/





















































































































































































































































































































































































































































































































































































































































































































































































































Текст
МАШГИЗ
СПРАВОЧНИК
НОРМИРОВЩИКА-
МАШИНОСТРОИТЕЛЯ
в 4 томах
Редколлегия:
А. Д. Гальцов (председатель), В. С. Вольский,
Е. И. Стружестрах, Р. И. Кисин
МАШГИЗ
СПРАВОЧНИК
НОРМИРОВЩИКА-
МАШИНОСТРОИТЕЛЯ
Том II
ТЕХНИЧЕСКОЕ
НОРМИРОВАНИЕ
СТАНОЧНЫХ РАБОТ
Под редакцией Е. И СТ РУ ЖЕСТУ АХ Л
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕР ATM Ы
Москва 1961
Авторы II тома:
Л. М. Винник, Р. Я- Гринберг, Я. А. Каминский, В. Д. Кле-
пиков, А. М. Кузнецов, Н. И. Кученев, Е. И. Стружестрах,
С. Д. Тишин, А. Б. Харитонов, И. Э. Цейц,
И. И. Шапиро, М. Я. Шапиро, НИИТАвтопром
Рецензенты-
В. А. Ананьян, Д. Т. Васильев, 3. Д. Горецкая, С. П. Карцев, С М. Кедров,
В. Н. Комиссаржевская, Ь Л Копербах, М. М. Корбов, Н. И. Леонов,
Г. Б. Лурье, В. Ф. Новиков, А. Б. Харитонов
Редакция литературы по экономике и организации производства
Зав. редакцией Е М. КУЗЬМИНА
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 19
Условные обозначения ...................................................... 20
Глава 1. Основные методические положения по нормированию станочных работ
(Е. И. Стружестрах) ......................... 21
Глава II. Нормирование токарных работ (Р. fl. Гринберг, М Я Шапиро) ....
Методические указания ...................................................
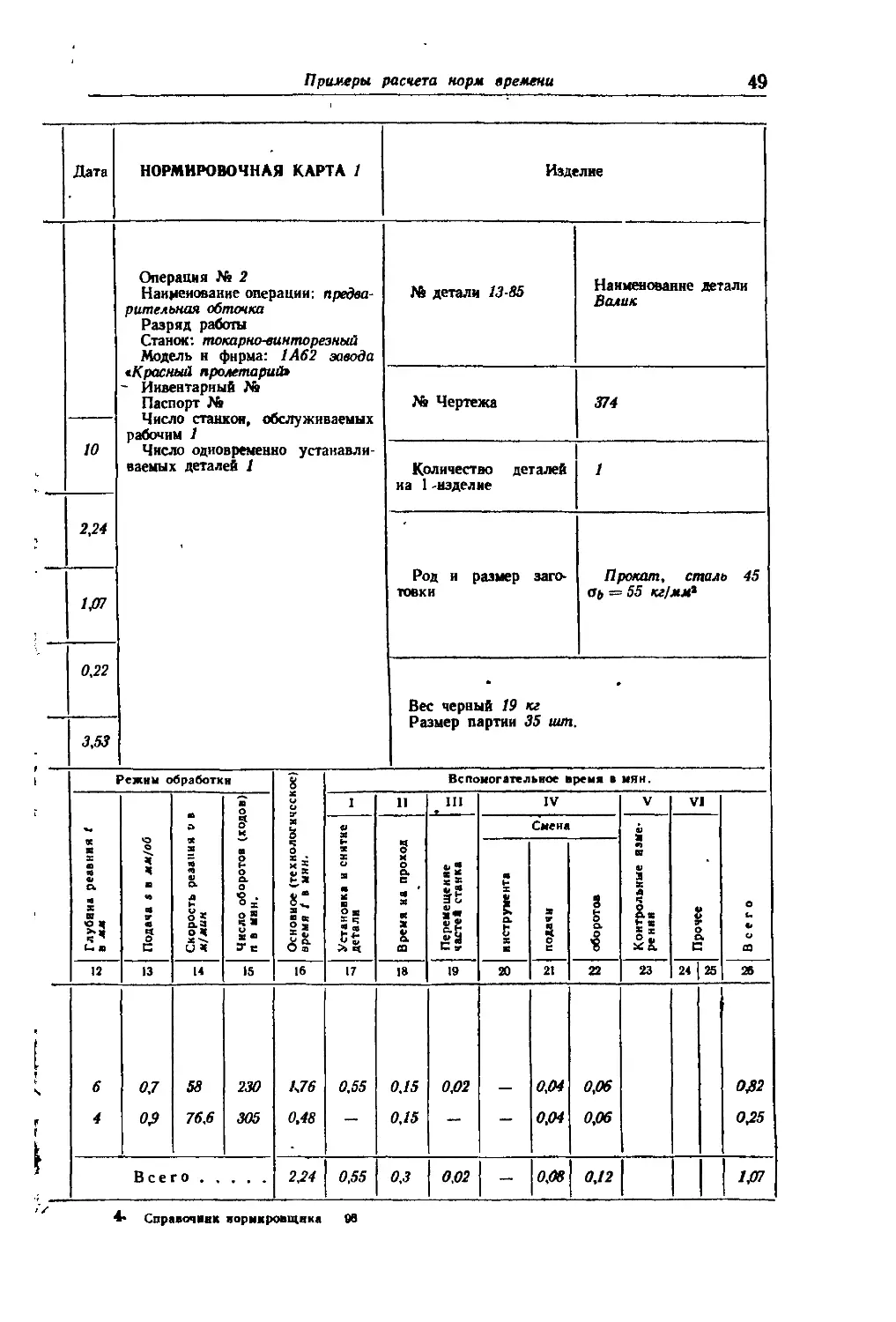
Примеры расчета норм времени.................... ........................
Нормативы режимов резания
Карта 1. Выбор марки материала режущего инструмента......................
Карта 2. Геометрические параметры режущей части инструмента. Резцы с <₽!> О’. . .
Карта 3. Геометрические параметры режущей части инструмента Резцы с дополнитель-
ной кромкой <р, = 0° ............................................
Карта 4. Подачи для чернового наружного точения .........................
Карта 5. Подачи для чернового растачивания'на токарных станках. Резцы, оснащен-
ные твердым сплавом, или из быстрорежущей стали Р18 ........
Карта 6. Подачи для чернового растачивания на карусельных станках. Резцы, осна-
щенные твердым сплавом, или из быстрорежущей стали Р18...................
Карта 7. Подачи в зависимости от заданной чистоты поверхности............
Карта 8. Радиальные усилия резания Ру, допустимые по прогибу детали, при наруж-
ном продольном точении стали в центрах ............................. ...
Карта 9. Радиальные усилия резания Ру, допустимые по прогибу детали, при наруж-
ном продольном точении стали в патроне .................. ..........
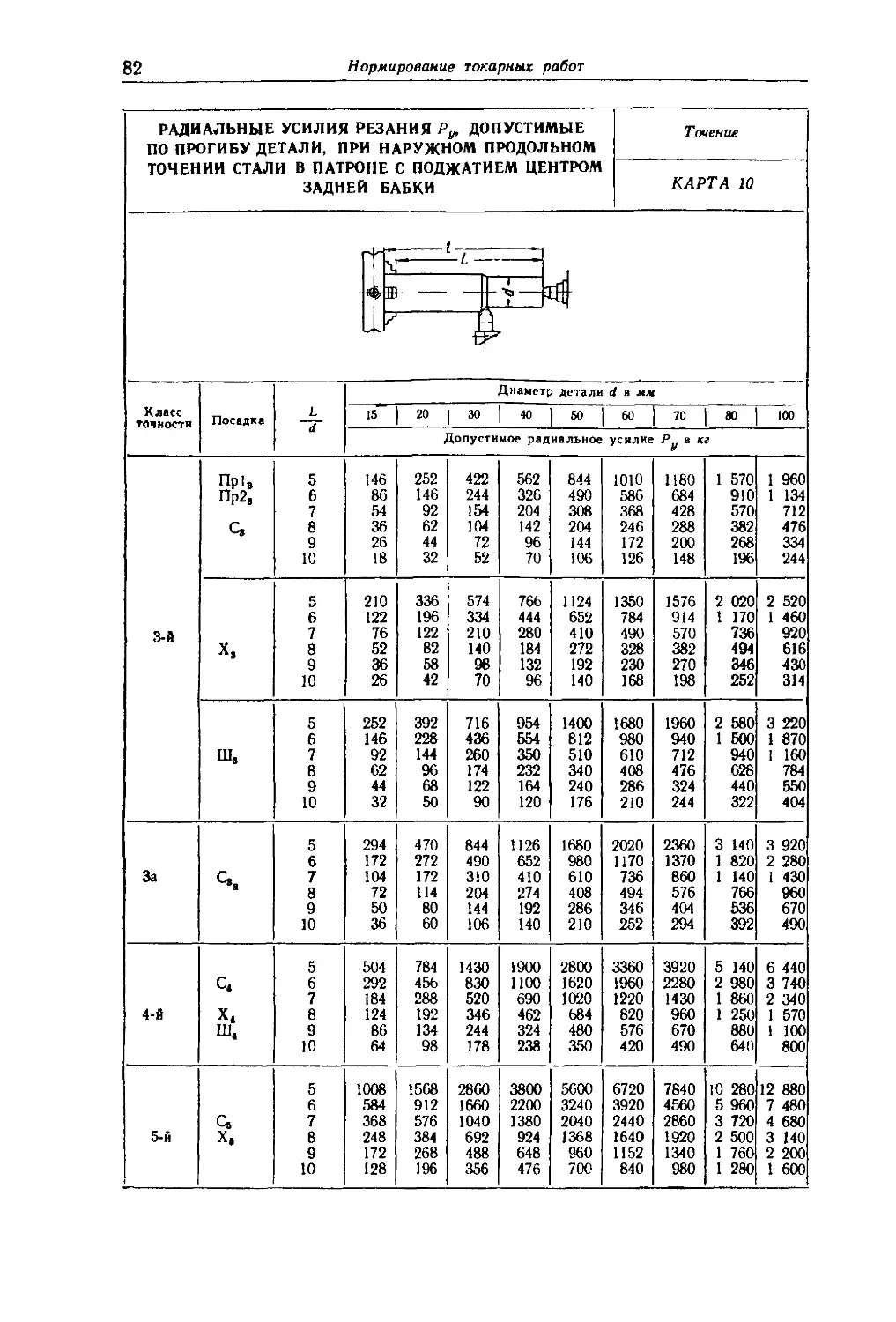
Карта 10. Радиальные усилия резания Ру, допустимые по прогибу детали, при наруж-
ном продольном точении стали в патроне с поджатием центром задней бабкн
Карта 11. Подачн, допустимые по прогибу детали, прн точении конструкционных
сталей. Резцы с <р, > 0°.................................................
Карта 12. Подачи, допустимые по прогибу детали, при точении конструкционных
сталей. Резцы с дополнительной режущей кромкой <₽j “ 0“.............
Карта 13. Подачн, допустимые мощностью электродвигателя, прн точении стали. Рез-
цы, оснащенные твердыми сплавами.........................................
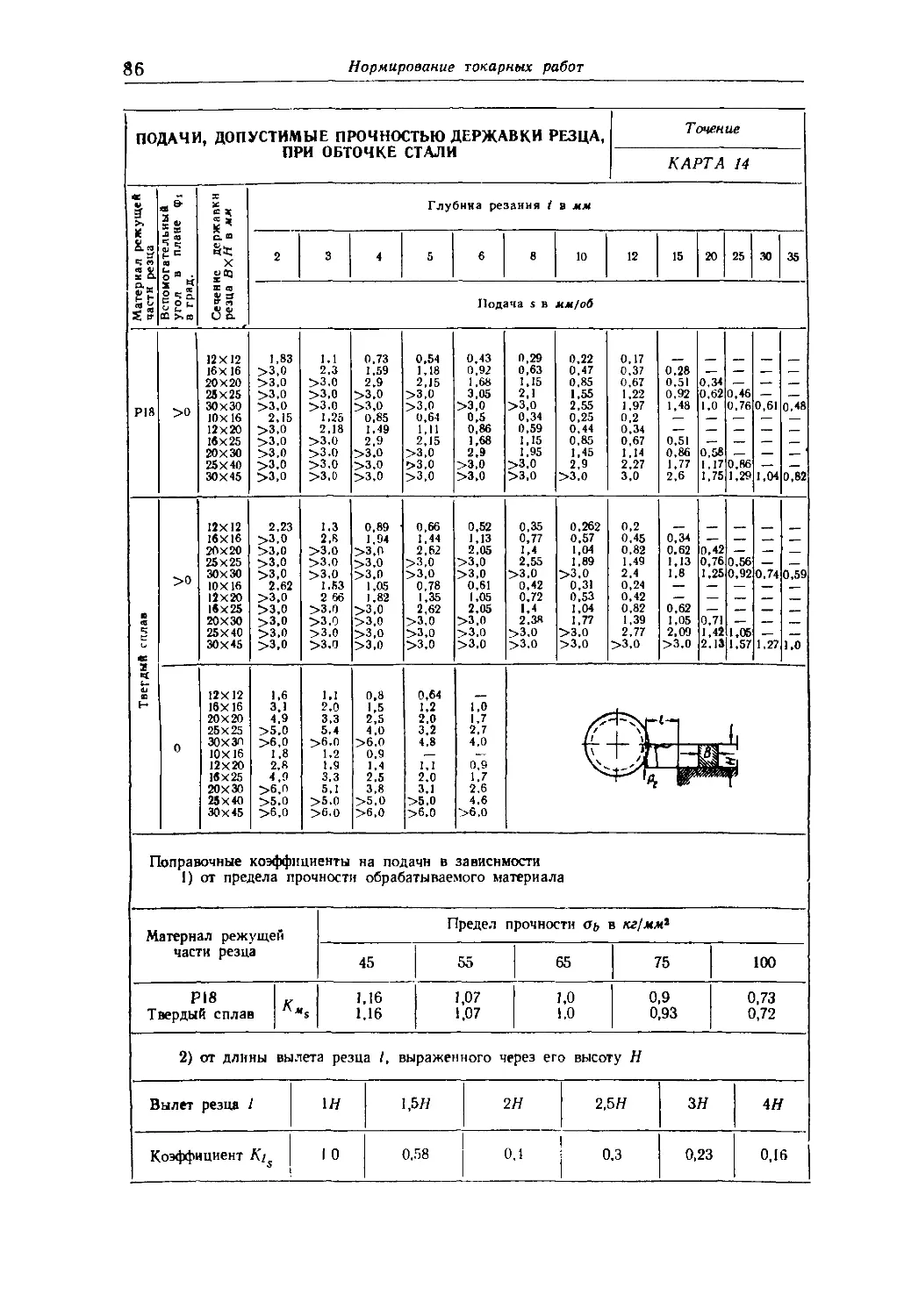
Карта 14. Подачи, допустимые прочностью державки резца...................
Карта 15. Подачн, допустимые прочностью пластинки из твердого сплава ...
Карта 16. Подачи при фасонном точении углеродистых конструкционных сталей Рез-
цы из быстрорежущей стали Р18.............................................. 88
Карта 17. Подачи для прорезки н отрезки.................................... 89
Карта 18. Подачи ирн точеннн мннералокерамическими резцами................. 89
Карта 19. Режимы резания при точении конструкционных углеродистых, хромистых
и хромоникелевых сталей Оь = 65 кг1мм2-, НВ 185 Резцы с пластинками
Т5К10 (продольное точение)........................................ 90
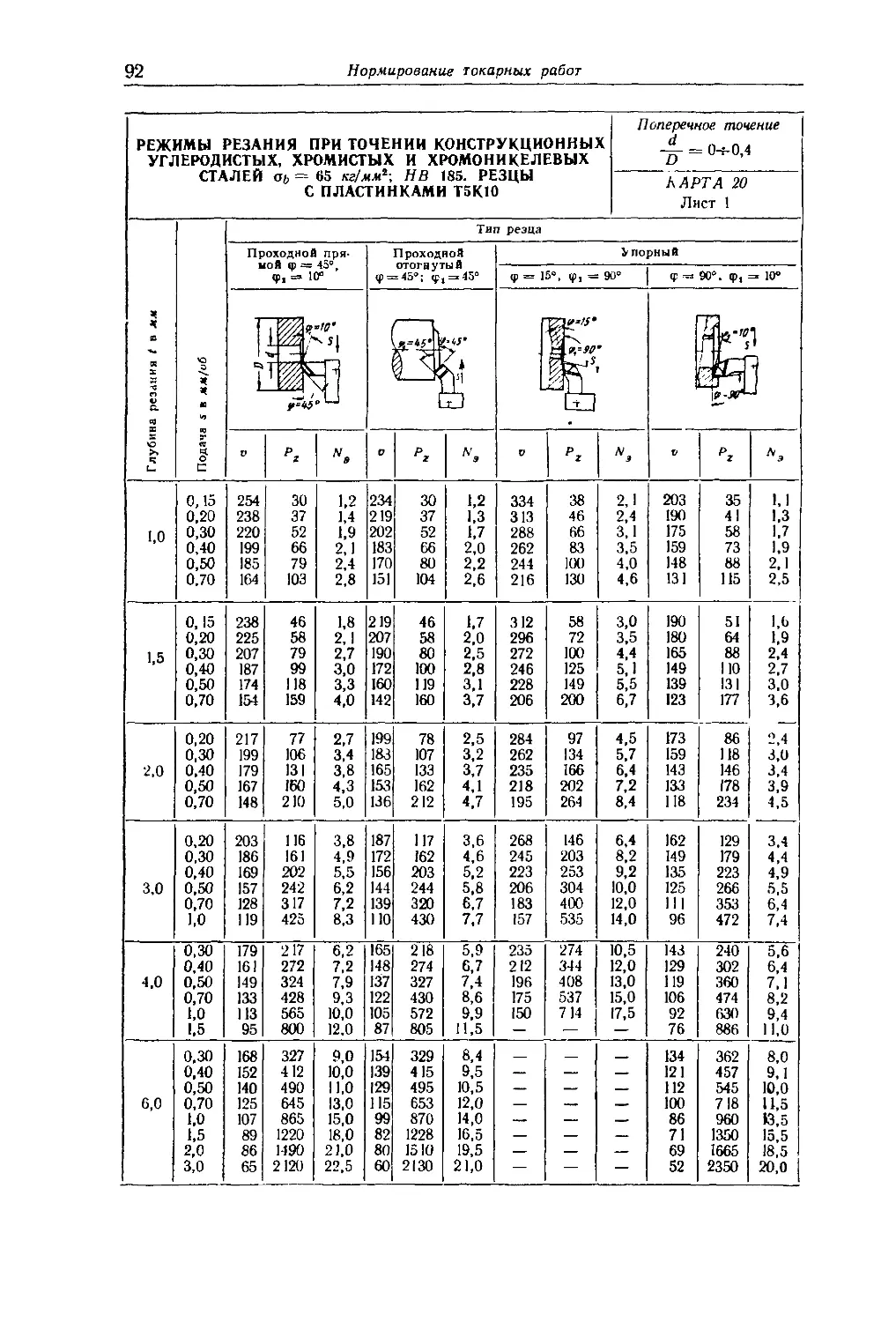
Карта 20. Режимы резання при точении конструкционных углеродистых, хромистых
и хромоникелевых сталей о* = 65 кг[ммг-, НВ 185 Резцы с пластинками
Т5К10 (поперечное точение)................................................ 92
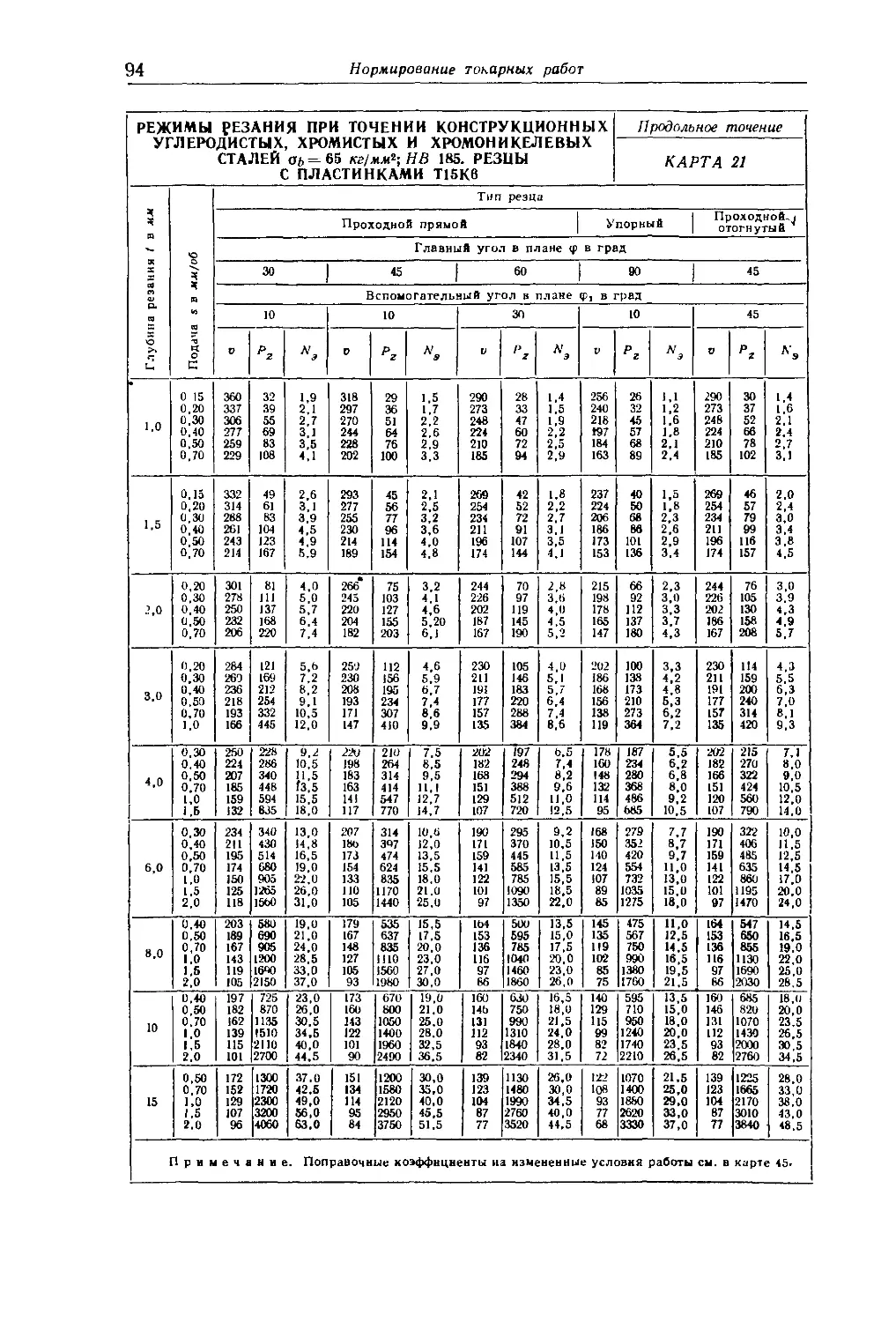
Карта 21. Режимы резания при точении конструкционных углеродистых хромистых
и хромоникелевых сталей о* = 65 кг]мм2-, НВ 185 Резцы с пластин
ками Т15К6 (продольное точение).......................................... 94
Карта 22. Режимы резания прн точении конструкционных углеродистых, хромистых
и хромоникелевых сталей <зь = 65 кг/мм2-, НВ 185 Резцы с пластин-
ками Т15К6 (поперечное точение)............................................ 95
Карта 23 Режимы резання при точении конструкционных углеродистых хромистых
и хромоникелевых сталей <зь = 65 кг! мм2. Резцы с пластинками T3UK4
(продольное точение) ...................................................... 97
258$ £ 8 S 2 S 3 S2 -3 £
6
Оглавление
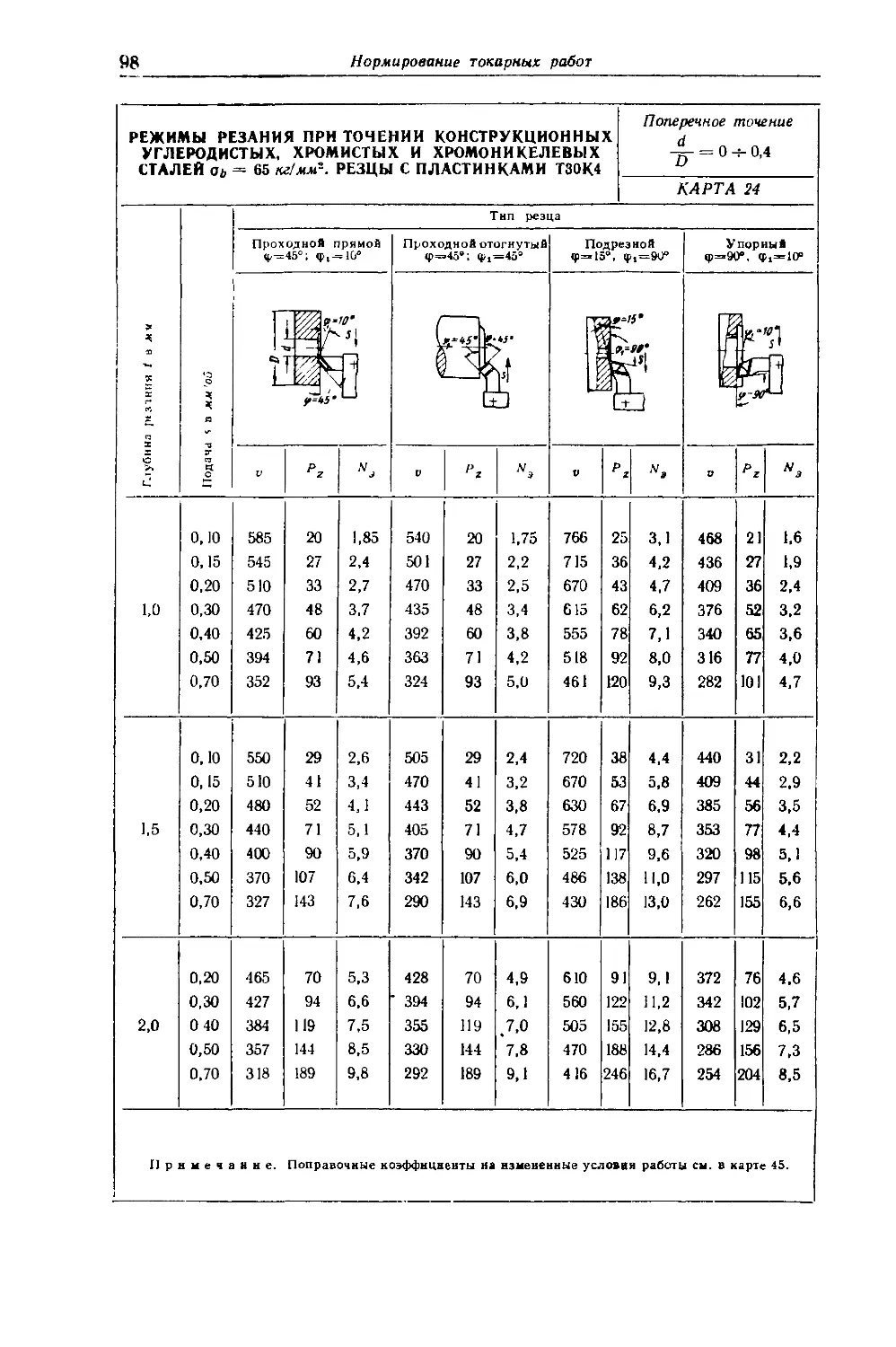
Карта 24. Режимы резании при точении конструкционных углеродистых, хромистых
и хромоникелевых сталей сть = 65 кг!мм2. Резцы с пластинками Т30К4
(поперечное точение)........................................................
Карта 25. Режимы резания при точении конструкционных углеродистых, хромистых
и хромоникелевых сталей о* = 65 кг/мм2; НВ 185. Резцы с пластин-
ками Т15К6 с дополнительной режущей кромкой <р, = 0°........................
Карта 26. Режимы резания при точении закаленных легированных сталей о* =
= 165 кг!мм2, HRC 50. Резцы с пластинками Т15К6 (продольное точение)
Карта 27. Режимы резания при точении закаленных легированных сталей а* —
= 165 кг/мм2, HRC 50 Резцы с пластинками Т15К6 (поперечное точение)
Карта 28. Режимы резания при точении легированных закаленных сталей а* =
= 165 кг/мм2-, HRC 50. Резцы с пластинками Т30К4 (продольное точение)
Карта 29. Режимы резания при точении закаленных легированных сталей сь =
— 165 кг/мм2-, HRC 50. Резцы с пластинками Т30К4 (поперечное точение)
Карта 30 Режимы резаиия при точении жаропрочных сталей 1Х18Н9Т (ЭЯ1Т) НВ 141.
Резцы с пластинками Т15К6 (продольное точение)..............................
Карта 31. Режимы резания при точении жаропрочных сталей 1Х18Н9Т (ЭЯ 1Т)
НВ 141. Резцы с пластинками Т15К6 (поперечное точение)......................
Карта 32 Режимы резания при точении ковкого чугуна НВ 150. Резцы с пластин-
ками ВК8 (продольное точение)...............................................
Карта 33. Режимы резания при точении ковкого чугуна Резцы с пластинками ВК8
(поперечное точение) .......................................................
Карта 34. Режимы резания при точении серого чугуна НВ 180—200 Резцы с пла-
стинками В Кб (продольное точение)..........................................
Карта 35 Режимы резания при точении серого чугуна НВ 180—200. Резцы с пла-
стинками В Кб (поперечное точение)..........................................
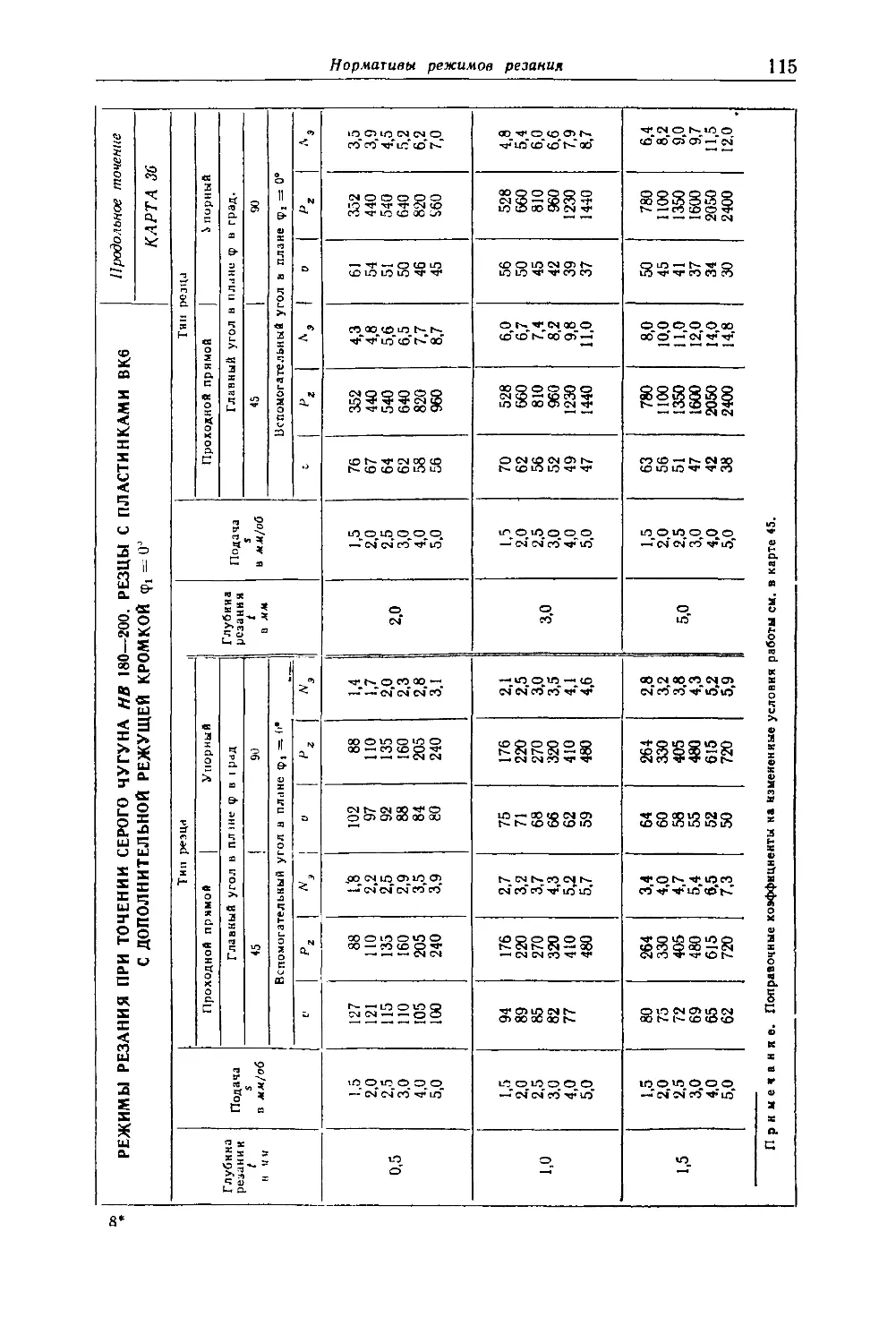
Карта 36 ' Режимы резания при точении серого чугуна НВ 180—200 Резцы с пластин-
ками ВК6 с дополнительной режущей кромкой <р, — 0°..........................
Карта 37 Режимы резания при точении бронзы НВ 200—240. Резцы с пластинками
ВК8 (продольное точение)....................................................
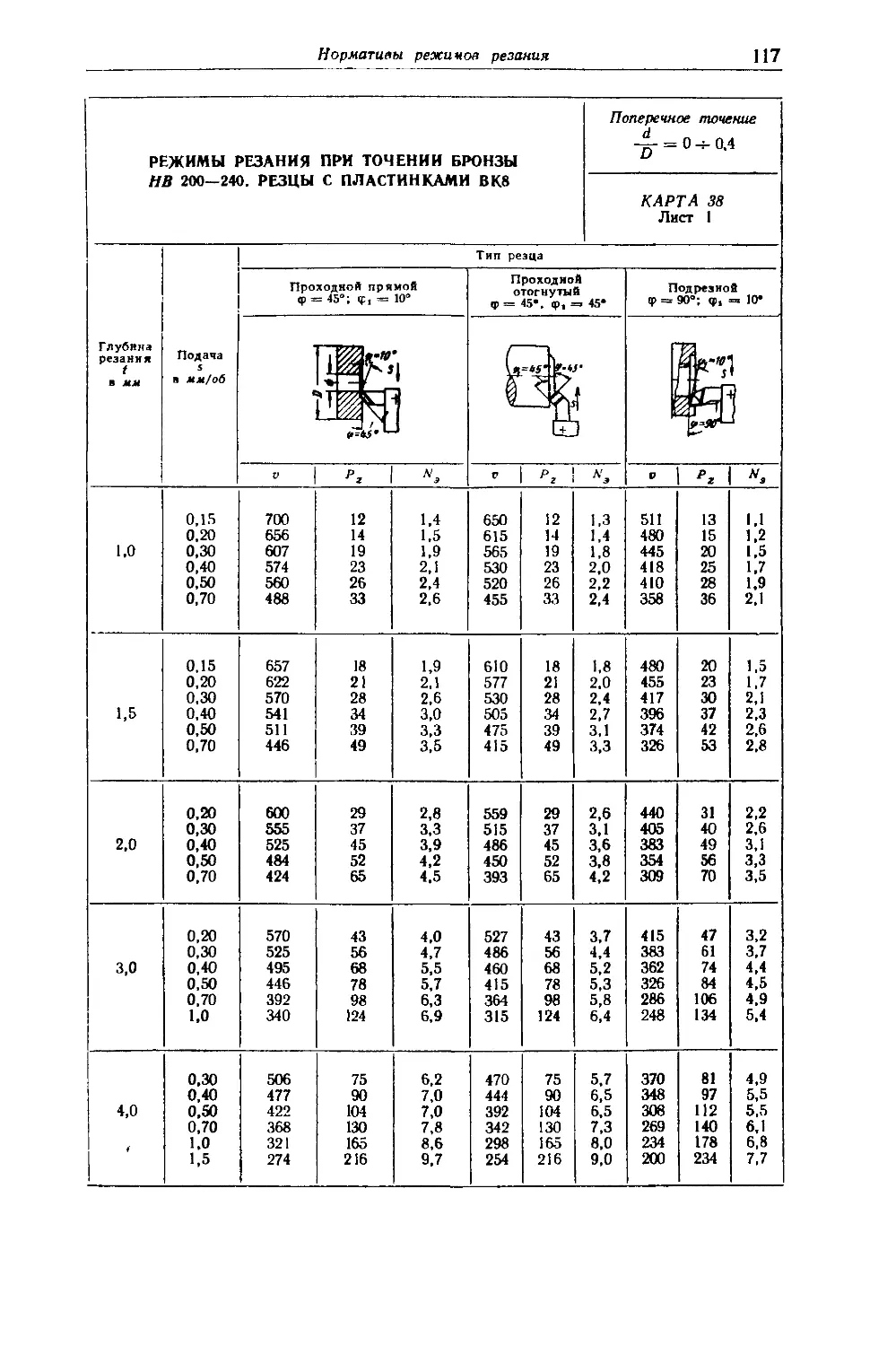
Карта 38. Режимы резання при точении бронзы НВ 200—240. Резцы с пластинками
ВК8 (поперечное точение)....................................................
Карта 39. Режимы резания прн точении конструкционных углеродистых, хромистых и
хромоникелевых сталей at, = 65 кг/мм2; НВ 185. Мипералокерамнческие
резцы ЦМ332 ...................................................
Карта 40. Режимы резания прн точении серого чугуна НВ 180—200. Минералокерамн-
ческне резцы ЦМ332 (продольное точение).....................................
Карта 41. Режимы резання при точении углеродистой стали сч> = 65 кг!мм2 резцами
нз быстрорежущей стали PI8 с охлаждением (продольное точение)...............
Карта 42. Режимы резания при точении углеродистой стали <Т(, — 65 кг/мм2. Рез-
цы из быстрорежущей стали Р18 с охлаждением (поперечное точение) . . ,
Карта 43 Режимы резания при отрезке и прорезке канавок......................
Карта 44. Режимы резання прн точении углеродистой конструкционной стали <tj =
= 65 кг/мм2. Резцы из быстрорежущей стали Р18...............................
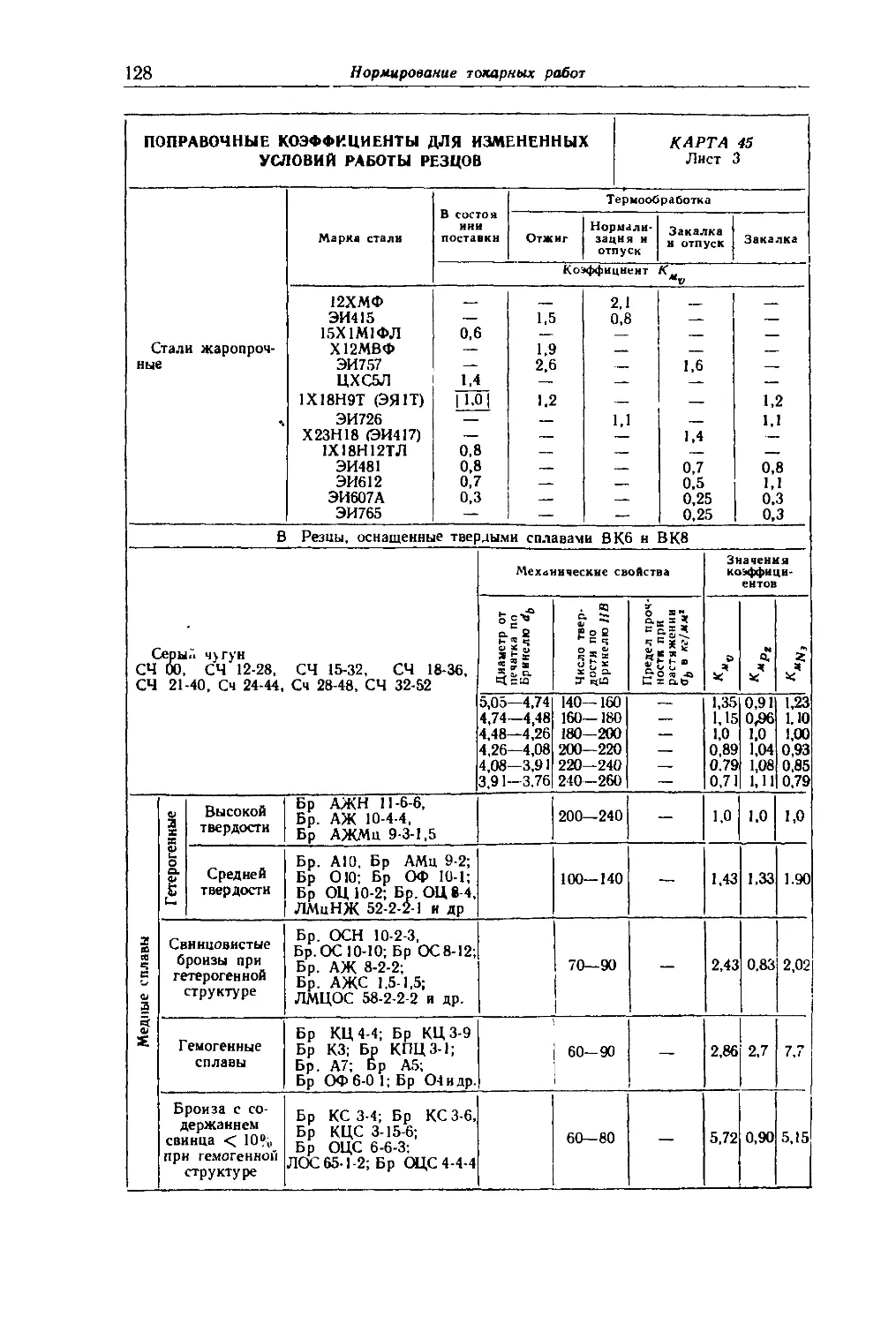
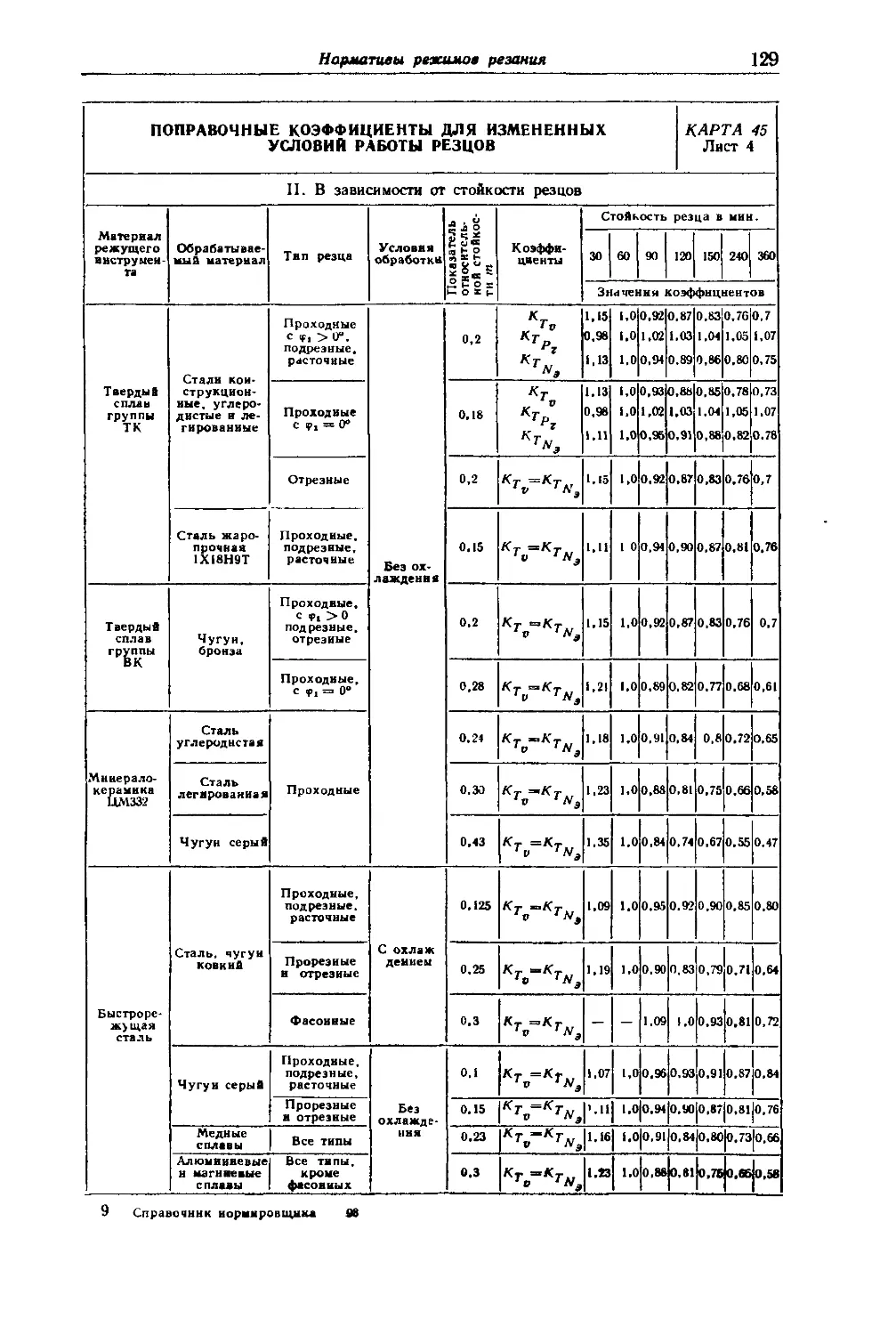
Карта 45 Поправочные коэффициенты на измененные условия работы резцов . .
Карта 46 Режимы резания при накатывании цилиндрических поверхностей Опера-
тивное время на обработку поверхностей шлифовальной шкуркой.................
98
99
100
101
102
103
104
105
107
109
111
113
115
116
117
119
120
121
123
125
126
126
133
Нормативы времени
Карта 47 Оперативное время на проточку валов под люнет н правку валов........... 134
Карта 48 Оперативное время на обточку галтелей и снятие фасок................... 134
Карта 49 Подготовительно-заключительное время, время на обслуживание рабочего
места, отдых и естественные надобности (токарные стаики) . ..................... 135
Карта 50. Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности (карусельные станки)................... 137
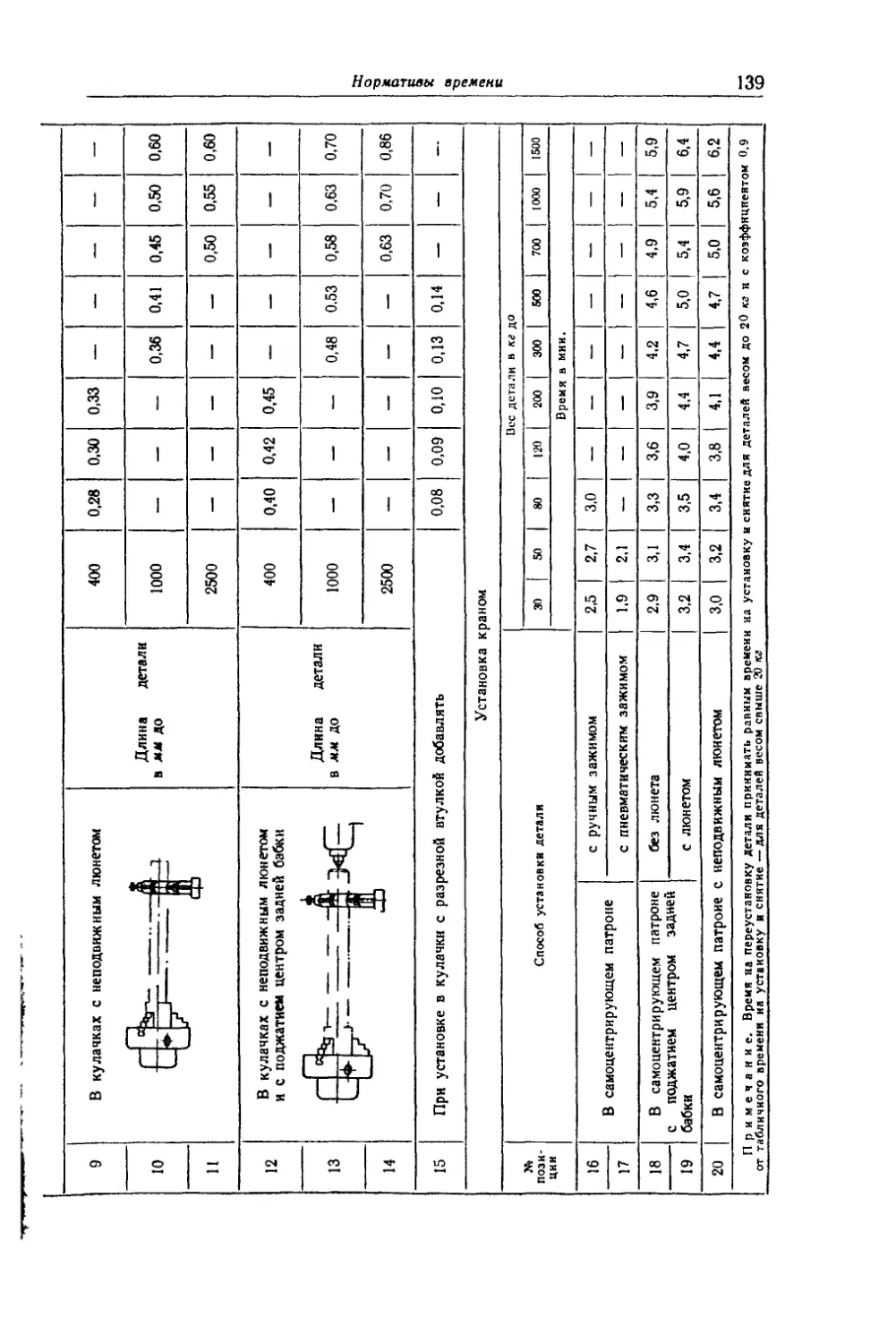
Карта 51. Вспомогательное время на установку и снятие деталей при работе в само-
центрирующем патроне (токарные станки).......................................... 138
Карта 52. Вспомогательное время на установку и снятие деталей прн работе в центрах
(токарные станки) .............................................................. 140
Карта 53 Вспомогательное время на установку и снятие деталей при работе в центрах
(токарные станки) .............................................................. 142
Карта 54. Вспомогательное время на установку и снятие деталей при работе на центро-
вой оправке (токарные стаикн)................................................... 143
Карта 55. Вспомогательное время на установку н снятие деталей при работе на конце-
вой оправке (токарные станки)................................................... 144
Карта 56. Вспомогательное время на установку и снятие деталей при работе в четырех-
кулачковом патроне (токарные стаикн). Установка вручную......................... 146
Оглавление
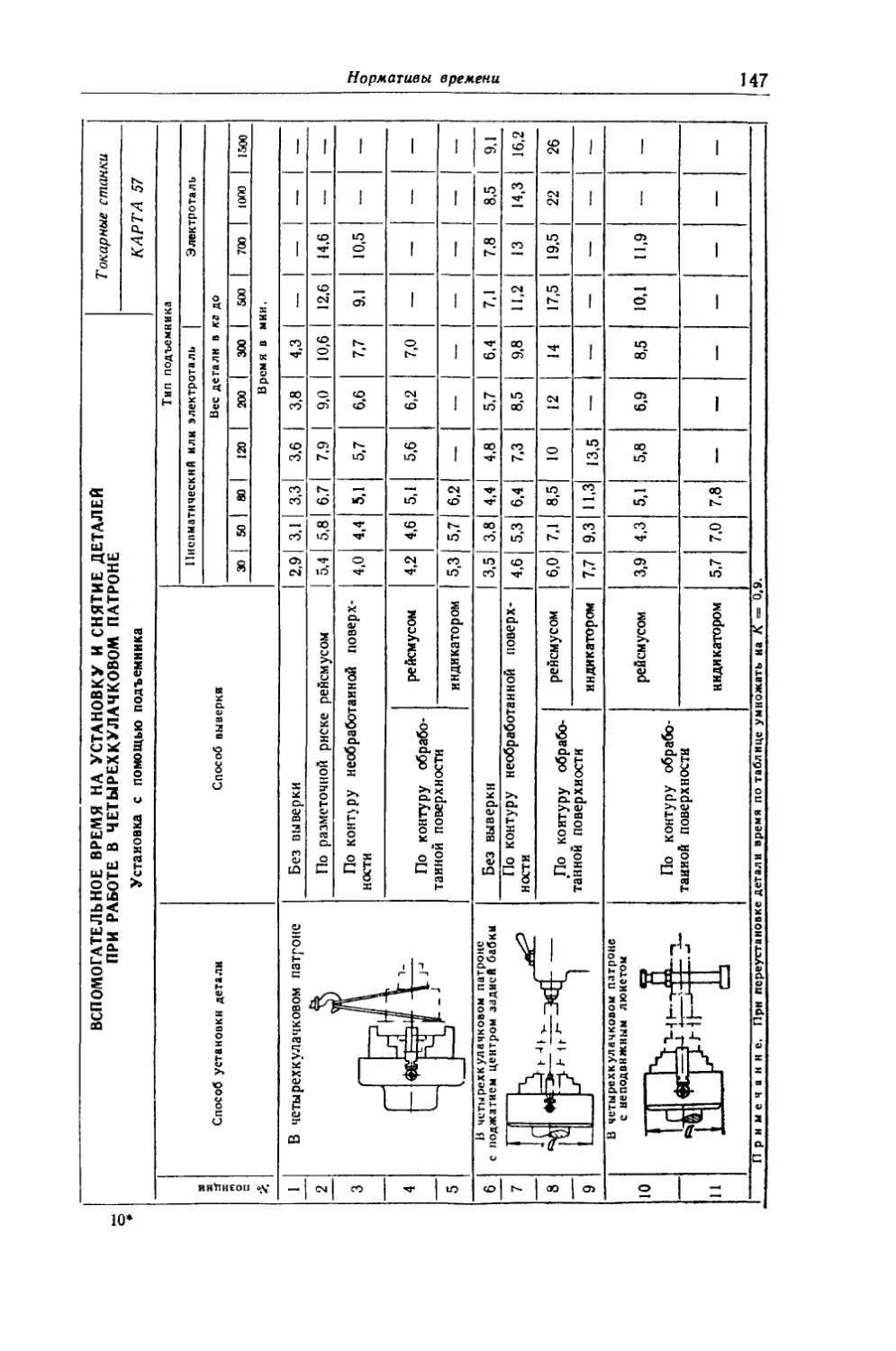
Карта 57. Вспомогательное время на установку и снятие деталей при работе в четырех-
кулачковом патроне (токарные станки) Установка подъемником.................... 147
Карта 58. Вспомогательное время на установку н снятие деталей в самоцентрнрующем
патроне н на столе станка (карусельные станки). Установка вручную 148
Карта 59. Вспомогательное время на установку и снитне деталей в самоцентрнрующем
патроне и на столе станка. Установка с помощью подъемника (карусельные
станки) ...................................................................... 149
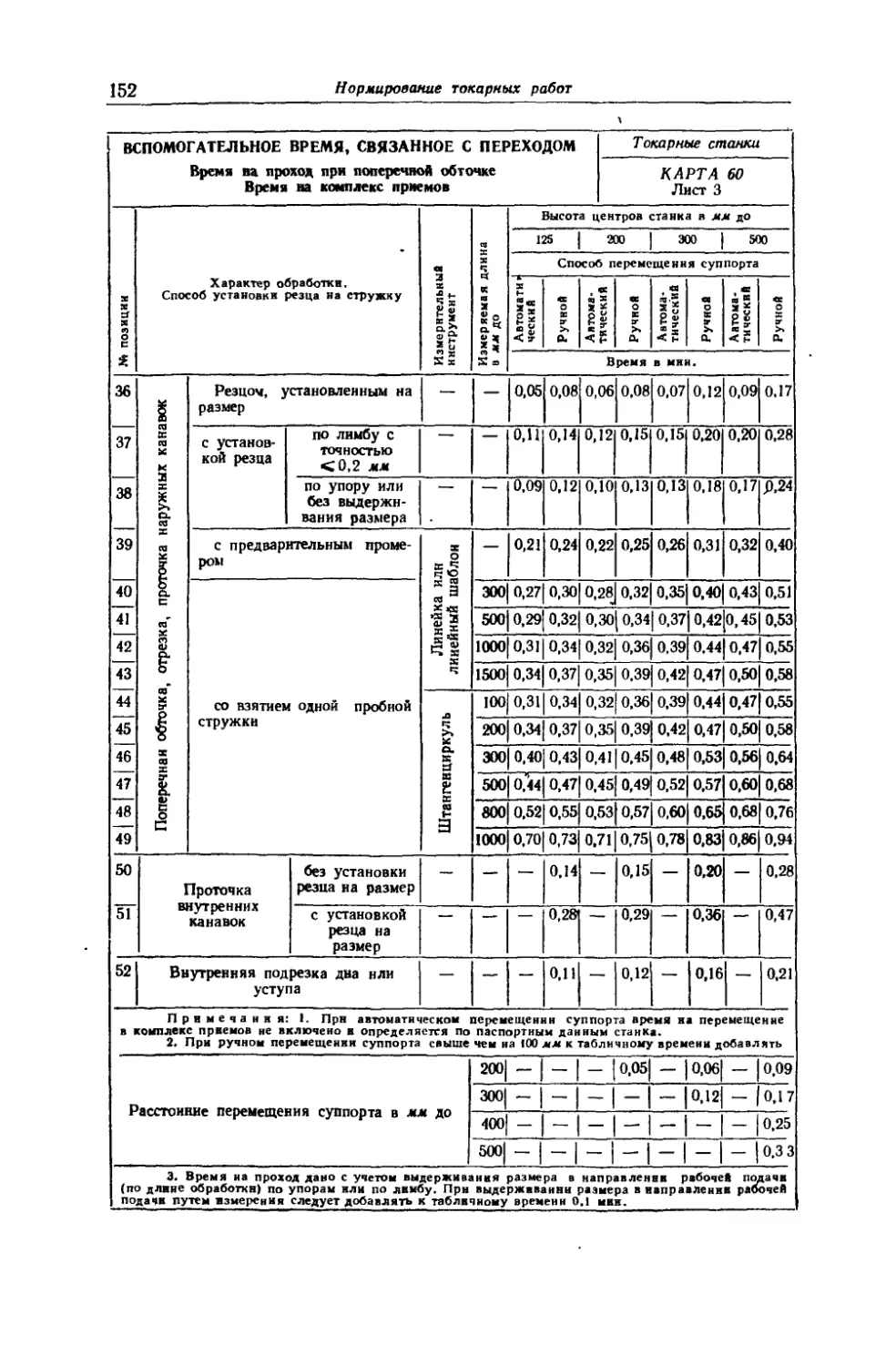
Карта 60 Вспомогательное время, связанное с переходом (токарные станки)........ 150
Карта 61. Вспомогательное время, связанное с переходом Время на приемы, не вошед-
шие в комплексы (токарные станки)............................................. 156
Карта 62. Вспомогательное время, связанное с переходом Время на комплекс приемов
(карусельные станки).......................................................... 157
Карта 63 Вспомогательное время, связанное с переходом Время на приемы, не вошед-
шие в комплексы (карусельные станки).......................................... 159
Карта 64. Вспомогательное время на контрольные промеры....................... 160
Карта 65. Величины врезания и перебега инструмента........................... 165
Карта 66. Дополнительные длины на взятие пробных стружек..................... 165
Глава III. Нормирование строгальных работ (Л. М. Винник, А. Б. Харитонов) . . 166
Методические указания ......................................................... 166
Пример расчета нормы времени .................................................. 170
Нормативы
Карта 1. Геометрические параметры режущей части резцов........................... 176
Продольно-строгальные станки
Карта 2. Подачи.................................................................. 178
Карта 3 Подачи, допустимые прочностью державки резца............................. 179
Карта 4. Подачн, допустимые прочностью пластинок твердого сплава. Чугун серый 180
Карта 5 Режимы резании при строганин плоскостей. Сталь конструкционная, углеро-
дистая, хромистая, хромоникелевая Резцы из стали Р18............................. 181
Карта 6. Режимы резания при строганин плоскостей. Стальное лнтье. Резцы из стали Р18 182
Карта 7. Режимы резания при строганин плоскостей. Чугун серый. Резцы из стали
Р18.............................................................................. 183
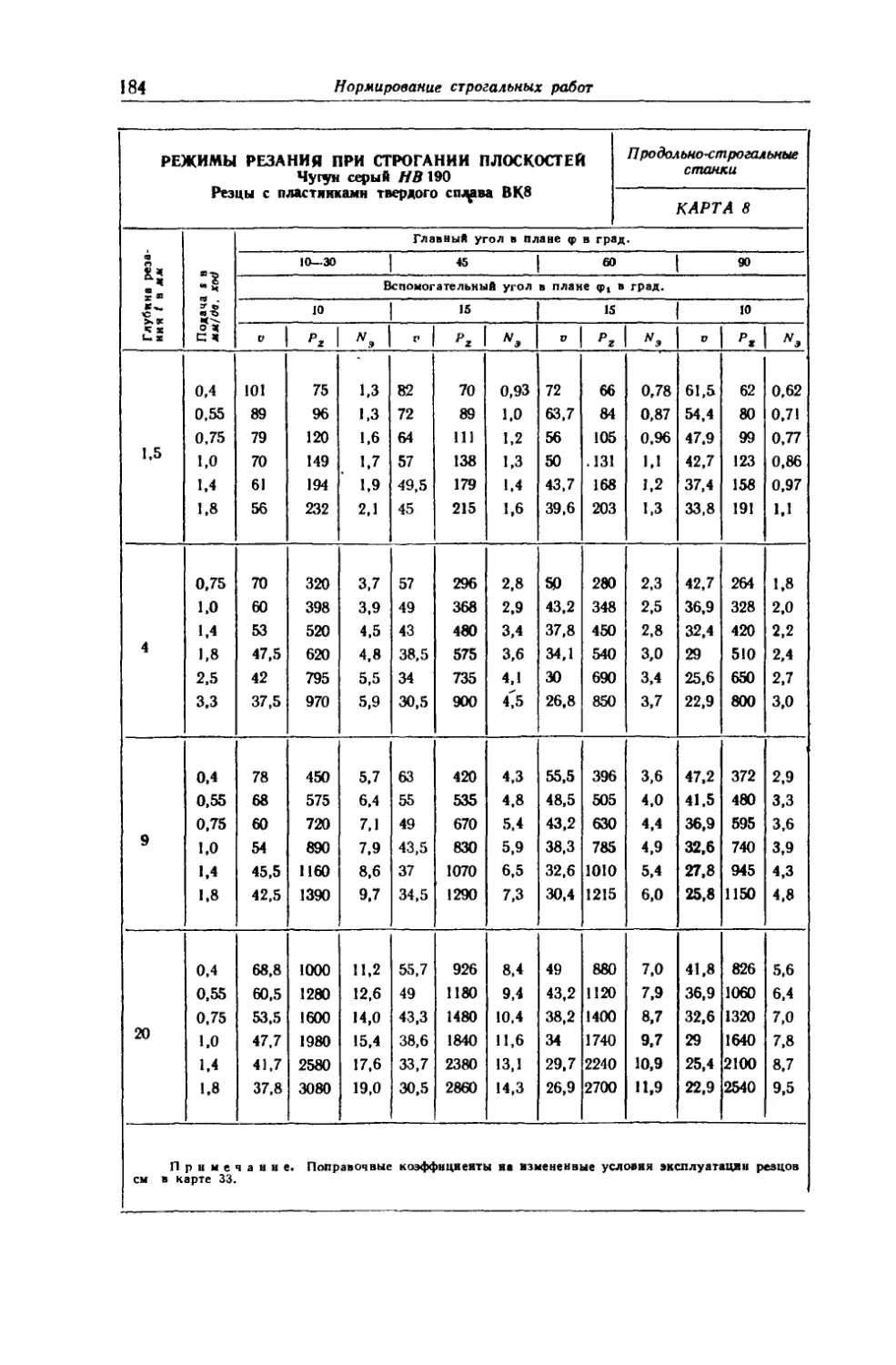
Карта 8. Режимы резания при строгании плоскостей. Чугун серый. Резцы с пластин-
ками твердого сплава ВК8......................................................... 184
Карта 9. Режимы резания при строгании плоскостей. Чугун серый. Резцы широкие
с пластинками твердого сплава ВК8.................................... 185
Карта 10 Режимы резания прн строганин пазов н отрезке Сталь конструкционная,
углеродистая, хромистая, хромоникелевая и стальное литье. Резцы из стали
Р18 (на продольно-строгальных и поперечно-строгальных станках) .... 186
Карта 11. Режимы резания при строгании пазов и отрезке. Чугун серый. Резцы из
стали Р18 н с пластинками твердого сплава ВК8.................................... 186
Карта 12 Режимы резання при обработке призматических направляющих н ласточки-
ных хвостов. Чугун серый. Резцы из стали Р1’8 и твердого сплава ВК8 . . . . 187
Карта 13. Вспомогательное время па установку н снятие детали..................... 188
Карта 14 Вспомогательное время, связанное с переходом............................ 189
Карта 15 Вспомогательное время на измерение (строгальные и долбежные ставки) . . 192
Карта 16 Подготовительно-заключительное время и время на организационно-техни-
ческое обслуживание рабочего места, отдых и естественные надобности . , 193
Поперечно-строгальные станки
Карта 17. Подачи ................................................................ 193
Карта 18. Режимы резания прн строганин плоскостей. Конструкционная, углеродистая,
хромистая и хромоникелевая сталь Резцы нз стали Р18 ............................. 194
Карта 19. Режимы резання при строгании плоскостей. Стальное литье. Резцы из стали
Карта 20. Режимы резання при строгании плоскостей. Серый чугун. Резцы из стали Р18 195
Карта 21. Режимы резання при строгании плоскостей. Серый чугун. Резцы с пластин-
ками нз твердого сплава ВК8...................................................... 195
Карта 22. Режимы резания при строгании плоскостей. Медные сплавы. Резцы из
стали Р18........................................................................ 196
Карта 23 Вспомогательное время на установку н снятие детали...................... 197
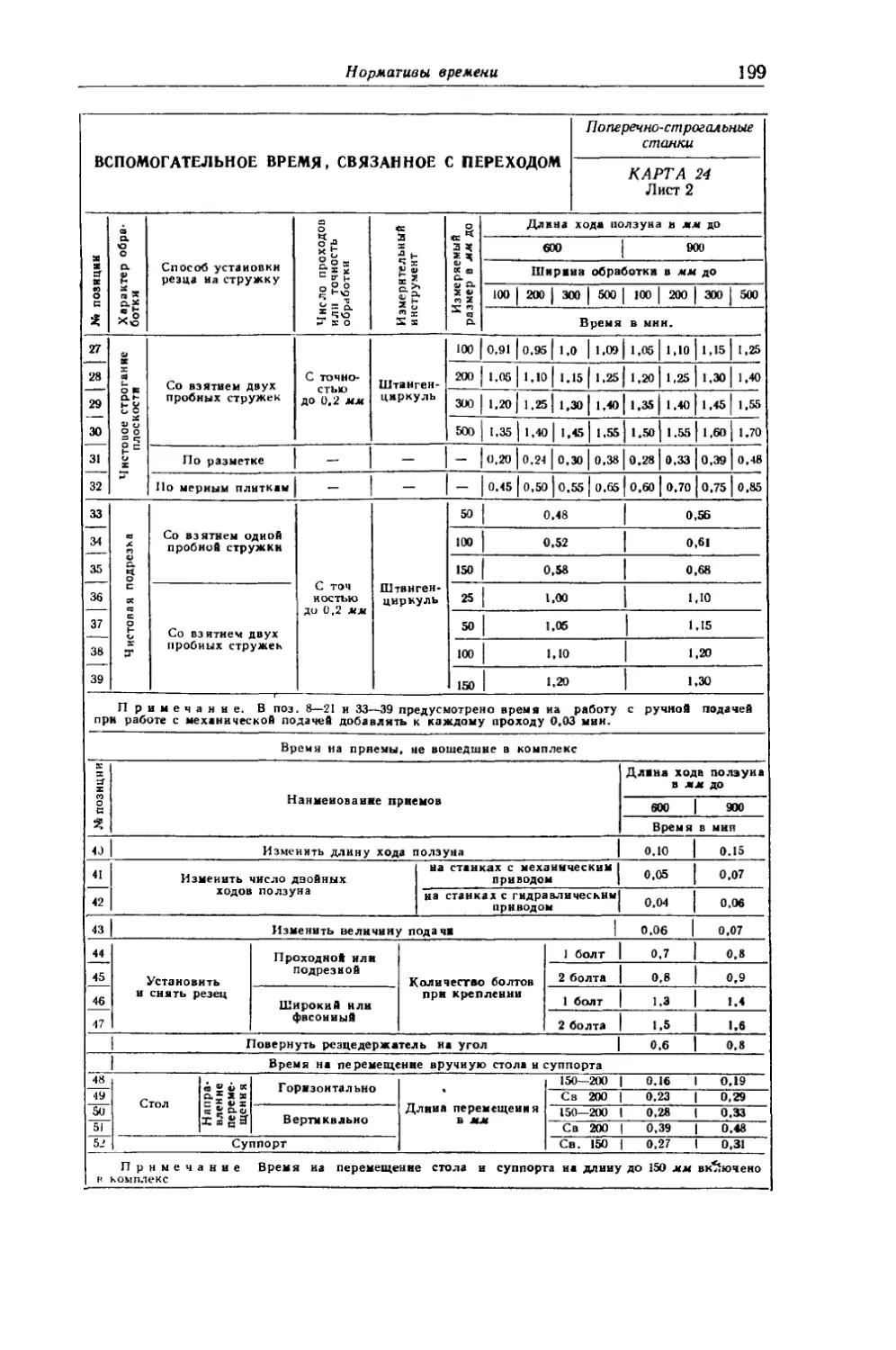
Карта 24 Вспомогательное время, связанное с переходом............................ 198
Карта 25. Подготовительно-заключительное время и время на организационно-техни-
ческое обслуживание, отдых и естественные надобности............................. 200
8
Оглавление
Долбежные станки
Карта 26. Подачи .........................................................
Карта 27. Режимы резания прн долблении плоскостей. Сталь и стальное литье Резцы
нз стали Р18 ..................................................
Карта 28. Режимы резання прн долблении пазов. Сталь н серый чугун. Резцы из стали
Р18 ..........................................................
Карта 29. Режимы резання при долблении плоскостей. Серый чугун. Резцы из
стали Р18............................................................. .
Карта 30. Вспомогательное время на установку и снятие деталей.............
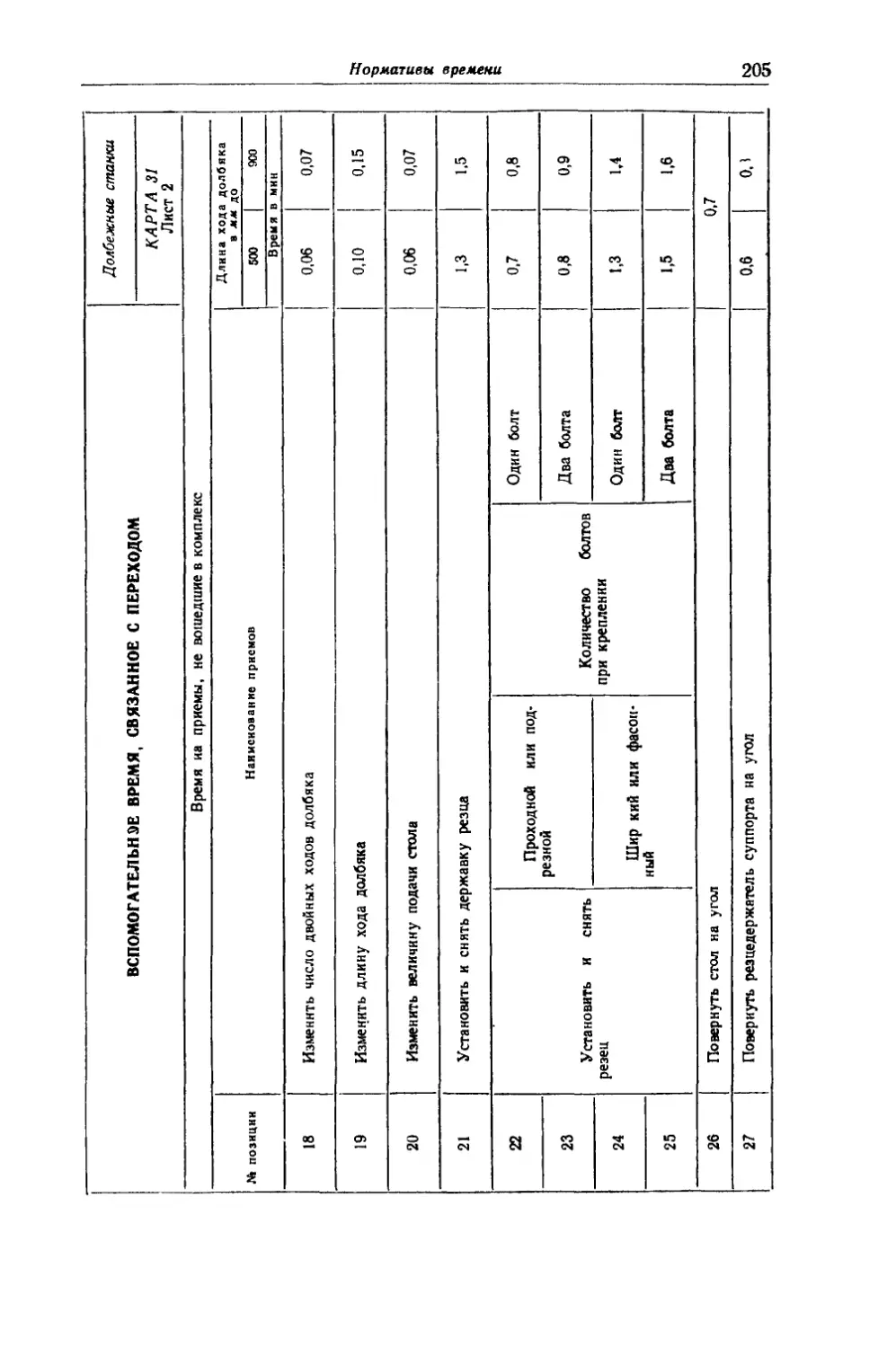
Карта 31. Вспомогательное время, связанное с переходом....................
Карта 32. Подготовительно-заключительное время и время на организационно-техни-
ческое обслуживание, отдых н естественные надобности......................
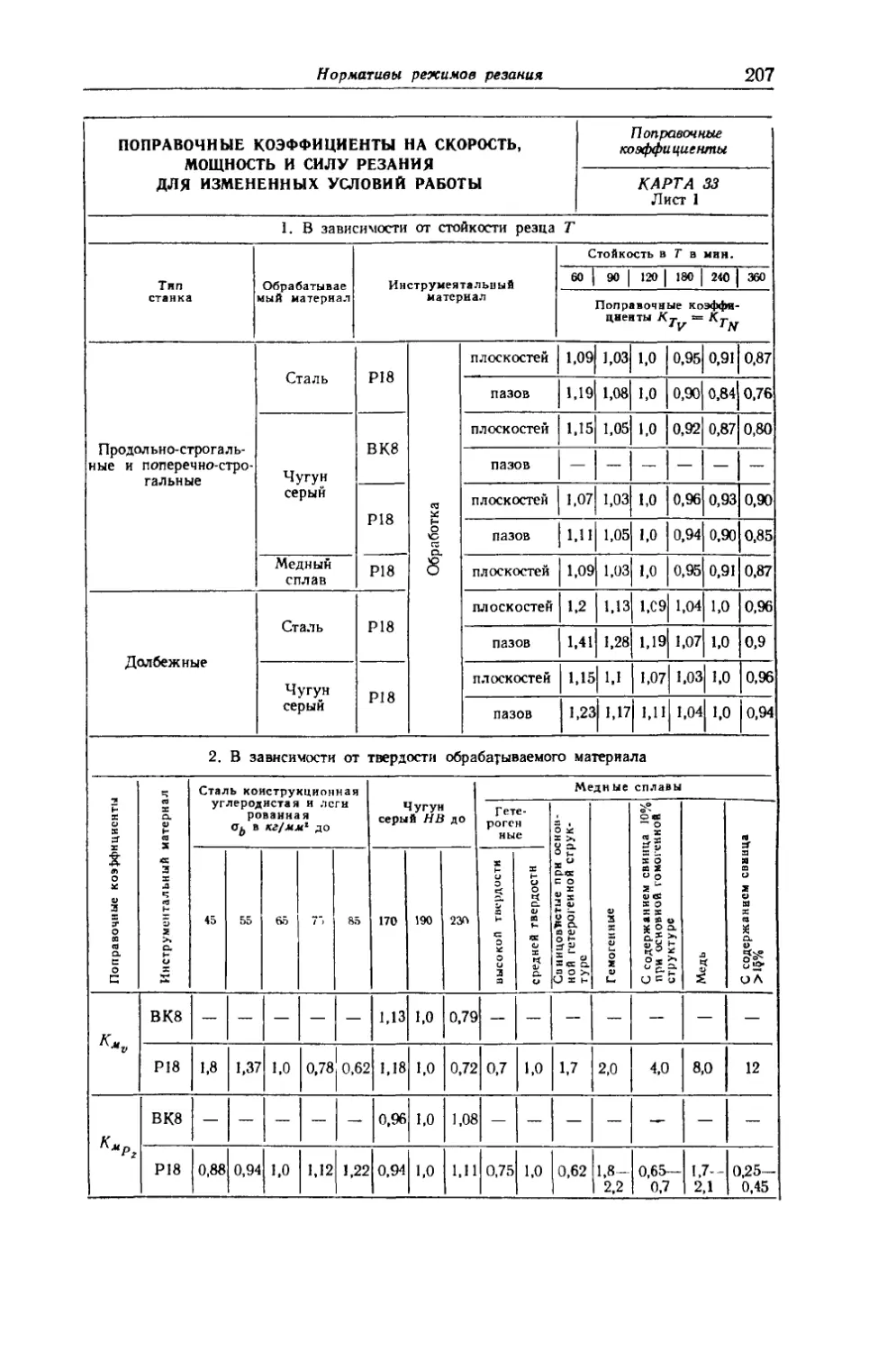
Карта 33. Поправочные коэффициенты на скорость, мощность н силу резання для изме-
ненных условий работы на продольно-строгальных, поперечно-строгальных
и долбежных станках.......................................................
Карта 34. Величины врезания и перебега резца (строгальные станки).........
Карта 35. Скорость резания, число двойных ходов и тяговая сила на резце...
Глава IV. Нормирование сверлильных работ (С. Д. Тишин, Я. А. Каминский) . . .
Методические указания ....................................................
Пример расчета нормы времени..............................................
Нормативы режи иа резания
Карта 1 Выбор марки материала режущей части инструмента в зависимости от
характеристики обрабатываемого материала...................................
Работа инструментами из инструментальных сталей
Карта 2. Геометрические параметры режущей части сверл.....................
Карта 3. Подачи прн сверлении ............................................
Карта 4. Геометрические параметры режущей части сверл, заточенных по методу
В. И. Жирова. Подачи при сверлении.........................................
Карта 5. Ручные подачи прн сверлении......................................
Карта 6. Геометрические параметры и режимы резания прн сверлении отверстий диа-
метром 0,25—1 мм ........................
Карта 7. Скорости резания. Сталь углеродистая конструкционная = 65 кг/мм*.
Сверла нз стали PI8. Работа с охлаждением Мкр кг/мм ... ...
Kapta 8 Осевое усилие в Р кг и крутящие моменты в кгмм прн сверлении сталей
Сверла нз стали Р18........................................................
Карта 9. Скорость резания. Чугун серый НВ 195 Сверла из стали Р18.........
Карта 10. Осевое усилие Р в кг и крутящий момент Мкр в кг! мм. Чугун серый н ковкий
Сверла из стали Р18.......................................................
Карта 11. Подачи прн рассверливании Сталь, стальное литье, алюминиевые сплавы
чугун и медные сплавы Сверла из стали Р18..........................
Карта 12. Скорости резания при рассверливании Сталь углеродистая, конструкцион-
ная аь — 65 кг/мм-. Сверла из стали Р18 Работа с охлаждением
Карта 13. Скорости резания прн рассверливании. Чугун серый НВ 195 Сверла из
стали Р18 ................................................................
Карта 14. Геометрические параметры режущей части зенкеров.................
Карта К). Подачи при зенкеровании.........................................
Карта 16. Скорости резання при зенкеровании. Сталь углеродистая конструкционная
оь = 65 кг/мм1. Зенкеры из стали Р18 Работа с охлаждением.................
Карта 17. Скорости резания прн зенкероваиин. Чугун серый НВ 195. Зенкеры нз
стали Р18.................................................................
Карта 18. Поправочные коэффициенты на скорость резания прн обработке стали н алю-
миниевых сплавов для измененных условий работы............................
Карта 19. Поправочные коэффициенты на скорость резания прн обработке серого и ков-
кого чугуна н медных сплавов для измененных условий работы................
Карта 20. Геометрические параметры режущей части разверток................
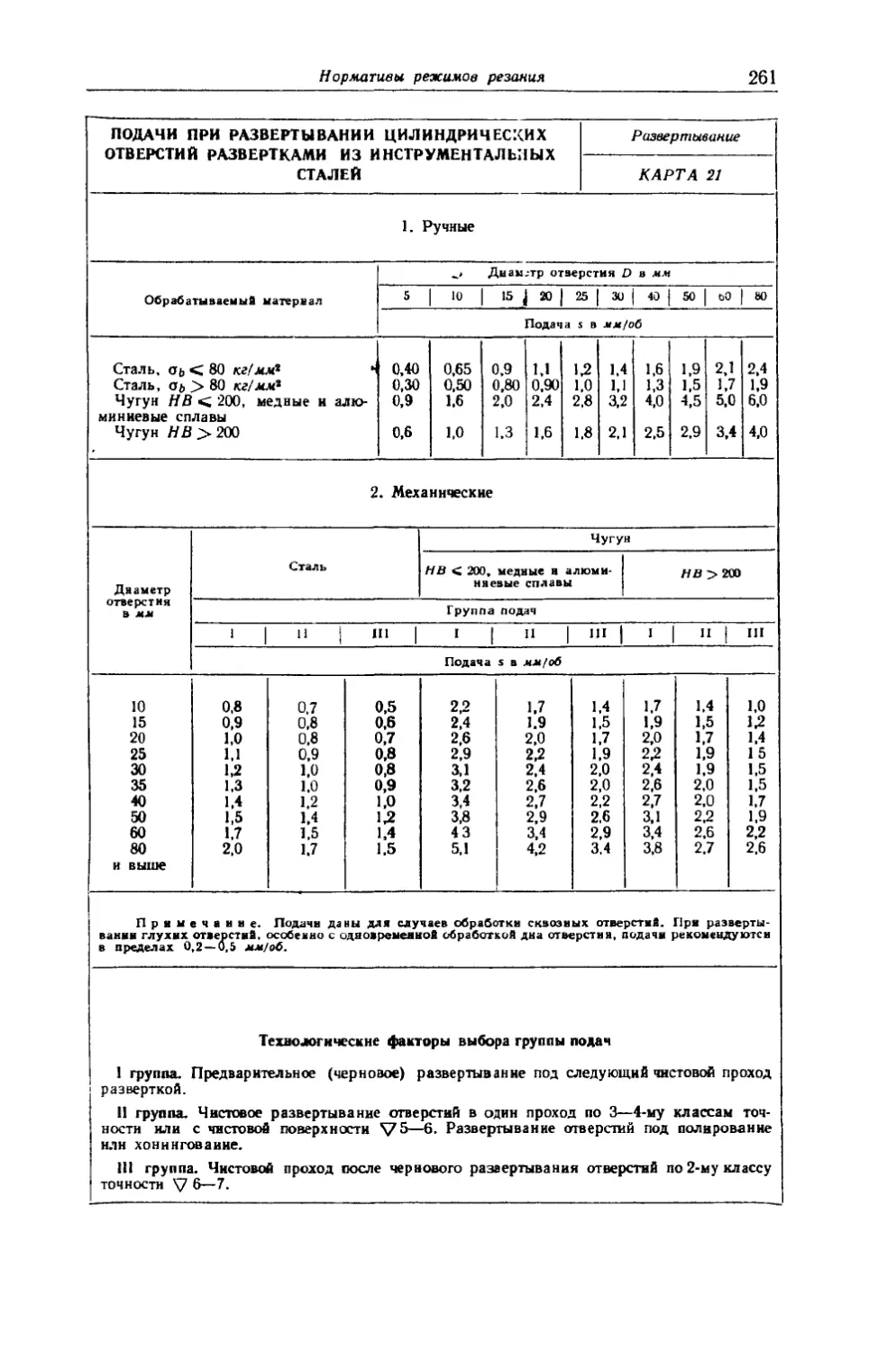
Карта 21. Подачи прн развертывании цилиндрических отверстий...............
Карта 22 Скорости резания при развертывании. Сталь углеродистая, конструкцион-
ная, хромистая и хромоникелевая со&= 65 кг/ммг. Развертки нз стали Р18.
Работа с охлаждением .....................................................
Карта 23 Скорости резання при развертывании. Чугун серый НВ 195. Развертки из
стали Р18 ................................................................
Карта 24. Развертывание отверстий коническими развертками из стали Р18....
Карта 25 Зенкование н подрезание торцовых поверхностей....................
Карта 26 Обработка отверстий резцом в правке .............................
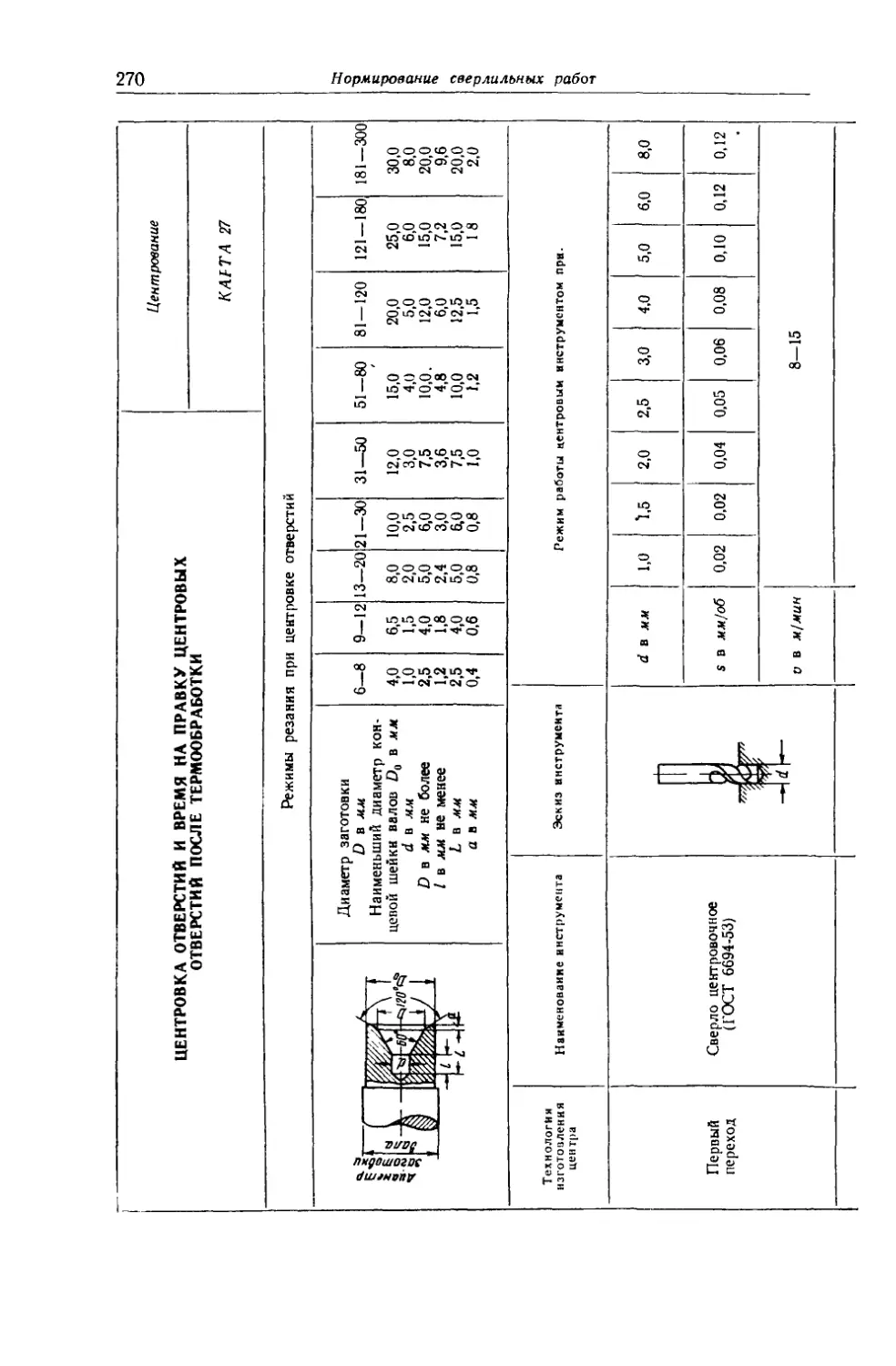
Карта 27 Центровка отверстий и время на правку центровых отверстий после термо-
обработки ............................................................. .
§ зш § к g g § § g sg g g gg g aggsgg g ш § § g
Оглавление
9
Работа инструментами с пластинками из твердых сплавов
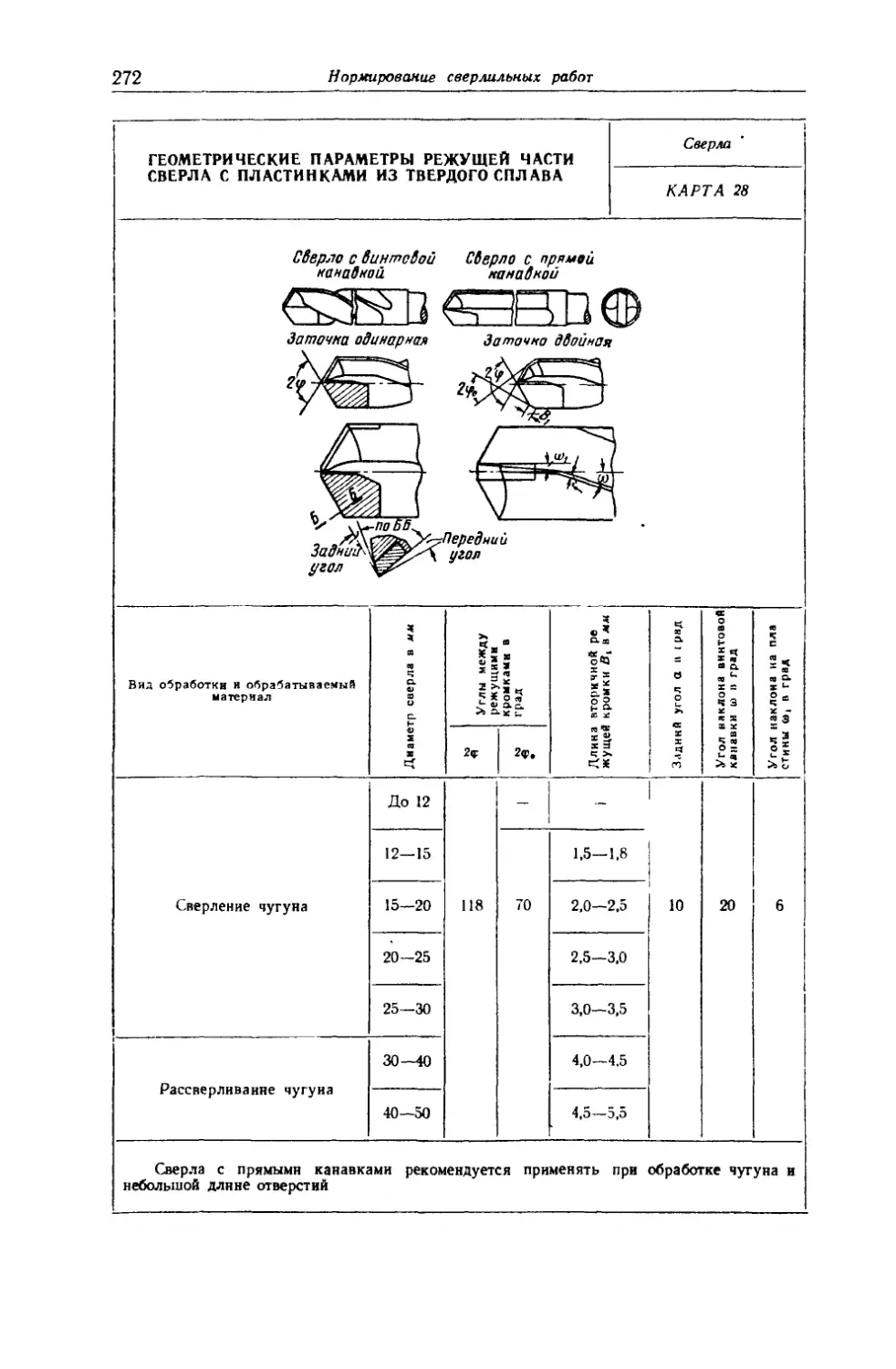
Карта 28. Геометрические параметры режущей части сверл.......................... 272
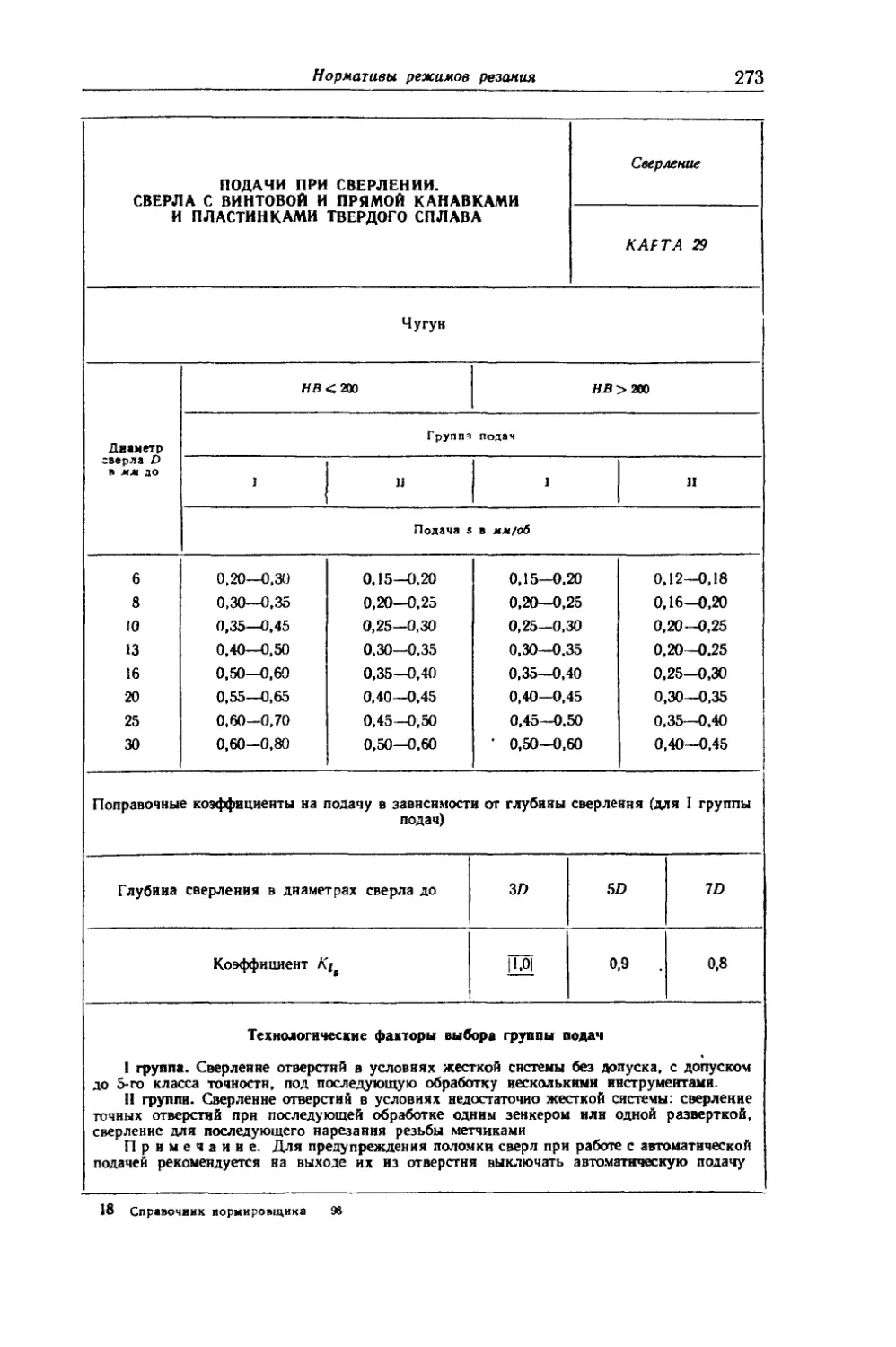
Карта 29. Подачи при сверлении. Сверла с винтовой и прямой канавками............ 273
Карта 30 Скорости резания при сверлении. Чугун серый НВ 195. Сверла с пластин-
ками ВК8 ...................................................................... 274
Карта 31 Осевое усилие Р в кг и крутящий момент Мгркг1мм при сверление. Чугун
серый и ковкнй. Сверла с пластинками твердого сплава........................... 275
Карта 32. Подачи при рассверливании чугуна сверла с винтовой канавкой, с плас-
тинками твердого сплава ....................................................... 276
Карта 33 Скорость резания прн рассверливании. Чугун серый НВ 195. Сверла с пла-
стинками ВК8 .................................................................. 277
Карта 34. Геометрические параметры режущей части зенкеров с пластинками твердого
сплава ........................................................................ 278
Карта 35. Подачн при зенксрованин. Зенкеры хвостовые и насадные с пластинками
твердого сплава ............................................................... 279
Карта 36. Скорости резания. Сталь углеродистая и легированная с аь = 65 кг/мм*.
Зенкеры с пластинками Т15К6. Работа с охлаждением..................... 280
Карта 37. Скорости резания Чугун серый НВ 195. Зенкеры с пластинками ВК8
Работа без охлаждения ......................................................... 281
Карта 38 Поправочные коэффициенты на скорость резании при обработке углеродистой
н легированной стали для измененных условий работы............................. 282
Карта 39 Поправочные коэффициенты иа скорость резания прн обработке серого и
ковкого чугуна для измененных условий работы................................... 283
Карта 40. Геометрические параметры режущей части машинных разверток............. 284
Карта 41. Развертывание стали и чугуна развертками с пластинками твердого сплава 285
Карта 42 Мощность при сверлении................................................. 286
Карта 43 Величины врезания и перебега инструмента. Дополнительные длины на взя-
тие пробных стружек ........................................................... 287
Нормативы времени
Карта 44. Вспомогательное время на установку н снятие детали.................... 288
Карта 45. Вспомогательное время, связанное с переходом иа вертикально-сверлильных
станках (время иа комплекс приемов управления станком, связанных с про-
ходом) ........................................................................ 294
Карта 46 Вспомогательное время, связанное с переходом, на радиально-сверлильных
станках (время иа комплекс приемов управления станком, связанных с про-
ходом) .......................................................................
Карта 47. Вспомогательное время, связаниоес переходом, на вертикально- и радиально-
сверлильных станках (время на приемы, не вошедшие в комплексы) ....
Карта 48. Вспомогательное время, свизаниое с операцией при нарезании гаек гаечными
метчиками ....................................................................
Карта 49. Время на выводы и вводы сверла для удаления стружки на вертикально-
НН
и радиально-сверлильных стайках ....................................
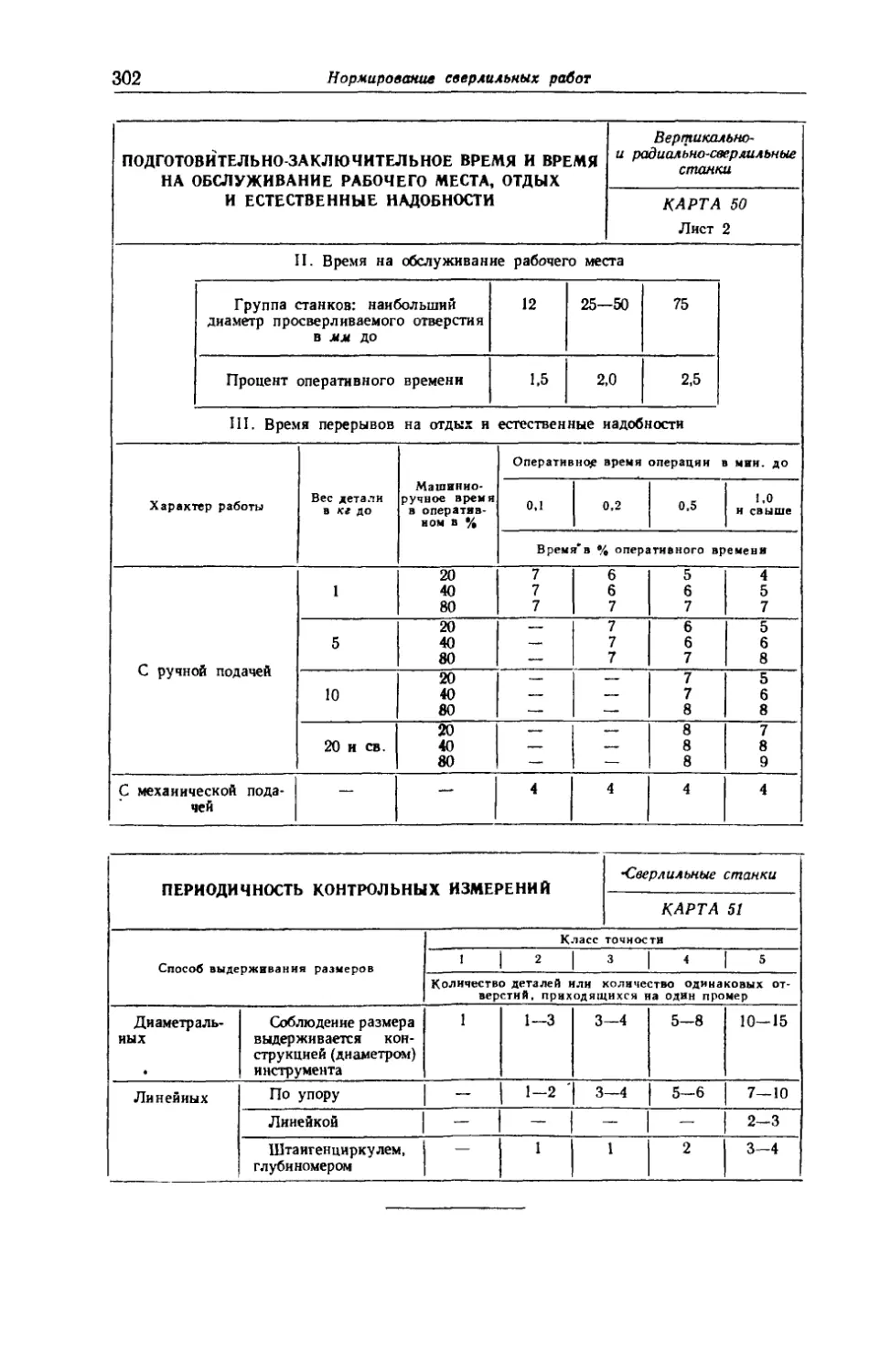
Карта 50. Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности при работе на вертикально- и ради-
ально-сверлильных станках ..................................................... 300
Карта 51. Периодичность контрольных измерений ................................ 302
Глава V. Нормирование фрезерных работ (И.Э. Цейц)............................. 303
Методические указания ........................................................ 303
Примеры расчета норм времени.................................................. 316
Нормативы режимов резания
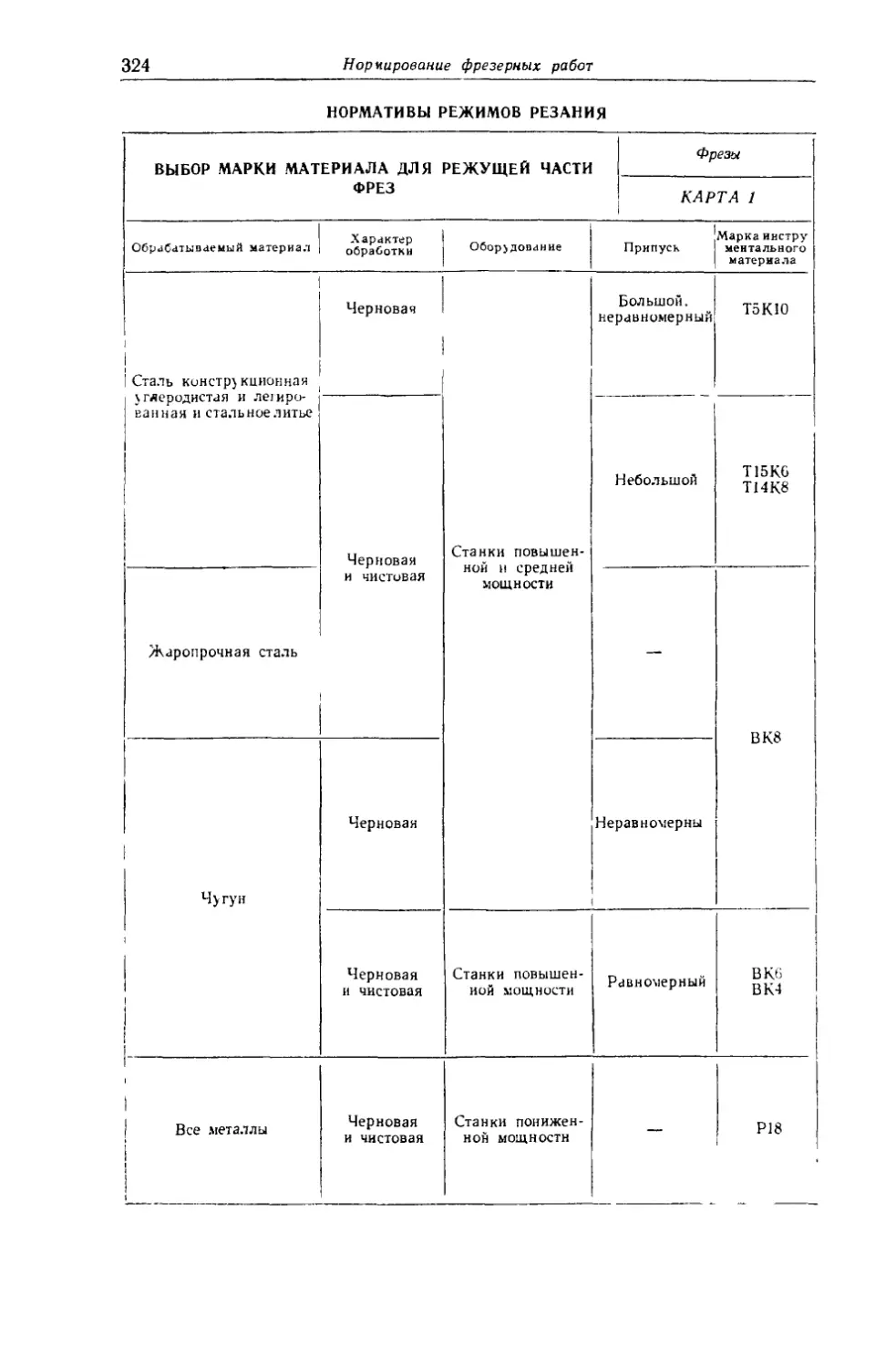
Карта 1. Выбор марки материала для режущей части фрез........................ 324
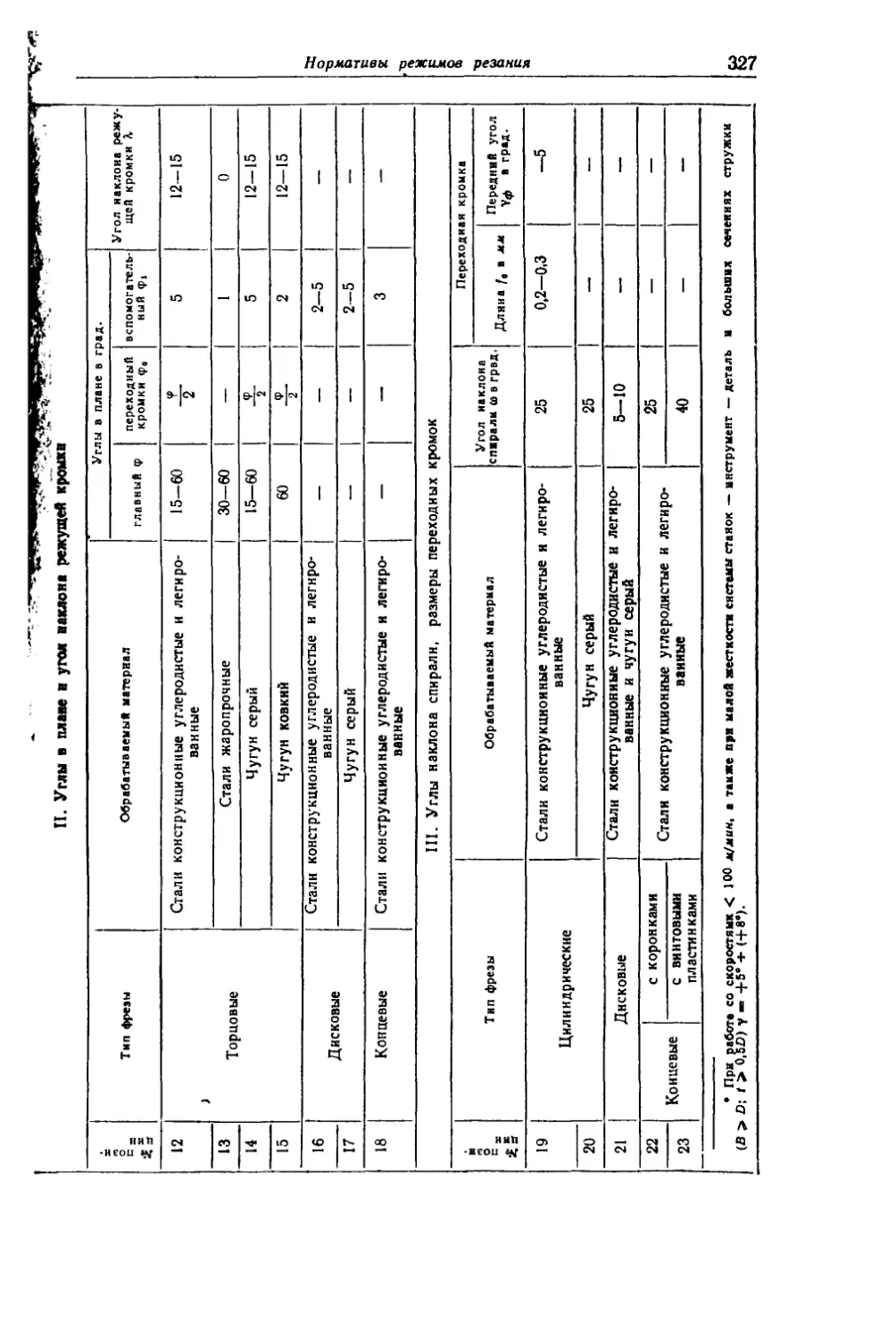
Карта 2. Геометрические параметры режущей части фрез......................... 325
Фрезы, оснащенные твердым сплавом
Карта 3. Подачн. Фрезы торцовые.................................................. 330
Карта 4. Режимы резання Сталь конструкционная углеродистая и легированная
с а* = 65 кг!ммг. Фрезы торцовые.............................................. 333
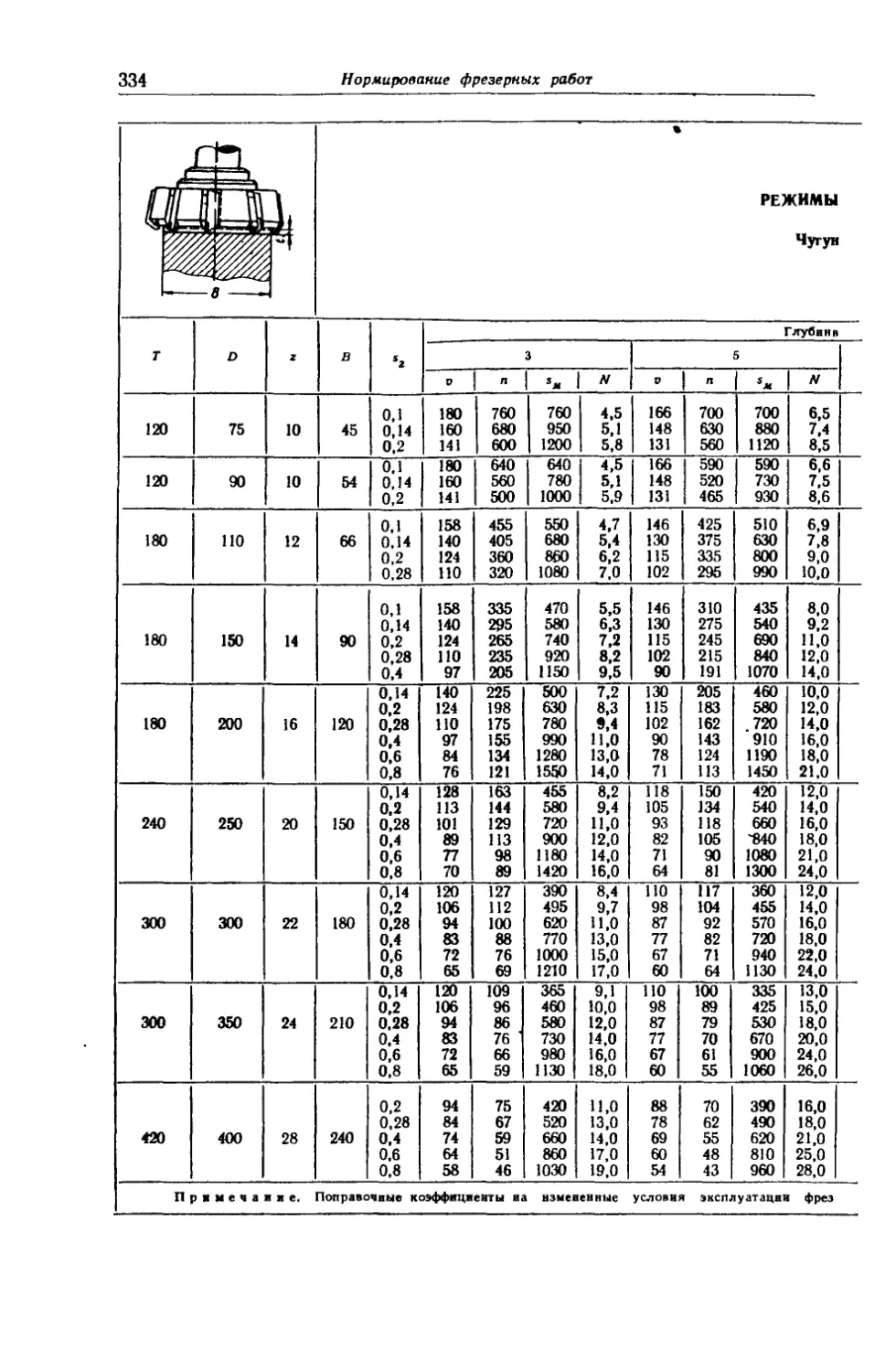
Карта 5. Режимы резання. Чугун серый НВ 180. Фрезы торцовые нз твердого сплава
ВК8 ..................................._........................................ 335
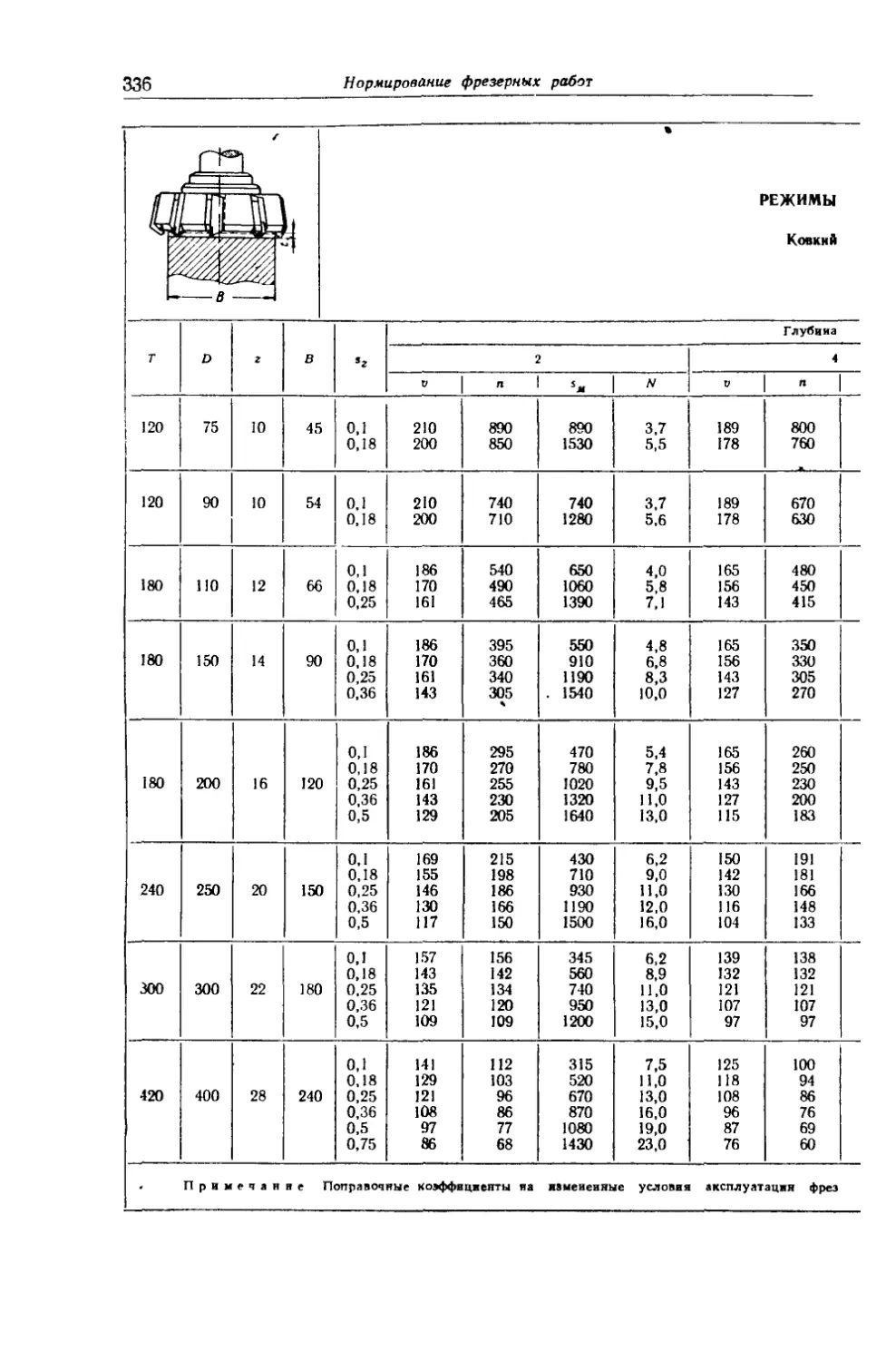
Карта 6. Режимы резання Чугун ковкий НВ 150. Фрезы торцовые нз твердого
сплава ВК8 ................................................................... 337
Карта 7. Режимы резання Сталь жаропрочная 1Х18Н9Т Фрезы торцовые .... 338
Карта 8. Подачи. Фрезы цилиндрические......................................... 339
Карта 9. Режимы резання. Сталь конструкционная углеродистая и легированная
с а/, = 65 кг/ммг. Фрезы цилиндрические нз твердого сплава Т15К6 . . . 339
Карта 10. Режимы резання. Чугуи серый НВ 180. Фрезы цилиндрические из твердого
сшива ВК8 ................................................................. 340
10
Оглавление
Карта 11. Подачи. Фрезы дисковые .............................................. 340
Карта 12. Режимы резания. Фрезерование плоскостей и уступов. Сталь конструкцион-
ная углеродистая и легированная с о* = 65 кг!мм2 Фрезы дисковые из твер-
дого сплава Т15К6 .......................................... 341
Карта 13. Режимы резаиня. Фрезерование пазов. Сталь конструкционная углеродистая
и легированная с аь = 65 кг/мм2. Фрезы дисковые из твердого сплава Т15К6 342
Карта 14. Подачи. Фрезы концевые............................................... 342
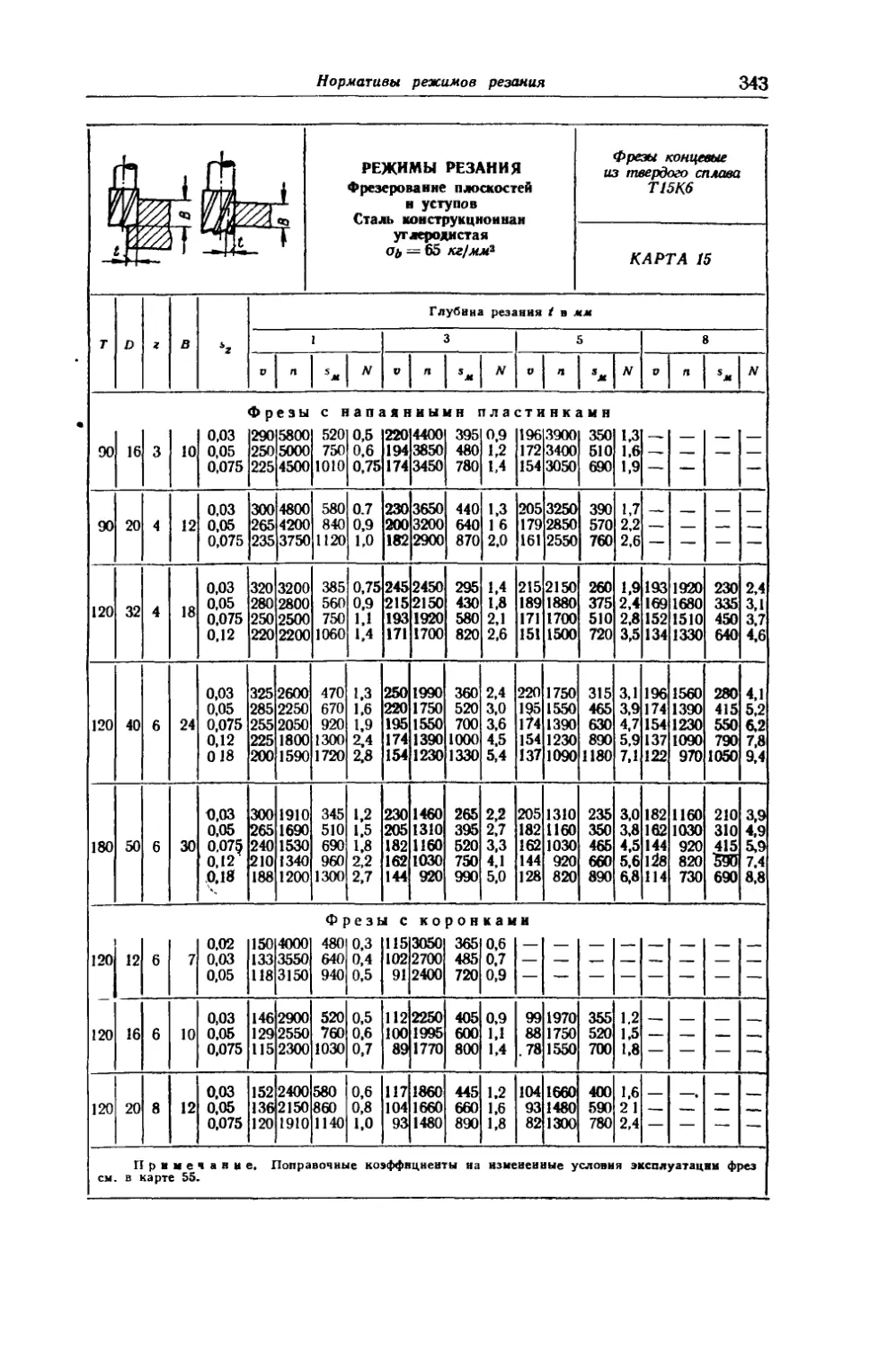
Карта 15. Режимы резания. Фрезерование плоскостей и уступов. Сталь конструкцион-
ная углеродистая с аь = 65 кг/мм2 Фрезы концевые из твердого сплава
Т15К6 ..................................................... 343
Карта 16. Режимы резания. Фрезерование плоскостей н уступов. Сталь конструкци-
онная хромоникелевая с аь = 65 кг/мм2 Фрезы концевые из твердого
сплава Т15К6 ............................................. 344
Фрезы из быстрорежущей стала Р18
Карта 17. Подачи. Фрезы торцовые.................................................. 345
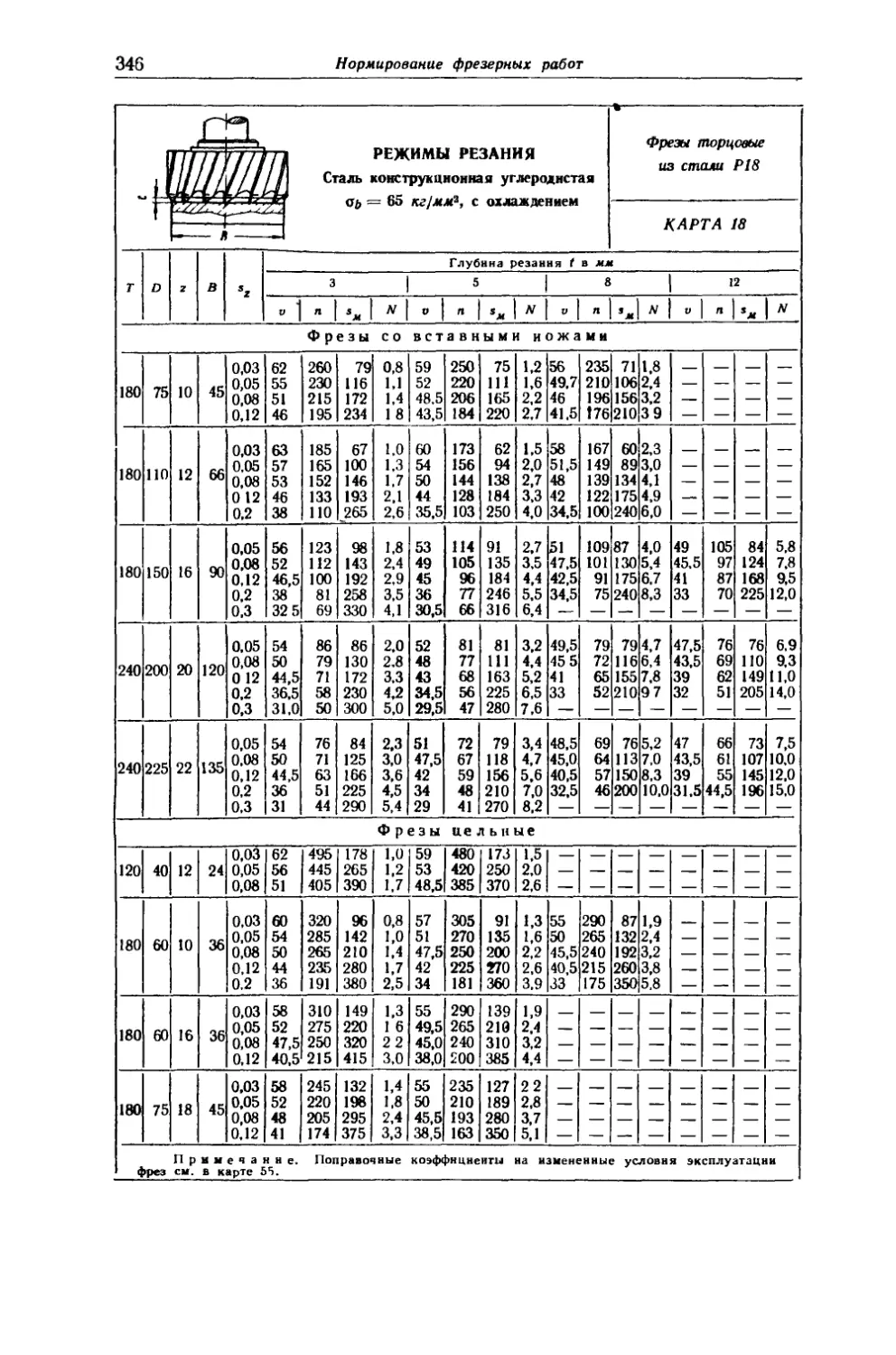
Карта 18. Режимы резания. Сталь конструкционная углеродистая с аь — 65 кг/мм2,
с охлаждением. Фрезы торцовые................................................. 346
Карта 19. Режимы резания Сталь жаропрочная 1Х18Н9Т. Фрезы торцовые. 347
Карта 20. Режимы резания. Медные сплавы НВ 150—200 Фрезы торцовые. 348
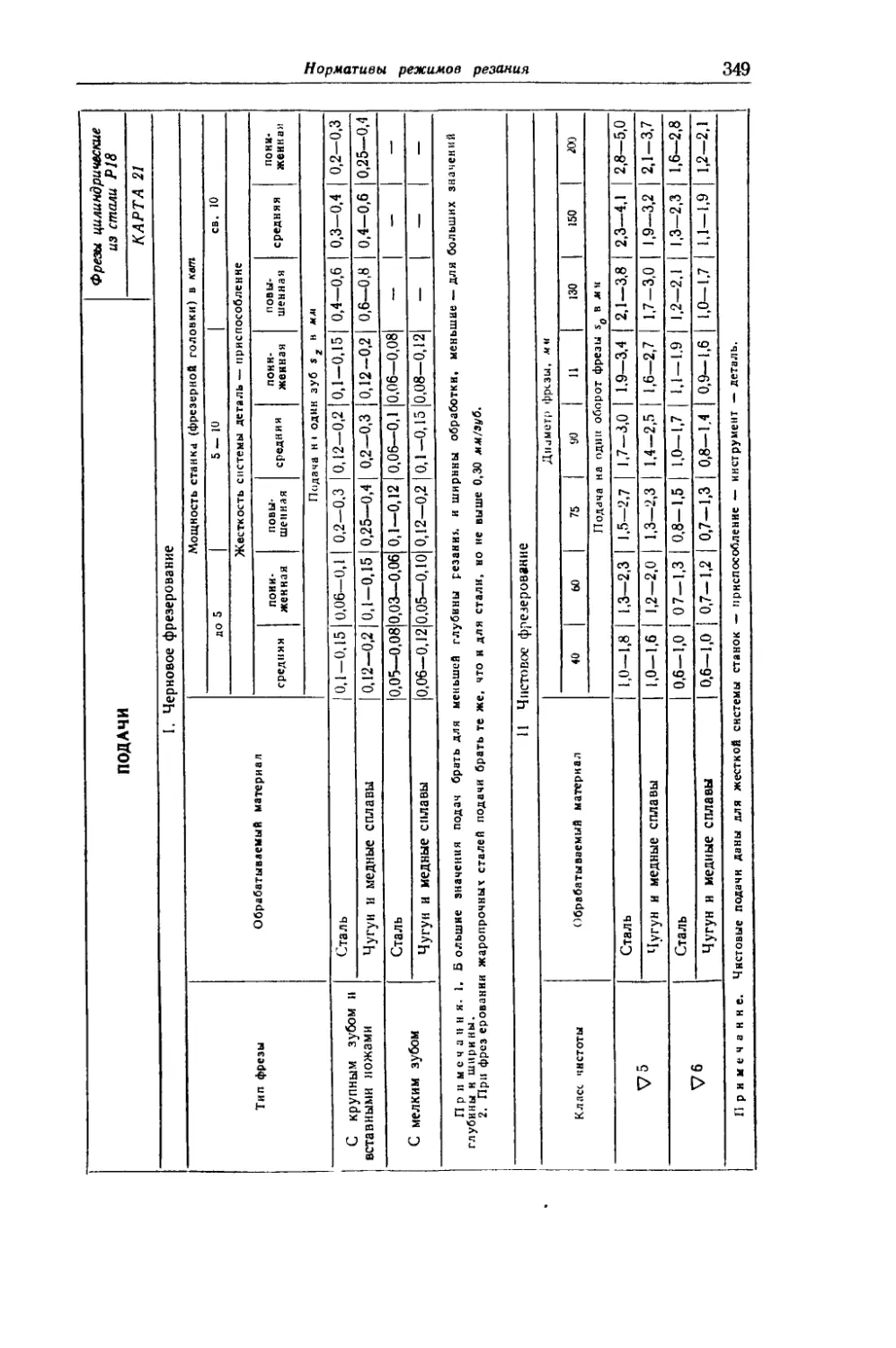
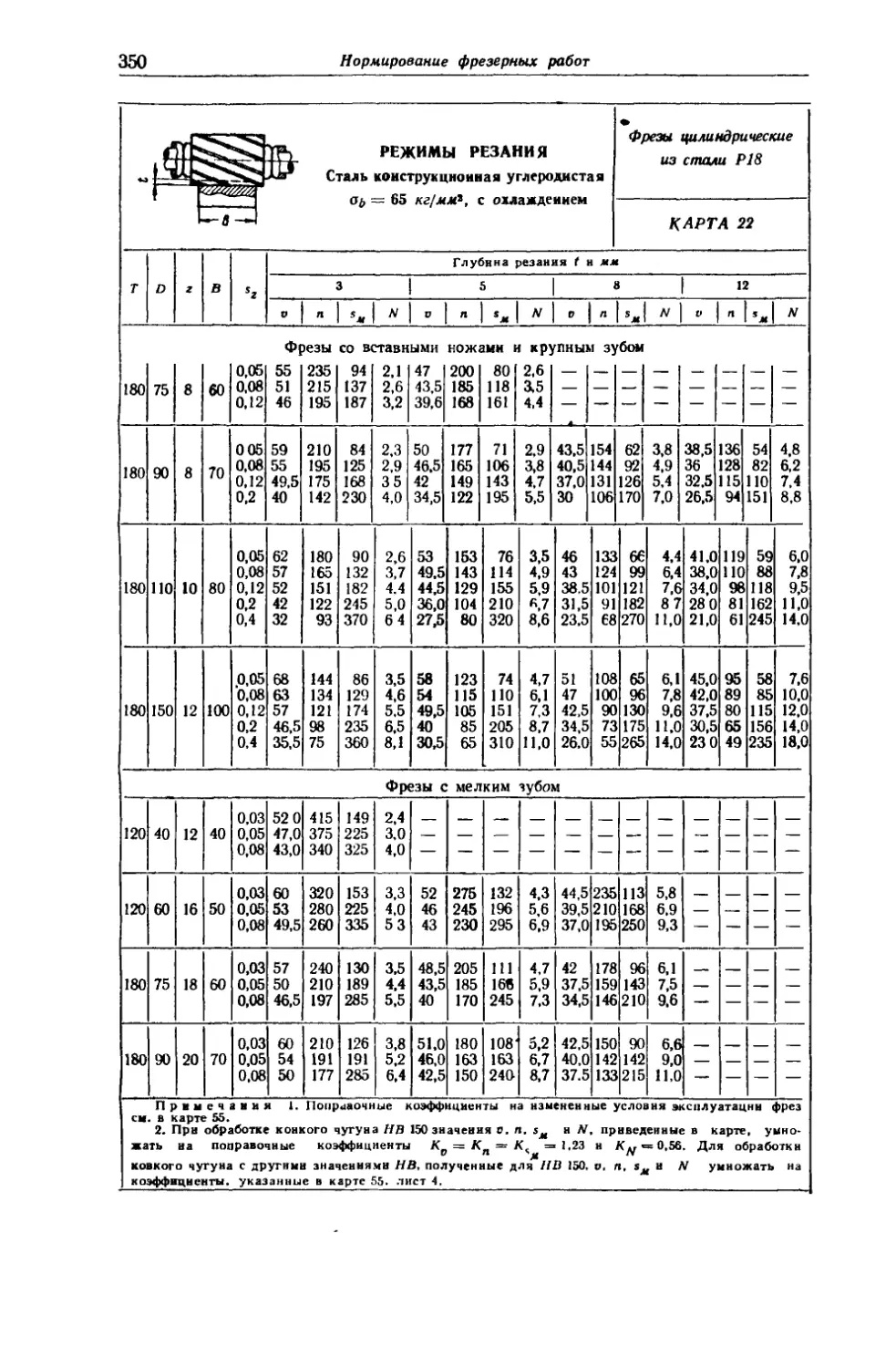
Карта 21. Подачн. Фрезы цилиндрические ......................................... 349
Карта 22. Режимы резания. Сталь конструкционная углеродистая с <Т(, = кг/мм2,
с охлаждением. Фрезы цилиндрические .................................... 350
Карта 23. Режимы резания Сталь жаропрочная 1Х18Н9Т, с охлаждением. Фрезы
цилиндрические ............................................................... 351
Карта 24. Режимы резания. Чугун серый НВ 180. Фрезы цилиндрические... 352
Карта 25. Режимы резания. Медные сплавы НВ 150—200. Фрезы цилиндрические . . . 353
Карта 26. Подачи Фрезы дисковые...................................... 355
Карта 27. Режимы резання. Фрезерование плоскостей и уступов. Сталь конструкцион-
ная углеродистая с аь = 65 кг/мм2, с охлаждением. Фрезы дисковые .... 356
Карта 28. Режимы резания. Фрезерование плоскостей и уступов. Чугун серый НВ 180.
Фрезы дисковые ......................................................... 358
Карта 29. Режимы резания. Фрезерование плоскостей и уступов. Медные сплавы
НВ 150—200. Фрезы дисковые ................................................... 360
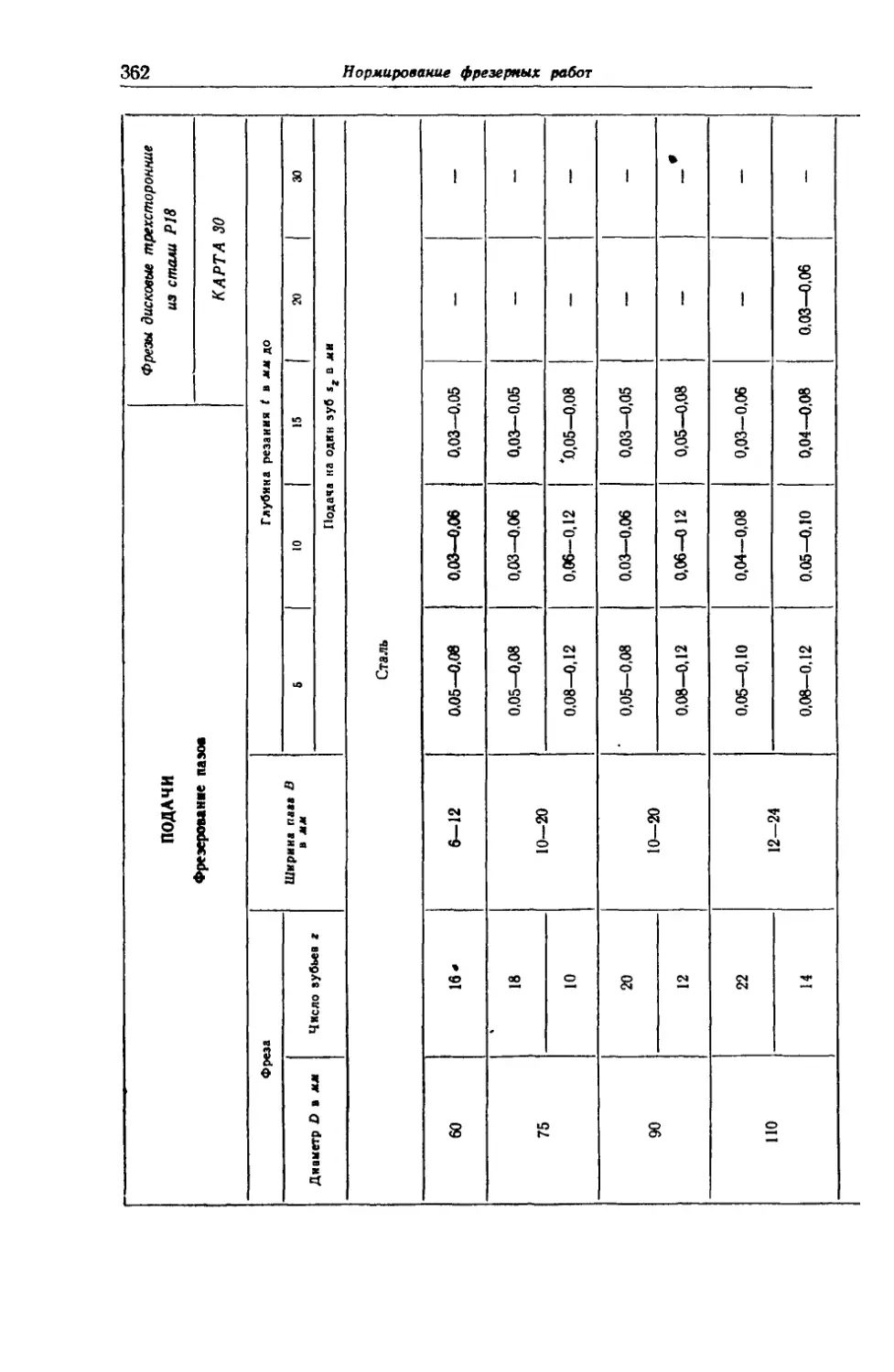
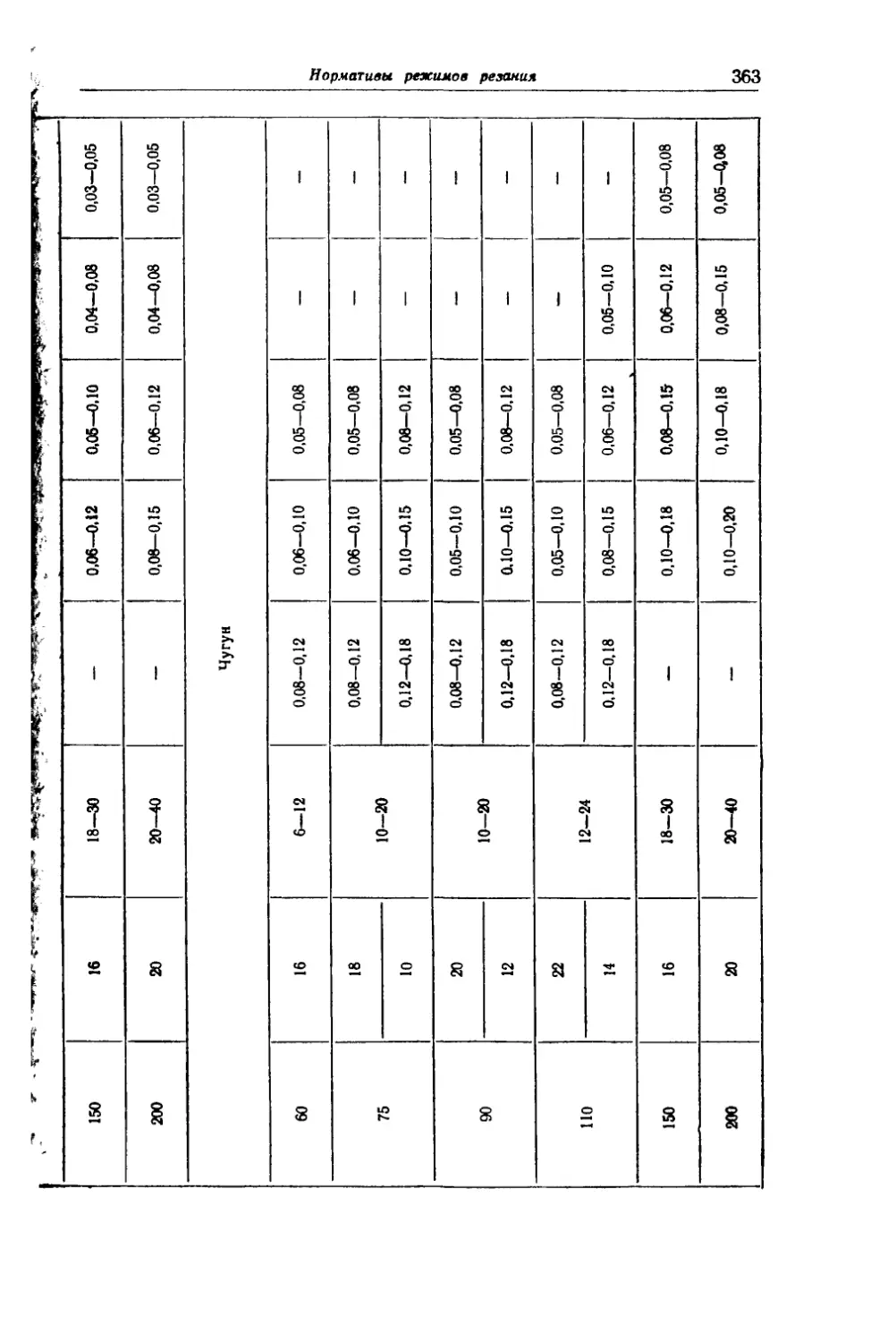
Карта 30. Подачи. Фрезерование пазов. Фрезы дисковые трехсторонние................ 362
Карта 31. Режимы резаиия. Фрезерование пазов. Сталь конструкционная углеродистая
с аь = 65 кг/мм2, с охлаждением. Фрезы дисковые............................... 364
Карта 32. Режимы резання. Фрезерование пазов. Чугун серый НВ 180. Фрезы дисковые 366
Карта 33. Режимы резания. Фрезерование пазов. Медные сплавы НВ 150—200. Фрезы
дисковые ..................................................................... 368
Карта 34. Подачн. Фрезерование плоскостей. Фрезы концевые......................... 370
Карта 35. Режимы резания. Фрезерование плоскостей Сталь конструкционная углеро-
дистая с аь = 65 кг! мм2, с охлаждением. Фрезы концевые....................... 371
Карта 36. Режимы резання. Фрезерование плоскостей Сталь жаропрочная 1Х18Н9Т.
Фрезы концевые ............................................................... 373
Карта 37. Режимы резания Фрезерование плоскостей Чугуи серый НВ 180. Фрезы
концевые ..................................................................... 375
Карта 38. Режимы резания Фрезерование плоскостей. Медные сплавы НВ 150—200.
Фрезы концевые ............................................................... 377
Карта 39. Подачн. Фрезерование пазов. Фрезы концевые............................ 379
Карта 40. Режимы резания Фрезерование пазов Сталь конструкционная углеродистая
с аь = 65 кг'мм2, с охлаждением. Фрезы концевые............................... 380
Карта 41. Режимы резання. Фрезерование пазов Чугун серый НВ 180. Фрезы концевые 382
Карта 42. Режимы резания Фрезерование пазов Медные сплавы НВ 150—200. Фрезы
концевые ..................................................................... 384
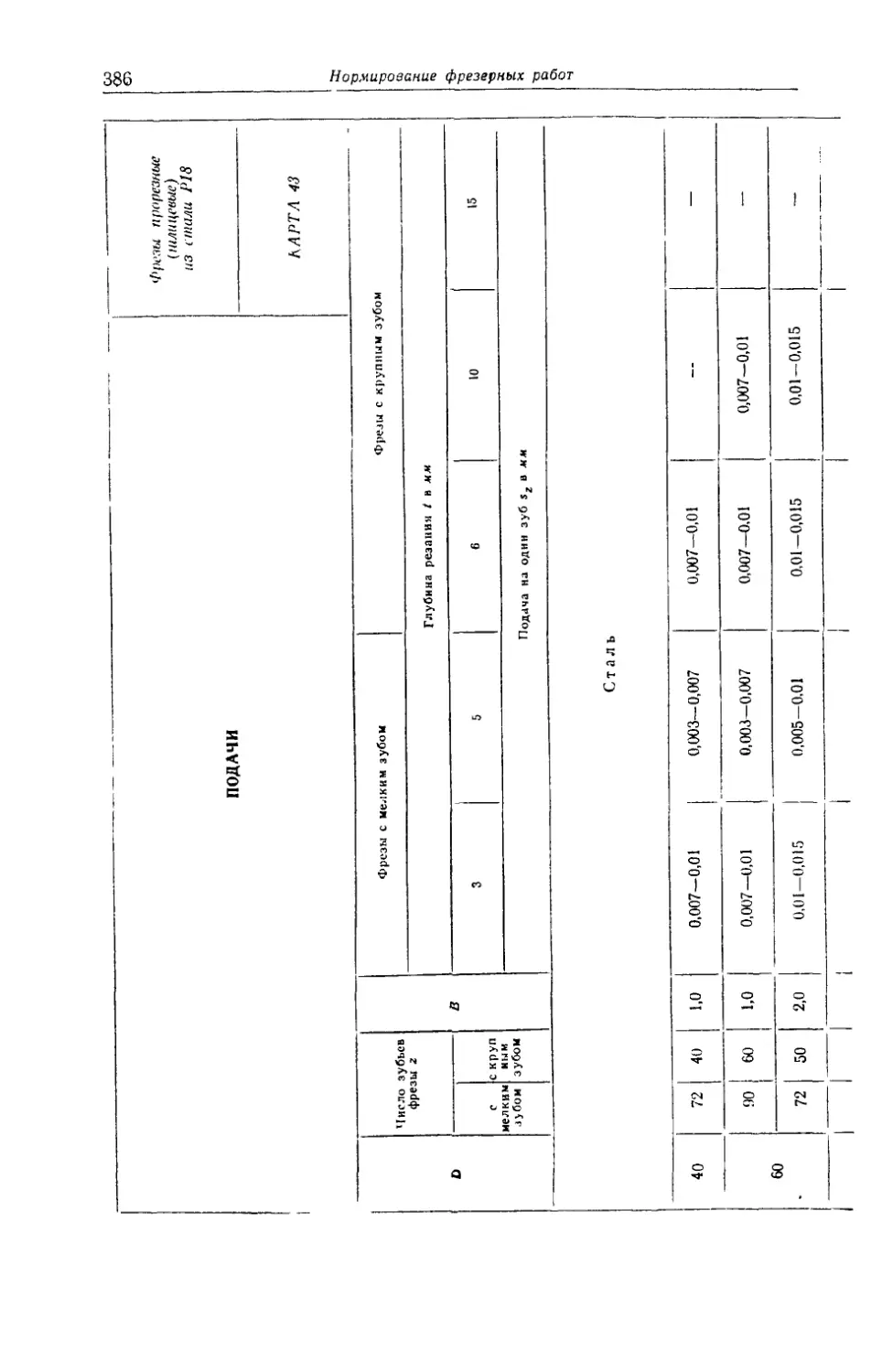
Карта 43. Подачи. Фрезы прорезные (шлицевые)...................................... 386
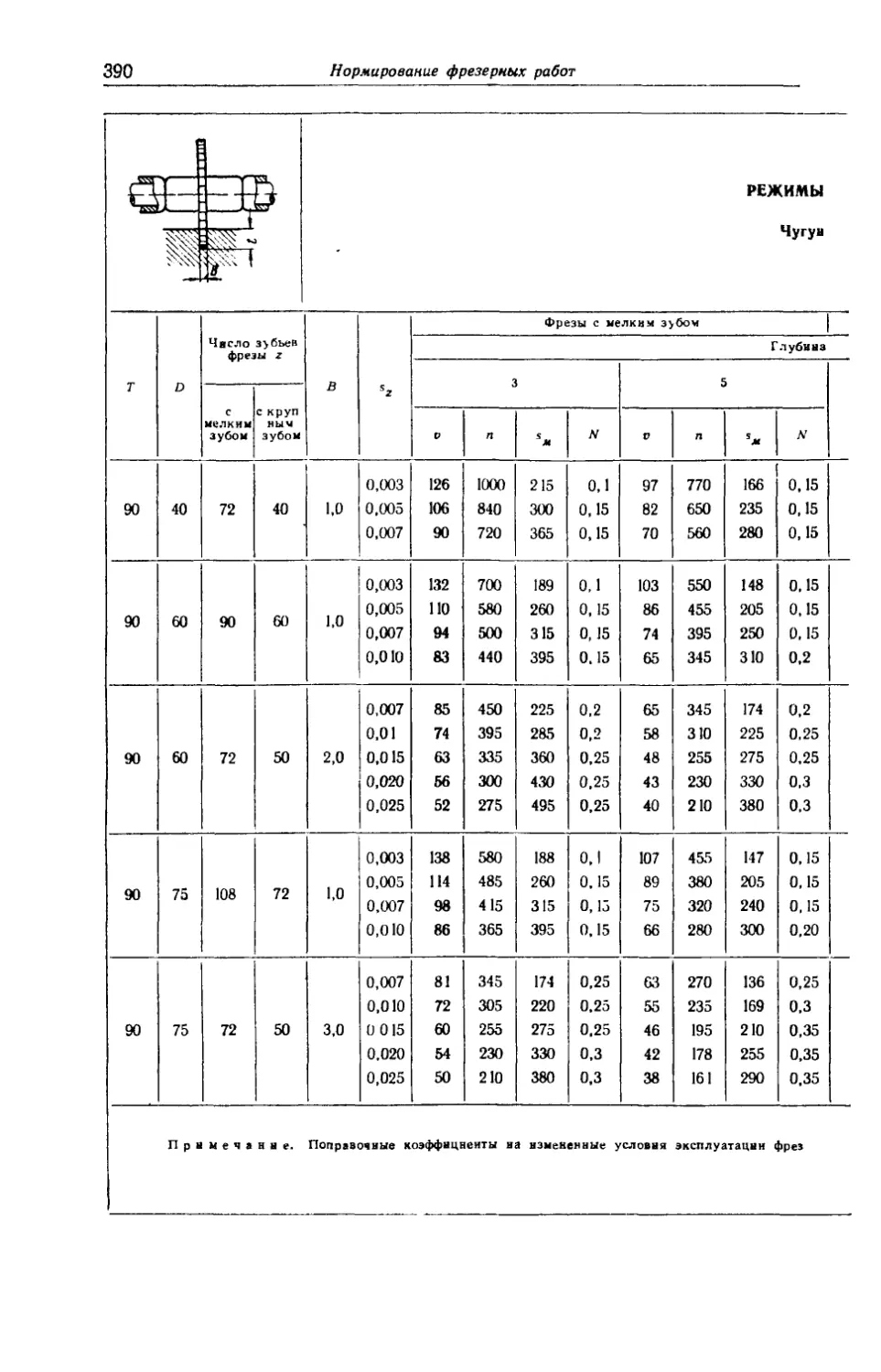
Карта 44 Режимы резання. Сталь конструкционная углеродистая с аь = 65 кг/мм2,
с охлаждением. Фрезы прорезные (шлицевые)..................................... 389
Карта 45. Режимы резання Чугун серый НВ 180 Фрезы прорезные (шлицевые) ... 391
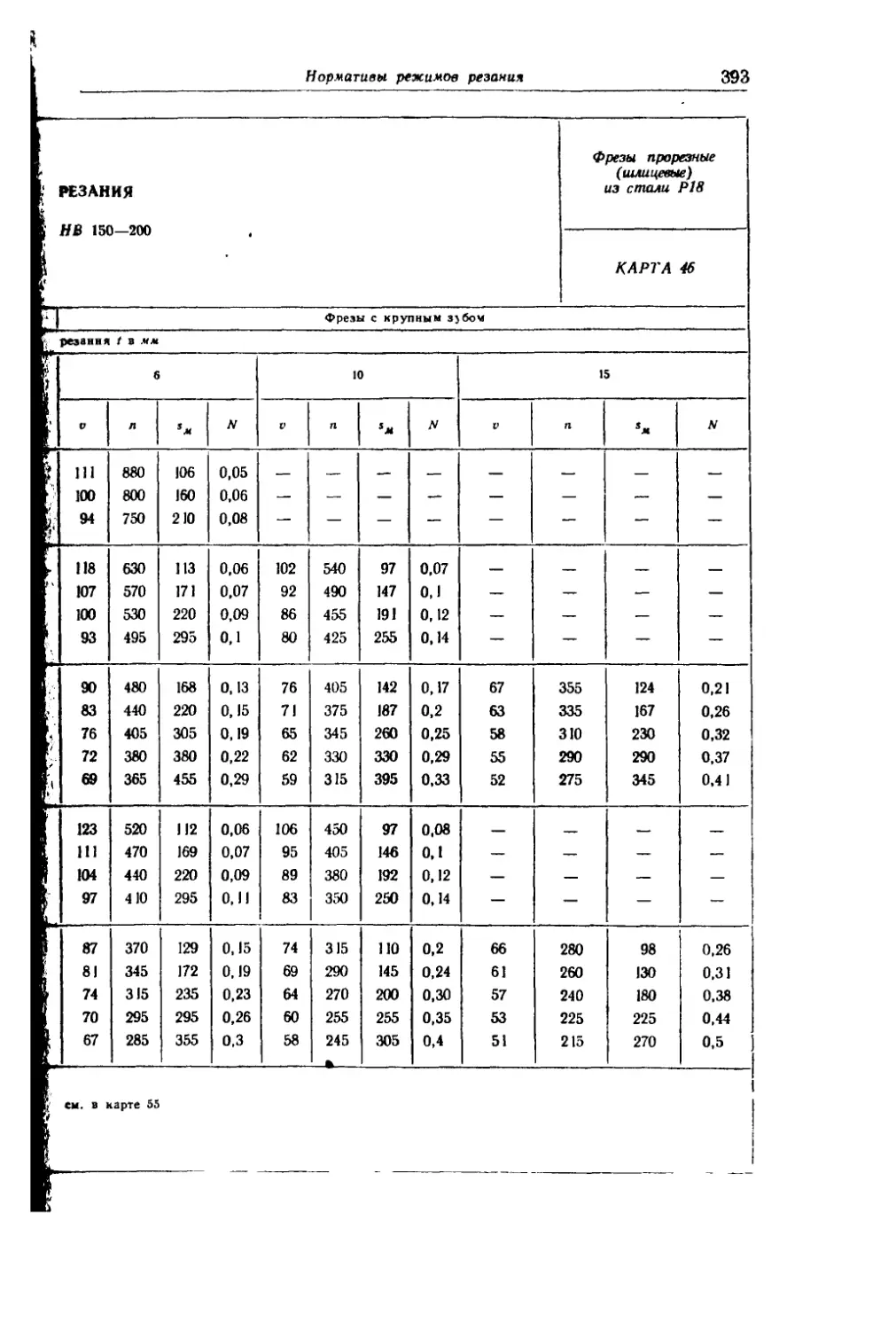
Карта 46 Режимы резания. Медные сплавы НВ 150—200. Фрезы прорезные (шлицевые) 393
Карта 47. Подачн. Фрезы отрезные.................................................. 394
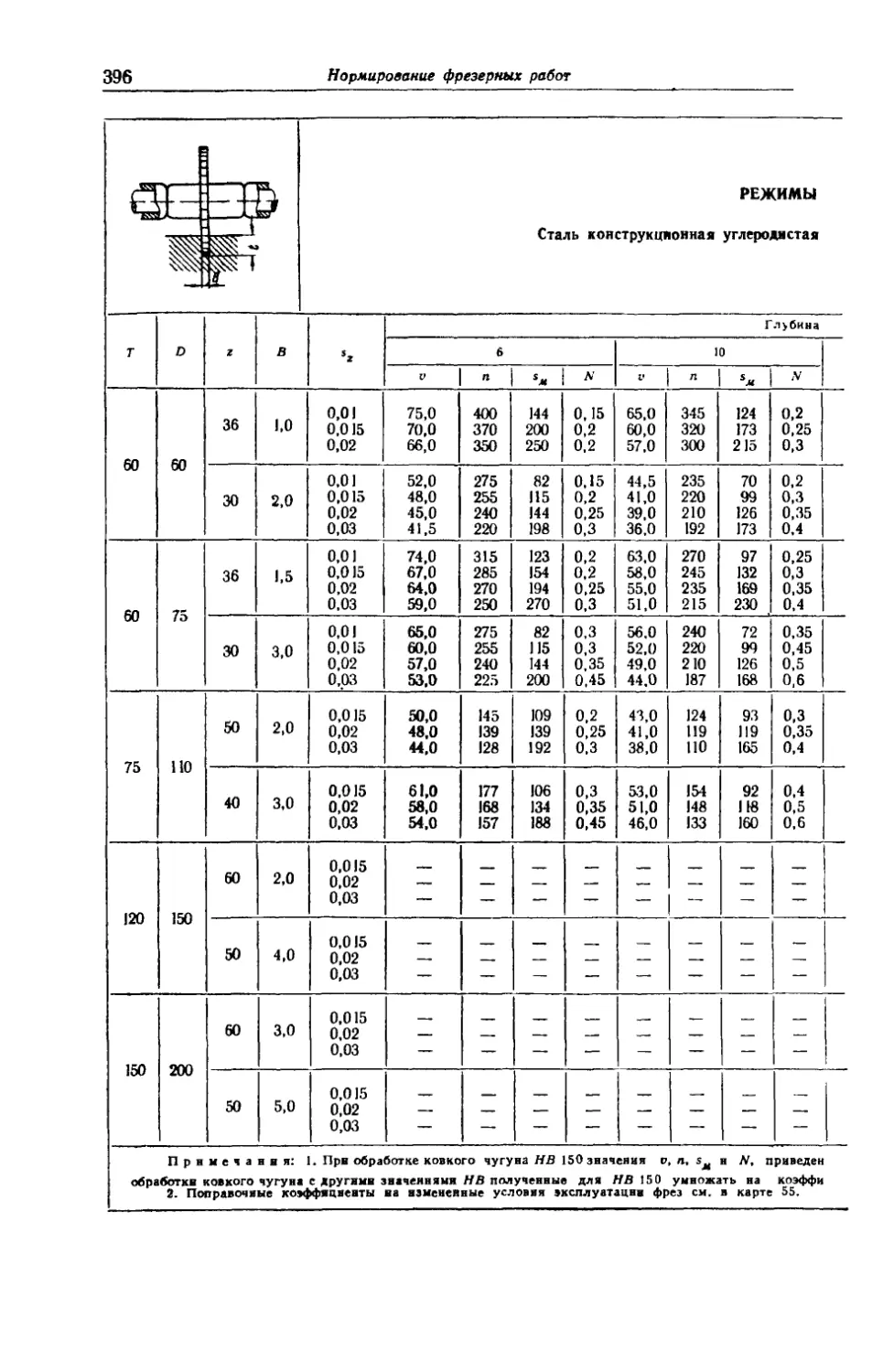
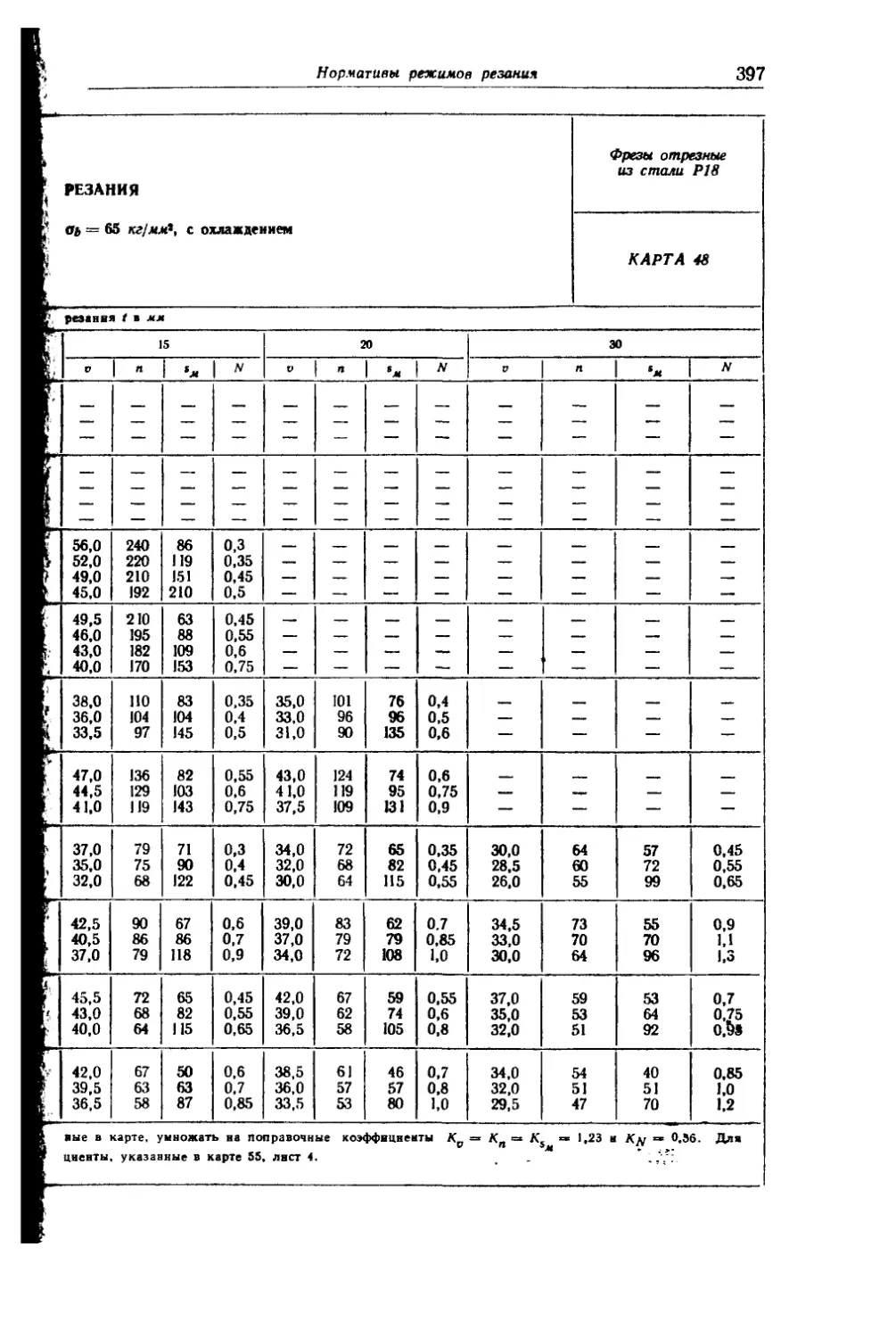
Карта 48. Режимы резания Сталь конструкционная углеродистая с аь = 65 кг/мм2,
с охлаждением. Фрезы отрезные................................................. 397
Карта 49. Режимы резання Чугуи серый НВ 180 Фрезы отрезные..................... 399
Карта 50. Режимы резання. Медные сплавы НВ 150—200. Фрезы отрезные............. 401
Карта 51. Подачн. Фрезерование сталей. Фрезы фасонные и двухугловые............. 402
Карта 52. Режимы резаиия Сталь конструкционная углеродистая с аь — 65 кг!мм2,
с охлаждением. Фрезы фасонные выпуклые н вогнутые....................... 405
Оглавление
Карта 53. Режимы резания Сталь конструкционная углеродистая с аь = 65 кг!мм\
с охлаждением. Фрезы двухугловые несимметричные <£60°........................
Карта 54 Режимы резания. Сталь конструкционная углеродистая с со, = 65 кг/лл2,
с охлаждением. Фрезы шпоночные...............................................
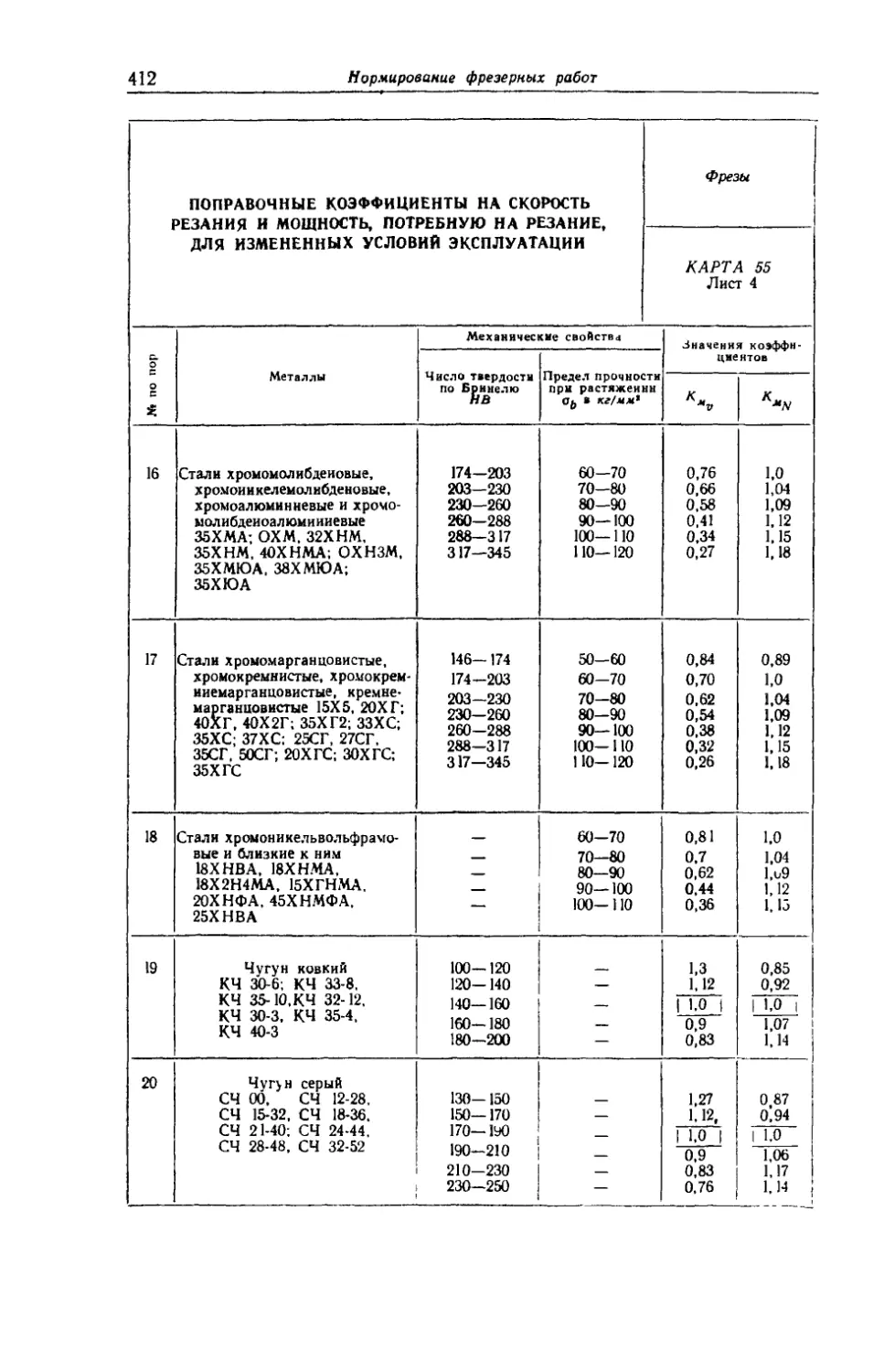
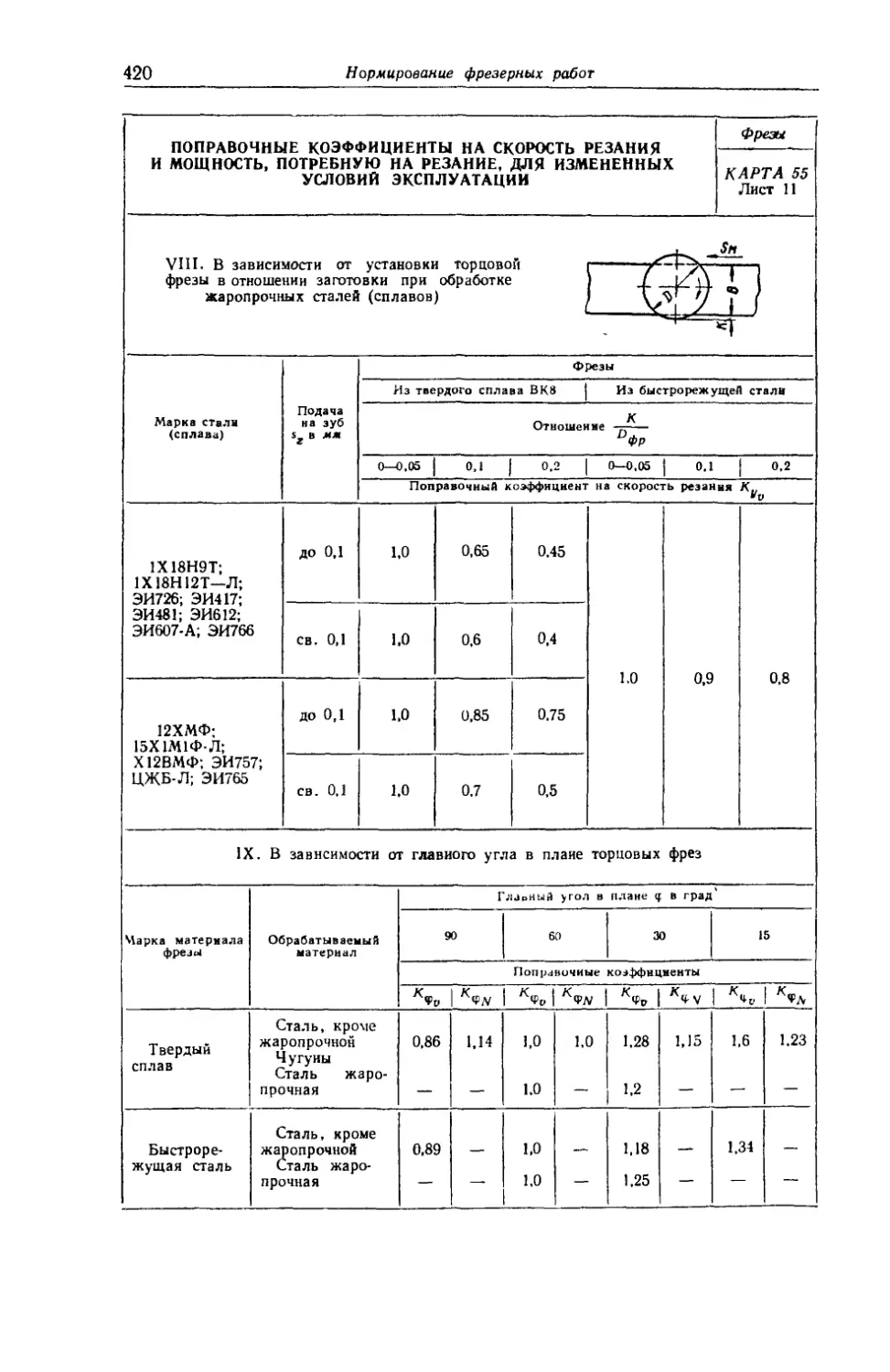
Карта 55 Поправочные коэффициенты на скорость резания и мощность, потребную
на резание, для измененных условий эксплуатации..............................
Нормативы времени
Карта 56 Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности. Горизонтально-, вертикально- и
универсально-фрезерные станки ...............................................
Карта 57. Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности. Продольно-фрезерные станки . .
Карта 58 Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности Копировально-фрезерные станки
Карта 59 Вспомогательное время на установку и снятие деталей..................
Карта 60 Вспомогательное время на установку и снятие деталей на столе подъемником
Карта 61. Вспомогательное время на установку и снятие детален в специальных при-
способлениях .................................................................
Карта 62. Вспомогательное время на установку и снятие детален в специальных при-
способлениях вручную ........................................................
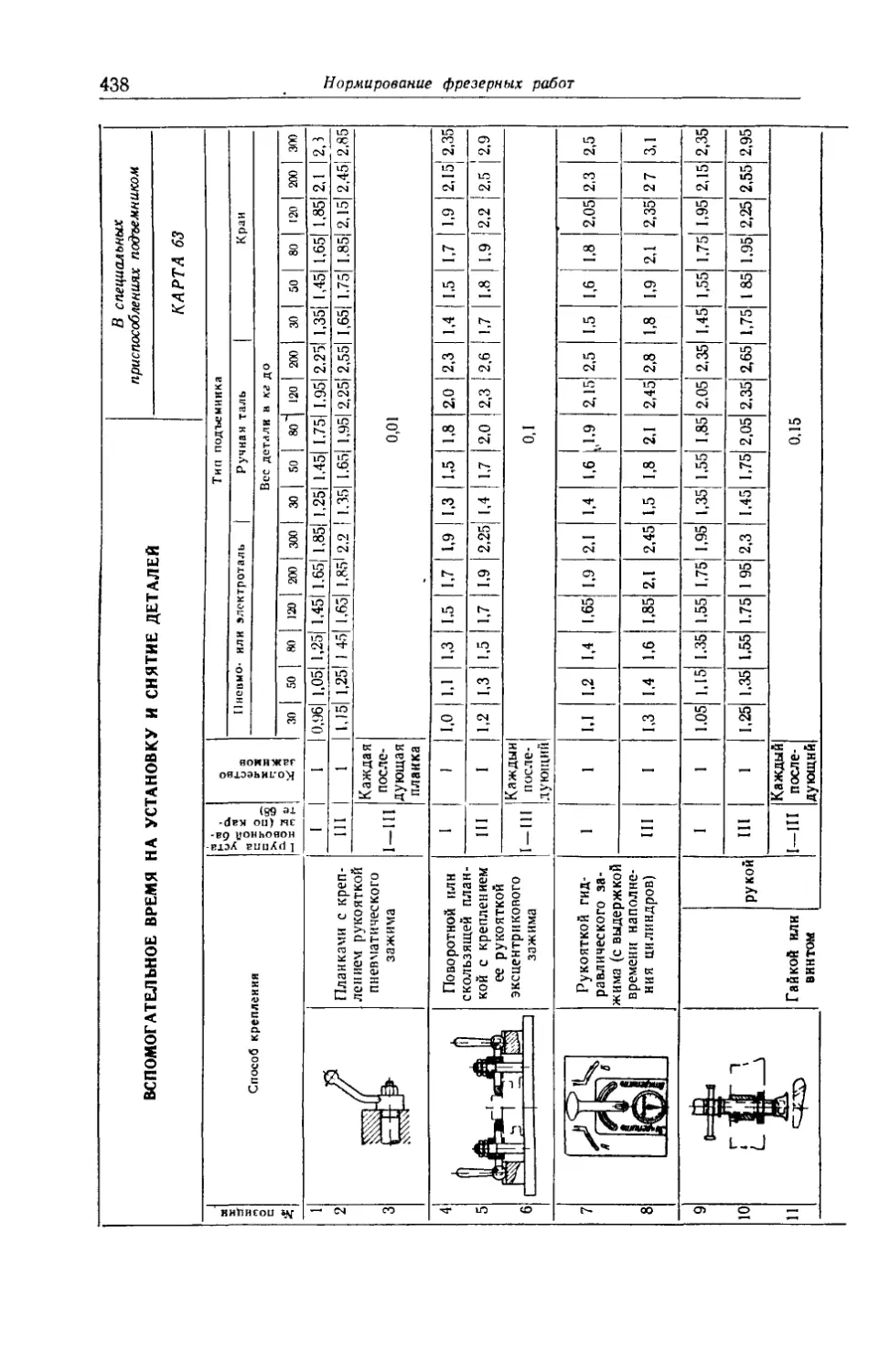
Карта 63 Вспомогательное время на установку н снятие деталей в специальных при-
способлениях подъемником ....................................................
Карта 64. Вспомогательное время, связанное с переходом. Горизонтально-, верти-
кально- н универсально-фрезерные станки......................................
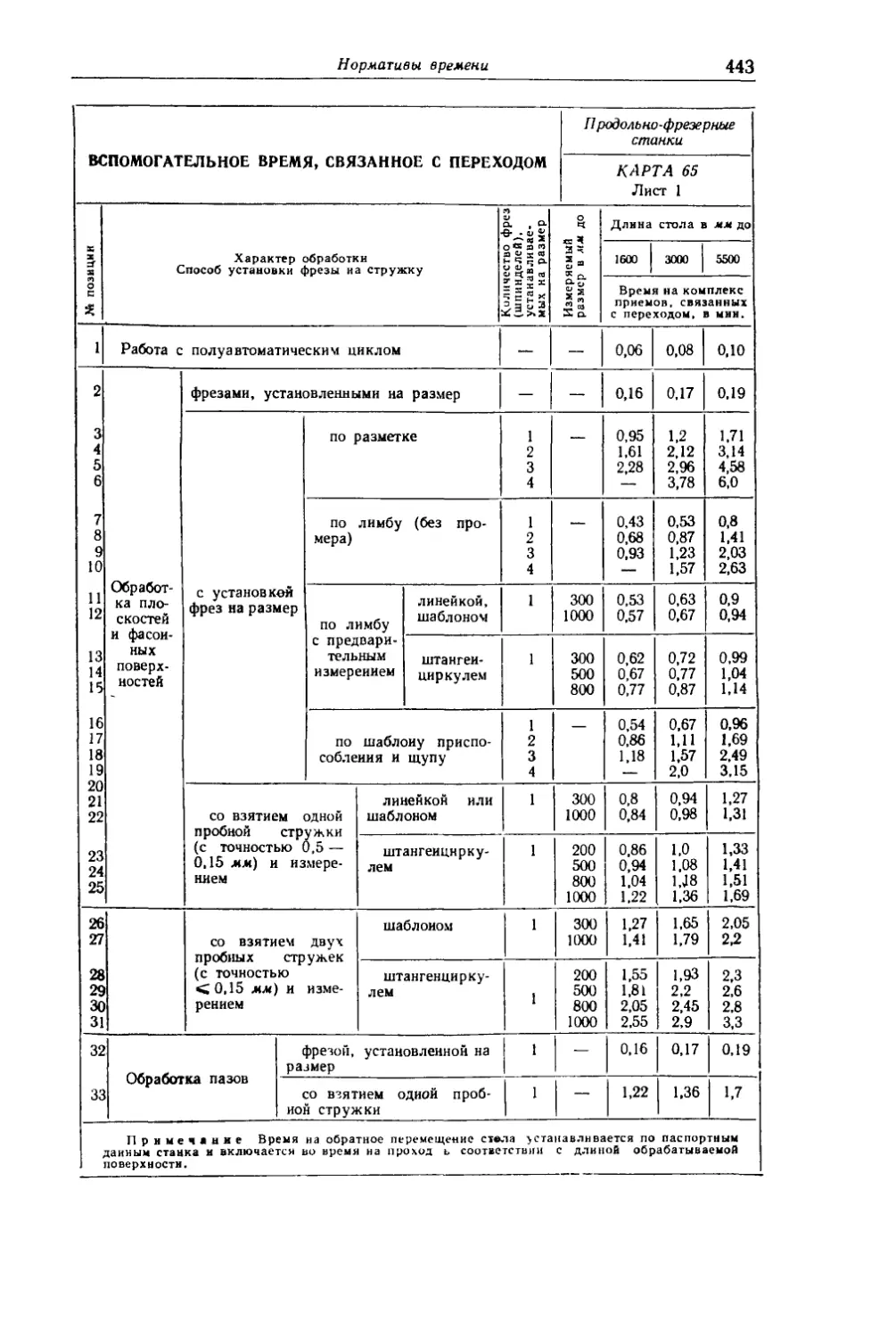
Карта 65 Вспомогательное время, связанное с переходом. Продольно-фрезерные
станки ......................................................................
Карта 66. Вспомогательное время, связанное с переходом. Копировально-фрезерные
станки ......................................................................
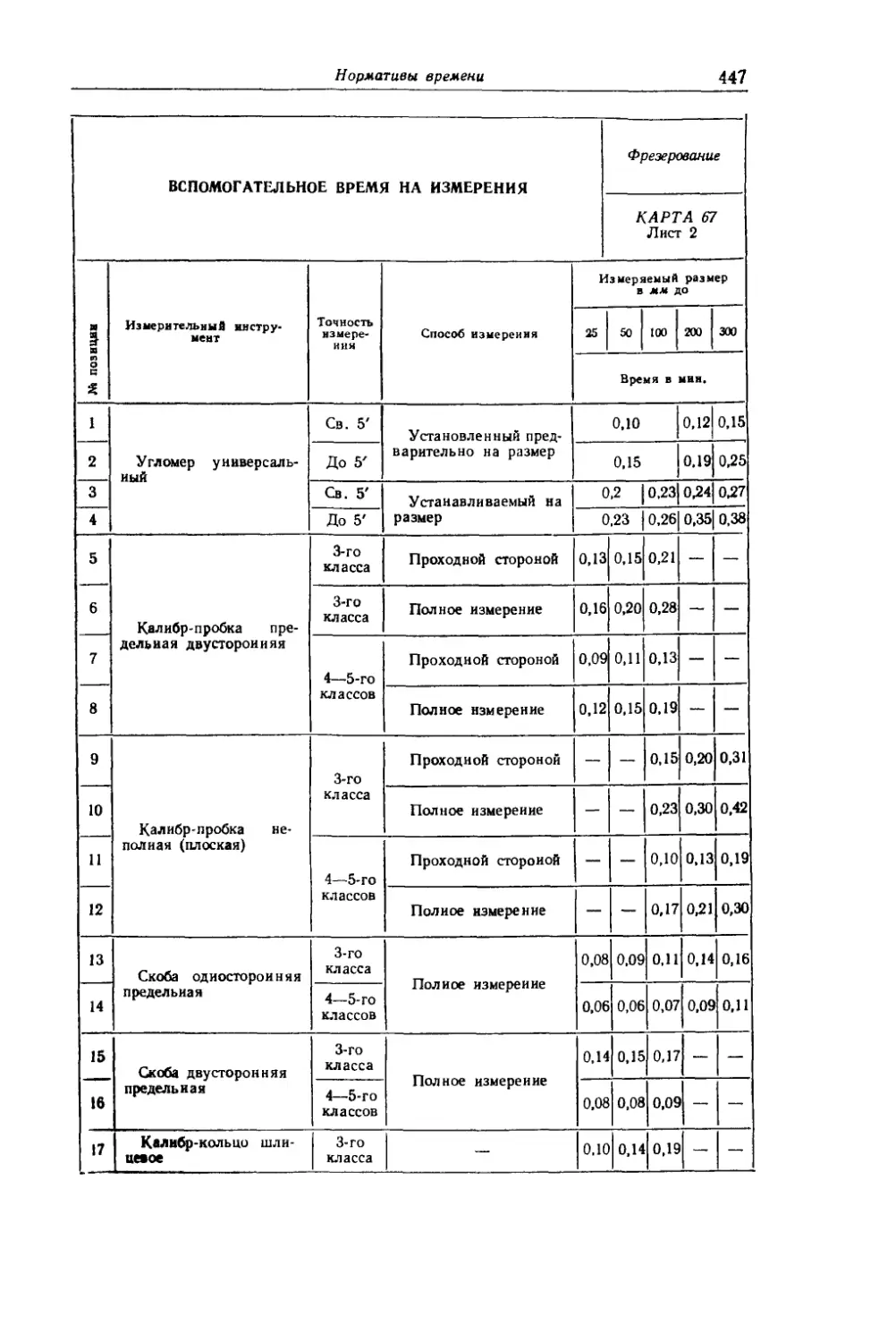
Карта 67. Вспомогательное время на измерения . ;..............................
Карта 68. Величины врезания и перебега Фрезы торцовые н концевые..............
Карта 69. Величины врезания'и перебега. Фрезы цилиндрические, дичковые, про-
резные и фасонные ...........................................................
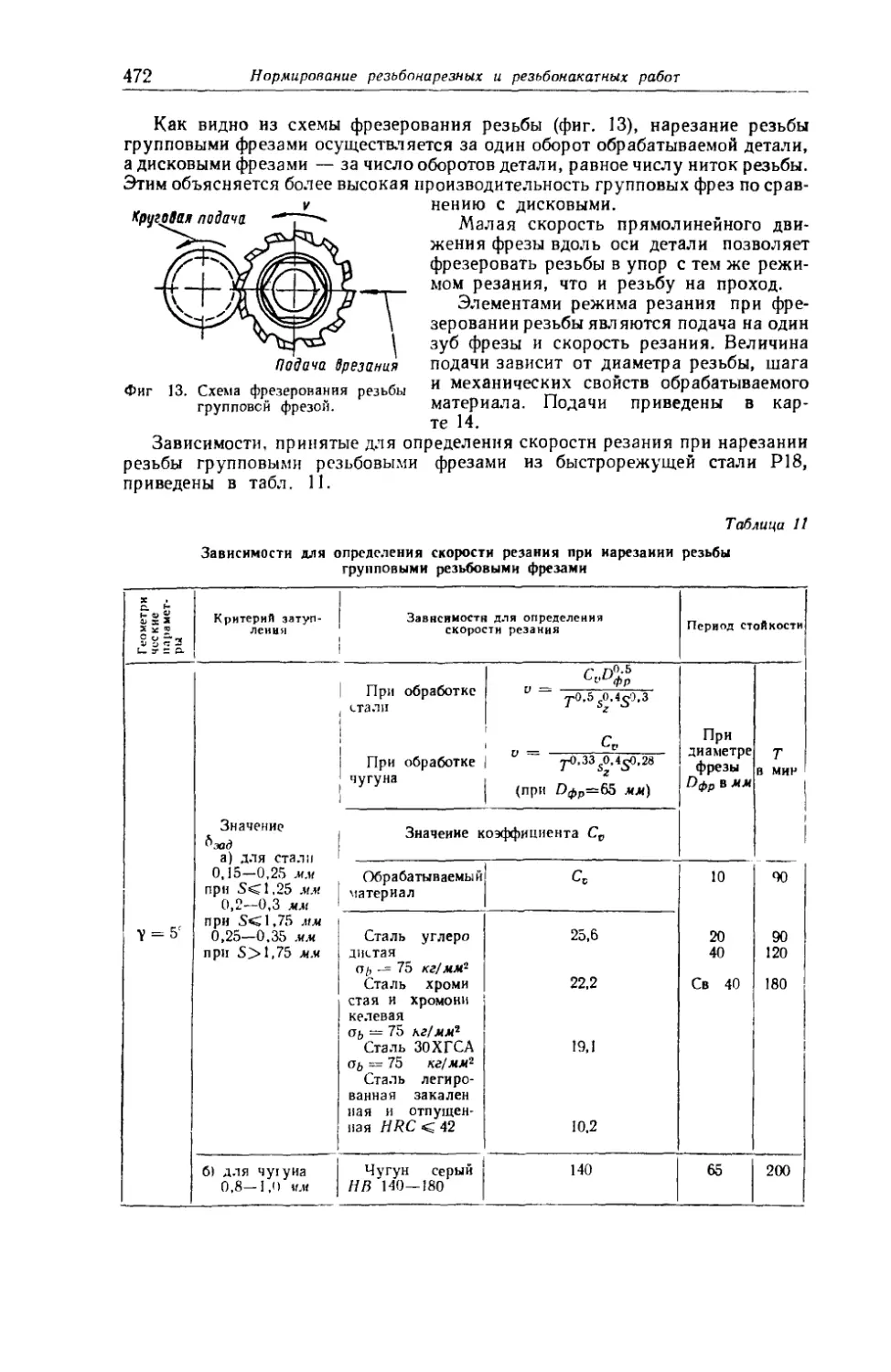
Глава VI. Нормирование резьбонарезных и резьбонакатных работ (И. И. Шапиро)
Методические указания ........................................................
Нормативы
Карта 1. Режимы резаиия при нарезании резьбы резцами нз быстрорежущей стали
при стойкости резца Т = 60 мин. Углеродистая сталь с аь =: 65 75 кг!мм1.
Работа с охлаждением ................................................
Карта 2. Режимы резання при нарезании наружной резьбы. Резцы, оснащенные пла-
стинками твердых сплавов Т15К6Т и Т30К4.......................................
Карта 3. Режимы резання при нарезании треугольной резьбы на деталях из серого
чугуна. Резцы, оснащенные пластинками твердого сплава ВК6.....................
Карта 4 Режимы резании при нарезании внутренней трапецеидальной резьбы на дета-
лях из серого чугуна Резцы, осиащеиные твердым сплавом В Кб...................
Карта 5. Количество чистовых проходов в зависимости от шага, нарезаемой резьбы
и класса точности ............................................................
Карта 6. Вспомогательное время, связанное с проходом, при нарезании резьбы на то-
карном станке при условии автоматического обратного отвода суппорта . . .
Карта 7. Режимы резания при нарезании резьбы резцами с пластинками твердого
сплава, установленными во вращающейся головке. Резьба трапецеидальная
3-го класса точности с чистотой поверхности V6. Резцы Т15К6...................
Карта 8. Вспомогательное время, связанное с операцией, подготовительно-заключи-
тельное время и время на обслуживание рабочего места и естественные надоб-
ности при нарезании резьбы резцами с пластинками твердого сплава, устано-
вленными во вращающейся головке...............................................
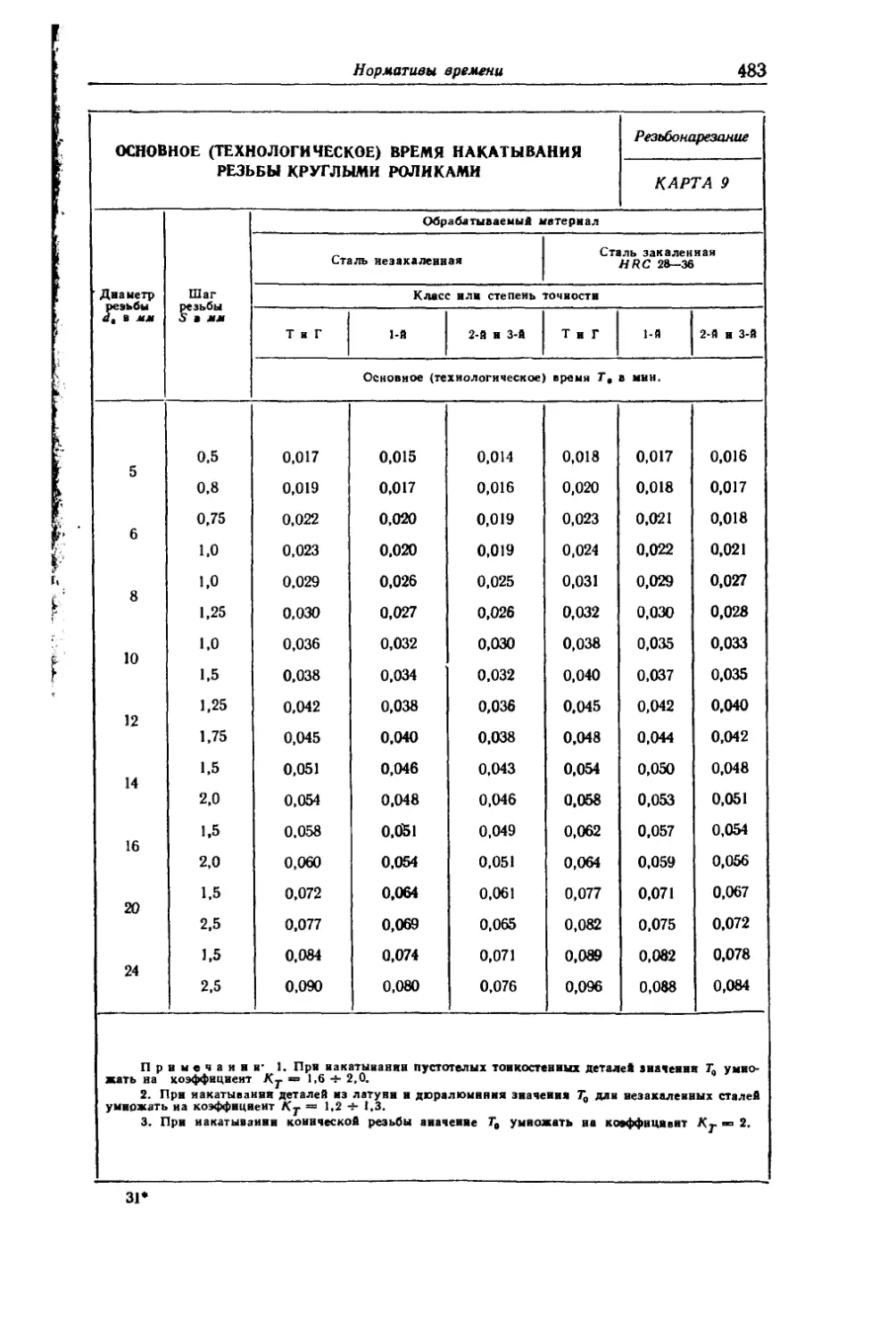
Карта 9 Основное (технологическое) время накатывания резьбы круглыми роликами
Карта 10. Вспомогательное время, связанное с операцией, при накатывании резьбы
на болтах, шпильках и винтах круглыми роликами................................
Карта 11. Время на обслуживание рабочего места, отдых и естественные надобности
Карта 12 Режимы резаиия при нарезании резьбы гаечными и машинными метчиками
Карта 13 Геометрические параметры, критерии затупления, периоды стойкости при
нарезании резьбы плашками на деталях из углеродистой стали с аь =
— 75 кг/мм2 . ...........................................
Карта 14 Круговые подачи при фрезеровании резьбы групповыми и дисковыми фре-
§ § ^§2 Вз § Isaacs sзs й s й з § в s s I §
12
Оглавление
Карта 16. Скорости резания при нарезании наружной резьбы групповыми фрезами
нз быстрорежущей стали Р18. Углеродистая, конструкционная сталь
с аь «• 75 кг/мм*..................................................... 488
Карта 16. Скорости резания при нарезании внутренней резьбы групповыми фрезами
из быстрорежущей стали Р18. Конструкционная углеродистая сталь с сь =
« 75 кг/мм*.................................................................... 489
Картя 17. Скорости резания прн нарезании резьбы групповыми фрезами из быстро-
режущей стали Р18. Чугун серый НВ 140—180 ..................................... 489
Карта 18. Вспомогательное время иа установку и снятие детали прн работе на резьбо-
фрезерных станках ............................................................. 490
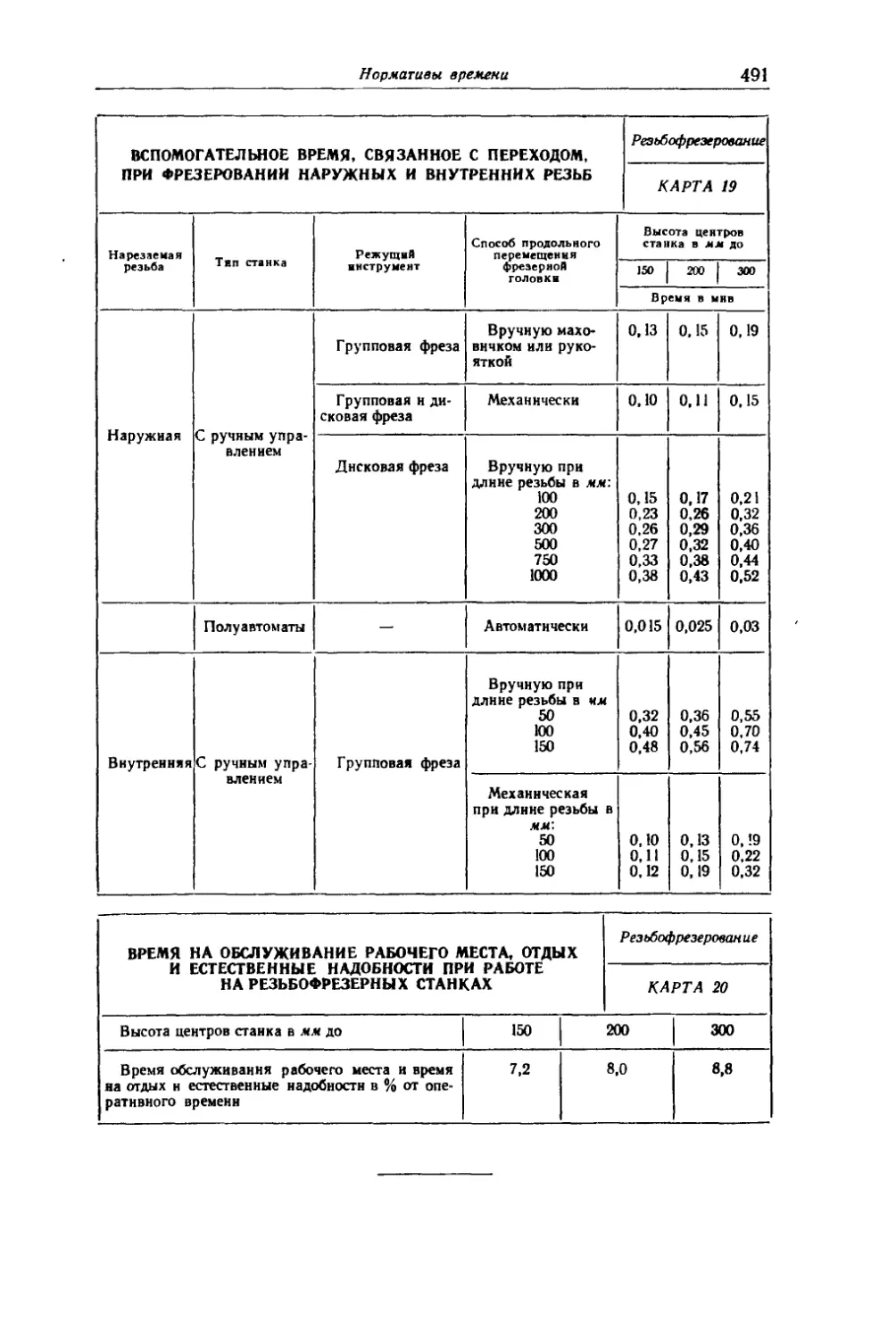
Карта 19. Вспомогательное время, связанное с переходом, при фрезеровании наруж-
ных и внутренних резьб ........................................................ 491
Карта 20. Время на обслуживание рабочего места и естественные надобности при работе
на резьбофрезерных станках .................................................... 491
Глава VII. Нормирование зуборезных работ (В. Д. Клепиков) ...................... 492
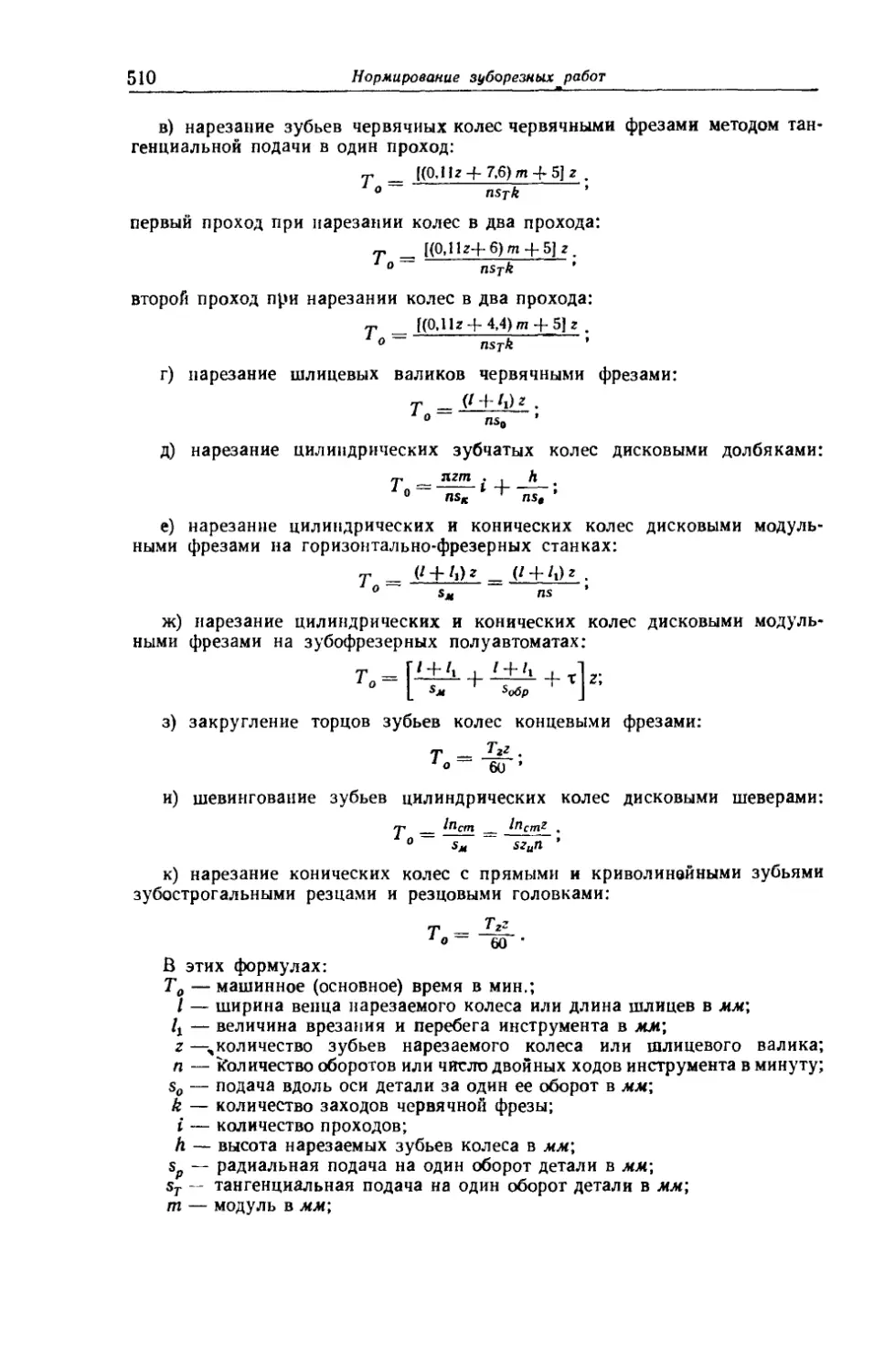
Методические указания........................................................... 492
Пример расчета нормы времени.................................................... 513
Нормативы
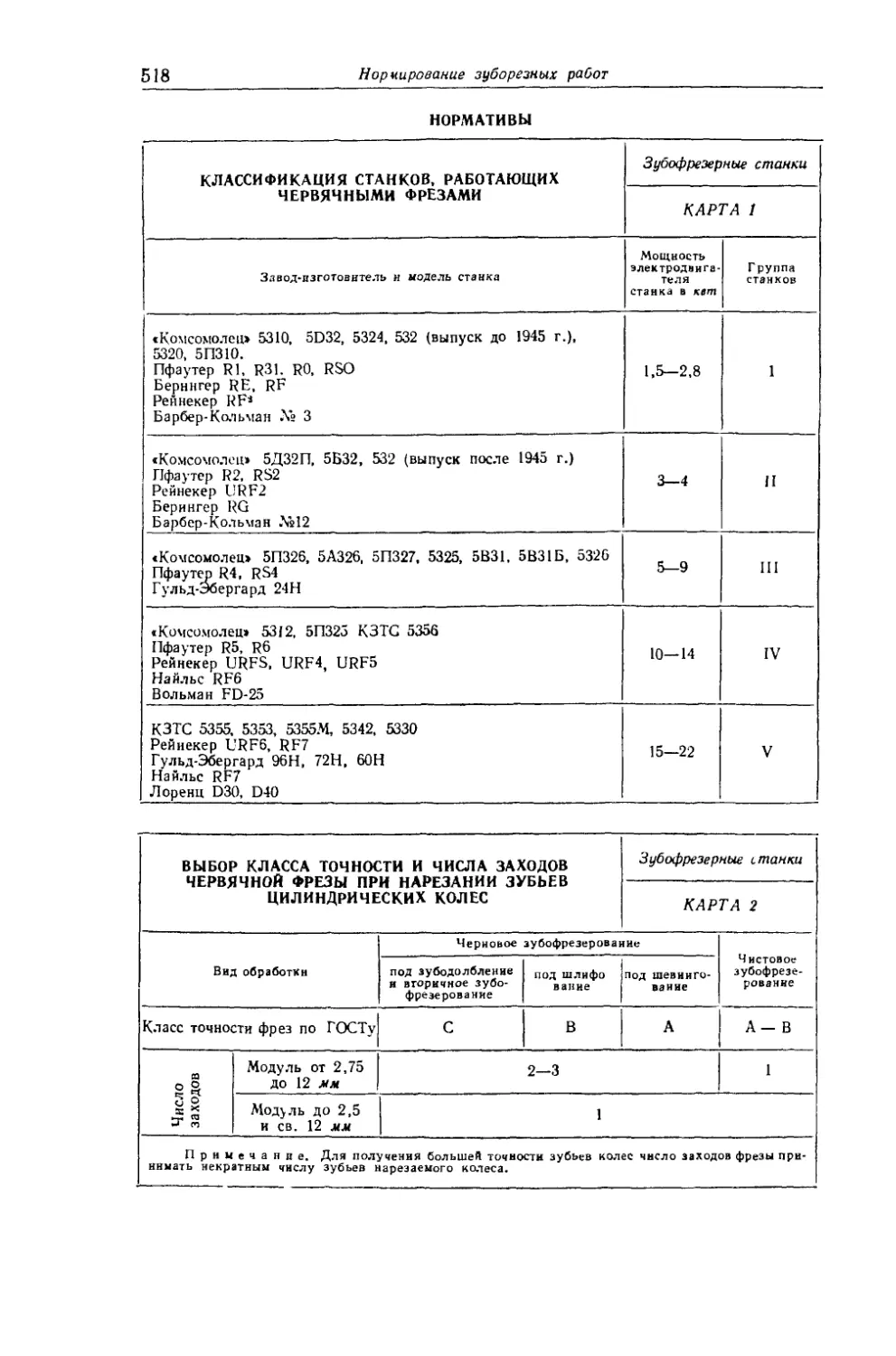
Карта 1. Классификация станков, работающих червячными фрезами................ 518
Карта 2. Выбор класса точности и числа заходов червячной фрезы при нарезании зубьев
цилиндрических колес ........................................................ 518
Карта 3. Подачи при фрезеровании зубьев цилиндрических колес червячными модуль-
ными фрезами ................................................................ 519
Карта 4. Количество осевых перемещений червячных модульных фрез за время между
двумя переточками ........................................................... 521
Карта 5. Режимы резания Стали углеродистые и легированные. Фрезы червячные
модульные ................................................................... 522
Карта 6. Режимы резания. Серый чугун НВ 170—210. Фрезы червячные модульные 524
Карта 7 Режимы резания. Стали углеродистые и легированные Фрезы модульные
червячные корригированные ................................................... 526
Карта 8. Режимы резання Сталь и серый чугун. Фрезы дисковые, зуборезные (модуль-
ные) .......................................................................
Карта 9. Режимы резания. Серый чугун НВ 180—200 и бронза НВ 120. Фрезы червяч-
ные для червячных колес ....................................................
Карта 10. Величина врезания и перебега модульных червячных фрез при нарезании
цилиндрических колес .......................................................
Карта 11. Величина осевого перемещения червячной модульной фрезы............
Карта 12. Основные размеры червячных модульных фрез для нарезания цилиндрических
колес ......................................................................
Карта 13. Подготовительно-заключительное время и время на обслуживание рабочего
места, отдых и естественные надобности......................................
Карта 14. Вспомогательное время на операцию.................................
Шлицефрезерные станки
Карта 15 Подачи Фрезы червячные для шлицевых валов с прямобочиыми шлицамя
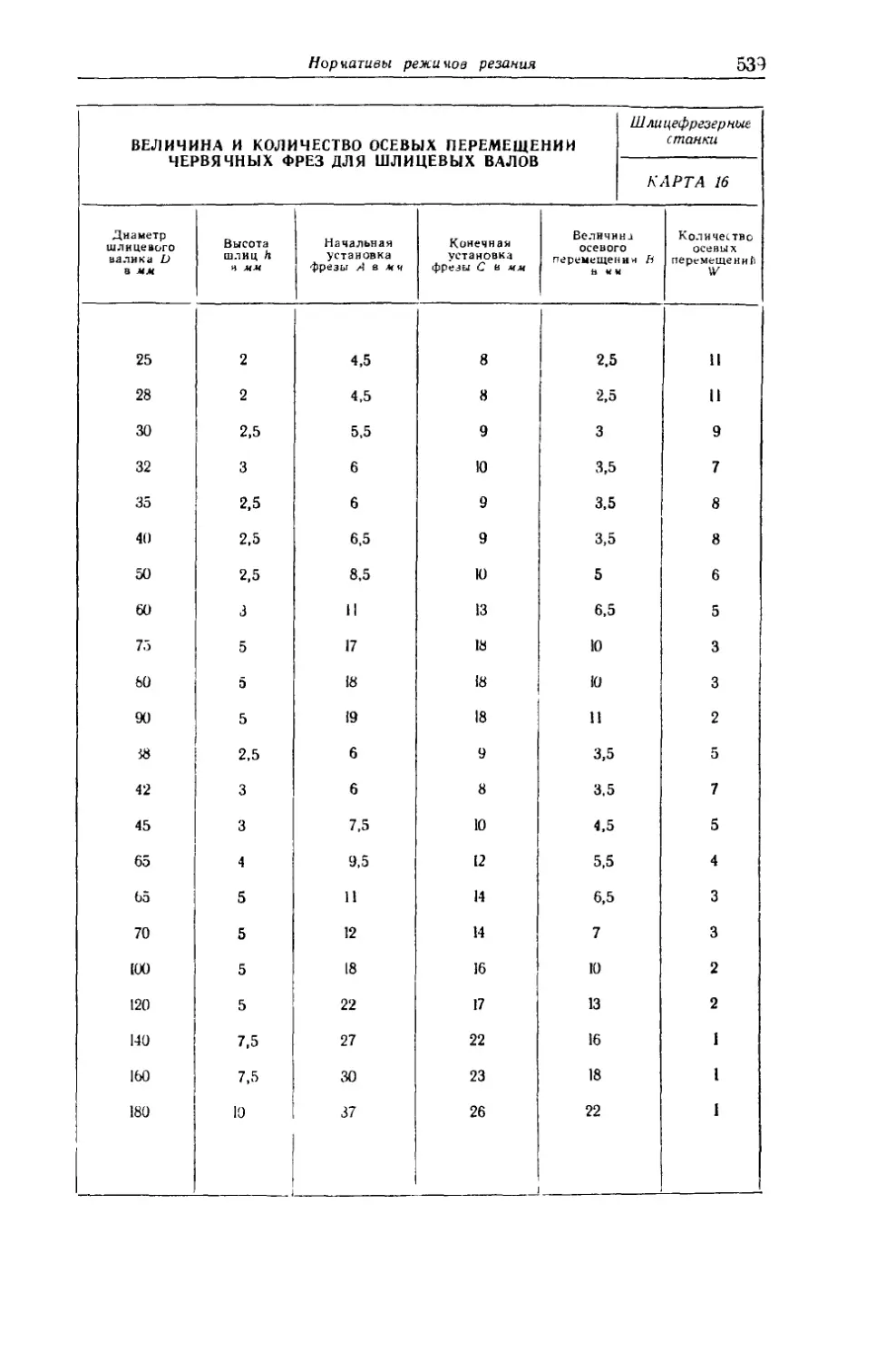
Карта 16. Величина и количество осевых перемещений червячных фрез для шлицевых
валов ......................................................................
Карта 17. Режимы резання Стали углеродистые и легированные. Фрезы червячные для
Карта 18. Величина врезания и перебега червячных фрез при нарезании шлицевых
валов ........................................................................
Карта 19. Подготовительно заключительное, вспомогательное время и время на обслу-
живание рабочего места, отдых и естественные надобности.......................
Зубодолбежные станки
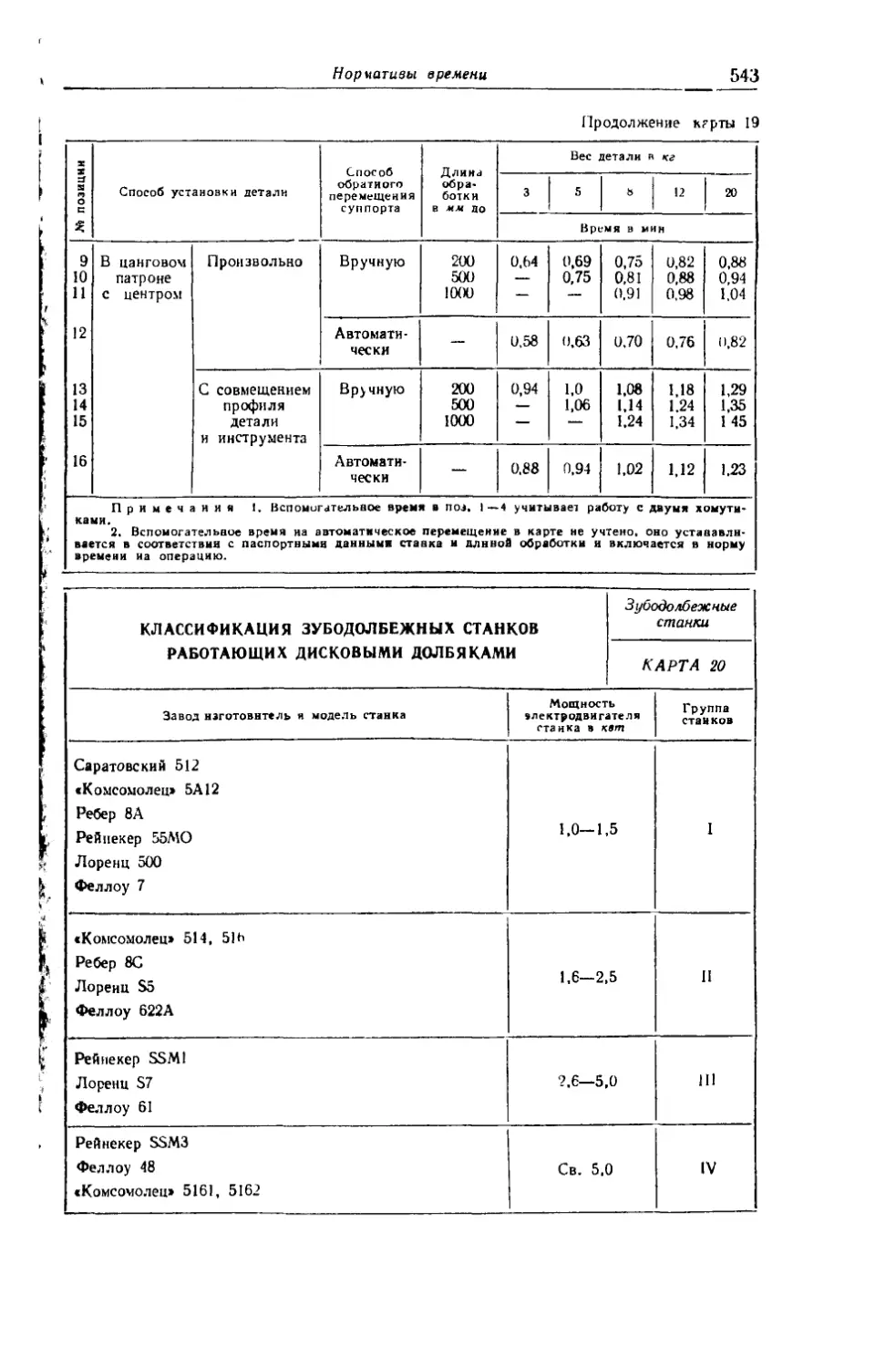
Карта 20. Классификация зубодолбежных станков, работающих дисковыми долбяками
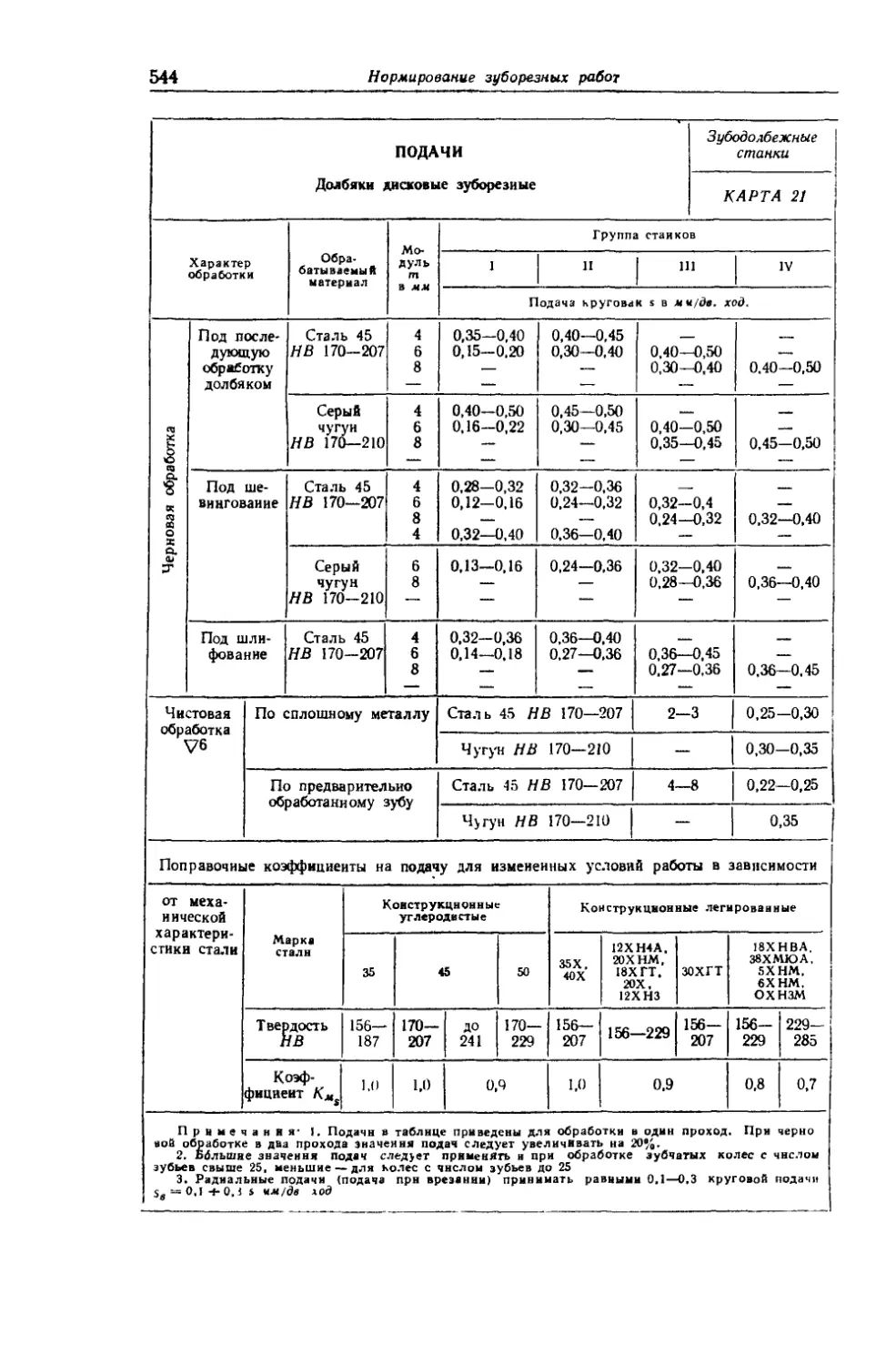
Карта 21. Подачи. Долбяки дисковые зуборезные.................................
Карта 22. Режимы резания. Стали углеродистые и легированные Долбяки дисковые
зуборезные ...................................................................
Карта 23 Режимы резания. Чугун серый НВ 170—210. Долбяки дисковые зуборезные
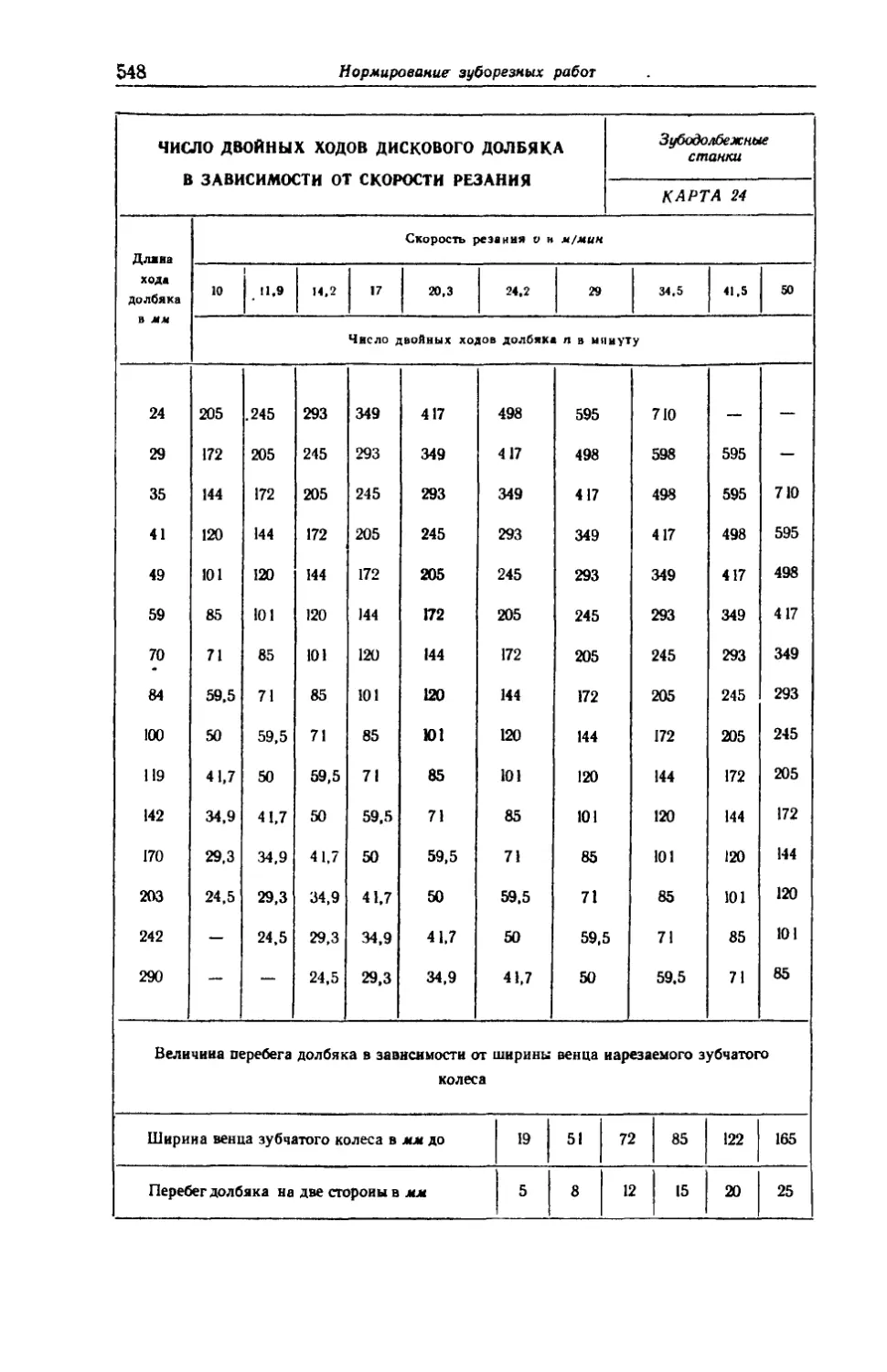
Карта 24 Число двойных ходов дискового долбяка в зависимости от скорости резаиия
Карта 25. Подготовительно- заключительное, вспомогательное время н время иа обслу-
живание рабочего места, отдых и естественные надобности.......................
§ Ч Н § В § §
Оглавление
Шевинговальные станки
Карта 26. Режимы резания Сталь и серый чугуи. Шеверы дисковые................
Карта 27. Подготовительно-заключительное, вспомогательное время и время на обслу-
живание рабочего места, отдых и естественные надежности......................
Зубострогальные станки для обработки конических колес с прямыми зубьями
Карта 28. Режимы резания Сталь. Резцы зубострогальные. Станок типа 523 ......
Карта 29. Режимы резания. Сталь Резцы зубострогальные. Станок типа 526 ......
Карта 30. Подготовительно-заключительное, вспомогательное время и времн на обслу-
живание рабочего места, отдых и естественные надобности......................
Зубофрезерные станки для обработки конических колес с криволинейными зубьями
Карта 31. Режимы резания Сталь Резцовые головки для конических колесе криво-
линейными зубьями ...........................................................
Карта 32. Подготовительно-заключительное, вспомогательное время и время на обслу-
живание рабочего места, отдых и естественные надобности......................
Зубозакругляющие станки
Карта 33. Режимы резания Фрезы пальцевые зубозакругляющие. Станок типа 5582
Карта 34. Подготовительно-заключительное, вспомогательное время и время на обслу-
живание рабочего места, отдых и естественные надобности......................
Измерение зубьев колес
Карта 35. Вспомогательное время иа измерение зубьев шлицевых валиков и колес
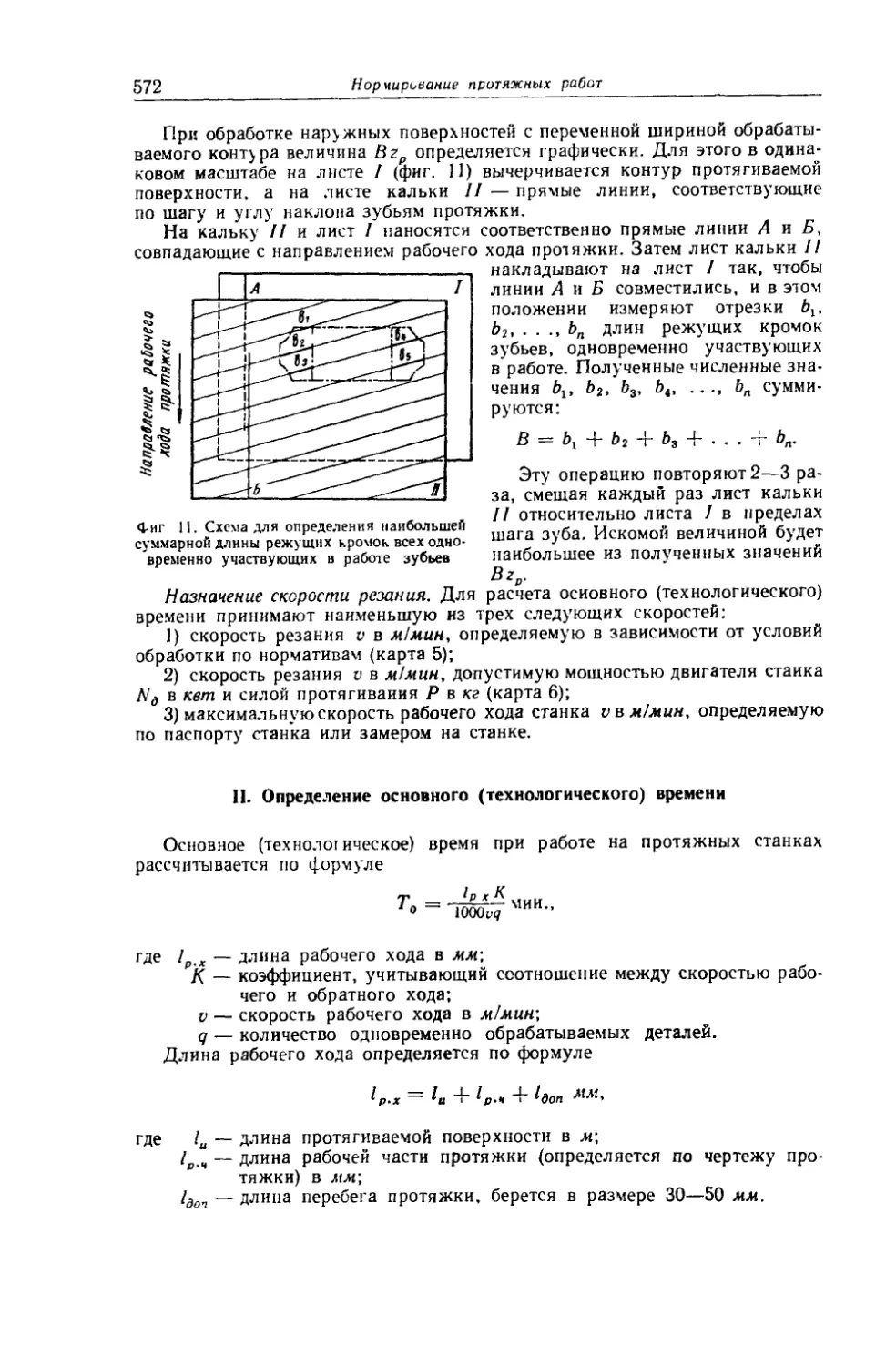
Глава VIII. Нормирование протяжных работ (А. М. Кузнецов)....................
Методические указания ...................................... ................
Примеры расчета нормы времени.........................................
Нормативы
Карта 1. Материалы, рекомендуемые для изготовления протяжек..................
Карта 2. Геометрические параметры зубьев протяжек............................
Карта 3 Рекомендуемые подачи (подъем иа зуб. иа сторону).....................
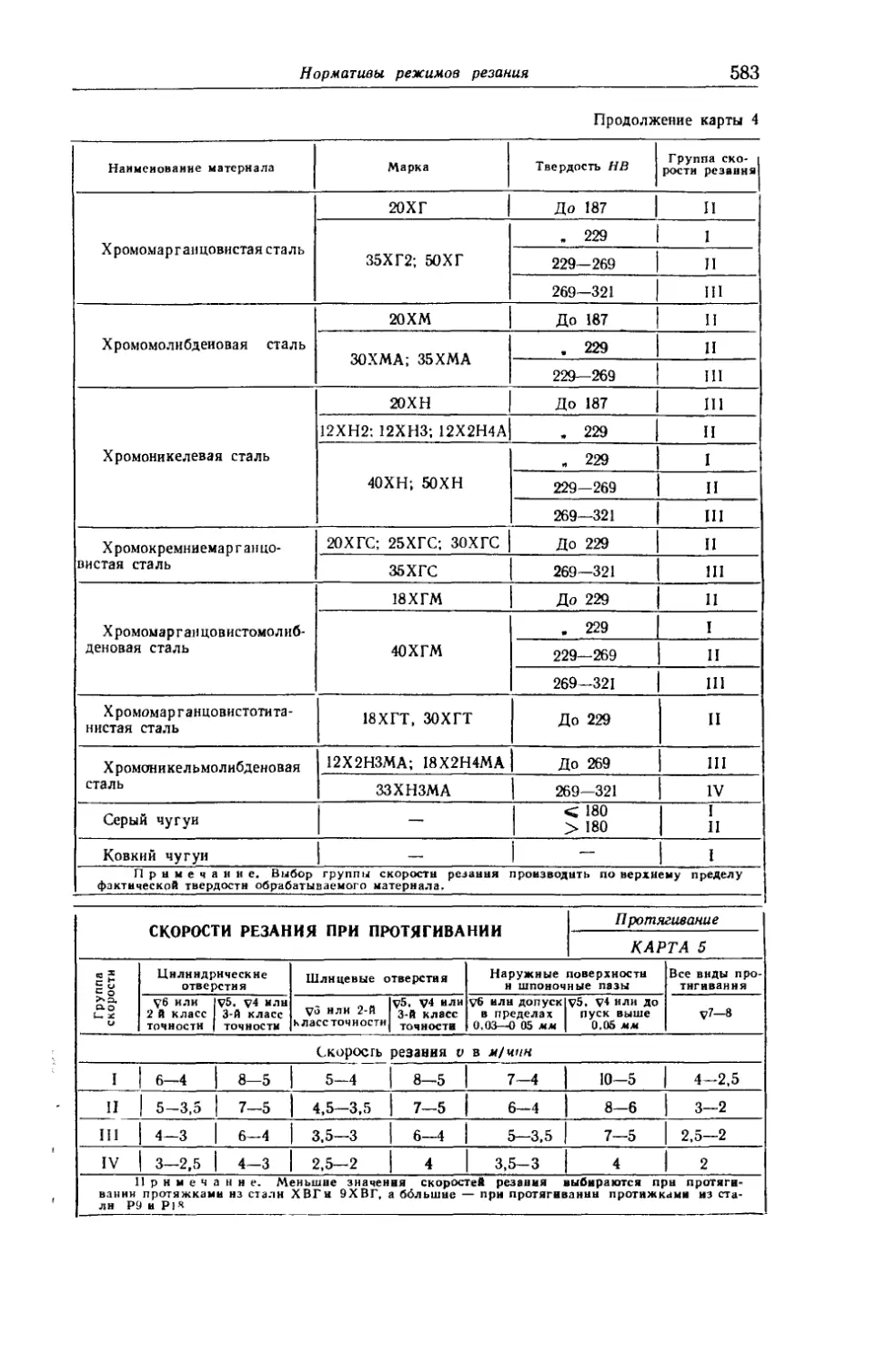
Карта 4. Группы скорости резания для различных материалов....................
Карта 5. Скорости резаиин при протягивании............. .....................
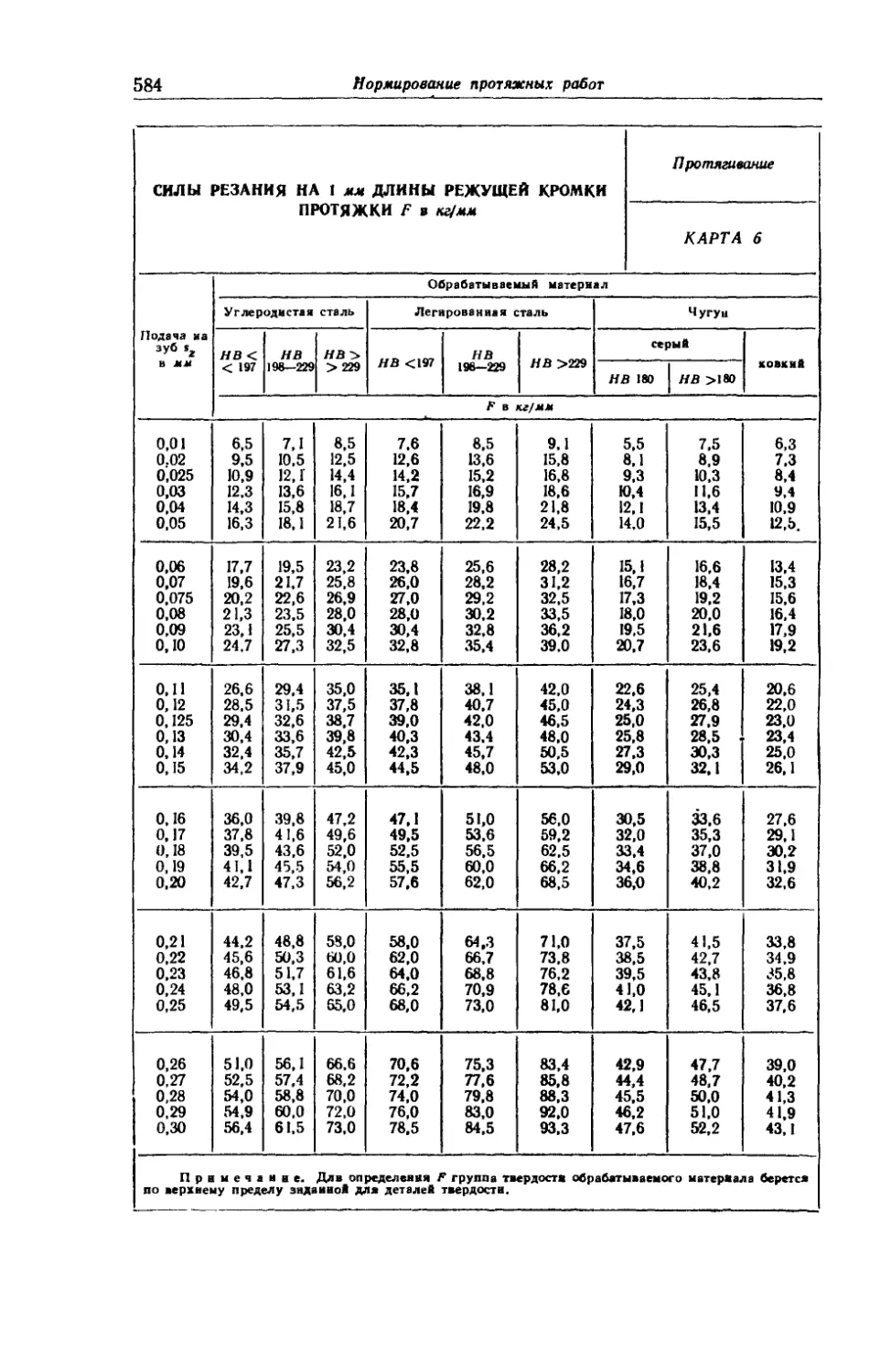
Карта 6. Силы резания на 1 мм длины режущей кромки протяжки F в кг!мм........
Карта 7. Скорости резания, допустимые силами протягивании и мощностью двигателя
стайка ......................................................................
Карта 8. Вспомогательное время на комплекс приемов при протягивании отверстий на
горизонтально-протяжных стайках........................ .................
Карта 9. Вспомогательное время на комплекс приемов при наружном и внутреннем про-
тягивании деталей в приспособлении на вертикально-протяжных станках
Карта 10. Вспомогательное время на установку и снятие детали при протягивании
шпоночных пазов на горизонтально-протяжных станках...........................
Карта 11. Вспомогательное время иа отдельные приемы при протягивании на верти-
кально- и горизонтально-протяжных станках....................................
Карта 12. Вспомогательное время на проверку размеров протягиваемых поверхностен
Карта 13. Время на организационное и техническое обслуживание рабочего места
Карта 14. Время иа отдых и естественные надобности...........................
Карта 15. Подготовительно-заключительное время ..............................
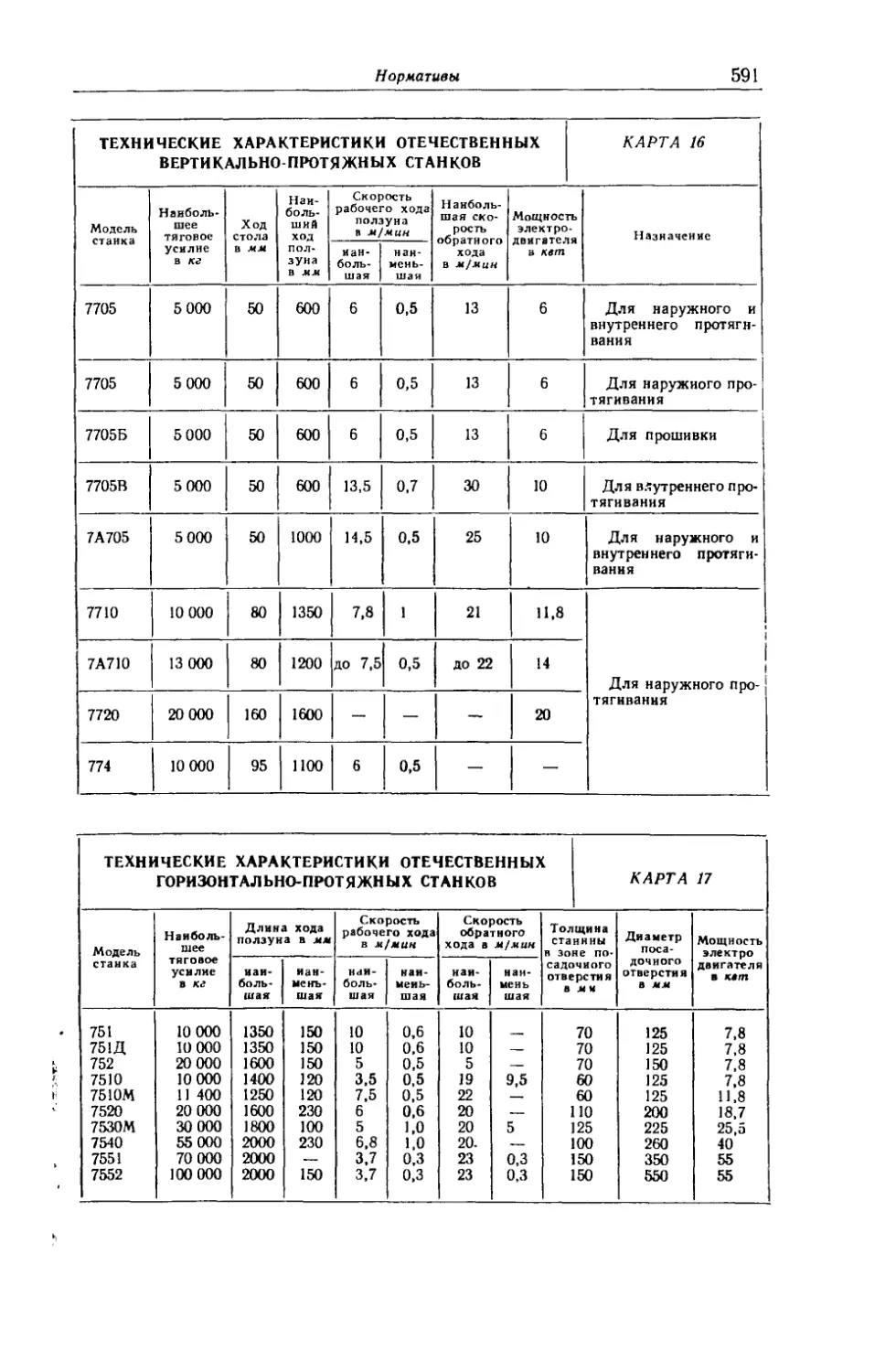
Карта 16. Технические характеристики отечественных вертикально-протяжных станков
Карта 17. Технические характеристики отечественных горизонтально-протяжных стан-
ков .........................................................................
Глава IX. Нормирование шлифовальных работ (И. И. Шапиро).....................
Методические указания ...........................................
Примеры расчета нормы времени ...................................
