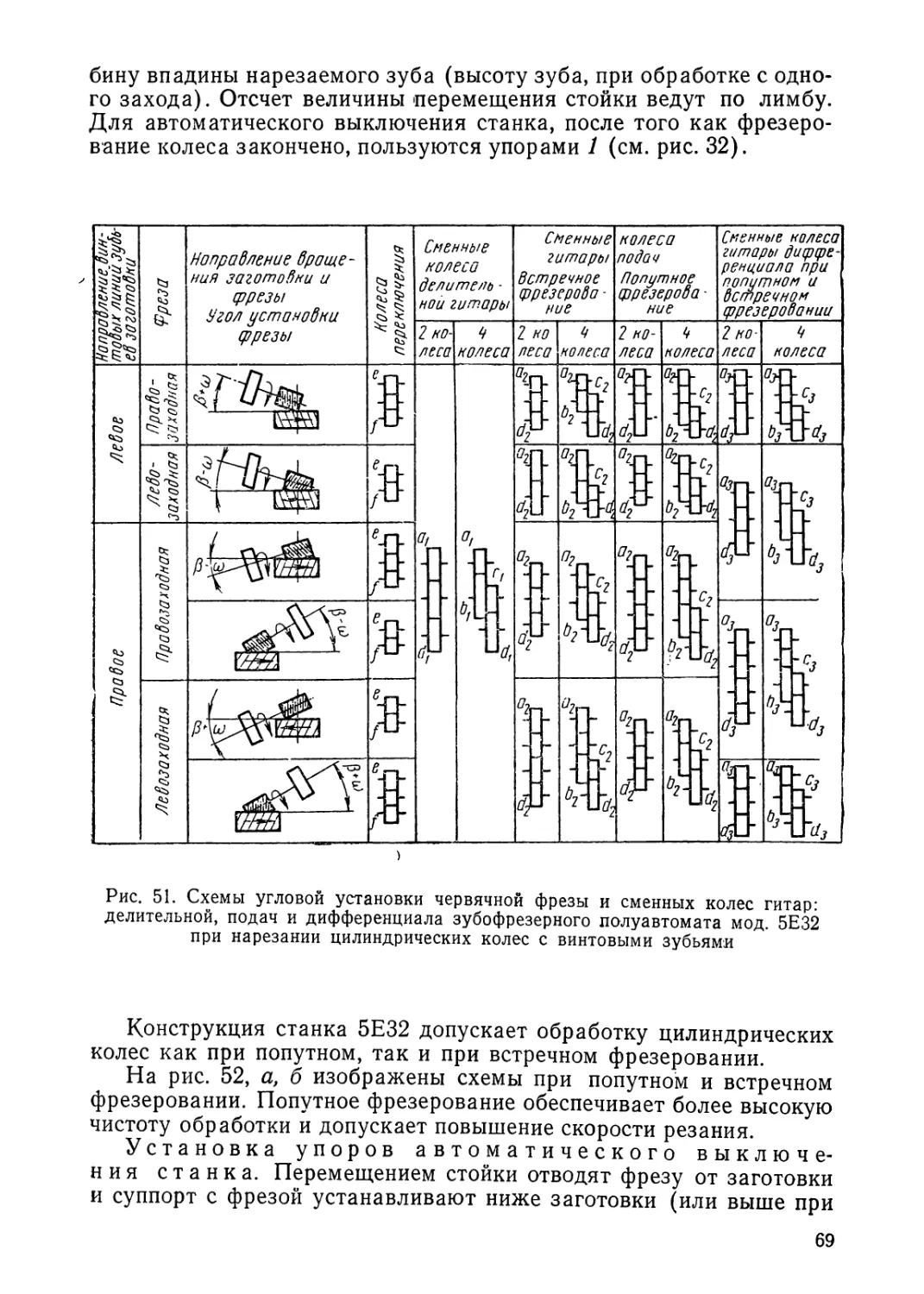
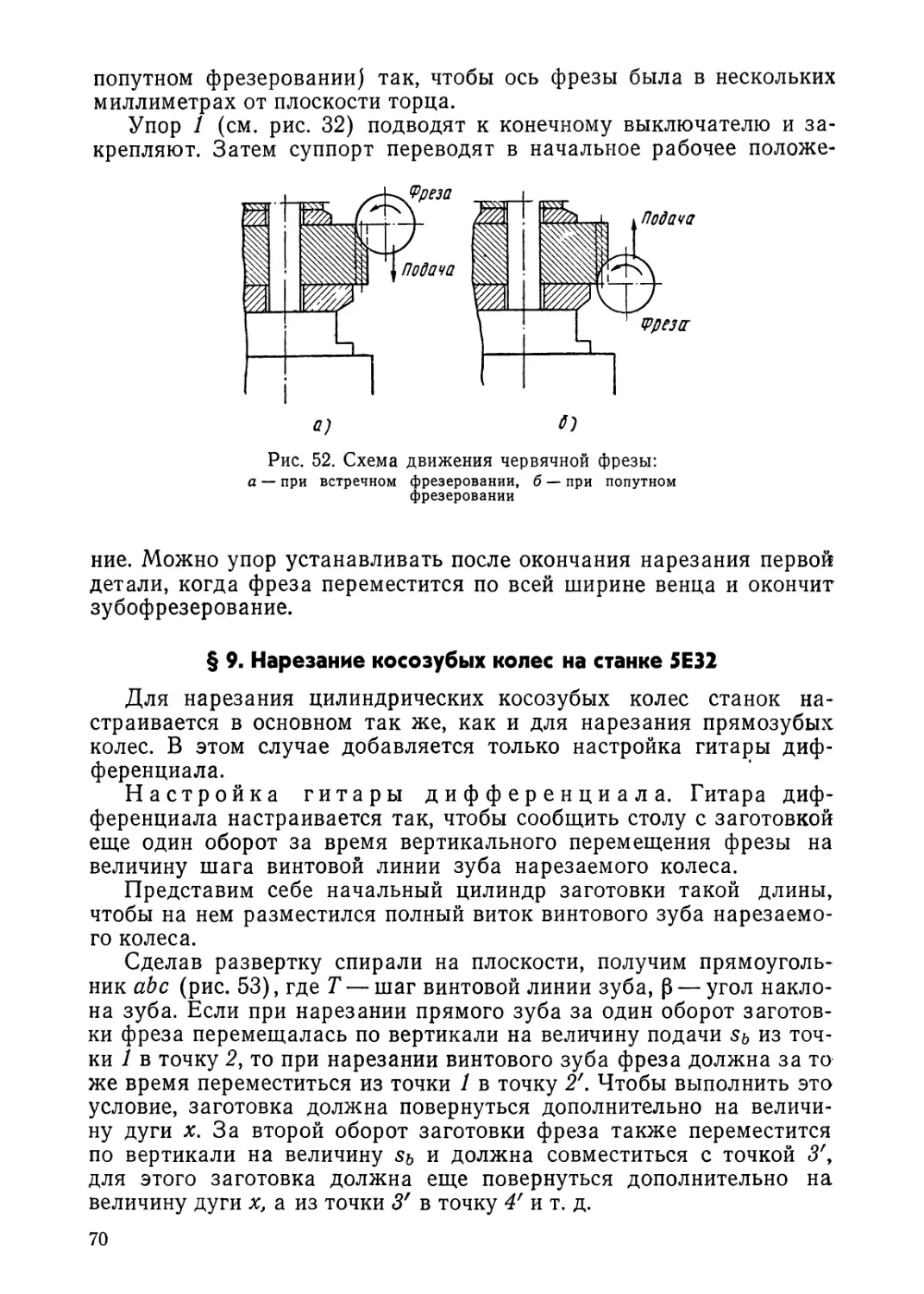
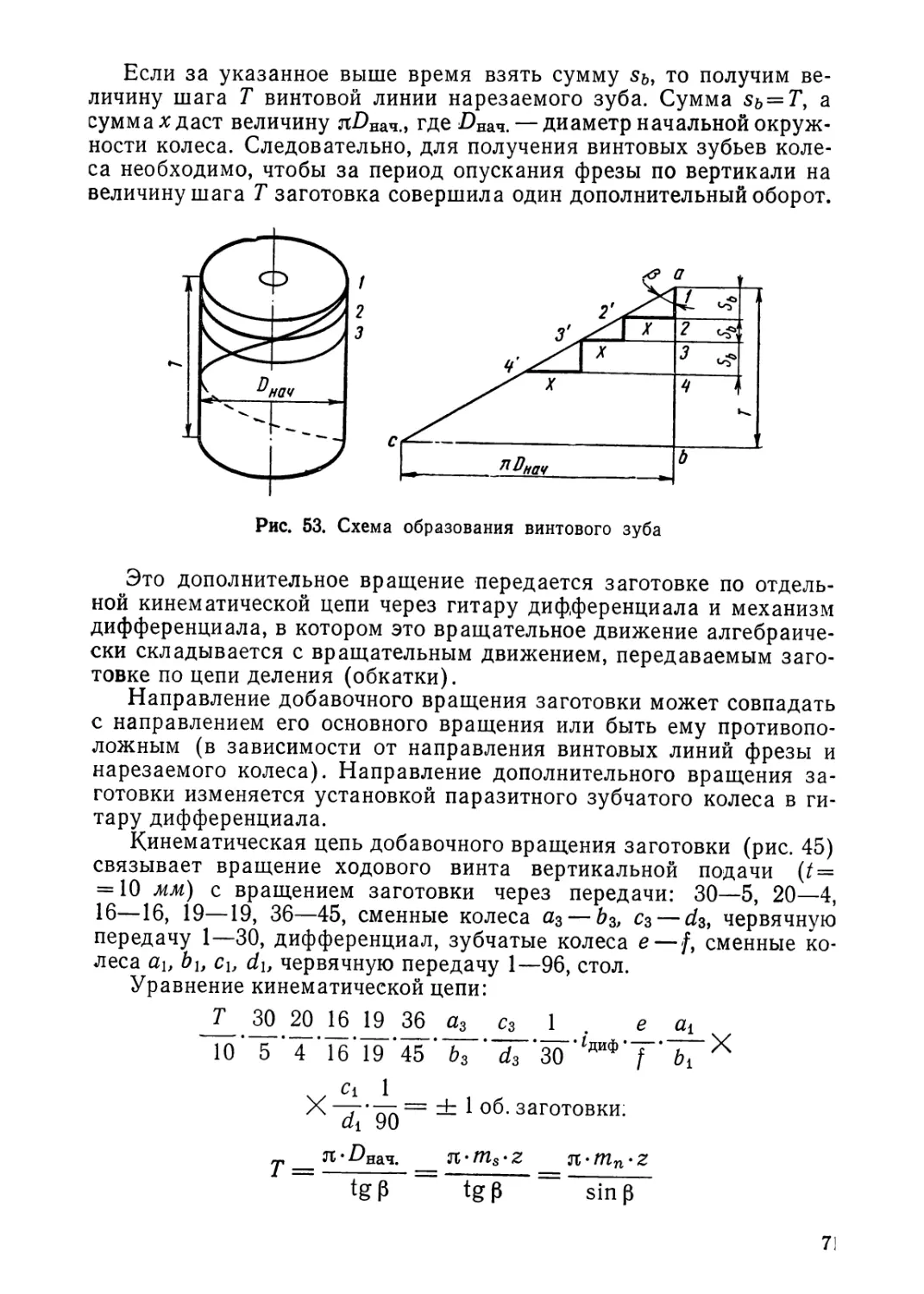
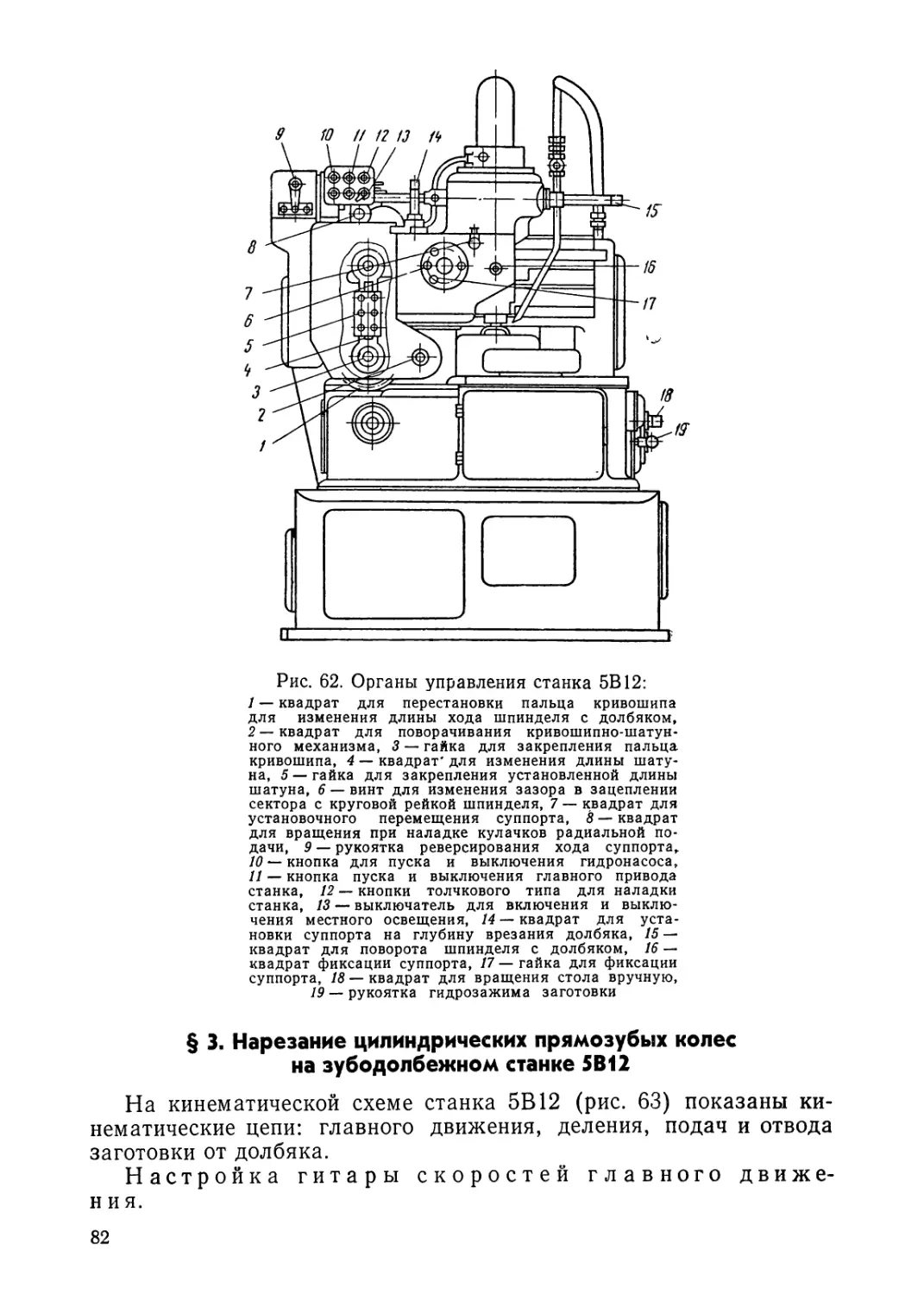
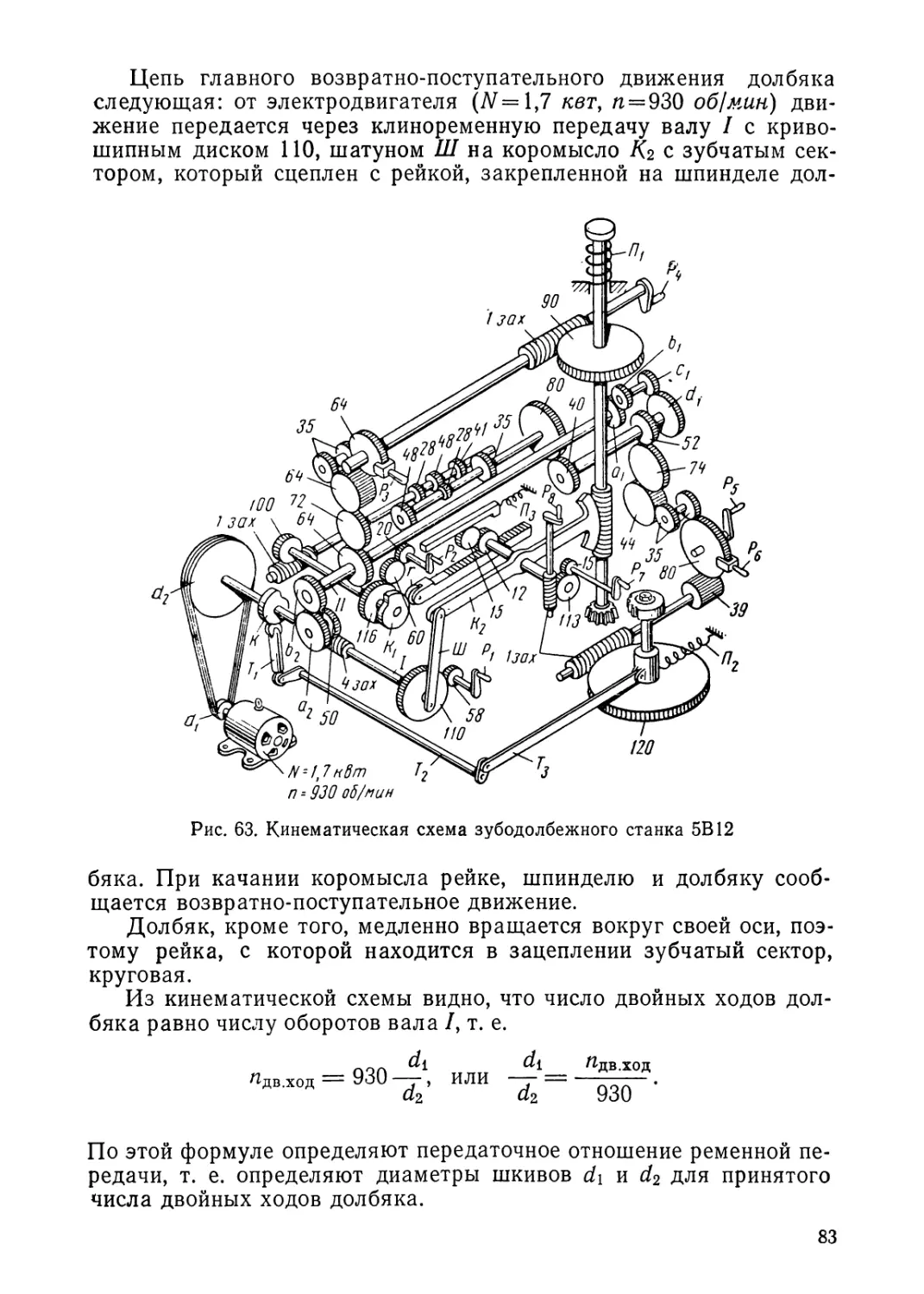
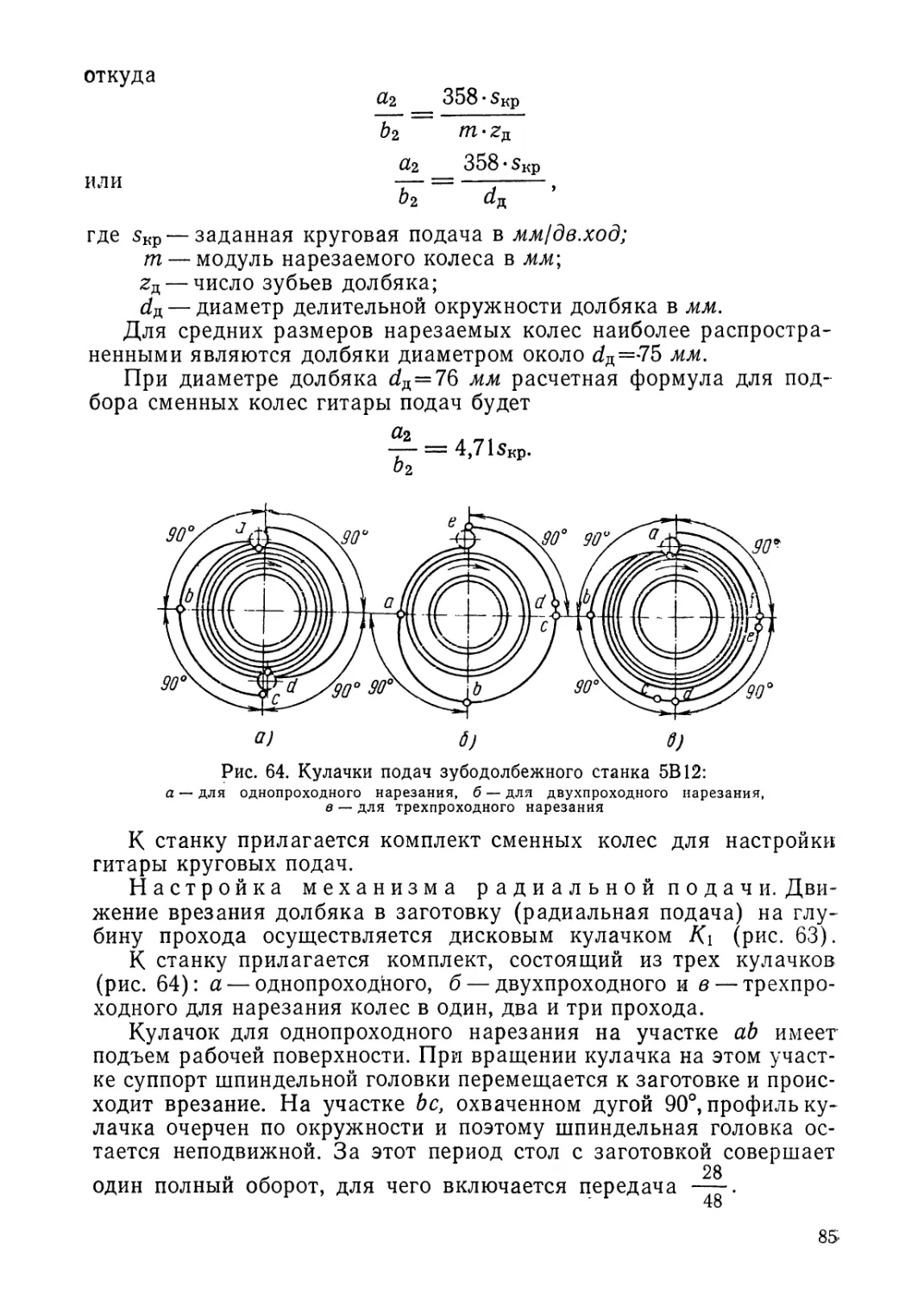
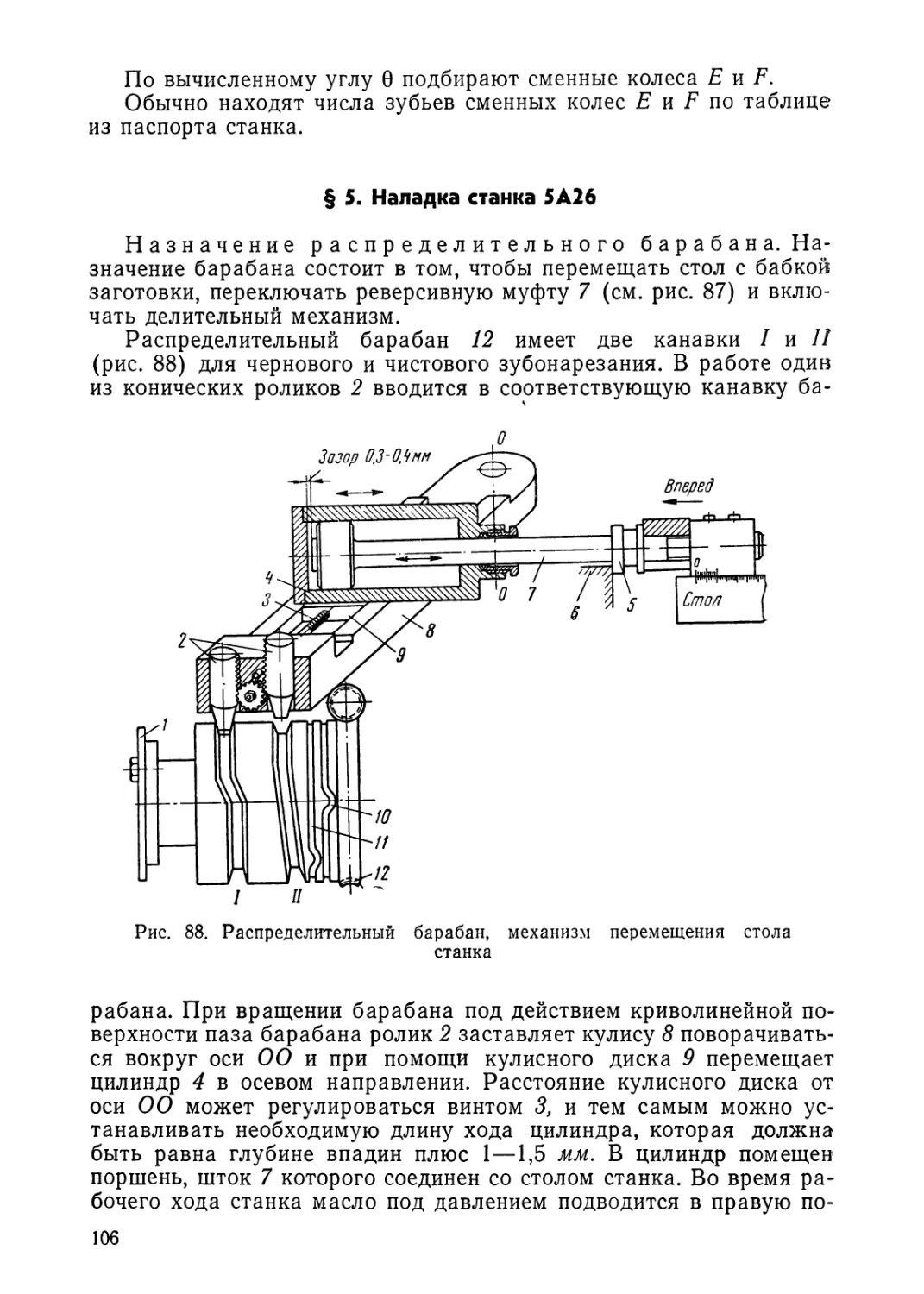
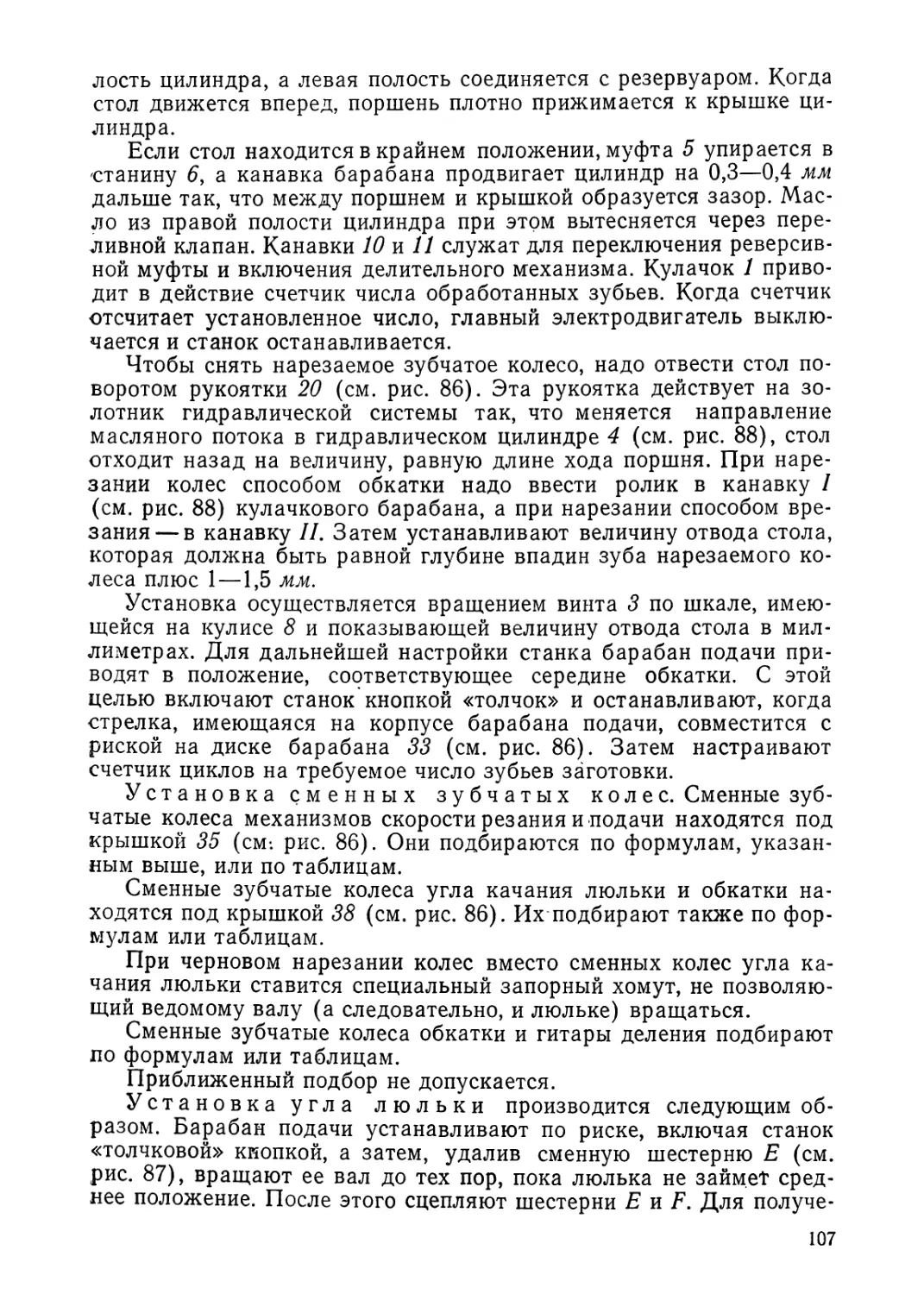
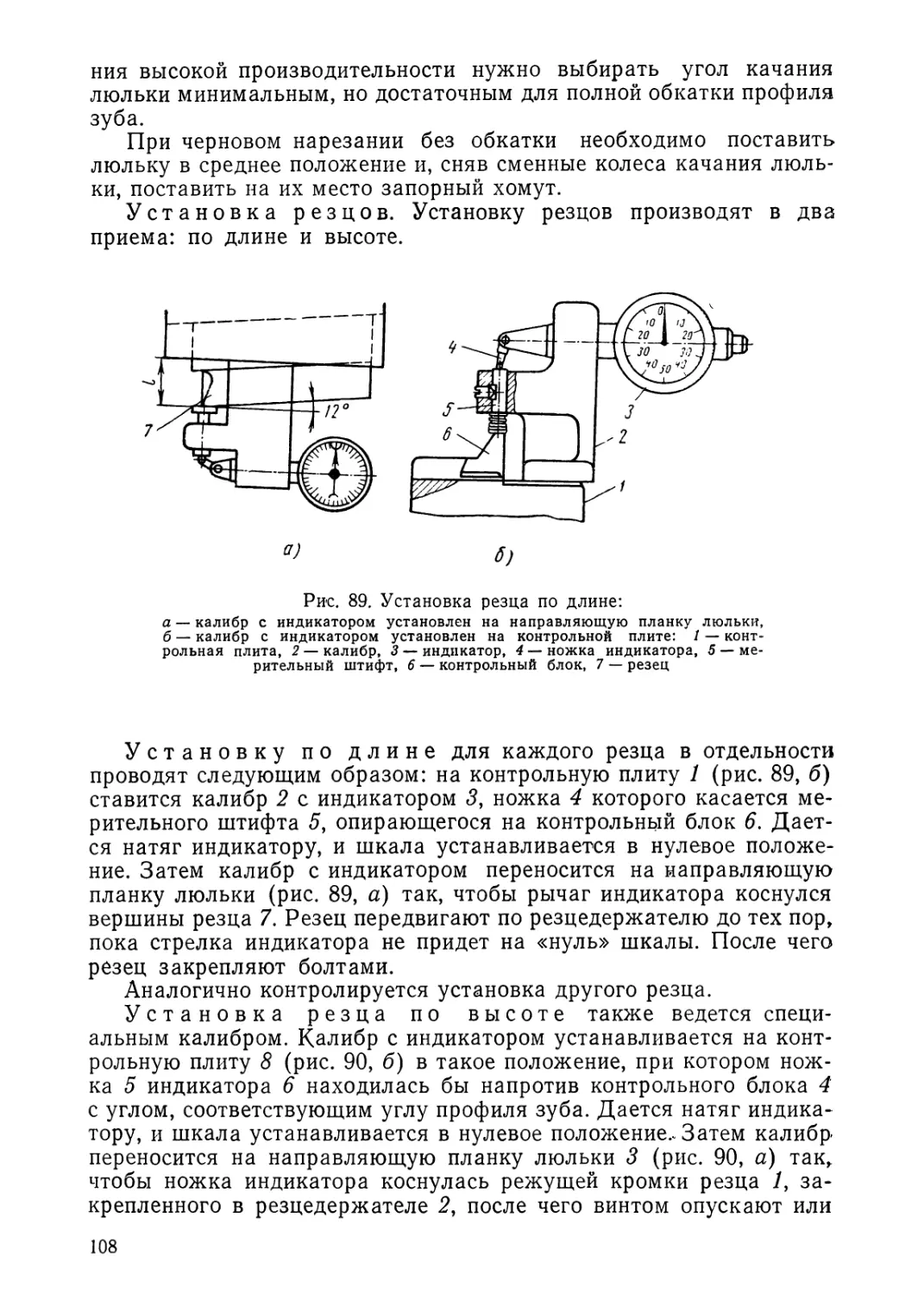
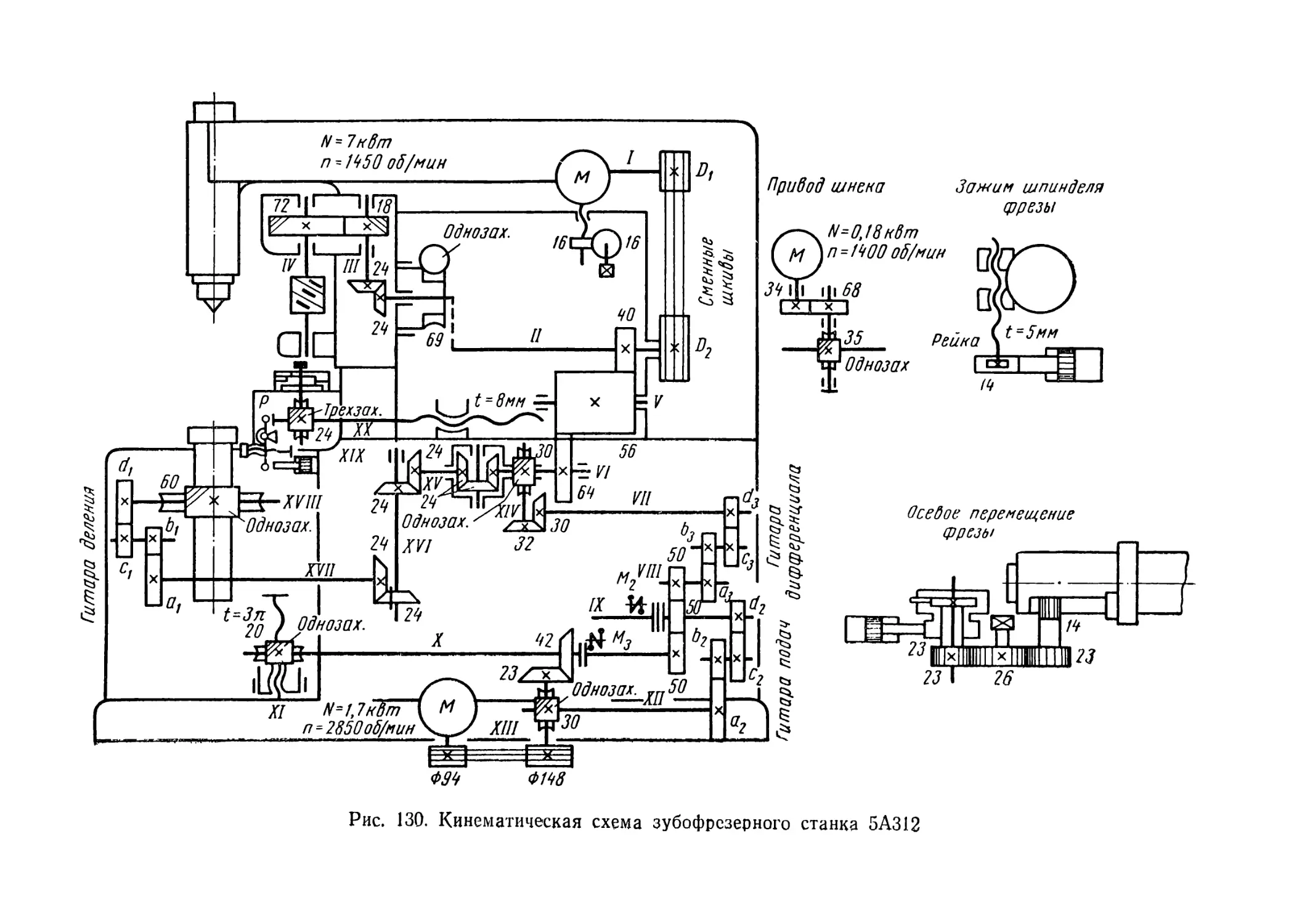
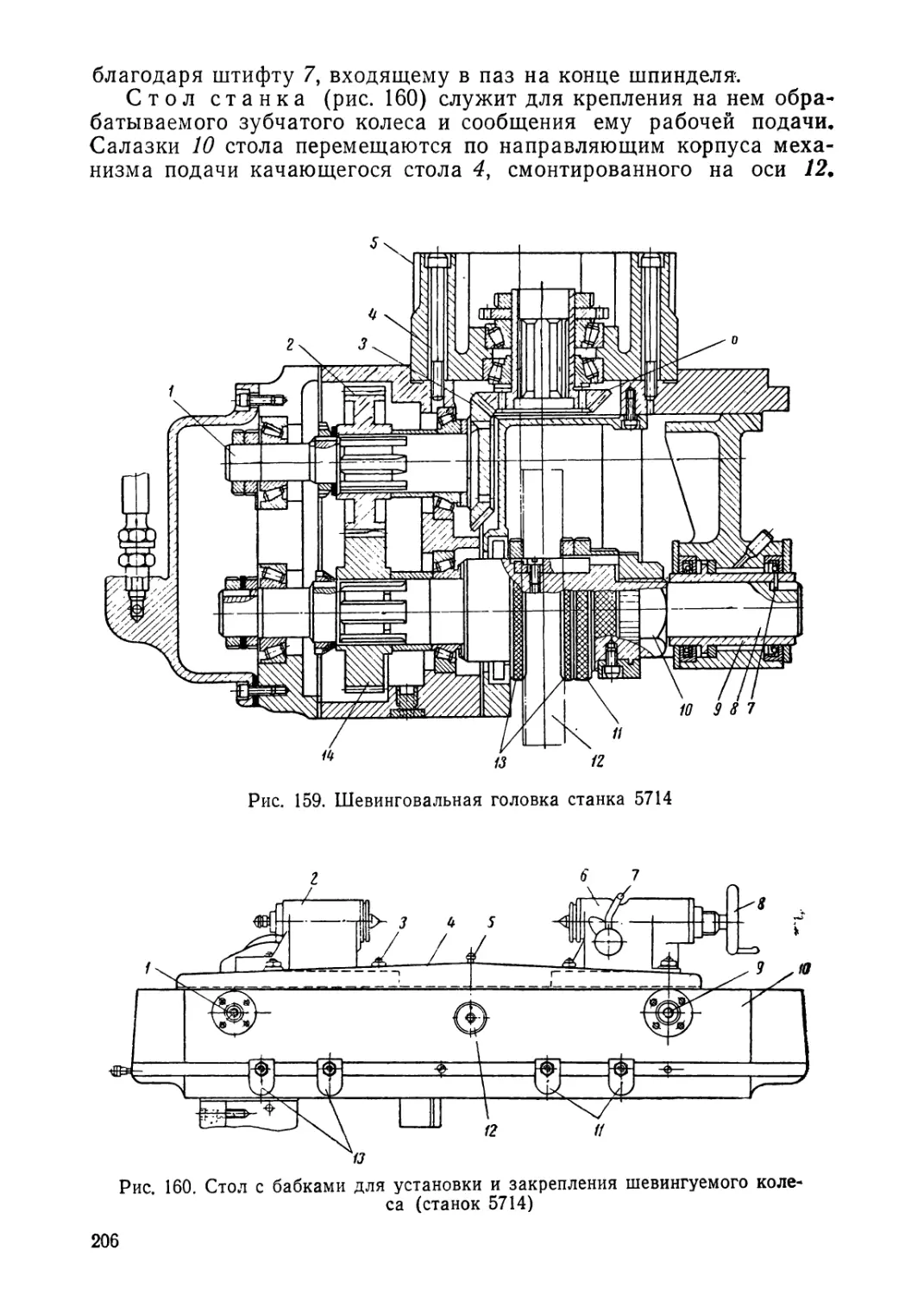
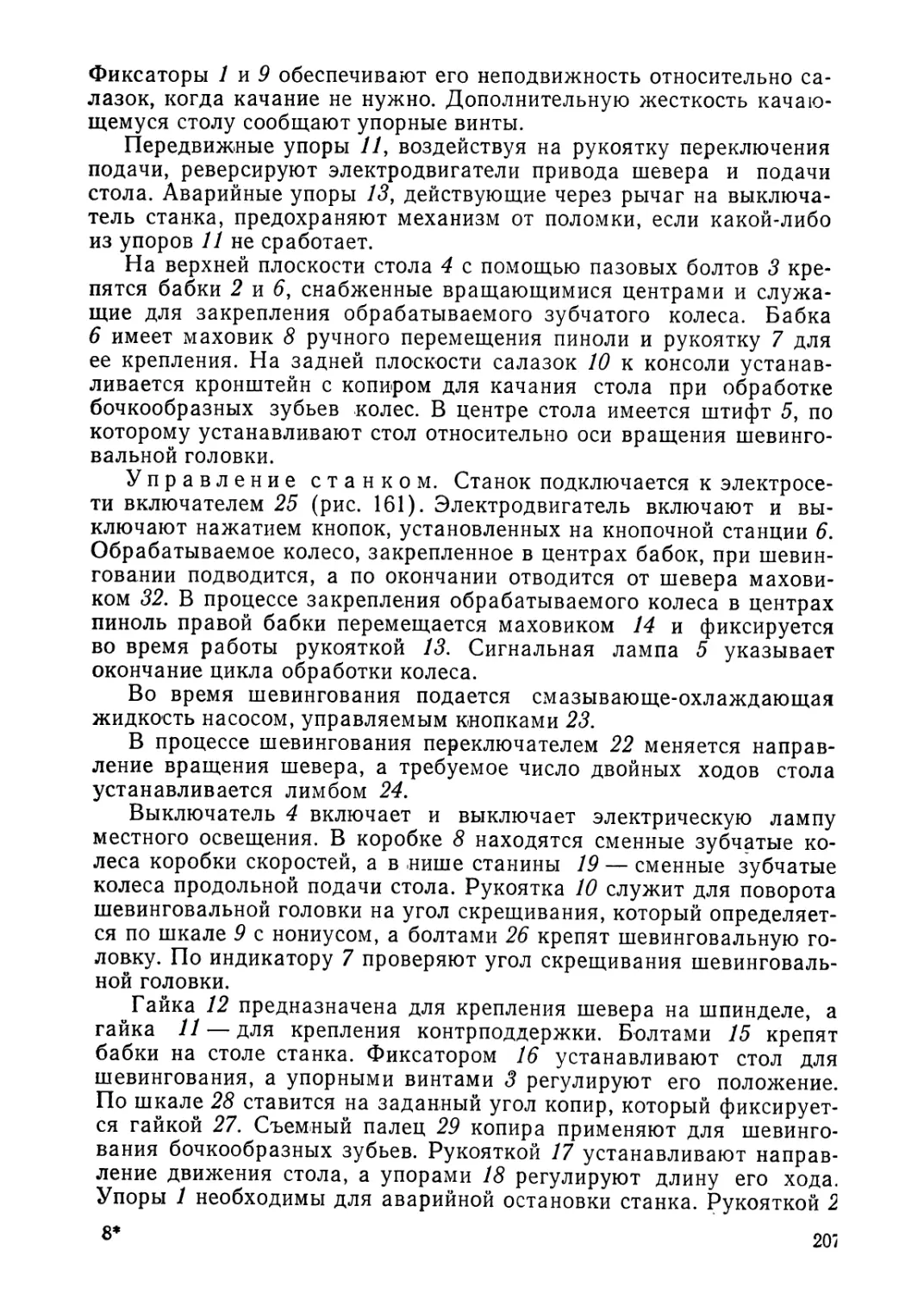
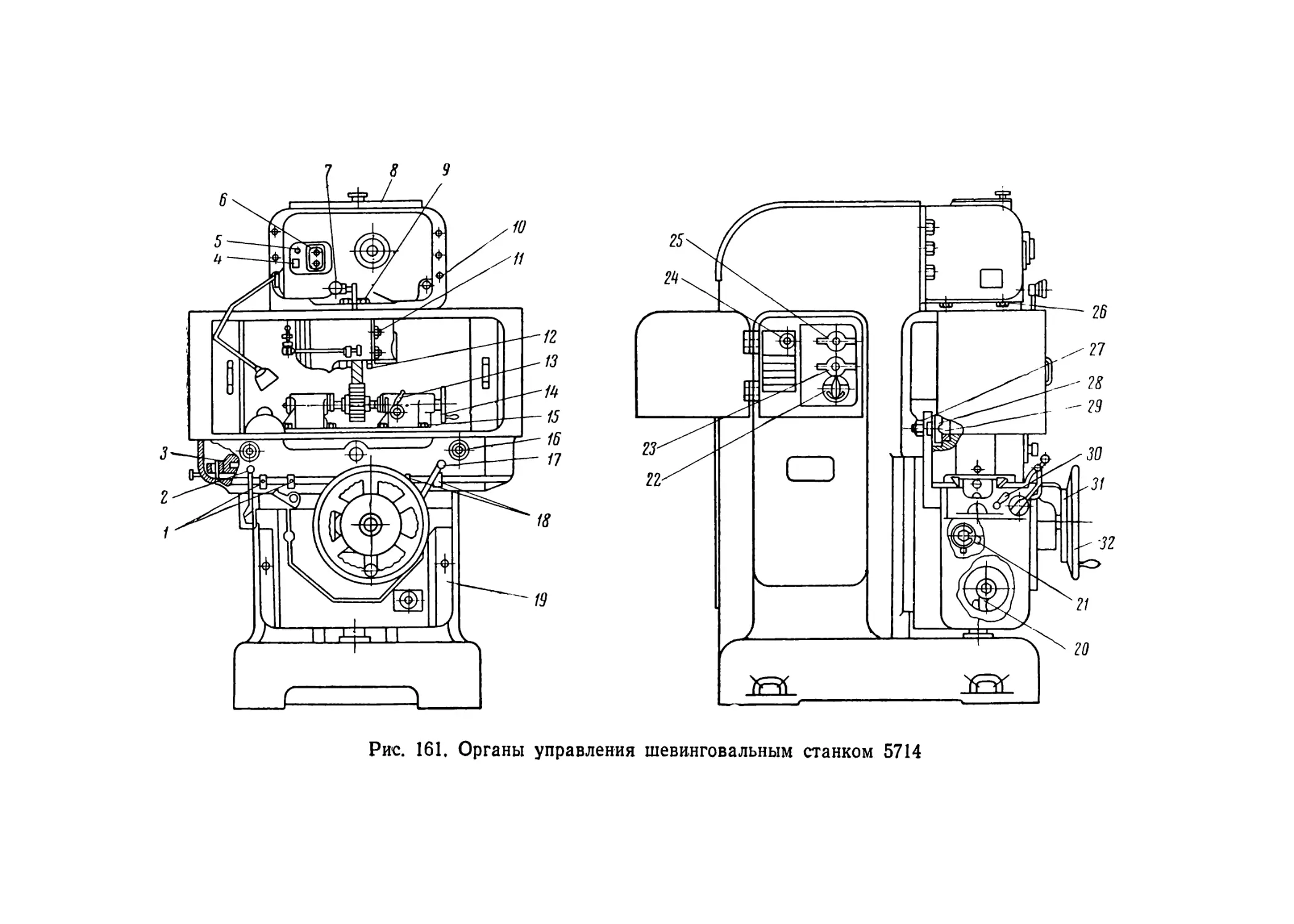
/




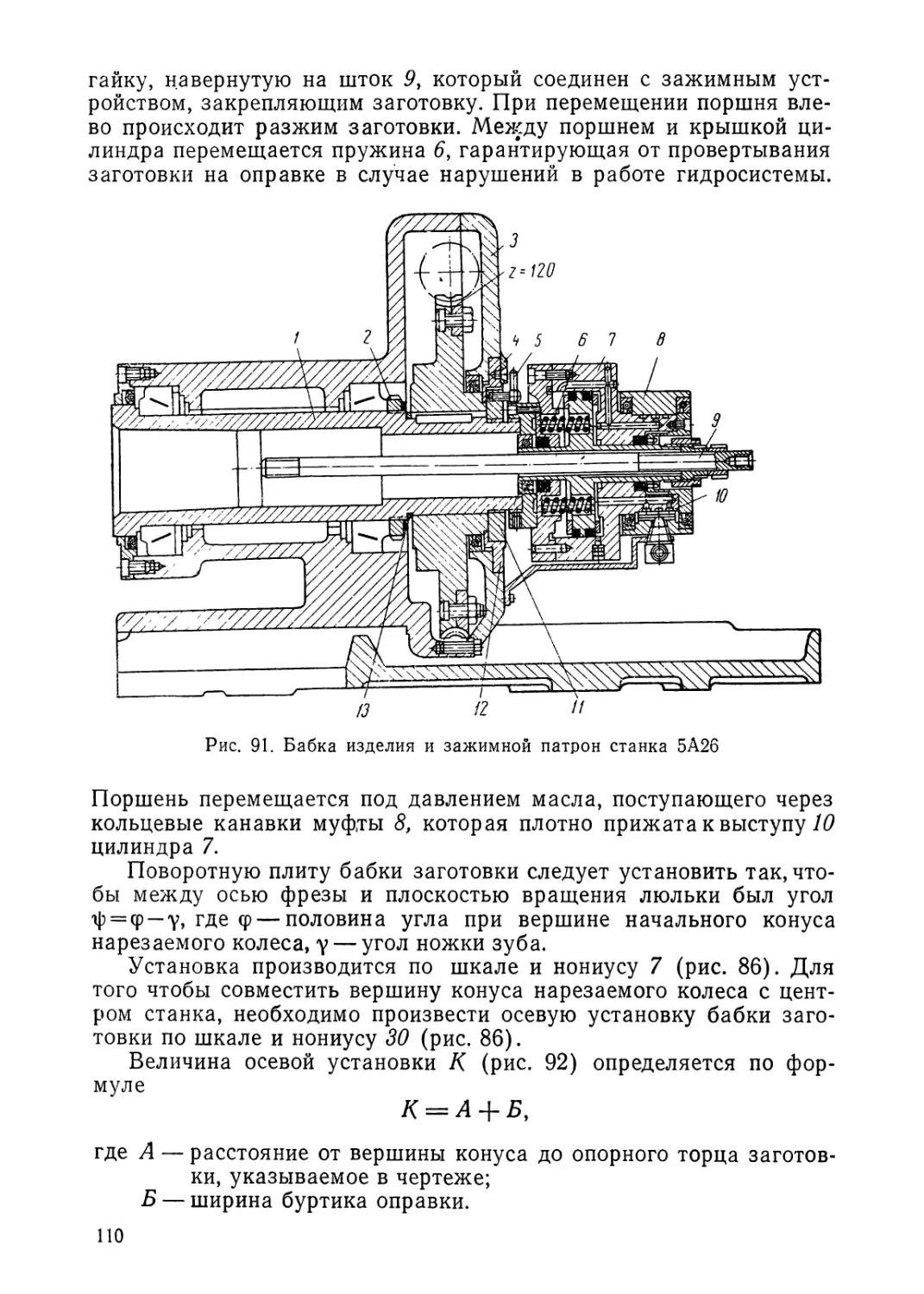
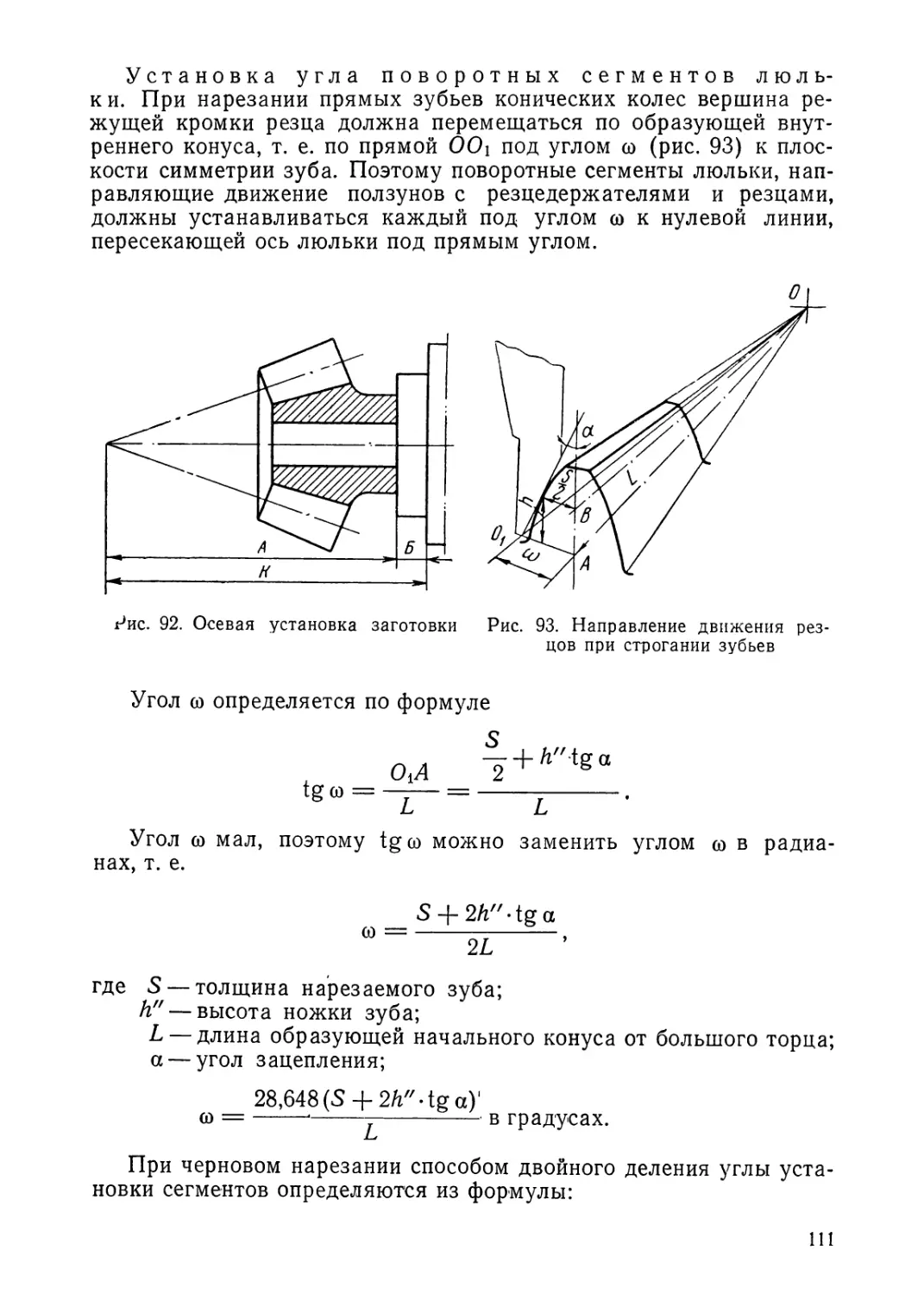
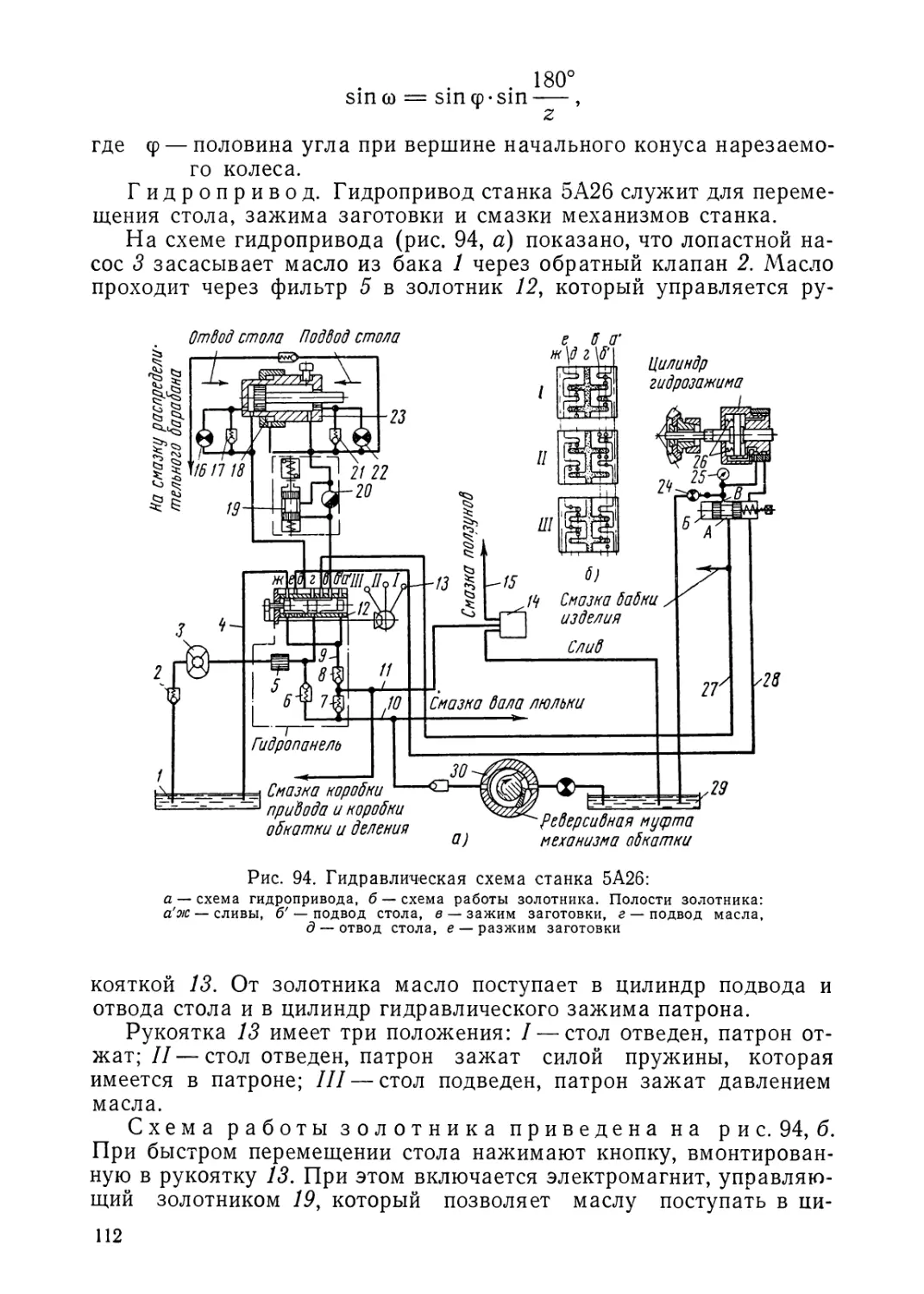
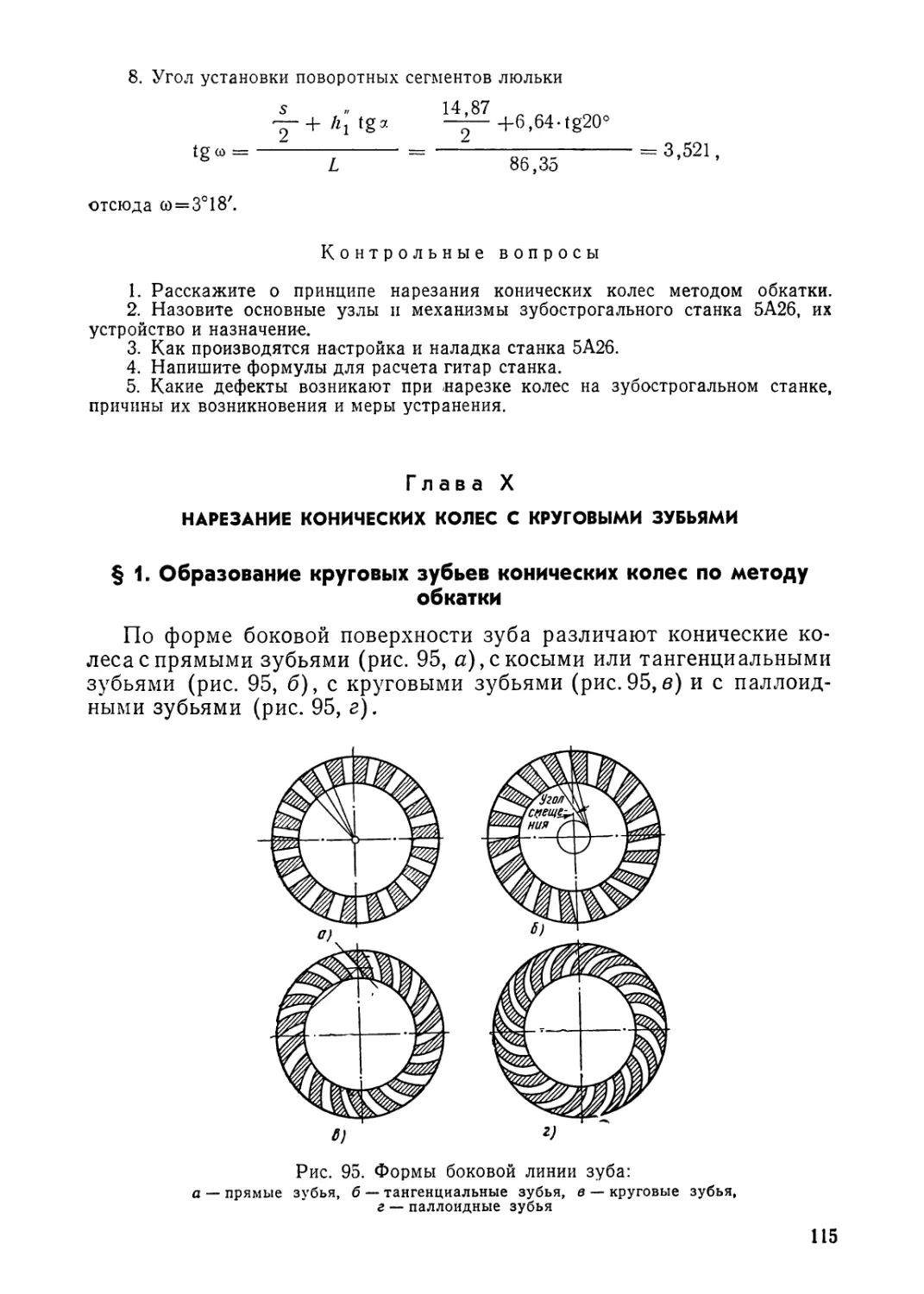

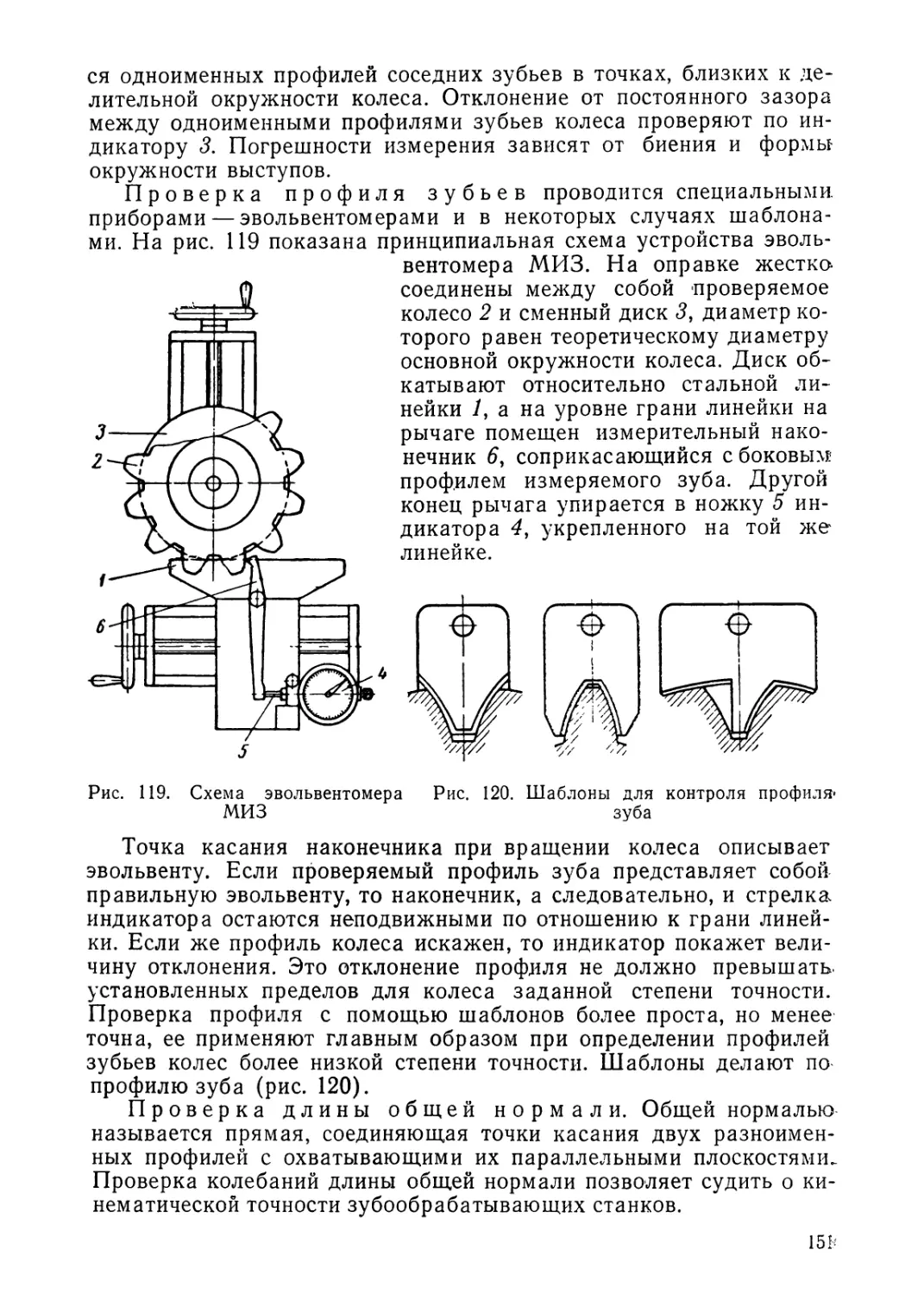
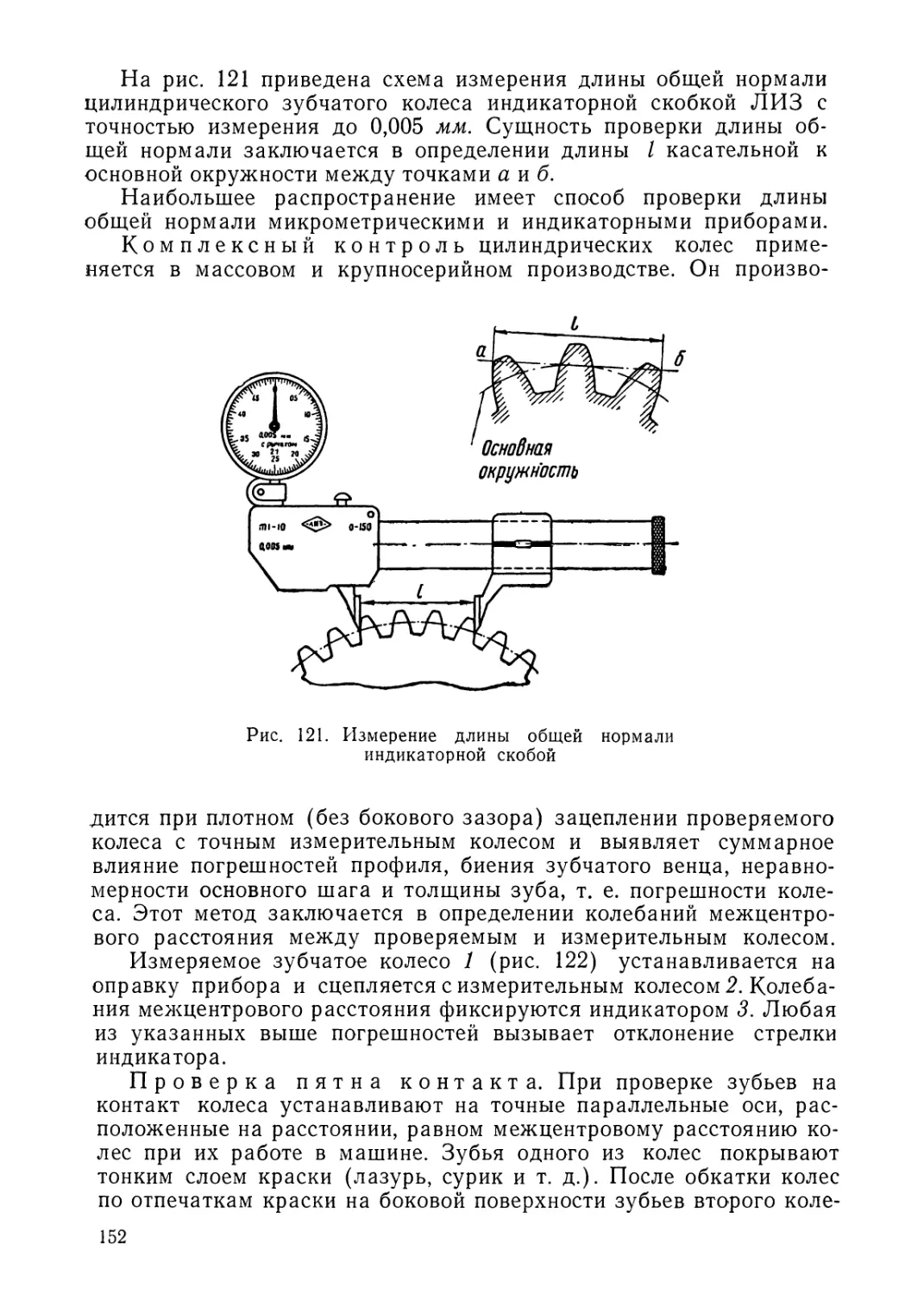
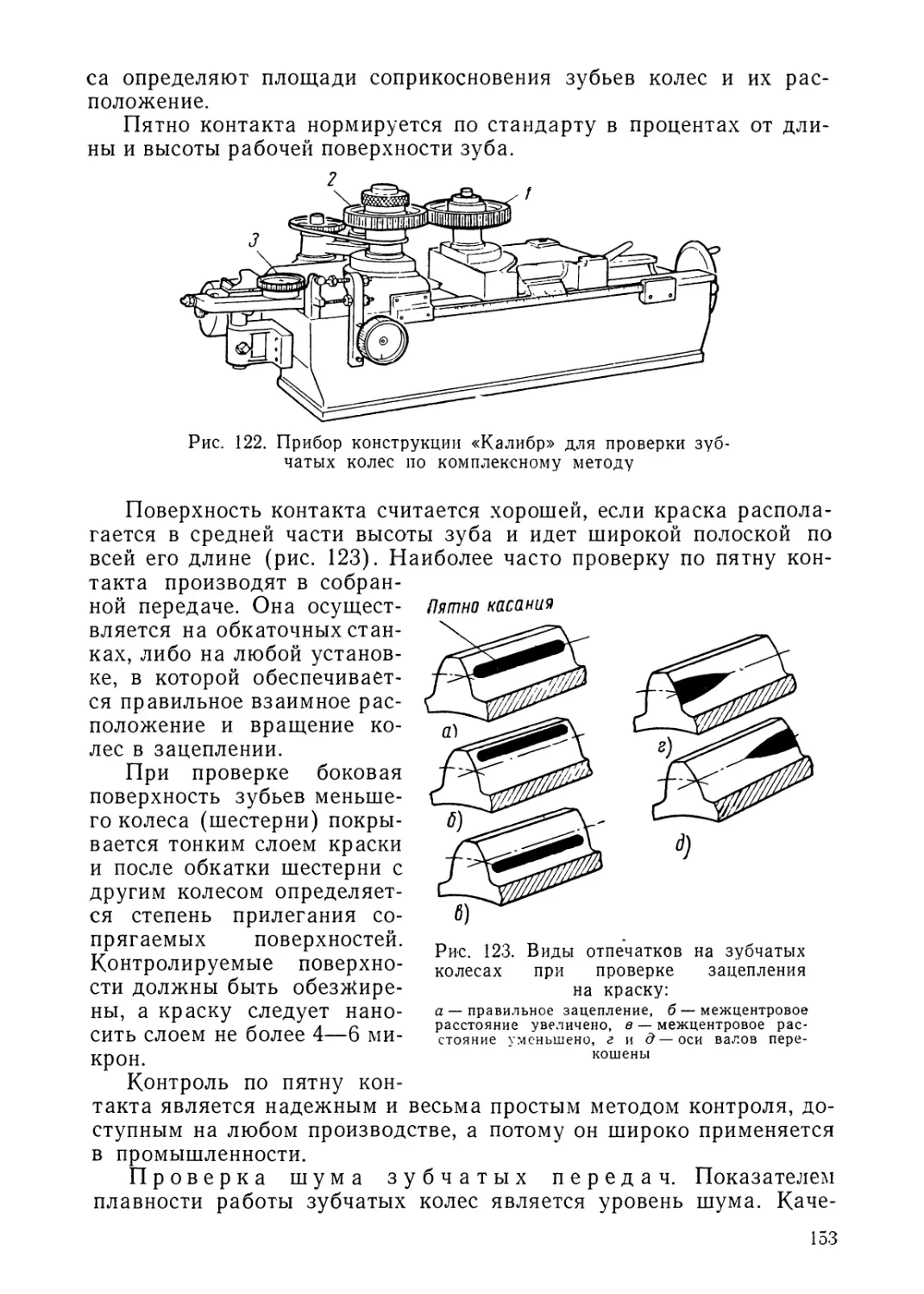
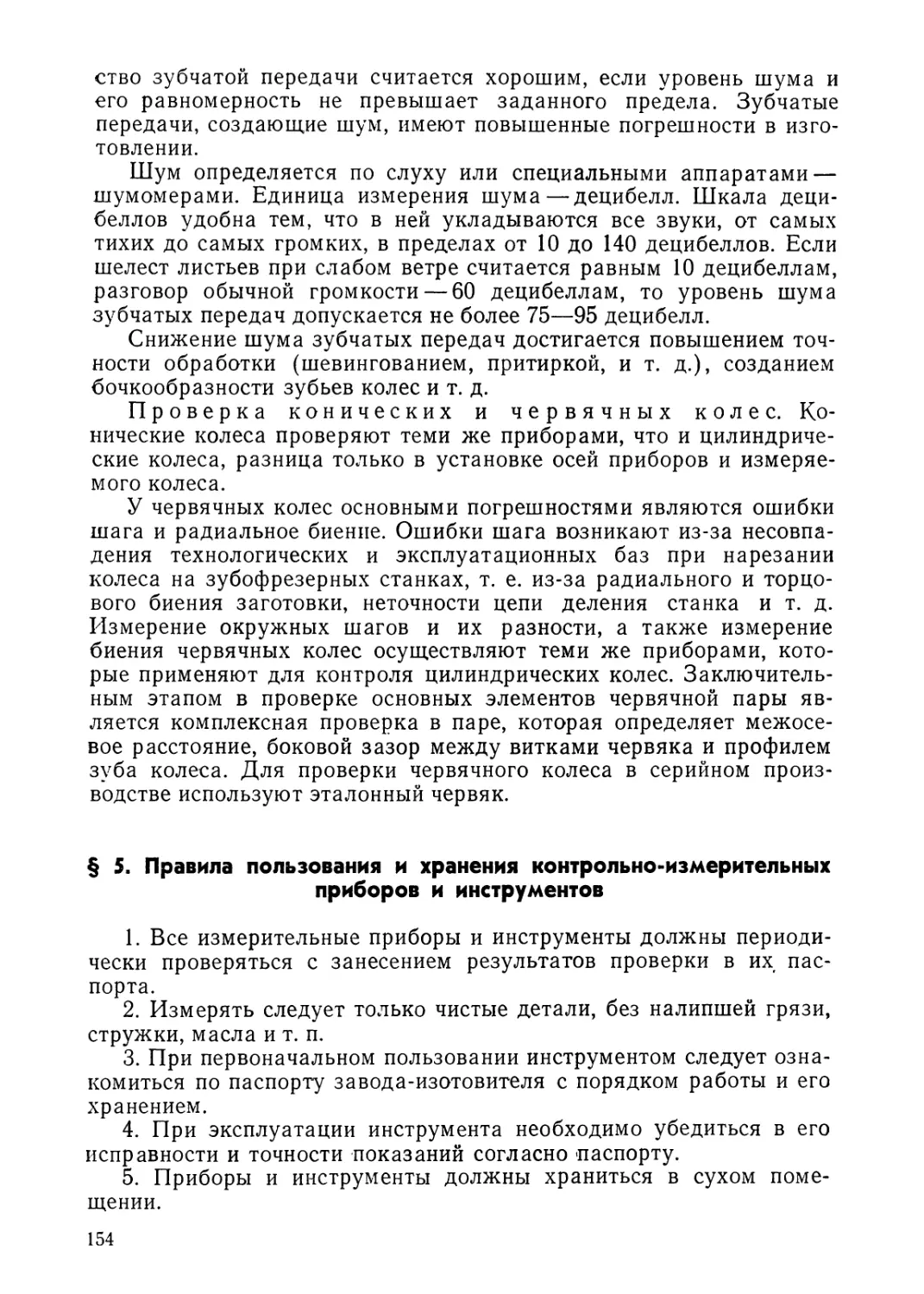


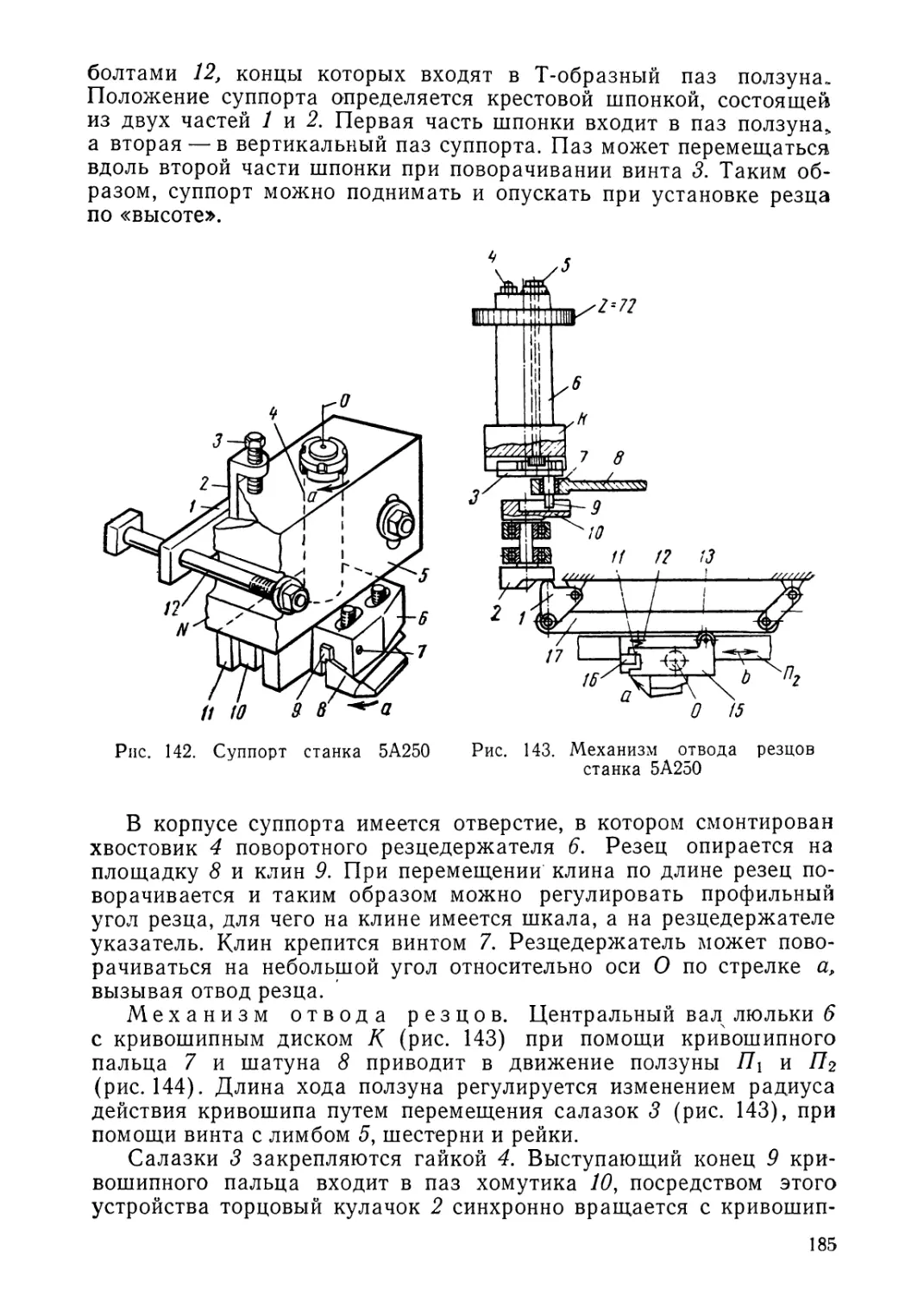
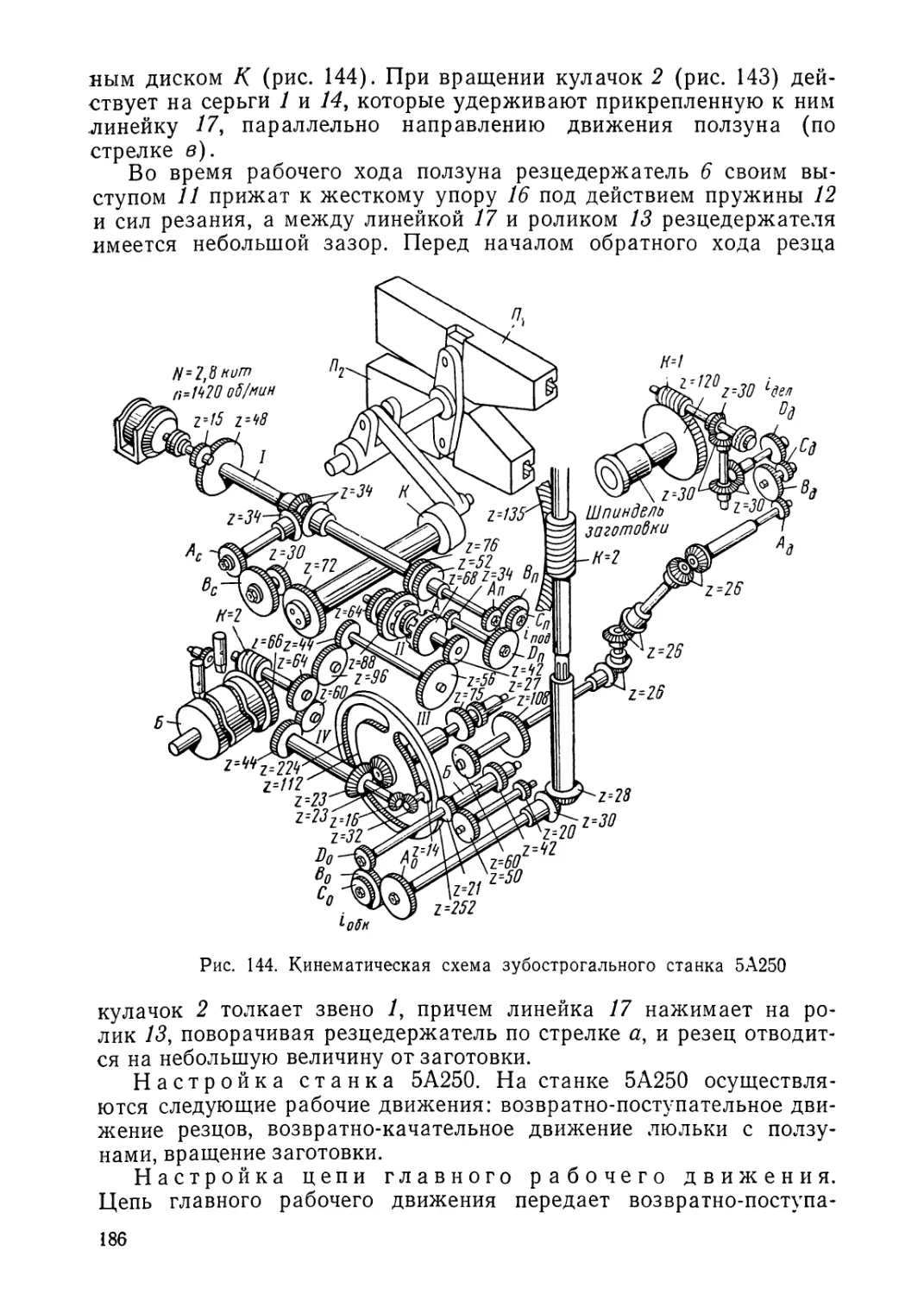
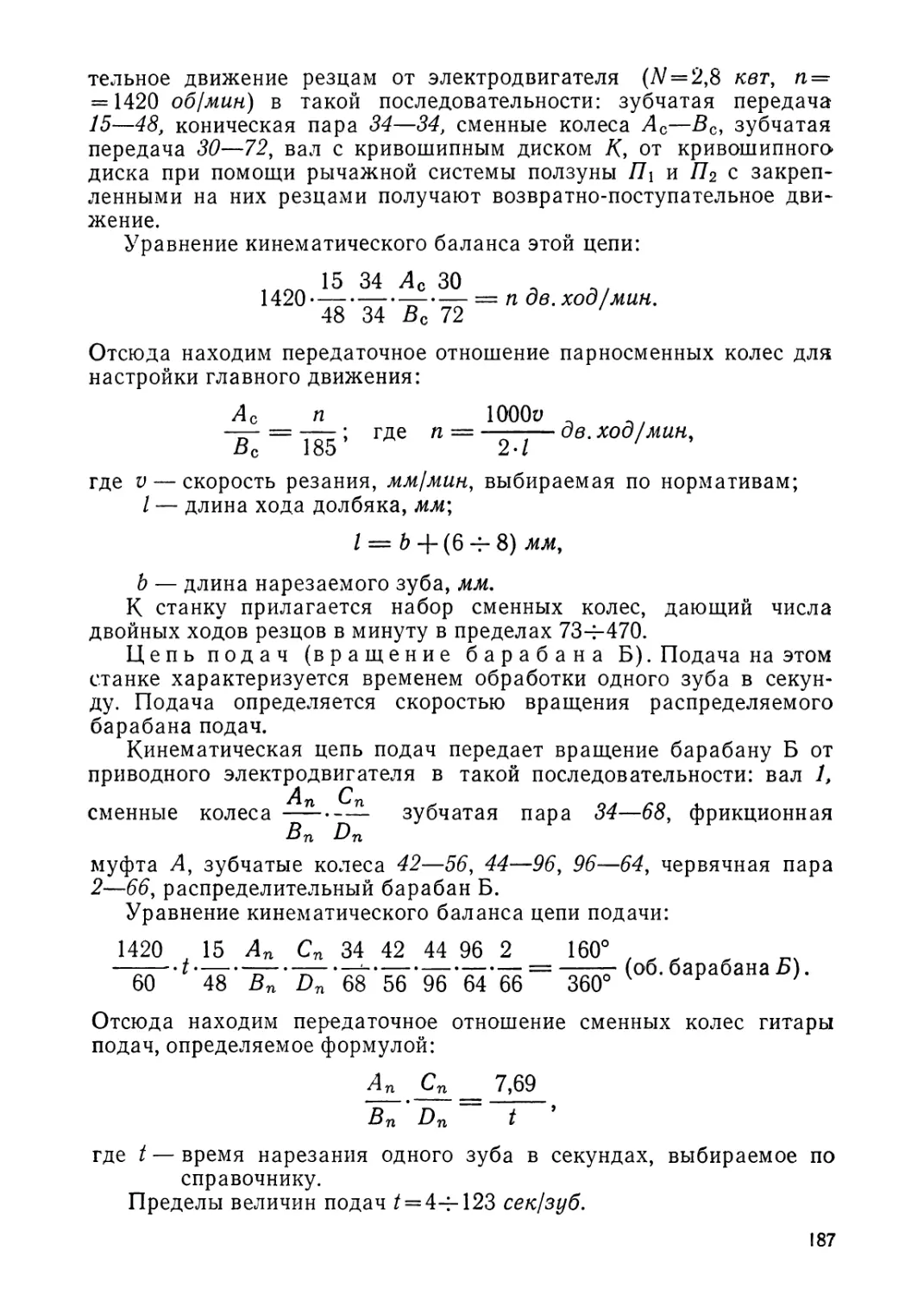
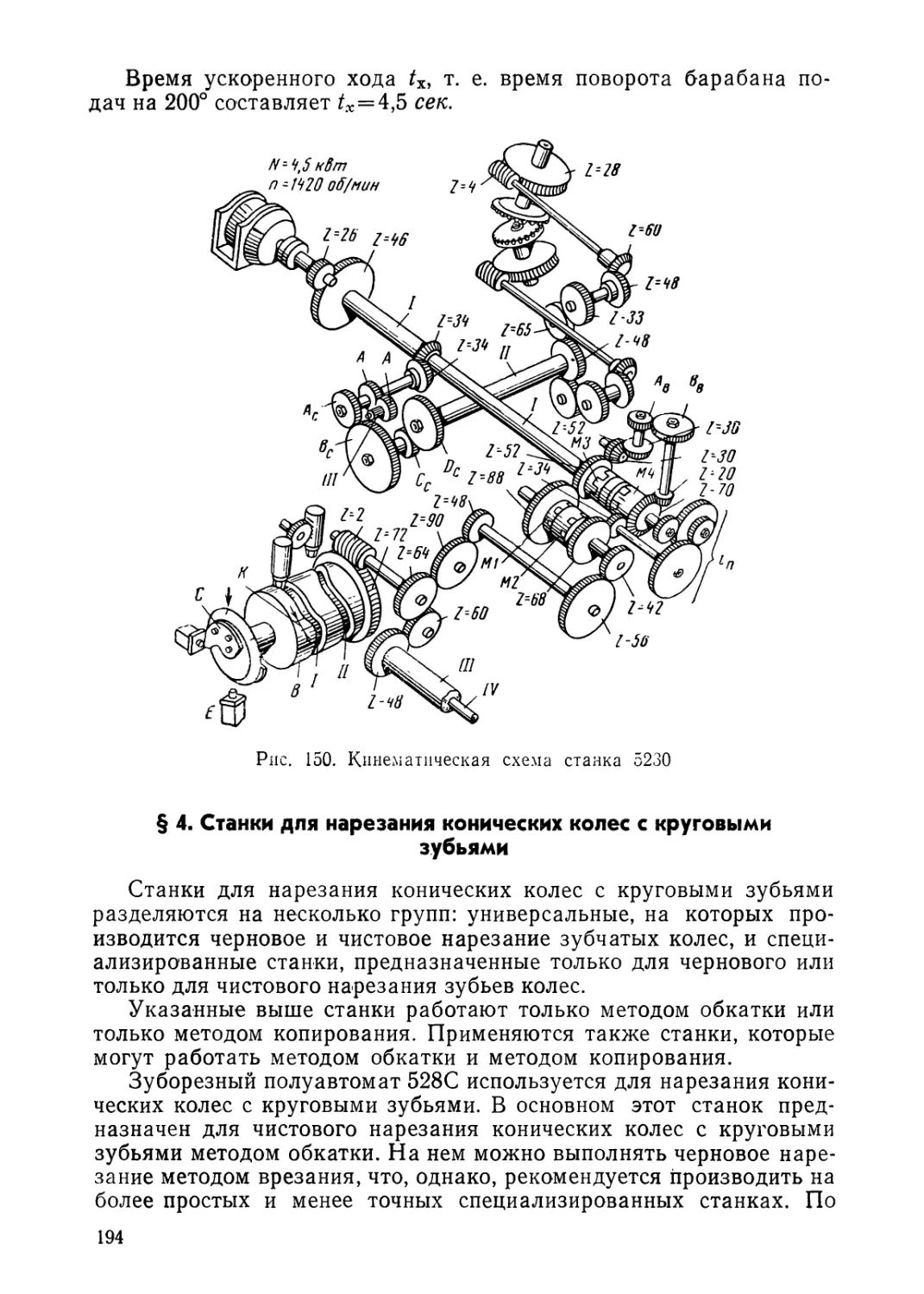

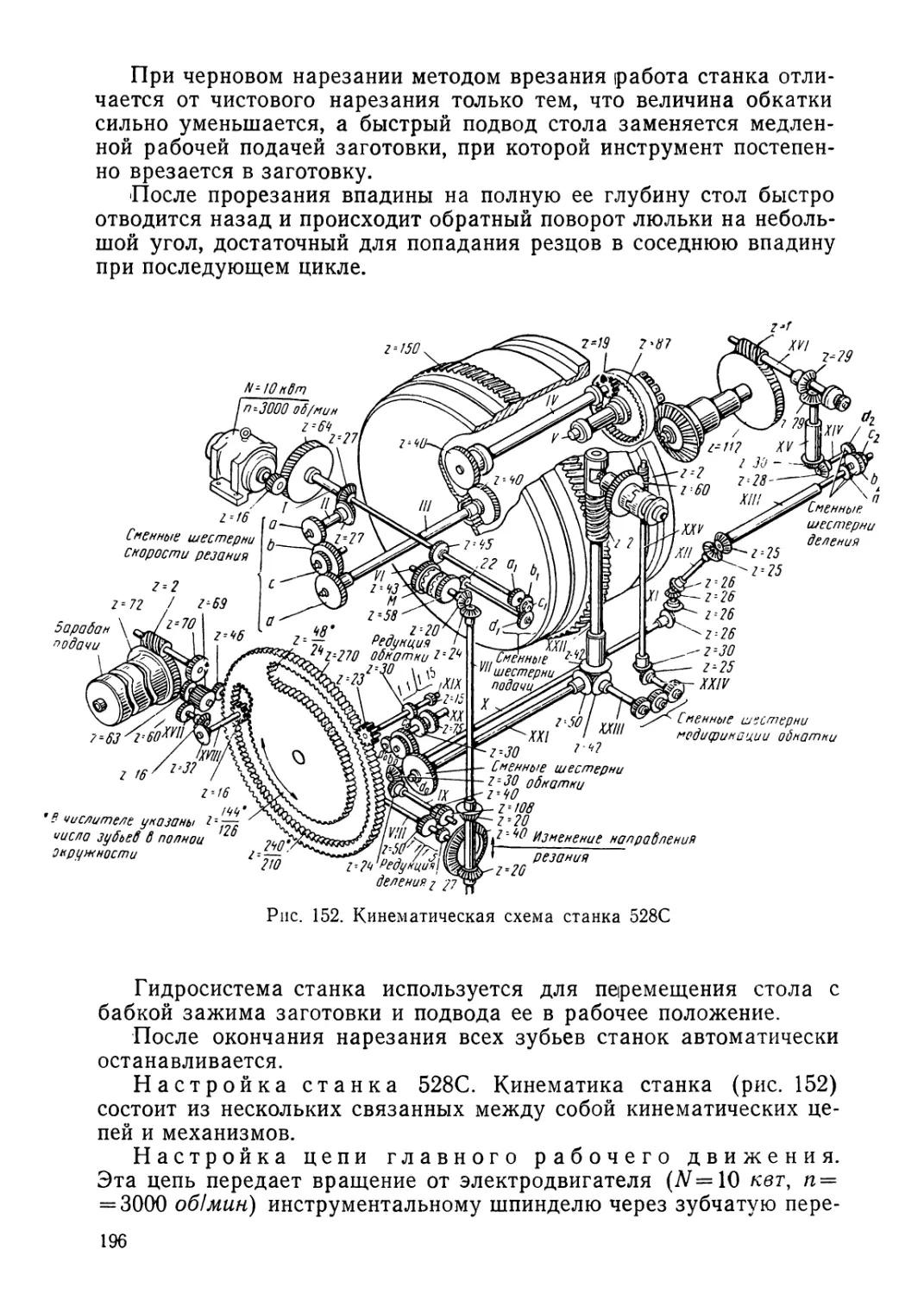
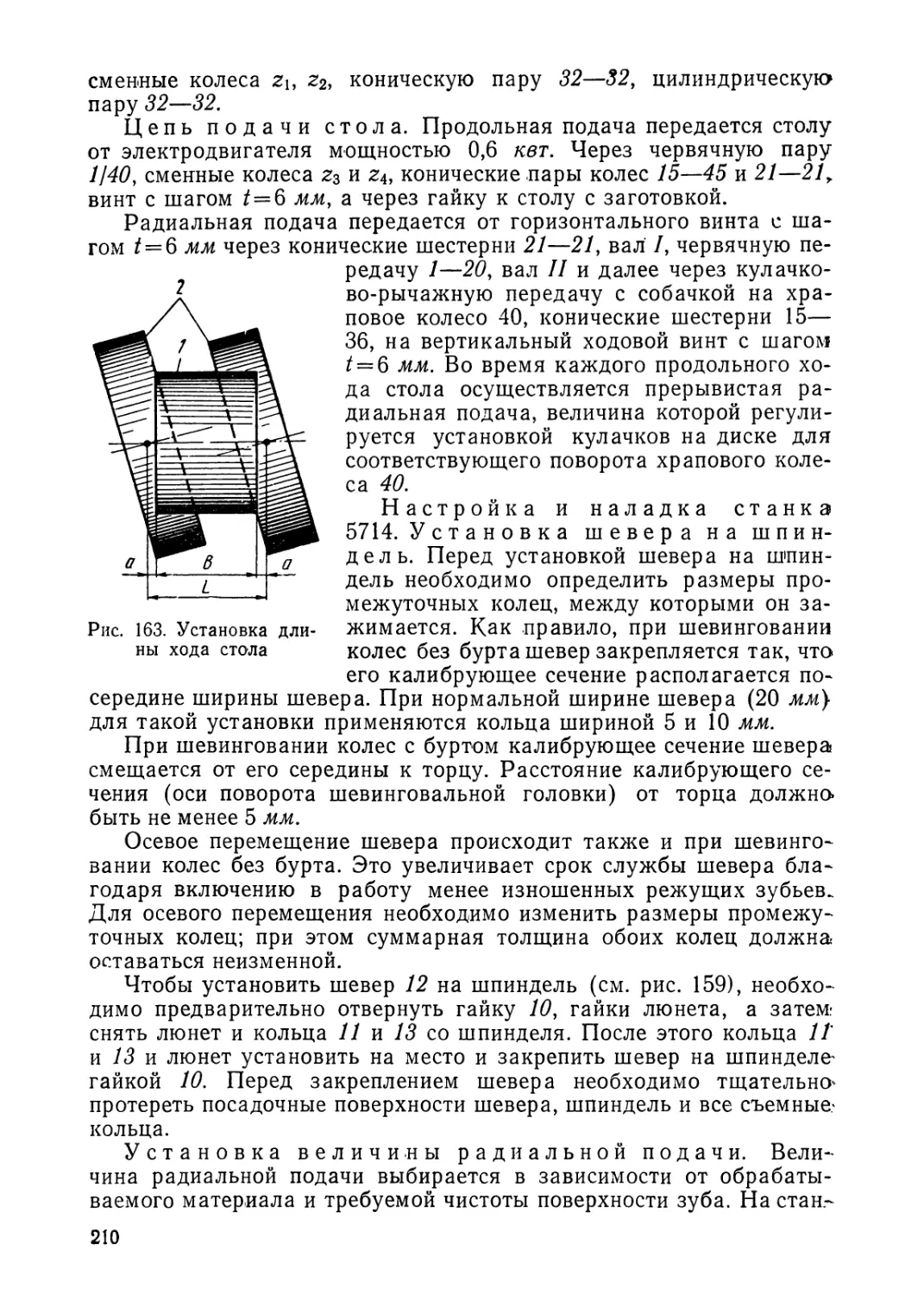
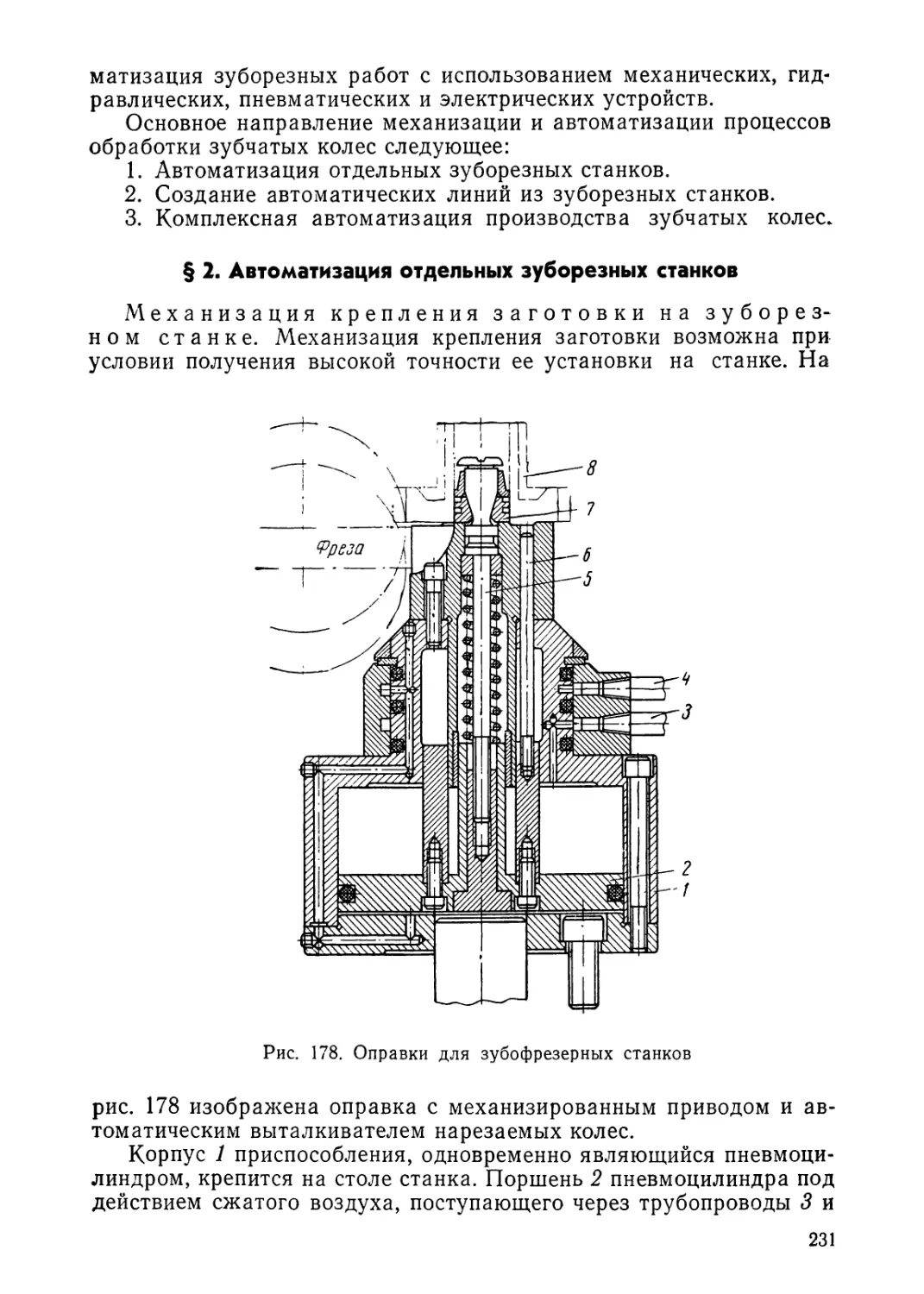





Текст
Д.Н. КОЗЛОВ
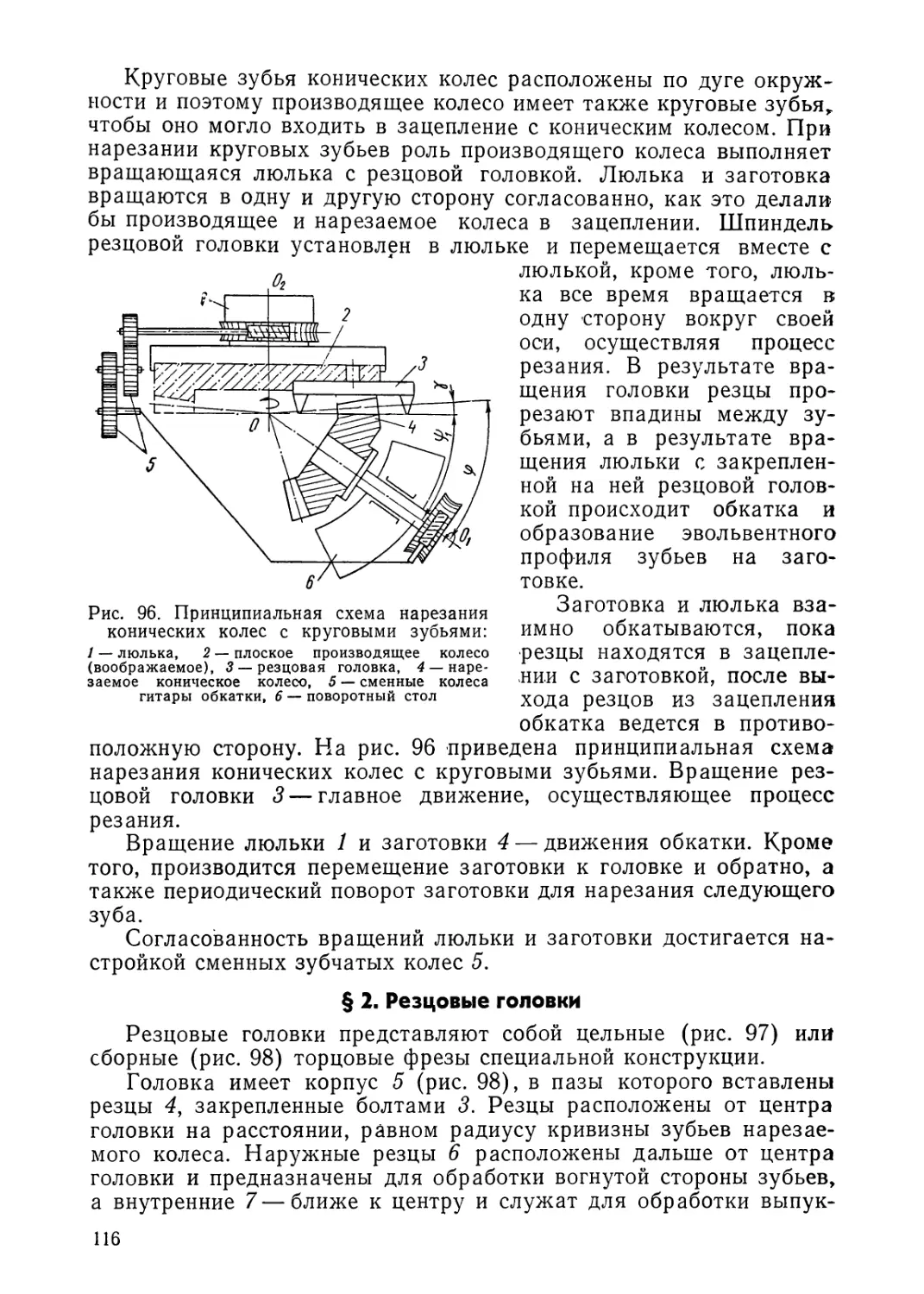
ЗУБОРЕЗНЫЕ РАБОТЫ
д. н. КОЗЛОВ
ЗУБОРЕЗНЫЕ РАБОТЫ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебника для профессионально-технических училищ
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА» Москва 1£Zl
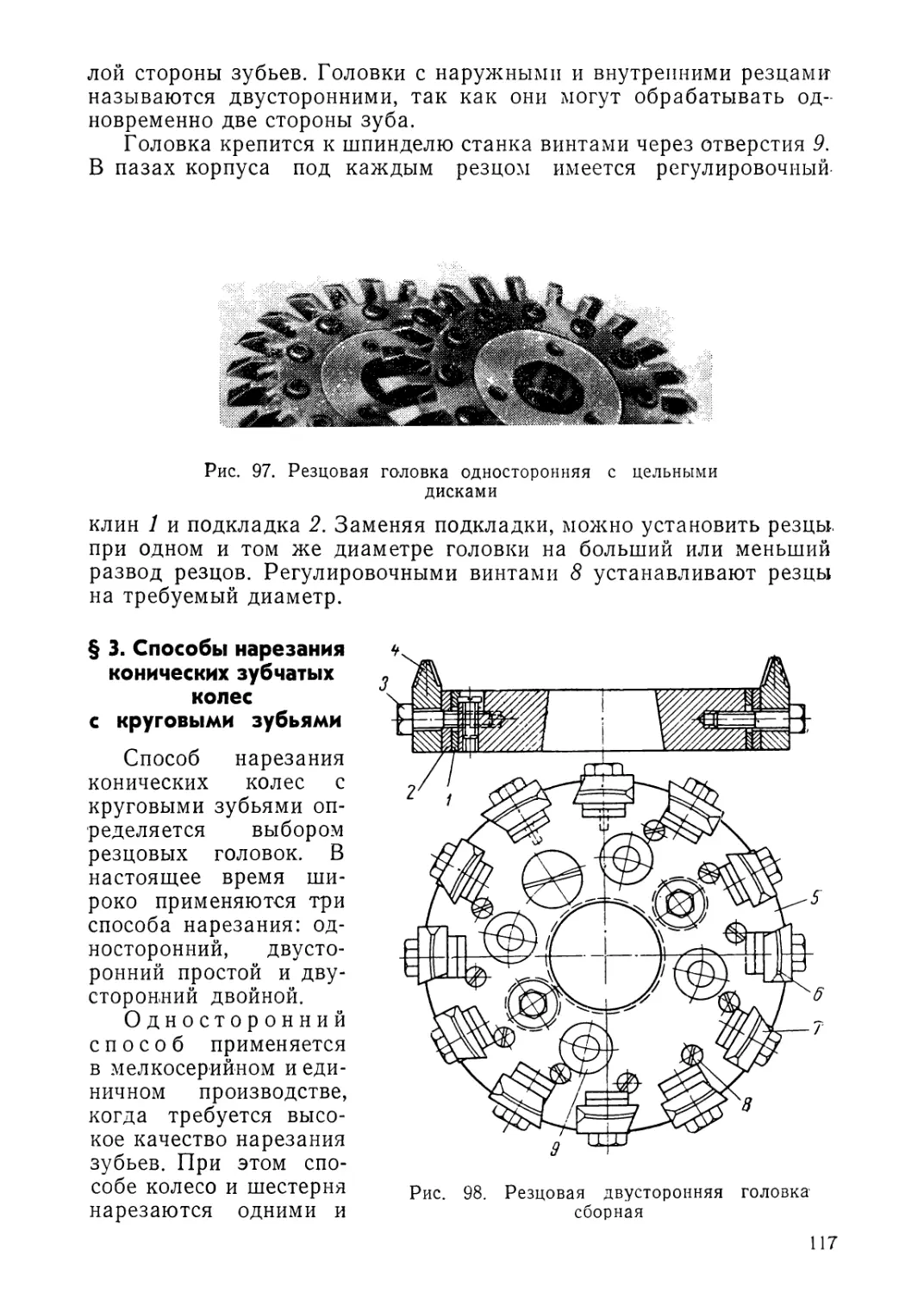
6П4.63
К 59
Козлов Д. Н.
