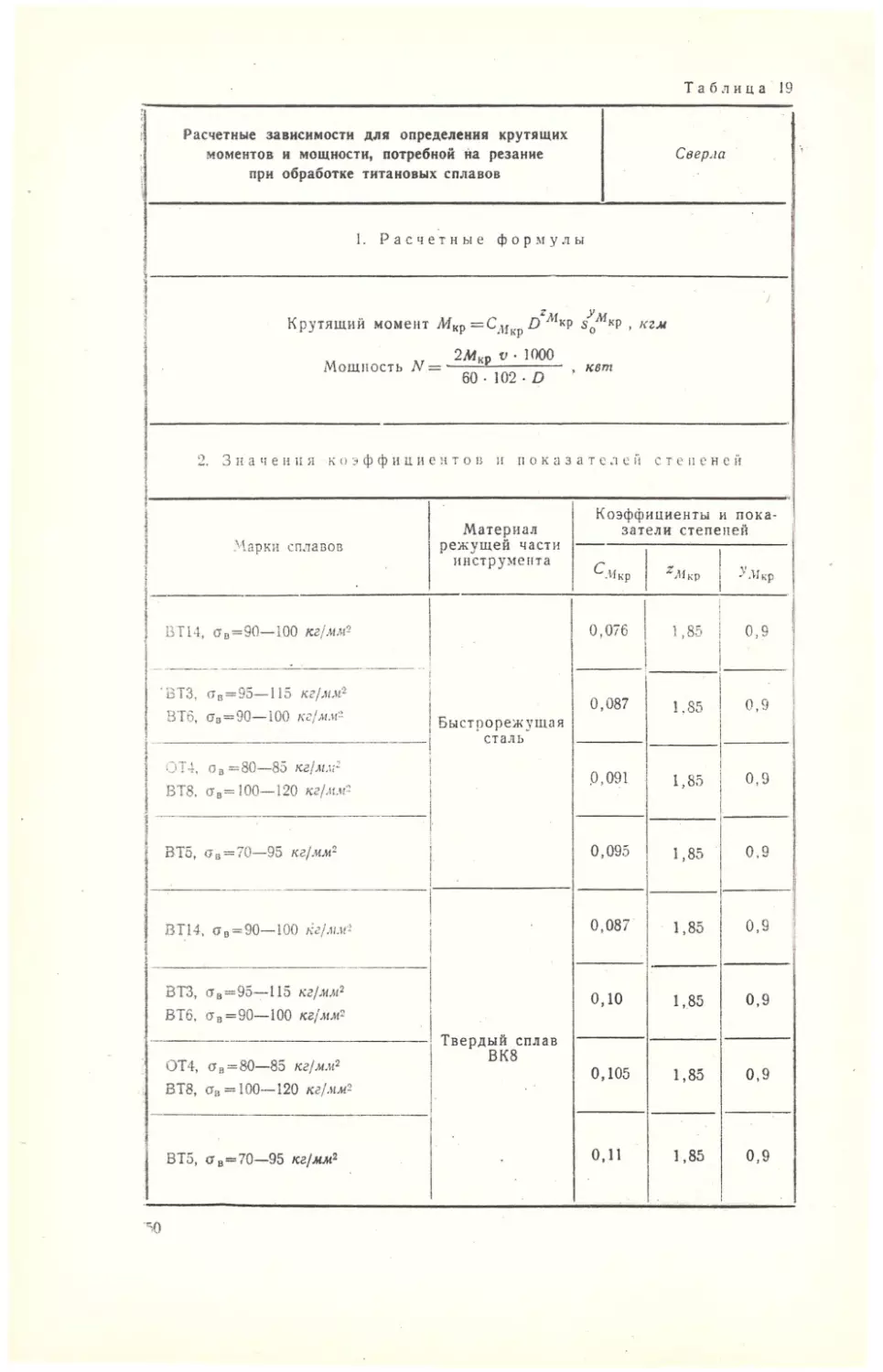
Значения коэффициентов Cz, и показателей степени xv, ут„ zv и т в
указанных зависимостях приведены в табл. 8, 9, 10, 14, 15, 16, 20, 21, 22,
24, 25, 26.
Скорости резания, приведенные в; картах нормативов, рассчитаны
на одноинструменгную обработку, работу с заданным периодом стой-
кости инструмента при нормальном его затуплении, на обработку дета-
лей при жесткой или повышенной жесткости технологической системы.
Средние расчетные периоды стойкости инструмента приводятся в соот-
ветствующих разделах карт.
В этих же картах даны поправочные коэффициенты на измененные
(против расчетных) условия работы, в том числе коэффициенты, зави-
сящие от марки материала режущей части инструмента, наличия и со-
става охлаждающей жидкости, характера обработки и др.
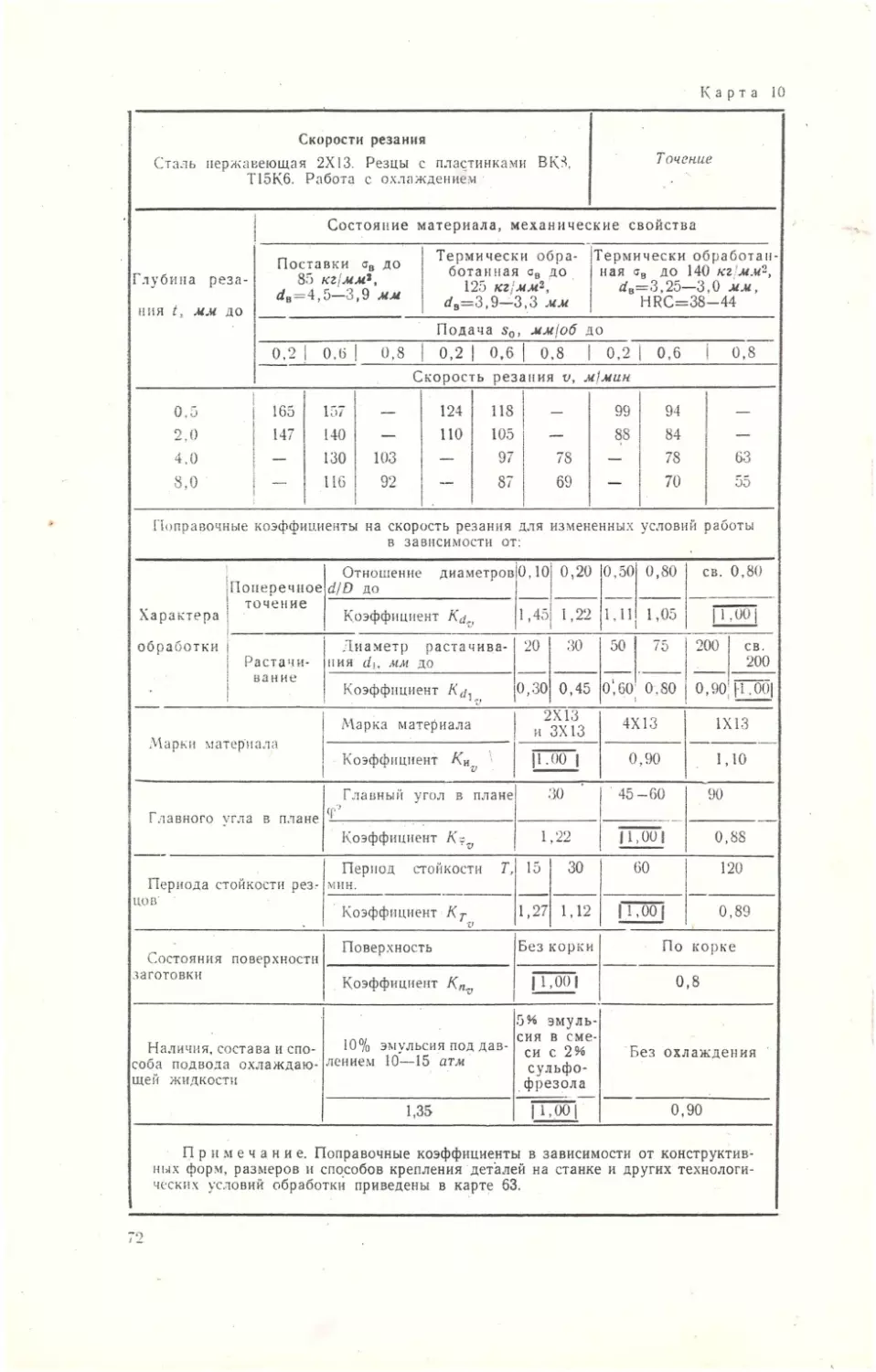
Поправочные коэффициенты на скорость резания при наружном то-
чении в зависимости от размеров и конструктивных форм деталей, спо-
соба установки и крепления их на станке, типоразмеров станков и дру-
гих факторов, определяющих жесткость технологической системы СИД,
даны в специальных картах (63, 127).
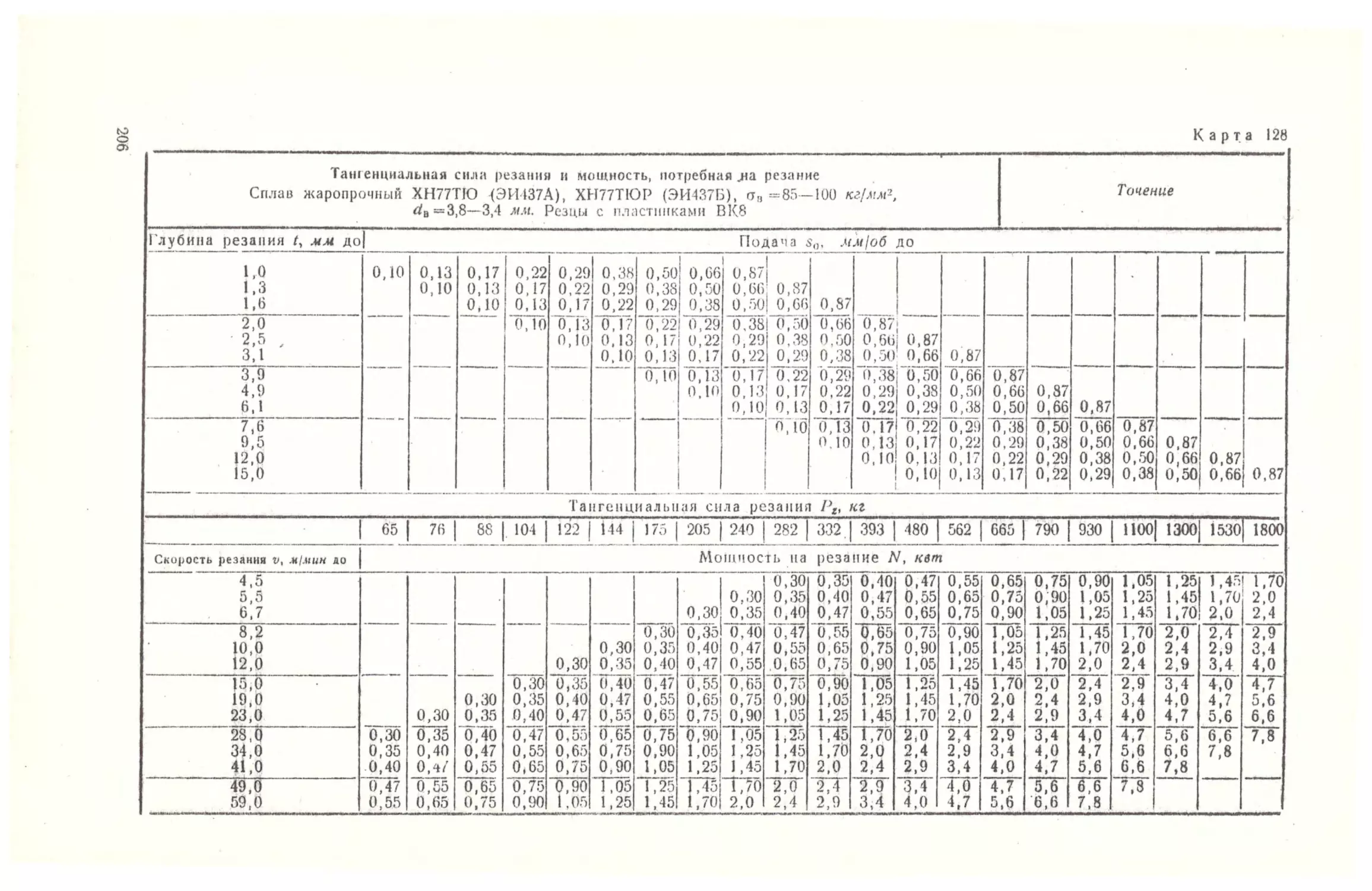
В настоящей работе экспериментальным путем определены состав-
ляющая усилия резания Рz (тангенциальная) для точения и двойной
крутящий момент 2Л4кр для сверления. Эти данные ,необходимы для
подсчета мощности, потребной для осуществления процесса резания.
Общий вид формул, полученных экспериментальным путем, еле*
дующий:
а) тангенциальная составляющая силы резания (Р2).
р _
Значения коэффициента Cpz- и показателей степени xpz, ypz, Zpz
приведены в’табл. 11, 12, 13 и соответствуют работе резцом с главным
углом в плане <р=45° при затуплении резца б3 =0,5 мм.
При работе острым резцом значение Ср рдрдует умножить на
/<=0,75; '
б) осевая составляющая силы резания (Pz).
При обработке жаропрочных сталей и сплаве® /\=(0,2—0,4) Рг.
При обработке титановых сплавов /)д.='(0,2—
в) двойной крутящий момент (2AfKp).
2ЖКО = СМ .
КР мкр
Выбранный режим резания должен соответствовать кинематиче-’
ским и динамическим возможностям станка. Он должен удовлетворять
следующим условиям:
a) N<N3;
б) 2Л4кр < 2М
где N — мощность, потребная на резание, кет (определяется по картам
нормативов в соответствующих разделах);
13
— эффективная мощность на шпинделе станка, кет (определяет-
ся по паспорту);
2ЛТкр — двойной крутящий момент при резании,. кгм\
2Л4СТ— двойной крутящий момент на шпинделе, допускаемый станком
по прочности механизма или мощности электродвигателя (оп-
ределяется по паспорту), кгм.
Если выбранный режим не отвечает указанным условиям, необхо-
димо установленную по нормативам величину скорости резания пони-
зить соответственно величине, допускаемой мощностью и крутящим мо-
ментом станка.
При расчете карт режимов резания табличные значения отдельных
параметров режимов — скорости и сил резания, мощности — были оп-
ределены для средних значений принятых факторов (подача, глубина
резания и др.).
Интервалы между табличными значениями режимов резания уста-
новлены в пределах 12% по скоро:ти резания и 20% по силам резания,
крутящим моментам и мощности/Установленные пределы обеспечивают
возможность пользования нормативами без интерполирования.
8. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО)
ВРЕМЕНИ
Основное (технологическое) время на переход при точении, раста-
чивании, сверлении, зенкеровании и развертывании определяется по
формуле
где L—длина пути, проходимого инструментом в направлении подачи,
мм\
I — длина обрабатываемой поверхности, мм;
1\—грдичина врезания и перебега инструмента, рассчитываемая
исходя из конструкции режущих элементов инструмента, вида
и условий обработки (см. приложение 1);
/2— дополнительная длина на взятие пробной стружки (см. прило
жение 2); -
sM— подача инструмента за одну минуту, мм;
$0—подача инструмента за один оборот;
п — число оборотов шпинделя в минуту;
i — число проходов.
Число оборотов в зависимости от диаметра обрабатываемой поверх-
ности детали и выбранной расчетной скорости резания устанавливается
по приложению 3. Более точно оно может быть подсчитано по формуле
где v — расчетная скорость резания, м!мин;
D— диаметр обрабатываемой поверхности (при подрезке торцов,
обработке конических поверхностей или одновременной обра-
ботке ступенчатых поверхностей величина D принимается по
наибольшему диаметру), мм.
14
9. ПРИМЕРЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И ОСНОВНОГО
( Т EX Н О Л О Г И Ч Е С КО ГО) В Р ЕМ Е Н И
ПРИМЕР № 1
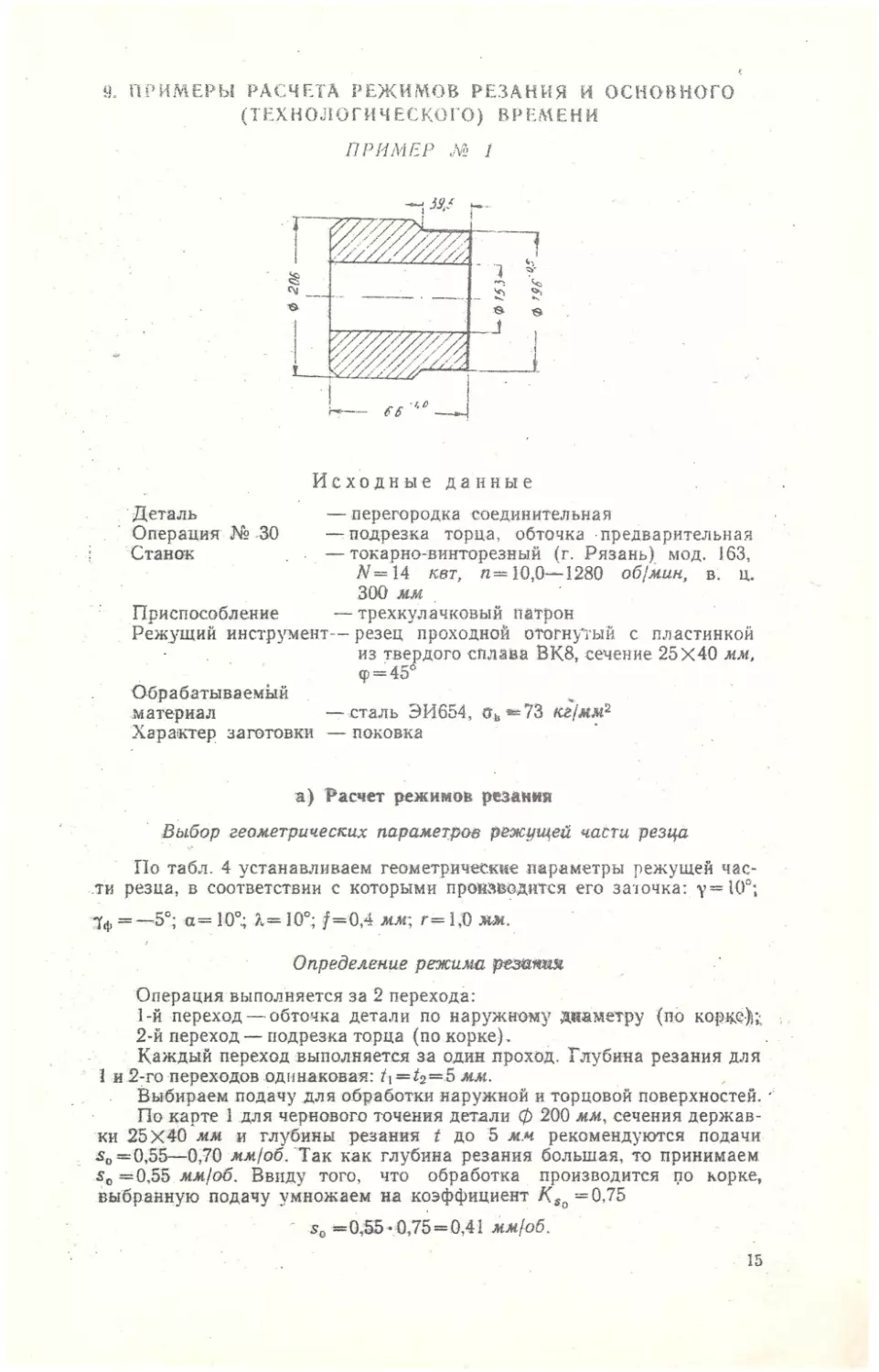
Исходныеда иные
Деталь —перегородка соединительная
Операция № 30 —подрезка торца, обточка предварительная
Станок —токарно-винторезный (г. Рязань) мод. 163,
#=14 кет, п—10,0—1280 об!мин, в. ц.
300 мм
Приспособление —трехкулачковый патрон
Режущий инструмент— резец проходной отогнутый с пластинкой
из твердого сплава ВК8, сечение 25X40 мм,
<р = 45°
Обрабатываемый
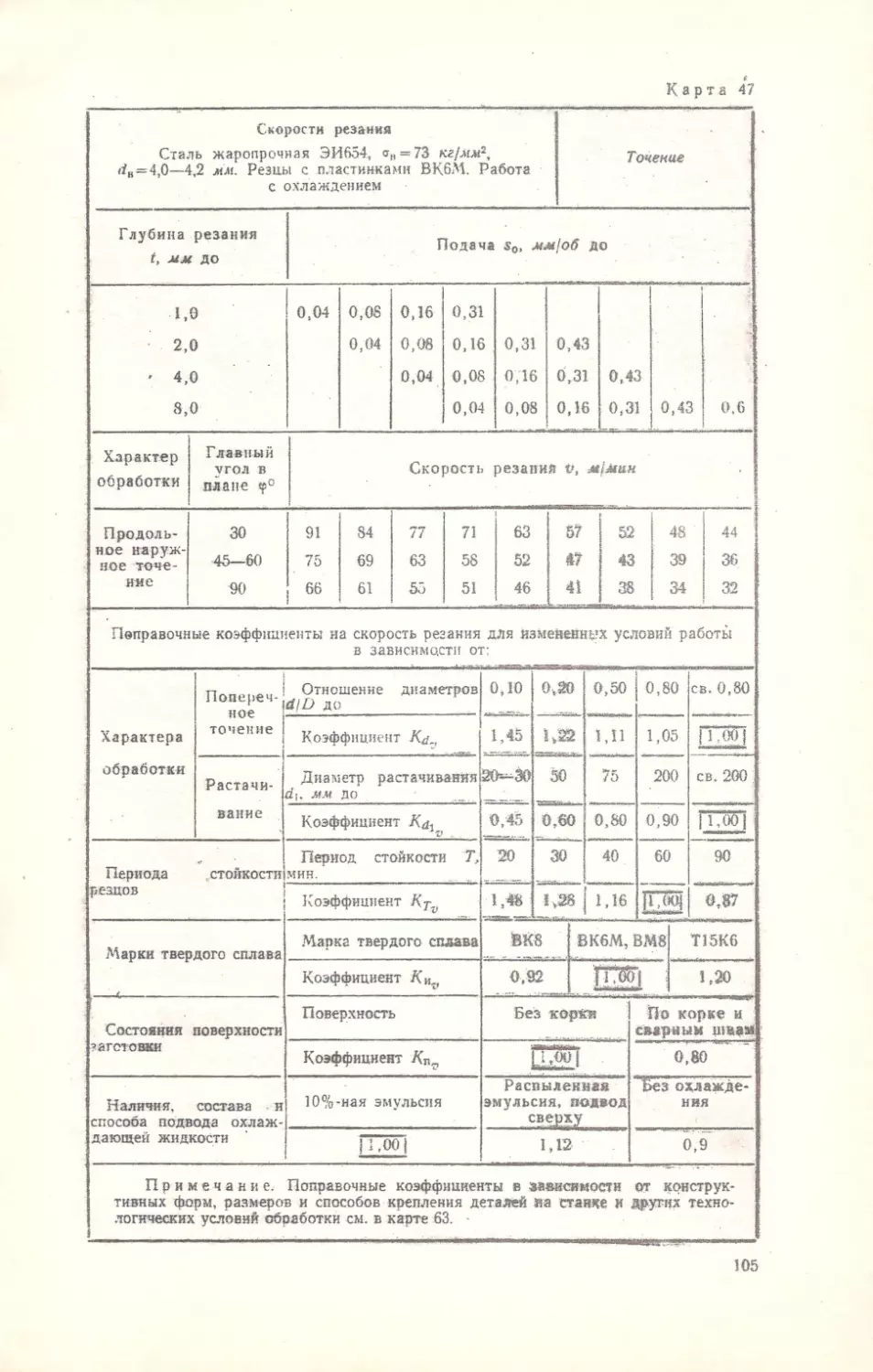
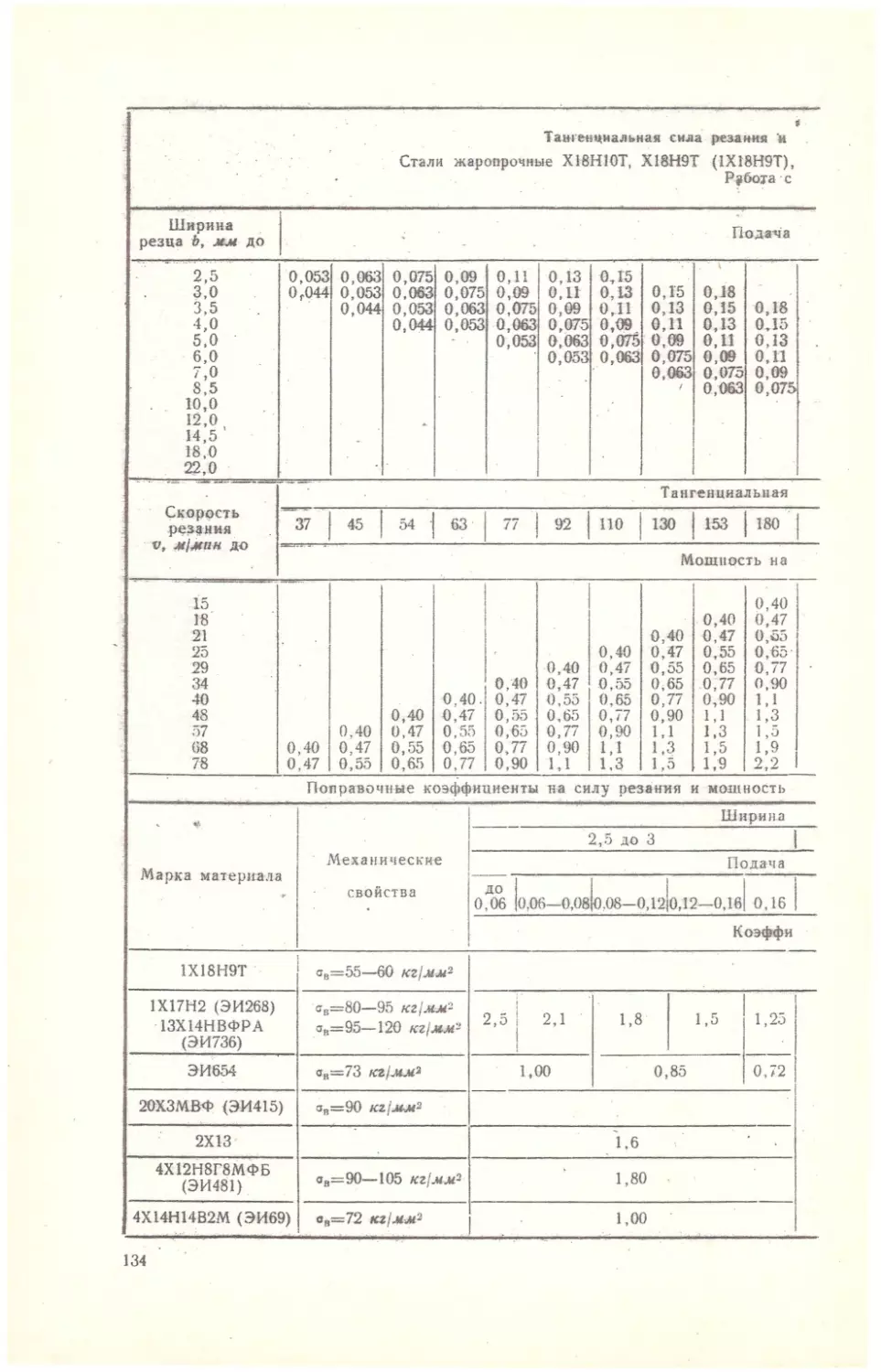
материал —сталь ЭИ654, ои = 73 кг/мм2
Характер заготовки — поковка
а) Расчет режимов резания
Выбор геометрических параметров режущей части резца
По табл. 4 устанавливаем геометрические параметры режущей час-
ти резца, в соответствии с которыми производится его заточка: у =10°;
7Ф =—5°; <х= 10°; ?„= 10°; /=0,4 мм-, г= 1,0 мм.
Определение режима резания
Операция выполняется за 2 перехода:
1-й переход — обточка детали по наружному диаметру (по коркс)Гь
2-й переход — подрезка торца (по корке).
Каждый переход выполняется за один проход. Глубина резания для
1 и 2-го переходов одинаковая: t\ =t2=5 мм.
Выбираем подачу для обработки наружной и торцовой поверхностей. •
По карте 1 для чернового точения детали ф 200 мм, сечения держав-
ки 25X40 мм и глубины резания t до 5 мм рекомендуются подачи
до=0,55—0,70 мм! об. Так как глубина резания большая, то принимаем
so =0,55 мм]об. Ввиду того, что обработка производится по корке,
выбранную подачу умножаем на коэффициент #So=0.75
s0 =0,55 • 0,75 = 0,41 мм/об.
15
По карте 2 определяем подачу в зависимости от заданной чистоты
обработанной поверхности. Для стали ЭИ654 = 4.0—4,2 мм (ов~
= 73 кг/мм2), радиус при вершине резца г= 1,0 мм, для чистоты обра-
ботанной поверхности V 4 рекомендуется подача
so = 0,48 мм/об,
с учетом обработки по корке
= 0,48 • 0,75=0,36 мм)об.
Принимаем для обоих переходов меньшее значение из двух подач:
s0 = 0,36• мм/об. Корректируем выбранную подачу по паспортным дан-
ным станка:
s0 =0,36 мм!об — при продольном точении;
s0 =0,34 мм!об — при поперечном точении.
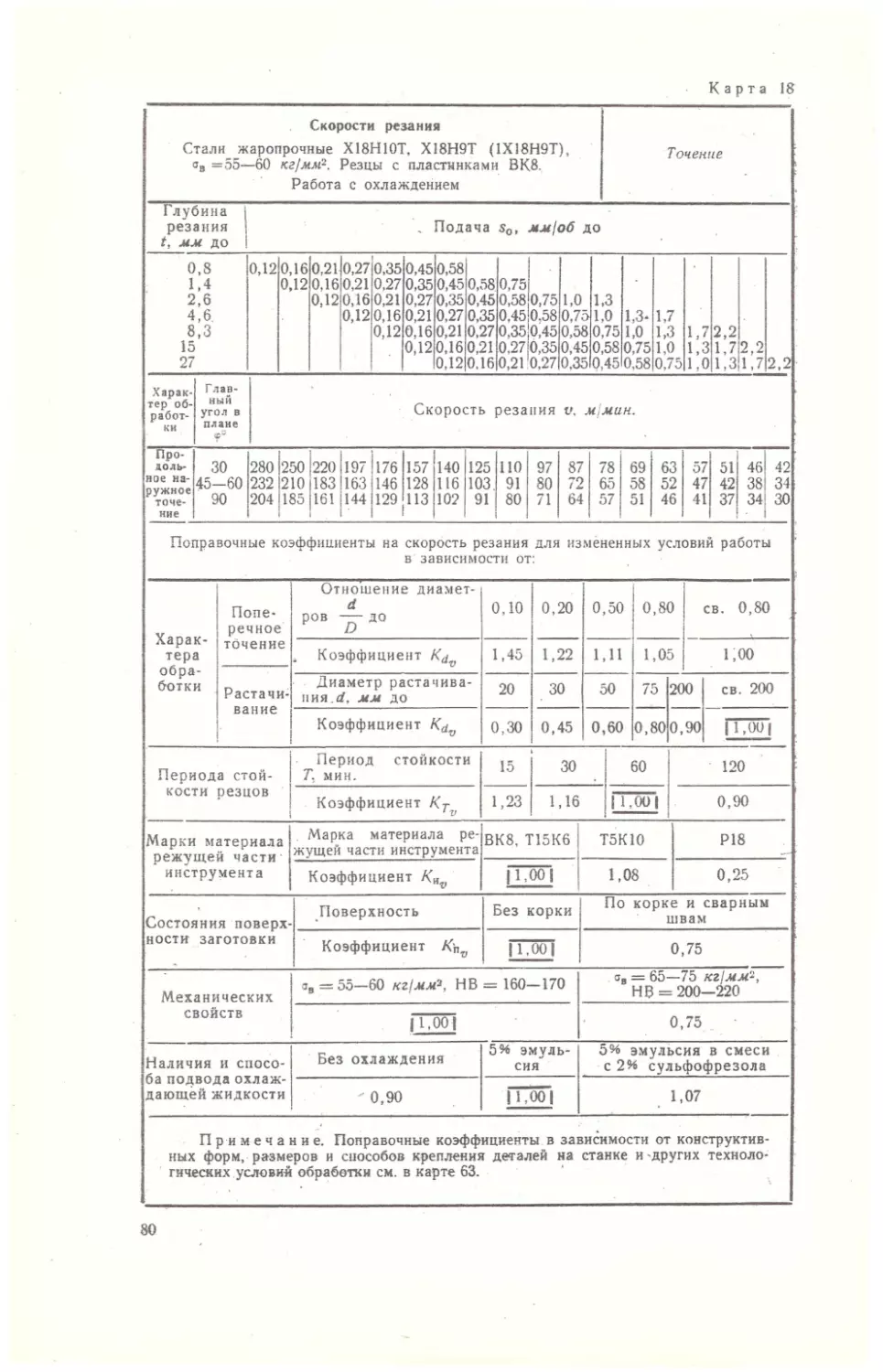
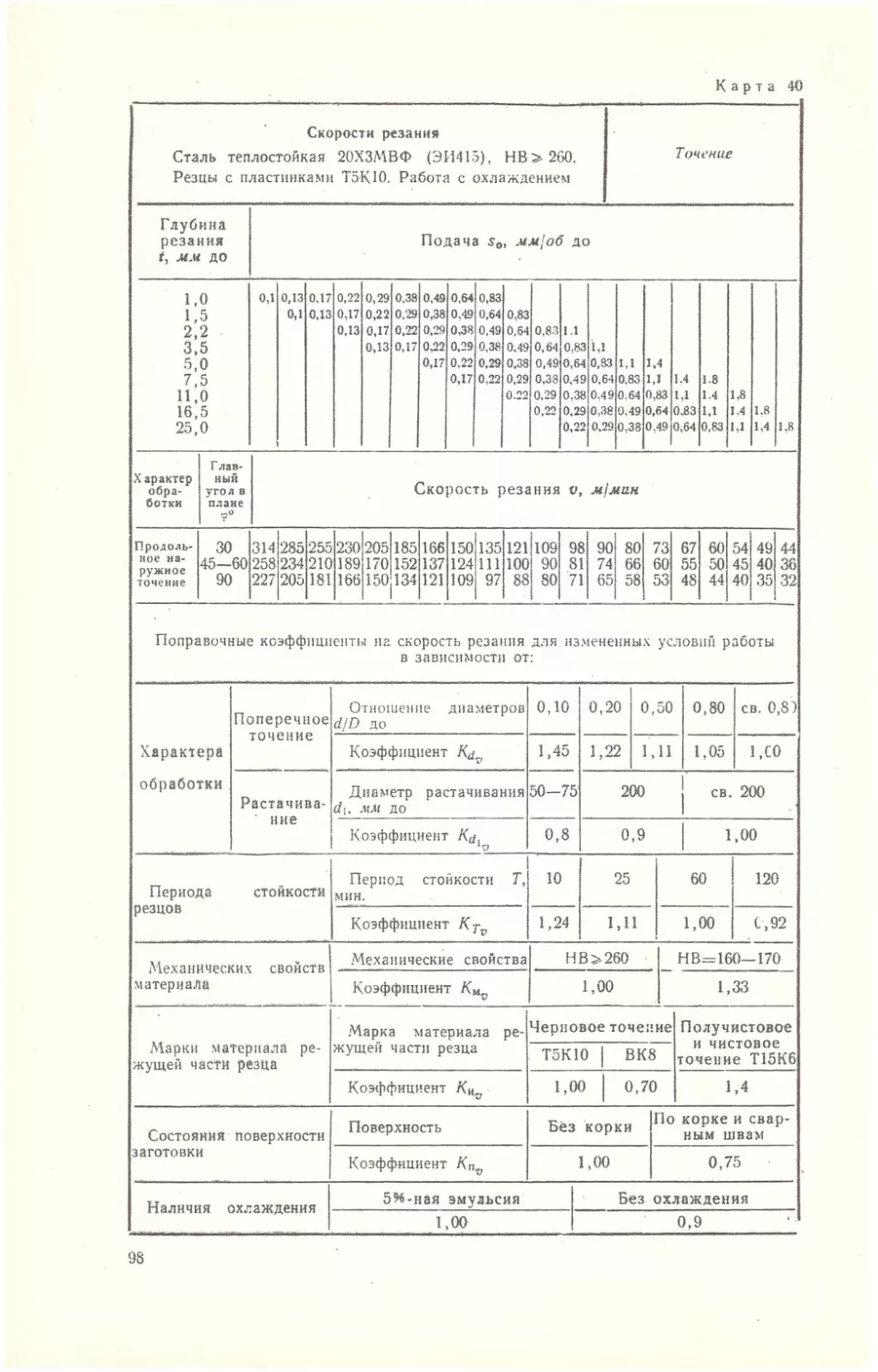
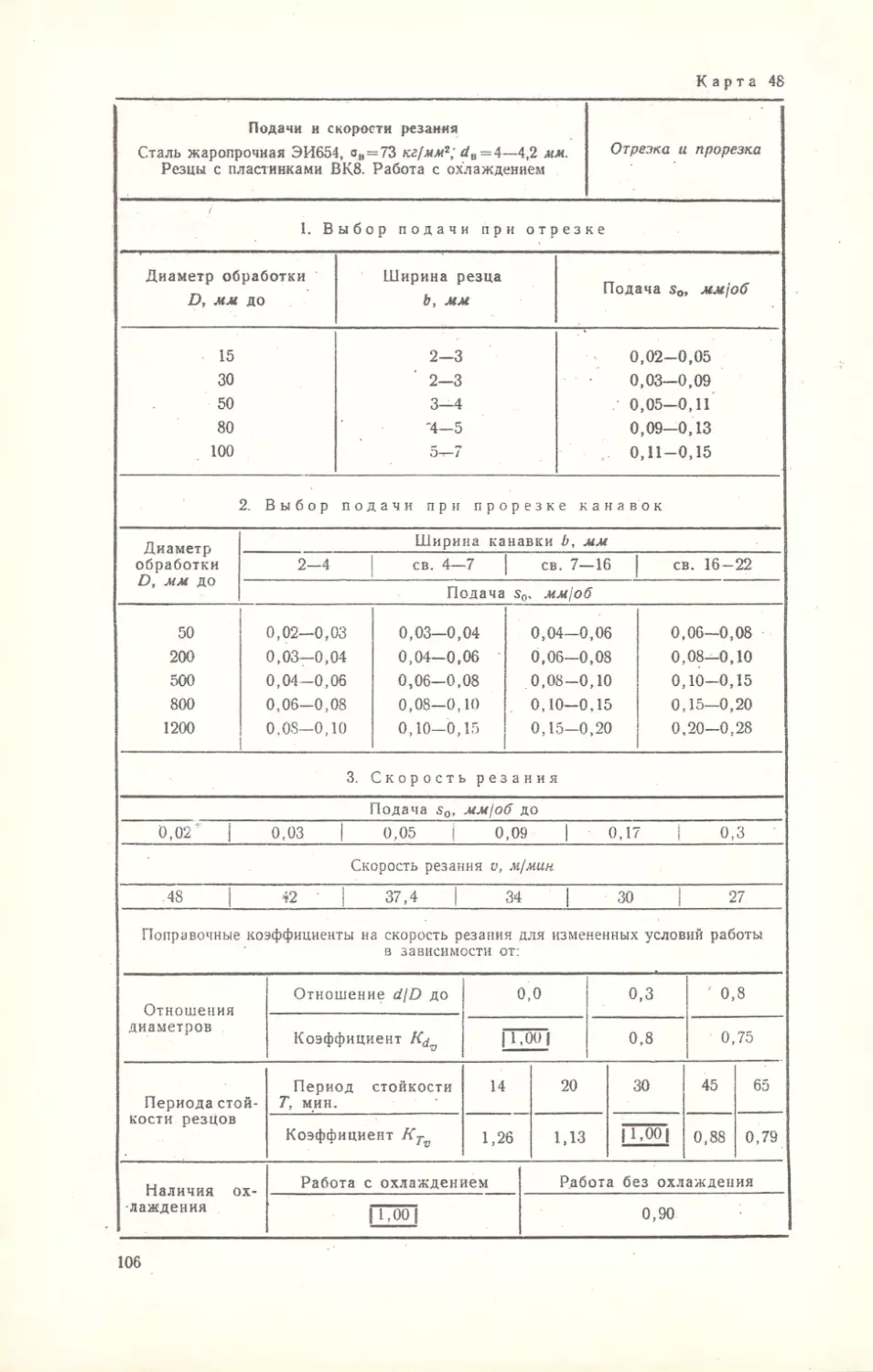
По карте 47 определяем скорость резания.
1-й переход
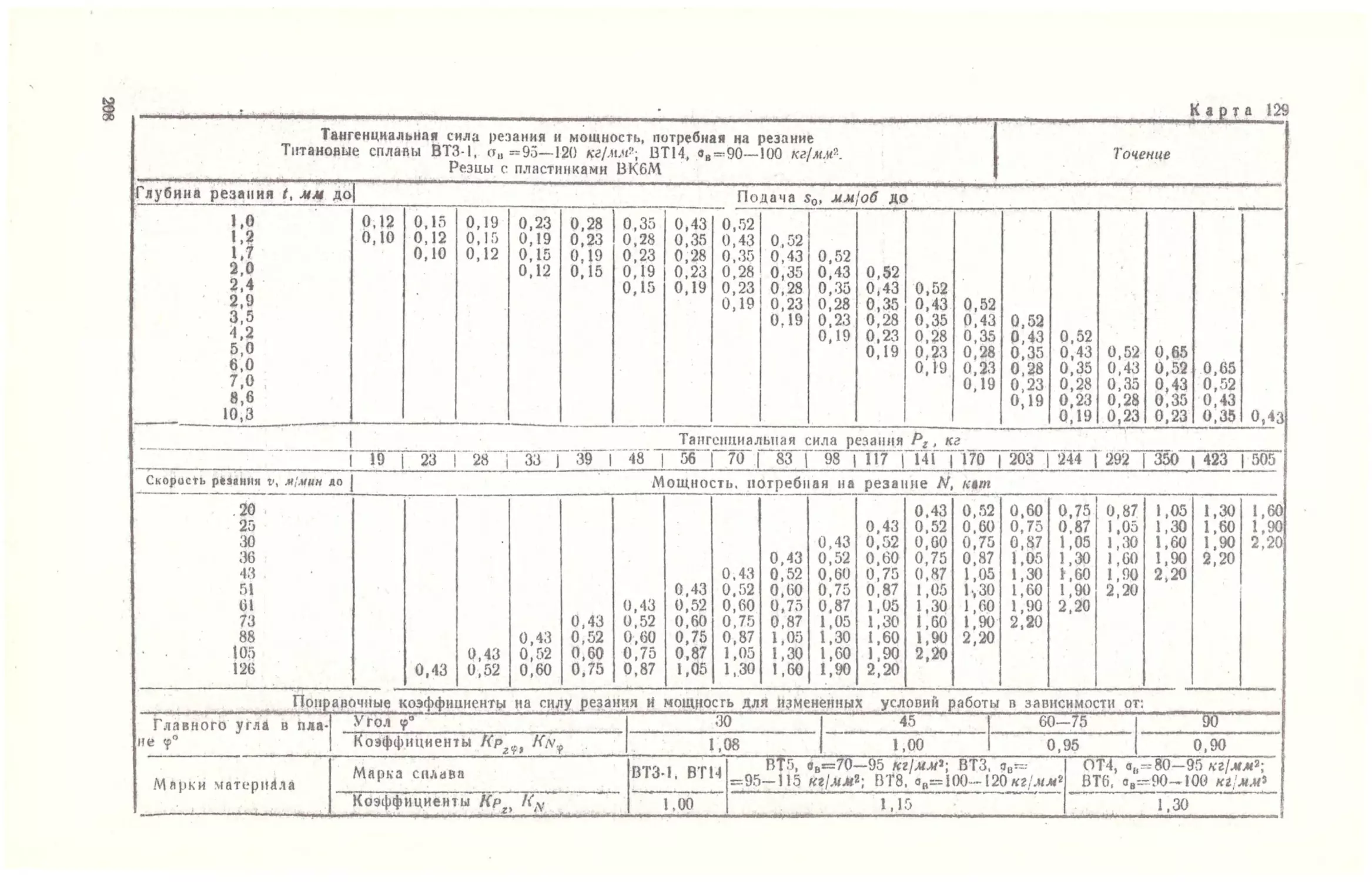
При глубине резания t до 8,0 мм, подаче so до 0,43 мм, главном угле в
плане ф = 45° скорость резания t» = 39 м/мин. В той же карте находим по-
правочные коэффициенты на скорость резания в зависимости от марки
материала, режущей части инструмента (для ВК8 К =0,92). состояния
поверхности заготовки (работа по корке =0,80). Скорость резания,
принимаемая в расчет для 1-го перехода, равна:
0 = 39-0,92-0,8 = 28,7 м/мин.
2-й переход
При глубине резания /= до 8,0 мм, подаче so— до 0,43 мм, главном
\гле в плане <р = 45° скорость резания г = 39 м)мин. Здесь, кроме выше-
указанных коэффициентов, необходимо взять поправочный коэффициент
на скорость резания в зависимости от характера обработки, например
d 153 п „
для поперечного точения при отношении диаметров — = =0,79
коэффициент К^=1,05. Скорость резания для 2-го перехода равна:
v = 39 • 0,92 -0,8-1,05 = 30,2 м/мин.
По карте 63 определяем поправочный коэффициент на скорость ре-
зания в зависимости от жесткости технологической системы = 1,0.
Таким образом, скорость резания будет равна:
для 1-го перехода vj = 28,7 м!мин\
для 2-го перехода и2 = 30,2 м!мин.
По установленной скорости резания определяем чис io оборотов:
а) для 1-го перехода
WOOv, = 1WO.2S.7_ = о
1 «D 3,14-206
б) для 2-го перехода
= lOOto, = «»».?_ = 49 об мин
2 *D 3,14-196
По паспорту станка ближайшие числа оборотов равны 41 и
51 об)мин. Принимаем для 1-го перехода ni = 41 об!мин, для 2-го перехо-
да П2 = 51 об! мин.
16
Тогда фактическая скорость резания будет:
а) для 1-го перехода
=
ZiD «1 _ 3,14-206-41
1000 “ 1000
= 26,5 м[мин\
б) для 2-го перехода
к D па
1000
3,14 • 196 - 51
1000
= 31,3 м^мин.
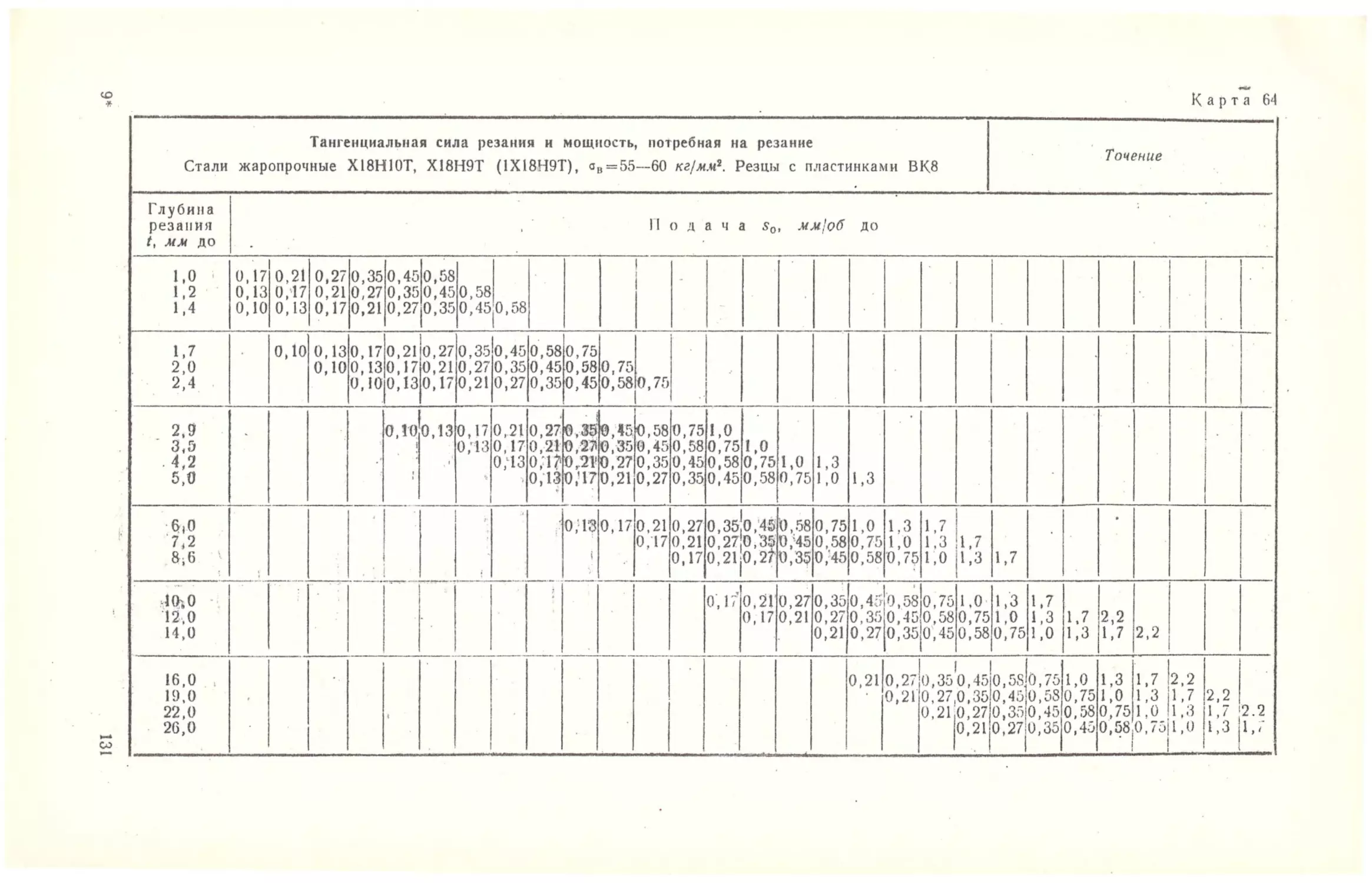
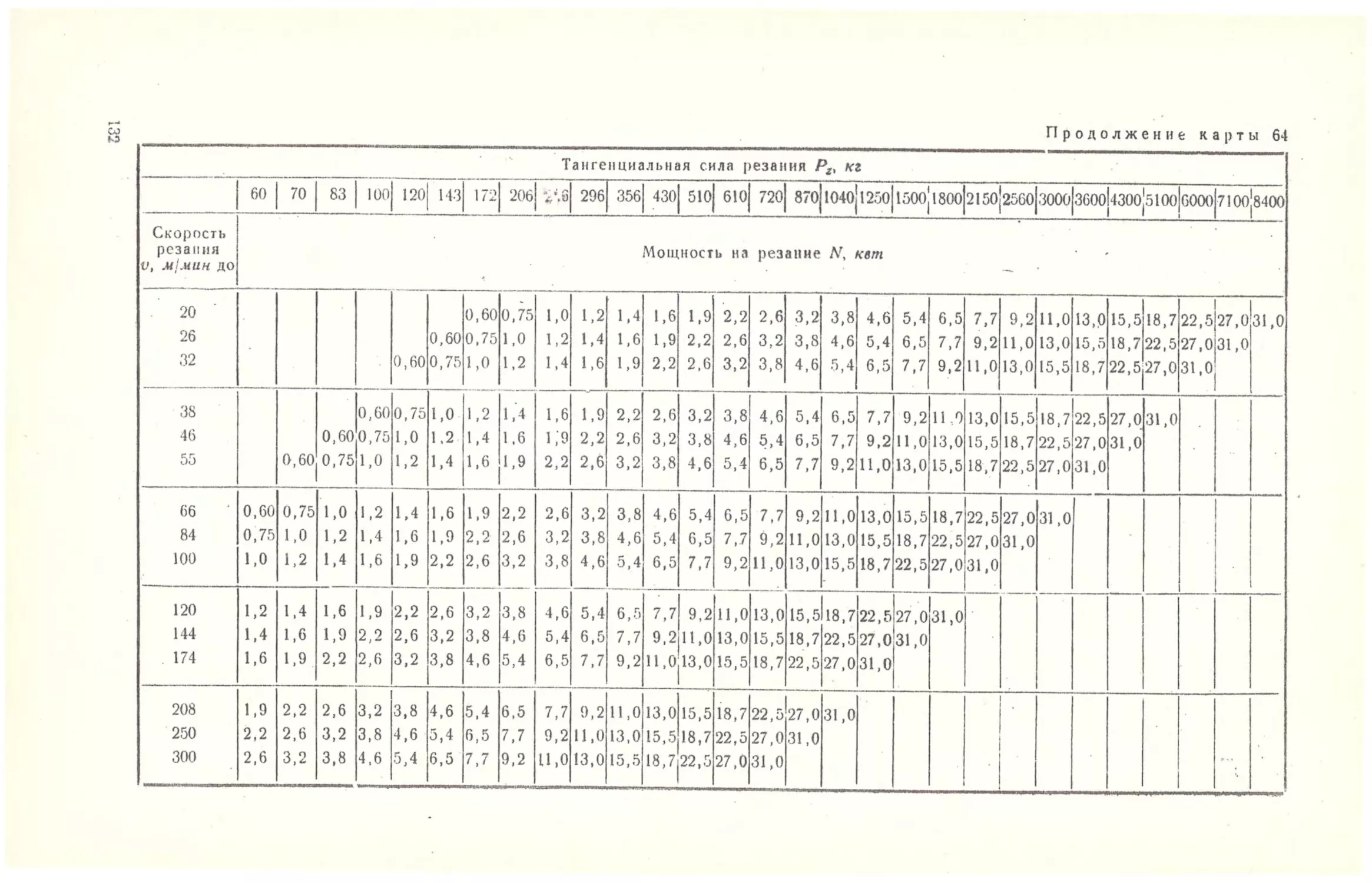
Проверяем выбранный режим резания по мощности ст а кар-
те 64 для стали Х18Н9Т и Х18Н10Т при глубине резания t до 5,0’лмг, ско-
рости резания v до 32 м!мин, подаче $0 до 0,45 мм!об (F-ifc переход)
мощность, требуемая для резания, равна Л" = 3,2 кет; при t до 5,0. мм,
v до 32 м/мин и s0 до 0,35 мм)об (2-й переход) мощность равна 2,6 кет.
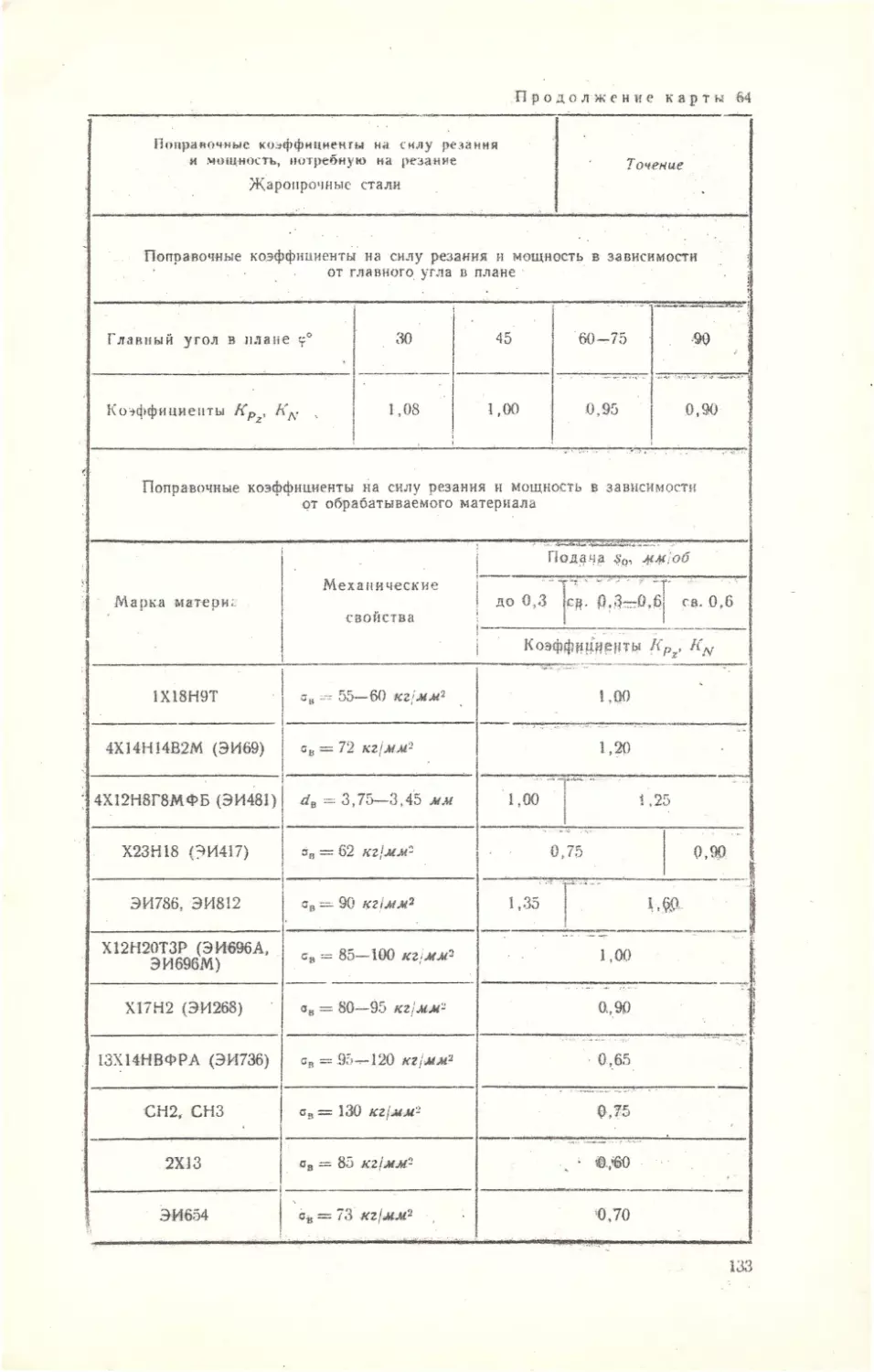
По этой же карте находим поправочный коэффициент на мощность в
зависимости от марки обрабатываемого материала.
Для стали ЭИ654 этот коэффициент равен 0,7. Тогда, с учетом попра-
вочного коэффициента, мощность, требуемая для резания, будет:
для 1-го перехода N = 3,2 • 0,7 = 2,24 кет;
Аля 2-го перехода N=2,6 -0,7= 1,82 кет.
Мощность станка* (N= 14 кет) значительно больше мощности, тре-
буемой для резания:* Следовательно, выбранный режим по мощности
осуществим.
б) Определение основного (технологического) времени
Согласно приложению 2 величина врезания и перебега для резца с
с углом в плане ср = 45° и глубиной резания t до 6 мм принимается рав-
ной 8 мм.
Основное (технологическое) время будет:
, х / -F 4 39,5-г8 n п
для 1-го перехода г01 =--------- = = 3,2 мин.;
1 Л1 s01 41 -0,36
о / 21,5 + 8 - 7
для 2-го перехода t0 = -------= —= 1, / мин.
51 < 0,34
j
Основное (технологическое) время на операцию равно:
То = £01 + г02 — 3,2 + 1,70 = 4,9 мин.
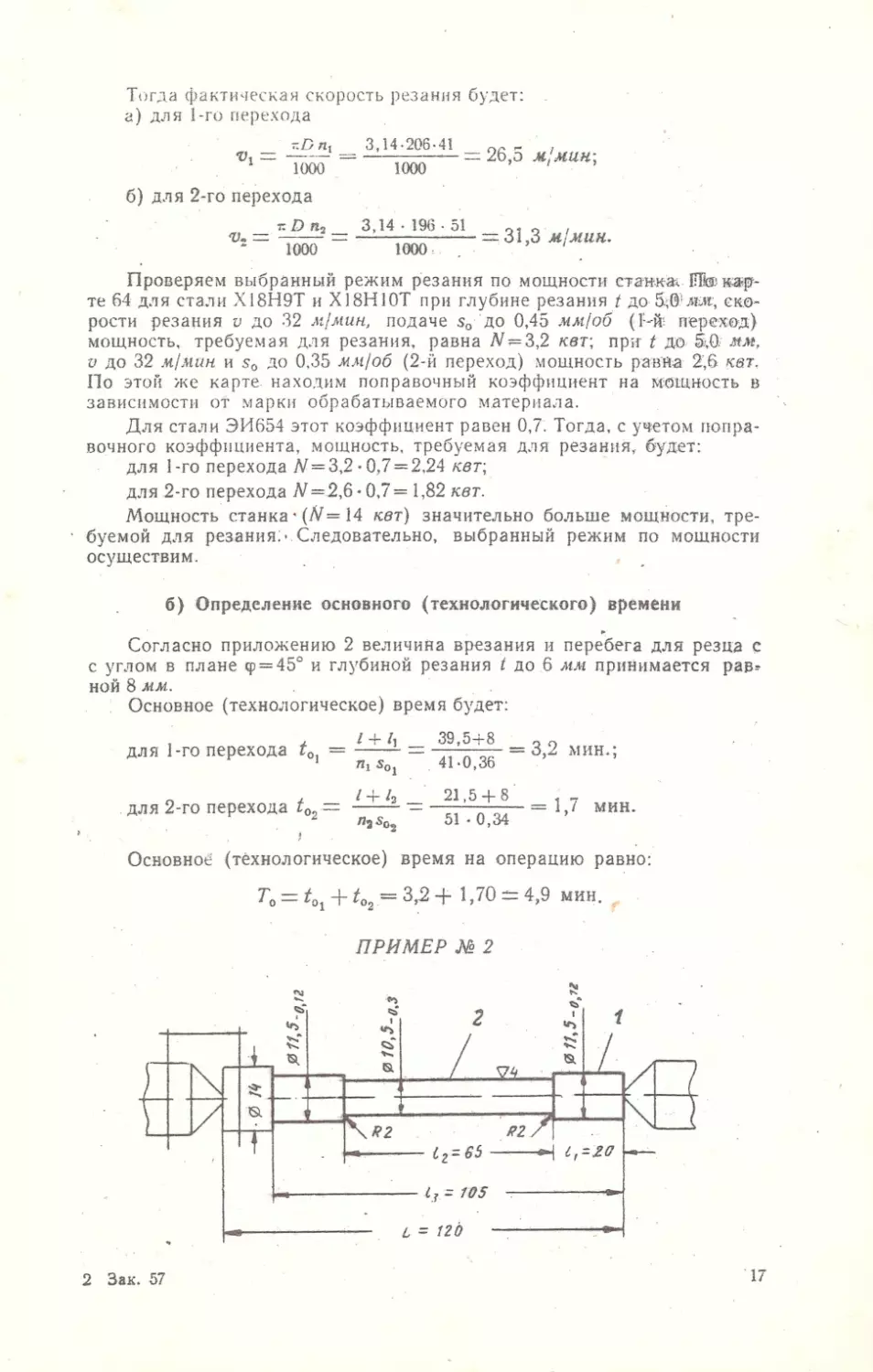
ПРИМЕР № 2
2 Зак. 57
17
Исходные данные
Деталь
Операция № 4
Станок
Приспособление
Режущий инструмент
Обрабатываемый мате-
риал
Характер заготовки
— ось
— токарная
— токарно-винторезный мод. 1611, W =
= 4,5 кет, п = 56—2500 об!мин, в. ц.
125 мм, цена деления лимба —0,05 мм
— центра, хомутик
— резец подрезной с пластинкой из твер-
дого сплава Т15К6, сечение 16x25 мм,
Ф=90°
— сталь Х18Н9Т (1Х18Н9Т), ав-
= 55 кг)мм2
— пруток 0 14 X 120 мм
а) Расчет режимов резания
Выбор геометрических параметров режущей части резца
По табл. 4 устанавливаем геометрические параметры режущей час-
ти резца, в соответствии с которыми производится его заточка: 7 =10°;
7ф =_5°; [ = 0,6 мм; а=12°; к=0°;г = 2мм.
Определение режима резания
Операция выполняется за два перехода:
1-й переход — обточка поверхности 1 до 0 11,5 мм;
2-й переход — обточка поверхности 2 до 0 10,5 мм.
Каждый переход выполняется за один проход.
Глубина резания для 1-го перехода /1 = 1,25 мм, для 2-го перехода
/2 = 0,5 мм.
По карте 1 для чернового точения детали 0 до 20 мм, при сечении
державки 16x25 мм, глубине резания t до 2 мм рекомендуется подача
s0 = 0,2—^,3 мм/об. Учитывая небольшое значение глубины резания,
принимаем $0 =0,3 мм/об.
По карте 2 определяем подачу в зависимости от заданной чистоты
обработанной поверхности. Для стали 1Х18Н9Т oR =55 кг/мм2, радиус
при вершине резца г = 2 мм, для чистоты обработанной поверхности
V 5 (1-й переход.) рекомендуется подача $о = 0,26 мм/об, для чистоты
обработанной поверхности V 4 (2-й переход) рекомендуется подача
s0 =0,47 мм/об.
Выбираем подачу, обеспечивающую заданную точность обработан-
ной поверхности в зависимости от жесткости технологической системы.
1-й переход
Так как обработанная в первом переходе деталь представляет со-
бой ступенчатый валик, определяем условный диаметр детали:
11,8 мм.
1S
По карте 3 для 0 11,5С4, чистоты V 5, £=120 мм, ^ = 1,25 мм,
L 120 „
——=----------=10 погрешность, допускаемая упругой деформацией си-
£>уСЛ И,8
стемы с учетом глубины резания, равна:
^Усист- 26^ 1’5==39 МК'
По карте 5 определяем податливость (разность податливостей) тех-
нологической системы.
Т L 120 1П /3 105 Q „ .
Для —— = —— = 10 , —— = —— =9 и начала ооработки
£}усл 11,0 ^усл 11,8
0,0£ податливость для станков с наибольшим диаметром обрабатывае-
мой детали 400 мм (<)Снст составляет 1,88 мк/кг. Для станков с наиболь-
шим диаметром обрабатываемой детали 250 мм, К —0,95:
“сист = 1,88 X 0,95 = 1,78 мк^кг.
По известной глубине резания и ДУсист определяем уточнение:
2^-= 32,1.
39
е=-А_
хсист
По карте 6 по сосист = 1,78 мк/кг и с учетом главного угла в плане
<р = 90°, е = 32,1 Х0,5 = 16,1 определяем подачу: s0 =0,15 мм!об.
Принимаем для первого перехода меньшее значение из трех подач:
sOi =0,15 мм!об.
2-й переход
Определяем условный диаметр детали
/11,52Х 20-7-10,53X654-11,5^X20+ 142Х15^
20+654-204-15 ‘ ‘
. По карте 3 для 0 10,5Сз, чистоты V 4, £=120 мм, lz=_55 мм,
г2 = 0,5 мм,—-—=-----= 5,8 погрешность, допускаемая упругой деформа;.
^усл 11,3
цией системы с учетом глубины резания, равна:
Д =114X2,8 =316 мк.
Уснет z ’
По карте 5 для—-— = -2^_ = 10,5,—^— = —^—=5,8 и начала об-
и £>усл 11,3 Dycl 11,3 «"
20
работки ----£ = 0,16£ с учетом размера станка определяем:
120
“сист = 1,52 X 0,95 =1,44 мк[кг.
Уточнение
1 58.
316
По карте 6 для (освст = 1,44 мк!к.г, е= 1,58X0,5=0,8 подача s0 более
0,33 мм)об.
Таким образом, для второго перехода принимаем подачу sOj=
= 0,3 мм)об.
2*
19
Выбранные подачи сопоставляем с паспортными данными станка:
для 1-го перехода s01 =0,15 мм/об-,
для 2-го перехода s0, =0,29 мм!об.
По карте 18 определяем скорость резания.
1-й переход
Для наружного продольного точения стали в состоянии поставки, с
охлаждением, без корки, резцом с пластинкой из твердого сплава Т15К6,
<р=90°, при глубине резания до 1,4 мм и подаче до 0,16 мм/об скорость
резания 14= 161 м/мин.
2-й переход
Для t до 0,8 мм, s0 до 0,35 мм/об скорость резания v2=\29 м'мин.
По карте 63 определяем поплавочный коэффициент в зависимости
от жесткости технологической системы.
Поправочный коэффициент для стали 1Х18Н9Т Кс =0,2.
Таким образом,' скорость резания с учетом поправочного коэффи-
циента будет:
для 1-го перехода о, = 161 Х0,2=32,2 м/мин-,
для 2-го перехода 02=129x0,2 = 25,8 м/мин.
По установленной скорости резания определяем число оборотов.
Оно равно:
для 1-го перехода
1000 о, 1000 X 32,2. _ПЛ ,,
л =-------— —----——— — 790 об мин\
nDt 3,14X14
для 2-го перехода
1000 и, 1000X25,8 _ос
п, = —:—— =------——— = 785 об)мин,
2 я£>9 3,14X11,5
По паспорту станка ближайшее число оборотов л=930 об/мин.
Фактическая скорость резания после корректировки числа оборотов:
для 1-го перехода
_ _ ЗдаНХЯ _ м м
1 1000 1000
для 2-го перехода
r.Don 3,14X 11,5 x 930 О1 .
v-, — —— — ——————---------— 31 ммин.
1000 1000
Проверяем выбранный режим резания по мощности станка.
По карте 64 при обработке стали 1Х18Н9Т с t до 1,4 мм, s0 до
0,17 мм/об и v до 38 м/мин мощность на резание меньше 0,75 кет- при
/=до 1,0 мм, $0 =до 0,35 мм/об и и до 32 м/мин мощность на резание
также меньше 0,75 кет.
Согласно паспортным данным станка и с учетом его КПД N9 =
= 4,5X0,77 = 3,5 кет, то есть больше мощности, требуемой для резания.
Следовательно, установленный режим по мощности осуществим.
б) Определение основного (технологического) времени
Согласно приложению 1 величина врезания и перебега Ц для резца
с углом в плане гр=90° принимается равной 3—5 мм, средняя — 4 мм.
20
Обработка детали производится с установкой резца по лимбу со
взятием пробных стружек. Дополнительная длина на взятие пробной
стружки (приложение 2) при измерении штангенциркулем /^ = 5 мм.
Основное время на выполнение:
1-го перехода
°i.
_ 105 4-4 + 5
~ 930 x 0,15
= 0,82 мин.;
2-го перехода
65 + 4 + 5
930 X 0,29
= 0,28 мин.
Основное (технологическое) время на операцию равно:
Го = ^+<02 = 0,82 4-0,28 = 1,1 мин.
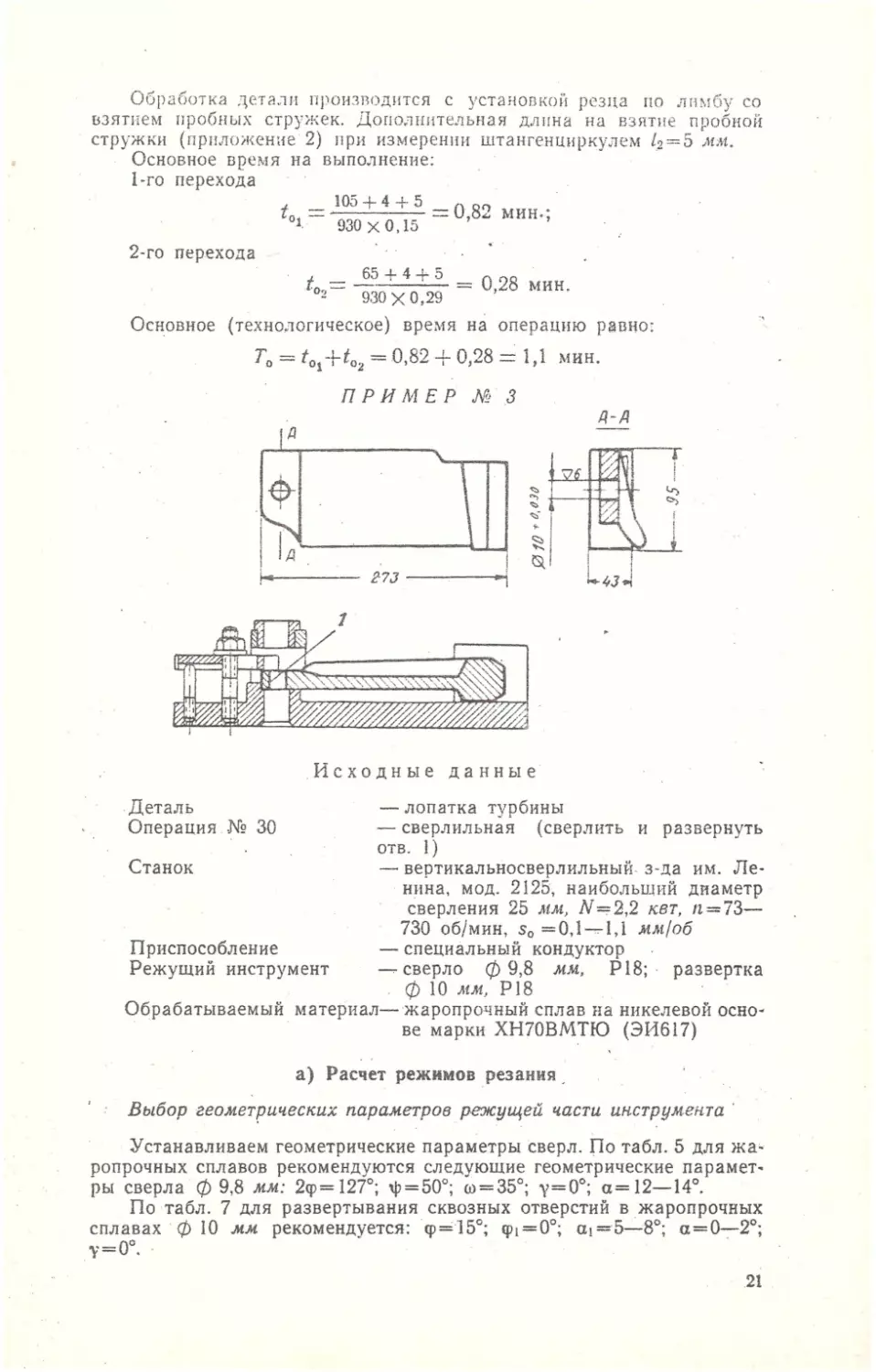
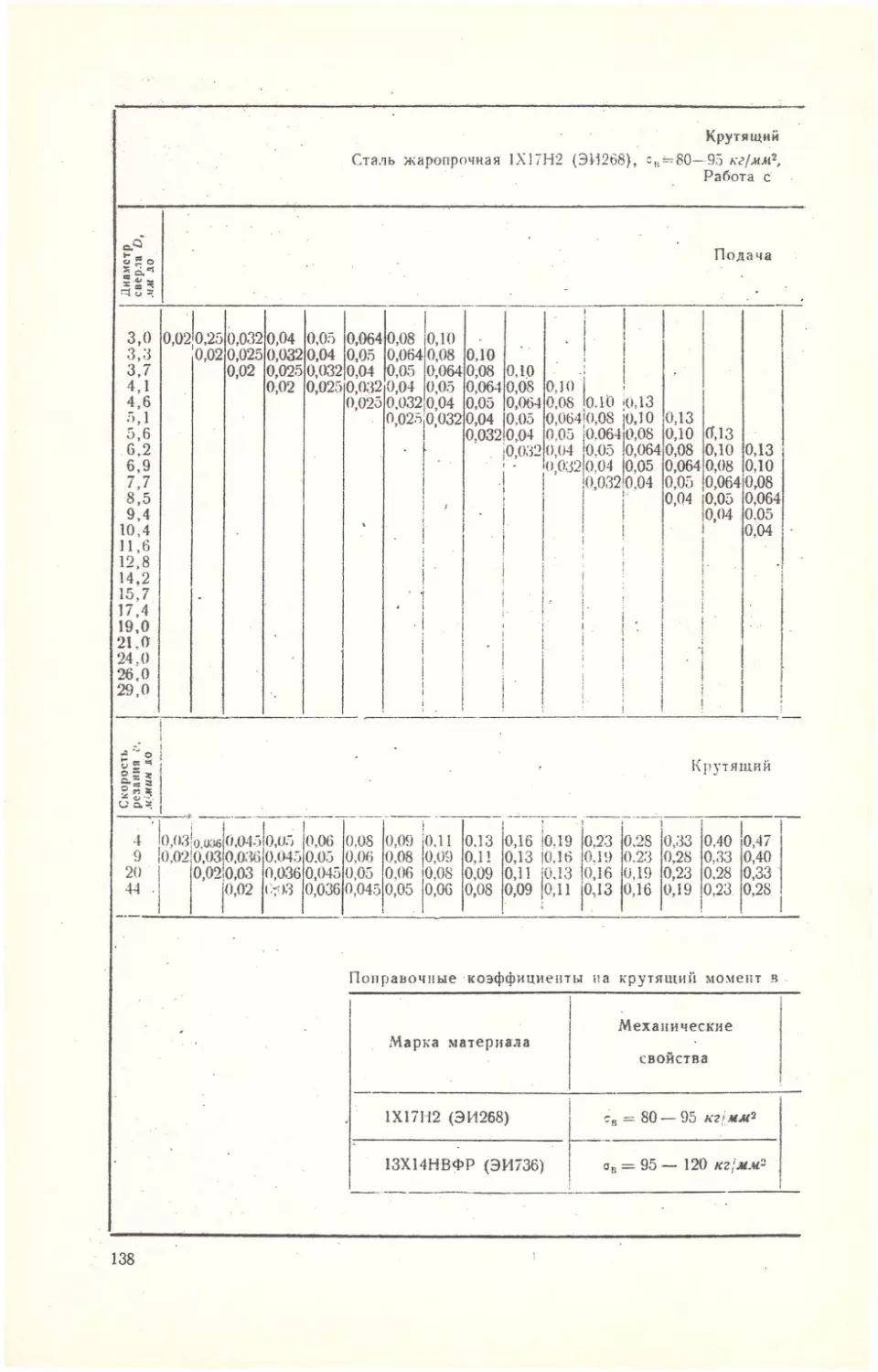
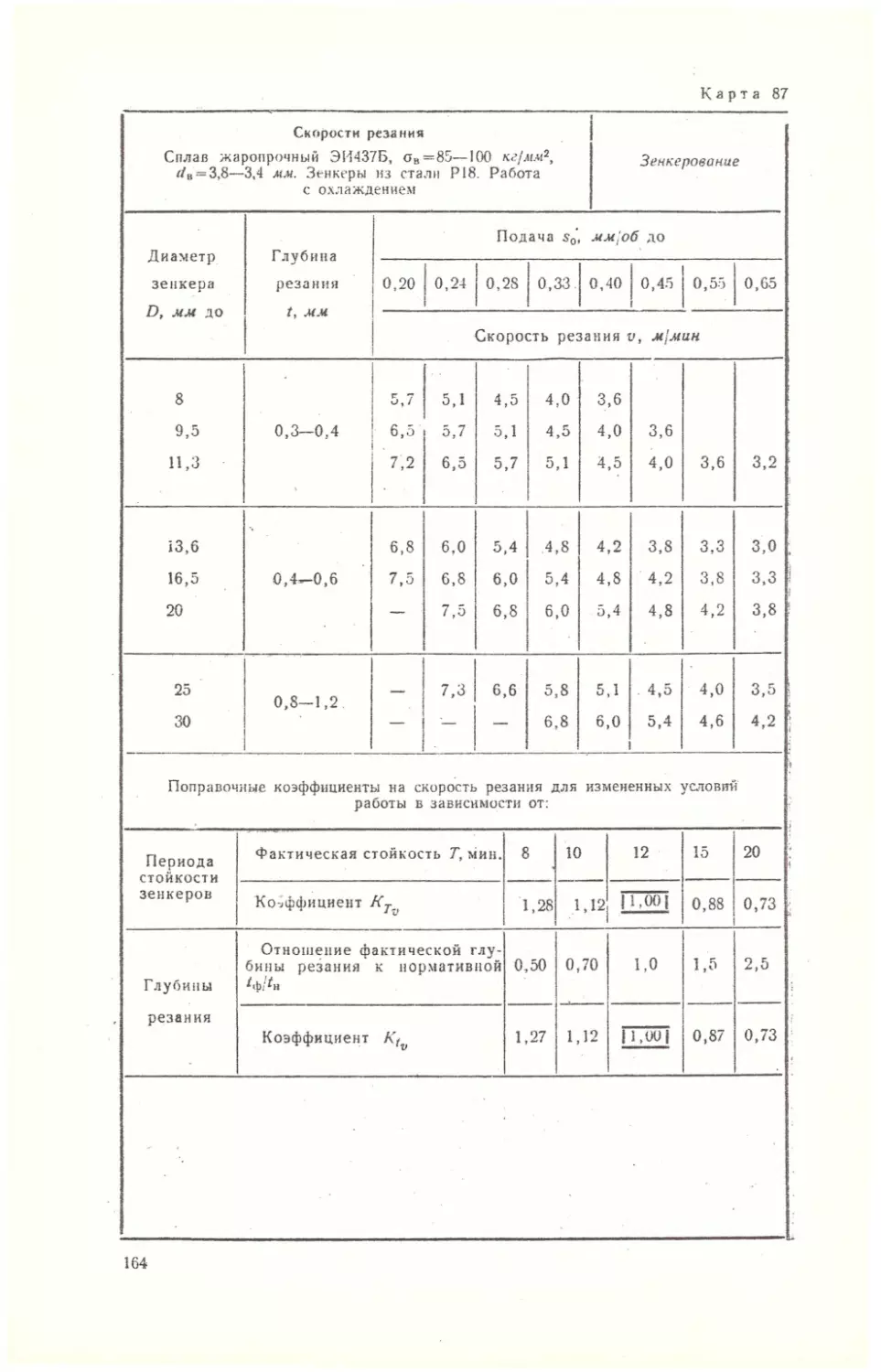
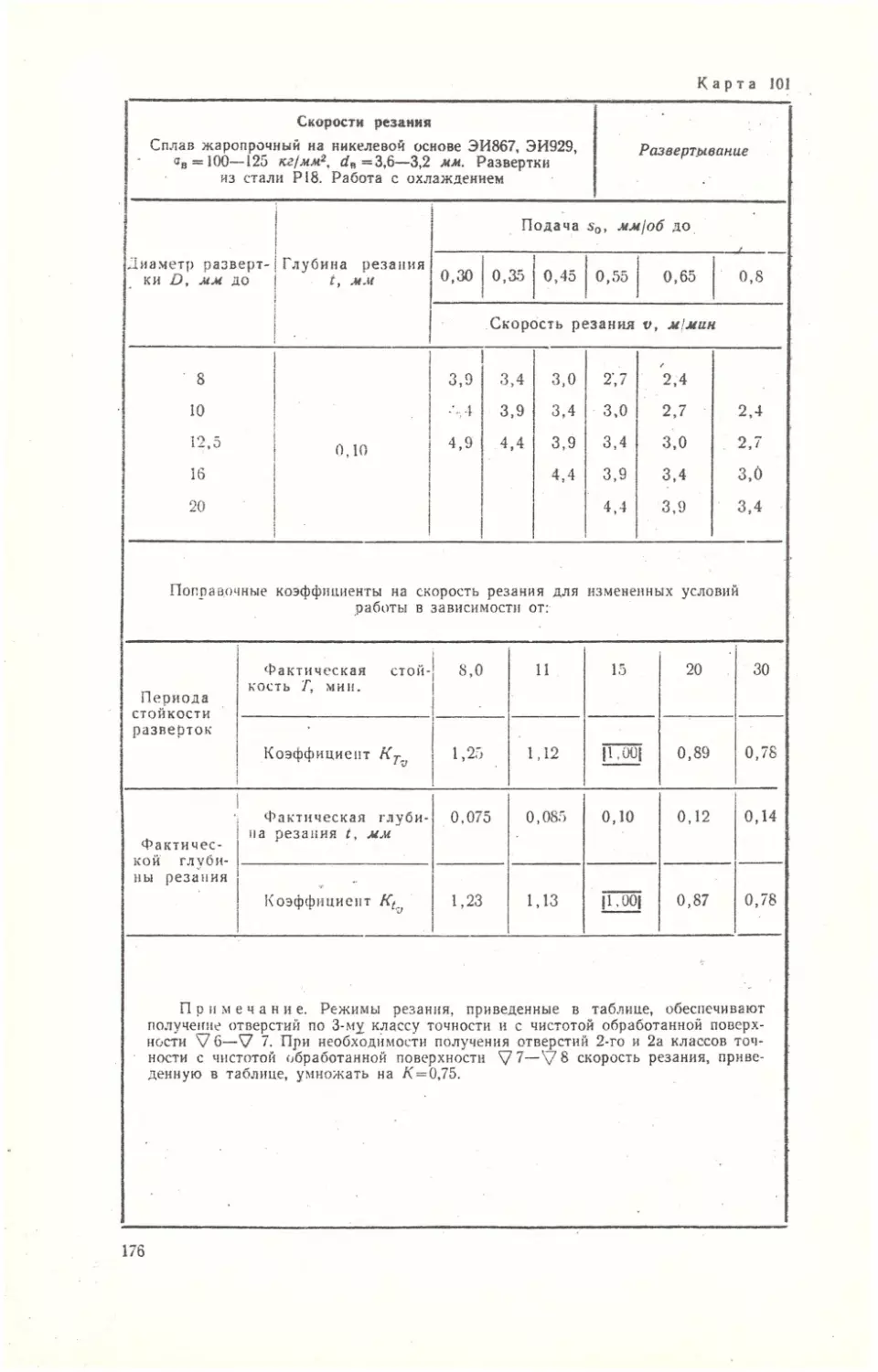
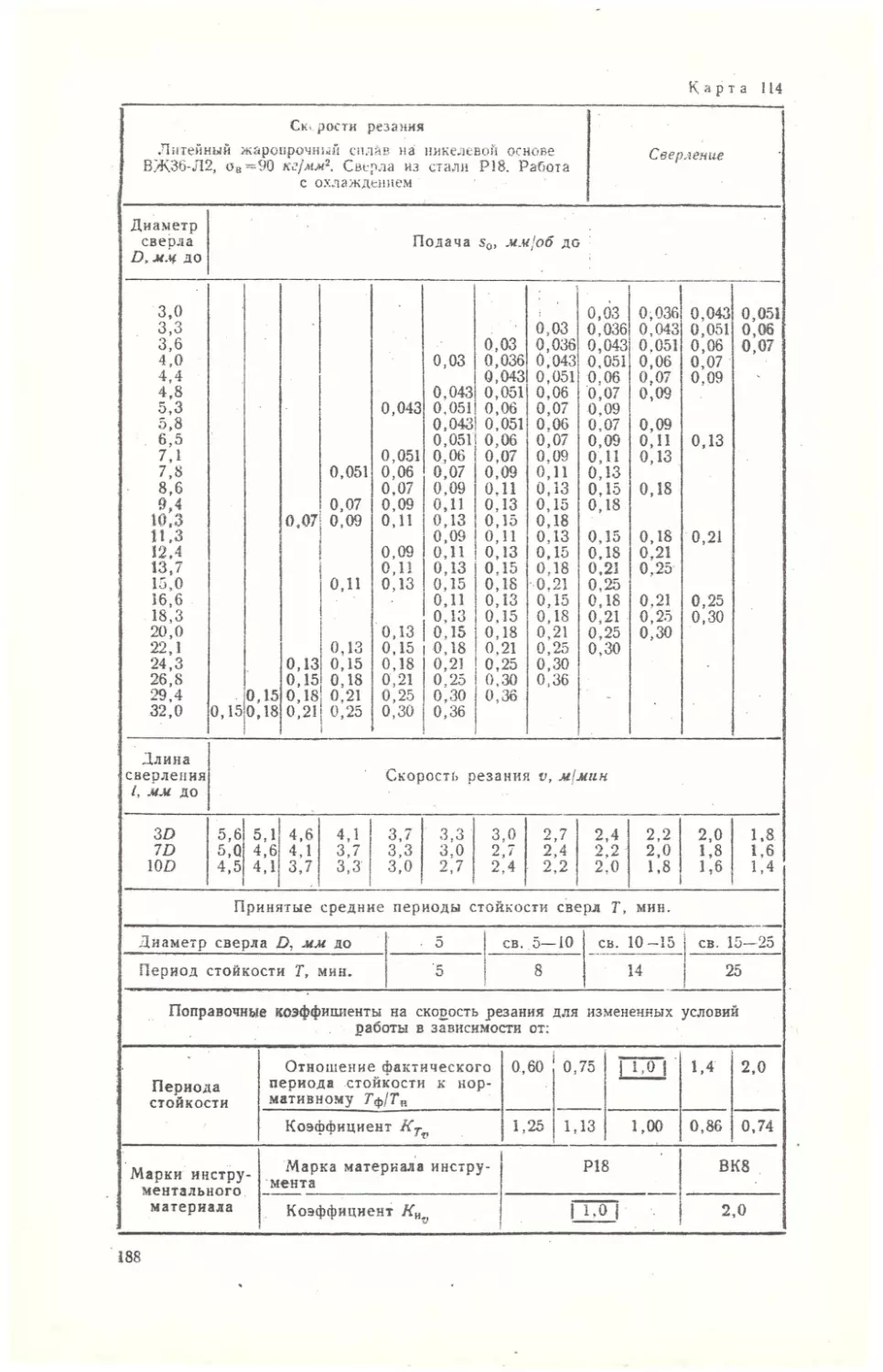
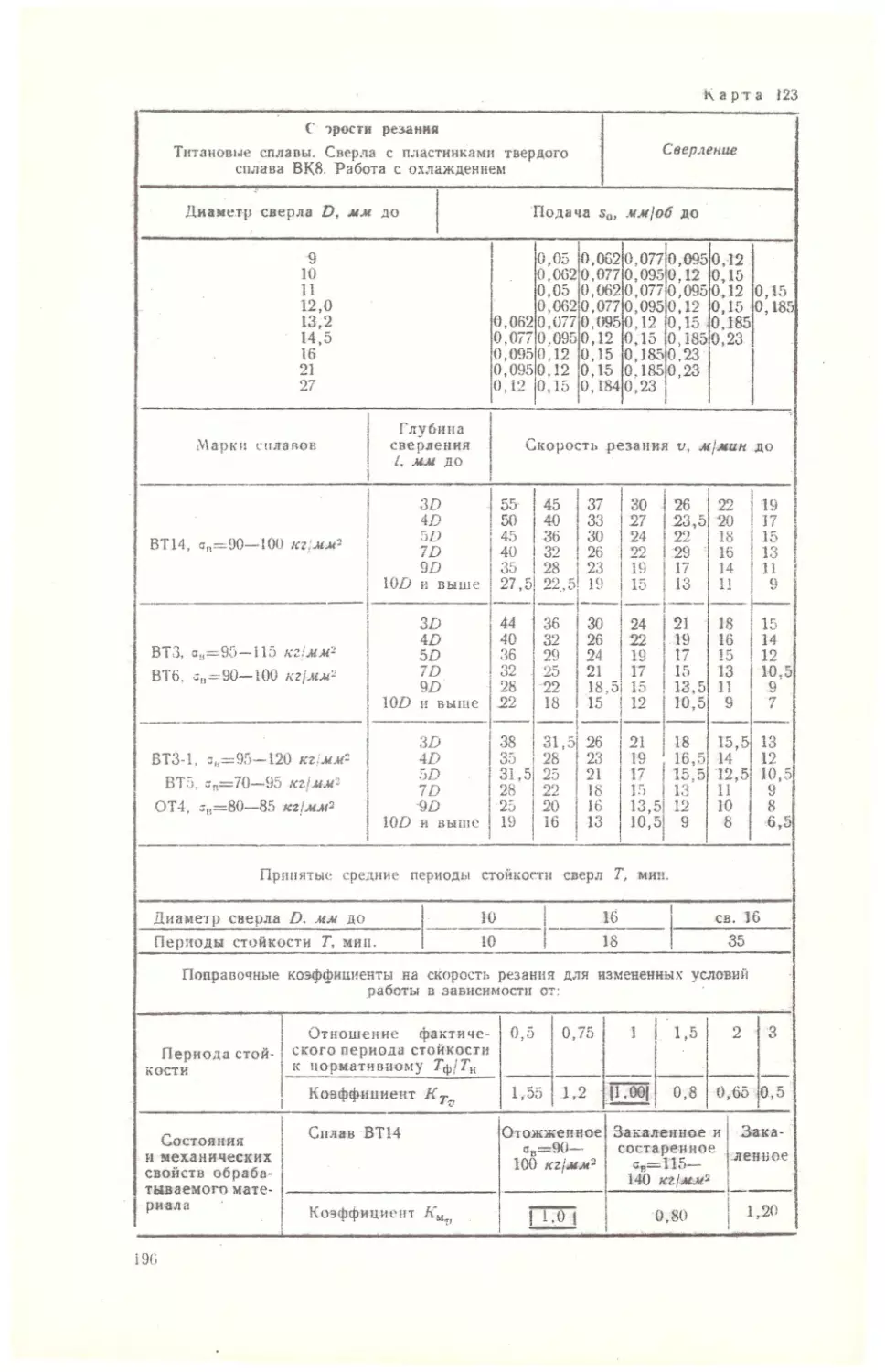
Исходные данные
Деталь
Операция № 30
Станок
Приспособление
Режущий инструмент
— лопатка турбины
— сверлильная (сверлить и развернуть
отв. 1)
— вертикальносверлильный з-да им. Ле-
нина, мод. 2125, наибольший диаметр
сверления 25 мм, М=2,2 кет, п=73—
730 об/мин, д0 =0,1 —1,1 мм!об
— специальный кондуктор
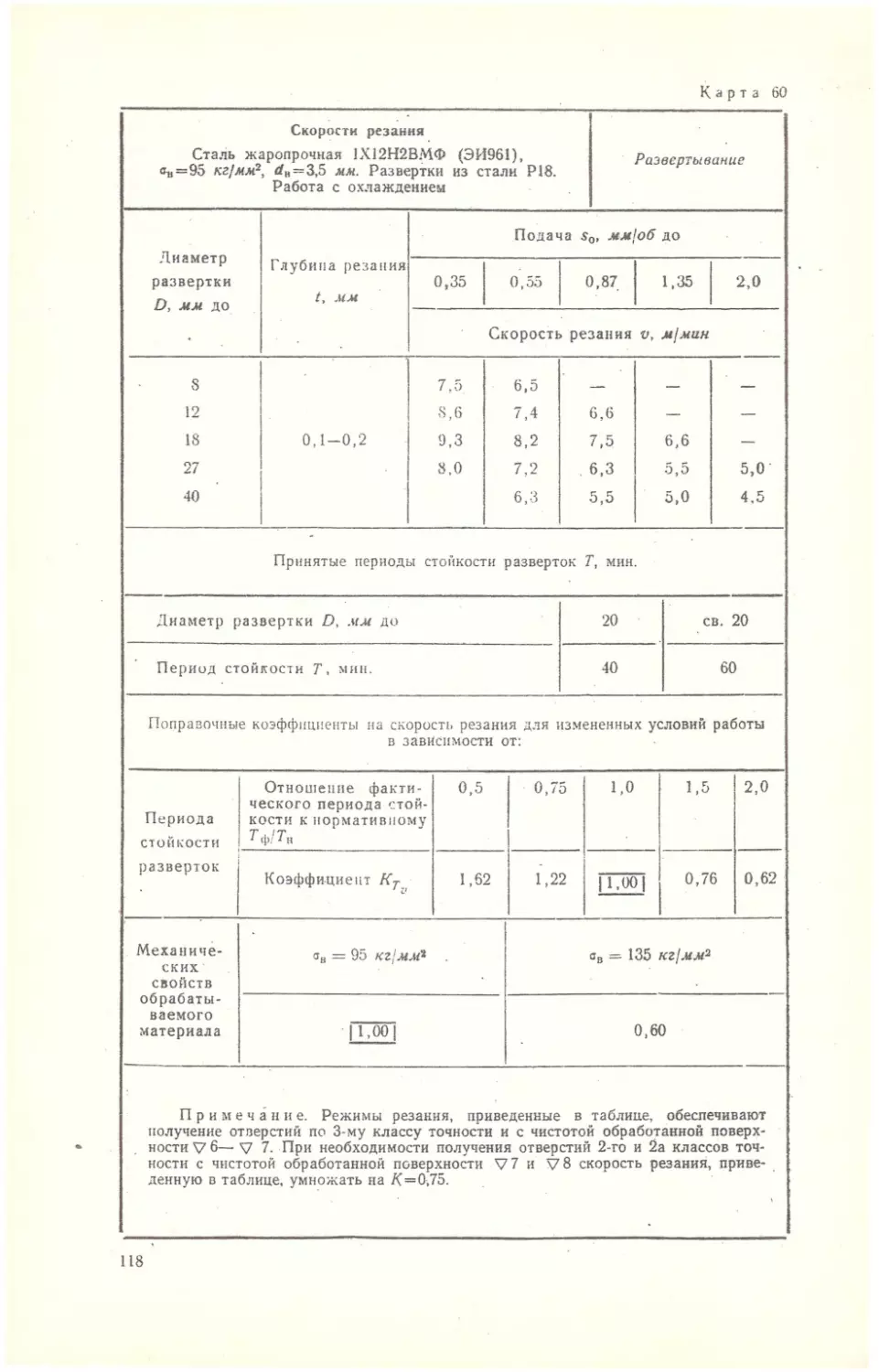
— сверло 0 9,8 мм, Р18; развертка
0 10 мм, Р18
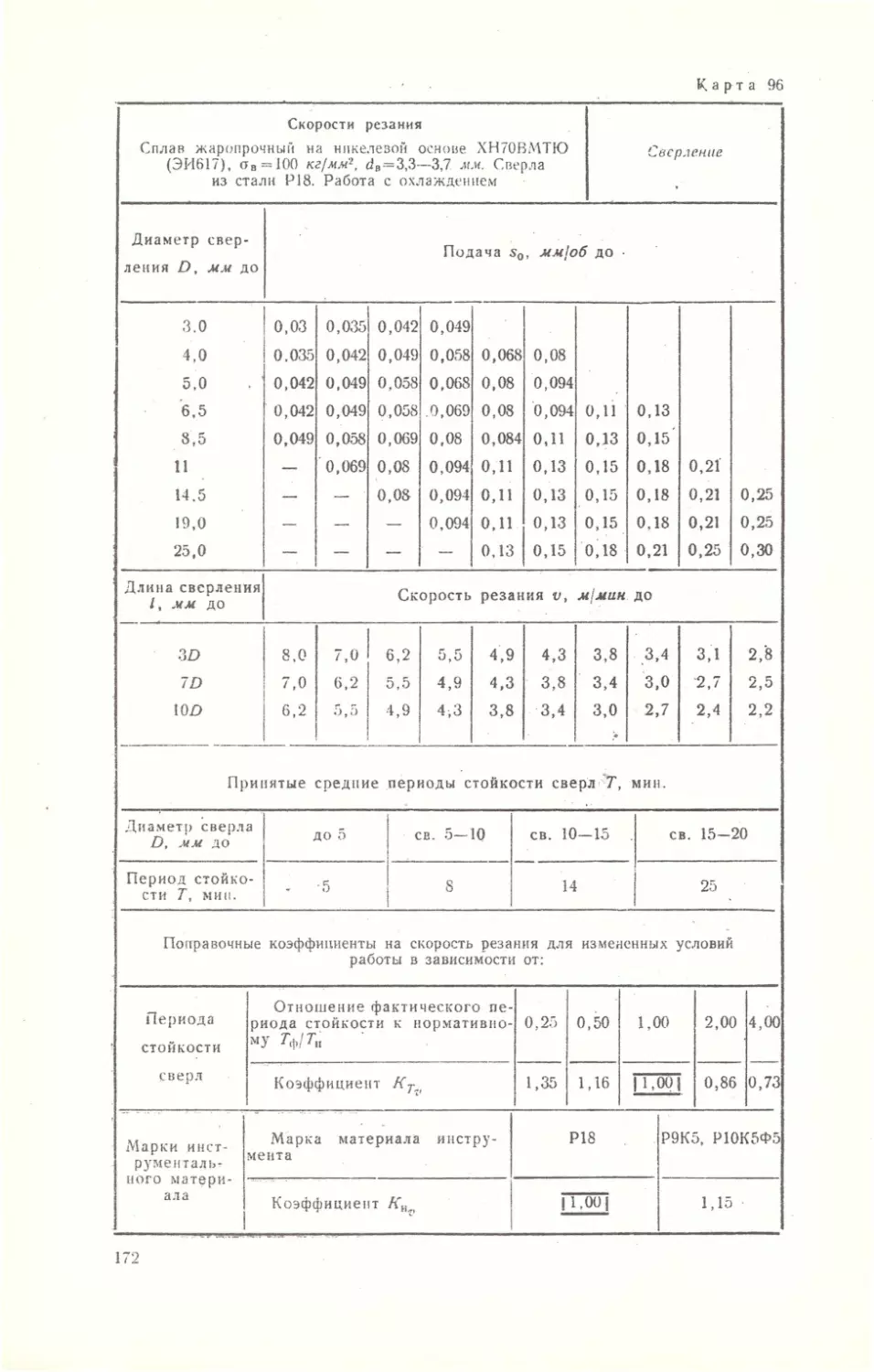
Обрабатываемый материал—жаропрочный сплав на никелевой осно-
ве марки ХН70ВМТЮ (ЭИ617)
а) Расчет режимов резания
Выбор геометрических параметров режущей части инструмента
Устанавливаем геометрические параметры сверл. По табл. 5 для жа-
ропрочных сплавов рекомендуются следующие геометрические парамет-
ры сверла 0 9,8 мм: 2ф=127°; ф = 50°; (о = 35°; у=0°; ct=12—14°.