Нормативы
НН gggBSS Н Нё н
Круглошлифовальные станки
Карта 1. Классификация методов шлифования и поверхностей при круглом наружном
шлифовании .................................................................. 621
Карта 2. Выбор шлифовального круга ......................................... 623
Карта 3. Формулы для расчета режимов резания при круглом наружном шлифовании
в центрах ................................................................... 624
Карта 4. Средние периоды стойкости шлифовальных кругов при круглом наружном
шлифовании в центрах кругами из электрокорунда Э............................. 625
Карта 5. Режимы резания при черновом шлифовании с продольной подачей наружных
цилиндрических поверхностей деталей из стали................................. 626
14
Оглавление
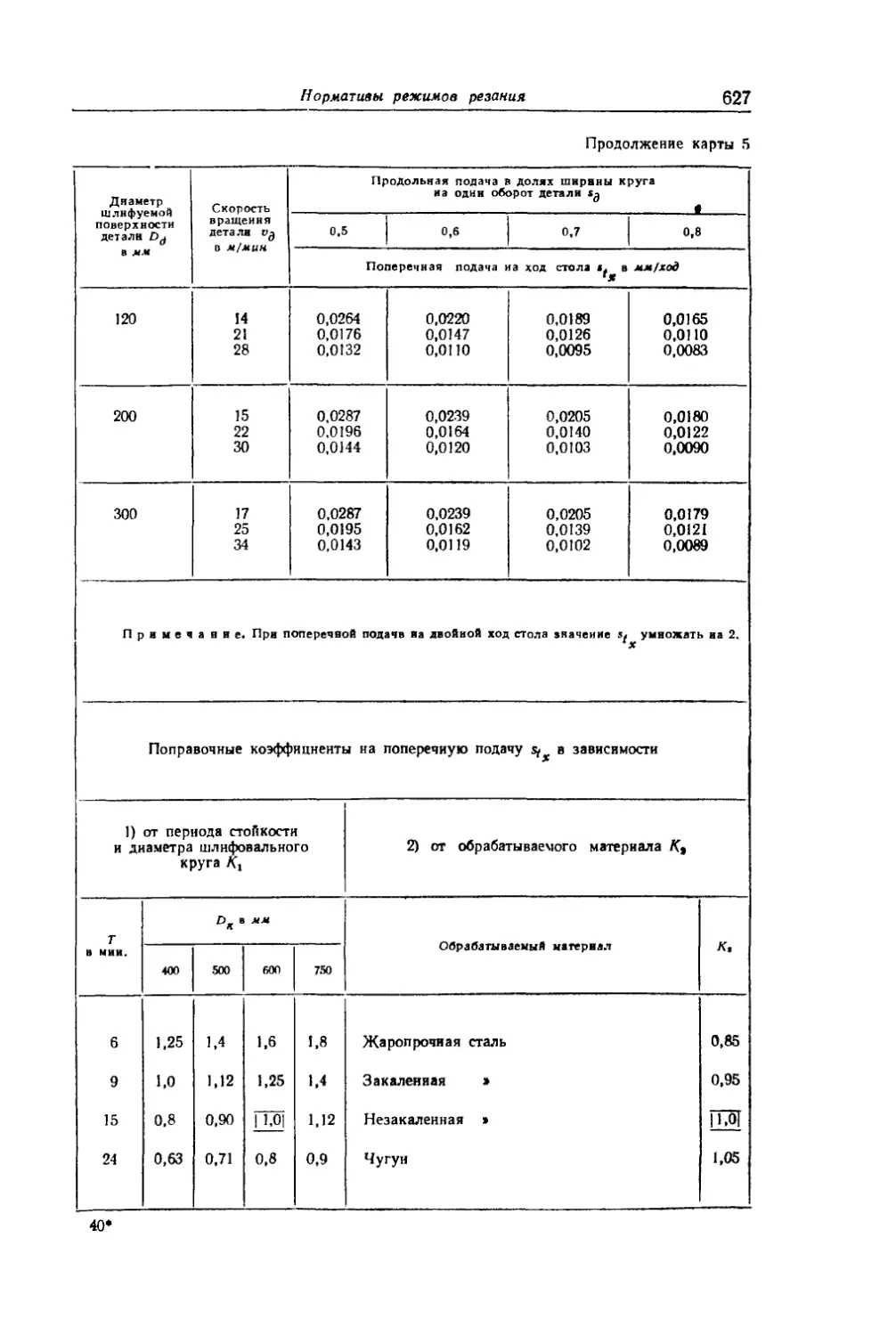
Карта 6. Режимы резаиия при окончательном шлифовании с продольной подачей на-
ружных цилиндрических поверхностей деталей из стали............................. 628
Карта 7. Мощность резания. Круглое наружное шлифование с продольной
подачей......................................................................... 630
Карта 8. Мощность резаиия. Круглое наружное шлифование методом врезания .... 631
Карта 9. Формулы для расчета основного (технологического) времени при круглом
наружном шлифовании в центрах................................................... 632
Карта 10. Количество люиетов при круглом наружном шлифовании в центрах .... 633
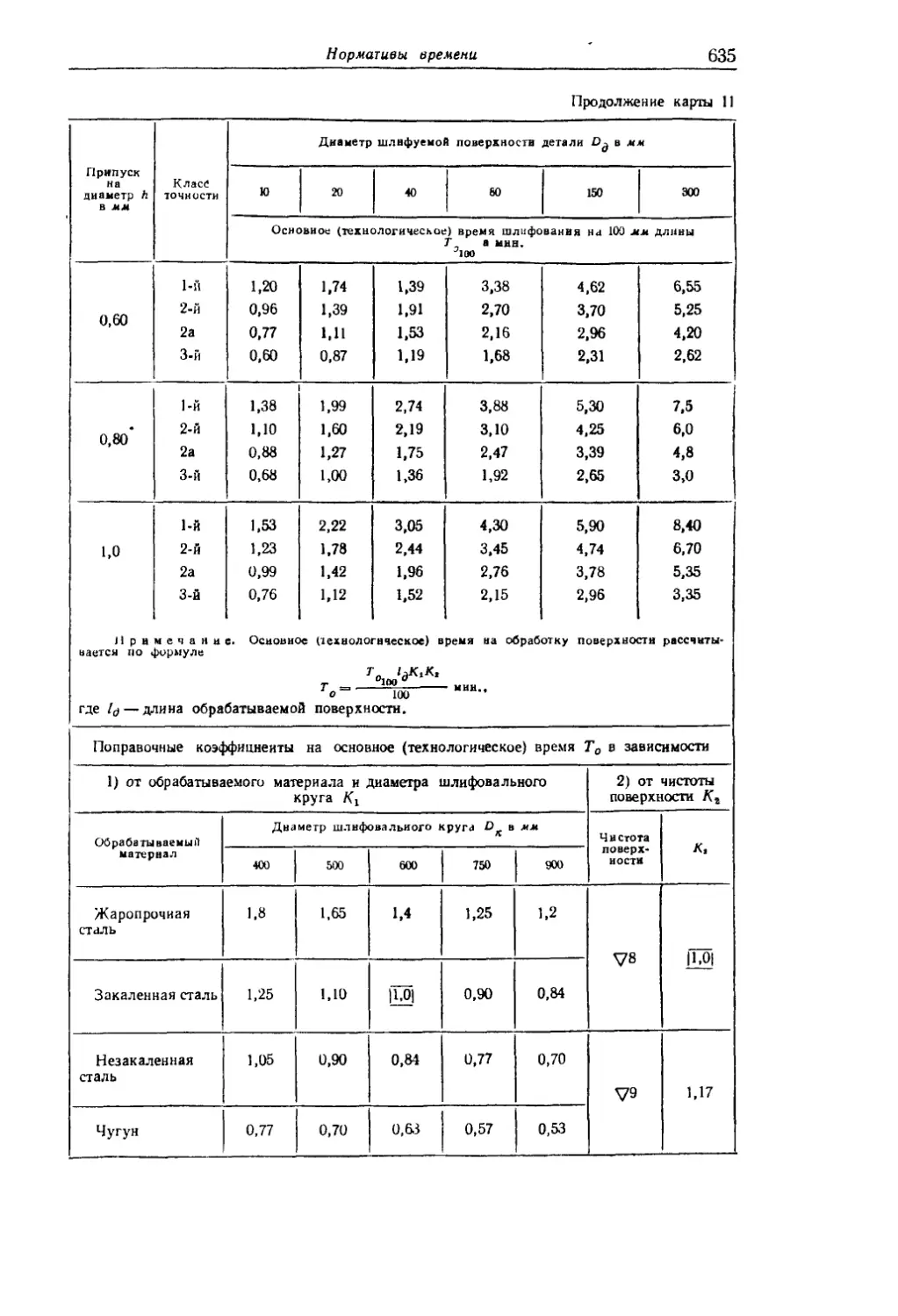
Карта 11 Основное (технологическое) время при окончательном наружном круглом
шлифовании конструкционной углеродистой и легированной стали с продоль-
ной подачей. Цилиндрическая поверхность без галтелей............................ 634
Карта 12 Основное (технологическое) время при круглом наружном шлифовании ме-
тодом врезания конструкционной углеродистой и легированной стали . . . 636
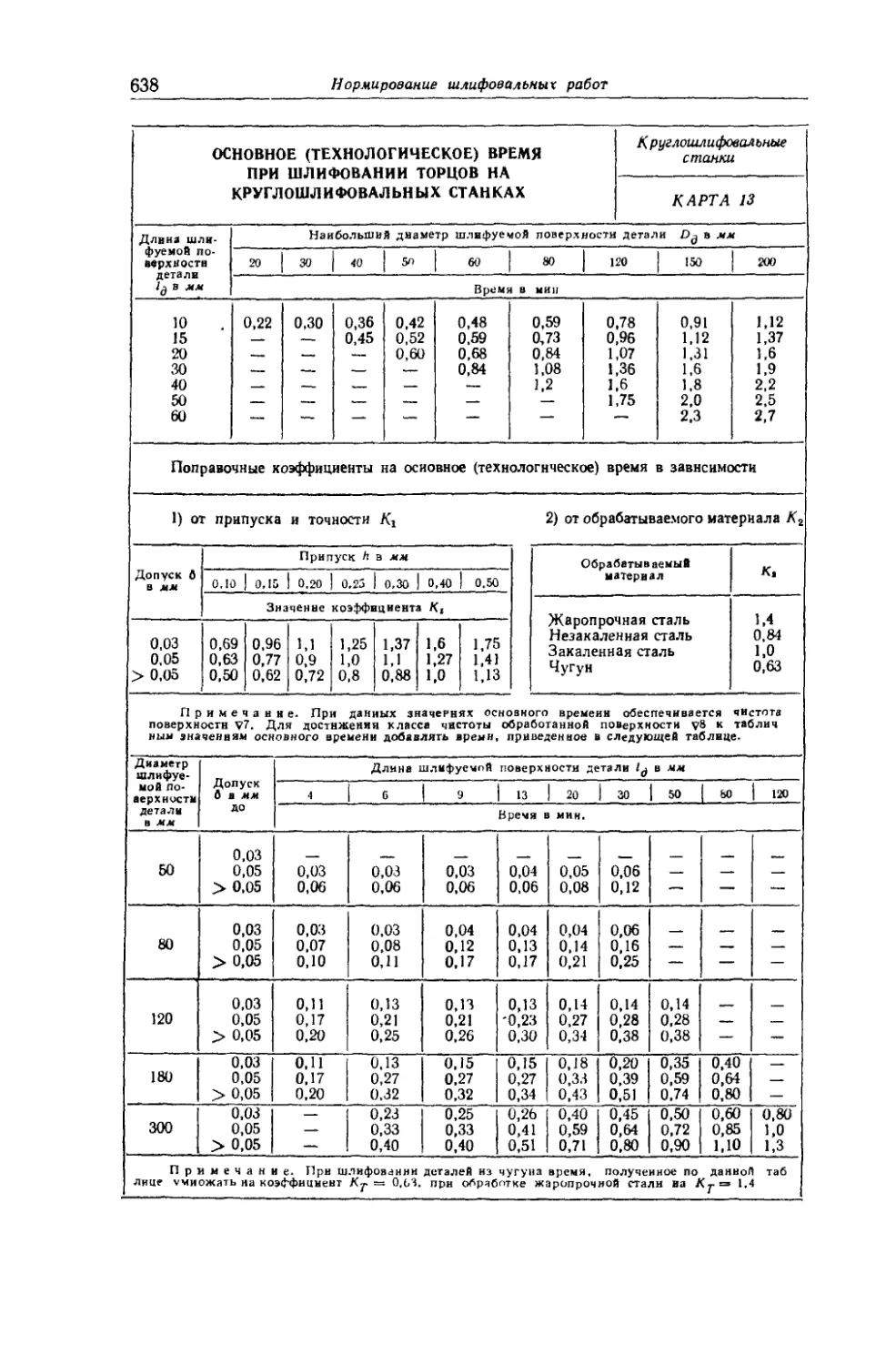
Карта 13. Основное (технологическое) время прн шлифовании торцов на круглошли-
фовальных станках .............................................................. 638
Карта 14. Основное (технологическое) время шлифования галтелей. Сталь........... 639
Карта 15. Вспомогательное время на установку и снятие деталей при работе на круг-
лошлифовальных и универсально-шлифовальных станках.............................. 639
Карта 16. Вспомогательное время на установку и снятие деталей при работе на кругло-
шлифовальных и универсально-шлифовальных станках................................ 640
Карта 17. Вспомогательное время, связанное с переходом при шлифовании наружных
цилиндрических поверхностей на круглошлифовальных и универсально-
шлифовальных станках ........................................................... 641
Карта 18 Вспомогательное время, связанное с переходом, при шлифовании торцовых
поверхностей на круглошлифовальиых и универсально-шлифовальных
станках ........................................................................ 643
Карта 19. Время на обслуживание рабочего места, отдых и естественные надоб-
ности .......................................................................... 644
Карта 20 Подготовительно-заключительное время при работе на круглошлнфоваль-
ных и универсально-шлифовальных станках......................................... 646
Бесцентровые круглошлифовальные станки
Карта 21 Классификация методов шлифования и поверхностей при бесцентровом
круглом наружном шлифовании ..................................................... 649
Карта 22 Выбор шлифовального круга ............................................. 650
Карта 23 Режимы резания при черновом бесцентровом шлифовании ................... 651
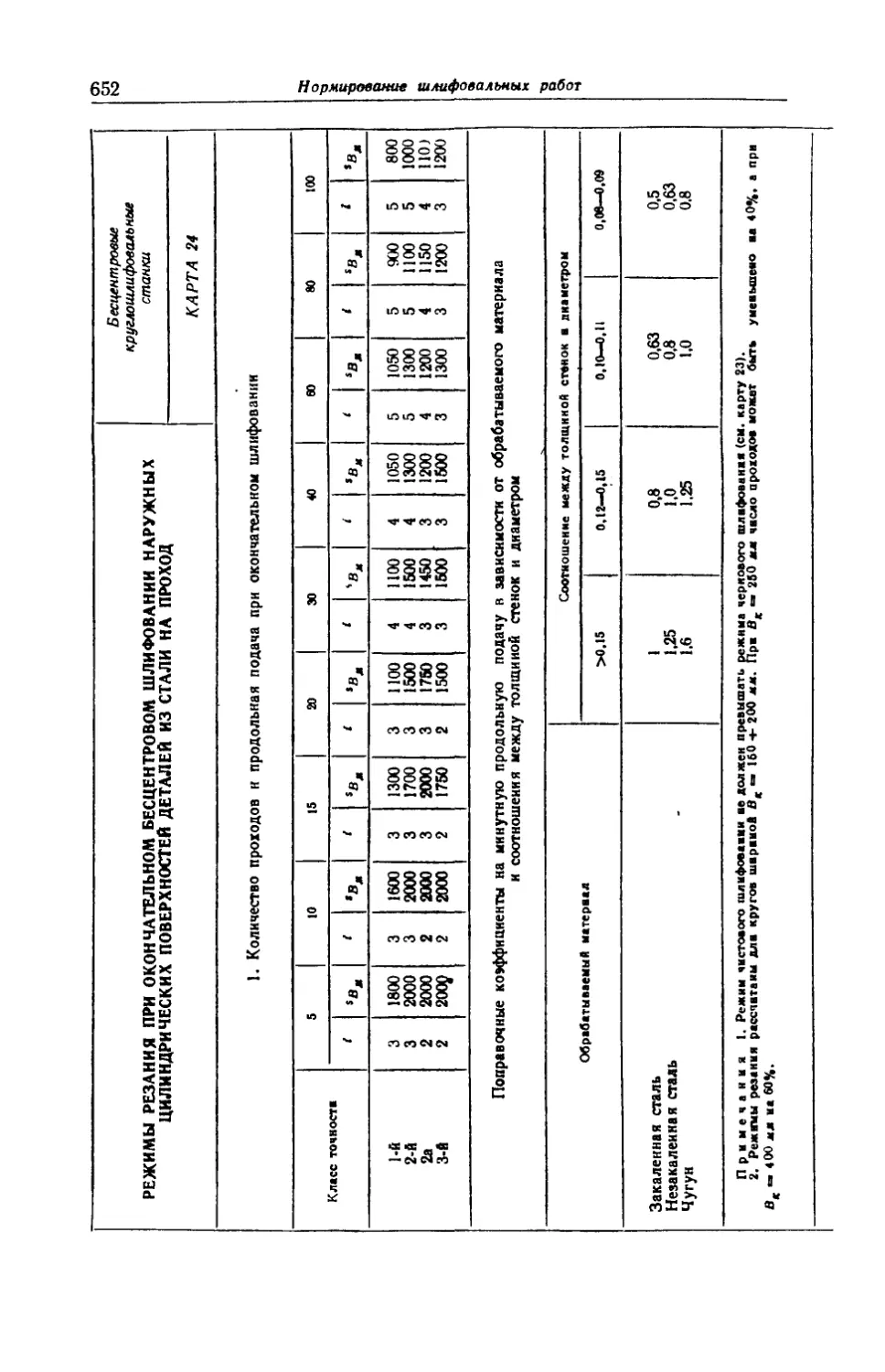
Карта 24. Режимы резания при окончательном бесцентровом шлифовании наружных
цилиндрических поверхностей деталей ............................................. 652
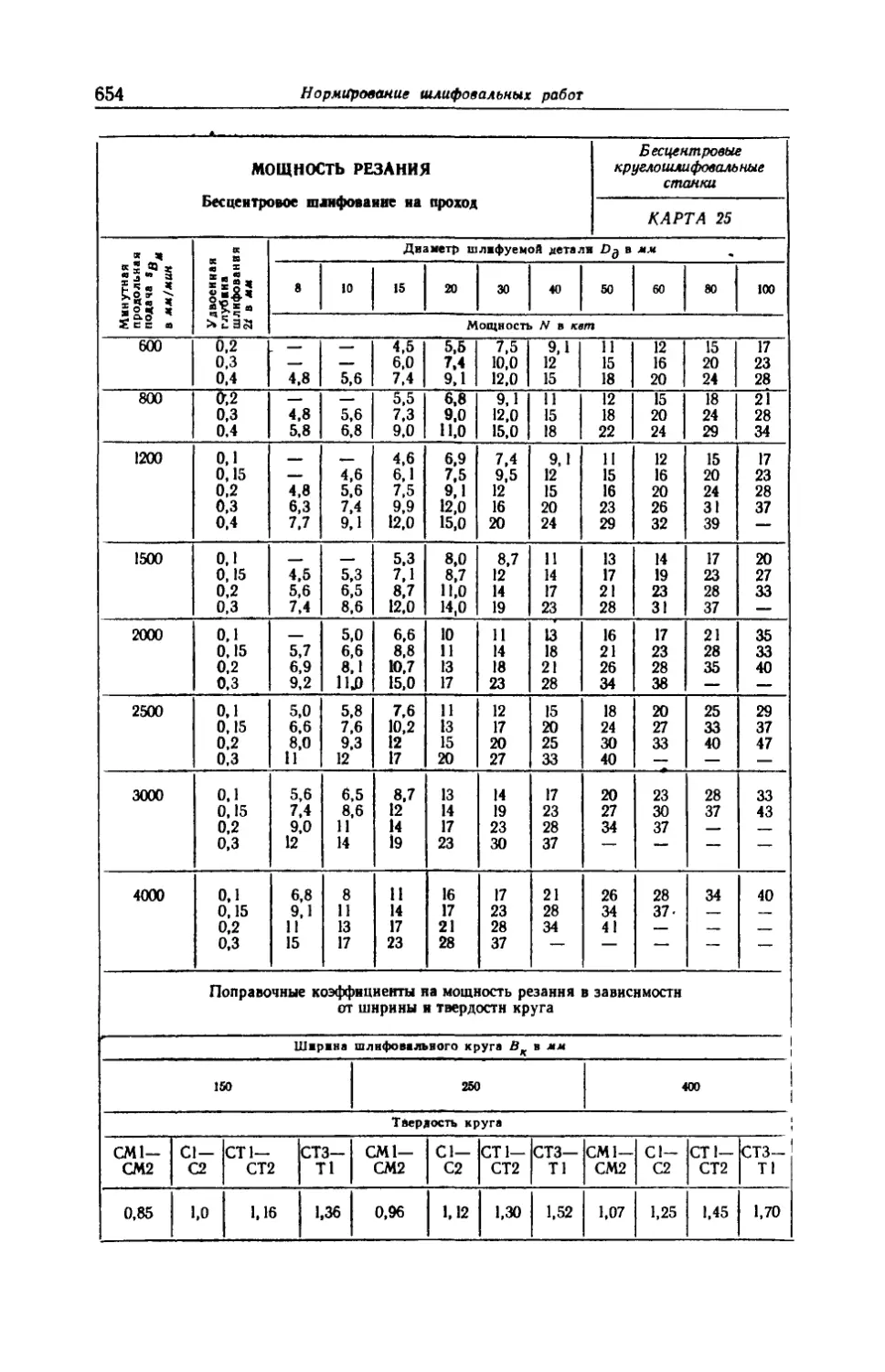
Карта 25 Мощность резання Бесцентровое шлифование на проход..................... 654
Карта 26 Скорость вращения детали, минутная поперечная подача и основное (техно-
логическое) время при черновом бесцентровом шлифовании методом врезания 655
Карта 27. Скорость вращения детали и основное (технологическое) время прн окон-
чательном бесцентровом шлифовании методом врезания............................... 656
Карта 28. Основное (технологическое) время при бесцентровом шлифовании методом
врезания галтелей с радиусом R = 0,5 ч- 1,0 мм........................ . . . . 657
Карта 29 Мощность резания. Бесцентровое шлифование методом врезания............. 657
Карта 30 Вспомогательное время, связанное с проходом............................ 658
Карга 31 Время на обслуживание рабочего места, отдых и естественные надоб-
ности ........................................................................... 659
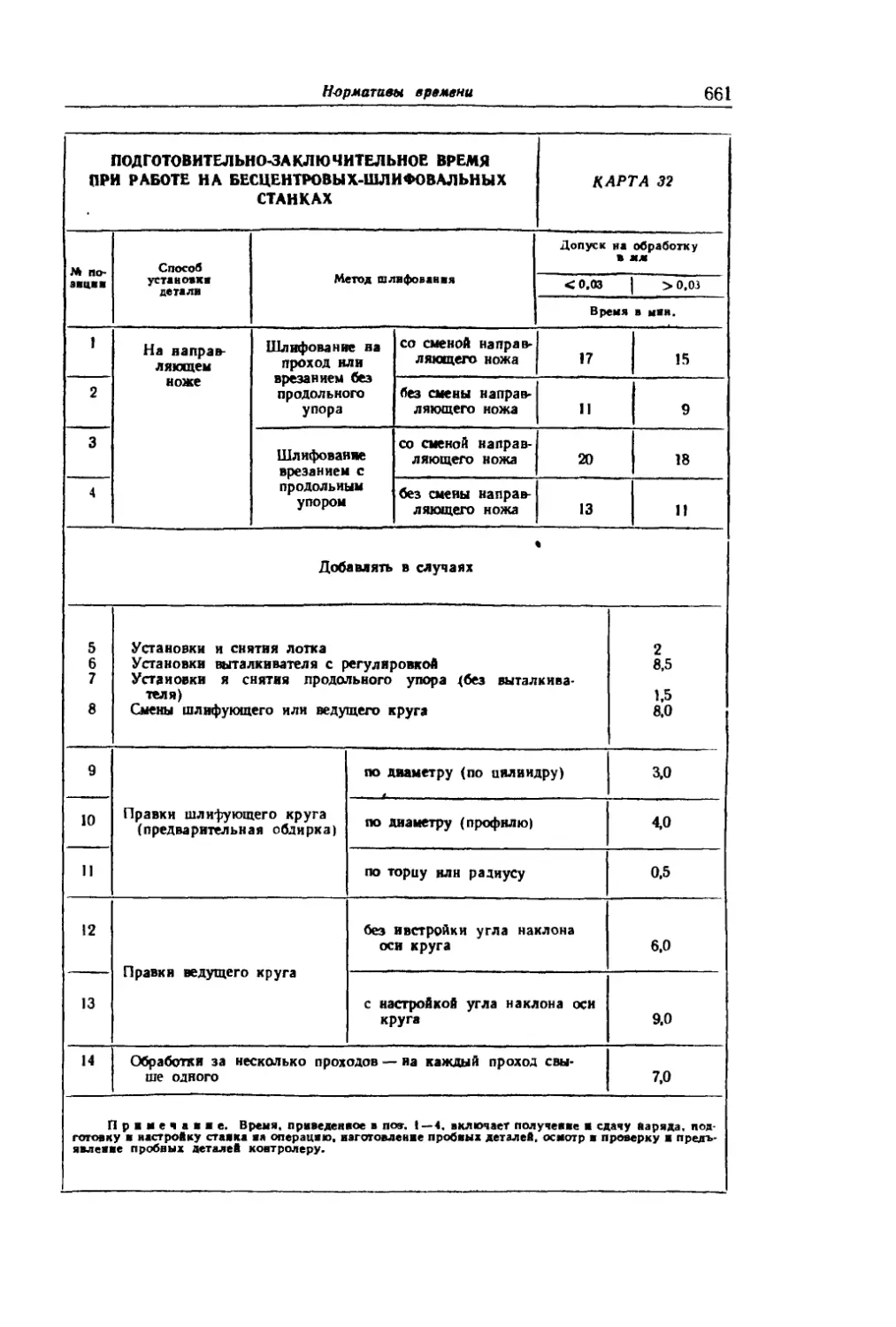
Карта 32 Подготовительно-заключительное время при работе на бесцентрово-шлифо-
вальных станках................................................................. 661
Внутршилифовальные станки
Карта 33 Классификация видов обработки на внутрншлифовальных станках и выбор
круга .............................................................. 662
Карта 34 Формулы для расчета режимов резания и основного (технологического) вре-
мени .............................................................. 664
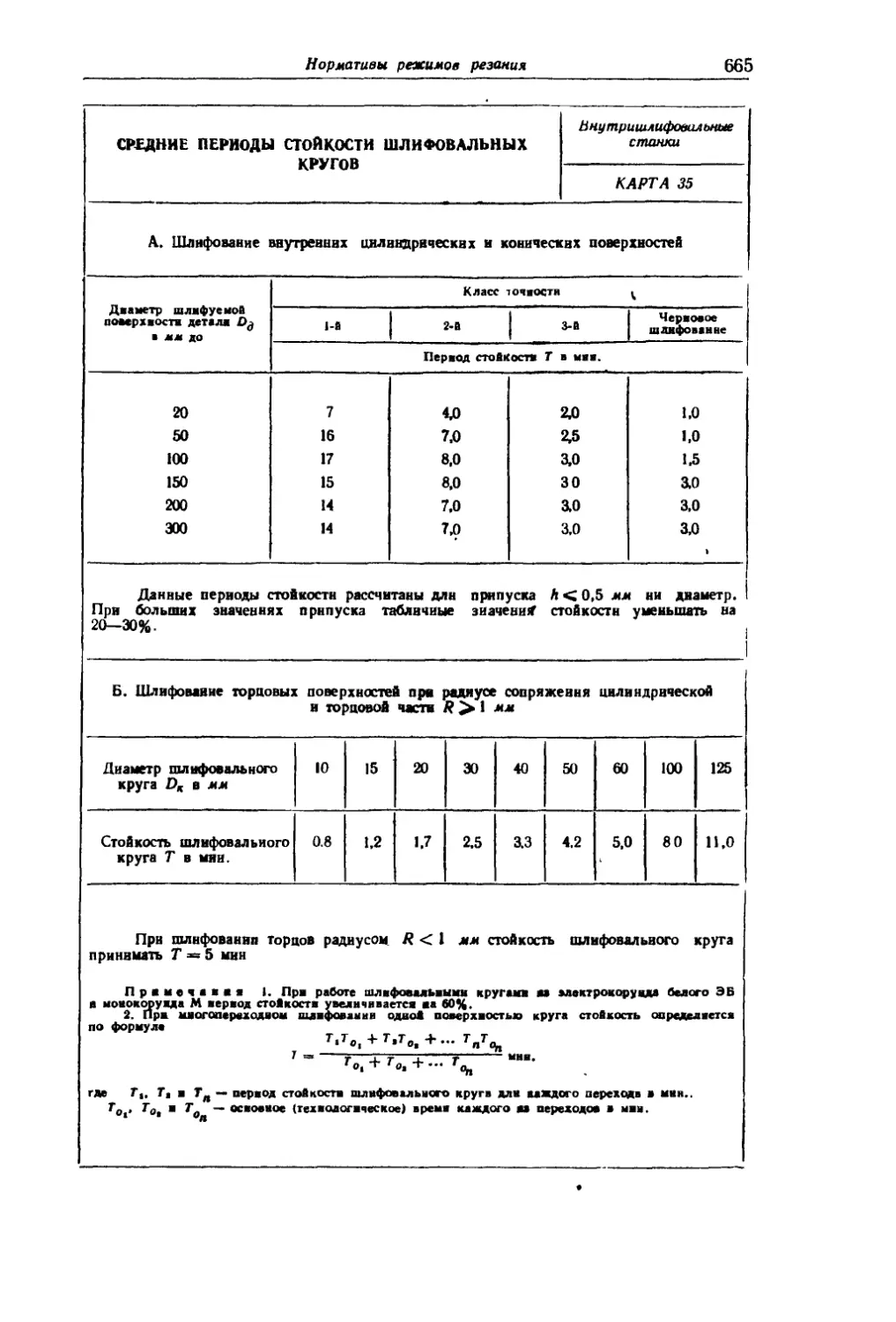
Карта 35. Средние периоды стойкости шлифовальных кругов....................... 665
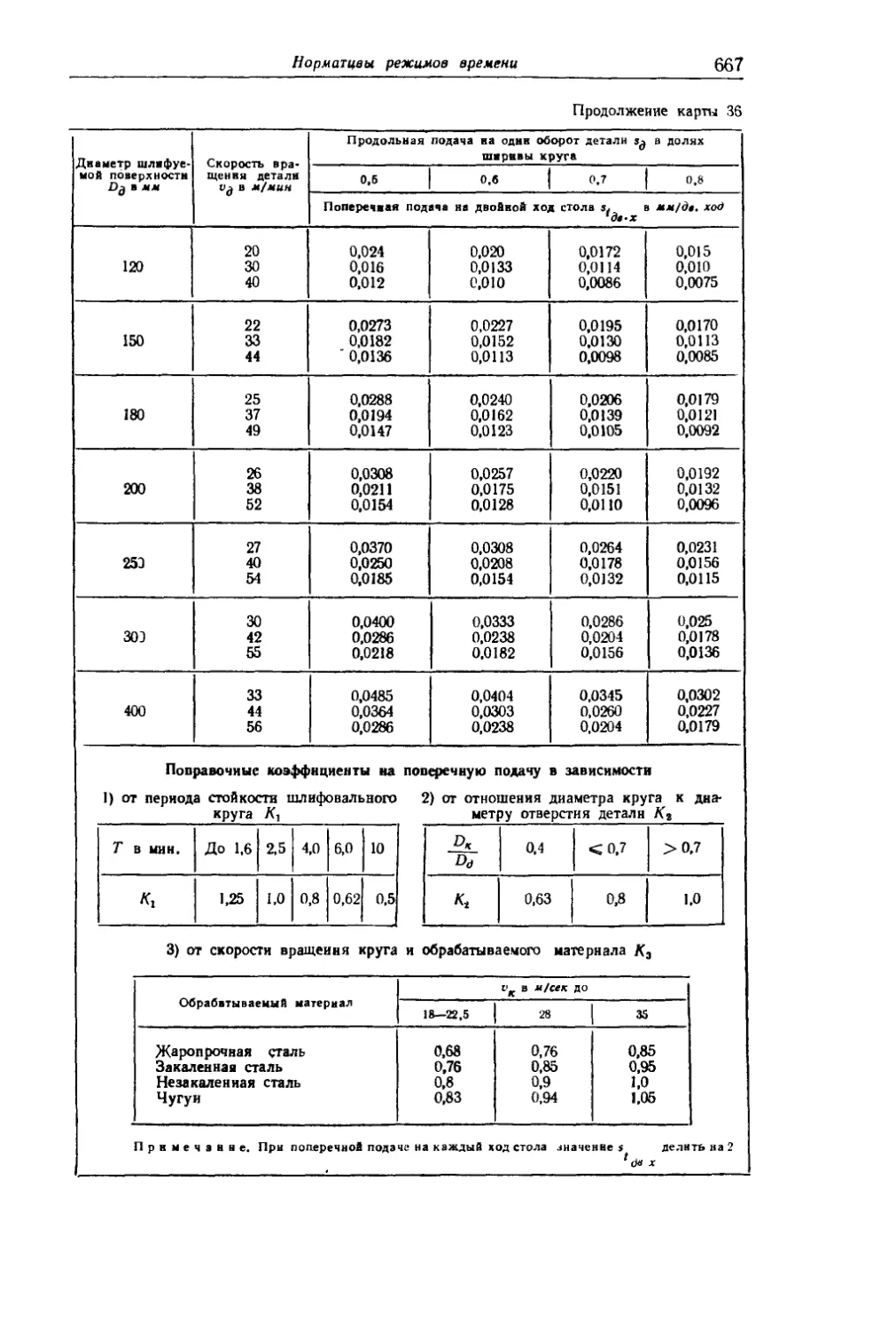
Карта 36 Режимы резания прн черновом шлифовании внутренних цилиндрических
поверхностей ................................................................... 666
Карта 37. Режимы резанин при окончательном шлифовании внутренних цилиндри-
ческих поверхностей ............................................................ 668
Карта 38 Мощность резания. Внутреннее шлифование с продольной подачей .... 671
Карта 39 Основное (технологическое) время при окончательном внутреннем шлифо-
вании конструкционной углеродистой н легированной стали........................ 672
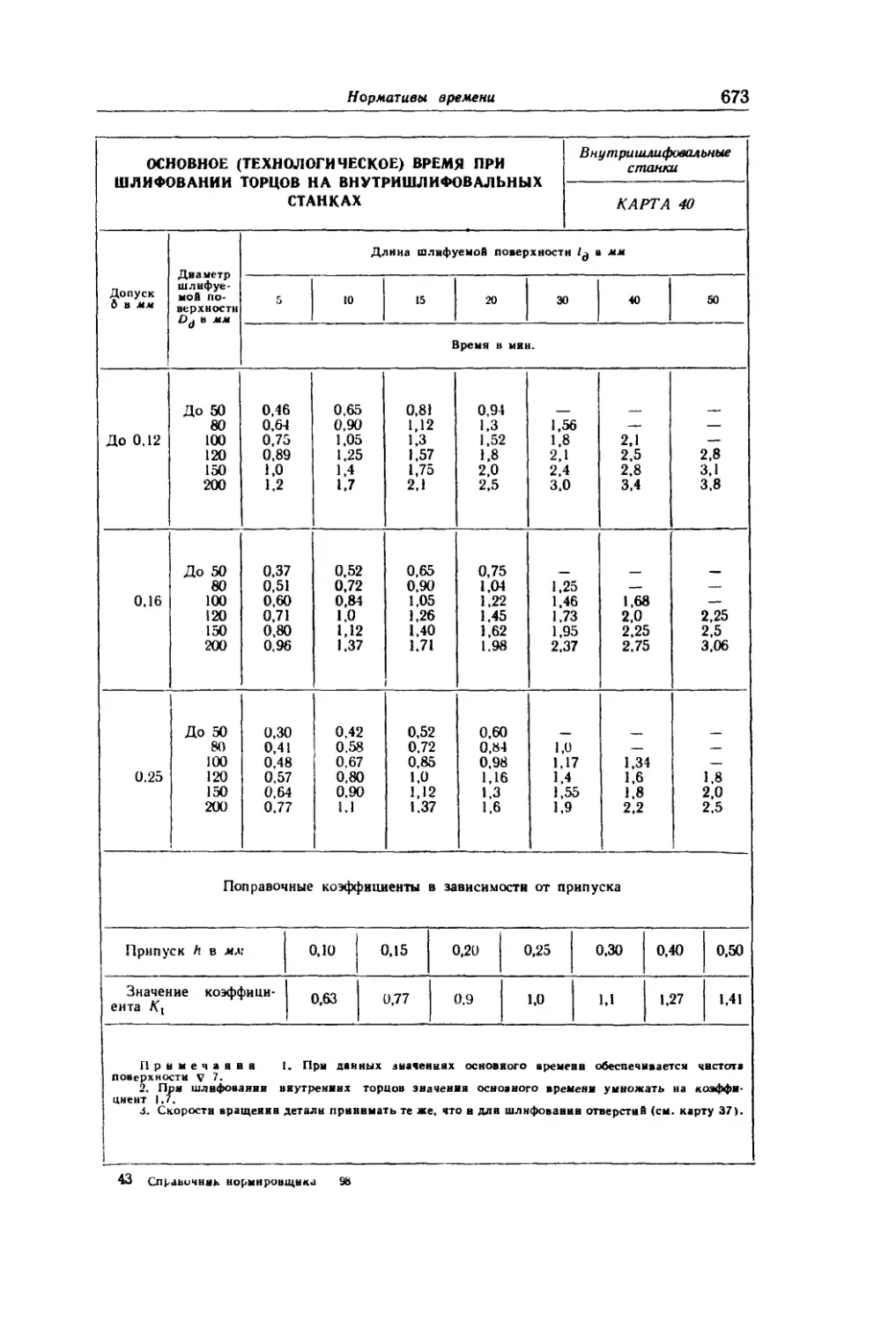
Карта 40 Основное (технологическое) время прн шлифовании торцов на внутришли-
фовальных станках ........................................................... 673
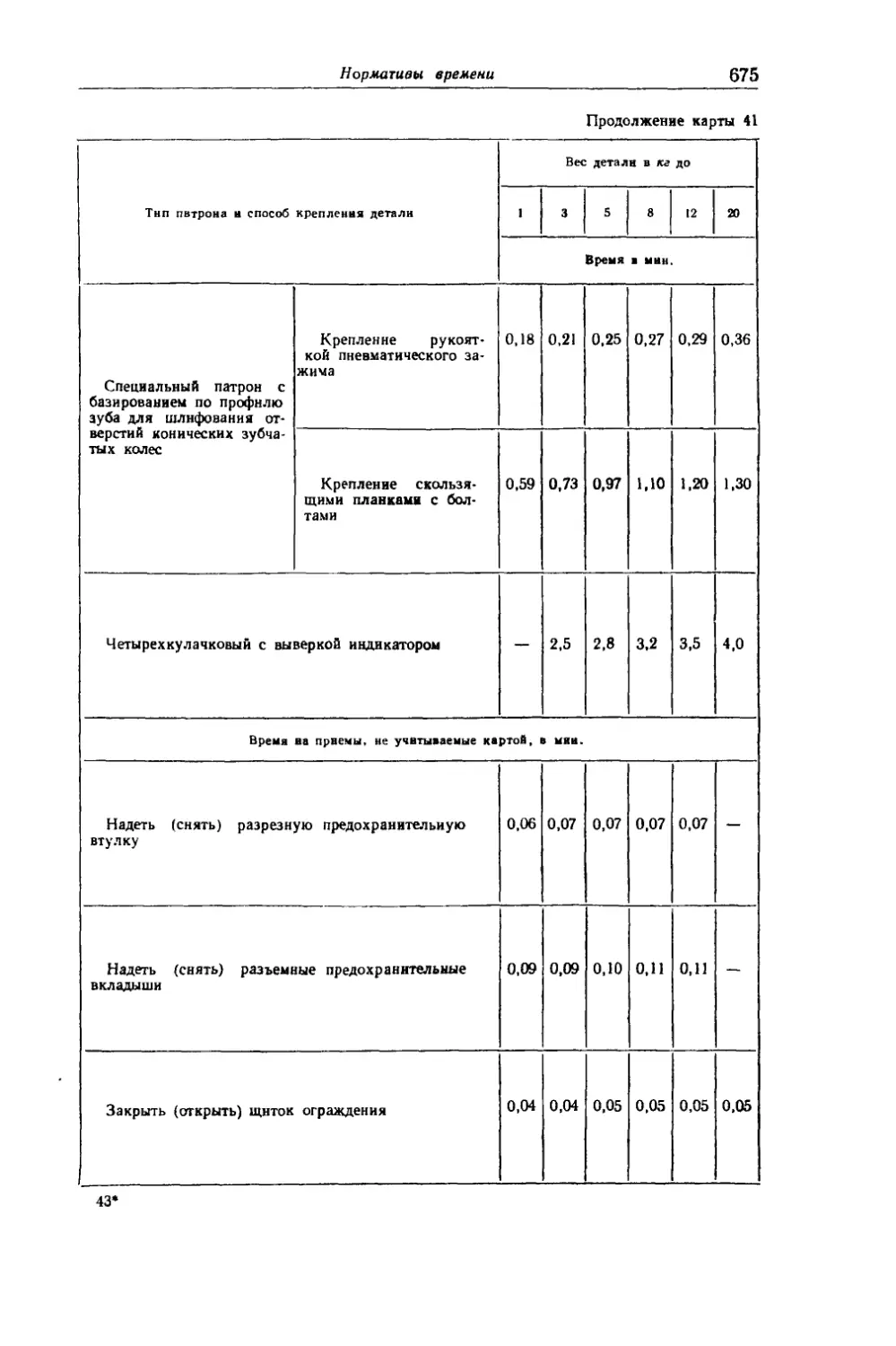
Карта 41. Вспомогательное время на установку н снятие деталей в патронах........ 674
Оглавление
15
Карта 42 Вспомогательное время, связанное с обработкой отверстия............ 676
Карта 43 Вспомогательное время, связанное с обработкой торца................ 678
Керта 44 Время на обслуживание рабочего места, отдых и естественные надобности 679
Карта 45. Подготовительно-заключительное время .............................. 681
Плоскошлифовальные станки
Карта 46. Выбор шлифовального круга......................................... 684
Карта 47. Формулы для расчета режимов резания............................... 684
Карта 48. Средние периоды стойкости шлифовальных кругов..................... 685
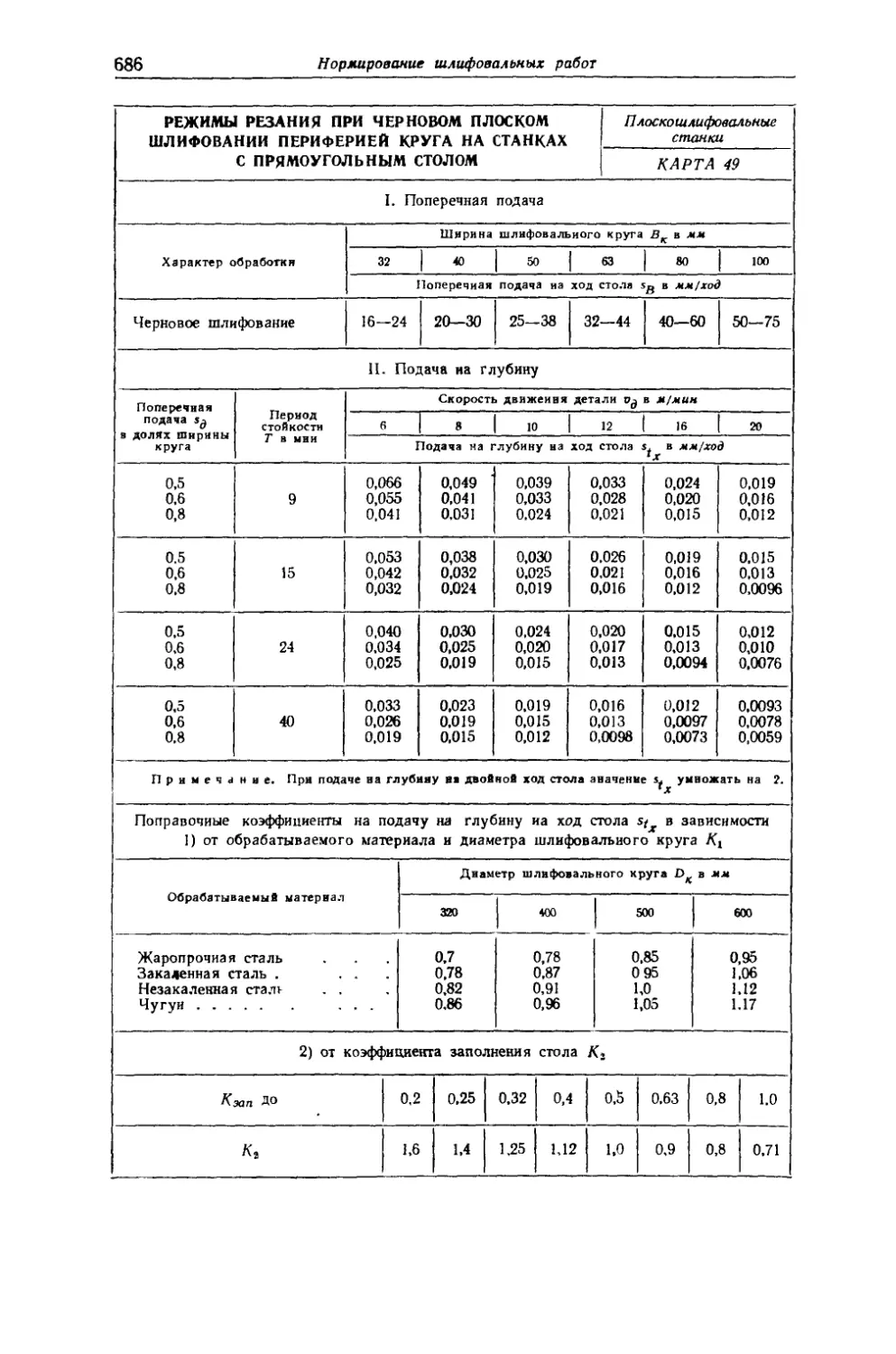
Карта 49. Режимы резания при черновом плоском шлифовании периферией круга на
станках с прямоугольным столо.м............................................... 686
Карта 50. Режимы резания при окончательном плоском шлифовании периферией круга
на стайках с прямоугольным столом............................................. 687
Карта 51. Мощность резания при плоском шлифовании периферией круга иа станках
с прямоугольным столом ....................................................... 688
Карта 52. Режимы резания при черновом плоском шлифовании периферией круга на
станках с круглым столом ..................................................... 689
Карта 53. Режимы резания при окончательном плоском шлифовании периферией круга
на станках с круглым столом................................................... 690
Карта 54. Мощность резания при плоском шлифовании периферией круга иа станках
с круглым столом ............................................................. 692
Карта 55. Режимы резания при черновом плоском шлифовании торцом круга на стан-
ках с прямоугольным столом ................................................... 694
Карта 56. Режимы резания при окончательном плоском шлифовании торцом круга на
станках с прямоугольным столом................................................ 695
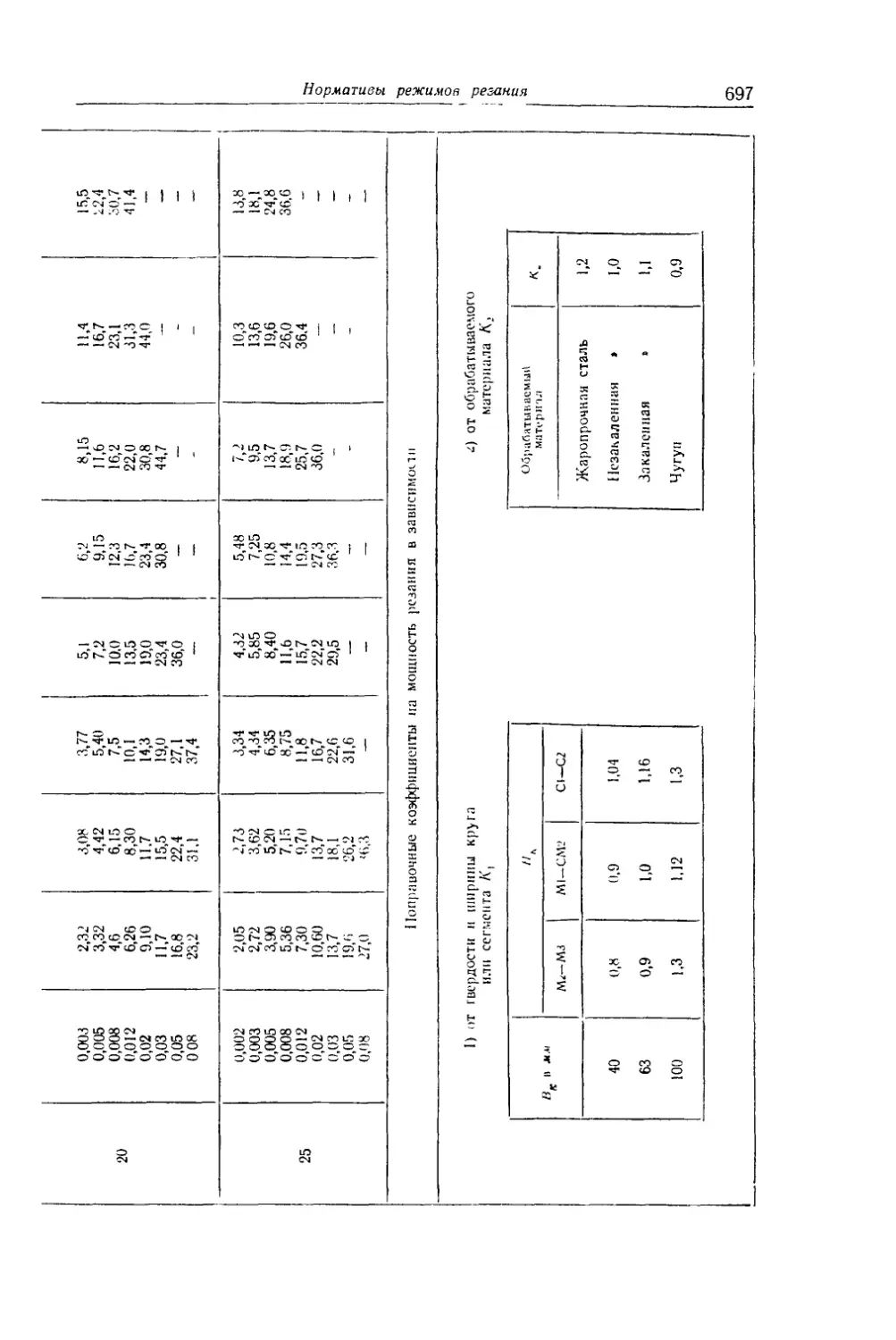
Карта 57. Мощность резания при плоском шлифовании торцом круга на станках с пря-
моугольным столом ............................................................ 696
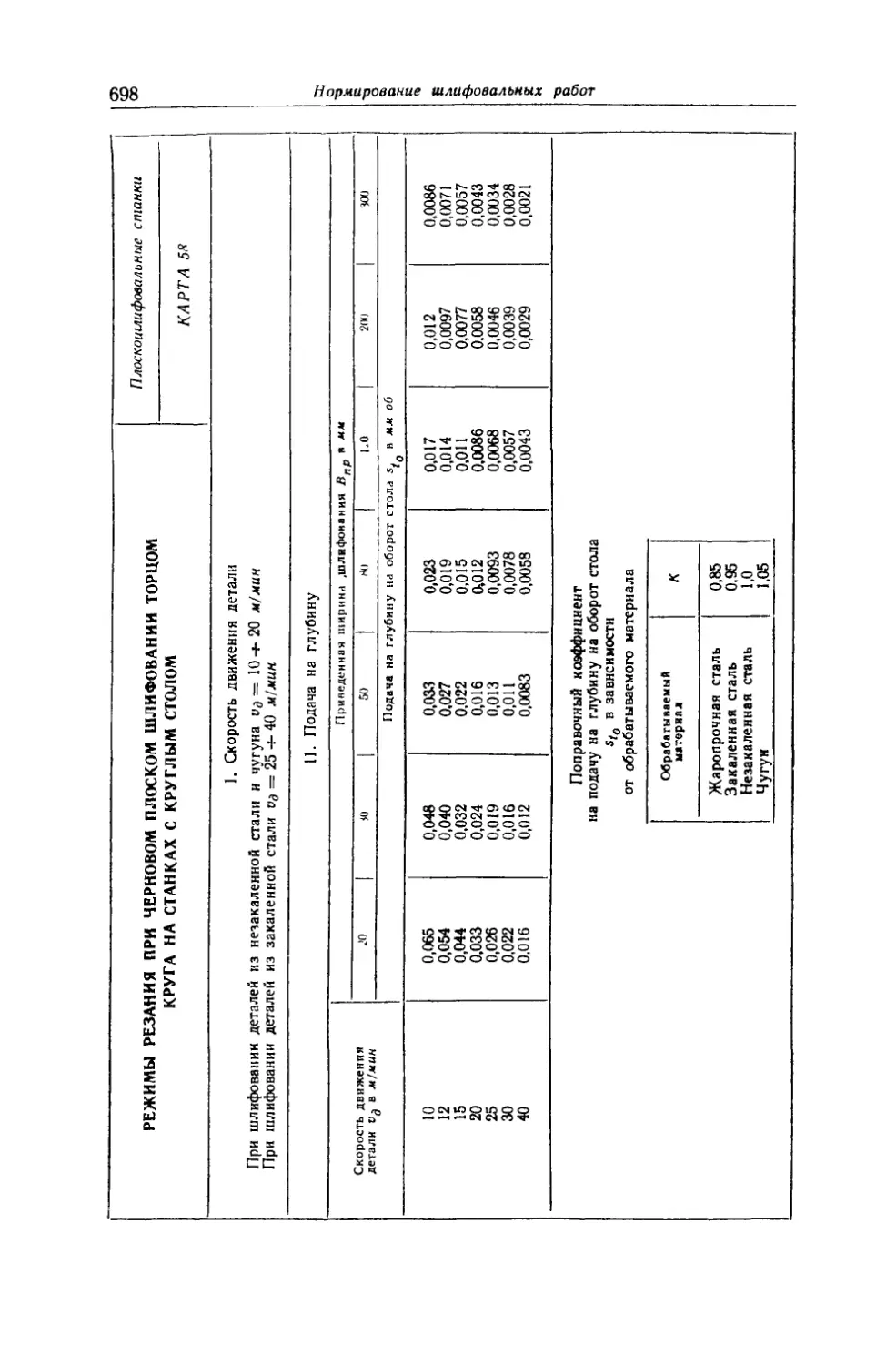
Карта 58. Режимы резания при черновом плоском шлифовании торцом круга на стан-
ках с круглым столом ......................................................... 698
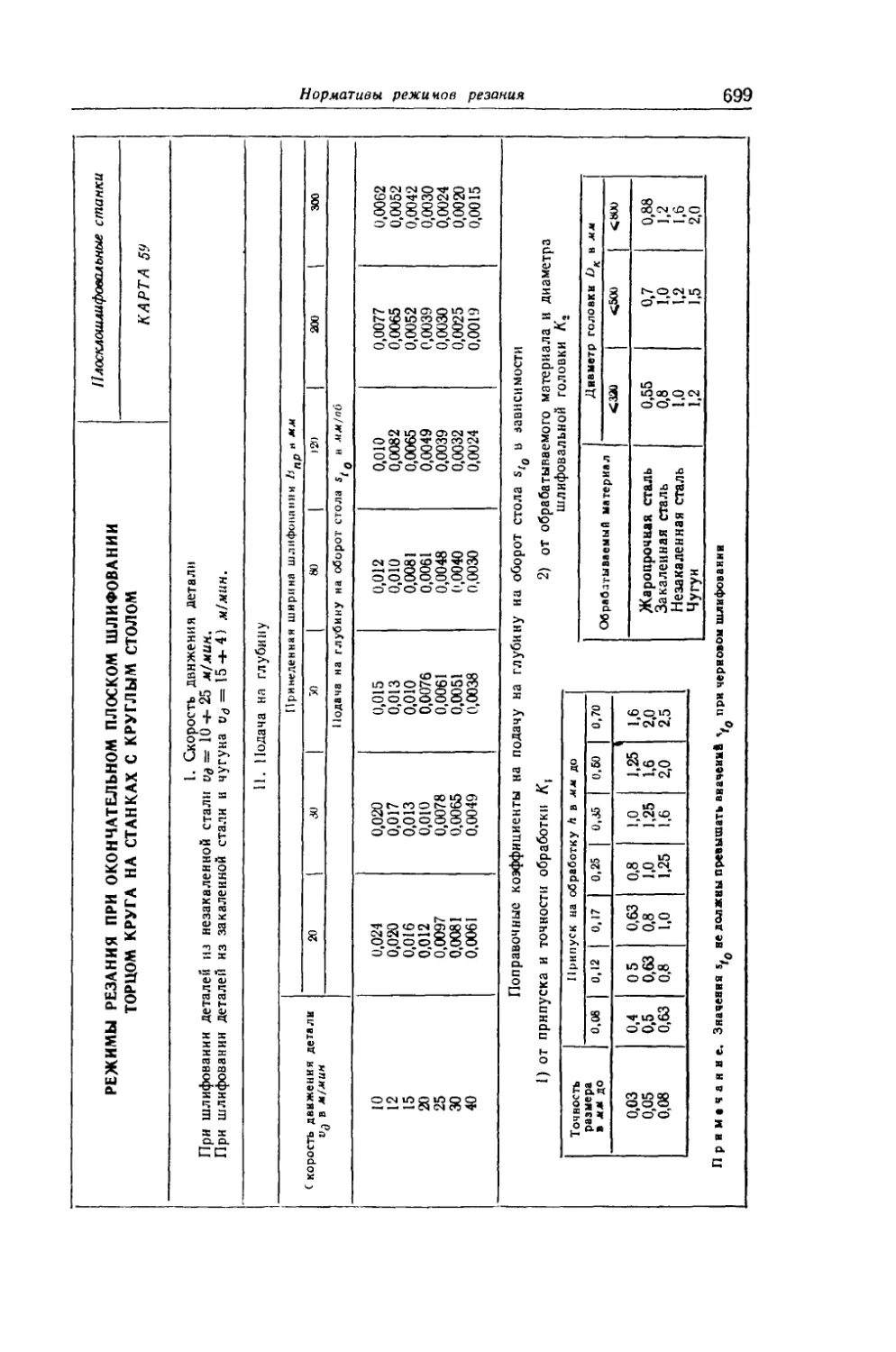
Карта 59. Режимы резания при окончательном плоском шлифовании торцом круга на
станках с круглым столом ..................................................... 699
Карта 60. Мощность резания при плоском шлифовании торцом круга на станках
с круглым столом.............................................................. 700
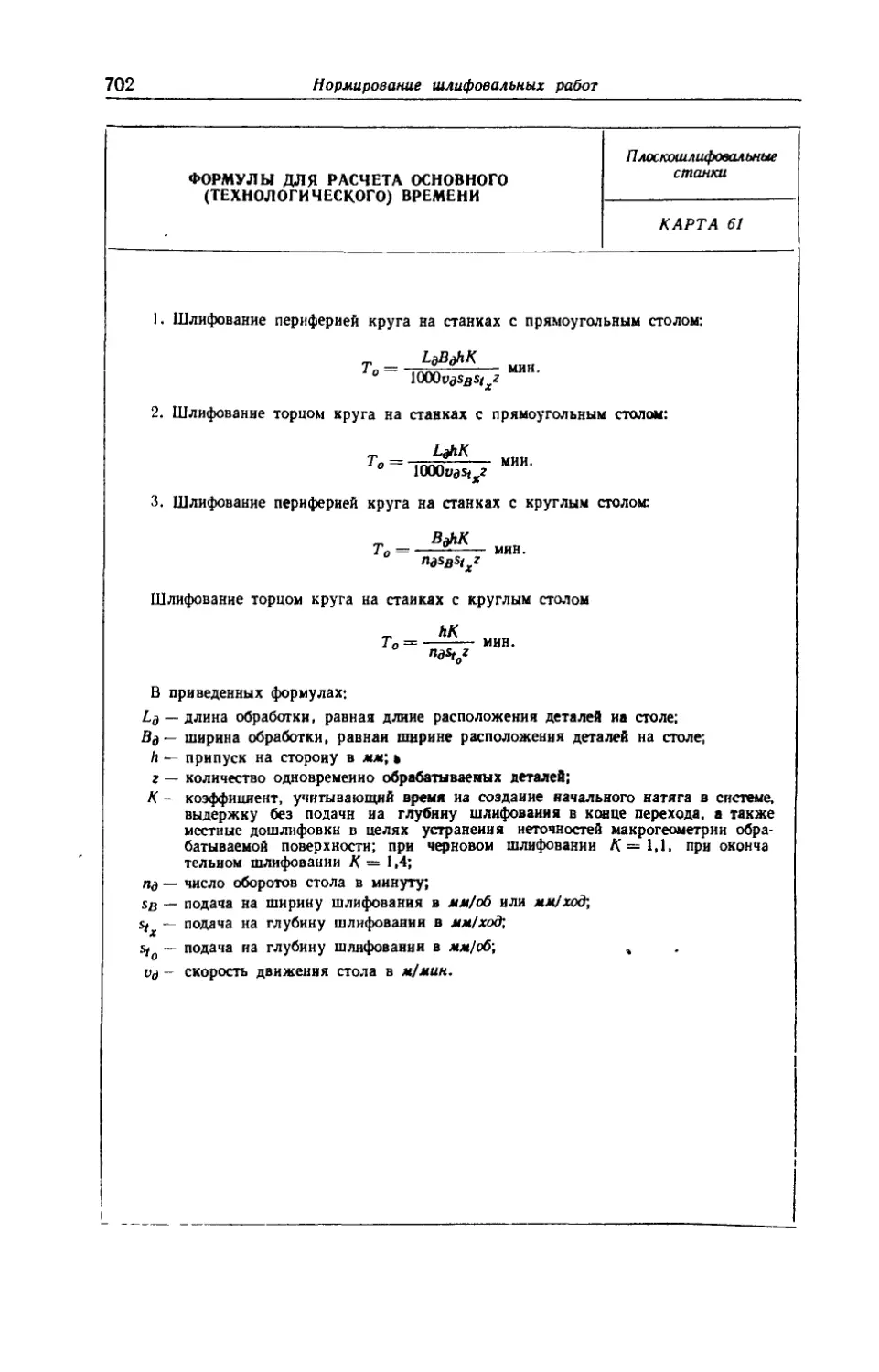
Карта 61. Формулы для расчета основного (технологического) времени............ 702
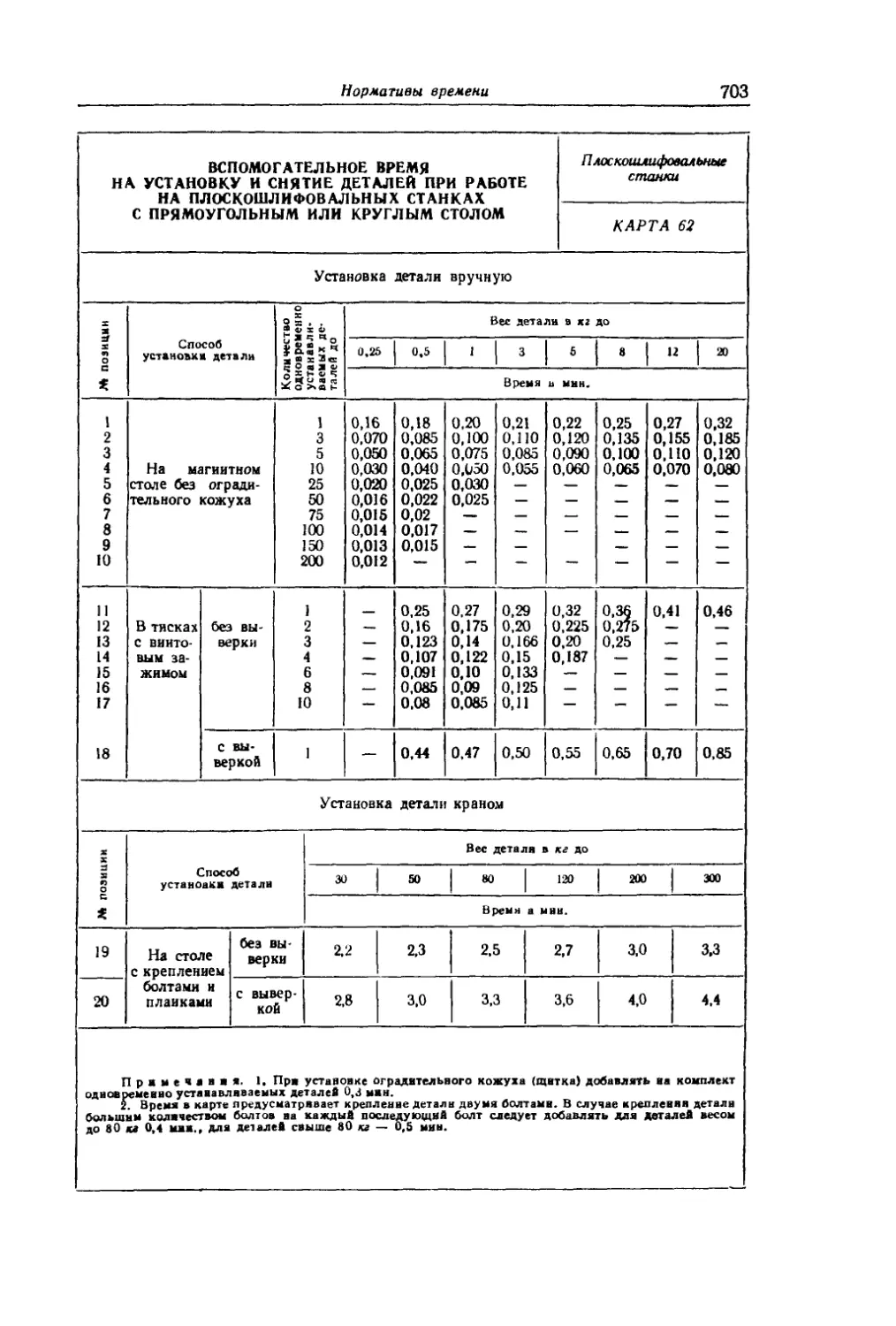
Карта 62. Вспомогательное время на установку и снятие деталей при работе иа плоско-
шлифовальных станках с прямоугольным или круглым столом....................... 703
Карта 63. Вспомогательное время, связанное с переходом, при работе на плоскошлифо-
вальных станках с прямоугольным столом и горизонтальной осью шпинделя 704
Карта 64. Вспомогательное время, связанное с переходом прн работе на плоскошли-
фовальных станках с горизонтальным шпинделем и круглым столом................. 705
Карта 65. Вспомогательное время, связанное с переходом, при работе на плоскошли-
фовальных станках с вертикальным шпинделем н прямоугольным столом . . 706
Карта 66. Вспомогательное время, связанное с переходом, при работе на плоскошлифо-
вальиых станках с вертикальным шпинделем и круглым столом..................... 707
Карта 67. Время на обслуживание рабочего места, отдых и естественные надоб-
ности ........................................................................ 708
Карта 68. Подготовительно-заключительное время при работе на плоскошлифовальиых
станках с прямоугольным столом................................................ 710
Карта 69. Подготовительно-заключительное время при работе на плоскошлифоваль-
ных станках с круглым столом.................................................. 711
Карта 70. Вспомогательное время на контрольные измерении...................... 712
Шлифование зубьев колес
Карта 71. Выбор шлифовального круга......................................... 716
Карта 72. Режимы резання при шлифовании зубьев колес из закаленных углеродистых
и легированных конструкционных сталей НRC > 50 двумя тарельчатыми
кругами .................................................................... 717
Карта 73. Режимы зубошлифоваиня на станках, работающих по методу обкатки одним
коническим кругом........................................................... 718
Карта 74. Времи иа переключение и деление т2 при работе на станках, работающих
методом обкатки одним коническим кругом Угол зацепления а = 20° . . . 720
Карта 75. Длина рабочего хода в направлении движения обкатки на станках, работа-
ющих одним коническим кругом. Угол зацепления а =- 20’...................... 720
Карта 76. Число двойных ходов стола в зависимости от скорости движения стола
и длины рабочего хода ...................................................... 722
Карта 77. Вспомогательное время, связанное с операцией...................... 723
16
Оглавление
Карта 78 Вспомогательное время на измерение зубьев шестерен.................. 724
Карта 79. Время иа техническое обслуживание рабочего места при работе на зубо-
шлифовальных станках, работающих двумя тарельчатыми кругами.................. 725
Карта 80. Время на техническое обслуживание рабочего места при работе на зубошли-
фовальных станках, работающих одним дисковым кругом по методу обкатки
или копирования ............................................................
Карта 81. Время иа организационное обслуживание рабочего места, отдых и есте-
ственные надобности при работе на зубошлифовальных станках..................
Карта 82. Подготовительно-заключительное время при работе на зубошлифовальиых
станках ....................................................................
Шлифование шлицев ................................................
Карта 83. Перебег стола (в одну сторону) для осуществления поворота детали на деле-
ние для подхода н выхода круга .............................................
Карта 84 Выбор шлифовального круга .........................................
Карта 85. Режимы резания при шлифовании шлицев на деталях из закаленной
стали............................................................ . . . . .
Карта 86. Вспомогательное время, связанное с операцией при работе иа шлицешлнфо-
вальных станках ............................................................
Карта 87. Время на обслуживание рабочего места, отдых и естественные надобности прн
работе на шлицешлифовальиых стайках ........................................
Карта 88. Подготовительно-заключительное время при работе на шлицешлифовальных
станках ....................................................................
Глава X. Нормирование полировальных н доводочных работ (И. И. Шапиро) . .
:s s si as ss a s a 8 $ s * ц о чН s
Методические указания . . .....................................
Нормативы ... ....................................................
Карта 1. Оперативное время полировании плоских или цилиндрических поверхностей
иевращающихся деталей войлочными или фетровыми кругами. Сталь . .
Карта 2. Оперативное время полирования стенок и дна тавра фетровыми или войлоч-
ными кругами Сталь...........................................................
Карта 3. Оперативное время полирования фасонных поверхностей иевращающихся
деталей войлочными нлн фетровыми кругами Сталь...............................
Карта 4. Поправочные коэффициенты на оперативное время полирования иевращаю-
щихся деталей войлочными и фетровыми кругами для нзмеиеиных условий
обработки ...................................................................
Карта 5. Вспомогательное время при машинно-ручном полировании.................
Карта 6. Оперативное время полирования вращающихся деталей шлифовальными
шкурками ....................................................................
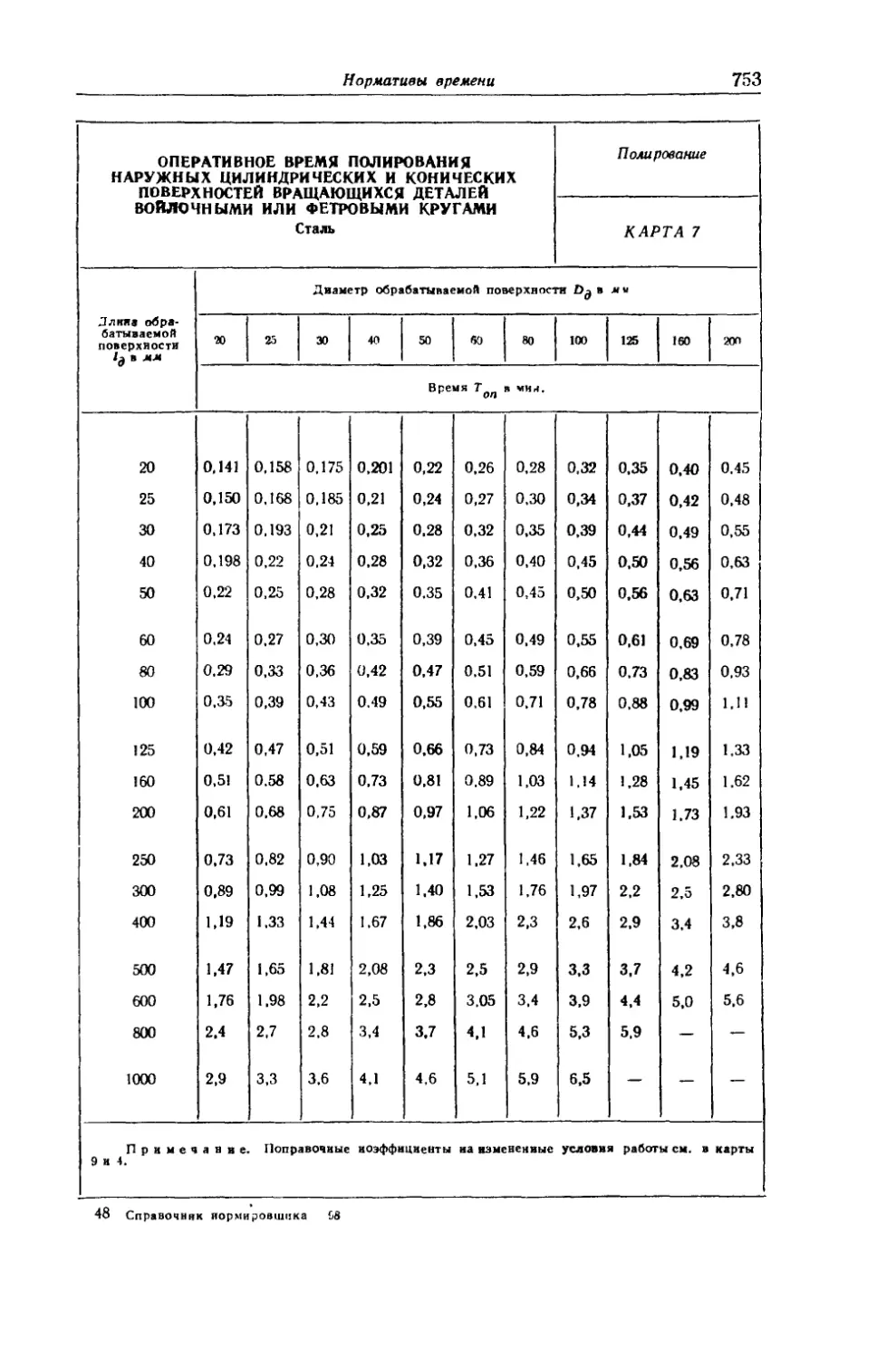
Карта 7. Оперативное время полирования наружных цилиндрических и конических
поверхностей вращающихся деталей войлочными или фетровыми кругами.
Сталь........................................................................
Карта 8. Оперативное время полирования внутренних цилиндрических и конических
поверхностей вращающихся деталей войлочными или фетровыми кругами.
Сталь ...............................•.......................................
Карта 9. Оперативное время полирования торцовых поверхностей вращающихся
деталей войлочными или фетровыми кругами. Сталь..............................
Карта 10. Время на обслуживание рабочего места, отдых и естественные надобности
при полировании .............................................................
Карта 11. Основное (технологическое) время хонингования отверстий.............
Карта 12. Вспомогательное время, связанное с обработкой поверхности при хонингова-
нии. Время на обслуживание рабочего места, отдых и естествеиные надоб-
ности. Подготовительно-заключительное время..................................
Карта 13. Основное (технологическое) время при суперфинишировании.............
Карта 14. Вспомогательное время, связанное с обработкой поверхности при суперфи-
нишировании. Время на обслуживание рабочего места, отдых и естественные
надобности. Подготовительно-заключительное время.............................
Карта 15. Основное (технологическое) время при лапинговаиии деталей из стали . . .
Карта 16 Вспомогательное время при лапинговаиии. Время иа обслуживание рабо-
чего места, отдых и естественные надобности. Подготовительно-заключитель-
ное время ...................................................................
Карта 17. Основное (технологическое) время притирки одной стороны зуба цилиндри-
ческих колес из закаленной стали.............................................
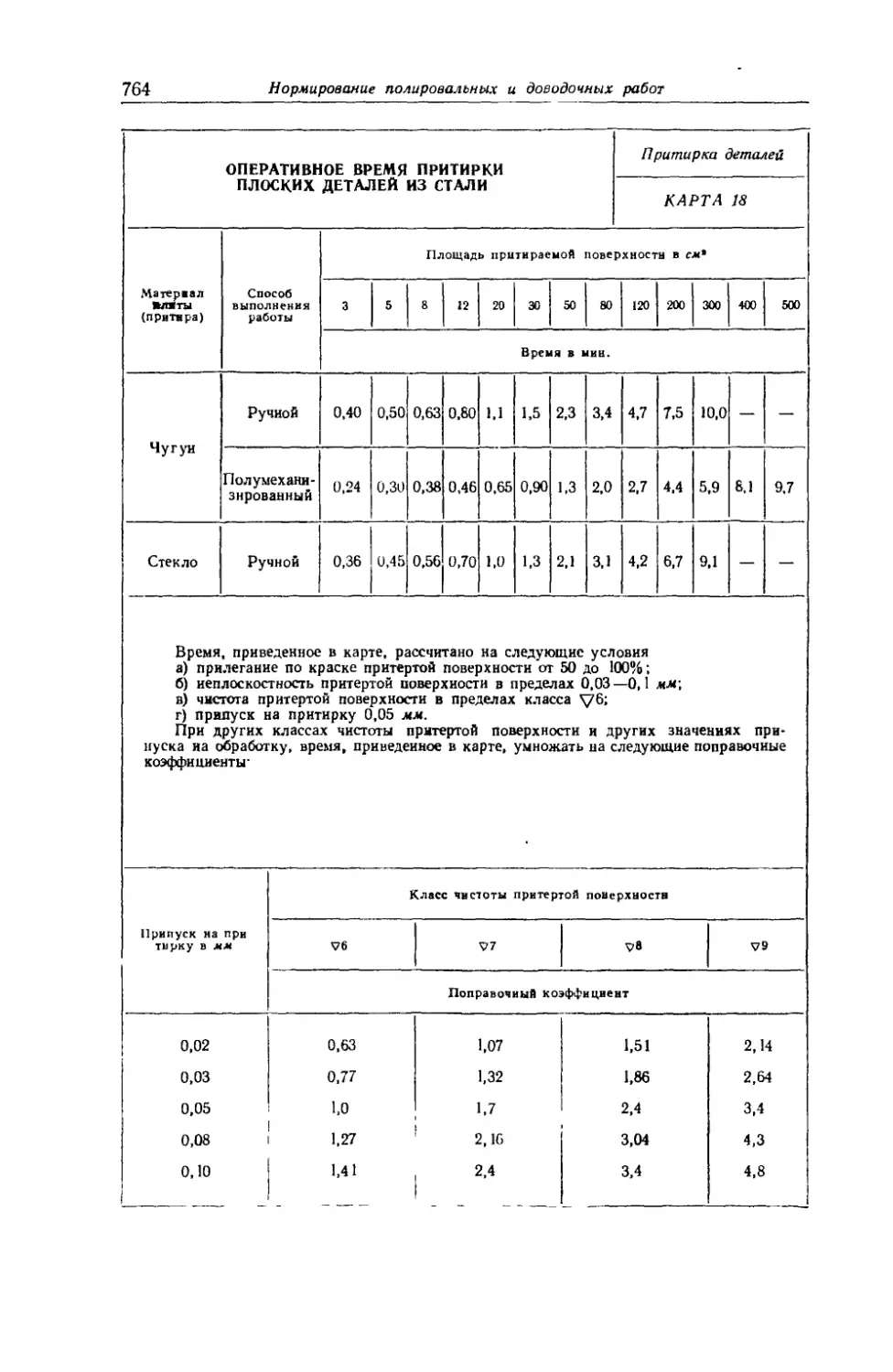
Карта 18 Оперативное время притирки плоских деталей из стали................... 764
Оглавление
17
Глава XI. Нормирование заготовительных (разрезных) работ (Н. И. Кученев) . . .
Методические указания..........................................................
Нормативы ...................................
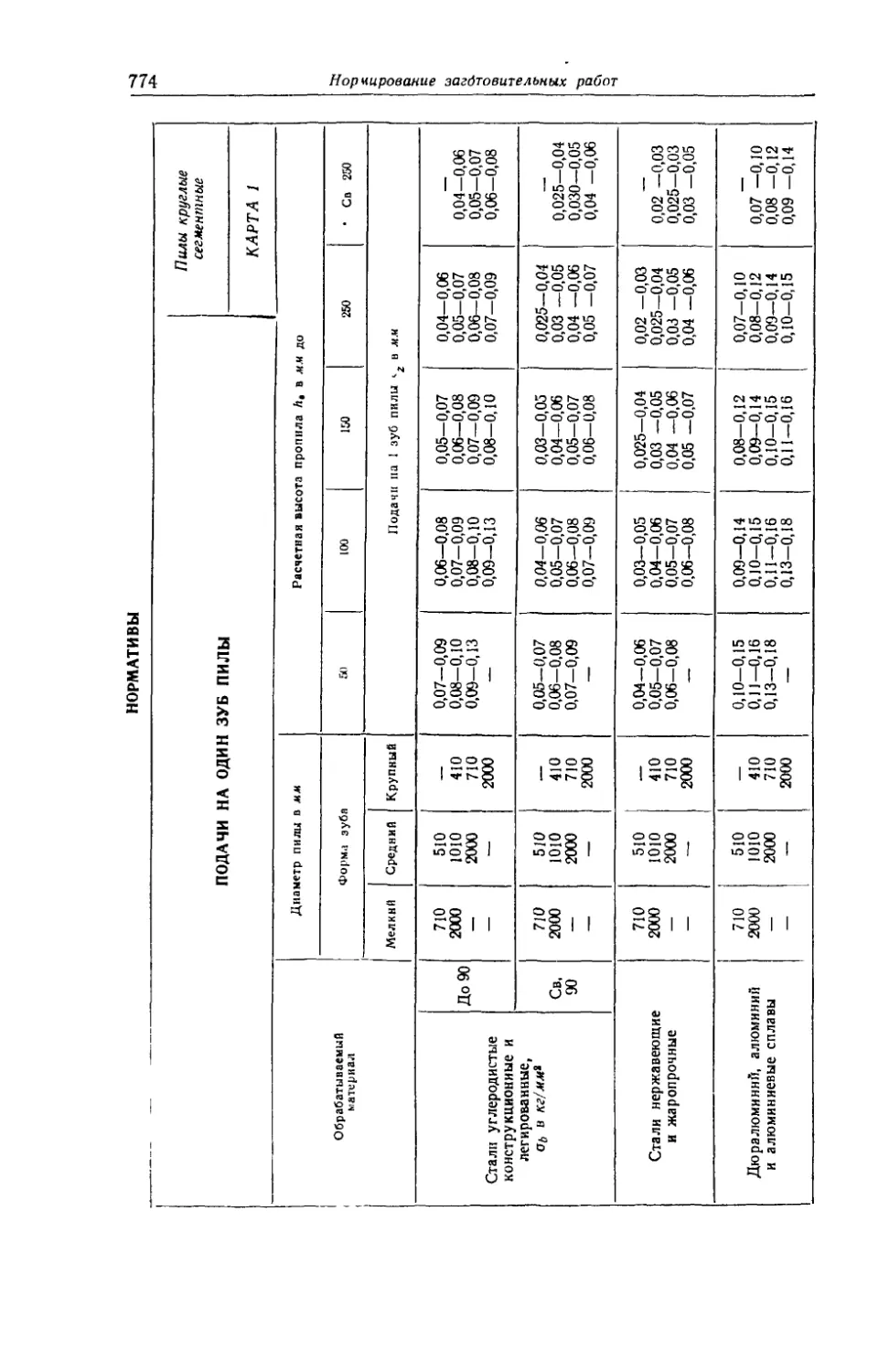
Карта 1. Подачи на 1 зуб пилы................................................
Карта 2. Режимы резания. Разрезка на заготовки Сталь конструкционная углеро-
дистая, аь = 75 кг!мм*............................................
Карта 3. Режимы резания. Разрезка на заготовки. Сталь нержавеющая............
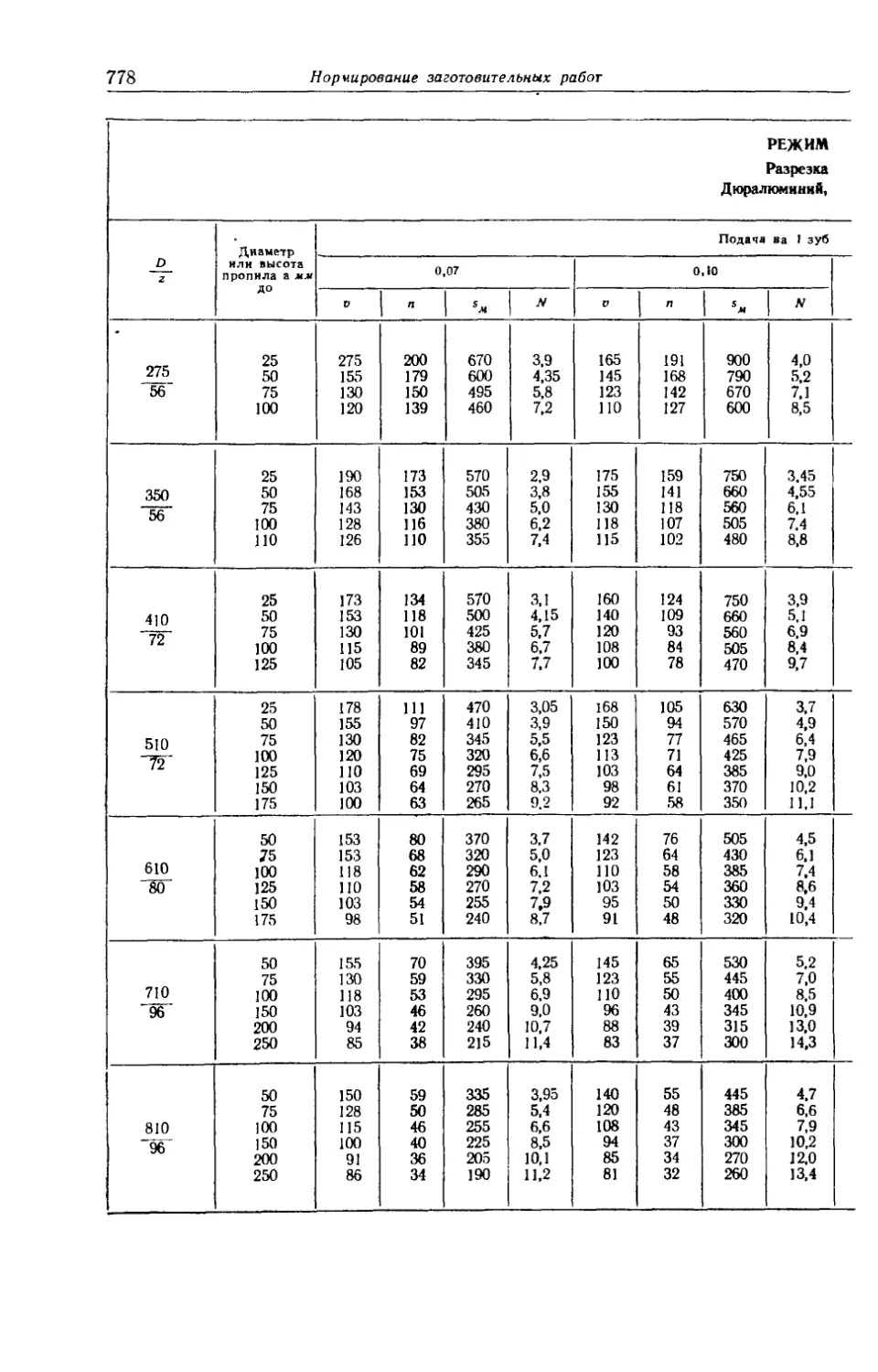
Карта 4. Режимы резання. Разрезка на заготовки. Сталь жаропрочная............
Карта 5. Режимы резания. Разрезка на заготовки. Дюралюминий, ад=30ч-40 ка/см’
Карта 6. Поправочные коэффициенты на режимы резання..........................
Карта 7. Вспомогательное время на операцию прн разрезке стали................
Карта 8. Вспомогательное время на операцию при разрезке дюралюминия и алюми-
ниевых сплавов .............................................................
Карта 9. Подготовительно-заключительное время, время на обслуживание рабочего
места, отдых и естественные надобности......................................
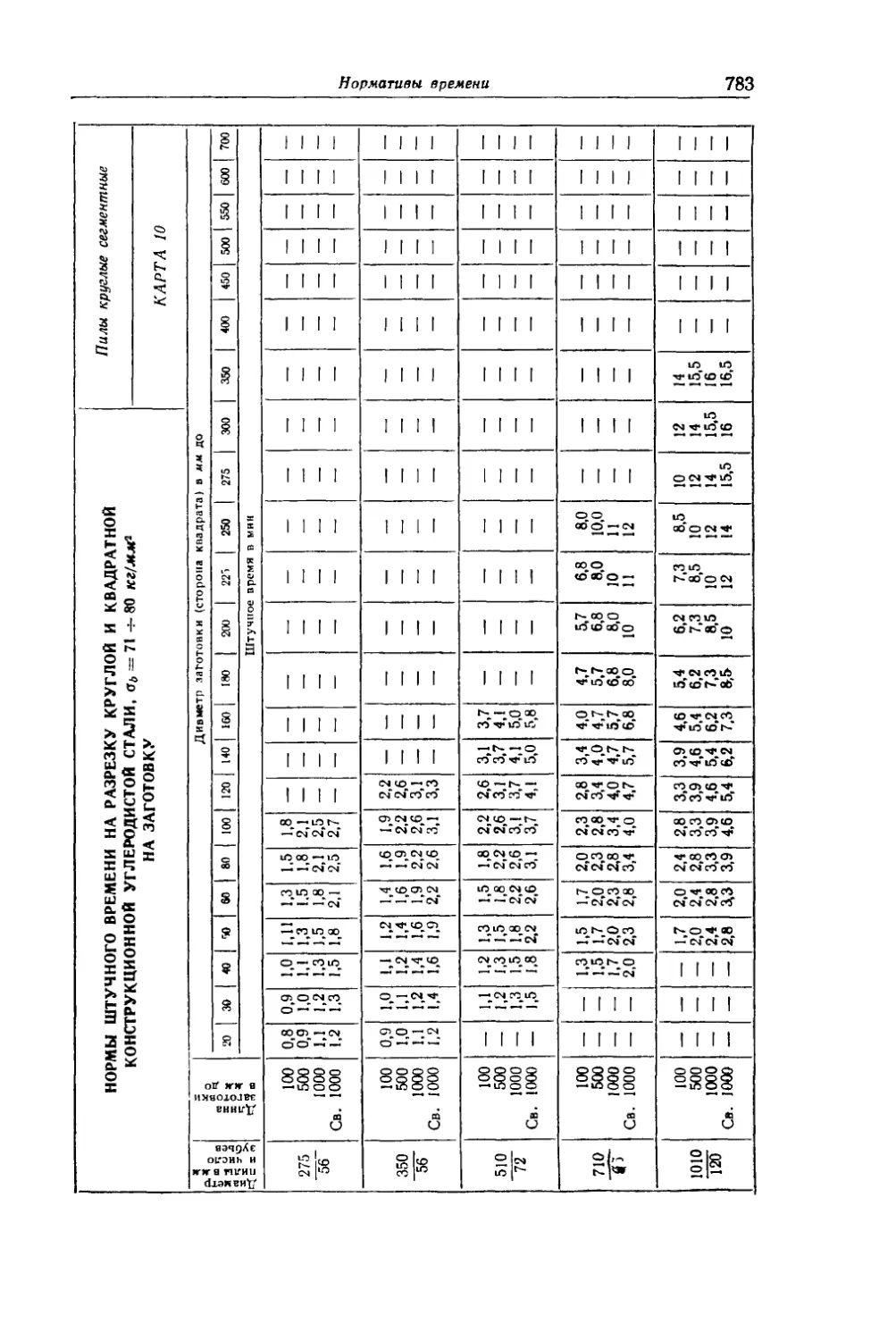
Карта 10. Нормы штучного времени на разрезку круглой и квадратной конструкцион-
ной углеродистой стали, ад = 71 ч- 89 кг!мм*, на заготовку..................
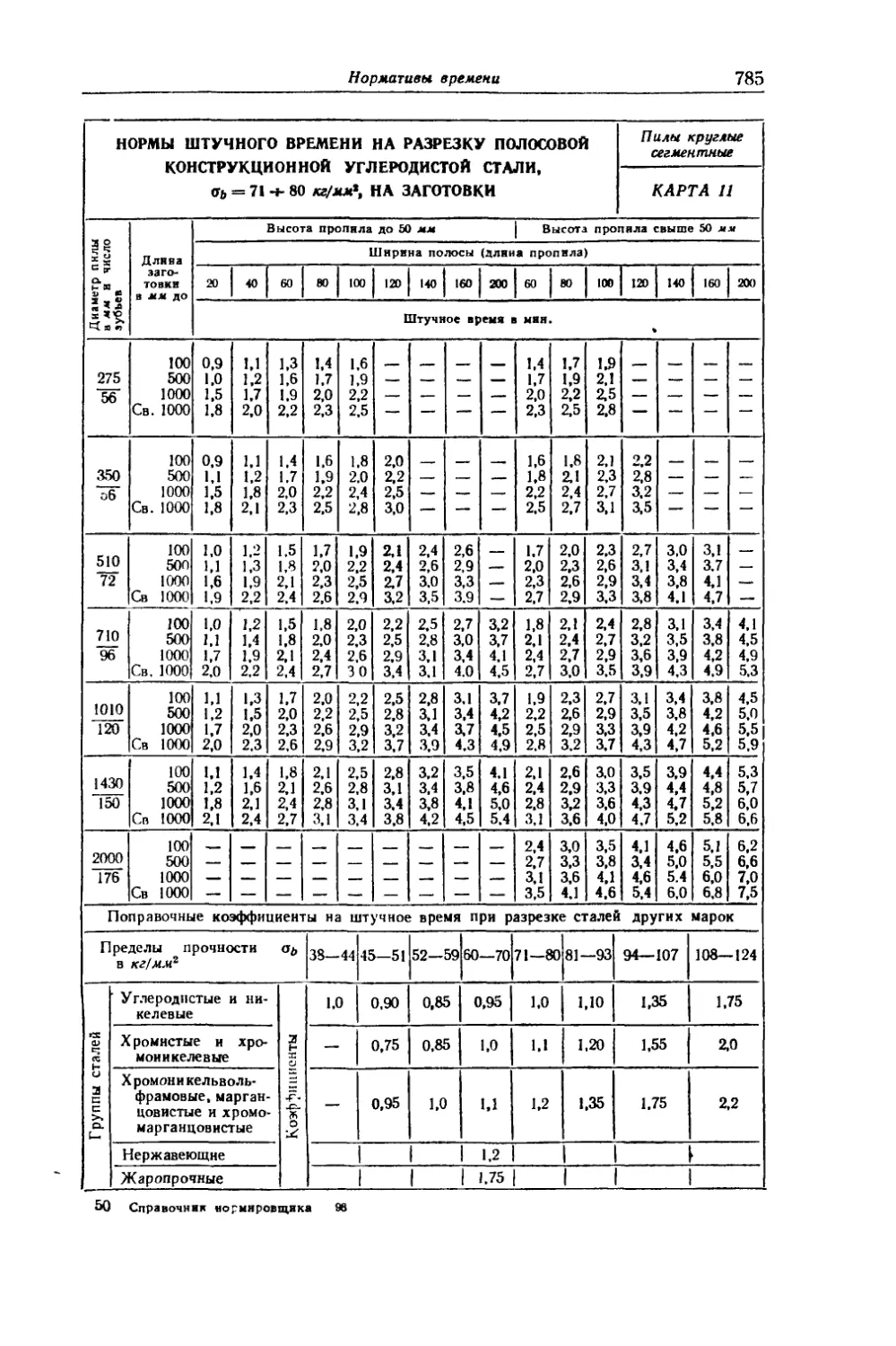
Карта 11. Нормы штучного времени на разрезку полосовой конструкционной углеро-
дистой стали, ад = 71 ч- 80 кг/мм*, на заготовки............................
Карта 12. Нормы штучного времени иа разрезку двутавровой конструкционной угле-
родистой стали, ад = 45 ч- 51 кг! мм*, иа заготовки.........................
Карта 13. Нормы штучного времени иа разрезку швеллерной конструкционной углеро-
дистой стали, аь — 45 ч- 51 кг/мм?, на заготовки............................
Карта 14. Нормы штучного времени иа разрезку уголковой конструкционной стали
ад = 45 ч- 51 кг!мм*, на заготовки..........................................
Карта 15. Нормы штучного времени на разрезку труб нз конструкционной углероди-
стой стали, ад = 71 ч- 80 kzJmm-.............................................
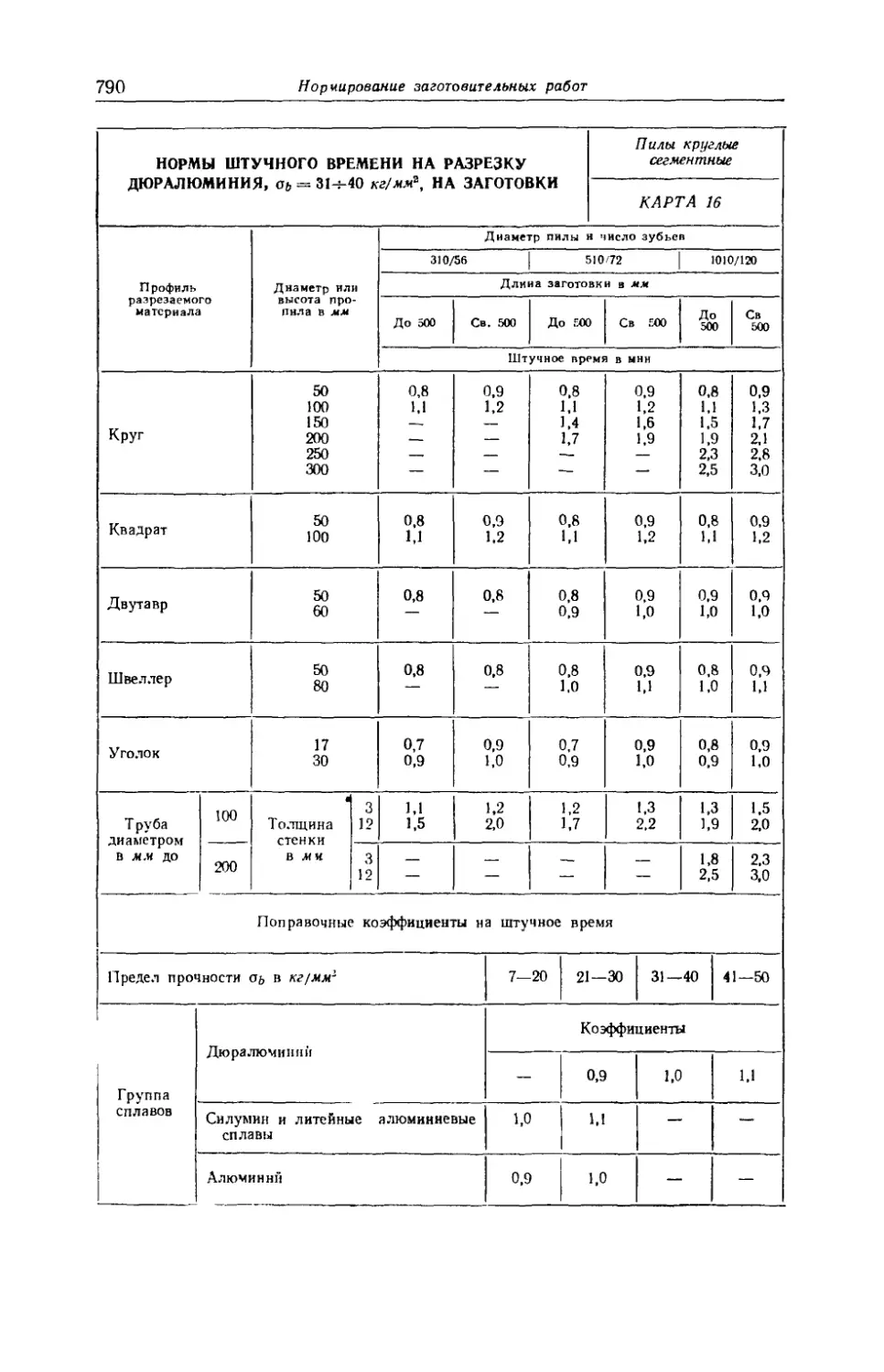
Карта 16. Нормы штучного времени на разрезку дюралюминия, ад=31 ч- 40 кг!ммг,
на заготовки................................................................
Карта 17. Основное и вспомогательное время на резку заготовок................
Карта 18. Вспомогательное нремя на операцию при резке заготовок..............
Карта 19. Время иа обслуживание рабочего места, отдых н естественные надобности
и подготовительно-заключительное время......................................
Карта 20 Размеры пакетов при разрезке круглого проката.......................
Карта 21. Длина врезания н перебега пилы при разрезке круглого, квадратного
и полосового проката металла................................................
Карта 22. Расчетная высота швеллерной стали при отрезке заготовок............
Карта 23. Длина Ц врезания н перебега пилы при разрезке швеллерной стали . .
Карта 24 Основное время на разрезку стали ножовочными полотнами..............
Карта 25 Вспомогательное время на операцию при разрезке материала различных
профилей ножовочными полотнами..............................................
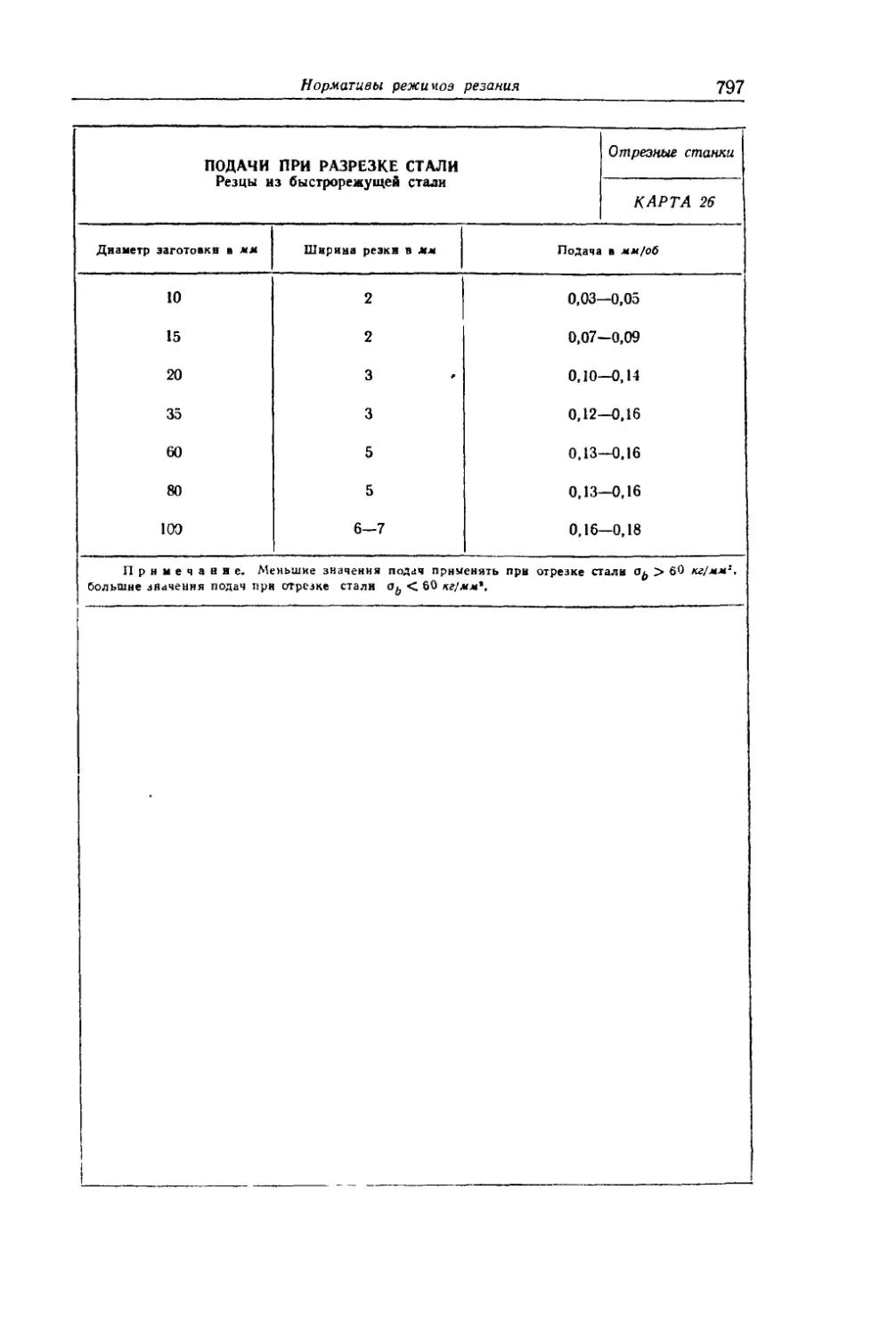
Карта 26 Подачи при разрезке стали на отрезных станках.......................
Карта 27. Скорости резаиия при разрезке углеродистой стали, ад = 60 ч- 70 кг]мм*
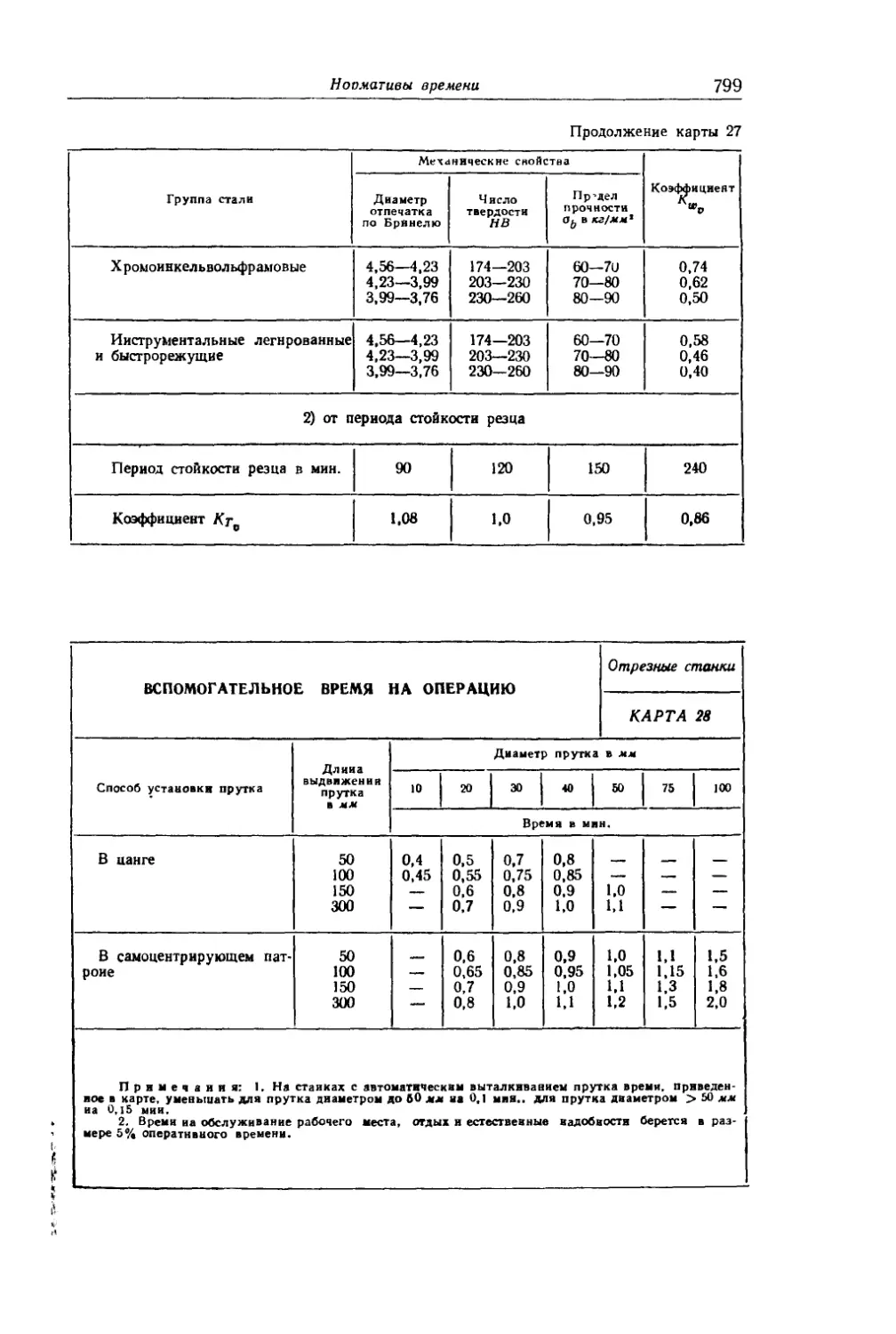
Карта 28. Вспомогательное время на операцию..................................
Г лава XII. Нормирование машинного времени многоинструментных работ
(И И ИТ Автопром)...........................................................
Методические указания ......................................................
1 Нормирование машинного времени миогоичструмеитиых работ на токарных станках
Карта 1. Подачи % в мм/об...................................................
Карта 2. Периоды стойкости инструментов Т в мин........ ....
Карта 3. Скорости резания и в м/мин.................... ....................
Карта 4. Касательная сила резании Рг в кг.................. ................
Карта 5. Мощность резания Np.3 в кет................... ....................
Карта 6. Режимы резания прн тонком точении .................................
Примеры расчета режимов резания и машинного времени прн миогоинструмеиталь-
ной обработке на токарных станках...........................................
И. Нормирование машинного времени миогоинструментных работ на фрезерных станках
Карта 7. Подачи вг в мм!зуб.................................................
Карта 8. Периоды стойкости инструментов Т в мин.............................
Карта 9. Скорости резання о в м/мин.........................................
Карта 10. Мощности резання N ре3 в кет......................................
Примеры расчета режимов резания и машинного времени при многоинструмеитнон обра-
ботке на сверлильных станках................................................
III. Нормирование машинного времени миогоинструментных работ на сверлильных
станках ....................................................................
Справочник нормировщика
98
§ § § ssaa яааа gg ggg g g a g § a g § ggaaaa a a a a
18
Оглавление
Карта II Подачи s, мм/об................................................... 867
Карта 12 Периоды стойкости инструмсчтоп Т в и; н............................. 869
Карта 13 Скорости резания о, м'мин........................................... 870
Карта 14 Осевые силы резания Ро кг........................................... 877
Карта 15 Мощность резания Л'рез, мт.......................................... 878
Примеры расчета режимов резания и машинного времени при многоннструмеитиой об-
работке на сверлильных станках.............................................. 883
Приложение 1 Инструктивные указания по проверке электродвигателя привода станка
по пиковой нагрузке и по нагреву ........................................... 888
Приложение 2 Рекомендации по назначению марок твердого сплава.................. 890
ПРЕДИСЛОВИЕ
Второй том четырехтомного издания «Справочник нормировщика-маши-
ностроителя» включает справочные и методические материалы для норми-
рования работ, выполняемых на основных типах металлорежущих станков
в условиях серийного производства.
Справочно-нормативные материалы, помещенные в данном томе, раз-
работаны на основе общемашиностроительных нормативов Центрального
бюро промышленных нормативов при научно-исследовательском институте
труда, изданных к моменту сдачи в производство настоящего тома. Стремле-
ние составителей поместить в справочнике материалы для нормирования
возможно большего количества видов станочной обработки вызвало необ-
ходимость для работ, не приведенных в общемашиностроительных нормати-
вах, использовать материалы по нормированию труда, выпущенные за послед-
нее время отдельными научно-исследовательскими организациями, напри-
мер, нормативы для многоинструментной обработки.
Более сжатый объем справочника по сравнению с общим объемом изда-
ваемых по’обных материалов по отдельным видам станочных работ заставил
переработать ряд нормативов (без понижения их уровня), некоторые из них
укрупнить и перекомпоновать, а ряд таблиц исключить и более широко при-
менить поправочные коэффициенты.
Второй том содержит методические и справочные материалы для норми-
рования токарных, карусельных, строгальных, сверлильных, фрезерных,
резьбонарезных, зуборезных, протяжных, шлифовальных, доводочно-поли-
ровальных и разрезных работ, а также многоинструментной обработки.
Справочник рассчитан на широкий круг работников, связанных с техни-
ческим нормированием и организацией труда: нормировщиков, технологов,
мастеров, начальников цехов и др.
Издательство и редколлегия справочника будут весьма признательны
за указания на недостатки и упущения, возможные при разработке столь
обширного материала, который в связи с непрерывным совершенствованием
техники, технологии и организации производства подлежит систематиче-
скому пересмотру и обновлению.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТЕРМИНОВ И ВЕЛИЧИН, ПРИМЕНЯЕМЫХ
ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ В МАШИНОСТРОЕНИИ
Тш — штучное время в мин.
'ш к — штучное калькуляционное время в мин
Т„ар — время на обработку партии изделий в мии.
То — основное время на операцию в мии
t0 — основное время иа часть операции в мин
Тв — вспомогательное время на операцию в мии
t, — вспомогательное время на часть операции в мин.
Тсг — оперативное время на операцию в мии
/оп — оперативное время на часть операции в мин
Тн ш — неполное штучное время на операцию в мин
tH ш — неполное штучное время на часть операции в мин
Тобс — время обслуживания рабочего места в мин.
аобс — процентное выражение времени обслуживания рабочего места от оперативного
времени в '{>
Ттех — время технического обслуживания рабочего времени в мин
Отех — процентное выражение времени технического обслуживания рабочего места от опе-
ративного времени в %
втех — процентное выражение времени технического обслуживания рабочего места от
основного времени в °'о.
Торг — время организационного обслуживания рабочего места в мин
аор- — процентное выражение времени организационного обслуживания рабочего места
от оперативного времени в %
Тотз время на отдых и естественные надобности в мин
йота - процентное выражение времени иа отдых и естественные надобности от оператив-
ного времени в %
Тп. a — подготовительно-заключительное время в мин
Тся — продолжительность рабочей смены в мин
Н, — норма выработки в единицу времени в шт. кг, м
Т — норма времени в мин , час.
пш — число штук в партии
ГЛАВА I
ОСНОВНЫЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ
ПО НОРМИРОВАНИЮ СТАНОЧНЫХ РАБОТ
СТАНОЧНАЯ ОПЕРАЦИЯ И ЕЕ ЭЛЕМЕНТЫ
Технические нормы времени устанавливаются для каждой операции
в соответствии с запроектированным технологическим процессом с учетом
определенных организационных условий.
В механических обработочных процессах на металлорежущих станках
под операцией понимается совокупность всех работ, выполняемых над одной
деталью (или одновременно над несколькими деталями) на одном станке
независимо от порядка выполнения работ. Например, токарная обработка
детали, включающая черновую и чистовую обработку и расточку отверстия
и выполняемая на одном станке, будет одной операцией независимо от того,
обрабатывается ли каждая деталь сразу полностью или производится сна-
чала черновая обработка всей партии деталей, затем их расточка и чистовая
обработка.
Если данная работа выполняется на двух станках: на одном — черновая
обработка, па другом — расточка и чистовая обработка, то в этом случае
обработка будет выполняться в две операции.
В технологическом отношении станочная операция подразделяется
ла установки, позиции, переходы и проходы.
Под установкой понимается часть операции, выполняемая при одном
и том. Же креплении детали. Если вся обработка детали выполняется при
одном креплении и раскреплении детали на станке, понятие «установка»
совпадает с понятием «операция».
Позицией называется каждое из различных перемещений детали отно-
сительно станка при одной ее установке. Например, обработка детали в пово-
ротном приспособлении при неизменном креплении детали в нем или изго-
товление детали па многошпиндельном автомате при повороте шпинделя,
в котором неизменно укреплена заготовка детали. При одной позиции в уста-
новке понятие «позиция» совпадает с понятием «установка».
Переходом называется часть операции по обработке одной или одновре-
менно нескольких поверхностей детали одним или несколькими работаю-
щими одновременно инструментами при неизменном режиме работы обору-
дования. Например, грубая обработка одной поверхности на продольно-
строгальном станке одним резцом или обработка одновременно двух поверх-
ностей двумя резцами с одинаковым режимом работы оборудования будет
в обоих случаях одним переходом. Последовательно выполняемые черновая
и чистовая обработки одной и той же поверхности двумя резцами с различ-
ным режимом работы строгального станка составят два перехода. Если
строгание двух поверхностей производится одновременно двумя резцами —
сначала двумя черновыми с черновым режимом, а затем двумя чистовыми
22 Основные методические положения по нормированию станочных работ
с чистбвым режимом работы станка, то данная операция будет состоять
из двух переходов.
Если на сверлильном станке последовательно обрабатывается отверстие
тремя инструментами: сверлом, зенкером и разверткой, то обработка отвер-
стия состоит из трех переходов.
Характерной особенностью перехода является возможность его выделе-
ния из общей обработки детали и выполнение на другом станке как само-
стоятельной операции. Например, из общей токарной обработки переход
«Нарезание резьбы» может быть выделен в самостоятельную операцию
и выполнен на резьбонарезном станке.
Проходом называется часть перехода, при которой с обрабатываемой
поверхности снимается один слой металла. Например, если при черновой
обработке при установленном режиме работы обор} дования возможно снять
припуск с поверхности детали только в три слоя (стружки) металла, то
данная обработка поверхности выполняется в один переход, состоящий из
трех проходов.
Если при значительном припуске на грубую обработку последний
в целях уменьшения машинного времени снимается в два прохода с различ-
ным режимом работы оборудования, то это будет два перехода.
Приведенное расчленение операции в технологическом разрезе недо-
статочно для целей технического нормирования Для изучения и анализа
работы рабочего с целью проектирования наиболее рационального способа
выполнения операции ее расчленение необходимо дополнить в трудовом
разрезе (подробно смотри т. I, стр. 24—28).
ПОРЯДОК УСТАНОВЛЕНИЯ ТЕХНИЧЕСКОЙ НОРМЫ И РАСЧЕТ ЕЕ СОСТАВНЫХ
ЧАСТЕЙ
В условиях серийного производства технические нормы времени на ста-
ночные работы устанавливаются методом технического расчета по нормати-
вам режимов резания и нормативам времени, исходя из типового содержа-
ния операции, расчлененной до приемов или комплексов приемов.
Установление технически обоснованных норм времени по материалам
данного справочника требует разработанного технологического процесса
по операциям и переходам и паспортных данных станков.
При заданном содержании операции, технических условиях на обра-
ботку, инструменте и станке определение технически обоснованной нормы
времени на станочную работу производится в такой последовательности:
1. Анализируется и корректируется в соответствии с конкретными произ-
водственными условиями разработанный технологический процесс норми-
руемой операции.
2. Для каждого перехода в соответствии с нормативами и паспортными
данными станка у стапавливается наивыгоднейший режим работы оборудо-
вания, при котором достигается более высокая производительность труда
и экономичность обработки.
3. На основании установленного режима работы оборудования рассчи-
тывается основное (технологическое) время для каждого перехода.
4. Для каждого перехода устанавливается содержание вспомогательной
работы (по приемам или комплексам приемов) и определяется по нормати-
вам времени ее продолжительность с учетом целесообразных совмещений
и перекрытий.
5. По нормативам в зависимости от вида обработки и группы станков
определяется (в процентах от оперативного времени) время на обслуживание
рабочего места, отдых и естественные надобности.
6. Определяется норма штучного времени.
Порядок установления технической нормы и расчет ее составных частей 23
7. В зависимости от условий выполнения работы устанавливается содер-
жание подготовительно-заключительной работы и по нормативам опреде-
ляется норма подготовительно-заключительного времени.
Норма времени на станочную работу состоит из нормы подготовительно-
заключительного времени и нормы штучного времени.
В состав нормы штучного времени входит основное технологическое
время; вспомогательное время; время на обслуживание рабочего места;
время на отдых и естественные надобности. Норма штучного времени рас-
считывается по формуле
= То + + Т обе + Тотд.
Сумма основного и вспомогательного времени составляет оперативное
время
Т’оп = + Тв.
Норма времени па обработку партии одинаковых деталей определяется
по формуле
Т'пар — Тшпш + Л,. 3.
Для подетальной калькуляции штучно-калькуляционное время на 1 шт.
определяется по формуле
______ у» 1 э
ш. к - шП- Пш ,
где То — основное (технологическое) время в мин.;
Тв - вспомо! ательпое время в мии.;
Тобс — время обслуживания рабочего места в мин.;
Тот3 время перерывов на отдых и естественные надобности в мин.;
пш — число штук (деталей) в партии;
Тп.3 -норма подготовительно-заключительного времени на партию
в мин.
I. Определение основного (технологического) времени
Основное (технологическое) время представляет собой то время, которое
затрачивается па непосредственное осуществление технологического про-
цесса механической обработки, т. е. на изменение формы, размеров и каче-
ства поверхностей обрабатываемой детали путем обтачивания, строгания,
фрезерования, шлифования и пр.
Основное (технологическое) время (одного перехода) рассчитывается
по формуле
где L - расчетная длина обработки, т. е. общая длина прохода инстру-
мента в направлении подачи;
sM — подача инструмента (детали) в минуту в мм;
i — количество проходов;
h — припуск на обработку в мм;
п - число оборотов (двойных ходов) детали (инструмента) в минуту;
s — подача инструмента (детали) за один оборот (двойной ход) в мм;
t - глубина резания в мм.
Основное’(технологическое) время определяется исходя лз применения
наивыгоднейшего сочетания факторов резания (глубины резания t, подачи s,
скорости резания v и стойкости инструмента Т), при которых обеспечивается
24
Основные методические положения по нормированию станочных работ
в условиях данного технологического процесса с учетом целесообразного
использования режущих свойств инструмента и кинематических возмож-
ностей станка, наибольшая производительность и наименьшая стоимость
операции.
Связь между элементами режима резания характеризуется зависимостью
V = - -С”— м/мин,
Tntxvsyu
где Т — стойкость инструмента, т. е. время работы инструмента от од-
ной заточки до Другой (при достижении определенной величины
износа);
Cv—постоянная, зависящая от материала режущей части инстру-
мента, материала заготовки и других условий резания (глу-
бины резания, подачи, геометрии инструмента, охлажде-
ния и т. п.);
пг — показатель относительной стойкости, зависящий от характера
износа инструмента и факторов, определяющих Со;
xv и Уу — показатели степеней, зависящие от обрабатываемых метал-
лов, материала, инструмента и условий обработки, причем
Ху и Уу < 1.
Основным критерием эффективности режимов обработки детален реза-
нием при заданном производственном плане, нормах эксплуатации режущего
инструмента и станков и при соблюдении технических условий на изготовле-
ние данной детали является основное (технологическое) время.
Наименьшее основное (технологическое) время будет в том случае, когда
режимы резания для изготовления заданной детали устанавливаются по режу-
щим свойствам инструмента и станок не ограничивает их применения.
Заменив п в формуле основного времени его выражением из зависимости
nDn
° = Т№
получим
Т — LnDfl
* о— 100(Ы$ •
Это выражение содержит в числителе величину поверхности, которую
нужно обработать, а в знаменателе величину поверхности, обрабатываемой
в единицу времени.
Очевидно, что наименьшее основное время и соответственно наиболь-
шая производительность будут при максимальном значении произведения
П = vis,
представляющего собой объем металла, снятого в 1 мин.
Зависимость скорости резания от ' и s при заданной стойкости инстру-
мента
подставим в выражение производительности:
П = v77s = Cv/~S1~<'t’.
Полученная зависимость показывает, что при увеличении 'как глубины
резания, так и подачи производительность будет возрастать, но не пропор-
ционально, а в меньшей мере соответственно показателям степеней.
Порядок установления технической нормы и расчет ее составных частей
25
Следовательно, при установлении режима резания нужно руководство-
ваться правилом: для получения наибольшей производительности в единицу
времени необходимо работать с возможно большей глубиной резания и воз-
можно большей подачей. Несмотря на то что работа будет вестись при отно-
сительно меньшей скорости, производительность будет выше, чем при работе
с большей скоростью резания и меньшей глубиной резания и подачей.
Для чернового точения резцом с пластинкой твердого сплава Т15К6
имеем следующую зависимость для скорости резания (см. табл. 1):
v = ——
jU.15jO.35 '
Увеличив глубину резання в 2 раза, получим
vit ~ 20,15(O.°15SO.35 = 20,15 V‘ =
nit = v2fits — 0,9vt2ts = l,8/7r
Увеличив подачу в 2 раза, имеем
П2, = o,J2s = 0,78v/2s = 1,56/7,.
При увеличении глубины резания в 2 раза скорость резания снижается
на 10%, а производительность в единицу времени возрастает в 1,8 раза. При
увеличении подачи в 2 раза скорость резания снижается на 22%, а произ-
водительность в единицу времени возрастает в 1,56 раза.
Увеличение скорости резания допустимо только при повышении режущих
возможностей инструмента. В противном случае стойкость инструмента
может снизиться до пределов, не имеющих практического значения.
Между скоростью резания и стойкостью существует определенная зави-
симость
Решим эту формулу относительно Т, приняв значение показателя сте-
пени тп = 0,2 (работа резцом с пластинкой твердого сплава Т15К6):
Увеличив скорость резания в 2 раза, получим
т»--5§г- = ^-г.-одаг„
т. е. стойкость уменьшится на 97%.
Из сопоставления приведенных зависимостей вытекают основные пра-
вила выбора наивыгодпейшего режима резания:
1. Во всех случаях работа с большим сечением стружки приводит к повы-
шению производительности и уменьшению машинного времени.
2. Всякое увеличение скорости резания за счет уменьшения сечения
стружки приводит к снижению производительности и увеличению машин-
ного времени.
26
Основные методические положения по нормированию станочных работ
3. Определение наивыгоднейшей скорости резания (при правильном
выборе глубины резания и подачи) должно базироваться на соответствующем
наивыгоднейшем периоде стойкости инструмента, исходя из комплексного
решения всех вопросов, связанных с повышением производительности труда
и со снижением себестоимости.
Приведенные в картах скорости резания установлены на средне-расчет-
ные значения периода стойкости инструмента. Для конкретных организа-
ционно-технических условий эксплуатации станков и режущих инструментов
средне-расчетные значения периодов стойкости инструментов необходимо
соответственно корректировать.
Определение наивыгоднейшего периода стойкости инструмента для кон-
кретных условий производства должно исходить из того, что режим резания,
рассчитываемый на основе наивыгоднейшего периода стойкости инструмента,
всегда обязан обеспечить выполнение заданного плана выпуска изделий
требуемого качества, при этом наиболее экономично и с наименьшей
затратой общественного труда.
Наивыгоднейший период стойкости режущего инструмента для изоли-
рованного станка при одноинструментной обработке определяется по фор-
муле 1
т= (н-1) „ -Д---) мин->
\ араб Т “ст/
где р.— величина, обратная показателю степени m = пристой-
ности в формуле скорости резания v = у (значения тпдля
различных видов станочной обработки приведены в соответ-
ствующих главах тома);
tCM — время на подналадку станка и смену затупившегося инструмента
за период стойкости инструмента в мин.;
5 — затраты, связанные с эксплуатацией режущего инструмента
за период его стойкости в коп.;
а₽аб—заработная плата рабочего-станочника, основная и дополни-
тельная с начислениями за 1 мин. в коп., устанавливается
согласно показателям плана по труду в соответствии с разрядом
выполняемой работы;
аст - затраты, связанные с эксплуатацией станка в течение 1 мин.
его работы в коп.
Время подналадки и смены затупившегося инструмента устанавливается
по соответствующим нормативам, разрабатываемым для конкретных видов
работ и типов инструментов с учетом организационно-технических условий
производства на данном машиностроительном заводе.
Время подналадки и смены затупившегося инструмента в основном зави-
сит от следующих факторов:
а) типа инструмента и его размеров;
б) способа крепления инструмента;
в) способа выполнения перехода данным инструментом (выполняется ли
переход инструментом, установленным на размер обработки, или размер
обработки достигается установкой инструмента на стружку при выполнении
каждого перехода);
г) допуска на размер обработки для данного перехода;
1 Методика и формула для определения наивыгоднейшего периода стойкости режущего
инструмента разработаны Р И. Хисиным (см «Техническое нормирование на машинострои
тельном заводе», Оборонгиз, 1958)
Порядок установления технической нормы и расчет ее составных частей 27
д) способа установки инструмента для получения требуемого размера
обработанной поверхности (по лимбу с пробными стружками, по шаблону,
с регулировкой размера винтом, подколачиванием и пр.);
е) допустимого износа инструмента (большой износ по задней грани резца
вызывает большее количество подналадок резца за период его стойкости);
ж) организации рабочего места и др.
Для тех условий производства, когда замена затупившегося инструмента
выполняется наладчиком в подготовительную смену или в межсменные или
обеденные перерывы, при расчете периода стойкости инструмента прини-
мать tCM = 0.
Затраты, связанные с эксплуатацией режущего инструмента за период
его стойкости, определяются по формуле
S = Z+V + + А"<” коп”
где Аин — первоначальная стоимость инструмента в коп., устанавли-
ваемая для покупного инструмента по накладным или прейскурантным ценам,
для изготовляемого на данном предприятии — по себестоимости. Для сбор-
ного инструмента величина Аин = —'j 100 коп. (где А! — цена
комплекта ножей в руб.; А2 — цена корпуса в руб.; Р — число возможных
смен режущих элементов до полного износа корпуса);
Z — число переточек инструмента до полного его износа, устанавли-
вается по существующим нормам износа;
Лэат — затраты на одну переточку инструмента, определяются по фор-
муле Аэат — a3amt3am коп. (где ачат — заработная плата заточника» основ-
ная и дополнительная с начислениями и накладными расходами заточного
отделения в 1 мин. в коп.; t3am — норма времени на одну переточку дан-
ного инструмента в мин.). Анал — затраты, связанные с обслуживанием
станка наладчиком, определяются по формуле А = анал • tHajl коп.
(где <2^, — заработная плата наладчика, основная и дополнительная с начис-
лениями в 1 мин. в коп.; tHaj — время, затрачиваемое наладчиком на смену
затупившегося инструмента и подналадку станка за период стойкости инстру-
мента).
Если смена затупившегося инструмента и подналадка станка выпол-
няются рабочим станочником без участия наладчика, то принимать Анал = 0.
Затраты, связанные с эксплуатацией станка в течение 1 мин. его работы,
в коп. Рассматривая основные затраты, связанные с эксплуатацией станка,
под углом зрения зависимости от наличного парка оборудования в цехе, его
первоначальной стоимости и времени его работы их можно в первом прибли-
жении разбить
1. Затраты,
на три группы, определяемые по следующим уравнениям:
пропорциональные первоначальной стоимости стайка,
2. Затраты,
не зависящие от первоначальной стоимости станка,
- Араб обе + Аитр inn
---------Т 'jv'—ra--------коп-
3. Общие затраты
ТУ'100
Тогда общее уравнение для расчета затрат (в коп.), связанных с эксплу-
атацией станка в течение 1 мин. его работы, примет вид
аст ~ аст + аст + аобм. КОП.
28 Основные методические положения по нормированию станочных работ
Из анализа этой формулы вытекает, что для данного цеха величина аст
изменяется в зависимости от первоначальной стоимости станка. Однако
при этом изменяется только одно слагаемое аст, между тем как величины
о'т и для данных условий сохраняют постоянными свои значения,
независимо от первоначальной стоимости станка.
В приведенных выше частных уравнениях:
Aaj) и Арем - соответственно затраты на амортизацию и ремонт производ-
ственного оборудования данного цеха в руб.;
Тст— средний планируемый фонд времени работы единицы произ-
водственного оборудования данного цеха в час.;
2,Аст- суммарная первоначальная стоимость производственного
оборудования данного цеха в руб.;
Аст — средняя первоначальная стоимость одного стайка данной
группы технологически однородных станков, практически
не отличающихся габаритными размерами обрабатываемых
деталей в руб.;
ЛРаб. o6f. — заработная плата, основная и дополнительная с начисле-
ниями рабочих, связанных с обслуживанием оборудования
цеха, в руб.;
Aump — заработная плата, основная и дополнительная с начисле-
ниями, ИТР, служащих и МОП цеха в руб.;
Ав1.п — заработная плата, основная и дополнительная с начисле-
ниями вспомогательных рабочих цеха в руб.;
Азд — затраты иа амортизацию и содержание цеховых зданий и соо-
ружений в руб.;
— количество единиц оборудования, установленного в цехе;
— общезаводские расходы в руб.;
Т3 — суммарное время работы производственного оборудования
' завода в час.
При расчете затрат по эксплуатации стайка значения величин, входящих
в частные уравнения для их определения, должны устанавливаться по пока-
зателям техпромфинплана завода и цеха на планируемый период (квартал,
год). В исключительных случаях отдельные величины могут приниматься
согласно отчетным данным за прошлый период (квартал, год) с обязательной
корректировкой их в соответствии с планом организационно-технических
мероприятий.
При обработке прерывистых поверхностей (например, при точении, стро-
гании, фрезеровании), а также при работе на строгальных станках, у которых
скорость обратного хода кинематически связана со скоростью рабочего хода,
период стойкости инструмента следует выразить не в минутах машинного
времени Т, а в минутах резаиия Тр:
Г, = ,(НМИК..
'у
— время резания в мин.;
tM — машинное время в мин.
Приведенная выше формула для определения наивыгодненшей стойкости
инструмента при одноинструментной обработке выведена применительно
к условиям изолированно рассматриваемого станка.
Если рассчитанный по этой формуле период стойкости инструмента соз-
дает иа данном станке штучную производительность, которая лимитирует
выпуск продукции на участке и приводит к недогрузке других станков,
то его следует соответственно уменьшить.
Порядок установления технической нормы и расчет ее составных частей 29
Ограничением уменьшения этого периода стойкости в каждом отдельном
случае является максимальная штучная производительность лимитирующего
станка, соответствующая стойкости, подсчитанной по формуле
7’Л.П = (Н— О'™ мин.
Пример. Определить расчетный период стойкости токарного резца, оснащенного твердым
сплавом Сечение резца 16 X 25 мм
Операции — черновая токарная обработка стальной заготовки валика коробки скоростей
Допуск на обрабатываемые диаметры > 0,25 мм.
Работа выполняется на токарно-винторезном станке, модель 1А62 резцом, установленным
на размер обработки. При смене затупившегося инструмента установка его на размер произ-
водится по лимбу с пробными стружками.
1. Определяем для проходного резца, оснащенного твердым сплавом, при обработке стали
значение показателя степени ц. при m — 0,2, р = А. =• -^1— = 5.
2 По нормативам предприятия для рассматриваемого случая обработки время на смену
затупившегося инструмента tCM = 2 мин
3. Согласие заводским данным затраты, связанные с эксплуатацией при черновой обра
ботке проходного твердосплавного инструмента, сечением 16 X 25 мм за период его стойкости
5=13 коп.
4. В соответствии с показателями плана по труду заработная плата рабочего станочника
(основная и дополнительная с начислениями) в 1 мин в коп с учетом разряда выполняемой
работы араб = 1,28 коп.
5 Затраты, связанные с эксплуатацией станка в течение 1 мин. его работы, в коп. опре-
деляются по формуле
aem = a'Cm + a''cm + ^o6M коп
Причем для условий данного цеха величины аст и являются иа планируемый период
постоянными и соответственно равны а"ет = 0,32 коп. и амщ = 0.71 коп Величина а'ст
изменяется в зависимости от первоначальной стоимости станка
Если дли условий данного цеха:
Лам = 93 700 руб., 2 Аст = 1 350 000 руб.;
Арем = 119 000 руб. = 3500 час., то тля станка имеющего первона-
чальную стоимость, Аст — 1600 руб.
7 (Л« + -4 ре л) 100 _ (93 700 +119 000)100
ст £ Аст. Тст-вО ~ 1 350 000-3 500-60 ’
тогда затраты, связанные с эксплуатацией станка в течение 1 мин его работы в коп., будут
равны
а _ — а' +а" +а „ — 0,12 + 0,32 + 0,71 = 1,15 коп
ст ст 1 ст • общ • г • • » ►
6. Определяем расчетный период стойкости инструмента
Т = (ц — 1) (tCM + --S \ = (5 — 1) ( 2 + ——11—] = 30 мин
\ “раб + Ост/ \ 1,28+1,10/
Приведенная методика назначения периода стойкости режущего инстру-
мента предназначается не для непосредственного ее применения при назна-
чении режимов резания, а в качестве основных исходных данных для раз-
работки нормативов стойкости инструмента, которые должны учитывать
основные техннко-экойомические и организационно-технические факторы
условий обработки металлов резанием на данном машиностроительном
заводе.
В тех случаях, когда стойкость инструмента изменяется против принятой
в нормативах, скорость резания должна быть пересчитана по формуле
где Vi — скорость резания, соответствующая принятой при выборе режима
стойкости инструмента;
о — скорость резания, соответствующая принятой в нормативах
стойкости инструмента;
Т — величина стойкости инструмента, принятая в нормативах;
?! — стойкость инструмента, принятая при выборе режима резания;
т — показатель относительной стойкости в формуле скорости резания.
30 Основные методические положения по нормированию станочных работ
Для основных видов станочных работ режим резания устанавливается
в такой последовательности:
1. В зависимости от размера общего припуска на обработку, условий
и характера обработки устанавливают припуски и максимально допустимые
с точки зрения конструкции режущею инструмента глубины резания для
черновой и чистовой обработки.
2. Исходя из установленной глубины резания, заданной точности обра-
ботки и чистоты обрабатываемой поверхности с учетом прочности и жест-
кости системы станок—деталь—инструмент, устанавливают максимально
допустимую подачу.
3 Исходя из установленной глубины резания, подачи и принятой стой-
кости инструмента, по нормативам определяют усилие резания, скорость
резания и необходимую на резание мощность.
4. Выбранный режим резания корректируют и уточняют по паспортным
данным станка и устанавливают такой, при котором получается наименьшее
оперативное время обработки.
Ниже в соответствующих главах приводятся конкретизированные дан-
ные по выбору режима резания применительно к отдельным видам станоч-
ной обработки.
II. Определение вспомогательного времени
К вспомогательной работе относятся действия рабочего, обеспечивающие
непосредственное выполнение основной технологической работы.
Вспомогательное время может затрачиваться па обработку каждой
детали, либо на одновременную обработку группы деталей.
Действия рабочего, отнесенные к вспомогательному времени, преиму-
щественно ручные и лишь в отдельных случаях бывают машинными (на-
пример, автоматическое перемещение столов, суппортов и бабок металло-
режущих станков) или машинно-ручными (например, установка и снятие
изделия при помощи подъемно-транспортных механизмов).
При работе на металлорежущих станках в состав вспомогательной работы
включаются:
а) приемы, связанные с установкой, креплением, выверкой, раскрепле-
нием и снятием детали;
б) приемы управления станком;
в) приемы перемещения частей станка;
г) приемы измерения деталей;
д) приемы смены режущего инструмента, обусловленной выполнением
технологического процесса.
Для нормирования станочных работ в условиях серийного производства
указанные приемы объединяются в комплексы приемов.
Объединение в комплексы производится по признакам общности факторов
продолжительности, взаимной связанности и их технологической последо-
вательности.
В соответствии с этим разработаны следующие нормативы для нормиро-
вания вспомогательного времени.
Нормативы времени для нормирования комплекса приемов, связанных
с установкой и снятием детали. В комплекс приемов, связанных с уста-
новкой и снятием детали, включено время на установку, выверку, крепление,
раскрепление и снятие детали. Кроме того, в этот комплекс включают обычно
сопутствующий установке и снятию детали прием «Пустить и остановить
станок».
В условиях серийного производства при работе на металлорежущих
станках большинство установочных приспособлений носит универсальный
характер (центра, оправки, патроны, планшайбы, столы и пр.).
Порядок установления технической, нормы и расчет ее составных частей 31
Специальные приспособления имеют ограниченное применение.
Факторами, определяющими продолжительность комплекса приемов,
связанного с установкой и снятием детали, приняты:
а) вес детали;
б) тип приспособления и способ крепления;
в) наличие и степень сложности выверки;
г) характер установочной поверхности детали (обработанная или необ-
работанная);
д) способ базирования, закрепления и количество зажимов (для спе-
циальных приспособлений).
В качестве главного фактора продолжительности принят вес детали, ока-
зывающий непосредственное влияние как на продолжительность отдельных
трудовых движений, так и на содержание и количество приемов в комплексе.
При одном и том же характере установки детали увеличение ее веса потре-
бует от рабочего выполнения лишних движений и большей напряженности.
Легкая деталь (до 1 кг) может быть захвачена пальцами одной руки и под-
несена к установочному приспособлению, а тяжелая (более 10 кг) деталь потре-
бует от рабочего повернуть корпус, нагнуться и захватить ее двумя руками.
Нормативами учитывается и ряд других факторов, оказывающих влия-
ние на время установки и снятия детали:
а) габаритный размер детали, увеличение которого, как правило, влечет
за собой увеличение времени на установку детали по сравнению с деталью
того же веса, но меньших габаритных размеров (длинный и короткий прутки
одного и того же веса);
б) способ установки и тип установочного приспособления: патрон с руч-
ным зажимом или пневматическим, оправка с гайкой или оправка с ролико-
вым зажимом, тиски с винтовым зажимом или пневматическим и т. п. тре-
буют различного времени для установки одинаковых деталей;
в) характер выверки: без выверки, по контуру размеченной поверхности,
рейсмусом, индикатором и пр.
Нормативы времени для нормирования комплекса приемов, связанных
с переходом. Вспомогательное время на комплекс приемов, связанных
с переходом, включает время:
а) на приемы управления станком, к которым относится включение подачи
и, когда это необходимо, пуск и остановка станка (прн работе с пробной
стружкой и пр.); продолжительность выполнения этих приемов зависит от
размера станка и конструкции механизмов управления станком (рубильник,
рычаг, кнопка и пр.);
б) на приемы перемещения частей станка, к которым относится подвод
к обрабатываемой поверхности и установка на размер инструмента и возвра-
щение инструмента в исходное положение; продолжительность выполнения
этих приемов зависит от длины (токарные, фрезерные, сверлильные станки)
или ширины (строгальные, долбежные станки) обрабатываемой поверхности,
определяющей расстояние перемещения инструмента; размеров стайка;
способа установки на стружку: с инструментом, установленным на размер,
с установкой инструмента по лимбу, со взятием одной, двух и более проб-
ных стружек и т. п.; требуемой точности обрабатываемой поверхности, влияю-
щей на количество пробных стружек, на количество промеров и на продол-
жительность одного измерения;
в) на приемы измерений, связанных со взятием пробных стружек, дли-
тельность которых зависит от диаметра и длины обрабатываемой поверхно-
сти, точности обработки и конструкции измерительного инструмента.
Нормативы на приемы вспомогательного времени, не вошедшие в ком-
плекс. К приемам вспомогательного времени, не вошедшим в комплекс
«Вспомогательное время, связанное с переходом», относятся:
32 Основные методические положения по нормированию станочных работ
а) приемы, связанные с изменением числа оборотов шпинделя (ходов
стола) и величины подачи; продолжительность этих приемов зависит от спо-
соба управления и размеров станка;
б) приемы смены инструмента, продолжительность которых зависит
от типа инструмента, конструкции держателей, патронов, оправок и т. п.;
в) приемы, связанные с перемещением и поворотом частей станка н при-
способлений: поворот каретки суппорта, перемещение бабки, поворот дели-
тельного приспособления на одну позицию, перемещение верхних или боко-
вых суппортов (строгальные, фрезерные и другие станки) и т. п.; продол-
жительность этих приемов в основном зависит от конструкции механизмов
управления и размеров станка.
Время на выполнение перечисленных приемов устанавливается отдельно
от времени на комплекс приемов «Вспомогательное время, связанное с пере-
ходом», и включается в норму штучного времени в размере, соответствующем
содержанию и характеру выполняемой работы.
Нормативы времени на измерения. Нормативы вспомогательного времени
на измерения предусматривают применение как универсальных, так и спе-
циальных измерительных инструментов.
Измерения могут производиться до начала обработки для определения
фактического припуска на обработку, в процессе обработки при взятии
пробных стружек и после обработки для проверки размеров детали.
Время на измерения при взятии пробных стружек включено в комплекс
приемов «Вспомогательное время, связанное с переходом».
Нормативами времени на измерение следует пользоваться при определе-
нии времени на контрольные промеры детали после ее обработки.
Необходимость и периодичность контрольных измерений следует уста-
навливать в каждом отдельном случае станочной обработки. Периодичность
контрольных измерений зависит:
а) от стабильности получаемых в результате обработки размеров, обус-
ловливаемой технологическим процессом и конструкцией режущего инстру-
мента;
б) от размеров обработки;
в) от допуска на обработку.
Если время на контрольные измерения перекрывается основным (техно-
логическим) временем, то оно не включается в норму штучного времени.
Таким образом, согласно нормативам, приведенным в справочнике,
расчет вспомогательного времени на операцию заключается в определении
И последующем суммировании:
1) времени на выполнение комплекса приемов, связанных с установкой
н снятием детали;
2) времени на выполнение комплекса приемов, связанных с переходом
(проходом);
3) времени на выполнение приемов, не вошедших в комплексы «Изменение
режима работы станка» и «Смена инструмента»;
4) времени на выполнение контрольных измерений.
III. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
В условиях серийного производства время на обслуживание рабочего
места не подразделяется на время технического и время организационного
обслуживания и приводится в нормативах в процентах от оперативного
времени.
Время обслуживания рабочего места предусматривает выполнение сле-
дующей работы:
1. По техническому обслуживанию рабочего места:
Порядок установления технической нормы и расчет ее составных частей 33
а) смену затупившегося инструмента или правку шлифовального круга;
б) регулировку и подналадку станка в процессе работы;
в) заправку инструмента оселком;
г) сметание стружки в процессе работы.
2. По организационному обслуживанию рабочего места:
а) осмотр и опробование оборудования;
б) раскладку инструмента в начале смены и уборка его по окончании
смены;
в) получение инструктажа от мастера в течение смены;
г) смазку и очистку стайка в течение смены;
д) уборку станка и рабочего места по окончании смены.
Величина затрат времени на обслуживание рабочего места зависит от
характера выполняемой работы, типа и размера стайка и Организационных
условий данного производства.
Время на обслуживание рабочего места, отдых и естественные надобности
рассчитывается по формуле
Той' + тотд = (То+т.) мин.,
где и аОгяд — соответственно время на обслуживание рабочего места,
перерыв на отдых и естественные надобности в процентах
от оперативного времени.
IV. Определение подготовительно-заключительного времени
Норма подготовительно-заключительного времени устанавливается на
обработку партии одинаковых деталей.
В условиях серийного производства в состав подготовительно-заключи-
тельного времени входит:
а) ознакомление с работой (с технологической картой, чертежом и т. п.);
б) настройка оборудования —смеиа и наладка установочных приспособ-
лений, смена и регулировка режущих инструментов, настройка механизмов
станка на выполнение различных видов работ и требуемый режим обработки;
в) пробная обработка деталей;
г) получение на рабочем месте заданий, материалов, заготовок, приспособ-
лений, инструмента, сдача готовой продукции и т. п.
Продолжительность подготовительно-заключительного времени зависит
от характера выполняемой работы, организации труда и производства.
Приведенные в справочнике нормативы подготовительно-заключитель-
ного времени разработаны для каждого вида станочной обработки в зависи-
мости от группы оборудования и главнейших факторов, определяющих состав
н продолжительность приемов подготовительно-заключительной работы.
Согласно нормативам норма подготовительно-заключительного времени
определяется, как сумма двух укрупненных комплексов времени:
а) времени на наладку станка, зависящего от способа установки детали
и количества инструментов, участвующих при выполнении операции;
б) времени, затрачиваемого в случаях наладки станков на специальные
виды обработки с дополнительными редко применяемыми приспособлениями
или устройствами, предусмотренными технологическим процессом на данную
операцию.
Кроме того, нормативы предусматривают дополнительное время на
имеющиеся на отдельных заводах условия организации производства, при
которых доставка инструмента, приспособлений в начале и сдача их по
окончании работы производится самим исполнителем работы.
3 Справочвак нормировщика 98
ГЛАВА Н
НОРМИРОВАНИЕ ТОКАРНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В данной главе приведены нормативные материалы (режимы резания
и вспомогательное время) для расчета технически обоснованных норм вре-
мени на работы, выполняемые на токарио-центровых и карусельных станках:
продольную и поперечную обточку, расточку, фасонную обточку, прорезку
и отрезку, а также включены нормативы оперативного времени, связан-
ного с переходом на центровку и правку валов, проточку шеек валов под
люнет, проточку галтелей и снятие фасок, накатку и обработку цилиндри-
ческих и торцовых поверхностей шлифовальной шкуркой.
По резьбонарезанию, сверлению, зенкерованию и развертыванию в данной
главе приведены лишь материалы для нормирования вспомогательного вре-
мени. Режимы резания для этих работ даны в главах III и/VI.
Нормативы даются для обработки углеродистых и легированных кон-
струкционных сталей, жаропрочных сталей, серого и ковкого чугуна и бронзы
инструментом, оснащенным пластинками из твердого сплава, минералокера-
мическими пластинками марки ЦМ332 и быстрорежущей сталью PI8.
I. Определение режима резания
Определение режима резания состоит в выборе по заданным условиям
обработки (т. е. технических требований к чистоте и точности
обработанной поверхности, конструкции режущего инструмента и мате-
риала его режущей части, физико-механических свойств обрабатываемого
материала, допустимого износа инструмента, его стойкости и геометрических
параметров режущей части) наивыгоднейшего сочетания глубины резания,
подачи и скорости резания, обеспечивающих наименьшую трудоемкость
и себестоимость выполнения операции при наиболее полном использовании
режущих свойств инструмента и эксплуатационных возможностей станка.
Режимы резания устанавливаются в следующем порядке:
1) вначале определяют глубину резания t в мм и число проходов;
2) выбирают подачу s в мм!об\
3) определяют нормативную скорость резания v в м/мин и соответствую-
щее ей число оборотов п в минуту, допустимые заданным периодом стойкости
режущего инструмента;
4) по выбранным глубине резания, подаче и скорости резания определяют
усилие и мощность, потребную на резание;
5) проверяют возможность осуществления выбранного режима резания
на заданном станке по его эксплуатационным данным;
6) корректируют выбранный режим по станку в соответствии с его паспорт-
ными данными.
Глубина резания и число проходов. Как правило, при черновом точении
весь припуск на черновое точение целесообразно снимать за один проход.
Методические указания
35
При черновых проходах с продолжительным машинным временем, когда
установление более высоких режимов резания лимитируется мощностью
станка, в ряде случаев бывает более выгодным снимать припуск за несколько
проходов. Целесообразность этого должна определяться путем сравнитель-
ного расчета продолжительности оперативного времени, необходимого для
выполнения данного перехода при различном числе проходов.
Деление припуска на несколько проходов производится также при полу-
чистовом и чистовом точении нежестких деталей, а также при обработке рез-
цами с дополнительной режущей кромкой ф! = 0°.
Подача. Для достижения большей производительности подачи сле-
дует устанавливать возможно большими, что также оказывает положитель-
ное влияние и на создание условий для безвнбрационной работы.
Основными факторами, ограничивающими величину подачи, являются:
а) требования, предъявляемые к чистоте и точности обрабатываемой
поверхности;
б) эксплуатационные данные станка;
в) прочность инструмента (державки и материала режущей части инстру-
мента);
г) жесткость системы станок—деталь — инструмент.
Для предварительной обработки, когда чистота поверхности не обуслов-
ливается подачи для резцов, оснащенных пластинками твердого сплава
и быстрорежущей стали Р18, для точения на токарных и карусельных
станках следует устанавливать по карте 4, для растачивания на токар-
ных станках — по карте 5, на карусельных стайках — по карте 6.
Подачи в зависимости от заданной чистоты поверхности приведены
в карте 7.
Для точения резцами, оснащенными минералокерамическими пластин-
ками, подачи приведены в карте 18.
При получистовом и чистовом точении подачи, установленные по картё 7,
необходимо проверить по данным карт 8—12. Для этого по картам 8—10
определяют допустимую д(тя данного класса точности радиальную составля-
ющую усилия резания Ру в кг, а по картам 11—12 — величину подачи,
соответствующую допустимому значению радиальной составляющей усилия
резания.
Допустимая для данного прогиба радиальная составляющая силы резания
(карты 8—10) определена по формулам:
обработка в центрах
f .
' ~ 70EJ ’
обработка в патроне с поджатием центром задней бабки
f — •
1 ~ 140EJ ’
обработка в патроне
где / — прогиб детали в мм (f = 0,25 Д; А — допуск на диаметр в мм};
Ру — допустимая радиальная составляющая силы резания в кг;
L — расстояние между опорами или вылет детали (см. эскизы в картах
8—Ю);
Е — модуль упругости, равный 20 000 кг!см* (для стали);
J — момент инерции, равный 0,05 £>*;
D — диаметр обрабатываемой детали в мм.
3*
36
Нормирование токарных работ
Подачи, допустимые по прогибу детали (карты 11—12), определены
из формул радиальной составляющей силы резаиия, приведенных в табл. 2
и 3. При этом для предварительных расчетов скорость резания принята рав-
ной 100 м/мин.
При недостаточной мощности станка и значительных глубинах резания
установленные по указанным выше картам подачи могут вызвать необходи-
мость работы со скоростями резаиия меньше 50 м/мин, что при обработке
конструкционных сталей резцами, оснащенными пластинками твердого
сплава, нежелательно. Исходя из этого, выбранную подачу следует прове-
рить по карте 13. Подачи, приведенные в этой карте, позволяют вести обра-
ботку со скоростью v = 50 м!мин.
При черновой обработке с большими сечениями стружки выбранную по
карте 4 подачу следует также проверить по прочности державки резца
(карта 14) и прочности пластинки твердого сплава (карта 15).
Подачи, допустимые прочностью державки резца (карта 14), определены
по формулам Рг, приведенным в табл. 2 и 3, и формулам, определяющим
тангенциальную силу резания, допустимую прочностью державки резца:
где В и Н — соответственно ширина и высота державки резца в мм;
I — вылет резца в мм;
аи — допустимое сопротивление изгибу, принятое равным
24 кг!мм\
Подачи, допустимые прочностью пластинки твердого сплава (карта 15),
определены из формул Рг, приведенных в табл. 2 и 3, и формулы, определяю-
щей тангенциальную силу резания, допустимую прочностью пластинки
твердого сплава:
Р _ 34f0.77cl,25 ( SinCffM-»
г \ sin <р ) ’
где с — толщина пластинки в чм;
Ф — главный угол в плане в град.;
t — глубина резания в мм.
Если окажется, что подачи по картам 14 или 15 меньше подачи, рекомен-
дуемых по карте 4,то подачи по картам 14 и 15 следует принимать только
в том случае, если не представится возможным провести мероприятия, обес-
печивающие возможность работы с большими подачами (уменьшение вылета
резца, увеличение размеров его сечения, увеличение толщины пластинки
твердого сплава и др.).
В большинстве случаев прочность механизма подачи станка не лимити-
рует величину подачи, так как при увеличении пода.чи s > 1 мм!об усилие
подачи увеличивается незначительно. Поэтому проверку выбраииой подачи
по прочности механизма подачи станка следует производить только в сом-
нительных случаях (при больших сечениях стружки и высоких прочностях
обрабатываемого материала) после установления скорости резания.
Приведенные в картах 4—18 подачи следует рассматривать как средние
отправные величины, которые должны уточняться в конкретных производ-
ственных условиях.
Найденную по указанным выше картам подачу (наименьшую) заменяют
ближайшей подачей из числа имеющихся иа станке.
Скорость резания. По выбранным глубине резания t й подаче s опре-
деляют скорость резания и, усилие резания Рг и мощность, потребную
иа резание N3.
Методические указания
37
Значения величин скоростей и усилий резания приведены в соответствую-
щих картах. Они рассчитаны по формулам, приведенным в табл. 1—3. В этих
же таблицах приведена и принятые для расчета значения постоянных коэф-
фициентов и показателей степеней.
При расчете скоростей и усилий резаиия были приняты:
а) износ по задней грани резца по табл. 4;
б) период стойкости резцов всех типов Т — 60 мин., кроме фасонных,
для которых период стойкости принят 120 мин.;
в) геометрические параметры режущей части инструмента по картам 2
и 3;
г) для поперечного точения (подрезки) отношение -g- = 0 -г- 0,4, где
D и d — максимальный и минимальный диаметры подрезки;
д) при обработке резцами из быстрорежущей стали работа с охлажде-
нием; при обработке резцами, оснащенными пластинками твердого сплава
и минералокерамическими ЦМ332, — без охлаждения.
Для измененных условий эксплуатации резцов, а также для растачивания
в карте 45 приводятся поправочные коэффициенты к скоростям резаиия,
усилиям резания и мощности, потребной на резание, в соответствии с кото-
рыми пересчитываются скорость, усилие резаиия и мощность v, Рг и N3,
определенные по картам режимов резания.
Мощность, потребная на резание Na, подсчитана по формуле
9 ~ '6120 квгп’ (1)
где Р2 — тангенциальное усилие резаиия в кг;
v — скорость резания в м!мин.
По найденной скорости резания определяют число оборотов шпинделя
в минуту по формуле I
где пт — число оборотов шпинделя в минуту (по принятому периоду стой-
кости инструмента);
v — скорость резания в м!мин, определенная по нормативам;
D — диаметр обрабатываемой поверхности в мм (для поперечного точе-
ния, прорезки и отрезки — наибольший диаметр).
Если на станке нет бесступенчатого регулирования чисел оборотов, то
найденное по формуле (2) число оборотов шпинделя заменяют ближайшим
из имеющихся на данном станке и определяют скорость резания по формуле
v = ~F0(F м/мин. (3)
Проверка режима резания по паспортным данным станка. Выбранный
режим резания должен удовлетворять следующим условиям:
Р'<РЫ
Na<Nai\Kn-,
Ка<Нш. с.
где Рх — сила подачи в кг;
Pt — сила подачи, допустимая прочностью механизма подачи стайка,
в кг (определяется по паспорту станка);
Зависимости, принятые для расчета скорости резания при точении
Резцы со вспомогательным углом в плане <Pi > 0°
Таблица 1
Обрабатываемый Мате- режу- Пределы значений Зависимости для определения Наружное продольное точение Торцовое точение
Главный угол в плане ф 1 в град.
30 | 46 | 45 | 60 | 90 1 '5 1 45 1 45 1 90
материал щего инстру- глубины резания и подачи скорости резания в м/мин Вспои югательный угол в плане (pi в град.
мента 10 | 10 | 45 1 30 | ю |i 1 90 1 10 I 45 | 10
Значения коэффициента Сц
s < 0,3 мм/об Су 356 315 290 255 362
V =
Т5КЮ s < 0,75 мм/об Ср 296 241
V =а j4),2z0.15s0,35 255
s > 0,75 мм/об 288 235
Стали углеро- дистые, хромистые и хромоникелевые 70,2^0,15s0,45
конструкционные, □t = 65 кг/мм2 s < 0,3 мм/об s < 0,75 мм/об Су 548 455 485 403 446 371 446 \ 393 485
Т15К6 -pO,2tO,l5sQ,2 cv 797 606
7’0,2;0.15s0,35 662 504 463
s > 0,75 мм/об V = Су 444 393 362
уОД/0.15,0,45 491 452
Нормирование токарных работ
Методические указания
39
Наружное продольное точение | Торцовое точение 1 4 © 1 1 30 j 45 I 45 j 60 | 90 || 15 | 45 | 45 ) 90 4 £ | 2 i s s s 1 1 1 S3 s
| 10 | 10 | 45 | 30 | 10 11 90 | 10 | 45 1 1 1 3 s
s s i 1 1 1 $ §
2 § § S 8 5 1 1 1 2 3 So s ?
gj s <0,10 io 2 § S £ s
Й - 3 CD Ю u3 § § S o- 2
s s & <o to i25 § <3 ° § *
S g 2 sag 1 s
h 1- ц «а Is « «3 № » s’ o s’ о a° Cj сЦ О о* О о I 1 |C “ J 11 Iй- Is- Is. <J ри U& Up" И II II ' о® a« =? & 3° 2° U U i i о и
lb li’ E *- s < 0,3 мм/об s < 0,75 мм/об s > 0,75 леж/об s < 0,3 мм/об t<2 mm s < 0,3 мм/об i <7 мм s < 0,7 мм/об t <7 мм s < 0,3 мм/об s < 0,3 мм/об \
i 5 X°£b Hjsy T30K4 1 ЦМ332 1 2 S f- H
II4 8 t|l!i s-sga Шр gsg to Стали легиро- ванные закален- ные, аь — 165 кг/мм3, HRC 50
3*
40
Нормирование токарных работ
Наружное продольное точение || Торцовое точение 1 2 1 06 I S* | S* 1 91 & X i 10 || 90 | 10 | 45 | 10 | s I 8 S CO CM a §
§ 3 a
£ * £ ' £ §
1 1 1 1 1
$ £ £ S S В
8 S | 10 | 45 | 30 | s § * a §
§ 2 a a
S 8 CO CM § g
2 § § g a
h 1: l! «8. il- ls 4 « =1 ”. o “f t, sf II I 1 i J 1 I 1 1
ii HI ip h" E u go/** i > s t <2 мм s < 0,4 мм/об t^2 мм . s < 0,4 мм/об s > 0,4 мм'об
• sS-bp T15K6 2 Cfl 2 tn
ii || 8 Сталь жаропроч- ная 1X18H9T (ЭЯ1Т) Чугун ковкий, НВ 150 3* 8 Тяз at:
Обрабатываемы* материал риал режу- щего Пределы значений глубины резания Зависимости для определения скорости резания а м/мин Наружное продольное точение | Торцовое точение
Главны* угол в плане <р в град.
30 1 « 1 «| 60 | 90 | 15 1 « 1 « 1 90
Вспомогательный угол в плане <pt в град.
10 1 >о 1 « 1 30 | 10 || 90 1 ‘° 1 « 1 ч>
Значения коэффициента Сц
Л “р“#' ЦМ332 s < 0,5 мм/об Сд ° — j-O,43t0,2sQ,i 1560 1560 1560 1090 935 - - - -
Бронза, НВ 200-240 ВК8 s < 0,4 мм/об s > 0,4 мм/об Су ° = T0.2(0.13s0,2 С„ ° = 7’0,2/0.2s0.4 - 917 810 197 810 808 714 670 592 - 1090 960 1010 890 794 702
Сталь углеро- дистая, конструк- ционная, аь = 65 кг/мм* Р18 s < 0,25 мм/об s > 0,25 мм/об ° = 7-0,125^0.28^33 ° = т<0.125|0,26j0.ee 136 86 *108 68 94 59 83 52 71 45 147 93 112 71 98 61 74 47
Методические у»
42
Нормирование токарных работ
Зависимости, принятые для определения сил резания при точении
Резцы с вспомогательным углом в плане <pt > 0°
Таблица 2
Материал режущего Главный угол в плане <р в град.
Обраба- тываемый Зависимости для определения сил резання в кг 15 I 30 1 45 | 60 | 90
материал Значения коэффициентов Ср
Pz = Cp2Zs0’75 223 194 180 476 194
Р18 Py = Cpf^73 — 183 112 79 49
p^Cp/W65 - 42 60 76 109
Стали Pz = Cp2tsn-75v-°-'5 378 308 285 268 253
углеро- дистые, хромистые и хромо- Т5К10 Т15К6 Т30К4 (при s < 0,75) px = Cpxts°'Jv-°A - 258 229 198 291 152 326 99 344
оь = = 65 кг/ммг (при s > 0,75) Px = Срх150-2о-0а - 212 271 301 316
Pz = Cp/-95S°-75O-°’15 — 259 240 225 214
ЦМ332 py = Cpyfi-7s0A5v-°-l№ — 126 97 75 49
Pz = Cp/^v-0-22 - 54,6 70 78 82
Сталь
жаро- прочная 1Х18Н9Т (ЭЯ1Т) Т15К6 Pz = Cpzts^ - 225 204 200 225
Чугун ковкий, НВ 150 ВК8 Pz = Cp2ts°-75 py = cP/V-75 Px = Cpxrs°'4 - 87,5 56 30 81 43 38,2 76 33 42,4 72 21,5 44,6
Pz = Cptts^ 99 92 86,5 82
ВК6 Py = CPW'7* — 70 54 41,6 27
Чугун серый, НВ 190 Px = Cpxts0A - 36 46 51 54
Pz = Cp2r°-9s0-65 — 112 104 98 87
ЦМ332 P„ = Cp^s0-35 — 92 71 55 36
Px = Cp^/S0,35 - 32 41 45 48
Бронза, НВ 200-240 ВК8 Pz = Cptts^ - - 41,3 39,7 38
Методические указания
43
Таблица 3
Зависимости, принятые для расчета скорости и сил резания при точении резцами
с дополнительной режущей кромкой (q>i = 0°), отрезке и фасонном точении
Вид Обрабаты- Материал Пре- дел Зависимости для определения скорости в плане ф в град.
боткн материал бины резания в м/мин и сил резания I ! кг 45 | 90
подачи Значения цнентов
Со 330 330 364 228 228 364
углеро- дистые, v— jO. 18^0.15 Cq
никелевые конструк- Т15К6 v~ j-0,18^0,15s0,3 Рг = CP W^-o.is
Точение резцами с допол- нитель- аь = = 65 кг/мм2 - rt * о 290 209 145 245
ной режущей t< s 1 V Cv 320 320 123 256 256 123
кромкой Ф1 = 0° Чугун серый, НВ 190 v — 2-0.28^0,4^,2
ВК6 t > s v — j-0.28,0,2,.0.4 Рг = Cp^s0-85
— Py = CPytMs°-5 61 30,5
- P^Cp/^s^ 24 28
Сталь углеро- дистая, вь = = 65 кг'мм2 Р18 v — 2-0.25-0.ee Pz — Cptts - 24,2 220
Стали угле- родистые, хромистые и хромо- никелевые, оь = = 65 кг 1мм2 Cv 54,4 388 141
Т5К10 - V ~ Рг = Ср/°-72s°’8 Р, = Ср/'735°’67 -
Чугуи ков- кий, НВ 150 cn 47,0 140
Р18 - u — JO-^S0’50 P2 = Cpjs -
22,5 158
Чугун се- рый, НВ 190 Р18 - V — p0,15$0.4 P2 = Cpzts -
В Кб 68,5
v “ jO-V-4
углеро- дистая, ОЬ = = 65 кг/мм2 Cp 29 189
ное точение Р18 - ~ y0,3s0,5 Pz^Cp^0-75
44
Нормирование токарных работ
Таблица 4
Средние величины допустимого износа резцов
в зависимости от условия работы и характера обработки
Материал режущей инструмента резца Обрабатываемый материал Характер обработки по задней
Р18 Проходной и подрезной Стали углеродистые н легированные, кон- струкционные и ковкий чугун Продольное н попе- речное точение с охла- ждением 1,5-2,0
Прорезной Прорезка и отрезка с охлаждением 0,8-1,0
Чугун серый Прорезка и отрезка без охлаждения 1,5—2,0
Фасонный Сталь Фасонное точение с охлаждением 0,4-0,5
Т5К10, Т15К6 и Т30К4 Проходной и подрезной Стали углеродистые и легированные, кон- струкционные Продольное н попе- речное точение без охлаждения 1,0—1,2
Т15К6 Стали жаропрочные Продольное и попе- речное точение без охла- ждения 0,8—1,0
ЦМ332 Проходной Стали углеродистые и легированные конструк- ционные Продольное точение без охлаждения: <р = 45° <р = 90° 0,5-0,7 0,4—0,6
Серый чугун Продольное точение без охлаждения 0,5-0,7
ВК8 Бронза (при s<0,4 мм/об) 0,8-1,0 (прн s>0,4 мм/об)
ВК6 Проходной и подрезной Серый и ковкнй чугун Продольное и попе- речное точение без охлаждения 0,8-1,0
Т15К6 ВК6 Проходной Ф1 = 0° Стали углеродистые и легированные кон- струкционные Продольное точение без охлаждения 0,7—0,9
Серый чугун 0,8—1,0
Т15К6 Проходной и подрезной Стали закаленные Продольное и попе- речное точение без охлаждения 0,8— 1,0
Методические указания
45
N3 — мощность, потребная на резание, в кет [определяется по картам
режимов резания или по формуле (1)];
Л — к. п. д. станка (определяется по паспорту);
Кп — коэффициент допустимой перегрузки электродвигателя, устанав-
ливаемый в соответствии с его эксплуатационными возможностями;
при кратковременном периоде резания(до 2 мин.) для большинства
электродвигателей можно принимать Кп — 1,5;
с. з — мощность на шпинделе, допустимая прочностью слабых звеньев
кинематической цепи станка, в кет.
Как указано выше, проверка режима по первому условию осуществляется
в сомнительных случаях (при больших сечениях стружки и высоких проч-
ностях обрабатываемого материала). Если выбранный режим не удовлетво-
ряет первому условию, необходимо соответственно уменьшить выбранную
подачу, если же выбранный режим резания не удовлетворяет второму или
третьему условию, необходимо соответственно снизить число оборотов.
При обработке стали резцами, оснащенными пластинками твердого сплава,
число оборотов следует снижать до такого значения, которое обеспечивает
скорость резания не ниже 50 м!мин. Если и при таком снижении числа обо-
ротов мощность станка окажется недостаточной, необходимо снизить подачу
или увеличить число проходов.
II. Определение основного (технологического) времени
После проверки и корректировки режима резания по станку определяют
основное (технологическое) время по формуле
где I — длина обрабатываемой поверхности в направлении подачи, опреде-
ляемая по чертежу детали и равная при наружной обточке и расточке
длине обрабатываемой поверхности в мм; при торцовой обточке,
отрезке и прорезке половине разности между начальным и конеч-
ным диаметрами обрабатываемой поверхности в мм;
lt — величина врезания и перебега инструмента в мм (см. карту 65);
—дополнительная длина на взятие пробной стружки, учитываемая
при точении резцами, кроме фасонных, отрезных и прорезных в мм
(см. карту 66).
Ill. Определение вспомогательного времени
Расчет вспомогательного времени на операцию в условиях серийного
производства заключается в определении:
а) времени на установку и снятие детали;
б) времени, связанного с переходом;
в) времени на контрольные промеры обработанной поверхности.
Нормативы времени на установку и снятие деталей даны в картах 51 —57
для токарных станков и в картах 58—59 для карусельных станков. В картах
приведено время на типовые способы установки, выверки и крепления дета-
лей в серийном производстве. В качестве главного фактора, влияющего
на продолжительность этих приемов, принят вес детали. В отдельных слу-
чаях, кроме веса, учитывается и длина детали.
Кроме веса и длины, учтено влияние на продолжительность следующих
факторов;
а) способа крепления детали;
б) наличия или отсутствия выверки;
в) характера выверки;
г) характера установочной поверхности.
46
Нормирование токарных работ
Время в указанных картах дается на комплекс приемов «Установить
деталь и снять» с учетом такой организации рабочего места, при которой
детали при установке их вручную находятся на расстоянии 0,5—1 м от станка.
Нормативы времени, связанного с переходом, даны в картах 60—61 для
токарных станков и в картах 62—63 для карусельных станков.
Карты вспомогательного времени, связанного с переходом, содержат
время на комплекс приемов управления станком, связанных с проходом,
и время на приемы, связанные с переходом, не вошедшие в комплексы.
Время на комплекс приемов управления станком, связанных с проходом
(карты 60 и 62), включает время на приемы установки инструмента
на стружку, включения и выключения подачи, подвода инструмента к детали,-
время на отвод инструмента, на перемещение узлов станка в исходное поло-
жение, на включение и выключение станка в тех случаях, когда это необхо-
димо для измерения детали в процессе обработки (при работе с пробной
стружкой), и другие приемы, связанные с выполнением того или иного про-
хода.
При ручном перемещении узлов станка в комплексы включено время
на перемещение на определенную длину (эта длина указана в соответствую-
щих картах). При необходимости перемещения на большую длину в приме-
чаниях к картам дано дополнительное время, которое следует добавлять
ко времени на проход.
Для станков, работающих с автоматическим ускоренным перемещением
узлов, вспомогательное время на проход следует устанавливать по соот-
ветствующим картам (по графе «Автоматическое перемещение суппорта»)
и суммировать со временем на автоматическое перемещение, которое опре-
деляется по формуле
t, „ = мин.,
где ta,n — вспомогательное время на перемещение в мин.;
1п — длина перемещения в ж;
ип — скорость автоматического перемещения в м/мин (определяется
по паспорту станка).
В комплекс приемов, связанных с проходом при работе с пробной
стружкой, не включено время резания. Это время, как указано выше, учи-
тывается при расчете основного (технологического) времени путем включения
в расчетную длину обработки дополнительных длин на взятие пробных
стружек (см. карту 66).
Время на приемы, связанные с переходом, не вошедшие в комплексы,
приведено в картах 61 и 63. К таким приемам относятся изменение режима
работы станка (числа оборотов, подачи), поворот резцовой головки, смена
инструмента и др.
Нормативы времени на контрольные промеры обработанной поверхности
приведены в карте 64 для различных инструментов, применяемых при выпол-
нении работ на токарных и карусельных станках. Время дано в зависимости
от видов инструмента, способа и точности измерения и размеров измеряемой
поверхности.
Картой 64 следует пользоваться при установлении времени на контрольные
измерения, производимые только после выполнения перехода или операции.
Время на измерения, производимые в процессе работы (при взятии пробной
стружки), включено во время, связанное с проходом (см. карты 60 и 62).
Следует иметь в виду, что время на контрольные измерения нужно вклю-
чать в норму только в тех случаях, когда эти измерения не могут быть про-
изведены во время автоматической работы станка.
Примеры расчета норм времени
47
IV. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
В картах 49 и 50 время на обслуживание рабочего места, отдых и есте-
ственные надобности дано в процентах от оперативного времени и преду-
сматривает выполнение следующей работы: по техническому обслуживанию
рабочего места — смену инструмента вследствие затупления, регулировку
и подналадку станка в процессе работы, сметание стружки в процессе
работы; по организационному обслуживанию рабочего места — осмотр, опро-
бование оборудования, раскладку инструмента в начале и уборку его по
окончании смены, смазку и чистку станка и получение инструмента в те-
чение работы.
Время перерывов на отдых и естественные надобности установлено
в размере 4°о оперативного времени.
Время на обслуживание рабочего места, перерывов на отдых и естествен-
ные надобности рассчитывается по формуле
Г> т _________ IT Т \ аобс аотд
обе “Г 1 отд ’ X1 о Т 1 в) 100 МИН.,
где и аотЭ — соответственно время на обслуживание рабочего места,
отдых и естественные надобности в процентах от опера-
тивного времени.
V. Определение подготовительно-заключительного времени
Норма подготовительно-заключительного времени определяется по кар-
там 49 и 50, как сумма слагаемых:
а) времени на наладку станка, зависящего от способа установки детали
и количества инструментов, участвующих в выполнении операции;
б) времени, затрачиваемого в случаях работы с каким-либо дополнитель-
ным, нерегулярно встречающимся в работе приспособлением или устрой-
ством, предусмотренным технологическим процессом на данную операцию.
Подготовительно-заключительное время дано в нормативах в зависимости
от способа установки детали и приспособления на станке, размера станка
и рассчитано на организационные условия производства, при которых
доставка технической документации, нарядов, инструмента и приспособле-
ний к рабочему месту производится вспомогательным обслуживающим пер-
соналом.
Вмебте с этим нормативы учитывают имеющиеся на отдельных заводах
условия, когда доставка инструмента и приспособлений в начале и сдача
их по окончании работы производится самим исполнителем работы. Для этих
условий производства в картах подготовительно-заключительного времени
в разделе В предусматривается дополнительное время на выполнение этой
работы.
ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
Для пояснения методики назначения и расчета режима резания и техни-
чески обоснованной нормы времени иа основе нормативных материалов при-
ведены нормировочные карты 1, 2, 3 и расчетные листы к ним.
ПРИМЕР 1
Расчетный лист к нормировочной карте 1
Исходные данные
Деталь — валик.
Операция — предварительная обточка.
Станок — токарно-винторезный модели 1А62 завода «Красный пролета-
рий».
48
Нормирование токарных работ
Завод Цех Составил
Участок или группа Проверил
Утвердил
Подготовительно-заключительное время в мии.
Основное время в мин.
Время на обслуживание рабочего места, отдых
и естественные надобности в мин.
Норма штучного времени в мин.
2. Наимено- переходов собление Инструмент Расчетные размеры обработки в мм 1 с £ у
режущи в те льный
1 § 5 И & g J. 1
1 2 3 4 5 6 7 8 9 10 11
1 2 Обточить до 068 мм Обточить до 072 мм Само- центри- рующий патрон Резец проход- ной, прямой', оснащенный твер- дым сплавом Т5К10: <р ^45° Штан- ген- циркуль 80 80 275 125 8 6 283 131 6 4 1 1
Примеры расчета норм времени
49
Дата НОРМИРОВОЧНАЯ КАРТА 1 Изделие
10 2,24 1& 0,22 3,53 Операция № 2 Наименование операции: предва- рительная обточка Разряд работы Станок: токарно-винторезный Модель н фирма: 1А62 завода лК росный пролетарий» ' Инвентарный № Паспорт № Число стайкой, обслуживаемых рабочим 1 Число одновременно устанавли- ваемых деталей 1 № детали 13-85 Наименование детали Валик
№ Чертежа 374
Количество деталей иа 1-изделие 1
Род и размер заго- товки Прокат, сталь 45 аь = 55 кг/мм1
Вес черный 19 кг Размер партии 35 шт.
Вспомогательное время
Режим обработки
0,7
58
76,6
230
305
1J6
0,55
0,15
2,24
0,55
0,3
0,02
0,02
0,04
0,04
0,08
0,06
0,06
0,12
0J82
0,25
1/Л
0$
4* Справочник иормкровщика 99
50
Нормирование токарных работ
Род и размер заготовки — прокат, сталь 45; <уь = 55 кг/мм2; D = 80 мм;
вес 19 кг.
Инструмент — резец проходной прямой, оснащенный пластинкой твер-
дого сплава Т5К10; <р = 45°; <рг = 10°; с = 4 мм, В X Н — 25 X 25 мм;
I = 1,5 Н.
Условия выполнения операции: операция выполняется в два перехода;
заготовка устанавливается в самоцентрирующий патрон с поджатием центром
задней бабки.
Размер партии 35 шт.
Паспортные данные токарно-винторезного станка модели 1А62
Число оборотов шпинделя в минуту 150; 184; 230; 305; 380; 480; 600; 770; 960; 1200
Наибольшая мощность на шпинделе, допустимая мощностью элек трод вига - теля в кет 5,8
прочностью слабых звеньев кинематической цепи Уш. с. з в квт 7,8
Подачи продольные s в мм/об 0,66, 0,7; 0,8; 0,9; 0,96; 1,0, 1,10; 1,2; 1,3; 1,42; 1,60; 1,82, 1,92; 2,00; 2,22; 2,42, 2,56, 2,92; 3,18
Мощность электродвигателя Ng в кет 7,8
Примечание. Ряд малы х чисел оборотов и подач не приводится.
1. Выбор марки материала и геометрических параметров режущей
части резца
По карте 1 для черновой обработки конструкционной стали выбирается
инструмент с твердым сплавом Т5КЮ.
По карте 2 в зависимости от назначения резца устанавливается форма
передней поверхности и геометрические параметры режущей части головки
резца, в соответствии с которыми производится его заточка.
Для обточки на проход в условиях жесткой системы применяется резец
с главным углом в плане ср = 45°; <р, = 10°; у = 12°; а = 8°; X = 5°; г —
= 1 мм; f — 0,6 мм; yf — — 5°.
2. Определение режима обработки
Первый переход; обточить до диаметра 68 мм.
Определение глубины резани я. Глубину резания при-
нимаем равной припуску на обработку t = 6 мм.
Выбор подачи, а) По карте 4 определяем значение подачи для чер-
нового точения. Для державки резца сечением 25 X 25 мм, диаметра
обработки до 100 мм н глубины резания до 8 мм рекомендуемая подача
s = 0,5 — 0,7 мм/об.
Примеры расчета норм времени
51
б) Проверяем допустимость подачи, рекомендуемой картой 4, по мощности
электродвигателя (карта 13), прочности державки резца (карта 14) и проч-
ности пластинки твердого сплава (карта 15).
По карте 13 для глубины резания t = 6 мм, мощности электродвигателя
Nd = 8 кет и для резца с <pj > 0° допускается подача s = 0,7 мм/об. В этой
же карте для ct^ih с пределом прочности оь = 55 кг/мм2 находим поправоч-
ный коэффициент KMs = 1,07. Следовательно, подача, допустимая мощностью
электродвигателя (нз условий обеспечения работы для твердого сплава
со скоростью не ниже 50 м/мин), будет:
s= 0,7-1,07 = 0,75 мм/об.
По карте 14 для резца с державкой сечением 25 X 25 мм и глубины реза-
ния t = 6 мм находим подачу s > 3 мм/об. Умножая эту подачу на поправоч-
ные коэффициенты Кя = 1,07, соответствующий стали с пределом прочности
Oj = 55 кг/мм2, и Кя = 0,58, соответствующий вылету резца I — 1,5 Н,
находим подачу, допустимую прочностью державки резца:
s > 3 • 1,07 - 0,58 > 1,86 мм/об.
По карте 15 для резца с главным углом в плане ср = 45°, толщиной пла-
стинки твердого сплава с = 4 мм и глубины резания t = 6 мм находим
подачу s= 1,11 мм/об. С учетом поправочного коэффициента для стали
оь = 55 кг/мм2, Кя — 1,07 допустимая подача равна
s= 1,11-1,07= 1,19 мм/об.
Из сопоставления подач, определенных по картам 13 (з = 0,75 мм/об),
14 (s > 1,86 мм/об) и 15 (s = 1,19 мм/об), видим, что величину подачи лими-
тирует мощность электродвигателя. Но подача, допустимая мощностью элек-
тродвигателя, не ограничивает максимальной нодачи, рекомендуемой картой
13, т. е. подачи s = 0,7 мм/об. Такая подача (см. паспорт) имеется на станке,
ее и принимаем для первого перехода.
Выбор скорости резания и числа оборотов
шпинделя в минуту. По карте 19 (лист 1) для глубины резания
t = 6 мм, резца проходного прямого с главным углом в плане <р = 45° для
s = 0,7 мм находим и = 100 м/мин\ Рг = 663 кг; = 10,7 кет.
По карте 45 определяем поправочные коэффициенты для измененных усло-
вий работы резца. В данном примере необходимо учесть только поправочный
коэффициент в зависимости от предела прочности обрабатываемого мате-
риала аь.
Для оь = 55 кг/мм2 по карте 45 (лист 2) находим Кя„ = 1,18; КЯрг =
= 0,92; К = 1,09.
Следовательно, для заданных условий обработки нормативные значения v,
Р, и N. составляют
v = 100-1,18 = 118 м/мин;
Рг= 663-0,92 = 610 кг\
N3 — 10,7-1,09 = 11,6 кет.
Найденный режим не может быть осуществлен на заданном станке, так
как эффективная мощность, потребная на резание (N3 =11,6 кет), выше
мощности иа шпинделе, допустимой как номинальной мощностью электро-
двигателя (5,8 кет, см. стр. 50), так и прочностью слабых звеньев кинемати-
ческой* цепи (7,8 кет).
Необходимо уменьшить скорость резания. Коэффициент изменения ско-
рости резания зависит от отношения мощности на шпинделе, допустимой
52
Нормирование токарных работ
станком, к мощности по нормативам. В данном примере это отношение будет
5'8 _ о с
ТГ6 “ и-5-
По карте 45 (лист 7) для этого отношения находим коэффициент изменения
скорости резания Kv — 0,44. Скорость резания, установленная по мощности
станка, v — 118-0,44 => 52 м/мин. Находим потребное числооборотов шпин-
деля в минуту:
1000о
П~ лй
1000-52
3,14-80
= 208.
На станке имеется (см. папортные данные) п = 184 и п = 230 об/мин.
Выбираем п = 230 об/мин, что приведет к незначительной перегрузке
мотора, практически допустимой.
Окончательно для первого прохода подача s = 0,7 мм/об ил = 230 об/мин.
Фактическая скорость резания
л£>л 3,14-80-230 со ,
Ц=Ю00 = 1000 = 58 м!мин-
Второй переход. Обточить до диаметра 72 мм.
Определение глубины резания. Глубину резания при-
нимаем равной припуску t = 4 мм.
Выбор подачи, а) По карте 4 для сечения державки резца 25 X
X 25 мм, диаметра обработки до 100 мм и глубины резания до 5 мм рекомен-
дуется подача s = 0,7 — 0,9 мин/об.
б) Проверим допустимость подачи, рекомендуемой картой 4.
По аналогии с первым переходом подачу лимитирует мощность станка.
По карте 13 для t = 4 мм н = 8 квт находим подачу s = 1,19 мм/об.
С учетов поправочного коэффициента KMs = 1,07 на обрабатываемый материал
оь = 55 кг/мм/1 лимитирующая подача s = 1,19-1,07 — 1,27 мм/об.
Следовательно, для второго перехода можно принять максимальную
подачу, рекомендуемую картой 4, т. е. s = 0,9 мм/об. Эта подача имеется
на станке.
Выбор скорости резания и числа оборотов
шпинделя.
По карте 19 (лист 1) для глубины резания t = 4 мм, резца проходного
прямого с главным углом в плане <р = 45° находим:
для s = 0,7 мм/об v = 106 м/мин\ Рг = 438 кг-, N9 = 7,6 квт-,
для s — 1,0 мм/об v = 92 м/мин\ Рг = 580 кг; У, — 8,7 кет;
для s = 0,9 мм/об значения v , Pz и Nt находим интерполяцией.
Скорость резания v. С уменьшением подачи с 1 до 0,7 об/мин
(т. е. на 0,3 мм/об) скорость резания увеличивается на 106—92 = 14 м/мин.
Уменьшение подачи на 0,1 мм/об (1—0,9 = 0,1) даст увеличение скорости
на igQ’~ = 4,7 м/мин. Следовательно, для s = 0,9 мм/об скорость резания
будет
v = 92 + 4,7 = 96,7 м/мин.
Усилие резания Pt. Уменьшение Рг с уменьшением подачи на
0,1 мм/об составит----уу-1— = 47 кг. Следовательно, для s = 0,9 мм/об
усилие Рг равно
Рг = 580 — 47 = 533 кг.
Примеры расчета норм времени
53
Эффективная мощность N3. Уменьшение N3 с уменьшением s
на 0;1 мм/об составит (8,7~7,6^.9’1.. = 0,37 кет. Следовательно, для
s = 0,9 мм/об эффективная мощность равна = 8,7—0,37 = 8,33 кет.
С учетом поправочных коэффициентов (см. карту 45, лист 2) иа сталь
оь = 55 кг/ммг для заданных условий обработки получаем следующие нор-
мативные значения:
v = 96,7-1,18 = 114 м/мин;
Р2= 533 0,92 = 490 кг;
Л/, = 8,33-1,09 = 9,08 кет.
Так как эффективная мощность, потребная на резание (9,08 кет), зна-
чительно выше мощности на шпинделе, допустимой мощностью электродви-
гателя, необходимо, как и в первом переходе, снизить скорость резания.
Для отношения = 0,64 по карте 45 (лист 7) находим коэффициент
изменения скорости резания = 0,66.
Скорость резания, установленная по мощности станка, равна
v = 114-0,66 = 75,2 м/мин.
Находим потребное число оборотов шпинделя в минуту:
1000и 1000-75,2 ОАП
П = -НВТ = -ЗЛГ80- = 30°-
Согласно паспорту станка устанавливаем число оборотов шпинделя п —
— 305 об/мин.
Окончательно для второго перехода s = 0,9 мм/об; п = 305 об/мин;
о — 76,6 м/мин. х
3. Определение основного (технологического) времени
„ . 1 + 1, 275 + 8 , --
Для первого перехода t01 = = 23Q 07 = 1,76 мин.;
для второго перехода t0 = — 0,48 мни.
То = + tOt = 2,24 мин.
— величину врезания и перебега инструмента находим по карте 65.
4. Определение вспомогательного времени
1. Установить деталь весом 19 кг в самоцентрирующий патрон с поджатием
центром задней бабки и снять (карта 51, позиция 8, /усгп = 0,55 мин.).
2. Первый переход:
а) изменить число оборотов шпинделя двумя рычагами (карта 61, пози-
ция 2—0,06 мин.);
б) изменить величину подачи одним рычагом (карта 61, поз. 1—0,04 мии.);
в) время иа проход (карта 60, лист 1, поз. 3—0,15 мин.);
г) продольное перемещение суппорта (карта 60, лист 1, примечание 2—
0,02 мин.).
Для первого перехода 4, = 0,27 мин.
3. Второй переход:
а) изменить число оборотов шпинделя двумя рычагами (карта 61, поз.
2—0,06 мин.);
б) изменить величину подачи одним рычагом (карта 61, поз. 1—0,04 мин.);
в) время на проход (карта 60, лист 1, поз. 3—0,15 мин.);
Для второго перехода /«-, = 0,25 мин.
Т, = t„n + + G, = 1,07 мин.
54
Нормирование токарных работ
5. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надобно-
сти в процентах от оперативного времени по карте 49 (позиции 37 и 38)
соответственно равно ао6с’= 2,5% и аотд = 4%.
Т I Т IT -I- Т \ ao6cJTaomd (2,24+ 1,07)6,5 -
Тобе + 1 отд = U о + 1 ') - 100 --------100---- _ МИН‘
6. Определение нормы штучного времени
Тш = То +. Т„ + Тобс + Тотд = 2,24 + 1,07 + 0,22 = 3,53 мин.
7. Определение подготовительно-заключительного времени
Для установки детали в самоцентрирующем патроне с поджатием центром
задней бабки, с количеством инструментов в наладке до двух подготовительно-
заключительное время (карта 49, поз. 7) равно 10 мин.
ПРИМЕР 2
Расчетный лист к нормировочной карте 2
Исходные данные.
Деталь —ось.
Операция — обточка двух диаметров 60,5 и 55,5 мм.
Станок — токарно-винторезный модели 1К62 завода «Красный проле-
тарий».
Род и размер заготовки — прокат, сталь 40Х, аь — 65 кг/мм*. Заготовка
на предварительной операции обработана до диаметров 63,5 и 59,5 мм.
Инструмент;
1) резец, оснащенный твердым сплавом Т15К6, <р = 45°, ф, = 0°;
2) резец, оснащенный твердым сплавом Т15К6, <р = 90°, <ри = 10°.
Условия выполнения операции — операция выполняется в два перехода.
Заготовка весом 7 кг устанавливается в центрах станка с надеванием хомутика.
Размер партии — 35 шт.
Паспортные манные токарно-винторезного станка модели 1К62
Число оборотов шпинделя п в минуту 250, 315, 400, 500, 630, 800, 1250, 1600, 2000
Наибольшая мощность на 8
шпинделе, допустимая мощ- ностью электродвигателя в кет
Подачи продольные 0,32; 0,34; 0,42; 0,44; 0,46; 0,51; 0,56; 0,61; 0,65; 0,75; 0,84, 0,88, 0,93, 1,02; 1,11; 1,22; 1,30; 1,50; 1,68; 1,76;
• 1,86; 2.04; 2,23, 2,44; 2,6; 3,0; 3,36; 3,52; 3,72; 4,08; 4 46
Мощность электродвигателя Nd в кет 10
Примечание. Ряд малых чисел оборотов и подач не приводится.
Примеры расчета норм времени
55
1. Выбор марки материала режущего инструмента
и геометрических параметров режущей части резцов
По карте 1 для чистовой обработки легированной стали выбираем марку
твердого сплава Т15К6.
По карте 3 для чистовой обработки на проход принимаем резец с главным
углом в плане <р = 45°, дополнительной режущей кромкой ф1 = 0°, а = 10°,
уяр — 10°, I = 1,25s, г = 1,0 мм, f = 0,5 мм, у/ = — 5°.
По карте 2 для чистовой обработки стали с одновременной подрезкой
торцов шейки оси принимаем резец с главным углом в плане <р = 90°, <рг »
= 10°, а = 12° у„„ = 12°, f = 0,3 мм, у, = ~ 5°.
' 2. Определение режима обработки
Первый переход. Обточить до диаметра 60,5 мм.
Определение глубины резания. Глубину резания при-
нимаем равной припуску t = 1,5 мм.
Выбор подачи, а) По карте 7 для резцов с дополнительной режущей
кромкой q>i = 0° для чистоты обработки V5 находим подачу s = дц 5 мм/об.
б) Определяем подачу, допустимую прогибом детали. Для этого по карте
8 находим допустимое радиальное усилие резания. .
Для диаметра детали 60 мм отношения — 5 и 4-го класса точ-
ности находим = 1680 кг.
По карте 12 для найденного радиального усилия резания Pf = 1680 кг,
глубины резання t = 1,5 мм находим подачу, величина которой значительно
больше подачи, рекомендуемой по карте 7. Следовательно, точность обработки
не лимитирует величину подачи.
в) По карте 13 определяем подачу, допустимую мощностью электродви-
гателя. Для резца с ф1 = 0° н глубины резания t = 1,5 мм и мощности элек-
тродвигателя Nd = 10 квт находим s = 4 мм/об.
По паспорту устанавливаем подачу s = 3,72 мм/об.
Выбор скорости резания и числа оборотов
шпинделя. По карте 25 для глубины резания t = 1,5 мм, резца про-
ходного прямого с главным углом в плане <р = 45° находим:
для s = 3,0 мм/об v = 119 м/мин; Рг = 690 кг; N3 = 13,0 квт-,
для s = 4,0 мм/об v = 114 м/мин; Рг = 895 кг; N3 = 16,5 квт.
Для s = 3,72 мм/об значения о, Рг и N3 находим интерполяцией:
,, . , (119—114) (4 — 3,72) . 1С о .
V = 114 + -----JqtHjO----’ = 5,3 м/мин>
рг = 895- (895~У2.^^ = 842 кг;
N, = 16,5 - (16'5-^°H34-0-3,72) = 15 55
Так как эффективная мощность, потребная на резание (15,55 квт), выше
мощности, допустимой электродвигателем (8 квт), необходимо снизить ско-
рость резання.
Коэффициент изменения скоростц резания Kv определяем по карте 45
(лист 7). Для отношения мощности на шпинделе, допустимой станком (8 квт),
к мощности по нормативам (15,55 квт) =0,52 находим % 0,46.
Скорость резания, установленная по мощности станка, равна
v= 115,3-0,46 = 53 м/мин.
56
Нормирование токарных работ
Завод Цех Составил
Проверил
Участок или группа
Утвердил
Подготовительно-заключительное время в мин.
Основное время в мии.
Время иа обслуживание рабочего места, отдых
и естественные надобности в мии
Норма штучного времени в мин.
g Нанмено» переходов Прпспо* собленмя Инструмент Расчетные размеры обработки в мм 1 8 с
режущий тельный
1 3 Ч ь h £ 3
1 2 3 4 5 6 7 в 9 10
2 Обточить до 0 60,5 мм Обточить до 0 55,5 мм Центра и хо- мутик Резец, оснащенный твердым сплавом Т15К6 ф = 45°, ф! — {р Резец, оснащенный твердым сплаврм Т15К6, у = 90°, ф, = 10° Скоба предель- ная односто- ронняя 63,5 59 240 30 3 1 243 31 1J5 2
Примеры расчета норм времени
57
Дата
НОРМИРОВОЧНАЯ КАРТА 2
Операция № 3
Наименование ооерацив — обточка по
0 60S и 55,5 мм
Разряд работы
0Д7
Станок — токарно-винторезный
Модель и фирма — 1X62 завода ^Красны
пролетарий»
Инвентарные №
1.16
Паспорт №
Число станков, обслуживаемых рабо-
чим— 1
Число одновременно устанавливаемых
деталей — 1
9,10
Изделие
М детали 13-86 Наименование детали Ось
№ чертежа Количество деталей на 1 изделие
Род и размер заготовки Прокат, сталь 40 X аь*“65 кг!мм2
Вес черный — 7,0 кг
Размер партии — 35 шт.
Вспомогательное время
0,12
58
Нормирование токарных работ
Находим потребное число оборотов шпинделя в минуту:
lOOOv 1000-53
П = = -Дм CQC- = 266.
лО 3,14-63,5
На станке имеется (см. паспортные данные) п = 250 и п — 315 об/мин.
Выбираем п = 315 об/мин, что приведет к незначительной перегрузке мотора,
которую можно считать допустимой.
Окончательно для первого перехода: подача s = 3,72 мм/об и л =
= 315 об/мин. Фактическая скорость резания
лОп 3,14-63,5 315 7 ,
V ~ 1000 — 1000 — 62,7 м1мин-
Второй переход. Обточить до диаметра 55,5 мм.
Определение глубины резания. Глубину резания при-
нимаем равной припуску t = 2 мм.
Выбор подачи. Подачу устанавливаем по карте 7. Для класса
чистоты V 5, резца со вспомогательным углом в плане дд = 10° и радиусом
при вершине г = 2 мм находим s = 0,50 — 0,55 мм/об (для v > 100 м/мин).
Согласно примечанию, приведенному в той же карте, для аь = 65 кг/ммъ
поправочный коэффициент Км = 0,75. Тогда рекомендуемая подача равна
(0,5 -- 0,55) 0,75 = 0,375 0,41 мм/об.
По паспорту станка выбираем ближайшую подачу s = 0,42 мм/об.
Выбранную подачу проверять ни по мощности станка, ни по прогибу
детали, ни по другим факторам нет необходимости.
Выбор скорости резания и числа оборотов
шпинделя. По карте 21 для глубины резания / — 2 мм, резца упор-
ного с главным углом в плане <р = 90° находим:
для s = 0,4 мм/об v = 178 м/мин; Рг = 112 кг; N3 = 3,3 кет;
для s = 0,5 мм/об v = 165 м/мин; Рг = 137 кг; N3 = 3,7 кет.
Для s = 0,42 мм/об значения V, Рг и Na находим интерполяцией:
О= 178- U.78- 165)^2-0,40) = д ^цн;
Рг = 1 12 + = 117 кг;
N, = з,3 + -(3’7-3^24-=^-0) = 3,4 кет.
Установленная по карте 21 скорость резания на станке осуществима
(эффективная мощность 3,4 кет меньше мощности на шпинделе, допустимой
станком, 8 кет).
Находим потребное число оборотов шпинделя в минуту:
1000V 1000-175,4 о.п
П = = -3,14-59,5 -= 94°-
Согласно паспортным данным станка выбираем п = 800 об/мин.
Окончательно для второго перехода: подача s = 0,42 мм/об и п —
= 800 об/мин. Фактическая’ скорость резания
nDn 3,14-59,5 800 . .п ,
v ~~ 1000 — 1000 ~ 49 м/мин.
Примеры расчета норм времени
59
3. Определение основного (технологического) времени
Для первого перехода
Для второго перехода
to‘ = = 800.~0.42~ = °»1 мин‘
/1 — величину врезания и перебега инструмента находим по карте 65.
То = tOi + %, = 0,21 4- 0,1 = 0,31 мин.
4. Определение вспомогательного времени
Расчет вспомогательного времени производим с учетом такой техноло-
гии выполнения операции, при которой порядок переходов чередуется:
на одной детали первым переходом является обточка по диаметру 55,5 мм,
вторым переходом — обточка по диаметру 60,5 мм: на последующей детали —
наоборот: первым переходом является обточка по диаметру 60,5 мм, а вто-
рым — по диаметру 55,5 мм. Такая технология дает возможность затрачи-
вать время только на один поворот резцовой головки, одно изменение числа
оборотов шпинделя и подачи. В противном случае затраты времени на эти
приемы следовало бы удвоить.
1. Установить деталь весом 7 кг в центрах (с надеванием хомутика) и снять
(карта 52, поз. 2—0,4 мин.; tycm = 0,4 мин.).
2. Первый переход'.
а) время на проход (карта 60, лист 1, поз. 2) —0,17 мин.;
б) контрольный промер скобой (карта 64, лист 3, поз. 66)—0,12 мин.
Для первого перехода 4, = 0,29 мнн.
3. Второй переход:
а) время на проход с измерением длины обработки согласно примечанию
3 (карта 60, лист 1, поз. 2) — 0,27 мии.;
б) повернуть резцовую головку#(карта 61, поз. 4)—0,05 мин.;
в) изменить число оборотов шпинделя одним рычагом (карта 61, поз.
1)—0,04 мин.;
г) изменить подачу одним рычагом (карта 61, поз. 1) —0,04 мин.;
д) контрольный промер скобой (карта 64, лист 3, поз. 66) — 0,07. мин.;
Для второго перехода te, = 0,47 мин.
Т, = tycm + t«, + te, = 0,40 + 0,29 + 0,47 = 1,16 мин.
5. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надобно-
сти в процентах от оперативного времени по карте 49 (поз. 37 и 38) соответ-
ственно равно а^ = 2,5% и аотд = 4%.
Т ! Т (Т Л- Т \ а°бс~^аотв (0,31 4- 1,16)6,5 „ .
1 обе + ' отв — О о + 1 в) -[00- = ------100---- — и>1 МИН-
6. Определение нормы штучного времени
Тш = то + Т, + + Тотд = 0,31 4- 1,16 4- 0,10 = 1,57 мин.
7. Определение подготовительно-заключительного времени
Для способа установки детали в центрах с количеством инструментов
в наладке 2 подготовительно-заключительное время по карте 49 (поз. 1)
равно 7 мин.
60
Нормирование токарных работ
t ПРИМЕР 3
Расчетный лист к нормировочной карте 3
Исходные данные.
Деталь — корпус.
Операция — обточка по диаметру 900 мм торца и выточки по диаметру
780 jhjh.
Станок — токарно-карусельный модели 152 завода им. Седина.
Род заготовки — стальное литье! аь — 55 кг/мм2; вес 300 кг.
Режущий инструмент: для обработки суппортом резец Т5К10, <р = 45°,
= 10° и резец Т15К6 <р = 45°, qh — 0°; для обработки револьверной
головкой резец Т5КЮ, <р = 45°, <р> = 10°, резец Т15К6, <р = 45°, <р> = 0°
и резец Т5КЮ, <р == 90°, q>i = 10°.
Условие выполнения операции. Операция выполняется в пять перехо-
дов. Заготовка устанавливается в самоцентрирующий патрон.
Размер партии — 35 шт.
Паспортные данные токарно-карусельного станка модели 152
Число оборотов шпинделя в минуту 7,5; 10; 13; 17; 22; 29; 38; 50; 68; 87; 115; 150
Наибольшая мощность на шпинделе, допусти- мая мощностью электродвигателя Йщ в кет 13
Мощность электродвигателя Ng в квт ’7
Подачи s в л* за один оборот стола: револьвер- ной головки и бокового суппорта — вертикальные и горизонтальные 0,23; 0,4; 0.65; 1,1; 1.85; 3.1; 5.1; 8,4
1. Выбор марки материала и геометрических параметров режущей
части резцов
По карте 1 для предварительной обработки по корке выбираем марку
твердого сплава Т5КЮ, для окончательной обработки Т15К6.
По карте 2 принимаем:
Д) для предварительного точения резцы <р = 45°; == 10°; а = 8°;
у = 12°; X = 5°; г = 1,5 мм; f ~ 0,9 мм; у. = —5°; с= 5 мм; В X Н-—
= 30 х 45 мм;
б) для окончательного точения резцы <р = 45°; <рх — 0°; а = 12°; у =
= 10°; X = —2°; г = 1,5 мм; f = 0,3 мм; yz == —5°;
в) для обточки выточкн резец <р = 90°; <р> = 10°; а — 8°; у = 12°;
X = 5°; г = 1,5 мм; f = 0,9 мм; у, — — 5°.
2. Определение режима рбработки
Первый переход. Обточить 900 мм до диаметра 904 jkjk предварительно
боковым суппортом.
Определение глубины резання. Глубина резання
/=ЙО-9О4 = 8л(.
Выбор подачи, а) По карте 4 для резцов, оснащенных твердым
сплавом, для глубины резания t — 8 мм, сечения державки резца 30 х
Примеры расчета норм времени
61
X 45 мм и диаметра обработки D > 500 мм, находим s = 1,0 1,2 мм/об.
б) Определяем подачу, допустимую мощностью электродвигателя
(по карте 13), прочностью державки резца (по карте 14) и прочностью
пластинки твердого сплава (по карте 15).
По карте 13 для глубины резания t = 8 мм находим подачу: для мощно-
сти электродвигателя Nd = 15 кет s = 1,05 мм/об, для Nd = 20 кет s =
= 1,58 мм/об.
Для Nd = 17 кет подачу находим интерполяцией:
. пс , (1,58 — 1,05)(17— 15) . „ , _
s= 1,05 + —-----iafzrjs------~ Ч’^6 мм!°б-
В той же карте для стали с пределом прочности аь = 55 кг/мм? находим
поправочный коэффициент Кя — 1,07. Следовательно, подача, допустимая
мощностью электродвигателя ^из условия обеспечения возможности работы
со скоростью резания не ниже ЫУм/мин), равна
s = 1,26-1,07 - 1,35 мм/об.
По карте 14 для резца сечением 30 X 45 жж, глубины резания t — 8 мм
находим подачу s > 5,3 мм/об, что значительно выше подачи, рекомендуе-
мой картой 4.
По карте 15 для глубины резания t = 8 мм, резца с главным углом
в плане <р — 45° находим, что для подачи s = 1,35 мм/об (установленной
по карте 13) толщина пластинки твердого сплава с должна быть не менее
5 жж. Таким образом устанавливаем, что прочность пластинки твердого
сплава не лимитирует величину подачи.
Из сопоставления подач, определенных по картам 4 (s = 1,0 —1,2 мм/об),
13 (s = 1,35 мм/об) и 14 (s > 5,3 мм/об), видим, что минимальной подачей
является подача, определенная по карте 4, т. е. s — 1,0—1,2 мм/об.
По паспорту станка выбираем ближайшую подачу s — 1,1 мм/об.
Выбор скорости резания и числа оборотов
стола в минуту. По карте 19 (лист 2) для глубины резания t =
= 8 мм, резца проходного прямого с главным углом в плане <р — 45° нахо-
дим:
для 5=1,0 мм/об и = 83 м/мин; Рг = 1180 кг; N, = 16 кет;
для 5 = 1,5 мм/об о = 68 м/мин; Рг — 1650 кг; N, = 18,5 кет.
Для s = 1,1 мм/об значения о, Рг и N, находим интерполяцией:
о = 83 - - 80 м/мин;
Рг = ) 180 + = 1274 «г;
N, = 16 + = 16,5 кет.
По карте 45 определяем поправочные коэффициенты для измененных усло-
вий работы резца:
а) в зависимости от обрабатываемого материала для стального литья
с аь = 55 кг/мм* находим (лист 2) = 1,18; КЯрг — 0,92; KmNj = 1,09;
б) в зависимости от состояния поверхности заготовки для работы по
литейной корке находим (лист 6) = KMNt = 0,85.
62
Нормирование токарных работ
Завод Цех Составил
Участок или группа Проверил
Утвердил
Подготовительно-заключительное время в мин.
Основное время в мин
Вспомогательное время в мин.
- 0900 as Время на обслуживание рабочего места, отдых и есте- ственные надобности в мин.
Норма штучного времена в мин.
1 g g Наименование переходов Приспо- собления Инструмент Расчетные раз- меры обработки Припуск на сторону |
режущий тельный
§ 5 £ it 5 h а ч
1 в 2 3 4 5 6 7 8 9 10
/ 2 3 4 5 Обточить 0 900 мм до 0 904 мм предвари- тельнобоковым суппор- том Обточить торец предварительно револь- верной головкой Обточить 0 900 мм окончательно боковым суппортом Обточить торец окончательно револьвер- ной головкой Обточить выточку до 0 780 мм револьвер- ной, головкой Само центри- рующий патрон Резец твердым Т5К10, <₽! = ю3 То же Резец твердым Т15К6, = То же Резец твердым T5KJ0, оснащен сплавом оснащен сплавом Ф = 45°, оснащен сплавом Раз- движ- ная штанга Штанга » 920 904 904 900 780 120 92 112 90 30 // 11 3,5 3,5 2 131 103 115J5 93,5 32 8 8 2 2 8
Примеры расчета норм времени
63
Дата НОРМИРОВОЧНАЯ КАРТА 3 Изделие
18 Операция № 2 Наименование операции — обточка по 0 900 торца и выточки 0 780 мм № детали Наименование ч детали
18-45 Корпус
13,27 Разряд работы —
Станок — токарно-карусельный № чертежа
7/05
Модель у фирма — 152 завода им. Седина
Количество де- талей на одно изделие
1.53 Инвентарный №
Род я размер заготовки Стальное литье аь = 55 кг/мм3
Паспорт №
21,85 Число станков, обслуживаемых рабо- чим — 1
Вес черный — 300 кг Размер партии — 35 шт.
Число одновременно устанавливаемых де- талей — 1
1 5 Режим обработки ц 8" 58 Вспомогательное время в мин.
& I! | уодача а в мм/об h и <а 6 h !: 5 ч 1 11 111 IV V VI m
js £ О 6 S со и h Смена и Is Я с
1 в i i 1
II 12 13 14 15 16 17 18 19 20 21 22 23 24 | 25 26
1 / 1 1 1 8 8 2 2 8 1,1 1,1 3,1 3,1 0,65 63,4 6,25 82/5 82 93 22 22 29 29 38 5,4 4,25 1,28 1,04 U 3,6 0,36 0,41 0,36 0,41 0,56 - 0,15 0,15 0,15 0JD8 0,12 0,08 0,12 0,25 0,13 0,12 4,08 0,56 0,69 0,69 1/03
Всего. . . 13,27 3.6 2,1 - 0,45 0,08 0,32 0,5 7,05
64
Нормирование токарных работ
Следовательно, для заданных условий обработки Нормативные значения
v, Рг н N, составят
v = 80-1,18-0,85 = 80 м/мин; —-
Рг = 1274-0,92 = 1170 кг;
N3 = 16,5-1,09-0,85= 15,3 квт.
Найденный режим не может быть осуществлен на заданном станке, так
как эффективная мощность, потребная на резание (N, = 15,3 квт), выше
мощности на шпинделе, допустимой станком (13 квт).
Необходимо уменьшить Скорость резания.
Коэффициент изменения скорости резания Kv определяем по карте 45
(лист 7). Для отношения мощности на шпинделе, допустимой станком (13 квт)
к мощности по нормативам (15,3 квт) — 0.85 нахбдим Kv 0,82.
Скорость резания, установленная по мощности станка, равна
v = 80-0,82 = 65,5 м/мин
Находим потребное число оборотов стола в минуту:
_ 1000а _ 1000-65,5 _ „„
" ~ пО “ 3,14-920 ~ Z
По паспорту станка выбираем ближайшее число оборотов стола 22
в минуту.
Окончательно для первого перехода подача s — 1,1 мм/об нп = 22.об/мин.
Фактическая скорость резания
„ _ яД” _ З.Н-920.22 _ 6
V 1000 1000 м,мин-
Второй переход. Подрезать торец предварительно револьверной головкой.
Определение глубины резания. Имея общий припуск
10 мм (120—110 = 10 льм), для предварительной обработки берем глубину
резания 8 мм, оставляя на чистовой проход 2 мм.
Выбор подачи. По аналогии с первым переходом устанавливаем
подачу $«1,1 мм/об.
Выбор скорости резания и числа оборотов
стола в минуту. По карте 20 (лист 2) для глубины резання t =
— 8 мм, проходного прямого резца с <р = 45° находим:
для S = 1,0 мм/об v = 103 м/мин-, Рг = 1140 кг; N, = 19,5 квт-,
для s = 1,5 мм/об и = 86 м/мин\ Рг = 1600 кг; N„ = 22,5 квт.
Для s = 1,1 мм/об значения v, Рг и N„ находим интерполяцией:
v = 103 - = 99,6 м/мин-,
Рг = Ц40 + ..PMO-WM-hO). = 1212 кг.
N, = 1э,5Ч = 20,! квт.
Примеры расчета норм времени
65
По карте 45 определяем поправочные коэффициенты для измененных
условий работы резца:
а) в зависимости от обрабатываемого материала для стального литья
с аь = 55 кг!мм2 находим (лист 2) = 1,18; КМрг = 0,92; KMfh = 1,09;
б) в зависимости от отношения наименьшего диаметра обработки d
(в данном примере d = 720 мм) к наибольшему D (D = 904 мм)
находим = 0,84; Кдр = 1,03; KdN = 0,86;
в) в зависимости от состояния поверхности заготовки для работы по
литейной корке находим KMv = K*N3 — 0,85.
Следовательно, для заданных условий обработки нормативные значе-
ния v, Pz и N 3 составят
v = 99,6-1,18-0,84-0,85 = 84 м/мин\
Рг = 1212.0,92-1,03= 1150 кг\
N3 = 20,1-1,09-0,86-0,85 = 16 кет.
Так как мощность, потребная на резание (N3 = 16 кет), выше мощности
на шпинделе, допустимой станком (13 кет), необходимо снизить скорость
резания.
Для отношения мощности на шпинделе (13 кет) к мощности, потребной
на резание (16 кет), -Ц- = 0,81 находим по карте 45 (лист 7) коэффициент
изменения скорости резания Kv ~ 0,78.
Скорость резания, установленная по мощности станка, будет
v = 84-0,78 = 65,5 м/мин.
Находим потребное число оборотов стола в минуту:
По паспорту станка выбираем ближайшее число оборотов стола п —
= 22 об/мин.
Окончательно для второго перехода s = 1,1 мм/об, п — 22 об/мнн. Фак-
тическая скорость резания
5 Справочник нормировщика 93
66
Нормирование токарных работ
Третий переход. Обточить диаметр 900 мм окончательно боковым суп-
портом.
Определение глубины резания. Глубину резания
принимаем равной припуску, оставленному для окончательного прохода,
/ = 2 мм.
Определение подачи. По карте 7 для резца дь = 0° подача
может быть установлена до 5 мм/об.
По паспорту из числа имеющихся подач устанавливаем s = 3,1 мм/об.
Выбор скорости резания и числа оборотов
стола в минуту. По карте 25 для проходного прямого резца с <р —
= 45°, для глубины резания t = 2,0 мм и ближайшего значения подачи,
установленной по станку (s = 3,1 мм/об), находим для s = 3,0 мм/об
v = 109 м/мин; Рг = 905 кг; Л/9 = 16,0 кет.
По карте 45 определяем поправочные коэффициенты в зависимости
от обрабатываемого материала. Для стали с аь = 55 кг/ммг они составят
Км = 1,18; KMD = 0,92 и Км„ = 1,09.
Mv МР’ MN3
Следовательно, для заданных условий обработки нормативные значения
и, Рг и Л/9 составят
v = 109-1,18 = 129 м/мин;
Рг =905-0,92 = 833 кг;
= 16-1,09 = 17,5 кет.
Так как мощность, потребная на резание (17,5 кет), превышает мощность
на шпинделе, допустимую станком (13 кет), необходимо соответственно
снизить скорость резания. Для отношения = 0,75 находим Ко — 0,72.
Скорость резания, установленная по мощности станка, равна
и = 129-0,72 = 92,9 м'мин
Находим потребное число оборотов стола в минуту:
По паспорту станка выбираем ближайшее число оборотов п = 29 в минуту.
Окончательно для третьего перехода s = 3,1 мм/об, п = 29 об/мин.
Фактическая скорость резания
Четвертый переход. Обточить торец окончательно. Сравнивая пер-
вый н второй переходы (предварительная обработка), видим, что подача
и число оборотов стола в обоих переходах равны между собой. По аналогии
Примеры расчета норм времени
67
с этим подача и число оборотов для четвертого перехода принимаем такими
же, как и ранее было установлено для третьего перехода, т. е. s = 3,1 мм/об,
п = 29 об/мин.
Фактическая скорость резания
v =
Пятый переход. Обточить выточку до диаметра 780 мм револьверной
головкой.
Определение глубины резания. Глубину резания при-
нимаем равной припуску t = 8 мм.
Определение подачи. По карте 7 для чистоты обработки V3,
резца со вспомогательным углом в плане qh = 10° s = 1,0 — 1,1 лм/об.
Умножая эту подачу на поправочный коэффициент в зависимости от обра-
батываемого материала (приведен в той же карте) = 0,75, находим реко-
мендуемую подачу
s = (1,0 — 1,1) 0,75 = 0,75 -т- 0,82 мм/об
По паспорту станка выбираем ближайшую подачу s = 0,65 мм/об.
Проверять выбранную подачу по другим факторам (по мощности станка,
прочности державки резца и пластинки твердого сплава) нет необходимости.
Выбор скорости резания и числа оборотов
столав минуту. По карте 20 (лист 2) для упорного резца с <р = 90°,
глубины резания t = 8 мм находим:
для $ = 0,5 мм/об v = 108 м/мин-, Рг = 735 кг\ N3 = 13,0 кет\
для s = 0,7 мм/об v = 96 м/мин; Рг = 960 кг; Na = 15 кет.
Для s = 0,65 мм/об значения v, Рг и Na находим интерполяцией:
,.с . (108 — 96) (0,7 — 0,65) пп .
v = 96 + ------0 Q~5------ = 99 м/мин;
Рг -= 960 - = Ю16 кг-
- (15 —13) (0,7 —0,65) , . -
N„ = 15-----!----о /—0 5--------- ~ 4,5 Квт'
По карте 45 определяем поправочные коэффициенты для измененных
условий работы резца:
а) в зависимости от обрабатываемого материала для стального литья
с аь = 55 кг/мм- находим (лист 2) KMv = 1,18; КМрг = 0,92; = 1,09;
б) в зависимости от отношения наименьшего диаметра обработки d (в дан-
ном примере d = 720 мм) к наибольшему D (D = 780 мм) ~ =
-= 0,92 находим = 0,84; Кдр = 1,03; KdN = 0,86.
5*
68
Нормирование токарных работ
Следовательно, для заданных условий обработки нормативные значе-
ния и, Рг и N3 составят
и = 99-1,18-0,84 = 98 м/мин;
Рг = 1016-0,92-1,03 = 960 кг;
N3 — 14,5-1,09-0,86 = 13,6 кет
Так как мощность, потребная на резаиие (N3 = 13,6 кет), незначи-
тельно отличается от мощности, допустимой станком (13 кет), нормативное
значение скорости можно считать осуществимой на данном станке.
Находим потребное число оборотов стола в минуту:
1000 1000-98 .п
П = ~лО~ = -ЗДГМГ = 40-
По паспорту станка выбираем ближайшее число оборотов стола п =
= 38 в минуту.
Окончательно для пятого перехода s = 0,65 мм/об, л = 38 об/мин.
Фактическая скорость резания
3. Определение основного (технологического) времени
Для первого перехода
. l + h 120+11 _
Ч = = -22ТГ = °’40 мин-
Для второго перехода
, l-J-i 92-f-ll . С.Г-
Ч = -^ = -22ТГ=4>20 МНН-
Для третьего перехода
, l + l, 112 4- 3.5 ,
ns ~ 29-3,1 ~ 1,28 МИН-
Для четвертого перехода
Ч = = мин-
Для пятого перехода
. / -1- /, 30 4- 2 ,
ns ~ 38-0,65 ~ 1,30 МИН’
/1 — величину врезания и перебега инструмента находим по карте 65.
!<>! ^О3 "Ь
= 5,40 + 4,25 + 1,28 Д 1,04 4- 1,30 = 13,27 мин.
4. Определение вспомогательного времени
Установить деталь весом 300 кг в самоцентрирующем патроне и снять
(карта 59, поз. 1), txcm = 3,6 мин.
Первый переход: а) изменить число оборотов двумя рычагами (карта 63,
поз. 2 — 0,12 мин.);
Примеры расчета норм времени
69
б) изменить подачу (перекрывается основным временем пятого перехода);
в) повернуть четырехрезцовую головку (перекрывается основным вре-
менем пятого перехода);
г) время па проход (карта 62, поз. 2—0,36 мин.), = 0,48 мин.
Второй переход: а) изменить подачу (перекрывается основным време-
нем первою перехода);
б) повернуть револьверную головку (карта 63, поз. 5 — 0,15 мин.);
в) время на проход (карта 62, поз. 31 —0,41 мин.), ^=0,56.
Третий переход: а) изменить подачу (перекрывается основным временем
второго перехода);
б) изменить число оборотов одним рычагом (карта 63, поз. 1 — 0,08 мин.);
в) повернуть четырехрезцовую головку (перекрывается основным вре-
менем второго перехода);
г) время на проход (карта 62, поз. 2 — 0,36 мин.);
д) контрольный промер раздвижной штангой (карта 64, поз. 2—0,25мин.),
— 0,69 мин.
Четвертый переход: а) изменить величину подачи (перекрывается основ-
ным временем третьего перехода);
б) повернуть револьверную головку (карта 63, поз. 5 — 0,15 мин.);
в) время на проход (карта 62, поз. 31 — 0,41 мин.);
г) контрольный промер штангенциркулем (карта 64, поз. 17 — 0,13мин.),
t, = 0,69 мин.
Пятый переход: а) изменить величину подачи (карта 63, поз. 3 —
0,08 мин.);
б) изменить число оборотов стола двумя рычагами (карта 63, поз. 2 —
0,12 мин.);
в) повернуть револьверную головку (карта 63, поз. 5 — 0,15 мин.);
г) время на проход с измерением длины обработки согласно примеча-
нию 3 (карта 62, поз. 31 — 0,56 мин.);
д) контрольный промер штангенциркулем (карта 64, поз. 16 —0,12 мин.),
= 1,03 мин.
= + + + Ч =
= 3,6 + 0,48 + 0,56 + 0,69 + 0,69 + 1,03 = 7,05 мин.
5. Определение времени на обслуживание рабочего места,
отдых и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надоб-
ности в процентах от оперативного времени по карте 50 (поз. 14 и 15)
соответственно равно ао6с = 3,5% и аотд = 4%.
у I т (Т Л- Т \ аобс ~ аотд (13,27 4-7,05)7,5 ________ « EQ мин
‘ обС Г 1 отд = О о + ‘ ,) -1QQ-----------[00------ — МИН.
6. Определение нормы штучного времени
тш = То + Т, + Тобс 4- Тотд = 13,27 + 7,05 + 1.53 = 21,85 мин.
7. Определение подготовительно-заключительного времени
Для способа установки детали в самоцентрирующем патроне с коли-
чеством инструментов в наладке 5 подготовительно-заключительное время
равно 18 мин. (карта 50, поз. 2).
70
Нормирование токарных работ
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ
ВЫБОР МАРКИ МАТЕРИАЛА РЕЖУЩЕГО ИНСТРУМЕНТА Резцы КАРТА 1
а ffi о Характер обработки Материал инстр) ванне режущего гмента Марка
Стали углеродистая и легированная, стальное литье 1 Точение и растачивание 1 Черновая и грубая обработка по корке при прерывистом резании и неравномерном припуске, а также после сварки или автогенной резки Твердый сплав Т5КЮ
Черновая обработка по корке при относитель- но равномерном припуске или без корки и уда- ров, а также чистовая обработка TI4K8 Т15К6 Т15К6Т
Чистовая и тонкая обработка Т30К4 Т60К6
Черновая и чистовая обработка в условиях жесткой системы станок — инструмент — деталь Минерало- керамика ЦМ332
Отрезка и прорезка Твердый сплав Т5КЮ
Обработка фасонными резцами Быстро- режущая сталь PI8
При невозможности (по технологическим ограниче- ниям) использования режущих свойств твердого сплава ВК8, В Кб Р18
it = i £ ~ £ Точение и растачивание 1 Черновая обработка по корке при прерывистом резании и неравномерном припуске Твердый сплав ВК8
Черновая и чистовая обработка при непреры- вистом резании и равномерном припуске Т5К10 Т15К6
Чугун серый и ковкий j Черновая и грубая обработка при корке при прерывистом резании и неравномерном припуске ВК8
Черновая обработка по корке при непрерыв- ном резании и чистовая обработка В Кб
Чистовая и тонкая обработка ВК2, В КЗ
Черновая и чистовая обработка в условиях жесткой системы станок — инструмент —деталь Минерало- керамика ЦМ332
Отрезка и прорезка Твердый сплав ВК8
3 1 S5 s s Точение, растачивание ВК8
Нормативы режимов резания
71
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА Резцы с <р! > 0°
КАРТА 2 Лист 1
Элементы геометрии резцов Наименование формы и эскиз Область применения
1 Форма передней по- верхности I. Плоская с фаской / -1/ г у, ills] Резцы всех типов для обработки стали
II. Радиусная с фаской L^M-^я М® Точение и растачивание стали Радиусная лунка обеспечивает завивание стружки
III. Плоская без фаски Резцы всех типов для обработки чугуна и мед- ных сплавов
_ IV. *г—Плоская отрица- [ „>-J тельная Черновое точение и растачивание стали с пре- делом прочности аь > 100 кг!ммг и стального литья с коркой, загрязненной неметалличе- скими включениями; при точении с ударами
Сечение по Я Я rv, V. Плоская с фаской и опу- Я( Хч Я ) ценной 'К Xs. вершиной Черновое точение стали с крупной стружкой и подачами s > 1,5 мм!об
2. Глав- ный угол в плане <р в град 1 Условия работы
10-30 Точение с малыми глубинами резания в особо жестких усло- 1 виях системы
45 | Точение в условиях жесткой системы
60 Точение при недостаточно жесткой системе. Растачивание стали
70—75 Точение при недостаточно жесткой системе. Растачивание чугуна
90 Подрезка, прорезка, отрезка. Обтачивание и растачивание ступенчатых поверхностей в упор. Обработка в условиях неже- сткой системы
п
Нормирование токарных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА Резцы С ф!>0°
КАРТА 2 Лист 2
3. Вспомо- гательный угол в плане epi в град Условия работы
0 Обработка резцами с дополнительной режущей кромкой и широкими резцами
1-3 Прорезка пазов и отрезка
5-10 Чистовая обработка
10—15 Черновое точение
15—20 Черновое растачивание
30 Обработка с подачей в обе стороны без перестановки резца с радиальным врезанием
Элементы геометрии резцов Обрабатываемый материал Точение и растачиванве
Резцы твердо- сплавные Резцы быстро 1 режущие
Чер 1 новое Ч^° Чер | новое
а в град. а в град
4. Задние и передние углы а и у Сталь конструк ционная и легиро ванная и стальное литье Oh < 80 кг/м ч- 8 12 12-15 6 12 25
аь > 80 кг/мм- 8 12 10 6 12 20
Оь > 100 кг/мм2, по корке, загрязненной не- металлическими вклю- чениями, и при работе с ударами b 12 — 10 - - -
Сталь жаро- прочная аь < 80 кг/мм2 10 10 10 8 8| 20
Чугун Серый Ковкий 8 8 10 10 5 8 2 2
Нормативы режимов резания
73
Продолжение карты 2
5. Угол наклона главнон режущей кромки Л в град Условия работы
От -2 ДО —4 Чистовое точение и растачивание
0 Точение и растачивание резцами с <р = 90°. Точением рас- тачивание жаропрочных сталей и сплавов
0—5 Черновое точение н растачивание резцами стали
10 Черновое точение и растачивание резцами чугуна
12—15 Точение прерывистых поверхностей (с ударами)
6 Радиус при вершине ' в мм Наименование резцов Характер обработки Сечение резца в мм
12X20 16x25 I 20x20 | 20х3о|25х40|з0х45 25x2530x3040x40
Размеры в мм
Проходные, Твердый сплав Черновая и чистовая 0,5—1,0 1,0 1,0 1,5 1.5
и расточные Быстро- режущие стали Черновая 1,5 1,5 2,0 2,0 —
Чистовая 2,0 2,0 3,0 3.0 -
Отрезные - 0,2—0,5
7. Ширина и угол фаски / в мм Резцы всех типов Твердый сплав Черновая °-4 0,4 0.6 0,6 0.9
Быстро- режущие стали Черновая - - 1.0 1,0 -
Чистовая 0,2—0,3
Yf в град. От —5 до —10
8. Размеры радиусной (стружко- отводящей) луики в мм Твердый сплав R 4-6
В 2—2,5
Глубина 0,1—0,15
Быстро- режущие стали R 21—25 26—30 |з1— 40 [41—50 1 I
В 5.5—7,0 7,5—8,5 | 9—ю|11 —1з|
74
Нормирование токарных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
1. Форма передней поверхности
HI. С фаской
Резцы с дополнительной
кромкой, Ф1 = О®
КАРТ Л 3
стружки
1 Обработка стали ' в ММ s в мм/об Для отвода стружки дополни- тельных приспо- соблений не требуется
0.7—1,5 | св. 1,5
Диаметр лунки d в мм
0,7—1,5 | 2,5 | 2,5—3,5
Св. 1,5 до 2,5 | 2,3—3,5 | 3,5
С в. 2,л | 3,5
Рекомендуется для массового и крупносерийного производства
t 2» 0,7 им s > 0,7 мч/об Рекомендуется для единичного и мелкосерийного производства
г в мм 1—1,5 1.5—2.5 2,5—4
К в мм 4—5 5—6 6—8
s до 5 мм/об Рекомендуется для заводрв, не имеющих электроискровой установки
Обработка стали и чугуна
Для отвода
стальной
стружки
требуется
применение
стружко-
ломов
Нормативы режимов резания
75
Продолжение карты 3
2. Геометричес
1 9 1 ' /а/ \ а
вид по стрелке й f
ж sH «8 5 а У;
Ф*
До 7 Сталь До 70 - 45 10
Св. 70 45 8
Чугун До 220 45
Св. 7 Сталь До 70 45 8
Св. 70 45 6
Чугун До 220 45 6
До 7 и выше Сталь До 70 и выше 90 8
Чугун До 220 90 8
Примечания 1. В целях достижеик поверхности дополнительная режущая кромк; калькой линейке) и в процессе резания стро 2 Прн нежесткой системе г = 1,0 т 1,5 м 3. Длину дополнительной режущей кро поверхности увеличивать от 1,2s до 1,8s. 4. Режущие поверхности доводить. * При заданных ф, улр и значения у,
!ские параметры
Ynp Вид по стрелке Б
-'глы заточки в град. * а- 5 Vf в град.
vnp V К
10 (7) 0 (-7) (l,2+l,8)s 0,5 -5 1-3
5 (3,5) 0 (—3,5) (1,2+1,8) s 0,5 -5 1-3
8 (3) 0 (-5) (1,2+1,8)s - - 1-3
3.5 (5,0) 3,5 (0) 1,2s 0.5 -5 1—3
0 (3,5) 5 (+3,5) 1,2s 0,5 -5 1-3
5 (7) 5 (0) 1,2s - - 1—3
0 (5) 5 (0) (1,2-1,8) s 0,5 —5 1-3
0 (3) 3 (0) (1.2—l,8)s - - 1—3
ия более высокого класса чистоты обработанной са должна быть прямолинейной (контроль по ле ото параллельной направлению подачи (ф,^О). им, при жесткой радиус увеличивать до г = 3 мм. омки 1 по мере повышения требований к чистоте tH и К являются производными.
7G
Нормирование токарных работ
ПОДАЧИ ДЛЯ ЧЕРНОВОГО НАРУЖНОГО ТОЧЕНИЯ Резцы с фт > 0°
КАРТА 4 Лист 1
и 8S S * * * || К ^х Резцы проходные с пластинками из твердого сплава Резцы проходные из быстрорежущей стали
Глубина резания t г- мм до
3 5 » 1 12 | Си. 12 1 3 1 5 1 8
Питача $ и мм/об
Стали конструкционные углеродистые легированные и жаропрочные 16x25 20 40 60 100 400 0,3—0,4 0,4—0,5 0,5—0,7 0,6—0,9 0,6—1,2 0,3—0,4 0,4—0,6 0,5-0,7 0,8—1,0 0,3—0,5 0,5-0,6 0,6-0,8 0,4—0,5 0,5—0,6 0,3—0,4 0,4—0,6 0,6—0,8 0,7—1.С 0,5—07 0,6—0,9 0.9—1,1 0,4—0,6 0,6—0,8 0,8—1.0
20x30 25x25 20 40 60 100 600 0,3—0,4 0,4—0,5 0,6—0,7 0,8-1,0 1,2—1,4 0,3—0,4 0,5—0,7 0,7—0,9 1,0—1,2 0,4—0,6 0,5—0,7 0,8—1,0 0,4—0,7 0,6—0,9 0,4—0,6 0,3—0,4 0,4-0,5 0,7—0,8 0,9—1,1 1,2—1,4 0,6—0,8 0,8—1,0 1,1-х 1,4 0.7-0.9 1,0—1,2
25x40 60 100 1100 0,6—0,9 0,8—1,2 1,2—1,5 0,5—0,8 0,7—1,1 1,1—1,5 0,4—0,7 0,8—0,9 0,9—1,2 0,5-0,8 0,8—1,0 07—0,8 - Z Z
30x45 40x60 500 2500 1’з—ло hL-i’e 1,0—1,2 1,2-1,6 0,8—1,2 1,1—1,5 0,7—1,1 1,0—1,5 = -
Чугун и медные сплавы | 16x25 40 60 100 400 0,4—0,5 0,6—0,8 0,8-1,2 0,5—0,8 0,7—1,0 1,0—1,2 0,4—0,6 0,6—0,8 0,8—1,0 0,5—0,7 0,6—0,8 - 0,4—0,5 0,6-0,8 0,8—!,2 0,5—0,8 07—1,0 1,0-1,2 0,4—0,6 0,6—0,8 0,8—1,0
20x30 25x25 40 60 100 600 0,4—0,5 0,6—0,9 0,9—1,3 1,2—1,8 0,5—0,8 0,8—1,2 1,2—1,6 0,4—0,7 0,7—1,0 1,0—1,3 0,5—0,8 0,9—1,1 07-0,9 0,4—0,5 0.6—0,9 0,9—1,3 1.2—1,8 0,5—0,8 0,8—1,2 1.2—1,6 0.4—0.7 07—1,0 1,1 —1.4
25x40 60 100 1000 0,6—0,8 L5—2,0 0,5—0,8 0,9—1,2 1,2—1,8 0,4—0,7 0,8—1,0 1,0—1,4 0,6—0,9 1,0—1,2 0,8—1,0 0,6—0,8 1,2—1,4 1,5-2,0 0,5—0,8 0,’—1,2 1.2—1,8 0,4-07 0,8—1,0
30x45 40x60 500 2500 1,4—1,8 1,6—2,4 1,2—1,6 1,6—2,0 1,0—1,4 1,4—1,8 1.0-1.3 0,9—1,2 1,2—17 - - =
Примечания Прн обработке жаропрочных сталей и сплавов подачи свыше
1,0 мм/о0 не применять.
2 При обработке прерывистых поверхностей и иа работах с ударами табличные значения
подач следует умножать иа коэффициент 0,75—0,85.
3 При работе без корки табличные значения подач необходимо умножать на поправоч
ный коэффициент ] 1,
Нормативы режимов резания
77
ПОДАЧИ ДЛЯ ЧЕРНОВОГО НАРУЖНОГО ТОЧЕНИЯ Резцы с пластинками из твердого сплава с дополнительной кромкой, = 0°
КАРТА 4 Лист 2
Обрабатываемые материал державки резца в мм Диаметр детали Главный угол резца в плане
Ф => 45» | ф = 90»
Глубина реааиия t в ми до
3 1 1 5 | 1 3 1 3
Подача s в мм/об
Стали конструкци- онные углеродистые и легированные 16x25 40 60 100 1.0—1,2 1.4—1,5 1.8—2.0 1.0—1,2 1.3—1.5 1.0—1,2 1.2—1,4 1,2—1,6 1,0—1,2
20x30 25x25 40 60 100 и более L4—L5 1,8—2,5 1,0—1.2 1,4—2,0 1.0—1,2 1,2—1,4 1,2—1,8 1.0-1.2
25^40 60 100 и более 1,4—1,8 2.0—3,0 1,2-1,6 1,6—2,5 1,0—1 4 1,2—2,0 0,8—1,2 1,0—1.5
Чугун 16x25 40 60 100 1,0—1,4 1.5—1.8 1.0-1.4 1,0—1,2 1.2—1,5 1,0—1,2
20x30 25x25 40 60 100 и более 1’5=1’8 2,0—2,8 1,0—1,4 1,5—2,5 1,0—1,2 1.2-1,5 1,5—2,2 1’2—1,5
24x40 и более 60 100 и более 1,5—2,0 2,0—3,5 1.2—1,5 1,6—3,0 1,2—1,6 ] 1,5—2,5 I 1.0-1,2 1.2—1,5
I ПОДАЧИ ДЛЯ ЧЕРНОВОГО РАСТАЧИВАНИЯ J Резцы, оснащенные твердым сплавом, или из быстрорежущей стали Р18 Токарные станки
КАРТА 5
>» * 2 Сталь и стальное литье | Чугуны и медные сплавы
о. Глубина резаиия t в мм до
JO3 h 2 1 3 1 5 1 2 1 3 1 5
I о S Подача s в мм/об
10 12 16 20 25 30 40 50 60 80 100 125 150 20С> 0,08 0,10 0,08—0,20 0,15—0,40 0,25—0,50 0,40—0,70 0,08 0,15 0,15—0,25 0,15—0,40 0,20—0,50 0,25—0,60 0,10 0,12 0,12—0,20 0,12—0,30 0,15—0,40 0,12—0,16 0,12—0,20 0,25—0,30 0,30—0,40 0,40—0,60 0,50—0,80 0,12—0,18 0,15—0,25 0,25—0,35 0,30—0,50 0,40—0,60 0,60—0,80 0,10—0,18 0,12—0,25 0,25—0,35 0,25—0,45 0,30—0,60
Примечания: 1. При работе без корки табличные подачи следует умножать иа попра- вочный коэффициент 1,1 —1,2, при работе с ударами на коэффициент 0,75—0,85. 2. Верхние пределы подач применять при обработке менее прочных материалов, а также при Солее жесткой системе ставок — инструмент — деталь.
ПОДАЧИ ДЛЯ ЧЕРНОВОГО РАСТАЧИВАНИЯ Резцы, оснащенные твердым сплавом, или яз быстрорежущей стали PI8 Карусельные станки
КАРТА 6
Группа станков с диаметром планшайбы штосселя Сталь к стальное литье | Чугуны н медные сплавы
Глубина резания t в мм до
5 Ю | 15 | 20 | 30 п выше 1 5 1 10 1 15 1 20 [ 30 и выше
Подача s в мм/об
1500 300 1,0—1,1 0.8—1,0 0,65—0,75 0,55-0,7 0,5—0,65 1,3—1,5 1.1-1.4 0.9—1,1 0,8—1,1 0,7-0,9
2500 1,0—1,2 0,9—1,1 0,7-0,9 0,65—0,8 0,55—0,75 1,5—1,7 1,2—1,5 1,0-1,2 1,0-1,2 0,8—1,0
1500 400 0.9—1,1 0,7-0,9 0,55—0,7 0,5—0,65 0,40-0,55 1,2-1,5 1,0—1,2 0.8-1,1 0.8—1,0 0,7-0,9
2500 1,0—1,2 0,8—1,0 0,65—0,8 0,55—0,75 0,50—0,65 1,3—1,6 1,1-1,4 0.9-1,1 1,0-1,2 0,9-1,0
1500 500 0,8-1,0 0,65—0,8 0,5—0,65 0,40-0,55 0,35—0,5 1,2-1,4 0,9-1,1 0,8-1,1 0,7—0,9 0,5—0,7
2500 0,0-1,1 0,7—0,85 0,55—0,7 0,50—0,65 0,40—0,55 1,3—1,5 1,1-1,3 0,9—1,2 0,8—1,0 0,6-0,8
1500 800 0,7—0,8 0,6-0,7 0,5—0,65 0,50—0,60 0,35—0,50 1.0-1,1 0,9—1,1 0,8—1,0 0,7-0,9 0,5—0,7
2500 0,8—0,9 0,7—0,8 0,65-0,75 0,55—0,65 0,50-0,60 1.1-1,3 1,0—1,2 0,9-1,1 0,8—1,0 0,6—0,8
Примечании: 1. Прн работе без корки табличные подачи умножать яа поправочный коэффициент 1.1—1,2, при работе с ударами на коэффи- циент 0.75—0,86. 2. Верхние пределы подач применять при обработке менее прочных материалов, а также более жесткой системе Станок — инструмент — деталь.
Нормирование токарных pa6oi
Нормативы режимов резания
79
ПОДАЧИ В ЗАВИСИМОСТИ ОТ ЗАДАННОЙ ЧИСТОТЫ ПОВЕРХНОСТИ Токарные и карусельные станки
КАРТА 7
ЧИСТОТЫ Обрабаты- ваемый материал Вспомога- тельный в плане Диапазон скоростей резания v Радиус при вершине резца г в мм
1.5 | 2
Подача s в мм/об
। Резцы со вспомогательным углом в плане > 0“ V3 Сталь, чугун н бронза 5 10 15 Весь диапа- зон скоро- стей 1,0—1,1 1 1,3—1,5 0,8—0,9 1,0—1,1 0,7—0,8 1 0,9—1,0
V4 Сталь, чугуи и бронза 5 10—15 Весь диапа- зон скоро- стей 0,55—0,7 0,45—0,6 0,7—0,85 0,6—0,70
V5 Сталь 5 <50 50—100 >100 0,25—0,35 0,35—0,40 0,40—0,50 0,30—0,45 0,40—0,55 0,50—0,60
10—15 <50 50—100 >100 0,25—0,30 0,30—0,35 0,35—0,40 0,30—0,40 0,35—0,50 0,50—0,55
Чугун и бронза 5 10—15 Весь диапа- зон скоро- стей 0,30—0,50 0,25—0,40 0,45—0,65 0,40—0,60
V6 Сталь >5 30-50 50—80 80—100 100-130 >130 0,11—0,15 0,14—0,20 0,16—0,25 0,20—0,30 0,25—0,30 0,14—0,22 0,17—0,25 0,23—0,35 0,25—0,39 0,35-0,39
Чугун и бронза >5 Весь диапа- зон скоро- стей 0,15—0,25 0,20—0.35
V7 Сталь >5 100—110 110—130 >130 0,12—0,17 0,13—0,18 0,17—0,20 0,14—0,17 0,17—0,23 0,21—0.27
Резцы с дополнительной режущей кромкой = (F V3-V4 Сталь и чугун 0 Весь диапа- зон скоро- стей До 5,0
V5 Сталь 1) >50 До 5,0
Чугун Весь диапа- зон скоро- стей
V6-V7 Сталь 1 0 1 > 100 2,0 — 3,0
V6 Чугуи 0 Весь диапа- зон скоро- стей До 4,0
Поправочные коэффициенты на подачи в зависимости от предела прочности обрабатываемо- го материала для резцов с д>х > 0°
Предел прочности обрабатываемого материала оь в кг/мм1 .................. До 50 50—70 70—90 90—110
Коэффициент KMs 0,7 0,75 1,25
80
Нормирование токарных работ
РАДИАЛЬНЫЕ УСИЛИЯ РЕЗАНИЯ Ру, ДОПУСТИМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ НАРУЖНОМ ПРОДОЛЬНОМ ТОЧЕНИИ СТАЛИ В ЦЕНТРАХ Точение
КАРТА 8
г- 1 —।
71—1 1
Диаметр детали d в мм
Класс * 1осадка L 15 20 | зо | 40 1 ” | 60 1 7и 1 80 | 100
Допустимое радиальное усилие a \г
Пр ь 73 126 211 281 422 505 590 785 980
Пр23 6 43 73 122 163 245 293 342 455 567
ПрЗ, 7 27 46 77 102 154 184 214 285 356
8 18 31 52 71 102 123 144 191 238
9 13 22 36 48 72 86 100 134 167
10 9 16 26 35 53 63 74 98 122
5 105 168 287 383 562 b75 788 1010 1260
6 01 98 167 222 326 392 457 585 730
З-й 7 38 61 105 140 205 245 285 368 460
К, 8 26 41 70 92 136 164 191 247 308
9 18 29 49 66 96 115 135 173 215
10 13 21 35 48 70 84 99 126 157
5 126 196 358 477 700 840 980 1290 1610
6 73 114 218 277 406 490 470 750 935
Ш, 7 46 72 130 175 255 305 356 470 585
8 31 48 87 116 170 204 238 314 392
9 22 34 61 82 120 143 167 220 247
10 16 25 45 60 88 105 122 161 202
5 147 235 422 563 840 1010 1180 1570 1960
6 86 136 245 326 490 585 685 910 1140
За С,а 7 52 86 155 205 305 368 430 570 715
8 36 57 102 137 204 247 288 383 480
9 25 40 72 96 143 173 202 268 335
10 18 30 53 70 105 126 147 196 245
5 252 392 715 950 1400 1680 1960 2570 3220
146 228 415 550 810 980 1140 1490 1870
с« 7 92 144 260 345 510 610 715 930 1170
4-й 8 62 96 173 231 342 410 480 625 785
Ш4 9 43 67 122 162 240 288 335 440 550
10 32 49 89 119 175 210 245 320 400
5 504 785 1435 1900 2800 3360 3920 5140 6440
292 455 830 1100 1620 1960 2280 2980 3740
5-й с» 7 185 285 523 690 1020 1220 1430 1870 2340
х» 8 124 192 346 462 684 820 960 1250 1570
9 86 134 244 324 480 576 670 880 1100
10 64 98 1-78 238 350 420 490 640 800
Нормативы режимов резания
81
РАДИАЛЬНЫЕ УСИЛИЯ РЕЗАНИЯ Р„, ДОПУСТИМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ НАРУЖНОМ ПРОДОЛЬНОМ ТОЧЕНИИ СТАЛИ В ПАТРОНЕ Точение
КАРТА 9
Класс
3-й
Пр1
прг;
Пр33
Диаметр детали Л в мм
15 20 | 30 1 * 1 » 1 70 | 00 | 100
Допустимее радиальное усилие
1 393 о75 1125 1 500 2 240 2 700 4 200 5 250
2 37 85 141 187 280 525 655
3 15 25 41 56 МЛ 100 155 194
4 6 11 18 24 35 42 66 82
5 3 6 9 12 18 22 34 42
565 300 1330 2 040 3 000 3 600 5 400 6 750
2 71 113 166 255 375 4 5251 675 845
3 21 33 49 76 111 1ЧЧ1 1ВД1 200 250
4 9 14 21 32 47 84 106
5 5 7 11 16 24 29 34| 43 54
675 1050 1920 2 550 3 750 4 500 5 250 6 900 8 650
2 85 131 240 320 470 560 860 1 080
3 25 39 71 94 139 166 194 255 320
4 11 17 30 40 58 70 82 108 136
5 6 9 15 20 42 55 69
790 1260 2250 3 000 5 400 6 300 8 400 10 500
2 99 157 282 375 6751 1 050 1 310
3 29 46 83 111 165 9ПГн 9®И 310 390
4 13 20 35 47 70 84 ~9£И 131 164
5 7 10 18 24 36 67 84
1 1350 2100 3830 5 100 9 000 10 500 1 3 800 7 250
2 169 262 480 637 940 1 125 1 1 730 160
3 50 78 142 188 278 333 510 650
4 21 33 60 80 117 140 1Ц 215 270
5 11 17 31 41 72 по! 138
2700 4200 7660 10 2(Х. 15 000 18 000 21 000 27 600 34 500
2 338 525 960 1 27Е 1 860 2 250 2 620 3 460 4 320
3 100 156 284 376 556 780 1 020 1 300
4 42 66 120 16С 234 328 430 540
5 22 34 62 82 120 144 168 220 276
6 Справочник нормировщика
82
Нормирование токарных работ
РАДИАЛЬНЫЕ УСИЛИЯ РЕЗАНИЯ Ру, ДОПУСТИМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ НАРУЖНОМ ПРОДОЛЬНОМ ТОЧЕНИИ СТАЛИ В ПАТРОНЕ С ПОДЖАТИЕМ ЦЕНТРОМ ЗАДНЕЙ БАБКИ Точение
КАРТА 10
Т 4 ш 4
ТОЧНОСТИ Посадка L Диаметр детали d в мм
15 20 I 30 | 40 ) 50 1 60 1 70 1 80 1 100
Допустимое радиальное усилие Ру в кг
3-й Пр1, Пр2, Сз 5 6 7 8 9 10 146 86 54 36 26 18 252 146 92 62 44 32 422 244 154 104 72 52 562 326 204 142 96 70 844 490 308 204 144 106 1010 586 368 246 172 126 1180 684 428 288 200 148 1 570 910 570 382 268 196 1 960 1 134 712 476 334 244
х. 5 6 7 8 9 10 210 122 76 52 36 26 336 196 122 82 58 42 574 334 210 140 98 70 766 444 280 184 132 96 1124 652 410 272 192 140 1350 784 490 328 230 168 1576 914 570 382 270 198 2 020 1 170 736 494 346 252 2 520 1 460 920 616 430 314
Ш, 5 6 7 8 9 10 252 146 92 62 44 32 392 228 144 96 68 50 716 436 260 174 122 90 954 554 350 232 164 120 1400 812 510 340 240 176 1680 980 610 408 286 210 1960 940 712 476 324 244 2 580 1 500 940 628 440 322 3 220 1 870 1 160 784 550 404
За Ч 5 6 7 8 9 10 294 172 104 72 50 36 470 272 172 114 80 60 844 490 310 204 144 106 1126 652 410 274 192 140 1680 980 610 408 286 210 2020 1170 736 494 346 252 2360 1370 860 576 404 294 3 140 1 820 1 140 766 536 392 3 920 2 280 1 430 960 670 490
4-й С4 Х4 ш. 5 6 7 8 9 10 504 292 184 124 86 64 784 456 288 192 134 98 1430 830 520 346 244 178 1900 1100 690 462 324 238 2800 1620 1020 684 480 350 3360 1960 1220 820 576 420 3920 2280 1430 960 670 490 5 140 2 980 1 860 1 250 880 640 6 440 3 740 2 340 1 570 1 100 800
5-й Са Ха 5 6 7 8 9 10 1008 584 368 248 172 128 1568 912 576 384 268 196 2860 1660 1040 692 488 356 3800 2200 1380 924 648 476 5600 3240 2040 1368 960 700 6720 3920 2440 1640 1152 840 7840 4560 2860 1920 1340 980 10 280 5 960 3 720 2 500 1 760 1 280 12 880 7 480 4 680 3 140 2 200 1 600
ПОДАЧИ, ДОПУСТИМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ СТАЛЕЙ 1 Точение Резцы с ф! > 0° 1 КАРТА 11
о е- в " з « 1 = е Ji Допустимое радиальное усилие резания Ру в кг
5 1 7 | 10 | 12 | 15 | 20 | 25 | 30 | 40 | 50 | “ 1 ”1 100 | 130 | 170 | 220 | 280 | 360 j 460 | 600 | 750
Подача s в мм!о6
30 1,0 1,5 2,0 3,0 4,0 - 0,045 0,06 0,033 0,085 0,046 0.03 0,14 0,076 0,05 0,027 0.2 0,11 0,072 0,04 0,025 0,27 0,15 0,1 0,052 0,034 0,44 0,24 0,16 0,085 0,055 0,65 0,35 0,23 0,12 0 08 1,0 0,55 0,36 0,19 0,12 1.4 0,77 0,5 0,27 0,17 2,0 О’,72 0,4 0,25 3,2 1.7 061 0,40 4,9 2,7 1.7 0,95 0,61 7,7 4,2 2,7 1,5 1,0 6,2 4,0 2,2 1,4 6,2 3,3 2,2 5,1 7,6 4,9 7,3
45 1,0 1,5 2,0 3,0 4,0 2 0,037 0,068 0,037 0,093 0,051 0,033 0,13 0,072 0,047 0,025 0,22 0,12 0,077 0,042 0,027 0,31 0,17 0,11 0,06 0,039 0,42 0,23 0,15 0,08 0,05 0,69 0,37 0,24 0,13 0,08 1,0 0,55 0,36 0,19 0,12 1,6 0,85 0,55 0,30 0,19 2,2 1.2 0,78 0,42 0,27 3,2 1,7 1,1 0,61 0,39 5,0 2,7 1,8 0,95 0,61 7,7 4,2 2,7 1.5 0,95 6,5 4,2 2,3 1Д 6,27 3,4 2,2 5,2 3,3 7,8 5,1 7,7
60 1,0 1,5 2,0 3,0 4,0 0,033 0,058 0,031 0.10 0,057 0,037 0,14 0,078 0,051 0,028 0,2 0,11 0,073 0,039 0,024 0,34 0,18 0,12 0,065 0,039 0,48 0,26 0,17 0 093 0,056 0,65 0,34 0,23 0,12 0,075 1,1 0,58 0,38 0,20 0,13 1,5 0,85 0,55 0,30 0.18 2,4 0*85 0,46 0,28 3,4 1,8 1,2 0,65 0,39 4,9 2,7 1,7 0,94 0,57 7,7 4,2 2,7 1,5 0,89 6,5 4,2 2.3 1.5 6,6 3,5 2,1 5,2 3,2 8,0 4.8 7,3 - -
90 1,0 1,5 2,0 3,0 4,0 0,067 0,037 0,12 0,065 0,042 0,21 0,12 0,077 0,041 0,3 0,16 0,1 0,057 0,036 0,42 0,23 0,15 0,08 0,052 0,69 0,38 0,24 0,13 0,086 1,0 0,54 0,35 0,19 0,12 1,3 0,73 0,47 0,26 0,17 2,2 1,2 0,77 0,42 0,27 3,2 17 0*61 0,39 4,9 2,7 1,7 0,95 0,61 6,9 4,1 2,5 1,3 0,86 5,5 3,6 1,9 1,2 8,6 5,6 3,0 1,9 8,6 4.7 3,0 7,3 4,7 7,0 = = = =
Поправочные коэффициенты па подачи в зависимости от предела прочности обрабатываемого материала
Предел прочности обрабатываемого материала аь в кг/мм* | 35 | 45 | 55 | 65 | 75 | 85 | 95 105
Коэффициент KMs . | 4,1 | 2,3 1,5 | 1,0 | 0,72 0,55 0,42 0,34
Примечания: 1. Таблица рассчитана на резцы с передним углом у = + 10*. При у = 0° приведенные в картах значения подач умножать на 0,57, при у = — 10° — на 0,38. 2. Значения допустимых радиальных усилий Ру приведены в картах 8—10.
ПОДАЧИ, ДОПУСТИМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ СТАЛЕЙ Резцы с дополнительной режущей кромкой <р1 = 0° Точение
КАРТА 12
К gS | с & Р Допустимое радиальное усилие резания в кг
20 30 31 80 W0 | 130 । 170 । 22) | 28Э j 36') 460 j 600 750 1000 1200 | н 2000
Подача s в мм/об
45 г’ 3 4 0,27 0,35 0,27 0,44 0,33 0,27 0,63 0,48 0,38 029 0,84 0,62 0,5 0 37 0.3 1,2 0,87 0,7 0,52 0,42 1,5 1,1 0,88 0,67 0,54 2,0 1,5 1.2 0,88 0.7 2,8 2,0 1,6 1,2 1,0 3,9 2,9 2,3 1.7 1 4 5,3 3,9 3,2 2,3 1,9 7,3 5,4 4,3 3,2 2.6 10 7,2 5,8 3,5 10 8,0 5,0 4.8 >ю 8,2 6,6 >ю 8,7 >10 - = Z
90 1.5 2 = - - 0,26 0,34 0,25 0,48 0,36 0,29 0,62 0,46 0,37 0,27 0,82 0,61 0,49 0,36 0,29 0,84 0,67 0,5 04 1,6 1.2 0,94 0,69 0,56 2,2 1.6 1.3 0,95 0,77 3,0 2,2 1,8 1,3 1.Ю 4,0 3,0 2,4 1,8 1 4 5,5 4,1 3,3 2,4 2,0 1 7,6 5.62 4,5 3,3 2,7 10 6,’о 4,4 3,5 10 8.6 6,4 5,1 >10 8,0 6,4 >10 8,3 >10
Поправочные коэффициенты па подачи в зависимости от предела прочности обрабатываемого материала
Предел прочности обрабатываемого материала в кг/мм* j 35 45 55 65 75 85 95 105
Коэффициент Км, | 2.8 1,8 1.3 1.0 0,78 0,63 0,53 0,45
Примечание. Значения допустимых радиальных усилий приведены в картах 8—10.
Нормирование токарных работ
Нормативы режимов резания
85
86
Нормирование токарных работ
ПОДАЧИ, ДОПУСТИМЫЕ ПРОЧНОСТЬЮ ДЕРЖАВКИ РЕЗЦА,
ПРИ ОБТОЧКЕ СТАЛИ
Точение
КАРТА 14
1 £ И s h si <зк Глубина резания t в мм
2 3 . 5 51 ” 121 15 20 25 ”1 35
Подача s в мм/об
Р18 >0 12X12 16X16 20X20 25x25 30x30 10x16 12x20 16x25 20X30 25X40 30X45 1,83 >3.0 >3.0 >3.0 >3.0 2.15 >3.0 >3.0 >3.0 >3.0 >3,0 2.3 >3,0 >3,0 >3,0 1.25 2,18 >3,0 >3,0 >3.0 >3.0 0,73 1,59 2.9 >3.0 >3,0 0,85 1.49 2.9 >3,0 >3.0 >3.0 0,54 1.18 2.15 >3.0 >3.0 0,64 1,11 2.15 >3.0 >3.0 >3.0 0,43 0,92 1.68 3,05 >3,0 0,5 0,86 1,68 2,9 >3.0 >3,0 0,29 0,63 1,15 2,1 >3,0 0,34 0,59 1,15 1,95 >3.0 >3,0 0,22 0,47 0,85 1,55 2,55 0,25 0,44 0.85 1,45 >3^0 0,17 0.37 0,67 1.22 1,97 0.2 0.34 0,67 2^27 3.0 0,28 0.51 0,92 1,48 0,51 0.86 1.77 2,6 0,34 0,62 1,0 ОД58 Г 75 0,46 0.76 0?86 1,29 0,61 1,04 0.48 0,82
>0 12X12 16X16 20X20 25X25 30X30 10X16 12X20 1«Х25 20X30 25X40 30X45 2.23 >3.0 >3,0 >3.0 >3,0 2.62 >3,0 >3.0 >3.0 >3,0 >3,0 1.3 2.8 >3.0 >3.0 >3.0 1.53 2 66 >3.0 >3^0 >3.0 0,89 1,94 >3.0 >3.0 >3.0 1,05 1.82 >3.0 >3,0 >3.0 >3,0 0,66 1,44 2,62 >3,0 >3.0 0.78 1,35 2,62 >3,0 >3.0 >3.0 0,52 1,13 2.05 >3,0 >3.0 0.61 1,05 2.05 >3,0 >3.0 >3.0 0.35 0,77 2^5 >3.0 0.42 0,72 2*38 >3.0 >3.0 0.262 0,57 1,04 1,89 >3.0 0,31 0,53 1,04 1.77 >3.0 >3.0 0,2 0,45 0.82 1,49 2.4 0,24 0.42 0,82 1,39 2,77 >3,0 0,34 0.62 1,13 1.8 0,62 1,05 2,09 >3.0 0Л2 0,76 1.25 0,71 1,42 2.13 0,56 0,92 1,05 1.57 0.74 1,27 0,59 1.0
0 12X12 16X16 20X20 25X25 30X30 10X16 12X20 16X25 20X30 25x40 30x45 1,6 з,1 : >5^0 >6,0 2.8 >6^ >5,0 >6,0 2^0 3,3 5,4 >6,0 L9 3.3 5,1 >5.0 >6.0 0,8 2,5 4.0 >6.0 0,9 2*5 3.8 >5.0 >6.0 0,64 1.2 2.0 3,2 2*0 >5*,0 >6.0 1.0 2’, 7 4.0 0.9 2*6 4.6 >6,0
Поправочные коэффициенты на подачн в зависимости
1) от предела прочности обрабатываемого материала
Материал режущей части резца Предел прочности оь в кг/мм1
45 | 55 | 65 75 100
Р18 L 1.16 1 J’07 1 1.0 0,9 0,73
Твердый сплав | 1.16 1 ‘-°7 1 1,0 0,93 0,72
2) от длины вылета резца /, выраженного через его высоту Н
Вылет резца / \Н 1,5/7 2Н 2,5/7 ЗЯ 4Я
Коэффициент K/s 1 0 0,58 0,1 0,3 0,23 0,16
Нормативы режимов резания
87
ПОДАЧИ, ДОПУСТИМЫЕ ПРОЧНОСТЬЮ ПЛАСТИНКИ ТВЕРДОГО СПЛАВА Токарные и карусельные станки КАРТА 15
Главный вУплане в град Толщина пластинки твердого сплава Глубина резання t в мм
3 • 51 • 1 • 1 '° 1 ,s 1 " 1 151 ” 1 35
Подача з в мм/об
30 4 5 6 7 8 10 1,34 2,25 3,4 4,7 6,2 8,0 11,8 1,18 2,0 3,0 5Л 7,0 10 1,08 1,82 2,7 3,75 5,0 6,4 9,4 1,0 2^54 3,5 6Д) 8,9 0,95 1,62 2,4 3,3 5J 8,4 0,87 1,46 2,18 3,0 4,0 5,15 7,6 0,8 1,38 2,05 2,9 3,8 4,85 7,2 0,72 1.21 1.8 2.5 3,3 4,25 6,3 0,66 1.11 1,65 2,3 3,0 3,9 5,75 0,62 1,03 1,54 2,1 2,85 3,65 5,4 0,58 0,98 1,46 2,0 2,7 3,4 5,1 0,56 0,93 1,4 1,95 2,55 3,3 4,9
45 3 4 5 6 7 8 10 0,92 1,55 2,32 3,22 4,27 5,48 8,1 0,81 1,36 2,03 2,82 3,74 4,8 7,1 0,74 1,25 1,86 2,58 3,42 6,5 0,69 1,17 1.74 2,42 3,2 4,11 6,1 0,65 1,11 1,65 2,29 3,04 3,9 5,77 0,6 1.0 1.5 2,09 2,76 3,54 5,25 0,55 0,95 С 96 2,6 3,33 4,94 0,49 0,83 1.24 1,72 2,28 2,92 4,34 0,45 0,76 1,13 1,57 2,08 2,67 3,95 0,42 0,71 1,06 1.47 1,95 2,50 3,71 0,4 0,67 1,0 1,39 1,84 2,36 3,5 0,38 0,64 0,95 1,33 1,76 2,26 3,35
60 3 4 5 6 7 8 10 0,75 1,27 1,9 2,64 3,5 4,5 6,6 0,66 1,11 1,67 2,4 3,1 3,9 5,9 0.61 1,02 1,53 2,1 2,8 3,6 5,3 0,56 0,96 1,43 1,98 2,6 3,35 5,0 0,53 0,91 1,35 1,88 2,5 3,2 4,7 0,49 0,82 1,23 1,71 2,26 2,9 4,3 0,45 0,77 1,16 1,61 2,13 2,7 4,05 0,41 0,68 1,0 1.41 1,87 2,4 3,55 0,37 0,62 0,93 1,29 1.71 2.2 3,25 0,35 0,58 0,87 1,2 1.6 2,05 3,0 0,33 0,55 0,82 1.14 1.5 1,95 2,85 0,31 0,52 0,78 1,09 1,44 1,85 2,75
90 4 5 6 7 8 10 0,64 1,08 1,61 2,24 3,0 3,8 5,6 0,56 0,95 1,41 1,96 2,6 3,3 5,0 0,51 0,87 1,3 1.8 2,4 3,1 4,5 0,48 0,81 1.21 1,68 2,2 2,9 4,2 0,45 0,77 1,15 1,6 2,1 2,7 4,0 0,42 0,7 1,04 1,45 1,92 2,5 3,7 0,38 0,66 0,98 1,36 1,81 2,3 3,4 0,34 0,58 0,86 1,2 1,59 2,0 3.0 0,31 0,53 0,79 1,09 1,45 1,86 2,75 0,29 0,49 0,74 1,02 1,36 1.74 2,6 0,28 0,47 0,7 0,97 1,28 1,65 2,45 0,26 0,45 0,66 0,93 1,23 1,57 2,3
Поправочные коэффициенты на подачи в зависимости от обрабатываемого материала
Обрабатываемый матерна т Сталь Чугун серый
Предел прочности о* в кг/ммг
45 | 55 | 65 | 75 | 100
Коэффициент KMs 1,16 | 1,07 | 1,0 | 0,93 | 0,82 1.7
Примечание. При ртботе с ударами табличные подачн умножать на коэффициент 0,8.
ПОДАЧИ ПРИ ФАСОННОМ ТОЧЕНИИ УГЛЕРОДИСТЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ Резцы из быстрорежущей стали Р18 Фасонное точение
КАРТА 16
Ширина резца В Диаметр обработки D н мм
15 2П | 25 | 30 | 40 | 50 j 60—100
Подяча * в мм/об
Я 10 15 20 25 30 35 40 50 60 75 90 100 0,02—0,04 0,015—0,035 0.01—0,027 0,01—0,024 0,008—0,018 0,008—0,018 0 02—0,06 0,02—0,052 0,02—0 04 0,015—0,032 0,015—0,032 0,01—0 027 0 01—0,025 0.01—0.023 0.03-0,08 0,03—0,07 0 02—0 055 0,02—0,048 0,02—0,042 0,02—0,037 0,015—0 034 0,015—0,031 0,01—0,027 0,01—0,025 0,04—0,09 0,04—0,088 0,035—0,077 0,03—0,059 0,025—0,052 0,025—0 046 0 02—0,043 0.02—0,039 0,015—0,034 0,015—0,031 0,04—0,09 0,04—0,088 0,04—0 082 0,035—0,072 0,03-0.063 0,025—0 055 0,025—0,05 0,02—0,046 0,02—0,04 0,02—0,037 0 015—0,031 0,01—0,028 0,01—0,025 0,04-0,09 0,04-0,088 0,04 —0,082 0,04—0,08 0 04—0.08 0,035—0,07 0,030—0,065 0,03—0,06 0,025—0,055 0.025—0,05 0,02-0,042 0,015—0,038 0,015—0,034 0,04—0,09 0,04—0.088 0,04—0,082 0,04-0,08 0,04-0,08 0,035—0.07 0,03-0,065 0,03—0,06 0,025—0,055 0,025-0,05 0,025—0,048 0,02—0,048 0.02—0,042 0,04—0,09 0,04—0,088 0,04-0,082 0,04—0,08 0,04—0 08 0,035-0,07 0,03—0,065 0.03—0,06 0,025—0,055 0,025—0,05 0,025—0,05 0,025-0,05 0,025-0,05
Примечание. Меньшие значения подач брать для сложных профилей и сталей яА > 80 кг/мм*, большие — для простых профилей и сталей if, < В'1 кг!мм'.
Нормирование токарных работ
Нормативы режимов резания
89
ПОДАЧИ ДЛЯ ПРОРЕЗКИ И ОТРЕЗКИ | КАРТА 17
Отрезные резцы Прорезные резцы
Ширина ГОЛОВКИ резца D ММ Обрабатываемые материалы Ширина Длина головки* Q Р Обрабатываемый материал
Серый чугун Серый чугун
Подача ' в мм/об Подача з в мм/об
2 3 15 20 0,07—0,09 0.10—0,14 0,10—0,13 0,15—0,20 6 10 16 25 10x16 |о.17—0.22 10х1Ь |0.10-0,14 0.24-0,32 0.15—0,21
5 35 65 0,19—0,25 0,10—0,13 0,27—0,37 0,12—0,16 6 8 12 20 25 30 12 |о. 19—0,25 tX20 I0'16-0'21 0.27—0,36 0,22—0,30
6 45 |0,20—0,2б|0,28—0.37 10,14—0,18 0,20—0,26
75 0,11—0,15,0,16—0.22 10 30 16 1о,21—0,28 0,30—0,40
8 50 |о,27—О,3б|о,39—0,52| 14 30 ’Х23 0,20—0,27 0,29—0,39
100 |о,13—0,18,0,20—0.26 1 16 40 |о,16—0,21|0,23—0.31
1 18 30 2С 1X30 |0-34—О,44|О,48—0,64
| 20 50 |о,18—0,24|0,26—0.35
Примечание. Большие значения подач применять при обработке сталей с до бОкг/ллё в чугунов НВ до 180, меньшие значения — пря обработке сталей с яь свыше 60 кг/мм* и чугунов НВ свыше 180.
ПОДАЧИ ПРИ ТОЧЕНИИ МИНЕРАЛОКЕРАМИЧЕСКИМИ РЕЗЦАМИ Токарные и карусельные станки
Карта 18
Обрабатываемый материал в плане <р Глубина резання t в мм
1-1,5 1 ! 1 * | св. 4 до 6
Подача s в мм/об
В <5 оь <80 кг! мм1 30—45 60 90 0,3—0,5 0,2—0,5 0,15—0,4 0,3-0,5 0.2—0,5 0,15—0,4 0,2-0,5 0,2—0,5 0,15—0,3 0,2—0,5 0.2-0.4 0,1-0,2
оь >80 кг/мм- 30-45 60 90 0,3—0,5 0,2-0,4 0,15—0.3 0,3—0,5 0,2—0,4 0,15-0,3 0,2—0,5 0,1—0.3 0,1—0,25 0,15-0,4 0,1-0,3 0,1-0,2
Myiyu НВ <200 30—45 60 90 0,3—0.5 0,3—0.5 0,3—0,5 0.3-0.5 0,3—0,5 0.3—0,5 0,3—0,5 0,3—0,5 0,2—0,5 0,3-0,5 0,3—0,5 0.2—0.5
НВ >200 30—45 60 90 0.3—0,5 0.3—0.5 0,3—0,5 0,3—0,5 0,3—0,5 0,3—0.5 0,3-0,5 0,3—0,5 0,2-0,4 0,2—0.5 0,2—0.4 0,1-0,3
90
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ
УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ
СТАЛЕЙ аь 65 кгЫ.и-; НВ 185. РЕЗЦЫ
С ПЛАСТИНКАМИ Т5К10
Продольное точение
КАРТА 19
Лист 1
£ * с Проходной прямой | Опорный | Проходной отогнутый
Главный угол в плане <f в грат
30 45 | 60 1 90 | 45
Вспомогательный voi в плане q j в град
10 10 30 10 _l 45
V Рг V Рг S v Pz -s 1 г N э
1.0 0,15 230 34 1,2 203 31 1,0 186 291 0,9 164 28 0.7 1 186 32 1,0
0,20 217 41 1,4 190 38; 1 9 177 35| 1,0 154 33 0,8 177 39 1,3
0,30 198 58 1,9 175 54 1.5 161 501 1,3 141 47 1.1 161 55 1,4
0,40 180 73 2,1 158 68 1,8 146 63 1,5 128 60 1,2 146 69 1 7
0,50 167 88 2,4 147 81 2,0 136 7б! 1 7 119 72 1.4 136 83 1>
0,70 148 115 2,8 131 10б1 2,3 120 ”’0| 2Л 106 95 1,7 120 108 2,2
0,15 216 51 1,8 190 47 1.5 175 44 1,3 153 42 1,1 175 49 1,4
0,20 204 64 2,1 179 59 1.7 165 55 1,5 145 53 1 3 165 61 1,6
0,30 187 88 2,7 164 81 2.2 152 76 1,9 133 72 1’6 152 83 2,1
1 5 0,40 169 НО 3,1 149 102 2 5 137 96 9 9 120 91 1,8 137 104 2,4
0,50 157 131 3,3 138 121 2,7 127 113 2Л HI 107 2,0 127 123 2,6
0,70 139 177 4,0 122 163 3,3 113 153 2,8 99 144 2,4 113 166 3,1
0,20 195 86 9 7 173 79 2,2 158 74 1,9 139 70 1,6 158 81 О I
0,30 180 118 зл 159 109 2,8 145 102 2,4 128 97 2,0 145 111 2J
2,0 0,40 161 146 3,8 143 135 3,2 131 126 2,7 115 120 2,3 131 138 3,0
0,50 150 178 4,4 133 164 3,6 121 154 3,1 107 145 2,6 121 168, 3,4
0,70 134 234 5,2 118 215 142 108 200 з.ь 96 190 3,0 108 220 3.9
0,20 184 129 3,9 162 119 3,2 149 1 111 2,7 131 105 2 3 149 121 3,0
0,30 169 179 4 9 149 165 4,0 137 15э ‘1 h 120 146 о 9 137 168 3,8
0,40 152 224 5Л 135 206 4,6 123 193 з’о 109 183 37 123 210 4,3
3,0 0,50 142 269 (5 2 125 247| 5,1 115 232 4 4 101 220 3,7 115 252 4,8
0,70 125 352 / 9 111 325 5,9 101 300 «5 1 90 288 4 3 101 332 5,6
1,0 108 472 8,3 95| 435 6,8 88 410 5 ,9 77,5 385 4 Л 88 445 6,4
0,30 161 240 6,3 143 222 5,2 131 208 4 4 115 197 3,7 131 227 4,9
0,40 145 300 7,2 128 279 5,8 118 260 5J 104 248 4,2 118 286 5,5
4 0 0,50 135 360 8,0 120 332 6,5 109 312 5,6 97 295 4 7 109 340 6,1
0,70 119 475 9,3 106 438 7,6 97 410 0 5 85 390 5,5 97 448 7 2
1,0 103 630 10,5 92 580 8,7 84 545 / э 74 5’5 6,3 84 595 8^2
1,5 86 890 12,5 76 816 10,1 70 765 87 62 730 7,4 70 840 9,5
0,30 152 360 9,0 134 334 7,4 123 314 6,4 108 297 5.3 123 343 6.9
0,40 136 460 10,0 121 422 8,4 ПО 396 7.2 98 375 6,0 ПО 430 7,9
0,50 127 550 11,5 112 504 9,3 102 474 8,0 91 450 6,7 102 515 8,8
0,70 113 720 13,0 100 663 10,7 92 624 9,3 81 590 7 7 92 680 10,0
6,0 1,0 97 960 15,0 86 885 12,4 79 830 10,5 78 790 8Л 79 910 11,7
1,5 81 1350 17,7 71 1250 14,5 65 1170 12,5 58 1110 10,5 65 1275 13,6
2,0 77 1650 21,0 69,1535 17,2 63 144(Л 15,0 55 1360 12,5 63 1570 16,0
3,0 59 2350 22,6 12|Ш 18,5 48 20311 1 16,0 1 42 1920 13,4 48 2220 17,5
Нормативы режимов резания
91
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ (ть = 65 кг/мм2-, НВ 185. РЕЗЦЫ С ПЛАСТИНКАМИ Т5К10 Продольное точение
КАРТА 19
Лист 2
3 Тип резца
Проходной прямой | Упорный I Проходной | отогнутый
Главный угол в плане <р в град.
30 45 1 90 I 45
Вспомот атсльный угол в плане ф, в град
10 10 | 10 45
v Рг Р; л, 1 v Лэ ° Рг S 0 Рг
8 0,40 0,50 0,70 1,0 1,5 2,0 3,0 131 122 108 93 77 68 57 615 735 960 1280 179( 2280 3140 13,0 14,5 17,0 19,5 25*0 29,0 111 108 96 83 68 66 50 362 676 885 1180 1650 2100 2890 10,7 12,0 14,0 16,0 18,5 21,0 24,0 106 99 88 76 46 534 635 830 1110 1550 1970 2720 10$ 12,0 13,7 16,0 18,0 20,6 8b 80 78 67 49 41 50( 600 785 1040 1460 1860 2560 7,7 8,о 10,0 11,5 13,0 15,0 17,0 106 99 88 76 63 55 46 580 695 910 1210 1690 2150 2960 10,0 11,0 13,0 15,0 17,5 19,5 22,5
10 0,40 0,50 0,70 1,0 1,5 2,0 3,0 127 118 105 90 75 66 55 770 92( 1210 1610 2260 2860 3940 16,0 17,7 21,0 24,0 27,0 31,0 104 93 79 66 58 49 710 850 1120 1485 2080 2640 3640 13,0 14,5 17,0 19,0 22,0 25,0 29,0 103 96 86 73 60 53 45 670 800 1050 1390 1950 2480 3420 11,0 12,5 14,7 19Л 22,0 25,0 84 78 75 64 53 47 39 630 750 1000 1310 1840, 2340 3220 9,4 10,5 12,0 14,0 16,0 18,0 20,8 .103 96 86 73 60 53 45 730 870 1140 1520 2130 2700 3740 12 13,5 16,0 18,0 21,0 23,5 27,5
13 0,5 0,7 1,0 111 100 84 70 62 1390 1820 2440 3400 4300 25,0 29,0 33,5 38,5 43,0 98 87 74 62 1280 1680 2250 3130 3960 20,5 24,0 27,0 31,0 35,0 90 80 68 52 50 1200 1580 2120 2940 3720 18,0 21,0 23,5 27,0 30,5 80 71 60 50 44 1141 1490 2000 2790 3530 15,0 17,0 19,5 22,5 25,0 90 80 68 52 .50 1310 1720 2300 3200 4060 19,5 22,5 26,0 30,0 33,0
1 20 1 0,5 0,7 1,0 1,5 2,0 107 96 82 68 60 1880 2450 3300 4570 5770 33,0 38,0 43,5 50,0 56,0 95 84 60 53 1730 2260 3030 4220 5340 27,0 31,0 35,5 41,0 45,5 87 77 66 55 48 1620 2120 2880 3960 5030 23,0 27,0 31,0 40 11 68 58 48 42 1540 2020 2700 3740 4750 19,0 22,5 25,5 29,5 33,0 87 77 66 55 48 1770 2320 3100 4340 5460 25,0 29,0 33,5 39,0 43,0
25 0,5 0,7 1,0 1,5 2,0 102 92 79 65 57 2340 3080 4140 5770 7270 39,0 46,0 53,0 61,0 68,0 91 81 69 58 2160 2850 3800 5320 6700 32,0 37,5 43,0 50,0 55,5 83 74 64 53 46 2030 2680 3570 5000 6300 27,5 32,5 37,0 43,5 48,0 72 65 56 47 41 1930 2540 3380 4740 5960 23,0 27,0 31,0 36,0 40,0 83 74 64 53 46 2220 2920 3900 5450 6870 30,0 35,5 40,5 47,0 52,5
30 0,5 0,7 1,0 1.5 2,0 100 89 64 56 2830 3720 4960 6920 8800 46,0 54,0 61,0 71,5 80,0 88,2610 7913420 68 j 4570 56 6370 30|8100 37,5 44,0 50,0 58,5 65,5 81 72 62 52 45 2456 3226 4300 6000 7600 32,5 38,0 43,5 50,5 56,5 71 64 40 2321 3021 4070 5670 7200 27,0 32,0 36,0 42,0 47,0 81 72 62 52 45 2670 3500 4680 6550 8300 35,5 41,5 47,0 55,0 61,5
1 0,5 0,7 1,0 1,5 98 87 75 62 3300 4350 5840 8100 52,5 61,0 70,0 81,5 87:3040 77|4000 66;5360 557450 43,0 50,0 57,5 66,5 8о|286О 70,3760 60|5050 50|7000 37,0 43,5 50,0 57,5 70 62 53 44 2710 3570 4760 6640 31,0 36,0 41,5 48,0 80 70 60 .50 3120 4100 5490 7650 40,5 47,0 54,0 Ь2,5
Примечание Поправочные коэффициенты на измененные условия работы см. в карте
92
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ оь = 65 кг/мм1-, НВ 185. РЕЗЦЫ С ПЛАСТИНКАМИ Т5К10 Поперечное точение КАРТА 20 Лист 1
Тип резца
Проходной пря- ной <р = 45°, Ф, = 10° Проходной отогнутый ф = 45°; ф, = 45° Опорный
Ф = 15», ф! = 90° | Ф = 90». ф, = 10»
1 wfyl V' 1
♦ Пр s 1
© иЕх-15
8. 9^5 ш [Р-лл-
S Рг N р V р р лэ
* с
0,15 254 30 1,2 234 30 1,2 334 38 2,1 203 35 1 1
0,20 238 37 1.4 21S 37 1,3 313 46 2,4 190 41 L3
1,0 0,30 220 52 1.9 202 52 1,7 288 66 3,1 175 58 1.7
0,40 199 66 2,1 183 66 2,0 262 83 3,5 159 73 1,9
0,50 185 79 2,4 171 80 2,2 244 100 4,0 148 88 2.1
0.70 164 103 2,8 151 104 2,6 216 130 4,6 131 115 2,5
0,15 238 46 1,8 219 46 2Л 312 58 3,0 190 51 1.6
0,20 225 58 2,1 207 58 296 72 3,5 180 64 1.9 2,4
1.5 0,30 207 79 2,7 190 80 2.5 272 100 4,4 165 88
0,40 187 99 3,0 172 100 2,8 246 125 5.1 149 НО 2.7
0,50 174 118 3,3 160 119 3,1 228 149 5,5 139 131 3.0
0,70 154 159 4,0 142 160 3,7 206 200 6,7 123 177 3,6
0,20 217 77 2,7 199 78 2,5 284 97 4,5 173 86 2,4
0,30 199 106 3,4 183 107 3.2 262 134 5,7 159 118 3.0
2.0 0,40 179 131 3,8 165 133 3,7 235 166 6,4 143 146 3,9
0,50 167 160 4,3 153 162 4,1 218 202 7,2 133 178
0,70 148 210 5,0 136 212 4,7 195 264 8,4 118 234 4.5
0,20 203 116 3,8 187 117 3,6 268 146 6,4 8,2 162 129 3,4
0,30 186 161 4 9 172 162 4,6 245 203 149 179 4^9
0,40 169 202 5 «5 156 203 5,2 223 253 9,2 135 223
3,0 0,50 157 242 6> 144 244 5,8 206 304 10,0 125 266 5,5
0,70 128 317 7,2 139 320 6,7 183 400 12,0 111 353 6,4
1.0 119 425 8,3 НО 430 7.7 157 535 14,0 96 472 7,4
0,30 179 217 6,2 165 218 5,9 235 274 10,5 143 240 5,6 6,4
0,40 16! 272 7,2 148 274 6,7 212 344 12,0 129 302
4.0 0,50 149 324 7,9 137 327 7,4 196 408 13,0 119 360 7.1
0,70 133 428 9,3 122 430 8,6 175 537 15,0 106 474 8,2 9,4
1,0 113 565 10,0 105 572 9,9 150 714 17,5 92 630
1.5 95 800 12,0 87 805 11,5 — .— — 76 886 11,0
0,30 168 327 9,0 154 329 8,4 — — — 134 362 8,0
0,40 152 412 10,0 139 415 9,5 — — — 121 457 9,1
0,50 140 490 11,0 129 495 10,5 — — 112 545 10,0
6,0 0,70 125 645 13,0 115 653 12,0 — — — 100 718 11,5
1.0 107 865 15,0 99 870 14,0 86 960 >3,5
1,5 89 1220 18,0 82 1228 16,5 — — — 71 1350 15,5
2,0 86 1490 21,0 80 1510 19,5 — — 69 1665 18,5
3,0 65 2120 22,5 60 2130 21,0 — — — 52 2350 20,0
Нормативы режимов резания
93
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ Поперечное точение
СТАЛЕЙ о6= 65 кг/мм1; НВ 185. КАРТА 20
РЕЗЦЫ С ПЛАСТИНКАМИ Т5К10 Лист 2
Тип резца
! & •8 Проходной пря- мой ф = 45°, Ф,=. 10» Проходной отогнутый ф = 45°; ф, =45° Упорный ф = 15°; ф, = 90° Упорный ф = £Ю°; ф] = 1С°
Г1 Ий 1+ 1 1Ж-Т,
о | Рг ", V 1 "э V р„ л 1 Na
8,0 0,40 0,50 0,70 1.0 1.3 2.0 3.0 14б| 545 135 655 120 860 103 1140 86 1600 76 2040 63| 2800 12,9 14,5 17,0 19,5 22,5 25,0 29,0 133 124 110 95 79 69 58 550 660 865 1150 1615 2060 2830 12,0 13,5 15,5 • 18,0 21,0 23,5 27,0 2 - 2 не 108 96 83 68 60 50 610 735 960 1280 1790 2280 3140 Н.5 13,0 15,0 17,0 20,0 22,5 26,0
К) 0,40 0,50 0,70 1.0 1.5 2,0 3,0 140| 690 130 825 116 Ю80 100 1440 82 2010 73 2570 61| 3530 16,0 17 21,0 23,5 27,0 30,5 35,0 129 695 120 835 107 1095 92 1460 76 2040 67 2590 56| 3560 14,7 16,5 19,5 22,0 25,0 28,5 33,0 з - з 112 104 93 79 66 58 49 770 925 1210 1610 2260 2870 3950 14.0 15,5 18,5 21,0 24,5 27,0 31,5
15 0,5 0,7 1,0 1.5 2.0 123| 1240 109 1620 93 2190 77 3040 68 3840 25,0 29,0 33,0 38.0 43,0 113 101 86 71 63 1250 1640 2200 3060 1 3880 23,5 27,0 31,5 35,5 40,0 = 98 87 74 62 55 1390 1830 2440 3400 4300 22,0 26,0 30,0 34,0 38,0
20 0,5 0,7 1.0 1,5 2,0 1181 1680 105 2190 90 2940 75 4010 66 5200 32,5 38,0 43,0 50,0 55,5 109 97 83 69 61 1700 2210 2970 4150 5220 30,0 35,0 40,5 46,5 51,5 - з 95 84 72 60 53 1880 2450 3290 4570 5800 29,0 34,0 38,5 44,5 50,0
25 0,5 0.7 1.0 1.5 2,0 113| 2100 101 2770 87 3690 72 5180 64 6500 39,0 45,5 52,0 61,0 67,5 104 93 80 67 59 2120 2790 3720 5200 6560 36,0 42,5 49,0 57,0 63,0 - — 91 81 69 58 51 2370 3100 4120 5760 7260 35,0 41,0 46,5 54,0 60,0
30 0,5 0,7 1,0 1.5 2,0 11о| 2530 99 3320 85 4450 70 6200 62| 7850 45,5 53,5 61,0 71,0 80,0 102 90 78 65 57 2560 3350 4470 6250 7900 42,5 50,0 57,0 66,5 74,5 — 88 79 68 56 2840 3700 4950 6900 8800 40,5 ' 48,0 54,5 63,5 71,0
35 0,5 0,7 1.0 1.5 107| 2950 96 3880 83 5210 68 7200 52,5 60,0 70,0 81,0 100 88 76 63 2980 3920 5250 7300 49,0 56,5 65,0 75,5 - - - 87 77 66 55 3300 4350 5820 8100 46,5 54.0 62,5 72.0
Примечание Поправочные коэффициенты на измененные условия работы см. в карте 45 ।
94
Нормирование токарных работ
РЕЖИМЫ ₽ЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ Продольное точение
УГЛЕРОДИСТЫХ ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ
СТАЛЕЙ 06 = 5 кг/мм*\ НВ 185 . РЕЗЦЫ КАРТА 21
С ПЛАСТИНКАМИ Т15К6
Тип резца
Проходной прямой 1 У порный | Проходной-. отогнутый
»о Главный уго.' т в плане <р в град
30 45 | 60 | 90 | 45
Вспомогательный угол в 1 плане । Ф1 в град
10 10 30 10 45
С V pz N3 ° рг v рг "э ?г ° Рг Лэ
0 15 360 32 1.9 318 29 1.5 290 28 1 4 256 26 I 1 290 30 . J
0,20 337 39 2.1 297 36 273 33 1Л 240 32 Ь2 273 37 1Л
1.0 0.30 306 55 2,7 270 51 2> 248 47 1.9 218 45 1,6 248 52
0.40 277 69 3.1 244 64 2.6 224 60 2,2 197 57 1,8 224 66 2*4
0,50 259 83 3,5 4.1 228 76 2,9 210 72 2,5 184 68 2,1 210 78
0,70 229 108 202 100 3.3 185 94 2,9 163 89 2,4 185 102 3J
0,15 332 49 2.6 293 45 2,1 269 42 1.8 237 40 1Л 269 46 2,0
0,20 314 Ы 3,1 277 56 2.5 254 52 2.2 224 50 1Л 57 2,4
0,30 288 83 3.9 255 77 3,2 234 72 2.7 206 68 2,3 234 79 3.0
0,40 261 104 4,5 230 96 3.6 211 91 3 1 186 86 2,6 211 99
0.50 243 123 4.9 214 114 4.0 196 107 зл 4.1 : 173 101 2,9 3.4 196 116 3>
0,70 214 167 5.9 189 154 174 144 153 136 174 157 4,5
0,20 301 81 4,0 266* 75 3.2 244 70 2.8 215 66 2.3 244 76 3.0
0,30 278 111 5.0 94л 103 226 97 3.6 198 92 3.0 226 105 3.9
2,0 0.40 250 137 5,7 220 127 4Л 202 119 4.0 178 112 3.3 202 130 4.3
0,50 232 168 6.4 204 155 5,20 6,1 187 145 4,5 165 137 4^3 186 158 4,9
0,70 206 220 182 203 167 190 5.2 147 180 167 208 5.7
0,20 284 121 5.6 250 112 4,6 230 105 4,0 202 100 3,3 230 114 4 3
0,30 260 169 7,2 230 156 5.9 211 146 5,1 186 138 211 159 5 Л
3.0 0,40 236 212 8.2 208 195 6,7 191 183 5.7 168 173 4*8 191 200 6,3
0.50 218 254 193 234 177 220 6,4 156 210 5,3 177 240 7,0 6.1
0,70 193 332 ЮЛ 171 307 ВЛ 157 288 138 273 6,2 157 314
1.0 166 445 12.0 147 410 9.9 135 384 8,6 119 364 7,2 135 420 9,3
0.30 250 228 9.2 22U 2Ю 7.5 202 197 6.5 178 187 5.5 202 215 7 1
0.40 224 286 10,5 198 264 8,5 182 248 7 А 160 234 6,2 182 270 8>
0.50 207 340 Гзл 183 314 9.5 168 294 8Л 148 280 6.8 166 322 9.0
0,70 185 448 163 414 11.1 151 388 9,6 132 368 8.0 151 424 10,5
1.0 159 594 15,5 141 547 12,7 129 512 н.о 114 486 9.2 120 560 12,0
1.5 132 835 18,0 770 14,7 107 720 12.5 95 685 10.5 107 790 14,0
0.30 234 340 13.0 207 314 10,6 190 295 9,2 168 279 7 7 190 322 10,0
0,40 211 430 14,8 186 397 12,0 171 370 ЮЛ 150 35 8*7 171 406 11.5
0,50 195 514 16,5 173 474 13,5 159 445 11,5 ио 420 159 485 12,5
6.0 0,70 174 680 19,0 154 624 15,5 141 585 13,5 124 554 ПЛ 141 635 14,5
1.0 150 905 22.0 133 835 18.0 122 785 15,5 107 732 13,0 122 860 17.0
1.5 125 1265 26,0 ПО 1170 21.0 101 1090 18,5 89 1035 15,0 101 1195 20,0
2.0 118 1560 31,0 105 1440 25.0 97 1350 22.0 85 1275 18,0 97 1470 24,0
0.40 203 680 19.0 179 535 15.5 164 500 13,5 145 475 11,0 164 547 14.5
0.50 189 690 21.0 167 637 17,5 153 595 15,0 135 567 12.5 153 650 16,5
8.0 0,70 167 905 24,0 148 835 20,0 136 785 17,5 119 750 14,5 136 855 19.0
1.0 143 1200 28.5 127 НЮ 23,0 116 1040 20.0 102 990 16,5 116 ИЗО 22.0
1.S 119 1660 33.0 105 1560 27,0 97 1460 23,0 85 1380 19,5 97 1690 25,0
2.0 105 2150 37,0 93 1980 30,0 86 1860 26.0 75 1760 21,5 86 2030 28Л
0.40 197 725 23,0 173 670 19.0 160 630 16,5 140 595 13,5 160 685 18,0
0,50 182 870 26,0 160 800 21,0 146 750 18,0 129 710 15,0 146 820 20.0
0,70 162 1135 30,5 143 1050 25.0 131 990 21,5 115 950 18,0 131 1070 23,5
1.0 139 1510 34,5 122 1400 28.0 112 1310 24,0 99 1240 20,0 112 1430 26,5
1.5 115 2110 40,0 101 1960 32,5 93 1840 28,0 1740 23,5 93 2000 30.5
2.0 101 2700 44.5 90 2490 36.5 82 2340 31,5 72 2210 26,5 82 2760 34,5
0,50 172 1300 37.0 151 1200 30,0 139 ИЗО 26,0 122 1070 21,5 139 1225 28,0
0,70 152 1720 42,6 134 1580 35,0 123 1480 30,0 108 1400 25,0 123 1665 33,0
15 1.0 129 2300 49,0 114 2120 40,0 104 1990 34,5 93 1880 29,0 104 2170 38,0
1.5 107 3200 56,0 95 2950 45.5 87 2760 40,0 77 2620 33,0 87 ЗОЮ 43,0
2.0 96 4060 63.0 84 3750 51.5 77 3520 44,5 68 3330 37,0 77 3840 48.5
Примечание. Поправочные коэффициенты иа измененные условия работы см. в карте 45.
Нормативы режимов резания
95
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ. УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ аь = 65 кг/ммг-, НВ 185. РЕЗЦЫ С ПЛАСТИНКАМИ Т15К6 Поперечное точение 4-0 + 0.4 КАРТА 22 Лист 1
Глубина резания Подача s в мм/об Тнп резца
Проходной прямой ф=45° ф, = 10° Проходной отогнутый 4 ф=45°; ф,=4э° Упорный 15°; Подрезной ф=»9С°; ф^КУ
1 1 тШп и-43* L-J Им
° Рг N3 в Рг ° Рг в Рг
1.0 0, 15 0.20 0,30 0,40 0,50 0,70 393 372 337 305 285 253 29 35 50 63 75 98 1.8 2,1 2,7 3,1 3,5 4,0 362 341 310 280 262 232 29 35 50 63 75 99 1,7 1.9 2,5 2,9 3,3 3,7 515 487 432 400 374 330 36 44 62 79 94 123 3,0 3,5 4,5 5,2 5.8 6,7 314 297 270 244 228 202 32 39 55 70 83 108 1.6 1,9 2.4 2,8 3,1 3,6
1.5 0,15 0,20 0,30 0,40 0,50 0,70 367 334 318 288 268 236 44 55 75 95 150 2,6 3,1 3,9 4,4 4,9 5,8 338 308 294 217 44 55 75 95 113 152 2,4 2,9 3,6 4.1 4,6 5,4 480 438 418 378 352 310 55 69 95 118 140 187 4,3 5,1 6,5 7,4 8.1 9,5 293 277 255 230 214 189 49 61 83 104 124 167 2,3 2,8 3,5 3.9 4,4 5,2
2,0 0,20 0,30 0,40 0,50 0,70 332 306 275 256 228 73 100 123 150 197 4,0 5,0 5,6 6,3 7,4 306 282 253 235 210 74 101 125 152 200 3,7 4,7 5,2 5,9 6,9 435 402 360 335 300 92 127 156 191 250 6,5 8,3 9,3 10,5 12,0 286 245 220 204 182 81 112 138 168 220 3,5 4,5 5,0 5,7 6,6
3.0 0,20 0,30 0,40 0,50 0,70 1.0 314 288 260 252 214 184 109 151 190 228 300 400 5,6 7,1 8,1 9,0 10,4 12,0 287 265 240 222 19? 169 НО 153 192 230 300 404 5,2 6,7 7,6 8.4 9,8 11,2 410 377 341 318 280 242 137 192 240 288 378 505 9,3 12,0 13,5 15,0 17,0 20,0 250 230 208 193 171 147 121 170 212 254 334 445 5,0 6,4 7,2 8,0 9.3 10,0
4,0 0,30 0,40 0,50 0,70 1.0 1.5 275 248 229 204 177 135 204 257 305 405 532 750 9,0 10,0 11,5 13,5 15,5 18,0 254 228 211 183 163 146 206 260 309 407 537 759 8,5 9,7 11,0 12,5 14,5 17,0 360 325 300 268 232 258 325 386 510 675 15,0 17,0 19,0 22,5 25,5 220 198 183 163 141 117 228 287 342 450 595 835 7,8 8,7 9,8 11,5 13,0 15,0
96
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ аь = 65 кг/мм2, НВ 185. РЕЗЦЫ С ПЛАСТИНКАМИ Т15К6 Поперечное точение
КАРТА 22 Лист 2
5 & ч 1 с Тип резца
Проходкой прямой ф=45°, Проходной отогну тый фж=45% ф1«»45о Упорный Ф=15°; <р,=90» Подрезной Ф—90», <р, =. 10»
1 ifc^***’ L3w
° Рг А/# v ", ° рг N» " 1 Рг N9
. 6,0 0,30 0,40 0,50 0,70 1.0 1,5 2,0 260 234 217 193 166 138 132 304 385 458 605 810 ИЗО 1400 13 14,5 16,5 19,0 22,0 25,5 30,5 238 214 200 178 153 127 121 308 388 463 612 816 1140 1410 12 14,0 15,0 17,5 20,5 24,0 28,5 з 207 340 186 430 173 514 154 676 133 905 110 1270 105 1560 11,5 13,0 14,5 17,0 19,5 23,0 27,5
8,0 0,40 0,50 0,70 1,0 1,5 2,0 224 •209 185 158 131 116 520 618 810 1075 1510 1920 19,6 21,0 23,5 28,0 32,5 36,5 206 191 170 146 121 106 525 623 820 1090 1520 1940 17,5 19,5 23,0 26,0 30,5 34,0 - 179 580 167 692 148 905 127 1200 105 1690 93 2150 17,0 19,0 21,5 25,0 29,0 32,5
10 0,40 0,50 0,70 1,0 1.5 2,0 216 200 179 154 127 112 650 775 1020 1350 1900 2410 23,0 25,5 30,0 33,0 39,0 44,5 200 184 165 142 117 103 655 783 1030 1370 1920 2420 21,5 24,0 28,0 32,0 37,0 41,5 - = 17з| 730 160 870 143 1135 123 1520 101 2130 90 2700 20,5 23,0 27,0 30,5 35,0 40,0
15 0,50 0,70 1,0 1,5 2,0 188 168 143 118 105 1170 1535 2050 2860 3640 36,0 42,0 48,5 55,5 62,5 174 154 131 108 97 1180 1550 2080 2200 2680 34 39 45,5 51,5 58,0 - 151 1300 134 1710 114 2300 95 3200 84 4050 32,0 37,5 43,5 49,5 55,5
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 45
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ оЬ = 65 м/мм*. РЕЗЦЫ С ПЛАСТИНКАМИ Т30К4 Продольное точение
КАРТА 23
Тип резца
Проходной прямой | Упорный | Проходной отогнутый
Главный угол в плане ф в град.
