/






































































































































Текст
chipmaker.ru
И-В-ХАРИЗОМЕНОВ
ЭЛЕКТРООБОРУДОВАНИЕ
И ЭЛЕКТРОАВТОМАТИКА
МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Chinnaker.ru
chipmaker.ru
И. В. ХАРИЗОМЕНОВ
Chipmaker.ru
ЭЛЕ КТРООБОРУ ДОВАН И Е
И ЭЛЕКТРОАВТОМАТИКА
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Издание 4-е,
переработанное и дополненное
Допущено Министерством
высшего и среднего специального
образования СССР в качестве учебника
для студентов втузов, обучающихся по специальности
«Технология машиностроения,
металлорежущие станки и инструменты»
Москва «МАШИНОСТРОЕНИЕ» 1975
chipmaker, ru
6П4. 6. 08
УДК 621. 9. 06 : 621. 31 + 62 — 523 (075. 8)
Редактор инк. Г. К- Михна
Рецензент канд. техн, наук В. Г. Зусман
Игорь Владимирович Харизоменов
ЭЛЕКТРООБОРУДОВАНИЕ И ЭЛЕКТРОАВТОМАТИКА
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Редактор издательства Н. П, Гурвич
Технический редактор А. И. Захарова
Корректор А. П. Озерова
Переплет художника Е. В. Бекетова.
Сдано в набор 23/Х 1974 г. Подписано в печать 17/IV 1975 г. Т-07417. Формат 60X90’/ie. Усл.
печ. л. 16,5. Уч.-изд. л. 18,15. Тираж 65 000 экз. Заказ № 1711. Ценау7 коп.
Издательство «Машиностроение», 107885, г. Москва, Б-78, 1-й Басманный пер., д. 3.
Ордена Трудового Красного Знамени Ленинградское производственно техническое объедине-
ние «Печатный ।Двор» нмеии А. М. Горького Союзполиграфпрома при Государственном коми-
тете Совета Министров СССР по делам издательств, полиграфии и книжной торговли, 197136,
Ленинград, П-136, Гатчинская ул., 26.
Харизоменов И. В.
Х20 Электрооборудование и электроавтоматика металлорежущих
станков. М., «Машиностроение», 1975.
264 с. с ил.
В книге изложены основы электрического оборудования станков, включая послед-
ние достижения отечественного и зарубежного станкостроения. Особое внимание уде-
лено электрической автоматизации станков, как основному пути технического про. ресса
в станкостроении.
Учебник предназначен для студентов втузов, обучающихся по специальности
«Технология машиностроения, металлорежущие станки н инструменты».
31304-148
X---------- 148-75
038(01)-75
6П4. 6. 08
© Издательство «Машиностроение», 1975 г.
Chlpmaker.ru
ПРЕДИСЛОВИЕ
В период строительства коммунистического общества необходимы
высокопроизводительные и высокоэкономичные производственные ма-
шины, машины, освобождающие рабочего от применения в техно-
логическом процессе значительных физических усилий и однообраз-
ного труда по управлению ими. У таких машин силовые функции
выполняют различные приводы, а функции управления — системы
автоматики.
Автоматика является необходимостью не только в техническом,
но и в экономическом и социальном отношениях. Опа обеспечивает
повышение производительности, облегчает труд рабочего, сберегает
общественный труд. Рабочий автоматизированного производства,
освобожденный от тяжелого и однообразного труда, становится
командиром высокопроизводительных машин-автоматов.
Электрификация и электрическая автоматизация представляют
собой основу развития современного станкостроения. Поэтому инже-
неры, создающие и применяющие металлорежущие станки, должны
владеть методами их электрификации и электрической автоматизации.
Книга написана в соответствии с программой курса «Электрообору-
дование станков» Министерства высшего и среднего специального
образования СССР для машиностроительных вузов. Для понимания
ее материала достаточна электротехническая подготовка в объеме
курса общей электротехники машиностроительных вузов.
Все основные вопросы изложены комплексно. Различные свойства
и режимы работы электродвигателей рассмотрены во взаимосвязи
друг с другом. Вместе с устройством и действием электрических аппа-
ратов рассмотрены электрические схемы, в которых их применяют.
Особое внимание уделено практическому использованию возможностей
современной электроавтоматики.
chipmaker.ru
Chipmaker.ru
ВВЕДЕНИЕ
В современном машиностроении особое место принадлежит сред-
ствам электрической автоматизации и электрическому приводу. При-
сед — машинное устройство, состоящее из двигателя и механических
передач, сообщающих движение рабочим органам производственной
машины. Электрическим приводом называют устройство, состоящее
из электродвигателя, аппаратуры управления им и механических
передач, связывающих электродвигатель с рабочими органами произ-
водственной машины.
Первый электрический двигатель был изобретен в 1834 г. русским
академиком Б. С. Якоби. В 1838 г. Б. С. Якоби создал и первый элек-
тропривод. Его электродвигатель, установленный на лодке, двигал
ее с 12 пассажирами по Неве. Источником питания служили батареи
гальванических элементов. Б. С. Якоби своими работами доказал
возможность практического применения электропривода. Решающее
значение для развития электропривода имел изобретенный русским
инженером М. О. Доливо-Добровольским в 1891 г. трехфазный асин-
хронный двигатель. Эти простые и надежные машины до настоящего
времени’являются основными двигателями на промышленных предпри-
ятиях.
Рассмотрим основные этапы развития электрического привода
производственных машин. Долгое время для привода всех производ-
ственных машин предприятия применяли одну паровую машину
достаточной мощности. Машину и котел устанавливали в отдельном
здании на заводском дворе. Движение от паровой машины передава-
лось в производственное здание (обычно многоэтажное) с помощью
ременных или канатных передач. Внутри производственных помещений
движение распределялось посредством многочисленных трансмиссий.
Это был общезаводский паровой привод. В дальнейшем паровую машину
заменил электродвигатель. Установка из паровой машины, связанной
с генератором электрической энергии, превратилась в отдельную
электрическую станцию, которую можно было построить в стороне
от завода. Электрические станции начали строить вблизи рек, разра-
боток угля, торфа и пр. Электродвигатель устанавливали в заводском
корпусе, поэтому отпала необходимость в механической передаче
4
движения через заводские дворы и стены корпусов. Это был общезавод-
ской электрический привод.
Неудобства распределения энергии внутри здания посредством
междуэтажных механических передач послужили причиной возникно-
вения группового привода. В этом случае производственные машины
разбивали на большие группы, приводимые в движение отдельными
электродвигателями достаточной мощности. Движение к производ-
ственным машинам по-прежнему передавалось посредством трансмис-
сий. Такой привод был малоэкономичным, так как потери энергии
в трансмиссиях были велики.
Впоследствии групповой привод был заменен одиночным приводом,
в котором каждый станок снабжали отдельным электродвигателем.
При использовании одиночного привода уменьшались строительные
расходы, облегчалась планировка цеха и работа подъемных кранов,
значительно улучшались условия труда. Применение электропривода
со специфическими электромеханическими свойствами и с удобным
конструктивным оформлением приводит к постепенному слиянию
электрооборудования с элементами производственной машины.
Когда станок имеет ряд подвижных узлов, применяют отдельные
электродвигатели для перемещения каждого узла. На станке, снаб-
женном таким многодвигательным приводом, рабочий должен лишь
управлять отдельными двигателями посредством кнопок, переклю-
чателей, регуляторов частоты вращения. В результате сокращается
время, затрачиваемое на вспомогательные перемещения, и повышается
производительность труда.
Число электродвигателей, устанавливаемых на одном станке,
может доходить до нескольких десятков. Быстрое и точное управление
этими электродвигателями становится для рабочего трудным, а иногда
и непосильным, при высокой производительности станка и малом вре-
мени обработки одной детали. К тому же, при ручном управлении-неиз-
бежны ошибки. По этой причине применяют автоматизированный
многодвигательный привод, в котором автоматизированные системы
управления включают, отключают и реверсируют электродвигатели
в нужное время и в требуемых сочетаниях. Для быстрого, точного и
надежного управления приводами используют последние достижения
электроавтоматики, электроники, вычислительной и полупроводни-
ковой техники.
Система управления автоматизирует технологический процесс
и обращает станок в автомат. Количество труда затрачиваемое рабочим
на обслуживание данного станка, уменьшается, и рабочий может
перейти на многостаночное обслуживание. Производительность труда
рабочего при этом возрастает.
Автоматизация обработки детали обычно приводит к снижению
ее себестоимости. Себестоимость обработки детали А зависит от стои-
мости заготовок а, стоимости рабочей силы б, стоимости электроэнер-
гии в и накладных расходов г. Если все указанные факторы отнести
ко времени, в течение которого обрабатывают В деталей, то
. _а + б+в+г
Л в
5
chipmaker.ru
При этом в машиностроении обычно (а + б) намного больше (в + г).
С увеличением степени автоматизации станка растет потребление
электроэнергии и ее стоимость в, растет и величина накладных расхо-
дов г, поскольку станок становится более сложным и, следовательно,
более дорогим. Стоимость рабочей силы по мере автоматизации умень-
шается, а число деталей В, обработанных за то же время, сильно воз-
растает. Это ведет к уменьшению себестоимости А обработки детали.
Повышение производительности при увеличении степени автома-
тизации станков настолько значительно, что становится целесообраз-
ным применение станков с высокой степенью автоматизации, с про-
граммным управлением, многооперационных станков, станков с адап-
тивным управлением, автоматизированных станков с управлением
от электронно-вычислительной машины.
Автоматизированные системы управления несколькими станками,
обеспечивающими последовательную обработку одной детали, дают
возможность создавать автоматические линии, автоматические участки,
цехи и заводы-автоматы. Перенос деталей со станка на станок, их
подъем, спуск и поворот, зажатие в приспособлении производят раз-
ного рода промышленные роботы: автоматические руки, транспортеры,
подъемники, склизы, поворотные столы, барабаны, электроключи,
электрогайковерты и пр.
Для автоматизации станков помимо электрического привода
применяют гидравлические и, в отдельных случаях, пневматические
приводы, а также механические, гидравлические и пневматические
средства управления. Однако основные функции управления обычно
выполняют электрические автоматизированные системы управления.
Это объясняется тем, что электрическая автоматизация, электронная,
полупроводниковая и вычислительная техника обеспечивают, как
правило, более простые решения сложных производственных задач
автоматизации современного машиностроения.
Изучение вопросов электрического оборудования станков необхо-
димо для понимания современных средств и возможностей в области
автоматизации современных станков, автоматических линий и заводов.
Без этих знаний нельзя ни спроектировать новый станок, ни объяснить
работу современного станка с автоматизированной системой управле-
ния. Кинематическая схема и конструктивное выполнение станка
определяются видом и свойствами примененных приводов, а также
средствами управления ими. Поэтому знание вопросов электрообо-
рудования для инженера-механика, конструирующего или эксплуати-
рующего современные станки и автоматические линии, является необ-
ходимым.
Chipmaker.ru
Раздел первый
ВЫБОР ТИПА И МОЩНОСТИ
ПРИВОДА СТАНКОВ
Глава 1
ЭЛЕКТРОМЕХАНИЧЕСКИЕ СВОЙСТВА
ДВИГАТЕЛЕЙ
§ 1. ТРЕБОВАНИЯ К ЭЛЕКТРОПРИВОДАМ СТАНКОВ
В процессе обработки на металлорежущем станке необходимо сохра-
нение заданной скорости резания и выбранной подачи. Отклонение от
выбранного режима резания вызывает ухудшение качества обработки
или уменьшение производительности. Поэтому электрический привод
станка должен сохранять примерное постоянство скорости при изме-
нениях нагрузки, вызванных колебаниями припуска (за исключением
некоторых видов управления). Этому требованию удовлетворяют
электродвигатели с достаточно жесткими механическими характери-
стиками.
У каждого металлорежущего станка электродвигатель и кинемати-
ческая цепь станка совместно обеспечивают нужную скорость резания.
У большей части специальных станков частота (скорость) вращения
шпинделя неизменна.
Если требуемая частота вращения шпинделя станка достаточно
велика (1000—3000 об/мин), то вал электродвигателя можно связать
непосредственно со шпинделем станка. Это имеет место, например,
на шлифовальных станках. Если же нужна низкая частота вращения
шпинделя, то применять электродвигатель с пониженной номинальной
частотой вращения в большинстве случаев нецелесообразно, так как
масса электрической машины возрастает примерно обратно пропор-
ционально номинальной частоте ее вращения (при той же мощности).
Вместе с массой возрастают размеры и стоимость электродвигателя,
и потому такой привод становится конструктивно и экономически
неприемлемым. Опыт показал целесообразность использования в стан-
костроении электродвигателей с относительно высокой номинальной
частотой вращения (1000—3000 об/мин) и механических передач для
последующего понижения частоты вращения.
При небольшой частоте вращения шпинделя двигатель может иметь
разные номинальные частоты вращения. Чем быстроходнее двигатель,
тем он меньше и дешевле, но тем сложнее механическая передача,
связывающая вал электродвигателя с рабочими органами станка.
Лучшее решение выбирают путем экономического сравнения ряда
7
chipmaker.ru
возможных вариантов. Сказанное в значительной мере относится
также к приводам подачи и вспомогательного перемещения. В отдель-
ных случаях в станкостроении применяют и тихоходные электродви-
гатели специальных конструкций для повышения жесткости передачи
или упрощения конструкции.
При необходимости обработки с различными скоростями резания
требуется регулирование частоты вращения шпинделя. При этом может
быть применен регулируемый электропривод, коробка скоростей или
их сочетание — в зависимости от результатов экономического анализа
выбранных вариантов. Могут также быть применены различные формы
регулируемого гидропривода и разного рода механические вариаторы.
В ряде случаев (в частности, у электрокопировальных станков)
большое значение приобретают динамические свойства привода, его
быстродействие, способность быстро изменять частоту вращения.
В процессе работы металлорежущего станка двигатель развивает
на своем валу движущий момент М. Этому моменту противодействует
момент Л1с сил сопротивления, вызванный силами резания и трения
в кинематической цепи электропривода. При М — Мс имеет место
установившееся движение с постоянной угловой скоростью ы вала
электродвигателя. Если -момент Л'1С сил сопротивления возрастает
(например, при увеличении припуска), то движение будет замедляться,
а если уменьшится (при уменьшении припуска) — то ускоряться.
При этом возникает динамический момент Mj, обусловленный дейст-
вием сил инерции.
Динамический момент
(1)
где J — момент инерции системы, приведенный к валу двигателя.
В общем случае движение описывается уравнением
M = MC + Jft, (2)
das
причем направление динамического момента зависит от знака
Процессы, при которых ~ ф 0, называют переходными.
Поскольку припуск на обработку обычно является переменной
величиной, резание по существу протекает в условиях переходных
процессов, хотя в расчетах небольшими колебаниями частоты вращения
обычно пренебрегают.
Пуск и торможение станка являются переходными процессами.
При пуске станка резания не происходит, а момент Л'1С сил трения в цепи
главного движения обычно не превышает 15—20% момента полной
нагрузки. Поэтому особых требований к повышению начального момен-
та привода главного движения при пуске станков обычно не предъ-
являют. Для быстрого останова станка широко используют тормозные
режимы электродвигателей. В процессе электрического торможения
момент электродвигателя становится отрицательным.
У приводов вспомогательного перемещения момент Л1С сил трения
составляет основную нагрузку. При остановке момент Л4С дополни-
8
тельно возрастает, поскольку коэффициент трения при покое больше,
чем во время движения. Поэтому начальный момент привода вспомо-
гательных перемещений должен быть достаточно большим.
Сказанное относится и к приводам подачи. У некоторых приво-
дов вспомогательного перемещения и приводов подачи нагрузка, по-
мимо сил трения, создается массой при подъеме подвижных узлов
станка.
Электродвигатели станков, кроме того, должны быть достаточно
дешевыми, долговечными и надежными в работе.
§ 2. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
АСИНХРОННЫХ ДВИГАТЕЛЕЙ
Наиболее компактным, дешевым, надежным и экономичным
в эксплуатации двигателем, сохраняющим примерно постоянную ско-
рость при изменениях нагрузки от холостого хода до номинальной,
является трехфазный асинхронный двигатель с короткозамкнутым
ротором. Поэтому трехфазные асинхронные короткозамкнутые двига-
тели получили в станкостроении наибольшее распространение.
Момент М (Нм) на валу двигателя, угловая скорость <о (1 /с) вра-
щения его вала, частота вращения п (o6,zmiih) вала двигателя и механи-
ческая мощность Р (Вт), развиваемая двигателем, связаны известными
соотношениями:
М = —; (3)
<о ' '
Если мощность выражена в кВт, то
7И = —• Ю3 = —-9,55 • 103^ — 101. (5)
со п п ' '
Если момент М выражают в Нм, то используют формулу
(6)
Скольжение s, синхронная частота вращения п0 двигателя (частота
вращения магнитного поля) и частота вращения п вала двигателя
связаны зависимостью
g — п — wp w /у)
«о соо *
Наибольшую мощность Р„, с которой может работать двигатель
в нормальном для него режиме, называют номинальной мощностью
двигателя. Соответствующие этой мощности значения тока /и, частоты
вращения па, момента Ми и скольжения su называют номинальными
значениями этих величин. Величина номинального скольжения колеб-
лется в пределах 2—5%, причем двигатели большей мощности имеют
меньшее номинальное скольжение. Такое изменение скорости под
9
Рис. I. Механические характеристики асин-
хронного двигателя
нагрузкой при обработке ре-
занием является допустимым.
Механическая характеристи-
ка п (М) трехфазного асин-
хронного короткозамкнутого
двигателя показана на рис. 1
(кривая 1).
Величина критического
момента Мк определяет пере-
грузочную способность элект-
родвигателя. У отечественных
двигателей отношение крити-
ческого момента к номиналь-
ному (кратность критического
момента) составляет Л =
= гг = 1,65-ь2,5. Эта вели-
Ми
чина возрастает с увеличе-
нием синхронной частоты
вращения н0. Величина кри-
тического момента пропорцио-
нальна квадрату напряжения
сети, которое в производ-
ственных условиях временами
может существенно понижаться из-за возрастания нагрузки в цеху,
а также пусков электродвигателей значительной мощности. Чтобы
учесть возможность такого понижения напряжения, наибольшую до-
пустимую перегрузку определяют по формуле
А =0,85^.
мн
(8)
Момент М на валу двигателя и соответствующее ему скольжение s
связаны с критическим моментом /Ик и соответствующим ему сколь-
жением sK упрощенной формулой Клосса:
Скольжение
Л1 = -^
3 , «к
sK * S
(9)
(Ю)
(И)
где г2 и х2 — приведенные активное и индуктивное сопротивления
фазы ротора, Ом; — индуктивное сопротивление фазы статора, Ом.
Так как значения этих сопротивлений в каталогах обычно не при-
водят, то часто используют формулу
5к = 5н(А + Г^Т),
гпр , по пн. л Мк
где 5Н — , Л лт
Все данные для определения sK по этой формуле приведены в ката-
логах. Формула (11) получается путем решения относительно sK выра-
10
жения (9) при М = Л4„ и s = sH. Зная Л4К и sK и подставляя в выражение
(9) различные положительные и отрицательные значения s (в том числе
и значения s> 1), можно определить соответствующие значения
момента и с помощью формулы (7) построить механическую характерис-
тику п (М) двигателя.
Момент двигателя при любом заданном значении s пропорционален
Л1К 1см. формулу (9)1, а следовательно,'—квадрату приложенного
напряжения. Это же относится и к пусковому моменту Мп. Механиче-
ская характеристика асинхронного двигателя, построенная по фор-
муле (9), показана на рис. 1 (кривая 2).
Часть характеристики, заключенная в пределах s — 0; s == 1,
соответствует двигательному режиму работы машины. Отрезок, заклю-
ченный в пределах s = 0; s = s^, является рабочей частью механичес-
кой характеристики при нагрузках, момент которых незначительно
зависит от частоты вращения. На этой части характеристики работают
все асинхронные двигатели привода станков.
При скольжениях sK < s <; 1 приводы станков не работают, они
проходят этот участок характеристики только в процессе пуска. Устой-
чивая работа двигателя на этой части характеристики может быть
достигнута лишь при определенных формах зависимости момента на-
грузки от скорости, которые в станкостроении не встречаются. Кроме
того, устойчивая работа может быть достигнута при использовании
автоматического регулирования. Однако работа при скольжениях
s > sK сопровождается большими потерями в цепи ротора электродви-
гателя.
Часть механической характеристики асинхронной машины, где
s < 0, соответствует тормозному режиму работы машины, которая
работает в качестве генератора. Часть характеристики, где s> 1,
соответствует режиму торможения противовключением, когда магнит-
ное поле вращается в сторону, противоположную направлению вра-
щения ротора.
Механическая характеристика асинхронного двигателя, постро-
енная по формуле (9), может существенно отличаться от действитель-
ной его характеристики (кривая /). Это вызвано тем, что формула (9)
не учитывает ряда факторов, влияющих на форму механической харак-
теристики (влияния активного сопротивления обмотки статора, зуб-
цовых гармоник поля, эффекта вытеснения тока у короткозамкнутых
двигателей). Лишь в области 0 < s <; $к характеристика, рассчитанная
по формуле (9), мало отличаемся от действительной, а потому для расче-
тов в рабочей части механической характеристики часто используют
эту формулу.
У электродвигателей с контактными кольцами активное сопротив-
ление цепи ротора можно увеличить, применяя роторный реостат.
При этом sK, согласно уравнению (10), будет увеличиваться пропор-
ционально Г2 и рабочая часть механической характеристики получит
больший наклон (кривые 3, 4). Величина Л1к не зависит от г'г и потому
остается прежней. Однако двигатели с контактными кольцами имеют
большие размеры, массу и стоимость (примерно в 1,5 раза), чем корот-
козамкнутые, в связи с чем в станкостроении их почти не применяют.
Н
chipmaker.ru
При необходимости привода от короткозамкнутого двигателя с бо-
лее мягкой характеристикой применяют двигатели с повышенным
скольжением, имеющие sH — 7 -н 16%. Смягчение характеристики
у этих двигателей достигается изготовлением короткозамкнутой
обмотки ротора из материала с повышенным удельным сопротивлением
(латуни).
§ 3. ПУСК и ТОРМОЖЕНИЕ АСИНХРОННЫХ ДВИГАТЕЛЕЙ
При пуске двигателя с короткозамкнутым ротором пусковой ток
превышает номинальный в 4—8 раз. Толчок Пускового тока вызывает
в сети, к которой присоединен электродвигатель, понижение напря-
жения. Обычно это понижение напряжения невелико, но при пуске
короткозамкнутого электродвигателя большой мощности может быть
значительным. Пусковой и критический моменты асинхронного дви-
гателя пропорциональны квадрату напряжения сети. Если при пуске
электродвигателя большой мощности напряжение существенно пони-
зится, то уменьшится его пусковой момент, а другие электродвигатели,
работающие в это время с перегрузкой, могут остановиться (перейти
в режим короткого замыкания). Поэтому номинальная мощность
короткозамкнутого двигателя, который можно пускать, не применяя
средств уменьшения пускового тока, должна быть согласована с мощ-
ностью трансформаторов, питающих цех.
Металлорежущие станки обычно имеют приводы, номинальная
мощность которых не превышает 100 кВт. Трансформаторные подстан-
ции и сети современных машиностроительных заводов допускают
прямой пуск короткозамкнутых электродвигателей этой мощности.
По этой причине каких-либо методов ограничения пускового тока
асинхронных двигателей металлорежущих станков обычно не приме-
няют.
Выпускаемые нашей промышленностью Короткозамкнутые асин-
хронные двигатели развивают в начале пуска момент, который является
достаточным для большей части приводов главного движения металло-
режущих станков.
Как было указано выше, большое значение величина начального
пускового момента имеет для приводов цепей подачи и вспомогатель-
ных перемещений. Эти приводы пускают под Значительной нагрузкой,,
обусловленной силами трения неподвижного механизма. Вследствие
небольшой мощности этих приводов обычно используют короткозам-
кнутые двигатели. При необходимости могут быть применены коротко-
замкнутые двигатели с повышенным пусковом моментом или двига-
тели с повышенным скольжением, выпускаемые отечественной про-
мышленностью.
Во многих случаях важна продоЛжительнбсть пуска металлорежу-
щего станка. Величина ее зависит от момента инерции станка и сред-
него момента двигателя, действующего в течение пуска. Средний мо-
мент, возникающий в процессе пуска асинхронного двигателя,
Мп.ср^-Ц^. (12)
12
В связи с вызванным техниче-
ским прогрессом непрерывным
увеличением скорости резания
возрастают частоты вращения
шпинделя и сокращается продол-
жительность рабочих циклов.
При этом увеличение продолжи-
тельности процессов пуска и тор-
можения станков начинает су-
щественно отражаться на их
производительности.
В станкостроении в некото-
рых специальных случаях ис-
пользуют моментные двигатели,
способные в течение длительного
времени находиться под напря-
жением в неподвижном состоя-
нии, в условиях, аналогичных
началу пуска. Применяемые для
этой цели асинхронные коротко-
Рис. 2. Тормозные характеристики асин-
хронного двигателя
замкнутые двигатели имеют ро-
торную обмотку с повышенным сопротивлением для ограничения силы
тока в режиме короткого замыкания. Такие двигатели рассчитывают
специально для работы в указанном режиме.
- При переключении двух фаз обмотки статора работающего электро-
двигателя его магнитное поле начинает вращаться в обратную сторону,
а ротор по инерции продолжает вращаться в прежнем направлении.
В этом случае возникает торможение противовключением. При Мгно-
венном переключении фаз происходит переход от работы в некоторой
точке А механической характеристики 1 (рис. 2), в точку С характери-
стики 5, причем возникает момент обратного знака. Двигатель При
этом затормозится, скорость его упадет до нуля, а затем начнется
разгон в обратную сторону. Если двигатель требуется остановить,
а не реверсировать, то применяют специальное реле, которое обеспе-
чивает отключение двигателя при частоте вращения, близкой к Нулю
(в точке D). Торможение противовключением получило широкое рас-
пространение в станкостроении, хотя при таком торможении Имеет
место значительный нагрев двигателя, и потому частота торможений
должна быть ограничена.
Если вращающийся асинхронный двигатель отключить от сети
трехфазного тока и включить на питание постоянным током, то будет
иметь место динамическое торможение. При этом поле машины непо-
движно в пространстве, а в обмотке ротора, вращающегося по Инер-
ции, индуктируется э. д. с. и протекает вызванный ею ток. Взаимо-
действие тока с магнитным полем создает тормозной момент, а когда
двигатель остановится, э. д. с. ротора, его ток и момент падают до Нуля.
В процессе динамического торможения асинхронный двигатель превра-
щается в синхронный генератор, вырабатывающий электроэнергию,
которая переходит в тепло в цепи обмотки ротора.
13
chipmaker.ru
Согласно закону Ленца током ротора создается поток, направ-
ленный навстречу потоку статора, созданному постоянным током. Раз-
магничивающее действие этого потока вызывает уменьшение тормозного
момента. Механическая характеристика асинхронной машины при
динамическом торможении приведена на рис. 2 (кривая 2). В начале
торможения (точка В) момент мал; по мере снижения скорости он
увеличивается, затем проходит через максимуй' и при остановке
уменьшается до нуля. Для повышения интенсивности торможения силу
тока возбуждения увеличивают в 3—4 раза по сравнению с силой тока
холостого хода при нормальной работе асинхронной машины (рис. 2,
кривая 3). Для обеспечения динамического торможения после отклю-
чения асинхронного двигателя от сети напряжение постоянного тока,
полученное от выпрямителя, обычно подают на два из трех проводов,
подводивших трехфазный ток к статору. При этом, если обморки ста?
тора двигателя'соединены в звезду, по одной из трех обмотой постоян-
ный ток не проходит. Динамическое торможение широко используют
в станкостроении. Интенсивность такого торможения меньше, чем
торможения противовключением, нагрев двигателя тоже меньше..
Если на станке для возможности регулирования частоты вращения
применен двигатель с переключением полюсов, то при его переклю-
чении с повышенной частоты вращения (работа в точке Е характерис-
тики 6) на низшую двигатель переходит на работу с другой механиче-
ской характеристикой 1 (точка F), т. е. в режим генераторного рекупе-
ративного торможения. Возникающий при этом отрицательный
(тормозной) момент возрастает по мере снижения частоты вращения,
и, так как он проходит через максимальное значение момента, соответ-
ствующее генераторному режиму, торможение оказывается весьма
интенсивным. При пъ момент двигателя равен нулю, а при дальнейшем
снижении частоты вращения асинхронная машина переходит на работу
в двигательном режиме. При необходимости торможения до полной
остановки приходится прибегать к торможению других видов.
В последние годы в отечественном станкостроении начали приме-
нять конденсаторное торможение асинхронных двигателей мощностью
примерно до 2 кВт. Для такого торможения параллельно статору
асинхронного двигателя подключают конденсаторы, обычно соединя-
емые треугольником (кривая 4, рис. 2). При отключении двигателя
вместе с емкостью от сети конденсаторы обеспечивают питание обмотки
статора реактивным током, частота которого обусловлена емкостью
конденсаторов и индуктивностью обмоток статора. При увеличении
емкости конденсаторов частота тока уменьшается.
Частота вращения магнитного поля определяется частотой тока.
При угловой скорости ротора, превышающей угловую скорость поля,
асинхронная машина начинает работать в генераторном режиме с само-
возбуждением, развивая тормозной момент.
Когда частота вращения ротора уменьшится до частоты вращения
магнитного поля, торможение прекращается. Таким образом, конденса-
торное торможение представляет собой притормаживание до опреде-
ленной скорости. При этом, однако, поглощается большая часть кине-
тической энергии.
14
Если после конденсатор-
ного торможения статор
двигателя замкнуть нако-
ротко, то в обмотках стато-
ра появляются токи, соз-
данные затухающим полем,
и происходит кратковре-
менный процесс динамиче-
ского торможения. Такое
двухступенчатое торможе-
ние (предложено Л. П. Пет-
ровым, Одесский политех-
нический институт) приме-
няют для двигателей не-
большой мощности. При
напряжении 380 В на каж-
дый ''киловатт номиналь-
ной мощности электродви-
гателя ' берется емкость
Рис. 3. Комбинированное торможение асин-
хронного двигателя
каждого конденсатора в
30—40 мкФ. Суммарное время торможения составляет 0,04—0,1 с.
С повышением мощности двигателя энергия магнитного поля растет
медленнее момента инерции ротора. Поэтому у двигателей большей
мощности после конденсаторного торможения применяют динамиче-
ское торможение постоянным током. Во многих случаях момент сил
сопротивления достаточно велик и дополнительного торможения не
требуется. Время конденсаторного торможения обычно больше вре-
мени торможения противовключением и меньше времени динамического
торможения. Во время работы двигателя на холостом ходу или под
нагрузкой конденсаторы повышают коэффициент мощности привода.
Для станков используют также двигатели со встроенным или при-
страиваемым тормозом, управляемым электромагнитом и обеспечи-
вающим механическое торможение. При таком торможении выделяется
энергия торможения в тормозе, а не в двигателе.
В отечественном станкостроении применяют так называемое двух-
токовое торможение, представляющее собой совмещение торможения
противовключением и динамического торможения. Одна из возможных
схем включения электродвигателя при таком торможении приведена
на рис. 3, а. Аппаратура, переключающая электродвигатель с рабочей
схемы на тормозную, на рисунке не показана. При таком торможении
через обмотки статора одновременно проходят переменный и постоян-
ный ток. Механическая характеристика двигателя при двухтоковом
торможении показана на рис. 3, б (кривая 1). На том же рисунке при-
ведены характеристики противовключения 2 и динамического тормо-
жения 3. Кривая 1 построена алгебраическим суммированием моментов
обоих видов торможения, соответствующих каждому значению час-
тоты вращения двигателя. Поскольку тормозные моменты склады-
ваются, двухтоковое торможение оказывается весьма интенсивным.
Если двигатель не отключить автоматически при скорости, близкой
15
chipmaker.ru
к нулю, то в конце двухтокового торможения он реверсируется и ста-
нет вращаться на весьма малой (ползучей) скорости в обратную сторону.
Величина этой скорости определяется моментом Л1х холостого хода
станка.
§ 4. РЕГУЛИРОВАНИЕ ЧАСТОТЫ ВРАЩЕНИЯ
АСИНХРОННЫХ ДВИГАТЕЛЕЙ
Частота вращения асинхронных двигателей
п=^(1-5), (13)
где п — частота вращения, об/мин; f — частота тока в сети, Гц; р —
число пар полюсов обмотки статора; s — скольжение.
Из выражения (13) следует, что частоту вращения асинхронного
двигателя можно регулировать тремя способами: искусственным изме-
нением, частоты тока в сети, скольжения или числа пар полюсов.
Регулирование частоты вращения путем изменения частоты тока
является достаточно экономичным и может быть бесступенчатым.
Однако в станкостроении такое регулирование пока не распространено
вследствие относительной трудности получения изменяемой частоты
тока.
На основе элементов силовой полупроводниковой техники (тирис-
торов) созданы приводы с частотным регулированием, которые пока
сложны и дороги.
Регулирование частоты вращения двигателя изменением сколь-
жения осуществляют изменением сопротивления реостата, включен-
ного в цепь ротора асинхронного двигателя с контактными кольцами.
Такое регулирование обладает существенными недостатками, а дви-
гатели с контактными кольцами в станкостроении не применяют.
По этой причине данный вид регулирования здесь не рассматривается.
Широкое распространение в станкостроении получило регулиро-
вание скорости изменением числа полюсов. Это всегда целое и четное
число и потому рассматриваемое регулирование является грубосту-
пенчатым. В данном случае применяют электродвигатель специальной
конструкции с особой обмоткой статора и нормальным короткозамкну-
тым ротором. Проще всего два разных числа пар полюсов обеспечи-
вается двумя независимыми обмотками на статоре асинхронного дви-
гателя. Но наиболее широко применяют схемы, при которых одна и
та же обмотка может создать два различных числа пар полюсов.
Самая распространенная схема переключения показана на рис. 4.
Две половины обмотки каждой фазы включают либо последовательно
(рис. 4, а), либо параллельно (рис. 4, б). Во втором случае число пар
полюсов обмотки статора уменьшается вдвое (см. курс общей электро-
техники). Отечественная промышленность выпускает двухскоростные
двигатели с таким переключением на синхронные частоты вращения:
500/1000, 750/1500, 1500/3000 об/мин.
Промышленность выпускает также трехскоростные асинхронные
двигатели. В этом случае статор имеет две отдельные обмотки, одна
16
из которых обеспечивает две
скорости путем описанного
выше переключения, а вторая,
включаемая обычно в сеть
звездой, — третью скорость.
При наличии на статоре элект-
родвигателя двух независимых
обмоток, каждая из которых
допускает переключение по-
люсов, можно получить четы-
рехскоростной электродвига-
тель. Числа пар полюсов под-
бирают так, чтобы частоты вра-
Рис. 4. Схемы переключения полюсов двух-
скоростного двигателя
щения составили нужный ряд.
Наша промышленность производит двухобмоточные трехскоростные
двигатели с синхронными частотами вращения 1000;1500/3000 и
750/1000/1500 об/мин и четырехскоростные двигатели с синхронными
частотами вращения 500/750/1000/1500 об/мин.
Существуют схемы двухскоростных двигателей, позволяющие при
одной обмотке получить частоты вращения, отношение которых не
равно 1:2. Такие электродвигатели обеспечивают синхронные частоты
вращения 750/3000, 750/1000, 1000/1500, 1000/3000 об/мин.
Три и четыре различных числа пар полюсов можно получить также
путем специальных переключений одной обмотки. Такие однообмоточ-
ные многоскоростные электродвигатели имеют значительно меньшие
размеры, чем двухобмоточные, что весьма важно для станкостроения.
Кроме того, однообмоточные электродвигатели имеют более высокие
энергетические показатели, а трудоемкость изготовления их меньше.
Недостатком однообмоточных многоскоростных двигателей является
большое число проводов, которые требуется выводить к переключателю.
Сложность переключателя определяется, однако, не столько числом
подведенных проводов, сколько числом одновременно осуществля-
емых переключений. В связи с этим были разработаны (А. М. Хари-
тонов, ЭНИМС) схемы, позволяющие от одной обмотки получить три
и четыре скорости при относительно простых переключателях. Такие
электродвигатели выпускает наша промышленность с синхронными
частотами вращения 1000/1500/3000, 750/1500/3000, 750/1000/1500,
750/1000/1500/3000, 500/750/1000/1500 об/мин.
Механическая характеристика электродвигателя при большем
числе пар полюсов приведена на рис. 2, кривая 1. При уменьшении
числа пар полюсов вдвое работа двигателя характеризуется кривой 6.
Когда на станке применяют привод главного движения с нерегули-
руемым двигателем, то механические передачи коробки скоростей
конструируют так, чтобы обеспечить возможность работы с номиналь-
ной мощностью двигателя на всех ступенях скорости. При этом механи-
ческие передачи рассчитывают на момент, возрастающий по мере
понижения частоты вращения. При таком конструировании обеспе-
чивается полное использование возможностей электродвигателя и
наибольшая работоспособность--станка. Технологические процессы
17
chipmaker.ru
разрабатывают исходя из возможности работы с одной и той же
предельно допустимой мощностью на всех ступенях коробки скоростей.
Станки с регулируемым электродвигателем конструируют таким же
образом. При этом двигатель должен развивать одну и ту же номиналь-
ную мощность на всех его частотах вращения. Таким образом, для
привода главного движения станков требуются электродвигатели,
регулируемые с постоянной предельно допустимой мощностью.
У станков токарной и сверлильной групп работа при низких
частотах вращения шпинделя обычно проводится при пониженной
мощности. Поэтому мощность привода главного движения этих стан-
ков определяют при низшей частоте вращения второй четверти общего
диапазона регулирования станка. Регулирование вверх от этой час-
тоты должно производиться с постоянной предельно допустимой мощ-
ностью.
В цепях подачи основная нагрузка создается действием сил трения,
величина которых при изменении скорости подачи практически не
изменяется. Следовательно, привод подачи должен при всех частотах
вращения преодолевать один и тот же момент сил трения. Поэтому
двигатель привода подачи должен иметь регулирование с постоянным
предельно допустимым моментом.
Рассмотрим регулирование асинхронных двигателей с точки зре-
ния изменения предельной мощности и предельного момента. Враща-
ющий момент асинхронного двигателя можно выразить формулой
/И = А?/2Ф cos ф2, (14)
где /2 — сила тока в цепи ротора; Ф — магнитный поток двигателя;
ф2 — угол сдвига фаз между векторами тока и э. д. с. ротора;
k — коэффициент пропорциональности.
Наибольшая продолжительно допустимая сила тока ротора опре-
деляется допустимым нагревом. Пренебрегая изменением охлаждения
ротора при разных частотах вращения и изменением угла сдвига фаз,
предельно допустимый момент можно считать примерно постоянным.
Если регулирование скорости ведется при постоянном магнитном
потоке, то при всех частотах вращения двигателя наибольший дли-
тельно допустимый момент будет также величиной постоянной. Такое
регулирование скорости называют регулированием с постоянным мо-
ментом.
При переключении полюсов изменяют схему включения статора,
что обусловливает изменение магнитного потока двигателя. Соотно-
шение предельно допустимых мощностей при высокой и при низкой
частоте вращения может быть приближенно найдено на основании
следующих соображений. Предельно допустимая полезная мощность
на валу электродвигателя при меньшей скорости (и, следовательно,
большем числе пар полюсов) определяется выражением
Pi = 3/4,iC/(J,icos(pi'iii, (15)
а предельно допустимая полезная мощность на валу электродвигателя
при большей скорости (и меньшем числе пар полюсов)
P1I = З/фцС/фП cos <рц1]И, (16)
18
где /фь /фп—фазный ток, предельно допустимый по условиям
нагрева соответственно при первой и второй схеме включения статора;
^ф1. ^фП — фазное напряжение в этих случаях; тц, т]ц — к. п. д.
двигателя; cos<pi, cos фп — коэффициенты мощности.
Если /ф! — предельно допустимый фазный ток, протекающий
при последовательном включении двух половин обмотки (рис. 4, п),
то фазный ток, протекающий при параллельном включении двух поло-
вин обмотки (рис. 4, б), равен 2 /ф1, так как в этом случае имеются
две параллельные ветви в каждой фазе. При переходе от соединения
треугольником к соединению звездой фазное напряжение уменьшается
в У'З раз. Таким образом, при переключении с одной схемы на другую
получим отношение мощностей
pi = 3/ф1^СО8Ф141 (j 7)
₽П 3‘2/*ij^cos<₽n1ln
Принимая приближенно
costprqi^cos фшць
получим
Р /з
^^ — = 0,86. (18)
Имея в виду относительно небольшое различие в наибольшей дли-
тельно допустимой мощности на обеих скоростях, рассмотренный
случай приближенно относят к регулированию с постоянной мощ-
ностью. Если при последовательном соединении половин каждой
фазы воспользоваться соединением звездой, а затем переключить
на соединение параллельной звездой (рис. 4, б), то получим регулиро-
вание скорости с постоянным предельно допустимым моментом.
Однообмоточные многоскоростные двигатели в зависимости от
схемы переключения допускают регулирование скорости с постоянной
мощностью и с постоянным моментом. Небольшое число ступеней
регулирования двигателей с переключением полюсов обычно позво-
ляет использовать такие двигатели на станках только совместно со
специально сконструированными коробками передач.
Частоту вращения шпинделя (или выходного вала другого узла
станка) при наименьшей частоте вращения электродвигателя назы-
вают ступенью механического регулирования. Частоту вращения
шпинделя при той же кинематической цепи и повышенной ско-
рости электродвигателя называют ступенью электрического регули-
рования.
Общее число ступеней регулирования (частоты вращения шпинделя)
будем обозначать через S. Наименьшая частота вращения шпинделя п,
и наибольшая ns представляют собой пределы комбинированного
_ _ «с
электромеханического регулирования. Отношение Dc= - называют
диапазоном регулирования станка.
19
chipmaker.ru
Рис. 5. Структурная сетка электромеханического регу-
лирования при двигателях с переключением полюсов
Ряд скоростей шпинделя, как известно, обычно составляет геомет-
til
рическую прогрессию со знаменателем <р = -^- = —, где t — поряд-
Щ ГЦ—1
ковый номер ступени регулирования. Двухскоростные асинхрон-
ные двигатели с переключением полюсов, применяемые в станкострое-
нии, обычно имеют отношение скоростей 2:1. Если, однако, принять
знаменатель ряда скоростей шпинделя q> — 2, то регулирование будет
слишком грубым. Для обеспечения мелкоступенчатого регулирования
скорости интервал между ступенью механического регулирования
и ближайшей ступенью электрического регулирования делят на у час-
тей путем введения у — 1 дополнительных механических ступеней.
Тем самым будет образовано у расположенных подряд ступеней меха-
нического регулирования.
Упрощенная структурная сетка коробки скоростей или подач
металлорежущего станка, приводом которой является двухскоростной
асинхронный двигатель, показана схематически на рис. 5, а. Вал /
такого электродвигателя может передать на входной вал 11 коробки,
в зависимости от схемы включения, две скорости, из которых большая,
показанная штриховой линией, вдвое превышает меньшую. На выход-
ном валу III коробки (шпинделе, ходовом винте и пр.) должен быть
при у = 3 обеспечен непрерывный ряд скоростей с коэффициентом
ряда ф = ^/’2 = 1,26.
Для получения геометрического ряда скоростей при двухскоростном
электродвигателе с обычным_ отношением скоростей 1:2 необходимо
условие ф1' = 2. Отсюда
Ф=^2: (19)
20
Придавая у значения 1, 2, 3 и т. д., получим соответствующие
значения <р, указанные в табл. 1. Таким образом, выбирая одно из стан-
дартных значений <р, можно сразу указать число идущих подряд сту-
пеней механического регулирования. Исключение составляет <р = 1,58,
при котором правильность геометрического ряда скоростей станка
нарушается.
Таблица 1
У ф 1g ч> У - ф 1g <Р
1 2 0,30 6 1,12 0,05
2 1,41 0,15 12 1,06 0,025
3 1,26 0,10
После того как механическое регулирование исчерпано, пере-
ходят на высшие скорости электродвигателя и, используя каждый
из имеющихся вариантов кинематической цепи станка, получают
такое же число ступеней электрического регулирования. Затем снова
строят серию ступеней механического регулирования и т. д., до тех
пор, пока не будет исчерпан диапазон Dc регулирования станка,
который обычно выбирают так, чтобы в нем заключалось одинаковое
число ступеней механического и электрического регулирования.
Из структурной сетки, представленной на рис. 5, а, видно,
что общее число S ступеней регулирования, число х групп ступеней
и число у ступеней механического регулирования в каждой группе
связаны соотношением (при двухскоростном электродвигателе):
S = 2ух. (20)
Для определения необходимого числа ступеней механического
регулирования вначале находят общее число ступеней регулирования
станка по формуле, известной из курса расчета и конструирования
станков,
5 = !Д^+1. (21)
1g <р
После этого определяют число групп механических ступеней:
Величину у можно найти, зная <р из табл. 1 (при отношении скорос-
тей двигателя, равном 2). Значение х необходимо округлить до бли-
жайшего целого числа. Затем по формуле (20) можно определить уточ-
ненное общее число ступеней регулирования
S' = 2ух',
а по формуле (21) — уточненный диапазон регулирования
£>c = <ps'-1.
51
chipmaker.ru
Число ступеней механического регулирования в данном случае
г = ^ = ух'. (23)
Если станок приводится во вращение трехскоростным электродви-
гателем, то число ступеней электрического регулирования по сравне-
нию с двухскоростным двигателем удваивается. Если этот электродви-
гатель обладает постоянным отношением соседних скоростей, равным 2
(например, при частотах вращения 750/1500/3000 об/мин), то расчет
может быть проведен так, как указано выше, только вместо формул
(20) и (22) следует применить формулы
S = Зху; (24)
х = (25)
Упрощенная структурная сетка такого регулирования представлена
на рис. 5,'б. Однако постоянное отношение двух соседних частот вра-
щения у трехскоростных электродвигателей возможно только при ука-
занном выше случае. При других скоростях это отношение изме-
нится и не будет постоянным. Так, например, . отношение скорос-
тей трехскоростного двигателя, имеющего частоты вращения
750/1000/1500 об/мин, составляет 1,33 и 1,5, а для двигателя с частотами
вращения 500/750/1000 об/мин — 1,5 и 1,33.
Таким же непостоянным отношением соседних скоростей характе-
ризуются и -четырехскоростные электродвигатели. Например, при
500/1000/1500/3000 об/мин отношения скоростей равны 2; 1,5; 2,
а при 500/750/1000/1500 об/мин — 1,5; 1,33; 1,5. Применяя такие
двигатели, нельзя построить правильного ряда скоростей в виде гео-
метрической прогрессии. В этом случае ряд частот вращения шпин-
деля станка строят с двумя чередующимися знаменателями ф] и ф2,
величины которых определяют соответственно отношениями частот
вращения применяемого трех- или четырехскоростного электродви-
гателя.
§ 5. КОНСТРУКТИВНЫЕ ФОРМЫ АСИНХРОННЫХ
ДВИГАТЕЛЕЙ
Внешние конструктивные формы асинхронных двигателей опре-
деляются способом крепления двигателя и формой защиты его от
воздействий окружающей среды. Широко распространено нормальное
исполнение двигателя на лапах (рис. 6, а). В этом случае вал двигателя
должен быть расположен горизонтально. Широко применяют флан-
цевые двигатели (рис. 6, б) для горизонтальной и вертикальной уста-
новок. Выпускают также встроенные двигатели, не имеющие станины,
подшипниковых щитов, вала. Элементы такого двигателя встраивают
в корпусные детали станка, причем валом двигателя служит один
из валов станка (часто шпиндель), а станиной — корпус узла станка,
например шлифовальной бабки (рис. 7).
22
Рис. 6. Конструктивные формы асинхронных двигателей
За рубежом получили распространение двигатели специальной
конструктивной формы, в том числе двигатели, имеющие малые ради-
альные размеры и значительную длину, и дискообразные двигатели,
в частности, со статором в виде цилиндра и наружным ротором в форме
кольца. Применяют также двигатели, при включении которых ротор,
имеющий форму конуса, смещается в осевом направлении, развивая
значительную силу тяги. Эту силу используют для освобождения меха-
нического тормоза, воздействующего на вал двигателя после отключе-
ния двигателя от сети. Кроме того, применяют многочисленные
конструкции двигателей с пристроенными редукторами, коробками
скоростей и механическими вариаторами, обеспечивающими бесступен-
чатое регулирование.
Отрицательной стороной применения двигателей специальных
конструктивных форм является трудность их замены в случае аварии.
Вышедший из строя электродвигатель приходится не заменять, а ре-
монтировать, причем во время ремонта станок простаивает.
Для привода станков применяют двигатели с различными формами
защиты от воздействий окружающей среды.
Защищенные электродвигатели имеют решетки, закрывающие венти-
ляционные отверстия подшипниковых щитов. Это предотвращает
попадание внутрь двигателя посторонних предметов, а также исклю-
чает возможность прикосновения рабочего к вращающимся и токо-
ведущим частям. Для защиты от капель жидкостей, падающих сверху,
двигатели имеют вентиляционные отверстия, обращенные вниз или
Рис. 7. Встроенный двигатель шлифовального шпинделя
23
chipmaker.ru
расположенные в вертикальных плоскостях. Однако при работе такого
электродвигателя в цехе его вентилятор вместе с воздухом засасывает
внутрь пыль, брызги охлаждающей жидкости или масла, а также
мелкие стальные или чугунные частицы, которые, прилегая к изоляции
обмотки и вибрируя под действием переменного магнитного поля,
быстро изнашивают изоляцию.
Более надежную защиту от воздействий окружающей среды имеют
закрытые электродвигатели, подшипниковые щиты которых не имеют
вентиляционных отверстий. Такие двигатели при одинаковых разме-
рах с защищенными, вследствие худшего охлаждения, обладают
меньшей мощностью. При одинаковых мощностях и частотах вращения
закрытый электродвигатель в 2,5—2 раза тяжелее защищенного и
стоимость его соответственно выше.
Стремление сократить габаритные размеры и стоимость закрытых
двигателей привело к созданию закрытых обдуваемых электродви-
гателей. Такой электродвигатель имеет наружный вентилятор, укреп-
ленный на конце вала двигателя, противоположном приводному, и за-
крытый колпаком. Этот вентилятор обдувает корпус электродвигателя.
Двигатели с обдувом по сравнению с закрытыми двигателями имеют
значительно меньшую массу и более низкую стоимость. Обдуваемые
двигатели чаще всех других применяют для привода металлорежущих
станков. Двигатели, имеющие другие формы защиты от воздействий
окружающей среды, употребляют для привода станков относительно
редко. В частности, закрытые электродвигатели иногда применяют
для привода -шлифовальных станков.
Электродвигатели рассчитаны на стандартные напряжения 127,
220 и 380 В. Один и тот же двигатель можно включать в сети с разными
напряжениями, отличающимися в ]/3 раз, например, в сети с напря-
жениями 127 и 220 В, 220 и 380 В. При этом для меньшего из двух
напряжений обмотку статора электродвигателя соединяют в треуголь-
ник, для большего — в звезду. Ток в обмотках электродвигателя
и напряжение на них будут при таком включении в обоих случаях
одни и те же. Кроме того, выпускают электродвигатели на 500 В; их
статоры постоянно соединены в звезду.
Асинхронные короткозамкнутые двигатели, применяемые во мно-
гих отраслях промышленности, выпускают с номинальными мощнос-
тями 0,6—100 кВт на синхронные частоты вращения 600, 750, 1000,
1500 и 3000 об/мин.
Сечение проводов обмотки электродвигателя зависит от величины
силы тока, проходящего по ней. При большем токе обмотка двигателя
будет иметь больший объем. Сечение магнитопровода пропорционально
величине магнитного потока. Таким образом, размеры электродвига-
теля определяются расчетными значениями тока и магнитного потока
или, учитывая формулу (14), номинальным моментом электродвигателя.
Номинальная мощность двигателя
Р„ —Л1нпн-10-4, (26)
где Р„ — номинальная мощность, кВт; /И„ — номинальный момент, II • м;
п„ — номинальная частота вращения, об/мин.
24
Номинальная мощность при одних и тех же размерах двигателя
возрастает с увеличением его номинальной частоты вращения. Поэтому
тихоходные электродвигатели имеют большие размеры, чем быстро-
ходные той же мощности.
При шлифовании отверстий малого диаметра для получения соответ-
ствующих скоростей резания нужны весьма высокие частоты вращения
шлифовальных шпинделей. Так, при шлифовании кругом диаметром
3 мм со скоростью всего лишь 30 м/с частота вращения шпинделя должна
быть равна 200 000 об/мин. При высоких частотах вращения шпинделя
силу прижатия круга можно уменьшить. При этом засаливание круга
и изгиб оправки уменьшаются, а чистота поверхности и точность обра-
ботки повышаются.
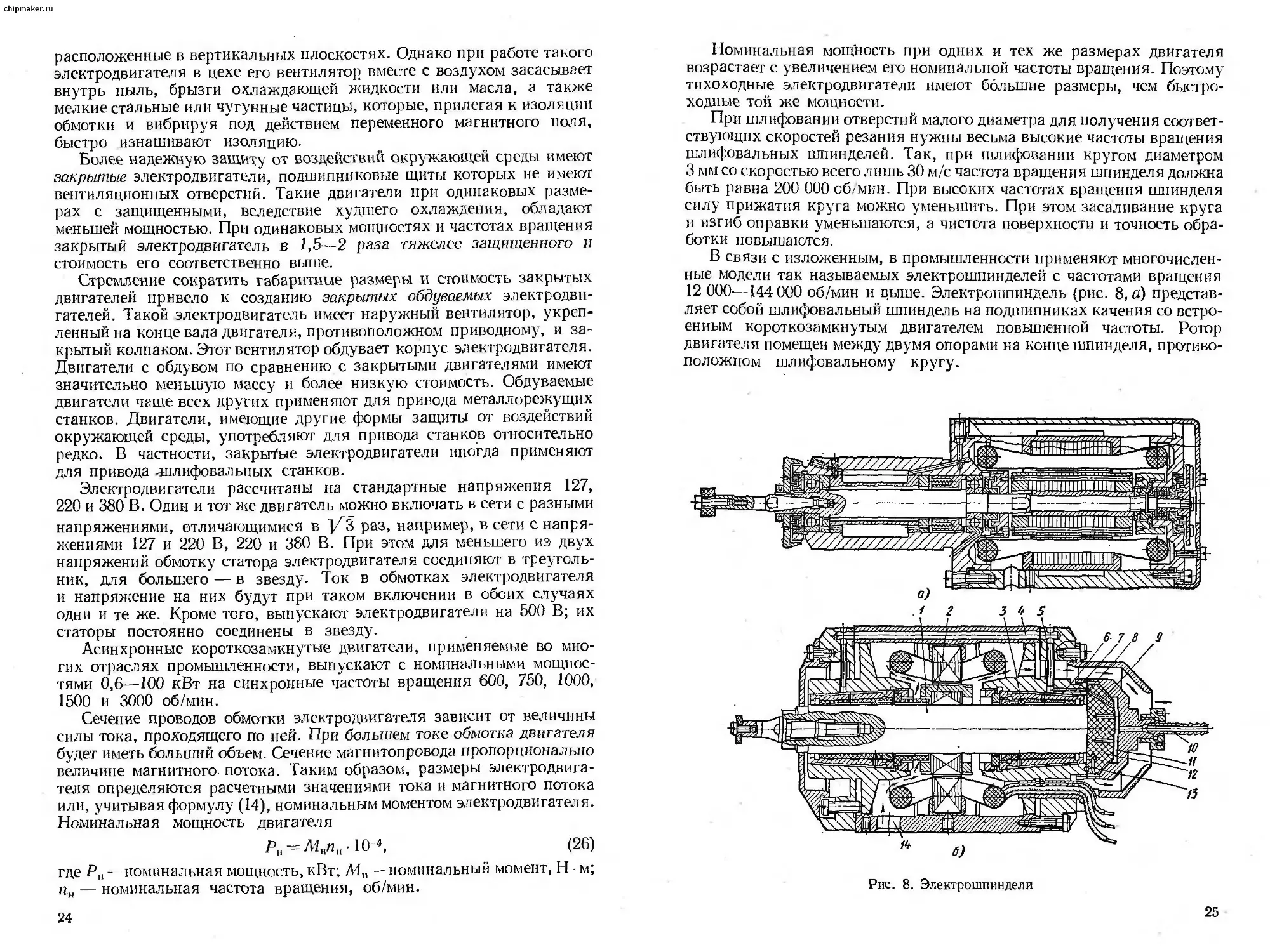
В связи с изложенным, в промышленности применяют многочислен-
ные модели так называемых электрошпинделей с частотами вращения
12 000—144 000 об/мин и выше. Электрошпиндель (рис. 8, о) представ-
ляет собой шлифовальный шпиндель на подшипниках качения со встро-
енным короткозамкнутым двигателем повышенной частоты. Ротор
двигателя помещен между двумя опорами на конце шпинделя, противо-
положном шлифовальному кругу.
Рис. 8. Электрошпиндели
25
chipmaker.ru
Статор двигателя электрошпинделя собирают из листовой электро-
технической стали. На нем размещают двухполюсную обмотку. Ротор
двигателя при частотах вращения до 30 000—50 000 об/мин набирают
также из листовой стали и снабжают обычной короткозамкнутой
обмоткой. Диаметр ротора стремятся по возможности уменьшить.
Особое значение для работы электрошпинделей имеет выбор типа
подшипников. Обычно применяют шарикоподшипники повышенной
точности, которые работают с предварительным натягом, создаваемым
посредством тарированных пружин. Такие подшипники применяют
для частот вращения, не превышающих 100 000 об/мин.
Значительное применение в промышленности получили аэростати-
ческие подшипники (рис. 8, б). Вал 1 электродвигателя повышенной
частоты вращается в подшипниках 3 с воздушной смазкой. Осевая
нагрузка воспринимается воздушной подушной между торцом вала и
подпятником 12, к которому вал прижимается под давлением воздуха,
подаваемого внутрь корпуса через отверстие 14 для охлаждения
двигателя. Сжатый воздух проходит через фильтр и попадает через
штуцер 10 в камеру 11. Отсюда по каналу 9 и круговой канавке 8
воздух проходит в канал 7 и камеру 6. Из нее воздух поступает в зазор
подшипника. К левому подшипнику воздух подводится через трубки 5
и каналы 4 в корпусе двигателя.
Отработанный воздух отводится по каналам 13. Воздушная подушка
в зазоре подпятника создается воздухом, проходящим из камеры 11
через подпятник из пористого углеграфита. Каждый подшипник имеет
коническую латунную обойму. В нее запрессован вкладыш из угле-
графита, поры которого заполнены бронзой. Перед пуском электро-
шпинделя подают воздух, и между шпинделем и вкладышами обра-
зуются воздушные подушки. Это устраняет трение и износ подшип-
ников при пуске. Затем двигатель включают, частота вращения
ротора 2 достигает номинальной за 5—10 с. При отключении двигателя
ротор 2 вращается по инерции в течение 3—4 мин. Для уменьшения
этого времени применяют электрическое торможение.
Использование воздушных подушек резко уменьшает потери на
трение в электрошпинделе; расход воздуха составляет 6—25 м3/ч.
Применяли также электрошпиндели на подшипниках с жидкостной
смазкой. Для их работы требуется непрерывная циркуляция масла
под высоким давлением, иначе нагрев подшипников становится недопу-
стимым.
При производстве высокочастотных электродвигателей требуется
точное изготовление отдельных деталей, динамическая балансировка
ротора, точная сборка и обеспечение строгой равномерности зазора
между статором и ротором. Частоту тока, питающего электродвига-
тель повышенной частоты, выбирают в зависимости от требуемой час-
тоты вращения 'электродвигателя:
»о = 6-°£, (27)
где п0 — синхронная частота вращения электродвигателя, об/мин;
26
f — частота тока, Гц; р — число пар полюсов, поскольку р = 1,
г «о
то Г=ёб-
При синхронных частотах вращения электрошпинделей 12 000 и
120 000 об/мин частота тока должна быть соответственно равна 200
и 2000 Гц.
Для питания двигателей повышенной частоты применяют специаль-
ные генераторы. На рис. 9 представлен синхронный индукционный
генератор трехфазного тока. На статоре генератора имеются широкие
и узкие пазы. Обмотка возбуждения, которая размещена в широких
пазах статора, питается постоянным током. Магнитное поле проводни-
ков этой обмотки замыкается через зубцы статора и выступы ротора
так, как это показано на рис. 9 штриховой линией.
При вращении ротора магнитное поле, перемещаясь вместе с высту-
пами ротора, пересекает витки обмотки переменного тока, размещенной
в узких пазах статора, и наводит в них переменную э. д. с. Частота
этой э. д. с. зависит от частоты вращения и числа выступов ротора.
Электродвижущие силы, наведенные тем же потоком в катушках
обмотки возбуждения, взаимно компенсируются вследствие встречного
включения катушек. Обмотки возбуждения питаются через выпрями-
тель, присоединенный к сети переменного тока. Статор и ротор имеют
магнитопроводы из листовой электротехнической стали.
Генераторы описанной конструкции изготовляют на номинальные
мощности от 1 до 3 кВт и на частоты от 300 до 2400 Гц. Генераторы при-
Рис. 9. Индукционный генератор повышенной частоты
27
chipmaker.ru
Рис. 10. Схема двухфазного асинхронного двигателя и его характе-
ристики
водят во вращение от асинхронных двигателей с синхронной частотой
вращения 3000 об/мин.
Индукционные генераторы повышенной частоты начинают заменять
полупроводниковыми (тиристорными) преобразователями. При этом
обычно обеспечивают возможность изменения частоты тока, а следова-
тельно, возможность регулирования частоты вращения электродвига-
теля. Если при таком регулировании напряжение поддерживать неиз-
менным, то осуществляется регулирование с постоянной мощностью.
Если поддерживать отношение напряжения к частоте тока (а следова-
тельно, магнитный поток двигателя) неизменным, то регулирование
производится с постоянным на всех скоростях длительно допустимым
моментом.
Преимуществами приводов с тиристорным преобразователем частоты
и асинхронным короткозамкнутым двигателем являются высокий
к. п. д. и упрощение эксплуатации. Недостатком является пока еще
высокая стоимость. В станкостроении наиболее целесообразно исполь-
зование такого привода для двигателей повышенной частоты. В нашей
стране созданы опытные приводы такого рода.
В исполнительных приводах станков нередко используют двух-
фазные маломощные асинхронные двигатели. Статор такого двигателя
имеет две обмотки: обмотку возбуждения 1 и обмотку управления 2
(рис. 10, а). Короткозамкнутый ротор 4 имеет большое активное сопро-
тивление. Оси обмоток перпендикулярны друг другу. К обмоткам
приложены напряжения Ur и U2. При включении конденсатора 3
в цепь обмотки 2 ток в ней опережает по фазе ток в обмотке 1. При этом
образуется вращающееся эллиптическое магнитное толе и коротко-
замкнутый ротор 4 начинает вращаться. Если уменьшить напряжение
[/2, то ток в обмотке 2 также будет уменьшаться. Это вызовет изме-
нение формы эллипса вращающегося магнитного поля, которое делается
все более вытянутым (рис. 10, б). Двигатель с эллиптическим полем
можно рассматривать как два двигателя на одном валу, один из которых
работает с пульсирующим полем Фъ а другой с круговым полем Ф.2.
Двигатель с пульсирующим полем Ф, можно рассматривать как два
одинаковых асинхронных двигателя с круговым полем, включенных
для врйщения в противоположные стороны. На рис. 10, в показаны
28
механические характеристики 1 и 2 асинхронного двигателя с круговым
вращающимся полем и значительным активным сопротивлением
ротора при его вращении в разные стороны. Механическую характе-
ристику 3 однофазного двигателя можно построить путем вычитания
моментов М характеристик 1 и 2 при каждом значении п. При любом
значении п момент однофазного двигателя с большим сопротивлением
ротора является тормозным. Механическую характеристику двигателя
с круговым полем представляет кривая 4. Механическую характерис-
тику 5 двухфазного двигателя можно построить путем вычитания мо-
ментов М. характеристик 3 и 4 при любом значении п. Значение п0
представляет собой частоту вращения двухфазного асинхронного дви-
гателя при идеальном холостом ходе. Регулируя ток питания обмотки 2
(рис. 10, а), можно изменять наклон характеристики 4 (рис. 10, в),
а следовательно, и значение п0. Таким образом производится регули-
рование частоты вращения двухфазного асинхронного двигателя.
При работе с большими значениями скольжения потери в роторе
становятся весьма значительными. По этой причине рассмотренное
регулирование применяют только для вспомогательных приводов
малой мощности. Для уменьшения времени разгона и торможения
применяют двухфазные асинхронные двигатели с полым ротором.
У такого двигателя ротором является тонкостенный алюминиевый
полый цилиндр.
§ 6. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ПУСК
И ТОРМОЖЕНИЕ ДВИГАТЕЛЕЙ ПОСТОЯННОГО ТОКА
С ПАРАЛЛЕЛЬНЫМ ВОЗБУЖДЕНИЕМ
В курсе общей электротехники для двигателей постоянного тока
выведены формулы: 7И = смФ1 я> (28) Е = сеФп-, (29) £ = {7-/ягя, (30)
где Ф — магнитный поток двигателя, Вб; /я — сила тока якоря, А;
Е — э. д. с. якоря, В; гя — сопротивление цепи обмотки якоря, Ом.
Решая уравнение (30) относительно силы тока, получим
- (31) 'я
Решая уравнения (29) и (30) относительно частоты вращения п,
получим
(32)
Подставляя в уравнение (32) 7Я из уравнения (28), получим урав-
нение механической характеристики двигателя постоянного тока:
29
chipmaker.ru
При М = 0 имеем формулу частоты вращения для идеального холос-
того хода:
ло = ^- (34)
У двигателей с параллельным (независимым) возбуждением, если
пренебречь незначительным размагничивающим действием потока
реакции якоря, магнитный поток можно считать во время работы
постоянным. Выражение (33) при этом условии оказывается уравне-
нием прямой линии:
п = п0 — ЬМ, (35)
где b — угловой коэффициент;
Для естественной характеристики 1 (рис. 11, а) величина /?0 опре-
деляется подстановкой в формулу (34) номинальных значений U и
сРФ. Значение с,.Ф может быть найдено из выражения (32) по номи-
нальным величинам п, U, /„ и значению гя двигателя при отсутствии
добавочного сопротивления. Точки 7И = 0; п = п0 и М = Л4Н; п =
— п„ вполне определяют естественную механическую характеристику.
Относительно малая величина сопротивления обмотки якоря обус-
ловливает достаточную жесткость естественной характеристики дви-
гателя с параллельным (независимым) возбуждением. Эти двигатели
широко применяют в станкостроении (тяжелые, прецизионные, элек-
трокопировальные и другие станки).
Рис. 11. Механические характеристики двигателя постоянного тока с параллельным
возбуждением
30
(37)
У двигателей с последовательным и смешанным возбуждением маг-
нитный поток с изменением силы тока якоря меняется по величине.
Поэтому механические характеристики этих двигателей не являются
прямыми линиями. Двигатели имеют мягкие характеристики и поэтому
в станкостроении их почти не применяют.
Согласно формуле (35) можно написать па = п0 — ЬМИ или
, _«0—Ин
Если посредством реостата увеличить сопротивление г„ цепи якоря
двигателя, то в выражении (35) возрастет угловой коэффициент Ь,
и наклон характеристики увеличится. Таким образом может быть
получен ряд искусственных реостатных характеристик 2, 3, 4 (см.
рис. 11, а).
Номинальную силу тока якоря можно определять как разность
номинальных значений силы тока двигателя и силы тока возбуждения.
Однако сила тока возбуждения двигателей параллельного возбуждения
мала и в расчетах ею часто пренебрегают.
Величина- допустимой кратковременной перегрузки двигателей
постоянного тока ограничивается появлением значительного искре-
ния под щетками. Поэтому не допускают нагрузки двигателя постоян-
ного тока моментом, превышающим более чем в Z = 2 2,5 раза номи-
нальный момент электродвигателя. При ослаблении магнитного потока
до значений Ф8 < Ф7 < Ф6 < Ф6 реостатом 2 (см. рис. 11, а) двигатель
начинает работать на характеристиках 5, 6, 7, 8. Согласно (34) и (36)
по мере уменьшения магнитного потока возрастают скорость холос-
того хода и наклон характеристик.
Механическая характеристика 9 (см. рис. 11, а) соответствует изме-
ненной полярности якоря двигателя. При этом изменяется направление
действия момента машины в двигательном режиме.
Двигатель с параллельным возбуждением запускают с помощью
пускового реостата 1 (см. рис. 11, а). Если производить пуск без рео-
стата, то согласно (31) в цепи якоря будет протекать недопустимо
большой ток, так как при пуске Е — 0, а сопротивление гя очень не-
велико. Так как магнитный поток двигателей постоянного тока с па-
раллельным возбуждением под нагрузкой почти не меняется, то у этих
двигателей вращающий момент пропорционален силе тока. Пуск
обычно производят при полном магнитном потоке, поэтому момент
при пуске без реостата может быть недопустимо большим. Только
двигатели малой мощности (менее 1 кВт), у которых цепь якоря имеет
относительно большую индуктивность и значительное сопротивление
гя, иногда пускают без реостата.
Движок пускового реостата при пуске скользит по контактам,
между которыми заключены секции реостата, и поэтому сопротивление
изменяется ступенями. При включении в цепь якоря сопротивления
всех ступеней реостата двигатель работает с механической характе-
ристикой 4 (см. рис. 11, с). Это сопротивление рассчитывают так, чтобы
электродвигатель при включении развивал заранее заданный момент
ЛД (обычно ЛД ж 2ЛД). При разгоне двигателя, когда момент умеиь-
31
chipmaker.ru
шается до определенного, заранее принятого значения М2 (обычно
Л12 1,ШН), одну секцию реостата отключают. Двигатель при той же
скорости переходит на работу с характеристикой 3. Вследствие умень-
шения сопротивления сила тока якоря, а следовательно, и момент
возрастают. Дальнейший разгон двигателя происходит в соответствии
с характеристикой 3.
Секции реостата постепенно отключают, пока двигатель не перей-
дет на работу с естественной механической характеристикой. Сопро-
тивления - секций реостата и время их отключения подбирают так,
чтобы момент при разгоне двигателя колебался в заданных пределах
(от М} до Л12). При этом исключается возможность перегрузки дви-
гателя. Кроме того, разгон происходит при высоком среднем значении
момента и, следовательно, в течение небольшого времени, что особенно
важно при частых пусках.
Сопротивления секций пускового реостата пропорциональны от-
резкам be, cd, de (см. рис. 11, а). Отрезок ab пропорционален внутрен-
нему сопротивлению гя обмотки якоря. Отношения
ей = г „
be Rbc ’
~ Дя.
CtZ Red
(38)
(39)
дают возможность определить сопротивления всех секций реостата.
Двигатели постоянного тока в станкостроении запускаются авто-
матически. Реостаты с ручным управлением на современных станках
почти не применяют, так как такой способ не обеспечивает заданных
условий пуска (тратится лишнее время, могут возникнуть недопусти-
мые перегрузки). Если во время работы машины постоянного тока
в режиме двигателя изменить полярность якоря (или цепи возбужде-
ния), направление тока в якоре изменится, и машина перейдет в режим
торможения противовключением. На рис. 11, б обратному ходу дви-
гателя соответствуют характеристики 2 и 3. Из них характеристика 2
является естественной, а характеристика 3 искусственной и соответ-
ствует работе двигателя при включении реостата в цепь якоря.
Для торможения противовключением используют только реостат-
ные характеристики, так как при переключении двигателя с работы
на естественной характеристике 1 (точка А) на работу с естественной
характеристикой обратного хода 2 возникают недопустимо большие
токи и тормозные моменты. При переключении на реостатную характе-
ристику 3 (из точки А в точку В) возникает тормозной момент, который
убывает по мере уменьшения частоты вращения якоря двигателя.
При уменьшении частоты вращения до нуля (точка С) двигатель дол-
жен быть отключен от сети, иначе он начнет вращаться в обратную
сторону. Торможение противовключением отличается тем, что тормоз-
ной момент при нулевой скорости не уменьшается до нуля. Этим обес-
печивается интенсивное торможение, действующее и в области низких
скоростей.
Если якорь работающего двигателя отключить от сети и замкнуть
на реостат, сохранив возбуждение, машина переходит на работу в ге-
32
нераторном режиме, ток в якоре меняет направление, и момент ста-
новится тормозным. Такое торможение называют динамическим.
Приняв в формуле (33) U = 0, получим
п = = _ ЬМ. (40)
сЛиф2
Это выражение является уравнением механической характеристики
динамического торможения, которая представляет собой прямую,
проходящую через начало координат, с наклоном, определяемым
величиной углового коэффициента Ь. Изменяя реостатом сопротивле-
ние гя цепи якоря, можно менять величину углового коэффициента b
и получить тормозные характеристики 4, 5, 6, 7'.