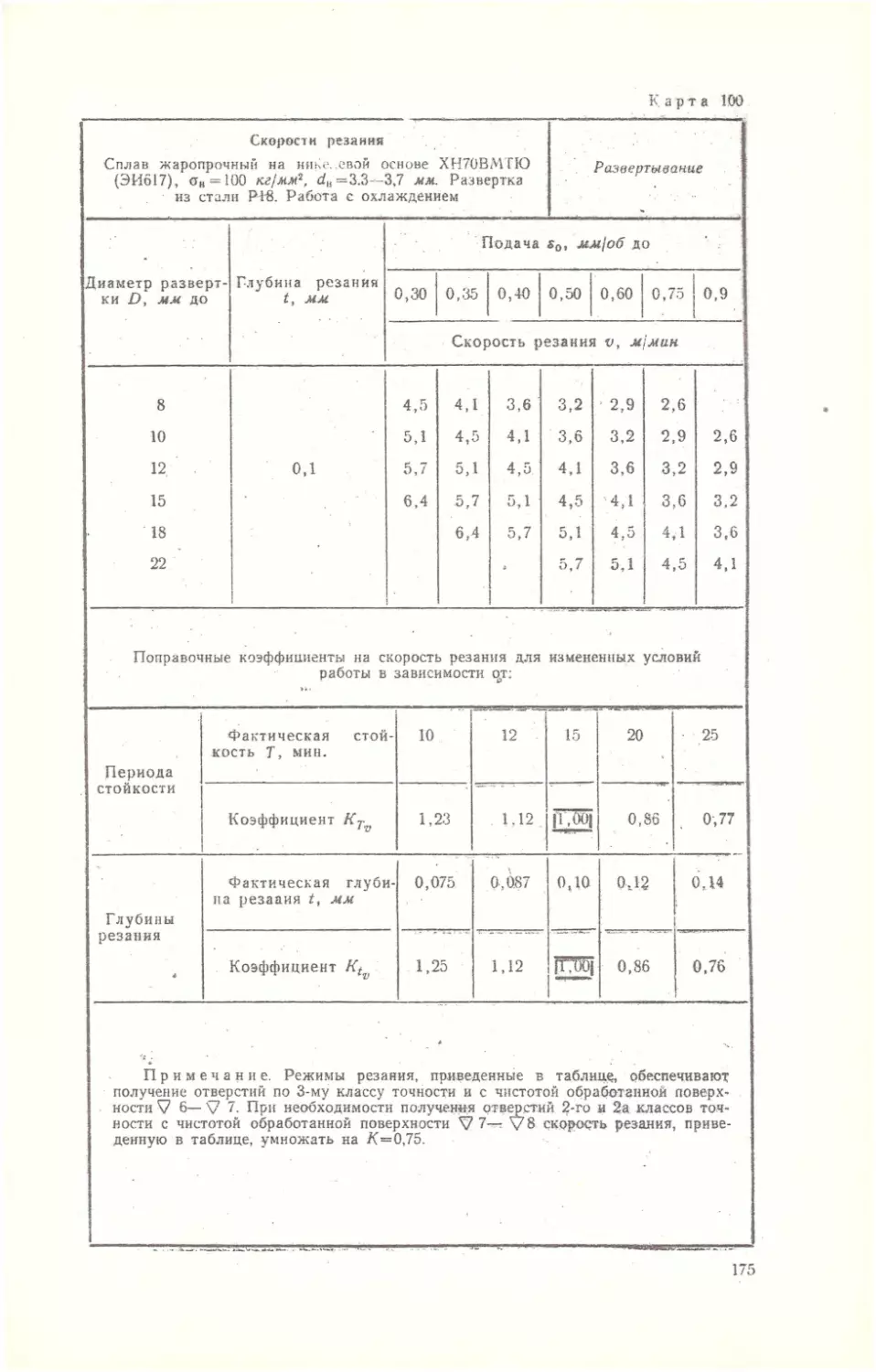
По табл. 7 для развертывания сквозных отверстий в жаропрочных
сплавах 0 10 мм рекомендуется: q>=15°; q>i = 0°; ai = 5—8°; a = 0—2°;
Y=0°.
21
Определение режима резания
Операция выполняется за два перехода:
1-й переход — сверление отверстия ф9,8 мм:
2-й переход—развертывание отверстия ф!0 мм.
1. 1-й переход — сверление отверстия ф9.8 мм.
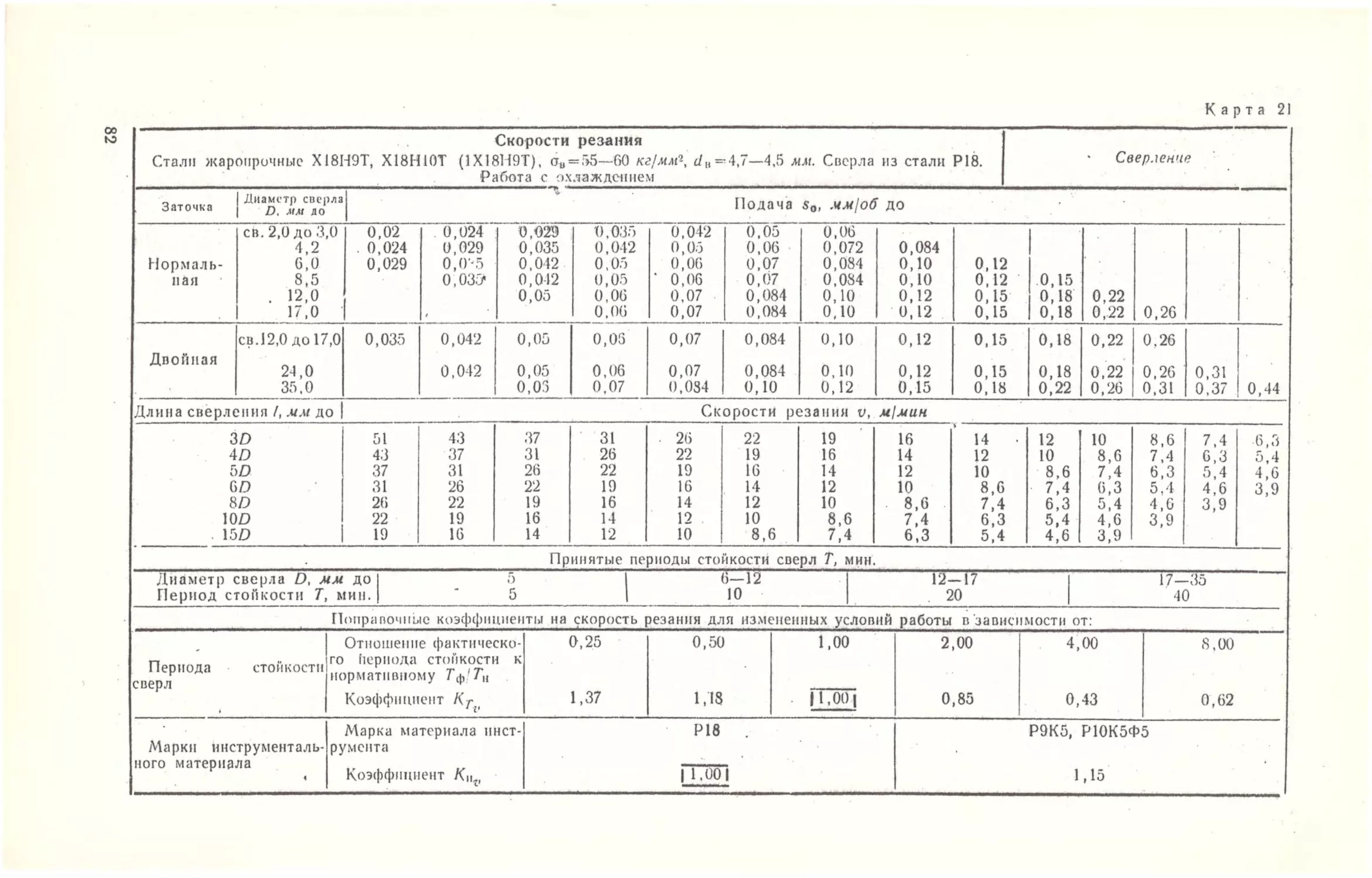
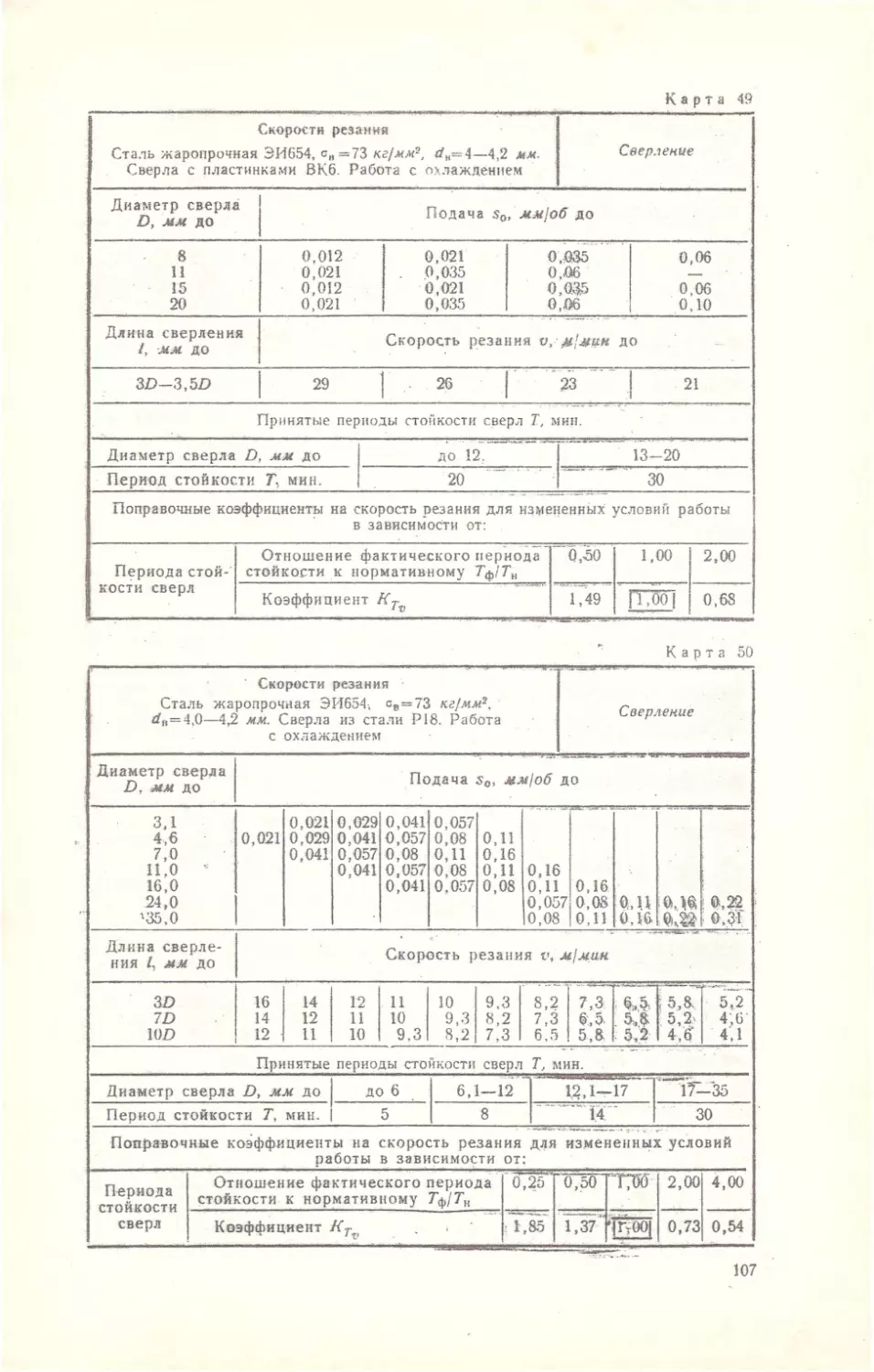
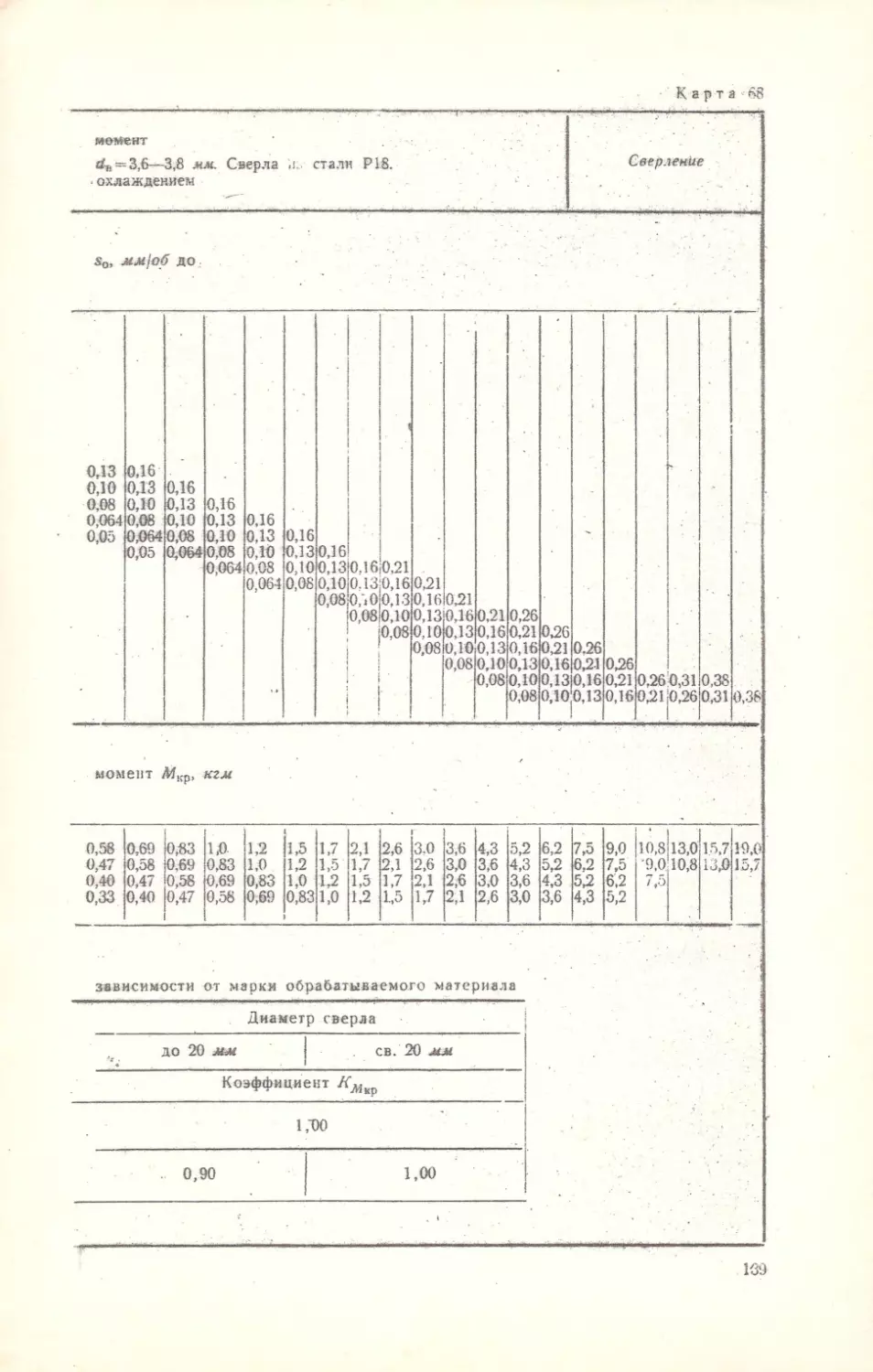
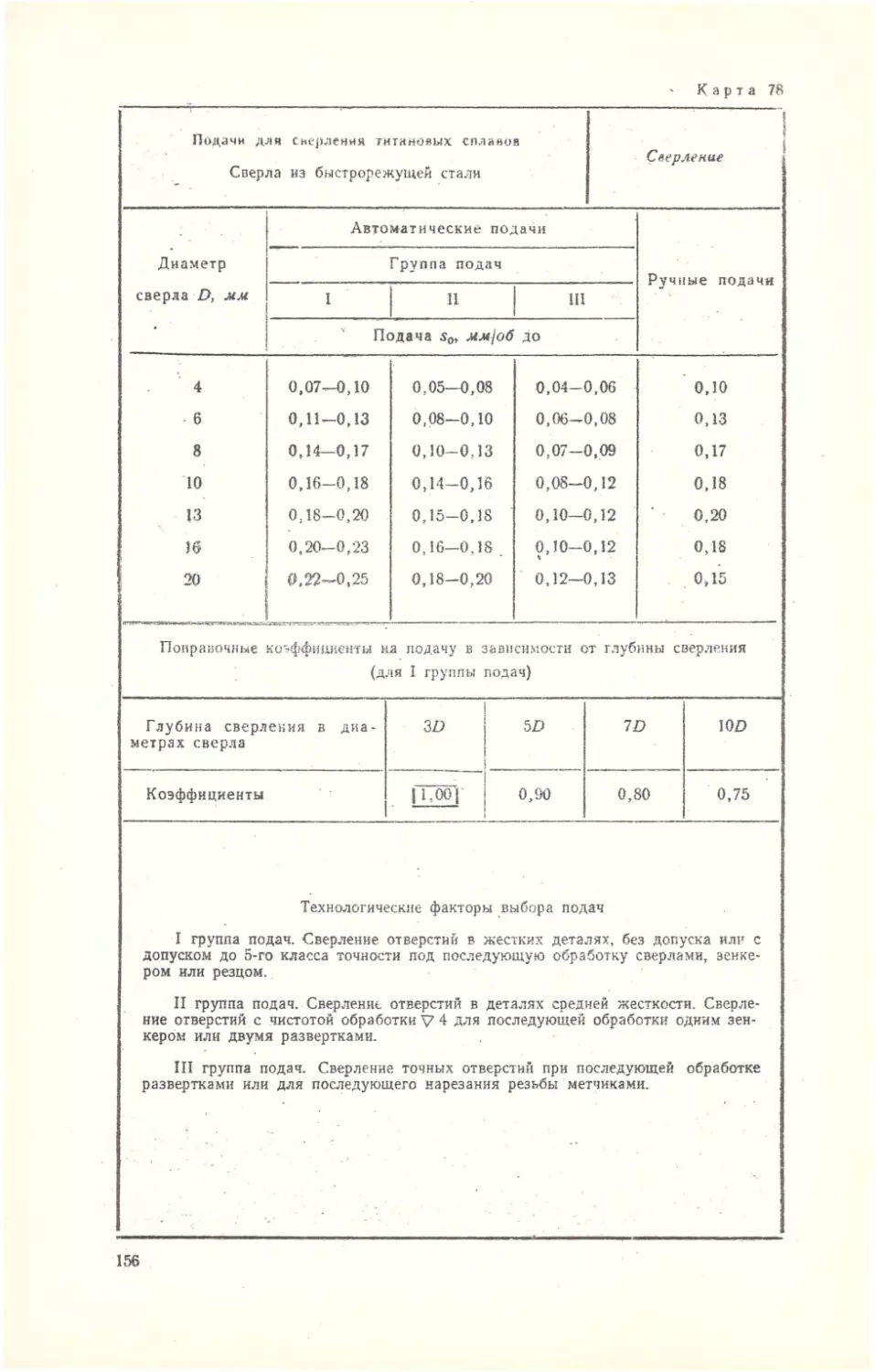
По карте 77 определяем величину подачи для сверления.
Для сверления жаропрочного сплава сверлом ф9,8 мм и с «3D, с
автоматической подачей под последующую обработку отверстия раз-
верткой (111.группа подач) рекомендуется подача s0 = 0,07—0,09 мм/об.
Принимаем sO]=0.08 мм/об.
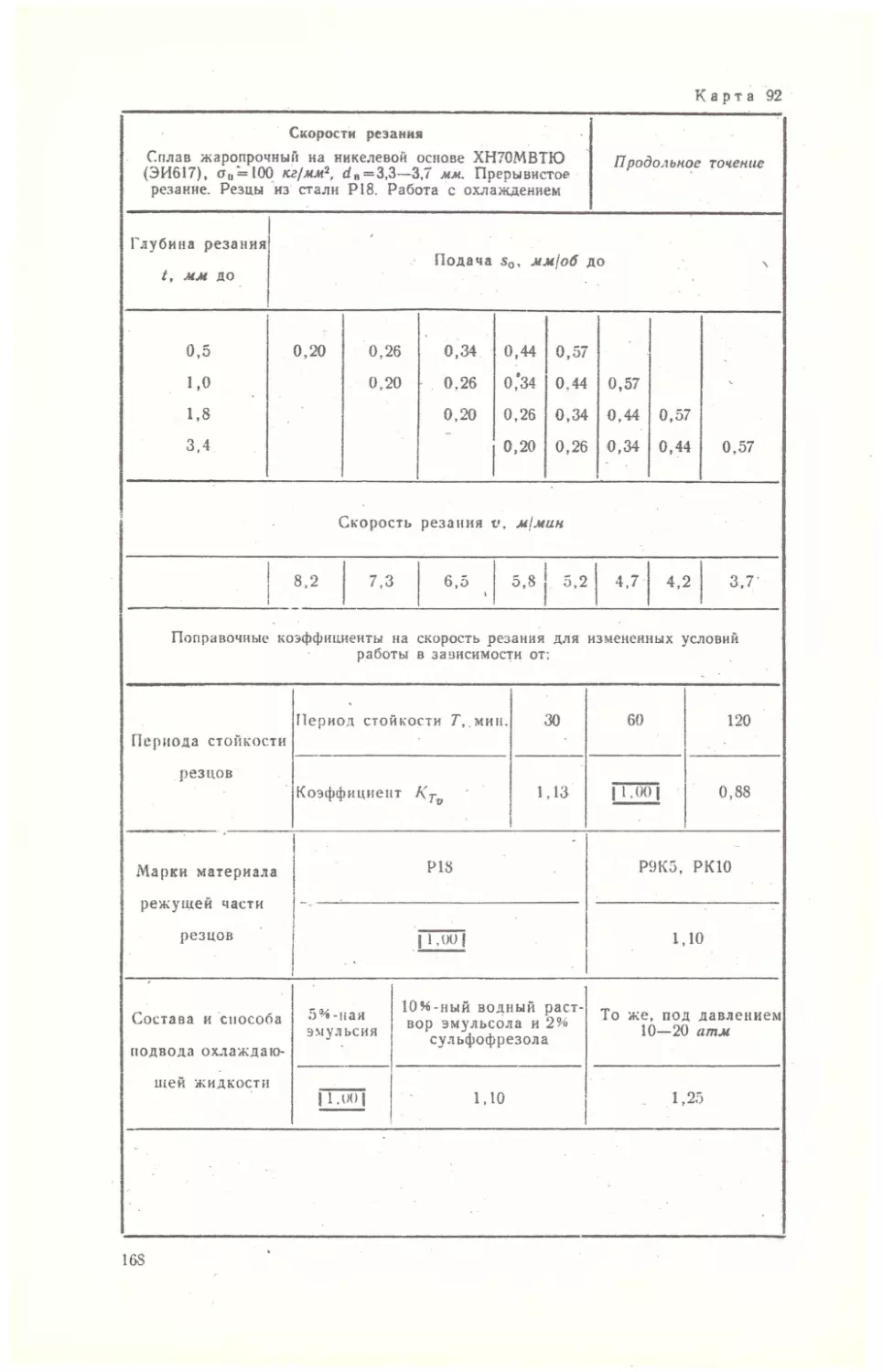
По карте 96 для диаметра сверла ф9,8 лл, подачи sO1 = 0,08 мм/об
рекомендуется скорость резания Ui = 6,2 м/мин.
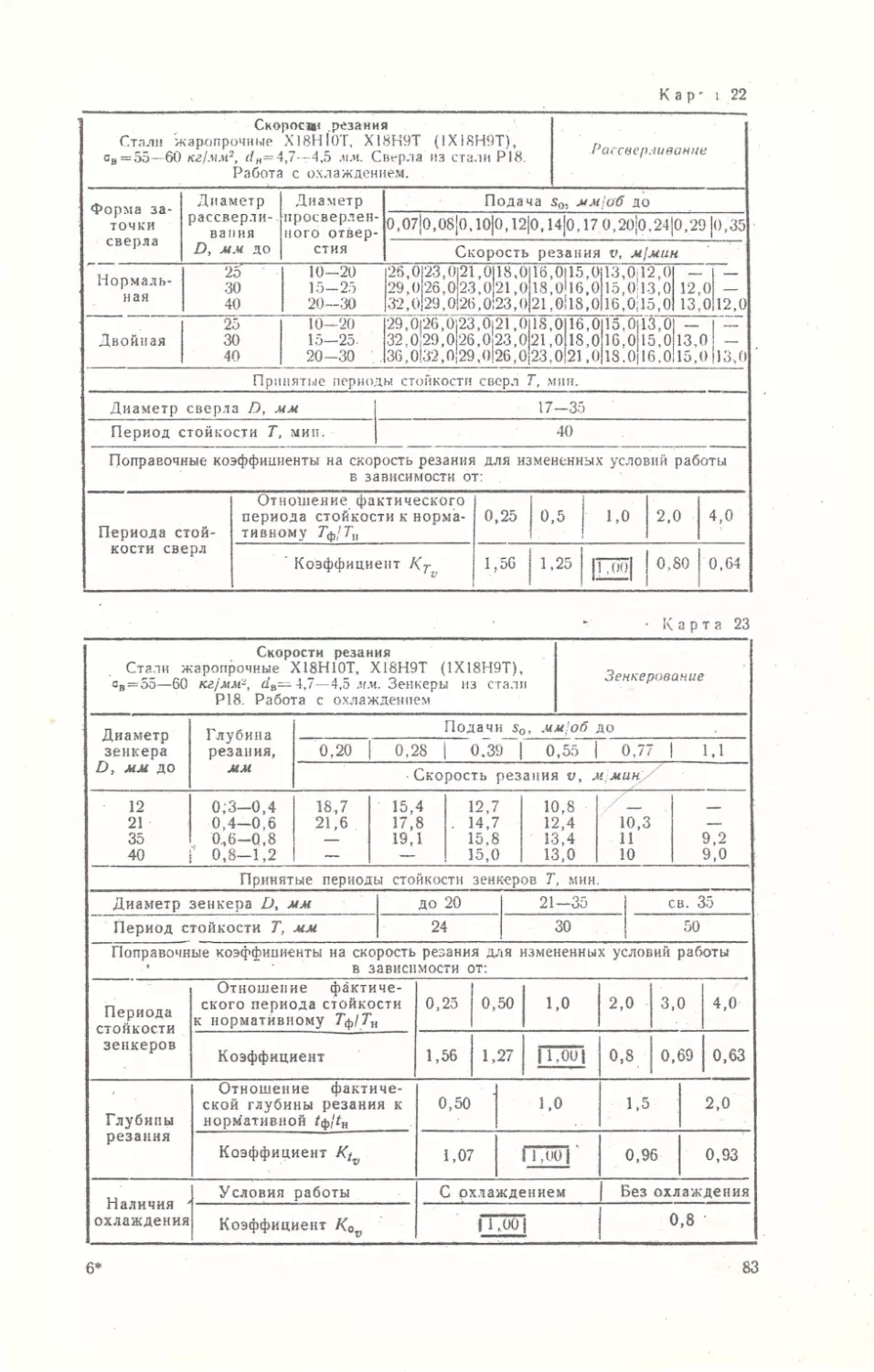
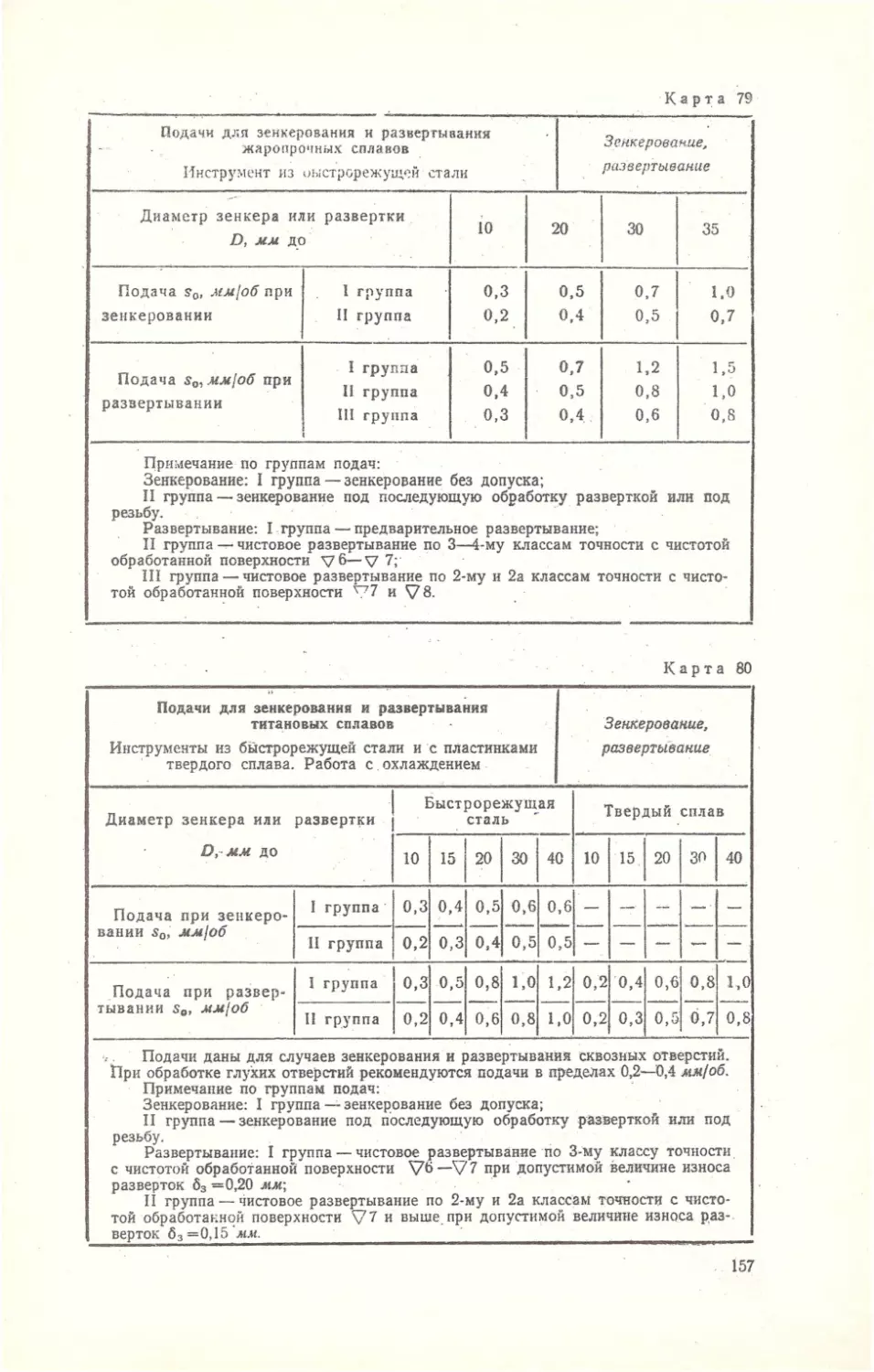
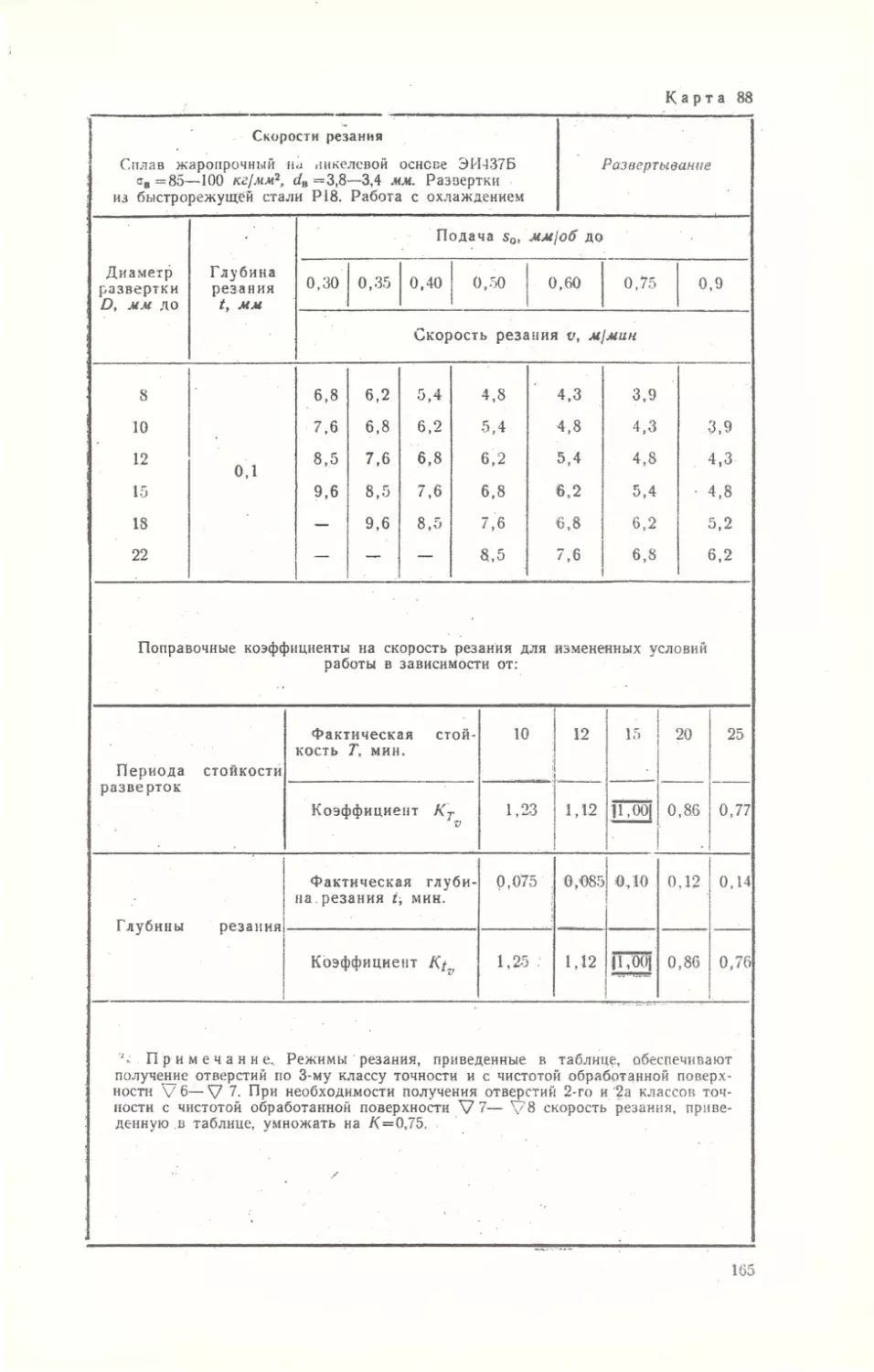
2. 2-й переход — развертывание отв. фЮ+003° мм.
По карте 79 для отверстия 3 класса точности, чистоты V6 опреде-
ляем величину подачи: $02 =0,4 мм/об (по II группе).
По карте 100 определяем скорость резания. .
Для диаметра развертки 10 мм, при глубине резания (=0,1 ли ре-
комендуется скорость резания 02=4,1 м/мин.
3. По установленной скорости резания определяется число оборо-
тов; оно равно:
а) для 1-го перехода
1000 и, 1000 X 6.2
п, =------L =----------= 200 об/мин;
1 -D, 3,14X9,8
б) для 2-го перехода
jwo.y, _ !ооох<1 _
к Do 3,14X10
По паспорту станка ближайшее число оборотов для первого пере-
хода /11 = 184 об/мин; для второго перехода п2 = 115 об/мин.
Фактическая скорость
для 1-го перехода
резания:
3.14 X 9,8 V 184 _ ~ ,
= 0,7 mimuh;
1000
3.14 х 10 X П5
для 2-го перехода
г. Do По
zz ----—— —------------= о.и
1000 1000
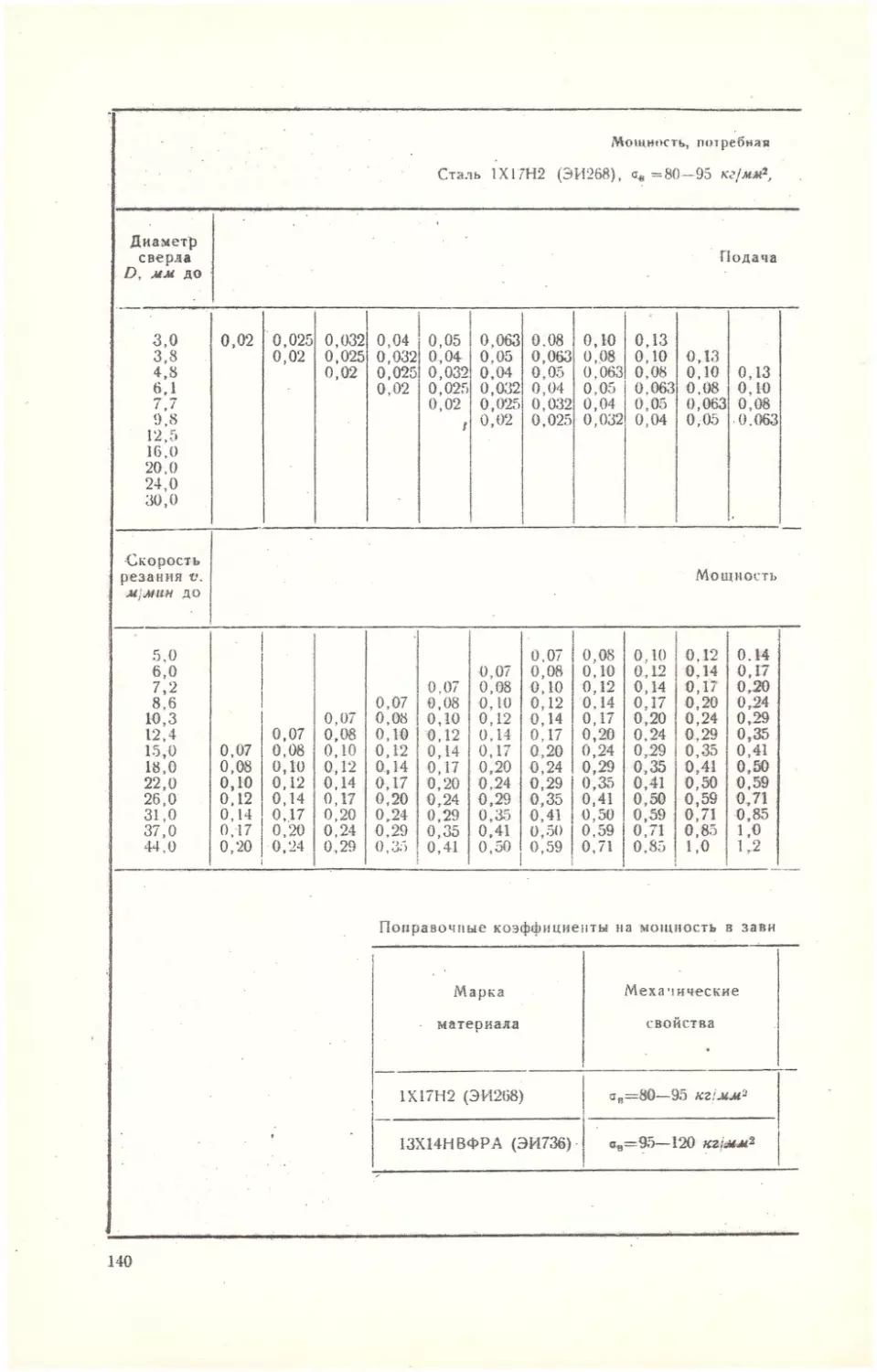
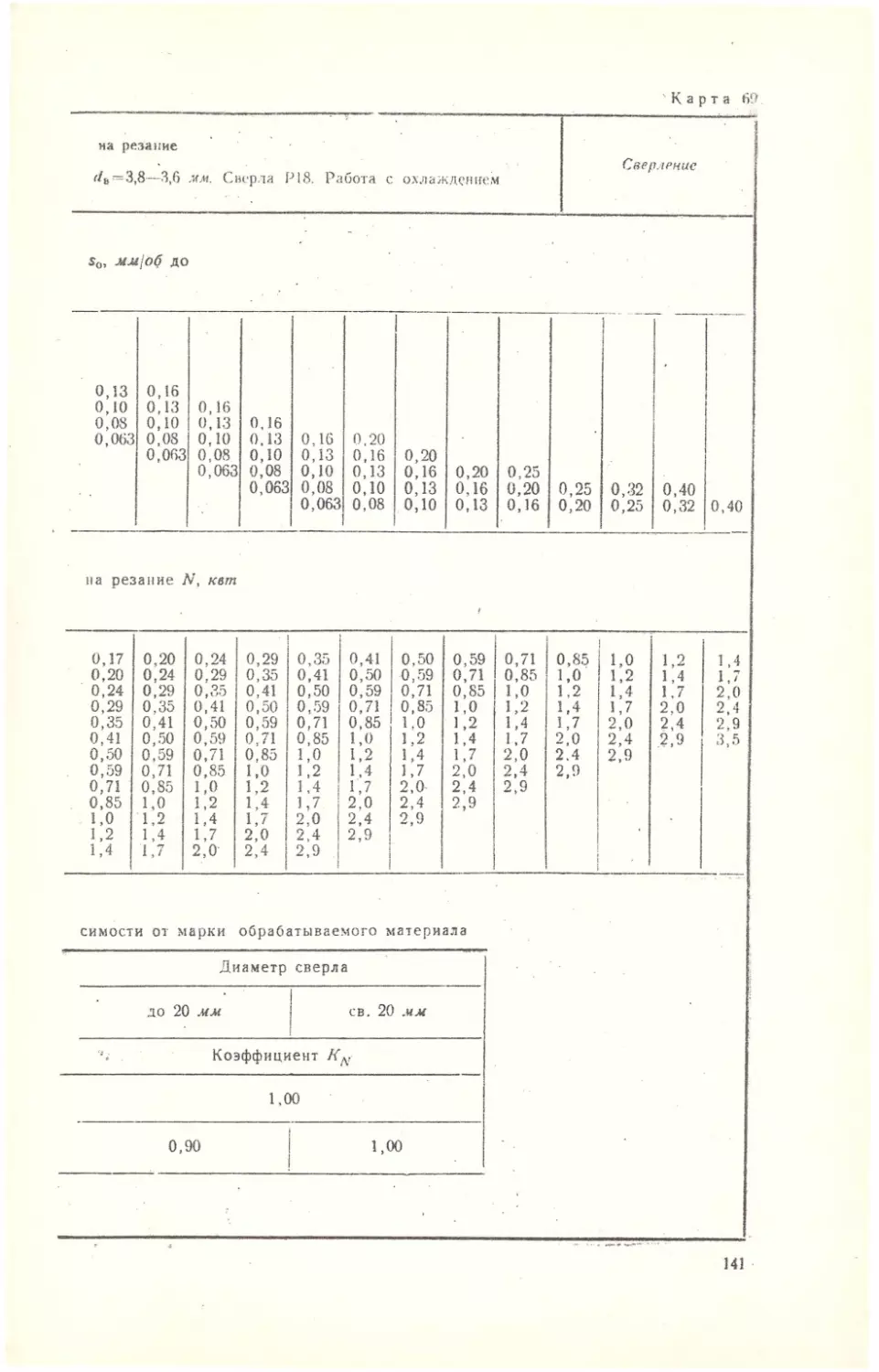
4. Проверяем выбранный режим по мощности станка (по наиболее
нагруженному переходу).
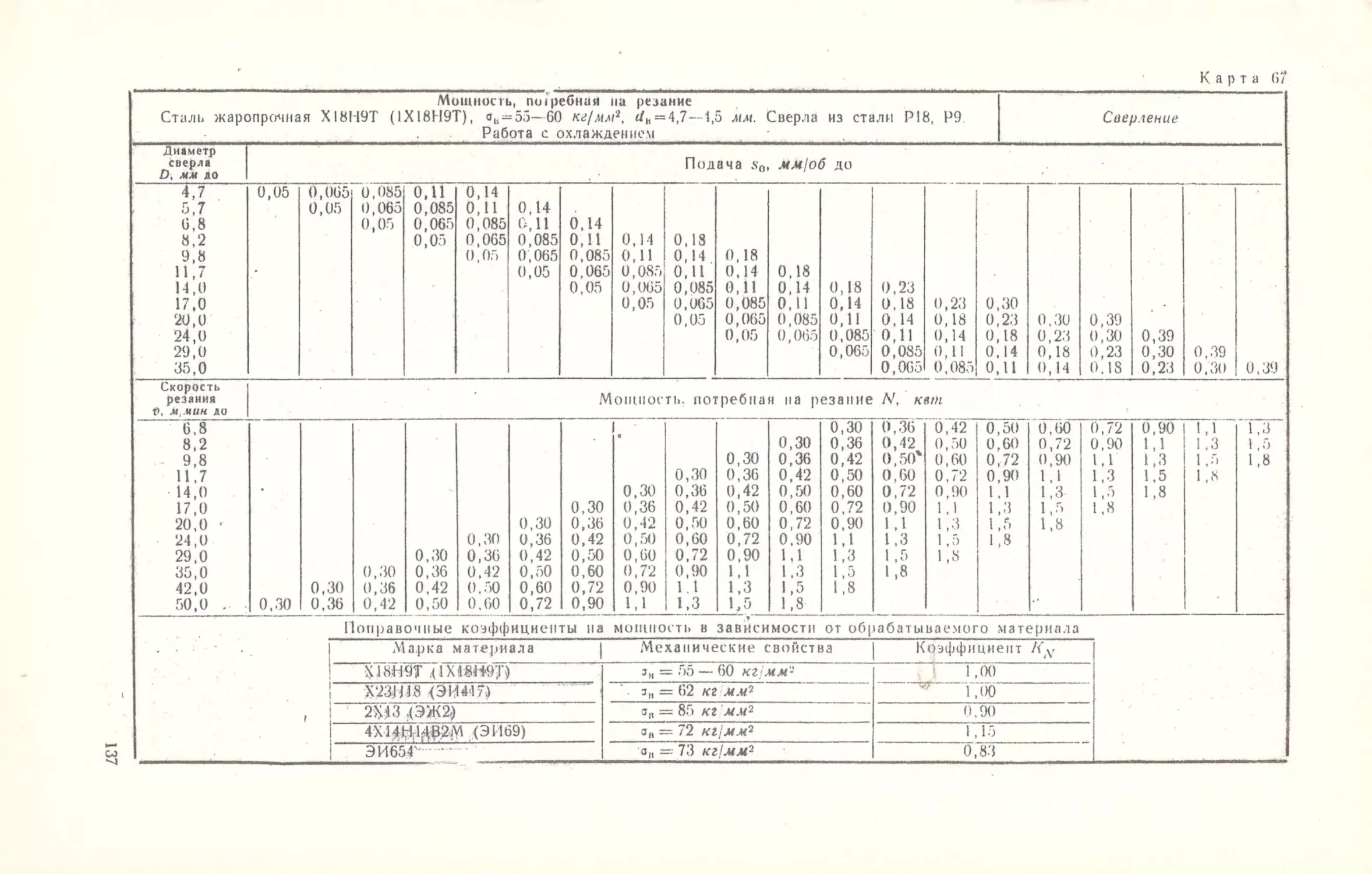
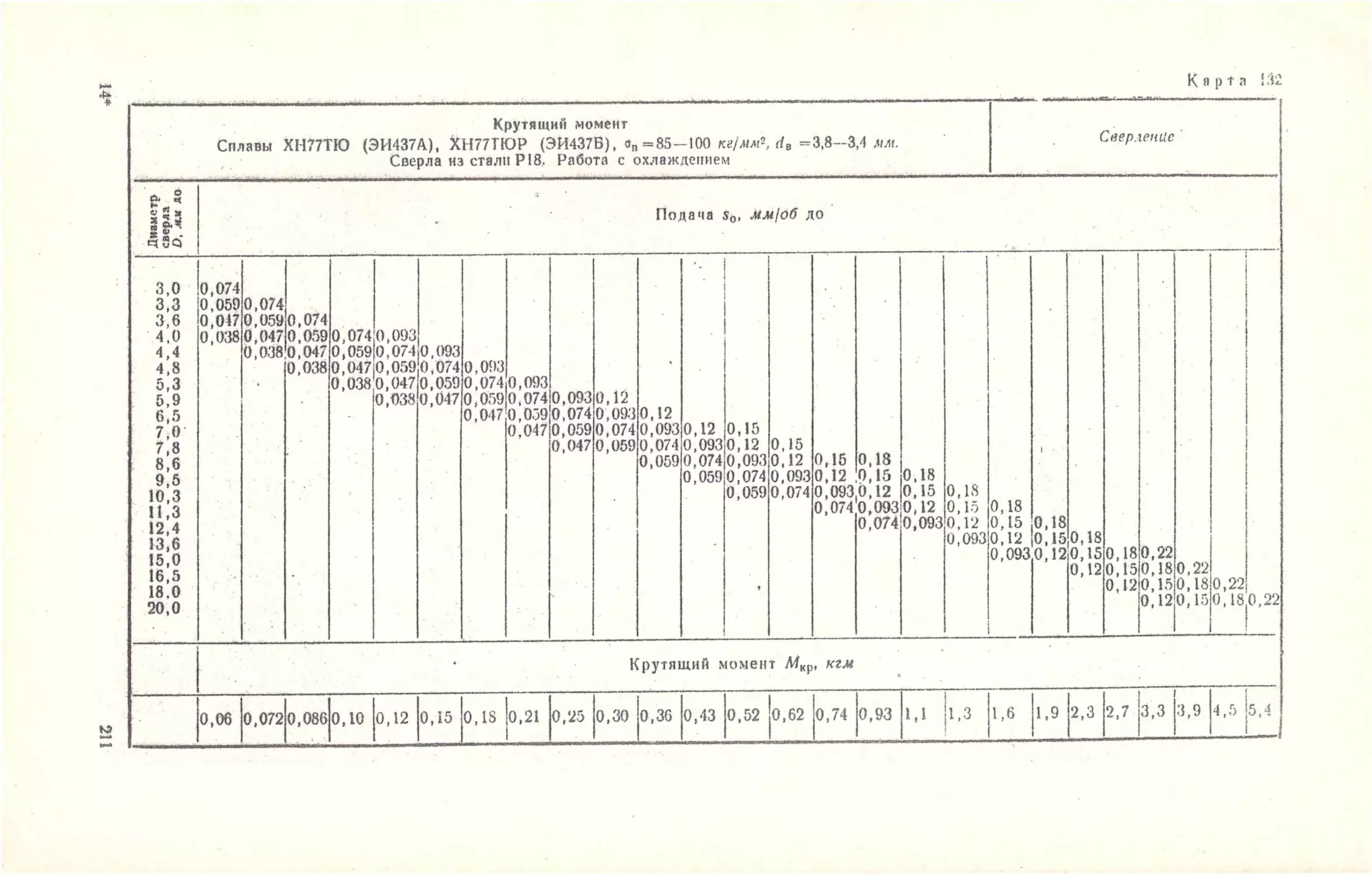
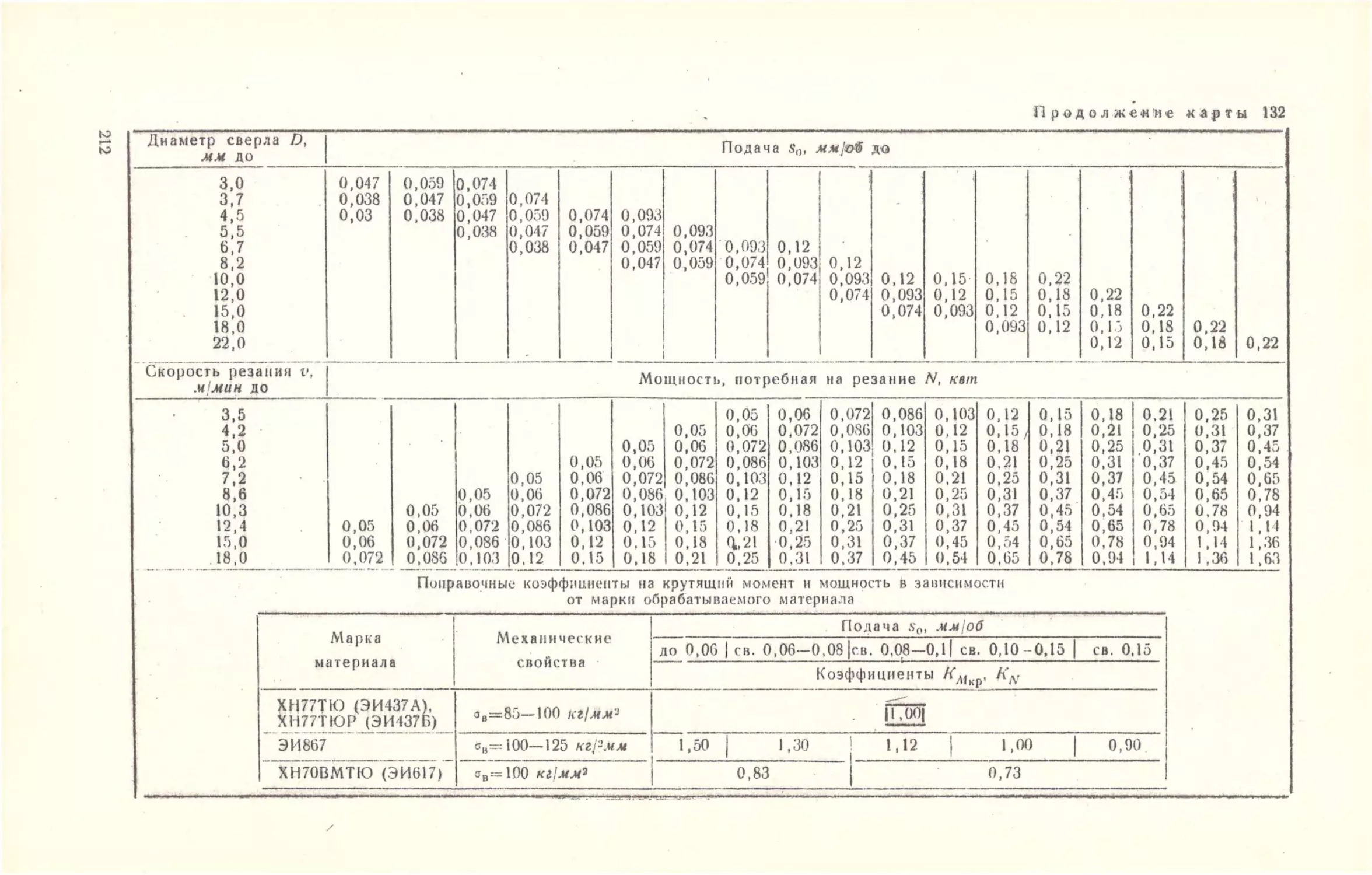
По карте 132 при сверлении жаропрочного сплава ХН77ТЮ
(ЭИ437А) сверлом 0 до 10 мм при подаче s0 до 0.093 мм/об} скорости
резания v до 6.2 м/мин мощность на резание N=0.12 кет. По карте 132
находим поправочный коэффициент на мощность для жаропрочного
сплава ХН70ВМТЮ (ЭИ617); он равен 0,83. Тогда окончательно мощ-
ность, требуемая для резания, равна:
Л/=0,12X0,83 = 0,10 кет.
• Согласно паспортным данным станка и с учетом его КПД:
М=2,2x0,84= 1.85 кет.
Следовательно, по мощности станка установленный режим осуще-
ствим.
22
б) Определение основного (iсинологического) времени
Z= 11 мм.
Согласно приложению 1 величина врезания и перебега для сверла
Zi=5 мм, для развертки /1 = 18 мм.
Тогда для сверления отверстия
f0, ———= 1,08 мин.;
01 184X0,08
для развертывания отверстия
, 11 + 18 п.„,
/ =-------- =0,63 МИН.
2 115X0,4
Основное (технологическое) время на операцию равно:
То = Н Ц — 1,08-}- 0,63 = 1,71 мин.
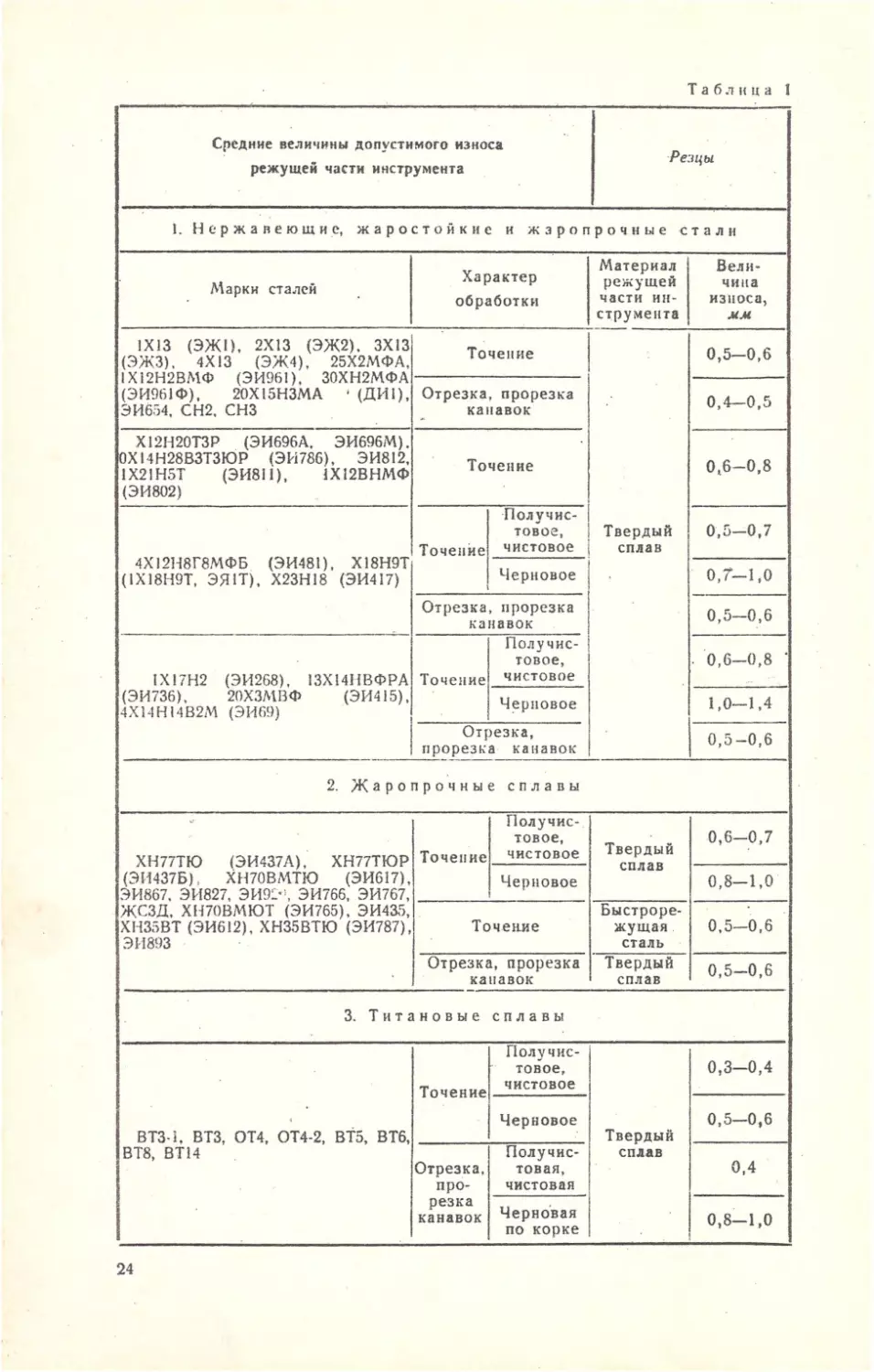
Таблица 1
Средние величины допустимого износа режущей части инструмента Резцы
1. Нержавеющие, жаростойкие и жаропрочные стали
Марки сталей Характер обработки Материал режущей части ин- струмента Вели- чина износа, мм
1X13 (ЭЖ1), 2X13 (ЭЖ2). 3X13 (ЭЖЗ), 4X13 (ЭЖ4), 25Х2МФА, 1Х12Н2ВМФ (ЭИ961), 30ХН2МФА (ЭИ961Ф). 20Х15НЗМА • (ДИ1), ЭИ654, СН2, СНЗ Точение Твердый сплав 0,5—0,6
Отрезка, прорезка канавок 0,4— 0,5
Х12Н20ТЗР (ЭИ696А. ЭИ696М). 0Х14Н28ВЗТЗЮР (ЭИ786), ЭИ812, 1Х21Н5Т (ЭИ811), 1Х12ВНМФ (ЭИ802) Точение 0,6—0,8
4Х12Н8Г8МФБ (ЭИ481), Х18Н9Т (1Х18Н9Т, ЭЯ1Т), Х23Н18 (ЭИ417) Точение Получис- товое, чистовое 0,5-0,7
Черновое 0,7—1,0
Отрезка, прорезка канавок 0,5-0,6
1XI7H2 (ЭИ268), 13Х14НВФРА (ЭИ736), 20ХЗМВФ (ЭИ415), 4Х14Н14В2М (ЭИ69) Точение Полу чис- товое, чистовое • 0,6—0,8 *
Черновое 1,0—1,4
Отрезка, прорезка канавок 0,5-0,6
2. Жаропрочные сплавы
ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617), ЭИ867, ЭИ827, ЭИ9£’>, ЭИ766, ЭИ767, ЖСЗД, ХН70ВМЮТ (ЭИ765), ЭИ435, ХН35ВТ (ЭИ612), ХН35ВТЮ (ЭИ787), ЭИ893 Точение Пол у чис- товое, чистовое Твердый сплав 0,6-0,7
Черновое 0,8-1,0
Точение Быстроре- жущая сталь 0,5-0,6
Отрезка, прорезка канавок Твердый сплав 0,5-0,6
3. Титановые сплавы
ВТЗ-1, ВТЗ, ОТ4, ОТ4-2, ВТ5, В Тб, ВТ8, ВТ14 Точение Получис- товое, чистовое Черновое Твердый сплав 0,3-0,4 0,5—0,6
Отрезка, про- резка канавок Получис- товая, чистовая Черновая по корке 0,4 0,8-1,0
24
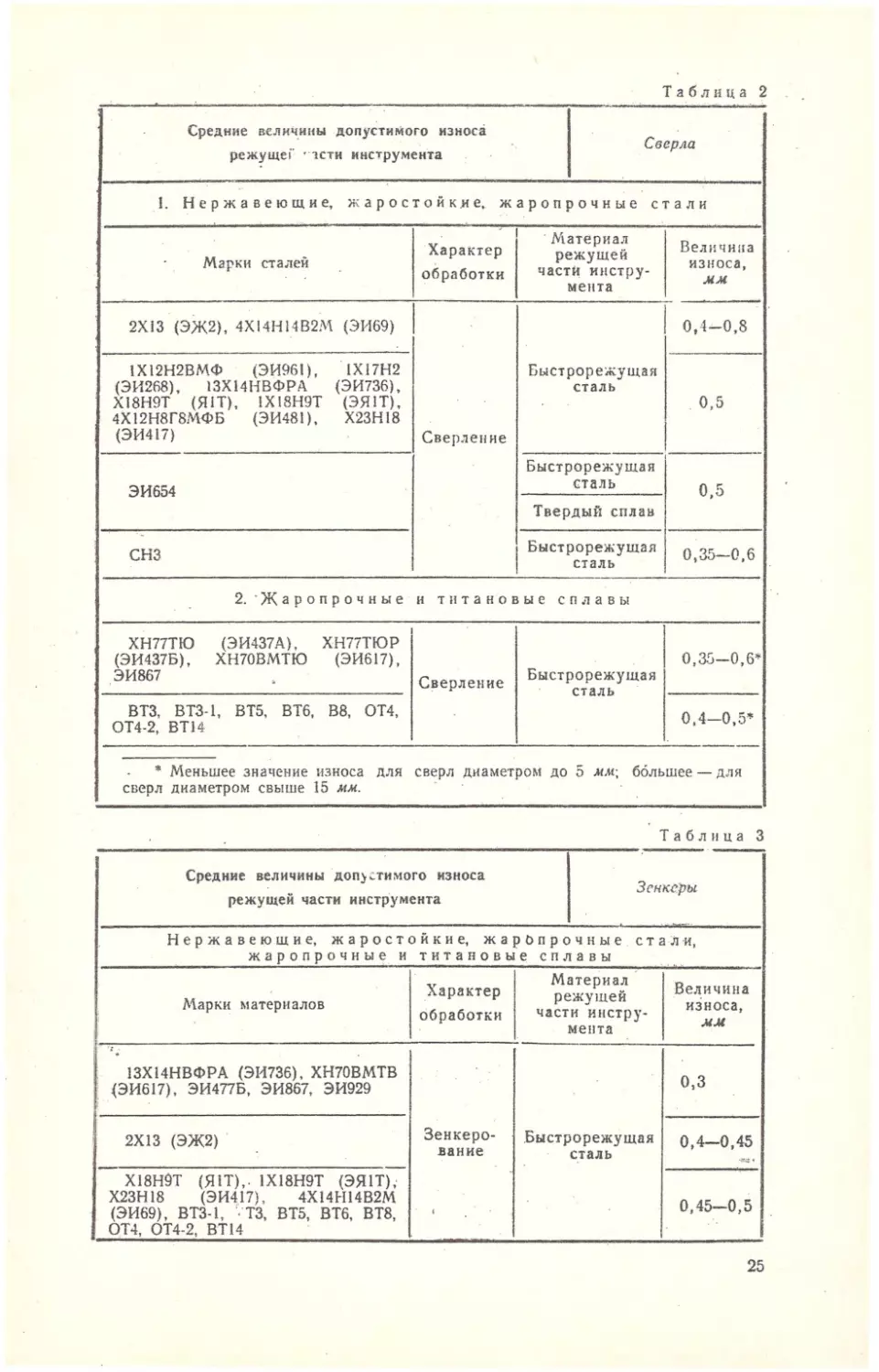
Таблица 2
Средние величины допустимого износа режущеГ * лети инструмента Сверла
1. Нержавеющие, жаростойкие, жаропрочные стали
Марки сталей Характер обработки Материал режущей части инстру- мента Величина износа, мм
2X13 (ЭЖ2), 4XI4H14B2M (ЭИ69) Сверление Быстрорежущая сталь 0,4-0,8
1Х12Н2ВМФ (ЭИ961), 1XI7H2 (ЭИ268), 13Х14НВФРА (ЭИ736), Х18Н9Т (Я1Т), 1Х18Н9Т (ЭЯ1Т), 4Х12Н8Г8МФБ (ЭИ481), Х23Н18 (ЭИ417) 0,5
ЭИ654 Быстрорежущая сталь 0,5
Твердый сплав
СНЗ Быстрорежущая сталь 0,35—0,6
2. Жаропрочные и титановые сплавы
ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617), ЭИ867 Сверление Быстрорежущая сталь 0,35-0,6*
ВТЗ, ВТЗ-1, ВТ5, ВТ6, В8, ОТ4, ОТ4-2, ВТ14 0,4-0,5*
* Меньшее значение износа для сверл диаметром до 5 мм\ большее — для сверл диаметром свыше 15 мм.
Таблица 3
Средние величины допустимого износа режущей части инструмента Зенкеры
Нержавеющие, жаростойкие, жаропрочные стали, жаропрочные и титановые сплавы
Марки материалов Характер обработки Материал режущей части инстру- мента Величина износа, мм
i * * 13Х14НВФРА (ЭИ736), ХН70ВМТВ (ЭИ617), ЭИ477Б, ЭИ867, ЭИ929 Зенкеро- вание Быстрорежущая сталь 0,3
2X13 (ЭЖ2) 0,4-0,45
Х18Н9Т (Я1Т),. 1Х18Н9Т (ЭЯ1Т), Х23Н18 (ЭИ417), 4Х14Н14В2М (ЭИ69), ВТЗ-1, ТЗ, ВТ5, ВТ6, ВТ8, ОТ4, ОТ4-2, ВТ 14 0,45-0,5
25
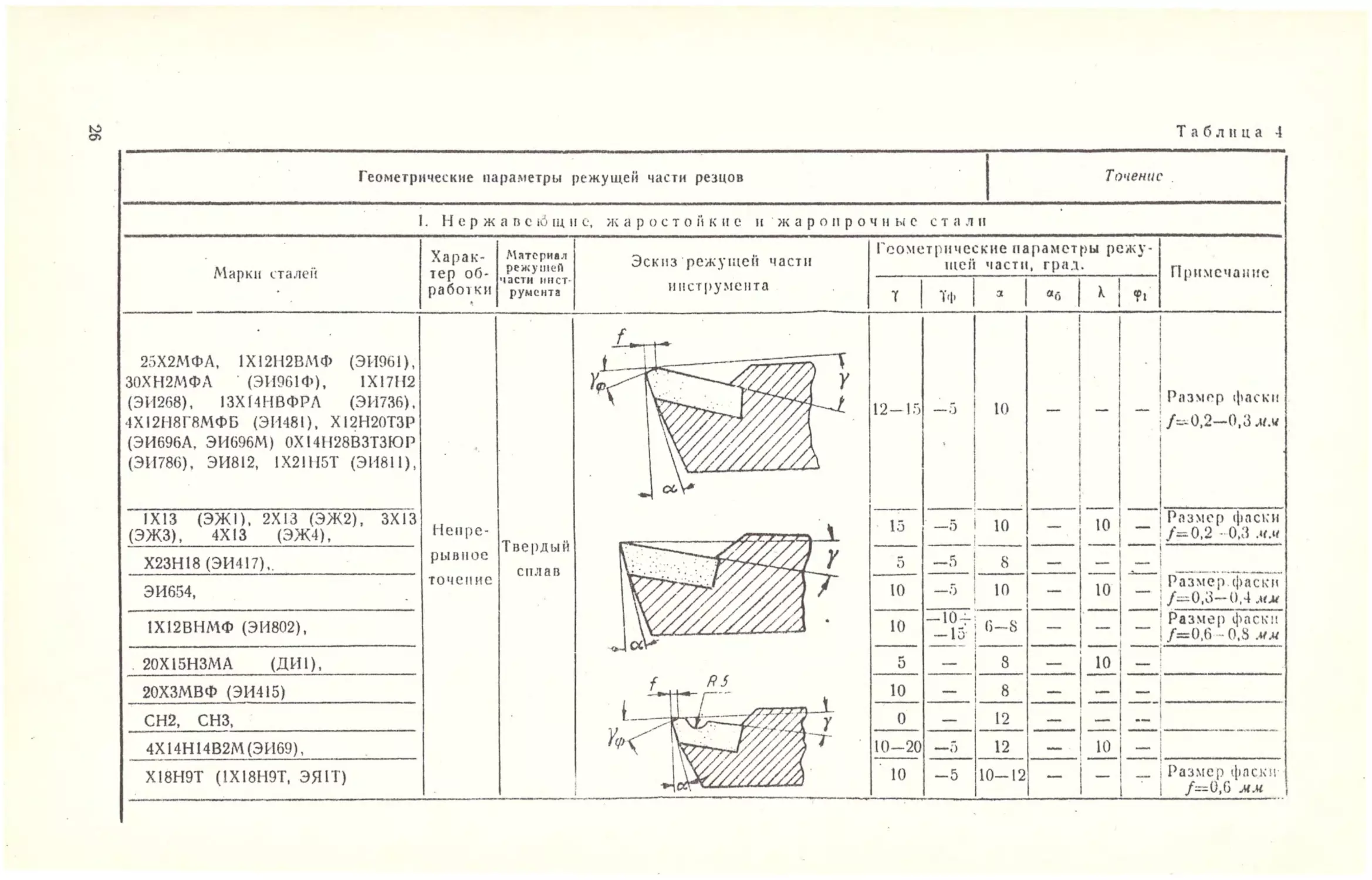
Таблица 4
Геометрические параметры режущей части резцов Точение
1. Нержавеющие, жаростойкие и жаропрочные стали
Марки сталей Харак- тер об- рабо1ки * Материал режу шеЛ части инет румента Эскиз режущей части инструмента Геометрические параметры режу- щей части, град. Примечание
Тф а «6 X [
25Х2МФА, 1X12Н2ВМФ (Э11961), 30ХН2МФЛ (ЭИ961Ф), 1Х17Н2 (ЭИ268), 13X14 НВФРА (ЭИ736), 4Х12Н8Г8МФБ (ЭИ481). XI2H20T3P (ЭИ696А, ЭИ696М) 0Х14Н28ВЗТЗЮР (ЭИ786), ЭИ812, 1Х21Н5Т (ЭИ811), Непре- рывное точение
1X13 (ЭЖ1), 2X13 (ЭЖ2), 3X13 (ЭЖЗ), 4X13 (ЭЖ4),
Х23Н18 (ЭИ417),.