^еэаннн 30 I « 1 60 I 1 90 1 <5
f • ям Вспомогательный угол в плане <р, в град.
10 Б—10 30 10
о Рг N, о | 1>г | JV, 3 Рг о Рг ^3 | U 1 ^2 ^3
0,10 533 21,8 1,9 468 19,9 1,5 429 19 1.3 378 18 1,1 429 21 1,5
0,15 495 30,4 2,5 436 28 2,0 400 26,5 1,7 353 25 1,5 400 29 1,9
0,20 466 37 2,8 409 34 2.3 381 31 2,0 331 30 1,6 381 35 2.1
10 0,30 426 52 3,6 376 49 3,0 346 45 2,5 303 43 2,1 346 49 2,8
0 40 387 65 4,1 340 61 3.4 314 57 2,9 276 54 2,4 314 63 3,2
0,50 360 79 4,7 316 72 3,8 293 68 3,3 256 65 2,8 293 74 3,6
0,70 309 103 5,4 282 95 4,4 258 89 3,8 228 84 3,2 258 97 4,1
0,10 498 33,3 2,7 440 30 2,2 400 28 1.8 356 27 1,6 400 20 2,0
0,15 465 47 3,5 409 42 2,8 377 40 2,4 330 38 2.0 376 44 2,7
0 20 440 58 4,1 385 53 3,4 355 50 2,9 312 48 2,4 355 54 3,2
1 5 0,30 402 79 5,2 353 73 4,2 327 68 3,6 286 65 3,0 327 75 4,0
0,40 364 99 6,0 320 92 4,8 295 86 4.1 258 82 3,4 295 94 4,5
0,50 338 117 6,5 297 108 5,3 274 102 4,7 239 96 3,8 274 ПО 5,1
0,70 299 159 7,9 262 146 6,3 243 137 5,4 212 129 4,5 243 149 6,0
0,20 420 77 5,3 372 71 4,3 340 67 3,7 300 63 3,0 340 72 4,0
0,30 386 106 6,7 342 96 5,5 312 92 4,8 275 87 4,0 312 100 5,2
2,0 0,40 346 130 7,6 308 121 6,1 282 113 5,3 248 106 4,4 282 124 5,7
0,50 322 160 8,5 286 147 6,9 260 138 6,0 230 130 4,9 260 150 6,5
0,70 288 209 9,8 254 193 8,0 232 181 6,9 206 171 5,7 232 198 7,5
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 45.
Нормативы
98 Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ аь = 65 кг/мм-. РЕЗЦЫ С ПЛАСТИНКАМИ Т30К4 Поперечное точение
КАРТА 24
* * 1 Тнп резца
Проходной прямой ф=45°; ф1=Ю° Проходной отогнутый <р=45в; ф1=45° Подрезной ф=15°, ф,=90° Упорный ф—90е, ф1=10»
1 Им ^53
N3 v ?г Рг N3 ° Рг N3
1,0 0,10 0,15 0,20 0,30 0,40 0,50 0,70 585 545 510 470 425 394 352 20 27 33 48 60 71 93 1,85 2,4 2,7 3,7 4,2 4,6 5,4 540 501 470 435 392 363 324 20 27 33 48 60 71 93 1,75 2,2 2,5 3,4 3,8 4,2 5,0 766 715 670 615 555 518 461 25 36 43 62 78 92 120 3,1 4,2 4,7 6,2 7,1 8,0 9,3 468 436 409 376 340 316 282 21 27 36 52 65 77 101 1.6 1,9 2,4 3,2 3,6 4,0 4,7
1,5 0,10 0,15 0,20 0,30 0,40 0,50 0,70 550 510 480 440 400 370 327 29 41 52 71 90 107 143 2,6 3,4 4,1 5,1 5,9 6,4 7.6 505 470 443 405 370 342 290 29 41 52 71 90 107 143 2,4 3,2 3,8 4,7 5,4 6,0 6,9 720 670 630 578 525 486 430 38 53 67 92 117 138 186 4,4 5,8 6,9 8,7 9,6 н,о 13,0 440 409 385 353 320 297 262 31 44 56 77 98 115 155 2,2 2,9 3,5 4,4 5,1 5,6 6,6
2,0 0,20 0,30 0 40 0,50 0,70 465 427 384 357 318 70 94 119 144 189 5,3 6,6 7,5 8,5 9,8 428 ' 394 355 330 292 70 94 119 144 189 4,9 6,1 .7,0 7,8 9,1 610 560 505 470 416 91 122 155 188 246 9,1 11,2 12,8 14,4 16,7 372 342 308 286 254 76 102 129 156 204 4.6 5,7 6,5 7,3 8,5
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 45.
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ аь = 65 кг/жж»; НВ 185. РЕЗЦЫ С ПЛАСТИНКАМИ Т15К6 С ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКОЙ <р1= 0° Продольное точение
КАРТА 25
Глубина резания t в мм Подача к Тип резца / Глубина резания t в мм в мм!об Тип резца
Проходной прямой Упорный Проходной прямой | Упорный
Главный угол в плане «р в град Главный угол в плане «р в град.
45 90 45 | 90
Вспомогательный угол в плане ft в град. Вспомогательный угол в плане <р, в град.
Т1~ ’ Т.=0
V Р, S 1 ! и 1 "э 1 о 1 ",
0,5 1.5 2,0 2.5 3.0 4.0 5.0 184 175 170 165 158 152 120 167 207 246 320 390 3,6 4,8 5,8 6,7 8.3 9,7 126 120 117 113 108 104 136 180 220 260 340 415 2,8 3,5 I 4.2 4.8 6,0 1 7,1 1 2,0 ! 1,5 2,0 2,5 3,0 4,0 5,0 127 117 113 109 104 101 475 620 765 905 1175 1450 10,0 12,0 14,0 16,0 20,0 24,0 88 81 78 75 72 70 500 660 810 960 1240 1540 7,8 8,7 10,0 11,5 14,5 17,5
1,0 1.5 2.0 2.5 3,0 4,0 5,0 149 144 138 134 128 124 250 324 400 470 620 750 6.1 7,7 9,0 10,0 13,0 15,0 102 99 95 92 88 86 260 340 420 500 650 800 4,3 5,5 6,5 7,5 9,3 11,0 3,0 1,5 2,0 2,5 3,0 4,0 5,0 119 109 102 96 92 89 690 900 1110 1320 1740 2130 13,5 16,0 18,5 20,5 26,0 30,5 82 75 71 66 64 62 730 960 1170 1400 1830 2260 9,7 11,5 13,5 15,0 19,0 23,0
1,5 1.5 20 2,5 3,0 4,0 5,0 132 127 123 119 114 ПО 365 475 585 690 895 1100 7,9 9,8 12,0 13,0 16.5 20,0 91 88 85 82 79 76 385 500 620 730 950 1170 5,7 7.2 8,6 9.7 12,0 14,5 5,0 1,5 2,0 2,5 3,0 4,0 5,0 НО 101 95 89 82 76 1110 1450 1790 2120 2800 3470 20,0 24,0 28,0 30,5 37,5 43,0 76 70 66 61 56 52 1170 1530 1900 2260 2970 3700 14,5 17,5 20,5 22,5 27,0 31,0
Примечание, Поправочные коэффициенты на измененные условия работы см в карте <5
100
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЗАКАЛЕННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ <тй = 165 кг! мм2-, HRC 50 РЕЗЦЫ С ПЛАСТИНКАМИ Т15К6 Продольное точение
КАРТА 26
дзанни Тип резца
Проходной прямой j | Упорный | Проходной отогнутый
Главный угол в плане ф в град.
30 | 45 | 60 | 90 1 45
Вспомогательный угол в плане ф, в град.
10 | 10 | 30 1 10 1 «
Скорость резання о в м/мин
0,2 0,05 0,08 0,10 0,15 178 148 135 115 157 130 119 101 145 121 ПО 94 128 106 96 82 145 121 ПО 94
0,5 0,05 0,08 0,10 0,15 0,20 151 125 114 97 87 133 ПО 101 86 77 123 102 93 79 71 108 89 82 70 62 123 102 93 79 71
1.0 0,08 0,10 0,15 0,20 0,30 ПО 101 86 77 65 98 89 76 68 57 90 82 70 62 53 79 72 62 55 47 90 82 70 62 53
1,5 0,08 0,10 0,15 0,20 0,30 103 94 80 71 60 91 83 70 63 53 84 77 65 58 49 74 67 57 51 43 84 77 65 58 49
2,0 0,08 0,10 0,15 0,20 0,30 97 89 76 67 57 86 78 67 59 51 79 73 62 55 47 70 64 54 48 41 79 73 62 55 47
Поправочные коэффициенты иа скорость резания в зависимости от механических свойств обрабатываемой стали
Механические свой- ства обрабатываемой стали аь в кг!мм2 125 135 145 155 165 175 185 195
HRC 40 42 46 48 50 53 55 57
Коэффициент K„v 1.9 1,58 1,35 1,17 1,0 0,85 0,77 0,68
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 45.
Нормативы режимов резания
101
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЗАКАЛЕННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ ор = 165 кг/мм\ НRC 50 РЕЗЦЫ С ПЛАСТИНКАМИ Т15К6 Поперечное точение КАРТА 27
Тип резца
Проходной прямой Ф=45°, ф^Ю» Проходной ф^45°; фрзЧб* Подрезной Ф = 15°, ф1=100° Упорный ф, = 15"
Глубина резания t в мм Подача а в мм/об [Ilfc И
| + | **90^
Скорость реза НН я о в м/мин
0,2 0,05 0,08 0, Ю 0,15 196 163 149 126 181 149 137 116 258 214 195 166 157 130 119 101
0,5 0,05 0,08 0,10 0,15 0,20 166 138 126 108 96 153 127 116 99 89 218 181 166 141 126 133 по 101 86 77
1,0 0,08 0,10 0,15 0,20 0,30 122 111 95 85 71 113 102 87 78 66 161 146 125 112 93 98 89 76 68 57
1,5 0,08 0,10 0,15 0,20 0,30 114 104 87 79 66 104 95 80 72 61 149 136 115 103 1 87 91 83 70 63 53
2,0 0,08 0.10 0,15 0,20 0,30 108 97 83 73 64 99 90 77 68 59 14! 128 ПО 97 83 86 78 67 59 51
Поправочные коэффициенты на скорость резания в зависимости от механических свойств
обрабатываемой стали
Механические свой-
ства обрабатываемой
стали
оь в кг!ммг | 125
HRC | 40
135
42
145
46
Коэффициент Kj
155 | 165
175
185 | 195
55 | 57
Примечание. Поправочные коэффициенты иа измененные условия работы см. в карте
102
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЛЕГИРОВАННЫХ ЗАКАЛЕННЫХ СТАЛЕЙ аь -- 165 кг/ммг-, HRC 50 РЕЗЦЫ С ПЛАСТИНКАМИ Т30К4 Продольное точение
КАРТА 28
Глубина резання Подача ь Тип резца
Проходной прямой | Упорный | Проходной отогнутый
Главный угол в плане ф в град.
30 45 | 1 60 1 90 | 45
Вспомогательный угол в плане ф, в град.
10 Ю 1 30 1 )0 | 1 45
Скорость резання и в м/мин
0,2 0,05 0,08 0,10 0,15 299 249 227 193 264 218 200 170 244 203 185 158 215 178 163 138 244 203 185 158
0,5 0,05 0,08 0,10 0,15 0,20 254 210 192 163 146 223 185 170 144 129 207 171 - 157 134 119 181 151 138 117 104 207 171 157 134 119
1,0 0,08 0,10 0,15 0,20 0,30 185 170 144 129 109 164 150 128 114 97 152 139 118 105 89 133 122 103 92 78 152 139 118 105 89
1.5 0,08 0,10 0,15 0,20 0,30 173 158 134 120 102 152 139 118 106 90 141 129 НО 98 83 124 113 96 86 73 141 129 110 98 83
2,0 0,08 0,10 0,15 0,20 0,30 163 149 127 ИЗ 96 144 132 112 100 85 133 122 104 93 79 117 107 91 81 69 133 122 104 93 79
Поправочные коэффициенты на скорость резання в зависимости от механических свойств обрабатываемого материала
Механические свой- ства обрабатываемого материала аь в кг/ммг 125 | 135 | 145 155 165 175 | 185 195
HRC 40 | 42 | 46 48 50 53 | 55 57
Коэффициент KMv 1,64 | 1,43 | 1,27 1.12 1.0 0,88 | 0,81 0,74
Примечание Поправочные коэффициенты на измененные условия работы см в карте 45.
Нормативы режимов резания
103
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЗАКАЛЕННЫХ
ЛЕГИРОВАННЫХ СТАЛЕЙ о* 165 кг/ммг, HRC 50
РЕЗЦЫ С ПЛАСТИНКАМИ Т30К4
Поперечное точение
КАРТА 29
Тип резца
Проходной прямой ф=45с. Проходной отогнутый ф=45°, ф1=45° Подрезной Ф = 15° (pt=!00” Упорный Ф=90°. ф, = 15»
Глубина Подача 5 в мм/об 1 \
tI/TIL г~]
Скорость резания о в м/мин
0,05 330 304 433 264
0,08 272 250 356 218
0,10 250 230 328 200
0,15 212 195 278 169
0,05 279 256 366 223
0,08 231 213 302 184
0,5 0,10 212 195 278 169
0,15 180 156 236 144
0,20 161 148 212 129
0,08 205 189 269 164
0,10 187 172 245 149
1,0 0,15 160 147 210 128
0,20 143 132 187 114
0,30 122 122 160 98
0,08 190 175 249 152
0,10 174 160 228 139
1,5 0,15 147 135 193 117
0,20 133 122 173 106
0,30 112 103 147 90
0,08 180 166 236 144
0,10 165 152 216 132
2,0 0,15 140 129 184 112
0,20 125 115 164 100
0,30 106 97 139 85
Поправочные коэффициенты иа скорость резания в зависимости от механических свойств
обрабатываемой стали
Механические свой-
ства обрабатываемого
материала
HRC
| 125 | 135 | 145 I 155
48
165 | 175
53
185
195
57
Коэффициент,^
0,74
104
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЖАРОПРОЧНЫХ СТАЛЕЙ 1Х18Н9Т (ЭЯ1Т) НВ 141 РЕЗЦЫ С ПЛАСТИНКА- Продольное точение
КАРТА 30
ми Т15К6
Тнп резца
Проходной прямой | [ Упорный | проходной отогнутый
1 Главный угол в плане । град
X * 30 45 1 I б® ! 1 90 | 45
Вспомогательный угол в плане 1 р, а град.
с* § 10 5-10 | I 30 10 1 *5
ё о р, | N* » | Рг ", и 1 »г\ ", о |^| АГ, 1 v 1 рг 1 "э
0 10 343 39 2,2 318 36 1,9 260 35 1.4 222 3< 1,4 302 36 1.8
0,15 287 53 2,5 266 4£ 2,1 218 1,7 186 5: з| 1,5 253 49 2,0
0,20 251 66 2.7 2331 61 2,3 190 59 1,8 163 1.7 222 61 2.2
0,30 20S 89 3,0 194 83 2,6 159 80 2,1 136 8! ) 2,0 184 83 2,5
0,40 184 НО 3,3 170 102 2,8 139 2,3 119 по 2,1 162 102 2,7
0,50 166 130 3,5 154| 121 3,0 126 118| 2,4 108 13( ) 2,3 146 121 2,9
0,10 322 591 Я 1 2981 55 2,9 244 531 2,1 208 2,0 283 551 2,5
0,15 26f 80 3,5 248 74 3,0 203 72 2,4 174 8( ) 2.3 236 74 2,9
0,20 235 99 3,8 218 92 3 3 179 89 2,6 152 9£ 1 2.5 207 92 3 1
0,30 195 134 4,3 181 124 3,7 148 122 2,9 127 13< 1 2,8 172 124 3^5
0,40 172 4,7 160 154 4,0 131 151 3,2 112 164 3,0 152 154 3,8
0,50 155 5,0 144) 182 4,3 118 1781 3,4 101 19» 3,2 137 182| 4,1
0,15 250 1061 4 3 2311 98 3,7 189 961 3,0 162 1(Х 2,8 220 981 3,5
0,20 218 132 4J 202 122 4,0 166 119 3,2 141 135 )| 3.0 192 122 3,8
0,30 183 178 5,3 169 165 4,5 138 161 3,6 118 171 3 4 161 165 4,4
2,0 0,40 161 222 5,8 149 205 5,0 122 4,0 104 221 >1 з)в 142 205 4,8
0,50 145 263 6,2 134 243 5,3 ПО 4,3 94 261 i 4,0 127 243 5,0
0,70 124 3381 6,9 115| 312 5.8 95 4,8 80 4.4 109 312| 5,5
0,15 231 160| 6,0 214| 148 5,2 175 1451 4,2 150 161 11 3,9 204 14в| 5,0
0,20 202 197 6,5 187 183 5,6 153 4,5 131 19 j 4,2 177 183 5,3
0,30 168 268 7,4 156 248 6.3 128 243 5,1 109 2« 11 4,8 148 248 6,0
3,0 0,40 148 333 8,0 137 308 6,9 112 302 5,5 96 331 11 5.2 130 308 6,5
0,50 134 394 8,6 124 364 7,4 102 6.0 87 394 1 5,6 118 364 7,0
0,70 115 9,5 107 469 8,2 88 457| 6.5 75 6,2 102 469 7,8
1,00 98 661| 10,6 91| 612 9,1 75 7,3 63 661 || 6.8 86,5 612| 8.6
0,20 190 2641 8,2 1761 244 7.0 144 2381 5,6 123 264 11 5,3 167 2441 6,6
0,30 159 356 9,3 147 330 8,0 120 322 6,3 103 35( 6 140 330 7,0
0,40 139 443 10 129 410 8,6 106 400 6,9 90 44! 1 6,5 123 410 8,2
4 0,50 126 525 10,8 117 486 9,3 96 475 7,4 82 52! 7 111 486 8,8
0,70 108 675 12 100 625 10,2 82 610 8,2 70 67! ?| 7,7 95 625 9.7
1,00 93 882| 13,4 8б| 816 11,5 70 797| 9.1 60 881 8,6 81,5 816| 10,9
0,30 147 535| 12,8 1QK 496 Н.1 111 485| 8.8 95 53! 8,3 129 49б| 10,5
0,40 128 665 13,9 119 616 12,0 98 602 9,6 83 66! 9 ИЗ 616 11,4
0,50 116 795 15,0 108 738 13,0 88 720 10,3 76 79( 9.9 103 738 12,4
0,70 100 1010 16,3 93 938 14,3 76 915 113 65 ЮК ) 10,7 88,5 938 13,0
1,00 85 1325 18,5 79 1224 20,0 65 1198 127 55 132! 11,9 75 1224 13,6
0,30 138 7151 15,9 128) 660 12,9 105 6451 11,1 90 71! 10,5 122 6601 13,1
0,40 121 885 17,5 112 820 15,0 92 820 12,3 78 88! 11,3 106 820 14,2
8 0,50 НО 1055 18,9 102 976 16,3 84 955 13,2 72 105! 12,4 97 976 15,5
0,70 94 1350 20,8 87 1250 20,4 71 1220 14,1 61 135( ) 13,4 82,5 1250 16,9
1,00 80 17701 23,2 74 1632 25,8 61 1595| 15,9 52 1770| 15,0 70,5 1632| 18,8
0,30 132 892 19,2 1221 835 16,4 100 8051 13,2 85 8921 12,4 116 8251 15,6
0,40 115 1100 20,6 107 1025 16,8 88 1000 14,4 75 1100 13,5 102 1025 17,1
10 0,50 103 1315 22,0 97 1215 19,2 79 1185 15,3 68 1315 14,6 92 1215 18,2
0,70 90 1690 25,0 83 1560 21,2 68 1525 16,9 58 1690 16,0 79 1560 20,0
1,00 76 22001 27,4 71|2040 23,7 58 1990| 18,9 49 2204 )| 17,6 67,5 20401 22,0
Примечав! е Поправочные коэффициенты на измененные условия работы см- . в карте 45.
Нормативы, режимов резания
105
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЖАРОПРОЧНЫХ СТАЛЕЙ 1Х18Н9Т (ЭЯ1Т) В НВ 141. РЕЗЦЫ Поперечное точение А.0^0.4
С ПЛАСТИНКАМИ Т15К6 КАРТА 31 Лист 1
Тип резца
Проходной прямой Ф=45». ф,=10» Проходной отогнутый Ф=45®, Ф1=г45’ ф Упорный =90». ф1=10»
Глубина Подача s в мм/об -W
рг Na v Рг N3 » N3
1,0 0,10 0,15 0,20 0,30 0,40 0,50 390 328 286 239 209 189 36 49 61 83 102 121 2,3 2,6 2,8 3,2 3,5 3,7 372 311 273 226 199 180 36 49 61 83 102 121 2,2 2,5 2,7 3,0 3,3 3,6 273 229 200 167 146 133 39 53 66 89 ПО 130 1,7 2,0 2,2 2,4 2,6 2,8
1.5 0,10 0,15 0,20 0,30 0,40 0,50 366 305 268 225 196 177 55 74 92 124 154 182 3,3 3,7 4,0 4,6 5,0 5,3 348 285 255 212 187 168 55 74 92 124 154 182 3,1 3,5 3,8 4,3 4.7 5 256 214 187 156 138 124 59 80 99 134 166 196 2,5 2,8 3,0 3,4 3,7 4,0
2,0 0,15 0,20 0,30 0,40 0,50 0,70 284 248 208 183 165 141 98 122 165 205 243 312 4,5 5,0 5,6 6,1 6,6 7,2 270 236 198 174 156 134 98 122 165 205 243 312 4,3 4,7 5,3 5,8 6,2 6,8 199 173 145 128 116 98 106 132 178 222 263 338 3,5 3,7 4,2 4,6 5,0 5,4
3,0 0,15 0,20 0,30 0,40 0,50 0,70 1,00 264 230 192 169 156 134 114 148 183 248 308 346 469 612 6,4 6,9 7,8 8,5 9,3 10,2 11.4 251 218 182 160 145 125 106 148 183 248 308 364 469 612 6,0 6,5 7,4 8,0 8,6 9,6 10,6 184 161 134 118 107 92 77 160 197 268 333 394 506 661 4,8 5,2 5,9 6,4 6,9 7,6 8,3
106
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ ЖАРОПРОЧНЫХ СТАЛЕЙ 1Х18Н9Т (ЭЯ1Т) НВ 141 РЕЗЦЫ. С ПЛАСТИНКАМИ Т15К6 Поперечное точение 4-о^ол
КАРТА 31 Лист 2
Глубина резання Подача s в жж/об Тип резца
Проходной прямой Ф=45°; Прямой отогнутый ф=45°. ф1=45° Упорный Ф=90°. Ф1=1О°
1 0^ Пр-1
v N3
4 0,2 0,3 0,4 0,5 0,7 1,0 216 181 159 144 123 106 244 330 410 486 625 816 8,6 9,8 10,6 11,5 12,5 14,0 199 172 151 131 117 100 244 330 410 486 625 816 8 9.3 10,1 10,5 12,0 13,3 151 127 111 101 86 73,7 264 356 443 525 675 882 6,5 7,4 8,0 8,7 9,5 10,6
6 0,3 0,4 0,5 0,7 1,0 167 146 133 114 97 496 616 738 938 1224 13,5 14,7 16,0 17,5 19,4 159 139 122 109 92,2 496 616 738 938 1224 12,9 14 14,7 16,2 18,5 117 102 93,5 80 67,5 535 665 796 1010 1325 10,2 11,0 12,1 13,2 14,6
8 0,3 0,4 0,5 0,7 1,0 157 138 125 107 91 660 820 976 1250 1632 16,9 18,5 19,9 21,9 24,3 150 131 119 101,5 86,5 660 820 976 1250 1632 16,2 17,5 17,8 20,7 23,0 111 96 88,4 64 715 885 1055 1350 1770 13,0 13,9 15,2 16,5 । 18,5 1
10 0,3 0,4 0,5 0,7 1,0 150 132 119 102 87,5 825 1025 1215 1560 2040 20,2 22,1 23,6 26,0 29,2 143 125 113 97 83 825 1025 1215 1560 2040 19,3 20,1 21,4 24,7 27,6 104 92,1 83,5 71,3 60,2 892 1100 1315 1690 2200 15,1 16,5 17,9 19,6 21,6
Примечание. Поправочные коэффициенты иа измененные условия работы см. в карте 45.
Нормативы режимов резания
107
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОВКОГО ЧУГУНА НВ 150. РЕЗЦЫ С ПЛАСТИНКАМИ ВК8 Продольное точение
КАРТА 32
Тип резца
Проходной прямой 1 Упорны! ‘ 1 Проходной отогнутый
1 данный угол । в плане <р В град.
£ * 30 45 | 60 | 90 | 45
Вспомогательный угол в плане ф, В град.
V в с 10 10 1 30 I 10 45
Л V Рг Nf v Рг Ыэ v 1 Рг\ р | Рг Ыэ ’ 1 Рт\
0,15 230 21 0,8 204 19.5 0.65 188 18,3 0,56 165 17,4 0.47 188 19,5 0.6
0,20 217 26 0,9 192 24.2 0.76 177 22,7 0.66 156 21,6 0,55 177 24.2 0.7
1.0 0,30 200 35,4 1,15 177 32,8 0.95 163 30.8 0,82 144 29,2 0,69 163 32,8 0,87
0,40 188 43,6 1,35 167 40.5 1.1 154 38 0,95 135 36 0,76 154 40,5 1,0
0,15 212 31,3 1 I 188 29 0.9 173 27.1 0.8 152 25,8 0,65 173 29 0.83
0.20 200 38,2 1,25 177 36.2 1.05 163 34.6 0.9 143 33,2 0,76 163 36.2 0.97
1,5 0.30 184 53 1.6 163 49 1.3 150 46 1.1 132 43.5 0.95 150 49,0
0.40 174 66 1.9 154 61 1.5 142 57 1.3 125 54 1.1 142 61 1,4
0.40 146 88 2.1 129 81 118 76 104 72 118 81 1.6
2.0 0.50 132 104 2,2 117 96 1,8 107 91 1.6 94 86 J07 96
0,70 115 132 2.5 100 122 2,0 92 115 1.7 81 109 1,4 92 122 1.8
0,40 138 132 2.9 122 122 2.4 112 115 2,1 98 109 112 122 2,2
0,50 125 157 3.3 ПО 145 2.6 101 137 2,3 89 129 1.9 101 145 2,4
3.0 0,70 107 199 94 184 2.8 87 173 2.5 76 164 2.0 87 184 2.6
1.0 91 262 3,9 81 243 3,2 74 228 2.8 60 216 2.1 74 243 2,9
0.40 131 176 116 162 3 1 107 153 94 144 107 162 2.8
0,56 119 208 4,1 105 193 3,2 97 181 2.9 85 172 2,4 93 193 2.9
4,0 0,70 102 265 4,4 90 244 3.6 83 231 3.1 73 218 2.6 83 244 3.3
1.0 87 360 5,1 77 324 4.2 71 314 3.6 62 298 3,0 71 334 3.9
1.5 72 475 5,6 64 440 4,6 59 414 4.0 52 392 3.3 59 440 4.2
0,40 124 264 5,3 110 244 4 4 100 230 3 8 89 217 3,2 100 244 4,0
0,50 112 314 5,7 99 290 91 273 4,0 81 258 3 4 91 290
0,70 97 398 6.3 86 368 5,2 79 346 69 328 79 368
6.0 1.0 82 525 7.0 73 486 66 456 4.9 59 434 4.2 66 486 5,3
1.5 69 714 8.в’ 61 660 6.5 55 620 5.6 49 587 4,7 55 660 5.9
2.0 59 880 8,5 53 816 49 769 6,2 43 725 5.1 49 816 6.5
3.0 50 1200 9.8 44 1112 8.0 41 1045 7.0 36 990 5,8 41 1112 7.4
0,40 118 350 6,8 104,5 325 5.6 95 306 4,8 97 289 4 0 96 325 5,2
0,50 106 416 7.2 94 386 5,9 86.5 362 76 344 4.3 86,5 386 5.4
0,70 92 529 7.9 81 489 6.5 75.0 458 5,6 66 435 75.0 489 6.0
8 1.0 78 722 9.2 69.2 668 7,5 63.5 627 6.5 56 595 5.4 63.5 668 6,9
1.5 64 950 9,9 57,6 880 8,3 53.0 825 7,2 46.5 783 6.0 53 880 7,6
2,0 57 1190 50.7 1104 9.2 46.6 1040 8.0 41 985 6,6 46.6 1104 8,5
3.0 47,7 №00 12,4 42.2 1480 10,2 38.8 1390 8,8 34,2 1320 7.3 38.8 1480 9,4
108
Нормирование токарных работ
Продолжение карты 32
Тип резца
Проходной прямой | Упорный | Проходной отогнутый
Я Главный угол в плане ф в Гра;
£ at 30 45 | 1 60 1 90 | 1 «
Вспомогательный угол в плане * ф! В град
ю 10 1 30 10 I 1 «
С >‘z Л'з V р 1 1 ", 1 1 V Р2 1 ", ММ",
0,40 115 440 8,3 101,2 406 6.8 93.5 382 5,9 82 362 4,9 93,5 406 6.3
0,50 103 521 8.8 91 482 7,2 83,7 454 6,2 74 430 5.2 83.7 482 6,6
0.70 89 660 9.6 78,5 611 7.9 72 575 6,8 63.5 545 5,7 72 611 7,3
10 1.0 76 875 10.8 67 810 8,9 61,5 760 54.2 721 6,4 61.5 810 8.2
1,5 63 1200 12,3 55,8 1110 10,1 51.3 1040 45.2 990 51.3 1110 9.3
2,0 55,5 1470 13,3 49,1 1360 10.9 45.2 1280 9,4 40 1210 45.2 1360 10.0
3.0 46 2000 15,0 10,8 1850 12.3 37,6 1740 10.7 33 1650 8,8 37,6 1850 11,0
0.5 96,5 785 12.4 85.5 725 10.1 78,5 680 8.8 69.5 645 78,5 725 9,3
0,7 83,5 995 13,6 74 920 11.1 68 865 9.7 60 820 8.0 68 920 10.2
15 1.0 71.2 1315 15,3 63 1215 12,5 58 1145 10.8 51 1080 9.0 58 1215 11.5
1.5 59 1785 17.2 52,3 1650 14.1 48 1550 12.2 42.3 1470 10,1 48 1650 13.0
2.0 52.2 2200 18,8 46,2 2040 15.4 42.5 1920 13,3 37,5 1820 1L1 42,5 2040 14,2
0,5 92 1040 15,6 81,5 964 12.8 75 905 66 857 9,2 75 964 11.8
0.7 80 1325 17,3 70,5 1222 14,2 65 1150 12.2 57 1090 10,2 65 1222 13.1
20 68 1750 19.5 60 1620 15,8 55.2 1520 13,7 48,5 1440 55,2 1620 14,5
56.5 2380 21,9 49,9 2ДО0 17.9 45.7 2070 15.5 40.5 1960 12.9 45.7 2200 16.5
2.0 19.7 2980 24.2 44,0 2760 19,8 40.5 2600 17.1 35,6 2460 14,2 40.5 2760 18,2
0.5 89.2 1305 19.0 79 1210 15,6 72,5 1140 13,5 64 1075 11.2 72,5 1210 14.4
0,7 77,2 1650 20,8 68,5 1530 17.1 63 1440 55.5 1360 12,3 63 1530 15.7
25 1.0 66,0 2200 23,8 58,5 2025 19.3 53,7 1910 16,8 47.5 1810 13.9 53,7 2025 17.8
1.5 55.0 2980 26.8 48,7 2760 21,9 45 2600 19,0 39,5 2460 15.7 45 2760 20,1
2,0 48.5 3680 29,2 42,9 3400 23.8 39.4 3200 20.6 34,7 3030 17.1 39.4 3400 21,9
0.5 87 1570 22,3 77 1450 18,2 71 1360 15,8 62.5 1290 13,1 71 1450 16,7
0.7 75 1990 24.4 66,5 1840 20,0 61 1730 17,4 54 1640 14,4 61 1840 18,4
30 1,0 64 2620 27.5 56,8 2430 22,6 52.2 2280 19,6 46 2160 16.2 52,2 2430 20.8
1.5 53.2 3570 31.0 47.3 3300 25.5 43,5 3100 22.2 38.2 2940 18.3 43,5 3300 23,5
2,0 47.0 4410 34.0 41,6 4080 27.8 38.3 3830 24.1 33.8 3630 20,0 38,3 4080 25.6
0.5 84,5 1830 25,3 75 1690 20,7 69 1590 18.0 60.7 1505 14.9 69 1690 19.0
0,7 73.2 2315 27.7 65 2140 22,7 60 2010 19.7 52.6 1905 16,3 60 2140 20,9
35 1.0 62.5 3070 31.4 55,5 2840 25,7 51 2670 22,3 45.0 2530 18,5 51 2840 23.6
1,5 52.2 4160 35,7 46.3 3860 29.1 42.5 3630 25.2 37.5 3440 20,9 42,5 3860 26.8
Примечание. Поправочные коэффициенты на Измененные условия работы см. в карте 45.
Нормативы режимов резания
109
Поперечное точение
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОВКОГО ЧУГУНА РЕЗЦЫ С ПЛАСТИНКАМИ ВКв
КАРТА 33 Лист 1
Глубина резання Подача^ Тип резца
Проходной прямой Ф=45°; V1=J0« Проходной отогнутый Ф=45°; ф1=45” Упорный ф=90°, ф,= 10»
8|t 1g
- рг N9 ° Р2 ”, ° N3
1,0 0,15 0,20 0,30 0,40 256 240 222 209 19 24 32 40 0,85 0,95 1,20 1,40 236 221 204 193 19 24 32 40 0,78 0,87 1,10 1,30 204 192 167 17 21 29 36 0,58 0,68 0,85 0,98
1,5 0,15 0,20 0,30 0,40 236 222 204 193 29 36 49 61 1,1 1,3 1.6 1.9 218 204 188 178 29 36 49 61 1.0 1.2 1,5 1.7 188 177 163 154 25 33 43 54 0,80 0,97 1.15 1,35
2,0 0,40 0,50 0,70 161 146 125 81 96 122 2,1 2,3 2,5 148 135 115 81 96 122 2,0 2,1 2,3 129 117 100 72 86 109 1.5 1.6 1.8
3.0 0,40 0,50 0,70 1,0 152 137 117 101 122 145 184 243 3,0 3,2 3,5 4,0 140 127 108 93 122 145 184 243 2,8 3,0 3.2 3,7 122 ПО 94 81 109 129 164 216 2,2 2.3 2,5 2,85
4,0 0,40 0,50 0,70 1,0 1,5 145 131 112 91 80 162 193 244 334 440 3,9 4,0 4.5 5,3 5,8 133 121 104 89 74 162 193 244 334 440 3,6 3,7 4,2 4.8 5,3 116 105 90 64 144 172 218 298 392 2.7 2,95 3,2 3,75 4,10
6,0 0,40 0,50 0,70 1,0 1,5 2,0 3,0 137 124 107 90 76 66 55 244 290 368 486 660 816 1112 5.5 5.9 6,5 7,1 8,1 8,9 10,0 126 114 99 83 70 61 51 244 290 368 486 660 816 1112 5.1 5,4 6,0 6,6 7,5 8,2 9,2 НО 99 86 72 61 53 44 217 258 328 434 587 725 990 3,9 4,2 4.6 5,1 5,85 6,3 7,1
по
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОВКОГО ЧУГУНА НВ 150. РЕЗЦЫ С ПЛАСТИНКАМИ ВК8 Поперечное точение 4-0-1»
КАРТА 33 Лист 2
Глубина резания Подача Тип резца
Проходной прямой ф=45*; ф, —10° Проходной отогнутый <р—45°; ф,=45° Упорный ф=90°. ф1=10в
1 Ой
° ° । 1 V 1
8 0,40 0,50 0,70 1,0 1,5 2,0 3.0 131 118 102 87 72 64 53 325 386 489 668 880 1104 1480 7,0 ’ 7,4 8,1 9,4 10,4 11,5 12,7 120 108 93 80 66 58 48 325 386 489 668 880 1104 1480 6,5 6,8 7,5 8,6 9,5 10,6 11,7 104 94 81 69 57,6 50,7 42,2 289 344 435 595 783 985 1320 4,9 5.3 5,75 6.7 7,4 8,2 9,15
10 0,40 0,50 0,70 1.0 1,5 2,0 3,0 127 114 98 84 70 62 51 406 482 611 810 1110 1360 1850 8,5 9,0 9,9 12^6 13,6 15,4 117 105 90 77 65 57 47 406 482 611 810 1110 1360 1850 7,8 8,3 9,1 10,3 11,6 12,5 14,2 101,2 91 78,5 67 55,8 49,1 40,8 362 430 545 721 990 1210 1 1650 6,0 6,4 7.0 7,9 9,0 9,7 11,0
15 0,5 0,7 1,0 1,5 2,0 107 93 79 65 58 735 920 1215 1650 2040 12,6 13,9 15,6 17,6 19,3 98 85 72 60 53 725 920 1215 1650 2040 11,6 12,8 14,4 16,3 17,7 85,5 74 63 52 46 645 820 1080 1470 1820 9,0 9,9 12^5 13,7
20 0,5 0,7 1,0 1.5 2,0 102 88 75 62 55 964 1222 1620 2200 2760 16,0 17,7 19,7 22,4 24,8 94 81 69 57 51 964 1222 1620 2200 2760 14.7 16,4 18,2 20,6 22,8 81 70 60 49,9 44 857 1090 1440 1960 2460 12*5 14,1 15,9 17,7
25 0,5 0,7 1,0 1.5 2,0 99 86 73 61 53 1210 1530 2025 2760 3400 19,5 21,4 24,1 27,4 29,8 91 79 67 56 49 1210 1530 2025 2760 3400 18,0 19,7 22,2 25,2 27,4 79 68,5 58,5 48,7 42,9 1075 1360 1810 2460 3030 13,9 15.2 17,3 19,5 21,2
30 0,5 0,7 1,0 1,5 2,0 96 83 71 59 52 1450 1840 2430 3300 4080 22,7 25,0 28,3 31,9 34,7 88 76 65 54 48 1450 1840 2430 3300 4080 21,0 23,0 26,0 29,4 32,0 77 66,5 56,8 47,3 41,6 1290 1640 2160 2940 3630 16,2 17,8 20,0 22,8 24,6
35 0,5 0,7 1.0 1,5 94 83 69 58 1690 2140 2840 3860 25,9 28,3 32,1 36,4 86 75 64 53 1690 2140 2840 3860 23,9 26,1 29,6 33,5 75 65 55,5 46,3 1505 1905 2530 3440 18,4 20,3 22,8 26,0
Поправочные коэффициенты на измененные условия работы см
Нормативы режимов резания
111
Продольное точение
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ СЕРОГО
ЧУГУНА НВ 180-200. РЕЗЦЫ С ПЛАСТИНКАМИ ВК6
КАРТА 34
Тип резца
Проходной прямой | Упорный | Проходиой отогнутый
Е Главный угол в плане <рш в град.
£ 30 45 | 60 1 90 1 45
Вспомогательный угол в плане <р, в град.
Е 10 10 30 1 10 1 45
Us. с - 1 Рг I "э ° 1 Рг1 N3 v 1 pz 1 Л'э 1 ° 1 Рг 1 "а 1 ° 1 pz\
0,15 228 24 0,9 189 22 0,7 21 0,6 138 20 0,6 166 22 0,6
0,20 215 30 1.0 178 28 0,8 157 26 0,7 130 25 0,7 157 28 0,7
0,30 197 41 1.3 164 38 1,0 144 36 0,8 119 34 0,9 144 38 0,9
1,0 0,40 186 50 1.5 155 46 1,15 136 43 0,95 113 41 1.0 136 46 1 ]
0,50 171 58 1.6 142 54 1,25 125 51 1,0 103 48 1.1 125 54 1J5
0,70 148 77 1.8 124 71 1,4 109 67 1,2 91 63 1,25 109 71 1.3
0,15 215 J 1.3 178 33 1,0 157 31 0,8 130 29 0,9 157 33 0,9
0,20 45 1.5 167 42 1,15 147 39 0,9 37 1.0 147 42 1,1
0,30 186 62 1,8 154 57 1,4 136 54 1,2 113 51 1,25 136 57 1.3
1,5 0,40 174 75 2,1 145 69 1,6 127 1,3 106 61 1,4 127 1,5
0,50 161 89 2,3 134 81 1,8 118 76 1,5 98 72 1,6 118 81 1.7
0,70 139 115 2,6 116 106 2,0 102 99 1,7 85 94,5 1,8 102 1061 1,8
0,20 195 61 1,95 162 56 1,5 143 53 1,2 118 60 1,3 143 1 4
0,30 177 82 2,3 147 76 1,8 129 71 1,5 68 1,6 129 7& 1J
2,0 0,40 167 99 2,7 139 92 2,1 122 86 1,7 101 82 1,9 122 ЭД 1,9
0,50 153 118 3,0 127 109 2,3 112 102 1,9 93 97 2,1 112 109 2,1
0,70 133 3,4 111 143 2,6 98 134 2,2 81 127 2,3 98 143 2,4
0,20 174 91 2,6 145 84 2,0 127 79 1,65 106 75 1,8 127 84 1.8
0,30 161 123 3,2 134 114 2,5 118 107 2,1 98 102 2,2 118 114 2,3
0,40 151 149 3.6 126 138 2,8 111 129 2,3 92 123 2,5 111 138 2,6
3,0 0,50 144 177 4,2 120 164 3,2 106 1541 2.6 88 146 2,8 106 164 2,9
0,70 126 230 4,7 105 212 3,6 93 199 3,0 77 189 3,2 93 212 3,3
1,0 109] 298 5,3 91 276 4,1 80] 260 3,4 66| 246 3,6 80 276 3,8
0,30 159 165 4,3 132 152 3,3 116 143 2,7 97 136 2,9 116 152 3,0
0,40 150 199 4,8 125 184 3,7 ПО 173 3,1 91 164 3,3 ПО 184 3,4
0,50 137 5,2 114 218 4,0 100 204 3,3 83 194 3,6 100 218 3,7
4,0 0,70 121 310 6,1 101 285 4,7 89 269 3,9 74 254 4,2 89 286 4,3
1.0 104 398 6,8 87 368 5,2 77 346 4,3 63 328 4,6 77 368 4,8
1,5 540| 7,8 74 500 6,0 65 470 5,0 54 445 5,3 65 500| 5,5
0,30 246 6,1 125 228 4,7 ПО 214 3,9 203 4,2 ПО 4,3
0,40 ui 299 6,9 118 276 5,3 104 260 4,4 246 4,7 104 276 4,9
0,50 130 356 7,5 108 328 5,8 95 308 4,8 79 292 5,2 95 328 5,3
6,0 0,70 114 460 8,6 95 424 6,6 84 398 5,4 69 378 5,9 84 424 6,1
1,0 99 9,6 82 552 7 4 72 519 6,1 60 492 6,6 72 552 6,8
1,5 84 810 11,2 70 750 8,’б 62 705 7 1 51 665 7,7 62 7,9
2,0 76 1010 12,5 63 930 9,6 875 7^9 828 8,6 930 8,8
3,0 64| 1360 14,2 53] 1255| 10,9 47 1180 9,0 39 1115 9,7 47 1 1255 1.0
112
Нормирование токарных работ
Продолжение карты 34
Тип резца
Проходной прямой | Упорны ,й | Проходной отогнутый
5 Главный J гол в ; плане ф в град.
30 45 | 60 | 1 90 1 45
* Вспомогательный угол в плане Ф1 в град.
10 10 1 1 30 10 | 1 «
Е V Pz s V Рг N3 1 v 1 1 "а v 1 1 1 "э 1 v IM ",
0,40 136 398 8,8 из 368 6,8 99 347 8,6 82 328 4,4 99 368 6,0
0,50 124 472 9,6 103 436 7,4 90 411 6,1 75 388 4,8 90 436 6,5
8 0,70 109 614 10,9 91 566 8,4 80 534 6,9 66 501 5,5 80 566 7.4
1.0 95 797 12,3 7S 736 9,6 69 692 7,9 58 655 6,2 69 736 8,5
1.5 81 1080 14,9 67 1000 10,9 59 940 9,0 49 890 7,1 59 1000 9,7
2,0 72 1340 15,8 66 1240 12,9 53 1170 10,6 44 1105 8,4 53 1240 Н.4
3,0 62 1815 18,4 51 1675 13,9 45 1580 11,5 37 1490 9,0 45 1675 12,3
0,40 131 497 10,7 109 460 8,2 96 434 6,8 79 410 5,3 96 460 7,3
0,50 120 592 11,6 10С 546 9,0 88 515 7,4 73 486 5,8 88 546 8,0
0,70 106 765 13,2 8t 706 10,2 77 665 8.4 64 630 6,7 77 706 8,9
10 1,0 91 995 14,8 76 920 И,4 67 865 9,4 55 820 7,4 67 920 10,1
1,5 78 1350 17,2 6511245 13,2 57 1170 10,9 47 1110 8,6’ 57 1245 11,7
2,0 70 1685 19,3 5811555 14.7 51 1460 12,1 42 1385 9,6 51 1555 13,0
3,0 5912260 1 21,8 49 2090 16,7 43 1970 13,8 36 1860 10,8 43 2090 14,7
0,5 94 820 12,6 82 770 10,4 69 730 8,2 82 820 11,2
0.7 — — 82 1060 14,2 72 1000 11,7 60 940 9,2 72 1060 12,6
15 1,0 — — — 71 1380 16,0 62 1300 13,2 52 1230 10,4 62 1380 14,2
1,5 61 1870 18,6 54 1770 15,4 45 1665 12,1 64 1870 16,5
2.0 - — — 54 2330 20,6 47 2200 17,0 39 2070 13,4 47 2330 18,2
0,5 91 1095 16,3 80 1030 13,5 66 975 10,6 80 1095 14,4
0,7 79 1410 18,2 70 1330 15,0 58 1260 11,9 70 1410 16,1
20 1,0 69 1840 20,8 61 1735 17,2 50 1640 13,5 61 1840 18,4
1,5 — 58 2490 23,6 51 2340 19,5 42 2220 15,4 51 2490 20,9
2,0 - - — 5213100 26,3 46 2920 21,8 38 2760 17,1 46 3100 23,9
0,5 88 1370 19,7 77 1290 16,3 64 1220 12,8 77 1370 17,4
0,7 - 77 1765 22,2 68 1660 18,3 56 1570 14,5 68 1765 19,6
25 1,0 — — 662300 24,8 58 2160 20,5 48 2050 16,3 58 2300 21,9
1,5 — 55 3110 28,0 48 2920 23,2 40 2770 18,2 48 3110 24,8
2,0 - - — 50 3880 31,6 44 3660 26,1 37 3460 20,6 44 3880 28,0
0,5 85 1640 22,8 75 1545 18,8 62 1460 14,8 75 1640 20,2
0,7 74 2120 25,8 65 2000 21,3 54 1890 16,8 65 2120 22,8
30 1,0 — — 65 2760 29,4 57 2600 24,3 47 2460 19,2 57 27601 26,0
1,5 — 533740 32,5 47 3520 26,8 39 3340 21,2 47 3740 29,8
2,0 — — — 48'4660 36,6 42 4400 30,2 35 4150 23,8 42 4660| 32,4
0,5 8311920 26,0 73 1810 21,4 61 1710 16,9 73 1920 23,0
0,7 — — 73 2470 29,4 64 2320 24,3 53 2200 19,1 64 2470 26,0
35 1,0 63 3220 33,1 55 3040 27,4 46 2870 21,6 55 3220 29,3
1,5 - — — 524350 37,0 46 4100 30,6 38 3870 24 46 4350 32,7
Примечание Поправочные коэффициенты на измененные условия работы см. в карте 45.
Нормативы режимов резания
113
Поперечное точение
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ СЕРОГО 1Г = Он- 0,4
ЧУГУНА НВ 180-200. РЕЗЦЫ С ПЛАСТИНКАМИ ВК6---------------------
КАРТА 35
Лист 1
Глубина резан ия t Подача Тип резца
Проходной прямой ф = 45’; q>, = 10“ Проходной отогнутый ф ~ 45°; Ф, = 45“ Подрезной упорный Ф - 90“; ф, = 10“
1Им ^=45* *—* Ий
V Р2 Na ° 1 Р2 Na
1,0 0,15 0,20 0,30 0,40 0,50 0,70 236 222 205 194 177 155 22 28 38 46 54 71 0.9 1.0 1,25 1,45 1,55 1.75 217 204 189 178 163 142 22 28 38 46 54 71 0,8 0,9 1,15 1,3 1,45 1.6 173 163 150 142 130 114 20 25 34 41 48 63 0,55 0,65 0,8 0,95 1,05 1,15
1,5 0,15 0,20 0,30 0,40 0,50 0,70 222 1 209 193 181 168 145 33 42 57 69 81 106 1,25 1.45 1,75 2,0 2,25 2,5 204 192 177 167 154 133 33 42 57 69 81 106 1,15 1.3 1,6 1,85 2,1 2,3 163 153 141 133 123 106 29 37 51 61 72 94,5 6,8 0,95 1,15 1,35 1,45 1.6
2,0 0,20 0,30 0,40 0,50 0,70 203 184 174 159 139 56 76 92 109 *143 1.9 2,25 2,6 2.9 3.2 186 169 160 146 128 56 76 92 109 143 1,7 2,1 2,4 2,6 3,0 148 135 127 116 102 60 68 82 97 127 1,45 1J 1,9 2.1
3,0 0,20 0,30 0,40 0,50 0,70 1,0 181 168 157 150 131 114 84 114 138 164 212 276 2,5 3,1 3,5 4.0 4,5 5,1 167 154 145 138 121 105 84 114 138 164 212 276 2,3 2,9 3,2 3.7 4,15 4.7 133 123 115 НО 97 83 75 102 123 146 189 246 1.6 2,05 2,3 2,6 3.0 3,4
4,0 0,30 0,40 0,50 0,70 1,0 1.5 165 156 143 126 109 93 152 184 218 285 368 500 4,1 4,6 5.0 5,9 6,5 7,5 152 144 131 116 100 85 152 184 218 285 368 500 3,8 4,3 4.6 5,4 6,0 6,9 121 114 104 92 80 68 136 164 194 254 328 445 2,7 3,05 3,3 3,8 4,3 4,9
6,0 0,30 0,40 0,50 0,70 1.0 1,5 2,0 3,0 156 148 135 119 102 88 79 66 228 276 328 424 552 750 930 1255 5,9 6,6 7.3 8,3 9,3 10,7 12,0 13,6 144 136 124 109 94 81 72 61 228 276 328 424 552 750 930 1255 5,4 6,1 6,7 7,6 8,5 9.9 11,0 12,5 114 108 99 87 75 64 58 49 203 246 292 378 492 665 828 1115 3,8 4,4 4,7 5,4 6,1 7,0 7,8 8,9
Справочник нормировщика
114
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ СЕРОГО ЧУГУНА НВ 180—200. РЕЗЦЫ С ПЛАСТИНКАМИ ВК6 Поперечное точение
КАРТА 35 Лист 2
Глубина Подача Тип резца
Проходной прямой ф =45°; ф1= 10° Проходной отогнутый ср = 45е: Ф1 — 45* Подрезной упорный <р == 90е, ф1 10°
4
L±J
* 1 Рг 1 N3 О Рг | Л'л ° 1 рг 1 N3
0,40 143 368 8,5 130 368 7,8 104 328 5,6
0,50 129 436 9,3 119 436 8,5 95 388 6,0
8 0,70 114 566 10,5 105 566 9,7 84 506 7,0
1,0 99 736 12,0 91 736 11,0 73 655 7,8
1,5 84 1000 13,6 77 1000 12,6 62 890 9,0
2,0 75 1240 16,2 69 1240 14,0 55 1105 9,9
3,0 64 1675 17,4 59 1675 16,1 47 1490 11,4
0,40 136 460 10,3 125 460 9,4 100 410 6,7
0,50 125 546 11,3 115 546 10,3 9 1 486 7,2
0,70 110 706 12,7 100 706 11,5 81 630 8,3
10 1,0 95 920 14,2 87 920 13,0 70 820 9,4
1,5 81 1245 16,5 75 1245 15,3 60 1110 10,9
2,0 73 1555 18,4 67 1555 17,0 53 1385 12,0
3,0 61 2090 20,9 56 2090 19,2 45 1860 13,7
0,5 118 820 15,8 108 820 14,5 86 730 10,3
0,7 103 1060 17,7 94 1060 16,3 75 940 11,5
15 1,0 89 1380 20,0 82 1380 18,5 65 1230 13,0
1,5 76 1870 23,4 70 1870 21,4 56 1665 15,3
2,0 67 2330 25,7 62 2330 23,7 50 2070 16,9
0,5 114 1095 20,4 105 1095 18,8 83 975 13,3
0,7 99 1410 22,8 91 1410 20,9 73 1260 15,0
20 1,0 86 1840 26,0 79 1840 23,7 63 1640 16,9
1,5 72 2490 29,5 67 2490 27.3 53 2220 19,2
2,0 65 3100 33,0 60 3100 30,3 48 2760 21,6
0,5 110 1370 24,6 101 1370 22,7 81 1220 16,2
0,7 96 1765 27,8 89 1765 25,6 71 1570 18,3
25 1,0 83 2300 31,0 76 2300 28,6 61 2050 20,5
1,5 69 3110 35,0 64 3110 32,5 50 2770 22,6
2,0 63 3880 39,4 58 3880 36,8 46 3460 26,0
0,5 106 1640 28,5 98 1640 26,3 78 1460 18,6
0,7 93 2120 32,3 85 2120 29,3 68 1890 21,0
30 1,0 81 2760 36,8 75 2760 33,8 60 2460 24,2
1,5 66 3740 40,6 61 3740 37,3 49 3340 26,8
2,0 60 4660 45,8 55 4660 41,7 44 4150 29,8
0,5 104 1920 32,5 95 1920 29,8 76 1710 21,3
35 0,7 91 2470 36,8 84 2470 34,0 67 2200 24, 1
1,0 79 3220 41,4 73 3220 38,3 58 2870 27,3
1,5 65 4350 46,3 60 1360 43,0 48 3870 30,3
П р имена нне. Поправочные коэфЛнциенты на измененные >словия работы см в карте 45
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ СЕРОГО ЧУГУНА НВ 180—200. РЕЗЦЫ С ПЛАСТИНКАМИ ВК6 Продольное точение
С ДОПОЛНИТЕЛЬНОЙ РЕЖУЩЕЙ КРОМКОЙ <р, = 0J КАРТА 36
Тип резца Тип резца
Проходной прямой | Упорный [ Проходной прямой | 5 порный
Глубина Подача Главный угол в пл те <р в i рад Глубина Подача Главный угол в плане ф н град.
t в мм/об 45 | 90 0 *мм В мм/об « 80
Вспомогательный угол в плане <р। = (>• Вспомогательный угол в плане = 0°
| "а | ° | Рг N3 ‘ | Рг S 1 ° |
1,5 127 88 1,13 102 88 1,4 1,5 76 352 4,3 61 352 3,5
2,0 121 ПО 2,2 97 ПО 1,7 2,0 6 7 440 4,8 54 440 3,9
0,5 2,5 115 135 2,5 92 135 2,0 9П 2,5 64 540 5,6 51 540 4,5
3.0 НО 160 2,9 88 160 2,3 3,0 62 640 6,5 50 640 5,2
4,0 105 205 3,5 84 205 2,8 4,0 58 820 7,7 46 820 6,2
5,0 100 240 3,9 80 240 3.1 5.0 56 960 8,7 45 S60 7,0
1,5 94 176 2,7 75 176 2,1 1,5 70 528 6,0 56 528 4,8
2,0 89 220 3,2 71 220 2,5 2,0 62 660 6,7 50 660 5,4
1,0 2,5 85 270 3,7 68 270 3,0 2.5 56 810 7,4 45 810 6,0
3,0 82 320 4,3 66 320 3,5 J’U 3,0 52 960 8,2 42 960 6,6
4,0 77 410 5.2 62 410 4,1 4,0 4 9 1230 9,8 39 1230 7,9
5,0 480 5,7 59 480 4,6 5,0 47 1440 11,0 37 1440 8,7
1,5 80 264 3,4 64 264 2.8 1,5 63 780 8,0 50 780 6,4
2,0 75 330 4,0 60 330 3,2 2,0 56 1100 10,0 45 1100 8,2
1,5 2,5 72 405 4,7 58 405 3,8 50 2,5 51 1350 11,0 41 1350 9,0
3,0 69 480 5,4 55 480 4,3 ' 3,0 47 1600 12,0 37 1600 9,7
4,0 65 615 6.5 52 615 5,2 4,0 42 2050 14,0 34 2050 11,5
5,0 62 720 7,3 50 720 5,9 5,0 38 2400 14,8 30 2400 12,0
Пр ih м е ч а н я е. Поправочные коэффициенты на измененные условия работы см. в карте 45.
Норма!
116
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ БРОНЗЫ НВ 200-240. РЕЗЦЫ С ПЛАСТИНКАМИ ВК8 Продольное точение
КАРГА 37
* о 5 Е Тип резца
Проходной прямой | Упорный | Проходной отогнутый
Главный угол в плане ф в град.
45 60 1 90 1 1 45
Вспомогательный угол в плане <р, в град.
10 30 10 45
V Рг ". V Pz N* V Рг Na v Рг N3
1.0 0,15 0,20 0,30 0,40 0,50 0,70 590 555 513 484 472 412 12 14 19 23 26 33 1,15 1.3 1.6 2^0 2,2 520 489 451 425 415 364 14 18 22 25 32 0,93 431 405 374 353 345 301 11 13 17 21 24 30 as 0.9 h5 590 555 513 484 472 412 12 19 23 26 33 1,15 1’,6 2,0 | 2.2
1.5 0,15 0,20 0,30 0.40 0,50 0,70 525 483 457 432 377 18 21 28 34 39 49 1.6 1.8 2.2 2.5 2,8 3.0 480 462 425 404 381 332 17 20 27 33 38 47 2? 2,6 405 384 352 334 316 276 17 19 26 31 36 45 l’,2 1.5 h9 2,0 555 525 483 457 432 377 18 21 28 34 39 49 2.2 2,5 2,8 3.0
2,0 0.20 0,30 0.40 0,50 0,70 507 467 442 408 357 29 37 45 52 65 2,4 2,8 3,3 3,5 3,8 446 412 390 360 314 28 36 44 50 63 2,0 2.4 ад 3.2 370 341 323 298 261 27 34 42 58 60 1.6 1.9 2,2 2,6 507 467 442 408 357 28 37 45 52 65 2.8 3.3 3,5 3,8
3,0 0,20 0.30 0,40 0.50 0,70 1,0 480 442 418 377 330 286 43 56 68 78 98 124 3,4 4,0 53 5,8 423 390 368 332 291 252 41 54 66 75 94 120 2,9 3,4 4,0 <9 350 323 306 276 242 209 40 52 63 72 90 114 2,3 з’,2 з;6 3,9 480 442 418 377 330 286 43 56 68 78 98 124 to 4Л 5,3 5,8
4,0 0,30 0,40 0,50 0,70 1.0 1.5 427 403 356 311 271 231 75 90 104 130 165 216 5,2 5.9 5,9 6,6 ^2 377 354 314 274 238 204 72 87 101 126 160 209 ад 5.0 5.6 6,2 7,0 312 294 260 228 199 169 69 83 96 120 153 | 199 3,5 4.0 4,0 4^9 5,5 427 403 350 311 271 231 75 90 104 130 165 216 5.2 5,9 5.9 6,6 82
6 0.30 0,40 0.50 0,70 1.0 1.5 2,0 3.0 404 381 327 286 248 212 188 159 112 136 157 196 248 324 392 512 8^ 8,5 9,2 10.0 11,0 12,0 13.0 355 336 288 252 218 187 165 140 108 131 151 189 239 313 378 494 6,3 7,2 7.2 э'б 10,0 11,0 239 209 181 155 138 116 103 125 144 180 229 299 362 472 5,0 5J 6.2 6,8 7,6 8.2 9.0 404 381 327 286 248 212 188 159 112 136 157 196 248 324 392 512 вЛ 8.5 9 2 10,0 11,0 12,0 13,0
8 0,40 0,50 0,70 1.0 1,5 2,0 3,0 369 309 271 235 201 178 151 181 209 261 330 432 655 852 п.о 11,0 12,0 13,0 14,0 19,0 21,0 325 272 239 207 177 157 133 174 202 252 319 416 630 820 9,0 9,0 10,0 11,0 12.0 16.0 18,0 270 226 198 172 147 130 110 166 193 241 304 398 605 785 8^6 9,6 13,0 14,0 369 309 271 235 201 178 151 181 209 261 330 432 655 852 • 11.0 11,0 12,0 13,0 14,0 19.0 21,0
10 П 0,40 0,50 0,70 1,0 1.5 2.0 3,0 р и м е ч 359 296 259 224 191 170 144 в н и е. 226 261 326 413 540 654 850 Попра: 13,0 13,0 14,0 15.0 17,0 18,0 20,0 вочные । 316 261 228 197 168 150 127 тоэффиц 218 252 314 398 520 630 820 иенты н 11,0 11,0 12.0 13,0 14,0 15.0 17,0 а измене 262 216 189 164 140 124 105 •иные 208 241 301 380 497 603 784 9.0 9.0 9,0 10.0 u.o 12,0 13,5 i работ 359 296 259 224 191 170 144 22S 261 326 413 540 654 850 в карте 13.0 13,0 14,0 15,0 17,0 18.0 20.0 : 45.
Нормативы режимов резания
117
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ БРОНЗЫ НВ 200-240. РЕЗЦЫ С ПЛАСТИНКАМИ ВК8 Поперечное точение 4-о + оз
КАРТА 38 Лист 1
Глубина в мм Подача Тип резца
Проходной прямой ф = 45°; Ф, = 10° Проходной отогнутый ф = «•. Ф, = 45* Подрезной Ф 90е; qij « 10»
^33
v Рг Л'э р 1 р„ 1 N3 0 1 1 Рг Na
1.0 0,15 0,20 0,30 0,40 0,50 0,70 700 656 607 574 560 488 12 14 19 23 26 33 1,4 1,5 1.9 2,1 2,4 2,6 650 615 565 530 520 455 12 14 19 23 26 1,4 1,8 2,0 2,2 2,4 511 480 445 418 410 358 13 15 20 25 28 36 1,1 1,2 1,5 1.7 1.9 2.1
1.5 0,15 0,20 0,30 0,40 0,50 0,70 657 622 570 541 511 446 18 21 28 34 39 49 1,9 2,1 2,6 3,0 3,3 3,5 610 577 530 505 475 415 18 21 28 34 39 49 1,8 2,0 2,4 2,7 3,1 3,3 480 455 417 396 374 326 20 23 30 37 42 53 17 2,1 2,3 2,6 2,8
2,0 0,20 0,30 0,40 0,50 0,70 600 555 525 484 424 29 37 45 52 65 2,8 3.3 3,9 4.2 4.5 559 515 486 450 393 29 37 45 52 65 2,6 3.1 3,6 3,8 4,2 440 405 383 354 309 31 40 49 56 70 2,2 2,6 3,1 3,3 3,5
3,0 0,20 0,30 0,40 0,50 0,70 1,0 570 525 495 446 392 340 43 56 68 78 98 124 4,0 4,7 5,5 5,7 6,3 6,9 527 486 460 415 364 315 43 56 68 78 98 124 3,7 4,4 5,2 5,3 5,8 6,4 415 383 362 326 286 248 47 61 74 84 106 134 3,2 3,7 4,4 4,5 4.9 5,4
4,0 0,30 0,40 0,50 0,70 1.0 1,5 506 477 422 368 321 274 75 90 104 130 165 216 6,2 7,0 7,0 7,8 8,6 9,7 470 444 392 342 298 254 75 90 104 130 165 216 5,7 6,5 6,5 7,3 8,0 9,0 370 348 308 269 234 200 81 97 112 140 178 234 4.9 5,5 5.5 6,1 6,8 7,7
118
Нормирование токарных работ
Поперечное точение
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ БРОНЗЫ D 0-=-0,4
НВ 200—240. РЕЗЦЫ С ПЛАСТИНКАМИ ВК8 КАРТА 38 Лист 2
Тип резца
Проходной прямой <р =45*. ф! = 10° Проходной отогнутый Ф — 45°. ф 1 = 45® Подрезной ф =90°; ф, = 10°
Глубина Подача S в мм/об Жг
f | Рг 1 ” 1 Л'э ° 1 Рг 1
0,30 480 112 8,8 445 112 8,0 348 121 6,9
0,40 451 136 10,0 420 136 9,0 330 147 7,9
0,50 388 157 10,0 360 157 9,0 282 170 7,9
6 0,70 340 196 11,0 315 196 10,0 247 212 8,6
1 1,0 294 248 12,0 274 248 11,0 214 268 9,3
1,5 252 324 13,0 233 324 12,0 183 350 10,0
2,0 223 392 14,0 207 392 13,0 163 425 11,0
3,0 189 512 15,0 175 512 14,0 137 554 12,0
0,40 437 181 12,0 406 181 12,0 319 196 10,0
0,50 366 209 12,0 340 209 12,0 267 226 10,0
0,70 322 261 14,0 298 261 13.0 234 282 11,0
8 1,0 279 330 15,0 259 330 14,0 203 357 12,0
1,5 238 432 17,0 222 432 15,0 174 467 13,0
2.0 211 655 22,0 196 655 21,0 154 710 18,0
3,0 179 852 25,0 166 852 23,0 130 923 20,0
0,40 425 226 15,0 396 226 14,0 310 244 12,0
0,50 351 261 15,0 326 261 14,0 256 282 12,0
10 0,70 308 326 17,0 286 326 15,0 224 352 13,0
1,0 266 413 18,0 247 413 17,0 194 446 14.0
1,5 226 540 20,0 201 540 19,0 165 584 16,0
2,0 202 654 21,0 187 654 20,0 147 70S 17,0
3,0 171 850 24,0 159 850 22,0 125 920 19,0
Примечание Поправочные коэффициенты на измененные >с. ловня работы см в кар те 45
Нормативы режимов резания
119
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ, ХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ аь = 65 кг/мм*-, НВ 185. МИНЕРАЛОКЕРАМИЧЕСКИЕ РЕЗЦЫ ЦМ332 Продольное точение
КАРТА 39
Тип резца
Проходной прямой 1 Упорны!
Главный угол в плане ф в । град.
30 45 | 60 | 90
В ПОМОГИ тельный угол в плане Ф1 « Г рад.
10 10 Л0 10
1 с ° рг | л'э ° рг ° рг N, °
0,15 — 322 23 1.2 276 22 1,0
0,20 — — — 415 29 2,0 290 29 1,4 248 28 1.1
1.0 0,30 356 43,5 2,5 356 40 2,3 251 40 1,6 214 39 1.3
0,40 326 55 2,9 326 51 2,7 226 50 1.8 194 49 1.6
0,50 320 63 3,3 320 58 3,0 224 56 2,0 181 56 1.7
0,15 425 34 2,4 299 33 1,6 255 33 1.4
0,20 — — — 380 43 2,7 265 41 1,8 228 41 1.5
1,5 0,30 329 65 3,5 329 60 3,2 230 57 2,1 198 57 1,8
0,40 318 81 4,2 318 74,5 3,9 222 71 2,6 190 72., 2.2
0,50 312 95,5 4,9 312 88 4,6 218 84 3,0 - -
0,15 — — — — 281 43 2,0 240 44 1.7
0,20 — — — 364 58 3,4 254 55 2,3 218 56 2,0
2,0 0,30 313 85,5 4,4 313 79 4,1 219 76 2.7 188 77 2,4
0,40 308 106 5,3 308 99 5,0 215 95 3,3 184 96 2,9
0,50 302 126 6,2 302 117 5,8 212 112 3,9 - — -
0,20 — 302 113 5,7 210 109 3,7 181 109 3,2
0,30 299 166 8,1 299 154 7.5 208 147 5,0 179 149 4,3
4.0 0,40 294 208 10 294 192 9,2 205 183 6,2 — —
0,50 286 244 11,4 286 226 10,6 200 218 7,2 - -
0,20 288 182 8,5 288 168 7,9 202 159 5,2 173 162 4,6
0,30 286 245 И.4 286 226 10,6 200 216 7,1 170 221 6,1
6,0 0,40 282 306 14,1 282 283 12,9 197 270 8,7 — — —
0,50 277 364 16,4 277 336 15,1 — — - — — —
п а ни е. Поправочные коэффициенты и а измененные условии работы см. в карп • 45.
120
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ СЕРОГО ЧУГУНА HR «80-200. МИНЕРАЛОКЕРАМИЧЕСКИЕ Продольное точение
КАРТ/ 1 40
РЕЗЦЫ ЦМ332
Тип резца
5 Проходиоб прямой 1 Упорный
Глав иый угол в плане <р в 1 град.
X 30 45 | 60 1 90
Вспомогательный угол в плане В I 'Рад.
10 10 30 10
£ с v Рг N3 ° N3 ° v рг
0,20 - — — — — 259 14 1,4 222 33 1,2
0,30 342 51 3,0 342 48 2,7 239 15 1.8 206 43 1.4
1.0 0,40 323 62 3,3 323 58 3.0 226 14 2,0 194 51 1,6
0,50 307 72 3,6 307 67 3,3 215 ( 52 2,2 185 59 1.8
0,20 343 57 3,3 343 53 3,0 240 19 2,0 206 47 1.6
1,5 0,30 315 74 4,0 315 69 3,6 220 ( 55 2,4 189 61 1,9
0,40 297 89 4,4 297 83 4,0 208 Г8 2,7 179 74 2,2
0,50 284 103 4,8 284 96 4,4 199 ( 10 2,9 171 86 2,4
0,20 322 74 4,0 322 68 3,6 226 ( 54 2,4 194 61 1,9
0,30 297 96 4,7 297 89 4,3 208 1 54 2,9 179 79 2,3
2,0 0,40 281 115 5,4 281 107 4,9 196 100 3,3 169 95 2,6
0,50 268 133 5,9 268 124 5,4 188 117 3,6 162 110 2,9
0,20 — — — — — — — 168 113 3,1
0,30 258 178 7,7 258 166 7,0 188 156 4,7 155 148 3,7
4,0 0,40 244 215 8,8 244 200 8,0 171 186 5,3 147 178 4,2
0,50 233 248 9,7 233 231 8,8 163 217 5,8 140 206 4,7
0,20 155 163 4,1
0,30 237 257 10,3 237 239 9,3 166 224 6.1 143 213 5,0
6,0 0,40 224 310 11,5 224 288 10,5, 157 270 6,9 135 256 5,6
0,50 215 358 12,9 215 333 11,7 151 312 7,7 129 297 6,3
и р и м е ч ание Поправочные коэффициенты н а измененные условия работы см. > ' ка₽те 45.
Нормативы режимов резания
121
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ УГЛЕРОДИСТОЙ СТАЛИ о* = 65 кг)ммг. РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 С ОХЛАЖДЕНИЕМ Продольное точение
КАРТА 41 Лист 1
& 1 S с Тип резца
Проходной прямой | | Упорный | Проходной отогнутый
Главный угол в плане <р в град.
30 45 | 60 1 90 | 1 «
Вспомогательный угол в плане <pt в град.
10 10 30 10 45
° 1 Рг I ", ° 1 рг ". V Р2 N3 о Р2 Na 1 Рг ",
1.0 0,15 0,20 0,30 0,40 0,50 0,70 151 139 113 95 82 65 46 58 78 98 115 149 1,5 1,5 1,5 1.6 120 НО 90 75 65 52 43 54 73 90 107 138 0,8 1,0 1,1 1.2 92 84 69 57 49 40 42 53 71 89 105 135 0,6 0,7 0,8 0,8 0,8 0,9 79 72 59 49 43 34 46 58 78 98 115 149 0.6 0,7 0.8 0,8 0.8 0,85 104 96 78 65 56 45 43 54 73 90 107 138 0,7 0,85 0,9 0.9 0,9 1,05
1,5 0,15 0,20 0,30 0,40 0,50 0,70 139 125 102 84 74 59 70 86 118 146 173 223 1,6 1,7 2,0 2,0 2,0 2.1 110 99 81 67 58 47 65 80 109 136 161 207 1.2 1.3 1.5 1,5 1.5 1.6 84 76 62 51 45 36 63 78 107 133 157 202 0,9 1.1 1,1 L2 72 65 53 44 38 31 70 86 118 146 173 223 0,85 0,9 1,0 1,1 й 96 86 71 58 50 41 65 80 109 136 161 207 1,05 L3 1Л
2,0 0,20 0,30 0,40 0,50 0,70 115 95 78 69 55 116 157 195 230 298 2,2 2,4 2,4 2,6 2,7 91 76 63 55 44 108 146 181 214 276 1.6 1.8 1.8 1.9 2,0 69 58 48 42 34 106 143 177 210 270 1,2 1.3 1,3 L5 60 50 42 36 29 116 157 195 230 298 ЕЗ 1.3 1.3 1,4 79 66 55 48 38 108 146 181 214 276 1.4 1,6 1,6 1.7 1.7
3,0 0,20 0,30 0,40 0,50 0,70 1.0 105 86 72 62 50 39 173 236 293 345 445 582 2,9 3,2 3,4 3,5 3,6 3,6 83 69 57 49 40 31 161 219 272 320 413 540 2,2 2,4 2.5 2,6 2,7 2,7 63 53 43 38 30 24 157 214 266 314 405 530 1,6 1.8 1.9 1,9 2,0 2,0 54 45 37 32 26 20 173 236 293 345 445 582 1.6 1,7 1.8 1,8 1,9 1,9 72 60 49 43 34 27 161 219 272 320 413 540 1,9 2,1 2,2 2,25 2,3 2,3
4,0 0,30 0,40 0,50 0,70 1,0 1,5 80 67 57 45 36 28 314 390 460 596 775 1055 4,1 4,2 4,2 4.3 4,5 4,9 64 53 45 36 28 22 292 362 427 552 720 976 3,0 3,1 3,1 3,2 3,3 3.6 49 41 34 28 22 17 286 354 417 540 705 957 2,2 2.3 2,3 2,4 2.5 2.7 42 35 30 24 18,5 14,7 314 390 460 596 775 1055 2,1 2,2 2,3 2.3 2,4 2,6 56 46 39 31 24 19,5 292 362 427 552 720 976 2,6 2,7 2.7 2.8 2.9 3.1
6,0 1 0,30 0,40 0,50 0,70 1.0 1,5 2,0 3.0 73 60 50 42 33 25 21 15,9 472 586 695 895 1170 1580 1970 2660 5,7 5,7 5,8 6.1 6.1 6,5 6,6 6,9 58 48 42 34 26 20 16,5 12,6 439 544 642 827 1080 1462 1820 2460 4,2 4,2 4,5 4,5 4,8 4,9 5,1 44 37 32 26 20 15,3 12,5 9.7 428 530 630 809 1060 1436 1780 2410 3,1 3,1 3,2 3,4 3,4 3.6 3,7 3,8 38 32 27 22 17 13,2 10,9 8.3 472 586 695 895 1170 1580 1970 2660 3,0 3.0 3.1 3.2 3,2 3,4 3,5 3,6 50 42 36 29 23 17.5 14,5 п.о 439 544 642 827 1080 1462 1820 2460 3.6 3,6 3,7 3,9 3,9 4,2 4.3 4,4
122
Нормирование тонармы* работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ УГЛЕРОДИСТОЙ СТАЛИ аь- 65 кг/мм^. РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ Продо юное точение
КАРТА 41 2
СТАЛИ Р1 8 С ОХЛАЖДЕНИЕМ
Тип резца
Лрсходной прямой 1 пориы 1 Проходной отогнутый
Главный угол в плане <р i s град.
£ * 30 45 1 60 _ 1 90 1 45
вспомогательный угол в плане Ф1 в I Р<1Д-
ю 10 10 30 10 45
U с v V Ла v 1 1 Рг Лэ С Pz t Pz N3
0.4 56.2 785 45 725 5,3 34,5 710 4,0 30 785 3.8 39 725 4,6
0,5 49 920 t -Л 39 850 5.4 30 835 4,1 26 920 3,85 34 850 4,7
0,7 39 1180 7,5 31 1095 5.6 24 1075 4.2 20 1180 3,95 27 1095 4.9
8 1,0 30 1546 7.6 24 1430 5,7 18,3 1400 4,3 16 1546 4,0 21 1430 4,9
1,5 23,5 2110 8,1 18,7 1950 6,0 14,2 1910 4,5 12,4 2110 4,3 16,3 1950 5,2
2.0 19,4 2620 8,3 15,4 2420 6,1 11,7 2370 4,6 10,2 2620 4.3 13,5 2420 5,3
3.0 14,9 3550 8,5 11.8 3280 6.3 9,0 3220 4,7 7,8 3550 4,5 10,3 3280 5,5
0,4 53 965 8.4 42 905 6,2 31,8 887 4,7 27,8 965 4,4 4,6 37 905 5.4
0.5 45,8 1145 8,6 36,4 1070 6,4 27,6 1050 4,8 24 1145 31,5 1070 5,5
0,7 36,8 1480 8.8 29 1370 6,5 22 1345 4,9 19,2 1480 4,6 25 1370 5,7
10 1,0 29 1945 9,2 23 1800 6,8 17,4 1770 5,1 15,2 1945 4.8 20 1800 5,9 6,2
1,5 22,2 2640 9,6 17,6 2440 7,1 13,4 2400 5.3 11,6 2640 5,1 15,5 2440
2,0 18,3 3280 9,7 14,5 3040 7,2 н.о 2980 5,4 9,6 3280 5,1 5.3 12,5 3040 6,3
3,0 14,1 4440 10,1 11,2 4100 7,5 8,5 4020 5.7 7,4 4440 9,7 4100 6,5
__ 0,5 41,4 1730 11,6 32,8 1600 8,6 25,0 1570 6,5 21,7 1730 6,1 6,3 28,5 1600 7,5
0.7 33,2 2230 12,0 26,4 2060 8,9 20,0 2020 6,7 17,5 13,7 2230 23 2060 7,7 8,0
15 1,0 26,2 2920 12,4 20,8 2700 9,2 15.8 2650 6,9 2920 6,5 18 2700
1,5 20 3960 12,8 15,9 3660 9,5 12.1 3590 7,2 10,5 3960 6,7 13,8 3660 8.3
2,0 16,5 4920 13,1 13,1 4550 9.7 9,9 4460 7,3 8,6 4920 6,9 И.4 4550 8,4
0,5 38,7 2290 14.5 30,7 2120 10,7 23,3 2080 8.1 20,3 2290 7,6 7,8 26,8 2120 9.3
0,7 30.9 2970 14,9 24,5 2750 11,0 18,6 2700 8,3 16,9 2970 21,2 2750 9,6
20 1,0 24,5 3890 15,5 19,5 3600 11,5 14,8 3530 8.7 12,9 3890 8.2 17 3600 10,0
1,5 18,7 5260 16,1 14,9 4880 11,9 н.з 4780 9.0 9,8 5260 8.5 13 4880 103
2.0 15,4 6570 16,3 12,2 6080 12,1 9.3 5950 9,1 8,0 6570 8,6 10,6 6080 10,5
0,5 36,5 2900 17,2 29 2680 12,7 22 2630 9,6 19,2 2900 9,0 25 2680 11,0
0,7 29,2 370(7 17,4 23,2 3420 12,9 17,6 3360 9,7 15,4 3700 9,2 20,2 3420 11.2
25 1.0 23,1 4860 18,2 18,3 4500 13.5 13,9 4410 10,2 12,1 4860 9,6 15,9 4500 11.7
1,5 17,7 6600 18,9 14,1 6100 14,0 10.7 5990 10,5 93 6600 99 12,3 6100 12,2
2,0 14,6 8220 19,5 11,6 7600 14.4 8,8 7450 10.8 76 8220 10.2 10,1 7600 12,5
Прнмеч. . н ие Поправочные коэффициенты 1 та изменелнь.е условия раС^ и. < Kaj те 45
Нормативы режимов резания
123
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ УГЛЕРОДИСТОЙ СТАЛИ Оь = 65 кг/мм?. РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 С ОХЛАЖДЕНИЕМ Поперечное точение 4 = 0-0.4
КАРТА 42 Лист 1
Ж а? Тип резца
Проходной пря- мой <р = 45“; Ф,= Ю“ Проходной ото- гнутый ф =45°, ф, = 45“ Подрезной Ф = 15°, Ф1 =90э Упорный Ф = 90“. ф, = = 10»
8. ? 0* ч л gbi 1
с ° Рг ° р> 1 ° 1 1 рг 1 ° i 1 Рг 1 ",
0,15 125 43 0,9 108 43 0,8 163 54 1,5 81 47 0,62
0,20 115 54 1,0 100 54 0,9 150 66,5 1,7 76 58 0,72
0,30 94 73 1 1 81 73 1,0 122 90,5 1,85 62 78 0,79
1,0 0,40 78 90,5 1,2 68 90,5 1,0 102 112 1,85 52 98 0,83
0,50 67 107 1,2 58 107 1,0 88 133 1,85 45 116 0.85
0,70 54 138 1,2 47 138 1,1 71 171 2,0 36 149 0,88
0,15 115 65 1.2 100 65 1 ] 150 80,5 2,0 76 69 0,89
0,20 103 80 1,4 90 80 1,2 135 100 2,2 68 86 0,96
0,30 84 109 1,5 74 109 1,3 ПО 135 2,4 57 118 I 1
1.5 0,40 70 136 1,6 60 136 1 4 91 168 2,6 46 148 ] 1
0,50 61 161 1,6 52 161 1,4 80 200 2,6 40 173 L2
0,70 49 206 1.7 43 206 1.5 64 256 2,8 33 223
0,20 95 108 1,7 82 108 1,5 124 134 2,8 62 117 1.2
0,30 79 146 1,9 69 146 1,6 103 181 3,1 53 156 1,35
2,0 0,40 66 181 2,0 57 181 1.7 84 224 3,2 44 196 1,4
0,50 57 214 2,0 50 214 1.7 75 265 3,25 39 232 1,45
0,70 46 276 2,1 40 276 1.8 59 342 3,35 31 298 1,5
0,20 86 161 2,3 75 161 2.0 114 200 3,7 57 172 1.6
0,30 71 218 2,5 63 218 2,2 93 270 4,1 49 236 1,9
3,0 0,40 59 272 2,6 51 272 2,3 78 337 4,3 39 296 1.9
0,50 51 320 2,7 44 320 2,3 67 396 4,3 34 346 1.9
0,70 41 412 2,8 35 412 2,4 55 510 4,5 27 445 2,0
1.0 32 540 2,8 28 540 2,5 42 670 4,7 22 584 2,1
0,30 67 292 3,2 58 292 2,8 87 362 5,2 45 316 2,3
0,40 55 362 3.3 48 362 2,9 72 450 5,4 37 392 2,4
4,0 0,50 47 427 3,3 41 427 2,9 62 530 5,4 32 462 2,4
0,70 38 552 3.4 32 552 3,0 49 685 5,6 25 596 2.4
1,0 29 720 3,4 25 720 3,0 39 890 5,6 19 777 2,4
1,5 23 976 3,7 20 976 3,2 30 1210 6,0 15,5 1055 2,7
0,30 60 439 4 3 52 439 3,8 79 544 7,1 40 472 3,1
0,40 50 544 4,4 44 544 3,9 65 665 7,3 34 587 3,3
0,50 44 642 4,6 38 542 4,0 54 795 7,4 29 694 3,3
6,0 0,70 36 827 4,8 31 827 4,2 45 1025 7.8 24 895 3,5
1,0 27 1080 4,8 24 1080 4.2 36 1340 7,8 18 1170 3,5
1.5 21 1462 5,0 18 1462 4,4 27 1815 8,2 14 1580 3,6
2,0 17,2 1820 5,1 15 1820 4,5 22,5 2260 8,4 11,5 1970 3,7
3,0 13,1 2460 5,3 11,5 2460 4,7 17,2 3050 8,8 9 2660 3,9
124
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ УГЛЕРОДИСТОЙ СТАЛИ С ок = 65 кг/мм2. РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ 1 Поперечное точение
СТАЛИ Р18 С ОХЛАЖДЕНИЕМ КАРТА 42 Лист 2
Тип резца
Проходной прямой Проходной отогнутый Опорный
ф =3 45°, ф| = ф =3 ‘ 15°; <₽, •- 45° ф = 90е; ф1 =* 10°
Глубина Подача ’TZIPIS’
L < *
Р ЧА1 в мм/об
In
L+J
v I Рг 1 N3 v 1 Рг 1 N3 ° 1 Рг | I ”,
0,4 47 725 5,7 41 725 4,9 32 780 4,1
0,5 40 855 5.7 35 855 4.9 27 920 4,1
0,7 32 1102 5,9 28 1102 5,1 22 1085 4,1
8 1,0 25 1440 6,0 22 1440 5,2 17 1550 4,3
1,5 19,5 1952 6,2 17 1952 5,4 13 2110 4,5
2,0 16 2422 6,3 14 2422 5,5 10,8 2620 4,6
3,0 12,3 3280 6.6 10,7 3280 5.8 8.3 3540 4,8
0,4 44 906 6,6 38 906 5,7 30 980 4,8
0,5 38 1070 6,7 33 1070 5,8 25 1155 4,8
0,7 30 1380 6,8 26 1380 5,9 20 1490 4,9
10 1,0 24 1800 7,1 21 1800 6,2 16 1940 5,1
1.5 18,4 2440 7.4 16 2440 6.4 12 2640 5,2
2,0 15 3025 7,5 13 3025 6,5 10 3300 5,4
3,0 11.7 4095 7.8 10,2 4095 6,8 7,9 4400 5,7
0,5 34 1610 9,0 30 1610 7,8 23 1740 6,6
0,7 27 2065 9,3 24 2065 8,1 18,5 2240 6,8
15 1,0 21 2700 9,6 18,7 2700 8.3 14,4 2920 6,9
1,5 16.6 3660 9,9 14,4 3660 8,6 11 1 3960 7.2
2,0 13,7 4552 10,2 11,9 4552 8,8 9’2 4900 7.4
0,5 32 2140 П.2 28 2140 9,8 22 2310 8.1
0.7 25 2760 11,5 22 2760 10 17 2980 8,3
20 1,0 20 3600 11,9 17,7 3600 10,4 13,7 3900 8,8
1,5 15,5 4880 12,3 13,5 4880 10,7 10,4 5270 9,0
2,0 12,7 6050 12,5 11,0 6050 10,9 8,5 6550 9,1
0,5 30 2675 13,1 26 2675 11,3 20 2890 9,4
0.7 24 3450 13,6 21 3450 11,8 16 3730 9,8
25 1.0 19 4500 14,0 16,5 4500 12,2 12,7 4860 10,1
1.5 14.7 6100 14,6 12,8 6100 12,8 9,8 6600 10,6
2,0 12,1 7560 15,0 10,5 7560 13,0 8,1 8180 10,8
При м е ч а к и е. Поправочные коэффициенты на 1 измененные усл< □вия работы см. в карте 45
Нормативы режимов резания
125
РЕЖИМЫ РЕЗАНИЯ ПРИ ОТРЕЗКЕ И ПРОРЕЗКЕ КАНАВОК Отрезка и прорезка
КАРТА 43
I. Отрезка сплошного материала
Материал режущего инструмента
I Твердый сплав
Быстрорежущая сталь Р18
Т5К10
В Кб
Обрабатываемый материал
Подача
Чугун ковкий
НВ 150
Чугун серый
НВ 190
Сталь углероди-
хромоиикелева.
° Рг 1 ", М ", ° ° Рг 1 ° М ",
при - 1 мм пря В = 1 мм =Н1 Вмм при. в = при В = ж> 1 ММ
0,08 46 18 0.14 59 11 0,11 34 13 0,07 179 51 1,5 83 13 0,18
0,10 39 22 0,15 53 14 0,12 30 16 0,08 150 62 1.5 76 16 0,2
0,15 30 33 0,16 44 21 0,15 26 24 0,10 107 85 1.5 65 24 0,25
0,20 25 45 0,18 38 28 0,18 23 32 0,12 87 106 1.5 58, 32 0,3
0,25 22 55 0,19 34 35 0,20 21 40 0,14 73 127 1.5 53 40 0,35
0,30 19 66 0.20 30 42 0,21 20 48 0,16 62 148 1.5 49 48 0,4
0,40 15 88 0,22 26 56 0,24 17 64 С,18 50 186 1.5 44 64 0,5
0,50 14 110 0,25 24 70 0,27 16 79 0,21 41 222 1.5 40 79 0,5
0,60 15 95 0,23 - - - 37 95 0,6
II Поправочные коэффициенты в зависимости от отношения конечного диаметра обработки
(1,
к начальному при отрезке деталей с отверстиями и прорезке канавок
Отношение -~- 1,о 0,5—0,6 0,7—0,8 >0,8
ад ЦЬ к Поправоч- ные коэф- фициенты иа скорость резання и мощность Резцы из быстрорежу- щей стали 1,0 0,96 0,92 0,88
Резцы, осна- щенные твердым сплавом 1,0 0,97 0.90 0,84
Примечания 1 Скорости резавня остаются постоянными для любой ширины резца.
Значения силы резания и мощности умножать иа ширину резца.
2. При обработке стали резцами, оснащенными твердым сплавом, с охлаждением табличные
значения скорости резання и мощности умножать на коэффициент “ 1,4.
3. Поправочные коэффициенты иа измененные условия работы и для различных марок сталей
см. карту 45.
126
Нормирование токарных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ <1* 65 кг/мм* РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 Фасонное точение
КАРТА 44
Подача s Скорость резания v I Эффектна Усилие на я 1 мощность) 1 Подача | В ММ/06 Скорое гь резання V резання Pz в кг Эффек- тивная мощность М в кет
прн В = 1 мч при В = 1 мм
0,008 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 Табличные эн 2 Попр 78,0 69,6 58,0 49,5 45,7 40,2 37,7 34,8 1 32,8 учения усилий авочные коэфф) 5,05 5,97 8,00 10,0 11,9 13,8 15,3 16,8 18,4 Скорости р реааиня Вг цциенты на 0,064 0,068 0,076 0,081 0,089 0,091 0,094 0,096 0,099 езаиия оста , н эффекти; изменении I 0,050 1 0,055 , 0,060 ; о,об5 1 0,070 | 0,075 1 0,080 0,085 I 0,090 потея постоян >НОЙ МОЩНОСТ1 е условия ра 31,0 29,5 28,4 27,3 26,4 25,4 24,6 23,8 23,2 шымн незавнен к N3умножают боты см в кар 20,0 21,4 22,9 24,2 25,8 27,0 28,4 29,7 31,0 МО от шири ся иа шири; >те 45. 0,101 0,103 0,106 0,108 0,111 0,112 0,114 0,115 0,118 иы резца' ly резца В
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ИЗМЕНЕННЫЕ КАРТА 45
УСЛОВИЯ РАБОТЫ РЕЗЦОВ Лист 1
1 В зависимости от обрабатываемого > •нала
А Резцы из быстрорежущей стали
Мех; шнческне свойства Значения коэф фнциеитов
1 Металлы Диаметр отпечатка по Брннелю Число твер дости по Брннелю НВ Предел проч ности прн растяжении в кг}мм* ** г
1 .Стали углеродистые конструкционные (С < <0,6%) 08. 10, 15. 20, 25, 30, 35, 40, 45, 50. 55, 60, Ст 0,Ст 1,Ст 2, Ст. 3, Ст 4, Ст 5, Ст. 6 6,60—5,70 5,70-5,08 5,08—4,62 4,62—4,26 4,26 -3,98 3,98-3,75 77—107 107—138 138-169 169 -200 200—230 230-262 30—40 40—50 50-60 60-70 70-80 80—90 1,39 1,70 1,31 1,0 0,77 0,63 0,78 0,86 0,92 1.0 1,13 1,23 1,08 1,46 1,21 1,01 0,87 0,78
II Стали у глеродистые ин- струментальные, хромо- молибденовые, хромони- кельмолибденовые, хро- момолнбденоалюминие- вые, хромоникельволь- фрамовые и конструкцион- ные труднообрабатывае- мые (С > 0,6%) 65, 70, У7, У8, У9, У10Г, У12; У13, 35ХМА, 0XM, 32ХНМ; 35ХНМ, 40ХНМА, ОХНЗМ, 35ХМЮА; 38ХМЮА, 35ХЮА; 18ХНВА; 18ХНМА, 18ХН2Н4МА; 15ХГНМА; 20ХНФА, 45ХНМФА; 25ХНВА 4,56-4,23 4,23-3,99 3,99-3,76 3,76—3,58 3,58—3,42 3,42-3,28 169—203 203-230 230—262 262—288 288—317 317—345 60-70 70-80 80-90 90-100 100—110 110—120 0,73 0,62 0,53 0,45 0,40 0,31 1,0 1,13 1,23 1,32 1,44 1,53 0,73 0,70 0,66 0,60 0,58 0,47
Нормативы режимов резания
127
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ИЗМЕНЕННЫЕ
УСЛОВИЯ РАБОТЫ РЕЗЦОВ
КАРТА 45
Лист 2
1 Металлы Механические свойства Значения коэффициентов
Диаметр отпечатка по Брииелю Число твер- дости по Бринелю НВ Предел проч ности при растяжении в кг!ммг £
III Стали марганцовистые 15Г, 20Г, ЗОГ; 40Г; 50Г, 60Г; 65Г; 70Г; 30Г2; 35Г2, 4ОГ2, 45Г2; 50Г2 4,7—4,27 4,27—4,1 4,1—3,8 3,8—3,65 3,65—3,58 3,58—3,55 3,55—3,40 3,40—3,25 160—200 200—233 233—260 260—275 275—286 286—292 292—317 317—345 40—50 50—60 60—70 70—80 80—90 90—100 100-110 110—120 1,30 0,97 0,74 0,62 0,50 0,44 0,37 0,31 0,86 0,92 1,0 1,13 1,23 1.32 1,44 1,53 1.11 0,89 0,74 0,70 0,62 0,58 0,53 0,48
IV Стали хромистые, хро- моникелевые и никелевые 15Х; 20Х, ЗОХ; 35Х; 38ХА; 40Х; 45Х; 50Х; 20ХН, 40ХН, 45ХН; 50ХН, 12ХН2, 12ХН2А; 12ХНЗ; 12ХНЗА, 20ХНЗА ЗОХНЗ; 37XH3A; 12Х2Н4; 12Х2Н4А, 20Х2Н4, 20Х2Н4А; 25Н. ЗОН, 40Н, 25НЗ 5,54—4,95 4,95—4,56 4,56—4,23 4,23—3,99 3,99—3,76 3,76—3,58 3,58—3,42 3,42—3,28 1 16—146 146—174 174—203 203-230 230—260 260-288 288—317 317-345 40—50 50—60 60—70 70-80 80—90 90-100 100—110 110—120 1,55 1,16 0,88 0,74 0,54 0,51 0,44 0,37 0,86 0,92 1,0 1,13 1,23 1,32 1,44 1,53 1,33 1,06 0,88 0,84 0,67 0,67 0,63 0,57
V Стали хромомаргаицо- вистые, хромокремни- стые, кремииемарганцо- вистые, хромокремнне- марганцовнстые 15ХГ; 20ХГ; 40ХГ, 35ХГ2; ЗЗХС; 35ХС; 37ХС; 4ОХ2Г; 25СГ; 27СГ; 35СГ; 50СГ, 20ХГС; 25ХГС, ЗОХ ГС, 35ХГС 4,95—4,56 4,56—4,23 4,23—3,99 3,99—3,76 3,76—3,58 3,58—3,42 3,42—3,28 146—174 174—203 203—230 230—260 260—288 288—317 317—345 50—60 60—70 70—80 80-90 90—100 100—110 110-120 0,85 0,65 0,54 0,44 0,38 0,33 0,27 0,92 1,0 1,13 1,23 1,32 1,44 1,53 0,78 0,65 0,61 0,54 0,50 0,48 0,41
VI Стали инструменталь- ные быстрорежущие Р18, Р9 4,56—4,23 4,23—3,99 3,99—3,76 3,76—3,58 3,58—3,42 3,42—3,28 174-203 203—230 230—260 260—288 288—317 317—345 60—70 70—80 80-90 90—100 100—110 110—120 0,55 0,47 0,40 0,34 0,30 0,23 1.0 1,13 1,23 1,32 1.44 1,53 0,55 0,53 0,49 0,45 0,43 0,35
Б. Резцы, оснащенные твердыми сплавами Т5КЮ, Т15К6 и ТЗОК4, и минералокерамические — ЦМ 332
Стали углеродистые и ле- гированные (хромистые и хромоникелевые и стальное литье) <5.1 5,00—4,56 4,56—4,23 4,23—4,00 4,00—3,70 3,70—3,50 3,50—3,40 3,40—3,30 <137 143—174 174—207 207—229 229—267 267—302 302-320 320—350 40—50 50—60 60—70 70-80 80—90 90—100 100—110 НО—120 1,44 1,18 1,0 0,87 0,77 0,69 0,62 0,57 0,83 0,92 1,0 1,07 1.14 1,20 1,26 1,32 1,20 1,09 1.0 0.93 0,88 0,83 0,78 0,75
128
Нормирование токарных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ РЕЗЦОВ КАРТА 45 Лист 3
Стали жаропроч- ные Марке стали В состоя поставки Термообработка
Отжиг Нормали* зацня и | отпуск Закалка и отпуск Закалка
Коэффициент Км
12ХМФ ЭИ415 15Х1М1ФЛ Х12МВФ ЭИ757 ЦХС5Л 1Х18Н9Т (ЭЯ1Т) ЭИ726 Х23Н18 (ЭИ417) 1Х18Н12ТЛ ЭИ481 ЭИ612 ЭИ607А ЭИ765 0,6 । 1,4 11.Q1 0,8 0,8 0,7 0,3 1.5 1,9 2.6 1.2 2,1 0,8 1,6 1.4 0,7 0,5 0,25 0,25 1,2 1.1 0,8 о’.з 0,3
В Резиы, оснащенные твердыми сплавами ВК6 н ВК8
Серы/. ч} гун СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, Сч 24-44, Сч 28-48, СЧ 32-52 Механические свойства Значения коэффици-
в) £• = “ о г ^5. У «И В с = S.&* к’ к* 1
5,05—4,74 4,74—4,48 4,48—4,26 4,26—4,08 4,08—3,91 3,91-3,76 140- 160 160—180 180—200 200—220 220—240 240—260 2 1,35 1,15 1,0 0,89 0,79 0,71 0,91 0,96 1.0 1,04 1,08 1,23 1. Ю 1,00 0,93 0,85 0,79
1 3 В £ 3 i I Высокой твердости Бр АЖН 11-6-6, Бр. АЖ Ю-4-4, Бр АЖМц 9-3-1,5 200—240 - 1.0 1.0 1,0
Средней твердости 1 Бр. А10, Бр АМц 9-2; Бр 010; Бр ОФ 10-1; Бр ОЦ 10-2; Бр. ОЦ8-4, ЛМцНЖ 52-2-2-1 и др 100—140 - 1.43 1,33 1.90
Свинцовистые бронзы при гетерогенной структуре Бр. ОСН 10-2-3, Бр. ОС 10-10; Бр ОС 8-12; Бр. АЖ 8-2-2; Бр. АЖС 1.5-1,5; ЛМЦОС 58-2-2-2 и др. 70—90 - 2,43 0.83 2,02
Гемогенные сплавы Бр КЦ 4-4; Бр КЦ 3-9 Бр КЗ; Бр КПЦЗ-1; Бр. А7; Бр А5; Бр ОФ6-0 1;Бр 04 и др. 60-90 - 2,86 2,7 7.7
Бронза с со- держанием свинца < 10% прн гемогенной структуре Бр КС 3-4; Бр КС 3-6, Бр КЦС 3-15-6; Бр ОЦС 6-6-3; ЛОС65-1-2; Бр ОЦС 4-4-4 60—80 - 5,72 0,90 5,15
Нормативы режимов резания
129
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ КАРТА 45
УСЛОВИЙ РАБОТЫ РЕЗЦОВ Лист 4
II. В зависимости от стойкости резцов
Материал режущего инструыеи- Обрабатывае- мый материал Тип резца обработки ць chs Коэффи- Стойкость резца в мин.
”1 60 90 12о| 15о| 240 360
Значения коэффициентов
Тверды» группы ТК Стали кои- струкцион- иые, углеро- дистые и ле- гированные Проходные с >0°, подрезные, расточные 0,2 к^3 1,15 0.98 1.13 1.0 1.0 1.0 0.92 1,02 0,94 0,87|0,83 1,03 1,04 0.89 0,86 0,76 1.05 0.80 1,07 0,75
Проходные с ¥1 = 0» 0,18 *Т КТр Ktn3 1.13 0.98 1.11 1.0 1.0 1.0 0,93 1,02 0,95 0,88 1,03 0,91 0.85|0.78 1,04 1,05 0,88 0.82 0,73 1.07 0.78
Отрезные 0,2 Ktv=KtN 1,15 1,0 0,92 0,87 0,83 0.76 0,7
Сталь жаро- прочная 1Х18Н9Т Проходные, подрезные, расточные 0.15 Ktv=kTn3 1.11 1 0 0.94 0,90 0,87 0,81 0,76
Твердый сплав группы Чугун, бронза Проходные, с ч>1 >0 подрезные, отрезные 0,2 Kt~ktn, 1.15 1.0 0,92 0,87 0,83 0.76 0.7
Проходные, с ч>, = 0» 0,28 kt0-kTn 1.21 1.0 0.89 0.82 0,77 0.68 0,61
Минерало- керамика ЦМ332 углеродистая Проходные 0.24 Kt~KtN3 1.18 1.0 0,91 0,84 0,8 0,72 0,65
Сталь легированная о.зо Kt~KTn3 1,23 1.0 0,88 0.81 0.75 0.66 0,58
Чугун серый 0,43 Kr0=KTNa 1.35 1.0 0,84 0.74 0.67 0.55 0.47
Быстроре- щая Сталь, чугун ковкий Проходные, подрезные, расточные демиеы 0,125 KT-KTNi 1.09 1.0 0,95 0.92 0.90 0,85 0,80
Прорезные и отрезные 0,25 KT=KTNa 1.19 1.0 0,90 0.83 0,79 0.71 0.64
Фасонные 0.3 - - 1.09 0,93 0,81 0,72
Чугуи серый Проходные, подрезные, расточные Без охлажде- 0.1 Kr=^TNa 1,07 1,о|о,96 0,93 0.91 0.87 0.84
Прорезные и отрезные 0.15 KT-KTNa '.11 1,0 0.94 0,90 0,87|0,81|0.76
Медные | Все типы 0,23 Kr-*TNa 1.16 1.0 0.91 0,84 0,80 0,73|0,66
Алюминиевые и магниевые , сплавы 1 1 Все типы. 1 фасонных 0.3 Кт~кТы3 1.23 1.0 0,88 0,81 0,76 0.6б|о,58
9 Спрае
тзо
Нормирование токарных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ РЕЗЦОВ КАРТА 45 Лист 5
III. В зависимости от сечения резца (для резцов из быстрорежущей стали) Для точения
Обрабатываемы А материал Сечение резца в мм
8x6 10X10 010 0 12 10x16 | llxj 20X20 16X25 020 0 25 20X30 25X25 030 30X30 25X40 040 30X45 40x40 40X60 60X00
Значения коэффициента Л'?
Сталь 0,80 0,87 | 0,90 | 0,93 0,97 ,.о| 1,04 1 ч | 1.12 | 1.19
Чугуи и медные сплавы 0,89 0,93 0,95 | 0,97 0,98 .,о| 1.02 1 1,041 1.06 | 1.09
IV. Для растачивания. Поправочные коэффициенты к режимам наружного продольного точения
Диаметр растачиваемого отверстия в мм 75 150 250 св. 250
Поправочные ко- эффициенты При обработке иеза- каленных сталей твер- досплавными резцами 0,8 0,9 0,95 1.0
1,03 1,01 1,01 1.0
0,82 0,91 | 0,96 1.0
Во всех прочих слу- чаях *4= 0,8 0,9 | 0.95 1.0
V. В зависимости от материала режущей части инструмента
Твердый сплав, для которого составлены таблицы Т15К6 ВК6
Фактически применяемый твердый сплав Т14К8 Т15К6Т ВК2 вкз ВК8
Поправочные коэффициенты 0,8 1,15 1.2 1,15 0,83
1,03 0,98 1.0 1.0 1.0
КиЫэ 0,82 1,13 1.2 1,15 0,83
VI. В зависимости от формы передней грани резца (обработка иезакаленных сталей)
Материал резца
Быстрорежущая сталь Р18 | Твердые сплавы Т5К10; Т15К6; Т30К4
Форма передней грани
с фаской плоская или радиусная без фаскя плоская с отрицательной Плоская или радиусная | фаской отрицательная
Коэффициент Кфи—Кфы
1,05 | 1.0 | 1,0 | 1,05
Нормативы режимов резания
131
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ РЕЗЦОВ КАРТА 45 Лист 6
VII. В зависимости от переднего угла резца (обработка незакаленных сталей и чугуна)
Материал резца Обрабатываемые материал Передние угол резца f в град.
4-30 l-H |+20| |+12| К10 ы 0 |-ю| -20
Коэффициент Sp
Быстроре- жущая сталь Сталь аъ в кг'мм1 <50 0,94 1.0 1,06 —
50-80 - 0,94 1,0 1,10 —
80—100 - - 0,91 1,0 1,03 1,06 — - -
100—120 - — - 0,94 0,97 1,0 — - —
Чугун и медные сплавы 150 — - 1,0 1,10 — - — - -
150—200 - - 0,91 1,0 1,03 1,06 — - —
200—260 - - — 0,94 0,97 1,0 — — —
Твердые сплавы Сталь <зъ в кг/мм? <80 - — 0,94 1,0 1,04 1,07 1.15 1,25 1,35
>80 - - 0,9 0,96 1,0 1,03 1,10 1,20 1,30
Чугун серый, чу- гун ковкий, бронза НВ <220 - - - 1,0 1,02 1,04 1,12 1,22 1,33
Чугун серый //£>220 - — - 0,96 0,98 1,0 1,08 1.18 1,28
VIII. В зависимости от отношения наименьшего диаметра обработки d при поперечном точении к наибольшему D
Отношение 0—0,4 0,5-0,7 0,8—1.0
Поправочные коэф- фициенты При обработке незака- леиных сталей резцами из твердого сплава ч 1.0 0,96 0,84
1,0 1,0 1,03
1,0 0,96 0,86
Во всех прочих слу 1.0 0,96 0,84
IX. В зависимости от состояния поверхности заготовки
Поверхность заготовки Обрабатываемый материал Коэффициент = КлАГэ
Без корки, прокат Корка литейная Сталь, чугун серый, чугун ковкий 1,0 0,8—0,85
Корка литейная загрязнен- Сталь Чугун ковкий, чугун серый 0,6 0.5
132
Нормирование токарных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ РЕЗЦОВ КАРТА 45 Лист 7
X. В зависимости от чистоты поверхности детали и износа резца а) твердые сплавы — обработка стали, резцы с > О3
Износ по задней грани в мм 0,8—1,0 0,4—0,6 0,2
Чистота обработанной поверхности V5 V6 | V7
Поправочные коэффициенты Ч 1.0 0,87 | 0,65
Чг 1.0 1.0 | 1.0
1,0 0,87 | 0,65
б) быстрорежущая сталь — обработка стали
Тип резцов 1 Проходные, подрезные, расточные Прорезные и отрезные
Износ по задней грани в мм 0,5 1.0 1,5 2,0 0,5 1,0
Поправочные коэффициенты K-v 0,93 0,95 0.97 1.0 0,85 1.0
кЧРг 0,93 0,95 0,97 1.0 0,95 1,0
0,87 0.90 0.94 1,0 0,81 1.0
XI. Коэффициенты изменения скорости резания в зависимости от отношения мощности (или крутящего момента), допустимой по паспортным данным станка, к мощности (или крутящему моменту) по нормативам при предварительно выбранном режиме резания. Точение незакаленной стали твердосплавными резцами
Отношение мощности (нли крутящего момента), допустимой по паспортным данным станка, к мощности (или крутящему момеяту) по нормативам
0,2 | 0,25 | 0,3 | 0.4 0,5 | 0,6 J 0.7 0.8 | 0.9 | 1.0
Коэффициент изменения скорости резания К„
0,15 0,2 | 0,24 0,34 0,44 | 0,55 | 0,66 | | 0,77 0,88 | 1,0
Нормативы режимов резания
133
РЕЖИМЫ РЕЗАНИЯ ПРИ НАКАТЫВАНИИ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
ОПЕРАТИВНОЕ ВРЕМЯ НА ОБРАБОТКУ ПОВЕРХНОСТЕЙ
ШЛИФОВАЛЬНОЙ ШКУРКОЙ
КАРТА 46
1. Режимы резания прн накатывании цилиндрических поверхностей
Шаг нарезки на ролике в мм
0,5
0,6
0,8
1Д
Число проходов
Диаметр обработки в мм
10
15
30
75 | 100
Подача яа одни оборот
0,7
ч
Скорость резвиия в м/мин
15—18
II. Оперативное время ив обработку шлифовальной шкуркой
Диаметр обработки В MJC до Длина обработки в мм до
10 1 20 | 30 | 40 | 50 | 75 | 100 | 150 | 200 | 300
Время в мии.
а) цилиндрических поверхностей
5 0,07 0,09 0,12 0,15 0,17 0,22 0,25
15 0,09 0,11 0,15 0,17 0,20 0,25 0,30 0,35 —.
25 0,15 0,18 0,20 0,22 0,25 0,30 0,40 0,45 0,60 0,65
40 0,18 0,25 0,30 0,30 0,35 0,40 0,50 0,60 0,70 0,80
60 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,75 0,85 0,95
80 0,30 0,40 0,45 0,50 0,55 0,65 0,70 0,90 1,0 1,15
100 0,40 0,45 0.50 0,60 0,65 0,75 0,85 1»1 1 3 1,6
150 0,55 0,60 0,70 0,75 0,80 0,90 1 1 м L6 1,8
200 0,70 0,75 0,80 0,90 0,95 ] 1 1 3 1,6 1,8 2,2
300 0,85 0,90 0,95 1,0 1.0 L2 L4 1,7 2,0 2,5
б) торцовых поверхностей
Наибольшие диаметр обработки в мм до 10 20 30 40 50 75 100 150 200 300
Время в мнн 0,12 0.18 0,24 0,36 0,48 0,75 0,9 1,1 1,4 1,8
134
Нормирование токарных работ
НОРМАТИВЫ ВРЕМЕНИ
ОПЕРАТИВНОЕ ВРЕМЯ НА ПРОТОЧКУ ВАЛОВ ПОД ЛЮНЕТ И ПРАВКУ ВАЛОВ КАРТА 47
1. Проточка шейки вала под неподвижный люнет
Длина вала L в мм Rjvtva проточки под люнет в мм Характер последующей обработки
Черновая | Чистовая
Время в мин.
До 2000 40 60 80 3,8 | 4,6 5,4 6,8 7.3 1 8,8
Св. 2000 40 60 80 б’,4 1 83 8.5 1 11.0
II Правка вала в процессе токарной обработки
Длина вала L в мм Длина вала D в мм
20 | 30 | 40 | 50 | во
Время в мни.
1000 1500 2000 2500 3000 9 6,0 7.0 8.0 9,0 5,0 6,0 7,0 8,0 9,0 4,0 5,0 6,0 7,0 8.0 4,0 4,5 5,0 6,0 7,0
Примечания- 1 Приведенное время действительно для валов из конструкционной угле- родистой и легированной стали. 2. Время иа проточку под люнет рассчитано на обработку валов длиной L, равной 12—30 D.
ОПЕРАТИВНОЕ ВРЕМЯ НА ОБТОЧКУ ГАЛТЕЛЕЙ
И СНЯТИЕ ФАСОК
Характер ' обработки Материал инструмента Ширина фаски нли радиус галте ли а мм до Диаметр обрабатываемой поверхности в мм до
50 I 100 | 200 I 300 | 400 | 500 | 600 | 800
Время в мни.
Обточка фасок галтелей 5 2 0,14 0,18 0,2 0,2 0,2 0,3 0.3 0.4
3 0,16 0,2 0,3 0,3 0.3 0,4 0,4 0,5
5 . - 0,3 0,4 0,4 0,4 0.5 0,5 0.6
3 0.25 0,35 0,45 - - - - -
0,35 0,45 0,6 0,7 0,8 - - -
ч. - 0,6 1.0 1.1 1.3 1,5 1,8 2,4
10 - - 1,2 1,5 1.6 2.1 2,4 2.9
h Г 3 0,35 0,5 0,6 - - - - -
5 0,45 0,6 0,8 0,9 - - -
8 -1 0.7 | 1 м 1.3 1 | 1 >-9 | 2.1 2.7
10 - 1 - 1 | 1,3 1.8 1 ™ 1 1 2-3 | 2.8 3.5
Нормативы времени
135
Токарные
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ, станки
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ КАРТА 49 Лист 1
I. Подготовительно-заключительное время
Высота це| нтров станка
Количе- В мм до
Способ установки детали ство режу-
позн щего мн- 125 | 200 | 300 | 500
струмеита
Время в мии
А. На иаладку станка, инструмента и приспособлений
I 2 6,0 7,0 8,0 12,0
2 В центрах 4 8,0 9.0 10,0 14,0
3 6 10,0 12,0 14,0 17,0
4 В патроне самоцентрнрующем, цанговом 2 7,0 8,0 12,0 16,0
о или пневматическом 4 9,0 10,0 14,0 18,0
6 6 11,0 12,0 16,0 20,0
7 В патроне самоцентрнрующем с поджа- 2 9,0 10,0 13,0 17,0
8 тием центром задней бабки 4 н,о 12,0 15,0 19,0
9 6 12,0 13,0 11,0 21,0
10 2 10,0 11,0 14,0 17,0
11 В четырехкулачковом патроне 4 11,0 13,0 16,0 19,0
12 6 13,0 15,0 18,0 21,0
13 В четырехкулачковом патроне с поджа- 2 12,0 14,0 19,0 23,0
14 тием центром задней бабки 4 13,0 16,0 21,0 24,0
15 6 15,0 18,0 23,0 26,0
16 На планшайбе с угольником 1 или в цен- 2 11,0 12,0 16,0 20,0
17 трирующем приспособлении 4 12,0 14,0 19,0 23,0
18 6 16,0 18,0 22,0 26,0
19 На шпиндельной оправке (концевая, 2 6,0 7,0 11,0 —
20 конусная, разжимная или резьбовая) 4 8,0 9,0 13,0 —
21 6 10,0 11,0 15,0 —
1 Время дано для крепления четырьмя болтами. На каждые два последующих болта добавлять
мнн.
136
Нормирование токарных работ
Токарные
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ, станки
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ КАРТА 49
Лист 2
Б. На дополнительные приемы
№ Наименование приемов Высота центров станка в мм до
125 | 200 | 300 | 400
Время в мин.
22 23 24 25 26 27 28 29 30 31 32 33 Установка упора Установка копира Установка и наладка стружколомателя Установка резца в многорезцовой державке на сопряженный размер Установка люнета с регулировкой Установка сырых кулачков на самоцентрирую- щий патрон Установка сменного кулачка на планшайбе • • . Смена кулачков трехкулачкового патрона • • • Смена кулачков четырех кулачкового патрона • - Поворот суппорта на угол для обточки конуса Смещение задней бабкн для обточки конуса - - Расточка сырых кулачков 1,0 4,0 3,0 2,0 2,0 2,0 1,0 2,0 5,0 1,5 4,0 3,0 2,0 2,7 2,0 2,0 4,0 6,0 1,0 2,5 6,0 2,0 5,0 4,0 3,0 3,8 3.0 4,5 7,0 1,0 3,0 8,0 2,5 6,0 5,0 3,0 5,2 5,0 5,5 9,0 1.0 3,5 11,0
34 35 Установка подачи по ходовому винту для на- резания резьбы рычагом коробки передач 1,0 1.0 1,0 1.0
перестановкой зубчатых колес гитары 3,0 3,0 4.0 5,0
В. На получение инструмента и приспособлений до начала и сдачу после окончания обработки
36 Получение инструмента и приспособлений испол- нителем работы до начала и сдача их после оконча- ния обработки 7— 10
II. Время на обслуживание рабочего места
37 | Процент от оперативного времени м 2-5 з.° 4,0
III. Время перерывов на отдых и естественные надобности
38 Процент от оперативного времени 1 4,0 4,0 1 4,0 4,0
Нормативы времени
137
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Карусельные станки
КАРТА 50
I. Подготовительно-заключительное время
А. На иаладку станка, инструмента н приспособлений
№ пози- ции Способ установки детали Количество режущих ни в наладке до Диаметр планшайбы в мм до
850 | 1500 2500
В1 IHH.
2 3 В самоцентрирующем патроне На столе с креплением кулачками или на угольнике 1 6 Св. 6 13,0 16,0 19,0 15,0 18,0 21,0
4 5 6 На столе с креплением болтами и план- ками 3 6- Св. 6 9,0 12,0 15,0 11,0 14,0 17,0 14,0 18,0 22,0
7 8 9 В специальном приспособлении 1 3 6 Св. 6 15,0 18,0 21,0 17,0 20,0 23,0 22,0 26,0 30,0
Б На дополнительные приемы
10 Установка суппорта под углом 1,3 1.8 2,4
П Установка одного упора или домкрата 2,0 3,0 4,0
12 Установка и наладка стружколомателя 5,0 6,0 8,0
В. На получение инструмента и приспособлений до обработки начала и сдачу i <х после окончания
13 Получение инструмента и приспособлений исполните- лем работы до начала и сдачи их после окончания обра- ботки 10
II. Время иа обслуживание рабочего места
14 | Процент от оперативного времени | 3,0 3,5 I40
III. Время перерывов на отдых и естественные надобности
15 | Процент от оперативного времени | 4,0 | 4,0 | 4,0
болта Д Время дано для крепления приспособлений четырьмя болтами, иа каждые два последующих .обавлять 1,3 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ
ПРИ РАБОТЕ В САМОЦЕНТРНРУЮЩЕМ ПАТРОНЕ
Токарные станки
КАРТА 51
Установка вручную
№ Способ установки детали Вес детали в кг до
0.25 | 0.5 | 1 1 3 1 3 1 8 1 12 1 20
Время в мин.
1 Без выверки Диаметр пат- рона В JKJM До 250 0,16 0,17 0,18 0,19 0,22 0,26 0,32 0,39
2 КИМОМ 1 Св. 250 - - 0 25 0,29 0,34 0,38 0,46 0,60
3 С выверкой по мелу До 250 0,37 0,39 0,41 0,44 0.52 0,60 0,70 0,85
4 Св. 250 - - 0,45 0,55 0,65 0,70 0,85 1,00
5 С выверкой ин- дикатором До 250 0,95 1.0 1,05 1,2 1.3 1,55 1,8 2,2
6 Св. 250 - - 1,25 1,3 1.45 1,7 1,95 2,4
7 В кулачках с пневматическим зажимом 0,10 0,11 0,12 0,13 0,14 0,16 0,19 0,24
8 В кулачках с поджатием центром задней бабки 0.28 0,29 0,32 0.35 0.39 0,43 0,48 0,55
Нормирование токарных работ
9 В кулачках с неподвижным люнетом Длина детали в мм до 400 0,28 0,30 0,33 - - - - -
10 1000 - - - 0,36 0,41 0,45 0,50 0,60
П 2500 - - - - - 0,50 0,55 0,60
12 В кулачках с неподвижным люнетом и с поджатием центром задней бабки Длина детали в мм до 400 0,40 0,42 0,45 - - - - -
13 1000 - - - 0,48 0,53 0,58 0,63 0,70
14 2500 - - - - - 0,63 0,70 0,86
15 При установке в кулачки с разрезной втулкой добавлять 0,08 0,09 0,10 0,13 0,14 - - -
Установка краном
№ Способ установки детали Вес детали в кг до
30 [ 50 | 1 80 1 1 120 1 200 I 300 | 500 | 700 | 1000 1500
Время в мии.
16 В самоцентрирующем патроне с ручным зажимом 2,5 2,7 3,0 | — — — -1 - 1 - 1 -
17 с пневматическим зажимом 1.9 2,1 - 1 - — - 1 - 1 - 1 1 -
18 В самоцентрирующем патроне без люнета | 2,9 3,1 3,3 | 3,6 3,9 4,2 «1 4,9 | 5,4 | 5,9
19 с поджатием центром задней бабки с люнетом 3,2 3,4 3,5 | 4,0 4,4 4,7 5.0 | 5,4 | 5,9 | 6,4
20 В самоцентрирующем патроне с неподвижным люиетом 3,0 3,2 3,4 | 3,8 4,1 4,4 «1 5,0 | 5,6 | 6,2
Примечание. Время на переустановку детали принимать равным времени иа установку и снятие для деталей весом до 20 кг и с коэффициентом 0,9 □т табличного времени иа установку и снятие — для деталей весом свыше 20 кг
Нормативы
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ Токарные станки
ПРИ РАБОТЕ В ЦЕНТРАХ КАРТА 52
Установка вручную
№ позиции Способ установка детали Условия выполнения работы Длина В до* Вес детали в кг до
0.25 | 0.5 | ' 1 5 1 8 1 12 | 20
Время в мнн.
1 В центрах Тип 1 Тип 2 Без надевания хому- тика - 0.16 0,17 0,18 0,20 0,24 0,26 0,29 0,34
2 С надеванием хомутика Тип 1 - 0,24 0,25 0,27 0,30 0 34 0,40 0,48 0,60
3 Тип 2 - - 0,21 0,23 0,25 0,28 0.33 0,37 0,43
4 В центрах с ведущим передним центром - - 0,17 0,18 0,19 0,22 0,26 - - -
Нормирование токарных работ
Примечания I При работе с двумя и более люнетам» на каждый люнет свыше одного добавлять к табличному времени 0,15 мин
_ При у станс вне пустотелых детщсй hi вращнощихся центрах к табличному времени добавлять 0,03 мин.
3 Время на переустановку детали принимать равным времени на установку и снятие дет ми.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ Токарные станки
ПРИ РАБОТЕ В ЦЕНТРАХ КАРТА 53
Установка при помощи подъемника
№ позиции Способ установки детали Условия выполнения Длина детали в мм ДО Тип подъемника Пневматический 1 Электроталь или электроталь | Вес детали в кг до
30 | 50 | 80 1 120 | 1 200 | 300 1 | 500 ] 700 1 1000 | 1500
Время в мии.
1 В центрах Установить и снять Без надевания хомутика До 2000 2,0 2,1 2,3 2,5 2,7 3,0 3,3 3,5 - -
2 Св. 2000 - - - 3,0 3,4 3,8 4,2 4,5 4,9 5,4
3 С надеванием До 2000 2,3 2,4 2,6 2,9 3,1 3,5 3,8 4,0 — —
4 хомутика Св 2000 — — — 3 4 3,9 4,3 4,7 5,0 5,5 6,0
5 Перевернуть С надеванием хомутика До 2000 2,1 2,2 2,4 2,6 2,8 3,1 3,4 3,6 - -
6 Св. 2000 — — — 3,1 3,5 3,9 | 4,2 4,5 4,9 5,4
7 В центрах с неподвижным люнетом Установить и снять Без надевания хомутика До 2000 2,6 2,8 3,1 3,3 3,8 4,3 - - - -
8 Св. 2000 - - - 4,0 4,4 4,9 5,3 5,8 6,2 -
9 С надеванием хомутика До 2000 2,9 3,1 3,4 3,7 4,2 4,8 - - - -
10 Св 2000 3,4 3,6 4.1 4,4 4,8 5,4 5,8 6,3 6,7 -
11 Перевернуть С надеванием хомутика До 2000 2,6 2,8 3,1 3,3 3,8 4,3 - - - -
12 Св. 2000 3,1 3,2 3,7 4,0 4,3 4,9 5,2 5,6 6,0 -
Нормирование токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ НА ЦЕНТРОВОЙ ОПРАВКЕ Токарные станки
КАРТА 54
Установка вручную
№ Способ установка детали Вес детали в кг до
0.25 0,5 1 - 1 ’ 1 .J 1 1 8 | 12 1 ! 20
Время в мян.
2 На гладкой или шлицевой оправке с гайкой Шайба быстро- съемная 0,37 0,39 0,41 0,44 0,50 0,53 0,57 0,63
Шайба простая 0,52 0,55 0,58 0,63 0,70 0,74 0,78 0 85
3 На шлицевой оправке С напрессов- кой под прессом - 0,33 0,41 0,48 0,57 0,65 0,75 0,91
4 На разжимной оправке Шайба быстро- съемная 0,36 0,39 0,43 0,48 0,52^ 0,59 0,65 0,72
5 На оправке с роликовым замком 0,20 0,22 1 0,24 0,27 0,32 0,35 0,41 0,45
6 Установка на оправку каждой последующей де- 1 тали свыше одной | 0,07 0,08 0,09 | 0,10 0,12 | - -
1 р и меча н не. Если установка деталей на центровой оправке может быть произведена во время машинной работы, то в норму следует включать
только время иа установку оправки с деталями в центре. Это время следует определять по карте 52, исходя нз веса оправки с деталями,
Нормативы токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ Токарные станки
ПРИ РАБОТЕ НА КОНЦЕВОЙ ОПРАВКЕ КАРТА 55
Установка вручную
№ позн Способ установки детали Вес детали в ке до
0.25 | 0.5 | ’ 1 3 1 5 1 8 1 12 | 20
Время в мни.
1 2 На глаДкой оправке с гайкой Шяйба быстро- съемная 0,20 0,21 0.22 0,24 0,26 0,28 0,30 0 33
Шайба простая 0,38 0,41 0,43 0,45 0,48 0,50 0,55 0,60
3 На гладкой оправке с пневматическим зажимом 0,15 0,16 0,17 0,19 0.21 0,23 0,25 0,28
4 1 На разжимной оправке Крепление болтом 0,18 0,19 0,21 0,23 0,25 0,27 - -
5 Крепление гайкой с быстросъемной шай- бой 0,21 0.22 0,24 0,25 0,27 0,30 0,35 0,41
6 0 Крепление махо- вичком 0,14 0,16 0,17 0,19 0,22 0,24 0,27 0,32
7 Крепление пнев- матическим зажимом 0,08 0,09 0,10 0,12 0,14 0,16 0,18 0,22
Нормирование токарных работ
8 На гладкой оправке с поджатием центром Шайба быстро- съемная - - 0,43 0,45 0,48 0,50 0,52 0,56
9 Шайба простая - - 0,64 0,67 0,70 0,72 0,75 0,80
К) На оправке с роликовым зажимом 0,12 0,14 0,16 0,17 0 18 0.20 - -
11 12 На резьбовой оправке Без контргаики 0,16 0,18 0,22 0,28 0,37 - - -
С контргайкой 0,19 0,21 0,26 0,34 0,43 - - -
13 Установка каждой последующей детали свыше одной 0,05 0,06 0,07 0,08 0,10 - - -
Нормативы времени
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ Токарные станки
Установка вручную КАРТА 56
№ ПОЗИЦИИ Способ установки детали Способ выверки Вес детали в кг до
3 1 5 1 t « 1 12 | 20
Время в мин.
1 В четырехкулачковом патроне Без выверки 0,45 0,49 0,53 0,62 0,67
2 Ej По разметочной риске рейсмусом 2,06 2,40 2,68 3,15 3,72
3 По контуру необработанной поверхности 1,31 1,49 1,74 2,0 2,46
4 По контуру обработанной поверхности рейсмусом 1.14 1,26 1,44 1,71 2,11
5 индикатором 2,52 2,80 3,18 3,49 4,0
6 В четырехкулачковом патроне с поджатием центром задней Без выверки - - 1,53 1,57 1,85
7 ,Y ЛЕ По контуру необработанной поверхности - - 2.74 3,05 3,65
8 По контуру обработанной поверхности рейсмусом - - 2,43 2,77 3,3
9 индикатором - - 3,37 4,12 4,55
10 В четырехкулачковом патроне с неподвижным люнетом Без выверки - - 0,66 0,72 0,79
11 По контуру обработанной поверхности рейсмусом - - 1,81 2,28 2,51
12 индикатором - - 2,50 3,24 3,49
Примечание. Время на переустановку детали принимать равным времени на установку и снятие детали.
работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ Токарные станки
Установка с помощью подъемника КАРТА 57
Способ установки детали Способ выверки Тип подъемника
Пневматический или электроталь | Электроталь
Вес детали в кг до
30 | 50 1 80 | 120 | 200 1 300 | 500 | 700 | 1000 | 1500
Время в мии.
1 В четырехкулачковом патроне Без выверки 2,9 1 3,1 | 3,3 1 3,6 I 3,8 4,3 — 1 - 1 - —
2 По разметочной риске рейсмусом | 5,4 | 5,8 1 6,7 I 7,9 | 9,0 10,6 12,6 | 14,6 1 - —
Е ""4 1- -j По контхру необработанной поверх- ности 4,0 4,4 5,1 5,7 6,6 7,7 9,1 10,5 - -
4 5 По контуру обрабо- танной поверхности рейсмусом 4,2 4,6 5,1 5,6 6,2 7,0 - - - -
индикатором 5,3 5,7 6,2 - - - - - - -
6 В четырехкулачковом патроне с поджатием центром задней бабки Без выверки 3,5 3,8 4,4 4,8 5,7 6,4 7,1 7,8 1 8,5 1 9,1
7 н По контуру необработанной поверх- ности 4,6 5,3 6,4 7,3 8,5 9,8 11,2 13 14,3 16,2
8 По контуру обрабо- танной поверхности рейсмусом 6,0 7.1 8,5 10 12 14 17,5 19,5 22 26
9 индикатором 7,7 9,31 11,3 13,5 — — — — — —
10 В четырехкулачковом патроне с неподвижным люнетом По контуру обрабо- танной поверхности рейсмусом 3,9 4,3 5,1 5,8 6,9 8,5 10,1 11,9 - -
11 индикатором 5,7 7,0 7,8 - - - - - - -
Примечание. Прн переустановке детали время по таблице умножать на К = 0,9.
Нормативы времени
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ И НА СТОЛЕ СТАНКА Карусельные станки
Установка вручную КАРТА 58
! й Способ установки детали Состояние установочной поверхности Характер выверки Вес детали в ха до
5 1 i * 1 12 | 20
Время в мнп
1 В самоцентрирующем патроне Ж Обработанная или необработанная \ Без выверки 0,3 0,36 0,41 0,51
2 На столе в четырех кулачках Необработанная По контуру неразмеченной поверхности 1,74 1,84 1,97 2,07
4 По разметочной риске детали цилиндрической формы 2,46 2,63 | 2,80 2,94
детали фасонной и короб- чатой формы 3,04 3,26 | 3,61 4,12
5 I— и Обработанная Без выверки 0,58 1 0,62 0,71 0,77
6 С выверкой рейсмусом 1,31 1,54 1,74 2,10
7 На столе с креплением болтами с планками Al _,ж. IzAy Необработанная По контуру неразмеченной поверхности 2,34 2,50 2,69 2,92
8 По разметочной риске детали цилиндрической формы 3,17 3,44 3,61 3,92
9 детали фасонной и коробча- той формы 4,36 4,64 | 5,04 5,22
10 11 -Ць1 -715^ Обработанная Без выверки 1,06 1,23 1 1.36 1,56
1 С выверкой рейсмусом 1,79 I 2,14 1 2,40 2,96
Примечание. Для установки на столе станка таблица предусматривает крепление тремя болтами.
При большем количестве болтов на каждый последующий болт добавлять 0,4 мин.
Нормирование токарных
g
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В САМОЦЕНТРИРУЮЩЕМ
ПАТРОНЕ И НА СТОЛЕ СТАНКА
Установка с помощью подъемника
Карусельные станки
КАРТА 59
* Способ установки Состояние установочной поверхности Характер выверки Тип подъемника
Пневматический j или электроталь | Электроталь
Вес детали в кг до
30 1 50 1 во 1 120 | 200 | 300 1 500 | 800 | 1200 | 2000
Время в мии.
1 В самоцентрирующем патроне Обработан- ная или необрабо- танная Без выверки 2,4 2,5 2,6 2,9 3,1 3,6 - - - -
2 На столе в четырех кулачках Необрабо- танная По контуру неразмеченной поверхности 3,5 3,9 1 4.4 5,1 5.8 6,7 7,7 9,1 10,4 11,9
3 По разметоч- ной риске детали цилиндрической формы 4,5 5,0 5,7 6,7 7,7 8,9 10,! Н,8 13,5 15,5
4 детали фасонной и ко- робчатой формы 6.5 7,3 8,3 9,3 10,6 - - - - -
jr Обработан- ная Без выверки 2,4 2.6 3,0 | 1 3,6 4,0 4.7 — 1 — — —
6 С выверкой рейсмусом 3,7 4,1 4,81 1 5,6 6.4 7,4 __ — —
7 На столе с креплением болтами с планками Необрабо- танная По контуру неразмеченной поверх- ности 4,3 4,9 5,7 6,6 7.8 9,1 10,8 12,7 14,9 17,3
8 По разме- точной риске детали цилиндриче- ской формы 5,1 5,8 6,9 8,0 9.4 Н.1 13,1 15,7 18,4 21,8
9 детали фасонной и ко- робчатой формы 7,4 8.4 9.8 11,3 13,1 -
10 Обработан- ная Без выверки 2,8 3,0 1 3,2 3,6 4,1 4,5 —
11 J——>: С выверкой 1 5.0 I 1 6,0 7,0 8,3 9,8 — — — —
Примечен! я: 1. Для установки на стол станка таблица предусматривает крепление тремя болтами. При большем количестве болтов иа каждый
последующий болт добавлять 0,4 мни.
2. Время иа переустановку детали принимать равным табличному времени иа установку и снятие детали.
Нормативы вре>
Э
Нормирование токарных работ
8
Нормативы времени
151
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Токарные станки
КАРТА 60 Лист 2
Время на проход при продольной обточке или расточке Время на комплекс приемов
4 Характер обработки. Способ установки резца ра стружку Измерите ль- ниструмент Высота центров станка в мм до
125 1 ®э I 300 | 500
Способ перемещения суппорта
диаметр в мм с? Ё “8 н И «Е 2
Время в мни.
20 Продольная обточка или расточка со взятием двух пробных стружек; обработка по 3-му классу точности Штанген- циркуль или микро- метр или штихмас 100 0,74 | 0,7в| 0.77, 0,81| 0,84, 0.8э| 0,98 | 1.05
21 200 0,8б| 0,90| 0,89, 0,9з| 0,97, 1.011 1.10 11.17
22 300 0.9в| 1,02 1,01 | 1,05, 1,08, 1.13| 1.22 | 1,29
23 500 1.12| 1,16 1.15 1,19| 1.22| 1.2б| 1,36 1 1.43
24 микрометри- ческий 750 1,28, 1,32 1,31 1.3з| 1.3в| 1.4з| 1.52 1 1.59
25 1000 1,76 1,80 1,79 1,83| 1,87, 1,91 ,2.0 ,2.07
26 Скоба или пробка 50 0,45, 0,49 0,48 0,52, 0,5б| 0,60| 0,69 0,76
27 100 0,49| 0,53 0.52 0,5б] 0,59| 0.64,0.73 0,80
28 200 0,5б| 0,60 0,5£ 0.63 |о,6б| 0.71 10,80 0,87
29 300 О,63| 0,67 0,66 0,70,0,73| 0,781 0,87 0,94
30 500 0,7б| 0,80 0,79,0,8з|о.8б| 0,91| 1,0 1,07
31 Накаты- вание рифлений с подачей продоль- ной - - 0,08 0,09 0,10 0,12
32 попереч- ной - - 0,06 0,07 0,08 0,10
33 34 Обточка конуса суппор- том, установ- ленным на угол Черно- вой проход - Длина обра- 1 ботки в мм до j 50 0,14 0,17 0,20 0,25
150 0,16 0,19 0.24 | 0,33
Чисто- вой проход - 50 0,16 0,19 0,23 0,29
150 | 0,18 0,21 0,27 0,37
35 Обточка фасок или галтелей - - 1 0,04 0,05 0,06 0,08
Примечания: 1. При автоматическом перемещении суппорта время на перемещение в ком- плекс приемов не включено и определяется по паспортным данным ставка. 2. При ручном перемещении суппорта свыше чем иа 300 мм к табличному времени добавлять.
Расстояние перемещения суппорта в мм до 500 | - | о,ог| - | о,ог| — | о,оз| — |о,О6
ieoo | — |о,Об| — | о,ов| — 10.12, — ] 0,18
1500 1 -1-1 | — | 0.14, — 10.21| — 10,30
3. Время на проход дано с учетом выдерживания размера а направлении рабочей подачи (по длине обработки) по упорам или по лимбу. При выдерживании размера в направлении рабочей подачи путем измерения следует добавлять к табличному времени 0,10 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ
Нормативы времени
153
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Токарные станки
Время на проход при работе инструментом, установленным в задней бабке КАРТА 60
Время на комплекс приемов Лпст 4
I Характер обработки Высота центров станка
125 | , 200 | 1 300 | 500
Время а мин.
53 Сверление, рас- : сверли ванне, зен- керование, развер- тывание без подвода н отвода задней бабки 25 0,08 0,08 0,08 —
54 50 0,11 0,11 0,1! —
55 100 0,17 0,17 0,17 0,17
56 200 0,27 0,27 0,27 0,27
57 300 — — 0,37 0,37
58 с подводом и отводом задней бабкн н с креп- лением ее рычагом 25 0,26 0,28 0,35 —
59 50 0,29 0,31 0,38 —
60 61 62 100 0,35 0,37 0,44 -
200 0,45 0,47 0.54 —
300 — — 0,64 -
63 64 одним болтом 25 0,39 0,41 0,50 —
50 0,42 0,44 0,53 —
65 66 67 68 69 70 71 72 100 0,48 0,50 0,59 —
200 0,58 0,60 0,69 —
300 — — 0,79 —
двумя болтами 25 - 0,53 0,66 —
50 - 0,56 0,69 —
100 - 0,62 0,75 —
200 - 0,72 0,85 —
300 - - 0,95 —
Примечание. Время на вводы н выводы сверла для удалеввя стружкв брать по
154
Нормирование токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. СВЯЗАННОЕ С ПЕРЕХОДОМ Время иа проход при нарезании резьбы Время иа комплекс приемов Токарные станки
КАРТА 60 Лист 5
Характер обработки в® 111 Высота центров станка в мм до
125 | 200 I 300 | 500
Время в мин.
73 Нарезание резьбы резцом гс автоматиче- ским обратным перемещением каретки суп- порта без промера — - 0,11 0,12 0,15 0,20
74 75 с промером Резьбовая пробка или резьбовой микрометр 50 0,39 0,40 0,43 —
100 0,43 0,44 0,47 0,52
76 77 200 0,49 0,50 0,53 0,58
300 - — 0,62 0,65
78 Резьбовая скоба 50 0,23 0,24 0,27 -
79 100 0,26 0,27 0,30 0,36
80 200 - 0,29 0,32 0,38
81 с ручным обратным пере- мещением ка- ретки суппорта без промера - - 0,16 0,18 0,22 0,32
82 с промером Резьбовая пробка нли резьбовой микрометр 50 0,43 0,45 0,49 0,59
83 100 0,49 0,51 0,55 0,65
84 200 0,55, 0,57 0,61 0,71
85 300 0,62 0,64 0,68 0,78
86 Резьбовая скоба 50 0,28 0,30 0,34 —
87 100 0,32 0,34 0,38 0,48
88 200 - 0,36 0,40 0,50
89 Нарезание резьбы метчиком без поджатия центром задней бабки - — 0,17 0,19 0,22 -
90 с поджатием центром задней бабкн без подвода задней бабкн - — 0,25 0,27 0,30 -
91 С ПОДВОДОМ задней бабки рыча- гом — — 0,42 0,46 0,56 —
92 н крепле- нием ее. бол- том - — 0,55 0,59 0,71 -
93 Нарезание резьбы плашкой 0,17 0,19 0,22 -
При ручном перемещении суппорта свыше чем на 300 мм к табличному времени добавлять:
Расстояние перемещения суппорта в мм до 500 1000 1500 0,02 0,06 0,02 0,08 0,14 0,03 0,12 0,21 0,06 0,18 0,30
Нормативы времени
155
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время иа пыиоды и вводы сверла для удаления стружки Время па комплексы приемов Токарные станки
КАРТА 60 Лист 6
I §3 5Z Длина сверления в мм до
20 « 50 60 70 80 90 100 I'25 150 175 | 200
Время в мин.
94 95 96 97 98 99 100 Сталь аь < 45 кг/мм\ алюминий 5 8 10 15 20 25 30 0,07 0,16 0,10 0,26 0,10 0,10 0,54 0,22 0,10 0,10 0,84 0,36 0,25 0,16 0,14 0,53 0,42 0,29 0,16 0,73 0,42 0,32 0,19 0,19 1,2 0,85 0,32 0,21 0,21 1.10 0.55 0,24 0,24 0,24 1,35 0,58 0.42 0,24 0,24 1,15 0.72 0.48 030 1,95 1,10 0,84 0,65 1,55 1,20 0.65 1.70 1,05
101 102 103 104 105 106 107 Сталь оь > 45 кг/мм2, латунь 5 8 10 15 20 25 30 0,07 0,10 0,19 0,10 0,32 0,10 0,10 0,60 0,25 0,16 0,42 0,29 0.16 0 42 0,32 0,19 0,19 0,85 0,51 0,21 0,21 0,75 0,39 0,24 0,24 1,00 0,42 0,24 0,24 0,72 0,48 0,30 0,30 1,40 0,84 0,65 0,30 1,20 0,65 0,65 1.70 1,05 0,74
108 109 ПО 111 112 113 114 3" 5 8 10 15 20 25 30 - 0,10 0 10 0,22 0,10 0,36 0,16 0,16 0 29 0,16 0,29 0,32 0,19 0,51 0,32 0,21 0,39 0,24 0,24 0,58 0,24 0,24 0,48 0,30 0,30 0,84 0,65 0,30 0,30 0,65 0,35 0,35 1,05 0,74 0,35
156
Нормирование токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время на приемы, пе вошедшие в комплексы Токарные станки
КАРТА 61
| 4 Наименование приемов Высота центров станка
125 1 ” 1 ** 1 500
Время в мнн.
1 Изменить число оборотов или изменить величину подачи одним рычагом 0,03 0,04 0,05 0,06
2 двумя рычагами 0,05 0,06 0,08 0,09
3 Повернуть резцовую головку S1 обычного типа 0,07 0,07 0,08 0,10
4 с пружинным фиксатором 0,05 0,05 0,06 0,07
5 Повернуть верхнюю часть суппорта па угол с закреплением и откреплением 0,06 0,06 0,07 0,08
6 Установить ограждение от стружкн (при скоростном резании и отсутствии стружколомателей) 0,05 0,10 0,15 0,30
7 8 Установить инструмент и снять проходной или подрезной или расточный резец i одним болтом 0,45 0,60 0,70 0,90
двумя болтами 0,60 0,70 0,80 1,1
9 треми болтами 0,75 0,80 0,90 1.3
10 фасонный или резьбовой или отрезной резец одним болтом 0,70 0,90 1,0 1.2
П двумя болтами 0,90 1,0 1.2 1,5
12 тремя болтами 1,0 1.1 1.3 1.8
13 Сверло, зенкер, развертку, центр 0,12 0,12 0,14 0,17
14 Деление прн нарезании многозаходной резьбы специальным делительным приспособлением 0,05 0,07 0.08 0.10
15 Смазать деталь, развертку или метчик 0,03 0,03 0,04 | 0,05
16 Закрепить или открепить каретку от продольного перемещения рукояткой 0,03 0,04 0,05 0,05
17 КЛЮЧОМ 0,07 0,08 0,10 0,11
Нормативы времена
157
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время иа комплекс приемов Карусельные станки КАРТА 62 Лист 1
4 Характер обработки. Способ установки резца иа стружку Измеритель- инструмент ь S о Группа станков, диаметр планшайбы в мм до
850 | 1500 | 2500
Способ перемещения суппорта
h I И
Время н мин.
1 Продольная обточка или расточка, рассверливание, эснкерование, развертывание Резцом, установленным на размер j 1 - 1- 0,12| 0,17|0,13|0,20| 0.151 0.26
2 с установкой резца по лимбу | 1 - 1 0,25 0,30| 0,29| 0,36| 0,Зб| 0,47
3 с совмещением осн инструмента 1 - 1- 0,25 0,30| 0,29| 0,35| 0,35| 0,44
4 с предварительным промером Крон- циркуль 250 0,54 0,59| 0,60| 0,67| 0,73| 0,84
5 500 0,60 0,65| 0,6б| 0,73| 0,79| 0,90
6 75010,70 0,75| 0,7б| 0,83 0,89| 1,0
7 со взятием одной пробной стружки Кронцир- куль или штанген- циркуль 250| 0,70 0,75| 0,79| 0,86 0,97| 1,07
8 500 0,74 0.79| 0.83| 0,90 1,011 1,12
9 750 0,80 0,85 0,90| 0,97 !,09| 1,20
10 1000 0,99 1,04 1,08| 1,15 1,2б| 1.37
И обработка по 4 му и 5-му классам точности Раздвижная штанга 1000 0,72 0,77 0,81| 0,88 0,99| 1,10
12 1500 0,87 0,92 0,9б| 1,03 1,24| 1,35
13 2000 1,02 1,07 1,111 1,18 1,39| 1,50
14 2500 1,27 1,32 1,3б| 1,43 1,64 1,75
15 Скоба или пробка, или штихмас 100 0,55 0,60 0,64 0,71 0,82 0,93
16 17 18 19 250 0,59 0,64 0,68 0,75 0,86 0,97
500 0,63 0,67 0,72 0,79 0,90 1,01
750 0,67 0,71 0.7Й 0,83 0,94 1,05
со взятием двух пробных стружек Штангенцир- куль или микрометр 250 1,45 1,50 1,59 1,66 1,88 1,99
20 500 1.61 1,66 1,75 1,82 2,04 2,15
21 800 1.77 1,82 1,91 1,98 2,20 2,31
22 1000| 2,25 2,30 2,39 2,46 2,68 2,79
23 обработка по 3-му классу точности Скоба илн пробка 100| 0,89 0,94| 1,03 1,10 1,32 1.43
24 250| 0,98 1,03| 1,12 1,19 1,41 1,52
25 26 500| 1,15 1,20| 1,28 1,35 1.57 1,68
Штихмас 250| 1,33 1,38| 1,47 1,54 1,76 1.87
27 500| 1,45 1,50| 1,59| 1,66 1,88| 1,99
28 750| 1,61 1,661 1,7511,82 2,04|2,15
29 1000| 1,85| 1,90| 1,99| 2,06 2Д»1 2,39
Примечания: 1. Прн автоматическом перемещении суппорта время на аеремещенве в комплекс приемов не включено н определяется по паспортным данным станка. 2. Прн ручном перемещении суппорта свыше чем на 100 мм к табличному времени добавлять:
Расстояние перемещения в мм до | |400|- |0.15|- |0,1б| - I 0,20
3. Время на проход дано с учетом выдерживания размера а направлении рабочей подачи (по длине обработки) по упорам или по лнмбу. При выдерживании размера в направлении рабочей подачи путем измерения следует добавлять к табличному времени 0,15 мни.
158
Нормирование токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время на комплекс приемов Карусельные станки
КАРТА 62 Лист 2
4 Характер обработки Способ установки резца £ = з о.® Группа станков диаметр планшайбы в мм до
850 | 1500 | 2500
Способ перемещения суппорта
ческнй | ной Руч ной Авто 1 | ческнй| ной
Время в инн.
30 1 Поперечная обточка, проточка наружных канавок резцом установлен- ным на размер - - 0,12 0,22 0,13 0,25 0,15 0,31
31 с установкой резца по лимбу - - 0,25 0,35 0,29 0,41 0,36 0,52
32 с предварительным промером Линейка или 250 0,40 0,50 0,46 0,58 0,59 0,75
33 500 0,42 0,52 0,48 0,60 0,61 0,77
34 1000 0,44 0,54 0,50 0,62 0,63 0,79
35 'Зб "37 со взятием одной пробной стружки Линейка ИЛИ шаблон 250 0,56 0,66 0,65 0,77 0,83 0,99
500 0.58 0,68 0,67 0,79 0,85 1.01
1000 0,60 0,70 0,69 0,81 0,87 1,03
~38 1500 0,63 0,73 0,72 0,84 0,90 1,06
"39 Штанген- циркуль 250 0,69 0,79 0,78 0,90 0,96 1.12
~40 500 0,73 0,83 0,82 0,94 1,00 1,16
"41 800 0,81 0,91 0,90 1,02 1,08 1,24
"42 1000 0,99 1,09 1,08 1,20 1,26 1,42
*43 ~44 Глубино- мер 250 0,69 0,79 0,78 0,90 0,96 1,12
500 0,71 0,81 0.80 | 0,92 0,98 1,14
45 проточка внутрен- них ка- навок без установки резца на размер - - 0,14 0,27 0,16 0.31 0,20 0,41
46 с установкой резца на размер - 300 0,30 0,43 0,37 | 0,52 0,50 0,71
Примечания: 1. При автоматическом перемещении суппорта время на перемещение в комплекс приемов не включено и определяется по паспортным данным станка. 2. При ручном перемещении суппорта свыше чем на 100 мм к табличному времени добавлять.
Расстояние перемещения в мм до 400 | | 0,12 1- | 0,13 1- | 0,15
3. Время на проход дано с учетом выдерживания размера в направлении рвбочей подачи (ио длине обработки) по упорам или по лимбу. Прн выдерживания размера в направлении рабочей подачи путем измерения следует добавлять к табличному времени 0,15 мин.
Нормативы времени
159
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время на приемы, не вошедшие в комплексы Карусельные станки
КАРТА 63
£ Наименование приемов Группа станков: диаметр планшаВбы в мм -о
860 I 1500 | 2600
Время в мин.
1 Изменить число оборотов сто- ла одним рычагом 0,07 0,08 0,10
2 двумя рычагами 0,10 0,12 0,15
3 Изменить величину подачи 0,07 0,08 0,10
4 Повернуть четырехрезцовую головку 0,10 0,12 0,16
5 Повернуть револьверную головку на одно гнездо 0,12 0,15 0,22
6 Установить проходной или под- резной резец н снять при креп- лении одним болтом 0,75 - -
7 двумя болтами 0,90 1,10 1,40
8 тремя болтами - 1,30 1,60
9 Установить фасонный или ши- рокий резец нли снять прн креп- лении одним болтом 1,05 - -
10 двумя болтами 1,20 1,50 2,20
11 тремя болтами 1,70 2,40
12 Установить сверло, зенкер нли развертку и снять 0,25 0,30 0,40
13 14 Повернуть суппорт на угол грубо 0,8 1,0 1,5
ТОЧНО 1.5 2,0 2.5
160
Нормирование токарных работ
Промеры
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ПРОМЕРЫ КАРТА 64 Лист 1
| | 4 Измеритель- ный инстру- мент измерения измерения Г И хЗД Измеряемая длина а мм до
50 | 100 | 200 | 300 j 5<Ю | 1000 | !Б00| 2000
Время в мин.
Линейка илн метр - - - 0,06 0,07 0,08 0,09 0,10 0,13 0,16 0,20
2 Штанга раздвижная - - - 0,20 0,25 0,40 0,55
3 Шаблон ли- нейный одно- сто ровный предельный - - — 0,06 0,07 0,08 0,09 0,11 0,14 — —
4 Шаблон ли- нейный дву- сторонний предельный Полное измерение - - 0,11 0,12 0,13 0,15 0,18 0,22 — -
5 Штанген- установленный предваритель- но на размер 0,02—0,05мм - 0,08 0,09 0,10 0,11 0,13 - - -
6 глубиномер с установкой на размер в про- цессе измерения 0,02—0,05 мм - 0,16 0,18 0,20 0,22 0,24 - - -
7 Глубиномер микромет- рический установленный предварительно иа размер 0,01 мм - 0,12 0,14
8 с установкой на размер в про- цессе измерения 0,01 мм - 0,20 0,22 -
10 12 13 14 15 16 17 18 19 20 21 22 Штанген- циркуль установленный предварительно на размер 50 100 200 400 600 800 1000 0,07 0,08 0,10 0,16 0,19 0,26 0,36 0,09 0,10 0,12 0,13 0,14 0,16 0,15 0,17 0,18 0,19 0,19 0,20 0,24 0,24 0,26 0,28 0,28 0,32 0,32
с установкой на размер в процессе измерения До 0,1 мм 50 100 200 400 600 800 1 1000 0,12 0,13 0,16 0,22 0,26 0,34 0,52 0,15 0,16 0,17 0,18 0,19 0,21 0,20 0,22 0,23 0,24 0,24 0,25 0,28 0,28 0,30 0,34 0,34 0,40 0,40
23 24 25 26 27 28 Микрометр установленный предварительно иа размер 100 200 300 400 500 800 0,11 0,14 0,18 0,22 0.26 0,42 0,11 0,14 0,18 0,22 0,26 0,42 0,13 0,16 0,20 0,23 0,27 0,44 0,19 0,19 0,22 0,25 0,28 0,48 0,25 0,25 0,26 0,29 0,32 0,64 0,30 0,30 0,33 0,36 0,40 0,70 0,38 0.38 0,42
Нормативы времени
161
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ПРОМЕРЫ Промеры
КАРТА 64 Лист 2
Измеритель- ны* инстру- мент Способ измерения Точность 8|ч х’П Измеряемая длина в им до
50 | 100 | 200 | 300 | 500 | 750 | 1000 | 1500
Время в мин.
29 30 Микрометр с установкой иа размер в процес- се измерения 2—3-й классы 100 0,22 ода| ода 0,2в| 0,33 0,37 0,45 0,55
200 0,27 ода| ода одар.зз 0,41 0,50 0,60
31 300 0,32 о,зг| о.зз ода| ода 0,46 0,56 0,65
32 400 0,38 0.3в| 0,39 о,4о| 0,44 0,51 0,60 0,68
33 500 0,44 0,44| 0,45 0,4б| 0,50 0,58 0,68 -
34 800 0,60 0,6б| 0,74 0,8б| 0,92 1,04 1,16
35 36 37 38 39 40 Штихмас микромет- рические установленный предварительно на размер 2—3-й классы 100 200 300 500 750 1000 0,12 0,15 0,19 0,23 0,32 0,40 0,16 0,18 0,19 0,21 0,24 0,25 0,29 0,31 0,37 0,45 0,45 0,55 0,25 0,29 0,26 0,34 0,32 0,41 0,53 0,69 0,65 0,84 0,56 0,89 1,09 0,72 1,09 1.34
41 42 43 44 45 46 с установкой на размер в процес- се измерения 2—3-й классы 100 0,23 о,зо[ 0,33 0,37| — - - -
200 0,26 о.зг| ода О,4о|о,47 - - -
300 0,32 О,34|о,4О О,4б|о,57 - - -
500 0,38 0,4г| 0,50 О,5в|о,73 0,93 1,12 -
750 0,46 ода| 0,61 0,71^0,89 1,12 1,35
1000 0,58 0,6з| 0,72 0,84| 1,05 1,32 1,59 -
47 48 49 50 51 52 53 Штихмас нераздеиж- ной - 4-5-й классы 100 200 300 500 750 1000 1500 0,09 0,11 0,12 0,15 0,18 0,20 0,30 0,ю| 0,11 0,11 0,13 0,13 0,15 0,17 0,19 0,18 0,22 ода ода 0,35] 0,41 0,12| - 0,15 0,17 0,18 0,20 0,22 ода 0,26 0,34 0,33 0,43 0,47| 0,59 0,35 0,44 0,56 0,75 0,43 0,53 0,68 0,90
54 55 56 57 58 Нутромер индикатор- ный - 2—3 -й 50 100 200 300 450 0,17 0,19 ода ода 034 ода ода ода ода ода! ода ода ода 0,40| 0,42 ода - ода - 0,29 - 0,35 0,42 0,45 ода 0,54 0,66 -
Н Справочник нормировщика 98
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ПРОМЕРЫ Промеры КАРТА 64 Лист 3
8
№ Измерительный инструмент Способ измерения измерения Измеряемый размер в мм ДО Измеряемая длина в мм до
50 | 100 | 200 | 300 | 500 | 750 | 1000 | 1500
Время в мии.
59 Скоба односторонняя предельная Полное намерение 2—3-й классы 50 о.оэ 0,10 0,13 | 0,16 0.20 | 0,24 0,28 0,34
60 100 0,11 0,12 0,14 0,16 0,26 0,28 0,30 0,34
61 200 0,14 0,14 0,16 0,19 0,24 0,28 0,30 0,36
62 300 0,16 0,16 0,17 0,19 0,25 0,30 0,35 0,42
63 400 0,20 0,20 0,22 0,25 0,29 0,34 0,38 -
64 500 0,24 0.24 0,25 0,27 0,32 0,34 0,40 -
65 66 67 68 69 70 4—5-й классы 50 100 200 300 400 500 0,06 0,07 0,09 0,11 0,13 0.15 0,08 0.09 0,09 0,11 0,13 0,15 0,09 0,10 0,10 0,11 0,14 0,16 0,11 0,1? 0,12 0,13 0,15 0,18 0,12 0,13 0,13 0,14 0,16 0,19 0,13 0,13 0,14 0,16 0,18 0,22 0,15 0,13 0,17 0,20 0,23 0,27 0,16 0,14 0,20 0,24
Нормирование токарных работ
Нормативы времени
163
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ПРОМЕРЫ Промеры
КАРТА £4 Лист 4
а Измеряемая длина в ММ до
м Измерительные Cnnrrrf? Точность з а 25 1 ® 1 75 1 100 1 150 1 200
инструмент Н нзмере- 1 1 1 1 1 1
НЗВ и Врем!
X Q.
71 10 0,12 0,15 0,18 0,21 —
72 2-й 25 0,15 0,18 0,20 0,24 — —
73 50 0,18 0,21 0/25 0/27 0,35 —
74 75 0,20 0,24 0,28 0,32 0,40 0,47
75 Калибр-пробка 100 0,23 0,28 0,30 0,39 0,47 0,56
гладкая пре-
76 дельная 10 0,10 0,11 0,13 0,15 0,18 0/21
77 Полное 3-й 25 0,11 0,15 0,15 0,16 0,20 0/23
78 измере- класс 50 0,13 0,15 0,17 8,20 0/23 0,29
79 нне 75 0,14 0,18 0/21 0,24 0/27 0,34
80 100 0,16 0/20 0,25 0,28 0,30 0,39
81 10 0,08 0,09 0,09 0,10 0,11 0,13
82 25 0,09 0,10 0,10 0,12 0,13 0,15
83 4—5-й классы 50 0,10 0,11 о.п 0,14 0,16 0,19
84 75 0.11 0,12 0,12 0,15 0,18 0,21
85 100 0,13 0,15 0,15 0,19 0,21 0,25
86 75 0,21 0,24 0,26 0,30 0,35 0,41
87 2-й 100 0,24 0,27 0,31 0,35 0,39 0,45
88 150 0,27 0,31 0,35 0,39 0,46 0,53
89 200 0,31 0,35 0,39 0,44 0,53 0,60
90 300 0,38 0,42 0,46 0,50 0,58 0,67
91 75 0,17 0,19 0,20 0,21 0/25 0,29
92 Калибр-проб- 100 0,19 0,20 0,21 0,23 0,27 0,30
93 ка неполная (плоская) 3-й 150 0,21 0,22 0,24 0,26 0,31 0,36
94 200 0,24 0,25 0,27 0,30 0,35 0,40
95 300 0,29 0,34 0,38 0,42 0,48 0.58
96 75 0,14 0,14 0,15 0,15 0,17 0,18
97 4—5-й 100 0,15 0,16 0,17 0,17 0,19 0,20
98 классы 150 0,16 0,17 0,18 0,19 0,21 0,24
99 200 0,19 0,20 0/21 0,21 0,24 0,26
100 300 0,22 0/27 0,27 0,30 0,36 0,43
164
Нормирование токарных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ПРОМЕРЫ Промеры
КАРТА 64 Лист 5
3 Измерительный инструмент Способ измерения Точность h s S. Измеряемая длина в мм до
25 1 “ | 100 | 150 | 200 | 300 | sa> | 1000
Время в мни.
101 102 103 104 105 106 Калибр-проб- ка конусная Измерение по риске с провер- кой конусности На качку 25 50 100 0,10 0,11 0,13 0,10 0,11 0,13 0,11 0,13 0 14 = - - =
По краске 25 50 100 0,31 0,41 0,58 0,36 0,46 0,64 0,45 0,55 0.76 -
107 108 109 ПО Калнбр-втул- ка конусная - - 25 50 75 100 0,08 0,10 0,11 0,13 - - - - - 2
111 Шаблон фа- сонный про- стого профиля Грубо - - 0,06 0,07 0,07 0,08 0,10 0,15 0,20
112 Точно - - 0,10 0,12 0,13 0,15 0,15 0,20 0,32
113 Шаблон фа- сонный слож- ного профиля - Грубо - - 0,09 0,10 0,11 0,13 0,15 0,20 0,25
114 - Точно - - 0,25 0,25 0,25 0,28 0,30 0,34 0,45
115 116 117 118 Угломер универсальный Установленный предварительно на размер Св. 5' . До 5' 0,08 0,10 0,09 0,11 0,09 0,15 0,10 0,19 0,15 0,20 020 0,28
С установкой на размер н про- цессе измерения Св. 5' До 5' - - 0,20 0,23 0,23 0,26 0,23 0,31 024 0,35 0,27 0,36 0,33 0,38 -
Нормативы времени
165
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА Токарные и карусельные станки
КАРТА 65
Глубина резания в мм до
Наименование угол 1 | 2 | Э | 4 1 6 1 8 1 1 >» 1 1 >5 1 2» 1 И 1 1 30 1 1 35
Ч> В град Врезание и перебег инструмента lt в мм
2 3 4 Проходные н рас- точные 30 45 60> 75 2,8 2,0 1,6 1.3 4,5 3.5 2,7 2.1 7,0 5,0 3,8 2,8 9.0 6,0 4,3 3,1 13 8.0 5,5 3,6 16 И 7,6 5,1 20 13 8.7 5.7 30 18 10,6 8,0 39 24 15,5 9,4 47 29 18,5 10,7 56 34 21,5 11,1 65 39 24 13,4
5 Упорные 10 7.0 | 12,5 19,0 1 1 1 1-
90 1.0 2.0
6 Отрезные к про- резные 90 2—4
Пря отрезании и прорезании канавок большие заачеяйя длин врезания
а ббльших диаметров, а меньшие — для меньших.
ДОПОЛНИТЕЛЬНЫЕ ДЛИНЫ НА ВЗЯТИЕ ПРОБНЫХ СТРУЖЕК КАРТА 66
№ по* энцнн Измерительный инструмент Измеряемый размер в зис Дополнитель- ная длина в мм
1 Линейка — 5
2 Рулетка (промер по окружности) 10
3_ Кронциркуль До 250 3
4 Св. 250 5
5 Нутромер — 5
6 | Штангенциркуль — 5
7 | Раздвижная штанга До 250 1 5
8 Св. 250 1 ю
9 | Глубиномер | 1 5
10 Микрометр Св. 250 1 8
11 До 250 1 5
12 Скоба До 250 1 5
13 Св. 250 1 8
14 1 Пробке — 1 5
15 До 1000 1 5
16 Штихмас » 2000 1 ю
_17_ » 3000 1 15
18 | Шаблон | 1 - 1 5
Примечания- 1. При расчете машинного времени для проходов, осуществляемых с при-
менением пробных стружек, указанные вдаблице дополнительные длины следует прибавлять к длине
обрабатываемой поверхности. Дополнительные длины даиы иа одну пробную стружку. При взятии
двух и более пробных стружек шнОаииые длины следует увеличивать пропорционально количеству
пробных стружек.
2 Для проходов. о8уществляемых без пробной стружки, дополнительна» длина не дается.
ГЛАВА III
НОРМИРОВАНИЕ СТРОГАЛЬНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В этой главе приведены нормативные материалы для установления
технических норм времени при выполнении работ на продольно-строгаль-
ных, поперечно-строгальных и долбежных станках.
I. Выбор режима резания
Назначение рационального режима резания при работе на строгальных
и долбежных станках заключается в выборе наиболее выгодного сочетания
глубины резания, подачи и скорости резания (числд. двойных ходов
в минуту), обеспечивающих для данных организационно-технических про-
изводственных условий наибольшую производительность труда и наи-
меньшую стоимость операции.
При заданном станке, инструменте и технических условиях на обработку
назначение режима резания производится в такой последовательности:
1. Назначается глубина резания и число проходов.
2. Назначается подача, которая проверяется на прочность державки
резца и прочность пластинки твердого сплава.
3. Определяется скорость резания, допустимая заданным периодом
стойкости режущего инструмента, тяговая сила и мощность, потребные
для резания.
4. Выбранный режим резания корректируется по паспортным данным
станка.
Назначение глубины резания и числа проходов. Глубина резания и число
проходов предопределяются припуском на обработку и мощностью станка.
При черновом строгании следует стремиться к тому, чтобы снять весь при-
пуск на обработку за один проход. Деление припуска на черновую и полу-
чистовую обработку целесообразно производить с таким расчетом, чтобы
число проходов было минимальным. При строгании под последующее шли-
фование и для достижения получистовых поверхностей глубину резания
следует устанавливать не более 3 мм. При строгании широким резцом
в зависимости от его ширины глубина резания принимается 0,2—0,5 мм.
Выбор подачи. Чем больше величина подачи, тем производительнее
работает станок. Факторами, ограничивающими величину подачи, являются
чистота обрабатываемой поверхности, мощность и тяговая сила станка,
а также прочность державки и режущей части резца.
Средние значения подач, зависящих от характера обработки, приведены
в картах 2, 17 и 26.
Подачи, рекомендуемые нормативами, должны быть проверены па проч-
ности державки резца и прочности пластинок твердого сплава.
Методические указания
167
Подачи, допустимые прочностью державки резца, приведены в карте 3.
Подачи, допустимые прочностью пластинок твердого сплава, приведены
в карте 4.
Рекомендуемые картами 2, 17 и 26 подачи согласовываются с паспортными
данными станка.
Выбор скорости и силы резания. После выбора глубины резания и подачи
по картам режимов резания назначаются скорость резания, сила резания
и потребная на резание мощность.
Скорость резания при обработке плоскостей и пазов рассчитывается
по формуле
v = —m Crv „ м/мин.
Tm tX9 S»? V
(1)
Значение коэффициентов и показателей степени в формуле даны в табл. 1.
Таблица 1
Обрабатываемый материал Вид обработан Материал режущей части ннстру Коэффициенты и показатели степени
с. S v„ m
Чугун серый ЯВ190 Строгание и долбление плоскостей пазов ВК8 162 0,15 0,4 0,2 См. карту 33
38,2 0 0,4 0,2
плоскостей пазов Р18 39,2 0,15 0,4 0,10
19,5 0 0,4 0,15
Углеродистые, хроми- стые и хромоникелевые стали с <зь = 65 кг, мм2 плоскостей пазов Р18 61,1 0,25 0,66 0,12
20,2 0 0,66 0,25
Медные сплавы плоскостей 167 0,12 0.5 0,23
Тяговая сила резания рассчитывается по формуле
Pz = СРг13‘р^РгКРг кг. (2)
Значение коэффициентов и показателей степени в этой формуле даны
в табл. 2.
Приведенные в картах нормативы режимов резания рассчитаны по фор-
мулам (1) и (2) для обработки стали с пределом прочности иа растяжение
<гь = 65 кг/мм2, обработки чугунов твердостью НВ 190 и для обработки мед-
ных сплавов средней твердости при условии главного угла в плане <₽ = 45°,
радиуса при вершине резца т = 3 мм и износа по задней грани при работе
твердым сплавом ВК8 0,9—1,2 мм, при обработке резцами Р18 стали
2 мм и чугуна 4 мм.
168
Нормирование строгальных работ
Таблица 2
Обрабатываемый материал Вид обработки Материал режущей инстру мента Коэффициенты и показатели
сРг
Чугун серый НВ 190 j Строгание и долбление I плоскостей ВК8 32 1,0 0,75 См. карту 33 |
пазов Р18 125 1,0 0,75
158 1.0 1.0
Углеродистые, хромистые и хро- моникелевые стали оь< < 65 кг/мм* плоскостей Р18 191 1,0 0,75
оь> >65 кг/мм* пазов 214 1.0 1,0
плоскостей 191 1.0 0.75
пазов плоскостей 214 1.0 1,0
Медные сплавы 55 1.0 0.66
Для обработки материалов с другими механическими свойствами и изме-
ненными условиями обработки в карте 33 приведены поправочные коэффи-
циенты.
Мощность, потребная на резание, рассчитывается по формуле
17 Р' 2
N-^Kem-
Выбранный режим резания для черновой обработки проверяется по тяго-
вой силе, допустимой механизмами движения стола или ползуна станка,
и по мощности, допустимой станком в соответствии с его паспортными дан-
ными, и должен удовлетворять следующим условиям:
N<Na,
где Рг — сила резания в кг;
Рст—тяговая сила, допустимая механизмом движения стола или пол-
зуна станка, в кг;
N — мощность, потребная на резание, в кет;
Л/, — эффективная мощность станка (определяется по паспорту станка).
Если выбранный режим резания не удовлетворяет этим условиям, то необ-
ходимо уменьшить скорость резания соответственно мощности (или тяговой
силе) станка, не уменьшая установленной величины подачи.
Методические указания
169
Режимы резания рассчитаны при условии одноинструментной обработки.
При многоинструментной обработке на продольно-строгальных станках
по установленным глубине резания н подаче определяется для каждого
резца сила резания. Силы резания всех одновременно работающих резцов
суммируются, и общая сила резания проверяется по тяговой силе станка.
При многоинструментной обработке необходимо увеличить период стойкости
резцов и соответственно скорректировать скорость резания.
В порядке первого приближения при обработке поверхностей одинаковых
или близких размеров период стойкости лимитирующего (наиболее нагру-
женного) резца увеличивается пропорционально количеству одновременно
работающих резцов.
По окончательно установленной скорости резания определяют число
двойных ходов станка.
Для продольно-строгальных и поперечно-строгальных станков с гидра-
влическим приводом и бесступенчатым регулированием число двойных
ходов в минуту определяется по формуле
1000у
п - tni+m)’
где v — расчетная скорость резания, определяемая по нормативам;
Li — длина хода стола, равная сумме длин обрабатываемой поверх-
ности I и перебега стола в обе стороны 1яер (см. карту 34), в мм;
m — отношение скорости рабочего хода к скорости холостого хода.
Для поперечно-строгальных и долбежных станков с кулисиым или кри-
вошипно-шатунным механизмом число двойных ходов определяется
по паспорту станка в соответствии с установленной по нормативам скоростью
резания.
И. Определение основного (технологического) времени
Основное (технологическое) время одного перехода при работе иа стро-
гальных и долбежных станках рассчитывается по формуле
где L — длина пути, проходимого инструментом в направлении подачи,
в jhjh;
В — ширина строгаемой поверхности в мм;
1У — величина врезания и перебега инструмента в мм;
12 — дополнительная длина на взятие пробных стружек в мм;
п — число двойных ходов стола (или ползуна) станка в минуту;
s — подача инструмента за один двойной ход в мм;
i ~ число проходов.
III. Определение вспомогательного времени
Вспомогательное время на операцию определяется путем суммирования.
а) Времени на установку и снятие детали (карты 13, 23 и 30),
которое определяется в зависимости от веса, способа крепления и выверки
и характера установочной поверхности детали. Нормативами предусмо-
170
Нормирование строгальных работ
трено, что детали весом до 20 кг устанавливаются вручную и расположены
на расстоянии не более 2 ж от станка. Детали весом более 20 кг устанавли-
ваются с помощью подъемника.
б) Времени, связанного с переходом (карты 14, 24 и 31), которое
включает следующие основные приемы, сопровождающие обработку деталей
на строгальных и долбежных станках: установку инструмента на
стружку, включение или выключение автоматической подачи, подвод и
отвод инструмента, перемещение узлов станка в исходное положение
на определение расстояния и измерения, необходимые в процессе обработки
при взятии пробных стружек.
Время на перемещение узлов станка на расстояние больше предусмо-
тренного нормативами приводится в тех же картах.
в) Времени на приемы работы, не вошедшие в комплекс времени, свя-
занного с переходом: время на изменение режима работы станка, установка
и снятие инструмента, поворот резцовой головки и др. Это время при-
водится в картах вспомогательного времени, связанного с переходом.
г) Времени на контрольные измерения (карта 15). Это время включается
в норму штучного времени только в том случае, если условия обработки тре-
буют контрольного измерения после выполнения перехода или операции.
IV. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Это время дается суммарно в процентах от оперативного времени и
определяется по формуле
т _____ (То А-Та^бс
обе 100. »
где То — основное (технологическое) время в мин.;
Т, — вспомогательное время в мин.;
аобс. — время на обслуживание рабочего места, отдых и естественные
надобности в процентах оперативного времени (карты 16, 25 и 32).
V. Определение нормы штучного времени
Норму штучного времени при работе на строгальных и долбежных стан-
ках определяют по формуле
тш = то + т, + тове.
VI. Определение подготовительно-заключительного времени
Норму подготовительно-заключительного времени определяют по кар-
там 16, 25 и 32, как сумму слагаемых:
а) времени на наладку станка, зависящего от способа установки детали;
б) времени, затрачиваемого на установку дополнительных приспособле-
ний или на выполнение работы: получение из инструментальио-раздаточной
кладовой инструмента и приспособлений в начале и сдачу их по окончании
работы.
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ
РАСЧЕТНЫЙ ЛИСТ К НОРМИРОВОЧНОЙ КАРТЕ
Исходные данные.
Деталь — колонка.
Операция — черновое строгание направляющих и платика.
Заготовка — литье по модели, СЧ 21-40 НВ 190,вес 2600 кг.
Пример расчета нормы времени
171
Станок — продольно-строгальный модели 7242Б.
Инструмент — резцы проходные ВК8; ВхН = 30 х 45 мм; 1 = 2Н; 3 шт.
Условия выполнения операции — обработка производится в один пере-
ход. Одновременно строгаются три поверхности (см. эскиз) 1, 2 и 3 длиной
строгания 3475 мм. Заготовка устанавливается на столе с выверкой по раз-
метке в двух плоскостях, с креплением восемью болтами с планками и двумя
домкратами.
Паспортные данные продольно-строгального станка модели 7242Б
Наибольшие размеры обрабатываемого изделия (строгания) в мм Длина Ширина 4000 1500
Наибольший допустимый вес обрабатываемого изделия в кг 10 000
Скорость движения стола в м/мин (бесступен- чатое регулирование) Рабочий ход Холостой ход 6—60 15—60
Подача в мм/дв ход Вертикальные суп- порты Горизонтальные подачи Вертикальные подачи 0,5—25 0,125—6,2
Боковой суппорт Вертикальные подачи 0,25—12,0
Силы и мощности на столе
Скорость рабочего хо- да в м/мин Сила на столе в кг (для деталей весом 10 000 кг) Мощность на столе в кет
по приводу по наиболее слабому звену
6 60 8000 2500 8000 2500 16,2
1. Выбор марки материала, формы передней грани
и геометрических параметров режущей части резца
Согласно карте 1 при обработке чугуна для режущей части проходного
резца применяют пластинки твердого сплава ВК8 толщиной 6 мм. Форму
передней грани выбирают плоскую, без фаски, а геометрические параметры
режущей части резца для чернового строгания следующие: <р = 45°;
Ф1 = 10°; а = 6°; у = 8°; X = 15° и г = 3 мм.
2. Определение режима резания
Установление глубины резания. При величине общего при-
пуска (на сторону) И мм, одинакового для всех трех поверхностей, для гру-
бой обработки устанавливают глубину резания t = 9 мм.
172
Нормирование строгальных работ
Завод №
Цех
Участок илн группа
Составил
Проверял
Утвердил
Подготовительно-заключительное вре-
мя в мни.
Основное время в мин.
Вспомогательное время в мин.
Время обслуживания рабочего места,
отдых и естественные надобности в мин
Время на ] шт. в мин.
31,64
21,68
(округленно)
Инструмент
''пор0 Наименование переходов Приспособление режущий измерительный
। 1 Строгать начерно одновременно 1 3 плоскости Болты с планками, домкратики Резцы проходные 3 шт Линейка, шаблон
а) плоскость 1 ВК8
б) плоскость 2 <f = 45’
в) плоскость 3 30 X 45
• Время, приведенное в скобках, перекрывается другим временем (см расчетный лист)
Пример-расчета нормы времени
173
НОРМИРОВОЧНАЯ КАРТА
Операция № 2
Наименование операции — черновое
строгание направляющих и платика
Разряд работы
Станок—продольно-строгальный Мин-
ского завода
Модель и фирма —модель 7242Б
Инвентарный №
Паспорт №
Число станков, обслуживаемых ра-
бочим— 1
Число одновременно установленных
деталей — 1
Изделие
№ детали — 237/4
Наименование детали — колонка
№ чертежа
Количество деталей на
1 изделие — 1
Род н размер заготовки — литье
чугун СЧ 21 —40 НВ 190
Вес черный 2600, чистый 2500
Размер партии 50 шт.
174
Нормирование строгальных работ
Выбор подачи. По карте 2 для черновой обработки чугуна с глубиной
резания t = 9 мм рекомендуется подача s = 2,0 ч- 1,6 мм/дв. ход. Учитывая
одновременную работу тремя резцами, выбирают среднее значение подачи
s = 1,8 мм/дв. ход. Сопоставляя эту подачу с паспортными данными станка,
назначаем для вертикальных и бокового суппортов одинаковую подачу
s = 1,8 мм/дв. ход.
По картам 3 и 4 проверяют допустимость этой подачи по прочности дер-
жавки резца и по прочности пластины твердого сплава. Как видно из сопо-
ставления, выбранная подача в сочетании с глубиной резания может быть
принята, так как находится в пределах допустимых величин подач.
Выбор скорости резания и числа двойных ходов в ми-
нуту. Картой 8 для глубины резания t = Эмм, подачи s = 1,8мм/дв. ход
для проходного резца с углом в плане <р — 45° рекомендуется скорость
резания и — 34,5 м/мин и для одного резца требуется тяговое усилие
станка Р — 1290 кг; мощность на резце N = 7,3 кет.
Учитывая несовпадение факторов, влияющих на скорость резания,
с условиями, на базе которых рассчитана нормативная скорость, применяют
к скорости резания соответствующие поправочные коэффициенты согласно
карте 33:
1) коэффициент К.фу = 0,95, учитывающий форму передней грани резца
(плоская без фаски);
2) коэффициент Кс„ = 0,82, учитывающий состояние обрабатываемой
поверхности (литейная корка);
3) коэффициент Krv = 0,8, учитывающий вследствие одновременной
работы тремя резцами изменение периода стойкости инструмента; в порядке
первого приближения период стойкости увеличивают пропорционально числу
одновременно работающих инструментов, для рассматриваемого случая
изменений период стойкости Т = 120-3 = 360 мин.
Измененная скорость резания будет равна
v = 34,5-0,95-0,82-0,8 = 21 м/мин.
Проверка выбранного режима резания по тяговой
силе, допустимой станком. Потребная тяговая сила для одно-
временной работы тремя резцами равна
Рг = 1290-3 = 3870 кг.
По данным паспорта путем интерполирования находят тяговую силу
станка при рабочей скорости стола v = 21 м/мин:
Рс = 2500 + (60 — 21) = 6472 кг.
Следовательно, тяговая сила станка не ограничивает выбранный режим
резания.
Проверка выбранного режима резания по мощно-
сти, допустимой станком. Мощность, потребная на резание,
при одновременной работе тремя резцами равна
Согласно паспортным данным мощность, допустимая станком, равна
16,2 кет. Следовательно, работа с выбранным режимом резания мощностью
станка допустима.
Расчет числа двойных ходов стола в минуту. Глав-
ный привод станка имеет бесступенчатое регулирование. Скорость холо-
Пример расчета нормы времени
175
стого хода стола находится в пределах 15—60 м/мин. Учитывая вес детали,
принимают скорость холостого хода о. = 40 м/мин. Длина хода стала
L = I + /2 = 3475 + 325 = 3800 мм,
тогда
1000о 1000-21 □ с
п ------------— =----------!—— = 3,6 дв. ход!мин.
3. Определение основного (технологического) времени
Врезание и перебег резцов в направлении главного движения при
t = 9 мм и ф = 45° согласно карте 34 /, = 15 мм для каждого резца.
Основное (технологическое) время равно:
для поверхности 1
J 160 “1“ 15 П-7 1
*<»,= 36-18 = 27,01 МИН’:
для поверхности 2
160 -г 15
3,6-1,8
= 27,01 мин.;
для поверхности 3
, 190 + 15 n 1 j
i°s = з,6-1,8 = 31 >64 мин-
Так как все три поверхности обрабатываются одновременно, то время
обработки поверхностей 1 и 2 перекрывается временем обработки поверх-
ности 3 и не включается в норму штучного времени.
Основное (технологическое) время операции То = 31,64 мин.
4. Определение вспомогательного времени
а) Время на установку и снятие детали весом 2400 кг на необработанную
поверхность при условии выверки по разметке в плоскостях и крепления
шестью болтами и двумя домкратами согласно карте 13 (поз. 27) 19 мин.
Деталь закрепляется шестью болтами. Согласно примечанию к карте 13 при
креплении детали более чем двумя болтами на каждый последующий болт
следует доставлять 0,5 мии., тогда время на установку и снятие детали
будет равно tycm = 21 мин.
б) Вспомогательное время на комплекс приемов, связанных с переходом,
согласно карте 14 (лоз. 1) при условии одновременной обработки трех поверх-
ностей t„ep = 0,68 мин.
Вспомогательное время на операцию
Т, = tycm + t„ep = 21 + 0,68 = 21,68 мин.
5. Определение времени на обслуживание рабочего места,
отдых и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надобности
согласно карте 16 устанавливается в размере 8% оперативного времени:
^ = (7’p+7’.)w== (31,64 + 21,68) ^ = 4,27 мин.
6. Определение нормы штучного времени
Тш = То + Т, + То6е = 31,64 + 21,68 + 4,27 = 57,59 мин.,
округленно Тш = 58 мин.
7. Определение подготовительно-заключительного времени
Согласно карте 16 (поз. 2) при креплении детали на столе шестью болтами
с планками и при работе трех суппортов Тп, = 27 мин.
176
Нормирование строгальных работ
НОРМАТИВЫ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ
Строгальные
станки
КАРТА 1
Лист 1
Форма передней грани
Форма передней грани
Инструментальный материал
Область применения
1. Плоская с фаской
II. Плоская без фаски
III. Радиусная с фаской
Быстрорежущая сталь
Резцы всех типов для
обработки стали
Твердый сплав и Сыстроре-
жущая сталь
Резцы всех типов для
обработки чугуна и мед-
ных сплавов
Быстрорежущая сталь
Резцы всех типов для
обработки стали. Ра-
диусная лунка для за-
вивания стружки
Сеченне резца в мм 16х25| 20x30 25х4о|зОх45 40x60 50x80
Ширина фас- ки f в мм Резцы для чернового строгания Р18 0,6 0,8 1.0 | 1,2 1.5 2
Резцы для чистового строгания — - 0,2—0,3 — —
Размеры радиусной (стружкоотводящей) лун- ки в мм R Р18 21—25 26—30 31—4О|41—50 51-60 51-60
В 5,5-7 7,5-8,5 9— ю|11—13 13—15 13-15
Главный угол в плане <р
Угол <р в град.| Условия работы
2Q—3Q П Строгание с большими подачами (4—5 мм н более) при небольших
______________| припусках па обработку_____________________________
45 | Строгание в условиях жесткой системы
60—70_____| Строгание при недостаточной жесткой системе__________________________
эогание пазов и ступенчатых поверхностей
работка в условиях нежесткой системы
Вспомогательный угол в плане <pt
90
Угол <р! в град
10—15
Условия работы
Строгание широкими резцами
Строгание пазов_____________
Чистовое строгание__________
Черновое строгание
Нормативы режимов резания
177
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ Строгальные станки
КАРТА 1 Лист 2
Величина радиуса при вершине резца
Типы резцов Характер обработки Жесткость системы Сечение державки резца
20x30 | 25X40 | 30X 45 | | 40X60
Радиус в мл
Проходные и под- резные ВК8 Черновая и чистовая Жесткая 1.5 1,5 1.5 2—2,5
Р18 Черновая - 2 2 3 5
Чистовая Жесткая 2 3 5 5
Нежесткая 1.5 1,5 2 3
Прорезные н от- резные - - - 0,2—0,5
Задние и передние углы а и у в град.
Обрабатываемые материал Резцы из твердого 1 _ сплава | Рез«“ » стали р1в
Угол резца в град.
а V а v
Черновое Чистовое Черновое строга- ние Чистовое
Сталь и сталь- ное литье аь < 80 кг'мм* 6 12 20
оь > 80 кг/мм* — 8 12 15
Чугун серый НВ < 220 8 10 5 8 12 10
НВ > 220 8 10 5 8 12 5
Медные сплавы — 8 12 12
Угол наклона главной режущей кромки X в град
Угол X | Типы резцов
0—8 | Широкие и прорезные
12—15 | Проходные и подрезные
12 Справочник нормировщика
178
Нормирование строгальных работ
ПОДАЧИ Продольно- строгальные станки
КАРТА 2
1. Обработка плоскостей черновая
Обрабатываемый материал Сечение резца Глубина резания t в мм до
8 1 12 1 20
Подача s в мм/дв ход
Сталь 25x40 30x45 40x60 1,2—0,9 1,8—1,3 3,5—2,5 0,8—0,5 1,2—1,0 2,2—1,6 0,6-0,4 1,4-0,8
Чугун 25x40 30x45 40x60 2,0-1,6 3,0—2,4 4,0—3,5 2,’о—Л6 3,0—2,5 1,4—0,8 2,4—1.8
11. Обработка плоскостей чистовая
Тип резца ЧИСТОТЫ Обрабаты материал Вспомога- тельный угол рез ца в плане Ф1 град. Глубина Подача мм/дв. ход
Проходной V4-5 Сталь Чугун 5—10* 5-10* До 2 » 2 1,6-2,5 3,0—4,0
Широ- кий ВК8 Проходы Чистовой V4— 5 Чугуи 0 > 2 10-20
Предварительный V6—7 0,15—0,3 10—20
Окончательный 0,05—0,1 12—16
111. Обработка пазов и отрезка
Обрабаты мвтериал Ширина резца В в мм до
5 1 8 | Ю | 12 | 16 1 1 20
Подача $ в мм/дв ход
Сталь 0,10-0,18 0,12—0,24 0,15—0,27 0,27-0,33 0,34—0,38 0,4—0.48
Чугуи 0,28—0,35 0,35—0,42 0,45-0,50 0,50—0,60 0,60—0,70 0,70—0,85
• На переходной кромке ф,=0°. Примечания; 1 При одновременной работе несколькими резцами с делением припуска по глубине резання подачу следует назначать по максимальной глубине резання на одни резец 2 Прн одновременной работе несколькими резцами с делением подачи между отдельными резцами подача на 1 дв. ход увеличивается соответственно числу одновременно работающих резцов Скорость резання при этом назначается в зависимости от подачн на один резец. 3 При строгании прорезными резцами боковых полок Т образных пазов подачи уменьшать иа 20-25%.
Нормативы режимов резания
179
ПОДАЧИ, ДОПУСТИМЫЕ ПРОЧНОСТЬЮ ДЕРЖАВКИ РЕЗЦА Строгальные станки КАРТА 3 Лист 1
Глубина резання t в мм до
2.0 2.5 3.0 3,7 4,5 | 5.6 | 6.9 | 8.5 | 10.5 | 13 I 18 1 19 1 24
ВХ.Н в мм Подачи, допустимые прочностью державки реэц; в мм/дв ход
Стал aft<65 кг/мм'. Резцы из стали Р18
18X25 20x30 25X40 30X45 40X60 z Z 3^3 6,2 J.3 2.4 7^0 15 э'б 11’ 0.80 <7 0.61 1.0 2.0 3.1 6.6 0,46 0,79 2> : 5.0 0,35 0,60 1.2 33 0.27 0.46 L3 2.9 0.20 0.35 0.68 1.0 2.2 0,78 1.7 0,55 1.3
Сталь а(,=* 65—86 кг!мм'. Резцы из > стали Р18
16X25 20x30 25X40 30X45 40X60 Е кз 6,2 9,3 >15 2,4 7*0 15 м 3,6 11’ 0.80 8*7 0.61 1.0 2.0 3.1 6.6 0.46 0.79 1,6 2.3 5,0 0.35 0,60 1.2 1.8 3.8 0,27 0.46 0.9 2> 0,20 0,35 0.68 1.0 2.2 0.78 1,7 1.3 0,45 0.97
Стал <3Ь >86 кг/мм'. Резцы из стали Р18
16X25 20X30 25X40 30X45 40X60 1.8 6> 9,3 >15 2Л 7*0 15 н 11’ о.эо 8*7 0.61 1.0 2.0 3.1 6.6 0.46 0.79 г'.з 5.0 0,35 0,60 3*8 0,27 0.46 0,9 23 0,20 0.35 0,68 1.0 2.2 0.78 1.7 0,55 1.3 0,45 0,97 Е
Чугун НВ 150—245. Резцы из твердого сплава BKI S
16X25 20X30 25X40 30X45 40X60 Е = z Z - 6^2 _э.з 7> 15 зл 11* 0.80 8J 0,61 1.0 2.0 6Л 0.46 0.79 2,3 5.0 0.35 0,60 1.2 3*8 0.27 0.46 0.9 1.3 2.9
Глубина резания 1 t в мм до
державки 3.5 1 <-3 | 5,3 1 6.5 | 8,0 1 9.8 1 12 1 1: 1 18 1 22 | 29 1 “
ВхН в мм Подачи, допустимые прочностью державки резц< в мм/дг ход
Чугун НВ <200. Резцы из стали Р18
16X25 20X30 25X40 30X45 40X80 Е 1.8 3.3 6,2 >15 7*0 15 з*б° II*4 0.80 1,40 2.7 8*7 0.61 1.0 2.0 3,1 6.6 0,46 0,79 1.6 2,3 5.0 0.35 0,60 1,2 з> 0,27 0,46 0,9 1.3 2.9 0.20 0.35 0,68 1.0 2.2 0J8 1.7 0,55 1.3
Чугун НВ » 200. Резцы из стали Р18
16X25 20X30 25X40 30X45 40X80 3.3 6.2 9.3 >15 2Л 7*0 15 1,8 3,6 5.4 11 0.8 2*7 8Л 0,61 1,0 2.0 6Л 0,48 0,79 г'.з 5.0 0,35 0.60 1.2 3*8 0,27 0.46 0,9 2Л 0.20 0.35 0,68 1,0 2,2 0.78 1.7 0.55 1.3 0.45 0,97
Н-, Поправочные коэффициенты на подачу длины вылета резца—1, выраженной в его в зависимости от высоте Я:
Длина вылета । 1.5« гн 2.5Н зн 3.5Н
7 Коэффициент | 2,0 1.35 1.0 0.78 0,64
Примечание. В случае деления припуска по глуби-
не резания при работе аесколькими резцами допустимые по-
дачи определять по максимальной глубине резання.
12*
180
Нормирование строгальных работ
ПОДАЧИ, ДОПУСТИМЫЕ ПРОЧНОСТЬЮ ПЛАСТИНОК ТВЕРДОГО СПЛАВА Чугун серый Строгальные станки
КАРТА 4
Глубина резання Тгчппияа пиа. Главный угол резца в плане ф в град, до
станки твер- дого сплава 20-30 35 | 1 « 1 60 | 70—90
Подачи а в мм/дв. ход
4 >10 12 9,6 8 6,9 5,8
8 8 6,9 5,8 4.9 4,1
7 6,6 5,6 4,6 3,9 3,3
6 5,1 4,3 3,6 3,0 2,6
5 3,8 3,2 2,6 2,2 1.8
4 2,6 2,2 1,8 1,5 1.3
7 >ю 9,6 8 6,9 5,8 4,9
8 6.9 5,8 -4,9 4,1 3,4
7 5,5 4,6 3,9 3,3 2.7
6 4,3 3,6 3,0 2,6 2,1
5 3,2 2.6 2,2 1.8 1,5
4 2,2 1.8 1,5 1,3 1,0
13 >10 8 6,9 5,8 4,9 4,1
8 5,8 4,9 4,1 3.4 2,9
7 4,6 3,9 3.3 2,7 2.3
6 3,6 3,0 2.6 2.1 1,8
5 2,6 2,2 1.8 1.5 1.3
4 1.8 1,5 1.3 1.0 0.8
22 >10 6,9 5,8 4,9 4.1 3,4
8 <.9 4J 3.4 2,9 2,4
7 3,9 3,3 2,7 2,3 1,9
6 3,0 2,6 2,1 1,8 1,4
5 2,2 1.8 1,5 1,3 1.1
4 1,5 1,3 1 0,8 0,76
Примечание В случае деления припуска по глубине резания при работе несколькими резцами допустимые подачн определять по максимальной глубине резания.
Нормативы режимов резания
181
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Сталь конструкционная углеродистая, хромистая, хромоникелевая а* = 65 кг!мм\ Резцы из стали Р18 Про дольно-строгальные станки
КАРТА 5
& j* Й с 5 Главный угол в плане ф в град.
30 45 | 60 | 90
Вспомогательный угол в плане ф1 в град.
10 15 1 >5 1 >°
о Рг N3 V р. ",1 р Рг 1 ° 1 Рг 1 ",
1.0 0.4 0,5 0,6 0,75 0,9 79.5 68,5 61,0 53,1 46,5 40,5 112 155 170 205 240 270 1,4 1.7 1,7 1.8 1,8 1.8 61,2 52,7 46,8 40,1 35,8 31,3 96 117 130 155 185 205 0,96 1.0 1.0 1,01 1,08 1,05 51,4 44,2 39,3 33,7 30,1 26,3 80 100 НО 130 155 170 0,67 0,72 0,71 0,72 0,76 0,73 42,6 35,8 31,9 27,2 24,4 21,3 65 80 88 105 125 140 0,45 0,47 0,46 0,47 0,5 0,49
2,5 0,4 0,5 0,6 0,75 0,9 1.1 63,0 54,5 48,5 41,5 37,0 32,5 310 370 425 500 570 670 3,2 3.3 3,4 3,4 3.4 3,6 48,5 41,9 37,2 32,1 28,4 24,9 240 285 325 385 440 515 1.9 1,95 2,0 2,0 2,0 2,1 40.7 35,2 31,3 27,0 23,9 20,9 220 240 275 325 370 435 1,!э 1,4 1,4 1.4 1,4 1,5 33,0 28,5 24,8 21,8 19,3 17,0 165 195 220 260 300 350 0,89 0,91 0.89 0,93 0,95 0,97
4,5 0.5 0,6 0,75 0,9 1*4 47,0 41.5 36,0 32,0 28,0 25,9 660 760 900 980 1210 1440 5,1 5,2 5,3 5.1 5,5 5.9 36,0 31,9 27,5 24,4 21,3 18,2 510 585 695 750 930 1110 3,0 3,1 3,1 3,0 3,2 3,3 30,2 26,8 23,1 20,5 17,9 15,3 430 490 585 630 780 935 2,1 2,1 2.2 2,1 2,3 2,3 24,5 21,8 18,8 16,7 14,5 12,3 345 400 470 510 680 650 1.4 1.4 1,4 1.4 1.6 1.3
8,0 0,5 0,6 0,75 0,9 1.1 1.4 41,0 36,0 31,0 27,5 24,0 20,5 1180 1350 1600 1830 2140 2550 7.9 7,9 8,1 8,2 8,4 8,5 31,4 27,8 23,9 21,2 18,6 15.9 910 1040 1230 1410 1650 1970 4,7 4.8 4.8 4,9 5,0 5,1 26,4 23,4 20,1 17,8 15,6 13,4 765 875 1070 1180 1390 1660 3,3 3,3 3,5 3,4 3.5 3,6 21,4 19,0 18,3 14,4 12,7 10,8 620 710 840 960 1120 1340 2,2 2,2 2,5 2,3 2,3 2,4
14 0,3 0,4 0,5 0.6 0,75 0,9 49,6 41,0 35,5 31,5 27,2 24,0 1420 1750 2060 2380 2820 3200 11,5 11.7 11,9 12,3 12,5 12,5 38,2 31,6 27,3 24,2 20,9 18,5 1090 1350 1590 1830 2170 2470 6,8 7.0 7,1 7.2 7,4 7.5 32,1 26,5 22,9 20,3 17,6 15,6 915 ИЗО 1340 1540 1820 2080 4,8 4,9 5,0 5,1 5.2 5,3 26,0 21,5 18,6 16,5 14,3 12,6 750 920 1080 1240 1480 1670 3,2 3.2 3,3 3,3 3.5 3,4
20 0,3 0,4 0,5 0,6 0,75 0,9 45,5 37,5 32,5 28,7 24,7 22,0 2020 2500 2950 3400 4050 4600 15,1 15,3 15,7 15,9 16,3 16,5 34,9 28,9 25,0 22,1 19,0 16,9 1550 1920 2270 2610 3100 3530 8,9 9,4 9,4 9,5 9,7 9,9 29,3 24,3 21,0 18,6 16,0 14,2 1300 1610 1900 2200 2600 2970 6,2 6,4 6,5 6,7 6,8 6,9 23,8 20,4 17.0 15,1 12,8 11,8 1050 1290 1530 1770 2100 2400 4.1 4.3 <4 4.4 4.6
При иеч а йие. Поправочные коэффициенты на измененные условия эксплуатации резцов см. в карте 33.
182
Нормирование строгальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Стальное литье а* = 65 кг!ммг Резцы нз стали Р18 П родольно-стросальные станки КАРТА 6 Лист 1
h is Н Е И Главный угол а плане ф в град.
зо 45 | 1 60 1 90
Вспомогательный угол в плане ф, в град
Ю 15 1 15 1 10
о рг 1 ", V Рг N9 п I Рг Na V рг 1 К.
1,0 0,4 0,5 0,6 0,75 0,9 1,1 72,5 62,5 56,0 48,0 42,0 36,5 100 140 155 185 215 240 1,2 1,4 1.4 1.5 1.5 1.5 56,1 47,5 42,1 36,0 32,2 28,2 85 105 115 140 170 185 0,78 0,81 0,81 0,81 0,88 0,86 46,3 39,8 35,4 30,3 27,0 23,7 72 90 100 115 140 155 0,55 0,58 0,58 0,58 0,62 0,59 38,4 32,2 28,7 24,5 22,0 19,2 58 72 80 95 115 125 0,37 0,38 0,37 0,38 0,40 0,40
2,5 0,4 0,5 0,6 0,75 0,9 1.1 56,7 49,0 43,7 37,4 .33,3 29,3 280 330 380 450 510 600 2.6 2.6 2,8 2.8 2,8 2,9 43,7 37,7 33,5 28,9 25,6 22,4 215 255 290 345 395 565 1,6 1,6 1.6 1,6 1.6 16 36,6 32,7 28,2 24tf 21,6 18,8 200 215 245 290 330 395 1,2 1.2 1.2 1,2 1.2 1.2 29,7 25,7 22,3 19,6 17,4 15,3 150 175 200 235 270 315 0,72 0,74 0,74 0,75 0,77 0,79
4,5 0,4 0,5 0,6 0,75 1.9 1,1 46,8 42,3 37,4 32,4 29,8 25,2 540 590 690 810 880 1090 4.2 4,2 4,2 4,2 4,5 4,8 36,6 32,4 28,8 25,3 22,2 19,2 420 460 525 625 675 840 2,3 2,Г 2,4 2.5 2,6 2,7 30,4 27,2 24,1 20,8 18,4 16,1 340 390 440 535 570 700 1,6 1.7 1.7 1,8 1.8 1.9 24,2 22,1 19,6 16,9 15,0 13,0 270 310 360 420 460 570 1 1 1,2 1.2 1.2 1.2 1.3
8,0 0.5 0,6 0,75 0,9 1’4 36.9 32,4 27,9 24,7 21,6 18,5 1070 1210 1440 1650 1930 2300 6,4 6,4 6,6 6,7 6,8 6,8 28,3 25,1 21,6 19,1 16,8 14,3 820 940 1110 1270 1490 1770 3,8 3,9 3,9 4,0 4,1 4,1 23,8 21,1 18,1 16,0 14,0 12,1 690 800 970 1060 1250 1500 2,7 2,7 2.9 2,8 2,9 2,9 19,3 16,1 16,5 13,0 11,5 9,7 560 640 755 860 1010 1200 1.8 1.8 2,0 1.9 1.9 2,0
14 0.4 0.5 0,6 0,75 0,9 37,5 34,0 28,2 24,5 21,6 1570 1870 2140 2540 2880 9,5 9,6 10,0 10,2 10,2 28,5 23,6 21,8 18,8 16,7 1215 1430 1650 1950 2220 5,7 5,8 5,8 6,0 6,1 23,9 20,6 18,2 15,9 14,0 1020 1200 1390 1640 1870 4,0 4^2 4,2 4,3 19,4 16,7 14,8 12,9 11,3 830 970 1120 1330 1500 2.6 2.7 2,7 2.9 2,9
20 0,4 0,5 0,6 0,75 0,9 33,7 29,3 25,9 22,3 19,8 2250 2650 3140 3650 4140 12,4 12,8 13,0 13,2 15,4 26,0 22,5 20,0 17,1 15,2 1730 2050 2350 2790 3180 7,6 7,6 7,7 7,8 8,0 21,9 18,9 16,7 14,4 12,8 1450 1710 1980 2340 2670 5,2 5,3 5,4 5.5 5,5 18,3 15,3 13,6 11,5 10,6 1160 1380 1600 1890 2160 3,5 3,5 3,6 3,6 3,7
Примечание. Поправочные коэффициенты на измененные условия эксплуатации резцов см. в карте 33
Нормативы режимов резания
183
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Чугун серый ЦВ 190 Резцы нз стали Р18 Продольно-строгальные станки
КАРТА 7
1; ЕН Главный угол в плане <р в град.
10—30 | 45 1 60 1 90
Вспомогательный угол в плане <pt в град.
10 15 15 1 ‘°
0 рг ", V р_ А/» о р 1 S О р. N3
1.0 0,25 0,35 0,55 0,76 1.1 1.5 50,8 44,5 37 32,5 28,1 24,8 46 60 84 107 141 178 0,38 0,44 0,51 0,57 0,65 0,72 41,1 35,9 29,9 26,3 22,7 20 44 57 80 102 134 170 0,3 0,33 0,39 0,44 0,5 0,56 36,2 31,6 26,3 •23,2 20 17,6 42,2 55 77 98 129 163 0,25 0,29 0,33 0,37 0,42 0,47 30 27 22,5 19,8 17,1 15 40 53 74 94 124 157 0,20 0,23 0,27 0,30 0,35 0,39
2.5 0,35 0,55 0,76 1.1 1,5 2,1 38,7 32,3 28,3 24,5 21,5 18,8 150 210 268 353 445 575 0,95 1.11 1,24 1.41 1,56 1,77 31,3 26,1 22,9 19,8 17,4 15,2 143 200 255 335 425 545 0,73 0,84. 0,96 1,08 1,21 1,36 27,5 23 20,2 17,4 15,3 13,4 138 193 245 323 407 522 0,62 0,73 0,81 0,92 1,02 1,14 23,6 19,7 17,2 14,9 13,1 11,4 133 185 235 310 393 503 0,51 0,6 0,66 0,76 0,84 0,94
6.5 0,55 0,76 1.1 1.5 2,1 2,9 28,8 25,4 21,9 19.3 16,8 14,9 547 695 920 1160 1490 1900 2,57 2,88 3,58 3,67 4,1 4,63 23,3 20,5 17,7 15,6 13,6 12 520 670 870 1110 1420 1810 1,98 2,24 2,52 2,83 3,16 3,56 20,6 18,1 15,6 13,7 12 10,6 500 640 840 1060 1360 1740 1,68 1.9 2,15 2,37 2.67 3,03 17,5 15,4 13,3 11.7 10,2 9,0 480 610 810 1020 1310 1670 1,37 1,53 1,96 2,19 2,46
16 0,25 0,35 0,55 0,76 1.5 33,5 29,5 24,5 21,5 18,5 16,4 740 960 1350 1720 2260 2850 4,06 4,63 5,42 6,05 6,83 7,64 27 23,5 19,8 17,4 15 13,2 710 910 1280 1630 2150 2720 3,14 3,5 4,15 4,63 5,27 5,87 24 20,5 17,4 15,3 13,2 П.6 675 880 1230 1570 2070 2610 2,65 2,95 3,5 3,93 4,47 4,95 20,5 17,7 14,9 13,1 11,3 9,9 650 850 1190 1500 1990 2520 2,18 2,46 2,9 3,22 3,68 4,07
30 0,25 0,35 0,55 0,76 1,5 31,5 27 22,5 19,6 16,8 14,9 1380 1800 2520 3220 4230 5350 7,12 7,95 9,28 10,3 11.7 13,0 24,5 21,5 18 15,8 13,7 12,2 1320 1710 2400 3060 4030 5100 5,3 6,02 7,07 7,9 9,05 10,2 21,5 18,9 15,8 13,9 >2,1 10,7 1270 1650 2310 2940 3870 4900 4,47 5,1 5,97 6,68 7,66 8,6 18,5 16,2 13,5 11,9 10,3 9,0 1220 1590 2220 2820 3720 4700 3,7 4,22 4,9 5,5 6,26 6,92
Примечание. Поправочные коэффициенты на измененные условия эксплуатации резцов
см в карте 33.
184
Нормирование строгальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Чугун серый НВ 190 Резцы с пластинками твердого спфва В КВ Продольно-строгальные станки КАРТА 8
ц Главный угол в плане ф в град.
10—30 « | 1 60 1 90
Вспомогательный угол в плане ф1 в град.
10 15 15 | 1 «>
Рг N3 " 1 Рг 1 N3 V "э V р_ N3
1,5 0,4 0,55 0,75 1,0 1,4 1.8 101 89 79 70 61 56 75 96 120 149 194 232 1,3 1,3 1.6 1,7 1,9 2.1 82 72 64 57 49,5 45 70 89 111 138 179 215 0,93 1.0 1,2 1,3 1.6 72 63,7 56 50 43,7 39,6 66 84 105 .131 168 203 0,78 0,87 0,96 1,1 1,2 1,3 61,5 54,4 47,9 42,7 37,4 33,8 62 80 99 123 158 191 0,62 0,71 0,77 0,86 0,97 1.1
4 0,75 1.0 1,8 2,5 3,3 70 60 53 47,5 42 37,5 320 398 520 620 795 970 3,7 3,9 4.5 4,8 5,5 5,9 57 49 43 38,5 34 30,5 296 368 480 575 735 900 2,8 2,9 3.4 3,6 4,1 4> 50 43,2 37,8 34,1 30 26,8 280 348 450 540 690 850 2,3 2,5 2,8 3,0 3,4 3,7 42,7 36,9 32,4 29 25,6 22,9 264 328 420 510 650 800 1.8 2,0 2,2 2,4 2,7 3,0
9 0,4 0,55 0,75 1.0 1.4 1.8 78 68 60 54 45,5 42,5 450 575 720 890 1160 1390 5,7 6.4 7,1 7,9 8,6 9.7 63 55 49 43,5 37 34,5 420 535 670 830 1070 1290 4,3 4.8 5,4 5,9 6,5 7,3 55,5 48,5 43,2 38,3 32,6 30,4 396 505 630 785 1010 1215 3,6 4,0 4,9 5,4 6,0 47,2 41,5 36,9 32,6 27,8 25,8 372 480 595 740 945 1150 2.9 3,3 3,6 3,9 4,3 4,8
20 0,4 0,55 0,75 1.0 1.4 1.8 68,8 60,5 53,5 47,7 41,7 37,8 1000 1280 1600 1980 2580 3080 11,2 12,6 14,0 15,4 17,6 19,0 55,7 49 43,3 38,6 33,7 30,5 926 1180 1480 1840 2380 2860 8,4 9,4 10,4 11,6 13,1 14,3 49 43,2 38,2 34 29,7 26,9 880 1120 1400 1740 2240 2700 7.0 7,9 8.7 9,7 10,9 11,9 41,8 36,9 32,6 29 25,4 22,9 826 1060 1320 1640 2100 2540 5,6 6,4 7,0 7,8 8,7 9,5
Примечание. Поправочные коэффициенты на измененные условия эксплуатации резцов см в карте 33.
Нормативы режимов резаиия
185
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ
ПЛОСКОСТЕЙ
Чугуи серый
Резцы широкие с пластинками твердого
сплава ВК8
Продольно-строгальные станки
КАРТА 9
Режимы резания
резания Подача s а мм/до. ход ° Г, Характер обработки
До 2 10-20 14—18 870—1030 2,0—3,0 1 Чистовая V*-5
0,15—0,3 10-20 15—15 130—155 0,1—0,4 1 Предваритель- ный проход Чисто-
0,05—0,1 12—16 4—15 37—59 0,03-0,13 1—2 Окончательный проход V6— 7
Максимальная допустимая скорость резания в зависимости от размеров обрабатываемой
поверхности.
лекалу (на просвет);
2) Установку резца на станке производить в горизонтальной плоскости (иа просвет).
3) Производить смачивание обрабатываемо* поверхности керосином.
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПАЗОВ И ОТРЕЗКЕ Сталь конструкционная, углеродистая, хромистая, хромоникелевая и стальное литье аь — 65 кг/мм* Резцы из стали Р18 Продольно строгальные и п оперен н о- строгал ьн ые станки
КАРТА 10
1 Тнп станка
Продольно строгальные | Поперечно строгальные
Состояние обрабатываемой поверхности
Прокат и поковка Отливка Прокат н поковка Отливка
v Рг Ns Рг Ns Рг N» ° Р, ",
0,1 0,12 0,15 0,18 0,23 0,28 0,35 0,40 0.50 0,60 0,75 27,9 24,8 21,4 18.9 16,1 14,2 12,2 11,2 9,7 8,6 2,4 22,5 27 34 40 52 63 79 90 112 134 168 0,102 0,11 0.12 0,124 0,14 0,15 0,16 0,17 0,18 0,19 020 25,1 22,3 19.3 17 14,5 12,8 10,1 8,7 7,7 6.7 22,5 27 34 40 52 63 79 90 112 134 168 0,09 0,10 0,107 0.11 0,12 0.13 0,14 0,15 0,16 0,17 0,18 22,3 19,8 17,1 15,1 12,9 11,4 9.8 9,0 7,8 69 5.9 22,5 27 34 40 52 63 79 90 112 134 168 0,082 0.09 0,096 0,10 0,11 0.12 0,13 0.13 0,14 015 0,16 20,1 17,8 15,4 13,6 11,6 10,2 8,8 8.1 7,0 6.2 5,3 22.5 27 34 40 52 63 79 90 112 134 168 0.073 0,08 0,086 0,09 0,101 0.J08 0,11 0,12 0,13 0,14 0,144
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
Периода стойкости Т в мин. 60 90 | 120 | 180 240 360
Коэффициент Ктв 1,19 1,08 | 1,0 | 0,9 0,84 0,16
Примечание. Значение силы резании Рг и мощности N3 для удобства пользования принято в карте для ширины паза, равной 1 мм При пользовании приведенные значения следует увеличивать пропор
РЕЖИМЫ РЕЗАНИ СТРОГАНИИ ПАЗОВ И Чугун серый НВ Резцы из стали Р18 и с 1 твердого сплава В Я ПРИ ОТРЕЗКЕ 190 Продольно-строгальные и поперечно-строгал ьные станки
КАРТА 11
с * Тип станка
Продольно строгальные | Поперечно-строгальные
Резцы
Р18 ВК8 Р18 ВК8
Рг "э v Рг v Рг N3 v Ре N 3
0,08 0,12 0,17 0,25 0,30 0,46 0,65 0.90 26,1 22,2 19,4 16,6 15,4 12,9 11.3 9,9 12,6 19 27 39,5 47 73 103 142 0,054 0,07 0,086 0,107 0,12 0,15 0.19 0,23 40.3 34,3 29,9 25,6 23,9 20 17.5 15,3 12,6 19 27 39,5 47 73 103 142 0,083 0,107 0,13 0,17 0,18 0,24 0,30 0,36 20,9 17,8 15,5 13,3 12,3 10,3 9,0 7.9 12.6 19 27 39,5 47 73 103 142 0,043 0,056 0,069 0,086 0,096 0,12 0,15 0,18 32,3 27,5 23,9 20,5 19.1 16 14 12,3 12,6 19 27 39,5 47 73 103 142 0,067 0,086 0,104 0,14 0 15 0,19 0,24 0,29
Поправочные коэффициенты на скорость резания для изменен- ных условий работы в зависимости от:
Периода стойкости Т в мин 60 90 120| 180 240 360
Коэффициент Кт0 Р18 1.11 1,05 1,0 1 0.94 0.9 0,85
ВК8 1,15 1,06 1.0 | 0,92 0,81 Г 0,8
Примечание. Значение силы резания Рг и мощности N3 для удобства пользования принято в карте условно для ширины паза, рав- ной 1 мм. При пользовании приведенные значения Рг и Nf следует увеличивать пропорционально ширине паза в мм.
Нормирование строгальных работ
Нормативы режимов резания
187
РЕЖИМЫ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ПРИЗМАТИЧЕСКИХ НАПРАВЛЯЮЩИХ И ЛАСТОЧКИНЫХ ХВОСТОВ Чугун серый Резцы из стали Р18 твердого сплава ВК8 Фасонное строгание
КАРТА 12
Схема обработки Характер обработки Hi Режимы резання
t ДО мм/дв ход
\п Черновая По корке ВК8 20 1,5—2,0 20—25
Без корки 20 2,0—3,0 25—30
Чистовая под шабрение или шлифование 1-й проход 3 0,7—0,9 30-40
2-й проход 1 0,3—0,4 30—40
\ п Широкими резцами Чистовая под шабрение или шлифование ВК8 2 6—12 14-18
Чистовая финишная вместо шаб- рения или шлифования Предвари- тельно 2 6-12 14—18
Оконча- тельно 0,1 4.8 8—14
Чистовая взамен шаб- рения или шлифования при длине режущей части рез- ца в лслс до: 100 Предвари- тельно Р18 - 0,12—0,15 6-8
Оконча- тельно - 0,05—0,08 6-8
Св. 100 Предвари- тельно Р18 — 0,12-0,15 4—6
Оконча- тельно - 0,05—0,08 4—6
-1 п 2 с 1 I С Р Снятие ) уЯ npyw*0 Ив Черновая Врезание По корке Р18 - 0,2—0.3 15-20
Снятие припуска 15—20 1,0—1,5 20—25
Врезание Без корки Р18 - 0,2—0,3 20—25
Снятие припуска 15—20 1,0—2,0 20—25
Черновая По корке ВК8 15 0,6—0,8 12-15
Чистовая под шабрение или шлифование Без корки ВК8 15 0,8—1,2 15-20
ВК8 3 0,4—0,8 20-25
Р18 3 0,4—0.8 8*—10
Пряиечии: I. Чистовую и финишную обработку взамен шлифования или шабре-
ния производить со смачиванием керосином.
2. Стрелками показано направление рабочее подачи.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Продольно-строгальные станки КАРТА 13
а? а) Вручную б) Подъемником
Способ ус тановнн н крепления Характер выверки Сллтламы* Вес детали в кг до 1 установки и крепления Характер Состояние установочной поверхности Вес детали а кг яр:
установоч ной по- верхности 5 8 12 20 50 I 100 | 200 I 300 ) 500 | 1000] | 2000 I 3000
Время в мин. Время в мни.
1 На столе Без выверки Обрабо- 0,8 0.88 1,08 1,18 18 На столе с креплением болтами и планками Без выаеркн Обработанная 2,3 2.6 3.0 3,3 3,5 1 5.3 5.7
2 Резцом по ходу стола 1.22 1,4 1,65 1.85 19 Резцом по ходу 2,5 2,8 3,3 3.8 4,0 1 6,0 6,8
3 ннем бол- планками Рейсмусом по разметке в одной ялн двух плоскостях
1,02 1,18 1,36 1,65 20 Рейсмусом по разметке в одной нлн двух плоскостях 2,в| 3,0 3,6 4,2 4,6 1 5'6 | 6,8 7,7
4 Необрабо- танная 2,05 2,30 2,55 2,9 21 Необработан- 4,б| 5,7 6,6 7,2 8,3 | П.2 14,0 16,0
5 На столе с домкра- та мн нли подстаака- мн с креп- лением болтами и планками Резцом по ходу стола Обрабо- танная 1,5 | 1.75 2,05 2,3 22 На столе с домкратами или подклад- ками с креп- лением бол- планками Резцом по ходу Обработанная 4,в| 3,2 4,0 4,6 4,8 | | 5.8 7,2 8,2
6 Необрабо- 1.8 | 2.15 2,5 2,8 23 Необработан- 3,3 4,1 4,8 5,8 6,6 8,5 10.6 11.6
7 8 Рейсмусом по разметке в од- ной плоскости Обрабо* 1,25 1.45 1,65 2,0 24 25 ' Р ейсмусом по Обработанная 3,0| 3,4 3,7 4,0 4,6 6,0 Тб" 8.7
метке а окной Необработан- 3,в| 4,6 5,4 6,0 6,6 7.9 9,2 10,5
Необрабо- 1,65 ь 2,2 2,65 плоскости
26 Рейсмусом по разметке в двух плоскостях Обработанная 3,91 4,8 5.7| 6,8 | 7.8 | 10.0 I <2,5 13,6
9 Рейсмусом по разметке в Двух плоскостях Обрабо- 1.75 12-> 2.3 2,7
27 Необработан- 5,5] 6,7 7.8) 8,5 | 9,9 1 13-21 16,6 19,0
10 Необрабо- танная 2.5 2.8 3,1 3.5
28 29 В специаль- ном много- местном при- способлении в зависимости от количества одновременно устанавливае- мых деталей 2 8 я з £ I S 3,2 | 3,8 4,5 1 5,2 I 6,0 1-1 - -
11 12 13 В специ- альном многомест- спосо&ю- плением болтами и гайками в зависимос- ти от коли- чества од- новремен- ных деталей 2 8 i & о 0.72 0.82 0,98 1,2
4 5,8 6.9 8,2 9,4 1 - 1-1 1 - —
4 1.3 1,48 1,75 2,18 30 6 8.2, ] 9,7 11.4| 1 - 1 -1 ! “ -
6 1.8 2,06 2,48 3,0 31 32 8 10,5|12.4! 143 -1 [ -1 1-1 -
14 15 8 2.45 2,65. 3,15 3,9 10 12,о||4,5] - - ! 1-1 1-1 -
10 2.8 3.2 3,8 33 12 15,о| - н -1 -
16 17 12 3,2 3,7 4.5 - Примечания'. 1. Время в поз. 11 — 17 и 28—33 указано на комплект одно- временно устанавливаемых деталей. 2. При креплении детали более чем двумя болтами на каждый последующий болт добавлять к табличному времени 0,5 мин.
16 4.4 4,8 5.7
Нормирование строгальных работ
Нормативы времени
190
Нормирование строгальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. СВЯЗАННОЕ С ПЕРЕХОДОМ Прододьнострогальные станки
Время на комплекс приемов, связанных с проходом КАРТА 14 Лист 2
о * f 1 is X® установки строжку h о£» Hi S'* |1 Is 1 U I! Длина строгания в мм до
2500 | 4000 | 6000
Ширина обработки а мм до
200 | 400 | 600 | 200 | 400 | 600 | 200 | 400 | 600
Время в мин.
18 По разметке 5 i и Без промера - 0,66 0,73 0,78 0,73 0,80 0,90 0,86 0,95 1,03
19 По лимбу, установленному на размер - 0,41 0,48 0,63 0,46 0,53 0,62 0,53 0,60 0,70
20 Чистовое строгание плоскостей | - 0,31 0,38 0,47 0,34 0,40 0,50 0,39 0,46 0,56
21 Со взятием од- ной пробной стружки С точностью до 0,2 мм 1 Штангенциркуль 1 200 0,68 0,75 0,84 0,74 0,81 0,90 0,86 0,93 0,98
22 300 0,72 0,79 0,88 0,78 0,85 0,94 0,90 0,97 1,07
23 500 0,76 0,83 0,92 0,82 0,89 0,98 0,94 1,01 1.П
24 800 0,9? 0,98 1,07 0,97 1,04 1,13 1,08 1.16 1,26
25 По штангенрей- смусу или мер- ным плиткам До 0,2 мм - 0,55 0,65 0,45 0,65 0,75 0,85 0,70 0,80 0,90
26 Со взятием двух пробных стружек 2 * S3 h и £ 5 £ 11 200 1,35 1,48 1,51 1,44 1.51 1,60 1,63 1,70 1,80
27 300 1,48 1,57 1,66 1,59 1,66 1,75 1,7в| 1,85 1,95
28 500 1,66 1,73 1,82 1,75 1.82 1.91 1,94 2,01 2.Н
29 8Оо| 1,9б| 2,ОЗ| 2,12 2.05| 2,12 2,21| 2,24 2,31 2.41
30 Чистовое строгание приз- матических в конических направляющих | По разметке В одни проход I а - 1,45 1,90 2,35
31 По шаблону В два прохода - 1,25 1,45 1.6
32 - 3,3 4,2 5,4
33 Зачистка ши- роким резцом В одни проход - 1,30 1,50 1,70
П-р имея айне. Табличное время предусматривает работу одним суппортом, при работе двумя или несколькими суппортами время соответственно увеличивается.
Нормативы времени
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Я родольно-стрегальные станки
Время на приемы, не вошедшие в комплекс КАРТА 14 Лист 3
№ дай Наименование приемов Длвна строгаиан В мм до
2500 | 1 «<Х) | 8000
Время в мин.
37 Изменить скорость движения стола 0,10 0,12 0,15
38 Изменить длину хода стола 0,25 0,30 0,40
39 Изменить величину подачи рычагом 0,05 0,06 0,07
40 пальцем кривошипа 0,12 0,15 0,20
41 Повернуть резцедержатель на угол с креплением 0,50 0,80 1,0
42 Повернуть суппорт иа угол с креплением 1,2 1,5 2,0
43 Установить резец Проходной или подрезной С креплением 1 двумя болтами 1.1 1,4 1.8
44 45 четырьмя болтами 1.4 1,8 2,2
И снять Фасонный или широкий двумя болтами 1.8 2,2 2.6
46 четырьмя болтами 2.1 2.8 3,0
Время на перемещение суппортов вручную
47 48 Верхний суппорт Горизонтально 1 При длине перемещения в мм до: I 100—200 | 0.18 0,22 0,27
Св. 200 | 0,28 0,33 0,36
49 50 Вертикально 100—200 | 0,20 0,25 0,30
Св. 200 0,30 0,35 0,40
51 52 Боковой суппорт Горизонтально 100—200 0,24 0,29 0,34
Св. 200 0,42 0,48 0,53
53 54 Вертикально 100—200 0,18 0,22 0,27
Св 200 0,28 0,33 0,38
Прнмечавня: L Время на перемещение суппортом на длину до 100 мм включено н ком- плекс времени, связанного с переходом суппортами время соответственно увеличивается.
192
Нормирование строгальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЕ Строгальные и долбежные станки КАРТА 15
| «В Измерите львый инструмент Способ намерения Точность измерения Измеряемые размер в мм до
80 1 1 100 1 | аоо| <оо| 600 | 800 | 1000
Время в мяв.
1 Линейка - - 0,06 0,07 0,08 0,10 0,11 0,12 0,13
2 Глубиномер Установленный на размер От 0,02 мм и больше 0,07 0,09 0,10 0,12 0,14 - -
3 С установкой на размер в процессе измерения 0,15 0,18 0,20 0,22 0,24 - -
4 Штанга раздвижная - - • - - — 0,20 0,22 0,24 0,25
5 Штанген- циркуль Установленный на размер От 0,1 мм и больше 0,07 0,08 0,10 0,16 0,19 0,26 0,36
6 С установкой на раз- мер в процессе измерения 0,12 0,13 0,15 0,22 0,26 0,34 0,52
7 Шаблон фа- сонный (мостик) Проверка в двух плоскостях с опре- делением прилегания по щупу До 0,01 мм 1,30 1,55 1,80 2,0 - — -
8 . 0,03 мм 0,72 0,85 1,05 1,25 - - -
9 , 0,05 мм 0,40 0,48 0,60 0,72 - - -
10 . 0,1 мм 0,26 0,32 0.38 0,45 - -
11 Шаблон линей- ный односто- ронний Проходной стороной Грубо - 0,07 0,08 0,10 - -
12 Точно - 0,10 0,11 0,15 — - —
13 Скоба одно- сторонняя пре- дельная Полное измерение 4—5-й классы 0,06- 0,07 0,09 0,11 - — -
14 2—3-й классы 0,09 0,11 0,14 0,16 - - -
15 Микрометр Установленный на размер Точно 0.09 0,11 0,14 - - -
16 С установкой на размер в процессе измерения 0,18 0,22 0,28 - - -
17 18 Калнбр-пробка гладкая Полное измерение 4—5-й классы 0.15 —
2—3-й классы 0,20 -
19 Угольник — — 0,09 I 0,12 0,17 0,26 — 1- —
20 Угломер Установленный на размер До 5 мм 0.10 —
21 С установкой на размер в процессе измереиня 0,23 -
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НАОРГА1ИИАЦИОННО- ТЕХНИЧЕСК.ОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Продольно- строгальные станки
.КАРТА 16
I. Подготовительно-ваключителыюв время
а) На наладку станка, инструмента и установку приспособлении
2 Способ уставовни детали Длина хода стола в мм до
2500 | 4000 | 6000
Количество рабо тающих суппортов
1-2|з-4|1-2|3-4|1-2|3-4
Время в мни.
1 | На столе с креплением болтами и планками 14 | 19 15 21 17 25
2 На столе с креплением болтами, планнамя и с установке* домкратов 18 | 23 21 27 26 33
На угольнике 16 | 21 19 24 21 27
4 • приспо- соблении с установкой приспособления вручную 17 | 22 22 28
с установкой приспособления подъемников 22 | 28 24 | 30 26 34
б) Добавлять на дополнительные приемы
6 Получить в инструментально-раздаточной кладовой и сдать после окончания работы инструмент, приспособление н чертежи 8 10 12
7 Повернуть резцедержатель или суппорт 1.5 2,0 2.5
в 1 Установить н снять домкрат саерх четырех, предусмотренных поз. 2 1.0 1.6 2,0
На каждый болт с планкой сверх четырех, предусмотренных позициями 1 и 2 1.0 1.5 ' 2,0
10 Установить н снять угольник с проверкой по детали 4,0 6,0 9.0
11 Установить и сиять призму или распорку 0,5 1,0 1.5
11. Время иа организационно-техническое обслуживание, отдых и естественные надобности
В процентах от оперативного времени 1 7,0 1 8,0 Г 9.0
ПОДАЧИ Поперечностроеалыа* станки
КАРТА 17
I Обработка плоскостей черновая
Обрабатываемый материал резца в мм Глубина резания t в мм до
3 | 5 | 8
Подача s в мм/де. ход
Сталь 16X25 1.2-1.0 | 0,7—0,5 1 0.4-0,3
20X30 1,6-1,3 1.2-0.8 | 0,7—0,5
25X40 | 2.0-1.7 1,6-1,2 | 1.2-0,9
Чугун, медные сплавы 16x25 1 1,4—1,2 1.2—0,0 1 1,0—0.6
20X30 1 1.8-1.6 1,6-1.3 | 1.4-1,0
25X40 1 2,0-1,7 2.0-1,7 | 1,6-1.3
И. Обработка плоскостей чистовая
Класс Обрабатываемый Вспомо- ный угол резца Раднус или переходная кромка прж вершине резца в мм
1.0 | 2,0 | 3,0
Ф1 в град. Подача 1 в мм/де ход
V4 Сталь, чугун, мед* ные сплавы З-д | 0,9-1,0 | 1.2-1,5
5-10 0,7-0,8 | 1.0-1,2
V5 Ста ль 2-3 0.25-0.4 | 0.5—0.7 | 0.7-0.9
Чугун, медные сплавы 0,35—0,5 | 0,6—0,8 | 0.9—1,0
Нормативы режимов резания
III. Обработка пазов к отрезка
Обрабатываемый материал Ширина резца В в мм до
5 | 8 1 10 1 12 и более
Подача s в мм/до. ход
Сталь | 0..12-0,14 0,15—0.18 1 0,18-0,20 0,18-0,22
Чугун, медные 1 сплавы ] 0,22-0.27 0.28-0.32 j 0.30-0.36 0,35-0,40
СР
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Сталь конструкционная углеродистая, хромистая и хромоникелевая вь = 65 кг! мм? Резцы из стали Р18 Поперечно-строгальные станки
КАРТА 18
h s- И С S3 Главны» угол в плане <р в град
45 | 60 | 90
Вспомогательны» угол в шане ер. в град
5—10
v рг 1 "а | ° 1 Рг 1 1 о Pz N3
1,0 0,4 0,5 0,6 0,75 0,9 1,1 50,0 43,0 37,5 32,8 29,3 25,5 78 98 105 127 155 1Z0 0,64 0,69 0,69 0,69 0,74 0,74 42,0 36,0 32,0 27,7 24,6 21,6 66 82 90 107 130 140 0,45 0,48 0,48 0,48 0,52 0,52 34,1 28,6 25,5 21,8 19,5 17,0 52 64 70 84 100 115 0,30 0,30 0,30 0,30 0,32 0,32
2,5 0,4 0,5 0,6 0,75 0,9 1,1 39,6 34,2 30,5 26,2 23,2 20,4 200 240 270 320 360 430 1,3 1,3 1,4 1,4 1,4 1,4 33,4 28,8 25,6 22,2 18,6 17,2 180 200 230 270 300 355 0,60 0,94 0,96 0 98 0,98 0,98 26,4 22,8 19,8 17,4 15,3 13,6 130 155 180 210 240 280 о © о о о о
4,5 0,3 0,4 0,5 0,6 0,75 0,9 41,3 34,0 29,4 26,0 22,3 20,0 345 375 425 490 580 625 2,1 2,1 2,1 2,1 2,1 2,1 30,5 27,5 24,8 22,0 19,0 16,8 285 315 350 400 480 520 0,87 1,4 1,4 1,4 1,4 1,4 26,4 22,6 19,6 17,4 15,0 13,4 195 230 275 320 375 410 0,85 0,85 0,88 0,92 0,92 0,92
8 0,3 0,4 0,5 0,6 0,75 0,9 36,2 29,8 25,6 22,6 19,5 17,4 530 645 755 880 1030 1180 1,9 1,9 3,2 3,3 3,3 3,4 26,6 24,2 21,7 19,2 16,5 14,6 485 540 630 720 880 970 1,3 1,3 2,2 2.3 2,4 2,4 22,8 19,6 17,1 15,2 14,6 11,5 395 440 500 570 670 770 1,4 1,4 1,4 1,4 1,5 1,5
Примечание. Поправочные коэффициенты на измененные условия эксплуатации резцов см. в карте 33.
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Стальное литье ст*—65 кг!мм* Резцы из стали Р18 Поперечно-строгальные станки
КАРТА 19
« « 5; 11 с . Главный угол в плане ф в град.
<5 м j | 00
Вспомогательный угол в плане <р, в град
5-10
Р> N3 V Р, N3 V ; Р> 1 N3
1,о 0,4 0,5 0,6 0,75 0,9 1,1 45 38,7 33,7 29,5 26,5 23,0 70 88 95 114 140 150 0,52 0,56 0,56 0,56 0,60 0,60 37,8 32,4 28,8 24,9 22,1 19,4 60 74,5 81 96 12(1 125 0,36 0,39 0,39 0,39 0,45 0,45 30.7 25,7 22,9 19,6 17,6 15,3 47 58 63 76 90 105 0,24 0,24 0,24 0,21 0,26 0,26
2,5 0,4 0,5 0,6 0,75 0,9 1,1 35,6 30,8 27,4 23,6 20,8 18,4 180 215 240 290 320 390 1,0 1,0 1,’1 30,1 25,9 23,0 20,0 16,7 15,5 160 180 210 240 270 320 0,49 0,76 0,78 0,80 0,80 0,80 23,8 20,6 17,8 15,7 13,8 12,2 120 140 160 190 220 250 0,45 0,47 0,47 0,49 0.49 0,5
4,5 0,3 0,4 0,5 0,6 0,75 0,9 37,1 30,6 26,5 23,4 20,0 18,0 310 340 380 440 520 560 1,7 1,7 L7 1,7 27,5 24,7 22,3 19,8 17,1 15,1 255 280 315 360 430 470 0,70 1,1 1'1 М 23,8 20,3 17,6 15,7 13,5 12,1 175 210 250 290 340 370 0,69 0,69 0,71 0,75 0,75 0,75
8 0,3 0,4 0,5 0,6 0,75 0,9 32,5 26,8 23,0 20,3 17,5 15,6 480 580 680 790 930 1060 1,5 1,5 2,6 2,7 2,7 2,8 23,9 21,8 19,5 17,3 14,8 13,1 435 485 570 650 790 870 1,0 1,0 1,8 1,9 1,9 1,9 20,5 17,6 15,4 13,7 13,1 10,4 355 400 450 515 600 690 1’1 1,1 1,1 1,2 1,2
Применение Поправочные коэффициенты на измененные условия эксплуатации резцов см. в карте 33
РЕЖИМЫ РЕЗАНИЯ ПРИ Поперечно-строгальные
СТРОГАНИИ ПЛОСКОСТЕЙ станки
Серый чугун НВ 190
Резцы из стали Р18 КАРТА 20
№ || Св Главный угол в плане <р в град.
45 | 60 | 90
Вспомогательный угол в плане в град
5-10
V 1 ° 1 Рг 1 Лэ 1 ° 1
0,7 0,28 0,40 0,55 0,75 L5 34 30 26 23 20 18 34 44 56 71 94 119 0,12 0,22 0,24 0,27 0,31 0,35 26,5 22,8 20,2 17,6 16,3 15,8 33 42 54 68 90 114 0,14 0,16 0,18 0,2 0,21 0,3 25 22 19 16,8 14,7 13,5 31 41 52 65 87 109 0,19 0,14 0,17 0,18 0,21 0,24
1,5 0,28 0,40 0,55 0,75 L5 30 26 23 20 18 16 72 91 120 157 203 254 0,35 0,39 0,45 0,52 0,6 0,67 22,8 20,2 17,6 16,3 15,8 12,4 69 87 115 151 195 244 0,26 0,29 0,33 0,4 0,5 0,49 22 19 16,8 14,7 13,5 11,7 66 84 110 144 187 234 0,24 0,26 0,31 0,34 0,42 0,45
4,0 0,28 0,40 0,55 0,75 1,1 1,5 26 23 20 18 16 14,1 193 252 320 403 540 680 0,82 0,95 1Д 1,4 1,6 20,2 17,6 16,3 15,8 12,4 10,8 185 242 307 387 518 653 0,61 0,7 0,82 1,0 й 19 16,8 14,7 13,5 11,7 10,6 178 232 294 370 497 626 0,55 0,64 0.7 0,81 0,95
10,0 0,28 0,40 0,55 0,75 1,1 1,5 23 20 18,1 16 14,1 12,3 480 630 800 1020 1340 1700 1,8 2,0 2,4 2,7 3,1 3,4 17,6 16,3 15,8 12,4 10,8 9,6 460 604 768 979 1280 1630 1,3 1,6 1,98 2,0 2,23 2,56 16,8 14,7 13,5 10^6 9,0 441 580 736 938 1230 1560 1,2 L8 2,2 2,3
Примечание. Поправочные коэффициенты на измененные усло-
вия эксплуатации резцов см. в карте 33.
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Поперс шо строгальные
Чугуи серый НВ 190 Резцы с пластинками из твердого CtllUHKU
сплава ВК8 КАРТА 21
1 С а Главный угол в плане <р в град
4Г> | 60 | 91
С 1 | л, | V | !'г | л, | V | !’г | Л-9
0,7 0,4 0,55 0,75 1,0 118 112 92 84 32 41 52 69 0,62 0,75 0,78 0,95 104 98 80 74 30 38 49 65 0,51 0,61 0,64 0,79 86 82 67 62 28,5 36,5 46 61 0,4 0,49 0,51 0,62
1,5 0,4 0,55 0,75 1,0 1,4 65 57 51 45,5 40 70 89 111 138 179 0,75 0,83 0,93 1,0 1,2 57 50 45 40 35 66 84 105 131 168 0,62 0,69 0,78 0,86 0,96 47 42 37 33 29 62 80 100 123 158 0,48 0,55 0,65 0,67 0,75
4.0 0,28 0,4 0,55 0,75 1,0 1,4 62 56 51 45,5 40 34 145 185 235 296 368 480 1,5 1,7 2,0 2,2 2,4 2,7 54,5 49 45 40 35 30 122 152 205 280 348 450 L2 1,5 1,9 2,0 2,2 45 41 37 33 29 25 108 132 168 265 328 420 0,79 0,89 1,0 1,5 1,6
9,0 0,28 0,4 0,55 0,75 1,0 1,4 56 51,5 44 40 35 30 355 420 535 670 830 1070 3,3 3,6 3,9 4,4 4,8 5,3 49 45 39 35 31 26,4 335 396 505 630 785 1010 2,7 2,9 3,2 3,6 4,0 4,4 41 37 32 29 26 22 210 372 480 595 740 945 1,4 2,3 2,5 2,8 3,2 3,4
Примечание. Поправочные коэффициенты на измененные усло-
вия эксплуатации резцов см. в карте 33.
РЕЖИМЫ РЕЗАНИЯ ПРИ СТРОГАНИИ ПЛОСКОСТЕЙ Медные сплавы средней твердости Резцы из стали Р18 Поперечно-строгальные станки КАРТА 22
1 i! Е „ Состояние обрабатываемой поверхности
Без корки | Литейная корка
Главный угол в плане у в град.
60 90 60 90
V I "в о 1 ° | ре 1 ° 1 N
4,5 0,3 >70 112 1,28 64 107 | 1,12 >70 1 112 1 1.28 | 57 1 107 0,99
0,35 69 124 1,4 57 119 | 1,11 62 | 124 | 1.26 | 50 | 119 0,97
0,45 61 1 1 146 | 1,41 51 140 | I 1,17 55 | 146 1.31 | 45 j 140 1,03
0,58 54 173 | 1,53 45 166 1,22 49 | 173 1.38 | 40 166 1,09
0,74 48 184 1 1,45 40 | 177 1,16 43 | 184 1,29 | 35 177 | 1,01
0,94 | 43 240 I 1,69 36 | 230 1,35 38 | 240 1,49 | 31 230 1,17
1,2 38 280 | I 1,74 32 | 270 1.41 34 J 280 1.56 | 28 270 1,24
1.5 34 325 | 1,81 28 | 310 1,42 30 | 325 1,59 | 25 310 1,27
12 0,3 69 300 | 3,38 57 | 290 2,7 62 | 300 3,04 | 50 290 2,37
0,35 61 330 1 3,29 51 | 320 I 2,67 | 55 | 330 2.97 | 45 320 2,36
0,45 54 390 I 3,44 45 | 375 | 2,76 | 49 | 390 3,13 1 40 1 375 2,45
0.58 48 1 460 3,61 40 | 440 | 2,88 | 43 | 460 3,24 | 35 | 440 | 2,52
0 74 43 540 3,8 36 1 520 I 3,06 | 38 1 540 , I 3,35 | 31 | 520
~004 38 630 ЗДН 32 | 610 | 3.19 | 34 | 630.. 3.0
1,2 | 34 | 740 4,12 28 | 710 | 3,25 J 30 1 740 | 3.63| 25 710 2,9 _
. 5 30 I 860 4,22 25 | 830 | 3,39 | 27 | 860 I 3,8 | 22 1_830 1 499 _
г, w?ss ятаааьтй»-.
Нормирование строгальных работ
Нормативы времени
197
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Поперечно-строгаль-
ные станки
КАРТА 23
Лист 1
Детели весом до 20 ла устанавливаются вручную, свыше 20 кг — подъемником
Способ установки и креплеив я детали Характер Состояние уста- новочной поверхности МП Вес детали в кг до
1 3i 1 И 8 н Iго! I 3°| 50
Время в мни.
2 3 4 5 6 7 8 В тисках с вннто вым эажнмом Беа выверки Обработанная 0,27|о.Э0 0,32)0,38 0.42 0,50 -1 Е
2 О.35|о,42 0,4з|о,62 — -1
0.4в|о.60 0.75] - — -1 Е
6 О.б2|о,82 -1- -1 Е
8 0.8о)1.06 -1- 1- — -1 1-
10 0.96 |1.30 -1- - 1~1 1-1 Ч
С выверкой по разметке Обработанная 1 1 0.50 0.55 0,6з)о,70 0,78 0,95 1-1 Е
Необработанная 1 0.80 0.87 0.95|1.10 1,30 1,50 - Е
9 10 11 12 13 14 15 16 В тисках с пневма- тическим зажимом Без выверки Обработанная 1 [о. 17 0.20 О,2з|о,28 0,33 0,38 ч Е
2 |о.25 0.30 0,35|о,45 — -1 Е
« 1 |о.4О 0.50 о,бо| - -1 Е
6 |0Л5 0,70 -1- — - -1 Е
8 1 ,0.70 0,90 -1-
10 |о,9О 1.20|-|_ 1-
С выверкой по разметке Обработанная 1 |о.45 0,5о|о.55|о,б5 0,75)0,85 -
Необработанней 1 |о,75 о,8г|о,9о|1,о 1Дб|1.40 —
17 18 В тисках с вксцентри ковым зажимом Без выверки Обработанная 1 |о.2О 0.22jo.25|o,30 О,35)о,4О -
2 |о.ЗО O.3S|O.4O|O.5O — 1- —
19 20 ~21 На угольнике с креп- лением болтами С выверкой Обработанная > 1 -1 1.95)2.30 2.6б)з,1 5 0
Необработанна я ' 1 н |г, 15)2.45 2,8 1 3.3 4.6 5,2
С выверкой Обработанная | 1 ] - | - |1.8Ь|2.15 2.5| 3.0 4.8
по разметке Необработанная | « 1 -1 - |2.0 12,3 3.0 13,4 1 | 4,8 5 3
23 24 25 На столе с крепле наем болтами 1 планками Без выверки Обработанная | 1 1 |0.58|о.7о|0.8 |0,88|1.02|1,1«|1,90| 2.3
Рейсмусом по раз- метке в одной или двух плоскостях Необработанная 1 1 |0.95|1.25|1.45|l,65|l,85l2.0 |2,4 2.8
1 1 |1,55|1,8S|2.O5|2,3 2.5512,9 13.5 4.6
26 27 J8 29 30 Сбоку стола с креплением болтами и планками -| 4J Без выверки Обработанная 1 1 |0,68|0,80|0,95|1,05|1,15 11.30 2.4 2.9
Рейсмусом по разметке в одной или двух плоскостях Обработанная 1 1 |0,8б|1,05|1.30|1,55|1,75 2.10| 3,81 4.3
Необработанная | 1 1 1.20|1.45|1,80|2,15|2,35 2.851 4,4| 1 4.9
Обработанная 1 1 1.0 |1.20|1,50|1,80|2,0 2.4 |4,0 I 4.5
Необработанная | 1 1.3 |1,55|1.95|2.Э5|2.6 3.1 IS.5 1 | 6,0
31 32 33 34 35 В специальном многоместном приспособлении Без выверив Обработанная 6 10 10,35 0.42 0.52 0.65 0.80 0.44 0.52 0,60 0,85 1.05 0.5210,58 0,68 0.75 0,82 1,05 10 л»
иаалнваём*ых деталей/ Вре“Я ’ П<”' 1<>-Н- 31"3S УКа,ЯИ0 «омплект одиоврем еяио уст
аблии о^у^рем""" 8Тин б°Лее "е“ ДВУ“Я вoвт',“,l кажА“й последующий болт добавлять
198
Нормирование строгальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Поперечно-строгал ьные станки КАРТА 24 Лист 1
£ ’о (Способ установки резца на стружку ЙЙ 2.8== »il X X «а h Длина хода ползуна в мм до
600 | 900
Ширина обработки в мм до
100 | 200 I 300 | 500 | 100 | 200| 300 | 500
Время в мни.
2 |е н т По разметке иля] по лимбу В один проход - 0,20 0.24 0,30 | 0,38 0,28 |о.зз 0.39 | 0,48
Установленному на размер - - 0,14 0,18 0,28 | 0,32 | 0,20 | 0,25 0,31 | 0,40
3 4 5 С предварительным промером Линейка шаблон 250 0,30 0,34 | 0,40 | 0,48 | 0,39 | 0,44 0,48 | 0,54
500 0,35 0,39 0,40 | 0,48 0,44 | 0,48 | 0,54 | 0,60
По разметке прохода — 0,35 0.39 0,45 | 0,53 | 0,44 | 0,48 | 0,57 | 0,66
6 С предварительным промером 250 0,55 | о.м 0,75 | 0.93 | 0.74 | 0,89 | 1,0 | 1.14
7 500 Q.60 | 0,69 | 0,78 | 0.98 0,79 | 0,94 | 1,05 | 1,20
8 Установленному на размер В один ПрОХОД — | — | 0,20 | 0,24
9 По разметке - 1 - | 0,38 | 0.46
10 С предварительным промером Линейка шаблон 1 50 | 0,33 | 0,40
П | 150 | 0,43 | 0.52
12 По разметке прохода — |-| 0,36 | 0,42
13 14 , С предварительным промером Линейка шаблон 50 | 0,62 | 0,72
150 | 0,75 | 0.92
15 g.s о Остановленному на размер В один проход Штанген- циркуль - | 0.20 | 0,25
16 По разметке - | 0,32 | 0.40
17 С предварительным промером — | 0,38 0,45
18 прохода - | 0,66 "0,73
19 Строгание по разметке фасонных поверхностей В один проход - | - | 0.45 0,52
20 В два прохода | — | 0,80 | 0.92
21 Отрезка 1 - 1 - | - | 0,32 | 0.38
22 23 24 25 26 feS g| Со азятием одной пробной стружки С точ ностью до U,2 мм Линейка шаблон 300 0,39 0,43 0,49 | 0,57 0,49 0,54 0,60 0.69
500 0,41 0,45 0,51 | 0,59 0,51 0,56 0.62 0,71
Штанген- циркуль 200 0,46 0,50 0,56 | 0,64 0,56 0,61 0,67 0,76
300 0,51 0,55 0,61 | 0,69 0.61 0,66 0,72 0,81
500 0,55 0,59 0,65 | 0,73 0,65 0,70 0,76 0.85
Примечание. В поз. 8—21 и 33—39 предусмотрено время на работу с ручной подачей,
при работе с механической подачей добавлять к каждому проходу 0,03 мни.
Нормативы времени
199
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Поперечно-строгальные станки
КАРТА 24 Лист 2
| S й Способ установки резца иа стружку ill * f'S X в !! s| Длина хода ползуна в мм до
600 | 900
Ширина обработки в мм до
100 | 200 | 300 | 500 | 100 | 200 1 зоо 1 500
Время в мни.
27 0 Со взятием двух пробных стружек С точио- до 0,2 мм Штаиген- 100 | 0,91 | 0.95 | 1.0 | 1,09 1,05 | 1,10 1,15 1,25
28 200 | 1.05 | 1.10 | 1.15 | 1,25 1.20 | 1,25 1,30 1,40
29 300 | 1,20 | 1.25 | 1.30 | 1,40 1,35 | 1,40 1,45 1,55
30 500 | 1.35 | 1,40 | 1,45 | 1,55 1,50] 1.55 1,60 1.70
31 По разметке - - 1 — j 0,20 j 0,24 | 0,30 | 0,38 0.28 | 0,33 0,39 0,48
32 Ио мерным плиткам - - 1 - | 0.45 | 0,50 | 0.55 | 0,65 0,60 | 0.70 0,75 0,85
33 В т Со взятием одной пробной стружки КОСТЬЮ до 0.2 мм Штанген- циркуль 50 | 0,48 0,56
34 35 100 | 0,52 0,61
150 | 0,58 0,68
36 Со взятием двух пробных стружек 25 | 1,00 1,10
37 38 39 50 | 1,05 1,15
100 | 1,10 1,20
150 | •20 1,30
Примечание. В поз. 8—21 и 33—39 предусмотрено время иа работу с ручной подачей при работе с механической подачей добавлять к каждому проходу 0,03 мин.
Время на приемы, не вошедшие в комплекс
j Наименование приемов Длина хода ползуна
600 | | 900
Время в мин
4Э | Изменить длину хода ползуна 0,10 0.15
41 Изменить число двойных ходов ползуна на станках с механическим приводом 0,05 0,07
42 на станках с гидравлическим приводом 0,04 0.06
43 | Изменить величину подачи 1 0,06 | 0,07
44 Установить и снять резец Проходной или подрезной Количество болтов при креплении 1 болт | 0,7 | 0,8
45 2 болта | 0,8 1 0,9
46 Широкий или фасонный 1 болт I 1.3 1 1 .,4
47 2 болта | 1.5 1 1 1.6
Повернуть резцедержатель иа угол | 0,6 | 0,8
Время на перемещение вручную стола н суппорта
48 49 ~5Г Стол НН « £ £2- X а д sJ Горизонтально Длина перемещения 150—200 | 0.16 1 0,19
Св 200 | 0.23 | 0.29
Вертикально 150—200 1 0,28 | 0.33
Св 200 | 0,39 | 0.48
52 Суппорт Св. 150 | 0,27 1 0,31
Примечание Время иа перемещение стола и суппорта иа длину до 150 мм включено в комплекс
ПОДГОТОВИТЕЛЬНО- ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОРГАНИЗА- ЦИОННО-ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Поперечно-строгальные станки
КАРТА 25
I. Подготовительно-заключительное время
Долбежные станки
КАРТА 26
а) На наладку станка, инструмента и установку
приспособления
Способ установки детали Длине хода ползуна
600 \ 900
£5 ж Время в мин
1 На столе с креплением бол- тами и планками 8,0 | 9,0
2 В тисках 7,0 | 8,0
3 На угольнике с креплением болтами и планками 10,0 | 12,0
4 В приспособлении ‘ 11,0 1 13,0
б) Добавлять на дополнительные приемы
5 Получить в инструменталь- но-раздаточной кладовой н сдать после окончания работы инстру- мент, чертежи и приспособления 6,0
6 Повернуть суппорт па угол 1,0 I 1,5
7 Установить упор 1.5 | 2,0
8 На каждый болт с планкой свыше четырех, предусмотрен- ных поз. 1 и 3 0,5
Н . Время на организационно-техническое обслуживание рабочего места, отдых и естественные надобности
В процентах от оперативного 1 времени | 6,0 | 7,0
I. Обработка плоскостей черновая
Обрабатываемый материал Сечение резца Глубина резання t в мм до
3 | 5 | 8
Подача с в мм/дв. код
Сталь 16x25 | 1,2—1,0 | 0,7—0,5 | 0,4—0,3
20x30 | 1,6—1,3 | 1,2—0.8 | 0.7—0,5
30 X 45 | 2,0-1,7 | 1,6-1,2 | 1.2-0,9
Чугун 16x25 | 1,4-1.2 | 1,2—0,8 | 1,0-0,6
20 X 30 | 1,8—1,6 | 1,6—1,3 | 1,4—1,0
30X40 | 2,0-1,7 | 2,0—1,7 | 1,6-1,3
11 Обработка плоскостей чистовая
чистота Обрабатывае- ма териал Вспомогате ть ный угол резца в плане в град. Радиус при вершине резца
1,0 | 2 | 3
Подача s в жи/сМ ход
V4 Сталь и чугун 3—4 0,9-1,0 1 1^—1,5
5-10 0,7-0,8 | 1,0-1,2
V5 Сталь Чугун 2-3 0,25-0,4 | 0,5-0,7 | 0,7—0,9 0,35-0,5 | 0,6-0,8 | 0,9-1,0
Ill. Обработка пазов
Жуткость си- стемы ста- нок—деталь- инструмент Обрабатывае- мый материал Длина паза в мм до Ширина паза В в мм до
'5 | 8 | 10 | 12 к более
Подача s в мм/д» ход
Жесткая Сталь — |0,12-0,14|0,15-0,18|0,18-0,20(0,18-0,22
Чугун — |0,22—0,2710,28—0,32(0,10-0,36(0,35-0,40
Нежесткая (обработка пазов в отверстиях D < 100 мм) Сталь 100 |0,10-0,12|0,11-0.13|0,12-0,15|0,14-0,18
200 (0,07—0.10(0,09-0,11(0,10-0,12(0,10-0,13
Св. 200 |0,05—0,07|0,06-0.09|0,07—0,08|0,08—0,11
Чугун 100 0,18—0,2210,20-0,2410,22-0,27|0,25-0,30
200 0,13-0,15|0,16—0,18|0,18—0,2110,20—6,24
Св. 200 0.10-0,12|0,12-0,14|0,14-0,17|0,16-0,20
Нормирование долбежных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ДОЛБЛЕНИИ ПЛОСКОСТЕЙ Сталь и стальное литье а/, = 65 кг/мм» Резцы из стали PI8 Долбежные станки
КАРТА 27
Сталь конструкционная углеродистая, хромистая и хромоникелевая
l.h Глубина резания t в мм до
1,6 2,8 1 4,7 II ! 8 0
о V| ‘‘г ь Pz ы р. N3
0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,75 68 60 52 46 40 35 31 27 76 94 128 159 187 215 255 0,84 0,92 0,94 0,96 1,0 1,1 60 52 46 40 35 31 27 24 133 165 195 225 280 330 380 445 1,3 1,4 1,5 1,5 1,6 1,7 1,7 1,7 52 46 40 35 31 27 24 21 225 275 325 375 465 550 630 750 1.9 2,1 2.1 2,1 2,4 II 2,4 2.5 2,6 46 40 35 31 27 24 21 18 380 475 560 640 800 940 1070 1270 2,9 3,1 3,2 3,2 3,5 3,7 3,7
Стальное лнтье
н Глубина резания t в мм до
1,6 2,8 1 4,7 1 8,0
в м ». М", ° N Э 1 в \Рг N3
0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,75 62 55 48 42 37 32 28 25 76 94 111 128 159 187 215 255 0,77 0,84 0,87 0,88 0,96 0,98 0,98 1.0 55 48 42 37 32 28 25 22 133| 1,2 165 1,3 195 1,3 225 1,4 280 1,5 330 1,5 380 1,6 445) 1,6 |48 42 37 32 28 25 1 22 1 18,9 225 275 325 375 465 550 630 750 1,81 1.9 2,0 2,0 2.1 2,2 2,3 2,31 42 37 32 28 25 22 18,9 16,2 380 475 560 640 800 940 1070 1270 2,6 2,9 2,9 2,9 3,3 3,4 3,3 3,4
Примечание. Поправочные коэффициенты на измененные условия эксплуатации резцов см. в карте 33
РЕЖИМЫ РЕЗАНИЯ ПРИ ДОЛБЛЕНИИ ПАЗОВ Сталь с/, = 65 кг/мм1 и чугун серый НВ 190 Резцы из стали Р18 Долбежные станки
КАРТА 28
Сталь конструкционная, углеродистая, хромистая, хромоникелевая и стальное литье
Состояние обрабатываемой поверхности Подача s в мм/de ход до
0,07 0,08 | 0,1 | 0,12 | 0,15 0,18 0,23 0,28 | 0,34
Прокат, поковка 18,7 17,3 0,05 16/ 19,1 0,01 1 14,4 J 25 5 0,06 12,6 30 0.06 11 37 0,07 9,7 44,5 0,07 8,5 0,08 7,4 69 0,08 6,4 84 0,09
Отливка V 17 17,3 0,05 14,1 19,1 0,01 7 13 i 24,7 > 0,05 11,5 29,7 0,06 10 37 0,06 8,7 44,5 0,06 7,7 57 0,07 6,7 69 0,08 5,9 84 0,08
Серый чугун
Подача s в мм/de ход до
| 0,08 | 0,12 | 0,17 0,25 | 0,3 1 0,46 1 1
v 113,4 111,7 110,2 Рг 12,6 19 26,9 N, | 0,04 | 0,04 | 0,04 9,0 39,5 0,06 7,8 1 6,9 48 73 0,06 0,08 ' = -
Поправочные коэффициенты на скорость резания в зависимости от
Периода стойкости 60 90 120 180 240 300
Коэ(^)ициент Сталь 1,41 1,28 1,19 | 1,07 1,0 0,9
Чугун 1,23 1,17 1.11 | 1.04 1,0 0,94
Примечание. Меньшие значения подач применять при обра- ботке пазов шириной до 8 мм или при длине паза > 150 мм.
Нормативы режиме резания
РЕЖИМЫ РЕЗАНИЯ ПРИ ДОЛБЛЕНИИ ПЛОСКОСТЕЙ Долбежные станки
Серый чу!ун НВ 190 Резцы из стали Р18 КЛРТЛ 26
Глубина |Н 4,1 ним / в м ч
Нодачл 1.” । 6,5 ь>
1 'г 1 й 0 'г 1 л' ‘ 1 1 л* 1 и ' !'г 1 л'
0,25 29 | 44 | 0,21 26 но 0,47 JjL | 285 1 1 12,7 J 710 | 2,3
0,10 26 | 61 | 0.27 22 157 | 0,56 | 19.7 | 410 1 ,л 17,3 | 1010 | 2,9
0,55 22 | 80 | 0,29 19,7 199 | 0.64 | 17,3 | 520 15,1 | 1280 | 3,2
0,75 19,7 | 100 | 0,32 17,3 250 | 0,71 | 15,1 | 650 1 к6 13,2 1610 | 3,5
1.1 17,1 | 114 | 0.38 15 1 335 | 0,83 1 13,2 j 870 | ,.2 | 11.6 1 2150 1 4J
1.5 15,1 | 170 0,42 132 “ | 0,92 | П.6 1100 1 10,1 2710 1
11 р и м е ч I II и е Поправочные ьоэ.М”1Цнеи™ и i измененные ус лов ня эксп lyni лцяи резцов см в I карте 33, 1 1 1
Нормативы времени
203
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ Долбежные станки
КАРТА 30
Детали весом до 20 кг устанавливаются вручную, свыше 20 кг — подъемником
о» 25 Способ уста новки и креп- ления детали Характер выверки Состояние установочной поверхности Вес детали в кг до
1 1 3 1 5 1 8 1 12 1 20 1 30 1 50 | 100
Время в мин.
1 2 В самоцен- трирующем трехкулач- ковом патроне Без выверки Обработан- ная 0,18 0,20 0,24 0,28 0,32 0,44 1.1 - -
С выверкой 0,25 0,30 0,38 0,45 0,55 0,80 1,5 - -
3 В четырех- кулачковом патроне С выверкой по разметке 0,38 0,45 0.60 0,72 0,90 1,20 1.9 - -
4 Необрабо- танная 0,48 0,57 0,72 0,85 1,15 1,55 2.1 - -
5 В тисках с ВИНТОВЫМ зажимом Без выверки Обработан- 0,27 0,29 0,32 0,36 0,40 1,46 1.3 1,5 -
6 С выверкой по разметке Необрабо- танная 0,47 0,51 0,55 0,63 0,73 0,86 1.7 1,9 -
7 8 В тисках с пневматиче- ским зажн- Без выверки Обработан- ная 0,23 0,26 0,29 0,33 0,37 0,43 1,2 1,4 -
С выверкой по разметке Необрабо- танная 0,43 0,48 0,53 0,60 0,70 0,83 1.6 1,8
9 В тисках с эксцентри- ковым за- жимом Без выверки Обработан- ная 0,19 10,21 0,25 0,29| 0,34 0,39 — -
10 С выверкой по разметке Необрабо- танная 0,39 0,43 0,48 0,56 0,64 0,79 - - -
11 На столе с креплением болтами и планками Без выверки Обработан- ная 0,82 0,96 1,02 1,20 1,35 1,60 2,8 3,0 3,5
12 С выверкой по одной плоскости Необрабо- танная 1,55 1,85 2,05 2,3 2,55 2,85 3.7 4,1 4.9
13 С выверкой по двум плоскостям 1,8 2.1 2,3 - - - - - -
14 На угольнике С выверкой по одной плоскости - - 1,95 2,3 2,65 3,1 4,4 5,0
15 С выверкой ПО ДВ}М плоскостям - - 2,15 2,45 2,8 3,3 4,6 5,2 -
16 В приспо- соблении с фиксацией на базовые отверстия или пло- скости Зажим бол- том или гайкой Зажим экс- центриковый Зажим с по- мощью маховика Обработан- 0,28 0,37 0,43 0,47 0,51 0,60 - - -
17 0,16 0,2 0,23 0,27 0,3 0,35 - - -
18 0,18 0,22 0,27 0,30 0,34 0,4 - - -
Примечание. При креп.чени
последующий болт добавлять 0,4 ынн.
204
Нормирование долбежных работ
Долбежные станки
КАРТА 31 Лист 1
Время на приемь , вошедшие г i комплекс, связанный с проходом
Длина хода допбяк
о CS 5 500 | 900
Способ установки ° й ih «s я Ширина обработки в мм круглого стола или перемещение в град
S И стружку IP 5’ 100 | 200 | 400 600 | 100 | 200 | 400 | 600
Е ° h 30° I 60° | 120° | 160° | 30» | 60° I 120°| 180’
? So si sS Время в мин
1 По разметке - - 0,30 0,34 0,42 0,50 0,37 0,42 0,51 0,62
2 Установ- ленному на размер - - 0,11 0,15 0,23 0,31 0,15 0,20 0,29 0,40
3 S С предвари- тельным промером - - 0,27 0,31 0,39 0,47 0,34 0,39 0,48 0,59
4 X м i х | = (5 “ 1 100 0,32 0,36 0,44 0,52 0,40 0,45 0,91 0,65
5 2 2„, 300 0,34 0,38 0,46 0,54 0,42 0,47 0,56 *0,57
6 2 одной проб- ной стружки В один П| с допуа свыше 0,; 100 0,37 0,41 0,49 0,57 0,45 0,50 0,59 0,70
7 E i. Si 200 0,40 0,44 0,52 0,60 0,48 0,53 0,62 0,73
8 3 300 0,46 0,50 0,58 0,65 0,54 0,59 0,68 0,79
9 о 100 0,61 0,65 0,73 0,81 0,73 0,78 0,87 0,98
10 I 8 h *5 3 300 0,67 0,71 0,79 0,87 0,79 0,84 0,93 1,04
11 Со взятием двух пробных В два прохода ностыо до 0, 4 100 0,83 0,87 0,95 1,03 0,95 1,0 1,09 1,20
12 К 200 0,95 0,99 1,07 1,15 1,07 1.12 1,21 1,32
13 300 1,13 1.17 1,25 1,33 1,25 1,30 1,39 1,50
14 а По разметке — — 1 - | 0,45 0,55
15 ж Установлен- ному на размер - - - 0,26 0,33
16 1 Со взятием проход S S. 35 - 0,57 0,72
17 8 одной проб- ной стружки Два про- хода - 1,05 1,20
при работе с е ч а и и е Табличным временем предусмотрена работа с ручной подачей, механической подачей к табличному времени добавлять 0,03 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Долбежные станки
КАРТА 31 Лист 2
Время на приемы, не вошедшие в комплекс
№ позиции Наименование приемов । Длина хода долбяка | в мм до
| 500 | 900
1 Время в мин
18 Изменить число двойных ходов долбяка 0,06 0,07
19 Изменить длину хода долбяка 0,10 0,15
20 Изменить величину подачи стола 0,06 0,07
21 Установить и снять державку резца 1,3 1.5
22 Установить и снять резец Проходной или под- резной Количество болтов при креплении Один болт 0,7 0,8
23 Два болта 0,8 0,9
24 Шир кий или фасон- ный Один болт 1,3 1,4
25 Два болта 1,5 1,6
26 Повернуть стол на угол 0,7
27 Повернуть резцедержатель суппорта на угол 0,6 | 0,1
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОРГАНИЗАЦИОННО- ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Долбежные станки
КАРТА 32
I. Подготовительно-заключительное время
а) На наладку станка, инструмента и установку приспособления
№ позиции t Способ установки детали Максимальный ход ползуна в мм до
300 . | 500 900
Время в мин.
1 На столе с креплением болтами и планками 7,0 8,0 10,0
2 На угольнике с креплением болтами и планками 8,0 9,0 11,0
3 В патроне 5,0 6,0 7,0
4 В тисках 6,0 7,0 8,0
5 В специальном приспособлении 10,0 12,0 14,0
б) Добавлять на дополнительные приемы
6 Получить в инструментально-раздаточной кладовой и сдать после работы инструмент, чертежи, приспособления 6,0
7 Установить упор 1,5 2,0 2,5
8 Повернуть стол на угол 2,0 2,5 I 3,0
9 На каждый болт с планкой свыше четырех, предусмотренных поз. 1—3 0,5
11. Время па организационно-техническое обслуживание рабочего места, отдых и естественные надобности
| В процентах от оперативного времени | 6,0 | 6,0 1 7,0
Нормирование
Нормативы режимов резания
207
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ, МОЩНОСТЬ И СИЛУ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Поправочные коэффициенты
Д-АРГЛ 33
I. В зависимости от стойкости резца Т
Тип Обрабатывав мый материал Инструментальный материал Стойкость в Г в мин.
60 | 90 | 120 | 180 | 240 | 360
Поправочные коэффя- цненты КТу = KTff
Продольно-строгаль- ные и поперечно-стро- гальные Сталь Р18 Обработка плоскостей 1,09 1,03 1,0 0,95 0,91 0,87
пазов 1,19 1,08 1,0 0,90 0,84 0,76
Чугун серый ВК8 плоскостей 1,15 1,05 1,0 0,92 0,87 0,80
пазов -
Р18 плоскостей 1,07 1,03 1,0 0,96 0,93 0,90
пазов |1,11 1,05 1,0 0,94 0,90 0,85
Медный Р18 плоскостей 1,09 1,03 1,0 0,95 0,91 0,87
Долбежные Сталь Р18 плоскостей 1.2 1,13 1,С9 1,04 1,0 0,96
пазов 1,41 1,28 1,19 1,07 1,0 0,9
Чугун серый Р18 плоскостей 1,15 ;|i.i 1,07 1,03 1,0 0,96
пазов 1,2з| 1,17 1,Н 1,04 1.0 0,94
2. В зависимости от твердости обрабатываемого материала
1 3 с 1 3 X Сталь конструкционная углеродистая и лсги рованная сь в кг/ммг до Чугун серый НВ до Медные сплавы
Гете- роген IB X “ »i н 1|„ si h Щ I 1 Is
45 55 65 85 170 190 23Л = ;
Kj,v ВК8 - - - - - 1,13 1,0 0,79 - - - - - - -
Р18 1,8 1,з; 7 1,0 0,78 0,62 1,18 1,0 0,72 0,7 '“1 1,7 2,0 4,0 8,0 12
кМрг ВК8 - - - -1- 0,96 1,0 1,08 -1 -
Р18 0,88 0,9' 1 1,0 1,12 1,22 0,94 1,0 1,11 0,75 ‘°! 0,62 1 1,8- 1 2,2 0,65— 0,7 1,7- 2,1 0,25— 0,45
208
Нормирование строгальных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ, МОЩНОСТЬ И СИЛУ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Поправочные коэффициенты 1
КАРТА 33 Лист 2
3 В зависимости от главного угла в плайе <р
Поправочные коэффициен- Инструмен материал Обрабатываемый материал Угол в плане ф в град.
30 45 60 75 90
ВК8 Чугуи 1.2 1.0 0,88 0,83 0,73
Р18 Сталь 1,26 1,0 0,84 0.74 0,66
Чугун 1,2 1.0 0,88 0,79 0,73
Медные сплавы - - 1.0 - 0,83
КУР; ВК8 Чугун 1,08 1.0 0,94 0,92 0,89
Р18 - Сталь 1,08 1.0 0,98 1,03 1,08
Чугун 1,05 1.0 0,96 0,94 0,92
Медные сплавы - - 1.0 - 0,96
\ 4. В зависимости от вспомогательного угла в плане <рг
Поправочные 1 Инструментальный коэффициенты материал Угол в плане ф1 в град.
10 | 15 | 20 30 45
*<Рр I Р18 1,0 | 0,97 | 0,94 0,91 0,87
5. В зависимости от формы передней грани
Поправочные коэффициенты Инструмен- Обрабатыва- материал Форма передней грани
диу^на’я" Лфаской | Плоская, вез фаски
. КФ? 1 Р18 1 Сталь 1,0 | 0.95
6. В зависимости от радиуса при вершине резца
Поправочные коэффициенты Инструментальный материал Обрабатываемый материал Радиус при вершине в мм
1 2 1 3 1 5
Р18 Сталь - 0,97 1,0
Чугун - 0.94 1.0
Медные сплавы 0,9 1'-° 1,06
*4 Р18 Сталь 0,89 | 0,96 1.0 | 1.06
Чугун 0,02 | 0,97 1,0 | 1,04
Нормативы режимов резания
209
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ, МОЩНОСТЬ И СИЛУ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Поправочные коэффициенты
КАРТА 33 Лист 3
7. В зависимости от износа по задней грани йэ
Поправочные коэффициенты Инструмен- тальный материал Обрабатываемый материал Величина износа h3 в мм
0.5 | 0,9| 1.0 | 1.2 1.5 | 2.0 | 3.0 | 4,0
ч ВК8 Чугуи -1-1 1.0 1 12 | |
Р18 Сталь Проходные 0,93| — | 0,95| - 0,97| 1,0 | - | -
Прорезные | 0,85| — I 1,0 | — I-I-I-I-
Чугуи Проходные | - | - | 0,8б| - | 0,9 | 0.93| 0,95| 1,0
Прорезные | 0,85| — | 0,9 | — 0 95| 1.0 1-1-
Чг ВК8 Чугун 1 - 1 1.0| 1 1,05 | - | -
Р18 Сталь |0,93| 1 0,95| - — 1.0 1-1-
Чугуи 1- 1-М - — (\83| - | 1,0
8. В зависимости от сечения державки резца
Поправочные коэффициенты Инструменталь- ный матерная Обрабатываемый материал 1 Сечение державки в мм
1 16X25 | 20X 30 | 25x40 | 30x45 | 40 x 60 | 60X90
ч Р18 Сталь | 0,9 | 0,93 | 0,97 | 1,0 | 1,04 | 1,10
Чугун | 0,95 | 0,96 | 0.98 | 1,0 | 1,02 | 1.05
Медные сплавы | — | 0,96 | 0,98 | 1,0 | 1,02 | —
9 В зависимости от состояния поверхности заготовки
Поправоч ные коэф- фициенты Инстру- Обрабатывае- мый материал Корка ли- Ктейная“ Без корки С коркой
II о 1 покоака § 23 S:
160 160-200
K‘V ВК8 Чугун | 1,0 0,8-0,85 0,5—0,6 — — — — — —
Р18 Сталь | — | — — 1,0 0,9 0.9 0,75 0,80 0,85
Чугуи | 1,0 | 0.8—0,85 0,5-0,6 | — — — — 1 — —
Медиые 1 1,0 | сплавы 1 1 I 0,9-0,95 -1 -
10. В зависимости от переднего угла у
Поправочные коэффициенты Инструмеиталь ный материал Обрабатываемый материал 1 величина у в град.