Переключение двигателя на динамическое торможение соответствует
переходу из рабочей точки А в точку D. Изменяя сопротивление рео-
стата в цепи якоря, производят торможение при той или иной харак-
теристике (5, 6, 7), причем меняется среднее значение тормозного мо-
мента и время торможения. В процессе динамического торможения
можно изменять величину тормозного сопротивления, как это делалось
во время пуска. Так может быть увеличено среднее значение тормоз-
ного момента. В станкостроении обычно применяют торможение с неиз-
менным сопротивлением реостата, так как в этом случае упрощается
управление.
В двигателях постоянного тока с параллельным возбуждением,
работающих в приводах станков, иногда имеет место генераторное
рекуперативное торможение с отдачей энергии в сеть, в частности,
при регулировании частоты вращения изменением магнитного потока.
При снижении частоты вращения усилением магнитного потока, воз-
росшая скачком э. д. с. Е якоря может превысить напряжение U,
вследствие чего ток /я изменит направление [см. уравнение (31)1,
машина станет работать в генераторном режиме и разовьет тормозной
момент (переход из рабочей точки F в точку G на рис. 11, б). Рекупе-
ративное торможение продолжается до тех пор, пока частота вращения,
снижаясь, не станет равна частоте вращения идеального холостого
хода; после этого машина будет работать в режиме двигателя. При
рекуперативном торможении, если необходимо ограничить силу тока
и момент, в цепь якоря включают дополнительное сопротивление.
Отечественные двигатели постоянного тока изготовляют горизон-
тальными (со станиной на лапах, со станиной на лапах и с дополни-
тельным фланцевым щитом, с фланцевым щитом и станиной без лап)
и вертикальными (фланцевыми со станиной без лап и на лапах). Дви-
гатели изготовляют защищенными от попадания внутрь машины
посторонних предметов и капель воды, закрытыми и закрытыми с на-
ружным обдувом.
В единой серии П машин постоянного тока имеются модификации
двигателей с широким диапазоном регулирования частоты вращения:
двигатели с регулированием частоты вращения вверх от номинальной
(ослаблением поля) и двигатели с регулированием частоты вращения
вниз от номинальной (уменьшением напряжения на якоре). В единую
33
chipmaker.ru
серию П двигателей постоянного тока входят машины мощностью от
долей киловатта до 200 кВт с номинальными частотами вращения
(в нормальном исполнении) 600, 750, 1000, 1500, 2200 и 3000 об/мин
на напряжение ПО, 220, 440 В.
Электропромышленность выпускает специально для станкостроения
двигатели постоянного тока серий ПС, ПБС, ПСТ, ПБСТ, предназна-
ченные для приводов подачи станков. Двигатели серий ПС и ПБС
имеют закрытое необдуваемое исполнение и обеспечивают постоянство
предельно допустимого момента при всех частотах вращения — от
самой низкой до номинальной. Эти двигатели отличаются повышенной
точностью изготовления и сниженным уровнем шума и вибраций.
Двигатели серий ПСТ и ПБСТ имеют встроенные тахогенераторы для
применения в системах регулирования частоты вращения с диапазоном
более 20:1. Осваивается новая единая серия 2П двигателей постоян-
ного тока, которая заменит серию П и станочные серии. Двигатели
серии 2П (в соответствующих исполнениях) отличаются от двигателей
серии П указанными выше особенностями станочных серий.и, кроме
того, имеют меньшие габаритные размеры и массу за счет использо-
вания новых, более эффективных материалов и конструктивного
улучшения вентиляции.
При малых мощностях в станкостроении иногда применяют так
называемые универсальные электродвигатели мощностью 5—600 Вт
с частотой вращения 2700, 5000 и 8000 об/мин, рассчитанные на напря-
жения ПО и 220 В. Эти электродвигатели могут работать с питанием
от сети постоянного и переменного тока. Такой двигатель по устройству
подобен двигателю постоянного тока с последовательным возбужде-
нием, но статор машины выполнен из листовой стали. Двигатель обла-
дает мягкой характеристикой и допускает регулирование частоты вра-
щения посредством последовательно включенного реостата и шунти-
рования якоря резистором. Универсальный двигатель иногда приме-
няют для маломощных вспомогательных приводов станков, требующих
регулирования частоты вращения.
§ 7. РЕГУЛИРОВАНИЕ ЧАСТОТЫ ВРАЩЕНИЯ ДВИГАТЕЛЕЙ
С ПАРАЛЛЕЛЬНЫМ ВОЗБУЖДЕНИЕМ
Частоту вращения двигателей постоянного тока можно изменять
тремя способами [см. формулу (32)]: изменением сопротивления гя
цепи якоря; изменением магнитного потока Ф; изменением подводимого
к двигателю напряжения U.
Первый способ применяют редко, так как он неэкономичен, дает
возможность вести регулирование частоты вращения только под на-
грузкой и вынуждает использовать механические характеристики,
имеющие различный наклон. При регулировании по этому способу
вращающий предельно допустимый момент остается постоянным.
Магнитный поток не меняется, и если приближенно считать, что сила
тока, определяемая длительно допустимым нагревом двигателя, оди-
накова на всех частотах вращения, то согласно формуле (28) предельно
допустимый момент также должен быть одинаков на всех скоростях.
34
Регулирование скорости изменением магнитного потока получило
значительное распространение. Величину потока можно изменять
реостатом 2 (см. рис. 11, с). При увеличении сопротивления этого
реостата уменьшается сила тока возбуждения и магнитный поток и со-
гласно формуле (32) увеличивается частота вращения. Согласно форму-
лам (34) и (36) каждому уменьшенному значению магнитного потока Ф
соответствуют увеличенные значения п0 и Ь. Таким образом, при ослаб-
лении магнитного потока механические характеристики представляют
собой прямые линии, расположенные выше естественной характери-
стики, непараллельные ей и имеющие тем больший наклон, чем мень-
шим потокам они соответствуют (прямые 5, 6, 7, 8 на рис. 11, а). Число
их зависит от числа контактов на реостате И может быть достаточно
большим. Таким образом, регулирование частоты вращения ослаб-
лением потока может быть сделано практически бесступенчатым.
Используя зависимости (28) и (32), получим:
, cMI (U—I г ) 10~4
Р = Мп-10~4 = . (41)
се
Если по-прежнему приближенно считать предельно допустимую
силу тока на всех скоростях одинаковой, то
Р — const. (42)
Таким образом, при регулировании частоты вращения изменением
магнитного потока предельно допустимая мощность двигателя остается
постоянной при всех скоростях. Предельно допустимый момент изме-
няется обратно пропорционально частоте вращения. При повышении
частоты вращения двигателя ослаблением поля увеличивается искрение
под щетками вследствие роста реактивной э. д. с., наводимой в ком-
мутируемых секциях двигателя.
При работе двигателя с ослабленным потоком уменьшается устой-
чивость работы, особенно когда нагрузка на валу двигателя является
переменной. При малом значении потока заметно размагничивающее
действие реакции якоря. Так как размагничивающее действие опреде-
ляется величиной силы тока якоря электродвигателя, то при измене-
ниях нагрузки частота вращения двигателя резко меняется. Для повы-
шения устойчивости работы регулируемые двигатели с параллельным
возбуждением обычно снабжают слабой последовательной обмоткой
возбуждения, поток которой частично компенсирует размагничиваю-
щее действие реакции якоря.
Двигатели, предназначенные для работы с повышенными частотами
вращения, должны обладать повышенной механической прочностью.
При высоких скоростях усиливаются вибрации двигателя и шум при
работе. Эти причины ограничивают наибольшую частоту вращения
электродвигателя. Низшая частота вращения также имеет определен-
ный практический предел. Согласно формуле (28) номинальный момент
определяет размеры и стоимость двигателей постоянного тока (так
же как и асинхронных двигателей). При понижении наименьшей,
в данном случае номинальной, частоты вращения двигателя определен-
35
ной мощности номинальный момент его возрастет. Размеры двигателя
при этом увеличатся.
В станкостроении наиболее часто применяют двигатели с диапазо-
нами регулирования П max/«min = 2/1 -т- 4/1.
Для расширения диапазона регулирования частоты вращения изме-
нением магнитного потока иногда употребляют особую схему возбуж-
дения двигателя, позволяющую улучшить коммутацию и снизить
влияние реакции якоря на высоких частотах вращения двигателя.
Питание катушек двух пар полюсов разделяют, образуя две незави-
симые цепи: цепь катушек одной пары полюсов и цепь другой пары.
Одну из цепей включают на постоянное напряжение, в другой изменяют
величину и направление тока. При таком включении общий магнитный
поток, взаимодействующий с якорем, можно изменять от суммы наи-
больших значений потоков катушек двух цепей до их разности. Катуш-
ки включены так, что через одну пару полюсов всегда проходит пол-
ный.’магнитный поток. Поэтому реакция якоря сказывается в меньшей
степени, чем при ослаблении магнитного потока всех полюсов. Так
можно регулировать все многополюсные двигатели постоянного тока
с волновой обмоткой якоря. При этом достигается устойчивая работа
двигателя в значительном диапазоне скоростей.
Регулирование частоты вращения двигателей постоянного тока
посредством изменения подводимого напряжения требует применения
специальных схем, которые рассмотрены в следующей главе.
Двигатели постоянного тока по сравнению с асинхронными значи-
тельно тяжелее и в несколько раз дороже. К. п. д. этих двигателей
ниже, а эксплуатация их более сложна.
Машиностроительные заводы получают энергию трехфазного тока,
и для получения постоянного тока требуются специальные преобразо-
ватели. Это связано с добавочными потерями энергии. Основной при-
чиной применения для привода металлорежущих станков двигателей
постоянного тока с параллельным возбуждением является возможность
практически бесступенчатого и экономичного регулирования их частоты
вращения.
В отечественном станкостроении применяют комплектные приводы
с кремниевыми выпрямителями и двигателем постоянного тока с парал-
лельным возбуждением (рис. 12). Посредством реостата PC изменяют
силу тока возбуждения электродвигателя,
обеспечивая практически бесступенчатое ре-
гулирование его частоты вращения в диапа-
зоне 2:1. В комплект привода входит пуско-
вой реостат РП, а также аппаратура защиты,
на рис. 12 не показанная. Кремниевые выпря-
мители (В1—В6), погруженные в трансформа-
торное масло, и всю аппаратуру помещают
в шкафу управления, а реостат PC устанав-
ливают в месте, удобном для обслуживания.
Пусть у двигателя постоянного тока с па-
раллельным возбуждением регулирование ча-
стоты вращения производится путем измене-
выпрямителем
36
Рис, 13. Электро-механическое регулирование с двигате-
лем постоянного тока
ния магнитного потока реостатом в цепи возбуждения (рис. 13, а).
Условно примем, что реостат имеет четыре контакта 1—4. Диапазон
регул ировани я электродвигател я
D = ~, (43)
"min
где лгаах и «min — наибольшая и наименьшая частота вращения дви-
гателя.
Диапазон D регулирования электродвигателя обычно значительно
меньше требуемого диапазона Dc регулирования цепи главного движе-
ния станка. Для обеспечения достаточного общего диапазона регули-
рования станка вводят переключение кинематических цепей и при
каждом варианте кинематической схемы используют весь диапазон
регулирования электродвигателя. Частоту вращения шпинделя при
определенной кинематической цепи и наименьшей частоте вращения
электродвигателя по-прежнему назовем ступенью механического регу-
лирования.
На упрощенной структурной сетке такого регулирования
(рис. 13, б), сплошными линиями показаны ступени механического
регулирования. Соответствующие частоты вращения обозначены щ;
Ступени электрического регулирования изображены штриховыми
линиями. Цифры соответствуют номерам контактов реостата в цепи
возбуждения (см. рис. 13, а). Сопротивления реостата должны быть
подобраны так, чтобы соблюдался геометрический ряд скоростей шпин-
деля со знаменателем <р. Соответствующие частоте вращения можно
записать в виде следующих равенств:
«2 = n'lDq-,
п-2 = n'zDq = п(£>2ф2;
= V-1.
37
chipmaker.ru
(45)
(46)
(47)
(48)
Пусть ftz соответствует последней ступени механического регули-
рования. Наибольшая частота вращения шпинделя
ns = n'zD = п(Е>г<рг1-
Разделив обе части выражения на п\, получим
DC = DV_1-
Умножив обе части выражения (46) на <р, имеем
Ос(р = (Оср)г,
откуда
- Jg(Oc<P)
1g (Оф)-
Число ступеней регулирования S всех скоростей шпинделя находим
по формуле (21). Число k контактов реостата можно определить из
соотношения
S = kz, ’ (49)
откуда
Л = (50)
При использовании двигателей постоянного тока обычно применяют
малые значения <р и число контактов получается большим. Таким об-
разом, уменьшая величину ступени регулирования, приходят к практи-
чески бесступенчатому регулированию скорости.
Пример. Токарный станок должен иметь наименьшую частоту вращения шпин-
деля п, об/мин. Наибольшая частота вращения шпинделя должна быть не менее
ns об/мин при знаменателе ряда ф. Станок приводится во вращение двигателем
постоянного тока с диапазоном регулирования D.
Требуется определить число ступеней г механического регулирования коробки
скоростей и число k контактов реостата.
Решение. Диапазон регулирования станка
Не
Ос = -.
«1
Число ступеней механического регулирования по формуле (48)
Jg(Pc9)
1g (Оф) ‘
Число z ступеней должно быть целым числом, поэтому полученное значение z
округляем до ближайшего целого числа г'.
Общее число ступеней регулирования шпинделя определяем, пользуясь форму-
лой (21):
S=^+1.
1g Ф
Число контактов реостата, согласно формуле (50), составит
Z
Округляем полученное число контактов до ближайшего целого k'.
После произведенных в расчете округлений окончательный диапазон регулиро-
вания станка
(51)
38
Расчет регулируемого при-
вода цепи подачи производят
аналогичным образом, принимая
в качестве £>с диапазон регули-
рования этой цепи. Если приме-
няют нерегулируемый электро-
двигатель и, следовательно,
D = 1, то имеет место чисто меха-
ническое регулирование. Урав-
нения (46) и (48) для этого слу-
чая принимают вид
Dc = q/"1; (52)
z = ’g(£c^==lgDc.+ i (53)
lgq> lg <p ' ’
Рис. 14. Зависимость г = f (DCD)
Если применяют регулируе-
мый электродвигатель и неизме-
няемую кинематическую схему,
то имеет место чисто электрическое регулирование. Тогда г=1, и
формула (46) принимает вид
DZ = D.
(54)
Такое регулирование может быть применено в случае использова-
ния одной из рассматриваемых ниже систем привода, обеспечивающих
большой диапазон D регулирования частоты вращения двигателя.
При установке регулируемых электродвигателей постоянного тока
целесообразно пользоваться реостатами с большим числом контактов
или практически бесступенчатым регулированием, принимая <р = 1.
Число ступеней механического регулирования при этом
. ..JgPc
igD •
(55)
Так как число ступеней г механического регулирования характери-
зует сложность станка, последняя зависимость показывает, как упро-
щается станок по мере увеличения диапазона регулирования частоты
вращения приводного электродвигателя. Для расчета удобно пользо-
ваться графиком, представленным на рис. 14. Задаваясь диапазоном D
регулирования электродвигателя, подбирают такое число г ступеней
механического регулирования, при котором диапазон Dc регулирова-
ния станка будет иметь нужное значение.
§ 8. СИСТЕМА ГЕНЕРАТОР—ДВИГАТЕЛЬ
В станкостроении часто требуется бесступенчатое регулирование
частоты вращения привода в пределах более широких, чем те, которые
может обеспечить регулирование посредством изменения магнитного
потока двигателя постоянного тока с параллельным возбуждением.
В этих случаях применяют более сложные системы электропривода.
На рис. 15 представлена схема регулируемого электропривода по
39
chipmaker.ru
Рис. 15. Система генератор—двигатель
Рис. 16. Механические харак-
теристики системы генера-
тор —-двигатель
системе генератор — двигатель (сокращенно Г — Д). В этой системе
асинхронный двигатель АД непрерывно вращает генератор Г постоян-
ного тока с независимым возбуждением и возбудитель В, представляю-
щий собой маломощный генератор постоянного тока с параллельным
возбуждением.
Двигатель Д постоянного тока приводит в движение рабочий орган
станка. Обмотки возбуждения ОВГ генератора и ОВД двигателя пи-
таются от возбудителя В. Изменяя реостатом / сопротивление цепи
возбуждения генератора Г, меняют напряжение, подводимое к якорю
двигателя Д, и тем самым регулируют частоту вращения двигателя.
Двигатель при этом работает с полным и неизменным потоком, так
как реостат 2 выведен. Согласно формуле (34) при изменении напря-
жения U меняется частота вращения п0 идеального холостого хода
двигателя Д. Так как поток двигателя и сопротивление цепи его якоря
не меняются, то угловой коэффициент b остается постоянным. Поэтому
прямолинейные механические характеристики, соответствующие раз-
ным значениям U, расположены одна под другой и параллельны друг
другу (рис. 16). Они имеют больший наклон, чем характеристики та-
кого же электродвигателя, питаемого от сети постоянного тока, так
как в системе Г — Д напряжение U при неизменном токе возбуждения
генератора с увеличением нагрузки снижается согласно зависимости:
U = ЕС — 1яг„
где £г и гг — соответственно э. д. с. и внутреннее сопротивление гене-
ратора.
По аналогии с асинхронными двигателями обозначим
«о —«н_ „
,, — ьн-
По
Эта величина характеризует уменьшение частоты вращения дви-
гателя при повышении нагрузки от нуля до номинальной. Для парал-
40
лельных механических характеристик
__________________________«о—пн const
5,1 — По ~ п0
Эта величина возрастает по мере уменьшения п0. При больших зна-
чениях s„ заданные режимы резания буд^т значительно изменяться
при случайных колебаниях нагрузки. Поэтому диапазон регулирования
напряжением обычно не превышает 5:1.
С уменьшением номинальной мощности двигателей падение напря-
жения в них увеличивается, и механические характеристики получают
больший наклон. По этой причине снижают диапазон регулирования
напряжением системы Г — Д по мере уменьшения мощности (при мощ-
ностях менее 1 кВт до 3:1 или 2:1).
С уменьшением магнитного потока генератора на его напряжении
в большей степени сказывается размагничивающее действие реакции
его якоря. Поэтому характеристики, относящиеся к низким частотам
вращения двигателя, фактически имеют больший наклон, чем меха-
нические характеристики, описываемые уравнением (33).
Расширение диапазона регулирования достигается уменьшением
магнитного потока двигателя Д посредством реостата 2 (см. рис. 15),
производимым при полном потоке генератора 1. Этому способу регу-
лирования скорости соответствуют характеристики, расположенные
выше естественной (см. рис. 16).
Общий диапазон регулирования, равный произведению диапазонов
регулирования обоими способами, достигает (10->15):1. Регулиро-
вание изменением напряжения является.регулированием с постоянным
моментом (поскольку магнитный поток двигателя остается неизмен-
ным). Регулирование изменением магнитного потока двигателя Д
является регулированием с постоянной мощностью.
Перед пуском двигателя Д реостат 2 (см. рис. 15) полностью выво-
дят, и поток двигателя достигает наибольшего значения. Затем реоста-
том 1 увеличивают возбуждение генератора Г. Это вызывает повышение
напряжения, и скорость двигателя Д увеличивается. Если обмотку
ОВГ включить сразу на полное напряжение UB возбудителя В, то
ток в ней, как во всякой цепи, обладающей индуктивностью и активным
сопротивлением, будет нарастать:
/ _ t \
«в=^(1-е ЬвЛв/, (56)
гв
где гв — сопротивление обмотки возбуждения, LB — ее индуктивность
(влиянием насыщения магнитопровода пренебрегаем).
На рис. 17, а (кривая /) представлен график зависимости тока
возбуждения от времени, соответствующей уравнению (56). Ток воз-
буждения нарастает постепенно; скорость нарастания определяется
соотношением
^ = ТВ,
'в
где Тв — электромагнитная постоянная времени обмотки возбуждения
генератора; имеет размерность времени.'
4!
chipmaker.ru
Рис. 17. Изменение тока возбуждения в системе Г—Д
Изменение напряжения генератора при пуске имеет примерно такой
же характер, как и изменение силы тока возбуждения. Это дает воз-
можность автоматического прямого пуска двигателя с выведенным
реостатом 1 (см. рис. 15).
Нарастание тока возбуждения генератора часто ускоряют (форси-
руют), прикладывая в начальный момент к обмотке возбуждения напря-
жение, превышающее номинальное. Процесс нарастания возбуждения
будет при этом протекать по кривой 2 (см. рис. 17, а). Когда сила
тока в обмотке достигнет величины /В1, равной установившейся силе
тока возбуждения при номинальном напряжении, напряжение на об-
мотке возбуждения уменьшают до номинального. Время нарастания
тока возбуждения до номинального уменьшается. Для форсирования
возбуждения генератора напряжение возбудителя В (см. рис. 15)
выбирают в 2—3 раза превышающим номинальное напряжение обмотки
возбуждения генератора и вводят в схему добавочный резистор 4.
Замыкая на время пуска этот резистор накоротко контактом 5, на об-
мотку возбуждения подают повышенное напряжение.
Система генератор — двигатель позволяет осуществить торможение
с рекуперацией. Ток якоря электродвигателя определяют по формуле
(31). Для торможения необходимо, чтобы ток в якоре изменил свое
направление. Момент при этом также изменит знак и вместо движущего
станет тормозным. Торможение возникает при увеличении магнитного
потока электродвигателя реостатом 2 или при уменьшении напряже-
ния генератора реостатом 1. В обоих случаях э. д. с. Е двигателя
становится выше напряжения U генератора. При этом двигатель Д
работает в генераторном режиме и приводится во вращение кинети-
ческой энергией движущихся масс, а генератор Г работает в двигатель-
ном режиме, вращая со сверхсинхронной скоростью машину АД,
которая при этом переходит в режим генератора и отдает энергию
в сеть.
Торможение с рекуперацией можно осуществить и без воздействия
на реостаты / и 2. Можно просто разомкнуть цепь возбуждения гене-
ратора (например, переключателем 3). При этом ток в замкнутой цепи,
42
состоящей из обмотки возбуждения генератора и резистора 6, будет
постепенно уменьшаться
1в = ^е~гв/("в+л)> (57)
' в
где R — сопротивление резистора 6.
График, соответствующий уравнению (57), приведен на рис. 17, б.
Постепенное уменьшение тока возбуждения генератора в данном
случае равносильно увеличению сопротивления реостата 1 (см. рис. 15)
и вызывает рекуперативное торможение. В данной схеме резистор 6,
включенный параллельно обмотке возбуждения генератора, является
разрядным. Он предохраняет изоляцию обмотки возбуждения от про-
боя в случае внезапного аварийного обрыва цепи возбуждения. При
обрыве цепи возбуждения магнитный поток машины резко уменьшается,
наводит в витках обмотки возбуждения э. д. с. самоиндукции настолько
большую, что она может вызвать пробой изоляции обмотки. Разрядный
резистор 6 создает контур, в котором э. д. с. самоиндукции обмотки
возбуждения вызывает ток, замедляющий уменьшение магнитного
потока. Падение напряжения на разрядном резисторе равно напря-
жению на обмотке возбуждения. Чем меньше величина разрядного
сопротивления, тем меньше будет напряжение на обмотке возбуждения
при разрыве цепи. Вместе с тем при уменьшении величины сопро-
тивления разрядного резистора возрастают непрерывно протекающий
по нему в нормальном режиме ток и потери в нем. При выборе вели-
чины разрядного сопротивления должны быть учтены оба указанных
положения.
После отключения обмотки возбуждения генератора на его зажимах
вследствие остаточного магнетизма сохраняется некоторое небольшое
напряжение. Оно может вызвать медленное вращение двигателя с так
называемой ползучей скоростью. Для устранения этого явления об-
мотку возбуждения генератора после отключения от возбудителя при-
соединяют к зажимам генератора так, чтобы напряжение от остаточ-
ного магнетизма вызвало в обмотке возбуждения генератора размагни-
чивающий ток.
Для реверса электродвигателя Д меняют направление тока в об-
мотке возбуждения ОВГ генератора Г посредством переключателя 3
(или иного аналогичного устройства).- Вследствие значительной индук-
тивности обмотки ток возбуждения при этом постепенно уменьшается,
меняет направление, а затем постепенно нарастает.
Процессы пуска, торможения и реверса двигателя в рассматрива-
емой системе отличаются высокой экономичностью, так как их осу-
ществляют без применения реостатов, включенных в цепь якоря.
Двигатель пускают и тормозят с помощью легкой и компактной аппа-
ратуры, управляющей лишь небольшими токами возбуждения. Поэтому
данную систему целесообразно использовать для работы с частыми
пусками, торможениями и реверсами.
Основными недостатками системы Г — Д являются относительно
низкий коэффициент полезного действия, высокая стоимость и гро-
43
chipmaker.ru
моздкость, определяемые наличием в системе большого числа элек-
трических машин. Стоимость системы превышает стоимость одного
короткозамкнутого асинхронного двигателя такой же мощности в 8—
10 раз. Кроме того, такая система привода требует много места.
§ 9. ЭЛЕКТРОМАШИННЫЕ УСИЛИТЕЛИ
И ИХ ПРИМЕНЕНИЕ
Принципиальная схема электромаш инного усилителя (ЭМУ) с по-
перечным полем приведена на рис. 18. Допустим, что через обмотку 1
возбуждения двухполюсной машины постоянного тока протекает не-
большой ток ij, вызывающий также небольшой магнитный поток Ф2.
Якорь машины приводится во вращение асинхронным двигателем.
Вследствие пересечения проводниками якоря потока Фх в них наводится
э. д. с., направление которой на рис. 18 указано знаками, простав-
ленными на сечениях проводников. Щетки, установленные на гори-
зонтальной оси, перпендикулярной к потоку Фь замкнуты накоротко,
поэтому по обмотке якоря протекает ток, совпадающий с э. д. с. по
направлению. Так как поток Фх и вызванная нм э. д. с. невелики, ток
якоря несмотря на малое сопротивление якорной обмотки не достигает
опасной для машины величины.
Ток, протекающий по обмотке якоря, создает значительный по-
ток Ф2 реакции якоря, неподвижный в пространстве и направленный
перпендикулярно потоку Фг Проводники якоря пересекают поток Ф2,
вследствие чего в них наводится э. д. с., направление которой указано
знаками около проводников.
На вертикальной оси, перпендикулярной потоку Ф2, расположена
вторая пара щеток, к которой подключен потребитель П. По этой
цепи, под действием э. д. с., наведенной потоком Ф2, протекает ток
нагрузки машины. Током нагрузки создается магнитный поток Ф3,
Рис. 18. Электромашинный ус и*
литель с поперечным полем
Рис. 19. Внешние характерис-
тики электромашинного усили-
теля
44
направленный навстречу потоку Фг Поток Ф3 больше потока Ф4 и для
его компенсации усилитёли имеют специальную компенсационную
обмотку К, включенную последовательно с якорем и создающую
магнитный поток Ф4..При изменении нагрузочного тока потоки Ф3 и
Ф4 изменяются в равной степени.
Если продольный магнитный поток, равный алгебраической сумме
потоков Ф4, Ф3 и Ф4, не зависит от тока нагрузки, то компенсацию
ЭМУ называют полной. В этом случае при возрастании тока нагрузки
напряжение несколько уменьшается вследствие внутреннего падения
напряжения (рис. 19, кривая 1). Полную компенсацию используют
редко. Обычно влияние тока нагрузки на продольный магнитный
поток используют для получения внешней характеристики нужного
вида. При перекомпенсацци (кривая 2) продольный магнитный поток и
напряжение машины возрастают по мере увеличения нагрузки, при
недокомпенсации (кривая 3) — падают.
Выходная мощность Р, отдаваемая машиной потребителю, во много
раз больше входной мощности Рг, которая подведена к обмотке управ-
ления 1 (см. рис. 18) машины. Отношение
£ = (58)
называют коэффициентом усиления ЭМУ по мощности. Выходная мощ-
ность Р поступает от двигателя, приводящего ЭМУ во вращение.
Коэффициент усиления пропорционален квадрату магнитных прово-
димостей по продольной и поперечной осям ЭМУ, квадрату числа
витков обмотки управления и четвертой степени линейной скорости
якоря.
Однако уменьшение зазоров, а также увеличение числа витков
обмотки управления вызывают увеличение инерционности ЭМУ. При
расчете и конструировании ЭМУ, рационально согласуй эти факторы,
обеспечивают достаточные значения коэффициента усиления и высокое
быстродействие.
Электромагнитная постоянная времени обмотки управления
7=^, (59)
где L — индуктивность обмотки; 7? — сопротивление обмотки.
Постоянная времени обмотки управления мала и составляет
0,03 0,2 с. Это объясняется главным образом малым сечением про-
вода обмотки и большим сопротивлением обмотки управления. Индук-
тивность поперечной цепи мала, активное сопротивление ее тоже мало.
Постоянная времени этой цепи составляет 0,04—0,2 с. Статор ЭМУ
имеет магнитопровод, собранный из листовой электротехнической
стали без выступающих полюсов. Полюса образуются соответственными
обмотками, размещенными в пазах статора. Шихтованный статор
ослабляет действие вихревых токов, замедляющих переходные про-
цессы, поэтому все переходные процессы ЭМУ протекают значительно
быстрее, чем у обычного генератора постоянного тока. Нарастание
45
chipmaker.ru
напряжения от нуля до номинального значения во многих случаях
занимает не более 0,1 с.
Для улучшения коммутации щеток продольной оси применяют
дополнительные полюсы, обмотки которых включают последовательно
в цепь рабочего тока якоря. Щетки продольной оси установлены под
рабочими полюсами. Улучшение коммутации щеток поперечной оси
достигается уменьшением тока в поперечной цепи, для чего в эту
цепь включают дополнительную поперечную обмотку, показанную на
рис. 18 штриховой линией. Магнитный поток этой обмотки направлен
так же, как и магнитный поток поперечной реакции якоря. Это позво-
ляет уменьшить ток поперечной цепи, не изменив величины попереч-
ного потока.
Размеры ЭМУ в 1,5—2 раза больше, чем размеры генераторов
постоянного тока той же мощности и частоты вращения. Входная
мощность Ру мала и может составлять несколько десятых долей ватта.
При такой малой входной мощности возможно управление, например,
от электронных ламп и полупроводниковых приборов. Таким образом,
ЭМУ дает возможность управлять приводами значительной мощности
с помощью малогабаритной легкой и дешевой аппаратуры.
Для расширения возможностей управления выходной мощностью
в зависимости от различных физических параметров, преобразованных
в соответственные изменения токов и напряжений, ЭМУ выполняют
с несколькими обмотками управления 1, 2, 3 (см. рис. 18). Этим обеспе-
чивается возможность суммирования действия многих сигналов, элек-
трическое соединение цепей которых нежелательно.
Напряжение, посредством которого управляемый объект участвует
в процессе управления, может быть согласным или встречным основ-
ному напряжению обмотки управления. В первом случае его называют
напряжением положительной, а во втором случае — отрицательной
обратной связи. Часто для обратной связи используют отдельную
обмотку управления ЭМУ.
Применение в системе генератор — двигатель ЭМУ в качестве
генератора (рис. 20) дает возможность значительного расширения
диапазона регулирования частоты вращения двигателя. Потенциомет-
ром П, питаемым постоянным током, изменяют величину и направление
Рис. 20. Схема регулируемого электропривода с
ЭМУ и тахогенератором
46
тока в задающей обмотке 1 ЭМУ. Этим устанавливают нужную частоту
вращения и требуемое направление вращения двигателя Д. С валом
двигателя Д связан тахогенератор ТГ постоянного тока. Это мало-
мощный генератор, магнитный поток которого создается постоянными
магнитами (или обмоткой независимого возбуждения). Тахогенератор
работает в режиме, близком к холостому ходу. Поэтому напряжение
на 'зажимах тахогенератора практически пропорционально его частоте
вращения.
К зажимам тахогенератора подключена обмотка 2 ЭМУ, включен-
ная последовательно с подстроечным резистором Р. Магнитодвижущая
сила обмотки 2 меньше, чем у обмотки 1, и действует ей навстречу
(отрицательная обратная связь по скорости). При уменьшении частоты
вращения двигателя Д, связанном обычно с повышением нагрузки
на его валу, размагничивающее действие обмотки 2 уменьшается,
поток ЭМУ возрастает и напряжение на его выходе повышается.
Это вызывает увеличение частоты вращения электродвигателя Д,
которая приближается к прежнему значению. При увеличении частоты
вращения электродвигателя Д будут иметь место обратные процессы.
Посредством предусмотренных в схеме подстроечных резисторов
система может быть отрегулирована так, что механические характе-
ристики электродвигателя станут практически горизонтальными,
обеспечивая возможность значительного увеличения диапазона регу-
лирования частоты вращения двигателя Д. В начале пуска двигатель
и тахогенератор ТГ неподвижны. Магнитодвижущая сила задающей
обмотки 1 велика, и потому напряжение ЭМУ нарастает очень быстро.
Сходные процессы имеют место при торможении и реверсе. Таким
образом, при отрицательной обратной связи по скорости не только
стабилизируется частота вращения, но и ускоряются (форсируются)
переходные процессы. При смещении движка потенциометра П вверх
(относительно средней точки) направление тока в обмотке / изменяется.
Это вызывает изменение полярности ЭМУ. Двигатель начинает вра-
щаться в обратную сторону. Соответственно изменяется полярность
тахогенератора ТГ и тока в обмотке 2.
В рассмотренной системе при изменении внешних воздействий
па привод могут возникнуть колебательные переходные процессы.
Для гашения колебаний вводят так называемые гибкие обратные
связи. Гибкой обратной связью называют воздействие на вход системы
или ее звена, пропорциональное скорости изменения соответствующей
выходной величины. В системе могут возникнуть колебания напряже-
ния ЭМУ и частоты вращения двигателя Д. Для стабилизации при-
меняют отдельную обмотку управления ЭМУ, называемую противо-
колебательной или стабилизирующей.
При неизменном напряжении ЭМУ (рис. 21, а) конденсатор заряжен,
и ток через стабилизирующую обмотку ОС не протекает. В случае
понижения напряжения ЭМУ конденсатор начинает разряжаться,
и через стабилизирующую обмотку проходит разрядный ток, усили-
вающий магнитный поток ЭМУ. Это задерживает понижение напря-
жения. Если напряжение ЭМУ будет повышаться, то конденсатор
начнет дополнительно заряжаться. В стабилизирующей обмотке воз-
47
chipmaker, ru
Рис. 21. Схемы стабилизации ЭМУ
никнет ток обратного направления, и повышение напряжения задер-
жится.
На рис. 21, б показан способ введения гибкий обратной связи через
стабилизирующий трансформатор ТС. Ток по противоколебательной
обмотке ОС и в этой схеме протекает лишь в периоды, когда напряжение
ЭМУ изменяется.
Гибкая обратная связь задерживает и рабочие переходные процессы,
так как противодействует всякому изменению напряжения ЭМУ.
Поэтому параметры цепи гибкой обратной связи подбирают так, чтобы
нужное стабилизирующее действие возникало при достаточной ско-
рости протекания переходных процессов. Обычно этого добиваются
при колебательных, но быстро затухающих переходных процессах.
В некоторых случаях при установке движка потенциометра задаю-
щей обмотки ЭМУ в среднее положение ненагруженный двигатель
продолжает медленно вращаться. Это связано с наличием остаточного
магнитного потока ЭМУ, достигающего 15—20% от номинального
значения. Для уничтожения остаточного потока по дополнительной
обмотке размагничивания ЭМУ пропускают переменный ток или ис-
пользуют переменную составляющую выпрямленного тока, питающего
обмотку управления.
Отклонение действительного значения частоты вращения исполни-
тельного двигателя от заданного значения при установившемся режиме
называют статической ошибкой. Для ее уменьшения следует увеличи-
вать коэффициент усиления ЭМУ (усиливать обратную связь по скоро-
сти). Увеличение коэффициента усиления ЭМУ ограничено условиями
обеспечения устойчивости и быстродействия; кроме того, указанный
коэффициент в основном определяется конструктивными параметрами
машины, и потребитель не может существенно влиять на его вели-
чину.
Возможности усиления обратной связи посредством регулирования
сопротивлений подстроечных резисторов и увеличения мощности тахо-
генераторов также ограничены.
Многократное уменьшение статической ошибки, т. е. повышение
жесткости механических характеристик привода и расширение диапа-
зона регулирования, обычно достигается путем введения в цепь об-
ратной связи по скорости промежуточного усилителя на полупровод.-
48
никовых приборах. Этим достигается также и уменьшение размеров
тахогенераторов и регуляторов.
Применение ЭМУ с поперечным полем не ограничивается приведен-
ными выше схемами. Существуют многочисленные комбинированное
системы, в которых изменение выходного напряжения ЭМУ произво-
дится в функции нескольких параметров. Например, в схемах приводов
с широким диапазоном регулирования посредством усилителя постоян-
ного тока увеличивают разность некоторого эталонного напряжения и
напряжения тахогенератора. Разность этих двух напряжений подается
на вход ЭМУ. В схеме применяют положительную обратную связь по
току нагрузки и отрицательные обратные связи по напряжению, по
приращению напряжения, частоте вращения, по ускорению и по при-
ращению ускорения.
Приводы с ЭМУ, электронным усилителем и эталонным напряже-
нием обеспечивают диапазоны регулирования до 1:2000 и выше. Такие
приводы удовлетворяют наиболее жестким требованиям, предъявляе-
мым к приводам цепей подачи металлорежущих станков, причем медлен-
ные установочные перемещения, рабочие подачи и быстрые переме-
щения могут быть получены от одного и того же привода при исполь-
зовании чисто электрического регулирования частоты вращения.
§ 10. ПРИВОДЫ С МАГНИТНЫМИ УСИЛИТЕЛЯМИ
Привод с ЭМУ имеет большое число вращающихся электрических
машин. Значительный интерес представляют приводы с неподвижными
(статическими) аппаратами управления. Подобные приводы могут быть
созданы на основе применения магнитного усилителя (МУ).
Простейший МУ представляет собой два сердечника, собранных
из листовой стали, с обмотками 1, 2, 3, 4, 5 (рис. 22). Обмотку
управления 3 включают в цепь постоянного тока. По обмоткам
1 и 2 протекает переменный ток. При увеличении постоянного тока
/у в обмотке 3 растет подмагничивание стальных сердечников. Вслед-
ствие насыщения уменьшаются магнитные потоки, созданные перемен-
ным током каждой из обмоток 1 и 2. Поэтому уменьшаются индуктив-
ности этих обмоток и их индуктивные сопротивления. Таким образом,
изменяя постоянный ток в обмотке управления' МУ, можно управлять
сопротивлением цепи переменного тока. При включении обмоток 1
и 2 так, как это показано на рис. 22,
э. д. с., наводимые в обмотке 3 пуль-
сирующими магнитными потоками
этих обмоток, взаимно компенсируют-
ся. Посредством малой мощности по-
стоянного тока, подводимой к обмот-
ке 3, можно управлять весьма зна-
чительными мощностями в цепи пере-
менного тока. Отношение управляе-
мой мощности к управляющей, т. е.
коэффициент усиления по мощности,
у магнитного усилителя может быть
49
chipmaker.ru
очень велик (десятки тысяч). Магнитные усилители обычно имеют не-
сколько обмоток управления (3, 4, 5 на рис. 22), что дает возможность
управления в функции нескольких параметров (сложение сигналов).
Достоинствами магнитных усилителей являются большая эксплуа-
тационная надежность и высокий к. п. д. Недостатком — их инерцион-
ность.
Для повышения быстродействия МУ малой мощности используют
сердечники, изготовленные из материалов с прямоугольной петлей
гистерезиса. При работе с частотой 50 Гц обычно применяют железо-
никелевые сплавы (пармаллои), которые отличаются высокими значе-
ниями магнитной проницаемости и небольшой коэрцитивной силой.
Пермаллои изготовляют в виде лент или листов. Магнитные усилители
малой мощности с сердечниками, намотанными из ленты, имеют торои-
дальную форму. При работе с частотой 5—10 кГц и выше применяют
ферритные сердечники. Их изготовляют из смеси окислов железа,
никеля, цинка, марганца, меди и других металлов путем прессования
и обжига. Ферритные сердечники характеризуются высокими значе-
ниями удельного сопротивления, поэтому потери от вихревых токов
в них малы.
Отечественная промышленность изготовляет комплектные регули-
руемые приводы с магнитными усилителями (ПМУ) серии ПМУ и
ПМУ—М мощностью. 0,1—8 кВт и с диапазонами регулирования до
10:1. На рис. 23 показана схема ПМУ средней мощности. В данном
случае для питания цепи якоря двигателя постоянного тока применена
схема трехфазного полупроводникового выпрямителя. Обмотка ОВД
возбуждения двигателя 1 питается от отдельного двухполупериодного
выпрямителя. В данном приводе применены три магнитных усилителя.
Рабочие обмотки 1и^ и 2wf, Зи^ и 4шг; 5^ и 6ш1 этих усилителей вклю-
чены последовательно с вентилями в плечи трехфазного моста.
В данной схеме взамен отрицательной обратной связи по частоте
вращения применены две обратные связи: отрицательная по напря-
жению на якоре двигателя Д и положительная по току якоря. Воз-
50
можность использования таких обратных связей обусловливается
следующим уравнением:
— Е = — и + 1ягя,
которое получено из формулы (30) путем перемены знаков ее членов.
В этой формуле Е = п. Обмотки 1ьу2, 2w2, 3w2 трех магнитных усили-
телей одновременно являются обмотками управления, обмотками
отрицательной обратной связи по напряжению и обмотками положи-
тельной обратной связи по току. Поэтому эти обмотки включены после-
довательно друг с другом на алгебраическую сумму задающего напря-
жения, снятого с потенциометра Р1, напряжения на щетках электро-
двигателя Д и напряжения на резисторе 2R. Это последнее напряжение
является выпрямленным напряжением трансформатора тока ТТ. Оно
пропорционально потребляемому току и примерно пропорционально
току якоря.
Каждая из рабочих обмоток, например включена последова-
тельно с вентилем и поэтому по ней протекает пульсирующий ток
постоянного направления. Постоянная составляющая этого тока
усиливает постоянный магнитный поток в сердечнике магнитного
усилителя. Таким образом, в схеме имеет место дополнительная внут-
ренняя положительная обратная связь по току, что должно быть
учтено при регулировке привода. Изменяя положение движка потен-
циометра Р1, можно регулировать частоту вращения электродвигателя.
Ограничение пускового тока осуществляется магнитным усилителем
путем соответственного уменьшения тока управления. '
В приводах ПМУ отклонение частоты вращения от установленной,
вызванное изменением момента нагрузки от 0,257Ин до Мн, составляет
10—15%.
Выпускается модификация привода ПМУ (серия ПМУ-П) с расши-
ренным диапазоном регулирования скоростей (до 100:1). Необходимое
увеличение жесткости механических характеристик достигается при-
менением промежуточного полупроводникового усилителя в схеме
обратной связи.
Магнитные усилители позволяют регулировать также и частоту
вращения короткозамкнутых асинхронных двигателей. Такое регули-
рование с использованием больших скольжений связано, однако, со
значительным нагревом машин, поэтому оно не нашло применения
в станкостроении.
Недостатком приводов ПМУ является их невысокое быстродей-
ствие, вызванное значительной индуктивностью рабочих обмоток маг-
нитного усилителя. По этой причине приводы ПМУ применяются
в станкостроении там, где высокого быстродействия не требуется,
например, для вращения детали, обрабатываемой на шлифовальных
станках.
§ II. ТИРИСТОРНЫЙ ПРИВОД
В промышленности широкое распространение получают приводы
с управляемыми полупроводниковыми вентилями — тиристорами. Ти-
ристоры изготовляют на ток, доходящий до сотен ампер, на напряжение
до 1000 и более вольт. Они отличаются высоким к. п. д., относительно
51
Рис. 24. Структурная схема (а), вольтамперная характеристика (б) и конст-
руктивное оформление (в) тиристора
малыми размерами, высоким быстродействием и способностью работать
в широком диапазоне температуры окружающей среды (от —60 до
+60 °C).
Тиристор (рис. 24, а) представляет собой четырехслойный крем-
ниевый полупроводник с двумя р — /i-переходами и одним и — р-пере-
ходом. Величина силы тока I, проходящего через тиристор под дей-
ствием анодного напряжения Us, зависит от тока /у управления, про-
ходящего через управляющий электрод под действием напряжения
67У управления.
. Если ток управления отсутствует (/у — 0), то при повышении на-
пряжения Ue ток / в цепи потребителя П будет нарастать, оставаясь,
однако, весьма малым по величине (рис. 24, б). В это время переход
п — р, включенный в непроводящем направлении, обладает большим
сопротивлением. При определенном значении Ual анодного напряже-
ния, называемом напряжением открывания, зажигания или переклю-
чения, наступает лавинный пробой запирающего слоя. Его сопротив-
ление становится малым, а сила тока возрастает до значения, определя-
емого, в соответствии с законом Ома, сопротивлением Rn потребителя П.
При увеличении силы тока 7у напряжение Ua уменьшается. Ток
/у, при котором напряжение 17 а достигает наименьшего значения,
называют током /с спрямления. Закрывание тиристора происходит
при снятии напряжения U„ или при изменении его знака.
Номинальной силой тока /„ тиристора называют наибольшее сред-
нее значение силы тока, проходящего в прямом направлении, не
вызывающее недопустимого перегрева. Номинальным напряжением U„
называют наибольшее допустимое амплитудное напряжение, при кото-
ром обеспечивается заданная надежность прибора. Падение напряже-
ния At/H, созданное номинальным током, называют номинальным
падением напряжения (обычно Д{7Н ~ 14-2 В).
Величина силы тока /с спрямления колеблется в пределах 0,1—
0,4 А при напряжении (7С 6—8 В. Тиристор надежно открывается при
длительности импульса в 20—30 мкс. Интервал между импульсами
52
Рис. 25. Управление тиристором
защищена металлическим кожухом 5
не должен быть менее 100 мкс.
Когда напряжение умень-
шается до нуля, тиристор за-
пирается.
Внешнее конструктивное
оформление тиристора приве-
дено на рис. 24, в. На медном
основании 1 с шестигранной
огранкой и хвостовиком с
резьбой укрепляется крем-
ниевая четырехслойная струк-
тура 2 с силовым отрицатель-
ным 3 и управляющим 4 вы-
водами. Кремниевая структура
цилиндрической формы. В кожухе укреплен изолятор 6. Резьбу в осно-
вании / используют для установки тиристора и для присоединения
к положительному полюсу источника анодного напряжения.
При увеличении напряжения Ua уменьшается ток управления,
необходимый для открывания тиристора (см. рис. 24, б). Ток управ-
ления открывания пропорционален напряжению нуо управления
открывания. Если б/а меняется по закону синуса (рис. 25), то необхо-
димые напряжения ы открывания могут быть изображены штрихо-
вой линией.
Если приложенное напряжение управления i/yl постоянно и его
значение ниже минимального значения напряжения иу о, то тиристор
не открывается. Если напряжение управления увеличить до значения
Uy2, то тиристор откроется, как только напряжение Uy2 окажется
больше напряжения иу о. Изменяя величину пу, можно изменять угол
открывания тиристора в пределах от 0 -до 90°.
Для открывания тиристора при углах, превышающих 90°, приме-
няют переменное напряжение управления ну, изменяющееся, напри-
мер, синусоидально. При напряжении, соответствующем точке пере-
сечения синусоидой этого напряжения штриховой кривой иуо =
тиристор открывается.
Смещая синусоиду ну.о по горизонтали вправо или влево, можно
изменять угол wto открывания тиристора. Такое управление углом
открывания называют горизонтальным. Его осуществляют посредством
специальных фазосмещателей. Смещая ту же синусоиду по вертикали
вверх или вниз, также можно изменять угол открывания. Такое управ-
ление называют вертикальным. В этом случае с переменным напряже-
нием управления иу алгебраически складывают постоянное напряже-
ние, например напряжение Uyl. Угол открывания регулируют путем
изменения величины этого напряжения.
После открывания тиристор остается открытым до конца положи-
тельного полупериода, и напряжение управления не влияет на его
работу. Это позволяет применить также импульсное управление,
периодически подавая положительные импульсы напряжения управ-
ления в нужные моменты времени (рис. 25 внизу). При этом повы-
шается четкость управления.
53
chipmaker.ru
Рис. 26. Схема управления тиристорами
Изменяя тем или иным способом угол открывания тиристора,
можно подавать на потребитель импульсы напряжения различной
формы. При этом изменяется величина среднего значения напряжения
на зажимах потребителя.
Для управления тиристорами применяют различные устройства.
В схеме, показанной на рис. 26, напряжение сети переменного тока
подается на первичную обмотку трансформатора Тр1. В цепь вторичной
обмотки этого трансформатора включен двухполупериодный выпря-
митель Bl, В2, ВЗ, В4 со значительной индуктивностью L в цепи
постоянного тока. Пульсации выпрямленного тока при этом прак-
тически устраняются. Но такой постоянный ток может быть полу-
чен лишь при двухполупериодном выпрямлении переменного тока,
имеющего форму, показанную на рис. 27, а. Таким образом, в данном
случае выпрямитель Bl, В2, ВЗ, В4 (см. рис. 26) является преобразо-
вателем формы переменного тока. При такой схеме конденсаторы С1 и
С2 попеременно заряжаются прямоугольными импульсами тока
(рис. 27, а). При этом на обкладках конденсаторов С1 и С2 образуется
пилообразное напряжение (рис. 27, б), приложенное к базам тран-
зисторов Т1 и Т2 (см. рис. 26). Это напряжение называют опорным.
В цепи базы каждого транзистора действует также и напряжение
Uy постоянного тока. Когда пилообразное напряжение равно нулю,
напряжение Uy создает на базах обоих транзисторов положительные
потенциалы. Каждый транзистор открывается током базы при отри-
цательном потенциале на базе. Это происходит, когда отрицательные
значения пилообразного опорного напряжения оказываются большими,
чем Uy (рис. 27, б). Это условие выполняется в зависимости от вели-
чины Uy при различных значениях фазового угла. При этом тран-
зистор открывается на различные промежутки времени в зависимости
от величины напряжения Uy. Когда тот или другой транзистор откры-
а) -ua,+Uy б)
Рис. 27. Графики напряжений управления тиристорами
54
вается, через первичную обмотку трансформатора Тр2 или ТрЗ (см.
рис. 26) проходит прямоугольный импульс тока. При прохождении
переднего фронта этого импульса во вторичной обмотке возникает
импульс напряжения, который подается на управляющий электрод
тиристора.
При прохождении заднего фронта импульса тока во вторичной
обмотке возникает импульс напряжения противоположной полярности.
Этот импульс замыкается полупроводниковым диодом, шунтирующим
вторичную обмотку, и на тиристор не подается. При управлении ти-
ристорами (см. рис. 26) двумя трансформаторами создают два
импульса, сдвинутых по фазе на 180°.
В системах тиристорного управления двигателями постоянного
тока изменение постоянного напряжения на якоре двигателя исполь-
зуют для регулирования его частоты вращения. В этих случаях обычно
используют схемы многофазного выпрямления. На рис. 28, а сплошной
линией показана простейшая схема такого рода. В этой схеме каждый
из тиристоров Tl, Т2, ТЗ включен последовательно со вторичной
обмоткой трансформатора и якорем электродвигателя; э. д. с. вторич-
ных обмоток сдвинуты по фазе. Поэтому на якорь двигателя при управ-
лении углом открывания тиристорами подаются импульсы напряжения,
сдвинутые по фазе друг относительно друга. В многофазной схеме,
в зависимости от выбранного угла зажигания тиристоров, через якорь
двигателя могут протекать прерывистые и непрерывные токи.
У реверсивного электропривода (рис. 28, а, вся схема) используют
два комплекта тиристоров: Tl, Т2, ТЗ, и Т4, Т5, Тб. Открывая тири-
сторы той или иной группы, изменяют направление тока в якоре
электродвигателя и, следовательно, направление его вращения. Реверс
двигателя может быть также осуществлен путем изменения направле-
55
chipmaker.ru
ния тока в обмотке возбуждения электродвигателя. Такой реверс при-
меняют в тех случаях, когда не требуется высокого быстродействия,
поскольку обмотка возбуждения обладает по сравнению с обмоткой
якоря весьма высокой индуктивностью. Такой реверс часто применяют
для тиристорных приводов главного движения металлорежущих стан-
ков. Второй комплект тиристоров позволяет также осуществить тор-
мозные режимы, требующие изменения направления тока в цепи якоря
электродвигателя.
Тиристоры в рассматриваемых схемах привода используют для
включения и отключения двигателя, а также для ограничения вели-
чины пускового и тормозного тока, исключая необходимость примене-
ния контакторов, а также пусковых и тормозных реостатов.
В схемах тиристорного электропривода постоянного тока силовые
трансформаторы нежелательны. Они повышают размеры и стоимость
установки, поэтому часто используют схему, приведенную на рис. 28, б.
В этой схеме управления зажиганием тиристоров осуществляет блок
управления БУ1. Его присоединяют к сети трехфазного тока, обе-
спечивая этим питание и согласование фаз импульсов управления
с анодным напряжением тиристоров. В приводе обычно применяют
обратную связь по частоте вращения электродвигателя. При этом
используют тахогенератор Т и промежуточный транзисторный уси-
литель УТ. Применяют также обратную связь по э. д. с. электро-
двигателя, осуществляемую путем одновременного действия отрица-
тельной обратной связи по напряжению и положительной обратной
связи по току якоря.
Для регулирования тока возбуждения применяют тиристор Т7
с блоком управления БУ2. В отрицательные полупериоды анодного
напряжения, когда тиристор Т7 не пропускает ток, ток в ОВД продол-
жает протекать за счет э. д. с., самоиндукции, замыкаясь через шунти-
рующий вентиль В1.
В рассмотренных тиристорных приводах питание двигателя осу-
ществляется импульсами напряжения частотой 50 Гц. В целях увели-
чения быстродействия частоту импульсов целесообразно повышать.
Это достигается в тиристорных приводах с широтно-импульсным уп-
равлением, где через якорь двигателя пропускают прямоугольные
импульсы постоянного тока различной длительности (широты) частотой
до 2—5 кГц. Помимо высокого быстродействия такое управление
обеспечивает большие диапазоны регулирования частоты вращения
электродвигателя и более высокие энергетические показатели.
При широтно-импульсном управлении двигатель питается от неуп-
равляемого выпрямителя, а тиристор, включенный последовательно
с якорем, периодически закрывается и открывается. При этом через
цепь якоря двигателя проходят импульсы постоянного тока. Изменение
длительности (широты) этих импульсов приводит к изменению частоты
вращения электродвигателя. Поскольку в данном случае тиристор
работает под постоянным напряжением, для его закрывания приме-
няют особые схемы.
Одна из простейших схем широтно-импульсного управления при-
ведена на рис. 29. В этой схеме тиристор Тр запирается при включении
56
тиристора Тг гашения. При открывании
этого тиристора заряженный конденса-
тор С разряжается на дроссель Др1, соз-
давая в нем значительную э. д. с. При
этом на концах дросселя возникает
напряжение, большее, чем напряжение
U силового выпрямителя и направленное
ему навстречу. Через силовой выпрями-
тель и шунтирующий диод Д1 это нап-
ряжение подается на тиристор 7’р и вы-
зывает его запирание. При запирании
Тт конденсатор С вновь заряжается до
напряжения коммутации U. Вслед-
ствие повышенной частоты импульсов
Рис. 29. Тиристорный привод
с широтно-импульсным управ-
лением
тока и инерции якоря двигателя импульсный характер питания на
плавности вращения двигателя практически не отражается. Тиристоры
Тр и Т, открываются посредством специальной фазосмещающей схемы,
позволяющей изменять ширину импульса.
Отечественная электропромышленность выпускает модификации
комплектных регулируемых тиристорных приводов постоянного тока
мощностью 0,1—11,3 кВт. Среди них имеются прйводы с диапазонами
регулирования частоты вращения 1:20; 1:200; 1:2000 путем изменения
напряжения, нереверсивные и реверсивные приводы, с электрическим
торможением и без него. Управление осуществляется транзисторными
фазо-импульсными устройствами. В приводах используют отрицатель-
ные обратные связи по частоте вращения двигателей и по противо-
э. д. с. Выпускают также комплектный тиристорный приводтнпаЭТШР
мощностью от 0,25 до 1,2 кВт с широтно-импульсным преобразовате-
лем, обеспечивающий широкий диапазон регулирования.
Преимуществами тиристорных приводов являются высокие энерге-
тические показатели, малые размеры и масса, отсутствие каких-либо
вращающихся машин помимо электродвигателя, высокое быстродей-
ствие, постоянная готовность к работе. Основным недостатком тири-
сторных приводов является их пока еще высокая стоимость, значи-
тельно превышающая стоимость приводов с электромашинными и
магнитными усилителями. Следует отметить, однако, что по мере рас-
ширения производства тиристорных приводов имеет место тенденция
к непрерывному снижению их стоимости.
§ 12. ЭЛЕКТРИЧЕСКИЙ ВАЛ
И ЕГО ПРИМЕНЕНИЕ В СТАНКОСТРОЕНИИ
Допустим, что два вала / и II (рис. 30), не имеющие механической
связи друг с другом, должны вращаться с одинаковыми скоростями,
не поворачиваясь друг относительно друга. Для обеспечения такого
синхронного и синфазного вращения с двигателями Д1 и Д2, которые
вращают соответственно валы I и II, связывают вспомогательные
асинхронные машины А! и А2 с фазными роторами. Роторные обмотки
этих машин соединяют друг с другом встречно. Если частоты вращения
57
Рис. 30. Схема синхронной связи
Рис. 31. Векторные
диаграммы системы
синхронной связи
обеих машин и положения их роторов одинаковые, то элекродвижущие
силы, наведенные в обмотках роторов машин А1 и А2, равны и на-
правлены навстречу друг другу (рис. 31, а), и ток в цепи роторов
не протекает. Предположим, что направление вращения поля вспомо-
гательных машин совпадает с направлением вращения их роторов.
При замедлении вращения машины А2 ее ротор отстанет от ротора А1,
вследствие чего э. д. с. Ер2, наведенная в обмотке ротора, сместится
по фазе в сторону опережения (рис. 31, б), и в цепи роторов машин А1
и А2 под действием векторной суммы э. д. с. Е появится уравнитель-
ный ток I.
Вектор тока I будет отставать от вектора э. д. с. Е на угол ф.
Проекция вектора тока I на вектор э. д. с. £р2 совпадает с этим вектором
по направлению. Проекция вектора тока на вектор э. д. с. Ер1 направ-
лена навстречу ему. Из этого следует, что машина А2 будет работать
в режиме двигателя, а машина А1 — в режиме генератора. При этом
вал машины А2 получит ускорение, а вал машины А1 — замедление.
Таким образом, машины разовьют моменты, восстанавливающие син-
хронное вращение валов I и II и прежнее согласованное положение
в пространстве роторов машин А1 и А2. Роторы этих машин могут
вращаться как по направлению вращения поля, так и в противополож-
ном направлении.
Данная система носит название электрической системы синхрон-
ного вращения. Ее называют также электрическим валом. Система
синхронного вращения может заменить, например, ходовые винты
у токарно-винторезных станков.
Так как цепи подачи металлорежущих станков по сравнению с
цепями главного движения потребляют обычно малую мощность, то
для синхронизации главного движения с подачей может быть применена
более простая схема синхронного вращения (рис. 32). В этом случае
неизбежно постоянное рассогласование между положениями роторов
машин А1 и А2, без чего в цепи ротора машины А2 не было бы тока и
она не смогла бы преодолеть момент сил сопротивления цепи подачи.
Так как машина А2 получает питание от статора и ротора, то при дан-
ной системе электрического вала требуется шестипроводная подводка
58
Рис. 33. Схема синхронной
связи с роторным реостатом
к двигателю, установленному во многих случаях на движущемся
узле станка, условно показанном на рисунке штриховой линией.
В пределах углового рассогласования, не превышающего 90°,
электрический синхронизирующий момент возрастает. Для обеспе-
чения значительного синхронизирующего момента машины синхрон-
ной связи при всех возможных угловых частотах вращения должны
работать с большими скольжениями (не менее 0,3—0,5). Поэтому во
избежание недопустимого нагрева эти машины должны быть достаточ-
но больших размеров. Мощность машин дополнительно увеличивают,
стремясь исключить влияние колебаний нагрузки и сил трения. При-
меняют также механические передачи, понижающие частоту вращения
валов станка, а следовательно, и величину угловой ошибки, приведен-
ной к валу станка. Перед началом работы электрического вала асин-
хронные машины А1 и А2 включают на однофазное питание. При этом
ротор машины А2 занимает исходное положение, согласованное с поло-
жением ротора машины А1.
Системы синхронного вращения рационально применять для тяже-
лых станков, так как изготовление длинных ходовых винтов связано
со значительными трудностями. Кроме того, с увеличением длины
винтов или валов, вследствие их скручивания, точность согласования
взаимного расположения частей станка уменьшается. В системе электри-
ческого вала расстояние между валами никакого влияния на точность
работы оказать не может.
При использовании электрического вала исключаются механичес-
кие связи суппортов со шпинделем и сильно упрощается кинематичес-
кая схема. Существенным недостатком систем электрического вала в
тяжелых станках является возможность порчи дорогостоящей заго-
товки при перерыве в электроснабжении, так как при этом сразу
возникает рассогласование. В некоторых случаях при такой аварии
порча заготовки может быть предотвращена путем быстрого автомати-
ческого отвода инструмента.
Для станкостроения интерес представляет схема с двумя одинако-
выми асинхронными двигателями с фазными роторами (рис. 33). Так
как цепь обоих роторов замкнута на реостат R, то при подключении
двигателей к сети переменного тока оба ротора начинают вращаться.
59
chiprnaker.ru
Рис. 34. Сельсинная система синхронной связи
Помимо токов, протекающих в обмотках роторов и реостате, в цепи
роторов обеих машин течет уравнительный ток. Наличие этого тока
обусловливает появление синхронизирующего момента, вследствие
чего машины вращаются синхронно. Такая система может быть исполь-
зована для подъема и опускания поперечин крупных строгальных,
продольно-фрезерных и карусельных станков.
Кроме рассмотренных систем электрического вала для станко-
строения разрабатывались и применялись и другие системы с машинами
переменного тока, в том числе однофазные системы и системы с син-
хронными двигателями специальной конструкции. '
Для автоматического управления станками широкое применение
получили системы синхронной передачи с сельсинами. Сельсины^-
специальные синхронные машины малой мощности. Схема (рис. 34, а)
обьПТйб содёржит два одинаковых сельсина: задающий Д и приемный /7.
Статоры и роторы сельсинов собраны из листовой стали. На роторе
каждого сельсина имеется обмотка, присоединенная к сети переменного
тока посредством контактных колец и щеток. Статор имеет три об-
мотки, оси которых сдвинуты на 120°. Обмотки статоров двух сель-
синов включены звездой навстречу друг другу.
У каждого сельсина пульсирующий поток обмотки неподвижного
ротора наводит в обмотках статора три э. д. с. Они совпадают по фазе,
но не равны по величине, так как ось обмохки ротора и оси обмоток
статора образуют разные углы. Если роторы сельсинов находятся
в одинаковом положении, то э. д. с. статорных обмоток, соединенных
встречно, соответственно равны и противоположны, поскольку обмотки
включены навстречу друг другу. Ток в обмотках при этом не возникает.
Если теперь ротор сельсина Д повернуть на некоторый угол 6 и удер-
живать в этом положении, то взаимная компенсация э. д. с. нарушится
и в обмотках статора сельсинов появится ток. При этом на валу сеЛьсина
П возникнет момент и ротор его повернется на тот же угол. Причиной
такого поворота являтся взаимодействие потоков сельсинов.
Пользуясь принципом наложения, систему, показанную на рис. 34,о,
можно рассматривать, как систему, питаемую со стороны каждого
60
из сельсинов в отдельности, считая, что в статорных обмотках другого
сельсина э. д. с. не наводятся, и совмещать затем результаты двух
рассмотренных случаев. Если у сельсина П отсутствуют э. д. с. в об-
мотках статора, то эти обмотки обтекаются только токами обмоток
статора сельсина Д. При этом (рис. 34, б) в сельсине Д возникает, в
соответствии с законом Ленца, магнитный поток Фсд, противополож-
ный потоку ФРд ротора этого сельсина. В обмотках статора сельсина П
при этом появляется поток Фсд, равный потоку Фсд и направленный
в обратную сторону, что обусловлено встречным включением обмоток.
Если у сельсина Д отсутствуют э. д. с. в обмотках статора, то у сель-
сина П аналогичным образом возникает поток Фсп, а у сельсина Д
поток Фсп, равный ему и противоположно направленный.
Таким образом, при повороте ротора сельсина Д на угол о в сель-
сине П действуют два потока: поток (Фрп — Фсп), совпадающий по
направлению с Фрп, и поток Фсд- Стремясь совместиться, эти потоки
повернут ротор сельсина П на угол 0 в ту же сторону. Если ротор
сельсина Д поворачивать непрерывно, то за ним будет синхронно
поворачиваться ротор сельсина П. Такой режим работы сельсинов
называют индикаторным. При этом режиме имеется возможность
измерения угла поворота какого-либо вала на значительном от него
удалении.
В станкостроении часто применяют трансформаторный режим
работы сельсинов. В этом случае ротор сельсина П закрепляют, а его
обмотку замыкают на вольтметр. При повороте ротора сельсина Д
суммарный магнитный поток обмоток статора сельсина П будет пово-
рачиваться. При этом будет меняться угол между осями обмотки ротора
сельсина П и суммарного потока, а следовательно, и величина э. д. с.
в обмотке неподвижного ротора. Если эти оси совпадают (например,
при е = 0), то вольтметр (рис. 34, а) покажет наибольшее напряжение.
При повороте ротора сельсина Д показания вольтметра начнут умень-
шаться. Чтобы с увеличением угла 0 показания также увеличивались,
ротор сельсина П закрепляют со сдвигом 90°. Тогда при 6=0 оси
обмотки ротора и суммарного потока у сельсина П будут перпендику-
лярны и, следовательно, э. д. с. в этой обмотке будет отсутствовать.
По мере увеличения угла е показания вольтметра начнут возрастать.
При непрерывном вращении сельсина Д ось магнитного потока будет
непрерывно поворачиваться и напряжение между концами роторной
обмотки сельсина 77 будет изменяться в функции угла е по закону
синуса.
Сельсины описанной конструкции имеют два контактных кольца.
Применяют также сельсины с тремя контактными кольцами. Они имеют
три обмотки на роторе и одну на статоре. Широко применяются в про-
мышленности бесконтактные сельсины (рис. 35). На статоре сельсина
размещены две обмотки: первичная 2 и вторичная 3. Обмотка 2 выпол-
нена в виде двух кольцеобразных катушек, соединенных согласно и
последовательно. Обмотка 3 состоит из трех катушек, размещенных
на кольцевом магнитопроводе 4 и сдвинутых на 120°. Ротор 6 собран
из листовой стали и разделен на две части немагнитной прослойкой 7.
При питании первичной обмотки 2 однофазным током создается пуль-
61
chipmaker.ru
Рис. 35. Бесконтактный сельсин
сирующий магнитный поток. Части /, 4 и 5 магнитопровода статора
также выполнены из листовой стали. Пульсирующий магнитный поток
наводит в обмотках 3 электродвижущие силы. Два одинаковых бес-
контактных сельсина включают в схему, показанную на рис. 34, а.
Если роторы обоих сельсинов находятся в одинаковых положениях,
то э. д. с. соответствующих вторичных обмоток одинаковы по величине
и противоположны по направлению. Ток во вторичной цепи при этом
не возникает. В случае поворота ротора одного из сельсинов, э. д. с.
вторичных обмоток данного сельсина изменяется. Э. д. с. двух сельси-
нов уже не будут уравновешивать одна другую, и в цепи вторичных
обмоток потекут токи, которые вызовут поворот оси магнитного потока
каждого из сельсинов. При этом ротор второго сельсина повернется
в положение, соответствующее наименьшему магнитному сопротив-
лению (и наибольшему магнитному потоку) и окажется в том же поло-
жении, что и ротор первого сельсина.
Бесконтактные сельсины отличаются повышенной надежностью.
Для управления приводами значительной мощности сельсинная син-
хронная связь требует применения усилителя.
§ 13. ПЕРЕХОДНЫЕ ПРОЦЕССЫ
ПРИВОДОВ СТАНКОВ
Электродвигатель, развивая на своем валу движущий момент М,
приводит во вращение кинематическую цепь станка. При этом силы
резания и силы трения создают момент Л4С сил сопротивления на валу
электродвигателя. У приводов, поднимающих неуравновешенные
подвижные узлы станков, моменты сил сопротивления создаются также
и силами тяжести этих узлов. При М = Л4С вал двигателя вращается
с постоянной угловой скоростью. Такое равномерное вращение назы-
вают установившимся. При М > Л4С угловая скорость вала электро-
двигателя повышается, а при М <; Л4С — она понижается.
62
Периоды неравномерного вращения называют переходными про-
цессами. При переходных процессах массы элементов кинематической
цепи и ротора двигателя, вращаясь неравномерно, развивают динами-
ческий момент Mj, возникающий в результате действия сил инерции.
Динамический момент противодействует всякому изменению скорости.
Переходные процессы возникают при пуске и торможении станка,
при изменении сечения стружки, обусловленном неравномерностью
припуска на обработку, при изменении вида или режима обработки,
числа работающих инструментов, диаметра обработки и т. д.
В общем случае уравнение движения имеет вид
M = + (60)
или
M = + (61)
Момент М меняется в зависимости от угловой скорости в соответ-
ствии с механической характеристикой двигателя. Момент Л4С может
зависеть от угловой скорости двигателя, времени и линейного или угло-
вого пути (например, у кривошипных и кулисных механизмов). Таким
образом, моменты М и Мс непостоянны и могут выражаться сложными
зависимостями, поэтому определение продолжительности переходных
процессов в некоторых случаях связано со значительными трудностями.
Уравнение движения решается просто, если в течение переходного
процесса момент М двигателя и момент Л4С сил сопротивления посто-
янны.
Время dt, соответствующее изменению угловой скорости на dco,
можно определить из уравнения движения:
- (62)
Продолжительность переходного процесса при изменении скорости
от (Oj до со2
(02
t = • (63)
J М —Мс М — Мс ' '
ы.
Угловая скорость со (с-1) и частота вращения п (об/мин) связаны
соотношением
3TZZ
ю = зо- (64)
Учитывая это соотношение, получим
f _ J (п2 — пд J (л2 —»1)
9,55 (Л-1-Л1С)^ 10 (Л4 — Мс)‘ ( 1
где М и Л1С — соответственно моменты двигателя и сил сопротивления,
Н -м; J — момент инерции станка и привода, приведенный к валу дви-
гателя, кг -м2.
63
chipmaker.ru
Решая уравнение (65) при пг = 0 и п2 = п, получим формулу для
определения времени tn пуска электропривода при постоянных мо-
менте М двигателя и моменте Мс сил сопротивления:
10(Л4—Л1С)-
Если после окончания обработки на станке двигателЕз отключить,
то станок остановится под действием момента Мс при вращении вхо-
лостую. Время /ст такого останова называют временем самоторможе-
ния. Его можно определить из уравнения (65). Имея в виду, что Мс =
— const; М = 0; лх — tv, п2 = 0, получим
В цепях подачи момент Л4С относительно велик и время /ст самотор-
можения мало. В цепях главного движения момент Л4С относительно
мал и время t„ может быть значительным. При высоких частотах
вращения шпинделя, например, у токарных станков оно доходит до
десятков секунд. Поэтому применяют механические тормозные устрой-
ства, искусственно увеличивая /Ис. Кроме того, широко используют
электрическое торможение, при котором двигатель развивает момент,
направленный против вращения. Для этого случая в формулу (65)
в качестве момента, развиваемого двигателем, следует подставить
величину момента М со знаком минус и принять п± — п\ п2 = 0.
Тогда формула для определения времени торможения будет иметь вид
Если моменты М и Мс во время переходного процесса изменяются
по величине, то по формуле (65) можно определить лишь малый отрезок
Рис. 36. Определение времени раз-
гона привода
времени А/, в течение которого мо-
менты М и Мс приближенно можно
считать постоянными.
Допустим, что в процессе разгона
моменты М и Мс изменяются в зави-
симости от скорости так, как пока-
зано на рис. 36; необходимо опреде-
лить время разгона привода станка
до номинальной частоты вращения.
Для решения этой задачи разби-
ваем участок оси ординат в пределах
от нуля до номинальной частоты вра-
щения электродвигателя на одинако-
вые достаточно малые отрезки Д/7.
В пределах каждого из этих отрез-
ков принимаем моменты постоянными
величинами, равными среднему их
64
значению. Для определения этих значений соответствующие участки
кривых М и Л1С заменяем вертикальными отрезками, проведенными
так, чтобы площади накрест лежащих криволинейных треугольников
были равны (на рис. 36 два из этих треугольников заштрихованы).
При этом время разгона, соответствующее каждому из этих участков,
1О(Л1-УИС)- ^69)
Общее время пуска равно сумме отрезков времени Д/:
tn До" (л1! - мс1 + ЛК - Л1с2 + • • ’ <70)
где Mlt М2, .... и Л4С1, ТИс2 ... — средние значения движущего момента
и момента сил сопротивления на каждом из участков.
Точность расчета увеличивается по мере уменьшения отрезка Ди
и возрастания числа участков.
Рассмотренный способ может быть применен также и к процессам
торможения при изменении тормозного момента и момента сил сопро-
тивления в зависимости от частоты вращения. В этом случае время
торможения
• <т^До"(л11+л1с1 + Л1г+Л1сг +••)» (71>
где Л41г М2, ... и Л4С1, Л4с2, ... — средние значения тормозного момента
и момента сил сопротивления на каждом из участков.