ЭИ654,
1Х12ВНМФ (ЭИ802),
20Х15НЗМА (ДИ1),
20ХЗМВФ (ЭИ415)
СН2, СНЗ,
4Х14Н14В2М(ЭИ69),
Х18Н9Т (1Х18Н9Т, ЭЯ1Т)
12—15 15 —5 10 Размер фаски Л-0,2-0,3 л/.и
-5 1 10 । __ । 1 1 10: Размер фаски /=0,2 0,3 .4.4
5 —5 8 — — — 1
10 —5 10 б~8 — 10 — .Размер фаски ; 7=0,3— 0.4 ММ
10 -10- -15 — — 1 Размер фаски ! /=0.6 - 0,8 лгл
5 — ___8 — 10 —
10 — 8 — — 1 i
J) — 12 — 1 —
10-20 —о 12 — 10 1 — ; - --
10 -5 10-12 — — F • Размер фаски | 7=0,6 мм
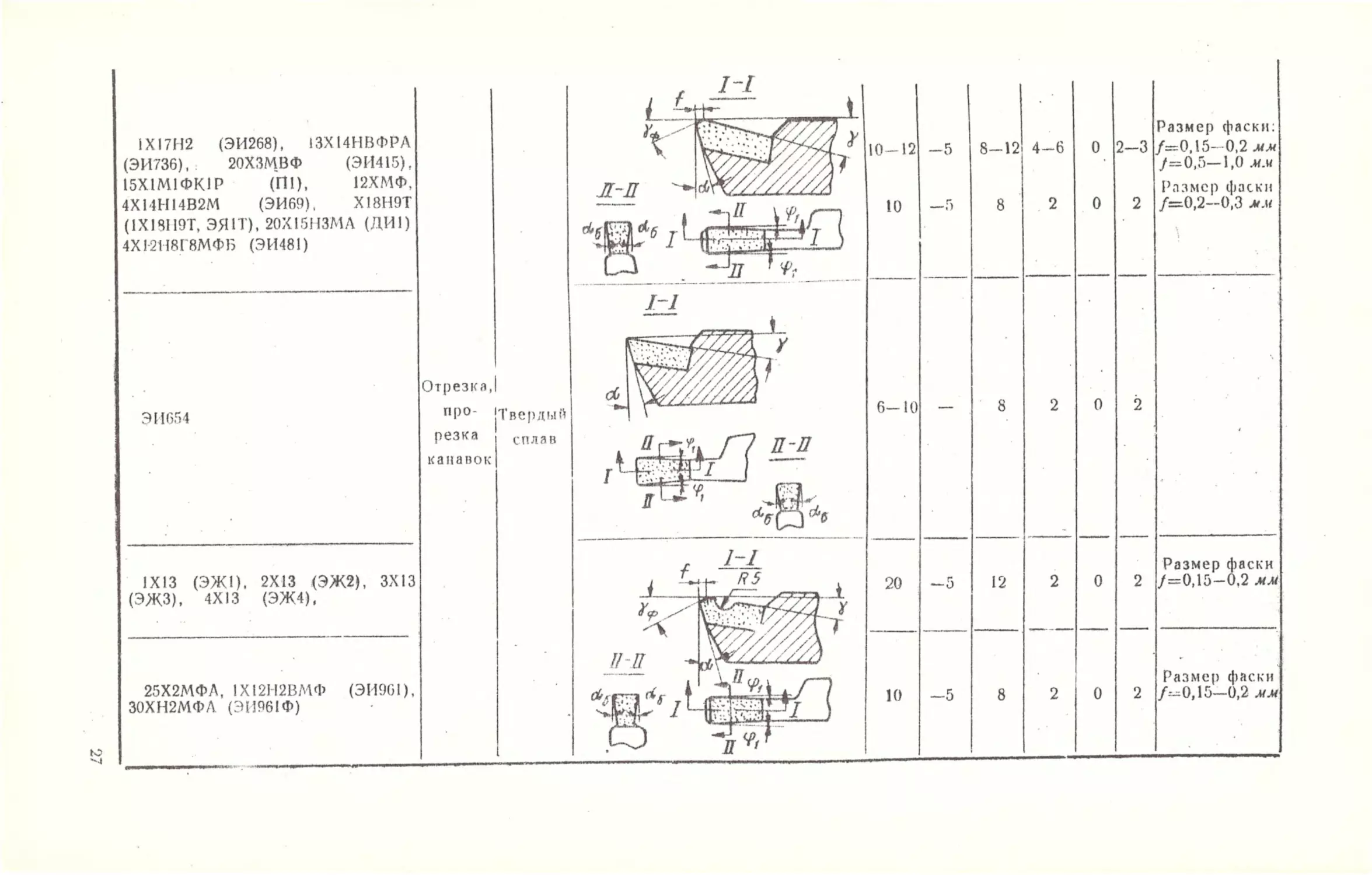
(ЭИ268), 13Х14НВФРА
20ХЗМВФ
(П1),
(ЭИ69).
(ЭИ415),
12ХМФ,
Х18Н9Т
1Х17Н2
(ЭИ736),
15Х1М1ФК1Р
4Х14Н14В2М
(1X18I19T, ЭЯ IT), 20Х15НЗМА (ДИ1)
4Х1-2Н8Г8МФБ (ЭИ481)
Отрезка J
Э11654
1X13 (ЭЖ1), 2X13 (ЭЖ2), 3X13
(ЭЖЗ), 4X13 (ЭЖ4),
25Х2МФЛ, 1X12Н2ВМФ (ЭИ961),
30ХН2МФЛ (ЭИ961Ф)
сплав
ПР°‘ Твердый
резка
канавок
п п
10—12 10 —5 —5 8-12 8 4-6 2 0 0 2-3 2 Размер фаски: /=0,15-0,2 мм /=0,5—1,0 мм Размер фаски /==0,2-0,3 л.н
6-10 — 8 2 0 2
20 —5 12 2 0 2 Размер фаски /=0,15-0.2 мм
10 -5 8 2 0 2 Размер фаски /=0,15—0,2 мм
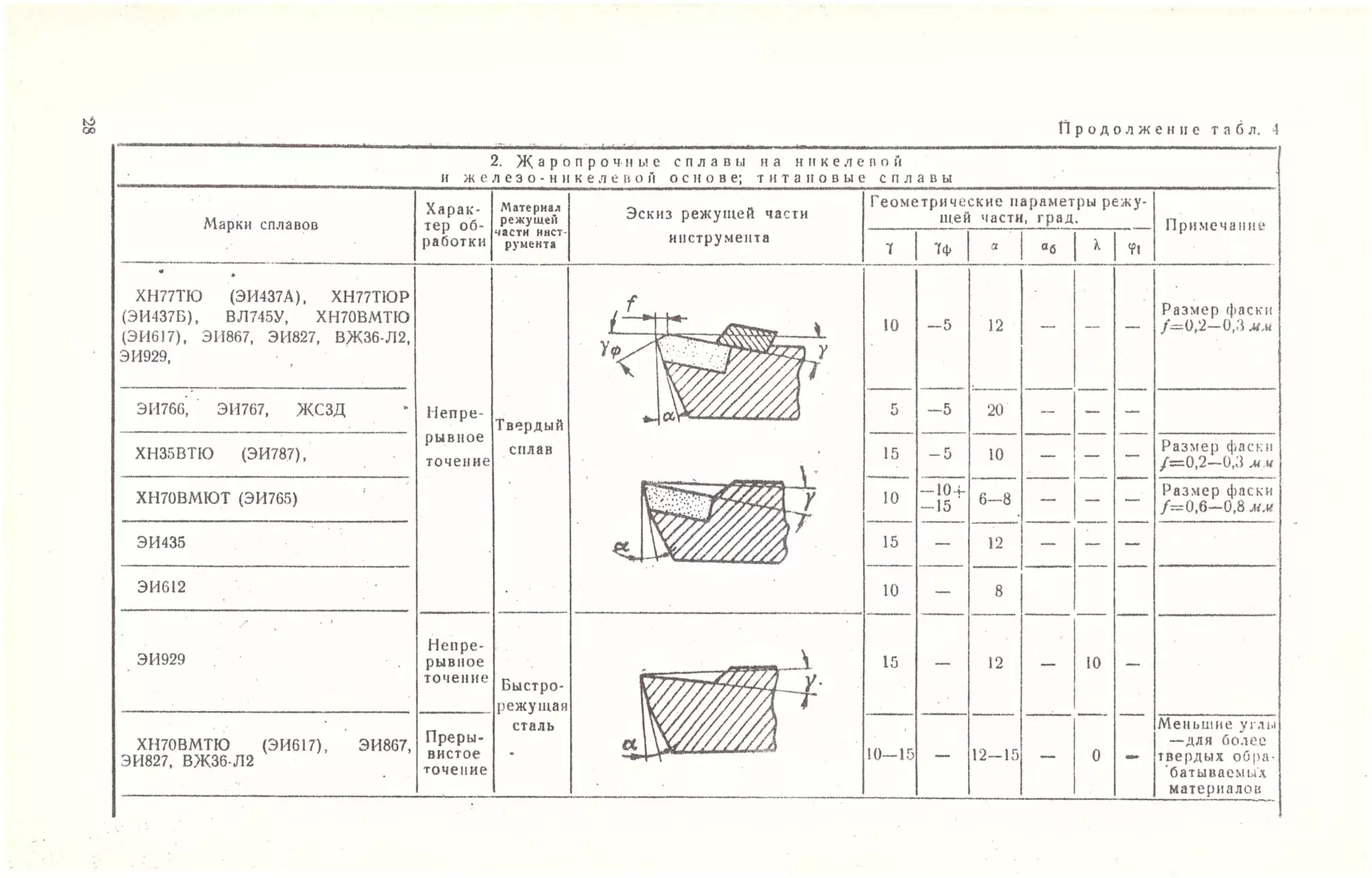
Продолжение табл. 4
2. Жаропрочные сплавы на никелевой
и ж е л е э о - н и к е л е в о й основе; титановые сплавы
Марки сплавов Харак- тер об- работки Материал режущей части инст- румента Эскиз режущей части инструмента Геометрические параметры режу- щей части, град. Примечанне
7 7Ф а аб X
ХН77ТЮ (ЭИ437А), XH77TIOP (ЭИ437Б), ВЛ745У, ХН70ВМТЮ (ЭИ617), ЭИ867, ЭИ827, ВЖ36-Л2, ЭИ929, Непре- рывное точение Твердый сплав , f 10 — 5 12 — — — Размер фаски /=0,2-0,3 мм
ЭИ766, ЭИ767, ЖСЗД 5 —5 20 — — —
ХН35ВТЮ (ЭИ787), 15 — 5 10 — — —• Размер фаски /=0,2—0,3 мм
ХН70ВМЮТ (ЭИ765) г 10 -104- -15 6-8 — — — Размер фаски /=0,6-0,8 мм
ЭИ435 15 — 12 — — —
ЭИ612 10 — 8
ЭИ929 Непре- рывное точение Быстро- режущая сталь _ А 15 — 12 — 10 0 1 •
а
/////////7Л~'т
ХН70ВМТЮ (ЭИ617), ЭИ867, ЭИ827, ВЖ36-Л2 Преры- вистое точение 10—15 — 12-15 — Меньшие углы —для более твердых обра- батываемых материалов
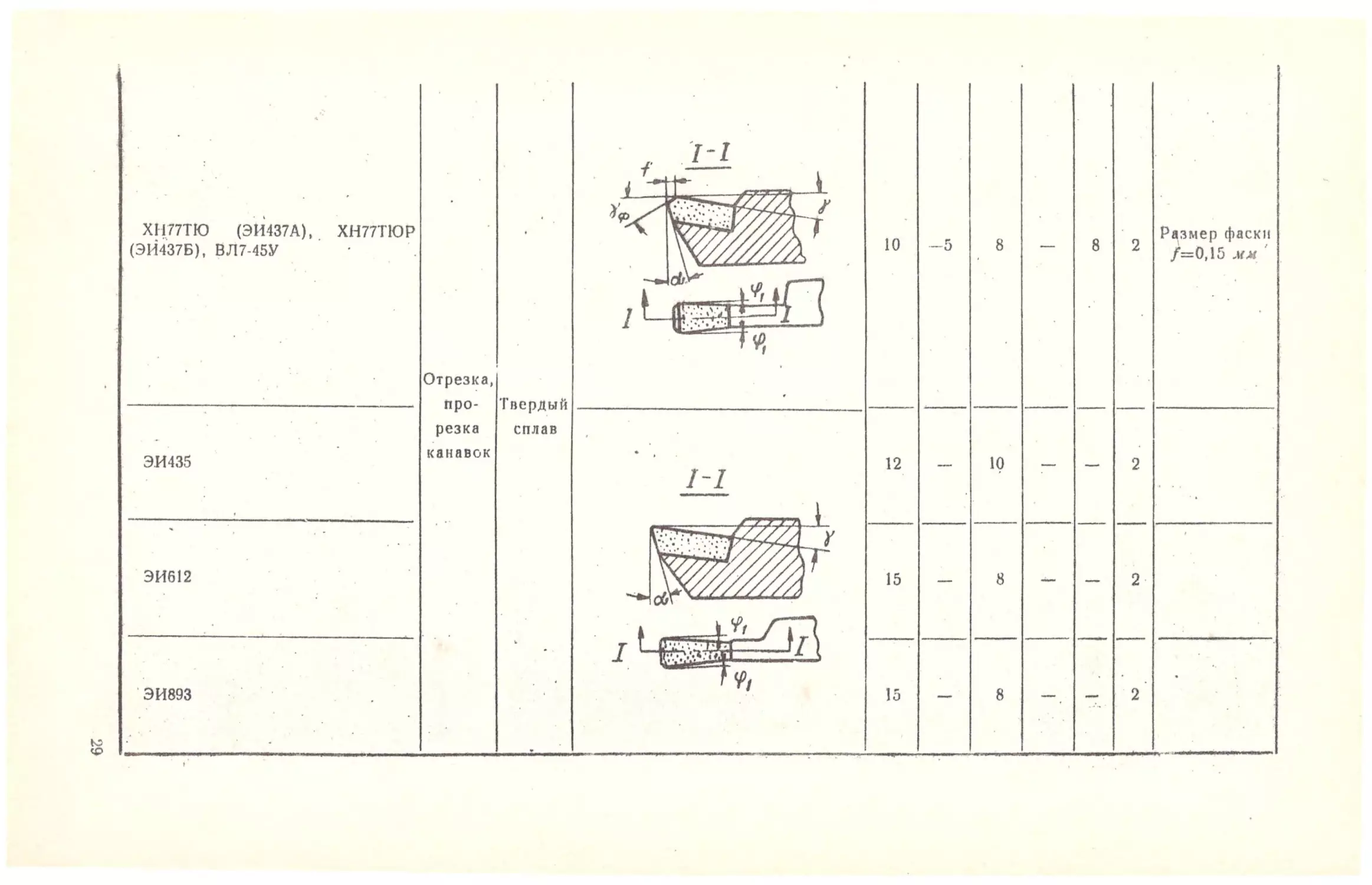
ХН77ТЮ (ЭЙ437А). ХН77ТЮР (ЭЙ437Б), ВЛ7-45У Отрезка, про- резка канавок Твердый сплав .s'' д 7-7 -г * 10 ~5 8 — 8 2 Размер фаски /=0,15 мм
ЭИ435 • > 7-7 jZ-— | 12 — 10 — — 2
ЭИ612 об 15 — 8 — — 2
ЭИ893 15 — 8 — , — 2 •
Продолжение табл. 4
Марки сплавов Харак- тер об- работки Материал режущей части ин- струмента Эскиз режущей части инструмента 1еиметрические параметры режу- щей части, град. Примечание
7 а *6 X 1
Непре- рывное точение. Отож- женное состоя- ние
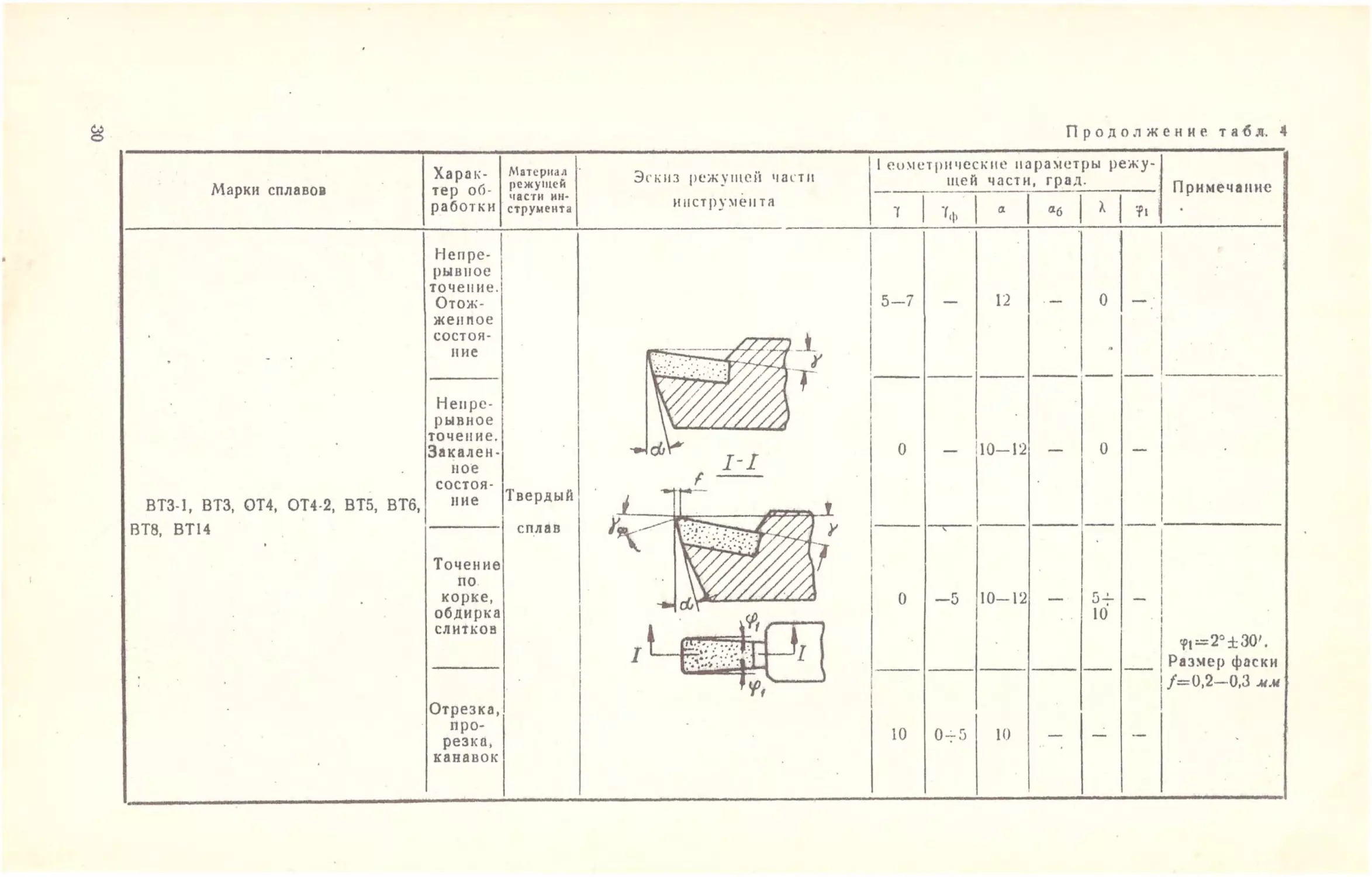
ВТЗ-1, ВТЗ, ОТ4, ОТ4-2, ВТ5, ВТ6, ВТ8, ВТ14 Непре- рывное точение. Закален- ное состоя- ние
Точение по корке, обдирка слитков
Отрезка, про- резка, канавок
— 12 . — 0 —
— 110-12 — 0 —
v —5 10-12 — 54- ГО — ft=2° ±30'. Размер фаски
0—5 10 — — — /=0.2-0,3 мм
Таблица 5
Геометрические параметры сверл из быстрорежущей
стали
I-I
Обраба- тывае- мые мате- риалы Элементы геометрии сверл Диаметр сверла, мм
3. 3,4:3,5-4,2 1 1 4,3-6,3 6,4—8,0- 1 8,1—9,9 10—15 св. 15
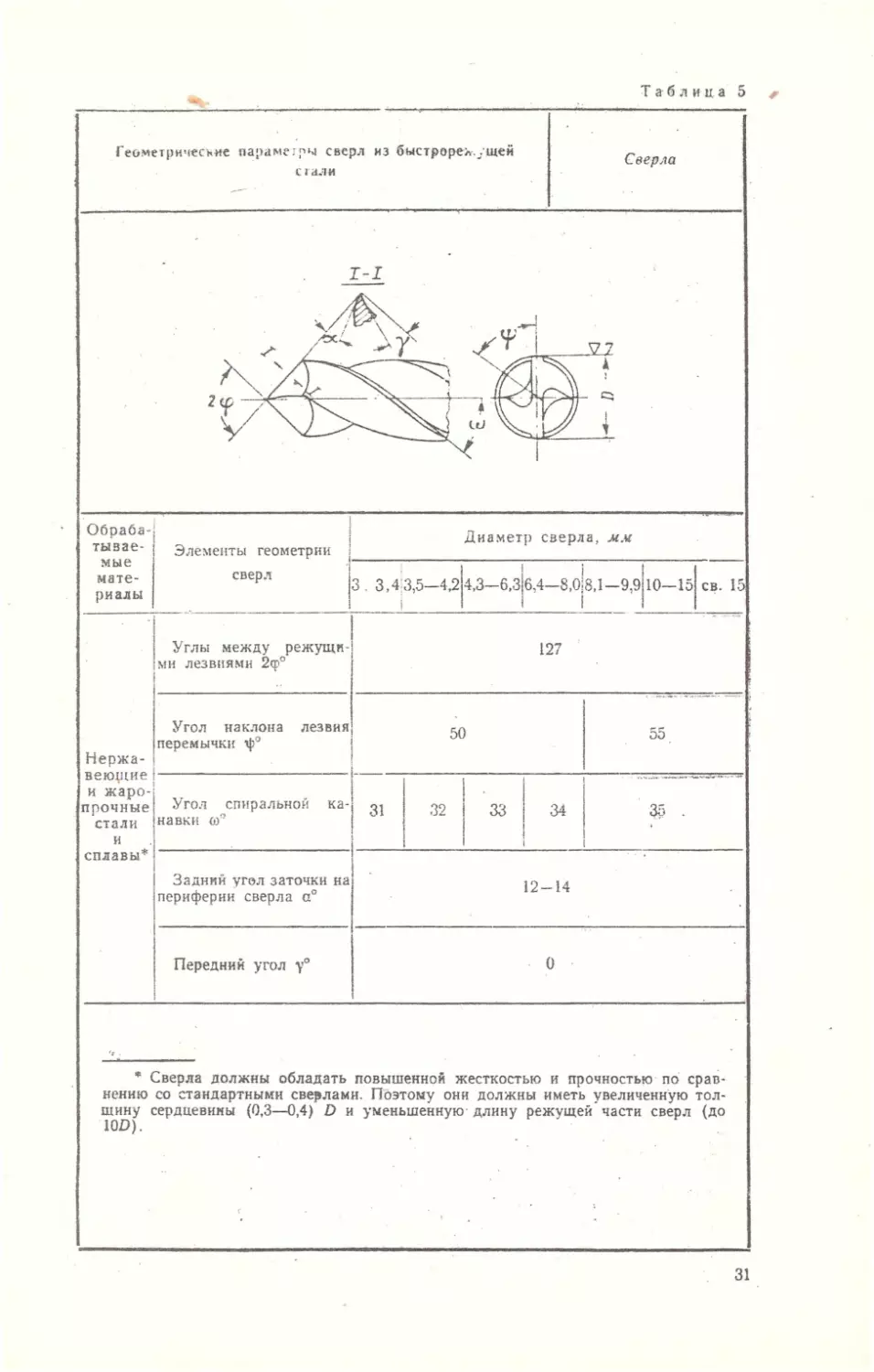
Нержа- веющие и жаро- прочные стали и сплавы* Углы между режущи- ми лезвиями 2<р° 127
Угол наклона лезвия перемычки 4° 50 55
Угол спиральной ка- навки (0° 31 32 I 33 34 35 .
Задний угол заточки на периферии сверла а° 12-14
Передний угол у° 0
* Сверла должны обладать повышенной жесткостью и прочностью по срав-
нению со стандартными сверлами. Поэтому они должны иметь увеличенную тол-
щину сердцевины (0,3—0,4) D и уменьшенную длину режущей части сверл (до
10D).
31
Продолжение т аб л. 5
Обрабатываемые
материалы
Диаметр сверла D, мм до
Элементы геометрии сверл
9
6
12
16
св. 16
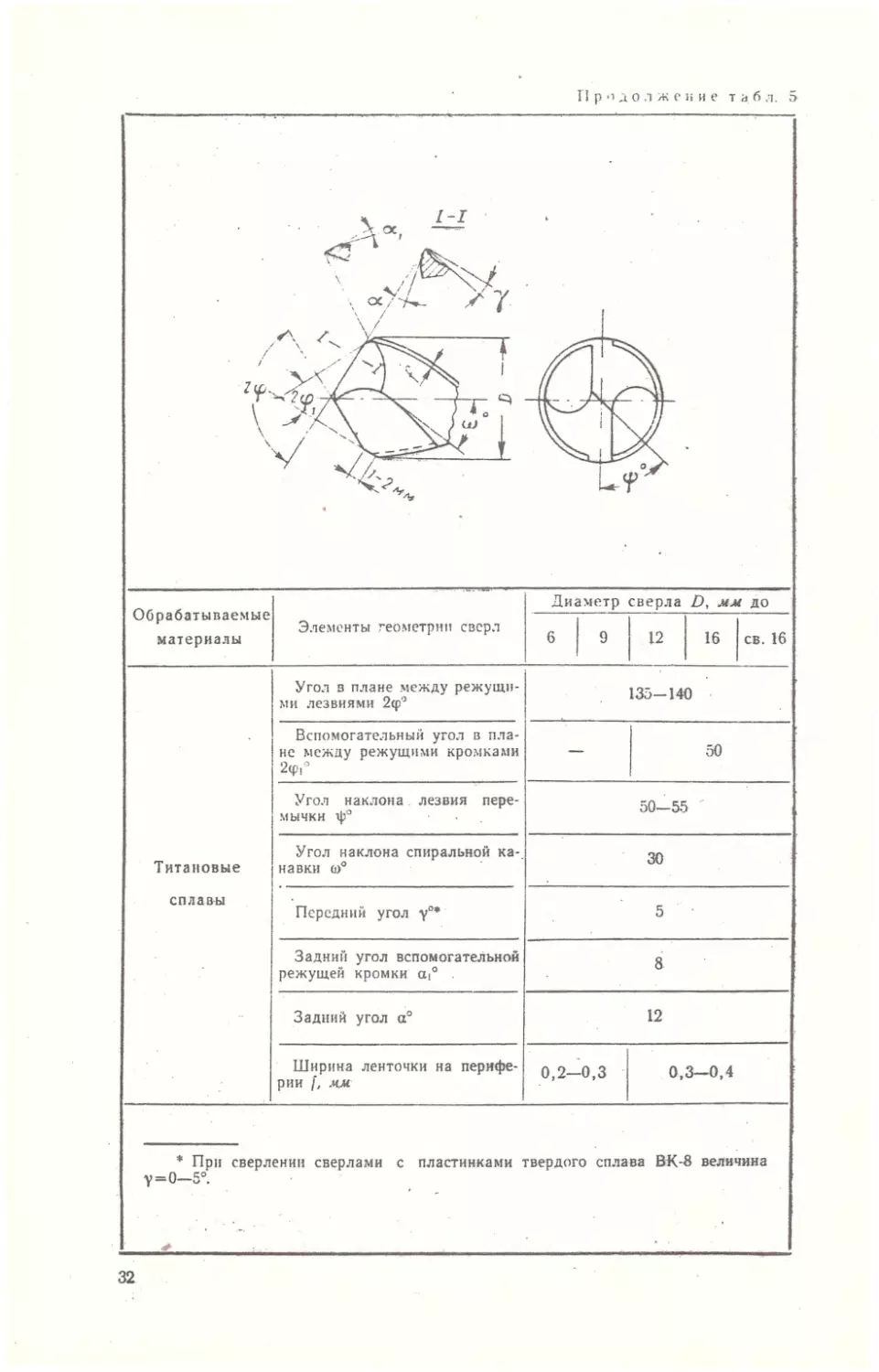
Титановые сплавы Угол в плане между режущи- ми лезвиями 2<р° 135-140
Вспомогательный угол в пла- не между режущими кромками 2<pi° — 50
Угол наклона лезвия пере- мычки ф° 50—55
Угол наклона спиральной ка- навки (в0 30
Передний угол у°* 5
Задний угол вспомогательной режущей кромки ai° . 8
Задний угол а° 12
Ширина ленточки на перифе- рии [, мм 0,2—0,3 0,3—0,4
* При сверлении сверлами с пластинками твердого сплава ВК-8 величина
у=0-5°.
32
Таблица 6
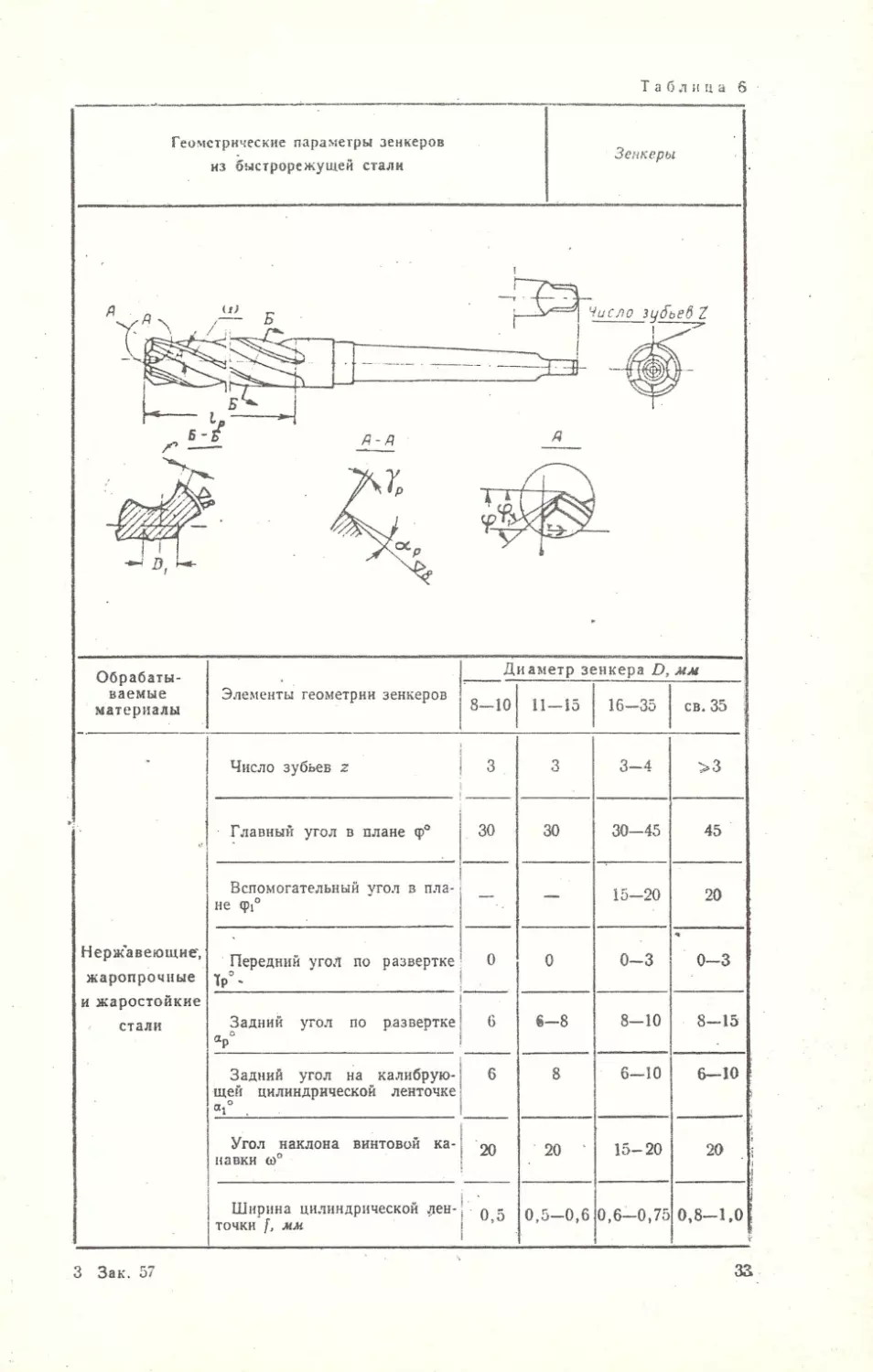
Геометрические параметры зенкеров из быстрорежущей стали Зенкеры
Л т Q > ! * £ 1 1 Число зу^ьед Z -
6- * — а - 'Х7 £ j, /у,р jn-t-j v । А
-fce-J U *
Обрабаты- ваемые материалы Элементы геометрии зенкеров Диаметр зенкера D, мм
8—10 11-15 16-35 св. 35
Нержавеющие, жаропрочные и жаростойкие стали Число зубьев z 1 з 3 3-4 >3
Главный угол в плане ф° 30 30 30-45 45
Вспомогательный угол в пла- не ф1° — — 15-20 20
Передний угол по развертке V- 0 0 0-3 <1 0-3
Задний угол по развертке аР° 1 6 1 6-8 8-10 8-15
Задний угол на калибрую- щей цилиндрической ленточке gi° . 6 8 6-10 6—10
Угол наклона винтовой ка- навки (0° 20 20 15-20 20
Ширина цилиндрической лен- точки f, мм 0,5 0,5-0,6 0,6—0,75 0,8-1,0
3 Зак. 57
33
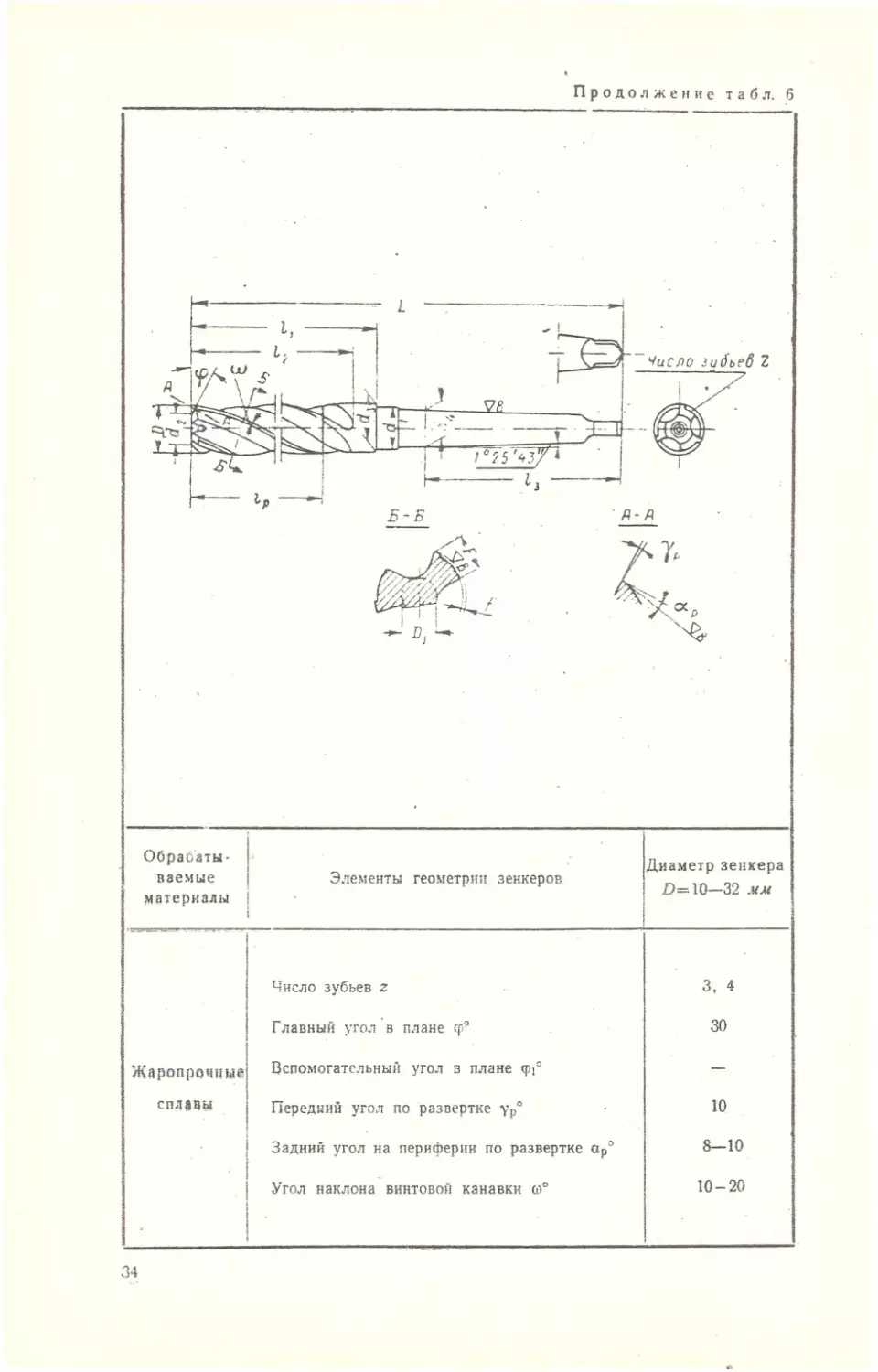
Продолжение табл. 6
Обрабаты- ваемые материалы Элементы геометрии зенкеров Диаметр зенкера £>=10-32 мм
Число зубьев z 3, 4
Главный угол в плане <р° 30
Жаропрочные Вспомогательный угол в плане <pi° —
сплавы Передний угол по развертке ур° 10
1 ! 1 Задний угол на периферии по развертке ар° 8-10
Угол наклона винтовой канавки ©° 10-20
34
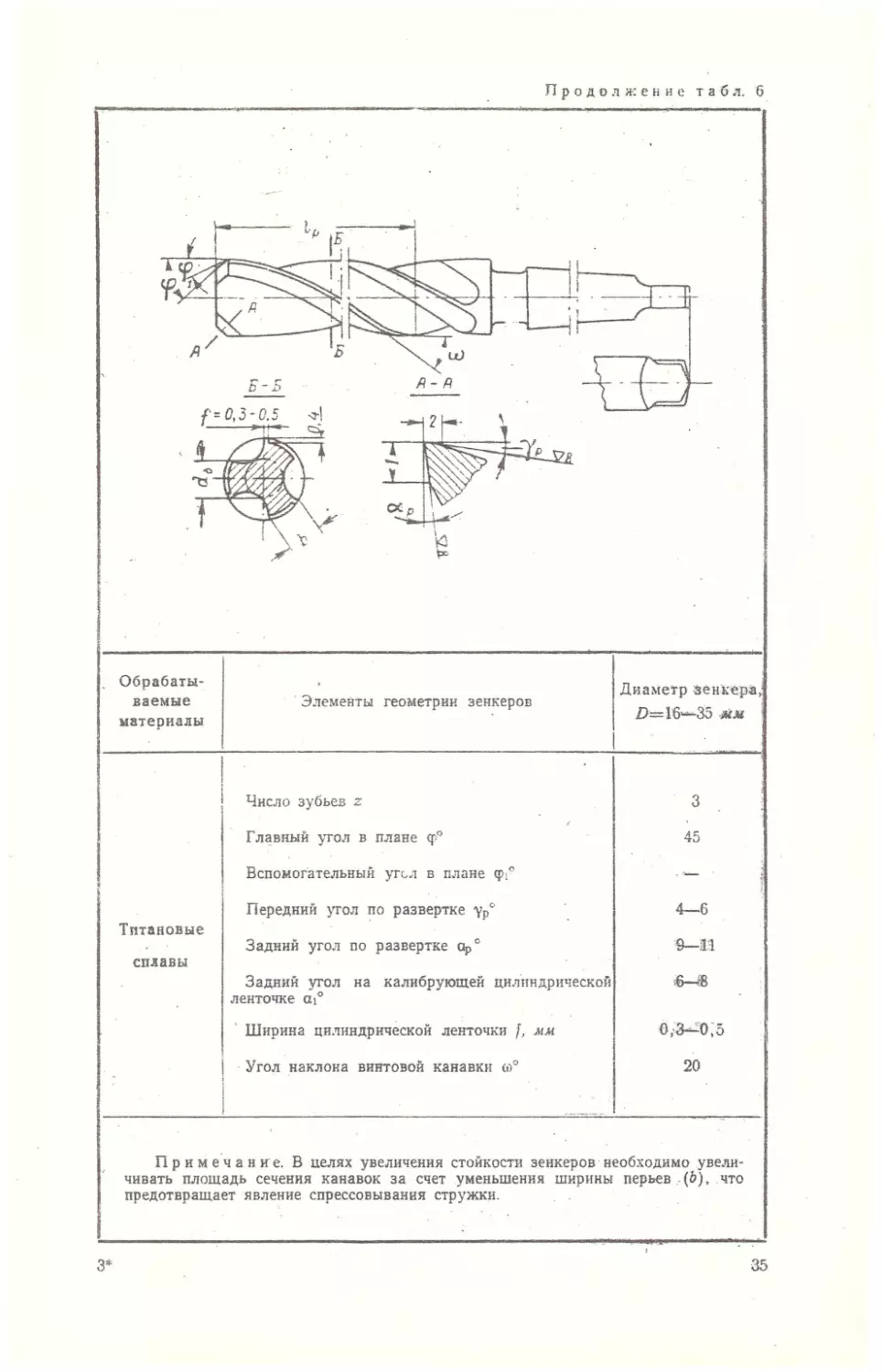
Продолжение табл. 6
Обрабаты- ваемые материалы Элементы геометрии зенкеров Диаметр зенкера,: D= 16—35 мм
Число зубьев z 3
Главный угол в плане <р° 45
Вспомогательный угол в плане <рг -'— :
Передний угол по развертке ур° 4-G
Титановые Задний угол по развертке Ор° 9—11
сплавы Задний угол на калибрующей цилиндрической ленточке ai° 6—‘8
Ширина цилиндрической ленточки Д мм 0,3*~0,5
Угол наклона винтовой канавки 20
Примечание. В целях увеличения стойкости зенкеров необходимо увели-
чивать площадь сечения канавок за счет уменьшения ширины перьев (д), что
предотвращает явление спрессовывания стружки.
3*
35
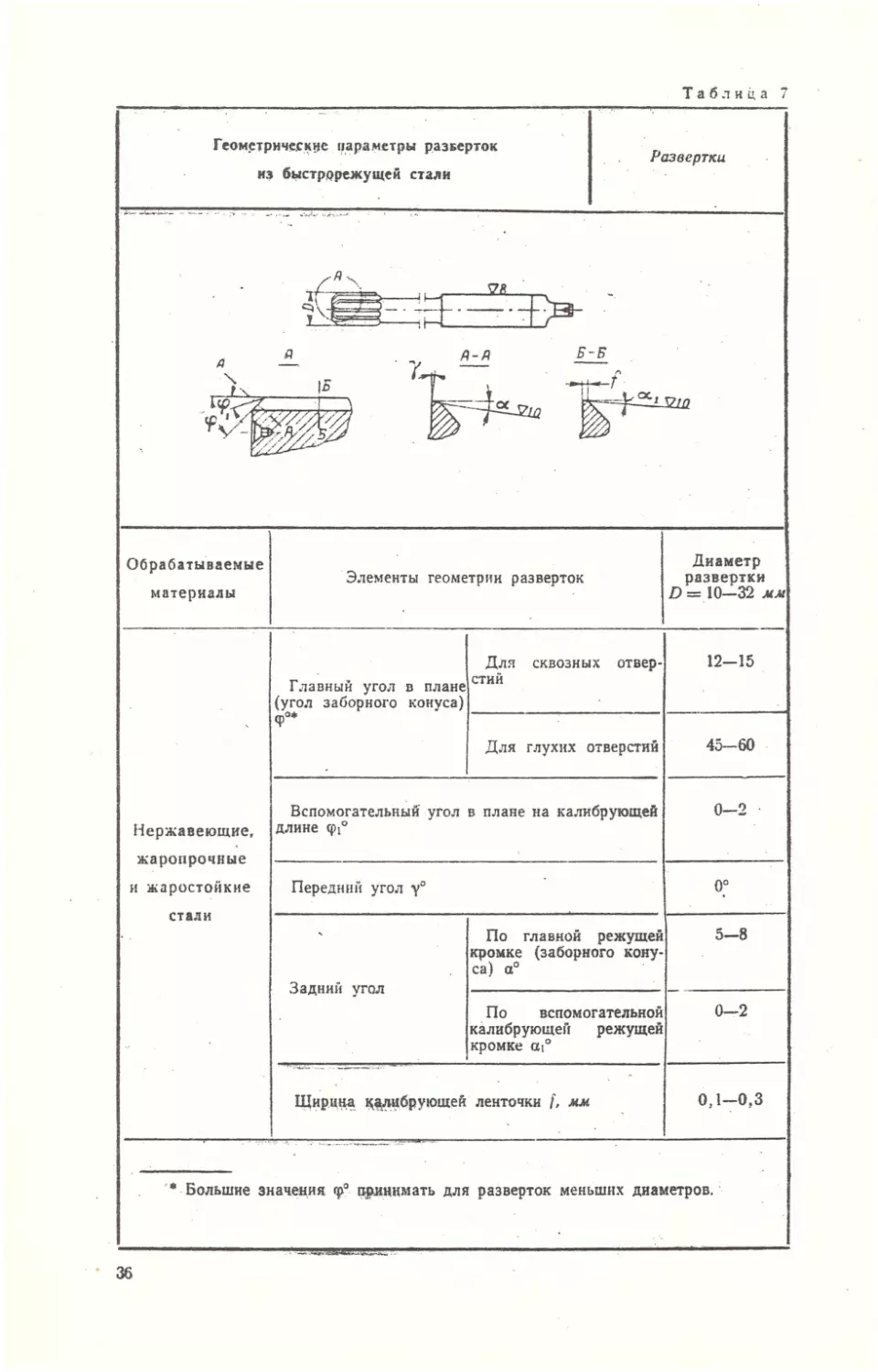
Таблица 7
Развертки
Геометрические параметры разверток
из быстрорежущей стали
Обрабатываемые
материалы
Элементы геометрии разверток
Диаметр
развертки
D = 10—32 мм
стали
Нержавеющие,
жаропрочные
и жаростойкие
Главный угол в плане (угол заборного конуса) <р°* Для сквозных отвер- стий 12-15
Для глухих отверстий 45-60
Вспомогательный угол в плане на калибрующей длине <pi° 0-2
Передний угол у° 0°
Задний угол По главной режущей кромке (заборного кону- са) а0 5-8
По вспомогательной калибрующей режущей кромке ai° 0—2
Ширина калибрующей ленточки j, мм 0,1-0,3
• Большие значения <р° принимать для разверток меньших диаметров.
36
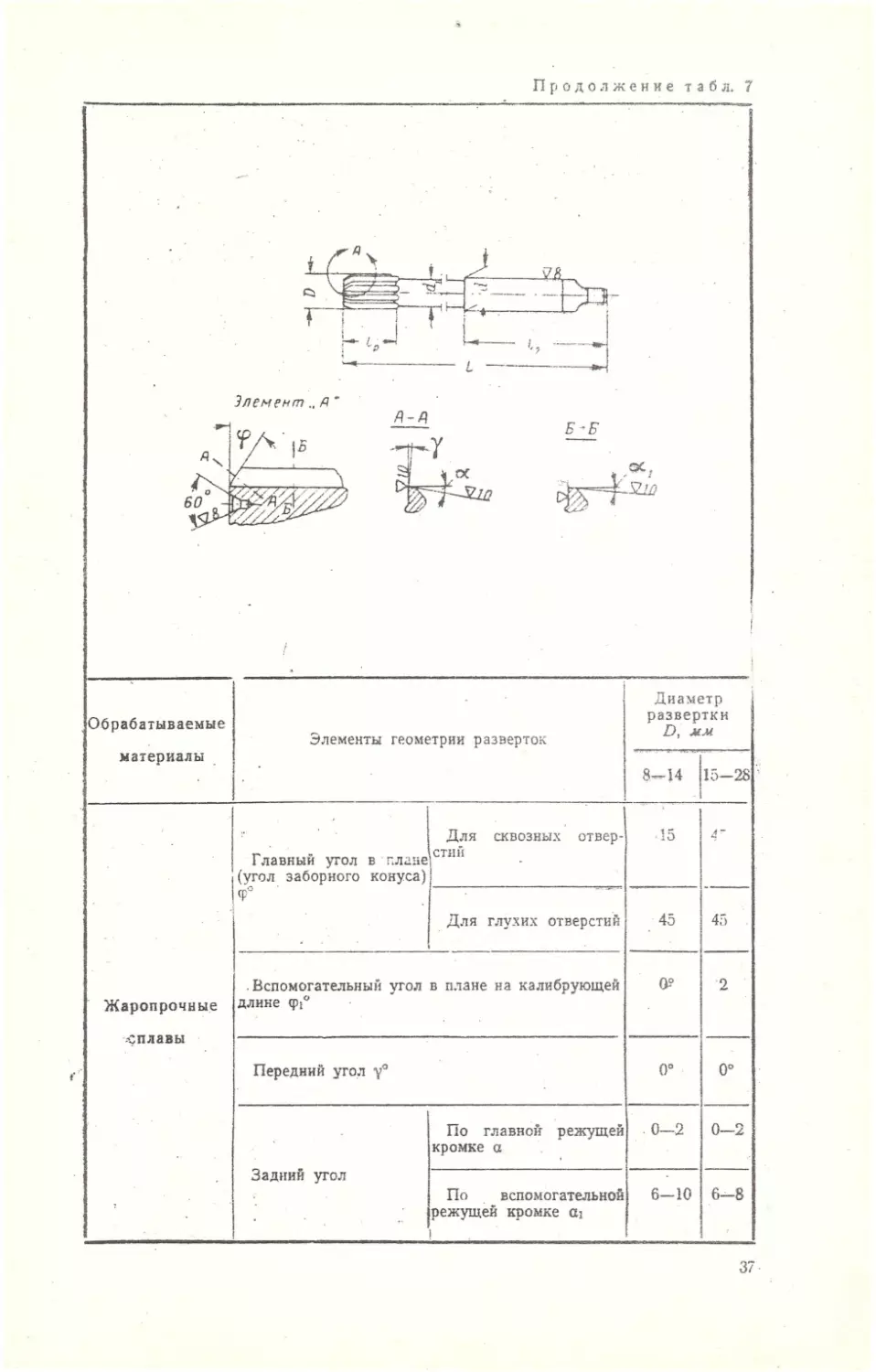
Продолжение табл. 7
<* Обрабатываемые материалы Элементы геометрии разверток Диаметр развертки D, мм
8-14 15-28
Жаропрочные оплавы Главный угол в плане (угол заборного конуса) Для сквозных отвер- стий 15 j -
Для глухих отверстий 45 45
Вспомогательный угол в плане на калибрующей длине <pi° 0? 2
Передний угол у° 0° 0°
Задний угол По главной режущей кромке а 0-2 0-2
По вспомогательной режущей кромке си 1 6-10 6-8
37
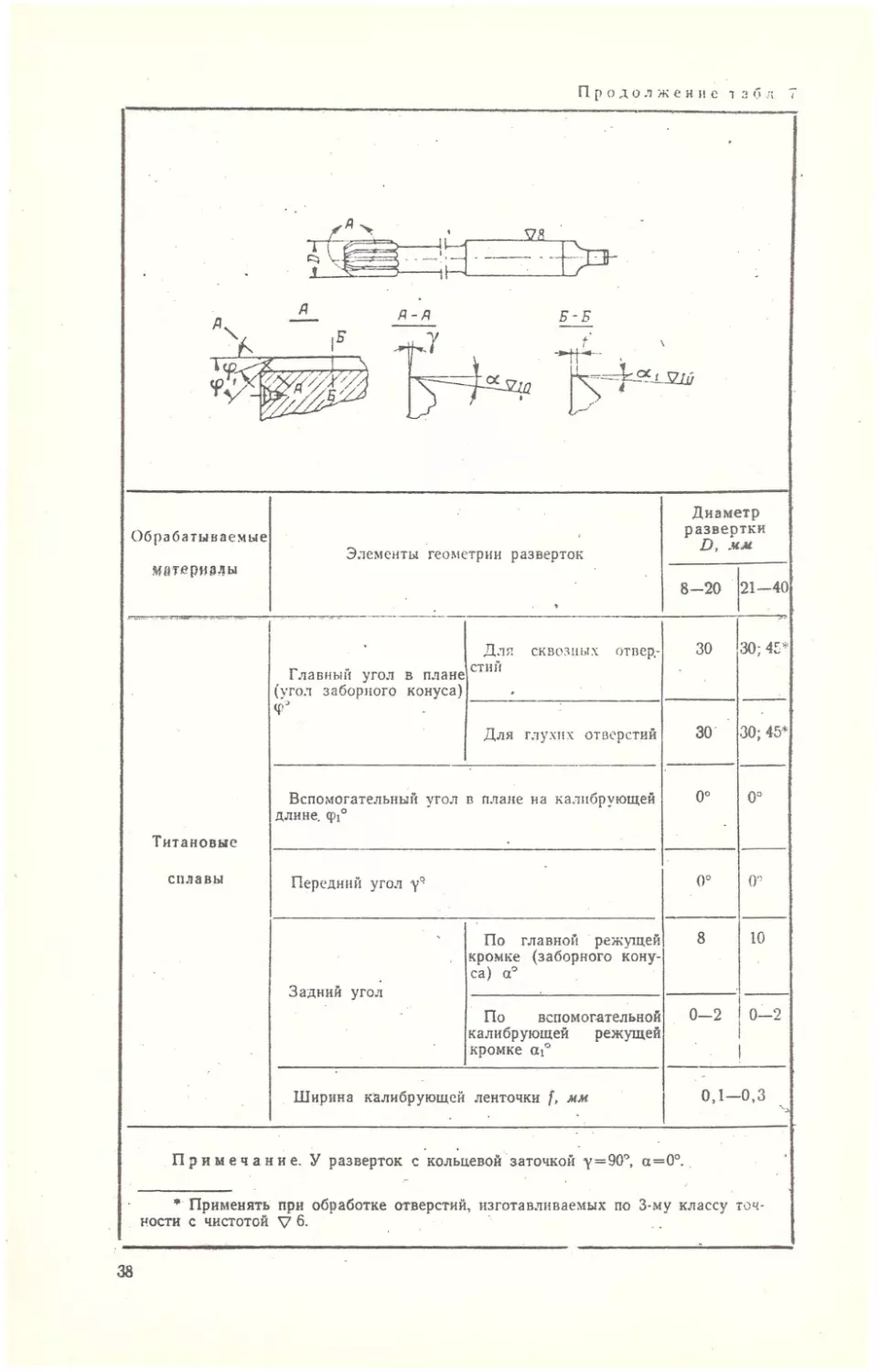
Продолжение табл 7
Обрабатываемые
материалы
Элементы геометрии разверток
Диаметр
развертки
D, мм
8-20 21—40
Титановые сплавы Главный угол в плане (угол заборного конуса) <Р° Для сквозных отвер- стий 30 30; 45*
Для глухих отверстий 30 30; 45*
Вспомогательный угол в плане на калибрующей длине. ф1° 0° 0°
Передний угол yq 0° 0°
Задний угол По главной режущей кромке (заборного кону- са) а° 8 10
По вспомогательной калибрующей режущей кромке ai° 0-2 0-2 1
Ширина калибрующей ленточки f, мм 0,1—0,3
Примечание. У разверток с кольцевой заточкой у = 90°, а=0°
* Применять при обработке отверстий, изготавливаемых по 3-му классу точ-
ности с чистотой V 6.
38
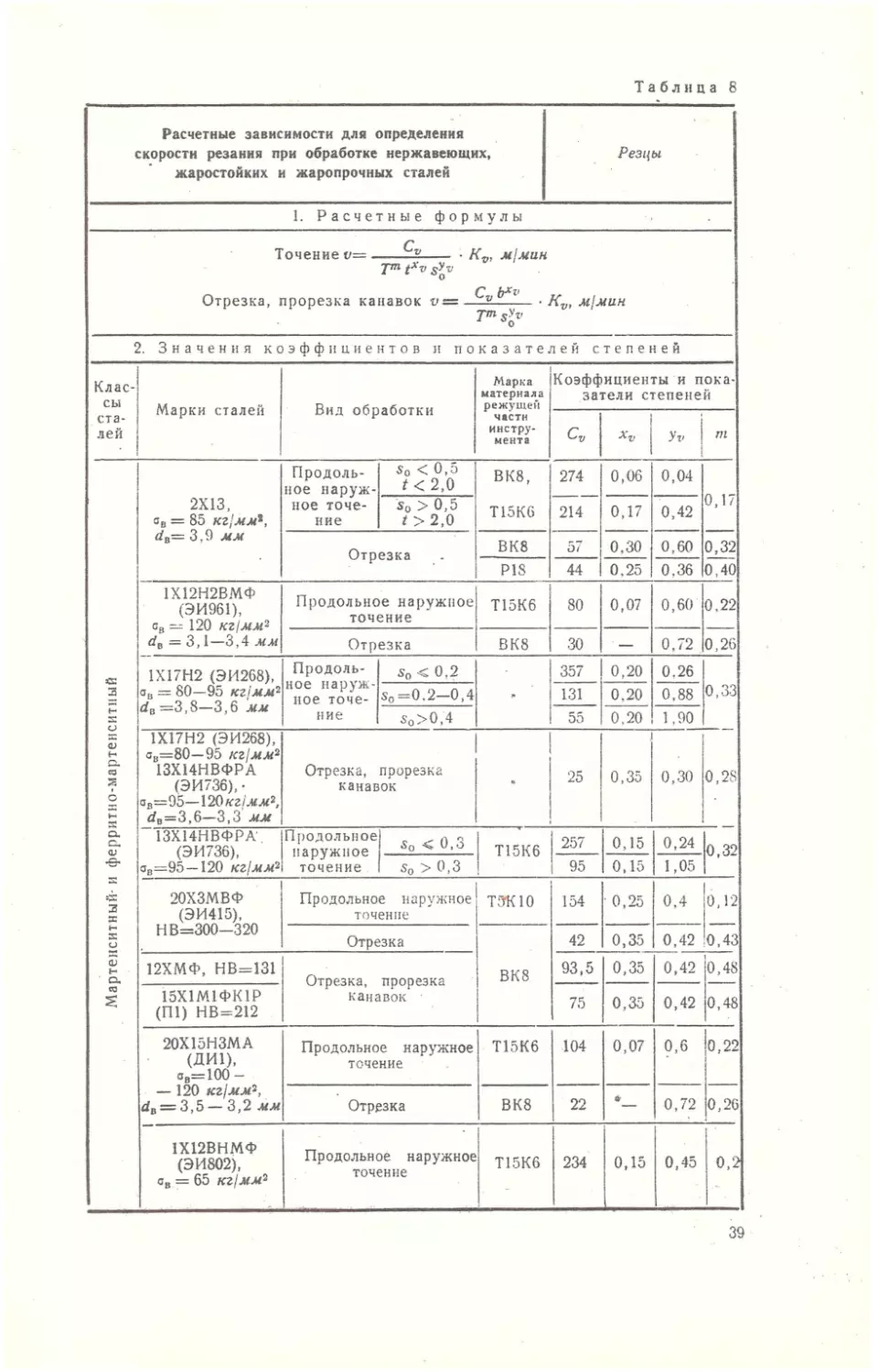
Таблица 8
Расчетные зависимости для определения скорости резания при обработке нержавеющих, жаростойких и жаропрочных сталей Резцы
1. Расчетные формулы
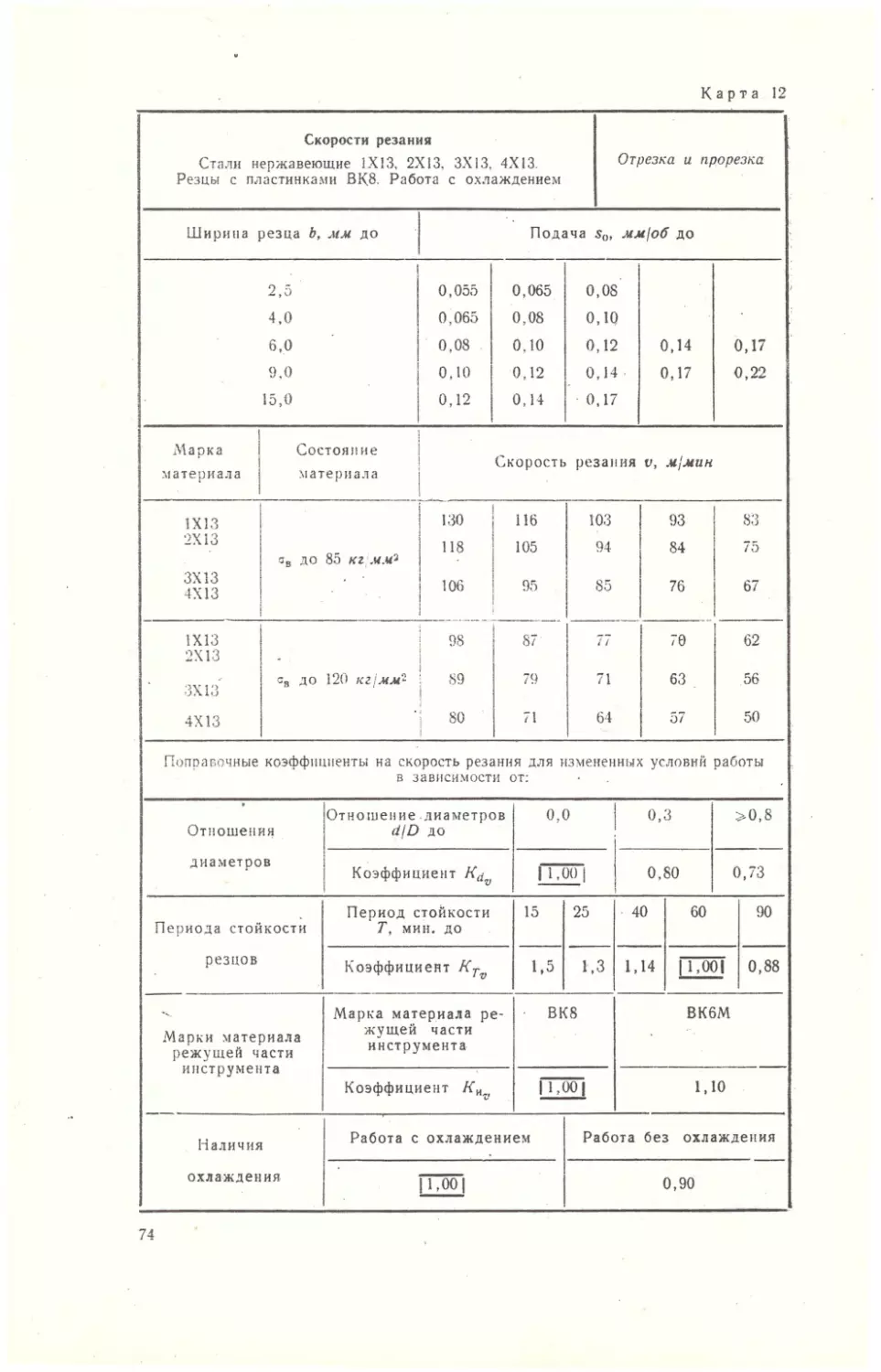
г Точение v= И. • Kw м/мин Тт t*v Отрезка, прорезка канавок v = . Kv, м/мин Tms^
2. Значения коэффициентов и показателей степеней
Клас- сы ста- лей Марки сталей Вид обработки Марка материала режущей части инстру- мента Коэффициенты и пока- затели степеней
cv I 1 Уу m
Мартенситный- и ферритно-мартенситный 2X13, а в = 85 KijMM1, dB= 3,9 мм Продоль- ное наруж- ное точе- ние So 0,0 / < 2,0 ВК8, Т15К6 274 0,06 0,04 0,17
s0 > 0,5 t > 2,0 214 0,17 0,42
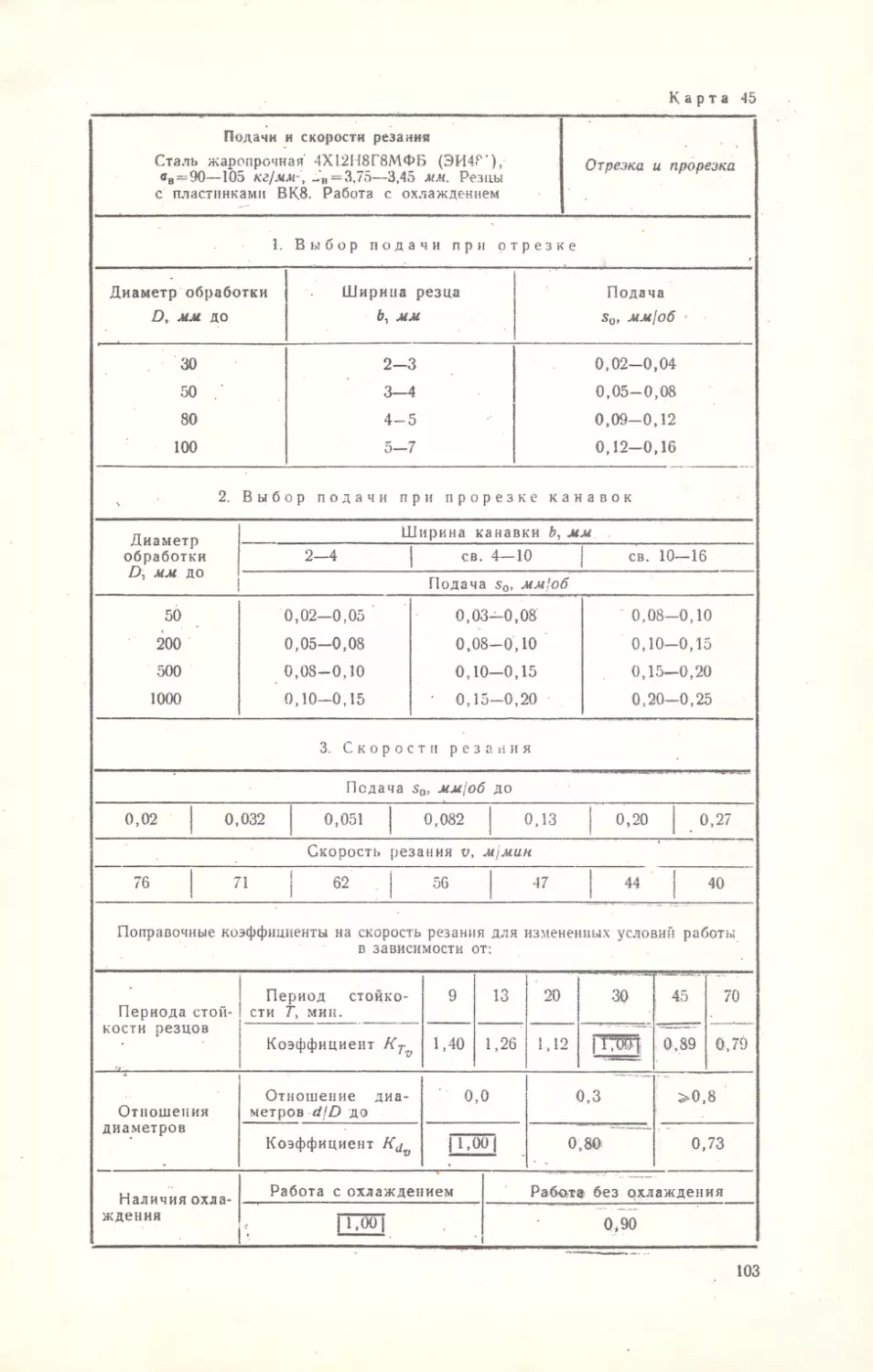
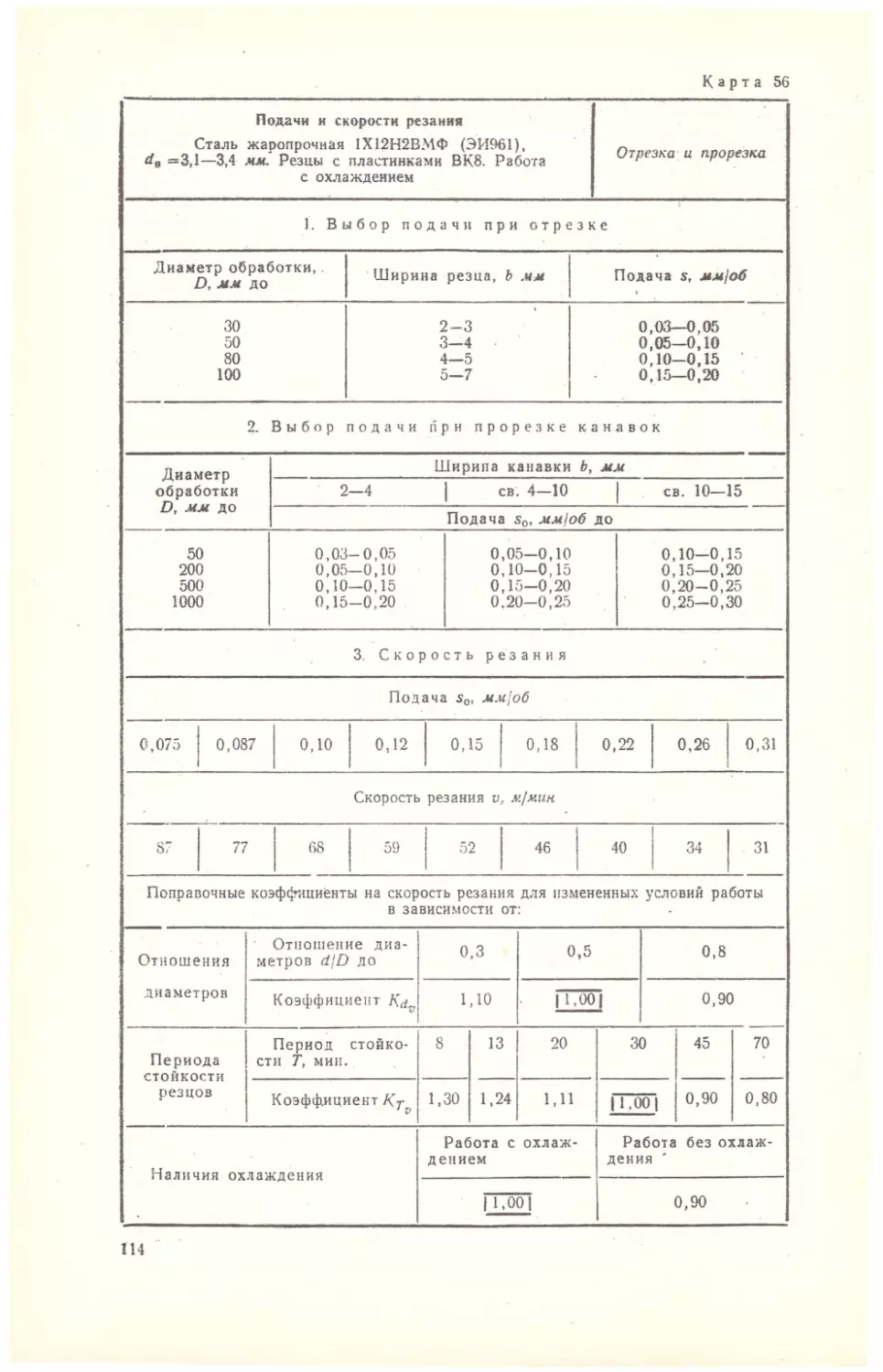
Отрезка ВК8 57 0,30 0,60 0,32
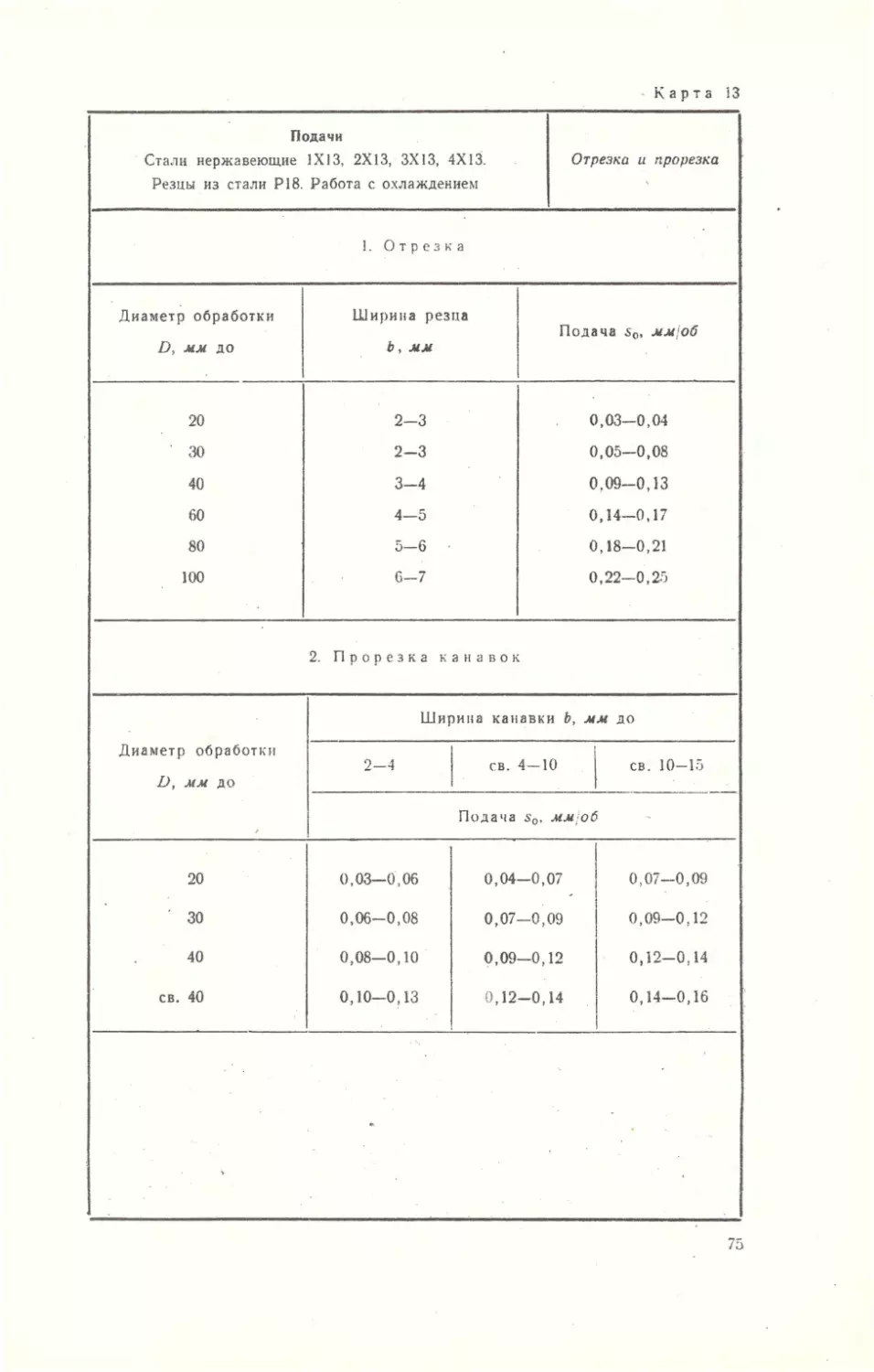
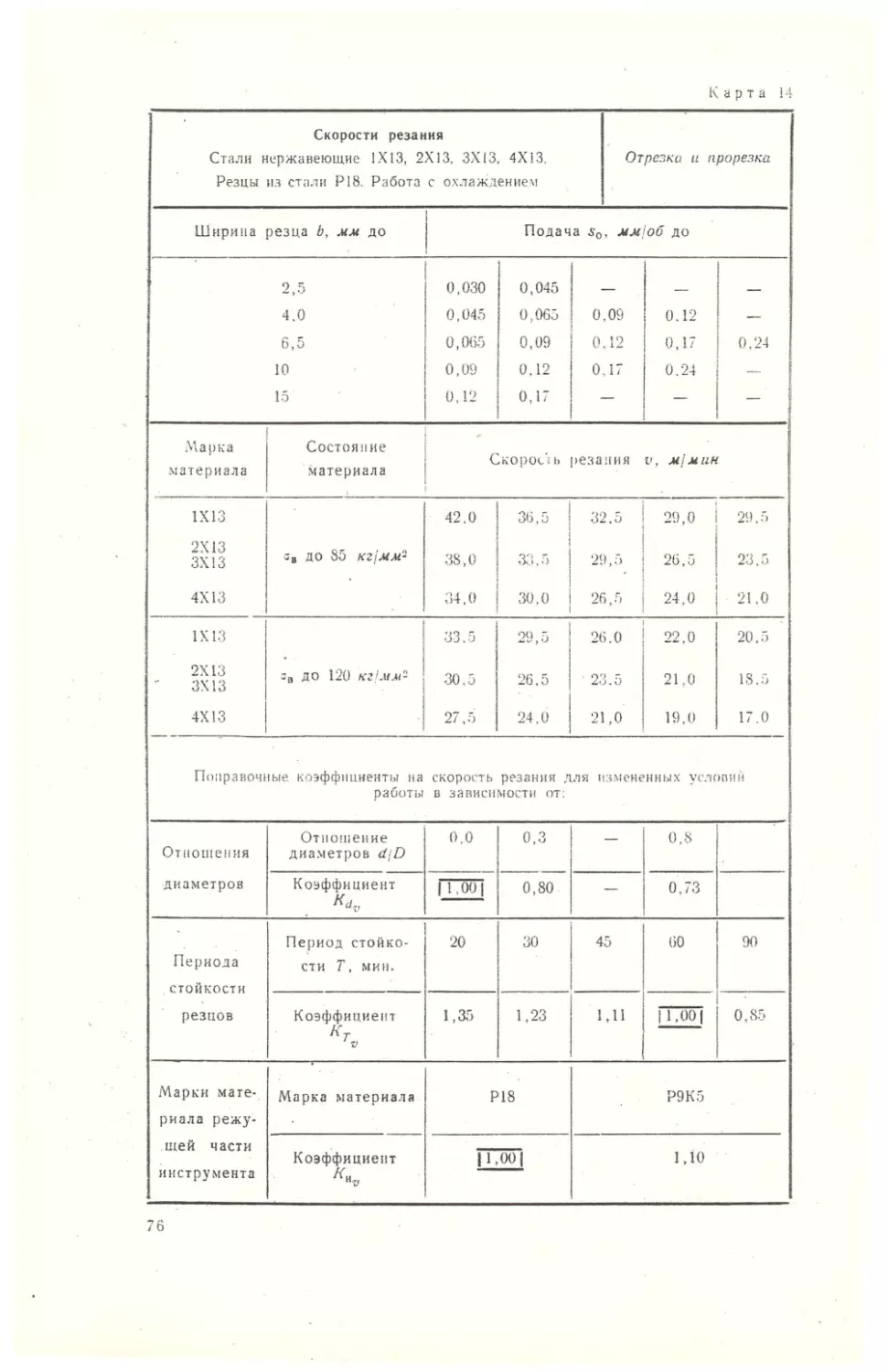
PIS 44 0,25 0,36 0,40
1Х12Н2ВМФ (ЭИ961), ав — 120 кг/мм2 dB = 3,1—3,4 мм Продольное наружное точение Т15К6 80 0,07 0,60 0,22
Отрезка ВК8 30 — 0,72 0,26
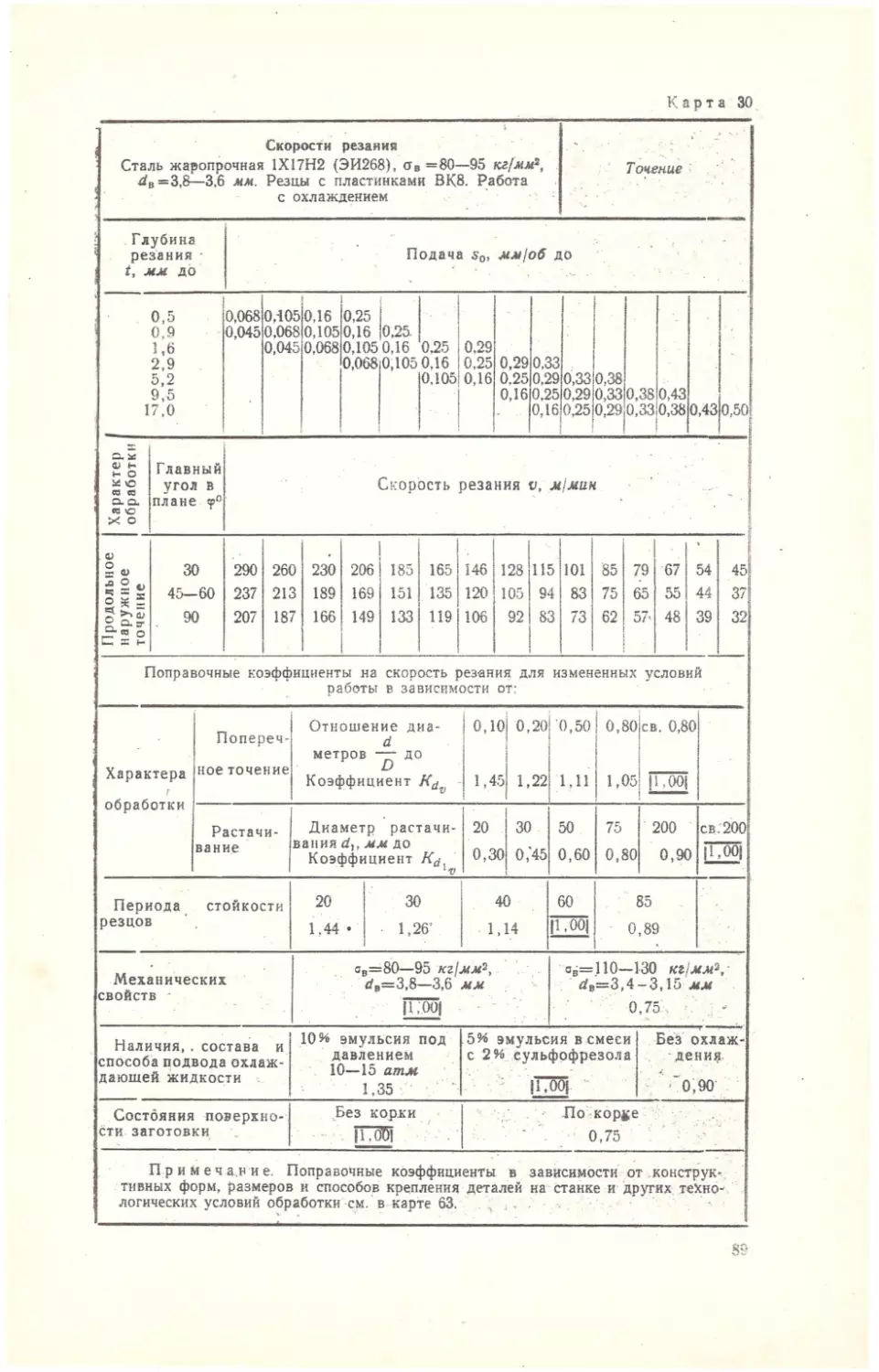
1Х17Н2 (ЭИ268), ав = 80—95 кг [мм2 da =3,8—3,6 мм Продоль- ное наруж- ное точе- ние So < 0.2 * 357 0,20 0.26 0,33
so=0,2—0,4 131 0,20 0,88
s0 >0,4 55 0,20 1,90
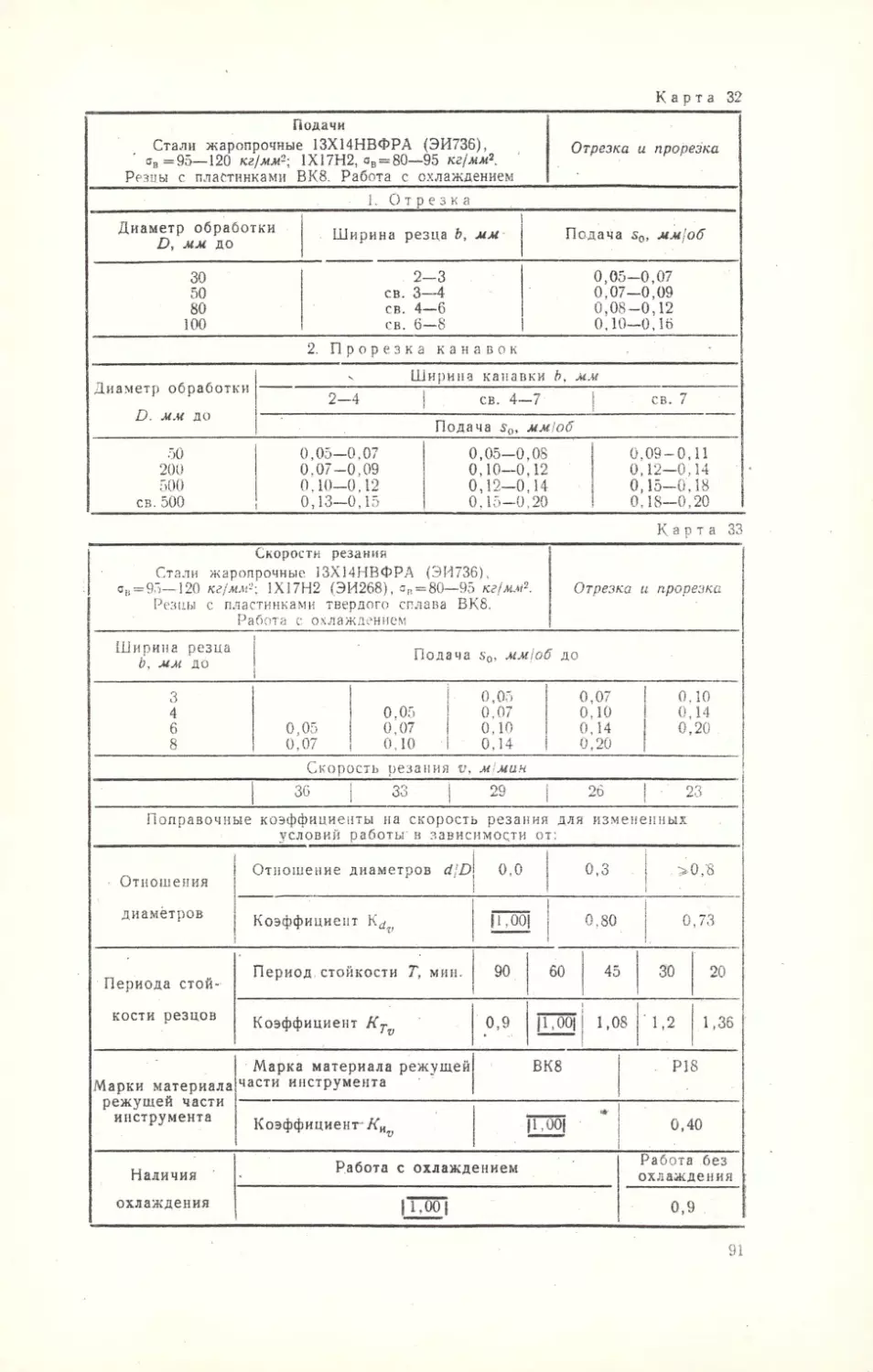
1Х17Н2 (ЭИ268), gb=80—95 кг/мм2 13Х14НВФРА (ЭИ736), • ав=95— 120 кг 1мм2, dB=3,6—3,3 мм Отрезка, прорезка канавок • 25 0,35 0,30 0,28
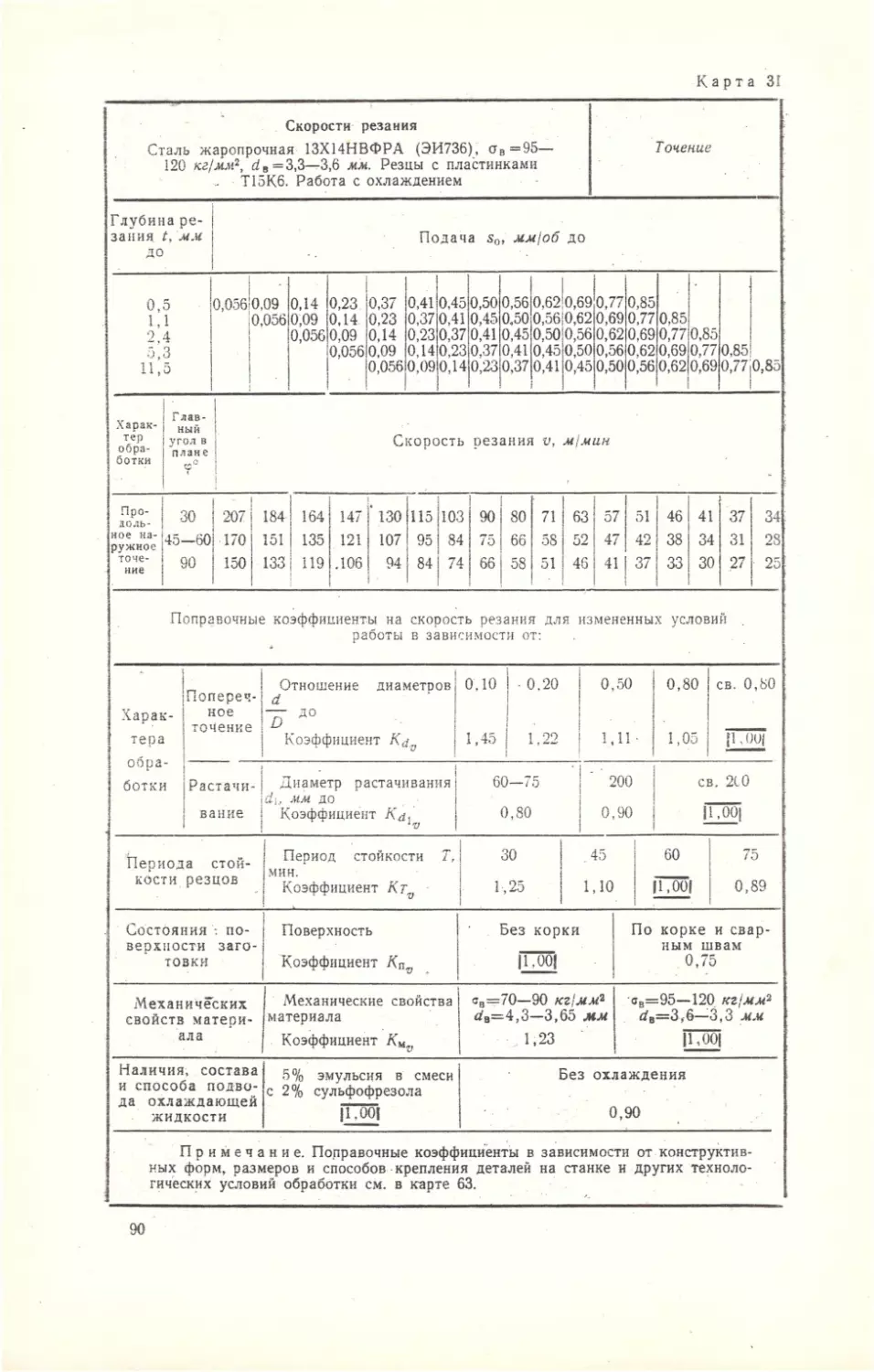
13Х14НВФРА (ЭИ736), ав=95 —120 кг/мм2 Продольное наружное точение s0 < 0,3 Т15К6 257 0,15 0,24 0,32
So > 0,3 95 0,15 1,05
20ХЗМВФ (ЭИ415), НВ=300—320 Продольное наружное точение ТЗК10 154 0,25 0,4 0,12
Отрезка ВК8 42 0,35 0,42 0,43
12ХМФ, НВ=131 1 Отрезка, прорезка канавок 93,5 0,35 0,42 0,48
15Х1М1ФК1Р (П1) НВ=212 75 0,35 0,42 0,48
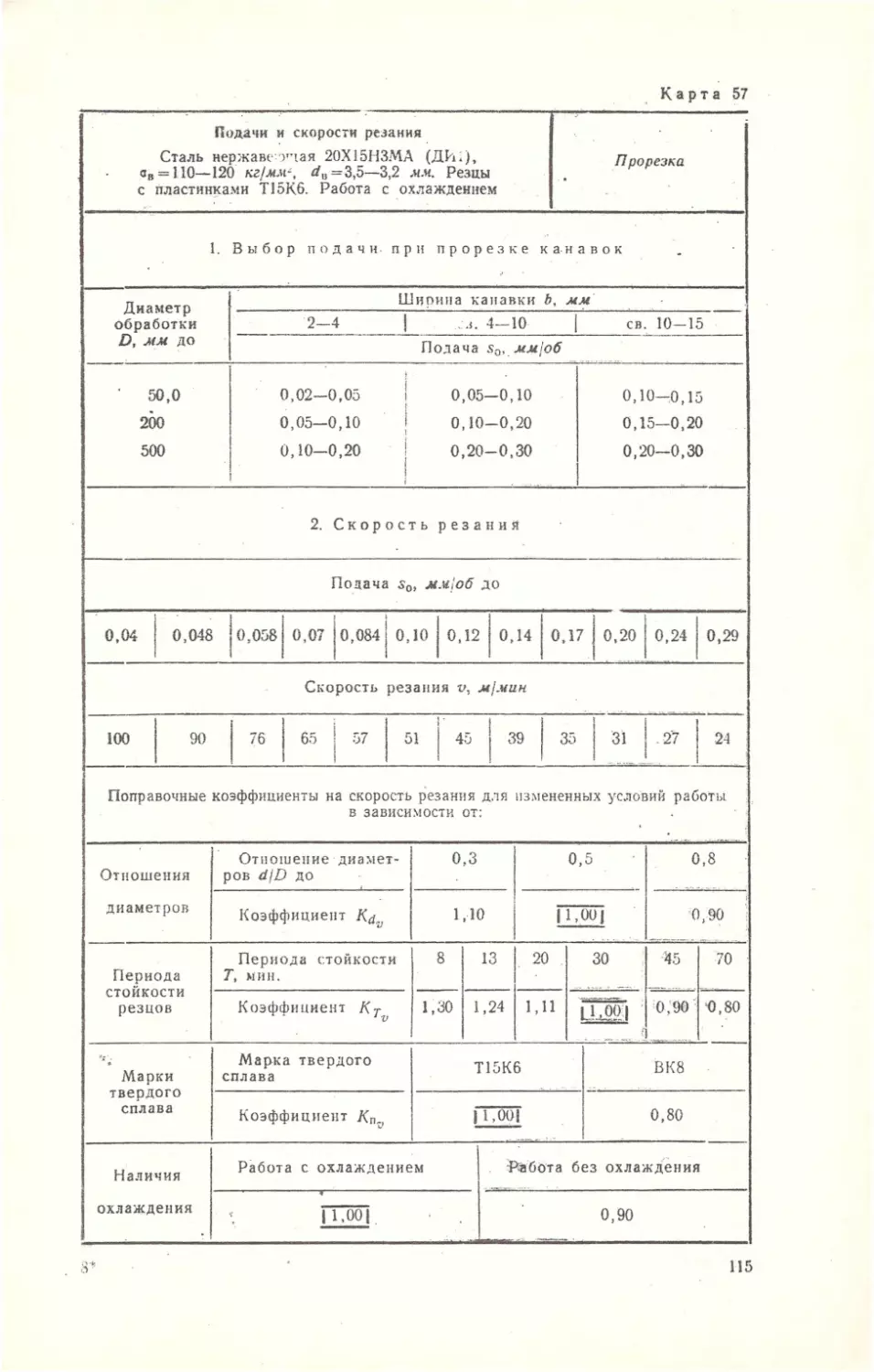
20Х15НЗМА (ДИ1), ов=100 — — 120 кг/мм2, dB = 3,5 — 3,2 мм Продольное наружное точение Т15К6 104 0,07 0,6 0,22
Отрезка ВК8 22 * 0,72 0,26
1Х12ВНМФ (ЭИ802), св = 65 кг/мм2 Продольное наружное точение Т15К6 234 0,15 0,45 0,2
39
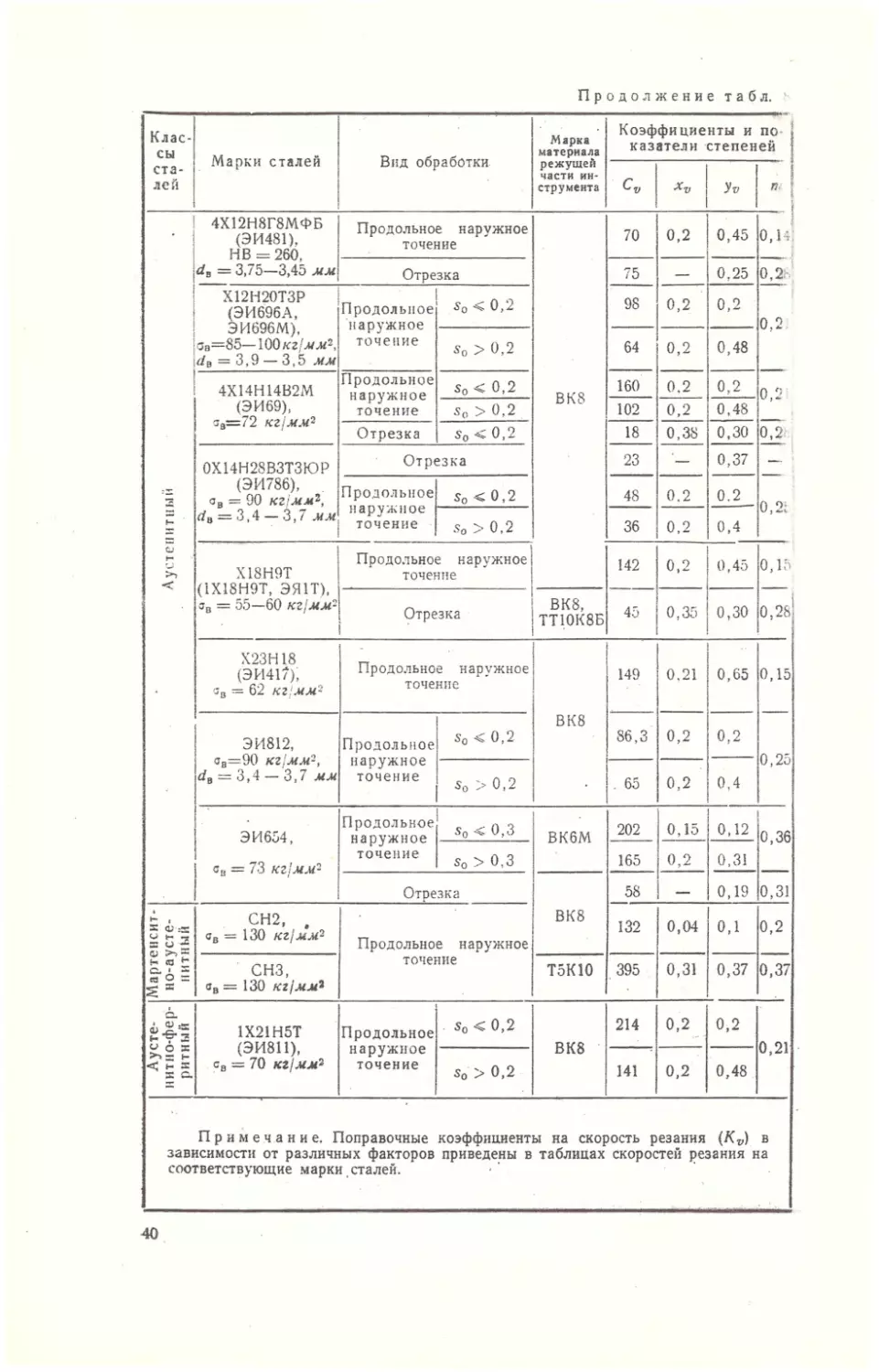
Продолжение табл.