1 0 | 8 | 10 | 12-15 | 20 | 25
4>г ВК8 Чугуи | 1,1 | — | 1,0 | — | 0.9 | —
Р18 Сталь ай<80 | — | — | — | 1.08 | 1,0 | 0,94
at>80 кг/мм» | — | — | — | 1,0 | 0,91 | 0,85
Чугун | | 1,0 | - | 0,94 | | -
11. В зависимости от угла наклона режущей кромки X
Поправочные 1 Инструмеиталь коэффициенты 1 ный материал Обрабатываемый материал I Величина X в град.
| -5 | 0 | +5 | +10 | +15
Кхр2 | ВК8 Чугун | 1,0 | 1,0 | 1,0 | 1,0 | 1,0
14 Справочник нормировщика 98
210
Нормирование строгальных работ
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА РЕЗЦА Строгальные станки
КАРТА 34
I. Величина перебега в направлении главного движения (по длине хода резца или стола)
А. Продольно-строгальные станки Б. Поперечно-строгальные и долбежные станки
Длина строгания в мм ДО Перебег стопа в обе стороны G в мм Длина строгания Перебег резца в обе стороны 1я в мм
2 000 200 100 35
4000 325 200 50
6 000 375 300 60
10000 475 Св. 300 75
II. Величина врезания и перебега резца в направлении рабочей подачи ( (по ширине обработки)
Характер обработки Главный Глубина резания t в мм до
3 1 5 1 8 1 12 I 20 | 1 25 1 30
Величина врезания и перебега lt в мм
Обработка проходными резцами 20 11 16 25 36
30 7,5 П 17 24 37
45 5 7 11 15 23 30 35
60 3,5 5 7,5 10 15 20 23
90 2 2 3 3 3 5 5
Обработка широкими резцами - (2 3)5
Обработка пазов и от- резка 2,0 мм
Нормативы режимов резания
211
СКОРОСТЬ РЕЗАНИЯ, число двойных ходов И ТЯГОВАЯ СИЛА НА РЕЗЦЕ Строгание
КАРТА 35
| £ Длина хода ползуна Число ДВОЙНЫХ ходов в минуту
17 24 34 | 49 | 69 | 96 17 1 1 24 1 34 1 49 1 69 | ( 96
Скорость рабочего хода ор х в м/Шн Тяговая сила на резце Р в кг
Поперечно-строгальные | 735 100 200 300 400 500 14,1 12,9 16,5 19,8 12,5 18,2 22,5 28 18,2 26 34 38 13,3 25,5 37 47 18,7 35,5 50. 600 650 500 420 660 460 370 300 460 320 245 171 625 325 225 198 445 235 166
Модель Длина ползуна Число двойных ходов в минуту
12,5 17,6 25 | 36,5 | 52.5 | | 73 12,5 I 17,9 1 25 | 36,5| 12.5| 73
Скорость рабочего хода Ор в м/мин Тяговая сила иа резце Р в кг
736 150 250 350 450 550 650 7,7 9,6 11,2 12,8 8,1 13,6 16,3 18,5 11,4 15,4 19 22,8 26 9,5 16,3 22,5 22 33,5 38 13,6 23 32,5 40 18,5 33 1940 1560 1330 1170 1850 1360 1100 920 810 1310 970 790 650 580 1570 920 660 540 450 395 1100 540 450 375 790 450
1 Долбежные | Модель долбяка Число двойных ходов в минуту
30 1 ® 1 78 | 120 1 " 1 - 30 1 « 1 78 | 120 1 - 1 -
Скорость рабочего хода vх. в м/мин Тяговая сила на резце Р в кг
7417 25 50 75 100 125 150 160 6,3 7,2 7,68 6,65 8,35 10,1 12’,29 7 10,4 13,56 16,4 18,85 5,75 10,8 16,1 20,9 25,2 = = 1440 1248 1200 1380 1070 890 775 740 1185 845 655 545 473 1480 774 550 427 354 = 2
Модель Длина хода долбяка Чисто двойных ходов в минуту
40 | 64 | 102 | 163 1 - 1 " 40 | 64 | 102 | 163 1 - 1 -
Скорость рабочего хода ор х в м/мин Тяговая сила на резце Р в кг
7А420 50 75 100 125 150 175 200 16,8 8,42 9,84 11,06 12,24 8,5 19,7 13,23 15,45 17,41 19,17 9,3 13,5 17,55 21,5 24,5 27,5 30,5 15 21,6 27,5 33,5 39,5 44 49 = = 1482 1242 1076 968 883 1178 947 753 685 616 562 1079 740 590 498 430 387 353' 673 462 371 = =
14*
ГЛАВА IV
НОРМИРОВАНИЕ СВЕРЛИЛЬНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В настоящей главе приведены нормативные материалы для расчета тех-
нических норм времени на работы, выполняемые на сверлильных (верти-
кальных и радиальных) станках.
На сверлильных станках выполняются следующие основные работы:
сверление отверстий различного диаметра в сплошном материале, рассвер-
ливание предварительно обработанных отверстий, зенкерование отверстий
цельными и насадными зенкерами, растачивание отверстий резцами в спе-
циальных оправках, зенкование различных фасонных отверстий зенковками,
подрезание бобышек и других торцовых поверхностей, сверление и зенко-
вание центровых отверстий, развертывание отверстий цилиндрическими
и коническими развертками и нарезание резьбы машинными метчиками 1.
При сверлении отверстий на сверлильном станке сверло большей частью
работает по сплошному материалу и лишь иногда по предварительно обра-
ботанному отверстию. Наиболее широко распространены спиральные
сверла; значительно реже применяются перовые сверла. i
Зенкеры применяют для зенкерования (растачивания) отверстий, пред-
варительно просверленных или предварительно заготовленных (литьем,
горячей штамповкой).
Отверстия, предварительно заготовленные литьем, штамповкой или
предварительно обработанные сверлом или зенкером, растачивают резцами
и пластинками, закрепленными в специальных оправках.
Для получения фасонных отверстий (под головку винта впотай и т. д.)
применяют зенковки, а для подрезания торцовых поверхностей (бобышек
и т. д.) — цековки и подрезные ножи.
Центровые отверстия в деталях небольшой длины (короткие валики
и т. п.) сверлят на сверлильных станках центровочными сверлами и зенков-
ками или комбинированными центровочными сверлами.
Резьбу в отверстиях деталей нарезают на сверлильных станках машин-
ными метчиками.
Сверла и зенкеры являются черновым инструментом. Нормально сверла
обеспечивают 5-й класс точности и 2—3-й классы чистоты (V2—3), а зен-
керы— 4-й класс точности и 3—4-й классы чистоты (V3, V 4). Развертки
обеспечивают 3-й класс точности и 5—6-й классы чистоты (V5—6) при работе
одной черновой разверткой. При последовательном применении двух раз-
верток (черновой и чистовой) можно получить отверстие по 2-му классу
точности и с чистотой поверхности по 7—8-му классам чистоты (V7, V8).
1 Режимы резания для нарезания резьбы машинными метчиками см главу VI «Нор-
мирование резьбонарезных и резьбонакатных работ».
Методические указания
213
Процесс резания и образования стружки при обработке отверстий свер-
лами, зенкерами, зенковками, развертками и другим центровым инструмен-
том, т. е. инструментом, диаметр которого определяет размер обрабатывае-
мого отверстия, имеет ряд существенных особенностей. У всех этих инстру-
ментов отделение стружки затруднено, что приводит к его нагреванию,
а это обусловливает необходимость обильного охлаждения.
У всех указанных выше инструментов резание производится заборной
конусной частью, поэтому скорость резания в разных точках режущих
кромок инструмента различна; это приводит к увеличению де4юрмации
металла и повышению расхода энергии на резание.
При работе на сверлильных станках главное движение и движение
подачи осуществляются инструментом, что понижает точность направления
оси отверстия.
Для повышения точности направления оси отверстия применяют направ-
ляющие втулки. Это создает трение направляющих ленточек режущего
инструмента о стенки втулки и увеличивает нагрев инструмента.
При обработке отверстий глубина резания определяется следующим
образом.
Для рассверливания, зеикерования, развертывания и т. д. глубина
резания определяется по формуле
/ = (1)
где d — диаметр отверстия до обработки данным инструментом в мм\
D — диаметр отверстия после обработки данным инструментом в мм.
При работе сверлом по сплошному материалу диаметр предварительно
обработанного отверстия d = 0, следовательно, в этом случае
При обработке отверстий различают нормальную длину обработки (нор-
мальное сверление, нормальное зенкерование и т. д ) и глубокое сверление,
глубокое зенкерование и т. д.
Под нормальной длиной обработки понимается длина отверстия, ие пре-
вышающая трех диаметров; при этом применяют нормальные инструменты
и нормальные режимы резания. Если длина отверстия больше трех диамет-
ров> то условия работы инструмента ухудшаются: увеличивается трение
направляющих ленточек инструмента о стенки отверстия, что увеличивает
образование тепла, подвод же охлаждающей жидкости к месту резания
затрудняется. Вывод стружки из отверстия также сильно затруднен, осо-
бенно при сверлении в сплошном материале, что приводит к необходимости
в процессе работы выводить инструмент из отверстия для удаления стружки.
Чем длиннее отверстие, тем сильнее влияют перечисленные факторы
на работу.
При установлении режимов резания для глубокого сверления в зави-
симости от длины отверстия вводят поправочные коэффициенты на подачу
и скорость резания. При расчете вспомогательного времени необходимо
учитывать время на вывод и ввод сверла для очистки отверстия и инстру-
мента от стружки.
При рассверливании с малой глубиной резания (t до 5 мм) часто наблю-
дается отламывание уголков режущей кромки в месте перехода ее в ленточку
и затягивание сверла в обрабатываемый материал, что является недостат-
ком существующей геометрии нормальных спиральных сверл. Чем больше
глубина резания при рассверливании, тем спокойнее идет работа. Подточка
со стороны передней грани на участвующем в резании отрезке кромки обра-
214
Нормирование сверлильных работ
зует постоянный передний угол (фиг. 1), что предотвращает поломки и позво-
ляет работать с глубиной резания меньше 5 мм. Однако очень большая
глубина резания при рассверливании нецелесообразна, так как в этом
случае работа по своим условиям приближается к сверлению.
При зенкеровании и развертывании максимальная глубина резання
определяется конструкцией инструмента.
Сечение по ДА
Фиг. 1.
На практике установлены средние значения припусков, снимаемых
зенкерами и развертками, величины которых приводятся в табл. 1.
Таблица 1
Средние значения припусков на диаметр, снимаемых зенкерами и развертками, в мм
Припуск Диаметр отверстия в мм
3-6 7-10 | 11-18 | 19-30 31-50 51—80 | 81-100
Под зенкерованне 0,5—0,8 1,0-1,5 1,6—1,8 3 4 4,5—6
Общий под чер- новое и чистовое развертывание 0,20 0,25 0,30 0,35 0,40 0,55 0,70
Под черновое раз- вертывание 0,15 0,20 0,25 0,25 0,30 0,40 0,50
Под чистовое раз- вертывание 0,05 0,05 0,05 0,10 0,10 0,15 0,20
Приведенные в табл. 1 припуски определяют глубину резания для зен-
керов и разверток.
I. Выбор материала режущего инструмента
Инструменты, применяемые па сверлильных станках, изготовляются
из инструментальных сталей марок Р18, 9ХС, У12А и УЮА. Сверла, зенкеры
и развертки изготовляются также с пластинками из твердых сплавов марок
ВК8 и Т15К6.
Основным материалом является быстрорежущая сталь марки Р18. Если
нельзя полноценно использовать режущие свойства быстрорежущей стали
марки Р18, то взамен нее следует применять инструменты из легированной
стали марки 9ХС и углеродистых сталей марок У12А и УЮА, устанавливая
при этом скорость резания в соответствии с поправочными коэффициентами.
Для скоростного сверления, рассверливания, зепкерования и разверты-
вания применяются инструменты с пластинками из твердого сплава. Режимы
резания при работе инструментами с пластинками из твердого сплава при-
водятся в картах 28—41.
Методические указания
215
В карте 1 приводятся данные для выбора материала режущей части
инструмента в зависимости от механических характеристик обрабатываемого
материала и конструкции режущего инструмента.
Износ и геометрические параметры режущей части инструмента. Износ
режущего инструмента, сопутствующий каждому процессу резания, зависит
от физико-механических свойств материала, геометрических параметров
режущей части инструмента, качества заточки и целого ряда технологических
факторов (скорости и глубины резания, подачи, длины обрабатываемого
отверстия, охлаждающей жидкости и др.). Все это определяет период рабо-
тоспособности инструмента до его переточки и суммарное время его работы
до полного износа.
Для сверл с нормальной, двойной заточкой и заточкой по методу
В. И. Жирова, зенкеров и резцов установлена такая величина износа, кото-
рая соответствует нормальным условиям эксплуатации, при которых обе-
спечивается рациональный расход этих инструментов.
Для разверток принят технологический критерий затупления, т. е.
такая величина допустимого износа, превышение которой приводит к ухуд-
шению заданной чистоты и снижению точности размеров обработанной
поверхности.
Величины допустимого износа, принятые в качестве критерия затупления
для инструментов, применяемых на сверлильных станках, приводятся
в табл. 2.
Износ инструментов
Таблица 2
216
Нормирование сверлильных работ
Продолжение табл. 2
Раз
верт-
ка
Технологический износ — получение отверстия
в пределах допуска с чистотой отверстия V7~
V 8, чему обычно соответствует износ по задней
грани (н месте сопряжения приемного конуса с
калибрующей частью), равный 0,4—0,7 мм
Износ по задней грани
0,3—1,5 мм] 1,5—2,0 мм
Резкое ухуд-
шение обра-
батываемой
поверхности
Методические указания
217
Анализ процесса износа инструмента является основой для выбора гео-
метрических параметров его режущей части.
Рекомендуемые геометрические параметры режущих частей инструмента
для сверл приведены в картах 2, 4, 6 и 28, для зенкеров в картах 14 и 34, для
разверток в картах 20 и 40 и для резцов в картах главы II.
Обработка отверстий сверлами, зенкерами и развертками. Режимы реза-
ния для обработки отверстий даны:
1) для сверления по сплошному материалу сверлами диаметром отО,25 мм\
2) длй рассверливания предварительно обработанных отверстий;
3) для зенкерования цельными и насадными зенкерами;
4) для развертывания.
Рекомендуемые нормативы режимов резания составлены для сверления,
зенкерования и развертывания отдельно при работе инструментами из инстру-
ментальных сталей и отдельно при работе инструментами с пластинками
из твердых сплавов.
Подача. Рекомендуемые технологически допустимые величины подач
для перечисленных выше работ, приводимые в картах 3,5,11,15,21,24,29,
32, 35 и 41, даны в зависимости от технологических факторов (чистота и точ-
ность обработки, чередование применяемых инструментов и др.), механи-
ческих свойств обрабатываемого материала и диаметра инструмента с учетом
динамической прочности (для сверл и зенкеров).
По данным исследований ряда организаций (ВНИИ и др.) применение
сверл, заточенных по методу В. И. Жирова, дает возможность вести работу
с большими подачами, так как осевая сила при работе этими сверлами меньше
чем при работе сверлами с обычной заточкой.
Для сверления по сплошному материалу с ручной подачей в карте 5
даны подачи с учетом среднего усилия руки рабочего.
Скорости резаиия. Для большей компактности нормативных материалов
режимы резания в нормативных картах рассчитаны для сверления, рассвер-
ливания, зенкерования и развертывания углеродистой конструкционной
стали марки 45 НВ 170—200; аь = 65 кг/ммъ и серого чугуна НВ 195.
В указанных картах скорости резания v в м./м.ин, число оборотов
п в минуту подсчитаны в зависимости от диаметра инструмента и величины
подачи на один оборот инструмента.
При сверлении в сплошном материале возникают значительные осевые
усилия и крутящие моменты, требующие затрат значительной мощности.
Так как при этом усилие, допустимое станком, и располагаемая им мощность
могут оказаться недостаточными, то в ряде случаев применение рациональ-
ных режимов резания лимитируется возможностями станка и вызывает необ-
ходимость его модернизации. Для сопоставления возникающих при сверле-
нии в сплошном материале осевого усилия, крутящего момента и потребной
мощности с паспортными данными станка в картах 8 и 10 даны значения осе-
вого усилия Р в кг и крутящего момента Мкр в кгмм и в карте 42 эффектив-
ной мощности N3 в кет.
Подсчеты скоростей резания для всех видов работ, осевых усилий и кру-
тящих моментов произведены по формулам, приведенным в табл. 3 и 4, где
указаны принятые значения постоянных коэффициентов С„, Ср, нСм для всех
видов работ для обработки углеродистой конструкционной стали оь =
— 65 кг/мм2 и серого чугуна НВ 195, а также значения показателей степени
в формулах. Обрабатываемость металлов ввиду отсутствия других данных
в порядке первого приближения принята в зависимости от их механиче-
ских свойств НВ или <зь в кг/яя2 в данной группе металла.
Для обработки сталей с другими механическими характеристиками,
а также для обработки алюминиевых сплавов приводятся поправочные
коэффициенты в картах 18 и 38. Для обработки серого чугуна с другими
218
Нормирование сверлильных работ
механическими характеристиками, а также для обработки ковкого чугуна
и медных сплавов приводятся поправочные коэффициенты в картах 19 и 39.
Подсчеты скоростей резания для всех видов работ приведены с ориенти-
ровкой на длину отверстия не больше трех диаметров. Принятые расчетные
стойкости при работе одним инструментом приводятся в картах для соот-
ветствующих видов работ.
В этих же картах приводятся поправочные коэффициенты на ии п для
измененной стойкости и для других соотношений длины обрабатываемого
отверстия к его диаметру.
С изменением стойкости изменяется н скорость резания. Поправочные
коэффициенты на скорость резания в связи с измененной стойкостью при-
водятся в соответствующих картах.
Скорости резания при зенкеровании и развертывании ориентированы
на величину припусков, указанных в картах.
Режимы резания при работе коническими развертками даны в карте .24.
Обработка отверстий резцом в оправке, зенкование и цекование. Режимы
резания при обработке отверстий резцом из инструментальной стали
в оправке приведены в карте 25. Подачи для черновой и чистовой обработки
даны в зависимости от диаметра расточки и глубины резания; выбор подач
в карте дан отдельно для обработки сталей и алюминиевых сплавов
и отдельно для обработки чугуна и медных сплавов. Скорости резания даны
в виде средних значений для различных групп обрабатываемых мате-
риалов.
Режимы резания при зенковании и подрезании бобышек приведены
в карте 26 Выбор подач в карте дан отдельно для обработки сталей и алю-
миниевых сплавов и отдельно для обработки чугуна и медных сплавов.
Скорости резания даны в виде средних значений для различных групп
обрабатываемых материалов.
Образование центровых отверстий. В карте 27 приведены режимы реза-
ния при изготовлении центровых отверстий на сверлильных станках. Подача
s в мм/об и скорости резания о в м/мин даны для работы центровочными
инструментами по ГОСТУ 6694—53. В карте 27 дано также время правки
центровых отверстий на сверлильных станках после термообработки. Время
Таблица 3
Расчетные зависимости для определения скорости резания
Вид обра- ботки Материал ннстру Ь глеродистая конструкционная сталь НВ 170—200 Материал ннстру мента Серый чугун НВ 195
Сверле- ние PI8 s<0,2 мм/об 800,4 V = ^.2^,7 M/MUN Р18 S < 0,3 мм/об 14,2 D0,25 , D ^.125,0.55*'^
s>0,2 мм/об 11,1 Р014 , V= уО.2 SU,5 М/MUH s > 0,3 мм/об 16,5 D0-25 ° r0.125s0.4
ВК8 42,3 £>0,5 , °=T0.4 ^.5 M/MUH
Методические указания
219
Продолжение табл. 3
Вид обрд боткн Матерна л i- глероднстая конструкционная сталь НВ 170—200 = 65 кг/мм* Ma те риал Серый чугун НВ 195
Рассвер- ливание PI8 18,4 О0-4 P18 21,6 О0,25 V~ 70.125,0,1 s0.4 M,MUH
BK8 55,2 if-5 V -^.4 ZO.15 5и-.45Л/А,“'<
Pit* Цельные зенкеры 18,6 О0’3 v ~ глз ,0,2 ьи,5 м/мин PI8 Цельные зенкеры , 18,2 Р0’2 1 ' ГО.125 ,0.1 s0,4 MlMUH
Насадные зенкеры 16.6 if-3 v 7о,з ,о,2 su,o м1м1Н Насадные зенкеры 16,3 ZA2 v ~ у.0.125 ,0,1 s0,4 M/MUH
Г15К6 20.6 £>°'s v ,0 25^0.3 л,/,,ин 12.1 О0’3 v p.i ^*1мин BK8 10I,5Z>°-4 v = 7^.4 ,0,15 s0,4o M,MUH
Развер- тывание Р18 P18 \a,\EP2 v- 7-0,3 ?.l so,5
220
Нормирование сверлильных работ
^Таблица 4
Расчетные зависимости для определения осевого усилия Р, крутящего момента Мкр
и мощности jVj, потребной на резание
Вид обра боткм Материал инстру- мента Углеродистая конструкционная сталь НВ 170-200 0;,= 65 кг/мм‘ Материал инстру- мента Серы! чугун НВ 195
Сверле- НИР Инстру- менталь- ные стали Р == 61,2.0s0’7 *г = 31D2s0,8 кгмм Инстру- менталь- ные стали Г. II II S & 6'to ИС> ов fs it
- Твердый сплав Р= 42,7D112s0’75 кг Мкр = 12,гО2’^0’8 кгмм
Рассвер- ливание Инстру- менталь- ные стали P = 34/1'3s0’7 кг Мкр = 81O/°’9s0’8 кгмм Инстру- менталь- ные Р = 23,8?’2^’4/се Мкр = 86,3O/°’75s0’8 кгмм
Твердый сплав Мкр = 688D°-75t°-ss°'№ кгмм Твердый сплав Мкр = 172O°-85/°'8s°'7 кгмм
Зенкеро- ванне Т вердый сплав Л1нр = 848D0'75/0’8s0,#s кгмм Твердый сплав Мкр — 199DO,S510,& s017 кгмм
Сверле- ние, рассвер- ливание, зенкеро- вание, развер- тывание Инстру- менталь- ные стали. Твердый сплав м МкрП Na 716 200-1,36 Инстру- менталь- ные стали Твердый сплав Мкрп N’~ 716 200-1,36 Квт
Методические указания
221
это предусматривает работу с ручной подачей при максимальных числах
оборотов шпинделя станка.
Порядок выбора режима резания на станке. 1. По соответствующим
картам устанавливают величину наибольшей технологически допустимой
подачи.
2. Найденную величину подачи заменяют ближайшей подачей, осу-
ществимой на станке.
3. Установленную подачу проверяют по осевому усилию, т. е. сопостав-
ляют усилие по установленной подаче с допустимым усилием по паспорту
станка. Если это усилие превышает наибольшее усилие, допустимое по проч-
ности механизма подач станка, то подачу снижают на одну ступень и повто-
ряют проверку.
Такого порядка расчет производят только при сверлении отверстий
в сплошном материале. При рассверливании, зенкерованни и развертывании
в указанной проверке в большинстве случаев нет необходимости.
4. По выбранной подаче и диаметру инструмента по соответствующим
картам устанавливают скорость резания и в м!мин, обороты шпинделя станка
п в минуту и потребную мощность N3 в кет. Если эффективная мощность
на шпинделе станка меньше потребной, то число оборотов пересчитывают
по формуле
« = (3)
Одновременно следует проверить выбранный режим по крутящему
моменту Мкр_ ст > Мкр. ин .
Сравнение с эффективной мощностью станка производится только для
операций сверления и рассверливания; при зенкерованни, развертывании
и т. д. мощность станка в большинстве случаев не является лимитирующим
фактором.
5. Теоретически рассчитанное потребное число оборотов шпинделя
не может быть точно воспроизведено на станке, поэтому число оборотов при-
ходится выбирать между ближайшим большим числом оборотов станка
пбол и ближайшим меньшим пмен.
11. Определение основного (технологического) времени
Основное (технологическое) время на переход при работе на сверлильных
станках рассчитывается по формуле
где L — длина пути проходимого инструментом в направлении подачи, в мм;
I — длина обрабатываемой поверхности в мм; для сверления, зенке-
рования, развертывания — длина отверстия, обрабатываемого
на данном переходе; для цекования и подрезки торца — вели-
чина припуска, снимаемого на данном переходе;
Л — величина врезания и перебега инструмента в мм, рассчитываемая,
исходя из конструкции режущих элементов инструмента, вида
и условий обработки; эта величина определяется по карте 43;
sM—подача инструмента за 1 мин.;
п — число оборотов инструмента в минуту;
s — подача инструмента на один оборот в мм;
i — число проходов.
222
Нормирование сверлильных работ
По приведенной формуле рассчитывается основное (технологическое)
время при выполнении на сверлильных станках сверления, рассверливания,
зенкерования, развертывания и зенкования отверстий, подрезки торца
цековкой или подрезной пластиной.
Число оборотов в минуту подсчитывается по формуле
10001>
П ~ nD ’
где v — расчетная скорость резания в м!мин\
D — диаметр обрабатываемого отверстия или поверхности детали
в мм (при обработке конических отверстий или одновременной
обработке ступенчатых отверстий, а также при цековании и под-
резании плоскостей величина D принимается по наибольшему
диаметру).
111. Определение вспомогательного времени
Расчет вспомогательного времени на операции заключается в определении
и последующем суммировании:
1) времени на установку и снятие детали;
2) времени, связанного с каждым переходом в операции;
3) времени на контрольные измерения.
Время на установку и снятие детали приведено в карте 44. В нормативах
предусмотрены все типовые способы установки, выверки и крепления дета-
лей. В качестве главного фактора продолжительности принят вес детали.
Кроме этого фактора учтены:
а) способ крепления детали и тип приспособления;
б) наличие и характер выверки;
в) характер установочной поверхности и др.
Время в нормативах дается на комплекс приемов «Установить деталь
V снять».
Время, связанное с переходом. Вспомогательное время, связанное с пере-
ходом при работе на вертикально и радиально-сверлильных станках, состоит:
а) из времени на комплекс приемов управления станком, связанных
с проходом;
б) из времени на приемы, связанные с переходом, не вошедшие в ком-
плексы;
в) из времени на выводы сверла для удаления стружки.
Нормативы разработаны применительно к различным вадам обработки,
выполняемым на вертикально- и радиально-сверлильных станках.
Вспомогательное время на комплект приемов управления станком,
связанных с проходом, включает время на приемы «Подвод инструмента
к детали», «Включение и выключение подачи», «Отвод инструмента в исход-
ное положение». При этом учтены следующие основные факторы, влияющие
на продолжительность:
а) размер станка;
б) размеры обрабатываемых поверхностей;
б) способ подачи (ручная или автоматическая).
В карте 45 приведено вспомогательное время на выполнение одного
прохода при работе на вертикально-сверлильных, а в карте 46 —
на радиально-сверлильных станках.
При работе в несколько проходов время устанавливается в соответствии
с их числом и характером.
В карте 48 приведено вспомогательное время, связанное с операцией
при нарезании гаек гаечными метчиками в условиях серийного производства.
Методические указания
223
Время на приемы, связанные с переходом, не вошедшие в комплексы,
а именно на приемы «Включение и выключение вращения шпинделя», «Изме-
нение числа оборотов или величины подачи», «Установка и снятие инстру-
мента», «Установка и снятие кондукторной втулки», «Включение и выклю-
чение охлаждения», «Смазка инструмента», «Перемещение детали или детали
с приспособлением по столу», «Кантование приспособления и поворот при-
способления на оси под углом фиксации», выделено и приводится в карте 47.
При сверлении время на один вывод и ввод сверла для удаления стружки
складывается из ряда приемов. При работе с механической подачей имеют
место следующие приемы: «Выключить подачу» (перекрывается основным
временем), «Вывести сверло из отверстия для удаления стружки», «Ввести
сверло в отверстие», «Включить подачу». При работе с ручной подачей
имеют место приемы «Вывести сверло из отверстия для удаления стружки»,
«Ввести сверло в отверстие».
Общее время на выводы и вводы сверла для удаления стружки зави-
сит от количества выводов и вводов сверла (см. табл. 5). В карте 49 дано
время на выводы и вводы сверла для удаления стружки.
Время на выводы и вводы сверла для удаления стружки должно сумми-
роваться со вспомогательным временем на проход.
Время на контрольные измерения. Нормативы вспомогательного времени
на измерения даны для различных измерительных инструментов, приме-
няемых при выполнении станочных работ, независимо от типов станков
(см. главу II, карту 64, стр. 160).
Картами вспомогательного времени на измерения следует пользоваться
при установлении времени на контрольные измерения, производимые после
выполнения станочником перехода или операции, когда время на измерение
не перекрывается основным временем.
В зависимости от диаметра и длины сверления, а также от характеристики
обрабатываемого материала применяется различное количество выводов
и вводов сверла для удаления стружки (табл. 5).
Таблица 5
Рекомендуемое количество выводов н вводов сверла, связанное с удалением стружки
Обрабатывае- мый материал Диаметр сверла Длина сверления в мм
6 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 125 | 150 | 175 | 200
Сталь с аь >45 кг/ мм1, алюминий 2 | , | 2 | , | 7 | _Н | | | | _
3 И 1121315171 -1 -Щ -1 -1 -1 -1 -1 -1 -
4 1 -1 М 4171 -| -I -| -I -| - 1 -1 -1 -1 -
5 | НН 1 | 1 | 2 | 3 | 5 | 7 | -| -| -| -| - | - | - | - | -
8 ПН- -1 1 | ! | 2 | 3 | 4 | 5 | 7 | -I - 1 - I - I - | -
ю | Н -1 - Н -| 1 | 1 | 2 | 3 | 3 | 5 | 6 | 7 -1-1-1-
12 1-1-1- -1 “I -1 1 1 1 1 2 1 2 1 3 1 4 5 71 — 1 — 1 —
15 1 “I -1 И 'I “I И “I 1 | 1 | 2 | 2 | 3 | 3 5|7
18 1 -1 -1 -Н -1 -1 -11 1 1 1 1 11 1 2 1 2 3| 5 | 7 |-
20 | -I -I "I И И Н “I “I 1 1 1 1 Ч 1 1 2 3| « | s | 7
25 | _| _| Н -| -| "I “I "I "I 1 1 > 1 1 1 1 2| 3 | 4 5
зо | -I -| -| -| -| -| -| -| 1| 1 | 2 | 2 3
40 | Н -| -| -| -| -| Я -| -| -| Я - | 1| 1 | 1 | 2
224
Нормирование сверлильных работ
IV. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надоб-
ности приведено в карте 50 (лист 2). Это время установлено в процентах
оперативного времени и предусматривает выполнение следующей ра-
боты:
По техническому обслуживанию рабочего места:
а) смена затупившегося инструмента;
б) регулировка и подналадка станка в процессе работы;
в) сметание стружки в процессе работы.
По организационному обслуживанию рабочего места:
а) осмотр н опробование оборудования;
б) раскладка инструмента в начале и уборка его по окончании работы;
в) смазка и чистка станка;
г) получение инструктажа в течение рабочего дня.
Пример расчета нормы времени
225
Время перерывов иа отдых и естественные надобности дано в процентах
от оперативного времени с учетом веса детали, длительности операции, соот-
ношения ручного и машинного времени, наличия механизации процессов
работы.
V. Определение подготовительно-заключительного времени
Норма подготовительно-заключительного времени определяется по
карте 50 (лист 1) как сумма:
а) времени на наладку станка, зависящего от способа установки детали
и количества инструментов, участвующих при выполнении операции;
б) времени, затрачиваемого в случаях работы с каким-либо дополнитель-
ным нерегулярно применяющимся в работе приспособлением или устрой-
ством, предусмотренным технологическим процессом на данную операцию.
Подготовительно-заключительное время дано в нормативах в зависимости
от способа установки детали и приспособления на станке, размера станка
и рассчитано на такую организацию производства, при которой доставка
нарядов, технической документации, инструмента и приспособлений к рабо-
чему месту производится вспомогательным обслуживающим персоналом.
Учитывая, что па отдельных заводах это выполняется самим исполнителем
работы, в карте подготовительно-заключительного времени в разделе В
предусматривается дополнительное время на выполнение этой работы.
Пользуясь приведенными нормативами, можно расчетным путем опре-
делить норму штучного времени на каждый из перечисленных видов работ,
выполняемых на сверлильных станках.
Ниже приводится пример расчета нормы штучного времени (см. норми-
ровочную карту и расчетный лист к ней).
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ
Расчетный лист к нормировочной карте
Норма времени устанавливается для двух вариантов обработки:
1-й вариант — работа инструментами из инструментальной стали марки
Р18; 2-й вариант — работа инструментами, оснащенными пластинками
твердого сплава ВК8.
Первый вариант
Исходные данные.
Деталь — цилиндрическая шестерня.
Операция — обработка отверстия D = 25А3.
Станок — вертикально-сверлильный модели 2А150.
Род заготовки — отливка СЧ 18-36, НВ 205—225.
Инструмент — сверло спиральное D = 22 мм, зенкер D — 24,9 мм
и развертка D = 25 мм из стали Р18.
Паспортные данные вертикальио-сверлнльиого стайка модели 2А150
Число оборотов шпинделя п в минуту 63 89 125 185 | 250 | 350 1 н 705 | 995 | 1400
Мощность на по приводу 5,6
шпинделе в кет по наиболее слабому звену 6.7 Слабое звено не лимитирует
Подача шпинделя s в мм на один оборот 0,12 0,19 0.28 0,4 | 0,62 | 0,9 ч 181 2,65 | -
Наибольшее усилие, допустимое механизмом подачи, 2500 кг. Ряд малых чисел
оборотов не приводится,
15 Справочник нормировщик* 98
226
Нормирование сверлильных работ
Завод
Цех
Участки
Составил
Проверил
Утвердил
Подготовительно-заключитель-
ное время на партию...........
Основное время
Вспомогательное времи
Время на обслуживание рабо-
чего места, отдых и естественные
надобности .................
Время на 1 шт.
1-й вариант 2-й вариант
8 8
2.33 0,91
0,92 0,95
0,20 0,11
3.45 1<Л
Инструмент
Расчетные размеры обработки
№
по
Наименованне
переходов
Режущий
&
Наименование
4
1-й вариант
Установить
и снять деталь
Сверлить от-
верстие
Зенкеровать
отверстие
Развернуть
отверстие
Спиральное
сверло
Цельный зен-
кер
Развертка
Р18
Р[8
Р18
Проб-
ка
025Л,
22
24,9
25
106
106
106
12
30
118
111
136
12,5
1.5
0,05
2-й вариант
Установить и снять деталь -
* - Сверлить отверстие Спиральное сверло с пла- стинкой твер- дого сплава вне — 22 106 — 10 116 12,5
2 Зенкеровать отверстие Зенкер с пла- стинкой твер- дого сплава ВК8 24,9 106 - 5 111 1,5
3 Развернуть отверстие Развертка с пластинкой твердого сплава ВК8 Проб- ка 025Д8 25 106 - 30 136 0,05
Пример расчета нормы времени
227
НОРМИРОВОЧНАЯ КАРТА 1
Наименование операции — Обработка отверстия D = 25Аа Разрид работы — 3 Станок — Вертикально-сверлильный Модель и завод-изготовитель — 2А150, завод им Ленина Приспособление — Самоцентрирую- щий патрон Изделие — Наименование детали — цилиндрическая шес- терня № чертежа Количество деталей на одно изделие — 1 Заготовка — отливка Марка и механические свойства материала — серый чугун СЧ 18-36, НВ 205—225 Вес — черный 4,3 кг. Чистый . . . кг Размер партии — ПО шт.
1 Режим обработки 1 8 h 1’ Вспомогательное время в мнн.
S 5 at г h *= Ч о о. Я! я Ч || С я SS5 »хй s„l HI Uli Смена 1 «, H=|bhi|Si!s м я 2 • СО а 5 g £
0.2
0.2
15*
0,05
1,45
0,05
0,62
0,62
0,4
0,4
17,3
19,6
48,7
109
19,6
250
250
89
705
1400
250
155
155
0,76
160
0.1
0,06
0,03
0,03
0,08
0.3
0,72
0,85
0,2
282
0,41
560
450
0,2
0,30
0,06
0,06
0,03
0,03
0,04
0,16
0,26
0,2
0,06
0,03
0,03
0,08
0,3
0,06
0,03
0,06
0,03
0,03
0,04
0,26
228
Нормирование сверлильных работ
Условия выполнения операции: операция выполняется в три перехода;
инструмент устанавливается в быстросменном патроне; деталь весом
4,3 кг крепится в самоцентрирующем патроне.
/. Выбор формы заточки и геометрических параметров
режущей части инструмента
Для сверления чугуна СЧ 18-36 НВ 205—225 согласно карте 4 выби-
рают сверло D = 22 мм из стали Р18, заточенное по методу В. И. Жирова.
2ф = 118°; 2<р0 = 703; В =- 4,5 мм\ для зенкерования согласно карте 14 —
цельный зенкер из стали Р18; <р = 45°; ар -- 10°; для развертывания
по карте 20 — цельную развертку из стали Р18; ф = 5°.
2. Выбор режима резания
Первый переход. Выбор подачи. По карте 4 для сверления чугуна
НВ 205—225 сверлом диаметром 22 мм выбирают подачу s = 0,65—
0,75 мм/об. С учетом поправочного коэффициента на длину сверления
Kls - 0,9 получают расчетные величины подач s — 0,59 — 0,68 мм/об.
По паспорту станка устанавливают ближайшую подачу к расчетной
s = 0,62 мм/об.
Выбор скорости и числа оборотов. Согласно карте 9, исходя
из диаметра сверла 22 мм и установленной подачи s = 0,62 мм/об,
методом двойной интерполяции определяют нормативные скорость резания
и число оборотов (быстрее и удобнее вести расчет только по числу оборо-
тов): v — 26 м/мин\ п - 376 об/мин.
Учитывая поправочные коэффициенты (карта 19) на заточку сверла
по методу В. И. Жирова (ЖДП) Кфи = 1,05, на длину сверления (/ — 5D)
Ktv = 0,75 и иа механические свойства серого чугуна НВ 205—225
КЛо = 0,88, получают расчетное число оборотов в минуту:
п = 376 • 1,05 0,75 • 0,88 = 260.
Ближайшее число оборотов по паспорту станка п = 250 в минуту. Тогда
фактическая скорость резания будет равна
3.14-22-250 ,
иФ~ 1000 — 17,3м мин.
Проверка выбранного режима по осевому усилию и мощности. Согласно
карте 10 для установленных условий сверления D — 22 мм, s = 0,62 мм/об
и п = 250 об/мин методом двойной интерполяции получают осевое усилие
Р = 652 кг и крутящий момент МКр = 7128 кгмм. С учетом поправочного
коэффициента на обрабатываемый материал КМр = 1,06 и заточки по методу
Жирова (ЖДП) К# =0,66 нКфм = 1 получим Р = 652-1,06 0,66 = 456кг
и М*р - 7128-1,06-₽1 =-- 7556 кгмм.
По паспорту станка наибольшее усилие, допускаемое механизмом подачи,
равно 2500 кг.
Пользуясь графиком на карте 42, определяют при Mtp = 7556 кгмм
и п = 250 об/мин мощность, потребную иа резание: Npet = 1,9 кет.
По паспорту станка мощность на шпинделе N3 = 5,6 кет. Следовательно,
станок не лимитирует выбранного режима резания.
Второй переход. Выбор подачи. Согласно карте 15 для зенкерования
отверстия в сером чугуне НВ 205—225 Зенкером диаметром 24,9 мм (по карте
D = 25 мм) при последующей обработке отверстия одной разверткой реко-
мендуется подача s = 0,55 — 0,6 мм/об. Ближайшая подача по паспорту
станка s = 0,62 мм/об.
Выбор скорости резания и числа оборотов. По карте 17,
исходя из диаметра зенкера D = 24,9 (25) мм, для подачи s = 0,62 мм/об
Промер расчета нормы времени
229
путем интерполяции определяют число оборотов п = 325 в минуту. С уче-
том поправочного коэффициента на обрабатываемый материал Кя„^ 0,88
число оборотов будет равно 325-0,88 = 292 в минуту. Ближайшее число оборо-
тов по паспорту стайка п = 250 в минуту. Фактическая скорость резания
3,14-24,9.250 1п с .
иф = —1обб— = 1916 м/мин-
Третий переход. Выбор подачи. Согласно карте 21 для развертывания
отверстия в сером чугуне НВ > 220 механической разверткой D = 25 мм
по 3-му классу точности с чистотой поверхности отверстия по V5—6 реко-
мендуется подача s = 1,9 мм!об. Ближайшая подача по паспорту станка
s = 1,8 мм/об.
Выбор скорости резания и числа оборотов. По карте23
для развертывания отверстия диаметром 25 мм с подачей s = 1,8 мм!об реко-
мендуется число оборотов п = 99 в минуту. С учетом поправочного коэф-
фициента на обрабатываемый материал серый чугун НВ > 200 КЯп = 0,88.
Нормативное число оборотов п = 99-0,88 = 87 в минуту. Ближайшее
число оборотов по станку л = 89 в минуту. Фактическая скорость резания
3.14-25-89 _ .
иф = юоо = 7 м/мин-
3. Определение основного (технологического) времени
Согласно карте 43 величина врезания и перебега инструментов при
работе на проход для сверла с двойной заточкой равна 12 мм\ для зен-
кера 5 мм и для развертки 30 мм.
При длине отверстия I = 106 мм основное (технологическое) время
каждого перехода равно
*02 ~ 250-0,62 — 9,72 МИн ’’
Основное (технологическое) время операции
То = /01 + = 0,76 + 0,72 4- 0,85 = 2,33 мин.
4. Определение вспомогательного времени
Вспомогательное время на установку и снятие детали. Время на уста-
новку и снятие детали весом 4,3 кг в самоцентрирующий патрон согласно
карте 44, поз. 24 tycm = 0,2 мин.
Вспомогательное время, связанное с переходом.
а) Время на комплекс приемов управления станком для сверления,
зенкерования и развертывания при работе на станке с наибольшим диа-
метром сверления до 50 мм и при суммарной длине перемещения шпинделя
до 300 мм согласно карте 45, поз. 3 равно 0,1 мин. для каждого перехода.
б) Время на приемы, связанные с переходом, не включенные в общий
комплекс, согласно карте 47 равно:
1) на установку и смену инструмента диаметром до 25 мм в быстро-
сменном патроне (поз. 8) 0,06 мин. для каждого инструмента;'
2) изменить число оборотов или подачу поворотом одного рычага для
станков с максимальным диаметром сверления до 50 мм (поз. 4) 0,03 мин.
на одно изменение;
3) на вывод и ввод сверла для удаления стружки по карте 49, поз. 14
равно 0,08 мин.
230
Нормирование сверлильных работ
Вспомогательное время, связанное с каждым отдельным переходом,
равно (см. нормировочную карту):
первый переход
tni = 0,1 + 0,06 + 0,03 + 0,03 + 0,08 = 0,3 мин.;
второй переход
/„2 = 0,1 4- 0,06 = 0,16 мин.;
третий переход
/яз = 0,1-4- 0,06 + 0,03 4- 0,03 = 0,22 мин.
Вспомогательное время, связанное с переходами на операцию, равно
inep = + tn2 4- tn3 = 0,3 4- 0,16 4- 0,22 = 0,68 мин.
Вспомогательное время на контрольные измерения. Время измерения
пробкой диаметром 25А3 согласно карте 64 поз. 78 (см. главу II, стр. 163)
tu3M = 0,20:5 = 0,04 мин. (измерение через четыре детали).
Всего вспомогательного времени на операцию
Л = 4- tnep 4- tu33t = 0,2 4- 0,68 4- 0,04 = 0,92 мин.
5. Определение времени на обслуживание рабочего места,
отдых и естественные надобности
Согласно карте 50 время на обслуживание рабочего места для станков
с максимальным диаметром сверления до 50 мм составляет 2%, а время
на отдых и естественные надобности при работе с механической подачей 4%
оперативного времени, всего 6%. Для нормируемой операции
Тобс = (То 4- Л) = (2,33 4- 0,92) = 0,2 мин.
6. Определение нормы штучного времени
Тш = То + Тв 4- То6с = 2,33 4- 0,92 4 0,2 = 3,45 мин.
7. Определение подготовительно-заключительного времени
Подготовительно-заключительное время на партию деталей согласно
карте 50 поз. 10 для станков с наибольшим диаметром сверления до 50 мм при
работе тремя инструментами с креплением приспособления болтами равно
9 мин.
Второй вариант ,
Аналогичным методом производится расчет и для второго варианта.
Различие заключается только в применении других нормативов для расчета
режимов резания.
Обязательной при сверлении инструментом, оснащенным твердым спла-
вом, является проверка выбранного режима по осевому усилию и мощности.
Во втором варианте для установленных условий сверления (см. нор-
мировочную карту) D = 22 мм-, s = 0,4 мм/об-, п = 705 об/мин; по карте 31
определяем, применяя метод интерполяции, Р = 878 кг\ Мкр = 5321 кгмм.
С учетом Кмр = Кмм — 1,06 получим Р = 930 кг-, Мкр = 5640 кгмм.
По паспорту станка наибольшее усилие, допустимое механизмом подачи,
равно 2500" кг.
Пользуясь графиком на карте 42, .определяем при МКр= 5640 кгмм
и п = 705 об/мин JV, = 4,1 кет.
По паспорту станка мощность на шпинделе равна 5,6 кет.
Результаты по обоим вариантам приведены в нормировочной карте. Как
видно из карты, основное время при работе инструментами, оснащенными
пластинками из твердого сплава ВК8, уменьшилось в 2,5 раза, а штуч-
ное время в 1,8 раза.
Нормативы режимов резания
231
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ
ВЫБОР МАРКИ МАТЕРИАЛА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА R ЧАКИСИМЛСТИ ПТ ХАРАКТЕРИСТИКИ ЛКРАКАТЫПАЕМЛГЛ Сверлильные работы
МАТЕРИАЛА КАРТА 1
Обрабатываемые материал
J* по Наименование инструмента Стали НВ до 230, оь до 85 кг/мм* Чугуны НВ до 220 1 ffig" Чугуиы НВ > 220
Марка инструментальных материалов
1 Сверла спиральные цельные Р18; 9ХС; У12А, У10А Р18; 9ХС, У12А; У10А Р18 Р18
2 Сверла с пластин- ками нз твердого сплава ВК8 ВК8 ВК8
3 Зенкеры цельные н насадные Р18; 9ХС; У12А; У10А Р18; 9ХС; У12А; У10А Р18 Р18
4 Развертки машин- ные Р18, 9ХС; У12А; У10А Р18; 9ХС; У12А; У10А Pl8; 9ХС Р18; 9ХС
5 Вставные ножки к зенкерам н раз- верткам Т15К6 ВК8 Т15К6 ВК8
6 Сверла и зенковки центровочные . . . Р18, 9ХС; У12А; У10А Р18; 9ХС; У12А; У10А Pl8; 9XC Р18, 9ХС
7 Цековки, зенковки Р18; 9ХС; У12А Р18, 9ХС; У12А Pl8, 9XC Р18, 9ХС
8 Резцы в оправку и подрезные ножи . . Р18 Р18 P18 Р18
9 Метчики Р18, 9ХС, У12А Р18; 9ХС; У12А P18 Р18
232
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ
ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Сверла
।КАРТА 2
1 Формы заточки
II. Размеры режущих элементов
Форма и обозначения размеров подточек перемычки н ленточки, указанные на пра-
вой фигуре, относятся как к двойной, так и к одинарной заточке
Нормативы режимов резания
233
Продолжение карты 2
а) Угол наклона винтовой канавки
Диаметр сверл D в мм 2.0—2,9 3,0—3.4 3,5-4,4 4,5—6,4 6,5-8,4 8,5-9,9 10—80
Угол наклона винтовой канавки ш в град. 23 24 25 26 27 28 30
б) Элементы заточки и подточек
Предельные отклонения угла. 2<р ±2°, угла 2ф, +5°. размеров В, А. I и lt +0,5 мм
234
Нормирование сверлильных работ
ПОДАЧИ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ ИЗ
Q Сталь < 80 w/жж* 1 в алюминиевые сплавы | Сталь , = 80 — 100 кг/мм' | Сталь
Группа
111 1 1 11 | III i 1
Подача s
2 0,05—0,06 0,04—0,05 0,03—0,04 0,04—0,05 0,03-0,04 0,02—0,03 0,03—0,04
4 0,08—0,10 0,05—0,08 0,04—0,05 0,06-0,08 0,04—0,06 0,03—0,04 0,04—0,06
6 0,14—0,18 0,11—0,13 0,07—0,09 0,10—0,12 0,07-0,09 0,05-0,06 0,08—0,10
8 0,18—0,22 0,13-0,17 0,09—0,11 0,13—0,15 0,09—0,11 0,06—0,08 0,11—0,13
10 0,22—0,28 0,16-0,20 0,11-0,13 0,17-0,21 0,13—0,15 0,08—0,11 0,13—0,17
13 0,25—0,31 0,19-0,23 0,13—0,15 0,19—0,23 0,14—0,18 0,10—0,12 0,15-0,19
16 0,31—0.37 0,22—0,27 0,15-0,19 0,22—0,28 0,17-ОЛ 0,12—0,14 0,18—0,22
20 0,35-0,43 0,26—0,32 0,18—0,22 0,28—0,32 0,20—0,24 0,13-0,17 0,21—0,25
25 0,39—0,47 0,29—0,35 0,20—0,24 0,29—0,35 0,22—0,26 0.14—0.18 0,23-0,29
30 0,45-0,55 0,33—0,41 0,22—0,28 0,32-0,40 0,24—0,30 0,16—0,20 0,27—0,33
Св. 30 До 60 0.6—0,7 0,45—0,55 0,30-0,35 0.40—0,50 0,30-0,35 0.20—0,25 0,30—0,40
Поправочные коэффицвенты на подачу в зависимости от 1 группы подач). глубины сверлевия (для
Глубина сверления в диаметрах 3D 5D 7D сверла 10£>
Коэффициенты Kis J | 1,0 11 0,9 J 0,8 0,75
Технологические факторы выбора подач
I группа. Сверление отверстий в жестких деталях без допуска или с допуском до
5-го класса точности под последующую обработку несколькими нвструментамн.
Нормативы режимов резания
235
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Сверление
КАРТА 3
аь > 100 кг/мм* | Чугун НВ < 200 и медные сплавы | Чугун НВ > 200
подачи
" 1 111 1 “ | Ш | I | " 1 III
в мм/об
0,03—0,04 0,02—0,03 0,09-0,11 0,06—0,08 0,05—0,06 0,05—0,07 0,04—0,05 0,03—0,04
0,04—0,05 0,03—0,04 0,18—0,22 0,13—0,17 0,09—0,11 0,11-0,13 0,08—0,10 0,05—0,07
0,06-0,08 0,04—0,05 0,27-0,33 0,20—0,24 0,13-0,17 0,18-0,22 0,13—0,17 0,09-0,11
0,08—0,10 0,05—0,07 0,36-0,44 0,27-0,33 0,18—0,22 0,22—0,26 0,16-0,20 0,11—0,13
0,10—0,12 0,07—0,09 0,47—0,57 0,35-0,43 0,23—0,29 0,28—0,34 0,21-0,25 0,13—0,17
0,12—0,14 0,08—0,10 0,52—0,64 0,39—0,47 0,26—0,32 0,31-0,39 0,23—0,29 0,15—0,19
0,13—0,17 0,09—0,11 0,61—0,75 0,45-0,56 0,31—0,37 0,37—0,45 0,27—0,33 0,18—0,22
0,15—0,19 0,11—0,13 0,70—0,86 0,52—0,64 0,35—0,43 0,43—0,53 0,32—0,40 0,22-0,26
0,17—0 Л 0,12—0,14 0,78-0,96 0,58—0,72 0,39-0,47 0,47—0,57 0,35—0,43 0,23—0,29
0,20—0,24 0,13—0,17 0,9-1,1 0,67-0,83 0,45-0,55 0,54—0,66 0,40—0,50 0,27—0,33
0,22—0,30 0,16—0,23 1,0—1,2 0,80—0,9 0,50—0,60 0,7—0,8 0,50—0,60 0,35—0,40
II группа. Сверление отверстий в деталях недостаточной жесткости (тонкостенные
детали коробчатой формы, тонкие выступающие части детали и т. п.) без допуска или
с допуском до 5-го класса точности под последующую обработку несколькими инструмен-
тами. Сверление для последующего нарезания резьбы метчиками
III группа. Сверление точных отверстий при последующей обработке одним зенкером
или одной разверткой. Сверление в деталях малой жесткости и с неустойчивыми опор-
ными поверхностями.
Примечание. Для предупреждения поломки сверл рекомендуется при выходе их из от-
верстия выключать автоматическую подачу.
236
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ, Сверление
ЗАТОЧЕННЫХ ПО МЕТОДУ В. И. ЖИРОВА
ПОДАЧИ ПРИ СВЕРЛЕНИИ КАРТА 4
Сечение по Б Б
Элементы геометрии.
а — ширина вилки;
Yi — передний угол в сечении, нормальном к дополнительной режущей
кромке;
ц
tj- — половина угла клина в направлении прорезывания поперечной
режущей кромки;
ф—угол наклона поперечной кромки (срезанной).
Геометрические параметры режущей части сверла
* 5 = 5s Заточка Подточка перемычки
Углы между режущими кромками в град. 2 . hl- Сталь Чугун
S, “о э? 1:? Е к* ^1- S | g W яз X 03 Э5 i>. ш Ih = g ‘
2<Р 2р,
12—15 118 70 2,5 14—Н 47 1,0—1,2 0—3 32—35 1,0—1,5 3—5 25—28
15—20 3,5 12—9 1,0—1,6 1,0—2,0
20—25 4,5 1.2—2,0 1,2—2,5
25-30 5,5 11—8 1.2—2,5 1,5—3,0
30—40 7 1,5-3,0 2,0—4,0
40—50 9 2,0—4,0 2,5—5,0
50-60 Н 2,5—5,0 3,0—6,0
Предельные отклонения, угла 2? ±2°, угла 2?в 4-5°, размеров В, а 4-0,5 мм
Нормативы режимов резания
237
Подачи при сверлении
Продолжение карты 4
оТЙ’до Чугун серый и ковкий
Тведость НВ
<200 | >200
Подача s ; а мм/об
13 0,70—0,80 0,45—0,55
16 0,80—1,0 0,55-0,65
20 1,0-1,2 0,65-0,75
25 1,2-1,5 0,90—1,1
30 1,3—1,5 1,1—1.2
40 1.4—1,6 1,2-1,3
60 1.5—1,8 1,3—1,4
Поправочные коэффициенты иа подачу в зависимости от глубины сверления-
Глубина сверления в диаметрах ' сверла 1 3D 5D J 7D 10D
Коэффициент K/t |м 0.9 | 0,8 0,75
Технологические факторы выбора подач
Сверление отверстий без допуска или под последующую обработку несколькими
инструментами в жестких деталях и недостаточной жесткости.
Примечание. Для предупреждении поломки сверл рекомендуется при выходе их из
отверстия выключить автоматическую подачу.
Сверление
РУЧНЫЕ ПОДАЧИ ПРИ СВЕРЛЕНИИ
КАРГА 5
Диаметр сверла Обрабатываемый материал
Сталь аь < < 80 кг/мм» и алюминиевые сплавы Сталь = = 80 4-100 кг/мм' > 100 кг/мм' Чугун НВ < 200 н медные сплавы Чугун НВ > >200
Подача 5 в мм/об
6 0,15 0,11 0,09 0,38 0,22
8 0,18 0,14 0,11 0,45 0,27
10 0,22 0,16 0,13 0,50 0,30
12 0,26 0,19 0,16 0,50 0,30
14 0,22 0,16 0,13 0,40 0,24
16 0,19 0,14 0,11 0,35 0,21
18 0,15 0,11 0,09 0,30 0,18
20 0,14 0,10 0,08 0,25 0,15
22 0,13 0,09 0,08 0,23 0,14
24 0,11 0,08 0,07 0,21 0,12
26 0,10 0,07 0,06 0,19 о,п
28 0,09 0,07 0,06 0,17 0,10
30 0,08 0,06 0,05 0,16 0,10
35 0,07 0,05 0,04 0,14 0,09
40 0,06 0,04 0,03 0,12 0,07
45 0,05 0,04 0,03 0,10 0,07
50 0,04 0,03 0,02 0,09 0,06
55 0,04 0,03 0,02 0,08 0,05
60 0,03 0,02 0,02 0,07 0,04
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ И РЕЖИМЫ РЕЗАНИЯ
ПРИ СВЕРЛЕНИИ ОТВЕРСТИЙ ДИАМЕТРОМ 0,25-1 мм
Сверление
Сечение по fin
D в мм L в мм 1. в мм с в мм ЬЙмм Углы г i град. Допуск in размер
а D Ь
0,25 20 5 — 0,08
0,1 20 6 — 0,12
0,6 25 8 0,16 125 ‘ ?'° 20±2’° -0,01 4 0,01
0,8 25 8 0.07 0,20
1,0 25 8 0,10 0,21
зерлильных раб оз
Режимы резания
С> h S. £ f X J! Работа со смазкой Работа без смазки
Я а 3 * 1» SS и х £ h Г: У к Подача s в мм/об г* ° н It ST е Подача I ! В ММ /Об
Сталь марки У7А аь = 50 кг/мм' а: й S II 1 03 Вт ,28
0,25 0,52 9,55 0,0033 0,025 7,15 0,0015 0,012
0,40 1,5 15,3 0,0044 0,040 11,5 0,0020 0,018
0,60 3,0 22,9 12 000 0,0055 0,045 17,2 9000 0,0025 0,021
0,80 3,0 30,6 0,0055 0,042 22,9 0,0023 0,019
1,0 3,0 38,2 0,0016 0,040 28,6 0,0021 0,018
Примечания' 1. Данные составлены для сверления сквозных отверстий в сплошном материале глубиной до 2,5 диаметра в кондукторе при
постоянной осевой нагрузке.
240
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Сверление
Сталь углеродистая конструкционная, <зь = 65 кг!мм1 ------------
Сверла из сталп Р18. Работа с охлаждением КАРТА 7
0=2 мм (Н) &=3мм (Н) 0=4 мм (Н) 0=5 мм (Н)
0 п V ° °
До 0,03 70,7 11240 83,0 8810 — — - —
0,04 57,8 9185 67,9 7200 76,2 6060 — —
0,05 44,9 7160 58,1 6165 65,1 5190 70,5 4540
0,06 43,5 6920 51,2 5425 57,4 4565 62,7 3995
0,07 39,1 6210 45,9 4875 51,5 4100 56,3 3585
0,08 35,6 5655 41,8 4435 46,9 372(5 51,3 3265
0,09 32,8 5210 38,5 4085 43,2 3440 47,3 ЗОЮ
0,10 30,4 4840 35,8 3795 40,1 3195 43,9 2795
0,12 26,8 4260 31,5 3340 35,3 2810 38,6 2455
0,15 — — 27,0 2855 30,2 2405 33,0 2105
0,18 — — — — 26,6 2115 29,1 1850
0,20 - - - - - 27,0 1720
0=6 мм (Н) D=8 мм (Н) D=10 . им (Н) D—12 мм (Н) D-И л 'м (ДП)
° ° * ° V п
До 0,06 59,5 3155
0,08 48,7 2580 54,6 2170 59,6 1900 55,9 1480 68,3 1555
0,10 41,7 2205 46,7 1855 51,1 1625 47.8 1270 58,5 1330
0,12 36,7 1945 41,1 1635 44,9 1430 42,1 1115 51,4 1170
0,14 32,8 1745 36,9 1470 40,3 1285 37,7 1000 37,3 1050
0,16 29,9 1590 33,6 1335 36,8 1170 34,4 912 37,6 957
0,18 27,6 1465 31,2 1235 33,8 1075 31,7 840 38,7 880
0,20 25,6 1355 28,7 1145 31,4 1000 29,5 781 36,0 818
0,25 22,9 1215 25,6 1020 28,0 894 26,3 697 32,1 731
0,30 20,9 1110 23,4 935 25,6 815 24,0 636 29,4 667
Нормативы режимов резания
241
Продолжение карты 7
D=I5 мм (ДП) 0=16 мм (ДП) D=20 на. (ДП) 0=24 мм (ДП) 0=28 j ии(ДП)
° п 0 п ° п
До 0,12 52,9 1120 54,3 1080 59,3 943
0,12 52,9 1120 54,3 1080 59,3 943 57,6 764 — —
0,14 47,4 1005 48,7 970 53,2 847 51,7 686 — —
0,16 43,3 917 44,3 882 48,5 772 47,1 625 50,1 570
0,18 39,8 845 40,9 813 44,7 711 43,3 575 46,1 524
0,20 36,9 785 37,9 755 41,5 660 40,3 534 42,9 487
0,25 33,0 700 33,9 675 37,0 590 36,0 477 38,3 435
0,30 30,2 640 31,0 616 33,8 538 32,8 436 35,0 397
0,35 27,9 593 28,7 570 31,3 498 30,4 403 32,4 368
0,40 26,1 554 27,8 533 29,3 466 28,5 377 30,3 344
0,45 24,7 522 25,3 503 27,6 440 26,8 356 28,6 324
0,50 23,3 496 23,9 477 26,2 417 25,5 337 27,1 308
0,55 22,3 473 22,9 455 25,0 398 24,7 314 25,8 294
0,60 - - - - 23.9 381 23,6 301 24,7 281
0=30 мм (ДП) D—35 мм (ДП) 0=40 J •я (ДП) 0=50 (ДП) 0=60 мм (ДП)
° ° п ° п п
До 0,15 53,8 571
0,15 53,8 571
0,20 44,1 467 43,8 399 46,2 368 48,3 308 49,7 263
0,25 39,3 417 39,2 356 41,3 328 42,9 273 44,3 235
0,30 36,0 381 35,7 325 37,6 300 39,2 249 40,5 214
0,35 33,3 352 33,1 301 34,9 278 36,3 231 37,5 198
0,40 31,1 330 31,0 281 32,7 260 33,9 216 35,1 186
0,45 29,4 312 29,2 265 30,8 245 32,0 204 33,0 176
0,50 27,9 295 27,7 252 29.9 232 30,3 193 31,3 166
0,55 26,5 280 26,3 240 27,9 222 28,9 184 29,9 158
0,60 25,4 270 25,3 230 26,6 212 27,7 176 28,7 152
0,70 23,5 249 23,4 213 24,7 197 25,6 163 26,5 141
0,80 22,0 233 21,9 198 23,1 183 24,0 153 24,8 132
Прим е ч а я в я* 1. Для сверл диаметром до 1 2 мм включительно скорости резания в таб-
2. Скорости резания, приведенные в карте, рассчитаны на одиоинструментиую обработку, работу с заданным периодом стойкости инструмента при нормальном его затуплении. В карте 18 приведены поправочные коэффициенты на скорость резания в случаях работы инструментом с Дру- гими периодами стойкости, а также коэффициенты на измененные против принятых при расчете усло- вий работы, зависящие от марки, механических свойств и состояния металла, состоянии поверхности заготовки, глубины отверстия, наличия охлаждения и т. п.
16 Справочник норм ирон щика
242
Нормирование сверлильных работ
ОСЕВОЕ УСИЛИЕ Р в кг и КРУТЯЩИЙ
Сталь углеродистая конструкционная, аь — 65 кг!мм
D*=6 мм (Н)
D = 20 мм (ДП)
D = 24 мм (ДП)
D = 28 мм (ДП)
704
645
324
397
464
527
389
476
557
3 270
3 910
5 890
6 820
7 710
129
158
184
0,12
0,15
123
142
170
0,60
0,80
1,00
222
259
317
371
422
470
516
603
1460
1740
2190
2620
3030
3430
3810
4560
1840
2200
2770
3310
3830
4340
4820
5770
6670
856
1050
2 270
2 720
3 420
4 090
4 730
5 350
5 960
7 120
8 240
10 400
904
1030
1260
1470
10300
11 900
14 900
17 900
454
555
649
738
822
902
1060
1200
1470
1710
5 330
6 710
8 020
9 280
10 500
И 700
14 000
16 100
20 300
24 300
; е. Для сверл диаметром до 12 мл включительно р М кр подсчитаны для
Поправочные коэффициента на Р и Мкр в зависимости:
I) от механических свойств обрабатываемой стали
Мехаааческве свой- НВ |110-140 140—170 170—200 200—230 230-260 260—250 290-320 320—350 350-380
ства стала сь в кг/мм> | «о-эд 50—60 60-70 70—80 80—90 90-100 100—110 110—120 120—130
Коэффициенты = 0,75 0,88 м 1,11 1,22 1,33 | 1,43 1,54 1,63
Нормативы режимов резания
243
МОМЕНТ Мкр в кгмм Сверление
Сверла ИЗ стали Р18 КАРТА 8
D => 8 мм (Н) D = 10 мм (Н) D = 12 мм (Н) D = 14 мм (ДП)
Р Мкр Мкр Р Мкр Р МКР
111 129 147 172 210 246 279 311 263 315 364 435 547 655 757 857 138 162 184 215 263 307 349 389 411 491 569 680 855 1023 1183 1339 166 194 221 258 315 369 419 467 592 708 819 979 1230 1470 1700 1930 148 173 196 229 281 328 373 415 806 963 1110 1330 1680 2000 2320 2620
D — 30 мм (ДП) D = 35 мм (ДП) D = 40 мм (ДП) D = 50 мм (ДП) D = 60 мм (ДП)
Р мКр Р Мкр Р Мкр Мкр Р Мкр
487 595 696 790 881 967 ИЗО 1280 1570 1840 6 120 7 700 9 200 10 600 12000 13 400 16 000 18 500 23 300 27 900 568 694 812 922 1030 ИЗО 1320 1500 1830 2140 8 320 10 480 12 500 14 500 16 400 18 200 21 800 25 200 31 800 38 000 649 793 982 1050 1170 1290 1510 1710 2090 2450 10 870 13 700 16 400 18 900 21 400 23 800 28 500 33 000 41 500 49 600 811 922 1160 1320 1470 1610 1880 2140 2620 3060 17 000 21 400 25 600 29 600 33 500 37 200 44 500 51 500 64 800 77 500 973 1190 1390 1580 1760 1930 2260 2570 3140 3670 24 500 30 800 36 800 42 600 48 200 53 600 64 100 74 200 93 400 111 600
2) от формы заточки
Форма заточки ДП. дпл. нп. нпл н
Коэффициенты Кфр 1,0 1,33
1,0 1,0
3) от состояния режущих граней
Состояние режущих граней Острое | Затупленное
Коэффициенты 0.9 | 1,0
1 »” 1 1,0
244
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ
Чугун серый НВ 195
Сверла из стали Р18
D = 2 мм (Н) D = 3 мм (Н) D= 4 мм (Н) D = 5 мм (Н)
п v л ° п л
До 0,04 61,2 9735 67,7 7185 72,7 5790 76,9 4895
0,05 54,1 8615 59,9 6355 64,4 5120 68,1 4335
0,06 48,9 7790 54,2 5750 . 58,2 4635 61,6 3920
0,08 41,8 6650 46,2 4905 49,7 3955 52,5 3345
0,10 37,0 5885 40,9 4340 44,0 3500 46,5 2960
0,12 33,5 5230 37,0 3925 39,8 3165 42,0 2675
0,15 29,6 4710 32,7 3475 35,2 2800 37,2 2370
0,18 26,8 4260 29,6 3140 31,8 2530 33,7 2140
0,20 25,3 4020 28,0 2965 30,0 2390 31,7 2020
0,25 — — 24,7 2625 28,5 2265 28,1 1785
0,30 - - - - 26,6 2116 25,4 1615
D = 6 мм (Н) D = 8 мм (Н) D = 10 мм (Н) D= 12 мм (Н) D » 14 мм (ДП)
п « п о л « л
До 0,08 50,2 2660
0,10 44,4 2355 47,7 1900 — — — — — —
0,12 40,2 2130 43,2 1715 45,6 1450 — — — —
0,15 35,5 1885 38,1 1520 40,4 1285 39,2 1040 48,5 1105
0,18 32,1 1705 34,5 1375 36,5 1160 35,1 941 43,9 998
0,20 30,3 1610 32,6 1295 34,4 1095 33,5 888 41,5 942
0,25 26,8 1425 28,8 1145 30,5 970 29,7 786 36,6 833
0,30 24,3 1285 26,0 1035 27,5 877 26,8 711 33,2 754
0,35 22,1 1170 23,7 942 25,0 797 24,4 645 30,1 684
0,40 20,9 1110 22,4 893 23,8 756 23,1 612 28,6 649
0,45 19,9 1055 21.4 852 22,6 721 22,0 584 27,2 619
0,50 19,2 1020 20,6 821 21,8 694 21,2 562 26,3 596
0,60 — — 19,0 848 20,2 643 19,6 521 24,3 552
0,70 — — — — 19,0 603 18,4 490 22,8 519
0,80 - - - - - - 17,5 464 21,6 492
Нормативы режимов резания
245
Продолжение
D = 15 мм (ДП) D = 16 мм (ДП) D «= 20 мм (ДП) D = 24 мм (ДП) D = 28 мм (ДП)
° п п ° п ° п ° «
До 0,15 49,4 1050 50,2 999 — — — —
0,20 42,1 895 42,9 853 45,3 721 44,5 590 46,2 525
0,25 37,3 791 37,9 754 40,1 638 39,3 522 40,9 465
0,30 33,8 716 34,3 682 36,3 577 35,6 472 37,0 420
0,35 30,6 650 31,2 619 32,9 524 32,3 429 33,6 382
0,40 29,0 617 29,5 587 31,2 497 30,6 407 31,9 362
0,45 27,7 588 28,1 560 29,7 473 29,2 387 30.3 345
0,50 26,7 567 27,1 540 28,7 457 28,2 374 29,3 333
0,60 24,7 524 25,1 499 26,5 423 26,1 345 27,1 308
0,70 23,2 493 23,6 469 24,9 397 24,5 325 25,5 289
0,80 22,0 467 22,3 445 23,7 376 23,2 308 24,1 274
0,90 21,0 446 21.4 425 22,6 359 22,2 294 23,1 262
0,1 20,1 427 20,5 407 21,6 344 21,3 282 22,1 251
1,2 — — — — 20,1 320 19,9 264 20,6 233
1,4 — — — — — — 18,7 248 19,3 219
1,6 - - - - - - 17,6 234 18,3 208
D = 30 мм (ДП) D — 35 мм (ДП) D= 40 мм (ДП) D = 50 мм (ДП) D Тди"
° п ° п 0 »
До 0,20 47,1 499 46,9 426 51,2 386 49,7 316 50,7 269
0,25 41,6 442 41,5 377 42,9 341 43,9 280 44,8 238
0,30 37,7 399 37,5 341 38,8 309 39,7 253 40,5 215
0,40 32,4 344 32,3 294 33,4 265 34,2 218 34,9 185
0,50 29,8 316 29,7 270 30,7 244 31,4 200 32,1 170
0,60 27,6 292 27,4 250 28,4 226 29,1 185 29,7 158
0,70 25,9 275 25,8 235 26,7 213 27,3 174 27,9 148
0,80 24,6 261 24,5 223 25,3 201 25,9 165 26,4 141
0,90 23,4 248 23,3 213 24,1 192 24,7 158 25,3 134
1,0 22,4 239 22,3 204 23,1 184 23,7 151 24,2 128
1.2 20,9 222 20,8 190 21,5 171 22,1 141 22,5 119
1.4 19,8 211 19,6 178 20,2 161 20,7 132 21,2 112
1.6 18,6 198 18,5 168 19,1 152 19,7 125 20,0 107
1,8 - 17,7 161 18,5 146 18,8 119 19,1 101
Примечания 1. Для сверл диаметром до 12 мм включительно скорости резания под-
считаны дли их нормальной заточки.
2. Скорости резания, приведенные и карте, рассчитаны иа одиоинструментиую обработку,
работу с заданным периодом стойкости инструмента при нормальном его затуплении. В карте 19
приведены поправочные коэффициенты иа скорость резания в случаях работы инструментом с другим
периодом стойкости, а также коэффициенты на измененные против принятых при расчете условия
работы, зависящие от марки, механических свойств и состоянии металла, состояния поверхности ]
заготовки, глубины отверстия, наличия охлаждения и др..
246
Нормирование сверлильных работ
ОСЕВОЕ УСИЛИЕ Р в кг и КРУТЯЩИЙ МОМЕНТ Мкр в кг-мм Чугуи серый и ковкий Сверла из стали Р18 Сверление
КАРТА 10
D = 2 мм (Н> D= 3 мм (Н> D = 4 мм (Н) D = 5 мм (Н)
р МКр Р Мкр Р МКр Р Мкр
0,06 0,08 0,10 0,15 0,20 0,25 0,30 0,40 12,5 15,6 18,7 25,0 32,3 38,5 43,7 8,9 11,3 13,6 18,8 23,6 28,3 32,8 18,7 22,9 27,2 38,5 47,8 57,2 66,5 20,3 25,6 30,6 42,2 53,3 63,7 73,6 24,0 30,2 36,4 51,0 63,4 76,0 88,5 111 36,1 45,4 54,2 75,3 94,5 ИЗ 131 164 30,2 38,5 45,8 63,4 80,0 96,2 ПО 139 56,4 71,1 85,0 117 148 177 205 257
s D=> 6 мм (Н) D = 8 мм (Н) D= 10 мм (Н) D = 12 мм (Н) D= 14 мм (ДП)
Р МКр Р Мкр Р мкр Р Мкр Р Мкр
0,06 0,08 0,10 0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1.0 1,2 36,4 45,8 55,1 76,0 95,7 114 132 166 200 81,3 102 123 170 214 255 294 370 444 48,9 61,4 73,8 102 128 163 177 222 265 308 145 182 218 223 378 452 524 658 787 912 61,4 77,0 91,6 127 159 190 222 278 332 384 484 226 284 340 470 590 708 818 1030 1230 1420 1790 110 152 191 229 265 334 398 461 580 694 489 676 850 1020 1180 1480 1770 2050 2580 3090 96,8 133 168 201 232 292 350 405 510 609 705 665 920 1160 1390 1600 2100 2410 2790 3520 4200 4860
• D = 16 мм (ДП) D = 18 мм (ДП) D - 20 мм (ДП) D = 24 мм (ДП) D = 28 мм (ДП)
Р Мкр р МКр Р Мкр Р Мкр Р Мкр
0,10 0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1.0 1,2 1.4 1,8 ПО 153 192 230 266 334 400 462 581 695 805 870 1200 1510 1810 2090 2630 3150 3650 4580 5480 6350 124 172 216 258 298 376 450 520 655 782 905 1100 1520 1910 2290 2650 3330 3980 4610 5800 6940 8030 138 190 240 287 332 418 499 578 728 870 1010 1140 1390 1 360 1 880 2 360 2 820 3 270 4 120 4 920 5 700 7 170 8 560 9 910 И 200 13 700 164 229 288 344 400 502 600 694 874 1040 1210 1370 1670 1 960 2 710 3 400 4 070 4 710 5 930 7 090 8 200 10 300 12 300 14 300 15 900 19 800 192 266 336 402 465 585 700 808 1020 1220 1410 1590 1950 2 600 3 590 4 520 5 400 6 250 7 860 9 400 10 900 13 700 16 400 18 900 21 400 26 200
Нормативы режимов резания
247
Продолжение карты 10
D = 30 мм (ДП) D = 35 мм (ДП) D = 40 мм (ДП) D = 50 мм (ДП) D = 60 мм (ДП)
Р Мкр Р *кр р "кр р 'WKp Р Л'кр
0,10 207 3 060 258 4 160 276 5 430 344 8 500 414 12 200
0.15 286 4 220 334 5 750 382 7 520 476 11 700 572 16 900
0,20 360 5 330 420 7 240 480 9 450 600 14 800 720 21 200
0,25 430 6 360 503 8 650 574 И 300 716 17 700 860 25 400
0,30 498 7 360 580 10 000 664 13 100 830 20 400 995 29 400
0,40 626 9 260 730 12 600 835 16 400 1004 25 700 1250 37 000
0,50 749 11 100 873 15 100 1000 19 700 1250 30 800 1490 44 300
0,60 865 12 800 1010 17 400 1150 22 800 1450 35 600 1730 51 200
0,80 1090 15 850 1270 21 900 1460 28 600 1820 44 700 2180 64 500
1.0 1310 19 300 1490 26 300 1740 34 200 2170 53 500 2620 77 200
1.2 1510 22 300 1760 30 400 2010 39 600 2530 62 000 3020 89 200
1.4 1710 25 200 1990 34 400 2270 44 900 2840 70 000 3410 10 100
1.8 2080 30 600 2440 41 900 2780 54 800 3480 85 600 4170 123 200
подсчитаны для
нормальной их заточки.
Поправочные коэффициенты на Р и Мкр в зависимости:
1. от механических свойств чугуна
Механические свойства
чугуна НВ
105—12
145—165
165-185 185—205
205—225
Коэффициенты
при обработке
серого чугуна
1.12
1.18
ковкого чугуна
1,08 1,14
2) от формы заточки
форма заточки н дп. дпл, нп, нпл ждп
Коэффициенты 1,33 1.0 0,66
1.0 1.0 1,00
3) от состояния режущих граней
Состояние режущих граней Острое Затупление
Коэффициенты Кгр 0,9 1.0
0,87 1.0
248
Нормирование сверлильных работ
ПОДАЧИ Рассверливание
Сталь, стальное литье, алюминиевые сплавы, чугун и медные сплавы —
Сверла нз стала Р18 КАРТА 11
Диаметр рассверливае- мого отвер стия d в мм Сталь, стальное литье алюминиевые сплавь! | Чугун в медные < сплавы
Диаметр Группа подача
в мм до 1 11 1 1 " 1 “
Пода. ia s в мм/об
25 10 15 0,7-1.1 0,8-1,2 0,5—0,7 0,6-0,8 0,3—0,4 0,4—0,5 1.1 —1,5 1,2-1,6 0,7—1,0 0,8—1,1 0,4—0,5 0,45—0,6
30 10 15 20 0,7-1,1 0,7-1,1 0,8-1,2 0,5—0,7 0,5—0,7 0,6—0,8 0,3—0,4 0,3—0,4 0,4-0,5 1,0—1,4 1,1-1,5 1,2—1,6 0,7-1,1 0,8—1,2 0,8-1,2 0,4—0,5 0,45—0,55 0,5—0.6
40 15 20 30 0,8—1,2 0,9-1,2 0,9-1,3 0,5—0,7 0,6—0,8 0,6-0,8 0,3—0,4 0,4—0,5 0,4—0,5 1,0-1,6 1,1-1,7 1.2—1,8 0,7—1,1 0,8—1,2 0,8—1,3 0,4—0,5 0,5—0,5 0,6-0,7
50 20 30 40 0,9-1,2 1,0-1,3 1,0-1,4 0,6-0,8 0,7-0,9 0,8-0,9 0,4-0,5 0,4-0,5 0,5-0,6 1,2-1,8 1,3-2,0 1,3-2,0 0,9-1,3 1,0—1,4 1,0—1,4 0,5-0,6 0,6-0,7 0,7—0,8
60 30 40 50 0,9—1,2 1,0-1,3 1,0-1,4 0,7—0,8 0,8—0,9 0,8-0,9 0,4-0,5 0,4—0,5 0,5—0,6 1,2—1,8 1,3—2,0 1,3-2,0 0,9—1,2 0,9—1,3 1.0-1,4 0,55-0,6 0,6-0,7 0,7—0,08
Технологические факторы выбора подач
1 группа. Рассверливание отверстий в жестких деталях без допуска; с допуском до 5-го
класса точности, под последующую обработку несколькими инструментами.
II группа. Рассверливание отверстий в деталях недостаточной жесткости (тонкостен-
ные детали коробчатой формы, тонкие выступающие части детали и т. д.) без допуска,
с допуском до 5-го класса точности, под последующую обработку несколькимв инструмен-
тами; рассверливание для последующего нарезания резьбы метчиками.
III группа. Рассверливание точных отверстий при последующей обработке одним зен-
кером или одной разверткой
Нормативы режимов резания
249
СКОРОСТИ РЕЗАНИЯ Сталь углеродистая конструкционная ар ~ 65 кг/мм1 Сверла из стали Р18 Работа с охлаждением Рассверливание
КАРТА 12
D 7== 10 мм d = 15 мм 4 = 20 мм
о п о п 1 п
25 До 0,2 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1.2 45,7 45,7 37,3 32,3 28,8 26,3 22,8 20,4 18,6 581 581 474 411 368 336 290 260 237 48,8 48,8 39,9 34,5 30,9 28,1 24,4 21,8 19,9 621 621 507 439 392 359 310 278 254
30 До 0,2 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1,2 46,4 46,4 37,8 33,8 29,3 26,8 23,1 20,7 19,0 491 491 401 348 312 284 246 219 200 49,1 49,1 40,1 34,7 31,1 28,3 24,6 22,0 20,0 520 520 425 368 329 301 261 233 213 53,3 53,3 43,4 37,6 33,6 30,7 26,6 23,9 21,7 566 566 461 400 357 326 282 252 231
D d = 15 мм 4 = 20 мм 4= 30 мм d =7 40 мм 4 = 50 мм
V п ° 1 D 1 п П 1 ' п v 1 ' п
40 До 0,2 0,2 0,3 0,4 0,5 0,6 0,8 1.0 1.2 43,4 43,4 35,5 30,7 27,5 25,1 21,7 19,4 17,7 346 346 282 245 219 199 173 155 142 48,6 48,6 39,7 34,4 30,7 28,0 24,3 21,7 19,8 387 387 316 273 245 223 193 173 158 55,8 55,8 45,6 39,5 35,3 32,2 27,9 25,0 22,8 444 444 363 314 281 256 223 198 182 2
50 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1.4 2 46,6 38,1 32,9 29,5 26,9 23,3 20,8 19,0 17,6 296 242 210 188 171 149 133 123 112 50,6 41,3 35,8 32,0 29,2 25,3 22,6 20,6 19,5 321 263 228 204 186 161 144 132 122 58,0 47,4 41,0 36,8 33,6 29,0 26,0 23,7 22,0 369 302 262 234 214 185 166 151 140 - —
60 0,3 0,4 0.5 0,6 0,8 1,0 1,2 1,4 1,6 - . 3 2 39,3 34,1 30,4 27,8 24,1 21,5 19,7 18,2 17,1 208 180 162 148 128 114 104 96 90 42,6 36,9 33,0 30,2 26,1 23,3 21,4 19,8 18,4 226 196 175 160 139 124 113 105 98 49,1 42,5 38,0 34,7 30,1 26,9 24,6 22,7 21,3 261 225 202 184 159 142 130 120 113
резания, приведенные > карте, рассчитаны на одноиисгрументиую равоту с заданный периодом стойкости инструмента при нормальном его затуплении в карте 18 приведены поправочные коэффициенты на скорость резания в случаях работы нистру- ЛРУгамя периодами стойкости, а также коэффициенты иа измененные против принятых при ОТЫ' зав“сяи*ие от нарки, механических свойств и состояния металла, состояния поверхности заготовки, глубины отверстия, наличия охлаждения и т. п.
250
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Чугуи серый НВ 195 Сверла из стали Р18 Рассверливание
КАРТА 13
D d = 10 мм 4 = 15 мм 4 = 20 мм
° п D 1 п v 1
25 0,2 0,3 0,4 0,6 0,8 1,0 1,2 1,4 1,6 43,9 37,3 33,2 28,3 25,2 23,1 21,4 20,1 19,1 559 475 423 360 320 294 272 256 243 45,7 38,8 34,6 29,5 26,3 24,0 22,3 21,0 19,8 581 495 441 375 334 305 284 267 253
30 0,2 0.3 0,4 0,6 0,8 1.0 1.2 1.4 1,6 44,6 37,9 33,8 28,7 25,6 23,4 21,8 20,5 19,4 473 402 359 305 271 248 231 217 206 45,9 39,1 34,8 29,5 26,3 24,1 22,4 21,2 20,0 487 414 369 314 279 256 238 223 212 47,8 40,7 36,2 30,8 27,5 25,1 23,3 22,0 20,8 507 432 384 327 291 266 247 233 221
D d= 15 мм 4 = 20 мм а =зо мм d = 40 мм = 50 мм
v п v 1 п ° п D 1 п ° 1 1 п
40 0,3 0,4 0,6 0.8 1.0 1,2 1.4 1.6 1,8 38,2 34,1 28,9 25,8 23,6 22,0 20,6 19,6 18,7 304 271 231 206 188 174 165 156 149 39,1 34,8 29,6 26,4 24,1 22,4 21,1 20,0 19,0 311 277 236 210 192 179 168 159 152 41,9 37,4 31,8 28,3 25,9 24,0 22,6 21,4 20,5 334 297 253 225 206 191 180 171 163 2 2 2
50 0,3 0,4 0,6 0.8 1,0 1,2 1,4 1,6 1.8 2 2 38,4 34,3 29,1 26,0 23,8 22,1 20,7 19,7 18,8 245 218 185 166 151 141 133 125 119 40,1 35,7 30,3 27,1 24,7 23,0 21,6 20,5 19,6 255 227 193 172 158 147 138 131 125 42,9 38,3 32,5 29,0 26,5 24,7 23,1 22,0 20,9 273 244 207 184 169 157 148 140 134 2 2
60 0.4 0,6 0,8 1,0 1.2 1,4 1,6 1,8 2,0 - 35,0 29,7 26,5 24,2 22,5 21,2 20,1 19,1 18,4 186 158 141 129 119 112 107 101 98 36,4 31,0 27,6 25,3 23,5 22,1 20,9 19,9 19,1 193 165 147 134 125 117 106 101 39,1 33,2 29,6 27,1 25,2 23,7 22,4 21,4 20,5 207 176 157 143 134 125 119 ИЗ 109
Примечание. Скорости резании, приведенные в карте, рассчитаны на одиоииструмеитную обработку, работу с заданным периодом стойкости инструмента при нормальном его затуплении В карте 19 приведены поправочные коэффициенты иа скорость резания в случаях работы киструмен том с другим периодом стойкости, а также коэффициенты на измененные против привитых при расчете условии работы, зависящие от марки, механических свойств и состояния металла, состояния поверх иостя заготовки, глубины отверстия, наличия охлаждения н др.
Нормативы режимов резания
251
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
Зенкеры
КАРТА 14
Сечение
по Б 5
зуба по и
Развертка пор °no‘f6SUe '
Элементы геометрии Типы зенкеров
I — с конус- ным хвостом 11 — насад- ные
Диаметр зенкера D в мм Число зубьев г 12—35 3 25—80 4
Главный угол в плане в град. 30-60
yr^T.TnXf । Пад£н£еХметра в мм иа 100 мм 1-2 0,04—0,1
Задний угол на периферии (по развертке) ар в град. 10
Угол наклона вин-
товой канавки а0—
передний угол (по
развертке), на пе-
риферии в град.
Алюминиевые и магниевые сплавы
Стали углеродистые и легирован 1
ные (содержание углерода С <
<0,2%) НВ < 140; аь< 50
кг/мм* I
Латунь вязкая
25-40
Стали и стальное лнтье, углеро- дистые, легированные и инстру- ментальные НВ 140 — 340; аь = 50 -4- 120 кг/ммг Чугун и ковкий чугун НВ < 220 15-20
Бронза и латунь хру пкне Чугун НВ >220 10
252
Нормирование сверлильных работ
ПОДАЧИ ПРИ ЗЕНКЕРОВАНИИ ЗЕНКЕРАМИ Зенкерование
ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ КАРТА 15
Сталь Чугуи
НВ <20 0 медные НВ > 200
'зенкера D в мм Группа подач
, 1 „ 1 1 1 1 1 II
Подача а I в мя/об
15 0,5—0,6 0,4—0,45 0,7—0,9 0,5—0,6 0,5—0,6 0,4—0,45
20 0,6—0,7 0,45-0.5 0,9—1,1 0,6—0.7 0,6—0,75 0,5—0,55
25 0,7-0,9 0,5—0,6 1,0—1,2 0,7—0,8 0,7—0,8 0,55-0,6
30 0,8-1,0 0,6-0,7 1,1-1,3 0,8—0,9 0,8—0,9 0,6-0,7
35 0,9—1,1 0,6—0,7 1,2—1,5 0,9—1,0 0,9—1,0 0,65—0,75
40 0,9—1,2 0,7—0,8 1,4-1,7 1,0—1,1 1,0—1,2 0,7—0,8
50 1,0—1,3 0,8-0,9 1,6—2,0 1,1-1,3 1,2—1,4 0,85-1,0
60 1,1—1,3 0,85—0,9 1,8—2,2 1,2—1,4 1,3—1,5 0,9—1,1
80 1,2—1,5 0,90—1,1 2,0—2,4 1,4-1,6 1,4—1,7 1,0-1,2
Примечание Подачи даны для случав обработки отверстия на проход. При обработке
глухих отверстий, особенно при одновременной обработке дна отверстий, подачи берутся в пределах
0,3—0,0 жл/об.
Технологические факторы выбора группы подач
1 группа. Зенкерованне отверстий без допуска или с допуском до 5-го класса точ-
ности, зеикероваине под последующую обработку зенкером н разверткой или двумя раз-
вертками.
II группа. Зенкерованне отверстий при повышенных требованиях к чистоте поверх-
ности, зенкерованне отверстий по 3—4-му классам точности,с малой глубиной резания,
зенкерованне под последующую обработку одной разверткой; зенкерованне под нареза-
ние резьбы.
Нормативы режимов резания
253
СКОРОСТИ РЕЗАНИЯ Сталь углеродистая конструкционная, Оь - 65 кг! мм? Зенкеры из стали Р18 Работа с охлаждением Зенкера ван ие
КАРТА 16
D — 15 мм, цельный. D =20 мм, цельный D = 25 мм. цельный, t = 1,5 мм D = 25 мм, насадной. t = 1.5 мм
о п V п V 1 п ° 1 1 п
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,2 41,6 34,0 29,4 26,3 24,0 22,2 883 721 624 558 510 472 38,0 32,1 28,7 26,2 24,2 22,7 21,4 20,3 604 510 456 417 386 361 340 323 29,7 25,7 23,0 21,0 19,4 18,2 17,1 16,2 14 8 378 327 292 267 247 231 218 207 189 26,5 22,9 20,5 18,7 17,3 16,2 15,3 14,5 13,2 337 292 261 238 221 206 195 185 168
D = 30 *ЛГ цельный, t = 1,5 мм D = ЗА мм .^насадной. D = 35 мм, ^цельный; D = 35 мм, насадной, £> = О мм, цельный.
° п V п □ 1 п v п 0 п
0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,4 1,6 27,1 24,3 22,1 20,5 19,2 18,1 17,2 15,6 14,5 288 257 235 218 204 192 182 166 154 24,2 21,7 19,8 18,3 17,1 16,1 15,3 14,0 12,9 257 230 210 194 182 171 162 148 137 25,2 22,5 20,5 19,0 17,8 16,8 15,9 14,5 13,4 12,6 229 205 187 173 162 153 145 132 122 114 22,4 20,1 18,3 17,0 15,9 15,0 14,2 13,0 12,0 11,2 204 183 167 154 144 136 129 118 109 102 24,7 22,1 20,2 18,7 17,5 16,5 15,6 14,3 13,2 12,3 197 176 161 149 139 Ц1 124 114 105 98
jD =» 40 мм, насадной, t = 2 мм D = 50 мм, насадной, t = 2,5 мм D = 60 мм, насадной. t = 3 мм насадной; t = 3,5 мм насадной; ? = 4 мм
° i 1 п V 1 п V 1 " V 1 " V 1 "
0,5 0,6 0,7 0,8 1,0 1,2 1.4 1.6 1,8 2,0 2,2 2,4 2,6 19,7 18,0 16,7 15,6 14,0 12,7 11,8 11,0 157 143 133 124 101 94 88 18,5 16,9 15,6 14,6 13,1 12,0 11,1 10,4 9,8 9,3 118 108 100 93 83 76 70 66 62 59 17,6 16,1 14,9 13,9« 12,5 Н.4 10,5 9,9 9,3 8,8 8,4 8,0 94 85 79 74 66 60 56 52 49 47 45 43 15,5 14,3 13,4 12,0 10,9 10,1 9,5 8,9 8,5 8,1 7,7 70 65 61 54 50 46 43 41 39 37 35 14,4 13,4 12,5 10> 9,4 8,8 8,3 7,9 7,5 7,2 6,9 57 53 50 44 40 37 35 33 31 30 29 27
Примечание. Скорости резания, приведенные в карте, рассчитаны на одиоииструментную обработку, работу с заданным периодом стойкости инструмента при нормальном его затуплении В карте J8 приведены поправочные коэффициенты на скорость реэання в случаях работы инструмен том с другими периодами стойкости, а также коэффициенты на измененные против примятых при расчете условия работы, зависящие от марки, механических свойств и состояния металла, состояния поверхности заготовки, глубины отверстия, наличии охлаждения и др.
254
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Чугун серый НВ 195 Зенкеры из стали Р18 Зенкерование
КАРТА 17
* О = 15 мм, цельный; D = 20 мм, цельный. £) — 25 мм, ^цельный, насадной.
V Л о 1 « V 1 " V п
0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,4 1,6 1,8 33,1 29,5 27,0 25,1 22,4 20,5 19,0 702 626 571 532 474 434 403 35,1 31,3 28,6 26,6 23,7 21,7 20,1 18,9 17,9 558 497 455 423 377 345 320 301 286 29,4 26,9 25,0 22,3 20,4 19,0 17,8 16,9 16,1 375 343 319 284 260 241 227 215 205 26,4 24,1 22,4 20,0 18,3 17,0 16,0 15,1 14,4 336 307 285 254 233 216 203 193 184
• D = 30 яя.^цельный, D—30 мм, насадной, f == 1,5 мм D = 35 мм, ^цельный. О ==35 мм. насадной; t — 1,5 мм О = 40 мм, цельный.
о п V 1 " v 1 1 п V п ° 1 1 п
0,5 0,6 0,8 1.0 1,2 1,4 1.6 1,8 2,0 2,4 2,8 28,0 26,0 23,0 21,2 19,7 18,5 17,5 16,7 16,0 296 275 245 225 209 196 186 177 170 23,7 23,2 20,7 19,0 17,6 16,6 15,7 15,0 14,4 251 247 221 201 187 176 167 159 152 25,7 22,9 20,9 19,5 18,3 17,3 16,5 15,9 14,7 233 208 190 177 166 158 150 144 134 23,0 20,5 18,7 17,4 16,4 15,5 14,8 14,2 12,4 209 186 170 158 149 141 135 129 116 25,6 22,8 20,9 19,4 18,3 17,3 Й:1 14,7 13,8 204 182 166 154 145 138 131 126 117 ПО
1 D — 40^мм^ насадной, D — 50 мм, насадной, t = 2,5 мм 0=60 мм, насадной, D = 70 мм, насадной, t = 3,5 мм D = 80 мм, насадной; t = 4 мм
v 1 п v 1 л V | л v п V п
0,6 0,8 1.0 1,2 1,4 1.6 2,0 2,4 2,8 3,2 3,6 4,0 23,0 20,5 18,7 17,4 16,4 15,5 14,2 13,2 183 163 149 138 130 123 113 105 99 20,3 18,5 17,2 16,2 15,4 14,0 13,1 12,3 11,6 129 118 110 103 98 89 83 78 74 20,1 18,4 17,1 16,1 15,2 13,9 13,0 12,2 11,6 11,0 107 98 91 85 81 74 69 65 61 58 18,3 17,0 16,0 15,2 13,9 12,9 12,1 11,5 11,0 10,5 83 77 73 69 63 59 55 52 50 48 18,2 16,9 15,9 15,1 13,8 12,8 12,1 11,4 10,9 10,5 72 67 63 60 55 51 48 46 43 42
Примечание. Скорости резания, приведенные в карте, рассчитаны на одноннструмент иую обработку, работу с заданным периодом стойкости инструмента прн нормальном его затуплении В карте 19 приведены поправочные коэффициенты на скорость резания в случаях работы инструмен том с другим периодом стойкости, а также коэффициенты на измененные против принятых при рас чете условии работы, зависящие от марки, механических свойств в состояния металла, состояния
Нормативы режимов резания
255
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ПРИ ОБРАБОТКЕ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ Сверление Рассверливание Зенке рование
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ КАРТА 18 Лист 1
В зависимости:
1) от механических свойств и марки обрабатываемого материала
Наименование обрабатываемого Марка материала Механические свойства обработки материала
03 i: - - 8 1 1 й
^2 8 5 2 1 1 I § 3 8 1 3
Поправочный коэффициент
Автоматные А12; А15; А15Г; А20; АЗО; А35 - - - 0,87 1,39 1,2 1.06 0,94 - - - -
Углеродистые обыкновенного качества и кон- струкционные (0,6% С) 0,8; 10; 15; 20; 25; 30; 35; 40; 45; 50; 55; 60; Ст. 0, Ст. 1, Ст. 2; Ст. 3; Ст. 4; Ст. 5; Ст.6 - - 0.57 0,72 1.16 И 0,88 0,78 - - - -
Хромистые Никелевые Хромоникеле- вые 15Х; 20Х; ЗОХ, 35Х; 40Х; 45Х; 50Х 25Н; ЗОН 12Х2Н4, 20Х2Н4. 20ХНЗА. 37Х НЗА - - 1,04 0,9 0,79 0,70 0,64 0.58 0,54 0.49
Углеродистые, инструменталь- ные и конструк- циониые(0,6%С) У8; У8А; У9; У9А; У10; УЮА; У12; УЮА; У13; У13А; У8Г; У8ГА; У ЮГ; У ЮГА - - - - 0,8 0.70 0,62 0.57 0,52 0.48 -
Хромоникель- вольфрамовые и близкие к ним 18ХНВА; 25ХНВА; 18Х2Н4МА. 18ХНМА; 45ХНМФА; 20ХНФА
Марганцовистые 15Г; 20Г; ЗОГ; 40Г; БОГ; 60Г; 65Г; 70Г; 10Г2; 30Г2; 35Г2; 40Г2; 45Г2; БОГ - - - 0,82 0,7 0,62 0,55 0,50 0.46 0.42 0,39
256
Нормирование сверлильных работ
Продолжение карта 18
2) от состояния стали
Состояние стали Прокат и поедвзри- тельно обработанное отверстие Термообработка Литье, штамповка (дли вемкерования)
Холодно- катаный Нормали- Отжиг Улучше- влення С ХмЛе'
Коэффициент 1,1 1.0 0,95 0,9 0,8 0,75 0,95
Нормативы режимов резания
257
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ПРИ ОБРАБОТКЕ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Сверление Рассверливание Зенкерование
КАРТА 18 Лист 2
Принятые средние периоды стойкости инструментов Т
Диаметр инструмента D в мм 2—5 6—10 11—20 21-30 31—40 41—50 51—60 61—70 71-80
Сверление Рассверливание Зенкерование 8 15 30 15 50 50 30 70 70 45 90 90 60 НО НО 75 90 120
3) от отношения фактической стойкости к нормативной
О— Отношение 0.25 0,5 1 2 4 6 8 10 12 18 24
Коэффи циент Сверление, рассверливание 1,32 1.15 0Д7 0,76 0.70 0.66 0.63 0.61 0,56 0,53
Зенкерование 1,51 1.23 0 0,81 0.66 0.58 0,53 0.50 0,47 0,42 0,39
4) от марки материала инструмента
Марка материала инструмента Р18 9ХС
Коэффициент KUv 1.0 0,6
5) от формы заточки сверла
Форма заточки ДП Н
Коэффициент Кф* 1.0 0.87
6) от глубины сверления
Глубина сверления в диаметрах сверла | jp 4D 5D | 6£> 8D 10D
Коэффициент Kf" | 1.0 0,85 0,75 | 0.7 0,6 0.5
7) от отношения фактической глубины резания к нормативной при зенкерованни
Отношение 0.5 1.0 2.0
Коэффициент Ktv 1.15 1.0 0.87
17 Справочник нормировщика 90
258
Нормирование сверлильных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ПРИ ОБРАБОТКЕ СЕРОГО И КОВКОГО ЧУГУНА И МЕДНЫХ СПЛАВОВ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Сверление Рассверливание Зенкерование
КАРТА 19 Лист 1
В зависимости: 1) от механических свойств и марки обрабатываемого материала
Наименование материала материала Твердость НВ
3 3 1 I 8 Г
Поправочные коэффициенты Км
Отливки из серого чугуна (ГОСТ 1412-54) СЧ 12-23; СЧ 15-32; СЧ 18-36; СЧ 21-40, СЧ 24-44, СЧ 28-48; СЧ 32-52; СЧ 35-56; СЧ 38-60 - 1,15 1.0 0,88 0,79 0.71
Отливки из ковкого чугуна (ГОСТ 1215-59) КЧ 37-12; КЧ 35-10; КЧ 33-8; КЧ 30-6; КЧ 40-3; КЧ 35-4; КЧ 30-3 - - - - 2,2 1,?7 1,48 1,26 1,1 - - -
3 3 I Гете- роген- ные высокой твердости Бр.АЖН 11-6-6 и др. - 1.35 1,35 1.35 - - -
средней твердости Бр.АЮ; Бр.АЖ9-4; ЛК 80-3 и др. - - - - 2,2 2,0 - - - - - -
Свинцовистые Бр.ОСН 10-2-3; ЛКС 80-3-3 и др 3,3 -
Гомогенные Бр.КЦ 4-4; Бр.ОФ 6-0,1 и ДР- 4,0 -
С содержанием свинца ниже 10% Бр.КС 3-4; Бр.КС 3-6 Бр.ОЦС 4-4-2,5 и др. - 8,0 - - - - - - - - -
Медь М3; М4 | I - 116.01 - 1-1 1 - 1 ~ 1 - 1 -
Содержание свинца св. 15% Бр.ОЦС 4-4-17,1 Бр ОС7-17; Бр.МЦС 8-20; Бр.СЗО и др. 1 24.0 -
2) от состояния обрабатываемой поверхности при зенкеровании
1 Состояние обрабатываемой поверхности Предварительно обработанное отверстие Литое отверстие
Коэффициент Кс и | 0,75
Нормативы режимов резания
259
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ПРИ ОБРАБОТКЕ СЕРОГО И КОВКОГО ЧУГУНА И МЕДНЫХ СПЛАВОВ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Сверление Рассверливание Зенкерование
КАРТА 19 Лист 2
Принятые средние периоды стойкости инструментов Т
Диаметр инструмента D 2—5 &-10 Л— 20 21—30 32—40 41—50 51—60 61—70 71-80
Сверление Рассверливание Зенкерованне 12 25 45 30 75 75 50 105 105 70 135 135 90 165 165 ПО 130 150
3) от отношения фактической стойкости к нормативной
Тф Отношение уг 0,25 0,5 1 2 5 6 8 10 12 | 18 24
Коэффициент Кт 12 1,09 1.0 0,91 0,84 0,79 0,76 0,75 0,73 | 0,69 0,66
4) от марки материала инструмента
Марка материала инструмента | Р18 | 9ХС
Коэффициент К^ | 1,0 | 0,6
5) от формы заточки сверла
Форма заточки ДП ждп | н
Коэффициент Кфр 1,0 1,05 | 0,84
6) от глубины сверления
1 До 1 Глубина сверления в диаметрах сверла | 3D | 4Р | 5Р | 6D | 8D | ЮР
Коэффициент Kio | 1.0 | 0,84 | 0,75 | 0,70 | И 0,50
7) от отношения фактической глубины резания к нормативной (для предварительно обработанного отверстия прн зенкерованни)
{ф Отношение 0,5 1,0 20
Коэффициент Kfv 1,08 1,0 0,93
260
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ Развертки машинные КАРТА 20
I
а
Элементы геометрии Типы разверток 1— 1 11 — цельные | насадные
Диаметр развертки в мм 3—32 | 25—80
Главный угол и пла- не ф * в град. Для сквозных для вязких ма- териалов 15
отверстий для хрупких материалов 5
для глухих отверстий 45
Вспомогательный угол в плане иа калибрующей длине в град. 0
Передний угол у в град. для вязких материалов для хрупких материалов ° 0
Задний угол в град. по главной режущей хромке а ** по вспомогательной режущей кромке О] 7—15 0
• При обработке сквозных отверстий по 3-му классу точности н грубее <р = 45°
** Большие зиачеиия принимать для разверток меньших диаметров.
Нормативы режимов резания
261
ПОДАЧИ ПРИ РАЗВЕРТЫВАНИИ ЦИЛИНДРИЧЕСКИХ
ОТВЕРСТИЙ РАЗВЕРТКАМИ ИЗ ИНСТРУМЕНТАЛЬНЫХ
СТАЛЕЙ
Развертывание
КАРТА 21
1. Ручные
Обрабатываемый материал Диаметр отверстия D в мм
5 1 ‘о | 15 J 20 | 25 | 30 | 40 | 50 00 | so
Подача s в мм/об
Сталь, аь < 80 кг/ммг 0,40 0,65 0.9 1.1 1.2 1,4 1,6 1,9 2,1 2,4
Сталь, сь > 80 кг/мм2 0,30 0,50 0,80 0,90 1.0 ] I 1,3 1.5 1,7 1.9 6,0
Чугун НВ < 200, медные н алю- миниевые сплавы 0,9 1.6 2,0 2,4 2,8 3,2 4,0 4,5 5,0
Чугун ЯВ>200 0,6 1,0 1.3 1.6 1.8 2,1 2,5 2,9 3,4 4.0
2. Механические
Чугун
Диаметр
отверстия
НВ >200
НВ < 200, медные и алюми-
ниевые сплавы
Группа подач
1 1 11 1 111 1 1 1 11 1 111 1 * 1 11 111 1 11 1 III
Подача s в мм/об
10
15
20
25
30
40
50
80
и выше
0,9
1,2
2,0
0,7
0,8
0.6
0,7
0,8
0,8
0,9
1,0
12
2,2
2.6
3,1
3,8
22
3,4
4,2
2,6
2,0
22
2,7
3,1
3,4
3,8
Примечание. Подачи даны для случаев обработки сквозных отверстий. При разверты-
вании глухих отверстий, особенно с одновременной обработкой дна отверстия, подачи рекомендуются
в пределах 0,2—0,5 мм/об.
Технологические факторы выбора группы подач
1 группа. Предварительное (черновое) развертывание под следующий чистовой проход
разверткой.
11 группа. Чистовое развертывание отверстий в один проход по 3—4-му классам точ-
ности или с чистовой поверхности V5—6. Развертывание отверстий под полирование
нлн хонингование.
111 группа. Чистовой проход после чернового развертывания отверстий по 2-му классу
262
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Сталь углеродистая конструкционная, хромистая и хромонике- левая, аь = 65 кг/мм* Развертки из стали Р18 Работа с охлаждением Развертывание
КАРТА 22
Черновое развертывание
£)= 5 мм; t = 0,05 мм D ' = 10 мм; . t = 0,075 мм £> = 15 мм ; 7 = 0.1 мм
V п в п V п
До 0,5 0,6 0,7 0,8 1,0 1.2 1,4 1,6 1,8 2,0 24,0 21,3 19,3 17,6 1528 1357 1223 1123 21,6 19,2 17,4 15,9 13,8 12,3 686 613 553 614 439 391 17,4 15,3 14,1 12,9 11,1 9,9 9,2 8,2 371 326 299 273 236 209 195 173 162 150
= 2 t = 0, 0 м 25 *м О t = 25 ля; = 0,125 мм £) = / =а 30 мм; 0,125 мм L t > = 40 мм. = 0,15 мм
V п V п о п V л
До 0,5 0,6 0,7 0,8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2,5 3.0 3,5 4,0 18,2 16,1 14,7 13,5 H.6 10,3 9,3 8,6 7,9 290 258 232 213 184 164 148 137 126 119 16,6 14,8 13,4 12,2 10,6 9,4 8,5 7,8 7,2 6,7 6,2 5,9 211 188 170 156 135 118 109 99 92 85 79 76 12,9 11,2 9,9 8,9 8,2 7,6 6^6 6,2 5,4 5,1 4.6 137 119 105 95 87 81 75 69 66 57 54 49 12,1 10,4 9,1 8,4 7,5 7,2 6,7 6,2 5,7 5,1 4,7 4,2 96 81 73 67 60 56 53 49 45 41 37 33
D = 50 мм, t = 0.15 мм D ' = 0 2Ммм D = 80 ММ, : 0,25 мм
0 в Л о п
До 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,5 3,0 3,5 4,0 эд 8,8 8,0 7,3 6,7 6,3 5,9 5,4 4,8 4,4 4,0 73 63 56 51 46 43 40 38 35 31 28 25,6 10,7 9,2 8,2 7,4 6,8 6,3 5,9 5,5 5,1 4,5 4,1 3,7 56 49 43 39 36 33 31 29 27 24 22 20 9,8 8,5 7,5 6,8 6,2 5,8 5,4 5,1 4,7 4,1 8,8 3,4 39 34 30 27 25 23 21,5 20 18,6 16,5 15 13,7
При ТОЧНОСТИ и ЧИСТОТЫ по -4-го классов
верхносги i 1 пределах класса V5.
Нормативы режимов резания
263
Продолжение карты 22
264
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Чугуи серый НВ 195 Развертки из стали Р18 Развертывание
КАРТА 23
Черновое развертывание
> D = 5 мм; t = 0.05 мм D = 10 мм; t => 0.075 м* О = 15 мм ; / = 0,1 мм
о Л 0 о п
До 0.5 0,6 0.7 0,8 1,0 1.2 1.4 1.6 1,8 2.0 18,9 17,2 15,9 14,9 13,3 12,2 11,3 10,6 9,9 9.4 1202 1097 1015 950 850 776 718 672 633 601 17,9 16,3 15,1 14,1 12,6 11,5 10,7 10,0 9,4 8.9 568 419 480 450 402 367 340 318 300 284 15,9 14,5 13,4 12,6 11.2 10,3 9,5 8,9 8,4 8,0 338 308 285 267 239 218 202 189 178 169
D = 20 мм; / = 0,125 мм D = 25 мм; t = 0,125 мм D = 30 мм; Г = 0,125 мм 0 = 40 мм; t = 0,15 мм
V П v и V «
До 0,5 0,6 0,7 0,8 1.0 1.2 1.4 1.6 1.8 2,0 2,5 3,0 4,0 5,0 16,5 15,1 14,0 13.1 11.7 10,7 9,9 9,2 8,7 8,3 6,7 263 240 222 208 186 170 157 147 139 131 118 107 14,7 13,4 12,4 П.6 10,4 9,5 8,8 8,2 7,7 7,4 6,6 6,0 187 171 158 148 132 121 112 105 99 94 84 76 12,1 10,8 9,8 9,1 8,5 8,0 7.6 6,8 6,2 5,4 4.8 128 114 104 97 90 85 81 72 66 57 51 11,5 10,3 9,4 8,7 8,1 7,6 7,3 6,5 5,9 5,1 4,6 91 82 75 69 64 61 58 52 47 41 36
L> = 50 мм; 1 = 0,15 мм D = 60 мм, t =0,2 мм D = 80 мм, t = 0.25 мм
V V л V «
0.8 1,0 1.2 16 1.8 2.0 2,5 3,0 4.0 5.0 11,5 10,0 9,2 8,5 7,9 7,5 7,1 6,3 6.8 5,0 4,5 73 64 58 54 51 48 45 40 37 32 29 10,7 9,6 8,7 8,1 7,6 7,1 6,8 6,1 5,5 4,8 4,3 57 51 46 43 40 38 36 32 29 25 23 10,0 8,9 8.1 7,5 7,1 6,7 6.3 5,6 5,2 4,-5 4,0 40 36 32 30 28 26 25 22 21 18 16
Примечание. Приведенные режимы резания ориентированы на получение отверстий
ь пределах 3-го класса точности и чистоты поверхности "75.
Нормативы режимов резания
265
Продолжение карты 23
Чистовое развертывание
Обрабатываемый материал Класс чистоты
V5—V6 V6-V7
Максимальная скорость резвивя v в м/мин не должна превышать
Серый чугун. ... Ковкий чугун Медные сплавы 8 15 15 4 8 8
Приведенные режимы ориентированы на получение отверстий в пределах 2-го класса
точности.
Принятые средние периоды стойкости развертки Т
Дна.метр развертки D „ , в мм 6-10 11 —2о|г I— Зо|з1 — 40141—5о|о1 —6о|б1 —70 71—80
Стойкость Т в мни. | 12 20 35 | 60 | 80 | 100 | 120 | 145 170
Поправочные коэффициенты на скорость, число оборотов при черновом развертывании для измененных условий обработки в зависимости. 1) от механических свойств обрабатываемого материала
Механические свойства НВ
ОбРмаХ“-МЫЙ | 105— 125 I 125- I 145- I 165- 1 185- 1 205- 1 225— 1 245- I 145 | 165 | 185 1 205 I 225 | 245 | 265
Поправочный коэффициент Кл
Серый чугун
Ковкий чугун
Медные сплавы
2.2
1.48
1,15
1,26
1,35
0,88
0,79
0,71
2) от отношения фактической стойкости к нормативной
Тф
10
12
18
24
Коэффициент
0,50
0.47
0,42
3) от отношения фактической глубины резания к норматввной
Отношение ~
0,5
Коэффициент K/v = Ktr
1,08
4) от марки материала инструмента
Марка материала инструмента
Коэффициент KUv
Р18
9ХС
0,6
266
Нормирование сверлильных работ
РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ КОНИЧЕСКИМИ РАЗВЕРТКАМИ ИЗ СТАЛИ Р18 Развертывание конических отверстий
КАРТА 24
1. Выбор подачи
Диаметр отверсты я Обработка стали Обработка чугуна
Предварительное развертывание Окончательное развертывание Предварительное развертывание Окончательное развертывание
Подача s в мм/об
5 10 15 20 30 40 50 60 0,08 0,10 0,15 0,20 0,30 0,35 0,40 0,50 0,05 0,08 0,Ю 0,13 0,18 0,22 0,25 0,30 0,08 0.15 0,20 0,25 0,35 0,40 0,50 0,60 0,08 0,10 0,15 0,18 0,25 0,30 0,40 0,45
II Скорости резания v в м/мин
Операция Стали Чугун
конструкционные аь в кг/мм* менталь
ЙО во | 60-90 | св. 90
Работа с охлаждением Работа без охлаждения
Предварительное развертывание 8—10 6—8 6—8 4—6 5—6 3—4 3—4 8—10
Окончательное развертывание
Примечание. При работе развертками из сталей марки 9ХС скорости резания умножать на коэффициент 0,6.
Нормативы режимов резания
267
ЗЕНКОВАНИЕ И ПОДРЕЗАНИЕ
ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТАМИ
ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Зенкование и подреза-
ние поверхностей
КАРТА 25
I. Подачи
Диаметр обработки D в мм Обрабатываемый материал
Стали Ofy до 60 кг/мм3, медь и латунь Стали <7^ свыше 60 кг(мм3 Чугун, бронза и алюыи ниевые сплавы
Подача на одни оборот s в мм
15 0,08—0, 12 0,05—0,08 0,10—0,15
20 0,18—0,15 0,05-0,10 0,10—0,15
30 0,10—0,15 0,06—0,10 0,12—0,20
40 0,12—0,20 0,08—0,12 0,15-0,25
50 0,12—0,20 0,08—0,15 0,15—0,25
60 0,15—0,25 0,10—0,18 0,20—0,30
70 0,15-0,25 0,10—0,20 0,20—0,35
80 0,20—0,30 0,12—0,25 0,25-0,40
90 0,20—0,30 0,12—0,25 0.25—0,40
100 0,20—0,30 0,15-0,30 0,25—0,50
II. Скорости резания при работе зенковками и цековками нз стали Р18
Обрабатываемые материалы
Скорости резания в м/мин
Стали сь до
60 хг/лм1.
1ЛИ <Т{, свыше
60 кг/мм*
и бронза
Работа с охлаждением
Работа без
охлаждения
10—18
7—12
40—60
12—25
Примечание. При работе инструментами из стали 9ХС скорости резаиия умножать на
коэффициент 0.6—0.7. а при работе инструментами из углеродистой стали скорости резаиия ум-
ножать на коэффициент 0,5.
268
Нормирование сверлильных работ
ОБРАБОТКА ОТВЕРСТИЙ
Выбор
5 4 Обработка стали
Q g
S *- Черновая
S | Вылет оправки в мм до Чистовая ^"мер
£ 1 1 1
_ 100 200 300 500
ж ! ! !
f Подача
и.
0,5 0,1—0,15 _ _ _ 0,05—0,10 0.03—0,05
20 2,0 0,15—0,30 0,05—0,10 _ _ _ _
0.5 — — — — 0,08—0,15 0,05—0,10
3,0 0.15—0,30 0.10—0,20 0,08—0,15 - — —
0,5 — - — - 0,10—0,15 0,05—0,10
3,0 - 0,20—0,40 0,15—0,30 0,10—0,20 - -
60 5,0 - 0,15—0,30 0,10—0,20 0,10—0,15 — -
0,5 _____ 0,10-0.20 0,05—0,10
3,0 - 0,30—0,50 0,20—0,40 0,20—0,30 - —
5,0 - 0,20—0,40 0,15—0,30 0,10—0,20 - —
Скорости резания при работе
Стали до 60 кг/мм1. Стали свыше
медь, латунь 60 кг!ммг
Обрабатываемые материалы
Работа
Скорость резания v в м/мин 15—30 10—20
п (рнмечаиие. При работе резцами из углеродистой стали марин У12А скорость резания
Нормативы режиме резания
269
РЕЗЦОМ В ОПРАВКЕ Обработка отверстий
КАРТА 26
подачи
Обработке чугуна
Черновая Чистовая Отделка в размер
Вылет оправки в мм до
100 200 300 I 500
* мм/об
0,10—0,20 0,08—0,15 - - 0,05—0,12 0,10—0,20 0,05—0,08 0,05—0,10
0,20—0,40 0,15-0,30 0,10—0,20 - 0,10—0,20 0,05—0,10
- 0,25—0,50 0,20—0,40 0,20—0,40 0,15—0,30 0,15-0,30 0,10—0,20 0,15-0,25 0,05—0,10
- 0,35-0,70 0,25—0,50 0,25—0,50 0,20—0,40 0,20—0,40 0,15—0,25 - -
резцами из стали Р18
Алюминиевые сплавы Чугун и бронза f1 1
с охлаждением Работа без охлаждения
г ш
30—50 12—25 Л
г
умножать на коэффициент 0.5
Центрование
270
ЦЕНТРОВКА ОТВЕРСТИЙ И ВРЕМЯ НА ПРАВКУ ЦЕНТРОВЫХ
ОТВЕРСТИЙ ПОСЛЕ ТЕРМООБРАБОТКИ
КАРТА 27
Режимы резания при центровке отверстий
Диаметр заготовки
D в мм
Наименьший диаметр кон-
цевой шейки валов Do в мм
d в мм
D в мм не более
I в мм не менее
L в мм
а в мм
31-50
12,0
3,0
7,5
3,6
7,5
81 — 120 121 — 180 181—300
I
§
Технология
изготовления
центра
Наименование инструмента
Первый
переход
Сверло центровочное
(ГОСТ 6694-53)
Второй
переход
Зенковка 60J центровоч-
ная (ОСТ 3729 и 3730) нли
зенковка 60° с конусным
хвостом (ГОСТ 6694-53)
s в мм/об
V в м/мин
0,03
0,03
12-25
В один
Сверло центровочное ком-
бинированное бО0 без пре-
дохранительного конуса
С предохранительным кону-
сом (ГОСТ 6694-53)
s в мм/об
0,01
0,03
0,03
и I) м/мин
Время на правку центровых отверстий после термообработки
0,04
0.04
0,06
0,08
0,08
0,08
0,08
Диаметр детали в мн до 10 20 30 40 50
Время на правку с двух сторон в мин 0,5 0,6 | 1 1 0,7 0,9 1.1
272
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ Сверла
СВЕРЛА С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА КАРТА 28
Сверло с винтовой Сверло с прямей
канавной канавкой
Заточка одинарная Заточка двойная
Вид обработки и обрабатываемый материал 5 ? 5 х J S » а’ d el ii ^16 ч 3 £ 5 |i
2<г 2ф.
Сверление чугуна До 12 118 - - 1 10 20 6
12—15 70 1,5-1.8
15—20 2,0—2,5
20—25 2,5-3,0
25—30 3,0—3,5
Рассверливание чугуна 30—40 4,0—4.5
40—50 4,5—5,5
Сверла с прямыми канавками рекомендуется применять при обработке чугуна и
небольшой длине отверстий
Нормативы режимов резания
273
ПОДАЧИ ПРИ СВЕРЛЕНИИ. СВЕРЛА С ВИНТОВОЙ И ПРЯМОЙ КАНАВКАМИ И ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА Сверление
КАРТА 29
Чугун
Диаметр сверла D НВ <200 | НВ >200
Группа подач
1 1 "
Полача s в мм/об
6 8 10 13 16 20 25 30 0,20—0,30 0,30—0,35 0,35—0,45 0,40-0,50 0,50—0,69 0,55-0,65 0,60-0,70 0,60—0,80 0,15-0,20 0,20-0,25 0,25-0,30 0,30—0,35 0,35-0,40 0,40-0,45 0,45-0,50 0,50—0,60 0,15-0,20 0,20-0,25 0,25-0,30 0,30-0,35 0,35-0,40 0,40-0,45 0,45-0,50 • 0,50-0,60 0,12-0,18 0,16-0,20 0,20—0,25 0,20—0,25 0,25-0,30 0,30-0,35 0,35—0,40 0,40-0,45
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диаметрах сверла до 3D 5D 1D
Коэффициент Kif {ЛЯ 0,9 0,8
Технологические факторы выбора группы подач 1 группа. Сверление отверстий в условиях жесткой системы без допуска, с допуском до 5-го класса точности, под последующую обработку несколькими инструментами. II группа. Сверление отверстий в условиях недостаточно жесткой системы: сверление точных отверстий при последующей обработке одним зенкером или одной разверткой, сверление для последующего нарезания резьбы метчиками Примечание. Для предупреждения поломки сверл при работе с автоматической подачей рекомендуется на выходе их из отверстия выключать автоматическую подачу
18 Справочиик нормировщика
274
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Чугун серый НВ 195 Сверла с пластинками ВК8 Сверление
КАРТА 30
D = 6 мм D^Smm £)«= 10 АА
• п ° л ° л
До 0,1 0,12 0,15 0,18 0,20 0,25 0,30 0,35 0,40 98,9 90,2 80,7 73,7 69,9 62,5 57,0 5245 4787 4281 3909 3708 3318 3028 104,2 104,2 95,5 85,0 80,7 72,2 65,0 60,0 4545 4148 3710 3386 3213 2874 2624 2429 116,5 104,2 95,1 90,3 80,7 73,7 68,2 63,8 3709 3317 3028 2873 2569 2346 2172 2031
D = 12 мм D = И мм £>= 15 мм D = 16 мм
° л ° » ° л ° л
0,15 0,18 0,20 0.25 0,30 0.35 0,40 0,45 0,50 97,0 88,6 84,0 75,2 68,6 63,5 59,4 56,0 53,2 2575 2350 2230 1994 1820 1685 1576 1487 1410 104,8 95,7 90,8 81,2 74,1 68,8 Ж 57,4 2384 2176 2064 1846 1685 1560 1459 1376 1305 99,1 94,0 84,1 76,7 71,0 66,5 62,7 59,4 2101 1994 1784 1628 1508 1410 1329 1261 102,3 97,1 86,8 79,3 73,4 68,6 64,7 61,4 2035 1931 1727 1577 1460 1365 1287 1221
• D = 20 мм £> = 24 мм D = 28 мм D - 30 мм
° ° л ° » ° л
0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,70 0,80 . 97,1 88,6 82,0 76,7 72,4 68,6 62,7 58,0 1545 1410 1306 1221 1151 1092 997 923 94,8 86,5 80,1 74,9 70,6 67,0 61,2 56,6 1257 1147 1062 994 937 889 811 751 102,4 93,5 86,5 81,0 76,3 72,4 66,1 61,2 57,3 1164 1063 984 920 868 823 751 696 651 106,0 96,7 89,6 83,8 79,0 74,9 68,4 63,3 59,2 1124 1026 950 889 838 795 726 672 628
Примечание. Скорости резаиия, приведенные в карте, рассчитаны на одиоииструмеит ную обработку, работу с заданным периодом стойкости инструмента при нормальном его затуплении. В карте 39 приведены поправочные коэффициенты на скорость резання в случаях работы инструмен- том с другими периодами стойкости, а также коэффициенты на измененные против принятых при расчете условия работы, зависящие от марки, механических свойств и состояния металла, состояние поверхности заготовки, глубины отверстия, наличия охлаждения и др
Нормативы режимов резания
275
ОСЕВОЕ УСИЛИЕ Р в кг и КРУТЯЩИЙ МОМЕНТ Мкр в кг мм НВ 195 Чугун серый и ковкий Сверла с пластинками твердого сплава Сверление
КАРТА 31
D=6 jhjh D=3 мм D=10 мм D=12 мм £)—14 мм
Р М*Р Р М'Р р М*Р Р М'Р р М*Р
0,06 0,08 0,10 0,12 0,15 0,18 0,20 0,25 0,30 0,35 0,40 0,45 0,50 44 55 65 75 88 101 НО 130 149 66 83 100 115 138 159 173 207 240 78 92 106 125 143 155 183 210 236 157 188 217 259 300 327 390 452 511 138 163 187 202 230 274 308 340 372 355 424 490 534 638 738 835 929 989 203 233 252 298 341 383 424 463 501 633 732 797 953 1102 1247 1387 1477 1613 244 280 303 358 411 461 510 557 603 889 1028 1118 1337 1547 1750 1947 2073 2264
D=15 мм Д=16 мм D=>0 мм D=24 мм D=25 мм D—28 мм D—30 мм
Р М'Р Р М'Р р М*Р Р М*Р Р м*р Р М*Р Р м*р
0,18 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,70 0,80 304 329 389 446 501 554 605 655 750 1197 1302 1557 1801 2037 2267 2412 2636 3072 329 356 421 482 541 598 654 707 811 1379 1500 1794 2076 2348 2612 2780 3038 3541 430 465 550 630 707 782 854 924 1060 2253 2451 2931 3391 3836 4268 4543 4963 5785 579 684 784 880 973 1063 1151 1319 1481 3661 4377 5066 5729 6374 6784 7412 8639 9975 608 719 824 925 1022 1116 1208 1385 1555 4 005 4 789 5 541 6 268 6 973 7 422 8 108 9 451 10 913 823 944 1059 1171 1279 1384 1587 1782 1969 6 145 7 109 8 043 8 948 9 523 10 404 12 127 14 003 15 580 894 1025 1151 1273 1390 1504 1724 1936 2139 7 152 8 275 9 361 10 415 11 085 12 ПО 14 115 16 299 18 135
Поправочные коэффициенты иа усилие и крутящий момеэт в зависимости от механических свойств чугуна
Механические свойства чугуна KS- 125 125— 145 165— 185 185— 205 205— 225— 245 245— 265
Поправочные коэффициенты КМр = Кмм при обработке серого чугуна - - - 0,94 Що} 1,06 1.12 1,18
ковкого чугуна 0,83 0,92 1,0 1,08 1.14 - -
18'
276
Нормирование сверлильных работ
Рассверливание
ПОДАЧИ ПРИ РАССВЕРЛИВАНИИ ЧУГУНА
СВЕРЛА С ВИНТОВОЙ КАНАВКОЙ, С ПЛАСТИНКАМИ ----------------------
ТВЕРДОГО СПЛАВА
КАРТА 32
Диаметр сверла D Диаметр предваритель иого просверленного отверстия d в мм Чугун
Группа подач
1 11
Подача s в чм/об
25 10 0,6-0,9 0.4—0.5
15 0,7-1,0 0,4—0,6
30 10 0,6-1,0 0,4—0,5
15 0,7—1.1 0.4—0,5
20 0.7—1,2 0,5-0,6
40 15 0,6—1.1 0,4—0,5
20 0,7—1,2 0,5—0,6
30 0,8—13 0,6—0,7
50 20 0,7-1,2 0,5—0,6
30 0.8-1,3 0,6-0,7
40 1.0-1.3 0,6-0,7
Технологические факторы выбора группы иодач
I группа. Рассверливание отверстий в условиях жесткой системы без допуска, с допу-
ском до 5-го класса точности, под последующую обработку несколькими инструментами
II группа. Рассверливание отверстий в условиях недостаточно жесткой системы: рас-
сверливание точных отверстий при последующей обработке одним зенкером или одной
разверткой, рассверливание для последующего нарезания резьбы метчиками.
Нормативы режимов резания
277
СКОРОСТЬ РЕЗАНИЯ Чугун серый НВ 195 Сверла с пластинками ВК8 Рассверливание
КАРТА 33
D • d = 10 мм d = 15 мм d-X мм
° о ° п
25 0,2 0,3 0,4 0,5 0,6 0,8 1.0 96,3 80,2 70,5 63,7 58,8 51,6 46,7 1226 1021 897 812 748 657 594 102,3 85,2 74,9 67.7 62.4 54,8 49,6 1302 1085 953 862 794 698 1 631 j 2
30 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1,2 101,0 84,1 73,9 66,9 61,6 54,1 48,9 45,1 1W1 893 784 709 653 574 519 478 105,5 87,9 77,2 69,8 64,3 56,5 51,1 47,1 1119 932 819 741 683 600 542 500 112,0 93,4 82,0 74,2 68,3 60,0 54,3 50,0 1189 990 870 787 725 637 576 531
D 15 мм d «=> 20 мм d — 30 мм 40 мм
° п * п ° «
40 0,3 0,4 0.5 0.6 0,8 1.0 1,2 85,9 75,5 68,3 62,9 55,3 50,0 46,0 684 601 544 501 440 398 367 88,9 78,1 70,6 65,1 57,2 51,7 47,6 7m 621 562 518 455 411 379 98,6 86,6 78,3 72,2 63,4 57,4 52,8 785 689 623 574 505 456 420 - 2
50 0,4 0,5 0,6 0,8 1,0 1,2 1,3 - 2 71,8 64,9 60,0 52,9 47,5 43,8 42,2 457 413 381 337 303 279 259 76,3 69,0 63,6 55,8 50,5 46,5 44,9 486 439 405 355 322 296 286 84,6 76,6 70,5 62,0 56,0 51,6 49,8 539 487 449 394 357 329 317
Примечание. Скорости резания. приведенные в карте, рассчитаны ив одной ветру не ит- ную обработку, работу с заданным перводом стойкости инструмента при нормальном его затуплении. В карте 39 приведены поправочные коэффициенты иа скорость резания в случаях работы иистру- ментом с другими периодами стойкости, а также коэффициенты иа измененные против привитых при расчете условии работы, зависящие от марки, механических свойств и состояния металла, со- стояния поверхности заготовка, глубины отверстия, наличия охлаждения а др.
278
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ЗЕНКЕРОВ С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА Зенкеры КАРТА 34
ш,' К'" _ Зенкеры хЪостоВые Сечение по ЯЛ /А Зенкеры на сорные -*4— 4|2f ||/д Речение по 66 т 4h*- по стрелке N td^r
Тип зенкера р 5а gg у « Угол наклона винтовой канавки о> в град. Угол вреза- ния пластины Длина переходной кромки /е
Хвостовые I £8Й 3 3 и 4 4 20 10 0.3—0,5
Насадные 34-80 4 10 10 0,5—0.8
L в S. 5 н h Задии! S. И' и »? S °- 5f «I £ о.^ h 1 е i 3» § 2 О 1 ь г?
Чугун 60 30 +5 10 8 12 1.5 0,8—1,2 - -
Сталь 0,2—0.3 СМ-(—5)
Нормативы режичов резания
279
ПОДАЧИ Зенкеры хвостовые и насадные с пластинками твердого сплава Зенкерование
КАРТА 35
Диаметр зенкера D в мм до Сталь Чугун
НВ <200 | нв>гоо
Группа подач
1 " 1 • II
Подача в в мм/об
15 20 25 30 35 40 50 60 80 и выше 0,50—0,60 0,60—0,70 0,70-0,90 0,80—1,0 0,90- 1,1 0,90— 1,2 1,0— 1,3 1,1—1,3 1,2— 1,5 0,40—0,45 0,45—0,50 0,50—0,60 0,60—0,70 0,65—0,70 0,70—0,75 0,80-0,90 0,85—0,90 0,90— 1,1 0,70—0,90 0,90— 1,1 1,0—1,2 1,1- 1.3 1,2— 1,5 1,4— 1,7 1,6—2,0 1,8—2,2 2,0—2,4 0,55-0,60 0,60-0,70 0,75-0,80 0,80-0,90 0,90—1,0 1.0—1,1 1,1-1,3 1,2—1,4 1,4- 1,6 0,50-0,65 0,60-0,75 0,70—0,80 0.80—0,90 0,90-1,0 1.0- 1,2 1,2- 1,4 1,3-1,5 1,4-1,7 0,40-0,45 0,50—0,55 0,55-0,60 0,60-0,70 0,65-0,75 0,70-0,80 0,85—1,0 0,90-1,1 1.0-1,2
Примечание. Подачи даны для случаев обработки сквозных отверстий. При зенке роваинн глухих отверстий, особенно при одновременной обработке дна отверстия, рекомендуют- ся подачи в пределах 0,3—0,6 мм/оо. Технологические факторы выбора группы подач 1 группа. Зенкерование отверстий без допуска или с допуском до 5-го класса точности, зенкерование под последующую обработку несколькими инструментами, зенкерование под нарезание резьбы II группа. Зенкерование отверстий при повышенных требованиях к чистоте по- верхности, зенкерование отверстий 3—4-го классов точности с малой глубиной реза- ния под последующую калибровку одним инструментом (разверткой, зенкером, резцом).
280
Нормирование сверлильных работ
СКОРОСТИ РЕЗАНИЯ Сталь углеродистая и легированная с а* = 65 кг! мм1 Зенкеры с пластинками Т15К6 Работа с охлаждением Зенкерование
КАРТА 36
« D = 15 ми, t = 1 мм D = 20 мм, t = 1 мм D = 25 мм, t = 1,5 мм
О п ° 1 1 " п
0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,6 0,7 0,8 0,9 72,4 67,7 64,1 61,2 58,8 56,8 55,0 52,1 49,7 1537 1437 1361 1300 1248 1205 1168 1106 1056 80,5 76,3 72,8 69,9 67,5 65,4 61,9 59,1 56,8 1281 1213 1158 1113 1074 1041 985 941 904 74,8 71,4 68,6 66,2 64,2 60,7 58,0 55,7 538 952 909 873 843 817 773 738 709 685
• D як 30 мм, 1,5 АА О = 35 мм, t = 1.5 мм 0 = 40 мм,
f 1 п 1 1 0 1 п •
0,4 0,45 0,5 0,6 07 0,8 0,9 1,0 1.2 76,5 73,9 71,6 67,8 64,7 62,1 60,0 58,1 812 784 759 719 686 660 637 617 76,6 74,2 70,3 67,1 64,5 62,3 60,3 697 675 639 610 586 566 548 78,4 75,9 71,9 68,7 66,0 63,7 61,7 58,4 624 604 572 546 525 507 491 465
• 0 = 50 мм-, , = 2,5 мм D=,60 мм. t = 3 мм О = 70 мм. D - 80 мм.
о ! л 1 ° 1 - V п V п
0,5 0,6 0,7 0,8 0,9 1.0 1.2 1.4 76,3 72,3 69,0 66,3 64,0 62,0 58,7 56,1 486 460 439 422 408 395 374 357 77,1 73,0 69,7 67,0 64,7 62,6 59,3 56,6 . 409 387 370 355 343 332 315 300 78,0 73,9 70,5 67,7 65,4 63,4 60,0 57 3 336 321 308 298 288 273 260 78,9 74,7 71,3 68,5 66,2 64,1 60,7 57,9 314 297 284 273 263 255 241 231
Примечание Скорости резаная, приведенные в карте, рассчитаны иа одноинстру- меииую обработку, работу с заданным периодом стойкости инструмента при нормальном его за- туплении. В карте 38 приведены поправочные коэффициенты иа скорость резания в случаях ра боты инструментом с другими периодами стойкости, а также коэффициенты иа измененные против принятых при расчете условий работы, зависящие от марки, механических свойств и состояния металла, состояния поверхности заготовки, глубины отверстия, наличии охлажде-
Нормативы режимов резания
281
СКОРОСТИ РЕЗАНИЯ
Чугун серый НВ 195
Зенкеры с пластинками ВК8
Работа без охлаждения
Зенкерование
КАРТА 37
• D — 1,5 мм. 0 = 20 мм; t= 1 мм D = 25 мм; 1.5 мм
о О 1 » 1 1 "
0,3 0,35 0,4 0,5 0,6 0,7 0,8 0,9 1.0 1.2 132,2 123,4 116,2 105,1 96,8 90,3 85,0 80,7 2806 2618 2465 2230 2054 1917 1805 1712 138,4 130,4 117,9 108,6 101,3 95,4 90,5 86,3 2203 2075 1876 1729 1613 1519 1440 1374 119,5 Ю8,1 99,6 92,9 87,5 83,0 79,1 72,9 1522 1377 1268 1183 1114 Ю57 Ю08 928
« О=. 30 мм; D = 35 мм, t — 1,5 мм. D « 40 мм, t~2 мм
и 1 О 1 " V 1
0,4 0,5 0,6 0,7 0,8 0,9 1.0 1,2 1.4 1.6 128,6 116,3 107,2 100,0 94,1 89,3 85,2 78,4 1364 1234 1137 1061 999 947 903 832 113,1 Ю4,2 97,2 91,6 86,8 82,8 76,3 71,2 1029 948 884 833 790 753 694 647 1 14,3 Ю5.3 98,2 92,5 87,7 83,7 77,1 71,9 67,7 910 838 782 736 698 666 613 572 539
D — 50 мм De60.ua; t — 3 мм D - 70 мм; Г —3.5 мм 0-80 мм; Г — 4 мм
Р 1 " 1 ° 1 п 1 ° 1 " V 1 п
0.6 0,7 0,8 0,9 1.0 1,2 1.4 1,6 2,0 2,4 97,3 90,8 85,5 81,1 77,3 71,2 66,5 62,6 56,6 620 578 544 516 492 454 423 398 360 92,1 85,9 80,9 76,8 73,2 67,4 62,9 59,2 53,6 489 456 429 407 388 358 334 314 284 82,4 77,6 73,6 70,2 64,7 60,3 56,8 51.4 47,3 375 353 335 319 294 274 258 234 215 79,7 75,1 71,2 67,9 62,6 58,4 55,0 49,7 45,8 317 299 283 270 249 232 219 198 182
Примечание. Скорости резания. приведенные в карте, рассчитаны на одноняструмеит
ную обработку, работу с заданным периодом стойкости инструмента при нормальном его затупле-
нии. В карте 39 приведены поправочные коэффициенты на скорость резания в случаях работы
инструментом с другими периодами стойкости, а также коэффициенты на измененные против
принятых при расчете условия работы, зависящие от марки, механических свойств и состояния
металла, состояния поверхности заготовки, глубины отверстии, наличия нли отсутствия охлажде-
282
Нормирование сверлильных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ ЗенкероЛише
РЕЗАНИЯ ПРИ ОБРАБОТКЕ УГЛЕРОДИСТОЙ И ЛЕГИРО- ---------
ВАННОЙ СТАЛИ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ КАРТА 38
В зависимости
1) от механических свойств обрабатываемого материала
Наименование группы стали Механические свойства стали
НВ 1 4 3 8 § § S й а 1 Й
кг/мм I 7 3 8 8 I S 8 1 8 I
Поправочный коэффициент Км
Автоматные, углеродистые, хро- мистые и хромоникелевые. Углеродистые инструментальные, марганцовистые, хромониквльволь- фрамовые, хромомолибденовые и хромом а рга н цовнстые 174 1,3 1,39 1.04 1,16 0.87 |1.0| 0,75 0.88 0,66 0,78 0,58 0,71 0,53 0,65 0.49 0,6 0.45 0,55 0.41
2) от наличия охлаждения
Условия работы_______ | С охлаждением | Без охлаждения
Коэффициент KOv | 11.0| | 0,70
3) от состояния поверхности заготовки
Состояние поверхности | Без корки | Литейная корка
Коэффициент Kcv | |1.0| | 0,8
4) от отношения фактической стойкости к нормативной
Диаметр зенкера D в мм_____|11—20|21—30|31—40|41--50|51—60|б1—70|71—80
Принятая стойкость Т в мин | 30 | 40 | 50 | 70 | 90 | 100 | 130
—10,2510.5 | 1 | 2 | 4 | 6 | 8 | 10 12 | 18 | 24
Коэффициент Лт-„ / 1.41 | 1.19| ЦД | 0.84 | 0.71 | 0,64 | 0.60 | 0,56 0,54 | 0,49 | 0,45
5) от материала инструмента
Материал инструмента | Т15К6 | Т5К10
Коэффициент KUji | Гб | 0^65
6) от отношения фактической глубины резания к нормативной
Отношение —| 0,5 | 1,0 | 2.0
Коэффициент К1о | 1.15 | 1,0 | 0.87
7) от длины отверстия '
Длина отверстия в диаметрах сверла | До 3D | До 5D | SD | 10Д
Коэффициент K,v i Гб | 085 | 075 | 0,60
Нормативы режимов резания
283
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ПРИ ОБРАБОТКЕ СЕРОГО И КОВКОГО ЧУГУНА ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ Сверление Рассверливание Зенкерование
КАРТА 39
В зависимости. 1) от механических свойств и марки обрабатываемого материала
Нанменованне материала Марка материала Твердость НВ
§ 1 § а 8 s 8 8 Я
Поправочные коэффициенты Км
Отливки нз серого чугуна (ГОСТ1412-54) СЧ 12-28; СЧ 15-32; СЧ 18-36; СЧ 21-40; СЧ 24-44; СЧ 28-48; СЧ 32-52; СЧ 35-56; СЧ 38-60 - - 1,15 |1.0| 0.88 0.79 0.71
Отливки из ковкого чугу- на (ГОСТ 1215-59) КЧ 37-12; КЧ 35-10; КЧ 33-8; КЧ 30-6; КЧ 40-3; КЧ 35-4; КЧ 30-3 2.2 1 77 1.48 1.26 1.1 - - -
2) от наличия охлаждения KOfF
Условия работы | Без охлаждения | С охлаждением
Коэффициент K„v | 11,0| | 1.2— 1,3
Принятые средние периоды стойкости инструментов Т в мин.
Диаметр инструмента в мм 6—10 11—20 21—30 31—40 41—50 51—60 61—70 71—80
Сверление Рассверливание Зенкерование 20 30 30 40 40 40 50 50 70 70 90 ПО 130
3) от отношения фактической стойкости к нормативной Т
Отношение -^- | 0.23 0.5 | 1 2| 4|6 8 | 10 12 | 18 24
Коэффициент Ktv | 1.74 1.32 | 1,0 0 76 | 0.57 | 0.49 0,43 | 0,40 0,37 0,31 | 0,28
4) от материала инструмента
Материал инструмента | ВК8 | ВК6 | ВК4
Коэффициент KUv | 1.0 | 1.2 | 1,3—1,4
5) от длины сверления
Длина сверления в диаметрах сверла |До 3D| 4D | 5D | 6£> | 10D
Коэффициент Kio 1 1.0 | 0.85 | 0 75 | 0,60 | 0,50
6) от отношения фактической глубины резания к нормативной при зенкеровании
Отношение ~ 0,5 | 1.0 | 2,0
Коэффициент Ktr 1,11 | 1,0 | 0.93
284
Нормирование сверлильных работ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ Развертни машинные
МАШИННЫХ РАЗВЕРТОК С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА КАРТА 40
Нормативы режимов резания '
285
РАЗВЕРТЫВАНИЕ СТАЛИ И ЧУГУНА РАЗВЕРТКАМИ
С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
Развертывание
КАРТА -О
Подачи
Обрабатываемый материа , Диаметр развертки D в мм |
10—20 | 41—60 | Св. 60
Подаче S В ММ/ОО
Стали конструкционные углеро- дистые 0.8—1,2 1.0—1,3 1.0—1,5 1.5—2,0
Чу гун ковкнй и серый 1.0—2,0 2,0—2.5 2,0—3.0 3,0—5.0
Скорость peiainiR
Обрабатываемый материал Матерна л Класс чистоты (ГОСТ 2789-59) резания ! В M/MUH 1
- 60—80
Стали конструкционные
\глеродистые с Ор = = 60 -г- 9J кг/м-»1 T15KG V7 - V9 <20
> 20 10
Чугун серый и ковки и ВК8
НВ 150—220 ВК6 ВК4 | V6 - V7 - 60—80
При разверти вапии стали треО>етсл охлаждение
286
Нормирование сверлильных работ
МОЩНОСТЬ ПРИ СВЕРЛЕНИИ
Сверление
КАРТА 42
М кр.кгмм
30000 -1
, кбт
го ооо -
15000 -
1ОООО -
3000 -
8000 -
7000 -
6000 -
5000
ЬООО -
3000 -
2000 _
1500 -
юоо -
ООО -
800 -
700 -
600 -
500 -
400 -
200 -
150 -
77, Об/мин
6000 -
5000 -
НООО
зооо :
2000 -
1500 -
1000 -
900 -
800 -
700 -
600 -
500
boo
300
200 -
150 -
I
I
Нормативы режимов резания
287
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА Дополнительные длины на взятие пробных стружек Обработка отверстий
КАРТА 43
Величины врезания н перебега инструмента
g Л Характер работы Диаметр инструмента а мм до
3 1 Б 1 10 1 15 | 20 | 25 |эо| 40 | М| 60 | 70 I 80
Врезание и перебег инструмента
1 2 Сверление на п|р*ход сверлами с нормальной заточкой сверлами с двойной за- точкой 2,0 2.5 5 6 7 8 8 10 10 12 12 15 15 18 18 22 23 27 - —
з Сверление в упор 1.5 2 4 6 7 9 11 14 I17 21 — —
4 Рассверливание 0,4—0,6 величины врезания при сверлении
5 6. Зенкерова- ние на проход в упор - - - 3 2 4 2 5 2 2 6 3 6 3 <1 1“ 8 4
7 8 Развертива- на проход в упор - 15 18 2 22 2 26 2 30 3 33 38 4 45 ^1 1“ 50 5
9 10 Нарезание резьбы метчиками на проход в упор Длина заборной части метчика 3—6 ниток плюс 1—2 калибрующие нитки 2S — 3S (S — шаг резьбы)
12 13 14 15 Растачива- ние на проход резцом Главный угол в плане Т в град. 30 45 60 75 90 Глубина резания t в мм до
1 1 2 1 3 1 4 1 5 1 * 1 «
Врезание н пробег инструмента Z, в мм
3,0 2,0 1.5 5,0 3,5 3,0 2,0 7,0 5,0 4.0 2,5 9.0 6,0 4,5 3,0 3—5 11,0 7,0 5,0 3,5 13,0 8,0 5,5 4,5 16,0 11,0 7,5 5,0
16 I Растачивание резцом В упор | Табличные величины уменьшать на 1—3 мм
Дополнительные длины на взятие пообиых стружек
№ новации I Измерительный инструмент Дополнительные длины иа взятке пробной стружки G в мм
2 3 4 5 6 Линейки Кронциркуль Нутромер Штангенциркуль Глубиномер Пробка 5 5 5 5 5
Примечание. При расчете основного времени указанные длины следует прибавлять к длине обрабатываемой поверхности при взятии одной пробной стружки. При взятии двух нробных сгружен указанные в карте длины следует величины удваивать.
НОРМАТИВЫ ВРЕМЕНИ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Вертикально- и радиально-сверлильные станки
ВРУЧНУЮ КАРТА 44 Лист 1
В 8 Способ установки летали Характер выверки Состояние установочной поверхности С И Вес детали в кг до
0.25 | ! | 1 1 3 131 • 1 12 1 20
Время в мин.
1 На столе без крепления Установить и снять - - - 0,05 0,06 0,08 0,11 0,13 0,14 0,16 0,18
2 Перевернуть - - 0,04 0,05 0,05 0,06 0,06 0,07 0,09 0,10
3 На столе в типцах или пин- цете - - - 0,05 0,06 0,08 - - - - -
4 На столе с креплением болтами ' и планками Без выверки Обработанная или необрабо- тайная из проката 1 0,36 0,39 j 0,42 0,50 0,55 0,60 0,70 0,80
5 2 - - - 0,65 0,75 0,85 0,95 1,1
• 6 Необработанная (отливка) 2 - 0,65 0,75 0,85 1,0 1.Ю 1,25
7 Выверка простая Обработанная 2 0,46 0,70 0,80 0,95 1,0 1,20 1,35 1,60
8 Необработанная (отливка) 2 - - 1,05 1,15 1,35 1.55 1,85 2.15
9 Сбоку стола на опоре с креп- леиием болтами и планками Без выверки Обработанная или необра- ботанная из проката 2 - - 0,70 0,80 0,95 1,05 1,10 1,30
10 Необработанная (отливка) 2 - - 0,80 1,0 1,10 1,20 1,35 1,55
11 Выверка простая Обработанная или необра- ботанная из проквта 2 - - 0,85 1,10 1,30 1,50 1.75 2,10
12 Необработанная (отливка) 2 1.0 1,30 1,55 1.80 2,10 2,50
Нормирое
I
I
13 Сбоку стола на весу с креп- лением болтами и планками Выверка простая Обработанная или необрабо- танная нз проката 2 - - - 1,20 1,50 1,80 2,0 2,4t)
14 15 Необработанная (отливка) 2 - - - 1,45 1,80 2,10 2 40 2,8
В тисках с винтовым зажимом Без выверки Обработанная или необрабо- танная из проката - 0,25 0,27 0,29 0,32 0,36 0,41 0,46
16 С выверкой Обработанная или необрабо- танная из проката - 0,44 0,47 0,50 0,55 0,65 0,70 0,85
17 Необработанная (отливка) 0,70 0,80 0,85 0,95 1,05 1,30 1,50
18 В тисках с пневматическим зажимом Без выверки Обработанная или необрабо- танная нз проката - - 0,16 0,17 0,19 0,22 0,26 0,31 0,36
19 С выверкой - - 0,39 0,43 0,49 0,55 0,60 0,70 0,85
20 Необработанная - - 0,65 0.75 0,80 0,90 1,0 1,25 1,40
21 В тисках с эксцентриковым зажимом Без выверки Обработанная или необрабо- тайная нз проката - - 0,18 0,19 0,21 0,25 0,29 0,34 0,39
22 С выверкой - - 0,37 0,39 0,43 0,48 0,55 0,65 0,80
23 На столе пакетом нз несколь- ких листов с креплением струбцинками» болтами и план- ками Без выверки Обработанная или необрабо- танная нз проката 2 - - - - - 0,65 0,95 1,2
24 В самоцентрирующем патроне Без выверки Обработанная или необрабо- танная из проката - 0,16 0,16 0,17 0,18 0,20 0,24 0,28 0,35
Нормативы времени 289
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ВРУЧНУЮ Вертикально- и радиально-сверлильные станки
КАРТА 44 Лист 2
Способ установки и базирования Способ креплении «г 2s Вес детали в кг до
0,25 1 °’51 1’° 1 ‘ 1 8 12 1 20
Время в мин.
25 26 27 28 29 На призме по цилиндрической по- верхности или по двум плоскостям Без крепления — 0,05 0,06 0,08 0,11 0,12 0,13 0,15 0,18
Гайкой или винтом от руки 1 0,11 0,12 0,14 0,18 0,20 0,21 0,24 0,28
2 0,17 0,18 0,21 0,25 0,28 0,29 0,33 0,38
Гайкой или винтом при помощи ключа 1 — 0,20 0,24 0,33 0,36 0,38 0,41 0,48
2 — | 0,30 0,34 0,46 0,50 0,55 | 0,60 0,70
30 По цилиндрической поверхности (в отверстие или гнездо) Без крепления — 0,08 | 0,10 0,13 0,15 0,18 0,20 0,23 0,27
31 32 33 34 35 Клином — | 0,20 0,24 0,28 0,31 0,34 0,37 0,43
Гайкой или винтом от руки 1 - 0,16 0,19 0,22 0,26 0,29 0,31 0,37
2 - 0,22 0,25 0,29 0,34 0,37 0,40 0,47
Гайкой или винтам при помощи ключа 1 - 0,24 0,29 0,37 0,42 0,45 0,50 0,60
2 - 0,34 0,39 0,50 0,56 0,60 0,70 0,80
36 По отверстию иа одни штырь Без крепления - 0,07 0,08 0,10 0,12 0,14 0,15 0,17 0,20
37 Гайкой или винтом от руки 1 0,13 0,14 0,16 | 0,19 0,22 0,23 0,26 0,30
38 2 0,19 0,20 0,22 0,26 0,30 0,31 0,35 0,40
39 Гайкой или винтом при помощи ключа 1 — 0,22 0,26 0,34 0,38 0,40 0,45 0,50
40 2 - 0,32 0,36 0,45 0,50 0,55 0,60 0,70
41 По отверстию на два штыря Без крепления - 0,11 0,12 0,12 0,14 0,16 0,18 0,20 0,24
42 Гайкой или винтом от руки 1 0,17 0,18 0,18 0,21 0,24 0,26 0,29 0,34
43 2 0,23 0,24 0,24 0,28 0,32 0,34 0,37 0,44
44 Гайкой или винтом при помощи ключа 1 0,25 0,26 0,28 0,36 0,40 0,43 0,46 0,55
45 2 0,35 0,36 0,38 0,50 0,55 0,60 0,65 0,75
46 На плоскость с накидной крышкой Крышкой с защелкой - 0,13 0,14 0,16 0,19 0,21 - - -
47 Рукояткой эксцентрика 1 0,15 0,16 0,18 0,21 0,23 0,24 0,26 0,30
48 Гайкой или винтом от руки 1 0,21 0,23 0,26 0,28 0,30 0,31 0,33 0,36
49 Гайкой при помощи ключа 1 - 0,30 0,34 0,39 0,43 0,46 0,50 0,55
50 На столе с накладным кондуктором Установка детали Без креплений — - 0,06 0,08 0,11 0,13 0,14 .0,16 0,18
51 С креплением болтами с планками 1 - - - 0,50 0,55 0,60 0,70 0,80
52 2 - - - 0,65 0,76 0,85 0,95 1,10
53 Установка накладного кондуктора Пальцевым кондуктором 1 - 0,12 0,13 0,14 0,17 0,23 0,29. 0,35
54 Клином 1 - 0,16 0,20 0,24 0,28 0,32 0,37 0,46
55 Винтом 1 - - - 0,17 0,21 0,25 0,30 0,38
56 2 - - - 0,23 0,27 0,32 0,38 0,48
57 Болтом с планкой 1 - - - 0,44 0,50 0,60 0,70 0,85
58 2 - - - 0,65 0,75 0,85 1,0 1,15
59 Струбцинками 1 - - - - - 0,75 0,90 1,0
60 2 - - - - - 1,05 1,20 1,35
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КРАНОМ Вертикально- и радиально-сверлильные станки КАРТА 44 Лист 3
I Способ установки детали Характер выверки Состояние установочной поверхности Вес детали в кг до
20 | I 50 80 1 120 | 200 | 300 | 500 | 800 | 1200
Время в мин
61 На столе без крепления - - — 1,2 1,3 1,4 1,6 1,8 2,0 2,4 | 2,9 3,5
62 На столе с креплением болтами и планками Без выверкн Обработанная или необра- ботанная из проката 2 2,2 2,3 2,5 2,7 3,0 3,3 3,5 1 4,7
63 Выверка простая 2 2,8 3,0 3,3 3,6 4,0 4,4 4,9 167 7,1
64 Выверка простая Необработанная (отливка) 2 3,5 3,9 4,3 4,9 5,4 6,0 6,6 8,4
65 Сбоку стола на опоре с креплением болтами и планками Без выверкн Обработанная 2 2,4 2,6 - - ! ч - -
66 Необработанная (отливка) 2 2,8 3,о - 1 - - 1 - 1 - 1 - -
67 Выверка простая Обработанная 2 3,2 3,5 1 1 1 _
68 Необработанная (отливка) 2 3,7 4,1 - 1 -1 - 1 ~ i -
69 Сбоку стола на весу с креплением болтами и планками Выверка простая Обработанная 2 3,7 4.0 4,4 14'8 J ' р :1
70 Необработанная (отливка) 2 4,6 5,0 5,5 6,1 — - -
71 В кондукторе с накидной крышкой Без выверки Обработанная 2 1,8 2,2 - -
72 На столе пакетом из ли- стового материала с кре- плением струбцинками Без выверки Обработанная 4 2,2 2,8 3.4 4,2 - - -
Нормирование сверлильных работ
Время иа установку и снптие накладного кондуктора с закреплением и откреплением
I « Способ крепления Вручную | Краном
Вес накладного кондуктора а кг до
з 1 5 1 10 | 20 | ’30 1 50 1 80
Время в мин.
73 Установить накладной кондуктор н снять Без крепления 0,11 0,15 0,20 0,30 1,2 1,3 1,4
74 75 76 77 С креплением пальцевым фиксатором по отверстию ОДНИМ 0,14 0,17 0,26 0,35 1,3 - -
двумя 0,18 0,22 0,32 0,40 1,5 - -
винтом или гайкой от руки одним 0,16 0,21 0,28 0,38 1.3 - -
двумя 0,24 0,27 0,35 0,48 1,4 - -
78 79 винтом или гайкой с помощью ключа одним 0,26 0,32 0,40 0,55 1,5 - -
двумя 0,38 0,50 0,60 0,75 1.7 1,9 2,2
80 болтом с планкой одним 0,42 0,55 0,70 0,85 1,6 - -
81 двумя 0,60 0,75 0,95 1,15 2.1 2,3 2,5
82 струбцинками двумя - - 0,90 1,0 1.9 2,1 2,3
83 тремя - - 1,20 1,35 2,3 2,5 2,8
Примечания. 1. Время в карте дано на установку и снятие с захватом детали тросом или цепью. При установке детали с захватом ее клещами установленное время уменьшается на 0,4 мин. 2. При креплении деталей с количеством болтов более двух иа каждый последующий болт добавлять 0,4 мин. 3. При обработке детали с накладным кондуктором к табличному времени на установку и снятие детали следует добавлять время иа установку и снятие накладного кондуктора по поз. S3 —60 и 73 — 83.
Нормативы времени
294
Нормирование сверлильных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время на комплекс приемов управления станком, связанных с проходом Вертикально-жрлильные станки КАРТА 45
Наименование прохода Рабочая подача Группа ставков наибольший диаметр сверления в мм до
12 | 25 1 “ 1 75
Суммарная длина перемещения шпиндели (подвод 4- + вывод + отвод) в до
100 | 200 100 I 300 I 500 1 100 1 300 I L 500 1 100 1 300 1 500 | 700
Время на проход в мни.
2 Сверление1 по разметке Механи- ческая 0,11 0,12 0,13 0,14 0,15 0,15 0,16 0,18 0,17 0,18 0,20 0,22
Ручная 0,09 0,10 0,11 0,12 0,13 0,12 0,13 0,15 0,14 0.15 0,17 0,19
3 4 Сверление1 по кон- дуктору, рассвер- ливание, зеикеро- ванне, разверты- вание, растачива- ние Механи- ческая 0,07 0,08 0,08 0,09 0,10 0,09 О,’1О 0,12 0 11 0,12 0,14 0,16
Ручная 0,05 0,06 0,06 0.07 0,08 0,06 0,07 0,09 0,08 0,09 0,11 0,13
5 6 Зенко- вание, цекова- ние верхней плоскости Ручная 0,05 0,0б| 0,06 0,07 0,08 0,06 0,07 0,09 0,08 0,09 0,11 0,13
нижней плоскости Ручная 0,26 0,28^ 0,30 0,32 0,34 0,31 0,33 0,35^ 0,38 0,40 0,43 0,45
7 8 9 Нареза- ние резьбы метчиком без реверса в сквозных отвер- стиях 0,11 о,1г| 0,14 0,15 0,16 0.15 0,16 0,1в| 0,18 0,19 0,21 0,23
с ревер- сом автомати- ческим 0,08 о,оэ| 0,09 0,10 0,11 0,10 0,11 0,13^0,12 0,13 0,15 0,17
ручным 0,10 0.11| 0,11 0,12 0,13 0,12 0,13 0,1 0,14 0,15 0,17 0,19
* При сверлении время на выводы вводы сверла дли удаления стружки брать по карте 49. Время яа приемы, связанные с переходом, ие вошедшие в комплексы, брать по карте 47. Примечание. При обработке нескольких отверстий времи на перемещение детали для обработки следующего отверстия устанавливается по карте 47, поз. 24—27.
Нормативы времени
295
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Радиально-сверлильные станки
Время на комплекс приемов управления станком, связанных с проходом КАРТА 46
Группа станков: наибольший диаметр сверления
Рабочая подача i:h 35 | 50 | 75
Суммарная
+ вывод + отвод) в мм до
8 lies 100 | 300 | 500 | 100 | 300 | 500 | 100 | 300 ] 500 | 700
ЧЗ.с Время на проход в мин.
1 Механи- ческая 0 0,11 0,12 0,14 0,14 0,15 0,17 0,id 0,17 0, id 0,21
2 500 0,16 0,17 0,19 0,20 0,21 0,23 0,23 0,24М),26 0,28
3 Сверление1 ПО 1000 0,19 0,20 0.22 0,23| 0,24| 0,26| 0,26| 0,27|0,29|0,31
4 разметке 0 0,09 0,10 0,12 0,111 0.12 0,14 0,13 0,14 0, id 0,18
5 Ручная 500 0,14 0J5 ,0,17 0,17 0,18 0,20 0,20 0.21 0,231 0,25
6 1000 0,17 0,*18 0,20 0,20 0,21 0,23 0,23 0,24 0,26 0,28
7 9 Сверление1 по кон- дуктору, рассвер- Механи- ческая 0 500 1000 0,08 0,13 0,16 0,09 0,14 0,17 0,11 0,16 0,19 0, ю| 0,111 0,1 з| 0,121 0,1 з| 0,151 0,17 0,16 0,171 0, id 0,19 0,20 0,22 0 24 0.19| 0 20| 0,22] 0,22 0,23 0,25 0,27
10 11 12 ливание, зеикеро- вание, развертыва- ние, растачивание Ручная 0 500 1000 0,06 0,11 0,14 0,07 0,12 0,15 0,09 0,14 0,17 0,07| 0,0в| 0,10 0,09 0,10 0,12 0,14 0,13 0,14 0,16 0.1 б! 0,17 0,191 0,21 0.16 0,17 0,19 0,19| 0,201 0Д2 0,24
13 14 15 Зенко- верхней плоскости 0 500 1000 0,06 0,11 0,14 0,07 0,12 0,15 0,09 0,14 0,17 0.0710,08 0,10I o,od 0, id 0,12 0,14 0,13 0,14 0,16 0,16 0,17 0.19i 0,21 0,16 0,17 0,19 0,19l 0,20 0,22 0,24
16 17 18 цекова- ние нижней плоскости Ручная 0 500 1000 0,33 0,38 0,41 0.35 0,40 0,43 0,37 0,42 0,45 0,3s| 0,37! 0,3d O.44I 0.47I 0,49) 0,51 0,41 0,43 0,45 0,51 0,54 0,56 0,58 0,44 0,46 0,48 0,54 0,57 0,59 0,61
19 20 21 без ревер- 0 500 1000 0,14 0,19 0,22 0,15 0,20 0,23 0,17 0,22 0,25 0,1 б| 0.1J 0.I910, id o,2o| 0,22! 0,24 0,22 0,23 0,25 0,261 0,27 0,29 0,31 0,25 0,27 0,28 0,29 0,30 0,32 0,34
22 23 24 Нареза- ние резьбы метчиком 8 8. и h се - 0 500 1000 0,09 0.14 0,17 0,10 0,15 0,18 0,12 0,17 0,20 0,11 0,12 0,14 0,13 0,14l 0,1 б| 0,18 0.17 0,18 0,20 0,20 0,21 0,23 0,25 0,20 0,21 0,28 0,23 0,24 0,26l 0,28
25 26 27 2 3 0 500 1000 0,11 0,16 0,19 0,12 0,17 0.20 0,14 0,19 0,22 o.id o.hI 0,1б| 0,15 0,16 o.ielo^o 0,19 0,20 0,22 0,22 0,23 0,25 0,27 0,22 0,23 0,25 0,25 0,2& 0,28 0,30
В1 L 1 При сверлении время иа выводы и вводы сверла для удаления стружки брать по карте 49. земя на приемы, связанные с переходом, не аошедшие в комплексы, брать по карте47.
296
Нормирование сверлильных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Время иа приемы, связанные с переходом, не вошедшие в комплекс Вертикально- и радиально-сверлильные станки
КАРТА 47
2 Наименование приемов Группа станков: наибольший диаметр сверления в мм до
Вертикально-сверлильные
12 | 25 | ' 50 | 75
Радиально сверлильные
- | 35 | 50 | 1 75
Время в мни.
1 2 3 Включить или выключить вращение шпинделя кнопкой | 0.01 | 0,01 0,01 0,001
рычагом, | рубильником! 0,02 I 0,02 1 0.02 1 0,03 0,02 0,03 0,02 0,03
4 5 Изменить число оборотов шпинделя или величину подачи одним I рычагом 1 0,02 0,03 0,03 0,04
двумя 1 рычагами | 0,03 | 0,04 0,05 0,06
6 7 8 9 10 12 13 14 15 Установить инструмент и снять в кулачковом патроне | 0,12 | 1 0 14 I 0,17 0,19
в быстро- сменном патроне диаметр инструмента 15 I 0,05 | 0,05 0,05 0,05
23 | 0,06 ’ 0,06 0,06 0,06
В конус шпинделя № конуса 1-2 | 0,07 0,07 j I - 1 ~
3 1 — 0,09 0,09 | —
4 ! — — 0,13 | -
5 1 — — — | 0,18
6 1 — — — | 0.24
резец в резцедержатель | — 0,05 0,06 | 0,85
нож в резцедержатель | 0,36 0,36 | 0,48 | 0,60
16 17 18 19 20 Поставить кондук- торную втулку и снять ВнутреЛий дна- метр втулки в мм до 15 I 0,06 0,06 | 0,06 | 0,06
25 | — 0,07 | 0.07 | 0,07
40 | — 1 1 — | 0.09 | 0,09
50 1 ! - । о.ю ।
75 | 1 - 1 0,12 |
21 Включить или выключить охлаждение | 0,02 | 0,02 | 0,03 | 0,03 j
22 | Смазать инструмент | 0.04 | 0,04 | 0,05 | 0,06 |
23 1 1 Вес детали или детали с приспособле 1 и нем в хе до ♦
5 1 15 | зо 1
Время в мин. ,
Подвести деталь или деталь с приспособле- нием при обработке первого отверстия 0,01 0,015 0,04
24 25 Перемещение детали или детали с приспособлением по столу на рас- стояние в мм до 200 0.02 0,03 0,06
св.200 0,03 0,04 0,08
26 Кантование приспособления | 0,04 | 0,06 1 —
Размер приспособления в мм до
300 X 500 | 500X1000 I 500X1000
Времн в мнн
27 Повернуть приспособление на осн под углом фиксации 0,09 | 0,11 | 0,14
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОПЕРАЦИЕЙ ПРИ НАРЕЗАНИИ ГАЕК ГАЕЧНЫМИ МЕТЧИКАМИ Вертикально- сверлильные станки
КАРТА 48
• Диаметр резьбы в мм до
способ уставов- Способ крепле- *ласс , | ч 1 к 1 я 1 12 1 1 в 1 20 1 ки и базирова- „ия метяИка т°ч- 3 1 5 | 6 1 8 1 12 1 16 1 20 I 24 | 26 I 30
яия детали ности — . 1 — —
«3 Время в мин.
1 в быстросмен- 1 1 0.050 1 0,052 1 0.053 | 0,055 | 0,063 | 0,066 | 0,071 | 0,083 0,091 0,093
“Г ном патроне 2 | 0,047 1 0,049 | 0,050 | 0,052 | 0,057 | 0,062 | 0,066 | 0,074 0,080 0,082
з В паз приспо- | 1 | 0,053 | 0,055 | 0,057 | 0,060 | 0,067 | 0,078 | 0,083 | 0,095 0,105 0,107
сибленпи без ключи* | 2 д р05р д р,052 д р р54 д р057 д 0 063 д рр74 | Q.P78 | 0 086 Р.Р94 0,096
5 крепления J [ ро56 0 р58 । рд)6() д р064 । р р76 । ро83 । р р88 । р 102 । р122 0,127
6 CoJ“ии 1 2 | 0,053 I 0,055 | 0,057 | 0,061 0,072 0,079 1 0,083 | 0,093 1 0,111 0,116
7 в быстросмен- I 1 - 1 0,075 | 0,077 | 0,085 0,098 0,113 0,125 | 0, 144 | 0,159 0,167
8 ном патроне | 2 — 1 0,072 | 0,074 | 0,082 0,094 0,109 0.120 | 0, 135 | 0 148 0,156
9 В гнездо без 1 1 - 1 0,079 | 0,082 | 0,091 0,106 0,128 0,141 | 0,159 | 0,178 0,186
~ПГ крепления ключом | 2 __ д 0|076 д 0|079 д 0|088 р,Ю2 0,124 0,136 | 0,150 | 0,167 | 0,175
| 1 - | 0,083 | 0,087 1 0,097 | 0,118 0,135 0,148 | 0,164 | 0,202 | 0,208
ПТ 6wlT0M | 2 I — | 0,080 | 0,084 | 0.094 | 0,114 0,131 0,143 | 0,159 | 0,191 | 0,197
13 В патроне с закреплением | । 1 ~ 1 0.098 I 0.102 | 0,110 | 0,125 0,141 0,153 | 0,177 | 0,192 1 0,197
ПТ рукояткой 1 2 1 - 1 0,095 | 0,099 | 0,107 | 0,121 | 0,137 | 0,148 | 0.168 | 0,181 | 0,186
Количество гаек, допустимое по длине хвостовой части метчика без перестановки
Диаметр резьбы в мм до j 3 5 6 8 12 16 20 24 27 31 )
Количество гаек, допустимое 20 20 19 16 12 8 8 8 7 7
по длине хвостовой части мет-
чика j
Нормативы времени
ВРЕМЯ НА ВЫВОДЫ И ВВОДЫ СВЕРЛА ДЛЯ УДАЛЕНИЯ СТРУЖКИ Вертикально- и радиально-сверлильные станки
КАРТА 49
* Обрабатывае- мый материал h Рабочая подача Длина сверления для всех групп станков в мм
10 ,s » 25 | 30 J 50 ° ” 1 100 125 ,7S 200
Время в мнн.
2 3 4 5 6 7 8 9 10 12 13 14 15 16 Сталь аь< 45 кг/мм*, алюминий 3 5 8 10 12 15 18 20 25 30 40 Ручная Механическая Ручная Механическая Ручная Механическая Ручная Механическая Ручная Механическая Ручная Механическая 0,04 0,08 0,06 0,04 0,12 0,06 0,04 0,20 0,11 0,08 0,06 0,04 0,28 0,17 0,12 0,06 0,04 0,06 0,04 0,28 0,20 0,11 0,08 0,06 0,04 0,06 0,04 0,30 0,28 0,17 0,12 0,11 0,08 0,06 0,04 0,06 0,04 0,06 0,22 0,16 0,17 0,12 0,11 0,08 0,06 0,04 0.06 0,06 0,28 0,20 0,17 0,12 0,11 0,08 0,11 0,08 0,06 0,06 0,06 0,40 0,29 0,29 0,21 0,18 0,13 0,12 0,09 0,07 0,07 0,07 0,35 0,26 0,25 0,19 0,19 0 14 0,12 0,07 0,07 0,07 0,43 0,32 0,33 0,25 0,20 9,15 0,13 0,13 0,08 0,08 0,49 0,38 0,35 0,27 0,22 0,22 0,14 0,08 0,08 0,53 0,42 0,38 0,30 0,23 0 15 0,09 0,55 0,40 0,32 0,16 0,09 0,59 0,42 0,27 0,18
Нормирование сверлильных работ
I I I I I I I I I I I I I I
I 1 II 1 1 1 I i i I l*-§5§ I I П 1 II 1 1 । 1 IS3---S
1 1 1 1 1 1 1 1 1 , ISo-o-o-1 I 1 । 1 । । м . 1 1 §§§§§
1 1 I 1 1 1 1 । 1§§335-!-!- 'ill§333§§।
MINI । । । । । । 1 35-55!-!!-1 ।
mi i§§§33-3-§§§! 1 । । । ч|зз-秧§§т
ml ilBsssBBB 11 нн Ц-зВО-Вн !
11 Вз-зз-ВВВ 1 1 1 ! 11 ззВВВВ 111 >
111ззз-1з®5§§® 11 1115-!-5-!-!-!!-111111
11зз51Ц8-§। ни 11 is!-!-!-!-!- ill’ll
1 1 1 1 1 1 I । 155-!-!-!-!-1 11' 11111
I Во-1-111- 1 1 1 1 1 1 1 II ।!-!-!-!-111 11 111 11 ।
§§§§§111111 ' 111 । 5-!-!-111 11 11 । 11 11 ।
SSI-! 1 1 1 1 1 1 1 1 1 1 1 ' !-!-!- 1111111111111
__Щ 1 1 1 ! 1 1 II N । 1 giiiiiiiiiiiiiii
gill II 1 1 1 1 1 1 II ' 1 § । । 11111 11 1111 11
1111 1 1 1 1 1 1 । 1 1 । 1 11111111 । 11111 1 ।
11 1111““ 111111““
0.0 00 о « 2
а й
ПОДГОТОВИТЕЛЬНО ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ
Вертикально
и радио 1ьно-
сверлильные станки
КАР/А 50
1 Под, отонптельио-заключительное время
наладку станка, инструмента и приспособления
без крепления
с креплением двумя болтами
с планками
В приспо-
собления
или тисках
при
без крепления присно
соблення
с креплением приспо-
собления четырьмя
болтами
без крепления приспо-
собления
с креплением присно
собления четырьмя
болт зми
На дополнительные приемы
Установка дополнительною стола
Попорот стола на угол
Установка многошпинделыюй головки
Установка одного упора
Установка каждого дополнительного бодта
В. На получение инструмента и приспособлении до начала и сдачу
после окончания обработки
Получение исполнителем работы инструмента
и приспособлений до начала и сдача их после
окончания обработки
302
Нормирование сверлильных работ
ПОДГОТОВИТЕЛЬНО ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Вертикально- и радиально-сверлильные станки КАРТА 50 Лист 2
II. Время на обслуживание рабочего места
Группа станков: наибольший диаметр просверливаемого отверстия в мм до 12 25—50 75
Процент оперативного времени 1.5 2,0 2,5
III. Время перерывов на отдых и естественные надобности
Характер работы Вес детали Машинно- ручное время в оператив- Оперативное время операции в мин. до
0,1 | 0.2 0,5 1,0 н свыше
Время'в % оперативного времени
С ручной подачей 1 20 40 80 7 7 7 6 6 7 5 6 7 4 5 7
5 20 40 80 — 7 7 7 6 6 7 5 6 8
10 20 40 80 7 7 8 5 6 8
20 и св. 20 40 80 8 8 8 7 8 9
С механической пода- — чей j 4 4 4 1 4
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ •Сверлильные станки КАРТА 51
Класс ТОЧНОСТИ
Способ выдерживания размеров
Диаметраль- ных Соблюдение размера выдерживается кон- струкцией (диаметром) инструмента 1 1—3 3-4 5-8 10-15
Линейных По упору - 1 ’-2 ' 3—4 5-6 | 7—10
Линейкой | — - 1 - 1 | 2-3
Штангенциркулем, 1 глубиномером | - 11 2 1
ГЛАВА V
НОРМИРОВАНИЕ ФРЕЗЕРНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В настоящей главе приведены режимы резания н нормативы времени
для определения технически обоснованных норм штучного времени и норм
подготовительно-заключительного времени для следующих работ, выполняе-
мых на фрезерных станках:
1) черновая и чистовая обработка плоскостей торцовыми и цилиндри-
ческими фрезами;
2) черновая и чистовая обработка плоскостей и уступов дисковыми
и концевыми фрезами;
3) обработка пазов дисковыми и концевыми фрезами;
4) фасонное фрезерование дисковыми полукруглыми выпуклыми и вогну-
тыми и двуугловыми несимметричными фрезами;
5) обработка прорезными (шлицевыми) и отрезными фрезами;
6) обработка шпоночных пазов шпоночными двухперыми фрезами
иа станках с маятниковой подачей и при фрезеровании паза за один
проход.
Режимы резания (подачи на зуб фрезы, скорости резания, минутные
подачи и мощности, потребные на резание) даны применительно к работе
тестированными ( в отдельных случаях нормализованными) фрезами, осна-
щенными твердым сплавом, и из быстрорежущей стали Р18.
I. КОНСТРУКЦИЯ ФРЕЗЫ И МАРКА МАТЕРИАЛА ЕЕ РЕЖУЩЕЙ ЧАСТИ
При выборе конструкции фрезы необходимо руководствоваться сле-
дующим:
1. Применять фрезы с мелким зубом следует при малой глубине резаиия
и чистовой обработке.
2. Фрезы с крупным зубом применять при черновой обработке глубиной
резания свыше 3 мм, а также прн чистовых проходах, если нецелесообразно
сменять фрезу.
3. Несмотря на то что с увеличением диаметра фрезы допустимая ско-
рость резания несколько возрастает, минутная подача при работе фрезами
меньшего диаметра выше (за счет большего числа оборотов), а следовательно,
выше и их производительность. Кроме того, с увеличением диаметра фрезы
увеличивается длина врезания. Поэтому в целях сокращения основного
(технологического) времени следует стремиться работать фрезами возможно
меньшего диаметра, допустимого конструктивными размерами и формой
детали, размерами фрезеруемой поверхности, глубиной резания и жесткостью
системы станок—приспособление—деталь—инструмент.
304
Нормирование фрезерных работ
4. Применение твердого сплава дает возможность значительно повысить
режим резания по сравнению с быстрорежущей сталью. Поэтому при выпол-
нении фрезерных работ рекомендуется применять фрезы с пластинками
твердого сплава Однако недостаточная мощность оборудования, не позво-
ляющая использовать полностью режущие свойства твердого сплава,
выполнение работы в условиях прерывистого резания и трудность изго-
товления фрез с пластинками твердого сплава в ряде случаев ограничи-
вают применение инструмента с твердым сплавом.
При обработке стали цилиндрическими фрезами с пластинками твердого
сплава подача на зуб фрезы не должна быть менее 0,15 мм!зуб. При подаче
менее 0,15 мм/зуб фрезы быстро изнашиваются. Поэтому применение таких
фрез возможно при наличии мощных станков и жесткой системы. При обра-
ботке с подачей sz > 0,15 лыг обеспечивается чистота поверхности V6—V7.
5 Торцовые фрезы по сравнению с цилиндрическими имеют следующие
преимущества: более высокую производительность и несколько более высо-
кую чистоту поверхности при чистовой обработке фрезами, оснащенными
твердым сплавом (торцовыми до V7, цилиндрическими не более V6).
6. Концевые фрезы из быстрорежущей стали Р18 новой конструкции
(ГОСТ 8237-57), имеющие больший угол подъема зубьев по сравнению
со старой конструкцией (соответственно ш 30 — 45° и и = 20°), позво-
ляют работать с увеличенными подачами.
Работа с этими подачами (см. карты 34 и 39) обеспечивает получение
чистоты поверхности V5.
7. При работе с режимами резания, рекомендуемыми настоящим спра-
вочником, концевые фрезы из твердого сплава позволяют достичь чистоты
поверхности \7 5 — \7 7 .дисковые фрезы V6 — V7.
8. Приведенные выше данные о чистоте поверхности для различных
видов фрезерования будут справедливы, если биение фрез составляет
не более:
а) между двумя соседними зубьями для концевых фрез 0,015 мм, тор-
цовых фрез диаметром свыше 150 мм 0,03 мм, для прочих фрез 0,02 мм;
б) по всей фрезе для концевых фрез 0,03 мм, для прочих фрез 0,05 мм
В карте 1 приведены рекомендации по выбору марки материала режущей
части фрез.
Геометрические параметры. Работа фрезами с правильной геометрией
(углами заточки) имеет большое значение для соблюдения рекомендуемых
ниже режимов фрезерования.
В карте 2 приведены наиболее рациональные геометрические параметры
фрез.
Для торцовых фрез большое значение с точки зрения их производитель-
ности имеет главный угол в плане ф. Стандартные фрезы изготовляются
с углом в плане <р = 60°. Уменьшение этого угла позволяет значительно
увеличить величину подачи па зуб (сохраняя при этом неизменной толщину
стружки) и соответственно минутную подачу. Так, например, при <р = 30°
подача на зуб может быть увеличена на 50"о (см. карту 3).
Фрезами с малыми главными углами в плане рекомендуется работать
при малых глубинах резания (J < 3 мм) и на достаточно мощном оборудо-
вании, так как мощность, потребная на резание, с уменьшением угла в плане
возрастает.
II. ОПРЕДЕЛЕНИЕ РЕЖИМА РЕЗАНИЯ
Назначение рационального режима резания состоит в выборе наи-
более выгодного сочетания глубины резания (при работе в несколько про-
ходов), подачи на зуб фрезы, скорости резания и минутной подачи, обеспе-
Методические указания
305
чивающих наименьшее время выполнения фрезерной операции при одно-
временном использовании режущих свойств фрезы и эксплуатационных воз-
можностей станка.
При заданных технических условиях обработки (чистоты и точности обра-
батываемой поверхности), свойств обрабатываемого материала, а также
заданной или выбранной конструкции фрезы (тип, размер, число зубьев
и марка материала) режим резания устанавливается в следующем порядке:
1) назначают глубину резания;
2) выбирают подачу на один зуб фрезы s2 в мм/зуб-,
3) по нормативам определяют скорость резания о в м/мин, число оборо-
тов фрезы п в минуту, минутную подачу в мм/мин и потребную на резание
мощность Nрез в кет;
4) проверяют возможность осуществления выбранного режима резания
на заданном станке;
5) корректируют выбранный режим по станку в соответствии с его пас-
портными данными.
Глубина резания и число проходов. При фрезеровании следует стремиться
снять весь припуск за один проход.
При повышенных требованиях к чистоте и точности обработки припуск
снимают за два прохода — черновой и чистовой.
При больших припусках, снятие которых за один проход лимитируется
мощностью станка, обработку выполняют в два черновых прохода.
Подача. Фреза является многолезвийным инструментом, однако каждый
зуб фрезы можно рассматривать как отдельный резец. Поэтому исходной вели-
чиной, характеризующей интенсивность нагрузки на зуб фрезы при черновом
фрезеровании, является подача на один зуб фрезы $г в мм, т. е. величина отно-
сительного перемещения детали и фрезы за время поворота фрезы на один
угловой шаг;
5г — мм/зуб.
При чистовом фрезеровании характерной является величина подачи
иа один оборот фрезы sn в мм/об, так как чистота фрезеруемой поверхности
(высота гребешков) зависит от подачи на один оборот фрезы (s0 - s2 z мм/об).
Подачу следует выбирать возможно большую, так как при работе с боль-
шой подачей достигается наибольшая производительность.
Условиями, ограничивающими величину подачи, являются:
а) требования к чистоте и точности обработанной поверхности;
б) недостаточная жесткость станка;
в) биение зубьев фрезы, которое должно быть минимальным;
г) прочность фрезы (для концевых фрез малых диаметров).
При работе торцовыми фрезами величина допустимой подачи зависит
от способа установки фрезы по отношению к обрабатываемой поверх-
ности.
Исследования, проведенные ЭНИМСом, показали, что при установке
торцовой фрезы асимметрично, как показано на фиг. 1, создаются благо-
приятные условия врезания зуба фрезы в обрабатываемый металл, позволяю-
щие увеличить подачу на з}б до 2 раз.
При этом угол наклона режущей кромки X должен быть положитель-
ным, равным 12—15°.
В карте 3 выбора подач при фрезеровании торцовыми фрезами, оснащен-
ными твердым сплавом, даны величины подач как при симметричном, так
и при смещенном расположении фрезы относительно детали. Следует учесть,
что при смещенном расположении фрезы длина врезания очень велика (кар-
306
Нормирование фрезерных работ
та 68), поэтому такой метод работы может повысить производительность
фрезерования лишь при большой длине обрабатываемой поверхности. Выбор
способа расположения фрезы относительно детали должен решаться после
предварительного расчета.
Со = (0,03 ч- 0,05)0.
Приведенные в картах 3, 8, 11, 14, 17. 21, 26, 30, 34, 39, 43, 47 и 51 подачи
на зуб являются средними отправными величинами, которые должны уточ-
няться в конкретных производственных условиях.
Скорость резания. По установленной глубине резания t и выбранной
подаче st определяется скорость резания, число оборотов фрезы и минутная
подача sM в мм/мин, а также мощность N, потребная на резание.
Скорость резания и мощность рассчитаны по формулам, приведенным
в табл. 1.
При расчете скоростей резания были приняты:
1) величины износа по задней грани зубьев фрез, приведенные в табл. 2;
2) рациональные периоды стойкости (заложенные в расчет стойкости
указаны в картах режимов резания) в зависимости от типа и размера фрезы;
3) геометрические параметры фрез в соответствии с картой 2;
4) фрезерование инструментом из твердого сплава без охлаждения, инстру-
ментом из стали Р18 при обработке сталей конструкционных углеродистых
и легированных, жаропрочных и ковкого чугуна с охлаждением, при обра-
ботке серого чугуна и медных сплавов без охлаждения;
5) способ установки относительно обрабатываемой поверхности (при
фрезеровании жаропрочных сталей торцовыми фрезами*).
Расчет скорости резания произведен для определенных условий работы
(механической характеристики обрабатываемого материала, состояния его
поверхности, ширины фрезерования, периода стойкости фрезы и т. д.),
указанных в нормативных картах.
При назначении режима резания для условий, отличающихся по одному
или нескольким параметрам от приведенных в картах, следует выбрать режим
резания по соответствующей нормативной карте и умножить скорость, число
оборотов, минутную подачу и мощность, потребную на резание, на попра-
вочные коэффициенты, приведенные в карте 55.
* По данным исследования ЦНИИТМАШа торцовая фреза при работе по жаропроч-
ным сталям должна быть смещена относительно заготовки так, чтобы расстояние Д' наи-
более отдаленной точки траектории зуба от края заготовки приближалось к нулю (фиг. 2).
при ином расположении фрезы стойкость ее резко падает, что явствует из поправочи ых
коэффициентов, приведенных в карте 55, лист 11, п. VIII.
Таблица 1
Зависимости, принятие дм расчета режимов реш
I. Фрезы, оснащенные твердыми сплавами
№ по Тип фрезы твердого Обрабатываемый материал Зависимость для определении скорости резании о в м/мик Зависимость для определения мощности, потребной на резание, N в кет
1 TI5K6 Стали конструк- ционные углероди- стые и легированные (хромистые, хромо- никелевые) аь = 65 кг/мм3 382D0-2 V 7-0.2 ,0.1 ^0,4 g0.2 N = 40,7-10~5 О"0’3 tst°’nB1’1 гл0,8
2 Торцовые ВК8 Чугун серый НВ 180 3960° 2 V 7*0,32 f0.l5s 0,35 g0,2 = 2,66-10~5 Z0'9 52°'74Вгп
3 ВК8 Чугун ковкий НВ 150 Для sz < 0,18 мм!зуб 825д0'22 V 7-0,33 f0,17 s 0.1 fi0,22 для sz > 0,18 мм/зуб 577D0-22 V “ 70.33 (0.IT s 0,32 g0.22 N = 25,2-10~5 []P'3tszQ-75BlA гп0’8
4 ВК8 Сталь жаропроч- ная 1Х18Н9Т 1O8D0,2 ° - 7-0,32 fo.oeSzo,3 дО,2 = 11Д-10-5 О"0’15 t°-Kst°-nBzn
Тип фрезы
Марка
твердого
сплава
Обрабатываемый
материал
I
I тике
Стали конструк-
ционные углеро-
дистые и легирован-
ные (хромистые и
хромоникелевые)
<т/, 65 кг ' ил2
Цилиндрические
Чугун серый
//В 180
Продолжение табл. 1
Зависимость для определения
скорости резания и в м/мин
Зависимость д гя определения
мощности, потребной на резание,
Для В < 35 мм и t < 2 мм
448O0-17 fl"05
V ~ у-И.ЗЗ ^0,19 ^0 23 г() | ’
для В < 35 мм, t > 2 мм
_____________бЮО^Л"'"5___________.
V у-и.’зз f0,38 s о’,2»го.| ’
для В > 35 я и, t с 2 мм
______________708/Л17_______
уЧ),33 ^0,19 ~ 0,23 ^(>.11.3 ,0.1
дтя В > 35 мм, t >2 мм
8050° 17
V 1» 33 (t>. 18 s 0 28 08 г<) I
V - 5 0-Ю-5 О0,13 t0^s" 75Вт
Дтя t < 2,5 мм. s2 < 0,2 мм
796 О'1’?7
для t < 2,5 мм, чг > 0 2 мм
507D" 37
V “ J8I.42 [0.13 $ I) 47 ^'>.23 г0.14
дня t > 2,5 мм s2 < 0,2 мм
1018D0-37
С’ ' ^0,42 j(),4 s 0.19
для t > 2,5 мм, sz > 0.2 мм
647 0" 37
V 7ЧМ2 z0 4 4 47 ^0.23 ^0,14
v. Тип фрезы Марка твердого сплава Обрабатываемый материал Зависимость для определения скорости резания и в м/мин Зависимость для определения мощности, подгребной на резание.
Для sz < 0,12 мм/зуб 1465 Г2° 2 -
7 плоскостей п уступов Стали конструк- ДЛЯ v ~ j.0.35 4 , 0 12 «.>0,12 мм! зуб 8107)" - V - 13,8-10~3 О-0'1 /"'V7
1 Дисковые ционные углеродп стые и легированные (хромистые и хро моникелевые) < г/7 . - 65 кг/ мм1 v“ >35 4
! фрсзсро на нчп - Г15К6 Для «г < 0,06 мм/ и/б 20000° 2 _ . [
1 8 1 на ши А «и и “ j-0,35 р 3 ,0.12 /jO.l «г > 0,06 мм/зуб 757/2" 1 Д’ 12.86-IO-'Р-”'1 W'1
! i 1 1 1 1 ^>.^(0.3 В0.1 1 _ __
- 1 1 1 1 с папаян- , пыми плас- 1 тпнками ’ ционная углеродп стая (Ji, 65 кг/мм- 262/2(1'11 7.0..Г JI.24 ,г»'2ЬВ0 I J 'I
К) Концевые jc KOpOllKUMII Т15К6 162/2" 11 “ у().37 z<>.24 ,^.2(i Д!>.1 j5.ll' ,V 0,615-10-5 /2°'-7 /" 8\tn'75 Н.’Л1'1 1
11 с напаян- ными нлас- [пнками Сталь конструк- * __ Зй’/)'^5 у’0,5 ^0.3'2 0.28 ^0,18 ^0.23 I
— ционная хромонике- левая Оь 65 к?'ммг 244O0'65
12 с коронками . 7-0,5 ^0,32 , 0.28 в0,18 JI..3
Продолжение табл. 1
II. Фрезы из быстрорежущей стали Р18
* Типы фрез Обрабатываемый материал Зависимости для определения скорости резания v в м/мин Значения коэф- фициента Cv при обработке Зависимости для Определения мощности потребноб иа реза- ние, в каш Значения коэф- фициентов Cff при обработке
I $ S 3 U Н I ковкого 1 1 ъта 1 5|1 Н" Я 5s 5 II h- J Ih
1 Торцовые Сталь1, медные сплавы Для s2 < 0,1 мм!зуб V — ^0,2 *0,1 s 0,2g0.15 jO.l ' для sz > 0,1 мм/зуб ТйЛ /°-1 s®,4B0,15 z0,1 73,5 465 - 95,0 60,4 Л' = cN X ХЮ^/Г’'1 А95^0,8 В1лгп 4,05 - 1,93
2 Сталь жаропроч- ная 1Х18Н9Т 49,6D0'15 ° ~ ^0.14 t0,2 s0,3 в0,2 ^0.1 - - - - - - -
3 Цилиндрические Стиль1, ковкий чугун, медные сплавы Для sz < 0,1 мм/зуб и= ^45-. у-О.ЗЗ f0.3 s 0,2 д 0,1 ^,1 62,5 77,0 80,8 N = CnX х 10-5 D0,14 3,36 1,54 1,16
Для sz> 0,1 мм/зуб CVD°‘K v=s 70.33^.350,4^,1^.1 40,2 49,5 52,0
1 Сталь конструкционная углеродистая и легяроваииав.
Нормирование фрезерных работ
Методические указания
311
Значение коэф- 1 фициентов С// при 1 обработке | 00Z—0S1 ЯН aoflEirua 1 1 1 2 1 2 i 3 в i 1 5
OJOMSOM 1 1, 1 *o. 1 1
де » « Я» Н1ГВХЭ 1 1 £
ь 1 hi н s« п N = 1,49 X X IO"5 D0,17 t^s^Bzn 5 03 к 1 X "^se-o^-o7 ZT-tiC7 9-01 X x 6Я = ^ «j Й x/ 1 N = 1,49 X I x IO-5 Da-17 fl-^^Bzn 1
hi sc? "I оог—osi ан яоввииэ 1 & о T. 1 1 1
Mi OJOMflOX 1 1 1 8 1 8 1
.rr/w S9 == =**?£> Н1ГВАЭ 1 1 s § * 1
Ц M es. 0 s& Для s2<0,15 мм/зуб 6O.5D0,7 . ° “ jO.25 fO.6s,O.2gO,3 *0,3 ’ Для «г>0,15 мм/зуб - 28,30°-7 V -fO.tS t0,Ss 0.6g0.3 *0.3 a 1 4. i s o_ 8 t 1 Для sz< 0,1 мм/зуб CVDP‘№ ° “ T0-2 (°-V’2e0,1 г0’1 Для Sf > 0 1 мм/зуб \ v ~ T^’2 z°-1 00 1 “CQ J i i * i в*Л i и £ 1 °N °N t 1
a £S Я s is 8- >Л У la sjE df h -Л S«3 §^s 3 в 03 У h -J Зав 5|:i h xCQ T
I I 1 5 s = § s!| s'1
I 4
-dou ou a\‘ -* 1 ю <o 1 1 00 1 °
Продолжение табл. 1
1 Тип фрезы Обрабатываемый материал Зависимости для определения скорости резания v в м/мин Значение коэф- фициента Сц прн обработке Зависимости для определения мощности N, потребной на резание, в кет Значение коэф фициентов Спри обработке
П * *1 5 ® 13 II ha -4 5gs И? Is 5 II hs § зЙ
11 12 Концевые (ГОСТ 8237-57) Сталь1 „= JT0.33 ^0,5ь 0,5^0,1 г0,1 53,0 - - N = CNX X 10“5 О0,14 f°-S6sz°-72Bzn 3,36 1,54 ио
Ковкий чугун, медные сплавы и=_ 9^2 ft).33 ?0,Js^0.2g(),l г0,1 - 68,5 72,0
Чуг\ н серый 'НВ 180 75.5D0,7 V ~ р0,25 r0,5Si0,2B0,3 ^,3 - - Н = 1,49 X х 10~5 О0'17 /°’S3sz0-05Czn - - -
13 Сталь жаропроч- ная IXlBHdT 22,5D0-35 ! V р0,27-^6 21^0.48g0,03z0,l - - N = 4,2 X X 10~5D0,14 f°-75s/'6 Дгп - -
14 Прорезные и отрезные Сталь1, ковкии чугун, медные сплавы _ CVD°-23 v ~ уО 2 (0 3s 0 2gU,2 , 1 60,2 74,0 78,0 W = Cn X x 10-5 D°’14 P^s^Bzn 3,36 1,54 ив
15 Чугун серый НВ 180 31,4Р0,2 V y0.15 (0 5s 0,4 g0,2 г0,1 - -- - N = 1,49 X X 10“5 D°-17 P-^s^Bzn
16 Фасонные радиус- ные вы- пуклые Сталь1 - СХ'45 V уО.ЗЗ t0,3s U,2g0,l г0.1 60,2 - - N — CN X 10-5 D°'14 /°’86sz0,72Szn 2,32 - -
17 радиус- ные вог- нутые и угловые р= уО.ЗЗ fi.3s0.2BQA 20.1 50,0 2.32 1.92 уг- ловые
18 Шпоночные двухперовые Сталь1 С0Р°’3 ° у0.26 ^0.3 5*0,25 13,6 - - - - -
1 Сталь конструкционная углеродистая и легированная.
Норчирование фрезерных
Средние величины допустимого износа задней грани режущей части фрезы
Таблица 2
1 руппа материала режущем о инструмента Обрлбатынас мый материал обработки Торцовые Цнлнндрн ческме Дисковые Типы фрез Фасонные Копщвые I | 31гылонан« незатылован’ ные ные Шлицевые и отрезные Износ ио задним гра ням yj очков
Встичина допустимого износа по задней грани h3 в мм
Твердые силаны тнтано-нотьфра МОНОЙ труппы 1 вердые спла- вы вольфрамовой ipuillll Стали (кроме жаропрочных) Жаропроч иля сталь Чхгупы Чернов,1Я II чистовая Черновая н чистовая Черновая и чистовая 1 0 -1,2 OS 10 1,5-2 0 0,5-0,6 0 7—0,8 1,0-1, 1 _ S:
(тали (кро- ме жаропроч- ных) Черновая 1 Чистовая 1 5-2.0 1 ; 03 0,5 <1,1-0 6 0,15-0,25 ‘ 1 0,4—0 6 0,15-0,25 0,3 0,4 I 0,6-0,7 0 3 0.5 0 2 0 2—0 3 0 15 -0,2 1 S
Быс трорежущая Жаропроч- ная сталь Черновая | 0,G 0,7 0.4 —0,6 - «.3 0.3 - _
Чистовая | 0, J-0,5 | 0,15-0,25 |
Чугуны Черновая | Чистовая | 0,5-0,8 | 0,2-0,3 | I L _ J 1 ~ ~ > 1 - J 0, Г> -0,2
• Пшк для фрез с пппляиинчи илист инками, для фрез-короиик допустимый износ h3 = 0,2 0,3 мм
313
314
Нормирование фрезерных работ
Установленный по нормативам (с учетом всех поправочных коэффици-
ентов) режим резания (число оборотов фрезы и подача в минуту) сопоста-
вляется с числом оборотов и минутной подачей, имеющимися на станке,
и выбираются ближайшие к расчетным величинам значения. Если число
оборотов берется по станку ближайшее меньшее, а минутная подача ближай-
шая большая против расчетных, следует проверить фактическую подачу
на зуб или на один оборот, так как она при этих условиях может значительно
отличаться от рекомендуемой, что имеет значение в особенности при чистовой
обработке.
Проверка режима резания по мощности станка. Установленный режим
резания должен удовлетворять следующему условию:
N<N3,
где N — мощность, потребная на резаиие, определяемая по нормативам
с учетом всех поправочных коэффициентов, в кет;
N3 — эффективная мощность станка, определяемая по паспорту, в кет.
Если мощность станка недостаточна для осуществления установленного
режима, скорость резания и соответственно число оборотов следует умень-
шить до величины, допустимой мощностью станка»
При кратковременном периоде фрезерования (до 1 мин.) допускается
перегрузка электродвигателя против номинальной величины примерно
в 1,5 раза.
III. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное (технологическое) время определяется по формуле
J о =-------- i = — t мин.; sM = s^n мм!мин,
где I — длина обрабатываемой поверхности в направлении подачи; опре-
деляется по чертежу и равна при фрезеровании плоскостей, фасон-
ных поверхностей, пазов и уступов длине обрабатываемой поверх-
ности в мм; при фрезеровании шпоночного паза, закрытого с двух
сторон, —длине паза за вычетом диаметра фрезы в мм; при фрезеро-
вании паза под сегментную шпонку — глубине паза в мм;
— длина врезания и перебега фрезы в мм (берется по картам 68 и 69
в зависимости от типа и размера фрезы);
/ 2 — длина на взятие пробной стружки, равная 5 мм (при двух пробных
стружках 10 и и);
L — длина пути, проходимого фрезой в направлении подачи, в мм;
i — число проходов.
IV. ОПРЕДЕЛЕНИЕ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
Вспомогательное время на операцию слагается из трех величин:
а) времени на установку и снятие детали;
б) времени на управление станком, связанного с переходом;
Методические указания
315
в) времени на контрольные измерения обрабатываемой поверхности:
— tycm + tynp + ^из-
Нормативы времени нр установку и снятие деталей даны в картах 59—
63 на наиболее распространенные виды установок в универсальных и спе-
циальных приспособлениях.
Основным фактором продолжительности времени на установку является
вес детали. Кроме того, учтено влияние количества креплений детали, нали-
чие и характер выверки, состояние базовой поверхности, а также способ
установки — Вручную или подъемником.
Время дано на комплекс приемов «Установить» и «Снять» со включением
времени на пуск и останов станка.
Время на установку и снятие деталей дается с учетом такой организации
рабочего места, при которой детали находятся на расстоянии до 1 м от станка
при установке вручную и до 3 м при установке подъемником.
Нормативы вспомогательного времени, связанного с переходом, даны в карте
64 для горизонтально-, вертикально- и универсально-фрезерных станков,
в карте 65 — для продольно-фрезерных и в карте 66 — для копировально-
фрезерных станков.
Вспомогательное время на переход определяется суммированием времени,
связанного с переходом, времени на перемещение стола в исходное поло-
жение и времени на приемы по изменению режима работы станка, переме-
щению шпинделей и др.
В комплекс времени, связанного с переходом, включено время на уста-
новку на стружку различными способами, на перемещение, закрепление
и открепление стола, включение и выключение подачи. При работе с проб-
ными стружками во время на проход включено, кроме того, время на вклю-
чение и выключение вращения фрезы и измерение детали.
При перемещении стола станка в исходное положение вручную в комплекс
включено время на 100 мм длины. При необходимости перемещения на боль-
шую длину в картах дано дополнительное время, которое следует добавлять
ко времени на проход.
Для станков, имеющих автоматическое ускоренное перемещение стола,
время на перемещение определяется по паспортным данным станка в зави-
симости от длины перемещения.
Нормативы времени на измерение обработанных поверхностей инстру-
ментами, наиболее распространенными при выполнении фрезерных работ,
приведены в карте 67.
В норму времени следует включать время лишь на контрольные измере-
ния, производимые после выполнения фрезерной операции и при невозмож-
ности его перекрытия основным (технологическим) временем. Как указыва-
лось выше, время на измерения, производимые в процессе установки
на стружку, включено во время, связанное с переходом.
Периодичность контрольных измерений зависит главным образом от задан-
ной точности выполнения операции (допуска), от конструкции фрезы, режима
работы.
Периодичность контрольных измерений (количество деталей, приходя-
щихся на один промер) рекомендуется, примерно, следующая:
при измерении линейкой, шаблоном, угольником с точностью свыше 1 мм
один промер на каждые три детали, до 0,6—1 мм — на каждые две детали,
до 0,5 — на каждую деталь;
при измерении штангенциркулем, профильными шаблонами, угломерами,
калибрами с точностью0,6—1л.и один промер на каждые две детали, до0,5лл—
на каждую деталь.
316
Нормирование фрезерных работ
V. ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ
Время на обслуживание рабочего места, отдых и естественные надоб-
ности приведено в картах 56—58 в процентах от оперативного времени.
Обслуживание рабочего места предусматривает выполнение следующей
работы: смену инструмента в связи с затуплением; регулировку и подналадку
станка; смазку и чистку станка; сметание стружки со станка в процессе
работы; раскладку и уборку инструмента; получение инструктажа в течение
рабочего дня.
Время на обслуживание рабочего места, отдых и естественные надобности
при работе на горизонтально-, вертикально- и универсально-фрезерных стан-
ках (карта 56) дано отдельно на обслуживание рабочего места и отдельно
на отдых и естественные надобности. При работе на продольно- и копиро-
вально-фрезерных станках время на обслуживание рабочего места, отдых
и естественные надобности дано суммарно в процентах от оперативного времени,
причем в суммарный нормативный процент включено время на отдых (2%)
и на естественные надобности (2%). I
VI. ОПРЕДЕЛЕНИЕ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Нормы подготовительно-заключительного времени даны в картах 56—
58 и в зависимости от конкретной операции слагаются из трех составляющих:
1) времени, зависящего от способа установки детали на станке, т. е.
на наладку станка, установку и крепление приспособлений;
2) времени на установку фрез;
3) времени на установку дополнительно каких-либо устройств, преду-
смотренных технологическим процессом.
Сумма времени на перечисленные работы составляет норму подготови-
тельно-заключительного времени при таких организационных условиях,
когда наряды, инструмент, приспособления и чертежи доставляются к рабо-
чему месту вспомогательными рабочими. Если это делает сам станочник,
к сумме подготовительно-заключительного времени следует добавлять время
по п. Г карт 56—57 и по п. В карты 58.
ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
Для пояснения методики расчета технических норм времени и порядка
пользования нормативным материалом ниже приводятся нормировочные
карты 1 и 2 и расчетные листы к ним.
ПРИМЕР 1
Расчетный лист к нормировочной карте 1
Исходные данные.
Деталь — основание.
Операция — фрезерование паза.
Станок — горизонтально-фрезерный 6Н81Г.
Род заготовки .—стальная отливка ЗОХГС, аь = 65 кг/мм2.
Инструмент — дисковая трехсторонняя фреза Р18; D = 90 мм; г = 20.
Завод
Цех . .
Участок или
группа
Составил. . . .
Проверил.......
Утвердил.......
НОРМИРОВОЧНАЯ
КАРТА I
Подготовительно-заключи-
тельное время в мин.
Основное время в мии.
Вспомогательное время в мин
Время на обслуживание ра-
бочего места, отдых и естест-
венные надобности в мии.
Норма штучного времени
25,0
2,61
0,58
0,21
Наименование операции
Фрезерование паза
Разряд работы.. . .
Станок Горизонтально-фре-
зерный N3 = 3,5 кет
Модель и фирма 6Н81Г
Инвентарный № . . .
Паспорт № ....
Число станков, обслужи-
ваемых рабочим — /
Число одновременно обра-
батываемых деталей — 1
Наименование
перехода
Фрезеровать паз
окончательно
X с Инструмент Размеры обра- ботки В -М-М X С 1 1 X S' Режим обработки
Режущий Измерительный ч 3 £ i I й В* s’ с "N 1 is У в Подвча в мм/мин\
g Фреза дисковая из стали Р18 090 мм, г — 20 Предельный шаблон 240 12 34 274 12 1 12 0,053 28,3 100 105
Изделие
№ детали Наименование детали Основание
№ чертежа
Количество дета- лей на 1 изделие 1
Род и размер за- готовки Стальная от- ливка ЗОХГС <тв - 65 кг; мм3
Вес черный в кг 13,0
Размер партии j 10
8 S’ о I Вспомогательное время
х X h в| 8 Я ё 1 и Ct К 8. h *3 1 5 i § !i 1 “
2,6/ 0,39 0,09 0,1 - - - 0,58
Примеры расчета норм времени
318
Нормирование фрезерных работ
Условия выполнения операции: паз фрезеруется окончательно за один
проход; деталь весом 13 кг устанавливают без выверки в тисках с эксцентри-
ковым зажимом на обработанную поверхность.
Паспортные данные горизонтально-фрезерного станка 6Н81Г
Число оборотов шпинделя п в минуту 1 65; 80; 100; 125; 160; 210; 255; 300; 380; 1 490; 590; 725; 945; 1225 1500; 1800
Продольная подача стола sM в мм!мин 35; 40; 50; 65; 85; 105; 125; 165; 205; 250; 300; 350 ; 510; 620; 755; 980
Ускоренная подача стола в мм/мин 2900
Мощность на шпинделе N3 в кет 3,5
Рабочая поверхность стола 1000 X 250 мм
7. Выбор марки материала и геометрических параметров режущей части
, зубьев фрезы
Согласно карте 1 для работы на станках пониженной мощностью (JV, =
— 3,5 кет) берем фрезу из быстрорежущей стали Р18.
Для дисковой трехсторонней фрезы D = 90 мм, z = 20, согласно карте 2,
лист 3 принимаем у = 15°, а = 20°; Oj = 6°; (fj = 2°.
2. Определение режима резания
Определение глубины резания. Глубину резания принимаем
равной глубине паза (/ = 12 мм).
Выбор подачи. По карте 30 для фрезы D = 90 мм; z — 20 и глубины
резания t = 12 мм выбираем подачу s2 = 0,05 мм!зуб.
Выбор скорости резания, числа оборотов, минутной
подачи и мощности, потребной на резание. По карте31 для бли-
жайшей глубины t = 15 мм, ширины паза В = 14 мм и подачи на зуб
sz = 0,05 мм находим для углеродистой конструкционной стали с аь =
= 65 кг/мм2: v = 41,5 м/мин; п = 147 об/мин; sM = 147лл/л<и«; N =
= 3,1 кет.
По карте 55 определяем поправочные коэффициенты для фактических усло-
вий работы:
а) в зависимости от группы и предела прочности обрабатываемого матери-
ала для стали ЗОХГС аь - 65 кг!ммг, относящейся к группе хромокремнемар-
ганцовистых (лист 4, порядковый номер 17), находим поправочные коэффи-
циенты KMv = 0,7; KMN = 1,0;
б) в зависимости от ширины фрезерования (ширина паза по чертежу
Вф = 12 мм, режимы резания определены для Вн = 14 мм; отношение
>-ТГ“0’86)-
Для дисковой фрезы из быстрорежущей стали значение поправочных
коэффициентов при соотношении ~ = 0,86 будет (карта 55 лист 9) KBv
= КВп = КВ1м = 1,02; KBn = 0,86 (получено путем интерполирования).
Примеры расчета норм времени
319
Следовательно, для заданных условий обработки нормативные значения V,
п, sM и N составят
v = 41,5-0,7-1,02 = 29,6 м/мин;
п = 147 • 0,7 • 1,02 = 105 об/мин;
sM = 147-0,7-1,02= 105 мм/мин;
N = 3,1 -1,0-0,86 = 2,66 кет.
Найденный режим может быть осуществлен на заданном станке, так как
мощность, потребная на резание, меньше мощности на шпинделе станка.
По паспорту станка подбираем ближайшее число оборотов и минутную
подачу: п = 100 об/мин; s* = 105 мм/мин; тогда фактическая скорость реза-
ния
3,14-90-100 оо q
------------= 28,3 M/MUH
и фактическая подача на один
зуб фрезы
= ж® “ °-053
3. Определение основного (технологического) времени
Основное время рассчитывается по формуле
„ /-b Z, 240 + 34 274 „ „.
То~ Sm - ю5 - Ю5 -2’61 мин‘>
где I — длина детали по чертежу;
li — величина врезания и перебега; по карте 69 находим для глу-
бины t = 12 мм и диаметра фрезы D = 90 мм 1Х = 34 мм.
4. Определение вспомогательного времени
Время на установку и снятие детали. Установка производится в тисках
с эксцентриковым зажимом на обработанную поверхность, без выверки.
Вес детали 13 кг. Установка производится вручную.
По карте 59, лист 2, поз. 1 время на установку и снятие составляет
= 0,39 мин.
Время, связанное с переходом. Работа производится фрезой, установленной
на размер. По карте 64, лист 1, поз. 2 для станков со столом длиной 1250 мм
при автоматическом перемещении стола время составляет 0,09 мин.
Длина перемещения стола равна 274 мм; скорость перемещения в соот-
ветствии с паспортом станка 2900 мм/мин; время перемещения равно ---=
= 274 : 2900 ^0,1 мин.
Всего время на переход составит tynp — 0,09 + 0,10 = 0,19 мин.
Время на измерение ширины паза в норму времени не включается, так
как это время перекрывается основным (технологическим) временем.
Всего вспомогательное время составит
Т, = tycm + tynp = 0,39 + 0,19 = 0,58 мин.
5. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
По карте 56 время на обслуживание рабочего места при работе фрезой
из стали Р18 составит для станка со столом длиной 1250 мм а0^с = 2,5% от
оперативного времени.
320
Нормирование фрезерных работ
Время на отдых и естественные надобности при выполнении работы с меха-
нической подачей составит аотд = 4% оперативного времени. Тогда время
па обслуживание рабочего места, отдых и естественные надобности будетравно
т _ (Та ( Тв) (ао6с + аотд) _ (2,61 4- 0,58) (2,5 4)
1 обе - юо------- - 100 U,zl МИН-
6. Определение нормы штучного времени
Тш = Та + Т, + Тобс = 2,61 + 0,58 + 0,21 = 3,4 мин.
7. Определение подготовительно-заключительного времени
По карте 56 находим:
1) На наладку станка (с длиною стола 1250 мм) и приспособления (тиски
с креплением четырьмя болтами), по позиции 3—16 мин.
2) На установку фрезы, по позиции 11—2 мин.
3) На получение инструмента и приспособления, которые доставляются
к рабочему месту самим рабочим, по позиции 24—7 мин. Итого Тлз = 25 мин.
ПРИМЕР 2
Расчетный лист к нормировочной карте 2
Исходные данные.
Деталь — корпус.
Операция—фрезерование плоскости под шлифование.
Станок — вертикально-фрезерный 6Н13.
Род заготовки — отливка СЧ 18-36 //В 210.
Инструмент — торцовая фреза с ножами из твердого сплава ВК8, D =
= 300 мм, г = 22.
Условия выполнения операции: плоскость фрезеруется за один проход;
деталь весом 180 кг устанавливается на столе с креплением шестью болтами
и планками на необработанную поверхность с выверкой по разметке в одной
плоскости.
Паспортные данные вертикально-фрезерного станка 6Н13
Число оборотов шпинделя п в минуту 30; 37,5; 47,5; 60; 75; 95; 118, 150; 190, 235; 300; 375, 475; 600; 750; 950, 1180; 1500
Продольная н поперечная подачи стола sM в мм'мин 23,5, 30; 37,5; 47,5; 60; 75; 95. 118; 150; 190, 235; 300, 375; 475; 600; 750 , 950; 1180
Мощность на шпинделе А', в нет 7,5
Мощность мотора Л4 в мт 10
Рабочая поверхность стола станка в мм 400 X 1600
/. Выбор марки материала и геометрических параметров режущей части
зубьев фрезы
Для обработки серого чугуна с неравномерным припуском на станке
средней жесткости по карте 1 выбираем марку твердого сплава ВК8.
Диаметр фрезы выбираем в соответствии с наибольшей шириной фрезеро-
вания В = 250 мм-. Оф — 300 мм\ z = 22. Геометрические параметры уста-
навливаем по карте 2, лист 2 для обработки серою чугуна торцовой фрезой:
ср — 60ср0 = 30 ; cpj = 5 ; а = Оу = 12э; у — 5J; X = 12°.
Завод Цех Участок или группа Составил Проверил Утвердил Дата НОРМИРОВОЧНАЯ КАРТА , Изделие. 1
Подготовительно-заключи- тельное время в мин. 18,0 Наименование операции Фрезерование плоскостей № детали 63А 90 Наименование детали Корпус
г-—25 Основное время в мин 1 3 Разряд работы. . . . № чертежа
j гп Вспомогательное время вмнн. 14,6 Станок: Вертикально- фрезерный Ng Ю кет Количество дета- лей на 1 изделие 1
t 1- № 5 Время на обслуживание ра- бочего места, отдых и естест- венные надобности в мин. 1,43 Модель и фирма 6Н13 Инвентарный №.... Паспорт № Род и размер заготовки Отливка СЧ 18-36 ЯВ210
1 Число станков, обслужи- ваемых рабочим — 1 Вес черный в кг 780
Норма штучного времени в мин 17,33 Число одновременно обра- батываемых деталей — 1 Размер партии 12
t >, Наименование перехода 1 С Инструмент Размеры обра- ботки в мм 3 с I Режим обработки Основное (технологиче- ское) время tB в мин. Вспомогательное время в мин.
РсжущиЛ I а S 1 э й 1 £ н й = || h я ® 3" е ? i. в? С в и SS. h 0 8 i! U о. С г si Н £ * Й h h £s 8
i Фрезеровать пло- скость под шлифо- вание |! Фреза торцовая с но- жами, оснащенными сплавом ВК8, 0300 мм, г—22 - 360 150 28 388 5,0 1 5,0 0,23 57,0 60 300 7Л 1,3 14,2 0,18 0,22 - - - 14,6
Пример расчета нормы времени
322
Нормирование фрезерных работ
2. Определение режима резания
Определение глубины резания. Припуск на обработку равен
5 мм. Обработку производим в один проход. Глубина резания t — 5,0 мм.
Выбор подачи. По карте 3 выбираем подачу на зуб фрезы для чугуна
НВ 210 прнобработке сплавом ВК.8.Установка фрезы симметричная. Для станка
мощностью Nd = 10,0 кет рекомендуется подача на зуб s2 — 0,20 -= 0,24 мм.
Выбор скорости резания, числа оборотов, минутной
подачи и мощности, потребной нарезание. По карте 5 для глу-
бины резания t = 5 мм, диаметра фрезы D = 300 мм, ширины фрезерова-
ния В = 180 мм и подачи на зуб sz = 0,2 мм находим для чугуна НВ
180: v = 98 м/мин; п = 104 об/мин; sM = 455 мм/мин и W = 14,0 кет.
По карте 55 определяем поправочные коэффициенты для фактических
условий работы:
а) в зависимости от твердости чугуна НВ 210 (лист 1) КЛо = 0,88; КЛд/ =
= 1,11;
б) в зависимости от ширины фрезерования: наибольшая ширина детали
250 мм, однако длина обработки на участке шириной 250 мм незначительная,
поэтому расчет режима производим для ширины фрезерования Вф = 150 мм;
режим резания определен для Вн — 180 мм; отношение ~ 0,8;
для торцовой фрезы, оснащенной твердым сплавом, значение коэффициен-
тов равно (лист 8) КВо = КВп = KBjj< = 1.05 и KBn = 0.8-
в) в зависимости от характера заготовки и состояния ее поверхности (лист 7):
обработка производится по корке; КПо = 0,7 -г- 0,8; принимаем КПв = 0,7.
Следовательно, для заданных условий обработки нормативные значения и,
п и sM составят
и = 98-0,88-1,05-0,7 = 63 м/мин;
п= 104-0,88-1,05-0,7 = 67 об/мин;
5Л = 455-0,88-1,05-0,7 = 294 м/мин.
По паспорту станка подбираем ближайшие число оборотов и минутную
подачу: п= 60 об/мин; sM = 300 мм/мин.
Скорость резания (фактическая) составит
nDn 3,14-300-60
иФ 1000 — 1000 — M/MUH.
Фактическая подача на один зуб фрезы
Sjh 300 л
s2 — — — 60 22 — 0,23 мм.
Проверка выбранного режима по мощности станка. Уста-
новленная по карте 5 нормативная мощность, потребная на резание, состав-
ляет 14,0 кет. В связи с изменением обрабатываемого материала и ширины
фрезерования были определены поправочные коэффициенты на мощность,
учтя которые, получаем
tf = 14-1,11-0,8= 12,4 кет.
Кроме того, учитываем коэффициент изменения мощности в связи с изме-
нением скорости резания по сравнению с первоначально выбранной:
= -g- = 0,58 0,6.
Пример расчета нормы времени
323
В карте 55, лист 12 находим поправочный коэффициент на мощность в за-
висимости от скорости резания: для -^- = 0,6 KbJV = 0,6.
Мощность, потребная на резание, с учетом конкретных условий работы
составляет N = 12,4 0,60 = 7,4 кет, что не превышает мощности на шпин-
деле станка N3 = 7,5 кет.
3. Определение основного (технологического') времени
Основное время рассчитывается по формуле
где I — длина детали по чертежу,
/j — величина врезания и перебега.
По карте 68 находим для ширины фрезерования В = 150 мм и диа-
метра фрезы D = 300 мм = 28 мм.
4. Определение вспомогательного времени
Время на установку и снятие детали. Деталь устанавливают на столе
станка с креплением шестью болтами и планками, на необработанную поверх-
ность с выверкой по разметке в одной плоскости. Вес детали 780 кг. Деталь
транспортируют краном.
По карте 60, поз. 7 время на установку и снятие детали составляет 13,2 мин.
Согласно примечанию добавляем на каждый болт сверх четырех по 0,5 мин.,
итого 1,0 мин. Всего время установки равно 13,2 + 1,0 = 14,2 мии.
Время, связанное с переходом. Работа производится фрезой, устано-
вленной на размер. Стол отводится в исходное положение вручную.
По карте 64, лист 1, поз. 2 для станков со столом длиной 1800 мм время
будет равно 0,18 мин.
Время перемещения стола в исходное положение при длине перемещения
388 мм определяем по поз. 27, оно равно 0,22 мин., итого время на переход
составляет 0,18 + 0,22 = 0,4 мин.
Вспомогательное время
Т, = 14,2 4-0,4 = 14,6 мин.
5. Определение времени на обслуживание рабочего места, отдых и естественные
надобности
По карте 56 время на обслуживание, отдых и естественные надобности
при работе твердосплавными фрезами составляет для станков со столом
длиной 1800 мм — 9 % от оперативного времени, или
„ (1,3 4-14,6)-9
Тобс = J—TqcH— = 1.43 мин.
6. Определение нормы штучного времени
Тш = То+Т, + 7'об(. = 1,3 4- 14,6 4- 1,43 = 17,33 мин.
7. Определение подготовительно-заключительного времени
По карте 56 находим:
а) на наладку станка с длиной стола 1800 мм при работе с креплением
болтами и планками 16 мин. (поз. 1);
б) на установку фрезы (поз. 11) 2 мин.
Наряды, инструмент, приспособления и чертежи на рабочее место доста-
вляют вспомогательные рабочие, следовательно, время на эту работу в норму
не включается.
Норма подготовительно-заключительного времени равна
Тп) 16 4- 2 = 18 мин.
21*
324
Нормирование фрезерных работ
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ
ВЫБОР МАРКИ МАТЕРИАЛА ДЛЯ РЕЖУЩЕЙ ЧАСТИ Фрезы
ФРЕЗ КАРТА 1
. -Характер Обрабатываемый материал | обработки Оборудование Припуск Марка инстру- ментального материала
Сталь конструкционная углеродистая и легиро- ванная и стальное литье Черновая 1 Станки повышен- ной и средней мощности Большой, неравномерный Т5К10
Черновая и чистовая Небольшой Т15К6 TI4K8
Жаропрочная сталь - ВК8
1 Чугун Черновая Неравномерны
Черновая и чистовая Станки повышен- ной мощности Равномерный В Кб ВК4
Все металлы Черновая и чистовая Станки понижен- ной мощности - Р18
Нормативы режимов резания
325
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
ФРЕЗ
КАРТА 2
II Фрезы из быстрорежущей стали
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ КАРТА 2 Лист 2
Фрезы из твердого сплава
I. Передние и задние углы
| * Тип фрезы Обрабатываемый материал Передние углы в град. Задние углы в град.
на пери- ферии Т торцовый Ti главные (на пери- ферии) а | торцовый а, ХОДНОЙ кромке
при работе с подачей на зуб St в мм/зуб
< 0,25 > 0.25 < 0,25 > 0,25
1 Торцовые Стали конструкционные угле- родистые и легированные аь в кг/мм1 <80 -5 - 12-15 6—8 12—15 6—8 -
2 >80 -10 -
3 Стали жаропрочные +8 - 10 10 -
4~ Чугун серый | +5 1 - | 12-15 | 6-8 | 12—15 | 6-8 1 -
5~ Чугун ковкий | +7 — | 6-8 | 6-8 1 -
6 Цилиндрические Стали конструкционные углеродистые и легированные +5 - 20 1 - -
7~ Чугун серый 1 0 - 15 1 —
8 9 10 Дисковые Стали конструкционные угле- родистые и легированные аь в кг/мм* <80 -5 - 20 20
>80 | -10 — | 20-25 1 4 20-25
Чугун серый 1 +5 — | 10-15 1 4 10-15
Н Концевые Стали конструкционные углеро- дистые и легированные -5* +3-Н-3) 20 1 ,6 20
Нормирование
i
s:
I
* —-
II. Углы в плайе и угол наклона режущей кромки
с я Тип фрезы Обрабатываемый материал Углы в плане в град. Угол наклона режу- щей кромки К
главный ф переходный кромки фо вспомогатель- ный фх
12 J Торцовые Стали конструкционные углеродистые и легиро- ванные 15-60 5 12-15
13 Стали жаропрочные 30-60 | - 1 * 0
14 Чугун серый 15—60 1 JL- 1 2 5 12-15
15 Чугун ковкий 60 Ф 2 2 12—15
16 Дисковые Стали конструкционные углеродистые и легиро- ванные - - 2—5 -
17 Чугун серый — — 2-5 —
18 Концевые Стали конструкционные углеродистые и легиро- ванные - - 3 -
III. Углы наклона спирали, размеры переходных кромок
Норма)
«5
19
21
Тип фрезы
Цилиндрические
Дисковые
Обрабатываемый материал
Угол наклона
спирали ш в грвд.
Переходная кромка
Передний угол
Уф в град.
Концевые
с коронками
С ВИНТОВЫМИ
пластинками
Стали конструкционные углеродистые и легиро-
ванные
Чугун серый
Стали конструкционные углеродистые и легиро-
ванные и чугуи серый
Стали конструкционные углеродистые и легиро-
ванные
25
25
25
40
0,2-0,3
При работе со скоростями < 100 м/нин, а также при малой жесткости системы станок — инструмент — деталь и больших сечениях стружки
t > 0,$D) у - +54- (+8-).
2
1
£
g
S
8
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ КАРТА 2 | Лист 3
Фрезы нз быстрорежущей стали
I. Передние углы
| * Тип фрезы Обрабатываемый материал
Сталь конструкционная углеродистая и легированная, стальное литье в кг,’мм' жаропрочная Чугун НВ Медные сплавы
<60 | 604-100 | > юо < 150 | > 150
Передний угол у в град.
1 Торцовые, дисковые двух- и трехсторон- ние, цилиндрические, концевые 20* 15 10 12-20** 15 10 10
2 Дисковые односторонние и отрезные шириной В в мм <3 5 5 5 - 5 5 5
3 > з 10 10 10 - 10 10 10
4 Фасонные н угловые при обработке черновой 15 1 15 10 5 15 10 10
В чистовой 10 | 5 5 - 5 5 5
II. Задние углы, углы в плане
L Тип фрезы Задний угол в град. Угол в плане в град.
главный торцовый главный Ф вспомогатель НЫЙ
6 Торцовые со вставными ножами 12 8 45- 60*** 1-2
7 цельные с мелким зубом 16 8 90 1-2
8 Цилиндрические со вставными ножами 12 8 - -
9 цельные с мелким зубом 16 8 - -
Нормирование фрезерных работ
I
10 Дисковые двух- в трехсторонние со вставными кожами 1в —$ । j 1—2
11 цельные 20 6 - 1-2
12 Дисковые односторонние 20 - - 1-2
13 Концевые 14 8 - 3
14 Отрезные (шириной В > 3 яя) 20 - - 15'—1°
15 Прорезные (шлицевые) 30 - - 15'-1’30'
16 Фасонные и угловые незатылованные 16 8 - -
17 затылованные 12 - - -
III. Размеры переходной кромки
h Переходная кромка Тип фрезы
Торцовые цельные Дисковые даух- и трехсторонние Концевые Отре^ые^шириной
18 Длина /о в мм 1,0—2,0**** 1,0-2.0 0,5—1,0 0.5
19 Угол в плане ?0 в град. 45 45 45 45
• У цилиндрических фрез с углом наклона зубьев свыше 30’ у = 15’. ” При работе торцовыми фрезами брать у = 20"; при работе цилиндрическими у =12 + 15°. ••• При обработке жаропрочных сталей V = 30 4- 60°. При обработке жаропрочных сталей взамен переходной кромки рекомендуется делать заточку радиуса г = 1 мм.
Примечания- 1. При заточке фрез на задней грани оставлять круглошлифованную ленточку шириной не более 0,1 мм за исключением фрез прорезных (шлицевых) и отрезных, зубья которых затачиваются без оставления ленточки. 2. При фрезеровании точного профиля фасонными фрезами необходима коррекция профиля в случаях, когда передний угол V > 0°.
Норма!
ПОДАЧИ Фрезы торцовые из твердого сплава КАРТА 3
Схема установки фрезы
1. Симметричная II. Смещенная, Со = (0,03 ч-0,05) D
Нормирование
I. Подачи черновые на один зуб фрезы
Мощность стайка Ng (фрезерной головкк) установки фрезы Сталь 0Ь в кг/мм1 | Чугун НВ
<60 | >60 | <180 | > 180
Марка твердого сплава
Т5К10 | Т15К6 | Т5К10 | TI5K6 | ВК8 | ВК6 ВК.8 ВК6
Подача на одни зуб фрезы sg в жж.зуб
Св. 10 1 0,20—0,24 0,14—0,18 0,16—0,20 0,12—0,15 0,32-0,38 0 22—0,28 0,25—0 32 0,18-0,24
11 0,40-0,48 0,28-0,36 0,32-0,40 0,24—0,30 0,65-0,80 0,45-0,56 0,50-0,64 0,38-0,48
5-10 I 0,15-0,18 0,12-0,15 0,12-0,14 0,09-0,11 0,24—0,29 0,19—0,24 0,20-0,24 0,14-0,18
11 0,30—0,36 0,22-0,30 0,24—0,28 0,18-0,22 0,48-0,56 0,38—0,48 0,38-0,45 0,28-0,36
Поправочные коэффициенты на величину подачи в зависимости от главного угла в плайе <?
Главный угол в плане у в град. 90 45-60 30 15
Коэффициент Кч 0,7 и 1,5 2,8
II, Подачи чистовые на одни оборот фрезы
Обрабатываемый материал Вспомогательные угол в плане ф, в град. Класс чистоты по ГОСТ 2789 59
V5 1 VG 1 1
Подача на один оборот фрезы s0 в мм/об
Сталь аь в кг/мм* <70 5 0,50-0,80 0,40-0,50 0,20-0,25
2 0,80—1,1 0,40-0,50
>70 5 0,7-1,0 0.45-0,60 0,20-0,30
2 1,4-2,0 0,90-1,2 0,40-0,60
Норма!
2
£
§
П рн меч а и и а: I, Приведенные значения черновых подач рассчитаны для работы стандартными фрезами. При работе нестандартными фрезами
с увеличенным числом зубьев значения подачи следует уменьшать на 15—25%.
2. Подачи при обработке жаропрочной стали брать в пределах 0,1 —0,35 мм/зуб.
3. В первоначальный период работы фрезм до износа h3 = 0,2 — 0,3 мм чистота обработанной поверхности при чистовом фрезеровании снижается
примерно на один класс.
8
332
Нормирование фрезерных работ
——Г—J РЕЖИМЫ Сталь конструкционная углеродистая
т D г В «г Глубина
3 5
V I " | 1 N 0 1 “ 1
180 80 5 48 0,07 0,1 0,13 0,18 0,24 385 335 300 265 235 1530 1330 1200 1070 935 530 660 780 960 1120 5,5 6,4 7,2 8,5 9,5 370 320 290 255 225 1470 1270 1150 1010 900
180 ПО 4 66 0,07 0,1 0,13 0,18 0,24 385 335 300 265 235 1120 970 870 770 680 315 390 450 550 650 4,5 4,9 5,8 6,7 7,5 370 320 290 255 225 1070 930 840 740 650
180 150 6 90 0,07 0,1 0, 13 0,18 0,24 0.30 385 335 300 265 235 215 820 710 640 560 500 455 345 425 500 600 720 820 6,7 7,3 8,9 10,0 11,0 12,0 370 320 290 255 225 205 780 680 610 540 480 435
240 200 8 120 0,1 0,13 0,18 0,24 0,30 315 285 250 225 205 500 455 400 360 325 400 475 580 690 780 9,0 11,0 13,0 14,0 16,0 300 270 240 215 195 480 430 380 345 310
240 250 8 150 0,1 0,13 0,18 0,24 0.30 315 285 250 225 205 400 365 320 285 260 320 380 460 550 620 9,0 11,0 13,0 15,0 16,0 300 270 240 251 195 380 345 305 275 250
300 320 10 192 0.1 0,13 0,18 0,24 0,30 305 270 240 215 196 305 270 240 215 195 305 350 430 510 580 11,0 13,0 15,0 17,0 19,0 290 260 230 205 187 290 260 230 205 186
420 400 12 240 0,1 0,13 0,18 0,24 0,30 0,40 280 255 225 200 182 162 225 205 - 179 159 145 129 270 320 385 460 520 620 13,0 15,0 18,0 20,0 22,0 25,0 270 240 215 190 174 155 215 191 171 151 139 123
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез
• Конструкционные хромистые и хромоникелевые.
Нормативы режимов резания
333
РЕЗАНИЯ легированная* = 65 кг! мм* Фрезы торцовые из твердого сплава Т15К6
КАРТА 4
резания t в мм
9 12
*Af N О Л 1 " о л SM 1 »
510 640 750 910 1080 9,0 10,0 12,0 14,0 15,0 350 300 270 240 210 1390 1200 1070 950 840 490 600 700 850 1010 16,0 18,0 20,0 23,0 26,0 - 2 - -
300 370 440 530 620 7,1 8,5 9,5 11,0 12,0 350 300 270 240 210 1010 870 780 700 610 280 350 405 500 580 12,0 14,0 16,0 19,0 21,0 2 - 2 2
330 410 475 590 690 780 11,0 12,0 14,0 16,0 18,0 20,0 350 300 270 240 210 194 740 640 570 510 445 410 310 385 445 550 640 740 19,0 21,0 24,0 28,0 31,0 34,0 2 2 2 2
385 445 550 660 740 16,0 18,0 21,0 24,0 26,0 285 255 225 200 184 455 405 360 320 295 365 420 520 610 710 27,0 31,0 36,0 40,0 44,0 285 255 225 200 455 405 360 320 365 420 520 615 37,0 41,0 48,0 54,0
305 360 440 530 600 16,0 18,0 21,0 23,0 26,0 285 255 225 200 184 365 325 285 255 235 290 340 410 490 560 27,0 31,0 35,0 40,0 44,0 285 255 225 200 365 325 285 255 290 340 410 490 37,0 42,0 47,0 53,0
290 340 415 490 560 19,0 21,0 24,0 28,0 30,0 275 245 215 192 176 275 245 215 191 175 275 320 385 460 520 32,0 36,0 42,0 47,0 52,0 270 245 215 270 245 215 270 320 385 43,0 49,0 56,0
260 300 370 435 500 590 22,0 24,0 28,0 32,0 35,0 40,0 255 230 205 179 205 183 163 143 245 285 350 415 38,0 42,0 49,0 54,0 255 230 205 183 245 285 51,0 56,0
см. в карте 55.
334
Нормирование фрезерных работ
РЕЖИМЫ Чугун
т D * В Глубинв
3 5
° 1 п 1 SM 1 1 * V п 5м
120 75 10 45 0,1 0,14 0,2 180 160 141 760 680 600 760 950 1200 4,5 5,1 5,8 166 148 131 700 630 560 700 880 1120 6,5 7,4 8,5
120 90 10 54 0,1 0,14 0,2 180 160 141 640 560 500 640 780 1000 4,5 5,1 5,9 166 148 131 590 520 465 590 730 930 6,6 7,5 8,6
180 ПО 12 66 0,1 0,14 0,2 0,28 158 140 124 НО 455 405 360 320 550 680 860 1080 4,7 5,4 6,2 7,0 146 130 115 102 425 375 335 295 510 630 800 990 6,9 7,8 9,0 10,0
180 150 14 90 0,1 0,14 0,2 0,28 0,4 158 140 124 ПО 97 335 295 265 235 205 470 580 740 920 1150 5,5 6,3 7,2 8,2 9,5 146 130 115 102 90 310 275 245 215 191 435 540 690 840 1070 8,0 9,2 11,0 12,0 14,0
180 200 16 120 0,14 0,2 0,28 0,4 0,6 0,8 140 124 НО 97 84 76 225 198 175 155 134 121 500 630 780 990 1280 1550 7.2 8,3 9,4 11,0 13,0 14,0 130 115 102 90 78 71 205 183 162 143 124 113 460 580 .720 910 1190 1450 10,0 12,0 14,0 16,0 18,0 21,0
240 250 20 150 0,14 0,2 0,28 0,4 0,6 0.8 128 113 101 89 77 70 163 144 129 113 98 89 455 580 720 900 1180 1420 8,2 9,4 11,0 12,0 14,0 16,0 118 105 93 82 71 64 150 134 118 105 90 81 420 540 660 -840 1080 1300 12,0 14,0 16,0 18,0 21,0 24,0
300 300 22 180 0,14 0,2 0,28 0,4 0,6 0.8 120 106 94 83 72 65 127 112 100 88 76 69 390 495 620 770 1000 1210 8,4 9,7 11,0 13,0 15,0 17,0 НО 98 87 77 67 60 117 104 92 82 71 64 360 455 570 720 940 ИЗО 12,0 14,0 16,0 18,0 22,0 24,0
300 350 24 210 0,14 0,2 0,28 0,4 0,6 0,8 120 106 94 83 72 65 109 96 86 76 ' 66 59 365 460 580 730 980 ИЗО 9,1 10,0 12,0 14,0 16,0 18,0 НО 98 87 67 60 100 89 79 70 61 55 335 425 530 670 900 1060 13,0 15,0 18,0 20,0 24,0 26,0
420 400 28 240 0,2 0,28 0,4 0,6 0,8 94 84 74 64 58 75 67 59 51 46 420 520 660 860 1030 11,0 13,0 14,0 17,0 19,0 88 78 69 60 54 70 62 55 48 43 390 490 620 810 960 16,0 18,0 21,0 25,0 28,0
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез
Нормативы режимов резания . 335
'РЕЗАНИЯ CtfMi НВ 180 Фрезы торцовые из твердого сплава ВК8
КАРТА 5
^•МВВЯ t В мм
8 12 18
V п Ч X V п SM JV V Л 8м N
166 138 660 590 520 660 830 1040 9,3 11,0 12,0 - - 2 - =
ПБГ 138 122 550 490 430 550 690 860 9,3 11,0 12,0 — — — — - __
107 « 395 350 310 275 *475 590 740 920 9,8 11,0 13,0 15,0 - 2 2 - - — -
137 121 8 84 290 255 225 200 178 405 500 630 780 1000 11,0 13,0 15,0 17,0 20,0 128 114 101 90 79 270 240 215 191 168 380 470 600 750 940 16,0 18,0 20,0 23,0 27,0 - - -
“15Г 107 96 84 S ~193~ 170 151 134 116 105 430 540 680 860 1110 1340 15,0 17,0 20,0 23,0 27,0 30,0 114 101 90 79 69 62 182 161 143 126 ПО 99 410 510 640 810 1060 1270 20,0 23,0 27,0 31,0 36,0 40,0 107 95 85 75 170 151 135 119 380 485 600 760 28,0 32,0 36,0 42,0
' ~пг 98 87 17 66 60 140 125 111 98 84 76 390 500 620 780 1010 1220 17,0 20,0 22,0 26,0 30,0 34,0 104 92 82 72 63 133 117 105 92 80 370 470 590 740 960 23,0 27,0 30,0 35,0 41,0 98 86 77 125 ПО 98 350 440 550 31,0 36,0 41,0
ПИТ 91 81 71 62 66 109 96 86 75 66 89 335 425 530 660 870 1040 17,0 20,0 23,0 26,0 31,0 34,0 97 86 76 67 58 103 91 81 71 62 320 400 500 620 820 24,0 27,0 31,0 36,0 42,0 92 81 72 98 86 76 300 380 470 32,0 37,0 42,0
“ИГ 91 81 71 62 66 Ы 83 74 66 66 61 315 400 600 620 830 980 19,0 22,0 25.Q, 29,0 34,0 38,0 97 86 76 67 58 88 78 69 61 53 295 375 465 580 780 26,0 30,0 34,0 39,0 46,0 92 81 72 84 74 65 280 355 435 35,0 40,0 46,0
82 73 64 66 60 65 58 51 44,5 40 366 455 570 750 900 23,0 26,0 30,0 25,0 39,0 77 68 60 61 54 48 340 425 540 31,0 36,0 41,0 72 64 57 57 51 45,5 320 400 510 42,0 48,0 55,0
Г СМ. в кврте 55.
336
Нормирование фрезерных работ
РЕЖИМЫ Ковкий
т D * В ’г 2 Глубина 4
V л 1 SM N ° 1 1
120 75 10 45 0,1 0,18 210 200 890 850 890 1530 3,7 5,5 189 178 800 760
120 90 10 54 0,1 0,18 210 200 740 710 740 1280 3,7 5,6 189 178 670 630
180 110 12 66 0,1 0,18 0,25 186 170 161 540 490 465 650 1060 1390 4,0 5,8 7,1 165 156 143 480 450 415
180 150 14 90 0,1 0,18 0,25 0,36 186 170 161 143 395 360 340 305 550 910 1190 . 1540 4,8 6,8 8,3 10,0 165 156 143 127 350 330 305 270
180 200 16 120 0,1 0,18 0,25 0,36 0,5 186 170 161 143 129 295 270 255 230 205 470 780 1020 1320 1640 5,4 7.8 9,5 11,0 13,0 165 156 143 127 115 260 250 230 200 183
240 250 20 150 0,1 0,18 0,25 0,36 0,5 169 155 146 130 117 215 198 186 166 150 430 710 930 1190 1500 6,2 9,0 11,0 12,0 16,0 150 142 130 116 104 191 181 166 148 133
300 300 22 180 0,1 0,18 0,25 0,36 0,5 157 143 135 121 109 156 142 134 120 109 345 560 740 950 1200 6,2 8,9 11,0 13,0 15,0 139 132 121 107 97 138 132 121 107 97
420 400 28 240 0,1 0,18 0,25 0,36 0,5 0,75 141 129 121 108 97 86 112 103 96 86 77 68 315 520 670 870 1080 1430 7,5 11,0 13,0 16,0 19,0 23,0 125 118 108 96 87 76 100 94 86 76 69 60
. Примечание Поправочные коэффициенты на измененные условия эксплуатации фрез
Нормативы режимов резания
337
РЕЗАНИЯ Фрезы торцовые из твердого сплава ВК8
КАРТА б
резания t в мм
8 12
SM N п SM 1 " V п SM 1 1 N
800 6,8 169 720 720 12,0 __
1370 10,0 159 680 1220 18,0 — — - -
670 6,8 169 ь00 600 13,0
ИЗО 10,0 159 560 1010 18,0 - - - -
580 7,4 148 430 520 13,0 .. — — —
970 11,0 139 405 870 20,0 — —
1240 13,0 127 370 1110 24,0 — — — —
490 8,5 148 315 440 16,0 —
830 13,0 139 295 740 23,0 — — — —
1070 15,0 127 270 940 27,0 — — — —
1360 18,0 113 240 1210 33,0 - - — -
415 9,7 148 235 375 18,0 137 220 350 25,0
720 15,0 139 220 630 26,0 129 205 590 37,0
920 17,0 127 200 800 31,0 118 188 750 45,0
1150 21,0 113 180 1040 38,0 106 169 970 54,0
1460 25,0 102 163 1300 44,0 - — —
380 11,0 134 171 340 21,0 125 159 320 29,0
650 17,0 126 161 580 31,0 118 150 540 44,0
830 20,0 116 148 740 36,0 108 138 690 52,0
1070 24,0 103 131 940 44,0 — —
1330 28,0 93 119 1190 52,0 — — — —
305 11,0 125 125 275 21,0 116 116 255 29,0
520 17,0 117 117 465 30,0 109 109 430 42,0
660 20,0 107 107 590 36,0 100 100 550 51,0
850 24,0 - 96 96 760 43,0 . — —
1070 28/0 86 86 950 51,0 — — — —
280 14,0 112 89 250 24,0 104 83 230 36,0
475 19,0 105 84 425 37,0 98 78 390 52,0
600 24,0 96 76 530 44,0
770 29,0 86 68 680 53,0 —
970 34,0
1260 41,0 — - — - — — - —
см. в карте 55.
22 Справочник нормировщика №
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная 1Х18Н9Т Фрезы торцовые из твердого сплава В КЗ § <
КАРТА 7
L—а—□
г D « В ** Глубина резания t в мм
2 4 8
V п SM N » 1 п 1 N V 1 п ' | 'М \ N
0,05 53.5 210 52 0,55 51.0 205 51 1.0 , 49.0 195 48,5 1.8 I
0,075 47,5 189 71 0,65 45,5 181 68 1.2 43,5 173 65 2.2
0,11 42,0 167 92 0.8 40,0 159 87 1 А. 38.5 153 84 2.6
0 16 37,5 149 119 0.95 36,0 143 114 L7 34.5 137 ПО 3.1 §
0,05 53,5 155 31 0,4 51,0 148 30 0.75 49,0 142 28 1.3 §
0.075 47,5 138 41.5 0.5 45,5 132 39.5 0.9 43.5 126 38 1.6
0.11 42,0 122 54 0,6 40.0 116 51 I I 38,5 111 49 гъ
0,16 37,5 109 70 0,7 36.0 104 67 L3 34.5 100 64 2.4
0,05 53.5 113 34 0,6 51.0 108 32.5 ! j 49,0 104 31.0 1,9 й
0 075 47,5 101 45,5. 0.7 45.5 97 43.5 1.3 43,5 92 41,5
180 16 6 90 0.11 42.0 89 59 0,85 40.0 85 56 1.6 38,5 82 54 2Л в
0.16 37.5 80 77 1,0 36,0 76 73 1 9 34,5 73 70
0.24 33.5 71 102 1,3 32,0 68 98 г’.з 30.5 65 94 о
0,05 49,5 79 31,5 0 7 47.0 75 30 1,3 45.0 72 29 2.3
0,075 44,0 70 42 0^85 42.0 67 40 1.5 40,0 64 38,5 2.8
240 200 8 120 0,11 39.0 62 55 1,0 37.0 59 52 1.8 4 35,5 57 3,3
0,16 34,5 55 70 1,2 33.0 52 67 2.2 31.5 50 64
0,24 31,0 49.5 95 1 5 29.0 46 88 2,7 28.0 44,5 85 4 9
0.36 27,5 44 127 П8 26,0 41.5 120 3.3 25.0 40 115 6.0
0.05 49,5 63 25 0.7 47.0 G0 24 1.2 45.0 57 2,2
0.075 44.0 56 33.5 0.8 42.0 53 32 1 6 40,0 51 30,5
240 250 8 150 0.11 39,0 49.5 43.5 1.0 37,0 47 41.5 1.8 35.5 45 39,5 3^2
0,16 34,5 44 56 1,2 33.0 42 54 2,1 31,6 40 61 3,9
0,24 31.0 39.5 76 ] 4 29,0 37 71 2.6 28,0 35,5 68
0 36 27.5 35 101 1Л 26.0 33 95 3.1 25.0 32,0 92 5*7
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55
Нормативы режимов резания
339
ПОДАЧИ Фрезы цилиндрические из твердого сплава
КАРТА 8
Обрабатываемый материал Жесткость системы станок — приспособление — инструмент — деталь
повышенная | средний
Подача на один ауб »г в ям
Сталь 0.2—0,3 0,15
Чугун 0,2—0,35 0,08—0,12
Примечания: 1. Работать по стали с подачей s; < 0,15 мм не рекомендуется. 2. Приведенные величины подач обеспечивают чистоту поверхности 6—7 (ГОСТ 2789-59). Работа с попутной (по вращению фрезы) подачей дает более высокую чистоту поверхности, чем работа со встречной (против вращения фрезы) подачей.
РЕЖИМЫ РЕЗАНИЯ । Сталь конструкционная углеродистая "1 н легированная * аь = 65 кг/мм* Фрезы цилиндрические из твердого сплава Т15К6
КАРТА 9
т D в Глубина резания t в мм
1,5 3,0 5,0 8,0
• п 'ж ’ж ° я 'м ° п ’м N
180 62 8 40 0,15 0,2 245 225 1260 1160 1510 1850 12,0 14,0 199 183 1020 940 1220 1500 18,0 20,0 163 151 840 780 1010 1250 23,0 26,0 - -
180 80 8 40 0,15 0,2 255 235 1020 940 1220 1500 10,0 11,0 205 191 820 760 990 1220 15,0 17,0 171 158 680 630 820 1010 19,0 22,0 - -
180 100 10 40 0,15 0,2 0,3 260 240 210 830 760 670 1240 1520 2000 10,0 12,0 14,0 210 194 173 670 620 550 1000 1240 1650 15,0 18,0 21,0 173 159 142 550 510 450 830 1020 1350 20,0 23,0 27,0 145 134 119 460 425 380 690 850 1140 25,0 29,0 35,0
180 125 12 40 0.15 0,2 0.3 265 245 220 680 620 560 1220 1490 2000 10,0 12,0 15,0 215 198 177 550 500 450 990 1200 1620 16,0 18,0 22,0 176 163 145 450 415 370 810 1000 1330 20.0 23,0 28,0 148 137 122 375 350 310 680 840 1110 25,0 29,0 35.0
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фреа сч. в карте 65. • Конструкционные хромистые и хромоникелевые.
22’
340
Нормирование фрезерных работ
РЕЖИМЫ РЕЗАНИЯ Чугун серый НВ 180 Фрезы цилиндрические из твердого сплава ВК8
КАРТА 10
г D * В sz Глубина резания t в мм
2 1 1 5 8
° п N 1 ° Id 1 SM N ° « Ъ.1 N о » 1 sm N
180 62 8 40 0,1 0,2 181 159 930 810 740 1300 3.71170 5,6 1149 870 760 700 1220 5,0 7,6 139 121 710 620 570| 6,5 970| 9,9 - - -
180 80 8 40 0,1 0,2 0,3 199 175 149 790 700 630 630 1120 1510 3,2 5,0 6,2 187 164 134 740 650 530 590 1040 1270 6,7 9,5 152 133 109 600 530 435 48о| 5,6 850 8,6 1040 9,8 - -
180 100 10 40 0,1 0,2 0,3 04 215 190 157 138 680 600 500 440 680 1200 1500 1760 3,6 5,5 6,3 7,0 196 172 141 124 620 550 450 395 620 1100 1350 1580 4,7 7,3 8,2 9,0 160 140 115 101 510 445 365 320 510| 6,1 890 9,3 1100 11,0 1280|12,0 132 116 95 84 420 370 305 265 420 740 910 1060 7.7 12,0 13,0 15,0
180 125 12 40 0,1 0,2 0,3 0,4 230 200 166 146 590 510 425 370 710 1220 1530 1770 3.8 66 7,2 205 182 149 131 520 465 380 335 620 1120 1370 1610 4,8 7,5 8,5 9,4 169 148 122 107 430 380 310 275 520| 6,3 910 9,7 1120 11,0 1320| 12,0 140 122 101 88 ЗЮ 260 225 425 740 930 1080 8,0 120 14,0 15,0
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
ПОДАЧИ Фрезы дисковые из твердого сплава
КАРТА 11
Черновое н чистовое фрезерование стали
Характер работы Предел прочности стали при растяжении h == г? Мощность станка (фрезерной головкн) в кет
5-10 1 св. 10
Жесткость системы деталь — приспособление
повышенная | средняя | повышенная | средняя
Подача иа одни зуб sz в мм
Фрезерова- ние плоскостей и уступов До 90 Св 90 <30 >30 0,18—0,22 0,15—0,20 0,15-0,20 0,10—0,15 0,20—0,25 0,18—0,22 0,18—0,22 0,15—0,20
<30 >30 0,12-0,15 0,10-0,12 0,10—0,12 0,08-0,10 0,15—0,20 0,12—0,15 0,12-0,15 0,10—0,12
Фрезерова- ние пазов До 90 Св 90 <30 >30 0,10-0,12 0,08—0,10 0,08—0,10 0,06-0,08 0,12-0,15 0,10—0,12 0,10—0,12 0,08—0,10
<30 >30 0,06-0,08 0,05—0,06 0,05-0,06 0,04-0,05 0,08—0,10 0,06—0,08 0,06—0.08 0,05—0,06
Примечание. Приведенные подачи обеспечивают получение чистоты поверхности в пре- делах 6 —7-го классов. Ббльшие значения подач брать при фрезеровании пазов меиыпеЯ ширины, меньшие — при фрезеровании большей ширины.
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей и уступов. Сталь конструкционная углеродистая и легированная * аъ = 65 кг/мм2 Фрезы дисковые из твердого сплава Т15К6
КАРТА 12
г D в ** Глубина резания t в м«
11 20 jo 50
v SM N SJK N v 1 n 5JK /V ° \ п 'м Л
120 по 8 6 0,06 0,12 0,15 0,19 0,24 365 335 315 288 260 1060 970 910 820 750 510 930 1090 1240 1440 3,4 5,1 55 5,9 64 300 275 250 230 210 870 800 720 670 610 420 770 860 1020 1170 4,2 6,3 6.6 7,3 78 250 235 215 195 179 720 680 620 560 520 345 650 740 850 1000 4,8 7,4 7,9 8,4 9,2 2 - 2
180 150 10 6 0,06 0.12 0,15 0,19 0 24 335 310 290 290 240 710 660 610 550 510 425 790 910 1050 1220 2,8 42 4,5 4,8 5,2 275 250 235 215 195 580 530 500 455 415' 350 640 750 860 1000 3,4 5,0 5,6 6,0 6,4 230 215 200 180 165 490 455 425 380 350 295 550 640 720 840 4,0 6,0 6,6 69 7,5 2 2 =
240 200 12 6 0,06 0,12 0,15 0,19 0,24 320 295 270 250 230 510 470 430 340 365 365 680 770 910 1050 2,3 3,5 3,7 4,0 4.4 260 240 225 205 185 415 380 360 325 295 300 550 650 740 850 2,8 4,2 4,5 5,0 5,3 225 205 192 174 157 360 330 300 275 250 260 475 540 630 720 3,4 5,1 5,4 5,8 6,2 180 167 156 142 129 285 265 250 225 205 205 380 450 510 590 4.0 6,1 6,8 7.2 77
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55. • Конструкционные хромистые н хромоникелевые.
Нормативы ре)
1
2
342
Нормирование фрезерных работ
КАРТА 13
Фрезы дисковые
из твердого сплава
Т15К6
РЕЖИМЫ РЕЗАНИЯ
Фрезерование пазов
Сталь конструкционная угле-
родистая и легированная
<j/> —65 кг! мм*
Глубина резания 1 Г в мм
т D 9 В 12 20 30 50
0 л SM " 1 ° 1 " ‘м N о п ЛГ О п N
0,03 475 1380 330 6,5 40511170 280 8,8 360 1040 250 11,0
0,06 395 1150 550 9,8 340 990 475 13,0 300 870 420 17,0 — — — —
120 по 8 20 009 335 970 700 11,0 290 840 600 16,0 255 740 530 20,0 — —-
0,12 300 870 830 13,0 250 720 690 17,0 225 650 620 23,0 — — — —
0,15 280 810 970 15,0 240 690 830 20,0 210 610 730 26,0 — — — —
0,03 440 930 280 5,5 800 240 7,6 330 700 210 9,7
0 06 360 770 460 8,1 31о| 660 395 11,0 275 580 350 14,0 -
180 150 10 20 0,09 310 660 590 9,8 265 560 500 13,0 235 500 450 17,0 —
0,12 275 580 700 11,0 490 590 15,0 210 450 540 20,0 — — — —
0,15 255 540 810 12,0 220 470 700 17,0 195 415 620 22,0 — — — —
0,03 420 670 240 4,8 570 205 6,5 320 510 183 8,5 275 440 158 12,0
0,06 350 560 400 7,1 480 345 9,8 265 420 300 13,0 225 360 260 17,0
240 200 12 20 0,09 295 470 510 8,4 405 440 12,0 225 360 390 15,0 193 310 335 21,0
0,12 265 420 600 9.6 350 500 13,0 200 320 460 17,0 172 275 395 25,0
0,15 245 390 700 11,0 2101 335 600 15,0 187 300 540 19,0 160 255 460 26,0
в. Поправочные коэффициенты на измененные условия эксплуатации фрез
см. в карте бб.
______* Конструкционные хромистые и хромоникелевые.
ПОДАЧИ Фрезы концевые из твердого сплава
КАРТА 14
Черновое и чистовое фрезерование стали
Тип фрезы фрезы D зЧуВбм°в Глубина резания t в мм
1—3 | 5 | 8
Подача на одни зуб sz в мм
16 3 0,05—0,08 0,04—0,07
20 4 0,07—0,10 0,05—0,08 —
Оснащенные винтовы- 25 4 0,08—0,12 0,06—0,1 0,05—0,1
ми пластинками 32 4 0,1 —0,15 0,08—0,12 0,06—0,1
40 6 0,1—0,18 0,08—0,12 0,06—0,1
50 6 0,1—0,2 0,1-0,15 0,08—0,12
Оснащенные коронка- 10—12 16 6 6 0,025—0,03 0,04—0,06 0,03—0,04 —
ми 20 8 0,05—0,08 0,04—0,06 0,03—0,04
Примечания.1. Ббльшие значения подач при черновом фрезеровании брать при работе
с малой шириной фрезерования на мощных станках; меньшие — с большой шириной фрезеровании
на ставках средней мощности.
2. Приведенные в таблице зиачеввя подач обеспечивают получение чистоты обрабатываемой
Нормативы режимов резания
343
tr РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей н уступов Сталь хонструкцноинан углеродистая аь = 65 кг) мм? Фрезы концевые из твердого сплава Т15К6
КАРТА 1 5
Глубин! 1 резания /вл км
т D г В 1 3 5 8
1- 1" 1-1 1" 1 1 N ° 1-1 1"
Фрезы с напаянными пластинками
90 16 3 10 0,03 0,05 0,075 290 250 225 58001 520 5000 750 4500 1010 0,5 0,6 0,75 220 194 174 4400 3850 3450 395 480 780 0.9 1,2 1,4 196 172 154 3900 3400 3050 350 510 690 1.3 1.6 1.9 - -
0,03 300 480С 580 0.7 230 3650 440 1,3 205 3250 390 1,7 — — — —
90 20 4 12 0,05 0,075 265 235 4200 840 3750 1120 0,9 1,0 200 182 3200 2900 640 870 1 6 2,0 179 161 2850 2550 570 760 2,2 2.6 - - — -
0,03 320 320С 385 0,75 245 2450 295 1,4 215 2150 260 1,9 193 1920 230 2,4
120 32 4 18 0,05 0,075 280 250 280С 250С 560 ) 750 0,9 1.1 215 193 2150 1920 430 580 1.8 2,1 189 171 1880 1700 375 510 2,4 2.8 169 152 1680 1510 335 450 3,1 3,7
0,12 220 2200 1060 1.4 171 1700 820 2.6 151 1500 720 3,5 134 1330 640 4.6
120 40 24 0,03 0,05 0,075 325 285 255 2250 2050 । 470 । 670 1 920 1.3 1,6 1.9 250 220 195 1990 1750 1550 360 520 700 2,4 3,0 3,6 220 1750 1550 1390 315 465 630 3,1 3,9 4,7 196 174 154 1560 1390 1230 280 415 550 4,1 5,2 6.2
0,12 018 225 200 1800 1300 1590 1720 2.4 2.8 174 154 1390 1230 1000 1330 4.5 5,4 154 137 1230 1090 890 1180 5.9 7,1 137 122 1090 970 790 1050 7.8 9,4
180 50 6 30 0,03 0,05 0.075 0,12 0,18 300 265 240 210 188 1910 345 1690 510 1530 690 1340 960 1200 1300 1,2 1.5 1.8 2,2 2,7 230 205 182 162 144 1460 1310 1160 1030 920 265 395 520 750 990 2,2 2,7 3,3 4,1 5,0 205 182 162 144 128 1310 1160 1030 920 820 235 350 465 660 890 3,0 3,8 4.5 5,6 6,8 182 162 144 128 114 1160 1030 920 820 730 210 310 ,415 ЙО 690 3,9 4,9 5,9 7.4 8,8
Фрезы с коронками
120 12 6 7 0,02 0,03 0,05 150 133 118 4000 3550 3150 480 640 940 0,3 0,4 0,5 115 102 91 3050 2700 2400 365 485 720 0,6 0,7 0,9
0,03 146 2900 520 0,5 112 2250 405 0,9 99 1970 355 1.2 — — —
120 16 6 10 0,05 0,075 129 115 2550 2300 760 1030 0.6 0,7 100 89 1995 1770 600 800 1.1 1.4 88 .78 1750 1550 520 700 1.5 1.8 - — — -
120 20 8 12 0,03 0,05 0,075 152 136 120 2400 2150 1910 580 860 1140 0,6 0,8 1.0 117 104 93 1860 1660 1480 445 660 890 1.2 1.6 1,8 104 93 82 1660 1480 1300 400 590 780 1.6 21 2,4 - — - =
см вПРр» е 55. е. Поправочные коэффициенты на измененные условия эксплуатации фрез
344
Нормирование фрезерных работ
РЕЖИМЫ РЕЗАНИЯ
Фрезерование плоскостей
и уступов
Сталь конструкционная
хромоникелевая
аь = 65 кг! мм?
Фрезы концевые
из твердого сплава
Т15К6
КАРТА 16
Глубина реза 1ННЯ t в мм
1 3 & 8
’ " ’-1 “ о | п | iM | N ° | п | sm | * ° 1" 5-1N
90
120
120
180
120
120
16
10
0,03
0,045
0,07
300
265
>6700
16000
.5300
600
810
235
210
186
4700
4200
3700
425
570
780
200'
179 с
158:
4000
3150
3601 1,3
480 1,5
660 1 9
12
18
16
120
0,03
0,045
0 07
310
275
5600
4950
4400
670
890
1230
245
220
194
3900
3500
3100
470
870
210
187
165
3000
2650
400 1,8
540 2,1
740 2,6
0,03
0,045
0,07
380
340
300
265
3800
3400
3000
455
610
840
1160
270 2700
240 2400
210 2222
186 1850
2100
325
430
590
810
230!
205!
181 _
1591580
2300
2050
1800
275 2.0 197
370 2,3 —'
500 2,9
690 3,5
1960 235
1753150
176 ___
156 1550 435
136 — —
1350 590
2,9
3,6
24
0,03
0,045
0,07
385!
340!
300!
270
240
3050
2700
2400
2150
I 1910
550
730
1010
1780
1830
2150
1910
1710
1510
30
0,03
0,045
0,07
345!
305
275
240
215
2200
1940
1750
1530
1370
395
520
730
1010
1310
10
12
0,02
0.03
0,045
157
140
124
0,03
0,045
0,07
270
240
215
190 ....
1691350
520
3,0
1000
1290
1830
1630
1430
1270
2,4
245 1560
220 1400
194
172
153
1240
1100
1040
280
380
520
730
1000
2,8
3,5
4.2
5,3
41501 500
.4700 870
3700
3300
670
890
но:
98 ___
87 2300
2900
2600
350
470
620
0,6
0,8
158
140
124
3150
2800
2450
570
770
1030
99
2200
1970
1750
395
530
740
0,03
0,045
0,07
2650
165_____
147 2350
130
2050
620
880
1150
116
103
92
1850
1640
1460
230
205
180
160____
1431140
440 3,8
600 4.7
840 5,8
1090 6,8
197
175
156
138
123
1570 280
1390 375
1240 520
1100 730
980 940
8.5
205
184
164
145
129
0,9
1,2
445
590
820
1.2
1310
1170
1040
920
820
84
75
235 3,0
315 3,4
ИЗО 205
610 5,4.
790 6,3 110
178 _________
157 1000 270
140 —
124
890 375
790 520
700 670
6,7
1870
1670
1490
450
630
99 1580
- 1400
1240
78
380
500
690
2.2
Поправочные коэффициенты на измененные условия эксплуатацнн фрез
ПОДАЧИ Фрезы торцовые из стали Р18
КАРТА 17
Черновое фрезерование
Тип Фрезы Обрабатываемый Мощность станка (фрезерной головки) в кет
до 5 | 5-10 св. 10
Жесткость системы деталь — приспособление
средняя женная шейная средняя женная | шенная средняя | женная
[ Подача на один зуб в мм
Цельные с крупным зубом или вставными ножами Стали углеродистые, легирован- ные, жаропрочные 0,04-0,06 0,04-0,06 0,12—0,2 0,08—0,1 б| 0,06-0,1 0,2-0,3 0,15-0,25 0,1—0,15
Медные сплавы 0,15-0,3 0,1 —ОД 0,3-0,5 ОД—0,4 [0,15-0,25 0,4-0,6 0,3-0,5 0,2-0,3
Цельные с мелким зубом Стали углеродистые, легирован- ные, жаропрочные 0,04-0,06 0,04-0,06 0,08-0,12 0,06-0,1 |о,04-0,08 - -
Медные сплавы 1 0,12-0,2 |0,08-0,15 0,2-0,35 0,15-0,3 | 0,1-0,2 — - 1 -
Примечание. Ббльшие значения подач брать при работе с меньшей глубиной резания в шириной обработки, меньшие — при большей глуби- не и ширине.
Чистовое фрезерование
Класс чистоты Обрабатываемый металл
Сталь 45 прокат, 40Х прокат, _ 40Х нормализованная Сталь За Сталь 45 улучшенная | Сталь 10; 20; 20Х
Подача на один оборот sg в мм
V4 V5 V6 1,2-2,7 0,5-1,2 0,24—0,5 1.4-3,1 0,5-1,4 0,3—0,5 2,6—5,6 1,0-2,6 0,4-1,0 1,8-3,9 0,7-1,8 0,3-0,7
Примечание. Чистовые подачи даны дли жесткой системы приспособление — инструмент — деталь при работе на станке мощностью свыше 10 кет. Вспомогательный угол в плане фрезы <р, =2°. При <р, = 0 подачи можно увеличивать на 50—80%.
346
Нормирование фрезерных работ
/// Ci РЕЖИМЫ РЕЗАНИЯ Фрезы торцовые из стали Р18
UV /\<уЖЖ f и ЩЛОА ДСП ИСМ КАРТА 18
Глубина резания t В мл
т D 2 в 1 1 8 1 1 1 2
° ' л N1 ° 1 п 1 1 » 1 v 1 л 1 I’J N | « 1 л 1 К
Фрезы с о вставными ножами
180 75 10 45 0,03 0,05 0,08 0,12 62 55 51 46 260 230 215 195 79 116 172 234 0,8 1,1 1,4 18 59 52 48.5 43,5 250 220 206 184 75 111 165 220 1.2 1.6 2,2 2,7 56 49,7 46 41.5 235 210 196 176 71 106 156 210 1.8 2.4 3.2 39 - — -
180 НО 12 66 0,03 0,05 0,08 0 12 0,2 63 57 53 46 38 185 165 152 133 ПО 67 100 146 193 265 1.0 17 2,1 2,6 60 54 50 44 35,5 173 156 144 128 103 62 94 138 184 250 1,5 2,0 2,7 4,0 58 51,5 48 42 34,5 167 149 139 122 100 60 89 134 175 240 2,3 3,0 4,1 4.9 6,0 - - 2 -
180 150 16 90 0,05 0,08 0,12 0,2 0,3 56 52 46,5 38 32 5 123 112 100 81 69 98 143 192 258 330 1,8 2,4 2,9 3,5 4,1 53 49 45 36 30,5 114 105 96 66 91 135 184 246 316 2.7 3,5 4,4 5,5 6,4 51 47,5 42,5 34,5 109 101 91 75 87 130 175 240 4,0 5,4 6,7 8,3 49 45,5 41 33 105 97 87 70 84 124 168 225 5.8 7.8 9,5 12,0
240 200 20 120 0,05 0,08 0 12 0,2 0,3 54 50 44,5 36,5 31,0 86 79 71 58 50 86 130 172 230 300 2.0 2.8 3.3 4.2 5,0 52 48 43 34,5 29,5 81 77 68 56 47 81 111 163 225 280 3.2 4,4 5,2 6,5 7,6 49,5 45 5 41 33 79 72 65 52 79 116 155 210 4,7 6,4 7.8 97 47.5 43,5 39 32 76 69 62 51 76 ПО 149 205 6.9 9,3 11.0 14,0
240 225 22 135 0,05 0,08 0,12 0,2 0,3 54 50 44,5 36 | 31 76 71 63 51 44 84 125 166 225 290 2.3 3,0 3,6 4,5 5,4 51 47,5 42 34 29 72 67 59 48 41 79 118 156 210 270 3,4 4,7 5.6 7,0 8,2 48,5 45,0 40,5 32,5 69 64 57 46 76 113 150 200 5,2 7,0 8,3 10,0 47 43,5 39 31.5 66 61 55 44,5 73 107 145 196 7,5 10.0 12,0 15,0
Фрезы цельные
120 40 12 24 0,03 0,05 0,08 62 56 51 495 445 405 178 265 390 1,0 1.2 1.7 59 53 48,5 480 420 385 173 250 370 1,5 2,0 2,6
180 60 10 36 0,03 0,05 0,08 0,12 0,2 60 54 50 44 36 320 285 265 235 191 96 142 210 280 380 0,8 1,0 1.4 1,7 2,5 57 51 47,5 42 34 305 270 250 225 181 91 135 200 270 360 1,3 1,6 2,2 2,6 3.9 55 50 45,5 40,5 33 290 265 240 215 175 87 132 192 260 350 1,9 2,4 3,2 3,8 5,8 - 2 - 2
180 60 16 36 0,03 0,05 0,08 0,12 58 52 47,5 40,5 310 275 250 215 149 220 320 415 1.3 1 6 22 3,0 55 49,5 45,0 38,0 290 265 240 200 139 210 310 385 1,9 2,4 3,2 4,4
180 75 18 45 0,03 0,05 0,08 0,12 58 52 48 41 245 220 205 174 132 198 295 375 1,4 1.8 2,4 3,3 55 50 45,5 38,5 235 210 193 163 127 189 280 350 22 2,8 3,7 5,1
Поправочные коэффициенты на измененные условия эксплуатации
Нормативы режимов резания
347
Wil 1П !/ТП РЕЖИМЫ РЕЗАНИЯ 1 1 //и lJU J\ Сталь жаропрочная 1Х18Н9Т, ** I е охлаждением Фрезы торцовые из стали Р18
КАРТА 19
т D 2 в Глубина резания t в мм
2 1 4 1 8
° л 1 «я 1 ° 1 л 1 <м 1 ° 1 л 1 •м
Фрезы со вставными ножами
180 75 10 45 0,03 0,05 0,075 0,11 43,0 36,5 32,5 28,5 183 155 138 121 55 77 103 133 37,0 31,5 28 25 157 134 119 106 47 67 89 117 - - -
180 НО 12 66 0,03 0,05 0,075 0,11 41,5 35,0 31,5 28 120 101 91 81 43 61 82 107 36,0 30,5 27 24 104 88 78 69 37,5 53 70 91 -
180 150 16 90 0,05 0,075 0,11 0,16 0,24 33,5 30 26,5 23,5 21,0 71 64 56 50 44,5 57 77 99 128 171 29,0 26,0 23,0 20,5 18,2 61 55 49 43,5 38,5 49 66 86 148 25,5 22,5 20,0 17,9 15,9 54 48 42,5 38 34 43 58 75 97 131
240 200 20 120 0,05 0,075 0,11 0,16 0,24 0,36 31,0 27,5 24,5 22,0 19.3 17,2 49,5 44 39 35 31 27,5 49,5 66 86 112 149 198 27,0 24,0 21,5 19,0 16,9 15,0 43 38 34 30,5 27 24 43 57 75 97 130 173 23,5 21,0 18,6 16,5 14,7 13,0 37,5 33,5 29,5 26,5 23,5 20,5 37,5 50 65 85 113 148
Фрезы цельные
120 40 12 24 0,03 0,05 0,075 46,0 39,0 35,0 365 310 280 131 186 250 39,5 34,0 30,0 315 270 240 113 162 215 - -
180 60 10 36 0,03 0,05 0,075 0,11 43 37,0 32,5 29,0 230 197 173 154 69 98 130 169 37,5 32,0 28,5 25,0 199 170 151 133 60 85 113 146 -
180 60 16 36 0,03 0,05 0,075 41,5 35,0 31,0 220 186 165 106 149 198 36,0 30,5 27,0 191 162 143 92 130 172 — — -
180 75 18 45 0,03 0,05 0,075 0,11 40,0 34,0 30,5 27,0 170 144 130 115 92 130 176 230 35,0 30,0 26,5 23,5 149 127 112 100 80 114 151 198 - 2 -
фрез см. в карте 55.