В станкостроении часто требуется знать лишь приближенные зна-
чения времени переходных процессов. Поэтому на практике при рас-
четах часто принимают моменты двигателя и сил сопротивления по-
стоянными в течение всего переходного процесса и приближенно рав-
ными среднему значению моментов, действующих в пределах данного
изменения частоты вращения.
Момент Mz сил сопротивления зависит от числа участвующих
в передаче движения элементов, качества сборки, от количества смазки,
ее качества и температуры. После 1—2 ч работы станка вследствие
нагревания смазки момент Mz уменьшается. При переключении короб-
ки скоростей и изменении кинематической схемы цепи главного дви-
жения станка величина момента сил сопротивления сильно меняется.
При частотах вращения шпинделя, превышающих 1000—1500 об/мин,
момент сопротивления обычно возрастает. Это обусловлено увеличе-
нием потерь на перемешивание масла.
Как известно, коэффициент трения покоя значительно больше
коэффициента трения движения. Поэтому и момент сил сопротивления
кинематической цепи, находящейся в неподвижном состоянии, в 2—3
раза больше, чем при ее движении (рис. 37). Несмотря на это при
приближенном определении времени пуска момент сил сопротивления
часто считают постоянным и следят лишь за тем, чтобы пусковой момент
двигателя был больше момента сил сопротивления неподвижной кине-
матической цепи станка.
65
chipmaker.ru
Рис. 37. Характеристи-
ка момента сопротив-
ления
Рис. 38. Линейное изменение
динамического момента
Во всех предыдущих случаях моменты М и 7ИС в течение рассмат-
риваемого промежутка времени являлись или принимались постоян-
ными величинами. Очевидно, что и динамический момент при этом
также сохранял неизменное значение.
Рассмотрим случай, когда зависимость динамического момента
от частоты вращения является линейной. Допустим, что при разгоне
от до п2 (от точки 1 до точки 2, рис. 38) динамический момент изме-
няется от Мл до Mj2 в соответствии с уравнением
Mj~a — bn. (72)
Уравнение (62) в этом случае может быть переписано в виде
J do J dn
“ ~Mj ЮМ] •
Время переходного процесса
t = J dnr\ = щ • 4- In (а — bn) I =
J 10 (а — Ьп) 10 b ' ' |
«1 п2
J 1 а — bni J 1
= — . - In а_Ьп^ = |Q • у In mj-.
Угловой коэффициент b (рис. 38)
м, -м,
Ь =—Ь----------------------------Д_,
п2—«г
Подставляя значение этого коэффициента в формулу (74), получим
j = L.. П*~П* .1П^Д.
4 10 М, -М. М, •
(73)
(74)
(75)
(76)
Эту формулу широко применяют при расчетах автоматического
реостатного пуска электродвигателей. Из выражения (76), в частности,
66
следует, что при MJ2 — 0 и при любом конечном значении Мимеем
t = оо. Это справедливо при любой форме зависимости п = f (Мj).
В указанные выше формулы подставляют значения М, Мс и J,
приведенные к одному валу (обычно к валу двигателя). Приведенный
момент инерции учитывает всю вращающуюся систему станка, вклю-
чая ротор двигателя, движущиеся элементы кинематической цепи,
шпиндель, патрон, заготовку и пр. Зная моменты инерции вращающих-
ся элементов и массы элементов, движущихся поступательно, опреде-
ляют приведенный момент инерции. Методы определения приведенного
момента инерции рассмотрены в курсах подъемно-транспортных соору-
жений, теории механизмов и машин и др. Следует отметить, что у
станков с малой частотой вращения шпинделя приведенный момент
инерции не отличается существенно от момента инерции ротора
электродвигателя. В отдельных случаях, например, у быстроходных
и у тяжелых станков, момент инерции, приведенный к валу электро-
двигателя, может во много раз превосходить момент инерции ротора
электродвигателя. Приведенный момент инерции станка, снабженного
коробкой скоростей, при различных ступенях скорости будет неоди-
наковым, так как при переключении скоростей станка изменяются его
кинематические цепи. По этой причине изменяется также момент сил
прения. Вследствие медленного движения элементов цепей подачи
моменты инерции их частей при определении приведенного момента
инерции станка с общим приводом главного движения и подачи обычно
не учитывают.
На быстродействие электроприводов влияют также электрические
переходные процессы в электродвигателях. Обычно это влияние неве-
лико, но при разработке электроприводов с особо высоким быстродей-
ствием электрические переходные процессы требуют специального
расчета.
В ряде случаев в станкостроении для повышения быстродействия
применяют специальные электродвигатели с малыми моментами инер-
ции ротора: двигатели с гладким ротором и двигатели с печатным
ротором.
Потери энергии в джоулях на нагрев ротора асинхронного двига-
теля за время пуска
ДЛ2п = (77)
о
Потери мощности в ваттах на нагрев цепи ротора могут быть выра-
жены формулой
mllr2 = Л4о>о$» (78)
где /2 — сила тока ротора, А; г2 — сопротивление одной фазы цепи
ротора, Ом; т — число фаз; а>0 — угловая скорость вращения магнит-
ного поля, с-1; М — момент, Н • м; s — скольжение.
Решая уравнения (77) и (78) совместно с уравнением (61) и выраже-
нием
67
chipmaker.ru
а также принимая для упрощения, что Мс = 0 и разгон происходит
до (оо, получим
ДЛ2п = ^. (80)
Это выражение показывает, что потери энергии на нагрев цепи
ротора электродвигателя при пуске вхолостую равны кинетической
энергии, сообщаемой движущимся массам привода. Величина этих
потерь не зависит от времени пуска, формы механической характерис-
тики, величины сопротивления цепи ротора.
В упрощенной схеме замещения асинхронной машины активное
сопротивление обмотки статора гг и приведенное активное сопротив-
ление цепи ротора г'2 соединены последовательно. По ним течет один
и тот же ток. Мощность, теряемая в этих сопротивлениях, пропорцио-
нальна их величинам. Таким образом, потери энергии в цепи статора
ДЛ1П = ^1.£. (81)
Когда необходимо уменьшить пусковые потери, применяются асин-
хронные короткозамкнутые двигатели с повышенным скольжением,
имеющие повышенное сопротивление обмотки ротора. У таких дви-
гателей номинальное скольжение составляет 7—16%, возрастая с
уменьшением номинальной мощности. У двигателей нормального
исполнения номинальное скольжение составляет всего лишь 2—5%.
Общие потери энергии на нагрев обмоток асинхройного двигателя
при пуске его вхолостую
= (82)
‘ \ '2/
В двигателе еще имеют место потери мощности в стали и другие
потери, мало зависящие от нагрузки. Однако при пуске эти потери
энергии настолько малы, что в практических расчетах ими можно
пренебречь.
Формула (82) выведена для случая, когда 7ИС = 0. В действитель-
ности при пуске станка Мс > 0. У привода главного движения допу-
щение Мс = 0 приводит к незначительной ошибке. У вспомогатель-
ных приводов и приводов подачи пуск двигателя производится при
значительном моменте сопротивления Л4С, которым в данном случае
пренебрегать нельзя.
Решая совместно уравнения (77), (78), (79), (61), получим выражение
пусковых потерь энергии в роторе асинхронного двигателя, принимая,
что скорость в процессе пуска нарастает по линейному закону
ДЛзп = Jo)oro — J -% -р Л4си>о^п _ Мс 2~ (83)
или, принимая w a>Oi получим
Д/и^ + М^Ч,- (84)
68
Полные потери энергии при пуске электродвигателя согласно
выражению (82) могут быть определены по формуле
АЛП = (^ + МС^П)(1+^). (85)
У асинхронных короткозамкнутых двигателей нормального испол-
нения можно приближенно принять «= г\- Тогда получим
ДЛ „ № /ы; + Мсю0/(86)
где /п — время пуска, с; J — момент инерции, кг м2.
Потери энергии на нагрев цепи ротора асинхронного двигателя
при торможении противовключением могут быть найдены аналогично
потерям энергии при пуске, для чего следует использовать выражение
скольжения, соответствующее этому режиму,
S —(Од—СО СОр-рСО
— С00 СОо
При этом получим
ДЛ2т = 3^1, (87)
т. е. при торможении противовключением с А4С = 0 потери энергии
на нагрев цепи ротора асинхронного двигателя в 3 раза превышают
потери при пуске. Соответственно изменяются и потери энергии на
нагрев цепи ротора электродвигателя при 7ИС > 0. В данном случае
их можно определить по формуле
ДЛ 2Т = |
или, принимая со ~ соо,
ДЛ 2т = 3 . (88)
Полные потери энергии при торможении электродвигателя проти-
вовключением
ДЛ21 = з(^-Мс^т)(1+J0. (89)
Учитывая, что для короткозамкнутых двигателей нормального
исполнения 1\ ~ г2» после преобразований получим приближенную
формулу
ДЛТ 3 (- AWT). (90)
Потери энергии на нагрев цепи ротора в процессе динамического
торможения равны потерям при пуске. Это определяют интегрированием
в пределах от со0 ДО 0. с учетом скольжения для данного режима
s =-— (которое здесь не выводится).
соо
Работа двигателя постоянного тока с параллельным возбуждением
характеризуется формулами (28), (29) и (30). Из формулы (30) получим
69
chipmaker.ru
Умножая обе части данного равенства на /я, получим потери мощ-
ности на нагрев в сопротивлении цепи якоря:
Гягя = {Е-Е)1я. (91)
Согласно формуле (34) U — се Фл0-
Тогда
По аналогии с асинхронными машинами относительное понижение
частоты вращения в данном случае также называют скольжением.
Из выражений (91) и (92) получим
ГЯГЯ = 5СеФп(|/я.
После преобразования будем иметь
Гягя = A4o)0s. (93)
Последнее выражение аналогично формуле потерь мощности в
цепи ротора асинхронного двигателя. Таким образом, потери энергии
в цепи якоря при переходных процессах двигателей постоянного тока
с параллельным возбуждением можно определить по формулам, выве-
денным для цепи ротора асинхронных двигателей. Необходимо отме-
тить, что в данном случае имеются в виду переходные процессы, при
которых сопротивление цепи якоря остается постоянным.
Для уменьшения потерь при пусках и реверсах стремятся по воз-
можности уменьшить момент инерции подвижных частей. Так, вместо
одного мощного электродвигателя привода продольно-строгального
станка устанавливают два двигателя половинной мощности. При этом
общий момент инерции уменьшается в 4 раза, и затраты энергии при
переходных процессах резко сокращаются.
Chlpmaker.ru
Глава 11
ОПРЕДЕЛЕНИЕ МОЩНОСТИ
ЭЛЕКТРОДВИГАТЕЛЕЙ СТАНКОВ
§ 14. НАГРЕВ И ОХЛАЖДЕНИЕ ДВИГАТЕЛЕЙ
Правильное определение мощности электродвигателей металло-
режущих станков имеет большое значение. При недостаточной мощ-
ности нельзя полностью использовать производственные возможности
станка, осуществить намеченный технологический процесс. При недо-
статочной мощности электродвигатель преждевременно выходит из
строя. Завышение мощности электродвигателя влечет за собой систе-
матическую недогрузку его и вследствие этого неполное использование
двигателя, работу его с низким к. п. д. и небольшим коэффициентом
мощности (у асинхронных двигателей). Кроме этого при завышенной
мощности двигателя возрастают капитальные и эксплуатационные
затраты.
Необходимая для работы станка мощность, а следовательно, и
мощность, развиваемая электродвигателем, изменяются во время ра-
боты станка. Нагрузка электродвигателя может быть охарактеризо-
вана нагрузочным графиком (рис. 39), представляющим собой зави-
симость мощности на валу электродвигателя, его момента или тока от
времени. После окончания обработки заготовки останавливают станок,
измеряют деталь и меняют заготовку. Затем нагрузочный график снова
повторяется (при обработке однотипных деталей). Для обеспечения
нормальной работы при подобной переменной нагрузке электродви-
Рис. 39. Нагрузочный график при обработке однотипных
деталей
71
chipmaker.ru
гатель должен развивать наибольшую мощность, требуемую в процес-
се обработки, и не перегреваться свыше нормы при длительной работе
по данному нагрузочному графику. Допустимая перегрузка электро-
двигателей определяется их электрическими свойствами. Значения
этих перегрузок приведены выше.
При работе двигателя в нем возникают потери энергии (и мощности),
что вызывает его нагрев. Часть потребляемой электродвигателем
мощности расходуется на нагрев его обмоток, на нагрев магнитопро-
вода от гистерезиса и вихревых токов, на трение в подшипниках и на
трение о воздух. Потери на нагрев обмоток, пропорциональные квад-
рату тока, называют переменными (&Рпер). Остальные потери в дви-
гателе от его нагрузки зависят мало и их условно называют постоян-
ными (ДРпОС).
Допустимый нагрев электродвигателя определяется наименее тепло-
стойкими материалами его конструкции. Таким материалом является
изоляция его обмотки. Для изоляции электрических машин применяют
хлопчатобумажные и шелковые ткани, пряжу, бумагу и волокнистые
органические материалы, не пропитанные изолирующими составами
(класс нагревостойкости У); те же материалы, пропитанные (класс'А);
синтетические органические пленки (класс Е); материалы из асбеста,
слюды, стекловолокна с органическими связующими веществами
(класс В); те же, но с синтетическими связующими и пропитывающими
веществами (класс F); те же материалы, но с кремнийорганическими
связующими и пропитывающими веществами (класс Н); слюду, кера-
мику, стекло, кварц без связующих веществ или с неорганическими
связующими составами (класс С). Изоляции классов У, А, Е, В, F, Н
соответственно допускает предельные температуры в 90, 105, 120,
130, 155, 180° С. Предельная температура класса С превышает 180° С и
ограничивается свойствами примененных материалов.
При одной и той же нагрузке электродвигателя нагрев его будет
неодинаковым при разных температурах окружающей среды. Расчет-
ная температура t0 окружающей среды равна 40° С. При этой темпера-
туре определяют значения номинальной мощности электродвигателей.
Превышение температуры электродвигателя над температурой окружа-
ющей среды называют перегревом:
% = t — t0. (94)
Расширяется применение синтетических изоляций. В частности,
кремнийорганические изоляции обеспечивают высокую надежность
электрических машин при эксплуатации в тропических условиях.
Тепло, выделяемое в различных частях электродвигателя, в раз-
личной степени влияет на нагрев изоляции. Кроме того, между
отдельными частями электродвигателя происходит теплообмен, харак-
тер которого изменяется в зависимости от условий нагрузки. Различ-
ный нагрев отдельных частей электродвигателя и теплообмен. между
ними затрудняет аналитическое исследование процесса. Поэтому для
упрощения условно принимают, что электродвигатель представляет
собой однородное в тепловом отношении и бесконечно теплопроводное
тело. Обычно считают, что тепло, отдаваемое электродвигателем в окру-
72
жающую среду, пропорционально перегреву. Излучением тепла при
этом пренебрегают, так как абсолютные температуры нагрева двига-
телей невелики. Рассмотрим процесс нагрева электродвигателя при
указанных допущениях.
При работе в электродвигателе за время dt выделяется теплота dq.
Часть этой теплоты dqr поглощается массой электродвигателя, вслед-,
ствие чего повышаются температура t и перегрев т двигателя. Осталь-
ная теплота dq2 выделяется двигателем в окружающую среду. Таким
образом, может быть записано равенство
dq = dqi + dq2- (95)
По мере повышения температуры электродвигателя возрастает
тепло dq2. При некотором значении перегрева окружающей среде
будет отдаваться столько тепла, сколько ее выделяется в электродви-
гателе; тогда dq = dq2 и dqt — 0. Температура электродвигателя
перестает повышаться, и перегрев достигает установившегося значе-
ния ту.
При указанных выше допущениях уравнение (95) может быть запи-
сано так:
<2Л = С(/т + ЛтЛ, (96)
где Q — тепловая мощность, обусловленная потерями в электродви-
гателе, Дж/с; А—теплоотдача двигателя, т. е. количество теплоты,
выделяемое двигателем в окружающую среду в единицу времени при
разности температур двигателя и окружающей среды в 1 ° С, Дж,'с • град;
С — теплоемкость двигателя, т. е. количество теплоты, необходимое
для повышения температуры двигателя на 1° С, Дж/град.
Разделив переменные в уравнении (96), имеем
dt==cT^- (97>
Интегрируем левую часть равенства (97) в пределах от нуля до
некоторого текущего значения времени I и правую часть в пределах
от некоторого начального перегрева т0 электродвигателя до текущего
значения перегрева т:
$ Л- $ (98)
0 То
Решая уравнение (98) относительно т, получим уравнение нагрева
электродвигател я:
(_ м _t_
£] Д
I — е А I + тое А. (99)
1
г
Обозначим -д—Т и определим размерность этого соотношения:
I С I __I С I _ Дж/град
I Я I —| Л | ~ Дж/с гряд
73
chipmaker.ru
Рис. 40. Кривые, характеризующие
нагрев электродвигателя
Рис. 41. Определение постоянной време-
ни нагрева
Величину Т, имеющую размерность времени, называют постоянной
времени нагрева электродвигателя. В соответствии с этим обозначением
уравнение нагрева может быть переписано в виде
оI \ --
т=-г 1- е г)-|-тсе т . (100)
Как видно из уравнения (100), при t = оо лолучим ту = ^ —
установившееся значение перегрева.
При изменении нагрузки электродвигателя изменяется величина
потерь, а следовательно, и значение Q. Это влечет за собой изменение
величины ту.
На рис. 40 приведены кривые нагрева 1, 2, 3, соответствующие
уравнению (100), для различных значений нагрузки. Когда ту превы-
шает величину допустимого перегрева ти, недопустима продолжитель-
ная работа электродвигателя. Как следует из уравнения (100) и гра-
фиков (рис. 40), нарастание перегрева носит асимптотический характер.
При подстановке в уравнение (100) значения t = 37’ или у = 3 полу-
чим значение т, примерно лишь на 5% меньшее ту. Таким образом,
за время t — ЗТ процесс нагрева практически можно считать закон-
ченным.
Если в произвольной точке с кривой нагрева (рис. 41) провести
касательную к кривой нагрева, затем через ту же точку провести
вертикаль, то отрезок de асимптоты, заключенный между касательной
и вертикалью, в масштабе осн абсцисс равен Т. Если в уравнении (100)
принять Q = 0, получим уравнение охлаждения электродвигателя:
_ t
т = тое т. (101)
Этому уравнению соответствует кривая охлаждения, изображенная
на рис. 42.
Величина постоянной времени нагрева определяется размерами
электродвигателя и формой защиты его от воздействий окружающей
71
среды. У открытых и защищенных элект-
родвигателей малой мощности постоян-
ная времени нагрева равна 20—30 мин.
У закрытых электродвигателей большой
мощности она доходит до 2—3 ч.
Как было указано выше, изложен-
ная теория нагрева электрических дви-
гателей является приближенной и осно-
вана на грубых допущениях. Поэтому
кривая нагрева, снятая эксперименталь-
но, существенно отличается от теорети-
ческой. Если для различных точек опыт-
ной кривой нагрева выполнить построе-
ние, показанное на рис. 41., то окажется,
Рис. 42. Кривая охлаждения
электродвигателя
что значения Т возрастают
по мере увеличения времени. Поэтому все расчеты, производимые по
уравнению (100), следует рассматривать как приближенные. В этих
расчетах целесообразно использовать постоянную Т, определенную
графически для начальной точки кривой нагрева. Это значение Т яв-
ляется наименьшим и при его использовании обеспечивается некото-
рый запас мощности двигателя.
Кривая охлаждения, снятая экспериментально, еще более отли-
чается от теоретической, чем кривая нагрева. Постоянная времени
охлаждения, соответствующая отключенному двигателю, значительно
больше постоянной времени нагрева вследствие уменьшения теплоот-
дачи при отсутствии вентиляции.
§ 15. ОПРЕДЕЛЕНИЕ МОЩНОСТИ ДВИГАТЕЛЕЙ
ПРИ ДЛИТЕЛЬНОМ РЕЖИМЕ РАБОТЫ
Режим работы электропривода такой длительности, при которой
температура электродвигателя достигает установившегося значения,
называется длительным. В этом режиме работают приводы зубофре-
зерных, крупных токарных, карусельных и некоторых других стан-
ков. В этом случае номинальная мощность электродвигателя должна
быть равна мощности, требуемой для работы станка. Если электродви-
гателя с этой номинальной мощностью в каталоге нет, то выбирают
двигатель ближайшей большей мощности.
Если для данного технологического процесса известны сила F
резания в Н и скорость резания v в м/мин, то мощность в кВт резания
может быть определена по формуле
= 1000 60 = Т ‘ 104'
Для определения соответствующей мощности на валу приводного
электродвигателя необходимо учесть потери в механических передачах
станка, а для этого нужно знать к. п. д. станка т]с; тогда
Чс
(ЮЗ)
75
chipmaker.ru
Потери мощности при пуске двигателя (средние) превышают потери
при номинальной нагрузке, но в рассматриваемом режиме пусковые
процессы повторяются так редко, что эти потери можно не учитывать.
При определении мощности привода станков общего назначения
(универсальных) их рассматривают как станки с продолжительным
режимом работы, поскольку при. работе на этих станках возможен и
такой режим. В данном случае мощность на валу электродвигателя
(Ю4)
т1с. Н
где Ррн — наибольшая возможная (номинальная) мощность резания;
т)с „ — к. п. д. цепи главного движения станка при номинальной
нагрузке (величина, обычно близкая к 0,8).
К. п. д. станка цсн при полной его нагрузке может быть определен
как произведение к. п. д. отдельных передач, образующих кинемати-
ческую цепь при работе с данной скоростью:
’1c.b = ’1iW (Ю5)
Каждой скорости соответствует определенное значение к. п. д.
станка, зависящее от числа передач и их вида.
При значительном увеличении частоты вращения потери мощности
в станке сильно возрастают. Это объясняется тем, что некоторые
потери растут быстрее частоты вращения (например, потери от пере-
мешивания масла в коробках скоростей).
Мощности, затрачиваемые на приведение в действие цепей подачи,
обычно малы. При общем приводе цепи главного движения и подачи
мощность двигателя должна быть примерно на 5% больше мощности,
требуемой для цепи главного движения. При отдельном приводе
подачи его мощность нужно определить подобно тому, как это дела-
лось для цепи главного движения. Мощность двигателя в этом случае
затрачивается на подачу и преодоление трения в направляющих и
других звеньях передачи.
К. п. д. цепи подачи можно определить, зная элементы, из которых
эта цепь состоит. Обычно величина этого к. п. д. находится в пределах
0,1—0,2.
Универсальные станки, двигатели которых выбраны исходя из
условий наибольшей нагрузки, обычно работают с недогрузкой. Прн
такой работе значительно ухудшаются энергетические показатели
привода. Однако уменьшение номинальной мощности электродвига-
теля по сравнению с наибольшей возможной нагрузкой приводит к ог-
раничению возможностей использования станка. Считая это недо-
пустимым, станкостроительные заводы выпускают универсальные
станки с установленными на них электродвигателями главного дви-
жения, выбранными на наибольшие мощности, с которыми могут рабо-
тать данные станки.
При длительной переменной нагрузке работа электропривода
характеризуется нагрузочным графиком, подобным представленному
76
Рис. 43. График продолжительной работы с перемен-
ной нагрузкой
на рис. 43. Каждому переходу обработки детали на металлорежущем
станке соответствует- определенная мощность на валу двигателя.
Периоды резания отделены промежутками холостого хода станка,
в течение которых производят подвод и отвод инструмента и смену
заготовки. Общее время обработки одной детали, включая и все вспо-
могательные операции, называют временем цикла t„. Подобным обра-
зом работают станки, обрабатывающие однотипные детали и имеющие
фрикционную муфту в цепи главного движения, а также станки автома-
тических линий, где многие электродвигатели вращаются непрерывно.
При работе с переменной нагрузкой электродвигатель должен
быть выбран так, чтобы он мог работать с наибольшей по графику
мощностью (выбор по перегрузке), чтобы при работе по заданному гра-
фику нагрузки двигатель не перегревался свыше нормы (выбор по на-
греву). Из двух номинальных мощностей, определяемых из этих усло-
вий, выбирают большую.
Мощность по перегрузке
(106>
где РН1 — номинальная мощность двигателя, необходимая по условиям
перегрузки; PmSx — наибольшая мощность нагрузочного графика,
соответствующая работе двигателя в установившемся режиме; —
коэффициент допустимой перегрузки.
Рассмотрим определение мощности двигателя по нагреву. Для
привода станков применяют электродвигатели, рассчитанные на про-
должительную работу с постоянной нагрузкой. Для определения
необходимой мощности электродвигателя надо найти такую постоянную
по величине мощность Рзкв, которая по количеству тепла, выделяе-
мого в электродвигателе за время эквивалентна данному режиму
ступенчатой нагрузки.
Таким образом, может быть записано равенство Q3Kvta = +
+ Q24 + •••» гДе Qi, Qz> •••> Сэкв — количества теплоты, выделяемые
в секунду, при работе электродвигателя соответственно с нагрузками
Pit Р2....Аисв-
77
chipmaker.ru
Потери АР мощности в электродвигателе соответствуют теплу,
выделяемому в секунду. Поэтому последнее равенство можно предста-
вить в виде
^РЭквД — ^Pl^l 4“ ^Р2^2 4" •
откуда получаем формулу средних потерь:
ЬР3къ = + . (107)
Зная величину АРЭКВ, можно определить необходимую мощность/3,,
электродвигателя. Для этого нужно в каталоге отыскать электродви-
гатель, у которого потерн при номинальной нагрузке равны или не-
сколько больше ЛРЭКВ.
Потерн энергии АЛг = АРсоответствующие различным зна-
чениям мощности на валу электродвигателя при его работе по данному
нагрузочному графику, могут быть определены, если известна зави-
симость q = f (Р). При любой мощности Р,- на валу электродвигателя
потери
bPi^-P,, (108)
где т],- — к. п. д. электродвигателя, соответствующий мощности Р;.
В подробных каталогах асинхронных двигателей приводят зна-
чения к. п. д. и cos <р при нагрузках, равных ’/4; 2/4; 3/4; 4/4 и 6/4 номи-
нальной мощности двигателя. Для выбора мощности электродвигателя
целесообразно сначала найти его номинальную мощность по условиям
перегрузки и по данным каталога построить график АР = f (Р).
После этого проверяют предварительно выбранный электродвигатель
на нагрев по формуле (107).
Таким образом, расчет проводят для наименьшего из электро-
двигателей, способных работать по данному нагрузочному графику.
При АРср > АРН берут электродвигатель ближайшей большей номи-
нальной мощности и для его данных повторяют расчет.
Для рассматриваемого режима переменной продолжительной на-
грузки, когда переходных процессов не учитывают, целесообразно
вместо метода средних потерь пользоваться более простым методом
эквивалентных величин.
Разделив в формуле (107) потерн на постоянные и переменные
(пропорциональные I2), получим
Л Г> I Ь/2 _ (А7’пос4-^^1) А 4" (АТ’пос + М|) Z2-f-..-
i'1' ПОС “Г "/ ЭК В f ,
1Ц
где b — величина, постоянная для данного двигателя.
После преобразования будем иметь
лг> । /.га ______АРП0С/, + APnoc/2q~... ! blftj-pblftl-|-...
ПОС I П/ экв - -f I 7 —
‘ц ‘ц
78
Вычитая из обеих частей равенства величину кРпос и решая урав-
нение относительно тока /экв, получим формулу эквивалентного тока:
(Ю9)
У двигателя постоянного тока с параллельным возбуждением
момент и сила тока якоря связаны формулой (28). Магнитный поток
Ф у этого двигателя является постоянным (если его не изменяют в це-
лях регулирования частоты вращения). Тогда момент можно считать
пропорциональным току якоря. В данном случае для выбора мощ-
ности привода можно пользоваться формулой эквивалентного момента:
^экв = ]/’-
(НО)
У наиболее распространенных в станкостроении асинхронных
двигателей момент и потребляемая сила тока не пропорциональны.
Однако в пределах устойчивой части механической характеристики
момент можно считать примерно пропорциональным силе тока. Тогда
можно пользоваться формулой эквивалентного момента.
Если частота вращения- двигателя во время его работы не регу-
лируется и изменяется незначительно, что характерно для электро-
двигателей с жесткими характеристиками, то мощность приблизительно
пропорциональна моменту, и тогда можно пользоваться формулой
эквивалентной мощности
рзкв=У
РК1+Р^+---
(1Н)
При известном графике Р = f (t) эта формула наиболее удобна,
так как никаких дополнительных вычислений в данном случае не
требуется.
На нагрузочных графиках встречаются участки, где мощность,
сила тока или момент изменяются по линейному закону (рис. 44).
На таком участке эквивалентная мощность
При работе регулируемого двигателя с низкими частотами вращения
охлаждение его ухудшается, и допустимый по условиям нагрева мо-
мент двигателя уменьшается. Это предотвращают, применяя прину-
дительное охлаждение двигателя вентилятором, приводимым во враще-
ние отдельным электродвигателем малой мощности.
При работе привода с переменной нагрузкой каждому значению
мощности резания Рр соответствует определенная мощность Р на валу
электродвигателя, которая может быть определена по формуле (103).
К. п. д. станка является величиной переменной, зависящей от степени
загрузки станка. Поэтому для определения соответствующих мощнос-
стей на валу электродвигателя необходимо иметь график зависимости
Пс = f (Л>)-
79
chipmaker.ru
Рис. 44. Пример линейного из- Рис. 45. . Распределение потерь
менения нагрузки мощности в станке
При вращении станка вхолостую мощность на валу двигателя
равна мощности Рхх холостого хода станка (рис. 45). По мере увеличе-
ния мощности Рр резания потери АРС в станке возрастают по некото-
рому криволинейному закону (см. штриховую кривую на рис. 45).
Однако приближенно считают, что потери возрастают по закону пря-
мой.
ДРс = Рх.х + А/у, (ИЗ)
где АР' — потери от нагрузки в станке, при указанном допущении
пропорциональные мощности резания.
Потери при полной нагрузке станка
ДРс.н=~-Л- (114)
где Ррн, т]с н — мощность резания и к. п. д. станка при номинальной
нагрузке электродвигателя.
Мощность холостого хода станка зависит от элементов кинемати-
ческой цепи, от качества изготовления ее элементов, от количества,
качества смазки и ее температуры и т. д. Кроме того, мощность холос-
того хода зависит также от частоты вращения и при увеличении ско-
рости возрастает. Мощность холостого хода кинематической цепи
станка зависит также от качества сборки. Однотипные станки при
различном качестве сборки имеют разные мощности холостого хода.
Мощность холостого хода станка измеряют после восьмичасовой
обкатки его.
В расчетах иногда принимают Рх х = (0,2 ч- 0,3) Рсн. Однако
отклонения от этого соотношения могут быть значительными. По вели-
чине мощность холостого хода обычно несколько превышает половину
всех потерь мощности при полной нагрузке станка. Иногда принимают
Рх.х^0,6ДРс.н. (115)
К. п. д. станка при любой его нагрузке
= рР = Рр+Рх.х+Д/5' ' (116)
Обычно мощность холостого хода для вновь проектируемых стан-
ков неизвестна, а имеющиеся сведения о мощности холостого хода
80
существующих станков недостаточны. Для определения мощности
электродвигателя приближенно можно считать, что потери в станке
при всех его нагрузках одинаковы и равны потерям при наибольшей
его нагрузке. При этом имеется в виду, что для большинства станков
нагрузочные потери при полной нагрузке значительно меньше мощ-
ности холостого хода. Тогда при любой мощности резания Рр к. п. д.
.ганка
(Н7)
Использование этой приближенной формулы приводит к некото-
рому запасу мощности двигателя.
Существуют и другие методы определения к. п. д. станка при час-
тичных загрузках. Однако эти методы требуют сведений, неизвестных
при проектировании нового станка, или допущений, которые могут
привести к выбору электродвигателя заниженной мощности. Рассмот-
рим порядок построения нагрузочного графика электродвигателя по
данным технрлогического процесса.
Пример. Допустим, что известны: мощности резания Рр1, Рр2, ... при различных
переходах обработки некоторой детали и продолжительности tlt t2, ... отдельных пере-
ходов. Кинематические цепи на отдельных переходах обработки заданы.
Требуется построить нагрузочный график электродвигателя станка, производя-
щего обработку деталей.
Решение. 1. Зная состав кинематической цепи главного движения на каждом пере-
ходе, найдем к. п. д. станка при работе с полной нагрузкой на данной кинематиче-
ской схеме:
г)с.ш = 'П1т12; T)c.ll2 = W и т- д->
где гд, д2> — к- п- Д- отдельных передач, образующих
/ Рр \
2. Построим зависимости Де==.Чр—I ДЛя каждой
р.н/
используемых при обработке данной детали. Для этого
кинематическую цепь.
из кинематических схем,
применим формулу (117):
3. Определим мощности на валу электродвигателя при различных переходах
обработки детали
л-=^,
где Ppi — мощность резания; — к. п. д. станка, соответствующий данному пере-
ходу обработки.
4. Зная значения Plf Р2, ... и t2, ..., построим нагрузочный график электродви-
гателя.
§ 16. ОПРЕДЕЛЕНИЕ МОЩНОСТИ ДВИГАТЕЛЕЙ
ПРИ ПОВТОРНО-КРАТКОВРЕМЕННОМ режиме
Режим работы электропривода, при котором периоды работы
имеют такую длительность и так чередуются с паузами определенной
длительности, что температура всех устройств, входящих в состав
электропривода, не достигает установившегося значения, ни во время
81
chipmaker.ru
Рис. 46. График повторно-кратковремен-
ной нагрузки
каждого периода работы, ни во
время каждой паузы, называет-
ся повторно-кратковременным
(ГОСТ 16593—71).
Режиму повторно-кратковре-
менной нагрузки соответствуют
графики, подобные представлен-
ному на рис. 46. Перегрев элект-
родвигателя изменяется по пило-
образной ломаной линии, состоящей из чередующихся отрезков кривых
нагрева и охлаждения. Режим повторно-кратковременной нагрузки
характерен для приводов большинства металлорежущих станков.
Мощность электродвигателя, работающего в повторно-кратко’
временном режиме, наиболее удобно определить по формуле (107) сред-
них потерь, которую можно записать в виде
ДР
экв
2ДД
2/ ’
(Н8)
где ДА — потери энергии при каждом значении нагрузки, включая
процессы пуска и торможения.
Когда электродвигатель не работает, условия его охлаждения зна-
чительно ухудшаются. Это учитывают введением экспериментальных
коэффициентов ро < 1. На коэффициент |30 умножают время t0 паузы,
в результате чего знаменатель формулы (118) уменьшается, и экви-
валентные потери ДРЭКВ увеличиваются, а следовательно, возрастает
номинальная мощность электродвигателя.
У асинхронных защищенных двигателей серии А с синхронной
частотой вращения 1500 об/мин и мощностью 1—100 кВт коэффициент
р0 составляет 0,50—0,17, а у двигателей с обдувом ро = 0,45 0,3
(с увеличением Рн коэффициент ро убывает). У закрытых двигателей ро
близок к единице (0,93—0,98). Это объясняется тем, что эффективность
вентиляции у закрытых двигателей низка.
Во время пуска и торможения средняя частота вращения электро-
двигателя ниже номинальной, вследствие чего также ухудшается
охлаждение электродвигателя, что характеризуется коэффициентом
= (119)
При определении коэффициента рх условно принято, что измене-
ние частоты вращения происходит по линейному закону и что коэф-
фициент Pj линейно зависит от нее.
Зная коэффициенты ро и р1( получим
др ____ДАП+АР А+ДРа/г-Н-' + А^т , i rm
экв ₽1<п-Н1 + <2+- + ₽гА + ₽Л ’ ( }
где ДР], ДР2, ... — потери мощности при различных нагрузках, кВт;
/1, 4 —время действия этих нагрузок, с, /п, /т, t0 — время пуска, тормо-
жения и паузы, с; ДАП, ДАТ — потери энергии в двигателе при пуске
и торможении, кДж.
82
Как было указано выше, каждый электродвигатель должен быть
выбран по условиям нагрева и по условиям перегрузки. Для примене-
ния метода средних потерь необходимо предварительно задаться опре-
деленным электродвигателем, который и в данном случае целесообразно
выбрать по условиям перегрузки. Формулу эквивалентной мощности
можно использовать для грубого расчета в тех случаях, когда пуск и
торможение происходят редко и существенно не влияют на нагрев
электродвигателя.
В отечественном станкостроении для работы в режиме повторно-
кратковременной нагрузки применяют электродвигатели, предназ-
наченные для работы с продолжительной нагрузкой. Электропромыш-
ленность выпускает также и двигатели, специально предназначенные
для работы с повторно-кратковременной нагрузкой, получившие ши-
рокое распространение в подъемно-транспортных сооружениях. Такие
электродвигатели выбирают с учетом относительной продолжительно-
сти включения:
где tp — время работы двигателя; t0 — продолжительность паузы.
Пример. Определить мощность электродвигателя при п0 — 1500 об/мин; двигатель
работает по нагрузочному графику, приведенному на рнс. 47, а. Мощность на валу
электродвигателя при холостом ходе станка = 1 квт. Приведенный момент инер-
ции станка Jc = 0,045 кг-м2.
Решение. 1. Предварительно выбираем электродвигатель по условиям перегруз-
ки, принимая X, = 1,6:
Р 4,2
РН=_Д^= =2,62 кВт.
Л1 1 ,о
По каталогу подбираем электродвигатель защищенного исполнения ближайшей
большой мощности (2,8 кВт), у которого пк = 1420 об/мин;
^2?-=1,9; ^~ = 2; ро = О,41; 7Д = 0,015 кг-м2.
Для этого двигателя = 0,85-2 = 1,7. Таким образом, двигатель выбран с не-
83
sr.ru
р.
2. По формуле ДР/ = ——Р; находим потери при мощностях 1; 3; 4,2 кВт
г):
(по графику). Потери соответственно составляют 0,35; 0,65 и 1 кВт. Находим потери
при Р„ — 2,8 кВт, которые составляют ДРН = 0,57 кВт.
3. Определяем время пуска и время торможения противовключением:
, _ (7 с ~Г Jд) соо _ , (7С Jк) <0р
" Л4П —7ИС ’ т 7ИТ + /ИС ’
гпр „ ___япо. Мнач-|-Л4к (Мнач 7ИК\ Л4Н ij дд .ru и
где “о— 3() , ----2-----+ Н'М> -104Н-м;
Л4Т 5== Л4нач; Л4С • 104 Н • м.
«и
Получаем tn — 0,30 с; /т = 0,21 с.
4. Определяем потери при пуске и торможении:
АДП Л1сы(/П Дж; ДДтякЗ(/<о;—Л1со>(/Т) Дж.
Получал: ДДП = 1,8 кДж и ДАТ = 3,8 кДж.
5. Находим эквивалентные потери цикла:
др _____ДЛц4-ДР 4: Ч~ Д^з^л ~Ь ДТ’д^-|-ДР 5(6-|~АЛт
3hB PtC + ti + (2 + (3 + it + (5 + PiC + fWo ’
где ДР1 = ДР3 = ДР5; ₽0= 0,41; p, = l±£°.
Получаем ДРвкв = 0,44 кВт. Так как ДРИ = 0,57, то ДРЭКВ < ЛРН и, следова-
тельно, двигатель выбран правильно.
§ 17. ВЫБОР ДВИГАТЕЛЕЙ
ВСПОМОГАТЕЛЬНЫХ ПРИВОДОВ
Вспомогательные приводы станков (приводы быстрых перемещений
суппортов, бабок, поперечин и др.) обычно работают в кратковременном
режиме нагрузки (рис. 48). Режим работы электропривода такой дли-
тельности, при которой температура всех устройств, входящих в со-
став электропривода, не достигает установившегося значения во время
работы и снижается до температуры окружающей среды во время
паузы, называется кратковременным (ГОСТ 16593—71).
Продолжительность работы вспомогательных приводов станков
обычно мала; она не превышает 5—15 с и только у тяжелых станков
доходит до J—1,5 мин. За это время ((1<0,17') при перегрузке в до-
пустимых пределах электродвигатель не успевает нагреться даже
до нормального перегрева тн. Номинальная мощность электродвигате-
ля в данном случае определяется условиями перегрузки.
Момент сопротивления
Мс при работе вспомога-
тельных приводов создает-
ся в основном силами тре-
ния, в связи с чем эти при-
Рис. 48. График нагрузки при
кратковременном режиме работы
84
воды, в отличие от приводов главного движения, требуют значитель-
ного пускового момента.
Мощность, расходуемая на преодоление сил трения при перемеще-
нии горизонтально движущегося элемента станка:
Ртр = ЛР» • 10'3 = Gpu -103 кВт, (122)
где Етр — сила трения, Н; v — скорость, м/с; G — сила тяжести (вес)
перемещаемого узла, Н; р — коэффициент трения движения.
Мощность на валу электродвигателя
Р=^кВт, (123)
где т] — к. п. д. передачи; обычно т] = 0,1 -5- 0,2.
Нагревание электродвигателя при работе в рассматриваемом ре-
жиме незначительно. Поэтому целесообразно использовать допустимую
его перегрузку.
Номинальная мощность
Рн=Й’ (124)
где \ — коэффициент допустимой перегрузки.
Приближенно можно считать, что характеристика двигателя в ее
рабочей части прямолинейна. Тогда угловая скорость двигателя при
работе с перегрузкой <ох^(оо (1 — ^-Л),
где (оо = ^ — синхронная угловая скорость электродвигателя.
Используя формулу (123), найдем момент двигателя при пере-
грузке
М= —^'1?3 Н-м. (125)
wn(l — Z(s„) '
Момент сопротивления в начале пуска двигателя больше, чем во
время его работы. Этот момент
= (126>
(и0 (1 Л1$н/ р
где Ро — коэффициент трения покоя.
Вначале, пользуясь формулой (124), подбирают по каталогу электро-
двигатель, для которого затем определяют начальный пусковой мо-
мент Л4нач. Вычисляют момент Л4С0 по формуле (126) и сопоставляют
с моментом /Инач. Если 0,85 /И1|ач > Л4СО, то электродвигатель, выбран-
ный по формуле (124), пригоден.
Аналогичным образом рассчитывают приводы для поворота и подъе-
ма узлов станка, только в последнем случае часто основную нагрузку
создает сила тяжести (вес) перемещаемого узла.
Пример. Определить мощность электродвигателя для перемещения суппорта
крупного токарного станка со скоростью v (м/с). Сила тяжести (вес) суппорта G (Н),
коэффициент трения в направляющих р при движении и рп при покое. Синхронная
частота вращения электродвигателя п0 (об/мин).
Решение. 1. Находим мощность, расходуемую на преодоление сил трения:
PTp = Gpu- 10~з кВт.
85
2. Определяем номинальную мощность электродвигателя:
м.
Р „Ртр
,,-М'
3. По каталогу подбираем электродвигатель ближайшей большей мощности
Рн1. Для этого двигателя по каталогу находим
Л1к/^н> Л1нач/Л111> лн-
4. Проверяем выбранный двигатель по перегрузке. Если О,85Л1К/Л4Н gs Zlt то
двигатель выбран правильно.
5. Определяем начальный пусковой момент выбранного двигателя:
М — РЧ 10* ^Н0'Л Н •
™нзч — Л4
«И \ /
6. Определяем номинальное скольжение:
_п0— «н
5н—------— •
по
7. Принимая коэффициент трения покоя р0, найдем момент сопротивления при
трогании:
Дтр • Ю3 Но
Л4с0 =----71-5---< - Н м.
Если 0,85 Л4нач > Л4с0, то двигатель выбран правильно.
Особую важность представляет выбор оптимальной скорости
быстрого подвода инструмента к обрабатываемой детали. При подводе
инструмента перемещение с повышенной скоростью v6 сменяется мед-
ленным перемещением со скоростью ом рабочей подачи. Эту смену ско-
ростей производят, когда инструмент находится на некотором расстоя-
нии от детали, иначе инструмент на высокой скорости врежется в деталь
и сломается. Переход со скорости v6 на скорость vM происходит в те-
чение некоторого времени. За это время срабатывает электроаппара-
тура, а движение продолжается с высокой скоростью v6.
Время /а срабатывания аппаратуры изменяется на Л/а вследствие
колебаний напряжения и влияния других случайных факторов. За
время Л/а движение обычно происходит с малой скоростью vK и лишь
иногда, частично, со скоростью v6.
Общее наибольшее время подвода инструмента на пути L без учета
движения по инерции
t — L_____\f I
(127)
Найдем значение иб, при котором /под будет наименьшим:
Мцод _ L л.
dve Щ ’ 6
Оптимальную скорость v6 обеспечивают соответствующим подбором
передач в кинематической цепи. Дальнейшее сокращение времени /под
возможно путем ступенчатого или плавного автоматического умень-
шения скорости v6 на конечном участке пути, что дает возможность
принять более высокую первоначальную скорость v6.
(128)
86
§ 18. ЭНЕРГЕТИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ
ПРИВОДА И МЕТОДЫ ИХ ПОВЫШЕНИЯ
Условия работы электродвигателей оценивают посредством экс-
плуатационных коэффициентов включения и загрузки.
Коэффициент включения станка
V/ V,
р — ~"р
Т ^р ’
(129)
где 2/р— суммарное время работы за смену; Т — время смены;
Xt0 — суммарное вспомогательное время и время перерывов в работе.
Большинство современных станков останавливают путем отклю-
чения электродвигателя от сети. В этих условиях коэффициенты вклю-
чения станка и электродвигателя совпадают. У станков с фрикцион-
ной муфтой в цепи главного движения электродвигатель обычно непре-
рывно вращается. Его отключают только при длительных перерывах
в работе.
Если считать, что при различных условиях работы универсального
станка v/p может принимать любые значения (от Одо 7) и что все зна-
v / 0 Т п г-
чення в указанных пределах равновероятны, то еср = -2^- = 0,5.
Степень загрузки станков характеризуется коэффициентом за-
грузки
(130)
где Рср — средняя мощность на валу электродвигателя; Рк — номи-
нальная мощность электродвигателя.
Если все нагрузки универсальных станков, работающих в раз-
п Р*.*+Р*
личных условиях, равновероятны, средняя мощность Рср = -%---.
Например, при часто встречающемся соотношении Рхх = 0,2Рн
имеем уср = 0,6.
Произведение коэффициента включения на коэффициент загрузки
называют коэффициентом использования электродвигателя'.
Рср Араб .....
6 = = ЛГ = -АГ’ <131)
где Араб — механическая энергия, фактически отданная электро-
двигателем станку; А„ — энергия, которая была бы отдана при непре-
рывной работе электродвигателя с номинальной мощностью.
При приведенных выше средних значениях коэффициентов вклю-
чения и загрузки получим бср = 0,3.
Отношение энергии, использованной на обработку деталей, к
той энергии, которую станок мог бы использовать в случае непрерыв-
ной работы его с номинальной нагрузкой, называют коэффициентом
использования станка'.
6с =
Арез
Арез.н
^срПс.ср^р
Рц*1с.11Б
(132)
87
chipmaker.ru
Действительные средние значения коэффициентов включения и
загрузки электродвигателей, приводящих в движение металлорежущие
станки, меньше указанных. Это говорит о преобладании работы с
малыми нагрузками и значительным вспомогательным временем.
Значения эксплуатационных коэффициентов, близкие к действи-
тельным, могут быть получены путем анализа нагрузок электрической
сети питания машиностроительных заводов. Нагрузку электрической
магистрали, питающей тот или иной цех, выбирают значительно мень-
шей, чем сумма номинальных мощностей электродвигателей, работаю-
щих в этом цехе. Во избежание излишнего расхода меди при определе-
нии сечения проводов, подводящих электроэнергию в цех, учитывают
неодновременность нагрузки потребителей, а также их недогрузку.
Анализ нагрузок электрической сети питания заводов позволяет
установить, что среднее значение коэффициента включения составляет
~ 0,3, а коэффициента загрузки 0,37. Среднее значение коэффи-
циента использования станка составляет 12%. Все изложенное
указывает на наличие больших ресурсов в области использования
парка металлорежущих станков.
Отношение энергии Арез, затраченной на процесс резания, к энергии
А, потребляемой электродвигателем за время цикла, называют цик-
ловым к. п. д. системы:
д
Пц = -^. (133)
Он характеризует не только конструктивное совершенство станка
и электродвигателя, но и рациональность выбранного технологичес-
кого процесса с точки зрения расхода энергии и использования уста-
новленной мощности: Значения цикловых к. п. д. многих станков,
работающих с продолжительными периодами холостого хода и значи-
тельной недогрузкой, малы (5—10%).
Недогрузка электродвигателей приводит к тому, что недостаточно
возмещаются средства, вложенные в электродвигатели, электриче-
скую силовую сеть и заводские подстанции. Вследствие недогрузки
электродвигателей понижаются их к. п. д. и cos <р. Понижение к. п. д.
приводит к непроизводительному расходу энергии. Понижение cos (р
при потреблении неизменной активной мощности приводит к увели-
чению силы тока. При возрастании силы тока увеличиваются потери
в сети и не полностью используется установленная мощность трансфор-
маторов и генераторов.
Если на заводе имеется много электродвигателей, работающих,
с неполной нагрузкой, возрастает плата за электроэнергию, так как
за каждый киловольт-ампер установленной на заводе мощности транс-
форматоров взимается определенная плата, не зависящая от факти-
ческого потребления энергии. Кроме того, при пониженных значениях
cos <р стоимость единицы израсходованной энергии возрастает.
По эксплуатационным коэффициентам включения и загрузки элек-
тродвигателей можно судить также об использовании оборудования и
организации производства. Знание коэффициентов, характеризующих
работу станка, способствует выявлению неиспользованных ресур-
88
сов станочного парка и организации рациональной эксплуатации
станков.
Для контроля работы станков разработаны специальные приборы,
одни из которых пристраивают к станкам, другие применяют для цен-
трализованного контроля цехов и производства в целом.
При всяком видоизменении процесса обработки в целях повышения
производительности энергетические показатели станка и электроприво-
да, как правило, повышают. Это относится к повышению скоростей
резания, увеличению подач, совмещению переходов обработки, сокра-
щению вспомогательного времени и пр. Эффективным средством уве-
личения энергетических показателей электропривода главного дви-
жения станков является автоматизация подвода и отвода инструмента,
зажима заготовки, измерений и т. д.
Однако часто возможности такой рационализации технологических
процессов ограничены. При обработке детали на станке должны быть
обеспечены требуемая точность, чистота обработки и высокая произво-
дительность труда, что определяет вид обработки и режимы резания
и заставляет производить черновые и чистовые операции с одной уста-
новки заготовки.
У станков, имеющих фрикционную муфту в цепи главного движе-
ния, часто используют так называемые ограничители холостого хода.
Ограничителем холостого хода называют выключатель, который отклю-
чает электродвигатель, когда выключается фрикционная муфта.
Такое отключение электродвигателя влечет за собой экономию актив-
ной и реактивной энергии. Однако при этом возрастает число пусков
электродвигателя, что связано с некоторой дополнительной затратой
энергии. Кроме того, вследствие ухудшения охлаждения двигателя
во время пауз, в некоторых случаях возможен его перегрев. И, нако-
нец, при использовании ограничителя холостого хода, в связи с по-
вышением числа включений электродвигателя, увеличивается износ
аппаратуры. Указанные обстоятельства могут быть учтены посредством
специальных расчетов. Удовлетворительные результаты дает автома-
тическое отключение электродвигателя при паузах больше определен-
ной заданной длительности.
Существуют многочисленные специальные технические средства
повышения cos <р электрических приводов. К ним относятся примене-
ние статических конденсаторов, включаемых параллельно двига-
телю, синхронизация асинхронных двигателей, замена асинхронных
двигателей синхронными. Мероприятия по повышению энергетических
показателей станков не получили широкого распространения. Так
как в большинстве случаев электроприводы станков общего назначения
работают с длительными паузами, то сложная и дорогостоящая уста-
новка будет использоваться недостаточно, а поэтому и затраченные на
нее средства будут возмещаться слишком долго. Наиболее распростра-
нена компенсация реактивной мощности в общецеховом или общезавод-
ском масштабе. Для этих целей применяют батареи статических кон-
денсаторов.
chipmaker.ru
Раздел второй
ЭЛЕКТРИЧЕСКОЕ УПРАВЛЕНИЕ СТАНКАМИ
И ИХ ЭЛЕКТРООБОРУДОВАНИЕ
Chipmaker.ru
Глава III
АППАРАТУРА И СХЕМЫ ЭЛЕКТРИЧЕСКОГО УПРАВЛЕНИЯ
§ 19. АППАРАТУРА РУЧНОГО УПРАВЛЕНИЯ
Простейшим аппаратом ручного управления в схемах электрообо-
рудования станков является рубильник. Рубильники изредка употреб-
ляют в станкостроении лишь в качестве вводных выключателей (разъе-
динителей), предназначенных для снятия напряжения со схемы станка
в случае длительного перерыва в работе. Вводный рубильник в нор-
мальных условиях не разрывает рабочего тока электродвигателя;
это выполняют другие аппараты. Чтобы ножи отключенного рубиль-
ника не находились под напряжением и не представляли опасности при
случайном к ним прикосновении, провода от сети присоединяют к кон-
тактным стойкам (губкам) рубильника, прикосновение к которым
менее вероятно.
В станкостроении иногда находят применение трехполюсные ру-
бильники с боковой рукояткой, которые встраивают в шкафы с эле-
ктроаппаратурой так, чтобы рукоятка находилась снаружи. В цепях
постоянного тока применяют двухполюсные рубильники. В некото-
рых случаях используют пакетные переключатели, весьма компакт-
ные по сравнению с рубильниками. Пакетный переключатель содер-
жит несколько примыкающих друг к другу однополюсных переклю-
чателей /, управляемых поворотом общей оси 2 (рис. 49). Однополюс-
ные переключатели можно установить так, чтобы при повороте оси
одни цепи замыкались, а другие размыкались. Переключатель снаб-
жен механизмом 3, обеспечивающим фиксацию и быстрое переключе-
скорости поворота рукоятки
переключателя. В станко-
строении применяют пакет-
ные переключатели на 4,
6, 10, 15, 40, 60 А при нап-
ряжении до 380 В. В элект-
рических схемах станков
пакетные переключатели
используют в качестве ввод-
ных выключателей и пере-
ние контактов, которое не зависит от
Рис. 49. Пакетный переключатель
90
Рис. 50. Барабанный переключатель
ключателей цепей управления и сигнализации, реже — для пуска
электродвигателей.
Для одновременного переключения большого числа цепей в стан-
костроении употребляют различные барабанные переключатели (конт-
роллеры).
В пластмассовой колодке 1 (рис. 50, а) закреплены контакты 2.
Между правым и левым рядами контактов на валике 3 помещен пласт-
массовый барабан 4. Он набран из отдельных секций. На барабане
укреплены медные контактные перемычки 5. При повороте барабана
они соединяют соседние или противоположные контакты. На рис. 50, б
показан фиксирующий механизм. При каждом повороте барабана пово-
рачивается звездочка 9, закрепленная на том же валике. При этом
ролики 8, установленные на рычагах 6, входят в выемки звездочки 9.
Прижатие роликов обеспечивается сильной пружиной 10. Поворот
ограничивается выступами упорной шайбы 7 и упором 11. Каждому
положению барабана соответствует своя схема соединений.
Кроме барабанных переключателей в станкостроении широко при-
меняют пакетно-кулачковые выключатели и переключатели, где кон-
такты замыкаются при повороте валика с кулачками. На рис. 51, а
показан пакетно-кулачковый переключатель ПКВ. Такие переклю-
чатели изготовляют на токи от 10 до 160 А с различным числом секций
и углов поворота рукоятки. Путем надлежащего подбора шайб с ку-
лачками осуществляют нужные комбинации замыкания контактов.
Переключатели ПКВ применяют в станкостроении для переключений
в схемах при переходе с одного режима работы на другой, для переклю-
чения полюсов асинхронных электродвигателей и для других целей.
Схемы кулачковых переключателей снабжают таблицами переключе-
ний. В них для каждого положения аппарата указано, какие контакты
замкнуты.
При электрификации станков применяют также малогабаритные
однополюсные или двухполюсные переключатели (тумблеры)-, их
используют, в частности, в цепях электрического освещения станка.
На рис. 51, б приведен однополюсный переключатель П2-1 на 2 А,
91
chipmaker.ru
Рис. 51. Пакетно-кулачковый переключатель и
тумблер
380 В, с двумя контактами, один из которых при включении замы-
кается, а другой — размыкается. Специальный механизм обеспечи-
вает быстрое переключение контактов независимо от скорости пово-
рота рычажка переключателя.
§ 20. АППАРАТУРА РЕЛЕЙНО-КОНТАКТОРНОГО
УПРАВЛЕНИЯ
В схеме контакторного (кнопочного) управления электродвигате-
лем (рис. 52, а) электродвигатель включают с помощью специаль-
ного аппарата — контактора. Цепь электродвигателя (или иного
основного потребителя электрической энергии) называют цепью
рабочего тока. Контакты контактора, включенные в эту цепь, назы-
вают рабочими, или главными.
Когда нажимают на кнопку 2, через катушку 3 проходит ток и
возникает магнитный , поток, Под действием которого сердечник 5
притягивает к себе якорь 4. Вал 6 контактора при этом поворачивается
и замыкает рабочие контакты 7. Узлы контактора укреплены на
панели 1. Катушка 3 имеет большое число витков тонкого привода и
обладает значительным сопротивлением; поэтому ток, протекающий
.через кнопку 2, относительно мал. Цепь катушки контактора носит
название цепи управления.
Так как ток катушки контактора мал, то размеры кнопки 2, а также
корпуса, в который она встроена, могут быть небольшими. Это позво-
ляет размещать кнопочные станции там, где удобно рабочему, а кон-
такторы, имеющие при больших мощностях привода значительные раз-
меры, устанавливать в подходящем месте на станке или в специальных
шкафах управления вне станка. Сила нажатия на кнопку незначи-
тельна и при частых включениях рабочий утомляется меньше, чем при
92
пользовании аппарату-
рой ручного управления.
При отпускании кнопки
2 контактор отключает-
ся. Его подвижные части
возвращаются в исход-
ное положение под дей-
ствием силы тяжести.
Контакторы с пово-
ротной осью называют
контакторами «клапан-
ного» типа. Их приме-
няют главным образом
для управления мощны-
ми двигателями. Широ-
ко распространены так-
же «прямоходовые» кон-
такторы, у которых
якорь перемещается
прямолинейно (рис. 52,6).
После отключения под-
вижная система такого
контактора возвращает-
ся в исходное положение
Рис. 52. Контакторное управление
под действием силы тяжести (или специальной пружины). Время вклю-
чения контакторов 0,02—0,3 с; время отключения — 0,01—0,1 с.
Наиболее распространенные формы рабочих контактов контакто-
ров представлены на -рис. 53, а, б. Для значительных токов рабочие
контакты (контактные сухари) изготовляют из красной меди (рис. 53, а).
Широко распространены^ в особенности при небольших токах, кон-
такты с накладками из сплава серебра с кад-
мием (рис. 53, б).
Рабочие контакты могут сильно обгорать
под действием электрической дуги, возникаю-
щей при отключении контактором электродви-
Рис. 53. Рабочие контакты контакторов
93
chipmaker.ru
Рис. 54. Дугогасительная катушка
Рис. 55. Дугогасительная ре-
шетка
гателя. Включение контактора сопровождается ударом, вследствие
чего рабочие контакты могут отскакивать. В этом случае цепь вклю-
чаемого тока размыкается и также возникает электрическая дуга.
Многократный разрыв цепи из-за вибрации контактов при включении
приводит к быстрому их износу. Для предотвращения вибрации кон-
тактов используют различные конструктивные средства (увеличивают
силу прижатия контактов, уменьшают скорость соударения и пр.).
Особенно значительно разрушаются контакты под действием дуги по-
стоянного тока.
В процессе включения контактора медные дугообразные контакт-
ные сухари (рис. 53, а) соприкасаются с перекатыванием. Электриче-
ская дуга, возникающая в момент разрыва цепи, вследствие перекаты-
вания действует на крайние части контактных поверхностей, в то
время как рабочий ток при включенном контакторе проходит в сред-
ней части поверхностей.
Для ускорения разрыва электрической дуги при значительных то-
ках применяют контакторы с дугогасительными катушками (рис. 54).
Дугогасительная катушка 1 состоит из небольшого числа витков
толстой проволоки (или медной полосы, скрученной на ребро). По
ней проходит рабочий ток. Создаваемое катушкой магнитное поле за-
мыкается через промежуток между рабочими контактами 2 и 3 контак-
тора, где возникает электрическая дута. Под влиянием магнитного
поля дугогасительной катушки дуга перемещается. Направление вит-
ков катушки подбирают так, что дуга перемещается вверх, быстро
удлиняется и рвется. К месту возникновения дуги магнитное поле
дугогасительной катушки подводится посредством двух стальных
щек 4. Между стальными щеками укреплена дугогасительная ка-
мера 5 из асбоцемента, исключающая возможность переброса дуги
на контакты другой фазы (полюса) и воздействия ее на окружающие
части аппарата. Дугогасительные катушки применяют в контакторах
как постоянного, так и переменного тока. В последнем случае напра-
вление силового воздействия магнитного поля на электрическую дугу
при изменении направления тока не меняется, так как при переменном
токе одновременно изменяются направление тока в дуге и направление
магнитного поля.
94
Для гашения электрической дуги применяют также дугогасшпель-
ную решетку, впервые предложенную М. О. Доливо-Добровольскнм.
Над рабочими контактами 1 и 2 (рис. 55) расположены стальные пла-
стины 3 этой решетки, укрепленные в стенках дугогасительной ка-
меры. При размыкании рабочих контактов дуга вытесняется внутрь
искрогасительной решетки под воздействием магнитного поля. Пла-
стины дугогасительной решетки отбирают у электрической дуги много
тепла, газовая среда деионизируется, и дуга гаснет.
Все изложенное относится к контакторам, разрывающим большие
токи. В контакторах переменного тока, обслуживающих электродвига-
тели малой мощности, дутогасительные катушки и решетки не приме-
няют.
Кроме рабочих контактов, контакторы имеют также блокировоч-
ные контакты (блок-контакты). Они предназначены для работы в це-
пях управления, где токи малы. Контакт, который замыкается при
включении контактора и размыкается при его отключении, называют
замыкающим. Контакт, который замкнут, когда контактор отключен,
и размыкается при включении контактора, называют размыкающим
контактом. Таким образом, наименование контактов соответствует их
действию при переходе контактора из отключенного (или нормаль-
ного) состояния во включенное (или рабочее).
По сравнению с аппаратами ручного управления контакторы
допускают большое число включений в час. В зависимости от величины
и конструкции они допускают 150—1200 и более включений в час.
Между контакторами переменного и постоянного тока имеются суще-
ственные конструктивные и эксплуатационные различия. Сердечник
и якорь контакторов переменного тока для уменьшения вихревых
токов собраны из листов электротехнической стали. Магнитопроводы
контакторов постоянного тока делают сплошными.
У контакторов переменного тока (см. рис. 52) после того как якорь 4
контактора притянется к сердечнику 5, ток в цепи катушки резко
уменьшается. Это объясняется тем, что при наличии значительного
зазора между сердечником и якорем магнитное сопротивление цепи
магнитопровода катушки 3 контактора велико. Вследствие этого ин-
дуктивность катушки и ее индуктивное сопротивление малы. Ток
в цепи управления при этом относительно велик. Когда якорь притя-
нется к сердечнику, магнитное сопротивление снизится, индуктивное
сопротивление рабочей катушки контактора увеличится и потребляе-
мый ею ток уменьшится в 8—15 раз. Включение контактора перемен-
ного тока происходит очень быстро и сопровождается значительными
ударами якоря по сердечнику, что сокращает срок службы аппарата
до 2—3 млн. включений, хотя современное станкостроение требует
контакторов на 5—7 млн. включений под нагрузкой.
У контакторов постоянного тока после включения катушки ток
относительно медленно возрастает до установившегося значения, кото-
рое не зависит от положения якоря. Вследствие этого у контакторов
постоянного тока якорь притягивается плавно. Удары якоря по сер-
дечнику слабее, чем при переменном токе. Поэтому контакторы посто-
янного тока отличаются значительно большей долговечностью, чем
95
контакторы переменного тока (до 10—40 млн.
включений).
Контакторы переменного тока имеют спе-
циальные устройства для уменьшения шума
I (гудения) во включенном положении. Когда
ток в-катушке 1 (рис. 56) проходит через
нулевое значение, якорь 3 электромагнита
под действием контактных пружин и силы
тяжести подвижных частей аппарата начи-
нает отпадать от сердечника 2. Прн увели-
чении тока в катушке 1 якорь 3 снова притя-
нется к сердечнику 2. Для устранения таких
вибраций якоря и сопровождающего их гром-
кого гудения на торце сердечника (или якоря
Рис. 56. Демпферный виток ПРИ втяжном электромагните) помещают де-
мпферный виток 4, который представляет со-
бой замкнутую медную рамку, охватывающую часть торца сердечника
электромагнита. Через якорь замыкается переменный магнитный по-
ток. Некоторая его часть пульсирует внутри демпферного витка и
наводит в нем э. д. с. '(так же как во вторичной обмотке трансфор-
матора). Под действием этой э. д. с. в замкнутом демпферном витке
потечет переменный ток, который, в свою очередь, создает Доба-
вочный магнитный поток, не совпадающий по фазе с основным. Так
как потоки внутри и вне витка проходят через нулевые значения не
одновременно, то всегда имеется поток, удерживающий якорь от от-
падания. В результате резко уменьшаются дрожание якоря и гудение.
Малогабаритный аппарат, аналогичный по устройству прямоходо-
вому контактору, но имеющий контакты, предназначенные для работы
в цепях управления (с небольшими токами), называют промежуточ-
ным реле. Для включения промежуточного реле через его катушку
Рис. 57. Кнопка (а) и кнопочные посты (б)
96
нужно пропустить отно-
сительно небольшой ток;
контакты его могут при
этом пропускать значи-
тельно больший ток. Та-
ким образом, промежу-
точное реле может рабо-
тать в качестве усилителя
командного импульса,
недостаточного для воз-
действия на исполнитель-
ный орган. Если имеется
несколько контактов,
включенных в различ-
ные цепи, то в этом слу-
чае промежуточное реле
осуществляет передачу
командного импульса в
несколько цепей (так
называемое размножение
сигнала).
Если число контактов
промежуточного . реле
или контактора недоста-
точно, то одновременно
используют несколько
контакторов или проме-
жуточных реле. Их ка-
тушки соединяют па-
раллельно.
Кнопки, посредством
которых управляют кон-
такторами, могут иметь различные контакты: замыкающие, размыкаю-
щие или и те и другие. Иногда применяют также и кнопки с двумя за-
мыкающими контактами. Нормальным считают положение кнопки при
отсутствии воздействия (нажатия), рабочим — при нажатии. Конструк-
ция кнопочного элемента >"КЕ011 показана на рис. 57, а. Кнопочный
элемент укрепляют в отверстии панели 2 посредством фронтального
кольца 1 и гайки 3. В станкостроении применяют также кнопки «Стоп»
с выступающей грибовидной головкой красного цвета диаметром 50 мм.
Такие кнопки удобны для быстрой остановки при аварии. В отдель-
ных случаях используют ладонные кнопки с выступающей головкой
диаметром 124 мм.
Из кнопочных элементов комплектуют кнопочные посты (станции)
(рис. 57, б). Головки пусковых кнопок не должны выступать из фрон-
тального кольца. Этим исключается возможность случайного нажатия
кнопок, которое в отдельных случаях может привести к аварии станка
или к несчастному случаю. Применяют также кнопочные посты, пред-
назначенные для встройки в ниши и пульты.
97
На рис. 58 представлен
кнопочный пост, подвешивае-
мый на конце резинового
шланга, в котором заключены
подводимые к нему провода.
Этот пост имеет четыре кно-
почных элемента 1, четыре
сигнальные лампы 2, два одно-
полюсных переключателя
(тумблера) 3 и кнопочный эле-
мент 4 (для общего останова),
снабженный рычагом 5. При
легком нажатии на рычаг 5
в любом направлении проис-
ходит отключение приводов
станка. Подвесные кнопочные
посты могут иметь различные
конструктивные формы и
разнообразную аппаратуру.
Иногда для получения
требуемых движений необхо-
димо воздействовать на не-
Рис. 59. Крестовый переключатель
сколько кнопок в различных комбинациях. При большом числе кно-
пок такое управление становится затруднительным. В этих случаях
используют кулачковые переключатели, предназначенные для работы
в цепях управления и называемые командоконтроллерами или пере-
ключателями управления.
Для управления многодвигательным электроприводом в станко-
строении применяют также крестовые переключатели (рис. 59). В крыш-
ке переключателя имеется крестообразное отверстие, позволяющее
отклонить рукоятку переключателя в любом из четырех взаимно пер-
пендикулярных направлений. При этом замыкаются соответствующие
контакты. На станке крестовый переключатель обычно устанавливают
так, что отклонение его рукоятки в ту или иную сторону вызывает
перемещение подвижного узла станка в ту же сторону. Это облегчает
управление станком.
§ 21. ОСНОВНЫЕ СХЕМЫ КОНТАКТОРНОГО
УПРАВЛЕНИЯ
Комплект контактной аппаратуры, предназначенной для пуска
и реверса асинхронного короткозамкнутого двигателя без ограниче-
ния пускового тока, называют магнитным пускателем. Схема неревер-
сивного магнитного пускателя 1 представлена на рис. 60 *. Для пуска
и останова двигателя использован кнопочный пост 2 с двумя кнопками.
* Условные графические обозначения на электрических схемах соответствуют
ГОСТ 2.721—68 —ГОСТ 2.748—68, ГОСТ 2.750—68, ГОСТ 2.751—68 (см. прило-
жение).
98
Рис. 61. Развернутая схема маг-
нитного пускателя
Рис. 60. Совмещенная схема маг-
нитного пускателя
Эта схема изображена с соблюдением примерного соответствия между
расположением элементов электрооборудования на схеме и в действи-
тельности. Все контакты контактора, расположены в непосредственной
близости от его рабочей катушки. Штриховая линия, окружающая
контактор, указывает на принадлежность всех элементов одному аппа-
рату либо на наличие кожуха или шкафа, где установлен контактор.
Отдельно расположен кнопочный пост 2.
Схемы, построенные с соблюдением условного соответствия между
фактическим размещением элементов оборудования и расположением
их изображений на схеме, удобны при монтаже. Однако такие схемы
содержат большое число пересекающихся линий соединения, что ме-
шает уяснению действия схемы.
Существуют схемы другого типа — элементные, или развернутые.
В основу развернутых схем положен принцип наибольшей нагляд-
ности. На развернутых схемах элементы аппаратов, входящих в схему,
располагают там, где это наглядно. При этом различные элементы аппа-
рата могут оказаться на чертеже в разных Частях схемы и, чтобы ука-
зать на принадлежность элементов данному аппарату, их снабжают
одинаковым буквенным или буквенно-цифровым обозначением (ин-
дексом). Часто это обозначение составляют из начальных'букв слов,
указывающих название и назначение данного аппарата. За границей
распространяется унифицированная буквенно-цифровая индексация
аппаратуры.
Развернутая схема нереверсивного магнитного пускателя показана
на рис. 61, совмещенная схема приведена на рис. 60. При нажиме
кнопки П («Пуск») через размыкающий контакт кнопки С («Стоп»)
образуется цепь рабочей катушки контактора 1К. Это вызывает вклю-
чение контактора 1К и замыкание трех контактов 1К в цепи электро-
двигателя. Одновременно закрывается замыкающий блок-контакт /К,
включенный параллельно кнопке П, что позволяет отпустить кнопку,
не отключая катушки контактора. Контакт /К, включенный парал-
лельно кнопке П, называют контактом самопитания или самоблоки-
ровки. Электродвигатель отключают от сети нажатием кнопки С.
Данная схема обеспечивает так называемую нулевую защиту. Нулевой
называют защиту электрической установки от самопроизвольного
повторного включения при восстановлении напряжения сети после
99
chipmaker.ru
Рис. 62. Пример блокировки электродвига-
телей
Рис. 63. Одновременное включение несколь-
ких двигателей
аварийного понижения его до нуля или до недопустимо низких значе-
ний.
При отпадании контактора 1К вследствие перебоев в электроснаб-
жении размыкаются все его контакты, включая и блок-контакт. При
появлении напряжения в сети контактор 1К. не включается, пока не
будет нажата кнопка П. То же самое будет происходить, если напря-
жение сети уменьшится до 50—60% номинального при переменном
токе и до 15—20% при постоянном токе. Если электродвигатель
включают рубильниками, пакетными переключателями и контролле-
рами, то при перебое в электроснабжении и остановке станка схема
электродвигателя не нарушается, и восстановление напряжения в сети
вызывает самопроизвольное включение двигателя. Такой внезапный
пуск двигателя и станка может явиться причиной аварии или несчаст-
ного случая.
Замена кнопки аппаратом ручного управления без самовозврата,
например тумблером, также приводит к тому, что схема теряет свой-
ство нулевой защиты.
В ряде случаев схемы управления отдельными приводами должны
быть электрически связаны (сблокированы). Замыкающий контакт 1К
(рис. 62), включенный в цепь катушки 2К, позволяет включить второй
двигатель только при работе первого. Такая блокировка встречается,
например, у фрезерных станков с отдельным приводом подачи. Во
избежание аварии (поломки фрезы) схема должна быть построена так,
чтобы привод подачи мог работать лишь при вращении шпинделя. При
замене в цепи катушки 2К замыкающего контакта 1К размыкающим
контактом второй двигатель получает возможность работать только
в том случае, если первый не включен.
