/
Теги: рабочие чертежи станки токарные станки станкостроение
Год: 1970




Текст
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
МОДЕЛИ 1К62
МОСКВА 1970
МИНИСТЕРСТВО станкостроительной и инструментальной ПРОМЫШЛЕННОСТИ СССР
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД «КРАСНЫЙ пролетарий»
им. А. И. ЕФРЕМОВА
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
МОДЕЛИ 1К62
(РАБОЧИЕ ЧЕРТЕЖИ)
Ц н и итэ и м с
МОСКВА—1970
1. НАЗНАЧЕНИЕ СТАНКА
Универсальный токарно-винторезный станок мо-
дели 1К62 предназначен для выполнения разнооб-
разных токарных работ, в том числе для нарезания
резьб: метрической, дюймовой, модульной, питче-
вой и архимедовой спирали с шагом 3/8 и 7/16".
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
Наибольший диаметр изделия,
устанавливаемого над стани-
ной, мм...................... 400
Наибольший диаметр точения
над нижней частью суппор-
та, мм....................... 220
Наибольший диаметр обрабаты-
ваемого прутка, мм ... 45
Расстояние между центрами, мм 710; 1000; 1400
Наибольшая длина обтачивания, мм 640; 930; 1330
Пределы чисел оборотов шпин-
деля в минуту .... 12,5—2000
Пределы продольных подач, мм/об 0,070-4,16
Пределы мм!об поперечных подач, 0,035—2,08
Нарезаемые резьбы:
метрическая, шаг в мм 1-192
дюймовая, число ниток на 1" 24—2
модульная, шаг в моду- лях 0,5—48
питчевая, в питчах 96-1
Диаметр отверстия в шпинде- ле, мм Мощность главного электродви- гателя, кет 47
7,5 или 10
Габариты станка (длинахшири- на Хвысота), мм . (по заказу) 2522; 2812;
Вес станка, кг 3212X1166X1324 2080; 2140; 2222
— 3 -
1К62-01
1К62-11
1К62-02
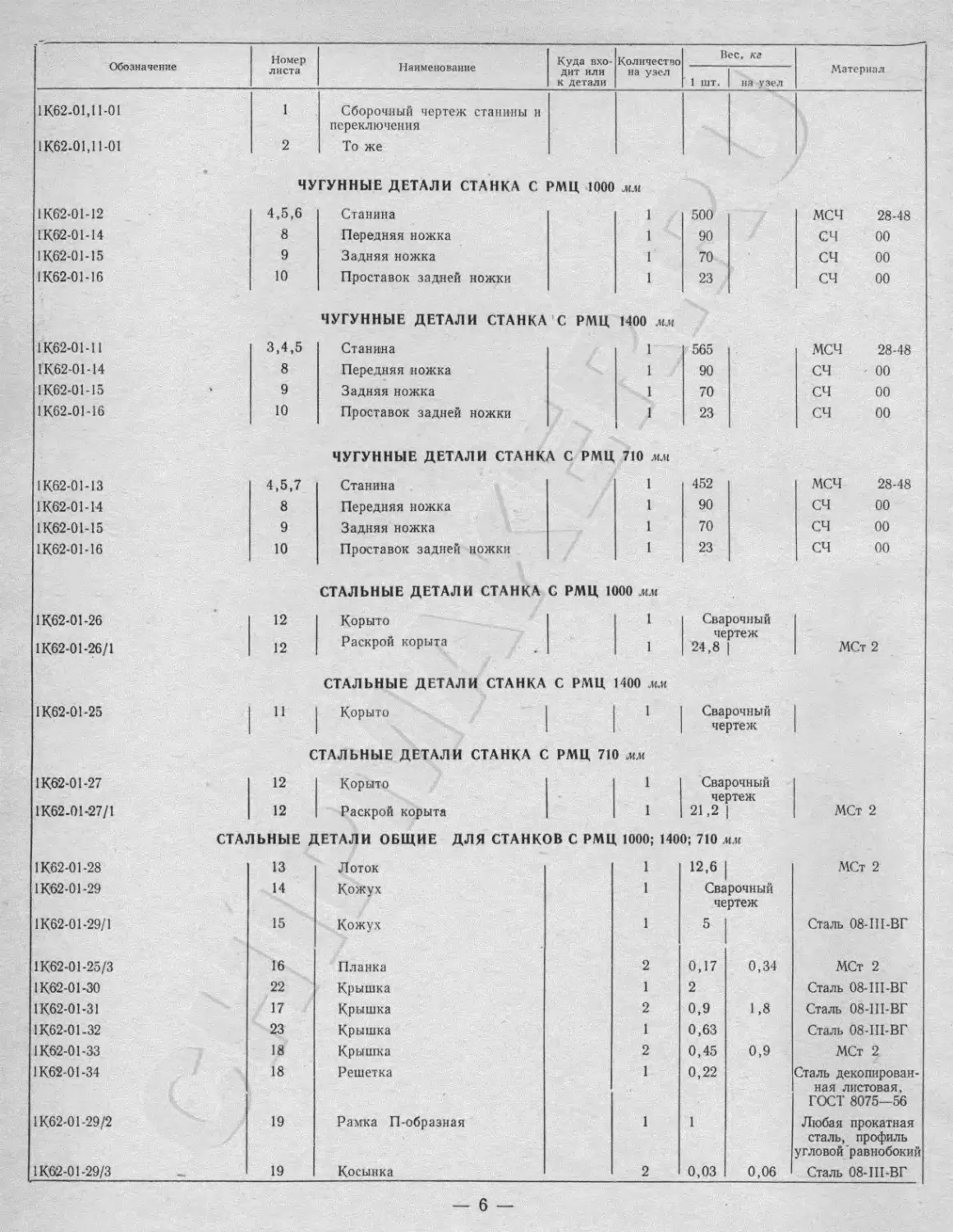
Обозначение Номер листа Наименование Куда вхо- дит или к детали Количество на узел Вес, кг Материал
1 шт. на узел
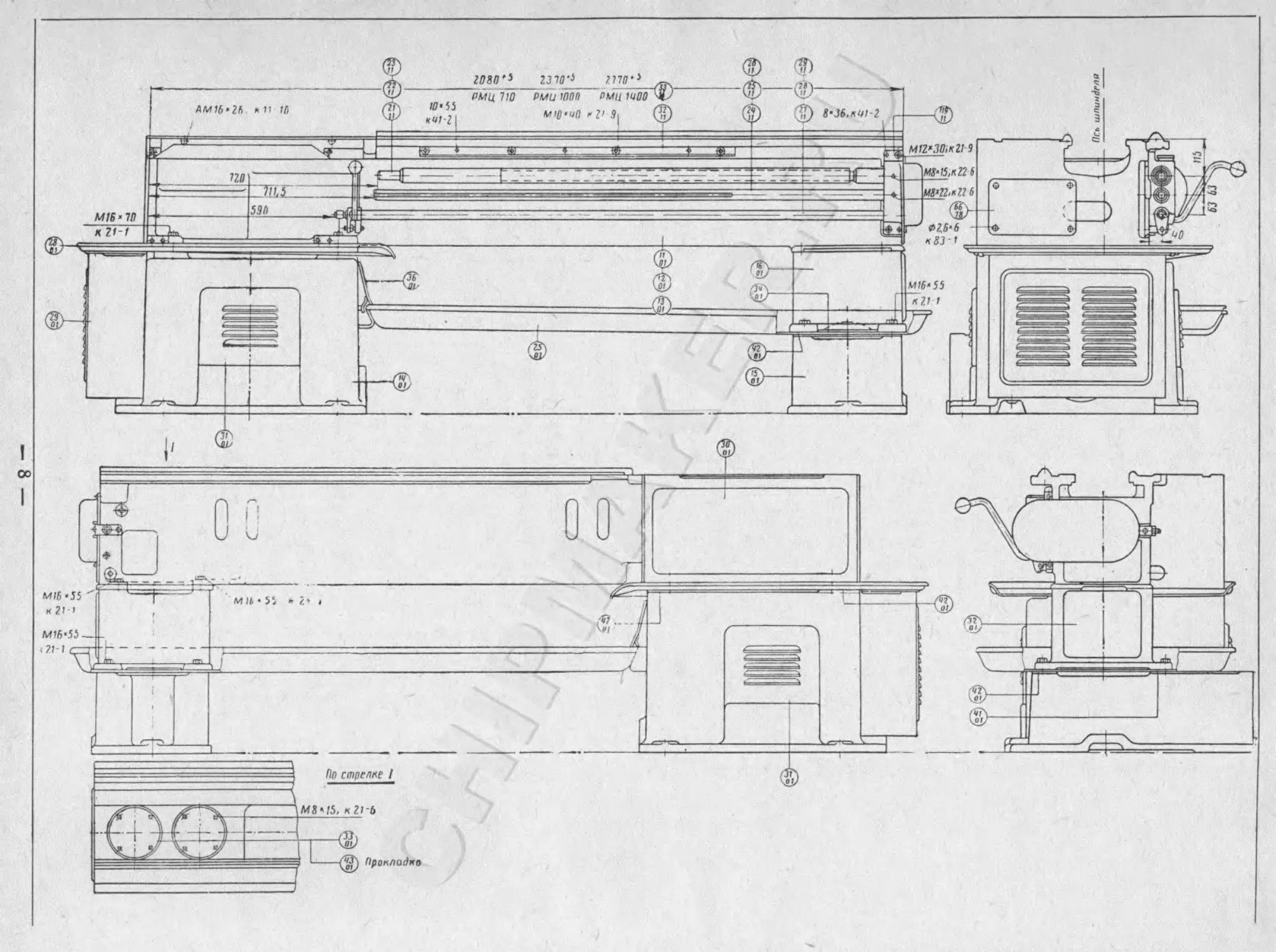
1К62-01,11-01 1 Сборочный чертеж станины и переключения
1К62-01,11-01 2 То же
ЧУГУННЫЕ ДЕТАЛИ СТАНКА С РМЦ 1000 ММ
1К62-01-12 4,5,6 Станина 1 500 МСЧ 28-48
1К&2-01-14 8 Передняя ножка 1 90 СЧ 00
1К62-01-15 9 Задняя ножка 1 70 СЧ 00
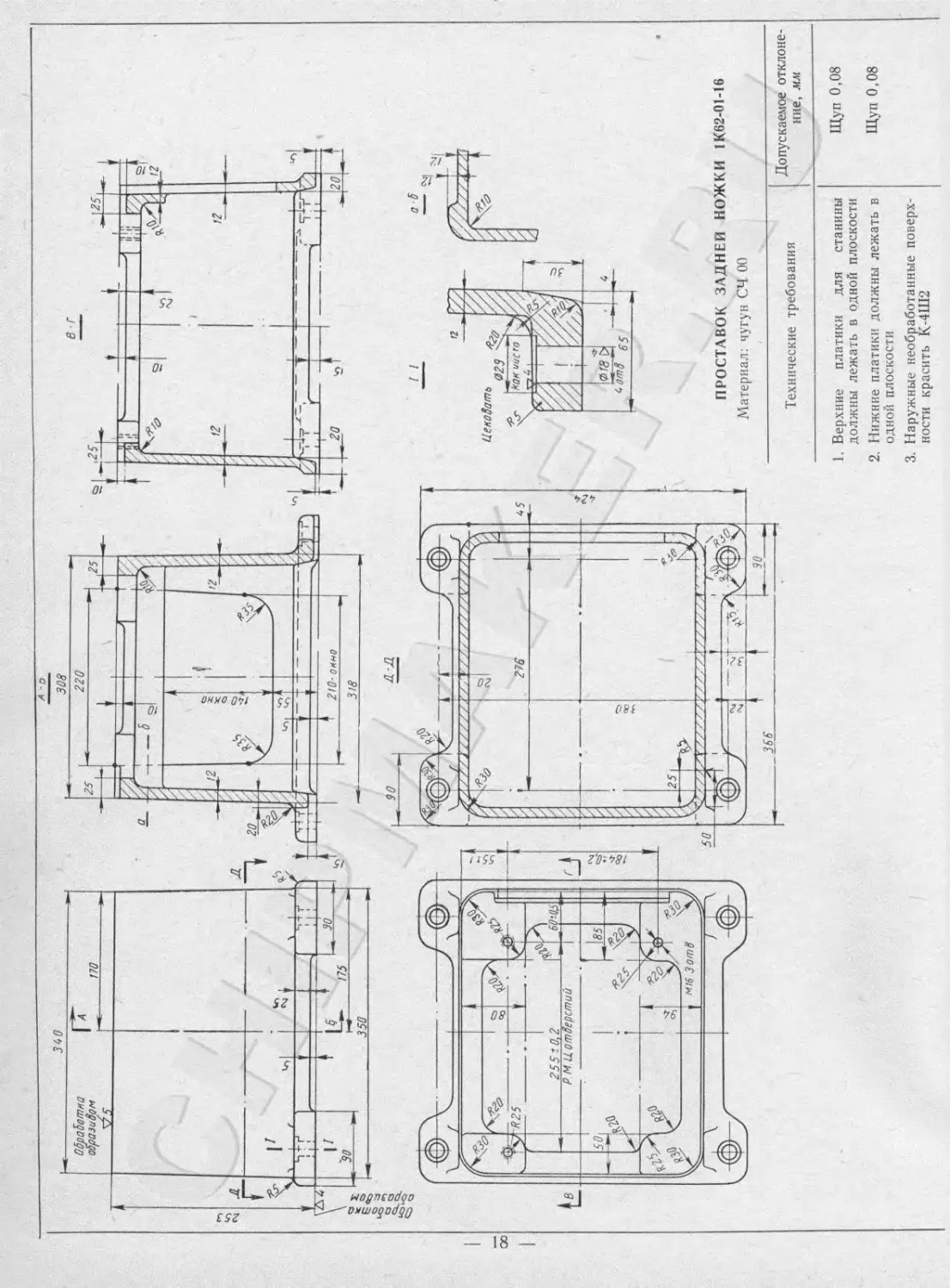
IK62-01-16 10 Проставок задней ножки 1 23 СЧ 00
ЧУГУННЫЕ ДЕТАЛИ СТАНКА С РМЦ 1400 Л1.и
1К62-01-11 3,4,5 Станина 1 565 МСЧ 28-48
1К62-01-14 8 Передняя ножка 1 90 СЧ 00
1К62-01-15 9 Задняя ножка 1 70 СЧ 00
1К62-01-16 10 Проставок задней ножки 1 23 СЧ 00
ЧУГУННЫЕ ДЕТАЛИ СТАНКА С РМЦ 710 ял
1К62-01-13 4,5,7 Станина 1 452 МСЧ 28-48
1К62-01-14 8 Передняя ножка 1 90 СЧ 00
1К62-01-15 9 Задняя ножка 1 70 СЧ 00
1К62-01-16 10 Проставок задней ножки 1 23 СЧ 00
СТАЛЬНЫЕ ДЕТАЛИ СТАНКА С РМЦ 1000 и.и
1К62-01-26 12 Корыто 1 Сварочный
1К62-01-26/1 12 Раскрой корыта 1 чертеж 24,8 | МСт 2
СТАЛЬНЫЕ ДЕТАЛИ СТАНКА С РМЦ 1400 .ил
1К62-01-25 11 Корыто 1 Сварочный
чертеж
СТАЛЬНЫЕ ДЕТАЛИ СТАНКА С РМЦ 710 мм
1К62-01-27 12 Корыто 1 Сварочный
чертеж
1К62-01-27/1 12 Раскрой корыта 1 21,2 МСт 2
СТАЛЬНЫЕ ДЕТАЛИ ОБЩИЕ ДЛЯ СТАНКОВ С РМЦ 1000; 1400; 710 мм
1К62-01-28 13 Лоток 1 12,6 I МСт 2
IK62-01-29 14 Кожух 1 Сварочный
чертеж
1К62-01-29/1 15 Кожух 1 5 Сталь 08-Ш-ВГ
1К62-01-25/3 16 Планка 2 0,17 0,34 МСт 2
1К62-01-30 22 Крышка 1 2 Сталь 08-Ш-ВГ
1К62-01-31 17 Крышка 2 0,9 1,8 Сталь 08-Ш-ВГ
1К62-01-32 23 Крышка 1 0,63 Сталь 08-Ш-ВГ
1К62-01-33 18 Крышка 2 0,45 0,9 МСт 2
IK62-01-34 18 Решетка 1 0,22 Сталь декодирован-
ная листовая, ГОСТ 8075-56
1К62-01-29/2 19 Рамка П-образная 1 1 Любая прокатная сталь, профиль угловой равнобокий
1К62-01-29/3 19 Косынка 2 0,03 0,06 Сталь 08-Ш-ВГ
— 6 —
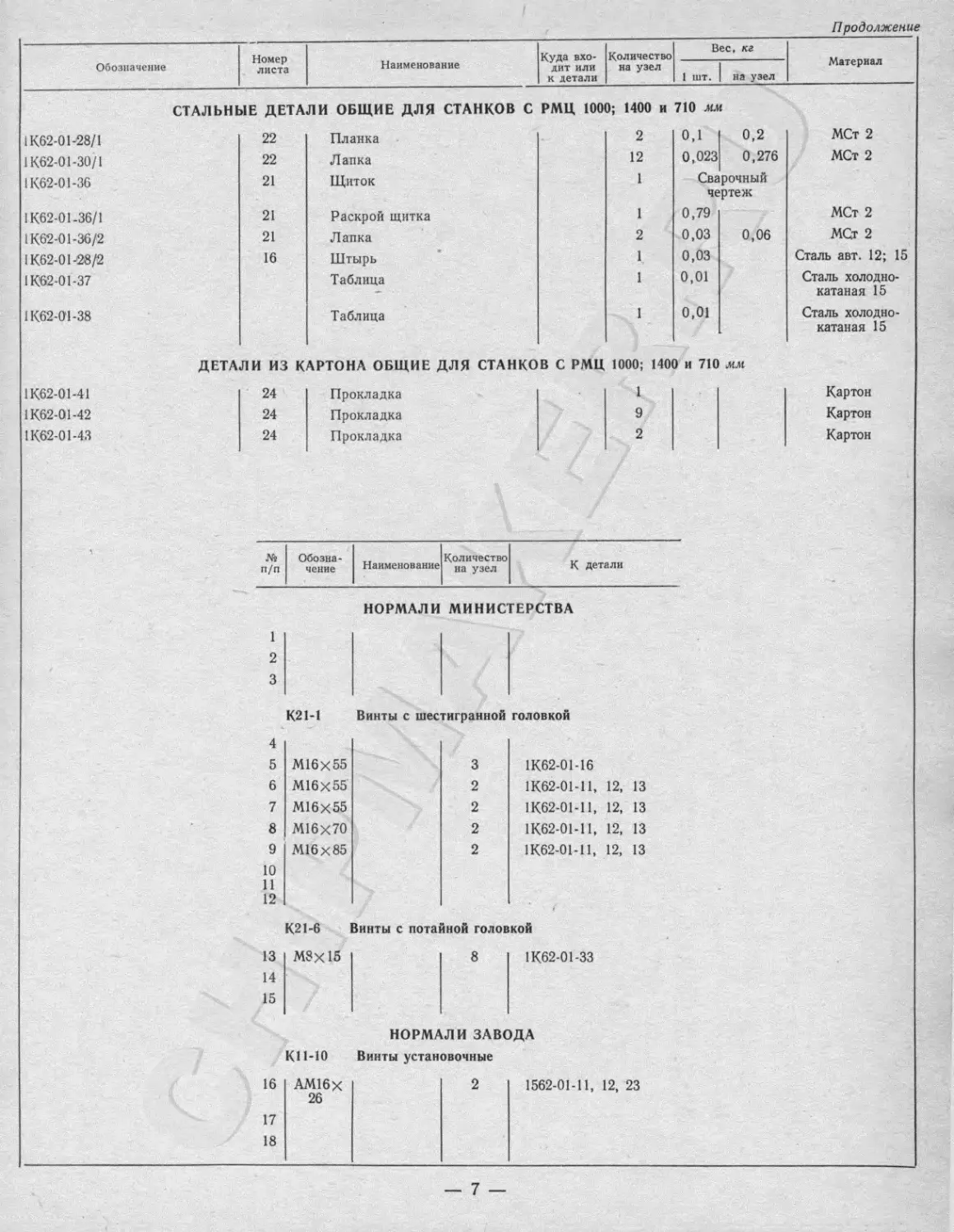
Продолжение
Обозначение Номер листа Наименование Куда вхо- ДИТ или к детали Количество на узел Вес, кг Материал
1 шт. на узел
СТАЛЬНЫЕ ДЕТАЛИ ОБЩИЕ ДЛЯ СТАНКОВ С РМЦ 1000; 1400 и 710 мм
1К62-01-28/1 22 Планка 2 0,1 0,2 МСт 2
1К62-01-30/1 22 Лапка 12 0,023 0,276 МСт 2
IK62-01-36 21 Щиток 1 Сварочный
чертеж
1К62-01-36/1 21 Раскрой щитка 1 0,79 МСт 2
IK62-01-36/2 21 Лапка 2 0,03 0,06 МСт 2
1К62-01-28/2 16 Штырь 1 0,03 Сталь авт. 12; 15
1К62-01-37 Таблица 1 0,01 Сталь холодно-
- катаная 15
1К62-0Ч-38 Таблица 1 0,01 Сталь холодно-
катаная 15
ДЕТАЛИ ИЗ КАРТОНА ОБЩИЕ ДЛЯ СТАНКОВ С РМЦ 1000; 1400 и 710 ММ
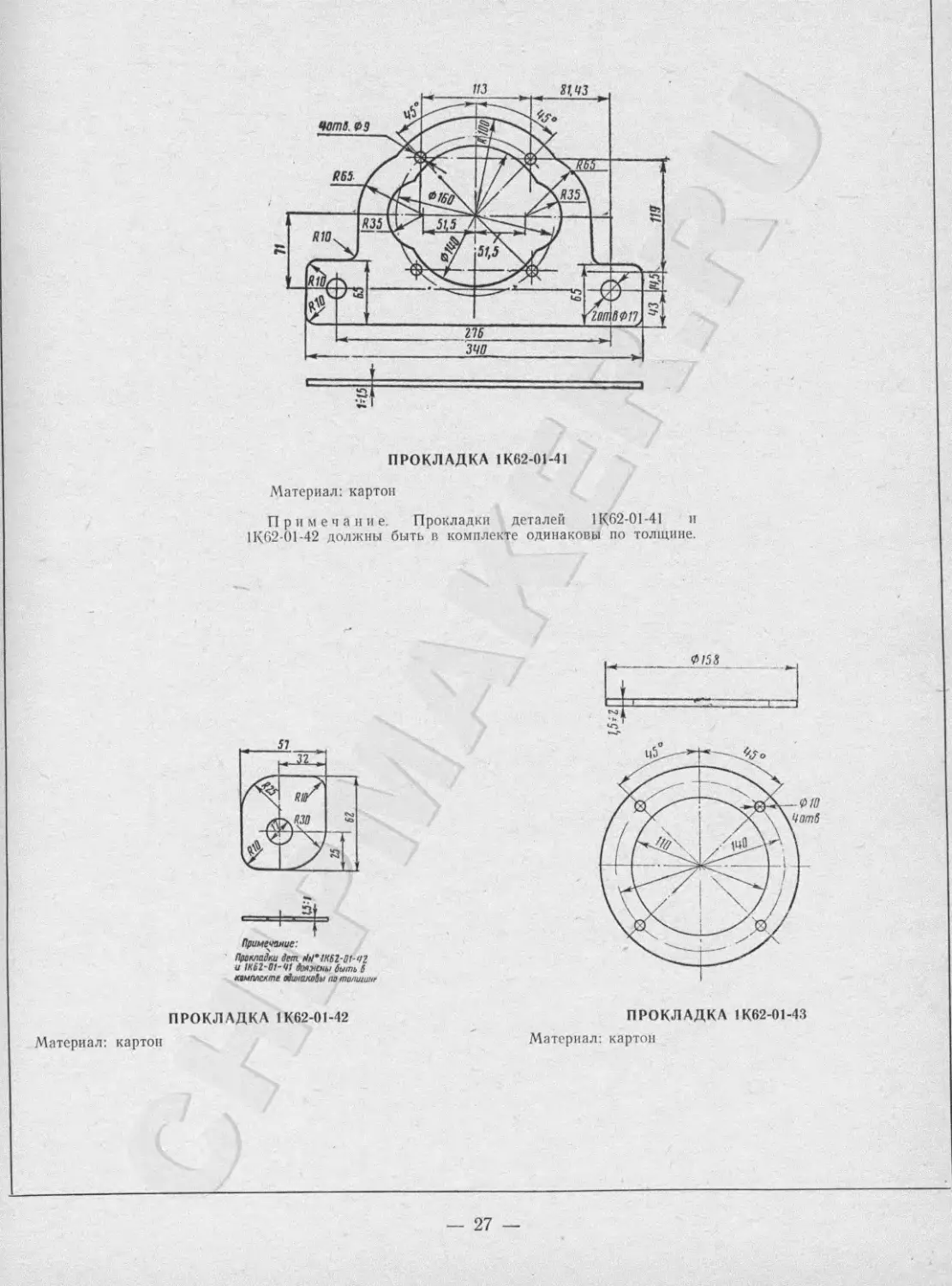
1К62-01-41 24 Прокладка 1 Картон
1К62-01-42 24 Прокладка 9 Картон
1К62-01-43 24 Прокладка 2 Картон
№
п/п
Обозна- чение Наименование Количество на узел К детали
НОРМАЛИ МИНИСТЕРСТВА
1
2
3
К21-1
Винты с шестигранной
головкой
4
5
6
7
8
9
10
11
12
М16Х55
М16Х55
М16Х55
М16Х70
М16х85
3
2
2
2
2
1К62-01-16
1К62-01-11,
1К62-01-11,
1К62-01-11,
1К62-01-11,
12,
12,
12,
12,
13
13
13
13
К21-6
Винты с потайной головкой
13
14
15
М8Х15
1К62-01-33
8
КП-10
НОРМАЛИ ЗАВОДА
Винты установочные
16
АМ16х
26
2
1562-01-11,
12, 23
17
18
— 7 —
ПоД-Е
1кБ2Ы> 192
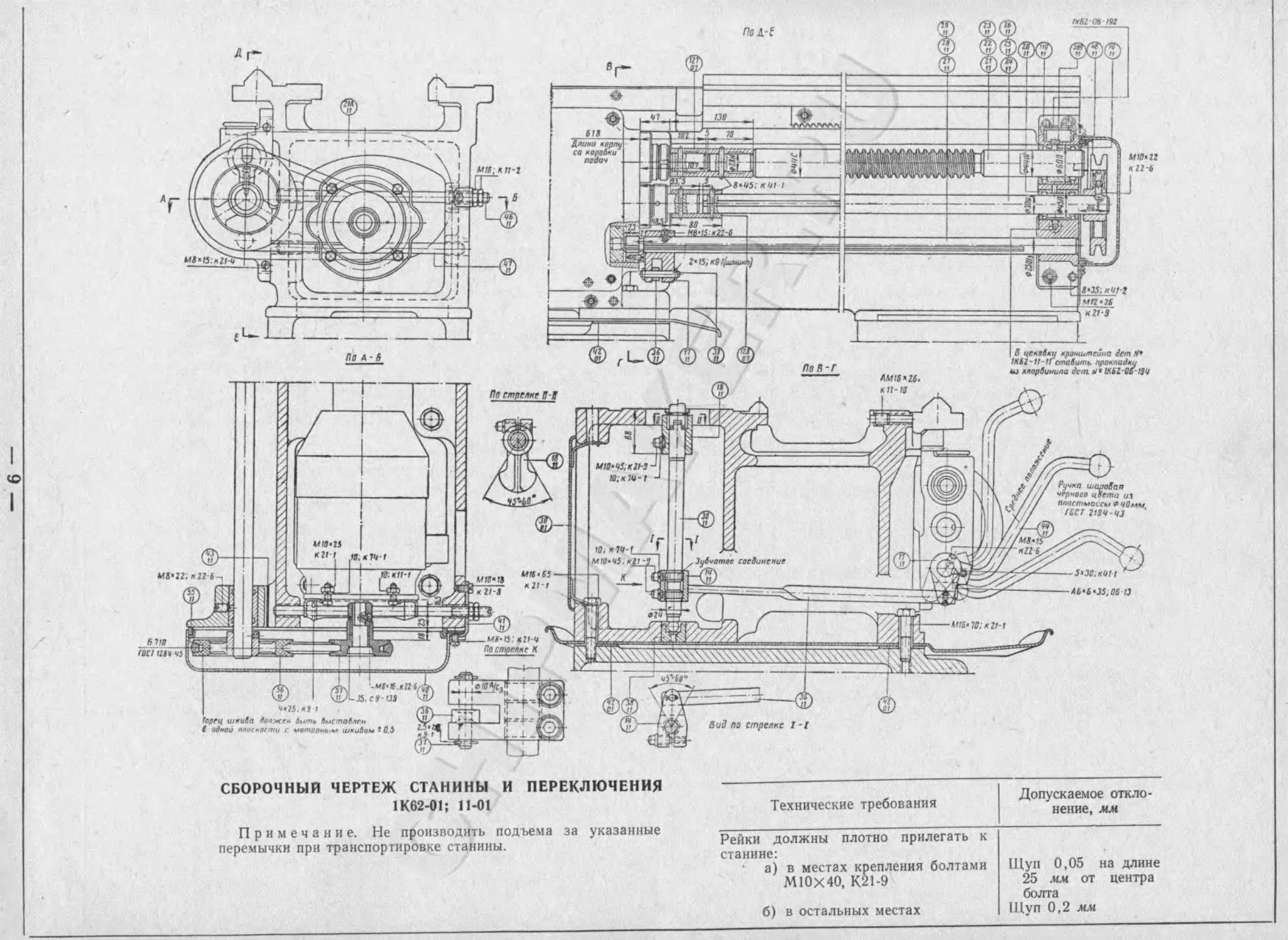
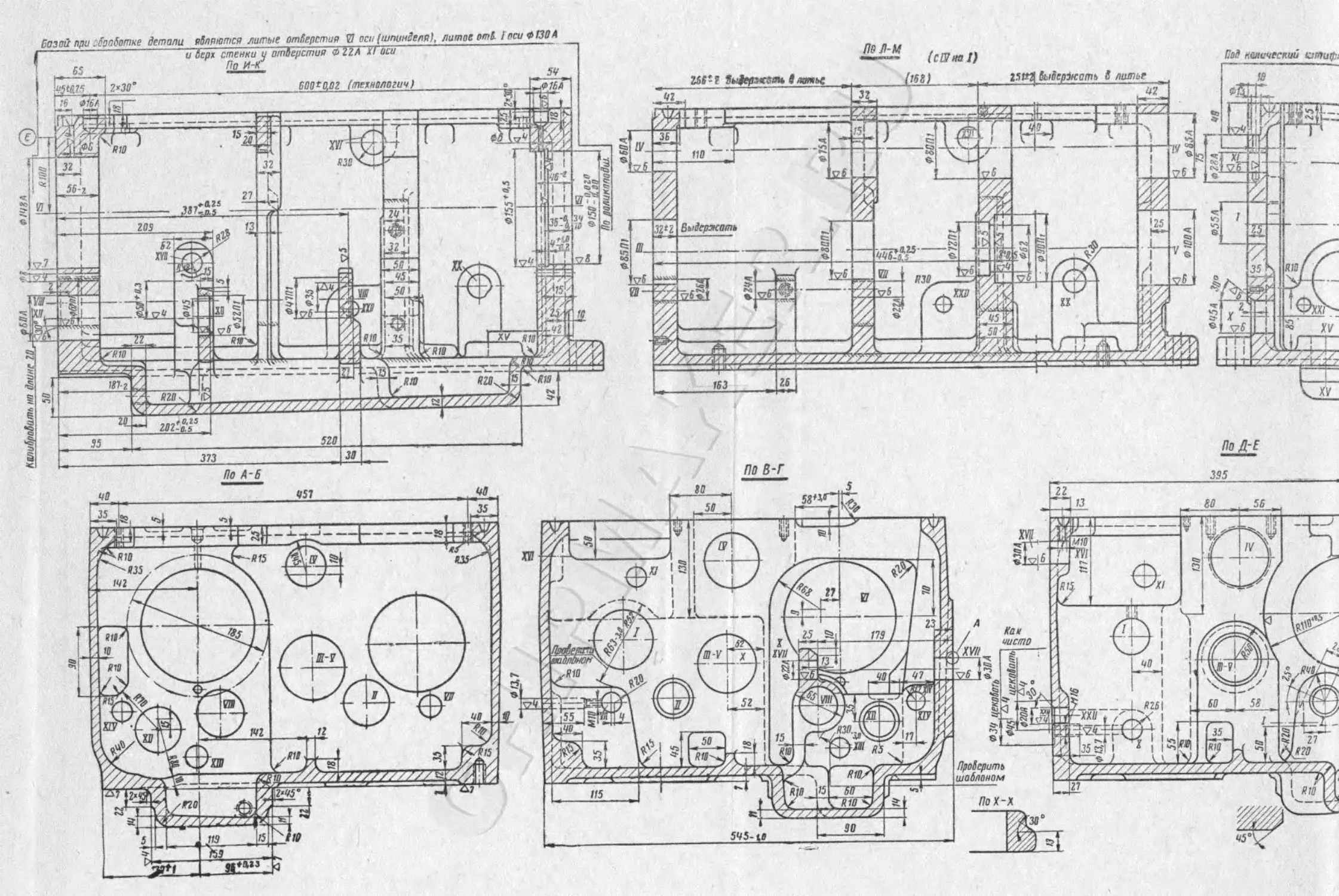
СБОРОЧНЫЙ ЧЕРТЕЖ СТАНИНЫ И ПЕРЕКЛЮЧЕНИЯ
1К62-01; 11-01
Примечание. Не производить подъема за указанные
перемычки при транспортировке станины.