Клас- сы ста- лей Марки сталей Вид обработки Марка материала режущей части ин- струмента Коэффициенты и по , казатели степеней
С* Уъ п. 1 _ j
Аустенитный 1 4Х12Н8Г8МФБ (ЭИ481). НВ = 260, dB = 3,75—3,45 мм Продольное наружное точение ВК8 70 0,2 0,45
Отрезка 75 — 0,25 0,2г
Х12Н20ТЗР (ЭИ696А, ЭИ696М), За=85—100 кг/мм2, dB = 3.9 — 3,5 мм Продольное наружное точение s0 < 0/2 98 0,2 0,2 i 0,2
So > 0,2 64 0,2 0,48
4Х14Н14В2М (ЭИ69), зв=72 кг/мм2 Продольное наружное точение s0 < 0,2 160 0.2 0.2 0,2
So > 0,2 102 0,2 0,48
Отрезка So <0,2 18 0,38 0,30 0/> —
0Х14Н28ВЗТЗЮР (ЭИ786), ав = 90 кг: мм2, dB = 3,4 — 3,7 мм Отрезка 23 — 0,37
Продольное наружное точение So < 0,2 48 0,2 0,2 0,2:
s0 > 0,2 36 0,2 0,4
Х18Н9Т (1Х18Н9Т, ЭЯ1Т), ав = 55—60 кг/мм2 Продольное наружное точение 142 0,2 0,45 0,15
Отрезка 1 ВК8, ТТ10К8Б 45 0,35 0,30 0,28
Х23Н18 (ЭИ417), за = 62 кг! мм2 Продольное наружное точение ВК8 149 0,21 0,65 0,15
ЭИ812, са=90 кг/мм2, d9 = 3,4 — 3,7 мм Продольное наружное точение s0 < 0,2 86,3 0,2 0,2 0,25
s0 >0,2 . 65 0,2 0,4
ЭИ654, ав = 73 кг/мм2 Продольное наружное точение 1 Sq < 0,3 ВК6М 202 0,15 0,12 0,36
s0 > 0,3 165 0,2 0,31
Отрезка ВК8 58 — 0,19 0,31
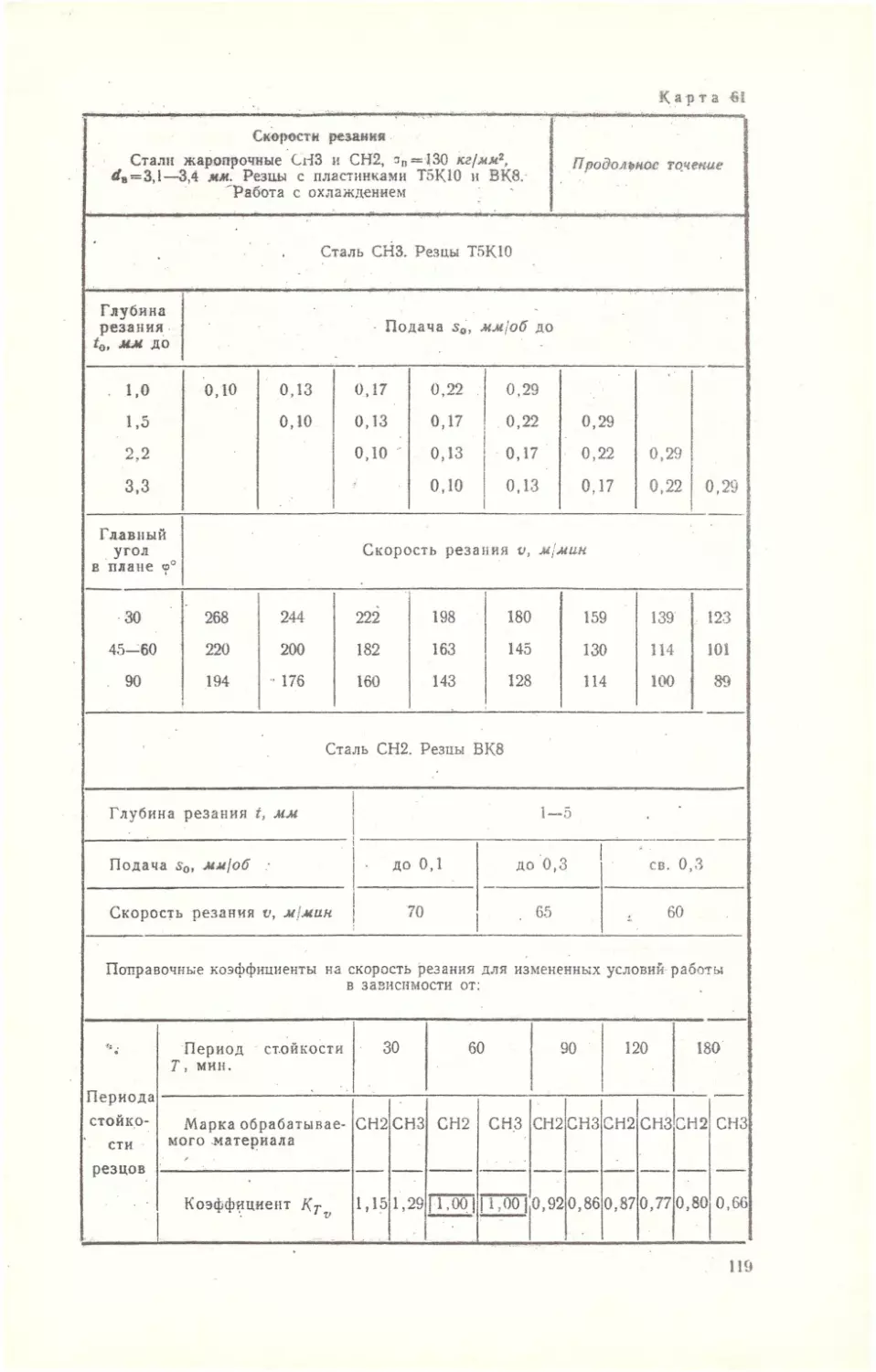
Мартенсит- но-аусте- нитный СН2, , ав = 130 кг/мм2 Продольное наружное точение 132 0,04 0,1 0,2
СНЗ, ав = 130 кг/мм2 Т5К10 395 0,31 0,37 0,37
Аусте- нитно-фер- ритный 1Х21Н5Т (ЭИ811), св = 70 кг/мм2 Продольное наружное точение So < 0,2 ВК8 214 0,2 0,2 0,21
s0 > 0,2 141 0,2 0,48
Примечание. Поправочные коэффициенты на скорость резания (Kv) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствующие марки сталей.
40
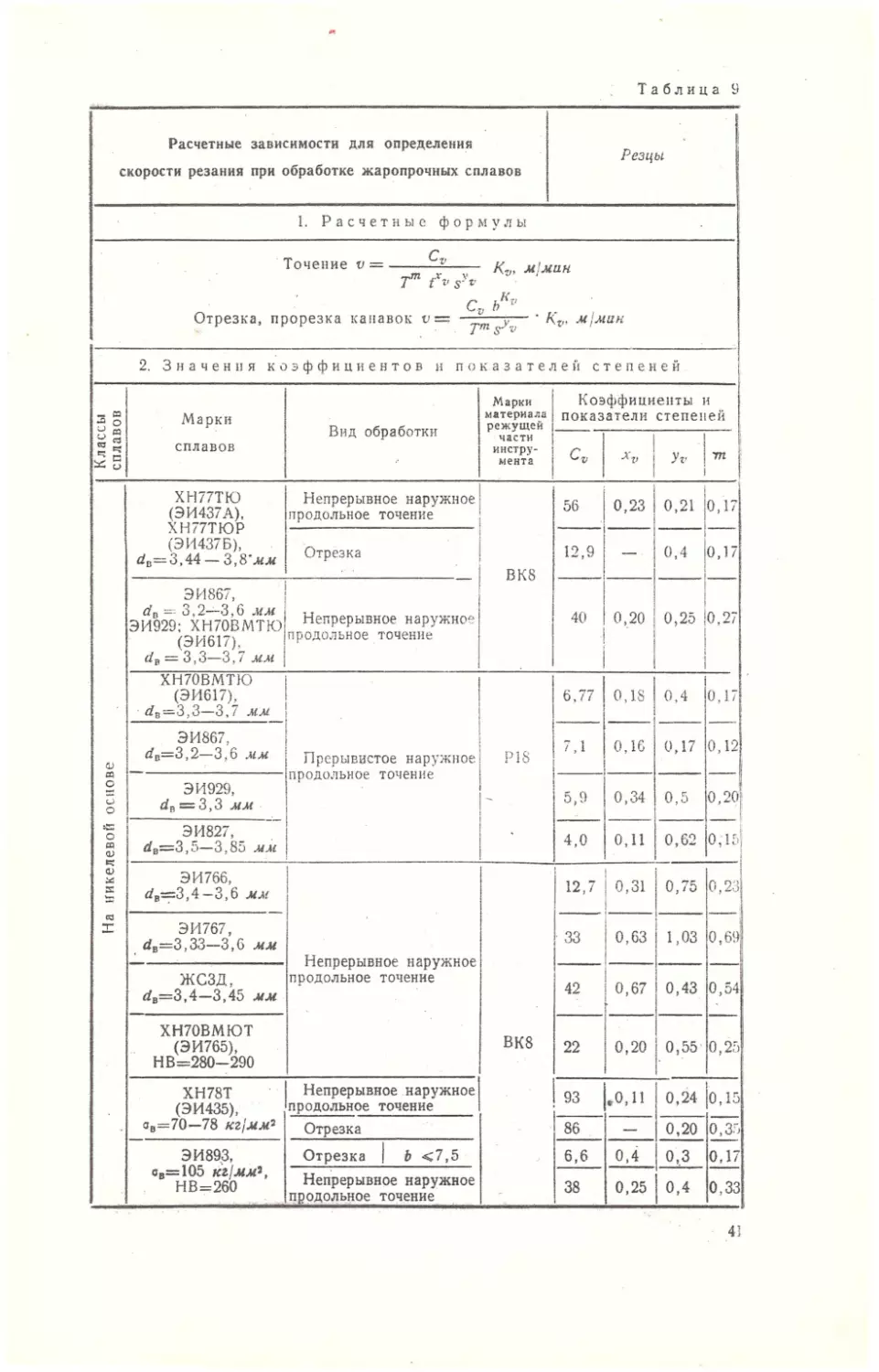
Таблица 9
Расчетные зависимости для определения скорости резания при обработке жаропрочных сплавов Резцы
1. Расчетные формулы
Точение v- £ у Kv, м,мин Т f * S' г cv ьНтг Отрезка, прорезка канавок и— v * м!мин Тт s v
2. Значения коэффициентов и показателей степеней
Классы сплавов Марки сплавов Вид обработки Марки материала режущей части инстру- мента Коэффициенты и показатели степеней
съ. А Уг 1 i m
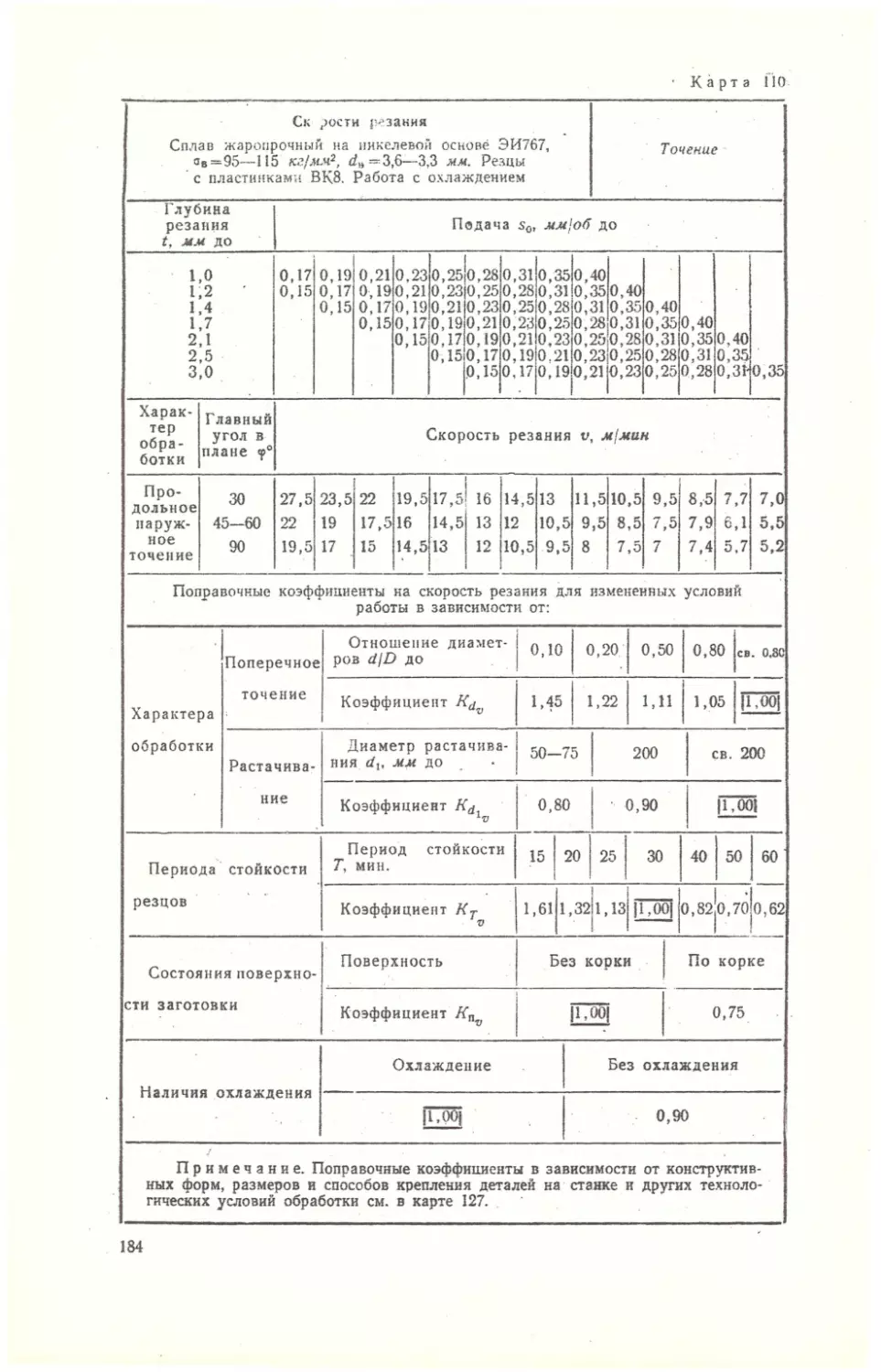
На никелевой основе ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), rfB=3,44 — 3,8'лж Непрерывное наружное продольное точение ВК8 56 0,23 0,21 0,17
Отрезка 12,9 — 0,4 0,17
ЭИ867, dB =-- 3,2—3,6 мм ЭИ929; ХН70ВМТЮ (ЭИ617), dB = 3,3—3,7 мм Непрерывное наружное продольное точение 40 0,20 0,25 0,27
ХН70ВМТЮ (ЭИ617), d8=3,3—3,7 мм Прерывистое наружное продольное точение Р18 6,77 0,18 0.4 0,17
ЭИ867, dB=3,2—3,6 мм 7,1 0,16 0,17 0,12
ЭИ929, = 3,3 мм 5,9 0,34 0,5 0.20
ЭИ827, dB=3,5—3,85 мм 4,0 0,11 0,62 0, If
ЭИ766, dB=3,4 — 3,6 мм Непрерывное наружное продольное точение ВК8 12,7 0,31 0,75 0,23
эт, dB—3,33—3,6 мм 33 0,63 1,03 0,69
жсзд, rfB=3,4—3,45 мм 42 0,67 0,43 0,54
ХН70ВМЮТ (ЭИ765), НВ=280—290 22 0,20 0,55 0,25
ХН78Т (ЭИ435), ав=70—78 кг/мм? Непрерывное наружное продольное точение 93 #0,11 0,24 0,15
Отрезка 86 — 0,20 0,35
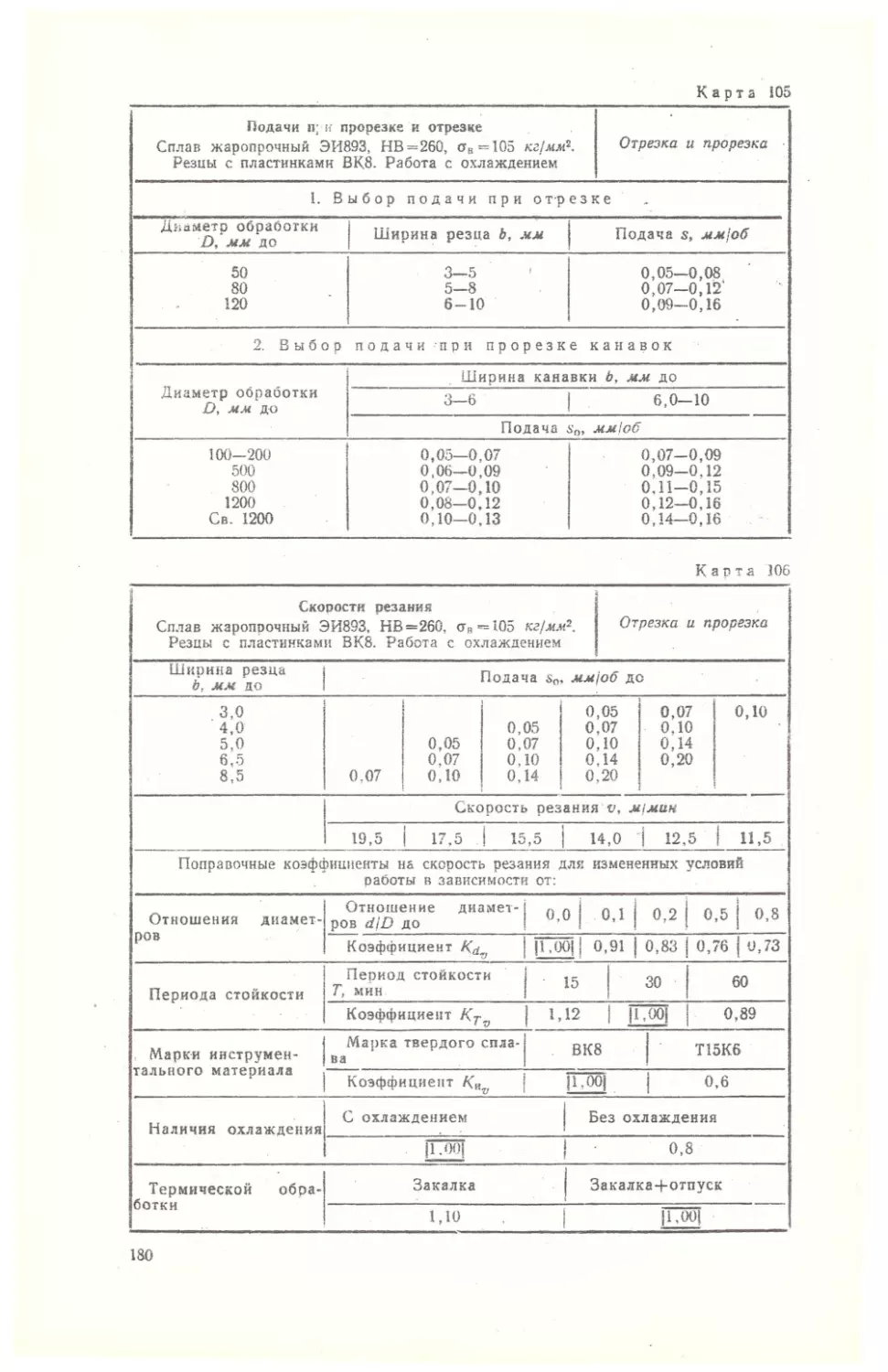
ЭИ893, св=105 кг/мм*, НВ=260 Отрезка | b <7,5 6,6 0,4 0,3 0,17
Непрерывное наружное продольное точение 38 0,25 0,4 0,33
41
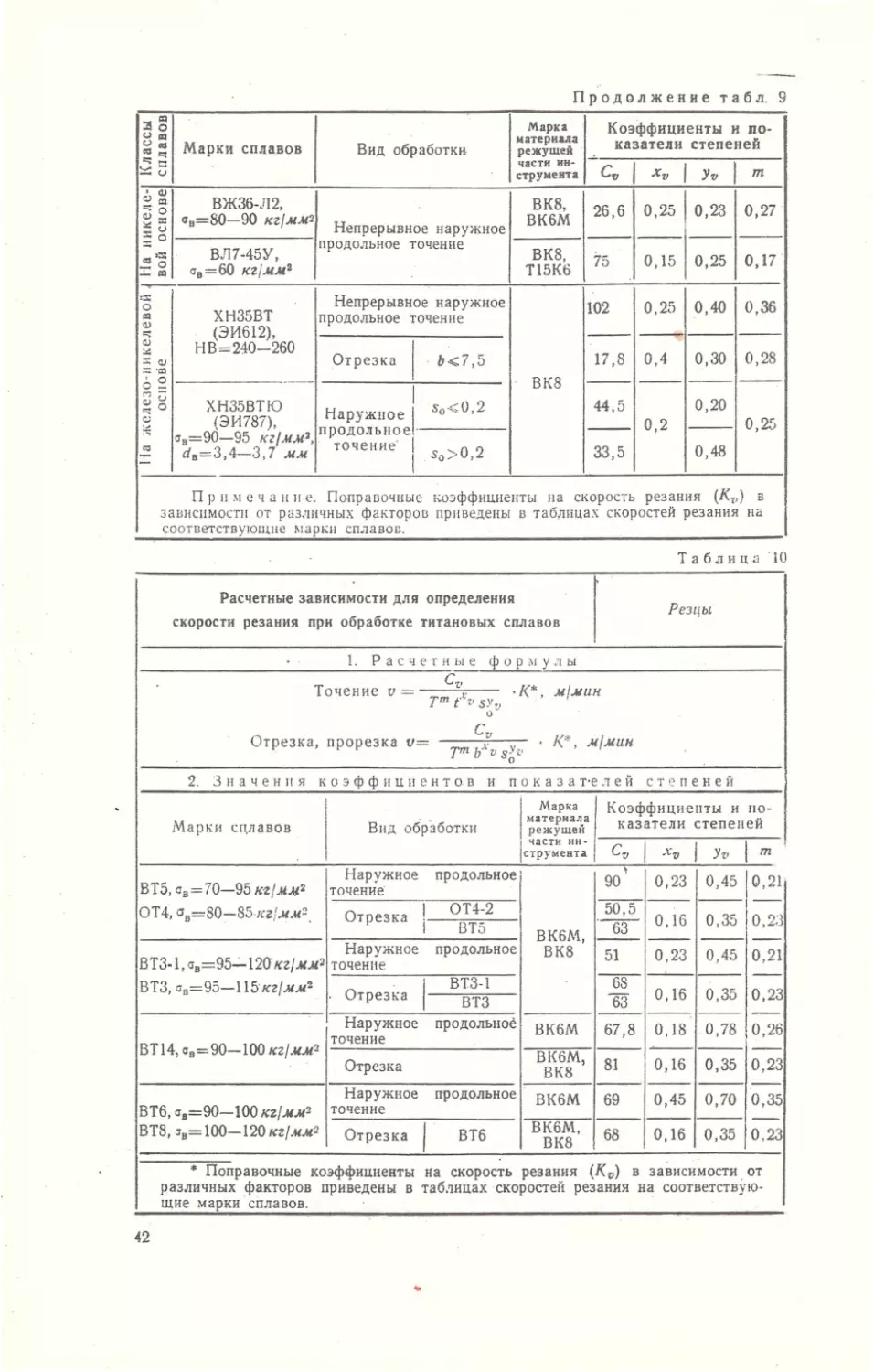
Продолжение табл. 9
Классы сплавов Марки сплавов Вид обработки Марка материала режущей частя ин- струмента Коэффициенты и по- казатели степеней
xv ! ур т
На никеле* вой основе ВЖ36-Л2, ав=80—90 кг/мм? Непрерывное наружное продольное точение ВК8, ВК6М 26,6 0,25 0,23 0,27
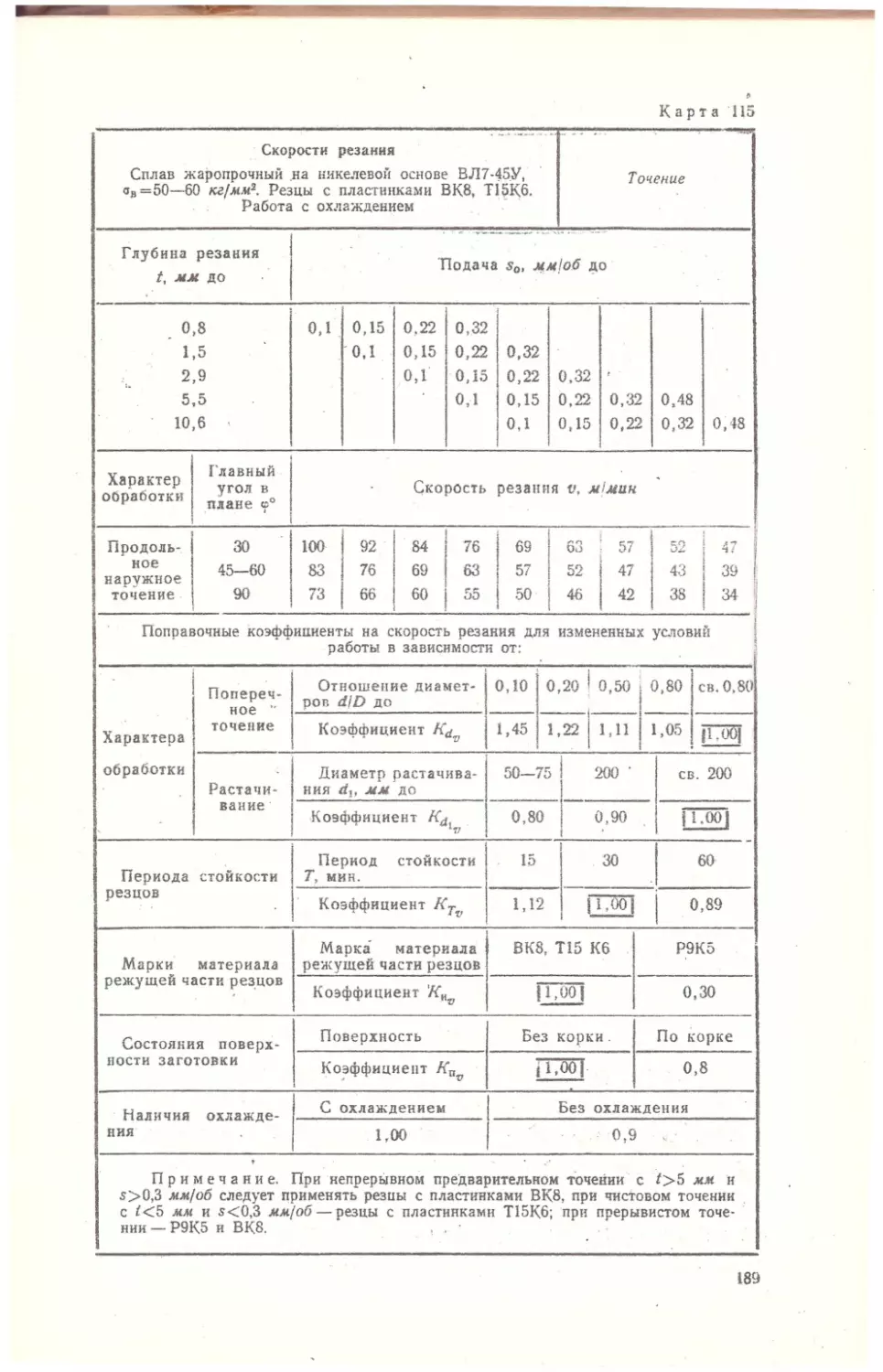
ВЛ7-45У, ав=60 кг/мм2 ВК8, Т15К6 75 0,15 0,25 0,17
На железо-никелевой , основе ХН35ВТ (ЭИ612), НВ=240-260 Непрерывное наружное продольное точение ВК8 102 0,25 0,40 0,36
Отрезка Ь<7,5 17,8 0,4 0,30 0,28
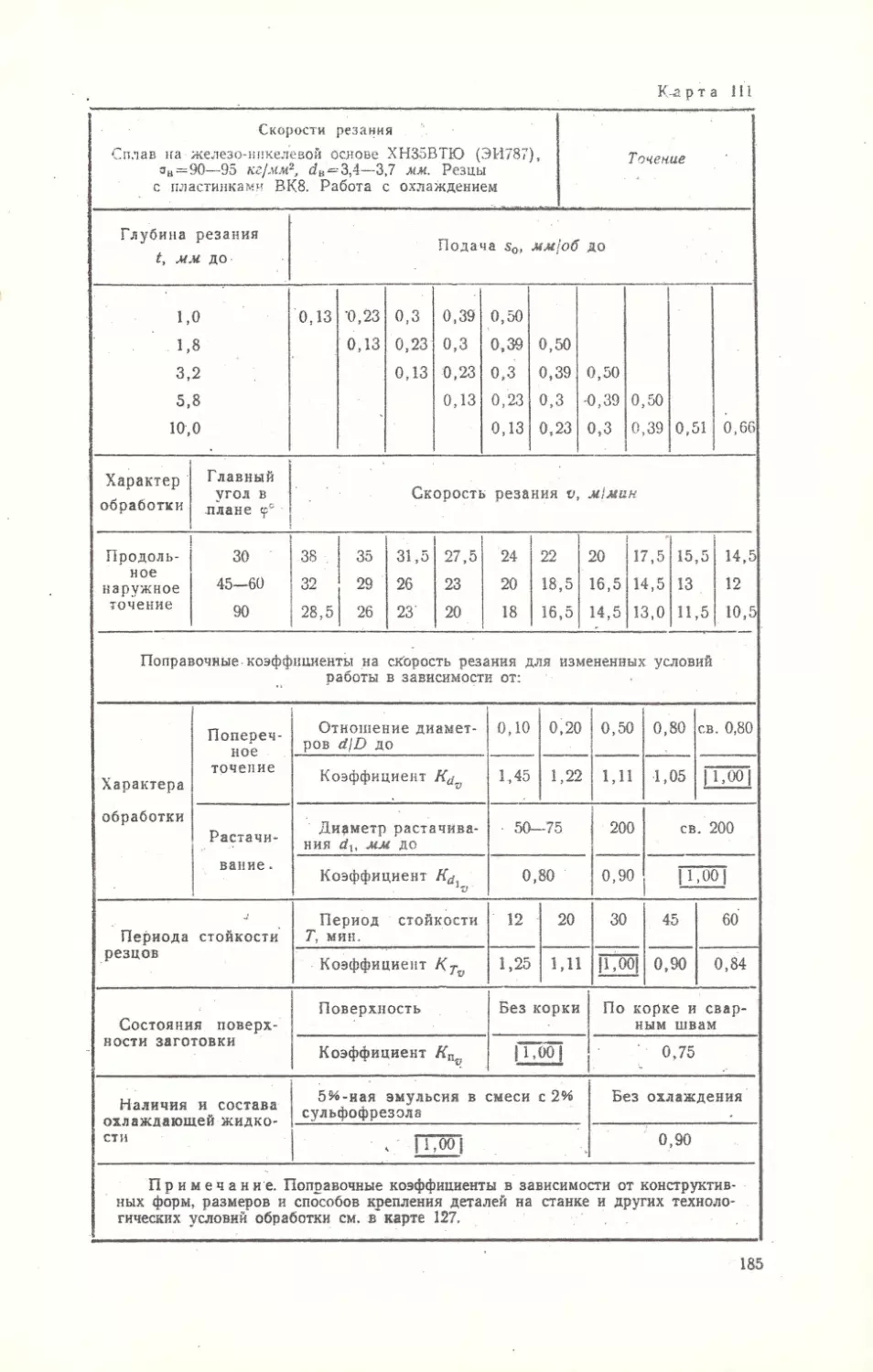
ХН35ВТЮ (ЭИ787), <зв=90—95 кг/мм2, tfB=3,4—3,7 мм Наружное продольное точение so<0,2 44,5 0,2 0,20 0,25
so>0,2 33,5 0,48
Примечание. Поправочные коэффициенты на скорость резания (KZI) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствующие марки сплавов.
Таблица 10
Расчетные зависимости для определения скорости резания при обработке титановых сплавов Резцы
• 1. Расчетные формулы
Точение v =----------- -К*, м!мин
Тт Г* Syv 1
о
Су
Отрезка, прорезка v= "j^i^x^—~ м1мин
2. Значения коэффициентов и показа т-е л ей степеней
'Марки сплавов Вид обработки Марка материала режущей части ин- струмента Коэффициенты и по- казатели степеней
cv л‘г/ | | Уи 1 m '
ВТ5, св=70—95 кг/мм2 Наружное точение продольное 90 ’ 0,23 0,45 0,21
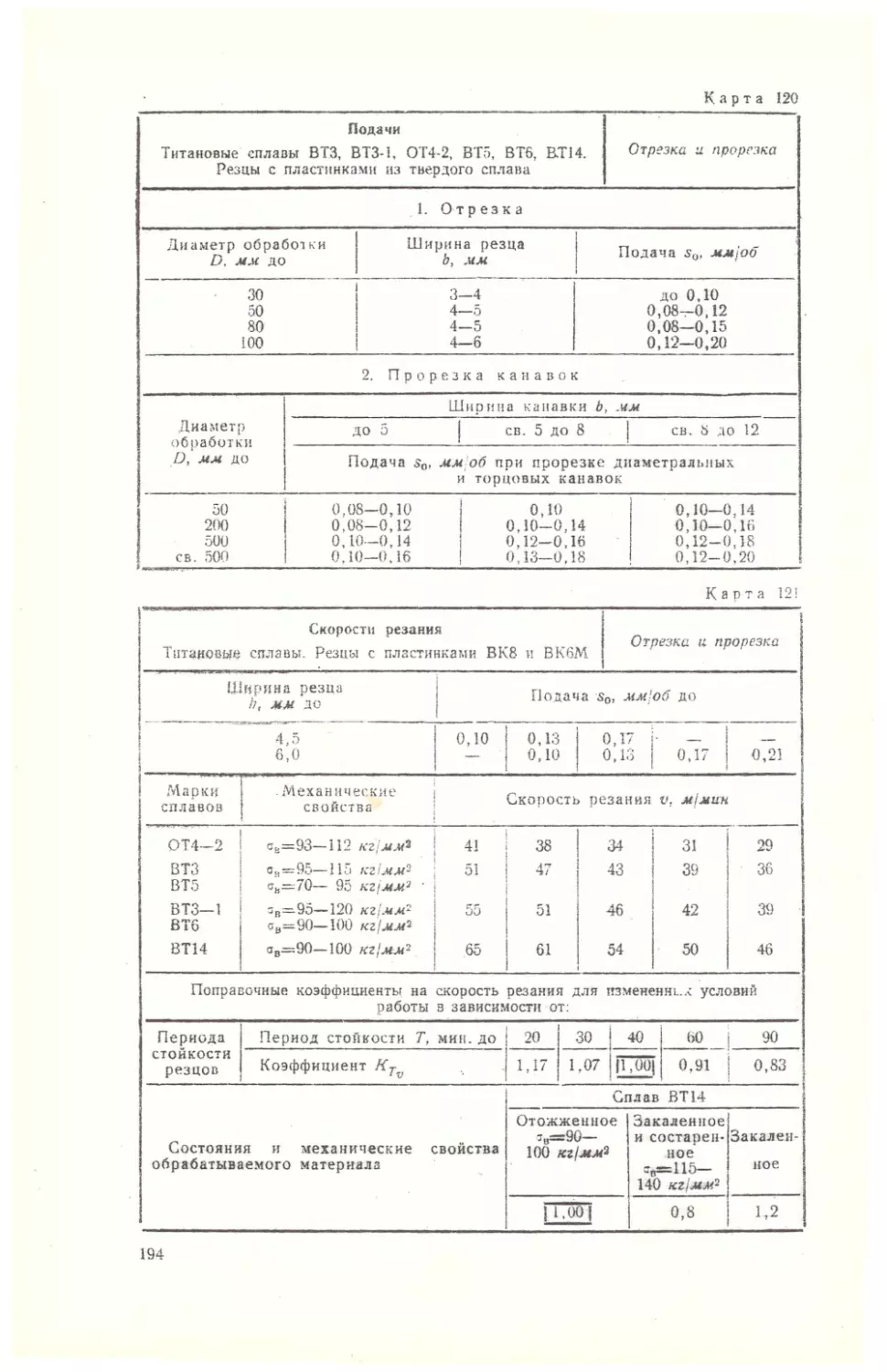
ОТ4, ов—80—85 кг! мм2 Отрезка ! | ОТ4-2 50,5 0,16 0,35 0,23
1 ВТ5 ВК6М, ВК8 63
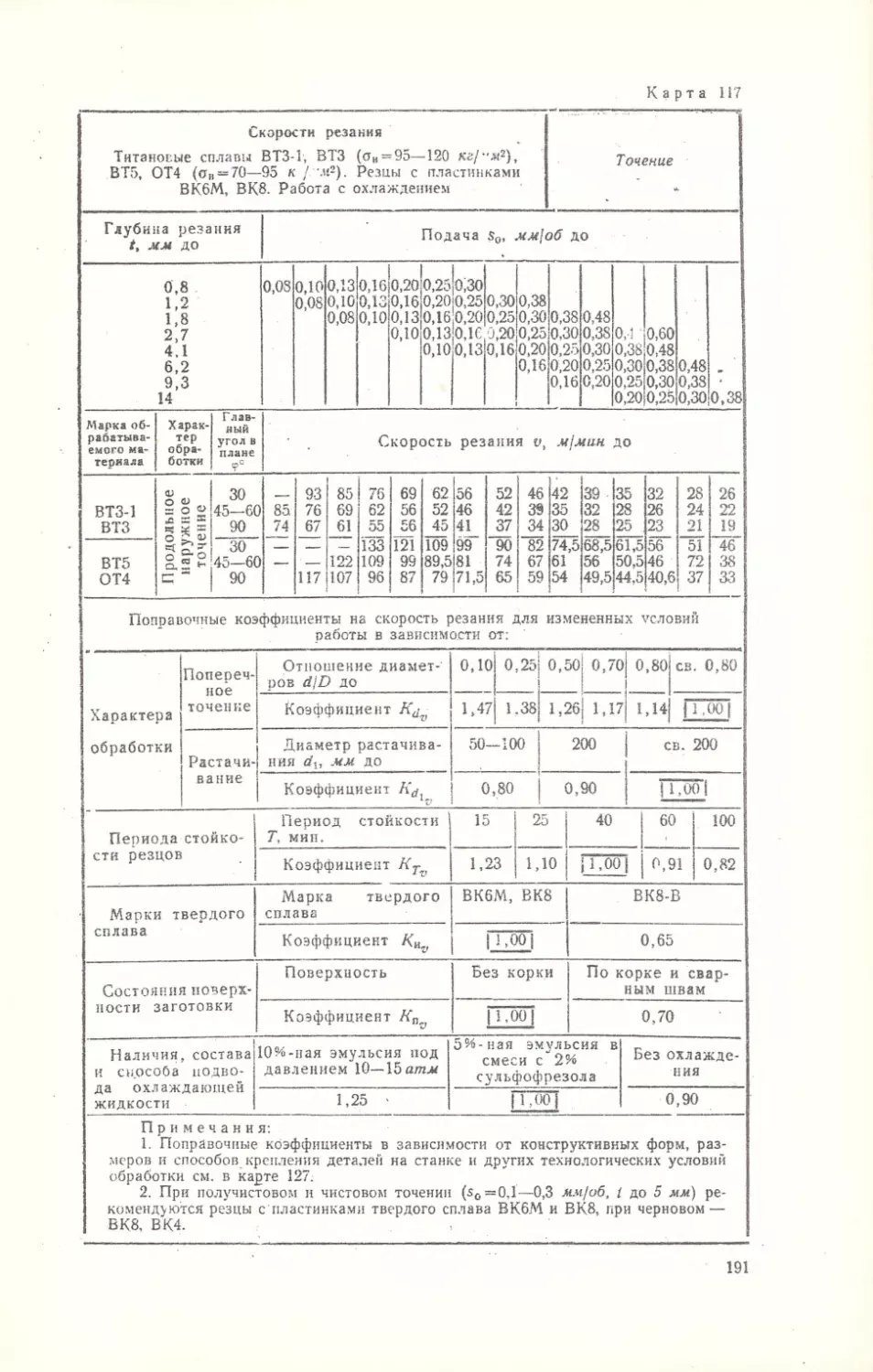
ВТЗ‘\,<!в=95-Х20кг1мм2 Наружное точение продольное 51 0,23 0,45 0,21
ВТЗ, ов=95—115кг/лж2 Отрезка ВТЗ-1 68 0,16 0,35 0,23
ВТЗ 63
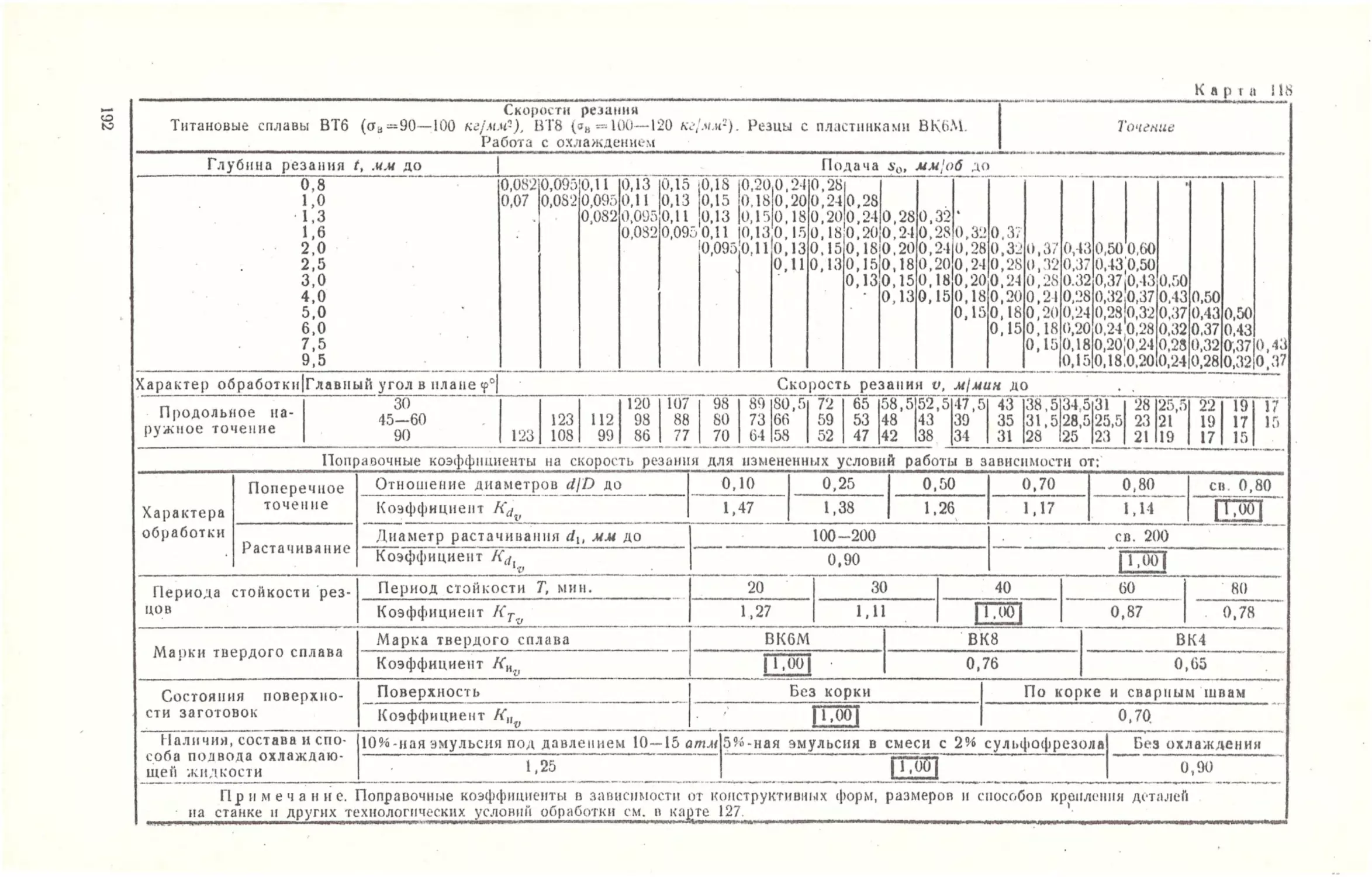
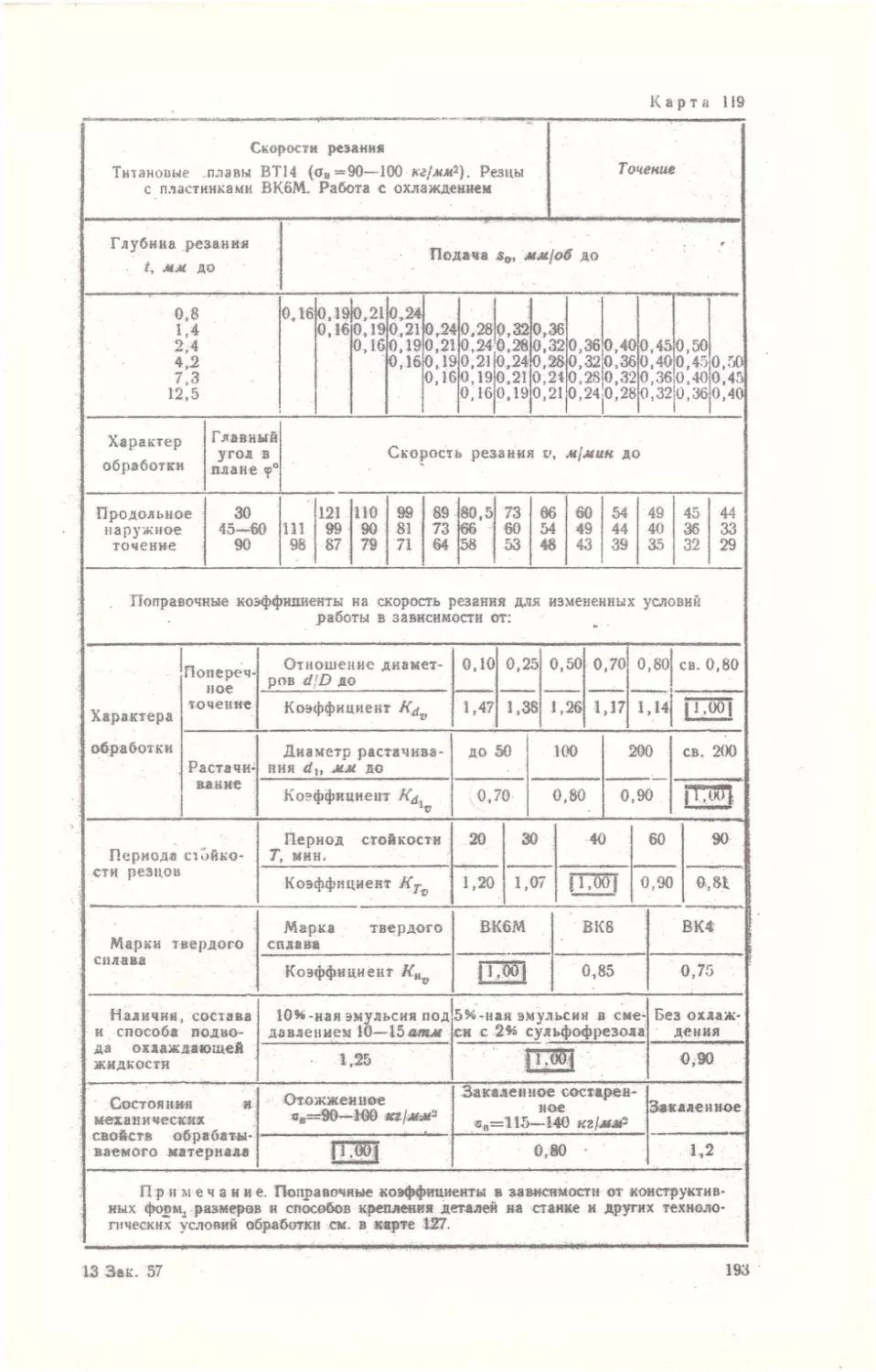
ВТ14, ав=90—100 кг/мм2 Наружное точение продольноё ВК6М 67,8 0,18 0,78 0,26
Отрезка ВК6М, ВК8 81 0,16 0,35 0,23
ВТ6, ав=90—100 кг/мм2 Наружное точение продольное ВК6М 69 0,45 0,70 0,35
ВТ8, ав= 100—120 кг/мм2 Отрезка ВТ6 ВК6М, ВК8 68 0,16 0,35 0,23
* Поправочные коэффициенты на скорость резания (Kv) в зависимости от
различных факторов приведены в таблицах скоростей резания на соответствую-
щие марки сплавов.
42
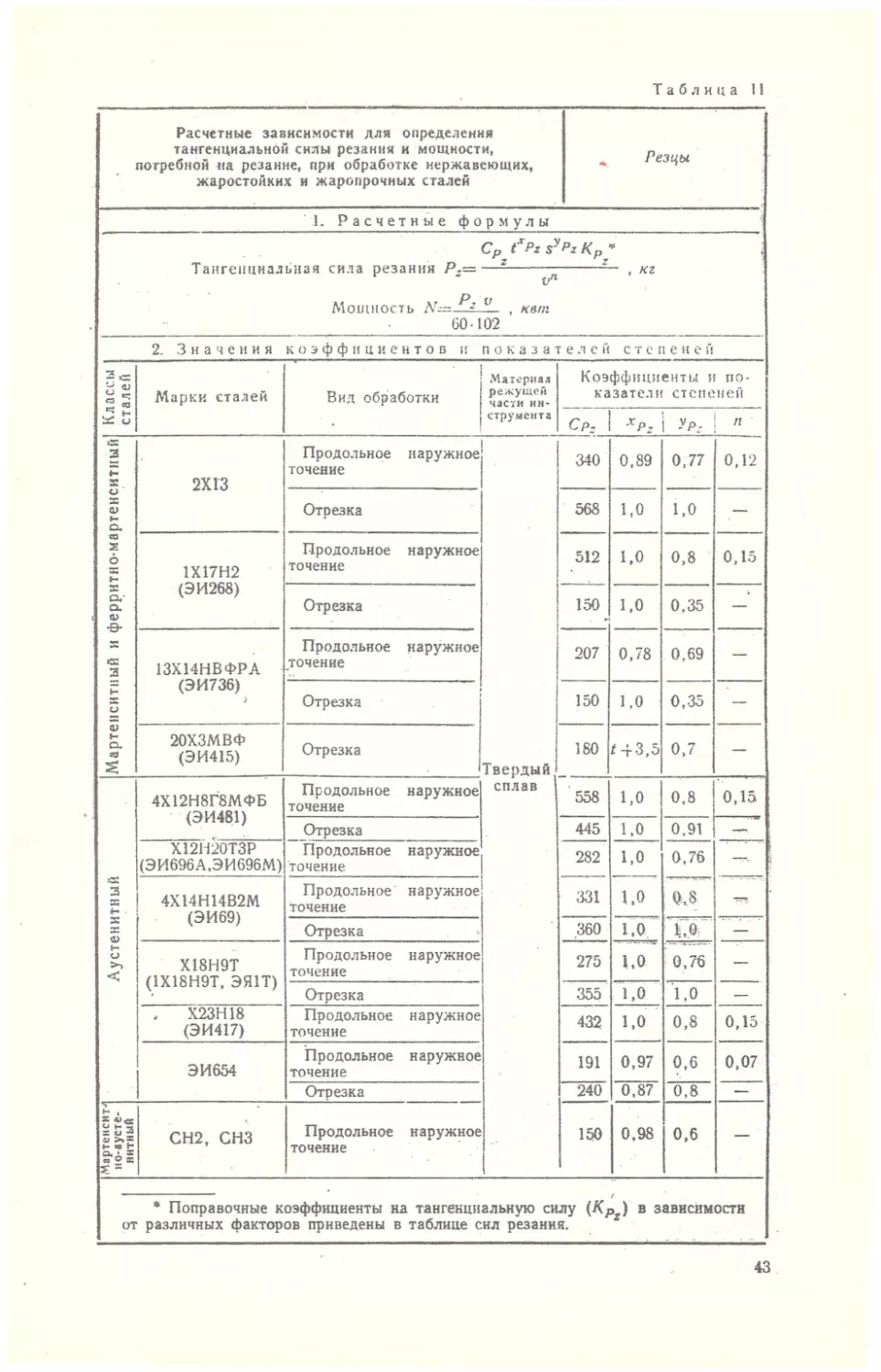
Таблица 11
Расчетные зависимости для определения тангенциальной силы резания и мощности, потребной на резание, при обработке нержавеющих, жаростойких и жаропрочных сталей w Резцы
'.1. Расчетные формулы 1
Ср txPzsypzKp* j Тангенциальная сила резания п , кг Р V Мощность №=—х— , кет 60-102
2. Значения коэффициентов и показателей степеней
Классы сталей Марки сталей Вид обработки Материал режущей части ин- струмента Коэффициенты и казатели степе Ср. I *р. 1 Ур- г по- вей п
Мартенситный и ферритно-мартенситный 2X13 Продольное наружное точение Твердый сплав 340 0,89 0,77 0,12
Отрезка 568 1,0 1,0 —
1Х17Н2 (ЭИ268) Продольное наружное точение 512 1,0 0,8 0,15
Отрезка 150 1,0 0,35 —
13Х14НВФРА (ЭИ736) } Продольное наружное точение 207 0,78 0,69 —
Отрезка 150 1,0 0,35 —
20ХЗМВФ (ЭИ415) Отрезка 180 t -р 3,5 0,7 —
Аустенитный 4Х12Н8Г8МФБ (ЭИ481) Продольное наружное точение 558 1,0 0,8 0,15
Отрезка 445 1,0 0,91 —
Х12Н20ТЗР (ЭИ696А.ЭИ696М) Продольное наружное точение 282 1,0 0,76 —-
4Х14Н14В2М (ЭИ69) Продольное наружное точение 331 1.0 0,8 —
Отрезка ,360 1,0 _ 1.0 —
Х18Н9Т (1Х18Н9Т, ЭЯ1Т) Продольное наружное точение 275 1,0 0,76 —
Отрезка 355 1,0 1,0
. Х23Н18 (ЭИ417) Продольное наружное точение 432 1,0 0,8 0,15
ЭИ654 Продольное наружное точение 191 0,97 0,6 0,07
Отрезка 240 0,87 0,8 —
Мартенсит-, но-аусте- НИТИЫЙ СН2, СНЗ Продольное наружное точение 150 0,98 0,6 —
* Поправочные коэффициенты на тангенциальную силу (Kpz) в зависимости от различных факторов приведены в таблице сил резания.
43
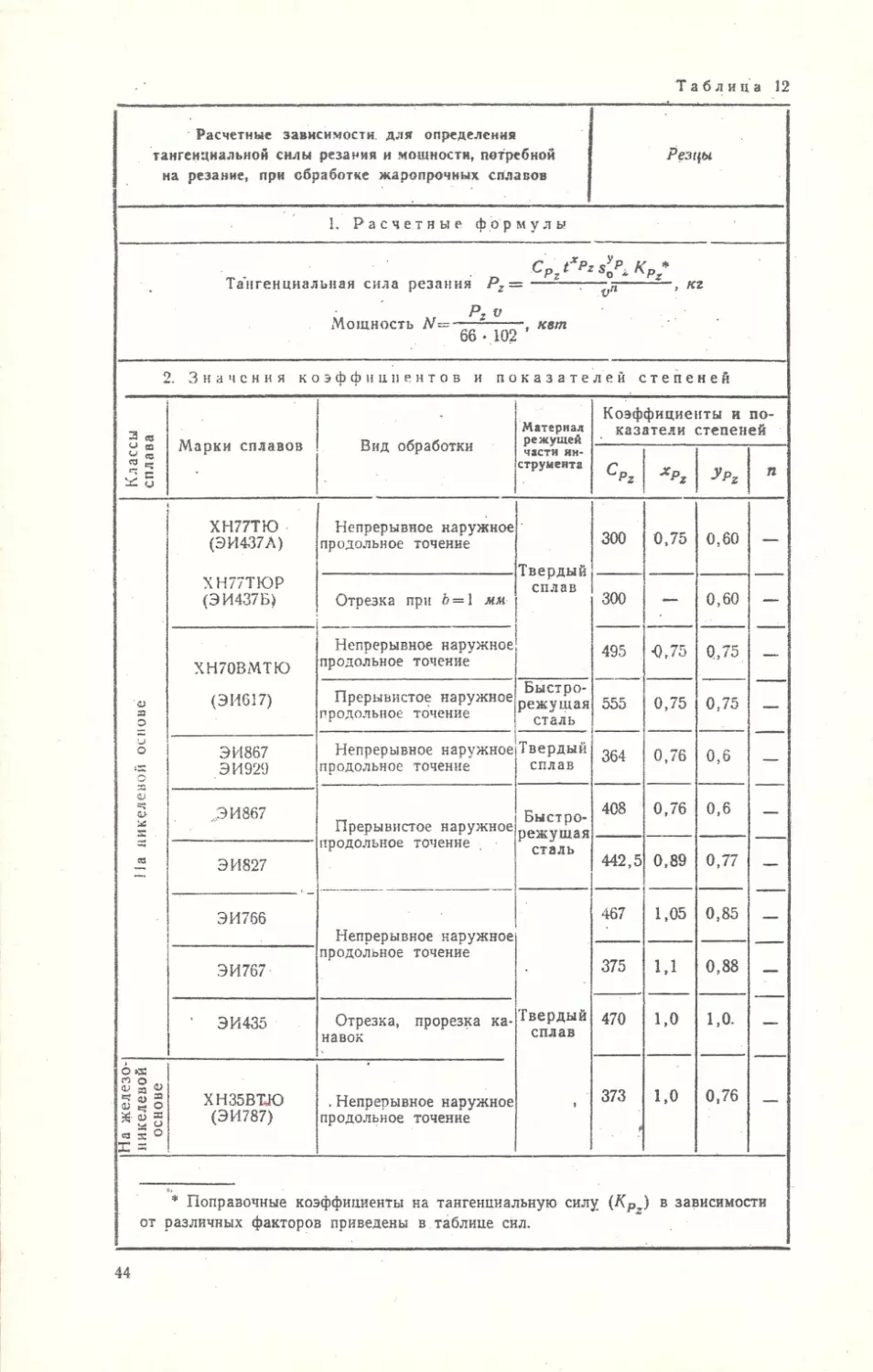
Таблица 12
Расчетные зависимости для определения тангенциальной силы резания и мощности, потребной на резание, при обработке жаропрочных сплавов Резцы
1. Расчетные формулы
т. D Тангенциальная сила резания Pz — > кг Р2 V Мощность N— „ , кет 66 -102
2. Значения коэффициентов и показателей степеней
Классы сплава Марки сплавов Вид обработки Материал режущей части ин- струмента Коэффициенты и по- казатели степеней
СРг ХР, УРг п
На никелевой основе ХН77ТЮ (ЭИ437Л) ХН77ТЮР (ЭИ437Б) Непрерывное наружное продольное точение Твердый сплав 300 0,75 0,60 —
Отрезка при Ь = 1 мм 300 — 0,60 —
ХН70ВМТЮ (ЭИ617) Непрерывное наружное продольное точение 495 0,75 0,75 —
Прерывистое наружное продольное точение Быстро- режущая сталь 555 0,75 0,75 —
ЭИ867 ЭИ929 Непрерывное наружное продольное точение Твердый сплав 364 0,76 0,6 —
^ЭИ867 ЭИ827 Прерывистое наружное продольное точение Быстро- режущая сталь 408 0,76 0,6 —
442,5 0,89 0,77 —
ЭИ 766 Непрерывное наружное продольное точение Твердый сплав 467 1,05 0,85 —
ЭИ767 375 1,1 0,88 —
ЭИ435 Отрезка, прорезка ка- навок 470 1,0 1,0.
На железо» никелевой основе ХН35ВТЮ (ЭИ787) . Непрерывное наружное продольное точение 373 1,0 0,76 —
* Поправочные коэффициенты на тангенциальную силу (КР„) в зависимости от различных факторов приведены в таблице сил.
44
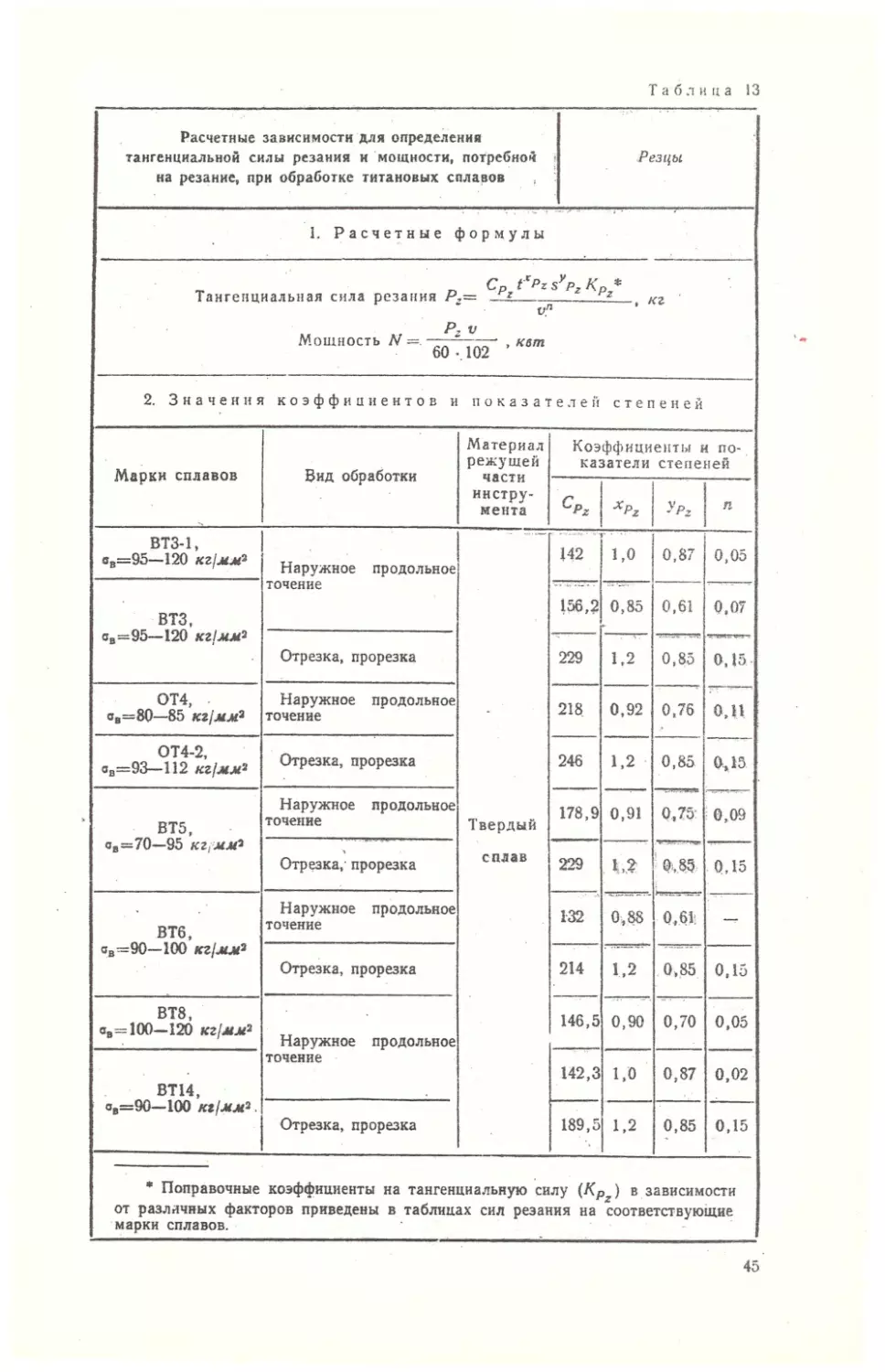
Таблица 13
Расчетные зависимости для определения тангенциальной силы резания и мощности, потребной на резание, при обработке титановых сплавов , Резцы
1. Расчетные формулы
„ „Ср txPzsyp2Kp* Тангенциальная сила резания Р,= _££ а кг ип Р. V Мощность Л/— „Л , кет 60 • 102
2. Значения коэффициентов и показателей степеней
Марки сплавов Вид обработки Материал режущей части инстру- мента Коэффициенты и по- казатели степеней
CPz XPz ypz л
ВТЗ-1, ав=95—120 кг 1мм2 Наружное продольное точение Твердый сплав 142 1,0 0,87 0,05
ВТЗ, ав=95—120 кг 1мм2 156,2 0,85 0,61 0.07
Отрезка, прорезка 229 1,2 0,85 0,15
ОТ4, - ав=80—85 кг/мм2 Наружное продольное точение 218 0,92 0,76 0,11
ОТ4-2, ав—93—112 кг} мм2 Отрезка, прорезка 246 1,2 0,85 0,15
ВТ5, ав=70—95 кгмм2 Наружное продольное точение 178,9 0,91 0,75 0,09
Отрезка, прорезка 229 1,2 0,83 0,15
ВТ6, ав=90—100 кг/мм3 Наружное продольное точение 132 0,88 0,61. Г
Отрезка, прорезка 214 1,2 0,85 0,15
ВТ8, ав=100—120 кг /мм2 Наружное продольное точение 146,5 0,90 0,70 0,05
ВТ14, ав=90—100 кг/мм2. 142,3 1,0 0,87 0,02
Отрезка, прорезка 189,5 1,2 0,85 0,15
* Поправочные коэффициенты на тангенциальную силу (Kpz) в зависимости от различных факторов приведены в таблицах сил резания на соответствующие марки сплавов.