Если посредством одной кнопки необходимо управлять несколь-
кими электрическими цепями, прибегают к использованию многокон-
тактного промежуточного реле. При нажиме на кнопку П (рис. 63)
промежуточное реле РП, обеспечивающее одновременный пуск не-
скольких двигателей, включает одновременно контакторы IK, 2К.
и т. д. При нажиме на кнопку С одновременно отключаются все элект-
родвигатели. Наряду с групповым управлением предусмотрена воз-
можность включения и отключения каждого электродвигателя в от-
J00
дельности. Подобное управ-
ление применяют, напри-
мер, для включения всей
станочной линии и отдель-
ных станков, входящих в ее
состав.
Для управления ревер-
сивным электродвигателем
применяют два контактора:
КВ для хода вперед и КН
для хода назад (рис. 64, а).
При случайном одновре-
менном включении контак-
торов КВ и КН в цепи ра-
бочего тока возникает ко-
Рис. 64. Схемы реверса двигателя
КН. Во избежание этого применяют
роткое замыкание, так как
крайние линейные провода
соединены крайними кон-
тактами контакторов КВ и
электрическую блокировку, осуществляемую размыкающими контак-
тами кнопок В («вперед») и Н («назад»). Когда нажимают кнопку В,
замыкается цепь катушки КВ и размыкается цепь катушки КН. Кон-
тактор КН, если он был включен, отключается. При одновременном
нажатии на кнопки В и Н размыкающие контакты кнопок В и Н
соответственно разрывают цепи катушек КН и КВ, и ни один из
контакторов включиться не может.
Электрическая блокировка, осуществляемая размыкающими кон-
тактами кнопок, не предотвращает короткого замыкания при всех воз-
можных случаях. Так, если подвижная система контактора КН в рас-
смотренном примере вследствие приваривания главных контактов или
механического заедания не отпадет после отключения катушки КН
размыкающим контактом кнопки В или отпадет с замедлением, прои-
зойдет короткое замыкание в рабочей цепи, так как контактор КВ
включается при закрытии замыкающего контакта кнопки В.
На рис. 64, б представлены цепи управления схемы, в которой
электрическая блокировка, не допускающая одновременного включе-
ния обоих контакторов, осуществляется посредством размыкающих
блок-контактов КН и КВ. В данной схеме при нажатии кнопки В
включается контактор КВ. При этом замыкаются контакты КВ в цепи
рабочего тока (показанные на рис. 64, а), блок-контакт самоблоки-
ровки КВ, шунтирующий кнопку В, и открывается размыкающий блок-
контакт КВ, включенный в цепь катушки КН. Пока контактор КВ
не будет отключен и его подвижная система полностью не отпадет,
нажатие на кнопку Н не вызывает замыкания цепи катушки контак-
тора КН. Для реверса в данной схеме необходимо предварительно
нажать на кнопку С. '
Реверсивные магнитные пускатели, содержащие по два контактора
на общей панели, обычно снабжены механической блокировкой. В этом
случае посредством коромысла или кулачков не допускается включе-
101
chipmaker.ru
Рис. 65. Схемы установочных пе-
ремещений
Рис. 66. Пример цепи управления,
составленной нерационально
ние одного контактора, когда другой уже включен или пока он пол-
ностью не отключится. При использовании схемы, представленной на
рис. 64, а, нужен реверсивный пускатель с механической блокировкой,
которая предотвратит короткое замыкание в указанном выше случае.
Однако у реверсивных магнитных пускателей переменного тока
нельзя ограничиваться одной механической блокировкой; это опреде-
ляется тем, что при замыкании цепи катушки контактора переменного
тока, который не имеет возможности включиться, в катушке течет
ток, в несколько раз превышающий нормальный. При длительном на-
жатии на кнопку катушка может сгореть, и поэтому надо осуществлять
электрическую блокировку на размыкающих блок-контактах контак-
торов.
Схему, представленную на рис. 61, используют при длительной
работе электропривода. Часто требуется, чтобы электропривод ме-
таллорежущих станков работал лишь пока нажата кнопка «Пуск».
Такое управление необходимо при различных установочных переме-
щениях, когда при кратковременном нажатии на кнопку должно прои-
зойти небольшое перемещение (толчок) движущегося элемента станка.
В этом случае не нужны контакты самопитания и кнопка «Стоп»
(рис. 65, а). Часто возникает необходимость управления одним и тем
же приводом в обоих указанных режимах (рис. 65, б). Для длительной
работы двигателя нужно кратковременно нажать кнопку П. Это вызо-
вет включение промежуточного реле РП. Один замыкающий контакт
реле шунтирует кнопку П и дает возможность прекратить ее нажатие,
не вызывая отключения реле; другой — включает рабочую катушку
контактора 1К- Для осуществления установочного перемещения надо
нажать кнопку У.
Не всякое расположение контактов в цепи управления целесооб-
разно. Так например, расположение контактов, показанное на рис. 66,
является нерациональным. Кнопочный пост находится на станине
станка, а контактор и ввод сети переменного тока — в шкафу управле-
ния. При таком расположении контактов нужен лишний провод, рас-
положенный между кнопочным постом и шкафом управления. Кроме
того, в кнопочном посту кнопки П и С, находящиеся близко одна от
другой, присоединены к различным полюсам сети, что создает воз-
можность коротких замыканий. В связи с этим все контакты электро-
аппаратуры стремятся размещать по одну сторону катушки контак-
тора или реле.
102
§ 22. АППАРАТУРА И СХЕМЫ
ЗАЩИТЫ ДВИГАТЕЛЕЙ
У перегруженного электродвигателя увеличивается нагрев обмо-
ток, что может вызвать преждевременный выход его из строя. Поэтому
следует отключить двигатель, когда его температура превысит уста-
новленную величину. Если в цепи' возникает короткое замыкание,
цепь необходимо немедленно отключить. Простейшими аппаратами,
обеспечивающими защиту электродвигателя и сети от чрезмерно боль-
ших токов, являются плавкие предохранители. Отключение электро-
двигателя этими предохранителями происходит, когда плавится спе-
циально рассчитанная плавкая вставка, представляющая собой кусок
калиброванной проволоки или металлическую пластину.
В станкостроении применяют резьбовые предохранители на ток
до 20 А при напряжении 380 В и трубчатые предохранители. Послед-
ние имеют цинковую плавкую вставку, которая помещена внутри фиб-
рового патрона, закрытого с концов металлическими обоймами. При
сгорании плавкой вставки дуга не выходит за пределы патрона, а дав-
ление газов, образующихся при этом, способствует быстрому гашению
дуги. Трубчатые предохранители изготовляют на 15, 60, 100, 200,
350, 600 и 1000 А при напряжении 500 В.
Для двигателей постоянного тока и асинхронных двигателей с фа-
зовым ротором, пускаемых посредством реостата, плавкую вставку
подбирают на номинальную силу тока электродвигателя. Для коротко-
замкнутых асинхронных двигателей вставку нельзя выбрать таким
образом, так как она перегорит за время пуска двигателя под действием
пускового тока, превышающего у этих двигателей номинальную силу
тока в 5—7 раз. Поэтому для короткозамкнутых двигателей плавкую
вставку выбирают на силу тока, в 2—2,5 раза меньшую пускового.
Пуск электродвигателей металлорежущих станков происходит за ко-
роткое время, поэтому такая плавкая вставка при пуске не успевает
перегореть. Однако предохранитель с плавкой вставкой, выбранной
таким образом, не защищает электродвигатель даже и при значитель-
ных его перегрузках; предохранитель защищает электродвигатель лишь
в тех случаях, когда он останавливается под нагрузкой и потребляет
ток режима короткого замыкания, равный пусковому. Кроме того,
предохранитель защищает сеть от коротких замыканий, возникающих
в цепи электродвигателя.
Для защиты электродвигателя от недопустимого перегрева при
длительных перегрузках применяют тепловые реле (рис. 67). Ток за-
щищаемого электродвигателя проходит через нагревательный элемент 1.
Вблизи него расположена пластина, состоящая из двух наложенных
одна на другую и сваренных между собой полос 2 и 3 из металлов
с различными коэффициентами теплового расширения. При нагрева-
нии полоса 3 удлиняется больше, чем полоса 2, и поэтому биметалличе-
ская пластина изгибается кверху. Когда сила тока будет достаточно
велика, рычаг 4, на который действует растянутая пружина 5, сор-
вется с поднимающегося вверх конца биметаллической пластины и
повернется против часовой стрелки. Контакт 6 при этом разомкнется.
103
chipmaker.ru
При нажатии кнопки возврата 7 после остывания биметаллической
пластины рычаг 4 возвращается в прежнее положение, и контакт 6
замыкается.
Биметаллическая пластина нагревается относительно медленно.
При больших токах тепловое реле отключает цепь значительно позже,
чем плавкий предохранитель. Поэтому для надежной защиты электро-
двигателя в схему вводят тепловое реле и плавкие предохранители.
Схема включения электродвигателя с вводным рубильником Р, пре-
дохранителями /77, контактором 1К и тепловыми реле ]РТ и 2РТ при-
ведены на рис. 68. Кроме предохранителей 1П имеются предохрани-
тели 2П, установленные в месте присоединения к сети проводов,
подводящих энергию к станку.
Для защиты электродвигателя применяют обычно два тепловых
реле. При установке одного реле двигатель оказался бы незащищен-
ным от однофазной работы. При перегорании предохранителя, вклю-
ченного последовательно с нагревательным элементом теплового реле,
двигатель продолжал бы вращаться, работая как однофазный, и по-
треблял резко возросший ток. Размыкающие контакты обоих тепловых
реле включают последовательно с катушкой контактора, поэтому сра-
батывание любого реле вызывает отключение электродвигателя.
Тепловые реле изготовляют в виде отдельных аппаратов или при-
строенными к контакторам магнитных пускателей, причем у многих
тепловых реле два -нагревательных элемента через биметаллические
пластины и рычажную систему воздействуют на один и тот же контакт.
Тепловое реле и электродвигатель, который оно защищает, должны
находиться в одинаковых температурных условиях. В частности, если
вблизи нагревательного элемента теплового реле находятся элементы
другой аппаратуры, выделяющие значительные количества тепла
(например, относительно мощные резисторы), электродвигатель будет
защищен неудовлетворительно. То же самое наблюдается, если объем
шкафа с электроаппаратурой слишком мал.
104
Для надежной защиты
электродвигателей от пере-
грузки нужно, чтобы теп-
ловые характеристики теп-
лового реле и защищаемого
им электродвигателя сов-
падали при всех режимах
работы двигателя. Рассмот-
ренные выше тепловые реле
такого совпадения не обе-
спечивают; оно может быть
достигнуто у тепловых реле
более сложного устройства
и лишь при продолжитель-
ном режиме работы. При
повторно-кратковременном
режиме работы привода,
наиболее распространенном
у металлорежущих стан-
ков, тепловые реле не в со-
стоянии обеспечить доста-
точно надежной защиты,
так как трудно согласовать
условия нагрева и охлаждения реле и электродвигателя при различных
видах нагрузки. Более надежной защитой во всех режимах была бы
тепловая защита с применением тепловых реле, встроенных в электро-
двигатели.
Для защиты от коротких замыканий и чрезмерных нагрузок кроме
плавких предохранителей применяют реле тока. Эти^реле выпускают
для постоянного и переменного тока; они могут быть различного кон-
структивного исполнения. Схема устройства электромагнитного реле
переменного тока ЭТ-520 показана на рис. 69. Когда через катушки 2
протекает ток, в магнитопроводе 1 появляется магнитный поток. Сталь-
ной якорь 3, укрепленный на оси 4, поворачивается, преодолевая
противодействие пружины 8. При достаточном увеличении тока в ка-
тушках якорь повернется настолько, что контакты 5 будут замкнуты
(или разомкнуты) серебряным мостиком 6. Уменьшение тока позволит
пружине 8 вернуть подвижную систему реле в исходное положение.
Изменение тока срабатывания, называемого уставкой реле, производят
поворотом указателя 9 на шкале 10, изменяя смещением поводка 7
степень закручивания пружины 8. Шкала 10 указывает токи срабаты-
вания реле при последовательном соединении катушек. При парал-
лельном соединении катушек токи срабатывания удваиваются. Реле
тока обеспечивают более надежную», и быстродействующую защиту,
чем плавкие предохранители. Это Особенно важно для двигателей
постоянного тока, которые способны развивать очень большие пере-
грузочные моменты, опасные для механизмов станка.
Предохранение кинематических цепей станка от перегрузок часто
осуществляют не электрическими, а механическими средствами, что
105
chipmaker.ru
вызвано наличием у многих
станков цепей, получаю-
щих движение от одного
двигателя. Значительная
перегрузка, например, цепи
подачи, приводящая к раз-
рушению ее элементов, соп-
ровождается часто незна-
чительным увеличением
силы тока, потребляемого
общим электродвигателем
станка.
В тех случаях, когда
электрическая схема долж-
на обеспечить защиту лишь
от однофазного включения
асинхронного двигателя,
вместо теплового реле может быть применено специальное реле обрыва
фазы (типа РОФ). Оно представляет собой электромагнитное реле,
у которого на сердечнике помещены три одинаковые катушки (рис. 70).
Во время нормальной работы электродвигателя токи через катушки
не протекают, так как они зашунтированы плавкими вставками.
В случае перегорания одного из предохранителей ток потечет через
соответствующую катушку. При этом срабатывает реле, вызывая
отключение электродвигателя. Если,, однако, после этого будет нажата
пусковая кнопка, то через обмотки реле пройдет импульс пускового
тока, на который они не рассчитаны.
Выпускают также аналогичное реле, которое имеет защелку.
Для возврата этого реле в исходное положение нужно нажать спе-
циальную кнопку (так же, как у тепловых реле). При нажатии
кнопки П после срабатывания такого реле контактор не включается
и толчков пускового тока не возникает.
Широкое распространение в станкостроении получили автомати-
ческие выключатели, имеющие различные исполнения. На рис. 71
показан трехполюсный автоматический выключатель АК-63 на 63 А,
440 В. Включают и отключают аппарат вручную. При включении
главные контакты удерживаются механизмом аппарата. При возра-
стании тока аппарат отключается автоматически тепловыми или
электромагнитными расцепителями. Выключатель может быть снаб-
жен тремя тепловыми расцепителями, сходными по устройству с би-
металлическими тепловыми реле.
Аппарат может быть снабжен тремя электромагнитными расцепи-
телями максимальной силы тока. Их катушки включены в цепь рабо-
чего тока. Электромагнитные расцепители практически мгновенно
отключают аппарат при силе тока, превышающей номинальную вели-
чину в 6—10 раз. Величину этой силы тока можно регулировать.
Электромагнитный расцепитель может быть снабжен гидравлическим
замедлением, предотвращающим отключение аппарата от пусковых
токов двигателя. Автоматический выключатель может одновременно
106
Рис. 71. Автоматический выключатель
заменить вводный выключатель, предохранители и тепловые реле.
Применение автоматических выключателей обеспечивает при сраба-
тывании защиты отключение всех трех фаз. Для работы в цепях по-
стоянного тока используют выключатели с двумя полюсами. Кроме
того, существуют однополюсные выключатели переменного и по-
стоянного тока. Выпускают также автоматические выключатели
с расцепителями минимального напряжения. Они обеспечивают нуле-
вую защиту установки. Автоматические выключатели выполняют
в корпусах из пластмассы, алюминия, чугуна.
При срабатывании защиты и отключении электродвигателя во
время обработки может быть сломан инструмент и испорчена заго-
товка. Это имеет большое значение при многоинструментальной обра-
ботке, например, на многошпиндельных станках, на автоматических
линиях. Особенно тяжелы последствия внезапного отключения при
обработке на тяжелых станках, на станках с программным управле-
нием, на многооперационных станках, где заготовки могут иметь
высокую стоимость. В связи с изложенным взамен обычных форм
пассивной защиты от перегрузки и однофазной работы целесообразно
использовать активную защиту. Для этого необходимо при срабаты-
вании аппаратов защиты выполнять автоматический отвод инстру-
мента, автоматическое прекращение подачи или уменьшение ее, либо
завершение кратковременного цикла обработки и автоматическое
отключение двигателя в исходном положении инструмента. Во многих
случаях такая защита может быть осуществлена достаточно просто.
Непосредственное присоединение схемы управления к сети цеха
(рис. 72, а) имеет существенные недостатки. В схеме управления
и в цеховой сети могут возникнуть аварийные заземления. Тогда
контактор 1К включится самопроизвольно, через побочную (паразит-
107
chipmaker.ru
Рис. 72. Применение трансформатора управления и контроль заземления
ную) цепь, показанную на рис. 72, а штриховой линией. Возможны
и другие аварийные неисправности. Кроме того, при питании цепей
управления непосредственно от сети повышается опасность поражения
электрическим током. Поэтому непосредственное присоединение при-
меняют только в Том случае, если схемы управления очень просты и
мала вероятность возникновения заземлений в цепях управления,
замыканий на корпусы аппаратов и других неисправностей.
Наиболее часто цепи управления присоединяют к сети через транс-
форматор управления ТУ (рис. 72, б), который понижает напряжение
цепей управления (обычно до НО или 127 В). Это уменьшает опас-
ность, так как контакты всех командных аппаратов оказываются под
пониженным напряжением. Кроме того, уменьшается вероятность
аварий. Цепи управления присоединены ко вторичной обмотке и не
имеют электрического соединения с сетью цеха. Поэтому случайное
заземление любой точки схемы управления при аварийных заземле-
ниях цеховой сети не вызывает самопуска станка.1
Для подачи сигнала при аварийном заземлении в схемах управле-
ния применяют сигнальную цепь, показанную на рис. 72, в. В этой
схеме две одинаковые сигнальные лампы 1ЛС и 2ЛС включены после-
довательно с двумя одинаковыми добавочными резисторами. В нор-
мальных условиях обе лампы горят одинаковым неполным на-
калом.
При аварийном заземлении провода 1, а также цепей, присоединен-
ных к этому проводу, лампа 1ЛС гаснет, так как замыкается накоротко
через землю. Лампаже 2ЛС станет ярко гореть, потому что к ней одной
приложено все напряжение цепи управления. При аварийном зазем-
лении провода 2 гаснет лампа 2ЛС.
1 На некоторых последующих схемах аппаратура защиты и трансформаторы
управления для упрощения схем не показаны.
108
Рис 73. Нулевая защита в схемах с командоконтроллером
При многодвигательном приводе и сложных цепях управления
часто возникает необходимость одновременного нажатия нескольких
кнопок в различных комбинациях, что практически неосуществимо.
В таком случае применяют командоконтроллеры. Контакты командо-
контроллеров употребляют для включения катушек контакторов вза-
мен кнопок, и поэтому схема управления теряет свойства нулевой
защиты. Для обеспечения нулевой защиты в схемах с несколькими
командоконтроллерами, пакетными переключателями и другими аппа-
ратами ручного управления применяют промежуточное реле
(рис. 73, а).
Здесь перед началом работы станка необходимо нажать на кноп-
ку ПП подготовки пуска и включить промежуточное реле РП. Проме-
жуточное реле замыкает свой контакт РП, после чего кнопку ПП
можно отпустить. При замыкании контакта РП вся нижняя часть схемы
с контактами командоконтроллера КК-1, переключателя управле-
ния ПУ и т. д. и катушками контакторов оказывается под напряже-
нием. При падении напряжения до нуля или до недопустимо низких
значений промежуточное реле РП отпадает, и его контакт РП отклю-
чает питание нижней части схемы. Наличие напряжения в цепи упра-
вления сигнализируется лампой ЛС.
. Если все цепи управления схемы замыкаются одним командоконт-
роллером, то можно применить схему, представленную на рис. 73, б.
В этой схеме цепь промежуточного реле РП включается контактом КК-0
командоконтроллера, замыкающимся, когда контроллер установлен
в нулевое положение и когда контакты КК-1, КК-2 и другие разомк-
нуты. В случае поворота контроллера в любое рабочее положение кон-
такты КК-1, КК-2 и другие замкнутся, а контакт КК-0 разомкнется.
При этом реле РП будет питаться через контакт самоблокировки.
Если затем напряжение уменьшится до недопустимо низких значе-
ний, реле РП отключится и контакты РП разомкнутся. Для нового
включения двигателя необходимо предварительно вернуть командо-
контроллер в нулевое положение.
109
chipmaker.ru
§ 23. ЭЛЕКТРОМАГНИТЫ И ЭЛЕКТРОМАГНИТНЫЕ
МУФТЫ
Широкое распространение в станкостроении получили однофазные
электромагниты переменного тока со втяжным якорем (рис. 74). При
протекании тока через катушку 1 возникает магнитный поток, замыка-
ющийся через магнитопровод 2, собранный из листовой стали. При
этом якорь 3 втягивается в катушку. Затем магнитное поле полно-
стью замыкается через сталь сердечника и якоря.
Зависимость силы тяги F, развиваемой якорем, от его хода (зазора) х
называют тяговой характеристикой электромагнита. На рис. 75, а
показан электромагнит на 50 Н и ход 20 мм, а на рис. 75, б представлена
тяговая характеристика этого электромагнита. Характеристики дру-
гих однофазных электромагнитов имеют сходный вид. По мере втя-
гивания якоря и уменьшения зазора х сила тяги возрастает и в конце
хода обычно в 1,5—3 раза превышает силу тяги в начале хода. Наи-
большая допускаемая данным электромагнитом величина хода якоря
и соответствующая ей сила тяги называются номинальными значе-
ниями хода и силы тяги электромагнита.
Втягивание якоря сопровождается уменьшением действующего
значения переменного тока, потребляемого электромагнитом, так как
по мере уменьшения зазора между якорем и сердечником электромаг-
нита возрастает индуктивность катушки, а следовательно, и индуктив-
ное сопротивление цепи. При использовании электромагнитов пере-
менного тока необходимо обеспечивать якорю возможность полностью
втянуться. Если этому помешает какое-либо механическое препятст-
вие, обмотка электромагнита будет перегреваться вследствие протека-
ния большого тока.
Для устранения Вибраций якоря и сопровождающего их гудения
помещают демпферный виток, действие
которого было рассмотрено выше. Кроме
того, демпферный виток уменьшает пуль-
сацию силы тяги. Выпускают электро-
магниты как тянущего, так и толкаю-
щего действия. Электромагниты выдер-
живают до 3 млн. включений и допус-
кают от 200 до 2300 включений в час.
Однофазные электромагниты изготов-
.дяют с номинальной силой тяги 10—250
Нис номинальным ходом 5—40 мм.
В станкостроении однофазные элект-
ромагниты широко используют для уп-
равления гидравлическими и пневмати-
ческими механизмами (золотниками,
распределителями, гидропанелями, кра-
нами и пр.). Их применяют также и для
других целей, например для дистанци-
онного переключения кулачковых и
фрикционных муфт. В этих случаях,
110
79
87
Рис. 75. Однофаз-
ный электромагнит
МИС-3100 {а) и его
тяговые характе-
ристики (б)
чтобы обеспечить втягивание якоря до конца хода, электромагнит
связывают с муфтой пружиной.
Получило применение электромеханическое торможение приводов
станков с использованием электромагнитов. Наиболее распростра-
ненная схема такого торможения приведена на рис. 76. Обмотка эле-
ктромагнита ЭМ включена параллельно электродвигателю. Когда
контактор 1К включает электродвигатель, втягивается якорь электро-
магнита, растягивается пружина 1, колодка 2 отводится от тормоз-
ного шкива 3, сидящего на валу электродвигателя, в результате чего
двигатель может вращаться свободно. При остановке двигателя элект-
ромагнит отключается, якорь его отпадает и пружина прижимает
колодку к поверхности тормозного шкива, обеспечивая механическое
торможение привода станка. Преимущество электромеханического тор-
можения с применением электромагнитов — отсутствие нагрева эле-
ктродвигателя во время тормозных процессов, что важно при частых
торможениях и больших моментах инерции системы.
На станках и автоматических линиях для обработки мелких дета-
лей широко применяют различные вибротранспортеры. Для созда-
ния вибраций часто используют однофазные'втяжные электромагниты
Ш
chipm3ker.ru
Рис. 76. Электромеханическое тормо-
жение
Рис. 77. Втяжной электромагнит посто-
янного тока
без демпферного витка. В этом случае электромагнит работает с сер-
дечником, втянутым не до конца. Для ограничения тока последова-
тельно с катушкой электромагнита включают резистор. Втягивание
возникает при положительном и отрицательном полупериодах пере-
менного тока. Поэтому при такой схеме частота вибрации составляет
100 Гц. Включением в цепь катушки полупроводникового выпрями-
теля уменьшают частоту до 50 Гц.
В станкостроении применяют также электромагниты постоянного
тока с рабочим напряжением 12, 24, 48 В. Электромагнит (рис. 77)
состоит из сплошного стального корпуса 1, с катушкой 2, в которую
втягивается сплошной стальной якорь 3. При тянущем исполнении
электромагнита в нижний торец якоря ввертывают шпильку, пере-
дающую силу тяги. При толкающем исполнении через центральное
отверстие крепежного фланца 6 пропускают толкатель также в виде
шпильки. Снизу к корпусу прикреплена стальная крышка 4 с про-
кладкой 5, смягчающей удары при отпадании якоря. Электромагниты
изготовляют на 4—100 Н с ходом от 5 до 15 мм.,По сравнению с одно-
фазными электромагниты постоянного тока отличаются более высокой
надежностью и долговечностью.
В станкостроении получили широкое распространение фрикцион-
ные электромагнитные муфты, питаемые постоянным током. Их ис-
пользуют для пуска, торможения, реверсирования и переключения
ступеней скорости главных кинематических цепей станка- и цепей
подачи. Электромагнитные муфты позволяют переключать скорости и
подачи во время работы станка, при холостом ходе и под нагрузкой.
112
Рис. 78. Электромагнитная муф-
та с магнитопроводящими дис-
ками
Рис. 79. Электромагнитная муфта с
бесконтактным токоподводом
Быстродействующие электромагнитные муфты используют в сле-
дящих системах электрокопировальных станков. Частота срабатыва-
ния муфт в таких системах доходит до 50 в секунду и более. Электро-
магнитные муфты изготовляют для передачи моментов 2,5—1600 Н-м
(~ 0,25 -т- 160 кгс-м).
Муфта с магнитопроводными дисками, предназначенная для ра-
боты со смазкой, показана на рис. 78. У такой муфты корпус 1 с ка-
тушкой 2 и токоподводящим кольцом 3 укреплен на втулке 8, свя-
занной с валом шпонкой или шлицами. Один конец катушки присое-
динен к кольцу 3, другой — к корпусу 1. При прохождении тока
возникает магнитный поток, который замыкается через внутренние
диски 6, наружные диски 5 и якорь 7. При этом якорь 7 сжимает
диски, осуществляя сцепление между ними. Внутренние диски сцеп-
лены со шлицами втулки 8, наружные — с ведомым поводком 4. Когда
катушку 2 отключают, якорь 7 отталкивается пружинящими дисками,
и сцепление прекращается.
Корпус 1 и якорь 7 изготовляют из мягкой стали. Диски толщиной
0,4—2,5 мм делают из термообработанной стали, остаточный магне-
тизм которой недостаточен для того, чтобы препятствовать полному
расцеплению муфты. Остаточный момент не превосходит 0,5% номи-
нального. На поверхность дисков наносят спиральные маслоотделяющие
канавки. Наружные диски делают волнистыми для обеспечения пру-
жинящего действия. Часть магнитного потока катушки замыкается
через диски и до якоря 7 не доходит. Чтобы уменьшить эту часть,
повышают магнитное сопротивление дисков в радиальном направле-
нии. Для этого в них делают окна, прорезанные против катушки.
Узкие промежутки между окнами насыщаются и создают высокое
магнитное сопротивление.
Муфты с контактным токоподводом имеют существенные недостатки:
возможно искрение во время работы, биение, для устранения кото-
рого требуется обеспечить высокую концентричность контактных ко-
лец относительно оси вращения; щеточный токоподвод нередко яв-
ляется причиной эксплуатационной ненадежности.
113
chipmaker.ru
Рис. 80. Электромагнитные муфты с вынесен-
ными дисками
Муфта с магнитопроводя-
щими дисками и неподвижной
катушкой изображена на
рис. 79. Катушка 2 помещена
в стальном кольцевом держа-
теле 1, который прикреплен
к неподвижным частям станка.
Якорь 5 изготовляют из мяг-
кой стали. Держатель, охва-
тывают стальные полюсные
кольца 3 и 6, соединенные
кольцом 4 из немагнитного
материала. Между держате-
лем 1 и кольцами 3 и 6 име-
ются зазоры. В остальном по
устройству и действию муфта
не отличается от муфты, по-
казанной на рис. 78.
Муфты с неподвижными катушками по сравнению с муфтами, снаб-
женными контактными кольцами, имеют два лишних зазора, поэтому
необходимое число ампер-витков увеличивается на 25—30%.
Электромагнитные муфты с фрикционными дисками, вынесенными
из магнитного поля, показаны на рис. 80. Муфта, приведенная на
рис. 80, а, имеет токоподвод в виде контактных колец 1, муфта,
изображенная на рис. 80, б, имеет неподвижную катушку. При про-
пускании тока через катушку 3 якорь 9 притягивается к корпусу 2.
Кольцо 7, связанное тягами 4 с якорем 9, прижимает фрикционные
диски 8 к разрезной гайке 10, осуществляя их сцепление и передачу
движения от втулки 6 к поводку или наоборот. При отключении тока
кольцо 7 отталкивается пружинами 5, освобождая диски 8. Разрез-
ная гайка 10 позволяет компенсировать износ дисков. Действие муфты,
показанной на рис. 80, б, аналогично.
Преимуществом муфт с вынесенными дисками является возможность
изготовлять диски из немагнитных материалов с большим коэффици-
ентом трения. Широко применяют диски с металлокерамическими по-
крытиями.
При работе электромагнитной муфты с асинхронным двигателем
передаваемый муфтой момент должен быть несколько больше макси-
мального момента электродвигателя, иначе при перегрузке двигателя
муфта будет проскальзывать при полном моменте, перегреется и
выйдет из строя. Электромагнитные муфты могут работать с горизон-
тальной и вертикальной осью. Однако при работе с вертикальной осью
увеличивается остаточный момент (момент холостого хода).
Быстродействующие электромагнитные муфты исполняют с выне-
сенными дисками. Они предназначены для работы всухую, причем
принимают меры против попадания смазки на диски. Магнитопроводы
этих муфг изготовляют из материала с повышенным электрическим
сопротивлением для уменьшения вихревых токов. Быстродействующие
муфты с вращающимися катушками имеют два контактных кольца.
114
Рис. 81. Схемы питания
электромагнитных муфт
Для питания электромагнитных муфт обычно применяют селено-
вые выпрямители. На рис. 81, о показана схема питания группы элект-
ромагнитных муфт. Муфты включают и отключают посредством упра-
вляющих контактов УК1, УК2 и т. д. При отключении муфты исчезаю-
щее магнитное поле наводит в ее катушке э. д. с. большой величины.
Она может вызвать пробой изоляции катушки. Чтобы понизить э. д. с.,
нужно замедлить уменьшение магнитного поля. Это достигается при-
менением резисторов Rl, R2. Э. д. с. самоиндукции направлена в сто-
рону убывающего тока; под ее действием по замкнутому через рези-
стор контуру будет некоторое время протекать затухающий ток, кото-
рый замедлит изменение магнитного потока и уменьшит величину
э. д. с. Часто применяют вентили Bl, В2. Они не пропускают тока
через разрядные резисторы Rl, R2, когда муфты включены, и в это
время не будет потерь энергии в резисторах.
Если на станке имеется только одна муфта, то ее отключают по-
средством контакта 1УК. При этом трансформатор отключается от
сети и, когда муфта отключена, в схеме нет никаких потерь. Специаль-
ной разрядной цепи в данном случае не требуется. Затухающий ток
будет протекать через вентили выпрямителя.
Скорость нарастания момента можно увеличить, повысив напря-
жение на время включения муфты (форсирование). Последовательно
с обмоткой муфты включают резистор R2, шунтированный конденсато-
ром С (рис. 81, 6); быстродействующую муфту включает контакт УК2.
Муфта включается большим зарядным током конденсатора. Когда кон-
денсатор зарядится, он перестает пропускать ток. Сопротивление ре-
зистора R2 подбирают так, чтобы ток при повышенном напряжении
115
chipmaker.ru
был равен номинальному току муфты. В некоторых случаях приме-
няют резистор, не шунтированный конденсатором. При этом умень-
шается отношение индуктивности цепи к ее активному сопротивлению,
следовательно, уменьшается и продолжительность нарастания тока.
Чтобы при включении муфты не было падения напряжения в выпря-
мителе, его шунтируют конденсатором Сф большой емкости. При упра-
влении быстродействующими муфтами разрядных цепей не употреб-
ляют (они замедляют переходные процессы). Поэтому обмотки быстро-
действующих электромагнитных муфт изготовляют с изоляцией
повышенной прочности. Путем надлежащего форсирования время
переходного процесса можно уменьшить в 10—20 раз.
На быстроту включения муфты влияют масса якоря и дисков,
упругость пружин и дисков, вихревые токи. Быстрота отключения
муфты целиком определяется этими факторами. Катушки электро-
магнитных муфт обладают значительной индуктивностью. При размы-
кании их цепей возникает значительное искрение контактов. Чтобы
устранить искрение, параллельно контактам иногда включают кон-
денсаторы. Такая схема, как и разрядные резисторы, замедляет от-
ключение муфты.
Кроме многодисковых муфт в станкостроении применяют однодиско-
вые фрикционные электромагнитные муфты, а иногда и кулачковые
электромагнитные муфты. Применяют также электромагнитные по-
рошковые муфты. У этих муфт зазор между сцепляющимися поверх-
ностями заполняется текучими или сыпучими смесями. Главной состав-
ной частью их являются железные порошки. В магнитном поле такая
смесь обращается в пластичный слой, сцепляющий между собой полу-
муфты и создающий значительное сопротивление сдвигу. Изменяя
магнитный поток, можно управлять вязкостью пластичного слоя и
величиной сопротивления сдвигу.
Для смесей употребляют порошки карбонильного железа или
порошки, полученные методом распыления жидкого металла. Диаметр
частиц порошка карбонильного железа, применяемого для заполнения
порошковых муфт, 4—10 мкм. Частицы карбонильного железа должны
быть разделены средой, защищающей их от механического разрушения
вследствие трения, а также от окисления. Разделяющие добавки дол-
жны также обеспечивать смазку и предотвращать слипание частиц
железа. Жидкие смеси получают путем добавления к порошку железа
минеральных масел или синтетических жидкостей. Сыпучие смеси
образуют примешиванием к порошку железа графита, ойиси цинка,
окиси магния, азотистого бора, стеклянного и кварцевого порошка
и т. д. Смеси содержат 30—45% железа по объему. Для порошковых
муфт с жидкой смесью употребляют уплотнительные резиновые кольца,
предотвращающие вытекание смеси. В муфтах с сыпучей смесью при-
меняют лабиринтные и магнитные уплотнения.
Удельная сила сцепления порошковых муфт зависит от: величины
магнитной индукции; плотности смеси; материала смеси; размера за-
зора; поверхностей полумуфт, соприкасающихся со смесью в области
влияния магнитного поля; окружной скорости слоя. Под действием
центробежных сил частицы железа смеси в зависимости от конструкции
116
муфты могут или уплотняться в зазоре, или выбрасываться из него.
Величина удельной силы сцепления у порошковых муфт достигает
<~10 Н/см2. Размеры этих муфт несколько превышают размеры много-
дисковых электромагнитных муфт.
Электромагнитные порошковые муфты могут работать как в режиме
сцепления, так и в режиме скольжения. При работе со скольжением
момент муфты практически не зависит от скорости скольжения. С умень-
шением частоты вращения надежность порошковых муфт повы-
шается.
Преимуществом порошковых муфт является высокая скорость сра-
батывания. Это объясняется отсутствием перемещающихся поступа-
тельно элементов муфты. Изменение состояния магнитной смеси про-
исходит практически мгновенно, поэтому время срабатывания порош-
ковых муфт почти полностью определяется продолжительностью элек-
тромагнитных процессов в обмотке и магнитопроводе муфты.
Основным недостатком порошковых муфт является старение маг-
нитной смеси, проявляющееся в уменьшении ее подвижности. При этом
уменьшается передаваемый муфтой момент. Поэтому требуется перио-
дически заменять смесь. Дополнительное затруднение при эксплуата-
ции создается в связи с необходимостью обеспечения в порошковых
муфтах надлежащей герметичности и непрерывного наблюдения за ее
состоянием. Эксплуатационные затруднения приводят к тому, что
порошковые муфты используют в станкостроении в тех случаях, когда
применение фрикционных электромагнитных муфт по тем или иным
соображениям неприемлемо. Например, порошковые муфты исполь-
зуют в тех случаях, когда к быстродействию муфт предъявляются осо-
бенно высокие требования, а также при необходимости обеспечения
точной величины подачи и проскальзывания при перемещении дви-
жущегося узла станка до жесткого упора.
§ 24. ЭЛЕКТРОМАГНИТНЫЕ ЗАКРЕПЛЯЮЩИЕ
УСТРОЙСТВА
На плоскошлифовальных станках широко применяют электромаг-
нитные плиты. Обрабатываемые стальные детали, расположенные иа
таких плитах, удерживаются во время обработки силами магнитного
притяжения плиты. Электромагнитное закрепление имеет преимуще-
ства по сравнению с зажатием в кулачках. Включая ток, можно сразу
закрепить много деталей, расположенных на поверхности плиты. При.
электромагнитном закреплении может быть достигнута большая точ-
ность обработки, так как заготовка при нагреве в процессе обработки
не сжата с боков и может свободно расширяться. При электромагнит-
ном закреплении имеется возможность обрабатывать детали с торца
и сбоку.
Однако электромагнитное закрепление не обеспечивает таких боль-
ших усилий, как при зажатии посредством кулачков. В случае ава-
рийного перерыва в питании обмотки электромагнитной плиты про-
исходит срыв детали с ее поверхности. Поэтому электромагнитные
плиты не применяют при больших силах резания. Кроме того, сталь-
117
cbiipmaker.ru
Рис. 83. Электромагнитная
плита для мелких деталей
ные детали, обработанные на электромагнитных плитах, часто сохра-
няют остаточный магнетизм.
Электромагнитная плита (рис. 82) имеет корпус /, изготовленный
из мягкой стали, днище которого снабжено полюсными выступами 2. ,
Сверху наложена крышка 3, у которой участки 4, расположенные над
полюсами, отделены прослойками 5 из немагнитного материала (сплав
свинца и сурьмы, оловянные сплавы, бронза и др.). При пропускании
постоянного тока через катушки*^ все участки наружной поверхности
крышки (зеркала), окруженныё немагнитными прослойками, яв-
ляются одним полюсом (например, северным); вся же остальная поверх-
ность плиты — другим полюсом (например, южным). Обрабатываемая
деталь 7, перекрывающая в любом месте немагнитную прослойку,
замыкает магнитный поток одного из полюсов 2 и поэтому притяги-
вается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние
между полюсами 2 желательно делать как можно меньшим. Однако
это осуществить трудно, так как между полюсами должны быть раз-
мещены витки двух катушек 6. Поэтому для закрепления мелких дета-
лей применяют электромагнитные плиты с пазами, заполненными
немагнитным материалом (рис. 83). Эта плита имеет только одну
катушку 2. Корпус / плиты накрыт толстой стальной крышкой 3
с близко расположенными немагнитными пазами 4. При размещении
на поверхности плиты небольшой обрабатываемой детали 5 часть
магнитного потока катушки замкнется через крышку 3 ниже пазов,
а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет
через деталь, обеспечивая ее притяжение. Так как через деталь про-
ходит только часть магнитного потока, сила притяжения этих плит
ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-
поступательного движения, широкое распространение получили вра-
щающиеся электромагнитные плиты, обычно называемые электромаг-
нитными столами.
118
Рис. 84. Стол с неподвижными
электромагнитами
Рис. 85. Включение электромагнит-
ной плиты
В промышленности применяются также столы с неподвижными
электромагнитами (рис. 84). Корпус 1 стола вращается над неподвиж-
ными электромагнитами 2, расположенными по окружности. Когда
через обмотку <3 протекает постоянный ток, магнитный поток замы-
кается (как указано на рис. 84 штриховой линией), обеспечивая притя-
жение детали. Электромагнитные столы этого типа помимо немагнит-
ных пазов, расположенных по концентрическим окружностям, имеют
сквозные радиальные немагнитные прослойки, разделяющие корпус
стола и его рабочую поверхность на секторы, не имеющие магнитной
связи один с другим. Если электромагниты 2 расположить не по всей
окружности, то у такого стола образуется сектор, на котором детали
не будут закреплены и могут быть легко сняты. Стол с неподвижными
электромагнитами опирается на кольцевые направляющие, изготовлен-
ные из немагнитного материала (обычно бронзы). Это исключает воз-
можность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени
зависит от материала и размеров закрепляемой детали, от числа дета-
лей на ее поверхности, от положения детали на плите и от конструкции
плиты. Сила притяжения электромагнитных плит колеблется в пре-
делах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выклю-
чения — охлаждается. Это вызывает движение воздуха через все не-
плотности, в результате чего внутри плиты может конденсироваться
влага. Поэтому при конструировании электромагнитных плит важно
предусмотреть защиту катушек плиты от воздействия охлаждающей
жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток
напряжением 24, 48, ПО и 220 В. Наиболее часто применяют ток
напряжением НО В. Питание электромагнитных плит переменным то-
ком неприемлемо вследствие сильного размагничивающего и нагреваю-
щего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно со-
единяют последовательно. Реже применяют их переключение с после-
довательного на параллельное соединение, используя ПО В при парал-
лельном соединении катушек и 220 В при последовательном. Мощ-
ность, потребляемая электромагнитными плитами, составляет 100—
119
chipmaker.ru
300 Вт. В качестве источника питания электромагнитных плит обычно
применяют селеновые выпрямители. В комплект выпрямителя входят
трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 85.
Если переключатель /7/7 находится в указанном на схеме положении,
привод движения стола (и вращения круга, если это требуется) может
быть пущен в ход лишь при включенной электромагнитной плите.
В этом случае обмотка электромагнитной плиты ЭП получает питание
от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ,
замыкающий контакт которого включен последовательно с катушкой
контактора 1К. Если вследствие какой-либо аварии питание электро-
магнитной плиты прекратится, реле тока РТ своим контактом разор-
вет цепь катушки /К, и двигатель вращения стола (часто и шлифоваль-
ного круга) отключается. Поворот переключателя /7/7 дает возмож-
ность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты
при ее отключении в данном случае исключена. Цепь обмотки после
отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали
после их обработки часто бывает трудно снять с плиты. Для облегче-
ния съема деталей через обмотку электромагнитной плиты после окон-
чания обработки пропускают небольшой ток противоположного направ-
ления. Для подвода тока к плите при небольшой длине ее хода обычно
применяют специальный гибкий провод в резиновой оболочке. При
поступательном движении плиты на более значительное расстояние
применяют медные шины со скользящими по ним щеткам. У тяжелых
станков используют троллейные провода. К электромагнитным столам
ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств
применяют плиты с постоянными магнитами. Для таких плит не
требуется источников питания, и поэтому не может быть внезапного
срыва деталей с поверхности плиты при перебое в электроснабжении.
Кроме того, плиты с постоянными магнитами более надежны в эксплуа-
тации.
Плита (рис. 86, а) имеет корпус 4, внутри которого расположен
пакет из постоянных магнитов 2. Между магнитами помещены бруски
Рис. 86. Плита с постоянными магнитами
120
Рис. 87. Магнитное приспособление
Рис. 88. Демагнетизатор
мягкого железа 1, отделенные от магнитов прокладками 6 из немагнит-
ного материала. Пакет стянут латунными болтами 8. Он опирается
на основание 3 из мягкой стали, а сверху накрыт плитой 5 также из
мягкой стали. Плита 5 имеет немагнитные прослойки, отделяющие
части ее поверхности, находящиеся над полюсами. Корпус 4 плиты
выполнен из силумина или немагнитного чугуна. Стальная заготов-
ка 7, положенная на плиту 5, притягивается находящимися под ней
полюсами. Магнитные потоки полюсов замыкаются, как показано
штриховой линией на рис. 86, а.
Для съема детали с электромагнитной плиты полюсный пакет сдви-
гают. В таком положении полюсов их магнитные потоки замыкаются,
минуя деталь 7 (штриховая линия на рис. 86, б). При этом деталь может
быть легко снята. Пакет перемещается вручную с помощью эксцент-
рика, не показанного на рисунке.
Внутреннюю полость плиты заполняют вязкой антикоррозионной
смазкой, которая уменьшает усилие, необходимое для смещения блока
с магнитами. В промышленности применяют стационарные, поворот-
ные, синусные, разметочные, шабровочные и другие плиты с постоян-
ными магнитами.
Магнитное приспособление для поперечного сверления валиков
изображено на рис. 87. Если постоянный магнит 2 находится в положе-
нии, показанном на рис. 87, деталь закреплена и приспособление при-
тянуто к стальному столу станка. При повороте магнита 2 на 90° маг-
нитный поток замыкается через стальные части 1 и 3 корпуса приспо-
собления, и притяжение детали и приспособления прекращается.
Приспособления с постоянными магнитами употребляют также
в качестве основания стойки индикатора, светильника, арматуры охла-
ждающей жидкости, правильного устройства и т. д. После разборки
приспособления с постоянными магнитами требуют намагничивания на
специальной установке.
Плиты с такими магнитами отличаются высокой силой притяже-
ния. На фрезерных, строгальных и других станках применяют феррит-
ные керамические постоянные магниты.
Для уничтожения остаточного магнетизма обработанных деталей
употребляют специальные демагнетизаторы. Демагнетизатор, показан-
ный на рис. 88, предназначен для размагничивания деталей массового
производства (колец шарикоподшипников). Детали скользят по наклон-
121
chipmaker, ru
ному мостику 1 из немагнитного материала. При этом они проходят
внутри катушки 2, питаемой переменным током, и, подвергаясь пере-
магничиванию переменным полем, теряют остаточный магнетизм. Ин-
тенсивность поля ослабевает по мере удаления движущейся детали от
катушки 2. Эти аппараты устанавливают непосредственно на станках.
§ 25. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
В ФУНКЦИИ ПУТИ
Автоматическое управление в функции пути является одной из
самых распространенных форм электрической автоматизации металло-
режущих станков. Основным органом управления в схемах путевой
электроавтоматики является путевой переключатель. Путевым пере-
ключателем называют аппарат, замыкающий или размыкающий цепи
управления, когда движущийся элемент машины достигает опреде-
ленной точки пути. Когда путевые переключатели установлены на
концах пути, их называют конечными выключателями. Это название
часто распространяют и на все вообще путевые переключатели неза-
висимо от места их установки.
Путевой переключатель ВПК2010У4 (рис. 89) с одним размыкаю-
щим и одним замыкающим контактами срабатывает при нажатии на
его толкатель 2 стального упора 1, установленного на элементе машины,
движущемся вращательно или поступательно. При этом опускается
шток <3, сделанный из пластмассы. На штоке 3 укреплены мостики
с подвижными контактами 6. При перемещении штока открывается
размыкающий контакт 5 и закрывается замыкающий контакт 7, ко-
торые укреплены в основании 8, выполненном из пластмассы. После
отхода упора / пружина 4 возвращает контактную систему в исходное
положение. Для защиты от воздействий окружающей среды такие
аппараты встраивают в пыле- и брызгонепроницаемые кожухи.
Путевые переключатели, снабженные пружиной, возвращающей
переключатель в исходное положение после прекращения воздействия
Рис. 89. Путевой переключатель
ВПК 2010У4
упора, называют переключателями
с самовозвратом.
Рассмотренные аппараты назы-
вают переключателями прямого
(немгновенного) действия. У них
скорость замыкания и размыка-
ния контактов зависит от скоро-
сти движения упора, нажимаю-
щего на толкатель. При медлен-
ном движении упора перемещение
контактного мостика становится
также медленным, и возникают
длительно действующие электри-
ческие дуги, разрушающие кон-
тактные поверхности. Поэтому та-
кие переключатели не применяют
при малых скоростях движения
122
Рис. 90. Путевые переключатели мгновенного действия
упора (меньше 0,6 м/с). В последнем случае используют путевые
переключатели мгновенного действия. Они обеспечивают высокую
скорость переключения контактов при любой скорости движения
упора. На рис. 90, а показан путевой переключатель ВПК3010У2.
У него быстрое переключение контактов 2, 3, 4, 5 производят
пружины 6 и 7. При опускании штока 8 эти пружины сначала
сжимаются, а затем, пройдя точку неустойчивого равновесия, распрям-
ляются и быстро толкают шток в нижнее положение. Движение от
толкателя 1 штоку 8 передается через ползун 9, снабженный таким же
ускрряющим механизмом. Возврат производит пружина 10. Нарис.90, б
показан ускоряющий механизм переключателя ВК-211. При нажатии
упора на ролик / рычаг 2 поворачивается и посредством набора лен-
точных пружин 3 поворачивает поводок 4, при этом ролик 9 перека-
тывается вправо по планке 7, сжимая пружину поводка. При достаточ-
ном повороте поводка 4 фиксатор 6 отводится, планка 7 под действием
пружины 10 поводка быстро поворачивается и переключает контакты.
После прекращения нажатия на ролик пружина 5 возвращает под-
вижную систему переключателя в исходное положение. В крайних
положениях планка 7 удерживается фиксаторами 6 и 8. Благодаря
набору ленточных пружин <3 переключатель без поломок допускает
отклонение рйчага 2 на угол, значительно больший, чем требуется
для срабатывания. Для обеспечения срабатывания при движении
упора с противоположной стороны пружину 5 устанавливают с другой
стороны поводка 4, как показано на рис. 90, б штриховой линией.
Иногда у данного переключателя применяют ролик, срезанный
с одной стороны. При ’ подходе упора слева такой ролик рабо-
тает как целый. При подходе упора справа ролик поворачивается
вокруг своей оси, пропуская над собой упор и не поворачивая рычага
, 123
chipmaker.ru
переключателя. При удалении упора ролик возвращается в первона-
чальное положение под действием пружины, расположенной на его
осн. Таким образом, путевой переключатель получается односторон-
него действия. Без тока путевые переключатели прямого и мгновенного
действия выдерживают соответственно 5 и 3 млн. включений, под
током — I—2 млн.
Помимо рассмотренных путевых переключателей в машиностроении
широкое распространение получили так называемые микропереклю-
чатели (рис. 91, а). У микропереключателей при нажатии толкателя 4
конец пружинного контактного язычка 3 отходит от верхнего непод-
вижного контакта 2 и соединяется с нижним неподвижным контактом 1.
Пружина 3 имеет особую конструкцию, и при увеличении давления
на шток свыше некоторой определенной величины подвижный контакт
микропереключателя скачком переходит из одного положения в дру-
гое. Таким образом обеспечивается мгновенное действие. Микропере-
ключатели отличаются малыми габаритами и малым рабочим переме-
щением штока. Они требуют также малой силы для нажатия толка-
теля (0,3—9 Я). Для защиты от внешних воздействий микропереклю-
чатели можно встраивать в металлический кожух (рис. 91, б).
Путевые переключатели, и в особенности микропереключатели,
часто встраивают в узлы станков или в другие аппараты в качестве
готовых контактных систем. Пусть подвижной узел А станка
(рис. 92, а), перемещаемый электродвигателем, при нажиме на кнопку Я
124
Рис. 92. Управление посредством путевых переключателей
должен остановиться в результате воздействия на путевой переключа-
тель ПВ2. Цепь управления схемы, обеспечивающей такое движение,
представлена на рис. 92, б. В этой схеме действие размыкающего кон-
такта путевого переключателя 17В2 подобно действию кнопки «стоп»,
нажимаемой в момент, когда движущийся элемент станка переходит
из положения I в положение 2.
Для вращательного движения узла станка, при котором от нажима
пусковой кнопки узел должен повернуться на некоторый заданный
угол а, схема установки путевого переключателя и воздействующего на
него кулачка приведена на рис. 92, в. Если угол а поворота вала 4
больше 360°, вал связывают с барабаном 6 понижающей механической
передачей 5 (рис. 92, г). В пазах на барабане 6 укрепляют кулачки,
которые при повороте барабана замыкают контакты 7 в требуемой
последовательности. Такое устройство называют путевым командо-
annapamoM.. Этот аппарат применяют, когда нежелательно распола-
гать путевые переключатели по ходу прямолинейно движущегося узла
станка — например, когда нормальная эксплуатация путевых пере-
ключателей при таком их расположении затруднена из-за попадания
охлаждающей жидкости, стружки или масла. Путевой командоаппа-
рат с ускоряющей передачей от вала можно использовать для повыше-
ния точности или если длина прямолинейного перемещения мала и
на этой длине должно сработать несколько путевых переключателей.
Применение путевого командоаппарата способствует также центра-
лизации управления станком.
Схема управления перемещением стола (рис. 92, а), приводимого
от реверсивного электродвигателя, показана на рис. 93, б. При нажа-
тии кнопки В включается контактор КВ и начинается перемещение
стола вперед до тех пор, пока установленный на столе кулачок
(рис. 93, а) не нажмет на путевой переключатель ПВ2. Он размыкает
цепь катушки контактора КВ. После этого перемещение возможно
только в обратную сторону после нажатия кнопки Н и прекращается
при нажатии путевого переключателя ПВ1. При устранении цепей
125
chipmaker.ru
Рис. 93. Управление узлом машины с посту-
пательными перемещениями
самопитания перемещение стола дела-
ется возможным только тогда, когда
нажата та или иная кнопка. Перед ка-
тушками контакторов включены размы-
кающие контакты КН и КВ для исключения
возможности короткого
замыкания.
Если замыкающий контакт путевого переключателя ПВ2 включить
взамен кнопки Н (рис. 93, в), то после кратковременного нажатия
кнопки В стол переместится из точки 1 в точку 2, вернется в точку 1
и остановится (рис. 93, а). Если теперь замыкающий контакт путевого
переключателя ПВ1 включить параллельно кнопке В (как показано на
рис. 93, в), то такие циклы поступательных перемещений стола будут
повторяться непрерывно. Движение можно прекратить, разомкнув
тумблер Т, включенный последовательно с замыкающим контактом
ПВ1. Тогда стол закончит цикл перемещений и остановится в исходном
положении (точка /). Переставляя кулачки, можно регулировать вели-
чину хода стола, а также его положение в конечных точках пути.
Если при работе рассмотренной схемы электроснабжение прекра-
тится, когда один из замыкающих контактов путевых переключателей
окажется закрытым, то после восстановления напряжения движение
возобновится самопроизвольно. Вероятность этого незначительна,
так как путевые переключатели нажаты в течение малой доли времени
цикла. Однако в ряде случаев такая возможность должна быть пол-
ностью исключена (например, если возможен травматизм).’Для этого
используют схему нулевой защиты (см. рис. 73).
Иногда неисправность путевого- переключателя может привести
к тяжелой аварии. Например, при отказе путевого переключателя
ПВ2 (см рис. 92, а) стол может, находясь в положении 3, упереться
в станину или сойти с направляющих. Во избежание механической
поломки, за путевым переключателем ПВ2 ставят аварийный конеч-
ный выключатель 2ПВ (показан на рис. 93, а тонкой линией).
Если упор воздействует на этот переключатель, то он отключает
привод, и стол тут же останавливается. Аварийный переключатель
не изнашивается, так как обычно в работе не участвует.
126
Путевые переключатели применяют также для осуществления
заданного цикла перемещений нескольких подвижных узлов одной
машины или различных машин. Рассмотрим решение одной из подоб-
ных задач на' примере.
Пример. Составить схему управления двумя движущимися узлами машины
(рис. 94, а) так, чтобы после нажима кнопки П узел А переместился из положения 1
в положение 2, потом узел Б переместился из положения 3 в положение 4, а затем оба
узла-начали одновременно перемещаться в исходные положения, при достижении
которых движение должно прекратиться.
Решение. 1. Так как требуется, чтобы оба узла перемещались вправо и влево,
то в цепи рабочего тока применяем схему реверсивного контакторного управления
для каждого из электродвигателей 1Д и 2Д (рис. 94, б).
2. После нажима кнопки П начинается движение элемента А вперед; наносим
первую цепь управления.
3. Так как движение должно продолжаться и после прекращения нажима
кнопки П, шунтируем кнопку замыкающим контактом самоблокировки 1В.
4. В точке 2 движение должно прекратиться, поэтому ставим в цепь катушки 1В
размыкающий контакт путевого переключателя ПВ2.
5. Затем должно начаться движение узла Б. Для этого замыкающим контактом
путевого переключателя ПВ2 включаем цепь катушки контактора 2В.
6. Чтобы прекратить движение узла Б в точке 4, размыкаем цепь катушки 2В
размыкающим контактом ПВ4.
7. Затем оба узла должны отойти в исходные положения. Для этого замыкаю-
щим контактом ПВ4 включим цепи катушек контакторов 1Н и 2Н.
8. Так как пути и скорости движения узлов А и Б различны, движение каждого
из них прекращает свой путевой переключатель. Цепи катушек 1Н и 2Н размыкаются
соответственно размыкающими контактами путевых переключателей ПВ1 и ПВЗ.
Чтобы эти движения не закончились преждевременно, шунтируем замыкающий кон-
такт ПВ4 блок-контактами 1Н и 2Н, включенными параллельно один другому.
Составленную схему тщательно проверяют и вводят электриче-
ские блокировки, не допускающие одновременного включения тех
или иных цепей.
Для приобретения навыка в составлении схем путевой электро-
автоматики целесообразно задаться иными последовательностями пере-
мещений и разработать схемы для этих случаев.
Особое значение имеет вопрос о точности останова движущихся
узлов станков посредством путевых переключателей. В ряде случаев
от этого зависит точность изготовления детали.
Точность останова зависит от: 1) устройства путевого выключа-
теля; 2) степени его износу; 3) состояния его контактов; 4) точности
127
chipmaker.ru
изготовления кулачка, воздействующего на путевой переключатель;
5) точности установки кулачка; 6) пути, пройденного инструментом
за время срабатывания аппаратов релейно-контакторного управления;
7) величины перемещения инструмента, обусловленного силами инер-
ции цепи подачи; 8) недостаточно точного согласования исходных поло-
жений режущего инструмента, измерительного устройства и путевого
командоаппарата; 9) жесткости технологической системы станок—
приспособление—инструмент—деталь; 10) величины припуска и свойств
обрабатываемого материала.
Факторы, указанные в пп. 1—5, определяют погрешность Дъ
обусловленную неточностью подачи командного импульса; факторы,
отмеченные в пп. 6 и 7, — погрешность Д2 размера вследствие неточ-
ности в исполнении команды; фактор, приведенный в п. 8, — погреш-
ность Д3 согласования исходных положений режущего и измеритель-
ного инструментов и командного элемента устройства; факторы, ука-
занные в п. п. 9 и 10, определяют погрешность Д4, возникающую
в каждом станке вследствие упругих деформаций, вызываемых в тех-
нологической системе силами резания.
Суммарная погрешность
Д = Д! Дг + Дд + ^4-
Суммарная погрешность, так же как и ее составляющие, не яв-
ляется постоянной величиной. Каждая из погрешностей содержит систе-
матическую (номинальную) и случайную ошибки. Систематическая
ошибка представляет собой постоянную величину и может быть учтена
в процессе наладки. Что касается случайных ошибок, то они вызы-
ваются случайными колебаниями напряжения, частоты, сил трения,
температуры, влиянием вибраций, износа и т. д.
Если допустить, что распределение всех случайных отклонений
является нормальным, то ошибка определится через среднее квадра-
тичное отклонение точки останова:
6 = ±jj/oi+^+oI+ob
Для обеспечения высокой точности останова погрешности стре-
мятся насколько возможно уменьшить и стабилизировать. Одним из
способов уменьшения погрешности Д4 является повышение’ точности
срабатывания путевых переключателей и уменьшение величины хода
-толкателей. Например, микропереключатели по сравнению с другими
путевыми переключателями, применяемыми в станкостроении, отли-
чаются большей точностью срабатывания. Еще большая точность
срабатывания может быть достигнута использованием электроконтакт-
ных головок, применяемых для контроля размеров деталей. Точность
установки кулачков, воздействующих на путевые переключатели,
также может быть повышена применением микрометрических винтов,
оптического визирования и т. д.
Погрешность Д2, как было указано, зависит от пути, пройденного
режущим инструментом после подачи команды. Когда путевой пере-
ключатель срабатывает под действием нажимающего на него упора
в некоторой точке 1 (рис. 95, а), то отпадает контактор, на что тре-
128
буется некоторое время, в течение которого движущийся узел станка
продолжает перемещаться на участке 1—2 с прежней скоростью.
При этом колебания скорости вызывают изменение величины пройден-
ного пути. После выключения электродвигателя контактором проис-
ходит замедленное движение системы по инерции; при этом система
проходит путь на участке 2—3.
Момент сопротивления Мс в цепях подачи создается в основном
силами трения. За время движения по инерции этот момент практически
не изменяется. 'Кинетическая энергия системы при движении по инер-
ции целиком равна работе момента 7ИС (приведенного к валу электро-
двигателя) на угловом пути ф вала двигателя, соответствующем дви-
жению системы по инерции:
отсюда
’ <134)
Зная передаточные отношения кинематической цепи, нетрудно
определить величину линейного перемещения поступательно движу-
щегося узла станка.
Момент сопротивления в цепях подачи, как было указано выше,
зависит от силы тяжести узла, состояния трущихся поверхностей,
количества, качества и температуры смазки. Колебания этих перемен-
ных факторов вызывают значительные изменения вапичины М(,
а следовательно, и пути 2—3. Управляемые путевыми переключателями
контакторы тоже имеют разброс значений времени срабатывания.
Кроме того, скорость движения также может несколько изменяться.
Все это приводит к разбросу положений точки останова <3.
Для уменьшения пути движения по инерции нужно уменьшить
скорость движения, маховой момент системы и увеличить тормозящий
момент. Наиболее эффективным является понижение скорости привода
129
chipmaker.ru
перед остановом. При этом резко уменьшаются кинетическая энергия
движущихся масс и величина перемещения по инерции.
Снижение скорости подачи уменьшает и путь, проходимый за
время срабатывания аппаратов. Однако уменьшение подачи во время
обработки обычно недопустимо, так как оно приводит к изменению
заданного режима и чистоты поверхности. Поэтому понижение ско-
рости электропривода чаще используют при установочных перемеще-
ниях. Скорость -электродвигателя понижают различными способами.
В частности, используют специальные схемы, обеспечивающие так
называемые ползучие скорости.
Основную часть момента инерции цепи подачи составляет момент
инерции ротора электродвигателя, поэтому при выключении электро-
двигателя ротор его целесообразно механически отделить от осталь-
ной кинематической цепи. Это производят обычно посредством электро-
магнитной муфты. При этом останов происходит весьма быстро, так
как ходовой винт обладает незначительным моментом инерции. Точ-
ность останова в этом случае определяется в основном величиной
зазоров между элементами кинематической цепи.
Для увеличения тормозного момента применяют электрическое
торможение электродвигателей, а также механическое торможение
посредством электромагнитных муфт. Более высокая точность оста-
нова может быть достигнута посредством применения жестких упоров,
механически прекращающих движение. Недостатком в этом случае
являются значительные силы, возникающие в частях системы при со-
прикосновении с жестким упором. Эти два вида торможения приме-
няют совместно с первичными преобразователями, отключающими
привод, когда давление на упор достигнет определенной величины.
Точный останов посредством низковольтных электроупоров схе-
матически представлен на рис. 95, б. Движущийся узел А станка
встречает на своем пути жесткий упор 4. Головка этого упора изолиро-
вана от станины станка, и при соприкосновении с нею узла А замы-
кается цепь вторичной обмотки трансформатора Тр. При этом срабаты-
вает промежуточное реле Р, которое отключает двигатель. Так как
в данном случае станина станка входит в электрическую цепь, то напря-
жение цепи понижают трансформатором Тр до 12—36 В.
Значительную трудность представляет подбор материала, изо-
лирующего головку электроупора. Он должен быть достаточно твер-
дым, чтобы сохранить размер, и вместе с тем должен выдерживать
значительные ударные нагрузки упора 4. Можно применить также
жесткий механический упор и путевой переключатель, который отклю-
чает электродвигатель, когда до соприкосновения узла с упором оста-
ется несколько долей миллиметра, причем движение до упора завер-
шается по инерции. При этом нужно иметь в виду, что силы трения
непостоянны, и при слишком раннем отключении электродвигателя
путевым переключателем узел может не дойти до упора,' а при позд-
нем — произойдет удар об упор.
Для особо точных установочных перемещений применяют фикса-
тор, управляемый электромагнитом (рис. 95, в). В этом случае при
движении стола А сначала срабатывает путевой переключатель 1ПВ,
130
который переключает электродвигатель на работу с пониженной
скоростью; с этой скоростью гнездо 6 подходит к фиксатору 7. При за-
падании фиксатора 7 срабатывает путевой переключатель 2ПВ и
отключает электродвигатель от сети. При включении катушки элек-
тромагнита 8 фиксатор выводится из гнезда.
Следует отметить, что относительная сложность точного останова
движущихся частей станка средствами путевой электроавтоматики
заставляет во многих случаях применять гидравлические системы.
При этом относительно легко достигаются низкие скорости, и под-
вижный узел может продолжительное время оставаться прижатым
к жестокому упору. Для точного останова при быстром повороте
элементов станков часто используют передачи типа мальтийского
креста и фиксаторы.
§ 26. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
В ФУНКЦИИ ВРЕМЕНИ
Во время работы станка часто нужна пауза между двумя последо-
вательными перемещениями. Например, при работе токарного станка
иногда нужно, остановив суппорт в конце хода, задержать его в этом
положении для обеспечения операций зачистки. В данном случае
кроме путевых переключателей нужно применить реле времени,
которое через установленное время после подачи командного импульса
замыкает или размыкает те или иные цепи управления.
Наряду с автоматизацией технологических процессов реле вре-
мени широко применяют для автоматизации процесса пуска мощных
электродвигателей посредством пусковых реостатов.
Широкое распространение получило пневматическое реле времени
(рис. 96), обеспечивающее выдержки времени от 0,4 до 180 с. При
включении управляющим контактом УК катушки электромагнита 1
втягивается его якорь 2. Механически связанный с ним упор 3 опу-
скается и колодка 5, подпиравшаяся упором 3, отталкивается пружи-
ной 7 вниз. При этом опускается грибообразный поршень 8, на поверх-
ности которого укреплена резиновая мембрана 9. При опускании
поршня 8 над мембраной образуется разреженное пространство, в ко-
торое через отверстие 13, суконный фильтр 12 и канал 11 с регулиро-
вочным винтом 10 постепенно проходит воздух из окружающей среды.
Колодка 5 опускается медленно и при достижении ею крайнего ниж-
него положения упор 6 нажимает на контактную систему (микропере-
ключатель) 4 и.вызывает ее срабатывание.
Таким образом, отсчет времени реле начинается с момента вклю-
чения электромагнита и заканчивается срабатыванием контактной
системы-реле.; Время выдержки, обычно называемое уставкой реле,
изменяют поворотом винта 10, регулирующего сечение канала, по
которому наружный воздух проходит в полость, образующуюся над
резиновой мембраной. При отключении катушки электромагнита все
подвижные части под действием возвратной пружины 16 приходят
в первоначальное положение. При этом воздух быстро выталки-
вается через канал 15, приподнимая клапан 14.
131
Рис. 96. Пневматическое
реле времени
Рис. 97. Обеспечение пау-
зы в конце перемещения
Схема управления приводом суппорта (или стола), обеспечиваю-
щая паузу (высотой) в переднем положении, показана на рис. 97. При
нажатии на кнопку П, включается контактор В, который, в свою
очередь, включает двигатель Д (см. рис. 92). Движущийся узел А
начинает перемещаться к точке 2, в которой установленным на нем
кулачком нажимает на путевой переключатель ПВ2. Контакт этого
переключателя разрывает цепь катушки В (рис. 97), электродвигатель
отключается, и дальнейшее перемещение прекращается. Замыкающий
контакт переключателя ПВ2 включает цепь катушки реле времени РВ.
Пока механизм реле времени работает, узел А находится в точке 2
(см. рис. 92). По истечении времени выдержки замыкается контакт
реле РВ и включится контактор Н. Двигатель начинает вращаться
в обратную сторону и узел А перемещается к точке 1. В этот момент
открывается размыкающий контакт путевого переключателя ПВ1,
и движение прекращается. Контакт реле времени РВ необходимо шун-
тировать контактом самоблокировки Н, так как при отходе узла А
от точки 2 замыкающий контакт путевого переключателя ПВ2 раз-
мыкается.
В схемах постоянного тока широкое распространение получили
электромагнитные реле времени (рис. 98, а). Когда управляющий
контакт УК разомкнут, через катушку 3 реле протекает ток и якорь /
реле притянут к его сердечнику 4, как это показано на рисунке тон-
кой линией. Для получения времени выдержки необходимо замкнуть
контакт УК- При этом магнитное поле, исчезая, наводит в витках
катушки 3 э. д. с. самоиндукции, под действием которой в замкнутом
контуре, образованном катушкой 3 и замкнувшимся контактом УК,
потечет ток. Этот ток будет поддерживать постепенно убывающий
магнитный поток, а потому якорь 1 реле некоторое время будет удер-
живаться в притянутом положении. Величина тока, протекающего
в указанном контуре, непрерывно уменьшается, и через некоторое
время якорь реле под действием собственного веса и сжатой пружины
132
Рис. 98. Электромагнитные реле времени
6 отпадает, вызывая переключение контактов. Уставка реле регули-
руется изменением сжатия пружины 6 винтом и гайкой 5. Для устра-
нения возможности прилипания якоря к сердечнику вследствие оста-
точного магнетизма к якорю прикрепляют тонкую пластину 2 из
немагнитного материала, толщину которой можно изменять, меняя
тем самым магнитный поток системы при притянутом якоре. При этом
также изменяется уставка реле. Чем толще прокладка, тем меньше
время выдержки.
Электромагнитное реле с демпфером (рис. 98, б) отличается от
рассмотренного выше тем, что его катушку наматывают на толсто-
стенную медную трубку (демпфер) 7, служащую каркасом катушки.
В случае применения реле с демпфером управляющий контакт УК
включают последовательно с катушкой. При размыкании этого кон-
такта магнитный поток, убывая, наводит в медной трубке 7 электро-
движущую силу. В трубке, представляющей собой замкнутый контур,
возникает при этом ток, удерживающий якорь от отпадания. Ток
этот будет затухающим, и при достаточном его уменьшении якорь
реле отпадает. Вследствие размагничивающего действия демпфера,
время включения этого реле больше, чем у описанного выше электро-
магнитного реле без демпфера.
Электромагнитные реле времени обеспечивают выдержки времени
от 0,3 до 16 с в зависимости от исполнения.
В цепи переменного тока эти реле непосредственно включать
нельзя, так как величина тока катушки, а следовательно, и магнит-
ного потока системы в момент срабатывания управляющего контакта
может изменяться от амплитудного значения до нуля. Однако возможно
питание электромагнитных реле времени от сети переменного тока
через выпрямители.
Схема автоматизации пуска двигателя постоянного тока с парал-
лельным возбуждением посредством электромагнитных реле времени
1РУ и 2РУ, называемых в таких схемах реле ускорения, приведена
на рис. 99. Эти реле управляют контакторами ускорения 1У и 2У.-
При включении схемы ток проходит через обмотку электромагнитного
реле времени 1РУ, якорь Я электродвигателя и две ступени R1 и R2
пускового реостата. Реле 1РУ при этом включается, и его размыкаю-
133
Рис. 99. Автоматизация пуска дви-
гателя постоянного тока
которой при этом проходит
щий контакт открывается. Вследствие
большого сопротивления катушки
1РУ ток в цепи включения реле 1РУ
мал и никакого действия на электро-
двигатель не оказывает. В обмотку
электромагнитного.реле времени 2РУ,
включенную параллельно первой
ступени R1 пускового реостата, при
этом ответвляется настолько малая
сила тока, что это реле сработать не
может. Кроме того, при включении
схемы ток протекает также по об-
мотке возбуждения ОВ электродви-
гателя.
При нажиме кнопки П включается
линейный контактор КЛ, который по-
средством блок-контакта КЛ устанав-
ливается на самопитание. Рабочий
контакт контактора КЛ замыкает
цепь . якоря электродвигателя, по
пусковой ток, ограничиваемый двумя
ступенями пускового реостата. Часть этого тока ответвляется в ка-
тушку 2РУ, и реле притягивает свой якорь. Так как теперь
реле 2РУ сработало, то его размыкающий контакт с выдержкой вре-
мени на замыкание, включенный в цепи катушки 2У, мгновенно откры-
вается. Одновременно с включением цепи якоря рабочий контакт
контактора КЛ замыкает накоротко катушку электромагнитного реле
времени 1РУ. В цепи катушки и контакта КЛ после этого некоторое
время протекает ток, величина которого убывает, как это было описано
выше. Когда этот ток становится недостаточным для удерживания
якоря в притянутом состоянии, реле отпадает и закрывает свой раз-
мыкающий контакт 1РУ. При этом включается контактор 1У, главный
контакт которого замыкает накоротко первую ступень R1 пускового
реостата и одновременно — катушку второго электромагнитного реле
времени 2РУ. Реле отпадает с выдержкой времени и замыкающим
контактом включает контактор 2У, а главный контакт последнего
замыкает накоротко вторую ступень R2 пускового реостата.