Технические требования
Рейки должны плотно прилегать к
станине:
а) в местах крепления болтами
М10Х40, К21-9
б) в остальных местах
Допускаемое откло
нение, мм
Щуп 0,05 на длине
25 мм от центра
болта
Щуп 0,2 мм
7770 f 5
Уклон 7
5541С.1
XQi(L25
твз*м
35*0.1
488*0.1
Дата
JLW*AL
R50
Уклон 1
‘ ию-готд
пОСкбОЗЬ^ X
базовый разиерЪ
/си примечание/'
W20; глубина сверления 46.
- нарезли 38
xUIOfomd насквозь глубина
нарезки 22'
ячб.2отб насг.бозо с нарез
ий кезьбы м Осей длине
.________отверстия \
Под конический uimwpt
вя 45'.к 41-2 глубина аец
пения ЗОии.разбеонуто
яри сборке едет —•
1К62-О1-11 я.
1МДЕН
123111!
4J7W
86,5*0.1 163*0.1
437*0.1
45
§
Ы-наскбозь
1472 '. 2 отд глубина сверления
насквозь. нарезки 24
35*0.1
35
Под конический штиф Ю*50:м?-2;4опй.
насквозь раздернута при сборке совместно
с рейками
280
345
ST
3-укпон
Плоскость прилеганий задней
и передней бабки
•>. Угол на Оли не 105 мм
Оыполнить с Я 5мм
3-цялонПод коничесяи^ штифт 6*40.К41-2;7отв
—У насквозь.развернуть при сборке с кронштейном
Размеры для Выполнений припуска
вид]
70-на О
ui пи плело
1от0 носкбозь
LJ25-Hatou-
не 65 мм
65 ми
ЦекрЮЦекР
Уклон Зим до разъема
Л"
оАО
277Ot6
па опине 35 ми
Место для бибибки
цифр, указывающая
тбероосто по Шару
/например. тбердость
по Шару 65'/
место А
11-ребер
/клон 5 мм на
длине 460мм
питал
Ф110
4^0/без литейного уклона
740/смотри разрезы по в~в и Г~Г/
Уклон
Припуа на
обработку
ин
Начальные точки уклонод с PMU 7/0мм
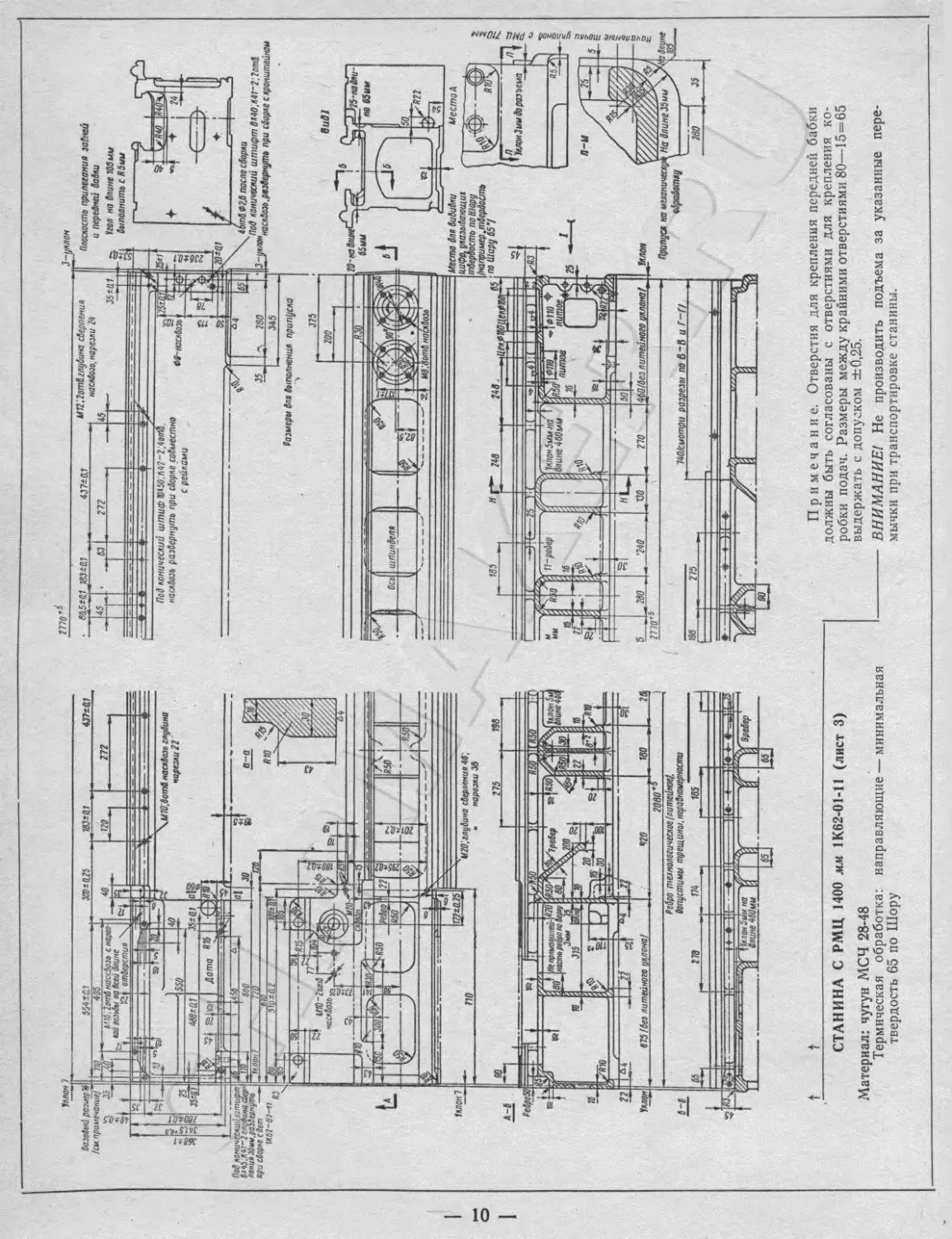
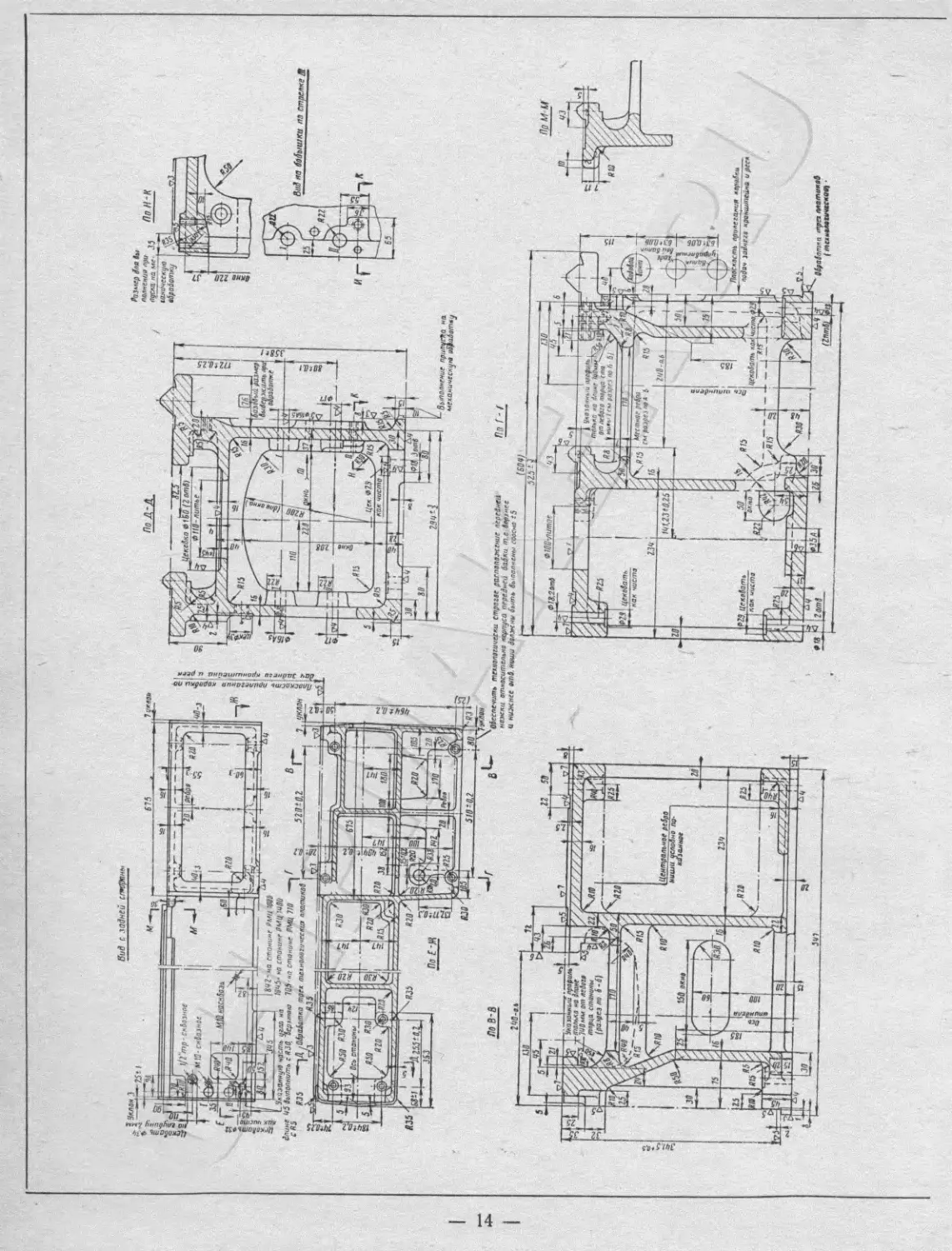
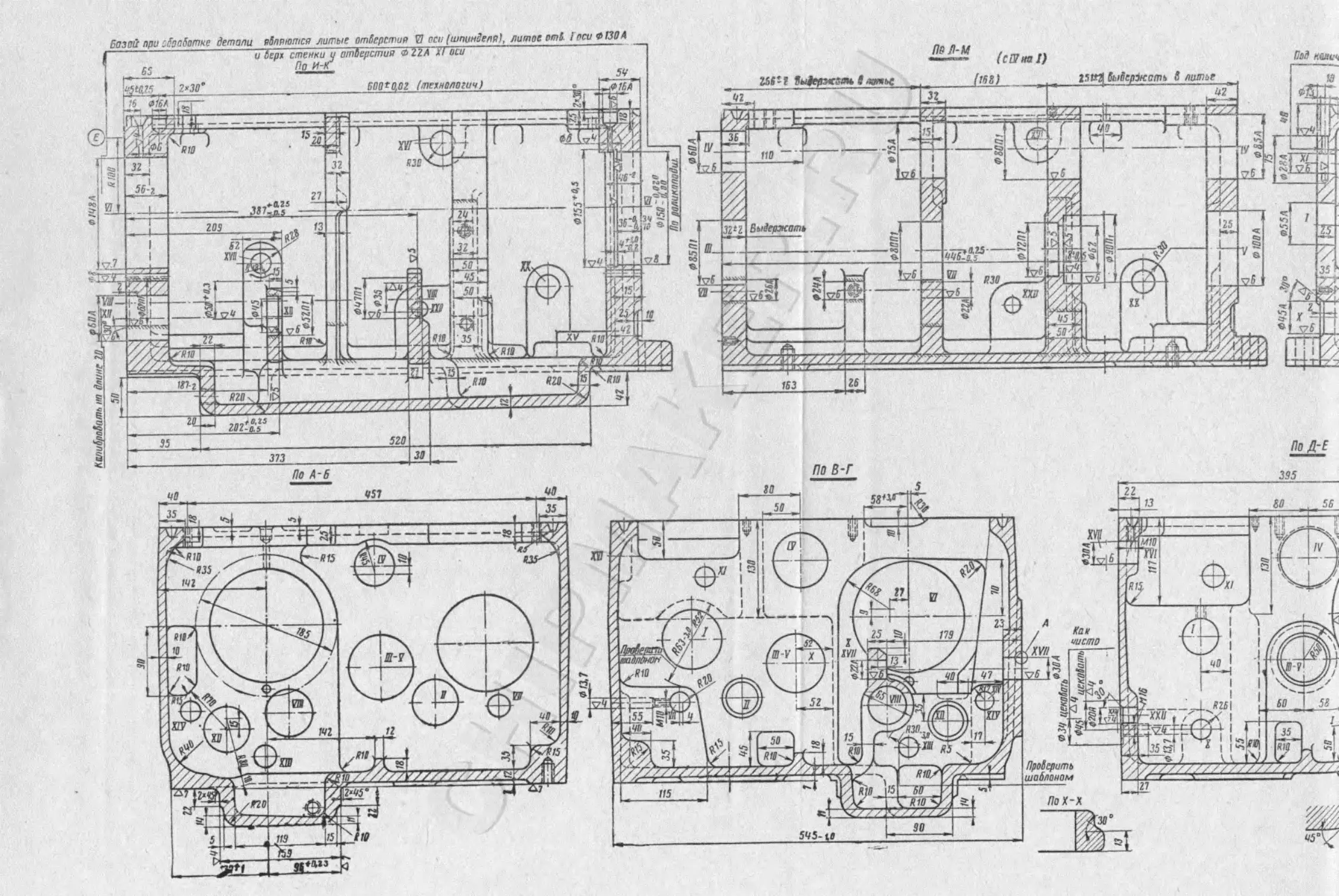
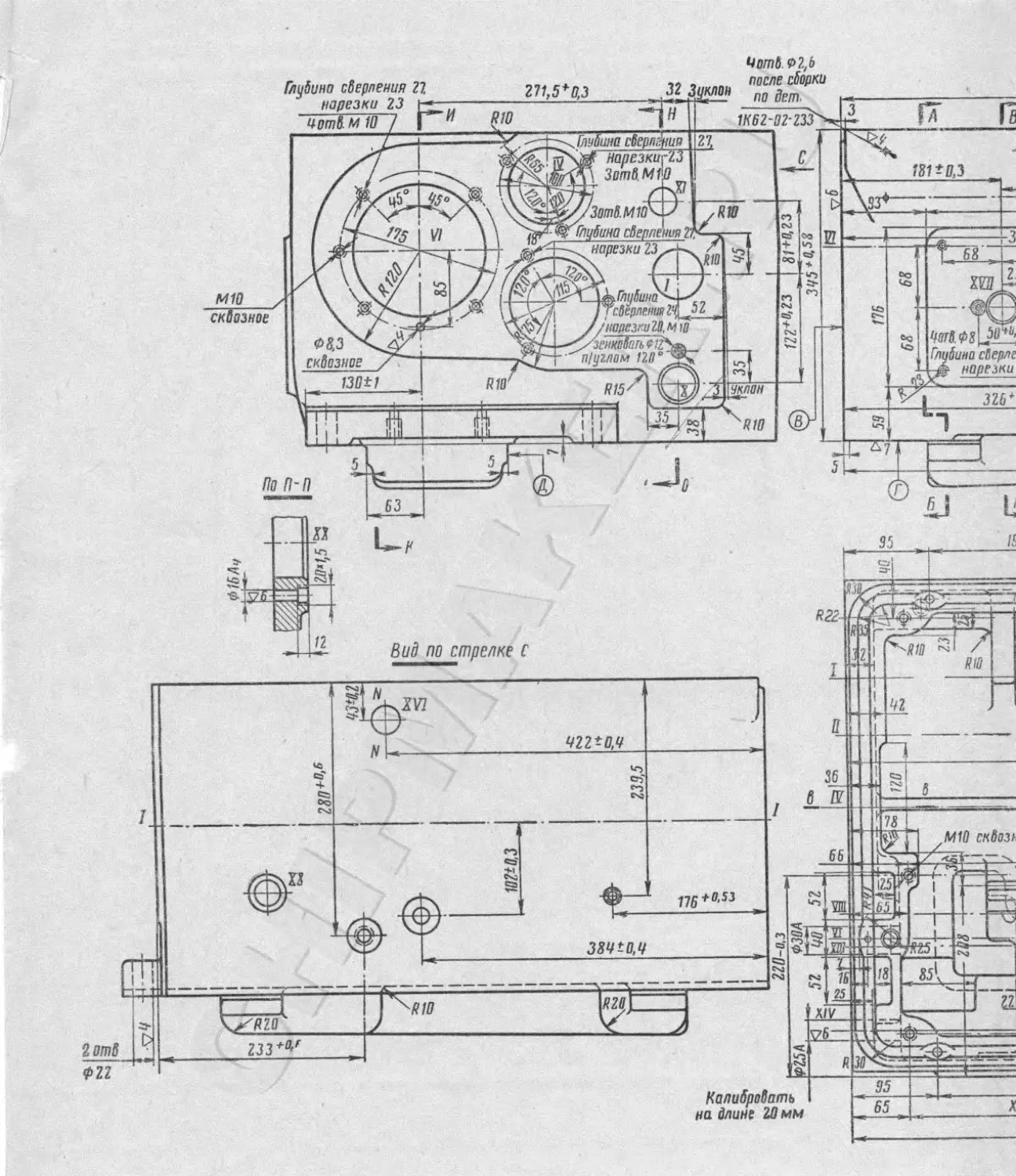
СТАНИНА С РМЦ 1400 мм 1К62-01-11 (лист 3)
Материал: чугун МСЧ 28-48
Термическая обработка: направляющие — минимальная
твердость 65 по Шору
Примечание. Отверстия для крепления передней бабки
должны быть согласованы с отверстиями для крепления ко-
робки подач. Размеры между крайними отверстиями 80—15=65
выдержать с допуском ±0,25.
ВНИМАНИЕ/ Не производить подъема за указанные пере-
мычки при транспортировке станины.
2310
Уклон
зон о, г5
МЦ1
345
srofoTz
длццеу
♦J 050
050
050
Mpo
050
ifa \вотвмв war*Ддо»
Места
Место A
Уман
27f
9160
Sftiep
Уллах
430
Уклон
2310*5
туск на мпам.
:лул обработку
250
2В0
5 ребер
Угол но длине 105
выполните сЯг5г
2 от в М12, глубина нарезки
2чмм Сверлите наскбозъ
Уклон Змм
до разъема-
МЮ;готб.
шВ6в&.
для ВыбиВ-
о, указывал
Над кенияескид штифт
*.«.«1-1 «у* ы
но сверления ЗЛелм
развернуть щ еМрке
М20. глубина сверления 46 мм. глубина нарезки 30
резней резьбы на Осей \
длине отверстия
Плоскость прилегания задней
и передней бабок
базовый jiaj^r^
ыер(примечоние)
Под конический штифт 0'40; к 41-2
2 отв насквозь, развернуть при сборке
с кронштейнам
250
- йаХЪЦ
щих твёрдость пл
Шору (например .Твер-
дите по Шору 65 f
. Все кромки направлял-
/ щих с правой торца
Примечание'
Примечание
Отверстия для креп ленив
оереФ-ей водки должны Ume
пиосабаны с атверетиами
две крепления мребян шдач
Размер между кроинима ал
веретияыи ii 15*65 Лыдер
жале с допускам-215.