К 59 Зуборезные работы. Учебник для проф.-техн. училищ. М., «Высш, школа», 1971.
268 с. с ил-л.
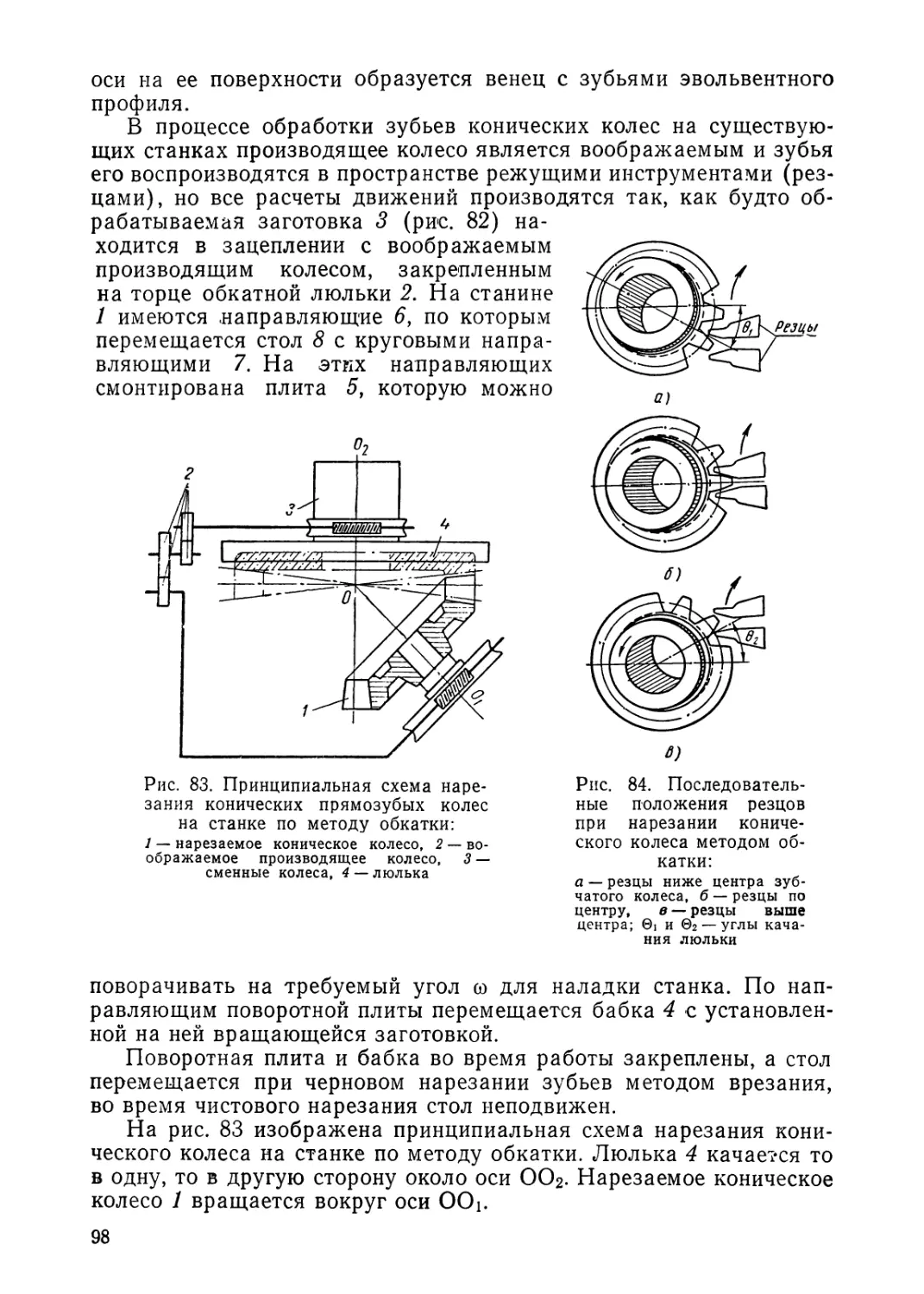
В книге даны общие сведения о зубчатых колесах, описана технология нарезания зубьев цилиндрических колес на универсально-фрезерных, зубофрезерных и зубодолбежных станках, технология нарезания конических зубчатых колес на зубострогальных станках и конических зубчатых колес с круговыми зубьями на зуборезных станках, даны сведения об устройстве этих станков.
Приведены сведения о механизации и автоматизации зуборезных работ, технике безопасности и организации труда.
Книга предназначена в качестве учебника для учащихся профессионально-технических училищ и может быть использована для подготовки и повышения квалификации рабочих на производстве.
3—12—4 6П4.63
69—71
Отзывы и замечания просим направлять по адресу: Москва, К-51, Неглинная ул,, 29/14, издательство «Высшая школа».
ВВЕДЕНИЕ
создание материально-технической базы коммунизма, предусмотренное Программой Коммунистической партии Советского Союза, предполагает переход к новому уровню технологии, производственной культуры и организации производства, введение комплексной механизации и автоматизации. В решении этих задач ведущее место принадлежит машиностроению.
Советское машиностроение имеет ряд принципиальных особенностей. Машины в СССР проектируются в соответствии с научно обоснованным типажем и закономерными размерными рядами, причем обеспечивается максимальная унификация — использование одинаковых деталей и узлов в разных машинах.
Зубчатые колеса широко применяются в машиностроении. Обработка зубчатых колес является одним из самых сложных видов механической обработки. Обслуживание и эксплуатация зуборезных станков требуют от рабочего специальных технических знаний и навыков. Это значит, что зуборезчику необходимо ясно представлять себе, как работает станок, как связаны между собой узлы станка, как они приводятся в движение и регулируются. Станочник-зуборезчик должен быть хорошо знаком с конструкциями различных зуборезных станков, зуборезных инструментов, уметь правильно выбирать и подсчитывать режим обработки, уметь устранять мелкие неполадки, производить настройку станка на выбранные режимы резания, рационально организовать рабочее место, экономно расходовать вспомогательные материалы, инструменты, электроэнергию, соблюдать правила внутреннего распорядка и техники безопасности.
В учебнике изложены сведения о зубчатых зацеплениях, сведения по теории резания, устройству и наладке зуборезных станков, зуборезных инструментов, технологии обработки и контроля зубчатых колес, методы механизации и автоматизации зуборезных работ и др.
Для лучшего усвоения материала в учебнике приведены конкретные примеры расчета и настройки станков.
Книга является учебником для подготовки в профессионально-технических училищах зуборезчиков 2—3-го разряда и написана по
программе, утвержденной Государственным комитетом Совета Министров СССР по профессионально-техническому образованию.
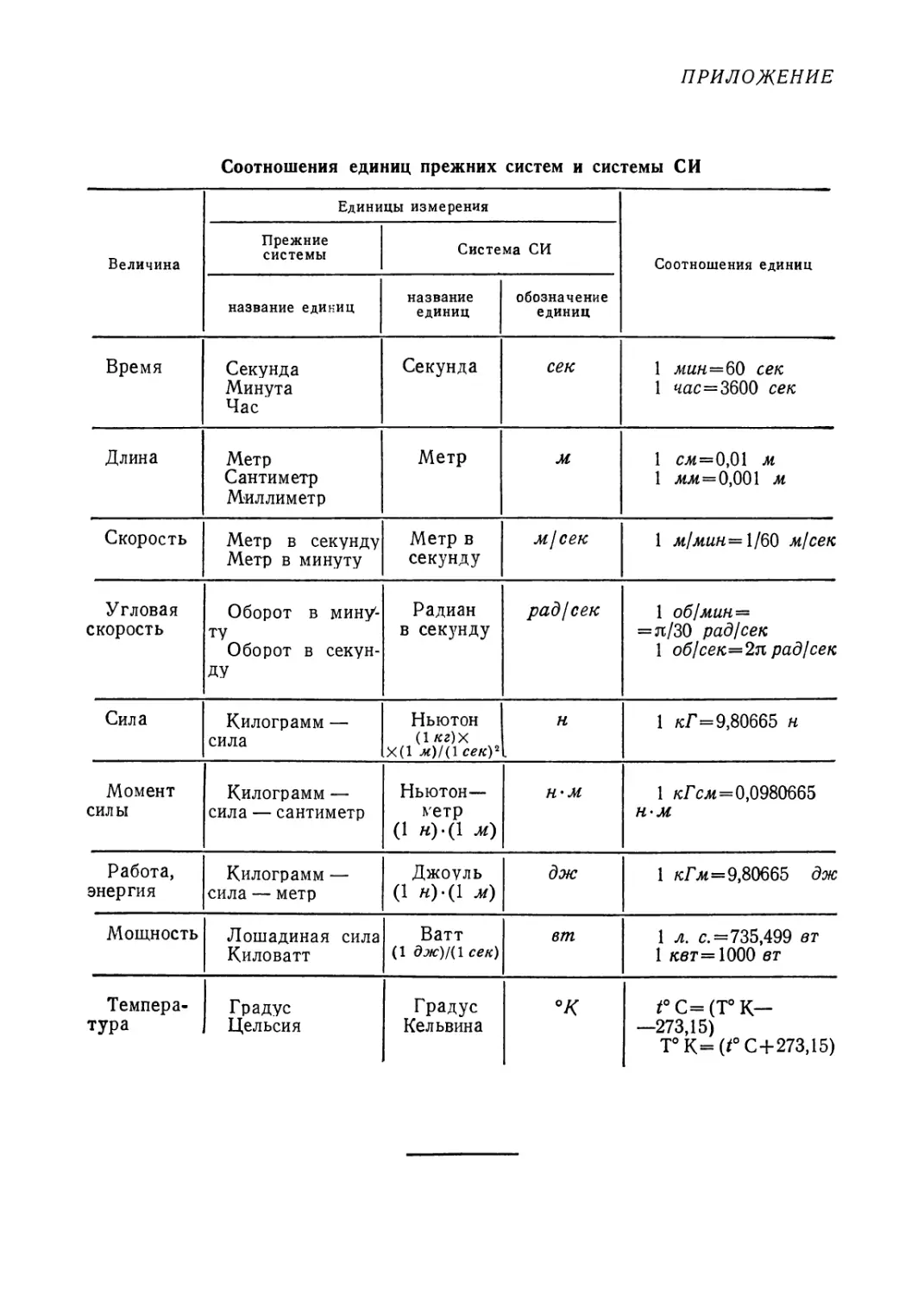
С 1 января 1963 г. в СССР введена новая система единиц измерения, которая согласно ГОСТ 9867—61 называется «Международная система единиц» и обозначается СИ.
В международной системе СИ принято 6 основных единиц: килограмм— для массы, метр — для длины, секунда — для времени, ампер — для силы тока, градус Кельвина — для термодинамической температуры и свеча —для силы света.
Кроме основных единиц, в СИ содержатся две дополнительные единицы: радиан — для измерения плоских углов и стерадиан — для измерения телесных углов.
На базе основных и дополнительных единиц разработаны производные единицы (давления, скорости, силы, мощности и др.), которые охватывают измерение величин всех видов: механических, электрических, тепловых, световых и др.
Соотношения между единицами измерений приведены в приложении.
РАЗДЕЛ ПЕРВЫЙ
КРАТКИЕ СВЕДЕНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И ЗУБОРЕЗНЫМ РАБОТАМ
Глава I
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОМЫШЛЕННАЯ САНИТАРИЯ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 1. Техника безопасности
Техника безопасности предусматривает способы предупреждения несчастных случаев на производстве.
Государство ежегодно расходует значительные средства на мероприятия по охране труда и технике безопасности. На предприятиях и в научно-исследовательских институтах разрабатываются устройства, приборы и приспособления, обеспечивающие безопасные условия работы. Выполнение мероприятий по технике безопасности предприятиях контролируется специальными штатными и общественными инспекторами по охране труда. Однако полная безопасность работы во многом зависит от знаний рабочими основных правил техники безопасности и строгого их соблюдения. Поэтому необходимо, чтобы каждый рабочий хорошо знал правила техники безопасности, внимательно относился к работе, в совершенстве владел станком, на котором он работает, следил за исправностью инструментов и приспособлений.
Основными причинами несчастных случаев при работе на зуборезных станках являются нарушение правил эксплуатации станков, неисправность органов управления и неисправность электрооборудования.
Большую опасность представляют открытые вращающиеся механизмы станка, не имеющие ограждения. Они могут во время работы зацепить спецодежду и привести к несчастному случаю. Поэтому по правилам техники безопасности нельзя работать на зуборезных станках без защитных ограждений. Несчастные случаи при работе на зуборезном станке могут произойти и при неосторожном обращении с обрабатываемыми зубчатыми колесами и режущим инструментом.
Зуборезчик должен помнить, что во время работы станка не разрешается устанавливать или снимать защитные устройства на движущихся механизмах, проверять и укреплять заготовки или инструмент, удалять голыми руками со станка стружку, оставлять станок без наблюдения во время его работы.
Получив новое задание, зуборезчик должен обеспечить безопасность его выполнения. Перед началом работы нужно подробно ознакомиться с технологией, чертежами обрабатываемых деталей, проверить исправность пусковых устройств станка, надежность крепления ограждений и инструмента, застегнуть на все пуговицы спецодежду и надеть головной убор.
Во время работы перед каждым включением станка необходимо убедиться, что пуск его не опасен. <<
О всех замеченных неисправностях в работе станка сообщить мастеру, предварительно выключив станок.
Для оказания первой помощи рабочему в случае незначительных ранений в цехе должна быть аптечка с йодом, бинтами, ватой и другими медикаментами.
Спецодежда станочника должна быть сшита по размеру и во время работы застегнута на все пуговицы. Обшлага, галстук, концы косынок не должны свисать. Лучшей формой рабочей одежды является комбинезон.
Для защиты глаз от стружки или масла необходимо пользоваться специальными очками.
Неисправность электрооборудования представляет большую опасность. Поэтому надо быть внимательным и осторожным при обращении с электрическими проводами и аппаратурой. Необходимо тщательно оберегать электропровода от механических повреждений и попадания на них масла или охлаждающей жидкости. О малейших неисправностях электрооборудования следует немедленно сообщить мастеру или электромонтеру.
При поражении электрическим током пострадавшего следует освободить от действия тока и, если потребуется, сделать ему искусственное дыхание.
§ 2. Промышленная санитария и гигиена труда
Соблюдение правил промышленной санитарии и гигиены труда гарантирует нормальные условия работы.
Промышленные помещения должны быть просторными, светлыми и чистыми.
Каждое рабочее место должно быть хорошо освещено. Для этого необходимо оконные проемы содержать в чистоте и следить за исправностью осветительных установок.
В зависимости от характера работы следует пользоваться спецодеждой и спецобувью, а также защитными приспособлениями: очками, предохранительными щитками и т. д.
Здоровье рабочего в значительной мере зависит от соблюдения правил личной гигиены. После работы необходимо мыть руки, лицо и шею теплой водой с мылом, а еще лучше принимать душ. Следить за состоянием спецодежды и регулярно сдавать ее в стирку, просушивать и при необходимости ремонтировать.
Для восстановления сил и укрепления здоровья следует систематически проводить производственную гимнастику, утреннюю зарядку и заниматься физкультурой и спортом.
Механизация и автоматизация процессов коренным образом изменяют условия работы в промышленности и обеспечивают дальнейшее облегчение и оздоровление условий труда.
§ 3. Противопожарные мероприятия
Основными причинами пожаров в цехах, помещениях и на территории завода являются: неосторожное обращение с огнем, наличие легковоспламеняющихся материалов (промасленных концов и т. д.), неисправности отопительных и обогревательных систем, электросети, сварочных аппаратов, плавильных печей, нарушение правил пользования ими, а также захламленность заводской территории.
Поэтому территория цеха, завода должна содержаться в чистоте и иметь специально приспособленные места для хранения горючих материалов и отходов, запрещается пользоваться в цехах открытым огнем и проводить работы, которые могут вызвать появление искр.
Нельзя оставлять в цехах пропитанный маслом обтирочный материал, так как он может самовоспламеняться, и хранить огнеопасные жидкости. Чтобы ограничить пожар, промышленные здания необходимо разделять огнестойкими стенами.
На каждом предприятии имеются пожарные команды, а также добровольные пожарные дружины, которые наблюдают за выполнением правил противопожарной безопасности; противопожарные посты, где устанавливаются пожарные краны, огнетушители, ведра, ящики с песком и лопатами и т. д.
При пожаре зуборезчик до прибытия пожарной команды должен сам тушить пожар, используя противопожарные средства.
Контрольные вопросы
1. Перечислите основные мероприятия по технике безопасности при работе на зуборезных станках.
2. Каковы причины возникновения пожара в цехах?
3. Что надо делать при возникновении пожара?
4. Что должен помнить зуборезчик из правил техники безопасности при работе на зуборезном станке?
5. Какова главная задача промышленной санитарии и гигиены труда?
Глава II
ОБЩИЕ СВЕДЕНИЯ О ЗУБЧАТЫХ КОЛЕСАХ И ЗУБЧАТЫХ ПЕРЕДАЧАХ
§ 1. Типы зубчатых передач, их основные характеристики и назначение
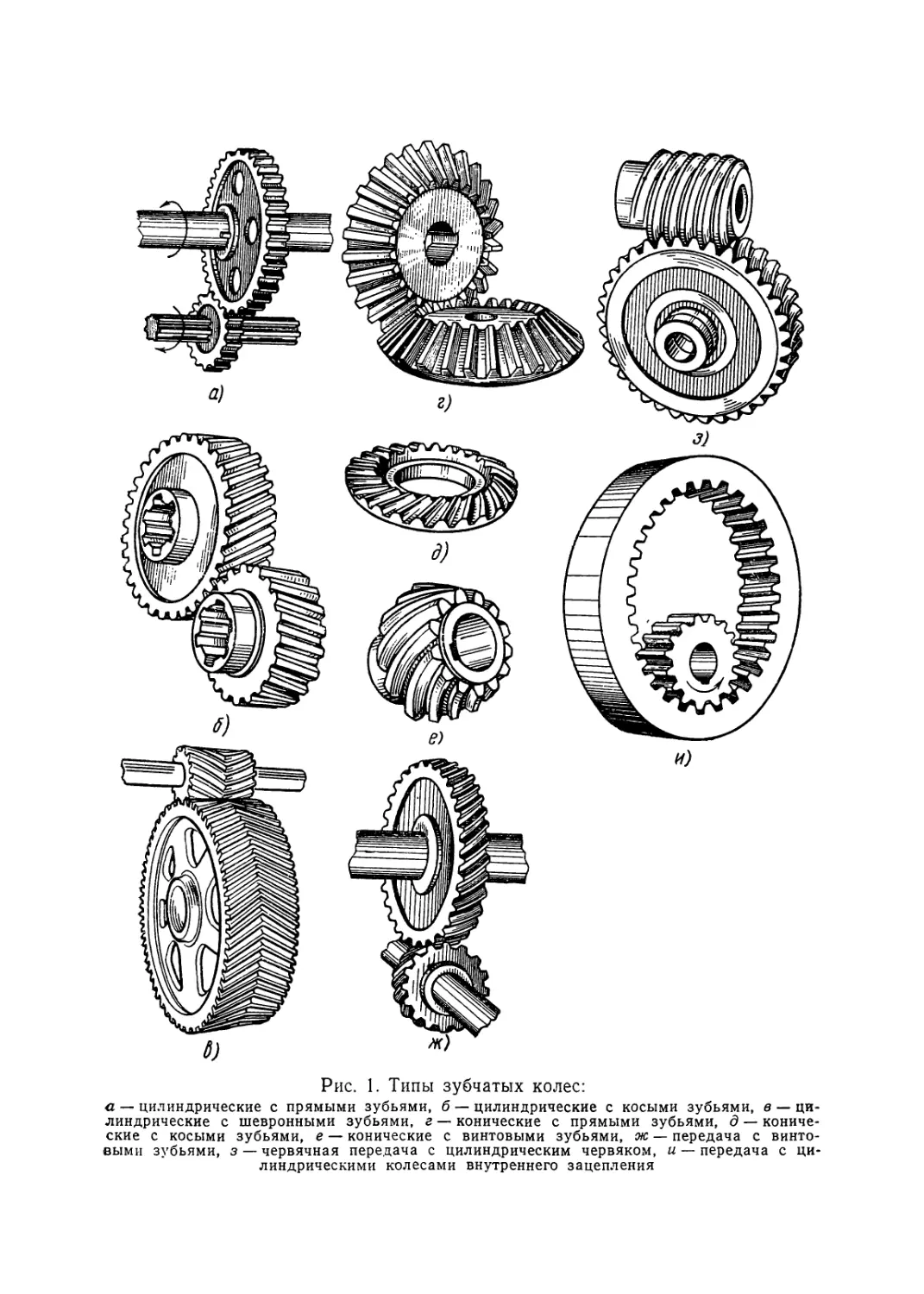
Зубчатая передача состоит из пары зубчатых колес, находящихся между собой в зацеплении (рис. 1), или зубчатого колеса и рейки (рис. 7). В первом случае она служит для передачи вращательного движения от одного вала к другому, а во втором — для превращения вращательного движения в поступательное или, наоборот, поступательного движения во вращательное.
В машиностроении применяются следующие типы зубчатых передач:
цилиндрические при параллельном расположении валов. В этих передачах применяют прямозубые (рис. 1, а), косозубые (рис. 1, б) и шевронные (рис. 1, в) колеса;
конические — при пересекающихся и перекрещивающихся валах с использованием прямозубых (рис. 1, г), косозубых (рис. 1, д) колес, а также колес с винтовыми зубьями (рис. 1, е);
винтовые передачи применяются между перекрещивающимися валами. Колеса в этих передачах могут иметь цилиндрические (рис. 1, ж) или конические винтовые зубья (рис. 1, е).
Червячные передачи (рис. 1, з) применяются при передаче вращения между скрещивающимися валами.
Зубчатое зацепление называется внешним (наружным), если зубья колес расположены на наружной цилиндрической поверхности (рис. 1, а), и внутренним, если зубья одного из колес расположены на внутренней поверхности колеса (рис. 1, и).
Зубчатое колесо, передающее вращение от каких-либо механизмов, называется ведущим, а приводимое во вращение — ведомым. Меньшее из сопрягаемых колес называется шестерней, а большее — колесом.
Эвольвентное зацепление. Основным условием нормальной работы зубчатого зацепления является плавный вход зубьев одного колеса во впадины другого, что достигается специальной обработкой зубьев, имеющих эвольвентный профиль. Эвольвентная кривая часто называется просто эвольвентой, а зубчатое зацепление с эвольвентным профилем — эвольвентным зацеплением.
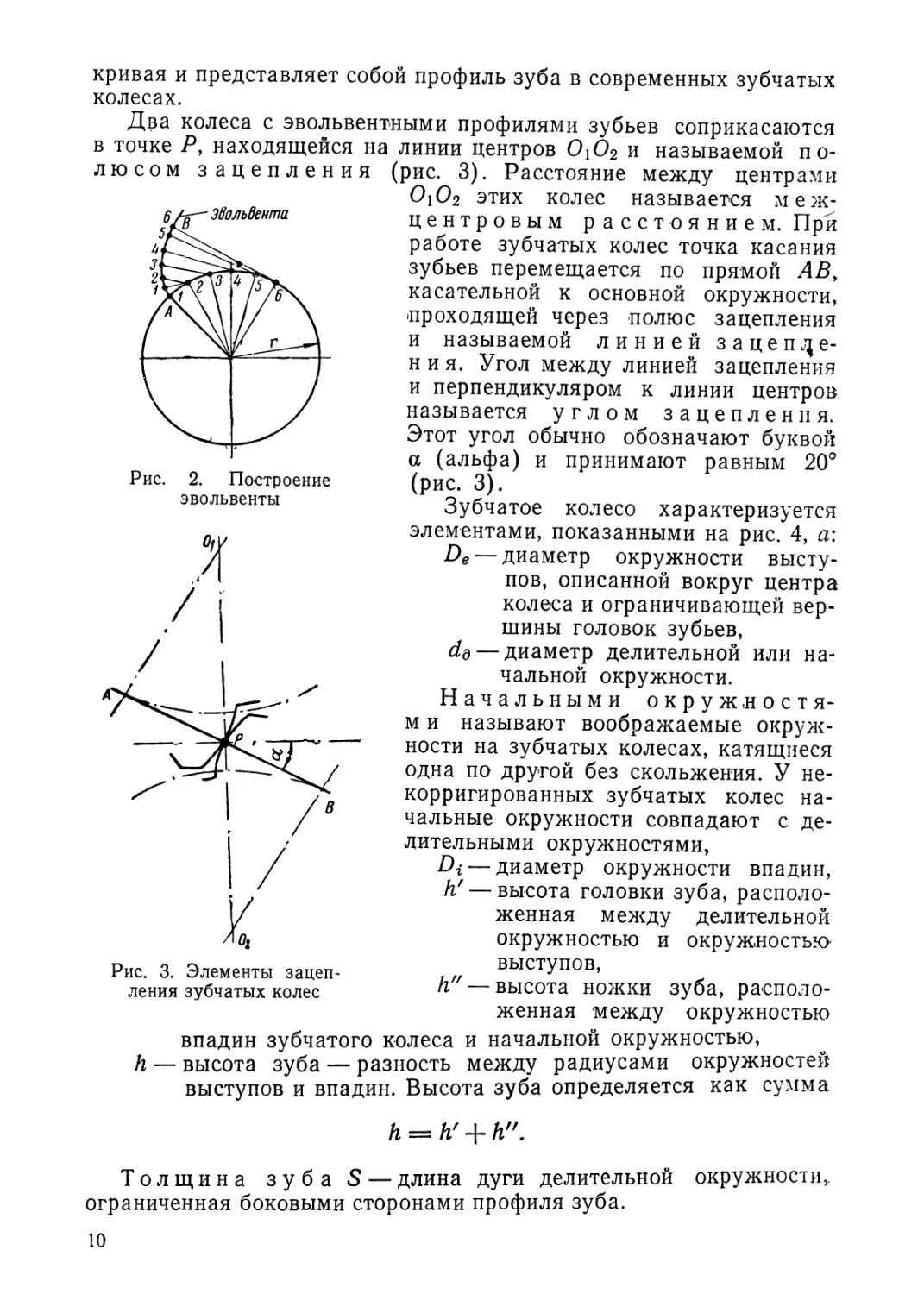
Эвольвентой, или разверткой окружности, называется кривая, которую описывает точка, лежащая на прямой линии, касательной к окружности, если эту касательную обкатывать по окружности без скольжения (рис. 2). Окружность, по которой обкатывается прямая, называется основной окружностью. Если с неподвижного круга радиуса г сматывать натянутую нить, то конец нити опишет развертку, или эвольвенту А—В (точки 1—6). Эта
Рис. 1. Типы зубчатых колес:
а — цилиндрические с прямыми зубьями, б — цилиндрические с косыми зубьями, в — цилиндрические с шевронными зубьями, г — конические с прямыми зубьями, д — конические с косыми зубьями, е — конические с винтовыми зубьями, ж — передача с винтовыми зубьями, з — червячная передача с цилиндрическим червяком, и — передача с цилиндрическими колесами внутреннего зацепления
кривая и представляет собой профиль зуба в современных зубчатых колесах.
Два колеса с эвольвентными профилями зубьев соприкасаются в точке Р, находящейся на линии центров ОХО2 и называемой по-
(рис. 3). Расстояние между центрами О1О2 этих колес называется межцентровым расстоянием. При работе зубчатых колес точка касания зубьев перемещается по прямой АВ, касательной к основной окружности, проходящей через полюс зацепления и называемой линией зацепления. Угол между линией зацепления и перпендикуляром к линии центров называется углом зацепления. Этот угол обычно обозначают буквой а (альфа) и принимают равным 20° (рис. 3).
Зубчатое колесо характеризуется
люсом зацепления
Рис. 2. Построение
эвольвенты
Рис. 3. Элементы зацепления зубчатых колес
элементами, показанными на рис. 4, а: De — диаметр окружности выступов, описанной вокруг центра колеса и ограничивающей вершины головок зубьев, de — диаметр делительной или начальной окружности.
Начальными окружи ост я-м и называют воображаемые окружности на зубчатых колесах, катящиеся одна по другой без скольжения. У не-корригированных зубчатых колес начальные окружности совпадают с делительными окружностями,
Di — диаметр окружности впадин, h' — высота головки зуба, расположенная между делительной окружностью и окружностью
выступов,
h"— высота ножки зуба, расположенная между окружностью
впадин зубчатого колеса и начальной окружностью, h — высота зуба — разность между радиусами окружностей-выступов и впадин. Высота зуба определяется как сумма
h = h' + h”.
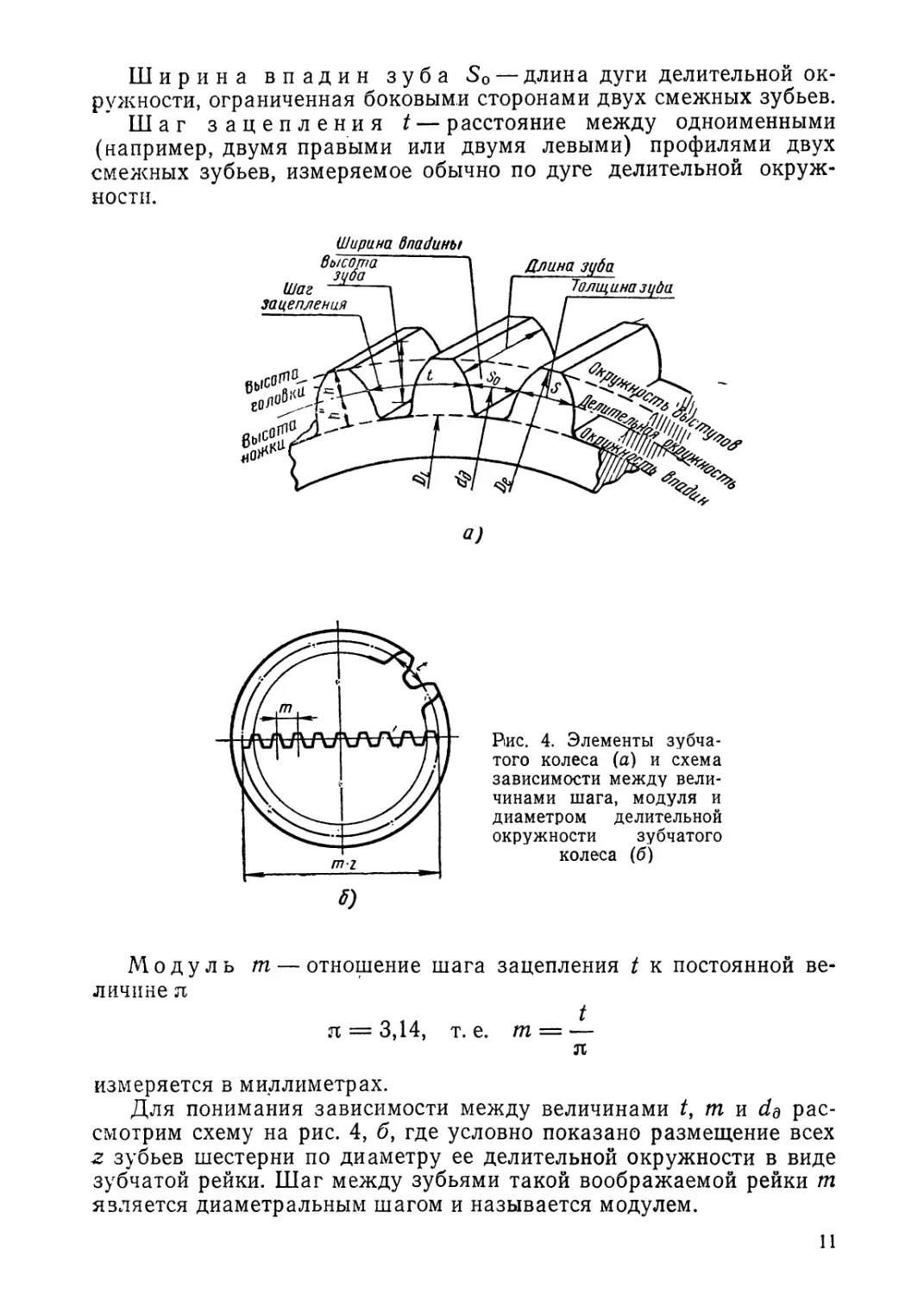
Толщина зуба 3 — длина дуги делительной окружности,, ограниченная боковыми сторонами профиля зуба.
Ширина впадин зуба So — длина дуги делительной окружности, ограниченная боковыми сторонами двух смежных зубьев.
Шаг зацепления t — расстояние между одноименными (например, двумя правыми или двумя левыми) профилями двух смежных зубьев, измеряемое обычно по дуге делительной окружности.
а)
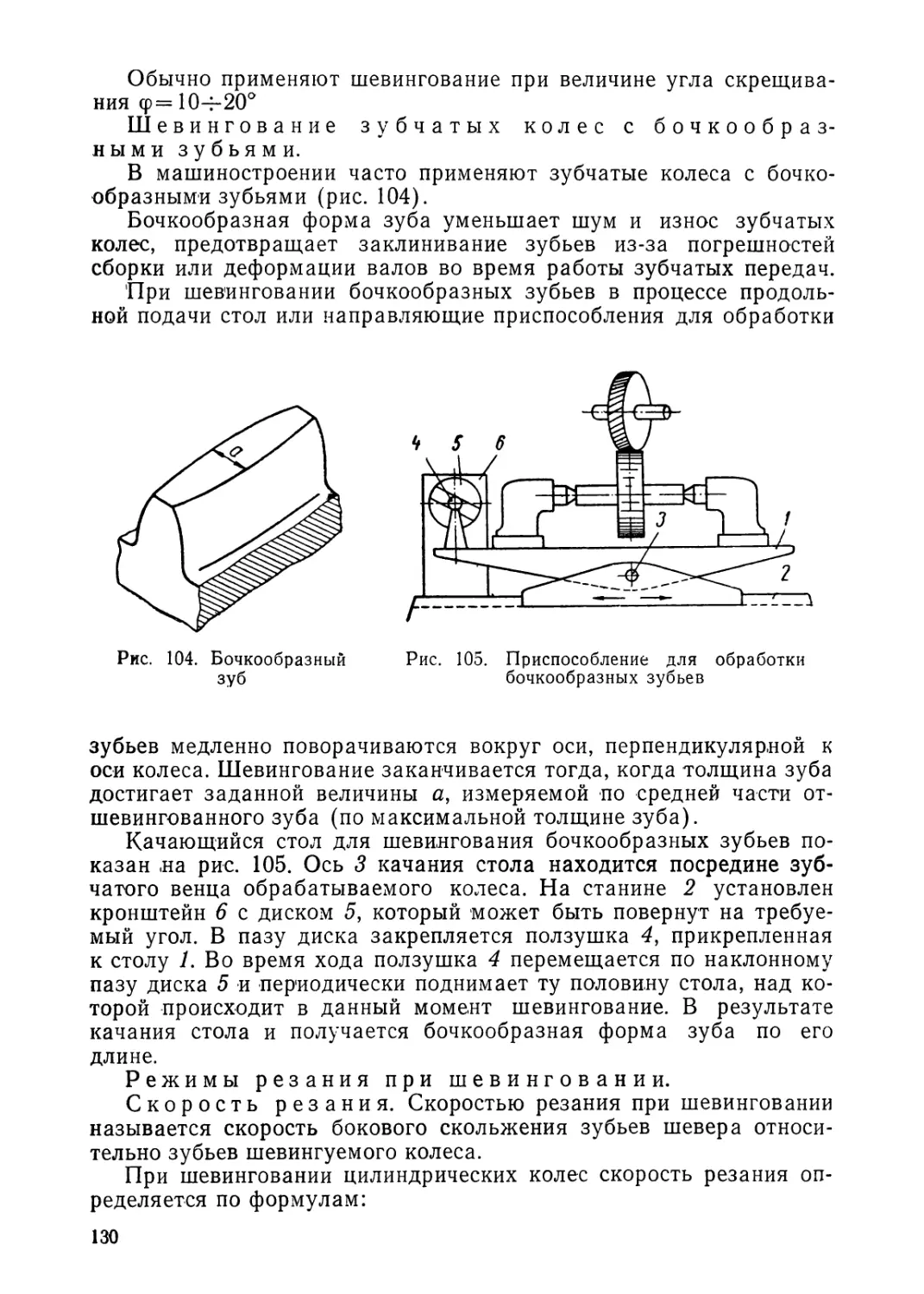
Рис. 4. Элементы зубчатого колеса (а) и схема зависимости между величинами шага, модуля и диаметром делительной окружности зубчатого колеса (б)
Модуль т — отношение шага зацепления t к постоянной величине я
_ . л t
я = 3,14, т. е. т = —
л
измеряется в миллиметрах.
Для понимания зависимости между величинами t, т и dd рассмотрим схему на рис. 4, б, где условно показано размещение всех z зубьев шестерни по диаметру ее делительной окружности в виде зубчатой рейки. Шаг между зубьями такой воображаемой рейки т является диаметральным шагом и называется модулем.
Длина диаметра меньше длины окружности в л раз, поэтому диаметральный шаг, т. е. модуль т, меньше окружного шага t в л t
раз и, следовательно, т = —, или t = mn.
л
Длина диаметра делительной окружности есть произведение мо-дуля и числа зубьев колеса
dd = m-z.
Для обеспечения радиального зазора (зазора между вершиной зуба одного колеса и дном впадин сопряженного колеса) высота головки h' зуба берется всегда меньше высоты ножки зуба. Обычно высоту головки берут равной модулю зацепления т, а высоту ножки— 1,25 т. Следовательно, полная высота зуба равна 2,25 т.
С целью сокращения количества размеров зубчатых колес, применяемых в промышленности нашей страны, установлен ряд нормальных модулей (ГОСТ 9563—60), в который входит ограниченное, но достаточное количество модулей для удовлетворения потребности машиностроения и приборостроения в зубчатых колесах.
Пример. Определить основные размеры цилиндрического зубчатого колеса с прямыми зубьями модулем т=4 мм и числом зубьев z = 60.
Решение. Диаметр делительной окружности колеса
dd = m-z = 4-60 = 240 мм.
Диаметр окружности выступов
De = т (z + 2) = 4 (60 4- 2) — 248 мм.
Высота головки зуба
h' = т = 4 мм.
Высота ножки зуба
h" = 1,25m = 1,25-4 = 5 мм.
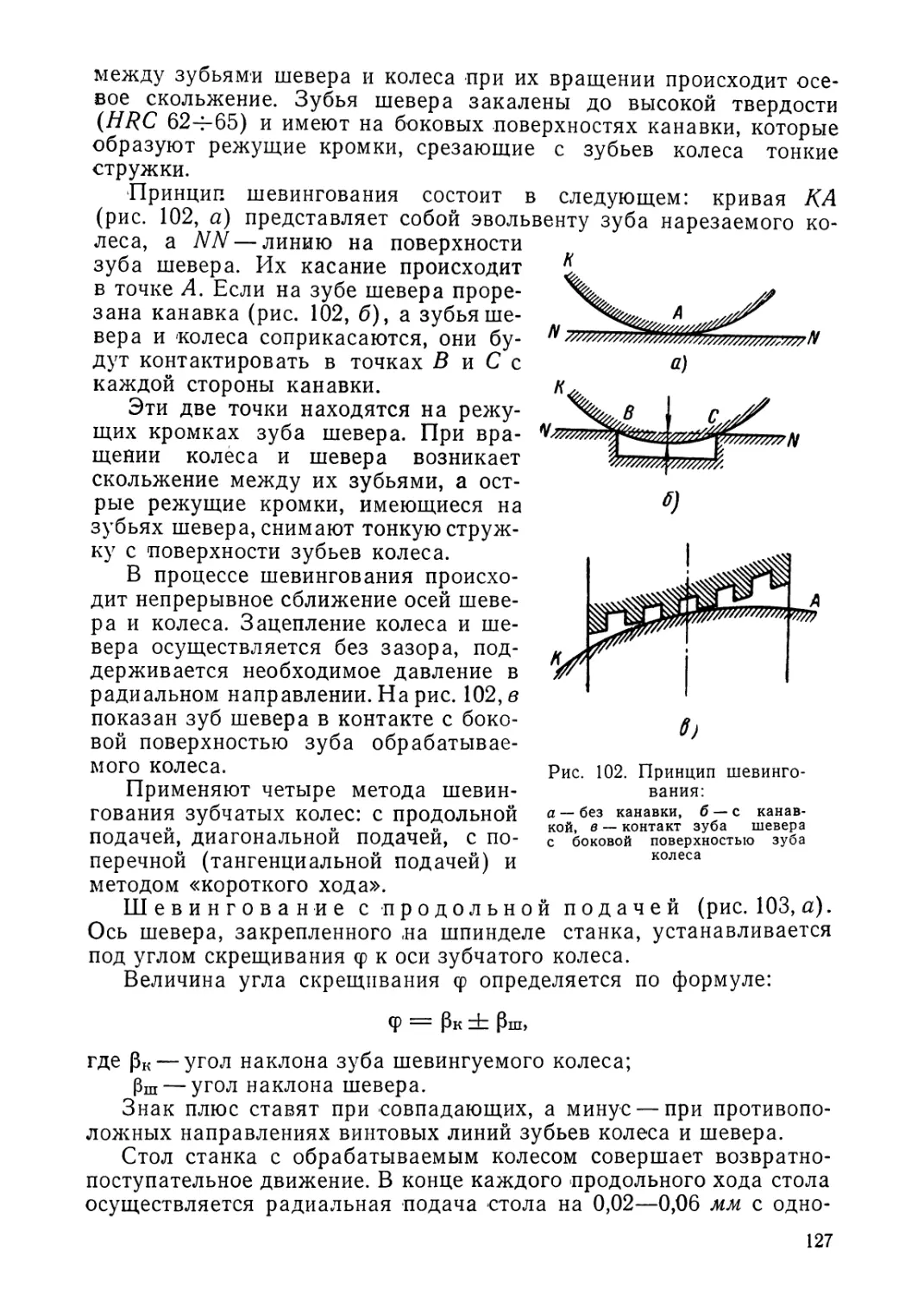
Высота зуба
h = h’ -f- h" = 4 + 5 = 9 мм.
Диаметр окружности впадин
Di — d$ — 2,5m = 240— 2,5-4 = 230 мм.
Шаг зацепления
t = тл = 4-3,14 = 12,56 мм.
Толщина зуба
Косозубые колеса по сравнению с прямозубыми работают более плавно и бесшумно, при одинаковых размерах они способны передавать большие мощности. При работе косозубых передач возникают осевые усилия, стремящиеся сдвинуть колесо вдоль вала.
Для устранения осевых усилий изготавливают колеса с правым и левым наклоном зубьев (такие колеса называются шевронными), в которых осевые усилия взаимно уравновешиваются. Угол между
осью колеса и направлением зуба на делительном цилиндре называют углом наклона зуба и обозначают буквой 0 (бета) (рис. 5). Косозубые колеса рассчитывают и изготовляют по нормальному модулю (модуль в нормальном сечении), которому придают такие же стандартные значения, как и для прямозубых колес. Это позволяет применять
Рис. 5. Схема косозубого цилиндрического колеса:
0 — угол наклона зуба, t п— шаг в нормальной плоскости, ts— шаг в торцовой плоскости
один и тот же инструмент при нарезании методом обкатывания косозубых и прямозубых колес.
Пример. Определить основные размеры цилиндрического зубчатого колеса с косыми зубьями, имеющего нормальный модуль /пп=4 мм и число зубьев z=60, угол наклона зубьев 0=15°.
Решение. Диаметр делительной окружности
dd
cos р
4-60
0,965
= 250 мм.
Диаметр окружности выступов
De — т~п [—4- 2) = 4-64,5 = 258 мм. \ cos р /
Высота головки зуба
Высота ножки зуба
Высота зуба
h' = тп = 4 мм.
h" = 1,25тл = 5 мм.
h — h' 4- h" = 4 4- 5 = 9 мм.
Диаметр окружности впадин
Di = тп | —Z—-- — 2,5 | = 4-60 = 240 мм. 1 Ч COS Р )
Шаг зацепления в нормальной плоскости
tn = птп = 3,14-4 = 12,56 мм.
Шаг зацепления в торцовой плоскости
tn 12,56
/у =-г~= ~~ = 13,2 мм.
cosр 0,965
Толщина зуба в нормальном сечении
tn л-гпп 3,14-4
Sd=—=6,28 мм.
Конические колеса. Толщина зуба и шаг по длине в комических колесах непостоянны, наибольшая толщина и наибольший шаг будут на большем диаметре начального конуса, а наименьшая толщина и наименьший шаг — на меньшем диаметре начального конуса. Следовательно, конические колеса имеют наибольший и наименьший модули. Геометрические размеры зубьев этих колес рассчитывают по наибольшему модулю.
Пример. Определить основные размеры конических зубчатых колес с наибольшим модулем т = 4 льи, числом зубьев колеса 21 = 50 мм и числом зубьев шестерни z2=25. (Рис. 6).
Решение. Диаметр большей делительной окружности колеса
Dd = nt'ZX — 4-50 = 200 мм, шестерни
d$ = т* ~2 = 4-25 = 100 мм.
Половина угла начального конуса шестерни
~ 25
tg?i=— = —=0,5; ?1 = 26°30', Zj oU
колеса
ср = 90 — «ч = 63°30'.
Наружный диаметр окружности выступов колеса
De = D$ + 2m-cos <р = 200 4- 3,6 = 203,6 мм, шестерни
de = dd 2m-cos <pi ~ 100 + 7,3 = 107,3 мм.
Наружный диаметр окружности впадин колеса
= D$ — 2,5m-cos <р ~ 196,5 мм, шестерни
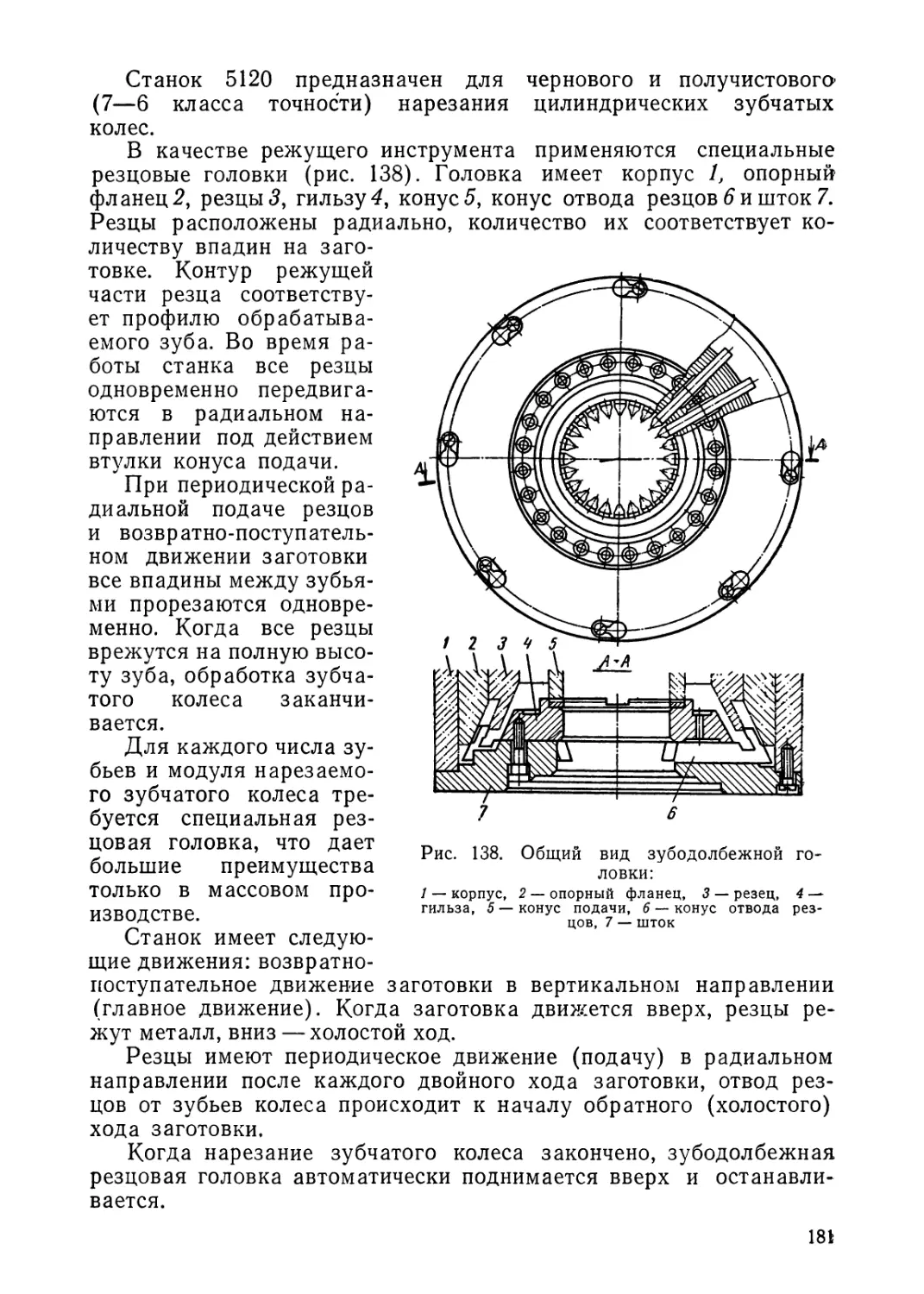
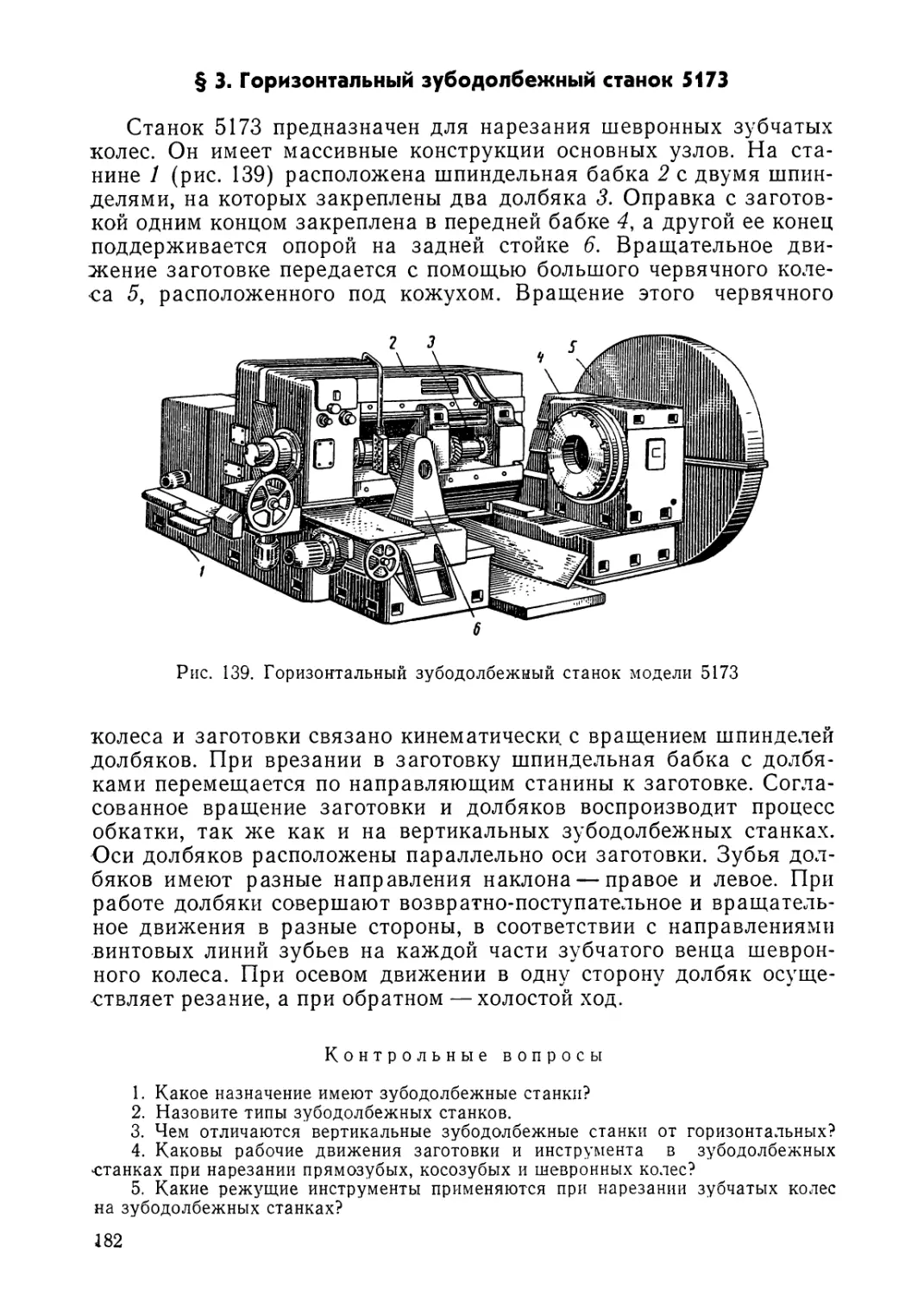
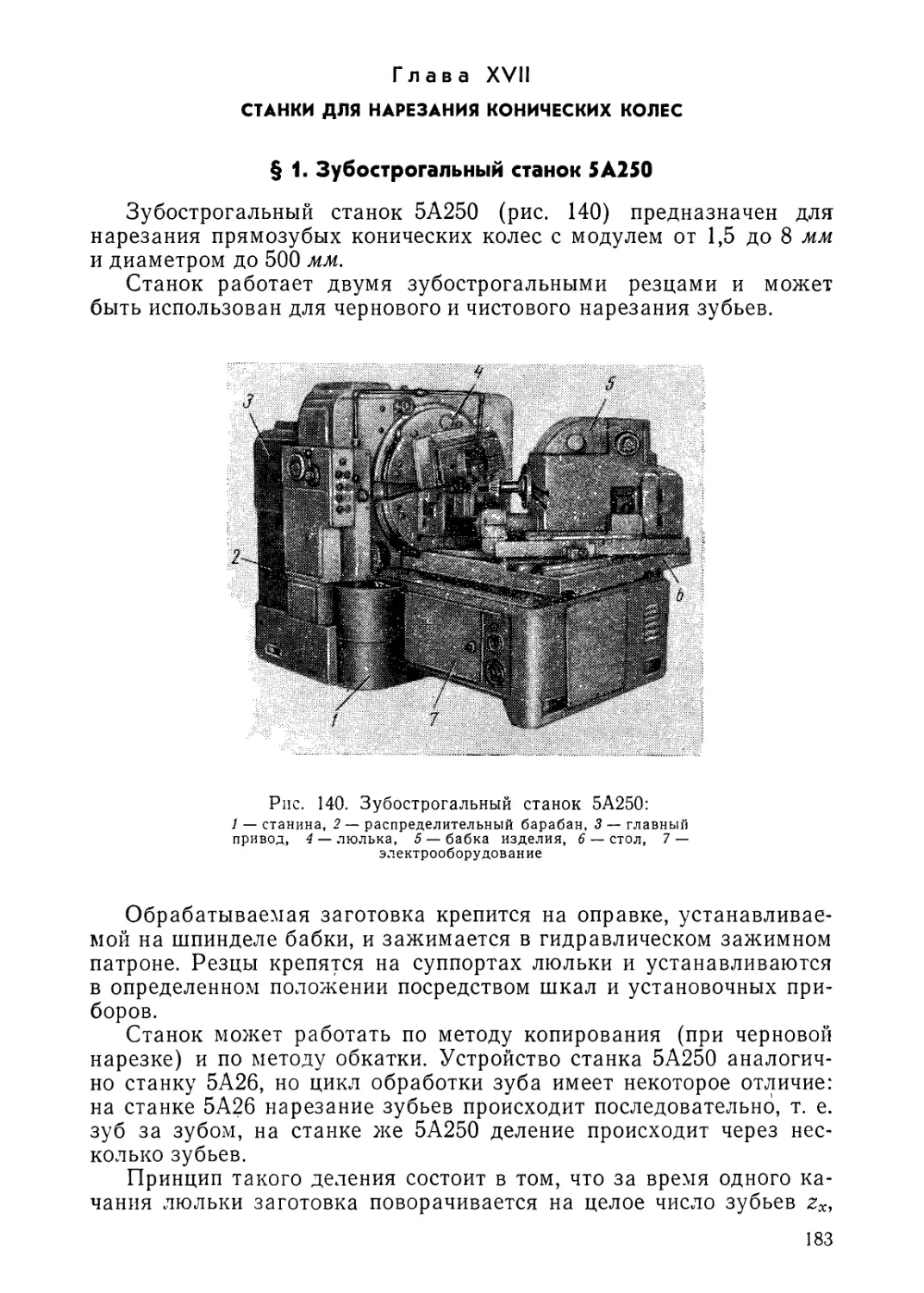
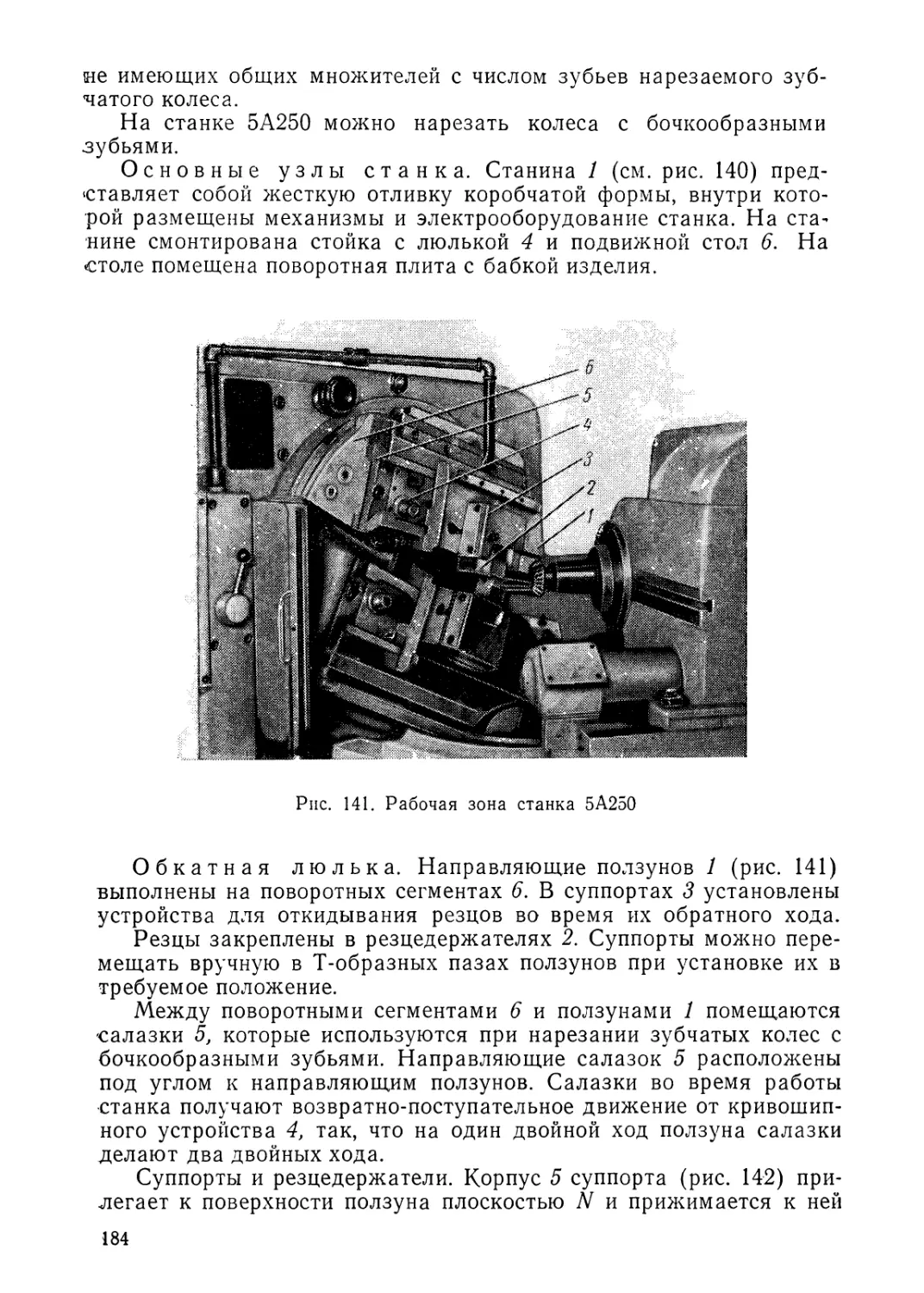
d[ = dd — 2,5m cos cfi = 93,7 мм.
Высота головки зуба
h' = т — 4 мм.
Высота ножки зуба
h" = 1,25m = 1,25 • 4 = 5 мм.