Параллельно обмотке возбуждения ОВ присоединен разрядный
резистор СР, замедляющий уменьшение потока и предохраняющий
изоляцию обмотки от повреждения в случае аварийного обрыва цепи
возбуждения. Сопротивление резистора выбирают в 4—5 раз большим
сопротивления обмотки возбуждения.
В схеме управления асинхронным двигателем с динамическим
торможением (рис. 100) при нажатии кнопки П включается контактор
КР и двигатель начинает работать. Одновременно включается реле
времени РВ и замыкает контакт РВ в цепи катушки КТ. Размыкающий
контакт КР при этом открыт и поэтому не происходит включения кон-
тактора КТ. Когда нажимают кнопку С, контактор КР отключается и
своим размыкающим контактом образует цепь катушки контактора
134
КТ. При этом статор дви-
гателя начинает питаться
постоянным током и возни-
кает динамическое тормо-
жение. Реле РВ отключает-
ся одновременно с контак-
тором КР и после заданной
выдержки времени отклю-
чает контактор КТ.
В машиностроении зна-
чительное распространение
получили моторные реле
времени (рис. 101). При за-
мыкании управляющего
контакта УК включаются синхронный двигатель / и электромагнит 3,
который включает фрикционную муфту 4. Вращение вала двигателя 1
через редуктор 2, сцепную муфту 4 и зубчатые колеса 13 и 6 передается
на главную ось 8 реле. Эта ось начинает медленно поворачиваться,
закручивая пружину 5. На оси 8 укреплены дискообразные шкалы 9.
При повороте оси 8 кулачки 11, установленные на шкалах, переме-
щаются и через некоторое время замыкают контакты 10. Шкалы 9
можно повернуть на оси 8, ослабив гайку 12, и вновь закрепить в но-
вом положении. Повернув шкалы 9 на разные углы, можно получить
замыкание и размыкание контактов в различных цепях через разные
промежутки времени.
В конце оборота оси 8 размыкается служебный контакт реле и
отключает двигатель 1 от сети. После размыкания управляющего
контакта УК электромагнит отключается и закрученная пружина 5
быстро возвращает ось 8 в исходное положение, причем движение
ограничивает упор, не показанный на рисунке. Во избежание сильного
удара об упор установлен центробежный тормоз 7. Реле изготовляют
с тремя и с шестью шкалами. В различных исполнениях реле обеспе-
чивают уставки от 2 с до 24 ч.
Когда-от реле требуется большое число срабатываний в час, при-
меняют разнообразные электронные, тиратронные и полупроводни-
ковые реле времени, обеспечивающие самые различные выдержки.
Рис. 101. Л1оторное реле времени ВС-10
Рис. 102. Транзисторное реле времени
135
chipmaker.ru
Схема одного из наиболее простых полупроводниковых реле вре-
мени показана на рис. 102. При замыкании управляющего контакта
У/С на схему подается низкое напряжение постоянного тока (24 В).
При этом конденсатор С не заряжен, база транзистора имеет положи-
тельный потенциал, ток управления равен нулю, транзистор закрыт
и в цепи коллектора тока нет. Конденсатор С начинает заряжаться
через второй закрывшийся замыкающий контакт УК и резистор R1,
причем напряжение между его обкладками постепенно возрастает.
Скорость нарастания напряжения зависит от емкости конденсатора и
сопротивления резистора R1. При некотором значении этого напря-
жения ток в цепи эмиттер — база достигает величины, при которой
транзистор отпирается, и реле РП включается. При открывании замы-
кающего управляющего контакта УК реле РП отключается. Схема
приходит в исходное состояние благодаря тому, что размыкающий
контакт УК закрывается, мгновенно разряжается конденсатор С.
§ 27. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
В ФУНКЦИИ СКОРОСТИ
Простейшим командным аппаратом в системах автоматического
управления в функции скорости является индукционное реле контроля
скорости (рис. 103, а). Валик 1 реле связывают с валом электродвига-
теля, скорость которого необходимо контролировать. На этом валике
закреплен цилиндрический постоянный магнит 2, выполненный из
специального железоникелевого сплава. На том же валике 1 на отдель-
ных подшипниках установлено кольцо 3 из листовой стали. На вну-
тренней поверхности кольца уложена обмотка 4, аналогичная обмотке
ротора короткозамкнутого асинхронного двигателя.
При вращении магнита 2 в стержнях обмотки 4 наводится э. д. с.
и появляется ток, в результате чего кольцо 3 поворачивается в сто-
рону вращения магнита так же, как ротор асинхронного двигателя
начинает вращаться вслед за полем. При повороте кольца 3 толкатель
5 в зависимости от направления вращения вала электродвигателя
воздействует на контактную систему 6 или 7. При приближении ча-
Рис. 103. Реле контроля скорости
136
сготы вращения двигателя к
нулю толкатель 5 перестает на-
жимать на контактные пружины
8 и 9, и контактная система при-
ходит в нормальное положение.
С валом электродвигателя
индукционное реле контроля
частоты вращения соединяют
специальным поводком с эла-
стичной шайбой (рис. 103, б).
Реле предназначено для работы
с частотой вращения от 930 до
3000 об/мин. Следует отметить,
гателей кожух, закрывающий
Рис. 104. Схема торможения противо-
включением нереверсивного двигателя
что у закрытых обдуваемых дви-
ентилятор, изготовлен из тонкого
листового металла и укрепить на нем реле нельзя.
Наиболее широкое применение в машиностроении реле контроля
скорости получило в схемах торможения противовключением асинхрон-
ных двигателей. Схема управления нереверсивным асинхронным дви-
гателем с торможением противовключением посредством реле скорости
представлена на рис. 104. При нажиме на кнопку П срабатывает ра-
бочий контактор КР, который своими главными контактами включает
электродвигатель; замыкающий блок-контакт КР обеспечивает само-
питание. Кроме того, открывается размыкающий блок-контакт КР,
включенный в цепь катушки тормозного контактора КТ, и закры-
вается замыкающий блок-контакт в цепи катушки промежуточного
реле РП. Когда электродвигатель разгонится до некоторой небольшой
частоты вращения, замыкающий контакт реле контроля скорости РКС
закрывается и включает промежуточное реле РП. Это реле замыкает
контакт, включенный параллельно замыкающему блок-контакту КР.
Через катушку КТ ток при этом не протекает, так как цепь ее разор-
вана размыкающим контактом контактора КР. В таком состоянии
схема находится во время работы станка.
Когда по окончании работы нажимают кнопку С, контактор КР
отпадает и своими главными контактами отключает двигатель от сети.
Размыкающий блок-контакт КР при этом закрывается, и через зам-
кнутые контакты РКС и РП включается тормозной контактор КТ.
Главные контакты контактора включают электродвигатель на реверс, и
его магнитное поле начинает вращаться в обратную сторону. Происхо-
дит торможение электродвигателя противовключением. При сниже-
нии частоты вращения до определенной малой величины контакт реле
контроля скорости РКС размыкается, промежуточное реле РП и
контактор КТ отпадают и электродвигатель отключается от сети. Если
вал неподвижного электродвигателя быстро повернуть от руки (на-
пример, дернув за ремень), то замыкающий контакт РКС включится.
Однако двигатель при этом вращаться не начнет, так как замыкаю-
щие контакты РП и КР открыты. Наличие промежуточного реле РП
предотвращает возможность такого аварийного пуска двигателя.
Условия работы контактора КТ в данной схеме более тяжелые,
чем условия работы контактора КР- Контактор КТ размыкает цепь
137
chipmaker.ru
электродвигателя при частоте вращения, близкой к нулю, когда ток
двигателя велик. Поэтому контактор КТ приходится выбирать боль-
шей величины, чем контактор КР. Тормозной момент и ток двигателя
можно регулировать, устанавливая резисторы в цепи тормозного кон-
тактора, как это показано на рис. 104 штриховой линией.
Реле контроля скорости, показанное на рис. 103, а, пригодно
также для торможения реверсивного электродвигателя. В этом случае
контактор, включающий ход вперед, используют как тормозной при
вращении двигателя в обратную сторону, и наоборот.
§ 28. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
В ФУНКЦИИ НАГРУЗКИ
Во многих случаях необходимо контролировать силы и моменты,
действующие в тех или иных частях станка. К механизмам, для кото-
рых требуется такого рода контроль, в первую очередь относятся раз-
личные зажимные устройства, например, электроключи, электрические
гайковерты, электропатроны, механизмы закрепления колонны у ради-
ально-сверлильных станков, поперечин у продольно-строгальных
и крупных карусельных станков, бабок у колесо-токарных станков
И т. д.
Один из простых методов контроля силы основан на использо-
вании некоторого элемента, смещающегося под действием приложенной
силы, сжимающего пружину и воздействующего на путевой переклю-
чатель. Примерная кинематическая схема одного из электропатронов
с таким устройством приведена на рис. 105. Электродвигатель 6 вра-
щает червяк 7, приводящий в движение червячное колесо 3. С колесом 3
связана кулачковая муфта 4, вторая половина которой сидит на сколь-
зящей шпонке на валу 8. При включении электромагнита 5 муфта 4
включается, и вал 8 начинает вращаться. При этом вращается и ку-
лачковая муфта 9, находящаяся во включенном состоянии, которая
передает вращение гайке 10. Последняя сообщает тяге И поступа-
тельное движение. Это вызывает, в зависимости от направления вра-
щения электродвигателя 6, сближение или расхождение кулачков 12.
При сжатии кулачками детали двигатель 6 передает гайке 10
все больший и больший момент. Муфта 9 имеет скошенные кулачки, и
когда передаваемый ею момент достигнет определенного значения,
подвижная половина муфты, сжимая пружину 2, отожмется влево.
При этом сработает путевой переключатель 1, который вызовет отклю-
Рис. 105. Схема электропатрона
138
чение электродвигателя 6 от сети.
Сила зажима заготовки определяет-
ся величиной предварительного
сжатия пружины 2.
В рассматриваемых зажимных
устройствах по мере увеличения
силы зажима возрастает момент
сопротивления на валу электродви-
гателя, а следовательно, и потреб-
ляемый им ток. Поэтому контроль
силы в зажимных устройствах може
Рис. 106. Схема управления зажимным
устройством
быть основан также на использо-
вании реле тока, катушка которого включается последовательно
в цепь тока, потребляемого двигателем. Зажим прекращается, как
только сила тока достигнет величины, соответствующей уставке реле
тока и требуемой силе зажима.
На автоматических линиях применяют электроключ (рис. 106),
в котором движение от электродвигателя к шпинделю передается через
кинематическую Цепь с однозубой муфтой, так, что шпиндель сразу
начинает вращаться с полной частотой. При нажатии кнопки 3 («За-
жим») включается контактор зажима КЗ и двигатель начинает вра-
щаться. Реле максимального тока РТ, катушка которого включена
в цепь главного тока, при этом срабатывает и его размыкающий кон-
такт открывается. Однако это размыкание никакого действия на схему
не оказывает, так как в течение кратковременного процесса пуска
электродвигателя кнопка 3 нажата. Когда пуск законечен, ток электро-
двигателя уменьшается, реле РТ замыкает свой контакт и контактор
КЗ переходит на самопнтание через замыкающий контакт КЗ и раз-
мыкающий контакт РТ. По мере увеличения силы зажима сила тока
электродвигателя возрастает и, когда сила зажима достигает требуе-
мого значения, реле РТ срабатывает, отключая электродвигатель.
Рис. 107. Схема
гайковерта
При 'нажиме на кнопку О («Отжим») двигатель
включается на вращение в обратную сторону. При
этом однозубая муфта включает ведомую часть кине-
матической цепи с толчком, преодолевающим за счет
кинетической энергии движущихся частей электро-
привода силу трения, возросшую во время остановки
кинематической цепи. Однако зажимные устройства,
построенные по такой схеме, не обеспечивают ста-
бильной силы зажима, а также регулирования этой
силы в требуемых пределах.
Гайковерт не имеет этих недостатков (рис. 107).
Асинхронный короткозамкнутый двигатель 1 через
электромагнитную муфту 2 и редуктор 3 вращает тор-
сион 4, передающий затем движение ключевой насад-
ке 9. Торсион представляет собой пакет стальных
пластин. При увеличении передаваемого момента тор-
сион скручивается. При этом происходит поворот
стальных колец 5 и б индукционного первичного пре-
образователя момента, жестко связанных с концами
139
chipmaker.ru
торсиона 4. Кольца 5 и 6 снабжены торцовыми зубцами, обращенными
друг к другу. При скручивании торсиона противостоящие зубцы колец
смещаются друг относительно друга. Это приводит к изменению
индуктивности катушки 8 преобразователя момента, вложенной в маг-
нитопровод 7. При определенном изменении индуктивности катушки
преобразователь подает сигнал на отключение электромагнитной
муфты 2.
Обработку заготовок ведут со съемом стружки различных сече-
ний. Поэтому в системе СПИД возникают различные силы, и элементы
этой системы получают различные упругие деформации, приводящие
к дополнительным погрешностям обработки. Упругие деформации
элементов системы СПИД могут быть измерены и скомпенсированы
автоматическими перемещениями обратного направления. Это при-
водит к повышению точности изготовления деталей. Автоматическую
компенсацию упругих деформаций элементов системы СПИД назы-
вают автоматическим управлением упругими перемещениями или
не совсем строго адаптивным управлением.
Автоматическая компенсация упругих перемещений системы СПИД
была предложена в 1947 году профессором Московского станкоинстру-
ментального института Б. С. Балакшиным. В 1972 году работа большой
группы ученых института, работавших под руководством Б. С. Ба-
лакшина, была удостоена Ленинской премии. Автоматическая компен-
сация упругих перемещений быстро развивается. Помимо повышения
точности обработки такое управление во многих случаях обеспечивает
повышение производительности труда (в 2—6 раз) и обеспечивает
высокую экономическую эффективность. Это объясняется возможно-
стью обрабатывать многие детали за один проход. Кроме того, автома-
тическая компенсация упругих перемещений предотвращает поломки
инструмента.
Размер Дд обработанной детали алгебраически или векторно
складывается из размера Ау установки, размера Ас статической на-
стройки и размера АД динамической настройки:
Ад = Ау + Ас + Ад.
Размер Ас представляет собой расстояние между режущими кром-
ками инструмента и базами станка, устанавливаемое при отсутствии
резания. Размер Ад устанавливается в зависимости от выбранных
режимов обработки и жесткости системы СПИД. Для обеспечения
постоянства размера Ад партии деталей можно компенсировать откло-
нение ААД размера динамической настройки путем внесения поправки
ААС = —ААД в размер Ас статической настройки. Можно также
автоматически компенсировать отклонения ДАд размера динамической
настройки путем внесения поправки ДАд = —ДАд. В отдельных
случаях используют совместно оба способа управления.
Для управления упругими перемещениями применяют специально
встраиваемые в размерные цепи упругие звенья, деформация которых
воспринимается специальными электрическими преобразователями.
В рассматриваемых системах наибольшее распространение получили
индуктивные преобразователи. Чем ближе расположен преобразова-
но
тель к режущему инструмен-
ту или обрабатываемой дета-
ли, тем большим быстродей-
ствием будет обладать систе-
ма автоматического регули-
рования.
В ряде случаев можно из-
мерять не отклонения, а вы-
зывающую их силу, предва-
рительно определив зависи-
мость между этими факторами.
В частности, можно контроли-
ровать момент-на валу элект-
Рис. 108. Схема адаптивного управления
при точении
родвигателя главного движения или судить о величине этого момента,
измеряя ток, потребляемый двигателем. Однако удаление места конт-
роля от зоны резания приводит к понижению точности и быстродей-
ствия системы автоматического регулирования.
В схеме управления размером статической настройки при точе-
нии (рис. 108) упругая деформация (отжатие) резца воспринимается
преобразователем 1, напряжение которого передается на сравнивающее
устройство 2 и далее через усилитель 3 на сравнивающее устройство 4,
получающее также задающий сигнал. Устройство 4 через усилитель 5
подает напряжение на электродвигатель 6 поперечной подачи, кото-
рый перемещает инструмент в направлении детали. Одновременно
перемещается движок потенциометра 7, контролирующего движение
каретки суппорта. Напряжение потенциометра 7 подается на сравни-
вающее устройство 2. Когда перемещение полностью компенсирует
отжатие резца, напряжение на выходе сравнивающего устройства 2
исчезает. При этом питание двигателя 6 прекращается. Применяя
профильный потенциометр или перемещая его движок посредством
кулачка, можно менять функциональную зависимость между отжа-
тием резца и его перемещением.
Схема управления размером динамической настройки вертикаль-
но-фрезерного станка приведена на рис. 109. В этом станке задающее
устройство 1 подает в сравнивающее устройство 2 напряжение, опре-
деляющее величину подачи. Ве-
Рис. 109. Схема адаптивного управления
при фрезеровании
личина напряжения определяет-
ся выбранным размером обра-
ботки по тарировочной кривой,
связывающей силу резания и
жесткость системы СПИД с раз-
мером динамической настройки.
Далее через усилитель 3 это нап-
ряжение подается на электро-
двигатель 4 подачи стола. Дви-
гатель перемещает стол посред-
ством ходового винта. При этом
гайка ходового винта, упруго
смещаясь под воздействием сос-
141
тавляющей силы резания, изгибает
плоскую пружину. Деформация
этой пружины воспринимается пре-
образователем 5, напряжение кото-
рого через усилитель 6 передается
в сравнивающее устройство 2, из-
меняя подачу так, что размер ди-
намической настройки остается по-
стоянным. В зависимости от вели-
чины и знака напряжения рассо-
гласования, поступающего через
усилитель 3 на регулируемый элек-
тродвигатель 4, возникает измене-
ние подачи в ту или иную сторону.
Подвод детали к инструменту
производят с наибольшей скоро-
стью. Чтобы при этом не сломался
инструмент, величина подачи вре-
зания задается в форме соответ-
Рис. ПО. Реле давления
ствующего дополнительного напряжения, вводимого в сравниваю-
щее устройство 2 блоком 7.
Для сохранения размера динамической настройки можно также
регулировать жесткость системы СПИД так, чтобы с возрастанием
Силы резания жесткость повышалась, а с уменьшением — понижалась.
Для такого регулирования в систему СПИД вводят специальное звено
с регулируемой жесткостью. Таким звеном может явиться пружина,
жесткость которой можно регулировать посредством специального
маломощного электродвигателя.
Сохранение размера динамической настройки можно также обес-
печить путем изменения геометрии резания. Для этого при точении
специальный маломощный электропривод, управляемый преобразова-
телем, воспринимающим деформацию упругого элемента системы
СПИД, поворачивает резец вокруг оси, проходящей через его вершину
перпендикулярно к обрабатываемой поверхности. Автоматически пово-
рачивая резец, стабилизируют силу резания и размер динамической
настройки.
Изменение нагрузки гидропроводов станков сопровождается из-
менением давления масла. Для контроля нагрузки используют реле
давления (рис. ПО). При повышении давления масла в трубе 1 проги-
бается мембрана 2 из маслостойкой резины. При этом рычаг'3, сжимая
пружину 4, поворачивается и нажимает на микропереключатель 5.
Реле предназначено для работы с давлениями 50—650 Н/см2.
§ 29. АКТИВНЫЙ КОНТРОЛЬ РАЗМЕРОВ
Активным называют контроль, управляющий процессом обработки
в функции размеров обрабатываемой детали. При активном контроле
размеров можно подать сигнал на переход от черновой к чистовой
обработке, на отвод инструмента по окончании обработки, на смену
142
Рис. 111. Структурная схема ак-
тивного контроля
Рис. 112. Контактный измеритель-
ный преобразователь контроля
размеров и его включение
инструмента и т. п. Обычно управление производится автоматически.
При активном контроле возрастает точность обработки и повышается
производительность труда.
Активный контроль часто применяют для управления процессами
шлифования (рис. 111), где требуется высокая точность обработки,
а размерная стойкость абразивного инструмента невелика. Щуповой
механизм / измеряет деталь Д и выдает результат на измерительный
прибор 2. Далее измерительный сигнал передается на преобразова-
тель 3, который преобразовывает его в электрический и через уси-
литель 4 передает его исполнительному органу станка 6. Одновре-
менно электрический сигнал подается на сигнальное устройство 5.
Снабжение элементов 2, 3, 4 нужными формами энергии осуществляет
блок 7. В зависимости от необходимости из данной схемы те или
иные элементы могут быть исключены (например, элемент 5).
В качестве первичных преобразователей для активного контроля
широко используют электроконтактные измерительные преобразова-
тели (рис. 112, а). При уменьшении размера детали шток 9 переме-
щается вниз во втулках 7, запрессованных в корпусе 5. При этом
упор 8 нажимает на уступ контактного рычага 2, закрепленного на
корпусе посредством плоской пружины 3. Это вызывает значительное
отклонение вправо верхнего конца контактного рычага 2, в результате
чего вначале размыкается верхний 4, а затем замыкается нижний 1
контакты измерительной головки. Контакты можно регулировать.
Они укреплены в планке 10 из изолирующего материала. Корпус 5
имеет форму скобы. Сбоку он накрыт крышками из оргстекла, поз-
воляющего наблюдать за работой датчика. При необходимости наб-
людения за размером обрабатываемой детали в отверстии 6 укрепляют
индикатор, на который воздействует верхний конец штока 9.
Электроконтактные датчики с двумя контактами, которые сраба-
тывают один за другим по мере обработки детали, позволяют осущест-
вить автоматический переход с грубого шлифования на чистовое и
затем — отвод шлифовального круга.
Описанный первичный преобразователь для активного контроля
относится к электроконтактным шкальным головкам. В них соче-
тается показывающий измерительный прибор и электроконтактный
143
преобразователь. Для предотвращения
электроэрозионного разрушения изме-
рительного контакта протекающим через
него током контакт включают в цепь
базы транзистора (рис. 112, б). В этой
схеме до замыкания контакта И1( на
Рис. из. Пневматический при- базу транзистора подается положитель-
бор активного контроля ный потенциал и транзистор закрыт.
При замыкании контакта ИК на базу
транзистора Т подается отрицательный потенциал, возникает ток
управления, транзистор открывается и промежуточное реле РП
срабатывает, замыкая своими контактами исполнительные и сигналь-
ные цепи.
Промышленность выпускает полупроводниковые реле, основанные
на данном принципе и предназначенные для подачи многих команд,
а также электронные реле, отличающиеся меньшей долговечностью.
Широкое распространение для активного контроля получили
пневматические приборы. У такого прибора (рис. 113) сжатый воздух,
предварительно тщательно очищенный от механических примесей,
влаги и масла специальными влагоотделителями и фильтрами, под
постоянным рабочим давлением через входное сопло 1 подается в из-
мерительную камеру 2. Через измерительное сопло 3 и кольцевой
зазор 4 между торцом измерительного сопла и поверхностью контро-
лируемой детали 5 воздух выходит наружу. Установившееся в камере 2
давление падает по мере увеличения зазора. Давление в камере изме-
ряют контактным манометром 6 и по его показаниям можно судить о ве-
личине размера х детали. При определенном значении давления замы-
каются или размыкаются измерительные контакты. Для измерения
давления используют пружинные и жидкостные манометры.
Применяют также контактные измерительные приборы, у которых
с мерительным наконечником связана заслонка, прикрывающая вы-
ход воздуха.
Пневматические приборы обычно работают при давлении воздуха
0,5—2 Н/см2 и имеют диаметр измерительного сопла 1—2 мм и изме-
рительный зазор 0,04—0,3 мм.
Пневматические приборы обеспечивают высокую точность измере-
ния. Погрешности измерения обычно составляют 0,5—1 мкм и в спе-
циальных измерительных устройствах могут быть дополнительно
уменьшены. Недостатком пневматических приборов является их зна-
чительная инерционность, снижающая производительность контроля.
Пневматические приборы потребляют значительные объемы сжатого
воздуха.
Пневматические приборы по существу выполняют бесконтактный
контроль размеров. Расстояние между измеряемой деталью и прибо-
ром мало, оно зависит от рабочего зазора, составляющего обычно
десятые и сотые доли миллиметра. Метод бесконтактного контроля
на расстоянии 15—100 мм от измеряемой детали был предложен и
разработан в Московском станкоинструментальном институте И. В. Ха-
ризоменовым, Ю. А. Пташенчуком и Л. Э. Шварцбургом.
144
Рис. 114. Устройство для бесконтактного дистанционного контроля
размеров
При таком контроле (рис. 114, а) свет от лампы 1 направляется
через конденсор 2, щелевую диафрагму 3 и объектив 4 на поверх-
ность измеряемой детали 11, создавая на ней блик в форме штриха.
Все указанные элементы образуют излучатель I.
Светоприемник II посредством объектива 5, щелевой диафрагмы 6
и собирательной линзы 7 визирует узкую полоску на поверхности
детали 11г направляя отраженный ею световой поток в фотоэлемент 8.
Излучатель I и светоприемник // механически скреплены друг с дру-
гом так, что точки фокусирования объективов 4 и 5 совмещены. Когда
точка фокусирования находится на поверхности контролируемой
детали, в фотоэлемент Ф попадает наибольший световой поток. При
всяком смещении прибора вверх или вниз поток уменьшается, по-
скольку области освещения и визирования расходятся.
Поэтому при опускании прибора ток /ф фотоэлемента в зависи-
мости от пути перемещения изменяется так, как это показано на
рис. 114, б.
Ток /ф проходит через дифференцирующее устройство 9 (рис. 114, а),
которое выдает сигнал в момент его наибольшего значения. В этот
момент автоматически фиксируются показания первичного преобра-
зователя 10, который указывает смещение прибора относительно
исходного положения, определяя таким образом искомый размер.
Точность измерения не зависит от цвета контролируемой поверх-
ности, постоянного освещения со стороны, частичного загрязнения
оптики или старения лампы излучателя. При этом изменяется макси-
мальное значение фототока, как это показано на рис. 114, б штри-
ховой линией, но положение максимума не изменится.
В качестве фотоприемника могут быть использованы фоторезисторы,
фотоумножители, фотоэлементы с внутренним и внешним эффектом,
фотодиоды и пр.
Погрешность описанного бесконтактного экстремального фото-
преобразователя не превышает 0,5—1 мкм.
Схема автоматической подналадки плоскошлифовального станка
непрерывного действия показана на рис. 115.
Перед сходом с вращающегося электромагнитного стола обрабо-
танные детали 3 (например, кольца шарикоподшипников) проходят под
145
chipmaker.ru
Рис. 115. Устройство подна-
ладки плоскошлифовального
станка
Рис. 116. Реле счета им-
пульсов
поворотным флажком 2. Шлифовальный круг 1 обрабатывает деталь 3
за один проход; если крут не снял нужного припуска, то деталь 3
задевает флажок и он поворачивается. При этом срабатывает кон-
тактная система 4, которая подает сигнал на опускание шлифоваль-
ного круга приводом 5 на заранее установленную величину.
В системах автоматического управления станками иногда тре-
буется подать сигнал после определенного числа проходов, делений
или обработанных деталей. Для этих целей используют реле счета
импульсов с телефонным шаговым искателем. Шаговый искатель пред-
ставляет собой коммутатор, щетки нескольких контактных полей
которого передвигаются с контакта на контакт посредством электро-
магнита и храпового механизма.
Упрощенная схема реле счёта импульсов представлена на рис. 116.
Движок переключателя П устанавливают в положение, соответствую-
щее числу импульсов, которое необходимо отсчитать для подачи ко-
манды. При каждом размыкании контакта путевого переключателя К А
щетки шагового искателя ШИ перемещаются на один контакт. Когда
будет отсчитано установленное на переключателе П число импульсов,
исполнительное промежуточное реле РП включится через контакты
нижнего поля ШИ и П. При этом установятся цепь самопитания реле
РП и цепь самовозврата шагового искателя в исходное положение,
что обеспечивается питанием катушки искателя через собственный
размыкающий контакт. Искатель начинает работать импульсивно
без внешней команды, и его щетки быстро перемещаются с контакта на
контакт до тех пор, пока не придут в начальное положение. В этом
положении на верхнем поле ШИ разрывается цепь самопитания реле
РП и все устройство приходит в исходное положение.
Помимо описанного устройства выпускают реле для отсчета
1—625 импульсов, принцип работы которого аналогичен рассмотрен-
ному реле. Эти реле рассчитаны на питание от сети переменного тока
напряжением 127, 220 и 380 В. В реле встроены трансформатор и
селеновый выпрямитель.
146
Когда необходимо повысить срок службы счетных устройств,
а также быстроту отсчета, применяют электронные счетные схемы.
Такие устройства получили широкое распространение в программном
управлении станками. Помимо рассмотренных методов автоматизации
в станкостроении иногда используют управление в функции мощности,
э. Д. с. двигателя постоянного тока и других параметров. Такие формы
управления применяют, в частности, при автоматизации пусковых
процессов. Используют также и управление в функции несиольких
параметров одновременно (например, тока и времени).
§ 30. АППАРАТУРА ПРОВОДНОЙ СВЯЗИ
Одна из основных характеристик надежности любого электриче-
ского аппарата — вероятность безотказной работы его. У системы из
нескольких аппаратов с вероятностями безотказной работы ръ рг ....
общая вероятность безотказной работы определяется как вероятность
сложного события по формуле р = Р1Р2-"- Так как значения рх,
р2--- <. 1, то вероятность безотказной работы р системы значительно
меньше, чем у отдельного ее элемента. Если все элементы имеют
одинаковое значение р = 0,99 (практически уровень надежности аппа-
ратов гораздо выше), то для системы при 20 элементах р = 0,82;
при 60 элементах р = 0,54; при 200 элементах р = 0,13.
В станкостроении применяют системы управления, насчитывающие
сотни и тысячи элементов (например, системы управления автомати-
ческими линиями, станки с программным управлением). Если при замы-
кании контакта некоторого аппарата включается какая-то электри-
ческая цепь, то надежность системы можно повысить включением па-
раллельно этому контакту контакта другого аппарата, срабатываю-
щего одновременно с первым. Вероятность несрабатывания двух
аппаратов будет значительно меньше (как вероятность сложного
события), чем вероятность несрабатывания каждого из них. Несмотря
на увеличение общего числа аппаратов надежность системы повы-
шается.
Такой метод называют резервированием. Применяя резервирова-
ние, можно создать системы очень высокой надежности. Однако ис-
пользование резервирования связано с увеличением числа элементов
системы и с повышением ее стоимости. Поэтому в станкостроении ре-
зервирование применяют в редких случаях.
Все изложенное указывает на необходимость повышения надеж-
ности элементов систем электрического управления станками. Боль-
шие возможности для повышения надежности создаются при исполь-
зовании для управления станками реле слабого тока, применяемыми
в устройствах проводной связи. В системах управления станков и авто-
матических линий нашли широкое распространение телефонные и
кодовые реле (рис. 117, а и б), применяемые в системах желез-
нодорожной сигнализации. Эти реле отличаются малыми размерами
и весьма малой потребляемой мощностью, обычно не превышающей
3 Вт. В схемах станков и автоматических линий эти аппараты работают
в качестве промежуточных реле.
147
chipmaker, ru
Рис. 117. Телефонное и кодовое реле
В случае применения реле проводной связи площадь, необходимая
для размещения электроаппаратуры, сокращается в несколько раз.
Реле проводной связи отличаются высокой надежностью. В особен-
ности высока надежность кодовых реле КДР-1- Известны случаи,
когда эти реле работали без отказов, произведя без регулировки более
200 млн. включений. Реле проводной связи обычно питаются от спе-
циального источника постоянного тока напряжением 12, 24, 48 или
60 В.
Недостатком этих реле является малая величина контактного
давления (0,17—0,3 Н). Поэтому необходима повышенная защита
их от влаги и пыли, путем надлежащего выполнения электрошкафов,
в которых они установлены.
Вследствие того, что катушки реле проводной связи потребляют
малую мощность, в их цепях можно использовать стандартные деше-
вые, общедоступные и миниатюрные элементы радиоэлектроники:
диоды, транзисторы, конденсаторы и т. д. Это открывает новые воз-
можности в составлении электрических схем.
Схема релейно-контактного управления тремя реле (рис. 118, а)
обеспечивает при срабатывании аппарата а включение реле Р1 и Р2;
при срабатывании аппарата б включается только Р1, а при срабаты-
вании аппарата в — реле Р2 и РЗ. Схема такого же управления с при-
менением разграничивающих диодов представлена на рис. 118, б.
В ней уменьшено число контактов на два и в связи с этим достигнута
большая надежность. Эффективность применения разграничивающих
диодов повышается по мере усложнения схемы. Применение добавоч-
ных резисторов и телефонных реле с двумя обмотками также предо-
ставляет возможности составления схем с новыми свойствами.
Помимо закрывания замыкающего контакта реле может включаться
также и открыванием размыкающего контакта (рис. 119, а). В данной
схеме напряжение источника питания превышает номинальное напря-
жение катушки реле. При использовании двухобмоточного реле может
быть применена схема, представленная на рис. 119, б. При замкнутом
148
a
ir
a)
Рис. 119. Включение реле размы-
канием контакта
контакте а обмотки Р1 и Р2, включенные встречно, противодействуют
одна другой, и реле отключено. Размыкание контакта а вызывает
отключение обмотки Р1, и реле включается.
На рис. 120, а представлена схема, в которой включение реле
производится одновременным размыканием двух параллельно вклю-
ченных контактов, а на рис. 120, б — схема, где реле включается раз-
мыканием одного из двух последовательно включенных контактов
а или б.
Помимо общеизвестной схемы самопитания через замыкающий кон-
такт реле существуют и другие схемы самопитания (рис. 121, а, б).
Для обеспечения самопитания можно использовать добавочный
резистор, включенный так, как показано на рис. 121, а. Сопротивле-
ние резистора R должно быть подобрано так, чтобы не допустить
протекания тока, достаточного для включения реле, но обеспечить
величину тока, которая требуется для предотвращения отключения
уже включенного реле. У двухобмоточного реле для самопитания
может быть использована одна из обмоток (рис. 121, б). Ее действие
достаточно для удержания реле, но недостаточно для включения.
Недостаток схем с применением резисторов и диодов заключается
в том, что они более чувствительны к изменениям напряжения пита-
ния и параметров используемых аппаратов. Кроме того, действие
таких схем несколько сложнее для понимания.
Применение реле проводной связи и аппаратуры радиоэлектро-
ники позволяет просто осуществлять схемы задержки в срабатывании
реле. При замыкании контакта а (рис. 122, а) реле Р срабатывает
после выдержки времени, обусловленной процессом заряда конден-
сатора С. Величину сопротивления резистора R выбирают наиболь-
шей, при которой обеспечивается надежное срабатывание реле. Схема
обеспечивает задержку также и при отключении реле Р, так как его
катушка зашунтирована заряженным конденсатором С. Эта задержка
устранена в схеме, приведенной на рис. 122, б. В схеме, представлен-
ной на рис. 122, в, реле Р отключается при размыкании управляю-
щего контакта а с выдержкой времени вследствие разряда конденса-
тора С на обмотку реле. В схеме на рис. 122, г после размыкания
Рис. 120. Управление реле двумя
контактами
Рис. 121. Варианты схем самопи-
тания
149
chipmaker.ru
Рис. 122. Схемы задержки в срабатывании реле
контакта а, через катушку Р и диод проходит затухающий ток, вслед-
ствие чего реле некоторое время остается включенным. Задержка
в отключении достигает 4 с. Емкость конденсатора (чаще электроли-
тического) в схемах задержки обычно составляет сотни микрофарад.
В некоторых случаях применяют схемы импульсного включения
(рис. 123, а). Реле Р включается замыкающим контактом с при на-
чальном импульсе тока заряда конденсатора и отключается при умень-
шении этого тока до величины, соответствующей отпаданию реле.
Для приведения схемы в исходное состояние последовательно с резисто-
ром R включают размыкающий контакт а. При открывании замыкаю-
щего контакта а размыкающий контакт а включает разрядную цепь
с резистором.
Для получения импульсного включения Используют также процесс
разряда конденсатора (рис. 123, б). Резистор R включен для умень-
шения зарядного тока конденсатора С. Диод установлен для предо-
хранения малогабаритных электролитических конденсаторов, обычно
применяемых в таких схемах, от обратной полярности напряжения
питания в случае ошибочного включения. Если такая возможность
не исключена, целесообразно устанавливать диод в общей цепи для
предохранения всех конденсаторов схемы. Длительность нахожде-
ния реле Р во включенном состоянии в зависимости от емкости со-
ставляет 0,2—2 с.
Для питания схем с реле проводной связи и аппаратурой радио-
электроники применяют кремниевые и селеновые выпрямители. Так
как величина внутреннего сопротивления селеновых выпрямителей
при малых токах нагрузки значительна, напряжение постоянного тока
колеблется в пределах 5—5,5 В при изменениях нагрузки. Для стаби-
лизации напряжения используют постоянно включенный балластный
резистор.
Рис. 123. Схемы импульсного включения реле
150
Напряжение постоянного тока повышается при подключении ём-
костной нагрузки и понижается при ее отключении. Величина колеба-
ний напряжения зависит от переменной составляющей выпрямлен-
ного напряжения, которая при двухполупериодном выпрямлении
весьма значительна. У трехфазното выпрямителя переменная состав-
ляющая имеет значительно меньшую величину. Схемы трехфазного
выпрямления могут быть собраны из стандартных однофазных вы-
прямителей.
§ 31. БЕСКОНТАКТНОЕ УПРАВЛЕНИЕ
Механический и электрический износ релейно-контактных аппа-
ратов ограничивает их надежность и долговечность. Срок их службы
зависит от нагрузки и интенсивности работы. Эти аппараты требуют
систематического осмотра и регулировки. Нередко гарантированный
срок службы и частота срабатывания релейно-контактных аппаратов
оказываются недостаточными для нужд современного станкостроения.
Поэтому в станкостроении расширяется применение бесконтактных
аппаратов.
Элементы бесконтактной аппаратуры не имеют движущихся частей,
а потому и механического износа. Срок службы их велик и не зависит
от нагрузки. Наибольшее применение полупили бесконтактные апна-
раты дискретного действия и малой мощности, называемые бесконтакт-
ными логическими элементами (БКЭ). БКЭ замыкает или размыкает
цепь путем резкого изменения управляемых параметров его внутрен-
ней схемы.
При подаче сигнала а (напряжения) на вход БКЭ (рис. 124, д)
на его выходе появляется функция этого сигнала х = f (а). Наличие
или отсутствие напряжения представляет собой входные и выходные
сигналы. Формы и амплитуды этих сигналов обычно одинаковы.
Для построения схем дискретного логического управления Как
бесконтактного, так и контактного используют специальный математи-
ческий аппарат — алгебру логики. В этой алгебре двоичное перемен-
ное а может быть равно 1 или 0. Это соответствует наличию или от-
сутствию входного сигнала. Функция этого переменного, так называе-
мая логическая функция х = / (а), может быть также равной 1 или 0.
Если подача сигнала а на вход БКЭ вызывает на его выходе та-
кой же сигнал х = f (а) — а, то такой элемент называют повторителем.
Действие повторителя эквивалентно включению реле X контактом а,
после чего закрывается замыкающий контакт х этого реле (рис. 124, б).
Если при подаче сигнала а на вход БКЭ сигнал на его выходе
исчезает, то такой БКЭ называют инвертором или элементом FIE.
Логическую функцию в этом случае обозначают х = f (а) = а, где
черта обозначает операцию отрицания (инверсии). Схема элемента НЕ
и эквивалентная ему релейно-контактная схема показаны на
рис. 124, в, г.
Элемент ИЛИ с двумя входами и эквивалентная релейная схема
показаны на рис. 124, д, е. У этого элемента выходной сигнал появ-
ляется при наличии сигнала или на первом, или на втором входе.
151
chipmaker.ru
g p~l
вход 1_ГВыход
а)
6)
S)
*)
Рис. 124. Функции основных
логических элементов
В данном случае х = сц + а2. При иц = 1, а2 = 0 или сц = 0, сц = 1
имеем х = 1. В случае сц — 0, а2 — 0 получим х = 0. Для оу = 1,
а2 = 1 имеем х = 1, так как логическая функция может принимать
только два значения (1 и 0). Справедливость данной логической функ-
ции видна на рис. 124, е. Логическую функцию х = сц + а2 + а3...
называют дизъюнкцией.
Двоичное переменное, так же как логическая функция, могут при-
нимать лишь значения или 0, или 1. Отсюда следует свойства логиче-
ской суммы а + а = а;а + а=1;а + 0~а;а+1 — 1. Логиче-
ская сумма равна единице, если хотя бы одно слагаемое равно еди-
нице. Она равна нулю, только если каждое из слагаемых равно нулю.
Элемент И с двумя входами и его эквивалентная релейная схема
показаны на рис. 124, ж, з. У этого элемента выходной сигнал появ-
ляется при наличии сигнала и на первом, и на втором входах. В дан-
ном случае х = сц а2. Логическую функцию этого вида называют
конъюнкцией. При многих входах логическое произведение принимает
вид х = сца2а.л... . Логическое произведение характеризуется свойст-
вами а-а = а', а-а = 0; а-1 — а; а-0 = 0. Логическое произведение
равно единице, если каждый из множителей равен единице. Для логи-
ческой суммы и логического произведения справедливы переместитель-
ные, сочетательные и распределительные законы. Помимо того, спра-
ведлив закон инверсии аг -|- а2 + а3 = сц • а2 • йа; п1-о2-Оз = е1 +
Й2 + аз-
Алгебра логики позволяет составить схему управления машиной,
исходя из условий ее работы, выявляя при этом минимальное число
элементов, необходимых для ее осуществления.
Посредством элементов И, ИЛИ, НЕ могут быть собраны логиче-
ские схемы, заменяющие любые релейные. Это вытекает из того, что
все релейные схемы составлены из различных последовательных и па-
раллельных соединений замыкающих и размыкающих контактов.
152
Рис. 125. Элементы ЗАПРЕТ;
ИЛИ-HE; И-НЕ
Рис. 126. Схемы из эле-
ментов И-НЕ
Элемент с двумя входами, совмещающий функции повторителя и
инвертора, называют элементом «ЗАПРЕТ» (рис. 125, а, б). У этого
элемента выходной сигнал появляется при наличии входного сигнала
и отсутствии входного сигнала а2. На рис. 125, в, г представлены логи-
ческий элемент ИЛИ — НЕ, совмещающий функции элементов ИЛИ
и НЕ, и его эквивалентная релейная схема. На рис. 125, д, е пока-
заны элемент И — НЕ, в котором совмещены функции элемента И и
элемента НЕ, и эквивалентная релейная схема этого элемента.
Различные комбинации рассмотренных логических элементов по-
зволяют выполнять новые логические функции и образовывать ва-
рианты схем, выполняющих одни и те же функции. На рис. 126, а, б, в
представлены логические схемы, показывающие, как посредством
только элементов И — НЕ можно создать схемы И, НЕ, ИЛИ. Из
этого примера видно, что элемент И — НЕ является универсальным.
Комбинацией элементов одного этого вида можно создать логические
схемы, заменяющие любые релейные схемы (без реле времени). Схемы,
подобные показанным на рис. 126, можно составить также и из эле-
ментов ИЛИ — НЕ. Таким образом, элемент ИЛИ — НЕ также
является универсальным.
Кроме рассмотренных элементов, применяют также многофункцио-
нальные логические элементы с несколькими выходами. Их выходные
сигналы соответствуют различным логическим функциям (например,
И, ИЛИ, ИЛИ — НЕ в одном элементе).
Рис. 127. Логическое управле-
ние выдержкой времени
153
Рис. 128. Логическая схема
управления электромагнитом
Схемное изображение этого элемента и его релейный эквивалент
показаны на рис. 127, а и б. В схемах бесконтактного управления
применяют также элементы, обеспечивающие выдержку времени.
Применяют элемент, у которого сигнал на выходе появляется через
некоторое время после подачи сигнала на вход.
В качестве командных органов в схемах логического управления
используют различные бесконтактные первичные преобразователи,
бесконтактные путевые переключатели, а также командную аппара-
туру контактного управления.
Необходимая мощность входных сигналов не превышает 0,01 Вт.
Выходная мощность обычно не более 0,15 Вт. Поэтому для бесконтакт-
ного управления электромагнитами, электромагнитными муфтами,
контакторами и другими исполнительными аппаратами необходимы
промежуточные усилители мощности.
На рис. 128, а показана схема управления электромагнитом ЭМ
посредством релейно-контактной схемы с промежуточным реле. Логи-
ческая схема такого управления показана на рис. 128, б.
Когда нажимают кнопку П и не трогают кнопку С, на обоих входах
элемента И появляются входные сигналы. Выходной сигнал эле-
мента И, усиленный усилителем У, включает электромагнит ЭМ.
Кроме того, выходной сигнал элемента И передается на вход эле-
мента ИЛИ. Такая обратная связь обеспечивает возможность прекра-
тить нажатие на кнопку П. Электромагнит ЭМ будет оставаться вклю-
ченным до нажатия на кнопку С.
На рис. 129, а представлена сЯема управления контактором К из
двух различных мест. При составлении схемы логического управле-
ния, предназначенного для тех же целей, группа контактов, включен-
ных параллельно, может быть заменена элементом ИЛИ с тремя вхо-
дами (рис. 129, б). Группа последовательно включенных кнопок 1С,
2С может быть заменена элементом И. При Нажиме кнопки 1П (или
Рис. 129. Логическое управление из двух мест
154
2П) на выходе элемента ИЛИ появляется сигнал. Если кнопки /С
и 2С не нажаты, то на всех .входах элемента И при этом имеются сиг-
налы. Тогда выходной сигнал этого элемента через усилитель У вклю-
чает контактор К. Тот же сигнал одновременно подается на третий
вход элемента ИЛИ. Это дает возможность прекратить нажим на
кнопку 1П (или 2/7).
Число элементов в схемах логического управления обычно больше,
чем аппаратов в схемах релейно-контактного управления того же на-
значения. Это видно из приведенных выше примеров. В некоторых
логических схемах приходится применять в 3—4 раза больше эле-
ментов, чем в релейных. Большая сложность и высокая стоимость си-
стем логического управления компенсируются высокой надежностью и
продолжительным сроком службы.
Для создания логических элементов могут быть использованы
различные принципы. Наибольшее распространение получили логиче-
ские элементы, использующие полупроводниковые диоды и транзи-
сторы. Сопротивление перехода «эмиттер — коллектор» запертого
транзистора часто условно считают равным бесконечности, а откры-
того — нулю (как при размыкании и замыкании контакта реле).
В действительности оно изменяется от сотен тысяч и миллионов омов
до единиц или долей ома.
Вследствие эффекта усиления параметры выходного сигнала тран-
зисторного логического элемента могут быть сделаны равными пара-
метрам входного сигнала. Схема такого элемента ИЛИ — НЕ приве-
дена на рис. 130. На зажимы 0 и —U„ подается напряжение питания
коллекторной цепи транзистора Т. На его базу подается положитель-
ное напряжение смещения 4- запирающее транзистор. При этом,
поскольку транзистор Т заперт, между точками 0 и «выход» прило-
жено напряжение источника питания. При подаче на любой из вхо-
дов 1, 2, 3 достаточного по величине отрицательного относительно
точки 0 потенциала транзистор отпирается и напряжение между точ-
ками 0 и «выход» исчезает; Диоды Д1, Д2, ДЗ отделяют входы друг от
друга. Таким образом, если на любой вход элемента подать отрица-
тельный сигнал, который примем за 1, то на выходе не будем иметь
сигнала, т. е. получим 0. При подаче на все входы положительного
сигнала, принятого за 0, получим на выходе 1.
Современные интегральные схемы открыли широкие возможности
в области микроминиатюризации бесконтактного управления. Эти
схемы позволяют на полупроводнике-
вой пластине с поверхностью менее Л 0 я
одного квадратного сантиметра или д^ |J дЬ1ход
в объеме полупроводника, меньшем/ g ц . j— -0
трети кубического сантиметра, вме- дг щ
стать многовходные и многофункцио-?0—М—
нальные логические элементы. - & Пя2|
В станкостроении широко приме- _____________Х— , I—-0 g
няют различные виды бесконтакт- I 0 +#с
ных путевых переключателей. Бес- Рис. 130. Транзисторный логиче-
контактными путевыми переключа- ский элемент ИЛИ-НЕ
155
chipmaker, ru
Рис. 131. Схемы бесконтактных путевых переключателей
телями называют преобразователи пути, работающие без механиче-
ского воздействия со стороны движущегося упора. Многие бескон-
тактные переключатели основаны на принципе изменения величины
магнитного сопротивления. Пусть над неподвижным сердечником 1
(рис. 131, а) перемещается якорь 2, прикрепленный к подвижному
узлу станка. Когда якорь проходит над сердечником, индуктивное
сопротивление находящейся на нем катушки w достигает максимума.
Если при этом использована, например, схема электрического моста,
в одно из плеч которого включена катушка w, то мост выходит из со-
стояния равновесия, и исполнительное реле в диагонали моста вклю-
чается.
Подключая параллельно катушке конденсатор С (рис. 131, б),
можно использовать явление резонанса токов. При прохождении яко-
ря 2 мимо сердечника 1 сила тока достигает минимального значения,
и реле Р отпадает. Переключатели, построенные по этому принципу,
применяют в системах управления лифтами.
Бесконтактный переключатель, работающий по принципу транс-
форматора, показан на рис. 131, в. Когда якорь 2 удален, магнитный
поток в сердечнике мал и во вторичной катушке наводится незначи-
тельная э. д. с. Когда якорь 2 находится над сердечником, поток резко
возрастает, возникает большая вторичная э. д. с., и реле Р срабатывает.
Бесконтактные путевые переключатели могут работать не только
на реле, но и на логические элементы. В последнем случае устройство
бесконтактного путевого переключателя не имеет никаких подвижных
частей. Такие аппараты называют бесконтактными статическими путе-
выми переключателями.
Широкое распространение в отечественном станкостроении полу-
чил бесконтактный путевой переключатель БВК-24, разработанный
Минским СКБ автоматических линий (рис. 132, а). Магнитопровод
переключателя (рис. 132, б) состоит из цилиндрических ферритовых
сердечников 1 и 2. На одном сердечнике расположены контурная ка-
тушка wK и катушка и>пх положительной обратной связи, на дру-
гом — катушка &у0.с отрицательной обратной связи. Такой магнито-
провод исключает влияние посторонних магнитных полей. Катушки
обратной связи включены последовательно и встречно друг другу
(рис. 132, в). Значения коэффициентов связи между катушками та-
ковы, что результирующая связь меньше критической в генерация
незатухающих колебаний в контуре wK — СЗ не возникает.
При введении в зазор алюминиевого экрана 3' (рис. 132, б) связь
между катушками wK и ъиол ослабевает и возникает генерация. В кон-
156
туре wK — СЗ (рис. 132, в) появляется переменный ток, который
индуктирует э. д. с. в катушке щпс в цепи базы транзистора Т1.
На переходе эмиттер — база происходит детектирование переменной
составляющей тока базы. При этом возрастает постоянная составляю-
щая коллекторного тока, и реле Р срабатывает. Возникновение и срыв
генерации происходят за 3—4 периода несущей частоты в несколько
килогерц.
Диод ДЗ в цепи эмиттера создает нелинейную отрицательную об-
ратную связь по току. Это повышает стабильность работы транзистора.
Для стабилизации работы транзистора при колебаниях температуры и
напряжения применен нелинейный делитель напряжения из ли-
нейного резистора R1, полупроводникового терморезистора R2 и
диода Д2. В капроновый корпус выключателя встроены все эле-
менты схемы, кроме реле. Погрешность срабатывания переключателя
при колебаниях напряжения от 22 до 36 В и температуры от 0 до +45° С
составляет 1—1,3 мм. Переключатель отличается высокой надежно-
стью, высокой частотой срабатываний и быстродействием.
В промышленности применяют также бесконтактные путевые пере-
ключатели БСП и БРП с датчиком в виде трансформатора с двумя вто-
ричными катушками, разомкнутым магнитопроводом и подвижным
якорем. Погрешность срабатывания переключателя БСП составляет
± 0,2 мм.
chipmaker.ru
Chipmaker.ru
Глава IV
ПРОГРАММНОЕ УПРАВЛЕНИЕ СТАНКАМИ
§ 32. ЭЛЕКТРИЧЕСКОЕ КОПИРОВАНИЕ
Механические копировальные станки обладают рядом недостатков,
к числу которых прежде всего относится трудность изготовления шаб-
лонов из стали большой твердости. Кроме того механическое копиро-
вание требует передачи значительных усилий, вызывающих упругие
деформации копировального пальца или ролика и звеньев, связываю-
щих его с инструментом. Это уменьшает точность обработки.
Электрическое копирование позволяет использовать шаблоны из
мягких, легко обрабатываемых материалов (дерево, гипс, пластмассы,
жесть, алюминий, картон). Шаблоном может служить и ранее обрабо-
танная деталь. Эту деталь обычно шлифуют, чтобы неровности обра-
ботки не повторялись на последующих деталях, изготовленных элект-
рокопированием.
Принцип работы простейших электрокопировальных станков пока-
зан на рис. 133. На этой схеме шпинделем 3 с пальцевой фрезой 2
обрабатывается заготовка 1, фрезерный суппорт 4 посредством жест-
кой связи 5 соединен с копировальной головкой 6. Штифт 7 копиро-
вальной головки оканчивается ко-
пировальным пальцем 8, с насадкой,
имеющей ту же форму, что и паль-
цевая фреза 2. Опоры и направляю-
щие штифта таковы, что боковые
давления на копировальный палец
преобразуются в осевые смещения
штифта копировальной головки.
Шаблон 9 расположен на столе 10,
на котором установлена также и
заготовка 1. Привод 11 непрерывно
перемещает стол в направлении,
указанном стрелкой. Такую подачу
называют ведущей или задающей.
Другой привод 12 осуществляет
перемещение копировальной и фре-
Рис. 133. Электрическое копирование
на фрезерном станке
158
$=const
al
Рис. 134. Траектории копировального пальца
зерной головок в вертикальном направлении. Эту подачу называют
следящей. Управление построено так, что при разомкнутом контакте 13
привод 12 приближает копировальный палец к шаблону. Когда кон-
такт 13 замкнут, привод 12 отводит копировальный палец от шабло'на.
Когда контакт 13 разомкнут, начинается движение копировального
пальца 8 вперед к шаблону 9. При соприкосновении с шаблоном па-
лец 8 копировальной головки подается назад, рычаг 14 поворачи-
вается и контакт 13 замыкается. Копировальная головка начинает
перемещаться назад. Копировальный палец 8 отводится от шаб-
лона 9, и контакт 13 размыкается. Тогда копировальный палец
снова приблизится к шаблону, причем вследствие непрерывности
ведущей подачи шаблон сместится и копировальный палец коснется
шаблона в другой точке.
В результате периодических подводов и отводов копироваль-
ного пальца при непрерывной ведущей подаче копировальный палец
описывает относительно шаблона огибающую его пилообразную тра-
екторию (рис. 134, а). Такую же траекторию описывает относительно
заготовки вращающаяся фреза 2, жестко связанная с копировальной
головкой 6 (см. рис. 133).
В конце хода продольной подачи автоматически включается по-
перечная периодическая подача. Фреза и копировальный палец при
этом смещаются в направлении, перпендикулярном к плоскости чер-
тежа (рис. 134, б). Ведущая подача реверсируется, и копировальный
палец й фреза начинают перемещаться в обратную сторону. При этом
палец движется по новой образующей объемного шаблона, а фреза
совершает новый проход криволинейной поверхности заготовки.
Деталь обрабатывают в несколько проходов. Вначале производят
черновую обработку. Потом по тому же шаблону выполняют чисто-
вую обработку. Затем неровности сглаживают абразивным инстру-
ментом.
Аналогичным методом можно производить обработку тел вращения
с криволинейными образующими или ступенчатой формы на то-
карных электрокопировальных станках. Копировальные устройства
таких станков имеют только две подачи: ведущую (продольную) и сле-
дящую (поперечную). В процессе копирования изменяется только
одна из двух взаимно перпендикулярных подач. Такое копирование
называют однокоординатным. При однокоординатном копировании
159
Рис. 135. Трехпозиционная копи-
ровальная головка
Рис. 136. Индуктивная копиро-
вальная головка
обработка уступов, параллельных направлению следящей подачи,
невозможна.
rjpwiweft'enfi'c Kon-fi’poea.TbffOH головки с двумя контактами (рис. 135),
называемой трехпозиционной, позволяет управлять также и ведущей
подачей, включая ее, когда оба контакта копировальной головки
разомкнуты. Когда копировальный палец такой головки не сопри-
касается с поверхностью шаблона, контакт 1 Замкнут под действием
пружины 3. При этом палец перемещается к шаблону, а фреза —
к детали. Ведущая подача отключена. При нажатии пальца на шаб-
лон контакт 1 размыкается, перемещение пальца вперед прекра-
щается, и начинается ведущая подача. В этом случае конец копиро-
вального пальца отходит от шаблона, контакт 1 вновь замыкается,
и начинается новое перемещение ’Копировального пальца к шаблону.
Такое чередование перемещений пальца к шаблону и вправо
будет продолжаться до точки А — точки перегиба кривой шаблона.
В этой точке продольная подача вследствие изменения направления
наклона профиля приводит к возрастанию нажима на копироваль-
ный палец и замыканию контакта 2. При этом система управления
обеспечит отвод копировальной головки, и палец отойдет'от шаб-
лона. Контакт 2 разомкнется, и вновь включится продольная подача
и т. д. Таким образом, при трехпознционной копировальной головке
обход контура происходит путем чередования продольных и попереч-
ных перемещений. Копирование посредством трехпозиционной го-
ловки, при котором производится управление подачей по обеим коор-
динатам, называют двухкоординатным.
Частота вращения электродвигателей рассмотренных систем в про-
цессе копирования не изменяется. Величину подачи устанавливают
изменением кинематических цепей.
Копировальные головки включают в цепь низкого напряжения
(обычно 12 В). Это обусловлено как малым расстоянием между кон-
тактами, так и стремлением уменьшить разрушение контактов вслед-
160
ствие искрения. Чувствительность копировальной головки и величина
зазора между контактами определяются примененной рычажной си-
стемой и инерционностью привода подачи.
Дальнейшим этапом развития электрокопирования явились ин-
дуктивные копировальные головки. У такой головки (рис. 136) каж-
дому положению копировального пальца соответствует положение
якоря 1, помещенного между сердечниками 2 и <3. На средних стерж-
нях этих сердечников помещены обмотки 4—7. Каждый сердечник
с двумя обмотками образует трансформатор. Всю систему называют
дифференциальным трансформатором. Первичные обмотки 4 и 7 соеди-
нены последовательно и включены в сеть переменного тока; вторич-
ные обмотки 5 и 6 включены навстречу одна другой, так что возни-
кающие в них э. д. с. направлены в противоположные стороны.
Когда якорь 1 находится в среднем положении, э. д. с. вторичных
обмоток уравновешены. Приближение якоря к одному из сердечни-
ков приводит к тому, что магнитный поток в нем возрастает, а в дру-
гом сердечнике уменьшается. Возникающую при этом разность
э. д. с. вторичных обмоток используют для бесступенчатого управ-
ления регулируемыми приводами подачи.
Двухпозиционные и трехпозиционные копировальные головки
обычно управляют электромагнитными муфтами, которые включают,
отключают и изменяют направление всех подач. Упрощенная прин-
ципиальная схема копировального устройства с трехпозиционной
головкой представлена на рис. 137. Когда копировальный палец не
касается шаблона, контакт 1 замкнут. При этом включены реле сле-
дящей подачи 1РС и обмотка РВП1 ведущей подачи. Когда вкдю-
чеча электромагнитная муфта МВ, происходит подача, вперед (на
шаблон). Реле РВП имеет две обмотки РВП1 и РВП2 и срабатывает
при включении одной из них. В данном случае включена обмотка
РВП1 и контакт РВП разомкнут.
Когда копировальный палец нажмет на поверхность копира, кон-
такт 1 разомкнется и подача вперед прекратится. Кроме того, отклю-
чается обмотка РВП1, закрывается размыкающий контакт РВП,
включается муфта МЛ и начинается подача влево (при включении
муфты МП начинается подача вправо). Копировальный палец при
этом смещается. Если нажатие на копировальный палец умень-
шится, то вновь замкнется контакт 1, и копировальный палец будет
подводиться к шаблону. Если профиль шаблона таков, что смеще-
ние вызывает увеличение нажатия па копировальный палец, то
замыкается контакт 2, включается другое реле 2РС следящей по-
дачи и обмотка РВП2 реле РВП. При этом включится муфта МН
и начнется отвод копировального пальца от шаблона. Если пере-
ключатель П перевести в верхнее положение, то вместо подачи влево
произойдет продольная подача вправо.
Электроконтактные копировальные головки и электромагнитные
муфты применяют в копировальных устройствах универсальных стан-
ков. Погрешности копирования обычно лежат в пределах 0,05—
0,1 мм. Отечественные станки, специально предназначенные для
электрокопировальных работ, имеют индуктивные копировальные
161
chipmaker, ru
Рис. 138. Подачи при элект-
рокопировании
головки и приводы подач, скорость которых регулируется автома-
тически.
При использовании регулируемых приводов подач для обеспече-
ния точного копирования, высокой производительности и чистоты
поверхности необходимо, чтобы касательная к контуру подача s
была по величине постоянной и не зависела от угла наклона профиля.
Пусть контур, подлежащий копированию, представляет собой окруж-
ность (рис. 138):
s=K^+4. (135)
где sx и sv — соответственно ведущая и следящая подачи, мм/мин.
Если вектор результирующей скорости подачи является касатель-
ным к контуру, 'то 0 = а и, следовательно,
sx = ssina; (136)
Sy —s cos a. (137)
Таким образом, для обеспечения наивысшей точности и произво-
дительности скорости продольной и поперечной подач должны быть
переменными и взаимосвязанными.
Управление копированием посредством бесконтактных копиро-
вальных головок производится в функции смещения копировального
пальца относительно его нейтрального положения. Так как при от-
сутствии смещения копировальный палец и фреза находятся в оди-
наковых положениях, то управление в функции смещения пальца
является управлением по рассогласованию положений пальца и фрезы
(пропорциональное управление). >
Для повышения качества обработки, помимо управления по рас-
согласованию, вводят управление по скорости изменения рассогласо-
вания (по производной смещения по времени). При таком дифферен-
циальном управлении система быстрее реагирует на всякое измене-
ние наклона профиля копира, и точность обработки повышается.
Кроме управления в функции рассогласования и в функции его
производной используют управление в функции интеграла рассогла-
сования во времени (интегральное управление). В этом случае учи-
тывается не только величина рассогласования, но и время, в течение
162
которого оно имело место. Система при этом приобретает свойство;
при отсутствии каких-либо дополнительных команд, осуществлять
перемещение в том же направлении, как и на предыдущем участке
пути. Такое перемещение сходно с движением по инерции. Интег-
ральное управление позволяет в случае неизменного наклона про-
филя производить бесступенчатое копирование при неизменном по-
ложении копировального пальца. При резких изменениях контура
шаблона действие интегрального управления нейтрализуется дейст-
вием дифференциального управления.
При комбинированном управлении в специальный электронный
блок подается сумма трех напряжений, соответственно пропорцио-
нальных величине рассогласования, ее производной и ее интегралу
по времени, и управление приводами подач ведется в функции всех
этих трех величин. Погрешности обработки при этом могут быть
снижены.
В станкостроении применяют различные гидрокопировальные уст-
ройства, устанавливаемые на универсальных и специализированных
станках. Применяют устройства с нерегулируемыми и регулируе-
мыми подачами, причем гидравлический привод позволяет просто
обеспечить бесступенчатое регулирование подач в широком диапа-
зоне. Гидрокопировальные системы отличаются высоким быстродей-
ствием. Они могут обеспечить как однокоординатиое, так и двухкоор-
динатное копирование. По точности обработки гидрокопировальные
системы успешно конкурируют • с электрическими. На отечествен-
ных машиностроительных заводах в настоящее время работает боль-
шое число электрокопировальных и гидрокопировальных станков.
Электрическое копирование позволяет осуществить обработку
также и по заложенному в станок чертежу, который используют
вместо копира. Первый электрический фотокопировальный станок
был предложен и построен в Московском станкоинструментальном
институте В. С. Вихманом в 1934—1936 гг. Внутри фотокопироваль-
ной головки помещена лампа накаливания, свет который особым
оптическим устройством концентрируется на- поверхности чертежа
в виде пятна малого диаметра (до 0,02 мм). Свет, отраженный от
поверхности чертежа, воздействует на фотоэлемент и используется
для управления приводами подач.
Пусть схема управления построена так, что когда световое
пятно 1 (рис. 139) находится на белой бумаге чертежа и, следова-
тельно, отражается много света, следящая подача направлена к кон-
туру. Когда затем световое пятно
и отраженный световой поток
резко уменьшается, направле-
ние следящей подачи изменяется
и световое пятно начинает пе-
ремещаться назад. Далее про-
цесс повторяется.
При наличии непрерывной
ведущей подачи осуществляется
обход контура, аналогичный
попадает на черную линию чертежа
J ме9
Рис. 139, Фотоэлектрическое копирование
163
ker.ru
движению двухпозиционной копировальной головки (см. рис. 134, а).
Фрезерная головка или токарный суппорт жестко связаны с фото-
копировальной головкой.
Обрабатывая по чертежам сложные пространственные поверх-
ности, их разбивают на ряд сечений, чертежи которых наносят на
бумажную ленту. После окончания обработки одного сечения вместе
с периодической подачей перемещается лента так, чтобы следующее
по порядку сечение обрабатывалось по соответствующему чертежу.
Вследствие резкого различия в диаметрах светового пятна и
пальцевой фрезы, форма обработанной поверхности детали отличается
от формы чертежа. Хотя это различие и может быть учтено при
построении чертежа, оно является существенным недостатком копи-
рования посредством точки. Для устранения этого недостатка при-
меняют фотокопировальную головку с вращающейся световой точ-
кой. У такой головки световая точка вращается с частотой 150—
1000 об/мин, описывая окружность, радиус которой можно изменять
в зависимости от радиуса фрезы. Когда световая точка касается (или
пересекает) линии чертежа, автоматически начинается отвод го-
ловки. Направление отвода определяет угол поворота головки в мо-
мент касания.
Основной недостаток фотоэлектрического копирования заклю-
чается в необходимости изготовления чертежа высокой точности.
Обычно чертежи выполняют со значительной погрешностью. В связи
с этим фотокопировальные станки оказываются пригодными лишь
для выполнения работ с невысокой точностью.
В настоящее время расширяется применение числового программ-
ного управления, которое может обеспечить все работы, выполняемые
на электро- и гидрокопировальных станках, примерно с той же точ-
ностью.
Однако на небольших предприятиях и при малом объеме копиро-
вальных работ экономически целесообразным может оказаться ис-
пользование электро- и гидрокопировальных станков, где шаблон
из легко обрабатываемого материала, являющийся программой обра-
ботки, изготовляет один слесарь-лекальщик.
По рассмотренной причине электро- и гидрокопировальные станки
продолжают использоваться в машиностроении.
§ 33. ЦИКЛОВЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
Для автоматизации массового производства широкое применение
нашли кулачковые станки-автоматы. Они обеспечивают высокую про-
изводительность: многие детали изготовляются за десятые доли се-
кунды. Однако переналадка таких станков на изготовление новой
детали представляет значительные трудности. Это связано с необхо-
димостью замены кулачков или изготовлением новых. Вследствие
этого кулачковые станки-автоматы непригодны для мелкосерийного
производства. Для автоматизации такого производства нужны станки
с управлением по программам, которые можно быстро и дешево под-
готовить и быстро заменить — в отличие от профильных кулачков,
164
копиров или шаблонов, изготовление которых требует длительного
труда высококвалифицированных слесарей-лекальщиков.
Станки, работающие по программам^ называют станками с про-
граммным управлением, а устройства для управления ими называют
системами программного управления (СПУ).
Станки с программным управлением применяют в мелкосерийном
и серийном производстве. Их использование дает высокий экономиче-
ский эффект, который позволяет высвободить большое число универ-
сальных станков и квалифицированных рабочих.
На станках с программным управлением осуществляются автома-
тические поступательные и вращательные движения рабочих органов
станков. К числу таких движений относятся: вращение шпинделя
с заданной частотой в течение определенных интервалов времени
(циклов) обработки, рабочие подачи на определенных участках пути,
вспомогательные перемещения суппортов, столов, поворот на задан-
ные углы револьверных головок, поворотных столов и т. д.
Для выполнения этих движений рабочие органы станка снабжают
приводами. В приводах используют электродвигатели — регулируе-
мые и нерегулируемые, гидроприводы поступательного и вращатель-
ного движения, электромагниты и электромагнитные муфты. Таким
образом, программное управление станками сводится к управлению
приводами их рабочих органов по определенной программе.
Цикловыми называют наиболее простые системы программного
управления, в которых программируют в определенной последова-
тельности все виды перемещений и других действии, необходимых для
обработки данной детали, а также скорости движений. Что касается
величин перемещений, то их не программируют, а устанавливают
посредством передвижения вручную упоров, нажимающих на путевые
переключатели.
Цикл обработки детали состоит из этапов, внутри которых сохра-
няются заданные перемещения. Специальное устройство вводит в ра-
боту ту часть программы, которая соответствует данному этапу.
Широкое распространение получило программирование посредст-
вом штеккерных панелей с поэтапным вводом программы с помощью
шагового искателя (рис. 140). Вставляя штеккеры в гнезда верхней
части панели, выбирают последовательность .использования имею-
щихся позиций /, 2, 3... револьверной головки. При включении
схемы штеккер, вставленный, например, в крайнее левое верх-
нее гнездо, через контакт 1 шагового искателя ШИ замыкает цепь
катушки реле РП. Это реле включает исполнительный привод
и головка поворачивается в положение № 1, соответствующее при
такой программе первому этапу обработки. Кроме того, закры-
вается замыкающий контакт РП, который включает нижнюю часть
панели, содержащую группы гнезд ВО, СШ и ПС. При установке
штеккера в гнездо группы ВО выбирают вид обработки (сверление,
развертывание, цековка и т. д.). Установкой штеккеров и те или
иные гнезда группы СШ и ПС соответственно выбирают скорость вра-
щения шпинделя и величину подачи суппорта. Все сигналы подаются
в схему управления СУ, управляющую исполнительными приводами.
165
chipmaker.ru
Рис. 140. Схема штеккерной панели
Когда данный этап обра-
ботки будет закончен, от пу-
тевого переключателя срабо-
тает шаговый искатель ШИ и
его подвижной контакт перей-
дет в положение 2. При этом
штеккеры во втором верти-
кальном ряду верхней части
схемы ив выбранном включив-
шимся реле (например, РГ4)
ряду нижней части — замы-
кают цепи, обеспечивающие
условия выполнения второго
этапа обработки детали.
Диоды в схеме рис. 140
необходимы для исключения
непредусмотренных («лож-
ных») цепей, через которые,
при определенных комбина-
циях установленных на пане-
ли штеккеров, питание посту-
пило бы на вертикальные
линии, не соответствующие
данному этапу обработки.
Диоды в верхней части при-
сутствуют, так как подвиж-
ной контакт ШИ включает не
только реле позиций головки,
но и другие цепи (например, позиционирования стола), не изображен-
ные насхеме. Такое программирование называют зависимым, поскольку
в зависимости от определяющего параметра (положения револьверной
головки) устанавливаются остальные параметры этапа обработки.
Для сокращения объема штеккерной панели иногда применяют
кодирование программы (задавая однородные параметры обработки
комбинациями нескольких штеккеров), хотя значительно удобнее
вводить ее в некодированном виде. В этом случае каждому положению
одного .штеккер а соответствует определенное значение параметра об-
работки.
Для упрощения задания программы применяют накладные перфо-
карты. Их накладывают на штеккерную панель, а штеккеры вводят
в гнезда через отверстия в перфокарте. Перфокарты размножают тем
или иным способом, например путем светокопирования. Их наклеи-
вают на плотную бумагу. Отверстия в них пробивают вручную про-
бойником или специальным дыроколом.
Взамен штеккерных панелей иногда применяют панели из рядов
кнопок. Назначение горизонтальных и вертикальных рядов кнопок
аналогично назначению рядов штеккерных гнезд. Для кнопочных пане-
лей используют кнопки с фиксацией. Получили также применение
панели с переключателями двух- и многопозиционными.
166
Для поэтапного ввода прог-
раммы при рассмотренных ста-
тических ручных устройствах
задания помимо шаговых иска-
талей применяют счетные схемы
па реле. Контакты этих реле
включают цепи управления, обе-
спечивающие все параметры,
соответствующие выполнению
данного этапа.
Схема релейного двоичного
счетчика показана на рис. 141.
Когда замыкающий управляю-
щий контакт УК разомкнут,
конденсатор С1 заряжается че-
рез размыкающий контакт УК,
закрытый в это время. При по-
даче первого сигнала "замыкаю-
щий контакт УК закрывается и
заряженный конденсатор С1
включает релеР/, разряжаясь на
его катушку. Замыкающий контакт Р1 обеспечивает самопитание реле
Р1. Закрытие контакта Р1 (в средней части схемы) вызывает зарядку
конденсатора С2. В интервале между управляющими импульсами
(контакты УК в состоянии возврата) конденсатор С1 полностью раз-
ряжается на резистор Rp. Когда замыкающий контакт УК закрывается
во второй раз, он замыкает катушку Р1 на разряженный конденсатор
и реле Р1 отключается. При этом закрывается размыкающий кон-
такт Pi и заряженный конденсатор С2 включает реле Р2, разряжаясь
на его катушку. Один из замыкающих контактов при этом обеспечи-
вает самопитание реле, а другой замыкает цепь конденсатора СЗ.