ммы/ыс тачка уклахаб
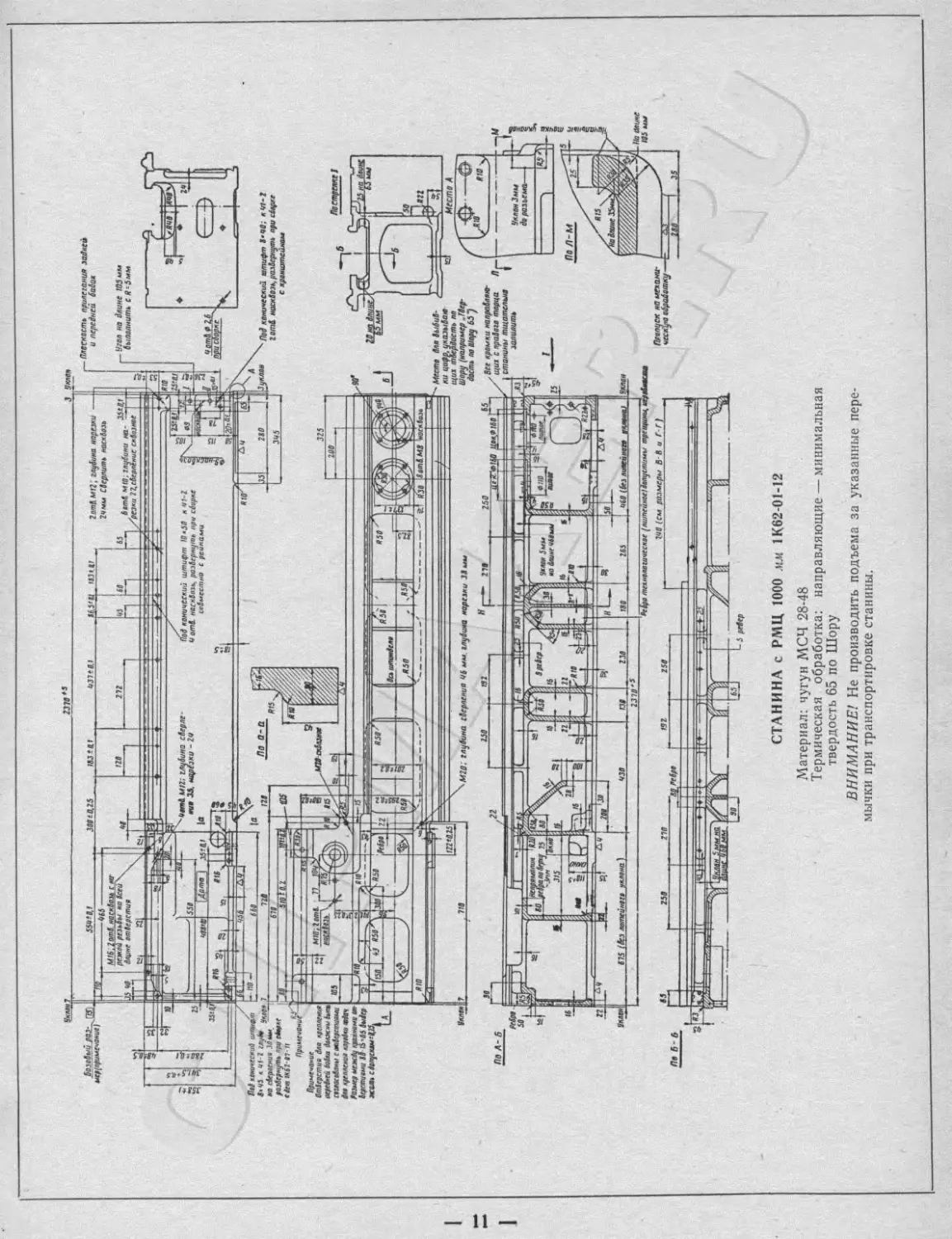
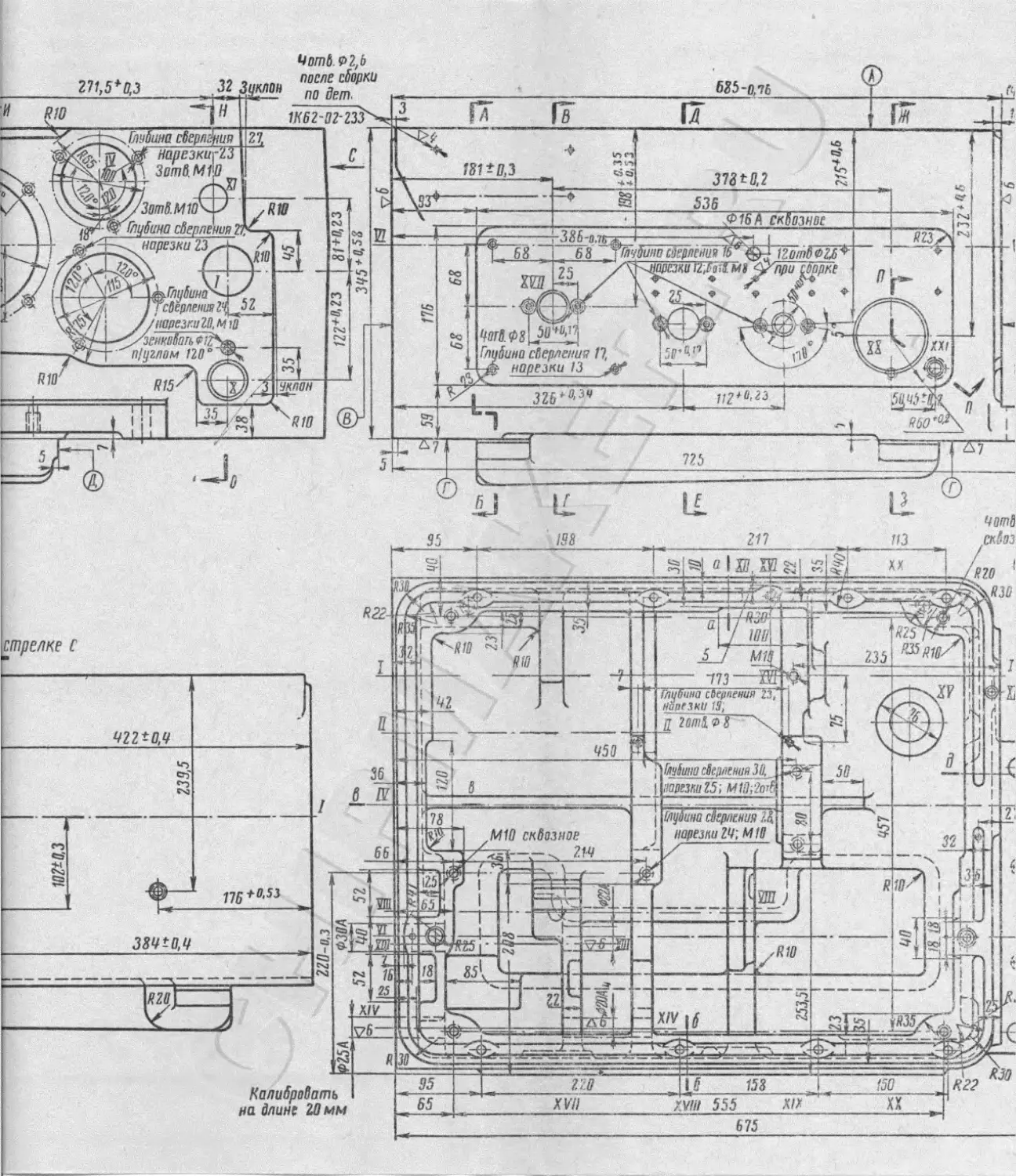
СТАНИНА с РМЦ 1000 ил 1К62-01-12
Материал: чугун МСЧ 28-48
Термическая обработка: направляющие — минимальная
твердость 65 по Шору
ВНИМАНИЕ! Не производить подъема за указанные пере-
мычки при транспортировке станины.
t
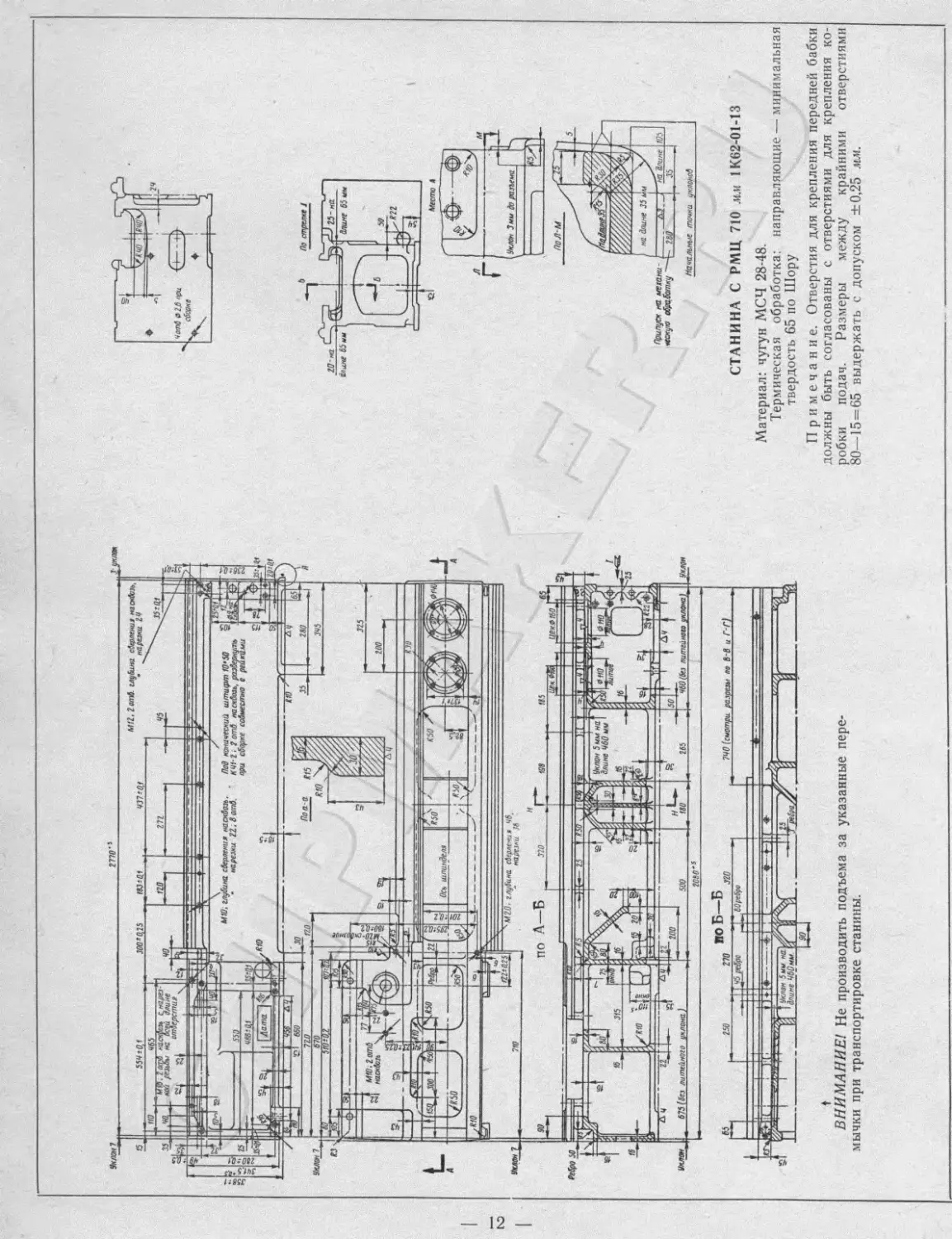
ВНИМАНИЕ! He производить подъема за указанные пере-
мычки при транспортировке станины.
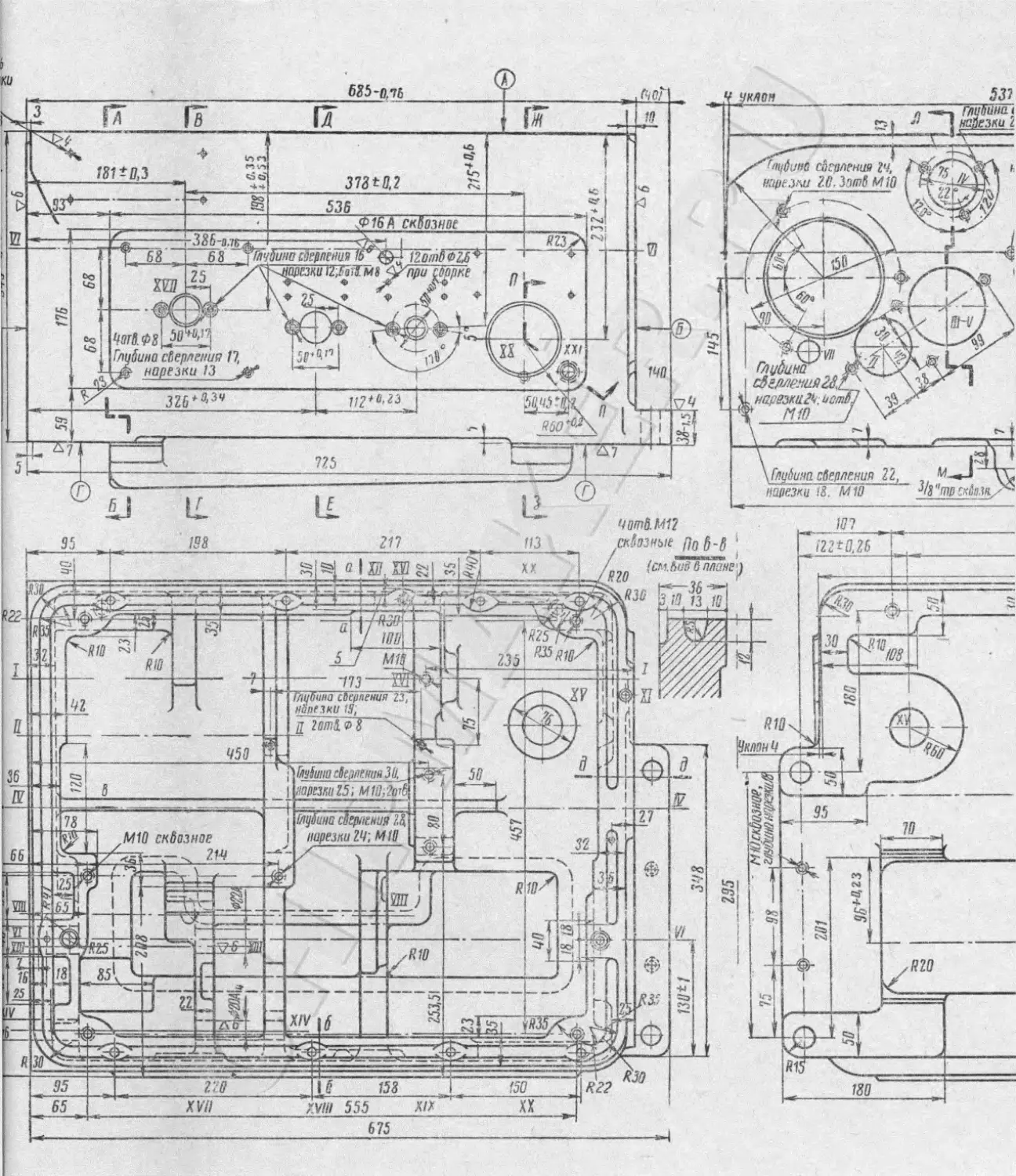
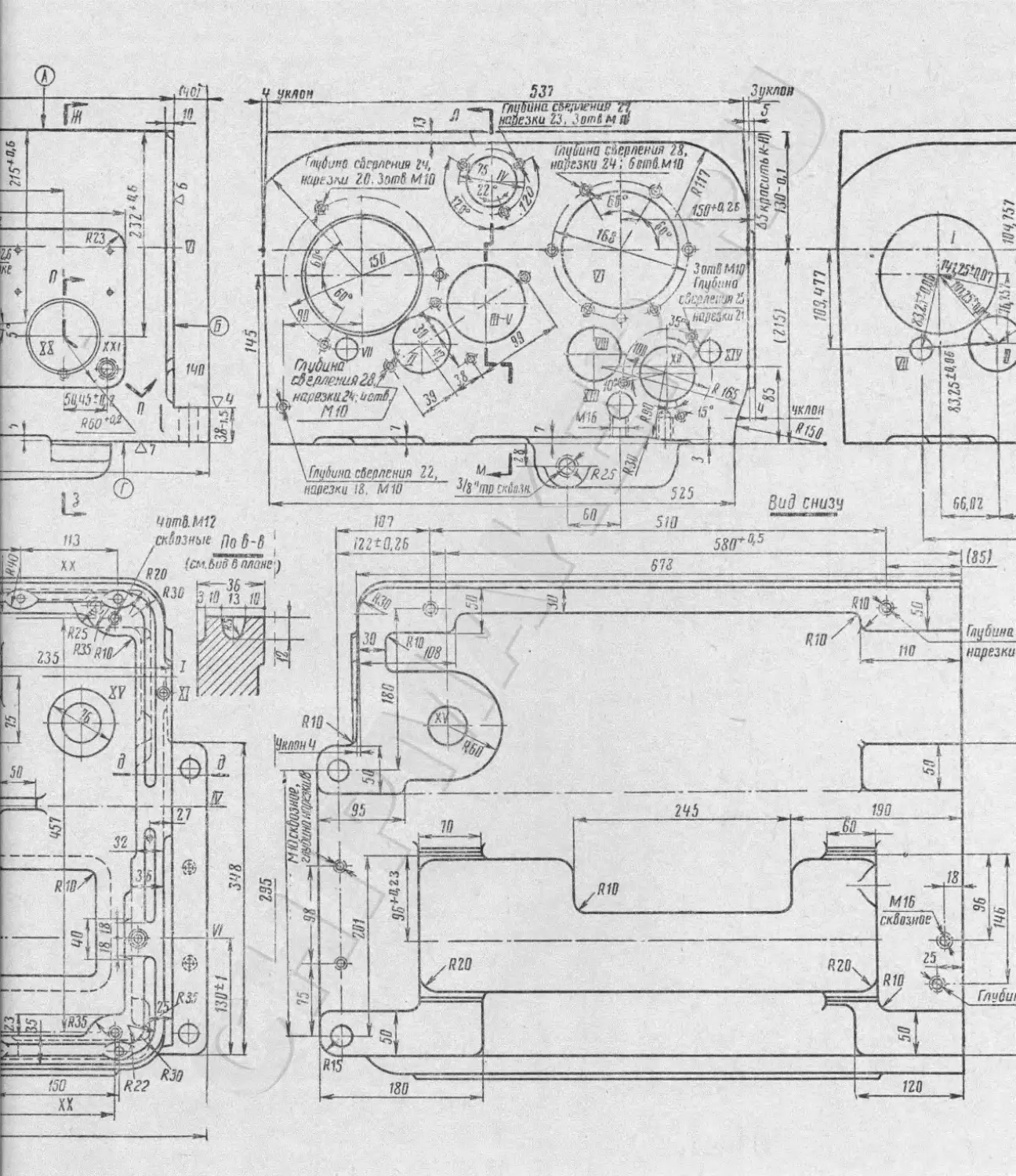
СТАНИНА С РМЦ 710 .и.и 1К62-01-13
Материал: чугун МСЧ 28-48.
Термическая обработка: направляющие — минимальная
твердость 65 по Шору
Примечание. Отверстия для крепления передней бабки
должны быть согласованы с отверстиями для крепления ко-
робки подач. Размеры между крайними отверстиями
80—15=65 выдержать с допуском ±0,25 .ил.
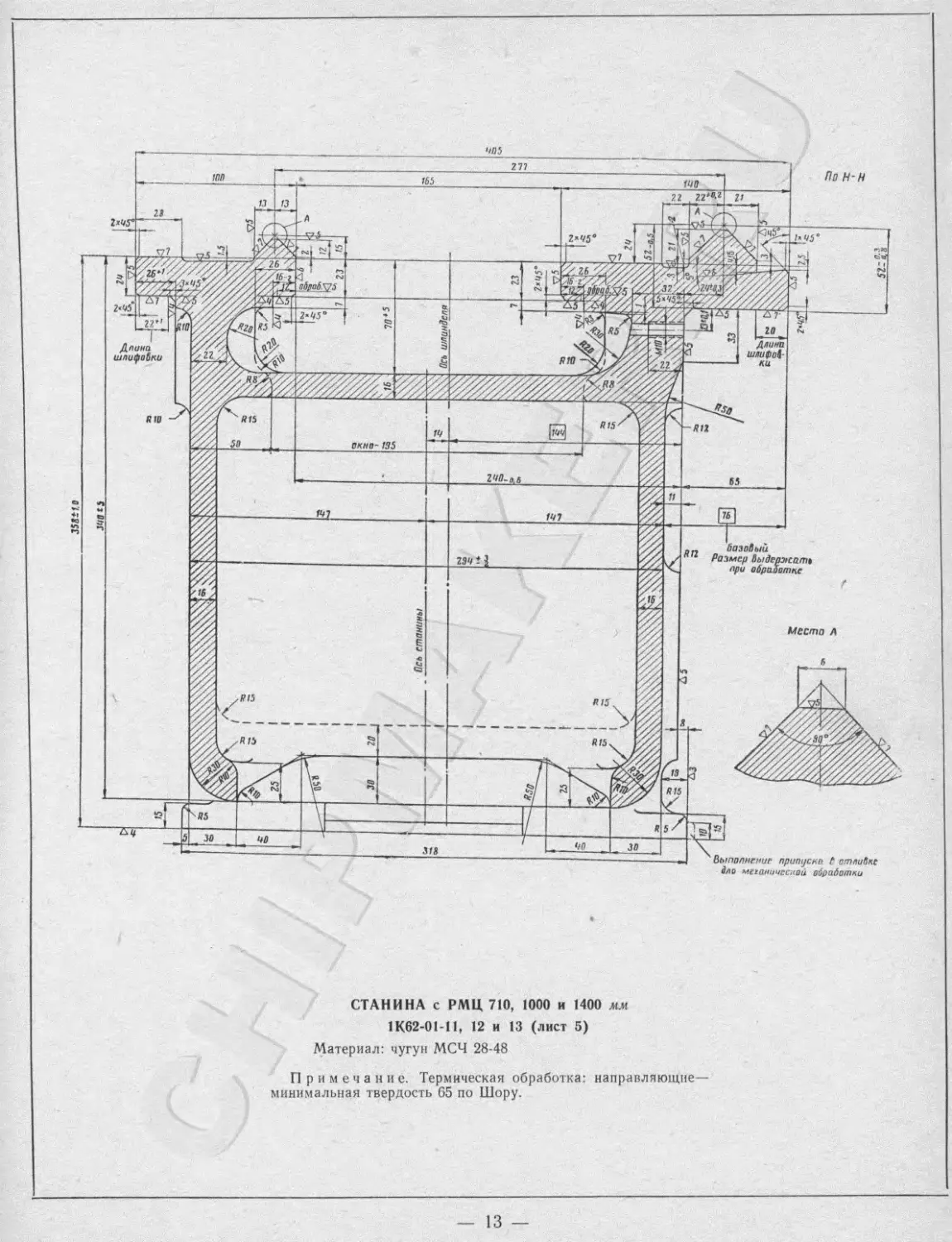
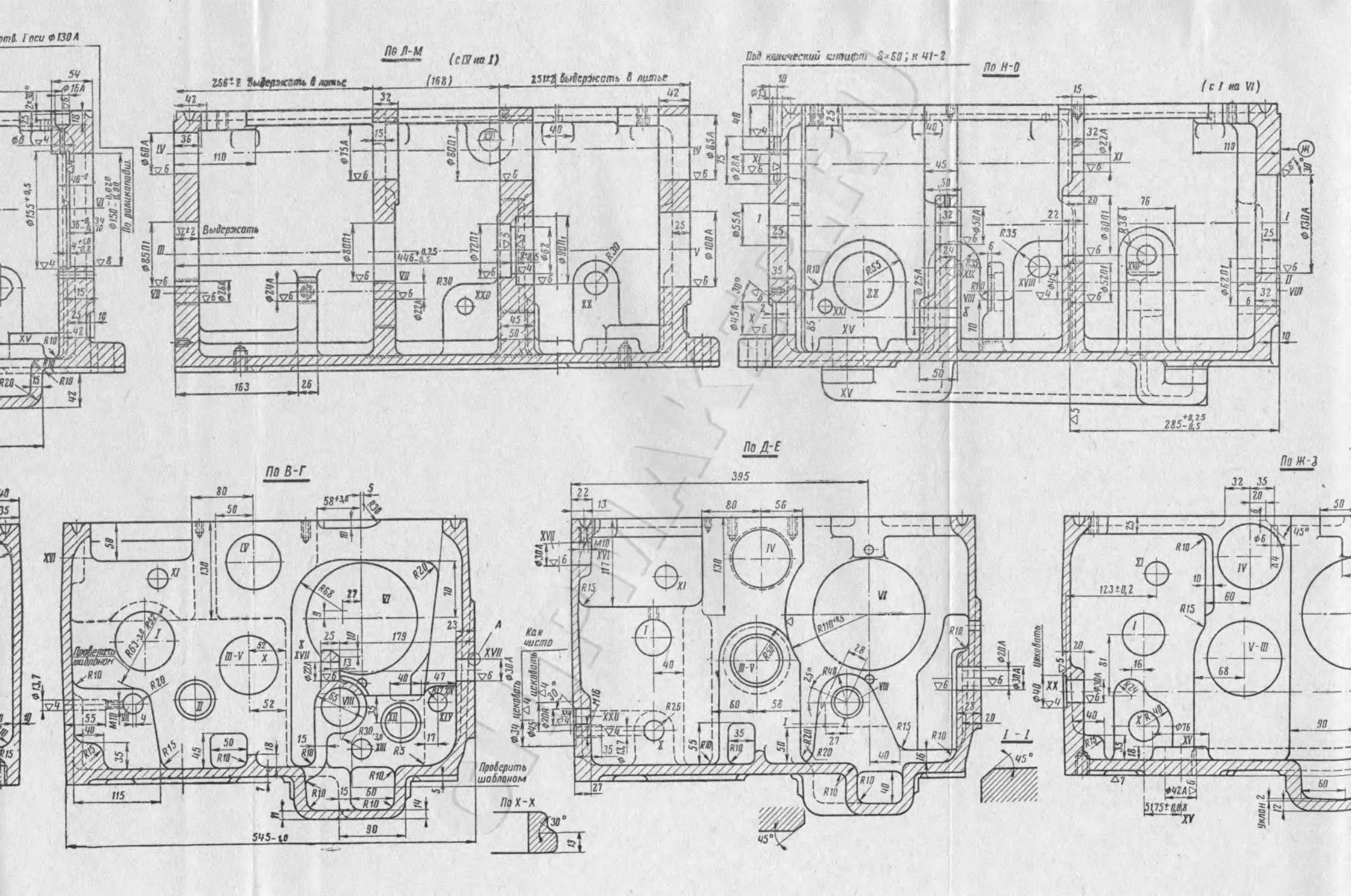
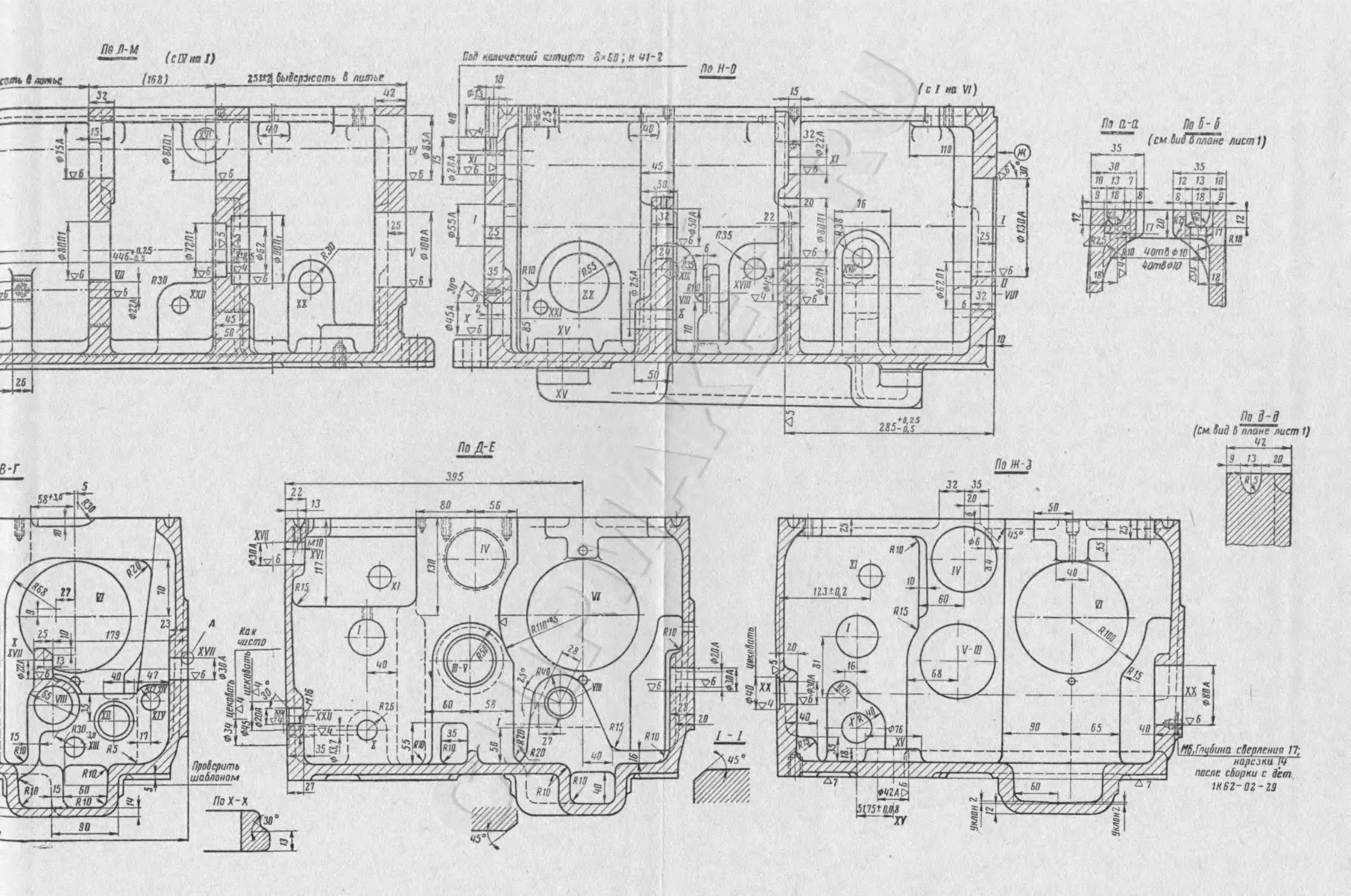
СТАНИНА с РМЦ 710, 1000 и 1400 мм
1К62-0Ы1, 12 и 13 (лист 5)
Материал: чугун МСЧ 28-48
Примечание. Термическая обработка: направляющие—
минимальная твердость 65 по Шору.