348
Нормирование фрезерных работ
РЕЖИМЫ РЕЗАНИЯ Медные сплавы НВ 150—200 Фрезы торцовые из стали Р18
КАРТА 20
т D * в sz Глубина резания t в мм
з | 5 1 8 1 12
V л 1 SM 1 N 1 ° | r- 1 SM 1 N 1 ° | n | sm1 N I v 1 " | ’м 1 "
Фрезы со вставными ножами
180 75 10 45 0,03 0,05 0,08 0,12 80 72 66 59 340 305 280 250 102 152 225 300 0,5 0,65 0,9 76 69 63 56 320 295 270 240 96 147 215 290 0,75 1,0 1,4 1,7 73 66 60. 54 310 280 255 230 93 140 205 275 1,1 1,5 2,0 2,5 - з 3 3
180 110 12 66 0,03 0,05 0,08 0,12 82 74 68 60 235 215 197 174 85 129 189 250 0,6 0,8 1,3 78 70 64 57 225 200 185 165 81 120 177 240 0,9 1,2 1,6 2,0 74 67 61 55 215 194 176 159 77 116 169 230 1.4 1,8 2,4 3,1 3 3 з 3
180 150 16 90 0,05 0,08 0,12 0,2 74 68 60 49,5 157 145 127 105 125 186 245 335 L5 1,8 22 70 64 58 47 149 136 123 100 119 174 235 320 1,7 2,2 2,7 3,4 67 61 44,5 142 130 117 94 113 166 225 300 2,5 3,3 4,1 4,9 64 59 53 43 136 125 113 91 109 160 215 290 3,5 4,6 5,8 7,0
240 200 20 120 0,05 0,08 0,12 0,2 0,3 0,4 71 64 57 47 40 35,5 113 102 91 75 64 56 113 163 220 300 385 450 L7 2,1 2,6 3,1 3.4 67 61 55 44,5 38 34 107 97 88 71 61 54 107 155 210 285 365 430 2,0 2,6 3,3 4,0 4,7 5,3 64 58 52 42,5 36 32 102 92 83 68 57 51 102 147 200 270 340 410 2,9 3,9 4,8 6,0 6,9 7.8 61 56 50 41,0 34,5 31,0 97 89 80 65 55 49,5 97 142 192 260 330 395 4.1 5,5 6,9 8,4 9,8 н.о
240 225 22 135 0,08 0,12 0,2 0,3 0,4 0,6 64 58 47 40 35,5 30 91 82 67 57 50 42.5 160 215 295 375 440 560 1.9 2,3 2,9 3,4 3,7 4,4 61 55 44,5 38 33,5 28,5 87 78 63 54 47,5 40,5 153 205 275 355 415 530 2,9 3,6 4,4 5.2 5,7 6,8 58 52 42,5 36 32 27,5 82 74 60 51 45,5 39 144 195 265 335 400 510 4,3 5,3 6,5 7,6 8,6 10,0 56 50 41 34,5 31 26,5 79 71 58 49 44 37,5 139 187 255 325 385 495 4,9 7,5 9,2 н.о 13,0 14,0
Фрезы цельные
120 40 12 24 0,03 0,05 0,08 80 72 66 640 570 520 230 340 500 0,6 0,8 1.0 76 69 63 610 550 500 220 330 480 0.9 1,2 1,6 -
180 60 10 36 0,03 0,05 0,08 78 71 64 415 375 340 124 187 270 0,5 0,6 0,85 74 67 61 390 355 325 117 1У7 260 0,7 1,0 1.3 -
180 60 16 36 0,03 0.05 0,08 75 67 61 400 355 325 192 285 415 0,75 1,0 1,3 71 64 58 375 340 310 180 270 400 L5 2.0 -
180 75 18 45 0,03 0,05 0.08 76 68 62 325 290 265 176 260 380 0,85 1.1 1,5 72 65 59 305 275 250 165 245 360 1,3 1,7 2,3 -
П р и м е ч a н н е. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
Нормативы режимов резания
349
350
Нормирование фрезерных работ
Нормативы режимов резания
351
TfY РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная 1Х18Н9Т из стали Р18
1—fl—1 КАРТА 23
Глубина резания t в мм
т D г н sz 2 3 5 8
V SM 0 л *М о л *м о п •м
0,05 55,0 235 94 49,0 210 84 42,0 178 71
180 75 8 45 0,07 49,5 210 117 44,0 187 105 37,5 159 89 — — —
0,1 43,5 185 148 39,0 166 134 33,0 140 112 - - -
0,05 57,0 200 80 51,0 180 72 43,5 154 62 — — —
0,07 51,0 180 101 45,5 161 90 39,0 138 77 — — —
0,1 45,5 161 129 40,0 141 113 34,5 122 97 — — —
0,15 39,5 140 168 35,0 124 149 30,0 106 127 - - -
0,05 58,0 168 84 52,0 150 75 44,0 127 63 38,5 111 55
0,07 52,0 150 105 46,0 133 93 39,5 114 80 34,5 100 70
180 НО 10 66 0.1 46,0 133 133 41,0 119 119 35,0 101 101 30,5 88 88
0,15 40,0 116 174 35,5 103 155 30,5 88 132 26,5 77 115
0,2 36,5 106 210 32,0 93 186 27,5 80 160 24,0 69 138
0,05 60,0 147 73 53,0 130 65 45,5 111 55 39,5 97 48
0.07 54,0 132 92 47,5 116 81 41,0 100 70 35,5 87 61
180 130 10 78 0,1 47,5 116 116 42,0 103 103 36,0 88 88 31,5 77 77
0,15 41,5 102 153 36,5 89 133 31,5 77 115 27,5 67 100
0.2 37,5 92 184 33,0 81 162 28,5 70 140 24,5 60 120
0.3 32,5 80 240 29,0 71 215 25,0 61 183 21,5 53 159
0,05 61,0 129 Л 54,0 114 68 46,0 98 59 40,0 85 51
0,07 54,0 114 96 48,0 102 86 41,0 87 73 36,0 76 64
180 150 12 90 0,1 48,0 102 122 42,5 90 108 36,5 77 92 31,5 67 80
0,15 41,5 88 158 37,0 79 142 31,5 67 121 27,5 58 104
0,2 38,0 81 194 33,5 71 170 29,0 62 149 25,0 53 127
0,3 33,0 70 250 29,0 62 225 25,0 53 191 22,0 46,5 167
II р м е ч а и и е. Поправочные коэффициенты на измененные условия эксплуатации
фрез см. в карте 56.
352
Нормирование фрезерных работ
Фрезы цилиндрические
из стали Р18
РЕЖИМЫ РЕЗАНИЯ
Чугун серый НВ 180
КАРТА 24
31,0
132
2.5
2,3
23,0
2.5
3,0
76
14,6
3,5
55,0
195
25,0
2.7
69
137
38
20,0
50
48,51 103
3,8
64
5,0
5,6
22,0
15,8
340
0,8
27,0
Фрезы с мелким зубом
36.0
240
35,0
23,5
205
30,0
0 08
3,6
18,1
28,0
99
4,0
19,1
6,4
Поправочные коэффициенты на измененные условии эксплуатации фрез
см. в карте 55.
187
170
157
125
161
149
136
ПО
127
192
280
395
32,5
30,0
24,0
39,01 166
36,0 153
29,0 123
22,5 95
98
149
220
305
3,8
4.5
15,2
12,8
103
150
205
275
99
147
199
270
88
73
57
118
137
161
187
210
0,05
0.08
126
184
255
340
106
147
197
230
3,5
3,9
27,0
24,5
100
91
162
149
135
125
118
108
76
104
141
166
2,8
3,0
106
100
80
68
96
128
149
62
85
161
240
325
440
33,5
30,5
42,5 150
39,0 138
31,5 112
25,0 88
142
129
121
95
137
182
215
250
96
133
179
210
119
173
240
4,0
4,7
5.2
2,7
3,2
3,5
205
186
170
159
128
186
260
340
2,1
2,4
115
104
95
27,5
25,0
20,5
16,0
6,1
6.2
6,9
2,8
3,3
4,0
168
245
340
450
100
138
188
84
74
61
46 5
81
75
61
47,5
41
67
61
49
2,2
2,6
84
116
155
182
126
115
106
24,51 52
19,3 41
16,2|35,5
25,0
23,5
26,0
21,0
16,4
14.2 ..
10,9 31,5
28,5
23,0
Глубина резания i t в мм
3 1 5 1 8 I 12
v | п | sm | | о 1 « | 5м 1 N | о | п 1 1 N 1 ° 1 " 1 1N
Фрезы со вставными ножами н крупным зубом
50,01 210
47,0 200
37,5 159
29,5 125
0,03
0,05
0.08
43,5
0,05 45,0
0,08'41,5
42.0
134
192
43,5 125
40,0| 115
49 J
80
109
148
174
200
215
107
146
167
199
235
260
65
90
122
142
164
189
Нормативы режимов резания
353
Фрезы цилиндрические
iW в —1 РЕЖИМЫ РЕЗАНИЯ из стали Р18
Медные сплавы НВ 150—200 КАРТА 25
Глубина резания t в мм
т D 2 В 3 5 1 8 12
° л sm N ° 1 л 1 s* 1 И ° 1 л 1 s* 1 N ° 1 л 1 I
Фрезы со вставными ножами н крупным зубом
0,08 65 275 176 1.2 56 240 154 1.6 48,5 210 134 2,1 —
0,12 59 250 240 1,4 51 215 205 1.9 44 187 179 2.4 — — — —
0,2 48 205 330 1,7 41,5 176 280 2,2 36 153 245 3,0 — — — —
0,3 41 174 420 1,9 35 149 360 2,4 30,5 130 310 3,3 — — — —
0,08 70 250 160 1,3 60 215 132 1,7 52 184 118 2,2 46 163 104 2.7
180 90 8 70 0,12 63 225 215 1,5 54 191 183 2,0 47 166 159 2,6 42 149 143 3.4
0,2 52 184 295 1,8 44 156 250 2,4 38,5 136 220 3,1 34 120 192 3,9
0,3 44 156 275 2.1 37,5 133 320 2.7 32,5 115 275 3.5 29 105 250 4,6
0,08 — 63 183 146 2,1 55 159 127 2,8 48,5 141 113 3,5
0,12 — — 57 165 198 2,6 50 145 174 3,4 44 128 154 4,2
ПО 0,2 — — — — 46,5 135 270 3,0 40,5 117 235 3.9 36 104 210 5,0
180 10 80 0,3 — — — 40 116 350 3,5 34,5 100 300 4,5 30,5 88 265 5,6
0.4 — — 35,5 103 410 3.8 30,5 88 350 4,9 27 78 310 6,1
0,6 - — — — 30 87 520 4,3 26 75 450 5,5 23 67 400 7,0
0,08 — — 70 149 143 2,7 61 129 124 3,5 54 115 110 4,5
0,12 — 1 — — 65 138 199 3,4 56 119 171 4,3 49,5 105 157 5.4
0,2 52 110 265 3,9 44,5 95 230 5,0 39,5 84 200 6.3
180 150 12 100 0.3 — — — — 44 93 335 4,4 38 81 290 5,7 33,5 71 255 7.2
0,4 — — — — 39 83 400 4,8 34 72 345 6.3 30 64 305 7,9
0,6 — — — — 33 70 500 5,4 29 62 445 7,3 25,5 54 390 8,9
0,8 — . — — — 29,5 63 600 6.0 25,5 54 520 7,7 23 49 470 10,0
Фрезы с мелким зубом
0,03 69 550 I 198 1.1
120 40 12 40 0,05 0,08 62 56 495 445 295 425 1,4 1,7
0,12 51 405 580 2,1 —
0 03 78 415 195 1,4 67 355 170 1,9 58 310 149 2,5 —
120 60 16 50 0,05 71 375 300 1,8 61 325 260 2,5 53 280 225 3,2 — — — —
0,08 64 340 435 2,3 55 290 370 3,1 48 255 325 4,1 — — — —
0,12 58 310 590 2,9 50 265 510 3,8 43,5 230 440 4,9 — — —
0,05 66 280 250 1,9 57 240 215 2.5 49,5 210 189 3.3 —
180 75 18 60 0,08 60 255 365 2,4 52 220 315 3,2 45 191 275 4.2 — — — —
0 12 54 230 500 2,9 46,5 198 430 3,9 40,5 172 370 5,1 6,0 — — — —
0,2 44,5 189 680 3,5 38 162 580 4.6 33 140 500 — — —
0,05 71 250 250 2,3 61 215 215 3,0 53 188 188 4.0 — — __
180 90 20 70 0,08 64 225 360 2,7 55 195 310 3,8 48 170 270 5.1 — — — —
0,12 58 205 490 3,5 50 177 425 4,7 43,5 154 370 6,1 — — — —
0,2 47,5 168 670 4,1 40,5 144 580 5,5 35,5 126 500 7,2 — — —
рнмечание. Поправочные коэффициенты на напененные условия эксплуатации фрез
<арте 55.
23 Справочник нормировщика 98
354
Нормирование фрезерных работ
ПОДАЧИ
Черновое фрезерование
Тип фрезы Обрабатываемый металл Мощность
ИО 5 1
Жесткость
средняя | пониженная | повышенная |
Со вставными ножами Сталь 0,04—0,06 0.04—0,06 0,1-0,18
Чугуны, мед- ные сплавы 0,15—0,25 0,1—0,2 0,25— 0,4
Цельные с мел- им зубом Сталь 0,04—0,06 0,04—0,06 0,08-0,12
Чугуны, мед- ные сплавы 0.12—0,2 0 08—0,15 0,2—0,3
Чистовое фрезерование
Класс чистоты Обра
Сталь 45 прокат, 40Х прокат, 40Х нормализованная | Сталь 35 |
V5 V6 0,5—1,2 0,23—0,5 0,5—1.4 0,3—0,5
Примечание. Чистовые подачи даны для Жестков системы приспособление — инструмент
Нормативы режимов резания
355
23*
РЕЖИМЫ РЕЗАНИЯ
Фрезерование плоскостей н уступов
Сталь конструкционная углеродистая аь = 65 кг/мм* с охлаждением
Фрезы дисковые
из стали Р18
КАРТА 27
Фрезы со вставными ножами
0,05 — — — — 59,0 250 125 0,8 I 48,0 I 205 1 Ю2 1 1.2
0,08 — — — — 54,0 230 184 1 0 44,0 187 150 1,5
0,12 — — 48,5 205 245 1.2 40,0 170 205 1,8 - - - - - - -
0,05 __ 60,0 210 126 0,8 49,0 173 104 1,2
0,08 — — — — 56,0 198 190 ] 1 45,5 161 155 1,6 — э
0,12 — — — 50,0 177 255 13 41,0 145 210 1,9 __
0,2 — — — — 41,0 145 350 1,5 33,0 117 280 2,2 - - - - - - - -
0,08 62,0 179 125 1,8 51,0 148 104
0,05 — — — —. 58,0 168 188 1.1 47,0 136 152 1*6
0,12 — 52,0 150 250 1.3 43,0 124 210 1,9
0,2 — - - 42,0 121 340 15 34,5 100 280 2,3 - - - - - -
Нормирование фрезерных работ
357
Illi 33351 3333 i 1 1 1 1 1 1 1 1 1 Л s 1 a*
1 1 1 1 1 1 1 1 1
Illi SS2S 1 2KS5 I 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
Illi SSS'3 1 SSSS-i 1 1 1 1 1 1 1 1 1
1 1 1 1 gs-g’-l ^§8 । 1 1 1 1 1 1 1 1 1
^-33 3333 I 35355 1 1 1 1 1 1 1 1 1 j l! s
S83E | SSS82 1 1 1 1 1 1 1 1 1
feSKS ssss 1 1 1 1 1 1 1 — 55-3
3§§S- gs-as-a
5533 55333 53555 I 111 1 1 1 1? 5: Л i i[ sj :* * 1 * a c* 1 ! 5 1 S 1 ;>E
8^3 2§s§g -2?§S 1 111 1 1 1 §lg
883Й £383'3
PS3 355 355
§§?ga ?•?§!§ ,1
2555 1 1 1 1 1 1 1 1 1 1 i ш
1 1 11 1 1 1 1 1 1 ggs §3? §§s
3823 1 1 1 1 1 1 1 1 1 1 . ’ 333 S3-3 335
§§§•§• 1 1 1 1 1 1 1 1 1 1 •'
Illi Illi Illi Ш §§§
Illi Illi Illi
Illi 1 I 1 I Illi §§§ §§g §§§ g§§
Illi Illi Illi
lisa §§3SS !-!-ss3 гам
00 2 Ю о
2 8 8 2 2 8
3 a s К 8
S - § s §
РЕЖИМЫ РЕЗАНИЯ
Фрезерование плоскостей и уступов
Чугун серый НВ 180
Фрезы дисковые
из стали Р18
КАРТА 28
Фрезы со вставными ножами
144
186
315
фрезерных работ
150 150 16
150 200 20
12
120 60 16
5
120 75 18
0,08
0,12
0,2
0,3
0,4
0,08
0,12
0,2
0,3
0,4
0,5
Фрезы цельные с прямым зубом
Нормативы режимов резания
120 90 20
6
149 149
124 198
104 250
1,0
L2
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
Нормирование фрезерных pa6oi
Нормативы режимов резания
ПОДАЧИ Фрезы дисковые трехсторонние из стали Р18
Фрезерование пазов КАРТА 30
Фреза Ширина пааа В Глубина резания t в мм до
Диаметр D в мм Число зубьев г 6 1 1 15 1 1 20 1 30
Подача на один зуб гг в мн
Сталь
60 16 • 6-12 0,05—0,08 0,03-0.06 0,03-0,05 - -
75 18 10-20 0,05-0,08 0,03—0,06 0,03—0,05 - -
10 0,08—0,12 0,06-0,12 *0,05—0,08 - -
90 20 10-20 0,05—0,08 0.03—0,06 0.03-0,05 - -
12 0,08-0,12 0,06-0 12 0,05-0,08 - _ •
ПО 22 12-24 0,05—0,10 0,04-0,08 0,03-0,06 - -
14 0,08—0,12 0,05—0,10 0,04-0,08 0,03-0,06 -
Нормирование фрезерных работ
f
Нормативы режимов резания
363
к (> n 0,03—0,05 8 I Чугун 1 1 1 1 1 1 1 0,05-0,08 0,05—0,08
0,04-0,08 0,04-0,08 1 1 1 1 1 1 3 g 0,06—0,12 0,08—0,15
oro-so*o o' 0,05-0,08 0,05-0,08 l 0,05-0,08 i g 0,06—0,12 0,08—0,15 0,10-0,18
гго-90‘0 0,08-0,15 0,06—0,10 0,06-0,10 j 0,10-0.15 | 0,05-0,10 | 3 0,05—0,10 j 0,08-0,15 0,10-0,18 0,10—0,20
1 1 0,08-0,12 | гго-80'о 0,12—0,18 0,08-0,12 | | 81'0—81'0 0,08-0,12 | 0,12-0,18 1 1
00 8 3 8 8 S cl 8 J,
<o 8 2 2 2 8 =3 8 2 8
s § S 12 8 2 8 §
Нормирование фрезерных работ
365
1 Ls^-S 1 <^S| 1 1 1 1 1 1 1 1 1 -!
I 8'832 1 538 = 1 1 1 1 1 1 1 1 1 1 л s
1 383?' 1 1 .'III 1 1 1 1 1 1 *=! j» ?
sggSl S§2§ 1 §§§§ 1 1 1 1 1 1 1 1 1 1
S-SS-S 1 5552 i S-S-S5S i 1 1 ' s-su £
SS2S | §E8S | 3S8g । 1 1 1 sag d
SSfeS 1 SPSS 1 SSfcS 1 1 1 1 Й88 g
ssss 1 S33S-I gs§g, 1 1 1 s'O §§g ' bf
s-x-s-s- ж-2§ 5S-«- ж-
ssass 8^32 gS§8§ 3 gS§ . h
28838 3PPSS PSSSS' I —- §ss
§3sS§ §S?g§ I 3'o§ S-s§ ggg It
s^- Й^-S ЙЖ- o M-.OW. ж h
SS5S8S 88ЙР? 83888 1 §§§ = £3
§*8&S 8SSPS SPP2S I Ш §§§ % Л
11^5 §Ш8 e jigs s-sa §§2 s“.
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 sss *-!5ы J
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 h
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ш §8“ в
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 8ЙЙ s§§ 111 4 £
§§§33 §§§33 §§§33 §g°- §§§ §§§
a « s * il?i Q. *° ’
£ 8 2 ® 8
s § a S 8 *c c-
S s S § § §
Фрезы со вставными ножами
366 Нормирование фрезерных работ
Нормирование фрезерных рабо-t
!S
S
I
I
8
0,05 86 183 146 0,75 70 149 119 1 1 62 132 106 1 4 57 121 97 1,7 46 98 78 2,4
0,08 78 166 210 0,95 63 134 172 14 56 119 152 L8 52 ПО 141 2,1 42 89 114 3,1
0,12 73 155 300 1,2 59 125 240 1.8 52 ПО 210 2,2 48 102 196 2,6 39 83 159 3,9
0,2 59 125 400 14 48,5 103 330 2.1 42,5 90 290 2,6 39 83 265 3,1 32 68 220 4,6
0.05 0,08 73 116 116 1.5 65 103 103 2,0 59 94 94 2,2 48 76 76 3.3
— — — 67 106 170 1 9 59 94 151 2,4 54 86 138 2,8 44 70 112 4,2
0,12 — — 60 95 230 2.3 53 84 200 2,9 49 78 187 3,5 40 64 154 5 1
0.2 - - - - 49,5 79 315 2,8 43,5 69 275 3,5 40 64 255 4,1 32,5 52 210 6,1
0,05 — 71 101 111 1.8 63 89 98 2,3 58 82 90 2,7 47 67 74 4,0
0,08 — — — — 65 92 162 2,4 2,9 57 81 143 2,9 52 74 130 3.4 42,5 60 106 5,0
Q.12 — — — — 59 84 220 52 74 195 3,6 47,5 67 177 4,2 38,5 54 142 61
0.2 — — — — 48 68 300 3,4 42,5 60 265 42 39 55 240 4,9 31,5 44,5 196 7.3
Фрезы цельные с прямым зубом
120 60 16 10 0.031 0,05 0.08 81 73 66 430 390 350 205 310 450 0,45 0,6 0,75 66 59 54 350 315 285 168 250 365 0,65 0,85 58 52 48 310 275 255 149 220 325 0,85 1,0 1.4
0,03 83 350 189 0,55 67 285 154 0,85 60 255 137 1.1 55 235 127 1,3
120 75 18 12 0 05 75 320 290 0,75 61 260 235 1 1 54 230 205 1,4 49,5 210 189 1,6
0,08 68 290 415 0,95 55 235 340 1.4 49 210 300 1,8 45 192 275 2,1 - - -
0,03 84 300 180 0,6 68 240 144 0,85 61 215 129 [ । 56 198 119
120 90 20 14 0,05 76 270 270 0,75 62 220 220 1,1 55 195 195 L4 50 177 177 1*6
0,08 69 245 390 0,95 56 198 315 1,4 50 177 285 1.8 45,5 161 260 2,1 - - - -
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в нарте 55.
Нормативы режимов резания
8
370
Нормирование фрезерных работ
ПОДАЧИ Фрезерование плоскостей Фрезы концевые из стали Р18 (ГОСТ 8237-57) КАРТА 34
Фреза Глубина резаная t в мм
Диаметр зубьев г 3 1 5 1 8
Подача иа один зуб »г в мм
Сталь
16 .3 0,05—0,07 | 1 1
5 0,03—0,06 | 1 - 1 1
20 3 0,06-0,09 | 0,05—0,08 1
5 0,04—0,08 | 0,03—0,06 1
25 3 0,08-0,12 0,07—0,10 1
5 0,05—0,1 1 0,04—0,08 1
32 4 0,10-0,14 0,08—0,12 1
6 0,06—0,12 0,05—0,1 | i
40 4 | 0,12—0,16 0,10—0,14 | 0,08—0,12
6 | 0,08-0,15 0,07—0,12 | 0,05-0.08
50 4 | 0,15-0,2 0,12-0,16 | 0,1-0,14
6 | 0,12—0,18 0,08-0,12 | 0,06—0,10
Чугуны, медные сплавы
16 3 | 0,1-0,14 1 1
5 1 0,06—0,12 1 1
20 з | 0,12-0,2 I 0,1-0,13 —
5 0,08-0,15 0,06-0,1 —
25 3 0,12-0,2 0,1—0,15 —
5 0,1-0,16 0,08-0,12 —
32 4 | 0,2—0,3 0,14-0,2 —
6 | 0,12-0,22 0,1-0,15 —
40 4 0,24-0,3 0,16—0,24 0,10—0,15
6 0,16-0,25 0,12-0,18 0,08-0,12
50 4 0,24-0,4 0,18-0,3 0,12-0,2
6 0,16—0,3 0,12-0,2 0,08-0,15
Првмечяиже. Пр» обработке поверхностей криволинейного профиля с ручной подачей значения подач следует уменьшать на 20—30%.
Нормативы режимов резания
371
г|-| ГП РЕЖИМЫ РЕЗАНИЯ иИ/pzzj ' Фрезерование плоскостей ЦЦхХд . ? Сталь конструкционная углеродистая * «-!<- Т 04 — 65 кг!млР, с охлаждением Фрезы концевые из стали Р18 (ГОСТ 8237-57)
КАРТА 35 Лист 1
т D « В »г Глубина резания t в мм
3 | 5 | 8
° 1 П 1 SM 1 N I ° | » I ’ж I " I ’ |^| 1 N
60 16 3 40 0,04 0,06 0,08 ф 86 70 61 р е з 1710 1400 1220 С 1 205 250 295 <ру 2,6 2,8 3,0 п н ы М 3J Г б О м -
60 20 3 40 0,04 0,06 0,08 0,1 95 78 67 60 1510 1240 1070 960 181 225 255 290 2.3 2,6 2,7 2.9 73 60 52 1160 960 830 139 173 200 2,8 3.1 3,3 — —
60 25 3 40 0,06 0,08 0,1 0,12 85 74 66 60 1080 940 840 760 194 225 250 275 2,3 2,5 2,6 2,7 66 57 51 840 730 650 151 175 195 2,8 3,0 - — - -
90 32 4 40 0,08 0,1 0,12 0,15 70 63 57. 51 700 630 570 510 225 250 275 305 2,6 2,7 2,8 2,9 54 49 44,5 540 490 445 173 196 215 3,1 3,3 3,4 - - — -
90 40 4 40 0,06 0,08 0,1 0,12 0,15 78 69 63 57 620 550 500 455 198 220 240 275 2.3 2,4 2,5 2.7 69 60 54 49 44 550 480 430 390 350 132 154 172 187 210 2,6 2.8 3,0 3,1 3,2 55 47,5 42,5 39,0 440 380 340 310 106 121 136 149 3,1 3.3 3,5 3,6
120 50 4 40 0,08 0,10 0,12 0,15 0,2 70 64 57 49,5 445 410 365 315 178 197 220 250 2,0 2,1 2,2 2,4 60 54 49,5 44,0 38,0 380 345 315 280 240 121 138 151 168 192 2,3 2,4 2,5 2,6 2,8 48,0 43,0 39,0 35,0 305 275 250 225 97 110 120 135 2,8 2,9 3,0 3,2
24*
372
Нормирование фрезерных работ
Фрезы концевые из стали Р18 (ГОСТ 8237-57)
** у/ РЕЖИМЫ РЕЗАНИЯ ! * Фрезерование плоскостей 1 -< .<4 р Сталь конструкционная углеродистая £_ оь = 65 кг/ммг, с охлаждением
КАРТА 35 Лист 2
т D 1 в sz Глубина резания t в мм
3 1 5 1 8
V п *м 1 " 1 v 1 п 1 1 1 N 1 ° 1 л 1 s* 1 N
Фрезы с нормальным зубом
60 16 5 40 0,02 0,03 0,04 0,06 115 94 81 66 2290 1870 1610 1310 229 280 320 395 3,5 3,8 4,0 4,4 -
60 20 5 40 0,03 0,04 0,06 0,08 104 90 74 64 1660 1430 1180 1020 250 285 355 410 3,5 3,7 4,1 4,3 81 70 57 1290 1110 910 193 220 275 4,2 4,4 4,9 - - — -
60 25 5 40 0,04 0,06 0,08 0,10 100 81 70 63 1280 1030 890 800 255 310 355 400 3,4 3,7 4,0 4,2 77 63 54 980 800 690 196 240 275 4,1 4,5 4,7 — - —
90 32 6 40 0,06 0,08 0,1 0,12 78 67 60 55 780 670 600 550 280 320 360 395 3,5 3,7 3,8 4,0 60 52 47 600 520 465 215 250 280 4,1 4,4 4,6 - - -
90 40 6 40 0,04 0,06 0,08 0,1 0,12 0,15 75 67 61 54 600 530 485 430 290 320 350 385 3,4 3,5 3,7 3,8 67 58 52 47 530 460 415 375 191 220 250 270 3,9 4,0 4,4 64 53 45,5 41,0 510 420 360 325 122 151 173 195 4.0 4,5 4,7 5.0
120 50 6 40 0,06 0,08 0,1 0,12 0,15 0,2 75 67 61 55 47,5 480 425 390 350 300 230 255 280 315 360 2,8 2.9 3,0 3,2 3,4 67 58 52 47,5 425 370 330 300 153 177 198 215 3,1 3,4 3,5 3,6 53 46 41 36 340 295 260 230 122 142 156 165 3,7 4,0 4,1 4,2
П р 2. *1 и меч а и в я: ) Приведенные режимы резания обеспечива) Лоправочиые коэффициенты на измененные условия эксплуа1 ют чистоту обработки Х7 тацви фрез см. в карте 5. 55
Нормативы режимов резания
373
45 у / t_ 1 РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей Сталь жаропрочная 1Х18Н9Т, с охлаждением Фрезы концевые из стали Р18 (ГОСТ 8237-57)
КАРТА Лист 1 36
Глубина резания t В мм
т D г В s I 3 | 5
V " 1 s-1 " 1 ° 1 п 1 1 N 1 ° 1 п 1 | N
Фрезы с крупным зубом
0,03 1 78,0 1560 140 1,9 68,0 1350 121 2,8 I — - - -
60 16 3 40 0,04 68,0 1350 162 2,0 59,0 1170 140 2,9 - - — —
0,06 56,0 1110 200 2,1 48,5 960 173 3,0 - - — —
0,08 49,0 970 230 2,2 42,0 840 200 3,1 - - — —
0,03 85,0 1350 121 1,7 74,0 1180 106 2,3 66,0 1050 94 3,3
60 20 3 40 0,04 74,0 1180 142 1,8 64,0 1020 122 2,6 58,0 920 НО 3,4
0,06 61,0 970 175 1,9 53,0 840 151 2,7 47,5 760 137 3,6
0,08 53,0 840 200 1,9 46,0 730 175 2,8 41,5 660 158 3,7
0,04 80,0 1020 122 1,6 69,0 880 106 2,3 62,0 790 95 3.0
60 25 3 40 0,06 65,0 830 150 1,7 56.0 710 128 2,3 51,0 650 117 3,2
0,08 57,0 730 175 1,7 49,0 620 149 2,5 44,0 560 134 3,3
0,12 47,0 600 215 1,8 40,5 520 187 2,6 36,5 465 167 3,4
0,04 75,0 750 120 1,6 65,0 650 104 2,4 59,0 590 94 3,1
90 32 4 40 0,06 62,0 620 149 1,7 54,0 540 130 2,5 48,0 480 115 3,2
0,08 54,0 540 173 1,8 46,5 465 149 2,6 42,0 420 134 3,4
0,12 44,5 445 215 1.9 38,5 385 185 2,7 34,5 345 165 3,6
0,06 67,0 530 127 1,5 58,0 460 ПО 2,2 52,0 415 100 2,9
90 40 4 40 0,08 58,0 460 147 1,5 50,0 400 128 2,3 45,5 360 115 3,0
0,12 48,0 380 182 1,6 41,5 330 158 2,4 37,5 300 144 3,2
0,15 43,0 345 205 1,7 37,5 300 180 2,5 33,5 265 159 3,2
0,06 67,0 425 102 1,2 58,0 370 89 1,8 52,0 330 79 2.4
0,08 58,0 370 118 1,3 50,0 320 102 1,9 45,5 290 93 2,5
120 50 4 40 0,12 48,0 305 146 1,3 41,5 265 127 2,0 37,5 240 115 2,6
0,15 43,0 275 165 1,4 37,5 240 144 2,0 33,5 215 129 2,7
0,2 37,5 240 192 1.4 32,5 205 164 2,0 - - — —
374
Нормирование фрезерных работ
tJ чэ t РЕЖИМЫ Фрезерование Сталь жаропроч с охлаж!
т р г в 1 ,5 1
о 1 п 1 1 "1
60 16 5 40 0,02 0,03 0,04 0,06 90,0 74,0 65,0 53,0 ФрР; 1790 1470 1300 1060 1Ы с и 179 220 260 320 орма. 2,9 3,0 3,2 3,3
60 20 5 40 0,02 0,03 0,04 0,06 98,0 81,0 71,0 58,0 1560 1290 ИЗО 920 156 194 225 275 2,6 2,7 2,8 2,9
60 25 5 40 0,03 0,04 0,06 0,08 87,0 76,0 62,0 54,0 1110 970 790 690 167 194 235 275 2,4 2,5 2,6 2,7
90 32 6 40 0,04 0,06 0,08 0,12 72,0 60,0 52,0 43,0 720 600 520 430 173 215 250 310 2,3 2,5 2,6 2,7
90 40 6 40 0,04 0,06 0,08 0,12 0,15 78,0 64,0 56,0 46,0 41,5 620 510 445 365 330 149 183 215 265 295 2,1 2,2 2,2 2,3 2,4
120 50 6 40 0,06 0,08 0,12 0,15 0,2 64,0 56,0 46,0 41,5 36 410 355 295 265 230 147 170 210 240 275 1,8 1,8 2,0 2,0 2,1
Примечания- I. Приведенные режимы । 2. Поправочные коэффициенты на измеиениы
Фрезы концевые
РЕЗАНИЯ из 1 стали Р18
! плоскостей (ГОСТ, 8237-57)
|иая 1Х18Н9Т,
деннем
КАРТА 36
Лист 2
Глубина резания t В мм
1 з 1 1 5
1 ° 1 п 1 1N 1 V 1 " 1 1 "
|ЛЬНЫМ зубом
78,0 1550 155 4,2 — — —
64,0 1270 191 4 4 .
56,0 1110 220 4^5 —
46,0 920 275 4,8 - - -
85,0 1360 136 3,8 76,0 1210 121 4,9
70,0 1120 168 4,0 63,0 1000 150 5,2
61,0 970 194 4,1 55,0 880 176 5,4
50,0 800 240 4,3 45,0 720 215 5,7
75,0 960 144 3,5 67,0 850 127 4,6
65,0 830 166 3,6 59,0 750 150 4,8
54,0 690 205 3,8 48,5 620 186 5,0
47,0 600 240 4,0 42,0 530 210 5,1
63,0 630 151 3,4 56,0 560 134 4,4
51,0 510 183 3,5 46,5 465 167 4,7
45,0 450 215 3,7 40,5 405 194 4,9
37,0 370 265 3,9 33,0 330 240 5,0
68,0 540 130 3,0 61,0 485 116 4,0
56,0 445 160 3,2 50,0 400 144 4,2
48,5 385 185 3,3 43,5 345 166 4,3
40,0 320 230 3,4 36,0 285 205 4,5
36,0 285 255 3,5 32,0 255 230 4,6
56,0 355 128 2,6 50,0 320 115 3,4
48,5 310 149 2,7 43,5 275 132 3,5
40,0 255 183 2,8 36,0 230 166 3,7
36,0 230 205 2,9 32,0 205 184 3,8
31,0 197 235 - — — — —
резания обеспечивают чистоту обработки V5.
ie условия эксплуатации фрез 55.
Нормативы режимов резания
375
Фрезы концевые
А РЕЖИМЫ РЕЗАНИЯ Фрезероианяе плоскостей из стали Р18 (ГОСТ 8237-57)
tr Чугун серый НВ 180 КАРТА 37
Лист
Глубина резания t в мм
т D 2 В ’ 1 1 5 1 1 8
п 1 N 1 ° 1 " 1 s* 1 "1 1 ° 1 1 п 1 I \ L1
Фрезы с к р у 1 пным зубом
0,08 43,0 860 205 1,2 — — — — — — — —
60 16 3 40 0,12 39,5 790 285 1.4 —
0,18 36,5 730 395 1.7 -
0,08 50,0 800 192 1,2 39,0 620 149 1 4 — — — —
0,12 46,0 730 260 1.4 36,0 570 205 1,6 — — — —
60 20 3 40 0.18 42,5 680 365 1,6 33,0 520 280 1.9 — — — —
1 0,25 40,0 640 480 1,9 - - - - - -
0,08 59,0 750 180 1.1 45,5 580 139 1,3 — — — —
0,12 54,0 690 250 1.3 42,0 530 191 1,6 — — —. —
60 25 3 40 0,18 49,5 630 340 1,6 38,5 490 265 1,9 — — — —
0,25 46,5 590 445 1.8 - - - - - -
008 — 44,5 445 142 1 4 — — —
0,12 53,0 530 255 1.4 41,0 410 196 1,7 — — — —
90 32 4 40 0,18 49,0 490 350 1.7 38,0 380 275 2,1 — — — —
0,25 46,0 460 460 2,0 35,5 355 355 2,4 — — — —
0,4 41,5 415 660 2.5 -
0,08 52,0 415 133 1 4 41,0 325 104 1.6
0,12 62,0 495 240 1.4 48,0 380 182 1,6 38,0 300 144 1,9
90 40 4 40 0,18 57,0 455 330 1,7 44,5 355 255 2,0 35,0 280 200 2,3
0,25 54,0 430 430 2.0 41,0 325 325 2,3 — — — —
0,4 49,0 390 620 2.4 38,0 300 480 2.8 - - - -
0,08 57,0 365 117 1,3 44,5 285 91 1 4
0,12 68,0 435 210 1.3 52,0 330 158 1,5 41,0 260 125 1.7
120 50 4 40 0,18 62,0 395 285 1.5 48,0 305 220 1.8 38,0 240 173 2,1
0,25 58,0 370 370 1,7 45,0 285 285 2.0 35,5 225 225 2,4
0,4 53,0 340 540 2,2 41,0 260 415 2,5 - - -
376
Нормирование фрезерных работ
(П 1 [Л , РЕЖИМЫ РЕЗАНИЯ р оз |//^///^ щ Фрезерование плоскостей ' 1 ***411 I Чугун серый НВ 180 Фрезы концевые из стали Р18 (ГОСТ 8237-57)
КАРТА 37 Лист 2
т D * В ’2 Глубина резания t в мп
3 1 5 1 8
V 1 N 1 v 1 " 1 ** 1 N 1 ° 1 " 1 S« 1"
60 16 5 40 0,05 0,08 0,12 Ф р е 40,5 37,0 34,0 з ы 810 740 680 н о 200 295 4 10 р м а 1,4 1,7 2,0 1 л ь н ым зубе 1 м
60 20 5 40 0,05 0,08 0,12 0,18 47,0 43,0 39,5 36,5 750 680 630 580 187 270 380 520 1,3 1.6 2,0 2,4 36,5 33,0 30,5 580 520 485 145 210 290 1,6 1,9 2,3 - - -
60 25 5 40 0,08 0,12 0,18 0,25 50,0 46,5 42,5 40,0 640 590 540 510 255 355 485 640 1.6 1.9 2,3 2,7 39,0 36,0 33,0 495 460 420 200 275 380 1,9 2,3 2,7 - - -
90 32 6 40 0,08 0,12 0,18 0,25 51,0 47,0 43,0 40,5 510 465 430 405 245 335 465 610 1,6 1,9 2,3 2,6 39,5 36,5 33,5 395 365 335 189 260 360 1,9 2,3 2,7 - - -
90 40 6 40 0,05 0,08 0,12 0, 18 0,25 55,0 50,0 47,5 440 400 380 315 430 570 1.9 2,2 2,6 46,0 42,5 39,0 36,5 365 340 310 290 175 245 335 435 1.8 2,2 2,6 3,0 40,0 36,5 33,5 320 290 265 96 139 191 1.7 2,1 2.5
120 50 6 40 0,08 0,12 0,18 0,25 0,4 60,0 55,0 52,0 47,0 380 350 330 300 275 380 495 720 1,7 2.0 2,3 2,9 50,0 46,5 42,5 40,0 320 295 270 255 153 210 290 380 1,7 2,0 2,4 2,8 39,5 36,5 33,5 250 230 215 120 165 230 1,9 2,3 2,8
П р и и е ч а и и я 1. Приведенные режимы резания обеспечивают чистоту обработки V 5. 2. поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
Нормативы режимов резания
377
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей Фрезы концевые из стали Р18 (ГОСТ 8237-57)
Медные сплавы НВ 150—200 КАРТА 38 Лист 1
1 лубииа резания t в мм
840
720
173
670
500
245
405
240
310
455
780
720
200
280
390
670
240
610
570
640
590
510
480
440
330
425
154
210
380
154
210
378
Нормирование фрезерных работ
ГЛ 1 1 П , РЕЖИМ РЕЗАНИЯ Т у РууЗ 113 V /тг/уулЧ па Фрезерование плоскостей 1 Медные спланы НВ 150—200 Фрезы концевые из стали Р18 (ГОСТ 8237-57) КАРТА 38 Лист 2
т D * В Глубина резания t в мм
3 | 5 | 8
р|л|;’м|л/|р|п|5л<|л/|р|л|5м|л
0,03
60
16
40
0,08
45,5
1100
1000
910
165
250
0,75
61
60
40
46,5
970
880
800
740
146
220
320
445
840
760
680
126
190
270
1,20
60
40
0,05
0,08
61
51
780
710
650
600
195
285
390
540
1.0
52
48
660
620
560
165
250
335
0,75
90
40
90
40
40
120
40
0,08
0,25
49,5
45,5
42,5
490
450
420
255
485
630
0,08
0,18
0,25
47
440
400
375
315
430
560
0,18
47
43
350
320
300
275
250
345
450
0,95
46
42,5
51
46,5
43
40,5
51
48
43,5
40,5
455
420
390
300
420
48,5
405
370
340
320
195
265
370
480
40,5
350
320
115
168
230
325
275
260
156
220
300
390
260
37,5
240
137
187
260
в карте 55.
Поправочные коэффициенты на измененные условия эксплуатации см
Нормативы режимов резания
379
ПОДАЧИ Фрезерование пазов Фрезы концевые из стали Р18 (ГОСТ 8237-57) КАРТА 39
Фреза Глубина паза в мм
Днэ- D“en> 1 зубьев 5 10 1 15 | 20 | 30
Подача на одни зуб зг в мм
Сталь
8 5 0,01—0,02 0,008—0,015 - | - -
10 5 0,015—0,025 0,012—0,02 0,01-0,015 | - -
16 3 0,035—0,05 0,03—0,04 0,02—0,03 | — -
5 0,02—0,04 0,015—0,025 | 0,012—0,02 | - -
20 3 - 0,05—0,08 0,04—0,06 | 0,025—0,05 -
5 1 “ 0,04-0,06 0,03—0,05 | 0,02—0.04 -
25 3 1 “ 0,06-0,12 0,06—0,1 0,04—0.06 0,025—0.05
5 I — 0,06—0,1 0,05—0,08 0,04-0,06 0,02—0,04
32 4 - 0,07—0,12 0.06-0.10 0,05-0,08 0,04—0,06
6 1 ~ | 0,07-0,10 0,06—0,09 0,04—0,06 0,03—0,05
Чугуны, медные сплавы
8 1 5 0,015-0,025 0,012—0,02 — - -
10 5 0,03—0,05 0,015—0,03 0,012—0,02 - -
16 3 0,07—0,1 0,05-0,08 0,04—0,07 — —
5 0,05-0,08 0.04-0,07 0,025—0,05 - -
20 3 0,08-0,12 0,07—0,12 0,06—0,1 0,04—0,07 -
5 0,06-0,12 0,06-0,1 | 0,05-0,08 0,035-0,05 -
25 3 - | 0,1—0,15 0,08—0,12 0,07—0,1 0,06-0,07
5 - | 0,08-0,14 0,07—0,1 0,04-0,07 0,03-0,06
32 4 - | 0,12—0,18 0,08-0,14 0,07—0,12 0,06-0,08
6 - | 0,1-0,15 0,08-0,12 0,07-0,1 0,05-0,07
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Сталь конструкционная углеродистая сгь- 65 кг/мм2, с охлаждением Фрезы концевые ил /тали Р18 (ГОСТ 8237-57) К Л РТА 40
1 45 D 8 Ши| ина 1 лубнна паз i Н в м.м
» ! 4350 3950 2800 174 197 280 Л ‘ i п | • ъ.1 150 164 182 260 Л 1,7 1,7 1,8 2,1 ' 1 " I hJjLL' । "
5 8 о.ооб 0,008 0,01 0 02 110 99 70 0,9 1,0 126 103 92 65 5000 4100 3650 2600 Z
45 60 1 1 10 16 5 3 5 10 0,008 0,01 0,02 0 03 <18 69 56 3100 2200 1780 155 220 265 1,0 1,1 1,2 102 91 64 3250 2900 2050 130 145 205 L8 2,0 97 87 62 3100 2750 1980 124 2,4 I 137 2,5 1 198 3,0 1 49 1,4 - 70 1,7 I 85 1,8 - 77 2,31 ' НО 2,7 |
16 0,01 0,02 0,03 0,04 0,06 46 37,5 1060 920 750 95 НО 135 0,7 0,7 0,8 60 49,5 42,5 1200 990 850 72 89 102 '13 1,4 !" 16 1.8 82 1630 58 1160 47,5 950 LJ L 78 J1550 55 |1100 I I
0.01 0.02 | 0.03 | 0,04 87 61 43,5 1730 1220 НИХ) 860 86 122 150 172 0,8 1,0 1,1 М 57 47 1610 ИЗО 940 80 1Н 141
380 Норчирование фрезерных pa6oi
60 20 3 20 0,02 0,03 0,04 0,06 0,08 - 2 2 42 34,5 30 670 550 480 80 99 115 1,3 1,5 1.6 46,5 740 67 40,5 640 77 33,0 520 93 1,8 1,9 2,1 55 45,0 39,5 32,0 880 720 630 510 53 65 76 91 2.1 2,3 2.5 2,7 - -
5 0,02 0,03 0,04 0,06 - - - - 46,0 40,0 32,5 730 640 520 109 128 156 2,0 2,1 2,3 54,о| 860| 86 44,0 700 105 38,5 610 122 31,0| 495| 149 2,6 2,8 3,0 3,3 52,0 43,0 37,0 830 680 590 83 102 118 3,3 3,7 3,9 - z
60 25 3 25 0,02 0,03 0,04 0,06 0,08 0,12 - 2 2 41,5 34,0 29,5 24 0 530 435 375 305 63 78 90 ПО 1.3 1,4 1,5 1.7 46 590 53 40 510 61 32,5 415 75 28 5 360 86 1,8 1,9 2,1 2,2 45 39 32 570 495 405 51 59 73 2,3 2,5 2,7 53,о: 43,5 37,5 30,5 670 550 480 390 40 49 57 70 3,0 3,3 3,6 3,9
5 0,02 0,03 0,04 0,06 0,08 0,12 z 2 2 2 39,5 32,0 28,0 23,0 500 405 355 290 100 121 142 174 2,1 2,2 2,4 2,6 43,5 550 82 38,0 485 97 31,0 395 118 27,0 345 138 2,8 3,0 3,3 3,5 42,5 37,0 30,0 540 470 380 81 94 114 3,6 3,9 4,2 50,0 41,0 35,5 29,0 640 520 450 370 64 78 90 111 4,8 5,2 5,6 6,1
90 32 4 32 0,04 0,06 0,08 0,12 - 2 - 2 28,5 25,0 20,0 285 250 200 68 80 96 1,6 1,7 1,9 33,б| 335| 54 27,5 275 66 24,0 240 77 19,4| 193| 93 2,1 2,3 2,5 2,7 32,5 26,5 23,0 325 265 230 52 64 74 2,7 3.0 3,2 31.5 25,5 31,5 25,5 50 61 4,0 4,3
6 0,02 0,03 0,04 0,06 0,08 0,12 2 2 27,5 24,0 19,3 275 240 192 99 115 138 2,3 2,5 2,7 32,0 320 77 26,0 260 94 23,0 230 ПО 18,6 185 133 3,1 3.3 3,6 3.9 36,0 31,0 25,5 22,0 360 310 255 220 65 74 92 105 3,7 3,9 4,3 4,6 42,5 35,0 30,0 24,5 425 350 300 245 51 63 72 88 4,9 5,4 5,7 6,3
1. Приведенные режимы резания обеспечивают чистоту обработки V5.
2. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
Нормативы режимов резания
8§
РЕЖИМЫ РЕЗАНИЯ
Фрезерование пазов. Чугун серый НВ 180
Фрезы концевые
из стали Р18
(ГОСТ 8237-57}
£
КАРТА 41
т D Ширина Глубина паэа В в мм
5 10 15 20 30
° 1 " 1 SM 1 " V | п 1 1 " V | п 1 SM V 1 " 1 SM 1 1 /V V 1 n \ sm\ М
45 8 5 8 0,01 0,02 0,03 42 36,5 33,5 1670 1450 1340 83 145 200 0,25 0,3 0,4 34 29,5 27,5 1350 1170 1100 67 117 165 0,4 0.6 0,7 -
45 10 5 10 0,01 0,02 0,03 0,05 38,5 35,0 32,0 1230 1110 1020 123 166 255 0,4 0,4 Q5 36,0 31,0 29,0 1150 990 920 57 99 138 0,4 0,6 0,7 31,5 27,5 1000 880 50 88 0,6 0,8 - - - - -
60 16 3 16 0,03 0,05 0,08 0,12 38.0 34,5 32,0 760 690 640 114 166 230 0,4 0,5 06 34,0 31,0 28,0 680 620 560 61 93 134 0,5 0,6 0,8 30,0 27,5 25,0 600 550 500 54 82 120 0,7 0,8 1,0 -
0.02 0,03 0,05 0.08 35,5 32,0 29,0 710 640 580 106 160 230 0,4 0,5 07 31,5 29,0 260 24,0 630 580 520 480 63 87 130 192 0,6 0,7 0,9 1.1 28,0 25,5 23,0 21,0 560 510 460 420 56 76 115 168 0,8 0,9 1,2 1,5 -
I I
I
Нормирование фрезерных работ
60 20 3 20 0,03 0,05 0,08 0,12 39,5 36,0 33,0 630 570 530 94 137 191 0,4 0,5 0,6 35,5 32,0 29,5 27,0 560 50 510 76 470 113 430 155 0,5 0,7 0,8 1.0 31,5 500 45 28,5 455 68 26,0 415 99 24,0 380 137 0,7 0,9 13 29,0,460 26,0 415 24,0 380 41.5 62 91 0.8 L3 - - - -
5 0,03 0,05 0,08 0,12 37,0 335 30,5 28,0 590 530 485 445 88 132 194 265 0,5 0,6 0,7 0.8 30,5 27,5 25,0 23,0 485 73 440 НО 400 160 365 220 0,7 0,9 1,2 1,4 27,0 430 64 24,0 380 95 22,0 350 140 20,0 320 192 1,0 1,2 1.5 1,8 24,5 390 22,0 350 58 88 1,2 1,5 2 - 2
60 25 3 25 0,05 0,08 0.12 0,18 - £ 2 2 335 30,5 28,5 26.0 425 64 390 94 365 131 330 178 0,7 0.9 1,0 1,2 30,0 380 57 27,0 345 83 25,0 320 115 0,9 L4 27,5 350 25,0 320 23,0 295 52 77 106 М 1,7 24,0 22,0 305 280 45,5 67 1,5 1.8
5 0,03 0.05 0,08 0,12 - - - 28,5 26,0 24,0 365 91 330 132 305 183 1,0 1,2 1.4 28,0 355 53 25,5 325 81 23,0 295 118 21,(У 270 162 1,0 1,3 1.6 1.9 25,5 325 23,0 295 21,0 270 48,5 74 108 1.2 1,6 2,0 22,5 20,5 18,7 285 260 240 42,5 65 96 16 2,1 2,6
90 32 4 32 0,05 0,08 0 12 0,18 з - - - 26,5 24,5 22,5 265 85 245 118 225 162 1,0 1,2 1.4 26,0 260 52 23,5 235 75 22,0 220 106 1.0 1.3 1,6 24,0 240 21,5 215 20,0| 200 48 69 96 1.3 1.6 1,9 21,0 19,2 210 191 42 61 1.7 2,1
6 0,05 0,08 0 12 0,18 23,5 22,0 20,0 235 113 220 158 200 215 1.3 1.6 1,9 230 23о| 69 2Г.0 210 101 19,3 192 138 17,8 177 192 1.4 1,8 2,1 2,5 21*0 210 19,2 191 17,7 176 63 92 127 1,7 2,1 2.6 18,7 17,0 186 169 56 81 2,3 2,8
Примечания: 1. Приведенные режимы резания обеспечивают чистоту обработки VS. 2. Поправочные коэффициенты на измененные условия эксплуатации фрез ем. в марсе 55.
Нормативы режимов резания
g
РЕЖИМЫ РЕЗАНИЯ
Фрезерование пазов. Медные сплавы НВ 150—200
Глубина п isa В я мм
Фрезы концевые
из стали Р18
(ГОСТ 8237-57)
КАРТА 42
т D г Ширина 10 15 20 30
1 'л рг 1 п 1 s« 1 N 1 N c 1 1 N
M •4
0 01 51 2050 100 0,2 47 5 1890 94 0,3 ...
45 8 5 8 0,02 44,5 1770 177 0,25 41,5 1650 165 0,45 — — — — — — — — — — —
0,03 41 1630 245 03 38 1510 225 0,55 — — - -
0,01 49 1560 78 0,35 47 1490 74 0,45 .... .. —
45 0,02 46 1470 147 0,25 43 1370 137 0,45 41 1300 130 0,7 — — — — — —. —
0,03 42,5 1350 205 0,3 39.5 1260 189 0,6 — — — —. — — — —
0,05 38,5 1220 305 0,4 -
0,03 40,5 810 73 0,35 39 780 70 0,5 J
3 0,05 39 780 117 0,25 36,5 730 НО 0,45 35 700 105 0,75 -1 — — -1 —
0,08 35,5 710 170 0,3 33,5 670 161 0,6 32 640 154 0,85 — — — —
60 16 0,12 33 660 240 0,4 — — — — — — — ;J J - Q
0,02 41,5 820 82 0,45 40 790 79 0,65 1 -
5 0,03 41,5 820 123 0,3 38,5 770 115 0,55 37 740 111 0,8 — —
0,05 37 740 185 0,4 35 700 175 0,75 33,5 670 167 1 1 - — — — —
0,08 34 680 270 0,5 31,5 630 250 0,95 30,5 610 245 L4 * 1 - -
1 1 1 1 1 1 1 1 1 1 1 1 ! 1 1 ~l 1 1
Нормирование фрезерных работ
8 1 60 20 3 20 0,03 0,05 0,08 0 12 40,5 37 34 640 590 540 96 142 194 0,25 0,35 0,4 42 38 34,5 32 670 600 550 510 60 90 132 183 0,35 0,5 0,6 0,7 40,5 36,5 33 30,5 640 580 530 485 57 87 127 174 0,55 0,7 0,9 1,1 39 35,5 32 620 560 510 56 84 122 0,7 0,9 - - =
5 0,03 005 0,08 0 12 43 385 35 32,5 680 610 560 520 102 152 225 310 0,3 0,4 0,5 06 40 36 33 30,5 640 570 520 485 96 142 210 290 0,6 0,75 10 1.2 38,5 34,5 31,5 29 610 550 500 460 92 137 200 275 0,85 L4 1,7 37,5 33,5 600 530 90 132 М Z - 2
60 25 3 25 0,05 0,08 0,12 0,18 2 - 2 39,5 35,5 33 30,5 500 450 420 390 75 108 151 210 0,5 0,65 0,8 1,0 37,5 34,5 31,5 475 440 400 71 105 144 0,7 0,95 1.1 36,5 33,5 30,5 465 425 390 70 102 140 0,95 1,2 1.5 35 32 445 405 67 97 1,3
5 0,03 0,05 0,08 0,12 - - Z - 41 37 34 31 520 470 435 395 78 117 174 235 06 08 1.0 1,2 40 36 32,5 30 510 460 415 380 77 115 166 230 0.9 1.2 1,4 1,8 38,5 35,5 31,5 490 450 400 73 112 160 1,5 1,9 37 34,5 30,5 470 440 390 70 НО 156 1,6 2,2 27
90 32 4 32 0,05 0,08 0,12 0,18 - 34,5 31,5 29 26,5 345 315 290 265 69 101 139 190 0,6 0,75 0,9 33 30 28 25,5 330 300 280 255 66 96 134 183 0,85 1.1 1,4 1,7 32 29,5 27 320 295 270 64 94 129 1,4 31 28 310 280 62 89 1,6 2,0
6 0,05 0,08 0,12 0,18 - - z - 33 30 28 25,5 330 300 280 255 99 144 200 275 0,85 1,0 1,3 1,7 32 29 27 24,5 320 290 270 245 96 139 194 265 1,2 1,6 2,0 2.4 31 28 26 310 280 260 93 134 187 16 2,0 2,5 30 27 300 270 90 130 2.3 2,9
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 65.
Фрезы прорезные (шлицевые) из стали Р18
ПОДАЧИ
РЛРТЛ 43
D Число зубьев фрезы z в Фрезы с мелким зубом | Фрезы с крупным зубом
Глубина резания t в мм
мелким с круп зубом 3 | 5 | 6 | 10 1
Подача на одни зуб sz в мм
Сталь
40 721 40 '° 1 0,007— 0,01 | 0,003— 0,007 | 0,007—0,01 | -
60 90 | 60 ‘° 0,007 —0,01 j 0,003—0.007 | 0,007—0,01 | 0,007-0,01 -
72 30 2.0 | 0,01—0,015 | 0,005 —0,01 | 0,01—0,015 j 0,01 — 0,015 |
Illi
Нормирование фрезерных pa6oi
Нормативы
388
Нормирование фрезерных работ
РЕЖИМЫ
Сталь конструкционная углеродистая
т D Число зубьев в Фрезы с метким зубом 1
Глубина
3 5
зубом с круп ным
л SM р л SM N
60 40 72 40 1,0 0,003 0,005 0,007 0.01 99 89 84 78 790 710 670 620 171 255 340 445 0,12 0,16 0,20 0,23 85 77 72 67 680 610 570 530 147 220 285 380 0,17 0,22 0,26 0,30
60 60 90 60 1,0 0,003 0,005 0,007 0,01 107 97 90 84 570 520 480 445 154 235 300 400 0.12 0,16 0,19 0,22 92 83 78 72 490 440 415 380 132 198 260 340 0,16 0,21 0,25 0,30
60 60 72 50 2,0 0,005 0,007 0,010 0,015 0,020 86 81 75 69 65 455 430 400 365 345 164 215 290 395 495 0,22 0,27 0,3 0.4 0,45 74 69 65 59 56 395 365 345 315 300 142 184 250 340 430 0,30 0,35 0,45 0,50 0,69
60 75 108 72 1,0 0,003 0,005 0,007 0,010 111 101 94 88 470 430 400 375 152 230 300 405 0,12 0.16 0,19 0,23 96 86 81 75 410 365 345 320 133 197 260 345 0,17 0,21 0,26 0,30
60 75 72 50 3,0 0,007 0,01 0,015 0,02 79 73 67 64 335 310 285 270 169 225 310 390 0,30 0,40 0,45 0,55 67 63 58 55 285 270 245 235 143 194 265 340 0,45 0,50 0,65 0,75
Примечание: 1. При обработке ковкого чугуна НВ 150 значения о, л, sM и Л/, приведенные
обработки ковкого чугуна с другими значениями НВ полученные для НВ 150 о, л, s* и W умножать
2. Поправочные коэффициенты иа измененные условия эксплуатации фрез см в карте 55.
Нормативы режимов резания
389
РЕЗАНИЯ оь — 65 кг/мм*, с охлаждением Фрезы прорезные (шлицевые) из стали Р18 КАРТА 44
Фрезы с крупным зубом
6 10 15
п SM п SM N v n «ж N
85 680 82 0,11 — — — — — — —
77 610 122 0,14 — — — — — — — —
72 570 160 0,17 — — — — — — —• —
67 530 212 0,20 - - - - - - - -
91 485 87 0,12 78 415 75 0,16 — — — —
82 435 130 0,16 70 370 111 0,21 — — —. —
77 410 172 0,19 66 350 147 0,25 — —• —. —
72 380 230 0,23 61 325 195 0,30 - - - -
73 390 97 0,24 62 330 82 0,30 55 290 72 0,40
68 360 126 0,28 58 310 108 0,40 52 275 96 0,45
63 335 167 0,35 54 285 142 0,45 48 255 127 0,55
58 310 230 0,40 50 265 199 0,55 44 235 176 0,70
55 290 290 0,50 47 250 250 0,65 42 225 225 0,80
87 370 133 0,17 73 310 112 0,22 65 275 99 0,28
80 340 171 0,20 68 290 146 0,26 60 255 128 0,35
74 315 225 0,24 64 270 194 0,30 56 240 173 0,40
66 280 98 0,35 57 240 84 0,45 50 210 73 0,55
62 265 132 0,40 53 225 113 0,55 47 200 100 0,70
57 240 180 0,50 49 210 157 0,70 43 182 136 0,85
54 230 230 0,60 46 195 195 0,80 41 174 174 1,0
в карте, умножать на поправочные коэффициенты = Кп = Ks
на коэффициенты, указанные в карте 55, лист 4.
1.23 » К№ 0.56. Для
390
Нормирование фрезерных работ
РЕЖИМЫ Чугун
т D Число зубьев фрезы z в sz Фрезы с мелким зубом |
Глубина
3 5
мелким С^ычП
° п ° л "'м
90 40 72 40 1,0 0,003 0,005 0,007 126 106 90 1000 840 720 215 300 365 0,1 0,15 0,15 97 82 70 770 650 560 166 235 280 0,15 0,15 0,15
90 60 90 60 1,0 0,003 0,005 0,007 0,010 132 ПО 94 83 700 580 500 440 189 260 315 395 0,1 0,15 0,15 0.15 103 86 74 65 550 455 395 345 148 205 250 310 0,15 0,15 0,15 0,2
90 60 72 50 2,0 0,007 0,01 0,015 0,020 0,025 85 74 63 56 52 450 395 335 300 275 225 285 360 430 495 0,2 0,2 0,25 0,25 0,25 65 58 48 43 40 345 310 255 230 210 174 225 275 330 380 0,2 0,25 0,25 0,3 0,3
90 75 108 72 1,0 0,003 0,005 0,007 0,010 138 114 98 86 580 485 415 365 188 260 315 395 0,1 0.15 0,15 0,15 107 89 75 66 455 380 320 280 147 205 240 300 0,15 0,15 0,15 0,20
90 75 72 50 3,0 0,007 0,010 0 015 0,020 0,025 81 72 60 54 50 345 305 255 230 210 174 220 275 330 380 0,25 0,25 0,25 0,3 0,3 63 55 46 42 38 270 235 195 178 161 136 169 210 255 290 0,25 0,3 0,35 0,35 0,35
Примечание. Поправочные коэффициенты на измененные условия эксплуатации фрез
Нормативы режимов резания
391
; РЕЗАНИЯ - серый НВ 180 Фрезы прорезные (шлицевые) из стали Р18
КАРТА 45
Фрезы с крупным зубом
резания t в мм
6 Ю 15 *
° SM н - п N ° •м N
94 78 67 750 620 530 90 124 148 0,1 0.1 0,1 - - - - - - - -
98 82 70 61 520 435 370 325 94 130 155 195 0,1 0.1 0,1 0,15 - - — — - -
61 54 45 42 38 325 290 240 225 200 112 142 180 225 250 0.2 0.2 0,2 0,2 0,25 42 36 31,5 28 225 191 167 149 112 ИЗ 167 186 0,25 0,25 0,25 0,25 35 28 25 24 186 149 133 127 93 112 133 159 0,25 0,3 0,3 0,35
100 84 71 62 425 355 300 265 92 128 151 190 0,1 0,1 0.1 0,15 77 65 56 48 325 275 240 205 70 99 121 147 0,1 0,15 0,15 0,15 — - -
60 52 44 40 37 255 220 187 170 157 89 НО 140 170 196 0,2 0,25 0,25 0,25 0,3 46 41 35 30,5 28 195 174 148 130 119 68 87 111 130 149 0,25 0,25 0,3 0,35 0,35 38 33 27 25 23 161 140 115 106 97 56 70 86 106 121 0,25 0,3 0,35 0,35 0,4
н см. в карте 55
£
А —________________
392
Нормирование фрезерных работ
Нормативы режимов резания
393
f‘ РЕЗАНИЯ ; НВ 150—200 Фрезы прорезные (шлицевые) из стали P1S КАРТА 46
3 Фрезы с крупным з>бом
•; резания t в мм
6 10 15
° п ’ж N N 'ж N
1 111 100 94 880 800 750 106 160 210 0,05 0,06 0,08 - - - - -
118 107 100 93 630 570 530 495 113 171 220 295 0,06 0,07 0,09 0,1 102 92 86 80 540 490 455 425 97 147 191 255 0,07 0,1 0,12 0,14 - -
90 83 76 72 69 480 440 405 380 365 168 220 305 380 455 0,13 0,15 0,19 0,22 0,29 76 71 65 62 59 405 375 345 330 315 142 187 260 330 395 0,17 0,2 0,25 0,29 0,33 67 63 58 55 52 355 335 310 290 275 124 167 230 290 345 0,21 0,26 0,32 0,37 0,41
123 111 104 97 520 470 440 410 112 169 220 295 0,06 0,07 0,09 0,11 106 95 89 83 450 405 380 350 97 146 192 250 0,08 0,1 0,12 0,14 - - - -
87 81 74 70 67 370 345 315 295 285 129 172 235 295 355 0,15 0,19 0,23 0,26 0,3 74 69 64 60 58 315 290 270 255 245 НО 145 200 255 305 0,2 0,24 0,30 0,35 0,4 66 6] 57 53 51 280 260 240 225 215 98 130 180 225 270 0,26 0,31 0,38 0,44 0,5
ем. в карте 55
ПОДАЧИ Фрезы отрезные из стали Р18 КАРТА 47
Г) г В I 1>бнна релин н t н мм
G | 1а | 20 |
Подача на один ivrt п мм
Сталь
60 36 1,0 | 0,015-0,02 0,01—0,02 - -
30 2,0 0,015 -0,025 0,01 0,02 - -
75 *36 1.0 | 0,015-0,02 0.01-0,02 । -
2,0 I 0 015—0,025 0,01-0,02 0,01-0,02 j _ -
30 30 | 0,02-0,03 0,015-0,025 0,01-0,02 | _ -
110 50 0,02—0,025 0,015-0 02 0,01—0,02 | 0,01-0 02 0,01—0 015
2.0 | 0,025-0,03 0,02—0,025 0,02—0,025 | 0,015—0,025 0 015—0,02
40 3,0 0,02 -0,03 0,02 0.03 0,02-0 025 | 0 015-0,02 0,01-0.015
1 1 1 1 1 1 1
Нормирование Фрезерныг рабт
150—200 60 2,0 - 0,02-0,025 0,015—0,02 0,01-0,015
50 3,0-5,0 - | 0,02-0,03 0,015—0,025 0,015-0,02
Чугуны, медные сплавы
60 36 1,0 0,02—0,03 0,01-0,02 - - -
30 2,0 0,02—0,03 0,015-0,025 - - -
75 36 1.0 0,02—0,03 0,01—0,02 - -
2,0 0,02—0,03 0,015-0 025 0,015-0,025 - -
30 3,0 0,03—0,04 0,015-0,03 0,015—0,025 - -
110 50 1.5 0,02—0,03 0,015-0,025 0,015-0,025 0,015-0,02 0,015-0,02
2,0 0,03—0,04 0,03—0,035 0,025-0,03 0,015—0,025 0,015-0,02
40 3,0 0,03-0.04 0,03-0,04 0,025—0,035 0,02—0,03 0,02-0,025
150-200 60 2,0 - - 0,025—0,03 0,015—0,025 0,015-0,02
50 3,0-5,0 - - 0,02—0,03 0,025-0,03 0,015—0,025
Нормативы режимов
396
Нормирование фрезерных работ
РЕЖИМЫ
Сталь конструкционная углеродистая
Т D * В 6 10
V 1 п 1 Ъ. 1 1 * V 1 п 1 1 ‘м 1 1 *
60 60 36 1,0 0,01 0,015 0,02 75,0 70,0 66,0 400 370 350 144 200 250 0,15 0,2 0,2 65,0 60,0 57,0 345 320 300 124 173 215 0,2 0,25 0,3
30 2,0 0,01 0,015 0,02 0,03 52,0 48,0 45,0 41,5 275 255 240 220 82 П5 144 198 0,15 0,2 0,25 0,3 44,5 41,0 39,0 36,0 235 220 210 192 70 99 126 173 0,2 0,3 0,35 0,4
60 75 36 1,5 0,01 0,015 0,02 0,03 74,0 67,0 64,0 59,0 315 285 270 250 123 154 194 270 0,2 0,2 0,25 0,3 63,0 58,0 55,0 51,0 270 245 235 215 97 132 169 230 0,25 0,3 0,35 0,4
30 3,0 0,01 0,015 0,02 0,03 65,0 60,0 57,0 53,0 275 255 240 225 82 115 144 200 0,3 0,3 0,35 0,45 56,0 52,0 49,0 44.0 240 220 210 187 72 99 126 168 0,35 0,45 0,5 0,6
75 НО 50 2,0 0,015 0,02 0,03 50,0 48,0 44,0 145 139 128 109 139 192 0,2 0,25 0.3 43,0 41,0 38,0 124 119 ПО 93 119 165 0,3 0,35 0,4
40 3,0 0,015 0,02 0,03 61,0 58,0 54,0 177 168 157 106 134 188 0,3 0,35 0,45 53,0 51,0 46,0 154 148 133 92 118 160 0,4 0,5 0,6
120 150 60 2,0 0,015 0,02 0,03 - 1
50 4,0 0,015 0,02 0,03 -
150 200 60 3,0 0,015 0,02 0,03 = - - - - - - =
50 5,0 0,015 0,02 0,03 -
Примечания: 1. При обработке ковкого чугуна НВ 150 значения о, п, sM и N, приведен
обработки ковкого чугуна е другими значениями НВ полученные для НВ 150 умножать на коэффи
2. Поправочные коэффициенты на измененные условия эксплуатации фрез см. в карте 55.
Нормативы режимов резания
397
РЕЗАНИЯ Фрезы отрезные из стали Р18
' at, = 65 кг/мм*, с охлаждением КАРТА 48
g. резания
15 20 30
V | п ‘м V - •л 1 " и п ‘м 1 1 N
-
56,0 240 86 0,3
52,0 220 119 0,35 — — — — — —- — —
49,0 210 151 0,45 — — — — —
45,0 192 210 0,5 — — — — — — — —
49,5 210 63 0,45
46.0 195 88 0,55 — —- — — —- —
43,0 182 109 0,6 — — — — —
40,0 170 153 0,75 — — — — — — — —
38,0 110 83 0,35 35,0 101 76 0,4 —
36,0 104 104 0.4 33,0 96 96 0,5 — — —
33,5 97 145 0,5 31,0 90 135 0,6 — — — —
47,0 136 82 0,55 43,0 124 74 0,6 __ __
44,5 129 103 0,6 41,0 119 95 0,75 —
41,0 119 143 0,75 37,5 109 131 0,9 — —- —- —
37,0 79 71 0,3 34,0 72 65 0,35 30,0 64 57 0,45
35,0 75 90 0,4 32,0 68 82 0,45 28,5 60 72 0,55
32,0 68 122 0,45 30,0 64 115 0,55 26,0 55 99 0,65
42,5 90 67 0,6 39,0 83 62 0.7 34,5 73 55 0,9
40,5 86 86 0,7 37,0 79 79 0,85 33,0 70 70 ] 1
37,0 79 118 0,9 34,0 72 108 1,0 30,0 64 96 1,3
45,5 72 65 0,45 42,0 67 59 0,55 37,0 59 53 0,7
43,0 68 82 0,55 39,0 62 74 0,6 35,0 53 64 0,75
40,0 64 115 0,65 36,5 58 105 0,8 32,0 51 92 оЛ«
42,0 67 50 0,6 38,5 61 46 0,7 34,0 54 40 0,85
39,5 63 63 0,7 36,0 57 57 0,8 32,0 51 51 1.0
36,5 58 87 0,85 33,5 53 80 1,0 29,5 47 70 1,2
1.23 и Kfj
яые в карте, умножать на поправочные коэффициенты Кс
цненты, указанные в карте 55, лист 4.
398
Нормирование фрезерных работ
1 та ж § ~ РЕЖИМЫ Чугун
Глубина
т D г в Ь, 10
О п 1 1 N v 1 п 1 SM 1
90 60 36 1,0 0,01 0,015 0,02 65,0 56,0 49,5 345 300 265 124 162 191 0,10 0,10 0,10 51,0 43,5 39,0 270 230 205 97 124 148 0.10 0,10 0,10
30 2.0 0,015 0,02 0,03 49,5 44,0 38,0 265 235 200 119 141 180 0,15 0,15 0.15 38,0 34,5 29,0 205 178 154 92 107 139 0,15 0.15 0,20
90 75 36 1,5 0,01 0,015 0,02 0,03 63,0 53,0 48,0 40,5 270 225 205 172 97 121 148 186 0,1 0.1 0.15 0,15 49,0 41,5 37,0 31,5 210 176 157 134 76 95 113 145 0,1 0,15 0,15 0,15
30 3,0 0,015 0,02 0,03 0,04 47,0 42,0 36,0 32,0 200 178 153 136 90 107 138 163 0,15 0,15 0,20 0.20 37,0 33,0 28,0 25.0 157 140 119 106 71 84 107 127 0,20 0,20 0,25 0,25
120 ПО 50 2,0 0,015 0,02 0,03 0,04 49,5 44,0 37,5 33,5 143 127 108 97 107 127 162 194 0.15 0,15 0,15 0,2 38,5 34,5 29,0 26,0 111 100 84 75 83 100 126 150 0,15 0,20 0,20 0,20
40 3,0 0,02 0,03 0,04 41,0 35,5 32,0 118 103 92 94 124 147 0,15 0,20 0,20 32,0 27,0 24,5 92 78 71 73 94 114 0,20 0,20 0,25
150 60 2.0 0,02 0,03 0,04 -
50 4,0 0,015 0,02 0,03 0,04
200 60 3,0 0,02 0,03 0,04 -
50 5,0 0,02 0,03 0,04 -
При и е ч а и и е. Поправочные коэффициенты н. i измененные условия эксплуатации фрез
Нормативы режимов резания
399
РЕЗАНИЯ Фрезы отрезные из стали Р18
серый НВ 180 КАРТА 49
реання t в мм
15 20 30
1? | л ‘м V | л *м 1 f | п 5м | N
—
— — — — — — — — —- — — —
— — — — — — — — — —- — —
— —
— — — — — — — — — — — —
— — — — — — — — — — — —
40,0 170 61 0,15 —
34,0 145 78 0,15 — — — — — — —
30,0 127 91 0,15 — — — — — —
26,0 ПО 119 0,20 — — — — — — — —
30,0 127 57 0,25 —
27,0 114 68 0,25 — — — — — — — —
23,0 98 88 0,25 — — — — —
20,5 87 104 0,30 — — — — — — — —
32,0 92 69 0,20 27,0 78 58 0,2 22,5 65 49 0,25
28,0 81 81 0,20 24,5 71 71 0,25 19,7 57 57 0,25
24,5 71 107 0,25 20,5 59 89 0,25 16,9 49 74 0,30
21,5 62 124 0,25 18,7 54 Ю8 0,30 15,0 43,5 87 0,30
26,0 75 60 0,25 22,5 65 52 0,25 18,7 54 43 0,30
22,5 65 78 0,25 19,7 57 68 0,30 15,9 46 55 0,30
20,5 59 94 0,30 17,8 51 82 0,30 14,1 41 66 0,35
27,5 58 70 0,20 25,0 53 64 0,20 20 42 50 0,25
23,0 49 88 0,20 20,0 42,5 76 0,25 16,7 35,5 64 0,25
21,0 44 106 0,25 18,5 39 94 0,25 15,0 32 77 0,30
28 59 44 0,25 24,0 51 38 0,25 19,8 42 31,5 0,30
25 53 53 0,25 21,0 44,5 44,5 0,30 17,6 37,5 37,5 0,35
21 44,5 67 0,30 18,3 39 58 0,30 15,0 32 48 0,40
19 40 80 0,30 16,3 34,5 69 0,35 13,2 28 56 0,40
26,5 42 50 0,2 23,0 36,5 44 0,25 18,8 30 36 0,25
22,5 36 65 0,25 19,6 31,0 56 0,25 16,0 25,5 46 0,3
20,0 32 77 0,25 17,5 28 67 0,25 14,3 23 55 0,3
24,5 39 39 0,25 21,0 33,5 33 0,3 17,3 27,5 27 0,35
21,0 33,5 50 0,3 18,0 28,5 43 0,35 14,8 23 5 35 0,4
18,6 29,5 59 0,3 16,1 25,5 51 0,35 13,1 21,0 42 0,4
см. в карте 55.
400
Нормирование фрезерных работ
РЕЖИМЫ
Медные сплавы
60
60
30
2.0
60
75
3,0
2,0
ПО
75
40
3,0
179
165
0,01
0,015
0,02
480
450
325
0,07
0,08
0,09
120
150
50
60
150
200
50
2,0
3,0
0,015
0,02
0,03
0,01
0,015
0,02
0,03
0,015
0,02
0,03
0.04
0,015
0,02
0.03
0,04
0,02
0,03
0,04
148
0,09
0,11
0,13
0.08
62
57
0,21
0,22
0,27
0,31
0,02
0,03
0,04
0,015
0,02
0,03
0,04
0,02
0,03
0,04
0,02
0,03
0,04
Примечавие. Поправочные ковффнцненты на
измененные условия эксплуатации фрез
Нормативы режимов резания
401
РЕЗАНИЯ ' НВ 150—200 Фрезы отрезные из стали Р18
КАРТА 50
резания t в мм
15 20 30
° л 5м ° » О 1 » 1
-
-
73 310 112 0,13 — — — — —
67 285 154 0,16 — — — — — —
63 265 191 0,19 __ — __
_58 245 265 0,23 — — — — — — —
' 59 250 112 0,23 — — — — — —
56 235 141 0,28 __ __ . —
52 225 200 0,35 — — — — — —
49 210 ] [ 250 0.4 — — — — — — —
49,5 143 107 0,16 45,5 132 99 0,19 40,5 117 88 0,24
,• 47 136 136 0,19 43 124 124 0,22 38 ПО ПО 0,27
43,5 126 189 0,23 39,5 114 171 0,27 35 1 101 152 0,34
'40,5 117 235 0,26 37,5 108 215 0,31 33 95 190 0.39
57 165 132 0,27 53 153 122 0,32 46,5 134 107 0,4
53 153 184 0,34 48,5 140 168 0,4 0,46 43 124 149 0,5
50 144 230 0,39 46 133 215 40,5 117 187 0.6
45,5 96 115 0,17 41,5 88 Ю6 0,19 37 79 95 0,25
42 89 160 0,21 38,5 82 148 0,24 34 72 130 0,3
39,5 84 200 0,24 36 76 182 0,28 32 68 163 0,35
55 117 88 0,27 51 108 81 0,32 45 96 72 0,41
52 НО ПО 0,32 48 102 102 0,38 42,5 90 90 0,47
48 102 153 0,39 44 93 139 0,46 39 83 124 0,6
45,5 96 192 0,45 41,5 87 174 0,55 37 78 156 0,65
56 89 107 0,24 51 81 97 0,28 45 72 86 0,35
51 81 146 0,29 47 75 135 0,35 41,5 60 108 0,39
48,5 77 185 0,34 44,5 71 170 0,4 39,5 63 151 0,5
: si 81 81 0.3 47 75 75 0,36 41,5 66 66 0,45
47,5 44,5 76 114 0,38 43,5 69 103 0,44 38,5 61 91 0,55
71 142 0,44 41 65 130 0,5 36 57 114 0,65
см. в карте 55
86 Справочник нормировщика 98
ПОДАЧИ Фрезы фасонные и двухугловые из стали Р18
Фрезерование сталей КЛРТЛ 51
Фрс ia I лубина резания t в им
Диаметр зубьев z Ширина * | | Н | 12 |
Подача па один зуо sz в ми
1. Фрезы полукруглые выпуклые
402 Норне
45 18 3-4 0,07—0,10 0,05-0,08 0,04—0,06 - -
60 12 10 0,07—0,10 0.05—0,07 0,04—0,06 - -
75 10 16 0,08—0,12 0 06-0,08 0,05-0,07 0,03—0,06 -
90 10 24 0,07—0,12 0.05—0,08 0,05—0,08 0,04—0.06 0,03-0.05
2. Фрезы полукруглые вогнутые
45 18 8 0,05—0.08 0,04—0,05 0 03—0,05 - -
60 14 18 0,05—0,08 0,03-0,05 0,03—0,04 0,02—0,04 -
75 10 26 0,05—0,08 0.04—0,06 0,03-0 05 0,02—0,04 0,02—0,03
90 10 IS 0,01—0 06 0,04—0,06 0,03—0,05 0,03—0.04 0,02—0.03
1. Фрезы двухугловые несимметричны е
35 18 6-13 0,04—0,08 0,05—0.07 - - -
45 20 8-16 0,06—0,10 0,05—0.08 0 03—0,05 - -
60 20 10-16 0,06—0,10 0,05—0,08 0.04—0,06 - -
75 22 13-24 - 0,07—0,10 0.05-0,07 0 03—0,05 0.02—0,04
90 24 20-30 - 0.08-0.12 0,06-0,10 0,04-0,08 0,03-0,05
Нормативы
404 Нормирование фрезерных работ
РЕЖИМЫ
Сталь конструкционная углеродистая
Глубина
Г D г в «а 3 5 1
о 1 п 1 1 N V 1 л 1 1
Фрезы полу
120 45 18 8 0,03 0,05 0,08 51,0 ! 46,0 41,5 I 360 325 295 194 290 425 I 0,42 0,56 0,71 43,5 39,5 36,0 310 280 255 167 250 370 0,56 0,75 0,96
120 60 12 18 0,02 0,03 0,05 0,08 60,0 55,0 50,0 45,5 320 290 265 240 76 104 159 230 0,45 0,57 0,68 0,9 52,0 47,5 43,0 39,0 275 250 230 205 66 90 138 197 0,61 0,73 0,97 1,2
120 75 10 26 0,02 0,03 0,05 0,08 — = 2 57,0 51,0 46,0 42,5 240 215 -195 180 48 64 97 144 0,67 0,82 1.1 1,4
180 90 10 38 0,02 0,03 0,05 0,08 - - 51,0 46,5 42,5 39,0 180 165 150 138 36 49,5 75 НО 0.75 0,92 1,2 1.5
Фрезы полу
120 45 18 4 | 0,03 0,05 0,08 65,0 59,0 54,0 460 420 380 250 380 550 0,27 I 0,37 0,45 56,0 50.0 46,0 395 355 325 215 320 470 0,37 0,47 0,62
120 60 12 10 0,03 0,05 0,08 0,12 70,0 63,0 58,0 54,0 370 335 310 285 133 200 300 410 0,41 0,5 0,65 0,81 61,0 54,0 50,0 46,0 325 285 265 245 117 171 255 350 0,52 0,7 0,86
120 75 10 16 0,03 0,05 0,08 0,12 - = - 65,0 58,0 54,0 50,0 275 245 230 210 84 122 184 250 0,66 0,82 13
180 90 10 24 0,03 0,05 0,08 0,12 = - 60,0 53,0 49,0 45,0 210 187 173 159 63 93 138 191 0,75 0,96 1.2 1.5
Поправочные коэффициенты на измененные условия эксплуатации фрез
Нормативы режимов резания
405
КЗАНИЯ Фрезы фасонные выпуклые и вогнутые из стали Р18
В* = 65 кг! мм?, с охлаждением :
КАРТА 52
Круглые вогнутые
137,5 265 143 0,75 . _ - I
'34,0 240 215 0,96 — — — — —
31,0 220 320 1,2 — — — — — — — —
44,0 235 56 0,77 39,5 210 50 0,97 __ __ __
41,0 220 79 0,93 36,5 194 70 1.2 — —
37,0 196 117 1,2 33,0 175 105 1.5 — — __
34,0 180 173 1.6 30,0 159 153 2,0 — — — —
48,5 205 41 0,87 43,0 182 36 1.0 38,0 161 32 1.4
44,5 189 57 1.0 39,5 168 50 1.3 35,0 149 44,5 1.6
. 40,0 170 85 1.4 36,0 153 76 1.7 31,0 132 66 2.2
37,0 157 125 1,7 — — — — — — —
44,5 157 31,5 0,97 39,0 138 27,5 1.2 34,5 122 24,5 1.5
40,5 143 43 1,2 36,0 128 38,5 1.5 32,0 ИЗ 34,0 1,9
36,5 129 64 1,5 32,5 115 57 1.9 29,0 ЮЗ 51 2,4
! 33,5 119 95 1,9 — — — — — — — —
Круглые выпуклые
48,5 345 186 0,47 — __
43,5 310 280 0,62 — — — — — — —
40,0 280 405 0,77 — — — — — — — —
52,0 275 99 0,67 46,5 245 88 0.84 —
47,0 250 150 0,86 42,0 225 135 1.1 — — —
43,0 230 220 1.1 38,5 205 197 1.4 — — - —
56,0 240 72 0,8 50,0 210 63 1.0 44,0 187 56 1,3
50,0 210 105 J 1 45,0 191 95 1.3 39,0 165 82 1,7
47,0 200 160 14 41,0 174 139 1 7 36,0 153 122 2,1
43,0 183 220 I 7 — — — — — — — —
51,0 180 54 0,96 45,0 159 47,5 1.2 40 142 42,5 1.5
46,0 163 81 1,2 40,5 143 71 1.5 36,5 129 64 1.9
42,0 148 118 1,6 37,0 131 105 1,9 33,0 117 93 2,5
39.0 138 166 1,9 | — — — — — — — —
см. в карте 55.
406
Нормирование фрезерных работ
РЕЖИМЫ
Сталь конструкционная углеродистая
120 35 18
0,03
0,05
0,08
120 45 20
0,03
0,05
0,08
120 60 20
120 75 22
0,02
0,03
0,05
0,08
0.12
180 90
0,02
0,03
0,05
0,08
0,12
4 6 1
* 1 1 п 1 ’м 1 N V 1 п 1 ’ж I " 1
49,0 445 240 0,20 40,0 365 197 0,4 I
л3,5 395 355 0,25 35,5 325 290 0,50
40,0 365 520 0,35 33,0 300 430 0,65 ।
54,0 380 230 0,20 44,5 315 189 0,4
48,0 340 340 0,25 39,5 280 280 0,50
44,5 315 505 0,35 36,5 260 415 0,65
62,0 330 198 0,20 51,0 270 162 0,35
55,0 290 290 0,25 45,5 240 240 0,45
51,0 270 430 0,30 42,0 220 350 0,6
47,5 250 600 0,40 39,0 205 490 0,75
- 54,0 230 152 0,35
— 50,0 210 230 0,45
46,0 195 345 0,6
- — - — 42,5 180 480 0,75
- 60,0 210 151 0,30
— — — 53,0 187 225 0,40
— — — 49,5 175 335 0,50
- — — 46,0 163 470 0,65
Поправочные коэффициенты на измененные условия эксплуатации фрез
Норчативы режимов резания
407
РЕЗАНИЯ Фрезы двухугловые несимметричные 6CF из стали Р18
аь = 65 кг/ чмг, с охлаждением
КАРТА 53
резания t в мм
| 8 | 12 | 18
фрезерования В в мм до
10 15 22
О | П I SjK | р | п | Sj) | V V " 1 SM 1 N
-
36,0 255 153 0,80
32,5 230 230 1,05 — — — —
30,0 210 335 1.4 — — — — — — —
37,5 199 80 1.1
41,0 215 129 0,70 34,5 183 НО 1.4 —
36,5 193 193 0,90 31,0 164 164 1 7 — — —-
34,0 180 290 1.2 28,5 151 240 2J —
31,5 167 400 1.5 26,5 140 335 2.6 — — — —
41,5 176 77 1.0 35,5 151 66 2,0
44,5 189 125 0,70 38,0 161 106 1.4 32,5 138 91 2.3
40,0 170 187 0,90 34.0 144 158 2J 29,0 123 135 3,0
37,0 157 275 1,2 31,5 134 235 27,0 114 200 3,8
34 5 146 390 1.5 — — — — — — — —
44,0 156 75 0,9 33,0 117 56 1,7
48,0 170 122 0,60 40,5 143 103 1.2 30,5 108 78 2,0
43,0 152 183 0,80 36,0 127 152 1.5 27,5 97 116 2,7
40,0 141 270 1,0 33,5 118 225 1.9 25,5 90 173 3,3
37,0 131 375 1.3 — — — — — — —
см. в карте 65.
408
Нормирование фрезерных работ
РЕЖИМЫ РЕЗАНИЯ
Сталь конструкционная углеродистая
аь = 65 кг/ммг, с охлажденяем
Фрезы шпоночные
из стали Р18
КАРТА 54
I. Фрезерование пазов на станках с маятниковой подачей
т D - В Гл>бина резания на каждый ход в мм
0.1 0.2 0,3
о а SM с п SM р а 5м
6 31,5 1680 660 25,5 1340 540 22,5 1190 470
8 34,0 1360 580 27,0 1080 480 24,0 960 420
12 35,0 930 560 28,5 760 450 25,0 660 400
45 16 37,5 750 510 30,0 600 410 26,5 530 360
20 .38,5 610 480 31,0 495 385 27,5 440 340
24 40,0 530 435 32,0 425 350 28,5 380 310
32 42,0 420 400 34,0 340 320 30,0 300 285
40 43,5 345 380 35,0 280 275 31,0 245 270
И. Фрезерование пазов за один проход
Подача в минуту SM l/MUH
вертикальная (при врезании) продольная
6 16 54
8 13 45
12 12 35
16 10 30
20 9 27
24 8 24
32 7 24
40 6 24
Примечания’ 1. Приведенные режимы резания для станков с маятниковой подачей даны,
всходя из величины износа, при которой ширина паза находится в пределах допуска по посадке ПШ.
2. Поправочные коэффициенты на измененные условия эксплуатации фреа см. в карте 55.
Нормативы, режимов резания
409
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55 Лист 1
I. В зависимости от обрабатываемого материала
А. Торцовые фрезы, оснащенные твердым сплавом
g * Металлы Механические свойства Значение ковффи-
Число твердости по Б^ннелю Предел прочности при растяжении в кг/мм1 Kmv
* Стали конструкционные углеро- дистые, хромистые и хромо- никелевые < 137 143— 174 174-207 207-229 229-267 267-302 302-320 40-50 50—60 60-70 70-80 80—90 90- 100 100-110 1,44 1,18 1 1.0 1 0,87 0,76 0,68 0,62 0,89 0,95 1 1.Q 1 1,04 1,09 1.12 1,15
2 Чугун серый СЧ 00; СЧ 12-28; СЧ 15-32; СЧ 18-36; СЧ 21-40; СЧ 24-44, СЧ 28-48; СЧ 32-52 130- 150 150—170 170—190 190-210 210-230 230-250 - 1,38 1,16 1 1.0 I 0,88 0,78 0,70 0,78 0,89 1 1.0 1 Ё22 1,33
3 Чугун ковкий КЧ 30-6 ; КЧ 33-8 , КЧ 35-10; КЧ 32-12, КЧ 30-3 ; КЧ 35-4 , КЧ 40-3 100—120 120-140 140-160 160—180 180—200 - 1.47 1,19 1 1.0 1 0,85 0,74 0,73 0,87 ГНИ 1,13 1,26
4 Жаропрочные стали и сплавы марок В состоянии поставки Термообработка
Отжиг 1 । Нормализа- и отпуск | | Закалка
Коэффициент Ки
1X 18Н9Т IX 18Н 12Т-Л 12ХМФ X 12В МФ Х23Н18 (ЭИ4 17) 15Х 1М1Ф-Л ЦЖ5-Л ЭИ415 ЭИ757 ЭИ726 ЭИ481 ЭИ612 ЭИ607А ЭИ765 ЭИ766 1 1.0 1 0,9 0,9 1,0 0,7 0,8 0,6 0,4 0.15 1.5 2,1 1,5 3,3 1,6 0,8 1.2 1.2 0,6 0,5 0,5 0,3 0.1 0,9 0,5 0,7 0,5 0,3 0,15
410
Нормирование фрезерных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ Фрезы
РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ КАРТА 55 Лист 2
Механические саойства Значения коэффи-
Металлы Число твердости по Бщтиелю циентов
4 предел прочности при растяжении
Б Цилиндрические фрезы, оснащенные твердым сплавом
5 Стали конструкционные углеро- дистые, хромистые н хромо- никелевые и стальное лнтье <137 143—174 174—207 207—229 229-267 267—302 302—320 40—50 50-60 60—70 70—80 80-90 90—100 100-110 1,44 1,18 1 1,0 | 0,87 0,76 0,67 0,58 0,89 0,95 1 1.0 1 1,04 1,09 1,12 1,15
6 Чугун серый СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40; СЧ 24-44, СЧ 28-48, СЧ 32-52 130-150 150- 170 170-190 190-210 210-230 230—250 1,21 1,09 1 1,0 1 0,92 0,86 0.8 0,78 0,88 1 1.0 1,11 1,22 1,33
В. Дисковые фрезы, оснащенные i гвердым сплавом
7 Стали конструкционные углеро- дистые, хромистые и хромо- никелевые <137 143-174 174-207 207— 229 229-267 267-302 302—320 40—50 50-60 60-70 70-80 80-90 90- 100 100- 110 1,27 1,12 I 1.0 I 0,91 0,84 0,78 0,73 0,89 0,95 1 1,0 1 1,04 1,09 1, 12 1,15
Г. Концевые фрезы, оснащенные твердым сплавом
8 Стали конструкционные углеро- дистые <137 143-174 174—207 207-229 229-267 267—302 302-320 40-50 50-60 60—70 70—80 80-90 90— 100 100- 110 1,34 1,14 1 1-0 1 0,89 0,81 0,74 0,68 0,89 0,95 1 1.0 I 1,04 1,09 1.12 1,15
9 Стали конструкционные хромо- никелевые 174—203 203—230 230—260 260—288 288—317 60—70 70—80 80-90 90-100 100- 110 ГТб~। 0,82 0,69 0,59 0,51 ГГоП 1,04 1,09 1,12 1,15
Нормативы режимов резания
411
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы КАРТА 55 Лист 3
Металлы Механические свойства Значения коэффи- циентов
Число твердости по Бринелю НВ Предел прочности при растяжении
Д. Фрезы из быстрорежущей стали всех типов
10 Стали конструкционные углеро- дистые (С < 0,6%) 0,8, 10, 15, 20; 25; 30, 35; 40, 45; 50; 55. 60, Ст. 0, Ст. 1; Ст. 2; Ст. 3. Ст. 4; Ст. 5, Ст. 6 77—107 107-138 138—169 169—200 200—230 230—262 30—40 40—50 50-60 60-70 70—80 80-90 0,74 0,91 1,16 1 1,0 | 0,88 0,79 0,83 0,89 0,95 1 i.o 1 1,04 1,09
И Стали хромистые 15Х, 20Х, ЗОХ, 35Х, 38ХА, 40Х, 45Х, 50Х 116—146 146—174 174—203 203—230 230—260 260—288 288-317 40-50 50-60 60—70 70—80 80-90 90-100 100-110 1,48 0^88 0,7 0,59 0,44 0,36 0,89 0,95 1,0 1,04 1,09 Г 15
12 Стали хромоникелевые 20ХН, 40ХН, 45ХН, 50ХН, 12ХН2; 12ХН2А, 12ХНЗ, 12ХНЗА, 20ХНЗА, ЗОХНЗ, 37XH3A; 12Х2Н4; 12Х2Н4А; 20Х2Н4. 20Х2Н4А 116—146 146-174 174—203 203—230 230—260 260—288 288—317 317—345 40—50 50-60 60-70 70—80 80—90 90— 100 100-110 110-120 1,39 1.17 0,95 0,79 0,7 0,49 0,4 0,34 0.89 0.95 1.0 1,04 1,09 1,12 1,15 1.18
13 Стали никелевые 25Н, ЗОН 40Н, 25НЗ 116—146 146— 174 174 -203 203—230 230—260 260—288 40-50 50-60 60—70 70-80 80—90 90-100 1,47 1,2 1.01 0,88 0,78 0,55 0.89 0,95 1.0 1.04 1,09 1.12
14 Стали углеродистые инструмен- тальные и конструкционные труднообрабатываемые (С > >0,6%) Ст. 7. 65; 70; У7. У8, У8Г; У9; У10, У ЮГ; У 12; У 13 169-200 200—230 230—262 262—288 288-317 60-70 70—80 80—90 90—100 100— 110 0,8 0.7 0,64 0,46 0,37 1.0 1.04 1,09 1,12 1,15
15 Стали марганцовистые 15Г; 20Г ЗОГ; 40Г; 50Г, 60Г, 65Г, 70Г, 30Г2; 35Г2; 40Г2, 45Г2, 50Г2 160—200 200—233 233—260 260-275 275—286 286—292 292—317 317—345 40—50 50-60 60—70 70—80 80-90 90—100 100—110 110—120 1.1 0,9 0,76 0,66 0,58 0.41 0,34 0,28 0,89 0,95 1.0 1,04 1,09 1.12 1,15 1.18
412
Нормирование фрезерных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55 Лист 4
I Металлы Механические свойства Значения коэффн-
Число твердости по Б|Шнелю
Предел прочности при растяжении оь в кг/ня1 Kmn
16 Стали хромомолибденовые, хромоиикелемолибденовые, хромоалюминневые и хромо- молибдеиоалюмиииевые 35ХМА; ОХМ, 32ХНМ, 35ХНМ, 40ХНМА; ОХНЗМ, 35ХМЮА, 38ХМЮА; 35ХЮА 174-203 203—230 230—260 260-288 288—317 317—345 60—70 70-80 80-90 90-100 100-110 110—120 0,76 0,66 0,58 0,41 0,34 0,27 1.0 1,04 1,09 1.12 1,15 1.18
17 Стали хромомарганцовистые, хромокремнистые, хромокрем- ииемарганцовистые, кремне- марганцовистые 15X5, 20ХГ; 40ХГ, 40Х2Г; 35ХГ2; ЗЗХС; 35ХС; 37ХС: 25СГ, 27СГ, 35СГ, 50СГ; 20ХГС; ЗОХГС; 35ХГС 146- 174 174 -203 203-230 230-260 260-288 288—317 317—345 50—60 60—70 70—80 80-90 90—100 100- 110 110- 120 0,84 0,70 0,62 0,54 0,38 0,32 0,26 0,89 1.0 1,04 1,09 1.12 1,15 1,18
18 Стали хромоникельвольфрамо- вые и близкие к ним 18ХНВА, 18ХН.МА, 18Х2Н4МА, 15ХГНМА, 20ХНФА, 45ХНМФА, 25ХНВА - 60-70 70-80 80—90 90—100 100- 110 0,81 0,7 0,62 0,44 0,36 1.0 1,04 1,и9 1,12 1.13
19 Чугун ковкий КЧ 30-6; КЧ 33-8, КЧ 35-Ю.КЧ 32-12, КЧ 30-3, КЧ 35-4, КЧ 40-3 100-120 120-140 140—160 160-180 180-200 = 1,3 1,12 1 1,0 1 0,9 0,83 0,85 0,92 1 1,0 । 1,07 1,14
20 Чугун серый СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40; СЧ 24-44, СЧ 28-48, СЧ 32-52 130- 150 150—170 170-190 190-210 | 210-230 230—250 j = 1.27 1.12, 1 1.0 1 0,9 0,83 0,76 0 87 0:94 1 1.0 1,06 1,17 — 1,М__
Нормативы режимов резания
413
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55 Лист 5
Я Металлы Механические 1 ib ill
твердости нелю НВ прочности при растя-] женин । в кг/мм* )
21 i $ В s: Гетерог. иные ВЫСОКОЙ твердости Бр. АЖН 11-6-6, Бр. АЖН 10-4-4; Бр. АЖМц 9-3-1,5 150-200 - ГТб~|
средней твердости Бр. А10; Бр. АЖ 9-4; Бр. АМц 9-2; ЛМцНЖ 52-2-2-1; ЛМпЖ 52-4-1; ЛАЖМц 70-6-3-1; Бр. 010; Бр. ОЦ 10-2; Бр. ОЦ 8-4; ЛА 67-2,5 ЛК 80-3; Бр. ОФ 10-1 100—140 - 1,43
Свинцовистые при основной гетерогенной структуре Бр. ОСН 10-2-3, Бр. ОС 10-10. Бр. ОС 8-12, Бр. АЖС 8-2-2; Бр. АЖС7-1,5-1,5, Л КС 80-3-3; ЛМцС 58-2-2; ЛМцОС 58-2-2-2; 70-90 - 2,4
Гомогенные сплавы Бр. КЦ 4-4, Бр. КЦ 3-9; Бр. КЗ, Бр. КМцЗ-1; Бр. А7, Бр А5, Бр. ОФ 6-0,1, Бр. ОФ 6-0,4, Бр. ОЦ 4-3, Бр. 04; Бр. КН 1-3 60—90 - 2,85
Сплавы с содержанием свинца ниже 10% при основной гомогенной структуре Бр. КС 3-4 ; Бр. КС 3-6; Бр, КЦС 3-15-6; Бр. ОЦС 6-6-3; ЛОС 65-1-2; Бр. ОЦС 4-4-2,5; Бр. ОЦС 4-4-4; 60-80 - 5,7
Медь М3; М4 60—70 - 11,4
Сплавы с содержанием свинца св. 15% Бр. ОЦС 4-4-17, Бр. ОС 7-17, Бр. МцС 8-20, Бр. ОС 5-25, Бр. СЗО 35—45 - 17,0
I Фрезы
—
КАРТА 55
Лист 6
11. В зависимости от периода стойкости фрезы
Типы фрез Обрабатываемый материал Условия работы О» Отношение фактического периода стой- кости к нормативному Тф-_ Т*
0,5 | 1.0 I 1.5 | 2.0 I 3,0 1
Значения коэффициента
Из твердого сплава Торцовые Сталь конструкционная 1 Без охлаждения 0,2 1,15 1,0 0,92 0,87 0,80 0,76
Сталь жаропрочная 1Х18Н9Г и чугун серый 0,32 1,25 1,0 0,88 0 80 0,71 0,64
Чугун ковкий 0,33 1,26 1,0 0,87 0,80 0,70 0,63
Цилиндрические Сталь конструкционная 1 0,33 1,26 1,0 0.87 (1.80 0,70 0,63
Чугун серый 0,42 134 1,0 0 84 0,75 0,63 0,56
Дисковые Сталь конструкционная 1 0,35 1,27 1,0 0,87 0,78 0,68 0,62
Концевые Сталь конструкционная углеро- дистая 0,37 1,29 1,0 0,86 0,77 0,67 0,60
Сталь конструкционная хромони- келевая 0,5 1,41 1,0 0,82 0,71 0.58 0,5
Быстрорежущие Торцовые Сталь конструкционная углеро- дистая и легированная С охлаждением 0,2 1,15 1,0 0,92 0,87 0,80 0,76
Медные сплавы Без охлаждения
Сталь жаропрочная 1Х18Н9Т С охлаждением 0,14 1,1 1,0 0.95 0,91 0,86 0,82
Нормирование фрезерных рабо!
Быстрорежущие Цилиндрические Сталь конструкционная углеро- дистая и легированная и ковкий чугун С охлаждением 0,33 1,26 1,0 0,87 0,8 0,70 0,63
Медные сплавы Без охлаждения
Сталь жаропрочная 1Х18Н9Т С охлаждением 0,24 1,18 1,0 0,91 0,85 077 0,72
Чугун серый Без охлаждения 0,25 1,19 1,0 0,90 0,84 0,76 0,71
Дисковые Сталь конструкционная углеро- дистая и легированная и ковкий чугун С охлаждением 0,2 1,15 1,0 0,92 0,87 0,80 0,76
Ковкий чугун, медные сплавы Без охлаждения
Чугун серый 0,15 1,11 1.0 0,94 0,90 0,85 0,81
Концевые Сталь конструкционная углеро- дистая и легнрованнаи и ковкий чугун С охлаждением 0,33 1,26 1.0 0,87 0,80 0,70 0,63
Медные сплавы Без охлаждения
Сталь жаропрочная 1Х18Н9Т С охлаждением 0,27 1,2 1,0 0,90 0,83 0,74 0,69
Чугун серый Без охлаждения 0,25 1,19 1.0 0,90 0,84 0,76 0,71
„ о Прорезные и от- резные Сталь конструкционная углеро- дистая и легированная и ковкий чугун С охлаждением 0,2 1,15 1,0 0,92 0,87 0,80 0,76
Медные сплавы Без охлаждения
Чугун серый 0,15 1,11 1,0 0,94 0,90 0,85 0,81
Фасонные и дву- угловые Сталь конструкционная углеро- дистая и легированная С охлаждением 0,33 1,26 1,0 0,87 0,80 0,70 0,63
Шпоночные Сталь конструкционная углеро- дистая 0,26 1,20 1,0 0,90 | 0,84 0,75 0,70
g
i
§
416
Нормирование фрезерных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы КАРТА 55 Лист 7
111. В зависимости от характера заготовки и состояния ее поверхности
Поверхность заготовки Обрэбэтываемый материал Коэффициент Ч
Без корки Прокат, поковка Сталь IZ°I
Отливка Сталь 0,9
Отливка Чугун, медные сплавы |То|
По корке Прокат горячека- таный Сталь 0,9
Поковка 0,8—0,9
Отливка 0,75—0,85
Отливка Чугун 0,7—0,8
Отливка Медные сплавы 0,9—0,95
По корке литейной загряз- ненной Сталь и чуг>н 0,5—0,6
Медные сплавы 0,7—0,8
IV. В зависимости от марки материала режущей части фрезы
Марка материала, для ко- торого разработаны карты режима резания Т15К6 ВК8 Р18
Фактически применяемая марка материала Т14К8 Т5КЮ ВК4 ВК6 Р9 9ХС У10А У12А
Поправочный коэффициент на скорость ре- зания Ки при работе всеми типа- ми фрез, кро- ме Концевых 094 0,65 1.32 1,2 0,9 0.6 0,5 и ниже
концевыми фрезами 0 75
V. В зависимости от характера обработки (торцовыми, цилиндрическими 1 и дисковыми фрезами из быстрорежущей стали) ।
Черновая обработка | Чистовая обработка '
Коэффициент Kv
1121 0,8 1
Нормативы режимов резания
417
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55
Лиат 8
VI. Зависимости от ширины фрезерования
Типы фрез Обрабатываемый материал Поправочный коэффициент на Отношение фактической ширины фре- зерования к нормативной Вф. В н
0.2 | 0,4 | °-6 | 1 °-81 i-о | 1 ьЧ 2,0
Значения коэффициентов
1 Из твердого сплава Торцовые Сталь, кроме жаропрочной Кв, = *4 = = Kbs 1.38 1 2 1,11 1,05 1,0 0,92 -
Kbn 0,17 0,36 0,57 0,78 1,0 1,56 -
Сталь жаро- прочная и серый чугун Кво = Квп = = Kbs 1,38 1,2 1,11 1.05 1.0 0,92
Kbn 0,20 0,40 0,60 0,80 1,0 1,50
Чугун ковкий Кв„=Квп = = KbSm 1,42 1.22 1.12 1,05 1,0 0.92 -
Kbn 0 17 0,36 0,57 0,78 1,0 1,56 -
Цилиндри ческие Сталь Кв„ = Квп = = Kbs 0,95 0,98 1.0 1,02 1.0 0.97 0,95
Kbn 0 20 0,40 06 0,80 1.0 1,50 2.0
Чугун серый KBv=KBn = 1,45 1,23 1.12 1.05 1.0 0,91 0,85
Kbn 0,20 0,40 0,60 0,80 1,0 1,50 2,0
Дисковые Сталь при обработке 1 плоскостей и уступов Kbv = Квп = = Кв'м 1.0
Kb, 0,25 0,4б| 0,65 0,83 1,0 1,41 1.8
пазов Kbo = Квп — = Квг 1,17 1,0э|1,05 1,02 1,0 0,96 0,94
Kbn | 0,17 | 0,Зб| 0,57| 0,78| 1,0 1,56} 2,14
Концевые Сталь конструк- ционная углеро- дистая Кво=КВп = = Кв'м | ...т 1.09| l,0s| 1,02 0,9б| 0,94
Kb, | 0,20 0,40| 0.60| 0,80| 1.0 | 1,50) 2,0
Сталь конструк- ционная хромо- никелевая Кво=Квп = — Kbs | 1,34 1,18 1,09 1,04 1,0 0,9з| 0,88
Kb, | 0,20 | 0,40 0,60 0,80| 1,0 1,50| 2,0
418
Нормирование фрезерных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы КАРТА 55 Лист 9
Типы фрез Обрабатываемый материал Поправочный коэффициент на Отношение фактической ширины фрезерования к нормативной Вф Вн
0.2 | 0.4 | 0,6 | 0,8 | 1.0 | 1.5 | 2,0
Значения коэффициентов
1 Из быстрорежущей стали 1 Торцовые Сталь, кроме жаропрочной, н медные сплавы Лв„=Кв„ = = /Ч. 1,27 1,15 1,08 1,04 1,0 0,99 -
*bn 0,17 0,36 0,57 0,78 1,0 1,56 -
Сталь жаро- прочная KBV = Квп -= = Kbs 1,38 1,2 1,11 1,05 1,0 0,92 -
Цилиндри- ческие Сталь, кроме жаропрочной, ковкий чугун, медные сплавы Кв„ ^КВп - = ^BsM 1,17 1,09 1,05 102 1,0 0,96 0,94
Kbn 0,20 0,40 0,60 080 1,0 1,50 2,0
Чугуи серый Кви =Квп = 1 62 1,33 1,16 1,07 1,0 0,89 0,81
*В„ 0,20 0,40 0,6 0,80 1,0 1,50 2,0
Сталь жаро- прочная kbv -- Квп = = К% 1,17 1,09 1,05 1,02 1,0 0,96 0,94
Дисковые Сталь, ковкий чугун, медные сплавы и чугуи серый Кв„= Квп= = Kbs 1,17 1.09 1,05 1,02 1,0 0,96 0.94
• Kbn 0,20 0,40 0,60 0,80 1,0 1,50 2,0
Концевые Сталь, кроме жаропрочной, ковкий чугун, медные сплавы Kbv = Квп = -= Kbs 1.17 1,09 1,05 1,02 1,0 0,96 0,94
Kbn 0,20 0,40 0,60 0,80 1,0 1,50 2,0
Чугун серый KBv = KBn = = KBsM 1.62 1,33 1.16 1,07 1,0 0,89 0,81
Kbn 0,20 0,40 0,60 0,80 1,0 1,50 2,00
Сталь жаро- прочная KBv = KBn = = Kbs* 1,05 1,02 1 1,0 1,0 1,0 1,0 0,98
Kbn 0,20 0,4С ) 0,6 08 1,0 1.5 2,0
Прорезные и отрезные Сталь, ковкий чугун, медные сплавы, серый чугун Kbv Квп = = 1,38 1,2С ) 1,11 1,0£ > 1,0 0,92 ! 0,87
4 0,20 |о,4С 1 0,60 0,8С 1 1,0 1.5С ) 1,74
Фасонные н угловые Сталь Kb„ = KBn =- = KBSjt 1,17 1,0$ )| 1.0Е >| 1,01 ’ 1,0 0 9€ > 0,94
Kbn | 0.20 0,40| 0,60[ 0,80 1,0 | 1.51 ) 2,0
Нормативы режимов резания
419
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55 Лист 10
VII. В зависимости от числа зубьев фрезы
hti Тип фрезы Обрабатываемы Л Поправочные коэффициенты Отношение фактического числа зубьев фрезы к числу зубьев, принятому в нормативах 2ф гн
0.5 | 0.8 | 1,0 | 1,5 | 2.0 | 3,0
Твердый сплав Торцовые, дисковые Сталь и чу- гуны 1,0
0,5 0.8 1.0 1.5 2,0 3,0
Цилиндри- ческие Сталь 1,07 1,02 1.0 0.96 0,93 0,9
0,53 0,82 10 1,45 1,85 2,7
Чугун серый 1,1 1.03 1.0 0,95 0,9 0,86
Кг‘м 0,55 0,83 1.0 1,4 1.8 2.6
Концевые Сталь кон- струкционная углеродистая 1,09 1,03 1.0 0,95 0.9 0.87
0,55 0,82 1.0 1.4 1.8 2,6
Сталь кон- струкционная хромоникеле- вая 1.27 1,05 1.0 0,90 0 85 0.78
Кг^м 0,59 0,84 1.0 1,35 1,7 2,3
| Быстрорежущая сталь Торцовые, дисковые, прорезные, отрезные, фасонные Сталь, чу- гуны, медные сплавы 1,07 1,02 1.0 0,96 0,93 0,9
Кг^м 0,53 0,82 1.0 1,45 1,85 2,7
Цилиндри- ческие, кон- цевые Сталь, чу- гун ковкий, медные сплавы 1,07 1,02 1.0 0,96 0,93 0.9
0,53 0,82 1.0 1,45 1,85 2,7
Чугун серый 1,23 1,07 1.0 0,89 0,81 0,72
0,61 0,85 1.0 1,35 1.6 2,15
11 р и м е ч а в не. Мощность, потребная на резание, изменяется (увеличивается или умень- шайся) прямо пропорционально изменению количества зубьев фрезы.
420
Нормирование фрезерных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ
УСЛОВИЙ ЭКСПЛУАТАЦИИ
Фрезы
КАРТА 55
Лист 11
VIII. В зависимости от установки торцовой
фрезы в отношении заготовки при обработке
жаропрочных сталей (сплавов)
Марка стали Подача на зуб Фрезы
Из твердого сплава ВК8 | Из быстрорежущей стали
Отношение * ПФР
0—0,05 | 0,1 | 0.2 | 0-0,05 | 0.1 | 0,2
Поправочный коэффициент на скорость резания
1Х18Н9Т; 1Х18Н12Т- Л; ЭИ726; ЭИ417; ЭИ481; ЭИ612; ЭИ607-А; ЭИ766 ДО 0,1 1,0 0,65 0.45 1,0 0,9 0.8
св. 0,1 1.0 0,6 0.4
12ХМФ; 15Х1М1Ф-Л; Х12ВМФ; ЭИ757; ЦЖБ-Л; ЭИ765 ДО 0,1 1.0 0,85 0,75
св. 0,1 1.0 0,7 0,5
IX. В зависимости от главного угла в плайе торцовых фрез
Гласный угол в Г в град'
Марка материала фрезы Обрабатываемый материал 90 1 “ 15
Поправочные коэффициенты
I4v 1 41 K<VN | 4 1 1 4 1 4у
Твердый сплав Сталь, кроме жаропрочной Ч угуиы Сталь жаро- прочная 0,86 1.14 1.0 1.0 1,0 1,28 1,2 1,15 1,6 1,23
Быстроре- жущая сталь Сталь, кроме жаропрочной Сталь жаро- прочная 0,89 - 1,0 1,0 - 1.18 1,25 - 1.34 -
Нормативы режимов резания
421
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ И МОЩНОСТЬ, ПОТРЕБНУЮ НА РЕЗАНИЕ, ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ Фрезы
КАРТА 55 Лист 12
X. В зависимости от переднего угла у фрез из твердого сплава (по стали)
Передний угол ? в град. —10 0 10
Поправочный коэффициент на мощность, по- требную на резание, 1111 0,89 0,79
XI. В зависимости от скорости резания
Тип фрезы Обрабатываемый материал Оф Отношение фактической скорости резания к нормативной
0.2 | 0.4 | 0.6 | 0,8 | .,0 | 1.20 | 1.5 | 2,0
Поправочный коэффициент на мощность, потребную на резание.
1 I & Торцовые Цилиндри- ческие Сталь конструк- ционная углеро- дистая, хромис- тая и хромонике- левая, ковкий чугун 0,28 0,48 0,66 0,84 1.0 1.16 1,38 1.74
Чугун серый, сталь жаропроч- ная 1Х18Н9Т 0.2 0,4 0,6 0,8 1,0 1.20 1.5 2.0
Сталь конструк- ционная углеро- дистая, хромистая и хромоникеле- вая, серый чугун 0,2 0,4 0,6 0,8 1.0 1.2 1,5 2,0
Дисковые двусторон- Сталь конструк- ционная углеро- дистая, хромис- тая и хромони- келевая 0,2 0,4 0,6 0,8 1.0 1,2 1.5 2.0
Дисковые трехсторон- ние 0,23 0,44 0,63 0 82 1 0 1.18 1,44 1,87
Концевые 0,16 0,36 0,56 0,78 1.0 1,23 1,58 2,2
Фреш всех типов из быстрорежу- щей стали Все материалы 0,2 0,4 0,6 0,8 1,0 1.2 1.5 2,0
422
Нормирование фрезерных работ
НОРМАТИВЫ ВРЕМЕНИ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Горизонтально-, верти- кально- и универсально- фрезерные станки
КАРТА 56
Подготовительно-заключительное время
А. На наладку станка и установку приспособлений
№ позн- Способ установки детали Количество болтов, кре- пящих при- способление Длина стола станка в мм до
750 | 1250 | 1800 | 2500
Время в мин.
1 На столе с креплением болтами и планками - 12 111 16 | 18
2 3 В тисках, в патроне 2 4 12,7 14 14,7 16 16,7 I 18,7 18 | 20
4 5 6 В центрах или в патроне с дели- тельной головкой; в делительном при- способлении 2 4 6 15,7 17 18,3 17,7 19 20,3 19,7 I 21,7 21 23 22,3 | 25,3
7 8 В специальном при- способлеини, устанав- ливаемом вручную 6 14 15,3 16 17.3 18 1 19,3 | 20 21.3
9 10 краном 4 6 17 18,3 19 20,3 21 1 22,3 1 23 25,3
Б. На установку фрез1
12 13 Количество устанавливаемых фрез 1 й 1 2,0 4,0 6,0
В На дополнительные приемы
14 15 16 17 18 19 20 21 22 23 Установка двух стоек, придерживающих хобот Установка промежуточной стойки на хоботе с ре- гулированием на оправке Установка шестерек для нарезки спиралей Установка вертикальной фрезерной головки Установка круглого стола Установка копира Поворот шпиндельной бабки на угол Поворот стола на угол Установка упора Установка домкрата или распорки 2 2 3 10 6 7 2 1 2 2 2 2 12 7 8 2 1 3 2 2 2 14 7 9 2 1 3 2 3 3 5 16 8 10 3 2 4 3
Г. На получение инструмента и приспособлений до начала н сдачу после окончания обработки партии деталей
24 | Получение исполнителем наряда, работы, ннстру- 1 меита и приспособлений | 7,0 | 10,0
Время на обслуживание рабочего места
Ппопент от опрпя 1 прН работе ФРезами из стали Р18 тивного воемии ₽ при работе Фрезами 1,3 твердого тивного времени сплава 2,0 I 2,5 I 3,0 I 3,5 4.0 | 4,5 | 5,0 | 5,5
Время на отдых и естественные надобности
Характер работы Процент машинно- ручного времени в оперативном до Оперативное время в мии до
0.1 | 0,2 | 0,5 | 1.0 и св
Время в % от оперативного времени
С механической подачей С ручной подачей 1 При установке набора фрез, скомп от количества фрез 20 40 80 и св. лектованных на оправ! 7 I 6 ! 5 1 4 7 6 6 5 7 | 7 | 7 | 7 <е. время брать по поз. 11 независимо
Нормативы времени
423
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ П родолъно-фрезерные станки
КАРТА 57
Подготовительно-заключительное время
А. На наладку станка н установку приспособлений
№ иозн- Способ установки деталей Количество крепящих приспособ Длина стола станка в мм до
1600 | 3000 | 6000
Время в мнн.
1 На столе с креплением болтами и планками - 18 21 24
2 3 В тисках 2 4 16,7 18 0 19,7 21,0 22,7 24,0
4 5 В специальном при- способлении устанавли- ваемом вручную 4 6 18,0 19,3 21,0 22,3 24,0 25,3
6 7 краном 4 6 21,0 22,3 24,0 25,3 27,0 28,3
Б. На установку фрез 1
8 9 10 Количество устанавливаемых фрез 1—2 Св. 4 3,0 6.0 9,0 3,0 6,0 9,0 3,0 6,0 9,0
В. На дополнительные приемы
11 | Поворот фрезерной головки на угол | 2,0 | 3,0 | 4,0
Г. На получение инструмента и приспособлений до начала и сдачу после окончания обработки партии детален
12 Получение исполнителем наряда, работы, ин- струмента и приспособлений 7,0 10,0 10 0
Время на обслуживание рабочего места, отдых и естественные надобности
Процент от опера- тивного времени 1 При установке иа! от количества фрез. при работе фрезами из стали Р18 при работе фрезами из твердого сплава Зора фрез, скомплектованных на оправке, 7,0 9,0 время брат1 7,5 9,5 > по ПОЗ. 8 I 9,0 11,0 1езавнсимо
424
Нормирование фрезерных работ
ПОДГОТОВИТЕЛЬНО ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Копировально-фрезерные станки
КАРТА 58
Подготовительно-заключительное время
А. На наладку станка н приспособлений
№ пози- ции Способ установки детали Количество крепящих приспособление Время в мни. *
1 На столе с креплением болтами с планками • - 24,0
2 3 В тисках 2 4 22,7 24,0
4 В центрах с делительной головкой - 28,0
5 6 В специальном приспособлении. вручную 4 6 24,0 25,3
7 8 устанавливаемом краном 4 6 27 0 28,3
Б. На установку фрезы
9 Установка фрезы 2,0
В. На получение инструмента и приспособлений до начала и сдачу после окончания обработки партии деталей
10 Получение исполнителем наряда, работы, инструмента н при- способлении 7,0
Время на обслуживание рабочего места, отдых и естественные надобности
Процент от оперативного времени | 9.0
• Время включает уставояку и сиятве копира
Нормативы времени
425
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ На столе вручную КАРТА 59 Лиат 1
№ пози- ции Способ установка н крепле- деталей Наличие тер выверки Состояние установочной поверхности Количество одновременно устанавливаемых деталей Вес детали в кг до
0,5 н 3,0 8,0 Н | 20.0
Время в мнн
1 На стол с креп- лением болтами с план- ками Простая (по кон- туру в одной- двух плоскос- тях) Необрабо- танная (отливка) 1 - 1,05 1,15 1,35 1.55 1,85 2,15
2 2 - 2,0 2.1 2,5 2.9 3,5 4,1
3 Каждая последующая - 0,8 0,9 1,0 1,2 1,5 1,8
4 Обрабо- танная 1 0,7 0,8 0,95 1,0 1.2 1,35 1,6
5 2 1,35 1,5 1.7 1,9 2.2 2,5 3,0
6 Каждая последующая 0,5 06 0,7 0,8 0,9 1.0 1.2
7 Сложная (по раз- метке в одной- двух плоско- стях) Необрабо- танная (отливка) 1 - 1,6 1,85 2,0 2,2 2,5 2,9
8 2 - 3,0 3,5 3,9 4,3 4,8 5,5
9 Каждая последующая — 1,3 1.6 1,7 1.8 2.1 2.4
10 Обработан- ная 1 0.9 1,0 1,25 1,45 1,7 1,9 2.2
11 2 1,65 1.8 2,3 2,8 3,2 3,6 4,3
12 Каждая последующая 0,7 1 0 8 1,0 1,2 1,5 1,7 2.0
13 Без выверки Необрабо- танная (отливка) 1 — 0,65 0,75 0,85 1,0 I1-25
14 2 — 1.2 1.35 1,55 1.75 2,0 2,2
15 Каждая последующая - 0,4 0,5 0,5 0,6 0,7 0,9
16 Обработан- ная или из проката 1 0,55 0,6 0,65 0,75 0,85 0,95 1.1
17 2 1,0 1,1 1.2 1,35 1,6 1,8 2,0
18 Каждая последующая 0,4 0,45 0,55 0,65 0,75 0.8 0,9
19 емболтама Простая Обработан- ная 1 — 0,85 1,05 1,3 1,5 1,7 2,1
20 Без выверки 1 - 0,7 0,8 0,95 1,05 1.1 1.3
П р > м е ч а « е. Время в карте дано на крепление каждой детали одннм-двуми бол
В случае крепленая большим количеством болтов, следует добавлять на каждый болт 0.4 мнн.
426
Нормирование фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ В тисках вручную
И СНЯТИЕ ДЕТАЛЕЙ КАРТА 59 Лист 2
£ Sec детали в кг до
х Способ установки в крепления Наличие Состояние установочной поверхности Количество одновременно устанавливае- мых деталей 0,5 | ... 5.0 1 8,0 I 12'0 । 20,0
Время в мни.
1 2 3 В тисках С эксцентрико- вым -эа-ягимпм Без выверки 1 2 Каждая по- следующая 0,18 0,25 0,06 0,19 0,27 0,07 0,21 0,33 0,09 0,25 0,39 0,11 0,29 0,48 0,17 0,34 0,39
4 С вывер- кой 1 0,37 0.39 0,43 0,48 0,56 0,64 0,79
5 Обработан- ная (или 1 0,16 0,17 0,19 0,22 0,26 0,31 0,36
6 Без выверки из проката) 2 0,23 0,25 0,30 0,34 0,43 - -
7 В тисках с пневматическим зажимом Каждая по- следующая 0,06 0,07 0,09 0,11 0.17 - -
8 С вывер- 1 0,39 0,43 0,49 0,53 0,6 0,68 0,85
9 кой Необрабо- танная (отливка) 1 0,65 0,75 0,85 0,9 1.0 1,25 1,4
10 1 0,25 0,27 0,29 0,32 0,36 0,41 0,46
11 ЗЕ съемной рукоят- кой или ключом Без выверки Обработан- 2 0,32 0,35 0.4 0,45 0,55 - -
12 5 иая (или из проката) Каждая по- следу ющая 0,06 0,07 0,09 0,11 0.17 - -
13 8. С вывер- 1 0,44 0,47 0,51 0,55 0,63 0,71 0,80
14 о S X я кой Необработан- ная (отливка) 1 0,7 0,8 0,90 0,95 1,05 1,3 1,5
15 2 3 Ш 1 0,21 0,23 0,25 0,28 0,3 - -
16 ! Без выверки Обработан- 2 0,28 0,31 0,36 0,41 0,49 - -
17 и воротком ная (или из проката) Каждая по- следующая 0,06 0,07 0,09 0,11 0,17 - -
18 CQ С вывер- 1 0,42 0,45 0,50 0,54 0,62 - -
19 Необрабо- танная (отливка) 1 0,68 0,78 0,83 0,92 1,02 - -
Нормативы времени
427
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В центровых оправках и центрах
КАРТА 59 Лист 3
Kt Способ установки детали Вес детали в кг до
0.5 | 1,0 | 3,0 н 8,0 | 12,0 | 20,0
Время в мин.
1 В центрах без надевании и снятия хомутика 0,25 0,26 0,34 0,43 0,48 0,55 0,6
2 с надеванием и сняти- ем хомутика 0,33 0,35 0,44 0,55 0,6 0,75 0,85
з В центрах с под- поркой домкратиком без надевания и снятия хомутика - - 0,43 0,52 0,58 0,65 0,70
4 с надеванием и снятием хомутика - - 0,53 0,64 0,68 0,85 0,95
5 6 7 На гладкой или шлицевой центровой оправке при надева- нии детали свободно от руки 0,33 0,35 0,44 0.5 0,6 0,7 0,75
с помощью молотка 0,36 0,38 0,48 0,54 0,67 0,77 0,85
под прессом 0,41 0,49 0,6 0,75 0,85 1,0 1,2
8 9 На центровой оп- равке с креплением гайкой с шайбой разрезной 0,46 0,49 0,6 0,65 0,75 0,85 0,9
с шайбой неразрезиой 0,65 0,65 0,75 0,85 0,95 1,05 1.1
10 На центровой оправке (без надевания и снятия детали с оправки) 0,25 0,26 0,34 0,43 0,48 0,55 0,6
П Установка на оправку каждой последую- щей детали (свыше одной) 0,08 0,09 0,1 0,12 - - -
Примечания: 1. Время на поворот детали в делительном приспособлении приведено в карте 64. лист 2. 2. Время на переустановку детали брать равным времени на установку, указанному в настоящей карте. 3. При установке на оправке нескольких деталей прибавлять на каждую деталь время попоз.Н.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В самоцентрирующем и цанговом патронах КАРТА 59 Лист 4
№ Способ установки детали Вес детали в кг до
0,5 ... ... ... 8,0 12,0 20,0
Время в мин.
1 В самоцентрирующем патроне 0,18 0,22 0,26 0,32 0,39
2 В самоцентрирующем патроне с поджатием центром задней бабки 0,32 0,34 0,39 0,45 0,5 0,55 0,6
3 В самоцентрирующем патроне с подпоркой домкратиком - - 0,35 0,4 0,45 0,5 0,55
4 В самоцентрирующем патроне с поджатием центром задней бабки и цодпоркой домкратиком - - 0.46 0,55 0,6 0,65 0,7
5 В цанговом патроне с креплением рукояткой рычага 0,12 0,14 0,18 - - - -
6 рукояткой пневматики 0,12 0.13 - - - -
7 КЛЮЧОМ 0,17 0,19 0,23 - - - -
8 В цанговом патроне с поджатием центром задней бабки - - 0,40 0,45 0,5 0,6 -
Примечания 1. Время на поворот детали в делительном приспособлении приведено в карте 94. лист 2 2. Время на переустановку детали брать равным времеин на установку, указанному в настоящей карте.
428 Нормирование фрезерных
I
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ На концевых оправках
КАРТА 59 Лист 5
№ ПОЭМ- Способ установки н крепления детали Вес детали в кг до
0.5 1.0 3.0 5,0 | 8.0 12,0 20,0
Время в мнн.
1 На концевой оправке цилиндрической с креплением гай- кой с шайбой разрезной 0,21 0,22 0,24 0,26 0,28 0,3 0,33
2 с шайбой неразрезной 0,41 0,43 0,45 0,48 0,50 0,52 0,55
3 конической с надеванием детали от руки 0,08 0,09 0,1 0,13 0,15 0,17 -
4 при помощи молотка 0,15 0,16 0,17 0,19 0,24 0,27 -
5 шлицевой с посадкой иа шлицы рукой или молотком 0,17 0,18 0,2 0,22 0,28 0,31 0,35
6 резьбовой с закреплением на оправке от руки 0,17 0,2 0,27 0,35 - - -
7 ключом 0,21 0,26 0,34 0,43 - - -
8 Установка на оправку каждой последующей детали (свыше одной) 0,08 0,09 0,1 0,12 - - -
Примечания: 1. Время на переустановку детали другой стороной брать равным времени иа установку, указанному в настоящей карте. 2. При установке на оправке нескольких деталей прибавлять на каждую деТаЛь время по поз. 8. 3. Время на поворот детали в делительном приспособлении приведено в карте 64, лист 2.
Нормативы времени 429
430
Нормирование фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА
£ *8. 8х 3 * 5 *8 Их £ о о «1 ч о е | = * Тип
Пневмо- или электроталь | Электро
Вес
30 | 50 | 80 | 120 | 200 I 300 | 500 | 800 1
Время
1 2 3 На столе с креплени- ем болтами с планками Простая (по конту- ру, в одной- двух пло- скостях) Необра- ботанная (отливка) 1 3,5 3,9 4,3 4,9 5,4 6,0 6,6 7,4
2 6,1 7,0 7,8 8,9 9,9 10,7 12,0 -
Каждая по- следующая 2,3 2,7 3,3 3,9 4,3 4,6 - -
4 5 6 Обрабо- танная 1 2,8 3,0 3,3 3,6 4,0 4,4 4,9 6,7
2 4,8 5,2 5,7 6,4 7,1 7,7 8,7 -
Каждая по- следующая 1,9 2,1 2,3 2,6 2,9 3,1 - -
7 8 9 Сложная (по размет- ке в одиой- двух плос- костях) Необра- ботанная (отливка) 1 4,7 5,5 6,3 7,1 7,8 8,5 9,9 12,1
2 8,5 10,1 11,8 13,3 14,7 15,9 18,6 -
Каждая по- следующая 3,6 4,4 5,2 6,0 6,6 7,1 - -
10 11 12 Обрабо- танная 1 3,7 4,1 4,6 5,1 5,7 6,8 7,8 9,6
2 6,6 7,4 8,4 9,4 10,5 12,5 14,3
Каждая по- следующая 2,7 3,1 3,5 4,0 4,5 5,5 - -
13 14 15 Без вывер- ки Обрабо- танная 1 2,2 2,3 2,5 2,7 3,0 3,3 3,5 4,1
2 3,6 3,8 4,2 4,6 5,1 5,5 6,1 -
Каждая по- следующая 1,3 1,4 1,6 1,7 2.0 2,1 2,4 -
16 На угольни- ке с крепле- нием болтами с планками Простая 1 5,5 6,0 -
Примечания: 1. Время в карте дано на крепление каждой детали одним двумя болтами. В слу- 80 кг 0,4 мин; свыше 80 кг 0,5 мин. 2, Время в карте Дано с учетом застропки деталей тросом или цепью. При застройке клещами, сие-
Нормативы времени
431
УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ На столе подъемником
КАРТА 60
жодъемника
таль | Ручная таль | Кран
детали в кг до
1200 | 2000 | 3000 30 50 во 120 200 300 30 1 50 1 80 1 1 >2° 1 200 | зоо| 500 | 800 | 1200 | 2000 I 3000
> имин.
8,4 9,9 11.1 3,8 4,3 4.8 5,5 6,0 6,7 4,3 4,7 5.1 5,8 6,3 7,0 7,6 8,5 9,5 И,1 12,3
- - - 6,6 7,7 8,6 9,9 10,9 11,9 7,3 8,2 9,0 40 2 11,2 12,2 13,5 - - - -
- - - 2,5 2,9 3,5 4,2 4,7 5,° 2,8 3,2 3,8 4,4 4,8 5,2 - - - -
7,1 8,2 9,3 3,1 3,4 3,8 4,2 4,6 5,1 3,6 3,8 4,1 4,5 4,9 5,4 5,9 7,8 8,2 9,4 10,5
- - - 5,3 5,9 6,5 7,4 8,1 8,9 6,0 6,4 6,9 7.7 8,4 9,2 10,2 - - - -
- - - 2,1 2,3 2,5 2.9 3,2 3.4 2.4 2,6 2,8 3,1 3,4 3,7 - - - - -
14,4 16,6 19,7 5,0 5,9 6.8 7,7 8,4 9,3 5,5 6,3 7,1 8,0 8,7 9,5 10,9 13,2 15,5 17,8 21,0
- - - 8,9 10,8 12,6 14,3 15,7 17,1 9,7 11,3 13,0 14,6 16,0 17,4 20,1 - - - -
- - - 3,9 4,7 5,6 6,4 6,9 7,5 4,1 4,9 5,7 6,5 5.1 7,7 - - - - -
i 1 10,8 12,5 13,6 4,0 4,5 5.1 5,7 6,3 7,5 4.5 4,9 5,4 6,0 6,6 7,8 8,8 10,7 И.9 13,7 14,8
- - - 7,1 М 9,1 10,4 и,5 13,7 7,8 8,6 9,6 10,7 И.8 14,0 15,8 - - - -
г - - - 3,0 3,4 3,8 4,4 4,8 5,8 з.з 3,6 4,0 4,5 5,0 6.1 - - - - -
4,7 5,3 5,8 2,5 2,7 3,0 3,3 3,6 4,0 3,0 3,1 3,3 3,6 3,9 4,3 4,5 5,2 5,8 6,5 7.0
- - - 4,1 4,5 5,0 5,6 6,1 6,7 4,8 5,0 5,4 5,9 6,4 7,0 7,6 - - - -
- - - 1.6 1.7 1,9 2,1 2,3 2.5 1.8 1,9 2,0 2,2 2,3 2,5 3,0 - - - -
- - - 5,8 6,3 - - - - 6,5 7,0 - - - - - - - - -
чае крепления бблыним количеством болтов следует добавлять на каждый болт для деталей весом до цяальиыми крюками, скобами и т. п. время по карте уменьшать на 0,4 мин.
432
Нормирование фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В специальных приспособлениях КАРТА 61
Группы установочных баз
"й группы
Эскиз
Плоскость одна или
две без упоров, с
одним-двумя упо-
рами; призма
Одна направляющая
Две направляющие
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В специальных приспособлениях вручную КАРТА 62 Лис* 1
№ позиции Способ крепления Группа устано- вочной базы (по карте 61) Колнчестоо зажимов Вес детали в кг до
0.5 | 1.0 | 3,0 1 6’° 1 | «.О | 12,0 | 20.0
Время в мин.
I 2 3 Планками с крепле- нием рукояткой пнев- матического зажима 1 I 0 10 0,12 0,15 0 17 | 0,19 | 0,2 0,24
11 1 0,12 0,14 0,16 0,19 020 | 0.22 0.26
III 1 0,16 0,16 0,18 0,21 0,23 | 0,25 0.3
1-11-111 Каждая после- дующая планка 0 01
5 6 7 8 £33^$ Рукояткой эксцент- рикового зажима I 1 0.11 0,13 0,16 0,19 0,21 022 0,26
II I 0,13 0,15 0.17 0,21 0,22 0,24 0 28
III 1 1 | 0 17 0,17 | 0,19 1 0,23 1 | 025 | 0,27 0,32
I-I1-II1 Каждый после- дующий 0,04 0 04 0.04 0 05 0,05 0,05 0,06
9 10 11 12 Поворотной или скользящей планкой с креплением ее рукоят- кой эксцентрикового зажима 1 1 0,12 0,14 0,18 0,19 0,22 0,23 0,26
II 1 0,14 0,16 0 19 0,21 0,23 0,25 0,29
III 1 1 0,18 0,18 0,21 0,23 0 26 0,28 0,32
I—1I-II1 Каждый после- дующий 0,05 0,06 0 08
Нормативы времени
в
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В специальных приспособлениях вручную КАРГА 62 Лист 2
позиции СпосоЗ крепления Группа устано- вочной базы (по карте 61) Количество зажимов Вес детали в кг до
0,5 1 Га | | 3.5 | 5,0 | 8 0 | 12.0 | 20.0
Время в мин
13 14 15 4 m 4 Рукояткой гидравли- ческого зажима (с вы- держкой времени на- полнения маслом ци- линдров) I 1 0,16 0,19 0,22 0,24 0,26 0,28 0,32
II 1 0,18 0,21 0,23 026 0,27 0,30 0,34
III I 0,22 0,23 0,25 0,28 0,30 0,33 0,38
16 17 18 19 Гайкой нли ВИНТОМ с креплением ключом 1 1 0,2 0,24 0,33 0,36 0,39 0,41 0,48
11 I 0,22 0,26 0,34 0,38 0,40 0,43 0,50
III 1 0,26 0,28 0,36 0,40 0,43 0,46 0,54
I —II—III Каждый после- дующий 0,09 0,11 0,12 0,12 0.12 0,13 0,16
20 21 22 23 рукой I 1 0,12 0,14 0.18 0,20 0.22 0,24 0,28
11 1 0,14 0,16 0,19 0,22 0,23 0,26 0,30
III . I 0,18 0,18 0,21 0,24 0,26 0,29 0,34
1—II—1 II Каждый после- дующий 0,04 0,04 0,04 0,04 0,04 0,05 0,06
фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В специальных приспособлениях вручную
КАРТА 62 Лист 3
ПОЗИЦИИ Способ крепления Группа устано- вочной базы (по карте Ы) Количество зажимов Вес детали в кг до
0.5 1 ‘-о 1 3-5 1 5.0 | 8,0 | 12.0 | 20,0
Время в мин.
24 25 26 27 Г ч н Гайкой или винтом с поворотной или сколь- зящей план- кой с креп- лением ключом I I 0,24 0,29 0,36 0,42 0,46 0,49 0,57
11 1 0,26 0,31 0,37 0,44 0,47 0,51 0.59
III 1 0,3 0,33 0.39 0,46 0,50 0,54 0,63
I-II-III Каждый после- дующий 0,12 0,12 0,12 0,16 0,18 0,2 0,23
28 29 30 31 рукой 1 1 0,14 0,16 0.21 0,22 0.25 0.27 033
II I 0,16 0,18 0,22 0.24 0,26 0,34 0,39
III 1 0,20 0,20 0,24 0,26 0,28 0,37 0,43
I—II—III Каждый после- дующим 0,06 0,08 0,10 0,10
Нормативы времени 435
позиции
32
33
34
35
36
37
38
39
40
41
42
43
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ
Способ крепления
Группа устано-
вочной базы (по
карте 61)
В специальных приспособлениях
вручную
КАРТА 62
Лист 4
Рукояткой
эксцентрика
Накидной
крышкой с
креплением
ее
I I 0,16 0,18 0 22 | 0,24 0,27 | 0,29 035
II 1 0,18 0,20 0,23 0,26 0,28 | 0,31 0,37
III 1 0,22 0,22 0,25 0,28 0,31 0,34 0,41
I-1I-11I Каждый после- дующий 0,09 0,11 0,14
I 1 0,28 0,33 0.40 0,47 0,51 | 0,55 0,63
11 1 0,30 0,35 0,41 0,49 0,52 0,57 0,65
111 I 0,34 0,37 0,43 0,51 0,55 0,6 0,7
I—II—III Каждый после- дующий 0,16 0,16 0,16 0,21 0,23 0,26 0,29
1 1 0,22 0,24 0,27 0,31 0,34 0,38 0,43
II [ 0.24 0,26 0,28 0,33 0,35 0,40 0,45
III 1 0,28 0,28 0,30 0,35 0,38 0,43 0,5
I—11—III Каждый после- дующий 0,14 0,17 0,2 0,22
436 Нормирование фрезерных
I
3
Дополнительное время на установку и снятие деталей прн обработке в многоместных приспособлениях Нормативы времени 437
№ позиции, Группа устаиоаочиой базы (по карте. 611 Вес детали а кг до
0.5 1.0 | 3.0 | 5.0 1 12.0 | 20,0
Время в мин. иа установку каждой детали сверх одной
44 I 0,05 0,07 0,08 0,10 0,12 0,13 0,15
45 II 0,07 0,09 0,10 0,12 0,13 0,15 0,17
46 III 0,10 0,11 0 12 0,14 0,15 0,17 0,20
Время иа очистку приспособления от стружки
№ позиции Способ очистки Конфигурация очищаемой поверхности
Без выступов и впадин | С выступами н впадинами | Коробчатая
Размеры очищаемой поверхности в см до
10X10 ; | 20X30 | 30X50 10x10 | 20 X 30 | 30 X 59 ( | 10X10 | 20 X 30 1 30X50
| Время н мин.
47 Сжатым воздухом 0,06 0,07 0,08 0,08 0,09 0.11 0,10 0,12 0,14
48 Щеткой пли тряпкой 0.06 0,08 0,10 0,08 0,11 0,13 0,10 0 15 0,17
Примечания:!. На поворот детали или приспособления с деталью вокруг вертикальной оси добавлять 0,05 мин., на кантовку детали или при- способления с деталью 0,05 мни. 2. На дополнительную переноску деталей иа расстояние сверх 1 м добавлять по 0,01 мин, иа каждый метр.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В специальных приспособлениях подъемником КАРТА 63
S Способ крепления й! “ о 3 о 3 ° « Тип подъемника
Пневмо- или электроталь | Ручная таль | Кран
Вес детали в кг до
30 | 50 | 80 | 120 | 200 | 300 | 30 | 50 | 80 j 120 | 200 | 30 50 80 1 '20 200 | 300
1 2 3 Планками с креп- леннем рукояткой пневматического зажима 1 1 |0,96| l,05| 1,25| 1.45| 1.65| 1,85| 1,25| 1.45| 1,75| 1.95| 2,25| 1,35| 1,45| 1,65| 1,85| 2,1 | 2.3
III 1 1,15 1,25| 1 45| 1,65[ 1.851 2,2 | 1,35| 1.65| 1,95| 2,25| 2,55| 1,65| 1,75| 1.85| 2,15| 2,45| 2,85
I—III Каждая после- дующая планка 0,01
4 5 6 Поворотной илн скользящей план- кой с креплением ее рукояткой эксцентрикового зажима I 1 1.0 и ||.3 |15 ||.7 | 1.9 '.з 1,5 1,8 2,0 2,3 |l,4j 1,5 |1.7 |1.9 2,151 2,35
III I 1,2 1,3 Р.5 |.,7 | 1,9 | 2,25 I1'4 1,7 2,0 2,3 2.6 [,.7 1.3 ||.9 |2.2 2,5 2,9
I-ш Каждый после- дующий 0,1
7 8 Рукояткой гид- равлического за- жима (с выдержкой времени наполне- ния цилиндров) 1 1 I.I 1,2 1,4 1,65 1,9 2,1 1,4 1,6 1 J.9 2,15 2,5 1,5 1,6 1,8 2,05 2,3 2,5
III I 1,3 1.4 1,6 1,85 2,1 2,45 1,5 1,8 2,1 2,45 2,8 1,8 1,9 2,1 2,35 27 3,1
9 10 11 Гайкой или винтом рукой 1 1 1.05 1,15 1.35 1,55 1,75 1,95 1,35 1,55 1,85 2.05 2,35 1,45 1,55 1,75 1,95 2,15 2,35
III 1 1,25 1,35 1,55 1.75 1 95 2,3 1,45 1,75 2,05 2,35 2,65 1,75 1 85 1,95 2,25 2,55 2,95
I—III Каждый после- дующий 0,15
Нормативы времени
439
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Горизонтально-, вертикально- и универсально-фрезерные станки К APT Л 64 Лист I
•V» позиций Характер Способ установке обработки фрезы па стружку ИзмеряемыП Длина стола станка н мм до
750 1 ,2SJ 1 18СЮ 250)
- Способ перемещения стола
авт. ручн. | авт. | РУЧН. ввт. | ручн. авт. | ручн.-
Время па комплекс приемов, связанных с переходом, в мин.
1 Работа полуавтоматическим иклом - 0,04 - 0,05 - 0,06 - 0,08 -
2 3 4 5 6 7 8 9 10 Обработка плоскостей и фасонных поверхностей фрезой, у< ггановленной на размер 0,06 0,12 0,09 0,15 0,09 0,18 0,11 0,22
С по упору 0,22 0,28 0,26 0,33 0,31 0.4 0,54 0,65
по лимбу 0,24 0,3 0,29 0,36 0 34 0,43 0,59 0.7
по разметке 0,4 0,46 0,48 0,55 0,58 0,67 0,93 1,04
фрезы на размер по шаблону приспособления и щупу 0,32 0,38 0,37 0.44 0,44 0,53 0 72 0,83
по лимбу с предваритель- ным промером линейкой нли шаблоном - 0,35 0,41 0,4 0,46 0,48 0,55 0,7 0,8
штангенциркулем 100 300 500 0,39 0,45 0,49 0,45 0,51 0,55 0,43 0,48 0,53 05 0,55 0,61 0,52 0,57 0,62 0,6 0,65 0,7 0,75 0,8 0,85 0,85 0,9 0,95
фрезерных работ
11 12 13 14 15 16 со взятием одной проб- ной стружкн (с точностью 0,5—0,15 мм) н измерением шаблоном или линейкой 100 300 500 0,47 0,5 0,51 0,53 0,55 0,57 0,57 0,59 0,61 0,64 0,66 0,68 0,67 0,69 0,71 0,76 0,78 0,8 0,99 1,0 1,02 1,09 1.11 1,13
штангенциркулем 100 300 500 0,52 061 0,66 0,58 0,67 0,71 0,62 0,71 0,75 0,69 0,78 0,82 0,72 0,81 0,85 0,81 0,9 0,94 1,03 1,12 1,17 1,14 1,23 1.27
17 18 19 со взятием двух проб- иых стружек (с точностью <0,15 мм) и измерением шаблоном 100 300 500 0,8 0,85 0,91 0,85 0,91 0,97 0,93 0,99 105 1.0 1,06 1,12 1,08 1,14 1.2 1,17 1,23 1,29 1,47 1,52 1,58 1,57 1,63 1,69
20 21 22 штангенциркулем 100 300 500 1,01 1,31 1,47 1,07 1,37 1,53 1,15 1,45 1,61 1,22 1,52 1,68 1,3 1,6 1,76 1,39 1,69 1,85 1,68 1,98 2,14 1,79 2,09 2,25
23 фрезой, установленной на размер - 0,06 0,12 0,09 0,15 0,09 0,18 0,11 0 22
24 со взятием одной пробной стружки - 06 0,65 0,7 0,8 0,8 0,9 1.1 1,25
Во время, связанное с переходом (при перемещении стола вручную), включено время на длину перемещения до 100 мм. При перемещении
на длину свыше 100 мм ко времени по карте добавлять:
25 200 0,05 0,06 0,08 0,09
26 300 0,10 0,13 — 0,11 0,15 0,16 — 0,17
27 Общая длина перемещения стола в мм до 400 __ 0,22 0,33 0,22
28 600 __ __ 0,24 0,36
29 800 — — — — - 0.46 — 0,47
При автоматическом перемещении стола время ив
перемещение
в комплекс приемов не включено н определяется по паспортным
Нормативы времени
£
442
Нормирование фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Горизонтально-, вертикамно- и универсально-фрезерные станки
КАРТА 64 Лист 2
Время на приемы» связанные с переходом» не вошедшие в комплексы
№ Наименование приемов Длина стола стайка в мм до
750 1250 1800 2500
Время в мии.
30 Изменить число оборо- тов шпинделя одним рычагом 0,04 0,04 0,05 0,06
31 двумя рычагами 0,06 0,06 0,08 0,08
32 тремя рычагами 0,08 0,08 0,10 0,12
33 Изменить величину по- одним рычагом 0,03 0,03 0,04 0,05
34 дачи двумя рычагами 0,05 0,05 0,06 0,08
35 Повернуть делительную головку или делительное приспособление иа одну позицию 0,04 0,04 0,04 -
36 Повернуть приспособление с рабочей позиции на загрузочную - 0,09 0,09 0,11
37 Поставить щиток ограждения от стружки и снять 0,16 0,18 0,20 0,25
Нормативы времени
443
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ П родоль но-фрезерные станки
КАРТА 65 Лист 1 3 мм до
| Характер обработки Способ установки фрезы на стружку I i? S ч ® а “ я ч х= Ч 3 3 р Длина стола i
1600 | 3000 | 5500
Время на комплекс приемов, связанных с переходом, в мни.
Работа с полуавтоматическим циклом - - 0,06 0,08 0,10
2 3 5 6 7 8 9 10 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Обработ- ка пло- скостей и фасон- ных поверх- ностей фрезами, установленными на размер - - 0,16 0,17 0.19
с установкой фрез на размер по разметке 2 3 4 - 0,95 1,61 2,28 1,2 2,12 2,96 3,78 1.71 3,14 4,58 6,0
по лимбу (без про- мера) 2 3 4 - 0,43 0,68 0,93 0,53 0,87 1,23 1.57 0,8 1.41 2,03 2,63
по лимбу с предвари- тельным измерением линейкой, шаблоном 1 300 1000 0,53 0,57 0,63 0,67 0,9 0,94
штанген- циркулем 1 300 500 800 0,62 0,67 0,77 0,72 0,77 0,87 0,99 1,04 1,14
по шаблону приспо- собления и щупу 2 3 4 - 0,54 0,86 1.18 0,67 1.11 1.57 2,0 0,96 1,69 2,49 3,15
со взятием одной пробной стружки (с точностью 0,5 — 0,15 мм) и измере- нием линейкой или шаблоном 1 300 1000 0,8 0,84 0,94 0,98 1,27 1.31
штангенцирку- лем 1 200 500 800 1000 0,86 0,94 1,04 1.22 1.0 1,08 1.J8 1,36 1,33 1,41 1,51 1,69
26 27 28 29 30 31 со взятием двух пробных стружек (с точностью <0,15 жж) и изме- рением шаблоном 1 300 1000 1.27 1.41 1,65 1,79 2,05 2,2
штангенцирку- лем 1 200 500 800 1000 1,55 1.81 2,05 2,55 1,93 2,2 2,45 2,9 2,3 2,6 2.8 3,3
32 33 Обработка пазов фрезой, установленной на размер 1 - 0,16 0,17 0,19
со взятием одной проб- ной стружки 1 - 1,22 1,36 1,7
Примечание Время на обратное перемещение стела устанавливается по паспортным данным станка и включается во время на проход ь соответствии с длиной обрабатываемой поверхности.
444
Нормирование фрезерных работ
Продольно-фрезерные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. СВЯЗАННОЕ С ПЕРЕХОДОМ КАРТА 65
Лист 2
Время на приемы, связанные с переходом, не вошедшие в комплекс
№ Наимеиоваяве приемов Длина стола станка В мм до
1600 | 3000 | 6000
Время В МИИ.
34 одним рычагом 0,05 0,07 0,12
35 Изменить число ротов шпинделя обо- двумя рычагами 0,08 0,11 0,17
36 тремя рычагами 0,10 0,15 0,22
37 Изменить величину по- одним рычагом 0,04 0,06 0,10
38 двумя рычагами 0,06 0,10 | 0,14
39 Поставить щиток ограждения от стружки и при скоростном фрезеровании снять 0,18 0,30 0,45
40 25 0,08 0,10 0,13
41 50 0,09 0,12 0,14
42 D DCjJinM/IDHUM направлении 100 0,10 0,13 | 0,17
43 150 0,11 0,15 0,20
44 Переместить верхний шпиндель вручную 200 0,12 0,17 0,23
45 100 0,11 0,13 0,15
46 200 0,16 0,19 | 0,22
47 ном направлении 300 0,22 0,25 | 1 0,28
48 « 400 0,28 0,31 0,35
49 500 0,34 | 0,38 1 0,42
50 8. 25 0,06 0,07 0,08
51 50 0,07 0,08 0,09
52 в горизонталь- ном направлении Д 100 0,09 0,10 0,11
53 Переместить бо- ковой шпиндель 150 0,11 0,12 0,14
54 200 0,14 0,15 0,18
55 вручную 100 0,10 0,11 0,12
56 в вертикальном 200 0,15 0,16 0,17
57 направлении 400 0,28 0,30 0,31
58 500 0,40 0,43 0,44
Нормативы времени
445
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,СВЯЗАННОЕ С ПЕРЕХОДОМ Копировально-фрезерные станки
КАРТА 66
Время на комплекс приемов, связанных с переходом
Длина стола до 1500 мм
№ Способ подвода фрезы Длина перемещения стола в мм до
100 200 | 300 | 40C ) | 500
1 Свободно 0,2 0,3 | 0,38 | 0,46 | 0,54
2 В отверстие 0,24 0,34 | 0,42 | 0,5 | 0.58
Время на приемы, связанные с переходом, не вошедшие в комплекс
№ позиции Наимеио ванне приемов Время в мни
3 4 5 6 Изменить число оборотов шпинделя Переместить фрезерную головку по траверсе (при работе дву мя шпинделями) Установить и снять фрезу Включить и выключить охлаждение 0,06 0,07 1,5 0,04
446
Нормирование фрезерных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ Фрезерование
КАРТА 67 Лист 1
№ Измерительный инструмент Точность мнстру- Способ измерения Измеряемый размер в мм до
50 | 200 | 500 | 750 | 1000 | 1500 | 2000
Время в мин
1 Линейка мас- штабная - - 0,06 0,08 0,1 0,11 0,13 0,16 0,20
2 Штайга раздвиж- ная - - - - 0,2 0,23 0,25 0,4 0,55
3 Шаблон линей- ный односто- ронний предель- ный - Проходной сто- роной 0,07 0,08 0,11 0,12 0,13 - -
4 Полное измере- ние 0,10 0,11 0.16 0,18 0,20 - -
5 двусто- ронний предель- ный - Проходной сто- роной 0,08 0,09 0,12 0,13 0,14 - -
6 Полное изме- рение 0,12 0,13 0.18 0,20 0,22 - -
7 Шаблон фасон- ный простой - Грубо 0,06 0,08 0,15 0,18 0.2 - -
8 Точно 0,09 0,14 0,19 0,25 0,3 - -
9 сложный - Грубо 0,09 0,13 0,20 0,22 0,25 - -
10 Точно 0,12 0,19 0,26 0,34 0,42 - -
Н Штангенциркуль До 0,1 мм Установленный предварительно иа размер 0,07 0,10 0,17 0,26 0.36 - -
12 Устанавливае- мый в процессе измерения 0,12 0,16 0,24 0,32 0,52 - -
13 ДО 0,02 мм Установленный предварительно на размер 0,09 0,15 0,23 0,30 0,52 -
14 Устанавливае- мый в процессе измерения 0,21 0,29 0,42 0,50 0,78 - -
15 Штангенглубиио- мер до 0,05 мм Установленный предварительно на размер 0,09 0,1 0,13 - - - -
16 Устанавливае- мый в процессе измерения 0,18 0,2 0,24 - - - -
17 Штихмас иераз- движиой 4—5 классы - 0,09 0,11 0,15 0,18 0,20 -
18 Линейка лекаль- ная поверочная нли угольник — — 0,12 0.17 0,25 0,30
Нормативы времени
447
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ Фрезерование
КАРТА 67 Лист 2
i 2 Измерительный инстру- Точность измере- Способ измерения Измеряемый размер в мм до
25 | 50 | 100 | 200 | 300
Время в мин.
1 Угломер универсаль- ный Св. 5' Установленный пред- варительно на размер 0,10 0,12 0,15
2 До 5' 0,15 0,19 0,25
3 Св. 5' Устанавливаемый на размер 0,2 0,23 0,24 0,27
4 До 5' 0,23 0,26 0,35 0,38
5 Калибр-пробка пре- дельная двусторонняя 3-го класса Проходной стороной 0,13 0,15 0,21 - -
6 3-го класса Полное измерение 0,16 0,20 0,28 - -
7 4—5-го классов Проходной стороной 0,09 0,11 0,13 - -
8 Полное измерение 0,12 0,15 0,19 - -
9 Калибр-пробка не- полная (плоская) 3-го класса Проходной стороной - - 0,15 0,20 0,31
10 Полное измерение - - 0,23 0,30 0,42
11 4—5-го классов Проходной стороной - - 0,10 0,13 0,19
12 Полное измерение - - 0,17 0,21 0,30
13 Скоба односторонняя предельная 3-го класса Полное измерение 0,08 0,09 0,11 0,14 0,16
14 4-5- го классов 0,06 0,06 0,07 0,09 0,11
15 Скоба двусторонняя предельная 3-го класса Полное измерение 0,14 1 0,15 0,17 - -
классов 0,08 1 0,08 0,09 -
к Калибр-кольцо шли- цевое 3-го класса - 0.1С 1 0,14 0,19 - -
448
Нормирование фрезерных работ
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА
Фрезы торцовые и концевые
КАРТА 68
1. Симметричная установка фрезы относительно детали
Диаметр фрезы в мм
Величина врезания и перебега фрезы I
100
2. Смещенная установка фрезы относительно детали
140
160
180
200
220
240
260
280
L* Д ив метр фрезы в мм
75 | 1 *» 1 1 80 1 по | .30 | 1 '50 | | 200 | 250 | 300 | 320 | 350 | 1 <00
а; Величина врезания, и перебега фрезы I, в мм
0.030 28 129 | 33 39 | 47 53 70 | 87 | 104 110 | 120 137
0,050 24 126 | 28 34 1 40 46 60 | 74 1 89 “ 1 103 117
фрезы (I, £>).
Нормативы времени
449
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА Фрезы цилиндрические, дисковые, прорезные и фасонные КАРТА 69
Глубина Диаметр фрезы в мм
16 20 1 30 1 40 1 50 60 75 ] I 90 | ! ио | 1 130 | | 150 1 ™ I 1 200 | 1 225
Величина врезания и перебега в жж
0,5 1.0 1,5 2,0 3,0 4.0 5,0 6,0 8,0 10,0 12,0 15,0 18,0 20,0 25,0 30,0 35,0 40,0 50,0 60,0 4 5 6 7 4 5 6 7 8 9 10 10 5 7 8 9 10 12 13 13* 15 16 6 8 10 11 12 14 15 16 18 20 7 9 12 14 16 17 18 21 22 24 8 10 12 13 16. 17 19 21 23 25. 27 9 11 13 15 17 20 21 23 26 28 30 33 35 10 12 14 16 19 22 24 25,5 39 31 34 37 39 40 10 14 17 18 21 24 26 28 32 35 37 41 44 45 50 12 15 17 19 23 26 28 31 35 38 41 45 49 51 55 60 12 16 18 21 25 28 30 33 37 41 44 49 52 55 60 65 68 13 17 20 23 27 30 33 36 41 45 49 53 57 60 65 70 74 78 14 18 21 24 28 32 35 38 43 48 52 57 61 64 70 75 80 83 91 15 19 22 25 30 34 37 40 46 51 55 60 65 68 75 80 86 90 97 103
Примечание. При чистовой обработке величину врезании дисковых фрез при работе торцовой частью следует брать удвоенной против приведенной в карте.
29 Справочник нормировщика УВ
ГЛАВА VI
НОРМИРОВАНИЕ РЕЗЬБОНАРЕЗНЫХ И РЕЗЬБОНАКАТНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Резьба на деталях образуется методом резания (нарезание резцами,
плашками, фрезами, метчиками и т. п.) или методом пластической деформа-
ции (накатывание круглыми роликами или плоскими плашками). Правиль-
ный выбор метода образования резьбы имеет большое значение для умень-
шения затрат основного (технологического) и вспомогательного времени.
В табл. 1 приведены сопоставления затрат основного (технологического)
и вспомогательного времени на образование резьбы различными методами.
Таблица 1
Сопоставление затрат оперативного времени (без установочного) на образование резьбы
длиной 100 мм различными методами
Обрабатываемый материал — сталь 45
Тип резьбы ££ь“еР то™но- Режущий или рабочий инструмент
& 11 h а.* Резец, осна- щенный пла- стинкой твердого сплава Т15К6 1 с 1 I §. е 1 = £1
i ? SSoS hl! В
Наружная метриче- М10Х 1,5 1М24Х2 2-й 3,94 6,75 0,96 — 0,47 0,085
ская на проход 2-й 1,62 — —- 0,81 0,205
Наружная трапеце- идальная на проход 80X4 3-й 10,81 2,32 0,39 - — 2,09 -
Наружная трапеце- идальная в упор 80X4 3-й 10,81 3,53 0,39 — — 2,09 —
Внутренняя метриче- ская на проход 1М48ХЗ 2-й 10,83 2,27 0,67 — 0,60 1,07 —
Внутренняя трапеце- идальная в упор * Длина резьбы 1 — 50 80X4 3-й 13,06 4,52 1.17
Нарезание резьбы резцами из быстрорежущей стали — наименее произ-
водительный метод образования резьбы, он заменяется в настоящее время
более совершенными методами обработки в частности скоростным нарезанием.
Резьба может нарезаться резцами, оснащенными пластинками твердого
сплава двумя методами:
1) резцами, установленными на суппорте станка;
2) резцами, установленными во вращающихся головках.
Методические указания
451
Первый метод нарезания резьбы обеспечивает высокую точность (до 1-го
класса) и высокую чистоту поверхности резьбы (7—8-й классы). Данный
метод особенно эффективен при обработке на проход точных резьб, он широко
применяется при обработке закаленных деталей HRC до 60, устраняет необ-
ходимость шлифования резьбы после закалки.
Второй метод обеспечивает наиболее высокую производительность при
обработке наружных и внутренних резьб с шагом S > 3 мм. Данным методом
может быть нарезана резьба 3-го класса точности с чистотой поверхности V6.
Вследствие сравнительно невысокого качества резьбы применение дан-
ного метода ограничивается черновым нарезанием точных резьб и оконча-
тельным нарезанием резьб для малоответственных резьбовых соединений.
Накатывание резьбы обеспечивает высокую производительность, высокие
качества резьбы (точность 1-й класс и выше, чистота поверхности \/9—10).
Например, силовые шпильки с накатанной резьбой обладают более высокой
усталостной прочностью, чем шпильки с нарезанной резьбой.
Приводимые в настоящей главе режимы резания рассчитаны на инстру-
менты из быстрорежущей стали марки Р18 и инструменты, оснащенные пла-
стинками твердого сплава Т15К6, Т15К6Т и Т30К4 (при обработке стали)
и ВК8, ВК6 и ВК4, ВКЗ и ВК2 (при обработке чугуна). Режимы резания,
рекомендуемые для обработки резцами, метчиками и плашками из стали Р18,
могут применяться также при обработке этими инструментами, изготовлен-
ными из быстрорежущей стали Р9, при условии их качественной термической
обработки.
Для повышения стойкости резьбонарезных инструментов из быстрорежу-
щей стали рекомендуется применять хромирование метчиков, работающих
по легким сплавам, и цианирование или нитроцементацию метчиков, резцов
и фрез, работающих по стали.
Режимы резания для нарезания крепежной резьбы рассчитаны примени-
тельно к резьбам по ОСТам НКТП 32, 193, 271 и 272. Для резьбы по ГОСТу
9150-59, имеющей по сравнению с резьбой по указанным выше стандартам
уменьшенную высоту профиля, режимы резания будут несколько изменены
за счет уменьшения числа проходов и некоторого повышения скорости резания.
Приводимые в настоящей главе таблицы вспомогательного времени рас-
считаны на условия серийного производства. Для условий крупносерийного
производства вспомогательное время следует уменьшить на 15—20%.
1. Нарезание резьбы резцами, установленными на суппорте станка
Элементами режима резания при нарезании резьбы резцами являются
глубина резания и скорость резания.
В нормативах режимов резания приводится также число проходов, пред-
ставляющее собой частное от деления высоты профиля резьбы t' на глубину
резания t.
Глубина резания при черновых проходах является функцией шага резьбы,
профиля резьбы и механических свойств обрабатываемого материала. Число
чистовых проходов зависит от требуемой чистоты и точности резьбы. Так как
при нарезании резьбы взятие пробной стружки является полным проходом,
то количество чистовых проходов не должно быть меньше количества проб-
ных стружек, необходимых для получения заданного класса точности.
Скорость резания при нарезании резьбы резцами определяется следующей
зависимостью:
где S — шаг нарезаемой резьбы;
t — глубина резания,
29*
452
Нормирование резьбонарезных и резьбонакатных работ
или
V = M/MUH,
TmSy
(2)
где i — число проходов.
Наряду со стойкостной зависимостью на режим резания при нарезании
резьбы оказывает влияние допустимая скорость продольного перемещения
инструмента относительно де-
тали. Этот фактор оказывает
влияние на выбор режима
резания в тех случаях, когда
продольный перебег резца
после окончания обработки
Фиг 1. Резьба, нарезаемая с ограниченным про- ограничен определенным рас-
дольным перебегом резца стоянием.
а — с выходом в канавку; б — со сбегом. При НЭреЗЭНИИ резьбы С ВЫ-
ХОДОМ в канавку (фиг. 1, а)
величина перебега резца не должна превышать ширины канавки f.
При нарезании резьбы со сбегом (фиг. 1, б) величина перебега
резца не должна превышать длины сбега у, определяемой по формуле
У = t' ctg а мм, (3)
где f — высота профиля резьбы.
Зная допустимую величину перебега
и время ручного отвода резца, можно
определить число оборотов в минуту,
допустимое с точки зрения скорости
продольного перемещения инструмента
где 13 — допустимая величина перебега
в ММ',
S — шаг резьбы в мм;
х — время отвода резца в попе-
речном направлении;
К3 — число заходов нарезаемой
резьбы.
На фиг. 2 дано сопоставление числа
оборотов шпинделя при нарезании
резьбы резцами, допустимого:
а) с точки зрения стойкости режу-
щего инструмента и чистоты поверх-
ности;
б) скорости продольного перемеще-
ния резца.
Значение х принято 0,015 мин.
Из фиг. 2 видно, что при нарезании
однозаходной резьбы с шагом S = 2 мм
резцами, оснащенными пластинками
твердого сплава Т15К6, число оборотов
шпинделя в минуту ограничивается
допустимой скоростью продольного
перемещения резца в диапазоне диаме-
аоб/нин
10 ?0 30 W 5060 Ю WO Z00 300 dun
Дианешр нарезвенои резувы
Число оборотов шпинделя в минуту,
допустимое по стойкости инструмен-
та и чистоте обреботолной поверх -
мости
-----— 4uCffQ оборотов шпинделя в минуту,
допустимое по скорости продольно-
го перемещения
Фиг. 2. Числа оборотов шпинделя, допу-
стимые по стойкостным зависимостям и
по скорости продольного перемещения
резца, обрабатываемый материал — сталь
углеродистая конструкционная о* =
= 75 кг!мм23 шаг резьбы S = 2 мм:
/ — резцы, оснащенные пластинками твердого
сплава Т15К6Т, 2 — резцы нз быстрорежущей
стали—черновые и чистовые проходы; 3—резцы
из быстрорежущей стали — зачистные проходы.
Методические указания
453
трое d0 = 20 — 250 мм, а при нарезании резьбы резцами из быстро-
режущей стали в диапазоне диаметров d0 = 10 -4- 50 мм.
Повышение производительности
при нарезании резьбы с выходом
в канавку или со сбегом может быть
достигнуто либо за счет применения
приспособлений для автоматического
отвода резца по окончании нареза-
ния резьбы, либо путем нарезания
резьбы при обратном ходе. В послед-
нем случае резец движется в направ-
лении от канавки и ширина канавки
не лимитирует числа оборотов шпин-
деля. Применение этих методов по-
зволяет не ограничивать режима
резания допустимой скоростью про-
дольною перемещения резца.
Формулы для определения ско-
рости резания при нарезании резьбы
резцами из быстрорежущей стали
приведены в табл. 2.
Режимы резания (число проходов
и скорости резания) при нарезании
треугольной и трапецеидальной
резьбы резцами из быстрорежущей
стали приведены в карте 1.
Нарезание резьбы резцами, оснащенными пластинками твердого
сплава, выполняется по схемам, приведенным на фиг. 3.
Таблица 2
Формулы
для расчета скорости резания при нарезании резьбы резцами из быстрорежущей стали
Обрабатываемый материал — сталь 45 аь = 65-f75 кг/мм*
Тип резьбы Диапазон зна ченнй шага $ Характер проходов Формулы для расчета скорости резания
Треугольная <2 Черновые 14,8 и 241,11^0.3^0,7
Черновые 30 и ^0,0850.25^0.6
<6 Чистовые 41,8 U у4), 13^0,3^,45
Трапеце- идальная >4 Черновые = 32,6 и уч», 1450.2^0,6
Чистовые = 47,8 V j0.18z0,5
Обозначения.
Т — стойкость в мин ;
S — шаг резьбы в мм;
t — толщина стружки (гл)бнна резания) в мм.
454
Нормирование резьбонарезных и резьбонакатных работ
При черновых проходах рекомендуется применять резцы с увеличенным
радиусом при вершине, что способствует повышению стойкости. При наре-
зании резьбы по данной схеме глубина резания, а следовательно, и толщина
стружки являются переменными величинами, имеющими максимальное зна-
чение при первом проходе и минимальное при последнем.
При нарезании трапецеидальной резьбы черновые проходы выполняются
резцами с таким же профилем, как и при нарезании треугольной резьбы.
Формулы для расчета скоростей резания прн нарезании резьбы резцами,
оснащенными пластинками твердого сплава, на деталях из стали и чугуна
приведены в табл. 3.
Таблица 3
Формулы для расчета скорости резания при парезаиии резьбы резцами,
оснащенными пластинками твердого сплава
Обработка деталей нз стали
Обработка незакаленных сталей с аь = = 55-S-85 кг/мм* Г А23 (5)
Обработка закаленных сталей соь = — 115-«-145 кг/мм1 Г J0-97 м/мин (6)
Значения коэффициентов Со при нарезании резьбы на деталях из стали
Материал режущей части резца Группа сталей
Углеродистая, хромистая, хромо- никелевая и хромок рем ие- марганцевая (хромансиль) незакалениые Углеродистая, хромистая н хромоникеле- ленная Хромокремнемаргаи- цевая (хромансиль) закаленная
Предел прочности аь а кг/мм*
65 | 75 1 85 1 115 1 | 1,5 I 145
Значения коэффициента Со
Твердый спла* Т15К6Т 352 | 286 237 | 181,5 242 122
Т30К4 — | 343,2 271 | 261 348,5 175
Обработка деталей из серого чугуна Нарезание резьбы резцами, оснащенными твердым сплавом ВК6 Со»0,45 v = 70ЗГ м/мин-
Значения коэффициента Cv при нарезании резьбы на деталях из серого чугуна
Твердость чугуна НВ 170 190 210 230
Значения коэффициента Со 95 83 74 65
Примечание. Для нарезания внутренней резьбы скорости резания, рассчитанные по при- веденным формулам, умножать на 0,8.
Методические указания
455
Таблица 4
Формулы для определенна мощности при нарезании резьбы резцами из твердого сплава
При нарезании резьбы иа деталях из стали
Значение коэффициента См
Предел прочности^стали аь в кг,'мм1 | 65 75 85 115
Коэффициент Сц | 0,022 0,024 | 0,026 0,033
При нарезании резьбы на деталях из серого чугуна CNS >.8u N ioTaa
Значение коэффициента CN
Твердость чугуна НВ | 170 | 190 | 210 230
Коэффициент CN | 0,016 | 0,017 j 0,018 0,019
Формулы для расчета мощности, затрачиваемой на резание при нарезании
резьбы, приведены в табл. 4.
Режимы резания (число проходов, скорости резания, мощности) при наре-
зании резьб резцами, оснащенными пластинками твердого сплава, на дета-
лях из стали и чугуна приведены в картах 2—4.
Количество чистовых проходов при нарезании метрической и трапецеи-
дальной резьбы устанавливается в зависимости от точности и шага резьбы
согласно карте 5.
Основное (технологическое) время рассчитывается по формуле
(7)
Длина обработки определяется как сумма
£ = / + (24-3)5,
где I — длина нарезаемой резьбы в мм;
S — шаг резьбы в мм.
Комплекс приемов вспомогательной работы, связанных с проходом при
нарезании резьбы резцами, включает:
При работе с механический отаодом резца При работе с отводом ревца вручную
1. Установку инструмента иа стружку 2. Включение вращения шпинделе 3. Отвод инструмента от детали 4. Изменение направления вращения шпин- деля 5. Перемещение суппорта в исходное поло- жение (машинное вспомогательное время) 6 Выключение вращения шпинделя 7. Измерение резьбы (выполняется при не- скольких последних проходах) 1. Установку инструмента иа стружку 2. Включение вращения шпинделя 3. Включение подачи 4. Выключение подачи 5. Выключение вращения шпинделя 6. Отвод инструмента от детали 7. Перемещение суппорта в исходное поло- жение 8. Измерение детали (выполняется при не- скольких последних проходах)
456
Нормирование резьбонарезных и резьбонакатных работ
Количество проходов, выполняемых с промерами, устанавливается в зави-
симости от класса точности в следующих пределах: 1-й класс точности 3—5,
2-й класс точности 2—4, 3-й класс точности 1—2.
Время механическою отвода суппорта рассчитывается по формуле
гг- п
Tx"~n^S~ = T°~n7' (8>
где —----отношение чисел оборотов шпинделя при рабочем и обратном
пх
ходе, определяемое по паспорту станка.
Вспомогательное время, связанное с проходом при нарезании резьбы
резцами, приведено в карте 6.
Приводим примеры выбора режима резання, расчета основного (техноло-
гического) времени и вспомо: ательного времени, связанного с переходом.
В приведенных ниже примерах не приведен расчет вспомогательного
времени на установку н снятие детали, времени обслуживания рабочего
места и времени на отдых и естественные надобности и подготовительно-
заключительного времени, так как их расчет производится так же, как н рас-
чет нормы времени па токарные работы (см. главу II, стр. 30).
ПРИМЕР 1
Исходные данные
Деталь — винт (фиг. 4).
Операция — нарезание резьбы 1М42 х 3.
Обрабатываемый материал — сталь 45 оь = 75 кг!мм2.
Станок — токарно-вингорезный завода «Красный пролетарий» модели
1Д62М.
Фиг. 4.
Паспортные данные станка 1Д62М
Отношение чисел оборотов при обратном и рабочем ходе 1,25
Число оборотов шпинделя в минуту 30; 37,8; 46; 58; 76; 96, 120; 150, 184, 230; 304, 382; 477, 600 и т д.
Режущий инструмент Резец резьбовой из быстрорежущей стали Р18; у = 0°; а — 12°; принятый период стойкости Т = 60 мнн ; критерий затупления для чернового резца бза0 - 2 мм, для чистового резца дзыа = 0,3 мм
Охлаждение Сульфофрезол
Измерительный инструмент Резьбовой микрометр
Методические указания
457
1. Выбор режима резания и определение основного времени
1. По карте 1 определяем для резьбы с шагом S = 3 мм:
а) число проходов: черновых 6, чистовых 3, зачистных 2;
б) скорость резания: при черновых проходах v = 31 м/мин, при чистовых
проходах v = 56 м!мин, при зачистных проходах v -= 4 м!мин.
2. Определяем число оборотов шпинделя в минуту:
, 1000 31 х/ -
а) при черновых проходах п = ~3 °б/мин, ближайшее
по паспорту станка п = 230 об/мин; скорость резания при принятом числе
оборотов шпинделя составит
1000
1000 «56
б) при чистовых проходах п = —э и — 425 об/мин; ближайшее
по паспорту станка п = 477 об/мин; скорость резания при принятом числе
оборотов шпинделя составит
. 1000 - 4 ПЛ о
в) при зачистных проходах п = = 30,3 об/мин; ближайшее
по паспорту станка п = 30 об/мин; скорость резания при принятом числе
оборотов шпинделя составит
Рассчитанное по стойкостным зависимостям число оборотов проверяем
с точки зрения допустимости скорости продольного перемещения резца
по формуле
п = об/мин.
Ширила канавки f = 6 мм, время отвода резца т= 0,015 мм, число
заходов нарезаемой резьбы К3 = 1.
п = УоДшП = 133 об/мин-
Ближайшее число оборотов по паспорту станка п — 120 об/мин
При данном числе оборотов скорость резания составит
Сопоставляя скорость резания и число оборотов шпинделя в минуту,
допустимые скоростью продольного перемещения резца с рекомендуемыми,
исходя из стойкостной зависимости и требуемой чистоты поверхности
(карта 1), мы можем сделать следующие выводы:
а) при черновых и чистовых проходах число оборотов шпинделя при наре-
зании резьбы в упор ниже, чем рекомендуется картой 1, исходя из принятой
стойкости резца, поэтому для черновых и чистовых проходов принимается
число оборотов шпинделя п — 120 в минуту.
б) при зачистных проходах число оборотов шпинделя, рассчитанное
из допустимой скорости продольного перемещения (п = 120), выше допу-
стимого с точки зрения требований к чистоте поверхности резьбы, поэтому
для зачистных проходов принимается то же число оборотов, что и для наре-
зания резьбы на проход, т. е. п = 30 в минуту.
458
Нормирование резьбонарезных и резьбонакатных работ
3. Определяем основное (технологическое) время. Расчетная длина обра-
ботки принимается
L = / + 25 = 100 + 2-3 = 106 мм;
То. .исп + Т0.черн = (1черн + = -^3 (6 + 3) = 2,65 мин.;
Т’о. ^«. = ^-2 = 2,36 мин.
Основное технологическое время на операцию будет равно
То = 2,65 + 2,36 = 5,01 мин.
2. Определение вспомогательного времени, связанного с проходами
Время обратных (холостых) ходов
Тх = То TL ; Тх = 5,01 рЬ = 5,01 -0,8 = 4,01 мин.
Из общего количества проходов 11 с промерами резьбовым микрометром
выполняется три прохода (см. стр. 480) и без промеров восемь. По карте 6
Фиг 5
определяем вспомогательное время, связанное с проходами:
Тв. ар = 8-0,12 + 3-0,40 = 2,16 мин.
Кроме того, во вспомогательное время включается дву-
кратное изменение числа оборотов шпинделя 2-0,06 =
= 0,12 мин. и двукратный поворот резцовой головки
2-0,07 = 0,14 мин.
ПРИМЕР 2
Исходные данные.
Деталь — гайка (фиг. 5).
Операция — нарезание внутренней резьбы.
Обрабатываемый материал — сталь 45 оь = 75 кг/мм2.
Станок — токарно-винторезный завода «Красный про-
летарий» модели 1Д62.
Паспортные данные станка 1Д62
Число оборотов шпинделя в минуту 11,5; 14,5; 19; 24, 30, 37,8; 46; 58; 76; 96; 120; 150, 184, 230; 305; 382, 477; 600
Отношение чисел оборотов при обратном и рабочем ходе 1,25
Режущий инструмент Резец резьбовой для внутренней резьбы из быстрорежу щей стали Р18; у — 0°; а = 12°; принятый период стой костн резца Г = 60 мин ; критерий затупления для чер- нового резца бзад = 2 мм, для чистового резца 6^ = = 0,3 мм
Охлаждение Сульфофрезол
Измерительный инструмент Резьбовая пробка
Методические указания
459
1. Выбор режима резания и определение основного времени
1. По карте 1 определяем:
а) число проходов черновых 7, чистовых 4, зачистных 2;
б) скорость резания при черновых проходах v = 25 м/мин, при чистовых
проходах v = 45 м/мин, при зачистных проходах v = 6 м/мин.
2. Определяем число оборотов шпинделя в минуту:
а) при черновых проходах
„ 1000-25 -о9.
П = ЗД4Л50 = 53’2’
ближайшее по паспорту станка п = 58 об/мин;
б) при чистовых проходах
_ 1000 45 Q-
П ~ 3,14-150 “
ближайшее по паспорту станка п = 96 об/мин;
в) при зачистных проходах
ближайшее по паспорту станка п = 11,5 об/мин.
Полученное число оборотов шпинделя в минуту проверяем с точки зре-
ния допустимости скорости продольного перемещения резца по формуле
п = об/мин. (9)
Ширина канавки / — б мм.
Время отвода резца т = 0,015 мин.
П = 3-0,0^15-1 = 133 °б/МИН-
Следовательно, выбранное число оборотов шпинделя в минуту для чер-
новых, чистовых и зачистных проходов допустимо и принимается для рас-
чета нормы.
3. Определяем основное (технологическое) время по формуле
То = ^-/ мин.
Расчетная длина обработки принимается L — / +2S; L = 404 6 = 46 мм,
То, черн = 7 = 1,85 мин.;
То. част - -9^3- 4 = 0,64 мин.:
То. зачист = ] 15.3 2 — 2,67 МИН.
Основное (технологическое) время на операцию составит
То = 1,85 + 0,64 4- 2,67 = 5,16 мин.
460
Нормирование резьбонарезных и резьбонакатных работ
2. Определение вспомогательного времени, связанного с проходами
Время обратных (холостых) ходов
ТХ=ТО~ ; 7\= 5,16-^ = 5,16-0,8 = 4,11 мин.
Из тринадцати проходов трн выполняются с промерами резьбовой
пробкой, десять проходов без промера (см. стр. 480).
По карте 6 определяем вспомогательное время, связанное с проходами
Т,. пр. = Ю-0,12 4- 3-0,62 = 3,06 мин.
Кроме того, во вспомогательное время включается трехкратное изменение
числа оборотов шпинделя 3-0,06 = 0,18 мин. и двукратный поворот резцовой
головки 2-0,07 = 0,14 мин.
II. Нарезание резьбы резцами с пластинками твердого сплава,
установленными во вращающейся головке
с пластинками твердого сплава, уста-
г, приведена на фиг. 6.
Главным движением является
вращательное движение резцовой
головки, а движениями подачи —
вращательное движение детали
и поступательное движение резцо-
вой головки вдоль осн вращения
детали.
Ось вращения резцовой голов-
ки смещена относительно оси
вращения детали на величину
глубины резания. За время, в тече-
ние которого резцовая головка
совершает оборота (где К —
Схема нарезания резьбы резцами
новленными во вращающейся голов»
количество резцов, установленных
Фиг. 6. Схема нарезания резьбы резцами в головке) обрабатываемая деталь
с пластинками твердого сплава, установленными поворачивается на угол X. Длина
во вращающейся головке. отрезка спирали> заключенной
между двумя радиальными плоско-
стями с центральным углом X и измеренной по наружному диаметру, предста-
вляет собой подачу на один резец, которая в дальнейшем будет обозначаться $г:
ndplld
пр, г л cos а
мм.
(10)
где а — угол подъема резьбы;
пд и пр., — соответственно числа оборотов детали и резцовой головкн
в минуту.
С достаточной точностью может быть принято
Из этой формулы определяют число оборотов шпинделя детали в минуту.
Sz^~- (’2)
Рекомендуемые значения подач приведены в табл. 5.
Методические указания
461
Таблица 5
Подачи при скоростном нарезании резьбы резцами, установленными
во вращающейся головке
Предел прочности обрабатываемого материала аь в кг/ммг
55 1 65 | 75 | 85 | 115
Подача sz в мм
0,8—1,2 | 0,8—1,2 0,6—1,0 | 0,4—0,8 | 0,3—0,6
Скорость вращения обрабатываемой детали при нарезании резьбы рез-
цами, установленными во вращающейся головке, по своему абсолютному
значению весьма мала и поэтому при нарезании резьбы в упор проверки
режима резания с точки зрения допустимой скорости продольного переме-
щения резца не требуется.
Скорость резания рассчитывается по формуле
и = '"^ооо *" м/мин< (13)
где Dр — диаметр траектории вращения резцов.
Соответственно число оборотов шпинделя резцовой головки в минуту
определится
Зависимости для определения скорости резания приведены в табл. 6.
Таблица 6
Геометрические параметры, критерий затупления, период стойкости и зависимости
для определения скорости резания при нарезании резьбы резцами, установленными
во вращающейся головке
_____________Материал режущей частя резцов — твердый сплав Т15К6 _____________
Геометрические параметры резца Критерий затупления Зависимости для определения скорости резаиия Рекомендуемый период стойкости
При аь = = 55 85 кг/мм* у = 0 -г- 6’ а = 8° При предваритель- ном нарезании и при окончательном нарезании резьбы Для стали <Тб = 55 4- 85 кг/мм* v ~ тО.5^.5 Sz0.5 Значения Cv Количество резцов в голов- ке
°*. ci 55 65 75 85 Нз14
Период стойко- сти
с точностью ниже 3-го класса дяаэ = = 0,7 -г-1,0 мм При нарезании резьбы поЗ-му клас- су точности за один проход бзад = = 0,4 мм св 3180 2690 2330 2060
20 |40 |60 | 80
Для стали ЗОХГСА о* = 115 кг/мм--, 1380 v— 7-0,550,5^0,75
При аь = = 115 кг! мл? а = 8° Для стали 40 X НМ А аь= 115 кг/мм*; 1325 V = j4),55S0,5 ^0,75
462
Нормирование резьбонарезных и резьбонакатных работ
Основное (технологическое) время рассчитывается по формуле
Lxdo L
szKnp.eS ~ naS МИН-
(41)
Расчетная длина обработки определяется как сумма
Ь = I + 2S,
где / — длина нарезаемой резьбы в мм.
ПРИМЕР
Исходные данные.
Деталь—винт домкрата (фнг. 7).
Вес детали 18 кг.
Станок — токарный модели 1Д62, приспособленный для скоростного
нарезания резьбы вращающейся головкой.
Паспортные данные станка 1Д62
Число оборотов шпинделя детали в минуту 2 5; 3.0; 3.75; 4,75; 6,0; 7,5; 9.4 т. д
Число оборотов резцовой головки 480; 600; 750
Режущий инструмент Четыре резьбовых резца с пластинками твердого сплава Т15К6; у = 6°; а =8°; принятый период стойкости резцов 7 = 80 мин ; критерий затупле- ния б зад= 0,7 ч- 1,0 мм
/. Выбор режима резания и определение основного времени
По карте 7 определяем значения подачи и скорости резания при обра-
ботке стали аь = 65 кг/мм2'. sz = 0,8 мм, v = 168 м/мин.
Для обработки четырьмя резцами согласно карте 7 принимаем период
стойкости резцов Т = 80 мин. и поправочный коэффициент на скорость
резания К. т =0,71.
Скорость резания с учетом поправочного коэффициента составит
168-0,71 = 119 м/мин.
Определяем диаметр траектории движения резцов-
Dp = 60 4- 2 = 62 мм.
Методические указания
463
Определяем число оборотов резцовой головки в минуту:
_ 1000» _ 1000-119 fi]Q
пР-г— nDp — 3,14-62 — 012-
Ближайшее по паспорту станка пр.г = 600 об/мин.
При этом числе оборотов шпинделя скорость резания составит
яОрп . 3,14-62-600 .
v = Tow м/мин' v =-------------Гобб“— = 117 м/мин-
Определяем число оборотов обрабатываемой детали в минуту:
_ $?Пр.гК ____ 0,8 600-4 _ in 9
Пд~ ndo ~ 3,14-60 ~ 1U>2>
Ближайшее по паспорту станка пд = 9,4 об/мин.
При этом числе оборотов шпинделя подача на один резец составит
= _я^_ = 3,14-60-9,4 = 0
г Пр.гК 600-4
Определяем основное (технологическое) время:
7’0 = мин.; L = 500 + 16 = 516 мм,
То = -^8 = 6,85 мин
2. Определение вспомогательного времени
Вспомогательное время, связанное с операцией, определяем по карте 8.
При весе детали 18 кг и длине нарезаемой резьбы I = 500 мм вспомо-
гательное время составляет 0,46 мин.
3. Определение нормы штучного времени
Тш = (То + Т.) (1 + — ) МИН-;
Тш = (6,85 + 0,46) (1 + = 7,31-1,053 7,7 мии
III. Накатывание резьбы
Главным движением при резьбонакатных работах является вращательное
движение-роликов или поступательно-возвратное движение плоских плашек.
Движением подачи является подача резьбонакатного инструмента в ради-
альном направлении.
Подача может осуществляться либо механически, либо с помощью гидра-
влических устройств.
Если подача осуществляется механически, то деталь обрабатывается
за один оборот (двойной ход) инструмента или за часть оборота.
Примерами накатывания за один оборот является накатывание затыло-
ванными роликами на резьбонакатных станках либо резьбонакатиыми плаш-
ками на резьбонакатных или поперечнострогальных станках. За часть обо-
рота резьба накатывается сегментными роликами.
464
Нормирование резьбонарезных и резьбонакатных работ
При накатывании резьбы с механической подачей основное (технологи-
ческое) время определяется по формуле
Т°=^ МИН-’
где п — число оборотов или двойных ходов резьбонакатного инструмента
в минуту;
к — количество деталей, обрабатываемых за один оборот (двойной ход)
инструмента.
При работе на станках с гидравлической подачей роликов главное дви-
жение и движение подачи кинематически не связаны между собой.
Элементами режима обработки при работе с гидравлической подачей
являются скорость вращения роликов и давление на ролик.
Окружная скорость резьбонакатных роликов рекомендуется в пределах
25—35 м!мин.
Оптимал’ьное значение давления на ролики прямо пропорционально длине
накатываемой резьбы и повышается с увеличением шага. Зависимость, опре-
деляющая оптимальное давление на ролики, имеет общий вид
= CpSXPl кг,
где Ср — коэффициент, зависящий от механических свойств обрабатывае-
мого материала;
/ — длина накатываемой резьбы.
Оптимальные значения давления на 10 мм длины накатываемой резьбы
приводятся ниже:
Шаг резьбы S в мм 0,75 0,8 | .,0 1 '= | 2,0
Давление на ролики Ру кг на 10 ж.и длины 1250 1300 | 1400 | 1600 | 1800
При обработке деталей из углеродистой стали о,, < 70 кг/мм2 значения
давления Р, не должны превышать 1500 кг на 10 мм длины.
Критерием износа резьбонакатных роликов является изменение профиля
резьбы на обработанных деталях, выходящее за пределы допуска, либо
мелкое выкрашивание металла на поверхности роликов.
Основное время накатывания резьбы незатылованными роликами опре-
деляется по эмпирической формуле
То = Cj-lO-’ d°’9s0'15 мин.,
где Ст — коэффициент, зависящий от класса точности и обрабатываемого
материала; значения Ст приведены в табл. 7.
Таблица 7
Значение коэффициента Ст
Обрабатываемый материал Класс точности
Т и Г | 1 й | 1 й
Значение
Сталь незакаленная 45 | 40 | 38
Сталь закаленная с высоким от- пуском HRC 26—32 48 । 44 । 42
Методические указания
465
Период стойкости резьбонакатных роликов при рекомендованном выше
режиме обработки и основном времени, рассчитанном по эмпирической фор-
муле, составляет 15 000—20 000 деталей.
Основное (технологическое) время накатывания деталей приведено
в карте 9. Вспомогательное время, связанное с операцией, приведено
в карте 10. Время на обслуживание рабочего места, отдых и естественные
надобности приведено в карте 11.
ПРИМЕР
Исходные данные.
Деталь — шпилька (фиг. 8).
Операция — накатывание резьбы.
Обрабатываемый материал — сталь 38ХА оЛ = 60 кг!мм\
Фнг. ь
Станок — резьбонакатный с гидравлической подачей фирмы Рее — Wee.
Рабочий инструмент — резьбонакатный ролик из стали Х12Ф1.
Измерительный инструмент — резьбовая скоба.
1. Выбор режима обработки и определение основного времени
Согласно приведенным выше рекомендациям (см. стр. 464) устанавливаем:
скорость вращения резьбонакатных роликов и = 30 м/мин;
давление на резьбонакатные ролики
Ру = 160^- = 8000 кг.
По карте 9 определяем основное (технологическое) время на накатывание
резьбы на детали из незакаленной стали 1-го класса точности диаметром
d0 = 16 мм, шагом S = 1,5 мм, То = 0,051 мин.
2. Определение вспомогательного времени
По карте 10 определяем вспомогательное время, связанное с операцией:
0,084 мин.
3. Определение нормы штучного времени
По карте 11 определяем время обслуживания рабочего места: =
- 7% от времени оперативной работы и время на отдых и естественные
надобности tomd = 6°о от времени оперативной работы.
Тш = То + Т, + (То + Т,) (а°бс^огп^;
Тш = 0,051 + 0,084+ (0,051 + 0,084) = 0,135+0,135=
= 0,135 + 0,018 = 0,153 мин.
466
Нормирование резьбонарезные и резьбонакатные работ
IV. Нарезание резьбы метчиками
Для нарезания резьбы на станках применяются машинные и гаечные
метчики. Машинные метчики могут быть использованы для нарезания резьбы
в глухих и сквозных отверстиях.
Гаечные метчики, обладающие удлиненной заборной частью, применяются
для нарезания резьбы в сквозных отверстиях. Меньшее значение главного
угла в плайе <р у гаечного метчика по сравнению с машинными, а следова-
тельно, меньшая толщина стружки позволяют применять более высокие
скорости резания. Несмотря на то что длина прохода при работе гаечным
метчиком большая, чем при работе машинным метчиком, производительность
гаечного метчика выше машинного.
Скорость резания связана с элементами резьбы и стойкостью инстру-
мента функциональной зависимостью
v = м мин'
Значения коэффициента Cv и показателей степеней приведены в табл. 8.
Показатель относительной стойкости при нарезании резьбы метчиками
имеет переменную величину. Типичный график зависимости Т = f (и) для
машинных метчиков показан на фиг. 9.
Таблица 8
Значения коэффициентов и показателей етепенн в формуле скорости резания
при нарезании метрической резьбы
Тип метчика и инструменталь- ный материал Обрабатываемый материал iL Значения показате лей степени Л
m У X
Гаечный из быстрорежу- щей стали Р18 Сталь углеродистая а/, =50ч- 80 кг/мм'- <10 >10 0,5 0.5 0 0,5 1,0 0,5 23,7 85
Сталь хромистая и хроминикеле- вая <т*=75 кг! ммг <10 >10 0,5 0,5 0 0,5 1,0 0.5 21,34 76,5
Сталь жаропрочная 1Х18Н8Т <10 >10 0,5 0,5 0 0,5 1,0 0.5 4,74 17
Машинный из быстрорежу- щей стали Р18 Сталь углеродистая aj=50-*-80 кг/мм^ 5—30 0,9 0,9 1.2 42,8 38,5 8,56
Сталь хромистая и хромонике левая оь=75 кг/мм*
Сталь жаропрочная 1Х18Н9Т (ЭЯ1Т)
Чугун серый НВ 140 5-36| 0,6 09 1.2 6,2
Машинный из стали Ф Силумин <10 I 0,8 >10 0,8 0,5 0,5 2,3 0,78 0,83 27,6
Дюралюминий <10 I 0,5 >10 0,5 0,5 0,5 2,3 0 78 1 3 43.1
Методические указания
467
Из фиг. 9 видно, что снижение скорости резания ниже v = 18 м'мин
не приводит к повышению стойкости метчика, а следовательно, диа-
пазон скорости резания, лежащий левее этой скорости, невыгоден для
работы.
Приведенная выше формула для определения скорости резания при работе
метчиками справедлива в диапазоне значений стойкости, ограниченном пре-
делами, указанными в табл. 9.
По мере износа метчика
уменьшается средний диа-
метр резьбы. Поэтому при
нарезании резьбы АШ1, АШ5,
АШ3 и 1-го класса точности
в качестве критерия зату-
пления принимается изме-
нение приведенного среднего
диаметра на величину, рав-
ную 60% поля допуска
данного класса точности.
Данный критерий затупле-
ния учтен в формуле и таб-
лицах для определения
режима резания при обра-
Фнг 9 График зависимости Т = /(и) при нарезании
резьбы машинным метчиком в деталях из стали.
ботке деталей из силумина.
При нарезании резьб 2-го класса точности критерием затупления метчика
является увеличение крутящего момента и ухудшение качества поверхности
резьбы, заключающееся в появлении на поверхности надиров и засветле-
ний.
Режимы резания, рассчитанные по приведенной выше формуле, даны
в карте 12.
Таблица 9
Рекомендуемые значения стойкости метчиков и диапазон значений стойкости,
для которого действительна формула дли определения скорости резаиия
метчика Обрабатываемый материал Диапазон диаметров Рекомендуемый пе- риод стойкости метчика в мин Диапазон аиачений стойкости, а кото- рой действительна формула, в мии
Гаечиые и машинные Стали углеродистые и легированные 10—30 90 20-180
Сталь жаропрочная 1Х18Н9Т (ЭЯ1Т) 5-12 20 10—20
Машинные Силумин 5-12 16—30 36—72 20 40 60 10—60 10-120 20—180
Дюралюминий 5—14 16—30 36—72 40 90 180 10-180 20—180 20-180
Чугун 5-36 30 20—180
30-
468 Нормирование резьбонарезных и резьбонакатных работ
В некоторых случаях скорость резания может определяться не только
в зависимости от стойкости, но и от допустимой скорости движения метчика
вдоль оси нарезаемого отверстия.
В практике имеют место главным образом следующие виды нарезания
резьбы метчиками:
1) нарезание резьбы на проход в сквозных отверстиях (фиг. 10, а);
2) нарезание резьбы, не доходящей до конца отверстия (фиг. 10, б);
3) нарезание резьбы в упор в глухих отверстиях (фиг. 10, в).
При нарезании резьбы на проход скорость резания определяется только
стойкостной зависимостью (карта 12).
Во втором случае число оборотов шпинделя ограничивается не только
стойкостной зависимостью, но и допустимой скоростью движения метчика
вдоль оси нарезаемого отверстия. Поэтому выбранное исходя из стойкостной
зависимости число оборотов
шпинделя в минуту должно
быть проверено по формуле
Фиг 10 Виды резьбы, нароаемой метчиками-
нарезаемая на проход в сквозных отвер-
резьба, не доходящая до конца отверстия;
в — резьба в глухих отверстиях.
где 6 — допуск на длину наре-
занной части отверстия
в мм;
тр — время реверсирования
направления враще-
ния шпинделя (для
сверлильных станков принимается тр = 0,005 — 0,01 мин ).
При наличии автоматических реверсирующих устройств режим резания
по данной формуле не проверяется.
При нарезании резьбы в упор в глухих отверстиях (фиг. 10, в) во избе-
жание поломки инструмента метчнк должен быть закреплен в предохрани-
тельном патроне, автоматически прекращающем движение инструмента
в момент, когда метчнк дошел до дна нарезаемого отверстия.
Режим резания в этом случае назначается по стойкостной зависимости,
так же как и при нарезании резьбы на проход.
Основное (технологическое) время при нарезании резьбы метчиками рас-
считывается по формуле
То = ^мин.
Длина обработки L:
а) при нарезании резьбы в упор в глухих отверстиях (фиг. 10, в) прини-
мается равной длине отверстия;
б) при нарезании резьбы, не доходящей до конца отверстия (фиг. 10, б),
определяется как сумма
L = l + l3,
где I - длина нарезаемой резьбы, считая только полные нитки;
1Э — длина заборной части метчика;
в) при нарезании резьбы на проход без вывертывания метчика из отвер
стия (фиг. 10, а) определяется как сумма
L = I + 1р,
где 1р — длина рабочей части метчика.
Методические указания
469
При нарезании резьбы в упор, а также при нарезании резьбы на проход,
когда по конструкции детали или приспособления метчик по окончании обра-
ботки должен быть вывернут из нарезанного отверстия,
в норму времени включается время обратного хода метчика,
определяемое по формуле
— —= мин.
лл5
или
ТХ = ТВ~ мин.
П ричер 1
Исходные данные.
Деталь — гайка М8^1,25 (фиг 11).
Операция — нарезание резьбы.
Обрабатываемый материал — хромистая сталь оь
— 75 кг/мм2.
Станок — вертикально-сверлильный модели 2125.
Паспортные данные стайка 2125
Число оборотов шпинделя i i минуту | 73, 5; 115, 184, 292. 457; 730
Режущий инструмент Метчик гаечный из быстрорежущей стали Р18, у = 5 ч- 10°; а = 8 ч- 12°; принятый период стой- кости метчика Т = 90 .и.и; критерий затупления — 0,4 чч
По карте 12 определяем скорость резания: v = 18 м/мин.
Определяем число оборотов шпинделя в минуту:
1000и 1000-18
xdo 3 14-8
716
Ближайшее по паспорту станка п = 730 об/мин.
Скорость резания при принятом числе оборотов шпинделя составит
1120*2
Фиг 12.
4-6-/60 о ,
юбо — = 18-3 М/Мин-
Основное (технологическое) время определится
т / 4 1р 11,1 -г 2т _ _
Т° ~ -ns ~ 730 1,25 “ 0,04 мин>
Время обратного хода в норму времени не вклю-
чается, так как нарезанные гайки попадают на хво
стовик метчика, откуда они периодически сни-
маются.
Пример 2
Исходные данные.
Деталь —ступица (фиг. 12).
Операция — нарезание резьбы М20 X 2 в шести
отверстиях.
470
Нормирование резьбонарезных и резьбонакатных работ
Обрабатываемый материал —дюралюминий.
Станок — вертикально-сверлильный модели 2121.
Паспортные данные стайка 2121
Число оборотов шпинделя в минуту 185: 260, 355; 506, 710, 966; 1370, 1930, 2615
Отношение чисел оборотов шпин- деля при обратном и рабочем хо- пх ае~7Г 1,25
Режущий инструмент Метчик машнный из стали Ф; у — 16°, (1-8-4-10°, ср — 12 -4- 15’; принятый период стойкости Т = 90 мин.; критерий затупления 6зоа=0,2-4-0,5 мм
По карте 12 определяем скорость резания, исходя из стойкостной зави-
симости: v = 33,6 м!мин.
Определяем число оборотов шпинделя в минуту:
Проверяем число оборотов шпинделя в минуту с точки зрения допустимой
скорости перемещения метчика вдоль оси нарезаемого отверстия:
Значение времени реверсирования тр принимаем 0,005 мин., допуск
на длину нарезанной части отверстия 6 = 2 мм.
П = “2^ббГ = 200 Об/мин-
Принимаем меньшее из двух найденных значений п = 200 об/мин.
Ближайшее по паспорту станка п = 185 об/мин.
Основное (технологическое) время определится
= = «««
В норму времени включается время обратного (холостого) хода, опре-
деляемое по формуле
Тх = 0,325- Д5 = 0,26 мин.
V. Нарезание резьбы плашками
Плашки, применяемые для нарезания резьбы, делятся на три основные
типа:
1) плашки круглые;
2) гребенки круглые, установленные в самооткрывающихся головках;
3) плашки тангенциальные, установленные в самооткрывающихся голов-
ках.
Методические указания
471
Плашки круглые и тангенциальные применяются главным образом для
нарезания крепежной наружной резьбы 2-го и более грубых классов точности.
Гребенки круглые, установленные в самооткрывающихся головках, могут
применяться для нарезания более точных резьб.
Скорость резания при работе плашками определяется зависимостями,
приведенными в табл. 10.
Геометрические параметры, критерий затупления, период стойкости пла-
шек и режимы резання приведены в карте 13L
Таблица 10
Формулы для расчета скорости резання при нарезании резьбы круглыми плашками,
гребенками и плашками тангенциальными
Обрабатываемый материал Тип плашек
Плашка круглые Гребенки круглые и плашки тангенциальные
Формулы дтя р»счета скорости резания
Сталь углеродистая о/, = 75 кг/ммг 27 z U = уО.5^1— M/MUH 7.4 d'-2 v ~ /• м/мин
Сталь хромистая и хромоникелевая Оь = 75 кг! мм* 2.16 d'-2 v = к , , 5.9 d'-2 V — -"Д к . м)мин Г0,5.?1,2
Сталь хромокремне марганцевая аь = 75 кг!мм* 1.11 d'-2 V = м/MUH 5,9 42 v = М/Мин
Дюралюминий и элек- трон 12 d'-2 v = *!мин -
Латунь
VI. Фрезерование резьбы
Фрезерование резьбы обеспечивает точность резьбы в пределах 2-го класса
и чистоту в пределах классов V5—6. При работе фрезами со шлифованным
профилем достигается 1-й класс точности.
Для фрезерования резьбы применяются дисковые и групповые резьбовые
фрезы.
Групповыми фрезами нарезаются короткие наружные и внутренние резьбы
с шагом 5 < 6 мм. Дисковые фрезы применяются для нарезания длинных
наружных резьб преимущественно трапецеидального профиля с шагом
S > 5 мм.
Схема фрезерования резьбы представлена на фиг. 13. Главным движением
является вращение фрезы, а движениями подачи — вращательное движение
обрабатываемой детали (круговая подача) и прямолинейное движение фрезы
вдоль оси обрабатываемой детали. Кроме этих двух движений подачи, в на-
чале операции по нарезанию резьбы групповыми фрезами осуществляется
подача врезания (радиальная подача).
30*
Нормирование резьбонарезных и резьбонакатных работ
Как видно из схемы фрезерования резьбы (фиг. 13), нарезание резьбы
групповыми фрезами осуществляется за один оборот обрабатываемой детали,
а дисковыми фрезами — за число оборотов детали, равное числу ниток резьбы.
Этим объясняется более высокая производительность групповых фрез по срав-
нению с дисковыми.
Малая скорость прямолинейного дви-
жения фрезы вдоль оси детали позволяет
фрезеровать резьбы в упор с тем же режи-
мом резания, что и резьбу на проход.
Элементами режима резания при фре-
зеровании резьбы являются подача на один
зуб фрезы и скорость резания. Величина
подачи зависит от диаметра резьбы, шага
и механических свойств обрабатываемого
материала. Подачи приведены в кар-
те 14.
Фиг 13. Схема фрезерования резьбы
групповой фрезой.
Зависимости, принятые для определения скорости резания при нарезании
резьбы групповыми резьбовыми фрезами из быстрорежущей стали Р18,
приведены в табл. И.
Таблица It
Зависимости для определения скорости резания при нарезании резьбы
групповыми резьбовыми фрезами
hi Spa Критерий затуп- I Зависимости для определения 1 скорости резания Период стойкости
При обработке , стали 1 CvD№ и = фр
rO,5sO,4S9,3 1 „ = £₽ При диаметре фрезы йфр в мм
1 При обработке | чугуна | ?-О, 33^.4^0.28 | (при Офр=65 мм) в мин
Значение t'aad а) для стали 0,15-0,25 мм при S<1,25 мм 0,2-0,3 мм при S<1,75 мм 0,25—0,35 мм при S> 1,75 мм । Значение коэффициента С„ 1
Обрабатываемый 1 материал Сс 10 90
У = 5Г Сталь углеро дистая о/, — 75 кг!мм- Сталь хроми стая и хромони келевая щ, = 75 кг/мм? Сталь ЗОХГСА ой = 75 кг!ммг Сталь легиро- ванная закален пая и отпущен- ная HRC < 42 25,6 22,2 19,1 10,2 20 40 Св 40 90 120 180
б) для чугуна 0,8—1,0 ил Чугун серый НВ 140-180 140 65 200
Методические указания
473
Скорости резания, рассчитанные по указанным формулам, приведены
в картах 15—17.
Для нарезания резьбы дисковыми резьбовыми фрезами в порядке первого
приближения могут быть рекомендованы следующие значения скорости
резания: при обработке углеродистой стали 30—55 м/мин, при обработке
легированной стали 28—40 м/мин.
Меньшие скорости резания в пределах указанных диапазонов соответст-
вуют более твердым обрабатываемым материалам и большим значениям шага
резьбы, а большие — менее твердым обрабатываемым материалам и мень-
шим значениям шага.
Режим резания выбирается в следующем порядке:
1. По нормативам определяются значения подачи на один зуб фрезы sz
и скорости резания и.
2. Рассчитывается число оборотов шпинделя фрезы в минуту по формуле
_ 1000 и
ПФР ~ пОфр
и подбирается ближайшее значение пфр по паспортным данным станка.
3. Рассчитывается число оборотов шпинделя детали в минуту по формуле
_ sm 5ггфрПфр
д nd,, nd0
и подбирается ближайшее значение пд по паспортным данным станка.
Основное технологическое время при работе групповыми фрезами состоит
из времени врезания и времени работы с полной глубиной. С достаточной
точностью время врезания может быть принято в размере 10% времени
полного оборота шпинделя детали, н основное (технологическое) время фре-
зерования определится по формуле
При фрезеровании резьбы дисковыми фрезами основное технологическое
время определяется по формуле
T° = ^S МИН-
В указанных формулах-
гфр — число зубьев фрезы;
$м — подача в мм/мин-,
Пфр — число оборотов фрезы в минуту;
пд — число оборотов детали в минуту;
I — длина нарезаемой резьбы в мм\
I, — длина врезания и перебега в мм\
d0 — наружный диаметр нарезаемой резьбы в мм.
При работе на резьбофрезерных полуавтоматах полный цикл машинного
времени, которому соответствует одни оборот распределительного вала,
включает основное время и вспомогательное машинное время на отвод и под-
вод фрезы и другие приемы.
В этом случае при нормировании целесообразно включить в норму время
цикла Тч, не разделяя его по элементам.
474
Нормирование резьбонарезных и резьбонакатных работ
Время цикла определяется по формуле
T^=ino МИП-
где пд — отношение времени одного оборота распределительного вала ко вре-
мени одного оборота шпинделя детали.
Данное отношение приводится в паспорте стайка.
Вспомогательное время иа установку и снятие деталей и связанное с пере-
ходом при работе на резьбофрезерных станках приведено в карте 18.
ПРИМЕР
Исходные данные.
Деталь — штуцер (фиг. 14).
Операция — фрезерование резьбы ЗМ60 х 2.
Обрабатываемый материал — хромокремнемаргаицевая сталь ЗОХГСА
аь = 75 кг/мм*.
Станок — резьбофрезерный полуавтомат модели 563Б.
Паспортные данные станка 563Б
Высота центров в мм 235
Числа оборотов шпинделя фрезы в минуту 160; 225; 320; 450
Числа оборотов шпинделя изде- лия в минуту 0,043; 0,048; 0.055; 0,061; 0,077; 0,086; 0,093; 0,102; 0,111; 0,149; 0,163; 0,184; 0,208 ; 0,224 ; 0,256; 0,288; 0,32; 0,368; 0,416; 0,448;
0,512, 0.56
Отношение времени одного оборо- та распределительного вала к основ- 1,165
кому технологическому времени
Режущий инструмент
i
Фреза групповая резьбовая D = 65 мм,
1= 65 мм нз быстрорежущей стали Р18 у = 5°,
число зубьев г = 14; принятый период стой-
кости Т = 180 мин.; критерий аатуплення
дзав = 0,3 мм
Методические указания
475
1. Выбор режима резания и определение времени цикла
По картам 14 и 15 определяем:
а) подачу на один зуб фрезы sz = 0,05ч-0,06 мм; принимается s2 —
~ 0,05 мм;
б) скорость резания v — 41,2 м/мин; для хромокремнемарганцевой
стали аь — 75 кг! мм2 значение скорости резания умножается на попра-
вочный коэффициент KMv — 0,75.
С учетом поправочного коэффициента скорость резания составит
v = 41,2-0,75 = 30,8 м!мин.
Определяем число оборотов шпинделя фрезы в минуту:
_ ЮООр _ 1000.30,8 _ . -.
ПФр “ яОфр ~ 3,14-65 101>
Ближайшее по паспорту стайка пфр — 160 об/мин.
При этом числе оборотов шпинделя скорость резания составит
_ ядфрПфр _ 3,14-65-160 _ 7 и/и11Н
V~ 1000 “ 1000 M/MUH.
Определяем число оборотов шпинделя детали в минуту:
ЗгТфрПфр 0,05 14-160 ___ П 54
П* = ~^idu ~ = 3.14-60-- и’ЬУ-
Ближайшее по паспорту станка пд = 0,56 об/мии.
При этом числе оборотов шпинделя детали подача на один зуб фрезы соста-
Определяем полное время цикла:
По = W 11165 = 2108 МИН-
2. Определение вспомогательного времени
По карте 18 определяем вспомогательное время на установку и снятие
детали в цанге с фиксацией по буртику в упор и зажимом рычагом: 0,17 мин.
Вспомогательное время, связанное с переходом, по карте 19: 0,03 мин
<3. Определение нормы штучного времени
Тш = (Тв + Тв) (1 + аобс^а°^ мин.;
Тш = (2,08 [0,17-1- 0,03) (1 Ь = 2,5 мин.
476
Нормирование резьбонарезных и резьбонакатных работ
НОРМАТИВЫ
РЕЖИМЫ РЕЗАНИЯ
при нарезании резьбы резцами из быстрорежущей стали при
стойкости резца Т = 60 мин.
Углеродистая сталь <ть=65ч-75 кг'мм2
Работа с охлаждением
Резьбонарезание
КАРТА 1
Шаг резьбы S Высота Резьба наружная Резьба внутренняя
Черновые проходы Чистовые проходы Черновые проходы Чистовые проходы
₽е3вЬЛ ходов Скорость резания и проходов Скорость резания и в м/мин Число | про- ходов J Скорость резания и в м/мин WJ Скорость
т р е у г о л ь н а я р е з 1 ь б а
1,5 0,975 4 36 2 64 5 29 з 51
2,0 1,38 6 36 з 64 7 29 4 51
2,5 1.62 6 36 3 64 7 29 4 51
3,0 1,95 6 31 3 56 7 25 4 45
4,0 2,6 7 27 4 48 9 24 4 40
5,0 3,25 8 24 4 42 10 19 5 33
6,0 3,90 9 22 4 38 12 17 5 30
Трапецеидальная резьб
4,0 2,25 10 34 7 64 12 27 8 51
6,0 3,5 12 27 9 64 14 22 10 51
8,0 4,5 14 24 9 64 17 19 10 51
10,0 5,5 18 24 10 64 21 19 12 51
12,0 6.5 21 23 10 64 25 18 12 51
16,0 9,0 28 21 10 52 33 17 12 41
20,0 11,0 35 20 1» 52 42 16 12 41
и чистовых проходов, производится два — четыре зачистных прохода со скоростью резания
о = 4 + 6 м/мин
2 . При нарезании резьбы на ответственных деталях, испытывающих переменные динамические
нагрузки, числа проходов могут быть увеличены в зависимости от технологических условий изготов
леиия резьбы.
3 . Черновое нарезание треугольной резьбы с шагом S > 2 мм следует производить со вреза
нием резца путем перемещения верхней части суппорта, установленной под углом
4 При нарезании двух- и многозаходных трапецеидальных резьб число проходов увеличивать
иа один-два прохода для каждого захода
5 При нарезании резьбы на деталях из легированной стали количество черновых и чисто
вых проходов увеличивать иа 1—2 прохода
Поправочные коэффициенты на скорость резания в зависимости от механической харак-
теристики и группы стали
Механическая харак-
теристика стали
аь в кг'.нм2 | 65—75
НВ
180-215
228-267
95—105
106-125
268-305
305—360
Группа стали
Коэффициент К
Углеродистые (С < 0,6%) и никеле
вые.............................
X ро.моникелевые .............
Углеродистые труднообрабатывае
мые (С > 0,6%), хромистые, хромонп
кельвольфра.мовые...............
Хромомарганцевые, хромокремнн
стые, хромокремнемарганцевые . .
|Lo|
0,72
0,56
0,59
0,57
0,47
0,46
Нормативы режимов резания
477
РЕЖИМЫ РЕЗАНИЯ
при нарезании наружной резьбы. Резцы, оснащенные
пластинками твердых сплавов Т15К6Т и Т30К4
Резьбонарезание
КАРТА 2
Т15К6Т
твердого
Тип резьбы s Обрабатываемый материал
Сталь углеродистая, хромистая, хромоникелевая и хромокремне- марганцевая (хроманснль) L-Sg лЬЬ (J акхч Сталь хромо- кремнемар- гаяцевая (хроманснль)
35 Предел прочности , в кг]мм’
й. 65 75 85 115 115 145
з Е » ® * 5 & з | » з Е 1:1 j 4 j 4
Треугольная 5=1,5 2 185 6,0 3 164 3,5 3 136 3,1 4 130 4 174 5 111
наружная 5=2,0 2 169 7,4 4 160 4,8 4 133 4,3 5 111 5 149 6 89
S=3,0 з 164 11 5 150 7,3 5 125 6,7 6 79 6 105 8 71
Треугольная и S—4 4 161 14 6 143 8,8 6 119 8,0 7 63 7 84 10 60
трапецеи-
дальная на- ружная S=5 6 165 18 8 ИЗ 11 8 119 10 9 61 9 81 12 54
S=6 7 163 20 9 140 15 9 116 13 11 58 11 77 15 53
S=8 9 157 27 11 134 22 11 128 20 J
Трапецеидаль- 5=10 ц 154 35 13 130 25 13 108 22 ______
ная наруж-
ная S=12 13 151 38 15 127 30 15 106 27 - — — —
5=16 16 146 50 19 123 38 19 102 36 —
m=2 7 160 20 9 139 16 9 115 14 —
Модульная zn=3 10 155 30 12 131 24 12 109 22 —
наружная m = 4 14 154 38 16 129 32 16 107 29 — — — —
m=5 16 153 50 19 125 39 19 104 36
S=l,5 3 202 6,0 4 176 3,1 4 146 2,7 6 193 6 256 7 150
S=2 3 184 7.9 5 169 4.3 5 140 3,7 7 154 7 206 8 121
Треугольная S=3 4 176 11,4 6 156 6,7 6 130 6,2 8 106 8 141 10 87
внутренняя
S=4 5 170 14.5 7 149 9,6 7 124 8,8 9 81 9 108 12 72
S=5 7 171 18 9 147 11 9 122 10 11 74 11 98 14 63
S=6 8 167 22 10 145 14 10 121 13 13 68 13 91 17 60
478
Нормирование резьбонарезных и рвзьбонакатных работ
Продолжение карты 2
твердого Тип резьбы 1 3 'S м ЗЁ Обрабатываемый материал
Сталь углеродистая, хромистая, хромоникелевая и хромокремие- марганцевая (хроманснль) ч’Н ЙЙееЕ ь о Я о. 5 □ йккч Сталь хромо- к рем нема р- ганцевая (хромай-
Предел прочности аь в кг/мм*
65 75 85 115 115 145
1 "1 ®Е % S 1 “I <? J» Е < 5 £ Л J? «Л
Т30К4 Треугольная наружная S=l,5 5=2,0 - - - 3 4 196 204 4,2 6,0 3 4 163 169 3,9 54 4 5 186 160 4 5 248 212 5 6 155 128
Треугольная и трапецеи- дальная на- ружная °. I СО Ю ОО I II II II II II 1 CQ to О) О) О) - — - 5 6 8 9 11 180 174 173 168 161 8,8 12 15 18 25 5 6 8 9 11 150 144 143 140 134 7,7 11 13 16 23 6 7 9 11 114 93 90 85 6 7 9 11 152 124 120 113 8 10 12 15 102 87 77 76
Треугольная внутренняя S=l,5 S=2 5=3 S=4 - - - 4 5 6 7 212 204 188 178 3,7 5,1 83 11 4 5 6 7 176 169 156 148 3,3 4,5 7.2 10 6 7 8 9 276 222 151 116 6 7 8 9 368 296 202 155 7 8 10 12 217 170 127 104
Поправочные коэффициенты на скорость резания и мощность в зависимости от периода стойкости резца
Период стойкости Т в мин 20 30 60 | 90 120
Коэффициент Кт0 = KrN 1,08 1.0 0,87 | 0,8 0,76
Примечания: 1. При нарезании резьбы резцами, оснащенными твердым сплавом Т15К5, скорости резания, приведенные для резцов, оснащенных твердым сплавом Т15К6Т, умножать на поправочный коэффициент Ки •= 0,85. 2. Количество чистовых проходов определять по карте 5. 3. В случаях выполнения черновых и чистовых проходов одним резцом (чистовым) скорость резания следует уменьшать на 20—30%. 4. Режимы резании рассчитаны на стойкость резца Г — 30 миа. машинного времени.
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ТРЕУГОЛЬНОЙ РЕЗЬБЫ НА ДЕТАЛЯХ ИЗ СЕРОГО ЧУГУНА. Резцы, оснащенные пластинками твердого сплава ВК6 Резьбонарезание
КАРТА 3
uix sC £ Е Твердость чугуна НВ
170 190 210 23J
м/мин в м/мин N в /V в м/мин к.Х
Наруж- ная 2 3 5 6 2 3 4 4 2 2 2 2 2 56 63 68 68 73 1.0 1,9 3,0 4.5 5,9 50 56 60 60 65 0,9 1,8 2,8 4,2 5,6 45 50 54 55 58 0,9 1,7 2,6 3,9 5,3 39 44 47 47 51 0,8 1,6 2,5 3,7 4,9
Внутрен- няя 2 3 4 5 6 3 4 5 5 6 2 2 2 2 2 51 54 59 59 62 0,7 1,4 2,3 3,5 4,5 45 48 52 52 55 0,7 1,3 2,2 3,2 4,2 40 43 46 46 49 0,7 1,2 2,0 3,0 4.0 35 38 41 41 43 0,6 1.2 1,9 2,8 3,7
Поправочные коэффициенты на скорость резания и мощность для измененных условий работы в зависимости
от периода стойкости резца Период стойкости Т в мин. 20 30 60 90 120
Коэф- /( = фи- _ 2 циент л TN 1.14 1,0 0,8 0,69 0,63
от марки твердого сплава Марка сплава ВК8 ВК6 В КЗ ВК2 ВК4
Коэффи- циент KUv = 0,83 1.0 1.14 1,3 1.1
П р к меча я и е. Количество чистовых проходов указав» для резьбы 3-го класса точности. Для резьбы 1-го и 2-го классов точности количество чистовых проходов опре- деляют по карте 5.
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ НА ДЕТАЛЯХ ИЗ СЕРОГО ЧУГУНА Резцы, освещенные твердым сплавом В Кб Резьбонарезание
КАРТА 4
Шаг резьбы ‘чист Твердость чугуна НВ
170 | 190 | 210 | 230
Скорость резания о в м/мин
3 4 5 6 8 10 12 16 4 5 6 7 9 10 12 14 3 3 3 4 5 5 5 47 50 52 56 61 65 69 73 42 44 46 50 54 58 62 65 37 39 41 44 48 52 55 58 33 35 36 39 42 46 49 51
Поправочные коэффициенты на скорость резания в зависимости от периода стойкости резца
Период стойкости Т в мин 30 60 90 120
Коэффициент Кто 1,26 1,0 0,87 0,79
Прямечаиие. Количество чистовых проходов указано для резьбы 3-го класса точности. Для резьбы 1-го в 2-го классов точности количество чистовых проходов определять по карте 5.
Нормативы режимов резания 479
КОЛИЧЕСТВО ЧИСТОВЫХ ПРОХОДОВ в ЗАВИСИМОСТИ ОТ ШАГА НАРЕЗАЕМОЙ РЕЗЬБЫ И КЛАССА ТОЧНОСТИ Резьбонарезание
КАРГА 5
Тип резьбы Шаг резьбы S или модуль m Класс точности резьбы
1-й j 2-й | 3-й
Количество чистовых проходов
Треугольная 5=1,5 5=2 5=3 5=4 5=5 5=6 4 4 5 5 5 3 3 3 4 4 4 2 2 2 2 2 2
Трапецеидальная 1 5= 4 5= 5 5=6 5= 8 5=10 5 = 12 5=16 5 7 7 8 9 9 9 4 'б 6 7 8 8 8 3 3 4 5 5 5
Модульная гп—2 9 11 13 6 8 10 12 6 8 10
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,СВЯЗАННОЕ С ПРОХОДОМ, ПРИ НАРЕЗАНИИ РЕЗЬБЫ НА ТОКАРНОМ СТАНКЕ ПРИ УСЛОВИИ АВТОМАТИЧЕСКОГО ОБРАТНОГО ОТВОДА СУППОРТА Резьбонарезание
КАРТА 6
Способ выполнен ня работы Измерительный инструмент И: Высота центров станка в мм до
150 | 20U | 300
Время в мнн
I Бед проме- ра 1 - 0.11 0,12 0,15
2 3 4 5 С про- мером Резьбовой мик- рометр 50 100 200 300 0,39 0,43 0,40 0,44 0,52 0,43 0,47 0,55 0,62
6 7 8 Резьбовая скоба 50 100 200 0,23 0,26 0,24 0,27 0,29 0,27 0,30 0,32
10 Резьбовое коль- 10 50 '100 0,27 0,31 0,37 0,32 0,38 0,35 0,41
12 13 14 15 Резьбовая проб- 10 50 100 200 0,32 0,39 0,47 0,40 0,48 0,62 0,43 0,51 0,65
Время на дополнительные приемы, не вошедшие в комплекс
Изменить число оборотов шпинделя двумя рычагами Повернуть резцовую головку обыч- ного типа 0,05 0,07 0,06 0,07 0,08 0,08
480 Нормирование резьбонарезных и резьбонакатных работ
Нормативы режимов резания
481
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА, УСТАНОВЛЕННЫМИ ВО ВРАЩАЮЩЕЙСЯ ГОЛОВКЕ Резьба трапецеидальная 3-го класса точности с чистотой поверхности v6. Резцы Т15К6. Количество резцов в головке—2 Резьбонарезание
КАРТА 7
Обрабатываемый мате рвал
S. 3 Сталь конструкци- онная углероди- стая хромистая, хромоникелевая, хромокремнемарган- цевая од в кг/мм* Сталь хромокремне- марганцевая 30 X ГС А аь Сталь хромоникелевая в кг/мм*
65 | 75 115 125 115 | 125
Подача ,2 в мм
0,8| 1.0| 1,2| 0,б| 0,8| 1,0| О,3| 0.4| 0.6 о,з| о,ч| 0,б| 0,3 | 0.4 | 0,6 | 0.3 | 0.4 | 0,6
Ско рость резания и в м/мин
3 4 5 6 8 10 12 274 238 212 194 168 151 137 245 212 190 174 150 135 123 224 194 174 158 137 123 113 275 238 212 194 168 150 137 238 206 184 168 146 131 119 212 184 164 150 130 117 106 269 240 219 190 217 194 176 153 161 143 131 ИЗ 248 221 202 175 200 179 162 141 148 132 121 104 215 173 146 129 173 155 141 122 129 114 105 90,6 198 178 163 140 159 143 130 112 119 105 96,3 83,4
Поправочные коэффициенты в зависимости а) от количества резцов в головке и периода стойкости инструмента
Количество резцов в головке 1 2 3 4
Рекомендуемый период стойкости в мин. 20 40 60 80
Обрабаты- ваемый ма- териал Незакаленные стали и сталь хромок рем нем а р- ганцевая закаленная Коэффициент изме нения скорости реза- ния и числа оборотов в минуту Ктц = Ктп 1,41 1.0 0,82 0,71
Стали конструкционные углеродистые, хромистые, хромоникелевые закален- 1,46 1.0 0,80 0,68
б) от величины взноса резца
Величина износа резца по задней поверхности в мм 0.4 0,7 1,0
Коэффициент изменении скорости резания и числа оборотов в минуту Ч = ч 0,8 1,0 1.3
31 Справочник нормировщика
482
Нормирование резьбонарезных и резьбонакатных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОПЕРАЦИЕЙ, ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА, УСТАНОВЛЕННЫМИ ВО ВРАЩАЮЩЕЙСЯ ГОЛОВКЕ Резьбонареэан ие
КАРТА 8
I. Вспомогательное время
Способ установки детали Sx цё Установка вручную | Установка электро-
Вес детали в кг до
1 1 3 I 5 1 8 1 12 | 20 | 30 1 50
Время в мин
В центрах 200 500 1000 1500 0,28 0,30 0,33 0,35 0,36 0,38 0,44 0,39 0,41 0,47 0,54 0,44 0,46 0,52 0,59 1,64 1,66 1,72 1,80 1,74 1,76 1,82 1,90
В патроне - 0,28 0,29 0,32 0,36 0,42 0,49
На концевой оправке - 0,32 0.34 0,36 0,38 0,40 0,45
На центровой оправке - 0,28 0,30 0,33 0,36 0,39 0,44
11. Подготовительно-заключительное время
Вид резьбы Количество резцов в головке
> 1 1
Время в мин
Наружная 18 20 24
Внутренняя 20
III. Время на обслуживание рабочего места, отдых и естественные надобности принимается 5,3% от оперативного времени.
Нормативы времени
483
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ НАКАТЫВАНИЯ РЕЗЬБЫ КРУГЛЫМИ РОЛИКАМИ Резьбонарезание
КАРТА 9
Диаметр Шаг резьбы Обрабатываемый материал
Сталь иезакаленная | Сталь закаленная HRC 28—36
Класс или степень точности
... 1 2-й и 3-й | - 1 2-й и 3-й
Основное (технологическое) время Т, в мнн.
5 6 8 10 12 14 16 20 24 0,5 0.8 0,75 1.0 1,0 1,25 1.0 1,5 1,25 1,75 1.5 2,0 1,5 2,0 1.5 2,5 1,5 2.5 0,017 0,019 0,022 0,023 0,029 0,030 0,036 0,038 0,042 0,045 0,051 0,054 0,058 0,060 0,072 0,077 0.084 0,090 0,015 0,017 0,020 0,020 0,026 0,027 0,032 0,034 0,038 0,040 0,046 0,048 0,051 0,054 0,064 0,069 0,074 0,080 0,014 0,016 0,019 0,019 0,025 0,026 0,030 0,032 0,036 0,038 0,043 0,046 0,049 0,051 0,061 0,065 0,071 0,076 0,018 0,020 0,023 0,024 0,031 0,032 0,038 0,040 0,045 0,048 0,054 0,058 0,062 0,064 0,077 0,082 0,089 0,096 0,017 0,018 0,021 0,022 0,029 0,030 0,035 0,037 0,042 0,044 0,050 0,053 0,057 0,059 0,071 0,075 0,082 0,088 0,016 0,017 0,018 0,021 0,027 0,028 0,033 0,035 0,040 0,042 0,048 0,051 0,054 0,056 0,067 0.072 0,078 0,084
Примечании- 1. При накатывании пустотелых тонкостенных деталей значении Т. умно- жать на коэффициент Кг = 1.6 -5- 2,0. 2. При накатывании деталей из латуни н дюралюминия значения Та дли иезакалеиных сталей умножать иа коэффициент Кт = 1,2 + 1,3. 3. При накатывании конической резьбы аначенне Тл умножать на коэффициент Kj. = 2.
31*
Резъбонакатывание
ШПИЛЬКАХ И ВИНТАХ круглыми РОЛИКАМИ КАРТА 10
Измерительный инструмент
Резьбовая скоба 1 Рез» >бовое кольцо
Класс точности резьбы
Т к Г 1 (| 2 II и J-fi Т и Г 1 1 и | 1 »
*2 ДТИН.1 и» (ттывания । нлчди
5* S. W ИЮ 101 100 л. | св 4 1 1 2и | 40 | св 40 1 20 1 40 | | св 40
а Время в мин
5 0,5 0,8 0,027 0,027 0,028 0,028 0,026 0,026 0,025 0,025 0,051 0,048 0,065 0,062 — 0,043 0,040 0,052 0,049 - 0,037 0,034 0,042 0,039 -
6 0,75 1,0 0,032 0,032 0,033 0,033 0,031 0,031 0,030 0,030 0,053 0,050 0,057 0,055 - 0,045 0,043 0,052 0,050 - 0,040 0,038 0,043 0,041 -
8 1,0 1,25 0,042 0,042 0,043 0,043 0,041 0,041 0,040 0,040 0,060 0,057 0,070 0,067 0,077 0,053 0,051 0,060 0,058 0,064 0,048 0,046 0,051 0,050 0,054
10 1,0 1,5 0,052 0,052 0,053 0,053 0,051 0,051 0,050 0,050 0,070 0,065 0,080 0,073 0,080 0,063 0,060 0,070 0,065 0,070 0,058 0,055 0,061 0,059 0,061
12 1,25 1,75 0,063 0,063 0,064 0,064 0,062 0,062 0,061 0,061 0,081 0,076 0,091 0,083 0,090 0,074 0,068 0,081 0,075 0,078 0,068 0,065 0,072 0,069 0,072
14 1,5 2,0 0,073 0,073 0,074 0,074 0,072 0,072 0,071 0,071 0,088 0,085 0,097 0,085 0,106 0,097 0,082 0,080 0,088 0,086 0,094 0,091 0,077 0,076 0,081 0,080 0,084 0,083
16 1,5 2,0 0,085 0,085 0,086 0,086 0,084 0,084 0,083 0,083 0,100 0,097 0,109 0,106 0,118 0,109 0,094 0,092 0,100 0,098 0,106 0,103 0,089 0,088 0,093 0,092 0,096 0,095
20 1,5 2,5 0,104 0,104 0,105 0,105 0,103 0,103 0,102 0,102 0,120 0,114 0,131 0,124 0,140 0,133 0,113 0,109 0,121 0,115 0,127 0,121 0,108 0,105 0,113 0,109 0,116 0,112
24 1,5 2,5 0,126 0,126 0,127 0,127 0,125 0,125 0,124 0,124 0,143 0,139 0,157 0,147 0,168 0,158 0,138 0,134 0,146 0,1138 0,153 0,145 0,132 0,129 0,137 0,133 0,141 0,137
2
работ
Комплекс приемов вспомогательной работы, связанных с операцией содержит следующие приемы: 1) набрать детали в горсть;
2) поднести деталь и установить на нож; 3) включить подачу; 4) снять деталь и отложить на место; 5) промерить деталь,
Приемы 2—4 выполняются при обработке каждой детали, а приемы 1 и 5 через некоторое количество деталей
Количество деталей, обрабатываемых между двумя измерениями
Класс точности
Измерительный инструмент Т и Г 1 2-й । j 3-й
Количество деталей, обрабатываемых между двумя измерениями
Скоба резьбовая, микрометр резьбовой, калибр (кольцо) резьбовое Калибр (кольцо) резьбовое для проверки перпендикулярности торца Шаблон линейный 20 40 50 30 60 50 50 100 50 100 50
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Резбонака1пывание
КАРТА 11
1. Время на обслуживание рабочего места. Диаметр накатываемой резьбы в мм
До 10 Св. 10
Время обслуживания рабочего места в % от оперативного времени
5,5 7,0
II. Время на отдых и естественные надобности
Время на отдых и естественные надобности аот() в % от оперативного времени 6,0
Норма?
486
Нормирование резьбонарезных и резьбонакатных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬБЫ ГАЕЧНЫМИ И МАШИННЫМИ МЕТЧИКАМИ Резьбонарезание
КАРТА 12
Тип метчика и материал инструмента
Гаечный из быстрорежущей Машинный из быстроре- сталн Р18 жущей стали Р18 1 Машинный из стали Ф
Обрабатываемый материал
* 4 5 2 + 5^ г i Н 5 И г g. G 61»* И J Сталь жара- | прочная 1 IXI8H9T (ЭЯ1Т) >,ЯЭ В S 8 Ч
Скорость резания и в м!мин
3
5 0,5 0,8 12,5 11,3 5,3 9,4 | 8,5 | — 1 Ю.2 | 1 4,3 I 11.9
1 613 1 5,7 | 4,9 1 6’8 1 | 3,4 | | 9,3
5 0,75 15.0 | 13,5 64 I 8,3 | 7.5 | 6,3 | 8,9 1 5,3 | 14.5
1.0 6.4 | 1 6’4 1 5,8 | 4,9 1 6'9 1 | 16 | 12,6
8 1.0 20,0 | 18,0 8,5 | 9.0 I 8,2 | 6,9 1 9,8 | 1 9.1 I 25,0
1,25 7.4 | 6,7 | 5,7 1 8,0 | 1 8-> | 22,1
10 1,0 25,0 | 22,5 10,6 | Н.8 I 10,7 | 9,1 1 12,8 | 15,0 1 41,0
1.5 8.2 | 7,4 | 6,3 1 8’9 I 13-3 | 33,6
12 1,25 26,6 24,0 11,8 12,0 | 10,8 | 9,2 1 12,1 I 1 15,5 1 42,9
1,75 23.4 | 21,1 10 8,9 | 8,0 | 6,8 | 9,6 13,2 | 36,0
14 1.5 27,4 I 24,7 — 12,6 .| 11.3 | — 1 12,5 16,0 | 43,7
2,0 23,7 | 21,4 — 9.7 | 8,7 | — | Ю,2 13,9 | 37.9
16 1,5 29,4 1 26,4 — 15,1 | 13,6 | — 1 15.5 10,3 | 32,2
2,0 25,4 | 22,9 — 11,7 I 10,5 | — | 12,0 8,9 | | 27,9
1,5 33,2 I 29,4 — 19,3 | 17,3 | — 1 20,3 1 12,3 38,9
20 2,0 28,4 25,5 — 14,9 | 13,4 | — 1 15’7 | 10,6 33,6
2,5 25,8 22,6 — 12,1 1 10,9 I — 1 *2’8 | 9.6 29,3
1,5 35,8 32,1 — 24,0 1 21,6 | — 1 25.2 | | 14,1 44,2
24 2,0 31,1 27,9 — 18,6 | 16,7 | — | 19,5 | 12,2 38,3
2,5 27,8 24,8 — 15,1 1 13,6 | — 1 15'9 1 10,9 34,0
Примечании 1. Скорости рвзаиия рассчитаны иа периоды стойкости инструмента,
указанные в табл. 9.
2. В зависимости от класса точности резьб скорости резания умножать иа поправочные коэф-
фициенты.
Тип метчика Обрабатываемый материал Класс точности
АШ, 1 1 >« 1 1 2-«
Поправочные коэффициенты Ко
Гаечный Машинный Сталь и алюминиевые сплавы Силумин Дюралюминий и электрон Сталь и чугун 1,0 0,6 0,8 1.3 0,77 0.8 1,0 1,65 1.0 1,0
Нормативы режимов резания
487
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ, КРИТЕРИИ ЗАТУПЛЕНИЯ, ПЕРИОДЫ СТОЙКОСТИ ПРИ НАРЕЗАНИИ РЕЗЬБЫ ПЛАШКАМИ ИА ДЕТАЛЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ а6=75 кг/мм* Рез ьбонареэание
КАРТА 13
Тип плашек, материал инструмента и геометри- ческие параметры Критерий затупления И li Диаметр резьбы d, в мм
3| 4| 5| б| 8 1 1 10 1 12 | 16 1 20
Шаг резьбы S в мм
0.5| 0,7| 0.8| 1,о| 1,0| 1.25 |1,0 |1.5| 1.5 | 1 ‘-5 | 1.5
Скорость резания о в м/мин
Плашки круглые вз стали 9ХС у = 20 ч- 25° а = 7 ч- 10° 6^=0, Id0'5 90 2,4 2,3 2,6 2,5 3,5 2,7 4,5 - - - -
Гребенки круглые из быстрорежущей стали Х=1°30' при S<1,25 и 1° при S>1,25 у= 15 ч-20° e3Oa=0,35d°’5 90 - - 7,0 6,7 9,5 7.2 12,4 7.6 9,45 13,2 17,5
Плашки тангенци- альные из быстроре- жущей стали у= 12ч-15° а = 7 ч- 10° 6^=0,35d°-5 90 - - - 6,7 9,5 7,2 12,4 7,6 9,45 13,2 17,5
Поправочные коэффициенты на скорость резании в зависимости от обрабатываемого материала н типа плашек
Группа обрабатываемого материала Предел прочности Тип плашек
Плашки круглые | Гребенки круглые
Поправочный коэффициент на скорость резания
Сталь углеродистая 45 55 60-80 0,5 0,6 1,0 0.6 0,7 1,0
Сталь хромистая и хро- моникелевая 65 75 0,9 0,8 0,9 0,8
Сталь хромокремие- марганцевая 75 0.4 0,8
Дюралюминий и элек- трон - 4,5
Латунь - 3,3 -
488
Нормирование резьбонарезных и резьбонакатных работ
КРУГОВЫЕ ПОДАЧИ ПРИ ФРЕЗЕРОВАНИИ РЕЗЬБЫ ГРУППОВЫМИ И ДИСКОВЫМИ ФРЕЗАМИ Реэьбофрезерование КАРТА 14
Тип фрезы Тип резьбы Диаметр резьбы Шаг Обрабатываемый материал
Сталь <7^=504-70 кг/мм1, алюми- ниевые сплавы Сталь аь = =70+90 кг/мм' Сталь <7Ь=90+120
Падача на один зуб фрезы sz в мм
Групповая Метрическая 20 1,0 1,5 2,0 0,025—0,035 0,035-0,045 0,045—0,055 0,020-0,030 0,030-0,040 0,040-0,050 0,010—0,015 0,012-0,018 0,015-0,020
40 1,5 2,0 0,045-0,055 0,055—0,065 0,040-0,050 0,050-0,060 0,025-0,035 0,025—0,035
70 1.5 2.0 0,050-0,060 0,060-0,070 0,045—0,055 0,050-0,060 0,030-0,040 0,030—0,040
Свыше 70 1,5 2,0 0,055-0,065 0,065—0,075 0,050—0,060 0,060-0,070 0,030—0,040 0,030-0,040
Дисковая Трапеце- идальная До 100 До 10 0,050-0,060 0,040—0,050 0,030-0,040
Примечание. Подача врезания принимается равной 15% круговой подачи.
СКОРОСТИ РЕЗАНИЯ ПРИ НАРЕЗАНИИ НАРУЖНОЙ РЕЗЬБЫ Реэьбофрезерование
ГРУППОВЫМИ ФРЕЗАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 —
КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ СТАЛЬ оь — 75 кг/мм* КАРТА 15
Диаметр фрезы Офр В мм
Шаг Подача на 45 | 55 1 65 | \ 80 1 *>
Число зубьев фрезы
12 | 12 | 14 1 16 10
Скорость резании и в м1 мин
I | 0,02 61,4 67,7 73,2 81,5 86,6
1,0 0,03 52,1 57,5 62,2 69,3 73,6
0,04 46,5 51,3 55,4 61,8 65,7
1 0,06 39,6 43,7 47,3 52,6 55,8
I 0,03 46,2 51,1 55,2 61,5 65,3
1,5 0,05 37,6 41,6 45,0 50,1 53,2
0,06 35,0 38,7 41,9 46,1 49,6
0,07 31,3 36,3 39,4 43,8 46,5
0,03 42,3 46,7 50,5 56,4 59,8
2,0 0,05 34,5 38,1 41,2 46,1 48,8
0,06 32,2 35,5 38,4 42,8 45,5
0,08 28,6 31,6 34,2 38,2 40,4
Поправочные коэффициенты на с корость резания в зависимости от обрабатываемого
материала
Сталь констоукционная Сталь хромистая и хромо- I рованная | Сталь хромокремнеыарган-
углеродас тая <7^=75 кг/мм *| никелевая 0^=75 кг/мм' 1 НЯС<42 цевая | ЗОХГСА с 0^=75 кг/мм*
1,0 | 0,86 | 0,4 1 0,75
Нормативы режимов резания
489
СКОРОСТИ РЕЗАНИЯ ПРИ НАРЕЗАНИИ ВНУТРЕННЕЙ РЕЗЬБЫ ГРУППОВЫМИ ФРЕЗАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ СТАЛЬ аь=75 кг/**’ Резьбофрезерование
КАРТА 16
Шаг резьбы S в мм Подача на один зуб Диаметр фрезы Л^р в мм
10 | 15 | 20 | 30 | 40
Число зубьев фрезы z
6 1 6 | 6 | 8 1 8
Скорость резания о в м/мин
1,0 0,02 0,03 0,04 0,06 41,0 34,8 31,0 26,4 50,0 42,3 37,6 32,0 57,8 49,0 43,8 37,2 61,0 52,0 46,2 39,3 61,4 52,1 46,5 39,6
1,5 0,03 0,05 0,06 0,07 30,8 25,2 23,4 22,0 37,4 30,6 28,4 26,8 43,4 35,5 33,0 31,0 46,0 37,2 34,9 32,8 46,2 37,6 35,0 31,3
2,0 0,03 0,05 0,06 0,08 28,2 23,1 21,4 19,2 34,2 28,1 26,0 23,3 39,8 32,7 30,2 27,1 42,2 34,0 31,9 28,4 42,3 34,5 32,2 28,6
Поправочные коэффициенты на скорость резания в зависимости от обрабатываемого материала
Сталь конструкционная углеродистая <т^=75 кг/мм1 Сталь хромистая н хромо- никелевая <т^=75 кг/мм* рованиая НЯС<42 Сталь хромокремиемар- ганцевая 30 X ГС А <т6=75кг'жм’
1,0 0.86 0,4 0,75
СКОРОСТИ РЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬБЫ ГРУППОВЫМИ Резьбофрезерование
ФРЕЗАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 ------------------
Чугуи серый НВ 140—180 КАРТА 17
Шаг резьбы Подача на один зуб $2 в мм
0.06 | 0,09 | 0,10 | 0,12 0,14
Скорость резания и । в м/мин
1,0 67,2 64 61,3 57 55
1,5 59,8 57 54,5 50,7 49
2,0 55 53 50,5 47 45,2
490
Нормирование резьбонарезных и резьбонакатных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ Рез^афрезерование
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ ---------------
НА РЕЗЬБОФРЕЗЕРНЫХ СТАНКАХ КАРТА 18
Вид установки ч. Вес детали * в кг до
1 2 1 3 s 1 • 12 201 30
Время в мии.
В самоцеитрирую- щем патроне с поджа- тием центром задней бабки 200 400 500 1000 2000 500 1000 2000 0,28 0,29 0,30 0,32 0,32 0,34 0,34 0,36 0,36 0,38 0,40 0,38 0,40 0,43 0,40 0,42 0,44 0,42 0,44 0,47 0,45 0,47 0,49 0,47 0,49 0,52 0,52 0,54 0,51 0,53 0,56
В самоцентрирую- щем патроне 200 400 0,15 0,16 0,17 0,21 0,19 0,23 0,23 0,27 0,27 0,31 0,32 0,36 0,40
В центрах (без наде- вания хомутика) Z 500 1000 0,21 0,24 0,27 0,36 0,31 0,41 0,35 0,45 0,39 0,50 0,44 0,57 0,63
На цилиндрической оправке с гайкой * Способ крепления ill г с в 0,36 0,37 0,38 0,40 0,42 0,43 0,46 -
§ о 'Sil 0,19 0,20 0,21 0,22 0,24 0,25 0,28 -
Вид установки Способ крепления Способ установки детали
по буртику в упор | по шаблону
Время В МИИ.
Рычагом 0,17 0,20
В цанговом патроне с разрезной пру- Гидравлическим и пнев- 0,15 0,18
жинящей втулкой матическим зажимом Маховичком 0,20 0,24
* При установке детали иа оправке — вес детали с оправкой
Нормативы времени
491
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ ФРЕЗЕРОВАНИИ НАРУЖНЫХ И ВНУТРЕННИХ РЕЗЬБ Реэьбофрезерование
КАРТА 19
Нарезаемая резьба Тип станка Режущий инструмент Способ продольного перемещения фрезерной головки Высота центров станка в мм до
150 | 200 | 300
Время в мнв
Наружная С ручным упра- влением Групповая фреза Вручную махо- вичком или руко- яткой 0,13 0,15 0,19
Групповая н ди- сковая фреза Механически 0,10 0,11 0,15
Дисковая фреза Вручную при длине резьбы в мм: 100 200 300 500 750 1000 0, 15 0,23 0,26 0,27 0,33 0,38 0,17 0,26 0,29 0,32 0,38 0,43 0,21 0,32 0,36 0,40 0,44 0,52
Полуавтоматы - Автоматически 0,015 0,025 0,03
Внутренняя С ручным упра- влением Групповая фреза Вручную при длине резьбы в чм 50 100 150 0,32 0,40 0,48 0,36 0,45 0,56 0,55 0,70 0,74
Механическая при длине резьбы в мм: 50 100 150 0,10 0,11 0,12 0,13 0,15 0,19 0, !9 0,22 0,32
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ ПРИ РАБОТЕ НА РЕЗЬБОФРЕЗЕРНЫХ СТАНКАХ Резьбофрезерован ие
КАРТА 20
Высота центров станка в мм до 150 200 300
Время обслуживания рабочего места и время на отдых н естественные надобности в % от опе- ративного времени 7,2 8,0 8,8
ГЛАВА VII
НОРМИРОВАНИЕ ЗУБОРЕЗНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В данной главе приведены нормативы для установления технически
обоснованных норм времени на следующие виды наиболее распространенных
работ, выполняемых на зуборезных станках:
а) нарезание зубьев цилиндрических колес червячными модульными фре-
зами, дисковыми модульными фрезами и дисковыми долбяками;
б) нарезание шлицевых валиков червячными фрезами;
в) нарезание червячных колес специальными червячными фрезами;
г) закругление торцов зубьев цилиндрических колес пальцевыми фрезами;
д) шевингование зубьев цилиндрических колес дисковыми шеверами;
е) нарезание зубьев конических прямозубых колес дисковыми фрезами
и зубострогальными резцами;
ж) нарезание зубьев конических колес с криволинейными зубьями зубо-
резными резцовыми головками.
I. Методы обработки зубьев цилиндрических колес
Нарезание зубьев цилиндрических колес производится по следующему
технологическому процессу: черновое нарезание, чистовое нарезание.
В зависимости от технических требований, предъявляемых к зубчатым
колесам, и состояния оборудования черновое нарезание зубьев может про-
изводиться в две операции, например черновое нарезание зубьев колес чер-
вячными модульными фрезами, черновое нарезание дисковыми долбяками
и чистовое нарезание дисковыми шеверами. При невысоких требованиях
к точности и чистоте обработки зубьев колес черновое зубонарезание может
быть исключено. При этом черновое зубофрезерование или зубодолбление заме-
няется чистовым. Каждый из указанных видов обработки может быть выпол-
нен на различных станках и различным режущим инструментом.
Черновое нарезание зубьев колес выполняется следующими тремя основ-
ными процессами зубонарезания:
а) на универсальных фрезерных или зубофрезерных станках дисковыми
модульными фрезами (фиг. 1);
б) на зубофрезерных станках червячными фрезами (фиг. 2);
в) на зубодолбежных станках дисковыми долбяками (фиг. 3).
Чистовое нарезание зубьев колес выполняется тремя процессами, ука-
занными при черновом нарезании зубьев колес, но при других режимах
резания и в отдельных случаях и более точно изготовленным инструментом,
а также процессом шевингования (фиг. 4) на специальных станках дисковым
шевером. Процессы шлифования и притирки зубчатых колес рассматриваются
в главе «Нормирование шлифовальных работ». Зубчатые колеса, которые
в машине должны входить в зацепление с разными колесами, имеют закруг-
Методические указания
493
ленные торцы зубьев. Закругление зубьев колеса производится на специаль-
ных станках пальцевой фрезой (фиг. 5).
Выбор процесса нарезания зубьев колес обусловливается требуемой точ-
ностью и чистотой обработанной поверхности, а также конфигурацией колеса
и экономичностью процесса в конкретных производственных условиях.
Фиг. 1. Схема наре-
зания зубьев цилин-
дрических колес ди-
сковыми модульными
фрезами
Фнг. 2 Схема нарезания зубьев
цилиндрических колес червяч-
ными модульными фрезами
Фиг 3 Схема нарезания зубьев
цилиндрических колес диско-
выми долбякамн
Типовыми технологическими маршрутами нарезания цилиндрических
колес модуля от 2 до 8 мм в серийно*м производстве являются;
1) нарезание зубьев колес 11-й степени точности и ниже:
а) фрезерование зубьев червячной многозаходной фрезой класса С
иа специальном фрезерно*м станке
Скорость Вращения Va
за один проход;
б) фрезерование зубьев диско-
выми модульными фрезами за один
или два прохода;
Фиг 5 Схема закругления торцов
зубьев цилиндрических колес паль-
цевой фрезой.
2) нарезание зубьев 8—10-й степеней точности:
а) фрезерование зубьев червячной многозаходной фрезой класса В за один
проход;
3) нарезание зубьев колес 7-й степени точности:
а) фрезерование зубьев червячной однозаходной фрезой класса А;
б) фрезерование зубьев многозаходной червячной фрезой класса В и чи-
стовое долбление дисковыми долбякамн или шевингование;
494
Нормирование зуборезных работ
4) нарезание зубьев колес 6-й степени точности:
а) фрезерование зубьев червячной однозаходной фрезой класса В, зубо-
долблеиие дисковыми долбяками и шевингование;
б) фрезерование зубьев однозаходной червячной фрезой класса А и шевин-
гование;
в) фрезерование зубьев червячной фрезой класса В и шлифование.
Во всех случаях, когда выходу червячной или дисковой фрезы мешают
бурты или вторые венцы колес, вместо фрезерования применяется зубодолбле-
ние дисковыми долбяками. Для колес, у которых необходимо произвести
закругление торцов зубьев, в указанные выше технологические процессы
обработки следует включить процесс закругления зубьев пальцевыми фрезами.
При нарезании колес модуля от 10 до 26 мм обычно применяется одно-
кратное или многократное фрезерование однозаходными червячными фре-
зами или предварительное нарезание дисковыми фрезами и окончательное
нарезание червячными однозаходными фрезами. Указанными процессами
можно получить колеса не выше 7-й степени точности.
II. Методы обработки зубьев червячных колес
Нарезание зубьев червячных колес червячными фрезами производится
с радиальной (фиг. 6) или тангенциальной подачей (фиг. 7). Обработка про-
изводится иа зубофрезерных станках, иа которых нарезают цилиндрические
Фиг. 6. Схема нарезания зубьев
червячных колес червячной фрезой
методом радиальной подачи.
зубчатые колеса червячными фреза-
ми. Для нарезания червячных колес
Фнг 7. Схема нарезания зубьев чер-
вячных колес червячной фрезой мето-
дом тангенциальной подачи.
с тангенциальной подачей необходимо иметь специальный протяжной суп-
порт. Нарезание червячных колес обычно производится за один проход.
При нарезании колес с радиальной подачей в отдельных случаях происходит
частичное срезание профиля зубьев колеса, вследствие чего точность колес
получается невысокой. Более точные колеса получаются при нарезании их
червячными фрезами с тангенциальной подачей. Для более равномерного
распределения нагрузки по зубьям червячной фрезы при нарезании червяч-
ных колес с тангенциальной подачей вершины зубьев фрезы срезаются
на конус (фиг. 7).
III. Методы обработки зубьев конических колес
Нарезание конических зубчатых колес, так же как и нарезание цилин-
дрических колес, разделяется на черновое и чистовое нарезание. Черновое
нарезание прямозубых конических колес выполняется двумя основными
процессами:
Методические указания
495
чернового
цовача5
Фнг 8. ..г_____
нарезания зубьев конических
прямозубых колес дисковыми
модульными фрезами.
а) на горизонтально-фрезерных станках общего назначения и на специ-
альных фрезерных станках с автоматическим делением дисковыми модуль-
ными фрезами (фиг. 8);
б) на специальных станках зубострогальными
резцами с прямолинейными режущими кромками
(фиг. 9);
Чистовое нарезание прямозубых конических
колес производится на таких же специальных
станках, работающих зубострогальными резцами,
как и при черновом нарезании зубьев, но при
другой наладке станка.
Черновое и чистовое нарезание конических
колес с криволинейными зубьями производится
на специальных станках резцовыми головками
(фиг. 10). Черновая обработка производится рез-
цовыми головками, оснащенными внутренними
и наружными резцами, для одновременной обра-
ботки обоих боковых сторон зубьев впадины.
Чистовое нарезание зубьев производится при
малом числе зубьев колеса головками, обрабатыва-
ющими отдельно вогнутую и выпуклую сторону
зуба, а при большом числе зубьев нарезаемого
резцовыми головками, подобными применяемым при черновом нарезании
зубьев.
колеса — двусторонними
Фиг. 9. Схема чернового
нарезания зубьев конических
прямозубых колес зубоетро-
гальнымн резцами.
Фиг. 10 Схема нарезания зубьев кояичееких
колес с криволинейными зубьями резцовыми
головками.
Указанными методами можно получить колеса 8-й степени точности.
Для получения колес 6—7-й степеней точности применяется шлифование
зубьев конических колес: прямозубых — дисковым кругом, с криволиней-
ными зубьями — специальным чашечным кругом.
IV. Стали и серый чугун, применяемые для изготовления колес
Нормативами предусмотрено нарезание колес, изготовленных из стали
марок 35, 45, 50, 20Х, 35Х, 40Х, 12ХН4А, 18ХГТ, 12ХНЗ, ЗОХГТ, 18ХНВА,
38ХМЮА, 5ХНМ, 6ХНМ, ОХНЗМ, 20ХНМ.
Для лучшей обрабатываемости стали каждой марки необходимо произ-
вести соответствующую термическую обработку.
Зубчатые колеса, изготовленные из серого чугуна, обрабатываются тем
лучше, чем меньше их твердость. При твердости чугунных колес НВ > 210
обрабатываемость их резко ухудшается. В нормативах предусмотрена обра-
ботка зубчатых колес из серого чугуна твердостью НВ 170—210.
496
Нормирование зуборезных работ
V. Выбор охлаждающей жидкости
При зубонарезании колес, изготовленных из сталей 20Х, 12ХНЗ и дру-
гих сталей этой группы, наилучшей охлаждающей жидкостью является
сульфофрезол марок Р и В. Для обработки сталей марок 45, 40Х и им подоб-
ных для охлаждения следует применять масло веретенное 2 и 3, при черновой
их обработке можно применять также и эмульсию.
Применяя при зубонарезании эмульсии, следует предусматривать усло-
вия, исключающие попадание эмульсии в смазочную систему зуборезных
станков. Даже небольшое количество эмульсии, попавшее в смазочную
систему станка, значительно увеличивает его износ. Зубонарезание колес,
изготовленных из серого чугуна, производится без применения охлаждаю-
щих жидкостей. Исключение составляет шевингование зубьев колес, при кото-
ром необходимо применять керосин с небольшим дополнением салярового
масла. Последнее применяется для увеличения температуры вспышки керо-
сина.
Применение охлаждающей жидкости увеличивает стойкость инструмента,
повышает чистоту обработанной поверхности зубьев колес.
VI. Характер износа режущей кромки и критерий затупления
инструмента
Режущие кромки зуборезного инструмента изнашиваются неравномерно
вследствие того, что сечение и длина стружки, срезаемой каждой точкой
режущей кромки инструмента, различна. Только на небольшом участке
режущей кромки она изнашивается значительно, что искажает профиль
нарезаемого зуба и ухудшает чистоту обработанной поверхности. Это вызы-
вает необходимость переточки инструмента. Наибольшее истирание проис-
ходит по задним поверхностям зубьев. По передним поверхностям заметный
износ в виде лунки образуется только при больших скоростях резания.
В определении затупления зуборезного инструмента решающее значе-
ние имеет наибольшая величина износа по задней поверхности зубьев инстру-
мента. Наибольший износ режущей кромки для каждого вида обработки
и конструкции инструмента происходит всегда в определенном месте. Измеряя
в процессе работы величины износа по задней поверхности зубьев инстру-
мента, можно построить в логарифмической сетке координат прямую линию
износа б в мм как функцию времени Т в мин. Изданных графиков для при-
меняемых в практике износов получается следующая зависимость:
Т =
Постоянная величина С и показатель степени q зависят от вида обработки,
конструкции инструмента, качества обрабатываемого материала и режима
резания. При нарезании зубьев колес червячными фрезами и дисковыми
долбякамн по сплошному металлу величину q с достаточной для практики
точностью можно принять от 0,8 до 1 .
Зуборезный инструмент приходится снимать для переточки после появ-
ления на задней поверхности зубьев определенной величины износа. Эта
величина износа зависит от технических условий, которые предъявляются
к точности и чистоте обработанной поверхности зубьев колеса,.
Нарезание зубьев цилиндрических колес червячными фрезами. При наре-
зании зубьев колес в сплошном металле каждый зуб червячной фрезы сни-
мает постоянно определенного вида и размеров стружку (не учитывая входа
и выхода фрезы), но каждый зуб одиозаходной фрезы снимает различные
стружки, поэтому величина износа на каждом зубе различна. Так как каж-
дый зуб при одном заходе фрезы снимает стружку не только разного сече-
Методические указания
497
ния, но и разной длины, то наибольший износ будет на том зубе фрезы,
который снимает стружку относительно большого сечения и длины. При
двухзаходной фрезе таких зубьев будет два, при трехзаходной — три и т. д.
Наибольший износ на каждом зубе фрезы располагается на поверхности
закругления их вершины (фиг. 11). За критерий затупления червячной
фрезы принимается величина износа б зуба фрезы, имеющего наибольшую
величину. При черновом нарезании колес червячной модульной фрезой
допустимый износ б = 0,5 -г- 0,8 мм при чистовом нарезании, в сплошном
металле б = 0,2 -ь 0,4 мм. Если при нарезании колес с малым числом
зубьев работать червячной фрезой без осевых ее перемещений за время стой-
кости, то износ по ее зубьям располагается крайне неравномерно, а часть
зубьев, не входящих в зацепление с нарезаемым
колесом, совсем не будет иметь износа. Если во
время работы фрезы после допустимого затупле-
ния периодически или непрерывно перемещать
в осевом направлении фрезу, то износ располо-
жится по всем зубьям фрезы более равномерно.
В нормативах предусмотрено периодическое пере-
мещение фрезы ее оси за время стойкости.
Метод периодических перемещений фрезы
в осевом направлении в процессе обработки зубьев
значительно повышает производительность этих
фрез за счет увеличения на 30% и более рекомен-
дуемых первоначально скоростей резания и одно-
временно способствует наиболее экономичному
расходованию режущего инструмента.
В соответствующих картах режимов резания
даны поправочные коэффициенты на скорость
резания в зависимости от количества осевых пере-
мещений червячных модульных и шлицевых фрез.
Количество осевых перемещений червячных модульных фрез W' за время
стойкости, т. е. за время между двумя переточками, определяется по формуле
и/ __^-1 — М + С)
“ В
где L, — длина червячной фрезы в мм (без учета ширины буртиков);
В — величина осевого перемещения фрезы в мм;
Ди С — расстояние в мм от общего перпендикуляра к осям фрезы и наре-
заемого колеса до торцов фрезы (без учета ширины буртиков)
при начальной и конечной установке фрезы.
Величина осевого перемещения червячных модульных фрез определяется
по формулам:
а) при нарезании прямозубых колес и колес с наклонным зубом, направ-
ление которых разноименное с направлением наклона нитки червячной
фрезы,
В = (0,5 -г- 0,6) — R s>n (Ф — т) c°s ф j; tg в = sin ср;
£ = —5“-/—!-------1--?---1); М = ₽+/? — h; cos б ~ М D;
4 sin e sin в ~ sin <p )’ e ' Re + В
(V = </?e +/?) sin 6; = N — soctgqr,
32 Справочник нормировщика
498
Нормирование зуборезных работ
б) при нарезании колес с наклонным зубом, направление которых одно-
именное с наклоном нитки червячной фрезы,
В = (0,5-^0,6)[-~- — /?sindcosф + /?sin (ф + т)cosф — ,
где е, /?, М. й, N, Nit ф, т — промежуточные величины при определении
величины осевого перемещения фрезы,
представляющие собой параметры эллипса
и окружности, получаемых в сечении фрезы
и нарезаемого колеса в их рабочем положе-
нии плоскостью, нормальной к оси колеса;
Re — радиус окружности выступов нарезаемого
колеса в мм;
Ф — угол установи фрезы в градусах;
s0 — осевая подача фрезы за одни оборот детали
в мм;
Du — наружный диаметр фрезы в мм;
h — высота нарезаемого зуба колеса в мм.
Расстояние А от торца фрезы (без учета ширины буртиков) до общего
перпендикуляра к осям фрезы и нарезаемого колеса при начальной установке
фрезы определяется по формуле:
а) при нарезании прямозубых колес
А = (1,2-- 1,4) В;
б) при нарезании колес с наклонным зубом
А = (1,7 -г- 2) В.
Расстояние С от торца фрезы (без учета ширины буртиков) до общего
перпендикуляра к осям фрезы и нарезаемого колеса при конечной установке
фрезы (для получения правильного профиля) определяется по формуле
С = 3m 4-(1-г-3),
где m — нормальный модуль колеса в мм.
Осевое перемещение фрез^ следует производить при обработке прямо-
зубых и косозубых колес в направлении, указанном стрелками на фиг. 12.
При чистовой обработке колес с предварительно прорезанными зубьями
наибольший износ на каждом зубе фрезы располагается на задней боковой
поверхности зубьев вблизи делительной прямой, если прорезка зубьев
производилась с большей глубиной, чем чистовая обработка, и по поверх-
ности закругления вершин зубьев, если прорезка зубьев производилась
с меньшей глубиной, чем чистовая обработка. При первом методе нарезания
зубьев колес допустимый износ по задней поверхности зубьев 6 = 0,1 н-
— 0,2 мм и при втором методе допустимый износ б = 0,2 -н 0,4 мм.
Прорезку зуба целесообразно производить фрезой толщиной зубьев
меньшей, чем толщина зубьев фрезы для чистовой обработки, и с большей
глубиной, чем при чистовой обработке. При таком методе нарезания зубьев
уменьшается загрузка зубьев чистового инструмента, повышается чистота
обработанной поверхности и точность колес. Указанный метод прорезки
зубьев колес целесообразно применять при всех видах зубонарезания.
Величина осевого перемещения червячных фрез при обоих методах чисто-
вой обработки колес с предварительно прорезанными зубьями определяется
по формуле
В = 3m.
Методические указания
499
Расстояние от торцов фрезы (без учета ширины буртиков) до общего пер-
пендикуляра к осям фрезы и нарезаемого колеса при начальной и конечной
установке фрезы определяется по формуле
А = С = 3/п + (1 -г- 3).
Всесоюзный научно-исследовательский институт инструмента разрабо-
тал острозаточенные модульные червячные фрезы, у которых затылование
зубьев производится по прямой линии. Данные фрезы имеют увеличенное
число переточек по сравнению со стандартными фрезами. При одинаковых
режимах резания стойкость фрез ВНИИ в несколько раз больше, че*м стан-
дартных фрез.
В целях удлинения срока
работы стандартных модуль-
ных червячных фрез после
уменьшения длины зубьев
(за счет переточек) до наи-
меньшей допустимой длины
их следует заточить по задним
и передней грани, т. е. соз-
дать форму зуба типа фрез
ВНИИ. Эти фрезы после
затупления можно еще раз
переточить, так как при пере-
точке длина зуба фрезы
изменяется незначительно. Фиг. 12. Направление осевых перемещений червячных
За счет двух дополнительных фрез за время между двумя переточками при нареза-
заточек фрезы срок ее работы нин 3Убьев цилиндрических колес,
увеличивается в 1,5—2 раза.
Корригированные червячные фрезы дают высокую производительность
за счет снятия примерно одинаковых сечений стружки каждым зубом, про-
изводящим резание. Затупление по зубьям такой фрезы происходит более
равномерно, чем в стандартных фрезах. В нормативах приводятся режимы
резаиия и нормы времени для нарезания зубьев колес червячными фрезами
типа ВНИИ и корригированными.
Нарезание шлицевых валиков червячной фрезой. Наибольший износ
у одиозаходной шлицевой фрезы для нарезания прямобочных шлицев наблю-
дается иа одном зубе на поверхности закругления вершины зуба. Если фреза
имеет выступы иа вершинах зубьев — «усики» для образования впадии в дне
шлицевого паза, то износ появляется и на них. Как показывают эксперимен-
тальные исследования и практика работы заводов, за критерий затупления
шлицевых червячных фрез при черновом нарезании шлицевых валиков
можно принимать износ д = 0,5 0,8 мм и при чистовом нарезании д =
= 0,2 --- 0,4 мм. Величина перемещения шлицевых фрез вдоль оси В за время
стойкости рассчитывается по формуле
В = 0,02 (DA)0-6 (hs0)’-3,
где Du — наружный диаметр фрезы в мм\
Dt — наружный диаметр шлицевого валика в мм\
h — высота шлица в мм,
s0 — подача фрезы за один оборот детали в мм.
В нормативах приведены величины осевых перемещений фрезы при
подаче 2 мм на одни оборот детали. Эти величины осевых перемещений
с достаточной для практики точностью применимы для всего диапазона
32*
500
Нормирование зуборезных работ
подач, указанного в таблице подач нормативов при нарезании шлицев чер-
вячными фрезами. Количество перемещений фрезы за время стойкости опреде-
ляется по формуле
тр___ ^-i — (А 4- С)
_ В
Расстояние от общего перпендикуляра к осям фрезы и шлицевого валика
до ближайшего торца рабочей части червячной фрезы (без учета ширины
буртика) при начальной установке фрезы определяется по формуле
А = 1,7 В.
Расстояние от торца фрезы (без учета ширины буртика) до общего пер-
пендикуляра к осям фрезы и нарезаемого колеса при конечной установке
______________ фрезы определяется по формуле
С = °’7 — 0,5й + (1 2).
/Л ____________ ГЛ Нарезание зубьев червячных колес чер-
/ // А ~~К |\ \ вячными фрезами. За критерий затупле-
у I / I /\ I у-* ния червячных фрез, нарезающих зубья
I у У I / \ / j червячных колес, принимают, так же
I / I_________I \ / I как и ПРИ нарезании цилиндрических
I / У" у \ В колес, величину наибольшего износа
.w I . | на зубе фрезы, имеющего максимальный
г V износ. Так как зубья червячного колеса
нарезаются за один проход, то величины
фиг 13 износ зубьев дисковых долбя- Допустимого износа зубьев фрезы обычно
ков при нарезании зубьев иилиндриче- ограничиваются пределами 0,2—0,5 мм
ских колес. в зависимости от требуемой точности
и чистоты обработанной поверхности.
Нарезание зубьев цилиндрических колес дисковыми долбяками. При чер-
новой обработке зубьев колес дисковыми долбяками наибольший износ й на
зубьях располагается на поверхностях закругления их вершин (фиг. 13).
Износ на поверхностях закругления каждого зуба долбяка неодинаков:
на одной поверхности износ примерно в 2—3 раза больше, че*м на противо-
положной. Поэтому для увеличения производительности долбяка следует
сначала работать им при одном направлении вращения почти до полного
затупления с одной стороны зубьев, затем направление вращения изменить
и работать до полного износа с другой стороны зубьев. При таком методе
работы за счет равномерного износа по обеим поверхностном закругления
каждого зуба долбяка его стойкость увеличивается в Р/2 раза.
Большее увеличение стойкости долбяков (примерно в 1,7 раза) можно
получить при перемене его направления вращения при установке каждого
колеса. Долбяком целесообразно работать при черновой обработке
до износа 0,8—1,0 мм при чистовой обработке в сплошном металле до 0,2—
0,4 мм.
Допустимый износ при чистовой обработке колес с предварительно про-
резанными зубьями равен 0,06—0,12 мм. Чистовое нарезание колес с пред-
варительно прорезанными зубьями должно производиться с меньшей глу-
биной резания, чем прорезка зубьев колес.
Нарезание зубьев цилиндрических и конических колес дисковыми модуль-
ными фрезами. Износ на дисковых модульных фрезах располагается неравно-
мерно по режущей кромке зуба. Наибольшее изнашивание происходит
по затылку на периферии фрезы (фиг. 14). При черновой обработке зубьев
цилиндрических и конических колес величина износа й, характеризующая
затупление фрезы, принимается равной 0,8—1,2 мм. При чистовой обработке
Методические указания
501
зубьев колес допустимая наибольшая величина износа 6 составляет 0,2—
0,3 мм.
Обработка зубьев цилиндрических колес дисковыми шеверами. При обра-
ботке зубьев колес дисковыми шеверами допустимая величина износа
толщины зубьев составляет 0,01—0,03 мм, поэтому на заводах данного изме-
рения не производят.
Допустимый износ зубьев шевера ограничивается точностью и чистотой
поверхности обработки, предъявляемыми техническими условиями к зубьям
колеса.
Нормативы режимов резания составлены для шевингования колес
с подачей инструмента в направлении оси колеса. При данном виде шевин-
гования износ шевера локализуется в зоне общего перпендикуляра осей
9
Фиг 14. Износ зубьев диско-
вых модульных фрез при наре-
зании зубьев цилиндрических
и конических колес.
Фиг. 15. Износ зубострогальных резцов
при черновом нарезании зубьев конических
прямозубых колес
шевера и колеса. Для более полного использования всех режущих кромок
шевера подлине его зубьев шевер целесообразно периодически перемещать
вдоль своей оси. При нарезании колес с числом зубьев до 30 и углом
наклона зубьев 30° шевер следует перемещать 1 раз на 6 мм, при угле
наклона зубьев 45° 2 раза по 5 мм. Первую установку шевера при его
ширине 20 мм следует производить так, чтобы общий перпендикуляр к осям
шевера и колеса находился на расстоянии 7 мм от торца шевера при одном
его перемещении и на расстоянии 5 мм при двух его перемещениях. При этом
стойкость шевера увеличивается прямо пропорционально количеству устано-
вок шевера. Таблицы нормативов режимов резания при шевинговании
составлены без учета возможных осевых перемещений, поэтому дополни-
тельная стойкость, получаемая за счет перемещения шевера, даст возмож-
ность сократить расход инструмента.
Нарезание конических колес с прямыми зубьями зубострогальными рез-
цами. При черновой обработке конических колес зубострогальными
резцами наибольший износ 6 располагается на поверхности закругления
вершины резца (фиг. 15).
При черновой обработке конических колес наибольший допустимый износ
составляет 0,8—1,2 мм, при чистовой обработке 0,2—0,4 мм.
Зубострогальные резцы, обрабатывающие разные стороны зубьев колеса,
изнашиваются неодинаково. Поэтому для увеличения производительности
резцов следует сначала работать почти до полного затупления одного из них,
а затем резцы переставить местами и работать до полного их затупления.