Дальнейшее действие схемы аналогично изложенному. При каждом
нечетном импульсе реле Р1 включается, при каждом четном — отклю-
чается. После двух первых импульсов реле Р2 включается, и после
двух следующих, отключается и т. д. Таким образом, каждому двоич-
ному числу импульсов соответствует определенная комбинация вклю-
ченных и отключенных реле. Дешифраторы («пирамиды») из контак-
тов этих реле поочередно включают цепи управления — аналогично
действию подвижного контакта ШИ (см. рис. 140).
По сравнению со счетными релейными устройствами шаговые иска-
тели отличаются меньшими размерами. Они сохраняют информацию
во время перерывов в электропитании. Схемы с шаговыми искателями
требуют меньшего числа разграничивающих диодов, так как в схеме
можно использовать несколько изолированных одно от другого по-
лей ШИ. Долговечность шаговых искателей достаточно высокая, так
как в данном случае они работают в значительно менее напряжен-
ном режиме, чем на телефонных станциях. Все же целесообразно
принять меры к повышению безопасности работы схем с искате-
лями.
167
chipmaker.ru
Рис. 142. Схема форми-
рования импульсов уп-
равления
Рис. 143. Схема контро-
ля работы шаговых иска-
телей
Для повышения четкости работы шагового искателя специальной
схемой (рис. 142) формируется командный импульс на его переключе-
ние. При окончании предыдущего этапа обработки управляющий
контакт УК замыкается и через незаряженный конденсатор С вклю-
чает реле РК- Замыкающий контакт этого реле тут же обеспечивает
самопитанне, поэтому продолжительность замыкания контакта УК
может быть достаточно малой. Реле РК включает катушку шагового
искателя. Когда конденсатор С зарядится, сила тока в катушке РК
упадет до нуля, и реле отключится. Размыкающий контакт РК при
этом закрывается и конденсатор С разряжается на резистор R, при-
водя схему в исходное состояние.
При больших объемах информации применяют два шаговых иска-
теля, работающих синхронно. Для контроля работы двух искате-
лей ШИ1 и ШИ2 применено реле РК контроля их работы (рис. 143).
Катушка этого реле включается контактами полей ШИ1 и ШИ2, вклю-
ченных последовательно. Если контакт одного из этих искателей при
очередном шаге не замкнется, реле РК отключится и подаст сигнал
о неисправности. Конденсатор С при переходе щеток искателей с од-
ного контакта на другой разряжается на катушку РК и не дает реле
отключаться во время разрыва цепи.
Кроме описанных выше способов задания программы, для цикло-
вого программного управления используют барабаны с переставными
кулачками, укрепленными на их поверхности. Эти кулачки воздейст-
вуют на контакты той или иной конструкции, например на микро-
переключатели. По образующей барабана устанавливают кулачки,
соответствующие одному этапу обработки. Взамен кулачков исполь-
зуют также штифты, шарики, набор профилированных шайб. Поэтап-
ный ввод программы осуществляется периодическим поворотом бара-
бана каждый раз на один установленный шаг. Поворот осуществляет
специальный привод, включаемый путевым переключателем, контро-
лирующим перемещение рабочего узла на предыдущем этапе обра-
ботки.
При задании программы посредством штеккерных панелей ее
можноТсорректировать, не прерывая процесса обработки, путем уста-
новки одного штеккера и удаления другого. В случае использования
барабанов с кулачками для такой корректировки необходима оста-
новка станка.
При автоматизации сложных циклов обработки и при больших
объемах информации применение всех рассмотренных методов зада-
168
Рис. 144. Устройство считывания с перфоленты
ния программы и ее поэтапного ввода становится затруднительным
вследствие громоздкости соответствующих устройств. В этих случаях
в качестве программоносителя чаще всего применяют перфоленты.
Считывание в цикловых системах обычно контактное — например, по-
средством щеток, которые через пробивки ленты соединяются с массой.
Применяют также считывание посредством штифтов, ощупывающих
ленту (рис. 144).
Поверхность перфорированной ленты 1 ощупывает штифт 2, кото-
рый прижат к ленте 1 плоской пружиной 3. Если в этом месте ленты 1
пробивки нет, то контакт 4 остается разомкнутым. Если же под штиф-
том 5 оказалась пробивка, то штифт опускается и соответствующий
контакт 6 замыкается. Поэтапный ввод программы осуществляется
путем подъема штифтов планкой 7 и протягивания ленты 1 так, чтобы
под штифты был подведен участок (кадр) ленты, соответствующий
новому этапу обработки. Для привода лентопротяжного механизма
применяют электродвигатели малой мощности и электромагниты. Для
передачи движения используют храповые, анкерные и мальтийские
механизмы.
Для задания и контроля перемещения в станках с цикловым про-
граммным управлением, как было указано, используют переставные
упоры. Эти упоры сгруппированы в блоки упоров. При поступательном
перемещении блок упоров представляет собой стальную панель (плиту)
с пазами (ручьями), расположенными в направлении перемещения.
При вращательном движении блок упоров представляет собой бара-
бан с кольцевыми пазами, в которых устанавливают упоры.
Упоры воздействуют на путевые переключатели нормального или
специального исполнения, которые объединены в блоки переключа-
телей. Выбор команды осуществляется заданием номера путёвого пере-
ключателя в программе.
Схема части штеккерной панели, предназначенной для выбора
переключателя при наличии трех переключателей для каждого, напра-
вления (оси координат) движения, приведена на рис. 145. На рисунке
показано управление только одной осью. Для каждой из остальных
осей координат предусматриваются аналогичные схемы. Схема позво-
169
chipmaker.ru
ляет задавать любой путевой переключатель для любой из координат.
Это делает систему программирования весьма гибкой.
Для облегчения установки переставных кулачков панели, на
которых их устанавливают, снабжают шкалами. Наибольшая быстрота
настройки станка обеспечивается путем использования сменных пане-
лей и сменных барабанов с упорами. Предварительно панели и бара-
баны настраивают вне станка.
Применение бесконтактных путевых переключателей повышает на-
дежность работы и устраняет износ кулачков. Однако схема управле-
ния при этом сложнее. В отечественном станкостроении для циклового
программного управления применяют переключатели БВК-24, а также
другие путевые переключатели отечественного производства.
Используют также фотоэлектрические датчики положения, которые
выдают сигнал в момент прохождения отверстия в ленте, натянутой
в направлении перемещения.
На токарно-револьверном станке 1341П, разработанном Киевским
заводом станков-автоматов им. Горького, для контроля перемещений
используют штрихи магнитной записи, нанесенные на латунном ба-
рабане, покрытом ферромагнитным составом. С суппортом связана
магнитная головка, которая, перемещаясь во время обработки по
образующей барабана, считывает магнитный штрих и подает сигнал
на прекращение подачи и поворот барабана в положение, соответствую-
щее новому этапу обработки. Одна и та же магнитная головка может
быть использована для нанесения и считывания магнитных штрихов.
Удобна настройка на размер — когда суппорт установлен, нажимают
кнопку и записывают штрих. Однако относительная сложность магнит-
ных систем контроля пути ограничивает их распространение.
Значительное применение для задания и контроля перемещений
получили жесткие упоры. Такие упоры представляют собой механи-
ческое препятствие дальнейшему перемещению движущегося узла
станка и обеспечивают повышение точности останова. Эти упоры при-
меняют совместно с первичными преобразователями, контролирующими
усилие. Применяют также муфты предельного момента. При небольших
давлениях на упор иногда используют низковольтные электроупоры.
При больших давлениях электроупоры применять нельзя, так как
может быть разрушена электрическая изоляция.
Перед остановом, для повышения точности, скорость перемеще-
ния понижают. Применяют одноступенчатое, двухступенчатое и плав-
ное понижение скорости. Для повышения точности останова применяют
также электромагнитные аппараты с высоким быстродействием. Кроме
того, используют различные методы форсирования переходных про-
цессов у электромагнитов и электромагнитных муфт.
Смену инструмента у станков с цикловым программным управле-
нием производят вручную или автоматически. Наиболее распростра-
ненным средством автоматической смены инструмента является револь-
верная головка. Одна из схем управления нереверсивной револьверной
головкой показана на рис. 146. В каждом положении головки нажат
один из путевых переключателей ПВ1 — ПВ5. На штеккерной панели
каждому положению головки и, следовательно, каждому инструменту
170
Рис. 146. Схема управления револьверной головкой
соответствует горизонтальный ряд штеккерных гнезд. При переключе-
нии шагового искателя в положение, соответствующее этапу обработки,
со сменой инструмента, включается реле РПИ поиска инструмента.
Оно включает привод, и головка начинает поворачиваться. Когда
головка повернется в положение, соответствующее выбранному инст-
рументу, нажимается один из путевых переключателей ПВ1 — ПВ5,
и включается реле РО останова головки. Реверсивная револьверная
головка допускает вращение в обе стороны и позволяет скорее найти
нужный инструмент путем поворота на меньший угол. Однако при
этом приходится использовать сложные схемы управления.
§ 34. ОСНОВНЫЕ СИСТЕМЫ ЧИСЛОВОГО
ПРОГРАММНОГО УПРАВЛЕНИЯ
Системы числового программного управления (СЧПУ) выполняют
следующие технологические функции по геометрии перемещений:
позиционирование для установки координат (СЧПУ-П), прямоуголь-
ное формообразование (СЧПУ-ПФ), прямолинейное формообразова-
ние-(СЧПУ-Л) и криволинейное формообразование (СЧПУ-К)- СЧПУ-П
обеспечивает установку координат — перемещение рабочего органа
станка в заданную позицию за наименьшее время. При этом приме-
няют скорость быстрого перемещения и при подходе к заданной пози-
ции одну, две или более (редко) сниженные скорости, в том числе до-
водочную «ползучую» скорость. Для сокращения времени применяют
одновременное перемещение по двум осям координат. Систему при-
меняют на сверлильных, расточных и других станках.
СЧПУ-ПФ обеспечивают позиционирование и прямоугольное фор-
мообразование — поочередную отработку координат с различными
подачами. Число управляемых осей координат доходит до пяти и
более (одновременно действуют обычно не более двух). Применяют
на расточных, токарных, фрезерных станках. СЧПУ-П и СЧПУ-ПФ
часто объединяют общим названием позиционные системы. Рассмот-
ренные цикловые системы программного управления являются про-
стейшими позиционными системами.
171
chipmaker.ru
СЧПУ-Л обеспечивают прямолинейное формообразование под лю-
бым углом и позиционирование. Число управляемых осей координат
доходит до пяти-шести; одновременно управляемых обычно две. При-
меняют для плоской обработки на фрезерных, токарных, расточных
и других станках.
СЧПУ-К обеспечивают криволинейную плоскую и объемную обра-
ботку, а также выполняют функции ранее рассмотренных систем.
СЧПУ-К и СЧПУ-Л называют также контурными, или непрерывными.
СЧПУ делят также по степени автоматизации управляемого станка,
по числу управляемых параметров обработки, числу осей координат,
числу вспомогательных объектов управления.
По способу задания геометрической информации различают СЧПУ
с заданием в приращениях координат, с заданием в абсолютных коор-
динатах и допускающие оба способа задания. Для сложного формооб-
разования применяют задание по приращениям. При абсолютном
задании системы, как правило, позволяют переходить от работы по
программе к ручному управлению и, наоборот, без потери информа-
ции.
По способу переработки геометрической информации можно вы-
делить СЧПУ с устройствами сравнения (СЧПУ-С) заданных и отра-
ботанных перемещений и СЧПУ-И с интерполяторами. СЧПУ-С на
всем запрограммированном участке пути оперируют с одним задан-
ным значением координаты конечной точки. СЧПУ-С используют
для позиционирования и прямоугольного формообразования. СЧПУ-С
имеют быстродействующее сравнивающее устройство или счетчик.
В СЧПУ-П в течение всего времени перемещения задается для обра-
ботки геометрическая информация о каждом следующем элементар-
ном отрезке траектории, непрерывно вычисляемая по ограниченному
составу исходных данных в программе всего участка пути. СЧПУ-И
применяют для непрерывного и комбинированного управления, с уче-
том изменения размера инструмента и с поддержанием примерного
постоянства подачи, касательной к обрабатываемому криволиней-
ному контуру.
Далее различают СЧПУ с абсолютными измерительными преобра-
зователями положения перемещаемых узлов и измерительными пре-
образователями циклически-абсолютными, а также работающими на
приращениях.
СЧПУ для привода подач используют ступенчатый привод, шаго-
вый привод, следящий привод и следяще-регулируемый привод.
Ступенчатый привод обеспечивает ступенчатое регулирование ско-
рости, включая снижение скорости до доводочной при подходе к задан-
ной позиции. Его применяют в системах позиционирования и прямо-
угольного формообразования.
Шаговый привод отрабатывает заданные участки пути соответст-
вующим числом шагов, выполняемых с заданной частотой. Его исполь-
зуют в СЧПУ всех назначений.
Следящий привод управляется сигналом рассогласования между
заданным положением объекта управления и его- фактическим поло-
жением.
172
Следяще-регулируемый привод при определенном значении пере-
мещения объекта управления переходит на работу в режиме регули-
руемого привода и выдерживает заданную скорость на оставшейся
части перемещения.
Далее различают СЧПУ с декодированной и с кодированной про-
граммой. На многих станках (в основном — с низким уровнем авто-
матизации) применяют магнитную ленту с декодированной программой,
в которой каждый записанный сигнал непосредственно соответствует
элементарному участку пути. Такая запись определяет относитель-
ную простоту СЧПУ и меньшую стоимость комплекта оборудования.
Применяют три типа записи декодированной программы: фазовый,
частотный и импульсный. При фазовой записи величина перемещения
по той или иной координате задается определенным значением угла
сдвига фаз между синусоидальным или прямоугольным сигналом
(напряжением) управления данной координатой и опорным сигналом.
Такая запись используется в основном на станках с большими пере-
мещениями (3 м и более) с применением следящего привода. При
частотной записи каждое элементарное перемещение записывается
в виде участка синусоидальных колебаний высокой частоты. Такую
форму записи использовали для управления шаговыми электродви-
гателями. При этом запись наносили на три дорожки ленты, причем
смещение сигналов во времени определяло направление вращения
шагового двигателя, а длительность — интервал между шагами.
Далее проводилась амплитудная модуляция сигналов и полученные
импульсы напряжения после усиления подавались на обмотки шаго-
вого двигателя.
При импульсной записи каждому шагу перемещения соответствует
один импульс постоянной длительности и амплитуды. Для каждой
управляемой оси координат используют две дорожки магнитной
ленты (для перемещения вперед и назад). Импульсная запись про-
граммы требует применения электронного коммутатора, преобразую-
щего последовательно записанные сигналы в распределение интерва-
лов питания обмоток шагового двигателя.
Для станков с высокой степенью автоматизации часто применяют
кодированные программы, записанные на перфорированной бумажной
ленте в специальных кодах (в современных устройствах используют
международный код ISO — 7bit). Эти программы содержат записан-
ные кодом числа, соответствующие длине заданного участка пути.
Часто перед отработкой требуется декодирование, выполняемое, на-
пример, интерполяторами.
Помимо СЧПУ с рассмотренными выше формами записи, иногда
применяются системы, где перемещения задаются определенными зна-
чениями напряжения, пропорциональными величине перемещения.
Напряжение датчика обратной связи сравнивается с заданным на-
пряжением и, когда их разность становится равной нулю, дальнейшее
перемещение прекращается. В этих системах напряжение является
аналогом пути, и поэтому системы называются аналоговыми.
При использовании рассмотренной выше фазовой, записи, сдвиг
по фазе является также аналогом пути. В станкостроении получают
173
СЧПУ Станок
наибольшее распространение циф-
ровые, в частности, импульсные
СЧПУ. В них применяют отдель-
ные аналоговые элементы (напри-
мер, датчики обратной связи),
информацию которых преобразуют
затем в импульсную форму.
Большое число общих функций
систем ЧПУ и относительно малое
число их специфических функций
делают целесообразным нспользо-
Рис. 147. Структура системы числово- вание единой системы ЧПУ с уни-
го программного управления версальной структурой, пригодной
для многих встречающихся видов
управления. Такие СЧПУ с универсальной структурой строят на
принципе цифровой модели, набираемой из блоков, выполняющих
отдельные операции и работающих параллельно. Кроме того, эти
СЧПУ можно строить на принципе универсальной цифровой вычис-
лительной машины, где все операции выполняются последовательно
(рис. 147).
Устройство УВП ввода программы считывает ее и передает в уст-
ройство УОП обработки программы, которое через устройство УУП
управления приводами перемещений передает команды приводам
перемещений П. Эти перемещения измеряет первичный преобразова-
тель ИПП перемещений, который через блок обратной связи БОС
передает в УОП сигналы исполнения, внося коррективы в произве-
денные перемещения. Кроме того, УВП передает сигналы в блок ВТК
технологических команд, который далее управляет исполнительными
механизмами ИМ технологических команд (электромагнитами, элект-
ромагнитными муфтами и др.). При этом обеспечивается необходимая
частота вращения шпинделя, нужные подачи, быстрые подводы и
отводы и т. д. Измерительный преобразователь ИПП и блок обрат-
ной связи БОС в ряде случаев отсутствуют.
Траектории движения инструмента на станках с ЧПУ показаны
на рис. 148. На рис. 148, а приведено позиционирование с одновре-
менным управлением только по одной оси координат, а на рис. 148, б
позиционирование с одновременным управлением по двум осям коор-
динат. На рис. 148, в представлена прямоугольная обработка, а на
рис. 148, г и д — простая и сложная обработка с линейным интерпо-
лятором. Наконец, на рис. 148, е показан случай криволинейной
обработки с линейно-круговым интерполятором. На рис. 148, в, г, д, е
показаны эквидистантные траектории центра фрезы, обрабатываю-
щей деталь.
Получают применение станки с ЧПУ и адаптивным управлением.
На таких станках устанавливают, измерительные преобразователи,
измеряющие фактические параметры резания (например, момент,
силу резания). Управляя величиной подачи в функции этих пара-
метров, добиваются повышения производительности и точности обра-
ботки. Кроме того, упрощается программирование и сокращается
174
Рис. 148. Траектории движения инструмента в
станках с числовым программным управлением
объем программы, поскольку при черновых переходах автоматически
выбирается нужный режим резания. Использование адаптивного
управления на станках с ЧПУ облегчается наличием на этих станках
регулируемых исполнительных приводов, информации о положении
инструмента и пр.
§ 35. ПРОГРАММЫ, ИХ ЗАПИСЬ И СЧИТЫВАНИЕ
При использовании станков с числовым программным управле-
нием проводят большую работу по подготовке программ. Руковод-
ствуясь чертежом детали, где указан материал и чистота обработки,
выбирают инструмент и разрабатывают технологический процесс.
Затем производят координатную простановку размеров. Для этого
(рис. 149) выбирают прямоугольную систему координат. Все гори-
зонтальные и вертикальные размеры детали вычисляют относительно
осей этой системы. Определяют смещение х0, у0 выбранной системы
координат относительно так называемой базовой системы (хб, </б)>
которая связана со станком и характеризует положение стола, суп-
порта и т. п.
Если необходимо обработать контур детали, то его разбивают на
отдельные участки в виде отрезков прямых или дуг окружностей.
Стыки участков являются опорными точками контура.
175
chipmaker, ru
Рис. 149. Координатная простановка размеров
Далее проводят математическую подготовку программы. Геомет-
рические данные, характеризующие изделие, преобразуют так, чтобы
их можно было ввести в записывающее устройство. Для позицион-
ных систем, в частности, подготовляют координаты точек сверления
или расточки. При подготовке обработки контура на фрезерном станке
обычно программируют опорные точки контура, описанного цент-
ром ф£езы. Этот контур показан на рис. 149 штриховой линией. Он
отстоит от контура изделия на величину радиуса фрезы. Если про-
грамму готовят для станка с дискретной системой управления, то
учитывают, в соответствии с технической характеристикой, минималь-
ный шаг перемещения, обеспечиваемый данным станком. Любое пе-
ремещение можно выразить определенным числом таких шагов.
Все перемещения выражают в принятом коде. Распространение
получил двоичный код, так как с помощью двоичной системы счисле-
ния наиболее просто -записывать программу.
В обычной десятичной системе, где цифры имеют одно из десяти
значений — от 0 до 9, любое целое многозначное число может быть
представлено в виде суммы членов, представляющих собой цифры
числа, каждая из которых в зависимости от ее порядка (разряда)
должна быть умножена на 10 в соответствующей целой степени. На-
пример, 386 = 3-102 + 8-101 + 6-10°. В двоичной системе любое
число выражается комбинацией только двух цифр: 0 и 1 (поскольку 2
представляет собой единицу следующего порядка).
Любое многозначное число в двоичной системе может быть запи-
сано в виде суммы членов, представляющих цифры числа, каждая
из которых в зависимости от ее. порядка множится на 2 в соответ-
ствующей целой степени. Например, 11001001 = 1-27 + 1-2® + 0-25+
176
+ 0-24 + 1-23 + 0-22 + 0-21 + 1-2°= 128 + 64 + 0 + 0 + 8 + 0 +
+ 0 + 1 = 201.
Двоичные числа можно складывать и вычитать. Сложение двоич-
ных чисел происходит по тем же правилам, что и десятичных (только
роль числа 10 в данном случае играет число 2).
Вычитание двоичных чисел может производиться путем сложе-
ния уменьшаемого с дополнительным кодом вычитаемого. Дополни-
тельный код двоичного числа получают путем замены всех знаков
на обратные и добавления единицы. Например, двоичный код числа
3 имеет вид ООП. Тогда дополнительный будет 1101.
Таким образом, действие 9 — 3 = 6 в двоичном коде будет запи-
сано в виде: 1001 -4-1101 = /1/0110, где ОНО.— двоичный код цифры 6.
Знак /1/, находящийся за пределом принятого числа разрядов, ука-
зывает, что результат действия положителен.
Двоичная система весьма удобна для изображения посредством
чисел состояния схем, элементы которых могут иметь только два
состояния, например — релейных. В этом случае включенному реле
соответствует цифра 1, выключенному 0. Недостатком двоичной си-
стемы по сравнению с десятичной является увеличение количества
знаков при изображении числа примерно в 3 раза. Простые вычисли-
тельные схемы позволяют производить преобразование чисел из деся-
тичной в двоичную систему. В современных системах ЧПУ применяют
двоично-десятичный код 8—4—2—1. В этом коде цифры имеют двоич-
ное обозначение, а все число записывается как десятичное.
Десятичная
система 01 23456789
Двоичная
система 0000 0001 0010 ООН 0100 0101 ОНО 0111 1000 1001
Наименование 8—4—2—1 указывает «веса» каждого разряда кода.
Недостатком кода является возможность выражения посредством
него чисел не от 0 до 9, а от 0 до 15, и числа 10—15 приходится исклю-
чать. Поэтому в числовом программном управлении иногда применя-
лись различные видоизменения этого кода с другими «весами» ка-
ждого из четырех разрядов, например, коды 2—4—2—1 или
5—2—1—1.
Все данные подготовки программы заносят в таблицу. Потом про-
грамму записывают, пробивая отверстия на бумажной или пласти-
ковой ленте (перфоленте). На месте каждого знака «1» пробивается
отверстие. На месте знака «0» ленту не пробивают (рис. 150). В сере-
дине ленты проходит дорожка с ведущей перфорацией. Для записи
координат X и Y используют четыре дорожки перфорированной ленты.
Каждая цифра десятичного числа характеризуется числом отверстий
в поперечной колонке ленты на четырех дорожках. Остальные до-
рожки ленты используют для записи команд начала или окончания
прямолинейных или криволинейных участков профиля, подвода и от-
вода инструмента, для указания скорости резания, подачи охлаж-
дающей жидкости и т. д.
177
chipmaker, ru
Рис. 150. Программирование в коде
ISO—7bit:
а — обозначение кода; б — запись па пер-
фоленте (два кадра)
Рис. 151. Перфоратор ПЛ-80 для
восьмидорожечной записи
Существуют и другие формы записи. Запись часто наносят посред-
ством ручных перфораторов. Применяют также автоматические
перфораторы (рис. 151), управляемые ЭВМ.
Иногда для контроля правильности считывания информации в уст-
ройстве ввода программы применяют особые коды. Например, на
отдельной строке пробивают отверстия, делающие общее число от-
верстий в каждой колонке четным. При нечетном числе отверстий во
время чтения программы подается сигнал об ошибке.
В станкостроении применяют международный код ISO—7bit, ра-
нее применяли также упрощенный код БЦК-5. Код ISO—7bit пред-
назначен для записи на восьмидорожечную перфоленту шириной
25,4 мм, а код БЦК-5 — для записи на пятидорожечную ленту ши-
риной 17,5 мм.
Современные СЧПУ используют адресное кодирование, где каждой
оси координат или технологической команде соответствует опреде-
ленная буква (адрес), записанная в виде комбинации отверстий на
разных дорожках перфоленты. Адресами совместно с подадресным
числом задают: номер кадра (N), величину перемещения (X, Y, Z),
вид траектории (прямая, дуга окружности), скорость подачи, техноло-
гические и вспомогательные команды. Цифры кодируются в двоично-
десятичном коде.
Схема действия устройства для считывания записи с перфориро-
ванной ленты показана на рис. 152, а. Когда щетка 1 попадает в от-
верстие 2 протягиваемой ленты 4, она соединяется с металлической
контактной пластиной 3 и замыкает цепь. При этом срабатывает кон-
178
тактное или бесконтактное реле. Многократное считывание одной и
той же записи в таком устройстве вызывает износ перфоленты. На
рис. 152, б показано бесконтактное считывающее устройство. Свет
лампы 5 через направляющие линзы 4 и отверстие 3 ленты 2 попадает
в фоторезистор 1. При этом в электрической цепи возникает значи-
тельная сила тока. Если отверстия нет, то свет на фоторезнстор не
попадает. Сила тока в цепи при этом существенно меньше. Бескон-
тактные устройства уменьшают износ и повышают скорость и надеж-
ность считывания, поэтому их применяют в современных СЧПУ,
хотя они сложнее и дороже контактных. При чтении перфолента про-
тягивается через считывающее устройство, часто путем перематыва-
ния с одного барабана на другой.
В импульсных СЧПУ запись на перфоленте далее преобразуется
в число импульсов, каждый из которых вызывает перемещение по дан-
ной оси координат на определенный элементарный шаг. Это преобра-
зование производят числовые декодирующие устройства. Позицион-
ные СЧПУ во многих случаях работают непосредственно от кодиро-
ванной программы без преобразования ее в последовательность
импульсов. У контурных СЧПУ это преобразование осуществляют
интерполяторы. Часто один интерполятор обеспечивает программы для
нескольких станков. Поэтому его устанавливают не в цехе, а в поме-
щении, где ведут подготовку программ. При этом приращения коор-
динат промежуточных точек, вычисленные интерполятором, запи-
сывают на магнитной ленте. Она представляет собой ленту из ацетил-
целлюлозы, покрытую тонким слоем ферромагнитной эмульсии.
Когда через обмотку 1 записывающей головки (рис. 153, а) про-
ходит импульс постоянного тока, на ферромагнитном слое 2 ленты 3
возникают штрихи 4 поперечного намагничивания. При пропускании
тока по обмотке 5 изменяется направление намагничивания и на ленте
появляется штрих противоположной полярности. Запись обладает
большой стойкостью. Она практически не изменяется под влиянием
времени и колебаний температуры. Запись можно стирать, питая
обмотку переменным током, и наносить снова.
Рис. 152. Считывающие устройства
179
chipmaker.ru
Рис. 153. Магнитная запись и ее считывание
Непрерывную последовательность импульсов называют унитар-
ным кодом. В этом виде программа пригодна для непосредственного
управления станком. Обычно магнитная лента имеет несколько доро-
жек записи. Из них на нескольких дорожках записаны перемещения
по двум или трем осям координат, на остальных дорожках — скорости
резания, направления движения и другие сведения- об обработке
детали.
При протягивании магнитной ленты с записью под считывающей
головкой (рис. 153, б), магнитный поток в сердечнике головки резко
изменяется, когда под ней проходит штрих поперечного намагничи-
вания. Изменение потока вызывает в обмотке головки появление им-
пульса э. д. с., которая далее усиливается и используется для управ-
ления.
Программа, может быть проверена на электронно-лучевых при-
борах (дисплеях) и на специальных экранах графопостроителях,
представляющих собой автоматические чертежные приборы, снабжен-
ные следящими (обычно шаговыми) приводами. Такой прибор в нуж-
ном масштабе вычерчивает запрограммированный контур.
§ 36. ИЗМЕРИТЕЛЬНЫЕ ПРЕОБРАЗОВАТЕЛИ
ОБРАТНОЙ СВЯЗИ
Важным звеном большей части разработанных систем управления
являются измерительные преобразователи (датчики) пути, используе-
мые в цепях обратной связи. В цикловых СПУ для обратной связи
используют путевые переключатели и путевые командоаппараты. В ана-
логовых СЧПУ для контроля перемещения применяют потенциометры,
сельсины, вращающиеся трансформаторы. Для повышения точности
отсчета перемещения применяют два сельсина, связанных друг с другом
ускоряющей передачей. В этом случае грубый отсчет перемещения
подвижного узла производят по медленно вращающемуся сельсину,
точный отсчет — по сельсину, имеющему быстрое вращение. Таким же
образом используют и вращающиеся трансформаторы. В подобных
устройствах необходимо учитывать погрешности, которые вносят
ускоряющие механические передачи.
Распространены круговые фотоэлектрические импульсные преоб-
разователи обратной связи, представляющие собой металлический
180
3
Рис. 154. Измерительные преобразователи обратной связи
диск 1 с радиальными прорезями (рис. 154, а), диск соединен с под-
вижным узлом станка. Когда этот узел перемещается, диск, вращаясь,
периодически прерывает поток света от лампы 2, падающий на фото-
элемент 3, подавая импульсы обратной связи, которые далее форми-
руют и используют для управления. Большую разрешающую способ-
ность можно получить, применяя стеклянные диски с нанесенной на
них круговой шкалой из штрихов, расположенных близко друг к другу.
Современные делительные машины могут наносить до 200 таких штри-
хов на одном миллиметре. Эти штрихи визируют посредством фотоэлек-
трического микроскопа.
Круговой кодовый преобразователь применяют в кодовых СЧПУ
позиционных станков (рис. 154, б). Датчик имеет непрозрачный диск 3
с концентрическими кругами просветов различной ширины и располо-
женных с различным шагом. При вращении диска свет от источника 1,
пропущенный через диафрагму 2, проходит через просветы в диске
3 на фотоэлементы 4. В зависимости от поворота диска свет будет
проходить через различные просветы и попадать в различные фото-
приемники. Комбинация токов фотоприемников определяет каждое
положение диска. Погрешность преобразователя определяется наи-
меньшим шагом между отверстиями круга, имеющего наибольшее
число просветов. Диски преобразователя могут быть кодированы как
в двоичном, так и в двоично-десятичном коде. Технология их изготов-
ления может быть различной: фото-технология, травление и т. д.
Получили применение индуктивные линейные импульсные преоб-
разователи (рис. 155). Преобразователь состоит из стальной зубча-
той шкалы 1 и двух ферромагнитных сердечников 2, 3. Торцы сердеч-
ников, обращенные к зубчатой шкале, имеют зубцы, шаг которых
меньше шага шкалы и составляет долю его. Зубцы каждой пары тор-
цев сдвинуты друг относительно друга на половину шага зубцов
шкалы. Катушка 4 обтекается током с частотой 20—25 кГц и во всех
сердечниках возникают магнитные потоки, замыкающиеся через зуб-
чатую шкалу. Пульсируя, эти потоки наводят э. д. с. в катушках
5 и 6. Эти катушки включены через выпрямитель так, что постоянные
составляющие токов в резисторе R скомпенсированы. Если бы зубцы
торцов сердечников 2 и 3 находились в одинаковом положении отно-
сительно зубцов шкалы 1, то э. д. с. этих обмоток были бы равны и
181
chipmaker.ru
Рис. 155. Индуктивный 'им-
пульсный преобразователь
Рис. 156. Контроль перемещения с по-
мощью дифракционных решеток
ток в резисторе 7? отсутствовал бы. Вследствие взаимного сдвига зуб-
цов сердечников эти э. д. с. не будут равны и по резистору 7? будет
протекать переменный ток. При перемещении зубцов шкалы 1 этот ток
будет периодически изменяться. При каждом прохождении этим током
нулевого значения формируется импульс обратной связи.
Для определения направления перемещения измерительный пре-
образователь снабжают второй парой сердечников с такой же электри-
ческой схемой. Зубцы на торцах у сердечников этой второй пары
сдвинуты относительно зубцов сердечников 2 и 3 на шага.
По разности фаз выходных токов двух индуктивных систем опре-
деляют направление движения. Описанные индуктивные преобразо-
ватели работают с перемещением в 20—50 мкм на один импульс при наи-
большем перемещении в 1 м. Существуют также индуктивные преобра-
зователи, в которых взамен зубчатой шкалы применен стальной винт,
а магнитопроводам придается форма полугаек, охватывающих винт
с небольшим зазором и имеющих резьбу взамен зубцов на торцах маг-
нитопроводов. При поступательном перемещении полугаек относи-
тельно винта и при вращении винта периодически изменяется магнит-
ное сопротивление зазора, что приводит к изменению фазы наведенной
в обмотках э. д. с.
Разработан также целый ряд емкостных преобразователей пере-
мещения. Однако широкого применения в машиностроении они не
получили. Одной из причин является сильное влияние внешних фак-
торов: запыленности, влажности и т. д. Следует заметить, что наличие
в устройстве измерительных преобразователей быстровращающихся
элементов (дисков, винтов) приводит к снижению надежности их работы.
В некоторых СЧПУ для контроля перемещения применяют две
дифракционные решетки 4 и 5 (рис. 156), из которых одна укреплена
на суппорте станка, а другая расположена на станине параллельно
первой и закреплена неподвижно. Лучи света от источника 6, про-
182
Рис. 157. Индуктосин
ходящие сквозь щели этих решеток, отражаются от призмы 2 и попадают
в фотоэлементы 1 и 3. Штрихи решеток нанесены на расстоянии около
0,005 мм один от другого и у двух решеток немного непараллельны.
При движении суппорта темные дифракционные полосы, возникшие
на месте пересечения штрихов, перемещаются в вертикальном направ-
лении, лучи прерываются, и фотоэлементы 1 и 3 дают переменные
токи. При этом общее число циклов будет соответствовать пути, прой-
денному суппортом, а частота тока — скорости перемещения. Направ-
ление сдвига токов по фазе указывает на направление движения.
Угол между штрихами подвижной и неподвижной решеток весьма
мал, поэтому расстояние между дифракционными полосами относи-
тельно велико и точность отсчета пути весьма высока.
Широко распространен измерительный преобразователь «Индукто-
син» (рис. 157). У этого преобразователя на неподвижной измеритель-
ной линейке 1 с изоляционной поверхностью нанесена проводящая
полоска 2 в форме прямоугольного зигзага (меандра). По этой полоске
пропускают ток повышенной частоты. На подвижной пластине 3 нане-
сены аналогичные зигзагообразые полоски 4 и 5 со сдвигом на 1/4 шага.
Так как пластину отделяет от шкалы небольшой зазор 6, в провод-
никах двух ее обмоток наводятся э. д. с. Когда пластина 3 начинает
двигаться, результирующая э. д. с. сдвигается по фазе. Из э. д. с.
можно получить сигнал, модулированный по фазе. Рассматриваемый
преобразователь отличается высокой точностью.
Фазовый фотоэлектрический измерительный преобразователь с вра-
щающимся диском представлен на рис. 158. У этого датчика на непро-
зрачный диск 1 нанесена прозрачная спираль 2, шаг которой равен
шагу прозрачных делений непрозрачной шкалы 3, расположенной за
диском 1. Диск вращают посредством синхронного двигателя 6. Когда
спираль пересекает деление, свет
лампы 5 попадает на фотоэлемент
4, и возникает импульс тока. При
непрерывном движении шкалы
фаза импульсов будет смещаться
пропорционально перемещению.
Из полученных импульсов далее
формируют сигнал для управле-
ния СЧПУ.
Помимо рассмотренных выше
бесконтактных измерительных пре-
Рис. 158 Фазовый фотоэлектрический
измерительный преобразователь
183
chipmaker, ru
oooo 0000^,7 ooo'ion.S co,
woo
3000^^^600050^^^500 5($>
^~/WOO 5000 ^/iOlTsoO
— 1:10 —
io S о
w^o(H)07
W50 4 5
zw 5000
Рис. 159. Схема преобразователя КП-3
образователей в позиционных СЧПУ находят применение контактные
преобразователи положения. Кинематическая схема контактного ше-
стиразрядного кругового преобразователя КП-3 показана на рис. 159.
Этот преобразователь по мере поворота его входного вала выдает
комбинации замыканий цепей, соответствующие углу поворота (пре-
образователь «угол — код»). У этого преобразователя вращение вход-
ного вала / через зубчатые и червячные передачи передается щет-
кам, вращающимся с различными угловыми скоростями. Щетки во
время вращения перемещаются по контактным полям («кодовым мас-
кам») 2 — 7. Для младшего разряда применены 10 щеток, соединенных
друг с другом и расположенных по принципу нониуса. Подвод тока
к щеткам этого разряда производится через сегмент TH, имеющий
такую длину, благодаря которой с ним щетки всегда находятся в кон-
такте.
При показанном на рисунке расположении щеток и пластин пре-
образователь меняет замыкания цепей при повороте входного вала на
доли оборота (1 и 2-й разряд), на целый оборот (3-й разряд), а также
на десятки, сотни и тысячи оборотов (4, 5, 6-й разряды).
§ 37. ЭЛЕКТРИЧЕСКИЕ БЛОКИ СЧПУ
Электрические блоки СЧПУ представляют собой устройства, соб-
ранные из полупроводниковых приборов, а иногда и электронных ламп.
Для хранения информации в СЧПУ используют триггеры — электри-
ческие схемы с двумя устойчивыми состояниями. Триггер состоит из
двух логических элементов ИЛИ — НЕ (рис. 160, а). Когда на вход
нижнего элемента подается сигнал (/), то на его выходе сигнала нет
(0). Выход нижнего элемента соединен со входом верхнего, поэтому
на входе последнего сигнала нет и, следовательно, на его выходе
появляется сигнал (1). При снятии сигнала (7) со входа нижнего эле-
мента сигнал (/) на выходе верхнего элемента сохраняется. Второе
устойчивое состояние возникает при подаче сигнала (/) на вход верх-
него элемента ИЛИ — НЕ.
В СЧПУ обычно используют триггеры на транзисторах. На
рис. 160, б показано условное изображение триггера с раздельными
статическими входами, действие которого рассмотрено выше.
Для хранения чисел применяют регистры, составленные из тригге-
ров. Параллельный регистр из четырех триггеров с синхронизирован-
184
Рис. 160. Структурная схема триг-
гера
Рис. 161. Схема параллельного ре-
гистра
ным приемом информации и входом общей установки регистра в состо-
яние 0 приведен на рис. 161. Каждый разряд двоичного числа хранится
в определенном триггере. Число триггеров в регистре равно числу
разрядов двойного числа.
Применяют также регистр сдвига (рис. 162), где сигналы передаются
от одного триггера другому. Здесь информация в триггере Т1 гасится
импульсом, поступающим по каналу сдвига. На ее место записывается
информация с триггера Т2 (через схему формирования F), куда при
этом записывается информация с Т4 и т. д. Информация, поступающая
на вход регистра, записывается на Т8.
Для сложения и вычитания импульсов применяют сумматоры. Они
представляют собой сочетание схем И, ИЛИ, НЕ. Сумматоры могут
производить также и вычитание путем подачи обратного кода вычи-
таемого и прибавления к сумме единицы.
В СЧПУ применяют также счетчики импульсов (рис. 163). Для
них используют триггеры со счетным входом. Импульс на входе такого
триггера изменяет его состояние на противоположное. На выходе
триггеров стоят формирователи, образующие импульс при каждом
переходе триггера из 1 в 0. При подаче первого импульса 1 на Т1
счетчик приходит в состояние 0001. При подаче второго Т1 вернется
185
chipmaker.ru
Рис. 163. Схема
счетчика импульсов
в 0. На Т2 поступит импульс, переводящий его в /, а счетчик при-
ходит в состояние 0010. При подаче последующих импульсов счетчик
будет приходить в состояние ООН, 0100, 0101 и т. д. Подача 15-го
импульса в счетчик приведет его в состояние 1111, а 16-й импульс пере-
полнит счетчик, и он придет в состояние 0000.
Используют также реверсивные счетчики, осуществляющие сложе-
ние и вычитание импульсов. Широкое применение получили декадные
счетчики, которые переполняются от каждого -десятого импульса.
Чтобы у такогб счетчика переход в состояние 0000 (переполнение)
происходил после десятого импульса, его предварительно ставят
в положение ОНО. Тогда по мере подачи импульсов счетчик будет
принимать состояния 0110,0111,1000, 1001, 1010, 1011, 1100, 1101,
1110, 1111, 0000. Существуют также более сложные десятичные счет-
чики с исходным состоянием 0000 и переполнением после десятого
импульса.
Функциональная схема цифровой индикации с применением деся-
тичных счетчиков показана на рис. 164. В этой схеме измерительный
преобразователь (датчик) Д при каждом перемещении рабочего органа
подает один импульс по каналу «+» или «—» (в зависимости от направ-
ления движения). Эти импульсы поступают на реверсивные декадные
счетчики РДС1, РДС2, РДСЗ, каждый из которых соответствует од-
ному десятичному разряду. Состояние каждой декады через дешифра-
торы ДШ1, ДШ2, ДШЗ передается неоновым индикаторным лампам
ИЛ, на которых загораются цифры, характеризующие состояние
ка’ждой декады счетчика.
На рис. 164 и последующих функциональных и структурных схе-
мах употреблены упрощенные изображения простых и сложных логи-
ческих элементов.
В СЧПУ используют устройства на ферротранзисторных ячейках.
В этих ячейках используют ферромагнитные магнитопроводы из мате-
риалов, обладающих широкой петлей гистерезиса, форма которой
близка к прямоугольной, и высокими значениями остаточной магнит-
ной индукции Вт (рис. 165, а). Наиболее часто применяют кольцевые
сердечники из искусственного ферромагнитного материала феррита,
Рис. 164. Схема цифровой
индикации
186
Рис. 165. Схема ферротранзисторной ячейки
изготовленного методами порошковой металлургии. Обычно исполь-
зуют два состояния ферритного сердечника: намагничивание до оста-
точной индукции + Вт либо намагничивание до остаточной индукции
— Вт. Одно из этих состояний принимают за 0, другое за 1.
После окончания импульса тока во входной обмотке 01 (рис. 165, б)
сердечник сохраняет полученное намагниченное состояние. При каж-
дом перемагничивании в обмотке 03 наводится импульс э. д. с. того
или иного направления. Этот импульс подается на базу транзистора Т,
который открывается, когда на его базу подается отрицательный потен-
циал. Таким образом, выходной сигнал подается в 2 раза реже, чем
входной. Этот выходной сигнал подают в следующую подобную ячейку
и таким образом образуют многоразрядные двоичные счетчики. При
каждом перемагничивании в сердечнике в виде тепла теряется энергия,
пропорциональная площади петли гистерезиса. Поэтому нужен тран-
зистор Т, который усиливает выходной сигнал.
При повторной подаче импульса на ту же входную обмотку э. д. с.
в выходной обмотке не наводится. Это объясняется тем, что середчник
уже намагничен в данном направлении до насыщения и при повторном
намагничивании магнитный поток в нем не изменяется. Поэтому сиг-
налы записи 1 чередуются с сигналами считывания записи 0 через
входную обмотку 02.
Логические функции электрических блоков СЧПУ можно решать
как посредством бесконтактных средств современной автоматики,
так и с помощью релейно-контактной аппаратуры. Отечественная про-
мышленность выпускает вертикально-сверлильный станок 2Р135Ф2
с позиционной СЧПУ, выполнявшейся еще недавно на основе приме-
нения релейно-контактной аппаратуры с использованием кругового
контактного преобразователя КП-3. Высокая надежность и долгове-
чность, высокое быстродействие и малые размеры бесконтактных эле-
ментов на полупроводниках делают их основой построения совре-
менных СЧПУ. Релейно-контактные аппараты используют для замыка-
ния силовых цепей электродвигателей, защиты и пр.
В промышленности работает большое число отечественных СЧПУ,
в которых используются ферротранзисторные модули (ФТМ), потен-
циально-импульсныеэлементы «Логика-Т» и потенциальные логические
элементы АСВТ. Ферротранзисторные модули дешевы и обладают
187
chipmaker, ru
высокой помехозащищенностью. На них построены СЧПУ серии УМС.
Но их недостаточное быстродействие ограничивает скорости рабочих
подач станка. Сходными свойствами обладают элементы «Логика-Т».
Однако вследствие недостаточно высокого быстродействия их приме-
няют лишь в относительно простых СЧПУ: «Контур-2П», «Контур-ЗП»,
«Контур-4МИ».
Элементы АСВТ обладают высоким быстродействием, но отличаются
значительными размерами и высокой стоимостью. На них построены
СЧПУ типа «Координата Р-69», «Контур-5П», Н331 и др. Выпускае-
мые СЧПУ используют интегральные микросхемы, не имеющие пере-
численных выше недостатков. На интегральных схемах работают
СЧПУ типов Н551, Н331М, Н221М и др.
§ 38. ПРИВОДЫ СТАНКОВ с числовым
ПРОГРАММНЫМ УПРАВЛЕНИЕМ
К приводам главного движения станков с программным управле-
нием обычно особых требований не предъявляют. Их выполняют регу-
лируемыми, чаще всего ступенчато, для автоматического переключе-
ния скорости по программе. Что же касается приводов подачи и при-
водов вспомогательных перемещений этих станков, то высокие тре-
бования предъявляют к их быстродействию при всех переходных
процессах. От их быстродействия зависит точность перемещений
рабочих органов станков, а следовательно, и точность обработки
детали. В решениях вопросов повышения быстродействия исполнитель-
ных приводов в нашей стране и за границей имеются значительные
достижения. Созданы приводы, которые могут работать со значитель-
ной частотой управляющих импульсов (до десятков килогерц). Основ-
ные типы электроприводов подачи станков с ЧПУ показаны на рис. 166.
Привод подач со ступенчатым регулированием (рис. 166, а) ис-
пользуют лишь в позиционных и прямоугольных СЧПУ.
У этого привода применен нерегулируемый асинхронный двига-
тель Д, который через редуктор Р и включенную электромагнитную
муфту ЭМ1 придает ходовому винту быстрое вращение.
Импульсный преобразователь ДОС обратной связи передает им-
пульсы в десятичный счетчик ДСЧ, и содержание счетчика характе-
рно. 166. Приводы'подачи стан-
ков с ЧПУ
188
ризует путь, пройденный рабочим органом. Когда он достаточно
приблизится к точке позиционирования, счетчик ДСЧ через дешифра-
тор ДШ1 отключает муфту ЭМ1 и через дешифратор ДШ2 включает
электромагнитную муфту ЭМ2-, движение при этом резко замедляется.
Когда будет достигнута точка позиционирования, счетчик ДСЧ отклю-
чает муфту ЭМ2 и переключает муфту ЭМ1 на торможение, при ко-
тором якорь муфты прижимается к неподвижному корпусу.
В бесступенчато-регулируемом приводе (рис. 166, б) используют
регулируемый электродвигатель Д, связанный через редуктор с ходо-
вым винтом. Двигатель Д питается от мощного преобразователя 77,
который управляется сигналами СЧУ, с учетом сигналов датчика
ДОС. Двигатель данного привода должен обладать малой инерционно-
стью. Применяется бесступенчато-регулируемый привод в позицион-
ных и прямоугольных СЧПУ.
Следящий привод имеет сходную структуру и отличается тем, что
на малоинерционный двигатель подается напряжение, величина кото-
рого зависит от заданной скорости подачи и от рассогласования между
заданным и фактическим положением рабочего органа станка. Такой
привод применяют в контурных СЧПУ, поскольку он может отраба-
тывать каждый импульс, поступивший от СЧУ.
Шаговый привод (рис. 166, в) использует специальный шаговый
двигатель, который поворачивается на небольшой угол при подаче
каждого импульса, поступившего от СЧУ. Обычно пока еще приме-
няют шаговые двигатели малой мощности, работающие с гидравли-
ческим усилителем момента (ГУМ), но уже появились и имеют боль-
шие перспективы использования силовые шаговые двигатели, не тре-
бующие ГУМ.
В контурных импульсных и фазовых СЧПУ многочисленных стан-
ков использовали привод с ЭМУ. Для станков с ПУ широко исполь-
зуют привод с двигателем постоянной/ тока и различными схемами
тиристорного управления. Разработаны новые виды двигателей по-
стоянного тока с уменьшенным моментом инерции ротора и повышен-
ным быстродействием.
Как следует из формулы (63), время переходного процесса тем
больше, чем больше момент инерции J ротора двигателя и чем меньше
средний момент М, развиваемый двигателем при переходном процессе.
Наименьшим временем переходных процессов будут обладать двига-
тели с малым моментом инерции J и большим моментом М на валу.
Таким требованиям соответствует двигатель постоянного тока с глад-
ким (беспазовым) ротором (рис. 167, а). У этого двигателя ротор
(якорь) имеет малый диаметр. На поверхности якоря укладывается
многослойная якорная обмотка, залитая эпоксидной смолой с ферро-
магнитным наполнителем. Каждый слой обмотки стягивают лентой из
стеклоткани. Такая обмотка успешно выдерживает механические на-
пряжения, возникающие при перегрузках. Вследствие отсутствия
зубцов и их насыщения, магнитный поток двигателя с гладким ротором
удается увеличить вдвое по сравнению с двигателем обычной конст-
рукции. Двигатель имеет большой воздушный зазор. Этим уменьшают
индуктивность обмотки якоря и, следовательно, ускоряют электри-
189
chipmaker.ru
Рис. 167. Двигатели с гладким (о) и с печатным (б) роторами
ческие переходные процессы, возникающие в цепи якоря. Пониженная
индуктивность обмотки якоря также облегчает работу коллектора и
дает возможность значительного форсирования переходных про-
цессов.
Большой воздушный зазор улучшает охлаждение якоря. Увели-
чение магнитного потока и лучшее охлаждение дают возможность по-
высить максимальный момент ротора при переходных процессах по
сравнению с двигателем нормального исполнения примерно в 4 раза.
Уменьшение диаметра ротора позволяет уменьшить момент инерции
в 10 и более раз по сравнению с двигателем обычной конструкции.
Отечественные электродвигатели с гладким якорем серии ПГТ
имеют время пуска и торможения, в 10 раз меньшее, чем у двига-
телей других серий. Эти двигатели имеют встроенный тахогенератор.
Для обеспечения достаточного охлаждения при низких частотах
вращения такой двигатель имеет вентилятор с отдельным асинхрон-
ным двигателем малой мощности. Двигатели работают в схеме тирис-
торного управления. Промышленность выпускает двигатели с гладким
якорем с номинальной мощностью от 90 Вт до 6 кВт при номинальной
частоте вращения 3000 об/мин с напряжениями от 25 до 108 В.
Двигатель постоянного тока с печатным ротором показан на
рис. 167, б. У этого двигателя ротор 1 представляет собой диск из
пластмассы, с обеих сторон которого нанесена печатным способом
роторная обмотка 2, лишенная дополнительной изоляции. Активная
часть 3 этой обмотки пересекает магнитный поток, который проходит
через полюсные наконечники постоянных магнитов 4, заключенных
в подшипниковых щитах. Щетки 5 касаются непосредственно провод-
ников печатной обмотки якоря. Момент инерции ротора этого электро-
двигателя из-за его малой массы весьма мал. Поэтому механические
переходные процессы двигателя протекают быстро. Индуктивность
обмотки якоря мала, что обуславливает быстрое протекание электри-
ческих переходных процессов (например, нарастание силы тока при
форсировании разгона). Двигатели с печатным ротором выпускают на
напряжение постоянного тока 6 и 12 В с номинальной мощностью
в десятки ватт и номинальной частотой вращения 3000—3500 об/мин.
Электродвигателем управляют с помощью транзисторов.
190
В шаговых СЧПУ станков широкое применение получили шаговые
электродвигатели (ШД). Такие двигатели при подаче каждого им-
пульса напряжения поворачивают вал на определенный угловой шаг.
Число импульсов определяет величину перемещения, частота их —
скорость движения. У шаговых электродвигателей импульсы напря-
жения в определенной последовательности подаются на три — шесть
обмоток. Порядок, в котором импульсы подаются на обмотки, вызы-
вает вращение шагового двигателя в ту или другую сторону.
Реактивный шаговый двигатель (рис. 168) имеет зубчатый ротор,
собранный из листов электротехнической стали. Статор двигателя
(также из листовой стали) имеет шесть зубчатых полюсных выступов 1.
Зубцы 2 каждого выступа смещены относительно зубцов предыдущего
выступа на 1/3 зубцового шага. Каждая из трех обмоток статора раз-
мещена на четырех полюсных выступах. При поочередном включении
каждой обмотки ось результирующего магнитного потока статора
смещается на 1/3 шага. Воздействием магнитного поля4ротор 3 также
смещается на Ч3 шага. При этом он приходит в положение наибольшей
магнитной проводимости.
Наибольшее применение получили шаговые двигатели малой мощ-
ности. Их используют для управления следящим золотником вращаю-
щегося гидравлического двигателя. Этим двигателем приводится в дви-
жение подвижной узел станка. Гидродвигатель и гидросистема управ-
ления им образуют так называемый гидроусилитель момента. Взамен
вращающегося гидродвигателя шаговый двигатель со следящим зо-
лотником может управлять гидроцилиндром поступательно движу-
щегося узла. Шаговые приводы могут работать при их подключении
к источнику импульсов с частотой до 8000 Гц и более. При больших
частотах шагов прерывистость (дискретность) перемещения полностью
сглаживается.
Наибольшую частоту, при которой подключенный шаговый двига-
тель начинает работать, не пропуская ни одного шага, называют
приемистостью двигателя. При повышении частоты питания момент
шаговых электродвигателей уменьшается. При повороте ротора шаго-
вого двигателя на 1 шаг возможна ошибка, доходящая до 30% от угло-
вого шага. На отечественных станках используют шаговые электро-
двигатели ШД-4. Они имеют приемистость
800 Гц и наибольшую частоту 1200 Гц
и предназначены для работы под напря-
жением 27 В. Вращающий момент этих
двигателей при максимальной частоте
составляет 0,25 Н-м.
Кроме того, выпускается шаговый элек-
тродвигатель ШД-5Д1 с приемистостью
2000 Гц, наибольшей частотой 8000 Гц
и моментом 0,08 Н-м. Отечественная про-
мышленность изготовляет ряд моделей
усилителей момента. Гндроусилители ра-
ботают под давлением масла в 600 Н/см2
Рис. 168. Шаговый двигатель
с числом импульсов до 8000 в секунду.
191
chipmaker.ru
Разработаны шаговые двигатели и схемы управления ими, поз-
воляющие получить частоту шагов до 16 кГц. Существуют также си-
ловые шаговые электродвигатели, развивающие на своем валу значи-
тельные моменты и не требующие применения гидроусилителей. Однако
с увеличением момента и, следовательно, размеров шагового электро-
двигателя его быстродействие уменьшается. Это связано с увеличением
момента инерции ротора, пропорционального четвертой степени диа-
метра ротора, а также с увеличением индуктивности обмоток. Поэтому
приемистость выпускаемых силовых шаговых двигателей не превы-
шает 300—500 Гц. По совершенствованию силовых шаговых двигателей
ведется непрерывная работа в нашей стране и за рубежом.
При применении шаговых двигателей могут иметь место резонанс-
ные явления, возникающие при определенных значениях момента
инерции нагрузки. Поэтому с валом шаговых электродвигателей иногда
связывают механические успокоители, демпфирующие систему посред-
ством сил сухого или вязкого трения.
Помимо рассмотренных шаговых двигателей имеется целый ряд их
разновидностей, в том числе магнитоэлектрические, волновые, двига-
тели с ротором, который обкатывается по расточке статора, и другие.
Распространения в станкостроении эти двигатели, однако, не получили.
В контурных СЧПУ металлорежущих станков помимо рассмотрен-
ных приводов применяли и электромагнитные муфты. Привод с муф-
тами оказывается весьма простым, однако точность и чистота обра-
ботки у станков с таким приводом ниже, чем при других видах привода.
В целях повышения точности перемещений позиционных СПУ разра-
ботаны специальные старт-стопные муфты различных конструкций.
В контурных СЧПУ нашли применение приводы с гидродвигателем
вращения. Гидродвигатель обладает меньшими, чем электродвигатель,
размерами и лучшими динамическими свойствами. При поступательных
перемещениях рабочих органов станков, не превышающих 2 м, приме-
няют гидроцилиндры. Для управления гидроприводами используют
золотники с поступательным перемещением или вращательные. Золот-
ники имеют обычно электрическое управление.
В станках с программным управлением широко применяют шари-
ковые передачи винт — гайка, посредством которых уменьшается тре-
ние в передаче и повышается плавность движения. Для устранения
зазоров применяют две шариковые гайки с сильной сжатой пружиной,
распирающей гайки. Пружина сжимается так, чтобы при любых воз-
можных режимах работы и любых направлениях подачи зазоров не
возникало. Зазоры в 'зубчатых передачах устраняют, применяя зуб-
чатые колеса, составленные из двух половин, которые под действием
заложенной пружины стремятся повернуться в противоположные сто-
роны.
§ 39. СЧПУ С ПРОГРАММОЙ НА МАГНИТНОЙ ЛЕНТЕ
Эти системы широко распространены на работающих в промышлен-
ности токарных и фрезерных станках с непрерывным управлением.
Это обусловлено простотой, низкой стоимостью и достаточно высокой
надежностью таких систем. СЧПУ с записью программы на магнитной
192
Рис. 169. Функциональные схемы СЧПУ с фазовой записью
программы
ленте нашли применение в основном на станках с низкой степенью
автоматизации. Для записи в большинстве случаев употребляют
девятидорожечную магнитную ленту шириной 35 мм.
Существуют три типа этих СЧПУ: фазовые, частотные и импульс-
ные. Функциональная схема СЧПУ с фазовой записью программы
показана на рис. 169, а. На дорожках магнитной ленты нанесены опор-
ный и рабочие сигналы. Они считываются магнитными головками МГ.
Сигнал, управляющий -координатой X, подается от головки МГХ
на усилитель Ух и в фазовый дискриминатор ФДХ. Одновременно маг-
нитной головкой МГ считывается опорный сигнал, который через
усилитель Уос опорного сигнала подается на входные обмотки вращаю-
щегося трансформатора ВТХ, являющегося преобразователем обратной
связи. Выходной сигнал ВТХ подается на второй вход фазового дискри-
минатора ФДХ. Сигнал на выходе ФДХ содержит постоянную состав-
ляющую, величина которой пропорциональна рассогласованию фаз
рабочего сигнала и сигнала обратной связи. Напряжение выхода ФД
усиливается усилителем УМХ мощности и подается на двигатель Дх,
который перемещает рабочий орган так, чтобы рассогласование исчезло.
Отличие напряжения рассогласования от нуля определяет статическую
ошибку СЧПУ.
Функциональная схема записи программы приведена на рис. 169, б.
В этой схеме генератор Г подает импульсы высокой частоты (16 кГц)
в блок БСВ, осуществляющий сложение или вычитание фаз, а также
в делитель Доп опорной частоты. Этот делитель делит' поступающие
в него импульсы на 32 и с частотой 500 Гц подает их на счетный вход
триггера То„. На выходе триггера при этом появляется переменное
напряжение неизменной в течение полупериода величины. Это напря-
193
chipmaker.ru
Рис. 170. Функциональные схемы СЧПУ с частотной записью
программы
жение записывается магнитной головкой МГ на ленту в качестве опор-
ного сигнала.
Импульсы, вырабатываемые интерполятором ИНТ, обеспечивают
в блоке БСВ сдвиг фазы импульсов генератора, после чего они подаются
на делитель Дх. Далее импульсы перерабатываются так, как это было
описано для импульсов опорного сигнала, и магнитная головка МГХ
оси X наносит соответствующую запись на магнитную ленту. Для об-
ратного направления движения импульсы интерполятора сдвигают
в блоке БСВ фазу импульсов, поступающих от генератора, в противо-
положном направлении.
СЧПУ с частотной записью применяют для управления шаговыми
электродвигателями. Запись имеет вид синусоидального сигнала
частотой 2,5 кГц. Для управления каждым шаговым двигателем исполь-
зуют три дорожки магнитной ленты. Запись на этих дорожках опреде-
ляет последовательность и длительность включения обмоток фаз
шагового двигателя. Функциональная схема СЧПУ с частотной за-
писью показана.на рис. 170, а. Магнитные головки МГ считывают
с магнитной ленты участки синусоидального напряжения повышенной
частоты и подают его в усилитель-формирователь УФ, образующий
на выходе огибающую участков записи (напряжение прямоугольной
формы). Это напряжение усиливается усилителем мощности УМ и
подается на обмотку фазы шагового двигателя. Число изменений
194
Рис. 171. Функциональные схемы СЧПУ с импульсной
записью программы
сочетаний включения обмоток фаз определяет величину перемещения,
а их частота — скорость перемещения.
Функциональная схема записи на магнитную ленту показана на
рис. 170, б. В этой схеме сигналы интерполятора поступают в коль-
цевой коммутатор КК, распределяющий их по трем модуляторам
УИ1Х, Л42х, МзХ. На вторые входы модуляторов подаются синусои-
дальные сигналы генератора Г (1,25 или 2,5 кГц). При поступлении
от ЛД сигнала на модулятор, на его выходе появляется синусоидаль-
ный сигнал, передаваемый далее на магнитную головку МГ.
В функциональной схеме СЧПУ с импульсной записью на магнит-
ной ленте (рис. 171, а) магнитная головка МГ считывает с магнитной
ленты записанные на ней импульсы и направляет их в усилитель У
и далее в кольцевой коммутатор КК. Импульсы распределяются комму-
татором по трем обмоткам шагового двигателя ШД, пройдя усилители
УМ мощности. Для перемещения вперед и назад для каждой коорди-
наты предусматривается две дорожки. Для записи на магнитную ленту
программы для импульсных СЧПУ (рис. 171, б) импульсы интерполя-
тора ИНТ направляются в формирователи Ф и затем передаются в маг-
нитные головки.
Контурные СЧПУ с декодированной программой на магнитной ленте
имеют ряд недостатков. Нет возможности ввести коррекцию на раз-
меры и положение инструмента. Ограничено число технологических
команд. Велик расход дефицитной и дорогой магнитной ленты и огра-
ничена ее длина на бобине, что затрудняет использование таких систем
195
chipmaker.ru
при продолжительных циклах обработки. Ограниченная скорость вспо-
могательных перемещений, зависящая от предельной частоты сигналов,
снижает производительность станка. По этой причине применение
позиционных СЧПУ с программой на магнитной ленте ограничено.
§ 40. КОНТУРНЫЕ СЧПУ С ПРОГРАММОЙ
НА ПЕРФОЛЕНТЕ
Расширяется применение позиционных и контурных СЧПУ с про-
граммой на перфоленте. Эта программа записывается в кодированном
виде (код в ранее выпущенных СЧПУ и в настоящее время — код
ISO-7bit). Контурные СЧПУ с программой на перфоленте всегда
работают с интерполяторами. Интерполятором называют вычисли-
тельное устройство, которое по координатам начальной и конечной
точки участка обрабатываемого контура рассчитывает координаты
промежуточных точек внутри этого участка.
Если, например, заданы приращения координат х и у на этом уча-
стке и время t его обработки при равномерном движении, то интерпо-
лятор выдаст на приводы перемещения по каждой оси координат соот-
ветствующее число импульсов, равномерно распределенных во вре-
мени t (линейная интерполяция). Траектория движения получает
в общем случае ступенчатый характер (с мелкими ступенями).
Распространен линейный интерполятор на умножителях (рис. 172).
Интерполятор состоит из генератора Г импульсов, делителей частоты
Д1 — ДЗ, параллельных регистров памяти Т1Х — TiX; 1\у — Т\у и
логических элементов И или ИЛИ. Генератор Г передает на первый
разряд делителя (ДЗ) восемь импульсов, на второй — четыре, па тре-
тий— два. При переполнении делителя Д1 на выходе появляется
импульс, который останавливает генератор Г и прекращает подачу
импульсов. Выход импульсов на отработку (на схемы ИЛИ) зависит
от состояния триггеров в регистрах, которые управляют 'схемами И.
Если, например, на триггеры Т1Х и TiX поступили от программы
импульсы, то в регистре X записано двоичное число 1001=9. При
Рис. 172. Линейный интерполятор на умножителях
196
У
Рис. 173. Круговая и линейная интерполяция методом
оценочной функции
этом на обоих входах схемы HiX по мере заполнения делителя будут
появляться сигналы и схема HiX передаст на вход схемы ИЛИХ
восемь импульсов. За это же время схема Я1Х передаст на другой
вход схемы ИЛИХ один импульс. В результате схема ИЛИХ выдаст
девять импульсов. Аналогично происходит управление перемещениями
по оси У. Частота генератора Г задается программой. От нее зависит
частота выходных импульсов, которая определяет скорость подачи.
Применение линейной интерполяции при обработке криволиней-
ных контуров представляет значительные практические трудности.
Замена отрезка кривой большим числом прямолинейных сопряженных
участков существенно осложняет подготовку программ. Уменьшение
числа прямолинейных участков влечет за собой ухудшение качества
обработки.
Для обработки деталей, содержащих криволинейные контуры и,
в частности, дуги окружностей, применяют линейно-круговую интер-
поляцию. В отечественном станкостроении наиболее распространены
СЧПУ с круговой интерполяцией по методу оценочной функции.
Пусть требуется обработать окружность радиуса R с центром
в начале координат (рис. 173, а). Уравнение этой окружности
имеет вид х® + у] = R2, где х; и у] — текущие координаты точки
обработки.
Последней формуле можно придать вид х| + у* — R2 = 0.
Выражение х? + у] — R = F называют оценочной функцией. Если
текущие координаты х и у выбраны точно, то F = 0 и отрабатываемая
точка лежит на окружности. При выборе координат с погрешностью
F < 0 точка будет лежать внутри области, ограниченной окружностью
и осями координат, при F > 0 вне этой области. При F > 0 следующий
шаг обычно делают в направлении — X, а при F < 0 следующий шаг
делают в направлении 4- Y (рис. 173, б). Следовательно, имеем
xi+l ~xi — 1; У/+1 = У) 4- 1 •
Тогда при шаге по оси X имеем = Fy — 2х,- 4- 1-
При шаге по оси У получим Fit]+1 — Fy 4- 2z/;- 4- 1.
В зависимости от знака нового значения оценочной функции де-
лают следующий шаг. Метод оценочной функции можно применить и
Для линейного интерполирования.
197
chipmaker.ru
Рис. 174. Линейно-круговой интерполятор, работаю-
щий по методу оценочной функции
Уравнение прямой линии, проходящей через начало координат,
может быть представлено в виде
У) л
, ИЛИ У/ХК-Х1УК = ^,
где хк и ук — координаты точки конца отработки. Оценочная функция
принимает вид Fy = р7хк — х,ук. Если Fy > 0, делают шаг в направ-
лении + X; если Fy <0, — шаг в наиравлении 4- У. При одном шаге
по оси X и по оси У получим: xi+1 = xf+ 1; yj+1 — Р;+ 1- При этом
будут иметь место новые значения оценочной функции:
Pi, /+1 ~ Fy~F хк, j — Fy ук.
Погрешность линейной и круговой интерполяции не превышает
одного шага.
Функциональная схема линейно-кругового интерполятора пока-
зана на рис. 174. Он имеет пять регистров, в четыре из которых вводят
координаты начальной и конечной точек обработки хн, ун, хк, ук. Когда
интерполируют прямую, ха = 0; уа = 0, хк и ук являются прираще-
ниями по осям X и У. Когда интерполируют дугу окружности, хн,
у„, хк> Ук — координаты начальной и конечной точек обработки от-
носительно центра дуги.
В регистрах Pt, Р2 хранятся значения текущих координат, равных
перед началом работы хи, ук. Регисторы Р3, Р4 непрерывно хранят
значения конечных координат. Регистр Р6 хранит промежуточные
значения оценочной функции, причем в начале работы Fw = 0. При
отработке прямой в сумматоре С\ при Fy 0 содержимое регистра
Pt складывается с единицей и сумма х/+1 = xz-{~ 1 опять возвращается
в регистр. В сумматоре С2 происходит алгебраическое сложение содер-
жимого регистров — в данном случае Р5 и Pt. Алгебраическая сумма
Fi+li i — Yy — ук подается в регистр Рь.
198
Блок СР сравнивает текущее значение координаты с конечным.
Когда эти значения совпали по обеим осям координат, подается
сигнал К конца отработки кадра и вводятся от программы данные
нового участка траектории обработки. В зависимости от знака оценоч-
ной функции блок 03 оценки знака выдает импульсы в блоки управ-
ления приводом осей координат X или У.
При обработке окружности включается триггер Токр, изменяющий
режим работы интерполятора. В этом случае при F 0 в сумматоре
Cj происходит вычитание единицы из содержимого регистра РЛ и опре-
деляется Х/+1 = Xi — I.
В сумматоре С2 из содержимого Ръ вычитается удвоенное содержи-
мое Рг и к разности прибавляется единица. При этом определяется
очередное значение оценочной функции, хранящейся в Р6:
Fi+ij = F{f~2Xi + l.
Блок СР сравнивает значения xi+l с хк.
При F < 0 содержимое Р2 в сумматоре Сх суммируется с единицей.
Сумма р7+1 = yj + 1 после этого возвращается в Р2. Содержимое
Р5 суммируется в С2 с единицей и удвоенным значением содержимого
Р2 и определяется F(i7+1 = Fy -ф 2щ- -ф 1. Блок СР сравнивает ру+]
с ук. Блок задания скорости БЗС устанавливает нужную частоту,
интерполятора и, следовательно, заданную скорость подачи.
Непрерывные СЧПУ имеют буферную память для хранения содер
жания последующего кадра перфоленты. Эта информация автомати-
чески вводится во время отработки текущего участка траектории.При
отсутствии этой памяти в работе пришлось бы делать перерыв на
время (около 0,1 с) считывания следующего кадра перфоленты. Такие
перерывы обычно недопустимы, так как ухудшают качество обработки.
Помимо рассмотренных интерполяторов применяют интерполирую-
щие устройства, построенные по принципу универсальной вычисли-
тельной машины с быстродействием порядка 10s операций в секунду.
Такие системы имеют универсальную структуру и могут осуществлять
обработку разнообразных деталей сложной формы.
§ 41. ПОЗИЦИОННЫЕ И ПРЯМОУГОЛЬНЫЕ СИСТЕМЫ
ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
В качестве носителя программы в СЧПУ — П применяют перфо-
ленту, а также иногда штеккерные панели и переключатели. СЧПУ —П
обычно используют для управления станками сверлильно-расточной
группы, а также некоторыми станками токарной и шлифовальной
групп. Большая часть СЧПУ—П обеспечивает односторонний подход
к точке позиционирования, что допустимо при установке координат без
обработки и исключает ряд возникших при этом погрешностей. В част-
ности, исключается погрешность от наличия зазора (люфта) в кине-
матической! цепи.
Графики изменения скорости v перемещения узла станка в зависи-
мости от пути х этого перемещения в процессе позиционирования
приведены на рис. 175, а, б.
199
chipmaker.ru
Рис. 175. Изменение скорости при позиционировании
Когда координата хп исходного положения меньше, чем заданная
хк (рис. 175, а), привод включают в точке лу и он разгоняется до ско-
рости v6 быстрого перемещения, затем следует перемещение на этой
скорости. На расстоянии &xt ~ 10 мм до точки позиционирования ско-
рость привода снижают до vx и затем на расстоянии Дх2 до «ползучей»
скорости v2. Величину Дх2 подбирают экспериментально при наладке
станка.
Случай позиционирования при х„ > хк показан на рис. 175, б.
По принципу работы различают СЧПУ—П со схемами сравнения
и СЧПУ—П со счетными схемами. В СЧПУ—П со схемами сравнения
применяют абсолютные измерительные преобразователи положения
инструмента относительно начала отсчета.
Перед началом обработки необходимо совместить начало отсчета
измерительного преобразователя с началом отсчета на детали.
Это можно выполнить путем поворота корпуса преобразователя.
Кроме того, можно электрически суммировать показания датчика с ве-
личиной смещения, задаваемой переключателями. В процессе обра-
ботки начало координат можно смещать как переключателями, так и
в соответствии с программой (рис. 176).
Значения абсолютных координат точки позиционирования из
устройства УВП ввода программы поступают в регистры Рх и Ру,
и затем в сумматор С. Здесь они алгебраически суммируются с вели-
чинами, задаваемыми переключателями смещения Смх и Сму. Во время
работы эти суммы сравниваются в том же блоке С с показателями
измерительных преобразователей Дх и Ду и разница используется для
получения координат точек, в которых подаются команды на изменение
скорости перемещения и на останов.
На рис. 177 представлена функциональная схема пульта позицион-
ной СЧПУ «Координата С-68», используемой в промышленности.
Эта схема реализована на релейно-контактной аппаратуре и исполь-
зует круговой преобразователь КП-3, рассмотренный в § 36. В этой
схеме информация из устройства УВП ввода программы передается
в блок БЗП запоминания программы и далее на схемы ССХ и ССУ
совпадения для осей координат X и Y. Из схем сравнения информация
поступает в блоки БУПХ и БУПу управления приводами Пх и Пу.