13 —
19^2)
вил,
ку
***c 091
odgad заьыойшнз'П
?< OhH‘
^fwFlg^
и и ou
7*09)
cHP£
Z'0.019
7>мг
£tt> ^71
I'D i DZ9
HCIM
& anusDuij qu птпюдор on gng
^grnr
з^шедввм
» ^un’JKUJf
I ЧСО^ЛЙ-^-
(дшогГд319 ovgawfr
V-Voj
X-HOU
OJHQDQ э png
пмнои/з *зд
гОШ Kif\
I Omungotgt
I о>к*зз*п*т
• -pw пи хмЛи
ndu впччииви
ng uvf d^cn^
SU3
or у з tiunm/Ou.vf gti annuf
negaif им nr<OfiL •
amuf он ovwoui-
fndodu nnUHOtD^
IA J ГУ ITT ^4’
«г, -»-< gonnu/nv /пизаьлгоиоигзш tjOui CMUJOfvdfgl yi , ffy
** j QU tnvd акпношз u* -fOi
ООГЧ анпношз ox.ijnfi
dtOi Z/*vy J*n*owj on-ifrgl
I £
зонго/ю-gi м
зотодиз -Ошjft
Ftojofvdge */i»33r>iiHV»ari
vh onjKuf'du зпнзниот^д
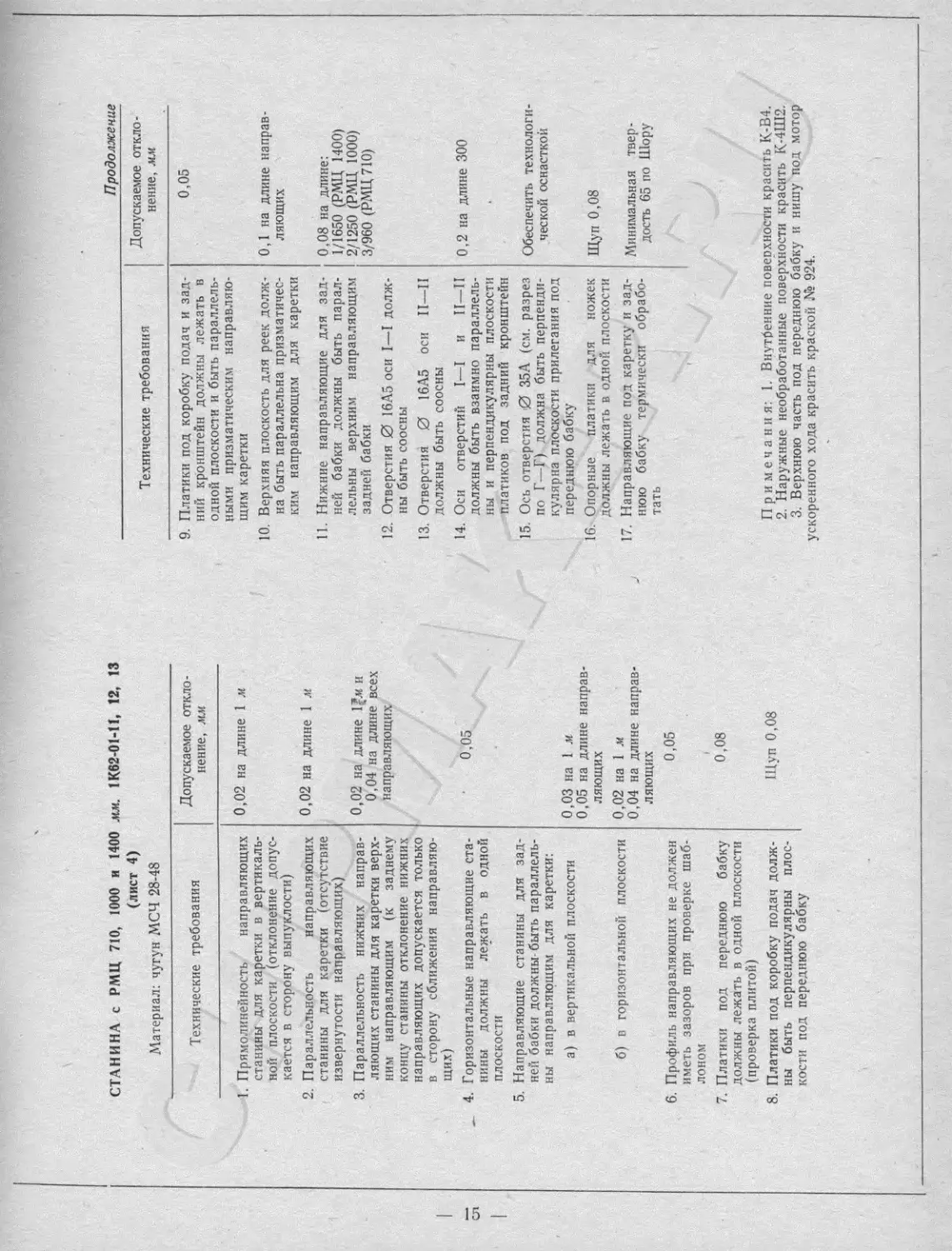
СТАНИНА с РМЦ 710, 1000 и 1400 мм. 1К62-0Ы1, 12, 13
(лист 4)
Материал: чугун МСЧ 28-48
Технические требования
Допускаемое откло-
нение, мм
1. Прямолинейность направляющих
станины для каретки в вертикаль-
ной плоскости (отклонение допус-
кается в сторону выпуклости)
2. Параллельность направляющих
станины для каретки (отсутствие
извернутости направляющих)
3. Параллельность нижних направ-
ляющих станины для каретки верх-
ним направляющим (к заднему
концу станины отклонение нижних
направляющих допускается только
в сторону сближения направляю-
щих)
4. Горизонтальные направляющие ста-
нины должны лежать в одной
плоскости
5. Направляющие станины для зад-
ней бабки должны быть параллель-
ны направляющим для каретки:
а) в вертикальной плоскости
б) в горизонтальной плоскости
6. Профиль направляющих не должен
иметь зазоров при проверке шаб-
лоном
7. Платики под переднюю бабку
должны лежать в одной плоскости
(проверка плитой)
8. Платики под коробку подач долж-
ны быть перпендикулярны плос-
кости под переднюю бабку
0,02 на длине 1 м
0,02 на длине 1 м
0,02 на длине 1’л и
0,04 на длине'всех
направляющих
0,05
0,03 на 1 м
0,05 на длине направ-
ляющих
0,02 на 1 м
0,04 на длине направ-
ляющих
0,05
0,08
Шуп 0,08
Продолжение
Технические требования
Допускаемое откло-
нение, ММ
9. Платики под коробку подач и зад-
ний кронштейн должны лежать в
одной плоскости и быть параллель-
ными призматическим направляю-
щим каретки
10. Верхняя плоскость для реек долж-
на быть параллельна призматичес-
ким направляющим для каретки
11. Нижние направляющие для зад-
ней бабки должны быть парал-
лельны верхним направляющим
задней бабки
12. Отверстия 0 16А5 оси I—I долж-
ны быть соосны
13. Отверстия 0 16А5 оси II—II
должны быть соосны
14. Оси отверстий I—I и II—II
должны быть взаимно параллель-
ны и перпендикулярны плоскости
платиков под задний кронштейн
15. Ось отверстия 0 35А (см. разрез
по Г—Г) должна быть перпенди-
кулярна плоскости прилегания под
переднюю бабку
16. Опорные платики для ножек
должны лежать в одной плоскости
17. Направляющие под каретку и зад-
нюю бабку термически обрабо-
тать
0,05
0,1 на длине направ-
ляющих
0,08 на длине:
1/1650 (РМЦ 1400)
2/1250 (РМЦ 1000)
3/960 (РМЦ 710)
0,2 на длине 300
Обеспечить технологи-
ческой оснасткой
Щуп 0,08
Минимальная твер-
дость 65 по Шору
Примечания: 1. Внутренние поверхности красить К-В4.
2. Наружные необработанные поверхности красить К-4Ш2.
3. Верхнюю часть под переднюю бабку и нишу под мотор
ускоренного хода красить краской № 924.
По А-Б
6S3
По В-В
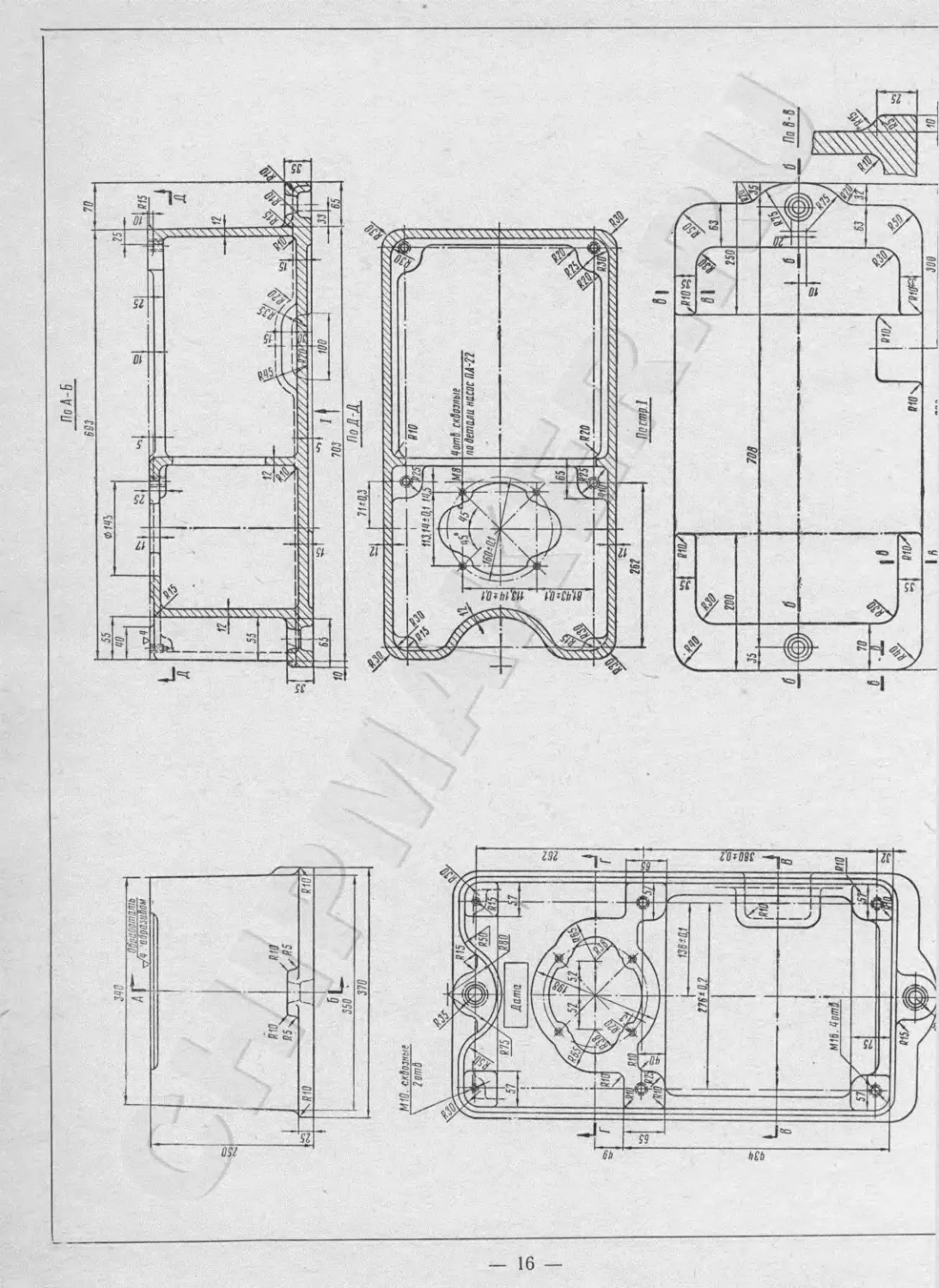
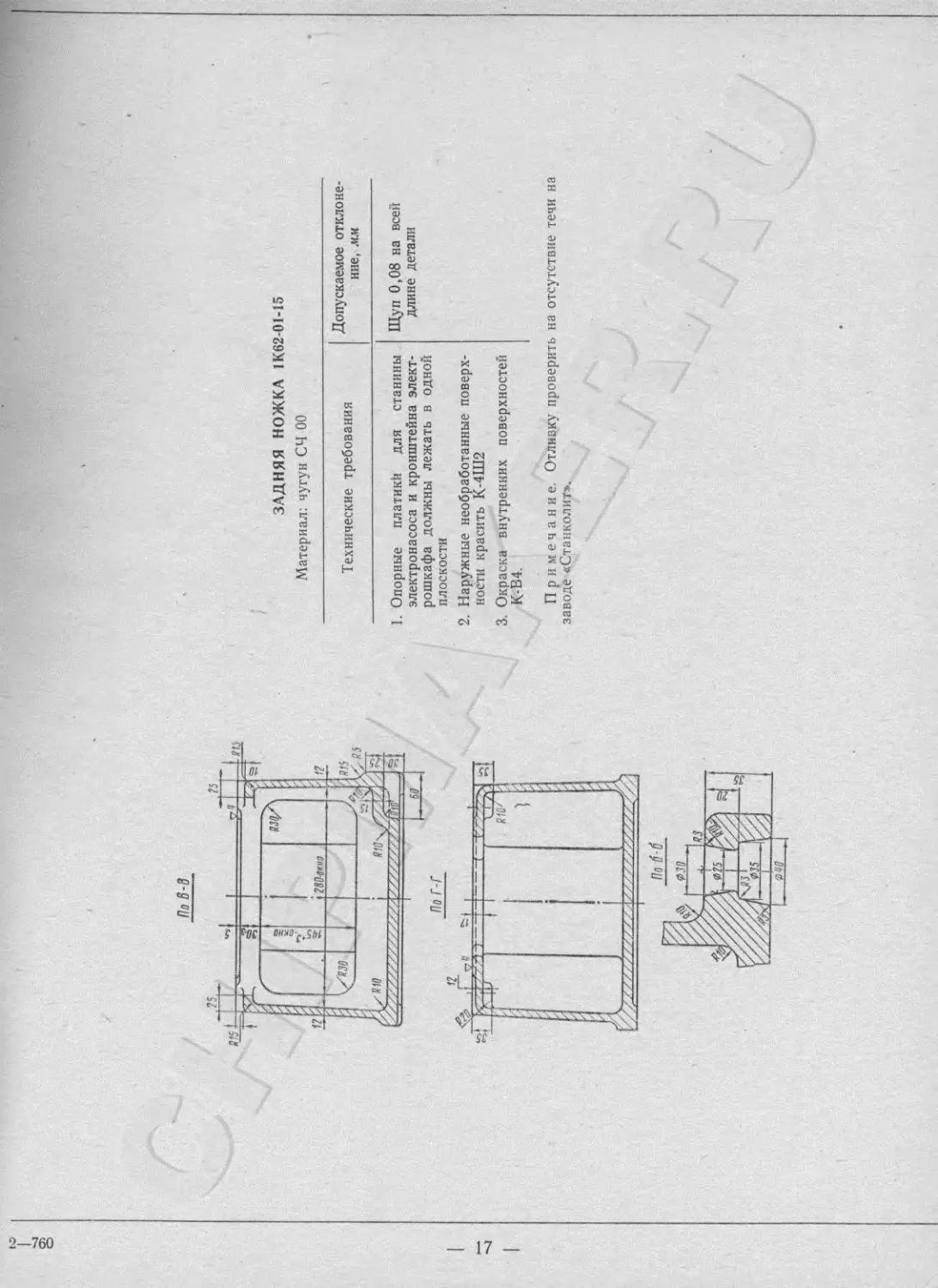
ЗАДНЯЯ НОЖКА 1К62-01-15
Материал: чугун СЧ 00
Технические требования Допускаемое отклоне- ние, мм
1. Опорные платикй для станины электронасоса и кронштейна элект- рошкафа должны лежать в одной плоскости Щуп 0,08 на всей длине детали
2. Наружные необработанные поверх-
ности красить К-4Ш2
3. Окраска внутренних поверхностей
К-В4.
Примечание. Отливку проверить на отсутствие течи на
заводе «Станколит».
50
660
Обработать абразивом
/?/5
650
610
я я плос-
ябляется
для об-
пки.
:тить
Указанное от-^.
берстие должно
быть выполне-
но 6 отливне
0 45 мм
Зачистить опое-,
кость наждач- ^>55Л}
ным кругом на
„Станколите"
215
107,5
_М0 _
120
/210
У 45
mow । 75
615
305
М
265
308
615
l<5
20;
50
W
29
зчо
680
Чотб.
510 j 0,2
520*0,2
М10
скбозные
Платин
одина к об
с нижним
650
50
ПЕРЕДНЯЯ но:
620
535
50
100
Ц
На длине
810
022~ скдозное
25
Эту плоскость Выполнить
параллельно плоскости,,/!"
без литейного уклона
57 указан -
ныи угол у*-»'.
Выполнить с 810
810
333
£
8201
640
85
20
R30
15
МО
820
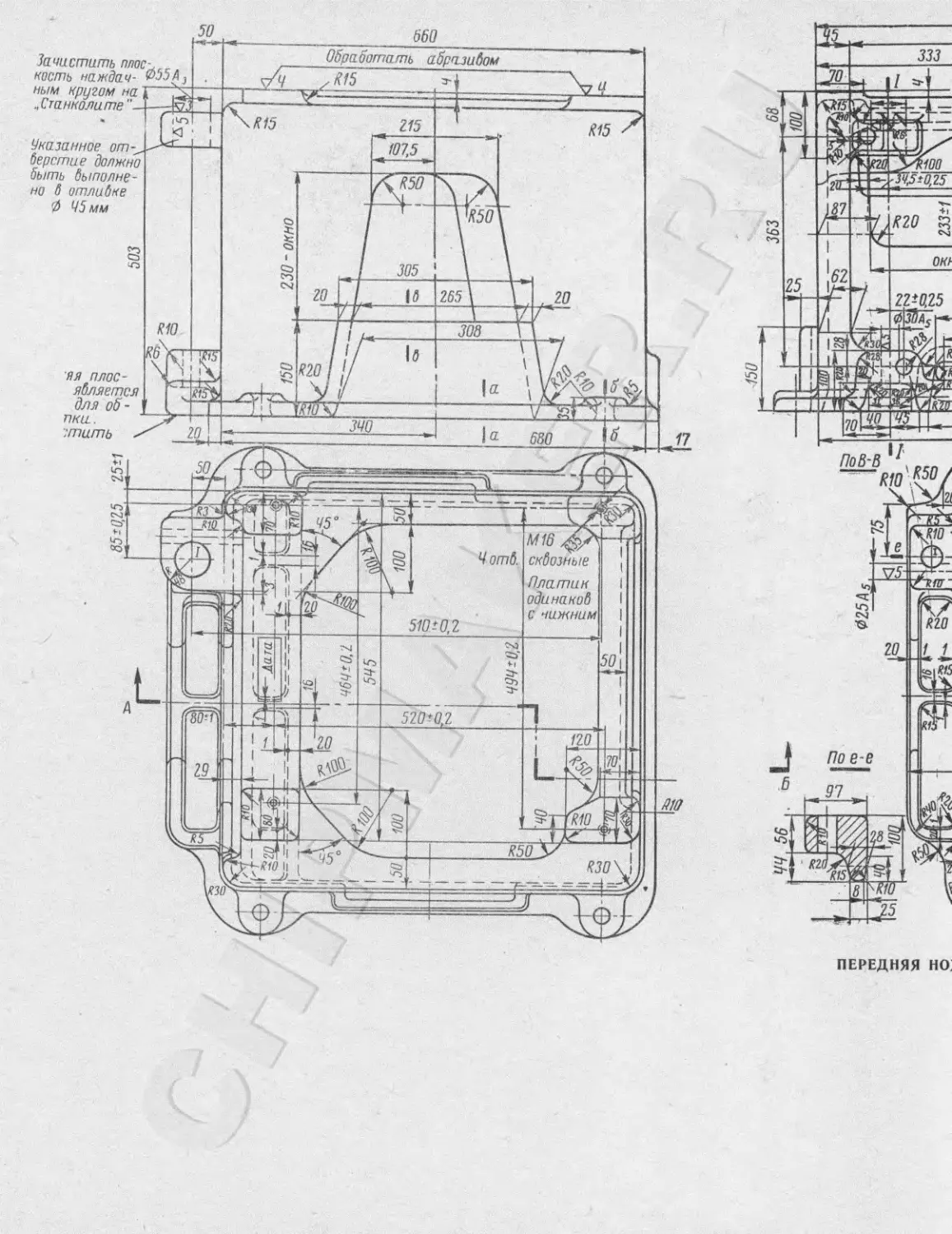
ПЕРЕДНЯЯ НОЖКА 1К62-01-14
№ п/п
Технические требования
265 окно!
Допускаемое
отклонение, леи
R15
100
\5±0,25
~yZ8tQ,25
HL
167
820
окно 380
025
/52 ^1 +
137
R5
53 1
ferpq
Г га
2 73 окно
/52
137
20
20
20- нита.
308
Пов-В веп
810 V0
'ТЕШ
f^ZIO
Ширина окна Внизу 205
20
79.
26
20
~ИПТ~
820
1
Н5\
545
85
Под-д
По а-а
Ось мотора
774
10
2(Г
К
810
1
2
3
4
5
Опорные платики для станины долж-
ны лежать в одной плоскости
Через отверстия 0 ЗОА5 и 0 55А5
валик с диаметром 30X4 и 55Х, из-
готовленный по верхнему пределу,
должен свободно проходить
Перпендикулярность оси I—I плоско-
сти А обеспечивается технологией
Оси отверстия 0 25А5 должны быть
перпендикулярны оси отверстий
0 55А5 и 30А5 (обеспечить техно-
логией)
Окраска наружных необработанных
поверхностей
Примечание. Чертеж изменен по
«Стаиколит».