45
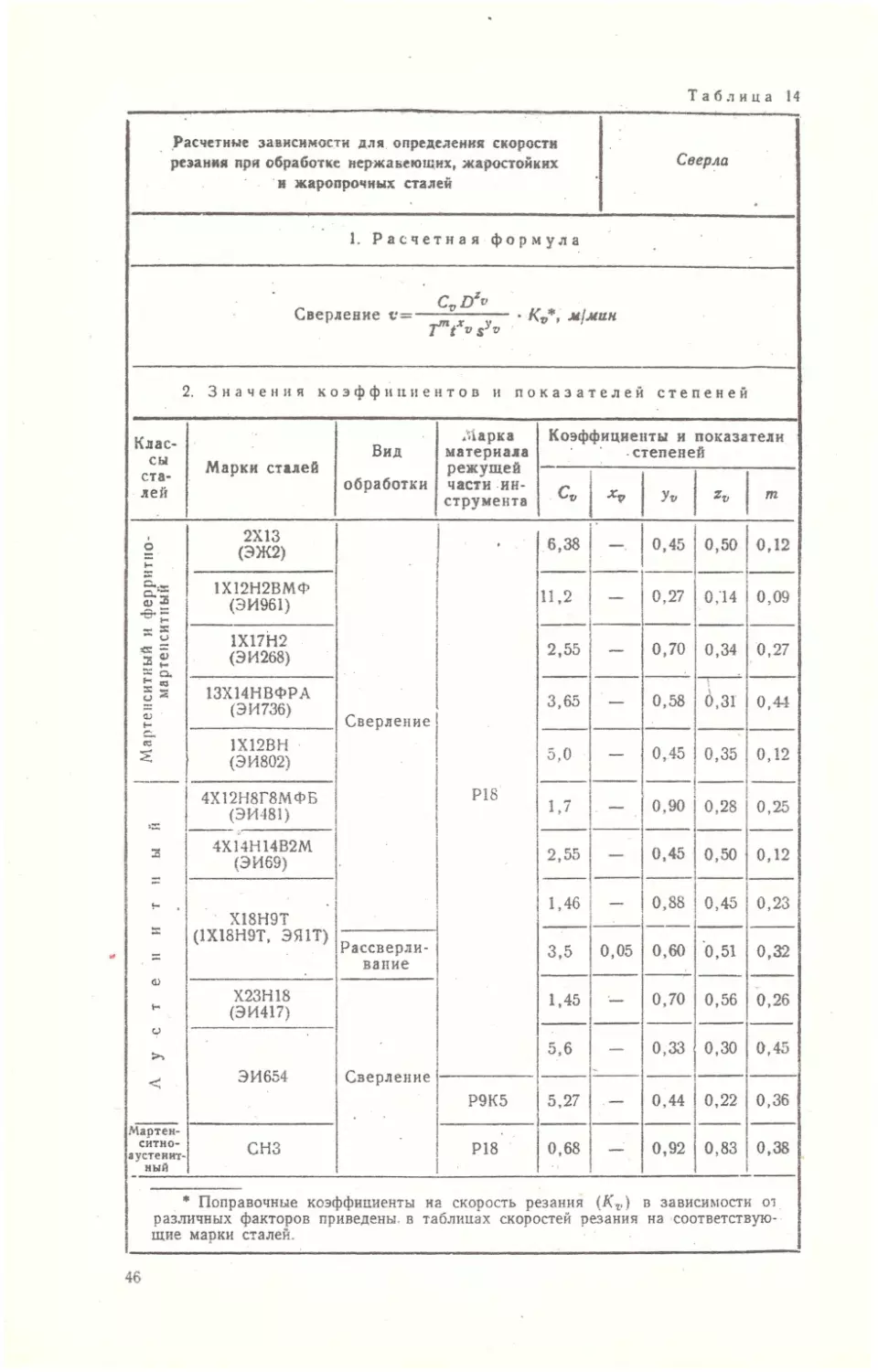
Таблица 14
Расчетные зависимости для определения скорости резания при обработке нержавеющих, жаростойких и жаропрочных сталей Сверла
1. Расчетная формула
Сверление v- • м/мин ГТ*
2. Значения коэффициентов и показателей степеней
Клас- сы ста- лей Марки сталей Вид обработки Марка материала режущей части ин- струмента Коэффициенты и показатели степеней
ХУ Уу т
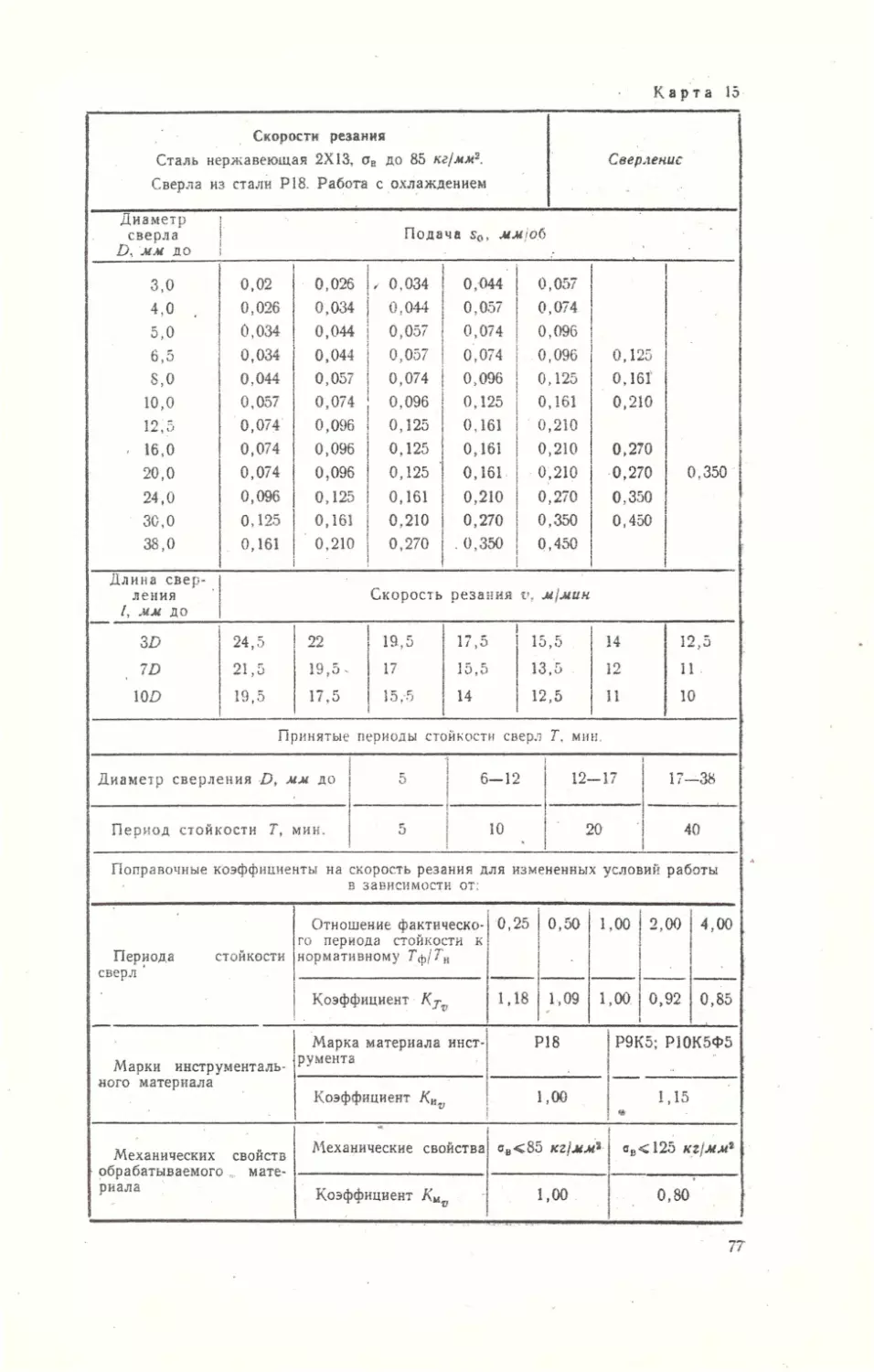
Мартенситный и ферритно- мартенситный 2X13 (ЭЖ2) Сверление Р18 6,38 —; 0,45 0,50 0,12
1Х12Н2ВМФ (ЭИ961) 11,2 — 0,27 0,14 0,09
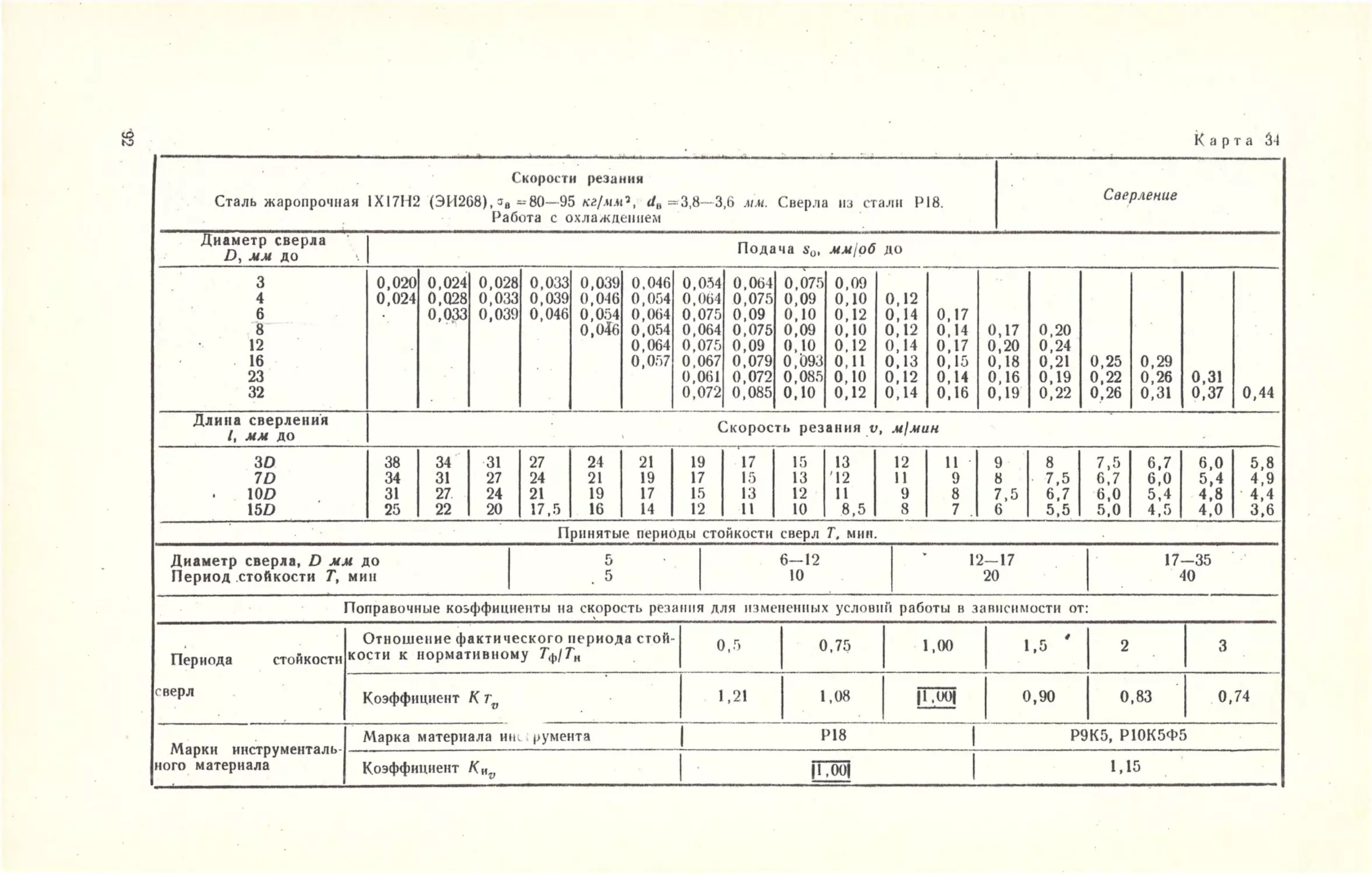
1Х17Н2 (ЭИ268) 2,55 — 0,70 0,34 0,27
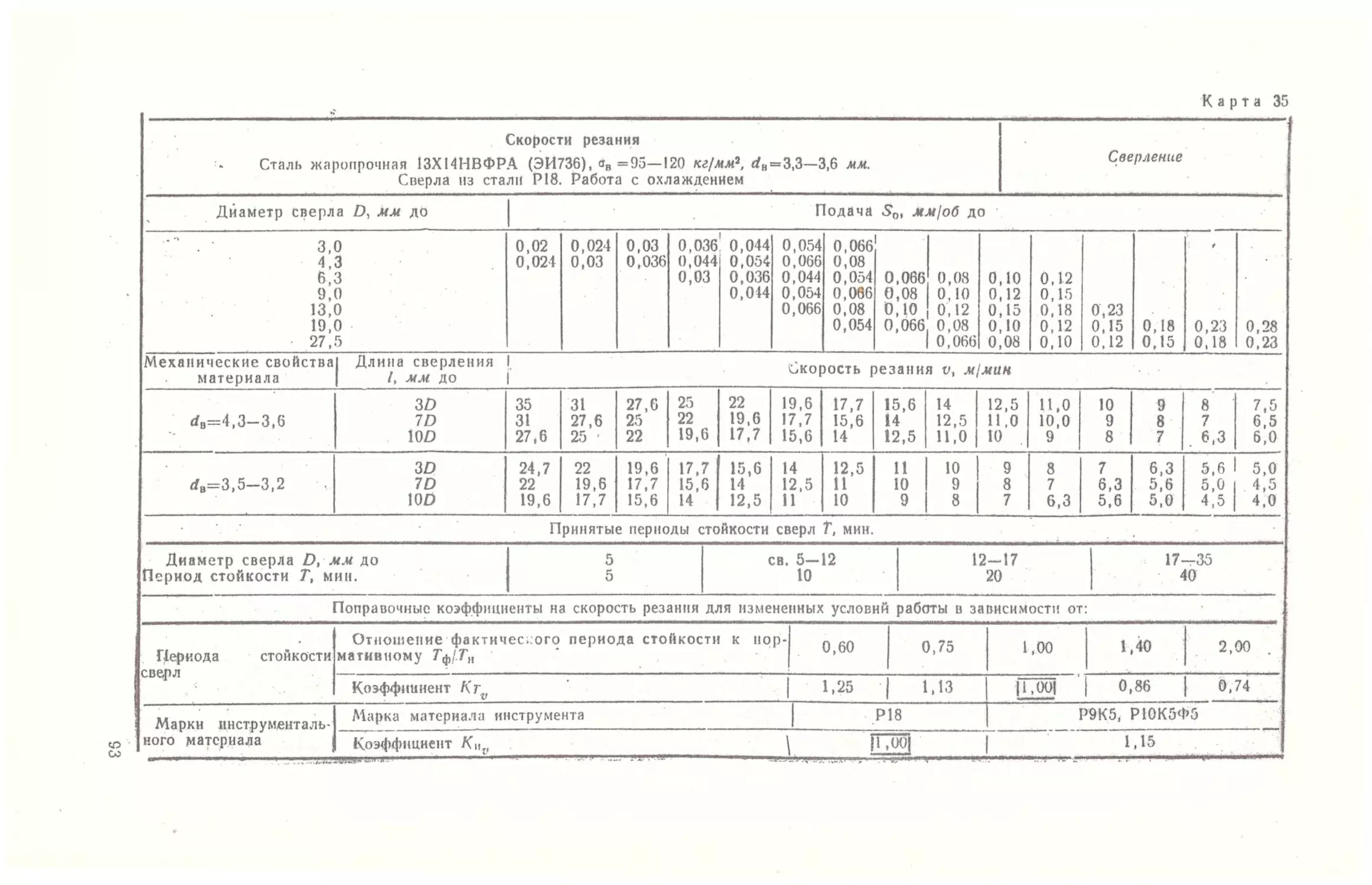
13Х14НВФРА (ЭИ736) 3,65 — 0,58 6,31 0,44
1Х12ВН (ЭИ802) 5,0 — 0,45 0,35 0,12
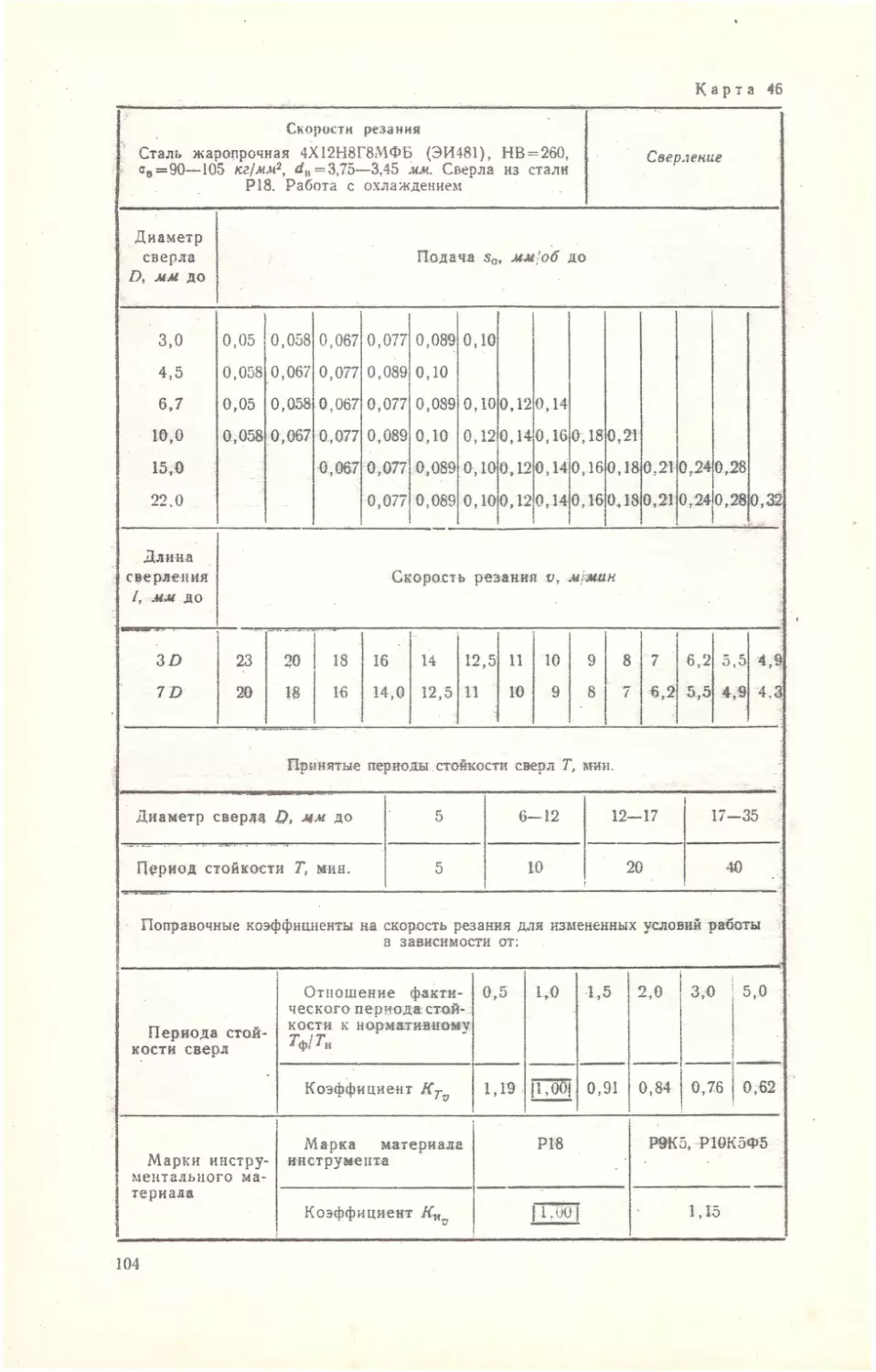
Аустенит и ы и 4Х12Н8Г8МФБ (ЭИ481) 1,7 . — 0,90 0,28 0,25
4Х14Н14В2М (ЭИ69) 2,55 — 0,45 0,50 0,12
Х18Н9Т (1Х18Н9Т, ЭЯ1Т) 1,46 — 0,88 0,45 0,23
Рассверли- вание 3,5 0,05 0,60 0,51 0,32
Х23Н18 (ЭИ417) Сверление 1,45 — 0,70 0,56 0,26
ЭИ654 5,6 — 0,33 0,30 0,45
Р9К5 5,27 — 0,44 0,22 0,36
Мартен- сйтно- аустенит- ный СНЗ Р18 0,68 — 0,92 0,83 0,38
* Поправочные коэффициенты на скорость резания (Kv) в зависимости от различных факторов приведены, в таблицах скоростей резания на соответствую- щие марки сталей.
46
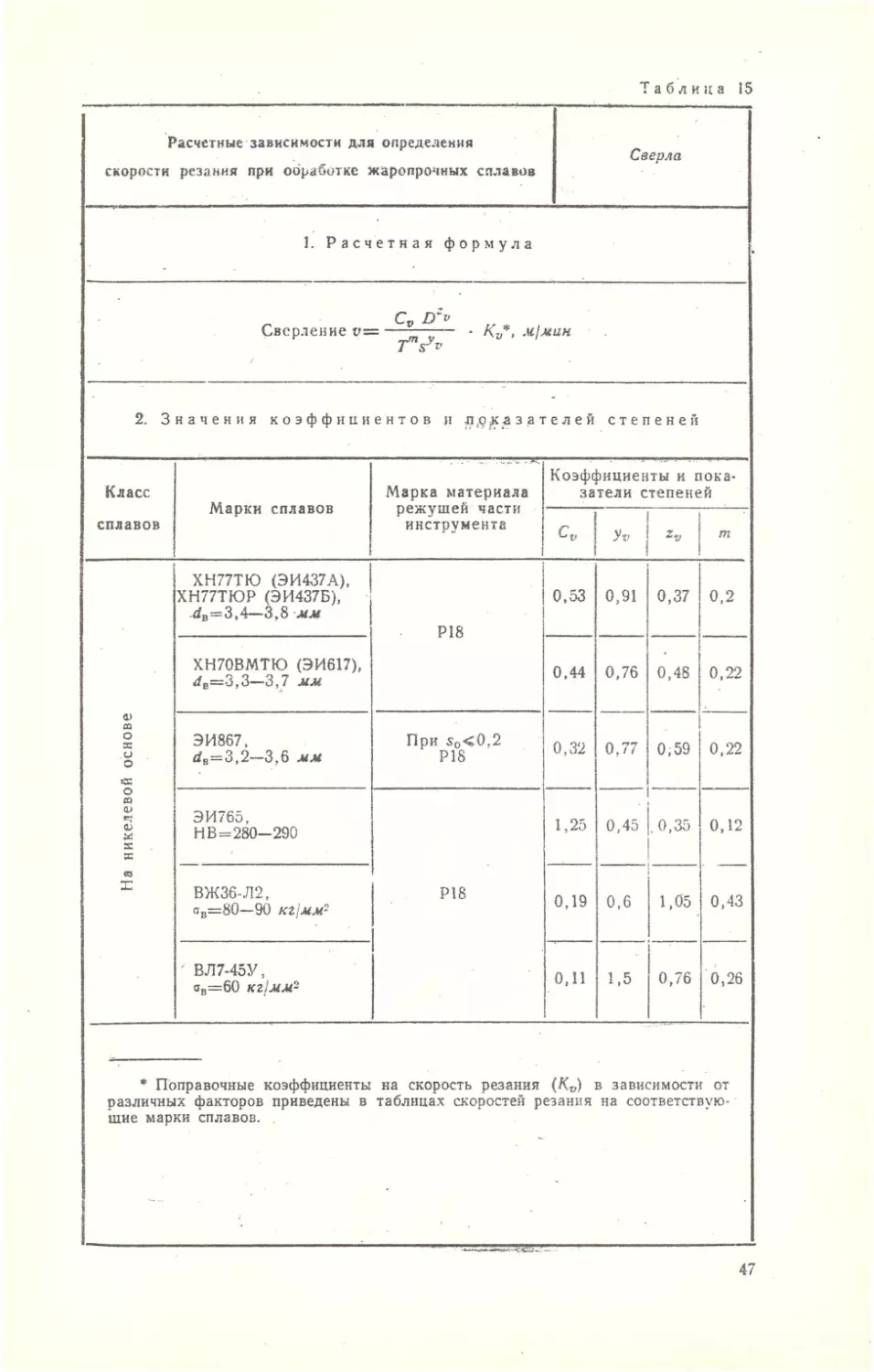
Таблица 15
Расчетные зависимости для определения скорости резания при обработке жаропрочных сплавов Сверла
1. Расчетная формула
Г Су & V rr * / Сверление v— у - Kv*, м/мин
2. Значения коэффициентов и .показателей степеней
Класс сплавов Марки сплавов Марка материала режущей части инструмента Коэффициенты и пока- затели степеней
Ct, Уу zv т
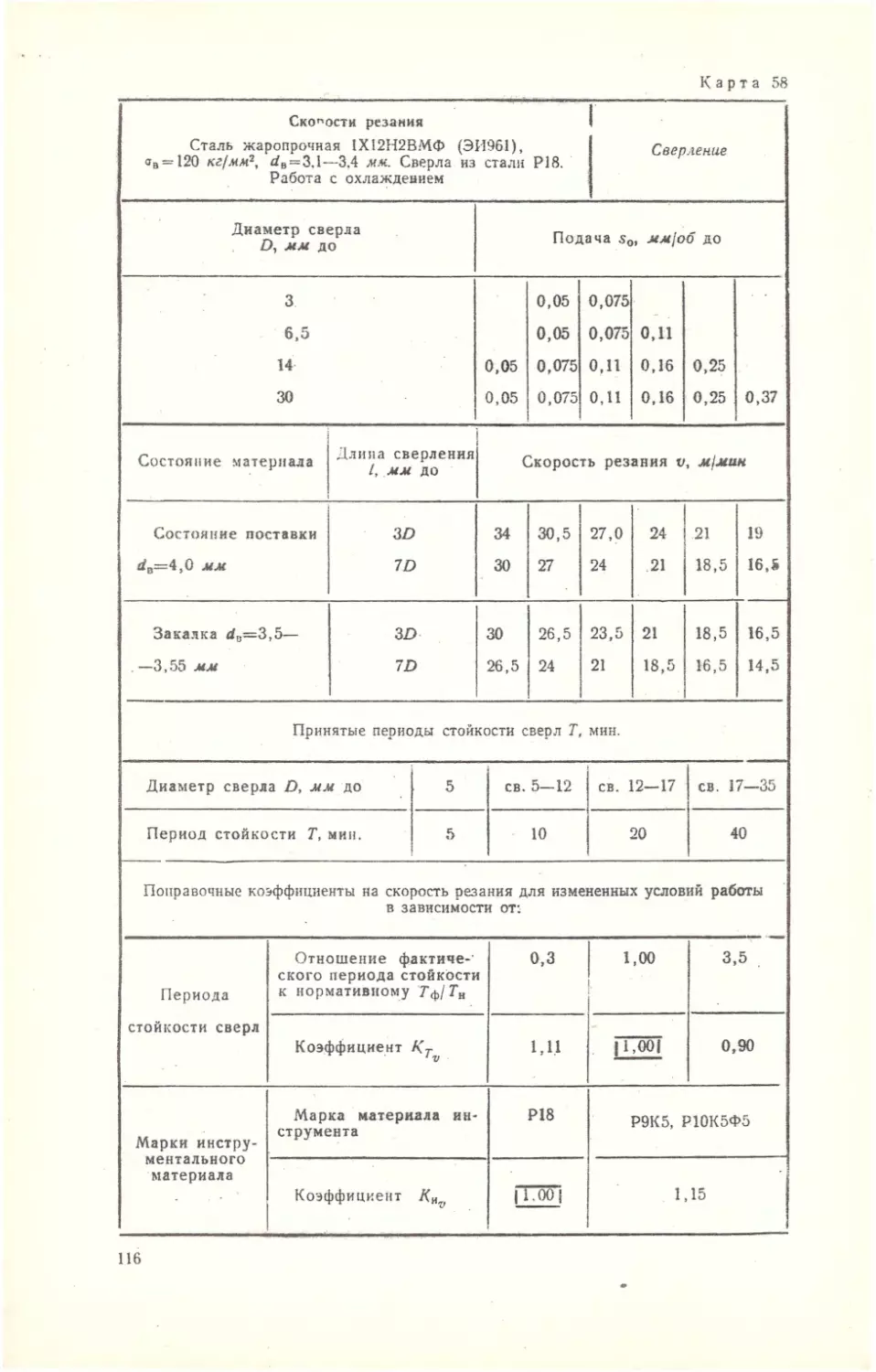
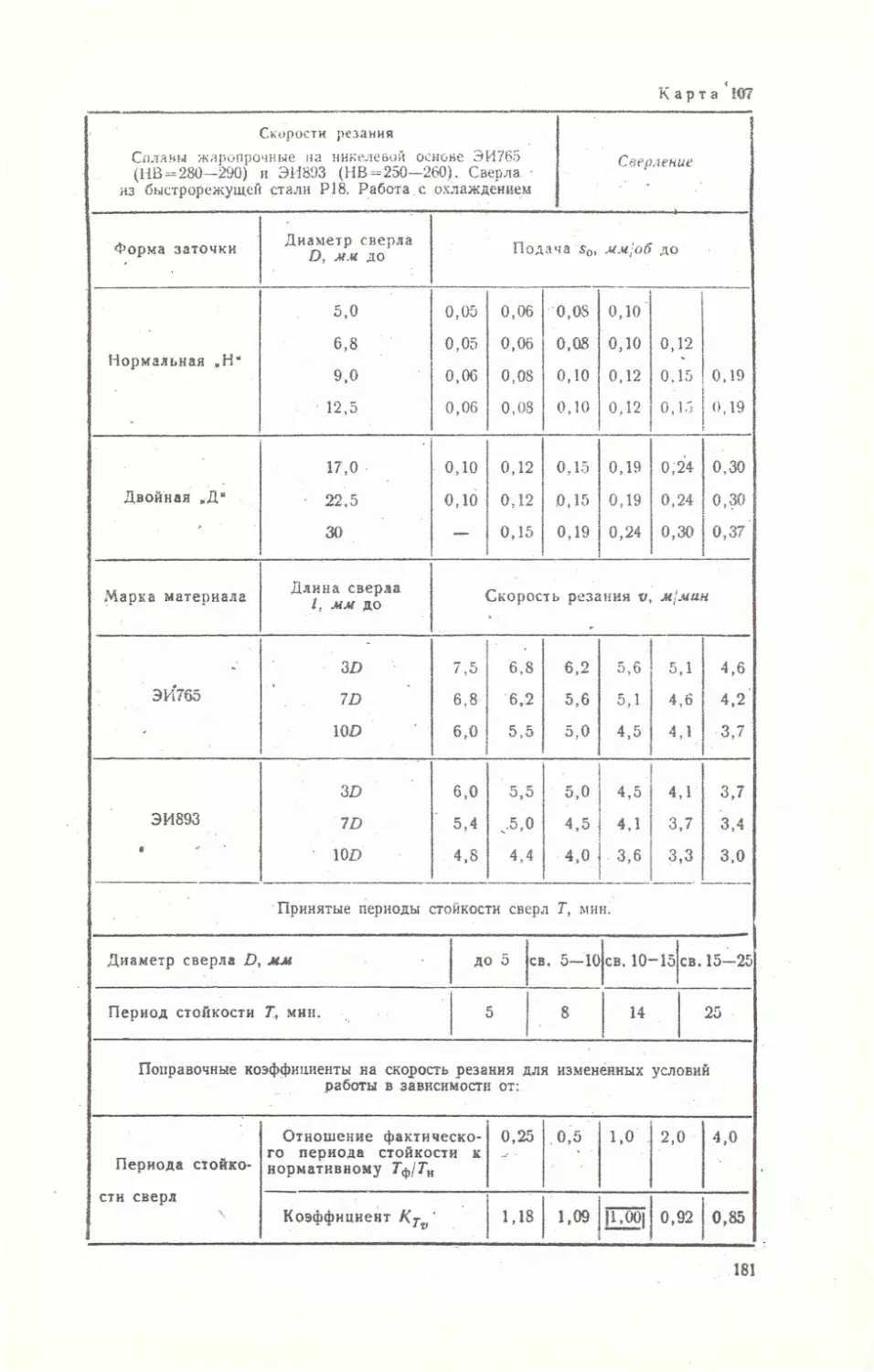
На никелевой основе ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), dB=3,4—3,8 мм Р18 0,53 0,91 0,37 0,2
ХН70ВМТЮ (ЭИ617), 4е=3,3—3,7 мм 0,44 0,76 0,48 0,22
ЭИ867, dB=3,2—3,6 мм При $о<0.2 Р18 0,32 0,77 0,59 0,22
ЭИ765, НВ=280-290 Р18 1,25 0,45 ,0,35 0,12
ВЖ36-Л2, ав=80—90 кг; мм2 0,19 0,6 1,05 0,43
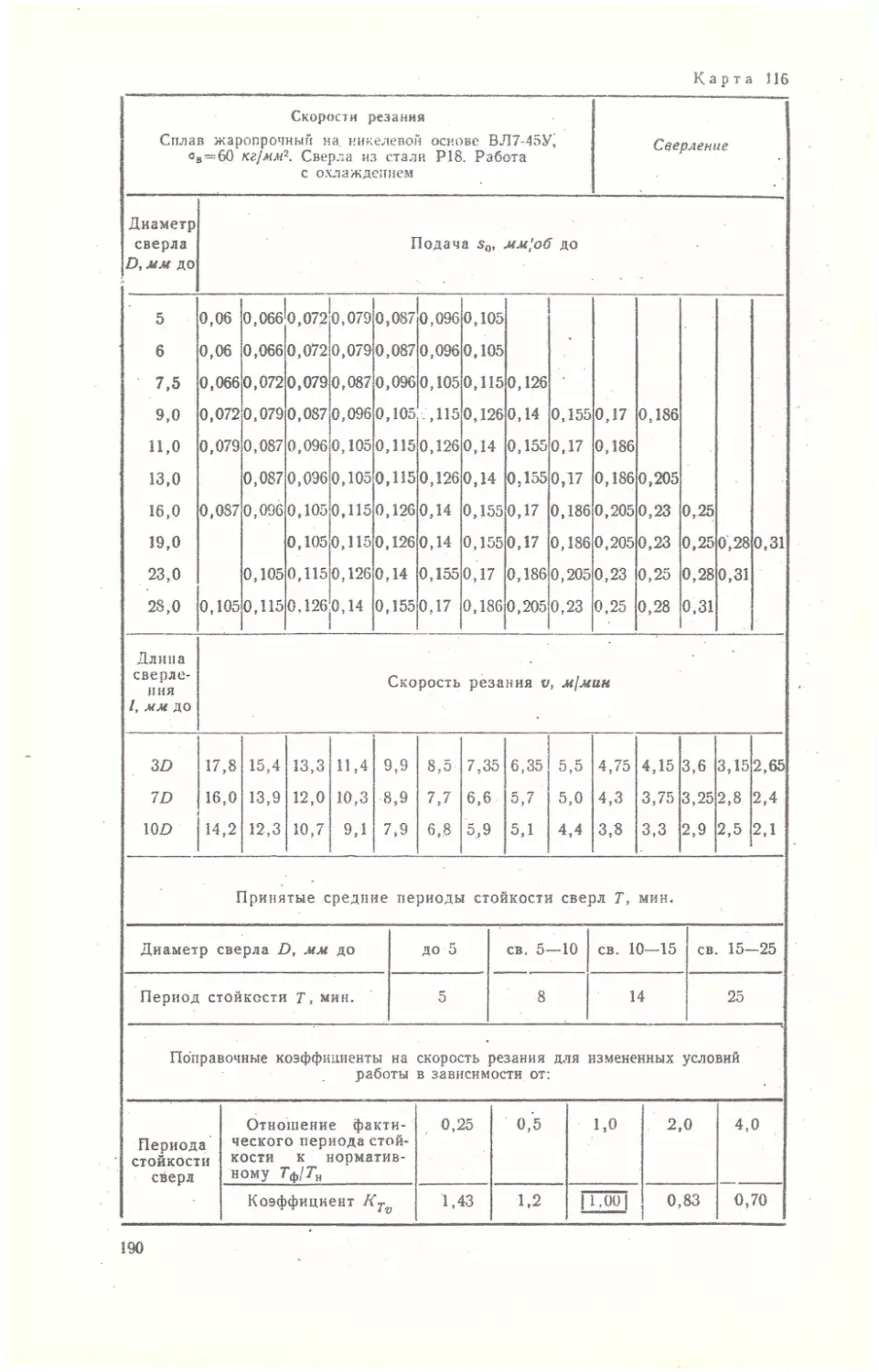
ВЛ7-45У, ов=60 кг/мм2 0,11 1,5 0,76 0,26
* Поправочные коэффициенты на скорость резания (Kv) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сплавов.
47
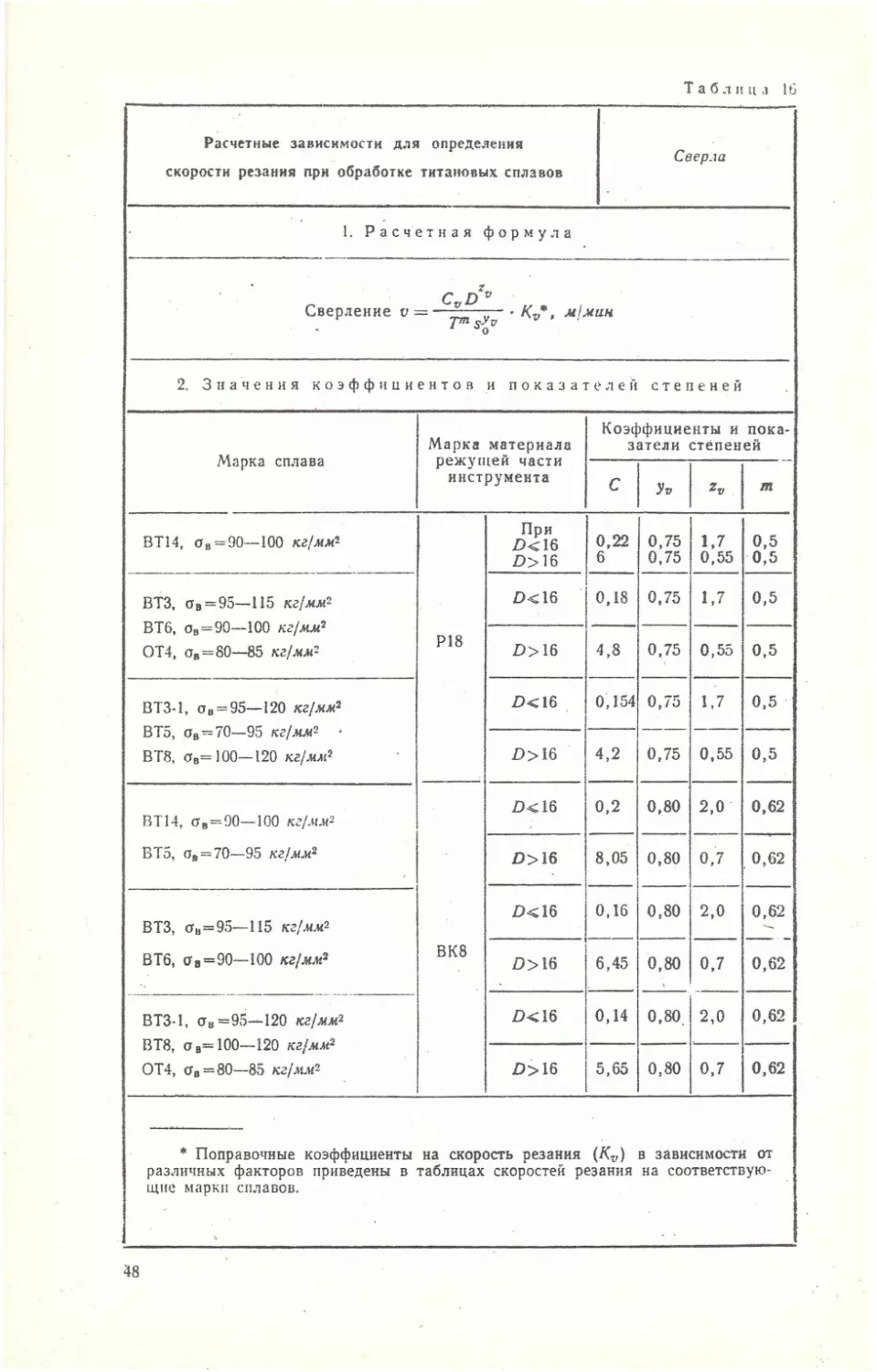
Таблица 16
Расчетные зависимости для определения скорости резания при обработке титановых сплавов Сверла
1. Расчетная формула
CVDV Сверление и— „ v -KJ, mImuh
2. Значения коэффициентов и показателен степеней
Марка сплава Марка материала режущей части инструмента Коэффициенты и пока- затели степеней
С % zv т
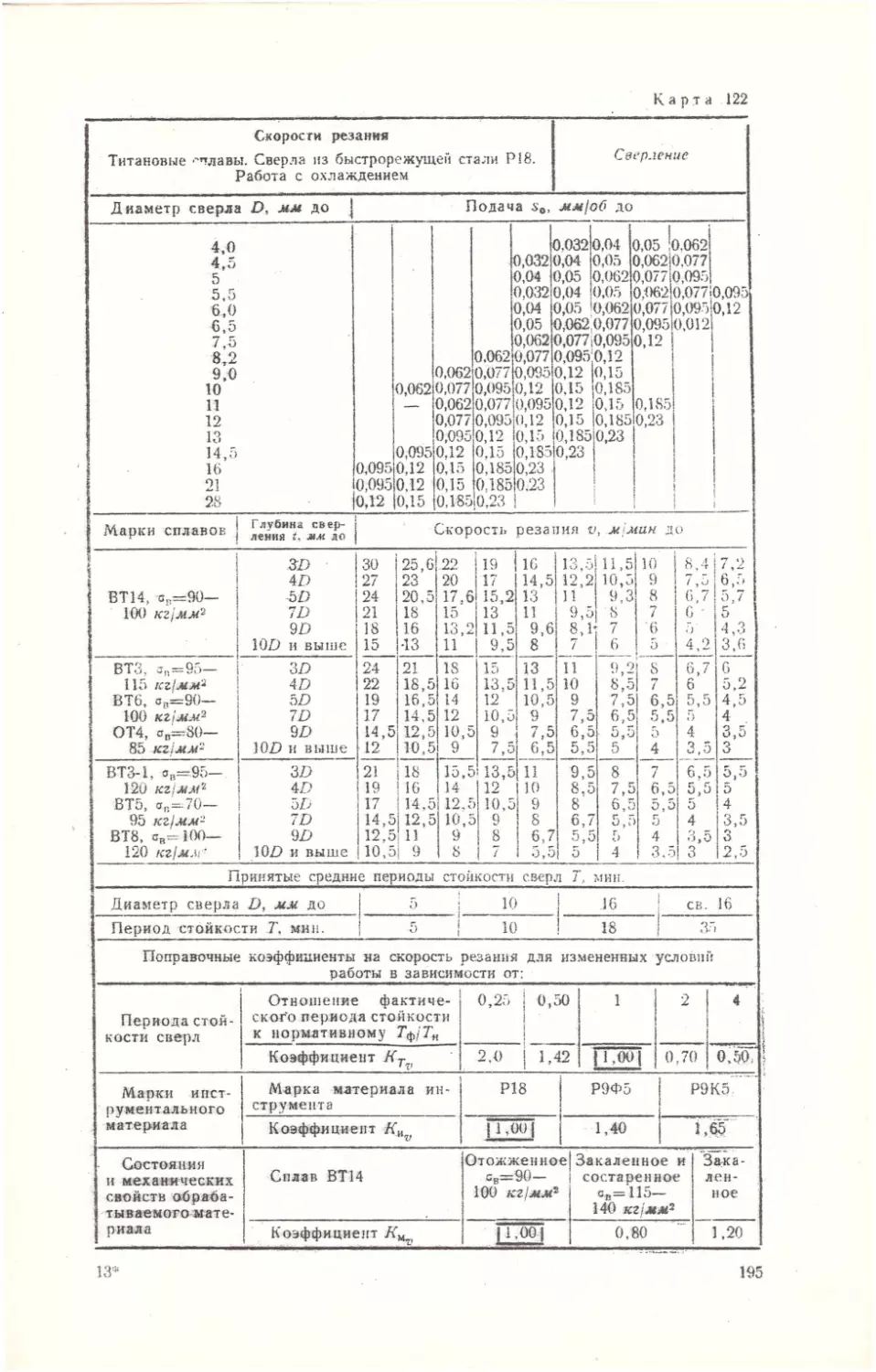
ВТ14, ав = 90—100 кг/мм* Р18 При £><16 £>>16 0,22 6 0,75 0,75 1,7 0,55 0,5 0,5
ВТЗ, о в = 95—115 кг/мм2 ВТ6, св=90—100 кг/мм2 ОТ4, ов=80—85 кг/мм2 D<16 0,18 0,75 1,7 0,5
D>16 4,8 0,75 0,55 0,5
ВТЗ-1, ив = 95—120 кг/мм2 ВТ5, ов —70—95 кг/мм2 ВТ8, ав=100—120 кг/мм2 £><16 0,154 0,75 1,7 0,5
£>>16 4,2 0,75 0,55 0,5
ВТ14, <тв=90—100 кг/мм2 ВТ5, ов=70—95 кг/мм2 ВК8 £><16 0,2 0,80 2,0 0,62
£»16 8,05 0,80 0,7 0,62
ВТЗ, сгв=95—115 кг/мм2 ВТ6, о в=90—100 кг/мм2 £><16 0,16 0,80 2,0 0,62
£>>16 6,45 0,80 0,7 0,62
ВТЗ-1, ав=95—120 кг/мм2 ВТ8, о в=100—120 кг/мм2 ОТ4, ав =80—85 кг/мм2 £><16 0,14 0,80. 2,0 0,62
£>>16 5,65 0,80 0,7 0,62
* Поправочные коэффициенты на скорость резания (Kv) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сплавов. *
48
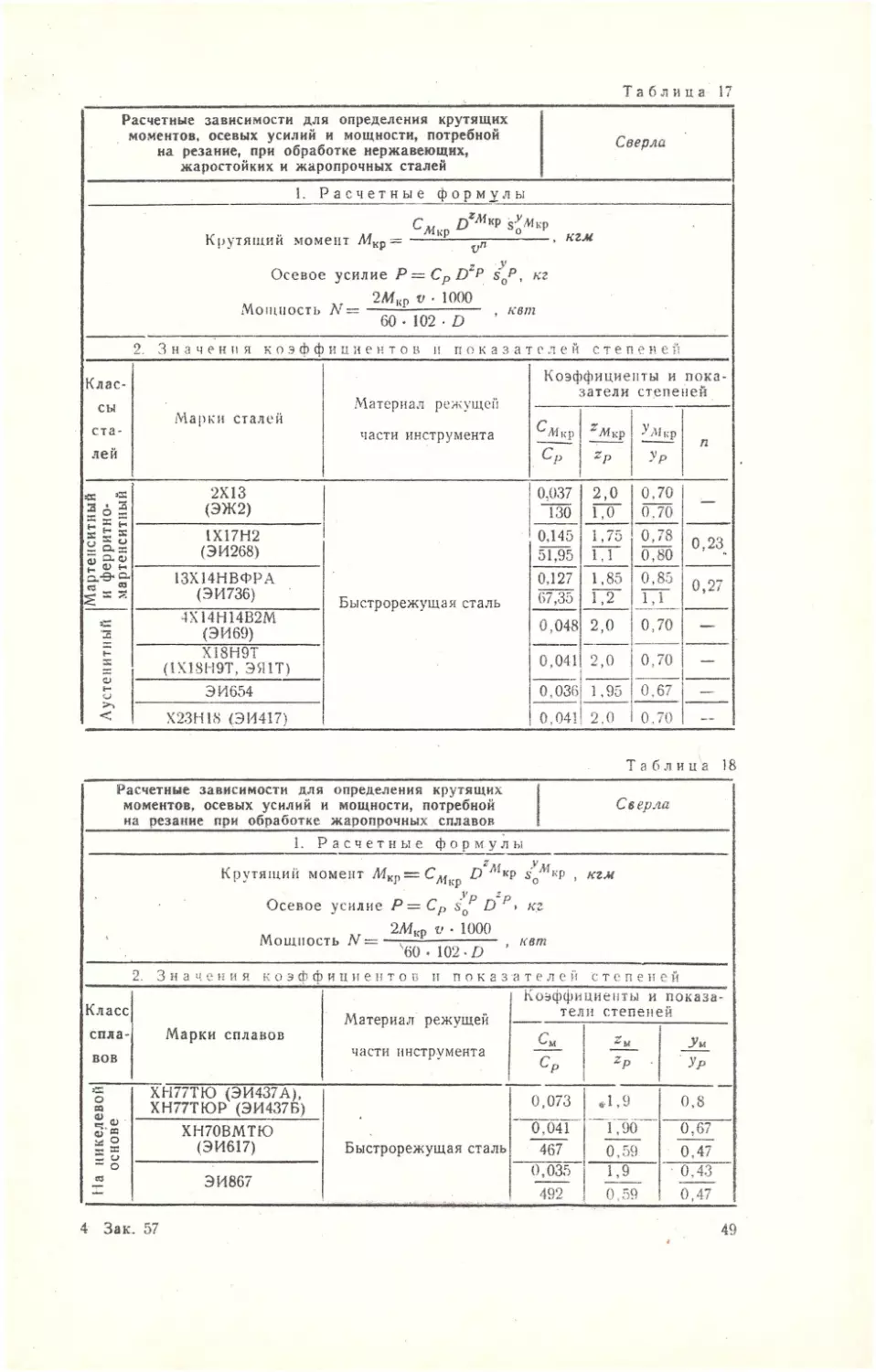
Таблица 17
Расчетные зависимости для определения крутящих моментов, осевых усилий и мощности, потребной на резание, при обработке нержавеющих, жаростойких и жаропрочных сталей Сверла
1. Расчетные формулы
см. £>*л,кр s-^Mkp Крутящий момент Л4кр — р » кгм z v Осевое усилие P = CpD"p sop, кг м кт v ‘ 1000 Мощность Л' = —— , кет 60 • 102 • D
2. Значения коэффициентов и показателей степеней
Клас- сы ста- лей Марки сталей Материал режущей части инструмента Коэффициенты и пока- затели степеней
^Л1кр ~Л4кр У/М кр Ур п
Мартенситный и ферритно- мартенситный 2X13 (ЭЖ2) Быстрорежущая сталь 0,037 130 2,0 1,0 0,70 0.70 —
1Х17Н2 (ЭИ268) 0,145 51,95 1,75 1.1 0,78 0,80 0,23
13Х14НВФРА (ЭИ736) 0.127 67,35 1,85 1,2 0,85 J’L_ 0,27
Аустенитный 4Х14Н14В2М (ЭИ 69) 0,048 2,0 0,70 —
XI8H9T (1Х18Н9Т, ЭЯ1Т) 0,041 2,0 0,70 —
ЭИ654 0,036 1,95 0.67 —
X23H1S (ЭИ417) 0.041 2,0 0,70 —
Таблица 18
Расчетные зависимости для определения крутящих моментов, осевых усилий и мощности, потребной на резание при обработке жаропрочных сплавов Сверла
1. Расчетные формулы
Крутящий момент Л4кр=СД1кр D , кгм Осевое усилие Р= Ср sop D р» кг кг 2Л4«Р V • 1000 Мощность N — —;— , кет 60 - 102 • £>
2. Значения к о э ф ф и ц и е и т о в и показателей степеней
Класс спла- вов Марки сплавов Материал режущей части инструмента Коэффициенты и показа- тели степеней
См Ср N I м Ур
На никелевой основе ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) ХН70ВМТЮ (ЭИ617) ЭИ867 Быстрорежущая сталь 0,073 0,041 467 0,035 492 ♦ 1,9 1,90 0,59 1,9 0,59 0,8 0,67 0,47 0,43 0,47
4 Зак. 57
49
Таблица 19
Расчетные зависимости для определения крутящих моментов и мощности, потребной на резание при обработке титановых сплавов Сверла
1. Расчетные формулы
Крутящий момент Л4кр =СЛ1 D Л*КР $^Л,кр , кгм 2Л1кр у 1000 Мощность N — „ „„ „ , кет 60 • 102 • D
2. Значения коэффициентов и показателей степеней
Марки сплавов Материал режущей части инструмента Коэффициенты и пока- затели степеней
С.Икр *Л<кр >'.Икр
ВТ14, <тв=90—100 кг/мм2 Быстрорежущая сталь 0,076 1,85 0,9 I
I ВТЗ, аБ = 95—115 кг/мм2 ВТ6, оо = 90—100 кг/мм- 0,087 1.85 0,9
ОТ4, ов=80—85 кг/мл;2 ВТ8. ов= 100—120 кг/мм- .0,091 1,85 0,9
ВТ5, ов=70—95 кг/мм2 0,095 1,85 0.9
ВТ 14, о в = 90—100 кг/мм- Твердый сплав ВК8 0,087 1,85 0,9
ВТЗ, <тв=95—115 кг/мм2 ВТ6, ст в=90—100 кг/мм2 0,10 1,85 0,9
ОТ4, ов = 80—85 кг/мм2 ВТ8, Ив = Ю0—120 кг/мм2 0,105 1,85 0,9
ВТ5, ав=70—95 кг/мм2 0,11 1,85 0,9
*0
Таблица 20
Расчетные зависимости для определения скорости резания при обработке нержавеющих, жаростойких и жаропрочных сталей Зенкеры
1. Расчетная формула
Скорость v — v • А-,• . м.мин
2. Значения коэффициентов ji показателей степеней
Клас- сы ста- лей Марки сталей Материал режущей части ин- струмента Коэффициенты и показатели степеней
сг, 1 z7, 1 Уу 1 rn
Мартенситны й и ферритно- мартенситный 1X13 ) 2X13 > оп=95—110 кг/мм- 4X13 J 1 Р18 ! ! ! 20,9 18 17,1 | 0,45 ! 0,45 1 0,45 0,14 0,14 0,14 I 0,36 0,36 ' 0,36 0,5 0,5 0,5
1Х12Н2ВМФ (ЭИ961), ов = 120 кг/мм- 17,7 ’ 0,18 i 0,24 | 0,34 0,15
13Х14НВФРА (ЭИ736), св=95—120 кг/мм2 5,2 0,64 0,2 0,44 i 0,54 0,54 0,33
Аустенитный Х18Н9Т (1Х18Н9Т, ЭЯ1Т), ав=55—60 кг!мм2 8,7 0,34 0,1 0.34
Х23Н18 (ЭИ417), ав=62 кг/мм2 7,85 0,34 I 0,1 1 0,34
4Х14Н14В2Мо (ЭИ69), gfi=72 кг/мм2 7,0 , I 0,34 0.1 0,54 0,34
* Поправочные коэффициенты на скорость резания (Л\,) б зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сталей.
Т а б л и ц а 21
Расчетные зависимости для определения скорости резания при обработке жаропрочных сплавов Зенкеры
1. Расчетная формула
Cv Скоростью— • Ку , м/мин
2. Значения коэффициентов и показателей степеней
Класс спла- вов Марки сплавов Марка материала режущей части инструмента Коэффициенты и показатели степеней
С* | xv 1 Уу 1 ”
На никелевой основе ХН70ВМТЮ (ЭИ617) Р18 0,955 0,66 0,34 0,60
ХН77ТЮР (ЭИ437Б) 1,43 0,66 0,34 0,72 0,60
ЭИ867, ЭИ929 0,793 0,54 0,30 0,80 0,51
* Поправочные коэффициенты на скорость резания (Хг/) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сплавов.
51
Таблица 22
Расчетные зависимости для определения скорости резания при обработке титановых сплавов Зенкеры
1. Расчетные формулы
Зенкерование: при 1 мм CVD v t z' „ * s0<Q,6 мм'об, v MIMUH Z > 1 мм — Cy if * ul инн s„ < 0,6 мм/об. 1 -m- r M>MUH T SQV t V
2. Значения коэффициентов и показателей степеней
Марки сплавов Марка материа- ла режущей части инстру- мента Коэффициенты и показатели степеней
С-. Ут zv т
ВТ14, аа=90—100 кг/мм2 Р18 При so<0.6 12,3 0,8 0,75 0,4 0,5
ВТ5, =70—95 кг/мм2 со — о Л V Ж* о Со 12,3 0,8 0,4 0,4 0,5
ОТ4, cf3=80—85 кг/мм2 /<1 $о<0,С) 10 0,8 0,75 0,4 0,5
ВТ6, 03=90—100 кг/мм^ t>\ So<0,6 10 0,8 0,4 0,4 0,5
ВТЗ-1, о8=95—120 кг/мм2 t<\ $о<0,6 8 0,8 0,75 0,4 0,5
t>l 5о<0,6 8 0,8 0,4 0,4 0,5
ВТЗ, о в = 95—115 кг/мм2 «1 $о<0,6 17,2 0.8 0,75 0,4 0,5
*>1 so<0,6 17,2 0,8 0,4 0,4 0,5
* Поправочные коэффициенты на скорость резания (Л\.) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сплавов.
52
Таблица 23
Расчетные зависимости для определения крутящих моментов и усилий резания при обработке титановых сплавов быстрорежущим инструментом Работа с охлаждением Зенкеры
I. Расчетные формулы
Крутящий момент Л4кр = С^^ТТ-Мкр /ЛЛ1кр$\мКр , кг/см Осевое усилие Р — Ср DZp tXp, кг
2. Значения коэффициентов и показателей степеней
Класс сплавов Марки сплавов Марка мате- риала режу- щей части инструмента Коэффициенты и показатели степеней
СА( Л1кр гЛкр ! ЛЛ1кр хр Ур
Титановые сплавы ВТ14, ав = 90—100 кг/л*м2 Р18 18,9 15.7 1.0 1 0,71 0,81 0,9 0,8 0,65
ОТ4, ав = 70—95 кг/мм2 24,6 18 1,0 0.71 0,81 0,9 0,8 0,65 0,65
ВТ5, ав = 70—95 кг/мм2 30,2 23,6 1,0 1 0,71 0,81 0,9 0,8
ВТ6, Эр = 90—100 кг/мм2 26,5 20,4 1,0 0,71 0,81 0,9 0,8 0,65
ВТЗ, ав = 95—120 кг 1мм2 28,4 21,2 1,0 0,71 0,8» 0,9 0,8 0,65
ВТЗ-1, ав = 95—120 кг/мм2 34 23,5 1,0 0,71 0,81 0,9 0,8 0,65
-
53
Таблица 24
Расчетные зависимости для определения скорости резания при обработке нержавеющих, жаростойких и жаропрочных сталей Развертки
1. Расчетная формула
Скорость v = —— - A* MjMUH Тт txv s?v
2, Значения коэффициентов и показателей степеней
Классы сталей Марки сталей Марка материала режущей части инст- румента Коэффициенты и показа- тели степеней
Cv ~v .У у m
Мартен- ситный и ферритно- мартен- ситный 1X13) 2X13 ав=93—110 кг мм2 4X131 Р18 27,1 ! 24 i 21.6 ! 0,28 0,28 0,28 — 0,26 0,26 0,26 0,66 0,66 0,66
1Х12Н2ВМФ (ЭИ961). = 120 кг/мм2 36 1 1 0,28 — 0,26 0,66
13Х14НВФРА (ЭИ736). а8 = 95—120 кг мм- 32,8 j 0,19 — 1,17 0,69
Аусте- нитный Х18Н9Т (1Х18Н9Т, ЭЯ1Т), зв *= 55—60 кг!мм2 4,69 0,33 0,16 0,64 0,47
Таблица 25
Расчетные зависимости для определения скорости резания при обработке жаропрочных сплавов Развертки
1. Расчетная формула
ГГ
Скорость V =----—------ ’Кп*, м'.мин
2. Значения коэффициентов и показателей степеней
Класс сплавов Марки сплавов Марка материала режущей части ин- струмента Коэффициенты и показа- тели степеней •
Уу m
На никелевой основе ХН70ВМТЮ (ЭИ617) Р18 0.415 0,58 •0,80 0,62 0,52
ХН77ТЮР (ЭИ437Б) 0,622 0,58 0,80 0,62 0,52
ЭИ867, ЭИ929 0,371 0,52 0,72 0,59 0,41
* Поправочные коэффициенты на скорость резания (КФ) в зависимости от различных факторов приведены в таблицах скоростей резания на соответствую- щие марки сплавов.
54
Таблица 26
Расчетные зависимости для определения скорости резания при обработке титановых сплавов •Работа с охлаждением Развертки
1. Расчетная формула
Скорость v= —^.z'..PZy.— м.мин Тт txv
2. Значения, коэффициентов и показателей степеней
Класс спла- вов * Марки сплавов Марка материала режущей части инструмента Коэффициенты и пока затели степеней
1 XV ; Уъ лз
Титановые сплавы ВТ 14, зв=90—100 кг) мм2 Р'18 1 | /<0,15 мм 16 0,3 — 0,4 0,26
/>0,15 мм 12 0,3 0,2 0,4 0,26
ОТ4, зо=80—85 кг [мм- /<0,15 мм 13,75 0,3 — 0,4 0,26
/>0,15 мм 10,3 0,3 0,2 0,4 0,26
ВК15М /=0,1—0,2 мм 21,5 0,3 0.36 0,67 0.48
ВТ8, jb= 100—120 кг>мм2 Р18 ! /<0,15 мм 11,5 0,3* — 0,4 Io, 26 I
/>0,15 мм 8,65 0,3 0,2 0,4 i 0,26
ВК15М 1 /=0,1—0,2 мм 18 0,3 0,36 0,67 0,48
ВТЗ, ав=95—115 кг/мм2 ВТЗ-1 ав=95—120 кг/мм2 ВТ5, ав—70—95 кг/мм2 Р18 ; /<0,15 мм 10,1 0,3 — 0,4 0,26
; />0,15 мм 7,56 0,3 0,2 0,4 0,26
ВК15М 15,75 0,3 0,36 0,67 0,48
ВТ14, ав—90—100 кг/мм2 ВК15М /=0,1—0,2 мм 25 0,3 0,36 0,67 0,48
* Поправочные коэффициенты на скорость резания j(A%) в зависимости от различных факторов приведены в‘ таблицах скоростей резания на соответствую- щие марки сплавов.
Раздел I
РЕЖИМЫ РЕЗАНИЯ
НА ОБРАБОТКУ НЕРЖАВЕЮЩИХ,
ЖАРОСТОЙКИХ И ЖАРОПРОЧНЫХ
СТАЛЕЙ
Карта 1
Подачи для чернового точения при обработке нержавеющих, жаростойких и жаропрочных сталей. Точение Резцы с пластинками из твердого сплава
1. Наружное точение
Размер державки резца, мм Диаметр обрабатываемой поверхности, мм до Глубина резания t, мм до
2 5 1 ю • | св. 10
Подача s0, мм/об
12X20 16X25 20 50 100 200 0,2-0.3 0,3-0,4 0,4-0,5 0,4-0,5 0,20-0,25 0,25-0.30 0,30—0,40 0,40-0,45 0,20-0,25 0,25-0,30 0,30-0,40 —
20x30 25X25 50 100 200 500 св. 500 0,4—0.5 0,50-0,55 0,55—0г 65 0,65-0,80 0,80—0,90 0,35—0,40 0,40-0,50 0,50-0,55 0,55—0,65 0,65-0,80 0,25—0,35 0,35-0,45 0,45—0,50 0,50—0,55 0,55—0,70 0,35—0,45 0,45—0,50 0,50-0,60
25X40 100 200 500 св. 500 0,50-0,60 0,65-0,75 0,70-0,90 0,80-1,0 0,45—0,65 0,55-0,70 0,65-0,80 0,80-0.90 0,35—0,45 0,45—0,55 0,55—0,65 0,65—0,80 0,35-0,45 0,45—0,55 0,55-0,65
30X45 500 св. 500 1,0-1,2 1,2—1.4 0,80-1,0 1.0—1,2 0,70-0,90 0,90-1,2 0,60—0,80 0,80-1,0
40X60 75X75 св. 500 ; — 1,5-2,0 1,5-1,7
2. Растачивание А. Токарные станки
Размер резца или оправки, мм Вылет резца или оправки, мм Глубина резания г, мм до
2 3 5 1 1 8.
Подача s0, MMjo6
Диаметр круглого сечения резца, мм 10 16 25 40 50 80 125 200 0,10-0,20 0,20—0,30 0 30—0,45 qj.5—0,55 0,15—0,20 0,20—0.30 0.30-0.45 0,10-0.15 0,15—0,20 0,20-0.30 0,15-0,20
Сечение оправки 40X40 150 300 — 0,60—0,80 0,50-0,60 0,50-0,60 0,40-0,50 0,40—0,50 0,30—0,40
60X60 150 300 . — 0,80—1,0 0.60-0,80 0,60-0,80 0,50—0,60 0,50-0,60 0,40—0,50
75X75 300 500 — 1,0 —1,2 0,80—Ь,0 0,80—1,0 0,60-0,80 0,60-0,80 0,50—0,60
100X100 300 । 500 800 — 1,2 -1,8 1.0 —1,2 0,80-1,0 1.0 -1,4 0,7 —1,0 0,50-0,70 0,70-1,0 0,6 —0.8 0,5 —0,7
Б. Карусельные станки
Вылет резца при ра- стачивании, мм до . Глубина резания t, мм до
3 1 5 1 * ! 1 12
Подача s0> мм/об
200 300 500 750 1,3 -1,5 1,1 —1,3 0,90—1,1 0,80-1,1 1,0 -1,3 0,80-1,0 0,60-0,80 0,50-0,70 0,80—1,0 0,60-0,80 0,40-0,60 0,30-0,50 0,60-0,70 0,40-0,60 0,30-0,40
Примечания: . 1. При обработке тонкостенных деталей типа бандажей и шпангоутов, имею- • щих толщину менее 5 мм, значения’подач умножать на коэффициент 0,5—0,65; при обработке деталей в условиях пониженной жесткости технологической системы — 0,60—0,75. 2. При обработке прерывистых поверхностей и на работах с ударами таб- личные значения подач следует умножать на Коэффициент 0,75. 3. Меньшие значения подач — для больших диаметров обрабатываемых по- верхностей и глубин резания, болшие — для меньших.
59
Карта
Выбор подач в зависимости от заданной чистоты Точение
поверхности при обработке нержавеющих и жаропрочных сталей
Марки сталей и механические свойства Скорость х Класс чистоты
Л « «3 S резания и, м/мин Е ф je м-- = з й V3 ' V4 V5 V6 V7
Ч U- ы и ДО 2 СХГ) •° CJ й> Cl. а О. Пода ча s0, мм/об
1X13 (ЭЖ1), 2X13 (ЭЖ2), ав до 85 кг/мм2, </в>3,9 мм Весь диапазон скоростей 0,5 1,0 2,0 4,0 0,49 0,67 0,91 0,39 0,50 0,67 0,82 0,29 0,36 0,43 0.58 0,21 0,22 i 0.24 0,34 1 0,12
енснтный 3X13 (ЭЖЗ), 4X13 (ЭЖ4), <70 0,5 1,0 2,0 4,0 0.64 0,81 0,42 0,54 0,70 0,26 0,36 0,47 0,65 0,15 0,20 0,26 0,33 1111
ь- СО О *- ДО 85 кг/мм2, dB>3,9 мм >70 0,5 1,0 2,0 4,0 0,65 0,85 0,45 0,61 0,80 0,31 0,43 0,56 0,74 0,20 0,29 0,37 0,46 0,11 0,14 0,17 0,19
Мартенситный, феррн 1Х17Н2 (ЭИ268), dB=3,4— —3,8 мм 13Х14НВФРА (ЭИ736), dB= =3,3—3,8 мм 1 0,5 1,0 2,0 4,0 — 0,18 0,25 0,50 0,55 0,14 0,20 0,40 0,50 0,10 0,15 0,25 1111
1Х12Н2ВМФ (ЭИ961), = 3,1—3,4 мм 30ХН2МФА (ЭИ961Ф), dB= =3,3—3,7 мм 25Х2МФА, св =75—90 кг/мм2 0,5 1,0 2,0 4,0 — 0,46 0,64 0,91 0,22 0,32 0,44 0,51 0,10 0,16 0,21 0,25 0,08 0,10 0,12
20ХЗМВФ (ЭИ415), НВ = = 300-320 Весь диапазон 0,5 1,0 2,0 4.0 0,70 0,90 0,21 0,40 0,60 0,88 0,20 0,66 0,20 1111
тный 4Х14Н14В2М (ЭИ69), d3= = 3,6—4,3 мм скоростей 0,5 1,0 2,0 4,0 0,44 0,70 0,98 0,36 0,49 0,65 0,92 0,23 0,31 0,45 0,61 0,15 0,22 0,31 0,42 0,10 0,16 0.20 0.26
но-ферри Х18Н9Т (1Х19Н9Т, ЭЯ1Т), ав =55—60 кг/мм2 0,5 1,0 2,0 4,0 0,45 0,60 0,87 0,24 0,33 0,47 0,55 0,13 0,19 0,26 0,30 0,08 0,11 0,14 0,16 0,07 0,09 0,11
аустенит Х23Н18 (ЭИ417), dB = 4,2— —4,8 мм 1Х21Н5Т (ЭИ811), dB=4,0— —4,2 мм 1,0 2,0 4,0 0,65 0,42 0,45 0,70 0,35 0,42 0,50 0,15 0,25 0,35 —
енитный, 4Х12Н8Г8МФБ (ЭИ481), НВ>260, =3,5—3,9 мм 100 1,0 2,0 3,0 0,45 0,60 0,65 0,30 0,40 0,50 0,25 0,30 0,40 0,20 0,25 0,30 1 1 1
н >> < Х12Н20ТЗР (ЭИ696А), ЭИ696М Весь 0,5 1,0 2,0 4,0 0,80 0,37 0,52 0,74 0,86 . 0,17 0,25 0,34 0,40 0,08 0,12 0,16 0,19 0,06 0,08 0,10
Аусте* нитный ЭИ654, rfB=4,0— 42 мм. ДИ2ПЗЗОВ скоростей 0,5 1,0 2,0 4,0 0,57 0,75 0,35 0,48 0,68 0,79 0,20 0,29 0,46 0,48 0,08 0,13 0,17 0,20 0,07 0,10 0,12
60
Карта 3
Выбор подач в зависимости от заданного класса точности при точении деталей типа валов Стали Х18Н9Т, Х18Н10Т (1Х18Н9Т, ЭЯ1Т). Работа с охлаждением Точение
Допускаемые погрешности, обусловленные упругими деформациями технологической системы
Класс чистоты Отношение длины обработки к диаметру Z/D
V7 V6 V5 V4
Класс точности
15 С) со W ы — — — 2 4 6 10 2 4 6 10 2 4 6 10
Погрешность в диаметре Дусист> мк
Перемещение на деление лимба, мм 0,01 0,05 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 10 20 30 40 50 60 70 80 . 90 100 10 8 11 7 13 11 9 18 15 8 5 4 2 9 7 5 9 7 1 2 7 3 1 * 1 °* 1 1 1 1 1 1 1 1 1 1 1 1 1 . 1 1 1 8 23 21 27 23 30 28 26 35 32 5 2 8 21 18 20 18 26 24 22 26 16 7 20 14 18 16 23 20 10 7 6 17 11 18 14 13 16 31 29 41 37 46 44 42 55 52 10 6 17 15 < 13 27 24 16 29 26 34 32 42 40 38 46 36 3 1 13 11 9 18 18 15 28 22 32 30 40 36 26 27 12 1 10 8 14 25 19 32 28 30 14 1 1
6!
Продолжение карть
Класс чистоты V7 1 V6 1 V5 | V4 Класс точности Отношение длины обработки к диаметру IID
— с3 — — 2 4 6 10 1
— -V3 — — — — — — 2_ 4 6_ 10 — — — —
— ш3 — — 2 4 6 10
Погрешность в диаметре дУсист» мк
Переждавшие на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 11 9 И 7 13 И 8 15 13 9 6 5 2 7 5 3 10 9 8 3 2 4 3 6 1 •" 1 1 П 1 1 1 1 8 24 22 27 23 30 28 25 32 30 8 оо 19 21 18 24 22 20 27 26 7 21 16 20 14 21 20 17 23 13 6 •20 12 14 9 19 13 о 16 32 30 41 37 46 44 41 52 50 16 30 27 35 32 40 38 36 47 46 15 29 24 32 28 37 36 33 43 33 14 28 20 28 23 35 29 18 17 3
0,05 10 20 30 40 50 60 70 80 90 100 — — — 2 — — — 10 6 17 15 12 24 22 4 1 И 9 7 19 18 1 8 7 4 15 5 1 1 1 1 ol 1 1 1 1
Класс чистоты Отношение длины обработки к диаметру 1/D
•\77 1 V6 1 V5 | IV4
Класс’точности
— £*3а — — 2 4 6 10 —
— । 1 — Сза — — — — — 2 4 6 10 — . — — —
— 1 С< — 2 4 6 10
Погрешность в диаметре Аусист» мк
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60- 70 80 90 100 23 44 42 53 49 62 60 57 73 71 23 42 39 47 44 56 54 52 68 66 22 41 36 44 40 53 52 49 64 54 21 40 32 40 37 51 45 34 38 24 23 41 33 34 25 31 17 3 6 22 36 23 24 21 28 13 3 19 23 3 60 91 89 113 109 124 122 119 141 139 60 89 86 107 104 118 116 114 136 134 59 88 83 104 100 115 114 111 132 122 58 87 79 100 97 113 107 96 106 92
0,05 10 20 30 40 50 60 70 80 90 100 13 11 24 20 35 33 30 46 44 11 8 18 15 29 27 25 41 39 10 5 15 И 26 25 22 37 27 9 1 11 8 24 18 7 11 10 2 5 4 1 1 1 1 1 1 1 1 СЛ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 30 65 63 88 84 104 102 99 123 121 30 63 60 82 79 98 96 94 118 116 29 62 57 79 75 95 94 91 114 104 28 61 53 75 72 93 87 76 88 74
62
Продолжение карты 3
Класс чистоты Отношение длины обработки к диаметру 1/D
V7 V6 V5 V4
Класс точности
— — — 2 4 6 10 —
— — — — — — — 2 4 6 10 — — — —
с* 2 4 6 10
Погрешность в диаметре , мк
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 60 88 80 94 85 93 79 65 74 64 59 83 70 81 78 57 44 27 36 24 58 75 60 63 36 36 19 5 19 12 56 70 43 38 10 / 136 194 186 220 211 247 233 219 251 241 135 189 176 207 184 211 19S 18! 213 201 1 1 134 181 166 189 162 190 173 159 196 189 132 176 149 164 136 161 150 146 185 184 135 197 184 ; 217 206 245 224 213 245 237 135 194 173 206 ISO 204 171 154 188 160 134 191 166 184 154 177 145 123 142 119 131 188 143 153 109 124 96 74 100 97
0,05 10 20 30 40 50 60 70 80 90 100 30 62 54 36 60 73 59 45 56 46 29 57 44 23 33 37 24 7 18 6 28 49 34 11 16 1 26 1 i 44 | 17 1 — 1 i — i lift 178 170 206 197 235 221 207 239 230 1 ! 115 | I 173 1 160 I 193 i 170 1 199 ; 186 ! 169 202 i 190 165 150 175 148 178 161 147 185 178 ,n 160 133 150 122 149 138 134 174 173 lls 181 168 203 192 233 212 201 234 216 115 1 178 157 192 166 192 159 142 177 149 114 175 150 170 140 165 133 111 131 108 111 137 139 95 112 84 62 89 86
Поправочные коэффициенты на допускаемые погрешности, обусловленные упругими деформациями технологической системы при точении в зависимости от глубины резания
Класс чистоты V’J-V' V4—V5 ' t
Глубина резания t мм 0,25 0,5 0,7 1,0 1 ,4 2,0 2,8
Коэффициент Яд •^сист 1,0 1,0 2,8 2,0 I,4 j 1,0 0,7
63
Карта 4
64
Продолжение карты 4
Класс чистоты Отношение длины обработки к диаметру l)D
V7 I V6 V5 | V4
Класс точности
— Сз — — 2 4 6 10 —
— А'з — 2_ 4 6 1 10 — — — —
— — 2 4 6 10
Погрешность в диаметре А^сист, мк
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 9 6 8 6 14 14 13 20 И 7 3 5 5 12 4 5 1 5 3 3 1 3 8 22 19 24 22 31 33 30 37 28 6 20 16 21 21 29 23 6 5 18 14 21 19 16 4 16 14 19 16 30 27 38 36 47 50 46 57 48 14 28 24 35 35 45 40 22 17 13- 26 22 35 33 22 15 12 24 22 33 И
0,05 10 20 30 40 50 60 70 80 90 100 — — — — 7 — — — 7 5 18 18 17 29 20 4 4 16 8 1 1 I*0*” 1111 111^111111
Класс чистоты Отношение длины обработки к диаметру I’D
V7 1 V6 I V5 | V4
Класс точности
— ^За — — _2_ _± 6 10 — 1 в
— — ^За — ; - — — 1 2_ 4 i 10 L_z_ ’ — — —
— С4 — I 2 1 4 61 10
Погрешность в диаметре AVcHCT, мк
Перемещение на деление лимба,.мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 '60 70 80 90 100 23 42 39 50 48 63 63 62 78 69 21 40 36 47 47 61 53 38 38 16 20 38 34 47 45 48 28 3 19 36 34 45 33 И 17 32 16 19 15 26 5 13 14 1 1 1 1 1 1 1 1 1 «, 60 89 86 110 108 125 125 124 146 137 58 87 83 107 107 123 115 100 106 84 57 85 81 107 105 ПО 90 65 60 27 56 83 81 105 93 73 35
0,05 10 20 30 40 50 60 70 80 90 100 11 8 21 19 36 36 35 51 42 9 5 18 18 34 26 11 11 7 3 18 16 21 1 5 3 16 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 i 1 1 1 1 1 1 1 1 1 1 1 1 1 30 63 60 85 83 105 105 104 128 119 28 61 57 82 • 82 103 95 80 88 66 27 59 55 82 80 90 70 .42 9 26 57 55 80 58 53 15
5 Зак. 57
65
Продолжение карты 4
Класс чистоты Отношение длины обработки к диаметру Z/Z)
V7 V6 V5 V4
Класс точности
— — с4 — 2 4 6 10
— — с, — — — — — 2 4 6 ю — — — —
с, — 2 4 6 10
Погрешность в диаметре Аусист, мк
Перемещение на деление лимба, мм 0.01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 54 79 63 79 54 52 26 9 14 52 73 53 42 8 50 61 20 14 46 40 130 185 169 205 180 206 180 168 191 176 128 179 158 168 134 154 130 115 150 144 126 167 136 140 103 123 107 99 142 141 122 146 104 100 69 102 95 94 139 137 126 179 162 193 174 198 168 144 162 142 120 164 139 156 129 136 95 56 71 51 114 157 123 125 85 82 40 8 33 19 108 147 89 70 15 16 5 1
0,05 10 20 30 40 50 60 70 80 90 100 24 53 37 54 29 32 6 22 47 26 17 20 35 4 16 14 ПО 169 153 191 166 194 168 151 180 165 108 163 142 154 120 142 118 103 139 133 106 151 120 126 89 111 95 87 131 130 102 130 88 86 •55 90 83 82 128 126 106 163 146 179 160 186 156 132 151 131 100 148 123 142 115 124 87 44 ' 60 40 94 141 87 111 71 70 28 22 8 88 131 73 56 1 4
Поправочные коэффициенты на допускаемые погрешности, обусловленные упругими деформациями технологической системы при точении в зависимости от глубины резания
Класс чистоты V6-V? V4-V5
Глубина резания t, мм 0,25 0,5 0,7 1,0 1,4 2,0 2,8
Коэффициент •У с ист 1,0 1,0 2,8 2,0 1,4 1,0 0,7
66
* карта f>
Выбор подач в зависимости от за а иного класса точности при точении деталей типа валов
Стали Х18Н9Т, Х18Н10Т (1Х18Н9Т, ЭЯ IT), ЭИ654
Точение
1. Податливость технологической системы при обработке в центрах (разность податливостей)
Станок с наибольшим диаметром обрабатываемой детали 400 мм
Q S ч Отношение длины детали к диаметру L/D
4 1 6 | 8 1 ю
СО ф Отношение длины обработки к диаметру 1/D
Л 2 | 4 2 1 4 |6 1 2 1 4 Г 6 1 8 | 1 2 1 4 1 6 1 8 | 10
н ф Л Начало обработки в долях длины детали 0,0£
S «э 0,0 |0,250,5 |0,0 [0,0 |0,25|0,5 |0,0 |0,25|0,0 |0,0 |0,25|0,5 |0,750,0 |0,25]0,5 |0,0 |0,25|0,0 |0,0 |0,25[0,5 |О,75|О,О |0,25|0,5 |0,0 |0,25]0,0 |0,0
ч Податлив о с T Ь Фейста ик/кг
10 0,23 0,11 0,07 0,23 0,05 0,09 0,250,11 0,31 0,31 0,34 0,34 0,45 0,44 0,68 0,45 0,890,68 0,89 0,890,630,75 0,60 0,97 1,54 0,78 1,69 1,67 1,45 1,67 1,88
20 0,29 0,120,100,29 0,12 0,04 0,110,19 0,13 0,190,04 о,п 0,22 0,140,15 0,22 0,360,22 0,36 0,360,210,32 0,30 0,43 0,61 0,33 0,81 0,660,71 0,660,88
30 0,310,140,120,31 0,20 0,07 0,06 0,25 0,10 0,25 0,07 0,05 0,15 0,05 0,07 0,15 0,20 0,16 0,20 0,21 0,08 0,18 0,20 0,26 0,300,18 0,51 0,320,45 0.39 0,55
40 0,32 0,15 0,12 0,32 0,21 0,08 0,04 0,27 0,08 0,27 0,10 0,01 0,11 0,01 0,10 0,11 0,120,20 0,12 0,210,180,12 0,15 0,16 0,32 0,12 0,36 0,34 0,34 0,340,39
50 0,33 0,160,130,33 0,22 0,09 0,020,29 0,07 0,29 0,130,02 0,09 0,030,15 0,11 0,09 0,23 0,10 0,23 0,190,07 0,12 0,12 0,240,09 0,27 0,25 0,26 0,25 0,30
60 0,34 0,160,13 0,34 0,23 0,10 0,020,30 0,08 0,300,15 0,03 0,07 0,050,19 0,11 0,07 0,25 0,10 0,25 0,190,04 0,10 0,08 0,190,08 0,21 0,180,21 0,18 0,23
70 0,34 0,160,130,34 0,24 0,10 0,010,31 0,09 0,31 0,16 0,04 0,06 0,06 0,21 0,11 0,06 0,27 0,11 0,27 0,190,02 0,09 0,05 0,19 0,08 0,180,140,18 0,160,19
80 0,34 0,17 0,130,34 0,25 0,10 0,010,32 0,09 0,320,17 0,05 0,05 0,07 0,23 0,11 0,07 0,28 0,1! 0,28 0,190,01 0,08 0,03 0,190,07 0,140,100,15 0,140,15
90 0,34 0,17 0,130,34 0,25 0,10 0,010,32 0,09 0,32 0,18 0,06 0,05 0,08 0,24 0,11 0,08 0,29 о,п 0,290,200,01 0,07 0,02 0,20 0,07 0,120,090,14 0,130,14
100 0,340,170,130,34 0,25 0,11 0,01 0,33 0,09 0,33 0,18|0,07 0,04 0,08 0,25 0,11 0,08 0,29 о,и 0,29 0,20 0,01 0,07 0,01 0,20 0,07 0,11 0,07 0,12 0,110,13
Продолжение карты 5
Выбор подач в зависимости от заданного класса точности при точении деталей типа валов Стали Х18Н9Т, Х18Н10Т, (Х18Н9Т; ЭЯ1Т), ЭИ654 Точение
2. Податливость технологической системы при обработке в патроне (разность податливостей)
Станок с наиболь- шим диа- метром обработки, мм Отношение вылета детали к диаметру L/D (начале обработки)
2 3 4 2 ! 3 4
Отношение длины обработки к диаметру 1/D
400 500 2 2 3 I 2 1 — 3 4 2 21 3 2 3 4
Диаметр детали Д мм Податливость шСИСт» мк/кг
10 20 30 40 50 60 70 * 80 90 100 0,34 0,32 0,39 0,49 0,59 0,72 0,86 1,0 0,91 0,62 0,61 0,70 0,81 0,99 0,73 0,76 0,90 1,07 Ь- О >— •— О ю io ОО ^4 СО 2,15 1,44 1,21 1,29 2,23 1,55 1,36 1,49 0,33 0,31 0,38 0,47 0,57 0,68 0,82 0,95 1,11 0,92 0,62 0,59 0,67 0,77 0,99 0,72 0,74 0,86 1,02 1,89 1,22 0,94 0,97 2,15 1,43 1,17 1,25 2,22 1,53 1,32 1,44
Поправочные коэффициенты на податливость (разность податливостей) техноло- гической системы в зависимости от. типоразмера станка при обработке в центрах
Станок с наибольшим диаметром обработки, мм
100 125 1 160 1 200 1 250 ! 320 400 500
Поправочные коэффициенты К сист
1,25 0,75 1,18 0,82 1,05 0,95 1,03 0,97 1,0 1,0 0,95 1,05
Примечание. Верхние значения поправочных коэффициентов относятся к более жестким валам, нижние значения — к менее жестким.
Поправочные коэффициенты на податливость (разность податливостей) техноло- гической системы в зависимости от типоразмера станка при обработке в патроне
Станок с наибольшим диаметром обработки, мм
100. | | 125 1 160 1 200 1 250 320 400 500
Поправочные коэффициенты К сист
1,35 1,31 1,2 1,0 0,96
68
Карта 6
Выбор подач в зависимости от заданного класса точности при точении деталей типа валов Стали Х18Н9Т. Х18Н10Т (1Х18Н9Т, ЭЯ1Т). Точенйе
Работа с охлаждением
Уточнение — отношение погрешности заготовки к погрешности обработанной де-
. .. ^заг тали, обусловленной упругими деформациями технологической системы: е — *
Усист
Податливость Подача s0, мм;об
технологической 0.05 1 0,07 1 0,10 | 0,12 | 0,15 I 0.19 1 0,25 1 0,33
систем ы 1 1 1
***сист’ MKfKZ Уточнение е
2,0 34,4 26,7 20,5 18 15 12.6 10.3 8.4
1,5 46 35,6 27,3 24 20 16,9 13,7 11,2
1.2 57,4 44,4 34 29.8 25 21 17,2 14
0.9 77 59,2 45.5 40 33,5 28 23 18,7
0,6 116 89 68,5 60 50.4 48 34,5 28
0.4 174 134 103 90 76 63,2 52 42
0,25 278 215 165 144 122 10] 83,5 67,5
0,2 348 269 206 180 152 126 105 84.5
0,13 522 404 310 270 228 189 157 127
0,1 700 540 414 360 305 252 210 170
Поправочные коэффициенты на уточнение к.
Главный угол резца в плане ср° | Коэффициент
I 30 ! 1.34
45 1 1,0
60 0.8
90 0,5
Карта 7
Выбор подач в зависимости от заданного класса
точности при точении деталей типа валов Точение
Сталь ЭИ654. Работа с охлаждением
Уточнение — отношение погрешности заготовки к погрешности обработанной де-
г .. . ’ ^38 Г тали, обусловленной упругими деформациями технологическом системы: е —
“У свет
Податливость Подача s0, мм'об
технологической • системы 0,05 | 0,07 | 0.10 | 0,12 | 0,15 | 0,20 | 0,25 ; 0,40
шсист. як 1кг Уточнение £
2,0 40.8 33,3 26,8 24,1 21 17,7 15,5 11,8
1,5 54 44 35,6 32 28 23,6 20,6 15,7
1.2 68 55,4 44,6 40 35 29,5 26 19,6
0,9 91 74 60 53 47 39 35 26
0.6 136 111 90 81 70 59 52 39
0,4 204 166 134 121 106 89 78 59
0,25 328 266 215 193 169 142 124 94
0,2 408 333 268 241 210 177 155 118
0,13 612 500 404 362 ' 316 266 233 177
0,1 816 666 536 482 421 354 310 235
Поправочный коэффициент
Главный угол в плане ср0' | Коэффициент К*
30 1,34
45 1,00
60 0,80
90 0,50
69
Карта 8
Подачи при сверлении нержавеющих, жаростойких и жаропрочных сталей. Сверла из быстрорежущей стали Сверление
Диаметр сверла D, мм Автоматические подачи Ручные подачи
Группа подач
I 11 III
Подача s0, мм.об
о 4 6 8 10 13 16 20 25 30 св. 30 0,04—0,05 0,06—0,08 0,10-0,12 0,13-0,15 0,17-0,21 0,19—0;23 0,22-0.28 0,26-0,32 0,29-0,-35 0,32-0,40 0.40-0,50 0,03-0,04 0,04-0,06 0,07-0,09 0,09-0,11 0.13—0,15 0,14—0,18 0,17-0,21 0,20-0,24 0,22-0,26 0,24-0,30 0,30-0,40 0,02-0,03 0,03-0,04 0,05-0,06 0,06-0,08 0,08-0,11 0,10—0,12 0,12-0,14 0,13-0,17 0,14-0,18 0,16—0,20 0,22—0,30 0,05 0,08 0,12 0,15 0,20 ; 0,23 0,18 0,15 ' 0,12 0,10
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диамет- рах сверла 3D 5D ID 10D 15D
Коэффициент К 1,00 0,90 0,80 0,75 0,65
Технологические факторы выбора подач I группа подач. Сверление отверстий в деталях: без допуска или с допуском до 5 класса точности; под последующую обработку сверлом, зенкером или резцом. II группа подач. Сверление отверстий в деталях средней жесткости (тонко- стенные детали коробчатой формы, тонкие выступающие части детали и т. п.). Сверление отверстий с V 4 для последующей обработки одним зенкером или дву- мя развертками. III группа подач. Сверление точных отверстий при последующей обработке развертками или для последующего нарезания резьбы метчиками. Сверление в де- талях малой жесткости и с неустойчивыми опорными поверхностями.
70
Карта 9
Подачи при зенкеровании и развертывании нержавеющих, жаростойких и жаропрочных сталей Инструмент из быстрорежущей стали Зенкерование, развертывание
Диаметр зенкера пли разверт- ки D, мм до 10 15 20 35 45
Подача при зенке- рован ии s0, мм об I группа 11 группа 0,4 0.3 0,5 0,4 0,6 0,5 0,8 0,6 1,2 0,8
Подача при развер- тывании s0, мм/об 1 группа И группа III группа 0,6 0,4 0,3 1 1,3 1,0 0,6 1 1,6 1,2 0,8 2,0 1,6 1.0
Подачи даны для случаев зенкерованвя и развертывания сквозных отверстий. При обработке глухих отверстий рекомендуются подачи в пределах 0,2— 0,5 мм!об. Примечание по группам подач: Зенкерованне: I группа подач — зенкерование без допуска; II группа подач — зенкерование под последующую обработку разверткой или под резьбу. Развертывание: I группа — предварительное черновое развертывание; 11 группа — чистовое развертывание по 3-му классу точности с чистотой об- работанной поверхности V 6—V 7; III группа — чистовое развертывание по 2 и 2а классам точности с чистотой обработанной поверхности V 7—V 8.
71
Карта 10
Скорости резания Сталь нержавеющая 2X13. Резцы с пластинками В КЗ, Т15К6. Работа с охлаждением Точение
Глубина реза- ния /, мм до Состояние материала, механические свойства
Поставки ав до 85 кг/мм2, dB=4,5—3,9 мм Термически обра- ботанная GB до 125 кг 1мм2, JB=3,9—3,3 мм Термически обработан- ная св до 140 кг мм2, dB=3,25—3,0 мм, HRC=38—44
Подача s0, мм/об до
0,2 0.6 0,8 1 0,2 1 0,6 I 0.8 | 0,2 1 0,6 1 i 0,8
Скорость резания и, м/мин
0,5 2,0 4,0 8,0 165 147 157 140 130 116 103 92 124 НО 118 105 97 87 78 69 99 88 94 84 78 70 63 55
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Поперечное точение Отношение диаметров d/D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент 1,45 1,22 1.11 ’ 1 1,05 11,00|
Растачи- вание Диаметр растачива- ния d\, мм до 20 30 50 75 200 св. 200
Коэффициент Л\/1 0,30 0,45 0*60 0.80 0,90 |1.00|
Марки материала Марка материала 2X13 и 3X13 4X13 1X13
Коэффициент А'и^ |1.00 1 0,90 1,10
Главного угла в плане Главный угол в плане <Г° 30 45-60 90
Коэффициент 1.22 I Пдхи 0,88
Периода стойкости резг цов Период стойкости Т, мин. 15 30 60 120
Коэффициент Кт V 1,27 1,12 ITooj 0,89
Состояния поверхности заготовки Поверхность Без корки По корке
Коэффициент Кп^ iTooj 0,8
Наличия, состава и спо- соба подвода охлаждаю- щей жидкости 10% эмульсия под дав- лением 10—15 атм 5И эмуль сия в сме си с 2% сульфо- фрезола Без охлаждения
1,35 1 1.001 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других технологи- ческих условий обработки приведены в карте 63.
72
Карта II
Подачи Стали нержавеющие LXI3. 2X13. 3X13. 4X13 Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Отрезка
Диаметр обработки Z). мм до Ширина резца />. мм Подача s0, мм'об 1
20 30 40 60 80 100 2—3 2—3 3-4 4—5 5-6 6-7 0,02—0,03 0.04-0,06 0,07-0,10 0,11-0.14 0,15-0,18 0.19-0,22
2. Прорезка канавок
Диаметр обработки £), мм до Ширина канавки Ь, мм
2-4 св. 4-10 св. 10-15
Подача л0. мм/об
20 30 40 св. 40 - 0,02-0.04 0,04-0,06 0.06-0,08 0,08—0,10 0,03-0.05 0,05—0,07 0,07—0.09 0,09-0,12 0,05—0,06 0,06-0,08 0.08-0,10 0,10-0,14
Г
7 3
Карта 12
Скорости резания Стали нержавеющие 1X13, 2X13. 3X13, 4X13. Отрезка и прорезка Резцы с пластинками ВК8. Работа с охлаждением
Ширина резца bt мм до Подача s0, мм/об до
2,5 4,0 6,0 9.0 15,0 0,055 0,065 0,065 0,08 0,08 0,10 0,10 0,12 0,12 0,14 0,08 0,10 0,12 0,14 0,14 0,17 0,17 0,17 0,22
Марка Состояние материала материала Скорость резания v, м/мин
1X13 2X13 <зв до 85 кг мм? 3X13 4X13 130 116 118 105 106 95 103 93 94 84 85 76 83 75 67
1X13 2X13 ав ДО 120 кг/мм2 4X13 98 87 ’ 89 79 i 80 71 77 70 71 63 64 57 62 56 50
Поправочные коэффициенты на скорость резання для измененных условий работы в зависимости от:
Отношения диаметров Отношение диаметров d/D до 0,0 1 0,3 >0,8
Коэффициент Kav ГГоо| 0,80 0,73
Периода стойкости резцов Период стойкости Т, мин. до 15 25 40 60 90
Коэффициент Кт^ 1,5 1.3 1,14 11.001 0,88
Марки материала режущей части инструмента Марка материала ре- жущей части инструмента ВК8 ВК6М
Коэффициент |1,001 1,10
Наличия Работа с охлаждением Работа без охлаждения
охлаждения 11.001 0,90
74
Карта 13
Подачи Стали нержавеющие 1X13, 2X13, 3X13, 4X13. Резцы из стали Р18. Работа с охлаждением Отрезка и прорезка
1. Отрезка
Диаметр обработки D, мм до Ширина резца Ь, мм Подача з0, мм)об
20 30 40 60 80 100 2-3 2-3 3-4 4-5 5—6 G-7 0,03-0,04 0,05-0,08 0.09-0,13 0,14-0,17 0,18-0,21 0,22—0,25
2. Прорезка канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм до
2-4 св. 4—10 св. 10—15
Подача s0, мм:об
20 30 40 св. 40 0,03—0,06 0,06-0,08 0,08-0,10 0,10-0,13 0,04—0,07 0,07-0,09 0,09-0,12 0,12-0,14 0,07—0,09 0,09—0,12 0,12-0,14 0,14-0,16
•
75
Карта 14
Скорости резания Стали нержавеющие 1X13, 2X13, 3X13, 4X13. Резцы из стали Р18. Работа с охлаждением Отрезка и прорезка
Ширина резца Ь, мм до Подача s0, мм/об до
2,5 4,0 6,5 10 15 0,030 0,045 0,065 0,09 0,12 0,045 0,065 0,09 0,12 0,17 0,09 0.12 0,17 0.12 0,17 0.24 0,24
Марка материала Состояние материала Скорость резания v, м/мин
1X13 2X13 3X13 4X13 зв до 85 кг/мм2 42.0 38,0 34,0 36,5 33.5 30,0 32.5 29,5 26,5 29,0 I 26,5 24,0 29,5 23.5 21,0
1X13 2X13 3X13 4X13 зв до 120 кг/мм2 33.5 30.5 27,5 29,5 26,5 24.0 26.0 23.5 21,0 22,0 21.0 19.0 20,5 18.5 17.0
Поправочные коэффициенты на скорость резания для измененных условии работы в зависимости от:
Отношения диаметров Отношение диаметров d<D Коэффициент 0.0 1 1.001 0,3 0,80 — 0,8 0,73
Периода стойкости резцов Период стойко- сти Т, мин. Коэффициент 20 1,35 30 1,23 45 1,11 60 1 1.001 90 0,85
Марки мате- риала режу- щей части инструмента Марка материала Р18 Р9К5
Коэффициент Яи % 11.001 1,10
76
Карта 15
Скорости резания Сталь нержавеющая 2X13, аЕ до 85 кг/мм2. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача s0, мм!об
3,0 4,0 5,0 6,5 8,0 10,0 12,5 - 16,0 20,0 24,0 30,0 38,0 0,02 0,026 0,034 0,034 0.044 0,057 0,074 0,074 0,074 0,096 0,125 0,161 0,026 0,034 0,044 0,044 0,057 0,074 0,096 0,096 0,096 0,125 0,161 0,210 / 0,034 0,044 0,057 0,057 0,074 0,096 0,125 0,125 0,125 0,161 0,210 0,270 0,044 0,057 0,074 0,074 0,096 0,125 0,161 0,161 0,161 0,210 0,270 . 0,350 0,057 0,074 0,096 0,096 0,125 0,161 0,210 0,210 0,210 0,270 0,350 0,450 0,125 0.161 0,210 0,270 0,270 0,350 0,450 0,350
Длина свер- ления /, мм до Скорость резания vr м/мин
3D 7D 10D 24,5 21.5 19,5 22 19,5. 17,5 19,5 17 15,5 1 17,5 15,5 14 1 15,5 13,5 12,5 14 12 II 12,5 11 10
Принятые периоды стойкости сверл Т. мин.