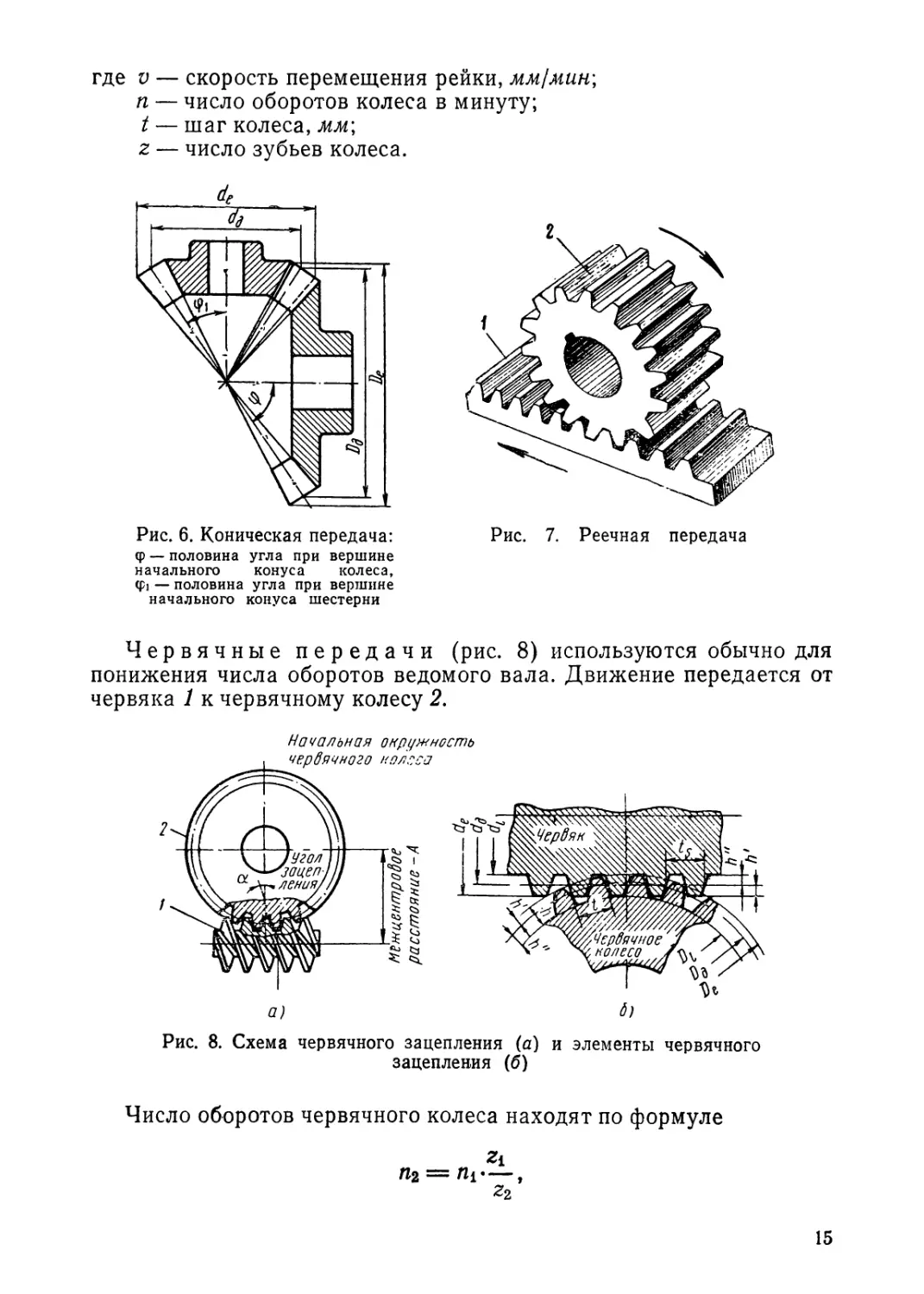
Реечная передача служит для преобразования вращательного движения в поступательное или наоборот. Если рейка I (рис. 7) закреплена неподвижно (например, на станине станка), а зубчатое колесо 2 приводится во вращение, то при этом колесо, перекатываясь по рейке, перемещает поступательно механизм, в котором оно смонтировано. Если же рейку сделать подвижной, а ось колеса закрепить, то при вращении колеса рейка будет совершать поступательное движение. Скорость этого движения определяется по формуле:
v = n-t-z,
где v — скорость перемещения рейки, мм/мин; п — число оборотов колеса в минуту;
t — шаг колеса, мм\
z — число зубьев колеса.
Рис. 6. Коническая передача:
Ф — половина угла при вершине начального конуса колеса, Ф1 — половина угла при вершине начального конуса шестерни
Рис. 7. Реечная передача
Червячные передачи (рис. 8) используются обычно для понижения числа оборотов ведомого вала. Движение передается от червяка 1 к червячному колесу 2.
Рис. 8. Схема червячного зацепления (а) и элементы червячного зацепления (б)
Число оборотов червячного колеса находят по формуле
Z1 п2 = fli---,
?2
где tt\ — число оборотов червяка в минуту;
z\ — число заходов червяка;
z2— число зубьев червячного колеса.
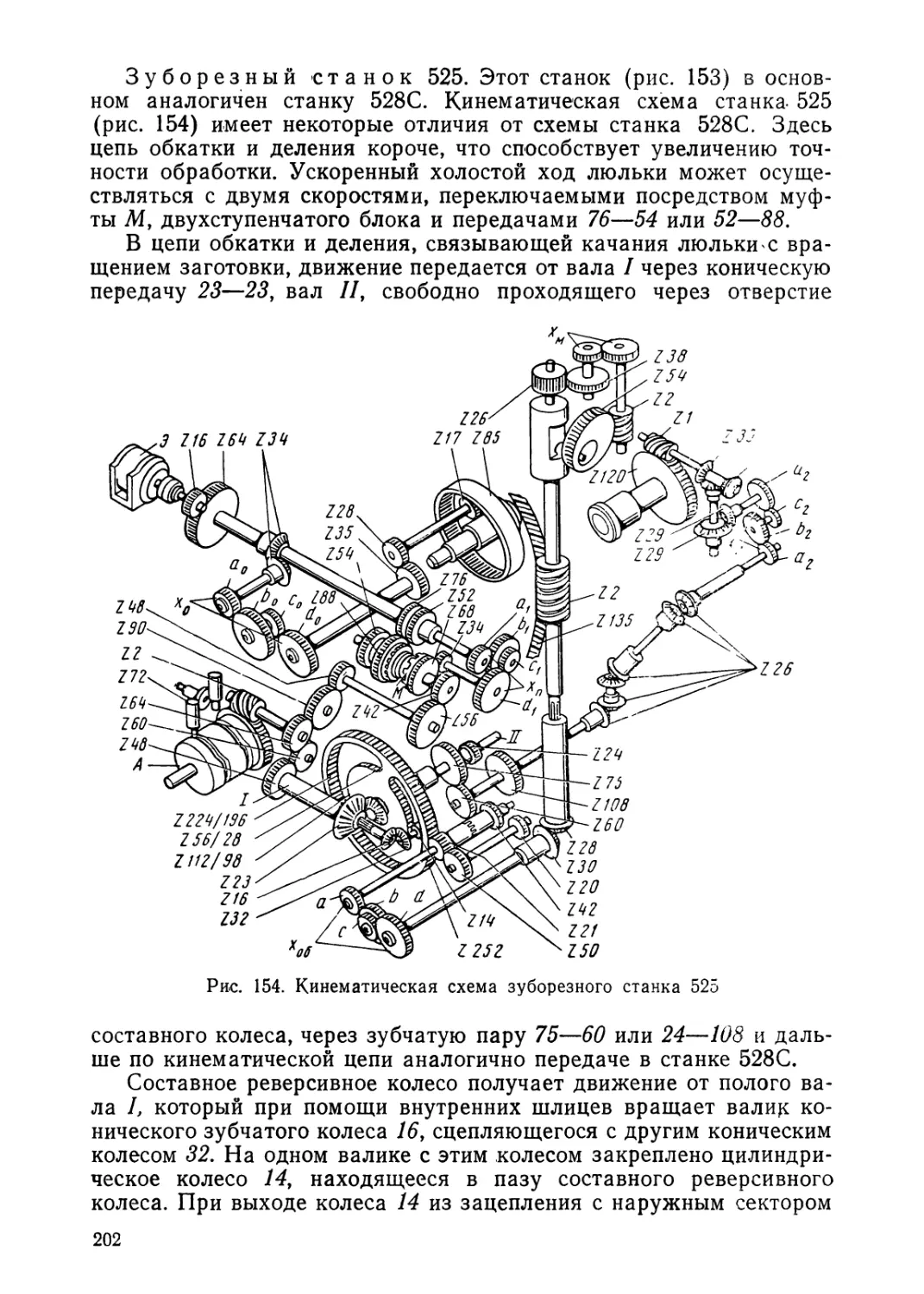
Основные геометрические размеры червячной передачи определяются по следующим формулам.
Размеры червячного колеса.
Диаметр делительной окружности
Dg = ms-z2,
ts где ms — модуль в торцовом сечении колеса ms = —, л
где ts — шаг в торцовом сечении ts = —-—, cos р ’
где tn — шаг в нормальном сечении;
р — угол наклона зубьев колеса.
Диаметр окружности выступов
De = Dg -f- 2ms.
Диаметр окружности впадин
Di = Dg — 2,5/ns.
Высота головки зуба
h' = ms.
Высота ножки зуба
h" = 1,25ms.
Высота зуба
h = h' + h" = 2,25ms.
Ширина колеса
В = (0,6 4- 0,8) de, где de — диаметр окружности выступов червяка.
Толщина зуба колеса
ts - Т" == —7- • 2 2
Размеры червяка.
Диаметр начальной окружности червяка
, где zi — число заходов червяка;
Ф — угол подъема винтовой линии червяка.
Диаметр окружности выступов
de = dg + 2ms.
Диаметр окружности впадин di = dg — 2,5ms.
Пример 1. Сколько оборотов п2 сделает червячное колесо с числом зубьев z2=25, если однозаходный червяк (zi = l) делает 100 об/мин.
Решение.
2^1 1
п2 = п\-— = 100— =4 об/мин. z2 25
Пример 2. Рассчитать червячную передачу, у которой зубчатое колесо имеет модуль ms = 5 мм, а число зубьев z2 =100, однозаходный червяк с диаметром делительной окружности ^ = 60 мм.
Решение. Диаметр делительной окружности червячного колеса составляет
Dd = ms-22 = 5-100 = 500 мм, высота зуба h = 2,25/и5 = 2,25-5 = 11,25 мм, высота головки зуба h' — ms = 5 мм, высота ножки зуба h" = 1 ,25/п5 = 6,25 мм, диаметр окружности выступов в средней плоскости колеса
De = Dq 2/и^ = 500 -f- 10 = 510 мм, диаметр окружности впадин колеса
DL = Dd —2,Ьт5 — 500 — 12,5 = 487,5 мм, осевой шаг червяка ts = n-ms = 3,14-5 = 15,7 мм, толщина зуба колеса
диаметр окружности выступов червяка
de = dd + 2ms = 60 + 10 = 70 мм, диаметр окружности впадин червяка
di = dd — 2,5ms = 60— 12,5 = 47,5 мм.
§ 2. Краткие сведения о зубчатых передачах с зацеплением М. Л. Новикова
Эвольвентное зацепление является основным в зубчатых передачах. В настоящее время начинают применяться зубчатые передачи с новым видом зацепления — зацеплением Новикова, которое мо-
жет быть использовано для передачи движения между параллель-
ными, пересекающимися и перекрещивающимися осями.
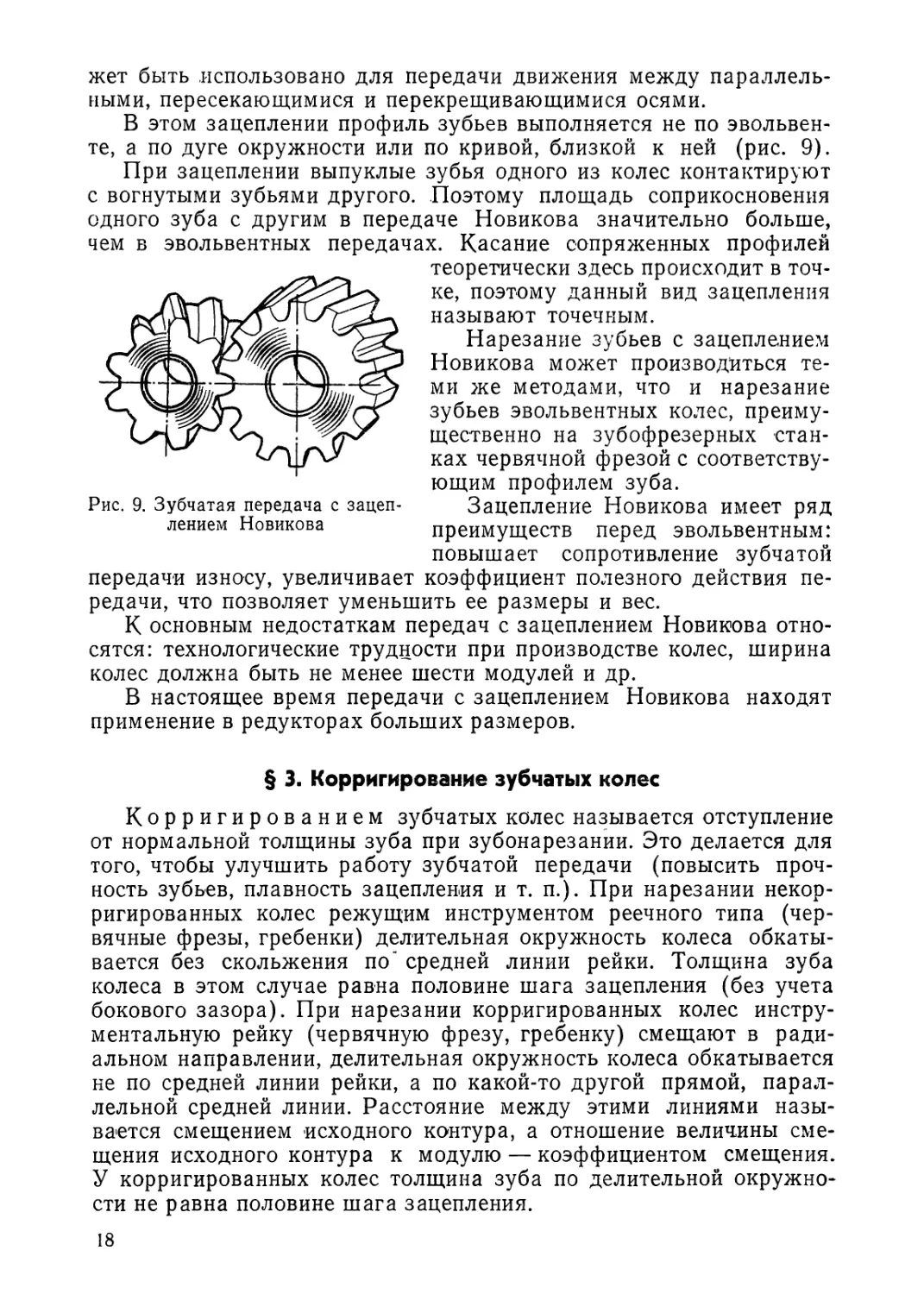
В этом зацеплении профиль зубьев выполняется не по эвольвенте, а по дуге окружности или по кривой, близкой к ней (рис. 9).
При зацеплении выпуклые зубья одного из колес контактируют с вогнутыми зубьями другого. Поэтому площадь соприкосновения одного зуба с другим в передаче Новикова значительно больше, чем в эвольвентных передачах. Касание сопряженных профилей
Рис. 9. Зубчатая передача с зацеплением Новикова
теоретически здесь происходит в точке, поэтому данный вид зацепления называют точечным.
Нарезание зубьев с зацепление?^ Новикова может производиться теми же методами, что и нарезание зубьев эвольвентных колес, преимущественно на зубофрезерных станках червячной фрезой с соответствующим профилем зуба.
Зацепление Новикова имеет ряд преимуществ перед эвольвентным: повышает сопротивление зубчатой
передачи износу, увеличивает коэффициент полезного действия пе-
редачи, что позволяет уменьшить ее размеры и вес.
К основным недостаткам передач с зацеплением Новикова относятся: технологические трудности при производстве колес, ширина колес должна быть не менее шести модулей и др.
В настоящее время передачи с зацеплением Новикова находят применение в редукторах больших размеров.
§ 3. Корригирование зубчатых колес
Корригированием зубчатых колес называется отступление от нормальной толщины зуба при зубонарезании. Это делается для того, чтобы улучшить работу зубчатой передачи (повысить прочность зубьев, плавность зацепления и т. п.). При нарезании некор-ригированных колес режущим инструментом реечного типа (червячные фрезы, гребенки) делительная окружность колеса обкатывается без скольжения по' средней линии рейки. Толщина зуба колеса в этом случае равна половине шага зацепления (без учета бокового зазора). При нарезании корригированных колес инструментальную рейку (червячную фрезу, гребенку) смещают в радиальном направлении, делительная окружность колеса обкатывается не по средней линии рейки, а по какой-то другой прямой, параллельной средней линии. Расстояние между этими линиями называется смещением исходного контура, а отношение величины смещения исходного контура к модулю — коэффициентом смещения. У корригированных колес толщина зуба по делительной окружности не равна половине шага зацепления.
При положительном смещении исходного контура (от оси колеса) толщина зуба по дуге делительной окружности больше, при отрицательном смещении (в направлении оси колеса) — меньше половины шага. Применяют два вида корригирования—высотное и угловое.
При высотном корригировании зубчатое колесо нарезают с отрицательным смещением исходного контура, а шестерню — с равным ему по абсолютной величине положительным смещением. Межосевое расстояние и угол зацепления при этом не изменяются, толщина зуба колеса по делительной окружности уменьшается, а толщина зуба шестерни на столько же увеличивается. Диаметры окружностей впадин и выступов зубчатого колеса уменьшаются, а у шестерни соответственно увеличиваются. Высотное корригирование применяется в основном для сопряженных колес с большой разницей чисел зубьев с целью повышения прочности малого колеса (шестерни). При угловой коррекции колеса и шестерни изготовляют с положительным смещением исходного контура, толщина зубьев увеличивается у колеса и у шестерни. При сопряжении таких зубчатых колес межосевое расстояние и угол зацепления а будут больше, чем у некорригированных колес (отсюда и название угловая коррекция). Преимущество угловой коррекции перед высотной состоит в том, что она дает возможность увеличить прочность зубьев у колеса и шестерни.
§ 4. Передаточное число и передаточное отношение
Зубчатые колеса осуществляют передачу вращения и крутящего момента от ведущего вала к ведомому. Отношение числа оборотов пх ведущего колеса к числу оборотов п2 ведомого колеса называется передаточным числом, которое обратно пропорционально числу зубьев колес
z2 i = — = — п2 Zi
где i — передаточное число;
21 и z2 — число зубьев соответственно ведущего и ведомого колеса.
Передаточное отношение i\ есть отношение числа оборотов ведомого вала п2 к числу оборотов ведущего вала пх или отношение числа зубьев ведущего к числу зубьев ведомого колеса
п2 21
11 = — = —.
П1 z2
Пример 1. Известно число оборотов ведущего вала ni = 100 об/мин, число зубьев ведущего колеса Zj=20 и ведомого колеса 22=40. Требуется определить число оборотов ведомого вала п^.
Решение. Определяем передаточное число
определяем число оборотов ведомого вала щ 100 л2 = — = — = 50 об)мин.
Пример 2. Определить число оборотов ведомого зубчатого колеса и2, если ведущее колесо вращается с числом оборотов ni = 500 об!мин, а передаточное отношение между колесами равно 6 = 1,5.
Решение. Число оборотов определим по формуле п2 = «= 500-1,5 = 750 об)мин.
Контрольные вопросы
1. Какие зубчатые колеса и передачи применяются в машиностроении?
2. Какой профиль зубьев чаще всего используется в зубчатых колесах?
3. Каковы основные элементы зубчатых колес?
4. Когда применяется корригирование зубчатых колес?
5. Что называется передаточным числом и передаточным отношением?
Глава III
ЭЛЕМЕНТАРНЫЕ СВЕДЕНИЯ О РЕЗАНИИ МЕТАЛЛОВ
§ 1. Резец и его элементы
При нарезании зубчатых колес применяются различные режущие инструменты, которые созданы на основе токарного или строгального резца.
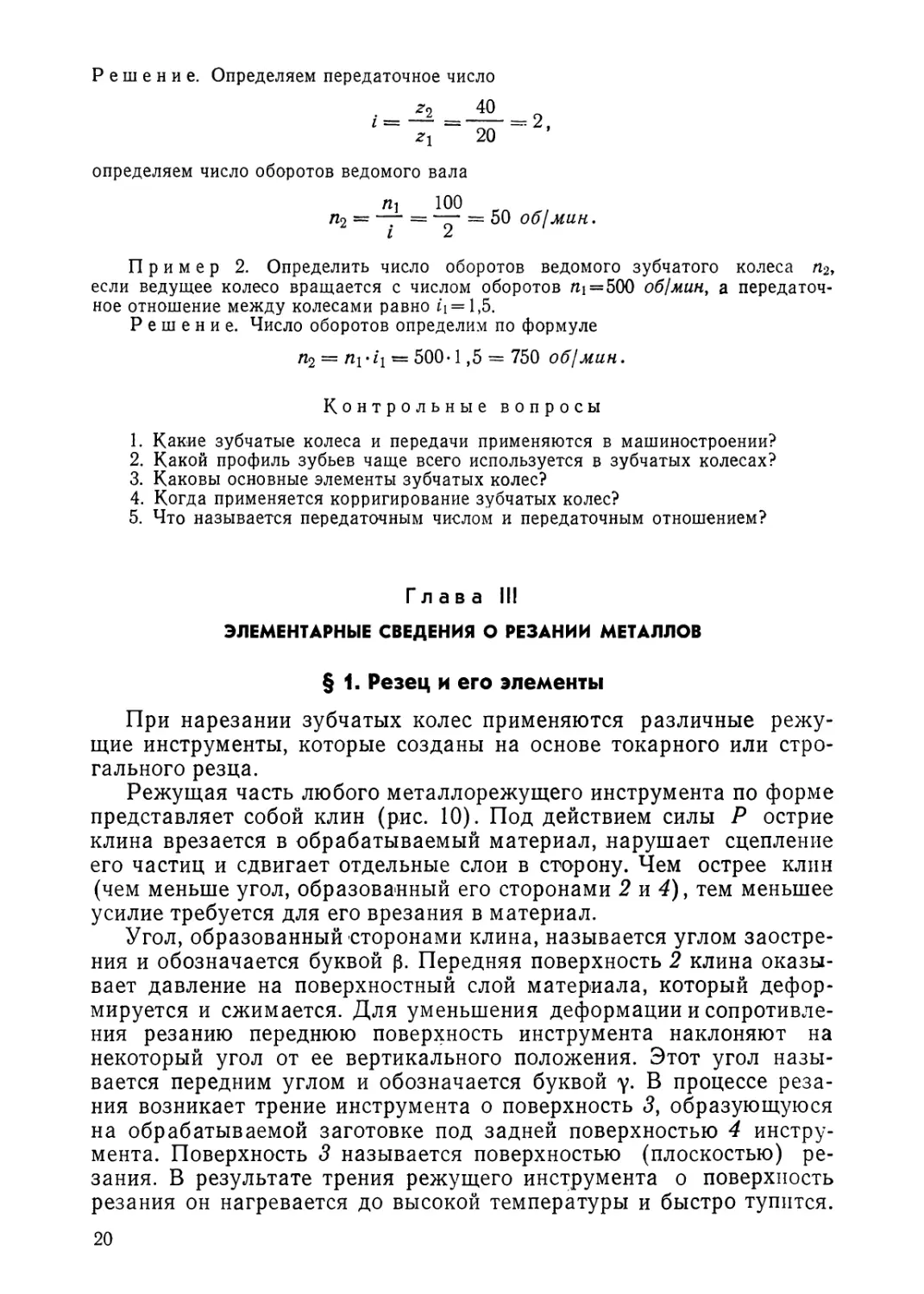
Режущая часть любого металлорежущего инструмента по форме представляет собой клин (рис. 10). Под действием силы Р острие клина врезается в обрабатываемый материал, нарушает сцепление его частиц и сдвигает отдельные слои в сторону. Чем острее клин (чем меньше угол, образованный его сторонами 2 и 4), тем меньшее усилие требуется для его врезания в материал.
Угол, образованный сторонами клина, называется углом заострения и обозначается буквой р. Передняя поверхность 2 клина оказывает давление на поверхностный слой материала, который деформируется и сжимается. Для уменьшения деформации и сопротивления резанию переднюю поверхность инструмента наклоняют на некоторый угол от ее вертикального положения. Этот угол называется передним углом и обозначается буквой у. В процессе резания возникает трение инструмента о поверхность 3, образующуюся на обрабатываемой заготовке под задней поверхностью 4 инструмента. Поверхность 3 называется поверхностью (плоскостью) резания. В результате трения режущего инструмента о поверхность резания он нагревается до высокой температуры и быстро тупится.
Чтобы уменьшить трение инструмента о заготовку, его затачивают по задней поверхности так, чтобы при работе им получился угол между задней поверхностью и поверхностью резания. Этот угол называется задним углом и обозначается буквой а.
Рис. 10. Схема режущей части инструмента:
а — резец, б — фреза, в — долбяк
И)
Линия пересечения 1 передней 2 и задней 4 поверхностей режущего инструмента называется режущей кромкой инструмента. Сумма углов аир обозначается буквой д и называется углом резания.
§ 2. Элементы резания при зубонарезании
Обработка металлов резанием сопровождается удалением с поверхности заготовки слоя металла (припуска на обработку).
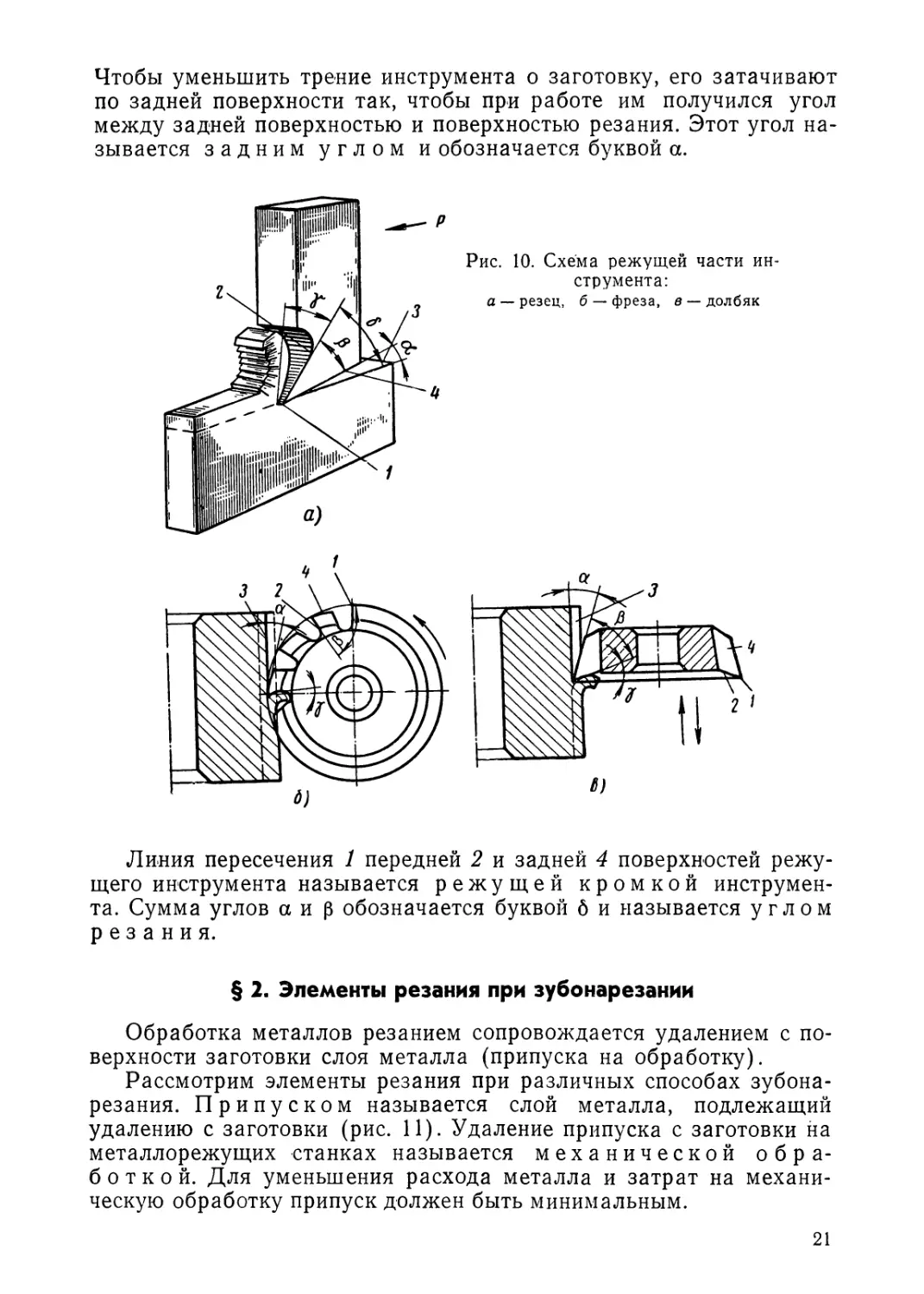
Рассмотрим элементы резания при различных способах зубона-резания. Припуском называется слой металла, подлежащий удалению с заготовки (рис. И). Удаление припуска с заготовки на металлорежущих станках называется механической обработкой. Для уменьшения расхода металла и затрат на механическую обработку припуск должен быть минимальным.
При обработке металлов резанием различают два основных вида движения: главное движение, определяющее скорость отделения стружки, и движение подачи, обеспечивающее врезание режущего инструмента в новые слои металла. В результате этих движений режущий инструмент снимает с обрабатываемой заготовки припуск на обработку и придает ей необходимую форму и размеры, а также требуемую чистоту обработанной поверхности.
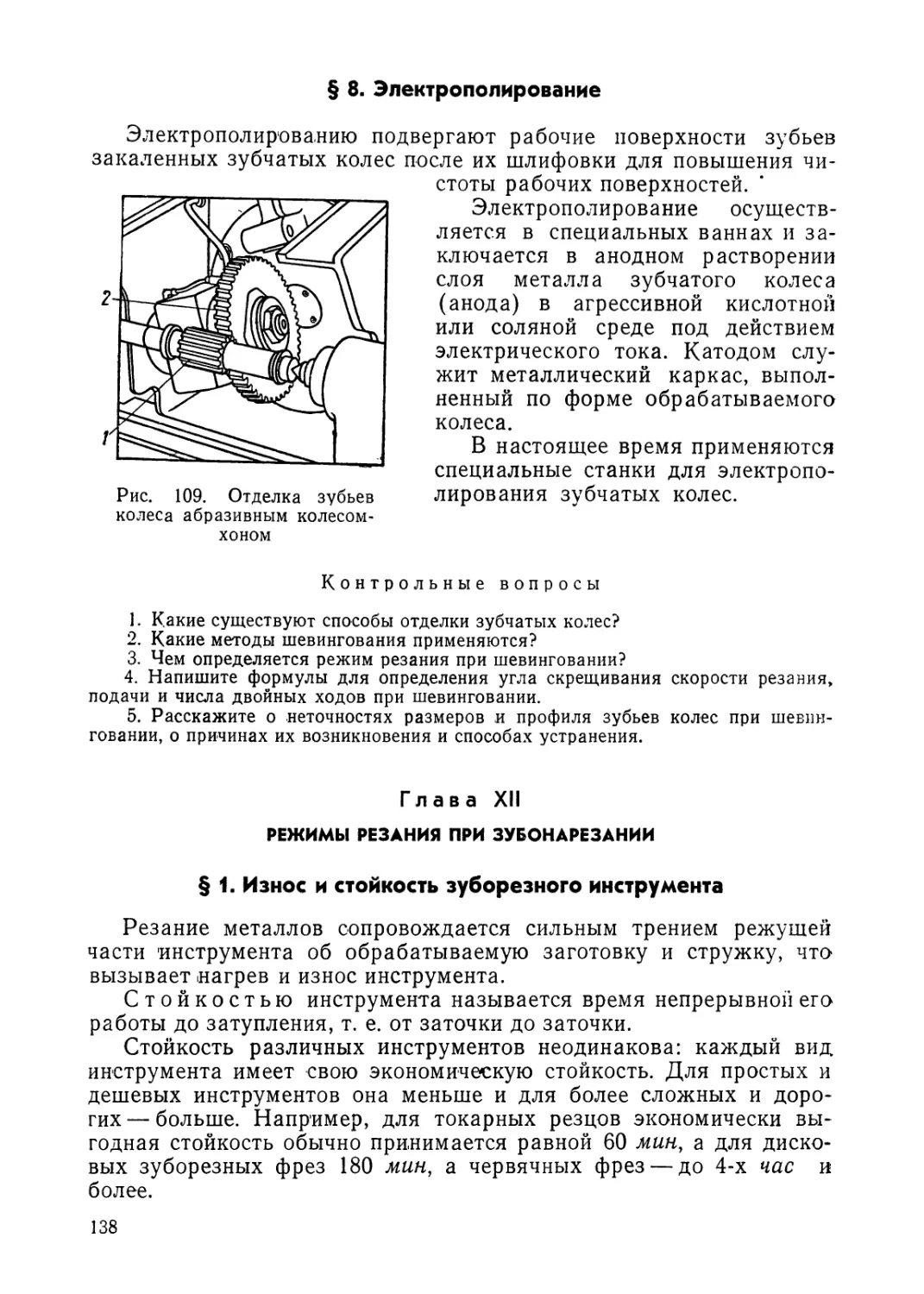
Рис. 11. Припуск на чистовую обработку зубчатого колеса:
1 — обрабатываемое колесо, 2 — фреза
Обрабатываемой поверхностью 1 (рис. 12) называется поверхность заготовки, с которой снимается стружка.
Обработанной поверхностью 2 называется поверхность, которая получается после обработки, т. е. после снятия стружки.
Поверхностью резания 3 называется поверхность, образуемая на обрабатываемой заготовке непосредственно режущими кромками инструмента.
Элементы режима р ез а н ия. К элементам режима резания относятся: скорость резания, подача и глубина резания.
Скорость резания — путь, пройденный в минуту режущей кромкой инструмента по наиболее удаленной поверхности обрабатываемой детали.
Скорость резания обозначается буквой v (см. рис. 12) и измеряется в метрах в минуту (сокращенно м!мин). Она определяется по формулам:
при зубофрезеровании
л-d-n
V = —— м мин.
1000 7
где d — диаметр фрезы в мм\
п — число оборотов фрезы в минуту;
при зубодолблении и зубострогании (средняя скорость резания) 2 • I • th .
Uc₽ = ~1000~
где I — длина хода режущего инструмента в мм\
П\ — число двойных ходов режущего инструмента в минуту;
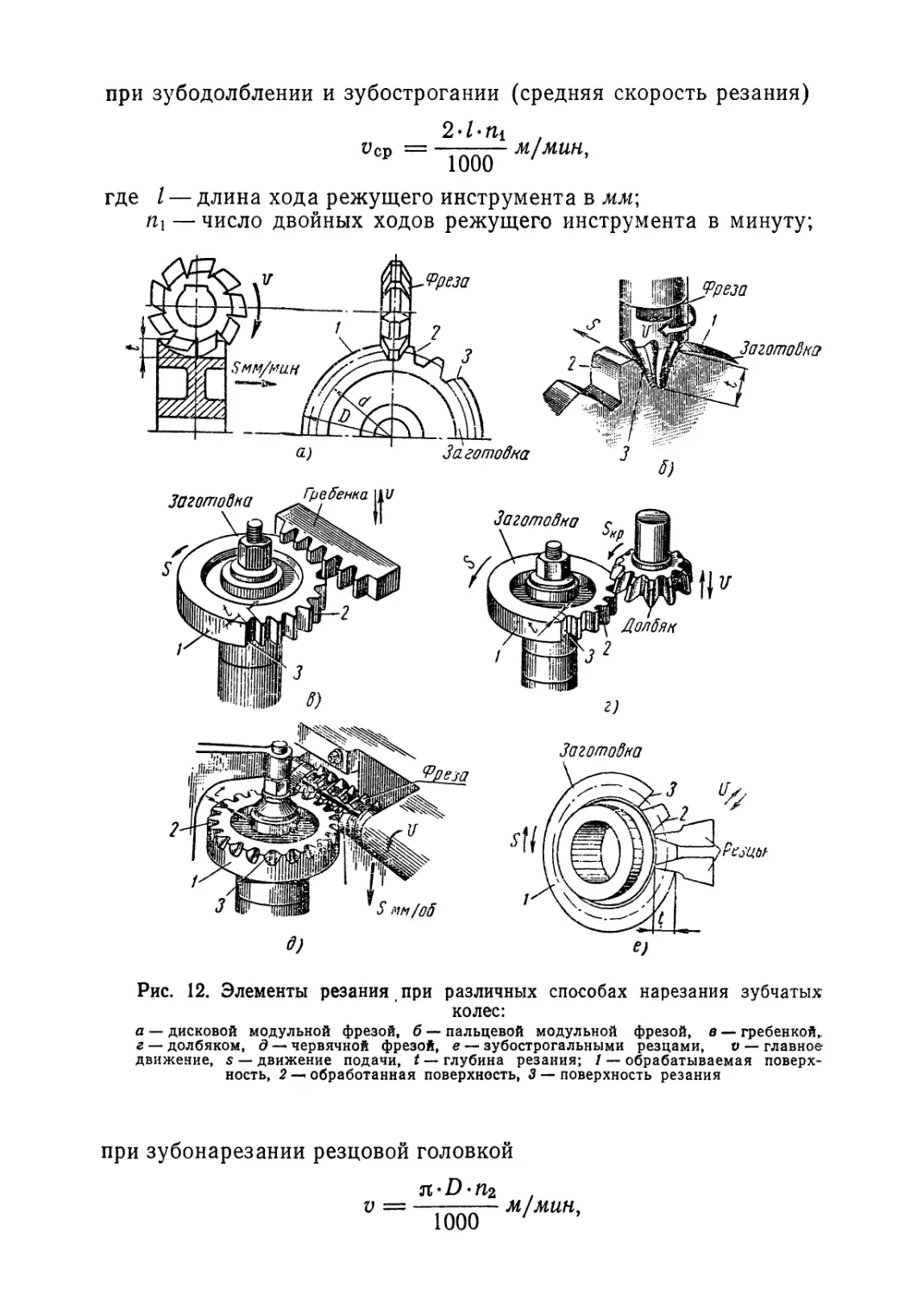
Рис. 12. Элементы резания при различных способах нарезания зубчатых колес:
а — дисковой модульной фрезой, б — пальцевой модульной фрезой, в — гребенкой,. г — долбяком, д — червячной фрезой, е — зубострогальными резцами, v — главное движение, s — движение подачи, t — глубина резания; 1 — обрабатываемая поверхность, 2 — обработанная поверхность, 3 — поверхность резания
при зубонарезании резцовой головкой
v =
n-D-tiz
———— м мин, 1000 '
где D — диаметр резцовой головки в мм-, п2 — число ее оборотов в минуту.
Пример 1. Фреза диаметром d=100 мм совершает число оборотов /г = 200 обIмин. Определить скорость резания.
Решение.
л: • d • п
1000
3,14-100-200
1000
= 62,8 м!мин.
Пример 2. Требуется определить число двойных ходов долбяка, средняя скорость резания которого иср=40 м!мин, а длина его хода /=50 мм.
Решение.
П1 =
1000•vcp 2d
1000-40
2-50
= 400 дв. ход)мин.
При зубонарезании под подачей понимается следующее:
1. При нарезании зубьев модульными фрезами на фрезерных станках — величина перемещения заготовки за один оборот фрезы (см. рис. 12, а и б).
2. При нарезании цилиндрических прямозубых и косозубых колес червячными фрезами — величина вертикального перемещения фрезы за один оборот заготовки (рис. 12, д).
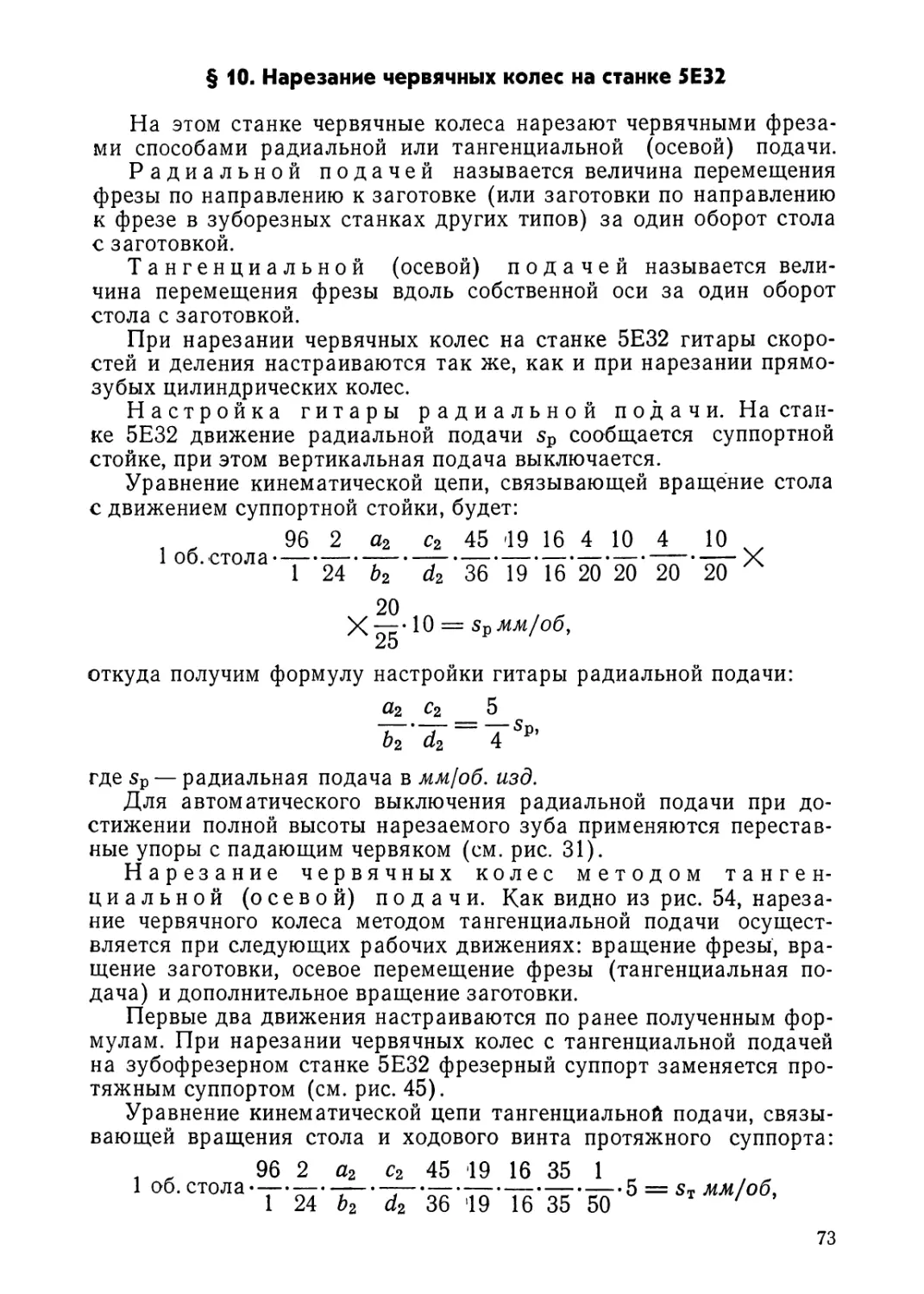
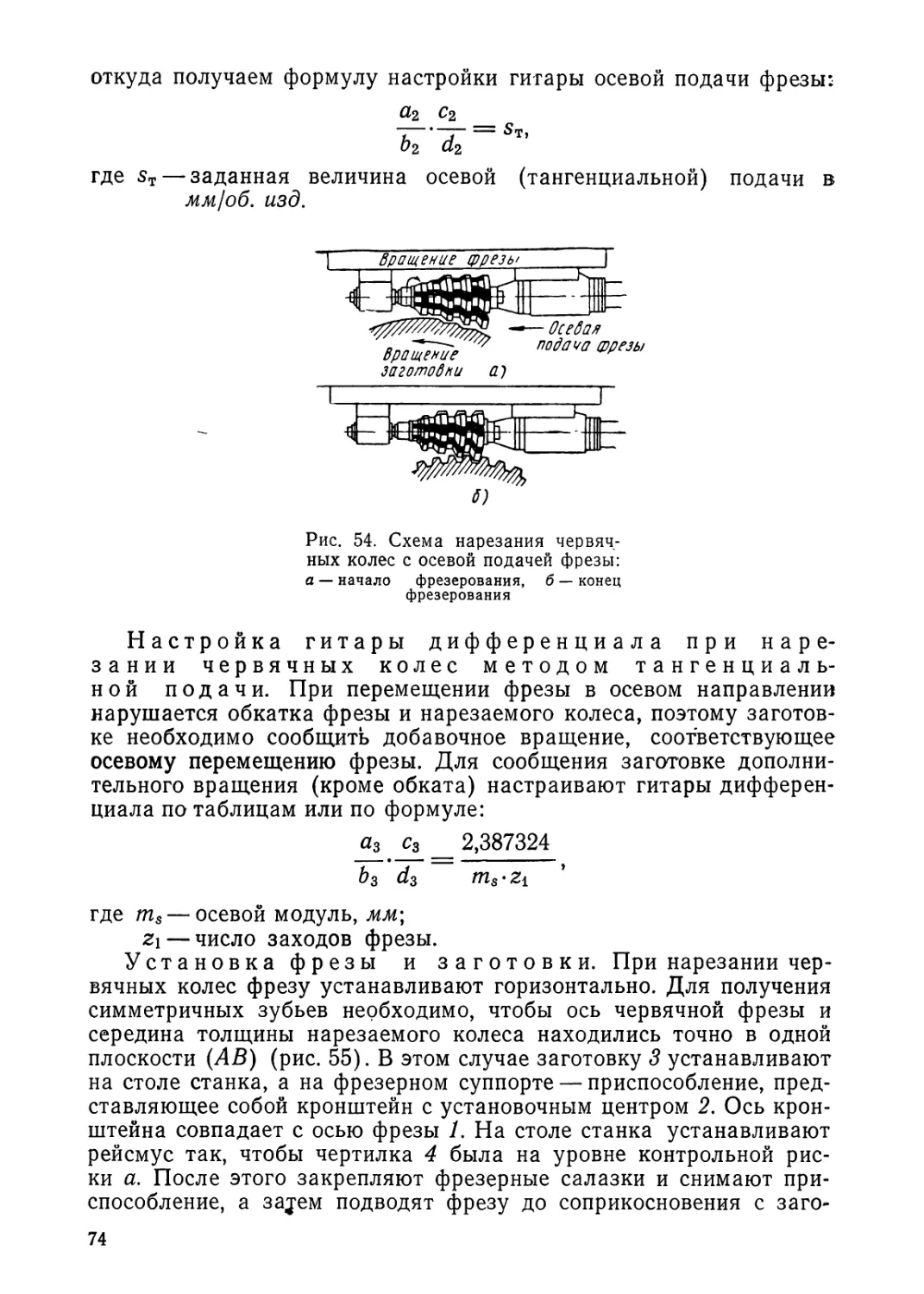
3. При нарезании червячных колес цилиндрическими червячными фрезами — величина горизонтального перемещения фрезы или заготовки за один оборот фрезы.
4. При нарезании цилиндрических колес гребенками — длина дуги, измеренная по начальной окружности нарезаемого колеса, приходящаяся на один двойной ход гребенки (рис. 12, в).
5. При зубодолблении цилиндрических прямозубых и косозубых колес дисковыми долбяками — длина дуги, измеренная по начальной окружности нарезаемого колеса (долбяка), приходящаяся на один двойной ход долбяка. Эта подача называется круговой подачей или подачей обката (рис. 12, г). Кроме того, долбяк еще имеет радиальную подачу.
6. При зубострогании конических колес — длина дуги кругового перемещения заготовки за один двойной ход резцов (рис. 12, е).
Подача обозначается буквой s и измеряется в миллиметрах за один оборот детали или режущего инструмента или же за один двойной ход инструмента или заготовки. При фрезеровании определяют минутную подачу, т. е. перемещение фрезы относительна заготовки за юдну минуту, и обозначают буквой sM. Зависимость между и подачей s на оборот заготовки выражается формулой
$м = s-n мм/мин,
где s — подача в миллиметрах на оборот заготовки;
п — число оборотов заготовки в минуту.
Глубина резания. Глубиной резания при зубонарезании называется слой металла, снимаемый с поверхности заготовки режущим инструментом за один проход.
При нарезании зубьев за один проход глубина резания равна высоте зуба (глубине впадины между зубьями колеса). Если зубья колеса нарезаются за несколько проходов, то глубина резания соответственно уменьшается. Глубина резания обозначается буквой t.
§ 3. Процесс образования стружки
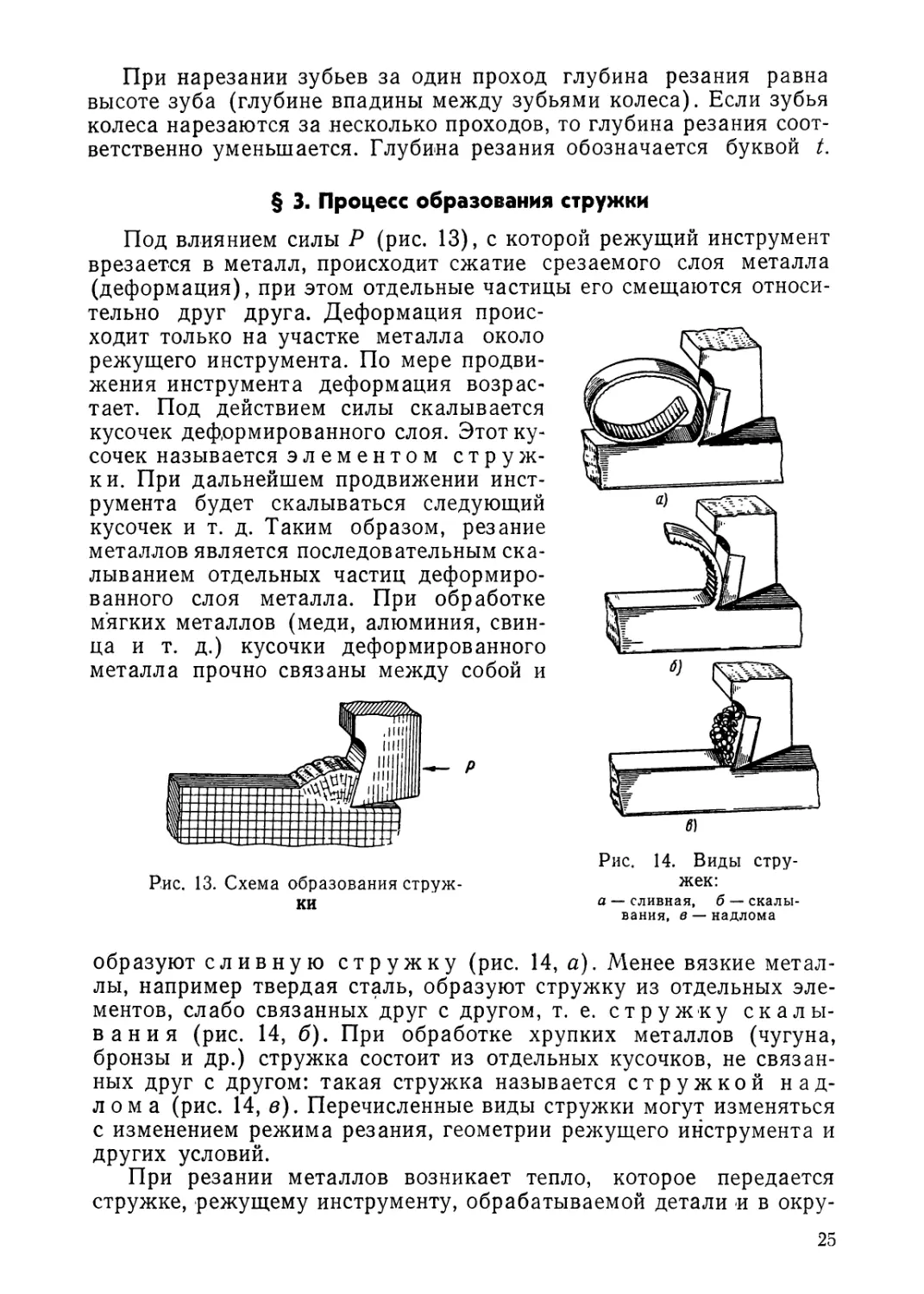
Под влиянием силы Р (рис. 13), с которой режущий инструмент
врезается в металл, происходит сжатие срезаемого слоя металла
(деформация), при этом отдельные частицы тельно друг друга. Деформация происходит только на участке металла около режущего инструмента. По мере продвижения инструмента деформация возрастает. Под действием силы скалывается кусочек деформированного слоя. Этот кусочек называется элементом стружки. При дальнейшем продвижении инструмента будет скалываться следующий кусочек и т. д. Таким образом, резание металлов является последовательным скалыванием отдельных частиц деформированного слоя металла. При обработке мягких металлов (меди, алюминия, свинца и т. д.) кусочки деформированного металла прочно связаны между собой и
Рис. 13. Схема образования стружки
его смещаются относи-
fl
Рис. 14. Виды стружек: а — сливная, б — скалывания, в — надлома
образуют сливную стружку (рис. 14, а). Менее вязкие металлы, например твердая сталь, образуют стружку из отдельных элементов, слабо связанных друг с другом, т. е. стружку скалывания (рис. 14, б). При обработке хрупких металлов (чугуна, бронзы и др.) стружка состоит из отдельных кусочков, не связанных друг с другом: такая стружка называется стружкой надлома (рис. 14, в). Перечисленные виды стружки могут изменяться с изменением режима резания, геометрии режущего инструмента и других условий.
При резании металлов возникает тепло, которое передается стружке, режущему инструменту, обрабатываемой детали и в окру
жающую среду. Чтобы уменьшить нагрев режущего инструмента и тем самым продлить срок его службы, улучшить качество обрабатываемой детали и повысить производительность обработки, применяют смазочно-охлаждающие жидкости. При нарезании зубьев стальных колес в зону резания рекомендуется подавать жидкие масла, например веретенное масло, эмульсию (5%-ный раствор стандартного эмулсола в воде), сульфофрезол марки Р или В. Для улучшения чистоты поверхности и повышения стойкости инструмента рекомендуется применять масла с поверхностно-активными добавками, например жидкости, состоящие из 95% масла веретенного № 3 и 5% окисленного петролатума. Эту жидкость изготовляют смешиванием при температуре 60—80° С.
Чтобы охлаждение дало хорошие результаты, расход жидкости должен быть не менее 8—10 л)мин. Жидкость должна быть направлена на стружку в том месте, где она отделяется от обрабатываемой заготовки, т. е. там, где образуется наибольшее количество тепла. Подачу смазочно-охлаждающей жидкости начинают с момента резания, не допуская работу инструмента без охлаждения, так как в нагретом инструменте от внезапного охлаждения могут появиться трещины.
§ 4. Материалы для зуборезного инструмента
При нарезании зубчатых колес на режущих кромках зуборезных инструментов возникает высокая температура (600—800° С). Трение, которое возникает при работе между инструментом и обрабатываемой заготовкой, вызывает износ режущих кромок инструмента. Затупленный инструмент нужно снять со станка и переточить или заменить другим инструментом. Для того чтобы режущий инструмент работал дольше, его изготовляют из термоустойчивых материалов, например из быстрорежущей стали.
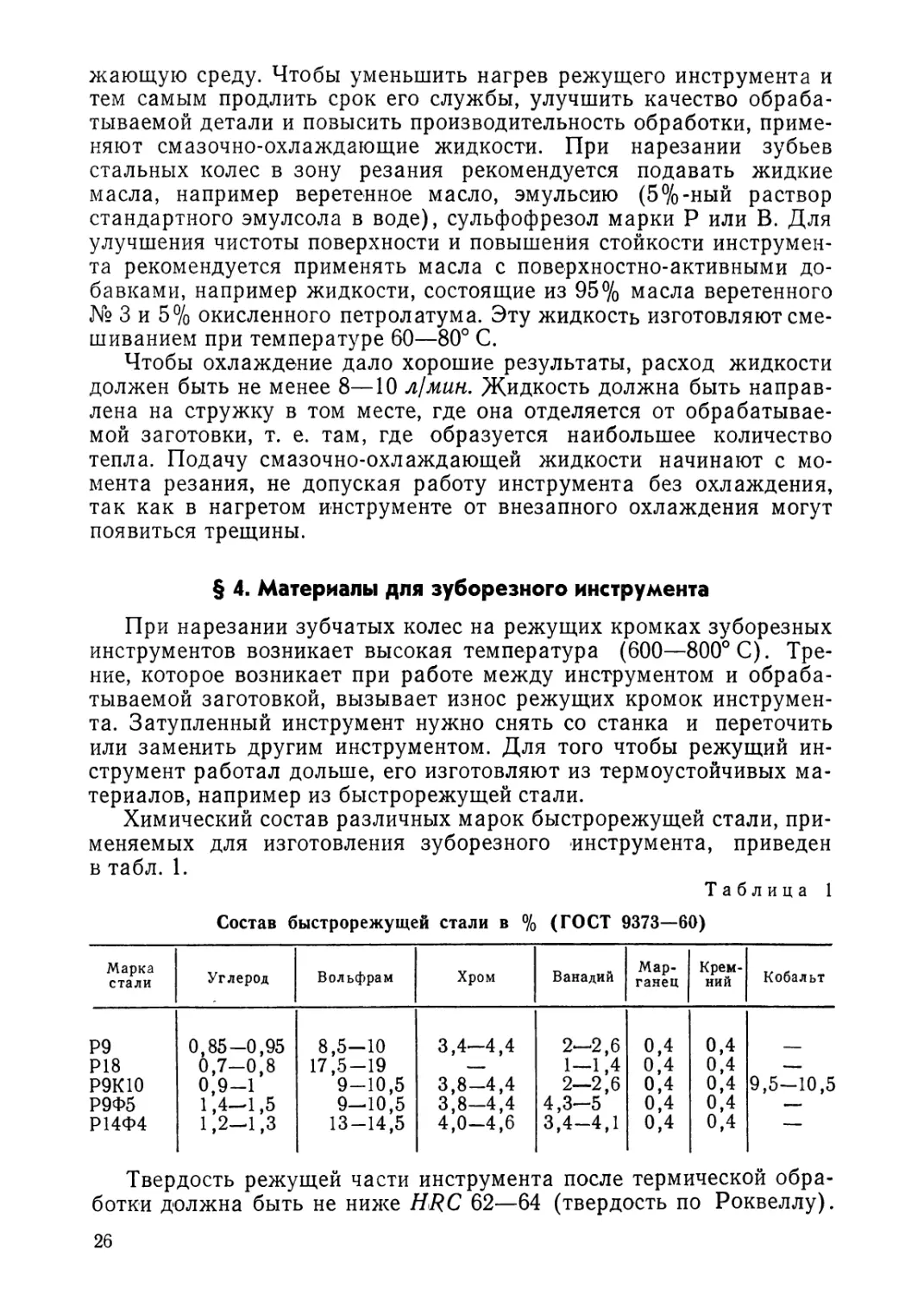
Химический состав различных марок быстрорежущей стали, применяемых для изготовления зуборезного инструмента, приведен в табл. 1.
Таблица 1
Состав быстрорежущей стали в % (ГОСТ 9373—60)
Марка стали Углерод Вольфрам Хром Ванадий Марганец Кремний Кобальт
Р9 0,85-0,95 8,5-10 3,4-4,4 2—2,6 0,4 0,4
Р18 0,7-0,8 17,5-19 — 1—1,4 0,4 0,4 —
Р9К10 0,9-1 9-10,5 3,8-4,4 2—2,6 0,4 0,4 9,5-10,5
Р9Ф5 1,4—1,5 9-10,5 3,8-4,4 4,3-5 0,4 0,4 —
Р14Ф4 1,2—1,3 13-14,5 4,0-4,6 3,4-4,1 0,4 0,4 —
Твердость режущей части инструмента после термической обработки должна быть не ниже HRC 62—64 (твердость по Роквеллу).
Алмазы. Для чистовой обработки иногда применяют инструмент, снабженный алмазами. Из всех инструментальных материалов алмазы отличаются наибольшей твердостью и износостойкостью, но и большей хрупкостью. В настоящее время в связи с получением искусственных алмазов они все больше применяются как для обработки металлов резанием, так и для заточки режущих инструментов.
Контрольные вопросы
1. Какие поверхности называются обрабатываемой, обработанной и поверхностью резания?
2. Что называется скоростью резания, подачей и глубиной резания?
3. Как подсчитать скорость резания, если известны диаметр и число оборотов фрезы?
4. Что называется подачей при зубонарезании?
5. Как определить число двойных ходов долбяка, если известны длина хода и средняя скорость резания?
6. Что называется глубиной резания при зубонарезании?
7. Какие виды стружек получаются при обработке мягких и хрупких металлов?
8. Для чего применяют при резании металлов смазочно-охлаждающие жидкости?
РАЗДЕЛ ВТОРОЙ
ПРОИЗВОДСТВО ЗУБЧАТЫХ КОЛЕС
Глава IV
МАТЕРИАЛ И ЗАГОТОВКИ ЗУБЧАТЫХ КОЛЕС
§ 1. Материал для изготовления зубчатых колес
Материал для изготовления зубчатых колес должен обладать достаточно высокими механическими свойствами — прочностью, твердостью, способностью сопротивляться истиранию и другими качествами, обеспечивающими надежную работу зубчатой передачи при наименьших ее габаритах и весе.
Такими качествами обладают конструкционные стали, серый чугун, бронза и пластмассы.
Однако чаще применяются конструкционные углеродистые и легированные стали с содержанием углерода от 0,1 до 0,6%.
Колеса, у которых зубья нарезают после термической обработки, изготовляют из стали с содержанием углерода 0,3—0,5% (из следующих марок стали: 40, 45, 50, 50Г, 40Х, 45Х, 40ХН, ЗОХГСА и др.).
Маркировка стали 40ХН означает — 0,4% углерода, X — хром, Н — никель.
Зубчатые колеса, у которых зубья нарезаются до термической обработки, изготовляются из сталей с содержанием углерода до 0,1—0,25%, так называемых цементируемых сталей марок — 20, 20Х, 18ХГН, 15ХФ и др. Зубья таких колес цементируются с последующей закалкой и отпуском до твердости HRC 554-60.
Для менее ответственных передач используют чугунные зубчатые колеса. Их отливают из серого чугуна марок СЧ28-48, СЧ32-52, СЧ35-56.
Маркировка чугуна — СЧ28-48 — буквы СЧ означают серый чугун, число 28 — указывает предел прочности при растяжении кГ/мм2, а число 48 — предел прочности при изгибе.
Для червячных колес применяют бронзы — оловянно-фосфористую Бр. ОФЮ-1, алюминиево-железистую Бр. АЖ9-4 и др., а также некоторые марки латуни.
Для изготовления зубчатых колес, работающих при высоких скоростях (до 40—50 м!сек), при относительно небольшие нагрузках,
часто применяют текстолит, нейлон, неметаллические материалы (пластмассы). Такие колеса отличаются бесшумностью, плавностью и способностью гасить вибрации.
§ 2. Заготовки зубчатых колес
Заготовки для зубчатых колес обычно изготовляются штамповкой, ковкой и литьем.
Выбор способа изготовления заготовок определяется габаритами колеса, его формой, а также имеющимися кузнечно-штамповочными средствами.
В массовом и крупносерийном производстве заготовки для зубчатых колес изготовляют штамповкой.
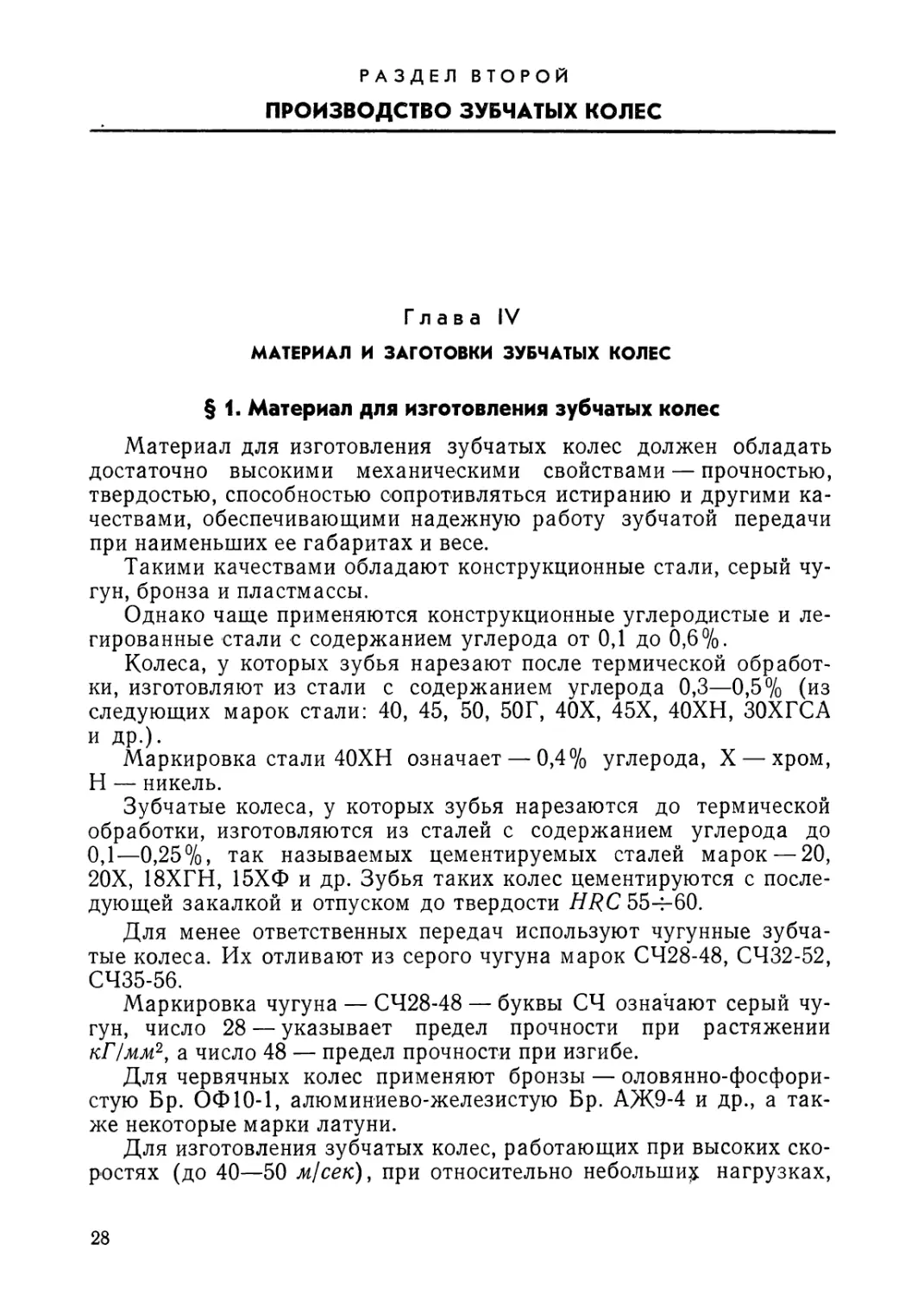
Штампованные заготовки (рис. 15) имеют небольшие припуски на механическую обработку. Эти припуски устанавлива-
Ф58(56)
Ф223(220)
Рис. 15. Штампованная заготовка
ются в зависимости от веса заготовки и способа штамповки. Чем меньше припуск на механическую обработку, тем меньше расход металла и выше производительность работы.
При мелкосерийном и единичном производствах используют менее совершенные методы изготовления заготовок. Для крупных колес здесь чаще применяют кованые и реже литые заготовки. Кованые заготовки имеют большие припуски на механическую обработку, так как их трудно точно изготовить.
Для изготовления зубчатых колес небольших размеров в мелкосерийном и единичном производстве нередко применяют заготовки из стального проката, что дает возможность снизить припуски на механическую обработку против кованых заготовок.
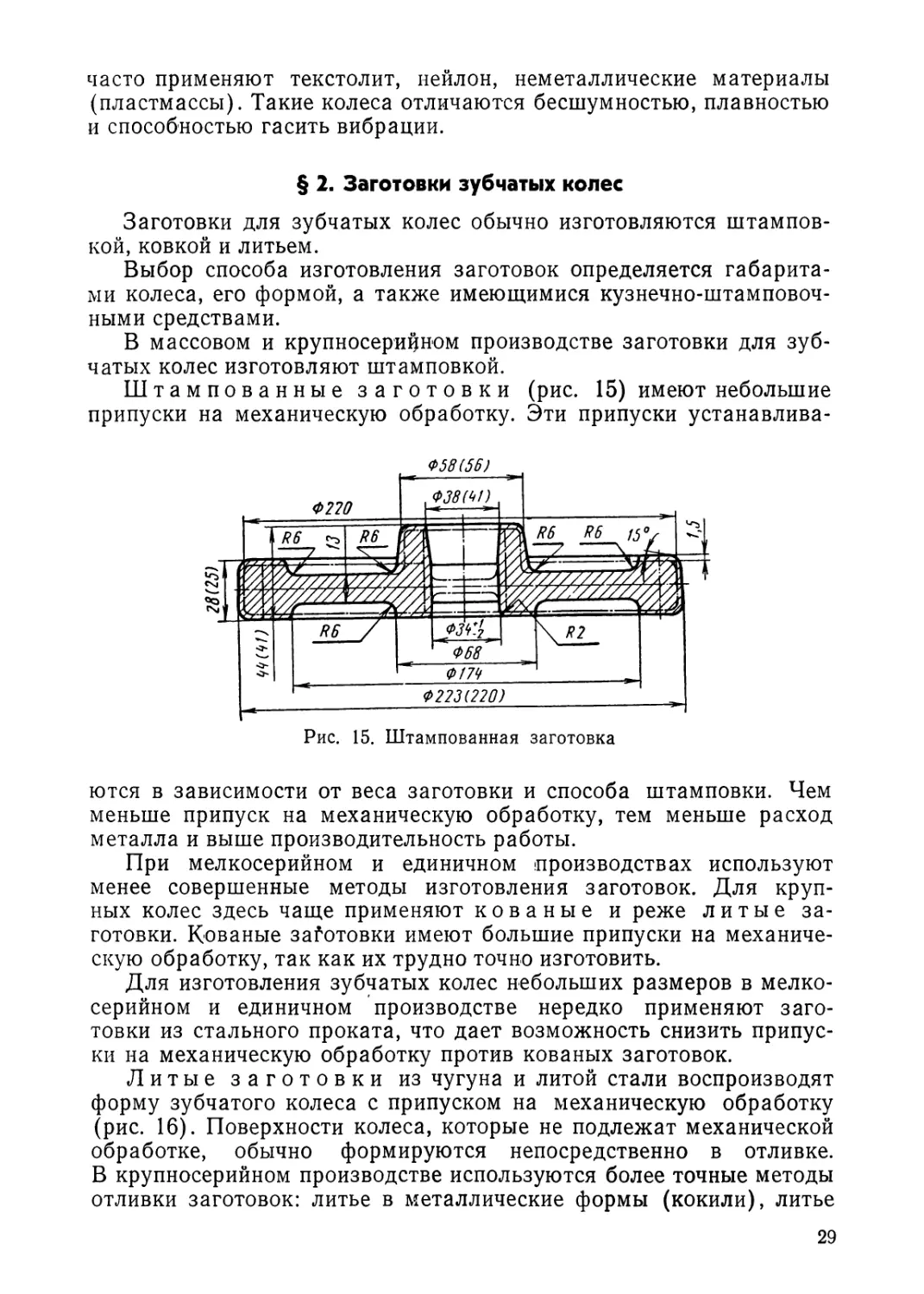
Литые заготовки из чугуна и литой стали воспроизводят форму зубчатого колеса с припуском на механическую обработку (рис. 16). Поверхности колеса, которые не подлежат механической обработке, обычно формируются непосредственно в отливке. В крупносерийном производстве используются более точные методы отливки заготовок: литье в металлические формы (кокили), литье
под давлением, прецизионное литье, литье по выплавляемым моделям, центробежное литье и т. д. Заготовки, полученные таким способом литья, имеют малые припуски на механическую обработку.
Для крупных колес отливки заготовок иногда производят уже с отлитыми зубьями, имеющими припуск на механическую обработку, окончательная обработка зубьев производится на зуборезных станках. В последнее время в серийном производстве червячных ко-
Рис. 16. Заготовка цилиндрического колеса (чугунная или стальная отливка)
Рис. 17. Биметаллическая отливка заготовки червячного колеса
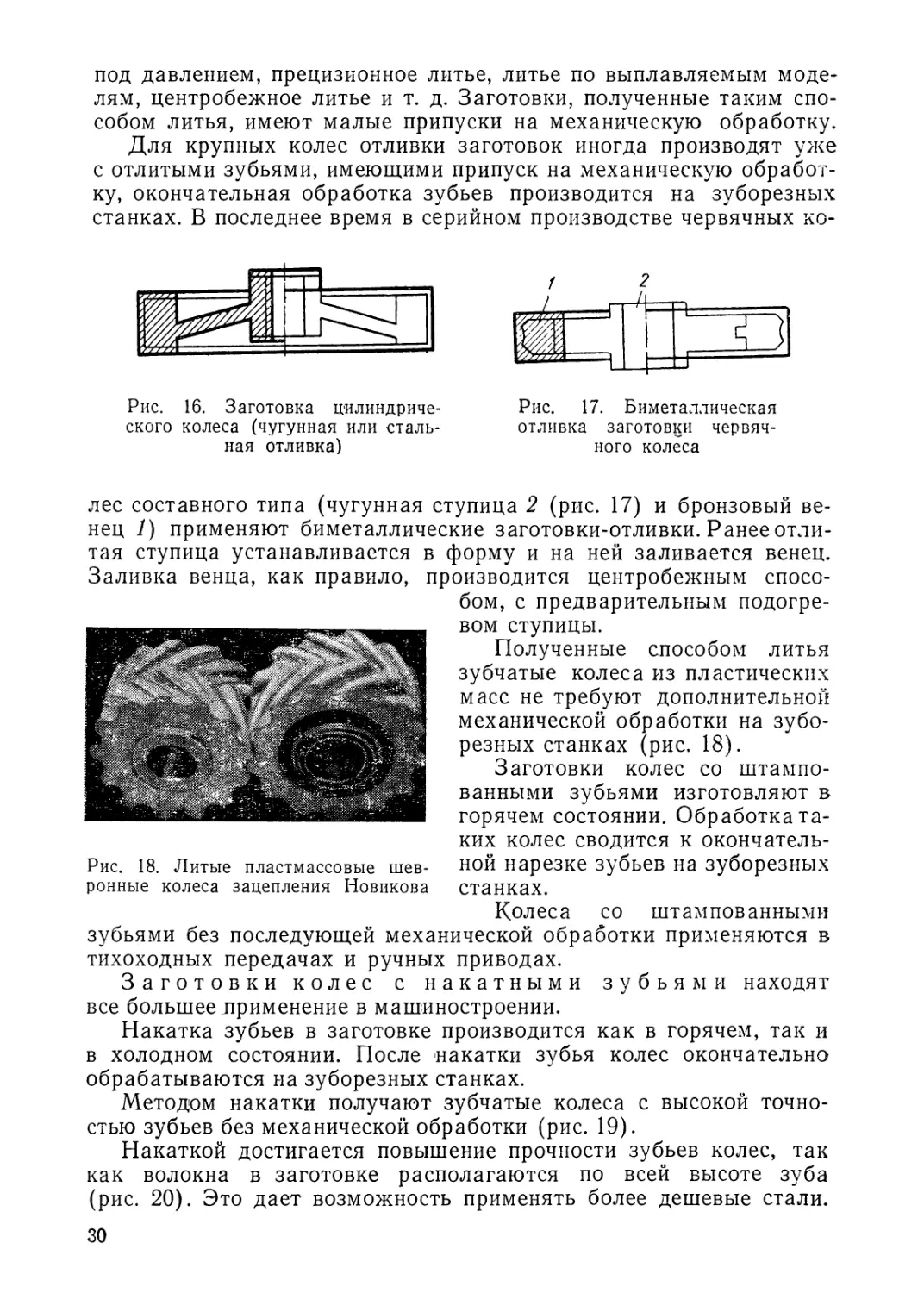
Рис. 18. Литые пластмассовые шевронные колеса зацепления Новикова
лес составного типа (чугунная ступица 2 (рис. 17) и бронзовый венец 1) применяют биметаллические заготовки-отливки. Ранее отлитая ступица устанавливается в форму и на ней заливается венец. Заливка венца, как правило, производится центробежным способом, с предварительным подогревом ступицы.
Полученные способом литья зубчатые колеса из пластических масс не требуют дополнительной механической обработки на зуборезных станках (рис. 18).
Заготовки колес со штампованными зубьями изготовляют в горячем состоянии. Обработка таких колес сводится к окончательной нарезке зубьев на зуборезных станках.
Колеса со штампованными
зубьями без последующей механической обработки применяются в тихоходных передачах и ручных приводах.
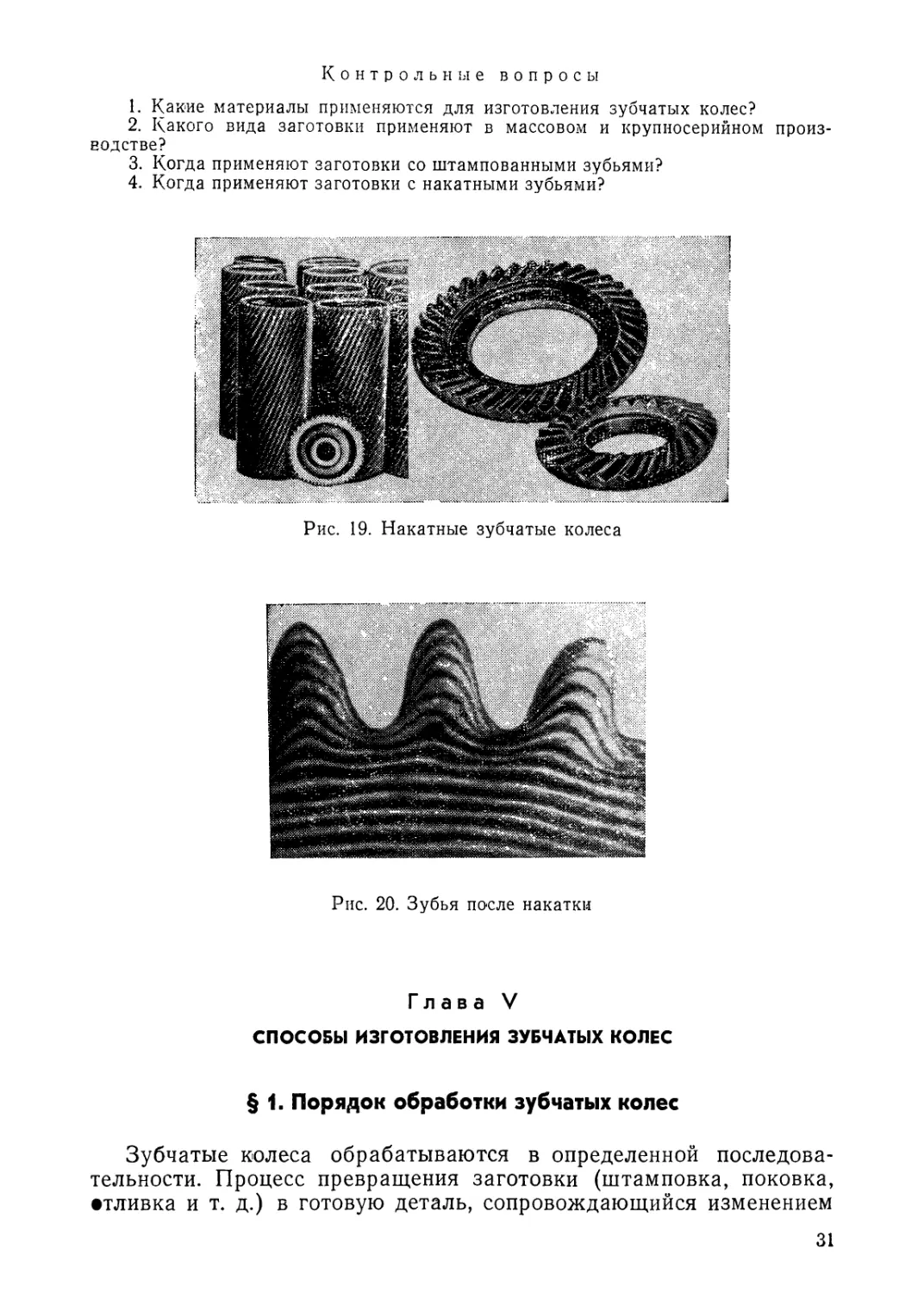
Заготовки колес с накатными зубьями находят все большее .применение в машиностроении.
Накатка зубьев в заготовке производится как в горячем, так и в холодном состоянии. После накатки зубья колес окончательно обрабатываются на зуборезных станках.
Методом накатки получают зубчатые колеса с высокой точностью зубьев без механической обработки (рис. 19).
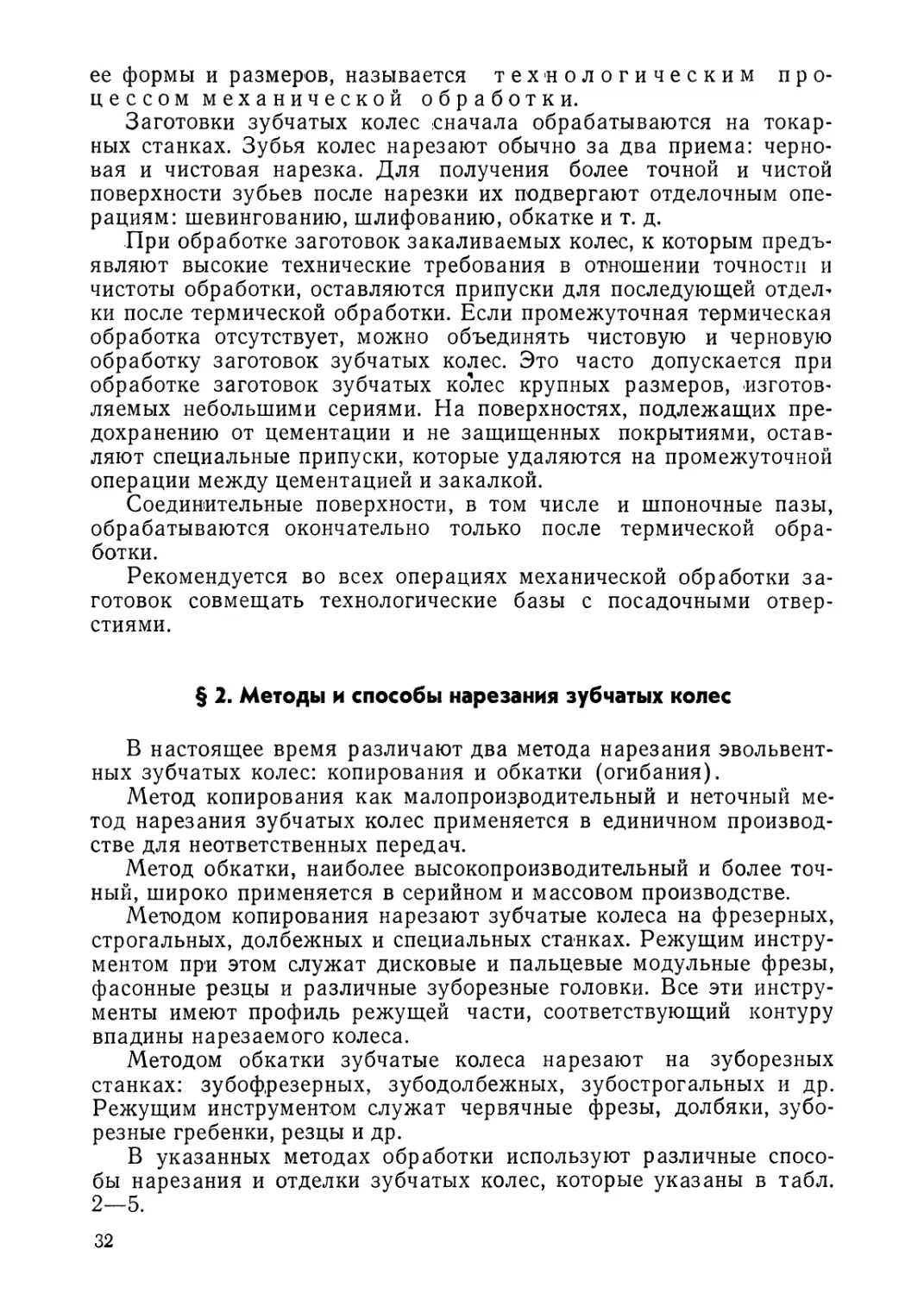
Накаткой достигается повышение прочности зубьев колес, так как волокна в заготовке располагаются по всей высоте зуба (рис. 20). Это дает возможность применять более дешевые стали.
Контрольные вопросы
1. Какие материалы применяются для изготовления зубчатых колес?
2. Какого вида заготовки применяют в массовом и крупносерийном производстве?
3. Когда применяют заготовки со штампованными зубьями?
4. Когда применяют заготовки с накатными зубьями?
Рис. 19. Накатные зубчатые колеса
Рис. 20. Зубья после накатки
Глава V
СПОСОБЫ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
§ 1. Порядок обработки зубчатых колес
Зубчатые колеса обрабатываются в определенной последовательности. Процесс превращения заготовки (штамповка, поковка, •тливка и т. д.) в готовую деталь, сопровождающийся изменением
ее формы и размеров, называется технологическим процессом механической обработки.
Заготовки зубчатых колес сначала обрабатываются на токарных станках. Зубья колес нарезают обычно за два приема: черновая и чистовая нарезка. Для получения более точной и чистой поверхности зубьев после нарезки их подвергают отделочным операциям: шевингованию, шлифованию, обкатке и т. д.
При обработке заготовок закаливаемых колес, к которым предъявляют высокие технические требования в отношении точности и чистоты обработки, оставляются припуски для последующей отделки после термической обработки. Если промежуточная термическая обработка отсутствует, можно объединять чистовую и черновую обработку заготовок зубчатых колес. Это часто допускается при обработке заготовок зубчатых колес крупных размеров, изготовляемых небольшими сериями. На поверхностях, подлежащих предохранению от цементации и не защищенных покрытиями, оставляют специальные припуски, которые удаляются на промежуточной операции между цементацией и закалкой.
Соединительные поверхности, в том числе и шпоночные пазы, обрабатываются окончательно только после термической обработки.
Рекомендуется во всех операциях механической обработки заготовок совмещать технологические базы с посадочными отверстиями.
§ 2. Методы и способы нарезания зубчатых колес
В настоящее время различают два метода нарезания эвольвент-ных зубчатых колес: копирования и обкатки (огибания).
Метод копирования как малопроизводительный и неточный метод нарезания зубчатых колес применяется в единичном производстве для неответственных передач.
Метод обкатки, наиболее высокопроизводительный и более точный, широко применяется в серийном и массовом производстве.
Методом копирования нарезают зубчатые колеса на фрезерных, строгальных, долбежных и специальных станках. Режущим инструментом при этом служат дисковые и пальцевые модульные фрезы, фасонные резцы и различные зуборезные головки. Все эти инструменты имеют профиль режущей части, соответствующий контуру впадины нарезаемого колеса.
Методом обкатки зубчатые колеса нарезают на зуборезных станках: зубофрезерных, зубодолбежных, зубострогальных и др. Режущим инструментом служат червячные фрезы, долбяки, зуборезные гребенки, резцы и др.
В указанных методах обработки используют различные способы нарезания и отделки зубчатых колес, которые указаны в табл. 2—5.