83
По к-к
ЯЛ
&J1
л
Г7
Щуп 0,08
К-4Ш2
просьбе завода
620
535
ж
100
R15
Tzap
о
15
1кно 380
20
", w
ZL
50 29
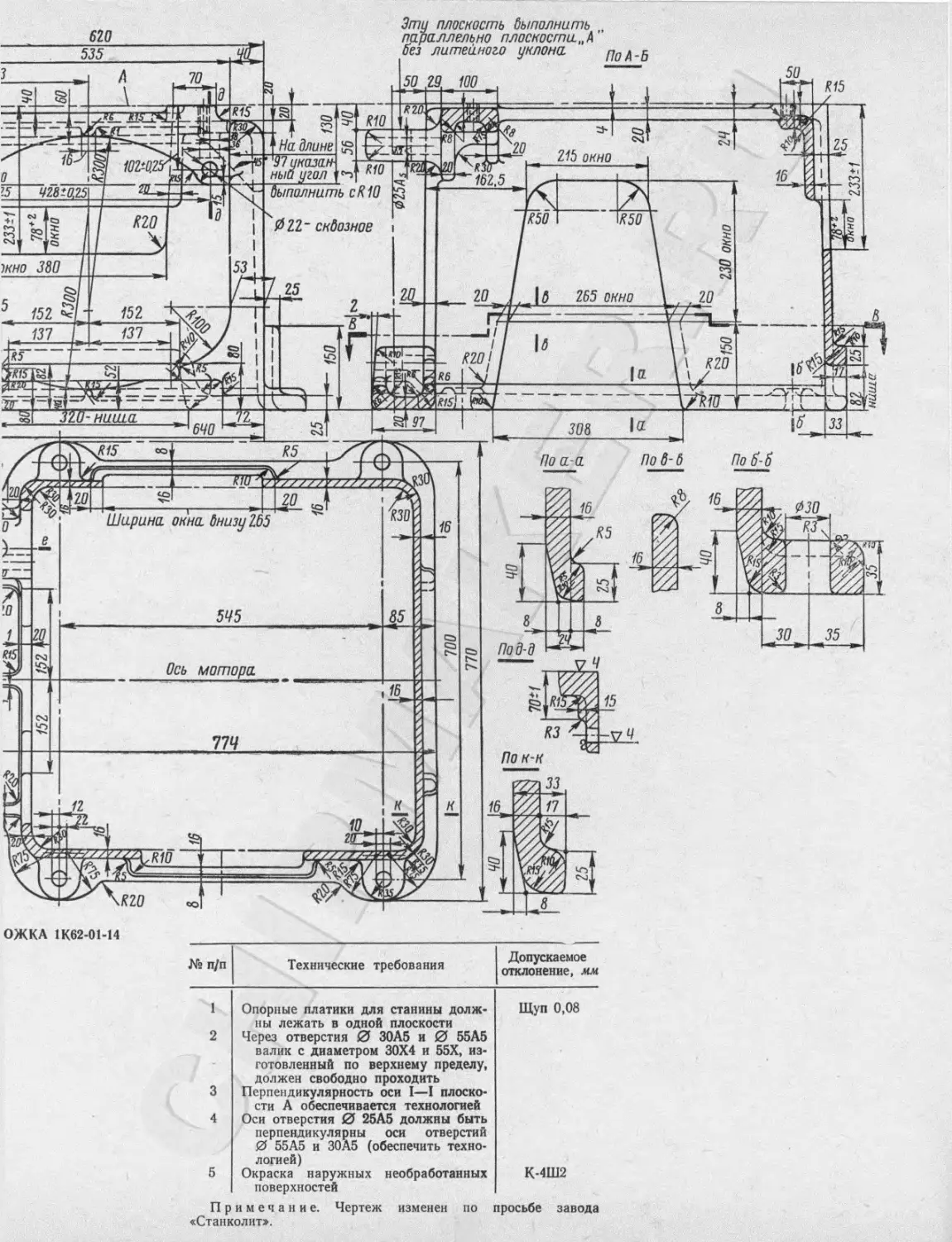
Зтц плоскость выполнить
параллельно плоскости.,,^'
без литейного уклона ПоИ-6
610
&
630
65
'.О
1/2
МО
620
Л
<Р30
£5
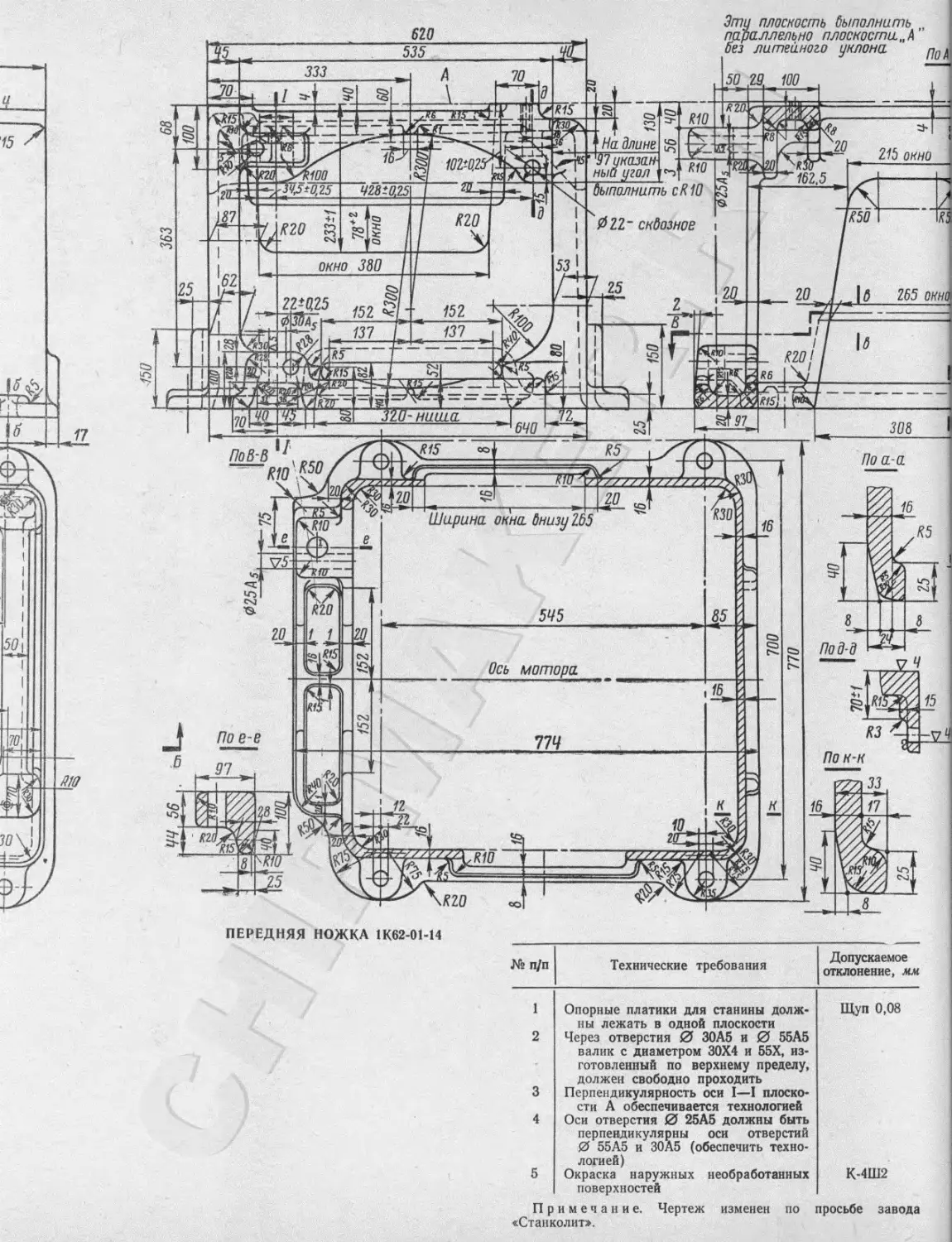
ОЖКА 1К62-01-14
~4Z8tQ.25
620
55
5 ш S
/52
/57
152
131
2.0- нита.
' ' На длине
57 указан -
ныа угол
610
выполнить с 610
022~ сквозное
Ширина окна внизу 265
3*
65
20
545
Ось мотора
77У
10
2О~
№ п/п
1
2
3
4
5
“гТ-
20
_ 620>
Яб I V
м]
2/5 окно
85
/б
Технические требования
Опорные платики для станины долж-
ны лежать в одной плоскости
Через отверстия 0 30А5 и 0 55А5
валик с диаметром 30X4 и 55Х, из-
готовленный по верхнему пределу,
должен свободно проходить
Перпендикулярность оси I—I плоско-
сти А обеспечивается технологией
Оси отверстия 0 25А5 должны быть
перпендикулярны оси отверстий
0 55А5 и 30А5 (обеспечить техно-
логией)
Окраска наружных необработанных
поверхностей
Под-д
со
сч
R50
265 окно
308
Поа-а
|&
1 620
По 6-6
По 6-6
/?5 '-.--vO
По к-к
55
Допускаемое
отклонение, мм
Щуп 0,08
К-4Ш2
П р и м е ч а н и е. Чертеж изменен по просьбе завода
«Станколит».
1. Верхние платики для станины
должны лежать в одной плоскости
2. Нижние платики должны лежать в
одной плоскости
3. Наружные необработанные поверх-
ности красить K-4UI2
Щуп 0,08
Щуп 0,08
9180
бедная пгоскостг, корыта
________________I____——
\<Ы68
Кругом
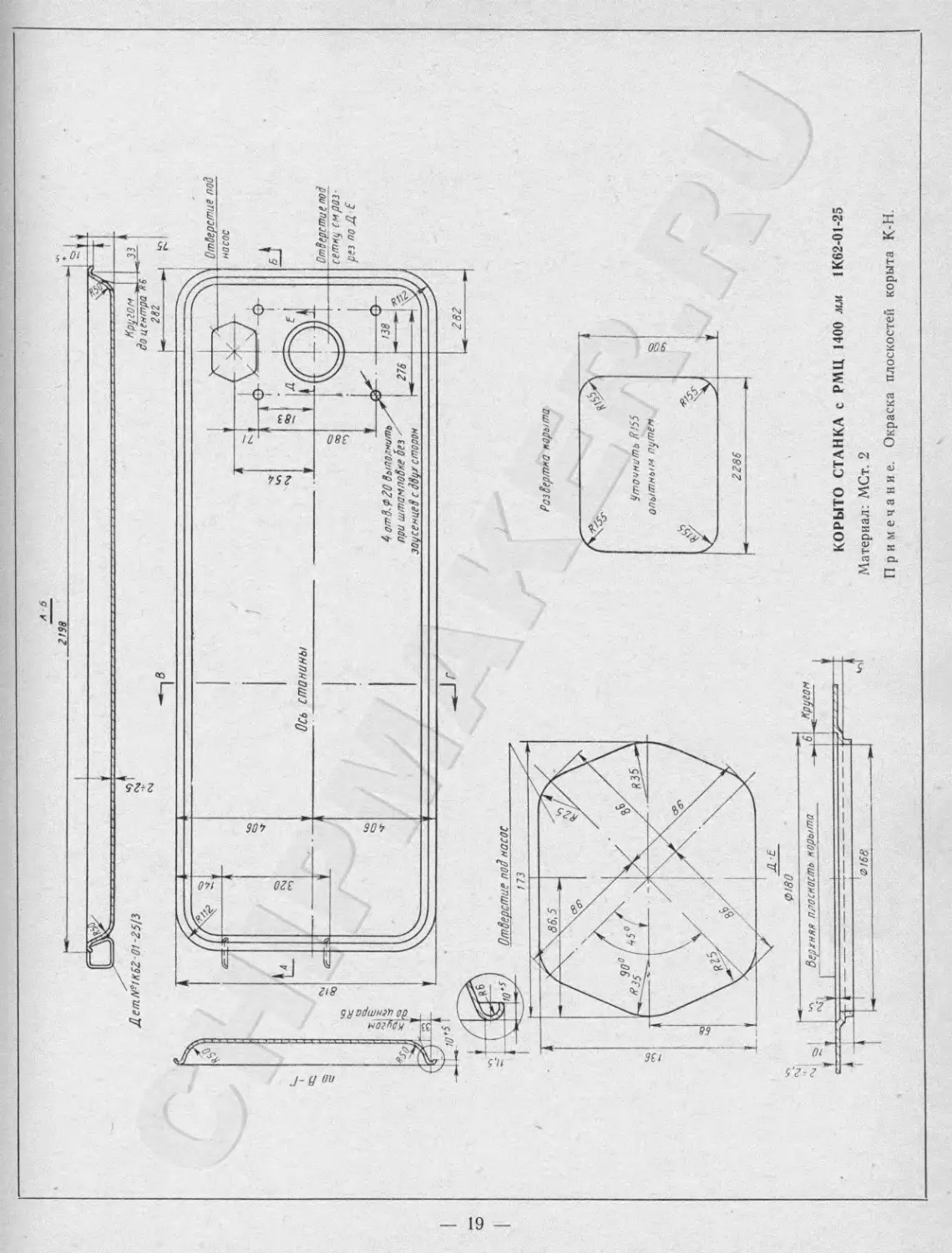
КОРЫТО СТАНКА с РМЦ 1400 мм 1К62-01-25
Материал: МСт. 2
П р и м е ч а и и е. Окраска плоскостей корыта К-Н.
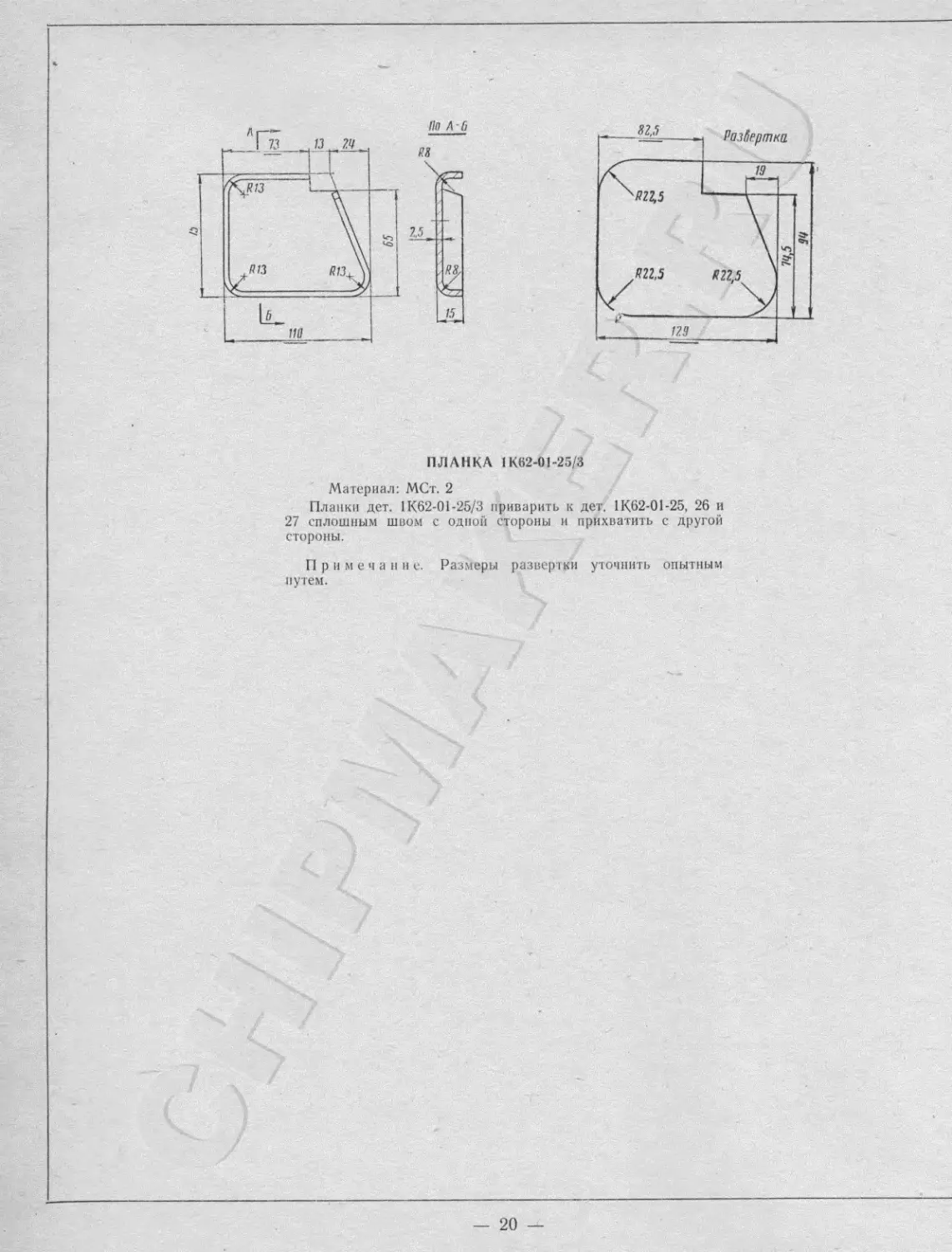
ПЛАНКА IK62-01-25/3
Материал: МСт. 2
Планки дет. 1К62-01-25/3 приварить к дет. 1К62-01-25, 26 и
27 сплошным швом с одной стороны и прихватить с другой
стороны.
Примечание. Размеры развертки уточнить опытным
путем.
— 20 —
По Л-fi
По в -г
____________________*180
верхняя плоскость корыта
282
2Ц5
кругом ,ь
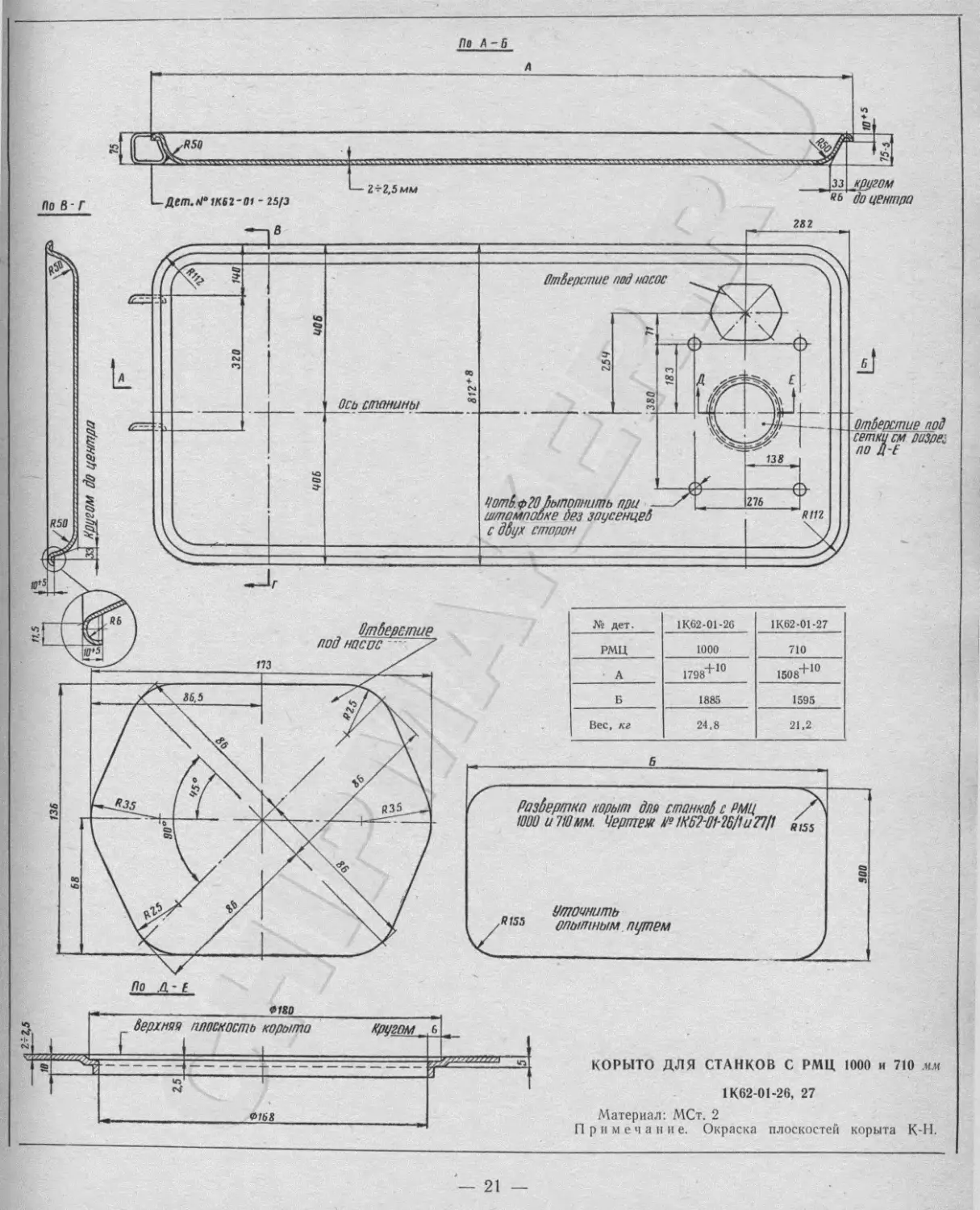
КОРЫТО ДЛЯ СТАНКОВ С РМЦ 1000 и 7I0 м.«
1К62-01-26, 27
Материал: МСт. 2
Примечав и е. Окраска плоскостей корыта К-Н.
— 21
510
По v-v
ПОД-Е
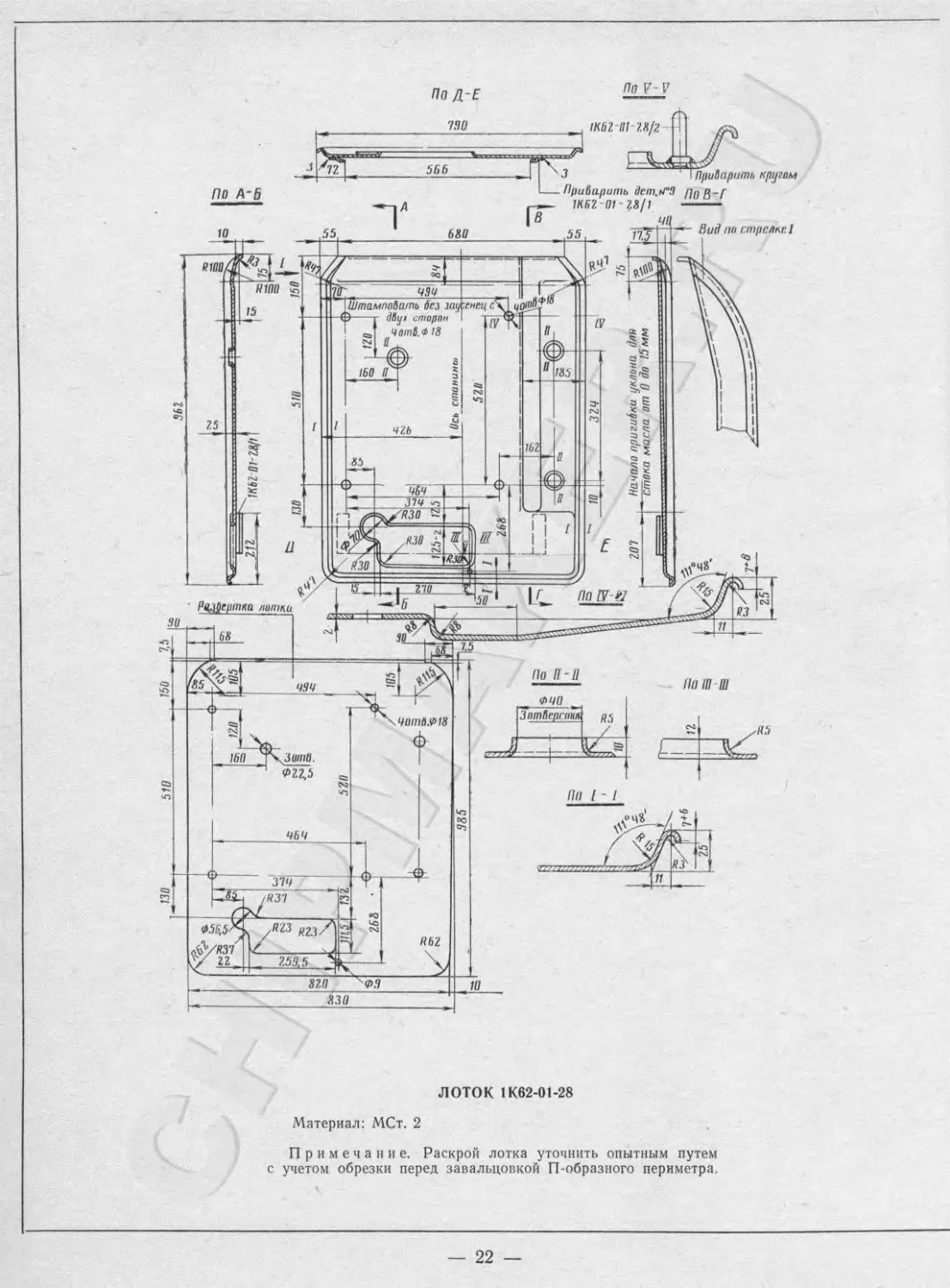
ЛОТОК 1К62-01-28
Материал: МСт. 2
Примечание. Раскрой лотка уточнить опытным путем
с учетом обрезки перед завальцонкой П-образного периметра.