Диаметр сверления D, мм до 5 6-12 12-17 17-38
Период стойкости 7, мин. 5 10 20 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл ' Отношение фактическо- го периода стойкости к нормативному Тф/7Н 0,25 0,50 1,00 2,00 4.00
Коэффициент 1,18 1,09 1,00 0,92 0,85
Марки инструменталь- ного материала Марка материала инст- румента Р18 Р9К5; Р10К5Ф5
Коэффициент ККу 1,00 1,15
Механических свойств обрабатываемого мате- риала Механические свойства gb<85 кг1мм* ав<125 кг/мм2
Коэффициент 1,00 0,80
77
Карта 16
Скорости резания Сталь нержавеющая 2X13, ов=95—100 кг/мм2. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера ZZ мм до Глубина резания t, мм Подача s0, мм]об до
0,25 0,35 0,49 0,69 0,97 .1,35
Скорость резания и, м/мин
8 10.5 0,3-0,4 15,7 17,6 13,8 15,4 12,3 13,7 12,1 — —
13,5 23 0,4-0,6 19,8 17,0 19,5 15,5 17,4 13,6 15,3 12,2 13,6 10,7 12,0
1 - 30 0,6-0,8 — 22,2 19,8 17,4 15,9 13,7
40 0,8-1,2 — 20 • 18 15 14 12
Принятые периоды стойкости зенкеров
Диаметр зенкера D, мм 8—20 св. 20—35 св. 35-40
Период стойкости Т, мин. 24 30 50
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Отношение фактичес- кого периода стойко- сти к нормативному ^ф/ 7Н 0,64 0,8 1 1,32 1,66
Коэффициент Ktv 1,25 1,12 iTool 0,87 0,77
Глубины резания Отношение фактичес- кой глубины резания к нормативной /ф/£н 0,5 1,0 2,0 4,0
Коэффициент Ktv 1,10 11,00| 0,91 0,83
Марки и состояния материала Марка стали 2X13 1X13 4X13
Состоя- ние ма- териала Термиче- ски об- работан- ная HRC= =30—35 ав=95— 110 кг/мм* i Постав- ки rfB==4,6— 4,5 мм ав=55— 60 кг/мм* Термически обработан- ная । HRC= =30-35 ав=95— < НО кг!мм* Постав- ки *в=4,9- 4,7 мм ав.=45— 50 кг/мм* Терми- чески обрабо- танная HRC= =30-35 ав=95— ПО кг/мм2 Постав- ки dB=4,3- —4,2 мм ав=70— 72 кг/мм*
Коэффи- циент ГГоо| 1,23 1,16. 1,34 0,95 1,16
78
Карта 17
Скорости резания
Стали нержавеющие 1X13, 2X13, 4X13, <тв=95—
110 кг/мм2. Развертки из стали Р18. Работа
1 с охлаждением
Развертывание
Диаметр Глубина ‘ Подача s0, мм/об до
развертки резания 0,23 0,36 ! 0.56 0,87 | 1,35
D, мм до /, мм Скорость резания о, м/мин
8 5,5 5,0 4,3 — —
12 . - 6,1 5,6 4,9 4.4
18 0,10-0,20 6,9 6,2 5,5 5,0 4,4
27 5,9 5,3 4,8 4,2 3,7
40 — — 5,3 <8 4,2
Принятые периоды стойкости разверток Т, мин.
Диаметр развертки D. мм до
20
св. 20
Период стойкости Т, мин.
40
60
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости от:
Периода
стойкости
Отношение фактичес-
кого периода стойко-
сти к нормативному
Тф/Тн
0,5
0,75
1,0
1,5
2,0
разверток
0,62
1,62
1,00
0.76
1,22
Коэффициент КТу
Марки и • состояния материала Марка стали 2X13 1X13 4X13
Состоя- ние ма- териала Термиче- ски об- работан- ная HRC= =30-35 gb=95— 110 кг/мм* Поставки rfB=4;6— —4,5 мм <зв=55— 60 кг/мм* Термиче- ски об- работан- ная HRC= =30-- 35 %—95— 110 KzjMM^ Постав- ки dB=4,9— —4,7 мм ав=45— 50 кг/мм2 Терми- чески обрабо- танная HR.C= =30—35 ар=95— 110 кг)мм1 Постав- ки dB=4,7- —4,3 мм св=70— 72 кг/мм2
Коэффи- циент Мт, I 1,001 1,28 1,13 1,40 0,-90 1,16*
Примечание. Режимы резания, приведенные в таблице, обеспечивают по-
лучение отверстий по 3-му классу точности и с чистотой обработанной поверхно-
сти v 0— V 7. При необходимости долучения отверстий 2-го и 2а классов точно-
сти с чистотой обработанной поверхности V 7—V8 скорость резания, приведен-
ную в таблице, умножать на К=0,75.
79
Карта 18
Скорости резания Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т), ав =55—60 кг/мм2. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания t, мм до , Подача sOt мм/об до
0,8 1,4 2,6 4,6. 8,3 15 27 0,12 0,16 0,12 0,21 0,16 0,12 0,27 0,21 0,16 0,12 0,35 0,27 0,21 0,16 0,12 0,45 0,35 0,27 0,21 0,16 0,12 0,58 0,45 0,35 0,27 0,21 0,16 0,12 0,58 0,45 0,35 0,27 0,21 0,16 0,75 0,58 0,45 0,35! 0,271 0,211 0,75 0,58 0,45 0,35 0,27 1,0 0,7. 0,51 0,4‘ 0,3; 1,3 51,0 3 0,75 5 0,58 5 0,45 1,3- 1,0 0,75 0,58 1,7 1,3 1,0 0.75 1,7 1,3 1,0 2,2 1,7 1,3 2,2 1,7 2,2
Харак- тер об- работ- ки Г лав- ный угол в плане Скорость резания и. м,мин.
Про- доль- ное на- ружное точе- ние 30 45-60 90 280 232 204 250 210 185 220 183 161 197 163 144 176 146 129 157 128 из 140 116 102 125 103. 91 НО 91 80 97 80 71 87 72 64 78 65 57 69 58 51 63 52 46 57 47 41 51 42 37 46 38 34 42 34 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Харак- тера обра- ботки Попе- речное точение Отношение диамет- d ров — до 0,10 0,20 0,50 0,80 св. 0,80
4 Коэффициент Kdv 1,45 1,22 1,11 1,05 1,00
Растачи- вание Диаметр растачива- ния.мм до 20 30 50 75 200 св. 200
Коэффициент Kav 0,30 0,45 0,60 0,80 0,90 iTooj
Периода стой- кости резцов Период стойкости Т, мин. 15 30 60 120
Коэффициент 1,23 1,16 Й~00~| 0,90
Марки материала режущей части инструмента Марка материала ре- жущей части инструмента ВК8, Т15К6 Т5К10 Р18
Коэффициент 11,001 1,08 0,25
Состояния поверх- ности заготовки Поверхность Без корки По корке и сварным швам
Коэффициент Khv ГмхП 0,75
Механических свойств ав =55—60 кг/мм2, НВ = 160—170 ав = 65—75 кг/мм2, НВ = 200-220
iTooi 0,75
Наличия и спосо- ба подвода охлаж- дающей жидкости Без охлаждения 594 эмуль- сия 594 эмульсия в смеси с 294 сульфофрезола
" 0,90 П~об1 1,07
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условия обработки см. в карте 63.
80
Карта 19
Подачи Стали жаропрочные Х18Н9Т, X1811 ЮТ, 1Х18Н9Т (ЭЯ1Т), 5а =55—60 кг/мм2. Резцы с пластинками твердого сплава. Работа с охлаждением Отрезка и прорезка
1. Отрезка
Диаметр обработки D, мм до Ширина резца Ь, мм Подача $0, мм/об
15 30 50 80 120 2-3 2-3 3-4 4—5 5-7 0,05-0,07 0,07-0,09 0,08-0,13 0,11—0,16 0,13-0,16
2. П р о р е з к а канавок
Диаметр обра- ботки D, мм до Ширина канавок Ь, мм до
2—4 | св. 4—7 | св. 7
Подача $0, мм/об
50 200 500 800 1200 0,07-0,09 0,09—0,11 0,11-0,13 0,13-0,16 0,09-0,11 0,11-0,13 0,13—0,16 0,16-0,20 0,20-0,25 0,11-0,13 0,13-0,16 0,16-0,20 0,20-0,25 0,25-0,30
Карта 20
Скорости резания Стали жаропрочные Х18Н9Т, Х18Н10Т 1Х18Н9Т (ЭЯ1Т), ав =55—60 кг/мм2. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
Ширина резца д, мм до Подачи s0, мм'об до
3 4 6 8 0,07 0,10 0,05 0,07 0,10 0,14 0,07 0,10 0,14 0.20 0,10 0,14 0,20 0,28 0,14 0.20 0,28
•f Скорость резания V, м/мин
59 52 1 47 1 42 | 38
Поправочные коэффициенты на скорость резания для измененных условии работы в зависимости от:
Отношения диаметров Отношение диаметров d D Д° 0,0 0,3 0,8
Коэффициент 11.001 0,80 0,73
i Периода стойкости резцов Период стойкости Т, мин. 90 60 45 30 20.
Коэффициент К 0,9 11.001 1,08. 1,22 1Д
Марки материала .ре- жущей части инструмен- та Марка материала ре- жущей части инструмента ВК8, ТТ10К8 Т15К6 Р18
Коэффициент 11.001 0,6 0,4 '
Наличия охлаждения Работа с охлаждением Без охлаждения
11.001 0,9
6 Зак. 57
81
Карта 21
Скорости резания Стали жаропрочные Х18Н9Т, Х18Н10Т (1Х18Н9Т), 0^ = 55—60 кг/мм2, 4,7—4,5 мм. Сверла из стали Р18. ' Сверление Работа с охлаждением
Заточка Диаметр сперла D, мм до Подача $0, мм/об до
Нормаль- ная св. 2,0 до 3,0 4,2 6,0 8,5 . 12,0 17,0 0,02 . 0,024 0,029 0,024 0,029 0,(Р5 0,03.7 0,029 0,035 0,042 0,012 0,05 0,035 0,042 0,05 0,05 0,06 0,06 0,042 0,05 0,06 * 0,06 0,07 0,07 0,05 0,06 0,07 0,07 0,084 0,084 0,06 0,072 0,084 0,084 0,10 0,10 0,084 0,10 0,10 0,12 0,12 0,12 0,12 0,15 0,15 0,15 0,18 0,18 0,22 0,22 0,26
Двойная св.12,0 до 17,0 24,0 35.0 0,035 0,042 0,042 0,05 0,05 0,05 0,05 0,06 0,07 0,07 0,07 0,034 0,084 0,084 0,10 0,10 0,10 0,12 0,12 0,12 0,15 0,15 0,15 0,18 0,18 0,18 0,22 0,22 0,22 0,26 0,26 0,26 0,31 0,31 0,37 0,44
Длина сверления /, мм до Скорости резания v, м/мин
3D 4D 3D 3D 3D 10D 15D 51 43 37 31 26 22 19 43 37 31 26 22 19 16 37 31 26 22 19 16 14 31 26 22 19 16 14 12 • 26 22 19 16 14 12 10 22 19 16 14 12 10 8,6 19 16 14 12 10 8,6 7,4 16 14 12 10 8,6 7,4 6,3 14 12 10 8,6 7,4 6,3 5,4 12 10 8,6 7,4 6,3 5,4 4,6 10 8,6 7,4 6,3 5,4 4,6 3,9 8,6 7,4 6,3 5.4 4,6 3,9 7,4 6,3 5,4 4,6 3,9 6,3 5,4 4,6 3,9
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 5 6—12 12—17 17—35 Период стойкости Т, мин. ' 5 10 20 40
Поправочные коэффициенты на скорость эезания для измененных условий работы в'зависимости от:
Периода стойкости сверл Отношение фактическо- го периода стойкости к нормативному Гф;7ц Коэффициент 0,25 1,37 0,50 1,18 1,00 |1.00| 2,00 0,85 4,00 0,43 8,00 0,62
Марки инструменталь- ного материала < Марка материала инст- румента Коэффициент К|Ч, Р18 jTool Р9К5, Р10К5Ф5 1,15
Кар" i 22
Скоросам резания Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т), ав=55—60 кг/льи2, JH=4,7—4,5 л.н. Сверла из стали Р18. Работа с охлаждением. Рассверливание
Форма за- точки сверла Диаметр рассверли-. вапия D, мм до Диаметр просверлен- ного отвер- стия Подача $0, мм [об до
0,07]0,08[0,10|0,12|0,1410,17 0,200,2410,29 |(>, 35
Скорость резания v, м/мин
Нормаль- ная 2э 30 40 10—20 15-25 20-30 26,0123,0 29,0 26,0 32,0*29,0 21,0118,0 23,0 21,0 26,0123,0 16,0115,0 18,0116,0 21,0118,0 13,0(12,0 15,0 13,0 Г6,0;15,0 12,0 13,0 12,0
Двойная 25 30 40 10-20 15—25- 20-30 29,0|26,0i 32,0(29,0 36,0132,0] 23.0(21,0 26,0 23,0 29,0|26,0 18,0 21,0 23.0 16,0 18.0 21,0 15,0113,0 16,0 15,0 18.0|16.0 । 13.0 115,0 Iz 113,0
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм 17-35
Период стойкости Т, мин. 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости сверл Отношение фактического периода стойкости к норма- тивному Тф’Ти 0,25 0,5 1,0 2,0 4,0
' Коэффициент 1.56 1,25 |1 ,оо| 0,80 0,64
• Карта 23
Скорости резания Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т), вв=55—60 кг/мм'-, ав—4,7— 4,5 лж. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера D, мм до Глубина резания, мм Подачи s0, мм! об до
0,20 | 0,28 | 0.39 | 0,55 | 0,77 | 1,1
Скорость резания и, м.мин
12 21 35 40 j 0;3—0,4 0,4-0,6 О.,6—0,8 \ 0,8—1,2 18.7 21,6 15,4 17,8 19,1 12,7 . 14,7 15,8 15,0 10,8 12,4 13,4 13,0 10,3 И 10 9,2 9,0
Принятые периоды стойкости зенкеров Т, мин.
Диаметр зенкера D, мм до 20 21—35 св. 35
Период стойкости Т, мм 24 30 50
Поправочные коэффициенты на скорость резания для измененных условий работы * ' в зависимости от:
Периода стойкости зенкеров Отношение фактиче- ского периода стойкости к нормативному 7ф/Тн 0,25 0,50 1,0 2,0 3,0 4,0
Коэффициент 1,56 1,27 ГГоо~| 0,8 0,69 0,63
Глубины резания Отношение фактиче- ской глубины резания к нормативной /ф/7н 0,50 1,0 1,5 2,0
Коэффициент Ktv 1,07 11,оо |' 0,96 0,93
Наличия ' охлаждения Условия работы С охлаждением Без охлаждения
Коэффициент КОр I 1,00 | 0,8
6*
83
Карта 24
Развертывание
Скорости резания
Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т),
ав=55—60 кг/мм-, </в=4,7—4,5 мм. Развертки из стали
Р18. Работа с охлаждением
Диаметр развертки D, мм до Глубина резания t, мм Подача s0, мм’об до
0,35 0,44 0,57 0,74 0,96 1,2 1,5 2,0
Скорость резания v, м/мин
8 0,10—0,12 5,0 4,2 3,6 3,0 —- - — — —
14 0,12-0,14 5,7 4,8 4,1 3,4’ 2,9 — — —
24 0,14—0,16 — 5,7 4,8 4,0 3,4 2,9 2,4 2,0
40 0,16-0,20 — — —. 4,8 4,0 3,4 2,9 । 2,4
Принятые периоды стойкости разверток Т, мин.
Диаметр развертки D, мм
до 20
св. 20—40
Период стойкости Т, мин.
40
60
Поправочные коэффициенты на скорость резания при измененных условиях
работы в зависимости от:
Периода стойкости разверток Отношение фактиче- ского периода стойкости к нормативному 7ф/7’н 0,50 0,75 1,0 1,5 2,0 3,0
Коэффициент Кт^ 1,39 1,15 11.WI 0,83 0,72 0,6 .
Глубины резания Отношение фактиче- ской глубины резания к нормативной /ф/£н 0,75 1,0 1,5 2,0
Коэффициент Ktv 1,04 0,96 0,90
11,001
Примечание' Режимы резания, приведенные в таблице, обеспечивают по-
лучение отверстий по 3-му классу точности и с чистотой обработанной поверхно-
сти V 6—V 7. При необходимости получения отверстий 2-го и 2а классов точно- •
сти с чистотой обработанной поверхности V 7—V 8 скорость резания, приведен-
ную в таблице, умножать на /(=0,75.
84
Карта 25
Скорости резания ’ Стали жаропрочные 4Х14Н14В2М (ЭИ69), о8 =72кг/жж2; Х12Н20ТЗР (ЭИ696А, ЭИ696М), ав=85—100 кг/мм2; < 1Х21Н5Т (ЭИ811), ав=70 кг/мм2. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания /, мм до Подача s0, мм/об до
? 1,2 2,2 4,0 7,2 13,0 0,13 0,23 0,13 0,3 0,23 0,13 0,39 0,3 0,23 0,13 0,51 0,39 0,3 0,23 0,13 0,51 0,39 0,3 0,23 0,51 0,39 0,3 0,66 0,51 0,39 0,66 0,51 0,86 0,66 0,86
Марка материала Харак-I Главный тер об-1 угол в работки! плане ?° Скорость резания v> м/мин
ЭИ696А, ЭИ696М, ав=85— 100 кг 1мм2 Про- дольное наруж- ное точе- ние 30 45-60 90 80 66 58 72 59 52 63 51 45 55 45 40 49 40 35 44 36 32 39 32 28 34 28 25 30 25 22 27 22 20 25 20 18
5 ЭИ811, ав=70 кг/мм2 30 45-60 ‘90 162 133 117 145 119 105 130 106 94 116 95 84 104 85 75 93 76 67 83 68 60 74 61 54 67 55 48 60 49 43 54 44 39
v 4Х14Н14В2М (ЭИ69), □в=72 кг/ммч 30 45-60 90 132 108 95 118 97 85 102 84 74 90 74 65 80 66 58 72 59 52 63 52 46 56 46 41 50 41 36 44 36 32 39 32 28
с Поправочные коэффициенты на скорость резания для измененных условий работы р в зависимости от:
! Характе- : ра об- обработ- ки Попереч- ное течение Отношение диаметров d/D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Kdv 1,45 1,22 1,11 1,05 1,00
Растачива- ние Диаметр растачивания d, мм до 75 200 св. 200
Коэффициент Kd]v 0,80 0,90 11.001
^Периода стойкости резцов Период стойкости 7*, мин. 20 30 60 90
Коэффициент Кт~ 1,26 1,15 11.001 0,90 i
Состояния поверх- ности заготовки Поверхность Без корки По корке и сварным швом
Коэффициент Кп<о 1 |1,00| 0,75
Марки материала режущей части рез- ца (для ЭИ69) Марка материала режу- щей части резца ВК8 Т15К6
Коэффициент Khv 11.001 1 1,5
Наличия охлажде- ния 10% эмульсия под давле- нием 10—15 атм 5% эмульсия в смеси с 2% сульфофрезола Без охлажде- ния
1,35 11,001 1 * 0,90
1; > Примечание. Поправочные коэффициенты в зависимости от конструк- тивных форм, размеров и способов крепления деталей на станке и других техно- J логических условий обработки см. в карте 63.
85
Карта 26
Подачи Сталь жаропрочная 4Х14Н14В2М (ЭИ69), ая=72 кг/мм2. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
1. Отрезка
Диаметр обработки D, мм до Ширина резца Ь, мм Подача $0, мм'об
30 50 80 100 2—3 св. 3—4 св. 4—6 св. 6—8 0,04—0,06 0,06—0,08 0,08—0,12 ОДО—0,16
2. Прорезка канавок
Диаметр обработки D, мм до 2-4 Ширина канавки Ь, мм ' св.- 4—7 1 св. 7 Подача s0, мм об
30 50 100 200 св. 200 0,03—0,04 0,04—0.06 0,06-0,08 0,08—0,10 0.10-0.14 0,04-0.06 0,06 -0,08 0,08-0,10 0,10—0,12 0,12-0,16 0,06—0,08 0,08-0.10 0,10-0,12 0,12-0,15 0.15—0,20
Карта 2"
Скорости резания Сталь жаропрочная 4Х14Н14В2М (ЭИ69), ав =72 кг/мм2. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
Ширина | • резца Ь, мм | Подача s0, мм об до
3 4 6 8 . 0.04 0.05 0.04 0,05 0.07 0,04 0.05 0,07 0.10 0,05 0.07 0,10 0,14 0,07 0,10 0,14 0.20 0.10 0,14 0,20
Скорость резания и, м/мин
29 26 23 21 19 17
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диаметров d/D 0,0 0,3 0,8
Коэффициент гм 0,80 0,73
Периода стойкости резцов Период стойкости 7, мин. 90 60 45 30 20
Коэффициент КТу 0,9 П~оо1 1,08 1,22 1,36
Марки ма- териала ре- жущей ча- сти инстру- мента Марка материала режу- щей части инструмента ВК8 Т10К6Б Т15К6 Р18
Коэффициент 11,001 0,9 0,6 0,4
Наличия охлажде- ния | Работа с охлаждением | Работа без охлаждения
1 11.001 i 0,90
86
Скорости резания Сталь жаропрочная 4Х14Н14В2М (ЭИ69), ов = 72 кг/мм2, ^в=3,6—4,3 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла Z), мм до Подача s0, мм/об до
3,0 4,0 5,0 6,5 8,0 10,0 12,5 15,0 20,0 24,0 0,026 0,026 0,034 0,044 0,057 0,057 • 0,057 0,074 0,026 0,034 0,034 0,044 0,057 0,074 0,074 0,074 0,096 0,026 0,034 0,044 0,044 0,057 0,074 0,096 0,096 0,096 0,125 0,034 0,044 0,057 0,057 0,074 0,096 0,125 0,125 0,125 0,16 0,044 0,057 0,074 0,074 0,096 0,125 0,16 0,16 0,16 0,21 0,057 0,074 0,096 0,096 0,125 0,16 0,21 0,21 0,21 0,27 0,074 0,125 0,161 0,21 0,27 0,27 0,35
Длина свер- ления /. мм до Скорость резания и, м!мин
3 D 7 D 26,0 23,0 23,0 20,0 20,0 18,0 18,0 16,0 16,0 14,0 14,0 13,0 13,0 12,0
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм л<о 5 6-12 12-17 17—35
Период стойко- сти Т, мин. 5 10 20 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического периода стойкости к нор- мативному Гф/Тн 0,25 1,00 2,00 4,00 а
Коэффициент Кт^ 1,18 11,001 0,92 0,85
Марки ин- струмен- тального материала Марка материала режу- щей части инструмента Р18 Р9К5, Р10К5Ф5 1
Коэффициент П~оо~{ j 1,15
87
Карта 29
Скорости резания Сталь жаропрочная 4Х14Н14В2М (ЭИ69), dB =3,6— 4,3 мм. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера D, мм до Глубина резания t, мм Подача $0, мм/об до
0,2 0,28 0,39 0,55 0,77 1,1
Скорость резания v, м/мин
15-20 30 40 0,44-0,6 0,64-0,8 0,84-1,2 16,5 14 11 9,5 8,5 7,0
Принятые периоды стойкости зенкеров
Диаметр зенкера D, мм 20 св. 20—30 св. .30—40
Период стойкости Т, мин. 30 40 50
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Отношение фактиче- ского периода стой- кости к нормативно- му 7ф/Тн 0,25 0,50 1,0 2,0 3,0 4,0
Коэффициент KTv 1,6 1,27 ст 0,8 0,7 0,63
Глубины резания Отношение фактиче- ской глубины резания к нормативной /ф//н 0,50 1,0 1,5 2,0
Коэффициент Ktv 1,07 СТ 0,96 0,93
Наличия охлаждения Условия работы С охлаждением Без охлаждения
Коэффициент Kqv ii~ooj 0,8
88
Карта 30
Скорости резания
Сталь жаропрочная 1X17Н2 (ЭИ268), ов =80—95 кг/мм*,
d3 =3,8—3,6 мм. Резцы с пластинками ВК8. Работа
с охлаждением
Точение
Глубина
резания
t, мм до
Подача s0, мм 1об до
0,5
0,9
1,6
2,9
5,2
9,5
17,0
0,068
0,045
0Л05
0.068
0,045
0,16
0,105
0,068
0,25
0,16 10,25.
0,1050,16 0,25
0,068 0,105 0.16
0.105
0.29
0,25
0,16
0,29
0.25
0,16
0.33
0,29
0,25
0,16
0,33
0.29
0,25
0,38
0,33
0,29
0,38
0,33
0.43
0,38
0,43
0,50
Н
Главный
угол в
плане <р°
Скорость резания v, м/мин
1 Э( эон 30 290 260 230 206 185 165 146 128 115 101 85 79 67 54 45
ЮЛЬ ЖН( ние 45-60 237 213 189 169 151 135 120 105 94 83 75 65 55 44 37
- °-- о 90 207 187 166 149 133 119 106 92 83 73 62 57- 48 39 32
Е я н
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от:
Характера / обработки Попереч- ное точение Отношение диа- d метров — до Коэффициент Kdtv 0,10 1,45 0,20 1,22 0,50 1,11 0,80 1,05 св. 0,80 II, 00|
Растачи- вание Диаметр растачи- вания d3, мм до Коэффициент Kd 20 0,30 30 0,45 50 0,60 75 0,80 200 0,90 св.200 |1.00|
Периода резцов стойкости 20 1.44 • 30 1,26’ 40 I,14 60 П.оо| 85 0,89
ав=80—95 кг/мм2,
dB=3,8—3,6 мм
ITooi
4=110-130 кг\мм*,
д?в=3,4-3,15 мм
0,75
Механических
свойств
Наличия, . состава и
способа подвода охлаж-
дающей жидкости
10 % эмульсия под
давлением
10—15 атм
1,35
5% эмульсия в смеси
с 2% сульфофрезола
|Ш| ••
Без охлаж-
дение
0,90
Состояния поверхно-
сти заготовки
Без корки
|ОС|
По кор|>е
0,75
Примечание. Поправочные коэффициенты в зависимости от конструк-
тивных форм, размеров и способов крепления деталей на станке и других техно-
логических условий обработки см. в карте 63.
Карта 31
Скорости резания Сталь жаропрочная 13Х14НВФРА (ЭИ736), ов=95— 120 кг/мм2, dB =3,3—3,6 мм. Резцы с пластинками Т15К6. Работа с охлаждением Точение
Глубина ре- зания t, мм до Подача s0, мм/об до
0,5 1,1 2,4 5,3 11,5 0,056 0,09 0,056 0,14 0,09 0,056 0,23 0,14 0,09 0,056 0,37 0,23 0,14 0,09 0,056 0,41 0,37 0,23 0,14 0,09 0,45 0,41 0,37 0,23 0,14 0,50' 0,45 0,41 ' 0,37 0,23 0,56 0,50 0,45 0,41 0,37 0,62 0,56 0,50 0,45 0,41 •0,69 0,62 0,56 0,50 0,45 0,77 0,69 0,62 0,56 0,50 0,85 0,77 0,69 0,62 0,56 0,85 0,77 0,69 0,62 0,85 0,77 0,69 0,85 0,77 0,85
Харак- тер обра- ботки Глав- ный угол в план е г-° Скорость резания и, м/мин
Про- доль- ное на- ружное точе- ние 30 45—60 90 207 170 150 184 151 133 164 135 119 147 121 .106 ‘ 130 107 94 115 95 84 103 84 74 90 75 66 80 66 58 71 58 51 63 52 46 57 47 41 51 42 37 46 38 33 41 34 30 37 31 27 34 28 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Харак- тера обра- ботки Попереч- ное точение Отношение диаметров d ~D Д° Коэффициент Kjv 0,10 1,45 • 0,20 | 1,22 I 0,50 1,11 • 0,80 1,05 св. 0,80 !i~wi
Растачи- вание Диаметр растачивания d\, мм до Коэффициент A'j. 60-75 0,80 200 0,90 св, 210 iTopj
Периода стой- кости резцов Период стойкости Т, мин. Коэффициент Кту 30 1,25 45 1,10 60 iTooi 75 0,89
Состояния . по- : верхности заго- товки Поверхность Коэффициент Кп<п Без корки 1 По корке и свар- ным швам 0,75
Механических свойств матери- ала Механические свойства материала Коэффициент Кму ав=70—90 кг/мм2 4,3—3,65 мм 1,23 ав=95—120 кг/мм2 £/в=3,6—3,3 мм га
Наличия, состава и способа подви- да охлаждающей жидкости 5% эмульсия в смеси с 2% сульфофрезола iTooi Без охлаждения 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. в карте 63.
90
Карта 32
Подачи Стали жаропрочные 13Х14НВФРА (ЭИ736), gb =95—120 кг/мм2\ 1Х17Н2, св = 80—95 кг/мм2. Резиы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. 0 т р е з к а
Диаметр обработки D, мм до Ширина резца Ь, мм 1 Подача s0, мм [об
30 50 80 100 2-3 св. 3—4 св. 4—6 св. 6—8 0,05-0,07 0,07-0,09 0,08-0,12 0.10-0,16
2. Прорезка канавок
Диаметр обработки D. мм до х Ширина канавки Ь, мм
2-4 св. 4- -7 св. 7
Подача $0, MMlOO
50 200 500 св.500 0,05—0.07 0,07-0,09 0.10-0,12 0,13-0,15 0,05—0,08 0,10—0,12 0,12-0,14 0.15-0.20 0.09-0,11 0,12-0,14 0,15—0.18 0.18—0,20
Карта 33
Скорости резания Стали жаропрочные 13Х14НВФРА (ЭИ736), ав=95—120 кг/мм\ 1Х17Н2 (ЭИ268), ав=80—95 кг/мм2. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
Ширина резца Ь, мм до Подача s0, мм!об до
3 4 6 8 0,05 0,07 0,05 0,07 0.10 0,05 0.07 0,10 0,14 0,07 0,10 0,14 0,20 0.10 0,14 0,20
Скорость резания v. м мин
36 33 | 29 | 26 | 23
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диамётров Отношение диаметров diD 1 0.0 0,3 J >0,8
Коэффициент К^ П~об] 0.80 0,73
Периода стой- кости резцов Период стойкости Г, мин. 90 60 45 | 30 20
Коэффициент KTv 0,9 ГГоо| 1 1,08 ‘ 1,2 1,36
Марки материала режущей части инструмента Марка материала режущей части инструмента ВК8 Р18
Коэффициент1 П~оо| 0,40
Наличия охлаждения Работа с охлаждением Работа без охлаждения
ITooj 0,9
91
карта 34
Скорости резания Сталь жаропрочная 1Х17Н2 (ЭИ268), ав =--80—95 кг/мм*, -3,8—3,6 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача $0, мм/об до
3 4 6 8 12 16 23 32 0,020 0,024 0,024 0,028 0,033 0,028 0,033 0,039 0,033 0,039 0,046 0,039 0,046 0,054 0,016 0.046 0,054 0,064 0,054 0,064 0,057 0,054 0,064 0,075 0,064 0,075 0,067 0,061 0,072 0,064 0,075 0,09 0,075 0,09 0,079 0,072 0,085 0,075 0,09 0,10 0,09 0,10 0,093 0,085 0,10 0,09 0,10 0,12 0,10 0,12 0,11 0,10 0,12 0,12 0,14 0,12 0,14 0,13 0,12 0,14 0,17 0,14 0,17 0,15 0,14 0,16 0,17 0,20 0,18 0,16 0,19 0,20 0,24 0,21 0,19 0,22 0,25 0,22 0,26 0,29 0,26 0,31 0,31 0,37 0,44
Длина сверления /, мм до Скорость резания v, м/мин
3D 7D . 10D 15D 38 34 31 25 34 31 27 22 31 27 24 20 27 24 21 17,5 24 21 19 16 21 19 17 14 19 17 15 12 17 15 13 11 15 13 12 10 13 12 11 8,5 12 11 9 8 11 9 8 7 О 30 8 7,5 6,7 5,5 7,5 6,7 6,0 5,0 6,7 6,0 5,4 4,5 6,0 5,4 4,8 4,0 5,8 4,9 4,4 3,6
Принятые периоды стойкости сверл Л мин.
Диаметр сверла, D мм до 5 6—12 Период стойкости Г, мин . 5 10 12-17 20 17-35 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического периода стой- кости к нормативному Тф1Тн 0,5 0,75 1,00 1,5 * 2 3
Коэффициент К rv 1,21 1,08 га 0,90 0,83 0,74
Марки инструменталь- ного материала Марка материала инструмента | Р18 Р9К5, Р10К5Ф5
Коэффициент K»v га 1,15
Карта 35
Скорости резания Сталь жаропрочная 13Х14НВФРА (ЭИ736), ов =95—120 кг/мм2, */в = 3,3—3,6 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача So, мм/об до
. 3,0 4,3 6,3 9,0 13,0 19,0 27,5 0,02 0,024 0,024 0,03 0,03 0,036 0,036 0,044 0,03 0,044 0,054 0,036 0,044 0,054 0,066 0,044 0,054 0,066 0,066 0,08 0,054 0,066 0,08 0,054 1 0,066 0,08 0,10 0,066 0,08 0,10 0,12 . 0,08 I 0,066 0,10 0,12 0,15 0,10 0,08 0,12 0,15 0,18 0,12 0,10 0,23 0,15 0,12 0,18 0,15 0,23 0,18 0,28 0,23
Механические свойства материала Длина сверления /, мм до j- Скорость резания v, м/мин
dB=4,3—3,6 3D 7D 10D 35 31 27,6 31 27,6 25 27,6 25 22 25 22 19,6 22 19,6 17,7 19,6 17,7 15,6 17,7 15,6 14 15,6 14 12,5 14 12,5 11,0 12,5 11,0 ю 11,0 10,0 9 10 9 8 9 8 7 8 7 . 6.3 7,5 6,5 6,0
rfa=3,5—3,2 3D 7D 10D 24,7 22 19,6 22 19,6 17,7 19,6 17,7 15,6 17,7 15,6 14 15,6 14 12,5 14 12,5 11 12,5 И 10 11 10 9 10 9 8 9 8 7 8 7 6,3 7 6,3 5,6 6,3 5,6 5,0 5,6 1 5,0 I 4,5 5,0 4,5 4,0
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до Период стойкости Т, мин. 5 5 св. 5-12 10 12—17 20 17-35 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического периода стойкости к нор- мативному Гф/.ГН 0,60 0,75 1,00 1,40 2,00
Коэффициент Krv | 1.25 | 1,13 11.001 | 0,86 | 0,74
Марки инструменталь- ного материала • 1 ""*• 1 • 1. ",'2ДИЯ I Марка материала инструмента Р18 Р9К5, Р10К5Ф5
1 Коэффициент K»v \ 11 11,1 1 - " -У-'Л ПДЮ] | 1.15
о
Карта 36
Скорости резания Сталь жаропрочная 13Х14НВФРА (ЭИ736), 95—120 кг/мм2, =3,3—3,6 лиг Развертки из стали Р18. Работа с охлаждением Развертывание
Диаметр развертки D, мм до Глубина резания /, мм Подача $0, мм/об до
6,5 12 0,10-0,2 0,30 0,32 0,32 0,35 0,35 0,39 0,39 0,43 0,43 0,47 0,47 0,52 0,52 0,57 0,57 0,63 1 0,63 I 0,69 0,77 0,83 0,93 1,03 1
22 40 0, 2-0,3 0,35 0,30 0,39 0,32 0,43 0,35 0,47 0,39 0,52 0,43 0,57 0,47 0,03 0,52 0,69 0,57 0,77 0,63 0,84 0,69 0,93 0,77 1,03 0,84 1.3 0,93 1,25| 1,03 1,38 1,13 1,52 1,25 1,67 1,38 1,52 ..67 1,84 2,00
Скорость резания и, м/мин
16,0 14 13 12 11,0 10,0 9,0 8,0 7,0 6,2 •J , и 4,9 j 4,4 3,9 | 3,5 3,0 2,8 2,5 2,2 2,0 j 1.S
Принятые периоды стойкости разверток Т, мин.
Диаметр развертки D, мм до | 20 | св. 20—40
Период стойкости 7, мин. | 40 60
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости разверток Отношение фактического периода стойкости к нормативному 7ф/71 , 0,5 | 0,75 1,0 | 1.5 | 2,0
Коэффициент 1,62 I 1.22 | га | 0,76 0,62
Глубины резания Фак. теска я глубина резания t, мм 0,045 | 0,06 | 0,10 1 0,13 0,20
Коэффициент Ktv 1,23 1 ’.13 1 га 0,89 | | ~0,79
Примечание. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по 3-му классу точности и с чистотой обработанной поверхности v 6—v 7. При необходимости получения отверстий по 2-му и 2а классам точности с чистотой обработанной поверхности v 7—v 8 скорость резания, приведенную в таблице, умножать па Я=0,75.
Карта 37
Скорости резания Стали жаропрочные ?‘31118 (ЭИ417), ЗХ191г9МВБТ (ЭИ572) и ЭИ4О5, зв —60—62 кг/мм2, мм. Резцы с пластинками ВК8. Работа с охлаждением Т очение 1 .1
Глубина резания t, мм до Подача so, мм>об до
0,8 1,5 2,7 5,0 8,0 0,11 0,14 0,11 0,17 0,14 о.п 0,20 0,17 0,14 о.и ’ 1 0,24 0,23к),3“ 0,20 O,24l<),28 0,170,20 ,24 0,14 0,1710,20 0,11Ю, 1410.17 0.35 0,28 0.24 0.20| о,4: 0,3/ 0,2v 0,24 2 5 0,42 ( *0,35 ( 1!0,28 ( ),5 ),42 ),35 0.5 0,42 ♦ 0,6 0,5 0,72 0,6 0,72
Марка стали Характер обработки Главный угол в плане Скорость резания v, м'мин
Х23Н18 (ЭИ417) Продольное на- ружное точение 30 45-60 90 230 191 167 192 166 145 179 147 129 162 132 116 145 128 119|105 104| 93 112 9< 82 > 97 1 80 > 70 81 71 б: 6 76 D 63 2 55 66 55 48 61 50 44 54 1 44 39 48 40 35 i 43 35 | 30
ЗХ19Н9МВБТ (ЭИ572), ЭИ405 30 45-60 90 116 95 84 101 83 73 89 73 64 81 67 58 72 59 52 64 52 46 5( 4С 41 > 49 > 39 35 4; з< 3 3 38 5 31 1 28 33 27 24 31 2с 22 27 > 22 ! 20 24 20 17 22 17 16
Поправочные коэффициенты на скорость резания для измененных условий работы д зависимости от:
Характера обработки Поперечное точение Отношение диаметров d — до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Kdv 1,45 1,22 1.11 1,05 11.001
Растачи- 1 । вание Диаметр растачивания d\, мм до 50—75 200 св. 200
Коэффициент Kdlv 0,80 0,90 . |1,001
Периода стойкости резцов Период стойкости Т, мин. . . 15 20 30' 45 60
Коэффициент Кту 1,56 1,42 1,26 1,11 П~оЙ
Состояния поверхности заготовки 1 Поверхность Без корки По корке и свар- ных! швам
Коэффициент Knv га 0,80
Наличия, состава и способа подвода охлаж- дающей жидкости 10% эмульсия под дав- лением 10—15 атм 5^ эмуль- сия в смеси с 2% суль- фофрезола Без охлаждения
1,35 0,90
Примечание. Поправочные коэффициенты в зависимости от конструк- тивных форм, размеров и способов крепления деталей на станке и других техно- логических условий обработки см. в карте 63.
95
Карта 38
Скорости резания Сталь жаропрочная Х23Н18 (ЭИ417), св = 62 кг/мм2* </й~4,5 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача $0, мм/об до
5,0 6,0 7,2 8,6 10,3 12,4 15,0 18,0 21,6 0,043 0,05 0,05 0,06 0,07 0,08 0,08 0,09 0,08 0,05 0,06 0,06 0,07 0,08 0,09 0,09 0,10 0,09 0,06 0,07 0,07 0,08 0,09 0,10 0,10 0,115 0,1 0,07 0,08 0,08 0,09 0,10 0,115 1 0,115 0,13 0,115 0,08 0,09 0,09 0,10 0,115 0,13 0,13 0,145 0,13 0,09 0,10 0,10 0,115 0,13 0,145 0.145 0,18 0,145 0,10 0,115 0,115 0,13 0,145 0,18 0,18 0,21 0,18 0,115 0,13 ' 0,13 0,145 0,18 0,21 0,21 0,24 0,21 0,13 0,145 0,145 0,18 0,21 0,24 0,24 0,28 0,24 0,145 0,18 0,18 0,21 0,24 0,28 0,28 0,32 0,28 0,18 0,21 0,21 0,24 0,28 0,32 0,32 0,32
Длина сверления /, Мм до Скорость резания и, м/мим до
3D 7 D 10 D 20,5 18,5 16,5 18,5 16,5 15,0 16,5 15,0 13,5 15,0 13,5 12,3 13,5 12,3 11,2 12,3 11,2 10,5 11,2 10,5 9,0 10,5 9,0 8,2 9,0 8,2 7,4 8,2 7,4 6,6 7,4 6,6 6,0
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 6 6,1-12 12,2-17 св. 17
Период стойкости Г, ми и. 5 8 14 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактическо- го периода стойкости к нормативному Тф/Тн 0,25 0,50 1,00 2,00 4,00
Коэффициент К 1,43 1,20 11.001 0,83 0,70
Марки инструменталь- ного материала Марка материала "инст- румента Р18 Р9К5, Р10К5Ф5
Коэффициент ГПкТ| 1,15
96
Карта 39
Скорости резания Сталь жаропрочная Х23Н18 (ЭИ417), с8 = 60—62 кг/жлс2, , rfB = 4,5 мм. Зенкеры из стали Р18. Работа с охлаждением Зенкероеание
Диаметр зенкера D, мм до Глубина резания мм Подача $0, мм/об до
0,20 0,30 0,40 0,55 0,80 1,10
Скорость резания v, м/мин
15—20 30 40 0,4-0,6 0,6-0,8 0,8-1,2 18,5 15,5 12,5 10,7 9,3 7,5
Принятые периоды стойкости зенкеров Т, мин.
Диаметр зенкера Z), мм 20 св. 20—30 св. 30—40
Период стойкости Т, мин. 30 40 50
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Отношение фактическо- го периода стойкости к нормативному Тф/Тп 0,25 0,50 1,0 2,0 3,0 4,0
Коэффициент .Кт 1,6 1,27 11,00 | 0,8 0,7 0,63
Глубины резания Отношение фактиче- ской глубины резания к нормативной /ф//н 0,50 1,0 2,0
Коэффициент Ktv 1,07 ГПоо| 0.93
Наличия охлаждения Условия работы С охлаждением Без рхдд^дения
Коэффициент Kqv ~| 0,8
7 Зак. 57
97
Карта 40
Скорости резания
Сталь теплостойкая 20ХЗМВФ (ЭИ415), НВ> 260.
Резцы с пластинками Т5КЮ. Работа с охлаждением
Точение
Глубина
резания
t, мм до
Подача s0, мм/об до
1,0 1,5 2,2 3,5 5,0 7,5 11,0 16,5 25,0 0,1 0,13 0,1 0,17 0,13 0,22 0,17 0,13 0,29 0,22 0,17 0,13 0,38 0.29 0,22 0,17 0,49 0,38 0.29 0,22 0,17 0,64 0,49 0,38 0.29 0,22 0,17 0,83 0,64 0,49 0,38 0,29 0,22 0,83 0,64 0,49 0,38 0,29 0.22 0,83 0,64 0,49 0.38 0.29 0,22 1.1 0,83 0,64 0,49 0,38 0,29 0,22 1,1 0,83 0,64 0.49 0,38 0,29 1,1 0,83 0.64 0.49 0,38 1,4 1.1 0,83 0,64 0,49 1.4 1,1 0,83 0,64 1.8 1.4 1.1 0.83 1,8 1.4 1,1 1.8 1,4 1,8
X арактер обра- ботки Г дан- ный угол в "плане ?° Скорость резания v, м/мин
Продоль- ное на- ружное точение 30 45-60 90 314 258 227 285 234 205 255 210 181 230 189 166 205 170 150 185 152 134 166 137 121 150 124 109 135 111 97 121 100 88 109 90 80 98 81 71 90 74 65 80 66 58 73 60 53 67 55 48 60 50 44 54 45 40 49 44 40 36 35 32
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости от:
Характера обработки Поперечное точение Отношение диаметров d/D до 0,10 0,20 0,50 0,80 св. 0,8)
Коэффициент 1,45 1,22 1,11 1,05 1 .со
Растачива- ' ние Диаметр растачивания мм до 50-75 200 | св. 200
Коэффициент Kd, 0,8 0,9 1,00
Периода стойкости резцов Период стойкости 7, мин. 10 25 60 120
Коэффициент KTv 1,24 1,11 1,00 С, 92
Механических свойств материала Механические свойства НВ>260 _ 1 НВ=160—170
Коэффициент Kmv 1,00 1,33
Марки материала ре- жущей части резца Марка материала ре- жущей части резца Черновое точение Получистовое и чистовое гонение Т15К6
Т5К10 | ВК8 1
Коэффициент 1,00 0,70 1,4
Состояния поверхности заготовки Поверхность Бёз корки По корке и свар- ным швам
Коэффициент Knv 1,00 0,75
Наличия охлаждения 5И-ная эмульсия Без охлаждения
1,00 0,9
98
Карта 41
Подачи Стали жаропрочные 20X3,. 1ВФ (ЭИ415), гв=90 кг/жж2; 12ХМВФ, НВ —131; 15Х1М1ФК1Р (П1). НВ=212. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подачи при отрезке
Диаметр обработки О, мм до Ширина резца Ь, мм Подача $0, мм1об
30 2-3 0,05-0,08
50 св. 3—4 0,06-0,09
80 св. 4—6 0,08-0,14
120* св. 6—8 0,10—0,18
2. Выбор подачи при прорезке канавок
Диаметр, обработки Оу мм до Ширина, канавок Ь, мм до
2-4 св. 4—8 св. 8
Подача s0, мм/об
100 200 500 800 1200 0,07-0,10 0,08-0,11 0,10-0,14 0,12-0,16 0,09-0,12 0,10-0,14 0,12—0,18 0,15-0,20 0,20-0,25 0,10-0,13 ' 0,13-0,16 0,15-0,20 0,20-0,25 0,25-0,30
7*
99
Карта 42
Скорости резания Стали жаропрочные 20ХЗМВФ (ЭИ415), ав=90 кг/мм?', 12ХМФ, НВ = 131; 15Х1М1ФК1Р, НВ=212. Резцы с пластинками твердого сплава ВК8. Работа с охлаждением Отрезка и прорезка
Ширина резца Ь, мм до Подача so, мм/об до
3 4 5,5 7,5 10 14 18 о,п 0,085 0,11 0,14 0,065 0,085 0,11 0,14 0,18 0,05 0,065 0,085 о,н 0,14 0,18 0,23 0,065 0,085 0,11 0,14 0,18 0,23 0,30 0,085 о,п 0,14 0,18 0,23 0,30 0,11 0,14 0,18 0,23 0,30 0,18 0,23
Марки сталей Скорость резания v, м/мин
20ХЗМВФ (ЭИ415) 15Х1М1ФК1Р (П1> 12ХМФ 53 66 83 47 60 75 42 55 69 38 50 62 34 44 55 30 38 48 27 34 44 24 30 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диамет- ров diD до 0,0 0,3 >0,8
. Коэффициент Kd^ | 1,001 0,80 0,73
Периода стой- кости резцов Период стойкости Г, мин. 20 30 45 60 90
Коэффициент Кт 1 “U 1,60 1,35 1,13 ГПоб| 0,85
Марки материала режущей части инструмента Марка материала режущей части инст- румента ВК8 ТТ10К8Б Т15К6 Р18
Коэффициент Г 1,00 | 0,9 0,6 0,4
Наличия охлаждения Работа с охлаждением Работа без охлаждения
|ТЖ| 0,9
100
Карта 43
Скорости резания Сталь теплостойкая 2СХ°МВФ (ЭИ415), НВ= 300—320. Сверла из стали Р18. Работа о охлаждением Сверление
Диаметр сверла £>, мм до Подача, $о мм/об до
3,0 3,7 4,5 5,5 6,6 8,0 9,8 12 15 18 22 27 0,04 0,04 0,05 0,063 0,05 0,063 0,05 0,063 0,03 0,04 0,05 0,04 0,05 0,063 0,078 0,063 0,078 0,063 0,078 0,03 0,04 0,05 0,063 0,05 0,063 0,078 0,098 0,078 0,098 0,078 0,098 0,04 0,05 0,063 0,078 0,063 0,078 0,098 0,12 0,098 0,12 0,098 0,12 0,05 0,063 0,078 0,098 0,078 0,098 0,12 0,15 0,12 0,15 0,12 0,15 0,063 0,078 0,098 0,12 0,098 0,12 0,15 0,19 0,15 0,19 0,15 0,19 0,12 0,15 0,19 0,24 0,19 0,24 0,19 0,24 0,24 0,24 i
Длина сверле- ния Z, мм до Скорости резания v, м/мин
3D 7 D 10 D 24 21 18,8 21 18,8 16,8 18,8 16,8 15,0 16,8 15,0 13,4 15,0 13,4 12,0 13,4 12,0 10,8 12,0 10, *8 9,7 10,8 9,7 8,7
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до Период стойкости Г, мин. 5 5 5—12 10 12-1 20 7 17-35 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического периода стойкости к нормативному 7ф/Ти 0,5 1,00 2,0 4,0
Коэффициент Кт? 1,26 ГГоо] 0,8 0,64
101
Карта 44
Скорости резания Сталь жаропрочная 4Х12Н8Г8МФБ (ЭИ481), НВ>260. Резцы с пластинками ВК8, T5KW. Работа с охлаждением । Точение
Глубина реза- ния t, мм до Подача s0, мм!об до
1,0 1.6 2,9 5,2 10,0 20,0 . 0,13 0,17 0,13 0,22 0,17 0,13 0,29 0,22 0,17 0,13 0,37 0,29! 0,22 0,17 0,13 0,48 0,37 0,29 0,22 0,17 0,13 0,62 0.48 0,37 0,29 0,22 0,17 0,81 0,62 0,48 0,37 0,29 0,22 0,81 0,62 0,48 0,37 0,29 1.1 0,81 0.62 0,48 0,37 1,1 0,81 0,62 0,48 1.4 1,1 0,81 0,62 1,4 1,1 0,81 1.4 U 1,8 1,4 1,8
Характер обработ- ки Главный угол в плане о° Скорость резания v, м'мин
Продоль- ное на- ружное точение 30 45-60 90 140 115 100 124 102 90 по 91 80 97 79 70 87 71 63 77 63 55 67 55 49’ 59 49 44 54 44 39 48 39 34 42 34 30 37 30 27 33 27 24 29 24 21 26 21 19 23 19 17
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Попереч- ное точение Отношение диамет- ров d D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Kd^ 1,45 1,22 1,11 1,05 11.001
Растачи- вание Диаметр растачива- ния мм до 60-75 . 200 св. 200
Коэффициент Kd 0,80 0,90 11 00»
Периода стойко- сти резцов Периода стойкости Г, мин. 10 25 60 120
Коэффициент К 1,25 1,12 11.001 I 0,90
Состояния поверх- ности заготовки Поверхность Без корки По корке и свар- ным швам
Коэффициент 11,00| 0,75
Наличия, состава и способа подвода ох- лаждающей жидко- сти 5%-ная эмульсия в смеси с 2% сульфофрезола Без охлаждение
11.001 9,90
/Марки материала режущей части ин- струмента ВК8, Т5К10 (черновое точение) Т15К6 (получистовое, чистовое точение)
] 1,00 |- 1,3
Механических свойств материала Механические свой- ства НВ >260 1 4 В 220-260 НВ=200—220
Коэффициент ГПоо| 1,1 1,3
Примечание. Поправочные коэффициенты в зависимости от конструк- тивных форм, размеров и способов крепления деталей на станке и других техно- логических условий обработки см. в карте 63.
102
Карта 45
Подачи и скорости резания Сталь жаропрочная’ 4X12118Г8МФБ (ЭИ48’), ав==90—105 кг!мм:, JB=3,75—3,45 мм. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подачи при отрезке
Диаметр обработки D, мм до Ширина резца 6, мм Подача s0, мм/об
30 50 80 100 2-3 3—4 4-5 5-7 0,02-0,04 0,05-0,08 0,09-0,12 0,12-0,16
5 2. Выбор подачи при прорезке канавок
Диаметр обработки Z>, мм до Ширина канавки Ь, мм
2—4 св. 4—10 св. 10-16
Подача $0, мм'об
50 200 500 1000 0,02—0,05 0,05-0,08 0,08-0,10 0,10-0,15 0,03—0,08 0,08—0,10 0,10-0,15 0,15-0,20 О О О О о 5 о ОО 11)1 о о о о to N3 кл СП О СИ О
3. Скорости резания
Подача s0, мм/об до
0,02 0,032 0,051 0,082 0,13 0,20 0,27
Скорость резания v, м/мин
76 71 62 56 47 44 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости резцов Период стойко- сти Г, мин. 9 13 20 30 45 70
Коэффициент 1,40 1,26 1,12 0,89 0,79
Отношения диаметров Отношение диа- метров d!D до ' 0,0 0,3 >0,8
Коэффициент Kdto 11.001 0,80 0,73
Наличия охла- ждения Работа с охлаждением Работа без охлаждения
р.001 0,90
103
Карта 46
Скорости резания Сталь жаропрочная 4Х12Н8Г8МФБ (ЭИ481), НВ = 260, аэ=90—105 к.г/мм?, dn = 3,75—3,45 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача s0, мм'об до
3,0 4,5 6,7 10,0 15,0 22.0 0,05 0,058 0,05 0,058 0,058 0,067 0,058 0,067 0,067 0,077 0,067 0,077 0,067 0,077 0,089 0,077 0,089 0,077 0,077 0,089 0,10 0,089 0,10 0,089 0,089 0,10 0,10 0,12 0,10 0,10 0,12 0,14 0,12 0,12 0,14 0,16 ( 0,14 ( 0,14 ( ),18 ), 16 ),16 0,21 0,18 0,18 0,21 0,21 0,24 0,24 0,28 0,28 0,32
Длина сверления Z, мм до Скорость резания v, м;мин
3D 7 D 23 20 20 18 18 16 16 14,0 14 12,5 12,5 11 И 10 10 9 9 8 8 7 7 6,2 6,2 5,5 5,5 4,9 4,9 4.3
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 5 6—12 12—17 17-35
Период стойкости Т, мин. 5 10 20 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости сверл Отношение факти- ческого периода стой- кости к нормативному ТФ1ТН 0,5 1,0 1,5 2,0 3,0 5,0
Коэффициент 1,19 П-001 0,91 0,84 0,76 0,62
Марки инстру- ментального ма- териала Марка материала инструмента PI8 Р9К5, Р10К5Ф5
Коэффициент | 1.и0| 1,15
104
Карта 47
Скорости резания Сталь жаропрочная ЭИ654, сгв — 73 кг/мм2^ rfH = 4,0—4,2 мм. Резцы с пластинками ВК6М. Работа е охлаждением Точение
Глубина резания t, мм до Подача s0, до
1,9 2,0 ' 4,0 8,0 0,04 0,08 0,04 0,16 0,08 0,04 0,31 0,16 0,08 0,04 0,31 0,16 0,08 0,43 0,31 0,16 0,43 0,31 0,43 0,6
Характер обработки Главный угол в плане tp° Скорость резания V, м1мин
Продоль- ное наруж- ное точе- ние 30 45—60 90 91 75 66 84 69 61 77 63 53 71 58 51 63 52 46 57 47 41 52 43 38 48 39 34 44 36 32
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Попереч- ное точенне Отношение диаметров dlD до 0J0 0,20 0,50 0,80 св. 0,80
Коэффициент 1,45 1,22 1,11 1,05 П.Ф.1
Растачи- I вание Диаметр растачивания di. мм до 20--30 50 75 200 св. 200
Коэффициент Kdi v 0,45 0,60 0,80 0,90 П ,оо 1
Периода стойкости резцов Период стойкости Т, мин. 20 30 40 60 90
Коэффициент KTv 1,48 !>28 1,16 |1,(Ю| 0,87
Абарки твердого сплава < Марка твердого сплава ВК8 ВК6М, ВМ8 Т15К6
Коэффициент К и,, 0,92 |1,0&| 1,20
Состояния поверхности заготовки Поверхность Без корки По корке и сварным швам
Коэффициент ЩхП 0,80 "
Наличия, состава и способа подвода охлаж- дающей жидкости 10%-ная эмульсия Распыленная эмульсия, подвод С]Ш>ХУ без охлажде- ния
П.001 1,12 0,9
Примечание. Поправочные коэффициенты в зависимости от конструк- тивных форм, размеров и способов крепления деталей иа станке и других техно- логических условий обработки см. в карте 63.
105
Карта 48
Подачи и скорости резания Сталь жаропрочная ЭИ654, ав=73 кг/мм2; d3 — 4—4,2 мм. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
/ 1. Выбор подачи при отрезке
Диаметр обработки D, мм до Ширина резца &, мм Подача so, мм/об
15 30 50 80 100 2-3 2-3 3—4 Ч—5 5-г-7 0,02-0,05 0,03—0,09 0,05—0,11 0,09-0,13 0,11-0,15
2. Выбор подачи при прорезке канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм
2-4 св. 4—7 св. 7—16 | св. 16-22
Подача s0, мм/об
50 200 500 800 1200 0,02—0,03 0,03—0,04 0,04-0,06 0,06-0,08 0,08—0,10 о о о о о о о о о О со О 4^ СО 1 1 1 1 1 о о> о о о '° О С'1 О со Q 0,04-0,06 0,06—0,08 0,08—0,10 0,10—0,15 0,15—0,20 0,06—0,08 0,08-0,10 0,10-0,15 0,15—0,20 0,20-0,28
3. Скорость резания
Подача $0, мм/об до
0,02’ | 0,03 | 0,05 | 0,09 | 0,17 | 0,3
Скорость резания v, м/мин
48 | 42 • | 37,4 | 34 | 30 | 27
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение d/D до 0,0 0,3 0,8
Коэффициент Kd ! 1,00 1 0,8 0,75
Периода стой- кости резцов Период стойкости Т, мин. 14 20 30 45 65
Коэффициент Кт<ц 1,26 1,13 iToo'i 0,88 0,79
Наличия ох- лаждения Работа с охлаждением Работа без охлаждения
1,00 | 0,90
106
Карта 49
Скорости резания Сталь жаропрочная ЭИ654, сн=73 кг/мм?, rfK=4—4,2 мм. Сверла с пластинками ВК6. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача $0, мм/об до
8 11 15 20 0,012 0,021 0,012 0,021 0,021 0,035 0,021 0,035 0,035 0,06 0,035 0,06 0,06 0,06 0,10
Длина сверления /, мм до Скорость резания о, м'мин до
30-3,50 29 26 23 21
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до до 12. Период стойкости Г, мин. 20 13-20 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости сверл Отношение фактического периода стойкости к нормативному T$ITH "6,50 1,00 2,00
Коэффициент 1,49 гзд 0,68
Карта 50
Скорости резания
Сталь жаропрочная ЭИ654, св = 73 кг/мм2,
rfB=4,0—42 мм. Сверла из стали Р18. Работа
с охлаждением
Диамет^сверла Подача до
3,1 4,6 7,0 11,0 ’ 16,0 24,0 '35,0 0,021 0,021 0,029 0,041 0,029 0,041 0,057 0,041 0,041 0,057 0,08 0,057 0,041 0,057 0,08 0,11 0,08 0,057 0,11 0,16 0,11 0,08 0,16 0,11 0,057 0,08 0,16 0,08 0,11 Q.H 0.16 •0,16 0,22 0,31
Длина сверле- ния Z, мм до Скорость резания v, м/мин
3D 7D 10D 16 14 12 14 12 11 12 11 10 11 10 9.3 10 9,3 8,2 9,3 8,2 7,3 8,2 7,3 6,5 7,3 6,5. 5,8 . е-л . М- 5,2 ; 5,8. 5,2 4,6х 5,,2~ 4,6' 4,1
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до до 6 6,1—12 12,1—17 17-35
Период стойкости Т, мин. 5 8 14 30
Поправочные коэффициенты на скорость резания для измененных условий
______________________работы в зависимости от:___________________
Периода стойкости сверл Отношение фактического периода стойкости к нормативному Тф{Тп 0,25’ 0,50" ”Т?50 2,00 4,00
Коэффициент KTv * Т,85 1~37J *12221 0,73 0,54
107
Карта 51
Скорости резания Сталь жаропрочная ЭИ654, ов =73 кг/мм2, =4,0—4,2 мм. Сверла из стали Р9К5. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача 50, мм/об до
4,0 7,0 12,0 21,0 35,0 . 0,02 0,03 0,02 0,03 0,04 0,03 0,02 0,04 0,05 0,04 0,03 0,02 0,05 0,065 0,05 0,04 0,03 0,065 0,084 0,065 0,05 0,04 0,084 0,11 0,084 0,065 0,05 0,11 0,14 0,11 0,084 0,065 0,18 0,14 0,11 0,084 0,18 0,14 о,н 0,18 0,14 0,23 0,18 0,2с 1 0,30
Длина сверле- ния /, мм до Скорости резания v, м/мин
3D 7D 10D 22 19 17 19 17 15,6 17 15,6 14 15,6 14 12,5 1» 12,5 11 12,5 11 10 И 10 9,0 10 9,0 8,2 9,0 8,2 7,3 8,2 7,3 6,5 7,3 6,5 5,8 6,5 5,8 5,2 5,8 5,2 4,6
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла £>, мм до до 6 6,1 — 12 12,1-17 17—35
Период стойкости Г, мин. 5 8 14 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического периода стойкости к норма- тивному Тф!Тп 0,25 0,50 1,00 2,00 4,00
Коэффициент Кт^ 1,64 1,28 |1,00| 0,78 0,61
108
Карта 52
Скорости резания
Стали жаропрочные. ОХ'-4Ч28ВЗТЗЮР (ЭИ786), ЭИ812,
<зв=90 кг/мм2, —3,7 мм. Резцы с пластинками
ВК8. Работа с охлаждением
Точение
Глубина резания /, мм до
Подача s0, мм{об до
* 1,0 1,8 3,2 5,8 10,0 0,13 0,23 0,13 0,3 0,23 0,13 0,39 0,3 0 23 0,13 0,51 0,39 0,3 0,23 0,13 0,66 0,51 0,39 0,3 0,23 0,66 0,51 0,39 0,3 0,66 0,51 0,39 0,85 0,66 0,51 0,85 0,66 0.85
Марки сталей Харак- тер об- работки Главный угол в плане <р° Скорости резания v, м/мин
ОХ14Н28ВЗТЗЮР 30 35 31 28 25 23 21 18 16 14 13 12
Продоль- ное на- 45-60 29 26 23 21 19 17 15 13 12 11 10
(ЭИ786) 90 26 23 21 19 17 15 13 12 И 10 9
ружное 30 64 57 51 45 41 36 33 29 25 23 21
ЭИ812 точение 45—60 90 53 47 47 42 42 37 37 34 34 30 30 27 27 24 24 21 21 19 19 17 17 15
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости от:
Харак- тера об- работки Попе- речное точение Отношение диамет- ров d/D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Kdv 1,45 1,22 1,И 1,05 iCT
Растачи- вание Диаметр растачива- ния dlt мм до 50-75 200 св. 200
Коэффициент 0,80 0,90 ст
Периода стой- кости резцов Период стойкости Т, мин. 25 40 60 90 1 140 1 ,
Коэффициент КТу 1,25 1,10 |1.001 0,90 0,80
Состояния по- верхности заго- товки Поверхность Без корки По корке и свар- ным швам
Коэффициент Kuv СТ 0,75 ‘
Наличия, соста- ва и способа под- вода охлаждаю- щей жидкости 5%-ная эмульсия в смеси с 2% сульфофрезола Без охлаждения
ст 0,90
Примечание. Поправочные коэффициенты в зависимости от конструк- тивных форм, размеров и способов крепления деталей на станке и других техно- логических условий обработки см. в карте 63.
109
Карта 53
Скорости резания Сталь 1Х12ВН (ЭИ802), ав =65 кг/мм2. Резцы с пластинками Т15К6. Работа с охлаждением Точение
Глубина резания t, мм до Подача s0, мм/об до
.2 3,8 7,2 13,7 26 . 0,4 0,49 0,4 0,61 0,49 0,4 0,75 0,61 0,49 0,4 0,92 0,75 0,61 0,49 0,4 1,1с 0,9$ 0,7f 0,61 0,4$ И,38 1 >1,131 >0,92 1 0,75 С 10,61 С ,7 ,38 ,13 1,92 >,75 2,1 1,7 1,38 1,13 0,92 2,1 1,7 : 1,38 1,13 2,1 1,7 1,38 2,1 1,7 2,1
Характер обра- ботки Главный угол в плане <р° Скорость резания v, м/мин
Продоль- ное на- ружное точение 30 45; 60 90 188 154 134 171 140 122 155 127 111 141 116 101 128 105 91 117 96 83 107 88 77 1 99 81 70 89 73 64 80 66 58 73 60 52 66 54 47 60 49 41
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Харак- тера об- работки Попе- речное точение Отношение диамет- d ров — до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Kdv 1,45 1,22 1,11 1,05 iTooi
Растачи- вание Диаметр растачива- ния db мм до 50-75 200 св. 200
Коэффициент Kd. 0,8 0,9 iTooi
Периода стой- кости резцов Период стойкости Т, мин. 30 60 90 120
коэффициент 1,15 П~оо| 0,92 0,87
Марки матери- ала режущей ча- сти резцов Марка материала ре- жущей части Т15К6 ВК8 Т5К10
Коэффициент iTooj 0,50 0,77
Состояния по- верхности Поверхность Без корки По корке и сварным швам
Коэффициент |1.00| 0,75
Наличия охлаж- дения 5%-ная эмульсия Без охлаждения
iTooi 0,90
ПО
Карт 54
Скорости резание Сталь жаропрочная 1Х12ВН (ЭИ802), зв =65 кг/мм2. Сверла из стали Р18. Работа с охлаждением Сверление
Форма заточки Диаметр сверла D, мм до Подача s0, мм/об
Нормальная „И* 5 6,8 9,0 12,5 0,05 0,05 0,06 0,06 0,06 0,08 0,08 0,08 0,08 0,10 0,10 0,10 0,10 0,12 0,12 0,12 0,12 0,15 0,15 0,19 0,19 0,24
Двойная »ДМ 17 22,5 30,0 0,10 0,10 0,12 0,12 0,15 0,15 0,15 0,19 0,19 0,19 0,24 0,24 0,24 0,30 0,30 0,30 0,37
Длина сверления /, мм jxq Скорость резания v, Mi мин
3D 7D 10Г> 30 27 24 27 24 22 24 22 20 22 20 18 20 18 16 18 16 14 16 14 12
Принятые средние периоды стойкости Т, мин.
Диаметр сверла D, мм до 5 6-10 11-15 15-25
Период стойкости Т, мин. 5 8 14 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости сверл Отношение фактического периода стойкости к норма- тивному Тф1Тн 0,25 0,50 1,0 2,0 4,0
Коэффициент KTv 1,18 1,09 11.0| 0,92 0,85
111
Карта 55
to
Скорости резания Стали жаропрочные 25Х2МФА, 1Х12Н2ВМФ (ЭИ961), 30ХН2МФА (ЭИ961Ф), 20Х15НЗМА Точение
(ДИ1). Резцы с пластинками Т15К6. Работа с охлаждением
Глубина резания /, мм др Подача $0, мм\об до
1,0 0,1 0,12 0,15 0,18 0,22 0,26 0,31 0,37
4.0 0,12 0,15 0,18 0,22 0,26 0,31 0,37 0,45 0,54 0,65
16,0 0,18 0,22 0,26 0,31 0,37 0,45 0,54 0,65 0,78 0,94
Марка мате- риала Механические свойства Главный угол в плане <р° Скорость резания и, м/мин
30 217 193 171 151 134 121 110 99 90 80 72 62 57 51 45
25Х2МФА ав=75—90 кг/мм2 45-60 178 158 140 124 ПО 99 90 81 74 66 59 52 47 42 37
90 156 139 123 109 97 87 79 71 65 58 52 4G 41 37 33
30 173 154 136 121 107 96 88 79 72 65 57 51 46 41 37
1Х12Н2ВМФ (ЭИ961) св—120 кг/мм* dB=3,1—3,4 мм 45—60 142 126 112 99 88 79 72 65 59 53 47 42 38 34 30
90 125 111 99 87 78 70 63 57 52 4 \7 41 37 33 30 27
30 87 77 68 61 54 49 44 39 35 32 28 26 23 21 18
30ХН2МФА ав—150 Kl/мм2 я ПО О 1 . 45-60 71 63 56 50 44 40 36 32 29 26 23 21 19 17 15
(ЭИ961Ф) tZB—2,8—3,1 .• м
90 63 56 49 44 39 35 32 28 25 23 20 18 16, \ 15 13
20Х15НЗМА ав=110—120 кг/мм2 dB=3,2—3,5 мм 30 45-60 226 185 200 164 178 146 157 129 140 115 124 102 114 94 102 84 94 77 84 69 74 61 66 54 60 49 54 44 48 39
(ЛИ!) 90 163 144 129 114 101 90 83 74 68 51 54 48 43 39 34
8 Зак. 57
Поправочные коэффициенты на скорость резания для измененных условии работы в зависимости от:
Характера обработки Поперечное точение Отношение диаметров d D Д° Коэффициент Kav 0,10 1,45 0,20 1,22 0,50 1,Н 0,80 1,05 св. 0,80 11.001
Растачивание Диаметр растачивания db мм до 50-75 200 св. 200
Коэффициент 0,80 0,90 1,00
Периода стойкости резцов Период стойкости Г, мин. 12 20 35 60 100
Коэффициент КТг/ 1,42 1,27 1,12 11,001 0,89
Состояния поверхности заготовки Поверхность Без корки По корке и сварным швам
Коэффициент КПу ГГооТ 0,75
Марки твердого сплава Марка твердого сплава Т15К6 ВК8
Коэффициент ГГТбоТ 0,80
Наличия охлаждения 1 1094-ная эмульсия «год давлением 10—15 атм 1,35 5Н-ная эмульсия в смеси с 2% сульфофрезола 11.001 Без охлаждения 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктивных форм, размеров и способов крепления деталей на станке и других технологических условий обр'аббткй сМ. в карте 63.
Карта 56
Подачи и скорости резания Сталь жаропрочная 1Х12Н2ВМФ (ЭИ961), d9 =3,1—3,4 мм. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подачи при отрезке
Диаметр обработки, . D, мм до Ширина резца, b мм Подача s, мм/об
30 50 80 100 2-3 3-4 4—5 5—7 0,03—0,05 0,05-0,10 0,10-0,15 0,15—0,20
2. Выбор подачи при прорезке канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм
2—4 св. 4—10 св. 10—15
Подача s0, мм)об до
50 200 500 1000 0,03-0,05 0,05—0,10 0,10-0,15 0,15-0,20 0,05-0,10 0,10-0,15 0,15-0,20 0,20-0,25 0,10-0,15 0,15—0,20 0,20-0,25 0,25-0,30
3. Скорость резания
Подача $0, мм/об
0,075 0,087 0,10 0,12 0,15 0,18 0,22 0,26 0,31
Скорость резания v, м/мин
87 77 1 68 59 52 46 40 34 31
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диа- метров d/D до 0,3 0,5 0,8
Коэффициент Kdz, 1,10 1 1.001 0,90
Периода стойкости резцов Период стойко- сти Т, мин. 8 13 20 30 45 70
Коэффициент 1,30 1.24 1,11 H.0QI 0,90 0,80
Наличия охлаждения Работа с охлаж- дением Работа без охлаж- дения '
1 1,001 0,90
114
Карта 57
Подачи и скорости резания Сталь нержаве тчая 20Х15НЗМА (ДР11), ав = 110—120 кг/мм-, tZB = 3,5—3,2 мм. Резцы с пластинками Т15К6. Работа с охлаждением Прорезка
1. Вы бор по дачи пр и прорезке канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм
2-4 | ... 4-10 св. 10—15
Подача $0, мм об
50,0 200 500 0,02-0,05 0,05-0,10 0,10-0,20 0,05-0,10 0,10-0,20 0,20-0.30 0,10-0,15 0,15-0,20 0,20-0,30
2. Скорость резания
Подача s0, мм‘об до
0,04 0,048 0,058 0,07 0,084 0,10 0,12 0,14 0,17 0,20 0,24 0,29
Скорость резания v, mImuh
100 90 76 65 57 51 45 39 35 31 27 24
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диамет- ров d/D до 0,3 0,5 0,8
Коэффициент /Q., 1,10 11.001 0,90
Периода стойкости резцов Периода стойкости Т, мин. 8 13 20 30 45 70
Коэффициент Ку- 1,30 1,24 1,11 LLgQi 0,90 L 0,80
'а *. Марки твердого сплава Марка твердого сплава Т15К6 ВК8
Коэффициент ГГооТ 0,80
Наличия охлаждения Работа с охлаждением Работа без охлаждения
11.001 0,90
115
Карта 58
Скопости резания Сталь жаропрочная 1Х12Н2ВМФ (ЭИ961), ав = 120 кг/мм2, tfB=3,l—3,4 мм. Сверла из стали Р18. Работа с охлаждением 1 Сверление
Диаметр сверла £>, мм до Подача s0, мм/об до
3 6,5 14 30 0,05 0,05 0,05 0,05 0,075 0,075 0,075 0,075 0,11 0,11 0,11 0,16 0,16 0,25 0,25 0,37
Состояние материала Длила сверления /, мм до Скорость резания v, м/мин
Состояние поставки tfB=4,0 мм 3£> 7D 34 30 30,5 27 27,0 24 24 21 21 18,5 19 16, &
Закалка d0=3,5— —3,55 мм 3D 7D 30 26,5 26,5 24 23,5 21 21 18,5 18,5 16,5 16,5 14,5
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 5 св. 5-12 св. 12-17 св. 17—35
Период стойкости Т, мин. 5 10 20 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактиче- ского периода стойкости к нормативному Гф/Тн 0,3 1,00 1. 3,5
Коэффициент Кт * V 1,11 11,001 0,90
Марки инстру- ментального материала Марка материала ин- струмента Р18 Р9К5, Р10К5Ф5
Коэффициент Киг, iTooi 1,15
116
Карта 59
Скорости резания Сталь жаропрочная 12Х12Н2ВМФ (ЭИ961), ав=120 кг/мм2, ==3,1—3,4 мм. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера Глубина резания Подача $о, мм/об до
0,2 0,28 0,39 0,55 j 0,77
£>, мм до t, мм
Скорость резания и, м/мнн
8 0,3-0,4 -
15 0,4-0,6 35 31 28 . 25 —
28 0,6-0,8
40 0,8-1,2 — 44 36 31 27
Принятые периоды стойкости зенкеров Т, мин.
Диаметр зенкера D. мм до
8—20
св.
св. 35
Период стойкости Т, мин.
24
30
50
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости от:
Периода стойкости зенкеров Отношение фактиче- ской стойкости к нор- мативной Тф/Тн 0,5 1,0 2,0 4,0
Коэффициент 1,10 1 1.001 0,91 0,83
Глубины резания Отношение факти- ческой глубины к нор- мативной /ф//н 0,6 1,0 1,6 2,5.
Коэффициент Kt 1,13 1 1.001 0,90 0,81
117
Карта 60
Скорости резания Сталь жаропрочная 1Х12Н2ВМФ (ЭИ961), <^=95 кг) мм?, dH=3,5 мм. Развертки из стали Р18. Работа с охлаждением Развертывание
Диаметр развертки D, мм до Глубина резания /, мм Подача s0, мм [об до
0,35 0,55 0,87 1,35 2,0
Скорость резания v, м/мин
8 12 18 27 40 0,1-0,2 7.5 8,6 9,3 8.0 6,5 7,4 8,2 7,2 6,3 6,6 7,5 6,3 5,5 6,6 5,5 5,0 5,0 4,5
Принятые периоды стойкости разверток Г, мин.
Диаметр развертки D, мм до 20 св. 20
Период стойкости Г, мин. 40 60
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости разверток Отношение факти- ческого периода стой- кости к нормативному 7* ф/Т'н 0,5 0,75 1,0 1,5 2,0
Коэффициент Кт 1,62 1,22 11,00| 0,76 0,62
Механиче- ских свойств обрабаты- ваемого материала ав = 95 кг] мм* ав = 135 кг/мм2
11,00 1 0,60
Примечание. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по 3-му классу точности и с чистотой обработанной поверх- ности V 6— V 7. При необходимости получения отверстий 2-го и 2а классов точ- ности с чистотой обработанной поверхности V7 и V8 скорость резания, приве- денную в таблице, умножать на К=0,75.
118
Карта 61
Скорости резания Стали жаропрочные СНЗ и СН2, зп==130 кг/мм2, <fB=3,l — 3,4 мм. Резцы с пластинками Т5КЮ и ВК8. 'Работа с охлаждением • Продольное точение
Сталь СНЗ. Резцы Т5КЮ
Глубина резания t0, мм до Подача so, мм/об до
1,0 1,5 2,2 3,3 0,10 0,13 0,10 0,17 0,13 0,10 0,22 0,17 0,13 0,10 0,29 0,22 0,17 0,13 0,29 0,22 0,17 0,29 0,22 0,29
Главный угол в плане о° Скорость резания и, м/мин
30 45-60 90 268 220 194 244 200 176 222 182 160 198 163 143 180 145 128 159 130 114 139 114 100 123 101 89
Сталь СН2. Резцы ВК8
Глубина резания t, мм 1-5 . ‘
Подача s0, мм/об I до 0,1 до 0,3 св. 0,3
Скорость резания и, м!мин 70 65 £ 60
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойко- сти резцов Период стойкости 7, мин. 30 60 90 120 180
Марка обрабатывае- мого материала СН2 СНЗ СН2 СНЗ СН2 СНЗ СН2 СНЗ СН2 СНЗ
Коэффициент КТу 1,15 1,29 0,92 :0,86 0,87 0,77 0,80 0,66
ГГоо; | 11,001
119
Карта 62
Скорости резания Сталь жаропрочная СНЗ. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача s0, мм [об до
3,0 3,5 4,0 4,5 5,0 6,0 7,0 8,0 9,0 10,0 12,0 13,5 15,5 0,03 0,034 0,038 0,043 0,049 0,07 0,07 0,08 0,034 0,038 0,043 0 049 0,055 0,07 0,08 0,07 0,08 0,09 0,038 0,043 0,049 0,055 0,062 0,055 0,062 0,07 0,08 ' 0,09 0,08 0,09 0,10. 0,043 0,049 0,055 0,062 0,07 0,062 0,07 0,08 0,09 0,10 0,09 0,10 0,12 0,049 0,055 0,062 0,07 0,08 0,07 0,08 0,09 0,10 0,12 0,10 0,12 0,13 0,055 0,062 0,07 0,08 0,09 0,08 0,09 0,10 0,12 0,13 0,12 0,13 0,15 0,062 0,07 0,08 0,09 0,10 0,09 0,10 0,12 0,13 0,15 0,13 0,15 0,17 0,09 0,10 0,12 0,10 0,12 0,13 0,15 0,15 0,17 0,13 0,12 0,13 0,15 0,17 0,17 0,15 0,13 0,15 0,15
Вылет сверла, мм до Скорость резания v, м/мин до
3D 7D 10D 23,1 20,7 18,5 20.7 18,5 16,6 18,5 16,6 14,8 16,6 14,8 13,3 14,8 13,3 11,9 13,3 11,9 10,6 11,9 10,6 9,5 10,6 9,5 8,5 9,5 8,5 7,6 8,5 7,6 6,8 7.6 6,8 6,1
11ринятые периоды стойкости сверл Т, мни.
Диаметр сверла D, мм до 5 6—10 11-15
Период стойкости Т, мин. 5 8 14
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости от:
Периода стойкости сверл Отношение фактического периода стойкости к нормативному 7ф/Гн 0,60 0,75 1,00 1,50 2,5
Коэффициент KTv 1,22 1,12 iTooj 0,86 0,71
Марки обрабатываемого материала Марка обрабатываемого материала СК2 снз ВЖ36-Л2
Коэффициент л 1,40 f1.001 0,25
Марки инструментального материала Марка материала инструмента Р18 Р9К5, Р10К5Ф5
Коэффициент 11«о» । 1,15
Карта 63
Поправочные коэффициенты на скорость резания в зависимости от конструктивных форм, размеров,
способов крепления деталей на станке и Других технологических условий обработки
Наружное точение
£
£
а
£
СО
О
С
2
Характеристика технологической
системы
Элементы системы
s Крупногабаритные де-
g тали: фланцы, диски,
н опоры, шарикоподшипник
сЗ ки, корпуса, крышки,
кольца
3- и 4-кулачковый пат-
рон, крепление планками
на столе или планшайбе
Карусельные — диа-
метр стола св. 1000 мм,
токарные в. ц. св. 300 мм,
лобовые
Повышен-
ная
жесткость
всех
звеньев
системы
Эскизы типовых способов установки и крепления
детали и инструмента на станке.
Габаритные размеры деталей
Жесткость
системы
или ее
звеньев
Марки сталей
1Х18Н9Т. Х17Н2,
ЭИ417, ЭИ481,
ЭИ961, ЭИ961Ф,
ЭИ736, ЭИ811,
ЭИ696А
•Г* *•"*
Резец — сечение свыше
20X30 мм, вылет не бо-
лее 50 мм I
1,25
2 I Детали Крупногабаритные де- тали: фланцы, кожухи, диски и т. п. Наличие понижен- ной жесткости одного из звеньев технологи- ческой системы (тонкостен- ная деталь, большой вылет мест обработки от опорных баз, крепление резца в специ- альной оправе И Т. 11.,) 1
Приспособления •3- и 4-кулачковый пат- рон, крепление планками на столе или планшайбе
Станки Карусельные — диа- метр стола св. 1000 мм, токарные в. ц. св. 300 мм, лобовые
Инструменты Резец — сечение свыше 20X30 мм
Продолжение карты G3
№ позиции ' Характеристика технологической системы
Элементы системы Жесткость системы или ее звеньев
3 Детали Втулки, кольца, гайки, заглушки, диски, поршни и т. п. 1 Жесткая система
f Приспособления 1 3- и 4-кулачковый пат- рон, 3-кулачковый пат- рон и центр задней бабки
I Станки Токарные в. ц. от 200 до 300 мм
Инструменты 1 Резец — сечение 16 X Х25 мм и более, вылет до 55 мм
Эскизы типовых способов установки и крепления
детали и инструмента на станке.
Габаритные размеры деталей
Марки сталей
1Х18Н9Т, Х17Н2, ЭИ417, ЭИ481, ЭИ961, ЭИ961Ф, ДИ1, ЭИ736, ЭИ696А, ЭИ8Н, ЭИ787 ЭИ654, 2X13 • ЭИ69
0,8
1,0
| Детали Детали типа: гайки, втулки, муфты, наконеч- ника, заглушки, ниппеля, штуцера
Приспособления 2- и 3-кулачковый пат- рон, 2- и 3-кулачковый патрон и центр задней бабки, оправа, центра Система средней жесткости
Станки Токарные в. ц. 200 мм
Dmax~ 30 - ioo мм ; L io !5Dmax
Птвх. ~ 5° ,0° *** Vmox х 30~ 100 мм , l io lSUn9X
L < В/пОЗс.
0,65
0,80 1,0
Резец — сечение 16 X
X25 жж и более, вылет
до 70 жж
Продолжение карты 63
№ позиции
Характеристика технологической системы
Элементы системы Жесткость системы или ее звеньев
Эскизы типовых способов установки и крепления
детали и инструмента на станке.
Габаритные размеры деталей
5 Детали Стаканы Система понижен- ной жесткости (наличие консоли)
1 Приспособления Разжимные и резьбо- вые оправы
Станки Токарный в. ц. 200 л/.и
Инструменты Резец — сечение 16 X Х25 мм и выше, вылет до 70 мм
Марки сталей
1Х18Н9Т, Х17Н2, ЭИ417, ЭИ481, ЭИ961, ЭИ961Ф, ДИ1, ЭИ736, ЭИ811, ЭИ787, ЭИ696А ЭИ654, 2X13 ЭИ69
0,5 0,65 0,80
6 1 • Детали Детали типа; тройни- ки, поршни, шайбы, кла- пана, кольца
« X X 0) >=? мЭ О и о X о X Q- 2- и 3-кулачковый пат- рон, концевая оправа, специальные оправы Система
С понижен- ной
жесткости
Станки Токарный в. ц. 150— 180 мм
струменты Резец — сечение 12Х Х20 и 16X25 мм, вылет до 50 мм
S
0,50 0,65 0,80
Продолжение карты 63
№ позиции
Характеристика технологической системы
Элементы системы Жесткость системы или ее звеньев
Детали Детали типа; трой- ники, штуцеры, конусы и т. п.
i Приспособления | 2- и Зкулачковый пат- рон, цанга, З кулачковый патрон и центр задней бабки Низкая
жесткость
Станки Токарные и револьвер- ные в. ц. до 200
Инструменты 1 Резец 12x20 и 16Х Х24 мм, вылет до 50 мм
Эскизы типовых способов установки и крепления
детали и инструмента на станке.
Габаритные размеры деталей
Dmoi ~ ~ , ъ до 2 Dтдх
Марки с талей
. 1Х18Н9Т, Х17Н2, i ЭИ417, ЭИ481, ’ ЭИ961, ЭИ961Ф, । ДИ1, ЭИ736, ЭИ811, ЭИ787, ЭИ696А ЭИ654, 2X13 ЭИ69
0,35
0,50
0,65
9 Зак. 57
Продолжение карты 63
I № позиции I Характеристика тех иологической системы Эскизы типовых способов установки и крепления детали и инструмента на станке. Габаритные размеры деталей
Элементы системы Жесткость системы или ее звеньев
9
Детали типа: валики,
штоки, клапаны и т. п.