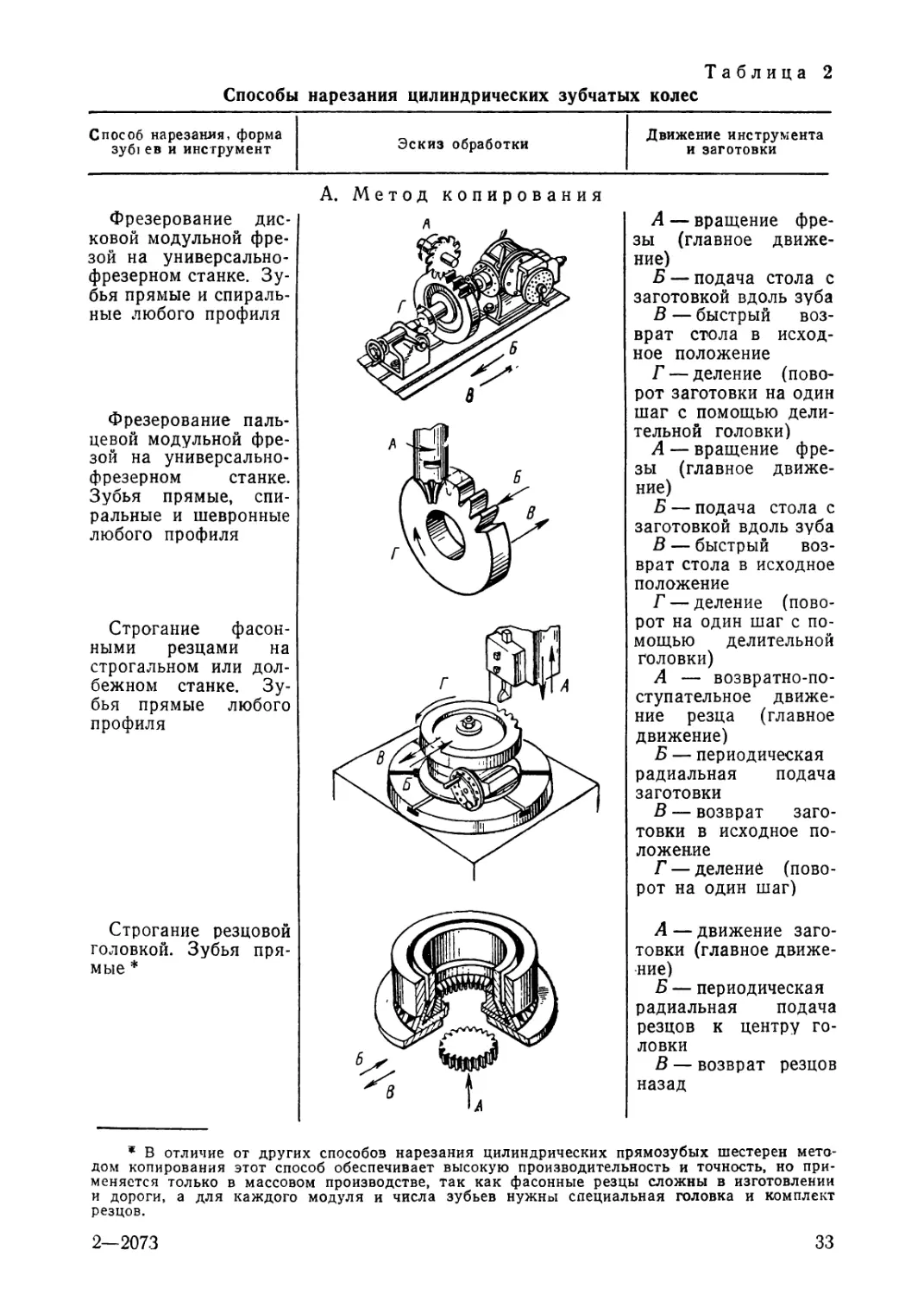
Способы нарезания цилиндрических зубчатых колес
Способ нарезания, форма зуб! ев и инструмент
Эскиз обработки
Движение инструмента и заготовки
Фрезерование дисковой модульной фрезой на универсальнофрезерном станке. Зубья прямые и спиральные любого профиля
Фрезерование пальцевой модульной фрезой на универсальнофрезерном станке. Зубья прямые, спиральные и шевронные любого профиля
Строгание фасонными резцами на строгальном или долбежном станке. Зубья прямые любого профиля
Строгание резцовой головкой. Зубья прямые *
А. Метод копирования А
А — вращение фрезы (главное движение)
Б — подача стола с заготовкой вдоль зуба
В — быстрый возврат стола в исходное положение
Г — деление (поворот заготовки на один шаг с помощью делительной головки)
А — вращение фрезы (главное движение)
Б — подача стола с заготовкой вдоль зуба
В — быстрый возврат стола в исходное положение
Г—деление (поворот на один шаг с помощью делительной головки)
А — возвратно-поступательное движение резца (главное движение)
Б — периодическая радиальная подача заготовки
В — возврат заготовки в исходное положение
Г — делений (поворот на один шаг)
А — движение заготовки (главное движение)
Б — периодическая радиальная подача резцов к центру головки
В — возврат резцов назад
* В отличие от других способов нарезания цилиндрических прямозубых шестерен методом копирования этот способ обеспечивает высокую производительность и точность, но применяется только в массовом производстве, так как фасонные резцы сложны в изготовлении и дороги, а для каждого модуля и числа зубьев нужны специальная головка и комплект резцов.
Способ нарезания, форма зубьев и применяемый инструмент
Эскиз обработк
Движение инструмента и заготовки
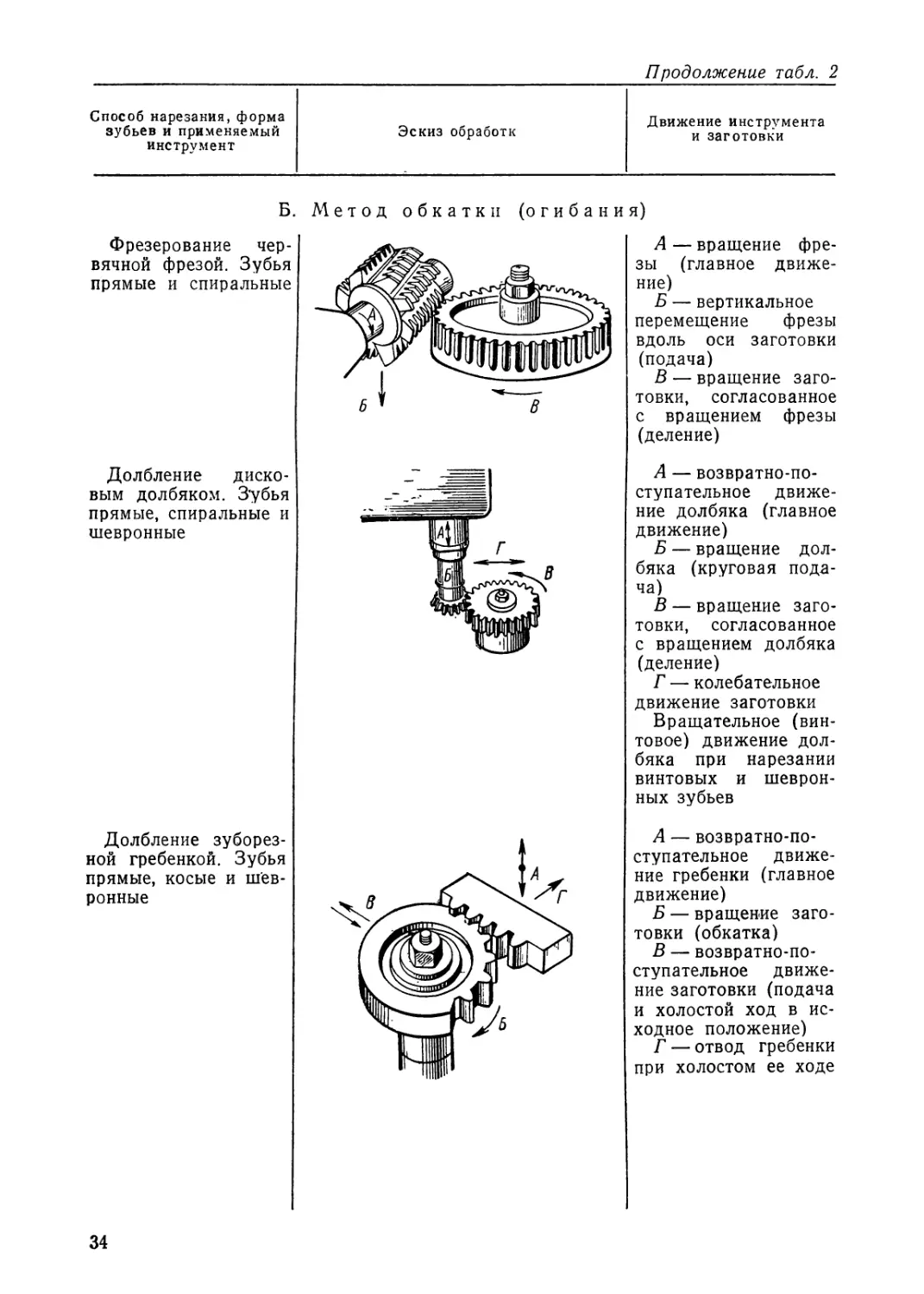
Б. Метод обкатки (огибания)
Фрезерование червячной фрезой. Зубья прямые и спиральные
Долбление дисковым долбяком. З’убья прямые, спиральные и шевронные
А — вращение фрезы (главное движение)
Б — вертикальное перемещение фрезы вдоль оси заготовки (подача)
В — вращение заготовки, согласованное с вращением фрезы (деление)
А — возвратно-поступательное движение долбяка (главное движение)
Б — вращение долбяка (круговая подача)
В — вращение заготовки, согласованное с вращением долбяка (деление)
Г — колебательное движение заготовки
Вращательное (винтовое) движение долбяка при нарезании винтовых и шевронных зубьев
Долбление зуборезной гребенкой. Зубья прямые, косые и шевронные
А — возвратно-поступательное движение гребенки (главное движение)
Б — вращение заготовки (обкатка)
В — возвратно-поступательное движение заготовки (подача и холостой ход в исходное положение)
Г — отвод гребенки при холостом ее ходе
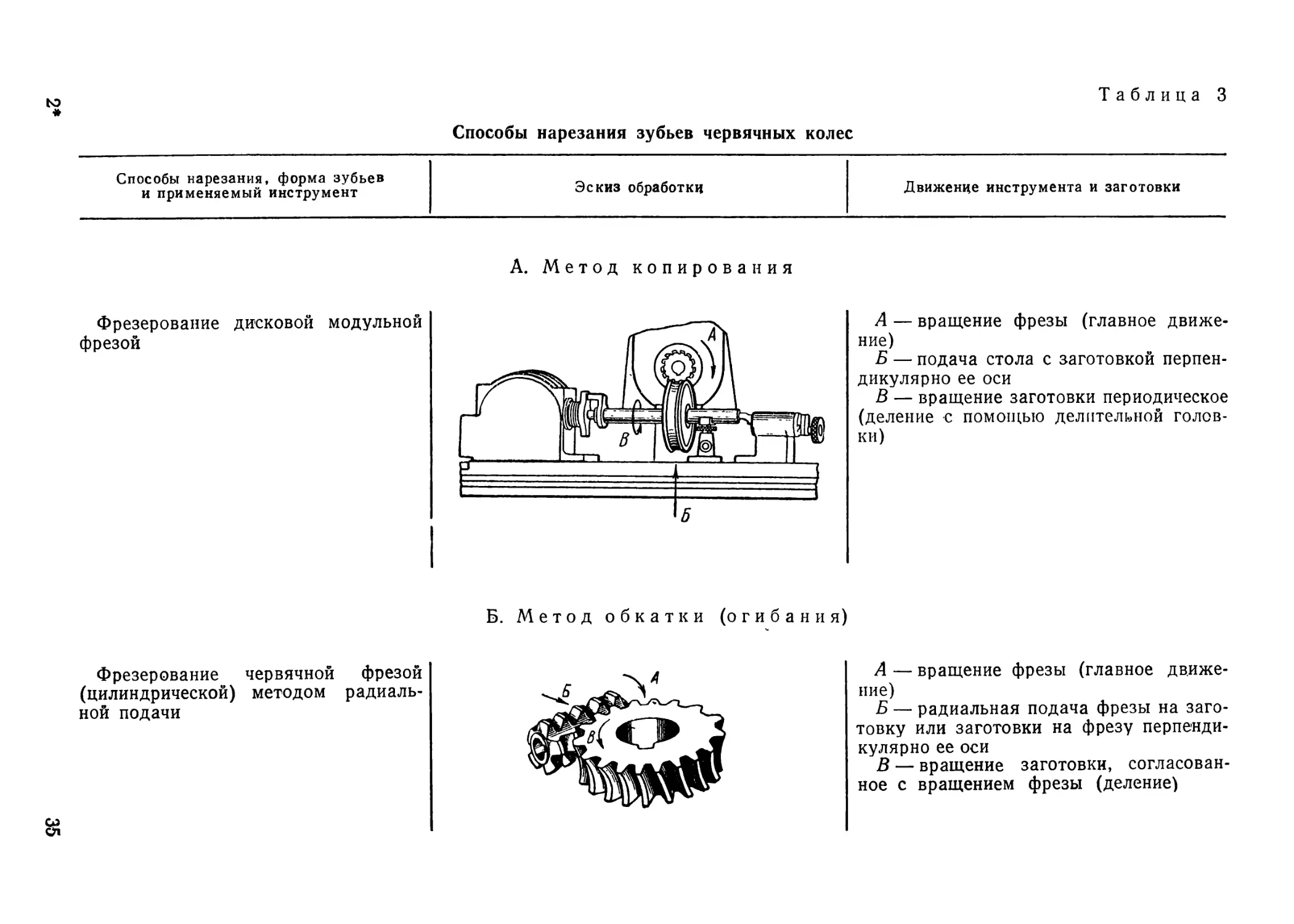
Способы нарезания зубьев червячных колес
Способы нарезания, форма зубьев и применяемый инструмент Эскиз обработки Движение инструмента и заготовки
А. Метод копирования
Фрезерование дисковой модульной фрезой
А — вращение фрезы (главное движение)
Б — подача стола с заготовкой перпендикулярно ее оси
В — вращение заготовки периодическое (деление с помощью делительной головки)
Б. Метод обкатки (огибания)
Фрезерование червячной фрезой (цилиндрической) методом радиальной подачи
А — вращение фрезы (главное движение)
Б — радиальная подача фрезы на заготовку или заготовки на фрезу перпендикулярно ее оси
В — вращение заготовки, согласованное с вращением фрезы (деление)
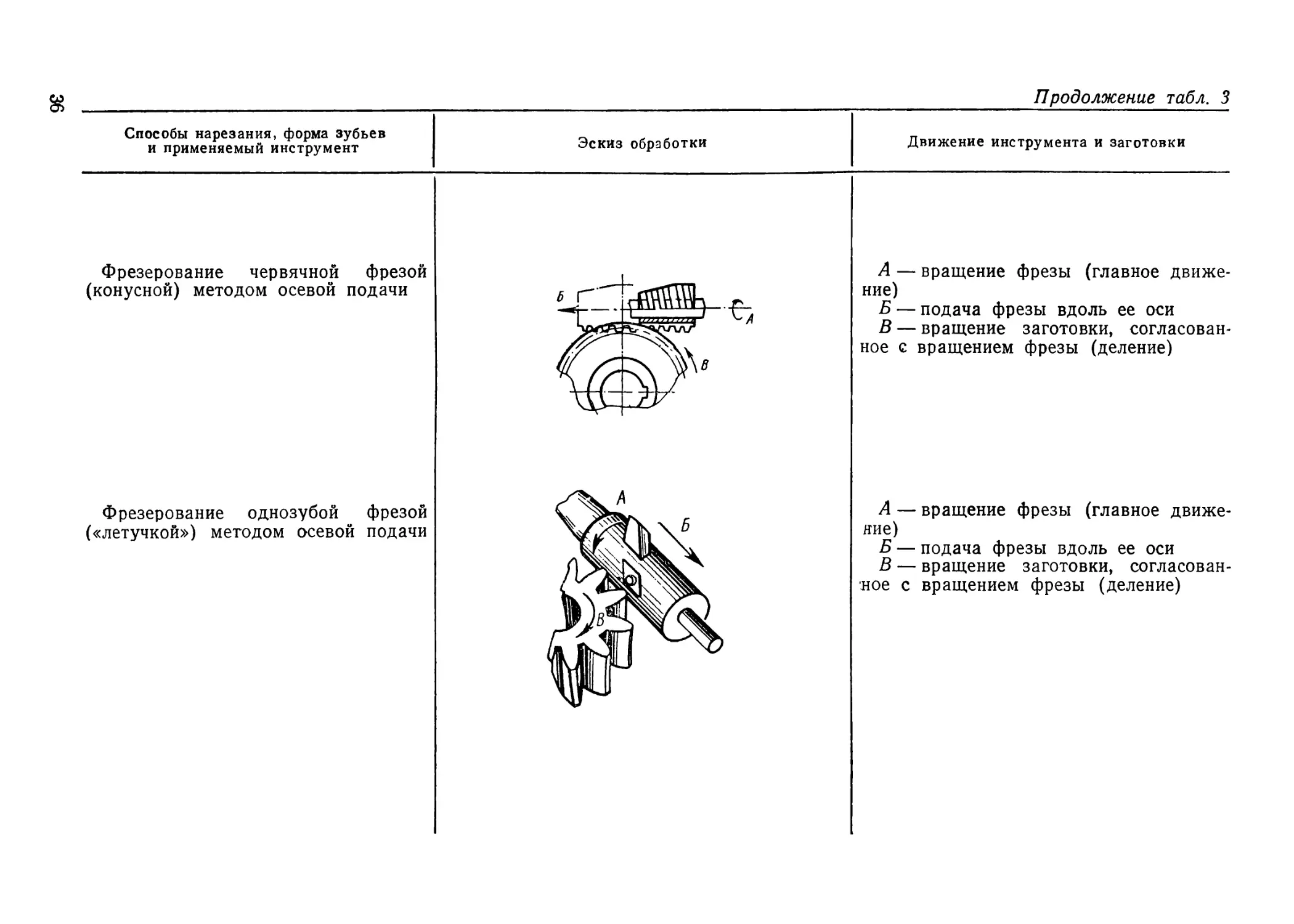
Способы нарезания, форма зубьев и применяемый инструмент
Эскиз обработки
Движение инструмента и заготовки
Фрезерование червячной фрезой (конусной) методом осевой подачи
Фрезерование однозубой фрезой («летучкой») методом осевой подачи
А — вращение фрезы (главное движение)
Б — подача фрезы вдоль ее оси
В — вращение заготовки, согласованное с вращением фрезы (деление)
А — вращение фрезы (главное движение)
Б — подача фрезы вдоль ее оси
В — вращение заготовки, согласованное с вращением фрезы (деление)
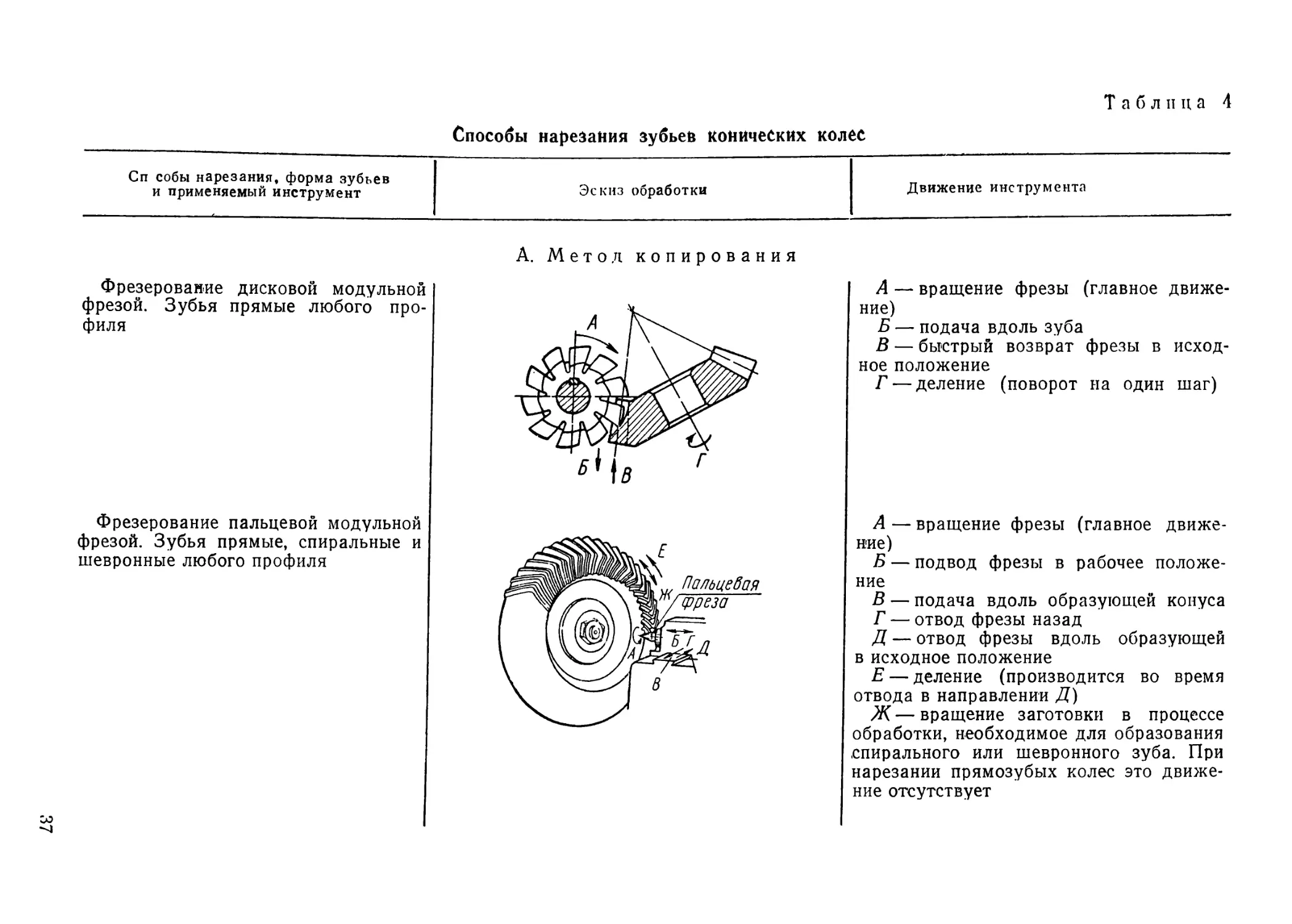
Способы нарезания зубьев конических колес
Таблица 4
Сп собы нарезания, форма зубьев и применяемый инструмент Эскиз обработки Движение инструмента
Фрезерование дисковой модульной фрезой. Зубья прямые любого профиля
А — вращение фрезы (главное движение)
Б — подача вдоль зуба
В — быстрый возврат фрезы в исходное положение
Г — деление (поворот на один шаг)
Фрезерование пальцевой модульной фрезой. Зубья прямые, спиральные и шевронные любого профиля
А — вращение фрезы (главное движение)
Б — подвод фрезы в рабочее положение
В — подача вдоль образующей конуса
Г — отвод фрезы назад
Д — отвод фрезы вдоль образующей в исходное положение
Е — деление (производится во время отвода в направлении Д)
Ж — вращение заготовки в процессе обработки, необходимое для образования спирального или шевронного зуба. При нарезании прямозубых колес это движение отсутствует
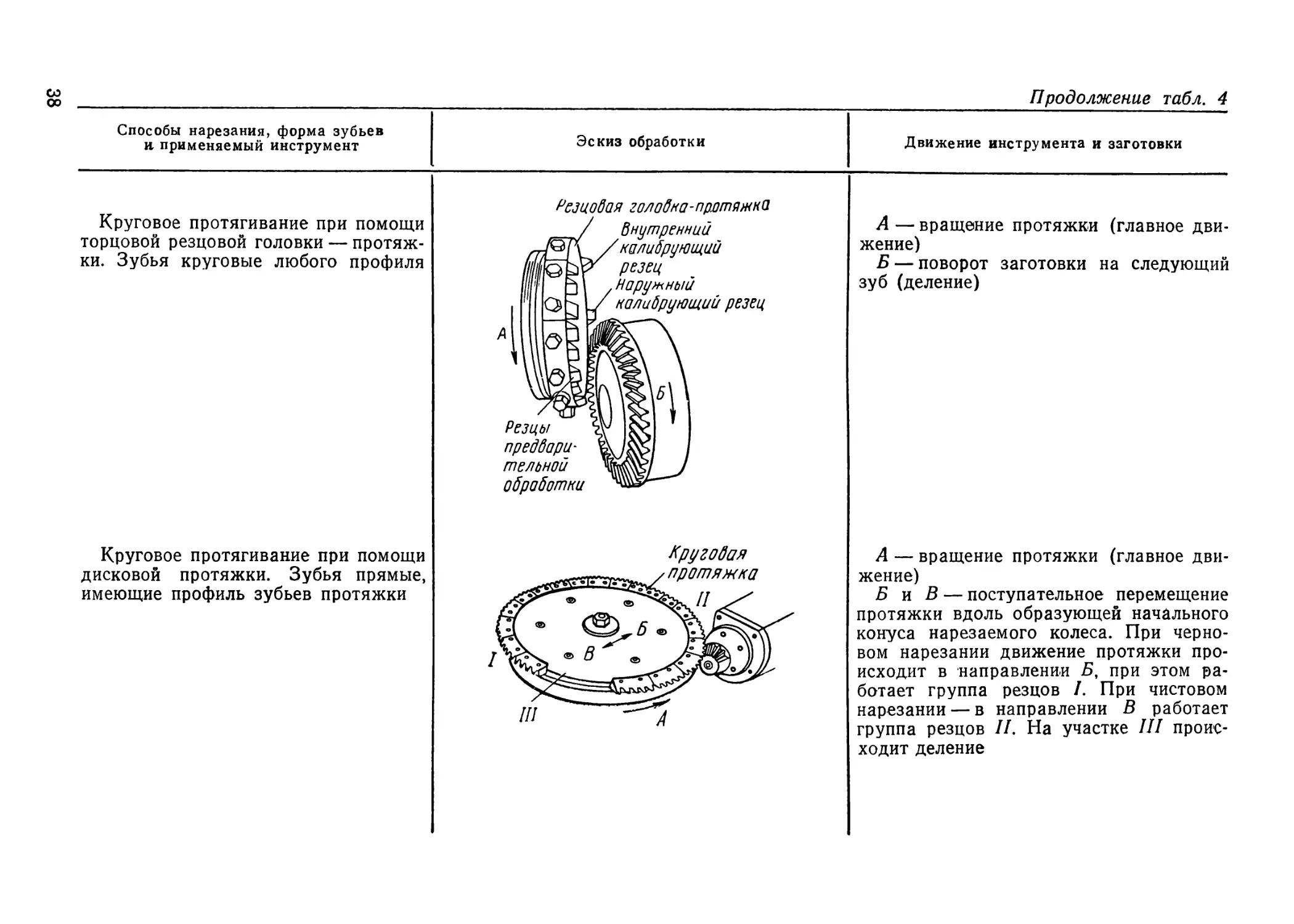
Способы нарезания, форма зубьев и применяемый инструмент
Эскиз обработки
Движение инструмента и заготовки
Круговое протягивание при помощи торцовой резцовой головки — протяжки. Зубья круговые любого профиля
Резцовая гол овна -протяжка
А — вращение протяжки (главное движение)
Б — поворот заготовки на следующий зуб (деление)
Круговое протягивание при помощи дисковой протяжки. Зубья прямые, имеющие профиль зубьев протяжки
Круговая
А — вращение протяжки (главное движение)
Б и В — поступательное перемещение протяжки вдоль образующей начального конуса нарезаемого колеса. При черновом нарезании движение протяжки происходит в направлении Б, при этом работает группа резцов /. При чистовом нарезании — в направлении В работает группа резцов II. На участке III происходит деление
СО
Способы нарезания, форма зубьев и применяемый инструмент
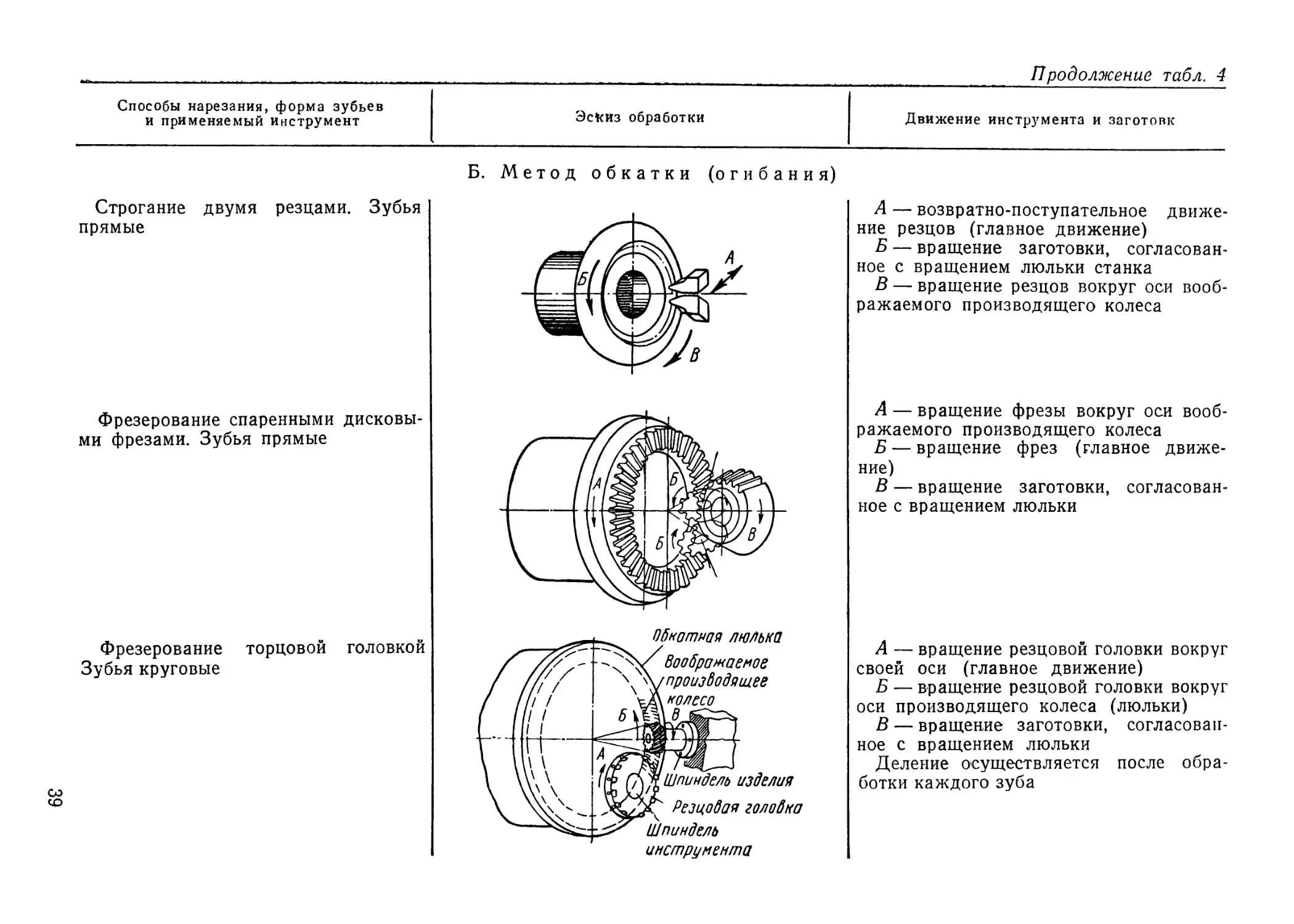
Строгание двумя резцами. Зубья прямые
Фрезерование спаренными дисковыми фрезами. Зубья прямые
Фрезерование торцовой головкой Зубья круговые
Эскиз обработки
Б. Метод обкатки (огибания)
Обкатная люлька
Воображаемое \\/ производящее колесо
Шпиндель изделия
Резцовая голодна
Шпиндель инструмента
Движение инструмента и заготовк
А — возвратно-поступательное движение резцов (главное движение)
Б — вращение заготовки, согласованное с вращением люльки станка
В — вращение резцов вокруг оси воображаемого производящего колеса
А — вращение фрезы вокруг оси воображаемого производящего колеса
Б — вращение фрез (главное движение)
В — вращение заготовки, согласованное с вращением люльки
А — вращение резцовой головки вокруг своей оси (главное движение)
Б — вращение резцовой головки вокруг оси производящего колеса (люльки)
В — вращение заготовки, согласованное с вращением люльки
Деление осуществляется после обработки каждого зуба
о
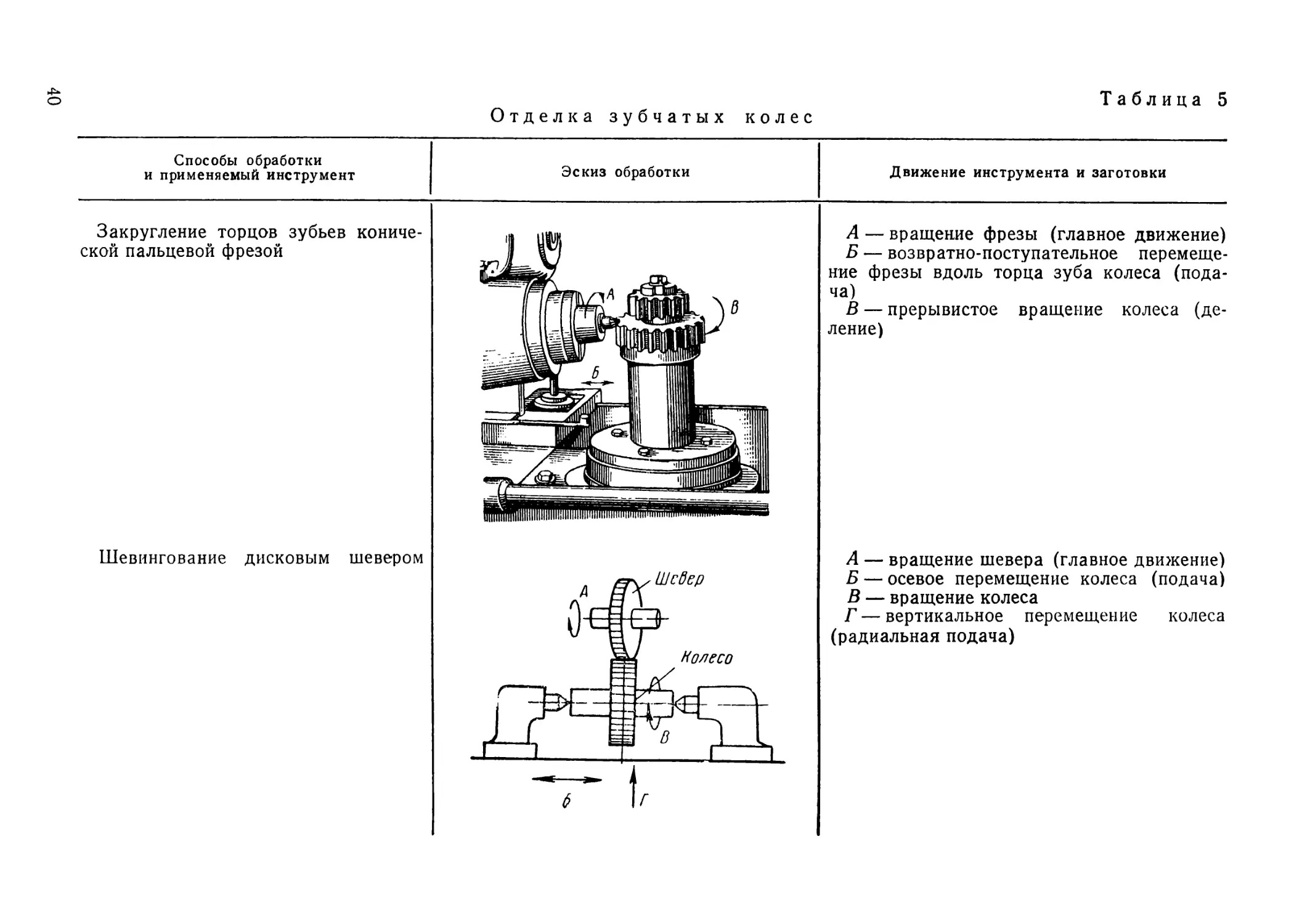
Отделка зубчатых колес
Способы обработки и применяемый инструмент
Эскиз обработки
Движение инструмента и заготовки
Закругление торцов зубьев конической пальцевой фрезой
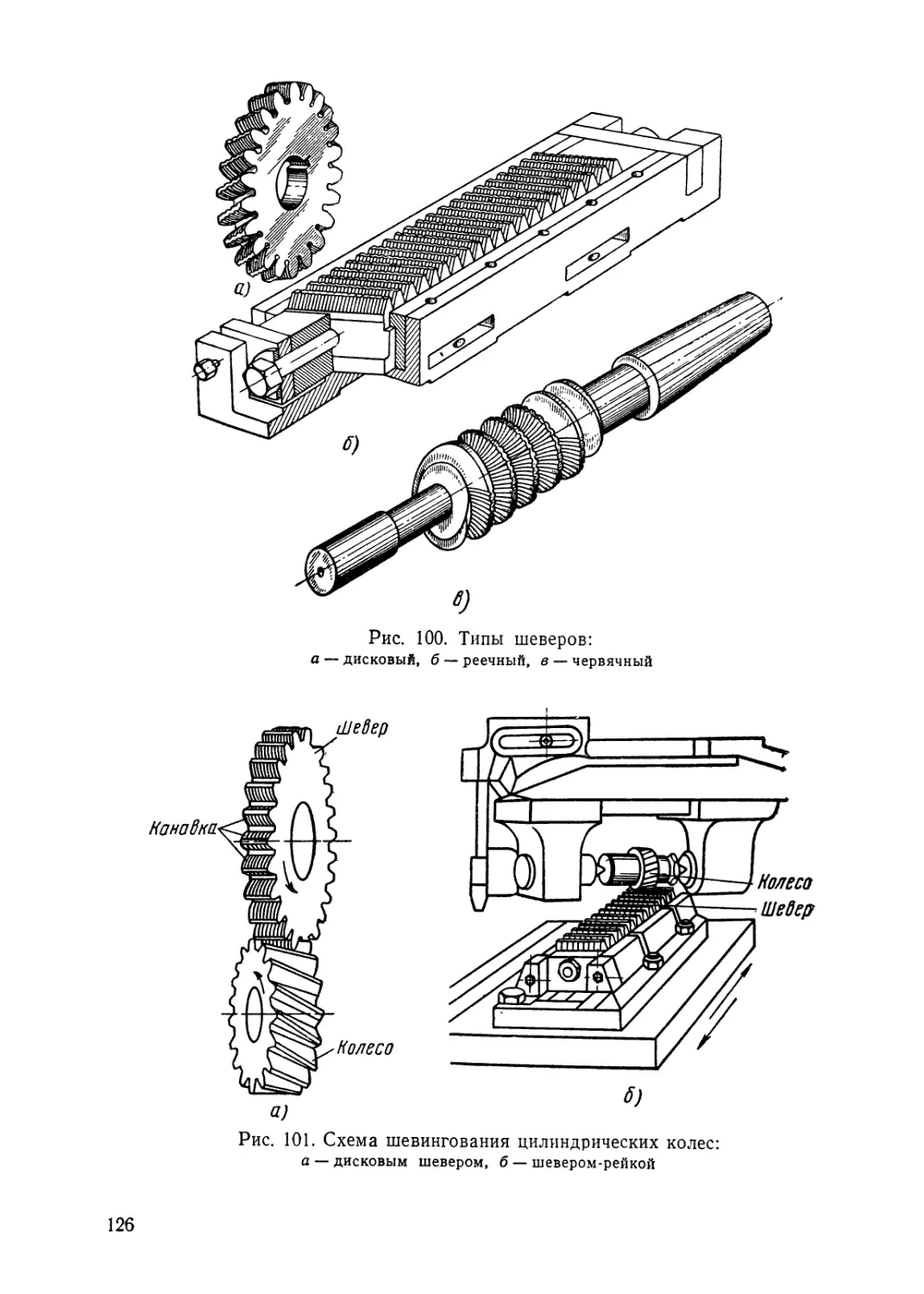
Шевингование дисковым шевером
А — вращение фрезы (главное движение)
Б — возвратно-поступательное перемещение фрезы вдоль торца зуба колеса (подача)
В — прерывистое вращение колеса (деление)
А — вращение шевера (главное движение) Б — осевое перемещение колеса (подача) В — вращение колеса
Г — вертикальное перемещение колеса (радиальная подача)
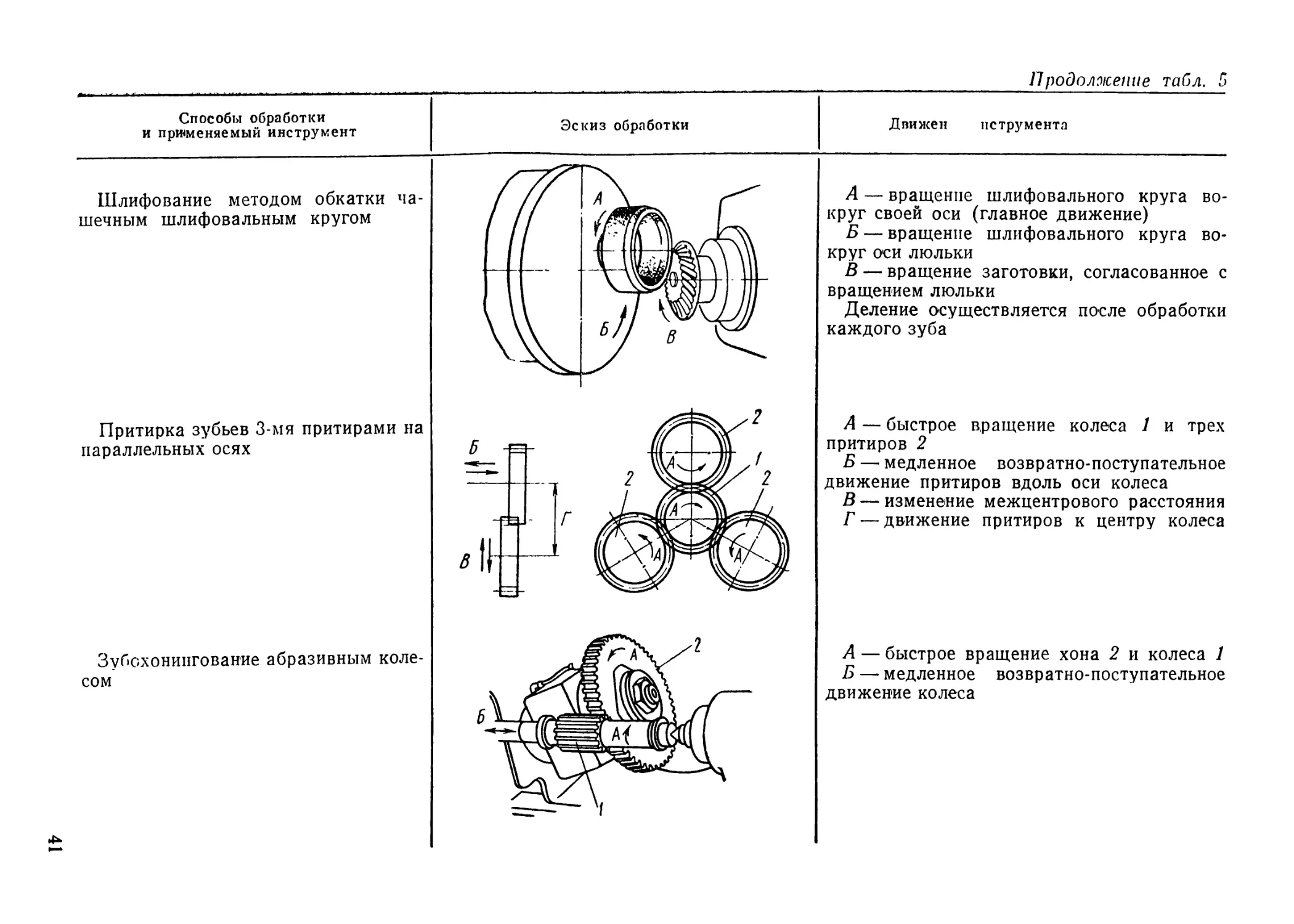
Способы обработки и применяемый инструмент
Эскиз обработки
Шлифование методом обкатки чашечным шлифовальным кругом
Притирка зубьев 3-мя притирами на параллельных осях
Зубохонингование абразивным колесом
Дпижен пструмента
А — вращение шлифовального круга вокруг своей оси (главное движение)
Б — вращение шлифовального круга вокруг оси люльки
В — вращение заготовки, согласованное с вращением люльки
Деление осуществляется после обработки каждого зуба
А — быстрое вращение колеса 1 и трех притиров 2
Б — медленное возвратно-поступательное движение притиров вдоль оси колеса
В — изменение межцентрового расстояния
Г — движение притиров к центру колеса
А — быстрое вращение хона 2 и колеса 1
Б — медленное возвратно-поступательное движение колеса
Глава VI
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС НА УНИВЕРСАЛЬНО-ФРЕЗЕРНЫХ СТАНКАХ
мо-
Рис. 21. Дисковая дульная фреза
§ 1. Оборудование и режущий инструмент
На фрезерных станках нарезают цилиндрические зубчатые колеса с прямыми и винтовыми зубьями, конические шестерни, а также червячные колеса методом копирования, модульными фрезами — фасонными, дисковыми и пальцевыми.
Для нарезания косозубых шестерен применяют универсальнофрезерные станки, имеющие поворотный стол.
Дисковые модульные фрезы. На рис. 21 изображена дисковая модульная фреза. Она представляет собой фасонную фрезу с затылованными зубьями, профиль которых соответствует профилю впадин нарезаемого колеса. Дисковые фрезы предназначены для работы на горизонтальных фрезерных станках с делительными головками.
В настоящее время применение модульных дисковых фрез ограничено, так как точность зубчатых колес при нарезании этими фрезами невысока (8—9 степе
ни точности). Это объясняется тем, что профиль зуба шестерни зависит от числа зубьев (чем зубьев больше, тем профиль зуба прямее). Следовательно, для нарезания зубьев на шестерне определенного модуля требуется специальная фасонная фреза, что практически невозможно. Поэтому применяют ограниченные комплекты дисковых модульных фрез, например, из восьми номеров, так чтобы в зависимости от числа нарезаемых зубьев приблизительно выбирать фрезу соответствующего профиля.
Кроме неточности профиля зуба, нарезание шестерен дисковыми модульными фрезами не дает высокой точности по шагу зубьев, что объясняется погрешностями делительной головки.
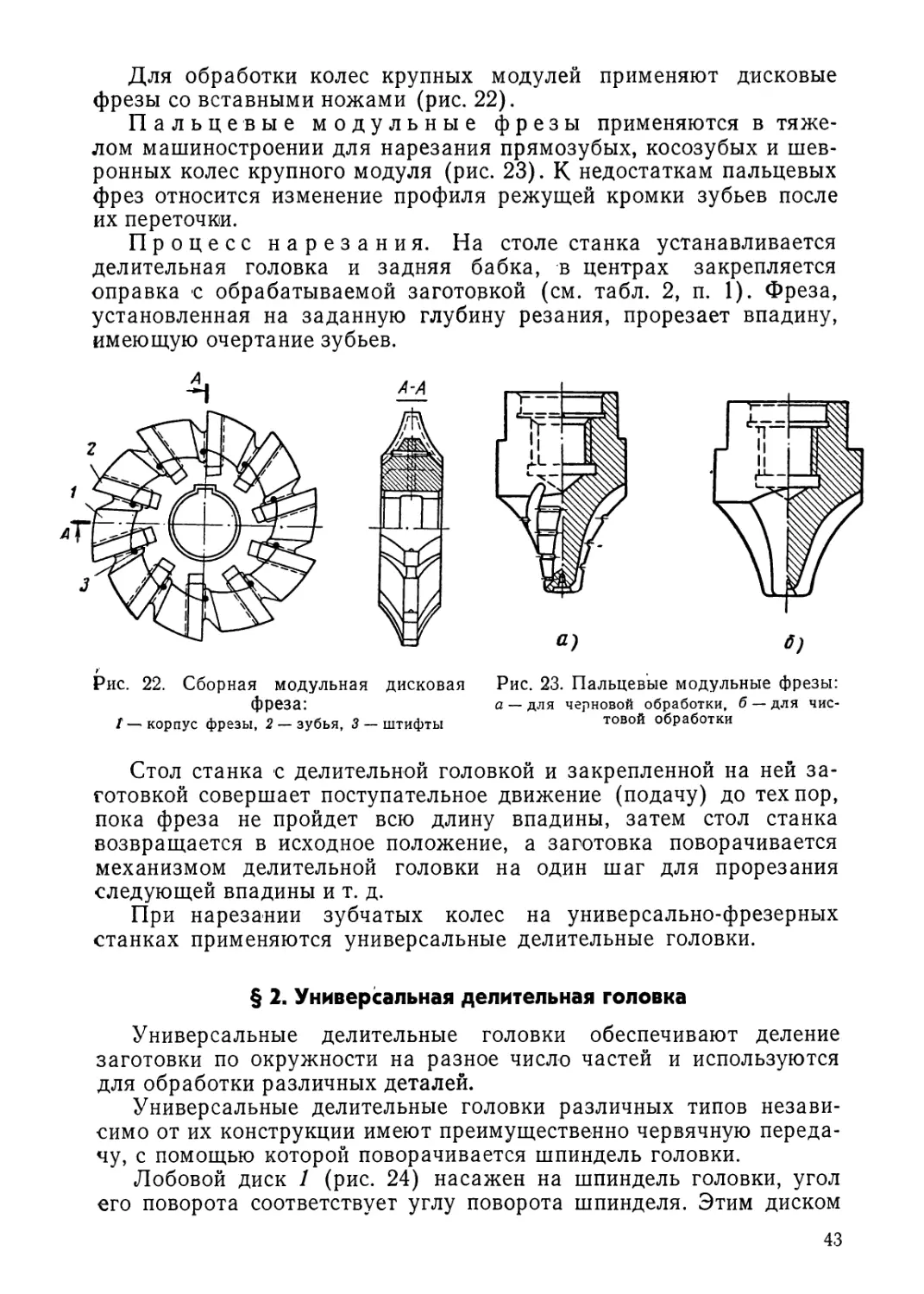
Для обработки колес крупных модулей применяют дисковые фрезы со вставными ножами (рис. 22).
Пальцевые модульные фрезы применяются в тяжелом машиностроении для нарезания прямозубых, косозубых и шевронных колес крупного модуля (рис. 23). К недостаткам пальцевых фрез относится изменение профиля режущей кромки зубьев после их переточки.
Процесс нарезания. На столе станка устанавливается делительная головка и задняя бабка, в центрах закрепляется оправка с обрабатываемой заготовкой (см. табл. 2, п. 1). Фреза, установленная на заданную глубину резания, прорезает впадину, имеющую очертание зубьев.
Рис. 22. Сборная модульная дисковая фреза: t — корпус фрезы, 2 — зубья, 3 — штифты
Рис. 23. Пальцевые модульные фрезы: а — для черновой обработки, б — для чистовой обработки
Стол станка с делительной головкой и закрепленной на ней заготовкой совершает поступательное движение (подачу) до тех пор, пока фреза не пройдет всю длину впадины, затем стол станка возвращается в исходное положение, а заготовка поворачивается механизмом делительной головки на один шаг для прорезания следующей впадины и т. д.
При нарезании зубчатых колес на универсально-фрезерных станках применяются универсальные делительные головки.
§ 2. Универсальная делительная головка
Универсальные делительные головки обеспечивают деление заготовки по окружности на разное число частей и используются для обработки различных деталей.
Универсальные делительные головки различных типов независимо от их конструкции имеют преимущественно червячную передачу, с помощью которой поворачивается шпиндель головки.
Лобовой диск 1 (рис. 24) насажен на шпиндель головки, угол его поворота соответствует углу поворота шпинделя. Этим диском
Число оборотов рукоятки п при этом определяется но формуле
N п = —.
X
Пример. Требуется нарезать колесо с числом зубьев 107. Делительная головка имеет характеристику М=40, комплект сменных шестерен с числами зубьев 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100; на делительном диске расположены числа отверстий 24, 25, 28, 30, 34, 37 и др.
Решение. Принимаем вспомогательное число зубьев х= 100. По формуле сложного деления находим передаточное отношение сменных колес и выбираем числа их зубьев:
2V 40 40-7 14
/ =----(х - г) = — (100 - 107) = — —- = - — =
х 4 7 1004 7 100 5
2-7 2-40 7-10 80-70
~~1-5~~ 1-40 ’ 5-10’““'40-50’
Колеса 80 и 70 — ведущие, колеса 40 и 50 — ведомые (рис. 25).
Отрицательное значение передаточного отношения показывает, что рукоятка и делительный диск должны вращаться в разные стороны.
Обороты рукоятки определяются по формуле
N 40 12
п = — =------= —.
х 100 30
Берем круг с числом делений 30 и при каждом повороте рукоятки отсчитываем на нем 12 делений.
Устанавливаем на гитаре сменные колеса с одним «паразитным» колесом (рис. 25).
Удобнее принимать x>z, так как при этом условии лимб должен вращаться в сторону вращения рукоятки и поэтому не требуется ставить на гитаре дополнительное колесо.
§ 5. Настройка делительной головки при нарезании косозубых колес
При нарезании косозубых колес стол станка надо повернуть так, чтобы плоскость вращения дисковой модульной фрезы совпала с направлением зуба нарезаемого колеса.
Косозубые колеса можно нарезать дисковой фрезой только на универсально-фрезерных станках, так как у других станков стол нельзя повернуть.
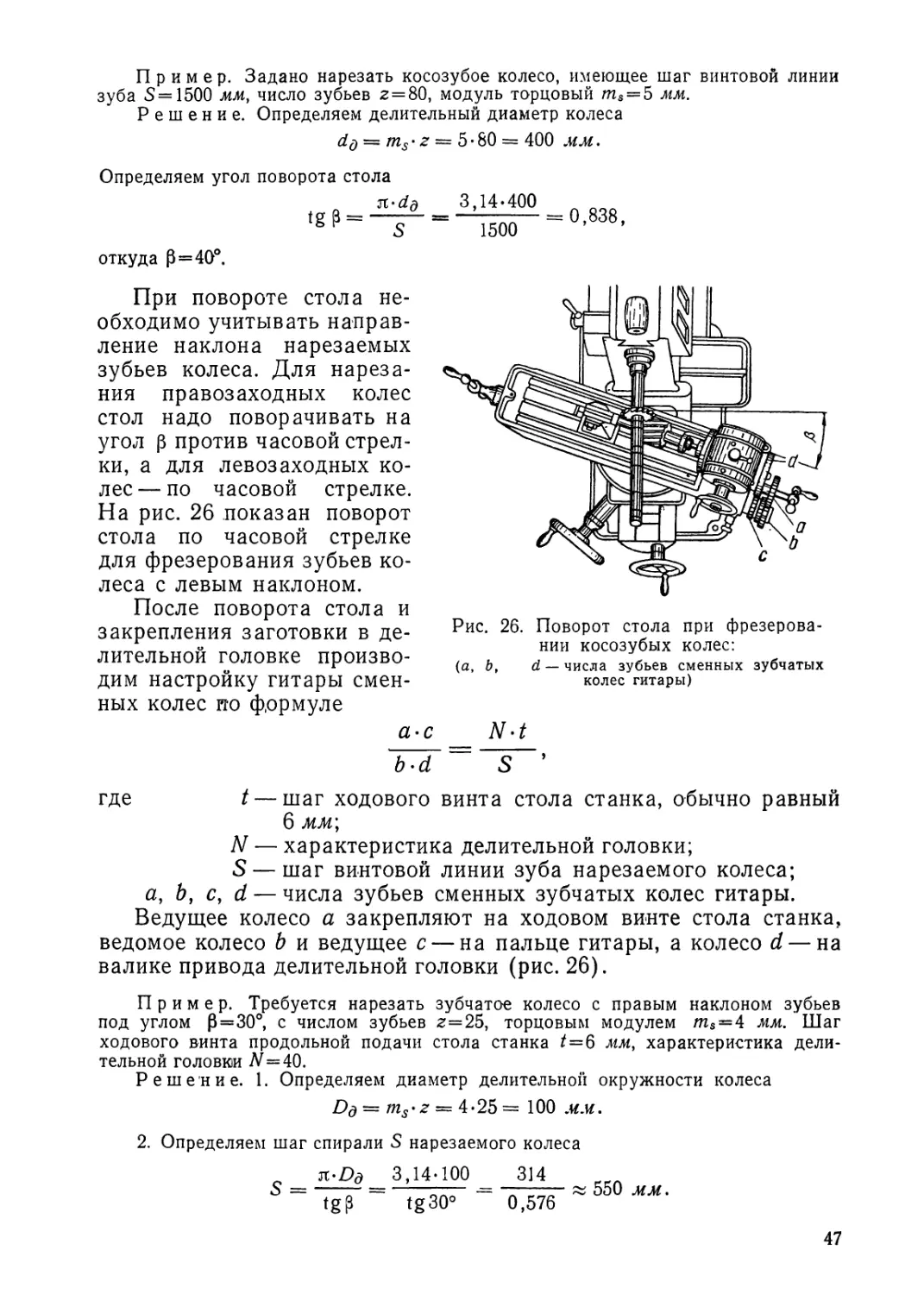
Угол поворота р (рис. 26) стола определяется по формуле
зт * d$
S ’
где dd — диаметр делительной окружности зубчатого колеса;
S — шаг винтовой линии зуба.
Пример. Задано нарезать косозубое колесо, имеющее шаг винтовой линии зуба S=1500 мм, число зубьев z=80, модуль торцовый ms = 5 мм.
Решение. Определяем делительный диаметр колеса
d$ = тs • z = 5 • 80 = 400 мм.
Определяем угол поворота стола
откуда 0=40°.
При повороте стола необходимо учитывать направление наклона нарезаемых зубьев колеса. Для нарезания правозаходных колес стол надо поворачивать на угол |3 против часовой стрелки, а для левоз входных колес— по часовой стрелке. На рис. 26 показан поворот стола по часовой стрелке для фрезерования зубьев колеса с левым наклоном.
После поворота стола и закрепления заготовки в делительной головке производим настройку гитары сменных колес по формуле
а-с
3,14-400
1500
= 0,838,
Рис. 26. Поворот стола при фрезеровании косозубых колес:
(a, b, d — числа зубьев сменных зубчатых колес гитары)
ЛМ
b-d S
где t — шаг ходового винта стола станка, обычно равный
6 мм\
N — характеристика делительной головки;
S — шаг винтовой линии зуба нарезаемого колеса;
а, 6, с, d — числа зубьев сменных зубчатых колес гитары.
Ведущее колесо а закрепляют на ходовом винте стола станка, ведомое колесо b и ведущее с — на пальце гитары, а колесо d — на валике привода делительной головки (рис. 26).
Пример. Требуется нарезать зубчатое колесо с правым наклоном зубьев под углом Р=30°, с числом зубьев г=25, торцовым модулем /и3=4 мм. Шаг ходового винта продольной подачи стола станка /=6 мм, характеристика делительной головки М=40.
Решение. 1. Определяем диаметр делительной окружности колеса
D$ = ms-z = 4-25 = 100 мм.
2. Определяем шаг спирали S нарезаемого колеса
n-Dd 3,14-100 314
5 =-----— =-----—— = ~ 550 мм.
tgp tg 30° 0,576
3. Определяем передаточное отношение сменных зубчатых колес
с 40,6 40 60 60 40
l~ S d *“ 550 " 55 ’100~ 55 100’
Сменные зубчатые колеса имеют зубья:
ведущие: а=60, с=40;
ведомые: 6 = 55, d=100.
Ставим колесо а на ходовой винт, колесо d — на валик привода делительной головки, b и с на переставной палец гитары (см. рис. 26).
Стол станка надо повернуть против часовой стрелки на угол наклона зуба 0 = 30°.
Пр и м е ч а н и е. На чертежах зубчатых колес обычно указывается нормальный модуль тп. Торцовый модуль ms определяют по формуле
где р — угол наклона зуба нарезаемого колеса.
§ 6. Нарезание червячных колес на фрезерных станках
Червячные колеса нарезают на фрезерных станках в том случае, когда нет зуборезных станков.
Нарезку колес проводят за два приема. Предварительно дисковой модульной фрезой нарезают требуемое число зубьев колеса с необходимым припуском для чистового нарезания, затем фрезу снимают с оправки и на ее место устанавливают червячную фрезу, которая методом обкатки придает зубьям окончательный профиль. Чистовое и черновое нарезание производится с радиальной подачей стола снизу вверх. При нарезании зубьев червячной фрезой на фрезерном станке устанавливают приспособления для вращения заготовки в обкатке с фрезой.
Контрольные вопросы
1. Какие методы нарезания зубчатых колес существуют и в чем их отличия?
2. Какие способы нарезания зубчатых колес наиболее широко применяются в настоящее время?
3. Какие режущие инструменты применяются при нарезании зубчатых колес методом копирования и методом обкатки?
4. Расскажите об устройстве делительной головки.
5. Что называется характеристикой делительной головки?
6. Как настроить делительную головку на простое деление?
7. Когда применяют сложное деление?
8. Как настроить делительную головку для нарезания косозубых колес?
Глава VII
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
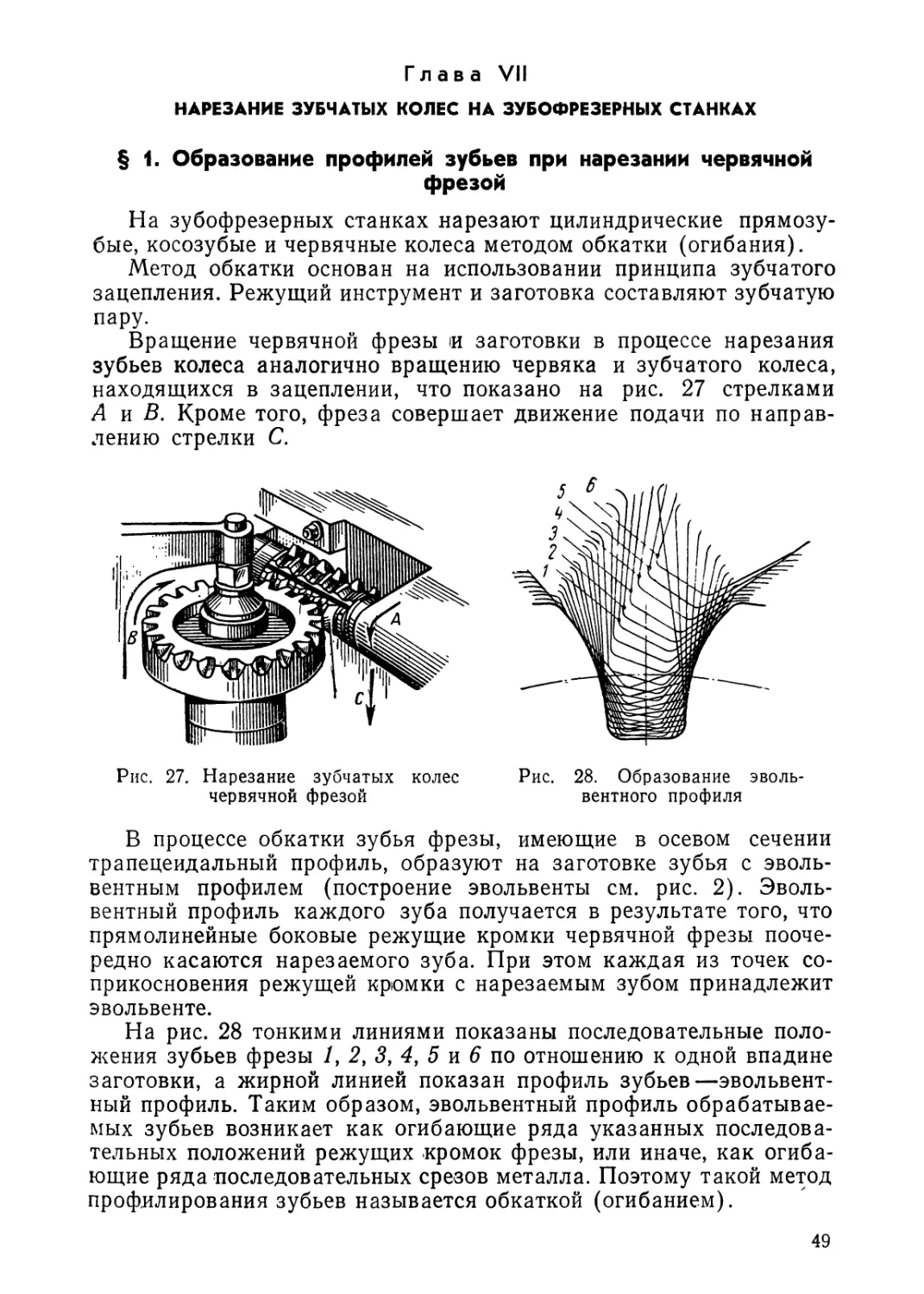
§ 1. Образование профилей зубьев при нарезании червячной фрезой
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и червячные колеса методом обкатки (огибания).
Метод обкатки основан на использовании принципа зубчатого зацепления. Режущий инструмент и заготовка составляют зубчатую пару.
Вращение червячной фрезы и заготовки в процессе нарезания зубьев колеса аналогично вращению червяка и зубчатого колеса, находящихся в зацеплении, что показано на рис. 27 стрелками А и В. Кроме того, фреза совершает движение подачи по направлению стрелки С.
Рис. 27. Нарезание зубчатых колес Рис. 28. Образование эволь-червячной фрезой вентного профиля
В процессе обкатки зубья фрезы, имеющие в осевом сечении трапецеидальный профиль, образуют на заготовке зубья с эволь-вентным профилем (построение эвольвенты см. рис. 2). Эволь-вентный профиль каждого зуба получается в результате того, что прямолинейные боковые режущие кромки червячной фрезы поочередно касаются нарезаемого зуба. При этом каждая из точек соприкосновения режущей кромки с нарезаемым зубом принадлежит эвольвенте.
На рис. 28 тонкими линиями показаны последовательные положения зубьев фрезы /, 2, 3, 4, 5 и 6 по отношению к одной впадине заготовки, а жирной линией показан профиль зубьев—эвольвент-ный профиль. Таким образом, эвольвентный профиль обрабатываемых зубьев возникает как огибающие ряда указанных последовательных положений режущих кромок фрезы, или иначе, как огибающие ряда последовательных срезов металла. Поэтому такой метод профилирования зубьев называется обкаткой (огибанием).
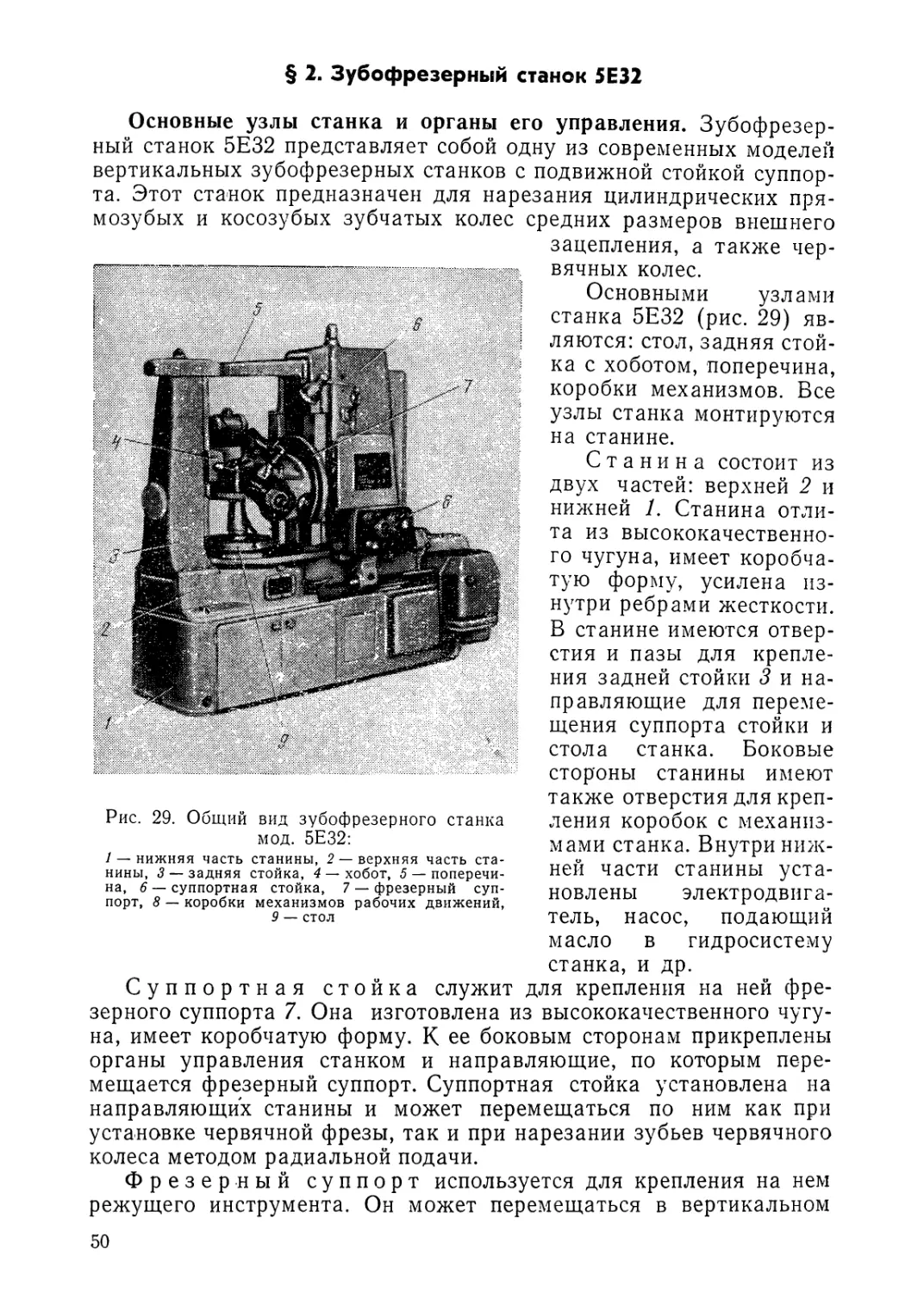
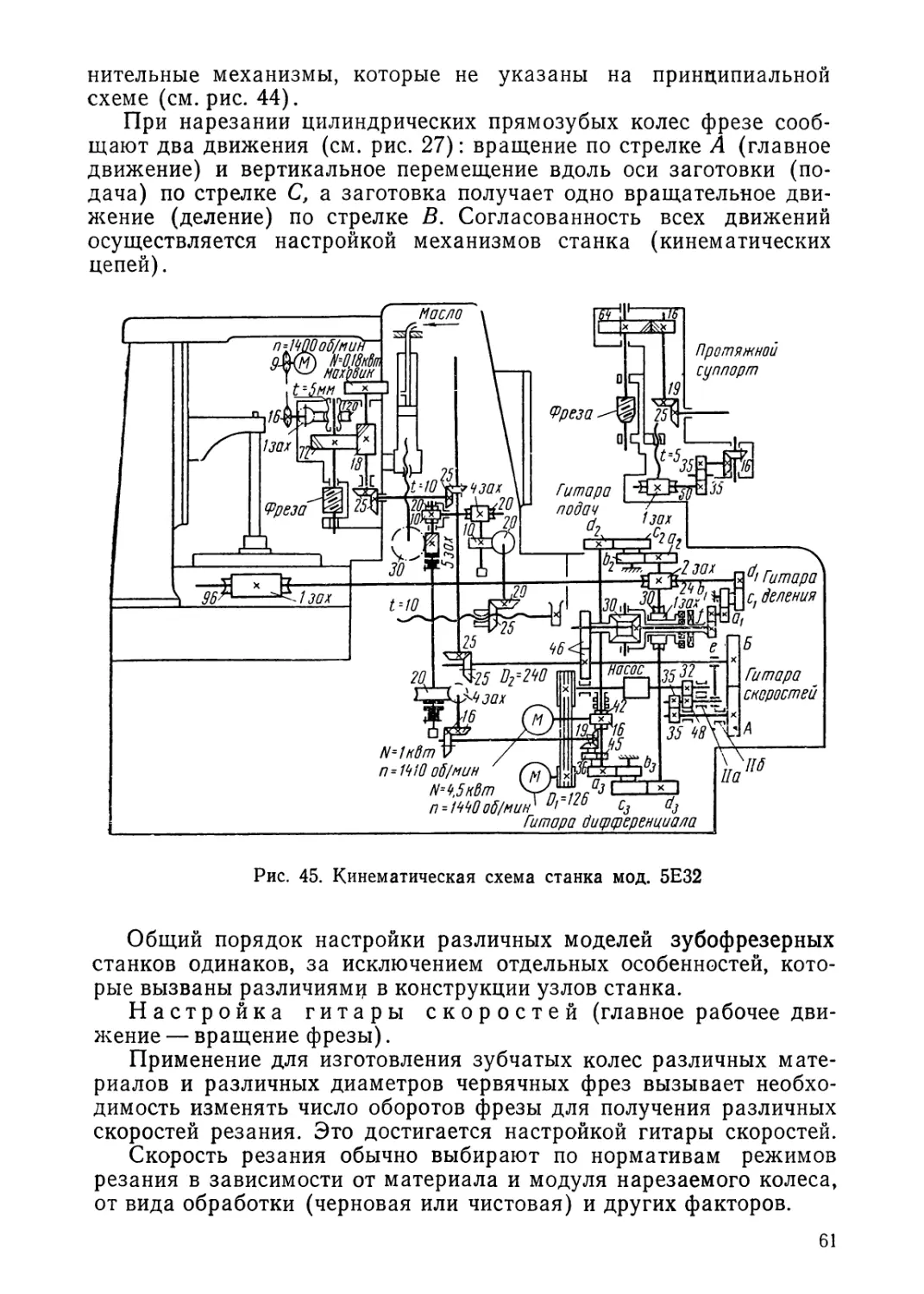
§ 2. Зубофрезерный станок 5Е32
Основные узлы станка и органы его управления. Зубофрезерный станок 5Е32 представляет собой одну из современных моделей вертикальных зубофрезерных станков с подвижной стойкой суппорта. Этот станок предназначен для нарезания цилиндрических прямозубых и косозубых зубчатых колес средних размеров внешнего
Рис. 29. Общий вид зубофрезерного станка мод. 5Е32:
/ — нижняя часть станины, 2 — верхняя часть станины, 3 — задняя стойка, 4 — хобот, 5 — поперечина, 6 — суппортная стойка, 7 — фрезерный суппорт, 8 — коробки механизмов рабочих движений, 9 — стол
зацепления, а также червячных колес.
Основными узлами станка 5Е32 (рис. 29) являются: стол, задняя стойка с хоботом, поперечина, коробки механизмов. Все узлы станка монтируются на станине.
Станина состоит из двух частей: верхней 2 и нижней 1. Станина отлита из высококачественного чугуна, имеет коробчатую форму, усилена изнутри ребрами жесткости. В станине имеются отверстия и пазы для крепления задней стойки 3 и направляющие для перемещения суппорта стойки и стола станка. Боковые стороны станины имеют также отверстия для крепления коробок с механизмами станка. Внутри нижней части станины установлены электродвигатель, насос, подающий
масло в гидросистему станка, и др.
Суппортная стойка служит для крепления на ней фрезерного суппорта 7. Она изготовлена из высококачественного чугуна, имеет коробчатую форму. К ее боковым сторонам прикреплены органы управления станком и направляющие, по которым перемещается фрезерный суппорт. Суппортная стойка установлена на направляющих станины и может перемещаться по ним как при установке червячной фрезы, так и при нарезании зубьев червячного колеса методом радиальной подачи.
Фрезерный суппорт используется для крепления на нем режущего инструмента. Он может перемещаться в вертикальном
направлении при нарезании цилиндрических зубчатых колес и в горизонтальном (радиальном) направлении вместе с суппортной стойкой при нарезании червячных колес.
Вторая часть фрезерного суппорта (фрезерный шпиндель) может перемещаться в осевом (горизонтальном) направлении при нарезании червячных колес методом осевой подачи конусной червячной фрезой, кроме того, фрезерный суппорт может повертываться на требуемый угол для установки червячной фрезы.
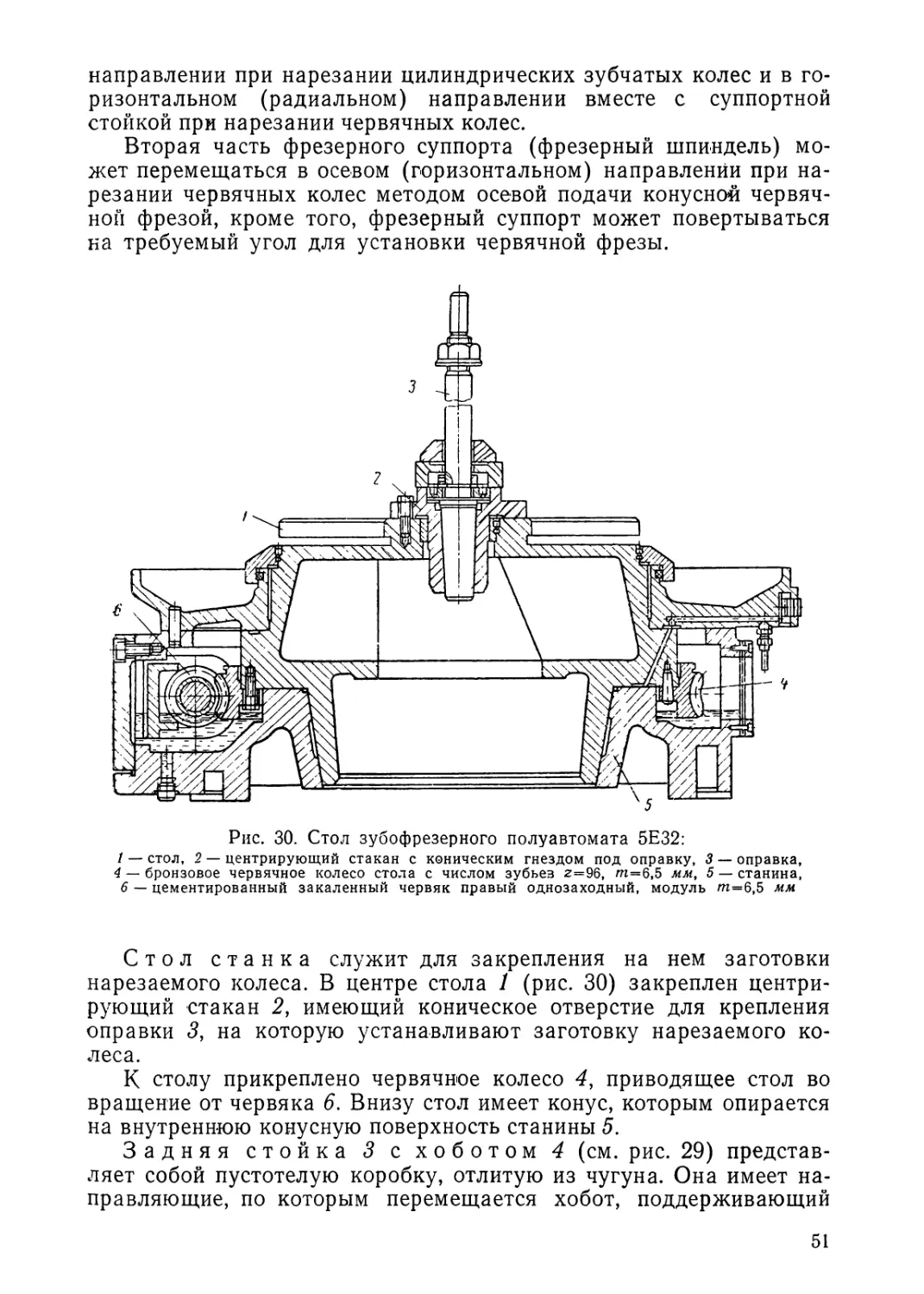
Рис. 30. Стол зубофрезерного полуавтомата 5Е32:
/ — стол, 2 — центрирующий стакан с коническим гнездом под оправку, 3 — оправка, 4 — бронзовое червячное колесо стола с числом зубьев 2=96, т=6,5 мм, 5 — станина,
6 — цементированный закаленный червяк правый однозаходный, модуль /п=6,5 мм
Стол станка служит для закрепления на нем заготовки нарезаемого колеса. В центре стола 1 (рис. 30) закреплен центрирующий стакан 2, имеющий коническое отверстие для крепления оправки 3, на которую устанавливают заготовку нарезаемого колеса.
К столу прикреплено червячное колесо 4, приводящее стол во вращение от червяка 6. Внизу стол имеет конус, которым опирается на внутреннюю конусную поверхность станины 5.
Задняя стойка 3 с хоботом 4 (см. рис. 29) представляет собой пустотелую коробку, отлитую из чугуна. Она имеет направляющие, по которым перемещается хобот, поддерживающий
из узлов станка жесткую раму для
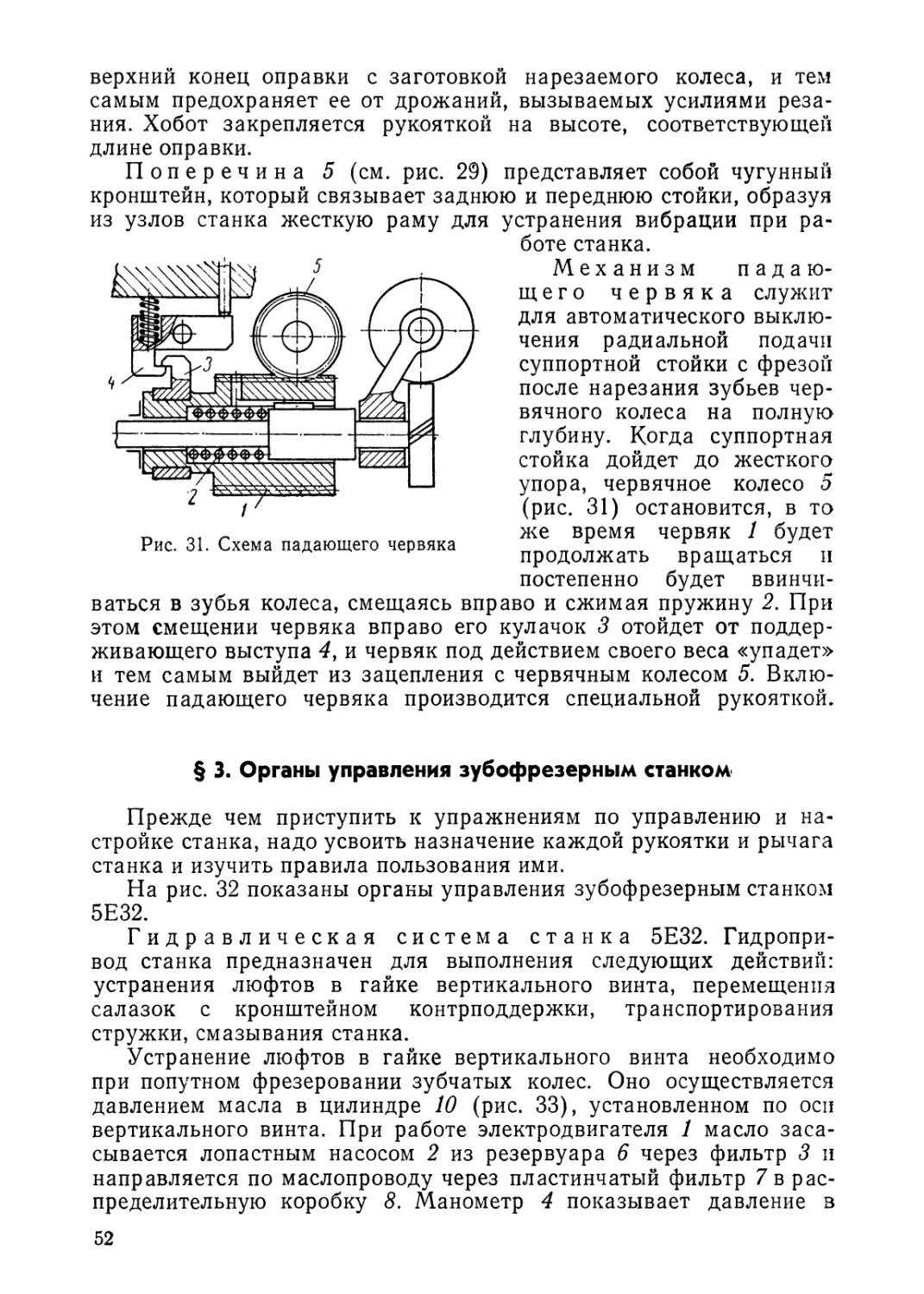
Рис. 31. Схема падающего червяка
верхний конец оправки с заготовкой нарезаемого колеса, и тем самым предохраняет ее от дрожаний, вызываемых усилиями резания. Хобот закрепляется рукояткой на высоте, соответствующей длине оправки.
Поперечина 5 (см. рис. 29) представляет собой чугунный кронштейн, который связывает заднюю и переднюю стойки, образуя устранения вибрации при работе станка.
Механизм падающего червяка служит для автоматического выключения радиальной подачи суппортной стойки с фрезой после нарезания зубьев червячного колеса на полную глубину. Когда суппортная стойка дойдет до жесткого упора, червячное колесо 5 (рис. 31) остановится, в то же время червяк 1 будет продолжать вращаться и постепенно будет ввинчи-
ваться в зубья колеса, смещаясь вправо и сжимая пружину 2. При этом смещении червяка вправо его кулачок 3 отойдет от поддерживающего выступа 4, и червяк под действием своего веса «упадет» и тем самым выйдет из зацепления с червячным колесом 5. Включение падающего червяка производится специальной рукояткой.
§ 3. Органы управления зубофрезерным станком
Прежде чем приступить к упражнениям по управлению и настройке станка, надо усвоить назначение каждой рукоятки и рычага станка и изучить правила пользования ими.