При работе этих приводов в отдельности или вместе преобразователи
КПХ и КП у направляют в схемы совпадения информацию о переме-
щении и при равенстве перемещения заданному приводы отключаются.
За процессом отработки перемещений можно наблюдать с помощью
блоков цифровой индикации БЦИХ и БЦИУ, также соединенных с пре-
200
образователями. Из БЗП информация поступает также в блок БЦК
цикловых команд и блок БТК технологических команд.
Блок БРПК предварительных команд обеспечивает снижение
скорости перед точкой позиционирования. Помимо программы СЧПУ
может работать от блока БПН предварительного набора. Пульт ис-
пользует код БЦК-5.
В схеме совпадения, работающей в десятичном коде и построенной
на основе использования релейно-контактных аппаратов (рис. 178),
программа запоминается посредством реле Ро, Plt Р2, ... памяти.
В зависимости от программы замыкающие контакты тех или иных
из этих реле закрываются и во время отработки перемещения остаются
закрытыми.
В схеме использован многоразрядный контактный преобразова-
тель КП-3, рассмотренный в § 39. Во время перемещения рабочего ор-
Рис. 178. Релейная схема совпадения
201
chipmaker.ru
Пуск
Рис. 179. Схема позиционной СЧПУ с десятич-
ными счетчиками
гана станка щетки преоб-
разователя К П переме-
щаются по контактам, со-
ответствующим каждому
его разряду. Когда щетка
того или иного разряда
преобразователя проходит
через контакт, в цепи ко-
торого закрыт контакт реле
памяти, на один из входов
логического элемента И
поступает сигнал. На выходе элемента И сигнала при этом не возни-
кает, поскольку на остальных входах элемента сигналы отсутствуют.
На всех входах элемента И сигналы появятся лишь тогда, когда будет
полностью отработано заданное перемещение и щетки всех разрядов
преобразователя окажутся на контактах, в цепях которых закрыты
контакты реле памяти. При появлении сигнала на выходе элемента
И перемещение прекращается.
В СЧПУ—П со счетными схемами применяют циклические или
импульсные датчики. Схема основана на использовании счетчика,
в который поступают импульсы, подаваемые также и на исполнитель-
ные шаговые двигатели. Когда счетчик переполняется, подача импуль-
сов прекращается.
Задание программы в такой СЧПУ-П может быть составлено
в абсолютных координатах и в их Приращениях. В случае абсолютного
задания в СЧПУ—П предусматривают накопители, хранящие текущие
значения абсолютных координат.
Простейшая функциональная схема прямоугольной СЧПУ, выпол-
ненная на десятичных счетчиках ДС1, ДС2, ДСЗ, приведена на рис. 179.
В эти счетчики вводится заданная величина перемещения по данной
оси координат. Эта величина вводится в дополнительном коде, пред-
ставляющем число импульсов, которое нужно добавить к импульсам,
необходимым для выполнения данного перемещения, для переполнения
счетчика. Одновременно открывается триггер Т той оси координат,
по которой должно быть выполнено перемещение, и по каналу «Пуск»
запускается генератор импульсов. Импульсы генератора Г поступают
через подготовленный траггером логический элемент И в блоки управ-
ления приводом заданной координаты и одновременно подаются на
десятичный счетчик. Когда счетчик переполняется, генератор Г от-
ключается по каналу «Стоп», и перемещение прекращается. Если на
привод координаты должно поступить 600 импульсов, то в счетчик,
который переполняется при 1000 импульсов, подают от программы
400 импульсов. Тогда 600-й импульс переполняет счетчик и прекра-
щает перемещение.
Chipmaker.ru
Глава V
ЭЛЕКТРИФИКАЦИЯ СТАНКОВ
И АВТОМАТИЧЕСКИХ ЛИНИЙ
§ 42. ПРОЕКТИРОВАНИЕ И МОНТАЖ
ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
Разработка проекта электрического оборудования станка обычно
начинается вместе с разработкой его механической части, так как
производственные возможности и конструктивные формы современных
станков часто определяются степенью и формой их электрификации.
Проект электрооборудования станка, выполняемый на станкострои-
тельных заводах, обычно включает следующие части:
1) технические условия (техническое задание) на проектирование;
2) принципиальную электрическую схему;
3) спецификацию (ведомость) комплектующего электрического обо-
рудования;
4) схему расположения электрооборудования на станке;
5) чертежи узлов с расположением электрооборудования на от-
дельных частях станка;
•6) электрическую схему соединений;
7) проект шкафов и ниш с расположением в них электрооборудо-
вания;
8) чертежи электроаппаратуры и приспособлений, специально
изготовляемых для электрификации данного станка;
9) описание электрооборудования станка и необходимые расчеты.
Ниже рассмотрены указанные части проекта электрооборудования
станка. Для иллюстрации приведено электрооборудование широко
распространенного в промышленности токарно-винторезного станка
16К20, выпускаемого заводом «Красный пролетарий». Частоту враще-
ния шпинделя, можно ступенчато изменять посредством коробки
скоростей. Включение и отключение шпинделя, а также его реверс
производят фрикционной муфтой.
Технические условия (техническое задание) на проектирование
составляют после выявления целесообразной формы и степени электри-
фикации станка. Электрическое управление станком должно быть
удобным, надежным, простым и дешевым. Эти основные положения
определяют все этапы проектирования электрооборудования станка,
включая составление принципиальной электрической схемы, выбор
203
chipmaker.ru
электроаппаратуры и ее размещение. В технических условиях указы-
вают число, назначение, мощность и частоту вращения всех электро-
двигателей станка, необходимость реверса и торможения электро-
двигателей, характер и диапазон регулирования их скорости (если
оно требуется). Затем формулируют основные требования к управле-
нию электродвигателями станка, указывают нужные формы управле-
ния и все основные блокировки, степень и форму автоматизации.
Наконец, дают основные указания по обеспечению электробезопас-
ности работы на станке, по устройству местного освещения, по заземле-
нию и пр.
Принципиальную электрическую схему составляют на основе рас-
смотренных выше узловых схем электрического управления станками.
Эти узловые схемы комбинируют и видоизменяют применительно к спе-
цифическим требованиям проектируемого станка, связывают необ-
ходимыми блокировками, снабжают аппаратурой защиты и т. д. При
составлении принципиальной электрической схемы станка нужно
использовать все возможности ее упрощения, сравнивая различные
варианты схемы. Необходимо избегать такого построения схемы,
когда должны сработать один за другим многие аппараты (или должно
замкнуться большое число последовательно включенных контактов)
для того, чтобы сработал тот или иной аппарат схемы. Схему проек-
тируют так, чтобы переключения по возможности производились
в.цепях управления, а не в цепях рабочего тока. Кнопки «Стоп» с за-
мыкающими контактами, включающими цепь промежуточных реле,
обычно не применяют, так как такие схемы ненадежны.
Если на станке применяют только двигатели постоянного тока,
то для управления ими используют аппаратуру тоже постоянного тока.
Когда станок имеет двигатели постоянного и переменного тока, для
управления двигателями постоянного тока малой мощности часто
используют аппаратуру переменного тока. При этом надо иметь в виду,
что наибольшая допустимая величина постоянного тока, коммутируе-
мого данным аппаратом, значительно меньше наибольшей допусти-'
мой величины переменного тока. Цепи сигнальных ламп обычно вклю-
чают на 6, 12, 24, 36 или НОВ (ранее на 127 В), в зависимости от типа
примененных ламп.
Необходимо стремиться к сокращению числа органов управления
станком, аппаратов и контактов, так как при этом возрастает надеж-
ность работы. При работе схемы не должно возникать обходных цепей,
которые могут привести к непредусмотренному срабатыванию тех или
иных аппаратов или их неотключению. Целесообразно, чтобы в цепях
управления различные контакты одного и того же аппарата были
присоединены к одному и тому же полюсу сети, иначе увеличивается
возможность короткого замыкания между ними. Чем больше элемен-
тов одного аппарата электрически соединяют один с другим, тем
проще монтаж.
Схема должна быть построена так, чтобы при перегорании пре-
дохранителей, обрыве цепей । катушек, приваривании контактов не
возникало аварийных режимов работы электропривода. Кроме того,
требуется предусмотреть блокировки, которые предотвратили бы ава-
204
рию в случае неправильного нажатия кнопок. Желательно, чтобы при
этом вообще никакого действия не происходило.
При вычерчивании схемы пользуются условными обозначениями
ЕСКД. Силовые цепи на схеме обычно помещают слева и чертят более
жирными линиями; цепи управления помещают справа и чертят
тонкими линиями.
Схема электрооборудования станка должна присоединяться к сети,
как правило, вводным автоматическим выключателем; для простых
схем иногда можно применять пакетный переключатель. При ручном
управлении, когда необходимо обеспечить нулевую защиту, применяют
общий контактор, отключающий всю установку при снижении напря-
жения до недопустимо низких значений. В станках со сложной схемой
автоматы или (реже) предохранители защищают не только цепи ра-
бочего тока, но и цепи управления.
Непосредственное присоединение цепи управления к сети про-
изводится лишь при относительно простых схемах электрического
управления станком, содержащих не более пяти обмоток электромаг-
нитных аппаратов или 15 контактов.
В случае более сложных схем для большей надежности работы
цепи управления присоединяют через трансформатор, понижающий
напряжение сети до 110 В (ранее до 127 В). При таком включении цепи
управления не связаны электрически с силовой цепью, и случайные
заземления не могут вызвать срабатывания аппаратов управ-
ления (см. § 22).
Зажимы всех элементов аппаратов (контакторов, катушек), вхо-
дящих в схему, надо пронумеровать. Все зажимы и провода, постоянно
соединенные друг с другом, обозначают одним и тем же номером (ин-
дексом). В частности, линейные провода А, В, С трехфазной сети
обычно обозначают индексами All, ВИ, СИ и после первого аппарата,
индексами А12, В12, С12 — после второго и т. д. Зажимы обмотки
статора трехфазного двигателя и присоединенные к ним провода обо-
значают обычно индексами А1, Bl, С1 у первого электродвигателя,
А2, В2, С2 — у второго и т. д. Зажимы и провода цепей управления
обычно имеют числовые обозначения (индексы).
Электродвигатели малой мощности, приводящие в движение на-
сосы охлаждающей жидкости, часто включают контактором главного
привода станка. При обработке резанием без охлаждающей жидкости
электродвигатель насоса предварительно отключают пакетным пере-
ключателем. Привод насоса охлаждающей жидкости защищают теп-
ловыми реле, при срабатывании которых должен отключаться и глав-
ный привод станка.
Для примера на рис. 180, с представлена принципиальная электри-
ческая схема универсального токарно-винторезного станка 16К20,
выпускаемого заводом «Красный пролетарий». Включение и отключе-
ние шпинделя, а также реверс и торможение этого станка осуществляют
посредством фрикционной муфты. Как видно из схемы, станок обслу-
живают три электродвигателя: двигатель Ml глазного привода на
7,5 кВт; двигатель М2 быстрого перемещения суппорта на 0,75 кВт
и двигатель М3 насоса охлаждения на 0,12 кВт.
205
chipmaker.ru
Рис. 180. Принципиальная электросхема токарного
станка 16К.20
Для защиты двигателя Ml от токов ре-
жима короткого замыкания установлен
автоматический выключатель ВВ с магнит-
ными расцепителями и расцепителем ми-
нимального напряжения. Для защиты дви-
гателей М2 и М3 применен автоматический
выключатель АВ1 с магнитными расцепи-
телями.
Помимо того, двигатели защищены теп-
ловыми реле РТГ, РТБ и РТО, каждое
из которых имеет два нагревательных эле-
мента. Автоматические выключатели АВ2 и АВЗ с магнитными расце-
пителями, рассчитанные на малые токи, предохраняют соответственно
цепь электрического освещения и цепи управления.
При открывании дверцы электрошкафа нажимается путевой пере-
ключатель КБШ и его размыкающим контактом разрывается цепь
питания катушки автоматического выключателя ВВ. При этом авто-
матический выключатель отключается и напряжение со схемы станка
снимается.
Если наладчику необходимо опробовать действие установлен-
ной в шкафу аппаратуры, то он может повернуть переключатель уп-
равления ПУ1. При этом верхний контакт этого переключателя раз-
мыкается, а нижний замыкается. Поскольку путевой переключатель
КБШ нажат и его замыкающий контакт закрыт, катушка автомати-
ческого выключателя ВВ остается включенной. При понижении напря-
жения сети до нуля или до ненормально низких его значений выклю-
206
чатель ВВ отключается. При открывании дверцы электрошкафа нажи-
мается также путевой переключатель КВИ. При этом включается инди-
катор напряжения, действие которого рассмотрено ниже. Путевой
переключатель КБО нажат, когда кожух сменных шестерен закрыт.
Только при этом условии может быть пущен привод главного дви-
жения.
При нажиме кнопки I включается контактор КГ и обеспечивает
самопитание. Двигатель главного привода начинает вращаться. Од-
новременно включается двигатель насоса охлаждения (если он не
отключен выключателем ПУ2).
Шпиндель включают и отключают поворотом рукоятки управле-
ния фрикционом. При ее повороте в среднее положение шпиндель
отключается и нажимается путевой переключатель Д'ОХ. Его замыкаю-
щий контакт включает моторное реле времени РВ. Если пауза в работе
станка превысит уставку реле РВ, то контактор ДГ будет отключен,
и двигатель главного движения остановится. Этим ограничивается
продолжительность вращения электродвигателя вхолостую с низким
коэффициентом мощности и неизбежными потерями энергии. Если
пауза мала, то реле РВ не успевает сработать и отключения двигателя
не произойдет.
Включение двигателя быстрых ходов производят поворотом ру-
коятки на фартуке. Рукоятка действует на путевой переключатель
КБП, включающий контактор КБ двигателя быстрых ходов.
Схема индикатора напряжения, представляющего собой отдельный
унифицированный узел, приведена на рис. 180, б. В этой схеме тира-
трон с холодным катодом МТХ-90 используют в качестве мигающей
сигнальной лампы. При открывании дверцы электрошкафа и нажиме
путевого выключателя КВИ тиратрон включается под выпрямленное
напряжение трехфазного полупроводникового выпрямителя. Через
незаряженный конденсатор СЗ на управляющий электрод и катод тира-
трона при этом подается отрицательный потенциал и тиратрон не заго-
рается. Начинается зарядка конденсатора СЗ через резистор R8; на
управляющем электроде тиратрона появляется положительный потен-
циал и тиратрон зажигается. Конденсатор СЗ при этом разряжается
через промежуток катод — управляющий электрод тиратрона, причем
время разряда определяется сопротивлением резистора R9. Когда
конденсатор СЗ разрядится, процесс возобновляется. Схема может
работать и в случае отсутствия наглухо заземленной нейтрали, посколь-
ку резисторы Rl, R2, R3 образуют искусственную нулевую точку.
На все покупные элементы электрооборудования станка состав-
ляют спецификацию (ведомость) комплектующих изделий. В ней ука-
зывают наименование машины, аппарата или провода, основные тех-
нические данные, тип, необходимое количество, обозначение по схеме,
завод-изготовитель и т. д.
Схему расположения электрооборудования на станке начинают
разрабатывать после составления принципиальной схемы и выбора
электрооборудования. Закончить схему расположения можно только
после разработки схем соединений, из которых берут данные о числе
и сечении проводов и т. п. При конструировании отдельных узлов
207
chipmaker.ru
Рис. 181. Пульты управления
станка (станины, суппорта, коробки ско-
ростей и др.) в них размещают все необ-
ходимые элементы электрооборудования.
Особое значение имеет размещение коман-
дных органов станка. Наряду со стан-
дартными стационарными и переносными
кнопочными станциями в станкостроении
широко применяют разнообразные пуль-
ты: пристроенные к станине станка
(рис. 181, а); укрепленные на консоли
(рис. 181, б), передвижные (рис. 181, в),
установленные на стойке вблизи станка;
установленные на шкафу управления
(рис. 181, г).
Обычно релейно-контактную или бес-
контактную аппаратуру размещают в
электрошкафах (шкафах управления),
которые- устанавливают вблизи станка
или на станке. Далеко от станка ставить
шкафы нецелесообразно, так как при
этом повышается стоимость монтажа
и, кроме того, увеличивается падение напряжения и потери в длинных
проводах. Шкафы стандартизируют, и при невозможности размещения
всего электрооборудования в одном шкафу, его размещают в двух или
трех стандартных шкафах. Нередки случаи неполного использования
внутреннего пространства шкафов.
Для прокладки проводов, соединяющих элементы электрооборудо-
вания друг с другом, площадь шкафа увеличивают. При наиболее
частой прокладке соединительных проводов спереди это увеличение
составляет 60—80% площади, занятой аппаратурой. Наименьшая глу-
бина шкафа определяется наибольшим из размеров электрических
аппаратов, перпендикулярным к плоскости крепления. Определив
площадь, необходимую для размещения аппаратуры и соединительных
проводов, можно установить, пригоден тот или иной стандартный
шкаф и сколько стандартных шкафов требуется для размещения аппа-
ратуры данного станка. Обычно аппаратура станка размещается
в одном стандартном шкафу.
Иногда электроаппаратуру, управляющую станком, помещают
в специальных нишах, предусмотренных- в станине станка или других
его частях. Преимуществом является компактность и отсутствие соеди-
нений, выходящих за пределы станка. Недостатком является нередкая
при этом необходимость размещения аппаратуры в нескольких нишах
и трудность обслуживания низко расположенных ниш.
У небольших станков с простым электрооборудованием иногда
применяют монтаж электроаппаратуры на наружной поверхности
станка в кожухах, в которых аппаратура поставляется заводами-
изготовителями. Аппаратуру при этом устанавливают так, чтобы она
по возможности не увеличивала внешних размеров станка. Ее крепят
на стенке станка на прокладках толщиной 10—15 мм. Магнитные
208
Рис. 182. Расположение электрооборудования на станке 16К20:
/ — место установки электродвигателя главного привода; 2 — рукоятка управления фрикцион-
ной муфтой главного привода; 3 — электрошкаф; 4 — вводный автоматический выключа-
тель; 5 — сигнальная лампа; 6 — выключатель электронасоса подачи охлаждающей жид-
кости; 7 — амперметр в цепи двигателя главного привода; 8 — светильник местного освеще-
ния; 9 — выключатель светильника; 10 — кнопка включения электродвигателя», быстрых
ходов каретки и поперечных салазок; 11 — рукоятка управления механическими перемеще-
ниями каретки и поперечных салазок; 12 — рукоятка управления фрикционной муфтой,
связанная с рукояткой 2; 13 — кнопочная станция привода главного движения
пускатели обычно размещают на боковой пли задней стенке станка
по возможности вблизи электродвигателя, чтобы проводка была короче.
Кнопочные станции устанавливают там, где это удобно для рабочего,
на высоте 1—1,7 м от пола. Размещение электрооборудования и орга-
нов электрического управления токарно-винторезного станка 16К20
показано на рис. 182. Электроаппаратура управления станком поме-
щена в электрошкафу, пристроенном к станку позади шпиндельной
коробки.
Чертеж расположения электрооборудования на станке обычно
выполняют в двух-трех проекциях, причем контуры станка показы-
вают тонкими линиями, а элементы электрооборудования и соединения
между ними — жирными линиями. Нередко чертеж общего разме-
щения не выполняют, указывая электрооборудование на чертежах
конструкций узлов станка. После этого переходят к проектированию
шкафов и ниш.
Электрические аппараты без кожухов с передним присоединением
проводов монтируют на листе (панели), который перед этим покрывают
тонким листом винипласта, гетинакса или текстолита. Аппараты с перед-
ним присоединением проводов устанавливают на панели с промежут-
ками, в которых укладывают соединительные провода. После монтажа
аппаратуры панель устанавливают в нишу или шкаф. Электроаппа-
ратура, помещенная в нишах и шкафах управления, должна быть
209
chipmaker.ru
надежно защищена от брызг масла, охлаждающей жидкости, а также
металлической пыли. Поэтому дверки и крышки часто снабжают
уплотнениями из резины. При малых объемах ниши или шкафа в них
делают вентиляционные отверстия, снабженные жалюзи. Шкафы обычно
изготовляют из листовой стали сварными.
При монтаже с передним присоединением проводов не требуется
доступа к панели сзади. Это удобно при монтаже в нишах станков.
Шкафы в этом случае можно устанавливать вплотную к стенам.
Для проводки в шкафах и нишах обычно применяют жесткие про-
вода марки ПВ с цветной полихлорвиниловой изоляцией и медной
жилой (в виде одной проволоки). Соединения между аппаратами, уста-
новленными в нишах и шкафах управления, в проекте электрообору-
дования станка иногда не показывают и предоставляют монтажникам
на месте подбирать наиболее удобные формы соединительных прово-
дов. Для увеличения жесткости провода, идущие в одном направлении,
связывают в пучки. В последнее время распространяется монтаж про-
водов в коробах из пластика с перфорированными стенками.
Более экономичен (в отношении площади панели) монтаж с про-
кладкой проводов сзади панели по кратчайшему расстоянию. Для при-
соединения к аппаратуре проложенных сзади проводов в панели
сверлят отверстия. Иногда применяют так называемый «Х-монтаж»,
при котором аппаратуру устанавливают на стальных рейках с про-
кладками из резины, снабженных отверстиями; провода проклады-
вают сзади по кратчайшему расстоянию. Недостатком таких методов
монтажа является необходимость доступа к панели с обратной стороны
при ревизии и ремонте.
Монтаж электрической аппаратуры в шкафах можно выполнять
также на реечных каркасах из угловой и полосовой стали. Каркас
вставляют в шкаф управления так, что между ним и задней стенкой
шкафа остается некоторый зазор. Иногда применяют поворотные кар-
касы, чтобы обеспечить доступ к обратной стороне.
При размещении электрооборудования в нишах его нередко монти-
руют на боковых стенках, дверцах и т. д. Поэтому монтаж схемы
изображают в виде развертки на плоскость всех поверхностей, на кото-
рых размещается оборудование.
К шкафу управления электроэнергию обычно подводят от цеховых
шинных сборок — стальных полос, заключенных в общий кожух
из листовой стали, укрепленный на стенах, на колоннах цеха или
на специальных стойках. В некоторых случаях схему станка присоеди-
няют к кабельной сети цеха, открытой проводке по стенам или прово-
дам, уложенным в каналах в полу цеха.
Во избежание случайных прикосновений к токоведущим частям
электрооборудования шкафы управления снабжают замком. Часто
при этом устраивают механическую или электрическую блокировку.
Чтобы шкафы занимали наименьшую площадь пола, их делают обычно
достаточно высокими.
Провода, прокладываемые по станку, для защиты от механических
повреждений и вредных воздействий охлаждающей жидкости, масла
и стружки, монтируют в газовых трубах. Трубы изгибают в холодном
210
и горячем состоянии с помощью специальных трубогибов. Трубе при
этом придают форму проволочного шаблона, который предварительно
выгибают так, чтобы он прилегал к поверхности станка в месте про-
кладки. При изгибании труб в горячем состоянии их набивают сухим
песком во избежание расплющивания на сгибах. Перед прокладкой
проводов трубу очищают от заусенцев и окалины (путем протаскивания
стальных ершей), окрашивают изнутри или наносят химическим
путем противокоррозионное покрытие. Для прокладки в трубах обычно
применяют гибкие провода с маслостойкой полихлорвиниловой изо-
ляцией (марки ПГВ). Затягивание проводов в трубы производят
с помощью стальной проволоки, к которой подвязывают пучок прово-
дов, посыпанных тальком. Соединение проводов внутри трубы не
допускается. Соединение труб производят посредством специальной,
практически герметичной, арматуры: разветвительных коробок, трой-
ников, угольников, муфт и т. д.
Там, где приходится делать много изгибов, взамен труб применяют
проводку в гибких металлорукавах или резино-тканевых рукавах.
Металлорукавахкручены из оцинкованной стальной ленты с хлопчато-
бумажным уплотнением между витками. Металлорукава не обеспечи-
вают такой герметичности, как газовые трубы. Поэтому в местах воз-
действия масла и эмульсии для прокладки в металлорукавах нельзя
применять провода с недостаточно маслостойкой изоляцией, например
с резиновой. Металлорукава, предназначенные изготовителями для
передачи жидкостей, нельзя круто изгибать, и поэтому их при электри-
фикации станков не употребляют. Концы труб и металлорукавов снаб-
жают уплотнениями, не допускающими попадания жидкости внутрь.
Резино-тканевые рукава состоят из внутренней резиновой трубки,
оплетенной несколькими слоями прорезиненной ткани, и верхнего
резинового слоя. Кроме того, на рукав иногда натягивают защитную
плетенку из стальной проволоки. Эти рукава отличаются высокой
герметичностью. Однако они недостаточно предохраняют провода от
механических воздействий. Иногда провода на станках прокладывают
в специальных коробах станин и корпусных деталей станков.
Провода должны иметь значительную механическую прочность.
Поэтому провода сечением менее 1—1,5 мм2 в электрооборудовании
станков не применяют. Исключение составляют хорошо защищенные
блоки электронной и слаботочной аппаратуры, где применяют провода
сечением 0,2—0,5 мм2. Алюминиевые провода иногда употребляют
лишь для монтажа цепей рабочего тока (при отсутствии гибких соеди-
нений). В целях управления применяют только медные провода сече-
нием 1—1,5 мм2.
При небольших и редких перемещениях подвижных узлов, имеющих
электрооборудование, используют металлорукава, при значительных и
частых перемещениях применяют резино-тканевые рукава (рис. 183, а).
Резино-тканевый рукав с проводами присоединяется с помощью
угольника 1, к которому скобой 2 крепят рукав 3. Внутрь рукава
во избежание его смятия вложена жесткая втулка. Когда рукав
натягивают в ллоскости, перпендикулярной к чертежу, угольник 1
может поворачиваться в резьбовом соединении, выполненном для этой
211
цели достаточно свободным. Неподвижная точка подвеса рукава
должна быть выбрана так, чтобы длина шланга была наименьшей и
чтобы в любом положении подвижного узла рукав не касался пола.
При значительных перемещениях узлов эту точку часто приходится
поднимать, используя для этой пели шкаф управления, установленный
вблизи станка, или специальную стойку. Таким образом, может
быть обеспечен подвод тока к узлам станков с длиной хода до 20 м.
При больших перемещениях в станкостроении также применяют
способ подвода тока к подвижным узлам (рис. 183, б). Подвижной
шланг или многожильный шланговый провод, смотанный витками,
подвешивают на проволочных петлях к натянутому на кронштейнах
параллельно станине стальному тросу. Во время движения узла
станка в одну сторону витки шланга, скользя по тросу, раздвигаются,
а при перемещении узла в другую сторону — сдвигаются. Если длина
хода велика, используют шины или троллейные провода, применяемые
в подъемно-транспортных сооружениях. Для предохранения прово-
дов от трения применяют также специальные кабеленесущие («тасоч-
ные») шарнирные цепи.
Для внешних соединений (подключения) электрооборудования, уста-
новленного на станках и в шкафах управления, применяют проводку
в полу, в каналах и коробах. Короба из листовой стали устанавливают
над станками на специальных кронштейнах или стойках. Проводку
от короба к станку выполняют в трубах или металлорукавах, или
в коробах меньшего сечения.
Электрическая схема соединений составляется по принципу построе-
ния совмещенных схем. Схему соединений составляют на основании
принципиальной схемы и эскиза расположения электрооборудования
на станке. При составлении схемы соединений применяют те же обо-
значения, что и на принципиальной схеме. Аппаратуру, расположен-
ную в шкафу, обычно обводят общей рамкой. Пучок проводов, идущих
в одном направлении, изображают на схеме соединений одной жирной
линией.
212
Рис. 184. Электрическая схема соединений станка 16К20
На каждые 7—10 проводов цепей управления, прокладываемых
в трубе или метал лор у каве, добавляют один резервный провод. На
схеме провода, выходящие из трубы или из металлорукава, в случае
их разветвления, снабжают выносками с указанием их нумерации
согласно схеме; также указывают внутренний диаметр трубы или метал-
лорукава, марку, число проводов, их сечения, а часто длину прово-
дов и числа, соответствующие их индексам. Например, если над обозна-
чением трассы проводов написано: ТР 3/4 ПГВ 10 х 1,5° х 1,5 м,
а под линией — 16, 10, 4, 1,7, 8, 14, 3, 13 + 1 рез., то такая запись
означает, что проложена труба с внутренним диаметром % дюйма,
в которую заключены десять проводов марки ПГВ сечением по 1,5 мм2
и длиной 1,5 м каждый, обозначенных индексами 16, 10, 4, 1, 7, 8,
14, 3 и 13 и что, кроме того, проложен один резервный провод.
При монтаже на конце каждого провода укрепляют бирку или
кольцо из фибры или жести, на которой ставят индекс провода. Вместо
бирки на конец провода часто надевают отрезок хлорвиниловой трубки,
на котором специальными (дихлорэтановыми) чернилами делают
соответствующую надпись. За рубежом применяют также наборы из
фигурных резиновых шайб, надетых на провод. На каждой шайбе
имеется одна цифра. Для лучшего различия отдельных цепей электри-
ческой схемы используют провода с цветной полихлорвиниловой
изоляцией. При монтаже электрооборудования металлорежущих стан-
ков широко применяют клеммники — пластмассовые рейки с зажимами,
к которым присоединяют концы проводов. Посредством клеммиков
213
Рис. 185. Схема соединений электрошкафа
внешние провода присоединяют к электропроводке в шкафу управле-
ния или к электропроводке на станке.
Схема электрических соединений станка 16К20 представлена на
рис. 184. Размещение элементов электрооборудования на этой схеме
примерно соответствует их действительному расположению на станке.
Схема соединений электрошкафа того же станка показана на рис- 185.
214
Соединения между аппаратами па схеме не показаны, поскольку
для монтажа во многих случаях достаточно указать индексы проводов
и привести таблицу соединений.
На чертежах электрооборудования часто делают примечания, пояс-
няющие монтаж. Например, указывают, что концы проводов для под-
вода их под болт надо свернуть в кольцо и залудить; на концы прово-
дов сечением свыше 2,5 мм2 надеть кабельные наконечники; пучки
проводов, проложенных в нишах, обмотать киперной лентой и покрыть
лаком и т. д. Необходимо заземление всех металлических элементов
станка, не несущих тока. Если какой-либо элемент станка или его
электрооборудования (кожух, шкаф, труба и пр.) вследствие аварии
окажется под напряжением относительно земли, то при случайном
прикосновении к нему человека через тело его пройдет ток. Величина
тока зависит от напряжения и сопротивления цепи, в которую входит
тело человека. При непосредственном постоянном соединении этого
элемента станка с землей прикосновение к нему безопасно для чело-
века, так как при этом условии в случае аварийного соединения токо-
ведущей части с элементом станка напряжение между ним и землей
отсутствует. Поэтому все металлические элементы электрооборудова-
ния станка, не несущие тока (корпусы, кожухи, шкафы, трубы и пр.),
должны иметь хорошее электрическое соединение со станиной станка,
которая имеет надежное электрическое соединение с системой зазем-
ления завода. От этой системы к станку подводят стальную полосу.
Ее луженый конец поджимают луженым винтом к станине станка,
поверхность которой в этом месте также залуживают. Применяют
также соединения сваркой (с условием тщательного выполнения).
Если при установке аппарата образуется хорошее электрическое
соединение его кожуха со станиной станка, дополнительного заземле-
ния аппарата не требуется. Во многих случаях, однако, такого надеж-
ного и постоянного соединения не образуется. Это относится прежде
всего к подвижным частям станка, на которых расположены электри-
ческие аппараты. В этом случае необходимо соединить корпус подвиж-
ного узла станка с землей посредством гибкого провода, который поме-
щают в том же шланге, где проложены токонесущие провода. Не раз-
решается считать соединением заземления оболочку гибкого металло-
рукава.
На всех чертежах проекта электрооборудования станка в местах,
где требуется предусмотреть заземление, делается соответствующее
указание.
Освещение станка должно обеспечивать освещенность у места
работы, предписанную нормами. Рабочий у станка выполняет операции,
связанные с установкой заготовки, ее обработкой и измерением. По-
этому должны быть хорошо видны деления на шкалах измерительных
инструментов и приборов, для чего требуется освещенность примерно
150 лк. Для того чтобы невооруженным глазом можно было оценивать
качество поверхности, различать мелкие трещины, вмятины, раковины,
необходима освещенность 300—500 лк. Общее освещение цеха в рабочей
зоне станка таких освещенностей создать не может. Поэтому применяют
местное освещение станка.
215
chipmaker.ru
Светильник (рис. 186) имеет основание 1 с клеммником 2, гибкую
стойку 5 и головку 7. Наличие гибкой стойки позволяет направлять
световой поток в нужном направлении. Стойку 5 закрепляют на осно-
вании 1 шарниром 3, который зажимают рукояткой 4. Головка 7
имеет шаровой шарнир 6, допускающий поворот головки в любом
направлении. На головке светильника закреплен металлический отра-
жатель 8, внутренняя сторона которого имеет светлое покрытие. Го-
ловка светильника предназначена для ламп накаливания мощностью
до 60 Вт, 36 В. Светильники выпускают с выключателем 9 и без него.
Обычно каждый станок имеет индивидуальное питание местного
освещения от отдельной обмотки трансформатора управления (см.
рис. 180). Последовательно с лампой включают автомат или предохра-
нитель и однополюсный пакетный переключатель или тумблер. Один
Рис. 187. Местное освещение станков:
а — токарного; б — горизонтально-фрезерного; в — вертикально-фрезерного; г — попе-
речно-строгального
216
Рис. 188. Схемы включения
сигнальных ламп
из полюсов вторичной обмотки трансформатора иногда присоединяют
к газовой трубе, в которой проложен второй проводник, и ее используют
в качестве провода. Обычно местом крепления кронштейнов светильни-
ков являются станина станка (рис. 187, в, г), ее ребра, задняя стенка
коробки скоростей (рис. 187, а), каретка суппорта (у токарных стан-
ков), хобот на фрезерных станках (рис. 187, б), кожух шлифовального
круга (на шлифовальных станках), корыто и пр. На крышках и люках
кронштейны, как правило, не устанавливают. В некоторых случаях
применяют софиты. Часто используют люминесцентные лампы, рабо-
тающие под напряжением 220 ьВ. Эти лампы устанавливают на
неподвижных частях станка.
Для сигнализации обычно применяют малогабаритные лампы
мощностью до 2 Вт при напряжении до 24 В. Арматура лампы, выпол-
ненная из пластмассы, имеет цветной прозрачный колпачок.
Отсутствие накала сигнальной лампы в схеме на рис. 188, а может
быть связано как с размыканием ее цепи, так и с перегоранием нити.
Поэтому целесообразно сигнальные лампы включать последовательно
с добавочным резистором (рис. 188, б). Сигнальная лампа ЛС постоянно
включена последовательно с резистором Да и имеет слабый накал.
При замыкании контакта УК резистор Да замыкается накоротко,
и лампа ЛС получает полный накал.
В описании электрооборудования станка обычно дают краткую
характеристику примененных электрических машин с указанием их
назначения и основных технических данных, а также приводят общую
характеристику примененной аппаратуры. После этого следует опи-
сание действия электросхемы. К описанию прикладывают краткие
указания по обслуживанию электрооборудования.
§ 43. ЭЛЕКТРИФИКАЦИЯ СТАНКОВ
ТОКАРНОЙ ГРУППЫ
Токарно-винторезные станки общего назначения малых и средних
размеров обычно имеют ступенчатое чисто механическое регулирование
скорости и привод от асинхронных короткозамкнутых двигателей.
Значительно реже употребляют многоскоростные асинхронные дви-
гатели, применение которых дает возможность упростить коробку
скоростей станка. Регулируемые тиристорные приводы с двигателем
постоянного тока имеют для этих относительно дешевых станков слиш-
ком высокую стоимость и поэтому их почти не применяют.
Для возможности нарезания резьбы цепь подачи обычно получает
движение от главного электродвигателя. Пуск, останов, реверс шпин-
деля таких станков нередко производится фрикционной муфтой,
отделяющей электродвигатель от остальной части кинематической
217
chipmaker.ru
цепи, которая при останове тормозится. Для станков с невысокими
частотами вращения шпинделя такое отделение электродвигателя
связано с уменьшением общего момента инерции и продолжительности
шпинделя, его торможения и реверса. Однако наличие фрикционной
муфты осложняет конструкцию коробки скоростей и ее эксплуатацию,
поскольку муфта требует периодической регулировки. Кроме того,
муфта является причиной продолжительного вращения двигателя
вхолостую, когда шпиндель не вращается. По мере повышения предель-
ной скорости шпинделя указанные преимущества фрикционной муфты
утрачиваются.
Широко распространенный на машиностроительных заводах уни-
версальный токарно-винторезный станок 1К62 завода «Красный про-
летарий» снабжен фрикционной муфтой с ручным управлением в цепи
главного движения.
Электрооборудование тяжелых токарных станков существенно
отличается от электрооборудования мелких и средних станков. Для
главного движения обычно применяют двигатёли постоянного тока
с параллельным возбуждением и питанием от сети постоянного тока
или от кремниевых выпрямителей с регулированием скорости измене-
нием потока в сочетании с простой коробкой скоростей. Используют
также привод по системе Г—Д. Последняя схема позволяет обеспечить
плавный и экономичный пуск двигателя и расширение диапазона
регулирования его скорости. В начальной части диапазона регулиро-
вания станка часто используют изменение напряжения генератора,
чем обеспечивается регулирование двигателя е постоянным моментом.
На большей же части диапазона ведется регулирование скорости с по-
стоянной мощностью. При бесступенчатом регулировании скорости
вращения шпинделя ее измеряют электрическими тахометрами с не-
сколькими шкалами, соответствующими различным ступеням коробки
скоростей. В последние годы для подачи тяжелых станков применяют
тиристорные приводы с двигателем постоянного тока и широким диа-
пазоном регулирования. Значительная стоимость этих приводов для
тяжелых дорогостоящих станков существенным препятствием не
является.
Станки с высотой центров 0,5—1 м обычно выполняют с кинемати-
ческой связью цепей подачи и главного движения. Станки с большой
высотой центров, как правило, имеют отдельные приводы подачи,
в которых широко применяют приводы с ЭМУ с большим диапазоном
регулирования (1:100 и более). У этих приводов разность задающего
напряжения и напряжения тахогенератора часто усиливают проме-
жуточным полупроводниковым усилителем. Использование такого
усилителя позволяет уменьшить коэффициент усиления ЭМУ и повы-
сить динамические свойства привода.
Электрификация токарно-винторезных станков. Привод глав-
ного движения-, нерегулируемый асинхронный короткозамкнутый дви-
гатель с коробкой скоростей; двухскоростной асинхронный двигатель
с коробкой скоростей; двигатель постоянного тока с параллельным
возбуждением (у тяжелых станков); система генератор-двигатель
с ЭМУ (у тяжелых станков). Общий диапазон регулирования (20 -ь
218
ч- 120): 1. Реверс двигателем или фрикционной муфтой. Торможение:
механическое — посредством фрикционной муфты; посредством элек-
тромагнита; противовключением; динамическое (асинхронный дви-
гатель и двигатель постоянного тока); с рекуперацией (система Г-Д).
Привод подачи' от главного привода; посредством системы синхрон-
ной связи (у тяжелых станков). Общий диапазон регулирования 1:100
и более.
Вспомогательные приводы применяют для: насоса охлаждения;
быстрого передвижения суппорта; передвижения задней бабки; зажима
задней бабки; перемещения пиноли; перемещения блоков зубчатых
колес коробки скоростей; насоса смазки; перемещения движка регули-
ровочного реостата; вентилятора главного двигателя; зажима детали;
перемещения люнета; вращения шпинделей съемных приспособлений
(фрезерных, шлифовальных и др.). Большинство этих приводов имеется
лишь у тяжелых станков.
Дополнительные электромеханические устройства: электромагнит-
ные муфты для управления подачей суппорта; электромагнитные
муфты для переключения скоростей шпинделя.
Элементы автоматизации: отключение двигателя во время пере-
рывов в работе станка; автоматический отвод резца по окончании обра-
ботки; программное числовое и цикловое управление; электрическое
копирование.
Контроль и сигнализация: тахометры; амперметры и ваттметры
в цепи двигателя главного привода; приборы для определения скорости
резания; контроль температуры подшипников; контроль наличия
смазки.
В нашей стране, а также за рубежом быстро развивается програм-
мное управление токарными станками. Наряду с большим числом
токарных станков с программным управлением выпускают много-
операционные станки для универсальной обработки на токарном
станке многими инструментами широкого круга деталей. Многоопе-
рационные станки имеют программное управление и снабжены авто-
матизированным магазином инструмента. Смена инструмента програм-
мируется и осуществляется автоматически между отдельными пере-
ходами процесса обработки.
Для привода токарно-револьверных станков обычно используют
асинхронный двигатель с короткозамкнутым ротором. На станках
небольших размеров применяют также асинхронные двигатели с пере-
ключением полюсов. Для облегчения управления и повышения про-
изводительности станка осуществляют механическую связь переклю-
чателя полюсов и револьверной головки. Это позволяет при переходе
на другой инструмент автоматически получить скорость резания, соот-
ветствующую данному инструменту. Конструкция переключателя
дает возможность быстрой переналадки устройства для изготовления
новой детали.
Подобный переключатель используют и для переключения скорос-
тей шпинделя в случае применения привода с электромагнитными
муфтами. Он может быть применен и при других формах регулируемого
электропривода шпинделя. Если для подачи применен регулируемый
219
chipmaker.ru
электропривод или привод с электромагнитными муфтами, то переклю-
чатель, кинематически связанный с револьверной головкой, может
обеспечить с переходом на обработку новым инструментом также и
включение подачи, соответствующей этому инструменту.
Автоматизируя перемещение узлов такого станка в определенной
последовательности, можно получить револьверный электрифициро-
ванный автомат, быстро переналаживаемый на производство любой
детали.
Электрификация револьверных стайкой. Привод главного движения:
реверсивный асинхронный двигатель с короткозамкнутым ротором;
асинхронный двигатель с переключением полюсов. Торможение:
посредством электромагнита; противовключением. Общий диапазон
регулирования (20—60): 1.
Привод подачи: механический — от цепи главного движения;
асинхронный двигатель с короткозамкнутым ротором; регулируемый
гидропривод. Общий диапазон регулирования 1:(6—80).
Вспомогательные приводы используют для: быстрого перемещения
суппортов; насоса охлаждения; поворота рерольверной головки;
подачи и зажима прутка.
Специальные электромеханические устройства и блокировки: элек-
тромагнитные муфты для переключения скоростей и подач; програм-
мная автоматизация цикла и режимов обработки с быстрой переналад-
кой, с применением переключателей и командоаппаратов, кинемати-
чески связанных с револьверной головкой.
Часть схемы станка А136, у которого двигатель привода шпинделя
питается от ЭМУ, представлена на рис. 189. При повороте револьвер-
ной головки замыкается контакт одного из путевых переключателей
(1ПВ—6ПВ) и изменяет величину задающего сопротивления в цепи
обмотки управления 0У1. Напряжение ЭМУ при этом меняется, и
шпиндель начинает вращаться с новой скоростью.
Основным направлением развития токарных и токарно-револь-
верных станков является постепенный переход к электрифицированным
автоматам с быстрой переналадкой на
изготовление другой детали. Основ-
ную роль в этом переходе играет
программное управление.
У одношпиндельных токарных
автоматов в последнее время расши-
ряется применение типовых автомати-
ческих коробок скоростей с электро-
магнитными муфтами. Управляя
электромагнитными муфтами посред-
ством преключателя, кинематически
связанного с револьверной головкой,
автоматически изменяют скорость
вращения шпинделя. Это дает воз-
можность производить обработку
каждым инструментом с оптимальной
скоростью резания.
Рис. 189. Схема управления авто-
матизированным револьверным
станком
220
Значительное развитие получили различные устройства для уско-
рения переналадки многошпиндельных автоматов с применением регу-
лируемой гидравлической подачи и электрогидравлического управ-
ления. Для переналадки таких автоматов на изготовление новой детали
требуется всего около получаса вместо нескольких часов, нужных
для переналадки кулачковых автоматов.
У одношпиндельных токарных автоматов в целях обеспечения
бесступенчатого регулирования частоты вращения шпинделя в от-
дельных случаях применяют регулируемый привод.
Электрификация токарных автоматов. Привод главного движения:
нереверсивный асинхронный двигатель с короткозамкнутым ротором.
Торможение: посредством электромагнита; противовключением; дина-
мическое.
Привод подачи: механический — от распределительного вала, свя-
занного с приводом главного движения; асинхронный двигатель
с короткозамкнутым ротором; регулируемый гидропривод.
Вспомогательные приводы, используют для: насоса гидросистемы;
насоса охлаждения; шнека отвода стружки; быстрого движения суп-
портов; механизма загрузки прутков (у многошпиндельных автома-
тов).
Специальные электромеханические устройства и блокировки: элек-
тромагниты для управления гидросистемой; автоматизация цикла
посредством кулачков; программное управление с применением штек-
керных панелей, путевых переключателей и электрогидравлических
устройств; контроль окончания прутка (у автоматов); электрокопиро-
вальные устройства.
Токарно-карусельные станки имеют приводы главного движения
и приводы подач, сходные с приводами токарных станков. Станки
малых и средних размеров приводятся от короткозамкнутых асинхрон-
ных двигателей. Тяжелые карусельные станки имеют регулируемые-
электроприводы постоянного тока подббно тяжелым токарным станкам.
Особенностью главного привода карусельных станков является
большой момент сил трения в начале пуска, который достигает 0,8 7ИН.
Момент инерции карусельного станка при работе на высоких скоростях
планшайбы обычно в несколько раз превышает момент инерции ротора
электродвигателя.
Для главного привода тяжелых карусельных станков используют
двигатели постоянного тока, регулируемые изменением потока, в соче-
тании с простой коробкой скоростей. Для питания двигателей часто
применяют индивидуальные преобразовательные агрегаты (система
Г—Д). Такой привод обеспечивает плавные пуск и замедление. В по-
следнем случае регулирование частоты вращения двигателя произво-
дят в основном изменением его потока. Только при низких скоростях
используют регулирование изменением напряжения генератора.
Диапазон регулирования подачи у карусельных станков выше,
чем у токарных, и доходит до 1:1000. Для подачи суппортов во многих
случаях применяют регулируемые двигатели постоянного тока в соче-
тании со ступенчатой коробкой скоростей с широкими диапазонами
регулирования. Установочные перемещения производят с повышенной
221
chipmaker.ru
Скоростью. Для них применяют отдельные асинхронные коротко-
замкнутые двигатели. Расширяется применение тиристорных приво-
дов.
Перемещения поперечины и портала, а также вращение масляных
насосов производят короткозамкнутыми асинхронными двигателями.
Скорость перемещения поперечины равна 150—300 мм мин. Для ее
привода применяют асинхронные двигатели с повышенным пусковым
моментом. Общая продолжительность наибольшего перемещения попе-
речины или суппорта у тяжелых станков наибольшего размера доходит
до 25—30 мин.
Для облегчения управления станком иногда используют устройства
дистанционного отсчета угла установочного поворота планшайбы и
установочных перемещений суппорта. Кроме того, выполняют устрой-
ства предварительной дистанционной установки скорости вращения
планшайбы.
В схеме обычно имеются блокировки, не допускающие перемещения
портала и поперечины при вращении планшайбы, вращения план-
шайбы без смазки или при неполном зацеплении шестерен, переме-
щения поперечины до ее разжатия.
Карусельные станки нередко снабжены устройствами для автомати-
ческого поддержания постоянства скорости резания при изменении
диаметра точения. Применяют также ' устройства для измерения
обрабатываемой детали на ходу. Непрерывно расширяется применение
позиционных и контурных СЧПУ.
Электрификации карусельных станков. Привод главного движения.
Асинхронный двигатель с короткозамкнутым, ротором; двигатель
постоянного тока (для тяжелых станков); система Г—Д с ЭМУ. Общий
диапазон регулирования до 150:1.
Привод подачи: механический от цепи главного движения; система
ЭМУ—Д с промежуточным полупроводниковым усилителем; тирис-
торный привод с двигателем постоянного тока. Общий диапазон регу-
лирования 1:(40—1000).
Вспомогательные приводы используют для быстрого перемещения
суппортов; перемещения поперечины; зажатия поперечины; поворота и
зажима револьверной головки; насоса смазки; насоса охлаждения;
вентилятора охлаждения главного двигателя (у тяжелых станков);
вращения шпинделя и подача фрезерной бабки (у тяжелых станков).
Специальные электромеханические устройства и блокировки: элек-
тромагнитные муфты для переключения подач; контроль температуры
смазки; устройства для определения частоты вращения и скорости
резания; контроль мощности; автоматическое поддержание постоян-
ства скорости резания при изменении радиуса резания; электрокопи-
ровальное устройство; программное управление.
Схема управления перемещением и закреплением поперечины
карусельного станка приведена на рис. 190. В процессе зажима и после
него нажат путевой переключатель 1ВК- Когда поперечина полностью
освобождена, нажат путевой переключатель 2ВК. Путевые переключа-
тели ЗВК, 4ВК и 5ВК нажимаются при достижении поперечиной конеч-
ных положений своего перемещения. При нажатии кнопки «Верх»
222
Рис. 190. Схема управления поперечиной карусельного
станка
Рис. 191. Автоматическое поддержание постоянства ско-
рости резания
включается промежуточное реле 1РП, замыкающий контакт которого
включает катушку контактора отжима КО. После окончания процесса
освобождения поперечины нажимается путевой переключатель 2 В К,
и контактор КО отключается. В это же время переключатель 1ВК
освобождается от нажима, его размыкающий контакт включает кон-
тактор подъема КП. Подъем поперечины продолжается, пока кнопка
«Вверх» нажата. После отпускания кнопки «Вверх» реле 1Р.П отклю-
чается и его размыкающий контакт включает контактор зажатия КЗ.
При достижении необходимого усилия зажатия контактор КЗ
отключается посредством реле тока РТ. Действие схемы при нажатии
на кнопку «Вниз» аналогично; сигнальная лампа ЛС, включенная
последовательно с добавочным резистором СД, горит, когда попере-
чина не зажата.
Большое значение для станков токарной группы имеет автомати-
ческое регулирование частоты вращения шпинделя при изменении
диаметра обточки. Это приобретает особое значение при лобовой обточ-
ке, отрезке и выполнении копировальных работ.
Устройство для автоматического поддержания постоянства скорости
резания при отрезке схематически представлено на рис. 191, а. С карет-
кой суппорта связан движок регулировочного реостата, включенного
в цепь возбуждения двигателя привода шпинделя.По мере приближения
к оси вращения частота вращения п шпинделя возрастает, причем
закон изменения сопротивления реостата подобран таким, что скорость
резания v поддерживается постоянной до тех пор, пока диапазон
регулирования электродвигателя не будет исчерпан. После этого обра-
ботка ведется с наибольшей возможной частотой вращения, а скорость
резания падает по мере уменьшения радиуса резания (рис. 191, а).
Для обеспечения постоянства скорости резания используют профиль-
ные реостаты или перемещают движок реостата посредством специ-
ально профилированного кулачка. Автоматическое поддержание ско-
223
chipmaker.ru
роста резания приводит к значительному сокращению машинного
времени.
Пусть обрабатывается усеченный конус с наименьшим и наиболь-
шим радиусами /Д и R2 и длиной образующей L1 (рис. 191, 6).
Скорость резания при радиусе у
Пре3 = 2л^Пс ММ/МИН, (138)
где пс — частота вращения шпинделя, об/мин.
^рез
= (139)
При обработке конуса с постоянной частотой вращения шпинделя
ftmin, которая является наименьшей, поскольку соответствует наиболь-
шему радиусу, будем иметь
— S' (140)
Машинное время при обработке с постоянной частотой вращения
= (141>
nmins ирез&
где s — подача вдоль оси, мм/об.
При обработке с переменной частотой вращения, изменяемой так,
чтобы скорость резания была постоянной, машинное время
L, Lt
7\, = Г _4й_= С (142)
.) ncSi J ОрезД, '
0 0
где St, — подача вдоль образующей; Sl, = ——.
Подставляя в выражение (139) для усеченного конуса у = Rr +
+ /х sin а, после интегрирования получим
T^~~(^ + R1)- (143)
^pe3sLi
Данное выражение пригодно и для определения машинного времени
при торцовой обточке, если принять Lj = R2 — Rt.
При этом получим
Tv=-^-(Rl-Rl). (144)
Последнюю формулу можно использовать’ также для определения
машинного времени при отрезке с постоянной скоростью резания.
В этом случае при у > R1 обработка ведется с постоянной и наиболь-
шей частотой вращения и переменной скоростью резания.
При рассмотренных видах обработки относительное сокращение
машинного времени
Tn~rv 1 Л
Тп 2 V rJ-
Таким образом, относительное сокращение машинного времени
не зависит от длины заготовки.
224
При постоянной скорости резания радиусы и Т?2 обратно пропор-
циональны соответствующим частотам вращения /гтах и «пип, поэтому
получим
Tn-Tv _ 1 /,
тп 2 у*
"min
nmax
(146)
Согласно последнему выражению при диапазонах бесступенчатого
регулирования 1; 2; 3; 4; оо соответственно получим экономию машин-
ного времени 0; 25; 33,3; 37,5 и 50%.
При обработке детали произвольных очертаний ее можно прибли-
женно рассматривать как сочетание усеченных конусов и цилиндров
и определять машинное время указанным выше путем. Помимо повыше-
ния производительности, в случае автоматического поддержания
постоянства скорости резания, улучшается качество обработки.
§ 44. ЭЛЕКТРИФИКАЦИЯ СВЕРЛИЛЬНЫХ
И РАСТОЧНЫХ СТАНКОВ
Электрификация сверлильных и радиально-сверлильных станков.
Привод главного движения: реверсивный асинхронный коротко-замкну-
тый двигатель; реверсивный асинхронный двигатель с переключением
полюсов; система Г—Д с ЭМУ (у тяжелых станков). Общий диапазон
регулирования: вертикально-сверлильных станков (2—12) : 1; ради-
ально-сверлильных станков (20—70) : 1.
Привод подачи: механический от цепи главного движения; гидро-
привод (у агрегатных станков). Общий диапазон регулирования:
вертикально-сверлильных станков 1 : (2—24); радиально-сверлильных
станков 1 : (3—40).
Вспомогательные приводы применяют для: насоса охлаждения;
насоса гидросистемы; подъема и опускания рукава (у радиально-
сверлильных станков); зажима колонны (у радиально-сверлильных
станков); перемещения суппорта (у тяжелых радиально-сверлильных
станков); поворота рукава (у тяжелых радиально-сверлильных стан-
ков); поворота стола (у агрегатных станков).
Специальные электромеханйческие устройства и блокировки: элек-
тромагниты управления гидросистемой; автоматизация цикла посред-
ством путевых переключателей (у агрегатных станков); автоматиче-
ское управление фиксацией стола (у агрегатных станков); автомати-
ческая установка координат посредством программного управления
(у координатно-сверлильных станков и координатных столов).
Двигатель привода шпинделя у сверлильных и радиально-сверлиль-
ных станков устанавливается обычно сверху на станине или суппорте
так, -что шпиндель и вал электродвигателя параллельны.
Стремление к сокращению числа промежуточных передач в отдель-
ных случаях приводит к непосредственной связи вала электродвига-
теля со сверлильным шпинделем. Это возможно, например, при исполь-
зовании сверл малых диаметров и широко применяется на станках
часовой промышленности.
225
chipmaker, ru
У агрегатных сверлильных станков широко используют самодей-
ствующие головки с подачей, осуществляемой от кулачка, винта или
рейки, а чаще с гидроприводом и электрогидравлическим управлением.
У многошпиндельных сверлильных станков часто применяют отдель-
ные электродвигатели для каждого шпинделя, а также самодейству-
ющие электрогидравлическне головки.
Многодвигательный привод широко распространен на радиально-
сверлильных станках, где привод шпинделя, подъем и опускание
рукава, зажим колонн, а иногда поворот рукава и перемещение свер-
лильного суппорта осуществляют отдельные электродвигатели. Зажим
колонны у радиально-сверлильных станков производят несколькими
способами, например с помощью разрезного кольца, которое стяги-
вается посредством дифференциального винта, вращаемого электро-
двигателем, или тормозной колодки. Применяется также зажим
электромагнитом с освобождением посредством противодействующей
пружины. Имеются также устройства, где зажим колонны осуществляет
пружина, а освобождение — электромагнит.
Контроль силы зажима производится посредством реле тока или
путевого переключателя, на который воздействует элемент устройства,
смещающийся под действием возрастающей силы.
Для сверлильных станков автоматическое уменьшение подачи
при выходе сверла имеет большое значение для предотвращения полом-
ки сверла при выходе. Для этого использовали различные средства
автоматизации, например контроль скорости шпинделя, крутящего
момента, силы подачи, тока, потребляемого электродвигателем.
У многоитиндельных сверлильных станков, предназначенных для
одновременного сверления многих отверстий малых и очень малых
диаметров, иногда применяют блокировки, останавливающие станок
в случае поломки одного из сверл. Для этого сверла изолируют от
станины станка; при поломке сверла разрывается цепь проходящего
по нему тока. Такие устройства получили некоторое применение
на станках часовой промышленности.
Особую задачу представляет собой автоматизация процесса глубо-
кого сверления отверстий малого диаметра (до 10 мм). При таком свер-
лении применяют сверла со спиральной канавкой, которая забивается
стружкой, отчего резко увеличивается момент сопротивления при вра-
щении сверла. Поэтому сверление производят с периодическими отво-
дами сверла, при которых стружка удаляется охлаждающей жидкостью.
Управление осуществляли посредством реле времени, которое, незави-
симо от накопления стружки, подавало сигнал на отвод сверла. В по-
следнее время для этой цели начинают использовать индуктивные
измерительные преобразователи (датчики) момента. Такое автомати-
ческое управление является более точным, так как отражает запол-
нение канавки стружкой. Оно дает возможность повысить скорость
сверления и предотвратить поломку сверла.
Электрификация расточных станков. Привод главного движения:
асинхронный короткозамкнутый двигатель; асинхронный двигатель
с переключением полюсов; система Г—Д с ЭМУ; тиристорный привод
с двигателем постоянного тока. Торможение: механическое с примене-
226
нием фрикционной муфты; посредством электромагнита; противо-
включением; динамическое и с рекуперацией (при постоянном токе).
Общий диапазон регулирования до 150 : 1.
Привод подачи: механический — от цепи главного движения,
система ЭМУ — Ду современных станков; тиристорный привод
с двигателем постоянного тока. Общий диапазон регулирования до
1 : 2000 и более.
Вспомогательные приводы применяют для: насоса охлаждения;
ускоренного перемещения расточного шпинделя; насоса смазки; пере-
ключения зубчатых колес коробки скоростей; перемещения и зажима
стойки; перемещения движка регулировочного реостата.
Специальные электромеханические устройства и блокировки: авто-
матизация управления главным приводом при переключении зубчатых
колес коробки скоростей; устройства для освещения микроскопов;
устройства для отсчета координат с индуктивным преобразователем.
Современные расточные станки делают в значительной степени
электрифицированными.
Из отечественных станков высокой степенью электрификации отли-
чаются универсальные горизонтально-расточные станки ленинград-
ского станкостроительного завода им. Свердлова. В этих станках
для привода подач применяют системы Г—Д с ЭМУ и широким диапа-
зоном регулирования (до 1 : 2000) и точным остановом движения
в заданном положении. Переключение скоростей цепи главного дви-
жения производится на ходу посредством селекторного механизма,
который приводится в действие вспомогательным асинхронным дви-
гателем малой мощности. Для привода главного движения исполь-
зован асинхронный короткозамкнутый двигатель. Перед началом
действия селекторного механизма привод главного движения отклю-
чается и тормозится противовключением. Если при перемещении
вспомогательным двигателем блока зубчатых колес зуб во впадину
не попадает, то автоматически включается главный двигатель, зубча-
тые колеса поворачиваются, вспомогательный двигатель вводит блок
в зацепление, а главный двигатель автоматически отключается. Такой
процесс повторяется при включении каждого блока. Когда переклю-
чение зубчатых колес закончено, включается главный двигатель,
а двигатель селекторного механизма отключается.
Для привода подач, установочных и быстрых перемещений перед-
ней и задней стойки, суппорта, бабки и стола применяют двигатели
постоянного тока. Каждый из них может поочередно подключаться
к одному из двух ЭМУ, причем один ЭМУ обеспечивает рабочие подачи,
а другой — установочные ускоренные перемещения. Таким образом,
во время рабочей подачи одного элемента можно производить устано-
вочные перемещения других узлов станка. Широкий диапазон элек-
трического регулирования такого привода позволяет полностью отка-
заться от применения коробок подач. Управление станком чрезвы-
чайно облегчается вследствие замены штурвалов, рукояток и махо-
вичков элементами электрического управления.
На координатно-расточных станках часто требуется малое и очень
точное перемещение инструмента. Это же требуется и на станках,
227
chipmaker.ru
Рис. 192. Магнитострикционный привод
служащих для изготовления
очень мелких деталей с точно-
стью до микрона, а также на
станках для финишных опера-
ций. Такое перемещение мож-
но обеспечить, применяя маг-
нитострикционный привод
(рис. 192). Основу его состав-
ляет стержень 1 из материала,
способного значительно изменять размеры при намагничивании. Таким
материалом является никель и кобальтовые сплавы (К-64, К-65, пер-
мендюр). Конец А стержня 1 закреплен. При пропускании постоянного
тока через катушку 2 стержень 1 удлиняется, и подвижной узел 3
станка перемещается вправо. Величина перемещения зависит от тока
в катушке 2. При отключении тока узел 3 возвращается в исходное
положение. Большая жесткость стержня позволяет точно дозировать
перемещение. Величина перемещения мала (около 0,1 мм). Изменения
длины стержня 1 несколько отстают по времени от соответственных
изменений тока в катушке 2. Это объясняется противодействием вихре-
вых токов. Они наводятся в стержне при каждом изменении магнитного
поля катушки. При протекании тока катушка 2 нагревается. Нагре-
вается также и стержень /, и его тепловое расширение необходимо
учитывать; для уменьшения теплового расширения понижают ток.
Это можно сделать без уменьшения магнитного потока, применив
замкнутый магнитопровод, как показано на рис. 192 штриховой линией.
Для получения большей длины перемещения стержня применяют
«перехваты» — зажимы, поочередно закрепляющие концы А к Б
стержня /. На станине 4 при включении тока закрепляется конец А,
при отключении — конец Б. Тогда стержень 1 при включении и отклю-
чении тока будет шагами перемещаться вправо. Величина шага зависит
от тока, скорость — от числа импульсов тока в секунду. Наиболее рас-
пространены гидравлические зажимы. Вследствие сложности такой
привод значительного распространения еще не получил.
Для автоматизации сверлильно-расточных работ часто используют
программное управление. Некоторые из таких станков имеют высокую
производственную эффективность. К числу таких станков следует
отнести горизонтально-расточный станок МА 2612Ф2 с числовым
программным управлением и автоматической сменой инструмента
(опытный завод «Станкоконструкция» ЭНИМСа). На нем можно выпол-
нить растачивание, сверление, развертывание, нарезание резьбы мет-
чиками в корпусных деталях с четырех сторон. Магазин из десяти
горизонтальных вращающихся барабанов с инструментами, располо-
женных по окружности колеса, вмещает до 100 инструментов, позволяя
осуществить сложную обработку с одной установки. По программе
управляют поперечным перемещением стола, вертикальным перемеще-
нием шпиндельной бабки, продольными перемещениями шпинделя
и стойки. Погрешность установки координат не превышает 0,02 мм.
Производительность станка в 2—3 раза больше, чем у обычных гори-
зонтально-расточных станков.
228
§ 45. ЭЛЕКТРИФИКАЦИЯ СТРОГАЛЬНЫХ СТАНКОВ
Привод главного движения: привод по системе Г—Д с ЭМУ; два
асинхронных двигателя с короткозамкнутым ротором (для прямого и
обратного хода); асинхронный двигатель с электромагнитными муф-
тами, тиристорный привод постоянного тока. Торможение: динамиче-
ское, с рекуперацией и противовключением при двигателях постоянного
тока и системе Г—Д. Диапазон регулирования до 25:1.
Привод подачи (периодической и поперечной): механический от
цепи главного движения; асинхронный короткозамкнутый двигатель;
система ЭМУ—Д.
Вспомогательные приводы применяют для: быстрого перемещения
суппортов; перемещения поперечины; зажима поперечины; подъема
резцов; насоса смазки.
Специальные электромеханические устройства и блокировки: элек-
тромагниты для подъема резцов; электропневматическое управление
подъемом резцов; устройства для контроля смазки; блокировка для
предотвращения возможности работы с незажатой поперечиной, с нера-
ботающим насосом смазки.
Производительность продольно-строгальных станков в значитель-
ной степени зависит от скорости обратного хода стола.- Время, требу-
емое на рабочий ход стола и его возвращение в исходное положение,
7 = /п + /р + 4 + /'+/о.х + ^ + 4, (147)
где /п — время пуска; /р — время работы (движения с установив-
шейся скоростью); tT — время торможения; t'n — время разгона при
обратном Ходе; to x — время установившегося движения при обратном
ходе стола; СТ — время торможения при обратном ходе; ta — время
срабатывания аппаратуры.
Увеличение скорости пох обратного хода стола приводит к умень-
шению времени to x обратного хода, а следовательно, и продолжитель-
ности времени Т двойного хода. Число двойных ходов в единицу вре-
мени возрастает. Однако, чем меньше становится время to x, тем меньше
влияет его изменение на время Т двойного хода и на число двойных
ходов в единицу времени. Поэтому эффективность увеличения скорости
оох обратного хода по мере ее повышения постепенно уменьшается.
Пренебрегая временем, затрачиваемым на переходные процессы
и срабатывание аппаратуры, приближенно имеем
Г^/Р + /О.х.„ (148)
Отношение двух чисел двойных ходов в единицу времени
Аг 4~б>. х1
"1 ^р + ^о.хг’
где /о х1 и tp х2 — продолжительности обратного хода соответственно
при скоростях voM и ио_х2 обратного хода.
229
chipmaker.ru
Примем vo xl
= vp (где vp — скорость резания);
Д-*.
гО.Х2
/ ___ f . VO-X'Z
‘o.xl fp>
t'o.Xl
тогда
Л/1 , । *Р
2
“Т
г7
(150)
Формула (150) показывает, что по мере увеличения. скорости
обратного хода возрастание числа двойных ходов замедляется. Если
учесть продолжительность переходных процессов, а также время
срабатывания аппаратуры, то эффективность повышения скорости v0 х
окажется еще меньшей. Поэтому обычно принимают k = 2 -е 3.
Продолжительность переходных процессов при длинных ходах
мало влияет на производительность. При коротких ходах число ходов
значительно уменьшается при увеличении времени реверса.
Для сокращения времени реверса в некоторых случаях вместо
одного электродвигателя применяют два двигателя половинной мощ-
ности. При этом момент инерции роторов оказывается значительно
меньшим, чем у одного двигателя. Применение червячной передачи
в цепи привода стола приводит к сокращению суммарного момента
инерции привода. Однако сокращение времени реверса имеет свой
предел. За время реверса у продольно-строгальных станков осущест-
вляется поперечная периодическая подача суппортов, а также подъем
и опускание резцов для обратного хода.
На машиностроительных заводах работают продольно-строгальные
станки с различными приводами стола.
Привод стола осуществляют весьма различными способами. Долгое
время для привода небольших продольно-строгальных станков приме-
няли две электромагнитные муфты. Эти муфты передавали вращение
с различными частотами вращения, соответствующими скоростям
рабочего и обратного хода, и включались поочередно. Муфты связывали
с валом электродвигателя посредством ременных или зубчатых передач.
Вследствие значительной электромагнитной и механической инерции
время реверса таких приводов оказывалось продолжительным и в муф-
тах выделялось много тепла. Регулирование скорости производили
переключением коробки скоростей, которая работала в тяжелых
условиях и быстро изнашивалась.
Для тяжелых продольно-строгальных станков применяли привод
по системе генератор — двигатель. Она обеспечивает значительный
диапазон бесступенчатого регулирования скорости. Для решения диа-
пазона регулирования скорости привода продольно-строгальных стан-
ков применяют систему Г—Д с ЭМУ. К недостаткам таких приводов
относятся большие габариты и значительная стоимость. В отдельных
случаях применяли также привод с двигателем постоянного тока с
параллельным (независимым) возбуждением.
Привод стола продольно-строгального станка минского станкостро-
ительного завода им. Октябрьской революции (рис. 193) выполнен
230
Рис. 193. Схема привода стола продольно-строгального станка
по системе Г—Д с ЭМУ в качестве возбудителя. Регулирование частоты
вращения двигателя производится только изменением напряжения
генератора в диапазоне 15:1. Станок имеет двухступенчатую коробку
скоростей.
Через обмотки 0У1, ОУ2, ОУЗ управления ЭМУ протекает ток, опре-
деляемый разностью задающего напряжения и напряжения отрицатель-
ной обратной связи двигателя Д. Задающее напряжение при вра-
щении двигателя Д вперед снимается с потенциометра РСВ, а при
вращении назад — с потенциометра РСН. Смещая движки потенцио-
метров РСВ и РСН, можно задавать различные частоты вращения.
Автоматически присоединяясь к тем или иным точкам потенцио-
метров, можно обеспечить заданные частоты вращения на соответству-
ющих участках цикла.
Напряжение обратной связи является разностью части напряжения
генератора Г, снятой с потенциометра 1СП, и напряжения, снятого
с обмоток ДПГ и ДПД дополнительных полюсов генератора и двига-
теля и пропорционального току двигателя Д.
Обмотка 0В1 возбуждения генератора Г питается током ЭМУ.
С резисторами ЗСП и СДГ обмотка 0В1 образует сбалансированный
мост. В диагональ моста включен резистор 2СД. При всяком изменении
тока обмотки 0В1 в ней возникает э. д. с. самоиндукции. Равновесие
моста нарушается, и на резисторе 2СД возникает напряжение. Ток
в обмотках 0У1, ОУ2, ОУЗ при этом изменяется и, пока действует
э. д. с., производится дополнительное подмагничивание или размагни-
чивание ЭМУ.
Обмотка 0У4 ЭМУ обеспечивает ограничение тока при переходных
процессах. Она включена на разность напряжения, снятого с обмоток
ДПГ и ДПД, и эталонного напряжения потенциометра 2СП. Диодами
IB, 2В обеспечивается протекание тока в обмотке 0У4 лишь при боль-
231
chipmaker.ru
ших токах двигателя Д, когда первое из этих напряжений больше
второго.
Разность задающего напряжения и напряжения обратной связи
в течение всего переходного процесса должна оставаться достаточно
большой. Компенсацию нелинейных зависимостей производят посред-
ством нелинейных элементов: диодов ЗВ, 4В и ламп накаливания СН,
имеющих нелинейное сопротивление. Диапазон регулирования частоты
вращения у приводов стола по системе Г—Д расширяет изменение маг-
нитного потока двигателя. Применяют также тиристорные электро-
приводы.
Суппорты продольно-строгальных станков подаются обычно при
обратном ходе в течение короткого времени. Процесс подачи должен
закончиться к началу нового рабочего хода (во избежание поломки
резцов). Подача.осуществляется механическим, электрическим и элек-
тромеханическим путем, причем применяют отдельные электродвига-
тели для каждого суппорта или один общий электродвигатель подачи
для всех суппортов. Установочное перемещение суппорта обычно
осуществляет двигатель подачи при соответствующем изменении кине-
матической схемы.
Для изменения величины периодической поперечной подачи помимо
общеизвестных устройств с храповиком применяют электромеханиче-
ские устройства, основанные на различных принципах. В частности,
для регулирования периодической подачи применяют реле времени,
уставку которого можно изменить в широких пределах. Реле времени
включает в конце рабочего хода одновременно с двигателем поперечной
подачи. Оно отключает этот электродвигатель по истечении времени,
соответствующего уставке реле. Величина поперечной подачи
определяется продолжительностью вращения электродвигателя. Для
постоянства подачи необходимо постоянство скорости двигателя и
продолжительности его переходных процессов. Для стабилизации
скорости используют привод с ЭМУ. Продолжительность процессов
пуска и торможения электродвигателя сокращают путем форсирования
этих процессов.
Для изменения поперечной подачи применяют также регулятор,
действующий в функции пути (рис. 194), он представляет собой путевой
Рис. 194. Регулятор поперечной
подачи строгального станка
командоаппарат, отключающий двига-
тель после того, как суппортом будет
пройден определенный путь. Регулятор
имеет диск, на котором на равных рас-
стояниях укреплены кулачки. При рабо-
те двигателя диск, связанный кинемати-
чески с его валом, поворачивается до
тех пор, пока следующий кулачок не воз-
действует на контакт. Это приводит
к отключению электродвигателя от сети.
Однако двигатель продолжает некоторое
время двигаться по инерции. При этом
будет пройден угловой путь, больший,
чем установленный на регуляторе. Вели-
232
Рис. 195. Система подачи продоль-
но-строгального станка 724
К схеме
управления
чине подачи будет, таким образом, соответствовать не путь аб, а путь
ав. При следующей периодической подаче отрезок пути, соответствую-
щий дуге вг, может оказаться слишком малым для разгона электродви-
гателя до установившейся скорости. Поэтому при отключении двигателя
кулачком г скорость вращения двигателя будет меньше, а следователь-
но, и путь ad, пройденный по инерции, будет меньше, чем при предыдущей
периодической подаче. Таким образом, получим вторую подачу, соот-
ветствующую дуге вд, меньшую, чем первая. Для разгона двигателя
при следующей поперечной подаче предоставляется снова больший
путь де. Скорость двигателя в конце его разгона будет выше, и, следо-
вательно, величина выбега по инерции еж также увеличится. Таким
образом, при небольшой величине поперечных подач будут чередо-
ваться большие и меньшие подачи.