Нарезание конических колес с криволинейными зубьями резцовыми голов-
ками. Резцы резцовой головки при черновом и чистовом нарезании кони-
5Э2
Нормирование зуборезных работ
ческих колес с криволинейными зубьями имеют наибольшее истирание
на поверхности закругления их вершин (фиг. 16).
Зубья резцовой головки имеют неодинаковые величины наибольших
износов, однако разница их невелика. При черновой обработке колес допу-
& стимая наибольшая величина износа 6 берется в пределах
—н— 1,2—1,6 мм в зависимости от величины модуля нарезаемого
Jgk колеса. При чистовой обработке колес допускаемая вели-
/ ' \ чина износа берется от 0,2 до 0,4 мм.
[ / При черновом нарезании криволинейных зубьев кониче-
/ f ских колес методом обкатки износ резцовых головок умень-
I/ шается при работе резцовой головкой правого вращения
(вращение шпинделя станка по часовой стрелке, если смотреть
x-AJ—J на шпиндель сзади станка) по сравнению с головкой левого
// вращения.
V / При постоянной подаче стойкость резцовых головок
Фиг 16 Износ правого вращения выше на 67% стойкости резцовых голо-
резцов резцовой вок левого вращения. При постоянном периоде стойкости
головки при чер-
новом и чисто-
вом нарезании
зубьев кониче-
ских колес с
криволинейны-
ми зубьями
подача при работе головками правого вращения увеличи-
вается на 31% по сравнению с подачей, применяемой
при работе головками левого вращения. Нормативами
предусмотрено черновое нарезание зубьев конических
колес методом обкатки с правым вращением резцовой
головки.
VII. Стойкость зуборезного инструмента
Выбор экономически выгодного периода работы зуборезного инструмента
между переточками зависит, как и для всех видов инструментов, от стои-
мости инструмента, числа возможных его переточек, полной стоимости
заточки, полной стоимости станкочаса работы станка и времени, затрачи-
ваемого на переналадку станка в связи со сменой режущего инструмента.
Все эти факторы, как известно, учитываются расчетной формулой, опреде-
ляющей стойкость инструмента.
Полученные расчетом экономические стойкости инструмента при больших
отклонениях от принятых стойкостей на заводах в нормативах корректиро-
вались. Например, полученные расчетные экономические стойкости для чер-
вячных модульных фрез, производящих чистовое нарезание зубьев колес,
оказались в 2 и 3 раза выше действующих на заводах, поэтому вместо рас-
Таблица 1
Значения периода стойкости зуборезного инструмента
Тип инструмента Период стойкости инструмента в мии.
Фрезы червячные модульные 240—1920
Фрезы червячные шлицевые Фрезы червячные для нарезания червячных ко- 300-600
лес 600—900
Долбяки дисковые 240-400
Фрезы дисковые модульные 480
Шеверы дисковые Резцы зубострогальиые для конических прямозу- 600—3000
бых колес 180
Головки резцовые для конических колес с криво- линейными зубьямн 480-600
Методические указания
503
четных стойкостей в нормативах были приняты стойкости, действующие
на большинстве заводов. В результате проведенных расчетов по определению
экономической стойкости зуборезного инструмента и в отдельных случаях
от корректировки по действующим стойкостям на большинстве заводов
были установлены значения периода стойкости инструмента, сведенные в
табл. 1.
В картах нормативов режима резания даны указания, каким условиям
соответствует определенная величина стойкости инструмента.
VIII. Определение режима резания
Выбор глубины резания и числа проходов инструмента. Глубина резания
и количество проходов при черновом нарезании зубьев устанавливаются
в зависимости от размеров нарезаемого зуба, характера обработки, мощности
станка и жесткости системы станок — деталь — инструмент.
Для предусмотренных нормативами размеров зуба, типов станков
и жесткости системы нарезание зубьев колес следует производить за один
проход инструмента. Исключение составляют те случаи нарезания зубьев
колес, когда мощность станка или жесткость системы оказывается недоста-
точной для нарезания зубьев за один проход инструмента. В последнем слу-
чае нарезание зубьев следует производить за два прохода инструмента. При
черновом нарезании зубьев за два прохода первый проход производится
с глубиной резания 1,4 т, а второй проход глубиной 0,7 т. Чистовое нареза-
ние зубьев колес производится, как правило, за один проход инстру-
мента.
Исключение составляет зубодолбление цилиндрических колес дисковыми
долбяками, при котором, начиная с модуля 3, при высоких требованиях
к чистоте обработанной поверхности (\7б и выше) и к точности зубьев
колеса (7-я степень точности), чистовое нарезание следует производить за
два прохода инструмента (двухпроходный кулак радиальной подачи).
Режимы резания в последнем случае остаются такими же, как и при работе
за один проход инструмента.
Выбор подачи при зубонарезании и факторы, ограничивающие величину
подачи. Для увеличения производительности зуборезных операций следует
работать с наибольшими подачами.
При черновой обработке величина подачи ограничивается жесткостью
станка и в отдельных случаях прочностью инструмента.
Ввиду сложности определения жесткости зуборезных станков черновые
подачи, приведенные в нормативах, установлены исходя из мощности глав-
ного привода, приближенно характеризующего жесткость станка и прочность
его механизмов.
При чистовой обработке выбор подачи ограничивается требованиями,
предъявляемыми к чистоте обрабатываемой поверхности и точности зубчатого
веица.
В нормативах для определения допустимых наибольших подач при наре-
зании зубьев колес червячными фрезами все зубофрезериые станки разделены
по номинальной мощности на пять групп. Первая группа станков имеет
наименьшую мощность, поэтому н допускает меньшие подачи. Пятая группа
станков имеет наибольшие мощности и допускает наибольшие подачи. При
большом количестве переточек зубья червячной фрезы значительно ослаб-
ляются, и поэтому при достаточной мощности станков фактором, лимити-
рующим величину подачи, может послужить прочность инструмента, зубья
которого по размерам близко подходят к изношенному инструменту. Коли-
чество заходов червячной фрезы также влияет на величину подачи при оди-
504
Нормирование зуборезных работ
наковых режимах резания. Чем больше количество заходов фрезы, тем
больше размеры стружки, образуемой в процессе резания, снимаемой
каждым зубом фрезы, по сравнению с однозаходными фрезами. Отсюда как
следствие чем больше число заходов фрезы, тем меньше должна быть подача
на один оборот детали.
Многозаходные червячные фрезы дают значительно большую производи-
тельность, чем однозаходные. При применении двухзаходных фрез произво-
дительность процесса зубофрезерования увеличивается примерно в 1,5 раза
по сравнению с работой однозаходной фрезой, а при применении трехзаход-
ных фрез примерно в 2 раза.
При черновом зубодолблении дисковыми долбякамн подачи обката огра-
ничиваются слабым звеном станка, которым является жесткость каретки,
несущей штоссель. Во время рабочего хода штосселя каретка отжимается
и при подачах, выше допустимых станком, возникает стук в механизме при-
вода долбяка, совпадающий с рабочим ходом штосселя. Величины наибольших
подач обката при зубодолблении необходимо назначать на 10—15% меньше,
чем получаемые в момент возникновения стуков в механизме привода штос-
селя станка. При чистовой обработке величина подачи обката на один двой-
ной ход долбяка ограничивается требованиями точности и чистоты обрабаты-
ваемой поверхности зубьев колеса. Радиальная подача, т. е. подача при вре-
зании долбяка в заготовку, при черновом зубонарезании принимается рав-
ной 0,1—0,3 подачи обката.
Подачи при нарезании внутренних зубьев колес долбякамн со средним
диаметром 75 мм выбираются по таблицам рекомендуемых подач для нареза-
ния колес внешнего зацепления при числе зубьев z = 120. При нарезании
внутренних зубьев долбякамн со средним диаметром меньше 75 мм подача
должна быть уменьшена только в случае большого ослабления прочности
долбяка вследствие малого числа его зубьев.
При нарезании колес дисковыми модульными фрезами величины наиболь-
ших допустимых подач регламентируются жесткостью станка и приспособ-
ления, а при работе фрезами, имевшими большое число переточек, и проч-
ностью зубьев инструмента. При обработке зубчатых колес на горизон-
тально-фрезерных станках общего назначения наибольшие допустимые
подачи меньше, чем при обработке колес на специальных станках. При работе
на зубофрезерных станках с автоматическим циклом деления минутные
подачи повышаются на 20—30% по сравнению с подачами, применяемыми
при нарезании колес на станках общего назначения. При закруглении торцов
зубьев колеса вследствие малой жесткости системы станок — деталь — инстру-
мент подачи регламентируются образованием на обработанной поверхности
больших рисок и граней за счет вибрации инструмента и станка.
При шевинговании радиальные подачи для колес средних модулей изме-
няются в пределах 0,02—0,06мм. Величины радиальных подач должны быть
тем меньше, чем выше точность и больше твердость обрабатываемого колеса.
Величины продольных подач выбираются в зависимости от требуемой чистоты
обработанной поверхности. Чем выше требование к чистоте обработанной
поверхности колеса, тем меньше должна быть величина продольной подачи
и больше количество зачистных ходов стола. Зачистные хода стола станка
производятся без радиальной подачи стола.
Значение величины подачи при нарезании конических колес с прямым
и спиральным зубом на станках типов 526, 528 и других им подобных выра-
жается очень сложной формулой и, кроме того, не может быть обобщена
для различных станков, поэтому вместо величины подачи в нормативах реза-
ния указывается время на нарезание одного зуба колеса.
Конструкция станков также предусматривает их настройку по машин-
ному (основному) времени, требуемому на обработку одного зуба колеса.
Методические указания
505
Таблицы нормативов режимов резания для нарезания конических колес
составлены на основании практики работы заводов.
Выбор скорости резания. Скорость резания для всех видов зуборезных
работ определяется по установленным значениям глубины резания, подачи,
стойкости инструмента, величины наибольшего допустимого износа режущего
инструмента, количества зубьев нарезаемого колеса, модуля и обрабаты-
ваемого материала. При расчете скорости резания для зуборезных работ
были приняты:
а) геометрия режущих инструментов в соответствии с ГОСТом и норма-
лями Московского инструментального завода (МИЗ) и завода «Фрезер»;
б) углы заточки по передней поверхности зуборезных инструментов по дан-
ным экспериментальных исследований и установившейся практики работы
на заводах; в табл. 2 приведены рекомендуемые углы заточки по передней
поверхности для зуборезных инструментов;
Таблица 2
Углы заточки по передней поверхности зуборезных инструментов
Наименование режущего инструмента Обраба- тываемый металл Характер •Сработки Передний угол оград.
в нормальном сече- нии к режущей кромке, расположен- ной на аершнне зуба в нормальном сече- нии к боковой режущей кромки
Фрезы червячные мо- дульные, шлицевые и специальные для нареза- ния червячных колес Все ме- таллы Черновая Чистовая 5-10 0 -
Долбяки дисковые Черновая Чистовая 5-10 5 -
Фрезы дисковые мо- дульные Черновая Чистовая 8-10 0 -
Резцы зубострогальиые для конических прямозу- бых колес 20
Резцы зуборезные для конических колес с кри- волинейными зубьями Стали Наружные резцы 27—29 Внутренние резцы 11—13
в) величины износов зубьев инструмента в соответствии с допустимыми
величинами, указанными в разделе «Характер износа режущей кромки
и критерий затупления инструмента» (стр. 496);
г) стойкости инструмента в соответствии с их значениями, приведенными
в табл. 1;
д) материал режущего инструмента — быстрорежущая сталь марки Р18;
е) за основную марку обрабатываемой стали — сталь 45 твердостью
НВ < 207, для других марок стали даются коэффициенты;
ж) за основную твердость серого чугуна — твердость НВ 170—210;
з) работа с охлаждением при обработке стали и без охлаждения при обра-
ботке серого чугуна за исключением обработки колес шевингованием, при
котором применяется охлаждение.
Для измененных условий эксплуатации в картах режимов резания при-
ведены поправочные коэффициенты в зависимости от обрабатываемого
металла, периода стойкости*, числа заходов фрезы для червячных фрез, числа
осевых перемещений червячной фрезы за время стойкости, числа шдицев
для шлицевых фрез и т. д.
506
Нормирование зуборезных работ
Для определения скорости резания при нарезании зубьев колес стандарт-
ными червячными модульными фрезами приняты следующие зависимости:
а) черновое нарезание колес, изготовленных из стали 45 твердостью НВ
207 с модулем 1,5—6 льи,
v = м/мин>
с модулем 7—26 мм
б) чистовое нарезание колес без предварительного чернового нарезания,
изготовленных из стали 45 твердостью НВ 207, с модулем 1,5—3 мм.
в) черновое нарезание колес, изготовленных из серого чугуна твердостью
НВ 170—210, с модулем 1,5—26 мм,
198 ,
V — T0£s0,3m0A5
г) чистовое нарезание колес, изготовленных из серого чугуна твердостью
НВ 170—210, с модулем 1,5—3 мм,
152m0-*
v ^о.з^.ч •
Для определения скорости резания при нарезании зубьев колес червяч-
ными модульными острозаточенными фрезами (конструкции ВНИИ) приняты
следующие зависимости:
а) черновое нарезание колес, изготовленных из стали 45 твердостью
НВ 207, с модулем 3—6 мм,
406 ,
v = 74>.-33so.o м/лшн-
с модулем 7—12 мм
455
v~ ro,33so,5/no,i м/мин’>
б) черновое нарезание колес, изготовленных из серого чугуна твердостью
НВ 170—210, с модулем 3—12 мм,
V = T0.2s0,3m0.l5
Для определения скорости резания при черновом нарезании зубьев колес
червячными модульными корригированными фрезами приняты следующие
зависимости:
а) черновое нарезание колес, изготовленных из стали 45 твердостью
НВ 207, с модулем 4—6 мм,
_ 270
v ~ j4j,33so,3j ’
с модулем 7—26 мм
322 ,
V ин, и о чз 0 1 м/мин.
^и.зз о,зз o.i
Методические указания
507
I Для определения скорости резания при черновом нарезании шлицевых
j валиков, изготовленных из стали 45 твердостью НВ 207 червячными фрезами,
। принята следующая зависимость:
j 780/-37 .
| V ~ j4),4s0,5ftl,2e М/МиН-
!б) при чистовом нарезании принята та же формула, что и для чернового
нарезания, но постоянный коэффициент принят равным 390.
Для определения скорости резания при нарезании колес дисковыми дол-
бяками приняты следующие зависимости:
а) черновое нарезание колес, изготовленных из стали 45 твердостью
5 НВ 207,
v = TM£fim0.3 м!мин'>
б) чистовое нарезание колес, изготовленных из стали 45 твердостью НВ
207,
£ 90 ,
v = м,лшн'>
* в) черновое нарезание колес, изготовленных из серого чугуна твердостью
!. НВ 170—210,
° = ^0,2^0,25^0,15
, ' г) чистовое нарезание колес, изготовленных из серого чугуна твердостью
НВ 170—210,
Для определения скорости резания при черновом нарезании цилиндри-
ческих колес, изготовленных из стали 45 твердостью НВ 207, дисковыми
модульными фрезами принята следующая зависимость:
V = j4).^,45
где Т — стойкость инструмента в мин.;
s — подача на один оборот детали или за один двойной ход инструмента
в мм;
пг — модуль в мм;
г — число шлицев валика;
h — высота зубьев или шлицев в мм.
Для зубонарезании колес дисковыми шеверами, зубострогальными рез-
цами, резцовыми головками и фрезами для закругления торцов зубьев ско-
рости резания, приведенные в нормативах, установлены на основании ана-
лиза практики работы заводов на этих станках и кинематических данных
станков. Следует отметить, что при зубофрезерованин колес червячной
модульной фрезой число нарезаемых зубьев колеса не влияет на скорость
резания. Это объясняется тем, что при большем числе зубьев нарезаемого
колеса в работу включается большее количество зубьев фрезы, что должно
было дать возможность повысить скорость резания, но вследствие того
что при этом стружка больше размельчается, износ зубьев идет более интен-
сивно при снятии одного и того же объема металла по сравнению с интенсив-
ностью износа при нарезании колес с малым числом зубьев, отсюда стойкость
инструмента остается без изменения при нарезании колес с разным числом
зубьев и как следствие скорость резания также не меняется.
508
Нормирование зуборезных работ
При черновом зубодолблении с уменьшением модуля скорость резания
увеличивается. Это происходит потому, что с уменьшением модуля число
зубьев долбяка увеличивается, так как диаметр начальной окружности дол-
бяка остается постоянным, а стойкость при зубодолблении прямо пропор-
циональна числу зубьев режущего инструмента. Зная скорость резания,
можно определить число оборотов инструмента. Для процессов зубонареза-
ния, в которых инструмент имеет вращательное движение, за исключением
шевинг-процесса, число оборотов п инструмента в минуту определяется
по формуле
п = 318,5^-,
‘-'и
где v — скорость резания в м/мин-,
Du — наружный диаметр инструмента в мм.
Для процесса зубошевингования дисковыми шеверами число оборотов
шевера определяется по формуле
л = 318,5-g-,
где о0 — окружная скорость шевера на начальном диаметре в м/мин\
Dx — начальный диаметр шевера в мм.
Для процессов зубонарезания, в которых инструмент имеет возвратно-
поступательное движение, число рабочих ходов инструмента пр в минуту
или численно равное ему число двойных ходов в минуту определяется
по формуле
500р ,
Пр = Oj = —j— ход/мин.
Определение мощности, затрачиваемой на резание. Мощность, затрачи-
ваемая на резание зуборезным инструментом при нарезании зубьев колес,
за исключением зубодолблении, определяется экспериментальным исследо-
ванием. Мощность, затрачиваемая на резание при работе однозаходной
модульной стандартной или конструкции ВНИИ червячной фрезой, опреде-
ляется следующими зависимостями:
а) для колес, изготовленных из стали 45 твердостью НВ 207,
б) для колес, изготовленных из серого чугуна твердостью НВ 170—210,
0 O62so,9m1,7
* =----------------------------
Мощность, затрачиваемая на резание при нарезании колес, изготовлен-
ных из стали 45 твердостью НВ 207, корригированными модульными фре-
зами,
N = кет.
Мощность, затрачиваемая на резание, при фрезеровании шлицевых вали-
ков, изготовленных из стали 45 твердостью НВ 207, определяется по формуле
W = 42-Ю-^-65^1.
Мощность, затрачиваемая на резание при черновом зубодолблении диско-
выми долбяками, определяется следующими зависимостями:
а) для колес, изготовленных из стали 45 твердостью НВ 207,
179 10—*sm’
N==-----/Mi—’
Методические указания
509
б) для колес, изготовленных из серого чугуна твердостью НВ 170—210,
139-10-«smS
У==-----’
где N — мощность, затрачиваемая на резание, в кет;
v — скорость резания в м/мин;
s — подача на один оборот детали или один двойной ход инструмента
в мм;
т — нарезаемый модуль колеса в мм;
Da — наружный диаметр фрезы в мм;
г — число зубьев нарезаемого колеса;
De — наружный диаметр шлицевого валика в мм.
В таблицах нормативов резания приведены величины мощностей, затра-
чиваемых на резание, подсчитанные по данным формулам, и указаны попра-
вочные коэффициенты для определения мощности на резание, для других
марок сталей и твердостей. При других видах зубонарезания, зубофрезеро-
вания дисковыми фрезами, зубострогания конических колес зубострогаль-
иыми резцами и пр. ввиду отсутствия достаточно обоснованных формул
по определению мощности, затрачиваемой на резание, расчет мощности
не производится.
Эффективная мощность станка рассчитывается по формуле
Ne = NdX],
где Ng — мощность электродвигателя главного привода станка в кет;
N3 — эффективная мощность станка в кет;
т| — к. п. д. станка.
К. п. д. зуборезных станков равен 0,5—0,6.
IX. Определение основного (технологического) времени
Основное (технологическое) время на операцию при обработке зубьев
колес на всех видах зуборезных станков определяется по формуле
То= 2^7 мин*’
где L — длина пути инструмента в направлении подачи в мм;
sM — подача инструмента или детали в минуту в мм;
i — число проходов.
Длину пути инструмента и подачи в 1 мин. для различных видов обработки
зубьев определяют исходя из кинематики процесса обработки. После под-
становки в указанную выше формулу полученных из кинематики про-
цесса обработки зубьев колеса значений длины пути инструмента в напра-
влении подачи и величины подачи инструмента или детали в минуту
получаем следующие формулы для расчета основного времени для различ-
ных видов работ, выполняемых иа зубообрабатывающих станках:
а) нарезание цилиндрических зубчатых колес модульными червячными
фрезами:
Т - </ + /^г •
1 ° ~ nsok ’
б) нарезание зубьев червячных колес червячными фрезами методом
радиальной подачи:
т = (h + 0,8т)г Зг .
° nspk nk ’
510
Нормирование зуборезных работ
в) нарезание зубьев червячных колес червячными фрезами методом тан-
генциальной подачи в один проход:
гр _ [(0,11г + 7,6) m + 5] г .
° ~ nsTk
первый проход при нарезании колес в два прохода:
т _ [(0,11г+ 6) m + 5] г .
7 0 ~ nsTk
второй проход при нарезании колес в два прохода:
т [(0,11г + 4,4) т +5] г .
° ~ nsrk ’
г) нарезание шлицевых валиков червячными фрезами:
7 - (И-Л) г .
° " ns0 ’
д) нарезание цилиндрических зубчатых колес дисковыми долбякамн:
е) нарезание цилиндрических и конических колес дисковыми модуль-
ными фрезами на горизонтально-фрезерных станках:
т - (! + 'г)г - (' + Л)г .
0 ~ sM ~ ns
ж) нарезание цилиндрических и конических колес дисковыми модуль-
ными фрезами на зубофрезерных полуавтоматах:
т. = Г'±£+'±!1 + ЛЕ
L SM so6p J
з) закругление торцов зубьев колес концевыми фрезами:
7’ _ .
7°~ 60 ’
и) шевингование зубьев цилиндрических колес дисковыми шеверами:
у- __ 1пст ___ 1пстг ,
0 ~ SM ~ S2un ’
к) нарезание конических колес с прямыми и криволинейными зубьями
зубострогальными резцами и резцовыми головками:
гр __ Тгг
60 •
В этих формулах:
То — машинное (основное) время в мин.;
/ — ширина венца нарезаемого колеса или длина шлицев в мм;
— величина врезания и перебега инструмента в мм;
z —^количество зубьев нарезаемого колеса или шлицевого валика;
п — количество оборотов или число двойных ходов инструмента в минуту;
s0 — подача вдоль оси детали за один ее оборот в мм;
k — количество заходов червячной фрезы;
i — количество проходов;
Л — высота нарезаемых зубьев колеса в мм;
sp — радиальная подача на один оборот детали в мм;
sT — тангенциальная подача на один оборот детали в мм;
пг — модуль в мм;
Методические указания
511
Sg — круговая подача на один двойной ход долбяка по его делительной
окружности в мм;
, s, — радиальная подача долбяка на один его двойной ход в мм;
sa ’— рабочая подача детали или инструмента в мм/мин;
— подача обратного хода детали или инструмента в мм/мин;
s — подача за один оборот инструмента в мм;
т — длительность переключения делительного механизма станка в мин.;
пся — количество продольных ходов стола станка за время обработки
колеса;
f za — количество зубьев инструмента;
Тг — время на нарезание одного зуба в сек.
Величина перебега инструмента принимается 3—12,5 мм в зависимости
' от вида инструмента и модуля нарезаемого колеса.
Величина врезания и перебега инструмента при нарезании прямозубых
’ колес и шлицевых валов червячными фрезами, а также при нарезании диско-
| выми модульными фрезами цилиндрических колес и конических прямозубых
’ колес рассчитывается по формуле
' l^Vh{Da-h) + 3.
Величина врезания и перебега инструмента при нарезании косозубых
колес червячными модульными фрезами рассчитывается по формулам
К — (Re + R) sm б tg <р + m ctg a sin ф + 3; tg в = sin ф;
где 8, б и /? — промежуточные значения при определении величины вре-
зания и перебега инструмента;
Rt — радиус наружной окружности детали в мм;
Du — наружный диаметр инструмента в мм;
h — высота нарезаемого зуба в мм;
Ф — угол установи фрезы на станке в град.;
m — модуль в мм;
а — угол давления профиля зубьев червячной фрезы.
Формула для определения величины врезания и перебега инструмента
, при нарезании косозубых колес червячными модульными фрезами выведена
сходя из получения теоретически точного профиля зубьев нарезаемого
^.Колеса по всей его длине. При черновом нарезании колес большой точности
; Профиля по всей длине зубьев нарезаемого колеса не требуется, поэтому
t При черновом нарезании колес величина врезания и перебега фрезы может
* быть рассчитана по формуле
' Ч-sin б tg Ф Ч-3.
|. При нарезании прямозубых колес угол установа фрезы на станке ф
ji ; равен углу подъема нитки фрезы <о. При нарезании косозубых колес с одно-
именными направлениями зубьев колеса и нитки червячной фрезы угол уста-
нова фрезы определяется по формуле
Ф = Р — (О.
t При нарезании косозубых колес с разноименными направлениями зубьев
' колеса и нитки червячной фрезы угол установа фрезы определяется по фор-
муле
Ф = Р + со,
t где Р — угол наклона зубьев колеса в град.
512
Нормирование зуборезных работ
При шевинговании колес количество продольных ходов стола станка
за время обработки колеса пст определяется по формуле
б ,
«гт - Sp +
где S — припуск на шевингование по межцентровому расстоянию (радиаль-
ный);
SP — радиальная подача станка в мм;
пх — количество продольных ходов стола станка после выключения
радиальных подач.
Количество продольных ходов стола станка за время обработки колеса пст
всегда должно быть четным, чтобы работа станка начиналась с одного
и того же положения стола станка. Если по расчетной формуле общее коли-
чество ходов стола получается дробным или нечетным, то его следует округ-
лить в сторону увеличения до ближайшего четного числа.
X. Определение вспомогательного времени
Нормативы вспомогательного времени при нарезании зубьев на зубо-
резных станках даны в виде одного укрупненного комплекса, охватываю-
щего все приемы вспомогательной работы, связанные с выполнением опера-
ции, включая время на установку и снятие детали.
Вспомогательное время па операцию дано в зависимости от конструкции
приспособления для установки и крепления детали, веса детали, способов
выполнения операции и других факторов. Во вспомогательное время вклю-
чены следующие работы:
а) при работе на зубофрезерных станках, работающих червячной модуль-
ной фрезой: установить деталь, подвести фрезу к детали, включить вращение
фрезы, включить подачу, выключить подачу, выключить вращение фрезы,
снять деталь, переместить фрезу в исходное положение; если нарезание
зубьев колеса производится в два прохода, то предусматриваются следующие
виды работ: установить деталь, подвести фрезу к детали, включить вращение
фрезы, включить подачу, выключить подачу, переместить фрезу в исходное
положение, установить глубину резания, включить подачу, выключить
подачу, выключить вращение фрезы, снять деталь, переместить фрезу
в исходное положение;
б) при работе па зубодолбежных станках, работающих дисковыми дол-
бяками: взять деталь, установить на оправке, подвести долбяк к детали
или деталь к долбяку, включить станок, отвести долбяк от детали или деталь
от долбяка, спять деталь и отложить на место, протереть опорную плоскость;
в) при работе на шевинговальных станках дисковыми шеверами: устано-
вить деталь в центры, подвести деталь к инструменту по нониусу, установить
щиток ограждения, включить вращение фрезы, включить подачу, выключить
вращение шевера и подачу, отвести деталь от инструмента, открыть щиток
ограждения, снять деталь и отложить на место;
Г) при работе на зубострогальных станках; взять деталь, установить
на оправку, переместить шпиндельную головку, подвести ее по лимбу,
включить станок, остановить станок, отвести шпиндельную головку в исход-
ное положение, снять деталь и отложить на место; если обработка произво-
дится в два прохода, то предусматриваются следующие виды работ: взять
деталь, установить на оправку, переместить шпиндельную головку, устано-
вить глубину прорезки по лимбу, включить станок, остановить станок, под-
вести шпиндельную головку на размер по лимбу, включить станок, остано-
вить станок, отвести шпиндельную головку в исходное положение, снять
деталь и отложить на место;
Методические указания
513
д) при работе на з^бофрезерных станках для конических колес с криво-
линейными зубьями: взять деталь, установить на оправку, переместить
шпиндельную головку, подвести ее по лимбу, включить станок, остановить
станок, отвести шпиндельную головку в исходное положение, снять деталь
и отложить на место; если обработка производится с совмещением профиля
детали и инструмента, то предусматриваются следующие виды работ: взять
деталь, установить на оправку, закрепить предварительно, подвести шпин-
дельную головку, совместить профиль зуба детали и инструмента, закрепить
деталь, установить шпиндельную головку по лимбу, включить станок, оста-
новить станок, отвести шпиндельную головку в исходное положение, снять
деталь и отложить.
, Во вспомогательное время на операцию не включено время на измере-
ния зубьев колеса, так как методика измерения, а также периодичность
контроля зависят от стабильности размеров после обработки, оснащения
и организации производства. Время на измерения зубьев колеса и на изме-
' рение шлицев устанавливается по отдельным таблицам.
Периодичность измерения должна определяться в каждом конкретном слу-
чае отдельно с учетом стабильности получаемых при обработке размеров.Время
на контрольные измерения следует включать в норму только в тех случаях,
I когда это время не может быть перекрыто машинным (основным) временем.
XI. Определение времени иа обслуживание рабочего места, отдых
и естественные надобности
Время на обслуживание рабочего места, отдых и естественные надобности да-
но в процентах от оперативного времени. Время обслуживания рабочего места
(организационное и техническое) учитывает выполнение следующей работы:
а) осмотр и опробование оборудования;
Г б) раскладку инструмента в начале и уборку его по окончании смены;
> в) смазку и очистку станка;
г) подналадку и регулировку станка в процессе работы;
д) смену затупившегося режущего инструмента;
' * е) сметание стружки со станка в процессе работы.
Время обслуживания рабочего места не предусматривает времени на
заточку инструмента, которая должна осуществляться централизованно.
В нормативах дано суммарное время на обслуживание рабочего места,
в которое входит время на отдых в размере 2% и время на естественные надоб-
. ности в размере 2% оперативного времени.
Гг XII. Определение подготовительно-заключительного времени
л Нормативы подготовительно-заключительного времени соответствуют
таким организационным условиям, при которых инструмент, приспособле-
ния, чертежи и наряды доставляются к рабочему месту вспомогательными
рабочими. Нормативы подготовительно-заключительного времени содержат
время на ознакомление рабочего с работой и чертежом; время на подго-
товку рабочего места, наладку оборудования, инструмента и приспособле-
ния; время на снятие инструмента и приспособления по окончании обра-
ботки данной партии деталей.
Подготовительно-заключительное время дано в зависимости от применяе-
мых приспособлений для установки деталей, характеристики станков и дру-
гих факторов.
ПРИМЕР РАСЧЕТА НОРМ ВРЕМЕНИ
Для пояснения пользования нормативными материалами приводится
расчет нормы штучного времени и заполненная нормировочная карта механи-
ческой обработки на зуборезную операцию.
33 Справочник нормировщика 98
514
Нормирование зуборезных работ
Подготовительно-заключительное время
в мин
Основное время в мин
Вспомогательное время в мин
Время обслуживания рабочего места, на
отдых и естественные надобности в мин
Время на 1 шт. Тш в мии
27
5.02 .
088
0 47 |
64
Пример расчета нормы времени
515
НОРМИРОВОЧНАЯ КАРТА Изделие
Наим ваш Разр; Огайо Фирм гай Чис л Числ лей енование операции — Черновое фрезеро- ие зубьев под долбление д работы — к — Зубофрезерный а или модель — 5А326 завода „Комсо- ец* юсобление — Оправка с креплением кой станков, обслуживаемых рабочим, — 1 одновременно обрабатываемых дета- Наименование детали — Цилиндрическое зубчатое колесо т = 4 мм, г = 33, р = 30“ № детали № чертежа Количество деталей иа одно изделие Вид и размер заготовки — Обработанная Марка и механические свойства материа- ла — Сталь 40Х НВ 156—207 Вес в кг-, черный 2,5 чистый — Размер партии — 40 шт.
Режим обработки 1 8 о Вспомогательное время в мин.
i 1 1 | h S а 1 11 й 11 s= «2 В с 1 II 1П IV V VI
2 1 I 8 Изменение режима Is fs. d н h u ? 1 S I it
i 1 1
ад 2,0 31 123 - 5,02 0,88 - - - - - - 0,88
516
Нормирование зуборезных работ
Расчетный лист к нормировочной карте
Исходные данные.
Деталь — цилиндрическое зубчатое колесо.
Угол наклона зубьев 30°, модуль m = 4 мм, число зубьев z = 33, длина
зуба I — 35 мм.
Угол наклона витка фрезы и зуба нарезаемого колеса — одноименный.
Вес 2,5 кг.
Обрабатываемый материал — сталь 40Х НВ 156—207.
Операция — черновое фрезерование зубьев под долбление.
Станок зубофрезерный завода «Комсомолец» модель 5А326.
Режущий инструмент — червячная модульная фреза с числом заходов
k = 2 (класс точности С, карта 2) из стали Р18, Du = 80 мм.
Условия выполнения операции: деталь устанавливается на оправке
с креплением гайкой, измерение колеса производится во время работы
станка и перекрывается основным временем, работа ведется с охлаждением.
Паспортные данные зубофрезериого станка модели 5А326
Наибольший модуль т, нарезаемый по стали, в мм 10
Число оборотов шпинделя в минуту.......... 156; 123; 101; 80; 59; 47; 37
Подачи на один оборот детали в'мм................ 1,5; 2; 2,5; 3,7
Мощность главного привода стайка в кет................ 7
1. Определение режима резания
Выбор подач. Согласно карте 3 для черновой обработки стали 40Х
твердостью НВ 156—207 (III группа станков) для зубчатого колеса т =
= 4 мм, г = 33 рекомендуется подача s = 3,2 мм об.
С учетом поправочных коэффициентов (карта 3, лист 2) в зависимости
от обрабатываемого материала Км = 1,0 и угла наклона зуба Кв = 0,8,
количества заходов фрезы Кк =0,75 подача s0 = 3,2-1,0-0,8-0,75 =
= 1,92 мм/об. Согласно паспортным данным станка принимается ближайшее
значение подачи s0 = 2,0 мм!об.
Выбор скорости резания и числа оборотов. Картой 5 для
чернового нарезания под последующую обработку шестерни т = 4 мм с подачей
s0 = 2,0 мм/об рекомендуется нормативная скорость резания vH = 36 м/мин.
По карте 4 определяют необходимое число осевых перемещений фрезы
за время ее работы до переточки. При обработке зубчатого колеса Р = 303
т = 4 мм, z = 33, s0 = 2,0 мм/об и одноименном направлении угла наклона
витка фрезы и зуба нарезаемого колеса количество осевых перемещений
равно 1.
По карте 5, учитывая поправочные коэффициенты на скорость резания
в зависимости от материала Км = 1,0, количества заходов фрезы =
= 0,85, количества осевых перемещений = 1,1, угла наклона зубьев
колеса КВа = 0,9, нормативная скорость резания будет равна
vH = vTKmvKVvK,oKfiv = 36-1,0-0,85-1,1 -0,9 = 32 м/мин.
По установленной скорости определяется число оборотов фрезы в минуту:
п = 318,5-g- = 318,5 ^- = 127.
Для работы принимается ближайшее имеющееся на станке (согласно
паспорту станка) число оборотов п = 123 в минуту, тогда фактическая ско-
рость резания равна
nDn 3,14-80-123
1000 — 1000 ~ 3 M/MUH.
Пример расчета нормы времени
517
Определение мощности. Согласно карте 5 при s0 = 2,0 мм!об и
т — 4 мм потребная на резание мощность NH = 1,1 кет. Учитывая поправочные
коэффициенты на мощность в зависимости от материала KMn = 1,0, коли-
чества заходов фрезы KKN = 1,64, принятого количества осевых перемеще-
ний KWn = 1,1, угла наклона зубьев = 0,95, мощность на резание будет
равна
N = = 1,1-1-1,64-1,1- 0,95 = 1,88 кет.
Найденное значение мощности проверяется по мощности электродвига-
теля с учетом к. п. д. станка. При Nd = 7 кет и к. п. д. станка т| = 0,5 мощ-
ность на шпинделе Na равна
= 7 • 0,5 = 3,5 кет,
т. е. больше мощности, потребной на резание. Следовательно, установленный
режим резания по мощности станка осуществим.
2. Определение основного времени
Основное время определяется по формуле
где 1Х — величина врезания и перебега, определяется по карте 10 (для зуб-
чатого колеса г = 33, т = 4лл,р = 30° она равна 45—1,3/и = 45—1,3-4=
= 39,8 мм).
3. Определение вспомогательного времени на операцию
Согласно карте 14, лист 1 при установке детали весом 2,5 кг на оправке
с креплением гайкой, длиной обработки 35 мм при одном проходе с обрат-
ным перемещением подачи фрезы вручную вспомогательное время равно
Т, = 0,88 мин.
4. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Согласно карте 13 время на обслуживание рабочего места, отдых и есте-
ственные надобности берется в размере 8 + 0,5 = 8,5% оперативного вре-
мени:
тобс = (То + Т,)^ = (5,02 + 0,88)-^- = 0,50 мин.
5. Определение нормы штучного времени
Тш = То + Т, + Тобс = 5,02 + 0,88 + 0,50 = 6,4 мин.
6. Определение подготовительно-заключительного времени
При обработке детали на оправке с креплением гайкой для станка,
по техническим условиям которого наибольший нарезаемый модуль т — 10,
подготовительно-заключительное время на партию по карте 13 равно 19 мин.
На дополнительные приемы:
1) на настройку станка на нарезку зубчатых колес с наклонным зубом
на станках с дифференциалом время 5,0 мин.;
2) на смену оправки фрезы 3 мин.
Подготовительно-заключительное время равно Тпа = 19 + 5+3 = 27 мин.
518
Нормирование зуборезных работ
НОРМАТИВЫ
КЛАССИФИКАЦИЯ СТАНКОВ, РАБОТАЮЩИХ ЧЕРВЯЧНЫМИ ФРЕЗАМИ Зубофрезерные станки
КАРТА 1
Завод-изготовитель и модель стайка Мощность электродвнга- станка в кет Г руппа станков
«Комсомолец» 5310, 5D32, 5324, 532 (выпуск до 1945 г.), 5320, 5 П310. Пфаутер Rl, R.31. RO, RSO Берингер RE, RF Рейнекер RF1 Барбер-Кольман № 3 1,5—2,8 1
«Комсомолец» 5Д32П, 5Б32, 532 (выпуск после 1945 г.) Пфаутер R2, RS2 Рейнекер URF2 Берингер RG Барбер-Кольман №12 3—4 п
«Комсомолец» 5П326, 5А326, 5П327, 5325, 5В31, 5В31Б, 5326 Пфаутер R4, RS4 Гульд-Эбергард 24Н 5-9 III
«Комсомолец» 5312, 5П325 K3TG 5356 Пфаутер R5, R6 Рейнекер URFS, URF4, URF5 Найльс RF6 Вольман FD-25 10—14 IV
КЗТС 5355. 5353, 5355М, 5342, 5330 Рейнекер URF6, RF7 Гульд-Эбергард 96Н, 72Н, 60Н Найльс RF7 Лоренц D30, D40 15—22 V
ВЫБОР КЛАССА ТОЧНОСТИ И ЧИСЛА ЗАХОДОВ ЧЕРВЯЧНОЙ ФРЕЗЫ ПРИ НАРЕЗАНИИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС Зубофрезерные станки
КАРТА 2
Вид обработки Черновое зубофрезероваиие Чистовое зубофрезе- рование
под зубодолбление под шлиф0 ; и вторичное зубо- ванне 1 фрезерование | | |под шевииго-
Класс точности фрез по ГОСТу| С j В | А А- В
н 3" й Модуль от 2,75 2 3 до 12 мм | 1
Модуль до 2,5 и св. 12 мм 1
Примечание. Для получения большей точности зубьев колес число заходов фрезы при- нимать некратным числу зубьев нарезаемого колеса.
Нормативы режимов резания
519
ПОДАЧИ ПРИ ФРЕЗЕРОВАНИИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС ЧЕРВЯЧНЫМИ МОДУЛЬНЫМИ ФРЕЗАМИ Зубофрезерные станки
КАРТА 3 Лист I
Характер обработки Обрабаты- ваемый материал Модуль m Группа станков
1 1 11 1 111 1 IV | V
Подача за один оборот детали t, в м ч/об
Черновая обработка Сталь 45 НВ 170- 207 1,5 2,5 4 6 8 12 16 22 26 0,8-1,2 1,2—1,6 1.6—2.0 1,2-1,4 1,4—1,8 2,4—2,8 2,6—3,0 2,2—2,6 2,0—2,2 1,6-1,8 2,4—2,8 2,8-3,2 2,4—2,8 2.2—2,6 2,0-2,4 1,8—2,2 1,5-2,0 2,4—2,8 2,8-3,2 2,6—3,0 2,4—2,8 2,2—2,6 2,0—2,4 1,8—2,2 1,2—1,8 2,6-3,0 2,4-2,8 2,4—2.8 2.2-2,6 1.8—2,2 1.5-2,0
серый НВ 170- 210 15 2,5 4 6 8 12 16 22 26 0,9-1,3 1.3-1,8 1.8—2,2 1.3—1,6 1.6-2,2 2,6-3,0 2,8—3,2 2,4—3,0 2,2—2,4 1.8—2,2 2,6—3,0 3,0—3,5 2,6—3,0 2.5—2,8 2.2—2,6 2,0-2,4 1,6—2,2 2,6—3,2 3,0—3,5 2,8—3,3 2,6-3,0 2,4—2,8 2.2—2,6 2.0—2,4 1.5—2,0 2,8—3,3 2,6—3,0 2,6—3,0 2,4—2,8 2,0—2,4 2,0—2,4
Чистовая обработка 1 В' В 1 g V4-5 Сталь 45 НВ 170— 207 1,5-2 Z 1,0—1,2 1,2—1,8 -
V6 1,5—2 3 - 0,5—0,8 0,8—1,0 =
V4-5 Чугун серый НВ 170— 210 1.5—2 3 - - 1.2-1,4 1.4—1,8
V6 1,5—2 3 - = 0,5—0,8 0,8-1,0 =
о->,о ol V4-5 Сталь и чугун серый до 12 св. 12 = 2,0—2,5 3,0—4,0 -
V6 до 12 св. 12 = 0,7-0,9 1.0—1,2 =
Поправочные коэффициенты для измененных условий работы см. лист 2.
520
Нормирование зуборезных работ
ПОДАЧИ ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ИЗМЕНЕННЫХ Зубофрезерные станки
КАРТА Лист : 3 2
УСЛОВИЙ РАБОТЫ
1. В зависимости < 1 от обрабатываемого материала Чарка стали
Конструкционные углеродистые Конструкционные легированные
35 45 50 35Х, 40Х 12ХН4А, 20ХНМ 18ХГТ, 12ХНЗ, 20Х ЗОХГТ 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ ОХНЗМ
Твердость i НВ
156- 187 170— £07 До 241 ГО- 229 | 156— 207 | 156— | 229 I 156— j 207 I 156— 1 229 I 229— j 285
Коэффициент ч
‘•° 1 1.0 i °s 1 w 1 °’9 | 0,8 0,7
2. В зависимости от угла наклона зуба
У гот наклона зуба £ в град. 0 15 30 45 60
Коэффициент Одноименный наклон 1.0 0,90 0,80 0,65 0,45
Разноименный наклон* 1.0 0,75 0,65 0,50 0,35
3. В зависимости от количества заходов фрезы
Котичество заходов фрезы Коэффициент KKs 1 2 0,75 0,65
* Одноименный и разноименный угол наклони витка фрезы и зуба нарезаемого колеса Примечания: I. Меньшее значение подач следует применять при нарезании колес с коли- чеством зубьев меньше 25, большее — при иареэанни колес с количеством зубьев свыше 25. 2 . Приведенные подачи рассчитаны для встречного фрезерования. При попутном фрезеровании табличные значения подач следует увеличивать иа 20—25%. 3 При работе фрезами ВНИИ (острозвточеннымн) с модулем 4 — 12 мм табличные значения подач следует увеличить на 20%.
Нормативы режимов резания
521
КОЛИЧЕСТВО ОСЕВЫХ ПЕРЕМЕЩЕНИЙ ЧЕРВЯЧНЫХ МОДУЛЬНЫХ ФРЕЗ ЗА ВРЕМЯ РАБОТЫ МЕЖДУ ДВУМЯ ПЕРЕТОЧКАМИ Зубофрезерные станки
КАРТА 4
Нарезаемое колесо Характер обработки Модуль т в мм
Угол нак- лона эубь- Колнче- - 3 3 1 I< 1 I3 1 б 1 7 1 8 1 9 1 10 1 12 | 14 | 16 | 18 1 20 | 26
Количество осевых перемещений фрезы
0 12 20 30 40 60 80 120 По сплош- ному металлу 13 10 8 7 6 5 4 9 7 5 4 3 2 7 5 4 3 3 2 7 5 4 3 2 7 5 4 2 2 5 4 3 2 6 4 3 2 5 h 2 2 1 5 3 2 2 1 5 4 2 2 5 3 2 5 3 2 5 3 2 5 4 3 2 5 4 3 2 6 4 2 2
15 12 20 30 40 60 80 120 10 8 6 5 4 4 3 7 5 4 3 2 2 6 4 3 2 2 6 4 3 2 2 7 5 2 2 4 3 2 1 5 3 2 2 5 2 3 2 1 5 3 2 3 2 6 4 2 2 6 4 2 2 6 4 3 2 7 5 2 8 5 2 2
30 12 20 30 40 60 80 120 5 4 3 2 2 3 2 1 2 2 1 2 1 2 1 1 ! 2 2
45 12 20 30 40 60 80 120 2 2 J -
Чистовая обработка по предва- рительно прорезанному зубу — — — 3 3 2 2 2 2 1 1 1 2 2
Поправочные коэффициенты на количество осевых перемещений
фрезы при обработке колес по сплошному металлу в зависимости
1) от осе- вой пода- мм/об Осевая подача в мм | 1 2 | 3 1 5 1
Коэффнци- ент для колес прямозубых 1,2 1,0 | 0,9 | 0,8
с наклонным зубом 1.0
&) от глу- бины ре- заиия Глубина резания в модулях Коэффициент 2,2 m I 1.0 | 1,8 т 1 1,4 m I 0,7 т 1.1 | 1.2 | 1,3
3) от иа- правле- нии угла нак- лона зубьев колеса и нитки фрезы Нарезаемый модуль т в мм | 1 | 4 | 8 | 12 | 18 | 26
Коэф- фици- ент при накло- не одноименном 1,0
разно- имен- ном угол наклона зубьев колеса в град. 15 30 45 0,7 0,8 1 0,6 0,8 0,9 0,55 0,8 0,8 0.5 0.7 0.8 0,45 0,7 0,8 0,4 0,7 0,7
РЕЖИМЫ РЕЗАНИЯ Стали углеродистые и легированные Фрезы червячные модульные Зубофрезерные станки КАРТА 5
Характер обработки Подача в мя/об Нарезаемый модуль m в мм до
1,5-3 4 в ! 8 | 1 12 1 1 16 1 22 1 26 < 1 « 1 я 1 >2 1 16 | 22 1 26
Скорость резания и в м/мин Мощность N в кеш
Черновое нарезание (под последующую обработку) 0.6 0,8 L5 2,0 2,8 3,7 5,0 57 48 42 36 30,5 26,5 23 57 48 42 36 30,5 26,5 23 58 50 42 36 32 27 23 20 48 41 35 30 26 22 19,2 16,6 40 35 30 25,5 22 18,7 16,2 14 35 31 26 22,5 19,5 16,5 14,3 12.3 35 30 25,5 22 18,9 16 13,9 12 34 29,5 25 21,5 18,6 15,7 13,7 11,8 0,7 0.8 0,9 1,2 1,4 1,6 0,7 0,8 0,9 1,0 1,2 1,4 1,6 1,8 0,8 0,9 1,1 1,2 1,5 1,6 1,8 2,1 1,2 1,4 1,6 1,8 2,0 2,3 2,6 2,9 1,5 1,7 1,9 2,2 2,5 2,9 3,3 3,6 2,0 2,3 2,6 2,9 3,3 3,3 4,2 4,8 2,3 2,6 2.9 3,3 3,8 4,2 4,9 5,5
I Чистовое нарезание по сплошному металлу до 0,7 0,9 1.1 1,3 1.6 2.0 2,5 60 48 41 35 29 24,5 20 — —
по прорезанному зубу V4—5 2,0-2,5 3,0—4,0 22-24 18-20 -
V6 ( ),7-0,9 1,0—1,2 18—20 14-16 -
Принятые средние периоды стойкости с| рез
Нарезаемый модуль m в мм до | 4 6 | 8 | 12 16 и выше
Перяод стойкости Т в мин. Черновая обработка | 240 360 | 480 | 720 960
Чистовая обработка | 240 240 | 240 | 360 540
Нормирование зуборезных работ
Пмфамякые коаффнаиеггы я» режимы резания для измененных условий работы в зависимости
1) от механиче- ской характеристи- ки стали Марка стали Конструкционные углеродистые Конструкционные легированные
35 | 45 | 50 35Х. ЧОХ I2XH4A, 20ХНМ, 18ХГТ. I2XH3, 20X 18ХНВА, ЭвХМЮА, ЗОХГТ 15ХНМ, бхнм, 1 ОХНЗМ
Твердость НВ | 156—187 | 170—207 | До 2411 170—229 156-207 156—229 156—207 | 156 —229 | 229-285
Коэффи- циент на скорость КМо 1,1 | 1 1,01 | 0,8 | 0,9 0,9 0,8 | 0,6
на мощность KMn 1,0 0,9
2) от количества заходов фрезы Количества заходов фрезы | 1 1 2 3
Коэффициент на скорость КК() | 1 | 0.85 0,75
на мощность Кк^ | 1 | 1,61 2
3) от количества осевых перемеще- ний фрезы Количество перемещений 1У I 0 1 1 2 | 3 и более
Коэффициент К цт0 — К черновая обработка | 1,0 1.1 | 1,2 | 1.3
чистовая обработка 1 i.o
4) от угла на- клона зубьев ко- леса Угол наклона зубьев 0 в град. 0 1 15 | 1 30 I 45 1 60
Коэффициент К3и = KfiN 1.0 | 1,0 | 0,9 | 0,8 | 0,7
5) от периода стойкости фрезы Отношение фактического периода стойкости к нормативному -у? | о,25 | 0,5 | 0,75 | 1,0 | 1,5 2,0 | 3,0
Коэффициент Ktv = KrN 1-6 1,3 1,1 | 1,0 | 0,9 0,8 | 0,7
6) от количества проходов Количество проходов при обработке зуба | Два п Один проход 1 Первый проход рохода Второй проход
I на скорость К, Коэффициент 1 иа мощиость 1.0 1.0 1,0 | 0,6 1,4 0.4
7) от класса точности фрезы Класс точности 1 В, С | А.
Коэффициент КДо 1 1,0 | 0,8
Примечание. При работе фрезами ВНИИ (острозаточениымм) с модулем от 4 до 12 мм значении скорости резания и мощности, потребной на резание, следует увеличить на 30%.
РЕЖИМЫ РЕЗАНИЯ Серый чугун НВ (70—210 Фрезы червячные модульные Зубофреэерные станки
КАРТА 6
Характер обработки Подача Нарезаемый модуль m а мм до
1.5 з 4 в 1 в 1 12 1 16 I 22 1 26 4 1 6 1 8 1 '2 1 16 22 | 26
Скорость резания о а м!мин Мощность N а кет
Черновое нарезание (под последующую об- работку) 0,7 1,0 1,5 2,3 3,4 5,0 54 48 42 38 34 54 49 43 38 34 30 52 46,5 41,5 36,5 32,5 29 45,0 40,5 36 31,5 28 25 41 36,5 32,5 28,5 25,5 22,5 35,5 32 28 25 22 19,7 32 28,5 25,5 22,5 20 17,7 30,5 27,5 24,5 21,5 19 17 30 27 23,5 21 18,6 16,5 0,3 0,4 0,4 0,6 0,8 1.0 0,4 0,5 0,5 0,7 0,9 0,4 0,5 0,6 0,8 1,1 1,4 0,7 0,8 1,0 1,2 1,6 2,0 0,8 1,0 1,3 1,6 2,0 2,7 1,3 1,6 2,2 2,5 3,4 1,2 1,5 1,8 2,5 2,9 3,8
| Чистовое нарезание | по сплошному металлу 0,6 0,8 1D 19 2,5 35 31 28 24,5 22 19,5 46 40 37 32,5 28,5 25,5 -
по проре- занному зубу \74—5 2,0-2,5 3,0-4,0 23-26 20-22 -
V6 0,7-0,9 1,0-1,2 20-22 16-18 -
Принятые средние периоды стойкости фрез
Нарезаемый модуль m в мм до 4 6 8 12 16 и более
Период стойкости Т в мин. Зерновая работка 480 480 720 480 960 480 1440 720 1920 1080
зуборезных работ
Поправочные коэффициенты иа режимы резания для и яквенных условий работы в зависимости
1) от количества осе- вых перемещений фрезы Количество перемещений W | 0 | 1 2 3 и более
Коэффициент Черновая обработка | 1,0 | 1,1 1.2 1.3
Чистовая обработка | 1.0
2) от количества захо- дов фрезы Количество заходов фрезы 1 2 3
Коэффициент иа скорость 1 0,85 0,75
на мощность 1 1.4 1.5
3) от угла наклона зубьев колеса Угол наклона зубьев 0 в град. Коэффициент KPv = KpN 0 1,0 15 1,0 30 0,95 45 0,9 60 0,8
4) от периода стойко- сти фрезы Тл Отношение фактического периода стойкости к нормативному 0,25 0,5 1.0 2,0 3,0
Коэффициент = Ktn 1,3 1.1 1.0 0,85 0,80
5) от количества про- ходов Количество проходов при обработке зуба Одни проход Два прохода
Первый проход Второй проход
Коэффициент на скорость K.i0 на мощность KiN 1,0 1,0 1,0 0,6 1.4 0,4
6) от класса точности фрезы Класс точности В, С А
Коэффициент 1.0 0,95
7) от количества зубьев нарезаемого колеса Количество зубьев 20 30 Коэффициент KzN | 0.8 0,9 а | к 120 1.2
Примечание. При работе фрезами ВНИИ (острозаточсииыми) с модулем от 4 до 12 мм табличные значения скорости резания и мощности, по- требно* иа резание, следует увеличить на 20%.
Нормативы режимов резания 525
РЕЖИМЫ РЕЗАНИЯ Стали углеродистые и легированные Фрезы модульные червячные корригированные Зубофрезерные станки
КАРТА 7
Подачи
1 Нарезаемый модуль m в мм до
Обрабатываемый материал Группа станков 4 | 8 | .2 | 16 | 22 | 26
Подача s, и мм/об
TIT 6—8 5-7 - —
Сталь 45 нВ < 207 jy - 8-10 6-8 5-6 4-5 4-5
НВ до 241 5-7 4-6 - - _ 7_9 5-7 4-5 3-4 —
Скорости и мощности
Нарезаемый модуль m в мм
Характер обработки " 4 | 6 | 8 | 12 | 16 | 22 | 26 4 | 6 | 8 | 12 | 16 | 22 | 26
Е ц Скорость резания о в мм/мин Мощность N в кет.
2,4 33 29 26 22 19,2 18,6 18,3 1,2 1,5 1.8 2,3 2,7 3,5 4,2
Черновое нарезание (под последую- 29,5 25,5 22,5 19,5 16,7 16,1 15,8 1,5 1,9 2,2 26 22,5 20 17 15 14,5 14,2 1,7 2,3 2,7 2,8 3,3 4,3 5,1 3,4 4,0 5,4 6,2
23 20 18 15,2 13,2 13 12 7 2,1 2,8 3,3 4,2 4,9 6,6 7,6
10 20,5 18,2 16,1 13,3 11,9 11,5 11,3 2,6 3,4 4,1 5,0 6,0 8,0 9,3
Принятые средние периоды стойкости фрез
Нарезаемый модуль m в мм до 1 4 I 6 1 8 1 1 2 16 н выше
Период стойкости Т в мин. 240 360 480 720 960
526 Нормирование зуборег
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости
1) от механиче- ской характери- стики стали Марка стали Конструкционные углеродистые Конструкционные легированные
35 45 50 35Х, 10Х 12ХН4А, 20ХНМ, 1ЯХГТ. 12ХНЗ, 20Х ЗОХГТ I8XHBA, 38ХМЮЛ. 5ХНМ, 6Х НМ, охнзм
Твердость И В 156—187 170—207 До 241 170-229 156-207 156- 229 156-207 156-229 | 229-285
Коэффи- циент на скорость КЯ{1 1.1 1.0 0,8 0,9 1.0 0,9 0.8 | 0,6
на мощность KMn 1.0 0,9
2) от угла на- клона зубьев ко- Угол наклона зубьев р в град. 0 15 30 45 60
Коэффициент Кри = K$N 1,0 1,0 0,95 0,8 0,7
3) от периода стойкости фрезы Отношение фактического периода стойкости к нормативному — | 0,25 0,5 0,75 1,0 1,5 2,0 3,0
Коэффициент Кти = KrN | 1.6 1,3 1.10 1,0 0,9 0,8 0,7
4) от количества проходов Количество проходов при обработке зуба Один проход Два прохода
Первый проход Второй проход
Коэффициент на скорость Kig на мощность 1.0 1.0 1.0 0,6 1.4 0,4
Нор чат ивы режи 1
РЕЖИМЫ РЕЗАНИЯ Сталь н серый чугун Зубофрезерные станки
Фрезы дисковые зуборезные (модульные) К Л РТА 8
Черновое нарезание (прорезка) зубьев
Обрабатываемый материал
Модуль Количество Сталь //В < 229 | Чугун серый НВ [70—210
обработки Станок колеса т ft мм временно работающих Режимы резания
В MJK в м/мин в об/мин. | в м W Й м'мин в об/мин ч
14 195 2,0 16 26 1 _ 3,5 13 22 -
18 225 1 1,7 17 24 — 3,1 13 18 —
22 240 1.5 17,5 23 — 2,8 14 19 —
Цилиндри- ческие зубча- тые колеса Зубофрезерный 26 14 260 195 1.4 1,6 18 17,5 22 29 2,5 2,8 14 И 17 23 -
18 225 2 1,4 18 26 — 2,5 14 20
22 240 1,2 19 25 — 2,2 15 20 —
26 260 1,1 20 24 - 2,0 16 19 -
4 80 32 127 210 25 100 304
Зубофрезерные полуавтоматы типа ЕЗ-11 5 6 90 100 1 32 32 113 102 190 175 - 25 25 88 80 280 256
Конические зубчатые колеса прямозубые 8 ПО — 32 93 175 — 25 72 256
Горизонтально- фрезерный 4 6 80 90 100 1 - 32 32 32 127 113 102 134 120 109 25 25 >5 100 88 80 200 180 165
_ 8 ПО 32 93 109 - !5 72 165
рабт
1) от механи- ческой харак- теристики стали Марка стали Конструкционные углеродистые Конструкционные легированные
35 45 50 35Х, 40Х 12ХН4Л, 20ХНМ. 18ХГТ, I2XH3, 20Х ЗОХГТ 18ХНВА. 38ХМ1-ОА, 5ХНМ. 6ХНМ, ОХНЗМ
Твердость не 156-187 170- 207 До 241 170-229 156-207 156- 229 156-207 156-229 229-285
Коэффициент на скорость Км ~ 1.1 1.0 0.8 0,9 1,0 0,9 0.8 0.6
2) от периода стойкости фрезы Период стойкости Т в мин. Коэффициент Кт9 — Ктп Krs 180 1.4 240 1,25 360 480 1.0 720 0,9 960 0,80 1200 0,75
3) от угла наклона зубьев Угол наклона эубьев в град. Коэффициент на подачу К^ 0 1.0 20 0,95 30 0,85 45 0,70 60 0,50
HopMai
530
Нормативы режичов резания
РЕЖИМЫ РЕЗАНИЯ Серый чугун НВ 180—200 и бронза НВ 120 Фрезы червячные для червячных колес Зубофрезерные станки
КАРТА 9
Нарезание с
Мо дуль Диаметр фрезы D Группа станков
1 1 11 1 111 > 1 >' 1
в мм Подача на один оборот заготовки Sp в мм!об Подача на один оборот заготовки Sj- в мм/об резання v
3 70 0,60 0,90 — 1,4 1.6 26,4
4 80 0,55 0,85 0,95 1,3 1,5 1,55 24,5
5 90 0,50 0,80 0,90 1,2 1.4 1,45 23
6 125 0,50 0,75 0,85 1,2 1.3 1,40 23
8 145 0,45 0,68 0,78 1 1 1.2 1,30 22,5
10 164 0,40 0,64 0,74 1,0 1.1 1,25 20,5
12 171 — 0,60 0,70 — 1,05 1,20 20,5
14 171 — 0,50 0,65 —- 1 1,10 19,6
16 199 — 0,48 0,55 — 0,85 0,95 19,4
18 207 — — 0,50 — — 0,85 18,4
22 252 — — 0,40 — — 0,80 18
24 272 — — 0,35 — — 0,75 17,5
26 290 - - 0,30 - - 0,70 17
Поправочные коэффициенты на скорость резания для измененных условий работы
в зависимости
1) от мате- риала и меха- нической харак- теристики Материал Серый чугун Бронза
Твердость НВ 140— |бп| 160—18о| 180—2ОО|2ПО—220 80 I 100 120 I 140
Коэффициент Км 1,25 1,12 М 0,9 1.2 1.1 м 0,9
2) от периода стойкости фрезы 1 Стойкость фрезы в мин 120 240 360 480 600 900 1200
Коэффи- KTv Мо- дуль tn в леи до 18 1,38 1,18 1,11 1,05 1.0 0,93 0,87
20—26 1,49 1,27 1.10 1.12 1,08 1.0 0,95
Нормативы режимов резания
531
ВЕЛИЧИНА ВРЕЗАНИЯ И ПЕРЕБЕГА МОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ ПРИ НАРЕЗАНИИ ЦИЛИНДРИЧЕСКИХ КОЛЕС Зубофрезерные станки
КАРТА 10
обработки ® j i Модуль нарезаемого колеса m в мм
2| з| 4| 5| 6 1' | 10 | 12 | 14 | 16 | 18 | 22 | 24 | 26
Диаметр фрезы D в мм
50 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | 171 | 199 | 207 | 252 | 272 | । 290
Величина врезания и перебега в мм
По сплошному металлу 0 10 18 1 24 28 33 41 50 59 65 69 791 85 102 111 118
15 20 40 80 120 12 12 12 13 20 20 21 27 28 29 29 33 34 36 37 39 40 42 43 45 47 49 50 56 58 61 63 67 69 72 75 76 79 82 86 86 88 92 96 94 98 102 105 103 106 110 115 117 122 127 133 126 130 137 142 132 138 144 150
30 20 40 80 14 14 15 24 26 26 33 35 38 42 45 48 50 54 58 58 62 68 73 78 88 87 95 109 100 110 125 1 13 124 141 125 138 158 137 150 173 160 176 204 172 190 220 180 202 235
45 20 40 80 17 19 21 31 34 39 43 48 56 54 61 72 66 74 87 76 86 102 98 132 1 19 135 161 136 157 190 155 180 215 173 200 240 190 220 270 225 260 317 241 281 344 260 300 370
Обработка по предварительно прорезанному зубу 0 I-H-I- 14 14 | 1б| 17 18 1 18 118 20 20 22 23 23
15 20 80 10 11 13 14 16 17 18 19 19 20 21 22 23 24 I 26 25 | 27 27 29 29 30 30 31 32 34 34 35 34 36
30 20 80 12 13 16 18 19 22 22 25 25 28 27 30 31 34 I 37 391 42 41 46 44 50 46 53 52 59 54 62 56 65
45 20 80 14 18 21 25 25 31 29 36 33 I 36 40 44 42 51 47 | 52 57 63 57 69 62 74 66 80 74 90 78 94 82 98
Поправочные коэффициенты при обработке колес по сплошному металлу в зависимости
1) от направления угла наклона зуба колеса и нитки колеса Модуль m в мм 11 2 | 6 | 8 | 10 | 14 | 18 | 26
Коэффи- циент Одноимен- ный наклон 1
Разноимен- ный наклон 1,1 | 1,5 | 1,2 | 1,25^ 1,3 | 1,4 | 1,4
2) от числа проходов Число про- ходов при обработке зуба проход Два прохода
Первый проход 1,4m Второй проход 0,7m
Коэффи- циент 1 0,83 0,63
Примечания 1. Величины врезания и перебега инструмента, указанные в таблице, рассчитаны исходя из получения теоретически точного профиля зубьев нарезаемого колеса по всей его длине. 2 При черновом зубонарезании колес с наклонными зубьями для повышения производитель- ности процесса табличное значение величины врезания и перебега инструмента можно уменьшать при нарезании колес с углом наклона зубьев р — 15° на 0,7 и, с углом наклона зубьев 0 = 30° иа 1,3m и с углом наклона зубьев 0 = 45° иа 1.9m.
34*
s
ВЕЛИЧИНА ОСЕВОГО ПЕРЕМЕЩЕНИЯ ЧЕРВЯЧНОЙ МОДУЛЬНОЙ ФРЕЗЫ
Зубофрезерные
станки
КАРТА И
Модуль т н мм
Нарезаемое
колесо
Величина осевого псремещення В и мм
Нормирование зуборе;
по предварительно 1 — 1 — | | 12 1 18 | 18 | 2! 1 24 1 27 1 30 I 36 прорезанному зубу I 1 I 1 | 1 1 1 | 1 | 42 |* 48 | 54 ^60 1“ 178
Поправочные коэффициенты иа величину осевого перемещения фрез при обработке колес по сплошному металлу в зависимости
1) от осевой подачи s в мм/сб Осевая подача в мм , | 2 | 3 | , | S
Коэффициент для колес прямозубых 0,8 | 1,0 | 1,1 | 1.2 | 1,3
с наклонным зубом 1,0
2) от глубины резання Глубина резання в модулях Коэффициент 2,2m I 1,8m 1,0 | 0,9 1,4m 0,7m 0,8 0,7
Нарезаемый модуль т в мм 1 1 4 1 8 112 ।M 26
3) от направления угла наклона зубьев колеса и нитки фрезы Коэффициент при на- клоне одноименном l.o
15 1,4 30 1,2 45 1 1,6 1,8 1.3 1,3 l.l 1.2 2 1.4 1,2 2,2 1.4 1,3 2,4 1,5 1,4
Начальная установка фрезы на станке:
а) при нарезании прямозубых колес А = (1,2ч- 1, 4) S;
б) при нарезании колес с наклонными зубьями А = (1,7 -+- 2) В.
Меньшее значение постоянного коэффициента принимать при нарезании прямозубых колес с количеством зубьев до 50, с наклонными
зубьями до 20, большее — при нарезании колес с количеством зубьев свыше указанного.
Конечная установка фрезы С
Модуль нарезае- мого колеса в мм 1 2 3 4 5 6 7 8 9 10 12 14 16 18 20 22 24 26
Конечная уста- новка фрезы с 4 7 11 14 17 20 23 26 29 32 38 45 51 57 63 69 75 81
ОСНОВНЫЕ РАЗМЕРЫ
ЧЕРВЯЧНЫХ МОДУЛЬ-
НЫХ ФРЕЗ ДЛЯ НАРЕ-
ЗАНИЯ ЦИЛИНДРИЧЕ-
СКИХ КОЛЕС
Зцбофрежр-
ные станки
КАРТА 12
Сбор-
ные
3- О поп ные размеры фрез
eg s 3)
£ X & X ч» О х х х « гДЗо st
1 50 40 33
2 55 50 43
70 60 53
4 80 75 68
5 90 90 82
б 125 ПО 76
8 115 135 101
10 I64 164 123
12 17 I 182 141
14 171 207 166
16 199 232 191
18 207 256 215
22 252 325 284
24 272 350 309
26 290 370 329
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТ ВЕННЫЕ НАДОБНОСТИ Зубофрезерные станки
КАРТА 13
1. Подготовительно-заключительное время А Па наладку станка, инструмента н приспособлений
^'цнн1" Способ установки детали Наибольший нарезаемый мо дуль tn г мм до
6 1 “ 1 26
Время п мин
2 3 На оправке или переходной втулке с креплением в конусе стола ганкой В центрах Установка детали на оправке с подставкой и па подставках Б На дополнительные прием! 15 21 30 19 26 40 23 31 48
1 Настройка станка на нарезание зубчатых колес с наклонным зубом на станках с дифференциалом • • 4,0 5,0 6
без дифференциала • • 3,0 3,5 4
3 4 5 I; Настройка станка на нарезание зубчатых колес червячной фрезой методом протягивания или попе- речной подачи Смена оправки фрезы Смена фрезерной головки 1 Время на обслуживание рабочего места, оттых и ест. 3,0 2,0 6,0 гственные 3.5 3,0 10,0 падобност! 4.5 4_ 1
N- пози Наименование работ « %
1 2 Организационное и техническое обслуживание рабочего места и естественные надобности в % от оперативного времени При работе f осевыми перемещениями фрезы на каждое перемещение добавлять 8,0 0,5
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ Зубофрезерные станки
КАРТА 14 Лист 1
Работа с ручным перемещением фрезерной головки
| Способ установки иа детали Подача фрезы 1 I: Вес летали в ке
Вручную Подтемником
0,5 | 1 | 3 | 5 | К | 12 | 20 ЗП 50 | 80 | 120
Л * Врс мя Н мин.
1 50 0,72 0,80 0,88 1,0 1,10 —
2 100 0,84 0,92 1,02 1,13 1,23 1,33 1,45 3,5 —
3 Вдоль оси ко- 200 — 1,24 1 35 1,45 1.55 1,67 3,8 —
4 300 — — 1,53 1 65 1,75 1,85 1,97 1 4 1 — — —
леса
5 100 —. 1,84 1,95 2,37 2,05 2,16 1 4'3
6 На оправке скрепле- 2 200 — — — 2,26 2,47 2,6 4,7 — —
7 нием гайкой 300 — — — 2,85 2,'i6 3,06 3,2 1 5.3 — — —
8 Радиальная I - 0.87 I 0,95 1,05 1,15 1.25 1 35 | 1 47 I 3,6 - - -
9 Тангенциальная (вдоль осн фре- 1 - - - 1,17 1 27 1,37 1.46 1.59 37 - - -
10 зы) 2 — — - — 1,76 1,86 1 96 2,07 4 2 — — —
11 При установке детали на оправке cbuwi каждую последующую добавлять г одной на 0,12 0,13 0,17 0 23 0,29 0,38 0,55 15 2,0 2,5 3<1
12 50 — __ 4,4 5,9 7,4 9,7 12,4 14,9
13 100 — —. 45 6,0 7,5 9.8 12,5 15,0
14 200 4,72 6,22 7,7 10,2 12,7 15,2
15 На оправке с под- Вдоль оси ко- 300 — — — — 5,02 6,52 8,0 10 5 13,0 15,5
ставками леса
16 100 — 5,22 Ь 72 8,2 10,7 13,2 15,7
17 200 562 8*14 8,6 11 1 13,4 16,1
18 300 — — — — — 6,22 8 74 9,2 117 14,0 167
Ж
Продолжение карты 14
#. Способ установки на детали Подача фрезы | tr Вес детали в кг цо
£ ручную | Подъемником
0,5 | 1 | 3 | 5 | 8 | 12 | 20 j 30 j 50 | 80 | 120
Время в мин.
19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 На оправке с под- ставками Радиальная 1 - - - 1 - 1 - | 4,53 | 6,03 j 1 э.«з | 12,5 15,0
На подставках В центрах Тангенциальная (вдоль оси фрезы) Вдоль осн ко- леса Радиальная Тангенциальная (вдоль осн фрезы) Вдоль оси ко- леса 1 — - 1 - 1 - 1 - 1 1 - 1 4,65 | 6,15 | 7,65 | 9,95 j 12,1 1 15,1
2 — — 1 - 1 ~ ! - | 5,15 j 6,65 | 8,15 10,5 12,6 15,6
1 50 100 200 300 Z — - - - 6,9 7,0 7,22 7,52 8,9 9,0 9,22 9,52 10,9 11 11,2 11,52 12,9 13 13,2 13,5 15,9 16 16,2 16,5 18,9 19 19,2 19,5
2 100 200 300 - - - 12 12,4 13,0 14 14,4 15,0 16 16,4 17,0 18 18,4 19,0 21 21,4 22,0 24 24,4 25,0
1 - - - - - - 7,03 9,03 11,0 13,0 16,0 19,0
1 1 1 7,15 9.15 11,2 13,2 162 19,2
2 — — — — — — 7,65 9,65 11,7 13,7 16,7 | Ю,7
1 100 200 300 0,66 0,73 0,79 1,0 0,85 1,07 1,37 0,88 1,1 1,37 0,95 1,17 1.47 __ - - -
2 100 200 300 0,95 1.37 1,02 1,44 1,10 1,52 1,20 1,62 2,21 1,26 1,68 2,27 1,35 1.77 2,37 2 -
38 При совмещении профиля детали н инструмента добавлять 0,06 0,07 0,08 0,09 0,10 0.11 0,12 - - - -
39 При работе с хомутиком добавлять 0,17 020 0,25 0,30 0,34 0,42 0,48 - - -
Нормирование зуборезных pa6oi
Нормативы времени
537
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ Зубофрезерные станки КАРТА 14 Лист 2
Работа с автоматическим перемещением фрезерной головки
40 41 На опра- вке с креп- лением гай- кой Вдоль оси колеса 2 - 0 64 0,72 0,80 0,92 1.38 ! 1,02 1.48 1,12 1.58 1,24 3.3 3.8 - - -
42 43 Тангенци- альная (вдоль оси фрезы) 2 - 0,9 13 1,0 1.4 1,06 1.5 1.15 1.6 1,19 1.65 1,23 1.70 1.27 1.8 3,7 4.2 - - -
44 При установке детали на оправке свыше одной на каж- дую последующую добавлять - 0,12 0 13 0.17 0 23 0,29 0,38 0,55 1,5 2.0 2,5 3.0
46 47 48 49 На оправ- ке с под- ставками Вдоль оси * колеса Радиаль- ная Тангенци- альная (вдоль оси фрезы) - 1 2 2 - - - - — 4,3 4,76 4,0 4.6 5.0 5,8 6,26 5,5 6,0 6,5 7,3 7,7 7,0 7,5 8.0 9.6 10,2 9,3 9,8 10,4 12,3 12,7 12,0 12,0 12,5 14,8 15.2 14,5 15,0 15,5
50 52 53 На под- ставках Вдоль оси колеса - 2 - - - - 6,3 Н.5 8,8 13,5 10,8 15,5 12,8 47,5 15,8 20,5 18,8 23,5
Радиаль- ная - 1 - - - - - 6.5 8,5 10.5 12.5 15,5 18 5
Тангенци- альная (вдоль оси фрезы) - 2 - - - - - 7,0 7,5 9,0 9,5 11,0 13,0 135 16,0 16,5 19,0 19,5
54 55 В цент- рах Вдоль ос» колеса - 1 2 0,46 0,53 0,59 0,65 0,75 0,68 0,81 0,75 ),90 - - - - -
56 57 При совмещении профиля детали инструмента добав- лять При работе с хомутиком добавлять - 0,06 0,07 0,17 0,08 0,20 0,09 0,25 0,10 0.30 о.и 0 34 0,12 0.42 0,48 - - —
Примечания 1. Вспомогательное время на автоматическое перемещение в карте не учтено, оно устанавливается по паспортным данным стайка в соответствии с длиной обработки и включается в норму времени на операцию. 2. При установке детали на оправке с креплением гидропласгом вспомогательное время и поз. 1 — 10 для деталей весом до 5 кг следует уменьшить на 0,18мин., свыше 5 кг на 0.15 мин. 3 При установке на оправке с подставкой и на подставках учитывается,что установка ведется с выверкой по наружному диаметру.
538
Нормирование зуборезных работ
ПОДАЧИ Фрезы червячные для шлицевых валов с прямобочными шлицами Шл и цефреэерные станки
КАРТА 15
Шлицевой вал Подача и а
Характер обработки Диаметр Высота шли- цев Л в мм один оборот заготовки Se в мм/об
Черновая обработка (под шлифование) Фрезы без усиков 14—28 30-52 54—70 72—82 90—100 105—125 1,5—2 5 2-3 5 5-6 5—6,5 1,8 2,0 2,2 2.2 2,4 2,5
Фрезы с усиками 14—28 30—52 54—70 72—82 90—100 105—125 1.5—2,5 2-3 3-4 5 5-5 5—6,5 1,6 1.7 1,9 1.9 2.0 2,1
Чистовая обработка металлу V6 по сплошному 14—28 30—52 54—70 72—82 90—100 105—125 1,5-2,5 2-3 3—4 5 5—6 5—6,5 0.6 0,6 0,8 0,8 1.2 1,2
Поправочные коэффициенты на подачу для измененных
условий работы в зависимости
от меха- нической ха- рактеристи- ки стали Марка Конструкционные углеродистые Конструкционные легированные
35 45 50 4!;Х I2XH4A, 20ХНМ, 18ХГТ, I2XH3, 20Х зохгт I8XHBA, 38ХМЮА 5ХНМ, 6ХНМ. ОХНЗ.М
Твер- тость НВ 136— 187 170— 207 До 241 170— 229 156— 207 156— 207 156— 207 156— 209 229— 285
Коэффини- 1.0 1 0 0,9 0,9 1,0 0,9 0,8 0,7
Нормативы режимов резания
534
ВЕЛИЧИНА И КОЛИЧЕСТВО ОСЕВЫХ ПЕРЕМЕЩЕНИИ ЧЕРВЯЧНЫХ ФРЕЗ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ Ш ли цефрезерные станки
К Л РТА 16
Диаметр шлицевого валика D Высота шлиц h Начальная установка фрезы А в мч Конечная установка фрезы С в мм Величина осевого перемещения ft Количество осевых перемещений
25 2 4,5 8 2,5 11
28 2 4,5 8 2,5 11
30 2,5 5,5 9 3 9
32 3 6 Ю 3,5 7
35 2,5 6 9 3,5 8
40 2,5 6,5 9 3,5 8
50 2,5 8,5 10 5 6
60 3 11 13 6,5 5
75 5 17 18 10 3
80 5 18 18 10 3
90 5 19 18 11 2
38 2,5 6 9 3,5 5
42 3 6 8 3.5 7
45 3 7,5 10 4,5 5
65 4 9,5 12 5,5 4
65 5 11 14 6,5 3
70 5 12 14 7 3
[00 5 18 16 10 2
120 5 22 17 13 2
140 7.5 27 22 16 1
160 7,5 30 23 18 1
180 10 37 26 22 1
540
Нормирование зуборезных работ
РЕЖИМЫ РЕЗАНИЯ Стали углеродистые и легированные Шлицефрезерные станки
КАРТА 17
Фрезы червячные для шлицевых валов с прямобочиыми шлицами
Наружный диаметр шлице а ого валика D в мм
1 14—125
3 Высота шлнцев h в мм
= ( ’ 1 • 1 ‘ | ..5 2-6,5
1 е Скорость резания i >м/мин Мощи кет
Черновое нарезание (под шлифование) 1.0 1,3 1.6 2,0 2,6 3,2 48 42 38 34 30 26 29 25 22,5 20,5 18 16 20 17,5 15,7 14,1 12,3 Н,1 15 13,2 12 10,6 9,3 8,4 12 10,3 9.3 8,4 7,3 6,6 10,5 9,4 8,4 7,6 6,6 6,0 0,4 -4- 0,9 0,4-4- 1,0 0,4 -г- 1,0 0,4 -г- 1,0 0,5 -+ 1,0 0,5 ч- 1,1
Чистовое нарезание \76 ,5 ,6 ,8 .0 .3 ,6 45 41,5 36 32 28 25 27 24,5 21,5 19 16,7 15 18,7 17 14,8 13,2 11,6 10,4 14 12,8 ю’ 8,7 7,8 10,1 8,8 7.8 6,8 6,2 10 9,2 8,0 7,1 6,2 5,6 0.2 ч- 0,5 0,3 -=- 0,6 0,3 -4- 0,6 0,3 -4- 0,6 0,3 -4- 0,6 0,3 га- 0,6
Принятые средине периоды стойкости фрез
Характер обработки j Черновое нарезание Чистовое нарезание
Период стойкости Т в мин. | 600 300
Поправочные коэффициенты иа режимы резания для измененных условий работы в зависимости
Конструкционные углеродистые Конструкционные легированные
§ В! о о. Мар> .а стали 35 45 50 35Х, 40Х 12ХН4А, 20X НМ. 18ХГТ, 12ХНЗ. 20Х зохгт 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ. ОХ НЗМ
Твердость НВ 156— 187 170— 207 ДО 241 170— 229 156— 207 1 56 1—229 156— 207 156— 229 229— 285
» g- О * ° га На скорость 1 ] 1,0 0,8 0,9 0,9 0,8 0,6
В к*р
1 На мощность 1,0 0,9 ।
Нормативы режимов резания
541
542
Нормирование зуборезных работ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ, ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Шлицефрезерные станки
КАРТА 19
I. Подготовительно-заключительное время А. На наладку станка, инструмента и приспособлений
** цинЭИ | Способ установки детали | вВРмиМиЯ
1 | В центрах или цанговом патроне с центром 1 20
Б. На дополнительные приемы
2 Установка люнета и снятие 3 Смена оправки фрезы 4,0 4,0
II. Время на обслуживание рабочего места, отдых и естественные надобности
4 । Процент от оперативного времени 7,6
III Вспомогательное время на операцию
Способ установки детали обратного перемеще ния ДлИНа а мм до Вес детали в кг
3 1 > 1 s 1 12 1 ”
Время в мин
2 3 4 В центрах Произвольно Вручную 200 500 1000 0,44 0,47 0,53 0,50 0,56 0,66 0,53 0,59 0,69 0,58 0,64 0,74
Автомати- чески - 0,38 0,41 0,44 0,47 0,52
6 7 8 В центрах С совмещением профиля детали н инструмента Вручную 200 500 1000 0,73 0,77 0,83 0,82 0,88 0,98 0,88 0,94 1,04 0,98 1,04 1.14
Автомати- чески - 0,67 0,71 0,76 0,82 0,92
Нормативы времени
543
Продолжение кгрты 19
4 Способ установки детали обратного пере мещения суппорта Длина обра- Вес детали в кг
3 1 s 1 • | 12 | 20
Время в мин
9 10 12 13 14 15 16 В цанговом патроне с центром Произвольно Вручную 200 500 1000 0,64 0,69 0,75 0,75 0,81 0,91 0,82 0,88 0,98 0,88 0,94 1,04
Автомати- чески - 0,58 0,63 0,70 0,76 0,82
С совмещением профиля детали и инструмента Вручную 200 500 1000 0,94 1,0 1,06 1,08 1.14 1.24 1,18 1.24 1,34 1,29 1,35 1 45
Автомати- чески - 0,88 0,94 1,02 1,12 1,23
Примечания !. Вспомогательное время в поз, 1—4 учитывает работу с двумя хомути- 2. Вспомогательное время на автоматическое перемещение в карте не учтено, оно устанавли- вается в соответствии с паспортными данными станка и длиной обработки и включается в норму времени иа операцию.
КЛАССИФИКАЦИЯ ЗУБОДОЛБЕЖНЫХ СТАНКОВ РАБОТАЮЩИХ ДИСКОВЫМИ ДОЛБЯ КАМИ Зубодолбежные станки
КАРТА 20
Завод изготовитель и модель станка Мощность электродвигателя станка в квт Группа
Саратовский 512 «Комсомолец! 5А12 Ребер 8А Рейпекер 55МО Лоренц 500 Феллоу 7 1.0—1,5 1
«Комсомолец! 514, 516 Ребер 8С Лоренц S5 Феллоу 622А 1,6—2,5 II
Рейпекер SSM1 Лоренц S7 Феллоу 61 2.6—5,0 111
Рейнекер SSM3 Феллоу 48 «Комсомолец! 5161, 5162 Св. 5.0 IV
544
Нормирование зуборезных работ
ПОДАЧИ Долбяки дисковые зуборезные Зубодолбежные станки
КАРТА 21
Характер обработки батываемыЙ материал Мо- Дуль m Группа станков
1 1 ' 1 1 1V
Подача круговая s в м и/до. ход.
1 Черновая обработка Под после- дующую обработку долбяком Сталь 45 НВ 170-207 6 8 0,35-0,40 0,15-0.20 0,40—0,45 0,30—0,40 0,40—0,50 0,30-0,40 0.40-0,50
Серый чугун НВ 170—210 4 6 8 0,40—0,50 0,16-0,22 0.45—0,50 0,30—0,45 0,40-0,50 0,35-0,45 0,45-0,50
Под ше- вингование Сталь 45 НВ 170—207 4 6 8 4 0,28—0,32 0,12-0,16 0,32—0,40 0,32—0,36 0,24—0,32 0,36—0,40 0,32-0,4 0,24-0,32 0,32—0,40
Серый чугун НВ 170-210 6 8 0,13—0,16 0,24—0,36 0,32—0,40 0,28—0,36 0,36—0,40
Под шли- фование Сталь 45 НВ 170-207 4 6 8 0,32-0,36 0,14—0,18 0,36—0,40 0,27—0,36 0,36—0,45 0.27-0,36 0,36—0,45
Чистовая обработка V6 По сплошному металлу Сталь 45 НВ 170—207 2-3 0,25-0,30
Чугун НВ 170—210 - 0,30-0,35
По предварительно обработанному зубу Сталь 45 НВ 170— 207 4—8 0,22—0,25
4>гун НВ 170—210 - 0,35
Поправочные коэффициенты на подачу для измененных условий работы в зависимости
от меха- нической характери- стики стали стали Конструкционные углеродистые Конструкционные легированные
35 45 50 35Х, чох (2ХН4А. 20ХНМ, (8ХГТ, 20Х, 12ХНЗ зохгт 18ХНВА. 38ХМЮА. 5ХНМ. 6ХНМ. ОХНЗМ
Твердость 156— 187 170— 207 до 241 170— 229 156— 207 156—229 156— 207 156— 229 229— 285
Коэф- фициент Kms 1.0 1.0 0.9 1.0 0.9 0,8 0,7
Примечания- I. Подачи в таблице приведены для обработки в один проход. При черно вой обработке в два прохода значения подач следует увеличивать на 20%. 2. Большие значения подач следует применять и при обработке зубчатых колес с числом зубьев свыше 25. меньшие — для колес с числом зубьев до 25 3. Радиальные подачи (подача при врезании) принимать равными 0,1—0,3 круговой подачи $ =0,И-0,)> чм/дв год
Нормативы режимов резания
545
РЕЖИМЫ РЕЗАНИЯ Зубодолбежные станки
Стали углеродистые легированные Долбякя дисковые зуборезные КАРТА 22
Круговая подача з в мм/дв. ход Модуль нарезаемого зуба т в мм до
Характер обработки 2 1 4 1 6 1 8 2 1 • 1 • 1 8
Ск орость резаиня v в м ' мин * 1ОЩИОСТ ь V в кет
0,10 40.5 32,5 27,5 25 0,2 0,7 1.3 2,1
0,13 35,5 28,5 24 22 0,3 0,8 1,4 2.4
0,16 3 26 21,5 19,7 0,3 0,8 1,6 2,6
Черновая и чистовая по сплошному металлу 0,20 0,26 28,5 25 23 20,5 19,3 17,8 15,5 0,3 0,4 0,9 1,1 1,8 2,1 2.9 3,3
0,32 22,5 18,2 15,3 14 0,4 1,2 2,3 3,7
0,42 19,8 16 13,4 12,5 0,4 1,4 2,6 4,3
0,52 17,7 14,3 12 10,9 0.5 1.Е 2.9 4,7
0,16 43,5 - - - -
Чистовая по пред- варительно про- резанному зубу 0,20 0,26 39 34,2 — - -
0,32 30,7 - - - -
Принятые средине периоды стойкости долбякоа
Нарезаемый модуль m в мм до 5 8
Период стойкости Т в мин Черновая обработка 300 400
Чистовая обработка 240
35 Справочник нормировщика SB
546
Нормирование зуборезных работ
Продолжение карты 22
Поправочные коэффициенты иа режимы резания для измененных условий работы в зависимости
1) от механи- ческой характе- ристики стали ^га.Рли Конструкционные углеродистые Конструкционные легированные
35 45 о 35Х, 40Х I2XH4A, 20ХИМ, 18ХГТ, 12ХНЗ. 20Х 30ХГТ I8XHBA, 38ХМЮА, 5ХНМ. 6ХНМ. ОХНЗМ
Твердость 156— 187 1 то- го? до 241 1 ТО- 229 156— 207 156—229 156— 207 156- 229 229— 285
Коэффициент I на ско- рость 1.1 1,0 0,8 0,9 1.0 0,9 0,8 0,6
на мощ- ность 1.0 0.9
2) от периода стойкости долбяка Отношение фактического пе- риода стойкости к норма- Тф тивиому 0,25 0,5 1.0 1.5 2,0 3.0
Коэффи- Черновая обра- ботка 1,3 1.0 0,9 0,85 0,80
Чистовая обра- ботка 1,5 1.2 1.0 0,9 0.8 0,7
3) от угла наклона зуба Угол наклона 0 в град. 0 15 30 45
Коэффициент Квр = КРдг 1.0 0,9 0,85 0,7
4) от ко- личества зубьев нарезае- мого колеса Количество зубьев колеса 12 20 40 80 120
Коэффициент мощности KzN 0,95 1,0 1,1 1.2 1,25
Нормативы режимов резания
547
РЕЖИМ РЕЗАНИЯ Серый чугун НВ 170—210 Долбяки дисковые зуборезные Зубодолбежные станки
КАРТА 23
Характер обработки Круговая по- дача s ъ^мм/дв Модуль нарезаемого зуба m в мм до
1 < 1 о 1 8 2 I 4 | 6 | 8
Скорость резания V в м/мин Мощность N в кет
Черновая и чи- стовая по сплош- ному металлу 0,13 0,20 0,32 0,52 26 23,5 21,0 18,5 23,4 21,0 18,6 16.5 21,0 18,5 16,5 14,5 20 18 15,7 14 0,1 0,2 0,3 0.4 0,5 0.7 0.9 1.4 1.0 1.4 1.9 2,8 1,6 2,3 3.3 4,7
Чистовая по пред- варительно про- резанному зубу 0,16 0,20 0,26 0,32 54,5 48,5 42,5 38,5 - - - -
Принятые средние периоды стойкости долбяков
Нарезаемый модуль m в мм до 5 8
Период стойкости Т в мин. Черновая обработка 300 400
Чистовая обработка 240
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости
1) от периода стойкости долбяка Отношение фактического периода стойкости к нормативному 0,25 0,5 1,0 1.5 2.0 3,0
Коэффициент Черновая обработка 1.3 1.1 1.0 0,95 0.9 0,8
Чистовая обработка 1,5 1.2 1.0 0,9 0,8 0,7
2) от угла наклона Угол наклона 0 в град. 0 15 30 45
Коэффициент 1.0 0,95 0,9 0,7
3) от количе- ства зубьев нарезаемого колеса Количество зубьев колеса 12 20 40 80 120
Коэффициент на мощность KzN 0,94 1.0 1.1 1.15 1,2
35‘
548
Нормирование зуборезных работ
Нормативы времени
549
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ, ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Зубодолбежные станки
КАРТА 25
I. Подготовительно-заключительное время А. На наладку станка, инструмента и приспособлений
№ по- зиции Способ установки детали Группа станков. ианбЬльшнй нарезаемый модуль m в мм до
6 1 8
Время в мин.
2 На оправке В приспособлении 18 20 22 25
Б. На дополнительные приемы
№цН°„ Наименование приемов Группа станков: наибольший нарезаемый модуль m в лсж до
6 1 8
Время в мня.
2 3 Смей а направляющих 6jkc Смена копира Изменение высоты качания долбяка над столом 5.0 4.0 6,0 6,0 5.0 8,0
11 Время на обслуживание рабочего места, отдых н естественные надобности Процент оперативного времени 7,7.
111. Вспомогательное время иа операцию
1. «я Способ установки детали Вес деталей в кг до
0,5 1 > 1 8 1 5 1 8 1 ИJ 1 20 1 эо | 1 50
Время в мни.
2 3 4 5 6 7 9 10 11 ' На оправке с креплением гайкой с шайбой быстросъем- ной Произ- вольно - - 0,35 0,37 0,41 0,45 0,50 0.8 0,9
простой 0,51 0,53 0,56 0,59 0,62 0,67 0,72 1.17 1,35
гидропластом с помощью винта 0,36 0,37 0,39 0,42 0,47 0,55 0,65 0,82 1.18
гайкой с шайбой быстросъем- ной С совмеще- нием про- филя дета- ли н инст- румента - - 0,48 0,51 0,57 0,63 0,70 0,9 1,25
простой 0,64 0,67 0,69 0,73 0,78 0,85 0,92 1,2 1,62
гидропластом с по- мощью внита 0,49 0,51 0,53 0,56 0,63 0,73 0,85 1,1 1,5
При установке деталей на оправке свыше одной иа каждую последующую деталь 0,07 0,08 0,09 0,11 0,13 0,17 0,22 0,29 0,39
В специаль- ном приспо- соблении Болтом с планкой одним двумя Про- нз- воль- но - - - 0,65 0,69 0,74 0,80 1,05 1,45
- - - 0,95 1,02 1,08 1,18 1,50 2,15
с выверкой индикатором и крепленнем Рукоят- кой экс- центри- кового зажима ОДНИМ - - - 0,29 0,32 0,35 0,37 0,50 0,68
двумя - - 0,36 0,39 0,43 0,45 0,60 0,85
РЕЖИМЫ РЕЗАНИЯ Сталь и серый чугун Шеверы дисковые Шевинговальные станки КАРТА 26
Степень точноип •зубчатого колеса Класе 'пилоты поверхности ко.1Нчество зубьев лубчычло колеса Радиальная подача на один .ход стола ‘рад " м«
17 1 1 | ши
Продольная подача стола за один оборот детали
G-я V8 и выше V7 0,15-0,20 0,20—0,25 0,20—0,25 0,25—0,30 0,25—0,30 0,35—0,40 0,35—0,40 0,5 —0,60 0,02-0,025
7-я V8 и выше V7 0,15 -020 0 20—0,25 0,20 -0,25 0.25—0,30 0,25—0,30 0,35—0,40 0,35-0,40 0,5 —0,60 0,04—0,05
Окружная скорость шевера па начальном диаметре в м/мин
Наименование обрабаты ваемого ми п ри i ti 15, 20, 2> 1 рукционныс yi ле родне 1 ые | ко1ктр\ьцнонп||с зегпронанньв Серый
| 30. 35 1 40, 45. 50 20Х. ЗГА, 4(>Х, [8ХГТ, 30X1 1. I2XII4A 20.Х НМ. 12ХНЗ. I8XHBA, ЗВХМЮЛ, 5ХНМ, б.ХНМ, UXH3M
1 вердость НИ до 170 | 1% 217 | 285 229 210
Окружная скорость i в я!мин 150 1 140 1 130 | 80 105 80
Нормиоование зуборезных рабт
Припуски на обработку зубьев
Форма зуба Модуль m в мм до Припуск иа обработку по межцентровому расстоянию Припуск на обработку по толщине зуба
Угол зацепления (по профилю) и в град.
1 | 2() | 25 | 30
Припуск в мм
Прямой зуб 3,5 5 8 0,18—0,24 0,25-0,30 0,30—0,35 0,15—0,20 0,20—0,25 0,25-0,30 0,12—0,16 0,17—0,20 0,20-0,24 0,10—0,14 0,15—0,17 0,17—0,20 0,10-0,15 0,15—0,18 0,18—0,22
Наклонный зуб 3,5 5 8 0,30-0,40 0,40—0,45 0,45—0,55 0,20-0,30 0,30—0,35 0,35—0,40 0,16—0,20 0,20—0,25 0,25-0,30 0,12-0,18 0,12—0,20 0,20-0,25 0,15—0,20 0,20-0,25 0,25-0,30
Расчетное число зачистных ходов стола станка (без радиальной подачи)
Степень точности зубчатого колеса 1 6 1
Количество одинарных ходов стола без радиальной подачи | 4-6 2-4
Расчетная формула для определения продольной подачи стола Se?un , sM = —s-=— м/мин, ГД" s0 — продольная подача стола за один оборот детали; г„ — количество зубьев шевера; п — число оборотов шевера в минуту; z — число зубьев обрабатываемых колес. Расчетная формула для определения скорости резання sin® , где чв—окружная скорость шевера на начальном диаметре в м[мин\ Ф — угол скрещивания осей шевера и детали в град.; Р — угол наклона зубьев обрабатываемого колеса в град.
Примечания 1. Длина хода стола станка должна равняться ширине венца нарезаемого колеса за вычетом фасок, закруглений и т. п. При нареза нин нолеса с бочкообразным зубом длина хода стола равна 0,8 ширины венца колеса. 2. Меньшее значение припусков следует применять для колес с количеством зубьев меньше 60, большее — для колес с количеством аубьев свыше 50. 3 Число рабочих ходов стола станка равно припуску на обработку по межцентровому расстоянию, деленному иа радиальную подачу на одни ход стола.
Нормативы режимов резания
§
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ, ВПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Шевинговальные станки
КАРТА 27
1. Подготовительно-заключительное время
*ци°нН’ Способ установки детали J Время в мни.
А. На наладку станка, инструмента и приспособлений
1 В центрах на оправке |
Б. На дополнительные приемы
2 3 Смены шевера 2,5 Поворота бабки на угол 2,0
11. Время на обслуживание рабочего места, отдых и естественные надобности
Процент от оперативного времени | 7,2
111. Вспомогательное время на операцию
№ции"' Способ установки детали Вес детали с оправкой в кг до
1 1 1 1 1 5 1 В | 12 1 20
Время в мин.
1 2 В центрах на оправке с Деталью, предварительно надетой на оправку (работа с двумя оправ- ками) 0,37 0,41 0,46 0,53 0,62 0,75
с надеванием детали на оправку (работа с одной оправкой) 0,60 0,65 0,70 0,80 0,90 1,04
Нормирование зуборезных работ
Нормативы режимов резания
553
РЕЖИМЫ РЕЗАНИЯ Сталь Резцы зубострогальные Станок типа 523 Станки зубострогальные для конических прямозубых колес КАРТА 28
Характер обработки Отношение количества зубьев колеса к количеству шестерни th С S Ч 5&ч = Я: i h Ча Нарезаемый модуль в мм до
1.5 1 2-0 | | 2.5
Основное время на обработку одного зуба Т в сек.
Черновое нарезание Шестерни и колеса До 2: 1 28 767 767 767 639 639 508 5 10 13 16 19 22. 2,9 6.0 8.0 11,0 14,0 14,0 3,7 8,0 9,5 14,0 14,0 17,0 4,5 9.5 11,0 14,0 17,0 21,0
Колеса Св. 2: 1 767 767 767 639 639 508 5 10 13 16 19 22 3,7 8 9,5 14 17 17 4,5 9,5 11 17 17 21 5,5 11 14 17 21 25
Чистовое нарезание V5 Шестерни и колеса До 2: 1 36 767 767 767 767 767 639 5 10 13 16 19 22 3,7 3,7 3,7 5,5 5.5 6,0 4,5 4,5 4,5 5,5 5,5 6,0 4.5 4,5 4,5 6,0 6,0 8,0
Колеса Св. 2: 1 767 767 767 767 767 639 5 10 13 16 19 22 4,5 4,5 4,5 6,0 6,0 8,0 5,5 5,5 5,5 6,0 6,0 8,0 5,5 5.5 5,5 8.0 8.0 9.5
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости
ОТ мехами ческой характе- ристики стали Марка стали Конструкционные углеродистые Конструкционные легированные
35 45 50 35 X, 40 X 12ХН4Д, 20ХНМ, 12ХГТ. 12ХН3.20Х зохгт 1 18ХНВА, 38ХМЮА, 5ХНМ.6Х НМ. 1 ОХНЗ
Твердость по НВ 156- 187 170— 207 до 241 170— 229 156— 207 156—207 156- 207 156— 229 229- 285
Коэффициент 1 на скорость 1,1 1,0 0,8 0.9 1,0 0,9 0,8 06
на время Кмт. 0,9 1.0 1.4 1,2 1,0 1,1 1,2 1,4 -
Примечала я. 1. Для работы на станке фирмы Глнсон 3* режимы резання принимать реко- мендуемые для станка типа 523. 2. При нарезании колес с чистотой поверхности VS основное время на обработку одного зуба увеличивать на 20%
РЕЖИМЫ РЕЗАНИЯ Сталь Резцы зубострогальные Станок типа 526 Станки зубострогальные для конических прямозубых колес
КАРТА 29
Характер обработки Отношение коли честна зубьев колеса к количе- ству зубьев шестерен Средняя скорость а в м!мин ?lt! f-S Нарезаемый модуль т в мм до
1,5 | 2 | 23 | 2.75 | 1 | 3.5 | 4 | 5 1 6 1 ? ! 8
Основное время на обработку одного зуба в сек.
Черновое нарезание Шестерни и колеса Колеса до шестерни — любое 18-20 442 391 309 276 247 198 158 125 12 20 25 30 40 50 60 80 7,6 7,6 9,3 11,2 9,3 Н,2 13,3 16,0 16,0 11,2 13,3 16,0 16,0 19,7 13,3 13,3 16,0 19,7 23,7 16,0 19,7 23,7 23,7 27,4 27,4 19,7 23,7 27,4 27,4 27,4 32,9 39,2 - = - = =
Колеса Св 2 1 442 391 309 276 247 198 158 125 12 20 25 30 40 50 60 80 9,3 9,3 11,2 13,3 11,2 13,3 16,0 19,7 19,7 13,3 16,0 19,7 19,7 23,7 16,0 16,0 19,7 23,7 27,4 19.7 23,7 27,4 27,4 32,9 32,9 23,7 27,4 32,9 32,9 32,9 32,9 45,0 2 2 2 з 2
Чистовое нарезание V5 Шестерни и колеса Колеса до 2 1, шестерни — любые 20-24 442 442 347 309 276 221 177 141 12 20 25 30 40 50 60 80 7,6 7,6 9,3 9,3 7,6 9,3 11,2 11.2 13,3 9,3 11,2 11,2 13,3 16,0 11,2 11,2 13,3 13,3 16,0 13,3 13,3 13,3 16,0 19,7 23,7 23,7 13,3 13,3 16,0 19,7 19,7 23,7 27,4 32,9 16,0 19,7 19,7 23,7 27,4 32,9 39,2 19,7 23,7 27,4 27,4 32,9 39,2 23,7 27,4 32,9 32,9 39,2 45,0 27,4 32,9 39,2 47,4 54,8 32,9 39,2 47,4 54,8 65,8
Нормирование зуборезных работ
Колеса Св. 2: 1 442 442 347 309 276 221 177 141 12 20 25 30 40 50 60 80 9,3 9,3 11,2 11,2 9,3 11,2 13,3 13,3 16.0 11.2 13,3 13,3 16,0 19,7 13,3 13,3 16,0 16,0 19,7 16,0 16,0 16,0 19,7 23,7 27,4 27,4 16,0 16,0 19,7 23,7 23,7 27,4 32,9 39,2 19,7 23,7 23,7 27,4 32,9 39,2 45,0 23,7 27,4 32,9 32,9 39,2 45,0 27,4 32,9 39,2 39,2 45,0 53,6 32,9 39,2 45,0 54,8 65,8 39,2 45,0 54,8 65,8 78,4
Поправочные коэффициенты на режимы резаиия для измененных условий работы в зависимости
ОТ механиче- ской характери- стики Марка стали и твердость Конструкционные углеродистые Конструкционные легированные
35 45 50 35Х, 40Х 12ХН4А, 20ХНМ, 18ХГТ, 12ХНЗ, 20Х ЗОХГТ 18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, ОХНЗМ
156—187 170—207 до 241 170-229 156-207 156-229 156—207 156-229 229—285
Коэффици- ент на скорость 1,1 1.0 0,9 0,8 1,0 0,9 0,8 0,6
на время **т. 0,9 1.0 1.4 1,2 1,0 1,2 1,3 1,5 -
Примечания- 1. Для работы иа станке фирмы Глисон 12* режимы резаиия принимать рекомендуемые для станка типа 526. 2. При нарезания колес с чистотой поверхности V 6 основное время обработки одного зуба увеличивать иа 20%. 3. Цифры, приведенные под жирной чертой, предусматривают время на обработку в два прохода.
Нормативы режимов резания 555
556
Нормирование зуборезных работ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ
НА ОБСЛЬЖИВАНИЕ РАБОЧЕГО МЕСТА
ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ ЗУБЬЯМИ
Зубострогальные
станки
,1. Подготовительно-заключительное время
II. Время на обслуживание рабочего места, отдых н естественные надобности
Процент от оперативного времени
III. Вспомогательное время на операцию
Нормативы времени
557
Продолжение карты 30
Способ установки детали Вес детали в кг до
3 5 8 12 20
3 4 5 6 7 8 9 10 На оправке с креплением гайкой шайбой простой Произволь- но 1 2 0,80 0,92 0,85 0,95 0,92 1,04 1,0 1.12 1,10 1,22 1,20 1,32
гидро- пластом с помощью винта 2 0,60 0,72 0.66 0,78 0.73 0,85 0,82 0,94 0,94 1,06 1,06 1,18
гайкой с шайбой быстро- съемной С совмеще- нием профиля детали и инструмента 1 0,90 1,0 1,10 1,24 1,38 1,52
простой 1 1,12 1,21 1,32 1,46 1,60 1,74
гидро- пластом с помощью винта 1 0,92 1,02 1,13 1,28 1,44 1,60
в цанговом патроне Произвольно 1 0,52 0,58 0,68 - -
С совмеще- нием про- филя 1 0,82 0,92 1,06 - - -
558
Нормирование зуборезных работ
РЕЖИМЫ
Сталь. Резцовые головки для
Характер обработки Режущий инструмент Отношение зубьев колеса к количест- ву зубьев шестерни м/мин Станок типа 528
Нарезаемый
2 Г 1 < 1 3 4 5 6 1 6 1 1 1 1 8 1 '0 L
Основное время
Чер- новое наре- зание коле- са без обка- та Черновая двусторонняя резцовая головка До 2 : 1 Св. 2 • 1 ад—40 - 15 15 15 19 24 24 30
с об- катом 35—45 — 19 19 24 24 24 30 24 30 38 30 30 38 30 38 60 48 60 60 60
ше- стерни с об- катом - 96 120
Чисто- вое наре- зание V? коле- с об- катом Чистовая двусторонняя резцовая головка - 50-55 19 19 19 19 19 19 19 19 19 19 24 24 24 24 24 30 30 30 30 38 30 30 30 38 38 38 38 48 38 38 38 48
ше- стерни с об- катом Односторонняя резцовая головка До2. 1 Св. 2 - 1
Поправочные коэффициенты на режимы резания для
от механи- ческой характери- стики Марка стали н твердость НВ Конструкционные углеродистые
35 45 50 35Х, 40Х
156-187 170-207 до 241 170-229 156-207
Коэффици- ент на скорость 1.1 1.0 0,8 0,9 1,0
на время Кмт, 0,9 1,0 1,4 1.2 1,0
Примечания 1. Режимы резавия Даны для ведущих шестерен с числом зубьев меньше 10. Для
2. Для ведомых колес режимы даны при работе двустороииими резцовыми головками. При работе
3. Для работы иа станках фирмы Глисон 15 и 16” режимы резания принимать рекомендуемые для
4. Меньшее значение скорости резания следует применять при нарезании резцовой головки 6”,
5. Цифры, приведенные под жирной чертой, предусмвтривают время на обработку в два прохода.
6. Длина венца зуба колес, на которые предусмотрены указанные режимы резания равна
Нормативы режимов резания
559
РЕЗАНИЯ ионических колес с криволинейными зубьями Зубофрезерные станки для конических колес с криволинейными зубьями
КАРТА 31
Станок типа 525
Станок типа 5А27С,, 5А27С,
модуль m в мм до
ва обработку
16,3 18,9 18,9 21,8 29,6 33,8 38,6 - 16 16 20 20 25 32 32
18,9 21,8 24,6 29,6 33,8 55 1 66,2 — 20 25 25 32 32 50 63
— 18,9 21,8 29,6 33,8 46,4 66,2 81,0 — 20 25 32 40 50 63 63
- 21,8 29,6 38,6 46,4 66,2 ПО 132,4 - 25 32 40 50 63 100 126
18,9 16,3 18,9 24,6 33,8 33,8 38,6 46,4 20 16 20 25 32 32 40 40
18,9 16,3 18,9 21,8 29,6 33.8 33,8 46,4 20 20 20 25 32 32 40 40
21,8 18,9 21,8 24,6 33,8 33,8 46,4 46,4 20 20 25 25 32 32 40 40
21,8 18,9 24,6 29,6 38,6 38,6 46,4 46,4 20 20 25 32 40 40 50 50
жзмененных условий работы в зависимости
Конструкционные легированные
ЗОХГТ
18ХНВА, 38ХМЮА, 5ХНМ, 6ХНМ, ОХНЗМ
12ХН4А, 20ХНМ,
12ХГТ, 12ХНЗ, 20Х
засел зубьев свыше 10 время обработки одного зуба уменьшать в пределах 10%.
трехсторонними головками скорость должна быть увеличена на 20% н время обработки зуба.
стаикон типа 5А27С, и 5А27С,.
большее — при нарезании резцовой головки Ч н 12*.
560
Нормирование зуборезных работ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ, ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Зубофрезерные станки i для конических колес с криволинейными зубьями
КАРТА 32
1 Подготовительно-заключительное время
№ позиции Способ установки детали Время в мин
1 На оправке или в цанговом патроне 30
И. Время на обслуживание рабочего места и естественные надобности
2 Процент оперативного времени | 1 8
111. Вспомогательное время на операцию
Способ установки детали Вес детали в кв до
1 3 3 1 • 20
Время в мин.
4 5 6 7 8 9 10 На оправке : с крепле- нием гайкой шайбой быстро- съемной Произвольно 0,58 0,64 0,70 0,78 0,88 0,98
простой 0,80 0,85 0,92 1,0 1.1 1.2
гидропластом с помощью винта 0,60 0,66 0,73 0,82 0,94 1,06
гайкой шайбой быстро- съемной С совмеще- нием профиля детали и инструмента 0,90 1.0 1,10 1.24 1,38 1.52
простой 1,12 1.21 1,32 1,46 1,60 1,74
гидропластом с помощью винта 0,92 1,02 1,13 1,28 1.44 1,60
В цанговом патроне Произвольно 0,52 0,58 0,68 - - -
С совмеще- нием профиля детали н ин- струмента 0,82 0,92 1,06 - - -
Нормативы времени
561
РЕЖИМЫ РЕЗАНИЯ Фрезы пальцевые зубозакругляющие Станок типа 5582 Зубозакругляющие станки для цилиндри- ческих колес
КАРТА 33
Режущий инструмент Нарезаемый проходов Круговая подача s2 в мм/зуб Скорость 0 в м/мин оборотов фрезы п в минуту Основное обработку одного зуба
3 1 0,08—0,1 17,7 1500 1.5
4 2 0,08-0,1 23,5 1500 2,5
Фреза 5 3 0,08—0,1 29,2 1500 4.0
пальцевая 6 4 0,08-0,12 35 1500 4,5
7 5 0,08—0,12 27,4 1000 5.0
8 6 0,08-0,12 31,4 1000 6.0
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ, ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ И ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Зубозакругля ющие станки
КАРТА 34
1. Подготовительно-заключительное время А. На наладку станка, инструмента и приспособлений
Ас ПОЗИЦИИ 1 Способ установки детали Время в мин
2 На оправке | В центрах 12,5 1 П-0
Б. На дополнительные приемы
3 I Смена копирного кулачка 1 4,0
И. Время на обслуживание рабочего места, отдых и естественные надобности
Процент оперативного времени | 8,0
111. Вспомогательное время на операцию
№ позиции Способ установки Тип шайбы Вес детали в кг
• 1 ”
Время в мни.
2 На оправке с креплением гайкой Быстросъемная Простая 0.56 | 0,70 0,70 | 0,90 | 0,90 | 1,1 1 1.2 | 1,4
3 4 На оправке с поддержива- ющей стойкой с креплением гайкой Быстросъемная Простая 0,80 0,96 ! | 0 94 | 1,16 121" 1.44 | 1,75
5 В центрах | 1 0Ь0 | 0.66 | 0,80 | 1,0
36 Справочник нормировщика 98
562
Нормирование зуборезных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ ЗУБЬЕВ, ШЛИЦЕВЫХ ВАЛИКОВ И КОЛЕС Зуборезные станки
КАРТА 35
Измеритель- ный инструмент Характер намерения i « Измеряемый размер в мм
15 1 25 | 35 | 50 | 100 | 200 | 300 | 500
Время в мнн.
1 2 3 6 7 8 9 10 11 12 Кольцо шлицевое Проходной стороной 25 50 75 100 200 400 0,06 0,09 0,10 0,13 0,16 0,20 0,08 0,11 0,12 0,15 0,18 0.22 0,09 0,13 0 14 0,17 0,21 0.25 0,11 0,15 0,16 0,20 0,23 0,28 0,17 0,21 0,25 0,30 0,19 0,23 0,27 0,32 —
Полное измерение 25 50 75 100 200 400 0,10 0,12 0,14 0,15 0,18 0,22 0,13 0,14 0,16 0,17 0,20 0,24 0,18 0,19 0,20 0,21 0,23 0,27 0,25 0,27 0,29 0,30 0,31 0,32 0,27 0.29 0,31 0,33 0,29 0,32 0,33 0,35 — —
13 14 Микрометр и ролики Без установки на раз- мер при измерении - - - - 0,15 0 17 0,20 0,23 0,30
С установкой на размер при измерении - - - - 0 23 0,27 0,32 0.37 0,42
15 16 Штихмас микромет- рический Без установки на раз- мер при измерении - - - - 0.16 0 18 0.22 0,27
С установкой на размер при измерении - - - - - 0,28 0,31 036 0,41
17 18 Зубомер Измеряемый модуль m в мм до
5 10 20 30 - - - -
Установленный предва- рительно на размер 0.5 0,6 07 0.9 - - -
С установкой на размер в процессе измерения 0,8 1,0 1,2 1,4 - - - - -
19 20 21 22 Скоба двусторон- няя пред- варительная Проходной стороной На первое измерение 0,09 - - - -
На каждое после- дующее измерение 0,07 - - - -
Полное измерение На первое измерение 0,13 - - - -
На каждое после- дующее измерение 0,10 - - -
23 В приспо- соблении в плотном зацеплении с измеряемым эталонным колесом Полное измерение Вес детали в кг
3 | 5 | 8 | 12 | 20 :
Время в мин.
0,18 | 0,20 | 0,22 | 0,26 | 0,30
ГЛАВА V1H
НОРМИРОВАНИЕ ПРОТЯЖНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Протягиванием называется процесс обработки поверхностей деталей
протяжками, имеющими форму стержня или полосы, снабженными зубьями,
расположенными вдоль их оси.
Размеры зубьев протяжки неодинаковы. За счет этого при прямолиней-
ном движении протяжки относительно обрабатываемой поверхности или, на-
оборот, — этой поверхности относительно протяжки каждый зуб снимает
определенный слой металла.
Фиг 1. Принципиальные схемы протягивания:
Протягиванием обрабатываются внутренние и внешние поверхности
простой или сложной формы профиля в широком диапазоне размеров.
Например, внутренним протягиванием могут обрабатываться отверстия диа-
метрами в пределах от 3 до 300 мм.
Принципиальные схемы различных видов протягивания показаны
на фиг. 1.
Широкое применение протягивания в машиностроении обусловлено сле-
дующими достоинствами этого процесса:
1) высокой производительностью;
2) высокой точностью (3—2-й классы), высокой чистотой обработки
(6—9-й классы);
3) простотой устройства и обслуживания станков;
4) возможностью автоматизации процесса;
5) сокращением технологического цикла за счет возможности замены про-
тягиванием нескольких других последовательных операций (например,
зенкерования с последующим развертыванием);
36*
564
Нормирование протяжных работ
6) возможностью обрабатывать сложные поверхности с высокой точностью.
Наряду с этим существуют следующие факторы, ограничивающие воз-
можность применения протягивания: высокая стоимость инструментов-про-
тяжек; сложность обработки поверхностей деталей больших размеров;
большие усилия резания, вызывающие деформацию протягиваемых деталей,
и др.
Различают три основных метода протягивания: свободное, координат-
ное и протягивание тел вращения.
При свободном протягивании обеспечивается лишь нужный размер,
форма и чистота обрабатываемой поверхности, но ей не придается определен-
ное расположение относительно других поверхностей детали. В этом случае
деталь при обработке ориентируется самой протяжкой. Этот метод приме-
Фнг 2. Координатное протягивание
Фиг. 3. Схемы резання при протягивании.
Координатное протягивание характеризуется тем, что достигаются с нуж-
ной точностью не только размеры, чистота и форма обработанной протяжкой
поверхности, но и обеспечивается точное положение ее относительно других
поверхностей детали (фиг. 2). Поэтому при координатном протягивании
положение детали относительно протяжки строго фиксируется с помощью
специальных приспособлений.
Метод протягивания тел вращения может быть применен для обработки
наружных и внутренних поверхностей. Точность профиля обработанных
поверхностей выдерживается калибрующими зубьями протяжек, точность
по диаметру — установкой протяжек относительно оси вращения обрабаты-
ваемых деталей.
В машиностроении применяются три схемы резаниях: профильная,
генераторная и прогрессивная.
Профильная схема резания характеризуется тем, что все зубья протяжки
имеют в поперечном сечении одинаковый контур, подобный контуру окон-
чательно обработанной поверхности детали (фиг. 3, а).
Профильная схема имеет ограниченное применение из-за технологиче-
ских трудностей изготовления профильных протяжек.
Генераторная схема резания характеризуется тем, что все зубья рабочей
части протяжки имеют переменный контур, постепенно переходящий от
круглой или прямолинейной формы к профильному контуру, соответствую-
щему контуру поперечного сечения окончательно обработанной поверхно-
сти детали (фиг. 3, 6).
Изготовление генераторных протяжек проще, так как в основу их поло-
жены либо круглая, либо прямоугольная протяжка Генераторная схема
резания — самая распространенная при протягивании фасонных отверстий.
1 Под схемой резання понимается способ распределения удаляемого слоя металла между
отдельными зубьями протяжки.
Методические указания
565
Прогрессивная схема резания (фиг. 3, в) предусматривает разделение
припуска по глубине на несколько частей, каждая из которых удаляется
отдельной секцией зубьев протяжки. При этом часть припуска, приходя-
щаяся на одну секцию, разделяется между зубьями этой секции по ширине.
Таким образом, каждый зуб прогрессивной протяжки снимает толстую
узкую стружку. Благодаря этому уменьшается число режущих зубьев
протяжки и сокращается длина протяжки.
Особенно эффективно применять прогрессивную схему резания в тех слу-
чаях, когда необходимо удалять большие припуски.
При протягивании чистота обработанной поверхности достигается в пре-
делах 6—9-го классов. На чистоту протянутой поверхности оказывают
влияние те же факторы, что и при других видах обработки металла резанием.
Главными из них являются толщина срезаемого слоя и скорость резания.
Чистота обработки улучшается с уменьшением толщины срезаемого металла
и скорости резания.
Прошивание отверстий отличается от протягивания тем, что инструмент-
прошивка не протягивается, а проталкивается через обрабатываемое отвер-
стие. Прошивка работает на сжатие, и поэтому во избежание продольного
изгиба она делается значительно короче протяжки. Прошивание широко
применяется при калибровке отверстий.
Протяжные станки разделяются на следующие виды:
а) горизонтально-протяжные с одним или двумя ползунами;
б) вертикально-протяжные для наружного протягивания с одним или
несколькими ползунами;
в) вертикально-протяжные для внутреннего протягивания с одними или
несколькими ползунами;
г) вертикально-протяжные для наружного и внутреннего протягивания;
д) револьверно-протяжные;
е) карусельно-протяжные непрерывного действия;
ж) тоннельно-протяжные непрерывного действия.
Станки первых пяти видов изготовляются, как правило, с гидравлическим
приводом. Протяжные станки с механическим приводом (винтом или рейкой)
встречаются значительно реже.
Горизонтально-протяжные станки являются наиболее универсальными
и широко распространенными в промышленности. Эти станки предназна-
чены для внутреннего протягивания. Однако с помощью специальных при-
способлений на них можно протягивать и внешние поверхности.
Вертикально-протяжные станки занимают меньшую площадь, более
удобны для обслуживания, обеспечивают большую производительность,
чем горизонтально-протяжные, и сравнительно легко поддаются автомати-
зации.
Револьверно-протяжные станки находят применение там, где требуется
последовательная обработка поверхности несколькими протяжками. Эти
станки применяются в крупносерийном и массовом производстве.
Протягивание на карусельно-протяжных и тоннельно-протяжных стан-
ках является чрезвычайно производительным и применяется при массовом
производстве мелких деталей.
Кроме того, перспективным типажом оборудования в станкостроении
предусмотрены вертикально- и горизонтально-протяжные станки конвейер.-
ного типа для непрерывного протягивания наружных поверхностей и гори-
зонталыю-протяжные автоматизированные станки двойного действия для
наружного и внутреннего протягивания.
В условиях серийного производства применяются горизонтальио-
н вертикально-протяжные станки, технические характеристики которых
приведены в картах 16 и 17.
566
Нормирование протяжных работ
Приспособления, применяемые при протягивании, можно разделить:
а) на приспособления, предназначенные для крепления протяжек;
б) на приспособления, предназначенные для крепления деталей;
в) на приспособления, предназначенные для осуществления кинемати-
ческих связей.
При наружном протягивании на вертикально-протяжных станках про-
тяжки, как правило, крепятся к корпусу или к промежуточной плите. Послед-
ние присоединяются непосредственно к салазкам станка.
Пример крепления наружных протяжек можно видеть на наладке (фиг. 4).
Крепление протяжек для внутреннего и наружного протягивания на
горизонтально-протяжных станках, а также для внутреннего протягивания
Фнг. 4. Схема наладки протягивания плоскости разъема и полуокружности шатуна
на вертикально-протяжных станках осуществляется с помощью специальных
патронов. Конструкция патронов зависит главным образом от типа хвосто-
виков протяжек. На фиг. 5 изображены конструкции патронов, получивших
наибольшее распространение в условиях единичного и серийного производ-
ства. В крупносерийном и массовом производстве применяются универсаль-
ные быстродействующие патроны.
Приспособление для координатного протягивания обеспечивает строгое
положение обрабатываемой детали на станке. При координатном протяги-
вании точность взаимного расположения поверхностей обрабатываемых
деталей выдерживается в пределах 3-го класса точности.
Типовым представителем приспособлений для свободного протягивания
является опорное приспособление, изображенное на фиг. 6. Данное при-
способление применяется при внутреннем протягивании деталей, имеющих
необработанный опорный торец.
К группе в) приспособлений, предназначенных для осуществления кине-
матической связи, относятся, например, приспособления, обеспечивающие
вращение детали или протяжки при протягивании винтовых канавок, дели-
тельные приспособления для протягивания зубьев шестерен и др.
Протяжки. Наибольшее распространение получили протяжки (фиг. 7, а)
и прошивки (фиг. 7, б) для отверстий, шпоночные протяжки (фиг. 7, в) и про-
тяжки наружного протягивания (фиг. 4).
Основными частями протяжек для отверстий (фиг. 7, а) являются хвосто-
вая часть /, шейка II, переходный конус III, передняя направляющая
Методические указания
567
часть IV, режущая часть V, калибрующая часть VI, задняя направляющая
часть VII и опорная цапфа VIII.
Хвостовая часть служит для закрепления протяжки в патроне станка.
Поперечное сечение шейки выбирается с таким расчетом, чтобы при пере-
270-----------------
грузках протяжки разрыв
• ее происходил именно в этом,
.а не в каком-либо другом
месте, где было бы трудно
сварить разорванные части
инструмента. Направляющая
часть необходима для перво-
начальной ориентировки про-
тяжки в обрабатываемом от-
верстии. Переходный конус
соединяет направляющую
часть с шейкой. Режущая
часть снабжается режущими
зхбьямп, предназначенными
для срезания основной части
припуска. Все калибрующие
1)
Фиг. 5 Конструкции патронов для крепления хвосто-
виков протяжек
а — клином, б — штифтом, J — клиновыми губками
Фиг. 6. Приспособление для
свободного протягивания
(шаровая опора).
зубья протяжки в отличие от режущих зубьев имеют одинаковые размеры
и форму, соответствующие форме и размерам готового отверстия. Поэтому
калибрующая часть служит главным образом для выглаживания и закреп-
ления размеров образованной режущими зубьями поверхности. Кроме того,
калибрующие зубья являются запасными для пополнения режущих зубьев
по мере износа последних. Задняя направляющая часть VII центрирует
протяжку в момент выхода последних зубьев ее из обрабатываемого отвер-
стия. Опорная цапфа VIII делается у длинных и тяжелых протяжек и служит
для предупреждения их от провисания во время рабочего и обратного хода.
В отличие от протяжки у прошивки отсутствует хвостовая часть и шейка
(фиг. 7,6).
568
Нормирование протяжных работ
Шпоночная протяжка (фиг. 7, в) имеет те же части, что и протяжка для
отверстий, за исключением шейки и переходного конуса.
Как было указано выше, протяжки для наружного протягивания обычно
крепятся к ползунам винтами и поэтому для них не требуются хвостовая
часть, шейка и направляющие.
Шагом зубьев (фиг. 7, г) протяжки называется расстояние между режу-
щими кромками двух соседних зубьев. Для ориентировочных расчетов можно
принимать i = 1,25 — 1,5]/%, где 1и — длина протягиваемой поверхности.
В продольном сечении каждый зуб протяжки имеет передний угол у, задний
угол а, режущую кромку, переднюю 1 и заднюю 4 грани, закругленную
Фиг. 7. Протяжной инструмент.
впадину-канавку глубиной 7 и радиусом закругления 2. На задней грани
различают спинку зуба 4, ширину пера 6 и прямую ленточку 3.
В поперечном сечении зуб имеет главную режущую кромку 8, вспомога-
тельные кромки 9, стружколомательные канавки 10 и вспомогательные
углы <pt.
Правильно выбранные размеры и форма впадины между зубьями обеспе-
чивают хорошее размещение стружки во впадине и снижают усилия резания.
Наилучшие условия резания достигаются при правильно назначенных
величинах переднего и заднего углов. Величина углов зависит от конструк-
ции протяжки и свойств обрабатываемого ма!ериала. Рекомендуемые значе-
ния передних и задних углов даны в карте 2.
На калибрующих зубьях принимают передние углы у = 0 ч- 5°. Про-
тяжки изготовляют из легированной и быстрорежущей инструментальных
сталей. При выборе материала протяжки следует учитывать характер работы,
марку и твердость обрабатываемого материала, режимы резания и охлажде-
ние.
В карте 1 приведены рекомендации по выбору марок стали для протяжек
в зависимости от их сложности и материала обрабатываемых деталей. Про-
тяжки из стали марки ХВГ целесообразно применять для обработки чугуна
лишь в условиях мелкосерийного и единичного производства.
Методические указания
569
Для получения особо чистых поверхностей V 7 и выше калибрующие
и уплотняющие протяжки изготовляют из стали Р18, так как поверхность
зубьев их из £тали Р9 не может быть получена достаточно чистой из-за плохой
ее обрабатываемости шлифованием.
Износ зубьев протяжки характеризуется следующими признаками:
а) истиранием зуба по передней поверхности;
б) скруглением режущей кромки зуба;
в) истиранием зуба по задней поверхности;
г) ухудшением чистоты и точности протянутых поверхностей;
д) вибрацией протяжного станка и протяжки;
е) чрезмерным нагревом протяжки и обрабатываемой детали;
ж) привариванием стружки;
з) повышением усилия протягивания и др.
Износ зубьев протяжки измеряется средней шириной б матовой полоски,
образующейся на задней грани (фиг. 8), так как износ по передней грани
невелик и не оказывает существенного влияния
на стойкость, а измерение величины скругле- ыI *1° Г*
ния 7? режущей кромки затруднительно. Исти-
ранне задней грани вдоль режущей кромки ]
происходит неравномерно. Около стружколо- J \
мательных канавск и у угловых переходов P'v )
зубьев протяжки износ бывает значительно I
больше, чем на сплошных участках режущей х. ) j
кромки. По данным практики, средняя допусти- -----————
мая величина изпоса по задней грани д = Фиг 8 Характер износа зуба
•= 0,2 -г- 0,4 леи. За критерий затупления про- протяжки,
тяжки принимается один или несколько из
перечисленных выше факторов. Интенсивность износа зубьев протяжки
зависит от механических свойств обрабатываемого материала, материала
протяжки, скорости резания, охлаждающей жидкости, подачи на зуб
и геометрии зуба протяжки. Стойкость каждого зуба протяжки определяется
по формуле
где пг — число обработанных деталей за период стойкости протяжки
в шт.;
Zu — длина протягиваемой поверхности в мм;
и — скорость резания в м'мин.
При применении смазочио-охлаждающих жидкостей при протягивании
уменьшаются усилия резания, повышается стойкость протяжек, улучшается
чистота и повышается точность обрабатываемой поверхности.
При протягивании стальных изделий рекомендуется применять 10°6-ный
раствор эмульсола в кипяченой воде или сульфофрезол. Для получения осо-
бенно чистой поверхности следует применять растительное или вареное масло.
Протягивание чугуна, бронзы и алюминия производится без охлаждения.
I. Определение режима резания
Режим резания при протягивании — это подача на зуб и скорость реза-
ния.
Подача на зуб определяется разностью размеров двух соседних зубьев
протяжки и устанавливается констриктором при ее конструировании.
570
Нормирование протяжных работ
При выборе величины подачи следует учитывать возможность хорошего
размещения стружки во впадине зуба и условие прочности протяжки. Вели-
чина подачи обычно задается в зависимости от обрабатываемого материала,
конструкции зубьев и материала протяжки.
Для черновых зубьев протяжки величину подачи принимают значительно
большей, чем для чистовых и калибрующих. Рекомендуемые величины подач
приведены в карте 3. Величина подачи оказывает большое влияние на чистоту
обрабатываемой поверхности. Следует иметь в виду, что для достижения
повышенной чистоты поверхности достаточно установить малую подачу
на чистовые зубья.
Величины подач больше 0,2 мм принимают главным образом для протя-
жек при прогрессивной схеме резания.
На скорость резания при протягивании оказывают влияние следующие
факторы:
1) физико-механические свойства обрабатываемого материала;
2) качество материала протяжки;
3) профиль обрабатываемой поверхности;
4) точность размеров обрабатываемой поверхности;
5) требуемая чистота обрабатываемой поверхности.
Многолетним опытом работы промышленности и проведенными
НИИТАвтопромом большими исследованиями доказано, что основным огра-
ничивающим фактором при назначении скорости резания при протягивании
является не экономическая стойкость, а чистота и точность обрабатываемой
поверхности.
Кроме того, скорость резания ограничивается кинематическими возмож-
ностями протяжных станков. Гидравлические протяжные станки с тяговым
усилием до 10 m позволяют работать со скоростями резания до 13 м/мин,
а с тяговым усилием свыше 20 пг до 6 м!мин.
Влияние физико-механических свойств обрабатываемых материалов
учтено по разбивке их на четыре группы, по которым установлены
четыре группы скоростей в зависимости от марки и твердости металла
(см. карту 4).
Скорости резания с учетом влияния всех указанных выше факторов назна-
чаются по карте 5.
При пользовании картой 5 необходимо руководствоваться следующими
соображениями:
1) повышение точности обработки и улучшение чистоты поверхности
могут быть достигнуты путем снижения скорости резания до 1,5 м!мин\
при наличии станков, снабженных устройством автоматического регулиро-
вания скорости ползуна на части длины рабочего хода, улучшение чистоты
поверхности возможно за счет уменьшения скорости резания во время работы
чистовой протяжки;
2) при протягивании наружных поверхностей с допуском до 0,03 мм
секциями протяжек с фасонным профилем скорость резания снижается
до 5—4 м/мин‘,
3) чистота обработки \/7 и достигается на рекомендуемых скоростях
протягивания при условии применения протяжек со специальной конструк-
цией чистовой и калибрующей частей и особо тщательной заточке и доводке
ее зубьев.
При заданных условиях обработки (технических требованиях к обраба-
тываемой поверхности, данных о протяжке, обрабатываемом материале
и паспортных данных станка) режим резания устанавливается в следующем
порядке:
1) определяется сила протягивания Р в кг\
2) назначается скорость резания v в м!мин.
Методические указания
571
Определение силы протягиеания.Снла протягивания определяется по фор-
муле
Р = F 2 b кг,
где F — сила резания на 1 мм длины режущей кромки в кг/мм (берется
из карты 6);
Sb — наибольшая суммарная длина режущих кромок всех одновре-
менно работающих зубьев в мм.
Определять силу протягивания необходимо в тех случаях, когда доста-
точность тяговой силы станка вызывает сомнение, а на чертеже протяжки она
не указана. Силы резания на 1 мм длины режущей кромки в кг!мм, приве-
денные в карте 6, справедливы для значений у°, указанных в карте 2 для
зубьев с подачей sz > 0,02 мм. Уменьшение переднего угла в пределах
2—3° на силы резания влияет несущественно, а у зубьев с подачей sz <
< 0,02 мм уменьшение переднего угла на силы резания практически
не влияет. Наибольшая суммарная длина Sb в мм режущих кромок всех
одновременно работающих зубьев определяется по формулам, приведенным
в табл. 1.
Таблица 1
Определение суммарной длины S b в мм режущих кромок всех одновременно режущих зубьев
Вид протягивания Формула для расчета
Протягивание цилиндрических отверстий . . nd 1 о =« мм
Протягивание отверстий и шпоночных пазов 2 ft =. ^иП г мм
Протягивание цилиндрических поверх- ностей (при профильных и прогрессивных схемах) , xda° мм
Протягивание пазов, плоскостей и усту- пов с постоянной шириной обрабатываемого контура 1 0 = 5- Zi ММ cos 0) 1
В приведенных формулах: d — наибольший диаметр зубьев в мм; гс —число зубьев в секции'(для непрогрессивных протяжек гс == 1); г( — наибольшее число одновременно работающих зубьев при протягивании поверхностей без выточки г, = + 1 мм (результат округляется до ближайшего меньшего целого числа), где 1и — длина протягивания. t — шаг зубьев протяжки в мм; а° — угол контакта обрабатываемой поверхности с режущими кромками (фиг. 9); Ьи — ширина протягиваемой поверхности в мм; п — число шлицев или шпонок, — <oJ — угол наклона режущей кромки зубьев / у протяжки (фиг. 10). tj S' уу'Sat ^у\у// / s\ —/ u° ' Фиг. 9 ' фиг. 10
572
Нормирование протяжных работ
Фиг 11. Схема для определения наибольшей
суммарной длины режущих кромок всех одно-
временно участвующих в работе зубьев
При обработке наружных поверхностей с переменной шириной обрабаты-
ваемого контура величина Вгр определяется графически. Для этого в одина-
ковом масштабе на листе I (фиг. 11) вычерчивается контур протягиваемой
поверхности, а на листе кальки II — прямые линии, соответствующие
по шагу и углу наклона зубьям протяжки.
На кальку II и лист / наносятся соответственно прямые линии А и Б,
совпадающие с направлением рабочего хода протяжки. Затем лист кальки //
накладывают на лист 1 так, чтобы
линии А и Б совместились, и в этом
положении измеряют отрезки blt
b2, . . ., Ьп длин режущих кромок
зубьев, одновременно участвующих
в работе. Полученные численные зна-
чения blt b2, b3, bt........................................Ъп сумми-
руются:
В = Ь, + Ь2 + Ь3 + . . . + Ьп.
Эту операцию повторяют 2—3 ра-
за, смещая каждый раз лист кальки
// относительно листа I в пределах
шага зуба. Искомой величиной будет
наибольшее из полученных значений
Вгр.
Назначение скорости резания. Для расчета основного (технологического)
времени принимают наименьшую из трех следующих скоростей:
1) скорость резания v в м/мин, определяемую в зависимости от условий
обработки по нормативам (карта 5);
2) скорость резания v в м/мин, допустимую мощностью двигателя стайка
Nd в кет и силой протягивания Р в кг (карта 6);
3) максимальную скорость рабочего хода станка ив м/мин, определяемую
по паспорту станка или замером на станке.
II. Определение основного (технологического) времени
Основное (технологическое) время при работе на протяжных станках
рассчитывается по формуле
где / — длина рабочего хода в мм-.
К — коэффициент, учитывающий соотношение между скоростью рабо-
чего и обратного хода;
v — скорость рабочего хода в м!мин;
q — количество одновременно обрабатываемых деталей.
Длина рабочего хода определяется по формуле
1р.х ~ + 1р.» + 1доп
где 1и — длина протягиваемой поверхности в м;
1Р.Ч — длина рабочей части протяжки (определяется по чертежу про-
тяжки) в лгл;
бо-г — длина перебега протяжки, берется в размере 30—50 мм.
Методические указания
573
Коэффициент К, учитывающий соотношение рабочего и обратного хода,
определяется по формуле
Для одноплунжерных протяжных станков без ускоренного обратного
' хода К = 2, для двухплунжерных станков непрерывного действия К = 1.
; III. Определение вспомогательного времени
В настоящей главе нормативы вспомогательного времени даны в укруп-
4 ненном виде для нормирования в условиях серийного производства.
В карте 8 дано вспомогательное время на комплекс приемов при протяги-
. вании отверстий (круглых, шлицевых, прямоугольных и др.) иа горизон-
' тально-протяжных станках. В карте 9 дано вспомогательное время на ком-
плекс приемов при наружном и внутреннем протягивании деталей в приспо-
соблении на вертикально-протяжных станках, а в карте 10 — при протяги-
J вании шпоночных пазов.
Вспомогательное время на приемы управления станком приведено
в карте 11.
* Вспомогательное время на приемы измерений размеров протягиваемых
j поверхностей приведено в карте 12.
Нормативы ориентированы на прогрессивные методы производства про-
: тяжных работ и предусматривают соблюдение следующих организационно-
, технических условий работы:
1. Оборудование, оснастка и условия обработки полностью соответ-
1 ствуют разработанной технологии.
2. Организация труда и рабочих мест обеспечивает выполнение всех
приемов с минимальной затратой рабочего времени.
3. Работа выполняется рабочим требуемой квалификации, освоившим
• свои обязанности.
* 4. Детали на обработку и после обработки доставляются подсобным рабо-
' чим (на расстояние 1,5 м от рабочего места).
Не все время приемов вспомогательной работы, приведенное в нормати-
। вах, следует включать в норму штучного времени, так как некоторые ручные
> приемы вспомогательной работы в ряде случаев перекрываются машинным
’ временем (рабочим и обратным ходом).
1 К перекрываемому времени вспомогательной работы относится время
•" иа выполнение следующих приемов:
г а) время, затрачиваемое на очистку протяжек от стружки;
' б) время включения и выключения охлаждения;
! в) время на приемы закрепления и открепления протяжек клином или
> в самозажимных патронах;
г) время на контрольные измерения и др.
к Измерения обработанных деталей приводятся во время рабочего хода
i станка с периодичностью от 1 : 10 до 1 : 25 и реже. Когда машинное время
не перекрывает времени на измерения, в норму времени необходимо включить
. таковое с учетом допустимой периодичности измерения.
IV. Определение времени на обслуживание рабочего места
Время на обслуживание рабочего места приведено в карте 13. Нормативы
этого времени установлены суммарно на техническое и организационное
f обслуживание в процентах от оперативного времени.
574
Нормирование протяжных работ
Время па обслуживание рабочего места рассчитывается по формуле
Тобс = (То 4- Л) мин.,
где аобс — время на обслуживание рабочего места в процентах от опера-
тивного времени (карта 13)
V. Определение времени на отдых и естественные надобности
Время на отдых устанавливается в зависимости от занятости рабочего.
Занятость рабочего характеризуется коэффициентом занятости, выра-
жающим отношение времени ручной работы к оперативному времени.
Коэффициент занятости определяется по формуле
Д' = н -г Т в л
где Т,,н — вспомогательное неперекрываемое время в мин.;
Тв.п — вспомогательное перекрываемое время в мин.
Нормативы времени на отдых и естественные надобности даны в карте 14
в процентах оперативною времени в зависимости от коэффициента занятости
рабочего и веса детали.
Время на отдых и естественные надобности рассчитывается по формуле
тот3 = (То + Т.) МИН.,
где aOmi — время на отдых и естественные надобности в процентах от
оперативного времени.
VI. Определение подготовительно-заключительного времени
Нормативы подготовительно-заключительного времени, приведенные
в карте 15, предусматривают установление времени на подготовительно-
заключительную работу в зависимости от веса детали и протяжки на партию
деталей, обрабатываемых по одному наряду.
ПРИМЕРЫ РАСЧЕТА НОРМЫ ВРЕМЕНИ
ПРИМЕР 1
Рассчитать режим резания и определить норму штучного времени на про-
тягивание цилиндрического отверстия в детали (скоба привода выключения
Фиг 12.
сцепления фиг. 12).
Исходные данные.
Требуемая чистота и точность обра-
ботки заданы на чертеже детали.
Материал детали — сталь J130;
НВ 137—187 и = 52 — 60 кг/мм2.
Вес детали 0,5 кг.
Обработка выполняется на горизон-
тально-протяжном станке модели 7510,
протягивание производится без охлаж-
дения.
По чертежу круглой протяжки уста-
павливаем основные ее параметры:
Примеры расчета нормы времени
575
Паспортные данные вертикально-протяжного станка модели 7510
Нормальная тяговвя сила Длина хода пол- зуна в мм Скорость в м/мин Мощность электродвигател я
рабочего хода обратного хода
наиболь- нанмеиь- наиболь- НашаеяЬ‘ нанболь- нанмеиь-
10 1400 120 3,5 0.5 19 9,5 7,8
материал протяжки — инструментальная сталь ХГВ; геометрия режущей
части зубьев у = 12°, а — 4°; шаг зубьев протяжки t = 7 мм\ длина рабо-
чей части протяжки I = 140 мм\ подача по чертежу протяжки I =
= 0,025 мм.
1. Определение режима резания
Определение силы протягивания. Определяют силу
протягивания на 1 мм длины режущей кромки.
Согласно карте 6 для стали Л30 НВ до 187 и подаче на sz = 0,025 мм сила
протягивания F = 10,9 кг/мм.
Определяют наибольшее число одновременно работающих зубьев:
zt = 4" + 1 = У" + 1 = 5.3’>
округляем до 5.
Определяют суммарную длину режущих кромок, одновременно участвую-
щих в резании:
V . nd 3,14-23 -
2 6 = ----г, = —Н----5 = 361 мм.
ге 1 1
Определяют силу протягивания:
Р = F 2 b = 10,9-361 = 3935 кг.
Требуемая на резание сила протягивания Р = 3935 кг не превышает
тяговой силы сганка, равной 10 т.
Определение скорости резания. Назначение скорости резания
по нормативам. По карте 4 определяют группу скорости для обрабатываемого
материала сталь ЛЗО НВ до 187: группа скорости III. По карте 5 для 111
группы скорости и чистоты поверхности V 6 при протягивании цилин-
дрического отверстия протяжкой из стали ХВГ рекомендуется скорость
резания v = 3 м/мин.
Определение скорости резания, допустимой силой
протягивания и мощностью двигателя станка. По карте 7
для силы резания Р = 3935 кг и мощности двигателя станка Нэ = 7,8квт
допускается скорость резания около 14 м/мин.
Определяют максимальную скорость рабочего хода станка. Согласно
паспортным данным станка модели 7510 наибольшая скорость рабочего хода
равна 3,5 м/мин.
Для расчета основного (технологического) времени принимают наимень-
шую из вышенайденных скоростей, т. е. v — 3 м/мин.
576
Нормирование протяжных работ
2. Определение основного (технологического) времени
Исходные данные. Из чертежа детали и протяжки /„=30 мм-, 1Р.Ч—
— 140 мм.
Принято: о = 3 м/мин-, 1доп = 30 мм; v0-x = 19 м/мин (по паспорту).
Определяют длину рабочего хода:
1р.х = + 1доп = 30 + 140 + 30 = 200 мм.
Определяют коэффициент, учитывающий соотношение скорости рабочего
и обратного хода:
К=1+^=, + 4' = 1,158‘
Рассчитывают основное (технологическое время
_ 1РХК 200-1,158 nn7Q
“ TOGO? “ 1000-3 ~ 0,078 мин-
3. Определение вспомогательного времени
По карте 8 вспомогательное время на комплекс приемов, связанных с уста-
новкой и снятием детали и протяжки, равно 0,09 мин.
По карте 11 вспомогательное время на включение и выключение станка
равно 0,018-2 = 0,036 мин.
По карте 12 вспомогательное время на контрольные измерения обрабаты-
ваемой поверхности (с учетом периодичности измерения Каз = 0,1) равно
0,11-0,1 — 0,011.
За время работы протяжки рабочий может замерить обработанную деталь
(0,011) и отложить ее, а также взять и подготовить к установке следующую
деталь (0,09 : 2).
Таким образом, перекрываемое вспомогательное время будет равно
Т,.п = 0,011 + ~ = 0,056 мин.
Неперекрываемое вспомогательное время равно
Т,= 0,09 + 0,036 4- 0,011 — 0,056 = 0,081 мин.
4. Определение времени организационно-технического обслуживания рабочего
места
Согласно карте 13 время организационно-технического обслуживания
рабочего места берется в размере 3% оперативного времени:
Тобс = (Т’о + Т,) = (0,078 + 0,081) А = 0,005 мин.
5. Определение времени на отдых и естественные надобности
Определяют коэффициент занятости:
ь- __. 7g н + Т,.п _ 0,081 4- 0,056 _ р есе
~ То+ Т,.н ~ 0,078 + 0,081 ~ °.865-
В зависимости от веса детали и коэффициента занятости согласно карте 14
время на отдых и естественные надобности устанавливается в размере 6%
оперативного времени:
тит3 = (То + Г.) = (0,078 + 0,081) = 0,01 мин.
Примеры расчета нормы времени
577
6. Определение нормы штучного времени
Тш = Т0 + Тв + + Тоад = 0,078 + 0,081 + 0,005 + 0,01 = 0,174 мин.
ПРИМЕР 2
Рассчитать режим резания и определить норму штучного времени на про-
тягивание плоскостей ушек вилки (фиг. 13).
Исходные данные.
Требуемая чистота и точность обработки заданы на чертеже детали.
Материал детали — сталь 35 НВ 156—187, аь = 55 65 кг/мм2.
Фнг. 13.
Вес детали 3 кг.
Обработка выполняется на вертикально-протяжном станке модели 7А710.
Паспортные данные вертикальночфотяжвого станка модели 7А710
Наибольшее тя- ювое усилие Наибольший ход ползуна Скорость рабочего хода ползуна в м/мин Наибольшая ско- рость обратного хода в м/мин Мощность элек тродвнгателя 1
наибольшая | наименьшая
13 1200 ,5 j 0,5 22 14 1
Обработка производится с охлаждением сульфофрезолом.
По чертежу протяжки устанавливают основные ее данные:
а) протяжка выполнена по прогрессивной схеме резаиия;
б) материал протяжки — быстрорежущая сталь Р9;
в) режущие части зубьев протяжки имеют у = 15°; а = 4°;
г) шаг зубьев протяжки t = 12 мм\
д) подача на зуб протяжки sz = 0,2 мм;
е) длина рабочей части протяжки /р.м = 720 мм.
1. Определение режима резания
Определение силы протягивания. Определяют силу
Протягивания на 1 мм длины режущей кромки.
Согласно карте 6 для стали 35 НВ 187 и подаче на зуб 5г сила протя!и-
вания F = 42,7 кг.
37 Справочник нормировщика 98
578
Нормирование протяжных работ
Согласно указанному на стр. 572 методу определяют наибольшую суммар-
ную длину режущих кромок всех одновременно участвующих в работе
зубьев:
BzP — 256 мм.
Определяют общее усилие протягивания при одновременной обработке
двух ушек:
Р = FBzP = 42,7-256 = 10 931 кг.
Требуемая на резание сила протягивания Р = 10 931 кг ие превышает
тяговой силы станка, равной 13 т.
Определение скорости резания. Назначение скорости резания
по нормативам. По карте 4 определяют i руппу скорости резания для обраба-
тываемого материала сталь 35 НВ 156 — 187: группа скорости II; по карте
5 для II группы скорости и чистоты поверхности ^6 при протягивании
наружных поверхностей протяжкой из быстрорежущей стали Р9 рекомен-
дуется скорость резания v = 6 м/мин.
Определение скорости резания допустимой силой
протягивания и мощностью двигателя станка. По карте 7
для силы резания Р = 10 931 кг и мощности двигателя станка 14 кет допу-
скается скорость резания около 20 м/мин.
Определяют максимальную скорость рабочего хода станка. Согласно
паспорту С1анка модели 7А710 наибольшая скорость рабочего хода равна
7,5 м/мин.
Для расчета основного (технологического) времени принимаем меньшую
из данных скоростей, т. е. v - 6 м!мин.
2. Определение основного (технологического) времени
Из чертежа детали и протяжки 1и = 66 мм; 1р.ч — 720 мм. Принято:
v =- 6 м!мин; 1дОп — 24 мм; v0.x = 20 м/мин (по паспорту).
Определяют длину рабочего хода:
1Р.х =1и + 1Р.,, + 1доп = 66 + 720 + 24 = 810 мм.
Определяют коэффициент, учитывающий соотношение скорости рабочего
и обратного хода:
K==1 + ^7=1+i=1’3-
Рассчитывают основное (технологическое) время
„ 1РХК 810-1,3 п
Т°~ 1000и ~ 1000-6 0,176 мин.
3. Определение вспомогательного времени
По карте 9 вспомогательное время на комплекс приемов, связанных
с установкой, (на плоскость и палец), снятием, закреплением и откреплением
обрабатываемой детали (вес 3 кг), равно 0,10 мин.
По карте 11 вспомогательное время:
на включ.шие и выключение ползуна (поз. 1) 0,018-2 ~ 0,036 мин.;
на включение и выключение стола (поз. 2) 0,020-2 = 0,040 мин.;
на включение и выключение охлаждения (поз. 7) 0,020-2 — 0,040 мин.
По карте 12 вспомогательное время на контрольные измерения (с учетом
периодичности измерения Киз = 0,1) равно 0,26-0,1 0,027 мин.
Примеры расчета нормы времени
579
Общее вспомогательное время равно
Та = 0,1 + 0,036 + 0,040 + 0,040 + 0,027 = 0,243 мин.
Часть приведенного выше вспомогательного времени перекрывается
временем рабочего и обратного хода.
Время обратного хода равно
= Тб^о- = °’0405 мин-
За это время может быть перекрыта часть времени на установку и снятие
детали. Кроме того, за время работы протяжки перекрывается время на вклю-
чение и выключение охлаждения (0,04) и время на контрольные измерения
(0,027).
Перекрываемое вспомогательное время равно
Тв п = 0,04 + 0,04 + 0,027 = 0,107 мин.
Неперекрываемое вспомогательное время будет равно
Л.« = Тв — Л.л = 0,243 — 0,107 = 0,136 мин.
4. Определение времени на организационное и техническое обслуживание
рабочего места
Согласно карте 13 время на организационно-техническое обслуживание
рабочего места берется в размере 3% оперативного времени:
Тобс = (То + Тв) = (0,176 + 0,136) ~ = 0,009 мин.
5. Определение времени на отдых и естественные надобности
Определяют коэффициент занятости:
0,136 + 0,107 П77
0,176 + 0,136 ~ U,''‘
По карте 14 в зависимости от веса детали и коэффициента занятости время
на отдых и естественные надобности устанавливается в размере 6% опера-
тивного времени
тотд = (То + Т,) = (0,176 + 0,136) А = 0,019 мин.
6. Определение нормы штучного времени
тш — то + та + тобс + Тотд =
= 0,176 + 0,136 + 0,009 + 0,019 = 0,34 мин.
580
Нормирование протяжных работ
НОРМАТИВЫ
МАТЕРИАЛЫ, РЕКОМЕНДУЕМЫЕ ДЛЯ П ротягивание
ИЗГОТОВЛЕНИЯ ПРОТЯЖЕК КАРТА 1
Тип протяжки
Обрабатываемый материал со сложным про- филем (эвольвент- иые, шлицевые и др.) с простым про- филем (круглые» шпоночные, плоские) с любым профилем для ш>верхностей чДтотой V7
Сталь вь < 85 кг/мм2, НВ < 200, чугун НВ < 180 Цветные металлы Р9 ХВГ Р9 ХВГ Р18 ХВГ
Сталь а;, = 85 + 100 лг'мм2, НВ 200 — 230 Чугун НВ > 180 Р18 Р9 Р18 Р9 Р18
Сталь аь > 100 кг/мм2 и НВ > 280 Р18 Р18 Р9 Р18
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗУБЬЕВ ПРОТЯЖЕК Протягивание
КАРТА 2
Обрабатываемый материал Передний угол
Сталь аь < 60 кг/мм2, НВ < 197 60< аь < 100 кг) мм2, НВ 198 — 229 аь > 100 кг!мм2, НВ > 229 15—18 12-15 8—12
Чугун серый НВ < 180 кг/мм2 НВ > 180 кг/мм2 8 5
Чугун ковкий — 10
Алюминий Бронза Баббит Медь красная Латунь Хрупкая Мягкая 12-15 0-5 10-15 15 2 6
Виды протяжек Величина заднего угла а в град
режущих зубьев калибрующих зубьев
Внутренние 2—4 0,5—1
Наружные 10 10
Нормативы режимов резания
581
РЕКОМЕНДУЕМЫЕ ПОДАЧИ (ПОДЪЕМ НА ЗУБ, НА СТОРОНУ) Протягивание
КАРТА 3
Типы протяжек Сталь Чугун Алюминий Бронза,
аЬ до 50 кг/мм' ^ = 50 ч- 4-75*2/*** аЬ> >Т5ке/мм' серый ковкий
Цилиндрические 0,01—0,02 о,о is- о.03 0,01- 0,025 0,03-0,08 0,05—0,10 0,02-0,05 0,05-0,12
Шлицевые с пря- моугольными шлицами 0,04—0,06 0,05-0,08 0,03—0,06 0,04-0,10 0,05-0,10 0,02—0,10 0,05-0,12
Шлицевые с тре- угольными и эвольвентными шлицами 0,03-0,05 0,04-0,06 0,03-0,05 0,04-0,08 0,05—0,08 - -
Шпоночные и канавочные 0,05—0,15 0,05—0,20 0,05-0,12 0,06-0,20 0,06-0,20 0,05-0,08 0,08—0,20
Прямоугольные и плоские 0,03—0,12 0,05—0,15 0,03-0,12 0,06—0,20 0,05-0,15 0,05-0,08 0,06—0,15
Фасонные 0,02—0,05 0,03-0,06 0,02-0,05 0,03-0,08 0,05-0,10 0,02-0,05 0,05-0,12
Квадратные и шестигранные 0,015— 0,08 0,02-0,15 0,015— 0,12 0,03-0,15 0,05-0,15 0,02-0,10 0,05-0,20
Прогрессивные всех типов 0,02—0,3 0,015—0,2 0,01-0,12 0,03 0,03-0,3 0,03-0,5 0,03-0,5
Примечания 1. Меньшие значения подач применяют для протяжек с необходи- мыми поперечными размерами, при повышенных требованиях к чистоте протягиваемой поверх- ности и точности размеров н при малой жесткости деталей 2. Для достижения v6 — 7 классов частоты поверхности при применения скоростей реза- ния. согласно карт, чистовая часть протяжки должна срезать указанный ниже припуск м иметь рекомендуемые числа зубьев и подачн (на стороиу).
Припуск на стороиу Количество зубьев или секций 1 Подача чистовых зубьев в «»
0,02 —0,035 0,035—0,07 0,07 —0,1 0.1 -0,16 КП Переменная, постепенно умень- шающаяся (но не более 0,1 на последний зуб)
* Секции чистовых зубьев, т. е. групп из двух зубьев одивакового размера, применяется у прогрессивных протяжек. Чистовая часть прогрессивных протяжек может иметь зубья, по- строенные как секциями, так и с подъемами на каждый зуб.
582
Нормирование протяжных работ
ГРУППЫ СКОРОСТИ РЕЗАНИЯ ДЛЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ П ротягивание |
КАРТА 4
Наименование материала Марка | Твердость НИ Группа ско- рости резания
Автоматная и углеродистая стали А1 ?; А15, А20 До 229 1 I
40, 45. 50, 60 I 229—269 11
1 269—321 III
10; 15; 20 | До 156 IV
25; 30 . 187 III
35 , 197 11
197—269 I
Марганцовистая сталь 15Г; 20Г | До 187 | III
ЗОГ . 197 111
197—269 1 и
40Г; 50Г; 60Г; 65Г До 229 1 I
229—269 1 П
30Г2; 35Г2; 45Г2; 5ОГ2 269—321 111
Никелевая сталь 25Н, ЗОН До 197 | IV
25НЗ; ЗОНЗ . 229 1 III
229—269 ' 1 II
Хромистая сталь 15Х; 20Х До 187 | 11
ЗОХ; 35 X; 38 ХА . 229 |
229—269 | 1 II
40Х, 45Х, 50Х 269—321 | III
Кремнемарганцовистая сталь 25СГ, 35СГ До 229 | 11
229—269 | 111
269—321 | IV
Никельмолибденовая сталь 15НМ; 20НМ; 40НМ До 197 | 111
. 229 | III
229—269 | 11
269—321 | 1 III
Хромованадиевая сталь 15ХФ; 20ХФ, 40ХФА; 50ХФА До 197 | II
. 269 ' 1 II
269—321 | HI
Хромокремнистая сталь 33 ХС До 229 | 11
229—269 | III
269—321 | IV
37ХС До 269 | Ill
269—321 | IV
Нормативы режимов резания
583
Продолжение карты 4
Наименование материала -г. гт„ Группа ско- 1 Марка Твердость НВ рости резання
Хромомарганцовистая сталь 20ХГ | До 187 | II
35ХГ2; 5ОХГ . 229 I 1
229—269 | И
269—321 III
Хромомолибденовая сталь 20ХМ | До 187 II
ЗОХМА; 35ХМА . 229 11
229—269 III
Хромоникелевая сталь 20ХН До 187 III
12ХН2: 12ХНЗ; 12Х2Н4А . 229 II
40ХН; 50ХН . 229 I
229—269 II
269—321 ш
Хромокремниемарганцо- вистая сталь 20ХГС; 25ХГС; ЗОХГС | До 229 II
35ХГС 269—321 ш
Хромомарганцовистомолнб- деновая сталь 18ХГМ До 229 и
40ХГМ . 229 I
229—269 11
269—321 | 1 111
Хромомарганцовистотита- нистая сталь 18ХГТ, ЗОХГТ До 229 II
Хромоникельмолибденовая сталь 12Х2НЗМА; 18Х2Н4МА До 269 ш
ЗЗХНЗМА 269—321 IV
Серый чугуи - < 180 > 180 I 11
Ковкий чугун 1 — 1 I
Примечание. Выбор группы скорости резання производить по верхнему пределу фактической твердости обрабатываемого материала.
СКОРОСТИ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ | Протягивание
1 КАРТА 5
ь Цилиндрические отверстия Шлицевые отверстия Наружные поверхности н шпоночные пазы Все виды про- тягивания
уб или |v5. V4 млн 2 й класс 3-й класс точности 1 точности „ Iv5. VI или V» или 2-й V3.B класс классточиости| TO4HOCth V6 или допуск! в пределах 0.03—0 05 мм V5, V* или до пуск выше 0.05 мм V?—8
Скорость резания у в м/ чин
I | 6—4 | 8—5 | 5-4 | 8-5 1 7—4 10-5 | 4-2,5
II | 5-3,5 | 7—5 | 4,5-3,5 | 7-5 6-4 8-6 | 3-2
III | 4—3 | 6—4 | 3,5-3 | 6-4 | 5—3,5 7-5 2,5-2
IV | 3—2,5 | 4—3 1 2,5-2 | 4 | 3,5-3 4 1 2
Примечание. Меньшие значения скоростей резания выбираются при протяги- вании протяжками из стали ХВГн 9ХВГ, а бдльшне — при протягивании протяжками из ста- ли Р9 и Р)Я
584
Нормирование протяжных работ
СИЛЫ РЕЗАНИЯ НА 1 мм ДЛИНЫ РЕЖУЩЕЙ КРОМКИ ПРОТЯЖКИ F в кг/мм Протягивание
КАРТА 6
Подача на Обрабатываемый материал
Углеродистая сталь Легированная сталь Чугун
НВ < < 197 НВ 198-229 НВ > >229 НВ <197 НВ 198—229 НВ >229 серый ковкий
НВ 180 | НВ >180
Г в кг/мм
0,01 0.02 0,025 0,03 0,04 0,05 6,5 9,5 10,9 12.3 14,3 16,3 7,1 10,5 12,1 13,6 15,8 18,1 8.5 12,5 14,4 16,1 18,7 21,6 7,6 12,6 14,2 15,7 18,4 20,7 8,5 13,6 15,2 16,9 19,8 22,2 9,1 15,8 16,8 18,6 21,8 24,5 5.5 9^3 Ю.4 12.1 14,0 7,5 8.9 10,3 11,6 13,4 15,5 6,3 7.3 8,4 9,4 10,9 12,5.
0,06 0,07 0,075 0,08 0,09 0,10 17,7 19,6 20,2 21,3 23,1 24.7 19,5 21,7 22,6 23,5 25,5 27,3 23,2 25,8 26,9 28,0 30,4 32,5 23,8 26,0 27,0 28,0 30,4 32,8 25,6 28,2 29,2 30,2 32,8 35.4 28,2 31,2 32,5 33,5 36,2 39.0 15,1 16,7 17,3 18,0 19,5 20,7 16,6 18,4 19,2 20,0 21,6 23,6 13,4 15,3 15,6 16,4 17,9 19,2
0,11 0,12 0,125 0,13 0,14 0,15 26,6 28,5 29,4 30,4 32,4 34,2 29,4 31,5 32,6 33,6 35,7 37,9 35,0 37,5 38,7 39,8 42,5 45,0 35,1 37,8 39,0 40,3 42,3 44,5 38,1 40,7 42,0 43,4 45,7 48.0 42,0 45,0 46,5 48.0 50,5 53,0 22,6 24,3 25,0 25,8 27,3 29,0 25,4 26,8 27.9 28,5 30,3 32,1 20,6 22,0 23,0 23,4 25,0 26,1
0,16 0,17 0,18 0,19 0,20 36,0 37,8 39,5 41,1 42,7 39,8 41,6 43,6 45,5 47,3 47,2 49,6 52,0 54,0 56,2 47,1 49,5 52,5 55,5 57,6 51,0 53,6 56,5 60,0 62,0 56,0 59,2 62,5 66,2 68,5 30,5 32,0 33,4 34,6 36,0 33,6 35,3 37,0 38,8 40,2 27,6 29.1 30,2 31,9 32,6
0,21 0,22 0,23 0,24 0,25 44,2 45,6 46,8 48,0 49,5 48,8 50,3 51,7 53,1 54,5 58,0 60,0 61,6 63,2 55,0 58,0 62,0 64,0 66,2 68,0 64,3 66,7 68,8 70,9 73,0 71,0 73,8 76,2 78,6 81,0 37,5 38,5 39,5 41,0 42,1 41,5 42,7 43,8 45,1 46,5 33,8 34.9 35,8 36,8 37,6
0,26 0,27 0,28 0,29 0,30 51,0 52,5 54,0 54,9 56,4 56,1 57,4 58,8 60,0 61,5 66.6 68,2 70,0 72,0 73,0 70,6 72,2 74,0 76,0 78,5 75,3 77,6 79,8 83,0 84,5 83,4 85,8 88,3 92,0 93,3 42,9 44,4 45,5 46,2 47,6 47,7 48,7 50,0 51,0 52,2 39,0 40,2 41,3 41,9 43,1
по верхнему пределу заданной для деталей твердости.
Нормативы режимов резания
585
СКОРОСТИ РЕЗАНИЯ, ДОПУСТИМЫЕ СИЛАМИ ПРОТЯГИВАНИЯ И МОЩНОСТЬЮ ДВИГАТЕЛЯ СТАНКА Протягивание
КАРТА 7
Сила про- тягивания Р в m до Скорость реааяня о в м/мин
1 • • 1 • ч 1 „ 1 14
Мощность мотора N в кет до
0,5 2 3 4 5 6 7 8 9 Ю 12 14 16 18 20 25 30 35 40 45 50 0,06 0,13 0,26 0,39 0,52 0,65 0,78 0,91 1.0 1,2 1,3 1.6 1.8 2,1 2.3 2.6 3.2 3,9 4,5 5,2 5,8 6,5 0,13 0,25 0,52 0,78 1,00 1,30 1,60 1,80 2,1 2,3 2,6 3,6 4,1 5.2 6,5 7,8 9,1 Ю,0 11.7 13,0 0,19 0,39 0,78 1,20 1,60 1,90 2,30 2,70 3,1 3,5 3.9 5,4 6,2 7.0 7.8 9,7 12,0 13,6 16,0 17,5 19,0 0,26 0,52 1,00 1,60 2, Ю 2,60 3,Ю 3,60 4,1 5,2 6.2 7,3 8,3 9.3 Ю.О 13,0 16,0 18,0 21,0 23,3 26,0 0,32 0.65 1,30 1,90 2,60 3,20 3,90 4,50 5,2 5,8 6,5 7.8 9,1 Ю,4 Н.7 13,00 16,2 19,0 22,7 26,0 29,1 32,0 0,39 0,78 1,60 2,30 3,10 3,90 4,70 5,40 6,2 7,0 7,8 9,3 Ю.9 12,4 14,0 16,00 19,4 23,0 27,2 31,0 35,0 39,0 0,45 0,91 1.80 2,70 3,60 4,50 5,40 6,30 7,3 8,2 9.1 Ю.9 12,7 14,5 16,3 18,00 22,7 27,0 31,8 36,0 40,8 45,0 0,52 1,00 2,10 3,10 4. К) 5,20 6,20 7,30 8,3 9,3 Ю.4 12,4 14,5 16,6 18,6 21,00 25,9 31,0 36,3 41,0 46,6 52,0 0,60 1,30 2,60 3,90 5,20 6,50 7,80 9,10 Ю.4 П.7 13,0 15,5 18,1 20,7 23,3 25,9 32,4 38,9 45,3 51,8 58,3 64,8 0,78 1,60 3,Ю 4,70 6,20 7,80 9,30 Ю,90 12.4 14,0 15,5 18,6 21,8 24,8 28,0 31,0 38,9 47.0 54,4 62,0 69,9 78,0 0,91 1,80 3,60 5,40 7,30 8,40 10,90 12,7 14,5 16,3 18.1 21,8 25,4 29,0 32,6 36,0 45,3 54,3 63,5 73,0 81,6 84,0
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОМПЛЕКС ПРИЕМОВ ПРИ ПРОТЯГИВАНИИ Г оризпнтально- ! протяжные станки
ОТВЕРСТИ (КРУГЛЫХ, ШЛИЦЕВЫХ, ПРЯМОУГОЛЬНЫХ И ДР.)
; КАРГА 8
Содержание работы
1. Взять деталь из корыта станка или со стеллажа тера, склада, рольганга, с расстояния до 1,5 м протяжку. 2. Закрепить протяжку в самозажимном патроне клином (К). транспор- надеть на (СП) или 4. Отложить деталь на стеллаж, транспортер, рольганг, склад и т. д Открепить и освободить протяжку из тягового патрона для одевания следующей детали
Вес к 1.1,1 И в кг
... | . f 1 1 | Л ' 1 , | И К) св 1 1
позиции протяжки Способ KI 1 пл К НИЯ ГЦ ОТЯ/KI II
сп | к СП | К СП | К | СП к 1 ( П к СП 1 Ь ) < II к j сп | к I <П | к
1 40 0,09 | 0,10 0.10 | 0.11 0,12 0,13 н 0,16 0,18 н - t 1 1 - i 1 -
2 60 0.10 | 0 11 0.11 | 0,12 0,13 0 15 | 0,16 0 17 | 0,19 | 0,20 | 0,24 j 0.25 - i ~Т’!
3 80 0.11 0,12 0 12 | 0.13 0,11 0,15 0.17 0.18 0,20 j 0,21 0,27 | 0.28 0 32 j 0,33 1
4 Св 80 - 0,15 0.17 0.18 0 20 | 0,21 0.24 0,30 | 0.31 0 35 | 0.36 0,30 - “L:
Нормативы, времени
587
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОМПЛЕКС ПРИЕМОВ ПРИ НАРУЖНОМ И ВНУТРЕННЕМ ПРОТЯГИВАНИИ ДЕТАЛЕЙ В ПРИСПОСОБЛЕНИИ Вертикально- протяжные станки КАРТА 9
Содержание работы 1. Взять деталь и установить. 3. Открепить деталь 2. Закрепить деталь в приспособлении. 4. Снять деталь и отложить.
л Способ уста- новки деталей в приспособ- £8 и. °!» sal Вес детали в кг до
0,5 1 з.о | 5,0 8.0 \“ 40 св 40
Время в мин.
1 На плоскость 2 3 4 0,06 0,065 0,06 0,065 0,07 0,075 0,07 0,075 0,08 0,085 0,08 0,085 0,095 0,100 0,090 0,095 0,105 0,110 0,100 0,105 0,120 0, 125 0,115 0,120 0,140 0,145 0, 130 0,135 0,16 0,165 0,15 0,155 0,19 0,195 0,18 0,185
2 На призму или в гнездо I 2 3 4 0,06 0,065 0,06 0,065 0,07 0,075 0,07 0,075 0,085 0,090 0,085 0,090 0,100 0,105 0,095 0,100 0,110 0,115 0,105 0,110 0,125 0,130 0, 120 0,125 0,150 0,155 0,140 0,145 0,190 0.195 0,180 0,185 0,220 0,225 0,210 0,215
3 На плоскость и палец 2 4 0,07 0,075 0,07 0,075 0,08 0,085 0,08 0,085 0,095 0,100 0,095 0,100 0,110 0,115 0,105 0,110 0,125 0,130 0,120 0,125 0,145 0,150 0,140 0,145 0,190 0,195 0,180 0,185 0,22 0,225 0,210 0,215 0,25 0,255 0,240 0,245
4 На плоскость и призму 2 0,065 0,070 0,065 0,070 0,075 0,080 0,075 0,080 0,090 0,095 0,090 0,095 0,110 0,115 0,105 0,110 0,120 0,125 0,115 0,120 0,135 0,140 0,130 0,135 0,180 0,185 0,170 0,175 0,220 0,225 0,210 0,215 0,240 0,245 0,230 0,235
1 Методы крепления детали в приспособлении 1) рукояткой эксцентрикового зажима; 2) откидной планкой с эксцентриком; 3) рукояткой пневматического зажима; 4) рукояткой гидравлического зажима.
588
Нормирование протяжных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ ПРОТЯГИВАНИИ ШПОНОЧНЫХ ПАЗОВ Горизонтально-про- тяжные станки
КАРТА 10
Я £ Способ установки детали в прнспособлс- Вес детали в кг до
0.5 | 1,0 | 3,0 | 5,0 | 8.0 | 15 | 25 | 40 | св 40
Время в мни
1 На палец 0,06 0,075 0,090 0,10 0,11 0,135 0,20 0,25 0,32
2 На два пальца 0, 10 0,11 0,12 0, 13 0. 14 0,17 0,25 0,30 0,38
3 На палец и призму 0,09 0,10 0,11 0,12 0,13 0, 15 0,225 0,27 0,35
Примечание. Очистка протяжки от стружки производится во время рабочего и обрат ного хода ползуна н в картах время не учтено как перекрываемое машинным временем.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОТДЕЛЬНЫЕ ПРИЕМЫ ПРИ ПРОТЯГИВАНИИ Вертикально- и гориэон- тал ьно- протяжные станки
КАРТА 11
знцнн Наименование приемов | Способ управления ьмеин
1 Включить или выключить рабочий и холостой ход ползуна Рычагом Рукояткой Ножной педалью, кнопкой 0,020 0,015 0,018
2 Включить или выключить ход стола Кнопкой Рукояткой 0,015 0,020
3 Установить плоскую подкладку под протижку Рукой 0,02
4 Сиять плоскую подкладку Рукой 0,020
5 Установить и закрепить прижим Рукояткой 0,02
6 Открепить и сиять прижим Рукояткой 0,010
7 Включить или выключить охлажде- ние протяжки Поворотом шланга до 90° Поворотом краником 0,03 0,02
Примечание. Прием, указанный в поз. 7. выполняется во время рабочего или холостого хода протяжки и не должен включаться в норму времени.
Нормативы времени
589
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРОВЕРКУ РАЗМЕРОВ ПРОТЯГИВАЕМЫХ ПОВЕРХНОСТЕЙ Протягивание
КАРТА 12
Содержание работы 1. Взять инструмент. 2. Проверить размер. 3. Отложить инструмент.
№ поаи- Измеряв- Способ измерения
пробкой предельной ци- линдрической одно- или двусторонней с допуском на протягивание в мм шлицевой двусто- ронвей пробкой калибром плоским пре- дельным дву- сторонним шаблоном в первой шлицевым вклады-
<0,05 >0.05
| Время в мни
1 10 0,09 0,07 0,18 0,125 0,06 -
2 25 0,11 0,08 0,20 0,15 0,06 0,05
3 50 0,13 0,09 0,25 0,18 0,062 0,06
4 100 0,165 0,11 0,31 0,24 0,065 0,08
5 150 0,20 0,13 0,38 0,27 0,075
6 св. 150 0,22 0,15 0,45 0,30 - -
Для контроля шаблоном в нескольких точках иа каждую измеряемую точку, кроме первой, добавлять 0,035 мин.
Примечание. Вследствие периодичности измерение при расчете нормы времени норма- тив из данной таблицы брать с коэффициентом 0,1, если время промера не может быть перекрыто машинным временем.
ВРЕМЯ НА ОРГАНИЗАЦИОННОЕ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА В % ОТ ОПЕРАТИВНОГО ВРЕМЕНИ Вертикально- и горизон- тально-протяжные станки
КАРТА 13
МЬ по- зиции Группа оборудования Вес детали в «до
3 10 25 80 св. 80
1 Однорамные горизонтально* и вертикально* протяжные станки 3,0 3,0 3,0 3,5 3,5
2 Двухрамиые горизонтально* и вертикально- протяжные станки 4,0 4,0 4,0 4,5 4,5
590
Нормирование протяжных работ
ВРЕМЯ НА ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ В % ОТ ОПЕРАТИВНОГО ВРЕМЕНИ Вертикальна- и горизон- тально-протяжные станки
КАРТА 14
Л’ позиции Коэффициент занятости Вес детали в кг до
3 8 15 25
I До 0,25 4 4 4 4
2 0,26—0,5 4 4 4 5
3 0,51—0,75 5 5 5 8
4 0,76—1,0 6 7 8 -
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Вертикально- и горизон- тально-протяжные станки
КАРТА 15
Содержание работы Вес детали в кг до
3 | 10 | 25 | 80 | св 84
Время на партию деталей в мин.
Ознакомление с работой и чертежом. Получение на- ряда и инструмента от мастера Получение и сдача ин- струмента и приспособлений. Подготовка рабочего ме- ста Установка и наладка в начале обработки и уборка по ее окончании приспособлений, рабочего и вспомога- тельного инструмента. Настройка стайка по заданному режиму обработки. Предъявление первой обработанной детали иа проверку ОТК. Сдача чертежа и готовых де- талей по окончании обработки всей партии 9,0 11,0 14,0 19,0 24,0
Нормативы
591
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ ВЕРТИКАЛЬНО ПРОТЯЖНЫХ СТАНКОВ КАРТА 16
Модель Наиболь- тяговое Ход Наи- боль- Скорость рабочего хода ползуна Наиболь- шая ско- обратного в м/мин Мощность электро- двигателя Назначение
боль- Мшая
7705 5 000 50 600 6 0,5 13 6 Для наружного и внутреннего протяги- вания
7705 5 000 50 600 6 0,5 13 6 Для наружного про- тягивания
7705Б 5 000 50 600 6 0,5 13 6 Для прошивки
7705В 5000 ч “I 13,5 0,7 30 10 Для внутреннего про- тягивания
7А705 5 000 50 1000 14,5 0.5 25 10 Для наружного и внутреннего протяги- 1вания
7710 10 000 80 1350 7,8 1 21 11,8 Для наружного про- тягивания
7А710 13 000 80 1200 до 7,5 0,5 до 22 14
7720 20 000 160 1600 - - - 20
774 10 000 95 1100 6 0,5 - -
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ ГОРИЗОНТАЛЬНО-ПРОТЯЖНЫХ СТАНКОВ КАРТА 17
Модель Наиболь- ползун Скорость рабочего хода в м/мин Скорость обратного хода в м/мин Толщина станины в зоне по- Диаметр Мощность
усилие бшая “Н' шая ие’иь- боль- “Н садочного дочного отверстия двигателя
751 751Д 752 7510 7510М 7520 7530М 7540 7551 7552 10 000 10 000 20 000 10 000 11 400 20 000 30 000 55 000 70 000 100 000 1350 1350 1600 1400 1250 1600 1800 2000 2000 2000 150 150 150 120 120 230 100 230 150 10 10 5 3,5 7.5 6 5 6,8 3.7 0,6 0.6 0,5 0,5 0,5 0,6 1,0 1,0 0,3 0,3 10 10 5 19 22 20 20 20. 23 23 9,5 5 0,3 0,3 70 70 70 60 60 ПО 125 100 150 150 125 125 150 125 125 200 225 260 350 550 7,8 7,8 7,8 7,8 11,8 18,7 25,5 40 55 55
ГЛАВА IX
НОРМИРОВАНИЕ ШЛИФОВАЛЬНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Шлифование широко применяется в машиностроении как процесс окон-
чательной обработки деталей, к которым предъявляются высокие требования
в отношении точности размера, правильности геометрической формы и чистоты
обработанной поверхности.
На точность размера и геометрической формы детали оказывает влияние
большое количество факторов, часть которых весьма нестабильна и не всегда
поддается точному количественному учету.
Стойкостные зависимости, определяющие влияние режима резания
на стойкость режущего инструмента, применяются для расчета режимов
резания при черновом шлифовании.
Для расчета режимов резания при окончательном шлифовании в данной
главе приняты эмпирические формулы, установленные на основе экспери-
ментальных работ и обобщения результатов наблюдений, проведенных в про-
изводственных условиях. Нормативы, рассчитанные по этим зависимостям,
ие являются предельными. Дальнейшее повышение режущих свойств шлифо-
вальных кругов и улучшение конструкции станков создадут предпосылки
для применения более высоких режимов шлифования.
Как показала практика, значительное повышение производительности
при шлифовании может быть достигнуто путем автоматизации процесса
(станки с полуавтоматическим циклом обработки), применения измеритель-
ных приборов, контролирующих размер детали в процессе обработки, улуч-
шения качества абразивных инструментов, повышения точности деталей,
поступающих на шлифование, повышения жесткости системы и т. п.
Нормативы режимов резания и основного времени предназначаются для
условий серийного производства. В условиях крупносерийного производ-
ства режимы резания на 30—40% выше приведенных в данном справочнике.
Нормативы вспомогательного времени также приведены для условий
серийного производства. В условиях крупносерийного производства вспомо-
гательное время может быть уменьшено на 20—25 % по сравнению со значе-
ниями, которые приведены в соответствующих таблицах.
I. Абразивные инструменты
Абразивные материалы. Для изготовления шлифовальных кругов приме-
няются главным образом следующие абразивные материалы: электрокорунд
нормальный, электрокорунд белый, монокорунд, карбид кремния зеленый
и карбид кремния черный. Характеристика этих материалов приведена
в табл. 1.
Методические указания
593
Таблица t
Наименование абразивного материала ?^е- Содержание основ- ных компонентов в 7, Цвет
Электрокорунд нормальный Э Окись алюминия А1,О3 87-97 Розовый, красный, коричневый Шлифование деталей из ста- ли, ковкого чугуна и твердой бронзы
Электрокорунд белый ЭБ Окись алюминия 4!^ Белый, светло-розовый Чистовое шлифование де- талей из стали
Монокоруид м Окись алюминии 2Й То же Шлифование деталей из стали
Карбид кремния зеленый КЗ Карбид кремния S1C не менее 97 Зеленый Шлифование и заточка ин- струментов с пластинками твердого сплава
Карбид кремния черный КЧ Карбид кремния S1C не менее 95 Черный НЛП темно-синий Шлифование деталей из чу- гуна, алюминии, меди, мяг- кой бронзы и неметалличе- ских материалов (эбонита, фибры и др.)
Примечания: 1. Электрокорунд белый применяется при обработке режущих иястру- меитов и ответственных деталей, для которых не допускается высокая температура поверхностного слоя, а также при необходимости получить повышенную точность в чистоту поверхности. В втих случаях электрокоруид белый может быть заменен моиокоруидом. 2. Стойкость кругов, изготовленных из влектрокоруида белого ЭБ и монокорунда М ирв про- чих равных условиях примерно иа 60% выше стойкости кругов и электрокоруида нормального Э.
Зернистость абразивных материалов определяет размерную характери-
стику абразивных зерен.
В зависимости от размера зерна абразивные материалы согласно
ГОСТу 3647-59 классифицируются на три группы:
а) шлифовальные зерна, имеющие зернистость от 10 до 80 включи-
тельно;
б) шлифовальные порошки, имеющие зернистость от 100 до 320 включи-
тельно;
в) шлифовальные микропорошки, имеющие зернистость от М28 до М5
включительно.
Для большинства шлифовальных операций применяются шлифовальные
круги зернистостью абразива от 24 до 80 включительно.
Круги с более крупным зерном применяются для шлифования мягких
и вязких материалов, при обработке которых поры круга забиваются метал-
лической стружкой, а также для обдирочного шлифования.
С уменьшением размера зерна повышается чистота обработанной поверх-
ности детали.
В зависимости от заданной чистоты обработанной поверхности рекомен-
дуется применять круги со следующей зернистостью:
До V 5 вкл. 24—36
\7 6—7 36—46
\7 8—9 46—60
\7 10 | 80-120
38 Справочник нормировщика 'в
594
Нормирование шлифовальных работ
Связка. При изготовлении шлифовальных кругов наибольшее распро-
странение получила керамическая, бакелитовая и вулканитовая связки.
Керамическая связка обладает наиболее высокой водоупорностью, огнеупор-
ностью и химической стойкостью, однако она чувствительна к ударным
и изгибающим нагрузкам.
Бакелитовая связка обладает высокой прочностью и упругостью. Круги
на бакелитовой связке могут работать при более высоких окружных скоро-
стях, чем круги на керамической связке. При обработке кругами на бакели-
товой связке менее вероятно появление прижогов на обработанной поверх-
ности, чем при работе кругами на керамической связке.
Вулканитовая связка обладает большей упругостью, но меньшей огне-
стойкостью, чем бакелитовая. Вулканитовая связка применяется главным
образом при изготовлении отрезных и прорезных кругов, а также ведущих
кругов для бесцентрового шлифования.
Твердость. Под твердостью абразивного инструмента понимается сопро-
тивляемость связки действующим на абразивные зерна силам, которые воз-
никают в процессе шлифования и стремятся вырвать их.
Чем тверже шлифовальный круг, тем больше эта сопротивляемость. Клас-
сификация абразивных инструментов по твердости согласно ГОСТу 3751-47
приведена в табл. 2.
Таблица 2
Классификация твердости абразивных инструментов
Категория твердости | Подразделение
М — мягкий СМ — среднемягкий С — средний СТ — среднетвердый •Т — твердый ВТ — весьма твердый ЧТ — чрезвычайно твердый Ml, М2, М3 СМ1, СМ2 Cl, С2 СТ1, СТ2, СТЗ Т1, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2
Примечание. Цифры, стоящие справа от буквенного обо- значения, возрастают с возрастанием твердости круга
Главными факторами, влияющими на выбор твердости шлифовального
круга, являются свойства обрабатываемого материала, точность обработки
и форма обрабатываемой поверхности.
При обработке вязких металлов применяют круги среднетвердые и даже
твердые, деталей из цветных сплавов (медных и алюминиевых) — менее
твердые круги, чем при обработке деталей из стали. При обработке деталей
из закаленной стали на проход используют среднемягкие круги.
Для чернового плоского шлифования применяют сегментные круги на мяг-
кой связке, работающие с полным самозатачиванием.
С повышением точности увеличивается степень твердости шлифовального
круга, так как твердый круг лучше сохраняет свою форму в процессе шли-
фования.
По этой же причине более твердые круги применяют при обработке цилин-
дрических поверхностей с галтелями, причем в этом случае твердость круга
повышается с уменьшением величины радиуса галтели и допуска на радиус.
При обработке особо точных галтелей для повышения твердости рекомен-
дуется пропитывать круги бакелитом.
Повышение степени твердости шлифовального круга следует также реко-
мендовать в следующих случаях:
а) при прерывистом шлифовании;
Методические указания
595
б) в тех случаях, когда по конструкции станка не может быть достигнута
рекомендуемая скорость вращения круга, что может быть, например, при
шлифовании отверстий малого диаметра.
При обработке металлов с пониженной теплопроводностью, а также при
шлифовании тонкостенных деталей рекомендуется понижать степень твер-
дости круга.
При прочих равных условиях крупнозернистые круги должны быть
более твердыми, чем мелкозернистые.
Структура. Под структурой круга понимается количественное соотно-
шение между абразивными зернами, связкой и порами. Чем меньше номер
структуры, тем плотнее расположены зерна в шлифовальном круге.
Для большинства шлифовальных операций применяют шлифовальные
круги со структурой № 5—8. Высокопористые круги (структура № 14—16)
используют в тех случаях, когда не допускается высокая температура поверх-
ностного слоя детали и применение кругов с более плотной структурой при-
водит к появлению прижогов или микротрещин на обрабатываемой поверх-
ности.
При выборе структуры шлифовального круга следует учитывать, что
уменьшение плотности структуры приводит к соответствующему уменьше-
нию количества абразивных зерен на поверхности круга и к понижению
производительности. Для того чтобы избежать значительного снижения
производительности, следует одновременно с уменьшением плотности струк-
туры круга увеличивать номер зерна.
Формы шлифовальных кругов и сегментов приведены в табл. 3.
Таблица 3
Формы шлифовального Обозна-
инструмента ченне
Применение
Плоские круги пря- мого профиля т 1 w ПП
Плоские круги с вы- точкой ИЛ» | ПВ
Плоские круги с двусторонней выточ- кой №~|—4М ПВД
Плоские круги с ко- нической выточкой пвк
Плоские круги с двусторонней кониче- ской выточкой пвдк
Круглое наружное, внутреннее и бесцентровое шли-
фование, плоское шлифование периферией круга
Круглое шлифование, когда зажимные фланцы могут
помешать подводке круга к месту обработки; ПВД при
меняют также для ведущих кругов бесцентрового
шлифования
Круглое шлифование с подрезкой торца обрабаты-
ваемой детали
38*
596
Нору.ироьанче ипифовальны\ работ
Продолжение табл. 3
Методические указания
597
Маркировка шлифовальных кругов
а) Маркировка характеристики шлифовального круга. Маркировка обыч-
ного круга Э46СМ1К5 обозначает-
Э — абразивный материал — электрокорунд нормальный;
46 — номер зернистости абразивного зерна;
СМ1 — степень твердости — среднемягкий 1;
К — связка керамическая;
5 — номер структуры.
В маркировке высокопористого круга Э46/24СМ1К14 число 24 означает
номер зерна порообразующей.
б) Маркировка формы и размеров шлифовального круга. Маркировка
ПВД450 х 50 х 305 обозначает:
ПВД — форма круга — плоская, с двусторонней выточкой;
450 — наружный диаметр круга;
50 — ширина круга;
305 — диаметр отверстия круга.
II. Схема процесса шлифования
Схема процесса шлифования представлена на фиг. 1.
Главное движение осуществляется вращением шлифовального круга.
Окружная скорость вращения шлифовального круга vK представляет собой
скорость резания. Скорость резания при шлифовании измеряется в м/сек.
Движений подачи при шлифовании
может быть одно или несколько.
К движениям подачи относятся:
а) вращательное (при круглом, на-
ружном, внутреннем и бесцентровом
шлифовании) или поступательно-воз-
вратное (при плоском шлифовании)
движение детали, линейная скорость
которого представляет собой скорость
движения детали vd в м/мин\
б) подача на глубину шлифования,
направление которой перпендикулярно
обрабатываемой поверхности; подача
на глубину шлифования исчисляется
на один оборот (st, в мм/об), один оди-
нарный ход или один двойной ход
обрабатываемой детали (stx в мм/ход;
stde л ъмм/дв. ход), а также в минуту
(s, в мм/мин);
в) подача на ширину шлифования, направление которой при шлифовании
, периферией круга параллельно оси вращения шлифовального круга; при
; шлифовании торцом круга подача на ширину шлифования обычно отсут-
ствует.
Различают следующие подачи на ширину шлифования:
a) sB — подача на ширину шлифования за один оборот или одинарный
( ход детали (или круга) в мм/об, мм/ход-,
г б) sd —подача на ширину шлифования в долях ширины круга:
Фиг. 1 Главное движение 'и движения
подачи при круглом наружном шлифова-
где — ширина шлифовального круга в мм;
598
Нормирование шлифовальных работ
в) sB* — минутная подача на ширину шлифования:
sB* = sBnd = sdBKnd мм/мин,
(2)
где пд — число оборотов или ходов в минуту обрабатываемой детали.
Вращательное или поступательно-возвратное движение детали, а также
подача на ширину шлифования на большинстве современных шли^ювальных
станков осуществляются механически, и скорость этих движений зависит
от кинематики и настройки станка.
Подача шлифовального круга на глубину шлифования осуществляется
либо механически, либо вручную.
Подача на глубину шлифования осуществляется следующим образом.
После того как круг доведен до соприкосновения с обрабатываемой деталью,
дальнейшее перемещение круга в направлении подачи на глубину шлифова-
ния вызывает возникновение упругой деформации в системе станок — при-
способление — деталь. Прн этом между шлифовальным кругом и деталью
возникает радиальная сила Ру в кг.
Между радиальной силой, жесткостью системы и величиной упругой
деформации в системе существует зависимость
/=-£ (3)
или
Ру = ja, (4)
где Ру — радиальная сила в кг;
/ — жесткость системы станок — приспособление — деталь в кг!мм\
а — величина упругой деформации в мм, вызванной приложением
СИЛЫ Ру.
В практически применяемом диапазоне режимов резания подача на глу-
бину шлифования пропорциональна величине радиальной силы Рг
Таким образом, для того чтобы увеличить радиальную силу и, следова-
тельно, повысить производительность шлифования, необходимо увеличить
либо жесткость системы /, либо упругую деформацию а.
Схематически процесс шлифования поверхности для станков без автомати-
ческой правки шлифовального круга показан на фиг. 2. Шлифование поверх-
ности состоит из трех этапов.
Первый этап — создание начального натяга в системе. В течение
этого этапа шлифовщик быстро подает шлифовальный круг в направлении
глубины шлифования, в результате чего в системе создается упругая деформа-
Методические указания
599
ция (натяг) и радиальная сила Ру, обеспечивающие необходимый режим шли-
фования при последующем втором этапе.
Подача на глубину шлифования на первом этапе осуществляется вручную
либо при помощи специального гидравлического устройства, имеющегося
на некоторых шлифовальных станках. В течение первого этапа интенсивность
шлифования непрерывно увеличивается. Продолжительность первого этапа
обычно не превышает 0,05 мин., и удельный вес его в операции незна-
чителен.
Второй этап — установившийся процесс, в течение которого
снимается основная часть припуска. На данном этапе поддерживается режим
шлифования, достигнутый на первом этапе. При каждом проходе шлифо-
вальный круг подается в направлении глубины шлифования на величину,
равную глубине слоя металла, снятого при предыдущем проходе. Поэтому
режим шлифования в течение второго этапа примерно постоянный. Подачу
на глубину шлифования на этом этапе целесообразно осуществлять механи-
чески. При работе с ручной подачей на глубину шлифования наблюдается
периодическое снижение интенсивности шлифования (фиг. 2,6).
Третий этап — зачистка. В течение данного этапа достигаются
заданные размеры, чистота поверхности и качество поверхностного слоя.
Прн зачистке упругая система возвращается в исходное положение, натяг
постепенно уменьшается, а вместе с тем уменьшается и интенсивность шли-
фования.
Интенсивность шлифования в процессе зачистки (увеличение или умень-
шение) регулируется в случае необходимости рабочим вручную.
Из схемы, приведенной на фиг. 2, видно, что фактическая подача на глу-
бину шлифования отличается от номинальной (под номинальной подачей
понимается перемещение шлифовального круга относительно неподвижной
оси).
На первом этапе номинальная подача значительно больше фактической.
На третьем этапе фактическая подача имеет место несмотря на то, что номи-
нальная подача может отсутствовать.
В приводимых в данной главе нормативах режимов резания значения
подач на глубину шлифования соответствуют второму этапу шлифования,
т. е. установившемуся процессу. Для первого и третьего этапов шлифования
подача на глубину, величина которой является переменной, в нормативах
ие приводится, а время выполнения этих этапов учитывается коэффициен-
том К, вводимым в формулу расчета основного (технологического) времени.
Приведенная схема процесса шлифования является типовой и может
изменяться в зависимости от условий обработки. Так, например, в условиях
повышенной жесткости системы на этапе зачистки осуществляется периоди-
ческая, уменьшенная по сравнению со вторым этапом, подача на глубину
шлифования.
В условиях пониженной жесткости на этапе зачистки применяется обрат-
ная подача для уменьшения интенсивности шлифования.
Для осуществления процесса шлифования по приведенной схеме необ-
ходимо в начале обработки поверхности создать в системе соответствующий
начальный натяг, величина которого определяется по формуле
где W — минутный съем металла в мм3/мин-,
С — коэффициент пропорциональности, среднее значение которого для
круглого наружного и внутреннего шлифования приблизительно
составляет 0,005—0,007.
600
Нармирование ш шфовальных работ
Уменьшение коэффициента С достигается уменьшением твердости шли-
фовального круга, увеличением скорости вращения круга, увеличением
подачи при правке круга и уменьшением величины зерна.
Жесткость системы при обработке на круглошлифовальных станках опре-
деляется из формулы
- = — + —+ — ,
/ 1cm Id I пр
где j(m, jd и jnp — соответственно жесткость станка, детали и приспособ-
ления в кг/мм.
Жесткость станка и приспособления определяются путем измерения.
Средняя жесткость современных круглошлифовальных станков находится
в пределах 500—1000 кг/мм. Жесткость детали может быть рассчитана
по соответствующим формулам сопротивления материалов. Жесткость внутри-
шлифовальных станков зависит главным образом от размеров шпинделя
шлифовального круга и должна определяться путем измерения.
Если подача на глубину шлифования осуществляется вручную, то коли-
чество периодических поджимов К шлифовального круга должно опреде-
ляться из неравенства
ан
где h — припуск на диаметр в мм
Величина каждого поджима при этом составит
ап = 0,125ои мм
III. Определение режима резаиия и основного (технологического) времени
/. Основные факторы, определяющие режим резания при шлифовании
Основными факторами, определяющими режим резания при шлифова-
нии, являются размеры обрабатываемой поверхности (диаметр, длина);
конфигурация обрабатываемой поверхности; требуемая точность детали;
припуск на обработку; требуемая чистота обработанной поверхности; кри-
терий затупления и принятый период стойкости шлифовального круга;
эффективная мощность станка; жесткость системы станок — приспособле-
ние — деталь — инструмент.
Большое влияние на режим резания оказывает навык рабочего по выпол-
нению данной операции и правильный выбор абразивного инструмента.
Размеры обрабатываемой поверхности. Увеличение диаметра обрабаты-
ваемой поверхности при круглом наружном, внутреннем и бесцентровом
шлифовании вызывает следующие явления:
1) увеличение длины дуги мгновенного контакта между шлифовальным
кругом и деталью, а следовательно, и увеличение количества абразивных
зерен, одновременно участвующих в резании,
2) увеличение абсолютного значения допуска на обработку при одном
и том же классе точности.
Кроме того, увеличению диаметра обрабатываемой поверхности в боль-
шинстве случаев сопутствует увеличение размеров шлифовального круга
н повышение жесткости системы станок — приспособление — деталь — ин-
струмент.
Указанные факторы определяют увеличение минутного съема металла
с увеличением диаметра обрабатываемой поверхности. Зависимость минут-
ного съема металла от диаметра обрабатываемой поверхности при круглом
наружном и внутреннем шлифовании дана на фиг. 3.
Методические указания
601
Длина обрабатываемой поверхности оказывает влияние на производи-
тельность только при шлифовании методом врезания при условии, если
длина обрабатываемой поверхности меньше ширины шлифовального круга.
В этом случае длина обрабатываемой поверхности определяет длину актив-
ной поверхности шлифовального круга, а следовательно, количество абразив-
ных зерен, одновременно участвующих в резании.
Конфигурация обрабатываемой поверхности определяет возможность
свободного перемещения шлифовального круга вдоль обрабатываемой
поверхности. Наиболее благоприятные условия для шлифования создаются
при обработке поверхностей, не огра-
ниченных торцами или галтелями.
Наличие торцов затрудняет шлифова-
ние участков цилиндрической поверх-
ности, непосредственно примыкающих
к торцам.
Точность обработанной поверхности.
При прочих равных условиях время
обработки тем больше, чем меньше до-
пуск на обработку, т. е. чем выше точ-
ность детали.
Во-первых, при обработке точных
деталей рабочий должен соблюдать
осторожность, а поэтому на конечной
стадии процесса шлифования работает
с малыми подачами на глубину шлифо-
вания.
Во-вторых, чем больше время шли-
фования, тем меньше отношение откло-
нений макрогеометрии после шлифо-
вания к отклонениям, имевшим место
до шлифования. Последнее обстоя-
тельство определяет влияние точности
обработки на время не только при за-
ключительной части шлифовальной
Фиг 3 Влияние увеличения диаметра
шлифуемой поверхности на величину ми-
нутного съема металла при круглом на-
ружном и внутреннем шлифовании:
/ — круглое наружное шлифование иа про-
ход. 2 — внутреннее шлифование.
операции, но и на всем ее протяжении.
Припуск на обработку. Увеличение припуска приводит к удлинению вре-
мени шлифования детали на режиме резания, свойственном снятию основной
части припуска (время установившегося процесса).
Время зачистки детали на пониженном режиме с увеличением припуска
не только не увеличивается, но часто даже уменьшается, так как в результате
большого времени шлифования уже в период снятия основной части припуска
(фиг. 2) достигаются заданные макрогеометрические параметры по-
верхности.
Вследствие указанных причин средний на протяжении обработки поверх-
ности режим шлифования с увеличением припуска на обработку по-
вышается.
Чистота обработанной поверхности при шлифовании зависит от следую-
щих факторов: зернистости шлифовального круга; метода и режима правки
шлифовального круга; времени работы шлифовального круга после правки;
свойств обрабатываемого материала; чистоты обработанной поверхности
перед началом этапа зачистки и режима резания при зачистке.
Таким образом, при постоянных значениях факторов, определяющих
чистоту обработанной поверхности, заданная чистота обработанной поверх-
ности влияет на выбор режима заключительной части шлифовальной опера-
ции — этапа зачистки.
602
Нормирование шлифовальных работ
Критерий затупления и принятый период стойкости шлифовального
круга. В процессе шлифования происходит износ и затупление абразивных
зерен, в результате чего увеличиваются силы резания.
При больших значениях минутного съема металла и мягкой связке под
действием силы резания из абразивного круга выламываются целые абра-
зивные зерна и вместо них вступают в строй новые, незатупившиеся зерна.
Таким образом происходит процесс непрерывного восстановления режущей
способности шлифовального круга. Это явление известно под названием само-
затачивания шлифовального круга. Самозатачивание шлифовального круга
обеспечивает высокую производительность, и при этом отсутствует периоди-
ческая правка круга. Однако круги, работающие с самозатачиванием, быстро
теряют правильную геометрическую форму, что недопустимо при оконча-
тельном шлифовании. Поэтому работа с полным самозатачиванием круга при-
меняется только при шлифовании сегментными кругами и в некоторых слу-
чаях при черновом внутреннем шлифовании.
В большинстве сл, чаев чистовое шлифование осуществляется с частичным
износом абразивных зерен. В результате затупления шлифовальных зерен
и забивания пор круга металлической стружкой снижается режущая способ-
ность круга, повышаются силы резания и температура в зоне резания. При
значительном затуплении круга на обрабатываемой поверхности наблю-
даются прижогн. Слой затупившихся абразивных зерен снимается путем
правки шлифовального круга. Время работы круга между двумя правками
называется периодом стойкости.
Между режимом резания и периодом стойкости шлифовального круга
имеется определенная функциональная зависимость.
Стойкостная зависимость при круглом наружном, внутреннем и бесцен-
тровом шлифовании с продольной подачей при постоянном диаметре шлифо-
вального круга имеет следующий общий вид:
7 =
где 7 — период стойкости шлифовального круга;
sd — подача на ширину шлифования в долях ширины круга;
st — подача на глубину шлифования в мм/ход или в мм/дв. ход\
ид — скорость вращения детали в м/мин.
При шлифовании с достаточной для практики точностью принимается
равное влияние на стойкость круга скорости движения детали и подач
на ширину и глубину шлифования, т. е. л =- у — z. При этом стойкость
шлифовального круга может быть выражена как функция минутного съема
металла:
1000CTD“BK
Т =-----мин.,
где W — минутный съем металла в мм3/мин;
Вк — ширина шлифовального круга в мм;
(6)
К — X = у = Z.
Если диаметр шлифовального круга — непостоянная величина, то фор-
мула (6) примет вид
т =----w*----мин>
где DK — диаметр шлифовального круга в мм.
(7)
Методические указания
603
Жесткость системы станок — приспособление — деталь — инструмент.
Понижение жесткости системы приводит к увеличению времени, необходимого
для устранения неточностей макрогеометрии (формы) детали.
Режим резания при шлифовании определяется исходя из следующих
зависимостей:
1) зависимости режима резания от формы, размера, точности обрабаты-
ваемой поверхности и от припуска на обработку, которая, в частности, при
круглом наружном шлифовании методом врезания имеет общий вид
W — Су мм3/мин, (8)
где Dd — диаметр обрабатываемой поверхности детали;
1д — длина обрабатываемой поверхности детали;
h — припуск на обработку;
Си/ — коэффициент, величина которого зависит от точности обработки,
формы обрабатываемой поверхности и свойств обрабатываемого
материала;
2) зависимости режима резания от размера и периода стойкости шлифо-
вального круга [см. формулы (5)—(7) ];
3) зависимости чистоты обработанной поверхности от режима резания,
имеющей следующий общий вид:
Нск = мк\ (9)
4) зависимостью эффективной мощности, которая при круглом наружном,
внутреннем и бесцентровом шлифовании с продольной подачей имеет следую-
щий общий вид:
Ns = CN(VgSBst)K Вдк кет. (10)
В формуле (8) значение 117 определяет средний минутный съем металла
в течение всего времени шлифования данной поверхности с учетом создания
начального натяга и зачистки.
2. Определение основного (технологического) времени
С помощью формулы минутного съема металла непосредственно опре-
деляется основное (технологическое) время шлифования поверхности:
Т« = -^- мин., (11)
где А — объем металла, снимаемого с обрабатываемой поверхности при
шлифовании, в льи3.
При шлифовании наружных и внутренних цилиндрических поверхностей
этот объем определится
А = nDdlg мм3.
Подставив в формулу (11) выражения объема снимаемого металла А
1 и минутного съема металла, W, находим
/ a 1.57D‘g-^-bh'-^
I 7 ° W ~ Cw
~ или, обозначив = СТ; 1 — а = а; 1 — b = Р; 1 — с = у; получаем
TU = CTD^ мин. (12)
604
Нормирование шлифовальных работ
При шлифовании с продольной подачей b = 0.
В этом случае формула (12) принимает вид
To = CTD°ldh\
т. е. основное время прямо пропорционально длине обрабатываемой поверх-
ности.
Из формулы минутного съема металла могут быть также определены
отдельные элементы режима резания. Например, подача на глубину шлифова-
ния при установившемся процессе (второй этап) определится
s, = — мм/ход, (13)
‘ IOOOu^sb ’ v
где К — коэффициент, учитывающий время создания начального натяга,
время зачистки и время местного шлифования для устранения неточ-
ностей макрогеометрии.
Значения коэффициента К приведены в картах нормативов.
3. Порядок выбора режима резания
При окончательном шлифовании режим резания назначается в зависи-
мости от размеров обрабатываемой поверхности, точности и припуска
1см. формулу (8) ] и уточняется в зависимости от заданной чистоты поверх-
ности, стойкости и эффективной мощности.
Стойкость круга и мощность могут лимитировать режим чистового шлифо-
вания только при обработке по 3-му и более грубым классам точности и при
больших диаметрах обрабатываемой поверхности детали.
При назначении режима шлифования в первую очередь выбираются зна-
чения скорости вращения детали од и подачи на ширину шлифшания sB.
В нормативах приводятся широкие диапазоны значений ид и sfl, с тем
чтобы избежать частого изменения режима работы станка при обработке сту-
пенчатых деталей.
Внутри рекомендуемых диапазонов значений следует руководствоваться
следующими правилами выбора скорости вращения детали и подачи на ши-
рину шлифования.
1. Большие значения скорости движения детали применять:
а) при обработке деталей, для которых не допускается высокая темпера-
тура на поверхности вследствие опасносгн образования поверхностных
прижогов и трещин;
б) при работе твердыми кругами.
Ограничивающим фактором при назначении скорости движения детали
является возрастание центробежных напряжении и инерционных сил.
2. Большие значения подачи на ширину шлифования применять при
обработке деталей, для которых не допускается высокая температура поверх-
ностного слоя.
Ограничивающим фактором при назначении подачи на ширину шлифова-
ния являются инерционные напряжения при реверсировании. В связи с этим
ограничивают:
а) при обработке длинных поверхностей — минутную подачу на ширину
шлифования sBm < 10 м/мин\
б) при обработке коротких поверхностей — число двойных ходов стола
пдв. х < 100 дв. ход/мин.
Исходя из выбранных значений скорости вращения детали од и подачи
на ширину шлифования sB и с учетом других факторов по нормативам опре-
деляется значение подачи на глубину шлифования st.
Методические указания
605
Условия бесприжогового шлифования. Режимы и условия шлифования,
обеспечивающие отсутствие прижогов на шлифуемой поверхности, еще
не изучены с достаточной полнотой.
В порядке первого приближения режим окончательного шлифования
следует проверять по удельной мощности на 1 мм ширины шлифовального
круга.
Предельное значение допустимой удельной мощности на 1 мм ширины
шлифовального круга определяется по формуле
= кеш/мм. (13 а)
Значения коэффициента Сн для кругов на керамической связке приведены
в табл. 4.
Таблица 4
Твердость шлифовального круга . . |СМ1-СМ2 | С1-С2 | СТ1—СТ2
Значение . j 0,037 | 0,034 | 0,030
Как видно из приведенной формулы, для создания условий, исключаю*
щих ограничения режима шлифования вследствие появления прижогов,
при окончательном шлифовании следует по возможности работать менее
твердыми кругами при более высоких (в пределах рекомендуемых диапазо-
нов) скоростях вращения детали.
Для охлаждения при шлифовании применяются жидкости, подаваемые
с помощью насоса в зону контакта шлифовального круга и обрабатываемой
детали в количестве 10—60 л/мин в зависимости от ширины круга. Охлаждаю-
щие жидкости должны обладать высокой теплоемкостью, малой вязкостью
и хорошими антикоррозийными свойствами.
В качестве охлаждающих жидкостей при шлифовании стали приме-
няются:
1 1) 2—3%-ный раствор технической соды с незначительной добавкой мыла
' или 0,5—0,8% кальцинированной соды; для кругов на бакелитовой связке
содержание технической соды в растворе понижается до 0,5—1,0%;
। 2) раствор, содержащий 1,2% эмульсола и до 0,8% кальцинированной
соды;
| 3) раствор, содержащий 0,5% кальцинированной соды, 0,25% нитрита
натрия и 0,05% хромпика.
L Детали из чугуна шлифуются обычно без охлаждения.
F Скоростное шлифование. За последние годы в промышленности полу-
k чили распространение методы скоростного шлифования.
При скоростном шлифовании скорость вращения круга увеличивается
до 50 м!сек и выше.
С повышением скорости вращения шлифовального круга увеличивается
; количество абразивных зерен, проходящих в единицу времени через
площадку контакта шлифовального круга и обрабатываемой детали,
В результате чего возрастает производительность процесса и получается
более чистая поверхность обработки.
Стойкость шлифовального круга при скоростном шлифовании по данным
^технологической лаборатории ЗИЛ повышается по сравнению с обычным
^шлифованием при прочих равных условиях на 30—50%. Вместе с тем при
^скоростном шлифовании возрастает удельный расход мощности на привод
шлифовального круга.
606
Нормирование шлифовальных работ
Наряду с повышением скорости вращения шлифовального круга при ско-
ростном шлифовании должна быть также соответственно увеличена минут-
ная подача на глубину шлифования.
На основании опыта внедрения скоростного шлифования на машинострои-
тельных заводах можно сделать заключение, что при увеличении скорости
вращения шлифовального круга от 30 до 50 м/сек. произведение подач может
быть повышено на 35—60%, а время шлифования соответственно уменьшено
на 25—37%.
При неизменных значениях подач повышение скорости вращения круга
приводит к улучшению чистоты обработанной поверхности.
IV. Нормирование вспомогательного времени
При нормировании шлифовальных работ в условиях серийного произ-
водства вспомогательное время представляется в виде трех укрупненных
комплексов приемов:
1. Вспомогательное время, связанное с установкой и снятием детали,
включая пуск и остановку станка.
2. Вспомогательное время, связанное с переходами (включая время
на пробные измерения).
3. Вспомогательное время на приемы, выполняемые между переходами:
изменение режима работы станка, перемещение шлифовального круга
от одной поверхности к другой и т. п.
Из указанных комплексов наибольший удельный вес в норме имеет вспо-
могательное время, связанное переходами, включающее время на пробные
измерения. Количество пробных измерений зависит от класса точности,
размеров и формы шлифуемой поверхности.
При каждом пробном измерении выполняется комплекс приемов управле-
ния станком и перемещения частей станка, а именно:
а) остановка вращения (или продольного движения) детали;
б) отвод шлифовального круга;
в) подвод шлифовального круга;
г) включение вращения (или продольного движения) детали.
В ряде случаев, например при измерении детали конусным кольцом, при
каждом пробном измерении осуществляется снятие и установка детали
в центрах.
Время на контрольное измерение по окончании обработки приведено
в карте 70.
При нормировании вспомогательного времени следует учитывать возмож-
ность перекрытия вспомогательного времени основным временем операции.
Наиболее часто перекрываются машинным временем следующие комплексы
приемов:
1. Взять деталь с пола и положить на тумбочку, в корыто станка и т. п.
2. Отложить деталь с тумбочки или из корыта станка на пол.
3. Надеть, закрепить, открепить, снять хомутик.
4. Надеть деталь на центровую оправку или снять деталь с оправки.
5. Смазать центровые отверстия детали.
V. Нормирование времени обслуживания рабочего места
При работе абразивным инструментом без самозатачивания последнего
удельный вес времени технического обслуживания рабочего места в норме
значительно выше, чем при работе металлическим инструментом. Поэтому
при шлифовании применяется дифференцированный метод расчета времени
технического обслуживания.
Методические указания
607
Исходными данными для расчета времени технического обслуживания
рабочего места является стойкость шлифовального круга и время одной
правки.
Время технического обслуживания рабочего места определяется по фор-
муле
U = T^mhh., (14)
где Т„р — время одной правки в мин.;
Т стойкость шлифовального круга между правками в мин.;
То основное (технологическое) время шлифования поверхности в мин.;
К — коэффициент, учитывающий время на смену шлифовального
круга и другие элементы работы, относимые к техническому обслу-
живанию рабочего места.
Время технического обслуживания рабочего места рассчитывается для
каждой поверхности шлифовального круга в отдельности и суммируется
в целом на операцию.
VI. Определение нормы штучного времени
Норма штучного времени при шлифовании рассчитывается по следующим
формулам:
1. Для операций, при которых шлифовальный круг работает без полного
самозатачивания,
Тш = Т0+Т3 Tmex + {Т° + Т°] {у + а°тд) мин., (15)
где То — основное (технологическое) время в мин.;
Тв — вспомогательное время в мин.;
Ттел. — время технического обслуживания рабочего места в мин.;
йоРг И аото ~ соответственно время иа организационное обслуживание
рабочего места и время на отдых и естественные надоб-
ности в процентах времени оперативной работы.
2. Для операций, при которых шлифовальный круг работает с полным
самозатачиванием,
'Г ______ <т- 1_ Т 4 7Д (атех ~| С1орг Г вопи)}
ш — 1 о Г 1 в 4- 1QQ
где атех — время технического обслуживания рабочего места в процентах
от времени оперативной работы.
ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
ПРИМЕР 1
Расчет нормы времени при круглом центровом шлифовании
Исходные данные
Деталь — вал (фиг. 4).
Обрабатываемый материал — сталь 12ХНЗ цементованная и закаленная
HRC 62—64, вес 18 кг.
Станок — круглошлифовальный модели 316М.
608 Нормирование шлифовальных работ
Паспортные данные круглошлифовального станка 316М
Высота центров в мм 150
Число оборотов шпинделя детали в минуту 60; 120; 240
Мощность привода N в кет 7.8
Продольная подача стола Гидранлическая, с бесступенчатым регу- лированием
Скорость продольного перемещения стола sBm в мм! мин 500-8000
Измерительный инструмент:
1) скоба предельная односторонняя 50С;
2) скоба предельная односторонняя 100С;
3) скоба предельная односторонняя 105С3;
4) шаблон радиусный предельный двусторонний I = 120+005 /? = 5;
5) скоба предельная двусторонняя 4O_o,i;
6) шаблон радиусный предельный R = 5~^А.
Режущий инструмент — круг шлифовальный ПП500 X 50 х 305
по ГОСТу 2424-52 с характеристикой Э60С1К8.
1. Определение припуска на обработку
Таблица 3
«hi Размер до шлифования Размер после шлифо вания в мм Припуск на диаметр в mjk
/ и 3 106,2-0.46 105—0,07 . 106,2 -J- 105,74 105 + 104,93 , „ й- 2 2 -1.0
2 100.5-o.23 100—0.023 Н = .100,5+100.27 _ 100 + 99,98 = * 0>4
5 50.6l-O.20 50—0,0)7 50,6 + 50,4 50 + 49,98 ... л = - =0,51 0,5
6 40,4—0.20 40—о.ю h _ 40,4 f- 40,2 _ 40 + 39,9 = Q
Пример расчета нормы времени
609
2. Определение режима резания
По карте 6 определяют число оборотов детали.
Для поверхности 5 Dd = 50 мм, пд = 159 — 254 об/мин. Принимаем
по паспорту станка п = 240 об/мин. Для поверхностей 1, 3 и 6 (Dд = 105 мм)
и 2 (Dd — 100 мм) пд = 93 — 159 об/мин. По паспорту станка принимаем
п = 120 об/мин.
При данных значениях числа оборотов детали скорость вращения детали
составит:
для поверхности 5
Vd =
3,14.50-240
1000
= 37,6 м/мин;
для поверхностей 1, 3 и 6
3,14.105-120
1000
= 39,4 м/мин',
для поверхности 2
ид
3,14.100-120
1000
= 37,6 м!мин.
По разделу II карты 6 находят продольную подачу для поверхности 5
(чистота V9) sB = (0,25 + 0,5)Вя. Принимаем sB = 0,4Вк = 0,4-50 =
= 20 мм/об.
По разделу III карты 6 находим поперечную подачу при обработке поверх-
ности 5
stx = 0,0038 мм/ход.
С учетом поправочного коэффициента для диаметра круга DK — 500 мм
stx = 0,0038-0,9 = 0,0034 мм/ход.
3. Определение основного (технологического) времени
верхиости (фнг 4) ОСНОВНОГО времени Значения факторов н расчеты основного времени вРмин
1 н 3 12 Чистота поверхности 7; Dp = Ю5Сз; h = 1 мм; 1р = 40 мм; т2 = 0,55-0,9-1,1 = 0,55 мин ; тэ = 0,23-1,76 = 0,41 мин.; То = (0,55 +0,41).2 = 1,92 мин. 1,92
2, 7 и 8 12 Чистота поверхности V 8; Dp = 100С; h = 0,4 мм; Ip = 120 мм; количество врезаний 2; т2 = 1,39-0,89-1,1 = 1,37 мни.; т,= 1,1-0,89 = 0,98 мин.; =(1,37 + 0,98) 1,65 = 3,88 мин. 3,88
4 14 Dp = 50С; h = 0,5 мм 0,46
5 - Dp = 50С; Ip = 300 мм; Вк = 50 мм; h = 0,5 мм; - 275-0,5-1,55 Т° 2-240-20-0,0034 6,52 МИИ’ 6,52
39 Справочник нормировщика 9d
610
Нормирование шлифовальных работ
Продолжение
АЛ поверх- (фиг 4) № карты основного времени Значение факторов и расчеты основного времени Основное
6 13 Чистота поверхности V 8; D&— 105 мм; /в = 27,5 мм; h — 0,35 мм; д — 0,1 мм; То^= 1,17-0,94 +0,33 = 1,43 мин. 1,43
Итого 14,21
Примечания 1 Режимы резания определены по картам с применением интерполяции. 2. Для поверхности 5 длина обработки определена по формуле
4. Определение вспомогательного времени
Вспомогательное время на установку и снятие детали весом 18 кг в центрах
согласно карте 15 составляет 0,30 мин.
Вспомогательное время, связанное с переходами, определяем по кар-
там 17 и 18, а время на контрольные измерения — по карте 70.
№ходвРе № обра- верхиости (фнг. 4) Вспомогательное время в мин
связанное с перехо- дами на контрольные измерения на переме- щение час- тей стайка и измене- ние числа оборотов итого
2 3 4 5 6 2 J 4 0,24+1,15=1,39 0,37 0,37 . 0,90 0,28 скобой — 0,20 шаблоном — 0,14 скобой 0,10 скобой 0,10 скобой 0,25 шаблоном 0,09 шаблоном 0,09 0,21 0,21 1,73 0,47 0,68 1,15 0,37 0,30
Итого Всего вспомогате.и 3,31 ьное время с установке 0,97 |й и снятием детали — 5,0 0,42 мин 4,70
5. Определение времени на обслуживание рабочего места,
отдых и естественные надобности
По карте 4 определяем период стойкости шлифовального круга,
а по карте 19 время правки и рассчитываем время технического обслужива-
ния рабочего места для каждой поверхности шлифовального круга в отдель-
ности.
Правящий инструмент — алмазно-металлический карандаш.
Согласно карте 19 время организационного обслуживания рабочего места
принимается в размере 1,5% времени оперативной работы.
Время на отдых и естественные надобности принимается 5% времени
оперативной работы.
Пример расчета нормы времени
611
Й-: И aS ® g- ||: «к 11 egg ь 2 J ь| X Ч С-&5 С = >. £ g 1 Н s х Ун fi!: § £ « = =i h Я | Время технического обслуживания рабочего мес” Ттех в “““•
1 2 7 и 8 Цилинд- рическая с двумя галте- лями и Цилинд- рическая Радиус- ная 33 3,88 3,88 2,0 0,59 х х 2 = = 1,18 Т _ 3,88.2-1.1 П9_ 1 тех — 23 = Т __ 3.88* 1.18.1,1 тех ]2 = 0,42
2 1 Цилинд- рическая 1 Цилинд- рическая 25 0,96 2,0 Т_ = °-^ = 0,08
3 з То же 1 То же 25 0,96 2,0 Ттех = = 0,08
4 5 1 33 6,52 2.0 т 6,52-2-1,1 п .. Т тех 23 0’44
6 Торцовая 2 Торцовая 5 1.43 0,59 т 1,43-0,59-1,1 .
-од.
6 4 Галтель 3 Радиус- ная 12 0,46 0,59 II II й II
Итого . . - - - 1,49
6. Определение нормы штучного времени
Штучное время рассчитывается по формуле
'Г Т I Т । 'Г I (T’o "t" Т”») (аоргOomd) .
1 ш ~~ 1 о ~Т 1 a~ * тех "Г Jqq------- МИН.,
14,21 +5,о+ 1,49+ 19^6-- = 21,95 мин.
ПРИМЕР 2.
Расчет нормы времени при бесцентровом шлифовании
Исходные данные.
Деталь — палец(фиг. 5).
Обрабатываемый материал — сталь 12ХНЗ
цементованная и закаленная HRC 60—62.
Вес детали 0,4 кг.
Станок — бесцентрово-шлифовальный мо-
дели 3180.
Измерительный инструмент — скоба пре-
дельная 30Вх.
39*
612
Нормирование шлифовальных работ
Паспортвые данные бесцентрово-шлифовального станка модели 3180
Число оборотов шпинделя ведущего круга пв.ж в минуту 13; 19; 28; 42; 63; 93; 137; 203; 300
Наибольший диаметр шлифуемой детали в мм 75
Мощность привода W в кет 13
Диаметр ведущего круга Da.K в мм 300
Режущий инструмент — круг шлифовальный DK = 600 мм, В* = 200 мм
с характеристикой Э60СМ1К6.
1. Определение припуска на обработку
Размер до шлифования ЗО.б-о.н.
Размер после шлифования 30_ооов. (В,)
. 30,6 + 30,46 30 + 29,991 п „„
п =-----------------—z-----= О,эЗ мм.
2. Определение режима резания и основного времени
По карте 24 определяем общее число получистовых и чистовых проходов
для шлифования поверхности Dd — 30 мм по 1-му классу точности / — 4.
Глубина шлифования для чистового прохода устанавливается t— 0,02 мм,
а для получистовых проходов t = 0,04 мм. Общий припуск, снимаемый при
получистовых и чистовых проходах,
(3-0,04 + 0,02)-2 = 0,28 мм.
Для чернового прохода остается припуск
0,53 — 0,28 = 0,25 мм.
Продольная подача для чистового и получистовых проходов определяется
по карте 24 $в = 1100 мм!мин. Принимаем угол поворота ведущего круга
а = 2°.
По разделу 2 карты 24 определяем число оборотов ведущего круга
пв к = 34 в минуту. Принимаем ближайшее имеющееся на станке пв,к =
= 28 об/мин.
Для чернового прохода продольная минутная подача принимается
$в = 1800 мм!мин (карта 23). Сохраняя принятый угол повороту ведущего
круга а = 2°, находим л„. к — 52 об/мин. Принимаем ближайшее имеющееся
на станке л,. к — 63 об/мнн.
При принятых значениях угла поворота ведущего круга и числа оборотов
ведущего круга определяем скорость вращения детали и минутную продоль-
ную подачу:
а) для чернового прохода
1000-1,02 ’
3,14.300-63 ,
= 1000.1,02 ' = 58>2
sB = lOOOo^sina;
= 1000-58,2-0,0349 = 2030 мм’мин',
Пример расчета нормы времени
613
6) для получистовых и чистового проходов
3,14-300-28
1000-1,02
= 25,8 м!мин\
sBjt = 1000-25,8-0,0349 = 900 мм/мин.
Определяем основное (технологическое) время:
То = 2бЗб + 4 S = °’03 + 4-°«08 = °>35 мин.
3. Определение вспомогательного времени
По карте 30 определяем вспомогательное время, связанное с проходом
при установке детали на лоток, Тв пер = 0,03 мин.
Поскольку вспомогательное время не превышает основного для каждого
прохода, то оно полностью перекрывается основным временем и в норму
штучного времени не включается.
В норму штучного времени включается:
а) вспомогательное время на внешний осмотр, укладывание обработан-
ных деталей в тару и перемещение тары в размере 5% основного времени:
% 0,02 мин.;
б) вспомогательное время на измерение деталей предельной односторон-
ней скобой (карта 70): для второго и третьего проходов ~~ 0,01 мин.
(е учетом периодичности измерений, определенной по карте 30).
Всего в норму штучного времени включается 0,03 мин. вспомогательного
времени.
4. Определение времени на обслуживание рабочего места, отдых и естественные
надобности и нормы штучного времени
По карте 31 определяют время правки шлифовального круга роликом
из твердого сплава: для предварительного шлифования Х76 4,5 мин., для
окончательного шлифования V9 8,8 мин.
Определяем время технического обслуживания рабочего места:
'г ____Т0Т„р . . .
1 тех ~ т ' 1 >1 ’
Ттезс = [4,5 (0,03+ 3-0Х16)+ 83-0,08] ,, = 0>14
По карте 31 определяют, что время организационного обслуживания
рабочего места составляет 1,8% времени оперативной работы. Время на отдых
и естественные надобности равно 6% времени оперативной работы (карта 31,
раздел III).
5. Определение нормы штучного времени
Норма штучного времени равна
тш = то + Тв + Tmx + Г,)}у + С^ мин.;
Тш = 0,35 + 0,03 + 0,14 + = 0,55 мин.
614
Нормирование шлифовальных работ
ПРИМЕР 3.
Расчет нормы времени при внутреннем шлифовании
Фиг 6.
Исходные данные.
Деталь — зубчатое колесо (фиг. 6).
Обрабатываемый материал — сталь 12ХНЗА цементо-
ванная и закаленная IIRC 60—62.
Вес 7 кг.
Станок — внутришлифовальный модели 3250.
Режущий инструмент — круг шлифовальный ПВ50 X
х 40 X 16 по ГОСТу 2424-52 с характеристикой
Э46СМ1К6.
Измерительный инструмент — калибр-пробка 60А;
скоба линейная 60_о,.
Способ установки детали — в специальном патроне
с базированием по профилю зуба, с пневматическим
зажимом.
Паспортные данные внутришлифовального станка модели 3250
Число оборотов шпинделя детали п0 в минуту | 128; 178; 243; 340
Продольная подача Гидравлическая с бесступенчатым регулированием
Скорость продольною перемещения i в мм/мин стола | 250—10 000
Наибольший диаметр шлифования D в мм | 200
1. Определение припуска на обработку
мости* (фиг. 6) Размер до шлнфо- । Размер после шлифования Припуск на обработку
В мм
/ 60,4-0,3 60—0.1 , 60,4 л-60,1 60 4-59.9 h 2 2 =°’3
2 59,6+и-ш бо+o.w 0,4
2. Определение режима резания и основного (технологического) времени
Первый переход — шлифование отверстия 2.
По карте 37 определяем диапазон значений скорости вращения детали
и0 — 30 -г- 50 м/мин, которому при диаметре обрабатываемой поверхности
D0 = 60 мм соответствует диапазон чисел оборотов в минуту
_ 1000-30 _
Л1 “ 3,14-60 “
159;
3,14-60
= 265.
Пример расчета нормы времени
615
В этот диапазон входят имеющиеся на станке значения чисел оборотов
шпинделя п — 178 и п = 243 в минуту.
Так как обрабатываемым материалом является закаленная сталь,
то принимается большее из этих значений, т. е. л = 243 об/мин.
Скорость вращения детали при данном числе оборотов шпинделя составит
По карте 37 определяем продольную подачу sB = (0,5 -4- 0,9) Вк. Прини-
маем sB = 0,8В* — 32 мм/об.
Скорость продольной подачи составит
sbm = sane — 32-243 = 7800 мм/мин.
По карте 37 определяем значение поперечной подачи при vd = 45,7 м/мин,
sB — 32 мм/об и Dd = 60 мм, stde * — 0,0018 мм/дв. ход (значение *
определено интерполяцией).
Определяем основное (технологическое) время согласно карте 34:
Т = ldhK
° х
т - 6°-°-4-1-4 - 9 4 мин
О~ 243-32-0,0018 ~ ’ м м‘
Значение основного (технологического) времени с достаточной точностью
может быть определено также по карте 39.
Второй переход — шлифование торца 7.
Число оборотов шпинделя детали, установленное для первого перехода,
оставляется без изменения для второго перехода.
Определяем значение длины шлифуемой поверхности:
. _ Рдг — Ddi .
1о— 2
, 100-60 оп
1д = ---g--- = 20 мм.
По карте 40 определяем основное (технологическое) время при длине
поверхности 1д = 20 мм, припуске h ~ 0,3 мм и допуске й = 0,1 мм:
То = 1,52-1,1 = 1,67 мин.
Итого на оба перехода основное время То = 4,07 мин.
3. Определение вспомогательного времени
По карте 41 определяем вспомогательное время на установку и снятие
детали весом 7 кг.
Установка и снятие детали в специальном патроне с базированием по про-
филю зуба с пневматическим зажимом 0,35 мин.
По карте 42 определяем для шлифования отверстия вспомогательное
время, связанное с переходом, 1,7 мин.
По карте 43 определяем для шлифования торца вспомогательное время,
связанное с переходом, 0,75 мин.
Кроме того, в норму включается время на следующие приемы, не вошед-
шие в комплексы, связанные с переходами и пробными промерами:
1) двукратное перемещение круга в поперечном направлении на расстоя-
ние 30 мм 0,05-3-2 — 0,30 мин. (по карте 43);
616
Нормирование шлифовальных работ
2) контрольное измерение размера 60А калибром 0,27 мин.;
3) контрольное измерение размера 60_010 двусторонней скобой
0,12 мин. (по карте 70).
Таким образом, вспомогательное время, связанное с операцией, составит
Тв = 0,35 + 1,7 + 0,75 + 0,30 + 0,27 + 0,12 = 3,49 мин.
4. Определение времени на обслуживание рабочего места, отдых
и естественные надобности и нормы штучного времени
По карте 35 определяем период стойкости шлифовального круга при
обработке отверстия 2 Т = 8 мин.
По карте 35 определяем период стойкости шлифовального круга прн обра-
ботке торца 1 Т = 4,2 мин.
По карте 44 определяем время правки цилиндрической поверхности шли-
фовального круга В* = 40 мм зернистостью 46 при чистоте обработанной
поверхности V7 (Тп — 2,4 мни.) и время правки торцовой поверхности
круга (Тпр = 0,26 мин.).
Определяем время технического обслуживания рабочего места по формуле
'г ____ Т0ТпР 1,15
1 тех ~ Т
Для шлифования цилиндрической поверхностью круга
Ттех = -2’4-284-''15- = 0,83 мин.
Для шлифования торцовой поверхностью круга
r^ = h67W115 = 0)i2 шш
Итого время технического обслуживания рабочего места на одну деталь
0,95 мнн.
Проценты времени на организационное обслуживание рабочего места
и на отдых и естественные надобности по карте 44 составляют:
аорг = 2% времени оперативной работы;
аотв = 5% времени оперативной работы.
Штучное время на операцию определяем по формуле
7- .7- । Т1 i Т* । (7*0 Тв) (аорг ~L Орто) .
‘ ш 1 о "Г 1 в> 1 тех т щд ’
Тш = 4,07 + 3,49 + 0,95 + (4’°- -^9) *2-±-5)- = 9,05 мин
ПРИМЕР 4.
Расчет нормы времени при плоском шлифовании
Фиг 7.
Исходные данные.
Деталь — гайка упорного подшип-
ника (фиг. 7).
Обрабатываемый материал — сталь
12Х2Н4А HRC 60-62.
Вес 6 кг.
Станок — плоскошлифовальный, с
круглым столом модели 3756 Завода
шлифовальных станков.
П ричер расчета нормы времени
617
Режущий инструмент — сегментный шлифовальный круг 5185430
(10 сегментов) Э36СМ2; структура 5; DK — 500 мм.
Измерительный инструмент — скоба предельная, двусторонняя 45_00S.
Паспортные данные плоскошлнфопального станка модели 3756
Диаметр стола в мм 750
Число оборотов стола я в минуту 5; 7; 10, 14; 20; 29
Мощность электродвигатели шлифовальной бабкн N в кет 16
Число оборотов шлифовального круга пк в минуту 975
1. Определение припуска на обработку
Размер до шлифования 45,5_O1S.
Размер после шлифования 45_00S
, 45,5 + 45,35 45 + 44,95 п ,с
h =-----:-----------------= 0,45 мм.
2. Определение режима резания
Одновременно на столе станка устанавливают, как показано на фиг. 8,
восемь деталей в один ряд. Определяем наибольший и средний диаметры
расположения детален на столе:
D,p = = 530 мм.
Определяем приведенную ширину шли-
фования (см. стр. 683).
Для деталей кольцевой формы
D 0,25г (О’ —d’)
~ Dcp
^0.25.8(18^-150^.^ Фиг. 8.
На основании карты 59 для данных условий принимаем скорость вращения
детали vd — 25 м!мин, вертикальную подачу $, = 0,007-1,6=е 0,011 мм.
Определяем число оборотов стола в минуту:
_ 1000-25 _
П° ~ 3,14-530 —
Ближайшее по паспортным данным станка пд = 14 об/мин.
При данном числе оборотов в минуту средняя скорость вращения детали
составит
3,14.530-14
гооо
= 23,2 м!мин.
61Я
Нормирование шлифовальных работ
Проверка выбранного режима по мощности привода станка (карта 60)
показывает, что данный режим приемлем.
3. Определение основного (технологического) времени
Согласно карте 61
гр ____ hK
-тда- = 0-51 мин-
4. Определение вспомогательного времени
Элементы затрат вспомогательного времени № карты Факторы Время иа 8 де- талей в мнн.
Установка и снятие деталей 62 Вес детали 6 кг 0,065-8 = 0,52
Установка оградительного щнтка 62 0,3
Время, связанное с переходом 66 Допуск 0,05 мм Размер 45 мн Измерительный инструмент — ско- ба предельная 0,90
Контрольные измерения 70 То же (0,11.8 = 0,88)*
Итого .. . * Перекрывается машинным временем. - 1,72
Вспомогательное время на одну деталь
Т, = Ц^0,22 мин.
5. Определение времени на обслуживание рабочего места, отдых
и естественные надобности
Согласно карте 67 определяем время на обслуживание рабочего места,
отдых и естественные надобности в процентах времени оперативной работы:
техническое обслуживание 2,5%, организационное обслуживание 1,8%,
время на отдых и естественные надобности 4%.
6. Определение штучного времени
у ____ 'Г _1_ т I (Т'р ~г~ 7~а) (атех + аорг + вртд) _
J ш — 1 о~Г 1 100 —
= 0,51 + 0,22 + №-51 +0.22) (2.5+1,8+ 4.0) = Q J9
649
ПРИМЕР 5.
Расчет нормы времени при зубошлифовании
Исходные данные.
Деталь — зубчатое колесо цилиндрическое (фиг. 9); модуль т — 4;
число зубьев г = 45; угол зацепления а = 20°; длина зуба '
наружный диаметр D = 188 мм; диаметр делительной
окружности Do = 180 мм; вес детали 2 кг.
Обрабатываемый материал — сталь 12ХН4А, цементо-
ванная и закаленная HRC > 58.
Операция — шлифование зубьев по профилю с чистотой
поверхности V8. Класс точности 1-й.
Станок — зубошлифовальный фирмы Мааг модели SSI/2X.
Режущий инструмент — круги шлифовальные формы ЗТ
диаметром 225 мм с характеристикой ЭБ60СМ2К7.
Приспособление — оправка, центры, хомутик.
Измерительный инструмент — скоба-шаблон для изме-
рения блочного размера.
Припуск на обработку по профилю зуба й = 0,2 мм
на сторону.
24 мм;
Паспортные
бабки в мм И’ " 115
Наибольшее расстояние между центрами в мм 300
Модуль шлифуемых колес в мм 2-10
Число обкатов (одинарных ходов поперечных салазок) в минуту
Продольные подачи стола в мм/обкат 1,08; 1,33; 1,65; 2,11; 2,95; 3,75; 4,7; 5,8
1. Определение режима резания
По карте 72 (раздел I) определяем для заданных условий:
№ Характер прохода Подача на глубину шли- фования по профилю зу ба за одни проход s. в мм Продольная по- дача за одни об-
2 3 4 Черновой Получистовой Чистовой 0,08 0,065 0,04 0,015 3,75 3,75 3,75 1,08
По карте 72 (раздел II) определяем число обкатов, одинарных ходов попе-
речных салазок:
по — 220 обкат/мин.
2. Определение основного (технологического) времени
Длина хода стола определится [формула (44)]
L = 24 4- 2/2,2.4(225—2,2-4) + 10 = 121 мм.
620
Нормирование шлифовальных работ
Время на деление определяем по таблице на стр. 714 тх = 0,02 мин.;
тг — 0,015 мин.
Основное (технологическое) время рассчитываем по формуле (43)
=45 [S (да + да + да) + г-»-02 +2- °-М5 +
+ 2-0,015 — 76,5 мин.
3. Определение вспомогательного времени
По карте 77 (поз. 4) определяем вспомогательное время, связанное с опе-
рацией: 3 мин. Кроме того, в норму времени включается вспомогательное
время на измерение в пяти точках (карта 78):
0,13 + 4-0,11 = 0,57 мни.
Итого вспомогательного времени 3 + 0,57 ~ 3,57 мин.
4. Определение нормы штучного времени
По карте 79 определяем время на техническое обслуживание рабочего
места в размере 10% оперативного времени.
По карте 81 определяем время на организационное обслуживание рабо-
чего места в размере 3% оперативного времени и время на отдых и естествен-
ные надобности в размере 4% оперативного времени.
Рассчитываем норму штучного времени;
т- ___ Т Л- Т Л- (7*0 + Та) + аорг + аотд) .
1 ш — о -г 4 « 1 100——— ,
Тш = 76,5 + 3,57 + (76,5 + 3,57)00 + 3 + 4) = 938 мин
НОРМАТИВЫ
Круглошлифовальиые станки
Классификация методов шлифования и поверхностей, обрабатываемых
на круглошлифовальных станках, приведена в карте 1.
С продольной подачей обрабатываются длинные цилиндрические поверх-
ности.
С радиальной подачей (методом врезания)обрабатываются короткие цилин-
дрические поверхности, длина которых обычно не превышает утроенной
ширины шлифовального круга, а также торцовые и фасонные поверхности.
Этап зачистки поверхности во всех случаях (за исключением обработки
цилиндрических поверхностей с двумя галтелями за одно врезание) осуществ-
ляется с продольной подачей, так как при шлифовании с продольной пода-
чей легче достигается заданный класс чистоты поверхности. Приводимые
ниже формулы и нормативы основного времени для шлифования цилиндри-
ческих поверхностей с галтелями методом врезания учитывают суммарное
время на обработку-цилиндрической поверхности н галтелей.
Нормативы режимов реэания
621
622
Нормирование шлифовальных работ
Продолжение карты 1
Цилиндрическая
с одной галтелью
и торцом
Мето-
дом
вреза-
ния
Цилиндрическая
с двумя галте-
лями и торцами
Цилиндрическая
с торцами
Нормативы режимов реэания
623
Время на шлифование торцов, сопряженных с галтелями, включается
в норму в тех случаях, когда ширина торца превышает 3 мм.
Количество врезаний определяется по формуле (с округлением дробного
числа до ближайшего целого в большую и меньшую стороны)
где Вк — ширина круга.
Карты режимов резания и основного времени на шлифование цилиндри-
ческих поверхностей с продольной подачей не учитывают времени на обра-
ботку галтелей. Если цилиндрическая поверхность, шлифуемая с продольной
подачей, заканчивается галтелью, то время на обработку галтели следует
брать из карты 14.
При шлифовании длинных тонких деталей для обеспечения необходимой
жесткости системы обработка должна осуществляться с применением люне-
тов. Рекомендуемое количество люнетов в зависимости от диаметра и длины
обрабатываемой детали приведено в карте 10.
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА Круглошлифовалькые станки
КАРТА 2
Обрабатываемый материал Обрабатываемая поверхность
без галтелей с галтелями при допуске на радиус
б > 0.6 мм | | 6 < 0,5 мм
Характеристика шлифовального круга: абразивный материал, зернистость, твердость, связка, структура
Стали углеродистые н ле- гированные незакалениые Э36—46 Cl — С2; К5-6 Э46-6О Cl — С2; К6-8 Э46-60; Cl - СТ2, К6-8
Стали легированные, зака- ленные с высоким отпуском, HRC 28-42 Э; ЭБ46-60; СМ2-С1; Ко—6 Э; ЭБ46-60; СМ2-С2; Кб-8 Э; ЭБ; М60-80; Cl -СТ1; Кб—8
Стали углеродистые и ле- гированные, закаленные с низ- ким отпуском, HRC > 50 Э; ЭБ; М46 -60; СМ1 — Cl; К5-6 Э; ЭБ; М46—60; СМ2-С2; К6-8 Э; ЭБ; М60-80; С1 -С2; К6-8
Сталь азотированная (38ХМЮА) HRV 90 Э, М46-6О; СМ1 — С2; К6-8 Э; ЭБ, М46-6 1; СМ2-С2; К6-8 Э; ЭБ; М60-80; СМ2-С2; К6-8
Чугун Примечания: 1. При рекомендуется применять круги з круги зернистостью 46 — 60. 2. При обработке галтелей и склонность к образованию микро круги со структурой 14 —16 И Зв] турой 6 — 8 3. Более твердые круги приме КЧ 36-60; СМ1 — Cl; К5-6 шлифовании с чисто' :ерннстостыо 36 — 46, г торцовых поверхностей трещин и прижогов. > и и ст остью на один дв; :нять при обработке с р гой обработанной not 1 при шлифовании с | на особо ответственнь рекомендуется прнмеи 1 номера больше, чем , учной подачей и при че »ерхиости V6 — V7 чистотой V® — S79 деталях, имеющих 1ять высокопористые для кругов со струк- ;риовом шлифовании.
624
Ноя пирование шлифовальных работ
ФОРМУЛЫ ДЛЯ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМ ШЛИФОВАНИИ В ЦЕНТРАХ К р уелошлифовал ьные станки
КАРТА 3
Шлифование с продольной подачей | Штифовтни ° методом врезания
1. Определение поперечной подачи пр> поверхностей 1 черновом шлифовании цилиндрических
0.04401-* s _ Д' /(, мн/ход lx vosd 13,5 V V , » S, — уг-Г Kt Kt мн/мин М -
2. Определение поперечной подачн при окончательном шлифовании цилиндрических поверхностей
К. К, мм/ход stx= VdSB ' SiM ~ кlK1 мм/ тн **
3. Определение продольной подачи при ш, лифованпи торцовых поверхностей
1 1 w KtK2 мм/мин
4. Определение мощности
W = 1,44 КХК2 кет N = 0,36 (п^о.7 1_акт КХК2 кет N = 0,0065snt,7Dl^7LaKrnKlK2 кет
Примечание. Значения коэффициентов X, и К, приведены в • Значения Л\ и К, — по карте 5. •• Значения н /<> — по карте 6, - длина обработки при одном врезании картах норм зтнвов
Нормативы режимов резания
625
СРЕДНИЕ ПЕРИОДЫ СТОЙКОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ КРУГЛОМ НАРУЖНОМ ШЛИФОВАНИИ В ЦЕНТРАХ КРУГАМИ ИЗ ЭЛЕКТРО КОРУНДА Э Круглошлифовальные станки
КАРТА 4
А. Черновое шлифование цилиндрических поверхностей
Ширина круги Диаметр шлифовального круга С>к в мм
350 450 | " 1 600 750 | 900
Период стойкости Т в мин.
До 40 От 40 до 63 Св. 63 5 6 5 7 6 8 7 10 12 8 12 15 11 15 20
Б. Окончательное шлифование цилиндрических поверхностей без галтелей
Класс точности 1-й | 2-й 3-й
Период стойкости Т в мин. 40 | 33 25
В. Окончательное шлифование цилиндрических поверхностей с галтелями
Радиус галтели Цилиндрическая поверхность | Радиусная поверхность
Класс точности
... « ... | 3-.
Период стойкости Т в мин
До 0,5 0.5—1,0 1,0-2,0 2,0—3,0 Св. 3,0 15 20 25 30 40 10 14 20 25 33 6 10 15 20 25 5 8 10 12 15 4 6 8 - 10 12 3 5 6 8 10
Г. Шлифование торцовых поверхностей
Допуск на длину в мм 0,03 0,05 0,08
Период стойкости радиусной поверхности круга в мии. 10 7 5
Примечания 1. При работе шлифовальными кругами из электрокоруида белого ЭБ или моиокоруида М период стойкости увеличивается иа 60%. 2. При миогопереходном шлифовании одной поверхностью круга стойкость шлифовального круга Т определяется по формуле т = Г1Г;1+,ГгЧ+-' '-'7-ГпГ°я <,7> °1 О, f • • • о„ где Tlf Г, и Тп — период стойкости шлифовального круга дли каждого перехода в мив.| Г^, и Тд — основное (технологическое) время каждого из переходов в мии.
40 Справочник нормировщик» 98
626
Нормирована шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ШЛИФОВАНИИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ СТАЛИ Круглошлифовальные станки
КАРТА 5
I. Скорость вращения и число оборотов детали в минуту
Диаметр шлифуемой по- верхности детали Dg в мм 20 30 50 80 120 200 300
Скорость вращения детали vq в м’мин 10-20 11-22 12-24 13-26 14-28 15-30 17—34
Число оборотов детали п$ в минуту 161-232 117-234 77-154 52—104 37-74 24—48 18—36
II. Продольная подача sb = (0,5 -+- 0,8)Вк, где Вк — ширина круга в мм
III. Поперечная подача
Диаметр шлифуемой поверхности детали Dg Скорость вращения детали гд Продольная подача в долях ширины круга иа один оборот детали
0.5 | 0,6 | 0,8
Поперечная подача на ход стола в мм/ход
20 10 15 20 0,0216 0,0144 0,0108 0,0180 0,0120 0,0090 0,0154 0,0103 0,0077 0,0135 0,0090 0,00677
30 16 22 0,0222 0,0152 0,0111 0,0185 0,0127 0,0092 0,0158 0,0109 0,0079 0,0139 0,00955 0,00695
50 12 18 24 0,0237 0,0157 0,0118 0,0197 0,0132 0,0098 0,0169 0,0113 0,0084 0,0148 0,0099 0,0074
80 13 19 26 0,0242 0,0165 0,0126 0,0201 0,0138 0,0101 0,0172 0,0118 0,0086 0,0151 0,0103 0,00755
Нормативы режимов резания
627
Продолжение карты 5
Диаметр шлифуемой поверхности детали Dd Скорость вращения дета ли vq в м/мин Продольная подача в долях ширены круга иа одни оборот детали Sg «
0,5 0,6 °-7 1 0,8
Поперечная подача иа ход стола tf в мм/ход
120 14 21 28 0,0264 0,0176 0,0132 0,0220 0,0147 0,0110 0,0189 0,0126 0,0095 0,0165 0,0110 0,0083
200 15 22 30 0,0287 0,0196 0,0144 0,0239 0,0164 0,0120 0,0205 0,0140 0,0103 0,0180 0,0122 0,0090
300 17 25 34 0,0287 0,0195 0,0143 0,0239 0,0162 0,0119 0,0205 0,0139 0,0102 0,0179 0,0121 0,0089
П р и не ч а в н е. При поперечной подачв на двойной ход стола значение умножать иа 2, 1х
Поправочные коэффициенты на поперечную подачу & в зависимости
1) от периода стойкости и диаметра шлифовального круга Kj 2) от обрабатываемого материала К,
В МИИ. Dk.mm Обрабатываемый материал К,
400 500 600 750
6 9 15 24 1,25 1.0 0,8 0,63 1.4 1,12 0,90 0,71 1.6 1,25 |Тб| 0,8 1.8 1.4 1,12 0,9 Жаропрочная сталь Закаленная > Незакаленная » Чугун 0,85 0,95 И 1,05
40*
628
Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ШЛИФОВАНИИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ * ДЕТАЛЕЙ ИЗ СТАЛИ К руглошлифовал ьные станки
КАРТА 6
I. Скорость вращения и число оборотов детали
Диаметр шли- фуемой поверх- ности детали Dd в мм Обрабатываемый материал
незакаленная сталь и чугун | закаленная н жаропрочная стали
в м/мин в X 1 Vd в м/мин пд в об/мин
20 30 50 80 120 200 300 15-30 18—35 20—40 25-50 30-60 35-70 40-80 239-478 191—382 127—254 100—200 80-159 56-112 42—85 20-30 22-35 25-40 30-50 35-60 40-70 50-80 320-478 243-382 159-254 120-200 93-159 64—112 53-85
II. Продольная подача При чистоте поверхности sB = (0,5 ч- 0,8)Вк. При чистоте поверхности \78—\79 SB ~ (0,25 S- 0,5) Вк.
III. Поперечная подача
у, etEQ ii н Продольная подача на оборот детали Sg в мм/об
10 | 12,5 * 2 1 40 5° 63
Поперечная подача на ход стола в мм’ход
20 16 20 25 32 0,0112 0,0090 0,0072 0,0056 0,009 0,0072 0,0058 0,0045 0,007 0,0056 0,0045 0,0035 0,0056 0,0045 0,0036 0,0028 0,0045 0,0036 0,0029 0,0023 0,0035 0,0028 0,00224 0,00175 0,0028 0,00224 0,00179 0,00139 0,00224 0,00179 0,00143 0,00112 0,00177 0,00142 0,00114 0,00088
30 20 25 32 40 0,0109 0,0087 0,0068 0,0054 0,0088 0,0070 0,00545 0,0043 0,0069 0,0055 0,0043 0,0034 0,0055 0,0044 0,00342 0,0027 0,0044 0,0035 0,00274 0,0022 0,0034 0,0027 0,0021 0,00168 0,00274 0,0022 0,00172 0,00137 0,00219 0,00175 0,00137 0,00109 0,00174 0,00139 0,00109 0,00087
50 23 29 36 45 0,0123 0,0098 0,0079 0,0063 0,0099 0,0079 0,0064 0,0051 0,0077 0,0061 0,0049 0,0039 0,0062 0,0049 0,00395 0,00316 0,00493 0,00390 0,00315 0,00252 0,00386 0,00306 0,00247 0,00198 0,00308 0,00245 0,00198 0,00159 0,00246 0,00203 0,00164 0,00131 0,00195 0,00155 0.00125 0,00100
80 25 32 40 50- 0,0143 0,0112 0,0090 0,0072 0,0115 0,0090 0,0072 0,0058 0,0090 0,0071 0,0057 0,0046 0,0072 0,0056 0,0045 0,0036 0,0058 0,0045 0,0036 0,0029 0,0045 0,0035 0,0028 0,0022 0,00358 0,0028 0,00224 0,0018 0,00287 0,00225 0,0018 0,00144 0,00228 0,00178 0,00143 0,00114
Нормативы режимов резания
629
Продолжение карты 6
11 II as Ф Ж Скорость вращения детали в м/мин Продольная подача на оборот детали зд в мм/об
10 16 ” 1 25 32 1 • 1 50
Поперечная подача на ход стола s, в мм/ход
120 30 38 48 60 0,0146 0,0115 0,0091 0,0073 0,0117 0,00925 0,00732 0,00585 0,0092 0,0073 0,0058 0,00465 0,00735 0,0058 0,0046 0,0037 0,00585 0.00462 0,0037 0,0030 0,00458 0,00362 0,00286 0,00228 0,00366 0,00290 0,00229 0,00183 0,00292 0,00231 0,00186 0,00146 0,0023 0,00183 0,00148 0,00116
200 35 44 55 70 0,0162 0,0129 0,0103 0,0080 0,0128 0,0102 0,0081 0,0064 0,0101 0,0080 0,0064 0,0050 0,0081 0,00645 0,00516 0,00405 0,0065 0,00517 0,00415 0,00326 0,00505 0,00402 0,00322 0,00254 0,00405 0,00322 0,00258 0,00203 0,00324 0,00258 0,00207 0,00163 0,00258 0,00206 0,00165 0,00130
300 40 50 63 70 0,0174 0,0139 0,0110 0,0099 0,0139 0,0111 0,0088 0,0079 0,0109 0,0087 0,0069 0,0062 0,0087 0,00695 0,00555 0,0050 0,00695 0,00556 0,00443 0,00390 0,00542 0,00434 0,00344 0,00309 0,00435 0,00348 0.00277 0,00249 0,00348 0,00278 0,00221 0,00199 0,00275 0,00220 0,00175 0,00157
Примечания: 1 Значения поперечной подачи иа ход стола ие должны превышать значений $f для чернового шлифования. 2. При поперечной подаче на двойной ход стола значение з. умножать на 2.
Поправочные коэффициенты на поперечную подачу stjc в зависимости
1) от припуска и точности обработки Ki 2) от обрабатываемого материала и диаметра шлифовального круга К,
Припуск на диаметр h в мч Обрабатываемый материал Диаметр шлифовального круга DK в мм
0.11- 0,15 0,20 0,30 0,50 0,70 1.0 400 500 600 750 900
1-й 2-й 2а 3-й 0,4 0,5 0,63 0,8 0,5 0,63 0,80 1,0 0,63 0,80 1,0 1,25 0,8 ГТо] 1,25 1,6 1,0 1,2 1.5 1,9 1.12 1.4 1,75 2,25 Жаропрочная сталь Закаленная сталь Незакалеииая сталь Чугун 0,55 0,80 0,95 1,3 0,60 0,90 1,45 0,71 Ж 1,2 1.6 0,80 1,3 1,75 0,85 1.2 1,45 1.9
Примечания- 1. Режимы резания, выбранные по данной карте для 3-го класса точности, должны быть проверены по карте 5. Если режим, выбранный по данной карте, окажется выше.чем по карте 5, то принимать для расчета режим, полученный из карты 5. 2. При шлифовании чугуна применять ббльшие значения скорости вращения детали в пре- делах рекомендуемого диапазона.
630
Нормирование шлифовальных работ
МОЩНОСТЬ РЕЗАНИЯ Круглое наружное шлифование с продольной подачей Круглошлифовальные станки
КАРТА 7
И о Е _ М °? о* Поперечная подача s, в мм на ход стола
о.ооз 0,005 0,008 | 0,012 | 0.02 | о,оз _ | 0,04 | 0,05
Поперечная подача sf& в мм иа двойной ход стола
0.006 0,010 0.016 | 0,024 | 0,04 | 0,06 | 0,08 | 0,10
Мощность резания N и хвт
10 20 30 40 50 1,91 1,92 2,34 2,72 2,0 2,66 3,26 3,80 2,65 3,53 4,33 5,02 3,8 5,05 6,20 7,20 5,05 6,72 8,22 9,55 6,2 8,25 10J 7,25 9,65 11,8 13,7
15 20 30 40 50 2,18 2,54 2,56 3,10 3,62 2,66 3,54 4,33 5,05 3,52 4,69 5,74 6,65 5,05 6,70 8,25 9,55 6,70 8,95 10,45 12,70 8,25 10,9 13,4 15,5 9,6 12,8 15,7 18,2
20 15 20 30 40 1,63 2,18 2,64 1,92 2,35 3,14 3,82 2,65 3,26 4,35 5,27 3,52 4,31 5,75 7,00 5,05 6,17 8,24 10,00 6,67 8,22 10,95 13,30 8,2 10,2 13,4 16,3 9,6 11,85 15,7 17,70
30 15 20 30 40 2.17 2,90 3,52 2,55 3,15 4,16 5,07 3,52 4,35 5,80 7,00 4,67 5,72 7,65 9,30 6,7 8.2 11,0 13,3 8,9 11,0 14,5 17,7 11,0 13,6 17,8 21,7 12,8 15,8 20,9
40 10 15 20 30 40 1,63 2,16 2,65 3,54 4,30 2,30 3,05 3,75 5,16 6,10 3,26 4,30 5,30 7,00 8,65 4,35 5,75 7,05 9,30 11,50 6,20 8,2 10,1 13,3 16,4 8,2 10,8 13,5 17,7 21,7 10,1 13,2 16,5 21,6 11,8 15,6 19,1
50 10 15 20 30 40 1,9 2,52 3,10 4,15 5,0 2,68 3,56 4,37 6,02 7,12 3,80 5,02 6,20 8,15 10,10 5,10 6,72 8.25 10,9 13,4 7,25 9,6 11,8 15,5 19,2 9,6 12,6 15,8 20,7 11,8 15,4 19,3 12,7 18,2 22,6
70 10 15 20 30 40 2,4 3,18 3,92 5,25 6,35 3,38 4,50 5,55 7.6 9,0 4,80 6,35 7,85 10,3 12,7 6,45 8,50 10,4 13,8 16,9 9,2 12,1 14,9 19,6 12,1 15,9 20,0 14,9 19,4 16,1 23,0
Поправочные коэффициенты на мощность резания А в зависимости
1) от твердости и ширины круга 2) от диаметра шлифования Кг
Ширин ПаИОГО Твердость шлифовального круга Нк Диаметр шлнфова- 16-25 40 63 100 160 250 400
М2— МЗ СМ1- СМ2 С1 — С2 । I СТ1- 1 СТ2
25—40 До 63 » 100 о,8 0,9 1,0 0,9 П.0| 1,12 1,04 1,16 1,3 1,22 1,36 1,52 Kt 0,8 0,9 lh0| 1.12 1.2 5 1,4 1,6
Нормативы режимов резания
631
МОЩНОСТЬ РЕЗАНИЯ Круглое наружное шлифование методом врезания Круглоииифовальные станки
КАРТА 8
Минутная поперечная подача в мм/мин Диаметр шлифуемой поверхности детали D& в мм
30 | “ 1 60 1 80 120 160
Мощность на 10 мм длины активной поверхности круга #1» в кет
0,10 0,15 0,20 0,30 0,40 0,50 0,70 1,0 1.2 1.5 2,0 2.5 3,0 0,11 0,14 0,17 0,23 0,28 0,30 0,41 0,53 0,60 0,70 0,86 1,0 1.14 0,14 0,19 0,23 0,30 0,37 0,43 0,55 0,70 0,80 0,93 1.14 1,33 1,51 0,17 0,23 0,28 0,37 0,45 0,53 0,67 0,86 0,98 1,15 1.4 1,63 1,86 0,23 0,30 0,37 0,49 0,60 0,70 0,89 1.14 1,29 1,51 1,85 2,15 2,46 С С с с с с 1 1,28 1,37 1,45 ),60 ),74 1,86 1,09 1,4 1,59 1,86 2,28 2,65 1,03 0.37 0,49 0,60 0,80 0,97 1,15 1,44 1,85 2,10 2,46 3,00 3,50 4,00 0,45 0,60 0,74 0,97 1,20 1.41 1,77 2,28 258 3,02 3,71 4,30 4,90
Мощность резания рассчитывается по формуле N = квт, где /ахт—длина активной поверхности круга: при /$> Вк LaKfn = BK; при 1э<Вк 1акт ”
Поправочные коэффициенты на мощность резания в зависимости
1) от твердости круга К, 2) от обрабатываемого материала К,
Твердость круга СМ 1-СМ2 С1-С2 СТ1-СТ2 CT3-TI Жаро- прочней леинТя Неаака- ленная Чугуи
Ki ТГбТ # 1,16 1,36 1,58 1 ’'2 1,1 пд 0,9
632
Нормирование шлифовальных работ
ФОРМУЛЫ ДЛЯ РАСЧЕТА ОСНОВНОГО (ТЕХНОЛОГИЧЕ-
СКОГО) ВРЕМЕНИ ПРИ КРУГЛОМ НАРУЖНОМ
ШЛИФОВАНИИ В ЦЕНТРАХ
Круглошлифовальные
станки
КАРТА 9
1. Шлифование наружных цилиндрических поверхностей с продольной подачей.
Поперечная иодача — на каждый ход стола-
г LhK
° 2nasBSi>
(18)
2. Шлифование наружных цилиндрических поверхностей с продольной подачей.
Поперечная подача — на двойной ход стола:
LhK
п<№дв. х
(19)
3. Шлифование наружных цилиндрических поверхностей методом врезания:
т°= + т’) к ИИНф (20)
В указанных формулах-
L — длина обработки, равная при шлифовании поверхностей со свободным выходом
круга с обеих сторон (фиг. 10, a) L — lg, где 1g — длина обрабатываемой поверх-
ности; при шлифовании поверхностей, ограниченных торцом нлн галтелью с одной
стороны (фиг. 10,6), L = /д---------~ , где Вк — ширина шлифовального круга; при
шлифовании поверхностей, ограниченных торцамн или галтелими с двух сторон
(фиг. 10, в), £ = /д-Вк;
А — количество врезаний;
h — припуск на диаметр в мм;
ng — число оборотов обрабатываемой детали в минуту;
sb—подача на ширину шлифования в мм/об;
St — подача на глубину шлифования в мм/об, мм/ход нли мм/дв. ход;
т, —время зачистки в мин.;
К — коэффициент, учитывающий время на создание начального натяга в системе,
зачистку без поперечной подачи в конце перехода, а также местные дошлифовкн
в целях устранения неточности макрогеометрвд обрабатываемой поверхности; при
шлифовании методом врезания коэффициент К учитывает также время на обра-
ботку галтелей.
Нормативы режимов резания
633
Продолжение карты 9
Значения коэффициента К
Метод шлифования Форма обрабатываемой поверхности Характер обработки и чистота поверхности
Черновая Окончательная
V7 V3 V»
С продольной пода- чей Цилиндрическая 1.1 1.4 1,4 1,55
Врезанием 1.1 1.0 1,0 -
Цилиндрическая с од- ной галтелью 1.3 1,3 1.3 -
Цилиндрическая с дву- мя галтелями 1,65 1,65 1,65 -
Торцовая - 1.4 1.4 -
634
Нормирование шлифовальных работ
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ОКОНЧА- ТЕЛЬНОМ НАРУЖНОМ КРУГЛОМ ШЛИФОВАНИИ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ Цилиндрическая поверхность без галтелей Круглошлифовальные станки
КАРТА 11
Припуск Класс ТОЧНОСТИ Диаметр шлифуемой поверхности детали в мм
10 1 “ | 80 | 150 | зоо
Основное (технологическое) время шлифования на 100 мм длины Т в МИИ. °100
0,10 1 й 2-й 2а 3-й 0,49 0,39 0,30 0,24 0,71 0,57 0,46 0,36 0,98 0,78 0,63 0,49 1,38 1,10 0,88 0,69 1,89 1,51 1,21 0,95 2,68 2,14 1,72 1,07
0,15 1-й 2-й 2а 3-й 0,60 0,49 0,39 0,30 0,87 0,70 0,56 0,435 1,19 0,95 0,77 0,60 1,69 1,35 1,08 0,84 2,31 1,85 1,48 1,16 3,28 2,62 2,10 1,31
0,20 1-й 2-й 2а 3-й 0,69 0,55 0,44 0,34 1,0 0,80 0,64 0,50 1,37 1,09 0,88 0,68 1,94 1,55 1,24 0,96 2,65 2,12 1,69 1,33 3,72 3,01 2,40 1,50
0,30 2-й 2а 3-й 0,84 0,67 0,54 0,42 1,22 0,97 0,78 0,61 1,67 1,34 1,07 0,83 2,36 1,88 1,51 1,17 3,22 2,58 2,07 1,62 4,50 3,66 2,94 1,83
0,40 1-й 2-й 2а 3-й 0,97 0,77 0,62 0,48 1,40 1,12 0,90 0,70 1,93 1,54 1,24 0,96 2,73 2,18 1,74 1,36 3,75 2,98 2,39 '87 5,30 4,23 3,30 2,12
0,50 1-й 2-й 2а 3-й 1,09 0,87 0,70 0,54 1,58 1,26 1,01 0,79 2,17 1,73 1,39 1,08 3,07 2,45 1,96 1,52 4,20 3,36 2,69 2,10 5,96 4,76 3,82 2,38
Нормативы времени
635
Продолжение карты 11
Припуск диаметр Л ТОЧНОСТИ Диаметр шлифуемой поверхности детали D& в мм
ю 40 1 60 | 150 | 300
Основное (технологическое^ время шлифования на 100 мм длины
0,60 1-й 2-й 2а 1,20 0,96 0,77 0,60 1,74 1,39 1,11 0,87 1,39 1,91 1,53 1,19 3,38 2,70 2,16 1,68 4,62 3,70 2,96 2,31 6,55 5,25 4,20 2,62
0,80* 1-й 2-й 2а 3-й 1,38 1,10 0,88 0,68 1,99 1,60 1,27 1,00 2,74 2,19 1,75 1,36 3,88 3,10 2,47 1,92 5,30 4,25 3,39 2,65 7,5 6,0 4,8 3,0
1,0 При ьается по < где Zd — ;и 1-й 2-й 2а 3-й меч ан и формуле гина обра 1,53 1,23 0,99 0,76 е. Основж батываемо 2,22 1,78 1,42 1,12 те (техноло! 7 й поверхн 3,05 2,44 1,96 1,52 гнческое) в 100 ости. 4,30 3,45 2,76 2,15 ремя на обраб< 5,90 4,74 3,78 2,96 □тку поверхнси 8,40 6,70 5,35 3,35 гги рассчиты-
Поправочные коэффициенты на основное (технологическое) время То в зависимости
1) от обрабатываемого материала и диаметра шлифовального круга Ki 2) от чистоты поверхности Кг
Обрабатываемый материал Диаметр шлифовального круга D* в мм Чистота поверх- К,
400 500 600 750 900
Жаропрочная сталь 1.8 1,65 1,4 1,25 1,2 V8 1Ь0|
Закаленная сталь 1,25 1,10 М 0,90 0,84
Незакаленная сталь 1,05 0,90 0,84 0,77 0,70 V9 1,17
Чугун 0,77 0,70 0,63 0,57 0,53
636
Нормирование шлифовальных работ
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ КРУГЛОМ НАРУЖНОМ ШЛИФОВАНИИ МЕТОДОМ ВРЕЗАНИЯ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ Круглошлифовальные станки КАРТА 12
I. Время установившегося процесса
| Диаметр шлнфу-1 емой поверхности детали Di в мм I Количество врезаний
1.1 | 2 1 3
I Длииа шлифуемой поверхности детали в мм до
10 20 | 30 40 60 60 60 | 40 1 во | 80 I 100 | 120 | 150 1 60 I 75 | 90 | 120 | 150
Время установившегося процесса т, в мин.
20 0.11 30 0.13 40 Ю.15 50 0.17 60 0,18 80 Ю.21 100 0,24 120 0,26 150 0,29 0,16 0,20 0,23 0,25 0,28 0,32 0,36 0,39 0,44 3.21 1,25 1,29 ),32 ),35 3.41 3,46 3.50 3,56 0,24 0,30 0.34 0,38 0,42 0,49 0,54 0,60 0,67 0,28 0,34 0,39 0,44 0,47 0,56 0,62 0,68 0,76 0,31 0,38 0,44 0,49 0,54 0,62. 0,69 0,76 0,85 0,37 0,32 Ю.41 0,45 0,39 Ю.50 0,52 Б,45 0,58 0,58Ю,5110,65 0,64 Б,5510,71 0,7<|0,64 Ю.82 0,82 Ю.71 0,91 0,90 Б,78 1,0 1,01 Ю,$8 1,12 0,49 0,60 0,69 0,77 0,84 0,98 1,09 1.19 1,34 0,56 0,68 0,79 0,88 0,96 1.12 1.24 1,36 1,53 0,62 0,76 0,88 0,98 1,07 1,25 1,39 1,52 1,70 0,71 0,87 1,0 1,12 1,23 1,42 1,58 1,73 1,95 0,48 0,59 0,68 0,76 0,83 0,97 1.07 1.18 1,32 0,55 0,68 0,78 0,87 0,95 1.П 1,23 1,35 1,51 0,61 0,75 0,87 0,97 1,06 1,23 1,37 1.50 1,69 0,73 0,90 1,04 1,15 1,26 1,46 1.65 1,79 2,0 0,83 1,02 1,20 1,32 1,44 1,68 1,86 2,04 2,29
Поправочные коэффициенты на время установившегося процесса в зависимости
1) от припуска и точности обработ- ки Ki 2) от обрабатываемого материала и диаметра шлифовального круга К,
8 Припуск на диаметр А в мм Обрабатываемый материал Диаметр шлифоиальвого круга DK в мм
0.2 h ч н 0,8 1.0 400 н н 750
Поправочный коэффициент на т, Поправочный коэффн цнеит на та
1-й 2-й 2а 3-й 0,80 0,64 0,51 0,40 0,96 0,77 0,62 0,48 1,11 0,89 0,71 0,56 1,25 1,0 0,8 0,63 1,36 1,09 0,87 0.7 1,57 1,26 1,01 0,81 1,76 1.41 1.13 0,90 Жаропрочная сталь 1,85 1.6 1.4 1,25
Незакаленная сталь 1,05 0,9 0,84 0,77
Закаленная сталь 1,25 1.1 1.0 0,90
Чугун 0,77 0,7 0,63 0,57
Нормативы времени
637
Продолжение карты 12
31!
30
40
50
60
80
100
120
150
11. Время зачистки г,
Класс чистоты поверхности
V7 | V8
Длина шлифуемой поверхности детали 1^ в мм до
20 | 30 | 40 | 50 1 60 | 1 80 1 | 100 | 120 | 150 I 20 | 30 | 40 ! 1 50 | | 60 | 80 | | 100 | 120 | 150
Время зачистки тз а мин.
0,05 0,06 0,07 0,08 0,09 0,10 0,11 0,12 0,13 0,07 0,09 0,10 0,12 0,13 0,15 0,16 0,18 0,20 0,10 0,13 0,12 Ю,15 0,14 0,17 0,16 0,19 0,17 Ю.22 0,19 Ю,25 0,22 0,27 0,25 0.31 0,28 0,35 0,15 0,19 0,21 0,24 0,26 0.3Q 0,38 0,40 0.43 0,20 0,25 0,28 0,32 0,35 0,40 0,45 0.50 0,57 0,26 0,32 0,36 0,41 0,46 0,51 0,57 0,65 0,72 0,31 0,38 0,43 0,50 0,55 0,63 0,69 0,80 0,90 0,42 0,52 0,57 0,67 0,73 0,84 0,92 1,05 1,20 0,08 0,10 0,12 0,14 0,15 0,16 0,18 0,19 0,21 0,11 0,14 0,16 0,19 0,21 0,24 0,26 0,29 0,32 0,16 0,19 0,22 0,25 0,27 0,30 0,35 0,40 0,45 0,21 0,24 0,27 0,30 0,35 0,40 0,45 0,50 0,56 0,24 0,32 0,30 0,40 0,34 0,45 0,39 0,51 0,42 0,56 0,48 0,64 0,60 0,72 0,64 0,80 0,69 0,91 0,42 0,50 0,51 Ю,60 0,57 Ю.70 0,66 Ю.80 0,73 0,90 0,82 1,0 0,91 1,1 1,05 1,3 1,15 1,45 0,67 0,83 0,95 1,08 1,15 1.35 1.45 1,7 1,9
Поправочные коэффициенты на время зачистки
И
Обрабатываемый
Жаропрочная сталь
Незакаленная сталь
и чугун ....
Закаленная сталь .
1-й и 2-й классы точности 2а н 3-й классы точности
Припуск на диаметр h в мм
0.2 | 0,3 0.4 0,5 | 0.6 | 0,8 | 1.0 | 0,2 | 0,3 | 0,4 0,5 | 0,6 0,8 1,0
Значения поправочного коэффициента
0,9 1,1 1,3 1.4 1,5 1,75 2,0 1,1 1,3 1,5 1,75 1.9 2,2 2,5
0,8 0,95 1,11 1,25 1,361,58 1,76 1,0 1,2 1,4 1,6 1,7 2,0 2,2
0,64 0,77 0,89 1,0 1,091,26 1,41 0.8 0,95 1,11 1,2 1,36 1,58 1,76
Основное (технологическое) время определяется по формуле То = (т4 -f- rt)K.
где К — коэффициент, зависящий от формы поверхности. Для цилиндрических
поверхностей К. = 1, для цилиндрических с одной галтелью К = 1.3, для цилин-
дрических поверхностей с двумя галтелями К = 1,65.
Примечание. Скорость вращения детали определять по карте 6.
638
Нормирование шлифовальных работ
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ШЛИФОВАНИИ ТОРЦОВ НА КРУГЛОШЛИФОВАЛЬНЫХ СТАНКАХ Круглошлифовальные станки
КАРТА 13
Длина шли- фуемой по- верхности 1д в мм Наибольший диаметр шлифуемой поверхности детали в мм
20 I 30 40 1 50 1 60 1 80 | 120 | 150 | 200
Время в мин
ю 15 20 30 40 50 60 0,22 0,30 0,36 0,45 0,42 0,52 0,60 0,48 0,59 0,68 0,84 0,59 0,73 0,84 1,08 1.2 0,78 0,96 1,07 1,36 1.6 1,75 0,91 1.12 1,31 1,6 1,8 2,0 2.3 1,12 1.37 1.6 1,9 2,2 2,5 2,7
Поправочные коэффициенты на основное (технологическое) время в зависимости
1) от припуска и точности /Q 2) от обрабатываемого материала Хг
Допуск а Припуск Л в мм Обрабатываемый материал К,
0,10 0,1 1 0.20 0.25 1 0,30 I 0,40 1 0.50
Значение коэффициента Kt Жаропрочная сталь Незакаленная сталь Закаленная сталь Чугун 1.4 0,84 1.0 0,63
0,03 0,05 > 0,05 0,69 0,63 0,50 0,9( 0,7; 0,61 7 0^9 ’ 0,72 1,25 1,0 0,8 1,37 1,1 0,88 1,6 1,27 1.0 1,75 1.41 1,13
Примечание. При данных значениях основного времени обеспечивается чистота поверхности V7. Для достижения класса чистоты обработанной поверхности v8 к таблич ным значениям основного времени добавлять время, приведенное в следующей таблице.