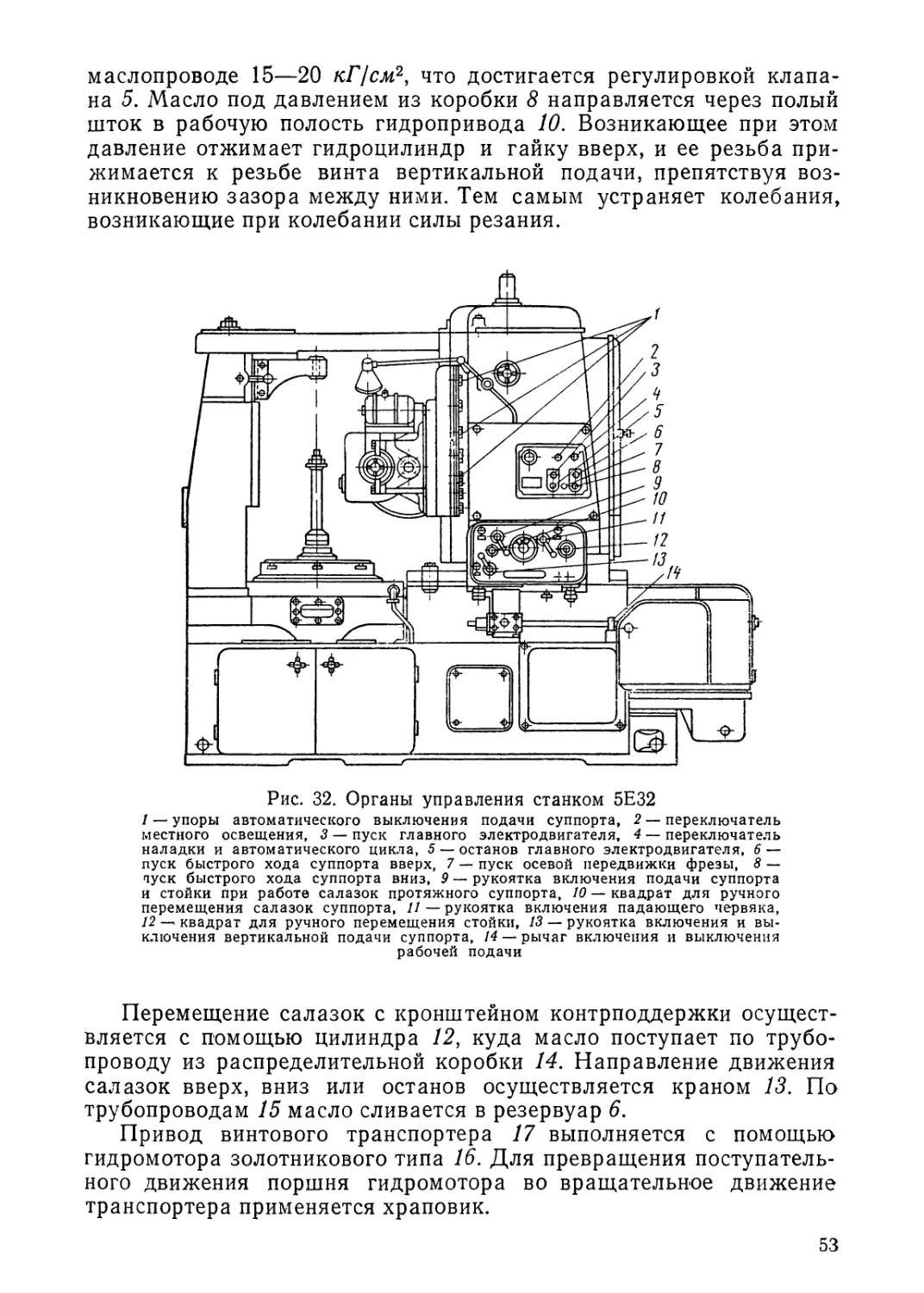
На рис. 32 показаны органы управления зубофрезерным станком 5Е32.
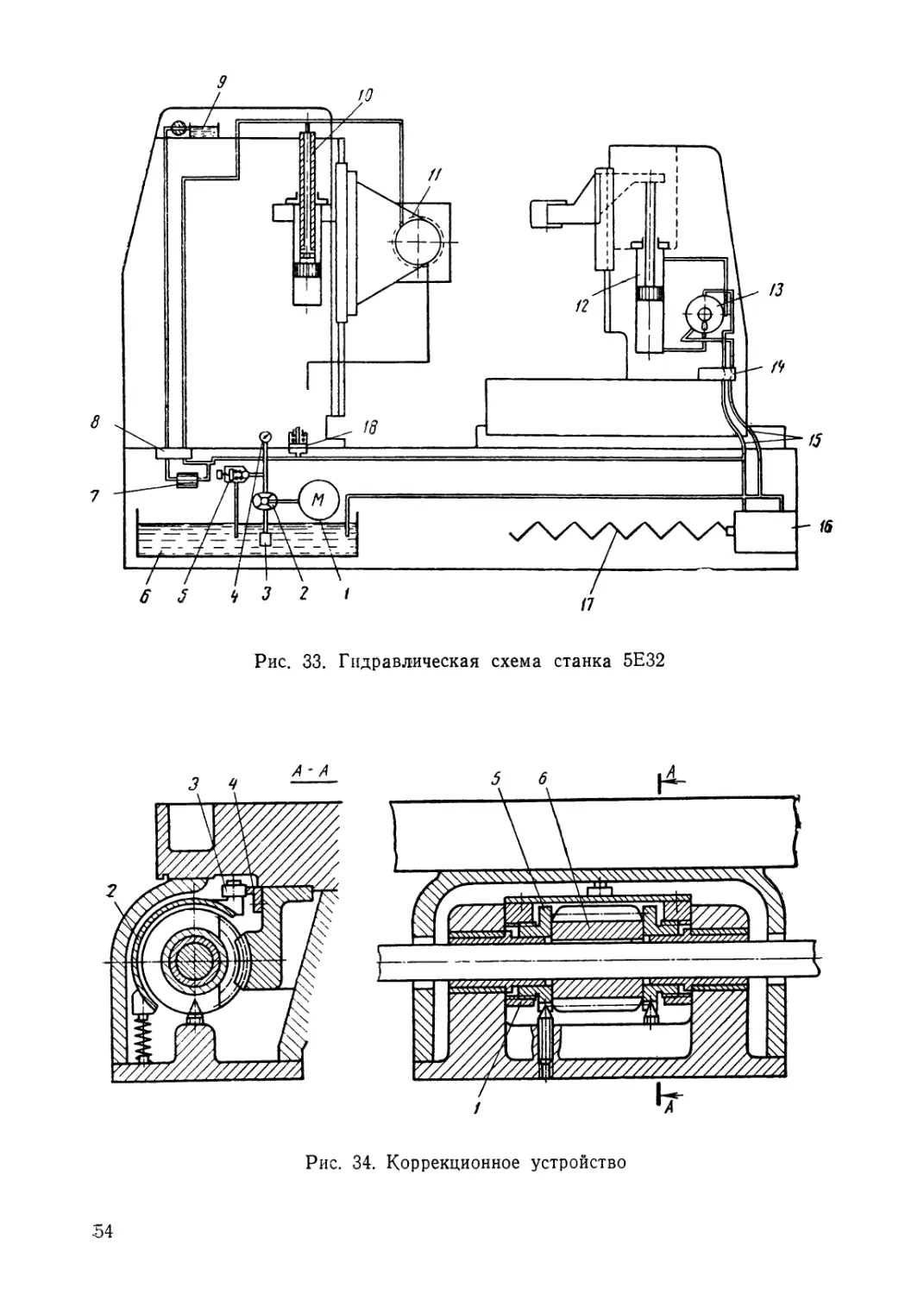
Гидравлическая система станка 5Е32. Гидропривод станка предназначен для выполнения следующих действий: устранения люфтов в гайке вертикального винта, перемещения салазок с кронштейном контрподдержки, транспортирования стружки, смазывания станка.
Устранение люфтов в гайке вертикального винта необходимо при попутном фрезеровании зубчатых колес. Оно осуществляется давлением масла в цилиндре 10 (рис. 33), установленном по оси вертикального винта. При работе электродвигателя 1 масло засасывается лопастным насосом 2 из резервуара 6 через фильтр 3 и направляется по маслопроводу через пластинчатый фильтр 7 в распределительную коробку 8. Манометр 4 показывает давление в 52
маслопроводе 15—20 кГ!см2, что достигается регулировкой клапана 5. Масло под давлением из коробки 8 направляется через полый шток в рабочую полость гидропривода 10. Возникающее при этом давление отжимает гидроцилиндр и гайку вверх, и ее резьба прижимается к резьбе винта вертикальной подачи, препятствуя возникновению зазора между ними. Тем самым устраняет колебания, возникающие при колебании силы резания.
Рис. 32. Органы управления станком 5Е32
1 — упоры автоматического выключения подачи суппорта, 2— переключатель местного освещения, 3 — пуск главного электродвигателя, 4 — переключатель наладки и автоматического цикла, 5 — останов главного электродвигателя, 6 — пуск быстрого хода суппорта вверх, 7 — пуск осевой передвижки фрезы, 8 — чуек быстрого хода суппорта вниз, 9 — рукоятка включения подачи суппорта и стойки при работе салазок протяжного суппорта, 10 — квадрат для ручного перемещения салазок суппорта, 11 — рукоятка включения падающего червяка, 12 — квадрат для ручного перемещения стойки, 13 — рукоятка включения и выключения вертикальной подачи суппорта, 14 — рычаг включения и выключения рабочей подачи
Перемещение салазок с кронштейном контрподдержки осуществляется с помощью цилиндра 12, куда масло поступает по трубопроводу из распределительной коробки 14. Направление движения салазок вверх, вниз или останов осуществляется краном 13. По трубопроводам 15 масло сливается в резервуар 6.
Привод винтового транспортера 17 выполняется с помощью гидромотора золотникового типа 16. Для превращения поступательного движения поршня гидромотора во вращательное движение транспортера применяется храповик.
9
Рис. 33. Гидравлическая схема станка 5Е32
Рис.
34. Коррекционное устройство
Смазка станка производится самотеком из ванны 9. В гидросистеме станка предусмотрено регулируемое реле давления 18, отключающее станок при неожиданном падении давления масла в гидросистеме.
Коррекционное устройство. Повышение кинематической точности зубофрезерного станка возможно благодаря установке коррекционного устройства (рис. 34).
Копир 4, скрепленный с червячным делительным колесом, действует на ролик 5, поворачивающий корпус 2, в который вмонтированы гайки 1. Таким образом, происходит осевое перемещение втулок 5 и червяка 6 и тем самым устраняется зазор между зубьями червячного колеса и витками червяка.
§ 4. Правила ухода за зубофрезерным станком
Чтобы узлы и механизмы станка находились в-работоспособном состоянии, необходимо соблюдать все правила ухода за ними. Постоянный уход и правильное обслуживание увеличивают срок службы. До начала работы необходимо тщательно осмотреть станок, удалить грязь, пыль, стружку, удалить посторонние предметы и проверить положение рукояток. После этого проконтролировать на холостом ходу работу механизмов главного движения, подач, делительного механизма и др., проверить поступление смазки к соответствующим местам трения. Чистить станок следует только тогда, когда он не работает. Вначале надо смести щеткой стружку, а затем протереть чистыми хлопчатобумажными тряпками.
§ 5. Режущий инструмент
Червячные фрезы. Червячные зуборезные фрезы на зубо-
фрезерных станках применяются для выполнения следующих работ: 1) нарезания цилиндрических прямозубых и косозубых зуб-
чатых колес; 2) нарезания червячных колес (рис. 35).
Червячные фрезы делятся на черновые, чистовые и прецизионные.
Черновые червячные фрезы делают с пониженной точностью, часто с нешлифованными профилями зубьев. Для повышения производительности иногда их делают двухзаходными, но при этом ухудшается точность обработки зубчатых колес.
Рис. 35. Червячная фреза-
Чистовые червячные ф.резы
изготавливают однозвходными.
Прецизионные червячные фрезы отличаются от чистовых тем, что они обычно изготавливаются большего диаметра и
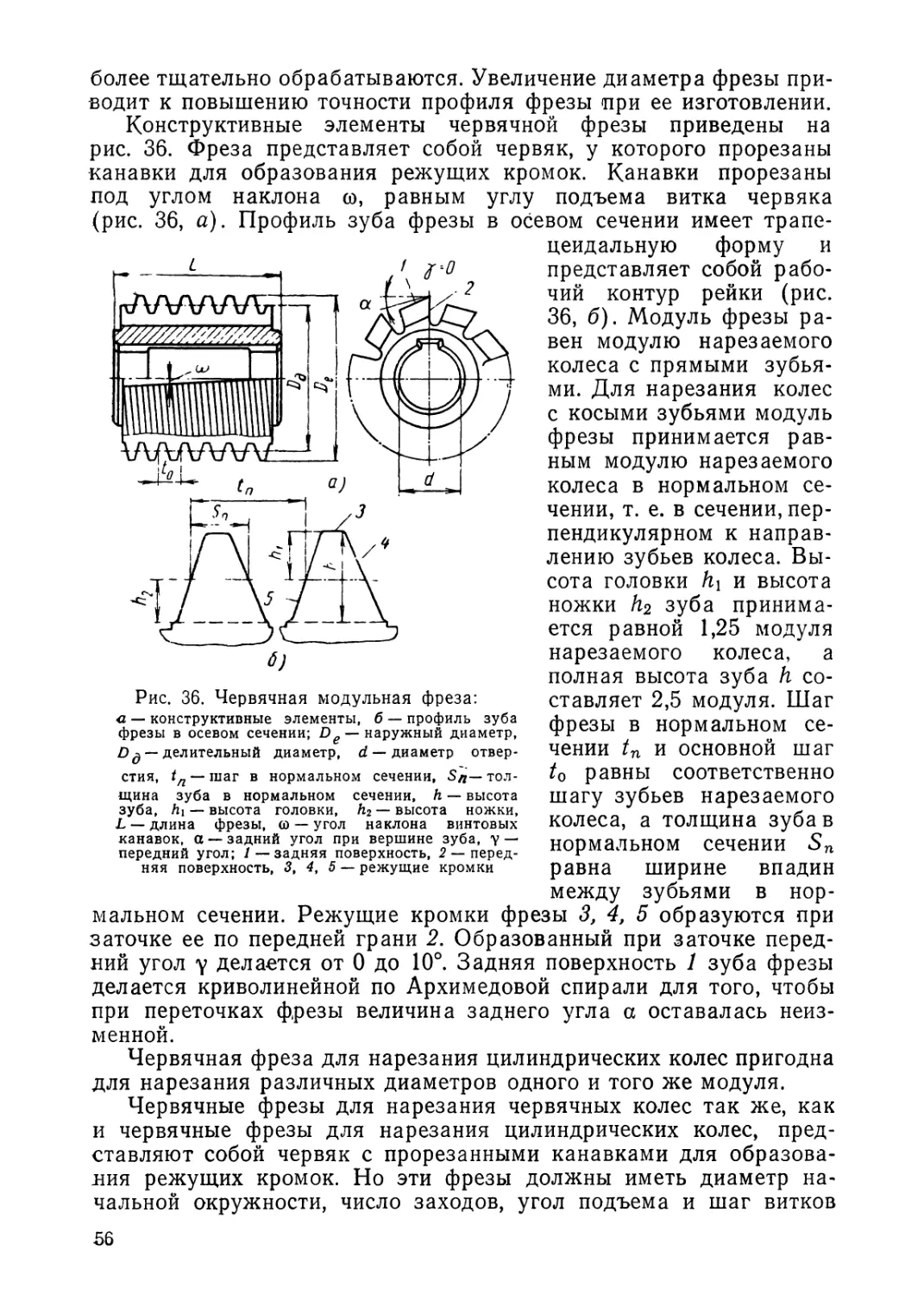
Рис. 36. Червячная модульная фреза: а — конструктивные элементы, б — профиль зуба фрезы в осевом сечении; —наружный диаметр, D& — делительный диаметр, d — диаметр отверстия, tn — шаг в нормальном сечении, толщина зуба в нормальном сечении, h — высота зуба, h\ — высота головки, h2 — высота ножки, L — длина фрезы, со — угол наклона винтовых канавок, а — задний угол при вершине зуба, у — передний угол; 1 — задняя поверхность, 2 — передняя поверхность, 3, 4, 5 — режущие кромки
более тщательно обрабатываются. Увеличение диаметра фрезы приводит к повышению точности профиля фрезы при ее изготовлении.
Конструктивные элементы червячной фрезы приведены на рис. 36. Фреза представляет собой червяк, у которого прорезаны канавки для образования режущих кромок. Канавки прорезаны под углом наклона со, равным углу подъема витка червяка (рис. 36, а). Профиль зуба фрезы в осевом сечении имеет трапецеидальную форму и представляет собой рабочий контур рейки (рис. 36, б). Модуль фрезы равен модулю нарезаемого колеса с прямыми зубьями. Для нарезания колес с косыми зубьями модуль фрезы принимается равным модулю нарезаемого колеса в нормальном сечении, т. е. в сечении, перпендикулярном к направлению зубьев колеса. Высота головки hi и высота ножки h2 зуба принимается равной 1,25 модуля нарезаемого колеса, а полная высота зуба h составляет 2,5 модуля. Шаг фрезы в нормальном сечении tn и основной шаг t0 равны соответственно шагу зубьев нарезаемого колеса, а толщина зуба в нормальном сечении Sn равна ширине впадин между зубьями в нор
мальном сечении. Режущие кромки фрезы 3, 4, 5 образуются при заточке ее по передней грани 2. Образованный при заточке передний угол у делается от 0 до 10°. Задняя поверхность 1 зуба фрезы делается криволинейной по Архимедовой спирали для того, чтобы при переточках ф.резы величина заднего угла а оставалась неизменной.
Червячная фреза для нарезания цилиндрических колес пригодна для нарезания различных диаметров одного и того же модуля.
Червячные фрезы для нарезания червячных колес так же, как и червячные фрезы для нарезания цилиндрических колес, представляют собой червяк с прорезанными канавками для образования режущих кромок. Но эти фрезы должны иметь диаметр начальной окружности, число заходов, угол подъема и шаг витков 56
такой же величины, что и у червяка, с которым будет работать в зацеплении нарезаемое колесо. Таким образом, червячная фреза для нарезания червячных колес является специальной, т. е. пригодной для нарезания только того червячного колеса, для которого она сконструирована и изготовлена.
Z
Рис. 37. Червячные фрезы для нарезания червячных колес методом тангенциальной подачи:
1 — фреза, изготовленная вместе с оправкой, 2 — фреза большого диаметра со сквозным отверстием для оправки
Для нарезания червячных колес с тангенциальной (осевой) подачей применяются конусные червячные фрезы (рис. 37). Эти фрезы обеспечивают нарезание червячных колес более высокого качества, чем цилиндрические червячные фрезы.
5)
Рис. 38. Фреза-летучка:
а — общий вид, б — крепление резца в оправке
Изготавливаются также червячные однозубые фрезы-летучки (рис. 38). Зуб такой фрезы выполнен по профилю рейки и вставлен в оправку. Такие фрезы просты в изготовлении, но малопроиз-
Рис. 39. Червячная фреза «Прогресс»
водительны и поэтому применяются при отсутствии червячных фрез, когда требуется нарезать одно колесо или небольшую серию.
Кроме перечисленных, находят применение червячные фрезы специальных конструкций, в том числе черновые корригированные фрезы высокой производительности. К ним относятся фрезы «Прогресс» (рис. 39). Они отличаются от обычных червячных фрез специальной выкружкой на наружном диаметре. Это обеспечивает более равномерную нагрузку на зубья фрезы и тем самым позволяет работать с большими подачами.
Острозаточенные червячные фрезы (рис. 40) предназначены для чернового нарезания зубчатых колес. Зубья этих фрез вместо затылования остро затачиваются по задним граням. Задние углы при вершине и боковые а = = 10—12°, а передние у = 5—15°. При работе на повышенных режимах резания применяются сборные червячные фрезы с пластинками из твердого спла
ва, что показано на рис. 40. Для нарезания зубчатых колес с зацеплением Новикова применяют специальные фрезы выпуклого (рис. 41, а) и вогнутого (рис. 41, б) профиля.
Г-Г-
Рис. 40. Острозаточенная червячная фреза сборная
§ 6. Заточка червячных фрез
Заточка является ответственной операцией и производится по передней поверхности фрезы конической стороной тарельчатого шлифовального круга (рис. 42).
Заточку фрез выполняют на заточных станках. Поскольку передняя поверхность зуба фрезы винтовая, то при заточке фреза
СИ
Рис. 41. Червячная фреза для нарезания колес зацепления Новикова:
а — вогнутый профиль, б — выпуклый профиль
Рис. 42. Заточка червячных фрез
Рис. 43. Установка червячной фрезы на станке при заточке
устанавливается на оправке, которая вставляется в шпиндель станка (рис. 43) и, перемещаясь возвратно-поступательно, поворачивается вокруг своей оси в обе стороны. После заточки одного ряда зубьев фреза повертывается для заточки второго ряда зубьев и т. д. до окончания заточки всех зубьев фрезы. Передний угол на зубьях фрезы при заточке должен оставаться неизменным.
§ 7. Нарезание цилиндрических прямозубых колес на станке 5Е32
Несмотря на большое разнообразие типоразмеров зубофрезерных станков как отечественного, так и зарубежного производства, все они работают по одной принципиальной схеме (рис. 44), обус-
ловленной методом обкатывания.
С изделием 5, представляющим собой нарезаемое червячное или цилиндрическое колесо, сцеплена червячная фреза 1. Изделие жестко связано со столом станка, на котором закреплено червячное колесо 4, получающее вращение от червяка 3, кинематически связанного сменными колесами 2 с червячной фрезой.
При нарезании зубьев вращение фрезы и заготовки должно быть согласовано между собой. Если фреза однозаходная, то за один оборот фрезы виток ее перемещается отно-
Рис. 44. Принципиальная схема зубофрезерного станка:
/ — червячная фреза, 2 — сменные зубчатые колеса, 3 — червячное делительное колесо, 4 — червяк, 5 — заготовка
сительно заготовки на один шаг, и заготовка должна повернуться тоже на один шаг, т. е. на один зуб. Если колесо имеет z зубьев и совершает /г3 оборотов, а фреза имеет zx заходов и за то же время сделает Пф оборотов, то передаточное отношение i кинематической цепи, связывающей вращение фрезы с вращением заготовки, будет
И3 Zi
i — — = —
Пф Z
Чтобы обеспечить необходимое передаточное отношение, станок имеет сменные зубчатые колеса a, b, с, d (см. рис. 44). Таким образом, сменные зубчатые колеса, связывая вращения червячной фрезы и заготовки, позволяют осуществлять настройку станка для фрезерования колес с разными числами зубьев. Такой узел настройки называется делительной гитарой, а сменные колеса — делительными, так как они обеспечивают непрерывный делительный процесс.
Кроме деления заготовки станок должен осуществлять движения резания, подачи, установочные движения и др., поэтому для получения необходимых движений зуборезные станки имеют допол
нительные механизмы, которые не указаны на принципиальной схеме (см. рис. 44).
При нарезании цилиндрических прямозубых колес фрезе сообщают два движения (см. рис. 27): вращение по стрелке А (главное движение) и вертикальное перемещение вдоль оси заготовки (подача) по стрелке С, а заготовка получает одно вращательное движение (деление) по стрелке В. Согласованность всех движений осуществляется настройкой механизмов станка (кинематических цепей).
Протяжной суппорт
Масло
Фреза
1 за х
25
Б
^6<т
20
Л25 Г2-
подач 1, 1 за х Ас2а<
'2зах [-итара щ деления
Гитара "Sfctel ” скоростей
насос
Д
35
N=1кВт V пМЮоб/мин ' (Г^бкОт n_1f}r-------------------
п = М0 об/мин' иг'^ь с3 бд
Гитара дифференциала
Рис. 45. Кинематическая схема станка мод. 5Е32
Общий порядок настройки различных моделей зубофрезерных станков одинаков, за исключением отдельных особенностей, которые вызваны различиями в конструкции узлов станка.
Настройка гитары скоростей (главное рабочее движение — вращение фрезы).
Применение для изготовления зубчатых колес различных материалов и различных диаметров червячных фрез вызывает необходимость изменять число оборотов фрезы для получения различных скоростей резания. Это достигается настройкой гитары скоростей.
Скорость резания обычно выбирают по нормативам режимов резания в зависимости от материала и модуля нарезаемого колеса, от вида обработки (черновая или чистовая) и других факторов.
Для обработки стальных колес средней твердости скорость зу-бофрезерования при черновой обработке принимают 254-30 м!мин. при чистовой — 30—36 м)мин. При зубофрезеровании чугуна скорость резания принимают при черновой обработке 20—25 м!мин. при чистовой 25—30 м/мин.
Из кинематической схемы станка (рис. 45) видно, что цепь главного движения связывает главный электродвигатель и фрезу.
Червячная фреза получает вращение от электродвигателя мощностью 4,5 кет. Через клиноременную передачу со шкивами D{ = = 126 мм и £>2 = 240 мм. Цилиндрические колеса 32—48, 35—35, сменные колеса А—Б, конические колеса 25—25, 25—25, 25—25 и цилиндрические колеса 18—72.
Обозначим число оборотов фрезы в минуту через /?ф, тогда уравнение кинематической цепи главного движения будет
126 32 35 А 25 25 25 18 = 1440------------------------------об мин.
ф 240 48 35 Б 25 25 25 72 7
откуда получим формулу для подбора сменных колес
А _ Пф ~5 — 726*
Число оборотов фрезы определяется по формуле
1000а
Пф =------— об/мин.
Лб/ф
где о — скорость резания в м!мин\ йф — диаметр фрезы в мм.
При подборе сменных колес должно быть выдержано условие Д + 5 = 60.
Сменные колеса гитары скоростей можно подбирать по графику, показанному на рис. 46. Например, требуется нарезать зубчатое стальное колесо с пределом прочности ав = 57 кГ1мм29 модулем т = = 3 мм. Диаметр фрезы £> = 75 мм. Выбираем скорость резания а = 36 м/мин. Мысленно проводим на графике линии, обозначенные стрелками, которые пересекаются около прямой для п = 153 об/мин. Сменные колеса гитары скоростей при этом будут иметь число зубьев Л = 33, Б = 27.
Настройка гитары деления (обкатка). Кинематическая цепь деления станка должна обеспечивать вращение червячной фрезы и стола с заготовкой в соответствии с передаточным отношением, определяемым числом заходов Z\ червячной фрезы и числом зубьев z нарезаемого колеса. В этом случае на каждый оборот червячной фрезы заготовка должна сделать — оборотов, Z
т. е. если фреза однозаходная, то за один оборот фрезы заготовка
должна повернуться на один зуб, если двухзаходная — на два зуба и т. д.
Кинематическая цепь обкатки, связывающая вращение фрезы и стола — цепь деления — будет: фреза — зубчатые колеса 72—18,
Диаметр фрезы, мм
Рис. 46. График для определения числа оборотов червячной фрезы и подбора сменных колес гитары скоростей
25—25, 25—25, 25—25, 46—46, дифференциал — парносменные колеса е — f — сменные колеса гитары деления (обкатки)—ах — b[f Ci — d\ — червячная передача 1—96.
Уравнение этой кинематической цепи:
72 25 25 25 46 е Ci 1 zi
1 °6 ФР-Т8'25'25'25'4б'‘-Т'К"5Г'^= ТОб'"Ма'
Числа зубьев колес ей/ выбираются в зависимости от числа е 36
зубьев z нарезаемого колеса; три 2^ 161 —= —= 1. В этом f 36
случае расчетная формула для настройки гитары деления будет:
(к Ci Zi
------= 24*—, bi di-z
где 2i — число заходов червячной фрезы;
2 — число зубьев, нарезаемых на колесе.
При этом дифференциал отключен, его передаточное отношение: Ёдиф 1.
При нарезании колес с числом зубьев 2^161 в цепь деления включаются колеса
_е _ 24_ 1 7“48“"2 ’
тогда при /диф = 1 получим формулу для подбора сменных колес гитары деления
ai Ci 21
-------= 48 —.
bi di z
Настройка гитары вертикальной подачи. Вертикальной подачей называется величина перемещения фрезы вдоль оси заготовки по вертикали за один оборот заготовки.
Величина подачи выбирается в зависимости от требуемой стойкости фрезы, числа оборотов и точности нарезаемых колес.
При черновом зубофрезеровании она принимается 2—3 мм)об, а при чистовом — не более 1—1,5 мм!об.
Кинематическая цепь вертикальной подачи связывает вращение стола с вертикальным перемещением фрезерного суппорта (рис. 45) посредством передач: 96—1, 2—24, а2— b2y c2 — d2, 45— 36, 19—19, 16—16, 4—20, 5—30, ходовой винт вертикальной подачи с шагом 1= 10 мм.
Уравнение этой кинематической цепи:
, 96 2 02 £2 45 19 16 4 5
1 об. стола-----------------------------—
1 24 b2 d2 36 19 16 20 30
10 = sB мм/об. стола,
откуда получаем формулу настройки гитары вертикальной подачи
02 с2 3
------------------ Sn, b2 d2------10
где sB — заданная вертикальная подача в мм!об стола.
Настройка гитары деления (обкатки) и гитары дифференциала при нарезании цилиндрических прямозубых колес с простым числом
зубьев. Простым числом называется число, которое делится только на единицу и само на себя (простое число не разлагается на множители). Прямозубые колеса с простым числом зубьев, не превышающим 100, могут нарезаться обычным способом, как
указано выше.
Для нарезания колес с простым числом зубьев более 100 (на-
пример, 101, 103, 107, 109 строить гитару дифференциала.
Механизм дифференциала служит для передачи заготовке добавочного вращения. Это добавочное вращение применяется при нарезании прямозубых колес с простым числом зубьев, большим 100, при нарезании цилиндрических колес с винтовыми зубьями и червячных колес методом осевой подачи.
На рис. 47 показана конструкция дифференциала, состоящая из корпуса^ и четырех одинаковых конических колес
и т. д.) необходимо дополнительно на-
Рис. 47. Схема включенного (а) и выключенного (б) дифференциала
/, 2, 4 и 7 с числами зубьев 2 = 30.
На втулке 3 заднего
колеса насажено ведущее колесо 2 = 46. Конические колеса 1 и 4, сцепленные с колесом 2, свободно вращаются на крестовине, концы которой входят в пазы корпуса.
Корпус соединен с втулкой 6, имеющей на конце торцевые зубцы Кь На этой втулке свободно сидит червячное колесо 30, на торце хвостовика которой имеются зубцы Кг- Сидящая на шпонке вала VIII муфта Mi с зубьями на торце соединяется с втулкой 6 (рис. 47, а). В таком соединении вал VIII работает без участия дифференциала. Но, если вместо муфты Mi установим на вал VIII свободно муфту М2 и соединим ее с зубцами К2 (рис. 47, б), то вал VIII получит дополнительное вращение от червячного колеса 30 (дифференциал включен).
Для изучения работы дифференциала допустим, что при помощи муфты Mi (рис. 47, а) корпус 5 соединен с валом VIII. Повернем корпус по часовой стрелке (со стороны муфты) на один оборот. В этом случае конические зубчатые колеса 2 и 7 сделают по одному обороту в том же направлении. Теперь закрепим корпус 5,
сделаем его неподвижным и повернем коническое колесо 7 в обратном направлении, т. е. приведем его к первоначальному положению. Колесо 2 в этом случае сделает еще один оборот в том же направлении. Следовательно, за один оборот корпуса 5 при неподвижном колесе 7 дифференциала и соблюдении условия передач вращения от червячного колеса 30 через конические колеса 1—4 к коническому колесу 2 передаточное отношение дифференциала будет:
£диф == 2.
Для нарезания прямозубого колеса, имеющего z зубьев, когда г — число простое и больше 100, гитару деления настраивают на число зубьев г±а, где а — число меньше единицы, взятое произвольно и выраженное правильной дробью, облегчающее подбор сменных колес гитары деления. В этом случае гитару деления настраивают по формуле:
bl di
24za
—— (при e = f = 36). z ± a
Однако при такой настройке посредством гитары деления будет нарезано колесо с косыми зубьями. Чтобы компенсировать влияние дополнительного слагаемого а и получить прямой зуб, настраивают гитару дифференциала для устранения наклона зуба.
Если дополнительное слагаемое а при настройке гитары деления будет со знаком плюс, то передаточное отношение сменных шестерен гитары дифференциала будет ставиться со знаком минус, который указывает на направление дополнительного вращения, сообщаемого по цепи дифференциала. При попутном фрезеровании в этом случае требуется установить на гитаре дифференциала паразитное колесо, при встречном фрезеровании паразитное колесо не ставится.
Для гитары дифференциала сменные колеса подбираются по формуле:
а3 с3 । 25а
Ь3 d3 s^'Zi
Гитары главного движения и вертикальной подачи настраиваются, как указывалось выше.
§ 8. Наладка станка 5Е32
Установка сменных зубчатых колес. Схемы установки сменных колес гитары деления и гитары подач при нарезании цилиндрических прямозубых колес показаны на рис. 48.
Установка заготовки на столе станка. Подбирают оправку по размерам заготовки и устанавливают ее на столе 66
станка (см. рис. 30). Перед установкой оправки все соприкасающиеся поверхности: конус оправки, отверстие в стакане и т. д. должны быть тщательно протерты, а если есть заусенцы, их надо зачистить во избежание перекосов и биения заготовки при ее закреплении.
Установив оправку, проверяют ее индикатором на биение при вращении стола (рис. 49). Индикатор устанавливают на съемном подшипнике фрезерного суппорта.
Рис. 48. Схема установки сменных колес гитар делительной и подач зубофрезерного полуавтомата 5Е32
Величина допускаемого биения оправки для нарезки точных колес не должна превышать 0,01—0,02 мм.
После установки заготовки и шайб предварительно затянутую заготовку также проверяют на биение по наружному диаметру и торцу.
Установка червячной фрезы. Подобрав червячную фрезу по величине модуля и углу зацепления и соответствующую фрезерную оправку, тщательно протирают их посадочные поверхности. Затем устанавливают оправку и проверяют индикатором ее
радиальное биение в двух точках Д, Б и биение торца в одной точке В (рис. 50). Величина допускаемого биения от 0,01—0,03 мм.
Червячную фрезу и установочные кольца надевают на оправку с укрепленной на ней шпонкой. Фрезу закрепляют после уста-
новки поддерживающего подшипника.
Установка фрезерного суппорта. После закрепления червячной фрезы при нарезании прямозубых цилиндрических колес фрезерный суппорт поворачивают на угол подъема резьбы фрезы со так, чтобы витки фрезы были расположены вертикально (см. рис. 48). В зависимости от направления витков фрезы (правая или левая фреза) ведущий конец шпинде-
ля поворачивается вверх или вниз. Угол поворота отсчитывается по шкале с нониусом на поворотном кругу салазок суппорта.
Рис. 49. Проверка оправки на биение индикатором
Рис. 50. Проверка биения фрезерной оправки
•При нарезании цилиндрических колес с винтовыми зубьями фрезерный суппорт поворачивают на угол (3± со (рис. 51), где 0 — угол наклона зуба нарезаемого колеса, со — угол подъема витка червячной фрезы.
Знак плюс ставят при разноименных, а минус при одноименных направлениях винтовых линий нарезаемых зубьев колеса и витка червячной фрезы.
Установка глубины фрезерования. После установки и закрепления фрезы фрезерный суппорт устанавливают в исходное положение по отношению к заготовке. Для этого его опускают или поднимают либо с помощью электродвигателя быстрого хода (Af=l кет, п= 1410 об!мин, см. рис. 45), либо рукояткой, надетой на квадрат 10 (см. рис. 32). Работа электродвигателя регулируется кнопками 6 «вверх» или 8 «вниз». Затем опускают гайки, фиксирующие положение суппортной стойки, и выключают падающий червяк (см. рис. 31). Выключение падающего червяка производят небольшим поворотом рукоятки 11 (см. рис. 32) по часовой стрелке. После этого, надев насадную рукоятку на квадрат 12, подводят суппортную стойку с фрезой к заготовке до легкого соприкосновения. Затем фрезерный суппорт опускают (при попутном фрезеровании) или поднимают (при встречном фрезеровании) за пределы заготовки, суппортную стойку перемещают к центру заготовки на полную глу-
бину впадины нарезаемого зуба (высоту зуба, при обработке с одного захода). Отсчет величины перемещения стойки ведут по лимбу. Для автоматического выключения станка, после того как фрезерование колеса закончено, пользуются упорами 1 (см. рис. 32).
Направление вращения заготовки и урезы
Угол установки фрезы
Сменные колесо делитель -нои гитары 2 ко- 4 леса колеса
Сменные гитары Встречное фрезерова -ние
колеса подач Попутное фрезерова ние
Сменные колеса гитары дифференциала при попутном и встречном фрезеровании 2 ко \ У
леса колеса леса колеса леса колеса
2 ко 4
2 ко- 4
Рис. 51. Схемы угловой установки червячной фрезы и сменных колес гитар: делительной, подач и дифференциала зубофрезерного полуавтомата мод. 5Е32 при нарезании цилиндрических колес с винтовыми зубьями
Конструкция станка 5Е32 допускает обработку цилиндрических колес как при попутном, так и при встречном фрезеровании.
На рис. 52, а, б изображены схемы при попутном и встречном фрезеровании. Попутное фрезерование обеспечивает более высокую чистоту обработки и допускает повышение скорости резания.
Установка упоров автоматического выключения станка. Перемещением стойки отводят фрезу от заготовки и суппорт с фрезой устанавливают ниже заготовки (или выше при
попутном фрезеровании) так, чтобы ось фрезы была в нескольких миллиметрах от плоскости торца.
Упор 1 (см. рис. 32) подводят к конечному выключателю и закрепляют. Затем суппорт переводят в начальное рабочее положе-
Рис. 52. Схема движения червячной фрезы: а — при встречном фрезеровании, б — при попутном фрезеровании
ние. Можно упор устанавливать после окончания нарезания первой детали, когда фреза переместится по всей ширине венца и окончит зубофрезерование.
§ 9. Нарезание косозубых колес на станке 5Е32
Для нарезания цилиндрических косозубых колес станок настраивается в основном так же, как и для нарезания прямозубых колес. В этом случае добавляется только настройка гитары дифференциала.
Настройка гитары дифференциала. Гитара дифференциала настраивается так, чтобы сообщить столу с заготовкой еще один оборот за время вертикального перемещения фрезы на величину шага винтовой линии зуба нарезаемого колеса.
Представим себе начальный цилиндр заготовки такой длины, чтобы на нем разместился полный виток винтового зуба нарезаемого колеса.
Сделав развертку спирали на плоскости, получим прямоугольник abc (рис. 53), где Т — шаг винтовой линии зуба, £ — угол наклона зуба. Если при нарезании прямого зуба за один оборот заготовки фреза перемещалась по вертикали на величину подачи Sb из точки 1 в точку 2, то при нарезании винтового зуба фреза должна за то же время переместиться из точки 1 в точку 2'. Чтобы выполнить это условие, заготовка должна повернуться дополнительно на величину дуги х. За второй оборот заготовки фреза также переместится по вертикали на величину Sb и должна совместиться с точкой 3', для этого заготовка должна еще повернуться дополнительно на величину дуги х, а из точки З7 в точку 4' и т. д.
Если за указанное выше время взять сумму s&, то получим величину шага Т винтовой линии нарезаемого зуба. Сумма s& = T, а суммахдаст величину лТЭнач.» где Атач. — диаметр начальной окружности колеса. Следовательно, для получения винтовых зубьев колеса необходимо, чтобы за период опускания фрезы по вертикали на величину шага Т заготовка совершила один дополнительный оборот.
Рис. 53. Схема образования винтового зуба
Это дополнительное вращение передается заготовке по отдельной кинематической цепи через гитару дифференциала и механизм дифференциала, в котором это вращательное движение алгебраически складывается с вращательным движением, передаваемым заготовке по цепи деления (обкатки).
Направление добавочного вращения заготовки может совпадать с направлением его основного вращения или быть ему противоположным (в зависимости от направления винтовых линий фрезы и нарезаемого колеса). Направление дополнительного вращения заготовки изменяется установкой паразитного зубчатого колеса в гитару дифференциала.
Кинематическая цепь добавочного вращения заготовки (рис. 45) связывает вращение ходового винта вертикальной подачи (/ = = 10 мм) с вращением заготовки через передачи: 30—5, 20—4, 16—16, 19—19, 36—45, сменные колеса а3 — Ь3, с3 — d3l червячную передачу 1—30, дифференциал, зубчатые колеса е — f, сменные колеса di, червячную передачу 1—96, стол.
Уравнение кинематической цепи:
Г 30 20 16 19 36 а3 сз 1 . е
ю’ 5 ‘Т’Тб'1?‘45 'ТГ”5Г’зо''гдаФТ’"бГХ
С1 1
X —у — — ± 1 об. заготовки;
di 90
ЭТ • -Онач. • IT'ls * ЭТ •
— tg Р — tg р sin р
ms и mn — модули нарезаемого колеса, соответственно торцовый и нормальный;
z— число зубьев нарезаемого колеса;
р — угол наклона нарезаемого зуба.
При значениях
Ci _24zi . _
:-п— ’ "7---7“ —----’ *ДИФ —
sin р bi di z
получаем формулу для настройки гитары дифференциала: Лз с3 7,95775-sin 0
&3 ^3 Ып-Zi
По этой формуле составлены таблицы для определения чисел зубьев сменных колес гитары дифференциала.
Установка сменных колес гитары деления, подач и дифференциала. На рис. 51 приведены все случаи зубонарезания с указанием схемы установки сменных колес гитары, в том числе и паразитных колес.
Бездифференциальный метод нарезания цилиндрических колес с косыми зубьями. Косозубые колеса можно нарезать без включения механизма и гитары дифференциала (у некоторых моделей зубофрезерных станков дифференциал отсутствует). В этом случае необходимо так согласовать вращение фрезы и заготовки, чтобы заготовка совершила, кроме вращения, необходимого для взаимного зацепления с фрезой, также, и дополнительное вращение для нарезания на ней косых зубьев..
Это достигается расчетом сменных колес гитары деления по формуле
«1 Ci 24-21 / Т \ е
-г'-г =-------------/’ ПРИ “Г=1-
bi di Z ' Т SB ' f
Так как шаг винтовой линии зубьев 1 =—"j”то Рас~ четная формула гитары деления в окончательном виде будет
«1 с, __24.?! / 1 \
~bT'~d7~ z I ! j sB-sin~ \ ~ -гс-тл-2 /
Знак плюс берется при разноименных направлениях зубьев колеса и витков фрезы. Знак минус — при одноименных направлениях.
§ 10. Нарезание червячных колес на станке 5Е32
На этом станке червячные колеса нарезают червячными фрезами способами радиальной или тангенциальной (осевой) подачи.
Радиальной подачей называется величина перемещения фрезы по направлению к заготовке (или заготовки по направлению к фрезе в зуборезных станках других типов) за один оборот стола с заготовкой.
Тангенциальной (осевой) подачей называется величина перемещения фрезы вдоль собственной оси за один оборот стола с заготовкой.
При нарезании червячных колес на станке 5Е32 гитары скоростей и деления настраиваются так же, как и при нарезании прямозубых цилиндрических колес.
Настройка гитары радиальной подачи. На станке 5Е32 движение радиальной подачи sp сообщается суппортной стойке, при этом вертикальная подача выключается.
Уравнение кинематической цепи, связывающей вращение стола с движением суппортной стойки, будет:
л ' 96 2 а2 с2 45 19 16 4 10 4 1()
1 24 b2 d2 36 19 16 20 20 20 20
20
X" 10 = 8рмм/об,
откуда получим формулу настройки гитары радиальной подачи:
а2 с2 5
b2 d2 4 Sp’
где Sp — радиальная подача в мм/об. изд.
Для автоматического выключения радиальной подачи при достижении полной высоты нарезаемого зуба применяются переставные упоры с падающим червяком (см. рис. 31).
Нарезание червячных колес методом тангенциальной (осевой) подачи. Как видно из рис. 54, нарезание червячного колеса методом тангенциальной подачи осуществляется при следующих рабочих движениях: вращение фрезы, вращение заготовки, осевое перемещение фрезы (тангенциальная подача) и дополнительное вращение заготовки.
Первые два движения настраиваются по ранее полученным формулам. При нарезании червячных колес с тангенциальной подачей на зубофрезерном станке 5Е32 фрезерный суппорт заменяется протяжным суппортом (см. рис. 45).
Уравнение кинематической цепи тангенциальной подачи, связывающей вращения стола и ходового винта протяжного суппорта:
„ 96 2 а2
об. стола------
1 24 Ь2
с2 45 19 16 35 1
—7-' —•-•-ГТ-—-• -—5 = sT мм об, d2 36 '19 16 35 50
откуда получаем формулу настройки гитары осевой подачи фрезы:
#2 ^2
&2 d2 St’
где sT — заданная величина осевой (тангенциальной) подачи в мм)об. изд.
Вращение сррезь/
Гай’А]
Вращение заготовки а)
- Оседая подача фрезы
Рис. 54. Схема нарезания червячных колес с осевой подачей фрезы: а — начало фрезерования, б — конец фрезерования
Настройка гитары дифференциала при нарезании червячных колес методом тангенциальной подачи. При перемещении фрезы в осевом направлении нарушается обкатка фрезы и нарезаемого колеса, поэтому заготовке необходимо сообщить добавочное вращение, соответствующее осевому перемещению фрезы. Для сообщения заготовке дополнительного вращения (кроме обката) настраивают гитары дифференциала по таблицам или по формуле:
а3 с3 _ 2,387324
b3 d3 ms-zt
где ms — осевой модуль, мм;
Zi — число заходов фрезы.
Установка фрезы и заготовки. При нарезании червячных колес фрезу устанавливают горизонтально. Для получения симметричных зубьев необходимо, чтобы ось червячной фрезы и середина толщины нарезаемого колеса находились точно в одной плоскости (АВ) (рис. 55). В этом случае заготовку 3 устанавливают на столе станка, а на фрезерном суппорте — приспособление, представляющее собой кронштейн с установочным центром 2. Ось кронштейна совпадает с осью фрезы 1. На столе станка устанавливают рейсмус так, чтобы чертилка 4 была на уровне контрольной риски а. После этого закрепляют фрезерные салазки и снимают приспособление, а за^ем подводят фрезу до соприкосновения с заго-
товкой. После нарезания первого колеса устанавливают упор для
автоматического выключения подачи.
Схемы установки сменных колес гитар, в том числе и паразит-
ных, для разных случаев нарезания червячных колес приведены на рис. 56.
Примеры нарезания зубчатых колес.
Пример 1. Нарезать цилиндрическое прямозубое колесо, число зубьев которого z=60, модуль т=3 мм, материал колеса — сталь 45 с пределом прочности на разрыв Ов = =i60 кГ/мм2.
Решение. Выбираем по нормативам скорость резания червячной фрезой из быстрорежущей стали v=30 м!мин.
Обработку ведем за один проход. Выбираем вертикальную подачу sb = 1,2 мм)об. Червячную фрезу берем однозаходную Zi=l, диаметром */ф=|60 мм. Заготовка на столе станка
1
Рис. 55. Установка червячной фрезы при нарезании червячного колеса
и червячная фреза, установленная на фрезерном
суппорте, тщательно выверяются и затем закрепляются. Поворачиваем фрезерный суппорт на угол установки, равный углу подъема витков червячной фрезы.
Производим расчет и подбор из имеющихся комплектов сменных колес гитар
скоростей, делений и подачи.
1) Гитара скоростей
А пф 1000v 1000-30
----== —77" , Л<Ь —----- = “7-----77“ = 159 Об IMUH.
В 126 ф лх/ф 3,14-60 7
По графику (рис. 46) находим числа зубьев сменных колес гитары скоростей Д=33, 5=27. Ближайшее число оборотов фрезы при этом будет Пф = 133 об!м.
2) Гитара деления
а\ С]
24^
24-1 24 20
=----= —.--------а, =24, ^ = 30, С! =20, ^=40.
60 30 40 ’ 1 ’ 1 1
3) Гитара подач
а9 3 3 12 21 36
z ±1 . = = “ 2 7 3 30.
2 b2 d2 10 в 10 10 70 30’ 2 2 2 2
Пример 2. Нарезать цилиндрическое косозубое колесо, имеющее данные, указанные в примере 1, и угол наклона правозаходных зубьев колеса Р=34°30'.
Решение. Выбираем по нормативам данные режима резания и рассчитываем сменные колеса гитар скоростей, деления и подачи, как и в примере 1. Дополнительно настраиваем гитару дифференциала по формуле:
а3 с3 7,95775-sin р
глиф= 7 ’ ~7 =
fnn-Z!
Тогда
sin р = sin 34°30' 0,5665.
_ 7,95775-0,5665
*диф— 31
Направление винт одой линии Витков фрезы или черояка Нарезание при радиальной подаче Нарезание при тангенциальной подаче
Направление вращения стола, урезы и направление подачи Нолеса переключения Сменные колеса делительной гитары Сменные колеса гитары подач Направление вращения сррезы, стола и направление подачи Нолеса переключения Сменные колеса делительной гитары Сменные колеса гитары подач Сменные колеса гитары дифференциала
2 ко- 4> лесополоса 2 ко- Ч песо колесо 2 ко- 4 леса колеса 2 ко- Ч леса колеса 2ко- ❖ ле со колесо
ал с.з 15 1 45 40
77 ’ ~d^ ~ Ю ’ 1 ~ 20 ‘ СО ’
а3 = 45; ЪА = 20; с3 = 40; rf3 =60.
Для нарезания указанного в примере 2 косозубого колеса без включения механизма и гитары сменных колес дифференциала настройка сменных колес гитар скоростей и подачи производится по тем же формулам, что и в примере 1, но гитара деления настраивается по формуле:
ах С] ___ 24.2! /_____1_______\___
~b^'~dx z I j sB-sin~ j—
\ J
=2±JL (__________I_________\^o 4.
60 t l,2-sin34°30' ’
\ 3,14-3-60 /
Сменные колеса гитары деления будут:
ai Ci 24 20
К "dT- 30*40’
Пример 3. Нарезать бронзовое червячное колесо с числом зубьев z = 40, модулем т=4 мм методом радиальной подачи. Фреза цилиндрическая однозаход-ная из быстрорежущей стали, диаметром б/ф = 60 мм.
Решение. Выбираем по нормативам скорость резания у = 30 м{мин и подачу $р=0,2 мм!об.
Рассчитываем сменные колеса гитар:
1) гитара скоростей. Число оборотов фрезы
1000v 1000-30
"ф = “77~= 3,14-60 159,2 об1ман-
По графику (рис. 46) находим число зубьев сменных колес
А =33; Б = 27.
Ближайшее число оборотов фрезы при этом будет Пф = 153 об!мин\
2) гитара деления
а\ С] 24^1 24 48 40 Л
Ч = =------L = ТГ * 1 = "7Х" * J «1 = 48; Ьх = 60; q = 40; dx = 80
di z 40 60 80 ’ 1 ’ 1
3) гитара подач:
^2 5
^2 ^2 4 5f”
___5_ _ 5 2 50 36
ZP- 4 ‘SP - 4 • 10 ~ 80 • 90 , следовательно
a2 = 50. /2 = 80, c2 = 36, d2 = 90.
В случае нарезания того же червячного колеса методом осевой подачи фрезы гитара дифференциала будет настроена так:
с3 2,387324 2,387324 л
—— • —2-= —-------=—--------= 0,193662,
/’з mS'Z\ 4-1
а3 с3 36 30
b3 ’ d3 = 90 ’ 60 ’
§ 11. Дефекты профиля зубьев колес при зубофрезеровании и причины их возникновения
При зубофрезеровании могут возникнуть следующие дефекты: искажение эвольвентного профиля зубьев, неточность окружного шага, неточность основного шага, колебание межцентрового расстояния, непараллельность зубьев оси колеса или неправильный угол наклона зуба, неравномерная толщина зубьев по длине (кону-сообразность), недостаточная чистота поверхности обработки зубьев и т. д.
Причины указанных дефектов следующие:
1. Искажение эвольвентного профиля зубьев может быть вызвано неточностями угла подъема винтовых канавок фрезы, угла заточки передней грани фрезы, установки суппорта на угол поворота и др.
2. Большая разность окружного шага появляется из-за биения заготовки, оправки, центров, фрезы, неравномерных зазоров в зацеплении зубьев или в гитаре деления.
3. Отклонение основного шага может получиться вследствие искажения заданной величины угла подъема винтовых продольных канавок фрезы, угла заточки передней грани, угла поворота установки суппорта.
4. Колебание межцентрового расстояния при повороте на один зуб может быть вызвано неточностью профиля зуба, а колебание на один оборот — эксцентричностью установки колеса на оправке.
5. Непараллельность зубьев прямозубых колес оси колеса или неправильный угол наклона зубьев косозубых колес возникает при отжиме заготовки во время нарезания зубьев или неправильном расчете сменных колес гитары деления или гитары дифференциала.
6. Недостаточная чистота обработки получается при неправильном выборе режима резания, затуплении фрезы и вибрации, возникающих при работе станка.
Контрольные вопросы
1. Из каких основных узлов состоит зубофрезерный станок?
2. Каково назначение станины, суппортной стойки, стола и задней стойки?
3. Для чего служат гитары скоростей, подач, деления и дифференциала?
4. Для чего служит и как устроен дифференциал?
5. Каково назначение падающего червяка?
6. Каково назначение устройства коррекции?
7. Как работает гидросистема станка?
8. Перечислите органы управления станком.
9. Перечислите основные правила ухода за станком.
10. Какие применяются червячные фрезы?
11. Как осуществляется настройка и наладка станка 5Е32?
12. Укажите дефекты зубчатых колес, возникающие при зубофрезеровании и причины их возникновения.
Глава VIII
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС НА ЗУБОДОЛБЕЖНЫХ СТАНКАХ
§ 1. Рабочие движения на зубодолбежных станках
На зубодолбежных станках нарезают зубья колес методами обкатки и копирования. Широко применяются станки, работающие по методу обкатки. На них нарезают прямозубые и косозубые цилинд-
с 6)
а)
Рис. 57. Нарезание колес на зубодолбежном станке:
а — с внутренним зацеплением, б — с внешним зацеплением, в — на зубчатом секторе, г-на блочном колесе, А — возвратно-поступательное движение долбяка, В — вращение долбяка, Е — врезание долбяка в заготовку, С —вращение заготовки, Д — колебательное движение заготовки
рические колеса наружного и внутреннего зацепления (рис. 57). На зубодолбежных станках удобно нарезать зубчатые секторы
(рис. 57, в) и блочные колеса (рис. 57, г). При нарезании блочных колес на зубофрезерных станках расстояние между зубчатыми венцами пришлось бы значительно увеличить для выхода фрезы: как это показано на рис. 58, а. При нарезании же долбяком это расстояние для выхода инструмента может быть значительно меньше, как показано на рис. 58, б.
Рис. 58. Минимальный выход инструмента при нарезании блочных колес:
а — червячной фрезой, б — долбяком
На рис. 59 приведена принципиальная схема вертикального зубодолбежного станка.
Режущий инструмент — долбяк — имеет следующие движения: возвратно-поступательное, параллельное оси заготовки, причем при
Рис. 59. Принципиальная схема работы зубодолбежного станка
1 — долбяк, 2 — заготовка, <3 — сменные зубчатые колеса
Рис. 60. Обкатка зубьев колеса долбяком:
1 — профиль зуба долбяка, 2 — профиль зуба колеса, 3 — срезаемый слой металла за один ход долбяка
движении вниз он режет металл — это движение называется глав-ным, а при движении вверх он совершает холостой ход. Кроме того,
долбяк имеет вращательное движение — круговую подачу и в период врезания радиальную подачу. При нарезке косозубых колес долбяк совершает еще четвертое, возвратно-вращательное движение. Заготовка имеет вращательное движение, согласованное с вращением долбяка, и второе движение — колебательное по радиусу. Это колебательное движение необходимо для того, чтобы не тормозить долбяк при холостом ходе и тем самым уменьшить трение его о заготовку. Движения долбяка и заготовки указаны стрелками. На рис. 60 показаны контуры стружки, срезаемой долбяком за каждый рабочий ход.
Рассмотрим нарезание цилиндрических зубчатых колес на современном зубодолбежном полуавтомате 5В12 (рис. 61).
На станке 5В12 можно на
резать цилиндрические прямозубые и косозубые колеса наружного и внутреннего зацепления, диаметром до 220 мм, шириной до 50 мм, с модулем до 4 мм.
§ 2. Основные части и органы управления станка
Станина станка 5В12 состоит из 3-х частей: нижней / (рис. 61), средней 2 и верхней 3. Нижняя часть станины в форме коробки является основанием и отливается из чугуна. В ней размещены электродвигатель, электрошкаф, гидравлическая аппаратура, резервуар для смазочно-охлаждающей жидкости.
Средняя часть станины прикреплена к нижней болтами, на ней смонтирован стол, па котором закрепляется, обрабатываемая заготовка. Верхняя часть станины прикреплена к средней части. Она имеет направляющие 4, по которым перемещается суппорт 5 со шпинделем долбяка.
Рис. 61. Общий вид зубодолбежного станка 5В12:
/ — нижняя часть станины, 2 —средняя часть станины, 3 — верхняя часть станины, 4 — направляющие, 5 — суппорт
В верхней части станины размещен кривошипно-шатунный механизм, гитары скоростей, подач и деления, механизмы реверсирования и другие механизмы.
Органы управления станком приведены на рис. 62.
Рис. 62. Органы управления станка 5В12:
1 — квадрат для перестановки пальца кривошипа для изменения длины хода шпинделя с долбяком, 2 — квадрат для поворачивания кривошипно-шатунного механизма, 3 — гайка для закрепления пальца кривошипа, 4 — квадрат' для изменения длины шатуна, 5—гайка для закрепления установленной длины шатуна, 6 — винт для изменения зазора в зацеплении сектора с круговой рейкой шпинделя, 7 — квадрат для установочного перемещения суппорта, 8 — квадрат для вращения при наладке кулачков радиальной подачи, 9 — рукоятка реверсирования хода суппорта, 10 — кнопка для пуска и выключения гидронасоса, И — кнопка пуска и выключения главного привода станка, 12 — кнопки толчкового типа для наладки станка, 13 — выключатель для включения и выключения местного освещения, 14 — квадрат для установки суппорта на глубину врезания долбяка, 15 — квадрат для поворота шпинделя с долбяком, 16 — квадрат фиксации суппорта, 17 — гайка для фиксации суппорта, 18— квадрат для вращения стола вручную, /9 — рукоятка гидрозажима заготовки
§ 3. Нарезание цилиндрических прямозубых колес на зубодолбежном станке 5В12
На кинематической схеме станка 5В12 (рис. 63) показаны кинематические цепи: главного движения, деления, подач и отвода заготовки от долбяка.
Настройка гитары скоростей главного движения.
Цепь главного возвратно-поступательного движения долбяка следующая: от электродвигателя (^=1,7 кет, п = 930 об! мин) движение передается через клиноременную передачу валу I с кривошипным диском ПО, шатуном Ш на коромысло К2 с зубчатым сектором, который сцеплен с рейкой, закрепленной на шпинделе дол-
п = 930 оо/мин
Рис. 63. Кинематическая схема зубодолбежного станка 5В12
бяка. При качании коромысла рейке, шпинделю и долбяку сообщается возвратно-поступательное движение.
Долбяк, кроме того, медленно вращается вокруг своей оси, поэтому рейка, с которой находится в зацеплении зубчатый сектор, круговая.
Из кинематической схемы видно, что число двойных ходов долбяка равно числу оборотов вала /, т. е.
поп Ядв.ход
Ядв.ход — 930 —, или — — • .
02 02 930
По этой формуле определяют передаточное отношение ременной передачи, т. е. определяют диаметры шкивов d\ и d2 для принятого числа двойных ходов долбяка.
При выборе режима резания определяют среднюю скорость долбяка уСр (мм]мин). Зная длину хода долбяка L (мм), равную ширине нарезаемого колеса плюс 3—5 мм (перебег долбяка), определяют число двойных ходов долбяка в минуту по формуле:
500уср
Ядв.ход — ~т >
где уСр — в м/мин\
L — в мм.
Подставляя вместо ядв.ход его выражение через уСр и L, получим формулу для определения диаметров сменных шкивов главного привода
^ср
~dz = 1,86L
К станку 5В12 прилагаются четыре сменных шкива диаметрами 200, 315, 425 и 600 мм, с помощью которых получают четыре числа двойных ходов долбяка в минуту.
Настройка гитары деления. Делительная цепь связывает вращение долбяка с вращением стола, на котором закреплена заготовка, так чтобы при повороте долбяка на один зуб, т. е. на — оборота, заготовка тоже поворачивалась на один зуб, т. е. на
1
— оборота. Согласно этому условию составляем расчетное уравне-ние кинематической цепи в передаче от шпинделя с долбяком к столу с заготовкой:
1 90 64 35 64 72 d 52 74 44 35 80 1 _ 1 ”^*Т*35*64*72*64 * bt *”dT* 74* 44“35 *80*39*120 “ zK ’ отсюда получаем формулу настройки гитары деления (обкатки) CLi £1 £д
bt di zK ’
где гд — число зубьев долбяка;
zK— число зубьев нарезаемого колеса;
аь b\, Ci, di — числа зубьев сменных колес гитары деления.
Расстояние между осями сменных колес ах и bi постоянно, поэтому эти колеса подбирают так, чтобы сумма зубьев их была 120. Настройка гитары круговой подачи (вращения долбяка).
Круговая подача sKp измеряется длиной отрезка дуги делительной окружности долбяка, на которую долбяк поворачивается за один его двойной ход.
Уравнение кинематической цепи круговой подачи:
4 а2 64 72 64 35 1
1 №™ вдад
откуда
или
а2 358 • Skp
b2 tn-z^
a2 358 • Skp
b2 d^
где sKp — заданная круговая подача в мм)дв.ход;
т — модуль нарезаемого колеса в мм\
2Д — число зубьев долбяка;
dp, — диаметр делительной окружности долбяка в мм.
Для средних размеров нарезаемых колес наиболее распространенными являются долбяки диаметром около б/д=-75 мм.
При диаметре долбяка б/д = 76 мм расчетная формула для подбора сменных колес гитары подач будет
^- = 4,71$кр.
ь2
б) б)
Рис. 64. Кулачки подач зубодолбежного станка 5В12: а — для однопроходного нарезания, б — для двухпроходного нарезания, в — для трехпроходного нарезания
К станку прилагается комплект сменных колес для настройки гитары круговых подач.
Настройка механизма радиальной подач и. Движение врезания долбяка в заготовку (радиальная подача) на глубину прохода осуществляется дисковым кулачком Ki (рис. 63).
К станку прилагается комплект, состоящий из трех кулачков (рис. 64): а — однопроходного, б — двухпроходного и в — трехпроходного для нарезания колес в один, два и три прохода.
Кулачок для однопроходного нарезания на участке ab имеет подъем рабочей поверхности. При вращении кулачка на этом участке суппорт шпиндельной головки перемещается к заготовке и происходит врезание. На участке Ьс, охваченном дугой 90°, профиль кулачка очерчен по окружности и поэтому шпиндельная головка остается неподвижной. За этот период стол с заготовкой совершает 28 один полный оборот, для чего включается передача —.
При дальнейшем повороте кулачка от точки d цикл повторяется.
Двухпроходной кулачок (рис. 64, б) предназначается для обработки за два прохода, при этом включена передача—. Участки ab и cd — зоны врезания соответственно для первого и второго прохода. Трехпроходной кулачок (рис. 64, в) предназначается для обработки заготовки за три оборота, при этом включается передача — . Когда 28
ролик г (см. рис. 63) попадает в выемку кулачка Къ то суппорт под действием пружины /73, рейки и зубчатых колес 15 и 12 переместится в исходное положение, и станок выключается.
Участки ab, cd и ef — зоны врезания соответственно первого, второго и третьего проходов.
Движение радиальной подачи передается по кинематической цепи от стола с заготовкой к кулачку (см. рис. 63) так, чтобы за один оборот заготовки однопроходной кулачок совершал оборота. Согласно такому условию составляем расчетное уравнение этой цепи:
, 120 39 80 35 44 74 40 28 1 1
1л [ вд'55’^'^'вд'ад'^'^-тоб'кулачка-
§ 4. Режущий инструмент
При нарезании зубчатых колес на зубодолбежных станках режущим инструментом являются зуборезные долбяки.
Зуборезные долбяки применяют для нарезания прямозубых, косозубых и шевронных колес. Различают два типа долбяков: прямозубые — для нарезания цилиндрических колес с прямыми зубьями и косозубые — для нарезания косозубых и шевронных колес.
По конструкции долбяки разделяют на дисковые, чашечные, хвостовые и втулочные. Наиболее широко применяются дисковые долбяки (рис. 65, а). Когда размеры или форма нарезаемого колеса мешают проходу гайки, закрепляющей долбяк на шпинделе станка, пользуются чашечными долбяками (рис. 65, б). Хвостовые долбяки (рис. 65, в) применяют для нарезания колес внутреннего зацепления малых диаметров и наружного зацепления малых модулей. Втулочные долбяки (рис. 65, г) применяют при нарезании колес наружного зацепления малых модулей, а также при нарезании колес с внутренним зацеплением в тех случаях, когда дисковые долбяки по своим габаритам не могут пройти в отверстие нарезаемого колеса. Косозубые долбяки (рис. 65, д) применяют при нарезании зубчатых колес с косыми зубьями. Для нарезания шевронных колес применяют специальные долбяки (рис. 65, е). Все перечисленные типы долбяков, несмотря на различия в их конструкциях, имеют общие основные элементы.
Рассмотрим конструкцию и основные элементы дискового пря-мозубого^долбяка.
Прямозубый долбяк представляет собой прямозубое зубчатое колесо, имеющее три режущих кромки: одну переднюю 1 и
Рис. 65. Типы зуборезных долбяков:
а — дисковый, б — чашечный, в — хвостовой, г — втулочный, д — для косозубых колес, е — для шевронных колес
две боковых 2 (рис. 66). Зубья долбяка выполнены с эвольвентным профилем и имеют передний угол у и задний угол а.
Поверхности долбяка: внешняя опорная поверхность 3, внутренняя опорная поверхность 4, передняя поверхность 5, задняя поверх-
сечение
Рис. 66. Дисковый' прямозубый долбяк
ность 6. Долбяк имеет диаметр окружности выступов De, диаметр окружности впадин Diy диаметр делительной окружности б/д, диаметр отверстия d для крепления долбяка на оправке.
По мере затупления долбяки перетачивают по передней поверхности под углом у = 54-10°
Одним долбяком нарезают зубчатые колеса с разными числами зубьев, но с одинаковым модулем.
Долбяки 1 (рис. 67) затачивают шлифовальным кругом 2 по передней поверхности на специальных заточных •станках. Для получения чистой передней поверхности <на зубьях долбяка шлифовальный круг кроме вращения вокруг своей оси должен совершать также возвратно-поступательное движение в направлении, показанном стрелками.
Передний угол у принимается обычно около 5° у чистовых и 10° у черно-
Рис. 67. Схема заточки дол- ВЫХ долбяков.
бяка по передней поверхно- Стрелками показано движение дол-сти бяка и заточного круга.
§ 5. Наладка зубодолбежного полуавтомата 5В12
Наладку станка ведут в следующем порядке:
установка, закрепление и проверка долбяка; установка оправки для заготовки и ее проверка; установка и выверка заготовки; установка длины хода долбяка; установка долбяка на глубину врезания; настройка гитары скоростей резания; настройка гитары деления; настройка гитары круговых подач; настройка цепи радиальной подачи (врезания).
Установка и закрепление долбяка. Перед установкой долбяка посадочные отверстия и поверхность шпинделя тщательно протирают. На рис. 68 показаны примеры крепления долбяков. На посадочный конец 3 шпинделя 5 надевается опорное кольцо 4, а долбяк 2 закрепляется гайкой 1 (рис. 68, а). Некоторые долбяки можно устанавливать на торец шпинделя (рис. 68, б). Крепление долбяка, показанное на рис. 68, в, является неправильным, так как диаметр опорного кольца мал и долбяк не имеет жесткой опоры. Правильность установки долбяка относительно оси проверяется индикатором с точностью примерно 0,01—0,05 мм.
Установка оправки для заготовки и ее проверка. В посадочное гнездо шпинделя стола вставляется оправка, а затем проверяется ее радиальное биение, которое не должно превышать 0,01 мм до высоты 200 мм.
Установка, закрепление и выверка заготовки. В зависимости от величины диаметра посадочного отверстия заго-88
Правильно
Правильно
Неправильно
Рис. 68. Крепление долбяка гайкой (а), установка долбяка на торец шпинделя (б) и неправильное крепление долбяка (в)
Рис. 69. Способы крепления заготовки на зубодолбежном полуавтомате:
а — установка и закрепление типового зубчатого колеса, б — установка зубчатого венца с большим диаметром отверстия, в — закрепление двух цилиндрических зубчатых колес среднего размера с центрированиегл на оправке, г — установка и закрепление цилиндрического колеса большого диаметра с центрированием по промежуточному приспособлению; / — оправка, 2 — подставка, 3 — нарезаемое зубчатое колесо, 4 — верхний диск или подкладная шайба, 5 — зажимная гайка; д — установка и закрепление хвостовой шестерни в центрирующем приспособлении с зажимным конусом: / — центрирующее и зажимное приспособление, 2 — зажимной разрезной конус, 3 — нарезаемое зубчатое колесо, 4 — хвостовик нарезаемого колеса, 5 — затяжная кольцевая гайка
Рис. 70. Схема гидросистемы зубодолбежного станка и гидравлическое зажимное устройство:
1 — резервуар для масла, 2 — всасывающий фильтр, 3 — шестеренчатый насос, 4 — пластинчатый фильтр для масла, 5 — предохранительный клапан, 6 — напорный золотник, 7 — маслопровод к реверсивному золотнику, 8 — манометр, 9 — маслораспределитель к узлам станка, 10 — центрирующая и зажимная оправка, 11 — быстросъемная шайба, 12 — нарезаемое зубчатое колесо, 13 — реверсивный золотник с управлением вручную, 14 — гидроцилиндр зажима заготовки, 15 — реле давления, 16 — маслопровод рабочего давления, 17 — шток поршня, 18 — пружина для отжима оправки вверх после падения давления в гидроцилиндре, 19 — замок, связывающий шток поршня и оправку 10, А — рабочая полость гидроцилиндра, В — нерабочая полость гидроцилиндра
товки могут либо непосредственно надеваться на оправку, либо на промежуточную втулку (рис. 69). Величина радиального биения заготовки допускается до 0,03—0,06 мм.
На станке предусмотрена возможность установки гидрозажима заготовки.
Гидросистема рассчитана на зажим заготовки и смазку станка. Масло из резервуара 1 (рис. 70), расположенного в нижней части станины, засасывается через фильтр 2 шестеренчатым насосом 3 и
нагнетается под давлением в 13 ат через пластинчатый фильтр 4 в напорный золотник 6, регулированием которого устанавливают необходимое давление в системе. От золот-
Рис. 72. Эскиз перебегов долбяка при нарезании шестерни ступенчатого блока:
с — ширина канавки; 1\ и I2 — перебег долбяка относительно верхнего и нижнего торцов нарезаемого колеса; / — долбяк, 2 —> заготовка
/ г
Рис. 71. Установка позиции и длины хода долбяка
ника 6 масло направляется в маслопровод 7 к реверсивному золотнику 13 с ручным управлением и в маслораспределитель 9 для смазки отдельных элементов станка, а также к регулируемому реле давле/ния 15, отключающему станок при неожиданном падении давления масла в гидросистеме. При смещении плунжера золотника 13 вправо масло направляется по маслопроводу 16 в верхнюю полость А гидроцилиндра 14 и будет отжимать поршень цилиндра вниз. Шток 17 поршня посредством замкового соединения 19 потянет вниз оправку 10, которая с помощью съемной шайбы И прижмет заготовку 12 к подставке. При смещении плунжера золотника 13 влево верхняя полость А цилиндра будет сообщаться со сливом, давление в этой полости упадет, и пружина 18 поднимет шток 17 с поршнем и тем самым освободит заготовку.
Установка длины хода долбяка. При установке длины хода долбяка ключом 1 (рис. 71) ослабляют гайку 2, а ключом 3 вращают винт кривошипного диска, изменяя величину эксцентриситета шатуна 4. Установив длину хода долбяка, гайку 2 затягивают. Установка долбяка по высоте производится вращением винта 5,
Величина длины хода L долбяка определяется формулой
L = b + Z, где b — ширина зубчатого венца нарезаемого колеса (рис. 72);
1= — суммарный перебег долбяка за пределы ширины на-
резаемого зубчатого венца;
/1 и I2 — соответственно перебеги долбяка за верхнюю и нижнюю кромки заготовки нарезаемого колеса.
Обычно принимают Zi = /2.
Величину суммарного перебега в зависимости от ширины зубчатого венца нарезаемого колеса можно определить по графику (рис. 73).
Рис. 73. График для определения величины суммарного перебега I долбяка в зависимости от ширины b зубчатого венца нарезаемого колеса
Рис. 74. Эскиз установки ролика рейки суппорта на кривой кулачка в точке, наиболее удаленной от его центра:
1 — кулачок, 2 — ролик, 3 — рейка суппорта
на глубину резания. На глу-
Установкадолбяка
бину резания станок настраивают, пользуясь рукояткой Р8 (см. рис. 63), вращая которую через червячную передачу— , приводят 113
во вращение реечное колесо 12, которое перемещает рейку, несущую ролик г, относительно каретки штосселя. Рейка является кронштейном ролика г. Если ее перемещать в направлении кулачка то вылет кронштейна увеличивается, а долбяк при этом приближается к заготовке.
Последовательность наладки на глубину врезания такова: поворачивая кулачок с помощью рукоятки Р2, устанавливают его так, чтобы ролик г касался окружности кулачка наибольшего радиуса (рис. 74). Далее вращением рукоятки Р8 приближают долбяк к заготовке до тех пор, пока он коснется заготовки. Вращая кривошипный вал / посредством рукоятки Pi, поднимают долбяк в крайнее верхнее положение и затем, вращая рукоятку Р8, приближают его к оси заготовки на высоту зуба.
Величину перемещения, равную высоте зуба, отсчитывают по нониусу, насаженному на один вал с рукояткой Р8.
Пуск станка. Закончив настройку и наладку станка, наполняют все масленки и резервуары маслом, включают масляный насос нажатием кнопки «Пуск» с надписью «Гидравлика» и проверяют поступление масла к соответствующим точкам смазки.
Рукояткой Р2 (см. рис. 63), надетой на квадрат, поворачивают кулачок для перемещения суппорта с долбяком по направлению к заготовке. Затем нажимом кнопки «Пуск» под надписью «Главный привод» пускают станок в работу.
Остановка станка и снятие нарезанного коле-с а. Когда нарезание зубьев закончено, главный электродвигатель станка автоматически выключается, а суппорт с долбяком отходит от обработанного колеса.
§ 6. Настройка станка для нарезания косозубых колес
При нарезании косозубых колес станок настраивают так же, как и при нарезании прямозубых колес, за исключением подбора долбяка и наладки его движений.
Рис. 75. График определения числа двойных ходов п в минуту шпинделя с долбяком в зависимости от скорости резания v м/мин и длины хода долбяка I мм
косозубого колеса
Рис. 76. Схема нарезания долбяком
Долбяк должен быть косозубым, при этом его зубья должны иметь тот же угол наклона, что и у нарезаемого колеса, но с противоположным направлением винтовой линии. Если колесо имеет правый наклон зубьев, то долбяк должен быть с левым наклоном зубьев, и наоборот. Все расчетные перемещения и передаточные отношения сменных колес гитар определяются так же, как и при нарезке прямозубых колес. Для определения числа двойных ходов долбяка в минуту при нарезании прямозубых и косозубых колес можно пользоваться графиком (рис. 75).
При нарезании прямозубых колес долбяк совершает возвратно-поступательное движение и медленное вращение вокруг своей оси. При нарезании косозубых колес кроме этих движений долбяк должен совершать еще возвратно-поворотное движение вокруг своей оси. Для сообщения этого движения штосселю на нем устанавливают винтовой копир (рис. 76).
§ 7. Нарезание шевронных колес на зубодолбежных станках
Рис. 77. Шевронное колесо без средней проточки
Шевронные зубчатые колеса нарезают на специализированных горизонтальных зубодолбежных станках двумя поочередно работающими косозубыми долбяками.
На колесах без средней проточки правозаходная часть шевронного зуба является продолжением левозаходной части (рис. 77). Оси двух долбяков, установленные на станке, параллельны горизонтальной оси обрабатываемого колеса. Шевронные колеса являются косозубыми колесами, у которых одна половина шеврона представляет собой колесо с правозаходными зубьями, другая — с левозаходными. Поэтому при нарезании таких колес один из долбяков должен иметь зубья правого направления, а другой — левого. При нарезании шевронных колес долбяк и заготовка совершают такие же движения, как при нарезании косозубых колес на зубодолбежном станке 5В12. При этом возвратно-поступательное движение
передается долбяку от копиров (рис. 78).’Схема нарезания колеса дана на рис. 79. Когда долбяк совершает возвратно-поступательное движение, то один из них режет, а другой в это время движется обратно, совершая холостой ход.
Рис. 78. Направляющие и шпиндели долбяков:
1 — внешняя направляющая, 2 — соединительный вал, 3—бронзовая направляющая втулка, 4 — башмак, 5 — внутренняя направляющая, 6 — дифференциальная гайка, 7 — шпиндель левого долбяка, 8 — долбяки, 9 — шпиндель правого долбяка
Станки подобного типа представляют собой как бы сдвоенный зубодолбежный станок 5В12, но только с горизонтально расположенной осью долбяков (рис. 80). Вращательные движения долбяков 5 и нарезаемого колеса 1 связаны кинематической цепью (на 94
рис. не показано), обеспечивающей их согласованные вращения через сменные колеса. Долбяки получают возвратно-вращательное движение от копиров 2, а возвратно-поступательное от кривошипной передачи 3 посредством салазок 4.
а) 6)
Рис. 79. Схема нарезания шевронных колес двумя долбяками:
а — начало врезания, б — конец врезания
Рис. 80. Принципиальная схема горизонтального зубодолбежного станка
§ 8. Дефекты колес при нарезании на зубодолбежных станках и причины их возникновения
При нарезании зубчатых колес на зубодолбежных станках возможны такие же дефекты, как и при нарезании на зубофрезерных станках:
1. Неточность окружного и основного шага, возникающая по причинам, рассмотренным при зубофрезеровании, а также вследствие неравномерного окружного шага долбяка, неточности червяч
ных пар, вращающих шпиндель долбяка и стол, плохого крепления долбяка и заготовки и т. п.
2. Неточность эвольвентного профиля зубьев нарезаемого колеса, получаемая при неправильной эвольвенте зубьев долбяка или неплавности работы механизма станка, в частности червячных пар долбяка и стола.
3. Неравномерность толщины зубьев, овальность и конусность, возникающие при плохом состоянии станка, непараллельность хода долбяка к оси заготовки, изношенность направляющих шпинделя долбяка.
Пример. Настроить зубодолбежный станок 5В12 для нарезания цилиндрического прямозубого колеса с числом зубьев zK = 39, модулем /п=4 мм, длиной зуба 6 = 30 мм. Обрабатываемый материал — сталь 45. Долбяк имеет число зубьев 2д=19, диаметр rf^=76 мм, материал—сталь Р18. Обработка производится в два прохода.
Решение. По нормативам выбираем круговую подачу sKP=0,2 мм!дв.ход. и скорость резания УсР = 22 м/мин.
Длина хода долбяка определяется по формуле L = b + m\ £ = 30 + 4 = 34 мм. Рассчитываем сменные шкивы гитары скоростей
= Vcp = 22 0 34
d2 1,86£ 1,86-34
Принимаем ^=200 мм, d2=600 мм.
Число двойных ходов долбяка в минуту
500• vcP 500•22
^дв.ход= г ~
Сменные колеса гитары деления d\ Cj z д 19
6i dx
48 38
39 “ 72 ’ 52 ’
» 324 дв. ход/мин.
; ^1 + ^ = 48 + 72= 120.
Сменные колеса круговой подачи
= 4,71-skP = 4,71-0,2 = 0,942; а2 = 66; £2 = 70.
Устанавливаем двухпроходной кулачок (рис. 64, б).
Включаем колеса механизма подач
35
41 ‘
Припуск для первого прохода
/?! = h — h2 = 8,8 — 1 = 7,8 мм,
здесь h — высота зуба, 6=2,2, т = 8,8 мм\
h2 — припуск на второй проход, принимаем 62=1 мм.
Контрольные вопросы
1. Какие рабочие движения имеет зубодолбежный станок?
2. Назовите основные части зубодолбежного станка.
3. Напишите формулы настройки гитар скоростей, деления и подач.
4. Расскажите о наладке зубодолбежного станка.
5. Назовите дефекты зубчатых колес и причины их возникновения при нарезании на зубодолбежных станках.
Глава IX
НАРЕЗАНИЕ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС НА ЗУБОСТРОГАЛЬНЫХ СТАНКАХ
§ 1. Образование зубьев конических колес по методу обкатки
Производство конических зубчатых колес значительно сложнее, чем производство цилиндрических зубчатых колес. Зубья коничес-
ких колес расположены не параллельно друг другу, поэтому глубина и ширина впадин между зубьями постепенно уменьшаются от большего основания конического колеса к меньшему. Все это вы-
зывает трудности в их изготовлении.
Конические зубчатые колеса так же, как и цилиндрические, нарезают двумя методами: копированием и обкаткой (огибанием).
Рис. 82. Схема зуборезного станка, работающего методом обкатки
Рис. 81. Производящее колесо:
OOj — ось обрабатываемого колеса, ОО2 — ось производящего колеса
Метод копирования как малопроизводительный и не обеспечивающий достаточной точности нарезки колес применяется при изготовлении зубчатых колес неответственных и тихоходных передач, а также при черновой обработке конических колес.
Основным наиболее точным и производительным методом нарезания конических колес, как и цилиндрических, является метод обкатки (огибания).
Чтобы понять принцип нарезания конических колес методом обкатки, представим себе производящее коническое колесо 2 (рис. 81), по которому перекатывается коническая заготовка 1 из пластичного материала. Перекатывание проводят так, чтобы конус заготовки катился по конусу производящего колеса без скольжения. Таким способом зубья производящего колеса выдавливают в теле заготовки впадины. После одного полного оборота заготовки вокруг своей
оси на ее поверхности образуется венец с зубьями эвольвентного профиля.
В процессе обработки зубьев конических колес на существующих станках производящее колесо является воображаемым и зубья его воспроизводятся в пространстве режущими инструментами (резцами), но все расчеты движений производятся так, как будто обрабатываемая заготовка 3 (рис. 82) находится в зацеплении с воображаемым производящим колесом, закрепленным на торце обкатной люльки 2. На станине 1 имеются направляющие 6, по которым перемещается стол 8 с круговыми направляющими 7. На этих направляющих смонтирована
плита 5, которую можно
Рис. 83. Принципиальная схема нарезания конических прямозубых колес на станке по методу обкатки:
1 — нарезаемое коническое колесо, 2 — воображаемое производящее колесо, 3 — сменные колеса, 4 — люлька
Рис. ные при ского
G)
84. Последователь-положения резцов нарезании кониче-колеса методом обкатки:
а — резцы ниже центра зубчатого колеса, б — резцы по центру, в — резцы выше
центра; 01 и 02 — углы качания люльки
наладки станка. По нап-
поворачивать на требуемый угол со для равляющим поворотной плиты перемещается бабка 4 с установленной на ней вращающейся заготовкой.
Поворотная плита и бабка во время работы закреплены, а стол перемещается при черновом нарезании зубьев методом врезания, во время чистового нарезания стол неподвижен.
На рис. 83 изображена принципиальная схема нарезания конического колеса на станке по методу обкатки. Люлька 4 качается то в одну, то в другую сторону около оси ОО2. Нарезаемое коническое колесо 1 вращается вокруг оси ООь
Если на люльке закрепить производящее колесо 4 и ввести в зацепление с ним коническое колесо Л то зубья их при зацеплении будут обкатываться, как описано выше.
В действительности вместо зубьев производящего колеса на торцовой плоскости люльки устанавливаются резцы, которые поворачиваются вместе с люлькой вокруг ее оси так, как вращалось бы производящее колесо, и одновременно совершают возвратно-поступательное движение резания по торцу люльки — к ее центру и обратно. При поступательном движении резцы прорезают впадины между зубьями конического колеса, а их вращение вокруг оси люльки выполняет обкатку зубьев эвольвентного профиля.
Согласованность вращений люльки и заготовки достигается сменными колесами 2. Последовательное положение резцов относительно зубьев заготовки при обкатке показано на рис. 84. Заготовка вращается против часовой стрелки, а люлька, как сопрягаемое колесо, вращается по часовой стрелке, и резцы перемещаются относительно оси заготовки сни^у вверх, как указано стрелками, пока не выйдут из контакта с заготовкой. Когда люлька начнет вращаться в обратную сторону (по часовой стрелке), заготовка станет вращаться в другую сторону, а резцы будут вращаться сверху вниз.
Возвратно-поступательное вращение резцов, в результате которого осуществляется резание, — это главное движение, вращение люльки и заготовки — движение обкатки. Кроме того, станок имеет еще два движения: перемещение заготовки к резцам и обратно и периодический поворот заготовки для нарезания следующего зуба, называемый делением. ,
§ 2. Режущий инструмент
При нарезании зубьев конических колес на зубострогальных станках в качестве режущего инструмента применяются зубострогальные резцы с прямолинейными боковыми режущими кромками. Они представляют собой призматическое тело с заданными углами (рис. 85). Резцы имеют несколько отверстий с резьбой для крепления их в резцедержателях станка. Они подразделяются на четыре типа, предназначенные для различных моделей станков. Резцы имеют одинаковую форму и отличаются между собой только габаритными размерами. Одним и тем же резцом можно нарезать колеса нескольких модулей в определенном диапазоне. С одной стороны резцы имеют боковую режущую кромку, наклоненную к линии, перпендикулярной основанию резца, под утлом зацепления а = 20°
Заднего угла заточки резцы не имеют, он образуется при установке резца в резцедержатель, который наклонен к линии движения резца под углом 6=12° Передний угол у образуется заточкой резца по передней торцовой поверхности. Величина этого угла принимается при обработке стали 20—25°, а при обработке цветных металлов не более 10°. Черновые резцы при нарезании способом одиноч-
ного деления выполняются по такому же профилю, как и чистовые, а при нарезании способом двойного деления имеют специальный профиль (рис. 85, б). Профильный угол аг со стороны нарезаемого зуба меньше угла аь
Рис. 85. Зубострогальный резец:
а — размеры резца, б — профильные углы резцов при черновом нарезании методом двойного деления
§ 3. Нарезание зубьев конических колес на зубострогальном станке 5А26
Зубострогальный станок 5А26 (рис. 86) широко применяется в промышленности. Станок предназначен главным образом для чистового нарезания зубьев конических прямозубых колес на предварительно нарезанных заготовках.
§ 4. Настройка кинематических цепей станка 5А26
Кинематическая схема станка 5А26 приведена на рис. 87.
Цепь главного движения (скорости резания). Эта цепь передает движение от электродвигателя (А = 2,2 кет, п = = 1455 об!мин) через конические колеса 12—41, сменные зубчатые колеса гитары скоростей х, у, конические колеса 17—38 на центральный вал люльки.
На правом конце центрального вала закреплен кривошипный диск 1, палец которого через шатун качает коромысло 2. Коромысло соединено с ползунами 3, получающими возвратно-поступательное движение по направляющим 4. На центральном валу сидит также торцовый кулачок 5, охватываемый двумя роликами, принадлежащими тяге, связанной с верхней направляющей 4. При вращении центрального вала направляющая получает небольшое перемещение перпендикулярно линии движения ползуна, необходимое для отвода резца при обратном ходе. Аналогичное устройство имеется для отвода направляющей нижнего ползуна. За один оборот центрального вала люльки ползуны совершают один двойной ход.