х
ф
о
2- и 3-кулачковый пат-
рон, специальные кулач-
ки и центра, центра, цан-
га
X
Низкая
Л? . L -15 D
х
сз
Токарные ♦( токарно-
револьверные в. ц. до
180 лея
3
2
жесткость
D таг 15 нн , L & ЗДг.
I------
///////////.
Ч
а
Резец — сечение 12X*
Х20 льч, вылет до 30 лис
L
Марки сталей
1Х18Н9Т, Х17Н2. ЭИ417, ЭИ481, ЭИ961, ЭИ961Ф, ДИ1, ЭИ736, ЭИ811, ЭИ787, ЭИ696А ЭИ654, 2X13 ЭИ69
I 0,20 । 0,25 1 0,35
Карта 64
Тангенциальная сила резания и мощность, потребная на резание
Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т), ав=55—60 кг/мм2. Резцы с пластинками ВК8
Глубина резании t, мм до Нод а ч < 1 $0» ММ/об ДО
1,0 0,17 0,210,27 0,350,450,58 j 1
1.2 0,13 0,17 0,21 0,27 0,350,450.58
1,4 0,10 0,13 0,17 0,21 0,27 0,35 0,45 0,58 1 1
1,7 0,10 0,130,170,21 0,270,350,450,580,75
2,0 0,10 0,13 0,17 0,21 0.27 0.35 0,45 0,58 0,75
2,4 0,10 0,13 0,17 0,21 0,27 0,350,45 0,580,75
2,9 0,100,13 0,17 0,21 0,270,350,450,580,75 1,0 1
3,5 ! 0,130,170,210,2710,350,450,58 0,75 1,0
4,2 0,13 0,170,21'0,27 0,35 0,45 0,58 0,751,0 1,3
5,0 0,130,'170,21 0,27 0,35 J । ’ 0,45 0,580,75 1.0 1,3
8(0 0,13 0,17 0,21 0,27 0,35 0,45 0,58 0,75 1,0 1,3 1,7
7,2 0,170,21 0,27 0,350,45 0,58 0,75 1,0 1,3 1,7
8; 6 * 0,17 * • f • 0,21 0,270,35 0,45 0,580,75 1.0 1,3 1,7
•10', 0 0,17’ 0,210,270,35 0,4а 0,58 0,75 1.0 1,3 1,7
12,0 0,17 0,21 0,27 0,350,450,580,75 1,0 1,3 1.7 2,2
14,0 0,21 0,27 0,350,450,580,75 1,0 1,3 1,7 2,2
16,0 0,21 0,27 0,35 0,450,5s|o,75 1,0 1,3 1,7 2,2
19,0 0,21 0,27,0,350,45|0,580,75 1,0 1,3 1,7 2,2
22,0 0,21 0,27 0,35 0.45 0,58 0,75 1,0 1,3 1,7 '2.2
26,0 0,21 0,2710,35 0,45 0,58 0,75jl ,0 1,3 1,7 1 . ’ll
Продолжение карты 64
Тангенциальная сила резания Л кг
60 70 83 100 120 143 172 206 <‘.6 296 356 430 510 610 720 870 1040(1250 1500] 1800 2150(2560 3000 3600 4300^5100 6000 7100^8400
Скорость
резания Мощность на резание Лг, кат
V, м!мин до —
20 0,600,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
26 0,600,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,7 22,5 27,0 31,0
32 0,600,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18.722,527,031,0
38 0,600,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0 .
46 0,600,75 1,0 1.2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
55 0,60 0,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
66 0,60 0,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
84 0,75 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
100 1,0 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
120 1,2 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,722,527,031,0
144 1,4 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,7 22,5 27,0 31,0
174 1,6 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,7 22,5 27,031,0
208 1,9 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15,5 18,7 22,5 27,0 31,0
250 2,2 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 11,0 13,0 15.5 18,722,527,031.0
300 2,6 3,2 3,8 4,6 5,4 6,5 7,7 9,2 U ,0 13,0 15,5 18,7 22,5 27,0 31,0
Продолжение карты 64
Поправочные коэффициенты на силу резания и мощность, потребную на резание Жаропрочные стали Точение
Поправочные коэффициенты на силу резания и мощность в зависимости от главного угла в плане •
Главный угол в плане 9® Ж 45 60-75 90
Коэффициенты Кр^ KN г 1,08 1,00 0,95 0,90
Поправочные коэффициенты на силу резания и мощность в зависимости от обрабатываемого материала
Марка матери;. Механические свойства Подача >'Q, 4см.об
до 0,3 £&• 0.3—0,6 св. 0,6
Коэффициенты /Cpz, KN
1Х18Н9Т ав -- 55—60 кг; мм2 L00
4Х14Н14В2М (ЭИ69) = 72 кг 1мм- 1,20
4Х12Н8Г8МФБ (ЭИ481) dB — 3,75—3,45 мм 1,00 1,25
Х23Н18 (ЭИ417) зп = 62 кг>мм2 0,75 0,90
ЭИ786, ЭИ812 ав = 90 KZiMM2 1,35
Х12Н20ТЗР (ЭИ696А, ЭИ696М) св _ 85—100 кг мм2 1,00
Х17Н2 (ЭИ268) <з8 = 80—95 кг/мм- 0,90
13Х14НВФРА (ЭИ736) ив == 95—120 кг/мм2 0,65
СН2, СНЗ о3 = 130 кг) мм- 0,75
2X13 и в = 85 кг 1мм- ч • &;60
ЭИ654 св = 73 кг! мм- 0,70
133
Тангенциальная сила резания и
Стали жаропрочные Х18Н10Т, Х18Н9Т (1Х18Н9Т),
Работа с
Ширина резца Ь, мм до Подача
2,5 3,0 3,5 4,0 5,0 6,0 7,0 8,5 10,0 12,0 14,5 ’ 18,0 22,0 0,053 0г044 0,063 0,053 0,044 0,075 0,063 0,053 0,044 0,09 0,075 0,063 0,053 0,11 0,09 0,075 0,063 0,053 0,13 0,11 0,09 0,075 0,063 0,053 0Д5 0,13 0,11 0,09 0,075 0,063 0,15 0,13 0,11 0,09 0,075 0,063 / . * к ” 0,18 0,15 0,13 0,11 0,09 0,075 0,063 0,18 0,15 0,13 0,11 0,09 0,075
Скорость резания v, mImuh до Тангенциальная
37 45 54 63 77 92 ПО 130 153 180
Мощность на
15 18 21 25 29 34 40 48 57 68 78 0,40 0,47 0,40 0,47 0,55 0,40 0,47 0,55 0,65 0,40. 0,47 0,55 0,65 0,77 0.40 0,47 0,55 0,65 0,77 0,90 0,40 0,47 0,55 0,65 0,77 0,90 1,1 0,40 0,47 0,55 0.65 0,77 0,90 1,1 1,3 0,40 0,47 0,55 0,65 0,77 0,90 1,1 1.3 1,5 0,40 0,47 0,55 0,65 0,77 0,90 1J 1,3 1,5 1,9 0,40 0,47 0,55 0,65 0,77 0,90 1,1 1,3 1,5 1,9 2,2
Поправочные коэффициенты на силу резания и мощность
V * Марка материала Механические свойства Ширина
2,5 до 3
Подача
до 0,06 0,06—0,08 0.08-0,12 0,12—0,16 0,16
Коэффи
1Х18Н9Т св=55—60 кг/мм2
1Х17Н2 (ЭИ268) 13Х14НВФРА (ЭИ736) ав—80—95 кг 1мм2 ав=95—120 кг 1мм2 2,5 । 2,1 1,8 1,5 1,25
ЭИ654 ав=73 кг)мм2 1,00 0,85 0,72
20ХЗМВФ (ЭИ415) зв=90 кг] мм2
2X13 1,6
4Х12Н8Г8МФБ (ЭИ481) ай=90—105 кг]мм2 1,80
4Х14Н14В2М (ЭИ69) кг] мм2 1,00
134
Карта 65
мощность, потребная на резание ав =55—*60 кг/лыЛ Резцы с пластинками ВК8. охлаждением Отрезка и пререзка
ч s0, ММ/Об до
•0,18 0,15 0,13 0,11 0,09 0,075 0,22 0,18 0,15 0,13 0,11 0,09 0,075 0,22 0,18 0,15 0,13 0,11 0,09 0,075 0,26 0,22 0,18 0,15 0,13 0,11 0.09 0,075 0,26 0,22 0,18 0,15 0,13 0,11 0,09 0,075 0,31 0,26 0,22 0,18 0,15 0,13 0,11 0,09 0,31 0,26 0.22 0.1S I 0,15 0,13 0.11 0,31 0,26 0,22 i 0,18 0,15 0,13 0,31 I 0,26 0.22 0,18 0,15 0,31 0.26 0,22 0,18 0,31 0,26 0,22 0.31 0,26 0,31
сила резания Р2, кг
212 252 302 362 435 520 630 750 900 1080 1300 1560 1870
резанз 0,47 0,55 0,65 0,77 0,90 1,1 1,3 1,5 1,9 2,2 2,7 fe Nt 0,55 0,65 0,77 0,90 1,1 1,3 1,5 1,9 2,2 2; 7 3,2 кет 0,65 0,77 0,90 1,1 1,3 1,5 1,9 2,2 2,7 3,2 3,8 0,77 0,90 1,1 J ,3 1,5 1,9 2,2 2,7 3,2 3,8 4,5 0,90 1.1 1,3 1,5 1,9 2,2 2,7 3,2 3,8 4,5 1,1 1,3 1.5 1,9 2,2 2,7 3,2 3,8 4,5 1,3 1,5 . 1,9 2,2 2,7 3,2 3,8 4,5 1.5 1,9 2,2 2,7 3,2 3,8 4,5 1,9 2,2 2,7 3,2 3,8 4,5 2,2 2,7 3,2 3.8 4,5 2,7 3,2 3,8 4,5 3,2 3,8 4,5 3,8 4,5
в зависимости от марки обрабатываемого материала
резца Ь, мм
св. 3 ’ до 4 j св. 4 до 6 | св. 6 до 10 | св. 10
$0, мм'об
ДО 1 0,08 0,08-0,2 циенты А'р. Z 0,2 Cv • ДО 1 0,08 0,0S-0,2 0,2 ДО 0,08 0,08-0,2 i д° 1 0,2 : 0,08 lO.OS—0,2 0,2
|1,00 | 1,00 -
2,1 1,75 1,5 1,75 1,5 1,3 1,5 1,3 1,1 1,3 1.1 0,95
»
1.35
Карта 66
Крутящий момент Сталь жаропрочная Х18Н9Т (1Х18Н9Т), = 55—60 кг/льм2,г/п = 4,7—4,5 мм. Сверла из стали Р18, Р9. Работа с охлаждением Сверление
Диаметр сверла D. мм до Подача л0, мм; об до
5,7 6,3 6,9 7,5 8,3 9,2 10,3 11,4 12,4 13,6 15,0 16,4 18,2 20,0 22,0 24,0 26,0 29,0 32,0 35,0 0,03 0,04 0,03 0,052 0,04 0,03 0,07 0,052 0,04 0,03 0,09 0,07 0,052 0,04 0,09 0,07 0,052 0,04 0,12 0,09 0,07 0,052 0,12 0,09 0,07 0,052 0,12 0.09 0,07 0,052 0,04 0,12 0,09 0,07 0,052 0,04 0,15 0,12 0,09 0,07 0,052 0,04 0.15 0,12 0,09 0,07 0,052 0,04 0,15 0,12 0,09 0,07 0,052! 0,04 0,15 0,12 0,09 0,07 0,052 0,15 0,12 0.09 0,07 0,052 0,19 0,15 0,12 0,09 0,07 0,052 0,19 0,15 0,12 0,09 0,07 0,052 0,19 0,15 0,12 0,09 0,07 0,052 0,19 0,15 0,12 0,09 0,07 0,19 0,15 0,12 0,09 0,07 0,19 0,15 0,12 0,09 0,07 0,25 0,19 0,15 0,12 0,09 0,07 0,25 0,19 0,15 0,12 0,09 0,07 0,25 0,19 0,15 0,12 0,09 0,31 0,25 0,19 0,15 6,12 0,31 0,25 0,19 0,15 0,31 0,25 0,19; 0,31 0,25: 0,40 0,31 0,40
Крутящий момент Л4Кр, кгм
0.1 |0,12 0,14 ’0,17 |0,20 ;0,24 |0,29 |0,35 j0,41 [0,49 |0,58 0,71 *0,84 1,0 .1,2 *1,5 1,9 , 2,4 |3,0 13,6 [4,4 ‘5,2 |6,0 |7,3 [9,0 |10,6|12,7. 15 | 18 | 22
Поправочные коэффициенты на крутящий момент в зависимости от марки обрабатываемого материала
Марка материала Механические свойства Коэффициент /CMi(p
Х18Н9Т JX18H9T) ав == 55 — 60 кг мм2 1,00
Х23Н18 (ЭИ417) зн = 62 кг/мм2 1,00
2X13 (ЭЖ2) зн = 85 кг/мм- 0,90
4Х14Н14В2М (ЭИ69) ав = 72 кг/мм’2 1,15
ЭИ654 зн = 73 кг 1мм2 0,83
Карта 67
Мощность, пснребная па резание Сталь жаропрочная XI8H9T (1Х18Н9Т), аь —55—60 кг/мм2, tl* — 4,7—1,5 мм. Сверла из стали Р18, Р9 Сверление . Работа с охлаждением ,
Диаметр сверла D, мм АО Подача s0, мм/об до
4,7 5,7 6,8 8,2 9,8 11,7 14,0 17,0 20,0 24,0 29,0 35,0 0,05 0,065 0,05 0,085 0,065 0,05 0,11 0,085 0,065 0,05 0,14 0,11 0,085 0,065 0,05 0,14 0,11 0,085 0,065 0,05 0,14 0,11 0,085 0,065 0,05 0,14 0,11 0,085 0,065 0,05 0,18 0,14 0,11 0,085 0,065 0,05 0,18 0,14 0,11 0,085 0,065 0,05 0,18 0,14 0,11 0,085 0,065 0.18 0,14 0,11 0,085 0,065 0,23 0,18 0,14 0,11 0,085 0,065 0,23 0,18 0,14 о.н 0.085 0,30 0,23 0,18 0,14 0,11 0,30 0,23 0,18 0,14 0,39 0,30 0,23 0.18 0,39 0,30 0,23 0,39 0,30 0,39
Скорость резания t>, м мин до Мощность, потребная на резание Л7, кет
6,8 8,2 • 9,8 11,7 14,0 17,0 20,0 ' 24,0 29,0 35,0 42,0 50,0 . 0.30 0,30 0,36 0,30 0,36 0,42 0,30 0,36 0,42 0,50 0,30 0,36 0,42 0,50 0.60 0,30 0,36 0,42 0,50 0,60 0,72 0,30 0,36 0,42 0,50 0,60 0,72 0,90 0,30 0,36 0,42 0,50 0,60 0,72 0,90 1,1 0,30 0,36 0,42 0,50 0,60 0,72 0,90 1.1 1,3 0,30 0,36 0,42 0,50 0,60 0,72 0,90 1,1 1,3 1,5 0,30 0,36 0,42 0,50 0,60 0,72 0.90 1,1 1,3 1,5 1,8 0,30 0,36 0,42 0,50 0,60 0,72 0,90 1,1 1,3 1,5 1,8 0,36 0,42 0,50* 0,60 0,72 0,90 1,1 1.3 1,5 1,8 0,42 0,50 0,60 0,72 0.90 1,1 1,3 1,5 1,8 0,50 0,60 0,72 0,90 1.1 1,3 1,5 1,8 0,60 0,72 0,90 1.1 1,3 1,5 1,8 0,72 0,90 1.1 1.3 1.5 1,8 0,90 1,1 1,3 1,5 1.8 1,1 1,3 1.5 1.8 1,3 1,5 1,8
Поправочные коэффициенты на мощность в зависимости от обрабатываемого материала
• • • ’ • . I i 1 - ' Марка материала Механические свойства Коэффициент /fv
Х18Н9Т .{ШШ9П зк = 55 — 60 кг/мм2 . t
Х23Ш8 <ЭИ4>1") зн = 62 кг мм2 1,00
! 2X43 ,(ЭЖ2) ав = 85 кг мм2 0,90
4Х14НЦ₽2М (Э1169) аи = 72 кг 1мм2 1,15 -
! ЭИ65Г " ап = 73 кг /мм2 0,83
Крутящий
Сталь жаропрочная 1Х17Н2 (ЭИ268), =к^=80—95 кг/мм2.
Работа с
а
Подача
3,0
3,3
3,7
4,1
4,6
5,1
5,6
6,2
6,9
7,7
8,5
9,4
10,4
11,6
12,8
14,2
15,7
17,4
19,0
21.0
24.0
26,0
29,0
0,020,25
0,02
0,032
0,025
0,02
0,04
0,032
0,025
0,02
0,05
0,04
0,032
0,025
0,064
0,05
0,04
0,032
0,025
0,08
0,064
0,05
0,04
0,032 0,04
0,025 0,032
0, ГО
0,08
0,064
0,05
0,10
0,08
0,064
0,05
0,04
0,032
0,10
0,08
0,064
0,05
>0,04
•0,032
0,10
0,08 0.10 *0,13
0,064 0,08 0,10
008
0,064
0,05
0.05
0,04
0,032
0.064
0.05
0.04
0,032 0.04
0,13
0,10
0,08
0,064
0,05
0,04
0,13
0,10
0,08
0,064
0,05
0,04
0,13
0,10
0,08
0,064
0.05
0,04
Крутящий
4 0,03 0.036 0.04-5 0,05 0,06 0.08 0,09 0.11 0.13 0,16 0.19 0,23 0.28 0,33 0,40 0,47
9 0,02 0,03 0.036 0,045 0.05 0.06 0,08 0,09 0,11 0,13 0,16 0.19 0.23 0.28 0,33 0,40
20 0,02 0,03 0,036 0,045 0,05 0.06 0,08 0,09 0,11 0.13 0,16 0,19 0,23 0.28 0,33
44 0,02 <<>3 0,036 0,045 0,05 0,06 0,08 0,09 0,11 0.13 0,16 0,19 0,23 0,28
Поправочные коэффициенты на крутящий момент в
Марка материала Механические свойства
1Х17Н2 (ЭИ268) св — 80 — 95 кг; мм2
13Х14НВФР (ЭИ736) ав = 95 — 120 кг; мм2
138
i
Карта 68
момент
«Хв=3,6—3,8 мм. Сверла и;. стали Р18.
охлаждением
Сверление
s0, мм/об до
0,16
0,13
0,10
0,08 0,10
0,05 0,064
0,05
0,13
0,10
0,08
0,064
0,16
0,13
0,08
0,064
0,16
0,13
0,10
0,08
0,064
0,16
0,13
0.10
0.08
0,064
0,16
0,13
0,10
0,08
10,16
0,13
0,10
0,08
0.16 0,21
0.13-0,16
0Л00,13
0,0810,100,13
071
0,16
|0,08
10,10
0,08
1071
10,16
>0,13
10,10
0,08
>0,21
10,16
0,13
0,10
0,08
0,26
0,21 OZ26
0,16 0,21
0,13
0,10
0,08
0,10
0,13
0,10
0.26
i 0,2-1
10,16
>0,13
076
0,21
0,16
0,260,31 0,38
0,210,26 0,31
момент Л4кр, кгм
0,58 0,47 0,40 0,33 0,69 0,58 0,47 0,40 0,83 0,69 0,58 0,47 1,0. 0,83 0,69 0,58 1.2 1.0 0,83 0,69 1,5 1,2 1,0 0,83 1,7 1,5 17 1,0 2,1 1,7 1,5 1,2 2,6 2.1 17 1,5 3.0 2,6 2,1 17 3,6 3,0 2,6 2.1 4,3 3,6 3,0 2,6 5,2 4,3 3,6 3,0 6,2 5,2 4,3 3,6 7,5 6,2 57 4,3 9,0 7,5 6,2 5,2 10,8 '9,0 7,5 13,0 10,8 1.5,7 13J) 19,0 1.5,7
зависимости от марки обрабатываемого материала
Диаметр сверла
до 20 мм св. 20 мм
Коэффициент
1,00
. 0,90 1,00
1'39
Мощность, потребная Сталь 1ХГ7Н2 (ЭИ268), с«, =80-95 кг/мм*,
Диаметр сверла D, мм до Подача
3,0 3,8 4,8 6,1 7,7 9,8 12,5 16,0 20,0 24,0 30,0 0,02 0,025 0,02 0,032 0,025 0,02 0,04 0,032 0,025 0,02 0,05 0,04 0,032 0,025 0,02 f 0.063 0.05 0,04 0,032 0,025 0,02 0.08 0,063 0,05 0,04 0,032 0,025 0,10 0,08 0,063 0,05 0,04 0,032 0,13 0,10 0,08 0,063 0,05 0,04 0,13 0,10 0,08 0,063 0,05 0,13 0,10 0,08 0.063
Скорость резания г». м-мин до Мощность
5,0 6,0 7,2 8,6 10,3 12,4 15,0 18,0 22,0 26,0 31,0 37,0 44,0 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,07 0,06 0,10 0,12 0,14 0,17 0,20 0,24 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,24 0,29 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,24 0.29 0,35 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,24 0,29 0,35 0,41 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0.24 0,29 0,35 0,41 0,50 0.07 0,08 0,10 0,12 0,14 0.17 0.20 0,24 0,29 0,35 0,41 0,50 0,59 0,08 0,10 0,12 0.14 0,17 0,20 0,24 0,29 0,35 0,41 0,50 0,59 0,71 0.10 0,12 0,14 0.17 0’20 0.24 0,29 0,35 0,41 0,50 0,59 0,71 0.85 0,12 0.14 0,17 0,20 0,24 0.29 0,35 0,41 0,50 0,59 0,71 0,83 1,0 0.14 0,17 0,20 0,24 0,29 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1г2
Поправочные коэффициенты на мощность в зави
Марка материала Меха чические свойства
1Х17Н2 (ЭИ268) a R=80—95 кг.мм2
13Х14НВФРА (ЭИ736) ав=95—120 кг; мм2
140
Карта 69
на резание г/ь = 3,8—3,6 мм. Сверла Р18. Работа с охлаждением Сверление
$0, мм-об до
0,13 0,10 0,08 0,063 0,16 0,13 0,10 0,08 0,063 0,16 0,13 0,10 0,08 0,063 0,16 0,13 0,10 0,08 0,063 0,16 0,13 0,10 0,08 0,063 0.20 0,16 0,13 0,10 0,08 0,20 0,16 0,13 0,10 0,20 0,16 0,13 0,25 0,20 0,16 0,25 0,20 0,32 0,25 0,40 0,32 0,40
на резание кет 1
0,17 0,20 0,24 0,29 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 0,20 0,24 0,29 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 0,24 0,29 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 0,29 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 0,35 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 2,9 0,41 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 2,9 0,50 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 2,9 0,59 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 2,9 0,71 0,85 1,0 1,2 1,4 1,7 2,0 2,4 2,9 1 0,85 1,0 1.2 1,4 1,7 2,0 2.4 2,9 1 1,0 1,2 1,4 1,7 2,0 2,4 2,9 1,2 1,4 1,7 2.0 2,4 2,9 1,4 1.7 2,0 2,4 2,9 : 3,5
симости от марки обрабатываемого материала
Диаметр сверла
до 20 мм св. 20 мм
Коэффициент KN
1,00
0,90 I 1,00
I
141
Раздел II
РЕЖИМЫ РЕЗАНИЯ
НА ОБРАБОТКУ ЖАРОПРОЧНЫХ
И ТИТАНОВЫХ СПЛАВОВ
К а р т a 70
Подачи для чернового точения при обработке жаропрочных сплавов Резцы с пластинами из твердого сплава Точение
1. Наружное точение
Размер державки резца, мм Диаметр обра- батываемой по- верхности, мм до Глубина резания мм до
2 1 5 1 св. 5
Подача so, мм!об
12X20 16X25 20 50 ‘ 100 200 0,15-0,25 0,25-0,35 0,35—0,40 0,40—0,45 0,20—0,25 0,25—0,35 0,35-0,40 0,20—0,25 1 0,25-0,35
20X30 25X25 50 100 200 500 св. 500 0,30—0,40 0,40-0,45 0,45—0,.50 0,50-0,60 0,60-0,70 0,20—0,30 0,30—0,40 0,40—0,45 0,45-0,50 0,50-0,60 0,15—0,20 0,20-0,30 0,30—0,40 0,40—0,45 0,45—0,50
25X40 100 200 500 св. 500 0,50—0,55 0,55—0,60 0,60-0,70 0,70-0,80 0,40—0,50 0,50-0,55 0,55-0,60 0,60-0,70 0,30—0,40 0,40—0,50 0,50-0,55 0,55—0,60
30X45 40X60 500 св. 500 0,70-0,80 0,80—1,0 0,60-0,70 0,70—0,80 0,50-0,60 0,60-0,70
2. Растачивание А. Токарные станки
Размер резца или оправки, мм Вылет рез- ца или оп- равки, мм до Глубина резания tt м.*, до
2 1 3 5 1 8
Подача so, мм1об
Диаметр круглого сечения резца, мм 10 16 25 40 50 80 125 200 0,10-0,15 0,15—0,20 0,20-0,25 0,25-0,30 0,10-0,15 0,15—0,20 0,20-0,25 0,10-0,15 0,15-0,20 0,10—0,15
Сечение оправки 40X40 150 300 — 0,40-0,50 0,30—0,40 0,30-0,40 0,20-0,30 0,20-0,30 0,15-0,20
60X60 150 300 — 0,50—0,60 0,40-0,50 0,40-0,50 0,30-0,40 0,30—0,40 0,20—0,30
75X75 300 500 — 0,60-0,80 0,50-0,60 0,50-0,60 0,40—0,50 0,40-0,50 0,30-и, 40
100X100 300 500 800 — 0,80-1,0 0,60-0,80 0,50-0,60 0,60-0,80 0,40-0,60 0,30—0,40 0,40—0,60 0,30-0,40
Б. Карусельные станки
Вылет резца при растачивании, мм до Глубина резания t, мм до
3 1 5 8 св. 8
Подача s0, мм/об
200 300 500 700 0,70-0,80 0,60-0,70 0,50—0,60 0,40-0,50 0,60-0,70 0,50-0,60 0,40—0,50 0,30—0,40 0,50—0,60 0,40-0,50 0,30-0,40 0,20—0,30 0,40-0,50 0,30—0,40 0,20-0,30
Примечания: 1. При обработке тонкостенных деталей, имеющих толщину до 5 мм, значе- ния подач умножать на Х=0,5—0,65; при обработке деталей в условиях понижен- ной жесткости технологической системы — на К=0,60—0,75. 2. При обработке прерывистых поверхностей и при работах с ударами таб- личные значения подач следует умножать на коэффициент К=0,75. 3. Меньшие значения пода'ч — для больших диаметров обрабатываемых по- верхностей и глубин резания, большие — для меньших.
10 Зак. 57
145
I .
Карта 71
Подачи для чернмвого точения при обработке титановых сплавов Резцы с пластинками из твердого сплава Точение
1. Наружное точение
Размер державки резца, мм Диаметр обраба- тываемой поверх- ности, мм до Глубина резания t, мм до
2 5 св. 5
Подача $0, мм/об
12x20 16X25 50 100 св. 100 0,20-0,30 0,30-0,40 0,40—0,50 0,15—0,25 0,25-0,30 0,30-0,40 0,20-0,25 0,25-0,30
20x30 25X25 50 100 св. 100 0,25-0,30 0,30—0,40 0,40—0,50 0,20—0,25 0,25-0,30 0,35—0,50 0,15-0,20 0,20-0,25 0,25-0,35
25X40 . 30X45 40x60 200 св. 200 0,40—0,50 0,50-0,60 0,30-0,40 0,40-0,50 0,25-0,30 0,30-0,40
2. Растачивание
Размер резца или оправки, мм Вылет резца или оп- равки, мм до Глубина резания мм до
2 3 5 8
Подача $0, мм/об до
Диаметр круглого сечения резца, мм 10 16 25 40 50 80 125 200 0,10—0,15 0,15-0,20 0,20-0,25 0,25-0,30 0,10—0,15 0,15-0,20 0,20-0,25 0,12-0,15 0,15-0,25 1111
Сечение оправки, мм. 40X40 150 св. 150 —— 0,40—0,50 0,30-0,40 0,30-0/0 0,20-0,30 0,20-0,30 0,15-0,20
60X60 150 св. 150 — . 0,40—0,50 0,30-0,40 0,40—0,45 0,25-0,40 0,35-0,40 0,25-0,35
Примечания: 1. При обработке прерывистых поверхностей и на работах с ударом таблич- ные значения подач умножать на коэффициент 0,75. 2. Меньшие значения подач — для больших диаметров обрабатываемых по- верхностей и глубин резания, большие — для меньших.
146
Карта 72
Подачи в зависимости от заданной чистоты поверхности при обработке жаропрочных сплавов Резцы с пластинками из твердого сплава Точение
Класс сплава Марка сплава Скорость ре- зания V, мм/мин
ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) Весь диапазон скоростей
ВОЙ основ ХН70ВМТЮ (ЭИ617) Весь диапазон скоростей
На никеле ЭИ867 Весь диапазон скоростей
ХН78Т (ЭИ435) Весь диапазон скоростей
На железо-нике- левой основе 1 ХН35ВТЮ (ЭИ787) Весь диапазон скоростей
Радиус при вершине резца г, мм Подача резца s0 (мм/об) при заданном классе чистоты поверхности
V5 V6 77
0,5 1 0,25 0,09 —
1,0 0,38 0,25 —
2,0 0,52 0,35 0,22
4,0 0,60 0,40 0,25
0,5 0,30 0,19 0,13
1,0 0,37 0,25 , 0,13
2,0 0,44 0,29 0,15
4,0 0,56 0,40 0,18
0,5 0,17 0,10 —-
1,0 0,25 0,16 0,10
2,0 0,35 0,21 0,13
4,0 * 40 0,25 0,15
0,5 0,26 0,16 —
1,0 0,35 0,22 —
2,0 0,46 0,29 Г 0,13
4,0 0,7/\ 0,45 0,21
0,5 0,19 0,09 —
1,0 0,28 0,14 1 0,07
2,0 0,38 0,19. 0,09
4,0 0,45. 0,22 0,11
' . • I
Примечание. Приведенные в таблице значения подач даны применитель-
но к работе резцами, имеющими износ по задней грани не более 0,2 мм, — для
класса чистоты V 7 и в пределах 0,6—0,8 мм — для класса чистоты V 6 и ниже.
10*
147
Карта 73
Подачи в зависимости от заданной чистоты поверхности при обработке титановых сплавов Резцы с пластинками из твердого сплава Точение
Марка сплава Радиус при вершине резца г, мм Глубина резания t, мм Подача резца (мм/об) при задан- ном классе чистоты поверхности
V4 V5 V6 V7
ВТЗ, ВТЗ-1, ав=95—120 кг/мм2 ВТ8, св=100- 120 кг/мм2 0,5 до 2,0 св. 2 до 12 0,55 0,42 0,39 0,30 0,28 0,21 0,22 0,17
1,0 до 2,0 св. 2 до 12 0,48 0,45 0,34 0,32 0,24 0,25 0,19
2,0 до 2,0 св. 2 до 12 0,56 0,52 0,40 0,37 0,28 0,29 0,22
4,0 до 2,0 св. 2 до 12 1 1 0,60 0,45 0,42 0,32 0,33 0,25
ВТ5, ОТ4, ОТ4-2, ав=70- 95 кг/мм2 ВТ6, зв—90—100 кг/мм2 ВТ14, ав—90—100 кг/мм2 0,5 до 2,0 св. 2 до 12 0,47 0,36 0,34 0,26 0,24 0,18 0,19 0,14
1,0 до 2,0 св. 2 до 12 0,54 0,42 0,38 0,29 0,27 0,21 0,22 0,16
2,0 до 2,0 св. 2 до 12 0,48 0,44 0,34 0,'31 0,24 0,25 0,19
4,0 до 2,0 св. 2 до 12 0,55 0,51 0,39 0,36 0,27 0,28 0,22
Поправочные коэффициенты на подачи в зависимости от главного угла в плане
Главный угол в плане <р° 30 45 60 90
Коэффициент KS(? 1,20 iTooj 0,88 0,73
148
Карта 74
Выбор подач в зависимости от заданного класса точности при точении деталей типа валон Сплав ВТЗ—1. Работа с охлаждением Точение
Допускаемые погрешности, обусловленные упругими деформациями технологической системы
Класс чистоты Отношение длины обработки к диаметру //£> •
V7 V6 V5 V4
Класс точности
с3 Х3 ш3 — — — 2 4 6 10 2 4 6 10 2 4 6 10
Погрешность в диаметре Дусист, мк
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 “ 30 40 50 60 70 80 90 100 I 9 6 5 4 1 7 1 1 J 1 1 III 1 ф. 1 — 7 22 19 21 16 21 17 12 17 16 6 20 14 13 6 10 8 8 15 14 6 17 8 7 8 7 6 12 6 5 13 6 4 15 30 27 35 30 37 33 28 37 36 14 28 22 27 20 26 24 24 35 34 14 25 16 21 14 24 23 22 32 26 13 21 9 12 11 22 20 9
0,05 г 10 20 30 40 50 60 70 80. 90 100 — •— — — — 4 8 4 9 8 ♦ 7 6 4 —
149
Продолжение карты 74
Класс чистоты Отношение длины обработки к диаметру ' IID
V7 V6 | V5 j V4
Класс точности
— С3 — — 2 4 6 10 —
— Хз — — — — — — 'а; 4 6 10 — — . — —
— ш3 2 4 6 *10
Погрешность в диаметре Дусист. мк
1 Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 10 5 6 3 1 м 1 1 1 1 1 1 1 4 1 1 1 1 1 1 1 1 1 1 8 23 18 22 16 20 15 10 14 10 7 20 13 12 5 8 3 7 5 6 12 8 6 1 5 3 5 12 2 16 31 26 35 30 36 31 26 36 30 15 28 21 26 19 24 19 15 27 25 14 25 16 20 12 17 15 14 25 23 13 20 8 10 4 14 13 11 22
0,05 10 20 30 40 50 60 70 80 90 100 — — — — — — — — 5 7 2 6 2 — — —
Класс чистоты Отношение длины обработки к диаметру ’ 1/D
V7 | 1 V6 1 V5 1 V4
Класс точности
— — — 2 4 6 10
— — Сза — — — — — 2 -4 6 10 — — - — —
— G — 2 4 6 10
Погрешность в диаметре А^сисг> лек
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 18 43 38 48 42 52 47 42 55 51 17 40 33 38 31 40 35 31 48 46 16 37 28 32 24 33 31 30 46 44 15 32 20 22 16 30 29 27 43 20 23 40 29 24 3 21 30 6 19 20 14 1 60 90 85 108 102 114 109 104 123 119 59 87 80 98 91 112 97 93 116 114 58 84 75 92 84 95 93 92 114 112 57 79 67 82 76 92 91 89 113 88
0,05 10 20 30 40 50 60 70 80 90 100 12 7 19 13 25 20 15 28 24 9 2 8 2 13 8 4 21 19 6 3 6 4 3 19 17 1 3 2 16 9 — — — 30 64 59 83 77 94 89 84 105 101 29 61 54 73 66 82 77 73 98 96 28 58 49 67 59 75 73 72 96 94 27 53 41 57 51 72 71 69 93 70
150
Продолжение карты 74
Класс чистоты Отношение длины обработки к диаметру //£>
V7 i V6 | V5 | V4
Класс точности
— — С4 — 2 4 G 10
— — С5 •— — — — — 2_ 4 6 10 — — — —
— . — — . с5 — — — — — — ~2 4 6 10
Погрешность в диаметре Ауснст. лк
Перемещение на деление лимба, мм 0,01 Обрабатываемый диаметр, мм 10 20 30 40 50 60 70 80 90 100 60 87 76 84 63 56 32 5 5 58 77 53 46 9 56 67 33 15 I 51 48 I 136 193 182 210 189 210 186 159 182 160 134 183 159 172 135 148 117 83 108 93 132 173 139 141 97 102 71 50 83 76 127 154 100 91 39 55 47 28 72 .70 136 193 179 201 182 206 183 142 170 141 135 183 151 165 135 138 96 65 79 49 134 169 132 137 87 87 45 8 30 14 131 150 99 79 23 18
0.05 10 20 30 40 50 60 70 80 90 100 30 61 52 59 38 36 28 51 27 21 26 41 7 21 22 116 177 166 196 175 198 174 147 171 149 114 167 143 158 121 136 105 71 97 82 112 157 123 127 83 90 59 38 72 65 107 138 84 77 25 43 35 16 61 50 116 177 163 187 168 194 171 130 159 130 115 167 135 151 121 126 84 53 68 38 114 153 116 123 73 75 45 19 31 пч 134 S3 65 9 6
Поправочные коэффициенты на допускаемые погрешности, обусловленные упругими деформациями технологической системы при то.чецци в зависимости от глубины резания
Класс чистоты V6-W V4-V5
Глубина резания /, мм 0,25 0,5 0,7 1.0 1,4 2,0 2,8
Коэффициент К к иУсист 1,0 1,0 2,8 2,0 1,4 1,0 0,7
151
Карта 75
Выбор подач в зависимости от заданного класса точности при точении деталей типа валов Сплав ВТЗ—1 Точение
Податливость технологической системы при обработке в центрах (разность податливостей)
Станок с наибольшим диаметром обрабатываемой детали — 400 мм
s
ч
KJ
н
0)
Отношение длины детали к диаметру L/D
4 1 6 1 8 J 10
Отношение длины обработки к диаметру I/O
2 I 4 | 2 | 4 | 6 | 2 | 4 | 6 | 8 | 2 4 | 6 | 8 | 10
Начало обработки в долях длины детали 0.0L
0,0|0,25| 0,51 0,0| 0,0|0,25| 0,5| 0,0|0,25| 0,0| 0,0|0,25| 0,5|0,75| 0,0|0,25| 0,5| 0,0|0,25| 0,0| 0,0|0,25| 0,5|0,75| 0,0|0,25| 0,5| 0,0'0,25| 0,0) 0,0
Податливость соСИсТ’ мк/кг
0) *
2*
10 0,11 0,11 0,14 0,25 0,35 0,38 0,66 0,61 0,78 0,81 0,87 0,74 0,84 0,98 1,62 0,84 1,82 1,62 1,82 1,82 1,30 1,45 1,12 1,67 3,21 1,60 3,07 3,49 2,65 3,49 3,70
20 0,23 0,11 0,05 0,28 0,09 0,07 0,24 0,12 0,29 0,29 0,30 0,30 0,42 0,38 0,60 0,42 0,81 0,60 0,81 0,81 ♦ 59 0,66 0,57 0,87 1,44 0,73 1,60 1,57 1,36 1,57 1,78
30 0,27 0,11 0,03 0,30 0,09 0,04 0,15 0,15 0,17 0,24 0,16*0,17 0,27 0,23 0,32 0,27 0,5! 0,32 0,51 0,51 0,32 0,42 0,38 0,54 0,86 0,46 1,04 *0,93 0,88 0,93 1,14
40 0,29 0,11 0,02 0,31 0,13 0,05 0,10 0,20 0,13 0,25 0,08*0,10 0,21 0,15 0,18 0,21 0,35 0,21 0,35 0,35 0,19 0,28 0,29 0,39 0,56 0,31 0,77 0,61 0,65 0,61[0,82
50 0,31 0,11 0,02 0,33 0,16 0,07 0,07 0,24 0,12 0,26 0,06 0,06 0,16 0,10 0,09 0,16 0,26 0,16 0,26 0,26 0,12 0,22 0,24 0,28 0,40 0,24 0,60 0,43 0,52 0,44 0,62
60 0,32 0,11 0,015 0,33 0,18 0,07 0,06 0,25 0,11 0,27 0,07 0,03 0,13 0,07 0,07 0,14 0,21 0,16 0,21 0,24 0,09 0,15 0,19 0,18 0,29 0,16 0,48*0,31 । 0,42 0,35 0.49
70 0,32 0,11 0,015 0,33 0,20 0,08 0,04 0,27 0,11 0,28 0,09 0,02 0,11 0,06 0,09 0,12 0,17 0,18 0,18 0,24 0,06 0,13 0,17 0,17 0,23 0,14 0,410,24 • 0,37 0,310,41
80 0,33 0,11 0,01 0,34 0,21 0,09 0,04 0,28 0,11 0,29 0,10 0,01 0,10 0,04 0,11 0,11 0,14 0,21 0,15 0,25 0,05 0,10 0,15 0,15 0,18 0,11 0,35*0,18 0,31 0.26 0,35
90 0,33 0,11 0,01 0,34 0,22 0,09 0,03 0,29 0,11 0,29 0,12 0,02 0,09 0,04 0,14 0,10 0,12 0.22 0,13 0,25 0,03 0,07 0,13 0,12 0,13 0,09*0,30 0,13 0,26 0,22,0,30
100 0,33 0,11 0,01 0,34 0,22 0,10 0,03 0,30 0,11 0,30 0,13 0,03 0,08 0,04 0,15 1 0,10 0,10 0,23 0,12 0,25 0,01 0,06 0,12 0,10 0,09 0,08|0,26^0,09.0,23 0,20-0,26
Продолжение карты 75
Податливость технологической системы при обработке в патроне
(разность податл: остей)
Станок с наибольшим диаметром обрабатываемой детали — 400 мм
Диаметр детали D, мм Отношение вылета детали к диаметру L/D (начало обработки)
2 3 1 4
Отношение длины обработки к диаметру IID
2 2 3 2 3 4
Податливость <*»снстэ мк/кг
10 20 30 40 50 60 70 80 90 100 0,57 0,43 0,46 0,54 0,63 0,74 0,87 1,00 1,65 1,00 0,86 0,87 1,00 1,77 1,12 1,03 1,08 1,27 3,5 . 2,14 1,50 1,37 •* °. 1 1 1 1 1 1 СО СМ • 4,07 2,57 1,96 1,91 i
Поправочные коэффициенты на податливость (разность податливостей) технологической системы в зависимости от типоразмера станка при обработке в центрах
Станок с наибольшим диаметром обработки, мм
100 ; 125 1 160 200 250 320 400 500
Поправочный коэффициент Л'<-'сист
1,25 0,75 1,18 0,82 1,05 0,95 1,03 1,97 1,0 1,0 ! 0,95 | 1.05
Примечание. Верхние значения поправочных коэффициентов относятся к более жестким валам, нижние значения — к менее жестким.
Поправочные коэффициенты на податливость (разность податливостей) технологической системы в зависимости от типоразмера станка при обработке в патроне
Станок с наибольшим диаметром обработки, мм
100 125 160 200 250. 320 400 500
Поправочнь 1,35 [й коэффициент Хшс 1,31 ист 1,2 1,0 0,96
153
Карта 76
Выбор подач в зависимости от заданного класса точности при точении деталей типа валов Сплав ВТЗ—1. Работа с охлаждением Точение
Уточнение — отношение погрешности заготовки к погрешности обработанной детали, обусловленной упругими деформациями технологической системы: Азаг русист
Податливость техно- логической системы о>сист, мк/кг Подача s0, мм;об
0,15 0,18 0,22 0,25 0,28 0,32 0,35 0,40 0,45
Уточнение е
4,0 3,5 3,0 2,5 2,0 1,5 1,2 0,9 0,7 0.5 0,4 0.33 0,25 0,20 0,13 0,10 0,05 19 21 25 30 38 49 62 83 107 150 187 227 300 374 575 750 1500 16 18 21 25 32 42 53 71 91 127 159 193 254 318 490 636 1272 14 16 18 22 27 35 45 60 78 109 136 166 218 273 420 546 1092 12 14 16 19 24 31 40 53 68 95 119 144 190 238 366 476 952 11 12 14 17 22 28 36 48 61 86 108 131 172 216 330 430 860 10 11 13 15 20 25 32 43 55 76 96 116 153 193 295 381 762 9 10 12 14 18 23 29 39 50 71 89 107 140 174 269 353 706 8 9 10 13 16 20 26 35 45 63 79 96 126 157 242 314 628 7 8 9 11 14 18 24 32 41 57 71 87 114 142 219 284 568
Поправочный коэффициент на уточнение К Е
Главный утол в плане Коэффициент Кг
30 45 60 90 1,34 1,00 0,80 0,50
154
Карта 77
Подачи дл Свер Диаметр сверла D, мм я сверления жаропрочных сплавов ла из быстрорежущей стали Автоматические подачи • 9 С&ерление Ручные подачи V
Группа подач
I II III
Подача $0, мм/об до ...
2 4 6 8 10 13 16 20 25 30 . св. 30 0,03—0,04 0,05-0,07 0,08-0,10 0,11-0,13 0,15-0,18 0,17-0,20 0,19—0,25 0,23—0,28 0,25-0,30 0,28-0,33 0,30-0,35 а 1 0,025-0,035 0.03—0,05 0,05-0,07 0,07-0,10 0,11-0,13 0,12-0,15 0,14—0,17 0,16-0,20 0,18-0,23 0,22-0,25 . 0,24-0,30 0,015-0,025 0,02-0,03 0^04=^0,05 0,05—0,07 0,07-0,09 0,08-0,10 0,10—0,12 0,12—0,14 0,13-0,15 0,14.-0,17 0,15—0,18 0,04 0,07 0,10 0,13 0,18 0,15 0,13 0,10 0,08 0,05
Поправочные коэффициенты на подачу в зависимости от глубины сверления ' (для I группы подач)
Глубина сверления в диа- метрах сверла 3D 5D ID 10D
Коэффициенты 1 ИЗ 0,90 0,80 ” 0,75
Технологические факторы выбора подач I группа подач. Сверление отверстий в жестких деталях, без допуска или с допуском до 5-го класса точности, под последующую обработку сверлом, зенке- ром или резцом. . • • > II группа подач. Сверление отверстий в деталях средней жесткости (тонко- стенные детали коробчатой формы, тонкие выступающие части детали и т. п.). Сверление отверстий с чистотой обработки V 4 для последующей обработки одним зенкером или двумя развертками. III группа подач. Сверление точных отверстий при последующей обработке ' развертками или для последующего нарезания резьбы метчиком.
>55
Карта 78
Подачи для сверления титановых сплавов
Сверление
Сверла из быстрорежущей стали
Диаметр сверла D, мм Автоматические подачи Ручные подачи
Группа подач
I 11 111
• Подача sot мм/об до
4 0,07—0,10 0,05—0,08 0,04-0,06 0,10
6 0,11-0,13 0,08-0,10 0,06-0,08 0,13
8 0,14—0,17 0,10-0,13 0,07—0,09 0,17
10 0,16-0,18 0,14—0,16 0,08-0,12 0,18
13 0,18-0,20 0,15-0,18 0,10—0,12 0,20
16 0,20—0,23 0,16-0,18 . 0,10-0,12 0,18
20 0,22—0,25 0,18-0,20 0,12-0,13 0,15
Поправочные коэффициенты на подачу в зависимости от глубины сверления
(для I группы подач)
Глубина сверления в диа-
метрах сверла
3Z7
5D
7D
10D
Коэффициенты
0,90
0,80
0,75
|1;00[
Технологические факторы выбора подач
I группа подач. Сверление отверстии в жестких деталях, без допуска или с
допуском до 5-го класса точности под последующую обработку сверлами, зенке-
ром или резцом.
II группа подач. Сверление отверстий в деталях средней жесткости. Сверле-
ние отверстий с чистотой обработки V 4 для последующей обработки одним зен-
кером или двумя развертками.
III группа подач. Сверление точных отверстий при последующей обработке
развертками или для последующего нарезания резьбы метчиками.
156
Карта 79
Подачи для зенкерования и развертывания жаропрочных сплавов Инструмент из оыстрорежущей стали Зенкерование, развертывание
Диаметр зенкера или развертки D, мм до 10 20 30 35
Подача у0, мм/об при зенкеровании 1 группа II группа 0,3 0,2 0,5 0,4 0,7 0,5 1.0 0,7
Подача s0, мм/об при развертывании I группа II группа III группа 0,5 0,4 0,3 0,7 0,5 0,4 1,2 0,8 0,6 1,5 1,0 0,8
Примечание по группам подач: Зенкерование: I группа — зенкерование без допуска; II группа — зенкерование под последующую обработку разверткой или под резьбу. Развертывание: I группа — предварительное развертывание; II группа — чистовое развертывание по 3—4-му классам точности с чистотой обработанной поверхности \7б—V 7; III группа — чистовое развертывание по 2-му и 2а классам точности с чисто- той обработанной поверхности V7 и ^8.
Карта 80
Подачи для зенкерования и развертывания титановых сплавов Инструменты из быстрорежущей стали и с пластинками твердого сплава. Работа с охлаждением Зенкерование, развертывание
Диаметр зенкера или развертки D, мм до Быстрорежущая сталь Твердый сплав
10 15 20 30 40 10 15 20 30 40
Подача при зенкеро- вании 50, мм/об I группа 0,3 0,4 0,5 0,6 0,6 — — --- — • —
11 группа 0,2 0,3 0,4 0,5 0,5 — — — ’— —
Подача при развер- тывании so, мм/об I группа 0,3 0,5 0,8 1,0 1,2 0,2 0,4 0,6 0,8 1,0
II группа 0,2 0,4 0,6 0,8 1,0 0,2 0,3 0,5 0,7 0,8
Подачи даны для случаев зенкерования и развертывания сквозных отверстий. При обработке глухих отверстий рекомендуются подачи в пределах 0,2—0,4 мм/об. Примечание по группам подач: Зенкерование: I группа — зенкерование без допуска; II группа — зенкерование под последующую обработку разверткой или под резьбу. Развертывание: I группа — чистовое развертывание по 3-му классу точности с чистотой обработанной поверхности V6 —V7 при допустимой величине износа разверток б3 =0,20 мм\ II группа — чистовое развертывание по 2-му и 2а классам точности с чисто- той обработанной поверхности \/7 и выше при допустимой величине износа раз- верток б3=0,15 мм.
157
Карта 81
Скорости резания Сплавы жаропрочные на никелевой основе ХН78Т (ЭИ435), ав = 78 кг/лле2; ХН75МБПО (ЭИ602); ХН60В (ЭИ868),ав =75 кг/мм-, ==3,9—4,2 мм. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания /, мм до Подача s0, мм/об
0,85 2,7 7,4 0,1 0,17 0,1 0,27 0,17 0,1 0,43 0,27 0,17 0,43 0,27 0,43 0,7
Марка сплава Характер обработки Главный угол в плане <р° Скорость резания о, м/мин
ХН78Т (ЭИ435) ХН75МБТН (ЭИ602) ХН60В (ЭИ868) Продольное наружное точение 30 45-60 90 30 45-60 90 30 45-60 90 134 НО 97 94 77 68 85 69 .61 117 96 84 82 67 59 74 60 53 105 85 76 73 61 53 66 54 48 94 76 67 66 54 47 59 48 42 82 68 60 58 48 42 52 43 38 73 60 53 51 42 37 46 38 33 65 54 47 45 37 33 41 34 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Поперечное точение Отношение диамет- ? ров d\D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Кд 1,45 1,22 1,11 1,05 |1.00|
Растачи - вание Диаметр растачива- ния мм до 50-75 200 св. 200
Коэффициент /\а ‘и 0,80 0,90 1 1,00|
Периода стойкости резцов Период стойкости Т, мин. - 15 20 30 60
Коэффициент 1,11 1,06 11.001 0.90
Состояния поверхно- сти заготовки Поверхность Без корки По корке и свар- 1ым швам
Коэффициент 11,00 | 0,80
Наличия, состава и способа подвода ох- лаждающей жидкости 10%-ная эмульсия под' давлением 10—15 атм 5%-ная эмульси; в смеси с 2% сульфофрезола 1 г- Без охлажде- ния
1,35 11,00 1 0,90
Примечание. Поправочные коэффициенты в зависимости от конструк-
тивных форм, размеров и способов крепления деталей на станке и других техно-
логических условий обработки см. в карте 127.
158
К а р т a 82
Подачи и скорости резания Сплав жаропрочный на никелевой основе ХН78Т (ЭИ435), (Та-“70—78 хг/х.ч2, dB = 3.9—4,2 леи. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подачи при отрезке
Диаметр обработки D, мм до Ширина резца Ь, мм Подача х0, мм^об
20 80 100 __ ю <© СО | ! ТУ4 0,025-0,03 0,03-0,06 0,06-0,09
2. Выбор подачи при прорезке канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм
2-4 i | 5—8 | 9-12
Подача s0, мм {об
50 100 200 400 800 1000 1200 0,025—0,03 0,03-0,05 0,06-0,10 0,10-0,15 0,12-0,18 —м 0,03-0,05 0,05-0,08 0,09-0,12 0,11—0,17 0,13—0,20 0,15—0,22 0,20-0,25 0,06—0,10 0,10-0,14 0,012-0,18 0,16-0,24 0,20—0,28 0,22—0,32
3. Скорость резания
Подача <$0, мм/об до
0,03 0,05 0,10 0,18 0,32
Скорость резания и, м/мин
56 50 45 40 36
Поправочные коэффициенты на скорость резания для измененных условдй^ работы в зависимости от:
Отношения диаметров Отношение диамет- ров d/D до 0 0,2 0,5 0,8
Коэффициент Кп V 1,00 0,83 | 0,76' 0,73
Периода стойкости резцов Период стойкости Т, мин. 10 20 30 40 60
Коэффициент KTv 1.47 1,15 1,00 0,90 0,78
159
Карта 83
Скорости резания Сплав жаропрочный на никелевой основе ХН78Т (ЭИ435), Ов=70—78 кг/мм2, dv—3,9—4,2 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача so, мм/об до
4,2 5,0 6,0 7,0 8,4 10,0 12,0 14,4 17,0 20,5 0,06 0,066 0,066 0,073 0,08 0,08 0,088 0,097 0,088 0,06 0,066 0,073 0,073 0,08 0,088 0,088 0,097 0,11 0,097 0,066 0,073 0,08 0,08 0,088 0,097 0,097 0,11 0,12 0,11 0,073 0,08 0,088 0,088 0,097 0,11 0,11 0,12 0,13 0,12 0,08 0,088 0,097 0,097 0,11 0,12 0,12 0,13 0,145 0,13 0,088 0,097 0,11 0,11 0,12 0,13 0,13 0,145 0,16 0,145 0,12 0,12 0,13 0,145 0,145 0,16 0,18 0,16 0,13 0,145 0,16 0,16 0,18 0,20 0,18 0,16 0,18 0,18 0,20 0,20 0,20
Длина сверления Z, мм до Скорость резания и, м/мин
3D 7D \QD 17 15,5 14 15,5 14 12,4 14 12,4 11 12,5 11,2 10 11,5 10,3 9,2 10,5 9,5 8,4 9,5 8,6 7,6 8,6 7,8 6,9 7,8 7,0 6,3 7,1 6,4 5,7
Принятые периоды стойкости сверл Т, мин.
Диаметр сверла D. мм до 6 св. 6-12 св. 12-17 св. 17
Период стойкости Т, мин. 5 8 14 30
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение факти- ческого периода стой- кости к нормативному Тф/Т и Коэффициент КТ/0 0,25 1,43 0,50 1,20 1,00 2,00 0,83 4,00 0,70
IhOOj
Марки инструмен- тального материала Материал инстру- мента Коэффициент Р18 11,оо i Р9К5, Р10К5Ф5 1,15
160
Карта 84
Точение
Скорости резания
Сплавы жаропрочные на ;» челевой основе ХН771Ю
(ЭИ437А), ХН77ТЮР (ЭИ437Б), ов =85-100 кг/мм2,
dB = 3,8—3t4 мм. Резцы с пластинками ВК8. Работа
с охлаждением
Глубина резания t, мм до Подач- а $0, мм'об до
1,0 1,5 2,5 4,0 6,5 10 16 0,10 0,17 0,10 0,29 0.17 0,10 0,49 0,29 0,17 0,10 0,78 0,49 0,29 0,17 0,10 0,78 0,49 0,29 0,17 0,10 и,78 0,49 0,29 0,17 0,10 0,78 0,49 0,29 0,17 0,78 0,49 0,29 0,78 0,49 0,78
Харак- тер об- работ- ки Глав- ный угол в плане Скорость резания и, м/мин
Про- доль- ное наруж- ное точение 30 • 45—60 90 68 56 49 62 51 45 55 45 40 49 40 35 43 36 31,5 40 33 29 35 29 25,5 33 27 24 29 24 21 26 21,5 19 23,5 19,0 17
Поправочные коэффициенты на скэрость резания для измененных условий
работы в зависимости от:
Харак- тера обра- ботки Попереч- ное точе- ние Отношение диамет- ров d/D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент Aj V 1,45 1,22 1,11 1,05 ГГоо]
Растачива- ние Диаметр растачива- ния db мм до 30-50 75 200 св. 200
Коэффициент Kd. 0,65 0,80 0,90 1 1,00|
Периода стойкости резцов Период стойкости Г, мин. 5 10 20 30 60 90
Коэффициент KTv 1,36 1,21 1,07 11.001 0,89 0,83
Марки твердого сплава Марка твердого сплава * ВК8 ВК6М
Коэффициент /<Иг| ! 1 1,00 1 1,20
Состояния поверх- ности заготовки Поверхность Без корки По корке и сварным швам
Коэффициент V 11,001 0,75
• Наличия, состава и способа подвода охлаждающей жидко- сти 10*ь-ная эмульсия под давлением 10—15 атм 1,35 5%-пая эмульсия в сме- си с 2% сульфофрезола И .001 Без ох- лаждения 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив-
ных форм, размеров и способов крепления деталей на станке и других техноло-
гических условий обработки см. в карте 127.
11 Зак . 57
161
Карта 85
Скорости резания Сплав жаропрочный на никелевой основе ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), dn =3,4-3,8 мм. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подач при отрезке
Диаметр обработки D, мм до Ширина резца Ь, мм Подача $0, мм/об
30 50 100 2-4 св. 4—5’ св. 5—7 0,03-0.04 0,04-0,06 0,06—0,08
2. Выбор подач при прорезке канавок (диаметральных и торцовых) .
Диаметр обработки D, мм до Ширина канавки Ь, мм
2-4 св. 4—8 1 св. 8-12 I св. 12-16
Подача s0, мм/об
50 100 200 400 800 1000 1200 0,03-0,05 0,05-0,07 0,07—0.10 0.10-0,12 0J2—0,15 0,05-0,07 0,07-0,10 0,10-0,12 0,12-0,15 0,15-0,18 0,18-0,21 0,21-0,24 0,10—0,12 0,12—0,15 0,15-0,18 0,18—0,21 0.21-0,24 0,24—0,27 0,12—0,15 0.15-0,18 0,18-0,21 0,21—0,24 0.24—0,27 0,27-0,30
3. Выбор скорости резания, усилия резания и мощности
Подача s0, мм/об до Скорость резания | V, м/мин Усилие резания Р, кг Мощность N, кет
0,03 0,04. 0,05 0,065 0,085 0,11 0,14 0,18 0,23 0,30 31,0 27,8 25,0 23,0 20,5 18,5 ' ' 16,7 15,0 13,7 12.3 34,5 40,0 46,5 54,0 63,5 74,0 86,0 100,0 116,0 135,0 0,17 0,18 0,19 0,20 0,21 0,22 0,23 0,24 0.26 0,27
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диаметров diD до 0 0,2 0,5 >0,8
Коэффициент Ка.г/ П~йЧ - 0,83 0,76 0,73
Периода стойкости резцов Период стойкости Т, мин. 5 10 20 30 60 90
Коэффициент Кт^ 1,36 1,21 1,07 »1.00| 0.89 0,83
Примечание. Скорость резания остается постоянной для любой ширины резца. Значения усилия резания и мощности умножать на ширину резца b в мм.
162
Карта 86
Скорости резания
Сплавы жаропрочные на никелевой основе ХН77ТЮ
(ЭИ437Л), ХН77ТЮР (ЭИ437Б), ав=85—100 кг/мм*,
dB^=3,8-3,4 мм. Сверла из стали Р18. Работа
с охлаждением
Сверление
Диаметр
сверла
£>, мм
• до
Подача s0, мм/об до
4,0
7,5
10,0
13,0
18,0
24,0
0,03 0,034 0,039
0,034 0,039 0,045
0,039 0,045 0,051
0,045
0,051
0,058
0,051
0,058
0,066
0,075
0,066
0,075
0,085
0,096
0,058
0,066
0,075
0,085
0,0960,11
0,12
0,14
0,075
0,085
0,096
0.096
0,11
0,11
0,11
0,12
0,120,14
0,12j0,14
o,i4:o,i6
0,14
0,16
0,16
0,18
0,16
0,18
0,20
0,23
0,18*0,20 0,23
0,20;0,23
0,27
3,0 .
Скорость резания v, м/мин до
Длина
сверле-
ния
Z, мм до
3D 13,6 12,0 10,8 9,7 8,6 7,7 6,9 6,2 5,5 4,9 4,4 3,9 3,5 3,2
ID 12,0 10,8 9,7 8,6 .7,7 6,9 6,2 5,5 4,9 4,4 3,9 3,5 3,2 2,9
10D 10,8 9,7 8,6 7,7 6,9 6,2 5,5 4,9 4,4 3,9 3,5 3,2 2,9 2,6
Принятые периоды стойкости сверл Г, мин.
Диаметр сверла D, мм до
Период стойкости Т, мин.
до 5
св. 5—10
св. 10—15
14
15—22
25
5
8
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от:
Периода
стойкости
Отношение фактического пе-
риода стойкости к норматив-
ному Тф/Гн
0,25
0,50
1,00
2,00
4,00
сверл
Коэффициент Ktv
1,32
1,15
{ 1,001
0,87
0,76
Марки
инстру- ’
менталь-
ного мате-
риала
Марка материала инстру-
мента
Коэффициент Я,
Р18
Р9К5, Р10К5Ф5
1,15
1,001
11*
163
Карта 87
Скорости резания Сплав жаропрочный ЭИ437Б, ов —85—100 хг/лг.м2, z/B = 3,8—3,4 мм. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера D, мм до Глубина резания t, мм Подача s0\ мм . об до
0,20 0,24 0,28 0,33. 0,40 0,45 0,55 0,65
Скорость резания и, м/мин
8 9,5 11,3 0,3—0,4 5,7 6,5 7,2 5,1 5,7 6,5 4,5 5,1 5,7 4,0 4,5 5,1 3,6 4,0 4,5 3,6 4,0 3,6 3,2
13,6 16,5 20 •» 0,4-0,6 6,8 7,5 6,0 6,8 7,5 5,4 6,0 6,8 4,8 5,4 6,0 4,2 4,8 5,4 3,8 4,2 4,8 3,3 3,8 4,2 3,0 3,3 3,8
25 30 0,8-1,2 1 1 7,3 6,6 5,8 6,8 5,1 6,0 । 4,5 5,4 4,0 4,6 3,5 4,2
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Фактическая стойкость 7', мин. 8 10 12 15 20
Коэффициент А*Л) 1,28 1,12 11,001 0,88 0,73
Глубины резания Отношение фактической глу- бины резания к нормативной ^ф/^н 0,50 0,70 1,0 1,5 2,5
Коэффициент Ktv 1,27 1,12 11.001 0,87 0,73
164
Карта 88
Скорости резания Сплав жаропрочный на никелевой основе ЭИ437Б ав =85—100 кг/мм2, dB =3,8—3,4 мм. Развертки из быстрорежущей стали Р18. Работа с охлаждением Развертывание
Диаметр развертки D, мм до Глубина резания /, мм Подача s0, мм/об до
0,30 0,35 0,40 0,50 0,60 0,75 0,9
Скорость резания v, mJmuh
8 10 12 15 18 22 0,1 | | 0 СО Ч О) CD СЛ CD оо 6,2 6,8 7,6 8,5 9,6 5,4 6,2 6,8 7,6 8,5 4,8 5,4 6,2 6,8 7,6 8,5 4,3 4,8 5,4 6,2 6,8 7,6 3,9 4,3 4,8 5,4 6,2 6,8 3,9 4,3 • 4,8 5,2 6,2
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости разверток Фактическая стой- кость Т, мин. 10 12 15 20 25
Коэффициент Кт V 1,23 1,12 11.001 0,86 0,77
Глубины резания Фактическая глуби- на резания t, мин. 0,075 0,085 0,10 0,12 0,14
Коэффициент Ktv 1,25 1.12 0,86 0,76
Пр и мечани е. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по 3-му классу точности и с чистотой обработанной поверх- ности V6—V 7. При необходимости получения отверстий 2-го и 2а классов точ- ности с чистотой обработанной поверхности V7— \/8 скорость резания, приве- денную в таблице, умножать на К=0,75.
165
Карта 89
Скорости резания . Сплав на железо-никелевой основе ХН35ВТ (ЭИ612), НВ=260—270, ов=95 кг[мм2. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания /, мм до Подача $0, мм об до
2,0 3,5 6,0 10,0 Св. 10 0,2 0,25 0,2 0,3 0,25 0,2 0,4 0,3 0,25 0,2 0,55 0,4 0,3 0,25 0,7 0,55 0,4 0,3 0,25 0,9 0,7 0,55 0,4 0,3 1.2 0,9 0,7 0,55 0,4 1,2 0,9 0.7 0,55 1,5 1,2 0,9 0,7 1,5 1,2 0,9 2,0 1,5 1,2 2,0 1,5 2,0
Харак- тер об- работки Главный угол в плане <р° Скорость резания v, Mi мин
Продоль- ное на- ружное точение 30 45—60 90 65 53 47 59 48 42 54 44 39. 49 40 35 44 36 32 39 32 28 35 29 25 32 26 23 28 23 20 25 21 18,5 23 19 17 21 17 15 19 15,5 13,5 17 14 12
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Харак- тера об- работки Попереч- ное точение Отношение - диамет- ров d/D до. 0,10 0,20 0,50 0,80' св. 0,80
Коэффициент Kdv 1,45 1,22 1,11 1,05 П~00| .
Растачива- ние Диаметр отверстия d], мм до 50—75 200 св. 200
Коэффициент 0,8 0,9 n~w
Периода стойкос- ти резцов Период стойкости Г, мин. Коэффициент Кт V 10 20 30 45 60
1,47 1,1' j |Гоб| 0,85 0,78
Марки инстру- ментального мате- риала Марка твердогс сплава > Т5К10 ВК8 Т15К6 Р18
Коэффициент К 0,9 1,30 0,25
Механических свойств материа- ла Механические свой- ства, НВ НВ=260-270 F IB-220; ав- = 75 кг/мм = HB=180;gb= 2 =65 кГ/мм2
Коэффициент гпп 2,2 3,5
Состояния по- верхности загото- вок Поверхность Без корки По корке
Коэффициент ГП)О| 0,75
Наличия охлаж- дения 5%-ная эмульсия с 2% сульфорезола Без охлаждения
!~ 0,90
166
Карта 90
Подачи при отрезке и про, гзке канавок Сплав на железо-никелевой основе ХН35ВТ (ЭИ612), НВ— 240—260, ав —95 к}чм2. Резцы с пластинками ВК8 Отрезка и прорезка
• 1. Выбор подачи при отрезке-
Диаметр обработки D, мм до Ширина резца Ь, мм Подача s0, мм/об
50 80 120 3-4 4-5 5—7,5 0,05-0,09 0,08-0,12 0,10-0,15
2. Выбор подачи при прорезке канавок
Диаметр обработки D, мм до Ширина канавки b , мм до
3-4 | св. 4—5 св. 5-7 . | св. 7,0—10
Подача so, мм/об
100 200 500 800 1200 0,06 -0,09 0,09—0,11 0,10—0,13 0,12—0,15 0,14—0,17 0,08-0,10 0,09-0,12 0,10-0,14 0,12-0,16 0,14-0,19 0,10-0,12 0,11-0,13 0,12—0,15 0,13-0,17 0,15-0,20 0,12—0,15 0,13—0,17 0,14-0,19 0,16-0,22 0,18—0,24
Карта 91
Скорости реззния ! Сплав на железо-никелевой основе ХН35ВТ (ЭИ612), ; НВ = 240—260, Ов =95 кг/мм2. Резцы с пластинками ВК8. Работа с охлаждением Отрез :а и прорезка *
Ширина резца ЬУ мм до Подача з0, мм/об до
3,0 4,0 5,0 6,5 8,5 0,12 0,06 0,085 0,12 0,17 0,06 0,085 0,12 0,17 0,23 0,085 0,12 0,17 0,23 0,12 0,17 0,23 0,17
Скорость резания у, м/мин .
30,5 1 28 1 25 1 22,5 1 20;5 | 18,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диаметров Отношение диаметров d/D до 0,0 0,1 0,2 0,5 0,8
Коэффициент Kdv 1 1.001 0,91 0,83 0,76 0,73
Периода стойкости резцов Период стойкости Т, мин. 20 30 45 60
Коэффициент KTv 1,12 1 1.001 0,90 0,82
Марка ин- струмен- тального материала Марка твердого сплава ВК8 Т15К6
Коэффициент K^v iTooi 0,6
Наличия охлаждения С охлаждением Без охлаждения
v 11.001 0,8
Механических свойств Закалка Закалка-т-отпуск
1,1 1 11.001
167
Карта 92
Скорости резания Сплав жаропрочный на никелевой основе ХН70МВТЮ (ЭИ617), по = 100 кг/мм2, =3,3—3,7 мм. Прерывистое резание. Резцы из стали Р18. Работа с охлаждением Продольное точение
Глубина резания /, мм до Подача s0, мм/об до ч
0,5 1,0 1,8 3,4 0,20 0,26 0,20 0,34 0,26 0,20 0,44 0,*34 0,26 0,20 0,57 0,44 0,34 0,26 0,57 0,44 0,34 0,57 0,44 0,57
Скорость резания v, м/мин
8,2 7,3 6,5 5,8 I 5,2 4,7 4,2 3,7
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости резцов Период стойкости Г,, мин. 30 60 120
Коэффициент KTv 1,13 П~00~| 0,88
Марки материала режущей части резцов Р18 Р9К5, РК10
11.00 1 1.10
Состава и способа подвода охлаждаю- щей жидкости 5И-ная эмульсия ЮИ-ный водный раст- вор эмульсола и 2И сульфофрезола То же, под давлением 10—20 атм
11 лх> I 1,10 1,25
168
Карта 93
Скорости резания Сплав жаропрочный н~ никелевой основе ЭИЬ^7, ан = 100—125 кг/мм2, dB = d,6—3,2 мм. Прерывистое резание. Резцы из стали Р18. Работа с охлаждением Продольное точение
Глубина резания t, мм до Подача $0, мм [об до
1,0 2,0 4,0 0,10 0,20 0.10 0,40 0,20 0,10 0,40 0,20 0,40
Скорость резания v, м/мин
7,0 6,2 5,6 5,0 4,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости резцов Период стойкости Т, мин. 30 60 120
Коэффициент KTv 1,09 П.001 0,92 ♦
Марки материала режущей части резцов Р18 Р9К5, РК10
1 1.001 1,10
Состава и способа подвода охлаждаю- щей жидкости 5% -ная эмульсия 10%-ный водный раст- вор эмульсола и 2% сульфофрезола То же, под давлением 10—20 атм
1,25
1 1.00 1 11.10! 1
169
Карта 94
Скорости резания Сплав жаропрочный на никелевой основе ЭИ929, св==100—125 кг/мм2, dB~3.6—3,2 .и.и. Прерывистое резание. Резцы из стали Р18. Работа с охлаждением Продильное точение
Глубина резания t, мм до Подача s0, мм/об до
1,0 1,5 2,0 3,0 4,0 5,5 0,20 0,25 0,20 0,31 0,25 0,20 0,39 0,31 0,25 0,20 0,49 0,39 0,31 0,25 0,20 0,49 0,39 0,31 0,25 0,20 0,49 0,39 0,31 0,25 0,49 0,39 0,31 0,49 0,39 0,49
Скорость резания и, м/мин
6,4 5,7 5,2 4.5 4,0 3,0 3,2 2,9 | 1 2,6 2,3
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкос- ти резирв Период стойкости Г, мин. 30 60 120
Коэффициент 1,15 'га . 0,87
Марки материала режущей части резцов Р18 Р9К5, РК10
11,001 1,10
Составами спосо- ба подвода охлаж- дающей жидкости 5%-ная эмульсия 10%-ный водный раст- вор эмульсола и 2% сульфофрезола То же, под давле- нием 10 -20 атм
rnooj 1,10 1,25 ।
170
Карта 95
Скорости резания Сплавы жаропрочные на никелевой основе ХН70ВМТЮ . (ЭИ617), ЭИ867 и ЭИ929, = 100—125 кг/мм\ t/B = 3,6—3,2 мм. Резцы с пластинками ВК8. Работа с охлаждением Продо.льное точение
Глубина резания t, мм до Подача s0, мм;об до
1,0 1,8 3,2 5,8 0,15 0,24 0,15 0,38 0,24 0,15 0,61 0,38 0,24 0,15 0,98 0,61 0,38 0,24 0,98 0,61 0,38 .0,98 0,61 0,98
Характер обра- ботки Главный угол в пла- не ср° Скорость резания v, м/мин
Продольное на- наружное точе- ние 30 45—60 90 34 28 24,5 32 26\ 23 27 22 19,5 24,5 20 17,6 21 17 15,0’ 19,5 16 14,1 15,8 13 11,4 14,6 12 10,6
Поправочные коэффициенты на скорость резания для измененных условий ' . работы в зависимости от:
Характе- ра обра- ботки Попереч- ное точение Отношение диамет- ров d/D до 0,10 0,20 0,50 0,80 св. 0,80;
Коэффициент 1,45 1,22 1,11 1,05 СТ
Растачива- ние Диаметр растачива- ния мм до 50—75 200 св. 200
Коэффициент Яя 0,80 0,90 СТ
Периода стойкос- ти резцов Период стойкости 7, мин. 10 20 30 45 60 80 |
Коэффициент КТу 1,35 1,12 ГИЛ 0,9 0,83 0,77
. Состояния поверх- ности Поверхность Без корки По корке
Коэффициент КПп ГПм 0,75
Наличия охлажде- ния С охлаждением Без охлаждения
0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. в карте 127. f • *
171
Карта 96
Скорости резания Сплав жаропрочный на никелевой основе ХН70ВМТЮ (ЭИ617), Ов = 100 кг/мм2, dB=3,3—3,7 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр свер- ления D, мм до Подача s0, мм/об до
3.0 4,0 5,0 6,5 8,5 11 14.5 19,0 25,0 0,03 0,035 0,042 0,042 0,049 0,035 0,042 0,049 0,049 0,058 0,069 0,042 0,049 0,058 0,058 0,069 0,08 0,08 0,049 0,058 0,068 .0,069 0,08 0,094 0,094 0,094 0,06£ 0,08 0,08 0,084 0,11 о,п 0,11 0,13 J 0,08 0,094 0,094 1 0,11 0,13 0,13 0,13 0,15 0,11 0,13 0,15 0,15 0,15 0,18 0,13 0,15 0,18 0,18 0,18 0,21 0,21 0,21 0,21 0,25 0,25 0,25 0,30
Длина сверления /, мм до Скорость резания v, м/мин до
3D 7D 10D 8,0 7,0 6,2 7,0 6,2 5,5 6,2 5,5 4,9 5,5 4,9 4,3 4,9 4,3 3,8 4,3 3,8 3,4 3,8 3,4 3,0 3,4 3,0 2,7 3,1 2,7 2,4 2,8 2,5 2,2
Принятые средние периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до до 5 св. 5—10 св. 10-15 св. 15-20
Период стойко- сти Г, мин. - 5 8 14 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического пе- риода стойкости к нормативно- му Гф/Г„ 0,25 0,50 1,00 2,00 4,00
Коэффициент Кт< 1,35 1,16 11.001 I 0,86 0,73
Марки инст- рументаль- ного матери- ала Марка материала инстру- мента Р18 Р9К5, Р10К5Ф5
Коэффициент А"и^ 11.001 1,15
172
Карта 97
Скорости резания Сплав жаропрочны!" - а никелевой основе 3/И867, <зв = 100—125 кг/’л/л2, ^к = 3,6—3,2 мм. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла Z), мм до Подача $0, мм/об до
3,0 3,7 4,5 5,5 6,7 8,0 10,0 12,0 14,5 18,0 22,0 0,03 0,035 0,040 0,047 0,047 0,054 0,063 0.089 0,035 0,040 0,047 0,054 0,054 0,063 0,073 0,073 0,085 0,089 0,10 0,040 0,047 0,054 0,063 0,063 0,073 0.085 0,085 0,10 0,10 0,12 0,047 0,054 0,063 0,073j 0,073 0,085 0,10 0,10 0,11 0,12 0,14 0,054 0,063 0,073 0,085 0,085 0,10 0,11 0,11 0,13 0,14 0,16 0,063 0,073 0,085 0,10 0,10 0,11 0,13 0,13 0,15 0,16 0,19 0,10 0,11 0,11 0,13 0,15 0,15 0,18 0,19 0,22 0,13 0,15 0,18 0,18 0,21 0,22 0,15 0,18 0,21 0,18 0,21
Длила сверления /, мм до Скорость резания и, м!мин
3D 7D 10D 6,4 5,7 5,1 5,7 5,1 4,5 5,1 4,5 4,0 4,5 4,0 3,6 -».*! 3,6 3,2 3,6 3.2 2,8 3,2 2,8 2,5 2,9 2,5 2,2 2,5 2,2 2,0 2,3 2,0 1,9
Принятые средние периоды стойкости сверл Г, мин.
Диаметр сверла D, мм до 5 св. 5—10 св. 10—15 св. 15—25
Период стойкости Г, мин. 5 8 14 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение фактического пе- риода стойкости к норматив- ному Г<ь/Тм 0,25 0,50 1,00 2,00 4,00
Коэффициент КТу 1,35 1,16 iTooi 0,86 0,73
Марки ин- струмен- тального материала Марка материала инстру- мента Р18 Р9К5, Р10К5Ф5
Коэффициент 11.001 1,15
173
Карта 98
Ско[ эсти резания Сплав жаропрочный на никелевой основе ХН70ВМТЮ (ЭИ617), 08=100 кг/мм2, dB =3,3—3,7 мм. Зенкеры из. стали^Р 18. Работа с охлаждением Зенкерование
Диаметр зенке- ра D, мм до Глубина резания мм Подача s0, мм/об до
0,20 0,24 0,28 0,33 0,39 0,46 0,54
Скорость резания г, м/мин
8 9,5 11,3 0,3-0,4 3,8 4,3 4,8 3,4 3,8 4,3 3,0 3,4 3,8 2,7 3,0 3,4 2,4 2,7 3,0 2,1 2,4 2,7 2,4
13,6 16,5 20 0,4—0,6 4,5 5,0 4,0 4,5 5,0 3,6 4,0 4,5 3,2 3,6 4,0 2,9 3,2 3.6 2,5 2,9 3,2 2,2 2,5 2,9
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Фактическая стойкость Т, мин. 8 10 12 15 20
Коэффициент 1,28 1,12 iTooi 0,88 0,73
Глубины резания Отношение фактической глу- бины резания к нормативной ^ф/^н 0,50 0,70 1,0 1,5 2,5
Коэффициент Я’^ 1,27 1,12 0,87 0,73
Карта 99
Скорости резания Сплав жаропрочный на никелевой основе ЭИ867, ЭИ929, <jb = 100—125 кг/мм2, =3,6—3,2 мм. Работа с охлаждением Зенкерование
Диаметр зенкера £>, мм до Глубина резания /, мм Подача s0, мм/об до
0,20 | 0,23 | 0,26 | 0,30 | 0,35 | 0,40 I 0,46 | 0,53 | 0,60
Скорость резания v, м1мин
7 8,5 10,5 0,3-0,4 3.2 3,6 4,0 2,8 3,2 3,6 2,5 2,8 3,2 2,3 2,5 2,8 2,0 2,3 2,5 1,8 2,0 2,3 1,6 1,8 2,0 1,4 1,6 1,8 1,3 1,4 1,6
13 16 20 0,4-0,6 4,1 4,6 5,1 3,6 4,1 4,6 3,2 3,6 4,1 2,9 3,2 3,6 2,6 2,9 3,2 2,3 2,6 2,9 2,1 2,v 2,6 1,9 2,1 2,3 1,7 1,9 2,1
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости зенкеров Фактическая стойкость Г, мин. 8 10 12 15 20
Коэффициент Кт^ 1,23 1,10 11.001 0,9 0,77
Глубины резания Отношение фактической глу- бины резания к нормативной Ль/^н 0,50 0,70 1,0 1.5 2,5
Коэффициент 1,22 1,12 га 0,87 0,76
174
Карта 100
Скорости резания Сплав жаропрочный на нике..свой основе ХН70ВМТЮ (ЭИ617), ов = 100 кг/мм2, =3.3—3,7 мм. Развертка из стали Р+8. Работа с охлаждением Развертывание
Подача а0, мм/об до
Диаметр разверт- ки £>, мм до Глубина резания t, мм 0,30 0,35 0,40 0,50 0,60 0,75 0,9
Скорость резания v, м/мин
8 10 12 15 18 22 0,1 4,5 5,1 5,7 6,4 4,1 4,5 5,1 5,7 6,4 3,6 4,1 4,5 5,1 5,7 а 3,2 3,6 4,1 4,5 5,1 5,7 2,9 3,2 3,6 4,1 4,5 5,1 2,6 2,9 3,2 3,6 4,1 4,5 2,6 2,9 3,2 3,6 4,1
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от:
Периода Фактическая стой- кость Т, мин. 10 12 15 20 25
стойкости Коэффициент 1,23 1,12. П 0,86 0,77
Глубины Фактическая глуби- на резааия /, мм 0,075 0,087 0,10 (М2 6,14
резания 4 Коэффициент Ktv 1,25 1,12 1ГЩ 0,86 0,76
Примечание. Режимы резания, приведенные в таблице, обеспечивают
получение отверстий по 3-му классу точности и с чистотой обработанной поверх-
ности V 6— \7 7. При необходимости получения отверстий 2-го и 2а классов точ-
ности с чистотой обработанной поверхности V 7—. V8 скорость резания, приве-
денную в таблице, умножать на К=0,75.
175
Карта 101
Скорости резания Сплав жаропрочный на никелевой основе ЭИ867, ЭИ929, <JB = 100—125 кг1мм2, =3,6—3,2 мм. Развертки из стали Р18. Работа с охлаждением Развертывание
Диаметр разверт- ки £), мм Ю Глубина резания t, мм Подача $0, мм/об до /
0,30 0,35 0,45 0,55 0,65 0,8
Скорость резания v, м!мин
8 10 12.5 16 20 0,10 3,9 •'4 4,9 3,4 3,9 4,4 3,0 3,4 3,9 4,4 2,7 3,0 3,4 3,9 4,4 2,4 2,7 3,0 3,4 3,9 2,4 2,7 3,0 3,4
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости разверток Фактическая стой- кость Г, мин. 8,0 11 15 20 30
Коэффициент Кт * V 1,25 1,12 ОШ 0,89 0,78
Фактичес- кой глуби- ны резания Фактическая глуби- на резания t, мм 0,075 0,085 0,10 0,12 0,14
Коэффициент 1,23 1,13 П~То| 0,87 0,78
Примечание. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по З-му классу точности и с чистотой обработанной поверх- ности V 6—V 7. При необходимости получения отверстий 2-го и 2а классов точ- ности с чистотой обработанной поверхности V 7—V 8 скорость резания, приве- денную в таблице, умножать на /(=0,75.
176
Карта ’102
Скорости резания Сплав жаропрочный н~ никелевой основе ЭИъ^7» ав =85—100 кг/мм2, d* =5,85—3,5 ж.н. Прерывистое резание. Резни из стали Р18. Работа с охлаждением Продольное точение
Глубина резания t9 мм до Подача s0, мм'об до
0,5 1,5 4,0 0,15 0,18 0,15 0,22 0,18 0,15 0,27 0,22 0,28 0,32 0,27 0,22 0,38 0,32 0,27 0,38 0,32 0,38
Скорость резания и,-м/мин
8,0 7,1 6,4 5,7 5,1 4,7 <1 3,7
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости резцов Период стс йкости Т, мин. 30 60 120
Коэффициент KTv 1,11 iTooi 0,90
Марки материала ре- жущей части резцов Р18 Р9К5, РК10
iTooi 1,10
Состава и способа подвода охлаждающей жидкости 5^-пая эмульсия 10%-ный водный ра- створ эмульсола и 2% сульфофрезола То же под дав- лением 10—2йатм
iTooi 1,10 1,25
12 Зак. 57
177
Карта 103
Скорости резания Сплав на никелевой основе ХН70ВМЮТ (ЭИ765), НВ =280—290. Резцы с пластинками БК8. Работа с охлаждением Точение
Глубина резания /, мм до Подача so, мм‘об до
2 3,3 5,5 9,0 15,0 0,2 0,24 0,2 0,30 0,24 0,2 0,35 0,30 0,24 0,2 0,42 0,35 0,30 0,24 0,2 0,50 0,42 0,35 0,30 0,24 0,60 0,50 0,42 0,35 0,30 0,72 0,60 0,50 0,42 0,35 0,86 0,72 0,60 0,50 0,42 1,0 0,86 0,72 0,60 0,50 1,0 0,86 0,72* 0,60' 1,0 0,86 0,72 0,86
Характер обработки Главный угол в плане <р° Скорость резания о, м/мин
Продольное наружное точение 40 45; 60 90 28 23 20 25,6 21 18,3 23 19 16,5 20,7 17 14,8 18,5 15,2 13,2 1 16,8 13,8 12 15,2 12,5 11 13,8 11,3 9,8 12,5 10,3 9,0 11,5 9,4 8,2 10,5 8.6 7,5 9,3 7,6 6,6 8,3 6,8 5,9
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости ст:
Характера обработки Попереч- ное точение Отношение диамет- ров d/Dn 0,10 0,20 1 0,50 0,80 св. 0,80
Коэффициент Kdv 1,45 1,22 1,11 1,05 1 1 iTooi 1—
Растачи- вание Диаметр растачива- j ния dx, ММ JHQ 50—75 200 св. 200
Коэффициент 0,8 0,9 iToof
Периода стойкости резцов Период стойкости Т, мин. | 20 30 45 75
Коэффициент Кг<и СП ГПю» 0,9 0,8
Марки материала ре- жущей части резцов Марка материала ре- жущей части ВК8 ТТ10К8Б
Коэффициент Я*и^ 11,001 1,15
Состояния поверхно- сти заготовки Поверхность Без корки По корке и сварным швам
Коэффициент iTooi 0,75
Наличия охлажде- ния 5%-ная эмульсия Без охлаждения
iTooi 0,90
178
Карта 104
Скорости резания Сплав жаропрочный 1893, НВ = 250, ов==105 кг/мм*. Резцы с пластинками ВК8< Работа с охлаждением Точение
Глубина резания t, мм до Подача $о, мм; об до
1,0 1,6 2,5 4,0 6,5 10,0 0,15 0,2 0,15 0,26 0,2 0,15 0,34 0,26 0,20 0,15 0,45 0,34 0,26 0,2 0,60 0,45 0,34 0,26 0,2 0,75 0,6 0,45 0,34 0,26 0,2 1,0 0,75 0,6 0,45 0,34 0,26 1,0 0,75 0,6 0,45 0,34 1,0 0,75 0,6 0,45 1>0. 0,75 0,6 0,75
Характер обработки Главный угол в плане <р° Скорость резания о, м/мин
Продольное наружное точение 30 45—60 90 36,0 29,5 26,0 32,0 26,0 23,0 29,0 23,5 20,5 25,5 21,0 18,5 23,0 19,0 16,5 21,0 17,0 15,0 18,5 15,0 13,5 । 16,5 1 13,5 • 12,0 14,5 12,0 10,5 13,0 10,5 9,5 11,5 9,5 8,5 10,5 8,5 7,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Попереч- ное точение. Отношение диамет- ров d/D до 0,10 0,20 0,30 0,80 г св. 0,80
Коэффициент 1,45 1,22 1,11 1,05 11.001
Растачи- вание Диаметр отверстия мм до 75 200 св. 200
Коэффициент 0,8 0,9 11.001
Периода стойкости резцов Период стойкости 7, мин. 10 20 30 45 60
Коэффициент 1,47 I 1,15 |1.00| 0,85 0,78
Марки инструмен- тального материала Марка твердого сплава ВК8 Т5К10; Т15К6
Коэффициент Киу ст 0,95
Состояния поверхно- сти заготовки Поверхность Без корки По корке
Коэффициент Qoi 0,75
Наличия охлаждения С охлаждением Без охлаждения
СТ 0,9
12*
179
Карта 105
Подачи п; и прорезке и отрезке Сплав жаропрочный ЭИ893, НВ =260, ов = 105 кг!мм2. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
1. Выбор подачи при отрезке
Диаметр обработки D, мм до Ширина резца мм Подача $, мм/об
50 80 120 3—5 5—8 6-10 ООО ООО О -Ч сл 1 1 1 ООО 5> ГэS
2. Выбор подачи при прорезке канавок
Диаметр обработки Dy мм до Ширина канавки д, мм до
3—6 6,0—10
Подача s0, мм1об
100-200 500 800 1200 Св. 1200 0,05—0,07 0,06—0,09 0,07-0,10 0,08-0,12 0,10-0,13 0,07-0,09 0,09-0,12 0,11-0,15 0,12—0,16 0,14—0,16
Карта 106
Скорости резания Сплав жаропрочный ЭИ893, НВ=260, ав-105 кг/мм2. Резцы с пластинками ВК8. Работа с охлаждением Отрезка и прорезка
Ширина резца Ь, мм до Подача s0, мм/об до
3.0 4,0 5,0 6,5 8,5 0,07 0,05 0,07 0,10 0,05 0.07 0,10 0,14 0,05 0,07 0,10 0,14 0,20 0,07 0,10 0,14 0,20 0,10
Скорость резания v, Mi мин
19,5 i 17.5 | 15,5 ! 14,0 | 12,5 | 11,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Отношения диамет- ров Отношение диамет- ров diD до 0,0 0,1 0,2 0,5 0,8
Коэффициент Kd^ |1.00| 1 0,91 | 0,83 ! | 0,76 | 0,73
Периода стойкости Период стойкости Т, мин 15 30 60
Коэффициент KTv | 1,12 1 ГГоо? 0,89
Марки инструмен- тального материала Марка твердого спла- ва ВК8 Т15К6
Коэффициент И 0,6
Наличия охлаждения С охлаждением Без охлаждения
и | ' 0,8
Термической обра- ботки Закалка Закалка-Ротпуск
1,10 1 I1-WI
180
Карта 107
Скорости резания Сплавы жаропрочные на никелевой основе ЭИ765 (НВ-280-290) и ЭИ893 (НВ-250—260). Сверла из быстрорежущеГ! стали Р18. Работа с охлаждением Сверление
Форма заточки Диаметр сверла D, мм до Подача $0, мм]об до
Нормальная ЯН‘ 5,0 6,8 9,0 12,5 0,05 0,05 0,06 0,06 0,06 0,06 0,08 0,08 0,08 0,08 0,10 0,10 0,10 0,10 0,12 0,12 0,12 0.15 0,15 0,19 0,19
Двойная „Д“ 17,0 22,5 30 0,10 0,10 0,12 0,12 0,15 0,15 0,15 0,19 0,19 0,19 0,24 0,24 0,24 0,30 0,30 0,30 0,37
Марка материала Длина сверла /, ММ JSS> Скорость резания v, м!мин
ЭИ765 3D ID 10D 7,5 6,8 6,0 6,8 6,2 5.5 6,2 5,6 5,0 5,6 5,1 4,5 5,1 4,6 4,1 4,6 4,2 3,7
ЭИ893 « * 3D ID 10D 6,0 5,4 4,8 5,5 s.5,0 4,4 5,0 4,5 4,0 4,5 4,1 3,6 4,1 3,7 3,3 3,7 3,4 3,0
Принятые периоды стойкости сверл Г, мин.