Для регулятора поперечной подачи рассмотренного типа может
быть применен нерегулируемый асинхронный короткозамкнутый дви-
гатель. Величину поперечной подачи можно регулировать изменением
передаточного отношения кинематической цепи, связывающей вал
электродвигателя с диском командоаппарата. Число кулачков на диске
можно изменять.
При использовании электромагнитных многодисковых муфт значи-
тельно сокращается продолжительность переходных процессов. Эти
муфты обеспечивают достаточно быстрое действие (10—20 и более вклю-
чений в секунду).
Система подачи станка 724 представлена на рис. 195. Величина
подачи устанавливается диском 2 с шипами, который начинает вра-
щаться при включении электродвигателя 1 подачи. Над этим диском
помещается электромагнитное реле 3 подачи суппорта, которое вклю-
чается одновременно с двигателем подачи. При включении реле 3
шток опускается так, что его могут задевать шипы вращающегося
диска. Контакты реле при этом замыкаются. Когда шип диска при-
поднимает шток, контакты реле разомкнутся и двигатель отключится
от сети. Для обеспечения нужного числа подач используют набор
дисков с различным числом шипов. Диски насаживают рядом на общую
233
chipmaker.ru
Рис. 196. Подъем резцов у продольно-строгальных
станков
ось. Реле подачи можно
перемещать так, чтобы
оно могло работать с
любым диском.
Для подъема резцов
во время обратного хода
часто используют элект-
ромагниты. Обычно каж-
дую резцовую головку
обслуживает отдельный
электромагнит (рис.
196, а). Опускание голо-
вок происходит под дей-
ствием силы тяжести. 1
Для смягчения удара у тяжелых головок применяют воздушный демп-
фер. Более плавный подъем и опускание резцовой головки можно
получить, применяя реверсивный электродвигатель, вращающий экс-
центрик (рис. 196, б). Такой подъем резцов применяют на тяжелых
станках. Перемещение и зажим поперечины продольно-строгальных
станков производят так же, как и у карусельных станков.
На продольно-строгальных станках часто приходится обрабаты-
вать заготовки, имеющие проемы или впадины, не подвергаемые обра-
ботке. В этом случае целесообразно изменять скорость движения стола
(рис. 197, а). Стол будет проходить проем с повышенной скоростью,
равной скорости обратного хода.
При обработке на продольно-строгальных станках заготовки, не
имеющей проемов и впадин (рис. 197, б), возможно сокращение машин-
ного времени путем повышения скорости резания на участке 2—3.
На участках 1—2 и 3—4 скорость уменьшают во избежание поломки
инструмента и смятия передней кромки заготовки при врезании, а
также выкрашивания материала при выходе инструмента.
В обоих описанных случаях используют регулируемые электропри-
воды. Изменение скорости производят путевые переключатели, на
которые воздействуют кулачки, поставленные в соответствующих
точках пути.
У поперечно-строгальных и долбежных станков ход ползуна (штос-
селя) мал, и возвратно-поступательное движение осуществляет кулис-
ная передача. Увеличение скорости ползуна при обратном ходе обе-
спечивается той же ку-
лисной передачей. Элек-
трификация попереч-
но-строгальных и дол-
бежных станков про-
ста и сводится к при-
менению нереверсивных
коротко-замкнутых дви-
гателей и простейших
Рис. 197. Автоматическое изменение скорости по-
дачи стола продольно-строгальных станков
схем контакторного уп-
равления.
234
§ 46. ЭЛЕКТРИФИКАЦИЯ ФРЕЗЕРНЫХ
И ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ
Электрификация фрезерных станков. Привод главного движения:
асинхронный короткозамкнутый двигатель; асинхронный двигатель
с переключением полюсов. Торможение: противовключением; посред-
ством электромагнита. Общий диапазон регулирования (20—30) : 1.
Привод подачи: механический от цепи главного движения; асин-
хронный короткозамкнутый двигатель; двигатель с переключением
полюсов (движение стола продольно-фрезерных станков); система
Г—Д (движение стола и подача головок продольно-фрезерных стан-
ков); система Г—Д с ЭМУ (движение стола продольно-фрезерных
станков); тристорный привод; регулируемый гидропривод. Общий
диапазон регулирования 1 : (5—60).
Вспомогательные приводы используют для: быстрого перемещения
фрезерных головок; перемещения поперечины (у продольно-фрезер-
ных станков); зажима поперечин; насоса охлаждения; насоса смазки;
насоса гидросистемы.
У горизонтально-фрезерных станков фланцевые электродвигатели
обычно устанавливают на задней стенке станины, а у вертикально-
фрезерных — чаще всего вертикально на верху станины. Применение
отдельного электродвигателя для привода подачи значительно упро-
щает конструкции фрезерных станков. Это допустимо, когда на станке
не производят зуборезных работ.
На фрезерных станках распространены цикловые системы програм-
много управления. Их применяют для прямоугольного формообра-
зования. Широко применяют числовые СПУ для обработки криволи-
нейных контуров.
Структурная схема четырехкоординатной СЧПУ фрезерного станка
ФП-4 показана на рис. 198. В этой СЧПУ программа записывается
на четырех дорожках магнитной ленты 2, где для каждой оси координат
используют одну дорожку. Сигналы, считанные магнитной головкой 3,
например, дорожки оси X через усилитель считывания 5 поступают
в коммутатор 6, который
через силовой усилитель
7 направляет их в за-
данной последовательно-
сти на обмотку шагового
двигателя 8. С валом
двигателя 8 связан гид-
роусилитель 9, который
и осуществляет переме-
щение стола по оси X.
Коммутатор 6 и усили-
тели 5 и 7 входят в со-
став блока усиления 4.
Управление перемеще-
Рис. 198. Структурная схема контурной системы
программного управления фрезерного стайка
ниями по остальным
осям координат осущест-
235
r.ru
вляется аналогичным образом. Применение коммутаторов 6 усложняет
систему управления, обеспечивая, однако, возможность применить
более узкую магнитную ленту, поскольку для каждой координаты
используется одна дорожка, а не три. Ручное управление перемеще-
ниями осуществляется посредством генератора импульсов 1, частоту
которого можно регулировать. Они обеспечивают циклы полуавтома-
тической обработки.
У продольно-фрезерных станков для привода каждого из шпинде-
лей обычно применяют отдельные асинхронные короткозамкнутые
двигатели и многоступенчатую коробку скоростей. Диапазоны регу-
лирования скорости приводов шпинделей доходят до 20 : 1. Цепи
управления двигателями шпинделей, не участвующих в обработке
детали, отключают переключателями управления. Останов работаю-
щего привода шпинделя производится только после полного прекра-
щения подачи. Для этого в схеме устанавливают реле времени. Пуск
двигателя подачи возможен только после включения двигателя шпин-
деля.
Привод стола тяжелых продольно-фрезерных станков должен
обеспечить подачи от 50 до 1000 мм/мин. Кроме того, необходимо
быстрое перемещение стола со скоростью 2—4 м/мин и медленное
перемещение при настройке станка со скоростью 5—6 мм/мин. Общий
диапазон регулирования скорости привода стола доходит до 1 : 600.
На тяжелых продольно-фрезерных станках распространен электро-
привод по системе Г—Д с ЭМУ. Электроприводы вертикальных и гори-
зонтальных (боковых) бабок сходны с приводом стола, но имеют зна-
чительно меньшую мощность. Если не требуется одновременного
перемещения бабок, то применяют общий преобразовательный агрегат
для приводов всех бабок. Такое управление является более простым
и связано с меньшими затратами средств. Осевое перемещение шпин-
делей производят тем же приводом подачи. Для этого соответственно
переключают кинематическую цепь. У тяжелых продольно-фрезерных
станков с подвижным порталом для его перемещения также приме-
няют отдельный электродвигатель.
Для повышения плавности работы некоторых фрезерных станков
применяют маховики. Их обычно насаживают на приводной вал
фрезы.
У зубофрезерных станков необходимое соответствие главного дви-
жения и движения подачи обеспечивается путем механической связи
цепи подачи с цепью главного движения.
Электрификация зуборезных станков. Привод главного движения:
асинхронный короткозамкнутый двигатель.
Привод подачи: механический от цепи главного движения.
Вспомогательные приводы используют для: быстрого перемещения
кронштейна и задней стойки; перемещения фрезерной головки; единич-
ного деления; поворота стола; насоса охлаждения; насоса смазки;
насоса гидроразгрузки (у тяжелых станков).
Специальные электромеханические устройства и блокировки: устрой-
ство для счета числа циклов; автоматические устройства для компенса-
ции размерного износа инструмента.
236
У ряда зубообрабатывающих станков применяют счетные устрой-
ства. Их используют на шевинговальных станках для счета проходов, на
станках для предварительной прорезки зубчатых колес, для счета
числа делений и для счета числа обработанных деталей.
У зубодолбежных станков главное возвратно-поступательное дви-
жение осуществляется посредством кривошипов и эксцентриковых
передач. Электрооборудование зубодолбежных станков несложно.
Применяют магнитные пускатели с дополнительным управлением
«толчками» (для наладки). Торможение привода осуществляют чаще
всего электромагнитом.
§ 47. ЭЛЕКТРИФИКАЦИЯ ШЛИФОВАЛЬНЫХ
И ДОВОДОЧНЫХ СТАНКОВ
Электрификация плоскошлифовальных станков. Привод шпинделя:
асинхронный короткозамкнутый двигатель; асинхронный двигатель
с переключением полюсов; двигатель постоянного тока. Торможение:
противовключением и посредством электромагнита.
Привод стола: регулируемый гидропривод; реверсивный асинхрон-
ный короткозамкнутый двигатель с торможением противовключением
или посредством электромагнита; привод с ЭМУ, асинхронный корот-
козамкнутый двигатель (при вращающемся столе).
Вспомогательные приводы используют для: гидронасоса попереч-
ной периодической подачи; поперечной подачи (асинхронный коротко-
замкнутый двигатель или двигатель постоянного тока на тяжелых
станках); вертикального перемещения шлифовальной бабки; насоса
охлаждения; насоса смазки; транспортера и мойки; магнитного
фильтра.
Специальные электромеханические устройства и блокировки: элек-
тромагнитные столы и плиты; демагнетизаторы; магнитные фильтры
для охлаждающей жидкости; счет числа циклов для правки крута;
устройство активного контроля.
Характерной чертой развития шлифовальных станков за послед-
ние годы является быстрое повышение скоростей шлифования с 30—35
до 80 м/с и выше. Широкое использование металлических кругов,
шаржированных естественными и искусственными алмазами и нового
абразивного материала — эльбора открывает возможности дальней-
шего повышения скоростей шлифования.
Для привода шлифовального круга плоскошлифовальных станков
обычно применяют асинхронные короткозамкнутые двигатели. Они
могут иметь встроенное исполнение и составлять одно целое с шли-
фовальной бабкой.
Шлифовальный шпиндель является одновременно валом электро-
двигателя и лишь в случае необходимости повышенной или (реже)
пониженной частоты вращения абразивного круга его связывают
с валом электродвигателя ременной передачей. Вследствие значитель-
ной инерционности круга время вращения шлифовального шпинделя
по инерции составляет 50—60 с и более. Когда это время необходимо
уменьшить, прибегают к электрическому торможению.
237
chipmaker.ru
Обычно частоту вращения электродвигателя шлифовального круга
не регулируют. Бесступенчатое регулирование частоты вращения
шлифовального шпинделя в небольших пределах (1,5 : 1), в некоторых
случаях применяют для сохранения постоянной окружной скорости
абразивного круга по мере его изнашивания.
Стремление уменьшить вибрации при работе приводов, установ-
ленных на шлифовальных станках, привело к применению разного
рода амортизаторов при установке электродвигателей и к широкому
использованию ременных передач, мягких муфт и гидравлических
систем.
Особое значение для шлифовальных станков имеют тепловые
деформации, возникающие в процессе обработки детали. Для пре-
дотвращения нагревания детали ее обильно охлаждают эмульсией,
которую иногда подводят через полный вал круга, а иногда и через
поры шлифовального круга. Насосы охлаждающей жидкости устанав-
ливают на резервуарах с эмульсией, помещаемых отдельно от станка
во избежание нагрева станка остывающей эмульсией. Электродвига-
тели таких насосов присоединяют к схеме станка штепсельными сое-
динениями.
Столы с возвратно-поступательным движением на небольших стан-
ках обычно перемещает гидропривод. Переключения скорости осу-
ществляют гидроупоры. На тяжелых станках применяют различные
регулируемые приводы.
Особенностью периодической поперечной подачи шл ифовальных
станков является малая величина наименьшей подачи (1—5 мкм).
Такую подачу часто осуществляют посредством гидропривода, воздей-
ствующего на храповой механизм. Для привода вращающихся столов
плоскошлифовальных станков часто применяют электропривод с ЭМУ.
В отдельных случаях используют также и регулируемый гидропривод
вращательного движения.
Приспособление для правки круга у шлифовальных станков, рабо-
тающих по автоматическому, а иногда и по полуавтоматическому
циклу, имеет обычно гидропривод. Реже используют электрический
привод. Правку производят через определенные промежутки времени,
достигающие 1 ч, а иногда и больше. Для автоматизации процесса
используют моторные реле времени. Другим решением этой задачи
является применение реле счета импульсов.
На плоскошлифовальных станках широко применяют электромаг-
нитные плиты (а также плиты с постоянными магнитами) и вращаю-
щиеся электромагнитные столы. На некоторых плоскошлифовальных
станках с вращающимся столом загрузка мелких деталей,, их закреп-
ление, снятие и размагничивание происходят непрерывно во время
вращения стола.
Электрификация круглошлифовальных, внутришлифовальных и
бесцентрово-шлифовальных станков.
Привод шпинделя: асинхронный короткозамкнутый двигатель.
Привод вращения: асинхронный короткозамкнутый двигатель с пе-
реключением полюсов; двигатель постоянного тока (с динамическим
торможением); система Г—Д с ЭМУ; асинхронный короткозамкнутый
238
двигатель с электромагнитной муфтой скольжения; привод с магнит-
ным усилителем и двигателем постоянного тока; тиристорный привод
постоянного тока.
Привод подачи: регулируемый гидропривод; двигатель постоянного
тока; система Г—Д.
Вспомогательные приводы используют для: насоса охлаждения;
насоса гидроподачи; насоса смазки; правки круга; пылесоса; переме-
щения шлифовальной бабки; перемещения задней бабки; вращения
ведущего круга (у бесцентровых станков); транспортера деталей;
подачи ведущего круга; осциллятора; магазинного устройства; маг-
нитного сепаратора.
Специальные электромеханические устройства и блокировки: элек-
трические измерительные устройства для активного контроля и авто-
матической подналадки; устройства для автоматической правки
кругов; электромагнитные патроны; магнитные сепараторы охлаждаю-
щей жидкости.
У тяжелых круглошлифовальных станков для вращения абразив-
ного круга обычно применяют регулируемые двигатели с парал-
лельным возбуждением. По мере износа абразивного круга и
уменьшения его диаметра скорость привода изменяют так, чтобы
скорость резания не менялась. Диапазон регулирования состав-
ляет 2:1.
Для вращения детали на тяжелых круглошлифовальных станках
обычно используют привод по системе Г—Д с диапазоном регулирова-
ния 1 : 10, а также терпсторные приводы. Особенность привода состоит
в большом моменте нагрузки при пуске (до 2 Л1н).
Для продольной подачи на тяжелых продольно-шлифовальных
станках наиболее часто применяют привод с ЭМУ с диапазоном регу-
лирования до 50 : 1, а в последние годы — тиристорные приводы.
Дополнительное механическое регулирование обычно не производят.
Привод продольной подачи должен обеспечивать постоянство задан-
ной скорости с погрешностью до 5%. Останов должен производиться
с погрешностью не более 0,5 мм. Для повышения точности реверси-
рования скорость перед реверсом снижают.
Для продольной подачи иногда используют многоскоростные
асинхронные двигатели с многоступенчатой коробкой подач. Такой
привод более прост и надежен. Однако его применяют реже, так как
он не дает возможности плавного регулирования. Установочные пере-
мещения производят со скоростью 5—7 м/мин.
Для тяжелых шлифовальных станков применение электропривода
с бесступенчатым регулированием скорости имеет особое значение.
Такой привод дает возможность не работать со скоростями, при кото-
рых возникает вибрация. Кроме того, обеспечивается повышение
производительности. Для контроля нагрузки, а также степени затуп-
ления круга иногда используют ваттметры, которые включают в цепь
двигателя шпинделя.
На бесцентрово-шлифовальных станках применяют осевое осцилли-
рующее движение круга(до 6 мм). При этом повышается частота обра-
ботки. Для внутреннего шлифования отверстий малых диаметров при-
239
chipmaker.ru
Рис. 199. Контроль начала
резания на шлифовальных
станках
меняют шлифовальные электрошпиндели
с электродвигателями повышенной частоты.
У круглошлифовальных станков для по-
вышения производительности обычно под-
водят абразивный круг к обрабатываемой
детали на большой скорости. Если на не-
котором небольшом расстоянии круга от
обрабатываемой поверхности автоматически
осуществить переход на рабочую подачу,
то путь дальнейшего перемещения до нача-
ла процесса резания будет переменной
величиной. Это происходит по причине
непостоянства у разных деталей припуска на обработку, а также износа
шлифовального круга. Медленное перемещение шлифовального круга
до его врезания требует значительного времени. Для его сокращения
используют возрастание тока электродвигателя в начале процесса
резания. В этом случае (рис. 199) в одну фазу электродвигателя вклю-
чают обмотку реле тока РТ через трансформатор тока ТТ. При вре-
зании круга ток электродвигателя возрастает, реле тока включается
и своими контактами осуществляет переключение на рабочую подачу.
Для повышения чувствительности устройства параллельно двигателю
включают конденсаторы Cl, С2, СЗ, подобранные так, чтобы реактив-
ная составляющая тока холостого хода оказалась скомпенсированной.
Для тех же целей применяют реле мощности, а также фотоприем-
ники, подающие сигнал от искрения, возникающего при врезании
абразивного круга. Для повышения производительности и точности
шлифовальных станков расширяется использование активного конт-
роля и подналадки.
На некоторых плоскошлифовальных станках с вращающимся
столом и шлифованием периферией круга значительное сокращение
машинного времени может быть получено путем автоматического уве-
личения частоты вращения стола по мере приближения круга к оси
вращения стола.
Для очистки смазочно-охлаждающей жидкости на шлифовальных
станках применяют магнитные фильтры (рис. 200). Ротор 1 такого
фильтра состоит из восьми рядов подковообразных магнитов, привин-
ченных к металлическому основанию (рис. 200, а). Каждый ряд со-
держит шесть магнитов. Магниты ротора, окруженные тонким листом
из немагнитного металла, образуют цилиндр, с полюсами на поверх-
ности. Ротор 1 помещен в бак 2 (рис. 200, б), через который пропускают
охлаждающую жидкость. Ротор приводится во вращение отдельным
электродвигателем. Тонкий слой жидкости, заключенный в проме-
жутке между стенкой бака и поверхностью ротора, подвергается воз-
действию магнитного поля. При этом ферромагнитные частицы притя-
гиваются к поверхности ротора и счищаются скребком 3 в лоток 4.
Вместе с ферромагнитными частицами из жидкости удаляется до 80%
неметаллических частиц. Для охлаждения масла гидросмеси иногда
применяют холодильные установки с радиатором, погруженным, в бак
с маслом.
240
Рис. 200. Магнитный фильтр для очистки смазочно-охлаждающей жидкости
В отечественном машиностроении получил распространение про-
цесс электрохимического алмазного шлифования (рис. 201). В этом
процессе металл снимается вследствие совместного действия электро-
химического растворения и абразивного шлифования. При этом
в 2—3 раза возрастает производительность по сравнению с абразивным
алмазным шлифованием и втрое сокращается расход алмазных кругов.
Электроалмазное шлифование позволяет обрабатывать твердые сплавы
и материалы, у которых абразивное алмазное шлифование сопровож-
дается трещинами, прижогами и заусенцами. При этом чистота поверх-
ности практически не зависит от зернистости круга, так как микро-
неровности в значительной степени устраняются анодным растворением
алмазных зерен в зазоре между поверхностью обрабатываемой метал-
лической детали и шлифовальным кругом. Через этот зазор, состав-
ляющий несколько десятков микрометров, прокачивают электролит,
представляющий водный раствор солей, например, азотнокислого
натрия и калия концентрацией до 10—15%.
Трехфазный асинхронный короткозамкнутый двигатель Д (рис. 201)
приводит во вращение генератор Г постоянного тока напряжением
4—12 В с параллельным возбуждением. Положительный полюс гене-
ратора Г присоединяют к обрабатываемой детали ОД, а отрицательный
через щетки Щ1 и Щ2, включенные для надежности параллельно друг
другу, подают на основание алмазного круга KLU. При возрастании
зернистости круга напряжение генератора понижают путем умень-
Рис. 201. Электрохимическое алмазное шлифование
241
chipmaker.ru
шения тока обмотки возбуждения ОВ генератора Г посредством рео-
стата РВ.
Взамен двигателя Д и генератора Г часто применяют селеновые и
кремниевые выпрямители, компактные и н£ создающие вибраций.
Скорость шлифования составляет 25—30 м/с. Е^ процессе электроалмаз-
ного шлифования выделяются парообразные продукты электрохими-
ческих реакций. Для их отсоса используют специальную установку.
Электроалмазное шлифование используют для плоской шлифовки
и заточки инструмента. Отечественная промышленность выпускает
ряд станков для электроалмазной заточки режущего инструмента.
§ 48. ЭЛЕКТРООБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ
ЛИНИЙ
Автоматическими линиями называют комплексы автоматизирован-
ных производственных агрегатов, связанных транспортными устрой-
ствами, перемещающими детали между позициями, на которых произ-
водится обработка. Автоматические линии обеспечивают повышение
производительности труда и качества продукции, а также снижение
ее себестоимости. В состав автоматических линий в зависимости qt их
назначения входят следующие агрегаты.
1. Металлорежущие станки (общего назначения, агрегатные и
специальные).
2. Транспортеры, подъемники и склизы (лотки).
3. Поворотные столы и барабаны (кантователи).
4. Накопители (бункеры).
5. Фиксирующие и зажимные устройства-
6. Контрольные и сортировочные автоматы.
7. Машины для обработки давлением.
8. Печи (отжигательные, закалочные, плавильные).
9. Сборочные автоматы.
10. Упаковочные агрегаты..
11. Агрегаты для сварки, установки т. в. ч. и т. д.
Сложные производственные комплексы, включающие разнообраз-
ные виды обработки, а также сборку и упаковку, часто называют авто-
матическими цехами или автоматическими зародами.
В автоматических линиях применяют многочисленные узлы с меха-
нической автоматизацией посредством кулачков, узлы и целые станки
с автоматизированными гидроприводами и пневматическими устрой-,
ствамп. Однако согласование работы всех этих разнообразных систем
выполняется средствами электроавтоматики.
С помощью электроавтоматики достаточно просто можно объеди-
нить в единую систему разные производственные машины, располо-
женные на значительном расстоянии и различно ориентированные
друг относительно друга. Решение таких задач посредством систем
механического или гидравлического управления в подавляющем
большинстве случаев оказывается практически невозможным.
В состав автоматической линии 1Л133 (риС- 202) входит пять гори-
зонтальных агрегатных станков С1—С5 с двумя силовыми головками
242
Рис. 202. Автоматическая линия из агрегатных станков
на каждом станке. Обрабатываемую деталь устанавливают в приспособ-
лении-спутнике 2. Для фиксирования детали используют механизм
фиксации /, установленный в загрузочной позиции 7. В конце линии
имеется разгрузочное устройство 9. Перемещение детали из одной
рабочей позиции в другую осуществляет транспортер 10. Посредством
транспортера возврата 5 и боковых транспортеров 6 и 11 спутники
от конца линии передаются к ее началу. Стружка, образовавшаяся
в процессе обработки, удаляется шнековым транспортером 3, располо-
женным под главным транспортером 10 ниже уровня пола. Управле-
ние линией производят с центрального пульта 8.
Аппаратура управления линией установлена в электрошкафлх 12.
Соединительные провода помещены в короба 13, которые устанавли-
вают над станками линии. В состав линии входят также гидростан-
ции Г1 и Г2, а также моечная станция 4. Для перехода через транспор-
тер возврата 5 установлена эстакада (мостик) 14 с лесенками.
Электрическая система автоматической линии станков обеспечи-
вает: централизацию управления и контроля; заданную последова-
тельность движений механизмов; возможность переналадки при изме-
нении технологического процесса; возможность широкого использо-
вания стандартных аппаратов и узлов.
Основной формой управления автоматическими линиями станков
является управление в функции пути. Это обусловлено необходимостью
в любой момент контролировать взаимное положение деталей и инстру-
ментов. Путевое управление обычно строится так, что команда на
последующее действие подается тогда, когда предыдущее действие
уже закончено. При этом, как правило, отдельные станки авт^мати-
243
chipmaker.ru
ческой линии имеют свой замкнутый цикл управления в функций
пути. Этот цикл начинается с подачи извне командного импульса.
После окончания цикла со станка подается в систему новый командный
импульс на выполнение следующего перемещения.
Для осуществления управления в функции пути на станках авто-
матических линий обычно используют путевые переключатели. У тран-
спортных устройств подачу команды иногда осуществляет деталь,
замыкая ту или иную цепь управления.
Управление разрабатывают так, что если по обработке детали на
одном из станков возникает какая-либо неисправность, все остальные
станки линии закончат свой производственный цикл так, как это было
бы при отсутствии аварии, и автоматически остановятся. При этом
сразу выявляется место неисправности.
В качестве вспомогательных форм управления в автоматических
линиях используют также управление в функции времени, нагрузки и
скорости. Управление в функции времени, в частности, применяют для
осуществления зачистных операций, которые производятся без подачи
инструмента. Управление в функции нагрузки используют в зажимных
устройствах, а управление в функции скорости — при электрическом
торможении.
Управление автоматическими цехами и заводами отличается от
управления линиями тем, что, кроме контроля перемещений, возни-
кает необходимость в контроле температуры, твердости, силы тяжести,
консистенции, влажности, состава и т. д.
Промежуток между подачей двух соседних команд называют тактом
автоматической линии. За время такта совершается определенное
действие. Комплекс тактов, нужных для обработки детали, называют
циклом линии.
Широко распространен цикл, состоящий из следующих шести
основных тактов: перемещение детали транспортером; фиксации де-
тали; зажим; обработка детали; освобождение от фиксации (расфикса-
ция); освобождение детали от зажатия (разжим). Действие механизмов
линии, для повышения производительности, когда это возможно,
стараются совместить. Часто расфиксирование и разжим деталей
выполняют за один такт.
Режимы работы линий делят на: автоматический непрерывного
повторения циклов; полуавтоматический работы одиночным циклом;
специальный с исключением из работы некоторых агрегатов и режим
наладки. На тот или иной режим работы линию включают специаль-
ным переключателем режимов.
Если загрузка детали не автоматизирована, то применяют полу-
автоматический режим работы. При этом режиме, загрузив деталь,
рабочий каждый раз, нажимая кнопки, пускает линию. Без этого
линия, закончив цикл, остановится. Такой режим применяют, когда
для рабочего, загружающего детали, снимающего детали и пр., цикл
линии является слишком кратким.
При режиме наладки толчковые перемещения производятся нажа-
тием отдельных кнопок. Чтобы при таком нажатии сигнал не переда-
вался в цепи, относящиеся к автоматической работе линии, иногда
244
Рис. 203. Переключение режимов работы
автоматической линии
Рис. 204. Схемы предвари-
тельного пуска и контроля
темпа
используют размыкающий контакт 1К.У (рис. 203, а), разрывающий
цепь автоматического управления. Однако в этом случае при автома-
тической работе случайный нажим на 1КУ прекращает работу по
автоматическому циклу. Поэтому целесообразнее использовать отдель-
ные реле автоматической работы РАР (рис. 203, б), запорные вентили
или двухобмоточные реле (рис. 203, в, г).
Система кнопочного управления облегчает настройку и ремонт
агрегатов линии. Она позволяет вмешиваться в автоматическую работу
линии при различных неполадках. Посредством кнопочного управле-
ния производят: пуск постоянно работающих двигателей; пуск линии;
останов ее; наладочное управление станками и агрегатами.
Постоянно работают двигатели гидронасосов, насосов охлаждения,
смазки, транспортера удаления стружки, а часто и двигатели привода
инструментов. Двигатели одного назначения включают общей кноп-
кой. Одновременный пуск всех электродвигателей линии с большим
числом станков сопровождается значительными пусковыми токами.
Для уменьшения пусковых токов электродвигатели включают груп-
пами посредством реле времени.
Часто применяют предварительный пуск линии. В этом случае
рабочий, загрузив деталь, нажимает кнопку ПП предварительного
пуска линии, не дожидаясь окончания цикла (рис. 204, а). При этом
замыкающий контакт реле РИЛ исходного положения линии открыт.
Включается реле РП и переходит на самопитание. Оно отключается
размыкающим контактом Р1Д во время одного из первых движений.
В случае нажатия кнопки ОП пуск линии может быть отменен.
Применяют два вида останова линии: предварительный по окон-
чании цикла и экстренный аварийный. Для предварительного оста-
нова линии ее переключают на режим полуавтоматической работы.
Тогда линия закончит цикл и остановится при исходном положении -
245
chipmaker.ru
всех подвижных узлов. При экстренном аварийном останове линия
отключается мгновенно на любом этапе ее работы. Для аварийного
останова используют ряд кнопок «стоп» с грибообразной головкой,
размещенных в нескольких местах по всей длине линии. Кнопки уста-
новлены на достаточной высоте, чтобы случайное их нажатие было
исключено, так как останов линии во время обработки может вызвать
поломки инструмента и брак деталей. В последние годы взамен ряда
кнопок аварийного останова применяют трос, протянутый вдоль линии
на достаточной высоте. Потянув за трос воздействуют на выключатель,
отключающий линию.
Станки, которые можно использовать также и вне линии, имеют
самостоятельную систему управления.
На линиях повышенной сложности применяют контроль темпа
линии (рис. 204, б). Реле Р1Д включается при первом движении и,
в свою очередь, включает своим замыкающим контактом реле вре-
мени РВТ, у которого установка несколько превышает время цикла
линии. Это реле отключается, когда все агрегаты вернулись в исход-
ное положение и контакт реле РИЛ разомкнулся до истечения уставки
реле РВТ. Если реле РВТ успеет сработать, оно отключит линию и
даст Сигнал о затяжке темпа.
Иногда контролируют начало цикла. Если при включении линии
один из агрегатов в течение нескольких секунд не начнет переме-
щаться, специальное реле времени отключает линию в конце цикла
или запрещает следующий цикл при полуавтоматическом режиме.
В настоящее время используют децентрализованные и централизо-
ванные системы управления автоматической работой линий. При
децентрализованном управлении датчики (путевые переключатели,
реле времани, реле давления и др.) подают команды на включение
промежуточных реле, которые включают исполнительные аппараты.
При централизованном управлении посредством датчиков включают
специальный командоаппарат с электрическим или гидравлическим
приводом. Его барабан поворачивается на определенный угол и вклю-
чает исполнительные аппараты, нужные для обеспечения данного
перемещения.
Число положений командоаппарата равно числу тактов линии.
Число контактов, замыкаемых в каждом положении, зависит от числа
движений, одновременно осуществляемых в данном такте. Обычно
командоаппарат имеет барабан с переставными кулачками, воздей-
ствующими на путевые переключатели.
Схема управления гидравлическим приводом командоаппарата
представлена на рис. 205.
Рис. 205. Схема управления командоаппаратом
Реле Р включает электромаг-
нит золотника, который затем
включает гидропривод пово-
рота барабана. В исходном
положении каждого шага при-
вода нажат контакт 1КА, в
конечном — контакт 2RA.
Если барабан командоаппара-
246
та находится в первом положении, а привод — в исходном положении,
то контакты 1КА и IKK замкнуты. Когда все механизмылинии, выпол-
нив рабочие операции, займут должные положения, они воздействуют
на путевые переключатели (на рис. 205 не обозначены), и реле Р
включит привод. Барабан командоаппарата повернется из первого по-
ложения во второе положение, контакт IKK разомкнется, а контакт
2КК замкнется; кроме того, в конечном положении привода разомкнет-
ся контакт 2КА. Реле Р отключит движение вперед, затем гидроуп-
равление обеспечит автоматический возврат привода в исходное положе-
ние. Новый поворот барабана начнется, когда механизмы линии, соот-
ветствующие второму такту, переместятся в надлежащие положения.
Командоаппараты дают возможность уменьшить число промежуточ-
ных реле схемы. Однако при большом числе тактов командоаппараты
получаются громоздкими. Унификация и централизованное их произ-
водство затруднены вследствие большого разнообразия линий. Это
приводит к применению смешанных систем, где одни устройства
(например, транспортные) управляются в централизованном порядке,
а остальные — в децентрализованном. Случайный переход командо-
аппарата через позицию влечет за собой тяжелую аварию. Кроме того,
время срабатывания командоаппарата значительно превышает время
срабатывания промежуточных реле. Применяют также командоаппа-
раты без поворотных барабанов, в которые при каждом такте линии
происходит переключение ряда промежуточных реле.
При централизованном управлении обеспечивается жесткая после-
довательность движений, команды выдаются непосредственно испол-
нительным механизмам и, после получения сигнала о выполнении
команд, они отменяются. При этом обеспечивается жесткая память
тактовых состояний линии, что важно при останове линии от переры-
вов в электроснабжении, при срабатывании защиты и пр. При децент-
рализованном управлении команды передаются промежуточным реле,
которые отпадают при снятии напряжения и потому не могут обеспе-
чить запоминания тактового состояния линии. Недостатком централи-
зованного управления является наличие командоаппарата с опре-
деленной вероятностью отказов в работе, недостаточная гибкость
управления, а также дополнительное время, необходимое для работы
командоаппарата. При использовании слаботочной аппаратуры коман-
доаппараты обычно не применяют.
В автоматических станочных линиях применяют многочисленные
электрические блокировки. Они, например, делают возможным: подвод
силовых головок лишь в том случае, когда обрабатываемая деталь
зафиксирована и зажата; освобождение деталей только тогда, когда
силовые головки отойдут в исходное положение; пуск транспортера
лишь после завершения процесса обработки и т. д. Для осуществле-
ния блокировок используют путевые переключатели и реле давления.
Последние срабатывают, когда головки с гидроприводом доходят до
упора. В случае аварийного уменьшения давления в гидросистеме
зажима детали все головки автоматически отводятся назад.
Кроме блокировки рабочего цикла используют наладочные блоки-
ровки, которые исключают или ограничивают вредные последствия
247
chipmaker.ru
неправильных действий оператора. Для наладочного управления
каждым станком линии обычно применяют кнопочные станции, рас-
положенные на этом станке. Управление всей линией выносится на
центральный пульт, который снабжен световой сигнализацией, ука-
зывающий исправность действия отдельных механизмов линии. Когда
силовая головка начинает перемещаться вперед, включается сигналь-
ная лампа, соответствующая ей. Если головка не вернулась почему-
либо в исходное положение, горящая лампа указывает, какая из
головок требует наладки.
При аварийном останове механизмы линии оказываются в проме-
жуточных положениях. Для пуска линии после аварийного останова
необходимо подвижные узлы отдельных станков вернуть в исходные
положения. Это можно осуществить с помощью кнопок наладочного
режима.
Учитывая значительную сложность схем электрического управле-
ния автоматическими линиями станков, их снабжают многочислен-
ными сигнальными устройствами, указывающими место аварии.
Вследствие колебаний напряжения питания, различие между горением
сигнальной лампы полным и неполным накалом иногда недостаточно
четко. Поэтому удобно использовать мигание сигнальных ламп.
В данном случае неполный накал лампы означает целость ее нити,
полный накал — нормальное состояние контролируемого объекта,
мигание — аварийное состояние.
Схема сигнализации выполненных движений показана на рис. 206.
После команды на первое движение замыкается контакт 1К и лампа
1ЛС загорается вполнакала. Когда это движение закончится, замы-
кается контакт 2К реле, включающего следующее движение. Тогда
лампа 1ЛС загорается полным накалом, а лампа 2ЛС горит вполна-
кала и т. д. Кнопкой КУ можно проверить исправность сигнальных
ламп. После останова линии ярко горящие лампы укажут законченные
движения, а горящие вполнакала — неза-
конченные. В данной схеме реле IK, 2К.
и т. д. остаются включенными до конца
цикла.
Неполадки в работе электрической ча-
сти линии наиболее часто возникают вслед-
ствие подгорания контактов и заедания
в механизмах путевых переключателей.
Для облегчения определения места аварии
применяется электрическая сигнализация.
На линиях с командоаппаратами исполь-
зуют специальные искатели повреждения.
Они указывают незамкнувшийся контакт
в цепи, включающий привод командоап-
парата.
Рассмотрим работу отдельных агрега-
тов и узлов автоматических линий.
Станки. Электроуправление станками
автоматических линий сходно с электро-
Рис. 206. Контроль выпол-
ненных перемещений
248
управлением отдельными станками. Только команда на пуск
станка подается от устройства фиксирования или зажима детали.
На автоматических линиях широко используют специальные агрегат-
ные станки с силовыми головками. Применяют головки с механическим
приводом и с гидроприводом. Для управления гидроприводом при-
меняют двухпозиционные золотники, включающие и отключающие
поток масла, поступающего в цилиндр. Эти золотники могут обеспе-
чить, например, подвод и отвод головки.
Кроме того, используют трехпозиционные золотники, направляю-
щие поток масла по одному из двух направлений или прекращающие
поступление масла в цилиндр. Такие золотники обеспечивают движе-
ние вперед, движение назад и остановку.
Для силовых головок и столов, осуществляющих обработку дета-
лей, используют гидропанели, которые могут изменить количество
масла, поступающего в цилиндр, а также направление потока масла,
и следовательно, направление движения. Панели осуществляют также
сложные перемещения: быстрый подвод, рабочую подачу, быстрый
отвод, стоп.
Во многих случаях применяют и две различных по величине
рабочих подачи. Головки, у которых насосы гидропривода установлены
на головке и приводятся во вращение от электродвигателя шпинделя,
называют самодействующими. Головки, у которых насосы гидропри-
вода установлены вне головки и приводятся во вращение отдельным
электродвигателем, называют несамодействующими.
У самодействующих головок панель управления установлена на
самой головке, поэтому переключение (например, на быстрый отвод)
может быть осуществлено путем поворота упором рычага гидропанели.
Панели несамодействующих- головок установлены вне головок н
поэтому их управление осуществляется только посредством электро-
магнитов. Каждая несамодействующая головка имеет свою гидрона-
сосную установку. Группового питания несамодействующих головок
не применяют, чтобы исключить влияние головок друг на друга.
Несамодействующие агрегатные головки имеют по сравнению с само-
действующими меньшие га-
баритные размеры. Кроме
того, применяют несамо-
действующие столы на ко-
торые затем устанавливают
инструментальные бабки
(например, сверлильные
или фрезерные).
Принцип агрегатирова-
ния позволяет состав-
лять автоматические ли-
нии для обработки самых
различных деталей из
унифицированных узлов.
Линии из агрегатных
станков с гидроприводом
Рис. 207. Схема управления
самодействующей головкой
249
chipmaker.ru
называют линиями с «жесткими» связями, поскольку один и тот
же комплекс движений повторяется без всяких изменений.
Схема управления самодействующей головкой приведена на
рис. 207. В ее исходном положении путевой переключатель КВИ
нажат упором. При кратковременном замыкании контакта РПД реле
пуска двигателей, через замкнутые в это время контакты РКО и кноп-
ки С включается контактор КШ. Замыкающий контакт КШ, включен-
ный последовательно с размыкающим контактом КВИ, при этом закры-
вается. Двигатель головки начинает вращаться. Далее включается реле
РПГ пуска головок и через замкнутый в это время контакт РКО вклю-
чается электромагнит 1Э, перемещающий гидрозолотник. Начинается
быстрый подвод головки. Одновременно освобождается путевой пере-
ключатель КВИ, который был нажат в исходном положении. После
этого замыкается цепь самопитания контакта КШ, которая исполь-
зуется после отключения реле РПД. Перед началом обработки упор
поворачивает рычаг гидропанели. Начинается рабочая подача и обра-
ботка детали. В конце хода головки закрывается замыкающий контакт
путевого переключателя КВК конца обработки и включается реле РКО,
которое одним замыкающим контактом включает электромагнит 2Э,
а другим обеспечивает самопитание. Начинается быстрый отвод го-
ловки, во время которого упор возвращает рычаг гидропанели в исход-
ное положение. В исходном положении размыкающим контактом КВИ
отключается контактор КШ, и электродвигатель останавливается.
При всяком аварийном понижении давления в системе гидроза-
жима детали включается реле РКЗ контроля зажима, его замыкаю-
щим контактом включается электромагнит 2Э и головка отводится
в исходное положение. В конце отвода контакт реле РКО и контакт
путевого переключателя исходного- положения отключают реле РОИ
обрыва памяти (катушка которого на схеме не показана). При этом
схема приходит в исходное положение. Кнопки в этой схеме (а также
в последующих), служат для управления головкой при наладке.
Схема управления несамодействующей головкой показана на
рис. 208. При закрывании замыкающего контакта реле РПД пуска
двигателей включаются контакторы КШ и КГ двигателей шпинделя
и гидростанции. Затем замыкающим контактом реле РПГ пуска голо-
вок включается реле РПВ и обеспечивает самопитание. Замыкающими
контактами РПВ включаются электромагниты 1Э и 2Э управления
гидропанелью, и начинается быстрый подвод. При подходе инстру-
мента к детали упором нажимается путевой переключатель КВП.
Электромагнит 2Э отключается и начинается рабочая подача. Упор
делают настолько длинным, чтобы путевой переключатель КВП был
нажат во все время обработки детали. В конце обработки путевой
переключатель КВК включает реле РКО конца обработки, которое
обеспечивает самопитание. Размыкающий контакт РКО отключает
реле РПВ, а следовательно, и электромагнит 1Э. Замыкающий контакт
РКО включает реле РПН, а замыкающий контакт РПН включает
электромагнит 23. Это вызывает быстрый отвод головки. В конце
хода размыкающий контакт путевого переключателя КВИ отключает
реле РПН и электромагнит 2Э.
250
Рис. 208. Схема управления несамодействующей
головкой
Рис. 209. Схема управления
головкой для глубокого свер-
ления
Схема управления специальной пинольной головкой для глубокого
сверления отверстий малого диаметра приведена на рис. 209. Гидро-
привод работает от отдельной гидростанции и управляется гидропа-
нелью на головке с двухпозиционным золотником с электромагнитом.
Движение вперед происходит при включении электромагнита, движе-
ние назад при отключении его. Замыкающий контакт реле РПД пуска
двигателя включает контактор КВШ вращения шпинделя. Замыкаю-
щий контакт реле РПГ пуска гидропривода включает реле РПВ,
далее также переходящее на самопитание. Это реле включает далее
реле РП0-, замыкающий контакт последнего включает электромаг-
нит Э. Начинается быстрый подвод головки. В начале движения
освобождается путевой переключатель КВИ исходного положения,
и замыкающий контакт этого путевого переключателя открывается.
Перед началом сверления упор, поворачивая рычаг гидропанели,
переключает головку на рабочую подачу. Головка начинает сверление
детали. Перемещением головки упор сдвигается вперед. При работе
канавки сверла постепенно заполняются стружкой, статический мо-
мент на шпинделе увеличивается, и ток, потребляемый двигателем,
возрастает. При некотором значении тока включается реле тока РТ,
и его размыкающий контакт отключает реле РПО и электромагнит Э.
Головка быстро отходит назад, оставляя на месте упор рабочей подачи.
Двигатель разгружается, и реле тока отключается. В исходном поло-
жении нажимается путевой переключатель КВИ, вновь включается
251
chipmaker.ru
реле РПО и электромагнит Э, начинается новый быстрый подвод
сверла. В точке предыдущего быстрого отвода упор переключает
головку на рабочую подачу. Далее весь процесс повторяется, причем
подвижный упор после каждого сверления перемещается вперед на
величину глубины сверления. Так продолжается до тех пор, пока
весь процесс сверления отверстия не будет закончен. Тогда нажи-
мается путевой переключатель КВК и включается реле РКО конца
обработки. При этом отключается РПВ и электромагнит Э. ГоловКа
быстро отходит назад, причем реле тока РТ отключается, а специаль-
ное механическое устройство захватывает передвижной упор и отво-
дит его в исходное положение. При этом отключается реле РОП отмены
памяти, и схема возвращается в исходное положение.
Для повышения чувствительности автоматического управления
в функции тока, параллельно двигателю включают конденсаторы,
компенсирующие реактивную составляющую тока электродвигателя.
Силовые головки агрегатных станков выполняют циклы работы,
среди которых характерны следующие.
1. Сквозное сверление: быстрый подвод, рабочая подача, быстрый
отвод.
2. Сверление на заданную глубину: быстрый подвод, рабочая
подача, выдержка на упоре, быстрый отвод.
3. Сверление комбинированным инструментом: быстрый подвод,
первая рабочая подача, вторая рабочая подача, быстрый отвод.
4. Нарезание резьбы: быстрый подвод, рабочая подача, рабочая
подача назад, быстрый отвод.
5. Сверление детали с перегородками: быстрый подвод, первая
рабочая подача, быстрый подвод, вторая рабочая подача, быстрый
отвод.
6. Сверление с периодическим отводом сверла.
Автоматические режимы работы станков осуществляются посред-
ством путевых переключателей. В циклах 2 и 6, кроме того, исполь-
зуют реле времени.
Помимо линий из агрегатных станков"значительное распростране-
ние получили линии из специальных неагрегатных станков. Произво-
дительность' таких станков часто оказывается весьма различной, что
вызывает необходимость организации параллельных участков, а также
установки между станками разного рода накопителей.
Циклы работы неагрегатных станков сходны с указанными выше
циклами агрегатных силовых головок. Так, продольная проточка или
отрезка производится по циклу 1, проточка канавки, снятие фаски —
по циклу 2 и т. д. Принципы построения схем управления станками
подобны рассмотренным выше.
Транспортеры и столы. Транспортеры автоматических линий рабо-
тают периодически, отдельными шагами, следующими за периодами
обработки. Они могут иметь гидравлический или электрический при-
вод. Гидравлический привод транспортера плавно увеличивает ско-
рость детали в начале пути и плавно уменьшает скорость ее в конце
пути. Это исключает заклинивание детали в приспособлении. Гидрав-
лический привод обеспечивает высокую точность остановки детали
252
Рис. 210. Схема управления
автоматической линией из
неагрегатных станков
в Конце пути, так как при этом шток транс-
портера упирается в жесткий упор.
У транспортера с электрическим приво-
дом для обеспечения поступательного дви-
жения часто используют кулисный меха-
низм, причем во время закрепления детали
транспортер не останавливается, что не
обеспечивает такой высокой точности уста-
новки, как в предыдущем случае.
На линиях или участках линий с малым
числом позиций, небольшим шагом и невы-
сокой точностью обработки применяют
транспортеры с электрическим приводом,
имеющим более низкую стоимость, чем
гидропривод.
Схема управления основными элемен-
тами оборудования автоматической линии
из неагрегатных станков^ шаговым транс-
портером, имеющим гидравлический привод
приведена на рис. 210. Пустить каждый
из непрерывно работающих электродвига-
телей линии можно путем нажатия инди-
видуальных кнопок 1КУ, либо нажатием
общей кнопки пуска двигателей участка,
включающей промежуточное реле. РПУ
пуска участка. Отключить электродвига-
тели можно нажатием кнопки 2КУ или об-
щей кнопки останова двигателей участка, ко-
торая включает реле РОУ останова участка.
Чтобы обеспечить автоматический ре-
жим работы линии, посредством выклю-
чателя ВЦ цикла включают реле РЦ
кнопки ЗКУ включают реле РАР автоматической работы, кото-
рое затем переходит на самопитание. Включение этого реле возможно
лишь в случае, если включено реле РЦ (замыкающий контакт РЦ
закрыт), если включены непрерывно работающие двигатели (замыкаю-
щий контакт К закрыт), если нет команды на аварийный отвод (раз-
мыкающий контакт РАО замкнут) и нет переполнения отводящего
лотка (замыкающий контакт КПД закрыт).
Замыкающий контакт РАР включает электромагнит ЭВ золот-
ника транспортера, если контакты РКЦ РО, РИП2 замкнуты. Кон-
такты РИГИ, РИП2 замкнуты в исходном положении механизмов и
узлов станка; контакты РКЦ РО замкнуты при включенных устрой-
ствах контроля обработки деталей.на всех позициях. В начале работы
контакты РК1 и РО не замкнуты, поэтому для первого пуска линии
нажимают кнопку 5КУ- Во время перемещения транспортера крат-
ковременно нажимается путевой переключатель ПВТ, и его замыкаю-
щий контакт включает промежуточное реле КРТ, которое затем пере-
ходит на самопитание.
цикла. Затем нажатием
253
r.ru
Реле KPT подготавливает включение первого перехода цикла
машины, которое произойдет после того, как транспортер достигнет
исходного положения и замыкающий контакт РИПТ закроется.
Далее следует автоматический цикл переключений в соответствии
с заданной программой переходов. Контактами KOI, К02, контроли-
рующими конец обработки, включаются реле РК1 и РО, которые,
переходя на самопитание, запоминают конец обработки и подготав-
ливают включение нового хода транспортера. В процессе дальнейшего
хода цикла контакт РИГИ, контролирующий исходное положение
узлов, отключает реле КРТ. Это исключает возможность повторения
обработки от включения ЭВО по возвращении узлов машины в исход-
ное положение. Следующий ход транспортера вперед произойдет
после возвращения узлов машины в исходное положение, когда замк-
нутся контакты РИП1, РИП2.
Нормальную продолжительность цикла контролирует реле РВТ
времени темпа. Это реле включается в самом начале движения обра-
батывающих узлов, когда они отходят из исходного положения и
размыкающий контакт РИП1 замыкается. Если окончание обработки
задерживается, то РВТ срабатывает, его размыкающий контакт в цепи
катушки реле РАР размыкается, и работа прекращается. Реле вре-
менитемпа применяют в тех случаях, когда задержка цикла обработки
приводит к недопустимым последствиям (например, задержка отвода
шлифовального круга при врезном шлифовании). При размыкании
контактов переключателя ВЦ цикла отключается реле РЦ цикла.
Все замыкающие контакты РЦ при этом раскрываются, и схема пере-
ходит на работу в режиме наладки с управлением от кнопок.
На автоматических линиях широко используют различные транс-
портеры й подъемники непрерывного действия, лотки и склизы, по
которым деталь может катиться или скользить. Нередко лоток или
подъемник одновременно используют в качестве накопителя.
При многосторонней обработке детали в определенных местах
линии необходимо деталь поворачивать. Для поворота детали в верти-
кальной плоскости применяют поворотные барабаны (кантователи),
а для поворота в горизонтальной плоскости — поворотные столы.
Эти приспособления разделяют линии на участки, которые обычно
снабжают отдельными транспортерами. Поворотные столы и барабаны
имеют преимущественно гидравлический привод, связанный с при-
водом зажима.
Накопители. Автоматизация работы разного рода накопителей
сводится к контролю их заполнения деталями. Обычно для этого
используют путевые переключатели. Однако их применение не всегда
возможно. Если детали мелкие и легкие, то целесообразнее осуще-
ствить фотоэлектрический контроль (рис. 211).
При освещении фоторезистора Ф на базу транзистора TJ подается
отрицательный потенциал. Транзистор Т1 при этом открыт. На базу
транзистора Т2 через открытый транзистор Т1 подается положитель-
ный потенциал, транзистор Т2 заперт, а реле Р отключено. При пере-
полнении бункера детали прерывают световой поток, сопротивление
фоторезистора Ф становится большим. Тогда база транзистора Т1
254
Рис, 211. Полупроводниковое
фотореле
будет иметь положительный потенциал, и он запирается. При этом
на базу транзистора Т2 через резистор R2 подается отрицательный
потенциал. Транзистор Т2 отпирается и реле Р включается, подавая
соответствующий сигнал. Диод Д2 служит для гашения магнитного
поля обмотки реле при его отключении. Это предотвращает перенапря-
жение на зажимах катушки реле Р, опасное для элементов схемы.
Контроль работы инструмента. Для контроля износа инструмента
применяют счетчики циклов (тулометры). Такой контроль обычно
осуществляет один прибор для группы инструментов примерно оди-
наковой стойкости. Счет циклов и подачу сигнала на предваритель-
ный останов производят шаговые искатели с указателями их поло-
жения. Для контроля целости инструмента (рис. 212) применяют авто-
матическое ощупывание инструмента (например, сверла) или обрабо-
танного места (например, отверстия).
При наличии контакта щупов с обоими сверлами транзисторы Т1
и Т2 открыты, реле Р включено, и работу можно производить. При
нарушении контакта транзисторы запираются и реле отключается,
подавая соответствующий сигнал. Наличие достаточного усиления
устраняет влияние степени нажатия и загрязнения поверхности инстру-
мента.
Монтаж электрооборудования автоматических линий сходен с мон-
тажом электрооборудования отдельных станков. Монтаж линий часто
ведут по блочному методу. В каждом ’блоке монтируют аппаратуру,
обслуживающую один агрегат, или близкую по типажу (например,
электронную). Блоки подключают посредством штепсельных разъемов,
укрепленных на корпусе блока или присоединенных гибкими прово-
дами. Аппаратуру в блоках устанавливают на гетинаксовых, тексто-
литовых или стальных панелях. На другой стороне панели выполняют
соединения (пайкой). Блоки устанавливают в электрошкафах, нишах
и пультах.
Различают главные шкафы линий (с источниками питания, аппа-
ратурой транспортеров) и шкафы агрегатов (станков, бункеров и т. д.).
Установка всех электрошкафов в одном месте связана с большой про-
тяженностью проводов, соединяющих шкафы с агрегатами.
255
chipmaker.ru
Большое распространение получает секционирование электрообо-
рудования, существенно облегчающее его проектирование и монтаж.
В этом случае, используя принцип агрегатирования, унифицируют
схемные узлы, предназначенные для управления сходными агрега-
тами автоматических линий. Схему линии составляют из этих унифи-
цированных узлов путем надлежащих соединений их друг с другом.
Электрооборудование, соответствующее каждому схемному узлу, зара-
нее монтируют в отдельном шкафу и устанавливают его на управляе-
мом им агрегате. Такой агрегатный децентрализованный монтаж
позволяет сократить протяженность проводов соединений между
агрегатами, отличается большой наглядностью и удобством обслужи-
вания, а также дает возможность производить электромонтажные
работы одновременно с установкой агрегатов линии.
Пульты бывают наладочные, рабочие, центральные (главные) и
диспетчерские. На наладочных пультах обычно устанавливают только
кнопки управления данным узлом или агрегатом в наладочном режиме.
Эти пульты ставят вблизи агрегатов. На центральных пультах ставят
аппараты управления всей линией и сигнальные лампы. Диспетчерские
пульты применяют у сложных линий, автоматических цехов и заводов.
Здесь ставят сигнальные лампы контроля работы отдельных участков
и всего комплекса оборудования. Центральные и диспетчерские пульты
обычно устанавливают отдельно. Другие пульты чаще встраивают или
пристраивают к стенкам и агрегатам.
Сигнальные лампы центральных пультов размещают на условной
мнемонической схеме линии. Там же устанавливают лампы, сигнали-
зирующие о поломке инструмента.
Провода внешних соединений (подключений) долгое время прокла-
дывали в трубах, уложенных в полу цеха в специальных траншеях,
прикрытых съемным настилом. Однако такое выполнение внешних
соединении требует дополнительной площади пола. Кроме того,
в траншеи и трубы возможно попадание влаги, эмульсии или масла.
Поэтому предпочитают прокладку проводов внешних соединений
в тонкостенных пластмассовых коробах, установленных на высоте
2—2,5 м над полом на стойках. Описанный монтаж частично показан
на плане автоматической линии, представленной на рис. 202. Во
многих случаях используют короба из листовой стали.
ПРИЛОЖЕНИЕ
Условные графические обозначения для электрических схем по
ЕСКД (ГОСТ 2.721—68 —ГОСТ 2.748—68; ГОСТ 2.750—68; ГОСТ 2.751—68)
Машина асинхронная нием обмотки статора н полюсов с короткозамкнуп Переключение обмотки ст угольника на звезду с д дельными ветвями Ж переключе- а два числа гым ротором, атора с тре- вумя парал-
Сельсин-датчик, сельс бесконтактные (без конта» с обмоткой статора, в звезду О Qpv ин-приемник 1тных колец) соединенной п
Машина постоянного —г-гм-гт— тока с независимым воз- буждением
Машина постоянного тока с возбуждением от постоянных магнитов
Усилитель электро- машинный с попереч- —rw-v-x—
ным потоком и не- —— сколькими . обмотками управления (напри- _/Т\—. мер, простейший с 1 'Jr I тремя обмотками)
При изображении магнит- ных усилителей разнесен- ным способом используют следующие обозначения: а) рабочая обмотка, —'Т4— б) управляющая обмотка
Трансформатор однофаз- IaaJ ный с ферромагнитным сер- ТТТх дечником 1 1
Электромагнит. Общее обо- г ^-1 значение L..»-*
Муфта электромагнитная: Ч- а) общее обозначение, —1 б) реверсивная
Плита электромагнит- PhS на я —рп_г"
Контакт выключателя и переключателя: а) замыкающий, —о о— б) размыкающий, — в) переключающий с — нейтральным положением —о °—
Контакт электрическо- го реле: „ а) замыкающий, —Tt. б) размыкающий 11_
Контакт контактора, пускателя, силового конт- роллера; блок-контакт электрического аппарата: а) замыкающий, ”1 Г” б) размыкающий, "Т-Г~ в) переключающий, г) с безобрывным пере- __ГПГ~ ключением +Р“
Контакт замыкающий, . имеющий выдержку времени: а) при замыкании, “11-4 б) при размыкании, —] pj- в) при замыкании и раз- - мыкании *“*
257
chipmaker.ru
Продолжение
Контакт размыкающий, имеющий выдержку вре- мени: а) при замыкании, “TFT* б) при размыкании, T4Z7- в) при замыкании и раз- , р-;- мыкании ' " ‘
Контакт с гашением Общее обозначение а) замыкающий, “11^“ б) размыкающий "Т-^“
Контакт остающийся ’ с ручным возвратом —^7— Размыкающий
Контакт неэлектри- ческого реле (датчика, путевого выключателя, конечного выключа- теля и т. п.): t а) замыкающий, б) размыкающий
Переключатель цепи управления многопо- зиционный (например, ,т г командоконтроллер, У 1 0 1 2 переключатель управ- ‘j i । ления и т. д.) Размы- J L> j <d L кающий контакт от- ! f f I ключается при пово- роте вправо в поло- ? ? 3 4 5 жеиия 1 и 2 или при i 1 | । $ повороте влево (П) в | 1 1 | | положение 2. Контакт 1 1 ( 1 1 остается включенным в положение Т при повороте влево (П) Примечание. Если переключатель в нескольких соседних положениях оста- ется включенным, то допускается положе- ние отключения соединять сплошной ли- нией вместо зачерненных точек
При необходимости указания,
на изменение какой величины
реагирует выключатель, исполь-
зуют следующие знаки:
а) максимального тока,
б) минимального тока,
в) обратного тока,
г) максимального напряже-
ния,
д) минимального напряжения,
I —
U>
е) максимальной температуры
Знаки проставляют около обозначения вы- ключателя, например: а) выключатель ав- томатический макси- мального тока, б) выключатель ав- ' . тематическии трехпо- ’ люсный с тепловой защитой 1> 1 Д > Ш
Ток переменный трехфазный 50 Гц, 3 220 В 50 Гц,220В
Соединение штепсель- ное разъемное, разъем (соединитель) штепсель- ный Штепсель Г нездо -АХ
Кнопка с самовоз- д вратом и замыкающим о"с контактом
Кнопка с само- воз в ратом и размы- кающим контактом —G К С——-
Кнопка с самовозвра* том, одним замыкающим ° 1
и одним размыкающим контактами
Обмотка реле, контактора н
магнитного пускателя
Общее обозначение
258
Продолжение
Если необходимо показать
вид обмотки реле, то ис-
пользуют следующие обозна-
чения:
а) обмотка напряжения,
б) обмотка реле макси-
мального тока
Диод полупроводнико-
вый
Диод управляемый (ти-
ристор диодный) с уп-
равляющим выводом от
области р
Обмотка двухобмоточ- <—L_—I—
ного реле I——I—।—I
Фоторезистор
Обмотка электромаг-
нитного реле с указани-
ем выдержки времени:
а) с замедлением при
срабатывании,
б) с замедлением при
отпускании,
в) с замедлением при
срабатывании и отпуска-
нии
Фотодиод
Лампа накаливания освети-
тельная и сигнальная
Примечание. Допускается
при изображении сигнальных ламп
секторы зачернять
Искатель шаговый
одним движением
Нагревательный элемент
теплового реле
Звонок электрический
Предохранитель плавкий.
Общее обозначение
Резистор нерегулируе-
мый
Элемент гальваниче-
ский или аккумулятор-
ный
Примечание. Допу-
скается знаки полярности не
указывать
Конденсатор нерегулируемый.
Общее обозначение
Заземление.
Пример соединения элект-
рической связи с землей
Конденсатор электролити-
ческий полярный
Примечание. Допускает-
ся знаки полярности не указы-
вать
Корпус машины, аппарата,
прибора
chipmaker.ru
СПИСОК ЛИТЕРАТУРЫ
Адаптивное управление станками. Под редакцией Балакшина Б. С. М., «Маши-
ностроение», 1973, 688 с.
Бронштейн Г. В., Гордон Е. Р., Городецкий М. С. Устройства цифровой индика-
ции и числового управления с преобразователями «Угол—код». М., НИИМАШ,
1970, 112 с.
Булгаков А. А. Новая теория управляемых выпрямителей. М., «Наука»,
1970, 320 с.
Глазенко Т. А. Тиристорные широтно-импульсные преобразователи для систем
электропривода постоянного тока. Л., ЛДНТП, 1968, 40 с.
Ивенский Ю. Н., Новик И. К., Фуремс А. А, Монтаж электрооборудования на
станках и автоматических линиях. М., «Энергия», 1966, 84 с.
Киселев В. М. Фазовые системы числового программного управления станками.
М., «Машиностроение», 1966, 375 с.
Макаров Л. Л. Станки с программным управлением и их эксплуатация. М.,
«Машиностроение», 1968.
Металлорежущие станки. Под редакцией Н. С. Ачеркана. М., «Машиностроение»,
1965, т. I, 764 с., т. 2, 628 с.
Минскер Э. И., Соколов Н. Г. Электрические проводки металлорежущих стан-
ков АГ, «Энергия», 1969, 88 с.
Ратмиров В. А., Чурин И. Н., Шмутер С. Л. Повышение точности и про-
изводительности станков с программным управлением. М., «Машиностроение»,
1970, 343 с.
Сандлер А. С. Электропривод и автоматизация металлорежущих станков. М.,
«Высшая школа», 1972, 440 с.
Студентский Е. И., Богатырев В. И., Кадышев Н. Т. Электроалмазное шлифова-
ние. М„ «Машиностроение», 1971, 84 с.
Спиридонов А. А., Федоров В. Б. Металлорежущие станки с программным управ-
лением. М., «Машиностроение», 1972, 352 с.
Цикловое программное управление металлорежущими станками. М., «Машино-
строение», 1971, 152 с.
Числовое программное управление металлорежущими станками. М., НИИМАШ,
1970, 150 с.
Шапиро И. Л. Электропривод тяжелых металлорежущих станков. М., «Машино-
строение», 1964, 222 с.
Электрооборудование автоматических линий и агрегатных станков. Серия
«Электроавтоматика станков». М., «Машиностроение», 1973, 176 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Алгебра логики 152
Б
Блокировка
— механическая 102. 103
— электрическая 102, 248
В
Вал электрический 58, 59
Вибротраиспортер 112
Вращение равномерное установившееся
62 .
Время
— машинное 225, 241
—самоторможения 64
Виток демпферный 97
Выключатель
— автоматический 107, 108
— конечный 123
— путевой 123
Г
Гайковерт 140
Генератор индукционный 27
Головка
— агрегатная 250, 251
— копировальная 161, 162
— фотокопировальная 164
— шкальная электроконтактная 144
Д
Двигатель
— асинхронный 9. 10, 28, 59, 234
— двухскоростиой 17
— двухфазный 28
— нерегулируемый 17
— постоянного тока 32, 33, 34, 36, 190, 191
— с контактными кольцами 11
— с параллельным возбуждением 30, 31,
33, 35
— с полым ротором 29
— с последовательным возбуждением 31
— со смешанным возбуждением 31
— шаговый 193
Демагиетизатор 122
Диапазон регулирования 19
Дизъюнкция 153
3
Заземление 109
Запись
— импульсная 196
— программы 174
— частотная 195
— фазовая 194
И
Изоляция электрических машин 72
Инвертор 152
Индикатор напряжения 208
Индикация цифровая 187
Индуктосин 184
Интерполятор 197, 198
К
Кнопки 98
Код унитарный 181
Кодирование
— адресное 179
— программы 167
Командоаппарат 247, 248
Командоконтроллер ПО
Контактор 93—95
Контроль размеров
— — активный 143
— — бесконтактный 145
Конъюкция 153
Копирование
— фотоэлектрическое 164
— электрическое 159, 164
Коэффициент
— включения станка 87
— загрузки 87
— использования электродвигателя 87
— усиления по мощности 45
Л
Линии автоматические 243
Логические элементы бесконтактные 152
М
Метод эквивалентных величин 78
Микропереключатель 125
Момент
— движущий 8
— динамический 63
— инерции прнв денный 67
— критический 10
— сил сопротивления 63, 64, 65
— тормозной 131, 139
— эквивалентный 79
Монтаж 210, 211, 216, 256
Мощность
— номинальная 9, 24, 25, 76, 85
— холостого хода 80
Муфты
— порошковые 117—118
— электромагнитные 113—114
Н
Нагрев электродвигателя 72
Надежность 148
261
chipmaker, ru
Накопитель 255
Напряжение
— обратной связи 46, 50
— опорное 54
О
Обратная связь 46, 48, 50, 51
Ограничение холостого хода 89
Освещение станка 216
Ошибка статическая 48
П
Панель штеккериая 166
Перегрузки 31
Переключатель
— барабанный 92
— крестовой 99
— пакетный 91
— пакетно-кулачковый 92
— прямого действия 123
— путевой 123, 127, 156, 171
— с самовозвратом 123
— управления 99
Плита электромагнитная 118 — 121, 239
Подшипник аэростатический 26
Потери 72, 78
Предохранитель 104
Пр еобр азов ате л ь
— измерительный электроконтактный 144
— полупроводниковый 28
Привод
— вспомогательный 84
— комплектный 36
— магнитострикционный 229
— реверсивный 55
— регулируемый 39, 189, 190
Приспособление магнитное 122
Программирование зависимое 167
Процесс переходной 47, 63, 64
Пульты 157
Пуск 8, 12, 43
Р
Размножение сигнала 98
Расцепитель 107, 108
Ревбрс 43
Режим
— работы привода
— — — длительный 75
— — кратковременный 84
— — повторно-кратковременный 82
— работы сельсинов
— — индикаторный 61
— — трансформаторный 61
Резервирование 148
Резистор разрядный 43
Реле
— времени 132, 136, 233
— давления 143
— индукционное 137
— контроля скорости 137
— обрыва фазы 107
— промежуточное 97
— слабого тока 148
— счета импульсов 147
— тепловое 104, 105
— тока 106
— электромагнитное 133, 134
Решетка дугогасительная 96
Рубильник 91
Рукава 212
С
Сельсин 60
— бесконтактный 61, 62
— контактный 61
Система
— двоичная 177
— позиционная 172
— цикловая 166
— числового программного управления 172
Скольжение 9, 10
Скорость ползучая 43, 131
Станки с программным управлением 166
173, 194
Стол электромагнитный 119
Ступень механического регулирования 19
20, 39
Схема
— интегральная 156
— логического управления 154, 155, 156
— расположения электрооборудования
208, 209
— соединений электрическая 213
Счетчик
— импульсов 186
— реверсивный 187
— релейный двоичный 168
— циклов 256
Считывание 170
Т
Тахогенератор 47
Тиристор 51, 52, 53, 56
Торможение 8, 12, 43
— двухступенчатое 15
— двухтоковое 15
— динамическое 13, 33
)— конденсаторное 14
— противовключением 14, 42
— электрическое 64, 131
— электромеханическое 112
Точность останова 128
Транспортеры 253
Трансформатор управления 109
Тулометр 256
Тумблер 92
I У
Управление
— адаптивное 141, 175
— импульсное 53
— размерами настройки 142
— углом открывания тиристора 53
— широтно-импульсное 56
Уравнение нагрева 73
Усилитель магнитный 49, 50
Уставка реле 106, 132
Устройства
— гидрокопировальные 164
— сигнальные 218, 249
Ф
Фильтры магнитные 241
Форсирование 116
Ц
Цикл автоматической линии 245
Ш
Шаблон 159
Шаговый искатель 147, 169
Шкаф управления 209, 211
Штрихи магнитной записи 171
Э
Электродвигатель
— закрытый 24
— защищенный 23
— универсальный 34
— шаговый 192
Электроключ 140
Электромагнит
— однофазный 110
— постоянного тока 113
— тяговая характеристика НО
Электрошкаф 209, 215
Элементы логические 152
Я
Ячейка ферритотранзисторная 188
Chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие............................................................ 3
Введение............................................................... 4
Раздел первый
ВЫБОР ТИПА И МОЩНОСТИ
ПРИВОДА СТАНКОВ
Глава I. Электромеханические свойства двигателей ...................... 7
§ 1. Требования к электроприводам станков........................ 7
§ 2. Механические характеристики асинхронных двигателей...... 9
§ 3. Пуск и торможение асинхронных двигателей................... 12
§ 4. Регулирование частоты вращения асинхронных двигателей.... 16
§ 5. Конструктивные формы асинхронных двигателей................ 22
§ 6. Механические характеристики, пуск и торможение двигателей по-
стоянного тока с параллельным возбуждением ................... 29
§ 7. Регулирование частоты вращения двигателей с параллельным воз-
буждением .................................................... 34
§ 8. Система генератор—двигатель................................ 39
§ 9. Электромашинные усилители и их применение.................. 44
§ 10. Приводы с магнитными усилителями........................... 49
§ 11. Тиристорный привод........................................ 51
§' 12 . Электрический вал и его применение в станкостроении.... 57
§ 13. Переходные процессы приводов станков....................... 62
Глава II. Определение мощности электродвигателей станков........... . . 71
§ 14. Нагрев и охлаждение двигателей.......................... 71
§ 15. Определение мощности двигателей при длительном режиме работы 75
§ 16. Определение мощности двигателей при повторно-кратковременном
режиме.................................................. 81
§ 17. Выбор двигйтелей вспомогательных приводов............... 84
§ 18. Энергетические показатели работы привода и методы их повыше-
ния ............................................................ 87
Раздел второй
ЭЛЕКТРИЧЕСКОЕ УПРАВЛЕНИЕ СТАНКАМИ
И ИХ ЭЛЕКТРООБОРУДОВАНИЕ
Глава III. Аппаратура и схемы электрического управления............... 90
§ 19. Аппаратура ручного управления.............................. 90
§ 20. Аппаратура релейно- контакторного управления............... 92
§ 21. Основные схемы контакторного управления..................... 98
263
chipmaker.ru
§ 22. Аппаратура и схемы защиты двигателей......................103
§ 23. Электромагниты и электромагнитные муфты..................110
§ 24. Электромагнитные закрепляющие устройства..................117
. § 25. Автоматическое управление в функции пути...............122
§ 26. Автоматическое управление в функции времени...............131
§ 27. Автоматическое управление в функции скорости..............136
§ 28. Автоматическое управление в функции нагрузки..............138
§ 29. Активный контроль размеров................................142
§ 30. Аппаратура проводной связи .............................. 147
§ 31. Бесконтактное управление..................................151
Глава IV. Программное управление станками...........................158
§ 32. Электрическое копирование.................................158
§ 33. Цикловые системы программного управления..................164
§ 34. Основные системы числового программного управления.......171
§ 35. Программы, их запись и считывание.........................175
§ 36. Измерительные преобразователи обратной связи..............180
§ 37. Электрические блоки СЧПУ..................................184
§ 38. Приводы станков с числовым программным управлением .... 188
§ 39. СЧПУ с программой на магнитной ленте .....................192
§ 40. Контурные СЧПУ с программой на перфоленте.................196
§ 41. Позиционные и прямоугольные системы числового программного
управления......................................................199
Глава V. Электрификация станков и автоматических линий...............203
§ 42. Проектирование и монтаж электрооборудования станка........203
§ 43. Электрификация станков токарной группы....................217
§ 44. Электрификация сверлильных и расточных станков............225
§ 45. Электрификация строгальных станков........................229
§ 46. Электрификация фрезерных и зубообрабатывающих станков .... 235
§ 47. Электрификация шлифовальных и доводочных станков..........237
§ 48. Электрооборудование автоматических линий..................242
Приложение...........................................................257
Список литературы....................................................260
Предметный указатель.................................................261
Chipmaker.ru