Диаметр шлифуе- мой по- аерхиистм Допуск д в мм Длина шлифуемой поверхности детали в мм
4 | 6 1 9 1 13 1 20 1 30 | 50 | 80 | 120
Время в мин.
50 0,03 0,05 > 0,05 0,03 0,06 0,03 0,06 0,03 0,06 0,04 0,06 0,05 0,08 0,06 0,12 — -
80 0,03 0,05 > 0,05 0,03 0,07 0,10 0,03 0,08 0,11 0,04 0,12 0,17 0,04 0,13 0,17 0,04 0,14 0,21 0,06 0,16 0,25 — — -
120 0,03 0,05 > 0,05 0,11 0,17 0,20 0,13 0,21 0,25 0,13 0,21 0,26 0,13 -0,23 0,30 0,14 0,27 0,34 0,14 0,28 0,38 0,14 0,28 0,38 - -
180 0,03 0,05 > 0,05 0,11 0,17 0,20 0,13 0,27 0,32 0,15 0,27 0,32 0,15 0,27 0,34 0,18 0,33 0,43 0,20 0,39 0,51 0,35 0,59 0,74 0,40 0,64 0,80 -
300 0,03 0,05 > 0,05 0,23 0,33 0,40 0,25 0,33 0,40 0,26 0,41 0,51 0,40 0,59 0,71 0,45 0,64 0,80 0,50 0,72 0,90 0,60 0,85 1.Ю 0,80 1,0 1,3
Примечание. Прн шлифовании деталей из чугуна время, полученное по данной таб лице умножать иа коэффициент Kj. = 0,03. прн обработке жаропрочной стали иа Ку = 1.4
Нормативы времени
639
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ШЛИФОВАНИЯ ГАЛТЕЛЕЙ Сталь Круглошлифовальные станки
КАРТА 14
0 Диаметр шлифуемой поверхности детали в мм
10 15 20 30 40 50 1 | 70 1 100 1 140 | 200 1 250 1 1 300
Основное (технологическое) время Го в мин
1-й 2-й 2а 3-й 0,19 0,16 0,14 0,11 0,25 0,21 0,18 0,15 0,29 0,25 0,22 0,18 0,37 0,32 0,28 0,22 0,46 0,39 0,34 0,27 0,54 0,46 0,40 0,32 0,67 0,57 0,50 0,40 0,85 0,73 0,64 0,51 1,07 0,91 0,80 0,64 1,37 1.17 1,03 0,82 1,55 1,33 1,17 0,93 1,75 1,50 1,32 1,05
Данная таблица рассчитана на припуск h — 0,5 мм на диаметр. В зависимости от фак- тического припуска на обработку применять следующие поправочные коэффициенты:
Припуск на диаметр h в мм 0,2 0,3 0.5 0,8 1.0
Поправочный коэффициент 0,63 0,77 1,0 1,26 1,41
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ НА КРУГЛОШЛИФОВАЛЬНЫХ И УНИВЕРСАЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКАХ Круглошлифовальные станки
КАРТА 15
Способ уста- новки н креплении детали ч* Вес детали в кг до
1 1 з | 1 5 | 1 » 1 12 1 20 1 30 | 50 80 1 120 | 1 200 | 300
Способ установки
Вручную | Краном
Время в мин.
В центрах — 0,16 0,18 0,20 | 0,22 0,26 0,30 2,0 2,1 2,3 2,8 3,1 1 3,4
В центрах с люнетами До I 1000 | 0,35 0,38 0,40 0,42 0,48 2.2 2,4 — — —
Св. 1000 — — 0,44 0,49 0,55 2.6 2,8 3.1 3,8 4,1 4,6
В трехку- лачковом пат- роне с поджа- тием центром задней бабки До 1000 0,28 0,32 0,34 0,39 0,43 0,48 2,2 2,4 2,8
В трехку- лачковом пат- роне с цент- ром и люне- том До 2000 0,55 0,60 0,65 0,70 0,80 2,3 2,6 3,0
В четырех- кулачковом патроне с лю- нетом До 1000 0,53 0,56 0,59 0,61 0,66 0,70 2,5 2,8 3,3 — —
Св 1000 — 0,63 0,65 0,68 0,70 0,75 2,7 3,0 3,6 4,0 4,6 5,2
Вспомогательное время на приемы, не учитываемые таблицей, в мин.
Надеть и снять хому- тик - 0,09 । 0,10 0,12 0,14 0,18 । 0,25 0,30 0,40 0,55 0,70 0,80 0,90
Поставить (снять) щиток ограждения - 0,09 । 0,09 0,09 0,09 0,10 I0'" 0,11 0,11 0,11 0,11 0,11 0,11
640
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ НА КРУГЛОШЛИФО- ВАЛЬНЫХ И УНИВЕРСАЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКАХ Круглошлифовальные станки
КАРТА 16
Способ установки и креплении детали Вес детали в кг до
1 1 3 1 5 1 » 1 12 | 20
Вреыв в мии.
Цент ровая оправка Гладкая с креплением ган- кой Быстросъемная шайба 0,39 0,42 0,47 0,50 0,55 0,60
Простая шайба 0,55 0,60 0,65 0,70 0,75 0,80
Гладкая с не- большой конус- ностью Без крепления 0,39 0,45 0,55 0,60 0,70 0,96
Разжимная Без гайки для откреп- ления 0,32 0,35 0,38 | 0,41 0,45 0,50
С гайкой для открепле- ния 0,45 0,50 0,56 | 0,61 0,65 0,70
Шлицевая Рукой 0,39 | 0,45 0,55 0,60 - -
Механическим прессом 0,55 0,62 0,67 0,74 0,80 -
Концевая оправка Гладкая Быстросъемная шайба 0,22 0,24 0,26 0,28 0,30 0,33
Простая шайба 0,44 0,46 0,48 0,50 0,55 0,60
Разжимная С постоянной пробкой— зажим ключом 0, 17 0,19 0,21 0,25 0,28 -
Ключом с гайкой для открепленвя 0,21 0,24 0,27 0,30 0,34 0,38
Маховичком 0,17 0,19 0,22 0,24 0,28 0,32
Пневмозажимом 0,10 0,12 0,13 0,14 0,17 0,20
Вспомогательное время на приемы, не учитываемые таблицей, в мин.
Установить, снять каждую следующую деталь на гладкой центровой или шпиндельной оправке . . . 0,07 0,08 0,10 - - -
Го же на шлицевой оправке (установить рукой) . . . 0,08 0,09 0,12 0,13 1 - 1
Нормативы времена
641
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ ПРИ ШЛИФОВАНИИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ НА КРУГЛОШЛИФОВАЛЬНЫХ И УНИВЕРСАЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКАХ Кругло шлифо- вальные станки
КАРТА 17
Группа ставхоа
S | % ’ 1 II
Высота центров в мм до
j 1» 250
Характер обработка 1 £ Шлифование с про- дольно* подаче» Шлифование с про- дольно» нодачеО
i о § is эВ Длина поверхности • *« ДО S8 Длина поверхности • мм до
£ й X & 8 100 | »| 500 | 1000 ii 100 | 250 | 500 | 1000
Ж Et i Время в мин.
Черновая на проход или за одно врезанне - - 300 0.09 0,19 0,12 0,24
Черновая за два врезания - 300 0,24 - 0,32 -
Черновая за трн врезания - 300 0,36 - 0,48 -
Скоба 1-Й 50 юо 200 300 1.0 1,45 2,2 3.0 1,05 1,60 2,4 3,2 1,20 1.80 2.7 3.8 1.50 2,3 й 1,80 2.6 3.7 5,1 1,05 1,60 2,40 3,30 1,20 1,75 2.6 3,40 1,35 2,0 3,0 4,1 1,60 2.4 3,4 4,6 1,90 2,7 3,9 5,5
Чистовая с измерением в процессе работы одно- сторон- няя пре- дел ь- ная 2-й ' 50 ЮО 200 300 0.55 0,90 1,50 V0 0,70 1,00 1,65 1,85 0,80 1.15 1,85 2,2 0,90 1,40 2,2 2,5 1,10 1,60 2.5 2,9 0,65 1,0 1,65 1,90 0,80 1,15 1,75 2,0 0,90 1,30 1.8 2,4 1,0 2,7 1,20 1,70 2,7 3,2
3-й 50 ЮО 200 300 0,20 0,25 0,37 0,41 0,31 0,36 0,48 0,53 0,32 0,38 0,51 0,55 9.33 0,39 0,53 0,58 0,34 0,41 0,55 0,65 0,24 0,30 0,43 0,48 0,37 0,42 0,55 0,60 0,38 0,44 0,59 0,63 0,39 0,45 0,60 0,65 0,41 0,47 0,65 0,72
1-й 50 100 200 300 0,75 1,35 2,05 2.4 0,85 1,45 2,15 2.6 0,95 1,60 2,3 2.7 1.Ю 1,90 2,5 3,0 1,35 2,4 3,4 3,9 0,85 1,45 2,2 2,6 0,95 1,60 2,3 2,7 1.0 1,70 2,4 2,9 1,20 2,0 2,6 3.1 1,45 2,5 3,5 4.1
Чистовая с измерением в процессе работы Микро- метр 2-й 50 ЮО 200 300 0,44 0,75 1.20 1.5 0,55 0,85 1,35 1,6 0,60 1.95 1,40 1.65 0,70 1.Ю 1,50 1,80 0,80 1,35 2,1 2,4 0,50 0,85 1.3 1.6 0,60 0,95 1,45 1.7 0,65 1,0 1,50 1.8 0,75 1,20 1,65 1,9 0,90 1,45 2,1 2,5
3-й 50 ЮО 200 300 0,12 0,20 0,34 0,44 0,22 0,30 0,45 0,55 0,23 0,31 0,46 0,57 0,24 0,34 0,49 0,60 0,25 0,37 0,58 0,70 0,15 0,24 0,40 0,50 0,27 0,36 0,52 0,80 0,28 0,38 0,53 0,65 0,29 0,40 0,55 0,70 0,30 0,43 0,65 0,80
Г- 41 Справивяик шчишрашцап 98
642
Нормирование шлифовальных работ
Продолжение карты 17
Характер обработки 5 J & X 1 1 1 X § g 8 2 i 5 Группа станков
1 1 й
Высота центров в мм до
150 250
i 5 ji 32 Шлифование с про- дольной подачей й 8 Н Шлифование с про- дольной подачей
Длина поверхности Длина поверхности в мм до
100 | 250 | 500 | 1000 100 1 250 1 500 | 1000
Время в мин.
Чистовая с измерением в процессе работы Скоба инди- катор- ная или рычаж- ная 1-й 50 100 200 300 0,55 0,95 1,55 1,75 0,65 1,20 1,70 1,90 0,75 1,40 2,0 2,2 0,90 1,70 2,3 2,6 1,10 1,95 2,8 3,1 0,65 1,20 1.7 1.9 0,75 1,30 1.8 2,1 0,85 1,50 2,1 2.4 0,95 1,80 2,4 2,7 1,15 2,1 2,9 3,3
2-й 50 100 200 300 0,33 0,60 0,95 1,05 0,44 0,70 1,05 1,20 0,49 0,85 1,25 1,40 0,55 1,0 1.4 1,70 0,65 1.10 1,7 1,90 0,39 0,70 1,05 1,20 0,50 0,80 1,10 1,30 0,55 0,90 1,35 1,50 0,60 1,10 1,50 1,70 0,70 1,20 1,80 2,0
3-й 50 100 200 300 0,11 0,18 0,29 0,36 0,21 0,29 0,40 0,47 0,22 0,32 0,47 0,56 0,22 0,33 0,49 0,58 0,23 0,35 0,54 0,65 0.14 0,22 0,34 0,42 0,26 0,34 0,46 0,54 0,27 0,38 0,53 0,63 0,28 0,39 0,56 0,65 0,29 0,41 0,60 0,70
Примечание. В тех случаях, Когда обработка поверхности заключается в нескольких последовательных врезаниях с радиальной подачей и в зачистке с продольной подачей, вспомогательное время» связанное с переходом, определяется как сумма времени на черновую и чистовую обработку. Время на дополнительные приемы, ие учитываемые таблицей
Наименование приемов Группа станков 1 1 11
Переключить число оборотов детали или подачу одной рукояткой 0,03 0,04
двумя рукоятками 0,05 0,07
Переместить шлифовальную бабку в поперечном направлении на каж- дне 10 мм „0.06 0,07
Нормативы времени
643
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ ШЛИФОВАНИИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ НА КРУГЛОШЛИФОВАЛЬНЫХ И УНИВЕРСАЛЬНО- ШЛИФОВАЛЬНЫХ станках Круглошлифо- вальные станки
КАРТА 18
Характер обработки Измеритель- инструмент 2 II Группа станков
1 1 П
Высота центров в мм до
150 | 250
Иамериемаи длина в мм до
50 100 | 200 | 300 | 500 | 1 50 1 1 100 1 1 200 1 300 | | 500
Время в мни.
Черновая — 0.18 | 0,20
Чистовая с измерением в процессе работы Микрометр 0,03 0,04 0,05 0,06 0,08 0,10 1,08 0,83 0,58 0,49 0,38 0,32 1,1 0,92 0,62 0,48 0,41 - - - 1,29 1,02 0,75 0,65 0,52 0,46 1,32 1,12 0,80 0,64 0,55 -
Скоба предельная двусторон- няя 0,03 0,04 0,05 0,06 0,08 0,10 0,77 0,61 0,47 0,39 0,32 0,28 0,81 0,69 0,56 0,44 0,38 2 0,99 0,80 0,64 0,55 0,46 0,41 1,03 0,88 0,74 0,60 0,52 2
Шаблон предельный односторон- ний или двусторон- ний 0,03 0,04 0,05 0,06 0,08 0,10 0,88 0,69 0,50 0,43 0,34 0,30 0,88 0,75 0,53 0,42 0,36 1^04 0,88 0,74 0,58 0,41 1Д4 0,88 0,69 0,57 1.12 0,89 0,72 0^88 0,68 0,59 0,48 0,43 1,10 0,94 0,70 0,58 0,51 1,28 1,10 0,93 0,75 0,57 1,28 1,09 0,88 0,74 1,35 1,09 0,90
Время на дополнительные приемы, не учитываемые таблицей
Наименование приемов Группа ставков
1 11
Время в мин.
Переключить число оборотов детали или подачу одной рукояткой 0,03 0,04
двумя рукоятками 0,05 0,07
Переместить шлифовальную бабку в пЬперечном направлении на каж- дые 10 мм 0,06 0,07
41*
644
Нормирование шлифовальных работ
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ
1. Техническое обслуживание рабочего места
Время правки шлифовальных кругов
на круглошлифовальиых станках
Содержание работы
1. Установить правящий инструмент.
2 Подвести шлифовальный круг к правящему инстру-
менту.
3. Включить охлаждение.
4. Включить подачу (для правки цилиндрической
поверхности).
5. Править круг.
6. Выключить подачу (для правки цилиндрической
поверхности). '
7. Выключить охлаждение.
8. Снять правящий инструмент.
9. Отвести шлифовальный круг в рабочее положение.
Круглошлифо-
вальные станки
КАРТА 19
1. Правка цилиндрической и торцовой поверхвости
мци°и Наименование правящего инструмента правки Высота круга 1 ММ до Высота центров ставка в мм до
ISO | 250
Частота поверхности детали
V6 | V8 | V9 | V6 1 V8 | V9
Время на одну правку - в МНВ.
1 Алмаз или алмазно- 20 1,3 1,4 1.5 1.4 1.5 1.6
2 металлический 40 1.6 1.7 1.8 1,7 1 8 1,9
3 карандаш 60 1.8 го гг го 2J гз
4 80 2.3 г4 2.5 г5 гв г7
5 2 - 1.1 1.2 1,2 1,2 1.3 1.3
6 Ролик из твердого ' 20 1.2 1,3 го 1,3 1,4 гг
7 сплава (или диск) 40 1.5 1.6 2,6 1,6 1.7 гв
8 Круг из глинозе- 60 1.8 2.1 3,3 1.9 2,2 3,4
9 ма АЗ, работаю- щий по методу 80 2.1 2.4 3,9 гг г5 4.0
обкатки
10 2 - 1,1 1,2 W 1.3 1.3 1,3
11 Карборундовые 20 1.7 1.9 2.2 г85 1.8 го 3,0
12 круги, работаю- 40 2.0 3.5 2.1 г4 2,3 3,6
13 щие по методу 60 2.3 2.5 4.1 2.6 4,2
14 обкатки 80 2.6 Я8 4.4 2.7 гэ 4.5
15 1.5 1.6 - 1.6 1.7 -
Нормативы времени
645
Продолжение карты 19
2. Правка торцовой и радиусной поверхностей
№ по- эяции Наименование инструмента Поверх- Радиус Я в мм Высота центров станке в мм до
150 | 1 250
Допуск на радиус в мм
0,2 | 0.5 | ‘•° 1 1 °-2 1 1 °-5 1 ьо
Время на одну правку в мин,
16 Карборундовый брусок 2 и 3 1 0,49 0,45 - 0,53 0,49 -
17 2 0,61 0,47 0,29 0,65 0,51 0,33
18 5 0,76 0,59 0,46 030 0,62 0,50
19 10 0,79 0,61 0,48 0,83 0,64 0,52
Время технического обслуживания рабочего места рассчитывается по формуле Тамж= МИИ., где Тар —время правки, определяемое по данной карте, в мин.; То — основное (технологическое) время в мин.; Т — стойкость шлифовального круга, определяемая по карте 4, в мин. II. Организационное обслуживание рабочего места
Способ шлифования Высота центров станка в мм до
150 . | 250
Время организационного обслуживании рабочего места aopt в % оперативного времени
С охлаждением 13 2,0
Без охлаждения 1.2 1.5
Время организационного обслуживания рабочего места на одну деталь опреде- ляется по формуле Т'орг = Т'ол “ни. III. Отдых и естественные надобности Время на отдых и естественные надобности aomg в процентах оперативного времени устанавливается в зависимости от наивысшего класса точности по дайной операции: 1-й класс —6%, 2-й класс —5%, 3-й класс —4%. Время иа отдых и естественные надобности, приведенное к одной детали, опре- деляется по формуле T'omd *= T'on "ygj “ин-
646
Нормирование шлифовальных работ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ПРИ РАБОТЕ НА КРУГЛОШЛИФОВАЛЬНЫХ И УНИВЕРСАЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКАХ Круглошлифо- вальные станки
КАРТА 20
№ по- Способ установки детали Высота центров ставка
150 | 250
Время в мин.
2 4 В центрах, в центрах на оправке В самоцентрирующем патроне В самоцентрирующем патроне я люнете В четырехкулачковом патроне и люнете 7,0 10,0 12,0 14,0 8,0 11.0 14,0 16,0
Содержание работы Получение и сдача наряда, инструкции; ознакомление с чертежом, получение инструмента и приспособления; получение заготовки и осмотр ее перед обработкой; раскладка и уборка инструмента, подготовка станка и приспособления.
Добавлять в случаях
5 Расшлифовки кулач- ков патрона Диамет{ В JMJM До 200 6,0 8,0
6 Св. 200 8,0 10,0
7 Установки н снятия цангового патрона 1,0 1,2
8 9 Установки и снятия приспо- собления на шпинделе станка без выверкн 1,5 2,0
с выверкой 2,5 4,0
10 Установки дополнительного люнета с регулировкой открытого типа 2,0 2,8
11 закрытого типа 2,5 3,0
12 Смены шлифовального круга 6,0 1 | 8,0
13 Поворота стола или передней бабки или суппорта шлифовального круга на угол 1.0 1.5
14 Правки шлифовального круга после его смены (предвари- тельная обдирка) диаметр 1,0 1,5
15 один торец 1.5 2,0
16 один радиус 0,5 0,5
17 Смены или переустановки кулачков трехкулачкового патрона 1,5 2,0
18 четырехкулачкового патрона 2,5 3,5
19 Настройки приспособления дли автоматического измерения в процессе шлифования - 10 10
Методические указания
647
Бесцентровые круглошлифовальные станки
Шлифование на проход
При бесцентровом шлифовании цилиндрических поверхностей на про-
ход применяются два движения подачи: вращательное движение детали
и продольная подача.
Выбор режима резания при шлифовании на проход заключается в опре-
делении числа проходов, глубины резания для каждого из проходов, ско-
рости вращения детали и подачи на ширину шлифования.
Общее количество получистовых и чистовых проходов при обработке
детали указано в карте 24.
В пределах указанного в карте 24 количества проходов назначается
один чистовой проход с глубиной шлифования 0,015—0,02 мм для
1-го класса точности и 0,02—0,03 мм для 2-го и 2а классов точности. Осталь-
ные проходы являются получистовыми. Глубина шлифования при получи-
стовых проходах устанавливается в пределах 0,04—0,05 мм.
Если припуск, снятый при чистовых н получистовых проходах, оказался
меньшим, чем общий припуск на обработку детали, то назначаются черновые
проходы с режимами, указанными в карте 23.
При черновом шлифовании режим резания' назначается, исходя из фор-
мулы минутного съема металла,
CwDS'3
№ = ммЧмин. (21)
Из формулы. (21) определяется минутная продольная подача:
= (22)
где 2t—удвоенная глубина шлифования в мм.
Значения коэффициента Ct в формуле (22)
Незакаленная сталь Закаленная сталь Чугун
Марка круга Значение Cs Марка круга 1 Значение Cs Марка круга Значение Cs
46С1 46СТ1 6ОСМ2 6ОСТ1 18 500 15 700 16 600 15 200 46СМ1 46С1 60СМ2 60С1 19400 16 100 13 900 12 600 46СМ2 24000
Так как изменение любой из составляющих режима резания в пределах
одного и того же минутного съема не приводит к изменению производитель-
ности и стойкости шлифовального круга, то, учитывая сложность изменения
угла между шлифовальными кругами, в условиях серийного производства
желательно работать с постоянным углом поворота ведущего круга, изменяя
режим резания за счет глубины шлифования (числа проходов) и числа обо-
ротов ведущего круга в минуту.
Наиболее приемлемым диапазоном подач на ширину шлифования при
черновом шлифовании является 1000—2500 mmImuh. При больших значе-
ниях sB рабочий не всегда успевает производить загрузку станка, и произ-
водительность может снизиться.
Если по нормативам режимов резання выбрана минутная подача
sB > 2500 мм!мин, то это значение должно быть проверено с точки зрения
соблюдения условия полного перекрытия вспомогательного времени машин-
ным временем по формуле
мм!мин, (23)
где Т, — вспомогательное время, связанное с переходом.
648
Нормирование шлифовальных работ
Не рекомендуется применять значения sB* выше рассчитанных по фор-
муле (23).
Мощность при бесцентровом шлифовании с продольной подачей Опре-
деляется по формуле
W = 2,2 (и^/)0-7 = 0,024D°-7s°B-7 (2П0-7 кет. (23а)
Основное (технологическое) время при бесцентровом шлифовании на про-
ход рассчитывается по формуле
Т __ № + 1 (241
0 5ВМЯ
где /, — габаритная длина обрабатываемой детали в мм\
Вк — ширина шлифовального круга в мм~
i — число, проходов;
q — количество деталей в партии;
$Вд — минутная продольная подача, определяемая по формуле
sB = 1000odsina мм/мин, (25)
где a — угол поворота ведущего круга в град.;
va — скорость вращения обрабатываемой детали в м!мин.
Скорость вращения ведущего круга должна составлять = (1,01 ч-
-7-1,04) vd с учетом скольжения между ведущим кругом и шлифуемой деталью.
В условиях серийного производства влияние величины Вк на основное
время в формуле (24) незначительно и поэтому с достаточной точностью
может быть принято
Т мин. (26)
Шлифование методом врезания
Процесс бесцентрового шлифования методом врезания состоит из двух
частей:
а) шлифования с ручной подачей ведущего круга на глубину шлифования;
б) зачистки; подача при этом осуществляется за счет упругой деформации
в системе.
Основное (технологическое) время при бесцентровом шлифовании мето-
дом врезания определяется по формуле
мин., (27)
где Л — припуск на диаметр в мм;
st — минутная поперечная подача в мм/мин;
К — коэффициент, учитывающий время зачистки; при черновом шли-
фовании К = 1,1.
Минутная поперечная подача при черновом бесцентровом шлифовании
методом врезания определяется по формуле
= мм/мин- <28)
Значения коэффициента Ki приведены в карте 26.
Для окончательного шлифования методом врезания в карте 27 приведены
значения скорости вращения детали и основного (технологического) времени.
В карте 28 приведено время шлифования галтелей радиусом 0,5—1,0 мм.
Если при обработке цилиндрической поверхности с галтелью время шли-
фования цилиндрической поверхности больше времени шлифования галтели
(по карте 28), то в норму включается только время шлйфования цилиндри-
ческой поверхности, а время шлифования галтели является перекрываемым.
Нормативы режимов резания
649
Если время шлифования галтели больше времени шлифования цилиндри-
ческой поверхности, то в норму включается время обработки галтели,
а время обработки цилиндрической поверхности является перекрываемым.
Бесцентровые КЛАССИФИКАЦИЯ МЕТОДОВ ШЛИФОВАНИЯ кругмшмфовальные И ПОВЕРХНОСТЕЙ ПРИ БЕСЦЕНТРОВОМ КРУГЛОМ станки НАРУЖНОМ ШЛИФОВАНИИ КАРТА 21
Способ шляфоаания Тип шлафуемой поверхности 8, Ц I! Эсква № карты для опре-
8. 8 ii 2н н 8. ii. аЙ
•На проход Цилиндриче- ская 1 Шлиф/вищй «ш t i В№М ЧЁг1 23—25 30
. Методом врезания Цилиидряче ская 1 * 26, 27, 29 26, 27 30
Цилиндриче- ская с торцом 1. 2 26, 27, 29 26, 27 30
Цилиндриче- ская с торцом и галтелью *'з' 26, 27, 29 26, 27, 28 30
Ступеачатаи с галтелями 1,2,3 26, 27, 29 26, 27, 28 30
650
Нормирование шлифовальных работ
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА Бесцентровые круглоииифовальные станки
КАРТА 22
Обрабатываемый материал Тип обрабатываемой поверхности Класс чистоты обработанной поверхности
V6-V7 | V8—V9 | vio
Характеристика круга: абразивный материал, зернистость, твердость, связка, структура
Стали углеро- дистые и легиро- ванные иезака ленные Цилиндрическая; цилиндрическая с галтелью Э36—46; СМ2—СТ 1; Кб-6 Э46—60; СМ2-СТ1; Кб—6 Э80—120; СМ2—СТ 1; Кб-6
Стали углеро- дистые и легиро- ванные закален- ные Цилиндрическая; цилиндрическая с галтелью R > 1,0 мм Э36—46; СМ1-С1; Кб— 6 Э46-60; СМ1-С1, Кб—6 Э80—120; СМ1-С1; Кб—6
Цилиндрическая с галтелью R < 1,0 мм Э36—46; С2-СТ1; Кб—8 Э46—60; С2-СТ1; Кб—8 Э80—120; С1-СТ1; Кб—8
Чугун Цилиндрическая КЧ 36—46; СМ1—С2; К5-6 КЧ 46-60; СМ1-С2; Кб—6 -
Примечании: 1. Ведущие круги рекомендуется применять корундовые иа вулканитовой связке твердостью СТЗ-Т1, зернистостью 80—120. 2. В пределах рекомендуемых диапазонов более твердые круга применять при шлифовании методом врезвиия. 3. При шлифовании сталей с пониженной теплопроводностью, а также закаленных иелегиро- вавных сталей применять круги меньшей твердости в пределах рекомендуемого диапазона.
Нормативы режимов резанйя
651
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ СТАЛИ НА ПРОХОД Бесцентровые круглошлифовал ьные станки
КАРТА 23
8? 5“ н Й >3 Диаметр шлифуемой поверхности детали D& в мм
6 • 10 1 1 15 I 25 '1 1 40 1 60 | 1 80 1 | 100
Продольная подача в мм/мин
Черновое шлифование
0,10 0.15 0,20 0,25 0,30 0,35 0,40 3800 3875 3390 3720 3200 2790. 3820 3190 2730 2380 3600 2880 2400 2060 1800 3400 2550 2040 1700 1450 1275 3660 2440 1830 1465 1220 1045 915 2650 1770 1325 1060 885 760 665 2180 1460 1090 875 730 625 547 1910 1270 955 760 635 545 475
Поправочные коэффициенты на значения $вм при черновых проходах в зависимости 1) от обрабатываемого материала и марки круга
Незакалениая сталь Закаленная сталь Чугун
Марка круга Значение Ks Марка круга Значение Ks* Марка круга Значение Ks
46С1 46СТ1 60СМ2 50СТ1 1.0 0,85 0,90 0,82 46СМ1 46С1 60СМ2 60С1 1,06 0,87 0,75 0,68 46СМ2 1,3
2) от размеров и стойкости шлифовального круга
Стойкость Т в мин. Ширина круга Вк в мм
150 250 400
До 9 15 25 40 1,25 1,0 0,8 0,63 1,56 1,25 1.0 0,8 2,0 1.6 1,44 1,0
2. Угол поворота ведущего круга выбирать в пределах 3—5°. Число оборотов ведущего круга определять по карте 24, раздел 2. 3. При даиимх режимах шлифования обеспечивается чистота поверхности в пределах V6.
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ СТАЛИ НА ПРОХОД Бесцентровые круглошлифовальные станки
КАРТА 24
1. Количество проходов н продольная подача при окончательном шлифовании
Класс точности 5 10 15 20 30 40 60 80 too
1 sfl- 1 *вм i i *вм 1 'вм i гВя ‘вм i *ВД 1
1-й 2-Й 2а 3-й 3 3 2 2 1800 2000 2000 2009 3 3 2 2 1600 2000 2000 2000 3 3 3 2 1300 1700 2000 1750 3 3 3 2 1100 1500 1750 1500 4 4 3 3 1100 1500 1450 1500 4 4 3 3 1050 1300 1200 1500 5 5 4 3 1050 1300 1200 1300 5 5 4 3 900 1100 1150 1200 5 5 4 3 800 1000 НО) 1200
Поправочные коэффициенты на минутную продольную подачу в зависимости от обрабатываемого материала и соотношения между толщиной стенок и диаметром
Обрабатываемый материал Соотношение между толщиной стенок и диаметром
>0.15 0,12-0,15 0,10—0.11 0,08-0,09
Закаленная сталь Незакалеиная сталь Чугун 1.25 1.6 0,8 1.0 1.25 0,63 0.8 1.0 0,5 0,63 0.8
Примечания 1. Режим чистового шлифовании не должен превышать режима чернового шлифования (см. карту 23). 2. Режимы резания рассчитаны дли кругов шириной В* •» 160 + 200 мм. При В* •» 250 мм число проходов может быть уменьшено на 40%, а при flc = 400 мм иа 60%.
652 Нормирование шлифовальных работ
. Продольная подача sB* в зависимости от числа оборотов ведущего круга i и угла поворота ведущего круга а’ п4, ж в минуту
Угол поворота ведущего круга
Число оборотов в минуту ведущего круга л<ф ж 1-30' - г-эо* 1 | 3*30' 1 1 *
в об fun Продольная подача tB в мм/мин
18 23 29 34 39 44 52 290 38! 468 550 630 710 840 432 555 700 825 945 •1060 1250 575 730 930 1100 1260 1420 1670 720 935 1165 1370 1570 1760 2130 865 1110 1400 1640 • 1880 2120 2500 1000 1270 1600 1880 2150 2430 2860 изо 1450 1830 2180 2470 2790 3280 1260 1610 2030 2380 2730 3080 3630 1410 1790 2260 2640 3040 3440 4050
Примечааак: 1. Приведенные • рааделе 2 шш» минуткой подача 1 и угла иоворота ведущего круга а* рассчитаны аа диаметр ведущего круга Dt к — мекать следующие поправочные ксеффицимты На аначенан пиутао* подача: а зависимости от числа оборотов ведущего круга л# к 3<Й> мм. В аавасммости от фактического диаметра ведущего в минуту круга при-
Диаметр ведущего круге D,. к в мм 200 250 300 350 400 500
Поправочный коэффициент КгВя 0,67 0,83 1.0 1.17 1,33 1,67
Нормативы -режимов резания
654
Нормирование шлифовальных работ
МОЩНОСТЬ РЕЗАНИЯ Бесцентровое шлифование на проход Бесцентровые круглошлифовальные станки
КАРТА 25
tin ill! Диаметр шлифуемой детали Dg в мм
• 15 ” 1 1«1 •° 100
Мощность N в кет
600 0,2 0,3 0,4 4.8 5,6 4,5 6,0 7.4 5,5 9*1 7,5 10,0 12,0 9,1 12 15 11 15 18 12 16 20 15 20 24 17 23 28
800 а, 2 0,3 0,4 4,8 5.8 5,6 6,8 5,5 7,3 9,0 6,6 9.0 11,0 9,1 12,0 15,0 11 15 18 12 18 22 15 20 24 18 24 29 21 28 34
1200 0,1 0,15 0.2 0,3 0,4 4,8 6,3 7,7 4,6 5.6 7,4 9,1 4,6 6,1 7,5 9,9 12,0 6,9 7,5 9,1 12,0 15,0 7,4 9,5 12 16 20 9,1 12 15 20 24 11 15 16 23 29 12 16 20 26 32 15 20 24 31 39 17 23 28 37
1500 0,1 0,15 0,2 0,3 4.5 5,6 5,3 6,5 8,6 5,3 7,1 8,7 12,0 8,0 8,7 11,0 14,0 8,7 12 14 19 11 14 17 23 13 17 21 28 14 19 23 31 17 23 28 37 20 27 33
2000 0,1 0,15 0.2 0,3 5,7 6,9 9,2 5,0 6,6 8.1 11Л 6,6 8,8 Ю,7 15,0 10 11 13 17 11 14 18 23 13 18 21 28 16 21 26 34 17 23 28 38 21 28 35 35 33 40
2500 0,1 0,15 0,2 0,3 5,0 6,6 8,0 11 5,8 7,6 9.3 12 7,6 10,2 12 17 11 13 15 20 12 17 20 27 15 20 25 33 18 24 30 40 20 27 33 25 33 40 29 37 47
3000 0.1 0,15 0,2 0,3 5,6 7,4 9,0 12 6,5 8,6 11 14 8,7 12 14 19 13 14 17 23 14 19 23 30 17 23 28 37 20 27 34 23 30 37 28 37 33 43
4000 0,1 0,15 0,2 0,3 6,8 9,1 11 15 8 11 13 17 11 14 17 23 16 17 21 28 17 23 28 37 21 28 34 26 34 41 28 37- 34 40
Поправочные коэффициенты на мощность резання в зависимости от ширины и твердости круга
Шнрнна шлифовального круга В* в мм [
1S0 250 1 " 1
Твердость круга ]
СМ1- СМ2 С1 — С2 СТ1- СТ2 СТЗ- Т1 СМ1— СМ2 С1- С2 СТ 1- СТ2 СТЗ- Т1 СМ1- СМ2 С1- С2 СТ1- СТ2 СТЗ- Т1
0,85 1,0 1,16 1,36 0,96 1,12 1,30 1,52 1,07 1,25 1,45 1,70
Нормативы режимов резания
655
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ, МИНУТНАЯ
ПОПЕРЕЧНАЯ ПОДАЧА И ОСНОВНОЕ
(ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ЧЕРНОВОМ
БЕСЦЕНТРОВОМ ШЛИФОВАНИИ МЕТОДОМ ВРЕЗАНИЯ
Бесцентровые
круглошлифовальные
станки
КАРТА 26
Диаметр шлифования Dg в мм
’1’1’ 20 50 70 100 120
Скорость вращения детали Од в j »fMun
Припуск диаметр 10-15 12-18 13-20 14—22 15-25 J 16-27 16—29 17—30 17—35 18-40 20-50
Мииутааи поперечная подача S/ в мм/мин
7.85 | 5.47 3,96 3,38 | 2.54 2,08 1.55 1,09 | 0,865 0,672 0,592
Основное (технологическое) время в май.
0,2 0,014 0,020 0,028 0,0325 0,0435 0,0532 0,0706 0,101 0,128 0,164 0,186
0,3 0,021 Q.030 0,042 0,049 0,065 0,080 0,105 0,152 0,192 0,246 0,280
0,4 0,028 0,040 0,056 0,065 0,087 0,106 0,141 0,202 0,256 0,328 0,372
0.5 0,035 0,050 0,070 0,0815 0,109 0,132 0,176 0,252 0,3fc0 0,410 0,465
0,6 0,042 0,060 0,084 0,098 0,130 0,160 0,210 0,304 0,384 0,492 0,560
0,8 0,056 0,080 0,112 0,130 0,174 0,212 0,272 0,404 0,512 0,756 0,744
1.0 0,070 0,100 0,140 0,164 0,218 0, 264 0,352 0,504 0,640 0,820 0,930
Стойкость шлифовального круга равна 15 мин. машинного времени
Поправочные коэффициенты на основное (технологическое) время в зависимости от
диаметра шлифовального круга и обрабатываемого материала *
Обрабатываемый
Диаметр шлифоваль-
ного круге DK в мм
500 600 750
Жаропрочная сталь 1,3 1,2 1,05
Закаленная сталь 1,15 1,05 0,94
Незакаленная сталь 1.1 1.0 0,9
Чугун . • 1,04 0,95 0,85
656
Нормирование шлифовальных работ
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ И ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ОКОНЧАТЕЛЬНОМ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ МЕТОДОМ ВРЕЗАНИЯ Бесцентровые круглошлифовальные станки
КАРТА 27
Длина шлифуе- верхяостм Диаметр шлифуемой поверхности детали Dg в мм
3 s • '° .. 1 ” 1 ’ 50 1" ”1 120
Скорость вращения детали ид а м/мин
10-15 12-18 13—20 ч 14 | 23-30 Iя-*: | 30—40 | 35-45 | 35-50 j 35-80
Основное (технологическое) время в мая.
25 30 40 50 60 80 100 120 150 0,054 0,06 0,071 0,084 0,092 0,11 0,12 0,14 0,16 0,070 0,078 0,092 0,11 0,12 0,14 0,16 0,18 0,21 0,089 0,099 0,11 0,14 0,15 0,18 0,20 0,23 0,26 0,099 0,11 0,13 0,15 0,17 0,20 0,23 0,25 0,29 0,12 0,14 0,16 0,19 0,21 0,24 0,28 0,31 0,36 0,14 0,16 0,19 0,21 0,24 0,28 0,32 0,36 0,41 0,17 0,19 0,23 0,26 0,29 0,34 0,39 0,44 0,50 0,22 0,25 0,29 0,34 0,38 0,45 0,51 0,57 0,65 0,26 0,29 0,35 0,40 0,44 0,53 0,60 0,68 0,77 0,31 0,35 0,42 0,48 0,53 0,63 0,72 0,81 0,92 0,34 0,38 0,45 0,52 0,58 0,69 0,79 0,88 1.0
Поправочные коэффициенты иа основное (технологическое) время в зависимости
1) от обрабатываемого материала и диаметра шлифовального круга Кг 2) от точности и припуска иа обработку Кг
Обрабатываемый материал Диаметр шлифовального круга DK в мм я
400 500 800 750 0.2 0,3 0,5 0.7 1.0
Жаропрочная сталь Закаленная сталь Незакаленная сталь Чугун 1.8 1,25 1,05 0,77 1.7 0,9 0.7 1.4 1.0 0,84 0,63 1,25 0,9 0,77 0,57 1-й 2-й 2а 3-й 0,79 0,63 0,50 0,41 0,96 0,77 0,62 0,50 1,25 1.0 0.8 0,65 1.47 1,18 0,94 0,77 1,76 1.41 1.13 0,92
Пра шлифовании с частотой роверхаости V8 зиачеиии осиоввого (технологического) времени умвожать на коэффициент К, =• 1,17. Для достижения чистоты, поверхности V9 время дополнительно увеличивать ив 0,08 мни. стн — 5 мин.
Нормативы режимов резания
657
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ МЕТОДОМ ВРЕЗАНИЯ ГАЛТЕЛЕЙ РАДИУСОМ R = ОД ч- 1,0 мм Бесцентровые кругло- шлифовальные станки
КАРТА 28
Припуск Радиус R и мм Диаметр шлифуемой поверхности Dg в мм
3 5 i 1 10 1 1 ‘5 1 | 20 | 1 25 1 1 » 1 | 40
Основное (технологическое) время То в мни.
0,10 0,5 0,7 1.0 0,012 0,009 0,005 0,020 0,015 0,013 0,039 0,031 0,025 0,055 0,045 0,038 0,075 0,065 0,055 0,095 0,075 0,065 0,12 0,09 0,08 0,15 0,12 0,10
0,15 0.5 0,7 1.0 0,017 0,014 0,011 0,029 0,023 0,019 0,06ч 0,047 0,038 0,085 0,07 0,06 0,12 0,10 0,09 0,14 0,12 0,10 0,17 0,14 0,12 0,23 0,19 0,15
0,20 0,5 0,7 1.0 0,023 0,018 0,015 0,039 0,030 0,026 0.077 0,062 0,05 0,11 0,09 0,077 0,15 0,13 0,11 0,19 0,15 0,13 0,23 0,18 0,16 0,30 0,24 0,20
0,30 0,5 0,7 1.0 0,034 0,027 0,023 0,058 0,046 0,038 0,12 0,093 0,075 0,17 0,14 0,12 0,23 0,19 0,17 0,28 0,23 0,19 0,34 0,27 0,23 ТлГ 0,37 0,30
0,40 0.5 0,7 1.0 А, 046 0,036 0,030 0,078 0,06 0,052 0,15 0,12 0,10 0,22 0,18 0,15 0,30 0,26 0,22 0,38 0,30 0,26 0,46 0,36 0,32 0,60 0,48 0,40
МОЩНОСТЬ РЕЗАНИЯ Бесцентровое шлифование методом врезания Бесцентровые кругло- шлифовальные станки
КАРТА 29
5г нЗ Н;1 Диаметр шлифуемой поверхности Dg в мм
" 1 | 30 | 40 | S0 | 60 | 100 120 1.50
Мощность на 10 мм длины активной поверхности круга Ht, в кат
0,2 0,3 0,4 0,5 0,7 1.0 1.2 13 2,0 2,5 3,0 4,0 5,0 7,0 0,105 0,138 0,17 0,20 0,25 0,32 0,36 0,43 0,52 0,61 0,69 0,85 0,99 1.25 0,121 0,16 0,20 0,23 0,29 0,38 0,42 0,50 0,61 0,71 0,81 0,99 1.15 1.5 0,161 0,21 0,26 0,31 0,39 0,50 0,57 0,67 0,81 0,95 13 1.5 2.0 0,197 0,26 0,32 0,38 0,47 0,61 0,69 0.80 0,99 1,15 1,3 1.6 1.9 2.4 0,264 0,34 0,43 0,50 0,63 0,81 0,92 1.1 1.3 1,5 1.7 2,1 2,5 3,1 0,32 0,44 0,53 0,61 0,77 0,99 1.1 1.3 Кб 1.9 2.1 2,6 3.0 3,9 0,39 0,51 0,64 0,74 0,93 1,2 1,35 1.6 1.9 2,3 2,6 3,2 3,7 4,7 0,43 0,56 0,69 0,81 1,05 1.3 1.5 1,8 2,1 2,5 2,8 3,5 4.0 5,1 0,52 0,69 0,85 0,99 1,25 1,6 1,8 2,1 2.6 3,0 3,5 4,3 4.9 6,3 0,61 0,81 1,0 1,15 1,5 1.9 2.1 2,5 3,1 3,5 4,1 5.0 5,8 7,3 0,69 0,92 1,1 1.3 1.7 2.1 2.4 2,8 3,5 4,0 4.6 5.6 6,6 8,3 0,81 13 1,5 1.8 2.5 2,8 3,3 4.0 4.7 5,3 6,6 7,7 9,8
Поправочные коэффициенты и 13 мощность резання в зависимости
1) от твердости круга Kt 2) от обрабатываемого материала Kt
СМ 1-СМ2 С1-С2 | СТ1-СТ2 | CT3-TI Жаропрочна и сталь Неэакааеиивя| Чугун
1.0 1,16 | 1,36 | 1,58 1.2 1,1 1.0 | 0.9
Мощность резания рассчитывается по формуле N^^^-квт. где 1аКщ — длина активной поверхности шлифовального круга; прн /а < Вк 1акт = 1д-
42 сиравочнак нормировщика 98
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПРОХОДОМ Бесцентровые шлифовальные станка
КАРТА 30
Способ шлифования установки детали Способ снятая детали Диаметр детали D& в мм
5 | 10 1 2° 1 1 зо | 50 и более
Время в мин.
Врезанием На нож Вручную 0,04 | 0,05 0,06 0,07 0,10
Автоматическим сталкивателем 0,03 | 0,03 0,04 0,05 0,07
На проход На лоток или в загру- зочное приспособление Детали падают в тару 0,02 | 0,02 0,025 0,03 0,04
На нож 0,025 | 0,03 0,035 | 0,04 0,05
Внешний осмотр, укладывание обработанных деталей в тару, перемещение тары 5% основного времени
Периодичность контрольных измерений диаметра детали
^размер в жж до Способ шлифования
методом врезания | на проход
Диаметр обрабатываемой поверхности детали в мм
S 1 10 1 20 | 1 30 1 50 1 | 80 1 5 10 | 20 1 эо | | 50 1 “
Количество деталей, обрабатываемых между двумя измерениями
0,01 0,02 0,03 0,5 и более 2 4 6 8 1,5 3 5 7 1 2 3 6 1 1,5 3 5 2 4 2 3 30 40 60 70 22 30 50 60 15 25 35 40 10 22 30 35 7 20 27 30 6 18 25 27
Прямечания 1. При шлифовании на проход все приемы вспомогательного времени могут перекрываться машинным временем. 2. Ко времени на измерение, определяемому по карте 70, добавлять 0,02 мин. на каждое измерение.
658 Нормирование шлифовальных
Нормативы времени
659
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ
Бесцентровые
круглошлифовальные
станки
КАРТА 31
1. Техническое обслуживание рабочего места
Время правки
шлифовальных кругов на бесцентровых круглошлнфовальиых станках
Содержание работы
1. Установить правящий инструмент.
2. Включить охлаждение.
3. Включить подачу (для правки цилиндрической или
фасонной поверхности).
4. Править круг.
5. Выключить подачу (для правки цилиндрической или
фасонной поверхности).
6. Выключить охлаждение.
7. Снять правящий инструмент.
1, Правка цилиндрической или фасонной поверхности
№ по- Поверхность Ширина Характеристика стайка: наибольшие диаметр шлифования в мм
до 60 | 1 св. 60
ВКРвГ2л
зиции правящего инструмента правка Чистота поверхности детали
V6-v7| ( 1 V9 |v6-v7| V» I V9
Время и* одну правку в мии.
1 100 3,7 3,7 4,5 3,8 3,8 4,6
2 3 Алмаз или Цилиндри- ческая 1 150 200 5,5 5.5 5.7 7.0 4,5 5,6 4,5 5.6 5,8 7.1
алмазнометал-
лический 4 4
4 100 4,3 4,5 4.8 4,6 4,9
5 карандаш Фасон- ная 2 150 5,6 5,6 6,2 5.7 5.7 6,3
6 200 6.8 6,9 7,7 6,9 7.0 7,8
7 100 3,0 3,2 5,5 3.1 3,3 5,6
8 Ролик из твер- Цилиндри- ческая 1 150 3,7 4,0 7,3 3,8 4.1 7.4
9 дого сплава или 200 4,4 4,7 8,7 4.5 4,8 8,8
круг из глино-
10 зема АЗ, или 100 4.1 4,4 5,8 4,2 4.5 5.9
карборундовый Фасон- 150 5,3 5.7 8.9 5,4 5,8 9,0
12 круг 200 6,5 6,9 Н.1 6,6 7.0 11,2
42*
660
Нормирование шлифовальных работ
Продолжение карты 31
2. Правка торцовой я радиусной поверхностей
№ по- Нанмевовавве правящего инструмента Поверхность правки Радиус Характеристика станка: наибольший диаметр шлифования в мм
до 60 | св. 60
Допуск на радиус в мм
0.2 | 0.5 | I l.° 1 0.2 | 1 °-5 1 1 ’•<’
Время иа одну правку в мин.
13 14 15 16 Карборундовый брусок или алмазный карандаш Торцо- вая 3 и радиусная 4 0 1 2 5 и более ' 0,24 &63 0,84 1,1 0,24 0,54 0,56 0,74 0,24 0,31 0,33 0,51 0,40 0,70 0,94 1,23 0,40 0,61 0,63 0,86 0,40 0,40 0,40 0,58
Время технического обслуживания рабочего места рассчитывается по формуле Т ,1 /„q, 1 тех js МНИ., (29) |де Тпр— время правки, определяемое по данной карте, в мни.; Tj — основное (технологическое) время в мни.; Т — стойкость шлифовального крута, определяемая по картам 23—24 и 26—27.
11. Организационное обслуживание рабочего места
Способ шлифования Характеристика стайка: наибольшие диаметр
в) | | 150 | св. ISO
Время организационного обслуживания рабочего места в % от оперативного временя
С охлаждением Без охлаждения 1,5 1.2 1.8 1.4 2,1 1.6
Время организационного обслуживания рабочего места на одну деталь рассчиты- вается по формуле 7"ора — Гвл ~" мнн- (30>
111. Отдых н естественные надобности
Вес детали хг Оперативное время прохода в мин.
до 0.1 | 1 «• °-1
Время на отдых н естественные надобности аота в % от оперативного времени
До 0,5 Св. 1 6,0 7,0 8,0 5,0 6,0 7.0
Время на отдых и естественные надобности, приведенное к одной детали, опреде- ляется по формуле Tgmd — Ton МНН.
Н-ормативы времени
661
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ПРИ РАБОТЕ НА БЕСЦЕНТРОВЫХ-ШЛИФОВАЛЬНЫХ СТАНКАХ КАРТА 32
№ по- авцвв Способ установки Метод шлифования Допуск иа обработку < 0,03 | > 0,03 Время в мин.
1 На направ- ляющем ноже Шлифование на проход или врезанием без продольного упора со сменой направ- ляющего ножа 17 15
2 без смены направ- ляющего ножа 11 9
3 Шлифование врезанием с продольным упором со сменой направ- ляющего ножа 20 18
4 без смены направ- ляющего ножа 13 11
Добавлять в случаях
5 6 7 8 Установки и снятия лотка Установки выталкивателя с регулировкой Установки я снятия продольного упора {без выталкива- теля) Смены шлифующего или ведущего круга 2 8,5 1.5 8.0
9 Правки шлифующего круга (предварительная обдирка) по диаметру (по цилиндру) 3,0
10 по диаметру (профилю) 4,0
II по торцу или радиусу 0,5
12 Правки ведущего круга без ивстррйки угла наклона оси круга 6,0
13 с настройкой угла наклона оси круга 9.0
14 Обработки за несколько проходов — на каждый проход свы- ше одного 7.0
готовку в настройку ставка ИЯ операцию, изготовление пробных деталей, осмотр в проверку и предъ- явление пробных деталей контролеру.
662
Нормирование шлифовальных работ
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
КЛАССИФИКАЦИЯ ВИДОВ ОБРАБОТКИ НА ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ И ВЫБОР КРУГА Внутришлифовальные станки
КАРТА 33
№ карты для
определения
Тип шлифуемой
поверхностц
рёзання
вспОмога-
времени
Цилиндрическая
39
42
Цилиндрическая,
ограниченная
галтелью н тор-
Торцовая
Нормативы режимов резания
663
Продолжение карты 33
Рекомендуемая характеристика и размеры„шлифовальных кругов прн внутреннем шлифовании
Обрабатываемый материал
Стали углероди- стые и легиро- ванные незака- ленные Стали легирован- ные, закаленные с высоким отпу- ском HRC 28—42 Стали углероди- стые и легиро- ванные, зака- ленные с низким отпуском HRC>50 Сталь азотиро- ванная (38ХМЮА) HRV >90 Чугун
I
Характеристика круга абразивный материал, зернистость, твердость, |
связка, структура
Э46—60: СМ2—С2; Ко—6 Э-, ЭБ46—80; СМ1—С1; Кб—6 Э; ЭБ; М46—80; СМ 1-СМ2; К5-т6 Э; ЭБ; М46—80; СМ1—СМ2; Кб-8 КЧ36—60; МЗ-СМ1; Кб—6
Примечаяа я. 1. Прн шлифовании с чистотей обработанной поверхности V6—7 реко- мендуется применять круги зернистостью 46, а при шлифовании с чистотой поверхности V8 круги зернистостью 60— 80. 2 Вол ее твердые круги применять прн обработке с ручной подачей, при черновом шлифовании, а также в условиях пониженной скорости вращения шлифовального круга. 3 Прк шлифовании сталей с пониженной теплопроводностью, а также закаленных цементо- ванных сталей применять круги меньшей твердости в пределах рекомендуемого диапазона.
Размер шлифовального круга 1. Диаметр круга DK = (0,8 -s- 0,95) Dd 2. Ширина круга
Диаметр шлифуемой поверхности Dd в мм до 15 30 60 150 Св. 150
Ширина круга Вк в мм 25—32 32-40 40—63 63—75 63-100
664
Нормирование шлифовальных работ
ФОРМУЛЫ ДЛЯ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
И ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Внутришлифовальные
станки
КАРТА 34
1. Поперечная подача прн черновом внутреннем шлифовании цилиндрических
поверхностей
= 0,002_Da к /двход (3!а)
Vgsg
2. Определение поперечной подачи при окончательном внутреннем шлифовании
цилиндрических поверхностей:
прн Ц?> 12 мм
0.067 [Рд’э
К'К*К' ММ/дв- ** (3,б)
прн Dg = 10 ч- 12 мм
0,0104 Di57
%л.х =-------------KtKtKt мм/дв. ход (31в)
3. Определение эффективной мощности:
N3 = 0,98(t> « ^.х)°’7 кет (32)
Значения коэффициентов Klt KtH Kt приведены в картах нормативов.
Формула для расчета основного (технологического) времени при пнутрепием
шлифования
LhK
Wi,.,
мни.,
(33)
Фиг. 11. К определению дли-
ны обработки прп внутреннем
шлифовании.
где L — длина обработки, равная при шлифования
поверхностей со свободным выходом кру-
га с обеих сторон (фиг. 11), L — lg
(/а —длина обрабатываемой поверхно-
сти);
й — припуск иа диаметр в мм;
К — коэффициент учитывающий премя иа
создание начального натяга в системе,
выдержку без поперечной подачи в конце
перехода, а также местные дошлпфовкн
в целях устранения неточностей макро-
геометрии обрабатываемой поверхности;
ниже приводится зиаченпя коэффициен-
та к-
Характер обработке Черновая Окончательная
Значение К 1,1 1,4
«й —число оборотов обрабатываемой детали в минуту;
зв —подача на ширину шлифования в мм/сб; *
st^ х — подача на глубину шлифования в мм/дв. ход.
sg—подача на ширину шлифовании в долях ширины круга.
Нормативы режимов резания
665
СРЕДНИЕ ПЕРИОДЫ СТОЙКОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ Ьнутришлифобальные станки
КАРТА 35
А. Шлифование внутренних цилиндрических и конических поверхностей
Диаметр шлифуемой помрхиосп детали Класс точности
1-Й | | | Червовое 1 шлифование
Период стойкости Т в мии.
20 7 4Д) 2,0 1.0
50 16 7.0 2,5 1.0
100 17 8,0 3,0 1.5
150 15 8.0 30 3.0
200 14 7.0 3,0 3,0
300 14 7,0 3,0 3,0
Данные периоды стойкости рассчитаны дли припуска й<0,5 мм ни диаметр.
При больших значениях припуска табличные значений стойкости уменьшать на
20-30%.
Б. Шлифование торцовых поверхностей при радиусе сопряжения цилиндрической
и торцовой части R > 1 мм
Диаметр шлифовального
круга DK в мм
10
15
30
40
50
60
100
125
Стойкость шлифовального
круга Т в мии.
0.8
1,2
2,5
3.3
5,0
80
При шлифовании торцов радиусом R < 1 мм стойкость шлифовального круга
принимать Т = 5 мин
Првмечаивя 1. При работе шлифовальными кругами аа электрокорукда белого ЭБ
а моиокоруяда М аераод стойкости увеличивается на 60%.
2. При миогоперяхадвом шлифовании одно* поверхиостьв круга стойкость определяется
по формуле
Тп — период стойкости шлифовального крутя для каждого переходя в мии..
666
Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ШЛИФОВАНИИ ВНУТРЕННИХ Внутришлифовальные станки
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ КАРТА 36
1. Скорость нратцения в число оборотов детали
Диаметр шлифуемой поверх- ности детали D& в мм 10 20 1 “° 120 200 300 400
Скорость вращения детали vs в м/мин 10 -20 10-20 12-1 24 15-30 18-361 20-40 23—46 28-56 35-70
Число оборотов детали в минуту 318- 636 159— 318 127- 254 95,5— 191 71,5— 143 53— 106 36,5— 73 30-60 28-56
11. Продольная подача sB = (0,5 -ь 0,8) Вк 111. Поперечная подача
Диаметр шлифуе- мой поверхности Dd в мм Скорость вра- щения детали Продольная подача на один оборот детали s ширины круга в долях
0.Б 1 0,6 1 °-7 | 0,8
Поперечная подача на двойной ход стола мм/дф, ход
20 Ю « 15 20 0,0080 0,0053 0,0040 0,0067 0,0044 0,0033 0,0057 0,0038 0,0029 0,0050 0,0033 0,0025
25 10 15 20 0,0100 0,0066 0,0050 0,0083 0,0055 0,0042 0,0072 0,0047 0,0036 0,0063 0,0041 0,0031
30 16 20 0,0109 0,0075 0.006 0,0091 0,00625 0,005 0,0078 0,00535 0,0043 0,0068 0,0047 0,0038
35 12 18 24 0,0116 0,0078 0,0059 0,0097 0,0065 0,0049 0,0083 0,0056 0,0042 0,0073 0,0049 0,0037
40 13 20 26 0,0123 0,0080 0,0062 0,0103 0,0067 0,0051 0,0088 0,0057 0,0044 0,0077 0,0050 0,0038
50 14 21 29 0,0143 0,0096 0,0069 0,0119 0,00795 0,00575 0,0102 0,0068 0,0049 0,0089 0,0060 0,0043
60 16 24 32 0,0150 0,0100 0,0075 0,0125 0,0083 0,0063 0,0107 0,0071 0,0054 0,0094 0,0063 0,0047
80 17 25 33 0,0188 0,0128 0,0097 0,0157 0,0107 0,0081 0,0134 0,0092 0,0069 0,0117 0,0080 0,0061
Нормативы режимов времени
667
Продолжение карты 36
Диаметр шлифуе- мой поверхности »мм Скорость вра- щення детали v# в м/мин Продольная подача иа одни оборот детали в долях ширины круга
0,6 1 °-в 1 1 о-' 1 0.8
Поперечная под: ача на двойной xoj к СТОЛВ Sf# Е । мм/д». ход
120 20 30 40 0,024 0,016 0,012 0,020 0,0133 0,010 0,0172 0,0114 0,0086 0,015 0,010 0,0075
150 22 33 44 0,0273 0,0182 ' 0,0136 0,0227 0,0152 0,0113 0,0195 0,0130 0,0098 0,0170 0,0113 0,0085
180 25 37 49 0,0288 0,0194 0,0147 0,0240 0,0162 0,0123 0,0206 0,0139 0,0105 0,0179 0,0121 0,0092
200 26 38 52 0,0308 0,0211 0,0154 0,0257 0,0175 0,0128 0,0220 0,0151 0,0110 0,0192 0,0132 0,0096
253 27 40 54 0,0370 0,0250 0,0185 0,0308 0,0208 0,0154 0,0264 0,0178 0,0132 0,0231 0,0156 0,0115
303 30 42 55 0,0400 0,0286 0,0218 0,0333 0,0238 0,0182 0,0286 0,0204 0,0156 0,025 0,0178 0,0136
400 33 44 56 0,0485 0,0364 0,0286 0,0404 0,0303 0,0238 0,0345 0,0260 0,0204 0,0302 0,0227 0,0179
Поправочные коэффициенты на поперечную подачу в зависимости
I) от периода стойкости шлифовального 2) от отношения диаметра круга к дна-
______________круга К,_____________ ________метру отверстия детали _______
DK Dd 0,4 | <0,7 >0,7
Кг 0,63 | 0,8 1.0
Т в мин. До 1,6 | 2.5 4,0 6,0 10
К, 1,25 | 1,0 0,8 0,62 0,5
3) от скорости вращения круга и обрабатываемого материала К3
Обрабатываемый материал vK в м/сек до
18—22,5 28 1 35
Жаропрочная сталь 0,68 0,76 0,85
Закаленная сталь 0,76 0,85 0,95
Незакалениая сталь 0,8 0,9 1,0
Чугун 0,83 0,94 1,05
668
Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ШЛИФОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ Внутришлифовальные станки
КАРТА 37
I. Скорость вращении в число оборотов детали
Диаметр шлифуемой поверхности детали Обрабатываемый материал
Незакаленная сталь и чугун Закаленная в жаропрочная сталь
од в м/мин пд в об/мин од в м/мин п& в об/мин
10 15 20 30 50 80 120 200 300 400 10—16 12-20 16-32 20—40 25—50 ЗО-69 35-70 40-80 45-90 55-110 318—510 255-424 255- 510 212-425 159—318 119-238 92,5-185 64—128 47.5-95,0 43,5-87,0 10—16 12-20 20-32 25—40 30-50 40-60 45-70 50-80 55-90 65-110 318-510 255—424 320-510 270-425 191-318 159-238 119—185 79.5-128 58,5-95,0 51,5—87,0
II. Продольная подача При чистоте поверхности V&—V7 ад = (0,5 ч-0,9) В*. При чистоте поверхности V 8 Зв = (0,25 ч- 0,5) Вк.
III. Поперечная подача
а ® is о g- Чо || 1 ’ В! Продольная подия* на одни оборот детали в мм/об
10 | 12,5 16 20 25 » 1 чо 50
Поперечиая подача иа двойной ход стола и мм/до. ход
10 10 13 16 0,00386 0,00296 0,00241 0,00308 0,00238 0,00193 0,00241 0,00186 0,00150 • 0,00193 0,00148 0,00121 0,00154 0,00119 0,000965 0,00121 0,00093 0,000755 0,000965 0,000745 0,000605 0,000775 0,000595 0,000482
12 11 14 18 0,00465 0,00366 0,00286 0,00373 0,00294 0,00229 0,00292 0,00229 0,00179 0,00233 0,00183 0,00143 0,00186 0,00147 0,00114 0,00146 0,00114 0,000895 0,00116 0,000915 0,000715 0,000935 0,000735 0,000572
Нормативы режимов резания
669
Продолжение карты 37
» шлифуемой по-1 та Dg в мм I: Продольная подача на одна оборот детали 1в и мм/об
10 12.5 1в ’ 1 » 1 - 1 40 50
И h II Поперечная подача на двойкой ход стола ; %..х •
б 13 19 26 0,00622 0.00425 0,00310 0,00497 0,00340 0,00248 0,00389 0.00265 0,00195 0,00311 0,00212 0,00155 0,00249 0,00170 0,00124 0,00194 0,00133 0,00097 0,00155 0,00106 0,000775 0,00124 0,00085 0,00062
20 16 24 32 0,0062 0,0041 0,0031 0,0049 0.0033 0.0025 0,0038 0,0026 0,00193 0,0031 0,00205 0,00165 0,0025 0,00165 0,00123 0,00193 0,00129 0,00097 0,00154 0,00102 0,00077 0.00123 0,00083 0,00062
25 18 27 36 0,0067 0,0045 0,0034 0,0054 0,0036 0,0027 0,0042 0,0028 0,0021 0,0034 0,0022 0,00168 0,0027 0,00179 0,00134 0,0021 0.00140 0,00105 0,00168 0,00113 0,00084 0,00135 0,00090 0,00067
30 20 30 40 0.0071 0,0047 0,0036 0,0057 0,0038 0.0028 0,0044 0,0030 0,0022 0,0035 0,0024 0,00178 0,0028 0,0019 0,00142 0,0022 0,00148 0,00111 0.00178 0,00118 0,00089 0,00142 0.00095 0,00071
35 22 33 45 0,0075 0,0050 0,0037 0,0060 0,0040 0,0029 0,0047 0,0031 0,0023 0,0037 0,0025 0,00182 0,0030 0,0020 0,00146 0,0023 0.00155 0,00114 0,00186 0,00124 0,00091 0,00149 0,00100 0,00073
40 23 35 47 0,0081 0,0053 0.0039 0,0065 0,0042 0,0032 0,0051 0,0033 0,0025 0,0041 0,0027 0,00196 0,0032 0,0021 0,00158 0,0025 0,00165 0,00123 0,0020 0,00132 0.00099 0,00162 0,00106 0,00079
50 25 37 50 0,0090 0.0061 0,0045 0,0072 0,0049 0,0036 0,0057 0.0038 0,0028 0,0045 0,0030 0,0023 0,0036 0,0024 0,00181 0,0028 0,0019 0,00141 0,0023 0,00153 0,00113 0,00181 0,00122 0,00091
60 27 41 55 0,0098 0,0065 0,0048 0.0079 0,0052 0,0039 0,0062 0.0041 0,0030 0,0049 0.0032 0,0024 0,0039 0,0026 0,00193 0,0031 0,0020 0,00152 0,0(ЙБ 0,00163 0,00121 0,00196 0.00130 0,00097
80 30 45 60 0,0112 0,0077 0,0058 0,0089 0,0061 0,0046 0,0070 0,0048 0,0036 0,0056 0,0038 0,0029 0,0045 0,0030 0,0023 0,0035 0,0024 0,0018 0,0028 0,0019 0,00143 0,0022 0,00153 0,00115
120 35 52 70 0,0141 0.0095 0,0071 0.0113 0,0076 0,0057 0,0088 0,0059 0,0044 0,0071 0,0048 0,0035 0,0057 0,0038 0,0028 0,0044 0,0030 0,0022 0,0035 0,0024 0,00176 0,0028 0,0019 0,00141
150 37 56 75 0,0164 0,0108 0,0081 0,0131 0,0087 0,0064 0,0102 0,0068 0,0051 0,0082 0,0054 0,0041 0,0065 0,0043 0,0032 0,0051 0.0034- 0,0025 0,0041 0,0027 0,0020 0,0033 0,0022 0,00161
180 38 58 78 0,0189 0,0124 0,0092 0,0151 0,0099 0,0074 0,0118 0,0078 0,0057 0,0094 0,0062 0,0046 0,0076 0,0050 0,0037 0.0059 0,0039 0,0029 0,0047 0,0031 0,0023 0,0038 0,0025 0.00184
670
Нормирование шлифовальных работ
Продолжение карты 37
о, с Вх п 5s Скорость вращения 1 детали в jh/jhuh 1 Продольная подача иа одни оборот детали в мм/об
10 12,5 20 25 32 40 50
Поперечи ая подача иа двойной ход стола в мм/до. ход
200 40 60 80 0,0197 0,0131 0,0099 0,0158 0,0105 0,0079 0,0123 0,0082 0,0062 0,0099 0,0066 0,0049 0,0079 0,0052 0,0040 0,0062 0,0041 0,0031 0,0049 0,0033 0,0025 0,0039 0,0026 0,0020
250 42 63 85 0,0230 00153 0,0113 0,0184 0,0122 0.0091 0,0144 0,0096 0,0071 0,0115 0,0077 0,0057 0,0092 0,0061 0,0045 0,0072 0,0048 0,0036 0,0057 0,0038 0,0028 0,0046 0,0031 0,0023
300 45 67 90 0.0253 0,0169 0.0126 0,0202 0,0135 0,0101 0,0158 0,0106 0,0079 0,0126 0,0085 0,0063 0,0101 0,0068 0,0051 0,0079 0,0053 0,0039 0.0063 0,0042 0,0032 0,0051 0,0034 0,0025
400 55 82 ПО 0,0266 0,0179 0,0133 0,0213 0.0143 0,0106 0,0166 0,0112 0,0083 0,0133 0,0090 0.0067 0,0107 0,0072 0,0053 0,0083 0,0056 0,0042 0,0067 0.0045 0,0033 0,0053 0,0036 0,0027
Поправочные коэффициенты на поперечную подачу * в зависимости
1) от припуска на диаметр и точности обработки X, 2) от обрабатываемого материала и формы по верхности X, 3) от отношении длины шлифования к диаметру х3
TOW- Припуск из диаметр h в мм до Обрабатывае- мый материвл Поверхность < 1,2 < 1.6 <2.5 <4
о.° 0.3 0,4 0,5 0.8 без гзл- телью
1-й 2-й 2а 3-й 0.5 0,63 0.8 1.0 0.63 0,8 1.0 1,26 0.8 1.0 1,25 1.6 1.0 1,25 1,6 20 1.25 1.6 2.0 2,5 Жаропроч- ная сталь Закаленная сталь Незакалеи- ная сталь Чугун 0,7 1.0 1,2 1.6 0,56 0,75 0,90 1,2 1,0 0,87 0,76 0,67
П р н и в я а «не. Значение s( ае должно превышать значений з* для червового шлифования (см. карту 36). 8» х 'х
Нормативы режимов резания
671
МОЩНОСТЬ РЕЗАНИЯ Внутреннее шлифование с продольной подачей Внутришлифовальные станки
КАРТА 38
Скорость вращения детали Vg в м/мин & Н' eSS Поперечная подача в мм на двойной ход стола
0,001 0.002 0,003 | 0,005 | 0,008 | 0,012 | 0,020 ( 0,030 I 0,040 I 0,060
Поперечная подача в. в мм на ход стола
0,0005 0.001 | 0,0015 | 0,0025 | 0,004 | 0,006 | 0,010 | 0,015 | 0,020 | 0,025
Мощность резания N в кат
20 20 30 40 ’ 50 1.6 1,81 2,11 2,04 2,60 3,03 2,22 2,95 3,60 4,20 2,94 3,92 4,79 5,60 4,21 5,60 6,85 8,00 5,57 7.45 9,07 10,6 6,85 9,10 11.1 13,0 8,0 10,7 13,1 15,2
30 20 30 40 50 = 1.48 1,81 2,12 1,47 1,97 2,39 2,82 2,11 2,81 3,43 4,05 2,93 3,90 4,75 5,40 3,88 5,19 6,31 7,40 5,56 7,45 9,05 10,6 • 7,38 9,85 11,95 14,10 9,1 12,1 14,8 17,2 10,6 14,1 17,3 20,2
40 15 20 30 40 50 1,35 1,58 1,82 2,2 2,58 1,47 1,80 2,4 2,92 3,42 2,11 2,58 3,45 4,16 4,90 2,93 3,58 4,79 5,80 6,80 3,88 4,75 6,36 7,70 9,04 5,56 6,80 9,10 н.о 13,9 7,38 9,02 12,07 14,60 17,2 9,1 11,05 14,8 17,9 20,1 10,6 12,9 17,3 21,0 24,6
50 15 20 30 40 50 1,58 1,85 2,12 2,57 3,02 1,72 2,10 2,8 3,4 4,0 2,47 3,01 4,03 4,85 5,72 3,42 4,17 5,58 6,76 7,95 4,53 5,55 7,44 9,00 10,6 6,50 7,95 10,6 12,85 16,20 8,61 10,5 14,1 17,0 20,0 10,6 12,9 17,3 20,9 235 12,4 15,1 20,2 24,5 28,8
70 15 20 30 40 50 1,64 2,0 2,34 1,63 2,02 2,69 3,25 3,82 2,17 2,66 3,55 4,32 5,05 3,12 3,82 5,10 6,15 7,25 4,35 5,30 7,08 8,60 10,05 5,74 7,02 9,40 11.4 13,4 8,25 10,1 13,5 16,3 20,6 10,9 13,4 17,08 21,6 25,4 13,5 16,4 21,9 15,7 19,1
100 15 20 30 40 50 1,58 2,10 2,56 з.о 2,09 2,58 3,46 4.18 4,90 2,79 3,42 4,55 5,55 6,50 4,0 4,9 6,55 7,95 9,30 5,55 6,80 9,10 11,0 12,9 7,35 9.0 12,1 17*2 10,6 12,9 17,3 20,9 14,0 17,2 22,9 17.3 21,0 20,2 24,5
Поправочные коэффициенты на мощность резания Д' в зависимости
1) от твердости н ширины круга К, 2) от диаметра отверстия К2
°дм 10—16 <25 <40 <63 <100 <160 <250
"к Вк в мм
25—34 40—50 63—80 0,71 0,82 1,0 1,12 1,25 1,25 1,40
М2—М3 СМ 1-СМ2 Cl—С2 0,8 0,9 1,04 0,9 1,0 1.16 1,0 1.12 1,30
672
Нормирование шлифовальных работ
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ОКОНЧАТЕЛЬНОМ ВНУТРЕННЕМ ШЛИФОВАНИИ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ Внутришлифмальнь* станки
КАРТА 39
Пряпуск два метр точности Диаметр шлифуемой поверхиостм Dg в мм до
10 12 1 1 ,в 1 1 « 1 1 80 | 150 I 300
Основное (технологическое) время шлифования на 100 мм длины Гв1м в мин.
0,12 1-й 2-й 2а 3-й 3,16 2,53 2,03 1,62 2,86 2,28 1.84 1,43 2,45 1,96 137 133 2,64 2,12 1,70 1,33 2,85 2,28 1,83 1.42 3,05 2,44 1,96 1,52 3,25 2,6 2,09 1,63
0,20 1-й 2-й 2а 3-й 3,86 3,09 2,48 1,93 3,50 2,80 2,24 1.75 3,00 2,40 1.92 1,50 3,25 2,60 2,08 1,62 3,50 2,79 2,24 1,74 3,73 2,98 2,40 1.86 3,98 3,18 2,56 1,99
0,25 1-й 2-й 2а 3-й 4,46 3,57 2,87 2.23 4,05 3,24 2,59 2,02 3,45 2,76 2,22 1,73 3,76 3,00 2.41 1.87 4,03 3,22 2,58 2.01 4,32 3,45 2,77 2,15 4,60 3,68 2,95 2,30
0.40 1-й 2-й 2а 3-й 5,45 4.36 3,52 2,73 4,95 3,95 3,17 2,48 4.22 3.38 2.72 2,12 4,57 3,66 2,95 2,29 4,92 3,94 3,16 2,46 5,26 4,21 3,39 2,64 5,64 4,50 3,62 2,82
0.50 2-й 2а 3-й 6,30 5,04 4,05 3,15 5,70 4,56 3.66 2.86 4,88 3,91 3,14 2,44 5,32 4.25 3,40 2,64 5,70 4,55 3,65 2,84 6,08 4,86 3,91 3.04 6,50 5,20 4,16 3,25
0.60 1-й 2-й 2а 3-й 7,06 5,65 4,54 3,53 6.39 5,11 4.10 3,20 5,48 4,37 3,51 2,74 5,95 4,75 3.81 2,96 6,37 5,10 4,09 3,18 6,82 5,45 4.37 3,40 7,30 5.83 4,66 3,64
0,75 1-й 2-й 2а 3-й 7,76 6 22 5.00 3,88 7,02 5,62 4,51 3,52 6,02 4,81 3.86 3.02 6,55 5,24 4,19 3,26 7,03 5,61 4,50 3,50 7,51 6,00 4,80 3,74 8,00 6,40 5,12 4,00
1,00 1-й 2-й 2а 3-й 8,91 7,11 5.72 т 4,45 8,05 6,44 5,16 4.04 6,89 5,50 4.43 3,45 7.47 5,97 4,80 3,74 8,03 6,42 5,15 4,02 8,58 6,85 5,50 4,29 9,15 7,33 5,90 4,09
25 1-й 2-й 2а 3-й 9,95 7,95 6,40 4.97 9.00 7,20 5,77 4,52 7,70 6,15 5,45 3,87 8,37 6,69 5,90 4,17 9,00 7,18 5,76 4,49 9,60 7,67 6,16 4,80 10,3 8,20 6,60 5,14
П р и ме ч а в и е. Основное (технологическое) времв на обработку поверхности рассчиты- вается по формуле где 1g — длина обрабатываемой поверхности.
Поправочные коэффициенты на основное (технологическое) время в зависимости
1) от обрабатываемого материала формы | 2) от отношении длины шли- поверхвости К, | фовавяя к Диаметру К,
Обрабатываемы* материал Поверхность 1 <1,2 <1.8 <2.5
без галтели | с галтелью |
Жаропрочная сталь Закаленная сталь Незакаленная сталь Чугун 1.4 I 1.85 1Л 133 03 1,07 0,7 034 к» 1.0 1,15 1,32 1.5
Примечание. Основное (технологическое) время указано дли класса частоты обработан- ной поверхности V?-
Нормативы времени
673
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ШЛИФОВАНИИ ТОРЦОВ НА ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ Внутришлифовальные станки
КАРТА 40
Допуск Диаметр шлифуе- верхностн Dd в мм Длина шлифуемой поверхности в мм
° 15 20 । 30 | 40 50
Время в мин.
До 0,12 До 50 80 100 120 150 200 0,46 0,64 0,75 0,89 1.0 1,2 0,65 0,90 1,05 1,25 1.4 1.7 0,81 1,12 1.3 1,57 1.75 2,1 0,94 1.3 1,52 1,8 2.0 2,5 1,56 1.8 2.1 2,4 3.0 2,1 2,5 2,8 3,4 2,8 3,1 3,8
0,16 До 50 80 100 120 150 200 0,37 0,51 0,60 0,71 0,80 0,96 0,52 0,72 0,84 1.0 1,12 1,37 0,65 0,90 1,05 1,26 1,40 1.71 0,75 1,04 1,22 1,45 1,62 1,98 1,25 1,46 1,73 1,95 2,37 1,68 2,0 2,25 2,75 2,25 2,5 3,06
0,25 До 50 80 100 120 150 200 0,30 0,41 0,48 0.57 0.64 0.77 0,42 0.58 0,67 0,80 0,90 0,52 0,72 0,85 1,0 1.12 1.37 0,60 0,84 0.98 1,16 1,6 1,0 1,17 1.4 1,55 1,9 1,34 1,6 1,8 2.2 1.8 2.0 2,5
Поправочные коэффициенты в зависимости от припуска
Припуск h в -ил: | 0,10 | 0,15 0,20 | 0,25 0,30 0,40 0,50
Значение коэффици- 063 077 ента ’ 0.9 | 1,0 1.1 1,27 1,41
Примечании 1. При данных значениях основного времени обеспечивается чистота поверхности V 7. 2. При шлифовании внутренних торцов значения основного времени умножать на коэффи- циент 1,7. Л. Скорости вращении детали принимать те же, что и для шлифовании отверстий (см. карту 37).
43 Справочник нормировщика 98
674
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ В ПАТРОНАХ Внутришлифовальные станки КАРТА 41
Тип патрона н способ крепленая детали Вес детали а кг до
3 । 5 8 1” 20
Время в мин
Двух- и трехкулачко- вый Крепление ключом 0,18 0,19 0,22 0,26 0,32 0,39
0,13 0,16 0,18 0,20 0,24 -
Цанговый Крепление ключом 0,20 0,22 0,23 0,24 0,26 -
Крепление рычагом 0,10 0,11 0,12 0,14 0,16 -
Крепление пневмо зажимом 0,09 0.10 о.н 0,12 0,14 0,16
Мембранный для тонкостенных (типа втулок) де- талей 0,13 0.14 0,17 0,22 - -
Специальный патрон с базированием по профилю зуба для шлифования от- верстий цилиндрических зубчатых колес Крепление рукояткой пневматического за- жима 0,22 0.26 0,31 0,35 0,41 0,47
Крепление скользя- щими планками с бол тами 0,65 0.80 1,05 1,20 1.30 1,40
Нормативы времени
675
Продолжение карты 41
Тнп пвтрона и способ крепления детали Вес детали в кг до
' 1 5 8 “ 1 20
Время в мин.
Специальный патрон с базированием по профилю зуба для шлифования от- верстий конических зубча- тых колес Крепление рукоят- кой пневматического за- жима 0,18 0,21 0,25 0,27 0,29 0,36
Крепление скользя- щими планками с бол- тами 0,59 0,73 0,97 1.10 1,20 1,30
Четырехкулачковый с выверкой индикатором - 2,5 2,8 3.2 3,5 4.0
Время на приемы, не учитываемые картой, в мни.
Надеть (снять) разрезную предохранительную втулку 0,06 0,07 0,07 0,07 0,07 -
Надеть (снять) разъемные предохранительные вкладыши 0,09 0,09 0,10 0,11 0,11 -
Закрыть (открыть) щиток ограждения 0,04 0,04 0,05 0,05 0,05 0,05
43’
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ОТВЕРСТИЯ
внутришлифовальные
| станки
| КЛР! 4
зиции Характер обрабиТ! и Черновое шлифо- вание (без изме- рен ня) Измерит»'.!!»!! ый инструмент ючнисти 1 ; В мм до ] руина станков 1 1 1 1 ] 1 )нСо:плиий диаметр ш тифус мото отверстия в м« до 1 «1 1 260 | 5(Ю Д.трна оО] 16.1 тыв.'.смой поверхности в ч.и до
511 | ИЮ | ИЮ | СИ. № | .56 | ИЮ | 150 |св. 15(1 | 50 | НЮ | 150 | св Г'
В р< мя в мня.
1 0,22 0,26 । 'Ml 1 ТОО i 1? \ й
2 4 6 7 8 9 10 12 13 14 15 16 18 14 Чистовое шлифо- вание с измерс пнем в протесе p<i6o т ы Калибр-пробка предел иная |-,| 25 100 150 200 0,80 1,50 1,85 2 8 1 1 0,95 I Z8 1 3.0 4''’
2-н 50 100 150 200 0,6,1 1,55 1,6(1 2,0 0,65 1,7 2,1 2,4 1 0,80 1,25 2,0 2/> 2,8
3-1 50 75 100 150 200 0,33 0,39 (1,70 0,80 0,90 0,95 0,38 0,40 0,75 0,90 0,95 1,00 0,45 0,50 0,90 1,10 L20
677
Вййй В»-58 8§й Ж 1111
г-ж- З&а 5S-33 Ж S3S Ж 1111
ж- §Sas 5SS-S Ж- ж- Ж 2-5В В
B?^-s- S3S3 ж- ВВ§ ’s-§S
Е i. j : • j § 1 °-
s-B^-й ?•”•&§ Й2-Й ж- ввв ""
§ж 3S5B Ж- ж В-ВВ
£ g 1 § § §
В-Ж sBB- S-Ss-s ЙЙ-S- ж- Z-BB S-S3I-
|S?-3 3§55 Й55 ж- В-ВВ ss§B
§ s §
2-Ж 1Ж- SS§“- Ж- ж ввв 14'
~-Ж- sSS-a sss-S Ж- s«-”' ввв 1 1 1 1 i ? i j5
5§за ВВВ^- 3§®-g Ж- ж- ввв ззй-
5^-2 ВВВ S3§§ Ж- §вв ISB5
駧§ 秧§ 38§§ §°8 §§§ §8§ 8SKS
Ч 5 Й й 5 1 p s
|| :1 || i I
!й Л1 J
SSS«
678
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ТОРЦА Внутри шлифовальные станки
КАРГА 43
]рупиз станкон
] 1 11 1 111
р
Характер Измеритель- 1 о 130 | 260 | 500
обработки ный ннстру- Измеряемый размер в мм до
§ * X 50 | 100 200 | 200 1 50 | 100 | 200 I св. ! | 200 ! | 50 | 100 i | 200 | 200
II Время вмяв
1 Черновое
шлифование (без изме- - — 0,34 0,39 0,48
рения)
2 0,025 2,4 2,6 2,2 1,75 __ __ 2,9
3 Глубиномер 0,03 0,04 2,1 1,60 2,1 2,5 2,7 2.6 2,3 2,8 2,9 2,6 2,0 3,0 2,6 3,1 3.2
5 Чистовое шлифование 0,05 1,35 1,8 2,2 2,4 1,50 1,95 2.3 2,8 1,70 2,2 2,6 3,2
(с измере-
6 нием в про- 0,05 1,35 1,35 1,45 1,45 1,45 1,55 1,55 1,65 1,80
7 цессе ра- 0,06 1,10 1,10 1,15 — 1,20 1,20 1,30 — 1,40 1,40 1,45 —-
8 .Микрометр 0,08 0,80 0,80 0,90 — 0,90 0,90 0,95 — 1,0 1,0 1.15 —
9 0,10 0,70 0,70 0,75 0,80 0,80 0,85 0,95 0,95 1,0 —
10 0,20 0,50 0,50 0,55 - 0.55 0,55 0,60 - 0,70 0,70 0,75 -
11 0,05 1.2 1.25 1,30 1,35 1,35 1,40 1,45 1,50 1,55 1,60 1,65 1,70
12 0,06 1,00 1,05 1,10 1 15 1,10 1,15 1,20 1,25 1.25 1,35 1,50 1.45
13 0,08 0,70 0,75 0,80 0,85 0,85 0,85 0,90 0,95 1,0 1,05 1,05 1.1
14 шаблон 0,10 0,65 0,70 0,70 0,75 0,75 0,75 0,80 0,85 0,90 0,90 0,90 0,95
15 0,20 0,50 0,50 0,50 0,55 0,55 0,55 0,55 0,60 0,65 0,70 0,70 0,70
Время на дополнительные приемы, ие учитываемые таблицей
Наименование приемов Группа станков
' 1 .. 1 111
Время в мин
Переключить число оборотов детали или подачу одной рукояткой 0,02 0,03 0,84
двумя рукоятками 0,04 0,05 0,06
Переместить шлифовальную бабку в гопереч- ном иаправленин на каждые 10 мм 0,04 0,05 0,06
Нормативы времени
679
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Внутришлифовальные станки
КАРТА 44
I. Техническое обслуживание рабочего места
Зремя правки шлифовальных кругов станках на внутришлифовальных
Содержание работы
1. Установить правящий инструмент.
z. подвести шлифовальный Kpyl ' к правящему инстру-
3. Включить охлаждение. 4. Включить подачу (для
правки цилиндрической по- F
верх пости;. j 5. Править круг. 6. Выключить подачу (для правки цилиндрической по- верхности). 7. Выключить охлаждение. 8. Снять правящий инструмент. 9. Отвести шлифовальный круг в рабочее положение. —в.——
1. Правка цилиндрической поверхности
Группг 1 станков
* 1 1 1 11 1 1 111
Наибольший । диаметр шлифуемого отверстия в м м до
Наименование правящего 130 | 260 1 | 500
инструмента £ Чистота поверхности детали
• Z х V6—V7| V8| V9| V6— V7| V8 | V9 1 |V6— V7| V» | V9
э Время на одну пре .вку 1 1 “““•
2 4 Алмаз или алмазно-ме- таллический карандаш 1 20 30 40 60 1,9 2,1 2,1 2,5 1,9 2,1 2,1 2,5 2,0 2,1 2.1 2,5 2.1 2,3 2,4 2,8 2,2 2,3 2,4 2,8 2,2 2.3 2.4 2,8 2.4 2,6 2,8 3.0 2.4 2,6 2,8 3,0 2,5 2,6 2.8 3,0
5 6 7 8 Ролик из твердого спла- ва или диск круг из гли- нозема АЗ 1 20 30 40 60 2.6 2,9 3,1 3,7 2,6 2,9 3,1 3.7 3,2 3,6 4,0 4,8 2.8 3,1 3,4 3,9 2.8 3,1 3.4 3.9 ЗД 4,2 5,0 3.1 3.4 3,6 4,1 3.2 3,4 4,2 3,8 4,2 4,6 5,4
9 10 11 12 Карборундовый брусок или алмазно-металли- ческий карандаш в дер- жавке 1 20 30 40 60 0,38 0,51 0,64 0,90 0,47 0,62 0,77 1,1 0,62 0,82 1,0 1.4 0,44 0.57 0,70 0,96 0,53 0,68 0,83 1.1 0,68 0,88 L5 0,47 0,60 0,73 1.0 0,56 0,71 0,86 1,2 0,73 0,93 1.1 1.5
680
Нормирование шлифовальных работ
Продолжение карты 44
2. Правка торцовой и радиусной поверхностей
в Наименование правящего инструмента 1 5 I руппа станков
1 1 II 1 III
Наибольший диаметр шлифуемого отверстия в мм до
1J0 | 260 | 500
Допуск на радиус в мм
0,2 | 0,5 | 1,0 | 0,2 | 0,5 | 1.0 | 0.2 | 0.5 | 1,0
Бремя на одну правку в мин.
13 14 15 16 17 Карборундовый бру- сок или алмазно-метал- лический карандаш в державке 2 0 5 10 0,20 0,49 0,61 0,76 0.70 0.45 0,47 0,59 0,61 0,29 0,46 0,48 0,26 0,55 0,67 0,82 0,85 0,53 0,51 0,65 0,67 ЁйЬ?1 1 0,37 0,57 0,69 0,84 0,87 0,55 0,55 0,67 0,69 0,37 0,54 0,56
Время технического обслуживания рабочего места рассчитывается по формуле „ TnoTol, 15 Tmez = — мин., где Тпр—время правки, определяемое по данной карте, в мни.; То — основное (техноло!ическое) время в мин.; Т — стойкость шлифовального круга, определяемая по карте 35, в мин. 11. Время организационного обслуживании рабочего места
Способ шлифования Группа станков
J 1 II 1 III
Наибольший диаметр шлифуемого отверстая в мм до
130 | АО | 500
Время организационного обслуживания рабочего места a в % от оперативного времени
С охлаждением 1.7 | 2,0 | 2,3
Без охлаждения 1.4 | 1,6 | 1,8
Время организационного обслуживания рабочего места на одну деталь опре ie- ляется по формуле Торг = Топ мин- 111. Отдых и естественные надобности Время на отдых и естественные надобности в процентах от оперативного времени fioznd устанавливается в зависимости от наивысшего класса точности по данной опе- рации: 1-й класс —6%, 2-й класс —5°/а, 3-й класс — 4%. Время на отдых и естественные надобности, приведенное к одной детали, опре- деляется по формуле Топш = Топ мин
Нормативы времени
681
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Внутришлифовальные станки
КАРТА 45
Л Способ установки детали Наибольший диаметр шлифуемого отверстия в мм до
130 | 260 | 500
Время в мни
1 В самоцентрирующем или цанговом патроне 7,0 9,0 11,0
2 В четырехкулачковом патроне 15,0 17,0 19,0
3 В специальном приспособлении дли шли- фования отверстий зубчатых колес 16,0 19,0 23,0
4 В специальном приспособ- лении, устанавливаемом на столе станка вручную 8.0 10,0 12,0
подъемни- ком 13,0 15,0
Содержание работы Получение и сдача наряда, инструкции; ознакомление с чертежом, получение инструмента и приспособления; получение заготовки и осмотр ее перед обработкой, раскладка и уборка инструмента; подготовка станка и приспособления.
Добавлять в случаях
6 Расшлифовки кулачков патрона | 8,0 10,0 12,0
7 Установки и снятия или смены цанго- вого патрона 1,0 1,2 1.5
8 9 Установки и снятия при- способления иа шпиндель передней бабки без выверки 1,5 2,0 3,5
с выверкой 2,5 4,0 6,0
10 11 Установки и снятия при- способлення на стол станка без выверки 2,5 3,0 3.5
с выверкой 4,5 5,0 7,0
12 Смены шлифовального круга 1,8 2,0 2,5
13 Поворота стола или передней бабкн или суппорта шлифовального круга на угол 1,0 1,0 1,5
14 Установки приспособления с выверкой для шлифования шестерен и снятия при- способления 10,0 12,0 14,0
682
Нормирование шлифовальных работ
Продолжение карты 45
Способ установки детали Наибольший диаметр шлифуемого отверстия в мм до
130 | 260 | 500
Врлмя в мин
15 Правки шлифовального круга после его смены (пред- варительная обработка) Цилиндри- ческая по- верхность 0,80 1,3 2,0
16 Один торен 0,50 1,60 0,90
17 Один радиус 0 50 050 0,50
18 Смены пли переустановки кулачков трехкулач- кового патрона 1,5 2,0 30
19 четырехку- лачкового патрона 2,5 3.5 4,5
Плоскошлифовальные станки
Шлифование плоскостей осуществляется либо периферией, либо торцовой
поверхностью круга. В первом случае имеют место три движения подачи:
а) прямолинейное или круговое движение обрабатываемой детали
vd, в направлении которого определяется скорость движения детали;
б) подача на глубину шлифования s(;
в) поперечная подача шлифовального круга (подача на ширину шли-
фования sB).
Во втором случае имеют место только два первых из указанных движений
подачи.
При выборе режима резания для плоского шлифования следует учиты-
вать степень заполнения полезной габаритной площади стола. Степень запол-
нения стола характеризуется коэффициентом заполнения, представляющим
собой отношение фактической площади обрабатываемых деталей к габарит-
ной площади, занятой этими деталями:
= (34)
где Fd — фактическая площадь одной обрабатываемой детали;
г — количество одновременно обрабатываемых деталей;
Fs — габаритная площадь, занятая обрабатываемыми деталями.
При шлифовании торцом круга в качестве одного из факторов, опреде-
ляющих режим резания, в картах режимов резания указана приведенная
ширина шлифования, т. е. собой произведение габаритной ширины на
коэффициент заполнения:
Впр - ВгКзап мм.
(35)
Методические указания
683
Приведенная ширина шлифования определяется по следующим фор-
мулам.
Станки с прямоугольным столом:
для деталей произвольной формы
для деталей кольцевой формы
о 0,785г (О« — d*)
Впр =-----1------1 мм\ (37)
для сплошных круглых деталей
о 0,7857)* г
Впр = ----j-- мм. (оо)
В указанных формулах:
D — наружный диаметр обрабатываемой детали в мм;
d — внутренний диаметр обрабатываемой детали в мм;
L — длина расположения деталей на столе в мм;
z — количество одновременно обрабатываемых деталей.
Станки с круглым столом:
для деталей произвольной формы
о ___ ЕЛ? ___
xDcp - nDcp
мм;
(39)
для деталей кольцевой формы
В,
0,25г (D« - d»)
oZ мм>
(40)
для сплошных круглых деталей
В
0,2502
"₽ “ Dcp мм‘
(41)
где D(p— средний диаметр расположения деталей на столе, определяемый
по формуле
— 7?„aag kB$ мм,
(42)
DHatl6 — наибольший диаметр расположения детален на столе в мм;
Вд — ширина обрабатываемой детали в мм;
k — количество рядов деталей.
При выборе режима резания для плоскошлифовальных станков с круг-
лым столом скорость вращения стола или число оборотов стола опреде-
ляются исходя из среднего диаметра расположения деталей на столе, опре-
деляемого по приведенной выше формуле. Режимы резания для плоского
шлифования рассчитаны по формулам, приведенным в карте 47.
Для чернового плоского шлифования торцом сегментного круга на стан-
ках с прямоугольным столом стойкость круга не входит в зависимость,
определяющую режим шлифования, поскольку эти круги работают с полным
самозатачиванием.
684
Нормирование шлифовальных работ
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА Плоско шлифовал ьные станки
КАРТА 46
1. Шлифование периферией круга
Обрабатываемый материал
Стали углеро- дистые и легиро- ванные незака- ленные Стали легиро- ванные закален- ные с высоким отпуском HRC 32-40 Стали углеро- дистые и легиро- ванные закален- ные с низким от- пуском /7Л?С>50 Чугун Чугун — поршневые кольца
Характеристика шлифовального круга: абразивный материал, зернистость, твердость, связка, структура
Э36- 46, 1 Э 36 — 46 I Э36-46, 1 КЧ36 — 46, I КЧ36 — 46, СМ2 —С2. СМ1 — С1 М3—СМ1 СМ1 — С1, СМ2 —С2; К5 — 6 К5 — 6 К.5 — 6; . Ко — 6 Ко — 6 Примечания. 1. При шлифовании с чистотой обработанной поверхности V6 —V7 реке- мендуется применять круги зернистостью 36, а при шлифовании с чистотой поверхности V 8 круги зернистостью 46. 2. Для сталей с пониженной теплопроводностью твердость круга выбирать по нижнему пределу. 3. Более твердые круги рекомендуется применять при обработке с ручной подачей и при черно- вом шлифовании.
11. Для кругов, работающих торцовой поверхностью, связка бакелитовая. В остальном характеристика принимается та же, что для кругов, работающих периферией При черновом шлифовании применять круги с зернистостью 16—36. Для сегментных кругов твердость выбирать на одну степень меньше.
ФОРМУЛЫ для РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Плоскошлифовальные станки
КАРТА 47
Станки с прямоугольным столом Станки с круглым столом
1. Определение подачи на глубину шлифования при черновом шлифовании пери
ферией круга:
s* =• ^°.’59— KtKi мм/ход 1 st — -„О’59— КгКг мм'ход
х T°-5sdva | * * * * * * * х 7™sdvd
2. Определение подачи на глубину шлифования при окончательном шлифовании
периферией круга;
s? = —’-0 мм/ход. I sz = —KjKjKj мм/ход.
х &BVd I * SBVd
3. Определение подачи на глубину шлифования при черновом шлифовании тор-
цом круга.
6,2 „ . Л I 6.2 „ .
S? — -----К мм/ход. д мм/об.
Х I 0 vaB°nf
4. Определение подачи на глубину шлифования при окончательном шлифовании
торцом круга:
°,86 „ „ , , ) 1,07 „
str =----тгт КГК2 мм/ход. st~ -----К,К. мм'об
Х t0 vdB™
Нормативы режичов резания
685
Продолжение карты 47
5 Определение мощности при шлифовании периферией круга.
V = 1,77 (ydSBSt'f’7 К.К2К3 кет | А = 1,77 (vdsBstx)0'7 КгК2К3 мт
6. Определение мощности при шлифовании торцом круга:
Л’= 2,1 КгК2 мт | Л = 2,1 (vdSnp^o)0,7 К3К2 кет
Значения ьоэ|)фициеитов A'v Л'2, К3 приведены в картах нормативов
СРЕДНИЕ ПЕРИОДЫ СТОЙКОСТИ ШЛИФОВАЛЬНЫХ Плоскошлифовальные станки
КРУГОВ
КАРТА 48
А Черновое шлифование периферией круга
I Диаметр шлифова тьного круга DK в мч
Ширин! кгугз вк 350 | 450 | 500 | 600 | 750
Период стойкости Т R МИН.
До 40 5 5 6 7 8
40—63 6 7 8 10 12
Св. 63 - 12 15
Б. Окончательно1 шлифование периферией и торцовой частью круга
Цилиндрическая поверхность круга Торцовая поверхность круга
Допуск на размер д в мм до
0,05 0,08 | 0,12 | 0,05 | 0,10
Период стойкости Г в мин.
40 1 53 1 23 1 5 1 7
П р я м е ч а ине. При работе шлифовальными кругами иа электрокорунда белого ЭБ н моно-
корунда М период стойкости увеличивается на 60%.
686
Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ СТОЛОМ Плоскошлифовальные станки
КАРТА 49
I. Поперечная подача
Характер обработки Ширина шлифовального круга Вк в мм
32 | 40 | 50 | 63 | 80 | 100
Поперечная подача иа ход стола s& в мм/ход
Черновое шлифование 16—24 20—30 | 25-38 | 32—44 40—60 50—75
II. Подача на глубину
Поперечная подача s& в долях ширины круга Период стойкости Т в мни Скорость движения детали в м/мин
6 1 8 1 ю 1 12 1 16 1 20
Подача на глубину на ход стола в мм/ход
0,5 0,6 0,8 9 0,066 0,055 0,041 0,049 0,041 0.031 0,039 0,033 0.024 0,033 0,028 0,021 0,024 0,020 0,015 0,019 0,016 0,012
0.5 0,6 0.8 15 0.053 0,042 0,032 0,038 0,032 0,024 0,030 0,025 0,019 0,026 0,021 0,016 0,019 0,016 0,012 0,015 0.013 0,0096
0,5 0,6 0,8 24 0,040 0,034 0,025 0,030 0,025 0,019 0,024 0,020 0,015 0,020 0,017 0,013 0.015 0,013 0,0094 0,012 0,010 0,0076
0,5 0,6 0.8 40 0,033 0,026 0,019 0,023 0,019 0,015 0,019 0,015 0,012 0,016 0,013 0,0098 0,012 0,0097 0,0073 0,0093 0,0078 0,0059
Примечание. При подаче иа глубину на двойной ход стола значение умножать на 2.
Поправочные коэффициенты на подачу на глубину иа ход стола s< в зависимости 1) от обрабатываемого материала и диаметра шлифовального круга К,
Обрабатываемый материал Диаметр шлифовального крута D* в мм
320 400 500 600
Жаропрочная сталь Закаленная сталь . ... Незакаленная сталь . . Чугун ... 0,7 0,78 0,82 0,86 0,78 0,87 0,91 0,96 0,85 0 95 1,0 1,05 0,95 1,06 1.12 1,17
2) от коэффициента заполнения стола К,
Кзап До | 0,2 0,25 0,32 0,4 | 0,5 0,63 | 0,8 | 1.0
К, | 1.6 1,4 1,25 1,12 | 1,0 0,9 | 0,8 | 0,71
Нормативы режимов резания
687
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ СТОЛОМ Плоскошлифовалъные станки КАРТА 50
1. Поперечная подача
Характер обработки Ширина шлифовального круга В* в мм
32 | 40 | 50 | 63 | 80 | 100
Поперечная подача на ход стола sB в мм/ход
Окончательное шли- фование 8—16 10—20 12—25 | 16—32 | 20—40 25—50
11, Подача иа глубину
Скорость детали Поперечная подача на ход стола sB в мм/ход
8 1 10 12 15 | 20 1 25 1 33 | 40 | 50
Подача иа глубину на ход стола в мм/ход
5 6 8 10 12 15 20 0,086 0,072 0,054 0,043 0,036 0,029 0,022 0,069 0,058 0,043 0,035 0,029 0,023 0,017 0,058 0,046 0,035 0,028 0,023 0,018 0,014 0,046 0,039 0,029 0,023 0,019 0,015 0,012 0,035 0,029 0,022 0,017 0,014 0,012 0,0086 0,028 0,023 0,017 0,014 0,012 0,0092 0,0069 0,023 0,019 0,015 0,012 0,0096 0,0076 0,0058 0,017 0,014 0,011 0,0086 0,0072 0,0058 0,0043 0,014 0,012 0,0086 0,0069 0,0058 0,0046 0,0035
Поправочные коэффициенты иа подачу на глубину иа ход стола в зависимости
1) от припуска и точности обработки К, 2) от обрабатываемого материала и диа- метра шлифовального круга л2
Точность размера Припуск на обработку h в мм до Обрабатываемый материал Диаметр шли- фовального круга D в мм
0,12 0,17 0,25 0,35 0,5 0,70
320 400 500 600
0,02 0,03 0,05 0,08 0,4 0,5 0,63 0,8 0,5 0,63 0,8 1.0 0,63 0,8 1,0 1.25 0,8 1.0 1,25 1.6 1,0 1,25 1,6 2.0 1,25 1.6 2,0 2,5 Жаропрочная сталь . . Закаленная сталь . , Незакаленная сталь . Чугуи 0,56 0,8 0,96 1,28 о.б; 0,9 1Л! } 0,7 1.0 1,2 э 1,6 0,8 1’з 1,75
3) от коэффициента заполнения стола К,
К„п до 0,2 0,25 0,32 0,4 0,5 0,63 | 0,8 1.0
К, 1.6 1.4 1,25 1,12 1,0 0,9 | 0,8 0,71
2. Большее значения скорости движения детали применять при обработке закаленных сталей, меньшие — прн обработке иезакаленных сталей н чугуна.
688
Нормирование шлифовальных работ
МОЩНОСТЬ РЕЗАНИЯ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ столом Плоскошлифовальные станки
КАРТА 51
i = 5г н Ч « 5* = g«s * Подача на глубину на ход стола sf в мм/ход
0,005 0,008 | 0,012 | 0,020 | 0,03 | 0,05 | 0,08 | 0,12
Мощность реэанни N в кет
5 20 30 40 50 1,09 1,45 1,77 2,05 1,50 2,00 2,46 2,86 2,0 2,67 3,26 3,78 2,85 3,81 4,67 5,45 3.8 5,1 6,2 7,2 5.5 7.3 8.9 10,4 7,6 10,0 12,4 14,6 10.1 13,5 16,5 19,3
10 20 30 40 50 1,78 2,36 2,88 3,34 2,45 3,26 4,00 4,66 3,25 4,35 5,30 6,15 4,65 6,20 7,60 8,85 6,2 8,3 10,1 11,7 8,9 11,9 14,5 16,9 12,4 16,3 20,2 23,7 16,5 22,0 26,8 31,4
15 20 30 40 50 2,36 3,14 3,80 4,45 3,26 4,35 5,30 6,20 4,33 5,75 7,05 8,15 6,20 8,24 10,10 11.7 8,25 10,1 13,5 15,6 11,8 15.7 19 3 22 4 16.4 21,6 26,7 31,0 21,8 29 J
20 15 20 30 40 2,36 2,90 3,86 4,70 3,26 4,00 5,35 6,50 4.32 5,30 7,06 8,60 6.2 7,6 10,2 12,3 8,2 10,1 13,5 16,3 11,8 14,6 19,3 21,8 16,4 20,0 26,6 32.6 21,8 26,6 35,4
Поправочные коэффициенты на мощность резания в зависимости
1) от твердости и ширины круга К, 2) от обрабатываемого материала Кг
аВмм нк Обрабатываемый материал К,
М2—М3 CM 1—СМ2 CI-C2 СТ1-СТ2
40 63 100 0,8 0,9 1,0 0,9 1,0 1,12 1,04 1,16 1.3 1,22 1,36 1,52 Жаропрочная сталь . Незакалеиная сталь . . Закаленная сталь , . . Чугун 1,2 1.0 0.9
3) от коэффициента заполнения стола К3
К зап 0,2 0,25 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0
Кз 0,32 0,38 0,43 | 0,53 | 0,62 1 | 0,86 | 1,0
Норчативы режимов реэания
689
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ Плоскошлифовальные станки
КАРТА 52
1. Поперечная подача
Характер обработки Ширена шлифовального круга Вк в мм
32 1 40 | 50 1 63 | 80 | 100
Поперечная подача иа оборот стола sB в мм/об
Черновое шлифование 16—24 | 20—30 25—38 | 32—44 40—60 | 50—75
II. Выбор подачи иа глубину
1 И:1 bi sC Скорость движения детали в м/мин
8 '° 1 ’2 1 16 | 20 1 25 1 30
Подача из глубину на ход бабки s* в мм ход
0,5 0.6 0,8 9 0,049 0,041 0,031 0,039 0,032 0,024 0,033 0,028 0,021 0,024 0,020 0,015 0,019 0,016 0,012 0,016 0,013 0,0098 0,013 0,011 0,0082
0,5 0,6 0,8 15 0,038 0,032 0,024 0,030 0,025 0,019 0,026 0,021 0,016 0,019 0,016 0,012 0,015 0,013 0,0096 0,012 0,010 0,008 0,010 0,0085 0,0064
0,5 0.6 0,8 24 0,030 0,025 0,019 0,024 0,020 0,015 0,020 0,017 0,013 0,015 0,013 0,0094 0,012 0,010 0,0076 0,0096 0,0080 0,0061 0,0080 0,0067 0,0050
0,5 0.6 0.8 40 0,023 0,019 0,015 0,019 0,015 0,012 0,016 0,013 0,0098 0,012 0,0097 0.0073 0,0093 0,0078 0,0059 0,0075 0,0062 0,0047 0,0062 0,0052 0,0039
Поправочные коэффициенты иа подачу на глубину stx в мм/ход в зависимости 1) от обрабатываемого материала ц диаметра шлифовального круга Кг
Обрабатываемый материал Диаметр шлифовального круга DK в мм
320 400 500 600
Жаропрочная сталь Закаленная сталь Неэакаленная сталь 0,7 0,78 0,82 0,86 0,78 0,87 0,91 0,96 0,85 0,95 1,0 1,05 0,95 1,06 1,12 1,17
2) от коэффициента заполнения стола
КэаП до | 0,25 | 0,32 0.4 | 0,5 | 0,63 0,8 1.0
Кг | 1,4 | 1,25 1,12 | 1,0 | 0,9 0,8 0,71
44 Справочник норчиро вщвка
690
Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ Плоскошлифовальные станки
КАРТА 53
1. Поперечная подача
Характер обработки Ширина шлифовального круга DK в мм
° 1 * 50 63 " 1 100
Поперечная подача на оборот стола в мм/об
Окончательное шлифование 8—16 10—20 12—25 16—32 20—40 25—50
11. Подача иа глубину
Скорость движения детали 0$ Поперечная подача иа оборот стола Sg в мм/об
• 1 10 " 1 15 30 40 50
Подача иа глубину Sj в мм/ход
8 10 12 15 20 25 30 40 0,067 0,054 0,045 0,036 0,027 0,0214 0,0179 0,0134 0,054 0,043 0,0355 0,0285 0,0214 0,0172 0,0143 0,0107 0,043 0,035 0,029 0,022 0,018 0,0143 0,0129 0,0089 0,036 0,0285 0,024 0,0190 0,0148 0,0115 0,0095 0,00715 0,027 0,0215 0,0178 0,0149 0,0107 0,0086 0,00715 0,00537 0,0215 0,0172 0,0149 0,0114 0,0086 0,0069 0,0057 0,0043 0,0186 0,0149 0,0120 0,0095 0,00715 0,00575 0,00477 0,00358 0,0137 0,0107 0,0090 0,0072 0,00537 0,0043 0,00358 0,00268 0,0107 0,0086 0,0072 0,00575 0,0043 0,0034 0,00286 0,00215
Нормативы режимов резания
691
Продолжение карты 53
Поправочные коэффициенты на 1) от припуска и точности обработки К; подачу на глубину в зависимости i 2) от обрабатываемого материала и диа- метра шлифовального круга л.
Точность размера Припуск иа обработку h а мм до Обрабатываемый материал Диаметр шлифо- вального круга Ок
0,08 0,12 0,17 0.25 0.35 0,50 0,70
320 400 500 600
0,02 0,03 0,05 0,08 0,32 0.4 0.5 0,63 0,4 0,5 0,63 0,8 0,5 0,63 0,8 1,0 0,63 0,8 1,0 1,25 0,8 1.0 1,25 1.6 1,0 1,25 1.6 2,0 1,25 1.6 1,0 1,5
Жаропрочная сталь Закаленная > Незакаленная » Чугун 0,56 0,80 0,96 1,28 0,63 0,9 1,1 1,45 0,70 1,0 1,2 1,6 0,80 1,1 1,75
3) от коэффициента з. аполнения стола Л,
Кзап 0,2 0,25 0,3 0,4 0,5 0.6 0,8 1,0
к» 1,6 1.4 1,25 1.12 1.0 0,9 0,8 0,71
Примечания- 1. Значения не должны превышать значений при червовом шлифо- 2. Ббльшне значения скорости движения детали применять при обработке закаленных сталей, меньшие — при обработке незакаленных сталей и чугуна.
44*
МОЩНОСТЬ РЕЗАНИЯ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ Плоскошлифовальные станки КАРТА 54
Скорость Поперечная Подачт на глубин iy S, в мм'код
детали оборот СТОЛТ о.ооз 0,005 0,008 | 0,012 | 0,02 | 0.03 | 0 05 | 0,08 | 0.12 | 0,20
Мощность резания N i ' лет
20 1,78 2,45 3,25 4,65 6,2 8,9 12,4 16,5 23,6
30 1,63 2,36 3,26 4,35 6,20 8,3 11,9 16,3 22,0 31,5
10 40 2,02 2,88 4,00 5,30 7,60 10,1 14,5 20,2 26,8 32,2
50 2,35 3,34 4,66 6,15 8,85 11,7 16,9 23,7 31.4 -
20 1,64 2,36 3,26 4,33 6,20 8,25 11,8 16,4 21,8 31,2
30 2,19 3,14 4,35 5,75 8,24 10,1 15,7 21,6 29,1 42,0
15 40 2,68 3,80 5.30 7,05 10,10 13,5 19,3 26,7 35,4 —
50 3,12 4,45 6,20 8 15 11,7 15,6 22,4 31.0 -
15 1,64 2,36 3,26 4,33 6,20 8,25 11,8 16,4 21,8 31,2
20 2,00 2,90 4,00 5,30 7,60 10,1 14,6 20,0 26,6 —
20 30 2,68 3,86 5,35 7,06 10,2 13,5 19,3 26,6 35.4
40 3,24 4,70 6,50 8.6 12,3 16,3 21,8 32,6 - -
10 1,64 2,36 3,26 4,33 6,2 8,2 118 16,4 21,8 31,2
15 219 3,15 4,35 5,77 8,27 11,0 15,8 21,9 29,0 —
30 20 2,68 3,90 5,36 7,05 10,1 13 6 19,5 26.6 35,4
30 3,58 5,15 7.17 9,45 13,6 17,9 25,5 35,4 — —
40 4,35 6,26 8,65 11.4 16,4 21,8 290 - -
pg 9 Нормирование шлифовальных pa6oi
10 2,0 2,89 4,00 5,80 7,6 10 1 12 4 20.1 26,8
15 2,65 3.84 5,27 7,00 10,1 13,3 16,6 26,8 35,0
эд 20 3,26 4.75 6.5'1 8.60 12.3 16,6 20 5 32,6 -
30 4,35 6,25 8,75 11,5 16,5 21,8 31,2 -
40 5,28 7.60 10,5 14,0 19,9 26,6 35,7 - 1
50 6,20 8,90 12.4 16 1 23,4 31,4 - - -
10 2,34 3,38 4,65 6 20 8.9 11,8 14,5 23,5 31,4 1
i 15 3.10 4.51 6,15 8,20 11,8 155 19,3 31,4 - |
эд 20 3,82 5.55 7.69 10,1 14,4 19,1 24,0 38,0 - |
। 30 5,07 7 30 10,2 13,4 19,1 25.5 36.4 | - (
40 6,15 8 85 12,3 16,2 23 2 31,2 - | - -
50 7,25 10 4 И З 19,0 27,5 36,6 - i !
Поправочные коэффициенты иа мощпост > ,V в зависимости
1) от твердости или ширины круга К( 2) от обрабатываемого материала Л’2
1 к 1 Нк Обрабатываем ыа материал К,
м>-чз СМ 1 —С М ’ С1-С2 СТ1-СТ>
10 100 ( ( 1,8 4,9 1.0 0, 1 1.0 1,12 1,01 1.16 1,22 1,39 1,52 Жаропрочная стал, I кчакаленная сталь Закаленная стал. 1,2 1,0 1,1 0,9
3) от коэффициента заполнения стола К,
ап 0,2 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0.8 1,0
^3 0,32 0,38 j (),43 | 0,53 | 0,6’ | 0,7 | 0,86 1,0
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ПЛОСКОМ ШЛИФОВАНИИ ТОРЦОМ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ СТОЛОМ Плоскошлифовальные станки
КАРТА 55
1. Скорость движения детали При шлифовании деталей из незакаленной стали и чугуна v$ = 8 ч- 15 м/мин. При шлифовании деталей из закаленной стали су = 12 ч-25 м/мин.
11. Подача на глубину
Скорость движения детали в м/мин Приведенная ширина шлифования В пр в jhjh
Д> | 30 | 50 | 80 | 120 | 200 j 300
Подача на глубину на ход стола мм/ход
8 10 12 15 20 25 0,082 0,065 0,054 0,044 0,033 0,026 0,060 0,048 0,040 0,032 0,024 0,019 0,041 0,033 0,027 0,022 0,016 0,013 0,029 0,023 0,019 0,015 0,012 0,0093 0,021 0,017 0,014 0,011 0,0086 0,0068 0,015 0,012 0,0097 0,0077 0,0058 0,0046 0,011 0,0086 0,0071 0,0057 0,0043 0,0034
Поправочный коэффициент на подачу на глубину на ход стола stjc в зависимости от обрабатываемого материала
Обрабатываемый материал К
Жаропрочная сталь Закаленная сталь Незакаленная сталь Чугун 0,85 0,95 1,0 1,05
Нормативы режимов реэания
695
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ПЛОСКОМ ШЛИФОВАНИИ ТОРЦОМ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ столом Плоскошлифовальные станки
КАРТА 56
1. Скорость движения детали При шлифовании деталей из иезакалеиной стали 0g 8 -s- 15 м1мин При шлифовании деталей из закаленной стали и чугуна = 12 -+- 25 м]мин
II. Подача иа глубину
Скорость движения в м/мин Приведенная ширина шлифования Вар в мм
20 ” 1 50 1 " 20° | соо
Подача на глубину на код стола в. в мм/ход
8 10 12 15 20 25 0,024 0,019 0,016 0,013 0,0096 0,0077 0,019 0,016 0,013 0,010 0,0078 0,0062 0,015 0,012 0,010 0,008 0,006 0,0048 0,012 0,0096 0,008 0,0064 0,0048 0,0038 0,0097 0,0078 0,0065 0 0052 0.0039 0,0031 0,0076 0,0061 0,0051 0,0041 0,0031 0,0024 0,0061 0,0049 0,0041 0,0033 0,0024 0,0019
Поправочные коэффициенты иа подачу на глубину иа ход стола в зависимости
I) от припуска и точиостн обработки Кг 2) от обрабатываемого материала и диаметра шлифовальной головки К.
52* Припуск иа обработку h в мм до Обрабтываемый материал Диаметр головки D
0,08 j 0,12 0,35 0,5 0,7
0,17 0,25 <320 <500 <800
0,03 0,05 0,08 0,4 0,5 0,63 0,5 0,63 0,8 0,63 0,8 1,0 0,8 1,0 1,25 1,о 1,25 1.6 1,25 1.6 2.0 1.6 2,0 2.5 Жаропрочная сталь Закаленная > Незакалениая > Чугуи 0,55 0,8 1.0 1.2 0,7 1.0 1.2 1,6 0,88 1,2 1,6 2,0
Примечание. Значения s, ве должны прев ышатъ значений прн черновом шлнфо-
МОЩНОСТЬ РЕЗАНИЯ Плоскошлифовальные станки
ПРИ ПЛОСКОМ ШЛИФОВАНИИ ТОРЦОМ КРУГА НА СТАНКАХ С ПРЯМОУГОЛЬНЫМ ---------------------------------------
СТОЛОМ КАРГА 57
969
Скорость движения детали в м/мин Подэча на глубину нэ ход стола s. в мм/ход Приведенная ширина шлифования Впр в м«
20 30 | 40 J 60 | 80 | 120 | 200 | 300
Мощность резания N н кет
5 0,005 0,008 0,012 0,02 0,03 0,05 0,08 0 12 2,38 3,45 4,45 С>,37 8,85 11,7 2,34 3,16 4,45 5,9 85 11,8 15 6 2,06 2 85 3,86 5,42 7,18 10,3 19,0 2,73 3,79 5,13 7,20 9,6 13,7 19,1 25,3 3,48 4,69 6,35 8,90 11,8 16,9 23,6 31,4 4,45 6,15 8,35 11,7 15,5 22,3 31,0 6,35 8,8 11,9 16,8 22,2 31,8 8,44 11,7 15,8 22,2 29,5
и 0,005 0,008 0,012 0,02 0,03 0,05 0,08 0,12 2,14 2,84 3,86 5,6 7,2 10,3 14,4 19,0 2,75 3,80 5,15 7,24 9,6 13,8 19,2 25,4 3,36 4,47 6,30 8,85 11,6 16,8 23,3 31,0 4,45 6,17 8,35 11.7 15,5 22,4 31,2 5,67 7,62 10,5 14,4 19,2 27,5 38,5 7,25 10,0 13,5 19,1 25,2 36,6 10,2 14,2 19,4 27,4 36,2 13,6 15,2 20,6 28,8 38,3
15 0,003 0,005 0,008 0,012 0,02 0,03 0,05 0,08 1,89 2,7 3,74 5,1 7,4 9,55 13,7 18,9 2,51 3,62 5,00 6,57 9,55 12,6 18,2 25,3 3,07 4,4 6,1 8,25 11,6 15,8 22,1 30,7 4,08 5,85 8,13 11,0 15,4 20,6 29,4 5,05 7,45 10,0 13,6 19,0 25,3 36,2 6,62 9,5 13,2 17,9 25,1 33,2 9,36 13,6 18,8 25,5 36,0 12,6 18,2 25,0 33,8
0,003 2,32 3,08 3,77 5,1 9,15 8,15 11,4 15,5
0,005 3,32 4,42 5,40 7,2 11,6 16,7 22,4
0,008 4,6 6,15 7,5 10,0 12,3 16,2 23,1 30,7
0,012 6,26 8,30 10,1 13,5 16,7 22,0 31,3 41,4
0,02 9,10 11.7 14,3 19,0 23,4 30,8 44,0 —
0,03 11,7 15,5 19,0 23,4 30,8 44,7 —
0,05 16,8 22,4 27,1 36,0 — —
0 08 23,2 31,1 37,4 - - -
0,002 2,05 2,73 3,34 4,32 5,48 9’5 10,3 13,8
0,003 2,72 3,62 4,34 5,85 7,25 13,6 18,1
0,005 3,90 5,20 6,35 8,40 10,8 13,7 19,6 24,8
0,008 5,36 7,15 8,75 11,6 14,4 18,9 26,0 36,6
25 0,012 7,30 9,70 11,8 15,7 19,5 25,7 36.4 —
0,02 10,60 13,7 16,7 22,2 27,3 36,0 — —
0,03 13 7 18,1 22,6 29,5 36,3 - —. —
0,05 19/i 26 2 31,6 — — - —
0,08 27,0 <6.3 - - -
Поправочные коэффициенты иа мощность резания в зависимости
Норма!
г) от обрабатываемого
материала К,
I) от твердости и ширины круга
вк в лм, tlK
м,—мз Ml—СМ2 CI-C2
40 0,8 0,9 1,04
63 0,9 1,0 1,16
100 1,3 1.12 1,3
Обрабатыв асмы11 матгри'ьч К,
Жаропрочная сталь 1,2
Незакаленная » 1,0
Закаленная • 1,1
Чугун 0,9
РЕЖИМЫ РЕЗАНИЯ ПРИ ЧЕРНОВОМ ПЛОСКОМ ШЛИФОВАНИИ ТОРЦОМ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ Плоскошлифовальные станки
КАРТА 5Х
1. Скорость движения детали
При шлифовании деталей из незакаленной стали и чугуна и а = 10-ь20 м/мин
При шлифовании деталей из закаленной стали од = 25 ч- 40 м/мин
11. Подача на глубину
Скорость движения детали V& в м/мин Приведенная ширина .шлифования Впр в мм
20 1 Я) | 50 I во | по | 200 | 300
Подача на глубину на оборот с тола s* н мм об
10 0,065 0,048 0,033 0,023 0,017 0,012 0,0086
12 0,054 0,040 0,027 0,019 0,014 0,0097 0,0071
15 0,044 0,032 0,022 0,015 0,011 0,0077 0,0057
20 0,033 0,024 0,016 0-.012 0,0086 0,0058 0,0043
25 0,026 0,019 0,013 0,0093 0,0068 0,0046 0,0034
30 0,022 0,016 0,011 0,0078 0,0057 0,0039 0,0028
40 0.016 0,012 0,0083 0,0058 0,0043 0,0029 0,0021
Поправочный коэффициент
на подачу на глубину на оборот стола
ste в зависимости
от обрабатываемого материала
Обрабатываемый материал К
Жаропрочная сталь Закаленная сталь Незакаленная сталь I Чугун 0,85 0,95 1,0 1,05
698 Нормирование шлифовальных работ
РЕЖИМЫ РЕЗАНИЯ ПРИ ОКОНЧАТЕЛЬНОМ ПЛОСКОМ ШЛИФОВАНИИ
ТОРЦОМ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ
Пмсклошмфовальные станки
КАРТА 59
1. Скорость движения детали
При шлифовании деталей из незакаленной стали vg = 10 ч-25 м/мин.
При шлифовании деталей из закаленной стали и чугуна t?d = 15-+-4) м/мин.
II. Подача на глубину
Прнкеденная 1 ширина шлифов,а нии 1>прЛмм
С корость движения детали V# в м/мин 20 | 30 | 50 1 1 1 l2,) 1 200 । 300
Подача на глубину на оборот стола в мм/пб
10 0.024 0,020 0,015 0,012 0,010 0,0077 0,0062
12 0,020 0,017 0,013 0,010 0,0082 0,0065 0,0052
15 0,016 0,013 0,010 0,0081 0,0065 0,0052 0,0042
20 0,012 0,010 0,0076 0,0061 0,0049 0,0039 0,0030
25 0,0097 0,0078 0,0061 0,0048 0,0039 0,0030 0,0024
30 0,0081 0,0065 0,0051 0,0040 0,0032 0,0025 0,0020
40 0,0061 0,0049 0,0038 0,0030 0,0024 0,0019 0,0015
Поправочные коэффициенты на подачу на
1) от припуска и точности обработки К,
глубину на оборот стола s,Q в зависимости
2) от обрабатываемого материала и диаметра
шлифовальной головки К2
Точность размера Припуск на обработку Л в мм до
0,08 0,12 | 0,17 | 0,25 0,35 0,50 0,70
0,03 0,4 05 I 0,63 I 0,8 1,0 1.25 1.6
0,05 0,5 0,63 0,8 1,0 1,25 1.6 2,0
0,08 0,63 0,8 1.0 1.25 1,6 2.0 2.5
ч а н и е. Значения не должны превышать виачеиий при черновом шлифовании
Обрабатываемый материал Диаметр головки L>K в мм
<320 <500 <ых>
Жаропрочная сталь 0,55 0.7 0,88
Закаленная сталь 0,8 1.0 1.2
Незакаленная сталь 1.0 1.2 1.6
Чугун 1.2 1.5 2,0
8
МОЩНОСТЬ РЕЗАНИЯ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ТОРЦОМ КРУГА НА СТАНКАХ С КРУГЛЫМ СТОЛОМ Г1 лоскошлифовальные станки К Л РТА 60
Скорость движения детали R M/MUH Подача на глубину на оборот стола st в мм/об Приведенная ширина шлифования в м
20 30 | 40 1 “ | 120 | 200 300
Мощность резания Д' в кет
10 0,003 0,005 0,008 0,012 0,02 0,03 0,05 0,08 2,14 2,84 3,86 5,6 7,2 10,3 14,4 1 88 2,75 3,80 5,15 7,24 9,6 13,8 Ю,-’ 2,31 3,36 4,47 6,30 8,85 11.6 16,8 23,3 3,06 4,45 6,17 8,35 Н,7 15,5 22,4 3,8 5,67 7,62 10,5 14,4 19,2 27,5 38,5 4,95 10/5 13,5 19,1 25,2 36,6 7,05 10,2 14,2 19,4 27,4 36,2 9,45 13,6 15,2 20,6 28,8 38,3
15 0,003 0,005 0,008 0,012 0,02 0,03 0,05 0,08 1,89 2,7 3,74 5,1 7,4 9,55 13,7 18,9 2,51 3,62 5,00 6,75 9,55 12,6 18,2 25,3 3,07 4,4 6,1 8,25 11,6 15,8 22,1 30,7 4,08 5,85 8,13 п.о 15,4 20,6 29,4 5,05 7,45 10,0 13,6 19,0 25,3 °6,2 6,62 9,5 13,2 17,9 25,1 33,2 9,36 13,6 18,8 25,5 36,0 12,Ь 18,2 25,0 33,8
20 0,002 0,003 0,005 0,008 0,012 0,020 0,030 0,050 0,080 1,75 2,32 3,32 4,6 6,26 9,10 11,7 16,8 23,2 2,34 3,08 4,42 6,15 8,30 11,7 15,5 22,4 31,1 2,86 3,77 5,40 7,5 10,1 14,3 19,4 27,1 37,4 3,7 5,1 7,2 10,0 13,5 19,0 25,3 36,0 4,7 6,2 9,15 12,3 16,7 23,4 31,1 6,16 8,15 11,6 16,2 22,0 30,8 40,7 8,7 11,4 16,7 23,1 31,3 44,0 11,8 15,5 22,4 30,7 41,4
Нормирование шлифовальных работ
25 (1,002 0,003 0,005 0,008 0,012 0,02) 0,0.3.) 0,059 0,080 2,05 2,72 3,90 5,36 7,30 10,60 13,7 19,6 27,0 2,73 3,62 5,20 7,15 9,70 13,70 18,1 26,2 36,3 3,34 4,34 6,35 8,75 11,8 16,7 22,6 31,6 4,32 5,85 8,40 11,6 15,7 22,2 29,5 42,0 5,48 7,25 10,8 14,4 19,5 27,3 '6,3 7,2 9,5 13,7 18,9 25,7 36,9 10,3 13,6 19,6 27,0 36,4 13,8 18,1 24,8 36,6
0,002 2 Ь 3,45 4,23 5,5 6,95 13,0 17,5
0,003 зл-Г 5,5'1 7,4 10,65 9,15 12,0 17,4 17,2 22,9
0,005 4,95 (\60 8,05 13,7 24,8 31,4
0,008 6,83 9 05 11,1 14,7 19,9 18,3 23,9 34,2 46,4
0,012 12,30 15,0 24,7 34,6 46,0 32,5 45,6 46,0 —
0,02 0,03 0,05 0,08 13/1) 17,3‘) 24,8 14,2 17,40 22,9 33,2 46,0 21,2 28,6 40,0 28,2 37,2
Поправочные коэффициенты на мощность ротания в танпспмостн
I) от твердости и ширины кр\га
или сегмента f\t
Вк в мм нк
М -М) CMt-< М2 Ci—С2
40 0,8 0,9 1,04
63 0,9 1,0 1,16
100 1,0 1,11 1,3
2) от обрабатываемою м перп.иа /(_.
Обрабат 1 njacMiHi ман| на i Л2
Жаропрочная сталь Незакалеипая сталь Закаленная сталь Чугун 1,9 1,1 0,9
702
Нормирование шлифовальных работ
ФОРМУЛЫ ДЛЯ РАСЧЕТА ОСНОВНОГО
(ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Плоскошлифовальные
станки
КАРТА 61
I. Шлифование периферией круга на станках с прямоугольным столом:
LaBjhK
lQOOodsBstxz
2. Шлифование торцом круга на станках с прямоугольным столом:
3. Шлифование периферией круга на станках с круглым столом:
Шлифование торцом круга на стайках с круглым столом
hK
-
0= пд%г
В приведенных формулах:
Ld — длина обработки, равная длине расположения деталей иа столе;
Ва— ширина обработки, равная ширине расположения деталей на столе;
й - припуск на сторону в мм\ ь
г — количество одновременно обрабатываемых деталей;
К - коэффициент, учитывающий время иа создание начального натяга в системе,
выдержку без подачн иа глубину шлифования в конце перехода, а также
местные дошлифовкн в целях устранения неточностей макрогеометрин обра-
батываемой поверхности; при черновом шлифовании К =1,1, при оконча
тельном шлифовании К = 1,4;
пв — число оборотов стола в минуту;
sb — подача на ширину шлифования в мм/об или мм/ход;
s/ - подача на глубину шлифовании в мм/ход’,
sto — подача иа глубину шлифовании в мм/об; ,
Од - скорость движения стола в м/мин.
Нормативы времени
703
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ПРЯМОУГОЛЬНЫМ ИЛИ КРУГЛЫМ СТОЛОМ Плоскоииифовальньк станки
КАРТА 62
Установка детали вручную
Способ установки детали з i i i So >2 S Вес детали в кг до
0,25 0.5 | 1 | 3 | 5 | 8 1 1 *2 1 20
Время а мни.
2 3 4 5 6 7 8 9 10 На магнитном столе без огради- тельного кожуха 1 3 5 10 25 50 75 100 150 200 0,16 0,070 0,050 0,030 0,020 0,016 0,015 0,014 0,013 0,012 0,18 0,085 0,065 0,040 0,025 0,022 0,02 0,017 0,015 0,20 0,100 0,075 0,050 0,030 0,025 0,21 0,110 0,085 0,055 0,22 0,120 0,090 0,060 0,25 0,135 0,100 0,065 0,27 0,155 0,110 0,070 0,32 0,185 0,120 0,080
II 12 13 14 15 16 17 18 В тисках с винто- вым за- жимом без вы- верки 2 3 4 6 8 10 2 0,25 0,16 0,123 0,107 0,091 0,085 0,08 0,27 0,175 0,14 0,122 0,10 0,09 0,085 0,29 0,20 0,166 0,15 0,133 0,125 0,11 0,32 0,225 0,20 0,187 0,36 0,275 0,25 0,41 0,46
с вы- веркой 1 - 0,44 0,47 0,50 0,55 0,65 0,70 0,85
Установка детали краном
устаноакж детали Вес детали в кг до
30 | 50 1 “ | 120 | | 300
Время а мин.
19 На столе с креплением без вы- верки 2,2 | 2,3 2,5 2,7 3,0 3,3
20 болтами и планками с вывер- кой 2,8 | 3,0 3,3 3,6 4,0 4,4
П р а м е и а н я. 1. Пра установке оградительного кожуха (щитка) добавлять иа комплект одновременно устанавливаемых деталей 0,3 мин. 2. Время в карте предусматривает крепление детали двумя болтами. В случае креплении детали большим количеством болтов на каждый последующий болт следует добавлять для деталей весом до 80 кг 0,4 мая., для деталей свыше 80 кг — 0,5 мин.
704
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ПРЯМОУГОЛЬНЫМ СТОЛОМ И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ Плоскошлифовамные станки
КАРТА 63
= Г руппа станков
2 * 1 И
р X а Наибольшая длина рабочей поверхности стола В мм до
3 § 4 1000 2000
с. 5 £ 2 Измеряемая длина в мм до
S 25 50 | 100 | 20и I 300 1 » 1 1001 200 I 300 | 500
X S Время В мин
1 Черно- вое шли фование без из- мерения - - 0,19 i 0,25
2 Шаблон ли- 0,05 0,50 0,60 0,80 0,95 1,15 0,65 0,85 1.0 1,20 1,30
3 Q- нейный од- 0,06 0,43 0,50 0,65 0,70 0,95 0,55 0,70 0,75 1,0 0^90
носторон- 0,08 0,34 0,38 0,34 0,50 0,60 0,75 0,44 0,55 0,65 0,8
5 ний пре- 0,10 0,29 0,46 0,60 0,65 0,40 0.50 0,65 0,7 0,75
6 = дельный 0,20 0,23 0.26 0,32 0,40 0,48 0,32 0,38 0,46 0,55 0,60
Q.
7 0,025 1,3 1,5 — — — 1,60 1,7 — —
8 — S 0,03 1,15 1,40 1,60 — — 1,45 1,55 1,65 — —
Q Скоба дву- 0,04 0,90 1,05 1,40 — — 1,1 1,45 1,60 —
10 О О сторонняя 0,05 0,75 0,90 1,15 — — 0,95 1,25 1,40 — —
и ч- П предельная 0,06 0,60 0,75 0,95 — — 0,80 1.0 1,25 — —
12 И о 0,08 0,45 0,55 0,70 — — 0,60 0,80 0,90 — —
13 р 0,10 0,36 0,46 0,65 - - 0.55 0,70 0,85 -
14 = 0 025 1 4 1,7 1,9 — 1,7 1,95 —
1 э 0,03 L2 1,5 1,8 — — 1,5 1.9 — —
16 17 5 Глубино- 0,04 0,05 0,95 0,75 0^95 1,6 — - 1,2 1,0 1,7 1,4 — —
18 у мер 0,06 0,65 0,75 1 ] — 0,8 1,15 — —
19 с 0,08 0,50 0,55 0^8 0,6 0,9 —
20 о 0,10 0,40 0,50 0 70 - 0,45 0.80 - ! -
Время на дополнительные приемы, не учитываемые таблицей
Наименование приемов | I pvnna ставков ! | 11
| Время В мин.
Переключить величину подачи . . Переместить суппорт круга в вер- 0,04 0,05
тикальном направлении на 10 мм . 0,06 0,07
I Время в таблице дано на все количество одновоемеяно обрабатываемых
Нормативы времени
705
ВС ПОМОГ АТЕ Л ЬНОЕ ВРЕМЯ,
СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ РАБОТЕ НА
ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ГОРИЗОНТАЛЬНЫМ
ШПИНДЕЛЕМ И КРУГЛЫМ СТОЛОМ
II лоскошлифовальные
станки
КАРТА 64
Группа станков
* 1 II
Измеритель инструмент —g. Наибольший диаметр стола в мм до
Характер обработки а ч 400 | 750
= х х Измеря емая длина в к мм до
25 1 50 | 103 | 200 | 251 50 | 100 | 200
£ И Время в мин
1 Черновое 0,18 0,24
шлифование (без измерения)
2 Шаблон 0,05 0,55 0,65 0,85 1,0 0,65 0,75 1.0 1,15
3 линейный 0,06 0,46 0,55 0,70 0,85 0,5 0,65 0,8 1,0
4 одно- 0,08 0,36 0,41 0,55 0,65 0,44 0,49 0,65 0,75
5 сторонний 0,1 0,29 0,36 0,27 0,49 0,55 0,42 0,37 0,44 0,6 0,65
6 предельный 0.2 0,23 0,34 0,3 0,33 0,4 0,5
7 0,025 1,0 1,2 1,55 1,05 1,3 1,65
8 0,03 0,9 1.0 1,3 0,95 1,05 1.4
9 Окончательное Скоба дву- 0,04 0,7 0,85 1,10 — 0,75 0,9 1,15
10 шлифование сторонняя 0,05 0,6 0,7 0,9 — 0,65 0,75 0,95 —
11 ic измерением предельная 0,06 0,49 0,6 0,75 — 0,55 0,65 0,8 —
12 в процессе 0,08 0,38 0,44 0,6 0,44 0,49 0,65 —
13 работы) 0,10 0,31 0,4 0,5 - 0,37 0,44 0,6 -
14 0,025 1,5 1,8 2,6 — 1,60 1,95 2,8 —
15 0,03 1,3 1 55 2,0 — 1,45 1,7 2,1 —
16 0,04 1,0 L2 1,75 — 1 1 1.3 1,9 —
17 Глубиномер 0,05 0,06 0,8 1,0 1,45 — 0/J 1 1 1,6 1,25 —
18 0,65 0,8 1,15 — 0,75 0^9
19 0,08 0,5 0,6 0,85 0,55 0,65 0,95
20 0,10 0,38 0,5 0,75 - 0,45 0,55 0,85 —
Время на дополнительные приемы, не учитываемые таблицей
Наименование приемов Группа станков
1 1 11
Время В мин.
Переключить величину подачи . . Переместить суппорт круга в вер- 0,04 0,05
тикальном направлении на 10 мм . . 0,06 0,07
Примечания 1. Время в таблице дано на все количество одиовремеиао обрабатываемых
деталей. Для определения времени иа одну деталь табличные значения делить на количество одно-
2. Время иа контрольные измерении, если оио ие перекрывается основным времеием, опреде-
45 Справочник нормировщика
706
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ВЕРТИКАЛЬНЫМ ШПИНДЕЛЕМ И ПРЯМОУГОЛЬНЫМ СТОЛОМ Плоскошлифовалъные станки
КАРТА 65
£ 3. 3 X Я й Группа станков
I 1 11
Наибольшая длина рабочей поверхности стола в мм до
1000 | 2000
Измеряемая длнна в мм до
25 | 50 | 100 | 200 I 300 | 50 I 100 | 200 | 300 | 500
Время в мнн.
1 Черно- вое шли- фование (без из- мерения) — — 0,15 0,19
2 3 4 5 6 Окойчательиое шлифование (с измерением в про- цессе работы) Шаблон ли- нейный од- носторон- ний пре- дельный 0,05 0,06 0,08 0,10 0,20 0,45 0,40 0,30 0,25 0,20 0,55 0,45 0,35 0,30 0,25 0,75 0,6 0,45 0,4 0,3 0,90 0,75 0,55 0,5 0,35 1,0 0,9 0,70 0,60 0,45 0,60 0,50 0,40 0,35 0,25 0,80 0,65 0,50 0,45 0,30 0,95 0,80 0,60 0,50 0,40 1,15 0,95 0,75 0,60 0,50 1,25 1,05 0,80 0,65 0,50
7 8 9 10 11 12 13 Скоба двусто- ронняя пре- дельная 0,025 0,03 0,04 0,05 0,06 0,08 0,10 0,90 0,80 0,60 0,50 0,40 0,30 0,25 1,05 0,95 0,75 0,60 0,50 0,40 0,30 по 0,8 0,65 0,50 0,45 2 = 1,1 1,0 0,75 0,65 0,55 0,40 0,35 1,15 1,15 1,0 0,85 0,70 0,55 0,5 2 -
14 15 16 17 18 19 20 Глубино- мер - 0,025 0,03 0,04 0,05 0,06 0,08 0,10 1,35 1.2 0,9 0,70 0,60 0,45 0,35 1,65 1.4 1,1 0,9 0,70 0,5 0,45 1,85 1,6 1,3 1,05 0,8 0.7 = 1,7 1,45 1,15 0,95 0,75 0,55 0,50 2 2 1
Время на дополнительные приемы, не учитываемые таблицей
Наименование приемов Группа станков
1 1 II
Время в мин.
Переключить величину подачи . . Переместить суппорт круга в вер- тикальном направлении на 10 мм . . 0,04 0,07 0,05 0,08
Примечвиия 1. Время в таблице дано на все количество одиовремеиио обрабатываемых деталей. Для определения времена иа одиу деталь табличные значения делить на количество одио- времеиио обрабатываемых деталей. 2. Время иа контрольные измерения, если оно не перекрывается основным временем, опре- делять по карте 70.
Нормативы времени
707
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ВЕРТИКАЛЬНЫМ ШПИНДЕЛЕМ И КРУГЛЫМ СТОЛОМ П лоскошли фовальные станки
КАРТА 66
Характер обработки Измеритель- инструмент 3 я* х з; 65 S И “а И 42. Группа станков
1 | п
Наибольший диаметр стола в мм до
S00 | 1500
Измеряемая длина в мм до
25 1 50 | 100 | 200 | 25 | 50 | 100 | 200
Время в мни.
1 Черновое шлифование (без измерения) - 0,22 0,29
2 3 5 6 Окончательное шлифование (с измерением в процессе работы) Шаблон линейный одно- сторонний предельный 0,05 0,06 0,08 0,1 0,2 0,65 0,55 0,45 0,38 0,2 0,8 0,65 0,5 0,44 0,24 1,05 0,85 0,65 0,6 0,33 1,25 1,05 0,8 0,65 0,43 0,8 0,7 0,55 0,45 0,24 0,95 0,8 0,6 0,55 0,29 1,25 1,0 0,8 0,7 0,39 1,45 1.2 0,95 0,8 0,5
7 8 9 10 И 12 13 Скоба дву- сторонняя предельная 0,025 0,03 0,04 0,05 0,06 0,08 0,10 I й —Йс-со-фс? —" — О О О О О 1,5 1,3 1,0 0,9 0,7 0,55 0,46 1,9 1,5 1,3 0^9 0,7 0,65 2 1,45 1,3 1,0 0,85 0.7 0,55 0,47 1 7 1.5 1,2 1,0 0,85 0,65 0,55 2,2 1,75 1,55 1,3 1,07 0,85 0,75
14 15 16 17 18 19 20 Глубино- мер 0,025 0,03 0,04 0,05 0,06 0,08 0,1 1,7 1,5 1,15 0,95 0,75 0,55 0,45 2,1 1,8 1,35 1,15 0,9 0,65 0,6 2,9 2,3 1,95 1.6 1,3 0,95 0,9 2 1,9 1.7 1.3 1,05 0,9 0,7 0,55 2,3 2,0 1,55 1,25 1,05 0,8 0,65 3,2 2,5 2.2 1,8 1,35 1,1 1.0
Время на дополнительные приемы, ие учитываемые таблицей
Наименование приемов Группа станков
1 "
Время в мии.
Переключить величину подачи Переместить суппорт круга в вертикальном направлении на 10 мм 0,04 0,07 0,05* 0,08
Примечания* 1. Время в таблице дано на все количество одновременно обрабатываемых деталей. Для определения времени иа одиу деталь табличные значении делить иа количество одно- временно обрабатываемых деталей. 2. время иа контрольные намерения, если оно ие перекрывается основным временем, опреде- лять по карте 70.
45*
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ
И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ
1. Техническое обслуживание рабочего места
Время правки шлифовальных кругов на нлоскошлифовальных стайках, работающих периферией круга
Содержание работы
1. Установить правящий инструмент.
2. Подвести шлифовальный круг к правящему инструменту.
3. Включить охлаждение.
4. Включить подачу (для правки цилиндрической поверхности).
5. Править круг.
6. Выключить подачу (для правки цилиндрической поверхности).
7. Выключить охлаждение.
8. Снять правящий инструмент.
9. Отвести шлифовальный круг в рабочее положение.
11 лоскошлифовальные
станки
КАРТА 67
708 Нормирование шлифовальных работ
20 0,4 0,5 0,6 I 1 °*4 I 0,5 0.7 0,5 0,6 0,7
13 14 Карборундовый бру- ' 1 40 60 0,6 0,9 0,8 - | к 1 0,8 1,1 1 0,7 1,0 0,9 1,2 1.1
15 <2 1 <10 0,2 0,2 - 1 0,3 0,3 1 - 0,4 0,4 1 ~
Время технического обслуживания рабочего места рассчитывается по формуле
7™, = ^^ мни.,
где Tn» —время правки, определяемое по данной карте, в мин.;
Л,— основное (технологическое) время в мин.;
Г —стойкость шлифовального круга, определяемая по карте 48, в мин.
2. Время технического обслуживания рабочего места при работе самозатачивающимися сегментными и кольцевыми кругами
Длина (диаметр) стола в мм до 1000 (900) 2000 (1500)
Время технического обслуживания рабочего места i ративного времени з процентах от one- 2,5 3,0
Время технического обслуживания рабочего места на одну деталь определяется по формуле
11. Организационное обслуживание рабочего места
Способ шлифования Длина (диаметр) стола в мм до
(400) I 1000 (900) | 2000 (1500)
Время организационного обслуживания рабочего места в % от оперативного времени
С охлаждением 1,5 1,8 2,1
Без охлаждения 1.1 1,3 1,6
Время организационного обслуживания на одну деталь определяется по формуле
Тор, = Топ-^-мн«.
III. Время на отдых н естественные надобности
Время иа отдых и естественные надобности аотд устанавливается в размере 4% оперативного времени
Время на отдых и естественные надобности, приведенное к одной детали, определяется по формуле
Тотд = Т'оп —fTfT' МИН.
Нормативы времени
710
Нормирование шлифовальных работ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С ПРЯМОУГОЛЬНЫМ СТОЛОМ Плоскошлифовальные станки с прямоуголь- ным столом
КАРТА 68
№ по зицин Способ установки детали Наибольшая длина рабо- чей поверхности стола
1000 | 2000
Время в мни.
1 На магнитном столе 3,0 4,0
2 В приспособлении или в тисках, устанавливаемых на магнитной плите без крепления 4,5 6,0
3 В приспособлении или в тисках, устана- вливаемых иа столе с креплением болтами и планками вручную 7,0 8,0
4 подъемки- 10,0 11,0
5 На столе станка с креплением болтами и планками 6,0 7,0
Содержание работы Получение и сдача наряда, инструкции; ознакомление с чертежом; получение инструмента и приспособления; получение заготовок и осмотр их перед обработкой, раскладка и уборка инструмента; подготовка станка н приспособления.
Добавлять в случаях
6 Установки и снятия магнитной плиты 40 5,0
7 Смены шлифовального круга на станках с горизонтальным шпинделем 6,5 8,5
8 с вертикальным шпинделем 7,5 9,5
9 Правки шлифовального круга после его смены (предварительная об- дирка) Форма круга Дисковый (ПО диаметру) 2,5 3,0
10 Сегментный 1.3 1.6
11 Чашечный 2,2 2.5
12 Выверки магнитного стола для плиты шлифованием 21,0 26.0
Нормативы времени
711
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ С КРУГЛЫМ СТОЛОМ Плоскошлифовальные станки с круглым столом
КАРТА 69
зици°и Способ установки детали Наибольший диаметр стола в мм до
900 | 1500
Время в мин.
1 На магнитном столе 4,0 5,0
2 В приспособлении или в самоцеитрирующем патроне, установленном на магнитном столе без креплении 6,0 7.0
3 В специальном приспособлении, установленном на столе станка с креплением болтами и планками 7,5 9,0
Содержание работы Получение и сдача наряда, инструкции; ознакомление с чертежом; получение инструмента и приспособления; получение заготовок и осмотр их перед обработкой; раскладка и уборка инструмента; подготовка стайка и приспособления.
Добавлять в случаях '
4 Установки и снятия магнитной плиты 3,5 5,0
5 Смены шлифовального Форма Дисковый 6,0 10,0
6 Сегментный 7,0 12,0
Чашечный 7,0 10,0
8 Правки шлифовального круга после его смены (предварительная об- дирка) I Форма круга Диско- вый Диаметр 2,5 4,0
9 Один торец 1,5 2,2
10 Один радиус 0,5 0,5
И Сегментный 1.5 2
12 Чашечный 2,5 | 3,0
13 Выверки магнитного стола или плиты шлифованием 20 1 25
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ Шлифовальные станки КАРТА 70
№ ПО- ЗИЦИИ Наименование измерительного инструмента Измеряемый размер в мм до Точность измерения
1 и 2-Й классы | । 3—5-/1 классы
Длина измеряемой поверхности в им до
50 100 | 50 | 5<*i | KXXI I 5(1 | их) I 250 | 500 | 1000
Время в мин
1 2 3 4 Скоба предельная односторонняя 50 100 200 300 0,11 0,14 0,18 0,20 0,12 0,15 0,20 0,23 0,17 0,20 0,23 0,27 0,25 0,29 0,31 0,34 0,35 0,36 0,38 0,42 0,07 0,08 0,10 0,12 0,09 0,10 0,11 0,13 0,12 0,13 0,14 0,15 0,13 0,14 0,15 0,16 0,14 0,17 0,19 0,22
5 6 7 Микрометр 100 200 300 0,26 0,32 0,38 0,28 0,34 0,40 0,30 0,36 0,42 0,40 0,42 0,46 0,55 0,60 0,67 0,15 0,18 0,20 0,16 0,19 0,22 0,18 0,20 0,24 0,23 0,25 0,27 0,32 0,35 0,39
8 9 10 11 Скоба индикаторная 50 100 200 300 0,14 0,17 0,21 0,16 0,19 0,23 0,25 0,19 0,24 0,28 0,30 0,26 0,33 0,35 0,38 0,38 0,41 0,46 0,50 0,08 0,10 0,12 0,10 0,12 0,15 0,14 0,13 0,16 0,21 0,23 0,16 0,21 0,24 0,25 0,21 0,25 0,30 0,32
12 13 14 15 Штихмас микрометри- ческий 100 200 300 500 0,26 0,29 0,36 0,43 0,34 0,36 0,38 0,48 0,41 0,45 0,52 0,65 0,55 0,65 0,80 1,25 0,20 0,22 0,27 0,32 0,25 0,27 0,29 0,36 0,31 0,34 0,39 0,49 0,40 0,49 0,60 0,95
16 17 18 19 20 Нутромер индикатор- ный 50 100 200 300 450 0,19 0,22 0,25 0,29 0,38 0,23 0,25 0,29 0,34 0,45 0,29 0,31 0,33 0,40 0,51 0,48 0,59 0,61 0,75 0,14 0,16 0,19 0,22 0,29 0,17 0,19 0,22 0,26 0,34 0,22 0,23 0,25 0,30 0.38 0,36 0,44 0,46 0,56
Нормирование шлифовал
21 22 23 24 25 Калибр-пробка глад- кая предельная 10 25 50 75 100 0,13 0,17 0,21 0,22 0,26 0,17 0,21 0,23 0,27 0,30 0,23 0,27 0,30 0,36 0,43 0,33 0,39 0,45 0,50 0,38 0,45 0,50 0,60 0,09 0,10 0,12 0,13 0,15 0,10 0,12 0,13 0,15 0,17 0,12 0,14 0,17 0,20 0,23 0,17 0,20 0,22 0,26 0,19 0,24 0,28 0,32
26 75 0,23 0,27 0,33 0,39 0,46 0,15 0,16 0,18 0 21 0,24
27 Калибр-пробка пло- 100 0,27 0,30 0,34 0,39 0,43 0,52 0,17 0,18 0,20 0,23 0,25
28 ская предельная 150 0,30 0,45 0,54 0,63 0,18 0,20 0,22 0,22 0,26 0,30 0,33
29 200 0,34 0,39 0,49 0,59 0 67 0,20 0,26 0,30
30 Калнбр-пробка для 25 0,12 0,14 0,18 0,08 0,09 0,12 —
31 проверки соосности отверстий 50 0,14 0,17 0,21 - 0,10 0,11 0,14 - -
32 25 0,09 0,11 0,15 0,19 — 0,06 0,07 0,10 0,12
33 Калибр-кольцо глад- 50 0,10 0,12 0,17 0,20 0,21 — 0,07 0,08 0,11 0,15 —
34 кое цилиндрическое 75 0,11 0,14 0,24 — 0,08 0,09 0,12 0,16 —
35 100 0,13 0,16 0,22 0,27 — 0,10 “'1' 0,13 0 17 -
№ позиции Наименование измерительного инструмента Точность i измерения 1 1 Длина измерения в мм до
50 | 100’ | 200 | 3<Х> | 500
Время в мк«
36 37 38 Шаблон фасонный простого профиля Шаблон линейный односторонний предельный Шаблоны (скоба) линейные двусторонние пре- дельные 2 0,09 0,09 0,11 0,12 0,10 0,12 0,14 0,11 0,13 0,16 0,13 0,15 0,16 0,18
39 Угломер универсальный До 5 мин. 0,23 0,26 0,31 0,36 0,38
40 Св. 5 мин. 0,20 0,23 0,25 0,27 0,33
714
Нормирование шлифовальных работ
Шлифование зубьев колес
В данном справочнике приводятся режимы резания и нормативы времени
для трех основных методов шлифования зубьев:
1) шлифования методом обкатки двумя тарельчатыми кругами;
2) шли4ювания методом копирования фасонным кругом;
3) шлифования методом обкатки одним коническим кругом.
Первый из указанных методов обеспечивает более высокую точность
обработки и применяется при изготовлении зуборезных долбяков и особо
точных зубчатых колес.
Второй и третий методы являются более производительными и приме-
няются как при окончательной, так и при предварительной обработке.
Припуск на шлифование определяется по боковым поверхностям зуба
в направлении, перпендикулярном к эвольвенте (фиг. 12). Величина верти-
кального перемещения круга при обработке зубчатых колес фасонным кру-
гом определяется по номограмме (фиг. 14).
Скорость вращения шлифовального круга выбирается в следующих
пределах:
на станках, работающих тарельчатыми кругами, — 25 33 м/сек;
на станках, работающих фасонными кругами, ик — 20—28 м/сек;
на станках, работающих коническим кругом, ик — 25-^30 м/сек.
Шлифование методом обкатки.
Основное (технологическое) время при шлифовании зубьев двумя тарель-
чатыми кругами определяется по формуле
т°=мин.
L '1о \ *1 / J
где г—число зубьев обрабатываемого колеса;
по — число обкатов в минуту;
— число черновых проходов;
i2 — число получистовых проходов;
i3 — число чистовых проходов;
$! — продольная подача на один обкат при черновых проходах;
$2 — то же при получистовых проходах;
s3 — то же при чистовых проходах;
Т1 и т2 — время на переключение и деление соответственно при черно-
вом (tJ и получистовом и чистовом (т2) шлифовании в мин.
Диаметр ш тифовального круга DK в мм г, в мин. Т, в мин.
280 0,03 0,02
220 0,02 0,015
L — длина хода стола:
L = 1 4- 2У~Н (DK— Н) 4-Ю мм.
где / — длина шлифуемых зубьев в мм;
Н — высота зуба в мм;
DK— диаметр шлифовального круга в мм.
Нормативы режимов резания
715
Фиг 12 Определение при-
пуска на шлифование зубьев
Фиг. 13. Выбор длины хода главного поперечного
суппорта при шлифовании зубьев двумя тарельча-
тыми кругами:
а — при положении кругов в двух соседних впадинах
длину хода выбирать по сплошным кривым; б — при
положении кругов через одну впадвну длину хода вы-
бирать оо пуиктирным кривым.
711 Нормирование шлифовальных работ
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА Зубошлифовалъные | станки КАРТА 71
шлифования Обрабатываемый материал Модуль обрабо- танной поверх- Характеристика шлифо- вального круга: абразивный материал, зернистость, твердость, связка структура
Методом обкатки Стали углеродистые и ле- гированные незакаленные Св 2 V7 ЭБ,. Э46-60; С1-С2, К5-7
Стали легированные, за- каленные. с высоким от- пуском HRC 28—42 До 2 Св. 2 Св. 2 V6-V7 V6 V7 ЭБ. Э60—80. СМ2—С1. К5-7 ЭБ; Э46—60, СМ2—С1 К5-7 ЭБ, Э60-80, СМ2— Cl, К5-7
Стали углеродистые и ле- гированные, закаленные с низким отпуском HRC>50 До 2 V7 V8 ЭБ, Э60—80. СМ1- СМ2, К5—7 ЭБ, Э80-120, МЗ- СМ1, К5-7
Св 2 V7 V8 ЭБ; Э46—60, СМ1 — СМ2; К5—7 ЭБ; Э60—80, CMI- СМ2, К5-7
Методом копирова- Стали углеродистые и легированные незакаленные Св. 2 V7 ЭБ; Э46—60, С1-С2. К5-7
Стали легированные, за- каленные с высоким отпус- ком HRC 28-42 До 2 Св. Св. 2 V6-V7 V6 V7 ЭБ, Э46—60, СМ2— С1, К5-7 ЭБ, Э46- 60, СМ1-СМ2, К5—7 ЭБ, Э60—80; СМ1-СМ2, К5-7
Стали углеродистые и ле- гированные, закаленные с низким отпуском Н7?С>50 До 2 W V8 ЭБ, Э60—80;СМ1—СМ2. К5-7 ЭБ; Э80—120, СМ1- СМ2; К5-7
Св. 2 V7 V8 ЭБ, Э40 -60, СМ1 — СМ2, К5—7 ЭБ, Э60-80, МЗ-СМ1. К5-7
Нормативы режимов резания
717
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ ЗУБЬЕВ КОЛЕС ИЗ ЗАКАЛЕННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ HRO50 ДВУМЯ ТАРЕЛЬЧАТЫМИ КРУГАМИ Зубошлифовальные станки
КАРТА 72
I Количество проходов и подача
о зг Длина 1 зуба колеса В мм
£= 2 >»о 6-20 | 20 н выше
Характер прохода 1 Способ деления £»* Чистота обработанной поверхности
* 2 § = g V7 | V8 | V7 | V8
>5 °- о! Продольная подача за один обкат в мм
0,15 Черновой 1 Двустороннее 1 0,08 4,7 4,7 3,75 3,75
Получистовой Чистовой 1 Одностороннее 2 3 0,06 0,01 4,7 1,33 4.7 1,08 3,75 1,33 3,75 1,08
Черновой 1 Двустороннее 1 0,09 4,7 4,7 3,75 3,75
Получистовой Чистовой 1 Одностороннее 2 3 0,065 0,015 4,7 1,33 4,7 1,08 3,75 1,33 3,75 1,08
0.2 Черновые 2 Двустороннее 2 0,08 0,065 4,7 4,7 4,7 4,7 3,75 3,75 3.75 3,75
Получнстовой Чистовой 1 Одностороннее 3 4 0,04 0,015 4,7 1,33 4,7 1,08 3,75 1,33 3,75 1,08
0,25 Черновые 3 Двустороннее 1 2 3 0,07 0,065 0,05 5,8 5,8 5.8 5,8 5,8 5,8 47 4.7 4,7
Получистовой Чистовой 1 Одностороннее 4 5 0,05 0,015 5,8 1.33 5,8 1,08 4,7 1,33 4,7 1,08
0.3 Черновые 3 Двустороннее 1 2 3 0,09 0,08 0,075 4,7 4,7 4,7 4,7 4,7 4,7 3,75 3,75 3,75 3,75 3,75 3,75
Получистовой Чистовой 1 Одностороннее 4 5 0,04 0,015 4,7 1,33 4,7 1,08 I 3,75 1,33 3,75 1,08
11. Количество обкатов в минуту.
Модуль т Диаметр делительной окружности DQ в мм до
ю 1 60 1 1 80 | 1 100 I 1 120 1 150 1 220 | св. 220
»мм Число обкатов пд в минуту
До 2 200 244 244 244 244 244 244 220
184 200 220 244 244 244 220 200
4 164 184 200 220 220 220 200
5 164 184 200 200 184 184
6 1 164 164 184 184 164 120
7—8 120 120 120 120 120
Св 8 - - - 106 106 106 106
РЕЖИМЫ ЗУБ0ШЛИФ0ВАНИЯ НА СТАНКАХ, РАБОТАЮЩИХ ПО МЕТОДУ ОБКАТКИ ОДНИМ КОНИЧЕСКИМ КРУГОМ Зубошлифовальные станки
КАРТА 73
1. Число двойных ходов п стола в минуту
Длина рабочего хода Lp. х в мм
20—25 | 26—32 | 33—40 | 41—50 | 51—63 | 64—80 | 81—100 | 101 — 125
Число двойных ходов штосселя в минуту
260 207 167 133 106 84 67 53
Длина рабочего хода Lp. х определяется по формуле
Lp.x = (+ (5 ч-10) мм,
где / — длина зуба шестерни в мм
11. Количество проходов i, подача на глубину шлифования % и поперечные подачи sq
Припуск на сторону по делитель- ной окруж- ности Наименованве проходов Количество проходов № прохода Подача на глубину шлифования двойной ход стола н мм Поперечная подача на один двойной ход штосселя ‘В в мм
Диаметр делительной окружности шестерни Do в мм
до 40 | до к» | до 160 | св 160
0,12 Черновой Получистовой i2 Чистовой Z, *1 2 3 0,07 0,03 0,02 2,7 3,4 4,3 5,4
0,5 0,65 0,8 1,0
0,15 Черновой Получистовой za Чистовой Z, 1 1 2 3 0,09 0,04 0,02 2,0 2,5 3,2 4,0
0,5 0,65 08 1.0
0,2 Черновые it 2 2 0,075 0,065 1.7 2.1 2.7 3.3
Получистовой 1г Чистовой /, 1 3 | 0,045
1 4 1 0,015 0.7 | 0.9 | 1,1 1.4
1ьных работ
0,25 Черновые Z, 2 2 0,11 0,085 2,3 2,9 3,7 4,6
Получистовой 1, 1 3 0,040
Чистовой /, I 4 0,015 0,5 0,65 0,8 1.0
0,3 Черновые 3 2 3 0,095 0,08 0,07 2.0 2.5 3,2 3.9
Получистовой 1, 1 4 0,04
Чистовой (, 1 5 0,015 0,5 0,65 0,8 1.0
П р и ме ж а ин я: 1. Прв повьниеяиых требованиях к чистоте поверхности <^8) следует снижать поперечную подачу на один дво»ной ход штосселя
sB на чистовых проходах в соответствии с давивши таблицы:
Модуль m Число аубьев колеса z
15 1 20 | 30 1 <0 1 50
в мм Поперечная подача н а чистовых проходах as в 1 мм
1 2 3 4 5 0,4 0,5 0,6 0,7 0,85 0,45 0,5 0,6 0,7 0,5 0.7 0,6 0,7
Нормативы режимов резания
720
Нормирование шлифовальных работ
ВРЕМЯ НА ПЕРЕКЛЮЧЕНИЕ И ДЕЛЕНИЕ ъ, ПРИ РАБОТЕ НА СТАНКАХ. РАБОТАЮЩИХ МЕТОДОМ ОБКАТКИ ОДНИМ КОНИЧЕСКИМ кругом Зубошлифовал ьные станки
КАРТА 74
Угол зацепления а = 20°.
Диач ютр делительной окружности шестерни в лм< до
Модуль т 100 1 " j 200 | 250
Время на переклю чение н деление и мин
2 0,04 0.04 0,05 0,06 0,06
3 0,04 0,045 0.055 0,06 0,07
4 0,04 0,045 0,06 0,07 0,075
5 0,04 0,05 0,06 0,07 0,08
6 0,04 0,05 0.06 0,075 0,08
7 0,04 0,05 0,065 0,08 0,085
8 0,045 0,055 0,07 0,08 0,09
3 убошлифовальные
ДЛИНА РАБОЧЕГО ХОДА В НАПРАВЛЕНИИ станки
ДВИЖЕНИЯ ОБКАТКИ НА СТАНКАХ, РАБОТАЮЩИХ
ОДНИМ КОНИЧЕСКИМ КРУГОМ
A' A ПТ А 7^
Угол зацепления а = 20°
Модуль т в ММ
3 1,5 5 i 1 » 1" 1 -
У 1 1 1
Длина рабочего хода » 1 направлении движении < эбкатд в мч
13 22 27 32 38 43 49 54 65 76 86 97 108 119 130
16 22 27 33 38 44 50 55 66 77 88 99 ПО 121 132
20 22 28 33 39 44 50 55 66 78 89 100 111 122 133
25 23 28 34 40 45 51 56 68 79 90 102 113 124 136
32 23 29 34 41 46 52 58 68 81 93 104 116 127 139
40 23 29 35 41 47 53 58 70 82 94 105 117 129 141
50 24 30 36 41 47 53 59 71 83 95 106 118 130 142
60 24 30 36 42 48 54 60 71 84 96 107 119 131 143
80 24 30 36 43 48 55 60 72 85 97 109 121 133 145
100 25 31 37 43 50 55 61 73 86 98 110 123 135 147
Методические указания
721
Шлифование методом копирования
При шлифовании зубьев колес методом копирования назначается один—
три чистовых прохода с подачей на глубину шлифования s. = 0,003—
— 0,004 мм и три-четыре получистовых прохода с подачей на глубину шлифо-
вания st = 0,008-^-0,010 мм. Оставшаяся часть припуска снимается за чер-
Фиг 14 Определение величины вертикального пере-
мещения круга в зависимости от припуска и угла
зацепления при шлифовании зубьев методом’ ко-
пирования.
новые проходы. Подача на глубину шлифования при черновых проходах
устанавливается в пределах st ~ 0,03—0,05 мм.
Большее количество чистовых и получистовых проходов в указанных
пределах выбирается при более высоких требованиях и точности и чистоте
поверхности зубьев.
Радиальная подача определяется по формуле
sPa3 = s/ мм.
Значения коэффициента К: при угле зацепления а = 20° К — 2,9, при
угле зацепления а ---• 15' К =~ 3,7.
Для других значений угла зацепления радиальная подача может быть
определена по номограмме (фиг. 14), принимая st = h и spad — hx.
46 Справочник нормировщика 98
722
Нормирование шлифовальных работ
Скорость хода стола (продольная подача) выбирается в следующих пре-
делах: при черновых и получистовых проходах vd — 10-^12 м/мин\ при
чистовых проходах vd = 8-е-Ю м!мин.
Меньшая скорость движения стола в указанных пределах принимается
при повышенных требованиях к чистоте поверхности, а также при шлифо-
вании колес из цементованной и закаленной стали HRC > 56.
Правку круга в процессе шлифования методом копирования следует
производить не менее двух раз: первую — в середине профилирующих про-
ходов, вторую — перед чистовыми проходами.
Основное время работы круга между правками не должно превышать
20 мин.
После каждой правки круга необходимо давать три дополнительных про-
хода для компенсации изменения формы круга.
Режимы дополнительных проходов те же, что и основных к моменту
правки.
Основное (технологическое) время при шлифовании зубьев методом копи-
рования определяется по формуле
7’о = г(х + ^ + х + п')мин-’ (46)
где г — число зубьев обрабатываемого колеса;
11, *2. ‘з— число проходов соответственно черновых, профилирующих
и чистовых;
t - общее число проходов;
П1, п2, п3— число двойных ходов стола в минуту соответственно при
черновых, профилирующих и чистовых проходах, опреде-
ляемое по карте 76;
т — время на переключение и деление; принимается по паспорту
станка.
ЧИСЛО ДВОЙНЫХ ХОДОВ СТОЛА В ЗАВИСИМОСТИ от СКОРОСТИ ДВИЖЕНИЯ СТОЛА и длины РАБОЧЕГО ХОДА Зубошлифовальные станки
КАРТА 76
Скорость движения Длина рабочего хода L в мм
<40 | 50 | м 80 | 100 125 160 | 200
Чисто двойных ходов стола л в минуту
5 6,3 8,0 10 12,5 63 80 100 125 156 50 63 80 100 125 40 50 63 80 100 32 40 50 63 80 25 32 40 50 63 20 25 32 40 50 16 20 25 32 40 13 16 20 23 32
L = 1 + VH(DK—H) 10 мм, где / — длина шлифуемых зубьев в мм, Н — высота зуба в мм; DK — диаметр шлифовального круга в мм.
Нормативы времени
723
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОПЕРАЦИЕЙ Зубошлифовальные станки
КАРТА 7Z
Тип стайка Способ установки детали h S& Вес детали с оправкой
1 h 1 1 10
Время в мин.
2 3 4 5 6 7 8 Работающие по ме- тоду обкатки двумя тарельчатыми кругами В центрах на оправке С установкой зу- ба по шлифовальным кругам 2 3 4 2,0 2,3 2,6 2,8 2,1 2,4 2,7 3,0 2,2 2,5 2,8 3,1
Без установки зу- ба по шлифовальным кругам 2 3 4 1,7 1.9 2.2 2,5 1.8 2,1 2,4 2,6 1.9 2,2 2.5 2,8
9 10 11 12 Рабочие по методу обкатки одним кониче- ским кругом С установкой зу- ба по шлифовально- му кругу 2 3 4 0,93 1.2 1.4 1.7 1,1 1.3 1.6 1,9 1.2 1,4 1,7 2,0
13 14 Работающие по мето- ду копирования В центрах иа оправке 1* 1.0 1.1 1.2
На шпин- дельной оправке 1‘ 1.1 1,2 1,3
‘ На каждый последующий проход добавлять 0.1 мин Содержание работы Позиции 1—8 Протереть центры станка Установить оправку с деталями. Установить глубину шлифования по диу и профилю зуба. Включить вращение шлифовальных кругов. Включить движение обкатки Отрегулировать равномерность снятии припуска по про- филю зуба. Установить счетчик в исходное положение. Переключить деление с односто- роннего иа двустороннее или наоборот. Включить продольную подачу. Выключить вращение шлифовальных кругов. Снять оправку с деталями и отложить на место. Позиции 9—12. Протереть центры стайка. Установить оправку с деталями. Включить вращение шлифовального круга Включить подачу (обкатку). Установить глубину шлифо- вании. Установить счетчик в исходное положение Выключить вращение круга. Снять оправку с деталями и отложить на место Позиции 13—14. Протереть центры (концевую оправку). Установить оправку с дета- лями (деталь). Подвести круг к детали Включить вращение шлифовального круга. Вклю- чить подачу. Установить глубину шлифования Выключить подачу Выключить вращение шлифовального круга. Снять оправку с деталями (деталь) и отложить иа место
46*
724
Норнировачие шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЕ Зубошлифовалъные станки
ЗУБЬЕВ ШЕСТЕРЕН КАРТА 78
Измерительный инструмент Характер измерение Измеряемый размер в мм
50 | 100 | .00 | 300 | 400 | 500
Время в мин
Микрометр и ролики С предварительной хста новкой на размер ОГ. 0,17 0,20 0.22 0,25 0,30
С установкой на размер в процессе измерения 0,23 0,27 0,32 0,36 0,39 0.42
Скоба двусто роняяя предель ная Проходной стороной На первое измерение 0,09
На каждое последую- щее измерение 0,07
Полное измерение На первое измерение 0,13
На каждое последую- щее измерение 0,11
2—3-я
Нормативы времени
725
ВРЕМЯ НА ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА ПРИ РАБОТЕ НА ЗУБОШЛИФОВАЛЬНЫХ СТАНКАХ, РАБОТАЮЩИХ ДВУМЯ ТАРЕЛЬЧАТЫМИ КРУГАМИ Зубош шфовальные станки
КАРТА 79
Содержание работы 1. Подойти к шлифовальному кругу. 2. Подвести алмазы к шлифовальному кругу. 3. Править шлифовальные круги по профилю, диаметру и заправить радиус. 4. Отвести алмазы от шлифовального круга.
Наружный диа- метр шлифоваль- ного круга обработанной поверхности Основное время обработки детали в мин.
1 25 | 30 | 40 | 60 | 80 I 100 | 120 I 150 до 1 300
Время на техническое обслуживание в % оперативного времени
225 V6 V7 V3 11 20 5,6 8,8 16 4,7 7,3 13,4 5,5 5,5 10 2,3 3,7 6.7 3,5 5,6 10 2,8 4,4 8 3,5 5,5 10 2,8 4,4 8
73 V6 V7 V* 9,5 14 25 7,6 П.2 20 6,3 9,3 16,7 4,7 7,0 12,5 3,2 4,7 8,4 4,8 7,0 13 3,8 5,6 10 4,7 6,7 12,3 3.8 5,6 10
Примечания 1. Правящий инструмент — алмаз закреплен за одним станком. 2. Правка производится без охлаждения
ВРЕМЯ НА ТЕХНИЧЕСК МЕСТА ПРИ РАБОТЕ СТАНКАХ, РАБОТАЮЩР ПО МЕТОДУ ОБКА ОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО НА ЗУБОШЛИФОВАЛЬНЫХ IX ОДНИМ ДИСКОВЫМ КРУГОМ ПГКИ ИЛИ КОПИРОВАНИЯ Зубошлифовальные станки
КАРТА 80
1 Подвести шлифовал 2. Править шлифовал! 3 Отвести шлифоваль Содержание работы 1ьиый круг к алмазам или алмазы к шлифовальному кругу. >иый круг по профилям, диаметру и заправить радиус иый круг от алмазов или алмазы от шлифовального круга.
Модуль обра- батываемого колеса т Основное время обработки детали в мин.
Чистота обработанной ю | 15 | 20 | 25 | 30 | 40 до 90
Время па техническое обслуживание в % оперативного времени
2 V6 V7 V8 6 10 16 6,6 10,6 3 5 8 4,8 8 12,8 4 6,6 10,7 3,0 5,0 8,0
3 V6 V7 V8 7,5 12 20 5 8,0 13,4 3,7 6.0 10 6,0 9.6 16 5,0 8,0 13,4 3,8 6,0 10
4 V6 V7 V8 9 14 23 6.0 9,3 15.3 4,5 7 11,5 7,2 11,2 18,4 6 9,3 15,3 4,5 7,0 11,5
5 V6 V7 V8 12 8,0 13,4 22 6,0 10 16,5 9,6 16 26,4 8,0 13,4 22 6,0 10 16,5
Примечания I 2. Правка производится Правящий инструмент — алмаз закреплен за одним станком, без охлаждения
726
Нормирование шлифовальных работ
ВРЕМЯ НА ОРГАНИЗАЦИОННОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ ПРИ РАБОТЕ НА ЗУБОШЛИФОВАЛЬНЫХ СТАНКАХ Зубошлифовальные станки
КАРТА 81
I. Время на организационное обслуживание рабочего места а0рз устанавливается в раз- мере 3% оперативного времени. II Время иа отдых и естественные надобности aamj устанавливается в размере 4% опе- ративного времени. Время иа организационное обслуживание рабочего места, отдых и естественные надоб- ности, приведенное к одной детали, определяется по формуле Т 4- Т = — Т а°рг аотд иии * орг г * отд * on ]00 мии*
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ПРИ Зубошлифовальные станки
РАБОТЕ НА ЗУБОШЛИФОВАЛЬНЫХ СТАНКАХ КАРТА 82
№ пози- Тип станка i словия шлифования вВРМеи“Я
2 3 Работающие по методу обкатки двумя тарельча- тыми кругами По 1-му классу точности По 2-му классу точности 120 180
дисковым кругом По 2-му классу точности 160
4 5 Работающие по методу копиро- вания Шлифование зубьев, впа- дина которых имеет прямо- линейный участок 180
Шлифование зубьев с ра- диусной впадиной 160
Нормативы времени
727
Шлифование шлицев
Основное (технологическое) время на шлицешлифовальных станках
рассчитывается по формуле
г 2Lzi
Т°~ 1000а МИНм
(48)
где Е — длина рабочего хода в мм [Л = I + llt где Е — перебег стола
(на сторону) для осуществления поворота детали на деление, для
подхода и выхода детали в мм-, значения Е приведены в карте 83];
i — общее число проходов (черновых, получистовых и чистовых, вклю-
чая дополнительные проходы согласно примечанию к карте 85);
г — число шлицев.
ПЕРЕБЕГ СТОЛА (В ОДНУ СТОРОНУ) ДЛЯ ОСУЩЕСТВЛЕНИЯ ПОВОРОТА ДЕТАЛИ НА ДЕЛЕНИЕ. ДЛЯ ПОДХОДА И ВЫХОДА КРУГА Шлицешлифовальные станки
КАРТА 83
Скорость движения стола в м/мин
Время на делительное движение т в сек. до 8 '° 12.5 | к
Перебег стола 1, в
0,5 50 55 70 88 111
0,64 62 70 88 111 142
0,8 80 88 111 142 178
1,0 100 111 142 178 222
1,25 125 142 178 222 278
1.6 160 178 222 278 356
2,0 178 222 278 356 445
Нормирование ш Рифова тьных работ
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА Шлифовальные станки КАРТА
Шлифование фасонным кругом внутренней и боковых поверхно- стей Э, ЭБ46—60, Cl—С2, Кт
Шлифование боковых поверхно- стей шлицев периферией цилин- Э, ЭБ46—60, Т], Б4
дрического круга
Шлифование боковых поверхно-
стен перифериен конического круга
Шлифование внутренней поверх-
ности периферией фасонного круга
Э, ЭБ46-60; Т1; Б4
Э, ЭБ46—60, СТЗ; Б4
Нормативы режимов резания
729
Шли цешлифовальные
РЕЖИМЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ ШЛИЦЕВ станки
НА ДЕТАЛЯХ ИЗ ЗАКАЛЕННОЙ СТАЛИ -----------------
КАРТА 85
Припуск h на сторону Скорость движения стола н м/мин Подача на глубину мм/da. xod | I Число проходов 1
Наименование пр оходов
Черновые Получис- Чистовые Z, Черно- чисто- вые /jt Чисто- Общее
8,0 0,032—0,043 0,01 0,003 3 3 1
0,16 10,0 0,028—0,038 0,009 0,003 3 1 8
12,5 0,025—0,034 0,008 0,003 4 ] 8
16,0 0,022—0,029 0,007 0,002 5 3 1 9
8,0 0,036—0,048 0,012 0,004 4 2 7
0,20 10.0 0,032—0,042 0,010 0,003 3 1 8
12,5 0.028—0,037 0,009 0,003 5 3 1 9
16,0 0,024-0,032 0,008 0,003 6 3 1 10
0.25 8,0 10,0 0,040—0,054 0,014 0,004 2 1 8
0.035—0,047 0,012 0,004 6 2 1 9
12.5 0,031—0,042 0,010 0,003 6 3 10
16,0 0,027—0,035 0,009 0,003 7 3 1
0.30 8,0 10,0 0,046—0,061 0,015 0,005 6 2 1 9
0,040—0,054 0,013 0,004 7 2 1 10
12,5 0,036—0,048 0,012 0,004 8 2 1 1 1
16,0 0,030—0,040 0,010 0,003 8 3 1 12
0,40 8,0 0,051—0,068 0,017 0,005 7 2 1 10
10,0 0,045—0,060 0,015 0,005 8 2 1 11
12,5 0,040—0,053 0,013 0,004 9 2 1 12
16,0 0,034—0,045 0,011 0,004 9 3 1 13
0,50 8,0 10,0 0,057-0,076 0,019 0,006 8 2 1 И
0,050—0,067 0,017 0,005 9 2 1 12
12,5 0.045—0,059 0,015 0,005 10 2 1 13
16,0 0,038—0.050 0,013 0,004 11 2 14
Л лР р и. “ е 1а н и я *• При повышенных требованиях к чистоте (V 8) и точности шага (Л <
< 0.0) мм) прибавляется два прохода без подачи на глубину (выхаживание).
2. Прн шлифовании боков двумя цилиндрическими кругами число черновых проходов сни-
жается на одни проход. к
3. При длине периметра обработки > 16 мм следует добавлять один червовой проход; при длине
периметра обработки < « мм следует исключить один черновой проход.
4. С увеличением расстояния между опорами, выраженного в диаметрах & , добавляется
число проходов
При общем числе проходов Lo D
4- 1 1 €-|и |
Число добавляемых проходов
<8 <12 >12 2 2 4 2 4 6
730
Нормирование шлифовальных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ,СВЯЗАННОЕ С ОПЕРАЦИЕЙ Шли цешл ифоваль ные станки
КАРТА 86
п°зи- Способ установки деталей Вес детали в кг до
3 1 PI* 1 ' 1 20
Время в мин
1 В центрах 0,70 0,83 0,93 1,2 1,3
2 В цанговом патроне с под- жатием центром 0,83 0,97 1,1 1,2 1,4
Содержание работы 1 . Протереть центры станка 2 . Установить деталь в центрах (или в цанговом патроне с поджатием центром), совме- стив профиль шлицев с кругом 3 Включить станок 4 . Включить движение стола 5 . Подвести шлифовальный круг к детали 6 Выключить движение стола 7 Отвести шлифовальный круг от детали 8 Остановить станок 9 Снять деталь и отложить иа место.
Примечание. Время на измерение детали в процессе работы табличным временем ие учтено. Время на измерение определять по карте 70. На каждое измерение добавлять время пуска н остановки станка в размере 0,04 мни.
Нормативы времени
731
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Ш ли цешлифовальные станки
КАРТА 87
1. Время обслуживания рабочего места устанавливается в размере 12% опе- ративного времени. 11. Время на отдых и естественные надобности устанавливается в размере 4% оперативного времени. Время иа обслуживание рабочего места, отдых и естественные надобности, при- веденные к одной детали, определяется по формуле т । т — т + аотд 1 обе т 1 ото — 1 on 100
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Ш лицешлифовалъные станки
КАРТА 88
№ позиции Способ установки детали Метод шлвфоваивя Время в май.
2 3 4 В центрах илн цан- говом патроне с под- жатием центром Шлифование фасонным кругом внутренней н боковых поверхно- стей 23
Шлифование боковых поверхно- стей двумя цилиндрическими кру- гами 18
Шлифование боковых поверхнос- тей двумя коническими кругами 20
Шлифование внутренних поверх- ностей фасонным кругом 16
ГЛАВА X
НОРМИРОВАНИЕ ПОЛИРОВАЛЬНЫХ И ДОВОДОЧНЫХ РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Полировально-доводочные операции применяются для окончательной
обработки деталей с высокой степенью чистоты поверхности.
Технологическая характеристика основных полировально-доводочных опе-
раций приведены в табл. 1.
Таблица 1
Технологическая характеристика основных полировально-доводочных операций
Наименование операции Назначение операций Достижимый класс точности Достижимый класс чисто- ты поверх
Полирование Повышение степени чисто- ты обработанной поверхности В пределах получен- ного при предыдущей операции V7—V13
Хонингование Повышение точности и чис- тоты поверхности и улучше- ние макрогеометрин (цилин- дричностн) 1-й и выше V'—V12
Суперфиниши- рование Повышение степени чисто- ты обработанной поверхности В пределах получен- ного при предыдущей операции V10—V12
Притирка руч- ная и механиче- ская (лапинг-про- цесс) Повышение точности и чис- тоты поверхности и улучше- ние макрогеометрии (плос- костности, цилиидричности и т. п.) 1-й и выш V9—V14
Притирка зубь- ев шестерен Повышение точности раз- мера и профиля зуба, повы- шение степени чистоты обра ботаниой поверхности 1-й и 2-й v*’—V10
Полировально-доводочные работы могут осуществляться следующими
методами:
а) методом резания металла с применением твердого абразива (электро-
корунд, карбид кремния и т. и.); этим методом осуществляется хонинг-про-
цесс, лапинг-процесс, суперфиниш;
б) методом резания с одновременным химическим воздействием на металл;
в результате химического воздействия создается размягченная пленка окис-
ленного металла, которая легко удаляется мягким абразивом; этим методом
осуществляется притирка и полирование с помощью паст типа ГОИ;
в) методом резания металлов с одновременным пластическим течением
металла, вызванным высокой температурой на поверхности обрабатываемой
Методические указания
733
детали; к числу таких процессов относится полирование абразивными зер-
нами, нанесенными на мягкие полировальные круги.
Главное движение при всех полировально-доводочных работах за исклю-
чением ручной притирки осуществляется механически.
Движения подачи осуществляются либо механически (при хонинговании,
лапинговании, суперфинишировании, механической притирке и механи-
ческом полировании), либо вручную (при машинно-ручном полировании
и ручной притирке).
Подача на глубину, абсолютная величина которой очень мала, осущест-
вляется за счет силы, направленной перпендикулярно обрабатываемой
поверхности.
Предварительная точная настройка полировальных и доводочных станков
на определенную величину подачи на глубину весьма затруднительна.
Поэтому для нормирования применяются нормативы основного (техноло-
гического) времени, составленные на основании эмпирических зависимостей
минутного съема металла.
На продолжительность полировальных и доводочных операций большое
влияние оказывает требуемая чистота обработанной поверхности. С повыше-
нием требований к чистоте обработанной поверхности уменьшается размер
зерен применяемого абразива, что в свою очередь приводит к увеличению
затрат времени на обработку Поэтому в тех случаях, когда разница между
чистотой поверхности до полировально-доводочной операции и после нее
составляет несколько классов чистоты, целесообразно делить обработку на два-
три перехода (операции), выполняемых абразивом 'различной зернистости.
Приводимые в настоящей главе нормативы времени рассчитаны для
нормирования в условиях серийного производства. В условии крупносерий-
ного производства затраты основного времени на хонингование, лапинго-
вание, суперфиниширование деталей и на притирку зубьев колес ниже
приведенных в нормативах на 35—40%, на ручное полирование — ниже
на 20%, а затраты вспомогательного времени ниже на 20—40%.
В условиях массового производства затраты основного времени на хонин-
гование и суперфиниширование ниже приведенных в таблицах приблизи-
тельно на 50%, а вспомогательного времени на 30—50%.
В данной главе не приводится время на установку и снятие деталей при
хонинговании и суперфинишировании, а также время на измерение деталей.
Для соответствующих способов установки и измерения это время может
быть определено по нормативам, приведенным в IX главе.
Зернистость абразивов указана в дюймовом измерении. Если размеры
абразивного зерна указаны в 0,01 мм по ГОСТу 3647-59, то следует пользо-
ваться переводной таблицей (табл. 2).
Нормы времени на полировальные и доводочные работы, выполняемые
на специальных автоматических и полуавтоматических станках в условиях
массового производства, должны устанавливаться на основе эксперимен-
тального подбора наивыгоднейшего режима работы станка и изучения за-
трат времени непосредственно на рабочем месте.
I. Полирование
По способу выполнения полировальные работы разделяются на две основ-
ные группы:
1. Обработка вращающимися полировальниками. В качестве инструмента
при этом методе полирования применяются гибкие полировальники на рези-
новой связке, а также фетровые, войлочные и хлопчатобумажные круги
с нанесенным на них слоем абразивных зерен со связкой.
734
Нормирование полировальных и доводочных работ
Таблица 2
Обозначение номеров зернистости абразивных материалов в метрической и дюймовой
системах по ГОСТу 3647-59
Обозначение зернистости (номера) Обозначенпе зернистости (номера)
по ГОСТу 3647-59 (в 0.01 мм) в дюймовой системе (в мешах) по ГОСТу 3647-59 (в 0,01 мм) в дюймовой системе (в мешах)
200 10 20 70
160 12 16 80
125 16 12 100
100 20 10 120
80 24 8 150
63 24 6 180
50 36 5 230
40 46 4 280
32 54 3 320
25 60
Вращающимися полировальниками обрабатываются плоские, фасонные
поверхности и тела вращения.
Главным движением при обработке вращающимися полировальниками
является вращение круга, а движениями подачи — движения обрабатывае-
мой детали.
2. Обработка шлифовальными шкурками. Данным методом обрабаты-
ваются детали, представляющие собой тела вращения. Главным движением
при обработке шкурками является вращательное движение обрабатываемой
детали, а движением подачи — движение шлифовальной шкурки вдоль обра-
батываемой поверхности.
Выбор полирующего материала. Зернистость абразивных полирующих
материалов выбирается в зависимости от требования чистоты полируемой
поверхности в соответствии с табл. 3.
Применяемые при полировании пасты ГОИ выбираются в зависимости
от требуемого вида обработанной поверхности согласно их характеристикам,
приведенным в табл. 4.
Таблица 3
Зернистость твердого
абразива, применяемого
при полировальных
работах
Таблица 4
Характеристика паст ГОИ
Требуемая чистота обработанной поверхности абразива
V 5 46
V 6 46-60
V 7 60—100
V 8 100—180
V 9 180—230
V10 230-М28
VII М28—М20
V12 М20—М5
Группа паст Вид обработаниоЙ поверхности № паст Производитель- ность в мк
Тонкая Средняя Грубая Зеркальная Полузеркальиая Матовая 1 4 7 10 15 20 25 30 35 40 1-2 6—8 9—12 13—17 18—23 24—28 29-33 34—38 39-45
Примет 1 и в е. Производительность пасты соответствует
толщине в макронах слоя, снятого со стальной плитки HRC 60
аа 100 движений ее по плите-притиру 400 1 X 450 мм.
Методические указания
735
Определение припуска на обработку. В процессе полирования с обраба-
тываемой поверхности должны быть сняты неровности, образовавшиеся при
предшествующей обработке, и полностью или частично удален дефектный
поверхностный слой, содержащий деформированный металл (фиг. 1).
Высота неровностей и глубина деформирован-
ного слоя зависят от характера обработки, пред-
шествующей полированию.
Глубина деформированного слоя металла со-
ставляет (в мк):
После грубого фрезерования.........60—70
> чистового » 20
» грубого точения ................. 50
» чистового > 20
» чистового шлифования . . • . . 8—15
Данные о припусках на полирование приве-
дены в табл. 5.
Выбор скорости главного движения. Скорость
главного движения выбирается в следующих пре-
делах: скорость вращения мягких полировальных
кругов 25—40 м1сек, скорость вращения детали
при полировании шкуркой 10—20 м!сек.
Припуски иа полирование
Таблица 5
тоты поверх- лирования Полирование Полвроваиие 1 гибкими полиро- шлифовальными вальииками | шкурками Класс чис* i 1 тоты поверх- ности до по*| 1 дарования 1 Полирование гибкими полиро- вальниками Полировавие шлифовальными шкурквми
Припуск на полирование Л в мм || Припуск иа полирование h в мм
V3 V4 V5 V6 0,08—0,10 0,07—0,09 0,05—0,08 0,04—0,07 0,040—0,060 0,030—0,040 V7 V8 V9 0,02—0,05 0,015—0,04 0,012—0,03 0,018—0,030 0,012—0,018 0,010—0,015
Примечание. Большие значения припусков применяются при обработке сложных фасонных поверхностей, меньшие — при обработке плоских и цилиндрических поверхностей.
Факторы, определяющие основное (технологическое) время. Главными
факторами, определяющими продолжительность основного (технологиче-
ского) времени, являются:
1) размеры обрабатываемой поверхности: длина и ширина для плоских
и фасонных деталей, обрабатываемых полировальными кругами, диаметр
и длина для цилиндрических и конических деталей, обрабатываемых
с помощью шлифовальных шкурок;
2) чистота обрабатываемой поверхности до полирования, определяющая
припуск на обработку;
3) чистота обработанной поверхности после полирования, определяющая
зернистость и производительность применяемого абразива;
4) форма обрабатываемой поверхности;
5) свойства обрабатываемого материала.
При полировании плоских и фасонных деталей полировальными кругами
длина обрабатываемой поверхности 1д, измеряемая в направлении, перпен-
дикулярном к оси круга (фиг. 2) (в диапазоне ее значений 1д > 80 мм), ока-
зывает большее влияние на время, чем ширина поверхности Вд, так как
736
Нормирование полировальных и доводочных работ
с увеличением ширины поверхности увеличивается длина активной поверх-
ности круга, участвующей в процессе полирования. По этой же причине
длина цилиндрических и конических поверхностей вращающихся деталей,
обрабатываемых с помощью шлифовальных шкурок, оказывает большее
влияние на время, чем диаметр.
Определение оперативного времени обработки поверхностей невращаю-
щихся деталей мягкими полировальными кругами. Оперативное время поли-
рования плоских, фасонных и цилиндрических поверхностей деталей
из стали определяется по формуле
T^CtB^I^K.Kz мин., (1)
где Ст — коэффициент, зависящий от конфигура-
ции обрабатываемой поверхности;
Вд — ширина обрабатываемой поверхности в мм\
1д — длина обрабатываемой поверхности в мм
(значения показателя степени х: для
1д < 80 мм х ~ 0,5, для 1д = 80-^250 мм
х - 0,8, для 1д > 250 мм х = 1,0);
Кт — поправочный коэффициент, зависящий от
припуска на обработку и заданной чистоты
поверхности;
/<2 — поправочный коэффициент, зависящий от
чистоты поверхности до полирования;
коэффициент, зависящий от свойства обрабатывае-
мого материала.
Значения коэффициентов Кг и К3 приведены в карте 4.
Оперативное время прямо пропорционально величине припуска в сте-
пени 0,5.
Значения коэффициента Су к формуле (1):
Конфигурация обрабатыиаемо* поверхности длина обрабатываемой поверхности в ля •,» 1 | ЬО—250 | >250
Плоская или цилиндрическая Фасонная 1 I 0,0066 0,00184 1 0,000625 | 0,0132 | 0,00368 J 0,00125
Оперативное время на полирование поверхностей мягкими полироваль-
ными кругами приведено в карте 1.
При обработке тавровых поверхностей (фиг. 3) вследствие затрудненного
доступа полировального круга время полирования несколько выше, чем
при обработке плоскостей (см. карту 2). При обработке фасонных поверх-
ностей, представляющих собой тело вращения, образующей которого
является кривая линия, контакт полировального круга с деталью про-
ходит только по короткому участку ширины круга, поэтому полирование
фасонных поверхностей требует значительно большей затраты времени,
чем полирование плоских цилиндрических и тавровых поверхностей
(см. карту 3).
Определение оперативного времени обработки поверхностей вращающихся
деталей мягкими полировальными1 кругами. Поверхности вращающихся
деталей обрабатываются мягкими полировальными кру гами по одной из сле-
дующих схем:
а) по схеме работы круглошлифовальных и внутришлифовальных стан-
ков, причем вращение детали и продольная подача в этом случае осуще-
Методические указания
737
ствляются механизмами станка, а подача на глубину полирования — за счет
радиальной силы, создаваемой грузом или пружиной;
б) на ручных державках.
Полирование по схеме работы шлифовальных станков является
машинным процессом и имеет значительные преимущества по сравнению
с машинно-ручными полировальными операциями. Эти преимущества
заключаются в облегчении труда,
уменьшении времени на отдых, соз-
дании предпосылок для организации
многостаночного обслуживания.
Оперативное время полиро-
вания цилиндрических и кониче-
ских поверхностей вращающихся
деталей полировальными кругами
определяется по формуле
Топ -= CrD^l^K.^ мин.,
где Ст — коэффициент, зависящий
от конфигурации обрабаты-
ваемой поверхности;
1д — длина обрабатываемой поверхности в мм (значения показателя
степени х: для 1д < 80 мм х = 0,5, для 1д = 80-250 мм х = 0,8,
для 1д > 250 мм х = 1,0);
Ki — поправочный коэффициент, зависящий от припуска на обработку
и заданной чистоты поверхности;
Кг — поправочный коэффициент, зависящий от чистоты поверхности
до полирования;
К3 — поправочный коэффициент, зависящий от свойств обрабатывае-
мого материала.
Значения коэффициентов Ki, Кг и К3 приведены иа стр. 748.
Значения коэффициента Ст'-
Вид поверхности Длина обрабатываемой поверхности 1дЬММ
<80 80—250 >250
Цилиндрическая или коническая наружная 0,00707 0,00196 0,000655
Цилиндрическая внутренняя 0,00885 0,00245 0,000815
Оперативное время полирования цилиндрических, конических и тор-
цовых поверхностей вращающихся деталей полировальными кругами при-
ведено в картах 7—9.
Определение оперативного времени полирования цилиндрических поверх-
ностей вращающихся деталей шлифовальными шкурками. Оперативное
738
Нормирование полирова гьных и доводочных работ
время полирования вращающихся цилиндрических поверхностей деталей
из стали шлифовальными шкурками определяется по формуле
Т =
1 on
МИН.,
где 1д — длина обрабатываемой поверхности в мм;
Dd — диаметр обрабатываемой поверхности в мм;
h — припуск на диаметр в мм;
Ki — поправочный коэффициент, зависящий от припуска на обработку;
Х2—поправочный коэффициент, зависящий от чистоты поверхности
до полирования;
К3 — поправочный коэффициент, зависящий от свойств обрабатывае-
мого материала;
Нек— среднее квадратическое отклонение микронеровностей поверх-
ности от средней линии ее профиля в мк.
Оперативное время на полирование поверхностей вращающихся деталей
шлифовальными шкурками приведено в карте 6.
Вспомогательное время на установку и снятие деталей может быть при-
ведено по нормативам, данным в главе II «Нормирование токарных работ».
ПРИМЕРЫ РАСЧЕТА НОРМЫ ВРЕМЕНИ
ПРИМЕР 1
Исходные данные.
Деталь — наконечник (фиг. 4).
Вес детали 3 кг.
Обрабатываемый материал — сталь 40ХН аь — 85 кг/мм~.
Чистота поверхности до полирования V6.
Станок — полировальная бабка пк = 3000 об/мин.
Полировальный инструмент — фетровый круг DK = 150 мм, Вк = 50 мм.
Поскольку разница в чистоте поверхностей 6, 7 и 8 до и после полирова-
ния составляет четыре класса, они обрабатываются за два перехода двумя
кругами. При первом переходе применяется порошок электрокорунда
зернистостью 150. При втором переходе применяется паста с микропо-
рошком электрокорунда М28.
Методические указания
739
Определение оперативного времени на операцию
Е Оперативное время, связанное с обработкой поверхностей Вспомога- тельное время
Форма поверхности Чистота поверхности 5 § 4 a? '3 a L % Поправочные коэффициенты Й sii m g-& £ 4 з £ ё| Cl^ С о н ft Xz ь £ 11
h ft gg *
2 4 5 6 7 8 Цилиндри- ческая Плоская Дно тавра Стенка тавра То же V6 V6 V6 V6 V6 V6 V6 V6 V8 V8 V8 V8 V8 V10 V10 V10 0,05 0,05 0,05 0,05 0,05 0,07 0,07 0,07 165 165 150 150 150 150 150 150 15 15 50 5C 100 70 30 30 1 1 2 2 2 0,50 0,50 0,72 0,72 1,02 1,04 0,90 0,90 1,0 1,0 1,0 1,0 1,0 1,9-1,3 1.9-1,3 1,9-1,3 1,0 1,0 1,0 1,0 1,0 1,0 l.o 1,0 0,50 0,50 0,72 0,72 1,02 2,56 2,22 2,22 0,03 0,11 0,11 0,12 0,11 0,11 0,11 0,11 0,61
Итого - 10,46 0,03 0,78 0,61
Для обработки остальных поверхностей применяется порошок зерни-
стостью 180.
Определение штучного времени. По карте 10 время на техническое об-
служивание рабочего места составляет 6% оперативного времени, на органи-
зационное обслуживание рабочего места 3% оперативного времени, время на
отдых и естественные надобности 7% оперативного времени.
Штучное время равно
-т- -т- /11 °т^хн аорг ~4~ аотд\
J Ш — 1 ОП I ~Г JQQ I
11,88 • 1,16 = 13,9 мин.
ПРИМЕР 2
Исходные данные. Деталь — клапан (фиг. 5).
Вес детали 0,7 кг.
Обрабатываемый материал — сталь 40ХН аь = 75 кг/мм2.
Станок — полировальный птзл = 20 000 об/мин.
Установочное приспособление — цанга с зажимом рычагом и задний
центр.
Полировальный инструмент — шлифовальная шкурка зернистостью 280.
740
Нормирование полировальных и доводочных работ
Определение оперативного времени на операцию
1 3 Оперативное время, связанное с обработкой поверхностей тельное время
Форма поверхности поверхности Размеры поверхности Время в мин. (по карте 6) й В и о 3 о.® С о
oi g = g?
1 Торцовая V8 V9 0,018 /О V ’5 0,78 0,11 0,11 -
2 Коническая V8 V9 0,015 s 7 ii 0,22 — 0,09
3 Галтель V8 V9 0,018 _ 46+16 _ ь'ср — 2 _ = 31; r = 20 2,28 - 0,09
4 Цилиндрическая V9 V10 0,011 £>d = 16 /„ — 80 0.19-80 10 ~ *’ 2 - 0,12 0,37
Итою — - 1 - 1 - 1 4,8 | 0,11| 0,41| 0.37
Определение штучного времени. По карте 10 определяем, что для задан-
ных условий обработки время технического обслуживания рабочего места
составляет 2% оперативного времени,
время организационного обслуживания
рабочего места 3% оперативного времени,
время на отдых и естественные надобно-
сти 6“о оперативного времени.
Штучное время равно
Тш = 5,7(1 + = 6,3 мин.
II. Хонингование
Хонингование является процессом окончательной обработки цилиндри-
ческих поверхностей высокой точности (1-й класс точности и выше) и тре-
бующих очень чистой отделки (до класса чистоты V12).
Схема процесса хонингования пред-
ставлена на фиг. 6. Главным движением
является вращение хонинговальной го-
ловки, движениями подачи — продоль-
ное перемещение хонинговальной го-
ловки вдоль оси обрабатываемого отвер-
стия и подача на глубину хонингования.
Выбор характеристики хонинговаль-
ных брусков. Для хонингования приме-
няются бруски на керамической связке.
Рекомендуемая характеристика брусков
приведена в табл. 6.
Выбор припуска на обработку. При-
пуск на хонингование выбирается со- }
гласно табл. 7. Приведенные в ука- фиг 6 Схема процесса хонингования.
Методические указания
741
занной таблице меньшие значения припуска применяются при обработке
отверстий малого диаметра, а большие — при обработке отверстий большого
диаметра.
Таблица 6
Рекомендуемая характеристика
повальных брусков
Обрабатываемый материал Чистота обработанной поверхности Характеристика брусков
Шлифующий материал Зернистость Твердость
Сталь закаленная ///?С>60 V8 Э; ЭБ 180—230 М3—СМ1
V9 Э, ЭБ 280—320 М2—М3
V10 Э, ЭБ 320—М28 Ml—М2
VH Э; ЭБ Э М28—М20 Ml
Сталь закаленная с высоким от- V8 180-230 СМ1—СМ2
пуском НВ 321—363 V9 Э 280—320 МЗ-СМ1
Х7Ю Э 320—М28 М2-МЗ
Сталь азотированная HRB 80 V8 КЗ 180—230 М2-СМ1
V9 КЗ 280—320 М2—М3
vio КЗ 320-М28 Ml-М2
Сталь незакаленная V8 э 180—230 СМ2—CI
V9 э 280—320 CM1—СМ2
V10 э 320-М28 M3-CM1
Сталь хромированная V9 э 280-320 CM 1—СМ2
vio Э; ЭБ 320—М28 CM 1—СМ2
1 VH Э. ЭБ КЗ М28-М20 M3-CM1
| Чугун V8 180-230 CT3-T1
V9 КЗ 280—320 CT2—CT3
vio КЗ 320-М28 C2-CT1
Таблица 7
Припуски иа хонингование
Обрабатываемый материал Характер обработки । Припуск на диаметр
Сталь Однократная или черновая |* 0,03 —0,08
Чистовая | 0,008-0,015
Однократная или черновая | 0,03 —0,10
Чугун Чистовая | 0,008—0,020
Выбор режима резания и определение основного (технологического) времени.
Скорости вращательного и поступательно-возвратного движения хонинго-
вальной головки выбираются в зависимости от обрабатываемого материала
и класса чистоты обработанной поверхности в соответствии с рекоменда-
циями, приведенными в табл. 8.
Величина подачи на глубину хонингования определяется из формулы
минутного съема металла
s‘ = мм/о6'
742
Нормирование полировальных и доводочных работ
Таблица 8
Скорости вращения и поступательно-возвратного движения хонинговальной головки
Обрабатываемый материал вращения головки в м/мин Скорость продольного перемещения головки при заданной чистоте
поверхности в м/мин
?7 ^8 V9 | ^10 VII
Сталь закаленная HRC>60 н сталь азо- тированная HRB/>80 12-20 — 1 5-10 4- 8 3-6
Сталь закаленная с высоким отпуском НВ 321—363 20-30 10—18 8-15 6—12 __
Сталь незакаленная 30—35 20-28 10-18 10—18 9—14 —
Чугун 40—50 13—20:10—16 8—12 6-10 —
где
lOOOsn
Su = ____~!Lmm/ou.
Минутный съем металла зависит от размеров обрабатываемой поверхности,
размеров и количества хонинговальных брусков и от точности обработки.
При определенном для каждого диаметра обрабатываемого отверстия
числе брусков и их размерах минутный съем металла определяется фор-
мулой
U7 = CwDdH*K'(fi.' lahm мм3/мин,
де — коэффициент, зависящий от свойств обрабатываемого материала;
Dd—диаметр обрабатываемой поверхности детали в мм;
Нек—среднее квадратическое отклонение микронеровностей поверх-
ности от средней линии ее профиля в мк;
& — допуск на обработку в мм.
Значения показателя степени х:
Обрабатываемый материал Чистота поверхности
W—V9 V10—VII
Сталь 0,4 0,6
Чугун 0,5 0,7
1акгп—длина активной поверхности хонинговальных брусков.
Под длиной активной поверхности хонинговальных брусков понимается
длина линии контакта между хонинговальными брусками и обрабатываемой
деталью, измеренная в направлении оси обрабатываемой поверхности.
За длину активной поверхности хонинговальных брусков принимается
меньшее из двух значений длины: бруска и обрабатываемого отверстия
(фиг. 6).
Основное (технологическое) время может быть определено из формулы
минутного съема
3.1Wd/dA
То = -----------мин.
к 1.57
или, обозначив—Сг:
а) прн длине брусков больше или равной длине обрабатываемого
отверстия
г Crh
Методические указания
743
б) прн длине брусков меньше длины обрабатываемого отверстия
мин.
Значения коэффициентов Сл и Ст для обработки деталей из стали при-
ведены в табл. 9.
Таблица 9
Значения коэффициентов Civ и Ст
Класс чистоты поверхности Значении коэффициентов
CU7 ст
Сталь незакаленная V7- V9 \7Ю 0,44 0,58 3,54 2,7
Сталь закаленная с высоким отпуском 321— 364 V8— V9 vio 0,58 0,78 2,7 2,02
Сталь закаленная ///?С>60 V8— V9 V10—VI1 0,71 0,93 2,22 1,68
Ч>Гуи V7-V9 vio 0,97 1,25 1,62 1,25
Отсутствие влияния диаметра обрабатываемой поверхности на основное
время объясняется тем, что с увеличением диаметра увеличивается число
хонинговальных брусков и их ширина, а следовательно, и количество абра-
зивных зерен, обрабатывающих в единицу времени единицу площади обра-
батываемой поверхности.
В зависимости от обрабатываемого материала, класса чистоты поверх-
ности и допуска на точность обработки в карте 11 дано рассчитанное по при-
веденной выше формуле основное (технологическое) время на хонингование
отверстий. В этой же карте приводятся поправочные коэффициенты на основ-
ное время для измененных условий обработки.
Вспомогательное время, связанное с обработкой одной поверхности,
время обслуживания рабочего места и подготовительно-заключительное
время приведены в карте 12.
111. Суперфиниширование
Суперфиниширование применяется для получения высокой чистоты обра-
ботанной поверхности (до V12). Необходимая точность размера и формы
Фиг. 7. Схема процесса суперфиниширования.
обрабатываемой поверхности должна быть достигнута при выполнении
операций, предшествующих суперфинишированию. Схема процесса супер-
финиширования представлена на фиг. 7.
744
Нормирование полировальных и доводочных работ
Выбор характеристики абразивных брусков. Для суперфиниширования
применяются бруски из электрокорунда Э или зеленого карбида кремния КЗ
на керамической связке зернистостью 320—М14.
Для обработки закаленной стали выбираются бруски твердостью
Ml—М3 и со структурой № 10, а для мягких материалов твердостью
М3—СМ3 и со структурой № 6 и 8.
Выбор режима резания и определение основного (технологического) времени.
Режим резания выбирается в соответствии с табл. 10.
Таблица 10
Режимы резания при суперфинишировании деталей из стали
Элементы режима резаввя Значения
Скорость вращения детали Vj- в начале цикла в конце цикла при работе с постоянным режимом Удельное давление брусков Число двойных ходов в минуту брусков (осциллирующее движение) Величина хода брусков 6—15 м!мин 20— 40 м!мин 15— 30 м/мин 0,85—2,3 кг!см- 400—600 дв ход/мни 3—5 мм
Основное (технологическое) время при суперфинишировании деталей
из стали и чугуна определяется по формулам:
а) при длине брусков больше или равной длине обрабатываемой поверх-
ности
б) при длине брусков меньше длины обрабатываемой поверхности
где СТ — коэффициент, зависящий от заданной чистоты поверхности;
Dd — диаметр обрабатываемой поверхности детали в мм;
Нск— среднее квадратическое отклонение микронеровностей от средней
линии ее профиля в мк.
Значения показателя степени х и коэффициента Ст-
Чистота поверхности после обработки
Значения показателя степени х
Значения коэффициента Ст
V8-V9 V10-VH
0,4 0,6
0,086 0,067
— коэффициент, зависящий от обрабатываемого материала, коли-
чества брусков в державке и чистоты поверхности до суперфини-
ширования, значения Ki приведены в карте 13.
IV. Лапингование (механическая притирка)
Лапингование применяется для обработки плоскостей, к которым
предъявляются высокие требования в отношении плоскостности, прямоли-
нейности, точности (1-й класс и выше) и чистоты обработанной поверхности
(до V12), а также для обработки цилиндрических поверхностей. Схема
процесса лапингования представлена на фиг. 8.
Методические указания
745
Наряду с главным движением, которым является вращение абразивного
или чугунного круга, на лапинговальном станке имеют место также осцил-
лирующее движение деталей, осуществляемое с помощью эксцентрика,
и подача на глубину, осуществляемая с помощью силы, действующей между
кругами.
Выбор абразива. В качестве инструмента при лапинговании применяются
мелкозернистые абразивные круги или чугунные круги с пастой, причем
производительность первых более высокая.
Для получения чистоты обработанной поверхности V9 применяются
круги зернистостью 230—280, а для получения
V 10— круги зернистостью 280—320.
Для обработки цилиндрических поверхностей
чугунными притирами применяются микропорошки.:
М28—М20 для чистоты поверхности V10;
М20—М14 для чистоты поверхности V11;
М14—М10 для чистоты поверхности V12.
Выбор припуска на обработку и режима резания
и определение основного (технологического) времени.
Припуск на лапингование цилиндрических и плоских
деталей из стали рекомендуется устанавливать
в пределах 0,008—0,03 мм.
При обработке цилиндрических и плоских де-
талей из стали рекомендуются следующие режимы
работы оборудования: число оборотов верхнего до-
водочного круга п = 110-е-120 в минуту, нижнего
круга п = ЮОн- ПО в минуту; удельное давление
при обработке 1,5—3,5 кг/см2; смазочно-охлаждающая
жидкость — керосин с добавкой 2,5% олеиновой
и стеариновой кислоты.
Основное (технологическое) время при лапинго-
вании деталей из стали приведено в карте 15.
Вспомогательное время, время на обслуживание рабочего места, отдых
и естественные надобности и подготовительно-заключительное время при-
ведено в карте 16.
V. Притирка зубьев шестерен
Притирка зубьев шестерен осуществляется на специализированных
зубопритирочных станках с количеством шестерен-притиров от одной
до трех.
Для притирки зубьев с чистотой поверхности V8—Х/9 применяются
пасты, в состав которых входит абразив зернистостью 180—230.
Окружная скорость колеса составляет v — 80—100 м/мин, осцилли-
рующее движение имеет скорость v = 6—8 м/мин и длину 3—10 мм.
На время притирки, кроме размеров зуба, заданной точности и чистоты
обработанной поверхности, существенное влияние оказывают следующие
факторы:
а) точность профиля зуба колеса до притирки;
б) степень деформации колеса при термической обработке.
В условиях массового производства время притирки должно определяться
экспериментальным путем.
В условиях серийного и крупносерийного производства для станков,
работающих одним притиром, могут быть использованы данные о затратах
времени, приведенные в карте 17.
746
Нормирование полировальных и доводочных работ
VI. Ручная и полумеханизированная притирка
Ручная и полумеханизированная притирка является относительно мало-
производительным процессом.
При ручной притирке все движения осуществляются вручную. При полу-
механизированной притирке имеется механизированный привод плиты или
притира, а все остальные движения осуществляются вручную.
Назначением притирочных операций является устранение макрогеоме-
трических неточностей и придание поверхностям правильной геометрической
формы (плоскостность, прямолинейность и т. п.), а также улучшение чистоты
поверхности.
Путем притирки обрабатываются плоские, цилиндрические, конические
и фасонные поверхности.
Для изготовления притиров применяются различные материалы.
Стеклянные притиры и плиты применяются для точной притирки нешар-
жирующимися абразивами (окись хрома и др.).
Притиры из более мягких материалов (чугуна, меди, свинца, дерева)
применяются для обработки твердым шаржирующимся абразивом, причем
чем крупнее абразивное зерно, тем мягче должен быть материал притира.
Припуск на притирку зависит от величины отклонений поверхности,
подлежащей притирке, от заданной геометрической формы.
При прочих равных значениях факторов затраты основного времени
на полумеханизнрованную притирку меньшие, чем на ручную.
Оперативное время притирки плоскостей приведено в карте 18. В состав
оперативного времени вошло основное время притирки и время на перио-
дический осмотр обработанной поверхности.
НОРМАТИВЫ
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ПЛОСКИХ ИЛИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ НЕ- ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ Полирование
КАРТА 1
Сталь
Длина обра- Ширина обрабатываемой поверхности В& в мм
батываемой до 20 1 25 I 30 1 40 1 50 I 60 I 80 1 100 1 125 1 160 1 200
поверхности л 1 1 1 1 1 1 1 Illi
в мм Время Тв мни
20 0,132 0,148 0,163 0,188 0,21 0,24 0,26 0,30 0,33 0,37 0,42
25 0,140 0.157 0,173 0,199 0,22 0.26 0,28 0,32 0,35 0.40 0,45
30 0,162 0,181 0,20 0,23 0,26 0,30 0,32 0,36 0,41 0,46 0,52
40 0,186 0,21 0,23 0,27 0,30 0,34 0,37 0,42 0,47 0,53 0,59
50 0,21 0,23 0,26 0,30 0,33 0,38 0,42 0,47 0,52 0,59 0,67
60 0,23 0,26 0,28 0,33 0,36 0,42 0,46 0,51 0,57 0,65 0,73
80 0,28 0,31 0,34 0,39 0,44 0,48 0,55 0,62 0,69 0,78 0,87
100 0,33 0,37 0,40 0,46 0,52 0,57 0,66 0,73 0,82 0,93 1,04
125 0,39 0,44 0,48 0,55 0,62 0,68 0,79 0,88 0,98 1,11 1,24
160 0,48 0,54 0,59 0,68 0,76 0,83 0,96 1,07 1,20 1,36 1,52
200 0,57 0,64 0,70 0,81 0,91 0,99 1,14 1,28 1,43 1,62 1,81
250 0,68 0,77 0,8-1 0,96 1,09 1,19 1,37 1,54 1,72 195 2,2
300 0,84 0,94 1,03 1,19 1,33 1,45 1,68 1.87 2.1 2.4 2,7
400 1,13 1,26 1,37 1,59 1,77 1,93 2.2 2,5 2,8 3.2 3,6
500 1,40 1,57 1,72 1,98 2,2 2,4 2,8 3,1 3,5 4,0 4,4
600 1,68 1,88 2,1 2,4 2,7 2,9 3,2 3,7 4,2 4,8 —
800 2,3 2,5 2,7 3,2 3,5 3.9 4,4 5,0 — - -
1000 2,8 3,1 3,4 3,9 4,4 4,8 5,6 _ _ _ _
Прайсч а н н е. Поправочные коэффициенты на измененные условия работы см в карте 4.
Нормативы времени
747
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ СТЕНОК Полирование
И ДНА ТАВРА ФЕТРОВЫМИ ИЛИ ВОЙЛОЧНЫМИ
КРУГАМИ
Сталь КАРТА 2
'«з 2 Тип обрабатываемой поверхности
Дио тавра | Стейка тавра
Шири на обрабатываемой поверхности в мм
я s о 15 | 20 | 25 | 30 40 | 50 | 70 | 10 | 15 | 20 | 25 | 30 | 40 | 50
Время Топ в мни.
20 0,148 0,170 0,191 0,21 0,24 0,27 0,31 0,151 0,185 0,21 0,24 0,26 0,30 0,34
25 0,159 0,180 0,20 0,22 0,25 0,28 0,34 0,16 0,20 0,22 0,25 0,27 0,31 0,35
30 0,183 0,21 0,23 0,26 0,30 0,33 0,39 0,185 0,23 0,26 0,29 0,32 0,37 0,41
40 0,21 0,24 0,27 0,30 0,35 0,39 0,44 0,21 0,26 0,30 0,34 0,37 0,44 0,49
50 0,23 0,27 0,30 0,33 0,39 0,43 0,49 0,24 0,29 0,34 0,38 0,41 0,49 0,54
60 0,26 0,30 0,33 0,36 0,42 0,46 0,54 0,26 0,32 0,37 0,41 0,45 0,52 0,57
80 0,32 0,36 0,40 0,44 0,50 0,57 0,62 0,31 0,40 0,45 0,50 0,55 0,62 0,71
100 0,37 0,43 0.47 0,52 0,59 0,67 0,73 0,38 0,46 0,54 0,59 0,65 0,73 0,83
125 0,45 0,50 0,57 0,62 0,71 0,80 0,88 0,45 0,56 0,62 0,71 0,77 0,89 1,0
160 0,56 0,62 0,70 0,76 0,88 0,98 1,07 0,55 0,70 0,78 0,87 0,95 1,22 1,34
200 0,66 0,73 0,83 0,90 1,04 1,17 1,28 0,65 0,82 0,91 1,04 1,12 1,30 1,47
250 0,79 0,88 1,0 1,08 1,24 1,41 1,54 0,78 0,98 1,1 1,25 1,35 1,55 1,76
300 0,97 1,09 1,21 1,33 1,54 1,72 1,87 0,96 1,21 1,36 1,5 1,65 1,9 2,15
400 1,3 1,46 1,63 1,77 2,06 2,29 2,50 1,3 1,6 1,8 2,0 2,2 2,57 2,85
500 1,6 1,80 2,04 2,22 2,56 2,85 3,10 1,6 2,0 2,25 2,55 3,2 3,5 3,9
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ НЕВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ Сталь Полирование
КАРТА 3
Длина обра- батываемой поверхности 1двмм Ширина обрабатываемой поверхности В& в мм
20 1 1 25 ' 1 зо 1 40 | 50 1 60 1 80 1 100
Время Тдп в мни.
20 25 30 40 50 60 80 100 125 160 200 0,26 0,28 0,32 0,37 0,42 0,46 0,56 0,66 0,78 0,96 1,14 0,29 0,31 0,36 0,42 0,46 0,52 0,62 0,74 0,88 1,08 1,28 0,32 0,34 0,40 0,46 0,52 0,56 0,68 0,80 0,96 1,18 1,4 0,37 0,40 0,46 0,54 0,60 0,66 0,78 0,92 1,10 1,36 1.6 0,42 0,44 0,52 0,60 0,66 0,72 0,88 1,04 1,24 1,57 1,8 0,48 0,52 0,60 0,68 0,76 0,84 0,96 1.14 1,36 1,66 2,0 0,52 0,56 0,64 0,74 0,84 0,92 1,10 1,32 1,58 1,92 2,28 0,60 0,64 0,72 0,84 0,94 1.0 1,2 1,45 1,76 2,14 2,56
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 4.
748
Нормирование полировальных и доводочных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ НЕВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ (КАРТЫ 1-3) ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ ОБРАБОТКИ Поли рование
КАРТА 4
1. В зависимости от заданной чистоты поверхности и припуска на обработку
Припуск нз обработку h в мм ДО Заданный класс чистоты поверхности
| V 9
Значения поправочного коэффициента
0,03 0,04 0,06 0,10 0,16 0,25 0,8 1.0 1,25 1,55 1,0 1,25 1,55 0,8 1.0 1,25 1,55 1.0 1,25 1,55 1,9 1,4
Примечание. Коэффициент учитывает улучшение чистоты поверхности в результате полирования на два класса.
11. В зависимости от чистоты поверхности до полирования
Разница в чистоте поверхности до и после полирования Значения поправочного коэффициента Кя
На 3—4 класса . 2 1.3 Коэффициент не применяется (учтено коэффициентом KJ 0,75
III. В зависимости от обрабатываемого материала
Обрабатываемый материал Сталь кон- струкцион- ная незака- ленная Сталь кон- струкцион- ная зака- ленная Сталь жаро- прочная Сплав прочный Медн ые сплавы
Значение коэф- фициента К3 1.0 1,16 1,4 1,7 0,8 0,6
Нормативы времени
745
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ ПРИ МАШИННО-РУЧНОМ ПОЛИРОВАНИИ Полирование '
КАРТА 5
1 Приемы «Взять деталь н положить на место*
Вес детали 0,5 1 3 5 8 12 16
Время в мин 0,02 0,03 0,03 0,04 0,04 0,05 0,05 0,06
2. Протирка с мелом и осмотр поверхности обработанной детали
Площадь протирае- мой по- верхности 20 зэ 50 80 | 120 200 300 500
Время в мин 0,23 0,26 0,30 0,35 0,40 0,46 0,53 0,61
1 Пр нмечание Время на протирку деталей приведено для поверхностей средней слож мости. При протирке простых плоских или цилиндрических поверхностей табличное время умножать иа коэффициент Ху = 0,75, а при обработке сложных фасонных поверхностей с большим количе- ством углублений на К? = 1,4. Прн протирке деталей без мела время умножать на Kj. =* 0,9.
750
Нормирование полировальных и доводочных работ
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ШЛИФОВАЛЬНЫМИ ШКУРКАМИ Полирование
КАРТА 6
Сталь Лист 1
I. Цилиндрические и конические наружные н внутренние поверхности
поверхности Припуск на диаметр Диаметр поверхности D& в мм
» >20 | 200
Время на 10 мм длины В МИИ.
V6 0,05 0,103 0,122 0,136 0,14 0,17 0,19 0,22
V7 0,035 0,12 0,14 0,16 0,18 0,20 0,22 0,25
V8 0,025 0,13 0,16 0,18 0,20 0,23 0,25 0,28
V9 0,015 0,14 0,17 0,19 0,22 0,24 0,27 0,31
V10 0,011 0,17 0,20 0,23 0,26 0,29 0,32 0,36
II. Сферические поверхности
Отношен не В ф Dd чистоты поверхности Припуск Диаметр поверхности D& в мм
10 1 ” 1 ” то
Время на поверхность в мнн
V6 0,06 0,20 0,35 0,70 1,4 2,3
V7 0,05 0,25 0,50 0,95 1,7 2,8
0,25 V8 0,04 0,30 0,58 1,02 2,0 3,2
V9 0,035 0,35 0,70 1,25 2,5 3,9
Х7Ю 0,025 0,40 0,75 1,30 2,6 4.0
V6 0,06 0,25 0,54 1,0 1,95 -
V7 0,05 0,30 0,65 1,26 2,4 -
0,5 V8 0,04 0,35 0,80 1,43 2,8 -
\79 0,035 0,40 0,92 1,75 3,3 —
\7Ю 0,025 0,42 0,95 1,80 3,5 -
• В — высота сферы. Dg — диаметр сферы.
Нормативы времени
751
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ Полирование
КАРТА 6
ШЛИФОВАЛЬНЫМИ ШКУРКАМИ
Сталь Лист 2
III. Галтели
Класс чистоты поверхности Припуск на диаметр Средний диа> метр галтели Dcp в •
Радиус галтели ” 1 30 80 | 120 | 200
Время в мин.
3 V6 V7 V8 V9 \7Ю 0,05 0,035 0,025 0,018 0,012 0,11 0,19 0,33 0,55 0,90 0,12 0,22 0 35 0,60 1,00 0,14 0,24 0,41 0,69 1,13 0,17 0,27 0,45 0,77 1,25 0,18 0,30 0,51 0,86 1,38 0,20 0,35 0,58 1,00 1,58
5 V6 V7 V8 V9 Х7Ю 0,05 0,035 0,025 0,018 0,012 0,15 0,27 0,46 0,78 1,30 0,18 0,31 0,51 0,87 1,43 0,20 0,35 0,58 0,98 1,58 0,22 0,39 0,65 1,11 1,92 0,24 0,44 0,72 1,23 2,02 0,28 0,50 0,81 1,41 2,30
10 V6 V7 V8 V9 V>0 0,05 0,035 0,025 0,018 0,012 0,25 0,45 0,71 1,27 2,09 0,29 0,50 0,80 1,40 2,30 0,32 0,56 0,91 1,60 2,59 0,36 0,63 1,02 1,78 2,95 0,40 0,70 1,13 1,97 3,25 0,45 0,79 1,28 2,25 3,70
20 V6 V7 V8 V9 V10 0,05 0,035 0,025 0,018 0,012 0,41 0,73 1,23 2,07 3,48 0,45 0,80 1,35 2,28 3,83 0,52 0,92 1,54 2,60 0,58 1,04 1,72 2,92 4,90 0,64 1,13 1,85 3,22 5,42 0,73 1,29 2,17 3,68 6,18
30 V6 V7 V8 V9 V>0 0,05 0,035 0,025 0,018 0,012 0,58 1,01 1,73 2,94 4,82 0,65 1,12 1,91 3,24 5,35 0,74 1.28 2,16 3,74 6,10 0,85 1,43 2,42 4,16 6,85 0,91 1,57 2,67 4,60 7,90 1,04 1,80 3,00 5,00 8,60
752
Нормирование полировальных и доводочных работ
оперативное время полирования вращающихся деталей шлифовальными ШКУРКАМИ Сталь I Полирование
КАРТА 6 Лист 3
IV Торцовые поверхности
ЧИСТОТЫ поверхности Припуск на обработку Длина обрабатываемой поверхности в мм
5 8 | 12 | 20 | 30 | 40 1я | 100
Время в мин.
V6 V7 V8 V9 V10 0,05 0,035 0,025 0,018 0,012 0,30 0,34 0,37 0,42 0,47 0,40 0,45 0,50 0,56 0,62 0,51 0,55 0,61 0.67 0,72 0,70 0,75 0,80 0,95 1,05 0,87 0,95 1,00 1,20 1,04 1,15 1,20 1,35 1,60 1,20 1,30 1,40 1,60 1.75 1,40 1,55 1,75 1,85 2,15 1,80 2,15 2,30 2,40 2,60
П р и м е ч а пая 1. Карта рассчитана на разницу в чистоте поверхности до и после полиро вания один-два класса. Если разница в чистоте составляет три класса, то значения времени, указан ные в карте, умножать иа поправочный коэффициент К, = 1,15 4- 1,20. 2. При размерном полировании с припуском, отличным от указанного в карте, нормативное время умножать на поправочные коэффициенты К,.
Отношение фактиче- ского припуска к нормативному 0,3 0,5 0,8 1.0 1,2 1.5 2,0 2,5 3,0
Коэффициент 0,55 0,71 0,89 1.0 1.1 1,22 1.41 1,58 1,73
3. При полировании галтелей средний диаметр определяется по формуле где D — наибольший диаметр в мм, d — наименьший диаметр в мм 4. При полировании торцовых поверхностей длина обработки определяется по формуле , D — d 'в' — 5. В зависимости ат обрабатываемого материала применять следующие поправочные коэффк циенты*
Обрабатываемый материал Сталь кои- Сталь кон- струкционная струкциоввая незакаленная | закаленная Сталь Сплав жаропрочная жаро- 1 прочный Медные Алюмн нневые
Коэффициент К, 1,0 | 1,16 1 0,8 0,6
6 При обработке деталей, имеющих канавки вдоль образующей цилиндрической или кониче- ской поверхности, нормативное время умножать на поправочный коэффициент 1,20—1,25.
Нормативы времени
753
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ Полирование
КАРТА 7
Диаметр обрабатываемой поверхности Dg в ми
Длила обра- батываемой поверхности 'д • 20 " 1 50 | во 80 '°0 । 125 160 | 200
Времи Топ ,
20 0,141 0,158 0,175 0,201 0,22 0,26 0,28 0,32 0,35 0,40 0.45
25 0,150 0,168 0,185 0,21 0,24 0,27 0.30 0,34 0,37 0,42 0,48
30 0,173 0,193 0,21 0,25 0,28 0,32 0,35 0,39 0,44 0,49 0,55
40 0,198 0,22 0,24 0,28 0,32 0,36 0,40 0,45 0,50 0,56 0,63
50 0,22 0,25 0,28 0,32 0,35 0,41 0,45 0,50 0,56 0,63 0,71
60 0,24 0,27 0,30 0,35 0,39 0,45 0,49 0,55 0,61 0,69 0,78
80 0,29 0,33 0,36 0,42 0,47 0,51 0,59 0,66 0,73 0,83 0,93
100 0,3-5 0,39 0,43 0.49 0,55 0.61 0.71 0,78 0,88 0,99 1.11
125 0,42 0,47 0,51 0,59 0,66 0,73 0,84 0,94 1,05 1,19 1,33
160 0,51 0,58 0,63 0,73 0,81 0,89 1,03 1.14 1.28 1,45 1.62
200 0,61 0,68 0.75 0,87 0,97 1,06 1,22 1,37 1,53 1,73 1.93
250 0,73 0,82 0,90 1,03 1.17 1.27 1,46 1.65 1,84 2,08 2,33
300 0,89 0,99 1,08 1,25 1,40 1,53 1,76 1,97 2,2 2.5 2,80
400 1,19 1,33 1,44 1,67 1,86 2,03 2,3 2,6 2.9 3.4 3,8
500 1,47 1,65 1,81 2,08 2,3 2,5 2,9 3,3 3,7 4,2 4,6
600 1,76 1,98 2,2 2,5 2,8 3,05 3,4 3,9 4,4 5,0 5,6
800 2,4 2,7 2,8 3,4 3.7 4,1 4,6 5,3 5.9 - -
1000 2,9 3,3 3.6 4,1 4,6 5.1 5,9 6,5 - - -
П р н меч 9 и 4. а в не, Поправочные ноэффицненты иа измененные условия работы см. в карты
48 Спра вочник нормировщика S8
754 Нормирование по юровальных и доводочных работ
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ Сталь Полирование
КАРТА 8
Длнна обра батываемой поверхности гэв мм Диаметр обрабатываемой поверхности Dg в мм
20 | 25 30 40 50 60 80 100 125 | 160 | 200
Время Топ в мни.
20 25 30 40 50 60 80 100 125 160 200 250 300 400 500 600 800 1000 0,176 0,188 0,22 0,25 0,28 0,30 0,36 0,44 0,53 0,64 0,76 0,91 1.11 1,49 1,8 2,2 3,0 3,6 0,198 0,21 0,24 0,28 0,31 0,34 0,41 0,49 0,59 0,72 0,85 1,03 1,24 1,66 2,1 2,5 3.4 4,1 0,219 0,232 0,26 0,30 0,35 0,37 0,45 0,53 0,63 0,79 0,94 1,13 1,35 1,8 2,3 2,8 3,5 4,5 0,25 0,26 0,31 0,35 0,40 0,44 0,52 0,61 0,74 0,91 1,09 1,29 1,56 2,09 2,6 3,1 4,3 5,1 0,27 0,29 0,35 0,40 0,44 0,49 0,59 0,69 0,83 1,21 1,46 1,75 2,32 2,9 3,5 4,6 5,7 0,33 0,34 0,40 0,45 0,51 0,56 0,64 0,76 0,91 1,11 1,33 1.6 1,91 2,5 3.1 3,8 5,1 6,4 0,35 0,37 0,44 0,50 0,57 0,61 0,74 0,89 1,05 1,29 1,52 1,82 2,2 2,9 3,6 4,2 5,7 7,4 0,40 0,42 0,49 0,56 0,63 0,69 0,83 0,98 1,17 1,43 1,71 2,1 2,5 3,2 4,1 4,9 6,6 8,1 0,44 0,46 0,55 0,63 0,70 0,76 0,91 1,10 1,31 1,60 1,91 2,3 2,8 3,6 4,6 5,5 7,4 0,50 0,53 0,61 0,70 0,79 0,86 1,04 1.24 1,49 1,81 2,16 2,6 3,1 4,3 5,2 6,2 0,56 0,60 0,69 0,79 0,89 0,97 1,16 1,39 1,66 2,02 2,41 2,9 3,5 4,8 5,8 7,0
Примечание. Поправочные коэффнцневты на измененные условия работы см. карты Эи 4.
Нормативы времени
755
ОПЕРАТИВНОЕ ВРЕМЯ ПОЛИРОВАНИЯ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ ВОЙЛОЧНЫМИ ИЛИ ФЕТРОВЫМИ КРУГАМИ Сталь Полирование
КАРТА 9
h ХС? Ширина обрабатываемой поверхности В& в мм
10 30 | 50 | 80 | 100 | 125 | 160
Время Топ в мин.
20 25 30 40 50 60 80 100 125 160 200 0,095 0,114 0,13 0,17 0,20 0,23 0,29 0,35 0,43 0,51 0,60 0,135 0,163 0,19 0,23 0,283 0,33 0,41 0,49 0,50 0,71 0,85 0,164 0,197 0,23 0,29 0,34 0,40 0,50 0,59 0,71 0,87 1,04 0,212 0,25 0,29 0,37 0,45 0,51 0,64 0,77 0,92 1,13 1,34 0,268 0,32 0,37 0,47 0,56 0,65 0,81 0,97 1,19 1,43 1.70 0,300 0,36 0,42 0,52 0,63 0,73 0,91 1,09 1,33 1,60 1,90 0,336 0,40 0,47 0,59 0,70 0,81 1,02 1,22 1,49 1,79 2,13 0,378 0,45 0,52 0,66 0,79 0,91 1.15 1,37 1,67 2,01 2,39
Поправочные коэффициенты на оперативное время в зависимости от припуска н класса чистоты поверхности (к картам 7—9)
Припуск на диаметр h Заданный класс чистоты поверхности
V7 1 vs | I Vio | Vll
Значения коэффициента Kt
0,02 0,03 0,05 0,08 0,12 0,8 1,0 1,25 0,8 1,0 1,25 1,55 0,8 1.0 1,25 1.55 1.0 1.4
При м е ч а и н е. Поправочные коэффициенты на прочие измененные условии работы см. в карт? 4.
48*
756
Нормирование полировальных и доводочных работ
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Полирование
КАРТА 10
I. Техническое и организационное обслуживание рабочего места в % от времени оператив-
ной работы
№ по- зиции Обрабатываемый материал Время техни- ческого обслу- живания рабо- чего места Время органи- зационного об- служивания рабочего места
вил обработки
1 Войлочные, фетровые и ма- терчатые круги — полиро- вание вращающихся деталей Стали 4.° . 3,0,
2 Жаропрочные и цвет- ные сплавы 5,0 3,0
3 Войлочные, фетровые н ма- терчатые круги — полиро- Стали 6,0 3,0
4 вание невращающнхся дета- лен Жаропрочные и цвет- ные сплавы 7,0 | 3,0
5 Шлифовальные шкурки в руках — полирование вра- щающихся деталей Стали 2,0 3.0
6 Цветные сплавы 2,0 3,0
7 Шлифовальные шкурки в державках — полирова- ние вращающихся деталей Стали 10 3,0
8 Цветные сплавы 15 3,0
9 Гибкие резиновые полиро- вальники — полирование вращающихся деталей Стали н цветные сплавы 5.0 3,0
II. Отдых и естественные надобности в % от времени
оперативной работы
Вее детали В W ДО
1 Расположение Полирующий ! 1 1 5 1 10 115 и выше
g £ детали во время обработки инструмент Время на отдых в естественные иа добностн в % от оперативного времени
1 На станке в Полировальный круг или лента 4,0 4.0 4.0 4.0 4,0
2 приспособлении Шлифовальная шкур- ка (в руках) 6.0 6,5 7,0 7,5 8,0
3 В руках Полировальный круг или лента 6,0 7,0 8,0 9,0 10,0
Нормативы времени
757
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ ДЛИНА ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ lg < 500 мм Хонингование
КАРТА 11
Допуск на об- работку д в мч Обрабатываемый материал
Сталь незака- 1 Сталь закаленная с 1 Сталь зака- 1 ленная ВЫСнв“ 2°™%?°“ «внаяНЛС>60 Чугун
Класс чистоты поверхности
V7 | V8 I V9 Ivinl V78 | v9 | '7 10 | v9 | V101 V11 1 V7 | V8 I V9 10
Время Тп в мин.
0,01 0,015 0,02 0,03 0,04 0,05 0,06 0,08 0,10 0,83 0,72 0,63 0,54 0,48 0,44 0,41 0,36 0,33 0,95 0,84 0,71 0,63 0,58 0.54 0,48 0,44 1.43 1.25 1,09 0,93 0,83 0,76 0,70 0,63 0,57 2,12 1.85 1.62 1,37 1,23 1.12 1,04 0.93 0,85 0,84 0,73 0,64 0,54 0,48 0,44 0,41 0.37 0,34 1,09 0,96 0,83 0,71 0,63 0,58 0,53 0,48 0,43 1,59 1,38 1,21 1,05 0,93 0,84 0,78 0,70 0,61 0,90 0,78 0,69 0,58 0,52 0,48 0,44 0,39 0,36 1,32 1,15 1.0 0,86 0.77 0,70 0,64 0.58 0,53 2,0 1.75 1,53 1,30 1,16 1,06 0,99 0,88 0,81 0,37 0,32 0,28 0,24 0.21 0,19 0,18 0,16 0,15 0,53 0,46 0,40 0,34 0,30 0,28 0.26 0,23 0,21 0,74 0,65 0,57 0,48 0,43 0,39 0,36 0,32 0,30 1,19 1,03 0,90 0,77 0,68 063 0,58 0,52 0,47
Поправочные коэффициенты на измененные условия
1. В зависимости от припуска иа обработку
Припуск на диаметр h в мм 0,01 0,015 0.02 0,03 0,04 ( ),05 0,06 | 0,08 | 0,10 0.121 0.18 0,20
Поправочный коэффи- циент Ki 0.25 0,3 0,5 0,75 1,00 1.25 1.5 12,0 |г.5 3,0 р.о 5,0
2. В зависимости от коэффициента заполнеиня
Коэффициент запол- 0 [ q j j нения Кзап ’ 0,12 0,14 0.16 | 0,18 0,20 0.22 0,25 0,30
Поправочный коэффи- jy] L 57 циент Кг II 1.46 1,36 1,26 | 1, ,17 1,08 1,0 0,93 0.84
Коэффициент заполнения к - Вбг где Вб — ширина бруска в мм\ z — число брусков по окружности в одном ряду; Dg — диаметр обрабатываемой поверхности детали в мм. 3 Для хромокремииемарганцевой стали ЗОХГСА и 30ХГСНА основное (тех- нологическое) время умножать на коэффициент ZCS=1,2, при обработке азотирован- ной стали 38ХМЮА и хромированной стали основное (технологическое) время умно- жать на К3~ 1,5.
Примечания' 1. Таблица рассчитана иа улучшение чистоты поверхности на дна- три класса по сравнению с чистотой до хонингования. 2. Таблица рассчитана для условий lg < lg Если lg > lg. то табличные значения основ- ного (технологического) времени следует умножать на отношение ~- ‘б
758
Нормирование полировальных и доводочных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Хонингование отверстий 1g < 500 мм Хонингование
КАРТА 12
I. Вспомогательное время, связанное с обработкой поверхности
№ по- зиции Измерительный инструмент Точность размера Диаметр обрабатываемого отверстия Djj в мм
50 | 100 | 200 | 300 | 500
Время в мни
1 Без измерения - 0,14 0,14 0,15 0,17 0,18
2 Калибр-пробка цилиндри- ческая предельная 0,04 1,1 1.34 - - -
3 4 5 6 Пневматический измери- тельный прибор 0,015 0,04 0,015 0,04 Промер с одной стороны Промер с Двух сторон 1,20 0,75 1,50 0,95 1,25 0,80 1,55 1,0 - - -
7 8 Индикаторный нутромер 0,015 0,04 1,90 0,85 1,95 0,90 2,25 0,95 2,6 1,05 3,0 1,55
9 Пассаметр внутреннего из- мерения >0,002 2,3 2.4 2,5 2.7 2,9
Примечание При наличии автоматического измерения вспомогательное время, свя- занное с обработкой поверхности, определять по поз, 1.
II. Время на обслуживание рабочего места, отдых и естественные надобности устанавливается в размере 10% оперативного времени
III. Подготовительно-заключительное время на партию деталей 5 мин.
Нормативы времена
759
Суперфиниширование
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ
КАРТА 13
Диаметр обрабатываемой поверхности Dg в мм
1 । I I | | I
ности после обработки 40 50 60 80 100 120 150 200
Время Т0 в мин.
V8 0,73 0,81 0,96 1,10 1 23 1,46 1,67 1,87 2,1 2,5
V9 0,96 1.03 1,22 1,45 1,62 1,93 2,2 2,5 2,9 3,3
VII) 1,47 1.64 1,95 2,2 2,1 2,9 3,3 3,7 4,3 5,1
VII 2,2 2,5 2,9 3,3 3,7 4,4 5,1 5,7 6 5 7,2
Поправочные коэффициенты в зависимости от обрабатываемого материала,
чистоты поверхности до обработки : и количества брусков в державке
Разница в чистоте поверхности
до и после обработки
Обрабатываемый Количество брусков
материал в державке I класс | 2 класса | 3 класса
Значения коэффициента К,
1 1,0 1,32 1,55
2 0,62 0,82 0,96
Чугун 1 0,8 1,06 1,24
2 0,5 0,66 0,77
Примечали <- Ттбтипа рассчитан! чти условий l() < Z-. Если 1д > 1г~, то табличные
значения основного (технологического) 1 времени следует умножать на отношение—Д-.
16
760
Нормирование полировальных и доводочных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ, ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Суперфиниширование
КАРТА 14
I Вспомогательное время, связанное с обработкой поверхности
Наименование комплекса прнемоа Способ подвода брусков
Механический | Вручную
Высота центров станка в мм до
100 200 | св 200 1 .« | св. 200
Время в мин
Вспомогательное время, связанное с обработкой поверхности 0,21 0,27 0,38 0,27 0,38 0,50
Примечание Время указано без измерения Если время иа измерение детали ие перекрывается основным (технологическим) временем, его следует добавлять к табличным значениям согласно карте 70. с-р. 712.
11 Время на обслуживание рабочего места, отдых и естественные надобности устанавливается в размере 10% от оперативного времени
Ill. Подготовительно-заключительное время на партию деталей 10 мнн.
Нормативы времени
761
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИ ЛАПИНГОВАНИИ ДЕТАЛЕЙ ИЗ СТАЛИ Лапингование
КАРТА 15
Обрабатываемый материал Класс чистоты поверхности Суммарная площадь обрабатываемой поверхности детали Sj» в см*
25 | 50 | 100 1 200 400 800
Время в мин.
Сталь закаленная Vio VH V12 2,0 3,2 4,5 2,2 3.6 5,3 2,6 4,2 6,0 2,9 4,8 6.8 3,4 5,5 7.9 3,8 6,3 9,1
Сталь незакаленная V 9 V10 2,2 3,7 2,5 4,2 2,9 4,9 3,4 5,6 3,9 6,5 4,4 7,7
Поправочные коэффициенты в зависимости от припуска на обработку
Припуск на диаметр (или на две стороны) h в мм 0,006 0,008 0,01 0,015 0,02 0,03 0,04
Закаленная сталь Значения коэффи- циента Ад 0,87 1.0 1.12 1,37 1,58 1,94 2,24
Незакаленная сталь 0,63 0,73 0,82 1.0 1,15 1.41 1.65
Примечания: 1. При одновременной обработке нескольких деталей основное время на одну деталь определяется делением табличного времени на количество одновременно обрабатываемых деталей. 2. При применении пасты ГОИ табличное время умножать на коэффициент 0,8.
Суммарная площадь обрабатываемой поверхности определяется по формулам: а) для цилиндрической поверхности S = пР.^д. л Смг- 2 100 4 ’ б) для прямоугольной поверхности с Ыд 5*=-1бО-’С*а; в) для деталей типа колец л (О? — О?) ^Ясм^ где DH — наружный диаметр кольца в мм-, De — внутренний диаметр кольца в мм.
762
Нормирование полировальных и доводочных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ. ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ, ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Лапингование КАРТА 16
I. Вспомогательное время на установку и снятие деталей
Содержание приемов Вес детали в кг до 0.1 | св. 0.1
Время в мин.
Взять детали и установить, снять детали н отложить на место Первая деталь Последующие детали 0,04 0,025 0,05 1 0,035
II. Вспомогательное время на приемы управления станками
Содержание приемов Время в мин.
Поставить и снять щиток ограждения Повернуть н опустить верхний круг Поднять и отвести верхний круг Включить нли выключить вращение шпинделя 0,08 0,12 0,06 0,01
111. Вспомогательное время, связанное с измерением поверхности
Измеряемый размер в мм Длина обраба- тываемой по- верхности Измерительный инструмент
Скоба предель- ная Микрометр Скобка инди- „ каториая Пассаметр
Класс точности
1-й | 2-й | 1-й 1 2й | 1-й | 2-й | 1й | 2-й
Время в мин.
6 10 15 25 40 60 100 25 30 35 40 50 60 60 80 100 100 125 150 150 150 0,10 0,14 0,20 0,11 0,16 0,20 0,16 0,28 0,35 0,40 0,40 0,05 0,07 0,09 0,05 0,07 0,10 0,05 0,08 0,10 0,09 0,15 0,23 0,27 0,27 0,22 0,32 0,43 0,22 0,32 0,43 0,22 0,32 0,43 0,32 0,49 0,60 0,60 0,60 0,11 0,16 0,21 0,11 0,16 0,21 0,11 0,16 0,21 0,16 0,25 0,39 0,39 0,39 0,12 0, Г8 0,24 0,12 0,18 0,24 0,12 0,18 0,24 0,18 0,24 0,39 0,48 0,48 0,06 0,09 0,12 0,06 0,09 0,12 0,06 0,09 0,12 0,09 0,16 0,26 0,32 0,32 0,11 0,16 0,21 0,11 0,16 0,21 0,12 0,18 0,24 0,18 0,27 0,41 0,41 0,41 0,06 0,08 0,11 0,06 0,08 0,12 0,06 0,09 0,12 0,09 0,13 0,27 0,27 0,27
IV. Время на обслуживание рабочего места, отдых и естественные надобности устанавли- вается в размере 10% от оперативного времени
V. Подготювигельно-заключнтелыюе время на партию детален 5 мин.
Нормативы времени
763
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ ПРИТИРКИ ОДНОЙ СТОРОНЫ ЗУБА ЦИЛИНДРИЧЕСКИХ КОЛЕС ИЗ ЗАКАЛЕННОЙ СТАЛИ Притирка зубьев шестерен
КАРТА 17
Модуль колеса Припуск в мм Отношение длины зуба к модулю
5 • 1 ” 1
Врем? 1 иа одну сторону зуба То 3 , В МИН
2 0,02 0,14 0,16 - -
3 0,03 0,40 0,40 0,45 0,50
4 0,035 0,65 0,80 0,90 1,0
5 0,04 1,0 1,3 1,5 1,7
17, время притирки изменяется пропорционально изменению припуска
2. Основное время иа притирку колеса определяется по формула!
а) прн притирке одной стороны эубьев
То = То.зг мнн
— время обработки одной стороны зуба;
764
Нормирование полировальных и доводочных работ
ОПЕРАТИВНОЕ ВРЕМЯ ПРИТИРКИ Притирка деталей
ПЛОСКИХ ДЕТАЛЕЙ ИЗ СТАЛИ КАРТА 18
Материал ИЛЯ ты (притира) Способ выполнения работы Площадь притираемой поверхности в см*
3 5 1 ’ । 20 Ы 80 120 200 | н 400 | 500
Время в мин.
Чугун Ручной 0,40 0,50 0,63 0,80 1.1 1,5 2,3 3,4 4,7 7,5 10,0 - -
Полумехани- знрованный 0,24 0,30 0,38 0,46 0,65 0,90 1,3 2,0 2,7 4.4 5,9 8,1 9,7
Стекло Ручной 0,36 0,45 0,56 0,70 1,0 1,3 2,1 3,1 4,2 6,7 9,1 - -
Время, приведенное в карте, рассчитано на следующие условия
а) прилегание по краске притертой поверхности от 50 до 100%;
б) иеплоскостность притертой поверхности в пределах 0,03—0,1 мм;
в) чистота притертой поверхности в пределах класса V&
г) припуск на притирку 0,05 мм.
При других классах чистоты притертой поверхности и других значениях при-
пуска иа обработку, время, приведенное в карте, умножать на следующие поправочные
коэффициенты*
Припуск на при тирку в мм Класс чистоты притертой поверхности
V9
Поправочный коэффициент
0,02 0,63 1,07 1,51 2,14
0,03 0,77 1,32 1,86 2,64
0,05 1.0 1,7 2,4 3,4
0,08 1 1,27 1 2,16 3,04 4,3
0,10 1 - 4,8
ГЛАВА XI
НОРМИРОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ (РАЗРЕЗНЫХ) РАБОТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В настоящей главе приведены нормативы для технического нормиро-
вания заготовительных работ по разрезке металлов дисковыми пилами,
на прессах и сортовых ножницах, ножовочными полотнами и резцами
на отрезных станках.
Необходимым условием для установления технически обоснованных
норм по настоящим нормативам является наличие разработанного попере-
ходного технологического процесса для условий серийного производства
или маршрутной технологии для операций мелкосерийного характера, а также
паспортных данных оборудования.
Применение приведенных нормативов времени предусматривает соблю-
дение следующих организационно-технических условий производства:
а) металл к пилам, прессам, ножницами другим станкам подают специаль-
ные рабочие;
б) смену и подналадку ножей и упоров на прессах и ножницах произво-
дит наладчик совместно с резчиком;
в) оборудование, используемое при резке заготовок, находится в исправ-
ном состоянии;
г) укладку заготовок в тару, уборку отходов и подачу проката со стел-
лажа на станок производит резчик при весе до 30 кг вручную, при весе
свыше 30 кг — с применением подъемно-транспортных средств.
На предприятиях значительная часть заготовительных операций произ-
водится в специальных заготовительных цехах или на заготовительных
участках механических цехов на специальном оборудовании независимо
от окончательной формы готовых деталей.
При заготовительных операциях нормальный прокат, имеющий длину
2—10 м, разрезают на заготовки в соответствии с размерами деталей или
на куски длиной 1500—2000 мм для обработки на револьверных станках
и автоматах.
В главе рассматривается получение заготовок механическим способом
из сортового проката металлов — круглого, квадратного, полосового и про-
фильного сечений.
I. Разрезка металла круглыми сегментными пилами
Круглые зубчатые (дисковые) пилы, применяемые для отрезки стальных
заготовок, изготовляются диаметром 275—3000 мм, преимущественно сбор-
ной конструкции со вставными зубьями и сегментами в целях экономии
быстрорежущей стали. Пилы малых диаметров (до 275 ,ч,м) изготовляют
цельными.
766
Нормирование заготовительных работ
Дисковые пилы обладают большой производительностью и надежным
направлением пропила. Монтируются они на универсальных и специаль-
ных круглопильных станках с механической и гидравлической подачами
и имеют широкое применение в механических или специальных заготови-
тельных цехах.
К недостаткам дисковых пил следует отнести сравнительно большую
толщину пропила (4—12 льи), что увеличивает себестоимость продукции
из-за значительной потери материала.
1. Определение режима резания
При работе на круглых сегментных пилах назначение режима резания
заключается в выборе рационального сочетания подачи и скорости резания,
обеспечивающих наибольшую производительность труда, а также наимень-
шую стоимость операции.
Выбор подачи. Для получения минимального значения основного времени
рекомендуется работать с возможно большей подачей при соблюдении уста-
новленных технических условий на разрезку материала и возможно полного
использования режущей способности инструмента с учетом паспортных
данных станка.
Величина подачи зависит от механических свойств обрабатываемого
материала, размера пилы, формы зубьев пилы, мощности оборудования
и высоты пропила. Рекомендуемые для работы подачи на 1 зуб пилы, приведен-
ные в карте 1, предусматривают минимальное радиальное биение зубьев
пильного диска.
Выбор скорости резания, минутной подачи и мощности. Скорость реза-
ния, число оборотов пилы, минутная подача и мощность определяются по кар-
там 2—5 в соответствии с выбранной подачей на 1 зуб пилы.
Режимы резания, приведенные в картах нормативов, рассчитаны для
разрезки конструкционных углеродистых, нержавеющих и жаропрочных
сталей, алюминия и его сплавов при заданном периоде стойкости пилы.
В карте 6 приведены поправочные коэффициенты на скорость резания, число
оборотов, минутную подачу и мощность, учитывающие работу с другими
периодами стойкости, а также коэффициенты, зависящие от механических
свойств металла и формы зуба.
Режим резания, выбранный по нормативам, проверяется по мощности
электродвигателя и должен удовлетворять следующему условию:
N < = Ndi] кет,
где N — мощность, потребная на резание, определяемая по нормативам,
в кет-,
N3 — эффективная мощность в квт\
Nd — мощность электродвигателя станка, определяемая по паспорту,
в кет-,
т] — к. п. д. станка.
Скорость резания и мощность, приведенные в картах нормативов, опре-
делены по следующим формулам:
С Lfl'25
V ~ у0,2Л0,Зд0,250,220,1 М/МИН',
N — 3,5- 10-5nzh0'sBs°'72D0-,‘l кет,
Методические указания
767
где v — скорость резания в м/мин;
Са—коэффициент, принятый для конструкционной углеродистой стали
равным 90, нержавеющей стали — 72, жаропрочной стали —
— 45, дюралюминия — 450;
D — диаметр пилы в мм;
Т — период стойкости пилы в мин.;
h — высота пропила в мм;
В — ширина пилы в мм;
sz — подача на 1 зуб в мм;
z — число зубьев пилы;
N — мощность в кет для стали; для дюралюминия числовые значения
мощности приняты с коэффициентом 0,4 от стали;
п — число оборотов пилы в минуту.
Режимы резания, принятые в картах, предусматривают нормальные
условия эксплуатации пил, исправное оборудование и применение охлаждаю-
щей жидкости, способствующей увеличению стойкости пил.
2. Определение основного (технологического) времени
Основное время на операцию разрезки металла на круглых сегментных
пилах определяется по следующей формуле:
где L — общая длина пути прохода пилы в направлении подачи в мм,
I — длина сечения разрезаемого материала в направлении подачи в мм;
— дополнительная длина на врезание и перебег пилы в мм;
sM — минутная подача пилы в mmImuh.
3. Определение вспомогательного времени
Для определения вспомогательного времени на операциюразрезки металла
на круглых сегментных пилах в условиях серийного производства приме-
няются укрупненные нормативы времени.
В картах 7 и 8 приведено вспомогательное время на комплекс приемов
(на операцию) с учетом частичного и полного перекрытия его основным
(технологическим) временем, а также совмещения приемов.
Вспомогательное время дано на одну заготовку и определяется в зави-
симости от профиля и размера проката, способа крепления и длины заго-
товки.
4. Определение времени на обслуживание рабочего места,
перерывов на отдых и естественные надобности
Время на организационно-техническое обслуживание дается на под-
наладку дисковых пил (смена режущего диска), уборку рабочего места в про-
цессе работы и уборку оборудования в конце смены, чистку и смазку обору-
дования, смену тары под заготовку.
768
Нормирование заготовительных работ
Время перерывов на отдых и естественные надобности включает пере-
рывы, связанные с утомляемостью рабочего и на естественные надобности.
Время на обслуживание рабочего места, перерывов на отдых и естествен-
ные надобности рассчитывается по формуле
+ тотд = (Тй + Тв) мин.,
где ао6с — время на организационное и техническое обслуживание рабо-
чего места в % от оперативного времени;
аот3 — время перерывов на отдых и естественные надобности в %
от оперативного времени.
Время на организационное и техническое обслуживание рабочего места
при работе на круглых сегментных пилах и время на естественные надоб-
ности приведено в карте 9.
5. Определение подготовительно-заключительного времени
Подготовительно-заключительное время включает время на получение
производственного задания, инструктажа, на ознакомление с работой,
осмотр, настройку и опробование оборудования перед началом обработки
партии заготовок и сдачу работы. Подготовительно-заключительное время
при работе на круглых сегментных пилах приведено в карте 9.
6. Определение нормы штучного времени
Норма штучного времени определяется по формуле,
= То + Т' + Тобс + тотд-
Расчет нормы штучного времени разрезки на дисковых пилах при условии
операции мелкосерийного характера
Для нормирования работ при разрезке металла при условии операции
мелкосерийного характера применяются укрупненные нормативы. Поэтому
в картах нормативов для этих производственных условий приведены заранее
рассчитанные значения штучного времени.
Эти нормы штучного времени на отрезку стальных и дюралюминиевых
заготовок рассчитаны на основе элементных нормативов по формуле
тш = (То + Л) (1 + а-^^) МИН.
При расчете норм штучного времени общие затраты времени на орга-
низационное и техническое обслуживание рабочего места, на отдых и есте-
ственные надобности и подготовительно-заключительную работу приняты
в размере 10% оперативного времени. Расчет производился при разрезке
на круглых сегментных пилах с крупным зубом из быстрорежущей стали Р18
металла определенных марок. При разрезке металла других марок в картах
даны поправочные коэффициенты.
Методические указания
769
Нормативы штучного времени, приведенные в картах 10—16, могут
быть применены также для нормирования разрезки металла в условиях
серийного производства. При этом нормы штучного времени следует приме-
нять с коэффициентом 0,8. Штучные нормы этих карт могут быть также при-
менены и при расчетах предварительной калькуляции.
Пример расчета нормы штучного времени
Исходные данные.
Операция. Разрезка швеллера № 20а длиной 6000 мм на две заготовки. Мате-
риал заготовки — сталь, оь = 50 кг/мм1.
Станок — круглая сегментная пила.
Паспортные данные станка
Число оборотов в минуту 4,75; 6,75; 9,5; 13,5
Подача Гидравлическая до sM = 400 мм/мин
Мощность электродвигателя 7,8 кет
Инструмент Пила сегментная с крупным зубом £> = 710 мм, г = 96
/. Выбор режимов резания
Согласно карте 22 находим расчетную высоту для разрезки швеллера № 20а:
Л = 200 м, В = 80 мм и Ло = 140 мм. По найденным величинам определяем
по карте 1 подачу на один зуб пилы: s2 = 0,09 мм. По карте 2 согласно выб-
ранной подаче s2 = 0,09 мм, диаметру пилы D = 710 мм, высоте пропила
й0 = 140 мм находим для стали аь — 75 кг!мм*, скорость резаиия v —
= 19,2 м/мин, число оборотов пилы п = 8,6 об/мин, минутную подачу
s* = 69 мм/мин, потребную мощность W = 4,5 кет.
По карте 6 определяем поправочные коэффициенты к режимам для стали
оь = 50 кг/мм2; КМи = КМп = Км,м = 1,21; KMN = 0,92, а также завися-
щие от крупности зубьев пилы Л2о = Кгп =1,0 и К = KZN — 1,0.
С учетом этих коэффициентов режимы будут следующие:
v = 19,2 X 1,21 = 23,2 м/мин;
п = 8,6 X 1,21 = 10,4 об/мин;
sM = 69 X 1,21 = 84 мм/мин;
N = 5,5 х 0,92 = 5,1 кет.
По паспорту станка корректируем выбранные нами режимы резания:
число оборотов принимаем ближайшие п = 9,5 об/мин; минутную подачу
е изменяем: sM = 84 мм/мин, так как по паспорту гидравлическая подача
допускает значительно большую подачу. Тогда фактическая скорость реза-
ния будет равна
nDn 3,14x710x9,5 О1О ,
1000 — 1000 — 21»2 м/мин,
49 Справочник иориироащика 98
770
Нормирование заготовительных работ
а подача на 1 зуб пилы
Sz = ~ = да* ц, ~0,09 мм!зуб.
Потребную мощность на резание (5,1 кет} сопоставляем с эффективной
мощностью станка:
N в ~ = 7,8-0,75 = 5,8 кет.
Следовательно, мощность станка позволяет работать с выбранным режи-
мом резания.
2. Определение основного времени
Основное (технологическое) время найдем по формуле
То = ^Г мин’’
где I — длина сечения разрезаемого швеллера, равная 80 мм;
— дополнительная длина на врезание и перебег пилы, определяемая
по карте 23; К — 9 мм;
sM — минутная подача, равная 84 mmImuh.
Подставив значения, получим
„ 80 + 9 . пд
70 = —— = 1,06 мин.
3. Определение вспомогательного времени
Цля разрезки швеллера № 20а по карте 7 при длине заготовки свыше
1000 мм и креплении рукояткой пневматического зажима вспомогательное
время на операцию будет равно 0,75 мин.
4. Определение времени на организационное и техническое
обслуживание рабочего места, отдых и естественные надобности
Время перерывов на организационное и техническое обслуживание
рабочего места, а также на отдых и естественные надобности определяется
по формуле
Тобс + Тотэ = (Те + Г.) мин.
Здесь значение аобс + аотд дается в процентах от оперативного времени
и по карте 9 составляет 7%. Следовательно,
= {Тв + Тв} = (1,06 + 0,75) = о,13 мин.
Методические указания
771
5. Определение нормы штучного времени
Тш - То + Тв + Тобс + Тотд = 1,06 + 0,75 + 0,13 = 1,94 мин.,
а на одну заготовку Тш — 1,94 : 2 = 0,97 мин.
6. Определение подготовительно-заключительного времени
Подготовительно-заключительное время находят по карте 9, оно равно
2 мин.
II. Разрезка металла на прессах и сортовых ножницах
Основное время при отрезке заготовок — это время одного двойного хода
ножа с учетом времени включения и срабатывания механизма включения
(см. карту 17), а если нож работает непрерывно, то без учета времени вклю-
чения и срабатывания механизма включения. При нормировании резки
на прессах и сортовых ножницах в условиях серийного производства вспо-
могательное время определяется по укрупненным нормативам на комплекс
приемов на операцию (см. карту 18).
Время на обслуживание рабочего места и перерывов на отдых и естествен-
ные надобности определяется в % от оперативного времени и рассчитывается
по формуле
то6с + тетд = (Т„ + Тв) а^- + °9™> мин.
Подготовительно-заключительное время на резку партии одинаковых
деталей приведено в картах 19.
Пример расчета нормы штучного времени
Исходные данные.
Определить норму штучного времени в условиях серийного производства
на разрезку круглого проката диаметром 60 мм, длиной 800 мм на заго-
товки длиной 400 мм.
Паспортные данные пресса
Число двойных ходов в минуту Усилие Включение хода 30 500 т Трехкулачковая муфта
1. Определение основного времени
Согласно карте 17, при количестве двойных ходов пресса 30 и при вклю-
чении хода трехкулачковой муфтой основное время на отрезку заготовки
То ~ 0,039 мин.
2. Определение вспомогательного времени
Согласно карте 18, для резки круглого проката диаметром 60 мм на заго-
товки длиной 400 мм вспомогательное время на операцию Tt = 0,044 мм.
3. Определение времени на организационное и техническое
обслуживание, отдых и естественные надобности
Согласно карте 19 коэффициент равен 1,12.
49*
772
Нормирование заготовительных работ
4. Определение нормы штучного времени
Тш = (Та + Тв)К = (0,039 + 0,044) 1,12 = 0,10 мин.
5. Определение подготовительно-заключительного времени.
Согласно карте 19, время равно 6 мин.
III. Разрезка металла ножовочным полотном
Достоинством приводных ножовок является их дешевизна, несложность
конструкции, простота ухода и незначительная ширина пропила, характе-
ризующая величину отхода металла в стружку. Последнее обстоятельство,
особенно при резке дорогостоящих сортов легированной стали, имеет
большое значение. Однако ножовочные полотна малопроизводительны,
быстро изнашиваются, трудно обеспечивают перпендикулярность пропила
вследствие гибкости полотна.
Все существующие конструкции приводных ножовок могут быть раз-
делены на две основные группы:
1) ножовки, у которых ножовочное полотно во время работы наклонено,
образуя некоторый угол с осью разрезаемого металла, изменяющийся в про-
цессе работы;
2) ножовки, у которых ножовочное полотно во время работы располо-
жено параллельно оси разрезаемого металла; такое положение ножовочного
полотна способствует более равномерной работе в процессе резания.
Рабочее движение во всех приводных ножовках осуществляется прямо-
линейным возвратно-поступательным движением полотна ножовки.
Разнообразные конструкции приводных ножовок отличаются главным
образом особенностями конструкции механизмов подачи. В основном раз-
личают следующие конструкционные виды механизмов подач: грузом, пру-
жиной, кулачком и пружиной, ходовым винтом и масляным буферным при-
способлением, гидравлическим насосом.
Все перечисленные конструкции механизмов подачи за исключением
подачи ходовым винтом и гидравлическим насосом не дают возможности
точно установить давление ножовочного полотна на разрезаемый металл.
Вследствие этого величина углубления (подача) ножовочного полотна
на каждый двойной ход неодинакова. Кроме того, ножовочное полотно при
резке металлов, особенно круглого, работает с переменным сечением
стружки. Все это создает ряд особенностей процесса резания ножовочными
полотнами.
Отсутствие серьезных экспериментальных исследований при наличии
указанных особенностей процесса резания ножовочными полотнами не раз-
решает установить зависимости, на основе которых можно определять режим
работы и рассчитывать основное (технологическое) время.
На основе хронометражных наблюдений, проведенных на ряде заводов,
разработаны нормативы основного (технологического) времени на разрезку
стали различных марок (карта 24) и укрупненные нормативы вспомогатель-
ного времени на операцию (карта 25).
Пример расчета нормы штучного времени
Рассчитать норму штучного времени на разрезку круглого прутка диа-
метром 120 мм, длиной 1950 мм на заготовки длиной 200 мм. Материал
прутка — углеродистая сталь оь = 50 -г- 60 кг!мм*.
Основное (технологическое) время согласно карте 24 То = 16,6 мин.
Вспомогательное время на операцию согласно карте 25 Тв = 1,75 мин.
Время на обслуживание рабочего места, отдых и естественные надобности
согласно карте 25 берется в размере 5% оперативного времени.
Методические указания
773
Расчет нормы штучного времени
Тш = (То +Т,)(1 + = (16,6 + 1,75) (1 + = 19,3 мин.
IV. Разрезка заготовок резцами на отрезных станках
В серийном производстве для отрезки металла применяются также
специальные станки токарного типа. Эти станки отличаются легкостью
управления, автоматичностью изменения скорости на ходу и зажима
заготовки и обладают высокой производительностью.
Основное (технологическое) время при работе на отрезных станках
рассчитывается по формуле
т°= мин->
где / = -g- (£> диаметр прутка в мм);
— врезание резца; |Zj = 0 4- (0,5-г-2) мм];
/» — перебег резца (/2== 0,2-г-2 мм);
п — число оборотов прутка в минуту;
s — подача на один оборот заготовки в мм.
В карте 26 приведены подачи, рекомендуемые при разрезке стали быстро-
режущими резцами.
В карте 27 приведены скорости резания при разрезке углеродистой стали
с аь ~ 60—70 кг!мм-резцами из быстрорежущей стали. В этой же карте приве-
дены поправочные коэффициенты на измененные условия разрезки в зависи-
мости от группы и механических свойств стали н периода стойкости резца.
В карте 28 приведено время на укрупненный комплекс приемов вспомо-
гательного времени на операцию и время на обслуживание рабочего места,
отдых и естественные надобности.
Пример расчета нормы штучного времени
Отрезать заготовку длиной 100 мм, диаметром 100 мм из хромистой стали
с пределом прочности = ЪО-т-70 кг/мм2 резцом из стали Р18 шириной & мм;
период стойкости 120 мин.; пруток крепится в самоцентрирующем патроне.
По карте 26 принимаем подачу на один оборот детали $ = 0,16 мм/об,
так как аь = 60 — 70 мм/мм2.
Согласно принятой подаче по карте 27 находим скорость резания
v = 27 м/мин, с учетом поправочного коэффициента на группу стали
и = 27-0,85 = 23 м/мин.
Число оборотов п станка в минуту найдем по формуле
_ 1000г, _ 1000-23
П~ nD ~ 3,14-100
= 73.
Полученное число оборотов сравнивают с числом оборотов станка
(по паспорту п = 68 об/мин).
гл , ч , D 100 гг.
Основное (технологическое) время при условии I = — = = 50 мм;
Ц = 0 и / 2 = 2 мм
Т° = Ts1 = 68-Щ16 = 4,77 МИН'
Согласно карте 28 вспомогательное время на операцию Tt = 1,6 мии.
и время на обслуживание рабочего места, отдых и естественные надобности
принимаем в размере 5% оперативного времени.