Рис. 86. Общий вид зубострогального станка мод. 5А26
/ — валик установки поворотных сегментов на угол конусности зуба, 2 — регулятор смазки роликовых опор люльки, 3 — зажим верхнего поворотного сегмента, 4 — верхний ползун, 5 — включатель станка в сеть, 6 — люлька, 7 — нониус угла установки поворотной дтлиты, 8 — штурвал для поворачивания механизма станка вручную, 9— стол, 10 — пластинчатый фильтр для фильтрации масла, поступающего в гидросистему, // — валик установки поворотной плиты на угол внутреннего конуса, 12 — регулятор давления в гидросистеме, 13 — гидропанель, 14 — станина, 15 — матерчатый фильтр для фильтрации масла, поступающего на смазку, 16 — кнопочная станция главного электродвигателя, 17 — кнопочная станция гидропривода, 18 — стойка, 19 — прибор для распределения припуска, 20— рукоятка перемещения стола и зажима заготовки, 21 — кожух сменных колес гитары деления, 22 — бабка изделия, 23 — гидравлический зажимной патрон, 24 — регулятор давления гидрозажима, 25—зажим бабки изделия, 26—кнопочная станция главного электродвигателя, 27 — поворотная плита, 28 — счетчик нарезанных зубьев, 29 — распределительный барабан (барабан подачи стола), 30 — нониус осевой установки бабки изделия, 31 — гайка зажима поворотной плиты, 32 — шестигранник для перемещения бабки изделия по направляющим поворотной плиты, 33 — указательный диск барабана подачи стола, 34 — щуп для контроля уровня охлаждающей жидкости, 35 — крышка коробки сменных колес гитары скоростей и подач, 36 — дверца коробки установки длины хода ползунов, 37 — рукоятка включения ручного привода, 38 — дверца коробки сменных колес обкатки и угла качания люльки, 39 — щуп для измерения масла в баке, 40 — коробка обкатки и деления
Уравнение кинематической цепи главного движения, связывающей электродвигатель с центральным валом люльки:
„ 12 х 17
1455------------- п дв. ход/мин:
41 у 38
X Ядв.ход
откуда — = —, здесь х + у = 90.
Рис. 87. Кинематическая схема зубострогального станка мод. 5А26
При настройке станка на выбранную среднюю скорость резания 0Ср число двойных ходов резцов определяется по формуле
ЮОО^ср
ИдВ.ХОД = -----
где Ядв.ход — число двойных ходов ползунов в минуту; уСр — заданная скорость резания в м!мин\
L — длина хода резцов в мм.
L = b -|- (6 -г- 7) мм, где b — длина зуба нарезаемого колеса по образующей
конуса в мм\ величина 6-4-7 — перебег резцов в мм.
Цепь подачи. В зубострогальных станках подача характеризуется временем обработки одного зуба в секундах. За время об-102
работки одного зуба, т. е. за один цикл, распределительный барабан 6 совершает один оборот (рис. 87). Время обработки одного зуба выбирается в зависимости от числа двойных ходов резцов в минуту, материала заготовки, величины модуля и вида обработки (чистовое или черновое нарезание).
Расчетное уравнение кинематической цепи подачи, связывающей электродвигатель с распределительным барабаном:
1455 12 А С 14 33 1 л „
—7—*----------------------- 1 об. распред, барабана,
60 41 В D 37 24 44 F н н
откуда получим формулу для настройки гитары подач
А С _ 12 ~b'~d~ ~
где t — время обработки одного зуба в сек.
Для реверсирования ставят сменные колеса С и D в положении С' и D' (см. рис. 87).
Цепь деления. Эта цепь связывает вращение корпуса дифференциала с вращением заготовки следующим образом: делительный механизм станка включается в соответствующий момент рабочего цикла и сообщает точно один оборот зубчатому колесу 26, сидящему на корпусе дифференциала.
За один оборот корпуса дифференциала вал II делает два добавочных оборота. Шпиндель бабки с заготовкой за то же время дол-жен повернуться на один зуб нарезаемого колеса, т. е. на — обо-z
рота. Следовательно, уравнение кинематической цепи деления следующее:
, п 36 26 26 36 L N 1 1
1об.корп.диф.-2-—. — — — об.заг;
L N 30
При делении на два зуба вместо — в уравнении надо подста-Z
2
вить — , тогда формула настройки гитары деления будет такая: z
L jV __ 60 ~М~Р~ ~z'
Цепь обкатки. Эта цепь связывает вращение люльки (воображаемого производящего колеса) с вращением шпиндельной бабки (заготовки). Вращения люльки и заготовки должны согласовываться, как при зацеплении нарезаемого колеса с производя-
щим. Исходя из этого условия, и рассчитывают сменные колеса гитары обкатки. Передаточное отношение этой цепи равно отношению числа зубьев условного производящего колеса zn к числу зубьев z нарезаемого колеса.
Уравнение кинематической цепи обкатки:
162 25 Q Т 36 26 26 36 L jV 1 _ zn
~1 27~S'77'1диф'27”' 26 ’ 2б’24’лГ’р-’ш-~
Поскольку корпус дифференциала во время обработки неподвижен, то /диф= 1; кроме того
L N _ 30 ~М'~Р ~
Подставляя это значение в уравнение кинематической цепи обкатки, получаем формулу для настройки гитары обкатки:
Q Zn
S ’ U ~ 75 ’
Число зубьев zn производящего колеса — фиктивное число зубьев, дающее необходимое отношение между числами оборотов заготовки и люльки при нарезании колеса с числом зубьев z.
Число зубьев производящего колеса определяется по формуле:
z
Zn, sin<p
где ф — половина угла при вершине начального конуса нарезаемого колеса.
Для колес, оси которых пересекаются под прямым углом, число зубьев производящего колеса для нарезания одного и другого-колес конической передачи определяется по формуле:
Zn = Vz2 4- Z22 •
где z\ и z2— числа зубьев конических колес, работающих в паре.
Таким образом, подставляя в формулу значения zn, получим окончательные формулы для настройки сменных колес гитары обкатки
Q 2__ z
S U 75-sinq)
а для колес, оси которых пересекаются под прямым углом,
_Q zi + z22
S" U ~ ~75 ’
Цепь качания люльки. Люлька получает возвратновращательное движение через реверсивную муфту 7 (см. рис. 87), которая устроена так, что вращает вал сменного колеса Е за время 104
одного оборота распределительного барабана на 10 оборотов в одну сторону и на 10 оборотов в другую. При этом в одну сторону вал вращается медленно (рабочий ход), а в другую — вдвое быстрее (холостой ход).
Настройка цепи качения люльки. Люлька получает качательное движение через сменные зубчатые колеса Е — F, колеса 42—42, конические колеса 27—25 и червячную пару 1 —162.
Условие /настройки кинематической цепи качания люльки: за время 10 оборотов колеса Е люлька должна повернуться на угол 61° — угла качания ниже нулевого деления шкалы установки люль-
Расчетное уравнение этой цепи:
Е 42 27 1
10-----------------360° = 0°.
F 42 25 162
Отсюда находим передаточное отношение парносменных колес:
Е_ 0° ”7“ "24*
Для станка 5А26 должно быть выдержано условие £ + Г=90° Полный угол качания люльки 0° состоит из суммы двух углов: 01° — угла качания ниже нулевого деления шкалы установки люльки, когда резцы находятся ниже горизонтальной плоскости, проходящей через центр люльки (см. рис.84,а), и 02° — угла качания выше нулевого деления, когда резцы находятся выше этой плоскости (см. рис. 84, в), т. е. 0° = 0io+02°. Угол 02° больше угла 01°.
Угол 01° при угле зацепления а = 20° определяется по формуле
при угле зацепления а=15°
0
455,4-/< + 90 \
------------------------------ — 0,4 I • sin ф, z--------------/
где
т — модуль колеса;
h"— высота ножки нарезаемого зуба;
Ф — половина угла при вершине начального конуса нарезаемого колеса;
z— число зубьев нарезаемого колеса.
Полный угол качания в зависимости от угла 01° вычисляется по формуле
0° = 2,88801.
По вычисленному углу 0 подбирают сменные колеса Е и F.
Обычно находят числа зубьев сменных колес Е и F по таблице из паспорта станка.
§ 5. Наладка станка 5А26
Назначение распределительного барабана. Назначение барабана состоит в том, чтобы перемещать стол с бабкой заготовки, переключать реверсивную муфту 7 (см. рис. 87) и включать делительный механизм.
Распределительный барабан 12 имеет две канавки I и II (рис. 88) для чернового и чистового зубонарезания. В работе один из конических роликов 2 вводится в соответствующую канавку ба-
Рис. 88. Распределительный барабан, механизм перемещения стола станка
рабана. При вращении барабана под действием криволинейной поверхности паза барабана ролик 2 заставляет кулису 8 поворачиваться вокруг оси 00 и при помощи кулисного диска 9 перемещает цилиндр 4 в осевом направлении. Расстояние кулисного диска от оси 00 может регулироваться винтом 3, и тем самым можно устанавливать необходимую длину хода цилиндра, которая должна быть равна глубине впадин плюс 1 —1,5 мм. В цилиндр помещен поршень, шток 7 которого соединен со столом станка. Во время рабочего хода станка масло под давлением подводится в правую по-106
лость цилиндра, а левая полость соединяется с резервуаром. Когда стол движется вперед, поршень плотно прижимается к крышке цилиндра.
Если стол находится в крайнем положении, муфта 5 упирается в станину 6, а канавка барабана продвигает цилиндр на 0,3—0,4 мм дальше так, что между поршнем и крышкой образуется зазор. Масло из правой полости цилиндра при этом вытесняется через переливной клапан. Канавки 10 и 11 служат для переключения реверсивной муфты и включения делительного механизма. Кулачок 1 приводит в действие счетчик числа обработанных зубьев. Когда счетчик отсчитает установленное число, главный электродвигатель выключается и станок останавливается.
Чтобы снять нарезаемое зубчатое колесо, надо отвести стол поворотом рукоятки 20 (см. рис. 86). Эта рукоятка действует на золотник гидравлической системы так, что меняется направление масляного потока в гидравлическом цилиндре 4 (см. рис. 88), стол отходит назад на величину, равную длине хода поршня. При нарезании колес способом обкатки надо ввести ролик в канавку / (см. рис. 88) кулачкового барабана, а при нарезании способом врезания— в канавку II. Затем устанавливают величину отвода стола, которая должна быть равной глубине впадин зуба нарезаемого колеса плюс 1 —1,5 мм.
Установка осуществляется вращением винта 3 по шкале, имеющейся на кулисе 8 и показывающей величину отвода стола в миллиметрах. Для дальнейшей настройки станка барабан подачи приводят в положение, соответствующее середине обкатки. С этой целью включают станок кнопкой «толчок» и останавливают, когда стрелка, имеющаяся на корпусе барабана подачи, совместится с риской на диске барабана 33 (см. рис. 86). Затем настраивают счетчик циклов на требуемое число зубьев заготовки.
Установка сменных зубчатых ко л е с. Сменные зубчатые колеса механизмов скорости резания и подачи находятся под крышкой 35 (см*, рис. 86). Они подбираются по формулам, указанным выше, или по таблицам.
Сменные зубчатые колеса угла качания люльки и обкатки находятся под крышкой 38 (см. рис. 86). Их подбирают также по формулам или таблицам.
При черновом нарезании колес вместо сменных колес угла качания люльки ставится специальный запорный хомут, не позволяющий ведомому валу (а следовательно, и люльке) вращаться.
Сменные зубчатые колеса обкатки и гитары деления подбирают по формулам или таблицам.
Приближенный подбор не допускается.
Установка угла люльки производится следующим образом. Барабан подачи устанавливают по риске, включая станок «толчковой» кнопкой, а затем, удалив сменную шестерню Е (см. рис. 87), вращают ее вал до тех пор, пока люлька не займет среднее положение. После этого сцепляют шестерни Е и F. Для получе
ния высокой производительности нужно выбирать угол качания люльки минимальным, но достаточным для полной обкатки профиля зуба.
При черновом нарезании без обкатки необходимо поставить люльку в среднее положение и, сняв сменные колеса качания люльки, поставить на их место запорный хомут.
Установка резцов. Установку резцов производят в два приема: по длине и высоте.
°) б)
Рис. 89. Установка резца по длине:
а — калибр с индикатором установлен на направляющую планку люльки, б — калибр с индикатором установлен на контрольной плите: 1 — контрольная плита, 2 — калибр, 3 — индикатор, 4 — ножка индикатора, 5 — мерительный штифт, 6 — контрольный блок, 7 — резец
Установку по длине для каждого резца в отдельности проводят следующим образом: на контрольную плиту 1 (рис. 89, б) ставится калибр 2 с индикатором 3, ножка 4 которого касается мерительного штифта 5, опирающегося на контрольный блок 6. Дается натяг индикатору, и шкала устанавливается в нулевое положение. Затем калибр с индикатором переносится на направляющую планку люльки (рис. 89, а) так, чтобы рычаг индикатора коснулся вершины резца 7. Резец передвигают по резцедержателю до тех пор, пока стрелка индикатора не придет на «нуль» шкалы. После чего резец закрепляют болтами.
Аналогично контролируется установка другого резца.
Установка резца по высоте также ведется специальным калибром. Калибр с индикатором устанавливается на контрольную плиту 8 (рис. 90, б) в такое положение, при котором ножка 5 индикатора 6 находилась бы напротив контрольного блока 4 с углом, соответствующим углу профиля зуба. Дается натяг индикатору, и шкала устанавливается в нулевое положение.. Затем калибр переносится на направляющую планку люльки 3 (рис. 90, а) так, чтобы ножка индикатора коснулась режущей кромки резца /, закрепленного в резцедержателе 2, после чего винтом опускают или
поднимают резцедержатель, добиваясь установки резца в нулевое положение по показанию индикатора. В правильном положении резцедержатель закрепляется. Эта проверка выполняется отдельно для обоих резцов.
Установка длины хода и зоны работы резцов. Длина хода резцов должна быть равна 1,2 длины зуба. Установка достигается освобождением болтов и поворачиванием лимба на
Рис. 90. Установка резца по высоте:
а — калибр с индикатором установлен на направляющую планку люльки, б — калибр с индикатором установлен на контрольной плите; 1 — резец, 2 — резцедержатель, 3 — люлька, 4 — контрольный блок, 5 — ножка индикатора, 6 — индикатор, 7 — калибр, 8 — контрольная плита
деление, соответствующее требуемой длине хода. Зону работы резцов устанавливают перемещением резцедержателя вдоль Т-образных пазов ползунов. Резцедержатель надо установить так, чтобы перебег, равный 0,2 длины зуба, распределялся поровну, т. е. по 0,1 для каждого конца зуба.
Установка заготовки. Заготовка устанавливается в патрон бабки изделия (рис. 91). Шпиндель 1 смонтирован на конических подшипниках, которые регулируются гайкой 2.
На конце шпинделя сидит червячное колесо 2=120, которое упирается в компенсаторное кольцо 13 и закреплено гайкой 11. Между гайкой и колесом свободно помещается заплечик диска 12. Диск можно поворачивать и фиксировать зажимом 5. К диску прикреплен нониус 4, по которому производится отсчет деления на градусной шкале, нанесенной на крышке 3. Шкалой и нониусом пользуются при наладке станка для проверки правильности набора сменных колес деления и обкатки. На резьбовой хвостовик шпинделя навертывается гидравлический зажимной патрон.
Конструкция патрона такова: в цилиндре 7 патрона перемещается поршень. При движении вправо он нажимает своим торцом на
гайку, навернутую на шток 9, который соединен с зажимным устройством, закрепляющим заготовку. При перемещении поршня влево происходит разжим заготовки. Между поршнем и крышкой цилиндра перемещается пружина 6, гарантирующая от провертывания заготовки на оправке в случае нарушений в работе гидросистемы.
Рис. 91. Бабка изделия и зажимной патрон станка 5А26
Поршень перемещается под давлением масла, поступающего через кольцевые канавки муфты 8, которая плотно прижата к выступу 10 цилиндра 7.
Поворотную плиту бабки заготовки следует установить так, чтобы между осью фрезы и плоскостью вращения люльки был угол ф = ф —У, где ф — половина угла при вершине начального конуса нарезаемого колеса, у— угол ножки зуба.
Установка производится по шкале и нониусу 7 (рис. 86). Для того чтобы совместить вершину конуса нарезаемого колеса с центром станка, необходимо произвести осевую установку бабки заготовки по шкале и нониусу 30 (рис. 86).
Величина осевой установки К (рис. 92) определяется по формуле
К = А + Б,
где А — расстояние от вершины конуса до опорного торца заготовки, указываемое в чертеже;
Б — ширина буртика оправки.
НО
Установка угла поворотных сегментов люльки. При нарезании прямых зубьев конических колес вершина режущей кромки резца должна перемещаться по образующей внутреннего конуса, т. е. по прямой ОО\ под углом со (рис. 93) к плоскости симметрии зуба. Поэтому поворотные сегменты люльки, направляющие движение ползунов с резцедержателями и резцами, должны устанавливаться каждый под углом со к нулевой линии, пересекающей ось люльки под прямым углом.
Рис. 92. Осевая установка заготовки
Рис. 93. Направление движения резцов при строгании зубьев
Угол со определяется по формуле
tgco =
OiA
L
^ + /i"tga
L
Угол co мал, поэтому tgco можно заменить углом со в радианах, т. е.
S + 2Л" • tg a
®= 2L ’
где S — толщина нарезаемого зуба;
h" — высота ножки зуба;
L — длина образующей начального конуса от большого торца; a — угол зацепления;
28,648 (S + 2й". tg a)1
со —--------------------в градусах.
При черновом нарезании способом двойного деления углы установки сегментов определяются из формулы:
. 180° sin co = Sin ф-sin-,
z
где ф — половина угла при вершине начального конуса нарезаемого колеса.
Гидропривод. Гидропривод станка 5А26 служит для перемещения стола, зажима заготовки и смазки механизмов станка.
На схеме гидропривода (рис. 94, а) показано, что лопастной насос 3 засасывает масло из бака 1 через обратный клапан 2. Масло проходит через фильтр 5 в золотник 12, который управляется ру-
Реверсивная муфта механизма обкатки
Смазка коробки привода и коробки обкатки и деления
29
о)
Рис. 94. Гидравлическая схема станка 5А26:
а — схема гидропривода, б — схема работы золотника. Полости золотника: а'ж — сливы, б' — подвод стола, в — зажим заготовки, г — подвод масла, д — отвод стола, е — разжим заготовки
кояткой 13. От золотника масло поступает в цилиндр подвода и отвода стола и в цилиндр гидравлического зажима патрона.
Рукоятка 13 имеет три положения: I — стол отведен, патрон отжат; II—стол отведен, патрон зажат силой пружины, которая имеется в патроне; III — стол подведен, патрон зажат давлением масла.
Схема работы золотника приведена на рис. 94, б. При быстром перемещении стола нажимают кнопку, вмонтированную в рукоятку 13. При этом включается электромагнит, управляющий золотником 19, который позволяет маслу поступать в ци
линдр 23 в обход дросселя 20. При медленном перемещении стола масло подводится в цилиндр 23 через дроссель 20.
При перемещении поршня справа налево в конце хода поршень перекрывает отверстие в трубопроводе и масло из левой полости цилиндра может вытекать только через дроссель 16. Когда масляный поток изменяет направление, открывается обратный клапан 17, поэтому дроссель 16 не мешает быстрому движению поршня вправо. На правой стороне цилиндра имеется аналогичное устройство, состоящее из обратного клапана 21 и дросселя 22.
Цилиндр 23 вместе с поршнем может перемещаться при помощи кулисы и распределительного барабана. Этот механизм должен иметь постоянное натяжение, которое обеспечивается подачей масла в полость между корпусом и цилиндром.
По трубопроводу 27 масло поступает в проточку А редукционного клапана, пружина которого удерживает его так, чтобы полость А соединялась с трубопроводом В, а далее масло поступает в цилиндр гидрозажимного патрона 26, удерживая его в рабочем положении. Когда зажимное устройство заготовки ослаблено, масло поступает в трубопровод 28 и отводится по трубопроводу 27 в бак.
Для регулировки давления в цилиндре в редукционном клапане предусмотрен дроссель 24 и пружина. Пружина регулируется на определенное давление по манометру 25.
Переливной клапан 6 обеспечивает постоянное давление в гидросистеме. Пройдя клапан 6, масло попадает в клапан 7, который отрегулирован на постоянное давление. Под этим давлением масло поступает по трубопроводу 10 в реверсивную муфту 30.
Между клапанами 7 и 8 подключен трубопровод 11, по которому масло поступает на смазку привода и механизма обкатки и в автодозатор 14. Автодозатор работает от отдельного электродвигателя, он подает масло в трубопровод 15 к ползунам.
Расход масла, идущего на смазку станка, ниже, чем производительность насоса, поэтому избыточное масло выливается через клапан 8 в трубопровод 9. Далее через полость в корпусе золотника 12 и трубопровод 4 масло сливается в бак.
§ 6. Дефекты, возникающие при нарезании колес на зубострогальном станке, и причины их возникновения
Основными дефектами зубчатых колес при нарезании их на зубострогальном станке являются:
1) плохая чистота зубьев вследствие неправильного выбора режима резания, затупления режущего инструмента, вибраций станка, приспособления и инструмента;
2) чернота на зубьях остается при малом припуске на чистовую обработку и неправильном пользовании прибором для деления припуска;
3) дробленая обработанная поверхность зубьев получается от вибраций станка, заготовки и инструмента';
4) несимметричность ф,ормы зубьев от неправильной установки резцов по копирам по высоте, длине и неправильного угла установки сегментов.
Пример. Настроить станок 5А26 для чистового нарезания конического колеса с числом зубьев zi = 17 при следующих данных: число зубьев парного колеса г2=32; модуль т=8 мм; толщина зуба 3=14,87 мм; длина зуба /=30 мм; высота ножки зуба /*izz=6,64 мм; угол зацепления а=20°; угол при вершине начального конуса <pi=35°42'24"; длина образующей начального конуса 1 = 86,35 мм; материал заготовки — сталь 45; скорость резания а = 25 м)мин; оси колес Zi и взаимно перпендикулярны.
Решение.
1. Настройка цепи главного движения. Длина хода резцов
L = Z + (6 8) = 30 Ч\6’= 36 мм,
сменные колеса
х 1000 о 1000-25
у ~ 21-190 ~ 2-36-190 1 принимаем х=60, у=30.
2. Настройка гитары подач.
Технологическое время обработки одного зуба t находим по таблице режима работы станка. Для материала заготовки сталь 45 при модуле ш=8 мм и длине зуба Z=30 мм, Z=15 сек.
А С 12 12 , 24-60
t = 45-40’
следовательно, 4=24, 3 = 45, С=60, 3 = 40.
3. Настройка цепи качания люльки
Угол качания резцовой планшайбы (люльки) вниз
\ z J
355,3-^ + 90 \
------—-------— 0,8у sin 35°42'24" = 12,5°.
Общий угол качания
0° = 2,88801 = 2,888-12,5° =* 36,2°.
Находим сменные шестерни цепи качания:
Е 6° 36,2
F == 24 ~ 24 ’ принимаем £=54, £=36.
6. Настройка цепи деления — 2Z. _ 30 30 40 45
М ’ Р ~ z ='г7- = ’з4 да ’
7. Настройка цепи обката
Q £______г1 + г2 У172 + 322
S ' U ~ 75 ~ 75 =
Q . Т_ _ 462 _ 22 21
S ' U ~ 1000 ~ 50 ’ 20 ’
8. Угол установки поворотных сегментов люльки
tgco =
отсюда со = 3°18'.
'J-+ h\ tga
L
—+6,64-tg20'
86,35
= 3,521,
Контрольные вопросы
1. Расскажите о принципе нарезания конических колес методом обкатки.
2. Назовите основные узлы и механизмы зубострогального станка 5А26, их устройство и назначение.
3. Как производятся настройка и наладка станка 5А26.
4. Напишите формулы для расчета гитар станка.
5. Какие дефекты возникают при нарезке колес на зубострогальном станке, причины их возникновения и меры устранения.
Глава X
НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
§ 1. Образование круговых зубьев конических колес по методу обкатки
По форме боковой поверхности зуба различают конические колеса с прямыми зубьями (рис. 95, а), с косыми или тангенциальными зубьями (рис. 95, б), с круговыми зубьями (рис.95,в) и с паллоид-ными зубьями (рис. 95, г).
Рис. 95. Формы боковой линии зуба:
а — прямые зубья, б — тангенциальные зубья, в — круговые зубья, г — паллоидные зубья
Круговые зубья конических колес расположены по дуге окружности и поэтому производящее колесо имеет также круговые зубьяг чтобы оно могло входить в зацепление с коническим колесом. При нарезании круговых зубьев роль производящего колеса выполняет вращающаяся люлька с резцовой головкой. Люлька и заготовка
вращаются в одну и другую сторону согласованно, как это делали бы производящее и нарезаемое колеса в зацеплении. Шпиндель резцовой головки установлен в люльке и перемещается вместе с
Рис. 96. Принципиальная схема нарезания конических колес с круговыми зубьями:
1 — люлька, 2 — плоское производящее колесо (воображаемое), 3 — резцовая головка, 4 — нарезаемое коническое колесо, 5 — сменные колеса гитары обкатки, 6 — поворотный стол
люлькой, кроме того, люлька все время вращается в одну сторону вокруг своей оси, осуществляя процесс резания. В результате вращения головки резцы прорезают впадины между зубьями, а в результате вращения люльки с закрепленной на ней резцовой головкой происходит обкатка и образование эвольвентного профиля зубьев на заготовке.
Заготовка и люлька взаимно обкатываются, пока
резцы находятся в зацеплении с заготовкой, после выхода резцов из зацепления обкатка ведется в противо-
положную сторону. На рис. 96 приведена принципиальная схема нарезания конических колес с круговыми зубьями. Вращение резцовой головки 3— главное движение, осуществляющее процесс
резания.
Вращение люльки 1 и заготовки 4 — движения обкатки. Кроме того, производится перемещение заготовки к головке и обратно, а также периодический поворот заготовки для нарезания следующего зуба.
Согласованность вращений люльки и заготовки достигается настройкой сменных зубчатых колес 5.
§ 2. Резцовые головки
Резцовые головки представляют собой цельные (рис. 97) или сборные (рис. 98) торцовые фрезы специальной конструкции.
Головка имеет корпус 5 (рис. 98), в пазы которого вставлены резцы 4, закрепленные болтами 3. Резцы расположены от центра головки на расстоянии, равном радиусу кривизны зубьев нарезаемого колеса. Наружные резцы 6 расположены дальше от центра головки и предназначены для обработки вогнутой стороны зубьев, а внутренние 7—ближе к центру и служат для обработки выпук
лой стороны зубьев. Головки с наружными и внутренними резцами называются двусторонними, так как они могут обрабатывать одновременно две стороны зуба.
Головка крепится к шпинделю станка винтами через отверстия 9. В пазах корпуса под каждым резцом имеется регулировочный-
Рис. 97. Резцовая головка односторонняя с цельными
дисками
клин 1 и подкладка 2. Заменяя подкладки, можно установить резцы, при одном и том же диаметре головки на больший или меньший развод резцов. Регулировочными винтами 8 устанавливают резцы на требуемый диаметр.
§ 3. Способы нарезания конических зубчатых колес
с круговыми зубьями
Способ нарезания конических колес с круговыми зубьями определяется выбором резцовых головок. В настоящее время широко применяются три способа нарезания: односторонний, двусторонний простой и двусторонний двойной.
Односторонний способ применяется в мелкосерийном и единичном производстве, когда требуется высокое качество нарезания зубьев. При этом способе колесо и шестерня нарезаются одними и
Рис. 98. Резцовая двусторонняя головка сборная
и теми же головками, для чего требуются три головки. Колесо и шестерня начерно нарезаются одной двусторонней головкой при одной и той же ее установке. Чистовое нарезание осуществляется двумя односторонними головками, при этом установка каждой головки меняется два раза. Внутренняя головка устанавливается два раза — один раз для колеса и второй раз для шестерни, точно так же наружная головка устанавливается два раза—один раз для колеса и второй раз для шестерни.
Односторонним способом можно также нарезать колесо и шестерню одной двусторонней головкой. В этом случае колесо и шестерня после чернового нарезания обрабатываются одной двусторонней головкой, которая работает в каждом случае одной стороной резцов. При этом головку надо устанавливать четыре раза: два раза при обработке выпуклой и вогнутой сторон зубьев колеса и два раза при обработке зубьев шестерни также по выпуклой и вогнутой стороне. При обработке одной двусторонней головкой сопряжение парных колес хуже, чем при обработке односторонними головками.
Двусторонний простой способ широко распространен в промышленности. При этом способе колесо нарезается иначе, чем шестерня: колесо нарезается одной головкой с одной установки, а шестерня двумя с разными установками. Двусторонний простой способ подразделяется на обработку только двусторонними головками (без односторонних) и обработку четырьмя головками: двумя односторонними и двумя двусторонними.
Обработка двусторонними головками одной или двумя (черновой и чистовой) применяется в единичном производстве. В этом случае сначала обрабатываются впадины зубьев начерно с обеих сторон шестерни, затем головка переставляется и обрабатывается одна сторона зубьев той же головкой. После обработки одной стороны зубьев головка опять переставляется и обрабатывается другая сторона зубьев. При чистовой обработке обеих сторон профилей зубьев работает сначала одна, а затем вторая сторона зубьев головки. У колеса сначала нарезаются зубья начерно, а потом при той же установке головки обрабатываются начисто одновременно обе стороны зубьев.
Нарезание зубьев двусторонними и односторонними головками применяется в серийном производстве. Зубья шестерни и колеса нарезаются предварительно черновой головкой (одной или двумя разными) при одинаковой установке головки. При чистовом нарезании зубьев колеса применяется другая двусторонняя чистовая головка, у которой резцы имеют развод, равный ширине впадины между зубьями колеса. Она работает одновременно обеими сторонами резцов, обрабатывая обе стороны впадины зубьев до заданной толщины.
Нарезание зубьев шестерни двумя односторонними головками возможно в том случае, когда каждая головка устанавливается по-118
разному: внутренняя головка обрабатывает выпуклую сторону зубьев, а наружная — вогнутую сторону.
Двойной двусторонний способ. Этот способ применяется для нарезания зубьев мелкомодульных колес (т^2,5 мм) низкого класса точности.
Черновая нарезка шестерни и колеса выполняется двусторонней головкой, чистовое нарезание — отдельными двусторонними головками одновременно по обеим сторонам зубьев и с одной установкой инструмента.
§ 4. Зубофрезерный станок 5А27С1
Назначение станка. Этот станок широко применяется для фрезерования конических колес с круговыми зубьями. По внешнему виду он мало отличается от зубострогального станка 5А26, на основе которого он сконструирован. Его главное отличие в конструкции обкатной люльки.
Чистовое нарезание зубьев на станке 5А27С1 производится с обкаткой в следующей последовательности: 1) быстрый подвод стола с бабкой в рабочее положение так, чтобы резцы головки заходили на полную глубину предварительно прорезанных впадин между зубьями; 2) рабочая обкатка — люлька вращается против часовой стрелки, заготовка тоже вращается против часовой стрелки в соответствии с вращением люльки, стол стоит неподвижно, обкатка происходит до выхода из зацепления резцов с зубьями нарезаемого колеса; 3) отвод продольного стола и изменение направления вращения люльки и заготовки; 4) деление — поворот заготовки на один зуб.
Черновое нарезание зубьев можно выполнять двумя способами— с обкаткой и без обкатки. Нарезание с обкаткой выполняется в таком же порядке, как и чистовое, но угол качания люльки устанавливается так, чтобы резцы головки перед началом резания находились в стороне от заготовки. При вращении люльки и заготовки резцы постепенно врезаются на полную глубину вдоль впадины зубьев, одновременно происходит обкатка.
При черновом нарезании зубьев без обкатки люлька и заготовка не вращаются, вращается только резцовая головка, а заготовка постепенно подается к головке до момента резания зубьев на требуемую глубину.
Обработанные зубья колеса имеют прямолинейный профиль в виде трапеции. За время обработки одной впадины станок совершает следующие движения: 1) быстрый подвод стола в рабочее положение для начала резания, 2) постепенная подача стола с бабкой и заготовкой до прорезания впадины между зубьями на требуемую глубину, 3) быстрый отвод стола, 4) деление — поворот заготовки на один зуб.
Зажим и освобождение заготовки и перемещение стола в рабочее положение и обратно осуществляется гидросистемой.
Нарезание зубьев на станке и остановка станка производятся автоматически.
§ 5. Настройка станка 5А27С1
На рис. 99 приведена кинематическая схема станка.
Нарезание конических колес на станке 5А27С1 выполняется следующими движениями инструмента, заготовки и органов управления: 1) вращение резцовой головки — главное рабочее движение; 2) подача (вращение) распределительного барабана А; 3) качание люльки с резцовой головкой; 4) обкатка — вращение заготовки; 5) дополнительное качание люльки с резцовой головкой — модификация; 6) деление. Рассмотрим каждую кинематическую цепь для этих движений в отдельности.
Цепь вращения резцовой головки. Вращение от электродвигателя (7V = 4,5 кет, п— 1500 об!мин) передается шпинделю резцовой головки. Движение передается через конические зубчатые колеса 12—41, сменные колеса х, у, конические колеса 27—27, цилиндрические колеса 45—50, конические колеса 18—27, .22—100 на резцовую головку.
Изменение направления вращения резцовой головки в зависимости от направления ее зубьев производится переключением электродвигателя. При изменении направления вращения электродвигателя изменяется направление вращения только головки, вращение же барабана подач и всего механизма по всем кинематическим цепям остается неизменным. Для этого при реверсировании электродвигателя сменное колесо D снимается с вала V и устанавливается на промежуточный валик Va. Затем в передачу движения к механизму вводится дополнительная пара колес с передаточным отношением 1 : 1, вследствие чего изменяется направление вращения только вала I, передающего вращение резцовой головке, вращение же вала V остается неизменным.
Цепь подачи (вращения распределительного барабана А). Барабан А получает вращение от электродвигателя через конические колеса 12—41, вал I, сменные колеса А, В, С, D гитары подач, конические колеса 14—37, 33—24, червячную пару 1—44, червячное колесо 44 этой пары закреплено на корпусе барабана и приводит его во вращение. За один оборот распределительного барабана нарезается один зуб, что соответствует одному циклу работы станка.
Цепь качания люльки. Эта цепь связывает вал VI с люлькой. Люлька получает качательное движение от вала VI, через который передается движение барабану подачи. На этом валу закреплены цилиндрические колеса 48 и 30, колесо 48 сцепляется с колесом 48, насаженным свободно на валу VII, а колесо 30 через пару колес 30 и 20, закрепленных на дополнительном валике, сцепляется с колесом 40, также свободно насаженным на валу VII. Следовательно, колеса 48 и 40 на валу VII вращаются в разные стороны. Между этими колесами на валу VII установлена реверсивная муфта М, управляемая распределительным барабаном А и соединяющая поочередно колеса 48 и 40 с валом VII.
Рис. 99. Кинематическая схема станка 5А27С1
Реверсивная муфта М в течение первой половины оборота распределительного барабана включает колеса 48—48, а в течение второй половины — колеса 30—30, 20—40. При этом вал VII вращается то в одну, то в другую сторону.
От вала VII вращение передается через сменные колеса качания люльки Е—F валу VIII и далее через колеса 42—42, 27—25, червячную пару 1—162. Червячное колесо 162 закреплено на барабане люльки и вращает люльку то в одну, то в другую сторону.
Вращение люльки на холостом ходу происходит в процессе передачи движения от вала VI к валу VII через колеса 48—48, а при обратном— рабочем ходе — через колеса 30—30, 20—40. Таким образом, вращение люльки при рабочем ходе происходит в два раза медленнее, чем при холостом.
Цепь обкатки связывает вращения люльки и заготовки. Вращение обкатки передается от люльки с червячным колесом 162 к заготовке, закрепленной на валу XIV через кинематическую цепь € передаточным отношением:
162 25 Q Т 36 26 26 36 L W 1 ~Г‘27 ‘У’7Г'1диф‘27'2б’2б”24" ЛГ’“12О ’
Здесь Q, S, Т, U — сменные колеса гитары обкатки;
L, М, N, Р — сменные колеса гитары деления.
Цепь модификации обкатки. Эта цепь используется при черновом нарезании зубьев, а также при нарезании полуобкат-ных колес.
С увеличением числа зубьев колеса профиль его зубьев приближается к прямолинейному, что дает возможность упростить форму колеса (большего из пары колес), заменить криволинейный профиль его зубьев прямолинейным. Такая замена упрощает обработку колеса, так как зубья прямолинейного профиля можно получить обработкой без обкатки (например, методом кругового протягивания или врезанием инструмента в заготовку (копирования). В этом случае производительность нарезания зубчатых колес повышается. При этом способе нарезки только шестерня обрабатывается методом обкатки, а колесо обрабатывается без обкатки, поэтому такая передача называется полуобкатной передачей. Передача, в которой сопряженная пара — колесо и шестерня нарезаны методом обкатки, называется обкатной передачей.
При черновом нарезании полуобкатных колес станок работает по методу врезания. Движение огибания при этом берется небольшим. Профиль зуба колеса близок к профилю рейки. Для того чтобы было правильное зацепление такой пары колес, зубья надо модифицировать (исправить) срезанием, т. е. утоньшением профиля у ножки и головки зуба. Это достигается небольшим дополнительным вращением люльки в процессе резания сначала в одну, а затем в другую сторону при помощи механизма модификации.
Движение люльке передается от вала XV через цилиндрические колеса 25—35, конические колеса 21—25, сменные колеса гитары модификации iM, червячную пару 1 — 60 и гильзу, на конце которой имеется эксцентричный кулачок К, связанный с валом червяка качания люльки. При вращении гильзы червяк люльки будет получать осевые перемещения, вследствие чего люлька будет иметь дополнительное качательное движение. Изменяя эксцентриситет и подбирая сменные колеса гитары модификации, можно получить требуемую величину модификации.
Цепь деления. От вала VI вращение передается через колеса 22—32, промежуточные валики и колеса 21—60, 20—77; колесо 77 закреплено на валу XVII и вращает его в одну сторону. На этот же вал насажена на шпонке перемещающаяся втулка N, с другой стороны втулки свободно сидит колесо 52, сцепленное с колесом 26, соединенным с корпусом дифференциала Q. При рабочем ходе втулка N отведена влево, и колесо 52 не взаимодействует с втулкой и не вращается. Корпус дифференциала заперт рычагами втулки N. После того, как резцовая головка закончит обработку впадины зуба, заготовка отводится от нее, а распределительный барабан в это время при помощи ролика, входящего в один из пазов, и рычагов переместит втулку N вправо и соединит ее с колесом 52. Одновременно рычаги втулки N освободят корпус Q дифференциала и, колеса 52—26 повернут корпус. После одного оборота корпуса дифференциала механизм втулки N опять запрет дифференциал, а втулка отходит влево из соединения с колесом 52 и механизм деления снова останется неподвижным до следующего переключения.
При подборе сменных колес гитар станка 5А27С1 применяются следующие формулы:
гитара главного движения
х и ~у = 57,95 ’ где п — число оборотов в минуту резцовой головки;
v гг —318 —,
где v — скорость резания, м1мин\
D — диаметр резцовой головки, мм.
Гитара деления
L N _ 30
где z— число зубьев нарезаемого колеса.
Гитара обкатки
Q Т ___ 2п
где zn — число зубьев производящего колеса.
Zn = + 2*
здесь 2i — число зубьев нарезаемого колеса; г2 — число зубьев колеса, парного с нарезаемым. Гитара подач.
А С _ 11,55 ~b'~D~ t ’ где t — время одного цикла в секундах.
Угол качания люльки е _е° 7"— 24 ’ где при угле зацепления а = 20° (h" \
355,2 — 4-90° \
--------------------0,8 /-sin®.
z J
При угле зацепления а = 15°
458,4 ——(-90° \
-------™------------0,4 -since,
z J
здесь т — модуль нарезаемого колеса, мм\ hx"—высота ножки нарезаемого зуба, мм\ Ф — половина угла начального конуса нарезаемого колеса; 2 — число зубьев нарезаемого колеса.
Е 0°
Сменные зубчатые колеса качания люльки — = — определя-F 24
ются по расчетной или практически принятой величине угла 0° качания.
Порядок наладки станка 5А27С1 и расчет сменных колес его кинематических цепей такие же, как и на зубострогальном станке 5А26.
Контрольные вопросы
1. Расскажите о конструкциях и работе резцовых головок для нарезания конических колес.
2. Какие существуют способы нарезания конических колес с круговыми зубьями?
3. В чем сходство п отличие в устройстве и работе зуборезных станков 5А27С1 и 5А26?
4. Какие кинематические цепи имеет зубофрезерный станок 5А27С1?
5. Напишите формулы для настройки гитар главного движения, подачи, обкатки, деления п угла качания люльки на станке 5А27С1.
Глава XI
ОТДЕЛКА ЗУБЧАТЫХ КОЛЕС
§ 1. Способы отделки зубчатых колес
Отделочные операции при обработке зубчатых колес применяются для повышения точности и чистоты обработки поверхностей.
В настоящее время применяются следующие зубоотделочные операции:
закругление торцовых поверхностей зубьев, снятие фасок и заусенцев; зубошевингование; зубошлифование, притирка зубьев, обкатывание зубьев; зубохонингование, электрополирование зубьев.
Рассмотрим кратко каждый способ в отдельности.
§ 2. Зубозакругление, снятие фасок и заусенцев
Эти операции делают для облегчения переключения зубчатых колес, которые по роду работы должны входить в зацепление или выходить из зацепления (например, в коробках скоростей), зубья этих колес закругляются по торцам. В серийном и массовом производстве зубья колес закругляют на специальных зубозакругляющих станках. В табл. 5, п. I приведен способ закругления зубьев пальцевой фрезой. Зубчатое колесо и фреза при обработке вращаются, кроме того фреза имеет возвратно-поступательное движение. За каждый двойной ход фрезы зубчатое колесо поворачивается на один шаг и фреза входит в следующую впадину между зубьями.
§ 3. Зубошевингование
Шевингованием исправляют погрешности профиля, окружного и основного шагов и направления зубьев.
Шевингование — процесс отделки зубчатых колес низкой твердости (обычно HRC<A0) при помощи специального инструмента— шевера, срезающего с боковых сторон зуба стружку очень малой толщины (5—20 микрон). Шевингование применяют в массовом и крупносерийном производствах для придания зубьям колес повышенной точности и чистоты профиля.
В настоящее время применяют шеверы трех типов: дисковые (рис. 100, а), реечные (рис. 100, б) и червячные (рис. 100, в). Все три типа шеверов работают по методу обкатывания.
В процессе шевингования зубья шевера и обрабатываемого колеса сцеплены между собой (рис. 101). Шевер вращается от электродвигателя, а колесо от шевера. По другой схеме двигатель вращает обрабатываемое колесо, а шевер принудительно вращается от него. Кроме того, шеверу или колесу сообщается два поступательных движения: одно возвратно-поступательное вдоль оси, другое периодическое перпендикулярно оси. Шевер и колесо установлены на станке под углом скрещивания ф друг к другу, поэтому
Рис. 101. Схема шевингования цилиндрических колес: а — дисковым шевером, б — шевером-рейкой
между зубьями шевера и колеса при их вращении происходит осевое скольжение. Зубья шевера закалены до высокой твердости (HRC 62ч-65) и имеют на боковых поверхностях канавки, которые образуют режущие кромки, срезающие с зубьев колеса тонкие
стружки.
Принцип шевингования состоит в следующем: кривая КА (рис. 102, а) представляет собой эвольвенту зуба нарезаемого колеса, a NN — линию на поверхности зуба шевера. Их касание происходит в точке А. Если на зубе шевера прорезана канавка (рис. 102, б), а зубьяшевера и 'колеса соприкасаются, они будут контактировать в точках В и С с
К
каждой стороны канавки.
Эти две точки находятся на режущих кромках зуба шевера. При вращении колеса и шевера возникает
Я)
скольжение между их зубьями, а острые режущие кромки, имеющиеся на ty
зубьях шевера, снимают тонкую стружку с поверхности зубьев колеса.
В процессе шевингования происходит непрерывное сближение осей шевера и колеса. Зацепление колеса и шевера осуществляется без зазора, поддерживается необходимое давление в радиальном направлении. На рис. 102, в показан зуб шевера в контакте с боковой поверхностью зуба обрабатывае-
Рис. 102. Принцип шевингования:
а — без канавки, б — с канавкой, в — контакт зуба шевера с боковой поверхностью зуба колеса
мого колеса.
Применяют четыре метода шевингования зубчатых колес: с продольной подачей, диагональной подачей, с поперечной (тангенциальной подачей) и
методом «короткого хода».
Шевингование с продольной подачей (рис. 103, а). Ось шевера, закрепленного на шпинделе станка, устанавливается под углом скрещивания ср к оси зубчатого колеса.
Величина угла скрещивания ср определяется по формуле:
ф — Рк ± рш,
где рк — угол наклона зуба шевингуемого колеса;
Рш — угол наклона шевера.
Знак плюс ставят при совпадающих, а минус — при противоположных направлениях винтовых линий зубьев колеса и шевера.
Стол станка с обрабатываемым колесом совершает возвратно-поступательное движение. В конце каждого продольного хода стола осуществляется радиальная подача стола на 0,02—0,06 мм с одно-
временным изменением направления вращения шевера. Сближение шевера и колеса после каждого прохода продолжается до того момента, когда толщина обрабатываемого зуба не достигнет заданного размера. Операция шевингования заканчивается без радиальной подачи стола.
Длина хода шевера или шевингуемого колеса принимается равной сумме Вк+т, где Вк — ширина шевингуемого колеса, пг — модуль колеса. Шевингование с продольной подачей позволяет обрабатывать зубчатые колеса большой ширины.
Рис. 103. Схема шевингования зубьев:
а — с продольной подачей, б — с диагональной подачей широких колес, в — с диагональной подачей узких колес, г — с тангенциальной подачей, д — методом «короткого хода»
Метод шевингования с диагональной подачей. При этом методе шевингования продольная подача осуществляется под некоторым углом к оси колеса (рис. 103, б, в). Направление и угол наклона со продольной подачи к оси колеса устанавливается таким образом, чтобы у каждого из торцов зубчатого венца колеса профилирующая точка на зубьях шевера находилась в зоне первой канавки от торца. Так как ось колеса к направлению подачи находится под углом диагонали со, точка контакта шевера с колесом перемещается не только по длине зуба колеса, как это имеет место при шевинговании с продольной подачей, но и по длине зуба шевера. Поэтому каждое сечение шевера является калибрующим и при ходе стола для обработки всей длины зуба достаточно выхода торца шевера за торец обрабатываемого колеса.
Благодаря непрерывному изменению положения точек контакта на зубьях шевера, износ их более равномерен, в результате чего шевер меньше изнашивается. При шевинговании с диагональной подачей сокращается длина продольного хода шевера, что уменьшает машинное время обработки, особенно при шевинговании от-
носительно узких колес. Преимуществом этого метода шевингования является также возможность уменьшения ширины канавки для выхода шевера при обработке колес с закрытыми венцами. При сохранении размеров канавки возможно увеличение угла скрещивания, что облегчает условия резания при шевинговании. Чем больше угол (о, тем меньше длина хода шевингования. Ширина зубчатого колеса, ширина шевера и угол со связаны между собой. Для шевингования с большим углом со требуются шеверы с увеличенной шириной обода. Чем больше угол со, тем меньшую ширину колеса можно шевинговать одним и тем же шевером.
Зубчатые колеса небольших размеров шевингуют методом диагональной подачи за один двойной ход без радиальной подачи. В настоящее время диагональное шевингование широко применяется.
Шевингование с поперечной (тангенциальной) подачей. Шевингование этим методом ведется при перемещении стола в направлении, перпендикулярном оси колеса (ось шевера перемещается в плоскости, параллельной оси колеса), рис. 103, г.
При тангенциальном шевинговании ширина шевера должна быть больше ширины обрабатываемого колеса на величину (1,14-1,2) X
В к т-»
X------. Вследствие непрерывного смещения режущих точек по
cos ф
длине зубьев шевера их износ протекает медленно и равномерно. Так как при этом способе шевингования нет калибрующих проходов шевера и происходит значительное изменение углов скрещивания осей шевера и колеса в процессе поперечного хода, то точность и чистота обработки поверхности зубьев колес несколько ниже, чем при шевинговании с диагональной подачей.
Шевингование методом «короткого хода» (рис. 103, д). Этот метод аналогичен тангенциальному шевингованию, но подача здесь осуществляется в направлении, перпендикулярном к оси шевера.
Ширина шевера может быть уменьшена до В= (1,14-1,2) ВКХ Хсоэф, что позволяет обрабатывать колеса с большой шириной зубчатого венца, а закрытые венцы — с меньшей шириной канавки, чем при тангенциальном шевинговании.
Установка величины угла скрещивания. Как уже известно, углом скрещивания ф называется угол, образованный осями шевера и обрабатываемого колеса (см. рис. 103).
Величина скорости скольжения на сопряженных поверхностях зубьев колеса и шевера зависит от угла скрещивания. Чем больше этот угол, тем больше скольжение и, следовательно, более интенсивное шевингование. Однако увеличение угла скрещивания уменьшает линию контакта зубьев шевера и колеса, сокращает число одновременно режущих зубьев шевера, понижает точность обрабатываемого колеса и увеличивает нагрузку, приходящуюся на один зуб шевера. Все это снижает качество обработки.
Обычно применяют шевингование при величине угла скрещивания ф= 104-20°
Шевингование зубчатых колес с бочкообразными зубьями.
В машиностроении часто применяют зубчатые колеса с бочкообразными зубьями (рис. 104).
Бочкообразная форма зуба уменьшает шум и износ зубчатых колес, предотвращает заклинивание зубьев из-за погрешностей сборки или деформации валов во время работы зубчатых передач.
При шевинговании бочкообразных зубьев в процессе продольной подачи стол или направляющие приспособления для обработки
Рис. 104. Бочкообразный зуб
Рис. 105. Приспособление для обработки бочкообразных зубьев
зубьев медленно поворачиваются вокруг оси, перпендикулярной к оси колеса. Шевингование заканчивается тогда, когда толщина зуба достигает заданной величины а, измеряемой по средней части от-шевингованного зуба (по максимальной толщине зуба).
Качающийся стол для шевингования бочкообразных зубьев показан на рис. 105. Ось 3 качания стола находится посредине зубчатого венца обрабатываемого колеса. На станине 2 установлен кронштейн 6 с диском 5, который может быть повернут на требуемый угол. В пазу диска закрепляется ползушка 4, прикрепленная к столу 1. Во время хода ползушка 4 перемещается по наклонному пазу диска 5 и периодически поднимает ту половину стола, над которой происходит в данный момент шевингование. В результате качания стола и получается бочкообразная форма зуба по его длине.
Режимы резания при шевинговании.
Скорость резания. Скоростью резания при шевинговании называется скорость бокового скольжения зубьев шевера относительно зубьев шевингуемого колеса.
При шевинговании цилиндрических колес скорость резания определяется по формулам:
v = Uo-sincp — для 'прямозубых колес, sinq)
v = v0----1—для косозубых колес,
COS Р
где ф— угол скрещивания осей шевера и колеса;
р — угол наклона зубьев колеса;
v0 — окружная скорость шевера, определяемая по формуле:
эт • d • M-ш .
Vo =--------м/мин.
1000 7
где dr— диаметр шевера, мм;
пш — число оборотов шевера в минуту.
Пример. Определить скорость резания при шевинговании прямозубого колеса, если известно, что диаметр шевера d=100 мм и число его оборотов пш = 250 об!мин. Угол скрещивания осей шевера и колеса ф=15°.
Решение. Определяем окружную скорость шевера по формуле
пс1-пш
1000
3,14-100-250
1000
= 78,5 м!мин.
Вычисляем скорость резания
v — v0-sin ф = 78,5-0,259^20,3 м!мин.
Продольная подача при шевинговании измеряется перемещением шевингуемого колеса вдоль своей оси за один его оборот.
В других моделях шевинговальных станков продольной подачей будет перемещение шевера вдоль оси колеса за один его оборот.
Подача обозначается буквой $0 и измеряется в мм на один оборот колеса — мм!об.
Продольную подачу можно выразить в миллиметрах в минуту по формуле:
sM = So-Пн мм)мин,
где пк — число оборотов шевингуемого колеса в минуту.
Число оборотов шевингуемого колеса в минуту определяется по формуле:
= Иш >
где гш — число зубьев шевера;
пш — число оборотов шевера в минуту;
2К — число зубьев колеса.
Радиальной подачей при шевинговании называется перемещение обрабатываемого колеса (стола) в радиальном направлении за один продольный ход стола, а в других моделях — перемещением шевера в радиальном направлении за один его ход вдоль оси шевингуемого колеса.
Радиальная подача sp осуществляется храповым механизмом станка и подсчитывается по формуле:
x-i-t , sp =------мм/ход,
^х.к.
где х — число зубьев, захватываемых собачкой храповика;
zx.K.— число зубьев храпового колеса;
t—шаг ходового винта радиальной подачи стола;
i — передаточное отношение зубчатых колес между храповым колесом и ходовым винтом радиальной подачи.
Пример 1. Число зубьев колеса zK = 100, число зубьев шевера гш = 50 и число его оборотов пш = 100 обIмин, продольная подача на оборот so = 0,4 мм)об. Определить продольную подачу в минуту.
Решение.
50
м,. = пш- —— — 100-= 50 об!мин.
к гК 100 '
Продольную подачу в минуту определяем по формуле:
sM 80-пк = 0,4-50 = 20 мм!мин.
Пример 2. Число зубьев храпового колеса zx.k. = 150, собачка храповика установлена на число зубьев х=1, ходовой винт радиальной подачи имеет шаг / = 6 мм и передаточное отношение зубчатых колес между храповым колесом и ходовым винтом г=0,5. Определить радиальную подачу.
Решение. Определяем радиальную подачу по формуле:
X'i't 1-0,5-6 sp =----=----------= 0,02 мм)ход.
150
Глубина резания при шевинговании определяется толщиной снимаемого слоя металла за один продольный ход стола.
Припуски под шевингование. Припуск h на обработку под шевингование обычно принимается на толщину зуба колеса или задается по межцентровому расстоянию.
Величина припуска зависит от точности и чистоты предварительной обработки колеса: чем точнее и чище предварительная обработка колеса, тем меньше припуск на шевингование.
В табл. 6 приведены рекомендуемые припуски под шевингование по общемашиностроительным нормативам режимов резания и времени для технического нормирования работ на зуборезных станках.
Определение числа двойных ходов стола (числа циклов). Число циклов, т. е. число возвратно-поступательных ходов стола с заготовкой при шевинговании, выбирается в зависимости от припуска под шевингование и требуемой чистоты обработки. Для получения лучшей чистоты столу с заготовкой сообщается несколько чистовых ходов, т. е. ходов без радиальной подачи стола.
Рекомендуемые припуски под шевингование цилиндрических колес (по толщине зуба)
Модул> колеса, мм Диаметр колеса, мм
до 100 100—200 200-500 500—1000 св. 1000
Припуск, мм
ДО 3 0,06-0,10 0,08-0,12 0,1-0,15 —
.3-5 0,08—0,12 0,1-0,15 0,12—0,18 0,12—0,18 0,15—0,20
5—7 0,1-0,14 0,12-0,16 0,15-0,18 0,15—0,18 0,16-0,20
7-10 0,12 -0,16 0,15-0,18 0,18-0,20 0,18—0,22 0,18—0,22
Число потребных ходов kn для полной обработки колеса с учётом чистовых ходов можно определить по формуле
= ~2t
где h — припуск на обработку под шевингование на толщину зуба, мм\
t — толщина снимаемого слоя на один ход стола, мм\ — количество чистовых ходов.
Пример. Припуск под шевингование /1=0,1 мм\ радиальная подача sP = = 0,04 мм/ход; число чистовых двойных ходов kx = 2; угол зацепления а=20°. Определить число потребных двойных ходов стола, т. е. число циклов.
Решение. Определяем число циклов по формуле:
h h 0,1
Лп = - + k* = 1-i— +Л = 2А04<0(364 + 2 = 4,9, где t = Sp-tg«.
Принимаем &п = 6.
Точность и чистота обработки при шевинговании. Для обеспечения требуемой точности и чистоты поверхности при шевинговании необходимо соблюдать следующие условия:
точность шевера по профилю, основному шагу и другим элементам должна быть выше точности шевингуемого колеса;
шевинговальная головка должна устанавливаться на угол скрещивания <р осей шевера и колеса с точностью до 5х;
установка и крепление обрабатываемого колеса и шевера должны обеспечивать жесткость системы: инструмент, заготовка, станок;
режим резания должен обеспечивать нормальную работу станка и требуемую точность обработки;
исправное состояние станка с точки зрения его жесткости и точности.
Погрешности зубчатых колес при шевинговании
Названия Основная причина Способ устранения
Погрешность профиля, Недостаточная точность Взять шевер с более
недостаточный контакт профиля шевера. Износ ше- точным профилем и хо-
по высоте между сопря- вера, большой угол скрещи- рошо заточенными зубья-
женными колесами вания ми. Проверить угол скрещивания
Большое отклонение основного шага Большое отклонение основного шага шевера Заменить шевер
Различная толщина зу- Недостаточная жесткость Проверить жесткость
ба по его длине, и в част- узлов станка, оправок. Непа- крепления оправок, ба-
ности конусность раллельность хода шевера оси колеса бок и центров, закрепить их более жестко. Устранить непараллельность хода шевера оси колеса
Большое радиальное Большое радиальное бие- Проверить и устранить
биение зубчатого венца. ние центров бабок колеса и биение колеса, оправки и
Различная толщина зубьев по окружности колеса шевера на станке шевера
Ухудшение чистоты по- Дефекты режущих кромок Заменить шевер. Про-
верхности обработки шевера. Неточная установка шевера на угол скрещивания. Значительный износ шевера. Большая продольная подача. Недостаточная жесткость станка — вибрации станка, инструмента и заготовки. Плохое качество охлаждающей жидкости Большое значение накоп- верить правильность установки шевера на угол скрещивания, уменьшить продольную подачу, устранить вибрации станка, шевера и колеса. Заменить охлаждающую жидкость
Большая накопленная ленной погрешности или ра- Проверить радиальное
погрешность окружного диальное биение колеса до биение шевера и колеса
шага шевингования. Большое радиальное биение шевера и колеса на станке на станке и заменить оправку
Большое значение раз- Большая разность окруж- Проверить соответ-
ности окружных шагов ных шагов на шевере или на колесе до шевингования ствие окружных шагов на шевере и на колесе, заменить шевер
Чистота обработанной поверхности профиля зубьев зависит от скорости резания, величины подачи, числа циклов, заточки шевера, угла скрещивания, качества охлаждающе-смазывающей жидкости и т. д.
Большое влияние на чистоту поверхности оказывает продольная подача: чем меньше подача, тем лучше чистота обработки. Изменением подачи посредством храпового механизма и гитары сменных колес можно в широких пределах регулировать чистоту обработки 134
поверхности. С увеличением числа ходов стола чистота поверхности зубьев заметно улучшается. Чистота также улучшается при четном числе ходов. Кроме того, четное число ходов необходимо для равномерного снятия припуска с обеих сторон зуба колеса.
Тепло, выделяемое при резании, нагревает режущую поверхность инструмента до высокой температуры, что резко снижает его стойкость и ухудшает чистоту обработки. Для уменьшения нагрева инструмента и заготовки применяют охлаждающую жидкость сульфофрезол в количестве 10—15 литров в минуту.
Характер отклонений размеров колес при шевинговании и способы их устранения. При шевинговании зубчатых колес возникают отклонения от заданного профиля и чистоты обработки. Характер и основные причины, вызывающие эти отклонения, приведены в табл. 7.
§ 4. Зубошлифование
Процесс обработки зубьев колес шлифовальными кругами называется зубошлифованием. Зубья шлифуют после термической обработки на зубошлифовальных станках для улучшения чистоты и повышения точности обработки. Зубошлифованием устраняют все дефекты, вызванные термической обработкой.
В настоящее время применяются два метода зубошлифования — копирование фасонным абразивным кругом и обкатывание дисковыми абразивными кругами и лентами.
Шлифование зубьев по методу копирования основано на одновременном профилировании обеих сторон зубьев боковыми фасонными поверхностями шлифовального круга (рис. 106). При обработке шлифовальный круг совершает три движения— вращение вокруг своей оси (главное движение), возвратно-поступательное движение по всей длине зуба (продольная подача) и периодическое перемещение на глубину шлифования «на стружку» (радиальная подача). После обработки боковых поверхностей двух зубьев заготовка поворачивается на один шаг и цикл повторяется. После полного оборота заготовки шлифовальному кругу сообщается радиальная подача для второго прохода, процесс шлифования продолжается до полного снятия припуска под шлифование.
В процессе обработки шлифовальные круги изнашиваются, поэтому для восстановления их эвольвентного профиля периодически производится автоматическая правка круга с помощью алмазного инструмента 1 (рис. 107). Алмазы перемещаются с помощью копиров 2 и рычагов.
Шлифование методом обкатки производится одним или двумя кругами. Круги своими боковыми поверхностями воспроизводят зуб рейки в зацеплении с обрабатываемым колесом (рис. 108).
В процессе обкатки колесо (или шлифовальный круг) совершает возвратно-поступательное движение в направлении, перпенди
кулярном оси колеса, и одновременно поворачивается (обкаточное движение). Кроме того, колесо движется вдоль зуба до полной обработки его по всей длине.
После обработки двух профилей соседних зубьев колесо с помощью делительного механизма станка поворачивается на угол, соответствующий одному шагу (для уменьшения местного нагрева деление можно производить на несколько шагов).
Рис. 106. Шлифование методом копирования
Рис. 107. Схема механизма правки круга на станках, работающих по методу копирования
Подача «на стружку» производится перемещением шлифовальной бабки. Благодаря универсальности и высокой точности метод обкатки широко применяется при шлифовании прямозубых и косозубых колес с наружными зубьями.
Рис. 108. Схема зубошлифования методом обкатки:
а — кругом с одной рабочей поверхностью, б — кругом с двумя рабочими поверхностями, в —с двумя тарельчатыми кругами
§ 5. Обкатка косозубых колес с наружными зубьями
Метод обкатки широко применяется при обработке прямозубых и косозубых колес с наружными зубьями, благодаря универсальности и высокой производительности.
Обкатка зубчатых колес производится эталонами (закаленными зубчатыми колесами). Обкатываются закаленные и незакаленные зубчатые колеса для снятия заусенцев, окалины, шероховатостей и т. д.
В настоящее время применяют обкатку одним или тремя эталонными колесами. Эталонные зубчатые колеса закалены до высокой твердости и имеют шлифованные зубья, изготовленные с высокой степенью точности.
Обкатку производят на обкаточных станках. В процессе обкатки эталонные и обрабатываемые колеса находятся в зацеплении и вращаются то в одном, то в другом направлении с окружной скоростью 2—3 м/сек. Между их зубьями все время поддерживается давление от 25 до 150 кГ/см2. Для улучшения чистоты обработки и повышения производительности при обкатке применяют абразивные смеси и различные пасты.
§ 6. Притирка
Обработка зубчатых колес притирами для получения высокой точности и чистоты их зубьев называется притиркой.
Притирку осуществляют на притирочных станках одним или тремя притирами, представляющими собой зубчатые колеса того же модуля, что и притираемое колесо. Притиры обычно изготавливаются из серого чугуна марки СЧ21-40 и СЧ15-32.
В процессе обработки притир и притираемое колесо находится в постоянном зацеплении. Им сообщается вращение со скоростью 1—3 м/сек и одновременно возвратно-поступательное движение вдоль оси колеса.
Для улучшения обрабатываемой поверхности и повышения производительности притирки применяют специальную смесь, состоящую из мелкого абразивного порошка и керосина (вместо керосина используют машинное масло).
§ 7. Зубохонингование
Этот метод чистовой обкатки зубьев аналогичен шевингованию, но вместо шевера режущим инструментом здесь служит абразивное колесо (хон) того же .модуля, что и обрабатываемое колесо.
Хонингованию подвергаются закаленные зубчатые колеса с прямыми и косыми зубьями. Зубохонингование производится на специальных станках.
Хонингуемое колесо 1 (рис. 109), установленное в центрах станка, приводится во вращение хоном 2 с большой окружной скоростью и совершает со столом возвратно-поступательное движение.
Между осями хона и колеса устанавливают угол скрещивания 15—18° При хонинговании, так же как и при шевинговании, с обрабатываемого колеса снимается небольшой слой металла (припуск 0,01 мм на толщину зуба).
§ 8. Электрополирование
Рис. 109. Отделка зубьев колеса абразивным колесом-хоном
Электрополированию подвергают рабочие поверхности зубьев закаленных зубчатых колес после их шлифовки для повышения чистоты рабочих поверхностей.
Электрополирование осуществляется в специальных ваннах и заключается в анодном растворении слоя металла зубчатого колеса (анода) в агрессивной кислотной или соляной среде под действием электрического тока. Катодом служит металлический каркас, выполненный по форме обрабатываемого колеса.
В настоящее время применяются специальные станки для электропо-
лирования зубчатых колес.
Контрольные вопросы
1. Какие существуют способы отделки зубчатых колес?
2. Какие методы шевингования применяются?
3. Чем определяется режим резания при шевинговании?
4. Напишите формулы для определения угла скрещивания скорости резания, подачи и числа двойных ходов при шевинговании.
5. Расскажите о неточностях размеров и профиля зубьев колес при шевинговании, о причинах их возникновения и способах устранения.
Глава XII
РЕЖИМЫ РЕЗАНИЯ ПРИ ЗУБОНАРЕЗАНИИ
§ 1. Износ и стойкость зуборезного инструмента
Резание металлов сопровождается сильным трением режущей части инструмента об обрабатываемую заготовку и стружку, что вызывает нагрев и износ инструмента.
Стойкостью инструмента называется время непрерывной его работы до затупления, т. е. от заточки до заточки.
Стойкость различных инструментов неодинакова: каждый вид инструмента имеет свою экономическую стойкость. Для простых и дешевых инструментов она меньше и для более сложных и дорогих— больше. Например, для токарных резцов экономически выгодная стойкость обычно принимается равной 60 мин, а для дисковых зуборезных фрез 180 мин, а червячных фрез — до 4-х час и более.
Стойкость тесно связана с величиной допустимого износа инструмента: чем больше допустимый износ, тем больше стойкость инструмента. Обработка изношенным инструментом ухудшает качество, поэтому для черновой обработки допускается больший износ инструмента, а при чистовой—^меньший.
Зуборезный инструмент больше всего изнашивается по задним поверхностям, особенно в зоне К (рис. ПО). Предельная величина износа у зуборезных инструментов из быстрорежущей стали может быть 0,6—0,8 мм при черновой обработке и 0,2—0,3 мм — при чистовой.
Рис. НО. Износ зуборезных инструментов: а — червячная фреза, б — зуборезная гребенка, в — дисковая модульная фреза, г —долбяк; К —зона износа
На стойкость зуборезного инструмента больше всего влияет скорость резания: с увеличением скорости резания при зубофрезеровании на 25% стойкость инструмента снижается примерно в 2 раза. Подача влияет в меньшей степени, чем скорость резания. Например, с увеличением подачи в два раза стойкость снижается примерно иа 40%, поэтому для повышения производительности труда и сохранения стойкости выгодно работать с возможно большей подачей. Величина подачи выбирается с учетом требуемой чистоты обработанной поверхности, а дальнейшее повышение производительности труда достигается увеличением скорости резания.
Кроме скорости резания и подачи на износ инструмента влияет геометрия инструмента, физико-механические качества обрабатываемого материала и инструмента, охлаждение и т. д.
Во время работы зуборезчик должен следить за износом режущего инструмента, вовремя менять затупившийся инструмент.
§ 2. Последовательность определения режимов резания
Режим резания определяют в такой последовательности: по справочнику режимов резания для зуборезных 'станков выбирают стойкость инструмента, глубину резания, подачу, скорость резания и число оборотов или число двойных ходов в минуту и проверяют выбранный режим по мощности привода станка.
Выбор глубины резания. Определив экономическую стойкость инструмента, назначают глубину резания в зависимости от размеров зуба (модуля) колеса, характера обработки и мощности станка. Например, при зубофрезеровании полную обработку зуба обычно производят за два прохода — черновой и чистовой. Если из-за недостаточной мощности или жесткости станка приходится делать два черновых прохода, то при первом проходе глубину резания t принимают равной 1,4 т, а при втором проходе — глубина резания должна быть приблизительно 0,8 т; где т — модуль нарезаемого колеса.
Припуск на чистовую обработку следует оставлять минимальным, чтобы при чистовом проходе были обеспечены требуемые чистота и точность обработки зубьев колеса. Величину этого припуска принимают обычно в пределах 0,1—0,2 мм в зависимости от модуля нарезаемого колеса.
Выбор подачи. При черновом зубонарезании с целью увеличения производительности нужно стремиться работать с возможно большей подачей. Такая подача обычно ограничивается прочностью инструмента, вибрациями и мощностью станка. При чистовом зубонарезании величину подачи выбирают в зависимости от чистоты поверхности обработки и степени точности нарезаемого колеса: чем выше степень точности и класс чистоты, тем меньше должна быть величина подачи.
Выбор скорости резания. Скорость резания при зубонарезании определяется исходя из ранее принятых значений стойкости инструмента, глубины резания, подачи, модуля нарезаемого колеса и других условий работы.
§ 3. Силы резания при зубонарезании
При обработке металлов резанием возникают силы взаимодействия между режущим инструментом и обрабатываемой заготовкой.
Равнодействующая сил, действующих на режущий инструмент со стороны обрабатываемой заготовки, называется силой резания.
Эту силу по правилам механики можно разложить по осям координат xyz на три составляющих силы Рх, Pv, Pz (рис. Ill и 112).
Сила Pz— главная составляющая силы резания. Она направлена по касательной к поверхности резания. Эта сила нагружает механизм подачи станка и деформирует станок, приспособление, инструмент и заготовку в направлении оси z (в направлении 140
скорости резания). По величине этой силы обычно рассчитывают мощность, затраченную на резание.
Сила Ру — радиальная составляющая силы резания, она действует на станок, приспособление, инструмент и заготовку, вызывая деформацию фрезерного суппорта, приспособления и заготовки в радиальном направлении — по оси у.
Рис. 111. Схема составляющих сил резания, .действующих при фрезеровании зубьев дисковыми модульными фрезами
У
Рис. 112. Схема составляющих сил резания, действующих при фрезеровании зубьев пальцевыми, модульными фрезами
Сила Рх— тангенциальная составляющая, она деформирует станок, приспособление, инструмент и заготовку в направлении оси х.
Указанные силы Рх, Ру, Pz определяются различными специальными приборами. Величина этих сил зависит от режима резания,
физико-механических свойств обрабатываемого материала, сечения снимаемого слоя и т. д. Сила PN является равнодействующей двух СИЛ Рх И Ру.
Сила Pz, приложенная к фрезе, создает крутящий момент Мкр на шпинделе фрезерного суппорта, она совпадает по направлению вектора силы резания, почти полностью определяет мощность, затрачиваемую в процессе зубофрезерования.
§ 4. Крутящий момент и мощность
Крутящим моментом называют произведение силы Pz на плечо, к которому эта сила приложена, т. е.
Pz-D
МКр =------кГ-мм,
2
где D — диаметр фрезы, мм.
Мощность резания или эффективная мощность Ne— это мощность, расходуемая на срезание стружки. Мощность резания равна произведению силы Pz в килограммах на скорость резания v м/мин, т. е.
Ne = Pz-v.
Мощность резания выражают в киловаттах (кет) или в лошадиных силах — л. с.
1 л. с. равна 75 кГ • м/сек; 1 кет равен 1,36 л. с.; 1 л. с. равна 0,736 кет.
Для определения мощности резания в зависимости от скорости резания v и силы Pz пользуются следующими формулами:
Pz-v
кт P*'V
Ne = ——— =---------кет
60-75-1,36 60-102
или
м Pz'v
Ne = „ Л. С.,
60-7о
Pz — кг; v — м/мин.
где
Зная крутящий момент Мкр и число оборотов п фрезы в минуту, можно определить мощность резания по формулам:
Мкр • м
Ne =--------—-------кет,
71 620-1,36
или
А, Мкр-ft
Ne =----------Л. С..
716 200
где Мкр — кГ-мм.
Мощность электродвигателя можно определить по формуле:
ЛГэ = —,
п
где ц— к. п. д. (коэффициент полезного действия станка). Он характеризует полезную отдачу мощности электродвигателя;
Ne — эффективная мощность, кет.
Например, на полезную работу, т. е. на резание, расходуется 80% или 0,8 всей мощности электродвигателя, следовательно т] = 0,8. Если мощность электродвигателя 10 кет, а к. п. д. станка 0,8, то эффективная мощность (мощность резания) будет
Ne = Ю-0,8 = 8 кет.
§ 5. Машинное время при зубонарезании
1. Машинное время при нарезании цилиндрических зубчатых колес на зубофрезерном станке червячной фрезой с вертикальной подачей определяется по формуле:
(6 + li -f- /2) *z*i
tM =-----------------мин,
где b — ширина зубчатого венца нарезаемого колеса, мм;
Zi —величина врезания, мм;
/2 — величина перебега фрезы, мм;
i — число проходов.
я/ h(D-h) /1=1 -----------мм,
F cos а
здесь h — высота нарезаемого зуба, мм;
D — диаметр червячной фрезы, мм;
а — угол поворота фрезерного суппорта, равный 0±(о, т. е. угол между осью фрезы и торцовой плоскостью заготовки (см. рис. 51);
z — число зубьев нарезаемого колеса;
sB — вертикальная подача фрезы на один оборот заготовки, мм;
п— число оборотов червячной фрезы в минуту;
21 — число заходов червячной фрезы.
2. Машинное время при нарезании червячных колес на зубофрезерном станке червячной фрезой с радиальной подачей определяется по формуле:
± h-z
/м =--------мин,
n•Sp • 21
где h — высота нарезаемых зубьев, мм;
Sp — радиальная подача фрезы за один оборот заготовки, мм;
z, и, — то же, что в предыдущей формуле.
3. Машинное время при нарезании червячных колес на зубофрезерном станке червячной фрезой с осевой подачей фрезы определяется по формуле:
L-z
/м =--------мин,
So-fl-Zi
где s0 — осевая подача фрезы за один оборот заготовки, мм;
L — длина хода фрезы в направлении подачи, мм;
z, п, Z\ — то же, что указаны выше.
4. Машинное время при нарезании цилиндрических колес долбяком на зубодолбежном станке определяется по формуле:
л • z • т • i h
=-----------1-----мин,
• 5кр H’S-p
где z — число зубьев нарезаемого колеса;
т — модуль, мм;
i — число проходов;
п — число двойных ходов долбяка в минуту;
sKp — круговая подача за двойной ход долбяка, мм;
sp — радиальная подача (при врезании) на один двойной ход долбяка, мм;
h — высота зуба нарезаемого колеса, мм.
5. Машинное время при нарезании конических прямозубых колес двумя резцами на зубострогальном станке определяется по формуле:
, tz-Z
/м =-----мин,
60
где tz— время обработки одного зуба, сек;
z — число нарезаемых зубьев.
6. Машинное время при шевинговании цилиндрических колес дисковым шевером на зубошевинговальном станке определяется по формуле:
_ l-Zx-i
*М -- ------ ,
S•п•zm
где I — длина хода стола станка, принимаемая равной длине зуба шевингуемого колеса, мм;
и — число зубьев колеса и шевера;
s—.продольная подача при продольном и диагональном шевинговании или поперечная подача при тангенциальном шевинговании на один оборот заготовки, мм;
I — общее число рабочих и чистовых ходов;
п — число оборотов шевера в минуту.
Контрольные вопросы
1. Что называется стойкостью инструмента?
2. Какая стойкость принимается для зуборезного инструмента?
3. В какой последовательности определяют режим резания?
4. Что называется силой резания, крутящим моментом и мощностью резания?
5. Напишите формулы, определяющие машинное время при зубонарезании.
Глава XIII
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС
§ 1. Чистота поверхности зубчатых колес
Понятие о чистоте. В процессе обработки на поверхности зубьев образуется след режущего инструмента, как результат отрыва частиц металла в процессе образования стружки, трения инструмента о поверхность зуба и т. д. Образующиеся неровности на поверхности профиля зубьев колеса оказывают влияние на долговечность работы зубчатых колес: чем чище и точнее поверхность, тем долговечнее и лучше работают зубчатые передачи. 'Поэтому чистота обработки зубьев имеет исключительно важное значение. Она характеризуется высотой гребешков, измеряемой в микронах.
Классы чистоты поверхности. Для оценки чистоты поверхности установлен ГОСТ 2940—63 на шероховатость, в котором чистота поверхности в зависимости от величины неровностей делится на 14 классов. Из них наиболее чистая поверхность соответствует 14 классу, наиболее грубая — 1-му классу.
Все классы чистоты обозначают знаком V, рядом с которым указывают номер класса (например, третий класс обозначают V 3).
Грубые поверхности характеризуются высотой неровностей поверхности 320—80 микрон. Такая поверхность получается при черновой обработке на зуборезных станках (черновое зубофрезерова-ние, зубострогание и т. д.).
К грубым поверхностям относятся три класса: 1, 2 и 3, которые обозначают V 1, V 2, V 3. При чистовом зубофрезеровании и зубо-долблении получаются поверхности с высотой неровностей 40— 10 микрон. К ним относятся классы чистоты V 4, V 5, V 6. При отделке зубьев шевингованием или шлифованием высота неровностей ограничивается 6—2 микронами, что соответствует классам чистоты V 7, V 8 и V 9.
Классы чистоты V 10, Vll, V 12, V 13 и V 14 имеют неровности поверхности в пределах 0,8—0,5 микрон. Такая высокая чистота достигается полировкой или притиркой.
Чистоту обработанной поверхности проверяют специальными приборами или визуально сопоставлением с эталонами чистоты.
§ 2. Допуски на зубчатые колеса
Зубчатые колеса, так же как и другие детали машин, обработать абсолютно точно невозможно. Погрешности при их обработке зависят от способа нарезания колес, погрешностей в работе станка и режущего инструмента, отклонений при установке заготовки и т. д.
По ГОСТ 1643—56 установлено двенадцать степеней точности изготовления зубчатых колес и передач, обозначаемых (в порядке убывания точности) степенями 1, 2, 3 и т. д. до 12. Чаще всего применяют V6, V7, V8 и V9 степени точности колес (для степеней 1, 2 и 12 в стандарте допуски не даны). Степени точности V6, V7 и V8 довольно близко соответствуют прежним 1, 2 и 3 классам точности цилиндрических колес (рис. 113).
Степень точности при изготовлении колес выбирают в зависимости от окружной скорости колес, передаваемой мощности, продолжительности и режима работы, требований бесшумности, плавности, кинематической точности, вибраций и т. д.
Каждая степень точности содержит три вида норм: кинемати-
ческую точность колеса; плавность работы колеса; контакт зубьев колеса.
Независимо от степени точности установлены нормы бокового зазора, т. е. зазора между зубьями сцепляющихся колес, обеспечивающего некоторый поворот одного колеса при неподвижном другом. ГОСТ предусматривает четыре вида сопряжения зубчатых колес, определяющих величину минимального гарантированного зазора и обозначаемых буквами С — с нулевым зазором, Д — с уменьшенным гарантированным зазором, X — с нормальным гарантированным зазором, Ш — с увеличенным гарантированным зазором.
Таким образом, задание на изготовление зубчатых колес состоит из указания степени точности и вида сопряжения колес по нормам бокового зазора. Например, запись: Ст. 7-Д, ГОСТ 1643—56 означает, что колесо должно быть изготовлено по 7-й степени точности, с уменьшенным гарантированным зазором Д.
В табл. 8 приведены примеры применения зубчатых колес со степенями точности 6, 7, 8 и 9.
Классы точности
Степень точности по ГОС1 1643~ 56
ft
8 7
6
Рис. 113. Взаимное расположение классов точности и степеней точности по ГОСТ 1643—56
5
4
2 л
10
9
Таблица 8
Примеры степени точности зубчатых колес
Степень точности Окружные скорости колеса, м!сек Область применения
прямозубых не прямозубых
6-я, высокоточные передачи 15 30 Скоростные передачи делительных механизмов
7-я, точные 10 15 Передачи, работающие с повышенными скоростями и умеренными нагрузками
8-я, ст и средней точно- 6 10 Передачи общего машиностроения, не требующие большой точности
9-я, пониженной точности 2 4 Тихоходные передачи, для грубых машин
Выбор степени точности зубчатой или червячной передач производится конструктором на основе конкретных условий работы и тех требований, которые к ним предъявляются.
§ 3. Методы контроля зубчатых колес
Качество зубчатых колес определяют методом проверки отдельных элементов колеса, а также комплексным (суммарным) методом.
При комплексном методе на специальных приборах проверяют одновременно несколько элементов зубчатого колеса. Выбор метода контроля зависит от размеров зубчатых колес, степени точности их изготовления и характера производства. В массовом и крупносерийном производстве контроль в основном производится по методу комплексной проверки.
При мелкосерийном и индивидуальном производствах применяют метод проверки отдельных элементов колеса.
§ 4. Средства контроля зубчатых колес
У зубчатых колес проверяют биение делительной или начальной окружности, толщину зубьев, шаг колеса, профиль зуба и другие элементы.
Проверка биения начальной или делительной окружности относительно оси вращения зубчатого колеса произво- * дится следующим образом:
колесо / (рис. 114, а) плотно надевается на оправку 2, установленную в центрах 3 и 4. В одну из впадин колеса вкладывают ролик 5, цилиндрическая поверхность которого должна касаться профиля зубьев близко к делительной окружности. При этом индикатор 6,
установленный на стойке 7, соприкасается измерительным наконечником с верхней образующей ролика; показание стрелки индикатора записывается. Затем проверяют все остальные впадины колеса, поворачивая его в центрах вручную вместе с оправкой. Разница между наибольшим и наименьшим показаниями стрелки индикатора — наибольшее биение проверяемой окружности.
Таким же способом, но без применения роликов проверяют биение окружности выступов и впадин колеса (рис. 114, в), а также его торцовое биение (рис. 114, б).
Рис. 114. Схема проверки биения зубчатых колес:
а — проверка по делительной или начальной окружности, б — по торцу, в — по окружности выступов и впадин
Проверка толщины зубьев колеса производится штангензубомерами и оптическими зубомерами.
Штангензубомер (рис. 115) состоит из угольника 2, имеющего вертикальную 3 и горизонтальную 8 линейки, измерительной губки 1 и движка 7 с микрометрическим винтом 5 и винтом 4 для закрепления микрометрического устройства при измерении.
Микрометрическим винтом упор 13 устанавливают на высоту головки зуба по шкале и нониусу 6. По горизонтальной линейке перемещается движок 10 с измерительной губкой 14 и нониусом 9. Второй движок И имеет микрометрический винт 12 для точной установки измерительной губки 14. При измерении упор 13 устанавливают на измеряемый зуб 15, и губка 14 подводится вплотную к профилю зуба. По горизонтальной шкале линейки 8 и нониусу 9 производится отсчет толщины зуба.
Оптический зубомер (рис. 116, а) состоит из корпуса 1, внутри которого имеются две стеклянные шкалы: вертикальная и горизон-148
Рис. 115. Штангензубомер
Рис. 117. Измерение основного шага шагомером ЛИЗ
тальная. На вертикальной шкале устанавливают упор 3 по высоте головки зуба 4, а на горизонтальной шкале производят отсчет толщины зуба. В окуляр 2 помещена лупа для облегчения отсчета делений по шкалам.
На рис. 116, б показаны шкалы оптического зубомера с отсчетом толщины зуба в 6 мм при высоте зуба 4,3 мм. Процесс измерения оптическим зубомером аналогичен процессу измерения штан-гензубомером.
Рис. 118. Проверка окружного шага накладным ЛИЗ:
а — шагомер, б — схема проверки
шагомером
Проверка основного шага производится шагомерами различных конструкций. Шагомером измеряют отклонения от номинального размера основного шага. При измерении шагомер устанавливают на контролируемое колесо (рис. 117). Неподвижный 4 и подвижный 1 измерительные наконечники устанавливают таким образом, чтобы они касались одноименных профилей двух соседних зубьев колеса. Отклонение наконечника 1 передается на стрелку индикатора через системы рычагов. Упор 5 применяется для лучшей ориентации прибора. Подвижной наконечник 1 перемещается винтом 2 на требуемое расстояние от наконечника 4, Винт 3 -служит для перемещения упора 5, Отрезок прямой между точками касания наконечников 1 и 4 равен основному шагу.
Проверка окружного шага производится накладными и стационарными приборами. На рис. 118, а показан шагомер ЛИЗ. Шагомеры выпускаются трех типов: для колес модулей от 3 до 15 мм, от 8 до 26 мм и от 20 до 30 мм.
При проверке (рис. 118, б) шагомер опирается на головки зубьев по окружности выступов, а наконечники 1 и 2 шагомера касают
ся одноименных профилей соседних зубьев в точках, близких к делительной окружности колеса. Отклонение от постоянного зазора между одноименными профилями зубьев колеса проверяют по индикатору 3. Погрешности измерения зависят от биения и формы
окружности выступов.
Проверка профиля зубьев проводится специальными, приборами — эвольвентомерами и в некоторых случаях шаблонами. На рис. 119 показана принципиальная схема устройства эволь-
вентомера МПЗ. На оправке жестко соединены между собой проверяемое колесо 2 и сменный диск 3, диаметр которого равен теоретическому диаметру основной окружности колеса. Диск обкатывают относительно стальной линейки У, а на уровне грани линейки на рычаге помещен измерительный наконечник 5, соприкасающийся с боковым профилем измеряемого зуба. Другой конец рычага упирается в ножку 5 индикатора 4, укрепленного на той же линейке.
Рис. 119. Схема эвольвентомера Рис. 120. Шаблоны для контроля профиля* МИЗ зуба
Точка касания наконечника при вращении колеса описывает эвольвенту. Если проверяемый профиль зуба представляет собой правильную эвольвенту, то наконечник, а следовательно, и стрелка индикатора остаются неподвижными по отношению к грани линейки. Если же профиль колеса искажен, то индикатор покажет величину отклонения. Это отклонение профиля не должно превышать, установленных пределов для колеса заданной степени точности. Проверка профиля с помощью шаблонов более проста, но менее точна, ее применяют главным образом при определении профилей зубьев колес более низкой степени точности. Шаблоны делают по профилю зуба (рис. 120).
Проверка длины общей нормали. Общей нормалью называется прямая, соединяющая точки касания двух разноименных профилей с охватывающими их параллельными плоскостями. Проверка колебаний длины общей нормали позволяет судить о кинематической точности зубообрабатывающих станков.
На рис. 121 приведена схема измерения длины общей нормали цилиндрического зубчатого колеса индикаторной скобкой ЛИЗ с точностью измерения до 0,005 мм. Сущность проверки длины общей нормали заключается в определении длины I касательной к основной окружности между точками а и б.
Наибольшее распространение имеет способ проверки длины общей нормали микрометрическими и индикаторными приборами.
Комплексный контроль цилиндрических колес применяется в массовом и крупносерийном производстве. Он произво-
Рис. 121. Измерение длины общей нормали индикаторной скобой
дится при плотном (без бокового зазора) зацеплении проверяемого колеса с точным измерительным колесом и выявляет суммарное влияние погрешностей профиля, биения зубчатого венца, неравномерности основного шага и толщины зуба, т. е. погрешности колеса. Этот метод заключается в определении колебаний межцентрового расстояния между проверяемым и измерительным колесом.
Измеряемое зубчатое колесо 1 (рис. 122) устанавливается на оправку прибора и сцепляется с измерительным колесом 2. Колебания межцентрового расстояния фиксируются индикатором 3. Любая из указанных выше погрешностей вызывает отклонение стрелки индикатора.