Диаметр сверла D, мм до 5 св. 5—10 св. 10—15 св. 15—25
Период стойкости Г, мин. 5 8 14 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойко- сти сверл Отношение фактическо- го периода стойкости к нормативному 7ф/Гн 0,25 0,5 1,0 2,0 4,0
Коэффициент Kiv ' 1,18 1,09 IU00] 0,92 0,85
181
Карта 108
Скороеги резания Сплавы жаропрочные на’ никелевой основе ЭИ765 (НВ =280— 290) и ЭИ893 (НВ = 260). Зенкеры из быстрорежущей стали Р18. Работа с охлаждением Зенкерование
Диаметр зенкера О, мм Глубина резания, мм Подача $0, мм/об до
15-35 0,5—1,0 1,1—2,0 св. 2,0 0,3 0,42 0,3 0,56 0,42 0,3 0,76 0,56 0,42 д,о 0,76 0,56 1,3 1,0 0,76 1,3 1,0 ✓ 1,3
35-80 0,5—1,0 1,1-2,0 св. 2,0 0,3 0,42 0,3 0,56 0,42 0,3 0,76 0,56 0,42 1,0 0,76 0,56 1,3 1,0 0,76
Обрабатываемый материал Скорость резания v, м/мин
ЭИ765 ЭИ893 4,5 3,8 3,8 3,3 3,3 2,8 2,8 2,5 2,5 2,1 2,1 1,8 1,8 1,5 1,5 1,3 1,3 1,0
Принятые периоды стойкости зенкеров Т, мин.
Диаметр зенкера D, мм до 20 св. 20
Период стойкости Т, мин. 12 15
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости Отношение фактического пери- ода стойкости к нормативному Т*1ТИ 0,5 1,0 2,0
Коэффициент KTzj 1,15 СТ 0,87
Глубины резания Отношение фактической глубины резания к нормативной t^tH 0,5 0,7 1,0 1,5 2,5
Коэффициент 1,18 | 1,09 СТ 0,91 0,8
•
182
Карта 109
Скорости резания Сплав жаропрочный на никелевой основе СЛ766, ав =90—100 кг/мм*, с/в = 3,7—3,4 мм. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания /, мм до Подача з0, мм! об до
1,0 1,4 2,0 2,8 • 4,0 5,5 7,5 10,0 0.18 0,15 0,22 0,18 0,15 0,27 0,22 0,18 0,15 0.32 0,27 0,22 0,18 0,15 0,38 0,320,38 0,27 0,32 0,2210,27 0,18'0,22 0,150,18 .0,15 0.38 0,32 0,27 0,22 0,18 0,15 0,38 0,32 0,27 0,22 0,18 0,46 0,38 0,32 0,27 0,22 0,46 0,38 0,32 0,27 0,55 0,46 0,38 0,32 0,55 0,46 0,38 0,55 0,46 0,55
Харак- тер обра- ботки Главный угол в плане ср0 Скорость резания v, mimuh
* Про- дольное наруж- ное точение 30 45—60 90 30 26 23 27 22 19,5 25 20 17,5 20 16,5 14,5 18 14,5 13 16 13^ 11,5 13,5 11 10 12 10 9 11 9 8 10 8 7 9 7,5 6,5 8 6,5 5,5 7 6 5 6,5 5,5 4,5
Поправочные коэффициенты на скорость резания для измененн х условий работы в зависимости от:
Характера обработки Поперечное точение Отношение диамет- ров d/D до 0,10 0,20 0,50 0,80 Св. 0.80
Коэффициент 1,45 1,22 1,11 1,05 ч П,00|
Растачива- ние Диаметр растачива- вания d). мм до 50-75 200 св. 200
Коэффициент 0,80 0,90 га
Периода стойкости резцов Период стойкости Т, мин. 10 15 | 30 60 120 240
Коэффициент Кт^ 1,29 1,17 ц ,<м>1 0,85 0,73 0,62
Состояния поверхно- сти заготовки Поверхность Без корки По корке .
Коэффициент 0,75
Наличия охлаждения Охлаждение Без охлаждения
Коб| 0,75
П р и м е ч а н и е. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. в* карте 127.
183
Карта НО
Ск рости ргзания Сплав жаропрочный на никелевой основе ЭИ767, ав =95—115 кг/мм2, d»-3fi—3,3 мм. Резцы с пластинками ВК8. Работа с охлаждением Точение
Глубина резания t, мм до Подача $0, мм‘об до
1,0 1,2 1,4 1,7 2,1 2,5 3,0 0,17 0,15 0,19 0,17 0,15 0,21 0,19 0,17 0,15 0,23 0,21 0,19 0,17 0,15 0,25 0,23 0,21 0,19 0,17 0,15 0,28 0,25 0,23 0,21 0,19 0,17 0,15 0,31 0,28 0,25 0,23 0,21 0,19 0,17 0,35 0,31 0,28 0,25 0,23 0.21 0,19 0,40 0,35 0,31 0,28 0,25 0,23 0,21 0,40 0,35 0,31 0,28 0,25 0,23 0,40 0,35 0,31 0,28 0,25 0,40 0,35 0,31 0,28 0.40 0,35 0,31' 0,35
Харак- тер обра- ботки Главный угол в плане <р° Скорость резания и, м/мин
Про- дольное наруж- ное точение 30 45—60 90 27,5 22 19,5 23,5 19 17 22 17,5 15 19,5 16 14,5 17,5 14,5 13 I ! 16 13 12 14,5 12 10,5 13 10,5 9,5 11,5 9,5 8 10,5 8,5 7,5 9,5 7,5 7 8,5 7,9 7,4 7,7 6,1 5,7 7,0 5,5 5,2
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Поперечное точение Отношение диамет- , ров d/D до 0,10 0,20 0,50 0,80 св. 0.8С
Коэффициент 1,45 1,22 1,11 1,05 |1-00|
Растачива- ние Диаметр растачива- ния du мм до 50-75 200 св. 200
Коэффициент Kd 0,80 0,90 iTwi
Периода стойкости резцов Период стойкости 7', мин. 15 20 25 30 40 50 60
Коэффициент Кт V 1,61 1,32 1,13 |1,00| 0,82|0,70 0,62
Состояния поверхно- сти заготовки Поверхность Без корки По корке
Коэффициент Кп^ |Гоб| 0,75
Наличия охлаждения Охлаждение Без охлаждения
П~~оо| 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. в карте 127.
184
К-a рта Ш
Скорости резания
Сплав на железо-никелевой основе ХН35ВТЮ (ЭИ787),
зв—90—95 кг/мм2, dB^-3,4—3,7 мм. Резцы
с пластинками ВК8. Работа с охлаждением
Точение
Глубина резания
С мм до
Подача s0, мм;об до
1,0 1,8 3,2 5,8 10,0 0,13 0,23 0,13 0,3 0,23 0,13 0,39 0,3 0,23 0,13 0,50 0,39 0,3 0,23 0,13 0,50 0,39 0,3 0,23 0,50 -0,39 0,3 0,50 0,39 0,51 0,66
Характер обработки Главный угол в плане срс Скорость резания v, mImuh
Продоль- ное наружное точение 30 45—60 90 38 32 28,5 35 29 26 31,5 26 23’ 27,5 23 20 24 20 18 22 18,5 16,5 20 16,5 14,5 17,5 14,5 13,0 15,5 13 11,5 14,5 12 10,5
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от:
Характера обработки Попереч- ное точение Отношение диамет- ров d)D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент 1,45 1,22 1,11 1,05
1 1.001
Растачи- вание . Диаметр растачива- ния db мм до 50—75 200 св. 200
Коэффициент Kd 0,80 0,90
11.001
Периода стойкости резцов Период стойкости Т, мин. 12 20 30 45 60
Коэффициент КТу 1,25 1,11 11.001 0,90 0,84
Состояния поверх- ности заготовки Поверхность Без корки По корке и свар- ным швам
Коэффициент ~6о] 0,75
Наличия и состава охлаждающей жидко- сти 5%-ная эмульсия в смеси с 2% сульфофрезола Без охлаждения
* П"Ж| 0,90
Примечание. Поправочные коэффициенты в зависимости от конструктив-
ных форм, размеров и способов крепления деталей на станке и других техноло-
гических условий обработки см. в карте 127.
185
Карта 112
Скорости резания Сплав жаропрочный на никелевой основе ЖСЗД, ав = 100 кг/мм2, i/8 = 3,3—3,45 мм. Резни с пластинками ВК8. Работа с охлаждением Точение
Глубина резания мм до Подача $0, мм/об до
0,5 0,6 0,9 1,1 1.4 1,8 2,3 0,10 0,12 0,10 0,14 0,12 0,10 0,17 0,14 0,12 0,10 0,20 0,17 0,14 0,12 0,10 0,24 0,20 0,17 0,14 0,12 0,10 0,30 0,24 0,20 0,17 0,14 0,12 0,10 0,30 0,24 0,20 0,17 0,14 0,12 0,30 0,24 0,20 0,17 0,14 0,30 0,24 0,20 0,17 0,30 0,24 0,20
Характер обработки Главный угол в плане <р° Скорость резания v, м/мин
Продоль- ное наружное точение 30 45—60 90 56,5 46 40,5 49 40,5 36 44 36 32 40,5 33,5 29 33,5 29 25,5 32 26 23 28 23 20 25,5 21 18,5 23. 18,5 16,5 20 16,5 14,5 18 15 13
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Попереч- ное точеьне * Отношение диамет- ров d!D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент 1,45 1,22 1,11 1,05 1,00
Состояния поверх- ности заготовки Поверхность Без корки По корке
Коэффициент 1 1-001 0,75
Периода стойкости резцов Период стойкости Т, мин. 10 15 20 30 45 60
Коэффициент Кт^ 1,8 1,45 1,24 pool 0,80 i0,69
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. ,в карте 127.
186
Карта 113
Скорости резания
Литейный жаропрочный сплав на никелевой основе
ВЖ36-Л2, ав — 80—90 кг/мм2. Резцы с пластинками
ЁК8 или ВК6М. Работа с охлаждением
Точение
Глубина резания
/, мм до
Подача $о, мм/об до
1,0
1,5
2.25
3,3
5,0
7,5
11,3
0,15
0,22
0,15
0,34 0,22 0,15 0,5 0,34 0,22 0,15 0,5 0,34 0,22 0,15 0,5 0,34 0,22 0,15
0,5
0,34
0,22
0,15
0,5
0.34
0,22
0,5
0,34
0,5
Характер
обработки
Главный
угол в
плане чр°
Скорость резания v, м/мин
Продоль-
ное
наружное
точение
30 45-60 22 18 20 16,5 18 15 16,5 14,0 15,5 12,5 14,0 11,5 13,0 10,5 11,5 9,5 10,0 8,4 9,4 7,6
90 16 14,3 13 12 11 10,2 9,3 8,3 7,4 6,7
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от.
Характера обработки Попереч- ное точение. Отношение диамет- ров d/D до 0,10 0,20 0,50 0,80 св. 0,80
Коэффициент А^ 1,45 1,22 1,11 1,05 |1.00|
Растачи- вание Диаметр растачива- ния мм до 50-75 200 св. 200
Коэффициент ^dizt 0,80 0,90 ]1,001
Периода стойкости резцов Период стойкости Г, мин. 10 20 30 45 60
Коэффициент 1,34 1,12 В .001 0,9 0,83
Марки материала режущей части резцов /Марка материала режущей части резцов ВК8, ВК6М Р9К5
Коэффициент Ан^ 11,00 I 0,35
Состояния поверх- ности заготовки Поверхность Без корки По корке
Коэффициент Ап^ ~00| 0,8
Наличия охлажде- ния С охлаждением Без охлаждения
11,00} 0,9
Примечание. При непрерывном предварительном точении с />5 мм и
$>0,4 мн/'об следует применять резцы с пластинками ВК8, при непрерывном по-
лучистовом и чистовом точении с /<5,0 мм и $<0,4 мм/об — ВК6М, при преры-
вистом точении — Р9К5 или Р18
187
Карта 114
Ск> рости резания Литейный жаропрочный сплйв на никелевой основе ВЖ36-Л2, ов~90 кг/мм1. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла D, мм до Подача s0, мм}об до
3,0 3,3 3,6 4,0 4,4 4,8 5,3 5,8 6,5 7,1 7,8 8,6 9,4 10,3 п.з 12,4 13,7 15,0 16,6 18,3 20,0 22,1 24,3 26,8 29,4 32,0 0,15 0,15 0,18 0,07 0,13 0,15 0,18 0,21 0,051 0,07 0,09 о,н 0,13 0,15 0,18 1 0,21 ! 0,25 i 0,043 0,051 0,06 0,07 0,09 0,11 0,09 0,11 0,13 0,13 0,15 0,18 0,21 0,25 0,30 0,03 0,043 0,051 0,043 0,051 0,06 0,07 0,09 0,11 0,13 0,09 0,11 0,13 0,15 0,11 0,13 0,15 0,18 0,2] 0,25 0,30 0,36 0,03 0,036 0,043 0,051 0,06 0,051 0,06 0,07 0,09 0,11 0,13 0,15 о,и 0,13 0.15 0,18 0,13 0,15 0,18 0,21 0,25 0,30 0,36 0,03 0,036 0,043 0,051 0,06 0,07 0,06 0,07 0,09 0,11 0,13 0,15 0,18 0,13 0,15 0,18 0,21 0,15 0,18 0,21 0,25 0,30 0,36 0,03 0,036 0,043 0,051 0,06 0,07 0,09 0,07 0,09 0,11 0,13 0,15 0,18 0,15 0,18 0,21 0,25 0,18 0,21 0,25 0,30 0,036 0,043 0.051 0,06 0,07 0,09 0,09 0,11 0,13 0,18 0,18 0,21 0,25 0,21 0,25 0,30 0,043 0,051 0,06 0,07 0,09 0,13 0,21 0,25 0,30 0,051 0,06 0,07
Длина сверления 1, мм ю Скорость резания v, mimilh
3D 7D 10D 5,6 5,Q 4,5 5,1 4,6 4,1 4,6 4,1 3,7 4,1 3,7 3,3 3,7 3,3 3,0 3,3 3,0 2,7 3,0 2,7 2,4 2,7 2,4 2,2 2,4 2,2 2.0 2,2 2,0 1,8 1 2,0 1,8 1,6 1,8 1,6 1,4
Принятые средние периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 5 св. 5—10 св. 10-15 св. 15—25
Период стойкости Г, мин. 5 8 14 25
Поправочные коэффициенты на скооость резания для измененных условий работы в зависимости от:
Периода стойкости Отношение фактического периода стойкости к нор- мативному 7’ф/Гн 0,60 0,75 i i.o । 1,4 2,0
Коэффициент 1,25 1,13 1,00 0,86 0,74
Марки инстру- ментального материала Марка материала инстру- мента Р18 ВК8
Коэффициент 1 1-0 1 2,0
188
Карта 115
Скорости резания
Сплав жаропрочный на никелевой основе ВЛ7-45У,
<jb=50—60 кг/мм2. Резцы с пластинками ВК8, Т15К6.
Работа с охлаждением
Точение
Глубина резания
/, мм до
Подача s0, мм!об до
0,8 1,5 2,9 5,5 10,6 ОД 0,15 0.1 0,22 0,15 0,1 0,32 0,22 0,15 0,1 0,32 0,22 0,15 0,1 0,32 0,22 0,15 t 0,32 0,22 0,48 0,32 0,48
Характер обработки Главный угол в плане ©° Скорость резания V, м!мин *
Продоль- ное наружное точение 30 45—60 90 100 83 73 92 76 66 84 69 60 76 63 55 69 57 50 63 52 46 - 57 47 42 52 43 38 39 3.
Поправочные коэффициенты на скорость резания для измененных условии
работы в зависимости от:
Характера обработки Попереч- ное ” точение Отношение диамет- ров dID до 0,10 0,20 ! 0,50 0,80 св. 0,80
Коэффициент • * 1,45 1,22 1,11 1,05 И
Растачи- вание Диаметр растачива- ния db мм до 50-75 200 • св. 200
Коэффициент /С 0,80 0,90 } 1.00}
Периода стойкости резцов Период стойкости 7, мин. 15 30 60
Коэффициент Кт^ 1,12 LL22J 0,89
Марки материала режущей части резцов Марка материала режущей части резцов ВК8, Т15 Кб Р9К5
Коэффициент 'Я*и^ 11,001 0,30
Состояния поверх- ности заготовки Поверхность Коэффициент K^v Без корки 11.001 По корке 0,8
Наличия охлажде- ния С охлаждением Без охлаждения
1,00 0,9
Примечание. При непрерывном предварительном точении с />5 мм и
$>0,3 мм/об следует применять резцы с пластинками ВК8, при чистовом точении
с /<5 мм и $<0,3 мм/об — резцы с пластинками Т15К6; при прерывистом точе-
нии — Р9К5 и ВК8. . , •
189
Карта 116
Скорости резания Сплав жаропрочный на. никелевой основе ВЛ7-45У’ ов=60 кг/мм2. Сверла из стали Р18. Работа с охлаждением Сверление
Диаметр сверла £>, мм до Подача so, мм'об до
5 6 7,5 9,0 11,0 13,0 16,0 19,0 23,0 28,0 0,06 0,06 0,066 0,072 0,079 0,087 0,105 0,066 0,066 0,072 0,079 0,087 0,087 0,096 0,105 0,115 0,072 0,072 0,079 0,087 0,096 0,096 0,105 0,105 0,115 0,126 0,079 0,079 0,087 0,096 0,105 0,105 0,115 0,115 0,126 0,14 0,087 0,087 0,096 0,105 0,115 0,115 0,126 0,126 0,14 0,155 0,096 0,096 0,105 ,115 0,126 0,126 0,14 0,14 0,155 0,17 0,105 0,105 0,115 0,126 0,14 0,14 0,155 0,155 0,17 0,186 0,126 0,14 0,155 0,155 0,17 0,17 0,186 0,205 0,155 0,17 0,17 0,186 0,186 0,205 0,23 0,17 0,186 0,186 0,205 0,205 0,23 0,25 0,186 0,205 0,23 0,23 0,25 0,28 0,25 0,25 0,28 0,31 0,28 0,31 0,31
Длина сверле- ния /, мм до Скорость резания и, м/мин
3D 7D 10D 17,8 16,0 14,2 15,4 13,9 12,3 13,3 12,0 10,7 11,4 10,3 9,1 9,9 8,9 7,9 8,5 7,7 6,8 7,35 6,6 5,9 6,35 5,7 5,1 5,5 5,0 4,4 4,75 4,3 3,8 4,15 3,75 3,3 3,6 3,25 2,9 3,15 2,8 2,5 2,65 2,4 2,1
Принятые средние периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до до 5 св. 5—10 св. 10—15 св. 15-25
Период стойкости Т, мин. 5 8 14 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости сверл Отношение факти- ческого периода стой- кости к норматив- ному Тф/ТИ 0,25 0,5 1,0 2,0 4,0
Коэффициент KTto 1,43 1,2 Г L ,001 0,83 0,70
190
Карта 117
Скорости резания
Титановые сплавы ВТЗ-1, ВТЗ (<тн=95—120 кг/ ’'лг* 1 2 *),
ВТ5, ОТ4 (<тв=70—95 к / л*.2). Резцы с пластинками
ВК6М, ВК8. Работа с охлаждением
Точение
Подача $0, мм1об до
Глубина резания
/, мм до
0,8 1,2 1,8 2,7 4,1 6,2 9,3 14 0,08 0,10 0,08 0,13 0,10 0,08 0,16 0,13 0,10 0,20 0,16 0,13 0,10 0,25 0,20 0,16 0,13 0,10 0,30 0,25 0,20 0,1С 0,13 0,30 0,25 9,20 0,16 0,38 0,30 0,25 0,20 0,16 0,38 0,30 0,25 0,20 0,16 0,48 0,38 0,30 0,25 0,20 0,4 0,38 0,30 0,25 0,20 0,60 0,48 0,38 0,30 0,25 0,48 0,38 0,30 0,38
Марка об- рабатыва- емого ма- териала Харак- тер обра- ботки Глав- ный угол в плане <Р° Скор< эсть резания и, м/мин до
30 93 85 76 69 62 56 52 46 42 39 35 32 28 26
ВТЗ-1 ~ о о 45-60 85 76 69 62 56 52 46 42 39 35 32 28 26 24 22
ВТЗ X S ® е; = 90 74 67 61 55 56 45 41 37 34 30 28 25 23 21 19
2- - 30 —- — — 133 121 109 99 90 82 74,5 68,5 61,5 56 51 46
ВТ5 ° « 2 45—60 — — 122 109 99 89,5 81 74 67 61 56 50,5 46 72 38
ОТ4 С 90 117 107 96 87 79 71,5 65 59 54 49,5 44.5 40,6 37 33
Характера
обработки
Попереч-
ное
точение
Поправочные коэффициенты на скорость резания для измененных условий
работы в зависимости от:
Отношение диамет- ров d)D до 0,10 0,25 0,50 0,70 0,80 св. 0,80
Коэффициент Kdv _L4L 1.38 1,26 I 1,17 I ! 1,14 < 1 ЛИ) I
50-100
200
св. 200
Диаметр растачива-
ния мм до
Растачи-
вание
Коэффициент Zij.
0,90
0,80
Периода стойко- сти резцов Период стойкости Т, мин. 15 25 40 60 100
Коэффициент KTv 1,23 1,10 i 1.001 0,91 0,82
Марки твердого сплава Марка твердого сплава ВК6М, ВК8 ВК8-В
Коэффициент /<и^ Н.оо| 0,65
Состояния поверх- ности заготовки Поверхность Без корки По корке и свар- ным швам
Коэффициент Кп V 11.ooj 0,70
Наличия, состава
и способа подво-
да охлаждающей
жидкости
10?^-пая эмульсия под
давлением 10—15а/лж
596-ная эмульсия в
смеси с 2%
сульфофрезола
Без охлажде-
ния
1,25 '
0,90
Примечания:
1. Поправочные коэффициенты в зависимости от конструктивных форм, раз-
меров и способов крепления деталей на станке и других технологических условий
обработки см. в карте 127.
2. При получистовом и чистовом точении (so=0,l—0,3 мм/об, t до 5 мм) ре-
комендуются резцы с пластинками твердого сплава ВК6М и ВК8, при черновом —
ВК8, ВК4.
191
_ К а рта 118
Скорости резания Титановые сплавы ВТ6 (аы=90—100 кг/мм-), ВТ8 (ав-- 100—120 кг/.чж2). Резцы с пластинками ВК6М. Точение Работа с охлаждением
Глубина резания /, мм до Подача s0, мм'об до
0,8 1,0 1,3 1,6 2,0 2,5 3,0 4,0 5,0 6,0 7,5 9,5 0,082 0,07 0,095 0,082 0,11 0,095 0,082 0,13 0,11 0,095 0,082 0,15 0,13 0,11 0.09; 10.18 0,15 0,13 5 0,11 0,095 0,20 0,18 0,15 0,13 0,11 0.24 0.20 0,18 0,15 0,13 0,11 0,28 0,24 0,20 0,18 0,15 0,13 0,28 0,24 0,20 0,18 0,15 0,13 0.28 0,24 0,20 0,18 0,15 0,13 0,32 0,28 0,24 0,20 0,18 0,15 0,32 0,28 0,24 0,20 0,18 0,15 0.37 0.32 0,28 0.24 0,20 0,18 0,15 0,37 0,32 0,28 0,21 0,20 0,18 0,15 0,43 0.37 0.32 0,28 0,24 0,20 0.18 0,15 0,50 0.43 0,37 0,32 0,28 0,24 0.20 0,18 0.(4) '0,50 .0,43 0,37 0.32 0,28 0,24 .0,20 0,50 0,43 0,37 0,32 0.23 0,24 0,50 0,43 0.37 0.32 0,28 0,50 0,43 0,37 0,32 0,43 0.37
Характер обработки|Главный угол в плане <?°| Скорость резания v, м/мих до . .
30 Продольное на- 45—60 ружное точение qq 123 123 108 112 99 120 98 86 107 88 77 98 80 70 89 73 64 80,5 66 58 72 59 52 65 . 53 47 58,5 48 42 52,5 43 38 47,5 39 34 43 35 31 38,5 31.5 28 34,5 28,5 25 31 25,5 23 28 23 21 25,5 21 19 22 19 17 19 17 15 17 15
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Поперечное точение Отношение диаметров d/D до 0,10 0,25 0,50 0,70 0,80 св. 0,80^
Коэффициент /Qt, 1,47 1,38 1,26 1,17 1,11 [ТУбб1
Растачивание Диаметр растачивания dit мм до 100 -200 св. 200
Коэффициент /С 0,90
1,001
Периода стойкости рез- цов Период стойкости Т, мин. 20 30 40 _60_ 80
Коэффициент КТл 1,27 1,11 [Год] 0,87 0,78
Марки твердого сплава Марка твердого сплава ВК6М ВК8 В К 4
Коэффициент 1 ,00| 0,76 0,65
Состояния поверхно- сти заготовок Поверхность Без корки По корке и сварным швам
Коэффициент Кп^ 0,70.
Наличия, состава и спо- соба подвода охлаждаю- щей жидкости 10%-пая эмульсия под давлением 10—15 атм 5%-ная эмульсия в смеси с 2% сульфофрезола Без охлаждения
1,25 [1,6(7] 0,90 —
Примечание. Поправочные коэффициенты в зависимости от конструктивных форм, размеров и способов крепления деталей па станке и других технологических условий обработки см. в карте 127.
Карта 119
Скорости резания Титановые плавы ВТ14 (ов =90—100 кг/мм2). Резцы с пластинками ВК6М. Работа с охлаждением Точение
Глубина резания /, мм до Подача s0, мм/об до
0,8 1,4 2,4 4,2 7,3 12,5 0Д6 0,19 0,16 0,21 0,19 0,16 0,24 0,21 0,19 0,16 Ог24 0,21 о,н 0,16 10,28 0,24 >0,21 >0,19< 0,16 0,32 0,28 0,24 0,21 0,19 0,36 0,32 0,28 0,24 0,21 0,36 0,32 0,28 0,24 0,40 0,36 0,32 0,28 0,45 0,40 0,36 0,32 0,50 0,45 0,40 0,36 0.50 0,45 0,40
Характер обработки Главный угол в плане <р° Скорость резания v, м/мин до
Продольное наружное точение 30 45-60 90 111 98 121 99 87 110 90 79 99 81 71 89 73 64 80,5 66 58 73 60 53 66 54 48 60 49 43 54 44 39 49 40 35 45 36 32 44 33 29
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Характера обработки Попереч- ное точение Отношение диамет- ров d/D до 0,10 0,2< 5 0,50 0,70 1 Э,80 св. 0,80
Коэффициент 1,47 1,31 S 1,26 1,17 1,14 |1,00|
Растачи- вание Диаметр растачива- ния мм до до 50 100 200 св. 200
Коэффициент Kd 0,70 0,80 0,90 гта
Периода стойко- сти резцов Период стойкости Г, мин. 20 30 40 60 — 90
Коэффициент Кт^ 1,20 1,07 11,00| 0,90 0,81
Марки твердого сплава Марка твердого сплава ВК6М ВК8 ВК4
Коэффициент 0,85 0,75
Наличия, состава и способа подво- да охлаждающей жидкости 10%-ная эмульсия под давлением 10—15а/»ж 5%-ная эмульсия в сме си с 2% сульфофрезол; Без охлаж- а дения
1,25 ГПЩ 0,90
Состояния и механических свойств обрабаты- ваемого материала Отожженное ав=90—100 кг /мм2 Закаленное состарен- ное ®в=1!5—140 кг/мм2 Закаленное
|itob| 0,80 1,2
Примечание. Поправочные коэффициенты в зависимости от конструктив- ных форм, размеров и способов крепления деталей на станке и других техноло- гических условий обработки см. в карте 127.
13 Зак. 57
193
Карта 120
Подачи Титановые сплавы ВТЗ, ВТЗ-1, ОТ4-2, ВТ5, ВТ6, ВТ14. Резцы с пластинками из твердого сплава Отрезка и прорезка
1. Отрезка
Диаметр обработки D, мм до Ширина резца Ь, мм Подача s0, мм{об
30 50 80 100 3-4 4—5 4-5 4-6 до 0,10 0,08—0,12 0,08—0,15 0,12—0,20
2. Прорезка канавок
Диаметр обработки D, мм до Ширина канавки Ь, мм
до 5 св. 5 до 8 св. 8 до 12
Подача s0, мм об при прорезке диаметральных и торцовых канавок
50 200 500 св. 500 0.08-0,10 0,08-0,12 0,10—0,14 0,10—0,16 ООО СО КЗ о о 1 1 1 г- ОО О о ОС О'. 0,10—0,14 0,10—0,16 0,12—0,18 0,12-0,20
Карта 12!
Скорости резания Титановые сплавы. Резцы с пластинками ВК8 и ВК6М Отрезка и прорезка
Ширина резца Ь, мм до Подача s0, мм!об до
4,5 6,0 0,10 0,1.3 0,10 0,1" i 0,13 | 0,17 0,21
Марки сплавов .Механические свойства I Скорость резания и, м/мин
ОТ4—2 ВТЗ ВТ5 ВТЗ—1 ВТ6 ВТ14 с» о a q а а СО си ОТ X СТ II II II 1! II II g gg S8 8 L LL ’LL о о ко о •—* — О о О СИ СП ко ?: х; у, М N N ММ М £ £ £' £ £ £ KJ ЬЭ tj Ki to to 41 51 55 65 38 47 51 61 34 43 46 54 31 39 42 50 29 36 39 46
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости резцов Период стойкости T, мин. до 20 30 40 60__ 90
Коэффициент Кт<и 1,17 L07 П,00| 0,91 1 0,83
Состояния и механические свойства обрабатываемого материала Сплав ВТ14
Отожженное г,,=9и — 100 кг/мм2 Закаленное и состарен- ное 7^9^115 140 кг, мм- Закален- ное
гпщ 0,8 1,2
194
Карта 122
Скорости резания Титановые сплавы. Сверла из быстрорежущей стали Pi8. Работа с охлаждением Сверление
Диаметр сверла D, мм до | Подача s0, мм/об до
4,0 4,5 5 5,5 6,0 6,5 7,5 8,2 9,0 10 11 12 13 14,5 16 21 I 28 | 0,095 0,095 0,12 0,062 0,095 0,12 0,12 0,15 0.062 0.077 0,062 0,077 0,095 0,12 0,15 0,15 0,185 ( ( ( ( ( 1 0.0621 0,077< 0,095 0,077 0,095 0,12 0.15 0,185 0.185 0,23 1 < ),032 i 0,04 1 0,0321 0,04 । 0,05 < 0,062 < 0,077 । 0,095 0,12 0,095 0,12 0,15 0,185 0,23 0,23 0.032 1 0,04 < 0,05 < 0,04 1 0,05 < 0,062* 0,077i 0,095 0,12 0.15 0,12 0,15 0,185 0,23 0,04 1 0,05 1 0,062 0,05 0,062 0,077 0,095 0,12 0,15 0,185 0.15 0,185 0,23 5,05 !( 0,062 < 0,077 1 0.062 * 0,077 * 0,095' 0,12 0,185 0,23 ).062 0,077 0,095 0,077 0,095 0,012 0,095 0,12 ।
Марки сплавов Глубина свер- ления г, мм до Скорость резания v, м/мин до
i ВТ14, s„=90— 100 кг/мм2 3D 4D 5D 7D 9D }0D и выше 30 27 24 21 18 15 25,6 23 20,5 18 16 •13 22 20 17,6 15 13,2 11 19 17 15,2 13 11,5 9,5 16 14,5 13 И 9,6 8 13,5 12,2 11 9,5 8,1' 7 11,5 10,5 9,3 8 7 6 10 9 8 7 6 5 8,4 6*7 6 5 4,2 СО си О' о СП СО M V’КС
ВТЗ, ап=95— 115 кг/мм* ВТ6, ав=90— 100 кг 1мм2 ОТ4, ав—80— 85 кг/мм2 3Z) 4D 5D 7D 92? 10Z) и выше 24 22 19 17 14,5 12 21 18,5 16,5 14,5 12,5 10,5 18 16 14 12 10,5 9 15 13,5 12 10,5 9 7,5 13 11,5 10,5 9 7,5 6,5 11 10 9 7,5 6,5 5,5 9,2 8,5 7,5 6,5 5,5 5 8 6,5 5.5 5 4 6,7 6 5,5 5 4 3J) 6 5.2 4,5 4 3,5 3
ВТЗ-1, ов=95— 120 кг/мм2 ВТ5, ар-70- 95 KZ/MM2 ВТ8, ав=100— 120 кг/МА;' 32) 4D oD 7D 92) 102) и выше 21 19 17 14,5 12,5 10,5 18 16 14,5 12,5 11 1 9 15,5 14 12,5 10,5 9 8 13,5 12 * 10,5 • 9 8 7 И 10 9 8 6,7 5,5 9,5 8,5 8 6,7 5,5 5 8 7,5 6,5 5,5 5 4 7 • 6,5 । 5,5 ► 5 4 3,5 6,5 5,5 । 5 4 3,5 . 3 5,5 5 4 3,5 3 2,5
Принятые средние периоды стойкости сверл Т, мин.
Диаметр сверла D, мм до 5 ; 10 1 16 св. 16
Период стойкости Г, мин. 5 i 10 18 35
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости сверл Отношение фактиче- ского периода стойкости к нормативному Т$/Тн Коэффициент 0,25 2.0 0,50 j 1,42 1 |1,001 2 0,70 4 о,Ж
Марки инст- рументального материала Марка материала ин- струмента Коэффициент Р18 Р9Ф5 1,40 Р9К5 1,65
Состояния и механических свойств обраба- тываемого мате- риала Сплав ВТ14 Отожженное св=90— 100 кг 1мм2 Закаленное и состаренное св= 115— 140 кг/мм2 Зака- лен- ное
Коэффициент jTooj 0,80 1.20
13* 195
Карта 123
С трости резания Титановые сплавы. Сверла с пластинками твердого сплава ВК8. Работа с охлаждением Сверление
Диаметр сверла £>, мм до Подача s0, мм/об до
9 10 11 12,0 13,2 14,5 16 21 27 0,062 0.077 0,095 0,095 0,12 0,05 0,062 0,05 0,062 0,077 0,095 0,12 0,12 0,15 0,062 0,077 0,062 0,077 0,095 0,12 0,15 0,15 0,184 0,077 0,095 0,077 0,095 0,12 0,15 0,185 0,185 0,23 0,095 0,12 0,095 0,12 0,15 - 0,185 0,23 0,23 0,12 0,15 0,12 0,15 0,185 0,23 0,15 0,185
Марки сплавов Глубина сверления А мм до Скорость резания v, м/мин до
ВТ14, яп=90—100 кг; мм2 3£> 4D 5Р 7D 9D 10Z) и выше 55 50 45 40 35 27,5 45 40 36 32 28 22.5 37 33 30 26 23 30 27 24 22 19 15 26 23,5 22 29 17 13 22 20 18 16 14 11 19 17 15 13 11 9
ВТЗ, о.,=95—115 KZtMM2 ВТ6. ся=90—100 кг/мм'2 3D W 5D 7D 9Z) 10£> и выше 44 40 36 32 28 22 36 32 29 25 22 18 30 26 24 21 18,5 15 24 22 19 17 15 12 21 19 17 15 13,5 10,5 18 16 15 13 11 9 15 14 12 10.5 9 7
ВТЗ-1, ак=95—120 кг. мм- ВТ5, сп=70—95 кг/мм- ОТ4, з(>—80—85 кг!мм^ 3D 4D 3D 7D 4D 10D и выше 38 35 31,5 28 25 19 31,5 28 25 22 20 16 26 23 21 18 16 13 21 19 17 15 13,5 10,5 18 16,5 15,5 13 12 9 15,5 14 12,5 11 10 8 13 12 10.5 9 8 6,5
Принятые средние периоды стойкости сверл Т, мин.
Диаметр сверла D. мм до 10 | 16 св. 16
Периоды стойкости Г, мин. 10 18 35
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости Отношение фактиче- ского периода стойкости к нормативному Тф1Тк 0,5 0,75 1 1,5 2 3
Коэффициент Кт^ 1,55 1,2 11-001 0,8 0,65 0,5
Состояния и механических свойств обраба- тываемого мате- риала Сплав ВТ14 Отожженное ав—90— 100 кг/мм^ Закаленное и состаренное св=115- 140 кг/мм'2 Зака- ленное
Коэффициент А~м^ I 1,0 | 0,80 1г20
196
Карта 124
Скорости резания Титановые плавы. Зенкеры из быстрорежущей стали Р18. Работа с охлаждением Зенкерование
Глубина резания t, мм до Подача s0, мм[об до
0,5 0,6 0,7 0,85 1,0 1,2 1,6 2,0 0,22 0,22 0,22 0,26 0.26 0,22 0,22 0.26 0,3 0,30 0,26 0,2 0,22 0.26 0.3 0,35 0,35 0,30 .26 0,22 0,26 0,3 0,35 0,4 0,4 0,35 0,3 0,26 0,3 0,35 0,4 0,45 0,45 0,4 0,35 0,30 0,35 0.4 0,45 0,5 0.5 0,45 0,4 io, 35 0,4 0,45 0,5 0,6 0,6 0,5 0,45 0.40 0,43 0.5 0,6 0,60 0,5 0,45 0,5 0,6 0,60 0,5 0,6 0,6 1
Марки сплавов Диаметр зенкера D, мм до Скорость резания v, м-мин
ВТ5, ав=70— 95 kzImm* ВТ 14, ав=90— 100 кг [мм'2 10 13 17 22 30 40 19 19 21 20 22 23 17 17 19 18 20 21 15 15 17 16 18 19 13 13 15 14 16 17 12 12 13 12 15 16 10 10 12 11 14 15 9 9 10 9 12 14 8 8 9 8.5 10 12 7 7 8 7,5 9 10 6 6 6,5 S г 9 5 5 6 5,5 7 8 4 4 5 4,5 6 7
ОТ4, ов=80— 85 кг [мм2 ВТ6, оп=90- 100 кг [мм2 10 13 17 22 30 40 15 15 17 16 17,5 18,5 13.5 13,5 15 14,5 16 17 12 12 13,5 13 14,5 15 1 10,5 10,5 12 11 13 13,5 9,5 9,5 10,5 9,5 12 12,5 8 8 9,5 9,5 11 Н,5 7 7 8 7,5 9,5 10 6,5 6,5 7 6,5 8 9 5,5 5.5 6,5 6 7 8 5 5 5,5 5 6,5 7 4 ’ 4 5 4,5 5,5 6,5 3,5 3,5 4 4 5 5,5
ВТЗ-1, ов_ 95— 120 кг/мм2 10 13 17 22 30 40 12,5 12,5 13,5 13 14,5 15 11 11 12,5 11,7 13 13,5 10 10 11 10,5 И,7 12,5 8,5 8,5 10 9 10,5 11 7,8 7,8 8,5 8 9 10,5 6,5 6.5 7,8 7 8 9,5 6 6 6,5 6 7 9 5 5 6 5,5 6 8 4,5 4,5 5 5 5,5 6,5 О О 4^ Л loci 3 3 4 3,5 4,2 5 СО СС СО N3 Ю си сл сл ел
ВТЗ, <тв=95-- 115 кг[мм2 10 13 17 22 30 40 26 26 30 28 31 32 24 24 26 25 28 29 21 21 24 22,5 26 27 18 18 21 20 22,5 24 16 16 18 17 22 22,5 14 14 16 16 19,5 21 12,5 12.5 14 13 17 19,5 11 И 12,5 12 14 17 10 10 11 10,5 12,5 14 e-?i 0,0, 10 1 9 ! 11,5 12,5 1 5 ; 1 8,5 10,5 :п,о 5,5 5,5 ь 8,5 10
Принятые периоды стойкости зенкеров Л мин
Диаметр зенкера D, мм до 10 17 22 30 40
Период стойкости инструмента Г, мин. 30 35 40 50 60
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от: '
Периода стой- кости зенкеров । Отношение фактиче- ского периода к норма- тивному Т^[Ти 1 J,° 0,6b 0,8 1,0 1,5 ’
Коэффициент KTv 1,41 1,26 1,10 Too* j, 85 6.71
Марки инстру- ментального материала Марка инструмента Р18 Р9К5Ф,₽М5
Коэффициент Khv 1,2
197
Карта 125
Скорости резания Титановые сплавы. Развертки из быстрорежущей стали. Работа с охлаждением Развертывание
Глубина резания Л мм Подача so. мм/об до
0,05—0,30 0.2 | 1 0.3 1 0.4 1 °-51 I 0.7 1 1 °-9 i : 1’2
Марки сплавов Диаметр i развертки i D, мм до ! г скорость резания v, м!мин
__ ВТ 14, св=90—100 кг[мм2 8 12 18 27 40 22 25 28 28 30 19 22 25 25 26 16,5 19 22 22 23 15 16,5 19 19 20 15 17 17 18 15 15 16 <o u? 1 1 I2X
ОТ4, св=80-85 кг/мм? 8 12 18 27 40 19 21,5 24 24 26 16,5i 19 i 21,5 21,5l _22_* 14 16,5 19 19 19 13 14 16,5 16,5 17 13 14 14 15.5 13 13 14 1 1
ВТ8, с„=100—120 л-г л/л-’ 8 12 18 27 16 1 18 i 20 ; 20 22 | 14 ! 16 17,5 17,5 19 14 i 16 ! 18 : 18 1 19 12 14 16 i 16 i 16.5 10,8 12 14 14 14,5 10.8 12 •12 13 10,8 10,8 11,5 *«czr**> 1 1 1 12
ВТЗ-1. 95“ 120 к?;'мм2 ВТЗ, си=95—115 кг;мм- ВТ5, св=70—95 кг, мм2 S 12 1.8 97 40 12 i 14 i 16 io 1 16,5i 10,5 12 14 14 15 9,5 10,5 12 12 14 9,5 10,5 10,5 11 9.5 9,5 10 co ос a. 1 । bj сл С.П
Принятые, периоды стойкости .разверток Т, мин.
Диаметр развертки ZX мм до 20 30 1 40 _; ; }
Период стойкости Т, мин. 40 60 i 80 J
I
Поправочные коэффициенты на скорость резания для измененных условий |
работы в зависимости от:
Периода стой- кости разверток Отношение факти- ческого периода стой- кости к норматив- ному Гф/Г,, 0,5 0,75 1,00 1,5 2,0 3,0
Коэффициент Кт^ Т5Г 1 1,07 Об| 0.9 0,83 С,75
Сплав ВТ14
Состояния ма- териала 1 Марка, состояние и механические свой- ства сплава Отожженное | а„=90- ’ 100 кг/мм- । Зака- ленное Закаленное и состаренное в„=115— 140 кг)мм2
Коэффициент 1,35 0,93
Марки инст- рументального матернала Марка стали Р18,Р9Ф5 j Р9К10 Р10К5Ф5 Р9К5
Коэффициент А'и^ 11,00| | 0,8 1,16 1,2
Примечание. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по 3-му классу точности и с чистотой обработанной поверх- ности \7 6—х77 При необходимости получения отверстий 2-го и 2а классов точ-. ности с чистотой обработанной поверхности \7 7—V 8 скорость резания, приве- денную в таблице, умножать на К—0,8.
198
Карта 126
Скорости резания Титановые сплавы. Развертки из твердого сплава ВК15М. Работа с охлаждением Развертывание
Глубина резания мм Подача so, мм/об до
0,1—0,15 0,24 0,30 0,35 0,42|0,50 0,60 0,72|0,8б|
0,16-0,21 0,20|0,24 0,30 0,35 0,42 0,U)'o,Go'o,*72 1 1 0,86
Марки сплавов Диаметр развертки D, мм до Скорость резания v, м/мин '
ВТ14, вв=90—100 кг 1мм- 12—18 св. 18-40 56 52 50 45 43 40 39 35 34 31,5 30 28 25 22 20
ОТ4, ав=80—85 кг/мм2 12-18 св. 18-40 48 45 43 39 37 34 33,5 30 29. 27 26 24 23 21,5 29 17
ВТ8, ав=100—120 кг/мм3 12—18 св. 18—40 40 37 36 32,5 31 29 28 25 24,5 22 22 20 — — —
ВТЗ-1, <зв=95—120 кг;мм2 ВТЗ, ав—95—115 кг/мм2 ВТ5, ав=70—95 кг/мм2 12-18 св. 18—40 35 33 31,5 28 27 25 25 22 21,5 120 1 19 17,5 — — 1 1
Принятые периоды стойкости разверток Т, мин.
Диаметр развертки D, мм до 20 30 40
Период стойкости 7, мин. i 40 60 80
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стой- кости разверток Отношение факти- ческого периода стой- кости к норматив- ному 7ф/7н 0,70 0,80 1,0 0,25 1,5 2,0
.Коэффициент /<Л 1,20 1,11 И 0,9 0,82 0,72
Примечание. Режимы резания, приведенные в таблице, обеспечивают получение отверстий по 3-му классу точности и с чистотой обработанной поверх- ности V 6—V 7. При необходимости получения отверстий 2-го и 2а классов точ- ности с чистотой обработанной поверхности V7—V8 скорость резания, приве- денную в таблице, умножать на /(=0,8.
199
К а р т а 127
Поправочные коэффициенты на скорость резания в зависимости от конструкгинных форм, размеров,
способов крепления деталей на станке и других технологических условий обработки
Наружное точение
х
х
X
х
to
о
X
2
Характеристика технологической
системы
Элементы системы
Жест-
кость .
системы
и ее
звеньев
Эскизы типовых способов установки и крепления
детали и инструмента на станке.
Габаритные размеры деталей
Детали типа: роторы,
диски, втулки, корпуса,
крышки, кольца и т. п.
3- или 4-кулачковый
патрон, крепление план-
ками на столе или план-
шайбе
Карусельные—диаметр
стола св. 1000 мм, токар-
но-центровые и лобо-
вые — в. ц. 300 мм и
выше
Повы-
шенная
жест-
кость
всех
звеньев
о. н Резцы — сечение 20X
и « ХЗО мм и выше, вылет
® ж не более 50 мм
й/пах 200 мм Н < 0y3Dmax
Характер резания
Непрерывное резцами с пластинками из твердых сплавов Прерывистое резцами из б/р стали
Марки сплавов
ЭИ437 А и Б, ЭИ787, ЭН766, ЭИ 135. ЭИ612, Э11893 ЭИ867, ЭИ617 ВТЗ.ВТЗ-1, ВТ5, ВТ6, ВТ8, ОТ4, втм ЭИ 437 А и Б Э11617, ЭИ867, ЭИ929
1,о 1,40 1,0 —
2 Детали Детали типа: фланцы, кожухи, диски и т. п. Наличие понижен- ной жестко- сти одно- го из звеньев техноло- гической системы (крепле- ние рез ца в спе- циаль- ной оправке, большой вылет мест об- работки от опор ных баз и др.)
Приспособления 3- и 4-кулачковые па- троны, крепление планка- ми на столе или план- шайбе
Станки Карусельные — диа- метр стола св. 1000 мм, токарные и лобовые — в. ц. 300 мм и выше
Инструменты Резцы — сечение 20 X ХЗО мм и выше, вылет не более 50 мм
0,90 1,25 0,95 1 I •
202
Продолжение карты 127
X
2
3
Характеристика технологической
системы
Элементы системы
Жест-
кость
системы
и ее
звеньев
Эскизы типовых способов установки и креплении
детали и инструмента на станке.
Габаритные размеры деталей
х
и
Детали типа: втулки,
кольца, стаканы и т. п.
о
С
X
X
X
Е
X
3
н
X
о
S
х
Жесткая
Резец — сечение I6X
Х25 мм и более, вылет
до 55 мм
Токарные в. ц. от 200
до 300 мм
3-кулачковый патрон,
З кулачковый патрон, и
центр задней бабки
Dmax~ 'iOO 200мги
система
L < Птах
к-
Н-4 -Н
$
Характер резания
Непрерывное резцами с пластинками из твердых сплавов Прерывистое резцами из б/р стали
Марки сплавов
ЭИ437 А и Б. ЭИ787. ЭИ766 ЭИ435, ЭИ612 ЭИ893 ЭИ867. ЭИ617 ВТЗ, ВТЗ-1, ВТ5. ВТб, ВТ8, ОТ4, ВТМ ЭИ437А и Б, ЭИ617, ЭИ867, ЭИ929
0,85 1,25 0,90 / г —
Инструменты | Станки ; Приспособления | Детали
|
Лопатки
Специальное двухмест-
ное
Вертикальный токар-
но-копировальный
Резец специальный —
сечение 18X45 мм и бо-
лее, вылет не более 30 лиг
Жесткая
система
1,0
11 р одол жение карты 127
Характеристика технологической
системы
к
X
=J
СП
О
е
Элементы системы
Жест-
кость
системы
и ее
звеньев
Эскизы типовых способов установки и крепления
детали и инструмента на ставке.
Габаритные размеры деталей
Инструменты | Станки I Приспособления j Детали
Детали типа: заготовки
под лопатки, переходники
втулки и др.
2- и 3-кулачковые па-
троны. патрон н центр
задней бабки
Токарные в. ц. 200 мм
Резец — сечение 16Х
Х25 мм и более, вылет
до 70 мм
Система
средней
жестко-
сти
пах = 50 ЮОм.ч, L»2Dmax
Характер резания
Непрерывное резцами с пластинками из твердых сплавив Прерывистое резцами из б/р стали
Марки славов
ЭИ437А и Б, ЭИ787. ЭИ766 ЭИ435. ЭИ612. Э11893 ЭИ867 ЭИ617 RT3, ВТЗ-1, ВТ5, В Г6, ВТ8. ОТ4, 8T14 ЭИ437А и Б ЭИ617, ЭИК67, Э11929
0,70 1,10 0,80 В
6
я
ф
Детали типа: заготовки
поД лопатки, втулки и
т. п.
7
8
Ся
о
о
О
к
и
л
ф
5 ф
X *
х
«
н
ф
к
х
~ ЗЕ
2- и З кулачковый па-
трон, патрон и центр
задней бабки центра
L^^tr<ui
Центра, цанга, 2- и 3-
кула^ковые патроны
Система
понижен-
ной
жестко-
сти
Резец — сечение 16Х
Х25 мм и менее, вылет
до 50 мм
Токарные в. ц. 150—
180 мм
Резец — сечецяе ДОХ
Х25 мм и менее, .ЭДЦчф
До 50 мм
Мелкие Детали типа,
шпильки, оси
Токарный в. ц.- 150—
200 мм
Низкая
жест-
кость
техноло-
ги ческой
системы
0,60
0,50
ьо
6,70
0,35
0,60
206
Карта 128
Тангенциальная сила резания и мощность, потребная jia резание Сплав жаропрочный XH77TIO (ЭИ137А), ХН77ТЮР (ЭИ437Б), ап =85—100 кг/мм*, Точение =3,8—3,4 мм. Резцы с пластинками ВК8
Глубина резания /, мм до| Подача $0, мм/об до
1,0 1,3 1,6 0,10 0,13 0,10 0,17 0,13 0,10 0,22 0,17 0,13 0,29 0,22 0,17 0,38 0,29 0,22 0,50 0,38 0,29 0,66 0,50 0,38 0,87 0,66 0.50 0,87 0,66 0,87
2,0 2,5 , 3,1 0,10 0,13 0,10 0,17 0,13 0.10 0,22 0,17 0,13 1 0,29 0,22 0,17 0,38 0,29 0,22 0,50 0.38 0,29 0,66 0.50 0,38 0,87 0,66 0,50 : 0,87 0,66 0,87
3,9 4,9 6,1 0,10 0,13 0.10 0,17 0,13 0J0 0,22 0,17 0,13 0,29 0,22 0,17 0,38 0,29 0,22 0,50 0,38 0,29 0,66 0,50 0,38 0,87 0,66 0,50 0,87 0,66 0,87
7,6 9,5 12,0 15,0 0.16 1 0,13 о.Ю 0,17 0,13 0,10 0,22 0,17 0,13 I 0,10 1 0,29 0,22 0,17 0,13 0,38 0,29 0,22 0,17 0,50 0,38 0,29 0,22 0,66 0,50 0,38 0,29 0,87 0,66 0,50 0,38 0,87 0,66 0,50( 0,87 0,66 0,87
Тангенциальная сила резания кг
1 ! 651 i 761 104 | 122 | 144 | 175 | 205 | 12401 282 332 | 393 | 480 | 562 | 665 | 790 930 | 1100| 1300 1530 1800
Скорость резания v, м/мин до | Мощность на резание N, кет
4,5 5,5 6,7 8,2 10,0 12,0 — — — 0,30 0,30 0,35 0,30 0,35 0,40 0,30 0,35 0,40 0,47 0,30 0,35 0,40 0,47 0,55 0,30 0,35 0,40 0,47 0,55 0,65 0,35 0,40 0,47 0,55 0,65 0,75 0,40 0,47 0,55 ~б~65 0,75 0,90 0,47 0,55 0,65 0,75 0,90 1,05 0,55 0,65 0,75 0,90 1,05 1,25 0,65 0,75 0,90 1,05 1,25 1,45 0,75 0,90 1,05 1,25 1,45 1,70 0,90 1,05 1,25 1,45 1,70 2,0 1,05 1,25 1,45 1,70 2,0 2,4 1,251 1,45 1,7о! 2,0 2,4 2,9 I 1,45’ 1.70 ! 2,0 2,4 2,9 3,4 I 1,70 2,0 2,4 2,9 3,4 4,0
15,0 19,0 23,0 0,30 0,30 0,35 0,30 0,35 0,40 0,35 0,40 0,47 0,40 0,47 0,55 0,47 0,55 0,65 0,55 0,65 0,75 0,65 0,75 0,90 0,75 0,90 1,05 0,90 1,05 1,25 1,05 1,25 1,45 1,25 1,45 1,70 1,45 1,70 2,0 1,70 2,0 2,4 2,0 2,4 2.9 2,4 2,9 3,4 2,9 3,4 4,0 3,4 4,0 4,7 4,0 4,7 5,6 4,7 5,6 6,6
28,0 34,0 41,0 49,0 59,0 0,30 0,35 0,40 0,47 0,55 0,35 0,40 0 л/ 0,55 0,65 0,40 0,47 0,55 0,65 0,75 0,47 0,55 0,65 0,75 0,90 0,55 0,65 0,75 0,90 1,05 0,65 0,75 0,90 1,05 1,25 0,75 0,90 1,05 1,25 1,45 0,90 1,05 1,25 1,15 1,70 1,05 1,25 1,45 1,70 2,0 1,25 1,45 1,70 2,0 2,4 1,45 1,70 2,0 2,4 2,9 1,70 2,0 2,4 2,9 3,4 2,0 2,4 2,9 3,4 4,0 2,4 2,9 3,4 4,0 4,7 2,9 3,4 4,0 4,7 5,6 3,4 4,0 4,7 5,6 6,6 4,0 4,7 5,6 6,6 7,8 4,7 5,6 6,6 7.8 5,6 6,6 7,8 6,6 7,8 7,8
Продолжение карты 128
Поправочные коэффициенты на силу резания г мощность, погребную на резание Жаропрочные сплавы Точение
Поправочные коэффициенты на силу резания и мощность в зависимости от главного угла в плане
Главный угол в плане 30 45 60—75 90
Коэффициенты Kpz, Kn 1,08 1,00 0,95 0,90
Поправочные коэффициенты на силу резания и мощность в зависимости от марки обрабатываемого материала
Марка материала I ! Механические свойства Глубина резания /, мм
до 2,0 св. 2,0—3,0 । * СВ. 3,1А 6,0 ; ] св. 6,0
Коэффициенты Кр, Hn
ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) gb=S5—100 кг-мм^ 1,00
ЭИ766 а,,—90—100 кг /мм2 1,40 1,65 1,92 1 । 2,30
КН35ВТЮ (ЭИ787) оп=95—115 к?./мм2 1,50 1,80
ХН70ВМТЮ ЭИ617 ав=100 кг /мм2 1,40 ё
ЭИ867, ЭИ929 ав=100—125 кг/мм- 1,20
!
207
Карта 129
Тангенциальная сила резания и мощность, потребная на резание Титановые сплавы ВТЗ-1, аи =95—120 кг/мм* ВТ14, ав= 90—100 кг/мм*. Резцы с пластинками ВК6М Точение
Глубина резания Т, мм до| Подача $0, мм)об до
1,0 М i.-r 2,0 2.4 2,9 3,5 4,2 5,0 6,0 7,0 8,6 10,3 0,12 0,10 0,15 0,12 0,10 0,19 0,15 0,12 0,23 0,19 0,15 0,12 0,28 0,23 0,19 0,15 0,35 0,28 0,23 0,19 0,15 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,19 0,52 0,43 0,35 0,28 0,23 0,65 0,52 0,43 0,35 0,23 0,65 0,52 0,43 0,35 0,43
1 Тангенциальная сила резания Pz > кг
1 19 | 23 | 28 । 33 j 39 I 48 | 56 1 70 | 83 | 98 | 117 | 141 | 170 । | 203 | 244 | 292 | 350 | | 423 | 505
Скорость резания г>, м;мцн до Мощность, потребная на резание Nt Kim
.20 25 30 36 43 51 61 73 88 105 126 0,43 0,43 0,52 0,43 0,52 0,60 0,43 0,52 0,60 0,75 0,43 0,52 0,60 0,75 0,87 0,43 0,52 0,60 0,75 0,87 1,05 0,43 0.52 0,60 0,75 0,87 1,05 1,30 0,43 0,52 0,60 0,75 0,87 1,05 1,30 1,60 0,43 0,52 0,60 0,75 0,87 1,05 1,30 1,60 1,90 0,43 0,52 0,60 0,75 0,87 1,05 1,30 1,60 1,90 2,20 0,43 0,52 0,60 0,75 0,87 1,05 1,30 1,60 1,90 2,20 0,52 0,60 0,75 0,87 1,05 1,30 1,60 1,90 2,20 0,60 0,75 0,87 1,05 1,30 1,60 1,90 2,20 0,75 0.87 1,05 1,30 1,60 1,90 2,20 0,87 1.05 1,30 1,60 1,90 2,20 1,05 1,30 1,60 1,90 2,20 1,30 1,60 1,90 2,20 1,60 1,90 2,20
Поправочные коэффициенты на силу резания И мощность для измененных условий работы в зависимости от:
Главного угла в пла- не <р° Угол у° 30 45 60-75 в 90
Коэффициенты Крг^9 А*Л'? 1,08 1,00 0,95 0,90
Марки материала Марка сплава ВТЗ-1. ВТ14 ВТ5, вв=70—95 кг/мм1; ВТЗ, ав= =95-115 «г/.«ж2; ВТ8. о„=|00-120 кг/мм* ОТ4, з(,=80-95 «г/лж’; ВТб, <.„=90-100
Коэффициенты Kpzy 1,00 1,15 1,30
К а рта 130
14 Зак. 57’
Тангенциальная сила резания и мощность, потребная на резание Сплав жаропрочный на никелевой основе ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), — 85—100 кг/мм2, dк—3,8 — 3,4 мм. Резцы с пластинками ВК8. Работа с охлаждением Отрезки и прорезка
Ширина резца Ь, мм до Подача s0, мм on до
2,5 3,0 3,6 4.3 5,2 6,2 7,5 9,0 И,0 13,0 16,0 0,03 0,04 0,03 0,05 0,04 0,03 0,065 0,05’ 0,04 0,03 !0,085 0,065 0,05 0,04 0,03 0,11 0.085 0,065 0,06 0,04 0,11 0,085 0,065 0,05 0,04 0,14 0,11 0.085 0,065 0,05 0,04 0,14 0,11 0,085 0,065 0,05 0,04 0,14 0,11 0,035 0.065 0,05 0,18 0,14 0,11 0,085 0,065 0,05 0,18 0,14 0,11 0.085 0,065 0,05 0,18 I 0.1-1 0,11 :0.085 :0,065 10.05 0,23 0,18 0,14 0,11 0,085 0,065 0,23 0,18 0,14 0,11 0,085 0,30 0,23 0,18 0,14 0.11 0,30 0,23 0,18 0,14 0.30 0,23 0,18 0,30 ’ ° 23 0,30
Тангенциальная сила резания Рг , кг Тб5б П9У>'
77 | 90 I НО I 130 | 150 1 180 | 220 1 260 | 310 1 370 | 440 1 5.30 | 630 I 740 | 870 i 1020 11200 |1400 :
Скорость резания v, м!мин до Мощность, потребная на резание Аг, квт
.35 42 50 60 72 87 405 130 156 0,90 1,0.5 1.24 1,45 1,70 0,90 1,05 1,24 1,45 1,70 2,0 0,90 1,05 1,24 1,4.5 1,70 2,0 2,4 0,90 1,05 1,24 1,45 1,70 2,0 2,4 2,85 0,90 1,05 1,24 1,45 1,70 2,0 2.4 2,85 3,4 1,05 1,24 1,45 1,70 2,0 2,4 2,85 3,4 4,1 1,24 1,45 1,70 2,0 2,4 2,85 3,4 4,1 4,9 1,45 1,70 2,0 2,4 2,85 3,4 4,1 4,9 5,8 1,70 2,0 2.4 2,85 3,4 4,1 4,9 5,8 6,8 2,0 2,4 2,85 3.4 4,1 4,9 5,8 6,8 8,1 2,4 2,85 3,4 4J 4,9 5,8 6,8 8.1 9,6 2,85 3,4 । 4,1 4,9 5,8 6,8 8,1 9,6 И.З 3,4 4,1 4.9 5,8 6,8’ 8.1 i 9,6 ! 11,3 13,4 4.1 4,9 5.8 6,8 8,1 9,6 11,3 13,4 16,0 4,9 5,8 6,8 8,1 9,6 11,3 13,4 16,0 5,8 6,8 8,1 9,6 11,3 13,4 16,0 6.81 8,1 9,6! 11,3 13.4 16,0 8.1 9,6 11,3 I 13,4 16,0 9,6 11,3 13,4 | 16,0 11,3 13,4 16,0
Поправочные коэффициенты па силу резания И мощность длл измененных условий работы в зависимости от:
Марки материала Марка материала Х1177ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) ХН78Т (ЭН435), *иж70-7S кг 0,55
Яодвчв до 0,085 Коэффициенты Kpz, — ———"« «>«< ' 1,00
св. 0,085 дл 0, .44 1,00 0,65
" £В. W до 0,.,30 1,00 0,75
J сп 0.20 1,00 0,90
Карта 131
Тангенциальная сила резания и .мощность, погребная на резание Титановые сплавы ВТЗ-1, <тн = 95—120 кг[мм2\ ВТ14, <з8~ 90—100 кг/мм2. Резцы с пластинками твердого сплава. Работа с охлаждением Отрезки и прорезка
Ширина резца Ь, мм до Подача $0, мм W до
4,5 ’ 5,0 6,0 0,10 0,13 0,10 0,17 0,13 0,10 0,21 0,17 0,13 0,21 0,17 0,21
Тангенциальная сила резания Р2,'кг
Скорость резания V, м/мин до 70 1 85 Мощность. 105 , потреби* 130 1я на резг 1G0 шие Л', дс 200 вт
30 36 45 55 65 0,58 0,70 0,58 0,70 0,93 0,58 0,70 0,93 1,08 0,58 0,70 0,93 1,08 1,30 0,70 0,93 1,08 1,30. 1,60 0,93 1,08 1,30 1,60
Поправочные коэффициенты на силу резания и мощность для измененных условий работы в'зависимости от:
Марки мате- риала Марка сплава ВТЗ-1 ВТ14 ВТ6, а3^90— ПО кг1мм- ВТЗ, sB=95— 115 кг.'мм2 ВТ5, «,=70— 95 кг/мм2 ОТ4-2, gb=93— 112 кг [мм-
Коэффици- енты Кдг, KN 1,00 1,13 1,20 1,30
*• .. • • • • ’ * - • е
210
Карта 1 ,12
3,0
3,3
3,6
4.0
4,4
4,8
5,3
5,9
6,5
7,0
7,8
8,6
9,5
10,3
11,3
12,4
13,6
15,0
16,5
18.0
20,0
Крутящий момент
Сплавы XH77TIO (ЭИ437А), ХН77ТЮР (ЭИ437Б), оп =85-100 кг/мм*, dB =3,8—3,4 мм.
Сверла из стали Р18,. Работа с охлаждением
Подача sOt мм/об до
Сверление
0,074
0,059
0,047
0,038
0,074
0,059
0,047
0,074
____ 0,059
0,038 0,047
0,038
0,074
0,059
0,047
0,038 0,047
0,093
0,074
0,059
0,038
0,093
0,074
0,059
0,047
0,093
0,074
0,059
0,047 0,059
0,093
0,074
0,047
0,093
0,074
0,059
0,047
0,12
0,093
0,074
0,059
0,12
0,093
0,074
0,059
0,12
0,093
0,074
0,059
0,15
0,12
0,093
0,074
0,059
0,15
0,12
0,093
0,074
0,15
0,12
0,18
9,15
0Wbj2
0,074 0,093
0,074
0,18
0,15
0,12
0,093
0,18
0,15
0,12
0,093
0,18
0,15
0,12
0,18
0,150,18
v । 1 х и , 1 Uj v f ю
0,0930,120,15
0,12
0,18
0,15
0,12
0,22
0,18
0,15
0,12
0,22
0,18
0,15
0,22
0,18.0,22
Крутящий момент Л/кр, кгм
0,06 0,072 0,086 0,10 0,12 0,15 0,18 0,21 0,25 0,30 0,36 0,43 0,52 0,62 0,74 0,93 1,1
1,3
1,6
1,9 2,3 2,7 3,3 3,9 4,5 5,4
212
Продолжение карты 132
Диаметр сверла D, мм до Подача s0, мм!&5 до
3,0 3,7 4,5 5,5 6,7 8,2 10,0 12,0 15,0 18,0 22,0 0,047 0,038 0,03 0,059 0,047 0,038 0,074 0,059 0,047 0,038 0,074 0,059 0,047 0,038 0,074 0,059 0,047 0,093 0,074 0,059 0,047 0,093 0,074 0,059 0,093 0,074 0,059 0,12 0,093 0,074 0,12 0,093 0,074 0,12 0,093 0,074 0,15 0,12 0,093 0,18 0,15 0,12 0,093 0,22 0,18 0,15 0,12 0,22 0,18 0,15 0,12 0,22 0,18 0,15 0,22 0,18 0,22
Скорость резания v, м!мин до Мощность, потребная на резание N, кет
3,5 4,2 5,0 6,2 7,2 8,6 10,3 12,4 15,0 18,0 0,05 0,06 0,072 0,05 0,06 0,072 0,086 0,05 0,06 0,072 0,086 0,103 0,05 0,06 0,072 0,086 0,103 0,12 0,05 0,06 0,072 0,086 0,103 0.12 0,15 0,05 0,06 0,072 0,086 0,103 0,12 0,15 0,18 0,05 0,06 0,072 0,086 0,103 0,12 0,15 0,18 0,21 0,05 0,06 0,072 0,086 0,103 0,12 0,15 0,18 a.2i 0,25 0,06 0,072 0,086 0,103 0,12 0,15 0,18 0,21 0,25 0,31 0,072 0,086 0,103 0,12 0,15 0,18 0,21 0,25 0,31 0,37 0,086 0,103 0,12 0.15 0,18 0,21 0,25 0,31 0,37 0,45 0,103 0.12 0,15 0,18 0,21 0,25 0,31 0,37 0,45 0,54 0,12 0,15/ 0,18 0,21 0,25 0,31 0,37 0,45 0,54 0,65 0,15 0,18 0,21 0,25 0,31 0,37 0,45 0,54 0,65 0,78 0,18 0,21 0,25 0,31 0,37 0,45 0,54 0,65 0,78 0,94 0,21 0,25 0,31 0,37 0,45 0,54 0,65 0,78 0,94 1,14 0,25 0,31 0,37 0,45 0,54 0,65 0,78 0,94 1,14 1,36 0,31 0,37 0,45 0,54 0,65 0,78 0,94 1,14 1,36 1,63
Поправочные коэффициенты на крутящий момент и мощность в зависимости
от марки обрабатываемого материала
Марка материала Мехами ческие свойства Подача s0, мм/об
до 0,06 | св. 0,06—0,08 |св. 0,08—0,11 св. 0,10 -0,15 | св. 0,15
Коэффициенты A^<Kp, K#
ХЦ77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) ав—85—100 кг/мм2 ГГоП|
ЭИ867 зн=-100—125 кг]2мм 1.50 1 L30 । 1,12 | 1,00 | 0,90
ХН70ВМТЮ (ЭИ617) j0—100 кг; мм* 0,83 | 0,73
К а р т а 133
Крутящий момент и осевая сила г ТитанопМе сплавы ВТЗ-1, ои=95—120 кг/мм*-, ВТ14, а„- = 90—100 кг/ммг. Сперла с пластинками ВК8 . сверление
Диаметр сверла D, мм до Подача $0, мм об до --
9 10 И 12 13,2 14,5 16 17,6 19,5 21,5 23,5 26 29 0,047 0,057 0,07 0,057 0,083 0,07 0,10 0,083 0,07 0,12 0,’0 0,083 0,07 0,14 0,12 0,10 0,083 0,14 0,12 0,10 0,083 0,17 0,14 0,12 0,10 0,083 0,17 0,14 0,12 0,10 0,083 0,21 0,17 0,14 0J2 0,10 0,083 0,21 0,17 0,14 0,12 0,10 0,21 0,17 0,14 0,12 0,10 0,21 0,17 0.14 0.12 0,10 0,21 0,17 0,14 0,12 0,10 i 0,21 0.17 | 0,14 : 0,12 : о,ю 1 0,21 0,17 0,14 0.12 1 0,10 0,25 0.21 0,17 0,141 0,12 0,25 0,21 1 0,17 ! 0,14 0,25 0,21 0,17 0,25 0,21 0,25
Крутящий момент Мкр, кгм
0,25 | 0,30 | ( 0,35 j 0,41 ! 0,48 ; | 0,57 | 0,70 | | 0,83 | 1,00 | 1.15 1,40 | 1.75|2,1 j 2,4 | 2,9 | 3,5 1 4,15 { 5,0 ) 6,0 | 7,1 | 8.6 110,5
Осевая сила Рос, кг
210 | 230 | 1 250 1 275 | I 300 1 330 | 360 | 390 | 435 1 | 510 | 550 | I 600 | 650 | 700 ; 770 | 830 j 900 | 985 |1070 |1200 [1320
Поправочные коэффициенты на крутящий момент и осевую силу для измененных условий работы в зависимости от:
Марки обрабаты- ваемого сплава и материала режущей части инструмента Марка матери- ала режущей части инструмента Марка сплава ВТЗ-1 ВТ 14 ВТЗ, ав=95—115 кг!мм ВТ6, зв=90—100 кг1мм :’ОТ4, зв-^80—85 кг/мм2 -•ВТ8, 100-120 кг 1мм* В15, звя*70—95 кг: мм*
ВК8 Коэффициент /Лмкр |Гоо| 1,15 1,20 1,25
Р18 0,88 1,00
ВК8 Коэффициент и 1,25 - 1,35 1,45
Р18 0,88 1,10 1,20 1,30
Отношения длины сверла к диаметру //D I'D при D < 15 мм 2,0 3,0 4,0 //D при D > 15 мм 2.0 3,0 4,0 .5,0
Коэффициент А и>ф 1,00| 1,50 2,00 Коэффициент A*u t sr 1,10 1,20 1,30
Коэффициент А'р. »1.00| 1,20 1,50 Коэффициент А'Р(>С iTooi 1,05 1,10 1,20
214
Карта 134
Мощность, потребная на резание Титановые сплавы ВТЗ-1, ов = 95—120 кг/льи2; ВТ14, —100 кг/лси2 Сверла с пластинками твердого Сверление сплава ВК8. Работа ё охлаждением
Диаметр сверла D, мм до Подача s0, мм/об до
8 10 12 15 18,5 23 29 0,047 0,057 0,07 0,057 0.083 0,07 0,10 0,083 0,07 0,12 0,10 0,083 0,07 0,14 0,12 0,10 0,083 0,14 0,12 0,10 0,083 0,17 0,14 0,12 0,10 0,083 0,17 0,14 0,12 0,10 0,21 0,17 0,14 0,12 0,10 0,21 0,17 0,14 0,12 0,25 0,21 0,17 0,14 0,25 0,21 0,17 0,25 0.21 1 0,25
Скорость реза- ния г, м/мин до Мощность, потребная на резание N, кет
7,2 8,7 10,5 12,5 15 18 21,5 26 30 36 ! 44 53 | 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,23 0,28 i 0,33 1 0,40 0,07 0,08 0,10 0,12 0,14 0,17 0,20 0,23 0,28 0,33 0,40 0,50 0,08 0,10 0,12 0,14 0,17 0,20 0,23 0,28 . 0,33 0,40 0,50 0,60 0,10 0,12 0,14 0,17 0,20 0,23 0,28 0,33 0,40 0,50 0,60 0,70 0,12 0,14 0,17 0,20 0,23 0,28 0,33 0,40 0,50 0,60 0,70 0,85 0,14 0,17 0,20 0,23 0,28 0,33 0,40 0,50 0,60 0,70 0,85 1,00 0,17 0,20 0,23 0,28 0,33 0,40 0,50 0,60 0,70 | 0,85 1,00 1 1Д5 0,20 0,23 0,28 0,33 0,40 0,50 0,60 0,70 0,85 1,00 1.15 1,40 0,23 0.28 0,33 0,40 0,50 0,60 0.70 0,85 1,00 1,15 1,40 1,70 0,28 0,33 0,40 0,50 0,60 0,70 0.85 1,00 1,15 1 1,40 1,70 2,10 0,33 0,40 0,50 0,60 0,70 0,85 1,00 1.15 1,40 1,70 2,10 2,40 0,40 0,50 0,60 0,70 0,85 1,00 1,15 1,40 1,70 2,10 2,40 2,90 0,50 0,60 0,70 0,85 1,00 1,15 1,40 1,70 2,10 2,40 2,90 3,50 0,60 0,70 0,85 1,00 1,15 1,40 1,70 2,10 2,40 2,90 3,50 0,70 0,85 1,00 1,15 1,40 1,70 2,10 2,40 2,90 3,50 0,85 1,00 1,15 1,40 । 1,70 ! 2,10 ; 2,40 2,90 3,50
Поправочные коэффициенты на измененные условия работы в зависимости от:
Марки обрабаты- ваемого материала и материала режущей части инструмента Марка мате- риала режу- щей части Инструмента Марка сплава ВТЗ-1 ВТ14 ВТЗ, а„=95-115 кг)мм- ВТ6, о,,=90—100 кг; мм2 ОТ4, сгв=80—85 кг/мм2 ВТ8, <зв=100—120 кг/мм* В То, ав=70—95 кг/мм*
ВК8 Коэффициент А'нд. 1 * > 1,15 1,20 1,25
Р18 0,88 1.00 1,05 1,10
Отношения длины сверла к диаметру /,/£> I/D при D < 15 мм 2,0 3,0 4,0 l/D iipH D > 15 мм 2,0 ‘ 3,0 4,0 5,0
Коэффициент 1 iD П~оо| 1,50 2,00 Коэффициент [1 ,00| 1,10 1,20 1,30
ОДЕРЖАНИЕ
№ таблицы Стр.
Предисловие - — 3
Методические указания — 6
Примеры расчета режимов резания и основного (технологиче- ского) времени ... — 15
Средние величины допустимого износа режущей части инстру- мента . 1-3 24
Геометрические параметры режущей части резцов, сверл, зен- керов, разверток 4—6 26-38
Расчетные зависимости для определения скорости резания (резцы) . 8—10 39—42
Расчетные зависимости для определения тангенциальной силы резания и мощности, потребной на резание (резцы) 11-13 43—45
Расчетные зависимости для определения скорости резания (сверла) 14-16 46-48
Расчетные зависимости для определения крутящих моментов, осевых усилий и мощности, потребной на резание (сверла) 17-19 49-50 i
Расчетные зависимости для определения скорости резания (зенкеры, развертки) ч . 20-26 51-54.
.. ! помер । карты !
Раздел 1
Режимы резания на обработку нержавеющих, жаростойких и жаропрочных сталей
Подачи для чернового точения 1 59
Выбор подач в зависимости от заданной чистоты поверхности. То- чение ’ 2 60
Выбор подач в зависимости от заданного класса точности при точе- нии деталей типа валов .' 3-7 61-69
Подачи при сверлении . . ~ . 8 70
Подачи при зенкерован-ии и развертывании 9 71
219
Номер । карты । Стр.
Стали марок /,Л7Л ’Ж W3
Скорости резания. Точение i ю 72
Подачи, скорости резания. Отрезка и прорезка | 11-14 73—76
Скорости резания. Сверление 15 i i
Скорости резания. Зенкерование 16 78
Скорости резания. Развертывание 17 79
Стали марок Х18Н10Т и Х18Н9Т (1Х18Н9Т, ЭЯ1Т)
Скорости резания. Точение 18 i 80 i
Подачи, скорости резания. Отрезка и прорезка 19. 20 I 8!
Скорости резания. Сверление • 21 i . 82
Скорости резания. Рассверливание i 22 83
Скорости резания. Зенкерование I 23 83
Скорости резания. Развертывание 1 24 84
Стали ми/юк 4Х14Н14В2М (ЭИ69). XI2H20T3P (ЭИ696А, ЭИ696М),
1Х21Н5Т (ЭИ811)
Скорости резания. Точение • . 25 85
Подачи, скорости резания. Отрезка и прорезка ’ 26, 27 86
Скорости резания. Сверление 28 87
Скорости резания. Зенкерование . . 29 88
Стили мирок 1Х17Н2 (ЭИ 268), 13Х14Н ВФРА (ЭИ736)
Скорости резания. Точение 30, 31 89—90
Подачи, скорости резания. Отрезка и прорезка : 32. 33 91
Скорости резания. Сверление 34, 35 92-93
(Скорости резания. Развертывание * 36 . 94
Стали марок Х23Н18 (ЭИ417), ЗХ19Н9МВБТ (ЭИ572) и ЭИ4О5
Скорости резания. Точение 37 95
Скорости резания. Сверление ; 38 96
Скорости резания. Зенкерование , 39 97
Сталь 20ХЗМВФ (ЭИ415)
Скорости резания. Точение ’ 40 98
Подачн, скорости резания. Отрезка и прорезка . ... 41. 42 99—100
Скорости резания. Сверление . . . . 43 101
Сталь 4Х12Н8Г8МФБ (ЭИ481)
Скорости резания. Точение 44 102
Подачи и скорости резания. Отрезка и прорезка 45 103
Скорости резания. Сверление ! 46 104
220
Номер карты Стр.
Сталь ЭИ654
Скорости резания. Точение , . . 47 105
Подачи и скорости резания. Отрезка и прорезка 48 106
Скорости резания. Сверление . 49—51 i 107--JOS
Стали марок 0Х14Н28ВЗТЗЮР (ЭИ786), ЭИ312 j |
Скорости резания. Точение .... 52 109
Сталь IX12В Н (ЭИ 802)
Скорости резания. Точение •. 53 по
Скорости резания. Сверление - 54 1 111 1
Стали марок 25Х2МФА,1Х12Н2ВМФ (ЭИ961), 30ХН2МФА (ЭИ961Ф), 20Х15НЗМА (ДИ/) i
Скорости резания. Точение . 55 ! 1)2^113
Подачи и скорости резания. Отрезка и прорезка 56, 57 ! 114—115
Скорости резания. Сверление 58 I 116
Скорости резания. Зенкерование 59 г 117 ।
Скорости резания. Развертывание 60 ! 11К
Стали марок СИЗ и СИ2
Скорости резания. Продольное точение 61 119
Скорости резания. Сверление 62 120-^121
Поправочные коэффициенты на скорость резания в зависимости от конструктивных форм, размеров, способов крепления деталей на станке и других технологических условий обработки . . . . 63 1Й2М30
Тангенциальная сила резания и мощность, потребная на резание:
Точение 64 1Й1.-ЛЗЗ
Отрезка и прорезка 65
Крутящие моменты и мощность, потребная на резание . . . . 66—69 | | 136-141
Раздел II i
Режимы резания на обработку жаропрочных
и титановых сплавов
Подачи для чернового точения 70, 71 145—146
Подачи в зависимости от заданной.чистоты обработанной поверхно- сти. Точение 72, 73 147—148
Выбор подач в зависимости от заданного класса точности при точе- нии деталей типа валов . 74-76 149-154
Подачи для сверления . 77, 78 155—156
Подачи для зенкерования и развертывания ’ . 79, 80 157—158
221
Номер карты Стр.
Сплавы марок ХН78Т (ЭИ435), ХН75МБТЮ (ЭИ602), ХН60В (ЭИ868)
Скорости резания. Точение ..... 81 158
Подачи и скорости резания. Отрезка и прорезка 82 159
Скорости резания. Сверление 83 160
Сплавы марок ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б)
Скорости резания. Точение 84 161
Скорости резания. Отрезка и прорезка ’ 85 162
Скорости резания. Сверление i 86 163
Скорости резания. Зенкерование •• •! ! 87 164
Скорости резания. Развертывание . ; . 88 165
Сплав ХН35ВТ (ЭИ612)
Скорости резания. Точение . .... - 89 166
Подачи н скорости резания. Отрезка и «прорезку 90. 91 167
Сплавы марок ХН70МВТЮ (ЭИ617), ЭИ867, ЭИ929
Скорости резания. Продольное точение 92-95 168-171
Скорости резания. Сверление . 96, 97 172-173
Скорости резания. Зенкерование . 98, 99 174
Скорости резания. Развертывание 100, 101 175-176
Сплав ЭИ827
Скорости резания. Продольное точение . . . . 102 177
Сплав ХН70ВМЮТ (ЭИ765)
Скорости резания. Точение , 103 178
Сплавы марок ЭИ893, ЭИ765 Скорости резания. Точение ./ 104 179
Подачи и скорости резания. Отрезка и прорезка 105, 106 180
Скорости резания. Сверление 107 181
Скорости резания. Зенкерование . . ! 108 182
Сплав ЭИ766
Скорости резания. Точение 109 183
Сплав ЭИ767
Скорости резания. Точение 110 184
Сплав ХН35ВТЮ (ЭИ787) Скорости резания. Точение ‘ . 111 185
222
Номер карты Стр.
Сплав ЖСЗД
Скорости резания. Точение . . 112 186
Сплав ВЖ36-Л2 -
Скорости резания. Точение . . . . . . . / . ИЗ U7
Скорости резания. Сверление . ' , . .. .... . . 114 188
Сплав ВЛ7-45У , и *
Скорости резания. Точение . . 115 189
: Скорости резания. Сверление . . . . . . . 116 190
Титановые сплавы марок ВТЗ-1, ВТЗ, ВТ5, ОТ 4, ВТ6, ВТ8, ВТ 14
Скорости резания. Точение . ’ . _. . . . . . . 117-119 191—193
Подачи, скорости резания. Отрезка и прорезка ..... 120, 121 194
Скорости резания. Сверление . . 122, 123 195-196
; Скорости резания. Зенкерование . . . . . 124 197
Скорости резания. Развертывание . . . 125. 126 198—199
Поправочные коэффициенты па скорость резаиня в зависимости от конструктивных форм, размеров, способов крепления деталей на станке и других технологических условий обработки . . . ' . 127 200-205
Тангенциальная сила резания и мощность, потребная на резание: * ’ ч • •
Точение - . ь . . . ... 128, 129 206г-208
Отрезка и прорезка . . . . 130, 131 209-216
Крутящий, момент и мощность, потребная на резание . . . . 132-134 211-Г-214
Приложения
Приложение 1. Величина врезания и перебега инструментов . . . — 217 1
Приложение 2. Дополнительные длины на взятие пробных стружек . — 217 j
Приложение 3. Числа оборотов .шпинделя . ...... | 21& —г—=з: I1
НОРМАТИВЫ РЕЖИМОВ
ТОЧЕНИЕ , CeEZF^ZIEZHMEZ 9