— 22 —
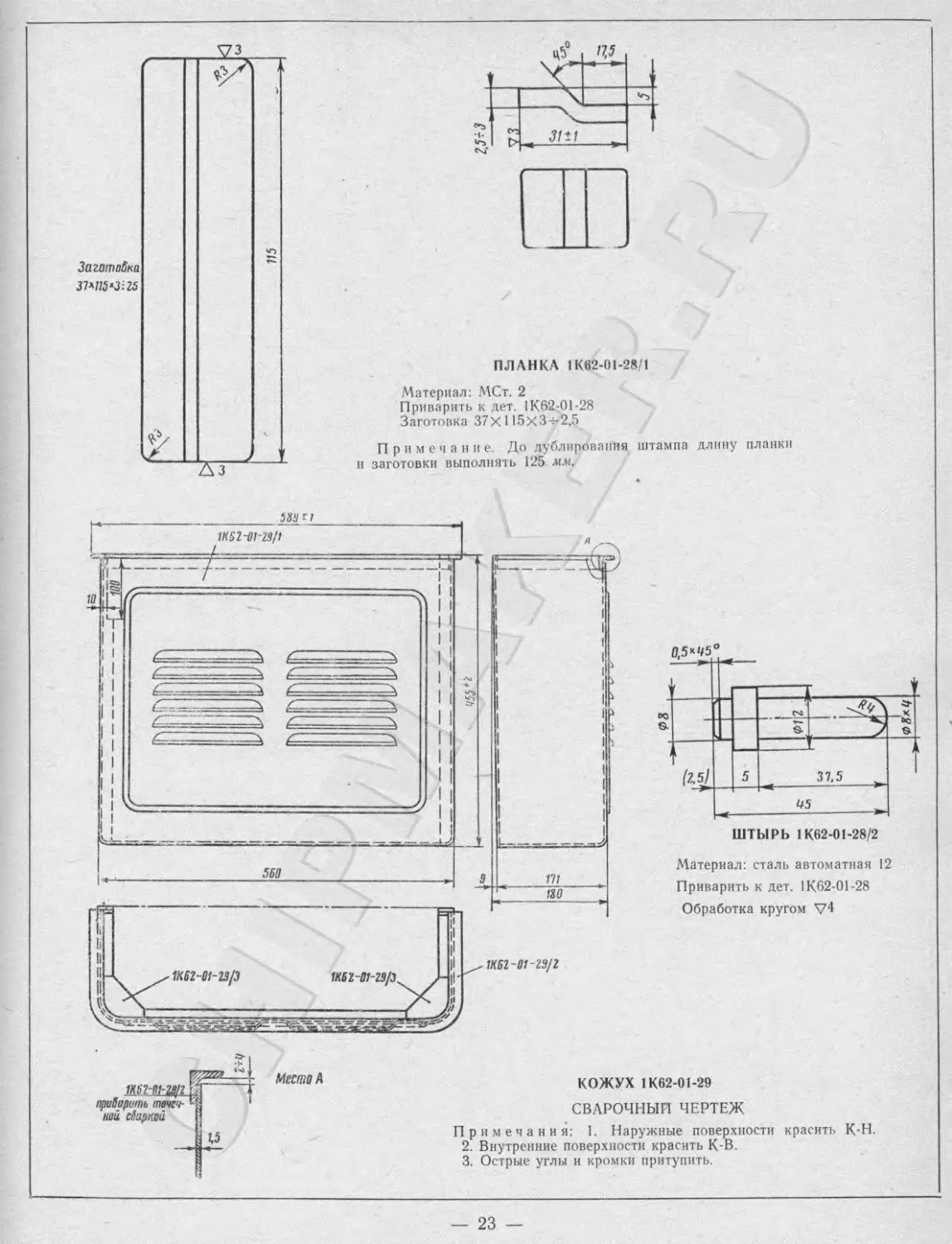
ПЛАНКА 1K62-0I-28/!
Материал: МСт. 2
Приварить к дет. 1К62-01-28
Заготовка 37X115x34-2,5
Примечание. До дублирования штампа длину планки
и заготовки выполнять 125 дьи.
0,5*05
(2.5/
37,5
ШТЫРЬ 1К62-01-28/2
Материал: сталь автоматная 12
Приварить к дет. 1К52-01-28
Обработка кругом V4
Место А
КОЖУХ 1К62-01-29
СВАРОЧНЫЙ ЧЕРТЕЖ
Примечания: 1. Наружные поверхности красить К-Н.
2. Внутренние поверхности красить К-В.
3. Острые углы и кромки притупить.
— 23 —
II
По В-В
Раскрои кожи ха
Линии сгиба
1KS2-01-
1КБ1-01-30/1
Раскрой крышка
70.
ЕЕ
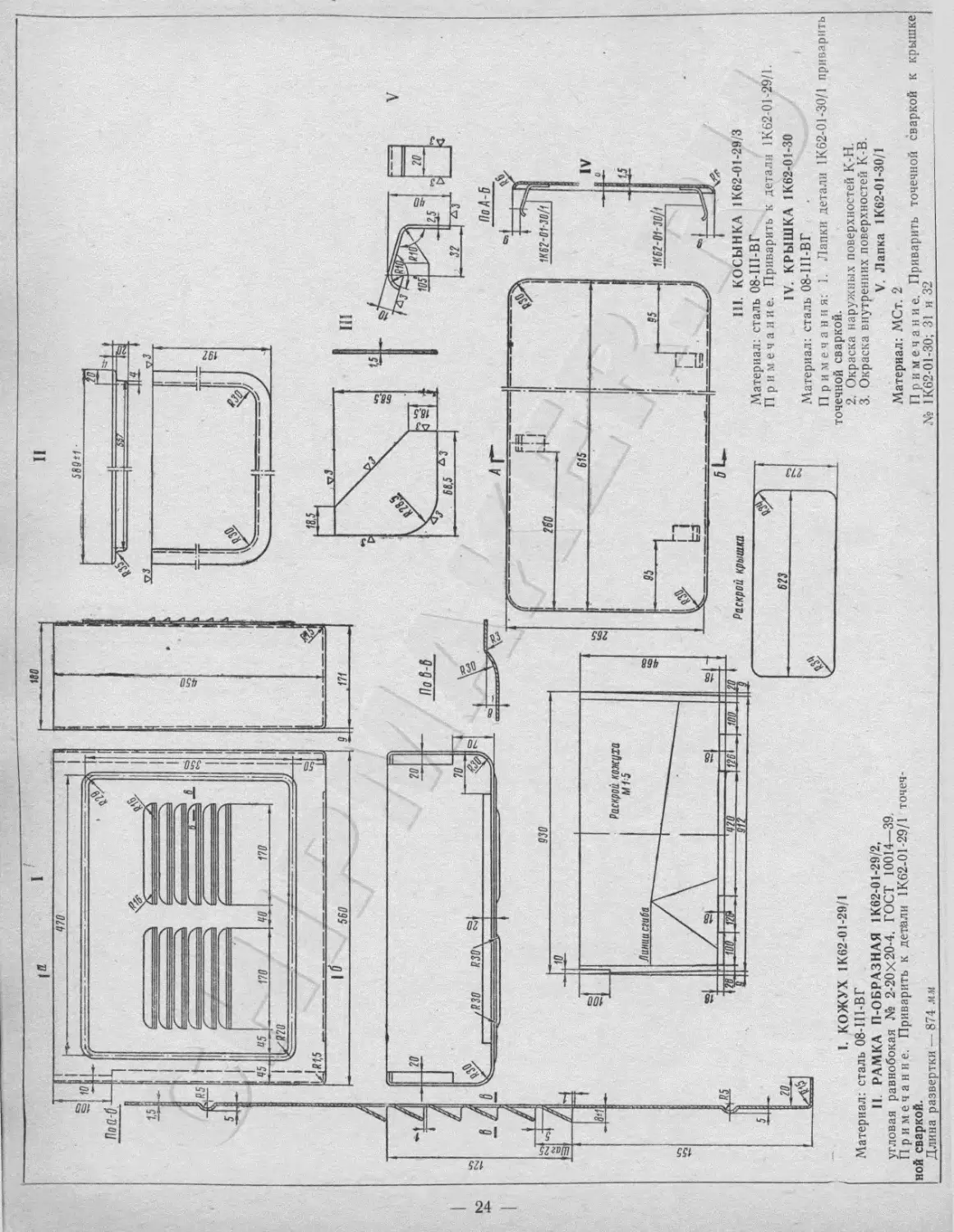
I. КОЖУХ 1К62-01-29/1
Материал: сталь 08-Ш-ВГ
II РАМКА П-ОБРАЗНАЯ 1К62-01-29/2,
угловая равнобокая № 2-20x20-4. ГОСТ 10014—39.
Примечание. Приварить к детали 1К62-01-29/1 точеч-
ной сваркой.
Длина развертки — 874 леи __________________________________
III. КОСЫНКА 1К62-01-29/3
Материал: сталь 08-Ш-ВГ
Примечание. Приварить к детали 1К62-01-29/1.
IV. КРЫШКА IK62-01-30
Материал: сталь 08-Ш-ВГ
Примечания: 1. Лапки детали 1К62-01-30/1 приварить
точечной сваркой.
2. Окраска наружных поверхностей К-Н.
3. Окраска внутренних поверхностей К-В.
V. Лапка 1К62-01-30/1
Материал: МСт. 2
Примечай и е. Приварить точечной сваркой к крышке
№ 1К62-01-30; 31 и 32
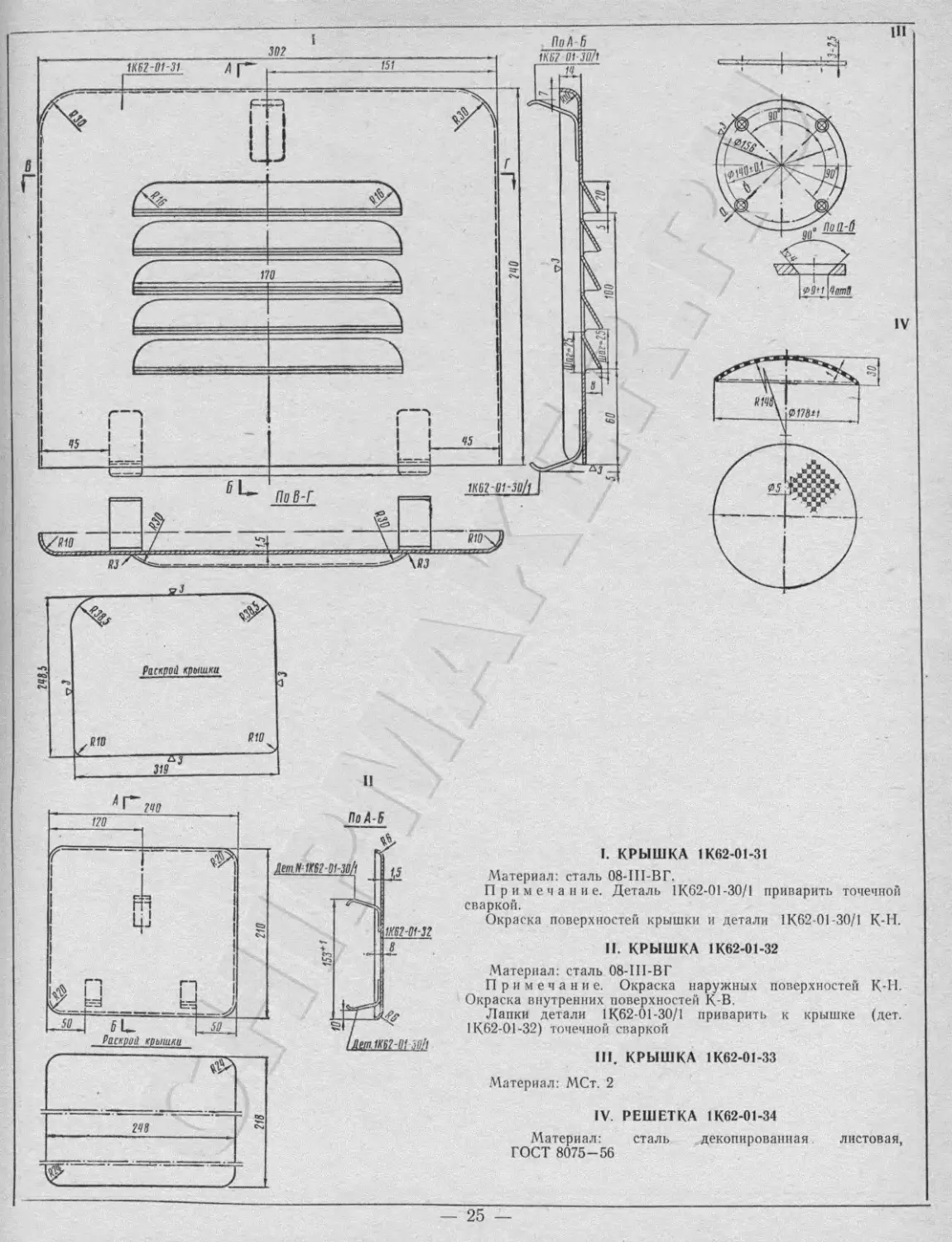
I. КРЫШКА 1K62-0I-31
Материал: сталь 08-Ш-ВГ.
Примечание. Деталь IK62-01-30/1 приварить точечной
сваркой.
Окраска поверхностей крышки и детали 1К62-01-30/1 К-Н.
II. КРЫШКА 1К62-01-32
Материал: сталь 08-Ш-ВГ
Примечание. Окраска наружных поверхностей К-Н.
Окраска внутренних поверхностей К-В.
Лапки детали 1К62-01-30/1 приварить к крышке (дет.
1К62-О1-32) точечной сваркой
III. КРЫШКА 1K62-0I-33
Материал: МСт. 2
IV. РЕШЕТКА 1К62-01-34
Материал: сталь декодированная листовая,
ГОСТ 8075-56
— 25 —
1
590
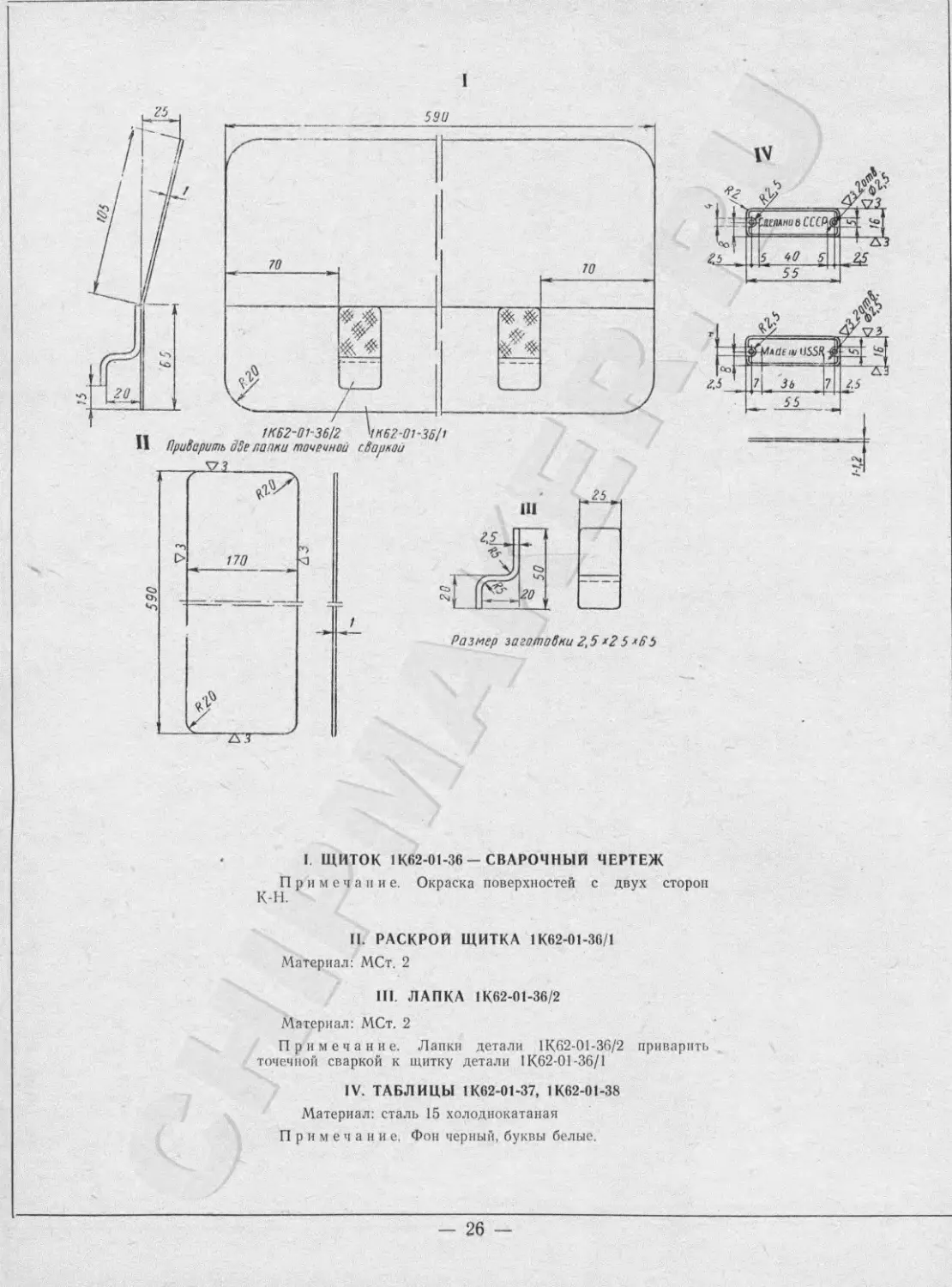
I ЩИТОК 1K62-01-36 — СВАРОЧНЫЙ ЧЕРТЕЖ
Примечание. Окраска поверхностей с двух сторон
К-Н.
II. РАСКРОЙ ЩИТКА 1К62-01-36/1
Материал: МСт. 2
III ЛАПКА 1К62-01-36/2
Материал: МСт. 2
Примечание. Лапки детали 1К62-01-36/2 приварить
точечной сваркой к щитку детали 1К62-01-36/1
IV. ТАБЛИЦЫ 1К62-01-37, 1К62-01-38
Материал: сталь 15 холоднокатаная
Примечание. Фон черный, буквы белые.
- 26 -
Материал: картон
Примечание. Прокладки деталей 1К62-01-41 и
IK62-01-42 должны быть в комплекте одинаковы по толщине.
57 Примечание: Прокладки дет гЫЧКБ2-01-Ч2 и 1К62-О1-Ч1 должны быть б комплекте одинаковы по тотиинг ПРОКЛАДКА 1K62-0I-42 Материал: картон ». 0/53 *< -•>- --S 0 ,0 [ . / / \ \\1,атв 1 ( Г1'^/ \ III 1_ 1 1 ПРОКЛАДКА 1К62-01-43 Материал: картон
— 27 —
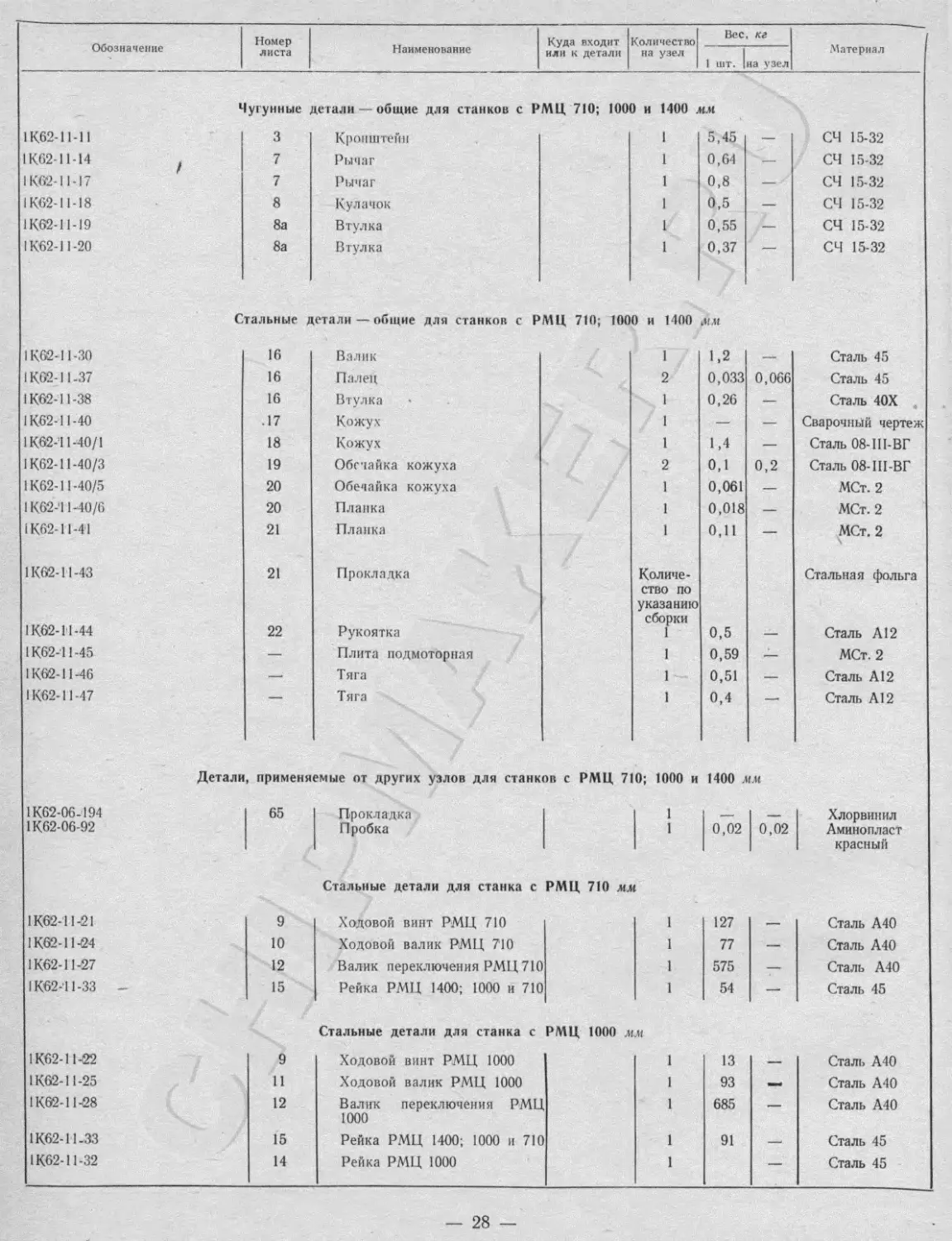
Обозначение Номер листа Наименование Куда входит или к детали Количество на узел Вес 1 шт. 1 кг на узел Материал
l 1К62-11-11 1К62-11-14 . 1К62-11-17 IKG2-II-I8 1K62-11-I9 IK62-11-20 С 1К62-11-30 1К62-11-37 1К62-11-38 IK62-11-40 1К62-11-40/1 1К62-11-40/3 1К62-11-40/5 IK62-I1-40/6 1К62- П-41 1К62-11-43 1KG2-11-44 1К62-11-45 1KG2-11-46 1К62-11-47 Детали 1К62-06-194 1К62-06-92 1К62-11-2! 1К62-11-24 1К62-11-27 IK62-1I-33 - 1К62-11-22 1К62-11-25 1К62-11-28 1К62-11.33 IK62-11-32 угунные 3 7 7 8 8а 8а дальние д 16 16 16 .17 18 19 20 20 21 21 22 , примени 65 9 10 12 15 9 11 12 15 14 детали общие для станков с Р Кронштейн Рычаг Рычаг Кулачок Втулка Втулка етали — общие для станков с Р Валик Палец Втулка Кожух Кожух Обечайка кожуха Обечайка кожуха Планка Планка Прокладка Рукоятка Плита подмоторная Тяга Тяга емые от других узлов для станк Прокладка Пробка Стальные детали для станка с Ходовой винт РМЦ 710 Ходовой валик РМЦ 710 Валик переключения РМЦ 710 Рейка РМЦ 1400; 1000 и 710 Стальные детали для станка с Ходовой винт РМЦ 1000 Ходовой валик РМЦ 1000 Валик переключения PML 1000 Рейка РМЦ 1400; 1000 и 71 ( Рейка РМЦ 1000 МЦ 710; 100( МЦ 710; 100 ов с РМЦ 7 РМЦ 710 мл РМЦ 1000 л и 1400 л 1 1 1 1 1 1 0 и 1400 1 2 1 1 1 2 1 1 1 Количе- ство по указанию сборки 1 1 1 1 0; 1000 и 1 1 < 1 1 1 1 1Л1 1 1 1 1 1 <л» 5,45 0,64 0,8 0,5 0,55 0,37 1,2 0,033 0,26 1,4 0,1 0,061 0,018 0,11 0,5 0,59 0,51 0,4 1400 л 0,02 127 77 575 54 13 93 685 91 0,066 0,2 IM 0,02 СЧ 15-32 СЧ 15-32 СЧ 15-32 СЧ 15-32 СЧ 15-32 СЧ 15-32 Сталь 45 Сталь 45 Сталь 40Х Сварочный чертеж Сталь 08-111-ВГ Сталь 08-Ш-ВГ МСт. 2 МСт. 2 МСт. 2 Стальная фольга Сталь А12 МСт. 2 Сталь А12 Сталь Л12 Хлорвинил Аминопласт красный Сталь А40 Сталь А40 Сталь А40 Сталь 45 Сталь А40 Сталь А40 Сталь А40 Сталь 45 Сталь 45
— 28 —
П родолжение
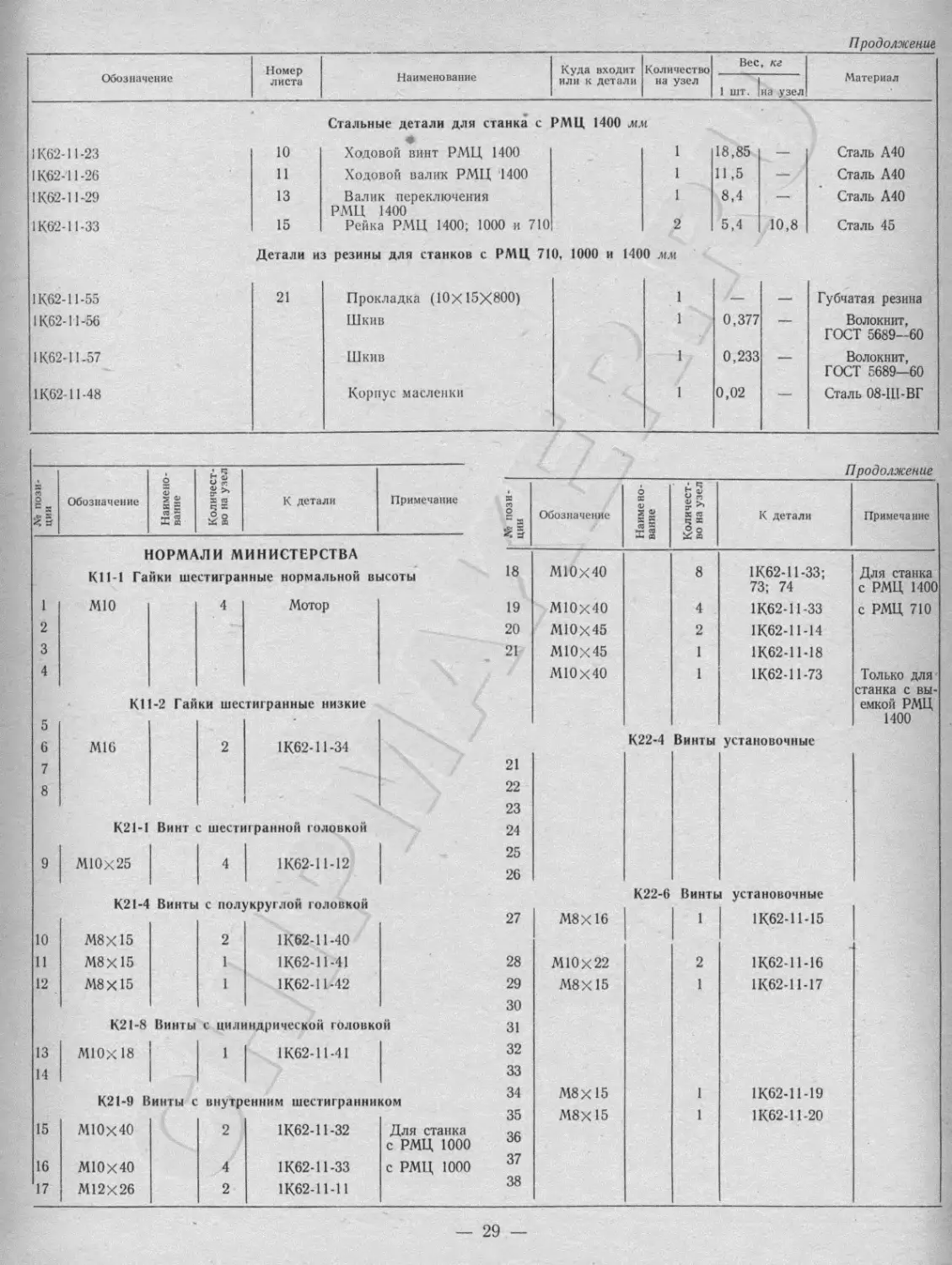
Обозначение Номер листа Наименование Куда входит или к детали Количество на узел Вес 1 шт. , кг на узел Материал