Определяем норму штучного времени:
Тш = [Т. + Тв) (1 + = (4,77 + 1,6) (1 + = 6,69 мин
НОРМАТИВЫ
ПОДАЧИ НА ОДИН ЗУБ ПИЛЫ Пилы круглые сегментные КАРТА 1
Обрабатываемый материал Диаметр пилы в мм Расчетная высота пропила А, в мм до
Форма зуба | 100 1 | 250 • Св 250
Мелкий Средний Крупный Подачи па 1 зуб пилы в мм
Стали углеродистые конструкционные и легированные, аь в кг/мм* До 90 710 2000 510 1010 2000 410 710 2000 0,07—0,09 0,08-0,10 0,09-0,13 0,06—0,08 0,07-0,09 0,08—0,10 0,09-0,13 0,05-0,07 0,06—0,08 0,07-0,09 0,08-0,10 0,04—0,06 0,05-0,07 0,06—0,08 0,07-0,09 0,04-0,06 0,05-0,07 0,06-0,08
Св, 90 710 2000 510 1010 2000 410 710 2000 0,05—0,07 0,06-0,08 0,07-0,09 0,04—0,06 0,05—0,07 0,06—0,08 0,07-0,09 0,03-0,05 0,04—0,06 0,05-0,07 0,06—0,08 0,025-0,04 0,03 —0,05 0,04 —0,06 0,05 -0,07 0,025—0,04 0,030—0,05 0,04 -0,06
Стали нержавеющие и жаропрочные 710 2000 1 510 1010 2000 410 710 2000 0,04—0,06 0,05-0,07 0,06-0,08 0,03—0,05 0,04-0,06 0,05-0,07 0,06—0,08 0,025-0,04 0,03 —0,05 0,04 —0,06 0,05 —0,07 0,02 -0,03 0,025—0,04 0,03 -0,05 0,04 —0,06 0,02 —0,03 0,025-0,03 0,03 —0,05
Дюралюминий, алюминий и алюминиевые сплавы 710 2000 510 1010 2000 410 710 2000 0,10—0,15 0,11—0,16 0,13—0,18 0,09—0,14 0,10—0,15 0,11—0,16 0,13-0,18 0,08-0,12 0,09-0,14 0,10-0,15 0,11—0,16 0,07-0,10 0,08—0,12 0,09—0,14 0,10-0,15 0,07 -0,10 0,08 -0,12 0,09 -0,14
работ
Нормативы режимов резания
775
РЕЖИМЫ РЕЗАНИЯ Разрезка на заготовки Сталь конструкционная углеродистая о/, — 75 кг/мм- Пилы круглые сегментные
КАРТА 2
ь 2g К Подача ua 1 зуб 1 1НЛЫ -2 в мм до
D 0,05 0,07 0.10 0,13
А Ч а « о Ets (- Ч р п SM ЛГ р п SM N ° 1 п ъ. 1 JV р " 1
25 38 44 96 1 я З5' 41 134 1,6 33 38 180 2,0 31 36 229 2,3
275 50 33,5 39 85 1.8 31 36 119 2.2 29 34 158 2,6 27,5 32 203 3 1
54? 75 28,5 33 72 2,4 26 30 99 2.9 24,5 28 133 3,5 23 27 170 4 1
ЮО 26 30 66 2,9 24 28 92 3.6 22 25 120 4.3 21 24 155 5Л
25 41 37 8) j о 38 34 114 1 А Зз 32 149 1 7 33 30 191 2,0
50 36 33 72 1 S 33,5 31 101 1 9 31 28 132 2,3 29 26 169 2.6
75 30 27 60 2,0 28,5 26 86 2Л 26 24 111 3,0 24.5 22 142 3,6
100 7/,Ь 2,5 55 2,5 25,5 23 76 3,1 23,5 21 10! 3,7 22 20 128 4.3
ПО 26 23.5 51 3,0 24 22 73 3,7 22,5 20,5 96 — — —
25 38 30 83 1 3 34.5 27 114 1 5 32 25 150 1 9 30,5 24 194 2.3
410 50 33 26 72 I 7 30,5 24 100 2J 28 22 131 2*5 26,5 21 169 3.0
75 28 22 61 2,3 26 20 86 2,8 24 19 112 3.5 23 18 146 4,2
100 25 19 55 2,8 23 18 76 3.4 21.5 17 101 4,2 20 16 127 4 9
125 23 18 50 3,2 21 16 69 3,8 20 16 94 4,9 — —
25 38,5 24 67 1 2 35,5 22 94 1,5 33,5 21 126 1 8 32 20 164 2,2
50 34 21 60 1.6 31 19 82 2,0 30 19 114 2,5 28 18 144 2 9
510 75 28,5 18 50 2,1 26 16 69 2.7 24,5 15 93 3,2 23,5 15 121 3,8
100 26 16 46 2,2 24 15 64 3.3 22,5 14 85 4.0 21 13 107 4.6
125 24 15 42 3,0 22 13,8 59 3.8 20,5 13 77 4,5 19.5 12,2 100 5.4
150 22,5 1 л 39 3.4 20.5 12,8 54 4,2 19,5 12,2 74 5.1 18,3 __
175 21,5 13,4 38 3,7 20 12,5 53 4.6 18,4 11,5 70 5.6 17,5 — —- —
50 33,5 17,5 55 1.5 30,5 16 75 1 8 29 15 101 2,2 27,5 14.4 132 2,7
75 28 14,6 46 2,0 26 13,6 64 2А 24,5 13 86 3,0 23 12 110 3.6
610 100 25,5 13,3 42 2.5 23.5 12,3 58 3,1 22 11,5 77 3,7 2! 11 100
ьб 125 24 12.5 39 2,9 22 11,5 54 3,6 20.5 10,7 72 19,2 10 91 5*0
150 22 11,5 36 3,1/ 20,5 Ю.7 51 4,0 19 10 06 4 7 18,1 9,5 87 5.7
175 21 11 34 3,4 19,5 10.2 48 18,2 9.5 64 5,'г 17,2 9 82 6.2
60 34 15,3 57 2,3 31 14 79 2.1 29 13 105 2,6 27,5 12,3 135 3.0
75 28,5 13 48 26 И,7 66 2,9 24,5 11 89 3,5 23 10,3 ИЗ
710 100 26,5 11 4 43 2,8 23,5 10,5 59 3,5 22 10 80 4,2 21 103 5*0
96 150 22 ю* 37 3,6 20,5 9,2 52 4,5 19,2 8,6 69 5.5 18,2 в',2 7,4 90 6,4
200 20,5 9,2 34 18,7 8.4 48 5,4 17.5 63 6.5 16,4 80 7.5
250 19,2 8,6 32 4> 17 7.6 43 5.7 16.5 7,4 60 7,2
50 32,5 12,8 48 ! 7 30 12 67 2,0 28 ц 89 2,4 26,5 10,5 115 2,8
75 27 5 10,8 41 2*2 25,5 10 57 2,7 24 9,6 77 3.3 22,5 8.9 97 3,8
810 100 25' 9.9 37 2,7 23 9.1 51 3,3 21,5 69 3.9 20,5 8,0 88
9Ь 150 22 8 7 33 3.5 20 7 9 45 18,7 7 4 60 5.1 17.7 76 6J
200 19,8 7’,8 29 4,1 18,2 7 9 46 5J 17 бл 54 6,0 16.2 6.4 70 7,3
250 18,8 7,4 27 4,5 17,2 бл 38 5.6 16,2 52 6.7 15,3 6 66 8,0
75 28 ' 8,9 41 2,6 26 8,2 58 3.3 24 7,6 77 3,9 23 7,2 99 Л 7
100 25,5 8,0 38 3.2 23.5 7,5 53 3,9 22 7.0 70 21 6.5 89 5^6
1010 150 22 7 33 20 6.3 45 5,0 18,7 5,9 60 6J 17.6 5,5 76
200 20 6.3 30 4,9 18.4 5,8 41 6.0 17 5.4 54 7,2 16 Б 69 8*5 9.4
250 18,9 6.0 28 5,4 17 4 5,5 39 6.7 16,2 5.1 51 8.0 15,2 4 8 66
300 17,8 5.6 26 6,0 1б’,4 5,2 37 7,6 15.2 4,8 48 9,0 >4,3 4,5 62 10.5
350 16.9 5.3 23 6.6 15,6 4.9 35 8.1 14,5 4,6 46 9,9 — —
100 24,5 5,4 32 3,7 22,5 5,3 44 4,6 21 л 7 59 5,6 19,8 >7,2 4 4 75 6.5
150 71 4 7 28 4,8 19.4 4.8 39 5,9 18.1 А 51 ЗЛ 65
1430 200 19,1 25 5,6 18 35 7 1 16,5 3,7 46 8 4 15.7 3,5 60 10*
250 18.2 л 24 6,3 16,7 3,7 33 7 7 15.6 3,5 43 9*3 14,9 3,3 57
300 17,1 3,8 22 7,0 16,1 3,6 32 9> 15,4 3.4 43 10,8 14.2 3.2 54 12,6
400 15,8 3.5 20 8,4 14,5 3,2 28 10,4 13.5 з 38 12.5 12.7 2.8 48 14,5
500 14,9 3.3 19 9.2 13,8 3.1 27 11,5 12,8 2,8 36 13,8
150 21 3,3 23 5,8 19 3 31 *7 t 18,3 2,9 43 8,8 17 3 2,8 55 10,3
200 19.4 3,1 21 7,0 17.9 2.9 30 8,7 16,7 2.7 39 10.4 15> 2,6 51 12.3
2000 300 17,3, 2,8 19 8 7 16 2,6 Л 10.8 14,9 2,4 35 12.9 14,1 2.2 45 15.2
176 400 15.7; 2.5 17 10^3 14,5 2.3 24 12,7 13,5 2.1 32 15,2 12.8 41 18.1
500 14,9 2.4 16 11.4 13,8 2,2 23 14,1 12,9 2 30 17
700 13,8 2,2 15 13,4 12,7 21 16,5 11.9 1.9 28 20 - - -
776
Нормирование заготовительных работ
РЕЖИМЫ РЕЗАНИЯ Пилы круглые сегментные
Разрезка на заготовки Сталь нержавеющая КАРТА 3
JL 0.2“ & ин ЧхЕ? Подача на ! зуб в мм до
0,03 0,0о 0.07 | 0,10
V п N V " | N V 1 " 1 ! N ! | о | п SM N
25 33,5 39 54 0,85 30,5 35 77 ] ] 28 33 101 1,3 26,5 30,5 144 1.6
275 50 29,5 34 47,5 1 । 27 31 68 1*4 25 29 95 23 27 126 2.1
75 25 29 40 1 г» 23 26 57 21 24 79 2.3 19,6 22 105 2.8
100 23 26 36,5 1.8 21 24 53 2^3 19,2 22,5 74 2.9, 17,6 20,5- 96 3.4
25 36,5 33,5 46.5 75 33 30 65 0,96 30,5 27 91 1 1 28 25,5 1Ю t a
350 50 32 29 41 1,0 29 26,5 58 1 2 27 25 81 1J> 25 22,5 106 1 8
75 27 25 35 1,3о 24 22 48 1.6 23 21 69 2,0, 21 19,2 89 2Л
100 24,5 22 31 1.6 22 20 44 2,0 20,5 18,4 61 2.5; 18,7 16,8 81 3 0
110 24 21 30 , .9 ’1,5 19 41 2.4 19.5 17.8 59 3.0| | 18 16.4 75 3.5
25 33 25,5 45,5 0.8 30,5 24 66 1.0 27,5 21,5 91 1.2 25,5 20 120 1.5
410 50 29 22.5 40 1.0о 5 21 58 1 _ .4 24,5 19,2 80 22,5 17,6 105 2.0
75 24,5 18.9 34 1 22.5 17,5 49 1.8 21 16 69 2,2 19,2 15,2 89 2.8
100 22 17 30,5 1 Хм 20 15,2 44 2.2 18,4 14.4 61 2.7, 17,2 13,6 81 3 4
125 20 15.7 28.5 2 0 18.4 14,4 40 2.6 16,8 12.8 55 3.0 | 16 12,8 75 3^9
26 34 21 38 0,8 31 19,2 54 0,9 28,5 17,6 75 1.2 27 16.8 101 । 4
50 30 18,6 33 1,0 27 16,8 48 1.3 25 15,2 66 1 6 24 15,2 91 2*0
510 75 25 15,8 28 1 ,Чг 1 23 14,4 40 1 7 21 12,8 55 2^2, 19.6 12 74 2.6
100 23 14,2 25,5 l.bb 21 12,8 37 2.’1 19,2 12 51 2,б| 18 11,2 68 3.2
125 21 13,2 24 1.9 19,2 12 34 ? А 17.6 11,2 47 3,01 16.4 10,4 62 3.6
150 19.8 12.4 22 9 1 18 11.2 31 2.7 16,4 10,4 43 ч 41 15,6 9.6 59 A 1
175 18.9 11.8 21 2,3 17,2 10.4 30 30 16 9,6 42 3.7\ | 14.6 8.8 56 4Л
50 29,5 15,4 31 0,95 27 14 44 1.2 24,5 12,8 60 23 12 81 t *7
75 25 12,9 26 1.3 22,5 11,7 37 1.6 21 11 51 2^0 19.6 10.4 69 2,4
610 100 22,5 11.7 23,5 1 6 20,5 10,6 34 2,0 18,8 9,8 46,5 2.5 17,6 9,2 62 3.0
125 21 10,8 21,5 Ь8 19,2 10 31 2,3 17,6 9.2 43 2.9 16,4 8.6 58 3 4
150 19,5 10,2 20 2,0 17,6 9,2 29 2,5 16,4 8,6 41 3.2 15,2 8 53 ЗЛ
175 18,6 9.7 19,2 2,1 16,8 8,8 27 2.7 15.6 8,1 38,5 3.5 14,6 7.6 51 4,2
50 19,5 13,3 32 1 1 27 12,2 45,5 1.3 25 11,2 63 23 10,4 94 2 1
75 25 11.2 27 1*45 23 10,4 38 1.8 21 9,4 53 2*3 19,6 8,8 71 2^9
710 100 23 10,2 24 1.8 20 9.1 34,5 2,2 18.8 8,4 47 2,8 17,6 8 64 3,4
150 19,6 8.8 21 2,3 17,6 8,0 29,5 2,9 16,4 7,4 41,5 3,6 15,4 6.8 55 4 4
200 17.9 8 19.2 2,6 16,4 7.4 27 3,5 15 6.7 37,5 4.3 14 6,3 51 5 2
250 17 7.6 18.2 3,0 15,4 6,9 25.5 3.8 13,8 6,1 34,5 4,6 13.2 5.2 48 5Л
50 29 11.3 27 1,0 26 10,2 38,5 1,35 24 9.4 54 1.6 J 22.5 8.8 71 1.9
75 24,5 9,6 23 22 8,6 33 1,75 20.5 8.0 46 2.2 19.2 7.6 62 2,6
810 100 22 8,6 21 1 ; 20 7,9 30 •> j 18,4 7,3 4 ] 2 R 17.2 6.8 55 3.2
"96* 150 19.1 7,5 18.1 2*2 17,6 7.0 26.5 2*8 16,6 6,3 36 3J 15 5,9 48 A 1
200 17,5 6.8 16.4 2.6 15,8 6,2 23,5 3,3 16 5.8 33 4 0 13,6 5.4 43 4 8
250 16,5 6.5 15,0 2,9 15 5,9 21,5 3,6 13,8 5,4 30,5 4^5 13 5.1 41.5 5Л
75 25 7.8 23.3 1 7 22,5 7,1 33 2.1 21 6,6 46.5 2.6 19,2 6.1 62 3.1
100 22,5 7 1 21,0 2 1 20,5 6,4 30,5 2.6 18,8 6,0 42.5 3.1 17,6 5,6 56 3,8
1010 150 19,6 6 2 18,4 2 6 17,6 5,6 26,5 3,3 IG 5.0 36 4.0 1 15 4.7 48 4 8
120 200 17,8 5,6 16,8 5,1 16 5,0 24 3.9 14.7 4,6 33 4.8 > 13,6 4,3 43 53
230 16,8 о 4 16 3 5 15 j 4,8 22.5 13.9 4.4 31 5,3 1 13 4.1 41 6.4
300 15.9 5*0 15,1 ЗЛ» 14*2 4,5 21 4,8 13,1 4,2 29.5 6.0 1 12,2 3.8 36,5 7.2
350 15,1 4.7 14.2 4.2 13.5 4.2 18.4 5,2 12,5 3.9 28 6,5 .| 11.6 3,7 37 7.9
100 21.5 4.8 17,6 9 1 19,6 4 4 25 5 3.0 18 4,0 35 3 7 16,8 3,8 47
150 18,6 4 1 15 2 з:о 16,8 3^8 22.'5 3,8 15,5 3,4 31 4 7 14,5 3.2 41 5^6
1430 200 16,9 3*8 14Л 3.6 15.8 3.4 20 Л г. 14,4 3,2 28 5,7 13,2 2.9 37 6.7
Т50 250 16 3.6 13,4 4.0 14,6 3,2 19,2 5*0 13,4 3,0 26.5 6.2 12,5 2,8 35 7.5
300 15 3 4 12,6 4.4 13,7 3.0 17,6 5,6 12,9 2,8 25,5 7,9 | 12.2 2.7 34,5 8.6
400 13,8 3J 114 5.3 12,6 2,8 16 6.7 11,6 2.6 22,5 8,3 j 10,8 2,4 30,5 10
500 13 2,9 10"9 5.8 11.9 2,6 14.4 7,4 II 2,5 21,5 9.2 1 10.2 2.3 29 11
150 18.6 3.0 13 2.5 16.8 2.7 18,4 4.6 15,2 2.4 25 5,6 I 14,7 2,3 34,5 7.0
200 16,6 2,6 И.6 2,9 15.0 2.5 16.8 5,6 14.3 2.3 24 7.0 13,4 2.1 31 8.3
2000 300 14.8 2,4 10,8 3.6 13,8 2,2 15,2 6,9 12.8 2.0 21.5 8,6 11.9 1,9 28 10.3
400 13,5 2.1 9.4 4 ? 12.6 2,0 13,6 8,2 П.6 1.85 19.2 10,2 10,8 1,7 25,5 12.9
М 12,8 2.0 9.0 4 7 11,9 1.9 12,8 9 1 Н 1.75 18,4 11.3 10,3 1,65 24 13,6
700 11.2 7,8 5,2 11 1.75 12 10Л 10.2 1.6 16,8 13,2 9,5 1.5 22,5 16
Нормативы режимов резания
777
РЕЖИМЫ РЕЗАНИЯ Пилы круглые сегментные
Разрезка на заготовки
Сталь жаропрочная КАРТА 4
D =-||« Чг?1; Подача на 1 зуб пилы S, в мм до
0,03 1 0,05 I 0.07 1 0,10
о п ’м »| О л н р 1 л | 1 ° л &м N
25 21 24 34 0.71 19 22 48 0,85 17.5 20 67 1,04 16,5 1Q. 1 90 1 3
275 50 18,5 21 30 ),91 16,8 19,4 42.5 1.17 15,5 18 59 1,43 14.5 16,8 79 1 7
56 75 15,5 18 25 1.3 14,2 16.5 36 1,56 13 15 49.5 1.9 12,2 14,2 66 2.28
100 14 16 23 1.5 13 15 33 2,54 12 14 46 2,08 11 12.7 60 2,73
25 23 20,5 29 0 61 20.5 18,6 40,5 0,78 19 17,3 57 0,91 17,5 15,9 75 1,10
350 50 20 18 25,5 18 16.4 36 0,97 16,8 15,2 51 11,24 15,5 66
56 75 17 15,5 21,5 15 13,6 30 11 3 1 14.2 12,9 43 11 62 13 ПЛ 55 L95
100 15,5 14 19.5 1.3 13,8 12,5 27,5 1Л2 12.7 11,6 38 11.7 10,7 50 2.4
по 14,5 13.2 18,5 1.6 1 13,4 11,8 26 |1»95| 12.0 10.9 36,5 12*40 1 11.3 10,3 48 2,9
25 20,5 16 28,5 0.65 19 14,8 л 1 Г 0.85 17,2 13,4 57 0,91 16 12,3 75 1,24
410 50 18 14 25 0,84 16.5 12.8 36* 15.2 11,8 50 1,37 14 10.8 65 1.57
72 75 15.5 12 21 1.17 14 10,9 30 L5 13 10,1 43 1,82 12 9.1 56 2.28
100 14 11 19 1.43 12.5 9.7 27 1,82 11,5 8,9 38 2,2 10.7 8,3 50 2.73
125 13 9,5 18 1,62| 11.5 8,9 25 |2.08| 10.5 8,1 34.5 |2.47 1 ю 7.7 47 3.12
25 21 13 24 0,62 19,3 12 33.5 0,85 17,8 11,1 47 0,97 16.7 10,4 63 1 |7
50 18,5 11,5 21 0,78 17 10,6 29,5 11.041 15,5 41 15 9,4 57 L56
510 75 16 9,5 18 14,2 8,9 25 1,37 13 8 1 34,5 L75 12.2 7.6 46,5 2,08
22 100 14 9 16 1.36 13 8.1 23 117 12 7Л 32 2.15 11.2 7,0 42,5 2.6
125 13 8 14,5 12 7,5 21 L95 11 6.9 29,5 2.47 10,2 6.4 38,5 2.93
150 12,5 7,5 14 11,2 7.0 19,5 2,2 10,2 27 2.73 9,7 6,1 37 3,3
175 12 7 13 1,8в| 10,7 6.7 18.3 1 2,41 10 6.2 26.5 |з.о 1 9,2 5.7 35 3.58
50 18,5 9,5 19 16,8 8.7 27,5 0.97 15.2 7.9 37.5 1,17 14.5 7.5 50 1.43
75 15,5 8 16 L04 14 7 3 23 1.3 13 6,8 32 1,62 1 12,2 6 4 43 1.95
610 100 14 / 14,5 12,7 6Л 20,5 1,62 11.7 6 1 29 2.02 ’ 11 5J 38.5 2.4
125 13 6,5 13 I1’5 12 6,2 19.5 1.9 11 5,7 27 2,34 10.2 5.3 36 2.8
150 12 6 12,5 II 5.7 18 2,02 10,2 5.3 25,5 2,6 9,5 4.9 33 3,05
175 11,5 6 12 L82 10,5 5.5 17 2,15 9,7 5.1 24 2,86 9.1 4,7 32 3.38
50 18,5 g 20 0,91 17 7,6 28,5 h 1 15,5 6.9 39,5 11,37 ’ 14,5 6.5 52 1,70
75 15.5 7 17 1.17 14,2 6 4 24 11Л 13 5.8 33 11 9 12.2 5,5 44,5
710 100 14 6 15 1,43] 12,7 5,*7 21.5 1.82 11.7 5,2 29.5 2.27 11 40 2*73
150 12 5,5 13 4.9 18.5 2,08 10,2 26 ! 9,6 4 3 34,5 3,5
200 II 5 12 2J4 10,2 4.6 17 2,86 9.3 4 2 24 з’.з 1 8 7 33 31.5
250 10,5 4,5 11,5 2,47 9,6 4.3 16 3.13 8,3 зл 21,5 3,7 6.2 3.7 30 4 .*6
50 18 7 0 16,9 0,84 16,2 24 15 5,9 33,5 1 п 14 5.5 44,5 1.56
75 15,2 б'о 14,4 13.7 5 4 20,5 1ЛЗ 12.7 5,0 28,5 1,*75 1 12 38,5 2.14
810 100 13,7 5,4 13 П36 12,5 4Л 18,5 11.5 4.5 25,5 12.14 10.7 4 2 34,5 2,54
с6 150 11,9 4.7 11,3 1,75 11 а а 16,5 2^28 10 3.9 22.5 2.73 1 9,3 3 7 30 3.25
200 10,9 4 2 10,2 2.08 9,9 э',9 14.5 2,6 9.1 3,6 20,5 13.25 > 8.5 3 3 27 3.9
250 10,3 4,0 9,7 2,34 9,4 3,7 13,5 2.86 8,6 3.4 19 3,64 8,1 з',2 26 4,4
73 15,6 4,9 14,7 1,36 14 4 4 20.5 13 4.1 29 2.14 12 3,8 38,5 2.54
100 14 4_4 13,2 1,67 12,8 4*0 19 2^08 11 8 3*8 26.5 2.53 11 3,5 35
1010 150 12,2 3.8 11.5 2.14 | ] 3,5 16,5 2,6 ю’ 3.1 22,5 3.25 9.3 2.9 30 зл
120 200 11J 3,5 10.5 2,54 Ю 3.2 15 3,13 9,2 2.9 20.5 3.9 8,5 2,7 27 4,68
250 10,5 3,3 10 2,86 9,4 3,0 14 3.25 8,7 2,7 19,5 8.1 2,5 25.5 5.2
300 9.9 3,1 9.4 3,12 8 9 2,8 13 3,9 8,2 2.6 18.5 4*8 7.6 2.4 24 5.85
350 9,4 2,9 8.8 |3,38| 8 Л 2.6 12,5 |4.3 j 7,8 2.4 17.5 |5,2 1 7.2 2.3 23 6.37
100 13,3 3.0 11 1,88 12,2 2 7 16 h 4 1 11.2 2,5 22 3,0 Ю.5 2,3 29,5 3.64
150 11,6 2,6 9.5 2.46 10,5 2*4 14 3*13 9 7 2,1 19,5 3.77 I 9 1 2.0 25,5 4,55
1430 200 10.5 2,3 8,8 2,86 9,5 2.1 12,5 3,64 9* 2,0 17,5 8Д 1,85 23 5.45
250 10 2,2 8,3 3,0 9,1 2,0 12 4,02 8,3 1,8 16.5 4ЛЗ 7.8 1,75 22 6,0
300 9,4 2,1 7,8 3,64 8,5 1.9 II 4,56 8,0 1 7 16 6.35 7,6 21,5 7,0
400 8 6 1.9 7 1 4,3 |4,68[ 7,9 1 8 10 5,45 7,2 14 6.75 1 6,7 1*5 19 8,05
500 8.1 1.8 б.'в 7.4 1.6 9.5 |6.0 1 6,’э 1.5 13.5 |7,4 1 6.4 1.4 18 9
150 11 6 1,85 8 1 I2.02I 10,5 1,65 115 I3.77I 9,5 1,5 15.5 L се I я'з 1.45 21.5 5.7
200 гол 1,65 7*2 2.34 9,7 1 55 юл 3,04 8,9 1,33 15 5Л 1,35 19.5 6.75
2000 300 9.2 1 45 3.4 2,86 8.6 1 4 9,5 5,6 8 1.19 13.5 |7 0 1 7 5 1 2 17,5 8.45
176 400 8.4 L35 5,9 3.38 7,8 L25 8,5 6.6 7.2 12 8*2 1 6 7 L05 16 9.9
500 8 1.25 5,6 3,77 7 4 1,2 8,0 17 А 1 6.9 1 0 11.5 9.2 6Л 1 0 15 II
700 7 1.1 4,9 6Л 7.5 Г’7 6,3 L95 10,5 10,8 ;| 5,9 0^95 14 13
778
Нормирование заготовительных работ
РЕЖИМ
Разрезка
Дюралюминий,
Подача ва 1 зуб
D или высота пропила а мм 0,07 0,10
о п SM N о п N
Из 1 25 50 75 100 275 155 130 120 200 179 150 139 670 600 495 460 3.9 4,35 5,8 7,2 165 145 123 ПО 191 168 142 127 900 790 670 600 4,0 5,2 7.1 8,5
350 56 25 50 75 100 ПО 190 168 143 128 126 173 153 130 116 110 570 505 430 380 355 2,9 3,8 5,0 6,2 7,4 175 155 130 118 115 159 141 118 107 102 750 660 560 505 480 3.45 4,55 6.1 7.4 8,8
410 72 25 50 75 100 125 173 153 130 115 105 134 118 101 89 82 570 500 425 380 345 3,1 4,15 5,7 6,7 7.7 160 140 120 108 100 124 109 93 84 78 750 660 560 505 470 3,9 5,1 6.9 8,4 9,7
510 25 50 75 100 125 150 175 178 155 130 120 ПО 103 100 111 97 82 75 69 64 63 470 410 345 320 295 270 265 3,05 3,9 5,5 6,6 7,5 8,3 9.2 168 150 123 113 103 98 92 105 94 77 71 64 61 58 630 570 465 425 385 370 350 3,7 4,9 6.4 7,9 9,0 10,2 11,1
610 50 75 100 125 150 175 153 153 118 ПО 103 98 80 68 62 58 54 51 370 320 290 270 255 240 3,7 5,0 6.1 7,2 7,9 8,7 142 123 110 103 95 91 76 64 58 54 50 48 505 430 385 360 330 320 4,5 6.1 7,4 8,6 9,4 10,4
710 50 75 100 150 200 250 155 130 118 103 94 85 70 59 53 46 42 38 395 330 295 260 240 215 4,25 5,8 6,9 9,0 10,7 11,4 145 123 ПО 96 88 83 65 55 50 43 39 37 530 445 400 345 315 300 5,2 7.0 8,5 10,9 13,0 14,3
810 96 50 75 100 150 200 250 150 128 115 100 91 86 59 50 46 40 36 34 335 285 255 225 205 190 3,95 5.4 6,6 8,5 10,1 11,2 140 120 108 94 85 81 55 48 43 37 34 32 445 385 345 300 270 260 4.7 6,6 7,9 10,2 12,0 13,4
Нормативы режимов резания
779'
РЕЗАНИЯ Пилы круглые сегментные
а„ = 30 -г- 40 кг!мм1 КАРТА 5
V Л N о п N 0 л SM N
155 177 1150 4,6 150 173 1400 5,4 141 163 1710 5,9
138 159 1020 6,1 130 150 1210 6,9 123 142 1490 7,6
115 133 850 8,2 110 127 1030 9,4 105 121 1270 10,4
105 122 780 10,2 100 116 930 11.4 95 109 1140 12,6
165 150 с60 4,1 155 141 ИЗО 4,5 150 136 1430 5,1
145 132 850 5,3 135 123 990 5,8 131 118 1200 6.6
!’ 123 112 710 7,2 115 105 840 8,0 111 101 1060 9.0
' ПО 100 640 8.6 105 96 770 9,8 101 92 960 11,0
’ 107 98 620 10,6 102 92 740 11,8 98 88 900 13,0
153 118 970 4,65 145 113 1170 5.2 138 107 1440 5,8
133 103 850 6,0 125 97 1010 6.6 120 93 1250 7,5
’ 115 89 730 8,3 105 82 850 9,0 102 79 1060 10,2
100 78 640 9,7 95 74 760 10,9 93 72 970 12,4
95 74 610 11,5 90 70 730 12,9 85 66 890 14.3
160 100 820 150 94 980 4,9 145 89 1200 5,4
140 88 720 5,7 130 82 850 6,3 125 78 1050 7,0
118 74 610 7,6 ПО 69 720 8,5 106 66 890 9.6
’ 105 66 540 9,2 100 63 650 10,4 96 60 800 11.6
‘ 98 61 500 10,7 93 58 600 12,0 88 55 740 13,4
92 58 470 12,0 87 54 560 13,3 83 52 700 15,0
88 55 450 13,2 83 52 540 14.7 79 50 670 16,6
138 72 660 5,4 133 69 810 6,1 123 64 960 6,6
f 115 60 550 7,1 113 59 680 8,3 104 55 820 9,0
105 55 500 8,8 103 54 620 10,1 94 49 740 11,0
96 50 460 10,0 95 50 570 11,8 87 46 680 12,6
\ 91 48 440 11,3 89 47 540 13,2 82 43 640 14,0
\ 86 45 410 12,4 85 45 510 14,4 78 41 610 15,4
1, 138 62 680 6,0 130 59 810 6,8 123 55 990 7.5
; 115 52 570 8,1 ПО 50 690 9,3 105 47 850 10,3
105 47 520 9,9 100 45 620 11,4 95 42 770 12,6
f 91 41 450 12,9 86 39 530 14,4 83 37 670 16,2
82 37 400 15,0 78 35 485 17,1 79 35 640 20,0
79 35 385 16,8 74 33 460 19,0 75 34 600 22,5
133 53 580 5.7 125 49 680 6,3 120 47 850 7,1
? 113 45 485 7,7 108 43 590 8,7 102 40 720 9.6
103 41 440 9,4 97 38 Г 30 10,5 93 37 660 11,8
89 35 380 12,2 84 33 455 13,5 80 32 570 15,0
81 32 350 14,5 77 30 420 16,2 73 29 520 18,0
77 L 31 330 16,0 73 29 395 17,8 69 27 490 22,0
780
Нормирование заготовительных работ
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ Пилы круглые сегментные
КАРТА 6
I. Принятые в нормативах средние периоды стойкости пил
Диаметр пилы D в мм до Период стойкости Т в мин. 350 510 I 510 | 750 I 710 1 960 I 1010 1 1203 I 1430 и более | 1500
II. Поправочные коэффициенты на режимы резания дли измененных условий работы в зависимости от
1) механической ха рактеристики в кг/мм9 38—44 | 45—51 | 52—89 | 60—70 71—80 | 81—93 | 94—10?| 108—124
НВ 111—12б|127—14б||47—169|170—200 201—2281220-2661267—30б|307—345
Группы сталей Коэффициенты
Углеродистые и ни- келевые KMv=KMn:=^Ms 1,06 | 1.21 | 1,34 | ,.15 1 ’-° 0,86 | 0,66 | 0,49
Xmv 0.73 | 0,92 1,10 1 ’•°2 1 '•° 0,95 0.78 | 0,65
Хромистые н хро- моникелевые KMv^KMn=K.„s - 1,60 1.34 1.08 0.9 0,75 0.56 | 0.42
Км„ - 1.22 1.Ю | 0.96 0,9 | 0.83 | 0,66 | 0,55
Хромоникель* вольфрамовые Хм^м-^м^ - - 1,07 0,92 0,8 0,69 0,53 | 0,39
\ - 0,88 0.82 0.8 0,69 0,63 | 0,52
Марганцовистые KM0,°XMn=fCMs - 1,15 1.0 0.86 I о.,з 0,65 0.5 | 0,37
% 1 - 0,88 0.82 0.77 0,72 0,59 | 0,49
Хромомаргаицо- вистые Км ~Км ^Км о "п MSM - 0.94 0,81 | 0,61 0,46 | 0,34
Ч 1 - - 0,77 1 °'72 0,67 0,54 | 0,45
2) механической ха- рактеристики лег- ких сплавов в лг'и.м« | <до 21—30 I 31—40 41—Л)
Группы сплавоа Коэффициенты
Алюминий Км —К «п -»п 1.2 1.0 - -
Kmv 0.45 0.5 -
Силумин и литей- ные алюминиевые сплавы Км^Кмп-Км^м 1.0 0,8 - -
KMV 0,38 0,4 - -
Дюралюминий KMv’=KM„=XMs - 1.2 1.0 0,8
KMN - 0.9 1.0 1.1
3) отношения фактического периода стойкости к нор- мативному ТФ-Т 0.25 | 0,5 1 1.5 2.0 | 2,03
Коэффициенты Кт =КТ =КГ 1о 1а 1 &м 1.32 । 1,15 ... ! 0.92 0,87 । 0,8
4) характеристики круглой сег- С крупным зубом Со средним зубом С мелким зубом ментиой пилы 1 I 1
Коэффициенты К? —Kz | 1.° | °.96 | 0.93
Коэффициенты К? =^zv | 1-° | 1,44 | 1.86
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ ПРИ РАЗРЕЗКЕ СТАЛИ Пили круглые сегментные
КАРТА 7
2 Профили к размеры проката Способ крепления
рукояткой пневматиче- | ского зажима | штурвалом | прижимной планкой или | гайками
О □1 □ © L С
Длина заготовки в мм до
в мм до М до 200 300 | 500 | 1000 |си. 1ооо| 200 | 300 | 500 I 1000 I Св. 1000 200 | 300 | 500 | 1000 |Св. 1000
Время иа заготовку в мни.
1 50 45 50X40 55x35 65x30 80x 25 90X 22 90x22 100x20 110x18 120X16 140x14 160x12 200х 10 60x14 68X11 76x9,5 83x 8,5 89x 7,5 102x6,5 114x6 133x5 140x4.5 160X4 П 12 14-а 0,29 0,33 0,36 0,45 0,60 0,39 0,43 0,46 0,55 0,70 0,65 0,70 0,75 0,85 0,95
2 100 90 100x 80 110x 70 130x60 160x 50 200x 40 121x28 127 x 25 146x20 159x18 168X17 180x16 194x14 203X13 18 33 40 0,34 0,40 0,46 0,65 0,75 0,44 0,50 0,55 0,65 0,85 0,75 0,80 0,85 1,05 1.15
3 150 130 140x 130 150x120 160x110 180X100 200x 90 180X45 194x38 203x34 22 60 - 0,40 0,50 0,60 0,85 1,00 0,50 0,60 0,70 0,95 1,10 0,80 0,90 1,0 1,20 1,40
4 200 180 190 x 70 200x160 245 x 50 25 - - 0,40 0,55 0,70 0,95 1,20 0,55| 0,70 0,80 1,05 1,30 0,80 0,95 1,05 1,25 1,60
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ ПРИ РАЗРЕЗКЕ ДЮРАЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ Пилы круглые сегментные КАРТА 8
3 Профиль и размеры проката Способ крепления
О © □ L I С рукояткой пневматического зажнма| штурвалом | прижимной планкой н гайками
Длина выдвижения прутка в мм до
100 200 | 300 | 500 1000 100 | 200 | 300 soo | 1000 100 | 200 | 300 500 | 1000
В ММ ДО 1 Иг до Время «а 1 заготовку в мин.
1 50 58x15 67x12,5 70x10 80x9 95x7,5 45 30 7 21 0,26 0,27 0,29 0 31 0,34 0,38 0,39 0,41 0,43 0,46 0,65 0,65 0,70 0,70 0,75
2 100 115x32,5 120x30 125x 27,5 130x 25 135x 22,5 90 - - - 0,29 0,33 0,37 0,41 0,49 0,41 0,45 0,49 0,55 0,60 0,70 0,70 0,75 0,80 0,85
3 150 195 x 32,5 220 x 30 250x25 280x20 - - - - 0,31 0,37 0,42 0,49 0,65 0,43 0,49 0,55 0,60 0,75 0,70 0,75 0,80 0,90 1,05
4 200 280 x 30 | — 1 - 1 - 1 - 1 0,34 | 0,40 1 0,48 | 0,55 0,75 0,46 1 0,50 | 0,66 0,70 | 0,85 0,75 0,80 0,85 I 0,95 1,10 1
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ, ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ Пилы круглые сегментные
КАРТА 9
1 Подготовительно-заключительное время на партию заготовок
Время на наладку станка в мнн. | 20
2. Время на обслуживание рабочего места, на отдых и естественные надобности
в % от оперативного времени 7,0
Нормирование заготовительных работ
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ КРУГЛОЙ И КВАДРАТНОЙ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ СТАЛИ, <тд = 71 -ь80 кг!мм? НА ЗАГОТОВКУ Пилы круглые сегментные
КАРТА 10
Ej Е S я «o'4 чя = Диаметр заготовки (сторона квадрата) в мм до
20 30 60 80 100 120 140 160 | 180 I 200 1 22-1 1 250 | 275 | 300 | 350 | 400 | 450 | 500 | 550 | 600 I 700
Штучное время в мин
275 56 100 500 1000 Св. 1000 0,8 0,9 1,2 0,9 1,0 1,2 1,3 1,0 L3 1,5 1,11 1,3 1,5 1,8 1,3 1.5 1,8 2,1 1,5 1,8 2,1 2,5 1,8 2,1 2,5 2,7 -
350 56 100 500 1000 Св. 1000 0,9 1,0 1’2 1,0 1> 1,4 12 1,4 1,6 1,2 1,4 1,6 1,9 1,4 1,6 1,9 2,2 1,6 1,9 2,2 2,6 1.9 2,2 2,6 3.1 2,2 2,6 3,1 3,3 - - - - - - - - - - - - =
510 72 100 500 1000 Св. 1000 = L2 1,3 1,5 1,2 1,3 1,5 1,8 1,3 1,5 1,8 2.2 1,5 1,8 2,2 2,6 1,8 2,2 2,6 3,1 2,2 2,6 3,1 3,7 2,6 3,1 3,7 4,1 3,1 3.7 4,1 5,0 3,7 4,1 5,0 5,8 - - - - - - - - - - - =
710 «5 100 500 1000 Св. 1000 3 1,3 1.5 1,7 2,0 1.5 1.7 2,0 2,3 1,7 2,0 2,3 2,8 2,0 2,3 2,8 3,4 2,3 2,8 3,4 4,0 2,8 3,4 4,0 4.7 3,4 4,0 4,7 5,7 4,0 4,7 5,7 6,8 5J 6.8 8,0 5,7 6,8 8,0 10 6,8 8,0 10 11 8,0 10,0 И 12 - - - - - - - -
1010 720 100 500 1000 Св. 1000 2 2 - 2,0 2,4 2,8 2,0 2,4 2.8 3)3 2,4 2,8 3,3 3,9 2,8 3,3 3,9 4,6 3,3 3,9 4,6 5,4 3,9 4,6 5,4 6,2 4,6 5,4 6,2 7.3 5,4 6,2 7,3 8,5 6,2 7,3 8,5 10 7,3 8,5 10 12 8,5 10 12 14 10 12 14 15,5 12 14 15,5 16 14 15,5 16 16,5 - - - - =
Продолжение карты 10
sh. jPl i ° ih Диаметр заготовки (сторона квадрата! в мм до
20 30 40 50 60 80 100 120 140 160 | 180 1 203 1 1 225 1 250 | 275 | 301 | 350 | 400 | 450 | 500 | 550 I 600 | 700
Штучное время в мин.
1430 150 100 500 1000 Св. 1000 - = 2,1 2,5 3,0 3,5 2,5 3,0 3,5 4,1 3,0 3,5 4,1 4,8 3,5 4,1 4,8 5,7 4,1 4,8 5,7 6,8 4,8 5,7 6,8 8,0 5,7 6,8 8,0 10,0 6,8 8,0 10 12 8.0 10 12 14 10 12 14 16,5 12 14 16,5 19,5 14 16,5 19,5 22 16,5 19,5 22 25 19,5 22 25 26 22 25 26 27 25 26 27 28 = -
2000 176 100 500 1000 Св. 1000 - 2 = 2 2 3,1 3,6 4,2 5,0 3,6 4,2 5,0 6,0 4,2 5,0 6,0 7,0 5,0 6,0 7,0 8,0 6,0 7,0 8,0 9,5 .7,0 8,0 9,5 11,0 8,0 9,5 н.о 13 9,5 11,0 13 15 11,0 13 15 18 13 15 18 21 15 18 21 25 18 21 25 29 21 25 29 34 25 29 34 40 29 34 40 46 34 40 46 47 40 46 47 48 46 47 48 50
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Предел прочности ст* в кг/мм1 38—44 45-51 52-59 60-70 71—80 81-93 94—107 108—121
Группы сталей Углеродистые н никелевые Хромистые и хромоникелевые Хромоникельвольфрамовые, мар- ганцовистые н хромомарганцо- е истые Коэффи- циенты 1,0 0,90 0,75 0,95 0,85 0,85 1.0 0,95 1.0 1.10 1.0 1,20 1.Ю 1,2 1,35 1,35 1,55 1,75 1,75 2,0 2,20
Нержавеющие 1,20
Жаропрочные 1.75
Нормирование
Нормативы времени
785
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ ПОЛОСОВОЙ
КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ СТАЛИ,
аь = 71 ч- 80 кг/мм*, НА ЗАГОТОВКИ
Пилы круглые
сегментные
КАРТА 11
Высота пропила до 50 мм | Высота пропила свыше 50 мм
Ширина полосы (длина пропила)
тХ 20 60 во (00 .20 | 11401 1 ,ю| 200 I60 1" .00 (20 | 140 j 1 160 1 200
Штучное время в . МИЯ
100 0,9 1,1 1,3 1.4 1.6 — — 1 4 ] 7 1,9 —
275 50С 1,0 1,2 1.6 [7 1,9 — | 7 1’.9 2.1 — — — —
56 100С 1.5 1,7 1.9 2,0 2,2 — — — —- 2,0 2,2 2.5 —. — —
Св. 1000 1,8 2,0 2,2 2,3 2.5 — — — — 2,3 2.5 2.8 — - - -
100 0,9 1 ] 1 4 1.6 1.8 2.0 — — 1,6 1,8 2,1 2,2
350 500 1 1 L2 1,7 1.9 2.0 2.2 — 1.8 2.1 2,3 2.8 —. — —
об 1000 1,5 1.8 2,0 2,2 2,4 2,5 — — — 2.2 2.4 2.7 3.2 — — —
Св.1000 1.8 2.1 2.3 2,5 2,8 3.0 — — — 2.5 2.7 3,1 3.5 — — -
100 1,0 1 •> 1.5 j 7 1.9 2.1 2.4 2,6 1 7 2,0 2.3 2,7 3,0 3.1
510 500 1,1 13 1,8 23 2.2 2,4 2,6 2,9 —- 2,0 2.3 2,6 3.1 3,4 3.7 —
72 1000 1.6 1.9 2,1 2,3 2,5 2,7 3.0 3,3 2,3 2,6 2,9 3,4 3,8 4.1
Св 1000 1,9 2,2 2.4 2,6 2.9 3.2 3,5 3.9 —- 2,7 2.9 3,3 3.8 4 1 4 7 —
100 1,0 1,2 1.5 1,8 2,0 2.2 2.5 2,7 3,2 1.8 2.1 2.4 2,8 3.1 3,4 4.1
710 500 1 1 1,4 1.8 2,0 2,3 2.5 2.8 3,0 3.7 2.1 2,4 2,7 3.2 3,5 3,8 4.5
96 1000 1 7 1.9 2.1 2,4 2,6 2,9 3,1 3,4 4.1 2,4 2.7 2,9 3.6 3,9 4.2 4.9
Св. 1000 2Л 2.2 2,4 2,7 30 3.4 3.1 4.0 4,5 2,7 3.0 3.5 3.9 4.3 4,9 5,3
100 ] ] 1,3 1.7 2.0 2,2 2.5 2,8 3.1 3,7 1.9 2.3 2.7 3,1 3,4 3,8 4,5
1010 500 L2 1.5 2.0 2.2 2,5 2,8 3.1 3.4 4,2 2,2 2,6 2.9 3,5 3,8 4,2 5.0
120 1000 1.7 2,0 2,3 2,6 2,9 3,2 3.4 3,7 4.5 2,5 2,9 3,3 3,9 4.2 4,6 5.5
Св 1000 2.0 2.3 2.6 2,9 3,2 3,7 3,9 4.3 4,9 2.8 3,2 3.7 4,3 4,7 5,2 5.9
100 1.1 1 4 1.8 2.1 2,5 2.8 3,2 3.5 4,1 2.1 2,6 3,0 3,5 3,9 4 4 5,3
1430 500 1,2 1’,6 2,1 2,6 2,8 3,1 3.4 3,8 4.6 2.4 2,9 3,3 3,9 4,4 4^8 5,7
150 1000 1.8 2,1 2,4 2,8 3,1 3.4 3.8 4 ] 5,0 2.8 3,2 3.6 4,3 4.7 5,2 6,0
Св 1000 2.1 2,4 2,7 3.1 3,4 3,8 4.2 4*5 5.4 3,1 3.6 4.0 4,7 5,2 5,8 6,6
100 2,4 3,0 3,5 4 1 4.6 5.1 6,2
2000 500 2,7 3,3 3,8 зл 5.0 5,5 6,6
176 1000 3,1 3,6 4.1 4,6 5.4 6,0 7,0
Св 1000 — — — — — — — — — 3,5 4.6 5.4 6.0 6.8 7,5
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Пределы прочности оь в кг!мм1- 38—44 45—51 52-59 60—70 71—80 81—93 94—107 108—124
1 Группы сталей 1 Углеродистые и ни- ке левые I Коэффициенты | 1.0 0,90 0,85 0,95 1.0 1,10 1,35 1,75
Хромистые и хро- моникелевые - 0,75 0,85 1,0 1.1 1,20 1,55 2.0
X ромонн кел ьволь- фрамовые. марган- цовистые и хромо- марганцовистые - 0,95 1,0 1.1 1,2 1,35 1,75 2,2
Нержавеющие 1 1 1 1.2 1 t
Жаропрочные 1 1 1 1,75 | 1
50 Справочник нормировщика
786
Нормирование заготовительных работ
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ ДВУТАВРОВОЙ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ СТАЛИ, оь = 45 51 кг/мм\ НА ЗАГОТОВКИ Пилы круглые сегментные
КАРТА 12
Диаметр пилы и число Длина заготовки № профиля
И „1 ’*1 171 ”1 «1 50 | 60 | 70
Штучное аремя в мин.
275 56 100 500 1000 Св. 1000 1.5 1.6 1.7 1.5 1.6 1.8 -
350 56 100 500 1000 Св 1000 1.5 1.6 1.8 1.6 1.7 1,8 2,0 -
510 76 100 500 1000 Св. 1000 1.8 1.9 2,0 2,3 1.9 2,0 2,3 2,6 2,0 2,3 2,6 2,9 -
710 96 100 500 1000 Св. 1000 1.9 2,0 2.1 2,2 2,0 2,1 2,2 2.4 2,2 2,4 2,7 2,9 2,4 2.6 3,0 33 27 3,1 3.4 2,7 2,9 3,2 3,5 2,8 3,1 = - - - - z
1010 120 100 500 1000 Св. 1000 2,1 2,2 2,4 2,6 2,4 2.5 2,6 2,8 2,6 2,9 3,2 3.5 2,9 3,2 3,5 3.9 3.1 3.3 3.6 4,0 3,2 3,6 3,8 4.2 3,7 3,9 4,3 3,1 3,1 4, 4,: 3 1 ? 3,8 4.1 4.4 5,0 - 2 2
1430 150 100 500 1000 Св. 1000 2,7 2,8 2,9 3,1 2,7 2,9 3,0 3,3 3.0 3,2 3,5 3,7 3,3 3,6 3,9 4,1 3J 4,0 3.7 4,0 4,3 4.6 3,8 4,1 4.8 4,2 4.5 4,8 5,2 4,5 4,8 5,1 5,5 4,7 4,9 5,2 5,8 5,1 5,5 5,9 6,6 7,4 7,8 8,1 8.9 z
2000 176 100 500 1000 Св. 1000 3,2 3,3 ад 3,4 3,5 3,6 3,8 3,7 3,9 4,2 44 4,1 4,4 4,7 5,0 4^5 4,8 5,2 4,6 4,9 5,2 5,5 4,8 5,1 5,4 5,7 5,1 5,4 63 5,6 5,7 6,0 6,7 7.2 7,4 7,7 8,4 7,9 8,2 8,6 9,5 9,5 10 10,5 11,1 10,7 11,0 12,0 12,4 12,9 13,3 14,0
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Предел прочности оь в кг/мм2 38—44 45—51 52-59 60—70 71-80
Коэффициент 1,1 1 0 0,95 1,05 1.1
Нормативы времени
787
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ ШВЕЛЛЕРНОЙ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ СТАЛИ, аь = 45 -н 51 кг/мм*, НА ЗАГОТОВКИ Пилы круглые сегментные
КАРТА 13
Диаметр и^число заготовки № профиля
6,5 Ю | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 33 | 4°
Штучное время в мин.
275 56 100 500 1000 Св. 1000 1,1 1.2 1,3 1.6 1,2 1,3 1,4 1.4 1,5 1,6 1,8 -
350 Зб 100 500 1000 Св. 1000 1,1 1,2 1,4 1,7 1,3 1,4 1,5 1,8 1,5 1,8 2,1 -
510 72 100 500 1000 Св 1000 1,3 1.4 1,5 1,8 1.5 1.6 2,0 1.5 1.7 1.8 2,1 1,6 L8 2,1 2,1 2,4 2,7 3,0
710 96 100 500 1000 Св. 1000 1.4 2,0 2,3 1,6 1,9 2.2 2,5 L9 2,3 2,6 1.8 2,0 2,3 2,6 2,3 2,5 2,8 3,1 2,4 2,7 2,9 3,2 2,6 2,9 3,1 3,4 2,7 3,0 3,3 3.6 2,9 3,1 3,4 3,7 = - -
1010 120 100 500 1000 Св. 1000 1.6 1,9 2,1 2,3 1.9 2,2 2,5 2,8 2.0 2,3 2,6 2,9 2,1 2,4 2,7 3,0 2,2 2,5 2.8 3,1 2,4 2,6 2,9 3,2 2,5 2,8 3,1 3,4 2,7 2,9 3,2 3,5 2.8 3,1 3.4 3,7 3,8 4,0 4.3 4,9 4,0 4.3 4,6 5,2 -
1430 150 100 500 1000 Св. 1000 1,9 2,1 2,4 2.7 2,1 2,4 2,7 3,0 2,2 2,5 2.8 3,1 2,3 2,6 2,9 3,2 2,5 2,8 3,1 3,4 2.7 2,9 3,2 3,5 2,8 3,1 3.4 3,7 3,0 3,2 3.5 3,8 3,2 3.4 3.7 4.0 4.4 5^0 5,6 4,8 5,0 5,3 5,9 5,0 5,4 5,7 6,3
2000 176 100 500 1000 Св. 1000 2.3 2.5 2,8 3,1 2,6 2,9 3,2 3,5 2,7 3,0 3,3 3,6 3,0 3,3 3,6 3,9 3,1 3,4 3,7 4,0 3,3 3,6 3,9 4,2 3,6 3.8 4.1 4,4 3,7 4,0 4,3 4,6 4,0 4,2 4,5 4,8 5,2 5,5 5,8 6.2 5,7 5,9 6,2 6,7 6,1 6,4 6,7 7.3
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Предел прочности аь в кг/ммг 38—44 45-51 | 52-59 60—70 71-80
Коэффициент 1,0 1,0 | 0,95 1 05 1.1
50*
788
Нормирование заготовительных работ
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ УГОЛКОВОЙ КОНСТРУКЦИОННОЙ СТАЛИ, a* = 45-i-51 кг/мм2, НА ЗАГОТОВКИ Пилы круглые сегментные КАРТА 14
Диаметр и число заготовки М профиля
1 5,6 1 ’ 1 111 12,5 1 "1 16 1 18 | | 22 | 25
Штучное время в мни.
275 56 100 500 1000 Св. 1000 0.8 1.0 L3 0,9 1,0 ЬЗ 1,0 1.1 1.3 1,5 1’,3 1,5 1.2 1.3 1,4 1,7 1,3 1,4 1.5 1,8 1.4 1,6 1,7 2,0 = - - - - - - =
350 56 100 500 1000 Св. 1000 0,9 1.0 1.1 1.3 1,0 1.1 1,2 1.4 1,1 1,2 1,3 1,5 1,2 1.3 1,4 1,6 1.3 1.4 1.5 1 8 1.4 1.5 1,6 2.0 1,6 1.7 1.9 2.2 1.8 2,0 2.1 2.4 2,1 2,3 2,6 3,0 = - - - -
510 72 100 500 1000 Св. 1000 1.0 1,2 1.3 1.1 1.2 1.3 1.5 1,2 L5 1.6 1,3 1.4 1.5 1,8 1,4 1,5 1,6 2,0 1,6 L8 2,2 1,8 1.9 2J 2.1 2.4 2,7 2.9 2,3 2.6 2,9 3,1 2,5 2,8 3,1 3.4 2,8 3.1 3.4 3.7 3,1 3,1 3.6 3,9 3,3 3.6 3,9 4,3 2 2
710 96 100 500 1000 Св. 1000 1.0 1,2 1.3 1.4 1,2 1.3 1J 1.4 1.5 Ь8 1.4 1.6 1,9 1.5 1.7 1,8 2.1 1.8 1,9 2,0 2,3 2,1 2,2 2,3 2,7 2,4 2,7 3,0 3.3 2,7 2,9 3,2 3,6 2,9 3,2 3,5 3,9 3,2 3,5 3,8 4,2 3,5 3,8 4.5 3,9 4.1 4,4 48 4.2 4.4 4,7 5,2 47 5,0 5,4 5,7
1010 120 100 500 1000 Св. 1000 1.1 1.2 1,4 1.5 1,3 1.4 1,5 1,6 1.4 1,5 1.6 1.8 1,6 1,7 1.8 2.1 1.7 1.8 1,9 2,4 2,0 2,1 2,2 2,8 2,3 2,5 2.6 3,1 2,7 2,8 2,9 3.4 3,0 3.3 3,6 4,1 3,3 3,6 3,9 4,5 3.7 4.0 4,3 4.9 4.1 4.3 4,4 5,2 50 5,6 4,8 5,1 5.4 6.1 5,4 5,8 6.1 6.7
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Предел прочности оь в кг,'мм2 38—«44 45—51 52-59 60—70 71—80
Коэффициент 1.1 1,0 0,95 1,05 1.1
Нормативы времени
789
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ ТРУБ ИЗ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ СТАЛИ, аь = 71 -г- 80 кг/мм^ Пилы круглые сегментные
КАРТА 15
Диаметр Толщина стенок трубы Диаметр пилы и число зубьев
275/56 350/56 | 510/72 | 210/96 | 1010/120
Длина заготовки в мм
До 500 Са. г00 До 50о| Св. 500 | До 5Оо| Св. 50о| До 5Оо| Св. 5Оо| До 5Оо|св. 500
Штучное время в мни.
30 40 8 9 0.9 1.0 1.1 1.2 1.0 1,1 1,2 1.3 1,1 1.2 1.3 1,3 - - -
50 12 0,9 1,1 1,3 1.0 1.2 13 1.0 1.3 1.3 1.4 1.1 13 1.3 1.6 1,2 1,4 1.3 1,6
60 3 12 0.9 1.1 1.1 1.3 1.0 1.2 1.0 1,4 1.1 1.3 1.3 1.5 1.1 1,4 1,3 1.5 1.2 1.5 1.4 1,7
70 3 12 0,9 1,2 1,3 1,0 1,3 1,2 1,4 13 1.3 1,6 1.1 1,6 1,3 1,2 1.4 1.9
100 3 12 1,0 1.3 1.2 1,5 1*5 1.4 2.0 и 1.3 2.2 1.2 1.8 23 1,3 1.9 1,5 2,0
НО 3 12 - 3 1.2 1.6 1.6 2.1 1.4 1.8 1.9 2,3 1.5 1 8 1.9 2,3 1.6 2,0 2,1 2,5
130 5 12 - - 2 2 1,4 1.8 1,9 2.3 1.5 1,9 1.9 2,4 1,5 2,1 2.1 2,5
140 4.5 12 - - - 1.4 1.9 1.9 2.4 23 1.9 2.6 1.6 2.2 2.1 2,7
160 4 12 - - - - 2.1 1.9 2,6 1.4 2,2 2,0 2.6 1.6 2,2 2.1 2.9
180 4 12 - - - - - Z 1,5 22 2,0 2.7 1,6 2.5 2.1 3,0
200 4,5 12 2 - 2 - - - 1.7 2,3 2,2 2,8 1.8 2,5 2,3 3,0
Поправочные коэффициенты на штучное время при разрезке сталей других марок
Предел прочности аь в кг/ммг |з8—44 45—51|52—59 60—70 71—80,81—93|94—107 108—124
| Группы сталей | Углеродистые и ни- келевые 1 Коэффициенты | 1.0 0.9 0,85 0,95 1,0 1.1 1,35 1,75
Хромистые и хромо- инке левые - 0,75 0,85 1.0 1.1 1.2 1,55 2.0
X ромон икельв ол ь- фрамовые, марганцо- вистые н хромомарган- цовистые - 0,95 1,0 1.1 1.2 1,35 1.75 2.2
Нержавеющие 1.2
Жаропрочные 1.75
790
Нормирование заготовительных работ
НОРМЫ ШТУЧНОГО ВРЕМЕНИ НА РАЗРЕЗКУ сегментные
ДЮРАЛЮМИНИЯ, оь = 314-40 кг/мм2, НА ЗАГОТОВКИ --------------
КАРТА 16
Профиль разрезаемого материала Диаметр или высота про- пяла в мм Диаметр пилы н число зубьев
310/56 510/72 1010/120
Длина заготовки а мм
До 500 | Св. 500 | До 500 | Св 500 | 1 ч Св 500
Штучное время в мин
Круг 50 100 150 200 250 300 0,8 1,1 0,9 1,2 0.8 м 1.7 0,9 1,2 1,6 1,9 0,8 1,1 1.5 1,9 2,3 2,5 0,9 1,3 1,7 2,1 2,8 3,0
Квадрат 50 100 0,8 1,1 0,9 1.2 0.8 1,1 0,9 0,8 1.1 0,9 1,2
Двутавр 50 60 0,8 0,8 0,8 0,9 0,9 1,0 0,9 1,0 0.9 1.0
Швеллер 50 80 0,8 0,8 0.8 1,0 0,9 1,1 0,8 1,0 0,9
Уголок 17 30 0,7 0,9 0,9 1,0 0,7 0.9 0,9 1,0 0,8 0,9 0,9 1.0
диаметром в мм до 100 200 Толщина стенки 3 1,1 1,5 1.2 2,0 1,2 1,7 2,2 1,3 1,9 ко
3 12 2 2 - 2 1,8 2,5 2.3 3,0
Поправочные коэффициенты на штучное время
Предел прочности аь в кг/мм1 7—20 | 21—30 | 31—40 41-50
Дюралюминий Коэффициенты
Группа 0,9 1.0 1.1
сплавов Силумин и литейные алюминиевые сплавы 1.0 1,1 - -
Алюминий 0,9 1,0 - -
Нормативы времени
791
ОСНОВНОЕ ВРЕМЯ НА РЕЗКУ ЗАГОТОВОК Прессы и сортовые ножницы
КАРТА 17
Основное время
Время одного двойногс > 'ода ножа в мин. при включении
Время одного на рабочий хед муфтой включении
ДВОЙНЫХ ходов ножа в минуту хода (при непрерывных ходах) в мин заскаки- вающим двухкулач- лайковой четырехку- лачковой фрикционной или пневма-
тической
4 0,250 0,375 0,312 0,292 0,281 0,262
5 0,200 0,300 0,250 0,233 0,225 0,210
6 0,167 0,250 0,208 0,194 0,188 0,175
7 0,143 0,214 0,179 0,166 0,161 0,150
8 0,125 0,187 0,156 0,146 0,141 0,131
9 0,111 0,166 0,139 0,130 0,125 0,116
10 0,100 0,150 0 125 0,117 0,112 0,105
11 0,091 0,1,36 0,114 0,107 0,102 0,095
12 0,084 0,127 0,104 0,098 0,093 0,087
13 0,077 0,115 0,096 0,090 0,086 0,081
14 0,072 0,106 0,089 0,083 0,080 0,075
15 0,067 0,100 0,084 0,078 0,075 0,070
16 0,063 0,094 0,078 0,073 0,071 0,066
17 0,059 0,088 0,074 0,069 0,066 0,062
18 0,056 0,084 0,070 0.065 0,062 0,058
19 0,053 0,075 0,066 0,062 0,059 0,055
20 0,050 0,073 0,062 0,059 0,056 0,052
21 0,048 0,070 0,060 0,056 0,054 0,050
23 0,044 0,066 0,055 0,051 0,049 0,046
25 0,040 0,060 0,050 0,047 0,045 0,042
27 0,037 0,056 0,046 0,043 0,042 0,039
30 0,033 0,049 0,042 0,039 0,037 0,035
35 0,029 0,043 0,036 0,033 0,032 0,030
40 0,025 0,037 0,031 0,029 0,028 0,026
45 0,022 0,033 0,028 0,026 0,025 0,023
50 0,020 0,030 0,025 0,023 0,022 0,021
55 0,018 0,027 0,022 0,021 0,020 0,019
60 0,017 0,025 0,021 0,019 0,019 0,018
65 0,015 0,022 0,019 0,018 0,017 0,016
70 0,014 0,021 0,018 0,017 0,016 0,015
80 0,013 0,019 0,016 0,015 0,014 0,014
90 0,011 0,016 0,014 0,013 0,013 0,012
100 0,010 0,015 0,013 0,012 0,011 о,оп
115 0,009 0,013 0,011 0,010 0,010 0,010
130 0,008 0,012 0,010 0,009 0,009 0,009 0,009
150 0,007 0,010 0,008 0,008 0.007
792
Нормирование заготовительных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ ПРИ РЕЗКЕ ЗАГОТОВОК Прессы и сортовые ножницы
КАРТА 18
СОДЕРЖАНИЕ КОМПЛЕКСОВ 1. Подать прокат на рольганг и установить под нож 2. Продвинуть прокат по рольгангу до упора 3. Включить пресс или ножницы 4. Отбросить или протолкнуть отход проката
Разрезка круглого проката Разрезка квадратного, полосового и профильного проката
h! Длины отрезаемой заготовки в мм Профиль к размер проката Длина отрезаемой заготовки
200 | 500 | 750 | 1000 |св. 1000 □ |о| Ll I | С 200 | 500 | 750 I 1000 I св. 1000
Время на 1 заготовку в мян. № до Время на 1 заготовку в мин.
20 40 50 65 90 ПО 130 140 160 0,020 0,024 0,026 0,028 0,034 0,039 0,046 0,052 0,056 0,024 0,032 0,038 0,044 0,053 0,066 0,081 0,093 0,11 0,029 0,042 0,050 0,057 0,072 0,092 0,11 0,13 0,15 0,032 0,048 0,056 0,067 0,085 0,11 0,14 0,16 0,18 0,043 0,071 0,085 0,10 0,14 0,18 0,24 0,28 0,33 1в| 4 35 12 45 20 60 36 80 64 100 100 1251 — 140 — 5 10 11 16 22 23 25 10 12 18а 27а 40 50 55 70 10 14 24 36 50 65 0,022 0,028 0,031 0,035 0,043 0,053 0,064 0,074 0,084 0,029 0,042 0,052 0,060 0,076 0,10 0,13 0,15 0,17 0,038 0,058 0,071 0,084 0,11 0,14 0,19 0,22 0,26 0,043 0,068 0,084 0,10 0,13 0,18 0,23 0,27 0,32 0,064 0,11 0,14 0,17 0,23 0,32 0,41 0,49 0,59
Примечания: 1. Время в карте дано иа резку заготовок для проката длиной 4 м. При резке заготовок из проката другой длины следует пользоваться элементными нормативами. 2. Включение пресса нли ножниц на рабочий ход производится перед каждым резом. 3. Прн продвижении заготовок по наметке время брать с коэффициентом 1,2. 4 Прн разрезке концов заготовок после кузнечной гнбкн. требующих подъема в вертикальном положена:, время следует брать с коэффициентом 1.3.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ И ЕСТЕСТВЕННЫЕ НАДОБНОСТИ И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Прессы и сортовые ножницы
КАРТА 19
1. Время на обслуживание рабочего места, отдых и естественные надобности
Усилие пресса в т
До 100 | Св. 1000
% от оперативного времени
Обслуживание рабочего места (аорс) 3 4
Отдых и естественные надобности (аотц} 7 8
Итого 10 12
Коэффициент к оперативному времени К 1.10 1.12
2. Подготовительно-заключительное время 6 мин.
Нормативы режимов резания
793
РАЗМЕРЫ ПАКЕТОВ ПО ВЫСОТЕ ПРОПИЛА h И ДЛИНЕ СЕЧЕНИЯ 1 ПРИ РАЗРЕЗКЕ КРУГЛОГО ПРОКАТА Пилы круглые сегментные
КАРТА 20
Диаметр прутка в мм Число прутков в пакете
3 1 6 1 8 1 ю । 1 13
Размеры пакетов в мм
Л 1 * 1 ' 1 л / * 1 л 1 1 ‘
20 22 30 36 45 52 60 80 100 37 40 55 66 83 96 НО 147 184 40 44 60 72 90 104 120 160 200 54 59 81 97 121 140 162 216 60 69 90 108 135 156 180 240 72 79 108 129 162 187 216 60 69 90 108 135 156 180 72 79 108 129 162 187 216 80 88 120 140 180 208 240 90 99 135 162 202 234 80 88 120 144 180 208
ДЛИНА 1г ВРЕЗАНИЯ И ПЕРЕБЕГА ПИЛЫ ПРИ РАЗРЕЗКЕ КРУГЛОГО, КВАДРАТНОГО И ПОЛОСОВОГО ПРОКАТА МЕТАЛЛА Пилы круглые сегментные
КАРТА 21
1. Круглое сеченне
Диаметр пилы D в мм Величина перебега /] в мм
До 510 Св. 510 3 5
2. Прямоугольное и квадратное сеченне
Высота пропила Диаметр пилы D в мм
275 | 330 | 410 | 510 | 610 | 710 | 810 | 1010 | 1430 | 2000
25 5,0 5,0 5,0
50 7,0 6,0 6,5 7,0 7,0 7.0 7,0 —
75 10 9.0 9,0 9.0 8,0 8.0 8,0 — — —
100 13 12 12 11 10 10 9,0 10 10 9.0
125 20 16 16 14 13 12 11 12 1 1 10
150 — — — 18 16 14 13 14 12 11
175 — — — 22 19 17 16 16 13 12
200 — — — 25 20 19 18 15 13
250 — — — — — 28 26 24 19 16
300 — 35 31 24 19
350 39 30 24
400 — — — — 36 28
450 — — — — 44 34
500 ^>3 38
550 48
600 55
794
Нормирование заготовительных работ
РАСЧЕТНАЯ ВЫСОТА ШВЕЛЛЕРНОЙ СТАЛИ ПРИ ОТРЕЗКЕ ЗАГОТОВОК Пилы круглые сегментные
КАРТА 22
1 Формула для определения расчетной высоты Ло — + 2/ мм; h2^2Vci(D — d)MM
Размеры швеллера Диаметр пилы U в мч
№ профиля Ширина 27б| 350 | 410 | 510 | 610 | 710 | 810 | 1010 | 1430 | 2000
Расчетная высота Ле в мм
5 6,3 8 10 12 14а 16а 18а 20а 22а 24а 27 30 33 36 40 50 65 80 100 120 140 160 180 200 220 240 270 300 330 360 400 37 40 45 50 54 62 68 74 80 87 95 95 100 105 НО 115 84 85 87 87 89 91 91 92 93 94 96 96 99 100 Ю1 102 104 100 100 103 103 105 107 108 114 117 ПО НО 113 114 116 117 118 119 122 125 128 131 136 119 119 123 123 125 127 128 128 131 134 138 141 145 153 160 166 127 127 131 131 134 136 136 137 140 143 145 151 157 164 170 177 134 135 139 139 142 144 144 145 149 152 156 160 167 173 181 187 149 149 154 154 157 159 159 160 164 167 171 177 184 193 199 207 174 175 180 180 184 186 187 187 192 195 200 206 215 223 232 241 204 204 210 211 215 217 217 218 223 226 233 239 250 260 270 279
Пилы круглые
сегментные
ДЛИНА ВРЕЗАНИЯ И ПЕРЕБЕГА ПИЛЫ ПРИ РАЗРЕЗКЕ
ШВЕЛЛЕРНОЙ СТАЛИ НА ЗАГОТОВКИ
КАРТА 23
№ профиля Высота h пропил.- Диаметр пилы IJ в мм
1 ззо | 410 | 510 | 610 I 710 | 810 | 1010 | 1430 | 2000
Величина врезания н перебега 11 в 1 мм
5 50 6,0 5,0 5,0 7,0 7.0 7,0 __
6,5 65 6,0 6,0 5,0 7.0 7,0 7.0 7,0 — —
8 80 7,0 6,0 6,0 7,0 7,0 7,0 7,0 9,0
10 100 8,0 7,0 6,0 8,0 7,0 7,0 7,0 9,0 9,0 9,0
12 120 8,0 7,0 7,0 8,0 8,0 7,0 7,0 9,0 9.0 9,0
14а 140 10 8,0 8,0 9,0 8.0 8,0 7.0 9,0 9,0 9,0
16а 160 10 9,0 8,0 9,0 8,0 8,0 8,0 9,0 9.0 9,0
18а 180 12 10 9,0 10 9,0 8,0 8,0 9,0 10 9.0
20а 200 11 10 10 9.0 90 9,0 10 10 9,0
22а 220 ] 1 ] 1 10 10 9,0 10 10 9.0
24а 240 12 12 11 10 9,0 11 10 10
27 270 — 12 11 11 10 11 10 10
30 300 13 12 11 10 П 11 10
33 330 __ 13 12 11 12 11 10
36 360 15 13 12 13 11 10
40 400 — — - — 17 15 13 13 12 Н
Нормативы времени
795
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ НА РАЗРЕЗКУ СТАЛИ НОЖОВОЧНЫМИ ПОЛОТНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Приводные ножовки
КАРТА 24
Время ва одни разрез
Сталь углеродистая Сталь углеродистая Сталь углеродистая
Диаметр <ть>60 оь<60 Сторона °Ь<60 Сечение (У > 60 1 а <со
I полосы кг/мм* кг/мм'
Время в май. Время В МИИ. Время В МИИ.
10 0,18 0,22 10 0,22 0,29 48 0,08 0,11
15 0,36 0,46 15 0,48 0,67 80 0,14 0,18
20 0,55 0,81 20 0,74 1,07 96 0,17 0,22
25 0,89 1,22 25 1,10 1,54 150 0,26 0,32
30 1,22 1,65 1.71 30 1,56 2,15 200 0,34 0,47
35 2,2 35 2,05 2,81 250 0,39 0,53
40 2,15 2,90 40 25 3,72 300 0,52 0,74
45 2,56 3,60 45 3,25 4,53 400 0,68 0,93
50 3,26 4,46 50 4,0 5,31 600 0,96 1,36
60 4,38 5,89 6,10 60 5,3 8,33 10,22 800 1,31 1,86
70 8,21 70 7,5 1200 2,1 2,8
80 7,56 10,41 80 9,55 13,87 1600 2,70 3,8
90 3,38 13,21 90 12,0 17,21 2000 3,30 5,2
100 11.42 16,65 100 14,85 21,20 3600 6,5 9,6
120 16,6 23,6 120 21,0 30,5 4000 7,4 10,7
130 19,8 27,5 130 24,5 35,6 4800 9,1 12,9
140 21,58 30,4 140 28,0 40,1 7200 11,8 20,1
Сталь Сталь Сталь
Диаметр легиро- быстро- Сторон а легиро- быстро- Сечение легиро- быстро-
ванная 1 режущая квадрата ванная режущая ванная режущая
Время в мин. Время В мин. Время в мин.
10 0,34 0,44 10 0,42 0,56 48 0,15 0,17
15 0,71 0,89 15 1,05 1,19 80 0,26 0,29
20 1,23 1,50 20 1,55 1,83 96 0,29 0,36
25 1,81 2,25 25 2,34 2,74 150 0,48 0,59
30 2,50 3,16 30 3,24 3,85 200 0,65 0,87
35 3,46 4,18 35 4,33 5,14 250 0,78 0,98
40 4,36 5,31 40 5,68 6,63 300 1,07 1,38
45 5,22 6,60 45 6,82 8,28 400 2’.06 1,64
50 6,2 7,96 50 8,25 10,1 600 2,48
60 9,3 11,06 60 11,67 14,0 800 2,74 3,36
70 12,4 15,6 70 15,7 18,9 1200 4,26 5,11
80 15,4 19,6 80 19,8 24,6 1600 5,86 6,88
90 19,3 24,3 90 24,6 30,6 2000 7,44 8,93
100 24,6 29,6 100 31,6 39,0 3600 13,8 16,6
120 33.8 42,5 120 44,8 53,6 4000 15,8 18.3
130 39,8 49,0 130 51,9 62,6 4800 18,5 22,8
140 46,9 56,0 140 58,9 72,8 7200 29,6 35,8
796
Нормирование заготовительных работ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ ПРИ РАЗРЕЗКЕ МАТЕРИАЛА РАЗЛИЧНЫХ ПРОФИЛЕЙ Приводные ножовки КАРТА 25
Круг Квадрат
Диаметр в мм до Длина заготовки в мм Сторона квадрата Длина заготовки в мм
50 | >0° | 200 | 400 | 600 | 1000 50 ] 1 100 1 | 200 | I 400 1 600 800
I <реыя 1 за операцию В МН К. Время иа операцию в мин.
10 0,35 0,48 0,60 0,95 1.4 1,95 10 0,35 0,45 0,65 1.0 1,15 1.5 2,0
20 0,45 0,50 0,70 1,10 1,7 2,30 20 0,45 0,55 0,75 1,75 2.4
30 0,50 0,60 0,80 1,25 1,85 2,6 30 0,50 0,60 0,85 1,3 1,9 2,05 2,7
40 0,55 0,65 0,90 1,35 2,0 2,75 40 0,55 0,65 0,90 1,4 1,45 2.9
50 0,60 0,70 0,95 1,40 2,1 2,9 50 0,60 0,70 0,95 2.2 3.0
60 0,65 0,75 1,0 1,5 2,2 3,0 60 0,65 0,75 1,05 1,65 2,3 3.2
70 0,75 0,80 1.1 1,05 1,55 2,3 3,15 70 0,90 1 1 1.5 2,1 2,3 3,35 4.7
80 0,85 1 5 2,1 3,4 4,7 80 0,95 1,2 1.6 3.6 4.9
90 0,95 1,15 L6 2,25 3,5 4.9 90 1,0 1.3 1,7 2,4 3,7 5,1
100 1,0 1.2 1,65 2,4 3,65 5,1 100 1.1 1,4 1,8 2,5 3,8 5,3 5.6
120 1,05 1,3 1,75 2,6 3,9 5.4 120 1,15 1,45 1,9 2,75 4,05
140 1,15 1,85 2.8 4,05 5,7 140 1,26 1,5 2,0 3,0 4,25 5,9
Сечение в мм* до 1 100 1 | 200 | 1 400 1 | 600 1000
Время в > мин.
48 0,3 0,4 0,55 0,85 1,35 1,8
80 0,35 0,45 0,60 0,90 1,40 1,9
96 0,35 0,45 0,60 0,95 1,45 2,0
150 0,4 0,45 0,65 1,0 2.1
200 0,4 0,5 0,7 1,05 1,’б° 2.2
250 0.4 0,5 0,7 1,1 1,65 2,25 2,35
300 0,45 0,55 0,75 1,15 1 7
400 0,45 0,55 0,8 1,2 175 2,45
600 0,5 0,6 0,8 1,2 1,8 2,5
800 0,5 0,6 0,8 1,25 1.9 2,6
1200 0,5 0,6 0,85 1,30 2,0 2,8
1600 0,55 0,65 0,9 1,35 2,05 2,85
2000 0,55 0,7 0,95 1,4 2.1 2,95
3000 0,6 0,8 1,0 1,5 2,2 3,1
4000 0,7 0,9 1.8 ] ] 1,7 2,5 3,5
4800 1,1 L5 2,1 3.3 5^0
7200 0,95 1,2 1,6 2,3 3,6
Примечания' 1. Время, приведенное в карте, предусматривав! г установку прутка дли-
ион 2 ж; при установке прутков длиной 3 — 4 на 1,1, при L = 4 м на 1,2. м время, приведенное в карте , умножать npi
2. Время на организационно-техническое обслуживание и на естественные надобности следует брать в размере 5% операгнвиого времени. 1__
Нормативы режимов резания
797
ПОДАЧИ ПРИ РАЗРЕЗКЕ СТАЛИ Резцы из быстрорежущей стали Отрезные станки
КАРТА 26
Диаметр заготовки в мм Ширина резки в мм Подача в мм)о6
10 15 20 35 60 80 100 2 2 3 5 5 6-7 0,03—0,05 0,07-0,09 0,10-0,14 0,12-0,16 0,13-0,16 0,13-0,16 0,16—0,18
Примечание. Меньшие значения подач применять при отрезке стали > 60 кг/мм1, большие значения подач при отрезке стали < 60 кг/мм*»
1
798
Нормирование заготовительных работ
СКОРОСТИ РЕЗАНИЯ ПРИ РАЗРЕЗКЕ УГЛЕРОДИСТОЙ СТАЛИ Ob ~ 60-^70 кг/мм2 Резцы из быстрорежущей стали Отрезные станки КАРТА 27
Подача s в мм)об 0,04 Скорость резания и в м/мин 61 0,06 55 0,08 46 0,10 39 0,15 30 0,18 27
Поправочные коэффициенты на скорость резания при измененных условиях обработки в зависимости 1) от механических свойств обрабатываемого материала
Группа стали Механические свойства Коэффициент ч
Диаметр отпечатка по Бринелю Число твердости НВ Предел прочности в кг/мм*
Углеродистая конструкционная с содержанием углерода С 0,6% 5,7—5,08 5,08-4,62 4,62—4,26 4,26—3,98 3,98-3,75 107-138 138—169 200-231 231-262 40—50 50-60 70—80 80-90 0,71 1,31 1,00 0,63
Углеродистая конструкционная с содержанием углерода С 0,6% 4,62-4,26 4,26—3,98 3,98-3,75 169-200 200-231 231-260 60-70 70-80 80—90 0,80 0,62 0,50
Хромистые 4,95—4,56 4,56-4,23 4,23-3,99 3,99—3,46 146—194 174-203 203-230 230—260 50-60 60-70 70—80 80-90 1,12 0,85 0,66 0,53
Марганцовистые 4,95—4,56 4,56—4,23 4,23—3,99 3,99—3,76 146-174 174-203 203—230 230—260 БО-60 60—70 70—80 80—90 0,97 0,74 0,62 0,50
Никелевые 4,95—4,56 4,56—4,23 4,23—3,99 3,99—3,76 146—174 174—203 203—230 230—260 50-60 60-70 70—80 80—90 1,21 0,93 0,78 0,62
Хромоникелевые 4,95—4,56 4,56—4,23 4,23-3,99 3,99-3,76 146—174 174-203 203—230 230-260 50-60 60—70 70-80 80—90 1,15 0,88 0,74 0,54
X ромомолибденовые 4,56—4,23 4,23-3,99 3,99-3,76 174—203 203—230 230—260 60-70 70—80 80—90 0,73 0,62 0,53
Ноомативы времени
799
Продолжение карты 27
Группа стали Механические свойства Коэффициент
Диаметр отпечатка по Брянелю твердости НВ прочности В K2/M.JA1
Хромоинкельвольфрамовые 4,56—4,23 174—203 60—70 0,74
4,23—3,99 203—230 70—80 0,62
3,99—3,76 230—260 80-90 0,50
Инструментальные легированные 4,56—4,23 174—203 60-70 0,58 0,46
и быстрорежущие 4,23—3,99 203—230 70—80
3,99—3,76 230-260 80—90 0,40
2) от периода стойкости резца
Период стойкости резца в мин. | 90 | 120 150 240
Коэффициент Кт0 | 1.08 1 •° 0,95 0,86
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ Отрезные станки
КАРТА 28
Способ установки прутка выдвижении прутка Диаметр прутка в мм
1 20 1 30 | “ 1 “ 1 »1 100
Время в мин.
В цанге 50 100 150 300 0,4 0,45 0,5 0,55 0,6 0,7 0,7 0,75 0,8 0,9 0,8 0,85 0.9 1.0 1.0 1,1 - -
В самоцентрирующем пат- роне 50 100 150 300 0,6 0,65 0,7 0,8 0,8 0,85 0,9 1.0 0,9 0,95 1,0 1.1 1.0 1,05 1.1 1,2 1,1 1,15 1,3 1.5 1.5 1,6 1,8 2,0
Примечания: 1. На стайках с автоматическим выталкиванием прутка время, приведен- ное в карте, уменьшать для прутка диаметром до 60 мм иа 0,1 мин., для прутка диаметром > 50 мм иа 0,15 мии. 2. Время иа обслуживание рабочего места, отдых и естественные надобности берется в раз- мере 5% оперативного времени.
ГЛАВА XII
НОРМИРОВАНИЕ МАШИННОГО ВРЕМЕНИ
МНОГОИНСТРУМЕНТНЫХ РАБОТ*
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В трех разделах настоящей главы приведены материалы для расчета
режимов резания и машинного времени на основные виды работ, выпол-
няемых на многоинструментных токарных, фрезерных и сверлильных станках.
Каждый раздел, посвященный одному из типов станков, содержит инструк-
тивные указания и карты рекомендуемых режимов резания (подач, периодов
стойкости, скоростей резания, мощности резания и др.), а также примеры
расчета режимов резания и машинного времени.
Несмотря на то, что в каждом из разделов приведены рабочие инструк-
ции по расчету режимов резания, необходимо рассмотреть ряд общих поло-
жений, справедливых почти в равной мере для токарных, фрезерных, свер-
лильных и других многоинструментных операций. К числу этих поло-
жений относятся прежде всего последовательность назначения режимов
резания, методика расчета скоростей резания, экспериментальное уточнение
результатов расчета с учетом организационно-технических условий работы,
а также осуществимая в настоящее время точность назначения подачи и ско-
ростей резания.
Рассмотрение этих положений преследует цель дать представление
о состоянии вопроса в целом и привить правильный методический подход
к решению достаточно сложной задачи, какой является расчет режимов
резания при многоинструментной обработке, а также избавить рабочие
инструкции от лишних пояснений, непосредственно не связанных с тех-
никой расчета и требующих многократных отступлений.
При определении режимов резания по любой расчетной схеме решающее
влияние на конечные результаты оказывают исходные рекомендации по вы-
бору подач и скоростей резания. Поэтому прежде чем перейти к изложению
этапов расчета режимов резания, необходимо оценить степень точности
известных исходных данных и рассмотреть характер зависимости скорости
резания от стойкости при ее изменении в пределах, применяемых при много-
инструментной обработке. Оценка точности исходных данных и характер
зависимости стойкость — скорость резания осуществлена на основе анализа
многочисленных токарных, фрезерных и сверлильных операций по резуль-
татам их работы в производственных условиях и сводится в основном к сле-
дующему:
1. Нестабильность свойств обрабатываемого и инструментального мате-
риалов по твердости и структуре, допустимая техническими условиями,
а также невозможность в настоящее время количественно учесть некоторые
факторы, например жесткость системы станок — деталь — инструмент,
оказывающие заметное влияние на скорость резания, приводят к расхожде-
нию расчетных Ъ фактических скоростей резания для принятой стойкости
при хорошем состоянии оборудования в среднем на 15—25%.
• Составлена работниками НИИТАвтопрома Ю. В. Барановским (руководитель работы),
Л. А, Брахманом, Е. И. Киселевым, В. А. Шляпиной и С А. Щербаковой.
Методические указания
801
По этой причине в приведенных картах скоростей резания уменьшено
число поправочных коэффициентов по сравнению с обычно применяемыми
за счет исключения мало влияющих на конечный результат.
Относительно невысокая точность определения скоростей резания является
одной из причин, делающих целесообразной, а в ряде случаев необходимой
экспериментальную доводку режимов резания при их реализации в произ-
водственных условиях.
2. Значения показателя р в формуле зависимости стойкости от скоро-
сти резания Т = , принятые в существующих нормативах для одно-
инструментной обработки, могут быть признаны справедливыми для относи-
тельно невысоких периодов стойкости и совершенно неприменимы для
широкого диапазона периодов стойкости, с которыми приходится иметь дело
при многоинструментной обработке. Поэтому в приведенных режимах
резания приняты переменные значения показателя относительной скоро-
сти |а, близкие к рекомендациям дая одноинструментной обработки при зна-
чениях периодов стойкости до 60 мин. и прогрессивно уменьшающиеся при
дальнейшем повышении стойкости *.
3. Скорости резания при нарезании резьбы и развертывании даны,
в отличие от других видов обработки, не в зависимости от принятой стойко-
> сти, а по технологическим ограничениям (технологические скорости). Дело
в том, что работоспособность этих инструментов определяется не возмож-
, ностью резать металл, а в первую очередь необходимостью обеспечить тре-
> буемое качество обработки деталей — точность и чистоту обработанной
поверхности.
' 4. Значительное влияние жесткости системы станок — деталь — инстру-
k мент на величины подач, которое, однако, не поддается в настоящее время
i количественному определению, и отсутствие данных о динамической жестко-
сти станков не позволили применить расчетные методы определения подач
и рекомендовать их значения для токарных и фрезерных станков. В обоих
- этих случаях в нормативах даны указания о назначении больших подач
при жестких станках, деталях и оснастке. Однако эти указания носят ка-
• явственный характер и по необходимости приводят в известной мере
к субъективным решениям в пределах рекомендуемых диапазонов подач.
Рекомендации, содержащиеся в картах режимов резания, включают,
к' как правило, таблицу, коэффициенты к ней и примечания. Все эти данйые
t следует рассматривать как единое целое. Исходные параметры в таблицах
!>имер, суммарная глубина резания при определении подачи для токар-
)бработки, диаметр сверла и подача при определении скорости резания,
)сть резания при определении мощности и т. п.) приведены в виде одно-
1ых величин или в виде интервалов их значений. Интервалы включают
!ния параметров свыше минимального до максимального включительно,
ели заданный по условиям обработки параметр находится в промежутке
у имеющимися в таблице, искомую величину желательно определять
шоляцней, хотя допускается принятие ближайшего табличного значения.
Определение режима резания. Несмотря на разнообразие работ, рас-
шваемых в главе, и наличие особенностей, присущих каждой из них,
щческий подход, порядок расчета и задачи, которые приходится решать
расчете режимов резания, являются общими. Рациональный режим
шя устанавливается- для заданного технологического процесса при
актированной наладке и выбранной модели станка. '
го, однако, не исключает, а наоборот, предполагает внесение при расчете
Эти рекомендации явлиются известным усреднением ряда экспериментальных работ,
ценных НИИТАвтопромом и автомобильными заводами — Горьковским и Московским
ихачева, а главное материалов анализа производственной практики.
Справочник нормировщика 98
802 Нормирование машинного времени многоинструментных работ
режима резания таких улучшений в технологию и наладку, которые позволят
без ущерба для качества обработки деталей поднять производительность
и экономические показатели работы станка.
Перед назначением режима резания устанавливаются необходимые
для расчета исходные данные. К числу исходных данных прежде всего
относятся требования технологического процесса, принятая схема и размеры
обработки (наладка), характеристика обрабатываемого материала, конструк-
ция инструментов и технологической оснастки, паспорта оборудования и т. п.
При определении длины рабочего хода суппортов, инструментальных
головок, столов, осуществляющих движение рабочей подачи, которое также
следует отнести к установлению исходных данных для назначения режимов
резания, в ряде случаев нельзя ограничиться формальным сложением длины
резания, подвода, врезания и перебега. Если относительное расположение
инструментов в наладке и особенности конфигурации деталей не позволяют
точно установить длину рабочего хода ^к сумму длин резания, подвода,
врезания и перебега, то в этих случаях необходимо прибегать к графиче-
скому ее определению, о чем в рабочих инструкциях содержатся необходимые
указания. Назначение режимов резания начинается с выбора подач, после чего
рассчитываются стойкости, скорости резания, машинное время и при необ-
ходимости проверяются усилия и мощности резания.
Выбор подач. При многоинструментной обработке подачи назначают
в несколько этапов:
1. Выбирают рекомендуемые значения подач по нормативам. При точе-
нии — это подачи суппортов за оборот шпинделя, определяемые на осно-
вании суммарной глубины резания инструментов, установленных на суп-
порте с учетом ограничений, накладываемых требованиями точности обработ-
ки, чистоты обработанной поверхности, наличием прорезных, широких и фа-
сонных резцов, а также некоторыми условиями, учитываемыми нормативами.
При фрезеровании в качестве исходных принимаются подачи на зуб фрезы в
зависимости от обрабатываемого материала, типа фрезы и размеровобработки.
При сверлении, зенкеровании, развертывании при выборе подач наряду
с характеристикой обрабатываемого материала и размеров обработки учи-
тывается также технологическая последовательность работы инструментов
и требования к точности обработки.
2. Рекомендуемые значения подач корректируются с учетом кинематиче-
ских связей и выравнивания времени работы суппортов:
а) на токарных станках понижаются значения подач суппортов, имеющих
меньшее время обработки, при этом выпуск деталей со станка не уменьшается,
а стойкость инструментов и точность обработки возрастают. При наличии
кинематически связанных суппортов (например, сдвоенных на вертикаль-
ных полуавтоматах) подача ни одного из них не должна превышать рекомен-
дуемых значений — это может вызвать необходимость понижения подач
(против рекомендуемых) одного из суппортов;
б) при фрезеровании рекомендуемые подачи на зуб для фрез, установлен-
ных на одной оправке, корректируются таким образом, чтобы подача иа обо-
рот была общей для всех инструментов;
в) подачи на оборот сверл, зенкеров, разверток и других инструментов,
установленных в многошпиндельной головке, корректируются с целью обе-
спечения общей минутной подачи многоинструментной головки, исходя
из заданного по ее конструкции соотношения чисел оборотов отдельных
шпинделей. Технические приемы корректирования подач на многоинстру-
ментных токарных, фрезерных и сверлильных станках приведены в соот-
ветствующих рабочих инструкциях по расчету режимов резания.
3. .При работе на многошпиндельных токарных полуавтоматах и агре-
гатных станках в ряде случаев может оказаться целесообрашым дополни-
Методические указания
803
тельное корректирование подач поел е расчета скоростей на этапе выравни-
вания времени работы отдельных позиций. Этот вопрос будет рассмотрен
ниже, вслед за расчетом скоростей резания.
Расчет стойкости. Так как расчет скоростей резания тесно связан с уров-
нем периодов стойкости при многоинструментной обработке, то следующим
этапом назначения режимов резания вслед за выбором и корректированием
значений подач является расчет стойкости инструментов. Установление
рациональных значений периодов стойкости инструментов в условиях
конкретной задачи предопределяет, таким образом, значения скоростей
резания, а следовательно, чисел оборотов и минутных подач (где необходимо
их определение). В современной технической литературе приведены два
основных метода определения стойкости, обеспечивающей экономически рен-
табельный режим работы при многоннструментной обработке \
Эти методы по существу равноценны, так как решают одно и то же урав-
нение, и с принципиальной, теоретической точки зрения являются правиль-
ным, но для практического применения довольно громоздки.
Кроме того, относительно невысокая точность определения скорости
резания, а также лишь приближенные данные о зависимости стойкости от
скорости резания (при изменении стойкости отдельных инструментов в весьма
широких пределах, свойственных многоинструментной обработке), которыми
мы располагаем, делают нецелесообразным осуществление громоздких рас-
четов и для практических целей позволяют прибегнуть к упрощенному
способу, изложенному ниже в настоящей главе.
Анализ большого числа примеров производственной практики показал,
что этот упрощенный расчет при существующих точностях определения
скоростей резания и зависимостей стойкость — скорость (Т — и) не только
не уступает «точному» по достоверности, но и во многих случаях превосходит
его, так как исключается вольное или невольное экстраполирование зави-
симостей Т — v за пределы их действительных значений, подтвержденных
опытами и яроизводственной практикой.
В будущем, по мере повышения стабильности качества заготовок и режу-
щих инструментов, а также в результате уточнения стойкостных зависимо-
стей, окажется вполне целесообразным переход к более строгим с теорети-
ческой точки зрения способам расчета стойкостей и скоростей резания.
Рекомендуемое НИИТ Автопромом приближенное значение периодов
стойкости Тм, по которой ведется расчет скоростей резання инструментов
наладки, определяется по следующей формуле:
где Тм — условно экономическая стойкость в минутах машинной работы стан-
ка — является стойкостью лимитирующих инструментов наладки;
TMi — условно экономическая стойкость каждого инструмента в пред-
положении, что он работает на станке один;
К — коэффициент, учитывающий вид обработки, количество инстру-
ментов в наладке и равномерность их загрузки.
Принятые значения коэффициента К установлены на основании анализа
многочисленных примеров производственной практики и их сопоставления
с теоретическими расчетами.
Рекомендуемые значения стойкости Тм получены на основании этой
упрощенной зависимости, отражающей опыт работы разнообразных много-
инструментных наладок на автомобильных заводах.
‘Г И Темчин, Теория и расчет многоинструментных наладок, Машгнз, 1957, н ряд
более ранних работ.
В В Ко н я ш о в и Б. И Наумов, «Автомобильная н тракторная промышленность»
№ 9, 1951, № 6, 1954; Xs 12, 1956.
51*
804
Нормирование машинного времени многоинструментных работ
Для фрезерных станков стойкости рассчитываются непосредственно
по этой формуле, для токарных станков предварительно определены и при-
ведены в готовом виде значения Тм и определение его не представляет ника-
ких трудностей.
Таким образом, в соответствии с рекомендуемым способом назначения
режимов резания сразу же после выбора подач определяются значения
периодов стойкости лимитирующих инструментов 1 в минутах машинной
работы станка, которые и являются исходными данными для последую-
щего расчета скоростей резания.
Расчет скорости резания, числа оборотов и минутных подач. Расчет
скоростей резания, чисел оборотов шпинделей и минутных подач на много-
инструмеитиых станках разделяется в общем случае на два основных этапа.
Этап I — расчет скоростей резания, чисел оборотов и минутных подач
для отдельных рассматриваемых на этом этапе изолированных шпинделей
многошпиндельных полуавтоматов, многошпнндельных головок или других
позиций станка, инструменты которых связаны общим кинематическим пара-
метром: числом оборотов шпинделя станка, сохраняющимся неизменным
для всех суппортов и инструментов, установленных на рассматриваемой
позиции; общей минутной подачей для всех инструментов многошпиндельной
головки или шпинделей фрезерного станка.
Этап II — корректирование режимов резания с целью выравнивания
времени работы отдельных позиций кинематически не связанных между
собой и установление машинного времени работы станка.
Второй этап, как это очевидно, исключается для станков, где работа инстру-
ментов связана общим кинематическим параметром и расчеты по первому
этапу в этих случаях являются окончательными. К их числу относятся
токарные одношпиндельные станки, сверлильные многошпиндельные головки
(в случае, если на станке установлена одна головка), фрезерные станки,
в том числе и многошпиндельные, связанные общей минутной подачей стола.
К этой же категории относятся токарные многошпиндельные автоматы
с одинаковым для всех позиций числом оборотов шпинделя в минуту.
Назначение режимов резания на первом этапе расчета производится
в следующей последовательности:
1. Для инструментов рассматриваемой позиции станка устанавливаются
значения периодов стойкости в минутах времени резания, так как по стой-
кости в минутах машинной работы Тя нельзя рассчитывать скорости фезания:
Т = тм\,
rji£ У. — коэффициент времени резания, определяющий долю времени работы
рассматриваемого инструмента по отношению к общей продолжи-
тельности машинной работы на рассматриваемой позиции; тех-
ника определения А> указана в рабочих инструкциях.
Необходимо подчеркнуть, что в этих расчетах величину Тя следует
принимать исходя из общего числа инструментов, установленных на станке,
а не только на данной позиции, так как экономическая стойкость связана
с потерями времени и расходами по смене инструментов, а смена любого
инструмента вызывает простой всего станка.
Нет никакой необходимости определять значения Т и вести последующие
расчеты для всех инструментов, а можно ограничиться расчетами для пред-
положительно лимитирующих, так как рассмотрение наладки позволяет
исключить из расчетов явно нелимитирующие инструменты.
2. В соответствии с установленными значениями стойкости в минутах
времени резания по нормативам определяются скорости резания.
1 Лимитирующим инструментом наладки называется инструмент, стойкость которого,
измеренная числом обработанных деталей или в минутах машинной работы станка, является
наименьшей.
Методические указания
805
Для инструментов, по которым даны технологические скорости резания
(развертки, метчики), они в соответствии с рекомендациями принимаются
вне зависимости от периодов стойкости.
3. Рассчитывайся числа оборотов шпинделей и минутные подачи (где это
необходимо) в соответствии с установленными значениями скоростей резания.
4. Назначается число оборотов шпинделя п (для токарных и фрезерных
одношпиндельных станков) или минутные подачи sM (для многошпиндельных
головок и многошпиндельных фрезерных станков), исходя из полученных
расчетом значений для отдельных инструментов. При этом не рекомендуется
превышать минимальное из полученных для отдельных инструментов зна-
чений п или sM более чем на 10—15%.
В результате расчета, таким образом, скорости резания лимитирующего
инструмента (имеющего наименьшие значения пилиз*) обеспечивают стойкость
Тм, а стойкости остальных инструментов оказываются более высокими.
5. Определяется машинное время в соответствии с рассчитанными
режимами резания.
Для многошпиндельных токарных полуавтоматов и агрегатных станков
с несколькими головками после определения значений машинного времени
отдельных позиций осуществляется второй этап расчета и производится
корректирование режимов резания. Цель этого корректирования заклю-
чается в выравнивании времени работы отдельных позиций. В первую очередь
необходимо проанализировать возможность изменения наладки или кон-
струкций инструментов с целью уменьшения времени обработки на позиции,
определяющей производительность всего станка. Если же это оказывается
невозможным или в данных конкретных условиях нецелесообразным, сле-
дует понижать режимы резания на нелимитирующих позициях, не превышая
при этом установленного по лимитирующей позиции времени обработки.
Корректирование времени на лимитирующих позициях следует осуществлять
главным образом за счет снижения скоростей резания, а не подач, так как
при этом достигается большее повышение периодов стойкости инструментов
и в большей степени улучшаются экономические показатели операции.
Необходимо, однако, при этом иметь в виду, что при обработке стальных
деталей инструментами из твердого сплава не рекомендуется уменьшать
скорости резания ниже 45—50 м/мин, так как в противном случае стойкости
инструментов не -Только не будут возрастать, но могут даже понизиться.
На этапе согласования времени рабочих позиции и заканчивается соб-
ственно расчет режимов резания.
Уточнение значений чисел оборотов и подач по паспорту станка произ-
, водится на различных этапах расчета в зависимости от его кинематики
и достаточно подробно разъяснено в рабочих инструкциях.
1 Расчет режимов резания нельзя рассматривать как формальную задачу
1 назначения подач, чисел оборотов и определения машинного времени обра-
) ботки. Технология обработки детали и выбранная многоинструментная
( наладка обычно в большей мере влияют на производительность и экономич-
иость обработки, чем собственно расчет режимов резания. Необходимо
1' воспользоваться в полной мере тем, что в процессе расчета режимов резания
оказывается возможным в известной мере проанализировать наладку, выя-
f вить перегруженные и недогруженные инструменты и позиции и принять
f решения об улучшении наладки.
f Поэтому, хотя применение нормативов и предусматривает наличие спро-
f вотированного или действующего технологического процесса и наладок
I обработки, в ряде случаев необходимо вносить в них изменения, если в про-
> цессе расчета режимов резания окажется, что эти изменения дают возмож-
L иость повысить производительность или улучшить условия обработки,
f Например, при определении црдач суппортов многорезцовых станков может
806
Нормирование машинного времени многоинструментных работ
быть выявлена целесообразность уменьшения длины хода суппорта, лимити-
рующего производительность по времени работы за счет введения дополни-
тельных инструментов, перенесения части обработки на другие суппорты,
позиции и в отдельных случаях — на другие операции; при расчете мощности
резания может оказаться необходимым сместить время начала или окончания
работы отдельных суппортов, иногда может оказаться целесообразным изме-
нение конструкций инструментов, инструментальных материалов и т. п.
Такое активное отношение к расчету режимов резания будет способствовать
более полному использованию имеющихся резервов производства в отношении
производительности труда и его экономических показателей.
Рассчитанные по нормативам режимы резания не следует считать пре-
дельными, их необходимо рассматривать как первый этап установления
рациональных режимов резания.
При внедрении в производство режимов резания должны быть экс-
периментально уточнены стойкости и уровни скоростей и подач.
Необходимость экспериментальной доводки диктуется двумя причинами:
недостаточно высокой точностью исходных данных, используемых при рас-
чете, а также влиянием организационно-технических условий на рациональ-
ный режим работы станка. В конкретных производственных условиях
в зависимости от загрузки станка по программе режимы резания могут быть
повышены, если, например, станок является «узким» местом в линии, или,
наоборот, понижены на недогруженных по программе станках, если это дик-
туется целесообразностью многостаночного обслуживания, позволяющего
резко повысить производительность труда рабочего, или необходимостью
синхронизировать работу станков автоматизированной линии.
Однако следует иметь в виду, что форсирование режимов резания на «уз-
ких» местах возможно лишь до режима так называемой наибольшей произ-
водительности станка, когда количество обработанных детален будет наи-
большим, хотя стоимость обработки на операции повысится.
Пределы возможного повышения экономически рентабельных скоростей
резания до уровня режима наибольшей производительности станка ограни-
чены и составляют в большинстве случаев 15—2О?6. Дальнейшее повышение
режимов резания приведет к понижению выпуска деталей со станка вслед-
ствие резкого возрастания его простоев по техническому обслуживанию
(смене и подналадке инструментов). Поэтому при экспериментальной доводке
режимов резания для их повышения во всех случаях следует в первую оче-
редь изыскать возможность применения более износостойких инструмен-
тальных материалов, лучших конструкций инструментов, обеспечивающих
повышение их стойкости и снижение времени на техническое обслуживание,
усовершенствования наладки и других технологических мероприятий,
лишь в крайних случаях прибегая к форсированию режимов за счет снижения
стойкости инструментов и повышения себестоимости обработки.
1. НОРМИРОВАНИЕ МАШИННОГО ВРЕМЕНИ МНОГОИНСТРУМЕНТНЫХ РАБОТ
НА ТОКАРНЫХ СТАНКАХ
В разделе приведены режимы резания для многоинструментной обработки
стальных, чугунных и алюминиевых деталей на токарных станках. Порядок
расчета режимов резания и машинного времени для всех станков токарной
группы принят единым. Наличие отдельных инструкций для одношпиндель-
ных станков, многошпиндельных полуавтоматов последовательного и непре-
рывного действия обусловлено особенностями кинематики этих станков,
отразившимися лишь на технике расчета. Рекомендуемые скорости резания
ориентированы на применение охлаждения эмульсией при обработке деталей
из стали и ковкого чугуна и работе без охлаждения при обработке деталей
из серого ч^г^на.
Нормативы машинного времени для токарных станков
807
Инструктивные указания по расчету режимов резании
иа токарных станках при многониструмеитиой обработке
этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
11 111 IV Определение длины рабоче- го хода каждого суппорта Lp.x исходя из длин L, рассчи- танных для отдельных ин- струментов суппорта. Наи- большая из и их является длиной рабочего хода суп- порта (для сложных нала- док Lp.x можно определить графически) Назначение подач суппор- тов на оборот шпиндели s0 в мм/об: а) определение подачн каж- дого суппорта по нормативам; б) уменьшение подач суп- портов, не лимитирующих по продолжительности работы; в) уточнение подач суппор- тов по паспорту станка (для станков типа 1720, 1730 и им подобных одновременно уточ- няются длины рабочих ходов суппортов) Определение периодов стой- кости для предположительно лимитирующих инструментов Т в минутах резания Расчет скоростей резаиия v в м/мин и числа оборотов шпинделя станка п в минуту: а) определение рекомендуе- мых нормативами скоростей резания для предположитель- но лимитирующих инструмен- тов; б) расчет чисел оборотов шпинделя, соответствующих рекомендуемым скоростям ре- зания; L — 1р»з + У + 1доп (значение у см. табл. 1) Lp.x = Lmax Карта 1 Карта 1 Паспорт станка Карта 2 Карта 3 1000с п~ яд 1) Эскиз наладки с указа- нием размеров обработки. 2) у — величины подвода, врезания и перебега инстру- ментов. 3) /*п^Дополнительная длина хода, вызванная в ря- де случаев особенностями на- ладки и конфигурацией деталей 1) Обрабатываемый металл. 2) Вид инструмента. 3) Глубина (ширина) реза- ния 1(6). 4) Жесткость системы. 5) Точность обработки. 6) Чистота поверхности. 7) Ограничения, наклады- ' ваемые отдельными видами ' инструмента 1) X — коэффициент време- ни резаиия. 2) Количество инструментов в наладке. 3) Характеристика цдладкн по равномерности загрузки инструментов. 1) Вид инструмента и ин- струментальный материал. 2) Обрабатываемый металл и его твердость. 3) t — глубина резаияя. 4) s0 — подача. 5) ф — угол в плане в рабо- чем положении. 6) Т — принятый период стойкости инструмента
При меч а в и с. (к этапам III к IV). Число оборотов шпинделя стайка л устанавливается по лимитирующим по стойкости инструментам в следующей последовательности- 1 Для инструментов наладки определяются стойкости Т в минутах резания, исходя иэ принятой общей для всех инструментов стойкости Тм в минутах машинной работы (см. карту 2). 2 . В соответствии с установленными стойкостями Г по нормативам определяются скорости резания и рассчитывается число оборотов шпинделя п. Инструменты, для которых число обо- ротов получается наименьшим, и являются лимитирующими по стойкости. Для выявления лимитирующих инструментов, нак правило, нет необходимости производить расчеты Т. о и л для всех инструментов, а можно ограничиться расчетами для предположитель- но лимитирующих, так как рассмотрение наладки позволяет исключить нэ расчетов яано иели- митирующне инструменты (фассониые резцы, инструменты, работающие иа наименьших диаметрах я длинах, нт п )
808
Нормирование машинного времени многоинструментных работ
м Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
V п руетс VI П •Z* в) назначение числа оборо- тов шпинделя станка по пас- порту, исходя из рассчитан- ных чисел оборотов для лими- тирующих инструментов (ие рекомендуется превышать ми- нимальное значение рассчи- танных чисел оборотов более чем на 10—15%); г) уточнение скоростей ре- зания по принятому числу оборотов Расчет основного машинно- го времени обработки tM в мин. При перекрывающихся вре- менах работы суппортов в рас- чет принимается наибольшее tM одного суппорта. При иеперекрывакяцнхся временах 1я дли станка являет- ся суммой неперекрывающих- си времен рямечание. При работе суппо] я по участкам —— -| — . * S»l Проверочные расчеты по мощности резания:- а) определение по нормати- вам мощности резании N р^ в кет для каждого инстру- мента; б) расчет наибольшей за период работы станка сум- марной мощности резания ХЛ^реэ. равной сумме Np,, одновременно работающих ин- струментов (в сложных случа- ях рекомендуется строить гра- фик мощностей, как это ука- зано в приложении 1); . в) проверка по мощности двигателя; г) проверка прочности при- вода (прЬизводится только при малых числах оборотов шпинделя, обычно иа первых трех-четырех ступенях) р и меч айне. Если прочность п грет> 1.2^4. следует проверить эжеиие 1). Паспорт станка ndn мбб t = * syi irra с различными noj Карта 5 Паспорт станка ,, Мкв-п Ыкр “ Квт рйвода не ограничив . двигатель на dhkoi I) Lp-x— длина рабочего хода суппорта. 2) s0 и п — принятые пода- ча н число оборотов шпинделя 1ачами нашивное время сумми- 1) Глубины, подачи н скоро- сти резания инструментов на- ладки. 2) Обрабатываемый металл и его твердость. 3) Эскиз ивладки. 4) Модность двигателя Ngt- 5) Коэффициент полезного действия станка т). 6) Допустимый по прочности для данного числа оборотов крутящий момент ает выбранный режип резания. 1ую вагрузку и по нагреву (см.
Нормативы машинного времени для токарных станков
809
Таблица 1
Величины иодвода, врезании и перебега
Величины подвода Упод»- врезания уврез н перебега уп рассчитываются исходя из конкретных условий обработки; при этом необходимо учитывать конструкцию инст- румента и геометрию его режущей части, припуск иа обработку, форму н размеры детали н др. Составлиющая длины рабочего хода У = У под» + У»р»з + Уп- При определении у следует учитывать только те составные части, которые име- ют место в конкретных условиях. Приведенные ниже величины подвода, врезания и перебега соответствуют наи- более распространенным условиям обработки. 1. Величины врезания ytpta в мм
Схема резания Угол я плане Ч> в град. Глубина резания t в мм
1 2 ’ 1 4 5 6
45 60 75 90 1 I 0 2 2 1 0 3 2 1 0 4 3 1 0 5 3 2 0 6 4 2 0
45—90 2 4 6 8 10 12
2. Величины подвода и перебега Уподв + у„ в мм
Состояние заготовки Точение иа проход Точение в упор
Предварительно обточенные заготовки и прокат Поковки, отливки 4 6 2 3
Для сверл, зенкеров и разверток величины подвода, врезания и перебега см. в разделе сверлильных работ.
810
Нормирование машинного времени многоинструментных работ
Б Обработка иа многошинидельных полуавтоматах последовательного действия
Последовательность определения режима резания Источник или расчетная формула
этапа режима резанияРСД
I - V Определение длин рабочих ходов суппортов Lp,x, подач so, периодов стойкости Г, ско- ростей резания о. числа обо- ротов шпинделя п и машин- ного времени tM для каждой позиции производится, как для одношпнндельного много- инструментного стайка 1. См. этапы I—V для много- ннструментной обработки иа од- ношпиндельных токарных стан- ках 2. Для осевого инструмента см. стр. 863 См. этапы 1 — V для много- ииструмеитной обработки на одношпиндельиых станках
Примечания- 1. При определения периодов стойкости инструментов Т необходимо учи- тывать все инструменты станка, а не только установленные иа рассматриваемой позиции. 2 Если иа суппорте одновременно с резцами установлена сверлильная головка с дополни тельиым вращением саерла, то после назначения подачи суппорта по резцам sg рассчитывается
количество оборотов сверла за оборот детали /«= 1 и уточняете и по паспорту станка (в этой формуле set — иодача сверла по нормативам). По подобранному (по паспорту) i уточ-
ияется подача сверла 5^°= * j” . По этой подаче определяется спорость сверления, а по ней — 1000о число оборотов детали п = * 3. Для осевого инструмента стойкость Т рассчитывается также по карте 2; при этом
VI Установление машинного времени работы станка tM ис- ходя из рассчитанных машин- ных времен по позициям Рассчитанные иа этапе V машинные времена по пози- циям
VII Корректирование (уменьше- ние) числа оборотов шпинделя и подач иа нелпмнтнруклцих позициях с учетом установлен- ного машинного времени ра- боты станка. Эго корректиро- вание целесообразно осуще- ствлять главным образом за счет снижения числа оборотов. (При обработке стальных де- талей инструментом из твердо- го сплава не следует пони- жать скорости резания мень- ше чем до 45—50 м/мин) Паспорт станка
VIII Проверочные расчеты по мощности резания производят- ся так же, как и для одио- шпиндельных многорезцовых станков; прн этом в расчет принимается суммарная мощ- ность резания всех позиций 1. См. этап VI для многоиистру- ментиых одно- шпиидельных станков. 2. Для осевого инструмента см. стр. 864 См. этап XVI для многоин- струментных одношпиндель- ных станков
Нормативы машинного времени для токарных станков
811
В. Обработка на многошпппдельных полуавтоматах непрерывного действия
№ «тара Последовательность определения режиме резания Источник нля расчетная формула Исходные данные для определения режима резания
I —IV Определение длин рабочих ходов суппорте® Lp.x, подач se, периодов стойкости Т, ско- ростей резания о н чисел обо- ротов п для каждой из пози- ций, где осуществляется раз- личная обработка, производит- ся, как для одношпиндельиого многоинструментного станка См. этапы I — IV для многонн- струментиой об- работки на одно- шппндельных станках См. этапы I — IV для мно- гоинструментной обработки на одношпиндельных станках
Примечания: 1. При определении периодов стойкости Т необходимо учитывать все инструменты станка, а не только на рассматриваемой позиции ' 2 В связи с особенностью кинематики станков: а) значения длины рабочего хода вертикаль- ных суппортов Lp х уточняются по копиру станка, если расчетное значение Lp х значительно меньше обеспечиваемой копиром, следует решить вопрос об изготовлении специального копира; б) на указанных этапах расчета (I — IV) уточнение значений подач по паспорту станка не производится.
V Определение времени цик- ла и уточнение значений подач суппортов s: а) расчет минутной подачи всех вертикальных суппор- тов Sj,; sJB = son 1) s0 — расчетные значения подач и п — установленные значения чисел оборотов шпинделей 2) Lp. х — длина рабочего хода вертикальных суппортов
• б) установление времени цикла 7Ц по меньшему нз рас- считанных значений минутных подач Sj, и уточнение его по паспорту станка; в) уточнение подач se вер- тикальных суппортов исходя нз установленного времени цикла (ц-, t - 3 /рх Паспорт стайка
г) уточнение подач se гори- зонтальных суппортов, нахо- дящихся в определенном соот- ношении с подачами верти- кальных суппортов Паспорт стайка
VI Проверочные расчеты по мощности резаиия произво- дятся так же, как н дли од- ношпиидельных многорезпЪ- рых станков; прн этом в рас- чет принимаетсп суммарнаи мощность резания всех позиций См. этап VI для одношппн- дельных много- резцовых станков См. этап VI для одношпин- дельных мнегорезцовых стан- ков
812
Нормирование машинного времени мяогоинструментных работ
ПОДАЧИ s, в мм/об Токарные станки
КАРТА 1 Лист 1
I. Основные указания но назначению подач
В карте приводятся рекомендации подач в зависимости от технологических пара-
метров операции, вне связи с кинематическими н другими особенностями оборудо-
вания, применяемого для обработки детали.
При установлении режима резания на выбранном станке необходимо учитывать
его кинематику, а также регламентируемые паспортом величины подач и корректи
ровать рекомендуемые, подачи.
Основными, наиболее часто встречающимися причинами, обусловливающими
корректирование рекомендуемых нормативами подач, являются:
1. Кинематическая связь между суппортами (например, наличие сдвоенных
суппортов).
2. Неодниаковаи продолжительность работы суппортов одношпнндельиого
станка, определяемая количеством оборотов шпинделя за ход суппорта иа рабочей
подаче. Продолжительность хода работы суппорта характеризуется отношением
Суппорт, для которого —является наибольшим, лимитирует продолжи-
se
тельность обработки.
Примечание. Если суппорт за время рабочего хода осуществляет перемещение с двумя
значениями подач (»Oj на участке L, я sOj иа участке Lg), то вместо —- рассчитывается
При расчете скорости резания в дальнейшем в расчет принимается только
большее зиачеине подачн. Если обработка с поперечного суппорта заканчивается
„зачистными* оборотами при выключенной подаче, то нх количество добавляется
к рассчитанному количеству оборотов за время рабочего хода.
Для уменьшения продолжительности времени обработки детали следует доби-
ваться уменьшении —лимитирующего zсуппорта за счет изменении наладки
«о
(перераспределение нагрузки инструментов в пределах суппорта, между суппор-
тами, увеличения количества инструментов в наладке и т. д.) нлн перенесения
обработки отдельных поверхностей иа другие операции. Если проведение указан-
ных мероприятий является неосуществимым или нерациональным, следует пони-
зить подачу нелимитнрующего по времени работы суппорта, обеспечивая примерно
равную продолжительность работы суппортов. Подачн нелимнтир'ующнх суппортов,
несмотря на результаты расчета, не следует уменьшать ниже следующих значений:
0,15—0,2 мм/об при точении стальных деталей резцами из твердого сплава во
избежание затруднений со стружколоманнем; 0,1 мм/об для прочих случаев
работы проходными н подрезными резцами; 0,03 мм/об при фасонном точении.
Если суппорты станка работают последовательно, указанное выше корректи-
рование подач не производится.
3. Неодинаковые рассчитанные времена работы отдельных позиций (шпинделей)
многошпнндельного станка. В этом случае на не лимитирующих по времени пози-
циях имеется возможность снизить как подачу s0, так н число оборотов л, с тем,
однако, чтобы корректирование не привело к увеличению машинного времени иелн-
мнтирующей позиции сверх машинного времени лимитирующих позиций; и в этом
случае величины з0 ие должны быть ниже указанных.
4. Наличие на станке ограниченного количества (ряда чисел) подач. При всех
корректировках, уточнениях и установлении режима работы станка величины подач
следует принимать из числа имеющихся в паспорте станка. Этапы расчета, на ко-
торых производится уточнение подач по паспорту, зависят от кинематики станка
(см. инструктивные указания на стр. 807).
Нормативы машинного времени для токарных станков
813
ПОДАЧИ s, в мм/об Токарные станки
КАРТА 1 Лист 2
II. Подачи при точения стальных и чугунных деталей
Обрабатываемый материал Суммарная глубина и ширина резания резцами, установленными на одном суппорте, £< + £6 в мм
ДоЗ 1 5 1 10 1 20 1 1 *
Подача з, в мм/об
Сталь 0,6 0,4 0,3 0,25 0,2
Чугун 0.8 0,6 0,45 0,35 0.25
При меч а ни а: 1. Для обработки деталей при жесткой системе станок — деталь — при-
способление — инструмент подачи увеличивать до 1,5 раза.
2 Для обработки деталей при нежесткой системе станок — деталь — приспособление — ин-
струмент (например, валиков небольшого диаметра и большой длины или расточке На тонких
скалках и др.) подачи могут быть уменьшены до 1,5 раза.
3 . При обработке жестких деталей на одиошпиндельиых стайках при простых наладках
и небольшом припуске рекомендуется назначать подачи до 1,0—1,5 мм/об с применением резцов
с дополнительной режущей кромкой (<р, => 0°).
4 . Обточиу конусов и фасонных поверхностей по копиру с дополнительных суппортов на
станках типа 116. МТЮ и др. производить с подачами 0.3—0.4 мм/об при глубине резаная до
2 мм и подачами 0,2—0.3 мм/об при бблыпих глубинах резания.
5 При высоких требованиях к точности подачу иа многорезцовых станках принимать
0.2—0.3 мм/об.
6 При повышенных требованиях к чистоте обработанной поверхности не рекомендуется
превышать указанные ниже значения подач.
Обрабаты- Скорость реза- ния о а м/мик V5 | V6
Радиус при вершине резца г в мм
0.5 1.0 | 2.0 | 0.5 1,0 2,0
Сталь 30-50 50-80 80-100 Более 100 0.25 0.3 0,35 0,35 0.3 I 0,4 - 0.35 0.45 — 0,4 1 0,4 1 — 0.4 0,5 - 0,15 0.2 0.25 0,3 0.2 0,25 0.35 0.4
Чугун Весь диапазон - 0.4 | 0,5 | — 0,3 0.4
ПО-
= 70 ч-90 кг/мм’; при вь = 50 + 70 табличные значения умножить иа 0.75, а при nfr=S0-4
иа 1,25
7 . Для прорезных, широких (лопаточных), фасонных резцов и расточных головок с пла-
вающими ножами применять следующие значения подач:
Инструмент
Резцы прорезные
Резцы фасонные
широкие
Расточные
плавающими
Характер обраба-
тываемой
поверхности
Канавки ши
зииой до 20
Глубокие
Простые
Цилиндрич
верхиости
Отверстия
Примечание. При точении фасонными н широкими резцами в конце рабочего хода
подачу рекомендуется уменьшать до 0.02—0.03 мм/об и на пяти-шести оборотах производить
<зачнстку> профиля бее подачи.
814
Нормирование машинного времени многоинструментных работ
ПОДАЧИ s,, в мм/об Токарные станки
КАРТА 1 Лист 3
III. Подачи при точении деталей из алюминиевых сплавов
Обрабатываемый металл Черновая обработка Чистовая обработка
Обточка Расточка Обточка Расточка
Силумин 0.7—1,0 0,6—0,8 0.2-—0,3 0,1—0,2 0,5—0,8
Дюралюминий 0,15—0,25 0,1—0,15 0,6—1,0
2 При чистовом точении силумина скорости резания принимать не ниже 100 м/мин, дюр. алюминия закаленного 60 м/мин 3. Подачи для осевого инструмента (сверл, венкеров и др.) см. карту И.
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т в мин. ^Токарные станки
КАРТА 2 Лйст 1
Период стойкости Т в минутах времени резаиия для каждого из предположи- тельно лимитирующего инструмента иаладкн, по которому ведется расчет скорости резания, равен где Тм — период стойкости в минутах машинной работы станка; л, — коэффициент времени резання. Примечания: 1. В случаях, когда очевидно, что X > 0.7, можно его не рассчитывать н принять Т == Тм. 2. Значения периодов стойкости Т для обработки стальных деталей твердосплавными ни струментами принимать не более 200 мин., несмотря на результаты расчета по приведенной формуле.
I. Периоды стойкости Тм в минутах машинной работы
Группа наладок Характеристика групп Рекомендуемые стойкости Г при числе инструментов в наладке
1 3 5 8 10 15 20 1а
I. Наладки с рав- номерной загрузкой инструментов Диаметры обтачивае- мых поверхностей отли- чаются не более чем в 1,2 раза; количество фасочных и подрезных резцов ие более 20% от общего количества инструмента иаладкн 50 150 200 300 350 400 - -
Нормативы режимов резания для токарных станков
815
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т н иля. Токарные станки
‘КАРТА 2 Лист 2
Группа наладок Характервствка групп Рекомендуемые стойкости Тм при числе инструментов в наладке
1 3 5 8 10 15 20 § иЙ
II. Средние налад- ки по равномерно- сти загрузки ин- струмента Все наладки, не отно- сящиеся к I и III груп- пам 100 120 150 180 230 260 300
III. Наладки с большой разницей по загрузке инстру- мента Диаметры обтачивае- мых поверхностей отли- чаются более чем в 2 раза; количество фасоч- ных н других малона- груженных инструментов свыше -50% от общего количества инструментов наладки - 70 90 ПО 130 150 170 180
11. Определение коэффициента времени резания X
Коэффициент времени резаиия X равен отношению количества оборотов шпин- деля за времв резания к количеству оборотов шпинделя за время рабочего хода суппортов на рабочей подаче. Количество оборотов шпинделя за время резаиия равно отношению длины реза- иия к подаче Количество оборотов шпинделя за время рабочего хода суппортов прн их параллельной работе равно наибольшему отношению длины рабо'чегр хода к подаче — . Если суппорт осуществляет рабочий ход с различными подачами, коли- so к ж , Lt чество оборотов определяется по формуле — Н - . soi S Если обработка с поперечного суппорта заканчивается .зачистными* оборотами при выключенной подаче, то нх количество добавляется к рассчитанному количеству оборотов рабочего хода. При неперекрываемом времени работы суппортов подсчитывается количество оборотов шпиндели за времи от начала рабочего хода первого суппорта до конца работы последнего. Прн работе одним суппортом коэффициент времени резания \ = Так же Lp.x определяется значение X, когда очевидно, что лимитирующие по стойкости инстру- менты установлены на суппорте, имеющем наиболее продолжительное время работы (прн параллельной работе суппортов станка).
816
Нормирование машинного времени многоинструментных работ
СКОРОСТИ РЕЗАНИЯ V в м/мин Токарные станки 1
КАРТА 3 Лист 1
Скорость реаания г>таблК*К‘1(г' где ота6л — скорость резания по таблице; Ki /С, и К, — коэффициенты.
Скорость резания Vma6jt
1. Точение проходными, подрезными и расточными резцами
Обрабатываемый Сталь . j Чугуи I серый Чугун ковкий Алюминиевые и магниевый сплавы
Материал инструмент? Быстрорежу- щая сталь Твердый сплав Быстро- режущая сталь
t в мм в мм/об Главный угол л плане ф*
45 60 КО 45 60 90 | 45 60 90 45 60 | 1 99 1 | 45-90
До 1 Др 0,2 0,3 0,4 0,5 0,6 0,8 4Й 41 36 34 31 28 48 41 36 34 31 28 48 41 36 34 31 28 140 130 ч 125 120 ПО 105 140 130 125 120 НО 105 140 & 120 ПО 106 135 130 120 115 ПО 106 135 130 120 115 110 106 135 130 120 115 ПО 106 120 115 по 105 97 93 120 115 НО 105 97 93 120 115 ПО 105 97 93 530 460 ,400 360 330 290 225 190 170 155 140 125
2.5 До 0,2 0,3 0,4 0.5 0,6 0.8 42 35 30 27 25 22 39 31 27 24 22 19 37 30 26 23 21 19 130 120 ПО too 97 90 1» по АВ 97 92 84 125 по too 95 88 82 130 115 105 98 93 86 125 ПО too 93 88 80 120 105 96 90 85 78 130 105 95 89 85 78 ПО 98 89 84 79 72 ПО 94 87 82 77 70 460 380 335 300 270 240 190 160 145 130 115 105
5 До 0,2 0,3 0,4 0,5 0,6 0.8 £ 28 24 22 19 37 29 25 22 19 17 29 23 20 18 16 14 130 115 105 96 90 80 125 НО 100 90 83 76 ПО 93 86 80 73 66 130 ПО 100 90 85 77 120 100 90 85 80 73 105 90 80 75 70 61 115 100 90 84 78 69 108 95 85 79 73 66 93 80 74 68 64 57 410 340 305 270 245 215 170 145 125 ПО 100 90
2. Точение твердосплавными резцами с дополнительной режущей кромкой (Ф, >“ 0°)
Обрабаты- Сталь „ . I Чугуи ковкий Алюминиевые Чугун серый I и магниевый сплавы
з0 в мм/об Глубина резания t в мм
0,5 1.0 | 1,5 | 2 | 0.5 | 1 1,5'| 2 | 0,5 1 | 1.5 | 2 | 0.5 | 1 | | 7,5 2
1.5 2 120 106 100 100 | 96 I 88 I ЦО I 97 91 1 83 76 100 87 83 76 72 97 80 89 I 84 I 105 74 69 93 73 | 68 | 90 90 I 84 I 77 I 315 I 260 1 80 72 67 280 220 73 67 1 62 230 1 195 I 240 195 175 225 185 160
3. Точение фасонными, прорезными, отрезными и широкими резцами
резцов Материал инструмента Обрабаты- вающий Пбтача sfl а мм/об
0.03 0,04 | 0,06 0.08 0,1 | 0.15 0,2 0.3 0,4 | 0.5
Фасонные Широкие, прорезные и отрезные Быстрорежу- щая сталь То же Твердый сплав Сталь ^Чугун серый 53 50 42 44 35 40 ПО 115 105 32 36 100 105 97 27 30 85. 90 82 28 , 77 80 73 23 65 68 62 20 57 62 55 18 52 56 50
Примечании:!. Скорости резания для точения сталей и ковкого чугуна даны с учетом применения эмульсии, для серых чугунов —при работе без охлаждения. В случае применения охлаждения эмульсией при обработке чугунов скорости резания могут быть повышены на 15—20%. При скоростном точения стальных деталей эти же данные остаются неизменными в а случае работы без охлаждения. 2 Скорости резания для осевого инструмента см. карту 13. Для расточных головок с пла вающимн ножами скорости резания принимать такими же, как и при развертывании
Нормативы режимов резания для токарных
Продолжение карты 3
2. От периода стойкости и марки твердого сплава а) Для проходных,' подрезанных, расточных и прорезных резцов
Обрабатываемый металл Материал инструмента Период стойкости Т в минутах резания
До 30 | 60 I 100 | 150 1 1 300 400 600 800 1000
Р9, Р18 1,2 1 '•> 1 > | 0,9 | 0.85 0,8 0,75 0,6 0,55 0,5
Т15К6 1,7 1 1-5 1 1.25 1 | 0,9 — — — — —
Т14К8 1,35 1 '-2 1 ' 0,8 | 0,7 — — — — —
Т5КЮ 1,1 | 0,95 | 0,8 0,65 | 0,55 — — — — —
ВК2 1.5 | 1,3 1 I-2 1.1 | 1 0,9 0,85 0,7 0,6 0,55
Чугун серый ВК4, ВК6 1,3 | 1,15 i 1 0,9 | 0,85 0,75 0,7 0,6 0,5 0,45
ВК8 1 м 0,95 | 0.85 0,75 1 0,65 0,6 0,5 0,45 0,4
ВК2 1,9 1,7 j 1.45 1,3 1 12 1,1 1 0,85 0,7 0,65
Чугун ковкий, маг- ниевый ВК4, ВК6 1,6 1,4 1 '-2 1.1 | 1 0,9 0,85 0,75 0,6 0,55
ВК8 1,3 1.15 1 1 0,9 | 0,85 | 0,75 0,7 0,6 0,5 0,45
Алюминиевые спла- Р9, Р18 1,3 1.1 1 1 0,9 | 0,85 | 0,8 — — — —
вы ВК4, ВК6 1,5 1.2 1 ' 0.9 | О.» | 0,7 1 - — —
б) Для фасонных резцов
Сталь | Р9, Р18 1 Ь4 | 1.15 1 1 | 0,9 | 0,85 1 °.8 | | 0,75 1 - 1 ~ 1 -
3. От вида обработки К3
Поперечное точение Фасонное точение
Растачивание Прн отношении rf, * Профиль Предварительное Чистовое
а>75лии | d <1Ъмм 0—0,4 1 0,5-0,7 | 0,8- Простой 1 0,8
1 | 0,85 -| 1,35 1 • 1.2 | 1.05 Глубокий и сложный 0,85 0.7
• rf, — наибольший диаметр обработки в мм. Л, — наименьший диаметр обработки в мм
Нормирование машинного времени многоинструментных работ
Нормативы режимов резания для токарных станков
819
КАСАТЕЛЬНАЯ СИЛА РЕЗАНИЯ Рг в кг Токарные станки
КАРТА 4
Касательная сила резания Рг = Pz ma6jt KiKt кг, ТВ£ Ргпавл — касательная сила резання по таблице; Ki и К»—коэффициенты.
L Касательные силы резания Ргта6л в кг
Глубина резании t в мм
0,25 0,5 1 1.5 2 2,5 3 • 4 5 6 8 1 1 18
До 0,06 » 0,08 > 0,1 » 0,12 » 0,16 » 0,2 » 0,25 > 0,3 » 0,4 » 0,5 » 0,6 » 0.8 » 1,0 » 1.2 7,5 8 9 11 13 15 18 20 25 30 35 45 50 60 15 17 18 23 26 30 35 40 50 60 70 85 100 115 30 33 36 45 50 60 70 80 100 120 135 170 200 230 45 50 55 65 75 90 НО 120 150 180 200 250 300 340 60 65 70 85 100 120 140 160 200 240 270 340 400 460 75 85 90 ПО 130 150 180 200 250 300 340 420 500 570 90 100 ПО 130 150 180 210 240 300 360 410 510 600 690 120 130 140 170 200 240 280 320 400 480 540 680 800 920 150 170 180 220 260 300 360 400 500 600 680 ' 850 1000 1150 180 200 220 260 300 360 430 490 600 720 820 1000 1200 1400 240 260 290 345 400 480 570 650 800 950 1100 1350 1600 1850 300 '330 360 430 510 600 700 800 1000 1200 1400 1700 2000 2300
Примечания: 1. Касательные силы резания Рг для прорезных, отрезных и фасонных резцов принимать по проходным резцам с глубиной резания 1 мм и умножать иа ширину резца В 2. Для фасонных резцов сложных профилей Р, дополнительно увеличивать до 30% в зави- симости от сложности и для отрезных резцов — иа 20%.
II. Коэффициенты Kt, Kt в зависимости:
1. От обрабатываемого металла Кх
Обраба тываемый Сталь Чугун | h 1!
Серый Ков- кий Маг'й
НВ До 156 *207" 12?э” 207- 269 2аГ 269— 302 285- 321 321- 375 163- 229 ITO- 241 229jT 130—170 207- 229 2иГ
Быстро- режущая сталь 0,75 0,9 1 1,15 1.2 1,3 1.4 1,5 0,45 0,5 0,55 0,4 0,5 0,55 0,3
Твердый сплав 0,65 0.7 0,75 0.8 | 0,8 0,85 0,85 0,9
2. От скорости резания н переднего угла при точении сталей инструментом нз твердого сплава К,
Скорость резания о в м.(м,ин Передний угол у°
Ю 1 0 | -10
До 100 200 J.9 1 1 :J 1 к
52*
820
Нормирование машинного времени многоинструментных работ
МОЩНОСТИ РЕЗАНИЯ в кет Токарные станки
КАРТА 5
Мощность резания Нре3 = Л^тлбл-кет, где Ыщаб* — мощность резания по таблице; о — скорость резания в м/мин', Kt и Kt — коэффициенты
1. Мощности резания Нщабл в кет
Глубина резания t в мм
в мм/об^ 0.25 0,5 4.5 2 2,5 3 4 1 • 1 6 ] В 10
До 0,06 0,08 0,1 0,12 . 0,16 0,2 0,25 0.3 0,4 0,5 0,6 0,8 1.0 1,2 0,12 0,13 0,15 0,18 0,2 0,25 0,3 0,35 0,4 0.5 0,6 0,7 0,8 0,95 0,25 0,27 0,3 0,35 0,4 0,5 0,6 0.7 0,8 1 1.1 1.4 1.6 1.9 0,5 0,5 0,6 0,7 0.8 0,9 1,2 1.3 1,7 2,0 2.2 2.8 3,3 3,8 0,75 0,8 0,9 1.4 1,5 1,8 2 2,5 3 <2 5 5,6 1 1,2 1.4 1.7 го 2,3 2,7 3,3 3,9 4,5 5.6 6,6 7.5 1,25 1.3 1.5 1,8 2.1 2,5 2,9 3.3 4,2 4,9 5.6 6.9 8,2 9,4 1.5 1.6 1.8 Z1 2,5 3 3,5 4 5 5,9 6.7 8,3 10 11 2 2,2 гз 2,8 3,4 4 4,7 5,3 6,6 &9 11 13,2 15 2,5 2,7 3 3.5 4,2 4,9 53 6.7 8.3 9,8 14 16,5 19 3.2 3,6 4.2 5,1 5.9 7 8 10 12 13,4 16,6 19,7 22,6 4 4.3 4,7 5.6 6.7 7.8 9,3 10,6 13,2 15,6 17,8 22.5 26 30,2 5 5,4 5,8 7.1 8,4 9,8 11,6 13,6 16,6 19,5 22,3 27.7 33 37,6
Првкечаааг. 1 Мощности резаиия для прорезных, отрезных и фасонных резцов принимать по глубине резаиия 1 мм умножать иа ширину резца В в мм. 2. Дополнительно увеличить для отрезных резцов на 20% и для фасонных резцов сложного профиля до 30% в зааисиыостн от сложности.
11. Коэффициенты Kt, Kv в зависимости:
1. От обрабатываемого металла /Q
Обраба-^ Сталь Чугун S ][
Серый Ков- кий "‘.ыТ
НВ До 156 "мт” 170— 229 207- 269 26*- 302 285— 321 321- 375 - 163- > 229 ITO- 241 2г& I3O-I7D 207- 229 285
Быстро- режущая сталь 0.75 0.9 1 1,15 1,2 1,3 1.4 1,5 0,45 0,5 0,55 0.4 0.5 0,55 0,3
Твердый сплав 0,65 0,7 0,75 0,8 0,8 0,85 0,85 0,9
2. От скорости резания н переднего угла прн точении сталей инструментом нз твердого сплава Кг
Скорости резаиия о в м/мин Передний угол у’
10 | 0 —10
До 100 200 0,9 | 1’1 1,2
Нормативы, режимов реаания для токарных станков
.821
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОНКОМ ТОЧЕНИИ Алмазнорасточные станки
КАРТА 6
Тонкое точение применяется в машиностроительной промышленности при обра-
ботке сталей, чугунов н цветных металлов. Наиболее распространены операции
расточки, выполняемые иа специальных алмазиорасточных станках. Тонкая обточка
выполняется иа быстроходных токарных станках повышенной точности. Тонкая
расточка производится с небольшими сечениями среза и обеспечивает точное распо-
ложение осей растачиваемых отверстий и высокую точность (0,015—0,025 мм для
деталей средних размеров), чистоту поверхности по 7-му классу при обработке ста-
лей, 7—8-му классу для цветных металлов, 6-му классу при обработке чугунных
деталей.
Необходимым условием успешного применения рекомендуемых режимов резания
является отличное состояние шпинделей Стайка и отсутствие вибраций шпинделей
н приспособлений с деталями.
Для получения правильной формы отверстия с минимальной эллиптичностью
рекомеидуетси, где это позволяет конструкция детали, вести обработку в два про-
хода при одной установке детали.
Рекомендуемые режимы реаания
Сталь
Чугун
Обрабатываемый
материал
НВ< 180
НВ 180-229
НВ> 229
НВ 170-229
Подача »0
в мм/об
0,06—0,12
0,06-0,12
ИиструыеитальиьГЙ
материал
250-300
150—200
120—170
ТЭ0К4
150—200
120-150
100—120
ВК2, ВКЗ
Алюминиевые сплавы
Бронза
Латунь
Баббит
ОХИ—0,08
ОХИ—0,08
0,04—0,08
0,05-0,1
300-600
180-300
200-500
300—600
ВК2, ВКЗ
При точения
ботки применять охлаждающе-смаэываютже жидкости: эмульсию — при обработке чугуна, ла-
туни, бронзы; соляровое масло — при обработке баббнтои и алюминиевых сплавов; керосин —
при обработке алюминиевых сплавов.
3. Критерием затупления при тонком точении являются требования к точности и чистоте
обработки. Износ по задней грани не должен превышать, квк правило. 0,3 мм.
4. Значения подач в пределах -указанного диапазона выбирать в зависимости от требова-
ний чистоты обработанной поверхности и жесткости расточной борштанги. Прн весьма нежест-
ких борштангах и необходимости улучшать чистоту обработанной поверхности допускается
уменьшение значений подач по сравнению с представленными в таблице.
5. Скорость резания должна назначаться с учетом допустимого по конструкции шпинделя
числа оборотов.
в. Прн назначеннн скоростей резаяия для обработки стальных деталей следует учитывать,
что увеличение скорости резания может привести как к уменьшению, так н к повышению
стойкости. Поэтому, если прк внедрении операции стойкость окажется низкой, следует опро-
822
Нормирование машинного времени многоинструментных работ
ПРИМЕРЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ТОКАРНЫХ СТАНКАХ
ПРИМЕР 1
Расчетный лист к нормировочной карте 1
Исходные данные.
Деталь — кожух полуоси заднего моста.
Операция — обточить окончательно кожух полуоси заднего моста.
Станок — токарно-многорезцовый ЗРС, модель 116.
Заготовка — поковка, сталь 45, НВ 176—207.
Инструмент — передний суппорт: шесть проходных резцов, <р = 75°,
Т14К8; задний суппорт: два фасочных резца, <р = 10° и <р = 45°, Т14К8.
Наладка и размеры обработки — см. эскиз обработки в технико-норми-
ровочной карте.
Расчет режима резания и машинного времени
Расчет режимов резания на операцию чистовой обточки кожуха полуоси
в соответствии с инструкцией (см. стр. 807) выполняется в шесть этапов.
1 этап — определение длины рабочего хода суппортов. Как следует из эс-
киза обработки, наибольшую длину резания из резцов продольного суппорта
имеет резец 6 (1рез = 57 мм). Величина врезания для этого резца (см. стр. 809)
равна уврез = 1 мм, а длина подвода у^ =? 2 мм. Следовательно, длина
рабочего хода продольного суппорта
1рсэ + Уврез+ Упод. = 57 + 1 + 2 = 60 мм.
Таким же образом подсчитывается длина рабочего хода поперечного
суппорта, которая равна Lp. х = 3 4- 0 4- 2 = 5 мм (уврез = 0, так как
для фасочных резцов врезанием является длина резания).
11 этап — определение подач суппортов за оборот шпинделя. В соответ-
ствии с рекомендациями (см. стр. 813) подачи суппортов за оборот шпинделя
назначаются в зависимости от суммарной глубины резания, которая для
резцов продольного суппорта составляет 7,5 мм, а поперечного 8 мм. Ука-
занному значению суммарной глубины резания для продольного суппорта
соответствует подача s0 = 0,35 мм/об (определена пу-тем интерполирования;
согласно карте 1, лист 2, имеем: при Л = 5 мм s0 =0,4 мм/об, при /2 =
= 10 мм s02 = 0,3 мм/об, следовательно, для I = 7,5 мм будем иметь s0 =
- + _ (0,4 4 0.3) 7,5 _ ,
“ (G4-G) ~ (5+10) -0.35ЛЛ/0&) .
Принимаем для продольного суппорта ближайшее по паспорту станка
значение подачи s0 = 0,34 мм/об. Так как время работы поперечного суппорта
значительно меньше, чем продольного, а суппорты работают одновременно,
его подача может быть уменьшена без ущерба для производительности станка.
Из условия выравнивания продолжительности работы суппортов (равенства
чисел оборотов шпинделя за ход суппорта) подача заднего суппорта равна
0,028 мм/об = 176 оборотов; Q= 176 оборотов). Однако приме-
нение такой маленькой подачи при работе резцами из твердого сплава неце-
лесообразно с точки лрения износа инструментов, и она принята s0 =
= 0,11 мм/об.
* В дальнейшем во всех примерах расчета режимов резания, приведенных в данной
главе, значения Sq, v и N определены по соответствующим картам путем интерполирования.
Примеры расчета режимов резания при точении
823
Паспортные данные токарного полуавтомата Т-116 ЗРС
а) Число оборотов шпинделя в минуту
Сменные шестерни С 20 24 23 34 38 43 48 52
D 821 « 43 38 34 29 24 20
Число оборотов шпинделя 56 | 72 98 130 162 215 290 S
Мощность по прочности слабого звена в кет 21 1 27 27 27 27 27 27 27
б) Подачи суппортов прн нормальных кулачках н копирах ь
Тангенсы углов подъема копи* • ров и кулачков Сыенные шестерни
54 50 | 46 1 « 1 37 1 «• 1 28 1 1 « 1
Г 20 24 | 1 26 \ 1 « 1 “ 1 « 1 « ! 1 50 1 54
Подачи суппортов в мм/об
- 0,4 0,5 0,6 0,75 Продоль- ные подачи 1,89 2,36 2,74 3,54 1,46 1,82 2,19 2,73 1,15 1,44 1,73 2,15 0,88 1,10’ 1,32 1,65 0,7 0,88 1,05 1,31 0,59 0,74 0,88 1.11 0,43 0,60 0,72 0,90 ЕЗ 0,43 0,51 0,64 0,26 0,33 0,39 0,49
0,5 0,4 0.5 0,6 0,75 Попереч- ные подачи 0,94 1.18 1,37 0,73 0,91 1,04 1,36 0,57 0,72 0,8 1,07 0,44 0,55 0,66 0,82 0,35 0,44 0,52 0,65 0,29 0,37 0,44 0,56 0,24 0,30 0,36 0,45 0,17 0,21 0,26 0,32 0,13 0,16 0,19 0,25
0,25 0,4 0,5 0.6 0,75 0,47 0,59 0,68 0,88 0,36 0,45 0,55 0,68 0,29 0,35 0,43 0,54 0,22 0,27 0,33 0,41 0,17 0,22 0,26 0,33 0,15 0,18 0,22 0,28 0,12 0,15 0,18 0,23 0,09 ЕЗ 0,13 0,16 0,07 0,08 0,10 0,12
Мощность двигателя станка Nj в кет 14
Расчетный коэффициент полезного действия станка' 0,81
Наибольшая сила продольной подачи, допустимая передним суппор- том, в кг 2000
824
Нормирование машинного времени многоинструментных работ
НОРМИРОВОЧНАЯ
Станок Тип и фирма Модель Мощность Иив. Ns Охлаждение
Т окарно-много резцовый ЗРС 116 14 кет Эмульсия
Ns и ианменоваиие детали Кожух полуоси заднего моста Вес в кг Материал его твердость
Сталь 45 НВ 176—20?
Ns и наименование операции с указанием
основных размеров обработки (диаметра d
с допуском, модуля т, числа зубьев
детали г0 и др.)
Обточить окончательно кожух
Количество одновременно обрабатываемых деталей q,
диаметр расположения деталей иа круглом столе </десЛ
скорость круга в др.
Примеры расчета режимов резания при точении
825
Подач* в мм
Число
двойной ход
=°-
//л
0,35
0,35
0J5
0,35
0,35
0&
0^5
0^5
0J4
0J34
0J4
0,34
0J4
0,34
0,11
0J1
826
Нормирование машинного времени многоинструментных работ
III этап — определение периодов стойкости лимитирующих инстру-
ментов. Периоды стойкости для предположительно лимитирующих инстру-
ментов в минутах времени резания Т рассчитываются (см. карту 2) исходя
из стойкости Тя в минутах машинной работы'станка и коэффициента времени
резания X.
В рассматриваемом случае наладка из восьми резцов относится к средней
группе по равномерности загрузки инструментов, для которой Тм = 150 мин.
Так как значение X для резца 1, который, согласно схеме наладки, должен
являться лимитирующим (наибольший диаметр обработки и относительно
большая длина резания) более 0,7 ^Х — = -^ = 0,9^, оно может не
приниматься в расчет и Т = Тм = 150 мин.
IV этап — расчет скоростей резания и чисел оборотов шпинделя станка.
Расчет скоростей резания, как правило, выполняется для предположительно
лимитирующих инструментов наладки. Так как в рассматриваемом примере
очевидно, что лимитирующим по стойкости инструментом 1 является резец 1,
расчет скорости резания и числа оборотов шпинделя станка производится
для этого инструмента.
Скорость резания (см. карту 3, листы 1 и 2) для резца 1 при принятой
стойкости 150 мин. равна 112 м!мин, а соответствующее ей число оборотов
в минуту 376. Ближайшее по паспорту станка число оборотов 395, а соответ-
ствующая ему скорость резания равна 118 м/мин.
V этап — расчет машинного времени обработки:
** = 0,34-395 = °’45 МИН'
VI этап — поверочный расчет по мощности резания. Суммарная мощность
резания £Нреэ не должна превосходить мощность двигателя станка (с уче-
том его к. п. д.) на 20%
%Npe3< 1,2^.
Суммарная мощность резания по всем резцам наладки равна 11,3 кет,
а мощность двигателя 14 кет и к. п. д. станка т] = 0,81, следовательно,
ХНрез = Н.З кет < 1,2-14-0,81 = 13,6 кет и мощность привода доста-
точна для выполнения операции на расчетных режимах резания.
ПРИМЕР 2
Расчетный лист к нормировочной карте 2
Исходные данные.
Деталь — ступица заднего колеса.
Операция — токарная (см эскиз обработки, стр. 827).
Станок — токарный шестишпиндельный полуавтомат завода «Красный
пролетарий», модель 1284.
Заготовка — отливка из ковкого чугуна, НВ 121—149. .
Инструмент — 13 инструментов, оснащенных твердым сплавом ВК4
(подробно см. эскиз обработки на стр. 827 и нормировочную карту).
Наладка — обработка ступицы заднего колеса автомобиля выполняется
последовательно на пяти рабочих позициях, как показано на эскизе обра-
ботки.
1 Если лимитирующий инструмент загружен значительно больше остальных резцов налад-
ки и снижает общую производительность станка (что к рассматриваемому примеру не отно-
сится), следует принять меры к изменению наладки.
Примеры расчета режимов резания при точении
827
828 Нормирование машинного времени многоинструментных работ
Станок
НОРМИРОВОЧНАЯ
Тип и фирма Модель
Токарный шестишпиндель- ный полуавтомат завода .Красный пролетарий* 1284
Мощность
17 кет
детали
Ступица заднего колеса
№ и наименование операции с указанием основных размеров обработки (диаметра d с допуском, модуля т, числа зубьев детали ге и др.) Токарная
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей иа круглом столе ^росп. скорость круга
Окр и ДР-
Расчет режима
Инструмент
§
В
&
Наоборот
с
Наименование с указанием осаоваых
£
и марка инструментального материала
(ала харакяристака шлифовального
круга) в *
В
Д
S
s
I
S
§
1
а
10
13
Резец подрезной.
расточной
Ф а= 45°; ВК4
Ф = 4Г; *
Ф = 9(Р;
> проходной
> фасочный
* широкий,
» расточной, ф = 90*;
Ф = 12“;
Плавающие нсжи, ф = 9(Г;
145
145
270
128
123
108
270
132
267
130
125
150
125
2.5
1.5
23
0,2
0.2
10
40
20
22
12
23
20
22
22
43
29
25
25
25
25
0.55
0.55
0.8
0.2
0.3
0.6
05
0,51
0.51
0.22
0,22
0,24
0.24
0,61
0,61
Примеры расчета режимов- резания при точении
829
830
Н армирование машинного времени многоинструментных работ
Паспортные данные токарно-карусельного станка Т1284
1. Расчет режима резания и машинного времени
В соответствии с инструкцией (см. стр. 810) сначала рассчитывают режимы
резания для каждой из пяти рабочих позиций (//—VI) станка (I загрузоч-
ная), рассматривая как независимые одношпиндельные станки. Этот расчет
доводится до определения машинного времени обработки детали на каждой
позиции и включает в себя:
1 этап1 — определение длин рабочих ходов суппортов-,
II этап1 — назначение подачи суппортов-,
III этап — определение периодов стойкости для предположительно
лимитирующих инструментов на рассматриваемой позиции. При определе-
нии стойкости Т* необходимо учитывать общее количество резцов в наладке,
а не только установленных на рассматриваемой позиции, так как время
на смеиу и регулирование инструмента на любой из позиций вызывает простой
всего стайка. Следовательно, в рассматриваемом примере стойкость в минутах
машинной работы Тм ~ 210 мин. для всех позиций станка (см. карту 2,
число инструментов 13, равномерность загрузки средняя).
В рассматриваемом примере стойкость в минутах времени резания для
всех предположительно лимитирующих инструментов'наладки также при-
нята Т = 210 мин., так как значения коэффициентов времени резания для
них К > 0,7, что позволяет в соответствии с инструкцией принять Т = Тм.
IV этап2 — расчет скоростей резания и числа оборото^шпинделя станка.
V этап2 — определение машинного времени.
Результаты расчета режимов резания на каждой позиции, рассматри- z
ваемой как независимый станок, сведены в таблицу.
№ ПОЗИЦИИ Длина рабочего хода суппорта в мм Подача суппорта эа оборот шпинделя в мм/об Число оборотов шпинделя п Машинное время tM в ими.
вертикального горизонталь- вертикальная горизонталь
11 43 0,51 75 1,12
111 29 — 0,51 — 92 0,62
IV 7 7 0,22 0,22 83 0,38
у 25 0,24 — 184 0,57
VI 25 — 0,61 — 103 0,4
1 Определение длины рабочих ходов и назначение подач суппортов производится так же,
как в примере I.
* Расчет выполняется так же, как в примере 1.
Нормирование машинного времени на фрезерных станках
831
Как следует из таблицы, наибольшее время обработки имеет позиция II
(1,12 мин.). Как правило, следует предпринимать попытки перераспределения
нагрузки между инструментами с целью снижения времени обработки иа
лимитирующей позиции.
В данном рдучае небыли найдены эффективные пути изменения наладки
без ее значительного усложнения, а режимы рассчитывались для действу-
ющей наладки и обеспечивали выполнение программы и поэтому были
сохранены без изменений.
Режимы резания на нелимитирующих позициях были скорректированы
в следующей последовательности: *
VI этап — установление машинного времени работы станка: так как
наладка не подвергается изменениям t* = 1,12 мин.
VII этап — корректирование чисел оборотов шпинделей и подач, исходя
из условия, что ни на одной позиции не должно быть превышено устано-
вленное машинное время tM = 1,12 мин.
Позиция // —режим резания сохраняется неизменным, 1,12 мин.
Позиция III ♦ — уменьшены подачи и числа оборотов шпинделя, =
= 1,03 мин.
Позиция IV • — уменьшены числа оборотов шпинделя и подача, =>
= 0,9 мин.
Позиция V • — уменьшены числа оборотов шпинделя и подача tMV =
= 0,9 мин.
Позиция V/ • — уменьшены подачи и число оборотов шпинделя =*
= 108 мин.
Проведенное корректирование режимов резания на нелимитирующих
позициях обеспечивает значительное повышение стойкости инструментов,
надежности их работы, точности обработки и не уменьшает производитель-
ность станка..
VIII этап — проверочные расчеты мощности резания показали, что она
значительно ниже мощности провода станка и он полностью обеспечивает
реализацию запроектированного режима резания.
11. НОРМИРОВАНИЕ МАШИННОГО ВРЕМЕНИ МНОГОИНСТРУМЕНТАЛЬНЫХ РАБОТ
НА ФРЕЗЕРНЫХ СТАНКАХ
В разделе приведены режимы резания при работе торцовыми, дисковыми,
прорезными, радиусными, угловыми и цилиндрическими фрезами иа фрезер-
ных станках с прямолинейной и круговой подачей стола.
Режимы резания включают рекомендации по назначению подач, периодов
стойкости, скоростей резания и расчету потребной мощности.-
Общии порядок расчета режимов резания для всех фрезерных станков
принят единым.
Раздельные инструкции по расчету режимов резания для одношпиндель-
ных станков при многоинструментной работе, многошпиндельных станков
с прямолинейной подачей стола и многошпиндельных станков с круговой
подачей (карусельно- и барабанно-фрезерных) вызваны кинематическими
особенностями этих типов станков, отразившимися лишь на технике рас-
чета.
Рекомендуемые скорости резания ориентированы на применение охлажде-
ния эмульсией при обработке деталей из стали и ковкого чугуна и работе
без охлаждения по серому чугуну. При скоростном фрезеровании стальных
деталей эти же данные практически приемлемы и при работе без охлаждения.
* Степень уменьшения подач и чисел оборотов иа каждой позиции см. нормировочную
карту
832
Нормирование машинного времени
юс работ
Инструктивные указания по расчету режимов резания
при ммганнструментиой обработке на фрезерных станках
Последовательность расчета режима резания для всех станков фрезерной группы является
общей. Отличие в кинематике станков оказывает влияние лишь на технику расчета.
Инструктивные указания по расчету режимов резания приводятся для одношпиндельиых
станков при многоииструмеитаой обработке и для мцогошпиндельиим станков
с прямолинейной и круговой подачей стола
Последомтялъяость определения режима резанпя Источаяк пла раечетвая формула Исходя ые дапные для опреде- левпя режима резаанп
/. Расчет длины рабочего хода Lv. х мм и средней ширины фрезерования Ьср в мм (при одновременной об- работке нескольких деталей их комплект рассматривается как одна деталь). Lp.*=*lpes + !/ + Ч- 1доп СР 1рез (величину под- вода и перебега инструмента см. табл. 2, стр. 852) 1) /рю —длина резания, равная длине обработки, измеренной в направлении резания 2) у — величине подвода, врезания и перебега ин- струмента 3) /доп—Дополнительная
длина хода, вызванная а ряде случаев особенно- стями наладки и конфигу- рации детали 4) F — площадь фрезе- руемых поверхностей
// Назначение расчетной подачи иа зуб фрезы st в мм/эуб: а) определение рекомендуемой подачи на зуб фрезы для каждого инструмента по нормативам; б) расчет подач на оборот se для каждой фрезы и принятие общей подачи на оборот шпинделя по меньшим из полученных расчетам значений; в) уточнение расчетной подачи иа зуб для каждого инструменте по общей подаче на оборот Карта 7 %= «А 1) Обрабатываемый ме- талл и его Твердость 2) Тип фрезы 3) Инструментальный ма- териал 4) гп — число зубьев фрезы 5) Для отдельных типов фрез —глубина резания /, ширина фрезерования Ь, диаметр фрезы D
/// Определение периодов стойкости инструментов по нормативам Т в минутах резания Карте 8 1) Тип фрезы 2)0 — диаметр фрезы 3) Инструментальный материал , 4) X — коэффициент вре- мени резания 5) Количество инстру- ментов а наладке
IV Расчет скорости резания о . в mJ мин, числа оборотов шпинделя п в минуту и минутной подачи зя в мм/мин: а) определение рекомендуемых Карта 9 1) Обрабатываемый ме- талл и его твердость 2) Тип фрезы и ее мате- риал 3)' D — диаметр фрезы 4) Zu — число зубьев фрезы
инструментов; б) расчет чисел оборотов шпин- деля, соответствующих рекомендуе- мым скоростям резания; 1000о п~ nD
Нормирование машинного времени на фрезерных станках
833
5 «£ Последовательность определения режима резания Источник или расчетная формула Исходные данные для опреде- ления режима резания
/V в) назначение числа оборотов шпинделя станка по паспорту исхо- дя из рассчитанных чисел обэротов (ие рекомендуется превышать ми- нимальные значения расчетных чи- сел оборотов более чем на 10—15%); г) уточнение скоростей резания по принятому числу оборотов шпин- деля; д) определение минутной подачи по принятому числу оборотов шпин- деля и уточнение ее по паспорту стайка Паспорт станка _ JtDn 1000 Sjm = S&l Паспорт станка 5) Sx— подача на зуб 6) Т — период стойкости 7) Для отдельных, типов фрез — глубина резаиия t, ширина фрезерования Ь 8) So — принятая подача иа оборот шпинделя
Примечание. В случаях, когда осуществимая ив станке i минутная подача значительно
рогов шпинделя в минуту, сохранна подачу i на зуб фрезы в пределах, рекомендуемых картов 7.
V Расчет основного машинного вре- мени обработки tM в мин. иа ком- плект (комплект включает все дета- ли, установленные на столе станка) 1) Lp- х — длина рабочего хода стола 2) sM — минутная пода- ча
VI Выявление подачи на зуб фрезы s2 в мм/зуб по принятым режимам резания ** ~ пги 1) ги — число зубьев фрезы 2) — установленная минутная подача 3) п — число оборотов шпинделя
VII Проверочные расчеты по мощ- ности резания а) определение по ворматнвам потребной для каждой фрезы мощ- ности резаиия в кет; б) расчет наибольшей за период работы станка суммарной мощности резаиия ZNptS в кет, равной сумме Npt, одновременно работающих ин- струментов (прн затруднениях в ее определении рекомендуется строить график расхода мощности, как это указано в приложении); в) проверка по мощности двига- теля Np в кет; г) проверка прочности привода (производится только прн малых числах оборотов шпинделя — обыч- но иа первых трех-четырех ступе- нях) Карта 10 Паспорт стайка ZNPe3<l.2NdTi Паспорт станка рев < Мкр ,, Мко*П N^ = -^TKem 1) Обрабатываемый ме- талл и его твердость 2) Тнп фрезы 3) ги — число зубьев фрезы 4) Инструментальный материал 5) Ьти — максимальная ширина фрезерования 6) t — глубина резания 7) v — скорость реза- иня инструментов 8) Эскиз наладки 9) #0 —мощность дви- гателя 10) г) — коэффициент по- лезного действия станка 11) Мкр в кай—допу- стимый по прочности для данного числа оборотов шпинделя крутящий мо- мент
Примечание Если прочность привода не ограничивает выбранного режима резания, a pej> следует проверить двигатель на пиковую нагрузку или по нагреву (см. при- ложение).
53 Справочник нормировщика
834
Нормирование машинного времени многоинструментных работ
Б. Обработка на миогошпиидельных станках с прямолинейной подачей
*1 Последовательность определения режима резания Источник или расчетная формула Исходные данные для опреде- ления режима реэяняя
/ Расчет длины рабочего хода Lp. х в мм и средней ширины фрезеро- вания Ьср в мм (при одновременной обработке нескольких деталей их комплект рассматривается как одна деталь) LP- х = + У + + 'доп Ьср — 'роз См. этап I при миого- инструментиой обработке на одношпйндельных стай- ках
Примечание. b определяется а случае переменной ширины фрезерования.
// Назначение расчетной подачн на зуб фрезы $г в мм/зуб: а) определение рекомендуемой по- дачи на зуб фрезы для каждого ин- струмента по нормативам; б) расчет подачи иа оборот для каждой фрезы и принятие для фрез, работающих иа одной оправке об- щей подачи по меньшим из полу- ченных расчетом значений; в) уточнение расчетной подачи на зуб для каждого инструмента по общей для оправки подаче на оборот Карта 7 So S3&U ‘u См. этап II при много- инструментной обработке иа одношпиндельных стан- ках
III Определение периодов стойкости инструментов по нормативам Т в минутах резания Карта 8 См. этап III при миого- инструментной обработке на одношпйндельных стан- ках
IV Расчет скоростей резания о н м/мин, мниутиой подачи sM в мм/мин и чисел оборотов шпинделей п в ми- нуту: а) определение рекомендуемых нормативами скоростей резания всех инструментов; б) расчет чисел оборотов каждого инструмента, соответствующих ре- комендуемым скоростям резания и принятие для фрез, работающих на одной оправке, общего числа оборотов шпинделя по меньшим из полученных расчетом значений; в) расчет минутной подачи по принятым оборотам шпинделей, установление общей минутной пода- чи стола по меньшим из получен- ных расчетом значений и уточнение ее по паспорту станка; г) расчет чисел оборотов шпинде- лей по принятой подаче н уточне- ние нх по паспорту станка; 1 Карта 9 1000о SM = V Паспорт станка Паспорт станка 1 См. этап IV при мивго- ивструмснтиой обработке иа одиошпиндельимх стай- ках 1
Нормирование машинного времени на фрезерных станках
835
Последовательность определенна режима резания Источник или расчетная формула Исходяме данные для опреде- ленна режима резания
IV д) уточнение скоростей резания инструментов по принятым числам оборотов шпинделей _ пРп 1000
Примечание. Если имеющееся на меньше расчетных, необходимо в соответствн рогов п и расчетными значениями подачи на ее по паспорту станка. станке число оборотов шпинделей апачительио и с установленными по паспорту внвчеииямн обо- зуб s пересчитать минутную подачу и уточнить
V Расчет основного машинного вре- мени обработки tM в мин. на ком- плект (комплект включает все дета- ли, установленные иа столе станка) 1) 7-р. х —длина рабочего хода стола 2) sM — принятая ми- нутная подача
VI Выявление подачи иа зуб фрезы sz в мм'зуб по принятым режимам резаиия sz=-^ пгп 1) г, — число зубьев фре- зы 2) зм — установленная минутная подача 3) п — число оборотов шпинделя
VII Проверочные расчеты по мощно- сти производятся так же, как и при миогоинструментной обработке иа одношпйндельных станках См. этап VII при многоиистру- меитной обработ- ке на одношпнн- дельных станках См. этап VII прн много- инструментной обработке на одношпйндельных стан- ках
1 Определение средней ширины фре- зерования Ьер в мм (при одновре- менной обработке нескольких дета- лей их комплект рассматривается как одна деталь) *ср = -/— •Л«а 1) F — площадь фрезе- руемых поверхностей 2) —длина реаання, равная длине обработки, измеренной в направлении резания
н Определение рекомендуемой по- дачи иа зуб фрезы ио нормативам sx в мм/зуб Карта 7 См. этап И прн много- инструментной обработке иа одношпиндельных стан- ках
111 Определение периода стойкости инструментов по нормативам Т в мин. резаиня Карта 8 См. этап III при много- инструментной обработке иа одношпйндельных стай- ках
IV Расчет скорости резаиия v в м/мин, числа оборотов стола пстп в минуту, минутной подачи SM в мм/мин и числа оборотов шпин- делей п в минуту: I) См. этап IV при мно- гоинструментной обработке иа одношпиндельных стай- ках
53*
836
Нормирование машинного времени многоинструментных работ
Последовательность определения режима резания Источник или । расчетная формула Исходные данные для опреде- ления режима резания
а) определение рекомендуемых нормативами скоростей резания всех инструментов; б) расчет чисел оборотов шпинде- лей, соответствующих рекомендуе- мым скоростям резания; в) определение минутной подачи по рекомендуемым числам оборотов шпинделей; г) определение чнсла оборотов стола в минуту для каждого шпин- деля по рассчитанным минутным по- дачам, принятие общего для всех инструментов числа оборотов стола по меньшнм из полученных расче- том значений и уточнение его по паспорту станка; д) уточнение по принятому числу оборотов стола минутной подачн; е) расчет чисел оборотов шпин- делей по принятой минутной подаче и уточнение их по паспорту станка; ж) расчет скоростей резания ин- струментов по принятым числам оборотов шпинделей Карта 9 ЮООи П~ nD SM = SuZuK „ - S* Cm Ttdpacn Паспорт станка SJK — ficm^pacn. Паспорт станка _ nDn V~ 1000 2) dpaCn — средний диа- метр расположения дета- лей на столе станка, рав- ный полусумме наиболь- шего и наименьшего диа- метров расположения де- талей иа столе
Примечание Если имеющиеся иа станках чнсла оборотов шпинделей значительно меньше расчетных, необходимо а соответствии с установленными по паспорту значениями обо- ротов п и расчетным значением подачи на зуб sz пересчитать минутную подачу число обо- ротов стола пст и уточнить его по паспорту станка
V Расчет основного машинного вре- мени обработки tM в мни на ком- плект (комплект включает все де- тали, установленные на столе станка) ncm 1) Лет —число оборотов стола в минуту
VI Выявление максимальной подачн на зуб фрезы sz в мм!зуб по при- нятым режимам резания nzu 1) ги — число зубьеа фре- зы 2) dH — наибольший диа- метр расположения дета- лей иа столе 3) Установленные- — минутная подача; п — число оборотов шпинделей; пст — число оборотов стола
VII Проверочные расчеты по мощно- сти производятся так же, как и при многоинструментной обработке на одношпиндельиых станках См. этап VII прн многоннстру- ментной обработ- ке на одношпин- дельных станках См. этап VII при много- инструментной обработке на одношпиндельных стан- ках
Нормативы режимов резания на фрезерных станках
837
ПОДАЧИ sz в мм/зуб Фрезерные станки
КАРТА 7 Лист 1
1. При обработке чугуна
Тнп фрез Материал инструмента НВ Глубина резання в мм
До 2 | 2—5 > 5
Торцовые Твердый сплав До 229 >229 0,2—0,35 I 0,15—0,3 0,15—0,3 0,12—0,2 0,12—0,2 0,1—0,15
Дисковые | Для обработ- ки плоскостей Быстрорежущая сталь и твердый сплав До 229 > 229 0,15—0,25 I 0,12—0,2 0,12—0,2 0,1—0,15 0,1—0,15 0,08—0,12
Для обработ- ки пазов До 229 > 229 0,07—0,15 0,08—0,12 1 Меньшие зна- ) чсния применять при узких,глубо- ких пазах н не- больших диамет- рах инструмента
Прорезные Быстрорежущая сталь Ширина фрезеро- вания Ь До 2 2-3 3-6
- 0,03—0,05 0,05—0,06 0,06—0,08
Цилиндрические крупнозубые Быстрорежущая сталь Глубяяа резания Ширина фрезерования b в мм
До 50 > 50
До 2 3-5 5—10 0,3—0,45 0,25—0,35 0,1— 0,2 0,25—0,35 0,2—0,3 0,1—0,15
Подачу для цилиндрических мелкозу- бых фрез уменьшать в 2 раза
Примечания 1. Ббльшие значения подачи применять прв жестких станках, деталях я оснастке, меньшие — прн невысокой жесткости. 2 При весьма жесткой системе станок—деталь—приспособление подачи могут быть увеличены, при весьма нежесткой системе — уменьшены. 3 . При чистовой обработке для фрез, ие имеющих аачистиых ножей, подачи принимать до 0,12 мм/зуб 4 При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу иа зуб уменьшить а пределах 30%.
2. При обработке алюминиевых сплавов
Тип фрез Материал инструмента в мм/зуб
Торцовые Твердый сплав 0,2—0,3
1 Дисковые 1 Для обработки плоскостей Со вставными ножами 0,15—0,2
Для обработки пазов 0,10—0,15
Для обработки плоскостей Цельные Твердый сплав и бы- строрежущая сталь 0,10—0,15
Для обработки пазов 0,08—0,12
838
Нормирование машинного времени многоинструментных работ
ПОДАЧИ sz в мм/зуб Фрезерные станки
КАРТА 7 Лист 2
3. Прн обработке стали
Тип фрезы Материал инструмента НВ Глубина резаная t в мм
До 2 2-5 | 1 >5
Торцовые Быстрорежу- щая сталь <229 229—287 >287 0,20—0,30 0,15—0,25 0,12-0,20 0,15—0,25 0,12—0,20 0,10-0.15 0,12—0,20 0,10—0,15 0,07—0,12
Твердый сплав <229 229—287 >287 0,15—0,20 0,10—0,15 0,08—0,10 0,12—0,18 0,08—0,12 0,06—0,10 0,10—0,15 0,08—0,10 0,06—0,08
I Дисковые Для обра- ботки плоско- стей Быстрорежу- щая сталь <229 229—287 >287 0,15—0,25 0,12—0,20 0,10—0,15 0,12—0,20 0,10—0,15 0,08—0,12 0,10-0,15 0,08—0,12 0,06—0,10
Твердый сплав <229 229—287 >287 0,10—0,12 0,08—0,10 0.06—0,08 0,08—0,10 0,06—0,10 0,06—0.08 0,08—0,10 0,06—0,08 0,05—0,06
Для обра- ботки вазов Быстрорежу- щая сталь <229 229-287 >287 0,07—0,12 0,05—0,10 0,03—0,08 Меньшие значения применять при узких глубоких пазах и не- больших диаметрах ин- струмента
Твердый сплав <229 229—287 >287 0,07-0,10 0,06—0,08 0,05—0,07
Прорезные Быстрорежу- щая сталь НВ Ширана фрезерования Ь в мм
До 2 | 2-3 | 3-в
<229 >229 0,02-0,35 0,01—0,025 10,035—0,045 I 0,04—0,055 0,025—0,03 0,03—0,04
Цилиндриче- ские крупнозу- бые Быстрорежущая сталь Глубина резания Ширина фрезерования Ь в мм
До 50 | >50
До 2 3—5 6—10 0,25—0,40 0,15—0,25 0,20-0,30 0,10-0,20 0,10—0,20 1 0,10—0.15
Подача для цилиндрических мелкозубых фрез уменьшать в 2 раза
Радиусные вог- нутые Быстрорежущая сталь До 3 > 6 >12 0,04—0,08 0,03—0,06 0,02—0,04
Радиусные вы- пуклые и угла* вые Быстрорежущая сталь До 3 » 6 >12 0,06—0,12 0,04-0,08 0,03—0,06
Примечания: 1. Бблыпие подачи применять пра жестких станках, деталях и оснастке, меньшие — пра невысокой жесткости 2. Прв весьма жесткой системе станок — деталь — приспособление подача могут быть увели- чены. при весьма нежесткой системе — уменьшены. 3. Пра чистовой обработке подачи принимать до 0,1 мм/звб. 4. При обработке прорезными фрезам а пазов повышенной точности (до 0,1 мм) подачу иа зуб уменьшать в пределах 30%.
Нормативы режимов резания на фрезерных станках
839
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т в мни. Фрезерные станки КАРТА 8
Период стойкости каждого инструмента Т в минутах резания, по которому опре- деляется рекомендуемая для него по нормативам скорость резания о, равен 7 = Кф (7^+ 7^+ .••)*. где ТМ1, н т. д. — периоды стойкости первого, второго и т. д. инструментов наладки; X — коэффициент времени резания каждого инструмента, равный рабочего хода стола Lp. х; X = ; Кф — коэффициент, учитывающий количество инструментов в наладке. Значения Кф
Количество инструментов 1 2 1 ' ' > и более
Коэффициент Кф 1 0,85 | 0,7 0,5
Примечания: 1. Для станков с круглым столом длина резания <мэ для каждой фрезы яялвется суммарной длиной резааяя всех деталей, установленных на столе и обрабатываемых «той фрезой. За длину рабочего хода Lp х следует принимать длину окружности 1“^, по которой ведете и обработка — средний диаметр расположении поверхностей, обрабатываемых данной фрезой). 2. В случаях, когда значение X > 0,7, его можно не учитывать.
Периоды стойкости фрез в минутах машинной работы Тм
Материал инструмента Тип фрезы Диаметр фрезы D в мм
”1 ”1 75 100 | 150 | 200 | 300 н 500
Период стойкости Тм
Быстрорежу- щая сталь Торцовые и дисковые - 100 120 130 170 250 300 400 500
Прорезные - 80 90 100 ПО 120 - - -
Цилиндрические - 100 170 280 400 - - -
Радиусные - 60 80 100 - - - - -
Двухугловые - 100 150 170 -
Твердый сплав Торцовые и досковые двусторонние - - 90 120 200 300 500 600 800
Дисковые трехсторонние - - 130 160 200 300 - - -
СКОРОСТИ РЕЗАНИЯ v в м/мин Фрезерные станки
КАРТА 9 Лист 1
Обработка серого чугуна
Скорость резания i> = Стабл Ki Ki Kj.
где Отдбл — скорость резания по таблице;
Ki, Кг, Л'3 —коэффициенты.
I. Скорость резании Oma&t н коэффициент Ki
Тип фрезы
Материал
инструмента
До
Подача sz в мм/эуб
Коэффициент Kt
Торцовые
Твердый сплав
До 1
175
155
140
155
130
120
130
120
110
120
ПО
100
100
100
90
75
65
D/bcp 1,25 | 2 5
1,0 | 1,1 1,3
Для обработки
плоскостей
Быстрорежущая
сталь
Твердый сплав
До 1
До 1
67
42
70
67
32
D/bcp
43
36
24
160
140
130
140
120
110
120
НО
100
100
90
100
80
90
70
80
60
D/bcp 3 5110
Kt 0,9 1,011.15
Нормативы.
СКОРОСТИ РЕЗАНИЯ v в м/мин Фрезерные станки
КАРТА 9 Лист 1 (продолжение)
II. Коэффициенты Kt и Ка в зависимости: От твердости чугуна и состояния обрабатываемой поверхности Кг
Состояние поверхности Твердость НВ
163—229 170—241 235-295
Без корки 1.0 0,8 0,7
С коркой 0.8 0.7 0,6
От периода стойкости и материала инструмента К,
Твп фрезы Материал инструмента Период стойкости Т в минутах резания
до 30 60 100 150 200 400 600 1000 1500
Торцевые и дисковые ВК8 ВК4, ВК6 ВК2 2 1.1 1.4 1.6 1.0 1.2 1.4 0,9 1.1 1,3 0,8 1,0 1,2 0,7 0,8 1 0 0,6 0,7 0,9 0,55 0,65 0,8 0.5 0,6 0,75
Все остальные фрезы Быстрорежущая сталь 1.4 1,2 1.0 0,9 0,8 0,7 0,6 0,5 0.4
842 Нормирование машинного времени многоинструментных работ
СКОРОСТИ РЕЗАНИЯ v в м/мин Фрезерные станки
КАРТА 9 Лист 2
Обработка ковкого чугуна
Скорость резания о = Отабл Ki Kt Ka,
где Отабл — скорость резания по таблице;
Ki, Kt, К, —коэффициенты.
I. Скорость резании Отабл коэффициент Лг
Тип фрезы
Торцовые
Дисковые
Для обработки
плоскостей
Материал инструмента Подача »z в мм/зуй
До 0,02 0,04 0,06 0.1 0,15 0,2 0,3 0.4 0,5
До 1 230 210 180 150 130 ПО 100
Твердый сплав 3 - - 210 180 170 140 120 100 90
6 - 190 170 140 130 НО 90 80
До 1 90 85 70 65 55 40 35
Быстрорежущая 3 65 60 55 45 40 35 30
сталь 6 - - 60 55 50 40 35 30 25
До 1 210 190 160 140 120 100 90
Твердый сплав 3 — — 190 160 150 130 ПО 90 80
6 — — 170 150 130 120 100 80 70
Коэффициент Kt
D/bcp 1,25 2 5
Kt 1.0 1.1 1.3
D/bc, 3 5 10
Ki 0,95 1,0 l.l
D/bcp 3 5 10
Ki 0,9 1.0 1.15
режимов резания для фрезерных станков 843
Продолжение карты 9
Материал инструмента t Подача чг а мм/эуб Коэффициент Ki
Тип фрезы до 0.02 0.04 0,06 0.1 0,15 0,2 0.3 0.4 0.5
3 Для обработки пазов Быстрорежущая сталь До 3 5 10 20 100 85 70 55 95 75 60 50 85 70 55 45 80 60 50 40 70 55 45 35 60 45 40 30 55 40 35 28 2 2
D/6 3 I6 I10 20
1 1.0 | 1.1 | 1.15 1.2
Твердый сплав До 3 5 10 20 300 250 200 160 280 230 180 150 250 210 170 140 230 190 150 120 200 170 140 110 180 150 120 100 150 120 100 80
D/b 4 | 6 | 12
Kt 1.0 j 1,15| 1,25
Про -I 11 резные Быстрорежущая сталь До 1,5 3 6 12 25 75 65 52 45 35 70 55 48 40 32 65 53 45 37 30 60 50 40 34 27 - - - - -
D/6 15 20 40 75
l.C 1 1.1 1.2 1,4
Цилиндрические 6=40 6=60 6=100 70 67 65 65 64 60 60 56 53 55 50 48 48 45 42 40 37 35 35 33 30 30 28 25
D// 10 20 30
1,0 1,2 1,4
t—— в—J
g
8
!
i
|
i
I
з
II. Коэффициенты X, к X, • зависимости: От твердости чугуна и состояния обрабатываемой поверхности К»
Состояние обрабатываемой поверхности Ковкий н магниевый чугуны НВ
120-140 130-170 207—229 265-285
Без корки 1,2 1,0 0,7 0,5
С коркой 1,0 0,8 0,55 0,4
От периода стойкости и материала инструмента Кг
Тип фрезы Материал инструмента Период стойкости Г в минутах резания
До 30 60 100 150 200 400 600 1000 1500
Торцовые и дисковые ВК8 ВК4, ВК6 ВК2 2 1,2 1.45 1,7 1,0 1.2 1,45 0,85 1,05 1.25 0,8 0,95 1,15 0,65 0,75 0.9 0,55 0,65 0,8 0,45 0,55 0,7 0,4 0,5 0,6
Торцовые, дисковые, прорезные Быстрорежущая сталь 1,3 1,1 1.0 0,9 0,85 0,75 0,7 0,6 0,55
Цилиндрические Быстрорежущая сталь 1,5 1.2 1.0 0,85 0,8 - - - -
Нормативы режимов резания для фрезерных
СКОРОСТИ РЕЗАНИЯ о и м/мин Фрезерные станки КАРТА 9 ЛиетЗ
2
Тип фрезы
Материал
инструмента
Обработка стали
Скорость резания о = втавл Kt Kt Kit
где Vmaiu — скорость резания по таблице;
Л1( Kt, К» — коэффициенты.
I. Скорость резаиия «табл и коэффициент Xt
Подача sz и аии/эрб
ОЛ»
Коэффициент
Торцовые
Быстрорежущая
сталь
До 1
70
50
48
65
45
42
40
50
45
40
30
25
20
18
D/bcp 1,251 2 5
1.0 I 1.1 1.25
Твердый сплав
До 1
440
400
370
420
360
340
370
300
320
290
260
290
250
240
250
210
200
200
180
170
180
150
140
I D!btt) |1.25| 2 5
1 Kt 11.0 1 1.1 1,3
Для обработки
поверхностей
S
8
Быстрорежущая
сталь
До 1
50
45
42
40
50
37
40
25
30
23
22
25
20
18
D/bcp 13 5 10
X, |0.9б 1.0 1.0
Твердый сплав
До 1
400
360
330
380
330
310
340
290
270
290
260
240
260
230
230
190
180
180
160
150
160
140
130
D/bcp 3 5 | 10
1 Kt 0.9 1,0 11,15
Нормирование машинного времени многоинструментных работ
Тип фрезы
1 Радиусные 1 Выпуклые 5^? ।
Вогнутые
Двуху гловые
Цилиндрические
7
U—/7 —J
Материал
инструмента
Продолжение карты 9
Быстрорежущая
сталь
t Подача sz в мм/зуЬ Коэффициент Kt
До 0.02 0,04 0,06 0,1 0,15 0,2 0,3 0.4 0.5
50 46 43 38 —
D/t 5 | 10 20
6=10 46 43 38 35 — — — — —
К, 1,0 I 1,25 '1,5
6=25 42 38 35 33 — — — — — 1 1 1
6=8 48 /э 40 36 - - - - - D/t 10 20 40
6=20 43 40 36 33 — — — — — —
Ki 1,0 1,25 1,5
6=40 40 38 33 30 — — — — — —
6=4 40 36 34 30 :
D/t 5 10 I 20
6=10 36 34 30 28 — .— — — —
K, 1,0 I 1,25 1 1.5
6=20 34 32 28 25 — — — — — * 1 1
6=40 50 47 42 38 34 28 24 21 —
D/t 10 20 30
6=60 — 48 45 40 36 33 26 23 20 —
Ki 1,0 1,2 1,4
6=100 - 46 43 38 34 30 25 21 19 —
Нормирование машинного времени многоинструментных работ
СКОРОСТИ РЕЗАНИЯ v в м/мин Фрезерные станки
КАРТА 9 Лист 4
II. Коэффициенты Лг и Л', в зависимости
От обрабатываемого металла Kt
Обрабатывае- мый металл 30, 35, 40 46, 50 Э0Х, 35Х, 38ХА, 40 X 15Х, 20 X 45Г2, СОГ 12Х2НЗА 12Х2Н4А 20ХНМ 40 X НМ А 35ХГС 18ХГТ зохгт
Твердость НВ S 8 й 1 £ Й й 1 I £ й 1 £ § fc Й й
ihi Быстро- режущая сталь 1,6 1.3 1.1 0,8 1.2 1.0 0,8 0,6 0,5 1,0 0.9 0,7 0,6 0,5 1.3 0,8 0,6 0.5 0,9 0,7 1.1 0.7 0,6 0,5 0,4 1.1 0,7
Твердый сплав 1.5 1.2 1.0 0,9 1.1 1.0 0,9 0,8 0,8 1,0 0,96 0,9 0,8 0,7 1.2 0,9 0,8 0,8 1.0 0,9 1.0 0,8 0.8 0,8 0,7 1.0 0,95
От периода стойкости инструмента К,
Тип фрезы Материал инструмента Период стойкости Г в минутах резания
До 80 60 100 150 200 400 600 1 1000 | 1500
Торцовые, дисковые, прорезные Быстрорежущая >.з 1.1 1.0 0.9 0,85 0,75 0,7 0,6 0.55
Цилиндрические, радиусные 1.5 • 1.2 1.0 0,85 0,8 - - - -
Торцовые и дисковые Т1БК6 — 1,2 1.0 0,85 0.8 0,65 — — —
Т14К8 - 0,95 0,8 0,7 0,6 0,5 - - -
Т5К10 - 0,8 | 0,65 0,6 0,5 0,4 - - -
Обработка алюминиевых сплавов
Тип фрезы | Материал инструмента | о а м/мин
Дисковые цельные | Быстрорежущая сталь | 300—400
1 Твердый сплав | 500—700
Торцовые н дисковые со аставиыми ножами | Твердый сплав | 600—900
Примечание. Меньшие аначения скоростей резания рекомендуются при большем значении подач.
для фрезерных
851
i1 8
§§||g§533!:-s
ji§imi=£3
jimniiii
ЛШЦзЙг
BBteisis
!-1!-!-!!!-5ггг
!!BIIB!-BBss
ШЙВВВВВВ
J!lIIIIlI!l
Q 3 2 a 3
§gggg§52S22
§з;§§§§§§§5
§§sg§555§§§
IBIBBliissl
Ш1ВВ11ВВВ
|1 BBBBssBBBBB
: Jl ! ili iss hs h= Г i 5 t § i- S i § § I S § o- ' ’ 1 §! 1 1 gill s.l 1 1 sill
I i! 1 ! j ! 1 i i h§ h* hs h-2 hs
6 ! sss-3
! ;' яи 1 Й 1 11
852
Нормирование машинного времени многоинструментных работ
Таблица 2
Величины врезания и перебега
1. Для торцовых и концевых фрез, работающих симметричным методом
Ширина фрезере- Диаметр фрезы D в мм
До2о| 32 40 50 80 100 | 120 | 160 | 180 | 200 1 220 | 250 | 280 | 300 320 360 1 400
Величина врезания и перебега в мм
16 6 5 5 - 5 -
20 - 7 6 6 5 5 5
25 - 10 7 7 6 6 6 6 6
32 - - 10 9 7 7 7 6 6 6 -
40 - - - 14 10 8 8 8 -
60 - - - - 20 14 12 12 10 10 9 -
80 - - - - - 24 20 1/ 15 14 13 12 11 11 - - -
100 - - - - - 54 30 26 21 18 17 16 15 15 14 13 12
120 - 49 35 29 25 22 2Э 19 18 17 16 15
140 - 71 49 34 30 27 24 24 22 21 19
160 56 45 39 34 31 29 27 25 22
180 - 61 50 43 39 36 33 31 27
200 105 60 55 48 44 40 37 33
220 - 92 71 60 54 48 45 39
240 - 95 75 66 58 54 46
260 - 97 81 71 64 54
280 - 105 85 76 62
300 - 156 105 91 73
320 138 ПО 85
340 - - 139 100
Нормативы режимов резания для фрезерных станков
853
Продолжение табл. 2
2. Для дисковых, прорезных, цилиндрических и фасонных фрез
Диа (метр фрезы D в мм
фрезе ро До 16 25 32 40 50 60 70 | 80 | 90 | 100 1 no I 120 | 140 | 150 | 180 | 200 | 250
в мм Величина вреза ивя в । перебега в мм
1 5 7 9 ч И 12 12 ”1 14 14 15 16 17 18 19 20 21
2 6 9 И 12 14 15 16 171 18 18 19 21 22 23 24 26 28
3 7 10 12 14 16 17 18 19 20 21 22 24 26 26 28 30 32
4 7 11 13 15 18 19 21 22 23 24 25 2' 29 <30 32 33 37
5 7 12 14 15 19 21 22 24 25 26 27 29 31 32 35 37 40
6 - 12 15 17 20 22 24 25 27 28 29 31 34 35 37 40 43
8 - 13 15 19 22 25 26 28 30 31 34 35 J7 39 42 45 49
10 - - 18 21 24 27 28 31 32 34 37 38 41 43 46 49 54
12 - - - - 26 28 30 33 35 37 40 41 44 46 50 53 59
14 32 35 37 39 42 4" 47 49 53 56 63
16 - 34 37 39 41 46 50 52 56 60 66
18 - - - - - - - 38 41 43 47 48 52 54 59 63 69
20 - 42 45 48 50 54 55 61 6 . 73
25 - 54 59 61 66 71 80
28 - 56 61 61 69 . 74 84
3J - - 63 66 71 76 87
35 1 69 75 81 91
40 - 79 84 97
50 н 1- - 92 105
Примечание Величина врезания может быть подсчитана по следующим формулам: 1) при симметричном фрезеровании торцовыми фрезами поверхностей с постоянной шириной фрезерования
уарез= 2 где D — диаметр фрезы в мм; 6 — ширина фрезерования в мм; 2) при обработке дисковыми, прорезными, цилиндрическими и фасонными фрезами при постоянной глубине фрезерования на всем участке пути врезания. у*рез —VDt — t‘, где D — диаметр фрезы в мм. / — глубина фрезерования в мм. Величину перебега следует принимать, как правило, равной 2—5 мм, в зависимости от раз- меров и конструкции детали . инструмента и условий обработки. Для деталей сложной конфигурации во многих случаях удобно определять сумму 1^. + и графически. Для итого на чертеж или отпечаток детали накладывается калька с нанесенной на нее окружностью фрезы и перемещается в направлении подачи от положения, соответствую- щего началу врезания до окончании резания.
врезания и перебег принимать равным D + (2 ч- 5) мм. где D — диаметр фреаы в
НОРМИРОВОЧНАЯ КАРТА 3 Завод | НапраРление сращения чррвзы Фреза 1Фреза 1 зЛ1|
Станок Тип и фирма Модель Мощность Инв. № Охлаждение Цех |
Горизонтально- фрезерный ГЗФС 682 7,8 кет Эму л> сия Участок |
№ и наименование детали Вилка переключения Вес в кг Материал и его твердость Характер заготовки
Ст 35, ИВ 143—196 Поковка
№ н наименование операции с указанием основных разме- ров обработки (диаметра d с допуском, модуля т, числа зубьев детали гр и др.) Ф/ ,3-ровать паз и плоскость гребня (см. хкиз обработки) Направление ‘"[Zu ‘ 7} подачи
Количество одновременно обрабатываемых деталей q, диаметр расположения деталей на круглом столе </р0СП, скорость круга vKP и др. -
9Dnvoodntrdop
Расчет режима резания
! i * Инструмент Размерь । обработки |> ММ Подача в мм is ё| Скорость резания (для шли фоваикн— детали) V в м/мин оборотов (ДВОЙНЫХ ходов) в минуту Подача иа зуб sz« уточнен- [ ная по принятому режиму у 5& 0 Время обработки в мин 2 S & i 3 1 « I
i. Наименование с указанием основных размеров (диаметра D, числа зубьев ги, ширины Ь. угла в плане <р и др ) и марки инструментального материала (или характеристики шлифовального круга) ё < а I 1 g «и* На зуб На оборот или двойной ход В минуту
е Е % глубину) н еЗ а С
L Е По НОрМ£ I тивам • Е е! li 8 = I С
1 Дисковая двусторонняя фреза D = 90; г„ = 20; Р9 - - 2 13 16 60 0.2 0,1 4 2 - - 280 264 82 80 40 284 140 0,09 17 0,98
2 Дисковая трехсторонняя фреза D = ПО; га = 20; Р9 - 0.1 12 14 20 60 0.1 0.1 2 2 - - 280 264 100 51 48 148 140 0,09 14 0.23 3,85
1 3 Дисковая двусторонняя фреза D = 90; га = 20; Р9 - — 2 16 16 60 0,2 0.1 4 2 — — 280 264 82 80 40 284 140 0,09 22 1,27 6,1
Примеры расчета режимов резания при фрезеровании 855
ПРИМЕРЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ФРЕЗЕРНЫХ СТАНКАХ
ПРИМЕР 1
Расчетный лист к нормировочной карте 3
Исходные данные.
Деталь — вилка переключения.
Операция — фрезеровать паз и плоскость гребня.
Станок — горизонтально-фрезерный ГЗФС, модель 682.
Заготовка — поковка, Ст. 35, НВ 143—196.
Инструмент — составной из трех дисковых фрез Р9: две дисковые дву-
сторонние фрезы, D — 90 мм, ги = 20 и одна дисковая трехсторонняя
фреза D = ПО мм, ги = 20.
Наладка и размеры обработки — эскиз обработки и нормировочную
карту (стр. 854).
Паспортные данные горизонтально-фрезерного станка ГЗФС-662
Число оборотов шпинделя в минуту
20 | 27 1 35 | 45 | 60 | 80 | 105 И0 | 185 | 240 319 |
Продольные подачи в мм/мин ।
12,6 | 17,5 | 23,6 | 34,4 | 48 | 64,5 | 96,7 134,6 | 182 264 hl 495
Мощность привода 7,8 кет
Расчет режима резания и машинного времени
Как видно из эскиза, набором из трех дисковых фрез обрабатывается паз
и гребень вилки переключения. Фрезы 1 и 3 работают как цилиндрические,
поэтому для них подачи, скорости резания и мощности рассчитываются
как для мелкозубых цилиндрических фрез. Фреза 2 прорезает паз; подачи
и скорости резания для нее рассчитываются как для дисковой фрезы при
прорезании паза.
В соответствии с инструкцией (см. стр. 832) расчет режимов резания
выполняется в семь этапов.
/ этап — расчет длины рабочего хода стола Lp х. Длина рабочего хода
стола определяется фрезой 2, так как она имеет большую длину резания
(/„„ = 20 мм) и врезания (у — 40 мм), чем остальные фрезы наладки. L х —
= 1-рез + У — 20 + 40 = 60 мм.
11 этап — назначение подачи. Для фрез 1, 2 и 3, установленных на одной
оправке, подача за оборот фрезы должна быть общей. Поэтому рекомендуе-
мые значения подач на зуб (карта 7, лист 2) для фрез / иЗ — 0,2 льи/зуб;и для
фрезы 2 — 0,1 мм!зуб должны быть скорректированы.
Расчетное значение подачи за оборот фрезы (соответствующее рекомен-
дуемым значениям подачи на зуб) равно:
для фрез 1 и 3 s0 = s2zu = 0,2-20 = 4 мм/об;
для фрезы 2 s0 = s2zu = 0,1 -20 = 2 мм/об.
856
Нормирование машинного времени многоинструментных работ
Общей подачей за оборот является sg = 2 об/мин, так как увеличение
ее значения привело бы к превышению значений зг по сравнению с рекомен-
дуемыми для фрезы 2. В соответствии с принятой подачей so = 2 мм/об
подачи на зуб для фрез 1 и 3 окажутся меньшими первоначально выбранных
и будут равны
so 0,2 г, . *-
~ = -2Q- = °, 1 мм/зуб.
III этап — определение периодов стойкости инструментов в минутах
времени резания. Стойкость в минутах времени резания Т для каждой фрезы
рассчитывается с учетом суммы значений рекомендуемых стойкостей фрез
наладки в минутах машинной работы {ТЯ1 4- Тм2 4- 7\3), коэффициента Кф,
учитывающего число инструментов в наладке, и коэффициента времени реза-
ния X.
В соответствии с рекомендациями (см. карту 8)
Т=Кф(ТМ1 + Тм2 + Тмз)к.
Для фрез 1 и 3 Т — 0,78(126 4- 138 4- 126)-0,27 = 82 мин.;
для фрезы 2 Т = 0,78(126 4- 138 -f 126)-0,33 = 100 мин.
IV этап — расчет скоростей резания, числа оборотов шпинделя станка
и минутной подачи стола.
Рекомендуемые значения скорости резания в соответствии с принятыми
периодами стойкости для фрез 1 и 3 равны (см. карту 9) v = 80 м/мин, а для
фрезы 2 v = 51 м/мин. *
Соответствующие указанным значениям скорЛтей резания числа оборо-
тов шпинделя равны:
для фрез I и 3
ЮООо 1000-80 по.
« = -^ = ДГ9(Г = 284 об/мии;
для фрезы 2
1000о 1000-51 ,.о Л.,
« = = = 148 об//мин-
* Определение скорости резання для фрезы 2 выполнено расчетом по карте 9, листы 3 и 4
Дисковая быстрорежущая фреза 2 обрабатывает паз шириной 6=14 мм н глубиной / =
= 12 мм с подачей $г = 0,1 мм!зуб
Так как в таблице (карта 9, лист 3) отсутствует необходимое значение глубины резания
(12 мм), а значение величины подачи имеется, то определение табличного значения скорости
резания производится методом линейной интерполяции по формуле
Уяшбл = v6---(tomc — tM) м/мин,
‘6 — 1М
где Ътабл — искомое табличное значение скорости резания,
— ближайшее большее табличное значение глубины резания;
tM — ближайшее меньшее табличное значение глубины резания,
vg — ближайшая скорость резання, соответствующая меньшему значению глубины
резания,
оя — меньшая скорость резання, соответствующая большему значению глубины
резания;
— отсутствующее в таблице значение глубины резания
ипшбл = 35— (12—10) = с4 м/мин.
При «8 К, — 1,15. Для обработки сталь 35 Кг = 1,3 При стойкости Т *=
= 100 мнн₽Л = 1,0,
v = 34-1,15-1,3 1,0 = 51 м/мин
Примеры расчета режимов резания при фрезеровании
857
Таким образом, наименьшее расчетное число оборотов в минуту шпин-
деля оказалось 148. Это указывает, что фреза 2 является лимитирующим по
стойкости инструментом. Принимаем по паспорту ближайшее меньшее
значение числа оборотов шпинделя п = 140 об/мин, так как ближайшее
большее п = 185 об/мин превосходит расчетное на 25% и может вызвать
значительное уменьшение стойкости инструмента по сравнению с принятым
при расчете (100 мин.). Стойкость нелимитирующих фрез 1 и 3 окажется при
этом, естественно, значительно выше принятой при расчете, так как вместо
расчетного числа оборотов п = 284 принято общее для всех фрез, установлен-
ных на одной оправке п = 140 об/мин, которому соответствует скорость
резания для фрез 1 и 3 — 40 м/мин и фрезы 2 — 48 м!мин.
Расчетное значение минутной подачи = son = 2-140 = 280 об/мин.
Принимаем ближайшее по паспорту станка = 264 мм/мин.
V „man — расчет машинного времени обработки
t„ = Lp-- = = 0,23 мин.
* sM 264
VI этап — определение подачи на зуб для каждой фрезы. Так как число
зубьев у всех фрез, установленных на одной оправке, равно между собой zu =
= 20, будут равными и подачи на зуб:
^ = -^ = -^ = °’09мм/зУб-
VII этап — поверочный расчет по мощности резания. Значения мощности
резания Nреа рассчитывается (карта 10) по формуле
Для фрезы /
Npei{ = °’08 ^Ж)-’0-9 = °’98
для фрезы 2
Npe32 = 0,33^1-0,9 = 3,85 квт\
для фрезы 3
Npe,3 = 0,08 = 1,27 кет.
Суммарная мощность резания £Л/р„ = 0,98 4- 3,85 + 1,27 = 6,1 кет.
Мощность привода равна 7,8 кет-, таким образом, привод обеспечивает
осуществление рассчитанного режима резания.
ПРИМЕР 2
Расчетный лист к нормировочной карте 4
Исходные данные.
Деталь — диск сцепления.
Операция —фрезеровать торцы диска с двух сторон в размер 11,88—
11,64 мм.
Станок — карусельно-фрезерный ГЗФС, модель 623.
Заготовка — отливка из серого чугуна, НВ 179—229.
Инструмент — две торцовые фрезы ВК4, D = 375 мм, zu = 40 зубьев
Наладка и размеры обработки — см. эскиз обработки (стр 859) и нор-
мировочную карту.
858
Нормирование машинного времени многоинструментных работ
НОРМИРОВОЧНАЯ КАРТА 4
Станок Тип и фирма Модель Мощность Инв № Охлаждение
Карусельно- фрезерный ГЗФС 623 /3,5 кет Без охлаждения
№ и наименование детали Диск сцепления Вес в кг Материал и его твердость
Серый чугун, НВ 179—229
№ и наименование операции с указанием основных разме-
ров обработки (диаметра d с допуском, модуля т, числа
зубьев детали zq н др.)
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей на круглом столе dpocn- скорость круга
Vkp н др.
Фрезеровать торцы ди
Одновременно обрабатывается
с дру
в
Примеры расчета режимов резания при фрезеровании
860
Нормирование машинного времени многоинструментных работ
Расчет режима резания и машинного времени
Как следует из эскиза обработки, на столе станка установлено 10 приспо-
соблений для обработки дисков сцепления: пять для фрезерования диска
с одной стороны и пять — с другой. Каждая сторона диск% обрабатывается
последовательно двумя фрезами: черновой 1 и чистовой 2. Таким образом,
за один оборот стола обрабатывается и снимается со станка пять деталей
(за это же время устанавливается на станок пять заготовок и пять деталей
переставляется из приспособления в приспособление для фрезерования второй
стороны диска).
Расчет режимов резания в соответствии с инструкцией (см. стр. 835) вы-
полняется за семь этапов.
/ этап — определение средней ширины фрезерования
Ьср = -^~.
Площадь фрезеруемой поверхности
F = л(/?2 — г2) = л(1652 —802) = 66000 мм*.
Длину резания 1рез можно принять равной диаметру диска 330 мм.
Таким образом, b = = 6^<К) = 200 мм.
р * рез ООО
II этап — определение рекомендуемой подачи на зуб s2. По нормативам
(карта 7, лист 1) при торцовом фрезеровании чугунных деталей с глубиной
резания до 2 мм (в нашем примере для первой фрезы t = 1,5 мм, для второй
t = 0,5 мм) рекомендуются подачи на зуб эг = 0,2-н0,35 мм. Примем для
черновой фрезы ближе к верхнему пределу s2 = 0,3 мм!зуб и для чистовой
к нижнему s2 = 0,25 мм!зуб.
III этап — определение периода стойкости для каждой фрезы в минутах
времени резания Т (карта 8)
Т = Кф(Тм1 + Тмг)К.
Значение Кф для наладки из двух фрез 0,85. Для торцовых фрез диамет-
ром 400 мм Тм = 600 мин.
Значение коэффициента времени резания X инструментов на станках
непрерывного действия с круглым столом равно отношению суммарной
Примеры расчета режимов резания при фрезеровании
861
ддины резания установленных на станке деталей к средней длине окружности,
по которой ведется обработка n.dpacn.
Значение X для обеих фрез одно н то же и равно
г __________________________ 330*1° _ л от
Л ~ ТГПТбо - и-У1’
следовательно, равными будут и рекомендуемые стойкости для обеих фрез.
В данном случае значение X > 0,7, можно, согласно инструкции, не учиты-
вать; тогда стойкость инструмента
Т = Кф (Тм1 + Тж2) = 0,85 (600 + 600) = 1000 мин.
IV этап — расчет скорости резания, чисел оборотов шпинделей, минутной
подачи стола и числа его оборотов. Рекомендуемая скорость резания (карта 9,
лист 1) при стойкости 1000 мин. для черновой фрезы 62 м!мин и чистовой
82 м/мин, а соответствующие им числа оборотов шпинделей 52 и 70 в минуту.
Определяем расчетное значение минутной подачи в соответствии с реко-
мендуемыми подачами на зуб (см. этап II) и полученными значениями чисел
оборотов шпинделей:
для черновой фрезы
-= stzun = 0,3-40-52 = 624 мм/мин\
для чистовой фрезы
sM — s2zuп = 0,25-40-70 = 700 мм/мин.
В соответствии с рассчитанными значениями минутной подачи определяем
число оборотов стола
s. 624 n it «
nrm — — —------гтётг — 0.17 об/мин,
cm adpacn Л-1150 '
если вести расчет по черновой фрезе, и
п<ш = ^тХо ==0’19 об/мин’
если рассчитывать по чистовой.
Чтобы не понизить существенно принятого при расчетах значения
периода стойкости для лимитирующей черновой фрезы, принимаем по пас-
порту станка ближайшее к расчетному значение числа оборотов стола*
пст — 0,15 об/мин.
По принятому по паспорту числу оборотов стола уточняем минутную
подачу и число оборотов шпинделей станка:
~ Пст^расп = 0,15-3,14-1150 = 542 мм/мин.
Число оборотов первого шпинделя
= оЙ = 45 Об/мин-
Число оборотов второго шпинделя
$мин 542 р « I
п^^-= = 54 об^ии*
Принимаем ближайшие значения чисел оборотов по паспорту станка:
Hi = 47,5 об/мин и пг = 60 об/мин. Этим числам оборотов соответствует
скорость резания для черновой фрезы 56 м/мин и чистовой 71 м!мин.
V этап — расчет основного машинного времени tM на комплект деталей,
установленных на столе,
tu = —— — -Д’ — 6,6 мин.
* пст 0,15
Так как за это время окончательно обрабатывается пять деталей, машин-
ное время на обработку одной детали равно= 1,33 мин.
55 98
862
Нормирование машинного времени многоинструментных работ
VI этап — выявление максимальной подачи на зуб фрезы по принятым
режимам резания
_ _ пст
zmi“ п ги ’
где dH — наибольший диаметр расположения деталей на столе станка.
Для черновой фрезы
3,14(1150+ 165) 0,15 п оо . ,
S2 = --- 47^"-----’----40" = 0,32 мм/зУб-
Для чистовой фрезы
3,14(1150 + 165) 0,15 „„с . ,
5г =-------------------= 0,26 мм/зуб.
Таким образом, максимальные значения подач не превышают рекомен-
дуемых табличных значений.
VII этап — поверочный расчет по мощности резания. В соответствии
с картой 10 расчет мощности резания для торцовых фрез производится
по формуле
Для черновой фрезы
А 7 1 *7 56* 1,5’40 1 ЛГ *7 1
= 117—1000— 1>25 = 7-1 квт>
для чистовой фрезы
in 71-0,5-40 . л,- п п
Npe3 = Ь2 —1QtKj 1,25 = 2,2 кет.
Суммарная мощность резания 2,Npe3 = 9,3 кет, что меньше мощности
привода станка (13,5 кет).
III. Нормирование машинного времени многоинструментных работ
на сверлильных станках
В разделе приведены режимы резания при работе сверлами, зенкерами,
развертками, цековками, зенковками и метчиками на многоинструментных
сверлильных станках разных типов.
Рекомендации по назначению режимов резания охватывают многоинстру-
ментную обработку, выполняемую одной илн несколькими головками (агре-
гатные станки).
Режимы резания включают рекомендации по назначению подач, выбору
периодов стойкости, определению скоростей резания, осевых сил резания
и потребляемой мощности.
Рекомендуемые скорости резания ориентированы на работу с охлажде-
нием — при обработке деталей из стали и ковкого чугуна и на работу без
охлаждения — при обработке деталей из серого чугуна.
Общий порядок расчета режимов резання на всех многоинструментных
сверлильных станках принят единым и отличается для отдельных типов
станков лишь в связи с их кинематическими особенностями.
ИНСТРУКТИВНЫЕ УКАЗАНИЯ ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ
ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Последовательность расчета режима резания для всех многоинструмент-
ных сверлильных станков является общей. Отличие в кинематике станков
оказывает влияние лишь на технику расчета.
Инструктивные указания приводятся для: а) многоинструментной обра-
ботки на одношпиндельных станках с одной многошпиндельиой головкой
(многошпиндельных станках с общей минутной подачей шпинделей);
б) многоинструментной обработки на станках с несколькими головками.
Указания по расчету режимов резания на сверлильных станках
863
А. Обработка на станках с однс
гошпиндельной головкой
Последовательность определении режима резання Источник или расчетная фор- Исходные данные для определения режима резания
I II III IV Определение длины рабочего хода головки Lp. х в мм исходя из длин L, рассчитанных для отдель- ных инструментов головки. Наи- большая нз них является длиной рабочего хода головки Назначение подач s0 в мм1об а) определение подачн для ин- струментов головки по нор- мативам; б) определение подачи головки за оборот шпинделя станка (ведущего вала) s0 ш в мм/об по рекомендуемым для каж- дого инструмента подачам. So. ш принимается по паспорту станка исходя нз наимень- ших полученных расчетом значений s0. ш; в) уточнение подач на оборот для каждого инструмента по принятой подаче голов- ки на оборот шпинделя станка s0. ш Примечание Для головок с прин 1ия шпинделя, уточнение принятого зна Определение периодов стойко- сти для предположительно лими- тирующих инструментов Т в мни. резания Расчет скоростей резания v в м/мин, чисел оборотов в мину- ту п, инструментов и минутной подачн головки sM в мм/мин\ а) определение скоростей реза- ння для предположительно лимитирующих инструментов, б) расчет чисел оборотов, ин- струментов, соответствую- щих рекомендуемым скоро- стям резания; в) определение минутных по- дач для отдельных инстру- ментов, исходя из установ- ленной подачи s0 н рассчи- танного числа оборотов л; г) установление общей минут- ной подачи головки по наи- меньшим нз рассчитанных минутных подач отдельных инструментов; д) определение числа оборотов шпинделя (ведущего вала) и уточнение его по паспорту станка; L = + + У + 1доп (значение у см. табл 3, стр. 866) Lp. х — /-max Карта 11 Паспорт станка юдом подачи, кин чения so. ш по П| Карта 12 Карта 13 1000о п = j— nd SM — SgZl Паспорт станка — Sm пш 1) Эскиз наладки с указа- нием размеров обработки. 2) /рез — длина резания. 3) у — величина подвода, врезания и перебега инстру- ментов. 4) /йод —Дополнительная длина хода, вызванная в ряде случаев особенностями наладки н конфигурации детали 1) Условия обработки отвер- стия. 2) Требования к точности. 3) Обрабатываемый металл. 4) Вид обработки. 5) d — диаметр обработки. 6) i — передаточное отноше- ние, равное количеству оборо- тов инструментального шпин- деля за оборот ведущего вала ематическя независимым от вра- аспорту станка не производится. 1) d — диаметр обработки. 2) А — коэффициент времени резания. 3) Количество инструментов в наладке 1) Обрабатываемый металл. 2) Внд обработки. 3) d—диаметр обработки. 4) s0 — подача на оборот. 5) Инструментальный мате- риал. 6) Т — принятый период стойкости инструмента, рас- считанный на этапе 111. 7) Точность обработки и чи- стота поверхности при развер- тывании
864
Нормирование машинного времени многоинструментных работ
*1 Последовательность определения режима резання Источник или расчетная фор- Исходные данные для определения режима резания
IV е) определение чисел оборотов инструментов, соответствую- щих принятому числу обо- ротов шпинделя станка; ж) уточнение скоростей резания по принятым числам оборо- тов; з) уточнение минутной подачи головки по принятому числу оборотов шпинделя станка (ведущего вала) и подаче на оборот Л ==: Лщ1 _ лбп V~ 1000 По любому из инструмен- тов 5Л = ns0 или по шпин- делю станка $М ~ «Ш' So. ш
Примечена я. Установление минутной подачи головки производится по лимитирую-
щим по стойкости инструментам. Лимитирующими по стойкости являются инструменты, для
которых в результате расчета получается наименьшая минутная подача
Выявление лимитирующих инструментов рекомендуется производить в следующей после-
довательности
1. Для инструментов наладки определяются стойкости в минутах резання Т исходя нз
принятой общей для асех инструментов стойкости Тм и в минутах машиииой работы
(см. карту 12).
2 В соответствии с установленными стойкостями Г по нормативам определяются скорости
резания о. рассчитываются числа оборотов п и минутные подачи sM,
Инструменты, для которых минутные подачи получаются наименьшими, являются лими-
тирующими (по стойкости)
Для выявления лимитирующих инструментов, как правило, нет необходимости произво-
дить расчеты Г. о. п н sM для всех инструментов, а можно ограничиться расчетами для
предположительно лимитирующих, так как рассмотрение иаладки позволяет исключить из рас-
четов явно нелимитнрующие инструменты. ж
Для головок с приводом подачи, кинематически независимым от вращении шпинделя, при
отсутствии механизма бесступенчатого ее регулирования рассчвтанная иа этапе IV (з) минутная
подача головки уточняется по паспорту стайка. Если ближайшая минутная подача значи
тельио меньше рассчитанной, целесообразно уменьшить число оборотов шпинделя, не превос
ходя при этом рекомендованных величин подач иа оборот инструментоа
Расчет машинного времени об-
работки tM в мин.
Lp-
Проверочные расчеты
а) определение по нормативам
осевой силы резання для
каждого инструмента р0 в кг',
б) расчет суммарной осевой
силы резання для всех одно-
временно работающих ин-
струментов в кг;
в) проверка суммарной осевой
силы по допустимому уси-
лию подачи станка;
г) определение по нормативам
потребной для каждого ин-
струмента мощности реза-
ння Hpf3 в кет;
д) расчет наибольшей за период
работы станка суммарной мощ-
ности резання всех одновре-
менно работающих нструмен-
тов в кет;
е) проверка по мощности дви-
гателя Net в кет;
Карта 14
Паспорт станка
Карта 15
1) Lp х — длина рабочего
хода головки
2) sM — принятая минутная
подача головки
1) Обрабатываемый металл.
2) Инструментальный мате-
риал.
3) d — диаметр обработки.
4) t — глубина резания, s0—
подача на оборот для инстру-
ментов наладки.
5) Nda — мощность двигателя
6) г] — коэффициент полез-
ного действия станка.
7) Мкр в кгм — допустимый
по прочности для данного чис-
ла оборотов крутящий момент
Паспорт станка,
< 1.2Л'а.т]
Указания по расчету режимов резания на сверлильных станках
865
Продолжение табл.
4 Последовательность определения режима резания Источник или расчетная фор- мула Исходные данные для определения режима резания
VI а £ VI VII VIII ж) проверка прочности привода (производится только при малых числах оборотов шпинделя обычно иа первых трех-четырех ступенях) Примечание. Если прочность при vpea > 1.2ЛГ^т]. следует проверить двиг ение 1). Б. Обработка иа ста» Определение длины рабочего хода Lp. х, подач s, периодов стой- кости Т, скоростей резания о, чисел оборотов инструментов л, минутной подачи н машинно- го времени tM для каждой голов- ки производится как для станка с одной головкой Примечание При определении п< ать все инструменты стайка, а не только У становление машинного вре- мени работы станка tM в мин. исходя из рассчитанных машин- ных времен для каждой головки Корректирование (уменьшение) минутных подач sM в мм/мин и чисел оборотов в минуту л, нелимнтнрующнх головок с уче- том установленного машинного времени работы станка: а) корректирование минутных подач, исходя из установ- ленного машинного времени работы станка; б) расчет чисел оборотов пш шпинделей (ведущих валов) с учетом скорректированной минутной подачи и уточне- ние их по паспорту станка; в) расчет чисел оборотов ин- струментов в минуту л; г) уточнение скоростей резания по скорректированным чис- лам оборотов инструментов Проверочные расчеты по осе- вым силам резания и мощностям производятся для каждой голов- ки отдельно Паспорт станка £Npe3<NKp МгпП Мкр= к™ вода не ограничив атель иа пиковую псах с иесколыси См. этапы 1—V для об- работки на станках с одной многошпиндель- ной головкой фИОДОВ стойкости установленные hi Sji = х м Паспорт станка Л = Лщ/ _ xdn V~ 1000 См. этап VI для обработки на станках с одной много- шпиндельной головкой iaer выбранного режима резания, нагрузку и по нагреву (см при- ми головками См. этапы I — V для обра- ботки на станках с одной мио- гошпиндельной головкой инструментов Т необходимо учн 1 рассматриваемой головке. Рассчитанные на этапе V машинные времена по головкам l)Lp. х — длины рабочих ходов головок. 2) tM — машинное время ра- боты станка. 3) s0. ш — подачи на оборот шпинделя каждой головки. 4) i — передаточное отноше- ние, равное количеству оборо- тов инструментального шпин- деля за оборот ведущего вала соответствующей головки См. этап VI для обработки на станках с одной много- шпиндельной головкой
55 .Справочник нормировщика
8
Таблица 3
Значения у величины подвода, врезания и перебега инструментов
Величину подвода, врезания и перебега инструмента у следует назначать с учетом припуска под обработку и конструкции инструмента.
Средние значения увеличены у для наиболее распространенных условий обработки приведены в таблице
Характер обработки Диаметр инструмента D в мм
2,5 | 6 1 10 1 16 | 20 1 2' | 32 | 40 | 50 | 60 | 80
Величина подвода, врезания и перебега у в мм
Сверление сквозных от- верстий сверлами с нормальной заточкой 2 3 5 6 8 10 12 15 - =
сверлами с двойной заточкой - - 6 8 10 15 15 18 - -
Сверление глухих отверстий 1,5 2 6 7 9 11 14 - -
Зенкерование сквозных отверстий глухих отверстий - 2 - 3 2 4 2 2 2 6 3 6 3 8 4 8 4
Развертывание сквозных отверстий развертками с углом заборного кор- пуса 15ь (обработка стали) 8 10 12 14 16 18 20 24 26 28
развертками с углом заборного корпуса 5° (обработка чугуна) • 10 12 15 17 20 22 25 28 32 34
Развертывание глухих отверстий - 2 3 3 3 3 4 4 4 5 5
Нарезание резьбы машинными метчиками сквозных отверстий Длина заборной части плюс два-три шага резьбы
глухих отверстий Длина заборной части плюс один-два шага резьбы
резьбонарезными головками Длина заборной части
Нормирование машинного времени многоинструментных работ
Нормативы режимов резания для сверлильных станков
867
ПОДАЧИ Sq в мм/сб Сверлильные станки
КАРТА 11 Лист 1
В зависимости от условий обработки рекомендуется несколько групп подач’
Вид обработки Условия обработки Группа подач
Сверление Сверление быстрорежущими сверлами с точностью не выше 5-го класса I
Сверление быстрорежущими сверлами с точностью не выше 5-го класса при пониженной жесткости системы деталь — приспособление Сверление твердосплавными сверлами с точностью не выше 5-го класса II
Сверление перед однократным развертыванием или чистовым зенкерованием Сверление при усложненных условиях работы сверла (на- клонные поверхности, <косые> каналы и т. п.) Сверление под нарезание резьбы III
Зенкерование Черновое зенкерование | 1 I
Зенкеровзнне по 5-му классу точности и под нарезание резьбы Зенкерование под последующее развертывание с невысокими требованиями к чистоте поверхности II
Зенкерование по 4-му классу точности Зенкерование под последующее развертывание III
Развертывание Черновое развертывание под последующее чистовое 1
Чистовое развертывание после чернового или однократное 11
Рекомендуемые подачв на оборот инструмента в мм/об 1. При обработке стали
Вид обработки 1! Диаметр обработки d а мм
2,5 | 1 * 1 6 1 8 1 101 12 | 16 1 20 | 25 | 1 32 1 40 | 60 1801 ,3» 100
Подача s, в мм/об
Сверление при отноше- <3 I 0,04 0,03 0.08 0.06 0,12 0.1 0,16 0.14 0,22 0.18 0,28 0.22 0,32 0.28 0,4 0,32 0,45 0.36 S:51 - - - -
<8 п ш 0,03 0,02 0.06 0,04 0.09 0,06 0.12 0.08 0.15 0.11 0.18 0,14 0.23 0,17 0.3 0,2 0.32 0.22 0,35 | 0.25 | - - Z Z
Зеикоаание п ш - 2 - 0.4 о.з 0,25 0,45 0,32 0,27 0.5 0,35 0.30 0,6 0.4 0,35 0,65 0,45 0,40 0,75 0.5 0.45 0,85 0,6 0,5 1,0 0.7 0.6 1.2 0.85 0.7 Г.о 0,85 0*95
Разаертываиие в - - 0,5 0.35 0,6 0.45 0,75 0.50 0,9 0,6 1,0 0.75 0*80 1,35 1,0 1.5 2,0 1.5 2.4 2,'1
Цекование при разности диаметров dnap 10 20 > 30 - - 2 2 - 0,23 0.25 0,28 0.3 0,25 0,33 0,27 0,35 0,3 0.2 0.4 0,32 0.25 0,12 0,45 0,38 0.3 0,18 0,5 0,42 0,32 0.2 0,55 0,46 0,36 0,22
Зенкерование — — 1 - — 1 0.06 1 0.08 1 0.1 0,13 | 0.15 0.18 0.25 0,3 0,35 1 0,4
Примечании: 1. Таблица дана для сталей НВ 229—270; для сталей НВ < 229 подачу умножать иа 1,3, а для сталей НВ > 270 — на 0,8. 2. При зенкерованни и развертывании глухих отверстий подачн s, принимать ие более 0,5 жж/об. 3. Для сверл-разверток подачи назначать по сверлу. 4. Подачи при цековании и зенковании даны для инструментов, имеющих четыре-шесть зубьев. При других количествах чисел зубьев подачи иа оборот следует изменить пропорцио- нально числу зубьев 5. При высоких требованиях к чистоте цекованной поверхности рекомендуется заканчивать цекование даумя-пятыо зачистными оборотами при выключенной подаче. 6 При центровании подачн sa принимать равными 0,01 меньшего диаметра центровочного 1 отверстия
55*
868
Нормирование машинного времени многоинструментных работ
ПОДАЧИ Sq в мм/об Сверлильные станки
КАРТА 11 Лист 2
, 2. При обработке чугуна
Вид обработки ** Диаметр обработки d в мм
2.5 4 6 1 8 1 10 1 12 1 16 1 20 | 25 1 32 | 40 | 60 | 80 |э> 100
Подача в мм/об
Сверление при отноше- НИИ <3 4—8 I 0,06 0,05 0,12 0,1 0,1 в| 0,24 0,15 0,2 0,3 0,25 0,35 0,3 0,45 0,35 0,5 0,4 0,5б| 0,6 0,45 0,5 - - - -
<8 ш 0,04 0,03 0,08 0,06 0,12| 0,16 0,09 0,12 0,2 0,15 0,25 0,18 0,3 0,22 0,35 0,25 0,38| 0,45 0,27 0,3 - - -
Зенкерова- нне I II III - — 0,45 0,3 0,25 0,5 0,4 0,3 0,6 0,45 0,35 0,7 0,5 0,4 0,8 0.6 0,45 0,9 1 1,0 0,65 0,75 0,5 0,55 1,2 0,9 0,7 1,5 1,2 0,9 1.8 1.4 1.0 2.0 1.5 1.1
Развертыва- ние и - 2 1.0 0,60 о’,75 0,85 1.5 1,0 1.8 1,2 2,1 1,40 2,4 1,6 2,8 1.7 3,6 2,3 4,2 2.6 4,5 3.0
Цекование 0,23 0,25| 0,28 0,3 0,33 0,35 0,4 0.5 0,55 0,6
Зенкование - 0,1 0,15| 0,2 0,25 0,3 0,35 0,4 0.5 0,55 0,6
Примечания: 1. Таблица составлена для серого чугуна НВ 170—240 и ковкого НВ < 170. Для серого чугуна с верхним пределом твердости НВ < 200 табличные значения подач умножать иа 1,3. для чугунов твердостью НВ > 240 — на 0,8. 2. При эеикероаании и развертывании глухих отверстий подачиs,принимать не более 0,5 мм/об. 3. Подачи дли сверл-разверток назначать по саерлу 4. Подачи при цековании и зенковании даны для инструментов, имеющих четыре-шесть зубьев; при других количествах чисел зубьев подачи иа офрот следует изменить пропорцио- нально чвслу зубьев 5. При высоких требованиях к чистоте цекования поверхности рекомендуется заканчивать цекование двумя-пятью зачистными оборотами при выключенной подаче. 6. Для твердосплавных разверток табличные значения подач брать по II группе подач и умножать иа коэффициент 0,7.
3. При обработке алюминиевых сплавов
Вид обработки li Диаметр обработки d н мм
2.5 | 4 | 6 | 8 | 10 | 12 1 16 1 20 1 23 1 | 32 1 40 1 60 | 80 |» 100
Подача se а мм/об
Сверление при отноше- ннн —]— а < 3 I 0.1 0,08 0,2 0,15 0,3 0,22 0,4 0,3 0,5 0,4 0,6 0,45 0,7 0.5 0,8 0,6 0,85 0,65 1.0 0,75 - - - -
<8 11 III 0,08 0,05 0,15 0.1 0,22 0,15 0,3 0,2 0,4 0,25 0,45 0,3 0,5 0,35 0,6 0,4 0,65 0,45 0,75 0,5 - - 2 2
Зенкерова- ине п 111 2 — — 0,6 0,5 0,3 0,8 0.6 0,4 0,9 0,6 1.3 1,0 0,7 1.5 О’,8 1,7 1,3 0,9 2,2 1.6 1.1 2,6 1,9 1.3 3,0 2.2 1.5
Развертыва- ние II 1 1 1 1 1 0,55 0,35 0.6 0.4 0,7 0,45 0,8 0.5 0,9 0.6 1,0 0,65 1.1 0,7 1.3 0,9 1.6 1,1 I 1,8 1,2 2,2 1,3
Примечания: 1 При зеикероваиив развертывании глухих отверстий подачи s, при- нимать не более 0.5 мм/об. 2. Подачи для чистового развертывания по 2-му классу точности и \/7 —V8 классам чистоты поверхности принимать а 2 раза меньше, чем рекомендуемые по 11 группе. 3. При цековании принимать подачи на зуб. равные 0,05 мм. при зенковании —0,03 мм.
Нормативы режимов резания для сверлильных станков
869
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т в мин.
Сверлильные станъи
КАРТА 12
Период стойкости каждого из инструментов наладки Т в минутах времени реза-
ния, по которому ведется расчет скорости резання, равен
где Тм - период стойкости в минутах машинной работы станка (см. таблицу), для
многоинструментных работ Тм относится к лимитирующим по стойкости
инструментам наладки,
к — коэффициент времени резания каждого инструмента, равный отношению
длины резания Lpe-t этого инструмента к длине рабочего хода Lp х\
Т = -,Ре3 ; в случае, когда А. больше 0,7, его можно не учитывать
и принимать Т ТЛ
Период стойкости в минутах машинной работы Т,
Наибольший диаметр Количество инструментов в наладке
обработки 1 3 5 8 1 10 15 и более
10 20 50 80 100 120 140
15 30 80 ПО 140 150 170
20 40 100 130 170 180 200
30 50 120 160 200 220 250
50 60 150 200 240 260 300
в зависимости от сложности наладки,
СКОРОСТИ РЕЗАНИЯ « в м'мин Сверлильные станки
КАРТА 13 Лист 1
При сверлении, зенкеровании стали, чугуна и алюминиевых сплавов, а также цековании и зенковании стали и чугуна, скорость резания v — Vma6tKiKiKt, где итабл — скорости резания по таблице; Ki, К2, К3 —коэффициенты. Обработка стали I. Скорость резания итабл
Подача s0 в мм/об Сверление | Зенкерование Цекование и зенкование
Диаметр обработки а мм
2,5 4 6 8 10 12 16 20 25 32 40 до 20 20—40 > 40
До 0,06 0,1 0,15 0,2 0,3 0,4 0,6 0,8 17 22 17 26 20 18 15 30 23 20 17 14 33 26 22 18 16 36 28 24 20 17 14 42 32 27 23 19 16 38 30 25 21 18 14 40 33 27 23 19 15 44 35 30 25 21 17 50 40 33 28 22 19 15 46 38 33 26 23 20 16 54 42 38 30 26 22 19 17 60 50 43 35 30 24 21 19 22 22 20 18 17 16 14
Примечания: 1. Для сверл из стали 9ХС применять коэффициент 0,6. 2. Для сверл-разверток скорости резаиня назначать по разверткам. 3 При зенкеровании твердосплавным инструментом табличные значения скорости резания повышать в 2,5—3 раза, большие значения применять при свободном выходе стружки 4 При сверлении инструментами с двойной заточкой скорости резания повышать иа 15%. 5 . Прн зенкеровании по корке стального литья скорости резания понижать на 25%.
870 Нормирование Mai
II. Коэффициенты Ки Кя, К» в зависимости 1. От обрабатываемого металла К{
Обрабатываемы* металл Сталь
ю, 15.20 30 . 35. 40 45, 50 Э0Х. 35Х, 38ХА, 40 X 15Х, 20Х 45Г2, 50Г 12Х2НЗА 12ХН4А 20ХНМ 40ХНМА 35ХГС 18ХГТ 30ХГТ
НВ S V § д 1 8 й § 6 й Й § J R Z 1 £ Й ! & 1 й Й й и 4 5; J_
Материал 1 инструмента Быстроре- жущая сталь 1.2 1.3 1.1 0,9 1,2 1 0,9 0,7 0,6 1 0,9 0,8 0,7 0.6 1.3 0,8 0,6 0,5 0,9 0,8 1,1 0.7 0,6 0,5 0,4 1.1 0,7
Твердый сплав 1.2 1.2 1 0,9 1,1 1 0.9 0,8 0,8 1 0.95 0,9 0,8 0,7 1.2 0,9 0.8 0,8 1 0,9 1 0,8 0.8 0.8 0,7 1 0,95
2. От периода стойкости инструмента Кг
Инструмент Материал инструмента Период стойкости Т в минутах резания
до 15 | 30 60 100 150 200 250 300 400
Сверла, зенкеры Быстрорежущая сталь 1.5 | 1,3 1.1 1 0,9 0,85 0.8 0,75 0.65
Цековки 1.6 | 1,35 1,15 1 0.9 0,85 0.8 | 0,75 0,7
Зенкеры Твердый сплав 1.6 | 1,35 1,15 1 0.9 0,85 0,8 | 0,75 0.7
3. От глубины обработки К,
Инструмент Отношение длины резания к диаметру
до 3 4 | 5 | 0 8 1 10
Сверла 1 0,85 | 0,75 | 0,7 0,6 0,5
Зенкеры 1 0,9 | 0,85 | 0,8 0,75 0,7
£72
Нормирование машинного времени многоинструментных работ
СКОРОСТИ РЕЗАНИЯ v в м/мин Сверлильные станки
КАРТА 13 Лист 2
Развертывание
Класс точности Класс частоты обрабатываемой поверхности Скорость резания о
2—2а V6-V7 V5—V6 2—4
3-4 Х75—\76 V4-V5 4—8 9—16
Примечание. При развертывании нормализованных сталей применять скорости реза- ния, близкие к верхним пределам, при развертывании улучшенных и вязких сталей — к нижним пределам.
Нарезание резьбы машинными метчиками о = »табл Кв
Диаметр нарезаемой резьбы d Шаг резьбы S в мм
0.5 | 0,75 1 | 1.25 1 - 1 2 1 >
Скорость резания в м/мин
8—40 12—16 18—24 27 и более 6 7 8 9 7 8 9 10 11 8 9 10 11 12 9 10 10 11 13 14 11 13 13 12 13
Коэффициент Kv в закиси мости от обрабатываемого металла
Сталь углеродистая Сталь легированная
30, 40, 45 А12, А20 08, 10 15, 20 Нормализо- Улучшенная
Нормализо- Улучшенная
1 0.85 1,15 0,7 0.9 0,85 0.7
Примечания 1. Табличные значения скоростей резания даны для нарезания резьбы 2-го класса точности. При нарезании резьб 1-го класса точности скорости резания уменьшать иа 20*/,. 2. Для неответственных резьб скорости резания повышать на 10—20’/,.
Цеитровавне Для центрования отверстий скорости резания назначать по таблице для сверления по наибольшему диаметру фаскн центровочного отверстия.
Нормативы машинного времени для сверлильных станков
873
СКОРОСТИ РЕЗАНИЯ v в м/мин Сверлильные станки
КАРТА 13 Лист 3
Обработка чугуна
I. Скорость резания отабл
Подача s. Сверление | Зенкероваяие Ц“нХ.вн“
Диаметр обработки d в мм
2.5 < 6 8 ю !2 16 | 20 | 25 | 32 40 ДО 20 20—40 >40
ДО 0,06 0,1 0,15 0.2 0,3 0,4 0,6 0,8 1,5 21 24 21 17 27 23 19 17 15 30 25 20 18 16 32 26 22 19 17 15 33 28 23 20 18 16 36 30 25 22 20 17 15 38 31 26 23 21 18 16 41 33 28 24 22 19 17 44 35 30 26 24 21 18 15 46 37 32 28 25 22 20 16 45 39 35 31 27 23 21 19 52 43 38 34 30 25 23 21 17 46 41 36 32 27 24 22 18 23 23 22 21 20 19 18
Примечания: 1. Для сверл из стали 9ХС табличные анвчення скорости резання умно- жать на 0,6 2 Для сверл-разверток скорости резання назнвчать по разверткам 3 При сверлении н зенкеровании твердосплавными инструментами скорости резання повы- шать в 2,6—3 раза, при цековании — в 2 раза. 4 При сверленвн инструментами с двойной заточкой скорости резания повышать иа 20"/, 5 При зенкеровании по корке скорости резання понижать на 25°/,
II. Коэффициенты Kj, A't, в зависимости
1. От обрабатываемого металла
Чугун серый Чугун конкий Чугун с шаровидным графитом
НВ 1143—207 163— 229 170—241 120-140 130—170 207-225 265—285
А1 | 1.15 1 0,9 1.5 1.3 0,9 0,7
2. От периода стойкости инструмента Кг
Инстру- мент Материал инструмента Период стойкости Т в минутах резання
до 15 30 60 100 150 200 250 300 400 600 800 1000
Сверла и зенкеры Быстрорежущая сталь Твердый сплав 1.3 2,15 1,2 1,65 1.1 • 1.25 1 0,95 0,85 0,95 0,75 0,9 0,7 0,85 0,65 0,8 0,55 0,7 0,5 0,65 0,45 0,6 0,4
Цековкн н зенковки Быстрорежущая сталь Твердый сплав 1.6 1.9 1.4 1,5 1,15 1.2 1 0,9 0,9 0,85 0,8 0.8 0,75 0,75 0,7 0,7 0,65 0,65 0,55 0,6 0,5 0,55 0,45
874
Нормирование машинного времени многоинструментных работ
Продолжение карты 13
3. От глубины обработки Кг
Инструмент Отношение длины резаиия к диаметру
до 3 4 5 6 8 10
Сверла Зенкеры 1 0,85 0,9 0,75 0,85 0,7 0,8 0,6 0,75 0,5 0,7
Развертывание
Класс точности Скорость резвнии Чистота обрабатываемой поверхности
При обработке чу- гуна без охлаждения При обработке ! серого чугуна с керосином При обработке ковкого чугуна с эмульсией
2—2а 7—11 12—16 V5—V6 V7-V8 V6-V7
Примечание. Для твердосплавных разверток применять скорости резания 30—50 м/мин.
Нарезание резьбы машинными метчиками
Диаметр нарезаемой резьбы d в мм Шаг резьбы 5 в мм
0,5 | 0,75 | ' 1 1.25 | ,.s 1 2 1 3
Скорость резання о в м/мин
3—6 8—10 12—16 18—24 27 и более 7 8 9 10 8 9 10 11 12 9 10 11 12 13 10 11 11 12 14 15 12 14 14 13 14
Примечания 1. Табличные значения скоростей резания даны для серого чугуна при на резании резьбы 2 го класса точности, прн нарезании резьб 1-го класса точности скорости резання уменьшать иа 20’/,. 2. Для неответственных резьб скорости резания повышать на 10—20*/а. 3. При обработке ковкого чугуна табличные значения скоростей резания умножать на 1,2
Нормативы режимов резания для сверлильных станков
875
Сверлильные станки
СКОРОСТИ РЕЗАНИЯ и в м/мин
КАРТА 13
Лист 4
Обработка алюминиевых сплавов
I. Скорость резания Стдбл
Сверление
| Зенке
Диаметр обработки d в мм
40 |дс
до 0,06
75
39
70
0,3
43
81
62
42
69
48
100
75
62
81
67
45
37
48
39
90
74
62
44
38
82
59
48
42
64
46
69
49
43
75
63
48
135
ПО
98
79
57
44
155
130
ПО
78
64
54
40
34
120
96
70
52
42
37
2. Для твердосплавных зенкеров табличные значении скоростей резания повышать в 1,5—
II. Коэффициенты К], К2, К3 в зависимости
1. От обрабатываемого металла К2
Силумин и литейные сплавы
аь = 20 + 30 кг!мнг, НВ > 65
(закаленные)
Дюралюминий
аь — 40 ч- 50 кг/мм*-, НВ > 100
(закаленный)
Силумин и литейные сплавы
аь = 10 н- 20 кг/ммг-, НВ < 65
Дюралюминий
аь — 30 -г- 40 кг/мм\ НВ < 100
Дюралюминий
аь — 20 30 кг/мм1
2. От периода стойкости инструмента К2
Инструмент Период стойкости Т в минутах резания
до 15 30 60 100 150 200 250 300 400 600 800 1000
Сверла J Зенкеры 1,45 1.7 1,25 1.4 1.1 1,15 1 0,9 0,9 0,85 0,8 0,8 0,75 0,8 0,75 0,75 0,7 0,7 0,6 0,65 0,55 0,6 0.5
876
Нормирование машинного вречени многоинструментных работ
Продолжение карты 13
3. От глубины обработки К,
Инструмент Отношение длины резания к диаметру
до 3 4 5 6 8 10
Сверла Зенкеры ! 0,85 0,9 0,75 0,85 0.7 0,8 0,6 0,7 0.5 0,65
Развертывание
Класс точности Класс чистоты поверхности V В MfMUH
Не выше 3 2 2 Не выше V6—V7 V6-V7 V7-V8 25-50 15—20 8—12
Примечание. Для твердосплавных разверток применять те же скорости резання; при этом стойкость повышается не менее чем в 3 раза.
Цекование, зенкование
Вид обработки Ллюмвниеаые сплавы (закаленные)|ллюминиевые сплавы (отожженные)
Скорость резаиия v в м/мин
Цекование Зенкование 60—80 80—100 80—100 120—140
Примечание Для твердосплавных цековок скорости резания повышать в 2 раза
Нарезание резьбы машинными метчиками
Диаметр нарезаемой резьбы в мм Шаг резьбы 5 в мм
0,5 | 0,75 | 1 1 | 1,5 1 2 1 | 2.5 1 3
Скорость резания о в м/мин
6 14 20 30 8 12 9 12 13 15 10 13 14 16 21 14 16 18 23 15 20 24 18 24
ОСЕВЫЕ СИЛЫ РЕЗАНИЯ Ро в кг Сверлильные станки
КАРТА 14
Осевая сила резания при сверлении и эенкеровании Ра — РтаблКр. где Ртабл — осевая сила резания по таблице; Кр —коэффициент. I. Осевая сила резания Ртабл Сверление
Диаметр обработки Сталь Чугун | Алюминиевые сплавы
Подача s в мм [об
0.06 | 0,1 |0,14 | 0,16 | 1).? 1 0.3 | 0,4 | 0,5 1 0,6 | 0.8 | 0,06 | 0,1 | 0.14 | 0,16 0,2 | 0,3 | 0.4] 0.5 | 0.6 | 0.8 |0,0б| 0,1 0.1б| 0,2| О,3| 0,4 0,б| 0,8| 1 1 1,2
2.5 10 12 IB 20 25 32 30 40 50 75 100 125 150 200 250 314 400 70 ПО 145 180 215 280 360 450 570 135 180 225 270 365 450 560 725 150 200 250 300 400 500 620 800 235 290 350 470- 580 730 920 390 465 620 770 970 1240 750 950 1180 1510 1100 1370 1770 1570 2000 2450 20 25 55 45 55 68 90 114 140 180 25 35 55 70 90 110 140 180 220 290 45 70 95 115 140 180 230 290 380 80 ПО 130 ISO 210 260 320 420 95 125 155 190 250 310 390 500 175 215 260 340 430 540 690 275 330 430 550 680 880 520 650 810 1040 750 940 1200 1190 1530 121 17 17 23 25 35 35 50 45 65 55 75 75 100 100 130 120 170 160| 220 23 30 501 65 85 100 140 180 230 310 35 55 80 100 120 160 210 270 360 75 ИО 130 160 220 280 380 460 120 150 190 260 330 430 560 200 240 340 430 550 720 300 410 520 880 780 wool 1150
Примечания. 1. При сверлении чугуна твердосплавными сверлами табличные аначаиия осевых сил резания увеличивать в 1,3 раза. 2. Дли сверл с подточкой перемычки и с двойной заточкой табличные значения осевых сил умножать на 0,75.
Зенкерование
Сталь | Чугун
рвения Подача а , в мм/об
0.2 | | 0.3 0.4 | 0,6 1 1 1.5 | 2 1 2.5 0.2 1 0.3 1 0.4 1 0,6 | 1 1 1,5 2 1 2,5
0,5 2 4 15 36 82 188 19 46 105 242 24 56 128 296 30 72 168 380 44 102 234 536 57 133 304 698 W 160 367 843 79 185 420 970 13 30 70 163 18 40 90 210 20 48 110 255 20 37 63 88 143 200 330 464 50 114 362 605 59 138 314 725 68 160 364 840
II. Коэффициент Кр в зависимости от обрабатываемого металла
Сталь Чугуи | Алюминиевые сплавы
Серый | Ковкий | С шаровидным графитом (Силумин и литейные сплавы] Дюралюминий
Твердость НВ | в кг/мм'
До 156 I ИЗ-207 | 170-229 1 207-269 | 269-302 | 285-321 | 321-375 1 143-207 | 163-229 | 235-295 | 130-170 | 207-229 | 265-285 | 10-20 | 20-30 | 20-30 1 30-40 | 40-50
0,75 | 0,9 1 1.0 | 1.1 1 1,25 | 1.3 | 1.45 | 0.9 | 1,0 | 1,25 | 0.9 | 1.1 | 1.25 I 0,8 1 1,0 | 0.5 I 0.8 | 1.0
Нормативы режимов резания для сверлильных
МОЩНОСТИ РЕЗАНИЯ Npe3 в кет
Мощность резания прн сверлении
Nрез — Ктабл Jqqq ‘ Kn Квт.
Мощность резания при зенкеровании
Крез — Nтабл jqq ' квт,
где 1VтабЛ — мощность резания по таблице;
п — число оборотов инструмента в минуту;
и — скорость резания в м/мин\
Kn — коэффициент.
I. Мощность резаиия К табл
Сверление
Чугун
Подача а, в мм/об
S&, 0,06 0,1 0.14 | 0,16 0,2 0,3 0,4 0,5 0,6 0,8 0.06 0.J 0,14 0,16 0,2 0.3 0,4 0.5 0,6
3 0,03 — — — — — 0,02 0,03 — — —
4 0,06 0,09 — — — — — — — — 0,03 0,05 0,07 — — — — — —
6 0,13 0,2 0,25 0,29 — 0,08 0,12 0,15 0,18 0,21 — — — —
8 0,22 0,35 0,45 0,52 0,60 — — — — — 0,14 0,22 0,27 0,32 0,37 0,5 — — —
10 0,35 0,55 0,7 0,8 0,94 — — — — — 0,21 0,34 0,43 0,5 0,58 0,8 1 — —
12 0,5 0.8 1 1.2 1.4 1.9 — — — — 0,31 0,49 0,62 0,7 0,83 1.2 1,5 — —
16 0,9 1,4 1,8 2.1 2.4 3,4 4,3 — — — 0,55 0,86 1 1 1,3 1,5 2,1 2,6 3,1 ' —
20 1,4 2,2 2,8 3.2 3,8 5,3 6.7 8 — — 0,9 1.4 1.7 2 2,3 3,3 4,1 4,9 5.6
25 2,2 3,5 4,4 5 5,9 8,3 10,5 12.4 4.4 — 1.3 2.1 2.7 3,1 3,6 5,1 6,4 7,6 8.8
32 3,6 5,7 7,4 8.2 9,9 13,5 17,2 20.5 24 30 2.2 3,4 4,5 5 5,9 8,2 10,5 12.5 14
0,06
18
0,02
0,03
0,06
0,16
0,22
0,37
0,55
0,8
0,03
0,04
0,09
0,15
0,23 0,3
0,33
I Сверлильные станки
КАРТА 15
Алюминиевые сплавы
0,04 —
0,06 0,075
0,13 0,16
0,22
0,27
0,43 0,54
0,73 0,9
0,8
1.2
3,2
2,8
0,21
0,35
0,53
0,75
1,25
0,4 0,6 0,8 I 1.2
— — — — —
0,44 — — — —
0,66 0,9 — — —
0,92 1,25 — — —
1,6 2,1 2,6 — —
2,3 3,1 3,9 — —
2,5 4,7 5,8 6,9 —
5,4 7,3 9,1 10,5 12,5
гоинструментных рабт
Зенкерование
Подача s, в мм/об Сталь | Чугун | Алюминиевые сплавы
Глубина резания t в *.«
0,5 1 2 4 0,5 1 2 4 0,4 0,6 0,75 1
0,2 0,4 0,6 1,5 2 2,5 1.8 2,5 3,5 4,7 5,7 6,7 2,0 3,2 4,2 6.2 8,0 1.0 11,6 3.3 5,5 7,3 10,7 14,0 17,3 20,0 6,0 9.7 12,8 18,7 24,6 30,0 35,0 0,67 1.1 1.5 2,1 2.8 3,4 4.0 1.2 1,9 2,5 3.7 4,8 6,0 7,0 2,0 3.3 4,4 6,4 8,4 10,4 12,0 3,6 5,8 7,7 11.2 14,8 18,0 21,0 0,2 0,36 0,49 0,75 1.0 1.3 1.6 0,28 0,49 0,68 1,0 1.4 1.8 2.1 0,33 0,58 0,79 1.2 1.6 2,1 2,5 0,41 0,72 0,99 1,5 2,1 2,6
II. Коэффициент Кн в зависимости от обрабатываемого металле
Сталь Чугун
Серый | Ковкий | Магниевый
Твердость НВ
До 156 143—207 170 -229 207-269 229-285 269—302 285-321 321—375 143-207 163-229 235-295 130—170 207-229 265-285
0,75 П р и и е ч а 0,9 н и е . Кру ТЯЦИВ МОМ 1.1 ент Мкр в , 1,2 сем может ( 1,25 5ыть приняв 1.3 г численно 1,45 равным щ 0,9 >н сверлени 1.0 - "табл * 1,25 при зен! 0,9 веровании < 1.1 ’•03 Nma6A 1,25
3
880
Нормирование машинного времени чногоинструментных работ
НОРМИРОВОЧНАЯ
Станок Тип и фирма Модель Мощность Инв. №
Вертикал ьно- сверлиль- ный завода им. Ленина 2135 с фланцем 5,2 кет
№ н наименование детали Колодка ручного тормоза Вес в кг
№ и наименование операции с указа-
нием основных размеров обработки
(диаметр d с допуском, модуля т,
числа зубьев детали г$ и др.)
Обработать 2 отверстия в линию-.
а) Сверлить до 0 18,5
б) зенкеровать до 0 19,7 +0-15
в) развернуть до 0 20 +0,033 с чистотой
Количество одновременно обрабатываемых де-
талей q, диаметр расположения деталей на
круглом столе арасп, скорость круга охр и
ДР
На каждой из четырех позиций станка
две детали
Расчет режима резания
Инструмент
Размеры обработки в мм
I
Сверло D = 18,5\ Р9 18,5 — — - 17+20 109 - - 0,33 0,32
Зенкер D = /9,7; Р9 19,7 0,15 0,6 - П+20 109 ---- 0,45 0J2
Развертка D = 20, Р9 20 0,033 0,15 - 17+20 109 — - 1,2 0,53
Примечание Подробный расчет см. ва бланке расчета режима резания ив сверлильнм
Примеры расчета режимов резания при сверлении
881
КАРТА 5
| Завод
Охлаждение Цех
Эмульсия Участок
Ма™Р"™еГ° Характер заготовки
твеодосгь * н
поверхности v6
с шестишпиндельной головкой установлено по
(двойных
Скорость
резания
скорость
1,36
(0,68)
на одну
деталь
ставки прн миогоинструментной обработке
55 Спрввочиик нормировщика
БЛАНК РАСЧЕТА РЕЖИМА РЕЗАНИЯ НА СВЕРЛИЛЬНЫЕ СТАНКИ
ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ
(Приложение к нормировочной карте 5)
Завод Цех Участок
Станок
Инв. № Тип, фирма и модель Мощность Охлаждение №? и тип головки № и наимено- вание детали № операции Материал и его •твердость
Вертикально-свер- лильный 2135 завода им Ленина 5.2 кет Эмульсия Шестишпин- дельная Колодка руч- ного тормоза Чугун ковкий НВ 130—170
Уточненный
Подача s0
в мм,'об
Инструмент
8
«°5Ё
дуемый
режим
по принятому
§,
£
5
Сверло
Зенкер
Развертка
18.5
20
Р9
Р9
Р9
17+20
17+20
17+20
h
н
а
§
а
§
С
1
инстру-
а
§
’в»*
100
1,25
0,33
109 0.75
0,41
0.56
0.9
0.32
0,32
0.53
47
29
500
730
175
Основные данные по расчету записываются
is?
160
234
93
93
232
врсменн станка
I
8.
8.’
&
а
£
II
3
<3
§
250
250
150
15
770 1,2
36 0,26
806 1.46
882 Нормирование машинного времени многоинструментных
200
80
1,36
§>
Примеры расчета режимов резания при сверлении
883
ПРИМЕРЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА СВЕРЛИЛЬНЫХ СТАНКАХ
ПРИМЕР/
Расчетный лист к нормировочной карте 5
Исходные данные.
Деталь — колодка ручного тормоза.
Операция — обработать два отверстия в линию: а) сверлить до D =
= 18,5 мм; б) зенкеровать до D = 19,7+015 мм и в) развернуть до D =
= 20+°>033 мм с чистотой поверхности V6.
Станок — вертикально-сверлильный завода им. Ленина, модель 2135,
с фланцем.
Заготовка—отливка из ковкого чугуна, НВ 130—170.
Инструмент — сверло Р9, D = 18,5 мм; зенкер Р9, D — 19,7 мм и раз-
вертка Р9, D = 20 мм.
Наладка и размеры обработки — см. эскиз обработки и нормировоч-
ную карту.
Паспортные данные вертикально-сверлильного станка 2135 завода им. Ленина
Число оборотов шпинделя пш I I I I I I I I
в минуту | 53 | 84 | 131 | 200 | 320 | 500 | | -
Подача s0 ш в мм/об | 0,1 | 0,145 | 0.105 | 0,2751 0,4 | 0,5751 0.79 | 1,11
Максимальное усилие подачи Рт„ в кг | 950
Мощность электродвигателя в кет 5,2
Коэффициент полезного действия станка Т|ст 0,75
Расчет режима резания и машинного времени
Колодка ручного тормоза обрабатывается на сверлильном станке 2135,
оснащенном шестишпиндельной сверлильной головкой. На станке установлено
четырехпознционное приспособление: 1-я позиция загрузочная; 2-я позиция—
сверление; 3-я позиция — зенкерование; 4-я позиция — развертывание.
На каждой позиции устанавливается одновременно две детали.
Расчет режимов резания в соответствии с инструкцией осуществляется
за шесть этапов.
/ этап — Определение длины рабочего хода головки Lp х. Величина рабо-
чего хода головки Lp х назначается исходя из длин L, рассчитанных для
отдельных инструментов:
L ~ Iреэ "Ь У доп-
Длина резания, как видно из схемы, наладки, является общей для всех
инструментов и равна 17 + 20 = 37 лея. Общий для всех инструментов
является также и дополнительная длина 1доп = 55 мм, вызванная особен-
ностью конфигурации детали.
Величина подвода, врезания и перебега у для сверл, зенкеров и развер-
ток различна и в соответствии с рекомендациями (табл. 3) равна: для сверл
8 мм, для зенкеров 4 мм и для разверток 17 мм. Таким образом, значение L
для сверл равно 100 мм, для зенкеров 96 мм и для разверток 109 мм. Следо-
вательно, длину рабочего хода Lp. х принимаем равной 109 мм.
II этап — назначение подач инструментов за оборот шпинделя. Рекомен-
дуемые значения подач за оборот шпинделя (см. стр. 863) должны быть скор-
ректированы исходя из условия наличия определенных соотношений между
числами оборотов отдельных шпинделей, заданных конструкцией много-
шпиндельной головки. В связи с этим подачи устанавливаются в следующей
последовательности.
884
Нормирование машинного времени многоинструментных работ
а) Определяем нормативные значения подач (см. карту 11, лист 2).
Для сверл подача принимается по II группе, так как жесткость системы
является пониженной, Su = 0,33 мм/об; для зенкеров — по III группе,
так как последующей операцией является развертывание, s0 = 0,45 мм/об;
для разверток — по II группе (однократное развертывание); s0 = 1,2 мм/об.
б) Определяем расчетные значения подачи головки за оборот шпинделя
(ведущего вала головки) станка: so ttl = soi мм/об, где i — количество обо-
ротов инструментального шпинделя за один оборот шпинделя станка (веду-
щего вала).
В рассматриваемом примере по конструкции головки значение i для шпин-
делей, несущих сверла и зенкера, равно 1,25, а развертки 0,75.
Таким образом, значение s0. ш, рассчитанное по сверлам,
so- ш = 0,33- 1,25 =- 0,41 мм/об; по зенкерам sa. ш = 0,45-1,25 = 0,56 мм/об;
по разверткам s0. ш ~ 1,2-0,75= 0,9 мм/об.
Значение so_ ш может быть, естественно, только одним, и принимаем его
равным 0,4 мм/об, чтобы не превысить рекомендуемых нормативами подач
для отдельных инструментов.
В соответствии с принятым значением so. ш = 0,4 мм/об рассчитываем
подачи на оборот ^s0— для различных инструментов:
для сверл н зенкеров s0 — = 0,32 мм/об;
для разверток s0 = = 0,53 мм/об.
111 этап — определение периодов стойкости для последующего расчета
скоростей резания. Периоды стойкости в минутах времени резания для
отдельных инструментов (см. карту 12) равны
Т = Тмк,
где Тм — стойкость инструментов наладки в минутах машинной работы
станка, равная для нашего примера 140 мин.;
А, — коэффициент времени резания, равный отношению длины реза-
ния 1рез к длине рабочего хода головки х.
В рассматриваемом примере длины резания н рабочего хода для всех
инструментов одинаковы и для них А, = = 0,34, следовательно,
Т — 140-0,34 = 47 мин.; по этой стойкости и рассчитываются скорости
резания при сверлении и зенкеровании
Скорость резания при развертывании назначается в зависимости от тре-
бований к чистоте и точности обработки, независимо от расчетного значения
периодов стойкости.
IV этап — расчет скоростей резания, чисел оборотов шпинделей станка
и минутной подачи головки. Рекомендуемые нормативами (см. карта 13, лист 3)
значения скорости резания для сверл v = 29 м/мин, для зенкеров v —
— 45 м/мин, для разверток v = 11 м/мин.
Соответствующие этим значениям скоростей резания числа оборотов
инструментальных шпинделей головки равны: для сверл 500 об/мин, для
зенкеров 730 об'мин и для разверток 175 об'мин.
Минутная подача головки sM — son, соответствующая рассчитанным чис-
лам оборотов, равна: по сверлам = 0,32-560 = 160 мм/мин, по зенкерам
sH =- 0,32-730 — 234 мм/мин, по разверткам s* = 0,53-175 = 93 мм/мин.
Наименьшему значению минутной подачи sM = 93 мм/мин соответствует
число оборотов шпинделя станка = 232 об/мин. При-
нимаем ближайшее по паспорту станка число оборотов шпинделя станка
пш — 200 об/мин.
Примеры расчета режимов резания при сверлении
885
Таким образом, нами установлено число оборотов шпинделя станка
пш = 200 об/мин и ранее (на этапе II) была определена подача головки
за оборот шпинделя станка s0. ш = 0,4 мм/об.
На основании этих результатов расчета уточняем значения чисел обо-
ротов инструментальных шпинделей, скорости резания и минутные подачи.
Числа оборотов инструментальных шпинделей п — пшг. для сверл
п = 200-1,25 = 250 об/мин; для зенкеров п = 200-1,25 = 250 об/мин;
для разверток п = 200-0,75 = 150 об/мин.
Соответствующие этим числам оборотов скорости резания равны: для
сверл 14 м/мин, для зенкеров 15 м/мин и для разверток 9 м/мин.
Значение минутной подачн sM = sa_ шпш = 200-0,4 = 80 мм/мин.
Сравнивая установленные режимы резания с рекомендуемыми нормати-
вами для отдельных инструментов наладки, необходимо отметить, что головка
с заданными соотношениями чисел оборотов шпинделей не может быть приз-
нана рациональной (это показано ниже).
Если бы режим резания назначался независимо от отдельных инструмен-
тов наладки, то минутная подача при развертывании была бы sM — son =*
= 1,2-175 = 210 мм/мин, при сверлении sM = 0,33-500 = 160 мм/мин,
а при зенкеровании еще большей. Таким образом, наименьшая из получен-
ных значений подач (по сверлам) в 2 раза выше, чем наш результат расчета
многоинструментной наладки, Эго несоответствие объясняется тем, что
заданные по конструкции головки соотношения чисел оборотов инструмен-
тальных шпинделей вынудили более чем вдвое уменьшить рекомендуемые
нормативами подачи при развертывании, в то время как развертки лимити-
руют число оборотов шпинделя станка.
Таким образом, изменение конструкции многоинструментной головки
может позволить значительно увеличить производительность труда.
В рассматриваемом примере наличие готовой многошпиндельной головки,
обеспечивающей выполнение программы при многостаночном обслуживании,
сделало нерациональной ее замену, и рассчитанный режим резания с минут-
ной подачей sM = 80 мм/мин, был сохранен неизменным.
Возможность повышении минутной подачн при условии изменения конструкции головки
иллюстрируется следующим примерным расчетом
Наименование инструмента н 3 = ? :• so в мм/об уточненная “i ш ! =1- с3 с3 х х ^3 g 2
Сверла . . . Зенкера . . . . Развертки .... * ВОЗМОЖНОСП конструировании г 1,25 1.25 0,43 . осуще, оловкв. 0,33 0,45 1,20 0,375 0,560 0,4 0,520 J этих соотиошен! 0,32 0,32 0,93 чисе/ 29 45 1 оборот 500 730 175 о в дол» 400 580 406 :иа быть 320 уточнена 128
V этап — определение машинного времени
. Lp х 109 .
1М = -у-1 = -эд- = 1,36 мин.
Так как за 1,36 мин. обрабатывается на каждой позиции две детали,
1.36 „ ~о
машинное время на одну деталь равно —%- = 0,68 мин.
VI этап — поверочные расчеты по осевой силе и мощности резания. Сум-
марное значение осевой силы и мощности резания рассчитывается по норма-
НОРМИРОВОЧНАЯ КАРТА б Завод
Станок Тип и фирма Модель Мощность Инв. № Охлаждение Цех
Горизонтально-сверлиль- ный трехсторонний кет каждая головка Участок
Хе и наи нне де Материал и его твердость Характер заготовки
тали 1 Картер 1 Чугун серый НВ 163—229 Отливка
№ и наименование операции с ука- занием основных размеров обработ- ки (диаметра d с допуском, модуля т, числа зубьев детали 2g и др.) Сверлить 12 отверстий: а) 4 отверстия 08,3 на длину 25 мм под резьбу; б) 4 отверстия 010 на длину 22 мм под развертывание; в) 4 отверстия 06 на длину 23 мм
Количество одновременно обрабатываемых деталей у, диаметр расположения деталей на круглом столе dpacn, скорость круга vKP и др. -
Расчет режима резания
S. * * К S * Иистр) мент Размеры обработки а мм Подача в мм 1 “i й Скорость ре- зания (для шлифования — скорость детали) V в м/мин оборотов (двойных ходов) в минуту Время обработки tм в мин 5 h
Наименование с указа- нием основных размеров (диаметра D, числа зубьев 7Ц, ширины В. угла в плане <р и др.) и марки инструменталь- ного материала (или характеристики шлифо- вального круга) ! В а 1 1 =( 1 На зуб На оборот или двойной ход В минуту
X С с S. глубину) =L cSx с
S b с S sL и 1 Q. С
о 2 eS | С ti ci с
/ II III 1 2 3 Сверло, D -- = 8,3 (4 шт); Р9 Сверло, D = = 10 (4 шт); Р9 Сверло, D = = 6(4 шт); Р9 8.3 10 6 - - - 25 22 23 29 27 26 I,.1 1 1 .1 bill 0,12 0,15 0,15 0,12 0.15 0.15 - - 100 100 128 100 93 90 130 130 130 22 21 16 22 19 И 845 670 850 845 620 600 0.29 08 1.1 04
Нормирование машинного времени многоинструментных работ
Примеры расчета режимов резания при сверлении
887
тнвам (см. карты 14 и 15) для сверл и зенкеров. Развертки ввиду незначи-
тельного расхода мощности не учитываются.
Значение осевой силы для одного сверла равно 385 кг, а зенкера 18 кг.
Суммарное значение осевой силы, учитывая, что одновременно работают
два сверла и два зенкера, равно = (385 + 18) 2 = 806 кг, что меньше
допустимого по паспорту усилия подачи, равного 950 кг.
Мощность резания для одного сверла Npea = Nma6jlKN =
= 2,7 0,9 = 0,61 квт, а для зенкера
= l-W-0,9 = 0,13 квт.
Суммарное значение мощности резання рез = (0,61 4- 0,13)-2 =
= 1,46 квт. Следовательно, мощность привода станка, равная 5,2 квт,
безусловно достаточна для выполнения рассматриваемой операции.
ПРИМЕР 2
Расчетный лист к нормировочной карте 6
Исходные данные.
Деталь — картер.
Операция —сверлить 12 отверстий: а) четыре отверстия D — 8,3 мм
на длину 25 мм под резьбу; б) четыре отверстия D = 10 мм на длину 22 мм
под развертывание; в) четыре отверстия D = 6 мм на длину 23 лмс.
Станок — горизонтально-сверлильный трехсторонний, мощность каждой
головки 1,5 квт.
Заготовка — отливка из серого чугуна, НВ 163—229.
Инструмент — сверла из стали Р9 : D = 8,3 мм 4 шт., D — 10 мм
4 шт., D = 6 мм 4 шт.
Наладка и размеры обработки — см. эскиз обработки и нормировоч-
ную карту.
Расчет режима резания и машинного времени
Как видно из нормировочной карты, в рассматриваемом примере три одно-
временно работающие четырехшпиндельные головки обсверливают картер.
В соответствии с инструкцией расчет режимов резания выполняется
за восемь этапов. На I—V этапах рассчитывают режим резания для каждой
головки независимо, рассматривая ее как отдельный станок.
/* этап — определение длины рабочего хода.
II* этап — назначение подач.
Ill этап — определение периодов стойкости. При определении периодов
стойкости в минутах машинной работы Тм по карте 12 в расчет принимаются
все инструменты наладки, а не только установленные на рассматриваемой
позиции. Для 12 инструментов Тм — 130 мин.
/ V* этап — расчет скоростей резания, чисел оборотов шпинделей и минут-
ной подачи головки.
V* этап — расчет основного машинного времени обработки.
Результаты расчета режимов резания для отдельных головок, рассматри-
вая их как независимые станки, получились следующими:
№ головок по эскизу Инструменты Длина рабо- чего хода в мм/об п в об/мии В MMjMUH В мин
I Сверла 0 8.3 мм 4 шт. 29 0,12 845 100 0,29
11 Сверла 0 10 мм 4 шт. 27 0,15 670 100 0,27
III Сверла 0 6 мм 4 шт. 26 0,15 850 128 0,20
* Выполняется как в примере I.
888
Нормирование машинного времени многоинструментчых работ
VI этап — определение машинного времени работы станка. Так как
головки станка работают одновременно, общее машинное время принимается
в соответствии со временем наиболее продолжительно работающей головки 1
tM = 0,29 мин.
VII этап — корректирование режимов резания. Корректирование режи-
мов резания нелимитирующих головок с целью выравнивания времени
их работы за счет соответственного снижения чисел оборотов шпинделей
и минутных подач. Результаты корректирования указаны в технико-нор-
мировочной карте.
VIII этап — проверочные расчеты по мощности резания. Мощность
резания определяется для каждой головки отдельно, так как они имеют
индивидуальные электродвигатели.
Для четырех сверл I головки мощность резания = 0.8 кет, II го-
ловки = 1,1 кет, и III головки = 0,4 кет.
Мощности двигателей головок по 1,5 кет достаточны для осуществления
операции.
ПРИЛОЖЕНИЕ 1
ИНСТРУКТИВНЫЕ УКАЗАНИЯ ПО ПРОВЕРКЕ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА
СТАНКА ПО ПИКОВОЙ НАГРУЗКЕ И ПО НАГРЕВУ
Для проверки асинхронного двигателя станка по пиковой нагрузке
и нагреву необходимо интервал машинного времени обработки детали tM
разбить на участки Л, G, ts, . . . с примерно одинаковым расходом суммар-
ной мощности £Np„: .
Для определения изменения значений %,Npet за период машинной работы
при многоинструментной обработке строится предварительно хронометри-
ческая карта расхода мощности в следующей последовательности:
1) строится график, по оси абсцисс которого откладывается время
от нуля до tM, а по оси ординат — шкала мощности;
1 Как правило, если лимитирующая по времени работы головка работает значительно
дольше остальных, следует изменить наладку с целью уменьшения времени ее работы В дан-
ном случае нет резкой разницы во времени работы головок, и наладка может быть сохранена
неизменной
Указания по нагрузке электродвигателя
889
2) для каждого из инструментов последовательно, одно за другим,
откладываются значения мощности резания Npe3 с учетом времени, в течение
которого каждый из них работает, как показано на фигуре.
1. Проверка по пиковой нагрузке
Если NnuK < то электродвигатель допускает имеющуюся пико-
вую нагрузку,
где
NnuK — наибольшее значение суммарной мощности за цикл работы;
NH — номинальная мощность электродвигателя в квгп\
Я — к. п. д. станка;
Кп — допустимый коэффициент перегрузки, равный:
Время работы с пиковой нагрузкой t ! МИН . . . . . | До 2 2,1-3 3,1 —5
к" 1 2 1.75 1.5
Кроме проверки по пнковой нагрузке, необходимо проверить электро-
двигатель по нагреву.
II. Проверка по иагреву
Определяется эквивалентная мощность:
N = 1 /+ 6 (2 "₽«,)= + (2 т.
V tM + K2tecn
где t,cn — вспомогательное время операции:
tM — машинное время;
Ki и — коэффициенты, зависящие от условия пуска электродвигателя;
при tM > 2 мин. можно принять Ki — Кг = 0; при tM < 2 мин.
значения Ki и Кг принимать следующие:
Условия пуска и остановки электродвигателя К, К.
По окончании операции электродвигатель 1) ие выключается 2) останавливается без торможения или с механическим тормозом . . 3) останавливается переключением на постоянный ток 4) останавливается противовключением 0 0,05 0,1 0,2 0,45 0,45 0,45
Условие достаточности мощности электро-
двигателя
< Л^п-
Если суммарная мощность резания в результате указанной проверки
по NnuK или N3IUI окажется большей, чем это допустимо по приводу станка,
надо предпринять попытки изменения наладки и, в частности, последова-
тельности работы инструментов или повысить мощность электродвигателя.
Если это невозможно, следует понизить скорости резания.
890
Нормирование машинного времени многоинструментных работ
ПРИЛОЖЕНИЕ 2
РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ МАРОК ТВЕРДЫХ СПЛАВОВ
1. Точение и фрезерование сталей
Марка твердого Рекомендуемая область применения
Черновая обработка Чистовая обработка
Т5К10 Грубая обработка по корке с не- равномерным припуском, а также при точении с ударами Применять нецелесообразно из-за невысокой стойкости инструмента н точности обработки по сравнению со сплавами, рекомендуемыми для чистовой обработки
Т14К8 Применять при точении в слу- чаях отсутствия ударной нагрузки на резец Применять в случаях, когда использовать сплав Т15К6 нецеле- сообразно из-за его недостаточной прочности
Т15К6 Применять при благоприятных условиях: равномерный припуск, жесткие детали, станок н оснастка Основной сплав для чистовой об- работки. Применять во всех слу- чаях, за исключением тонкой ра- сточки н обточки
Т30К4 Применять не рекомендуется нз- за хрупкости Основное назначение — тонкая (.алмазная*) расточка и обточка
Скоростное фрезерование стальных деталей рекомендуется производить в основ- ном фрезами, оснащенными твердым сплавом Т15К6. В случаях, когда при приме- нении этого сплава не удается добиться стабильной работы без поломок н выкра- шиваний, следует применять более прочные твердые сплавы Т14К8 и Т5КЮ. Примечания J. В тех случаях, когда твердый сплав Т5К10 работает без значитель- ных выкрашиваний, рекомендуется проверить возможность его замены сплавом Т14К8, 2 При обработке стального литья по корке, когда титановольфрамовые твердые сплавы работают со значительными выкрашиваниями, допустимо применение сплава ВК8.
2. Точение и фрезерование серого и ковкого чугуна
Марка твердого сплава Рекомендуемая область применения
Черновая обработка Чистовая обработка
ВК8* Грубая обработка с неравномер- ным припуском или ударами в слу- чаях, когда более износостойкий твердый сплав ВК4 нельзя приме- нять из-за недостаточной прочности Применять нецелесообразно из-за невысокой стойкости инструмента и точности обработки по сравнению со сплавами, рекомендуемыми для чистовой обработки
ВК4 ВК6 * При точении н фрезеровании, за исключением неблагоприятных условий работы (при ударной на- грузке на резец прн нежестких станках и оснастке). Сплав ВК4 допускает по сравнению со спла- вом ВК8 повышение скорости ре- зания на 10—25% или обеспечи- вает увеличение стойкости в сред- нем в 1,5—2 раза Применять во всех случаях, за исключением операций тонкой об- точки н расточки
ВК2 Применять не рекомендуется нз-за хрупкости Основное назначение—тонкая (.алмазная*) расточка и обточка
• Рекомендуется проверить возможность применения твердого сплава ВК4 во всех случаях, где в настоящее время применяют сплавы ВК8 н ВК6, за исключением операций, где при рабо те инструментами, оснащенными этими сплавами, имеются значит» льные выкрашивания
ЛИТЕРАТУРА
1. ЦБПНТ. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на токарных станках. Серийное производство, Машгиз,
1959.
2. ЦБПНТ. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на строгальных и долбежных станках. Серийное произ-
водство, Машгиз, 1959.
3. ЦБПНТ. Общемашнностронтельные нормативы режимов резания и времени для
технического нормирования работ на сверлильных станках. Серийное производство, Машгиз,
4. ЦБПНТ. Общемашиностроительные нормативы режимов резания и времени дли
технического нормирования работы на фрезерных станках Серийное производство, Машгиз,
1959.
5. ЦБПНТ. Общемашиностроительиые нормативы режимов резания и времени для
технического нормирования работ на зуборезных станках. Серийное производство, Машгиз,
1959.
6. ЦБПНТ. Общемашнностронтельные нормативы режимов резания и времени иа про-
тяжные работы, Машгиз, 1959.
7. ЦБПНТ Общемашиностроительиые нормативы режимов резания и времени для
технического нормирования работ на шлифовальных станках. Серийное производство, Маш-
гиз, 1959.
8. ЦБПНТ. Общемашииостроительные нормативы режимов резания н времени для
технического нормирования работ на шлифовальных станках. Крупносерийное и массовое
производство, Машгиз. 1959.
9. ЦБПНТ. Общемашииостроительные нормативы режимов резания и времени для
технического нормирования доводочных работ. Серийное, крупносерийное и массовое произ-
водство, Машгнз, 1961.
10. ЦБПНТ. Общемашиностроительиые нормативы режимов резания и времени для тех-
нического нормирования заготовительных работ (резка металла на дисковых пилах, прессах
и сортовых ножницах), Машгнз, 1961.
11. НИБТН Главнннпроекта при Госплане СССР. Режимы реза-
ния черных металлов инструментом, оснащенным твердым сплавом, Машгнз, 1958.
12. НИБТН ММ СССР Нормативы стойкости режущего инструмента, Машгнз, 1953.
13. НИБТН ММ СССР. Режимы скоростного точения металлов с большими подачами,
Машгиз, 1954
14. НИБТН МСС СССР. Режимы резания металлов инструментами из быстрорежущей
стали, Машгнз, 1950.
15. НИБТН МСИП СССР. Нормативы по режимам резания сверлами нз инструменталь-
ной стали, Машгнз, 1956.
16. НИБТН МСС СССР. Нормативы подготовительно-заключительного и вспомогатель-
ного времени для механических цехов. II часть. Серийное производство, Машгиз, 1952.
17. НИБТН Главнннпроекта при Госплане СССР. Нормативы для
нормирования работ при шлифовании. Режимы резания при шлифовании резьбы, зубьев
и шлицев, Машгиз, 1958.
18. НИИТАВТОПРОМ Режимы резания металлов, 1957.
19. ВПТИ МТМ СССР. Нормативы для технического нормирования работ на карусель-
ных станках, Машгнз, 1954.
20. ВПТИ МТМ СССР. Нормативы для технического нормирования на токарных стан-
ках, Машгнз, 1955.
21. ВПТИ Главниипроекта при Госплане СССР. Нормативы для технического норми-
рования иа фрезерных станках, Машгиз, 1958.
22. 3 а х а р о в Н. Н., Техническое нормирование труда в машиностроении, Машгнз,
1958.
23. Б а р а и о в А Б., Золотов В. Н., X и с и и Р. И., Шапиро И. И ,
Шаскольский Б. В, Шахназаров М. М., Техническое нормирование на маши-
ностроительном, заводе, Оборонгнз, 1958.
892
Литература
24. Грановский Г И., Трудов П. П., Кривоухов ЕК А., Л а р и и М. Н.,
Малкин А. Я., Резание металлов. Машгиз, 1954.
25. П а и к н н А. В., Основные вопросы нанвыгодненшего резання металлов, Машгиз,
1948.
26. Т и ш и н С Д , Формулы основного технологического (машинного) времени работы
на металлорежущих станках, Машгиз, 1956.
СПРАВОЧНИК НОРМИРОВЩИКА, Т. II
Редактор издательства М. М. Семенова
Технические редактор Б. И Модель Корректор В. 77. Крылова
Сдано в производство I3/III I960 г. Подписано к печати 13/III1961 г. Т-02542
Тираж 28000 экз. Печ. л. 76,08 Бум. л. 27,88 Уч-изд. л. 67,5 Формат 70хЮ8*/„
Заказ 98.
Типография Мб. У ПП Ленсовиархоза, Ленинград, ул. Моисеенко, 10.
ОПЕЧАТКИ
Стра- ница Строки Напечатано Должно быть
27 8-и снизу аст аст
67 9-и > 1016 кг 904 кг
68 4-я «верху Рг = 1016 0,92 х Рг = 904-оде-Ц93 =
X 1,03=960 кг = 850 кг
in 5-я енизу а = 6°; у = 8°; X = »5* а = 8°; у = 5°; Л = 15е
и г = 3 мм и г = 1,5 мм
s Й2 2-я графа справа. 13-я снизу 251 215
19 и 20-и графы. 8-я сверху 175 | 3150 1750(315
3-я снизу одним-двумя четырьмя
1-я графа, 9-и сверху 25 1,25
Головка, 2-и графа на оборот стола sb в мм/об на ход стола зв в мм/ход
3-я графа, 2-я сверху <2 2
<19 2-я снизу 73 75
Т26 1-я графа справа, 5-я снизу 120 220
778 3-я графа, 1-я сверху 275 175
«81 24-я сверху 108 1,08
867 Нижияя таблица, 1-я графа, Зеикероваиие Зенкование
1-я снизу
867 Нижняя таблица, 1-я графа, Зенкование Зеикероваиие
7-я снизу
Справочник нормировщика-машиностроителя. Том II. Заказ 98