Проверка пятна контакта. При проверке зубьев на контакт колеса устанавливают на точные параллельные оси, расположенные на расстоянии, равном межцентровому расстоянию колес при их работе в машине. Зубья одного из колес покрывают тонким слоем краски (лазурь, сурик и т. д.). После обкатки колес по отпечаткам краски на боковой поверхности зубьев второго коле-152
са определяют площади соприкосновения зубьев колес и их расположение.
Пятно контакта нормируется по стандарту в процентах от длины и высоты рабочей поверхности зуба.
Рис. 122. Прибор конструкции «Калибр» для проверки зубчатых колес по комплексному методу
Поверхность контакта считается хорошей, если краска располагается в средней части высоты зуба и идет широкой полоской по всей его длине (рис. 123). Наиболее часто проверку по пятну кон
такта производят в собранной передаче. Она осуществляется на обкаточных станках, либо на любой установке, в которой обеспечивается правильное взаимное расположение и вращение колес в зацеплении.
При проверке боковая поверхность зубьев меньшего колеса (шестерни) покрывается тонким слоем краски и после обкатки шестерни с другим колесом определяется степень прилегания сопрягаемых поверхностей. Контролируемые поверхности должны быть обезжирены, а краску следует наносить слоем не более 4—6 микрон.
Контроль по пятну кон
Пятно касания
Рис. 123. Виды отпечатков на зубчатых колесах при проверке зацепления на краску:
а — правильное зацепление, б — межцентровое расстояние увеличено, в — межцентровое расстояние у?лсньшено, г и д — оси валов перекошены
такта является надежным и весьма простым методом контроля, доступным на любом производстве, а потому он широко применяется в промышленности.
Проверка шума зубчатых передач. Показателем плавности работы зубчатых колес является уровень шума. Каче
ство зубчатой передачи считается хорошим, если уровень шума и его равномерность не превышает заданного предела. Зубчатые передачи, создающие шум, имеют повышенные погрешности в изготовлении.
Шум определяется по слуху или специальными аппаратами — шумомерами. Единица измерения шума—децибелл. Шкала деци-беллов удобна тем, что в ней укладываются все звуки, от самых тихих до самых громких, в пределах от 10 до 140 децибеллов. Если шелест листьев при слабом ветре считается равным 10 децибеллам, разговор обычной громкости — 60 децибеллам, то уровень шума зубчатых передач допускается не более 75—95 децибелл.
Снижение шума зубчатых передач достигается повышением точности обработки (шевингованием, притиркой, и т. д.), созданием бочкообразное™ зубьев колес и т. д.
Проверка конических и червячных колес. Конические колеса проверяют теми же приборами, что и цилиндрические колеса, разница только в установке осей приборов и измеряемого колеса.
У червячных колес основными погрешностями являются ошибки шага и радиальное биение. Ошибки шага возникают из-за несовпадения технологических и эксплуатационных баз при нарезании колеса на зубофрезерных станках, т. е. из-за радиального и торцового биения заготовки, неточности цепи деления станка и т. д. Измерение окружных шагов и их разности, а также измерение биения червячных колес осуществляют теми же приборами, которые применяют для контроля цилиндрических колес. Заключительным этапом в проверке основных элементов червячной пары является комплексная проверка в паре, которая определяет межосевое расстояние, боковой зазор между витками червяка и профилем зуба колеса. Для проверки червячного колеса в серийном производстве используют эталонный червяк.
§ 5. Правила пользования и хранения контрольно-измерительных приборов и инструментов
1. Все измерительные приборы и инструменты должны периодически проверяться с занесением результатов проверки в их паспорта.
2. Измерять следует только чистые детали, без налипшей грязи, стружки, масла и т. п.
3. При первоначальном пользовании инструментом следует ознакомиться по паспорту завода-изотовителя с порядком работы и его хранением.
4. При эксплуатации инструмента необходимо убедиться в его исправности и точности показаний согласно паспорту.
5. Приборы и инструменты должны храниться в сухом помещении.
Контрольные вопросы
1. Сколько классов чистоты поверхности и как они обозначаются?
2. Какие классы чистоты применяются при изготовлении зубчатых колес?
3. Сколько установлено степеней точности изготовления зубчатых колес какие из них наиболее широко применяются?
4. Какие существуют методы контроля зубчатых колес?
5. Какие средства контроля зубчатых колес наиболее широко применяются в машиностроении?
РАЗДЕЛ ТРЕТИЙ ЗУБОРЕЗНЫЕ СТАНКИ. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЗУБОНАРЕЗАНИЯ
Глава XIV
ОБЩИЕ СВЕДЕНИЯ О ЗУБОРЕЗНЫХ СТАНКАХ
§ 1. Классификация и нумерация зуборезных станков
Станки подразделяют (классифицируют) на группы в зависимости от характера производимых на них работ и применяемых режущих инструментов.
В СССР принята единая система классификации и условного обозначения (нумерации) станков отечественного производства: все станки разделяют на девять групп (токарные, сверлильные, фрезерные и т. д.).
Каждая группа станков в свою очередь подразделяется на девять разновидностей (типов), а каждый тип станков подразделяется по размерам станков или по размерам обрабатываемых деталей.
Зуборезные станки относятся к пятой группе.
Номер присваивается каждой модели станка, он может состоять из трех или четырех цифр и букв. Первая цифра показывает группу. Вторая цифра — тип станков в данной группе. Третья и четвертая совместно указывают размер или другой признак станка, даваемый заводом-изготовителем по своему усмотрению.
Для того чтобы различать конструкции станков, относящихся к одному типу, вводятся буквы (например, 5Е32). Буквы в конце номера означают модификацию станка какой-либо базовой модели (например, 5860А).
Типы зубообрабатывающих и резьбообрабатывающих станков имеют следующие цифровые обозначения:
Тип 1—зубодолбежные и зубострогальные для нарезания цилиндрических колес (модели 512, 5А12, 516 и др.).
Тип 2 — зуборезные для конических колес (модели 526, 5А26 и др.).
Тип 3 — зубофрезерные для цилиндрических колес и шлицевых валиков (модели 532, 5Д32, 5Е32 и др.).
Тип 4 — зубофрезерные для нарезания червячных колес (модели 542).
Тип 5 — для обработки торцов зубьев колес (модели 5582 и др.).
Тип 6 — резьбофрезерные (модели 561 и др.).
Тип 7 — зубоотделочные,(шевинговальные, притирочные, обкатные и контрольные).
Тип 8 — зубошлифовальные (модели 584 и др.).
Тип 9 — разные зубообрабатывающие станки.
§ 2. Движения в станках и кинематические схемы
В процессе резания рабочие органы металлорежущих станков совершают ряд движений. Рабочими органами являются шпиндель, суппорт, стол, инструментальная головка и др.
Несмотря на большое количество и разнообразие конструкций станков в их механизмах и движениях есть много общего.
Это в значительной мере облегчает их изучение и позволяет применять для большинства из них общую методику настройки.
Кинематические схемы. Для изображения принципа устройства и работы механизмов станка применяют упрощенные кинематические схемы.
Кинематические схемы позволяют достаточно наглядно проследить всю кинематику станка, т. е. передачу движения от электродвигателя к отдельным узлам и деталям. Имея кинематическую цепь и зная число оборотов ведущего вала, можно определить число оборотов любого вала данной цепи.
Некоторые условные обозначения на кинематических схемах металлорежущих станков приведены в табл. 9.
Парно-сменные зубчатые колеса используют для изменения скоростей движения рабочих органов станка (скорости вращения шпинделя, движения стола и т. д.). Этот механизм применяют на зубофрезерном станке для регулирования скоростей вращения фрезерного шпинделя, на зубодолбежном или зубострогальном станке — для возвратно-поступательных движений долбяка или зуборезных резцов.
Гитары со сменными шестернями применяют для точных настроек кинематических цепей.
Механизм с подвижным блоком зубчатых колес также применяют для изменения скоростей движения рабочих органов станка. Этот механизм обеспечивает изменение скорости вращения путем перемещения блока зубчатых колес по валу и последовательного соединения одного из колес блока с одним из зубчатых колес. При соединении каждого из этих колес с одним из колес блока получается зубчатая передача с определенным передаточным отношением, благодаря чему обеспечивается изменение скорости вращения ведомого вала.
Таблица 9
Основные условные обозначения для кинематических схем
Элементы схемы
Условные обозначения
Вал, ось, стержень и т. д.
Подшипники на валу: общее обозначение
скольжения
качения, радиальный
качения, радиально-упорный
качения, упорный
Соединение деталей с валом:
свободное
со скользящей шпонкой
при помощи глухой шпонки
шлицевое
Гайка на винте, передающем движение:
неразъемная
разъемная
Передача плоским ремнем:
открытая
Передача клиновым ремнем
Продолжение табл. 9
Элементы схемы
Условные обозначения
Внешнее зацепление с прямыми и винтовыми зубьями
Коническая зубчатая передача
Передача червячная с цилиндрическим червяком
Передача зубчатая реечная
Кулачковая муфта
Фрикционная муфта
Кулачковые муфты применяют для временного или постоянного соединения двух соосных валов.
Фрикционные муф.ты применяют для тех же целей, что и кулачковые муфты, они отличаются тем, что могут быть включены при больших скоростях, причем в случае перегрузок ведомое звено может проскальзывать, чем предотвращается возможная авария станка.
Механизмы реверсирования предназначаются для изменения направления вращения рабочих органов станка.
Коробки скоростей предназначаются для изменения скорости главного рабочего движения, например, вращения фрезы.
Падающий червяк служит для автоматического выключения подачи.
По кинематической схеме станка производят настройку его отдельных кинематических цепей с целью осуществления необходимых относительных движений обрабатываемой заготовки и режущего инструмента.
Уравнение, связывающее расчетные перемещения конечных звеньев кинематической цепи, называется уравнением кинематической цепи или уравнением кинематического баланса.
В зависимости от характера выполняемых движений кинематические цепи зуборезных станков имеют названия: цепи главного движения, цепи подач, цепи обкатки, дифференциальные цепи, цепи установочных перемещений.
Главное движение в зуборезных станках вращательное или поступательное обеспечивает нужную скорость резания.
Движение подачи необходимо для того, чтобы вести процесс резания на протяжении всей обрабатываемой поверхности.
Цепи обкатки (деления) служат для согласования вращательных движений заготовки и режущего инструмента.
Дифференциальные цепи используются для получения дополнительных вращений заготовки.
Вспомогательные движения служат для зажима заготовки, или инструмента, подвода и отвода рабочих органов и т. д.
§ 3. Приводы станков
Механизмы, передающие движение рабочим органам станка от электродвигателя, называют приводом станка.
У современных станков применяется индивидуальный привод, т. е. каждый станок или отдельные его механизмы приводятся в движение отдельным электродвигателем.
При работе на станках в различных условиях (изменение материала инструмента, обрабатываемой заготовки, чистоты обрабатываемой поверхности и т. д.) возникает необходимость изменять числа оборотов или двойных ходов в минуту инструмента в целях получения оптимальных скоростей резания. Изменять скорость резания можно ступенчато и бесступенчато. В современных станках для бесступенчатого регулирования скоростей движения применяют следующие способы:
1) электрическое регулирование путем изменения чисел оборотов электродвигателя, приводящего в движение соответствующий орган станка;
2) регулирование при помощи гидравлического привода;
3) регулирование при помощи механических бесступенчатых вариаторов.
При бесступенчатом регулировании в определенном интервале можно получить любое заданное число оборотов в минуту. Ступенчатое регулирование скорости вращения шпинделя дает определенный ряд чисел оборотов в минуту.
Механизмы, осуществляющие ступенчатое регулирование, проще по конструкции и надежнее в эксплуатации, благодаря чему они получили наибольшее распространение.
Глава XV
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Вертикальными зубофрезерными станками на* зываются такие, у которых ось обрабатываемой заготовки расположена вертикально. Эти станки широко применяются в промышленности. Они изготовляются в двух исполнениях: с подвижной или неподвижной суппортной стойкой.
Принцип работы и наладка их такие же, как для рассмотренного ранее вертикального зубофрезерного станка 5Е32. Однако имеются некоторые особенности в конструкции и кинематических схемах различных типов зубофрезерных станков, которые будут рассмотрены ниже.
§ 1. Зубофрезерный станок 5Б32
Вертикальный зубофрезерный станок 5Б32 (рис. 124) относится к типу станков, работающих червячными фрезами. На станках этого типа можно обрабатывать цилиндрические колеса с прямыми и винтовыми зубьями и червячные колеса, последние методами радиальной и осевой подачи. Можно так же фрезеровать шлицевые валики, нарезать зубья храповых колес, зубья на звездочках цепных передач.
В отличие от станка 5Е32 широко используемый станок 5Б32 имеет неподвижную суппортную стойку и подвижной стол. Здесь радиальная подача (подача на глубину нарезаемых зубьев) производится перемещением стола с закрепленной на нем заготовкой к фрезе. Все механизмы станка приводятся в движение главным электродвигателем мощностью М = 3,7 кет. Для быстрого перемещения фрезерного суппорта имеется специальный электродвигатель мощностью N=1 кет.
Кинематическая цепь станка состоит из шести связанных между собой кинематических цепей: вращения фрезы, обкатки (деления), вертикальной, радиальной и тангенциальной подач фрезы и цепи дифференциала. Эти цепи настраиваются подбором сменных зубчатых колес, устанавливаемых на соответствующих гитарах.
Цепь главного движения передает вращение фрезе от главного электродвигателя зубчатыми колесами 30—82, 23—37 на вал I, сменными колесами гитары скоростей А — В на вал II, коническими колесами 26—30 на вал III, коническими колесами 24—28 на вал IV, коническими колесами 23—23 на вал V, колесами 25— 65 на вал VI к фрезе. Сменные колеса гитары скоростей подбираются по формуле:
А п
= здесь Д+В = 60;
п УЗ,о
ЮООи п =----
п-а
где п — число оборотов фрезы в минуту; v — скорость резания, м!мин\ d — диаметр фрезы, мм.
Рис. 124. Кинематическая схема зубофрезерного станка 5Б32:
/ — станина, 2 — салазки, 3 — стол, 4 — дифференциал, 5 — гитара подач, 0 — гитара дифференциала, 7 — гитара деления, 8—передняя стойка, 9 — червячная фреза, /0 — обрабатываемая заготовка, // — поперечина, /2 —задняя стойка, 13 — хобот, 14 — рукоятка для перемещения стола
Цепь обкатки (деления) согласовывает вращение фрезы с вращением заготовки так, чтобы за один оборот фрезы заготовка совершала часть оборота, равную zjz, где z{ —число заходов витков червячной фрезы; z — число зубьев нарезаемого колеса.
Эта связь осуществляется так: вал VI (шпиндель фрезы), зубчатые колеса 65—25, вал V, конические колеса 23—23, вал IV, конические колеса 28—24, вал III, конические колеса 30—26, дифференциал, вал VII, колеса переключения е, f, сменные колеса аь
bh a, d\, гитары деления, вал VIII, червячная передача — к сто* о/
лу с заготовкой.
Формулы для настройки гитары обкатки (деления):
е ’при — _36 “36 и /диф = 1 at bi Ci di Z1 = 24 — ; z
е 36 и /диф = V2 at Cj
при — “36 bi di = 48 — z
е 24 Qi Cl Z1
при — “48 и г’диф = V2 bi di = 96 — z
Цепь вертикальной подачи фрезерного суппорта связывает вертикальное перемещение фрезы с вращением 84 заготовки в такой последовательности: червячная передача—,
2
вал VIII, червячная передача —, вал XI, сменные зубчатые колеса
с2, d2, гитары подач, конические колеса 27—21, вал XVI, ци-4 4
линдрические колеса 20—20, червячные передачи —, — ходовой
винт вертикальной подачи с шагом /=15 мм (вал XV). Формула для настройки гитары вертикальной подачи:
а2 с2 9
b2 d2 32 в’
где sB — вертикальная подача фрезерного суппорта за один оборот заготовки, мм.
Цепь дифференциала связывает вращение ходового винта вертикальной подачи и с вращением заготовки так: ходовой винт 27 27
XV, червячные передачи—, —, зубчатые колеса 20—20, вал
XVI, конические колеса 21—27, 32—27, сменные колеса аз, Ь3, Сз, d3 2
-гитары дифференциала, вал XII, червячная передача —, дифференциал, зубчатые колеса е, f, сменные колеса а\, b\, ch dlf гитары деления, вал VIII, червячная передача и к столу с заготовкой.
Формула для настройки гитары дифференциала:
^1. = 5,9683^,
Оз d3 гПп-21
тп — нормальный модуль нарезаемого колеса, мм;
2] — число заходов фрезы;
Р — угол наклона нарезаемого колеса.
Цепь радиальной подачи служит для подачи стола с заготовкой к фрезе при нарезании червячных колес методом ра-
диальной подачи. Она связывает вращения заготовки и ходового
винта XIV радиальной подачи в такой последовательности: червяч-84 Л7ТТТ 2
ная передача—» вал VII1, червячная передача — , сменные ко-
леса a2t b2 ,с2) d2, гитары подач, конические колеса 27—21, червяч-4 4
ные передачи — и — , ходовой винт XIV с шагом / = 5 мм.
Формула для настройки гитары радиальной подачи:
я2 с2 _ 2
= Sp’
где sp — радиальная подача стола за один оборот заготовки, мм.
Цепь тангенциальной (осевой) подачи фрезы связывает вращение заготовки с осевым перемещением фрезы.
Этот метод нарезания колес часто называют методом протягивания. Он применяется значительно реже, чем метод радиальной подачи. В качестве режущего инструмента при этом применяют коническую червячную фрезу.
Станок, рассчитанный на работу с тангенциальной подачей, снабжается специальным фрезерным суппортом (который устанавливается вместо обычного), позволяющий сообщить фрезе осевое перемещение.
Формула для настройки гитары осевой подачи:
CI2 С2 Sq
Ьг d2 5,8 ’
где s0 — осевая подача фрезы за один оборот заготовки, мм.
При этом методе нарезания зубьев заготовка получает добавочное вращение, которое сообщается механизмом дифференциала. В этом случае гитара сменных колес дифференциала рассчитывается по формуле
а3 с3 _ 9,7454
Ьз d3 m-Zi
где т — модуль нарезаемого колеса;
Zj — число заходов фрезы.
Добавочное вращение сообщается заготовке с окружной скоростью, равной скорости осевой подачи фрезы.
§ 2. Зубофрезерный станок 5Д32
Зубофрезерный станок 5Д32 является последующим усовершенствованием станка 5Б32. Он также широко применяется в металлообрабатывающей промышленности для нарезания цилиндрических прямозубых, косозубых и червячных колес.
В отличие от станка 5Б32 стол станка 5Д32 не имеет горизонтальной подачи, которая осуществляется подвижной фрезерной стойкой. Суппортная стойка 7 (рис. 125) установлена на направляю-
щих 14 станины 1 и может перемещаться к заготовке в радиальном направлении, осуществляя радиальную подачу при нарезании червячных колес. Червячная фреза 11 установлена на оправке, закрепленной на шпинделе фрезерного суппорта 10, который вместе с фрезой может перемещаться по вертикальным направляющим 8 вверх и вниз. Фрезерный суппорт можно также поворачивать на требуе-
Рис. 125. Общий вид зубофрезерного станка 5Д32:
/ — станина, 2 —стол, 3 — задняя стойка, 4 — оправка, 5 — кронштейн, 6 — поперечина, 7 — суппортная стойка, 8 — вертикальные направляющие фрезерного суппорта, 9 — круговые направляющие фрезерного суппорта, 10 — фрезерный суппорт, // — червячная фреза, 12 — кнопки .пуска и останова станка, 13 — рукоятки для ручного перемещения суппортной стойки, 14 — горизонтальные направляющие для перемещения суппортной стойки в радиальном направлении
мый угол по круговым направляющим 9. На оправке 4, установленной на столе 2, закрепляется заготовка. Задняя стойка 3, закрепленная на станине 1, имеет вертикальные направляющие, по которым можно перемещать кронштейн 5, поддерживающий оправку с заготовкой. Поперечина 6 жестко связывает заднюю и суппортную стойку и тем самым уменьшает вибрации, возникающие при нарезании зубьев.
Станок 5Д32 имеет гитару скоростей, которая настраивается по следующей формуле
А __Пф
В~~ ПО- ’
где А + В = 60.
К станку прилагается комплект сменных колес А и В с числом зубьев 18, 22, 25, 28, 32, 35, 38, 42, обеспечивающих возможность получения различных чисел оборотов фрезы o'i 7,5 до 192 об/мин.
Гитара обкатки: е 36
а) призгС 161 и — = —
J ob
Й1 Ci. 24zt .
bi di z
€ 24
б) при z> 161 и — = — / Чо
at Ci_48Zi
bi di z ’
где Z\ — число заходов витков червячной фрезы; z — число зубьев нарезаемого колеса.
Гитара вертикальной подачи
аг Сг 3
~ЬгЧг = \bS*‘
Гитара радиальной подачи
$2 ^2 5
&2 ^2 4
Рис. 126. Кинематическая схема протяжного суппорта станка 5Д32
Гитара тангенциальной (осевой) подачи. При нарезании червячных колес с осевой подачей в кинематическую цепь станка включается протяжной суппорт (рис. 126). Сменные колеса гитары осевой подачи подсчитываются по формуле
#2 Cz т—= s°' bz dz
Гитара дифференциала аз £з 7,95775-sin р
b3 d3 m-Zt
где tn — модуль нормальный нарезаемого колеса, мм\
Р — угол наклона зуба нарезаемого колеса;
Z\ — число заходов витков червячной фрезы.
При нарезании червячных колес методом осевой подачи фрезы цепь добавочного вращения заготовки настраивается подбором сменных колес гитары дифференциала по формуле:
а3 с3 2,38733
b3 d3 m-k
где т — осевой модуль фрезы, мм\
Zi — число заходов витков фрезы.
§ 3. Зубофрезерный полуавтомат 5К324
Зубофрезерный полуавтомат 5К324 является универсальным автоматизированным станком для нарезания цилиндрических пря-. мозубых, косозубых и червячных колес методом обкатки с попутной или встречной подачами.
Значительная мощность электродвигателя (7 кет) привода шпинделя фрезы, высокие скорости и достаточная жесткость станка
Рис. 127. Зубофрезерный полуавтомат 5К324:
/ — станина, 2 —манометр, 3 — кнопки для включения вертикального ходового винта, 4 — пульт управления, 5 — передняя стойка, 6 — вертикальные направляющие, 7 — суппорт, 8 — фрезерная головка, 9 — кронштейн, 10 — задняя стойка, 11 — рукоятка пуска гидросистемы перемещения кронштейна, 12 — квадрат для ручного перемещения стола, 13 — квадрат для перемещения упора, 14 — салазки, 15 — стол
позволяют работать на повышенных режимах. Конструкция станка предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время.
Основные узлы станка 5К324. Основными узлами и деталями станка являются станина 1 (рис. 127), вдоль направляющих которой может перемещаться стойка 10 со столом 15. Стойка 5 имеет вертикальные направляющие 6, по которым в вертикальном направлении перемещается суппорт 7 с фрезерной головкой 8. Это перемещение производится вертикальным ходовым винтом и включается кнопкой 3. Квадрат 12 служит для ручного перемещения стола, а квадрат 13— для ручного перемещения упора.
По вертикальным направляющим задней стойки 10 перемещается кронштейн 9, который служит для поддержки оправки с заготовкой при нарезании зубьев.
Перемещение кронштейна 9 производится гидравлическим способом с помощью рукоятки 11. Давление масла в гидросистеме контролируется манометром 2. На пульте управления 4 помещено кнопочное управление станком.
Настройка станка 5К324 для нарезания цилиндрических прямозубых колес. Механизм скоростей с электромагнитными муфтами ЭМ12-4-ЭМ16 обеспечивает 9 чисел оборотов фрезы в минуту. Кинематическая схема станка показана на рис. 128.
Настройка цепи главного движения
АППГ 140 47 58 29 29 29 16
Яшах = 1440-0,985--—= 310 об мин\ 320 37 37 29 29 29 64 7
nnnr I40 37 27 29 29 29 16
ftmin = 1440-0,985---------,--------- 50 об/мин,
320 47 68 29 29 29 64 7
где множитель 0,985 — коэффициент скольжения ремня.
Промежуточные числа оборотов фрезы:
п2 = 63,5; п3 = 80; п4=Ю0; п5=125; п6=160; п7 = 200; п8 = 250.
Настройка цепи вертикальной подачи фрезерного суппорта. Величина вертикальной подачи определяется уравнением кинематического баланса:
96 35 33 2 40/мп 43 50 45 10 об.стола- ——• ————-1 — SB,
откуда sB = 2 • iM.n.,
где iM.n. — передаточное отношение механизма подач, переключаемого электромагнитными муфтами ЭМ4-?ЭМ10.
Минимальная подача:
32 43
sB, = 2----= 0,8 мм/об. изд.
1 64 53 '
Рис. 128. Кинематическая схема зубофрезерного станка 5К324
Максимальная подача:
64 53 г , . .
Sb9 = 2 = 5 мм]об. изд.
Промежуточные значения вертикальных подач в мм!об. изд.: 1; 1,25; 1,6; 2; 2,5; 3,2; 4.
Определение скорости холостого (ускоренного) хода фрезерного суппорта sy:
25 50 45 1 1440• — —• 10 = sy мм/мин, 33 45 45 24 у 1
откуда sy=500 мм/мин.
Настройка гитар обкатки (деления) и дифференциала производится по тем же формулам, что и при настройке рассмотренного выше станка 5Е32.
Косозубые колеса можно нарезать без включения механизма дифференциала и гитары дифференциала. В этом случае дополнительное вращение заготовки для рбразования винтовых зубьев достигается подбором сменных колес гитары деления: е при — = 1:
01 Ci 24/ Т \ bi di z ' Т — sB '
где sB — вертикальная подача суппорта, в мм/об. изд.
Т — шаг винтовой линии нарезаемого зуба, мм.
Настройка станка 5К324 для нарезания червячных колес. Для нарезания червячных колес применяют два способа — с радиальной и тангенциальной (осевой) подачей.
Гитару обкатки настраивают по тем же формулам, что и при нарезании прямозубых колес.
Настройка гитары радиальной подачи осуществляется переключением электромагнитных муфт того же механизма подач.
Величина радиальной подачи определяется по формуле:
5р = 0,8ч’м.п.,
где zM.n. — передаточное отношение механизма подач. Минимальная радиальная подача
32 43
sP1 = 0,88----— = 0,35 мм/об. изд.
₽1 64 53 '
Максимальная радиальная подача
64 53
s₽9 = 0,88-----== 2,2 мм/об. изд.
32 43
Настройка гитары осевой подачи фрезы. Величина осевой подачи определяется по формуле:
Sq — 0,66 • Im.ii.
минимальная осевая подача:
32 43
$о9 = 0,66’“б4-5з= 0’25 изд..
максимальная осевая подача:
64 53
So9 = 0>66-—• —= 1,6 /об. изд.
§ 4. Зубофрезерный полуавтомат 5А312
Зубофрезерный станок 5А312 работает по полуавтоматическому
циклу и может быть встроен в водству зубчатых колес.
Основные части станка. Станок имеет массивную станину 1 (рис. 129). Нижняя часть станины коробчатой ф.ормы имеет отсеки для масла и охлаждающей жидкости. На станине 1 крепится вторая часть станины 2, внутри которой размещены механизмы станка. Она имеет горизонтальные направляющие 6 для перемещения фрезерной каретки 3 и вертикальные направляющие для перемещения стола 7.
автоматическую линию по произ
Верхняя часть станины 4 Рис. 129. Зубофрезерный станок 5А312 служит для крепления к ней корпуса верхнего центра 5 и размещения электро- и гидрооборудования.
Нарезание зубьев колес на станке производится с попутной или встречной подачей фрезы.
Станок имеет гидравлическую систему, которая обеспечивает подвод и отвод верхнего центра, зажим и разжим заготовки, радиальную подачу фрезы в пределах 1—20 mmImuh, ускоренный подвод и отвод фрезерной каретки, зажим фрезерной каретки, периодическое перемещение червячной фрезы.
Кинематические цепи станка 5А312 (рис. 130). Цепь главного
Гитара деления
Л
с.
□е
р
П 60
XVIII ^Однозах.
Трехзох.
~ХГ
XIX
Привод шнека
Ш 24 F
N=7 кВт п = 1050 об/мин
Зажим шпинделя фрезы
Однозах.
N=0.18 кВт
20
30
20
32
23
26
Однозах.
"з
56
П[
Mjfni.
,х и III
XV
20 Однозах.
XVI
30
XI
Особое перемещение Фрезы
XVII
Однозах.
Ф90
Ф108
XI N=1,7 кот
2850 об/мин
Рис. 130. Кинематическая схема зубофрезерного станка 5А312
t=3n
20
IIIBIIIIIIIIBIHIIHII
движения передает вращение от главного электродвигателя к фрезе (рис. 130). Расчетная формула:
Di п
7^ = “36‘
Число оборотов в минуту определяется уравнением кинематического баланса:
Dt 24 18 ti = 1450-0,985-—, D2 24 72
где n — число оборотов фрезы в минуту.
К станку прилагается набор из 30-ти сменных шкивов, обеспечивающий числа оборотов фрезы в пределах от 94 до 650 об!мин.
Цепь обкатки (деления) связывает вращение фрезы с вращением нарезаемого колеса.
Формула настройки гитары деления:
а{ Ci 24zi bi di z где Zi — число заходов фрезы; z — число нарезаемых зубьев.
Цепь вертикальной подачи передает движение от электродвигателя (М=1,7 кет, и = 2850 об!мин) к столу для перемещения заготовки.
Уравнение кинематического баланса для этой цепи:
2850.^.0.Зл = з.,
148 30 b2 d2 50 20
Откуда получаем формулу для расчета сменных колес гитары вертикальной подачи заготовки:
U2 ^2 Зв
b2 d2 28
где $в — вертикальная подача, mmImuh,
Станок имеет ускоренное вертикальное перемещение стола с заготовкой со скоростью, определяемой уравнением кинематического баланса:
94 23 1
2850-----0,985-------Зл = sy мм/мин
148 42 20 У '
или = №& мм/мин — ускоренная вертикальная подача
Настройка гитары дифференциала для нарезания цилиндрических косозубых колес производится по формуле:
«з Сз ___ 6 sin р
Ь3 d3 rn-Zi
где р — угол наклона зуба нарезаемого колеса;
тп — модуль нормальный, мм\
Z\ — число заходов червячной фрезы.
На рис. 130 показаны отдельные кинематические цепи: передача 16—16 предназначена для регулирования натяжения ремней, передача 1—69 — для установки угла поворота фрезерного суппорта, привод шнекового транспортера для удаления стружки из зоны резания, привод механизма зажима шпинделя фрезы и механизм осевого периодического перемещения фрезы. Последний обеспечивает равномерность износа (затупления) зубьев фрезы на всей ее длине.
§ 5. Зубофрезерные станки 5342 и 5358
Эти крупногабаритные зубофрезерные станки (рис. 131 и 132) предназначены для нарезания цилиндрических и червячных колес диаметром до 2000 мм с шириной зубчатого венца до 500 мм и модулем до 20 мм.
Станки 5342 и 5358 имеют массивные станины, суппортные стойки и столы. Станок 5342 — двухколонный, а станок 5358 — од-
ноколонный. Производительность двухколонных станков выше, но они сложнее по конструкции и наладке.
Настройка кинематических цепей производится подбором сменных зубчатых колес. Заменяя накладные фрезерные головки на
Рис. 132. Вертикальный зубофрезерный станок 5358 с подвижной колонной и неподвижным столом:
1—станина, 2 — стол, 3 — оправка для фрезы, 4 — фрезерный суппорт, 5 — вертикальные направляющие, 6 — подвижная колонна, 7 — электродвигатель, 8 — горизонтальные направляющие
этих станках можно нарезать цилиндрические и червячные зубчатые колеса червячными модульными фрезами, а шевронные колеса— пальцевыми модульными фрезами.
§ 6. Зубофрезерный станок 5А341
Зубофрезерный станок 5А341 (рис. 133) применяется преимущественно для фрезерования шлицевых валиков, а также зубчатых колес типа вал — шестерня.
Станок имеет жесткую станину 1, на которой установлены передняя стойка 2 со шпиндельной бабкой 3 и задняя стойка 10, соединенные поперечиной 5. Один конец заготовки закреплен в шпиндельной бабке 6, а другой поддерживается задним центром 7.
На шпинделе 8 фрезерного суппорта 9 закрепляется червячная фреза 7, расположенная под обрабатываемой заготовкой. При работе станка фрезерный суппорт с фрезой перемещается по горизонтальным направляющим станины параллельно оси заготовки.
Врезание фрезы в заготовку осуществляется вертикальным перемещением заготовки сверху вниз.
Рис. 133. Горизонтальный зубофрезерный станок 5А341:
/ — станина, 2 — передняя стойка, 3 — шпиндельная бабка, 4 — квадрат с лимбом для ручного подъема шпиндельной бабки, 5 — поперечина, 5 — шпиндель изделия, 7 — задний центр, 8 — шпиндель фрезы, 9 — фрезерный суппорт, 10 — задняя стойка, // — рукоятка выключения автоматических подач, 12 — маховичок ручного перемещения салазок фрезерного суппорта, 13 — кнопочная станция
Рис. 134. Кинематическая схема зубофрезерного станка 5А341.
Кинематические цепи станка 5А341 (рис. 134) настраиваются по следующим формулам:
Гитара скоростей:
у #0 0 = б7=Н2’
Гитара подачи: „ а2 с2 8 = = -—s. Ь2 «2 15
Гитара деления: хл=^-4=12—> bi di z
где Пф — число оборотов фрезы в минуту;
s — подача суппорта вдоль оси заготовки за один ее оборот, мм\
21 — число заходов фрезы;
z — число зубьев нарезаемого колеса.
Станок 5А341 не имеет дифференциала, поэтому при нарезании косозубых колес передаточное отношение сменных колес гитары обкатки (деления) рассчитывают по формуле:
ct± Ci 12^1 / Т \
л bi di z ' Т — s ' ’
гдр Хл— передаточное отношение гитары деления;
21 — число заходов фрезы;
Т — шаг винтовой линии зуба колеса, мм, определяемый по формуле:
it-mn-z
sin р
где тп — модуль нормальный, мм\ р — угол наклона зубьев колеса;
2 — число зубьев колеса.
§ 7. Зубофрезерный станок 5370
Станок предназначен для нарезки зубьев крупногабаритных колес и состоит из следующих частей: (рис. 135) массивной станины 1 и передней бабки 2, в которой крепится одним концом оправка 3 с заготовкой, другой конец оправки закрепляется в задней бабке 7. Червячная фреза, закрепленная на оправке 4, расположена за заготовкой. Фрезерный суппорт 5 может поворачиваться на угол по круговым направляющим 6. При работе фрезерный суппорт с •фрезой перемещается параллельно оси заготовки по направляющим S.
§ 8. Приспособление к зубофрезерным станкам для нарезания зубчатых колес с бочкообразными зубьями
На зубофрезерных станках можно нарезать зубчатые колеса с бочкообразными зубьями. Для их нарезания к станку подключается специальное приспособление (рис. 136).
Рис. 135. Горизонтальный зубофрезерный станок 5370г / — станина, 2 — передняя бабка, 3 — оправка с нарезаемым колесом, 4 — оправка для червячной фрезы, 5 — суппорт фрезы, 6 — круговые направляющие, 7 — задняя бабка, 8 — горизонтальные направляющие
Рис. 136. Схема нарезания бочкообразных зубьев на зубофрезерном станке:
1 — винт фрезерного суппорта, 2 —суппорт. 3 — заготовка, 4 — стол, о — винт стола, 6 — копир, 7 — рейка
От винта Л перемещающего вертикально фрезерный суппорт, через кинематическую цепь сообщается перемещение копиру 6, от которого через ролик и винт 5 это перемещение передается столу 4 -с заготовкой 3.
Вследствие этого при перемещении фрезы в вертикальном направлении непрерывно изменяется расстояние А между осями фрезы и заготовки в одном и другом направлениях, что и приводит к образованию бочкообразного зуба.
В настоящее время Егорьевским станкостроительным заводом «Комсомолец» выпускаются специальные станки для обработки зубчатых колес с бочкообразными зубьями на базе станка 5К32.
Контрольные вопросы
1. Как классифицируются и нумеруются зуборезные станки?
2. Укажите рабочие движения заготовки и инструмента на зуборезных станках.
3. Какие условные обозначения имеют зуборезные станки?
4. Какие основные узлы имеют зубофрезерные станки?
5. Напишите формулы настройки гитар на зубофрезерных станках.
Глава XVI
ЗУБОДОЛБЕЖНЫЕ СТАНКИ
§ 1. Типы зубодолбежных станков
Зубодолбежные станки так же, как и зубофрезерные, подразделяются на вертикальные и горизонтальные. В промышленности в основном применяются вертикальные станки.
Существуют две группы зубодолбежных вертикальных станков.
1. Станки, в которых радиальное врезание осуществляется пе-, ремещением суппорта с долбяком, а заготовка отводится от долбяка столом во время холостого хода долбяка. К этой группе относятся станки 512, 5А12, 5В12, 514, 516 и др.
2. Станки более тяжелых моделей, в которых радиальное врезание осуществляется перемещением стола с заготовкой, а долбяк отводится от заготовки во время холостого хода. К этой группе относятся станки 5150, 5А150, 5161 и др.
Вертикальные зубодолбежные станки. Определяющей особенностью этих станков является вертикальное расположение шпинделя, на котором крепится долбяк. На этих станках можно нарезать цилиндрические прямозубые и косозубые колеса с наружным и внутренним зацеплением. Выше был рассмотрен принцип работы вертикального зубодолбежного станка 5В12, его основные узлы и настройка всех механизмов при нарезании прямозубых н косозубых колес. Ниже приводится описание другого типа вертикального зубодолбежного станка модели 5120, работающего не долбяком, а резцовой головкой.
§ 2. Зубодолбежный полуавтомат 5120
В массовом и крупносерийном производстве применяются высокопроизводительные зубодолбежные станки, работающие резцовыми головками. На рис. 137 приведена гидрокинематическая схема зубодолбежного полуавтомата 5120.
Рис. 137. Гидрокинематическая схема полуавтомата мод. 5120:
!/ — кулачок опускания конусов резцов, 2 — кулачок качания рычага собачки. 3 — кулачок останова станка, 4 — кулачок подачи резца
7 6
Рис. 138. Общий вид зубодолбежной головки:
1 — корпус, 2 — опорный фланец, 3 — резец, 4 — гильза, 5 — конус подачи, 6 — конус отвода резцов, 7 — шток
Станок 5120 предназначен для чернового и получистового-(7—6 класса точности) нарезания цилиндрических зубчатых колес.
В качестве режущего инструмента применяются специальные резцовые головки (рис. 138). Головка имеет корпус Л опорный фланец2, резцы 5, гильзу 4, конус 5, конус отвода резцов 6 и шток 7. Резцы расположены радиально, количество их соответствует количеству впадин на заготовке. Контур режущей части резца соответствует профилю обрабатываемого зуба. Во время работы станка все резцы одновременно передвигаются в радиальном направлении под действием втулки конуса подачи.
При периодической радиальной подаче резцов и возвр атно-поступател ь-ном движении заготовки все впадины между зубьями прорезаются одновременно. Когда все резцы врежутся на полную высоту зуба, обработка зубчатого колеса заканчивается.
Для каждого числа зубьев и модуля нарезаемого зубчатого колеса требуется специальная резцовая головка, что дает большие преимущества только в массовом производстве.
Станок имеет следующие движения: возвратно-поступательное движение
(главное движение). Когда заготовка движется вверх, резцы режут металл, вниз — холостой ход.
Резцы имеют периодическое движение (подачу) в радиальном направлении после каждого двойного хода заготовки, отвод резцов от зубьев колеса происходит к началу обратного (холостого) хода заготовки.
Когда нарезание зубчатого колеса закончено, зубодолбежная резцовая головка автоматически поднимается вверх и останавливается.
заготовки в вертикальном направлении
§ 3. Горизонтальный зубодолбежный станок 5173
Станок 5173 предназначен для нарезания шевронных зубчатых колес. Он имеет массивные конструкции основных узлов. На станине 1 (рис. 139) расположена шпиндельная бабка 2 с двумя шпинделями, на которых закреплены два долбяка 3. Оправка с заготовкой одним концом закреплена в передней бабке 4, а другой ее конец поддерживается опорой на задней стойке 6. Вращательное движение заготовке передается с помощью большого червячного колеса 5, расположенного под кожухом. Вращение этого червячного
Рис. 139. Горизонтальный зубодолбежный станок модели 5173
колеса и заготовки связано кинематически с вращением шпинделей долбяков. При врезании в заготовку шпиндельная бабка с долбя-ками перемещается по направляющим станины к заготовке. Согласованное вращение заготовки и долбяков воспроизводит процесс обкатки, так же как и на вертикальных зубодолбежных станках. Оси долбяков расположены параллельно оси заготовки. Зубья долбяков имеют разные направления наклона — правое и левое. При работе долбяки совершают возвратно-поступательное и вращательное движения в разные стороны, в соответствии с направлениями винтовых линий зубьев на каждой части зубчатого венца шевронного колеса. При осевом движении в одну сторону долбяк осуществляет резание, а при обратном — холостой ход.
Контрольные вопросы
1. Какое назначение имеют зубодолбежные станки?
2. Назовите типы зубодолбежных станков.
3. Чем отличаются вертикальные зубодолбежные станки от горизонтальных?
4. Каковы рабочие движения заготовки и инструмента в зубодолбежных станках при нарезании прямозубых, косозубых и шевронных колес?
5. Какие режущие инструменты применяются при нарезании зубчатых колес на зубодолбежных станках?
Глава XVII
СТАНКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
§ 1. Зубострогальный станок 5А250
Зубострогальный станок 5А250 (рис. 140) предназначен для нарезания прямозубых конических колес с модулем от 1,5 до 8 мм и диаметром до 500 мм.
Станок работает двумя зубострогальными резцами и может быть использован для чернового и чистового нарезания зубьев.
Рис. 140. Зубострогальный станок 5А250:
1 — станина, 2 — распределительный барабан, 3 — главный привод, 4 — люлька, 5 — бабка изделия, 6 — стол, 7 — электрооборудование
Обрабатываемая заготовка крепится на оправке, устанавливаемой на шпинделе бабки, и зажимается в гидравлическом зажимном патроне. Резцы крепятся на суппортах люльки и устанавливаются в определенном положении посредством шкал и установочных приборов.
Станок может работать по методу копирования (при черновой нарезке) и по методу обкатки. Устройство станка 5А250 аналогично станку 5А26, но цикл обработки зуба имеет некоторое отличие: на станке 5А26 нарезание зубьев происходит последовательно, т. е. зуб за зубом, на станке же 5А250 деление происходит через несколько зубьев.
Принцип такого деления состоит в том, что за время одного качания люльки заготовка поворачивается на целое число зубьев гх,
не имеющих общих множителей с числом зубьев нарезаемого зубчатого колеса.
На станке 5А250 можно нарезать колеса с бочкообразными зубьями.
Основные узлы станка. Станина 1 (см. рис. 140) представляет собой жесткую отливку коробчатой формы, внутри которой размещены механизмы и электрооборудование станка. На станине смонтирована стойка с люлькой 4 и подвижной стол 6. На «столе помещена поворотная плита с бабкой изделия.
Рис. 141. Рабочая зона станка 5А250
Обкатная люлька. Направляющие ползунов 1 (рис. 141) выполнены на поворотных сегментах 6. В суппортах 3 установлены устройства для откидывания резцов во время их обратного хода.
Резцы закреплены в резцедержателях 2. Суппорты можно перемещать вручную в Т-образных пазах ползунов при установке их в требуемое положение.
Между поворотными сегментами 6 и ползунами 1 помещаются салазки 5, которые используются при нарезании зубчатых колес с бочкообразными зубьями. Направляющие салазок 5 расположены под углом к направляющим ползунов. Салазки во время работы станка получают возвратно-поступательное движение от кривошипного устройства 4, так, что на один двойной ход ползуна салазки делают два двойных хода.
Суппорты и резцедержатели. Корпус 5 суппорта (рис. 142) прилегает к поверхности ползуна плоскостью N и прижимается к ней
болтами 12, концы которых входят в Т-образный паз ползуна. Положение суппорта определяется крестовой шпонкой, состоящей из двух частей 1 и 2. Первая часть шпонки входит в паз ползуна^ а вторая — в вертикальный паз суппорта. Паз может перемещаться вдоль второй части шпонки при поворачивании винта 3. Таким образом, суппорт можно поднимать и опускать при установке резца по «высоте».
Рис. 142. Суппорт станка 5А250
Рис. 143. Механизм отвода резцов станка 5А250
В корпусе суппорта имеется отверстие, в котором смонтирован хвостовик 4 поворотного резцедержателя 6. Резец опирается на площадку 8 и клин 9. При перемещении клина по длине резец поворачивается и таким образом можно регулировать профильный угол резца, для чего на клине имеется шкала, а на резцедержателе указатель. Клин крепится винтом 7. Резцедержатель может поворачиваться на небольшой угол относительно оси О по стрелке а, вызывая отвод резца.
Механизм отвода резцов. Центральный валх люльки 6 с кривошипным диском К (рис. 143) при помощи кривошипного пальца 7 и шатуна 8 приводит в движение ползуны Пх и /72 (рис. 144). Длина хода ползуна регулируется изменением радиуса действия кривошипа путем перемещения салазок 3 (рис. 143), при помощи винта с лимбом 5, шестерни и рейки.
Салазки 3 закрепляются гайкой 4. Выступающий конец 9 кривошипного пальца входит в паз хомутика 10, посредством этого устройства торцовый кулачок 2 синхронно вращается с кривошип-
ным диском К (рис. 144). При вращении кулачок 2 (рис. 143) действует на серьги 1 и 14, которые удерживают прикрепленную к ним линейку 17, параллельно направлению движения ползуна (по стрелке в).
Во время рабочего хода ползуна резцедержатель 6 своим выступом 11 прижат к жесткому упору 16 под действием пружины 12 и сил резания, а между линейкой 17 и роликом 13 резцедержателя имеется небольшой зазор. Перед началом обратного хода резца
Рис. 144. Кинематическая схема зубострогального станка 5А250 кулачок 2 толкает звено 1, причем линейка 17 нажимает на ролик 13, поворачивая резцедержатель по стрелке а, и резец отводится на небольшую величину от заготовки.
Настройка станка 5А250. На станке 5А250 осуществляются следующие рабочие движения: возвратно-поступательное движение резцов, возвратно-качательное движение люльки с ползунами, вращение заготовки.
Настройка цепи главного рабочего движения. Цепь главного рабочего движения передает возвратно-поступа-186
тельное движение резцам от электродвигателя (Л/= 2,8 кет, п = =1420 об/мин) в такой последовательности: зубчатая передача 15—48, коническая пара 34—34, сменные колеса Ас—Вс, зубчатая передача 30—72, вал с кривошипным диском К, от кривошипного диска при помощи рычажной системы ползуны П\ и П2 с закрепленными на них резцами получают возвратно-поступательное движение.
Уравнение кинематического баланса этой цепи:
15 34 Ас 30
1420-------------= п дв. ход/мин.
48 34 Вс 72 7
Отсюда находим передаточное отношение парносменных колес для настройки главного движения:
Ас п ЮООу
---=------: где п =-------- Вс 185’ Д 2J
где v — скорость резания, мм/мин, выбираемая по нормативам;
/ — длина хода долбяка, мм-,
I = Ъ (6 “ 8) мм,
b — длина нарезаемого зуба, мм.
К станку прилагается набор сменных колес, дающий числа двойных ходов резцов в минуту в пределах 73-4-470.
Цепь подач (вращение барабана Б). Подача на этом станке характеризуется временем обработки одного зуба в секунду. Подача определяется скоростью вращения распределяемого барабана подач.
Кинематическая цепь подач передает вращение барабану Б от приводного электродвигателя в такой последовательности: вал 1, А Сп
сменные колеса —-------— зубчатая пара 34—68, фрикционная
Bn Dn
муфта А, зубчатые колеса 42—56, 44—96, 96—64, червячная пара 2—66, распределительный барабан Б.
Уравнение кинематического баланса цепи подачи:
1420 15 Ап Сп 34 42 44 96 2 160° ,
60 Z'48’~b;’‘5;,68,56’96'64’66— 360° •барабана )•
Отсюда находим передаточное отношение сменных колес гитары подач, определяемое формулой:
Ап Сп 7,69
Bn Dn t
где t — время нарезания одного зуба в секундах, выбираемое по справочнику.
Пределы величин подач t = 4-4-123 сек/зуб.
Цепь вращения заготовки (деление). Эта цепь идет от распределительного барабана Б через червячную передачу 66—2, зубчатые колеса 64—60, 60—44, коническую передачу 23—23, зубчатую пару 75—60, конические пары 26—26, 26—26, 26—26, сменные колеса /дел, конические колеса 30—30, 30—30, червячную пару 1—120, шпиндель заготовки.
Заготовка непрерывно вращается в одном направлении. Чтобы нарезать все зубья на заготовке, необходимо при каждом цикле поворачивать ее на целое число зубьев zx, не имеющее общих множителей с числом зубьев нарезаемого колеса. Это нужно для того, чтобы инструмент после каждого цикла (нарезки одного зуба) попадал в новую впадину. Расчетное перемещение в данном случае будет следующее: за один оборот распределительного барабана заготовка должна совершать — оборота,
где zx — число зубьев, на которое поворачивается обрабатываемое колесо за время одного цикла, z — число зубьев нарезаемого колеса.
Расчетное уравнение обкаточно-делительной цепи
66 64 60 23 75 26 26 26 30
1 об.расп. барабана-2- — - ——
Y 30 !_________Zx
Х 30 120 — V аготовки‘
Отсюда формула для расчета сменных колес гитары деления при обкатке (когда участвует пара зубчатых колес 75—60):
; __ Ад Сд ______n zx
^дел — •
Вд Dd z
При методе копирования (когда участвует пара колес 27—108) сменные колеса гитары деления подсчитываются по формуле:
Ад С д —_ 10 Zx Вд Dd z
Настройка цепи обкатки. Эта цепь связывает качание люльки с вращением заготовки, как это видно из расчетного урав-1 нения, составленного по условию: при повороте люльки на---- обо-
^пр
рота нарезаемое колесо должно повернуться на — оборота, т. е. z
имеем передачу:
1 135 28 1 21 224 32 23 75 26 26 26
’ ~2~' 30 ’ г'обк ’ 252' “Й” 1б ’ 23" 60”26 ’ 26 ’26 Х
30 30 1 _ 1
Х1дел,30 ’зо” 120 “ z ’
Подставляя значение
i =2-— Z
получим формулу для подбора сменных колес гитары обкатки:
Ло Со „ _ гх zx-sin ср
*обк — D • — 3,0-----— 3,0 ,
Bq Dq Zjjji Z
где Znp — число зубьев производящего колеса;
z
Ф — половина угла при вершине начального конуса нарезаемого колеса;
z — число зубьев нарезаемого колеса.
Настройка цепи вращения барабана подачи Б производится так же, как на станке 5А26.
Угол установки поворотных сегментов определяется по формуле:
со =
3438
L
( Д + V'’tga ) £ *
где со — угол установки в минутах;
L — длина образующей начального конуса, мм\
S — толщина зуба по делительной окружности, мм\
h" — высота ножки зуба, мм\
a — угол зацепления, обычно равен 20°.
Угол установки бабки изделия (установка оси заготовки) для всех способов нарезания, кроме чернового с двойным делением, определяется, как и на станке 5А26.
При черновом нарезании угол установки бабки фт определяется по формуле:
. ± !80°
tg фтп = tg фг ‘ COS-,
Z
где ф£ —угол внутреннего конуса, задаваемый по чертежу колеса; z — число зубьев нарезаемого колеса.
Установка длины хода резцов определяется так же, как на станке 5А26.
Станок 5А250 имеет гидропривод, предназначенный для выполнения следующих работ: зажима изделия на оправке, переключения фрикционной муфты рабочего и холостого хода, подвода и отвода стола и счета циклов для выключения станка после нарезания всех зубьев. Гидропривод состоит из нормализованных узлов.
§ 2. Станки ЕЗ-40 и 5245 для нарезания конических колес методом копирования
Станок ЕЗ-40 (рис. 145) предназначен для чернового нарезания прямозубых конических колес в условиях серийного и массового
Рис. 145. Двухпозиционный станок для нарезания прямозубых конических колес дисковыми модульными фрезами мод. ЕЗ-40
производства.
Режущим инструментом служат дисковые фрезы /, имеющие толщину зубьев, равную ширине внутреннего конца впадины между нарезаемых зубьев колеса с учетом припуска на последующую чистовую обработку.
Станок имеет двухпозиционный поворотный стол для крепления четырех— восьми заготовок 2. Одновременно нарезаются две — четыре заготовки, закрепленные в шпинделях на одной стороне стола. На противоположной стороне в это время производится смена заготовки 3.
Станок имеет жесткую станину, узлы и механизмы, поэтому на нем можно работать с высокими
режимами резания.
Станок 5245. Зубопротяжной станок 5245 (рис. 146) является
высокопроизводительным, поэтому широко распространен в массовом производстве. Станок имеет автоматическое загрузочное устройство.
Режущим инструментом является — круговая протяжка I (рис. 146, б). В процессе нарезания одной впадины заготовка 2 остается неподвижной, а протяжка вращается вокруг своей оси и
перемещается поступательно в направлении, совпадающем с линией основания ножки зуба, на величину I (рис. 147), зависящую от длины нарезаемого зуба.
Протяжка имеет две группы резцов: черновую и чистовую. Вначале работают черновые, а затем чистовые резцы, закрепленные на
Рис. 146. Зубопротяжный станок 5245 с автоматическим загрузочным устройством: а — общий вид, б —рабочая зона
корпусе протяжки винтами. Резцы имеют разную ширину, это позволяет нарезать на колеса зубья, суживающиеся от большего торца к
меньшему. Так как в процессе нарезания заготовка не вращается, то резцы должны иметь разные профили по окружности протяжки для образования зубьев соответствующего профиля.
Черновые резцы, работающие боковыми и наружными режущими кромками, вырезают основную массу металла из впадины. Чистовые резцы имеют только боковые режущие кромки.
На протяжке имеется промежуток, где нет резцов. При работе протяжка вращается (на рис. 147 показано стрелкой), фрезеруя впадину между зубьями. К тому времени, когда протяжка повернется к заготовке
Рис. 147. Нарезание конических прямозубых колес круговой протяжкой
той частью, где нет резцов, заготовка успевает повернуться для обработки следующего зуба.
Резцы протяжки изготавливаются сегментами по нескольку резцов в каждом сегменте.
Указанный способ нарезания зубьев является наиболее производительным из всех известных способов нарезания прямозубых конических колес. Ввиду технологических трудностей изготовления инструмента с точным профилем, зубья профилируются приближенно — по дугам окружностей. Данный способ применяется тогда., когда не требуется высокой точности зубчатых передач.
§ 3. Зубофрезерные станки для нарезания конических колес методом обкатки. Станок 5230
Рис. 148. Нарезание прямозубого конического колеса дисковыми фрезами
Прямозубые конические колеса можно нарезать методом обкатки не только резцами, но и двумя дисковыми фрезами / и 2 (рис. 148). Этот способ нарезания высокопроизводительный (в 2— 4 раза выше, чем зубострогание)\ потому что фрезы вращаются с большими скоростями резания и„ во-вторых, потому, что нарезку зубьев производят сразу без предварительной прорезки впадин зубьев. Зубчатые колеса, нарезанные этим способом, могут иметь простую или бочкообразную форму — в зависимости от применяемых фрез. Если профиль режущей кромки зубьев прямолинейный (режущая кромка профиля направлена перпендикулярно к оси фрезы), то зубья нарезаемого колеса будут прямолинейные, а если режущая кромка
резцов фрезы расположена под углом к оси фрезы, то зубья получаются бочкообразные.
При работе обе фрезы прорезают одну и ту же впадину одновременно. Пара дисковых фрез так же, как пара зубострогальных резцов может служить для нарезания зубчатых колес различного модуля в определенном диапазоне. Одна из фрез — праворежущая (т. е. вращается по часовой стрелке), а другая — леворежущая (вращается против часовой стрелки).
Так как нарезание этим способом производится без подачи вдоль зуба, дно нарезаемой впадины получается вогнутой формы.
Нарезание зубчатых колес на этих станках двумя дисковыми фрезами методом обкатки сходно с нарезанием конических колес на зубострогальных станках, рассмотренных выше.
Зубофрезерный станок 5230 (рис. 149) предназначен для фрезерования зубчатых конических колес. Он отличается от зубострогального станка 5А250, рассмотренного выше, конструкцией люльки и некоторыми конструктивными особенностями и размещением механизмов привода.
Настройка цепи главного движения. Кинематическая цепь скорости следующая (рис. 150): от электродвигателя
Рис. 149. Зубофрезерный станок 5230: / — заготовка, 2 — фреза
(N = 4,5 кет, лг= 1420 об/мин) движение инструментальным шпинделем передается через зубчатые колеса 26—46 приводному валу /, конические колеса 34—34, сменные колеса Ас, Вс, Сс, Dc гитары скоростей центральному валу II люльки, зубчатые колеса 48—65, 65—33, конические колеса 48—60, червячную пару 4—28.
Расчет сменных колес гитары скоростей производится по формуле:
Ас С с ^ШП
— 1зо ’
где пшп — число оборотов шпинделя в минуту.
Настройка цепи подач. Передаточное отношение гитары подач определяется по формуле
4,2
где /р— время рабочего хода при нарезании одного зуба, т. е. время поворота барабана подач на угол рабочего хода, равный 160°.
Время ускоренного хода т. е. дач на 200° составляет Zx=4,5 сек.
время поворота барабана по-
Рис. 150. Кинехматическая схема станка 5230
§ 4. Станки для нарезания конических колес с круговыми зубьями
Станки для нарезания конических колес с круговыми зубьями разделяются на несколько групп: универсальные, на которых производится черновое и чистовое нарезание зубчатых колес, и специализированные станки, предназначенные только для чернового или только для чистового нарезания зубьев колес.
Указанные выше станки работают только методом обкатки или только методом копирования. Применяются также станки, которые могут работать методом обкатки и методом копирования.
Зуборезный полуавтомат 528С используется для нарезания конических колес с круговыми зубьями. В основном этот станок предназначен для чистового нарезания конических колес с круговыми зубьями методом обкатки. На нем можно выполнять черновое нарезание методом врезания, что, однако, рекомендуется производить на более простых и менее точных специализированных станках. По
наружному виду, расположению и взаимодействию узлов станок 528С (рис. 151) во многом аналогичен станку 5А27С1, механизмы же передачи движения к отдельным узлам устроены и работают иначе.
При работе методом обкатки происходит два вида движения: резания и обкатки. Вращением резцовой головки производится резание.
Рис. 151. Внешний вид зубофрезерного станка 528С:
1 — основание, 2 — маховик ручного привода станка, 3 — обкатная люлька, 4 — резцовая головка, 5 — нарезаемое колесо, 6 — вертикальный суппорт, 7 — бабка изделия, 8 — гитара деления, 9 — поворотная плита, 10 — стол
Обкатка выполняется относительными поворачиваниями обкатной люльки, несущей шпиндель резцовой головки, и заготовки.
Рабочий цикл станка при чистовом нарезании методом обкатки проводится следующим образом: после нажатия пусковой кнопки стол с заготовкой быстро подводится к резцовой головке, затем включаются механизмы вращения резцовой головки, заготовки и качания люльки.
Вращение заготовки и качания люльки взаимосвязаны цепью обкатки. После окончания обкатки зуба заготовка, продолжая вращаться, быстро отводится назад, а люлька ускоренно поворачивается в исходное положение. После этого прорезается следующая впадина зуба. За время возвращения в исходное положение люльки заготовка успевает повернуться на некоторое число зубьев гх, не имеющее общего множителя с числом зубьев z нарезаемого колеса.
При черновом нарезании методом врезания работа станка отличается от чистового нарезания только тем, что величина обкатки сильно уменьшается, а быстрый подвод стола заменяется медленной рабочей подачей заготовки, при которой инструмент постепенно врезается в заготовку.
После прорезания впадины на полную ее глубину стол быстро отводится назад и происходит обратный поворот люльки на небольшой угол, достаточный для попадания резцов в соседнюю впадину при последующем цикле.
Рис. 152. Кинематическая схема станка 528С
Гидросистема станка используется для перемещения стола с бабкой зажима заготовки и подвода ее в рабочее положение.
После окончания нарезания всех зубьев станок автоматически останавливается.
Настройка станка 528С. Кинематика станка (рис. 152) состоит из нескольких связанных между собой кинематических цепей и механизмов.
Настройка цепи главного рабочего движения. Эта цепь передает вращение от электродвигателя (N=10 кет, п = = 3000 об!мин) инструментальному шпинделю через зубчатую пере-196
дачу 16—64, коническую пару 27—27, сменные шестерни а, Ь9 с, d гитары скорости резания, цилиндрические колеса 40—40, 19—87.
Гитара скорости резания настраивается по формуле: ас п =170 ’
где п — число оборотов в минуту шпинделя резцовой головки.
Вращение резцовой головки можно изменять в соответствии с правым или левым направлением резания реверсированием электродвигателя.
Настройка цепи подачи. Подача здесь характеризуется временем рабочего хода на нарезание одного зуба в секунду.
Цепь подачи передает вращение от электродвигателя к распределительному барабану подачи в такой последовательности: от электродвигателя через зубчатую передачу 16—64 валу I, сменные шестерни гитары подач —Ь\, С\—d\. Далее вращение передается валу VI, на котором установлена муфта М, переключающая механизм станка на рабочий медленный и холостой быстрый ход. При включении муфты вправо сцепляются зубчатые колеса 22—58, обеспечивая рабочее движение. При сцеплении зубчатых колес 45—43, минуя гитару подач, происходит быстрое вращение вала VI при холостом ходе. Муфта переключается с помощью гидравлического, устройства. Далее от вала VI через конические колеса 20—24 движение передается валу VII. При изменении направления вращения электродвигателя изменяется и направление вращения вала VIL На этом валу на шпонке установлена передвижная втулка с двумя коническими колесами 20—20. Эти колеса поочередно могут быть сцеплены с колесом 40. Для того чтобы подача станка всегда осуществлялась в одну сторону, с колесом 40 сцепляется нижнее колесо 20 для обработки левой резцовой головкой, а для обработки правой головкой — верхнее колесо 20.
От вала VIII движение передается через колеса 46—69, 63—70, червячную пару 2—72 к барабану подачи. Барабан подачи имеет две канавки: для перемещения стола при работе обкаткой и при работе врезанием. Устройство механизма стола такое же, как у станка 5А27С1. Барабан делает ровно один оборот за время обработки одного зуба, причем рабочему ходу соответствует поворот барабана на 160°, а холостому — на 200°. Холостой ход происходит ускоренно, поэтому время холостого хода меньше времени рабочего хода.
Сменные колеса гитары подач подсчитываются по формуле
cli Ci _ 13,5 bi di tp
где /р— время нарезания одного зуба, сек (определяют по паспорту станка).
Время холостого хода за один цикл. Как уже отмечалось, за время tx холостого (ускоренного) хода, распределительный барабан подачи совершает поворот на 200° и при этом вращение передается от вала / к валу VI через шестерни 45—43.
Расчетное уравнение кинематической цепи, передающей вращение от электродвигателя к барабану подачи при холостом ходе будет таким:
3000 16 45 20 20 46 63 2 200
tx --------------- обор, бараб. подачи, 60--------------------------------64 43 24 40 69 70 72-360 Р И
где tx — время холостого хода, сек.
Отсюда находим /х = 6 сек.
Настройка цепи дел ения. Эта цепь связывает вращение барабана с вращением заготовки. Для нарезания всех зубьев на заготовке необходимо, чтобы она после прорезания одной впадины поворачивалась на целое число зубьев zx, не имеющих общих множителей с числом зубьев нарезаемого колеса.
Это условие необходимо, так как иначе инструмент после нарезки одного зуба не будет прорезать новую впадину, а попадет в уже прорезанную. Для того чтобы за полный цикл (время нарезания одного зуба) нарезаемое колесо, имеющее z зубьев, поворачивалось на целое число зубьев zx, оно должно делать за один оборот барабана — оборота. z
Вращение заготовке передается от барабана подачи в такой последовательности: червячная передача 72—2, зубчатые передачи
70—63,69—46, зубчатая передача редукции деления =
40 30
= 1 1, включаемая при нарезании зубьев методом обкатки, или пе-27 24
'редача = 1-5, включаемая при нарезании зубьев методом
врезания; конические передачи 26—26, 26—26, 25—25\ сменные шестерни гитары подач а2—^2, с2—d2*, конические передачи 28—30, 29—29\ червячная передача 1—112, шпиндель изделия.
Расчетное уравнение цепи деления при работе методом обкатки:
72 70 69 50 24 26 26 25 а2 с2 28
об.барабана — ’-• — • — • — — • —•
29 1 zx
= — оборота заготовки, 1 1Z Z
отсюда получаем формулу настройки гитары деления при работе методом обкатки:
#2 ^2 ~ Z*
1д = -г---г = 2 —.
Z?2 ^2 %
При работе методом врезания, когда zx = 1, а2 с2 _ 10-zx b2 d2 z '
Настройка цепи обкатки (качания люльки). Эта цепь связывает вращение шпинделя бабки изделия с вращением люльки. Передаточное отношение этой цепи равно отношению числа зубьев z нарезаемого колеса к числу зубьев zn воображаемого плоского производящего колеса.
Вращение передается от заготовки к люльке в такой последовательности, как это записано в расчетном уравнении цепи обкатки:
112 29 30 1 25 26 26 30 40 46 69 16 16
~Т“’29*28*77*25*26 *26 *24 * 50 ’ 69 ”б0 * 32~”240 270 1 50 2 z
X'-------Iq--------= — •
23 1 42 150 zn
Колесо 16, сцепленное с составным колесом, всегда вращается в одну сторону. Оно входит в зацепление то с внутренней частью составного колеса, то с наружной и тем самым вращает его то в одну, то в другую сторону (на рис. 152 показано стрелкой). Составное колесо с внешней стороны имеет 270 зубьев, сцепляющихся с колесом 23. На валу XIX закреплены колеса 30 и 15, которые могут сцепляться с колесами 30 и 75, сидящими на валу XX.
30
При нарезке зубьев с обкаткой включаются колеса — а при
15 нарезке методом врезания включаются колеса —.
Из кинематической схемы (см. рис. 152) видно, что составное колесо в передаче вращения к заготовке не участвует, поэтому заготовка вращается все время в одну сторону, соответствующую рабочему движению люльки. Люлька же вращается то в одну, то в другую сторону, получая вращение от составного колеса, т. е. качается.
Подставив в расчетное уравнение цепи обкатки ранее полученные выражения для /д, получаем формулы настройки гитары обкатки:
а) при нарезании зубьев обкаткой:
• do Cq Zx
Iq — —— •—— — 0,5 ,
b0 do 2n
б) при нарезании зубьев врезанием:
я0 cQ 17,5-zx
*о = т~’Т" =---------
UQ UQ Z-O.
где zx — число зубьев, пропускаемое при повороте заготовки за время холостого хода, не имеющее общего множителя с числом зубьев нарезаемого колеса;
zn — число зубьев воображаемого плоского производящего колеса, определяемое по формуле:
2п = V^ + z22,
где 21 —число зубьев нарезаемого колеса;
z2 — число зубьев колеса, парного с нарезаемым.
Настройка цепи поворота люльки на уг®л для обкатки всего профиля нарезаемого зуба. Минимальный угол поворота люльки 0, необходимый для обкатки резцами всего профиля нарезаемого зуба, определяется по формуле:
/ SB 6-tgB \
0 = 57.3(2tg(f + ^ + z-AL),
где 0 — угол поворота люльки в градусах;
ср — половина угла при вершине начального конуса нарезаемого колеса;
SB— ширина впадины между зубьями нарезаемого колеса по дуге начальной окружности, мм;
b — ширина зубчатого венца, мм\
L — длина образующей начального конуса нарезаемого колеса, мм\
р—угол наклона зубьев в средней точке (угол спирали).
Условие настройки цепи для поворота люльки на угол формулируется так: за время поворота распределительного барабана на угол 160°, т. е. за время прорезания одной впадины, люлька должна поворачиваться на угол 0.
Согласно этому условию составляем расчетное уравнение кинематической цепи, передающей вращение от распределительного барабана к люльке:
72 70 69 16 16 270 30 1 50 2
160 • — • — • — • — ------- — •—• — -= 0 .
2 63 60 32 240 23 30 i0 42 150
1 АП°
откуда до _ Аои
3,5-io
где 0 — угол поворота люльки, град;
io — передаточное отношение сменных колес гитары обкатки, определяемое по ранее полученной формуле:
io = 3,5 — .
Определение числа зубьев гх при повороте заготовки за время холостого хода. Полученные выраже-□ 160°
ния для угла поворота люльки 6 = — и передаточного отно-3,5 • г’о
3 5г
шения сменных колес гитары обкатки f0 = ——— позволяют ОПре-^п
0-гп делить указанное число зубьев zx = •-,
где 0 — угол поворота люльки в град\ гп — число зубьев плоского производящего колеса, определяемое как указывалось выше.
Рис. 153. Зуборезный станок 525:
/ — станина, 2— люлька, 3 — резцовая головка, 4 — стол с бабкой изделия
Определив по этой формуле число его следует округлить, взяв ближайшее большее целое число, не имеющее общих множителей с числом всех нарезаемых зубьев г. Все упомянутые настройки с подбором сменных колес гитар выполняются по таблицам, помещенным в паспорте станка.
Зуборезный станок 525. Этот станок (рис. 153) в основном аналогичен станку 528С. Кинематическая схема станка. 525 (рис. 154) имеет некоторые отличия от схемы станка 528С. Здесь цепь обкатки и деления короче, что способствует увеличению точности обработки. Ускоренный холостой ход люльки может осуществляться с двумя скоростями, переключаемыми посредством муфты 7И, двухступенчатого блока и передачами 76—54 или 52—88.
В цепи обкатки и деления, связывающей качания люльки с вращением заготовки, движение передается от вала / через коническую передачу 23—23, вал II, свободно проходящего через отверстие
Рис. 154. Кинематическая схема зуборезного станка 525
составного колеса, через зубчатую пару 75—60 или 24—108 и дальше по кинематической цепи аналогично передаче в станке 528С.
Составное реверсивное колесо получает движение от полого вала /, который при помощи внутренних шлицев вращает валик конического зубчатого колеса 16, сцепляющегося с другим коническим колесом 32. На одном валике с этим колесом закреплено цилиндрическое колесо 14, находящееся в пазу составного реверсивного колеса. При выходе колеса 14 из зацепления с наружным сектором
составного колеса с последующим зацеплением с внутренним сектором и наоборот, изменяется направление вращения этого колеса.
От колеса 252 вращение передается гитаре обкатки хОб. через колесо 21, свободно сидящее на валу. Это колесо имеет торцевые шлицы, с помощью которых оно может соединяться с колесом 42, имеющим такие же шлицы и сидящем на том же валу на шпонке. Когда эти колеса сцеплены, вращение на сменные колеса гитары обкатки передается от колеса 252 через колесо 21, а когда они разъединены, вращение осуществляется через колеса 21—50, 20—42 и далее на гитару обкатки.
Формулы настройки гитар те же, что и для станка 528С.
Контрольные вопросы
1. Какие основные узлы и механизмы имеют станки для нарезания конических колес?
2. Чем отличаются станки для нарезания конических колес методом копирования от станков для нарезания конических колес методом обкатки?
3. Какие режущие инструменты применяются при нарезании конических колес методом копирования и методом обкатки?
4. Напишите формулы настройки гитар сменных колес при нарезании конических колес на рассмотренных выше станках.
5. Какие модели станков применяют при нарезании конических колес с круговыми зубьями?
Глава XVIII
СТАНКИ ДЛЯ ОТДЕЛКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
§ 1. Шевинговальные станки
Эти станки предназначены для окончательной обработки незакаленных цилиндрических зубчатых колес с прямыми и винтовыми зубьями наружного и внутреннего зацепления.
Шевинговальные станки разделяют на станки с вертикальным расположением осей режущего инструмента (шевера) и обрабатываемого колеса и на станки с горизонтальным расположением осей шевера и обрабатываемого колеса.
Станки с горизонтальной осью обрабатываемого колеса изготавливают двух типов: с верхним расположением шевинговальной головки (тип I, рис. 155) и с задним расположением шевинговальной головки (тип II, рис. 156).
Шевинговальная головка 1 станка (рис. 155) поворачивается для установки угла скрещивания ср относительно вертикальной оси, пересекающей ось центров бабок 4 колеса. У станка с задним расположением шевинговальная головка поворачивается для установки угла скрещивания ср относительно горизонтальной оси, пересекающей ось центров бабок 2.
Продольная подача стола 3 в станках обоих типов осуществляется вдоль оси центров бабок. Радиальная подача осущест-
вляется: в станках типа I подъемом консоли 2 (рис. 155), на которой смонтированы направляющие стола 3, а в станках типа II — поперечным перемещением стойки 4 (см. рис. 156). Шевер в станках обоих типов устанавливается на шпинделе, который поддерживается съемным подшипником.
Рис. 155. Зубошевинговаль-ный станок с верхним расположением шевинговальной головки (тип I)
Рис. 156. Зубошевинговальный станок с задним расположением шевинге в-альной головки (тип II)
В станках обоих типов обычно ведущим является шевер, но в более крупных станках шевер устанавливается на свободно вращающемся шпинделе, обрабатываемое колесо закрепляется в центрах рабочего шпинделя и задней бабки. У станков 5А714, 5702А, 5717С—1, предназначенных для диагонального шевингования, на
Рис. 157 Шевингование с угловой подачей: а — с верхним расположением шевинговального шпинделя, б — с задним расположением шевинговального шпинделя, в — тангенциальное шевингование, г — шевингование по методу «короткого хода»
столе имеется поворотная каретка, на которой закрепляются центровые бабки. Поворот каретки на угол <р (рис. 157) производится относительно вертикальной или горизонтальной оси (соответственно в станках' типов I и II).
Тангенциальное шевингование или работа по методу «короткого хода» может осуществляться только на станках типа I, имеющих направляющие стола или каретку на столе, поворачиваемые на угол со до 90°.
На станках моделей 517, 515 диагональное шевингование осуществляется с применением специальных плит на столе станка (рис. 157).
На станках с верхним расположением шевинговального шпинделя (тип I) применяются поворотные плиты, которые ставятся на угол ф (рис. 157, а) на столе станка, а на плите закрепляют центровые бабки.
На станках с задним расположением шевинговального шпинделя (тип II) при диагональном шевинговании применяют клиновые плиты, позволяющие устанавливать ось центровых бабок на угол ф относительно направляющих стола (рис. 157, б).
Тангенциальное шевингование на универсальных станках типа I возможно при повороте оси центровых бабок на столе станка (рис. 157, в). Шевингование по методу «короткого хода» осуществляется поворотом оси центровых бабок (рис. 157, г).
В промышленности наиболее широко применяются станки 5714 с горизонтальным расположением оси шевера и заготовки и мод. 5717 с вертикальным расположением.
§ 2. Шевинговальный станок 5714
На станке 5714 можно шевинговать цилиндрические зубчатые колеса с прямыми и косыми зубьями наружного и внутреннего зацепления. Для обработки зубчатых колес с внутренним зацеплением станки оснащаются специальной шевинговальной головкой и
бабкой.
Устройство станка. Станок 5714 (рис. 158) состоит из станины /, шевинговальной головки 4, консоли 2 с механизмом радиальной и продольной подач и стола <3.
Шевинговальная головка служит для установки на ней шевера 12 (рис. 159) и передачи ему рабочего вращения. Шевер крепится на шпинделе 8 с помощью колец 11, 13 и гайки 10.
Шпиндель 8 установлен на конусных роликовых подшипниках и получает вращение от двигателя через коническую пару 6—3, вал 1 и цилиндрические зубчатые колеса 2 и 14. На втулке 4 нарезаны зубья 5, которые сцепляются с червяком и служат для установки шевинговальной головки на заданный угол. Втулка 9 поддерживает свободный конец шпинделя и вращается вместе с ним
Рис. 158. Шевинговальный станок
5714
благодаря штифту 7, входящему в паз на конце шпинделя.
Стол станка (рис. 160) служит для крепления на нем обрабатываемого зубчатого колеса и сообщения ему рабочей подачи. Салазки 10 стола перемещаются по направляющим корпуса механизма подачи качающегося стола 4, смонтированного на оси 12.
Рис. 159. Шевинговальная головка станка 5714
г 6 7
Рис. 160. Стол с бабками для установки и закрепления шевингуемого колеса (станок 5714)
Фиксаторы 1 и 9 обеспечивают его неподвижность относительно салазок, когда качание не нужно. Дополнительную жесткость качающемуся столу сообщают упорные винты.
Передвижные упоры 11, воздействуя на рукоятку переключения подачи, реверсируют электродвигатели привода шевера и подачи стола. Аварийные упоры 13, действующие через рычаг на выключатель станка, предохраняют механизм от поломки, если какой-либо из упоров 11 не сработает.
На верхней плоскости стола 4 с помощью пазовых болтов 3 крепятся бабки 2 и 6, снабженные вращающимися центрами и служащие для закрепления обрабатываемого зубчатого колеса. Бабка 6 имеет маховик 8 ручного перемещения пиноли и рукоятку 7 для ее крепления. На задней плоскости салазок 10 к консоли устанавливается кронштейн с копиром для качания стола при обработке бочкообразных зубьев колес. В центре стола имеется штифт 5, по которому устанавливают стол относительно оси вращения шевинговальной головки.
Управление станком. Станок подключается к электросети включателем 25 (рис. 161). Электродвигатель включают и выключают нажатием кнопок, установленных на кнопочной станции 6. Обрабатываемое колесо, закрепленное в центрах бабок, при шевинговании подводится, а по окончании отводится от шевера маховиком 32. В процессе закрепления обрабатываемого колеса в центрах пиноль правой бабки перемещается маховиком 14 и фиксируется во время работы рукояткой 13. Сигнальная лампа 5 указывает окончание цикла обработки колеса.
Во время шевингования подается смазывающе-охлаждающая жидкость насосом, управляемым кнопками 23.
В процессе шевингования переключателем 22 меняется направление вращения шевера, а требуемое число двойных ходов стола устанавливается лимбом 24.
Выключатель 4 включает и выключает электрическую лампу местного освещения. В коробке 8 находятся сменные зубчатые колеса коробки скоростей, а в нише станины 19 — сменные зубчатые колеса продольной подачи стола. Рукоятка 10 служит для поворота шевинговальной головки на угол скрещивания, который определяется по шкале 9 с нониусом, а болтами 26 крепят шевинговальную головку. По индикатору 7 проверяют угол скрещивания шевинговальной головки.
Гайка 12 предназначена для крепления шевера на шпинделе, а гайка 11 — для крепления контрподдержки. Болтами 15 крепят бабки на столе станка. Фиксатором 16 устанавливают стол для шевингования, а упорными винтами 3 регулируют его положение. По шкале 28 ставится на заданный угол копир, который фиксируется гайкой 27. Съемный палец 29 копира применяют для шевингования бочкообразных зубьев. Рукояткой 17 устанавливают направление движения стола, а упорами 18 регулируют длину его хода. Упоры 1 необходимы для аварийной остановки станка. Рукояткой 2
8*
20/
Рис. 161, Органы управления шевинговальным станком 5714
автоматически включают радиальную подачу, а рукояткой 30 устанавливают ее величину. Указателем 31 определяют величину радиального перемещения стола. Щиток 20 служит для установки числа калибрующих ходов стола, а реле — для определенной выдержки времени при реверсировании стола. Кулачками 21 определяют момент выключения радиальной подачи.
Рис. 162. Кинематическая схема шевинговального станка 5714
Кинематическая схема станка. На кинематической схеме станка (рис. 162) показаны цепи привода шевера и подачи стола (продольной и радиальной).
Цепь привода шевера. Шевер получает вращение от электродвигателя мощностью 2,8 кет, через червячную передачу 2—38,
Рис. 163. Установка длины хода стола
сменные колеса z2, коническую пару 32—32, цилиндрическую пару 32—32.
Цепь подачи стола. Продольная подача передается столу от электродвигателя мощностью 0,6 кет. Через червячную пару 1/40, сменные колеса 23 и z4, конические пары колес 15—45 и 21—21 „ винт с шагом / = 6 мм, а через гайку к столу с заготовкой.
Радиальная подача передается от горизонтального винта с шагом f = 6 мм через конические шестерни 21—21, вал I, червячную передачу 1—20, вал II и далее через кулачково-рычажную передачу с собачкой на храповое колесо 40, конические шестерни 15— 36, на вертикальный ходовой винт с шагом / = 6 мм. Во время каждого продольного хода стола осуществляется прерывистая радиальная подача, величина которой регулируется установкой кулачков на диске для соответствующего поворота храпового колеса 40.
Настройка и наладка станка1 5714. У с т а н о в к а шевера на шпиндель. Перед установкой шевера на шпиндель необходимо определить размеры промежуточных колец, между которыми он зажимается. Как правило, при шевинговании колес без бурта шевер закрепляется так, что его калибрующее сечение располагается по
середине ширины шевера. При нормальной ширине шевера (20 мм} для такой установки применяются кольца шириной 5 и 10 мм.
При шевинговании колес с буртом калибрующее сечение шевера смещается от его середины к торцу. Расстояние калибрующего сечения (оси поворота шевинговальной головки) от торца должно* быть не менее 5 мм.
Осевое перемещение шевера происходит также и при шевинговании колес без бурта. Это увеличивает срок службы шевера благодаря включению в работу менее изношенных режущих зубьев. Для осевого перемещения необходимо изменить размеры промежуточных колец; при этом суммарная толщина обоих колец должна оставаться неизменной.
Чтобы установить шевер 12 на шпиндель (см. рис. 159), необходимо предварительно отвернуть гайку 10, гайки люнета, а затем-снять люнет и кольца 11 и 13 со шпинделя. После этого кольца It и 13 и люнет установить на место и закрепить шевер на шпинделе гайкой 10. Перед закреплением шевера необходимо тщательно* протереть посадочные поверхности шевера, шпиндель и все съемные? кольца.
Установка величины радиальной подачи. Величина радиальной подачи выбирается в зависимости от обрабатываемого материала и требуемой чистоты поверхности зуба. На стан-210
ке 5714 может быть задана подача, равная 0,02; 0,04; 0,06 и 0,08 мм на рабочий ход стола.
Установка длины хода стола. Длина хода стола (рис. 163) определяется по формуле:
L = В + 2а,
где В — ширина зубчатого венца шевингуемого колеса /;
а — перебег шевера 2, принимаемый 2 4-4 мм.
Длина хода стола устанавливается передвижными упорами 11 (см. рис. 160) которые, воздействуя на контакты электродвигателя,
реверсируют направление вращения электродвигателей подачи и привода шевера.
Чтобы фиксировать упоры при шевинговании бочкообразных зубьев, следует ось качания стола устанавливать в одной вертикальной плоскости с осью вращения шевинговальной головки. Для этого стол перемещают до тех пор, пока острие установочного штифта 5 (см. рис. 160) не совпадет с серединой шевера по ширине. Затем маховиком ручной радиальной подачи (выключив механическую подачу) опускают стол так, чтобы совпадало среднее сечение шевера и заготовки. Затем закрепляют болты и включают продольную подачу. Когда среднее сечение шевера выйдет за торец заготовки на величину перебега, подачу выключают. В этом
Движение стола Движение стола
Рис. 164. Схема направления вращения шевера и движения стола станка
положении соответствующие упо-
ры 11 устанавливают и закрепляют против переключателя (см. рис. 160).
Одновременно фиксируют аварийные упоры 13, с помощью ко
торых выключается автоматически станок, если переключение вруч-
ную выполнить нельзя.
Согласование направления вращения шевера с продольным движением стола производят в следующем порядке: пускают станок и проверяют, согласовано ли направление вращения шевера и движение стола (рис. 164). Если при определенном направлении движения стола шевер вращается в направлении, противоположном требуемому, следует повернуть выключатель 22 (см. рис. 161).
Установка угла поворота шевинговальной головки. Поворот шевинговальной головки на угол скрещивания производится по имеющейся на головке шкале. Правильность
У шевера У шевера
У шевера спираль левая, У шевера спираль правая
а у колеса-правая 6) а у колеса-левая
Ушевера и колеса У шевера и колеса
спираль правая в) спираль левая
Рис. 165. Определение угла скрещивания между осями шевера и колеса:
а — угол скрещивания равен углу наклона спирали шевера, б — угол скрещивания равен разности углов наклона спиралей колеса и шевера, в — угол скрещивания равен сумме углов наклона спиралей колеса и шевера; 1 — зубчатое колесо, 2 — шевер
установки головки на угол скрещивания проверяют после пробного шевингования первого колеса и замера отклонения от требуемого направления зуба (рис. 165). Замер отклонения осуществляется либо с помощью приборов, либо по пятну касания зуба шевингуемого колеса с эталоном.
При шевинговании прямозубых колес угол скрещивания равен углу наклона спирали шевера (рис. 165, а). ф = рш-
При шевинговании косозубых колес, когда направления наклона зуба шевера и колеса противоположны, угол скрещивания ср равняется разности углов наклона шевера рш и колеса рк (рис. 165,6).
ф = Рк Рш-
В том случае, когда направление зубьев колеса и шевера совпадает, угол скрещивания ф равен сумме углов (рис. 165,в).
Ф = Рк + Рш-
На схемах 00 — ось шевингуемого колеса;
010/ — ось шевера.
Установка межосевого расстояния. Расстояние между осями шевера и колеса устанавливается следующим образом. Сначала рукояткой 2 (рис. 161) включают механическую
Рис. 166. Общий вид шевинговального станка 5717:
1 — станина, 2 — стол, 3 — шевинговальная головка, 4 — салазки, 5 — основание салазок, 6 — стойка, 8 — коробка привода, 7 — основание стойки
радиальную и продольную подачи стола. Стол останавливают, когда заготовка окажется под шевером. Затем маховиком ручной радиальной подачи стол поднимают, покачивая рукой заготовку, пока не выберется зазор между зубьями шевера и колеса. Отме
тив показания шкалы на маховике 32, стол опускают, а заготовку отводят в сторону от шевера. После этого стол снова поднимают до зафиксированного на шкале положения, прибавив величину радиального припуска.
§ 3. Шевинговальный станок 5717
В шевинговальном станке 5717 (рис. 166) оси шевера и заготовки расположены вертикально. Станок состоит из следующих основных частей: станины 1, коробки привода 3, основания стойки 6, стойки салазок 4 и их основания 5, 7 и шевинговальной голов
ки 3. Назначение указанных
Рис. 167. Шевинговальная головка
узлов станка такое же, как и на станке 5714.
В шевинговальной головке (рис. 167) находится шпиндель 1, вращающийся в подшипниках качения 2 и 3. Так как точность и чистота шевингования зависят от работы шпинделя, то подшипники, на которых он вращается, должны быть особенно точными. Необходимо, чтобы шейка шпинделя плотно прилегала к подшипникам и в то же время обеспечивала свободное вращение шпинделя. Для восприятия осевой силы, возникающей при резании шевером, и для устранения люфтов шпинделя устанавливают конические подшипники 2. Уменьшение люфтов в шпинделе производится затяжкой гайки 4 конических подшипников.