1К62-11-23 IK62-11-26 IK62-I1-29 1К&2-11-33 1К62-11-55 IK62-11-56 IK62-11-57 1К62-11-48 10 11 13 15 Детали и 21 Стальные детали для станка с • Ходовой винт РМЦ 1400 Ходовой валик РМЦ 1400 Валик переключения РМЦ 1400 Рейка РМЦ 1400; 1000 и 710 з резины для станков с РМЦ 71 Прокладка (10x15X800) Шкив Шкив Корпус масленки РМЦ 1400 ли 0, 1000 и 140 1 1 1 1 2 0 л.« 1 1 1 1 18,85 11,5 8,4 5,4 0,377 0,233 0,02 10,8 Сталь А40 Сталь А40 Сталь А40 Сталь 45 Губчатая резина Волокнит, ГОСТ 5689-60 Волокнит, ГОСТ 5689-60 Сталь 08-Щ-ВГ
№ пози- ции Обозначение Наимено- вание Количест- во на узел К детали П родолжение
Примечание = о -- ц Обозначение Наимено- вание Количест- во на узел К детали Примечание
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 Kill Га мю К1 М16 К21-1 М10Х25 K2I-4 М8Х15 М8Х15 М8Х15 К21-8 М10Х18 К21-9 В М10Х40 М10Х40 М12Х26 1ОРМА йки ше -2 Гай Винт Впить Винты ИНТЫ с ли м стигра> 4 ки шее 2 с шеей 4 с пол. 2 1 1 С ЦИЛ1 1 внутр 2 4 2 ИНИСТЕРСТВА <ные нормальной bi Мотор тигранные низкие 1К62-11-34 I ранной головкой 1К62-11-12 ^круглой головкой 1К62-11-40 1К62-11-41 1К62-11-42 1ндрической головы 1К62-11-41 енннм шсстигранни 1К62-11-32 1К62-11-33 1К62-11-11 лоты 19 20 21 21 22 23 24 25 26 27 28 29 30 •й 31 32 33 34 ком 35 Для станка с РМЦ 1000 с РМЦ 1000 37 38 М10Х40 М10Х40 М10Х45 М10Х45 М10Х40 М8Х16 М10х22 М8Х15 М8Х15 М8Х15 К22-4 К22-6 8 4 2 1 1 Винты Вннть 1 2 1 1 1 1К62-11-33; 73; 74 1К62-11-33 1К62-11-14 1К62-11-18 1К62-11-73 установочные установочные 1К62-11-15 1К62-11-16 1К62-11-17 1К62-11-19 1К62-11-20 Для станка с РМЦ 1400 с РМЦ 710 Только для станка с вы- емкой РМЦ 1400
— 29 —
П родолжение
х со о = х ©. = < =f Обозначение Наимено- ванне Количест- во на узел К детали Примечание ♦
П родолжение
№ пози- ции Обозначение • -— Наименование Количест- во на узел К детали Примечание
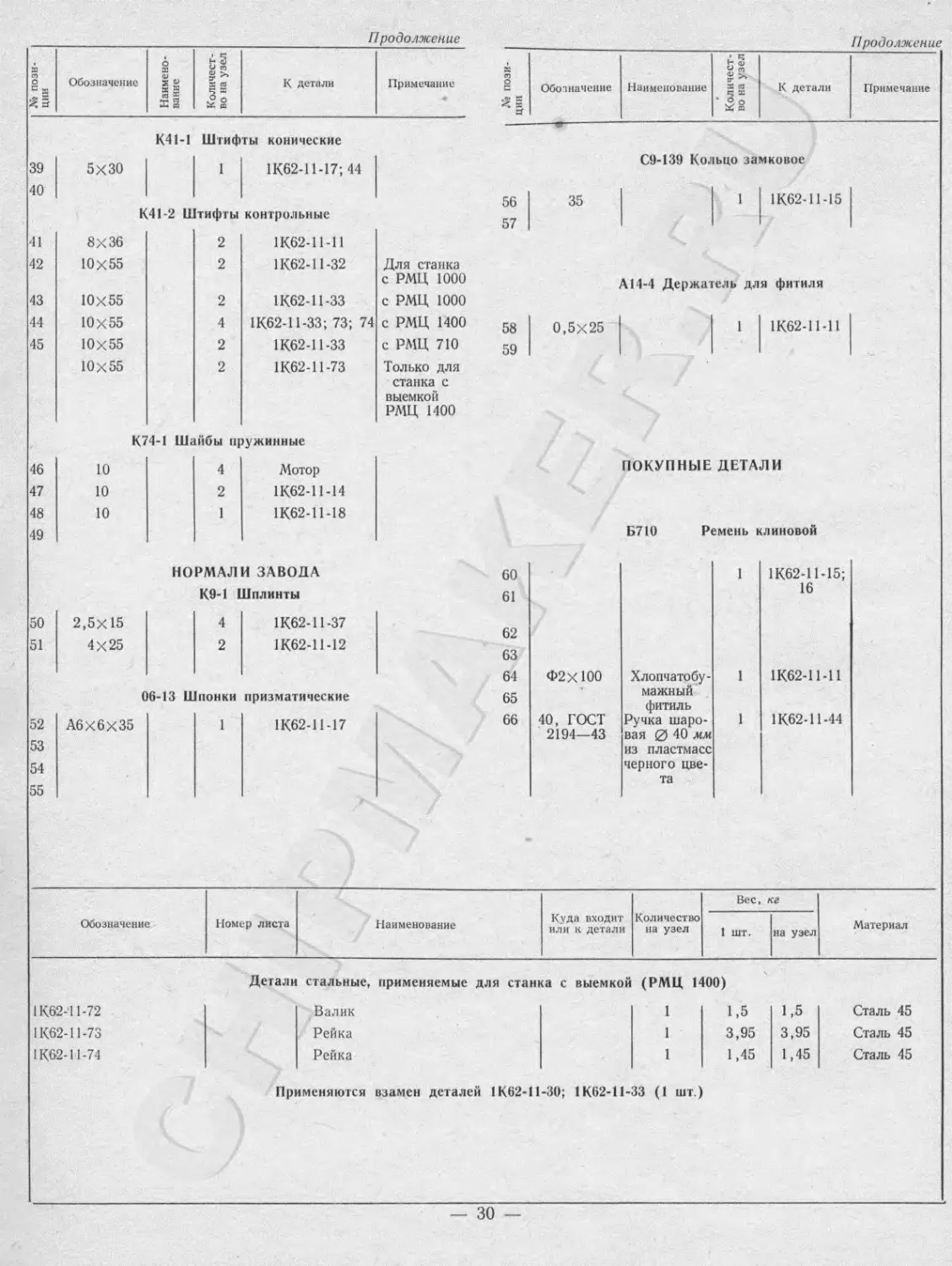
К41-1 Штифты конические
39 5X30 1 1К62-11-17; 44
40
К41-2 Штифты контрольные
11 8x36 2 1К62-11-11
42 10X55 2 1К62-11-32 Для станка
с РМЦ 1000
43 10x55 2 1К62-11-33 с РМЦ 1000
44 10x55 4 1К62-11-33; 73; 74 с РМЦ 1400
45 10x55 2 1К62-11-33 с РМЦ 710
10x55 2 1К62-11-73 Только для
станка с
выемкой
РМЦ 1400
К74-1 Шайбы пружинные
46 10 4 Мотор
47 10 2 1К62-11-14
48 10 1 1К62-11-18
49
НОРМАЛИ ЗАВОДА
К9-1 Шплинты
50 2,5x15 4 1К62-11-37
51 4X25 2 1К62-11-12
06-13 Шпонки призматические
52 А6Х6Х35 1 1К62-11 -17
53
54
55
С9-139 Кольцо замковое
56 57 58 59 35 0,5X25 М4-4 Держат 1 ель дл 1 1К62-11-15 я фитиля 1К62-11-11
ПОКУПНЫЕ ДЕТАЛИ
Б710 Ремень клиновой
60 61 1 1К62-11-15; 16
62
63
64 65 66 Ф2Х 100 40, ГОСТ 2194—43 Хлопчатобу- мажный фитиль Ручка шаро- вая 0 40 мм из пластмасс черного цве- та 1 1 1К62-11-11 1К62-11-44
Обозначение Номер листа Наименование Куда входит или к детали Количество на узел Вес, кг Материал
1 шт. на узел
Детали стальные, применяемые для станка с выемкой (РМЦ 1400)
1 К.62-11-72 Валик 1 1,5 1,5 Сталь 45
1К62-11-73 Рейка 1 3,95 3,95 Сталь 45
1К62-11-74 Рейка 1 1,45 1,45 Сталь 45
Применяются взамен деталей 1К62-11-30; 1К62-11-33 (1 шт.)
— 30 —
tami/p принципа при
oUpaiuinn' припуск \
cpeianmr.i кпсатт \
m < черной w/Ifffj \
ногти г tmffliHPHUtM '
OR
W
EO
20
82
<М$А_ |
Win» (If iff?
МработО)
оОразибом
82____
5010.1
r _7.< .
ffW
37
1?0
7'ь
&
«JO’S
1VLI
20
М8'2отЗ
7от6поо копитпии umnpmth.15 Л4/-?
(wjfaiwffw Л ttofff co станиной
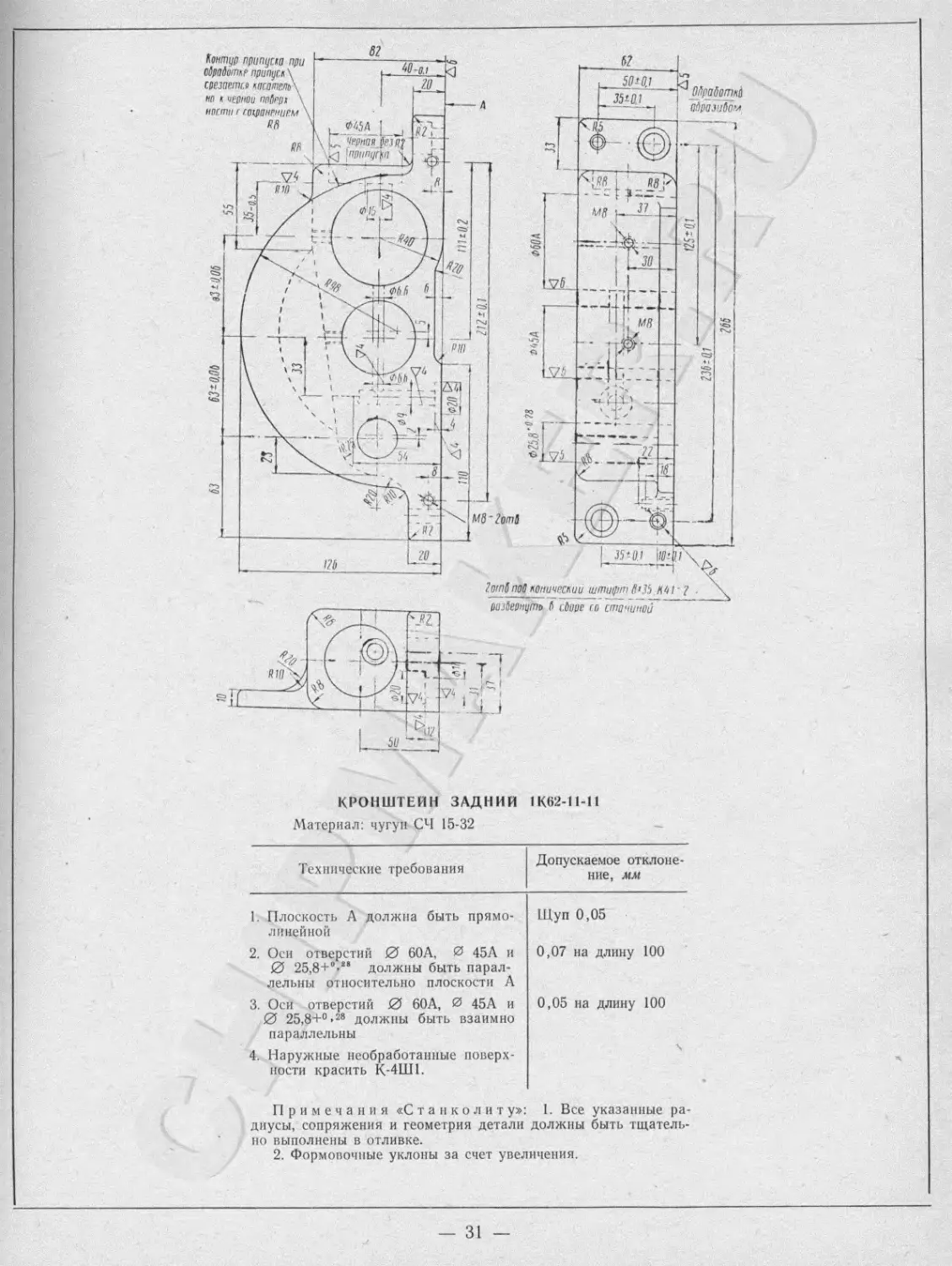
КРОНШТЕЙН ЗАДНИЙ 1K62-11-11
Материал: чугун СЧ 15-32
Технические требования
Допускаемое отклоне
ние, мм
1. Плоскость А должна быть прямо-
линейной
2. Оси отверстий 0 60А, 0 45Л и
0 25,8+°-г’ должны быть парал-
лельны относительно плоскости А
3. Оси отверстий 0 60А, 0 45А и
0 25,8+°-28 должны быть взаимно
параллельны
4. Наружные необработанные поверх-
ности красить К-4Ш1.
Щуп 0,05
0,07 на длину 100
0,05 на длину 100
П р и м е ч а н и я «С т а н к о л и т у»: 1. Все указанные ра-
диусы, сопряжения и геометрия детали должны быть тщатель-
но выполнены в отливке.
2. Формовочные уклоны за счет увеличения.
— 31 —
1-12
Шаг по диаметру 25.66=1,123
расчетный диаметр 15,96!
углобой шаг • 360° 12=5*
Профиль зуба 6 диаметральном сечении
♦«м
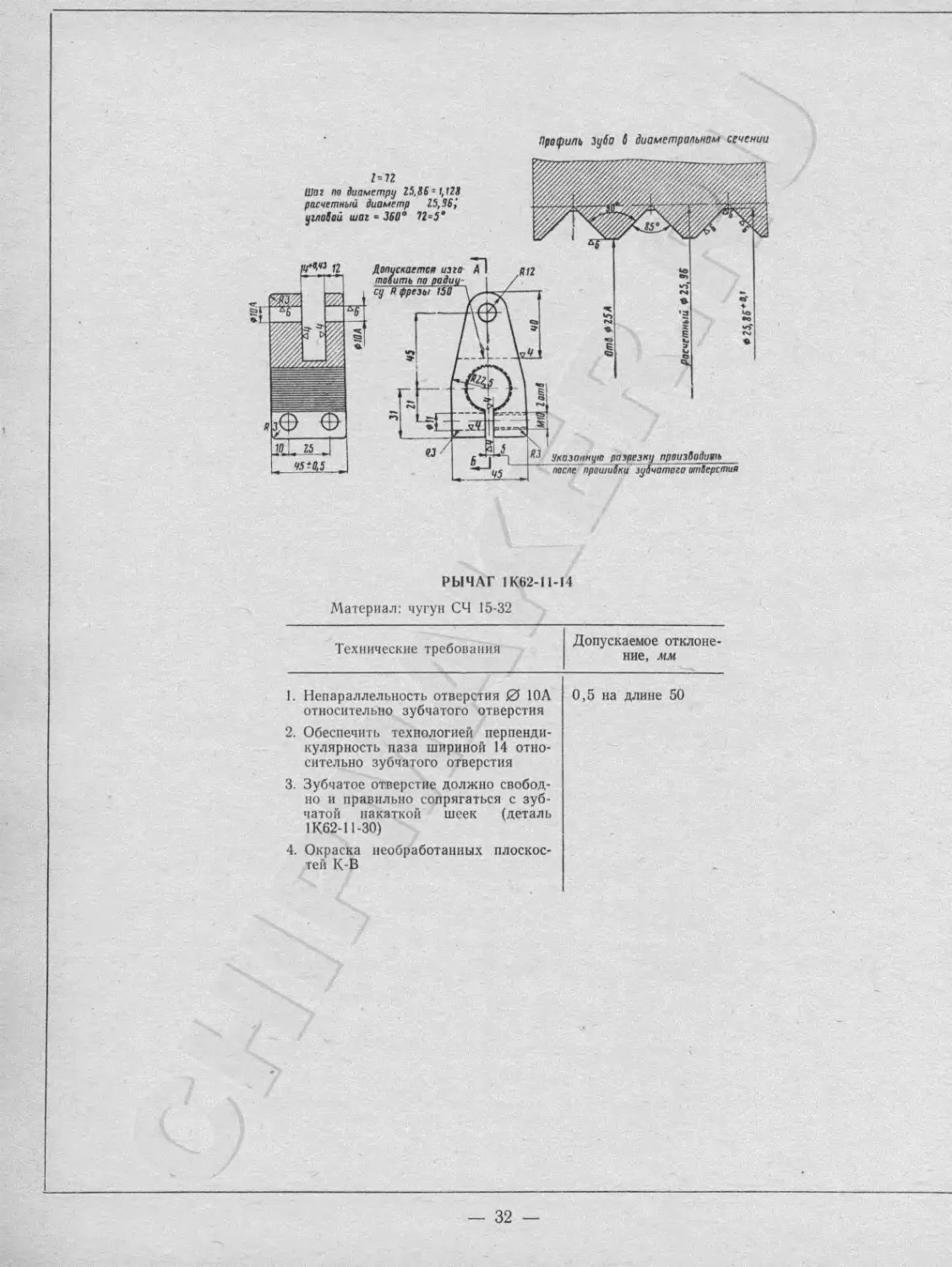
РЫЧАГ 1K62-I1-I4
Материал: чугун СЧ 15-32
Технические требования
Допускаемое отклоне-
ние, мм
1. Непараллельность отверстия 0 10А
относительно зубчатого отверстия
2. Обеспечить технологией перпенди-
кулярность паза шириной 14 отно-
сительно зубчатого отверстия
3. Зубчатое отверстие должно свобод-
но и правильно сопрягаться с зуб-
чатой накаткой шеек (деталь
IK62-I1-30)
4. Окраска необработанных плоскос-
тей К-В
0,5 на длине 50
— 32 —
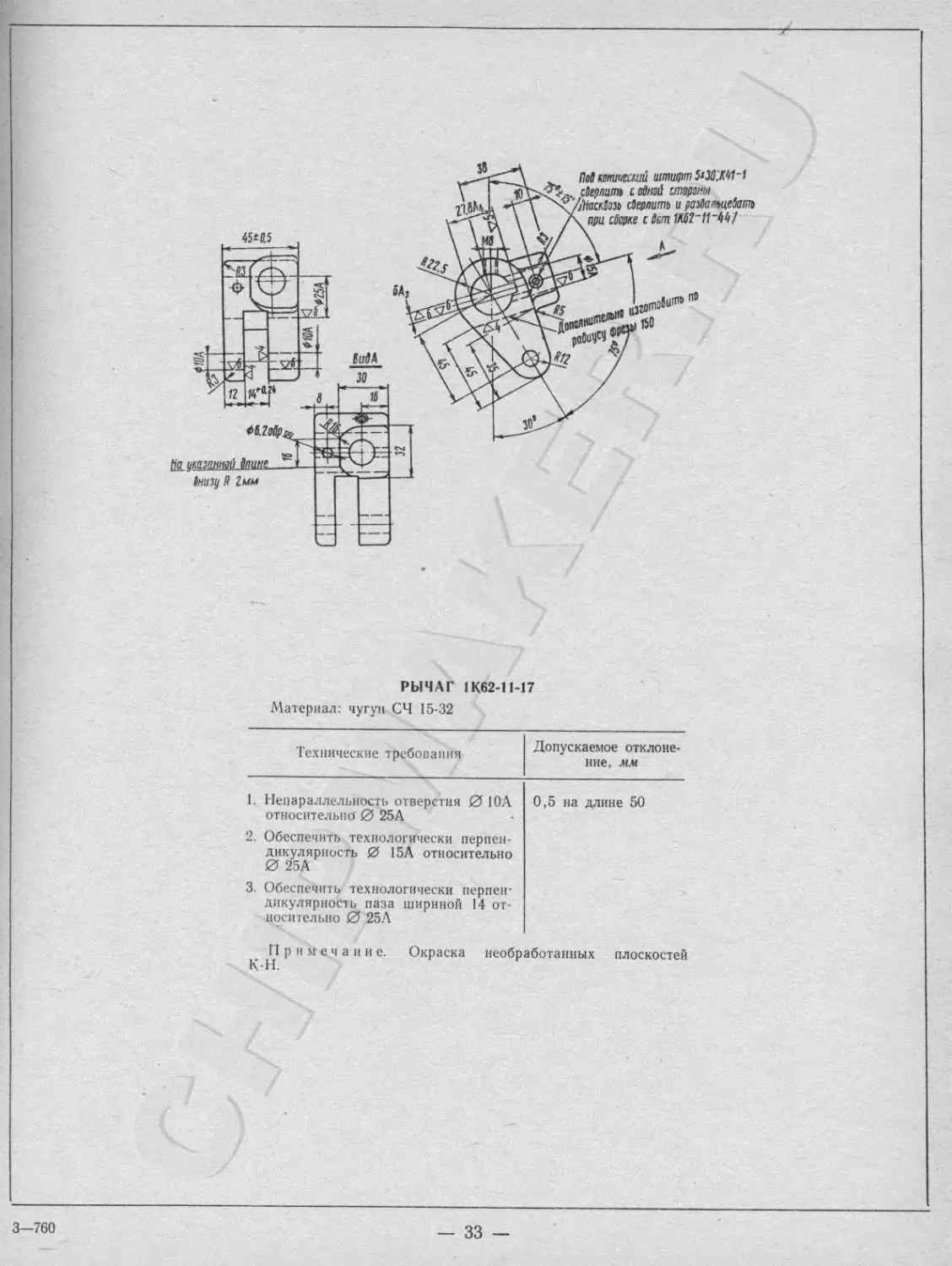
РЫЧАГ 1К62-11-17
Материал: чугун СЧ 15-32
Технические требования
Допускаемое отклоне-
ние, мм
1. Непараллельность отверстия 0 10А
относительно 0 25А
2. Обеспечить технологически перпен-
дикулярность 0 15А относительно
0 25А
3. Обеспечить технологически перпен-
дикулярность паза шириной 14 от-
носительно 0 25А
0,5 на длине 50
Примечание. Окраска необработанных плоскостей
3—760
— 33 —
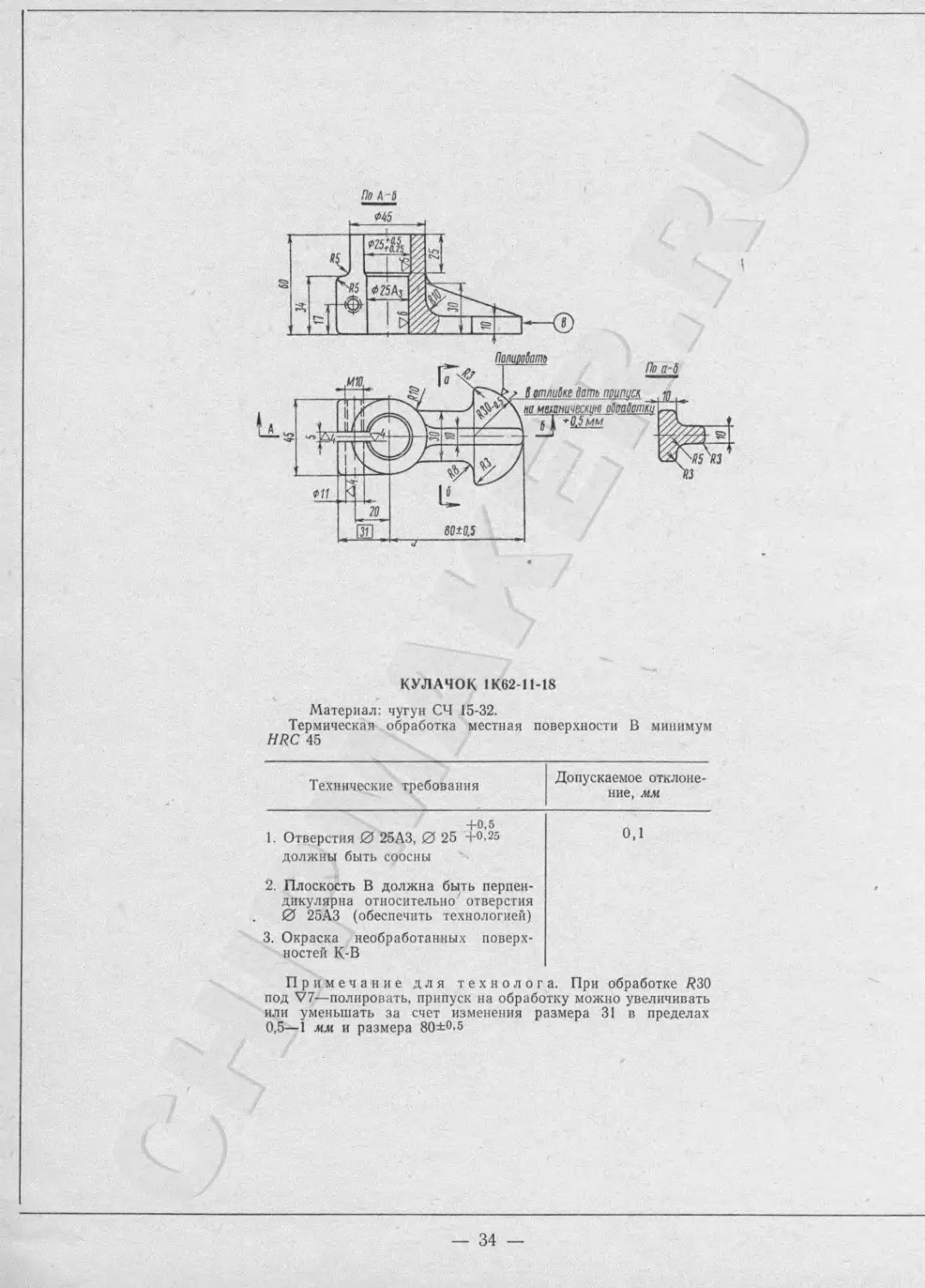
КУЛАЧОК 1К62-11-18
Материал: чугун СЧ 15-32.