На конце шпинделя крепится шевер 6. Для того чтобы шевер не провернулся во время работы, он устанавливается на шпонке 7 и закрепляется гайкой 8. Шпильками 5 шевинговальная головка крепится к лицевой стороне салазок.
Управление станком. На рис. 168 показаны органы управления станком 5717 и указаны назначения их деталей.
На кнопочной станции 10 имеются кнопки для пуска и останова электродвигателя 8 и кнопки включения и выключения насоса, подающего жидкость для охлаждения ше-
вера и освещения станка. Шевинговальная головка перемещается маховиком 1. Рукояткой 2 включают осевую подачу шевера. Ключом, вставленным в квадрат 3, поворачивают шевинговальную головку, устанавливая ее относительно заготовки на заданный угол скрещивания. Ручное перемещение стойки при наладке шевера регулируется маховиком 4. Квадрат 5 предназначен для установки параллельности оси шевера относительно оси стола. По лимбу 6 определяют общий припуск на шевингование зубчатого колеса. С помощью лимба 7 задают величину радиальной подачи. Рукояткой 9 изменяют направление вращения стола с заготовкой.
Рис. 168. Органы управления шевинговальным станком 5717
Принцип работы станка. У станка 5717 имеется три движения:
1. Вращение обрабатываемого колеса и инструмента (ведущим является колесо, а шевер, закрепленный на свободно вращающемся шпинделе,— ведомым).
2. Осевая подача шевера.
3. Периодическая радиальная подача шевера после каждого вертикального хода для снятия припуска по профилю зубьев колеса.
Перед пуском станка шевер вводят в зацепление с обрабатываемым колесом. После пуска колесо начинает вращаться, увлекая за собой шевер. Одновременно суппорт с шевером будут опускаться параллельно оси колеса (осевая подача) до тех пор, пока шевер не
выйдет из зацепления с колесом на 2/3 своей ширины. Затем изменяют направление вращения колеса с шевером и осуществляется осевая подача. Одновременно в момент реверсирования шевер перемещается на величину радиальной подачи.
Когда шевер достигнет верхнего положения, вновь изменяется направление вращения колеса и осуществляется радиальная подача.
Так продолжается до тех пор, пока шевер не будет подан на заранее установленную глубину. После этого делают еще 2—4 калибрующих (зачистных) хода без радиальной подачи для окончательной отделки поверхности зубьев колеса.
Затем станок автоматически останавливается при верхнем положении шевера, обработанное колесо снимают и вставляют новую заготовку, а шевер устанавливают в исходное положение и вновь включают станок.
Настройка цепи вращения заготовки. Настройка на заданное число оборотов заготовки производится сменными зубчатыми колесами. Вращение заготовке передается от электродвигателя (рис. 169) через клиноременную передачу di = 100 и rf2 = 360, сменные колеса А, В, С, D и червячную пару 6—27 к столу с заготовкой.
Число оборотов заготовки определяется по уравнению
100 А С 6 п = 4440------—------об/мин,
360 В Д 27
откуда
АС п
~B~D = 88,8 ‘
С помощью набора сменных колес можно получить различные числа оборотов колеса (в пределах от 33 до 200 об)мин). Числа оборотов колеса выбирают в зависимости от диаметра и материала заготовки. Для стали средней твердости (/75=1804-200) окружная скорость шевера не должна превышать 110 м!мин.
Настройка цепи осевой подачи шевера. Осевую подачу s0 шевера в мм на оборот стола с заготовкой можно определить из уравнения
27 1 38 Ai 24 42 32 18 г
6 35 38 Bi 42 38 64 18 1 ’
откуда сменные колеса гитары подач определяются по формуле
Ai s0
Bi — 1,2
где s0 — заданная осевая подача шевера на один оборот стола, мм. Установкой сменных колес Л1 и Вх можно получить четыре раз-
Рис. 169. Кинематическая схема шевинговального станка 5717
личные подачи: 0,1; 0,2; 0,4; 0,64 мм/об. Направление осевой подачи изменяется трензелем (на кинематической схеме не указан).
При настройке станка шевер можно перемещать вручную в осевом направлении маховиком Б через две пары цилиндрических колес 20 и 40, 20 и 40, конические колеса 25 и 18 и винт с шагом 5 мм. Для облегчения ручного перемещения шевера пара колес 32 и 64 выводится из зацепления рукояткой Г.
Настройка цепи радиальной подачи шевера. Радиальная подача шевера осуществляется в конце каждого хода шевера храповым механизмом, причем поворот на один зуб храпового колеса соответствует подаче в 0,02 мм. Величина подачи выбирается в зависимости от твердости материала шевингуемого колеса в пределах 0,02—0,08 мм на один ход шевера. Подачу осуществляет шток гидравлического цилиндра Ж, который толкает серьгу И с двумя собачками а и б. Серьга свободно вращается на оси вала. При этом собачка поворачивается на угол 15°, что соответствует 20 мм окружности храповика В. Храповик изолирован от контакта с собачкой полукольцевым щитком г, укрепленным на водиле Л. Маховиком Е можно поставить щиток в нейтральное положение, при котором обе собачки, скользя по щитку, не будут касаться зубьев храповика. Щиток можно установить в такое положение, при котором одна из собачек захватывает один или несколько зубьев храпового колеса (в зависимости от требуемой величины радиальной подачи). При работе одной собачки другая не работает. Правая собачка обеспечивает радиальную подачу при шевинговании колес с внутренним зацеплением, а левая — с наружным. Храповик соединен с валом фрикционной конусной муфтой д включаемой маховиком К, так, что при повороте храпового колеса вращается вал П, от которого вращение передается винту Т через конические колеса 22 и 22, 18 и 36 и винт с шагом 5 мм.
Величину радиальной подачи можно подсчитать по уравнению
К 22 18 с sD ------------------5 мм об,
Р гх.к. 22 36 7
откуда
5 К Sp = —-----мм/об,
2 2х.К.
где Л — количество зубьев, захватываемых собачкой;
zx.K.— число зубьев храпового колеса.
При повороте храповика на один зуб винт, отталкиваясь от неподвижной гайки, переместит стойку с шевером на 0,02 мм и осуществит радиальную подачу. Для быстрого нерабочего перемещения шевера в радиальном направлении надо включить электродвигатель, нажав кнопку на пульте управления. При этом маховик Е должен находиться в среднем положении, а собачки не должны
соприкасаться с храповиком. Движение от электродвигателя мощностью 1,7 кет при 1420 об!мин передается на винт Т через червячную пару 5 и 20, конические колеса 18 и 36. Отвод и подвод шевера происходит вручную маховиком.
Гидравлический привод радиальной подачи шевера. Подача шевера производится периодически после каждого его хода с помощью гидравлического устройства (рис. 170).
Рис. 170. Гидравлическая схема радиальной подачи шевера
Электродвигатель мощностью 0,27 кет вращает вал насоса 11, при этом масло из бака 10 нагнетается по трубопроводам в полость цилиндра 8. Давление масла регулируется редукционным клапаном 1. Под действием давления поршень 7, передвигаясь в цилиндре, перемещает серьгу 6, собачка 5 захватывает несколько зубьев храпового колеса 4 и поворачивает его на установленный угол, осуществляя радиальную подачу шевера. Изменение направления перемещения поршня производится золотником 9. По трубопроводам 2 и 3 масло подводится соответственно к столу и стойке станка.
§ 4. Последовательность наладки шевинговальных станков
1. Выбор шевера. При выборе шевера необходимо, чтобы числа зубьев шевера и зубчатого колеса не имели общего числа, на которое их можно было бы разделить.
2. Установка шевера на шпинделе станка и проверка биения шевера, которое не должно превышать 8—10 микрон.
3. Установка шевинговальной головки на угол скрещивания осей. Предварительный угол скрещивания устанавливается поворотом головки. Отсчет угла скрещивания ведется по шкале с нониусом с точностью до 5'. Угол скрещивания шевинговальной головки окончательно устанавливается по индикатору или по пятну касания между зубьями шевера и колеса. На колесе должен оставаться равномерный по всей его ширине отпечаток шевера.
4. Установка заготовки на станке. Обрабатываемое колесо устанавливается на станке специальной оправкой. Оправку с деталью закрепляют в центрах передней и задней бабок. Биение базового опорного торца оправки не должно превышать 8—15 мк на 100 мм.
5. Установка длины хода стола. Крайнее положение хода стола фиксируют упорами, закрепленными на станке. Расстояние между упорами определяется шириной обрабатываемого колеса.
6. Установка расстояния между осями шевера и шевингуемым колесом.
Расстояние между осями шевера и колеса должно быть равным сумме радиусов начальной окружности шевера и начальной окружности обрабатываемого колеса.
Межосевое расстояние проверяют измерительными инструментами и мерными плитками.
7. Настройка гитары скоростей — установление числа оборотов обрабатываемого колеса в минуту.
8. Настройка цепи осевой подачи шевера сменными зубчатыми колесами.
9. Настройка цепи радиальной подачи шевера через храповой механизм.
10. Проверка первого шевингуемого колеса заключается в проверке точности основного шага и профиля зубьев, колебания межосевого расстояния в зацеплении с эталонным колесом, в проверке на шум и т. д.
§ 5. Зубошлифовальные станки
Зубошлифовальные станки подразделяются на две группы: станки, работающие по методу копирования, и станки, работающие по методу обкатки.
Зубошлифовальный станок 5831. Этот станок (рис. 171) работает по принципу обкатки. На нем можно шлифовать цилиндрические прямозубые и косозубые колеса. При работе станка шлифовальный круг вращается вокруг своей оси и совер-
тает возвратно-поступательные движения вдоль шлифуемых зубьев колеса.
В процессе шлифования прямозубых колес перемещение шлифовального круга происходит параллельно оси колеса, а косозу-бых— под углом к оси колеса, равным углу наклона обрабатываемых зубьев. Шлифуемое колесо совершает два рабочих движения: медленное вращение вокруг своей оси и прямолинейное перемещение, перпендикулярное оси колеса. Эти движения обкаточные. При обработке одной стороны зуба обкаточное движение совершается
Рис. 171. Общий вид зубошлифовального станка 5831
в одном направлении, а при обработке другой стороны— в другом направлении. После этого шлифовальный круг выводится из впадины, колесо поворачивается на один зуб, затем цикл повторяется.
Станок 5831 имеет станину /, продольный стол 3, перемещающийся по направляющим станины, на котором смонтирован круглый стол 2. Стол 2 вращается в круговых направляющих продольного стола, в нем имеется центровое отверстие для крепления приспособления с заготовкой.
На продольном столе закреплена стойка 4 с задней бабкой 5 для установки заднего центра. По вертикальным направляющим колонны перемещается ползун 6 с закрепленным на нем электродвигателем и головкой со шлифовальным кругом.
К станине прикреплено основание люльки, на которой установлен корпус привода с колонной 7 Колонна может поворачиваться относительно корпуса на угол наклона зубьев при шлифовании
косозубых колес. К станине крепится корпус 8 коробки механизма движения столов станка.
На рис. 172 показана кинематическая схема станка 5831, со-стоящая из четырех кинематических цепей: цепи возвратно-поступательного движения шлифовального круга, цепи подачи стола* цепи деления и цепи обкатки.
Рис. 172. Кинематическая схема зубошлифовального станка
5831
Число п двойных ходов в минуту шлифовального круга определяется по формулам:
при включении зубчатых колес 22—75
п — пэ дв • ход/мин,
при включении зубчатых колес 29—68
1 п — пд дв. ход/мин,
где пэ — число об/мин вала электродвигателя.
Настройка цепи подачи стола. Передаточное отношение сменных колес гитары подач стола Х3 определяется по формулам:
при передаче 26—52
s
Хз = 213’
а при передаче 43—35
S
Хз= 523’ где s — заданная подача стола в мм/мин.
Настройка цепи деления. Передаточное отношение сменных колес гитары деления определяется по формуле
24
Х1 = —, z
где z — число зубьев обрабатываемого колеса.
Настройка цепи обкатки. Передаточное отношение сменных колес гитары обкатки определяется по формуле
59,7686
%2 “ Do ’
где Dq — диаметр начальной окружности нарезаемого колеса.
Рис. 173. Внешний вид зубошлифовального станка 5832:
/ — станина, 2 — шлифовальная бабка, 3 — суппорт накатника, 4 — шлифовальная головка, 5 — абразивный червяк, 6 — головка изделия, 7 — обрабатываемое колесо, 8 — суппорт изделия, 9 — стойка
Зубошлифовальный станок 5832. Этот станок (рис. 173) применяется для шлифования цилиндрических прямозубых и косозубых колес, а также для шлифования долбяков, шеверов и накат
ников диаметром от 10 до 200 мм с модулем т=0,24-2 мм. Зубчатые колеса с модулем до 0,8 мм шлифуются без предварительной нарезки зубьев.
На станине 1 (рис. 173) установлена стойка 9, перемещающаяся вдоль станины. По вертикальным направляющим стойки перемещается вверх и вниз суппорт 8 с головкой 6, в которой закреплена оправка с обрабатываемым колесом 7. Поперек станины перемещается шлифовальная бабка 2. На шлифовальной бабке закреплена шлифовальная головка 4 с абразивным червяком 5 и находится суппорт 3, который перемещается по бабке вместе с накатником.
Зубошлифование на этом станке производится абразивным червяком, имеющим профиль витков трапецеидальной формы, методом обкатки подобно зубофрезерованию, с той лишь разницей, что в данном станке обрабатываемое колесо совершает осевое возвратно-поступательное движение.
В процессе зубошлифования выполняются следующие движения: (рис. 174).
1. Вращение абразивного червяка, закрепленного на шпинделе 1Г осуществляется от электродвигателя Мх через клиноременную передачу, имеющую диаметры шкивов 220 и 210 мм.
2. Вращение заготовки от шпинделя 1 абразивного червяка через зубчатые колеса 92—92, 15—15, 75—75, сменные колеса а — Ьг с — d гитары деления, колеса 15—15, 15—15, 100—138—100, червячную передачу 2—48 и к заготовке.
3. Возвратно-поступательное осевое движение заготовки для шлифования зубьев по всей их длине передается ходовым винтом X, реверсируемым автоматически переключением муфты 3.
Осевое перемещение заготовки можно передать вручную при помощи маховика 5.
4. Радиальная подача заготовки осуществляется автоматически или вручную. Ручная подача регулируется маховиком 6.
Автоматическая подача производится гидравлически. В конце каждого хода суппорта поршень-рейка 8 цилиндра 10 поворачивает зубчатое колесо 25 и собачку 7, которая в свою очередь поворачивает храповое колесо 47, а далее движение передается через червячную пару 4—24 кулачку 9, ролику 12 и на винт XIV.
5. Движение механизма правки абразивного червяка правильным роликом 2 ведется от электродвигателя М2. Включается зубчатая муфта 4, соединяя вал II с валом XV, а двигатель при этом отключается.
Правильный ролик 2 перемещается по направляющим 1 при помощи винта XVI, а настройка его на шаг выполняется специальными колесами а2 и Ь2.
6. Скорость вращения абразивного червяка при правке устанавливается специальными зубчатыми колесами а2 и &3.
Станок 5832 не имеет дифференциала, поэтому косозубые колеса шлифуют при наклонном положении оси за счет поворота головка суппорта заготовки вокруг горизонтальной оси.
Станок 5А872 для шлифования зубьев конических колес. Станок 5А872 (рис. 175) предназначен для шлифования зубьев конических колес с круговыми зубьями.
Принцип работы станка аналогичен зуборезному станку 528С,. рассмотренному выше, но вместо резцовой головки здесь применяется шлифовальный круг чашечной формы.
Рис. 174. Кинематическая схема
зубошлифовального станка 5832
Кинематическая схема станка (рис. 176) отличается от кинематической схемы станка 528С тем, что привод шлифовального круга производится ременной передачей от электродвигателя, установленного в барабане люльки.
Вращение заготовки и качание люльки передается от электродвигателя (Л/ = 4,5 кет, n=d420 об!мин) через конические колеса 12—45, сменные колеса А—В (рабочий ход) или через колеса 72—54 (ускоренный ход). Включение рабочего или холостого хода достигается фрикционными муфтами 1 и 2.
Рис. 175. Зубошлифовальный станок 5А872
1 — станина, 2 — шлифовальный круг, 3 — пульт управления станком, 4 — люлька, 5 — обрабатываемое колесо,
6 — бабка изделия
Рис. 176. Кинематическая схема станка 5А872
Включение и выключение муфт и других механизмов осуществляется автоматически кулачком и диском 5, которые приводятся в движение червячной парой 1—46,
Вращение заготовки происходит от зубчатого колеса 60, сидящего на полом шлицевом валу II, через конические колеса 16—32;
Рис. 177. Люлька станка 5А872
реверсивный механизм и сменные колеса обкатки с передаточным отношением i0 сообщают люльке качательное движение (эта кинематическая цепь и формулы настройки подробно рассмотрены выше при описании зуборезного станка 528С).
Люлька станка 5А872 (рис. 177). Шлифовальный круг 13г закреплен на шпинделе 14, смонтированном в гильзе 12, которая помещена на шариковых опорах в гнезде эксцентрикового
барабана. Гильза может перемещаться в осевом направлении при давлении масла на поршень 16. Во время рабочего хода люльки поршень выдвигает вперед винт 1 до соприкосновения его с упором И. При обратном ходе люльки поршень отводит гильзу назад так, что шлифовальный круг выходит из впадины обрабатываемого колеса.
Шлифовальный круг автоматически правится алмазами. Подача круга на алмазы для его правки передается гидравлическим цилиндром и поршнем, шток которого приводит в действие собачку храповика 5. Лимбом 9 контролируется число зубьев, захватываемых собачкой. Он зажимается рукояткой 8.
Правка шлифовального круга осуществляется вручную вращением рукоятки, вставленной в шестигранное отверстие 10. Вращение рукоятки через зубчатые колеса 4, 3, 2 передается винту /, который перемещает гильзу 12 и шлифовальный круг.
Радиальная установка оси шпинделя шлифовального круга задается поворотом эксцентрикового барабана при помощи червяка и червячного колеса 6. Угол установки проверяется по шкале с нониусом 15 и фиксируется винтом 7.
Контрольные вопросы
1. Расскажите о принципе работы шевинговального станка.
2. Напишите формулы настройки цепей шевинговального станка мод. 5717.
3. Какие основные узлы имеет шевинговальный станок 5714?
4. Расскажите о принципе работы шлифовальных станков и их наладке.
5. Какие конструктивные особенности имеют станки для шлифования конических колес?
Глава XIX
ПРОВЕРКА ЗУБОРЕЗНЫХ СТАНКОВ НА ТОЧНОСТЬ
Детали каждого станка при механической обработке изготавливают с неизбежными отклонениями от номинальных размеров (в пределах допусков), вследствие чего абсолютная точность работы станка невозможна. При сборке деталей и узлов станка также возможны отклонения в размерах. Следовательно, нельзя изготовить абсолютно точный станок. Кроме того, в процессе эксплуатации станка, вследствие износа его деталей, эти погрешности возрастают настолько, что точная обработка деталей на станке становится невозможной.
Государственным стандартом установлены нормы точности металлорежущих станков. При износе станка и потере им точности свыше установленных норм необходимо станок сдать в ремонт для восстановления утраченной точности.
§ 1. Инструменты и приборы, применяемые для проверки точности станков
Для определения точности станков применяют проверочные и лекальные линейки, угольники, уровни, щупы, контрольные оправки, индикаторы.
Оправки устанавливают в центрах на столе станка или в шпинделе станка, а индикатор, закрепленный на станке, касаясь своим наконечником оправки, показывает отклонение точности проверяемого узла станка.
Станки проверяют периодически согласно графику: при наладке, при установке нового станка и после капитального ремонта.
Станок проверяют на горизонтальность в продольном и поперечном направлении, на плавность и точность движения всех механизмов, на жесткость в работе под нагрузкой, на геометрическую точность узлов, на чистоту обрабатываемых поверхностей и др.
§ 2. Эксплуатация зуборезных станков
Определение дефектов станков. Зуборезные станки характеризуются сложностью кинематики, конструкции узлов и механизмов. Они требуют особенно тщательного ухода и правильной их эксплуатации.
Необходимо уметь определять погрешности в работе станка и своевременно их устранять. При работе станка возникают вибрации, в результате чего в узлах и механизмах станка появляются люфты. В некоторых узлах станка в соединениях деталей всегда имеются люфты и мертвые ходы. Мертвый ход стола, суппорта, стойки и т. д. определяют перемещением их вручную с помощью рукояток. Если некоторая доля оборота рукоятки происходит без перемещения стола, суппорта и т. п., значит имеется мертвый ход. Если окажется, что мертвый ход слишком велик, то нельзя производить обработку колес. Об этом следует сообщить мастеру.
При работе станка могут возникнуть большие вибрации, дрожание режущего инструмента и обрабатываемой заготовки, в результате чего заметно ухудшается чистота обрабатываемой поверхности, а стойкость режущего инструмента значительно уменьшается.
Основными причинами возникновения вибраций при зубонарезании могут быть следующие:
1. Недостаточная жесткость или перегрузка станка.
2. Недостаточная устойчивость фундамента станка.
3. Неправильные режимы резания: велики скорость резания, подача и глубина резания.
4. Большой износ режущего инструмента.
5. Нежесткое крепление инструмента, приспособления и заготовки.
Основным требованием, предъявляемым к основанию, на котором стоит станок, является его жесткость. Наилучшим основанием является индивидуальный фундамент. Станок должен плотно прилегать к фундаменту и жестко крепиться болтами.
При появлении вибраций станка зуборезчик должен сообщить об этом мастеру.
Испытание на холостом ходу. Перед началом работы станок следует осмотреть, проверить от руки легкость перемещения всех подвижных узлов и рукояток, величину мертвых ходов винтов, натяжения ремней, состояние смазочных отверстий, наличие смазочно-охлаждающей жидкости.
Для определения состояния станка надо испытать его на холостом ходу, проверить работу его механизмов. Зубчатые передачи должны работать на холостом ходу спокойно, без стука, излишнего шума и перегрева.
Особое внимание следует обращать на поступление смазки ко всем трущимся поверхностям.
Контрольные вопросы
1. Какие причины вызывают потерю точности металлорежущих станков?
2. Какие применяются инструменты для проверки точности станков?
3. Расскажите о причинах возникновения вибраций при зубонарезании.
4. Как производится испытание станка на холостом ходу?
Глава XX
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ЗУБОНАРЕЗАНИЯ
§ 1. Общие понятия о механизации и автоматизации
При обработке зубчатых колес на зуборезных станках много времени расходуется на установку, выверку и закрепление заготовки и снятие готовой детали со станка, подвод и отвод режущего инструмента, на контроль размеров зубчатых колес и т. д. Кроме затрат так называемого вспомогательного времени, связанного с исполнением этих работ, приходится затрачивать и много мускульной энергии рабочему, обслуживающему станок. Поэтому механизация и автоматизация работ на зуборезных станках резко сокращает затраты энергии и позволяет уменьшить вспомогательное время и повысить производительность труда.
Механизацией производственных процессов называют полную или частичную замену человеческого труда работой механизмов и машин, облегчающих труд человека, автоматизацией производственных процессов называют выполнение технологических операций, транспортирование и контроль готовых изделий машинами без непосредственного участия рабочего, лишь под его контролем.
В настоящее время широко применяется механизация и авто
матизация зуборезных работ с использованием механических, гидравлических, пневматических и электрических устройств.
Основное направление механизации и автоматизации процессов обработки зубчатых колес следующее:
1. Автоматизация отдельных зуборезных станков.
2. Создание автоматических линий из зуборезных станков.
3. Комплексная автоматизация производства зубчатых колес.
§ 2. Автоматизация отдельных зуборезных станков
Механизация крепления заготовки на зуборезном станке. Механизация крепления заготовки возможна при условии получения высокой точности ее установки на станке. На
Рис. 178. Оправки для зубофрезерных станков
рис. 178 изображена оправка с механизированным приводом и автоматическим выталкивателем нарезаемых колес.
Корпус 1 приспособления, одновременно являющийся пневмоцилиндром, крепится на столе станка. Поршень 2 пневмоцилиндра под действием сжатого воздуха, поступающего через трубопроводы 3 и
4, перемещает вверх и вниз оправку 5, которая верхним коническим концом воздействует на разрезную цангу 7. При движении поршня вниз оправка разжимает цангу, которая центрирует и закрепляет заготовку 8. По окончании обработки сжатый воздух выпускается и обработанное колесо освобождается, а выталкиватель 6, связанный с поршнем, снимает ее с оправки.
Рис. 179. Устройство конструкции ЗИЛа для автоматической осевой передвижки фрезы:
1. — винт, 2 — червячное колесо-гайка, 3 — червяк, 4 — электродвигатель, 5 — редуктор, 6 — концевой выключатель
Автоматическая передвижка фрезы. Современные зуборезные станки снабжаются устройством для автоматической подналадки с периодическим контролем размеров колеса в процессе его обработки.
На рис. 179 показано устройство механизма для автоматической передвижки червячной фрезы после нарезания зубьев у определенной партии зубчатых колес (конструкция автозавода ЗИЛ).
Червячный редуктор 4 вместе с электродвигателем 6 прикреплен к торцу фрезерной головки зубофрезерного станка. На торце фрезерного шпинделя зажимается втулка с наружной резьбой 5, на
которой сидит червячное колесо 2. Червяк 3, вращаясь от вала электродвигателя 6, приводит во вращение червячное колесо, и при вращении передвигает втулку 5 и фрезу вдоль оси.
Величина передвижения фрезы в ту или другую сторону ограничивается конечным выключателем 1 и регулируется маятниковым реле времени. После обработки заданной партии зубчатых колес, подсчитываемых при помощи счетного механизма, зажигается сигнальная лампочка, которая указывает на необходимость смены затупившейся фрезы, и станок останавливается, а затем цикл повторяется.
Применение механизма осевой передвижки фрезы позволяет увеличить ее стойкость благодаря равномерному износу ее зубьев и сокращает время на подналадку станка.
Автоматические загрузочные устройства. Для автоматизации зуборезных станков их снабжают специальными загрузочными устройствами. Чаще всего применяемые загрузочные устройства основаны на принципе подачи заготовок под действием собственного веса. Эти приспособления наиболее просты по конструкции и недороги в изготовлении.
На рис. 180 показан общий вид зуборезного станка с автоматической загрузкой и схема шестипозиционного загрузочного устройства. Из вибрационного бункера 1 (рис. 180, а) заготовка по наклонному питательному лотку 2 поступает к поворотному барабану, который, периодически поворачиваясь, подает заготовку в рабочую позицию к фрезе.
Поворотный барабан 4 (рис. 180, б) приводится в действие гидравлическим цилиндром с помощью рейки 6, связанной со штоком гидроцилиндра, и зубчатым колесом 7, жестко связанным с барабаном. После обработки колеса поворотный барабан с заготовками поворачивается на 60°. Очередная новая заготовка 5 из питательного лотка 3 входит в свободное гнездо под действием собственного веса. При втором повороте барабана заготовка попадает в рабочую позицию перед фрезой. Нарезанное колесо удерживается от выпадания щитком S. При следующем повороте барабана нарезанное колесо выталкивается в выпускной лоток 9. Станок может работать как с ручной загрузкой, так и с автоматической.
На рис. 181 показан зубофрезерный станок с другим устройством для автоматической загрузки. Загрузочное устройство на этом станке представляет собой поворотный круглый стол 1 с несколькими оправками 2 для установки заготовок 3 нарезаемых зубчатых колес.
На каждую оправку устанавливают по три заготовки. Поворачиваясь после окончания каждого цикла обработки на 40°, стол подает следующие две заготовки в рабочую позицию, которые нарезаются одновременно.
Это устройство легко переналаживается для нарезания зубчатых колес других размеров.
Комбинированный зубофрезерный станок. Для того чтобы повысить производительность зубонарезании, уменьшить
69
Рис. 180. Общий вид станка с загрузочным устройством (а), схема загрузочного устройства (б).
количество обслуживающего персонала и площади, занимаемой зуборезными станками, используют комбинированные станки для одновременного нарезания блока колес червячной фрезой и долбяком •-(рис. 182). Станок состоит из двух частей: зубофрезерной (слева) и .зубодолбежной — справа.
Интенсификация чернового зубонарезании. При черновом зубонарезании крупных зубчатых колес нередко применяют набор из двух, трех и более дисковых фрез (рис. 183). Это дает возможность резко увеличить производительность зубонарезания.
Рис. 181. Зубофрезерный станок с загрузочным устройством
Рис. 182. Комбинированный зубофрезерный станок: а — внешний вид, б — процесс обработки
Применение пакетной обработки цилиндрических зубчатых колес (рис. 184) также позволяет увеличить производительность зубонарезания и уменьшить вспомогательное время при обработке.
Многостаночное обслуживание. Многостаночное обслуживание предусматривает работу одного рабочего на нескольких станках при полном их использовании. Многостаночное обслуживание возможно, если время непрерывной работы станка (машинное время) значительно больше вспомогательного. Для того чтобы наладить многостаночную работу, требуется удобно расположить станки, оборудовать их средствами механизации и автоматизации
Рис. 183. Нарезание зубчатых колес набором дисковых фрезг а — двумя фрезами, б — тремя фрезами
Рис. 184. Пакетная обработка цилиндрических зубчатых колес
для максимального освобождения рабочего от управления станком, своевременно обеспечить рабочее место заготовками, инструментом, хорошим освещением и т. д.
§ 3. Автоматические линии зуборезных станков
Автоматическими линиями называют линии станков, связанных между собой транспортными устройствами. При этом заготовки обрабатываются без непосредственного участия рабочих, под наблюдением наладчиков.
Рис. 185. Общий вид автоматической линии для обработки зубчатых колес:
1 — транспортирующее устройство, 2 — зубообрабатывающие станки
В настоящее время имеются автоматические линии с активным контролем обрабатываемых деталей. Автоматические линии применяют как в массовом, так и в крупносерийном производстве. В автоматических линиях применяют различные зуборезные станки.
На рис. 185 показан общий вид автоматической линии для обработки зубчатых колес. Обрабатываемая заготовка на станке должна быть установлена' точно. Это обеспечивается устройствами фиксации и зажима.
Для согласованной работы всех механизмов линии снабжают аппаратурой автоматического управления и контроля. Эти устройства являются обязательными для автоматической линии. Для загрузки заготовками в начале линии применяют различные загрузочные устройства.
Автоматический контроль осуществляют специальные контрольные устройства. Создание заделов между отдельными станками и 9—2073 237
участками обеспечивается устройствами для накопления заготовок. Накопители дают возможность сократить потери времени при вынужденной остановке какого-либо станка.
§ 4. Станки с программным управлением
В мелкосерийном производстве затраты на устройства по автоматизации и на технологическую оснастку не окупаются. В этих условиях рационально применять станки с программным управлением и особенно для обработки деталей со сложным криволинейным профилем.
Применение станков с программным управлением позволяет автоматизировать процессы обработки деталей в единичном и мелкосерийном производствах при сравнительно небольшой затрате времени и средств на переналадку станка.
Программное управление позволяет быстро переходить от обработки деталей одной конфигурации к обработке другой. Эта особенность программного управления позволяет автоматизировать производство даже при небольших партиях обрабатываемых деталей. Кроме того, станки с программным управлением могут обслуживать рабочие невысокой квалификации. Наладчики же этих станков должны иметь высокую квалификацию.
Все разработанные системы программного управления делятся на две большие группы:
1. С программными устройствами непрерывного действия,
2. С программными устройствами прерывного (дискретного) действия.
В первом случае приходится иметь дело с моделями детали, во втором — с цифровыми программами, характеризующими профиль обрабатываемой детали.
В системах непрерывного действия программа управления имеет вид непрерывной кривой, характеризующей движения рабочих органов станка, необходимых для обработки заданной поверхности детали. Программа составляется с помощью магнитофонов или фотоэлектрических устройств. В первом случае она получается после обработки первой детали при ручном управлении станка квалифицированным рабочим. Все движения исполнительных органов станка преобразуются с помощью электромагнитных датчиков (сельсинов) в электрические сигналы, которые записываются на магнитную ленту. Чтобы обработать последующие заготовки, надо «проиграть» записанную магнитную ленту. Сигналы, записанные на ленте, проходят через считывающее устройство, воздействуют на исполнительные органы станка и воспроизводят рабочие движения, необходимые для обработки детали. В результате изготовляется деталь с поверхностью, идентичной той, которая обрабатывалась в момент записывания ленты.
Второй способ непрерывного программного управления станками с фотоэлектрическими устройствами заключается в том, что в 238
начале обработки на светочувствительную пленку фотографируется профиль детали, начерченной на бумаге в большом масштабе. Пленка помещается в считывающее устройство перед фотообъективом, который проектирует контур детали на фотоэлемент. Последний через следящую систему непрерывно посылает команды на перемещения исполнительных рабочих органов станка, и деталь обрабатывается в соответствии с проектируемым контуром.
В программных устройствах дискретного (прерывного) действия запись перемещения исполнительных органов станка (программы) ведется прерывно, в виде импульсов.
Первоначально программа движений управления станком записывается в виде закодированных чисел, от чего рассматриваемые системы называются числовыми и цифровыми. Затем эти цифры наносятся на программоноситель в виде системы отверстий.
Считывающий элемент преобразует числовую программу в соответствующие электрические сигналы (импульсы), которые через следящую систему используются для управления движениями рабочих органов станка. В качестве программоносителя могут быть использованы перфорированные бумажные или пластмассовые ленты или карты. Считывание программы идет либо непосредственно с них, либо путем предварительного перевода программы на магнитную ленту, кинопленку или фотопленку.
В настоящее время чаще применяются числовые методы программного управления.
Составление числовой программы начинается с разбивки контура детали на отдельные участки и занесения опорных точек каждого участка в систему прямоугольных или полярных координат.
Размеры каждого элементарного участка (шаги) выбираются в 2—3 раза меньше допуска на заданную точность изготовления профиля. Числа координат опорных точек профиля кодируются, т. е. переводятся из десятичной системы в другую, обычно в двоичную систему исчисления, имеющую только две цифры 0 и 1.
Таблица 10
Деление Остаток Деление Остаток Деление Остаток
532 33 2
— = 266 0 — = 16 1 — = 1 0
2 2 2
266 16
— = 133 0 — = 8 0 1
2 2
133 _ 8
— = 66 1 t — = 4 0 1 1
2 2
66 _ 4
— =33 0 — = 2 0
2 2
Так, например, при обработке детали имеется 532 позиции; следовательно, на перфорированной ленте должно быть 532 пробивки (отверстия). Для уменьшения числа пробивок число 532 кодируется и в двоичной системе исчисления записывается цифрами 1000010100. Такие цифры получаются последовательным делением числа 532 на 2 с записью остатков от деления в обратном порядке, как это показано в табл. 10.
Полученные от деления остатки выписывают в порядке, указанном стрелками, начиная от последнего остатка. Получают следующую запись числа 532 в двоичной системе : 1000010100.
Для понимания такой записи числа в двоичной системе надо знать, что первая цифра слева обозначает множитель при числе 2 в степени, показатель которой равен числу последующих справа цифр, т. е., в нашем примере, первая цифра — единица — обозначает произведение 1*29; вторая цифра — ноль — обозначает произведение 0*28; третья цифра — ноль — обозначает 0*27 и т. д. Таким образом, расшифровывая полученную запись числа в двоичной системе, мы получаем сумму чисел, равную 532, т. е. имеем:
1-29 + 0.28 + 0-27 + 0-26 + 0-25+Ь24 + 0-23+ 1-22 + 0-21 + + 0-2° = 512+ 16+,4 = 532.
Для сравнения ниже записаны числа в десятичной и двоичной системах:
Десятичная система
0
1
2
3
4
5
6
7
8
9
10
11
12
Двоичная система
0
1
10
11
100
101
110
111
1000
1001
1010
1011
1100
Перфорированная лента с пробивками показана на рис. 186. Пробивку отверстий (запись числовой информации) на перфорированной ленте производят на перфораторах и с помощью простых приспособлений вручную.
Как пример, рассмотрим программу нарезки зуба цилиндрического колеса (рис. 187, а). Для составления программы все размеры (перебеги Zi = 3 мм, 1,2 = 5 мм и длину обрабатываемого зуба колеса 2 = 40 мм) переводим в двоичную систему исчисления (см. рис. 187, б). В первой строчке перфорированной ленты зафиксирована длина перебега фрезы, равная 3 мм. Во второй — длина фрезе-240
рования и в третьей — перебег фрезы (на рис. показано затемненными кружочками). Таким образом, на перфорированной ленте будет всего шесть отверстий.
Рис. 186. Перфорированная лента
Рис. 187. Перемещение фрезы на станке с программным управлением:
а — нарезание зуба цилиндрического колеса, б — двоичная система исчисления, /1 и* /г — перебеги фрезы, I — длина зуба колеса
Контрольные вопросы
1. Что называется механизацией и автоматизацией производственных процессов?
2. Какая механизация и автоматизация применяется при зубонарезании?
3. Что представляют собой автоматические станочные линии?
4. Расскажите о принципе работы станков с программным управлением.
РАЗДЕЛ ЧЕТВЕРТЫЙ
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ТРУДА ЗУБОРЕЗЧИКА. ТЕХНОЛОГИЧЕСКИМ ПРОЦЕСС ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС. ТЕХНИЧЕСКАЯ ЭСТЕТИКА
Глава XXI
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ТРУДА ЗУБОРЕЗЧИКА
§ 1. Рабочее место зуборезчика
Рабочим местом называется участок производственной площади, который оснащен оборудованием, приспособлениями и инструментом и используется рабочим или группой рабочих для выполнения определенной части технологического процесса.
Повышение производительности труда зуборезчика, как и рабочего другой специальности, во многом зависит от организации рабочего места.
Правильно организованное рабочее место способствует улучшению качества обрабатываемых деталей, повышению производительности труда, приводит к снижению себестоимости продукции. Поэтому рациональная организация и постоянное совершенствование организации рабочего места, содержание его в образцовом порядке являются необходимыми условиями высокопродуктивной работы.
При планировании рабочего места стеллажи, ящики с заготовками и приспособлениями, тумбочки с инструментами и т. д. следует устанавливать возможно ближе к станку, но так, чтобы они не мешали работе.
Заготовки нужно укладывать на стеллажи так, чтобы их можно было брать без лишних движений. Готовые детали необходимо складывать на стеллажи или в ящики, стоящие около станка.
Рабочие режущие и измерительные инструменты, а также приспособления, которыми часто пользуются во время работы, нужно располагать ближе к станку. Инструмент, которым пользуются реже,— дальше. Инструменты, приспособления, техническую документацию, которые не нужны во время работы, следует держать в инструментальном шкафу. Режущий инструмент укладывать лезвием от себя. Заточенные инструменты, а также измерительный инструмент во избежание повреждений хранят на деревянных подкладках.
Большое значение имеет чистота рабочего места, от которой зависит гигиеничность и безопасность работы в цехе.
Зуборезчик должен знать и соблюдать инструкции и правила по поддержанию чистоты на рабочем месте.
На промышленных предприятиях СССР существуют правила, которые предусматривают мероприятия по содержанию культурногигиенических условий труда рабочих, например, создание нормальной температуры, чистоты и влажности воздуха в цехе, нормального освещения и т. д.
§ 2. Организация труда на рабочем месте
Производительность труда зуборезчика во многом зависит от правильной организации его работы.
Поэтому зуборезчик должен знать основные требования, которые необходимо выполнять, чтобы обеспечить правильную организацию труда на рабочем месте. Эти требования заключаются в следующем.
До начала работы зуборезчик должен осмотреть свое рабочее место, убрать со станка и проходов все, что может мешать работе. Проверить исправность всех механизмов станка, опробовать механизмы пуска и останова, механизм переключения скоростей и подач, убедиться в исправности ограждений и правильности установки режущего инструмента и заготовки, проверить масло в станке, смазывающую и охлаждающую жидкости, заготовки и инструмент.
Во время работы зуборезчик обязан строго соблюдать технологический процесс, работать с предохранительными ограждениями, при смене заготовок останавливать станок, не допускать разбрызгивания охлаждающе-смазывающей жидкости.
По окончании работы зуборезчик должен убрать инструменты и приспособления, смести щеткой стружку со станка, тщательно его протереть чистыми концами и смазать маслом все рабочие поверхности,^сообщить мастеру и своему сменщику о всех неполадках, замеченных в процессе работы.
§ 3. Производственный инструктаж рабочих
Производственный инструктаж рабочих непосредственно на рабочем месте является важным условием повышения производительности труда, предупреждения брака, экономии материалов и электроэнергии на данном рабочем месте.
Различают два вида производственного инструктажа — вводный и текущий.
Вводный инструктаж ставит задачу ознакомить каждого нового рабочего с организацией его производственного участка, с конструкцией станка, особенностями технологического процесса и организацией рабочего места, а также с правилами безопасной работы и общим распорядком работы на данном рабочем месте.
Текущий инструктаж преследует цель систематического совершенствования приемов и техники выполнения производственных заданий. Инструктаж заключается в разъяснении рабочим технических условий, которым должна отвечать обработка заготовок на данной операции, объяснении настройки станка, правильного выбора режимов резания, проверки затупившегося инструмента, качества обрабатываемых зубчатых колес и т. д. Такие объяснения должны сопровождаться наглядным показом рациональных приемов работы и предупреждением возможного появления брака.
§ 4. Контроль работы
Машины, выпускаемые Советским Союзом, должны быть лучшими в мире. Они должны иметь высокие эксплуатационные качества, быть экономичными, удобными в управлении, иметь красивое внешнее оформление.
Качество продукции, выпускаемой советскими предприятиями, надежно охраняется законами социалистического государства и проверяется на машиностроительных заводах работниками технического контроля. Персонал отдела технического контроля производит приемку готовых деталей и оформляет первичную документацию на проверенную им продукцию.
Размеры при выполнении зуборезных операций проверяются зуборезчиком, который обязан обрабатывать детали в пределах допусков, заданных чертежом и указанных в технологической карте. Проверка размеров ведется измерительным инструментом.
Контролеру должны подаваться только годные зубчатые колеса, предварительно проверенные рабочим. Выявленные бракованные детали должны предъявляться контролеру отдельно от годных деталей.
§ 5. Управление заводом и его отделами
Во главе завода стоит директор, который управляет предприятием, он организует всю производственную деятельность предприятия и несет полную ответственность за его работу. Первым заместителем директора является главный инженер, который руководит производственно-технической деятельностью предприятия. На многих предприятиях директор имеет заместителя по материально-техническому снабжению и сбыту, помощника по кадрам и быту.
К участию в управлении производством широко привлекаются партийные, профсоюзные, комсомольские организации. Однако они не подменяют своей деятельностью работу того или иного руководителя, который является единоначальником, а лишь помогают ему в решении производственных вопросов.
Основными производственными единицами промышленного предприятия являются цехи, участки и отделы.
На каждом предприятии имеются следующие отделы.
Плановый отдел разрабатывает проекты перспективных планов и годовых техпромфинпланов предприятия, организует их выполнение, доводит плановые задания до цехов й производственных участков, следит за выполнением плановых заданий, организует внутризаводской хозрасчет, составляет отчеты о выполнении планов.
Отдел труда и заработной платы занимается вопросами нормирования труда и заработной платы работников предприятия, обобщает и внедряет передовые методы труда. При отсутствии на заводе отдела труда и заработной платы его функции выполняет плановый и технический отделы.
Технический отдел разрабатывает мероприятия по техническому развитию предприятия: совершенствованию выпускаемой продукции, созданию и освоению новых видов продукции, соответствующих последним достижениям науки и техники, комплексной механизации и автоматизации производственных процессов, внедрению новых прогрессивных технологических процессов и передовых методов организации производства, осуществляет контроль за соблюдением технологической дисциплины.
На крупных предприятиях функции технического отдела разделяются между отделом главного конструктора и отделом главного технолога.
Отдел главного конструктора ведает вопросами создания новых конструкций изделий и модернизации выпускаемых изделий.
Отдел главного технолога разрабатывает и внедряет прогрессивные технологические процессы.
Отделы главного механика и главного энергетика организуют бесперебойную работу всего технологического оборудования и энергетического хозяйства предприятия, снабжение предприятия необходимыми видами энергии, ремонт и модернизацию оборудования, осуществляют контроль за эксплуатацией оборудования и монтажом вновь поступающего оборудования.
Отдел технического контроля осуществляет постоянный контроль за выпуском высококачественной продукции, соответствующей установленным стандартам и техническим условиям, выявляет причины брака и участвует в разработке мероприятий по их устранению. Начальник отдела технического контроля наравне с директором предприятия несет ответственность за качество, и комплектность выпускаемой продукции.
Кроме того, на заводах имеются отделы: снабжения и сбыта, кадров и технического обучения, бухгалтерия и др.
При отделах главного конструктора и главного технолога имеются заводские лаборатории. В них проводятся экспериментальные и научно-исследовательские работы по совершенствованию конструкции машин и технологии их изготовления, а также контроль качества выпускаемой продукции.
Контрольные вопросы
1. Что называется рабочим местом зуборезчика?
2. Какая должна быть организация труда на рабочем месте зуборезчика?
3. В чем заключается производственный инструктаж рабочих зуборезчиков?
4. Расскажите об управлении заводом и его отделах.
Глава XXII
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
§ 1. Элементы технологического процесса
Технологическим процессом механической обработки называется последовательность операций по изготовлению детали из заготовки.
В машиностроительном производстве технологические процессы механической обработки каждой детали принято подразделять на следующие составные части: операции, переходы, проходы, установки и позиции.
Операцией в станочных работах называется законченная часть технологического процесса обработки одной или нескольких деталей (заготовок), которая выполняется одним рабочим (или группой рабочих) на одном рабочем месте.
Операция может состоять из одного или нескольких переходов.
Переходом называется часть операции, выполняемая для обработки заданной поверхности детали при неизменной установке инструмента и режима резания.
Следующий переход начинается тогда, когда изменяется какое-либо из этих условий: обрабатываемая поверхность, режущий инструмент, режим резания (скорость, подача или глубина резания).
Каждый переход может содержать несколько проходов.
Проходом называется часть операции, в течение которой снимается один слой металла при неизменных режиме резания, инструменте и поверхности обработки.
Установкой называется часть операции, которая выполняется между закреплением и освобождением обрабатываемой детали. Например, при токарной обработке обоих торцов колеса требуются две установки: сначала обрабатывается один торец, а затем второй, для обработки которого надо повернуть деталь. Если бы обработка этих торцов колеса выполнялась на двух станках, причем на первом обрабатывалась бы одна сторона колеса, а на втором другая, то было бы две операции, каждая из которых состояла из одной установки.
Установка может состоять из позиций.
Позицией называется каждое из различных положений закрепленной детали относительно станка. Позиции применяются преи-246
мущественно при работе на поворотных и делительных приспособлениях. При использовании поворотного приспособления деталь закрепляют в подвижную часть и обрабатывают сначала в одном положении, затем, не освобождая деталь от крепления, изменяют ее позицию для обработки других поверхностей.
§ 2. Зависимость технологического процесса от объема производства
Объем производства, определяемый количеством выпускаемых в год изделий, характеризует определенный тип производства. Естественно, что производство различных масштабов отличается друг от друга организацией, технологией изготовления изделий и оснасткой технологических процессов.
Таблица 11
Оснащение предприятий в зависимости от типов производства
Наименование элементов Типы производства
единичное, или индивидуальное серийное
Оборудование Универсальное Универсальное и частично специализированное Преимущественно специальное и специализированное
Расстановка оборудования Групповая Смешанная По потоку
Режущий ин- струмент Нормальный Нормальный и специальный Большое количество специального инструмента и частично нормальный
Мерительный Многомерный Многомерный, Специальный и
инструмент универсальный одномерный, предельный и частично специальный одномерный, предельный
Приспособления Нормальные универсальные Универсальные и специальные Преимущественно специальные
Рабочая сила Высокой квалификации Средней квалификации Низкой квалификации, при наличии наладчиков высокой квалификации
Разработка технологического процесса Маршрутная Подробная Детальная разработка по элементам
В зависимости от объема различают несколько типов производства: единичное, или индивидуальное, серийное и массовое.
Единичным, или индивидуальным, называют производство, при котором изделия изготавливают в небольших количествах, -причем выпуск их в дальнейшем не повторяется совсем или повторяется через неопределенные промежутки времени.
Серийным называют производство, при котором мелкие или крупные партии (серии) изделий изготавливают в определенные сроки, изготовление этих партий может быть повторено через некоторое время.
Массовым называется производство, при котором одноименные изделия изготавливают в большом количестве длительный промежуток времени. В табл. 11 сопоставляются указанные типы производства.
§ 3. Понятие о базах
При разработке технологического процесса механической обработки детали необходимо правильно выбирать базу, т. е. ее опорную поверхность. Базированием заготовки называют установку и закрепление ее в определенном положении относительно станка и режущего инструмента. От правильного выбора базовой поверхнос-
ти зависит точность размера, точность взаимного расположения обработанных поверхностей детали.
В технологии машиностроения базы делятся на конструкторские и технологические. Конструкторскими базами называются такие, от которых конструкторы проставляют размеры на чертежах, а технологическими — которые используются в технологическом процессе механической обработки и сборки деталей машин.
Рис. 188. Базовые поверхности зубчатого колеса
навливают на чеоновой б
Технологические базы подразделяются на установочные, сборочные и измерительные.
Установочными базами называются те поверхности обрабатываемой заготовки, которые используются для установки ее на станке или в приспособлении. В начале обработки заготовку уста-необработанную поверхность, которую называют аз ой. В том случае, когда обрабатываемую деталь
устанавливают на обработанную поверхность, эту поверхность называют чистовой базой.
Сборочными базами называются поверхности, на которых деталь ориентируется по отношению к другим деталям собираемой машины.
Измерительными базами называют такие поверхности, от которых -производят отсчет размеров при измерении деталей.
Рекомендуется на всех или большинстве операций совмещать технологические базы с конструкторскими посадочными поверхностями. При нарезании зубьев цилиндрических насадных колес
с гладкими или шлицевыми отверстиями в качестве технологических баз используются посадочные отверстия А и опорный торец Б (рис. 188).
При выборе баз необходимо стремиться к тому, чтобы установочные технологические и измерительные базы по возможности совпадали со сборочными.
§ 4. Общие принципы построения технологического процесса
Для разработки технологического процесса механической обработки деталей необходимо иметь следующие исходные данные:
1. Чертеж детали с указанием всех необходимых сведений: размеров, допусков и посадок, чистоты обработки, марки материала, технических условий и т. д.
2. Чертеж заготовки с указанием размеров припусков и допусков на обработку.
3. Количество деталей, подлежащих изготовлению (с указанием распределения по месяцам), а также размер партии, т. е. количество деталей, одновременно пускаемых в обработку.
4. Сведения об оборудовании, на котором будут обрабатываться детали (все паспортные данные с учетом изменений при ремонте и реконструкции).
5. Кроме того, при разработке технологического процесса механической обработки детали широко используют альбомы нормализованных приспособлений, стандартных режущих и измерительных инструментов, нормативы по режимам резания и по трудовым затратам.
§ 5. Оформление технологического процесса
Оформление технологического процесса обработки выполняется на специальных бланках. В зависимости от характера детали, процесса ее обработки и масштабов производства технологическая документация может быть различной. В условиях массового и крупносерийного производства вместо общей технологической карты составляется операционная технологическая карта. Она содержит сведения о технологическом процессе только на одну заданную операцию (например, на шлифование зубчатого колеса).
Зуборезчик обязан строго соблюдать установленный технологический процесс.
Однако в процессе работы зуборезчик может вносить рационализаторские предложения по улучшению технологического процесса.
В табл. 12 приведен технологический процесс изготовления цилиндрического зубчатого колеса в условиях серийного производства. Базовыми поверхностями в этом примере служат шлицевое отверстие и торец колеса.
Таблица 12
Маршрутная технология изготовления цилиндрических зубчатых колес малых и средних размеров
Операция Эскиз установки Станок Режущий инструмент
Подрезать торец 1 и 2, сверлить отверстие 3, зенкеровать фаску 4, обточить до кулачков наружную поверхность 5 Подрезать торцы 6 и 7, зенковать фаску 8, обточить наружную поверхность 5 Протянуть одновременно круглое отверстие 9 и шлицы 10 Подрезать торцы И и 12, обточить наружную поверхность 13 и фаску 14 Нарезать зубья 15 с припуском по толщине Закруглить зубья 16, цементировать зубья й f -Л? 10 || > * 7 2 3 4 -6 -7 8 5 9 11 13 А5 16 Токарно-револьверный Токарно-револьверный Протяжной Многорезцовый токарный автомат Зубофрезерный Зубозакругляющий Токарные резцы Токарные резцы Протяжка Токарные резцы Червячная фреза Специальная фреза
Продолжение табл. 12
Операция
Эскиз установки
Станок
Режущий инструмент
Шевинговать зубья
17
Шевинговальный
Шевер
Закалить и отпустить зубья
Термический цех
Контрольные вопросы
1. Перечислите элементы технологического процесса механической обработки зубчатых колес.
2. Как зависит технологический процесс от объема производства?
3. Какое производство называют единичным, серийным и массовым?
4. Что называют базой при механической обработке зубчатых колес?
5. Расскажите о принципах построения технологического процесса механической обработки зубчатых колес.
Глава XXIII
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ И СЕБЕСТОИМОСТЬ
§ 1. Техническое нормирование
Техническая норма времени и норма выработ-к и. Техническое нормирование работ — одно из основных средств и методов управления производством. В процессе определения технической нормы выработки тщательно изучают производственные процессы, анализируют все затраты времени и на этой основе устанавливают норму. Технически обоснованная норма выработки — эта мера труда для' его оплаты, задание по производительности труда в конкретных условиях с учетом достижений передовых рабочих. Для установления сдельной оплаты необходимо определить затраты времени на каждую операцию. Время, которое назначается на выполнение данной операции или на изготовление одной детали, называется нормой времени и исчисляется в минутах или в часах.
Задание, которое дается зуборезчику в виде определенного количества деталей, подлежащих обработке в час или смену, называется нормой выработки и исчисляется в час или смену. Нормы вы
работки, нормы производительности оборудования и нормы расхода материалов — это величины, которые стимулируют рост производительности труда, снижение затрат материальных ресурсов и себестоимости продукции. Они не могут быть неизменными.
С развитием техники, совершенствованием организации производства, накоплением и освоением передового опыта нормы систематически пересматриваются.
Состав технической нормы времени. В состав технической нормы времени входит подготовительно-заключительное и штучное время.
Подготовительно-заключительное время /п учитывает затраты времени на ознакомление с чертежом, технологическим процессом, на наладку станка, инструмента и приспособлений для выполнения определенной работы, а также на выполнение действий, связанных с окончанием этой работы (снятие приспособлений, инструмента и т. д.).
При массовом производстве, когда оборудование настроено на выполнение одной операции, подготовительно-заключительное время не учитывают. Подготовительно-заключительное время для каждого нового изделия подсчитывают отдельно на всю партию и от размеров самой партии оно не зависит. Затраченное время делят на количество деталей, подлежащих обработке в данной партии, и получают подготовительно-заключительное время, приходящееся на одну деталь.
Ш тучное время /ш, затрачиваемое на обработку детали, определяется по формуле:
/ш — io “Н ib “Н ^обс “Н ^отд MUHf
где t0 — основное (машинное) время;
tB — вспомогательное время;
/обе— время обслуживания рабочего места;
/отд— время перерывов на отдых и личные надобности.
Основное, или машинное, время — это такое время, которое затрачивается непосредственно на резание, т. е. на снятие стружки. Время, необходимое на установку и снятие детали, подвод и отвод режущего инструмента, называется вспомогательным.
Машинное время при шевинговании определяется по формуле
L*Zk* Кп L • /Сп
to =----------=--------MUH,
•$о*£ш’^тп
где пш — число оборотов шевера в минуту;
So — продольная подача на один оборот колеса, мм\
SM — продольная подача в минуту, мм\
zK— число зубьев колеса;
гш — число зубьев шевера;
/Сп — общее число ходов стола на обработку, включающее черновые и зачистные ходы;
L — длина хода стола в направлении подачи, мм.
Для шевингования с продольной подачей длина хода стола оп ределяется по формуле
L = В -|- у мм.
где В — ширина зубчатого венца, мм\
у — перебег, равный 2—4 мм.
Пример. Определить машинное время при шевинговании на станке 5714 цилиндрического прямозубого колеса 7-й степени точности, имеющего модуль т = 5 мм, число зубьев zK=40, ширину колеса В = 40 мм, угол зацепления а=20°, материал колеса сталь 20ХН, чистота профиля зуба V 7. Шевер tn = 5 мм, Яш = 47, dm=235 мм.
Решение. По табл. 6 определяем припуск на обработку, который равен h = 0,2 мм, и число одинарных ходов стола без радиальной подачи /<п = 4.
Определяем число рабочих ходов стола:
Так как число ходов должно быть четным, принимаем ^p=6. Общее число ходов стола Кп=6+4=10.
По табл, определяем продольную подачу на один оборот детали, которая равна s0=0,35 мм!об, радиальная подача на один ход стола sp = 0,04 мм. По той же таблице окружная скорость шевера а0 = Ю5 м!мин.
Число оборотов шевера
lOOOvo 1000-105
= ------= -—-—— =164 об! мин.
ndm 3,14-235 '
По паспорту станка принимаем /гш = 180 об!мин.
Определяем минутную подачу стола:
^о'Лп’^ш 0,35-47-180
$м = --------=------—-----=76 мм!мин.
Машинное время
L-Kn 44-10
/0 =-----= ~— = 5,8 мин.
sM 76
К вспомогательному времени tB относится время, затрачиваемое рабочим на установку и снятие деталей, инструмента, пуск и остановку станка, подвод и отвод детали и инструмента, измерение деталей, измерения скоростей, подач и т. д.
Сумма основного (машинного) и вспомогательного времени называется о п е р а т и в н ы м временем, т. е. ^оп=^о + ^в-
Время обслуживания рабочего места ^обс представляет собой время, затрачиваемое рабочим на поддержание рабочего места в чистоте и порядке. Сюда входят затраты времени на смену затупившегося инструмента, на регулирование и наладку
станка в процессе работы, на очистку и смазку станка, раскладку и уборку инструмента в начале и в конце смены и т. д.
Время перерывов на отдых и личные надобно с-т и '/отд включается в состав рабочего времени лишь при выполнении физически тяжелых работ. Время на личные надобности принимается в размере 2% от оперативного времени.
Состав технической нормы времени. Норма времени на обработку данной партии деталей, обозначаемая /Парт, складывается из штучного времени, умноженного на количество штук деталей в партии ггш, и из подготовительно-заключительного времени на всю партию. Таким образом
/парт /ш’^ш “Н /п.з.
В крупносерийном и массовом производствах, когда за определенным станком закреплена одна операция, подготовительно-заключительное время, как указывалось выше, в структуру нормы времени не включается.
Таким образом, техническая норма общего времени на одну штуку /ш.к будет:
для единичного и мелкосерийного производства
, . . /п.з
ни. к — ।------MUH]
Пш
для крупносерийного и массового производства
/ш.к ~~ /ш MUH.
Если /обе и /отд даны в % от оперативного времени, то
/щ --- /оп у 1 “F
/обе “Ь /отд
Гоо
мин.
Производя анализ технической нормы штучного времени на обработку детали и рассматривая в отдельности каждую ее составляющую, можно разработать план мероприятий по рационализации процесса обработки в целях сокращения продолжительности каждой составляющей и тем самым сокращения общего времени обработки, т. е. можно планировать увеличение производительности труда.
§ 2. Понятие о себестоимости
Снижение себестоимости продукции является одним из основных условий расширения социалистического воспроизводства и источников социалистического накопления.
Рабочие наших предприятий стремятся постоянно улучшать качество выпускаемой продукции, борются за высокую производительность труда, лучшее использование техники, снижение себестои-254
мости продукции, за экономное расходование электроэнергии, материалов и т. д.
Себестоимость изделия складывается из себестоимости отдельных деталей, а себестоимость детали — из себестоимости отдельных операций плюс стоимость заготовки.
Например, зуборезчик производит нарезку зубьев колеса, стоимость операции которой установлена 50 коп. Заготовка, из которой делается зубчатое колесо, стоит 30 коп. Следовательно, стоимость производственной рабочей силы и заготовки (основного материала) составляет 80 коп. Это прямые расходы.
При нарезании зубьев колеса расходуется инструмент, электроэнергия, смазочно-охлаждающая жидкость и т. д. Все эти расходы, связанные с обеспечением нормальной работы станка, называются цеховыми косвенными, расходами или накладными.
К косвенным расходам также относятся отчисления на износ станка (амортизацию), заработная плата штатного персонала цеха: начальника цеха, начальников смен, мастеров, вспомогательных рабочих и т. д.
К косвенным расходам также относятся расходы по освещению, отоплению, водоснабжению цеха, расходы на содержание цехового транспорта, подъемных механизмов, на текущий ремонт и уборку цеха, а также на охрану и технику безопасности.
Допустим, что косвенные расходы составляют 20 коп. Прямые расходы вместе с цеховыми косвенными расходами составляют цеховую себестоимость, т. е. 50 коп.+ 30 коп.+20 коп.= 1 руб.
К цеховой себестоимости детали начисляются общезаводские косвенные (накладные) расходы.
В общезаводские косвенные (накладные) расходы входят заработная плата работников заводоуправления, расходы по содержанию зданий, лабораторий, внутризаводского транспорта, охраны и т. д.
Таким образом, полная себестоимость детали и всего изделия в целом складывается из стоимости основных материалов, производственной заработной платы, косвенных цеховых и общезаводских расходов.
§ 3. Пути снижения себестоимости
Таким образом, себестоимость складывается из многих факторов, поэтому каждый рабочий зуборезчик на своем рабочем месте может непосредственно влиять на снижение себестоимости детали за счет экономного расхода режущего инструмента, материалов, электроэнергии, повышения производительности труда и т. д.
Новаторы производства добиваются большого снижения себестоимости за счет применения автоматизации и механизации зуборезных операций, за счет применения высоких режимов резания, усовершенствованных режущих инструментов и приспособлений и т. д.
Рациональная организация рабочего места, хороший уход за оборудованием, режущим инструментом и приспособлениями и т. д. позволяют резко снизить себестоимость детали и повысить качество ее обработки.
Пути сокращения времени на обработку. Производственными наблюдениями установлено, что при работе на зубофрезерных станках в условиях мелкосерийного производства затраты времени распределены примерно следующим образом (в %):
Основное (технологическое) время 45—60
Подготовительно-заключительное время 3—5
Вспомогательное время . 35—45
Время обслуживания рабочего места и время на личные надобности 5—8
Сокращение основного времени. Основное время при зубонарезании можно сократить за счет применения более производительного режима резания (большей подачи, глубины резания и скорости резания), что возможно при использовании производительных зуборезных инструментов, мощного станка, надежного крепления детали и т. д.
Скоростное зубонарезание является хорошим способом сокращения основного времени.
Можно сократить основное время на обработку одной детали, если одновременно обрабатывать несколько заготовок.
Установка заготовок пакетом сокращает основное время, так как в этом случае нет разрыва между деталями, величина врезания и перебега инструмента уменьшается, что соответственно уменьшает расчетную длину обработку.
Сокращение подготовительно-заключительного времени. Подготовительно-заключительное время рассчитывается на партию одновременно пускаемых в обработку деталей, поэтому доля этого времени, приходящаяся на одну деталь, тем меньше, чем больше величина партии. Штучное время будет тем меньше, чем совершеннее технологический процесс.
Главным фактором сокращения затрат времени на наладку станков является повышение квалификации рабочих.
Процесс наладки станка состоит из ряда рабочих приемов. Выполняя наладку по определенным правилам, можно значительно сократить затрачиваемое на нее время.
Хорошим средством сокращения времени на наладку и настройку станка является применение станков с программным управлением.
Наличие установленной программы обработки, записанной на перфокарте, перфоленте и другим способом, позволяет при мелкосерийном производстве добиться больших успехов в работе.
Сокращение вспомогательного времени. В табл. 13 приведены средние значения вспомогательного времени для различных видов производства при работе на зубофрезерных станках.
Распределение затрат вспомогательного времени при работе на зубофрезерных станках
Основные приемы Единичное производство Серийное производство Массовое производство
Среднее значение в %
Поднесение заготовки к станку Установка, выверка и зажим . Осуществление рабочего цикла Измерение и снятие детали со станка . Удаление стружки и приспособления 7 42 28 15 8 8 45 25 12 10 10 40 30 10 10
Итого. 100 100 100
Время, затрачиваемое на выполнение приемов, связанных с переносом заготовки к станку, зависит от ее веса и расстояния, на которое нужно переносить заготовку. Для сокращения этого времени следует располагать заготовки в специальной таре возможно ближе к станку, а еще лучше применять специальные питатели.
Установка, выверка и зажим заготовки во многом зависит от применяемых приспособлений. Наилучшими являются быстродействующие зажимные приспособления, которые в настоящее время находят широкое применение на машиностроительных заводах. Особенно большое значение имеет применение быстродействующих зажимных приспособлений на операциях с малым машинным временем, так как в этом случае удельный вес вспомогательного времени в общей норме времени особенно велик.
Автоматизация загрузки и зажима заготовки, а после обработки освобождение обработанной детали дает значительное сокращение доли вспомогательного времени на эти приемы.
Приемы, связанные с управлением рабочим циклом, т. е. с пуском и остановкой станка, переключением скоростей, подач с холостыми перемещениями заготовки и инструмента и т. д., занимают большой объем в общем балансе вспомогательного времени.
Сокращение вспомогательного времени на пуск и остановку станка, переключение скоростей, подач и т. п. может быть достигнуто путем более удобного расположения рукояток, сокращением их количества, применением автоматических устройств и т. д.
Приемы, связанные с измерением детали, хотя составляют незначительную долю вспомогательного времени, могут быть рационализированы применением жестких, т. е. не переставных мерителей. Применение калибров и различного рода шаблонов также уменьшает вспомогательное время.
Контрольные вопросы
1. Что называется технической нормой времени и нормой выработки?
2. Назовите состав технической нормы времени.
3. Напишите формулу штучного времени, затрачиваемого на обработку зубчатого колеса.
4. Из каких элементов складывается себестоимость изделия?
5. Назовите пути снижения себестоимости изделия.
Глава XXIV
ТЕХНИЧЕСКАЯ ЭСТЕТИКА
§ 1. Понятие о технической эстетике
Промышленная (техническая) эстетика — это наука об использовании художественных принципов в технике, о производственном комфорте. Она изучает законы художественного конструирования и проблемы организации и оформления рабочего места, а также интерьера, т. е. внутреннего вида помещения с мебелью и оборудованием, в котором трудится человек.
Промышленная эстетика является частью общего понятия культуры производства и складывается, в основном, из следующих элементов: рациональной организации рабочего места, освещения общего и местного, цветовой окраски оборудования, инвентаря и всех элементов производственного участка, чистоты производственных помещений, хорошо приспособленных бытовых помещений, борьбы с шумами, вибрацией, благоустройства и озеленения заводской территории и др.
Вопросы высокого качества продукции, культуры производства, научной организации труда, технического прогресса, а также развитие творческих способностей человека в процессе построения коммунизма в нашей стране заняли важное место в работе и решениях XXIII съезда КПСС.
Художественное конструирование в Советском Союзе и во всех социалистических странах развивается на основе плановой системы хозяйства.
Коммунистическая партия учит, что коммунизм создается творческим трудом миллионов и во имя людей труда. В Программе КПСС сказано: «Технический прогресс значительно повысит требования к культуре производства, к специальной и общеобразовательной подготовке всех трудящихся. Развитие новой техники будет использовано для коренного улучшения и облегчения условий труда советского человека, сокращения рабочего дня, благоустройства 258
быта, ликвидации тяжелого физического труда, а затем и всякого неквалифицированного труда» *.
Эти задачи, очевидно, могут быть успешно решены только при условии дальнейшего совершенствования организации труда и производственной культуры, когда будут достигнуты как количественные, так и качественные показатели народнохозяйственного плана по созданию материально-технической базы коммунизма.
§ 2. Задачи промышленной эстетики
Цель эстетического воспитания — научить людей понимать и любить красоту. Красивое не только доставляет человеку радость, но и плодотворно воздействует на поведение человека в труде и в быту.
Нетерпимость к безобразному и стремление воплощать красоту в жизнь — одна из отличительных черт советского человека — хозяина своей земли. И как подлинный хозяин, он хочет чтобы все окружающее радовало глаз, способствовало бы хорошему настроению, будь то на улице родного города, в квартире или в цехе. Именно в этом и состоит задача производственной эстетики — внести художественное начало в производственную деятельность.
§ 3. Борьба с шумами и вибрациями
Шум и вибрация снижают производительность труда и отрицательно влияют на здоровье работающих.
Снижение шума и вибраций достигается либо уменьшением интенсивности колебаний в источнике их возникновения, либо подавлением возникающих колебаний на пути их распространения при помощи вибро- и звукоизоляции. Например, шум, возникающий при ударе, можно уменьшить заменой хотя бы одной из соударяющихся частей незвучным материалом и т. д. Радикальным средством борьбы с шумом является внедрение бесшумного оборудования и бесшумных производственных процессов.
В настоящее время созданы конструкции бесшумных станков для насечки напильников, металлические зубчатые колеса заменяют текстолитовыми и т: д. Известны способы уменьшения шума в источнике его образования в дизельных двигателях, шаровых мельницах, станках-автоматах и др.
Если применение бесшумного оборудования или гашения шума в источнике невозможно, применяются звукопоглощающие поверхности стен и потолков, ослабляющие шум. В отдельных случаях для уменьшения шума устанавливают звукозащитные экраны.
Программа КПСС, М., Политиздат, 1968, стр. 67.
Одним из способов сокращения вибрации является способ плотного прикрепления к вибрирующей поверхности материалов с большим внутренним трением (резина, фетр, асбест и др.).
§ 4. Окраска рабочих помещений
Гамма научно подобранных цветов не раздражает, а успокаивает человека, как бы затормаживает процесс утомления от однообразной окраски окружающей обстановки, сохраняет бодрость и способствует повышению производительности труда.
Кроме того, цветное оформление повышает освещенность рабочих помещений.
Столь распространенный на производстве темно-серый цвет неэкономичен, так как требует усиленного освещения, утомляет зрение, увеличивает возможность производственного травматизма, утомляет нервную систему.
Для хорошо освещенных помещений допустимы более темные цвета окраски. Фермы, перекрытия, оконные переплеты, фрамуги окрашивают в светлый цвет.
Цвета оборудования и помещения должны гармонировать друг с другом. Если обрабатываемые детали светлы, то окраска оборудования не должна быть слишком контрастной.
Открытые внезапно перемещающиеся части станков окрашивают в цвет, настораживающий рабочего, обращающий на себя внимание.
При открытых механических передачах внутренние поверхности следует также окрашивать в яркий цвет, чтобы обратить внимание рабочего на то, что зубчатые колеса и другие вращающиеся детали оставлены открытыми; таким цветом является красный.
В горячих цехах печи и стены обычно окрашивают в белый цвет, кузнечно-прессовое оборудование — в светло-зеленый, голубой или зелено-голубой, термическое оборудование — в светло-серый (алюминиевый) цвет. Окраска фона подбирается применительно к цвету обрабатываемой продукции и увязывается с общим объемно-планировочным решением.
Транспортеры, конвейеры, рольганги окрашивают в зеленый или кремовый цвет, внутрицеховые краны — в светло-желтый или в светло-серый цвет. Автотележки, автокраны окрашивают так, чтобы они символизировали опасность, например, верх окрашивают в красный или желтый цвет, а низ — в черный. Движущиеся емкости (баллоны, бидоны) с ядовитыми жидкостями окрашивают косыми красными полосами на белом фоне.
Полы в проходах, проездах и местах складирования окрашивают светлыми широкими полосами, точно очерченными и стойкими к истиранию.
Если условия работы предъявляют высокие требования к зрению, необходимо окрашивать все предметы, попадающие в поле зрения, в цвета, лишенные резких контрастных сочетаний.
§ 5. Освещение рабочих помещений
Естественное освещение. Хорошее освещение в цехе и на рабочем месте имеет большое экономическое, гигиеническое и эстетическое значение.
При правильном освещении лучше различаются обрабатываемые детали, приспособления, инструменты и т. д., уменьшается утомляемость. При плохом освещении снижается работоспособность, могут быть случаи травматизма.
Наиболее благоприятным освещением рабочих помещений является естественное освещение. Но естественное освещение имеет и свои недостатки. Например, слепящие воздействия прямых солнечных лучей, неравномерность освещенности в разных местах помещения и т. д. Однако существуют способы компенсации этих недостатков. Так, например, во избежание слепящего воздействия солнца перед окнами (снаружи) устраивают солнцезащитные приспособления в виде щитков, решеток и т. д., которые предохраняют от прямого попадания солнечных лучей.
Искусственное освещение. Искусственное освещение должно обеспечивать достаточный уровень освещенности, равномерность освещения, правильно ориентированный поток света, не создающий неблагоприятных резких теней, или слепящего воздействия на работающих.
Исследованиями установлено, что наилучшими условиями освещения надо считать такие, при которых рабочая зона и поверхности, являющиеся для нее фоном, имеют одинаковую освещенность.
Малая освещенность, неравномерное освещение с резкими световыми контрастами и расположение светильников, создающие ос-лепляемость прямыми или отраженными от блестящих поверхностей лучами, являются причинами брака и несчастных случаев, и снижают производительность труда.
Для обеспечения постоянного светового режима в помещении искусственное освещение должно восполнять неравномерность естественного. Наиболее целесообразны в этом отношении устройства, автоматически включающие и выключающие искусственное освещение в зависимости от уровня естественной освещенности.
Для поддержания освещенности на требуемом уровне необходимо вовремя заменить вышедшие из строя лампы, систематически очищать лампы от пыли и копоти, периодически возобновлять окраску стен и т. д.
§ 6. Рабочая одежда
В зависимости от характера работы одежда рабочего должна быть удобной для работы, практичной, красивой, защищать тело от механических воздействий, загрязнений.
Для различных видов производства и одежда требуется различная. Например, для станочников удобной одеждой является комбинезон. Неудобная одежда отвлекает внимание работающего, мешает работать, последовательно, снижает производительность труда.
§ 7. Трудовые движения
Одним из элементов, формирующих эстетическое отношение к труду, являются трудовые движения. В процессе профессионального обучения необходимо прививать учащимся культуру рабочих движений.
Рабочий тратит много сил и времени на лишние движения, если органы управления станком расположены нерационально.
Как известно, зуборезчик управляет станком с помощью рычагов, рукояток, кнопок и т. д. Размещать их нужно в наиболее удобных зонах для работы рук и ног, так, чтобы не вызывать лишних перемещений. Однако слишком близкое расположение рукояток управления может привести к неожиданному их включению, что не желательно, так как может привести к несчастному случаю.
Контрольно-измерительные приборы надо размещать так, чтобы их можно было видеть не меняя рабочего положения (позы).
Трудовые движения непосредственно связаны с рабочей позой. При рациональной рабочей позе создаются наименьшие нагрузки на мышцы, на поясницу, ноги и т. д. Однако расслабленная поза тоже неудобна.
В процессе работы тело рабочего должно находиться в состоянии рабочей готовности, быстро реагировать на сигналы, перемещаться, создавать мышечные и нервные усилия. Кроме того, необходимо изменение позы в процессе работы. Даже удобная поза утомительна, если она долго не изменяется.
Во время работы рекомендуется зуборезчику попеременно стоять, сидеть, а также ходить. Для кратковременного отдыха должно быть предусмотрено сидение, которое может находиться при станке.
При работе стоя человек расходует больше энергии, чем сидя, в согнутой позе — еще больше. У сидящего человека чувствительность, зрения больше, чем у стоящего.
Для работы сидя рекомендуется применять винтовые стулья, так как они легко регулируются по высоте.
Рациональная организация рабочего места приводит к повышению производительности труда при меньшей затрате энергии рабочего.
Контрольные вопросы
1. Что называется промышленной эстетикой?
2. Каковы задачи промышленной эстетики?
3. Какие существуют способы борьбы с шумом и вибрацией?
4. Что достигается рациональной окраской рабочих помещений?
5. Какое должно быть освещение рабочих помещений?
6. Какие требования предъявляются к спецодежде станочника?
ПРИЛОЖЕНИЕ
Соотношения единиц прежних систем и системы СИ
Величина Единицы измерения Соотношения единиц
Прежние системы Система СИ
название единиц название единиц обозначение единиц
Время Секунда Минута Час Секунда сек 1 жан=60 сек 1 час=3600 сек
Длина Метр Сантиметр Миллиметр Метр м 1 сж=0,01 м 1 жж=0,001 ж
Скорость Метр в секунду Метр в минуту Метр в секунду м/сек 1 ж/жан=1/60 м/сек
Угловая скорость Оборот в минуту Оборот в секунду Радиан в секунду рад /сек 1 об/мин= =л/30 рад/сек 1 об/сек=<2п рад/сек
Сила Килограмм — сила Ньютон (1 кг)х Х(1 лс)/(1 секу н 1 кГ=9,80665 н
Момент силы Килограмм — сила — сантиметр Ньютон-метр (1 «)•(! м) Н'М 1 кГсм=0,0980665 н-м
Работа, энергия Килограмм — сила — метр Джоуль (1 н).(1 м) дж 1 кГм=9,80665 дж
Мощность Лошадиная сила Киловатт Ватт (1 дж)/(1 сек) вт 1 л. с.=13§№& вт 1 кет =1000 вт
Температура , Градус Цельсия Градус Кельвина °К ГС=(Т°К— —273,15) Т°к=(/0 С+273,15)
ОГЛАВЛЕНИЕ
Стр.
Введение 3
РАЗДЕЛ ПЕРВЫЙ
Краткие сведения по технике безопасности и зуборезным работам
Глава I. Техника безопасности, промышленная санитария и противопожарные мероприятия 5
§ 1. Техника безопасности °
§ 2. Промышленная санитария и гигиена труда 6
§ 3. Противопожарные мероприятия 7
Глава II. Общие сведения о зубчатых колесах и зубчатых передачах 8
§ 1. Типы зубчатых передач, их основные характеристики и назначение 8
§ 2. Краткие сведения о зубчатых передачах с зацеплением
М. Л. Новикова 17
§ 3. Корригирование зубчатых колес 18
§ 4. Передаточное число и передаточное отношение 19
Глава III. Элементарные сведения о резании металлов 20
§ 1. Резец и его элементы 20
§ 2. Элементы резания при зубонарезании 21
§ 3. Процесс образования стружки 25
§ 4. Материалы для зуборезного инструмента 26
РАЗДЕЛ ВТОРОЙ
Производство зубчатых колес
Глава IV. Материал и заготовки зубчатых колес 28
§ 1. Материал для изготовления зубчатых колес 28
§ 2. Заготовки зубчатых колес 29
Глава V. Способы изготовления зубчатых колес 31
§ 1. Порядок обработки зубчатых колес 31
§ 2. Методы и способы нарезания зубчатых колес 32
Глава VI. Нарезание зубчатых колес на универсально-фрезерных станках 42
§ 1. Оборудование и режущий инструмент 42
§ 2. Универсальная делительная головка 43
§ 3. Настройка делительной головки 44
§ 4. Сложное (дифференциальное) деление 45
§ 5. Настройка делительной головки при нарезании косозубых колес 46
§ 6. Нарезание червячных колес на фрезерных станках 48
Глава VII. Нарезание зубчатых колес на зубофрезерных станках 49 § 1. Образование профилей зубьев при нарезании червячной фрезой 49
§ 2. Зубофрезерный станок 5Е32 50
§ 3. Органы управления зубофрезерным станком 52
§ 4. Правила ухода за зубофрезерным станком 55
§ 5. Режущий инструмент 55
§ 6. Заточка червячных фрез .,. 58
§ 7. Нарезание цилиндрических прямозубых колес на станке 5Е32 60
z § 8. Наладка станка 5Е32 66
/ § 9. Нарезание косозубых колес на станке 5Е32 70
§ 10. Нарезание червячных колес на станке 5Е32 73
§ 11. Дефекты профиля зубьев колес при зубофрезеровании и при-
чины их возникновения 78
Глава VIII. Нарезание зубчатых колес на зубодолбежных станках 79 § 1. Рабочие движения на зубодолбежных станках . 79
§ 2. Основные части и органы управления станка . 81
§ 3. Нарезание цилиндрических прямозубых колес на зубодолбеж-
ном станке 5В12 82
§ 4. Режущий инструмент 86
,§ 5. Наладка зубодолбежного полуавтомата 5В12 88
§ 6. Настройка станка для нарезания косозубых колес . 93
§ 7. Нарезание шевронных колес на зубодолбежных станках 94
§ 8. Дефекты колес при нарезании на зубодолбежных станках и при-
чины их возникновения 95
Глава IX. Нарезание конических прямозубых колес на зубострогальных станках 97
§ 1. Образование зубьев конических колес по методу обкатки . 97
§ 2. Режущий инструмент 99
§ 3. Нарезание зубьев конических колес на зубострогальном станке 5А26 100
§ 4. Настройка кинематических цепей станка 5А26 100
§ 5. Наладка станка 5А26 106
§ 6. Дефекты, возникающие при нарезании колес на зубострогальном станке, и причины их возникновения 113
Глава X. Нарезание конических колес с круговыми зубьями. 115
§ 1. Образование круговых зубьев конических колес по методу обкатки 115
§ 2. Резцовые головки 116
§ 3. Способы нарезания конических зубчатых колес с круговыми зубьями . 117
§ 4. Зубофрезерный станок 5А27С1 119
§ 5. Настройка станка 5А27С1 120
Глава XI. Отделка зубчатых колес 125
§ 1. Способы отделки зубчатых колес 125
§ 2. Зубозакругление, снятие фасок и заусенцев 125
§ 3. Зубошевингование 125
§ 4. Зубошлифование 135
§ 5. Обкатка косозубых колес с наружными зубьями 136
§ 6. Притирка 137
§ 7. Зубохонингование 137
§ 8. Электрополирование 138
Глава XII. Режимы резания при зубонарезании 138
§ 1. Износ и стойкость зуборезного инструмента 138
§ 2. Последовательность определения режимов резания 146
§ 3. Силы резания при зубонарезании 140
§ 4. Крутящий момент и мощность 142
§ 5. Машинное время при зубонарезании 143
Глава XIII. Методы и средства контроля зубчатых колес 145
§ 1. Чистота поверхности зубчатых колес 145
§ 2. Допуски на зубчатые колеса 146
§ 3. Методы контроля зубчатых колес 147
§ 4. Средства контроля зубчатых колес 147
§ 5. Правила пользования и хранения контрольно-измерительных приборов и инструментов 154
РАЗДЕЛ ТРЕТИЙ
Зуборезные станки. Механизация и автоматизация зубонарезании
Глава XIV. Общие сведения о зуборезных станках 156
§ 1. Классификация и нумерация зуборезных станков 156
§ 2. Движения в станках и кинематические схемы 157
§ 3. Приводы станков 160
Глава XV. Зубофрезерные станки 161
§ 1. Зубофрезерный станок 5Б32 161
§ 2. Зубофрезерный станок 5Д32 164
§ 3. Зубофрезерный полуавтомат 5К324 167
§ 4. Зубофрезерный полуавтомат 5А312 171
§ 5. Зубофрезерные станки 5342 и 5358 174
§ 6. Зубофрезерный станок 5А341 175
§ 7. Зубофрезерный станок 5370 177
§ 8. Приспособление к зубофрезерным станкам для нарезания зубчатых колес с бочкообразными зубьями 178
Глава XVI. Зубодолбежные станки 179
§ 1. Типы зубодолбежных станков 179
§ 2. Зубодолбежный полуавтомат 5120 180
§ 3. Горизонтальный зубодолбежный станок 5173 182
Глава XVII. Станки для нарезания конических колес 183
§ 1. Зубострогальный станок 5А250 183
§ 2. Станки ЕЗ-40 и 5245 для нарезания конических колес методом копирования 190
§ 3. Зубофрезерные станки для нарезания конических колес методом обкатки. Станок 5230 192
§ 4. Станки для нарезания конических колес с круговыми зубьями 194
Глава XVIII. Станки для отделки зубьев зубчатых колес 203
§ 1. Шевинговальные станки 203
§ 2. Шевинговальный станок 5714 205
§ 3. Шевинговальный станок 5717 214
§ 4. Последовательность наладки шевинговальных станков 220
§ 5. Зубошлифовальные станки 220
Глава XIX. Проверка зуборезных станков на точность 228
§ 1. Инструменты и приборы, применяемые для проверки точности станков 229
§ 2. Эксплуатация зуборезных станков 229
Глава XX. Механизация и автоматизация процессов зубонарезания 230
§ 1. Общие понятия о механизации и автоматизации . 230
§ 2. Автоматизация отдельных зуборезных станков 231
§ 3. Автоматические линии зуборезных станков 237
§ 4. Станки с программным управлением 238
РАЗДЕЛ ЧЕТВЕРТЫЙ
Организация рабочего места и труда зуборезчика. Технологический процесс обработки зубчатых колес. Техническая эстетика
Глава XXI. Организация рабочего места и труда зуборезчика . 242
§ 1. Рабочее место зуборезчика 242
§ 2. Организация труда на рабочем месте 243
§ 3. Производственный инструктаж рабочих 243
§ 4. Контроль работы 244
§ 5. Управление заводом и его отделами 244
Глава XXII. Технологический процесс обработки зубчатых колес 246
§ 1. Элементы технологического процесса 246
§ 2. Зависимость технологического процесса от объема производства 247
§ 3. Понятие о базах . 248
§ 4. Общие принципы построения технологического процесса 249
§ 5. Оформление технологического процесса 249
Глава XXIII. Техническое нормирование и себестоимость 251
§ 1. Техническое нормирование 251
§ 2. Понятие о себестоимости 254
§ 3. Пути снижения себестоимости 255
Глава XXIV. Техническая эстетика 258
§ 1. Понятие о технической эстетике 258
§ 2. Задачи промышленной эстетики 259
§ 3. Борьба с шумами и вибрациями 259
§ 4. Окраска рабочих помещений 260
§ 5. Освещение рабочих помещений 261
§ 6. Рабочая одежда 261
§ 7. Трудовые движения 262
Приложение 263
Дмитрий Никитич Козлов
ЗУБОРЕЗНЫЕ РАБОТЫ
Редактор Т. А. Малиновская
Научный редактор Б. Г. Егерман
Художественный редактор В. П. Спирова
Художник Н. В. Боровков
Технический редактор Н. Н. Баранова Корректор В. А. Артемьева
Т-04225 Сдано в набор 16/XI—70 г. Подп. к печати 16/1II—71 г.
Формат бОХЭО’Лб Объем 16,75 печ. л. Уч.-изд. л. 16,09
Изд. № М-127 Тираж 15 000 экз. Цена 48 коп.
План выпуска литературы изд-ва «Высшая школа» (профтехобразование) на 1971 г. Позиция № 69.
Москва, К-51, Неглинная ул., д. 29/14, Издательство «Высшая школа»
Московская типография № 8 Главполиграфпрома Комитета по печати при Совете Министров СССР, Хохловский пер., 7. Зак. 2073
г
I
ИЗДАТЕЛЬСТВО
Л >
ВЫСШАЯ ШКОЛА