Термическая обработка местная поверхности В минимум
HRC 45
Технические требования
Допускаемое отклоне-
ние, мм
+0,5
1. Отверстия 0 25АЗ, 0 25 +0.25
должны быть соосны
2. Плоскость В должна быть перпен-
дикулярна относительно отверстия
0 25АЗ (обеспечить технологией)
3. Окраска необработанных поверх-
ностей К-В
0,1
Примечание для технолога. При обработке /?30
под V7—полировать, припуск на обработку можно увеличивать
или уменьшать за счет изменения размера 31 в пределах
0,5—1 мм и размера 80±°-5
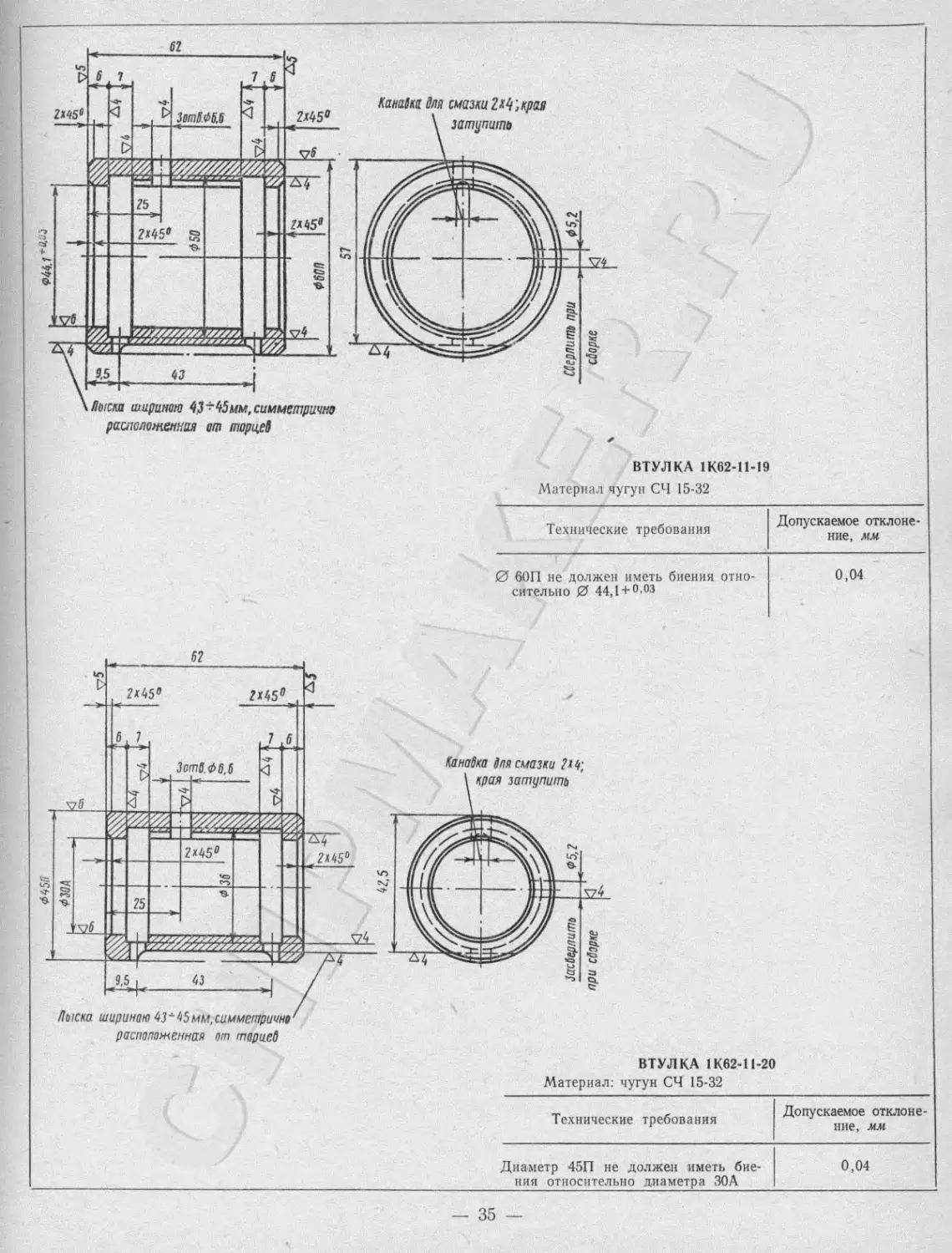
62
6 7
О
О
2«56
2X45°
Зот6.Ф6,б
О
Si
^4
3.5
Технические требования
Лыска шириною 43+45 мм, симметрично
расположенная от mopuel
Канабка Зля смазки 1*4; края
затупит»
2»65а
ВТУЛКА 1К62-11-19
Материал чугун СЧ 15-32
Допускаемое отклоне-
ние, мм
' уб
0 6011 не должен иметь биения отно-
сительно 0 44,1 + 0.03
0,04
ВТУЛКА 1К62-11-20
Материал: чугун СЧ 15-32
Технические требования
Допускаемое отклоне-
ние, мм
Диаметр 45П не должен иметь бие-
ния относительно диаметра ЗОА
0,04
— 35 —
810
155
SLL
17t 0,01 2
ООназакоОный
трапеиеиОалоный 0042
SLL
3
9
«5*45*
ГюО конический штифт 8Ч51',X4f-1
'развернуто при сборке c?ern1K62~01~127
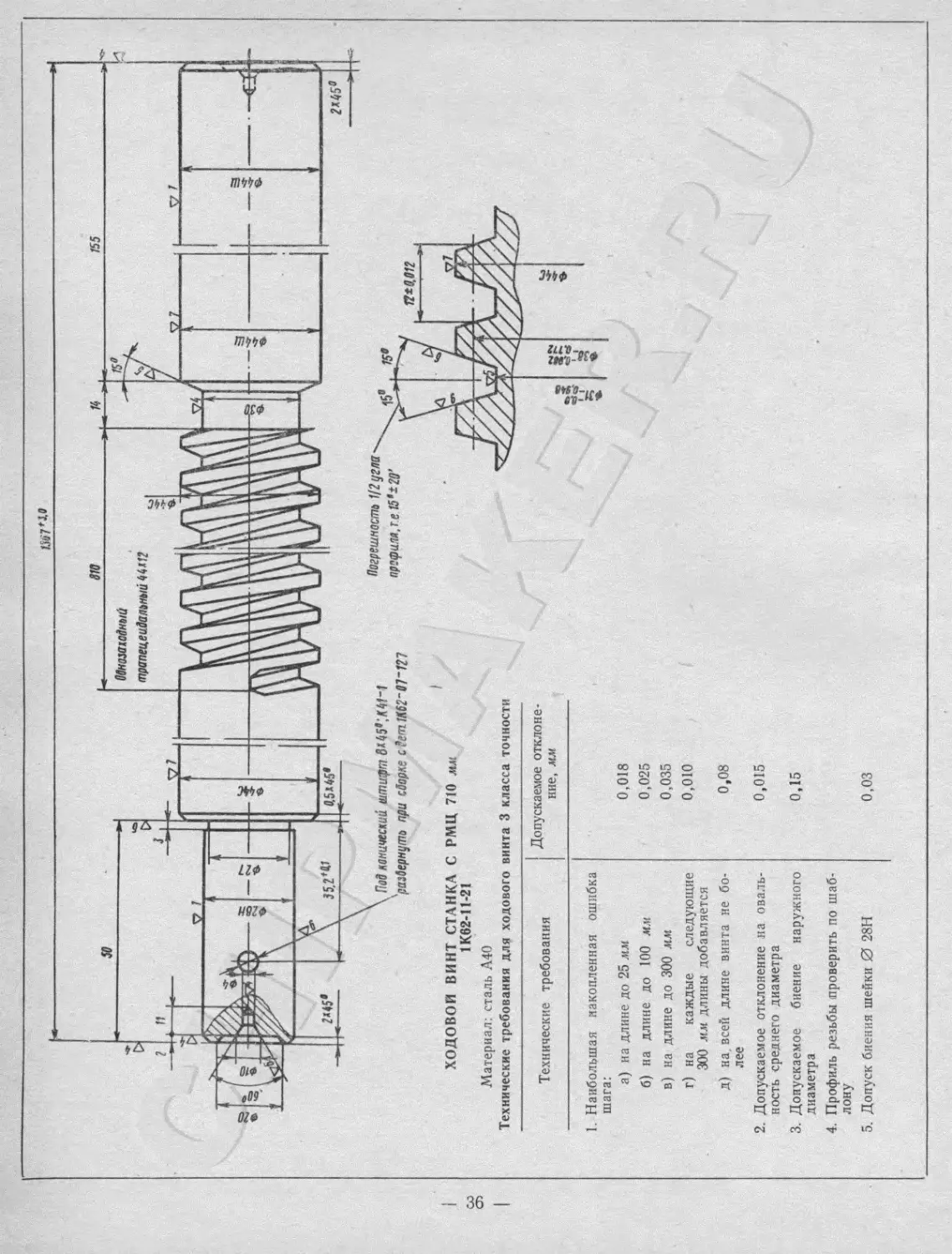
ХОДОВОЙ ВИНТ СТАНКА С РМЦ 710 мм
1К62-П-21
Материал: сталь А40
Технические требования для ходового винта 3 класса точности
иогреи/нсст 1/2 угла
npupu.ni.re 15420'
2*45»
Технические требования Допускаемое отклоне- ние, мм
1. Наибольшая накопленная ошибка шага:
а) на длине до 25 лж 0,018
б) на длине до 100 мм 0,025
в) на длине до 300 мм 0,035
г) на каждые следующие 300 .«л< длины добавляется 0,010
д) на.всей длине винта не бо- лее 0,08
2. Допускаемое отклонение на оваль- ность среднего диаметра 0,015
3. Допускаемое биение наружного диаметра 0,15
4. Профиль резьбы проверить по шаб- лону
5. Допуск биения шейки 0 28Н 0,03
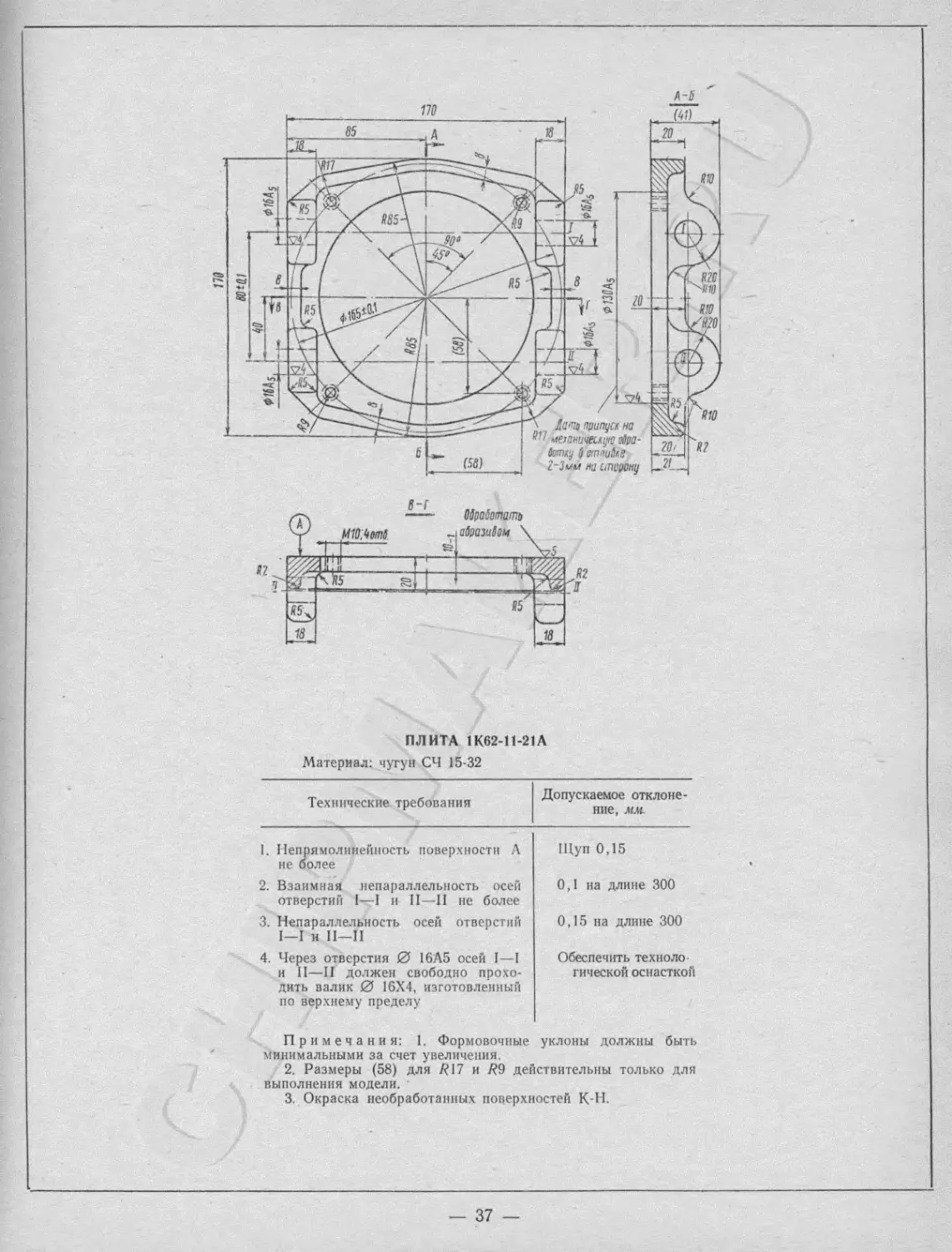
ПЛИТА 1К62-11-21А
Материал: чугун СЧ 15-32
Технические требования
Допускаемое отклоне
ние, мм
I. Непрямолинейность поверхности Л
не более
2. Взаимная непараллельность осей
отверстий I—I и II—II не более
3. Непараллельность осей отверстий
I-I и II—II
4. Через отверстия 0 16Л5 осей I—I
и II—II должен свободно прохо-
дить валик 0 16X4, изготовленный
по верхнему пределу
Щуп 0,15
0,1 на длине 300
0,15 на длине 300
Обеспечить техноло-
гической оснасткой
Примечания: 1. Формовочные уклоны должны быть
минимальными за счет увеличения.
2. Размеры (58) для /?17 и /?9 действительны только для
выполнения модели.
3. Окраска необработанных поверхностей К-Н.
— 37 —
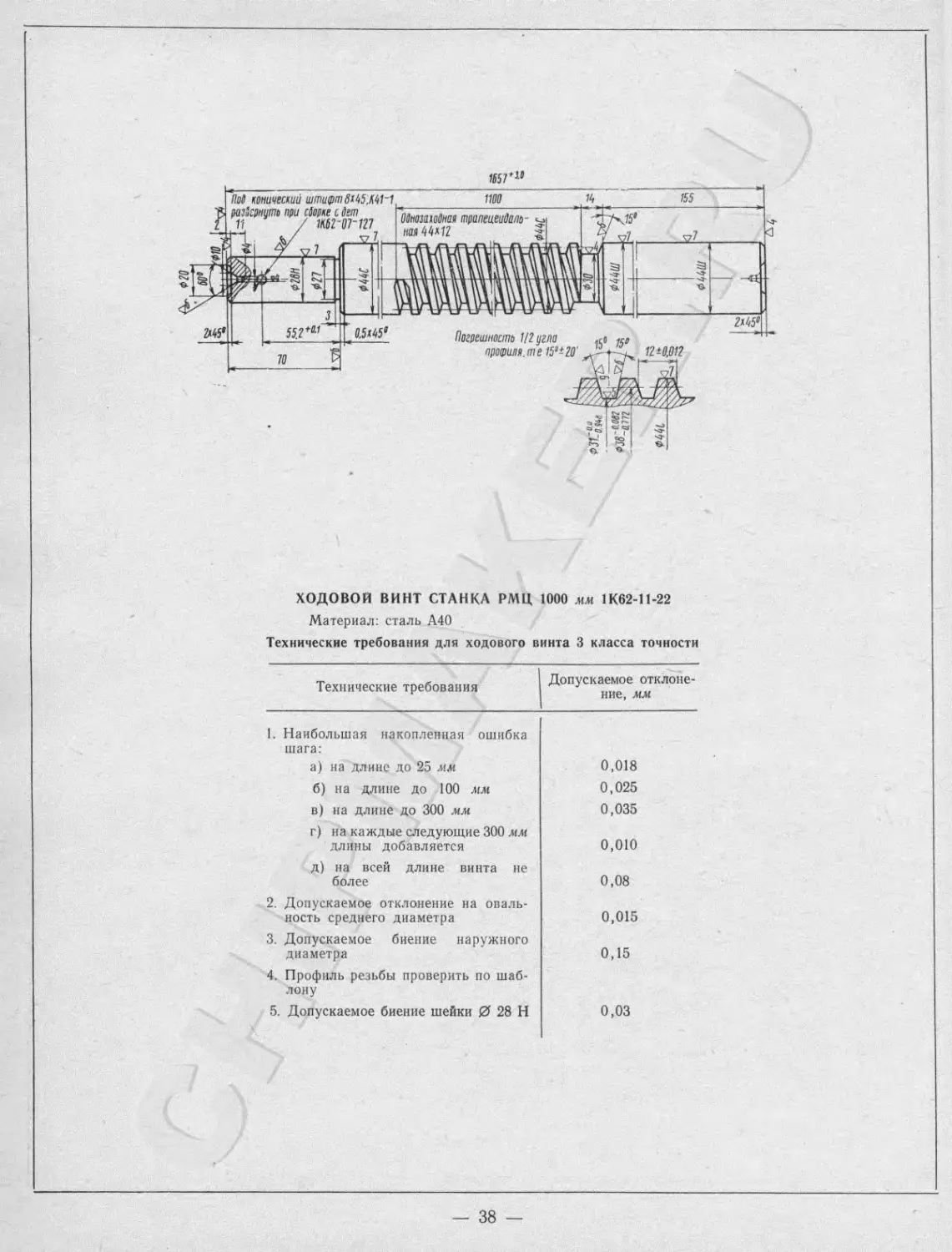
ХОДОВОЙ ВИНТ СТАНКА РМЦ 1000 .ил< 1К62-11-22
Материал: сталь А40
Технические требования для ходового винта 3 класса точности
Технические требования Допускаемое отклоне ние, лш
1. Наибольшая накопленная ошибка шага:
а) на длине до 25 л'л 0,018
б) на длине до 100 мм 0,025
в) на длине до 300 мм г) на каждые следующие 300 мм 0,035
длины добавляется д) па всей длине винта не 0,010
более 0,08
2. Допускаемое отклонение на оваль- 0,015
ность среднего диаметра
3. Допускаемое биение наружного 0,15
диаметра
4. Профиль резьбы проверить по шаб- лону
5. Допускаемое биение шейки 0 28 Н 0,03
— 38 —
Z057*w
1500
11
55.2'" 5
OOwawOHtnil тралеиеи-
Пильный 0042
о-
ZJ
7^
22
5
Z*45*
\1о0 muieaiuil штифт ОЮ5:К61~1 Погрешность 1/2 угла
разОернуть при сОорке с 0вп1№2~0?-12? профиля те.15‘*2О'/
--------- IS’ZP 124/012
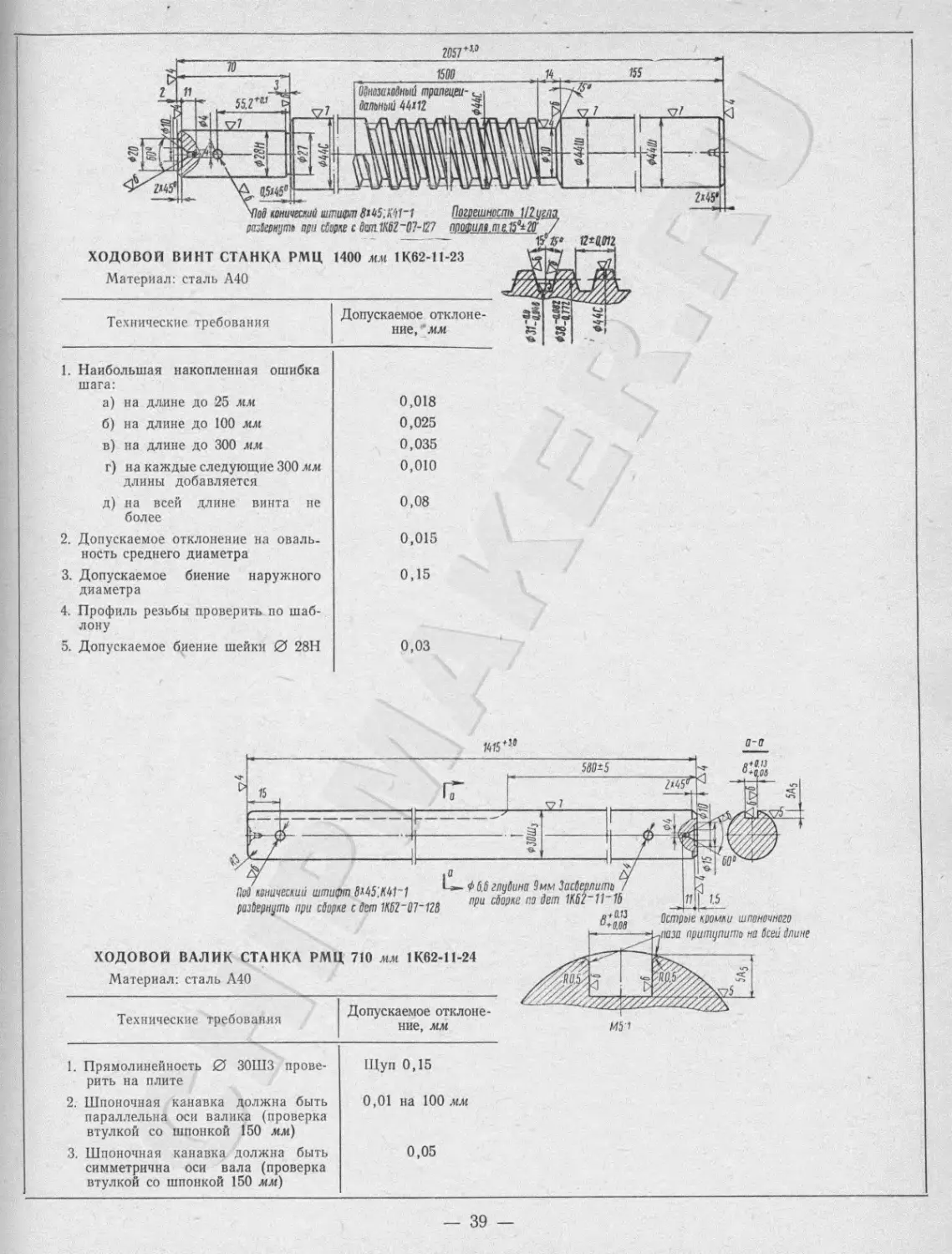
ХОДОВОЙ ВИНТ СТАНКА РМЦ 1400 мм 1К62-11-23
Материал: сталь А40
Технические требования
Допускаемое отклоне-
ние, мм
slL
Z»45*
s§
S5
тг
к
1. Наибольшая накопленная ошибка
шага:
а) на длине до 25 мм
б) на длине до 100 л«л(
в) на длине до 300 мм
г) на каждые следующие 300 мм
длины добавляется
д) на всей длине винта не
более
2. Допускаемое отклонение на оваль-
ность среднего диаметра
3. Допускаемое биение наружного
диаметра
4. Профиль резьбы проверить по шаб-
лону
5. Допускаемое биение шейки 0 28Н
0,018
0,025
0,035
0,010
0,08
0,015
0,15
0,03
1015 *”
5604
я»«и
11
Iи
Штичегкий штифт ВЮ5:К01'1 Ф66 г^1ина
дернуто при сборке с бет 1662'01' 126 при а°рке "° дет Ш 11
ХОДОВОЙ ВАЛИК СТАНКА РМЦ 710 и,« 1К62-11-24
Материал: сталь А40
Технические требования
Острые промни шпоночного
юза притупит на Осей Опине
Допускаемое отклоне-
ние, мм
1. Прямолинейность 0 ЗОШЗ прове-
рить на плите
2. Шпоночная канавка должна быть
параллельна оси валика (проверка
втулкой со шпонкой 150 мм)
3. Шпоночная канавка должна быть
симметрична оси вала (проверка
втулкой со шпонкой 150 мм)
Щуп 0,15
0,01 на 100 мм
0,05
— 39 -
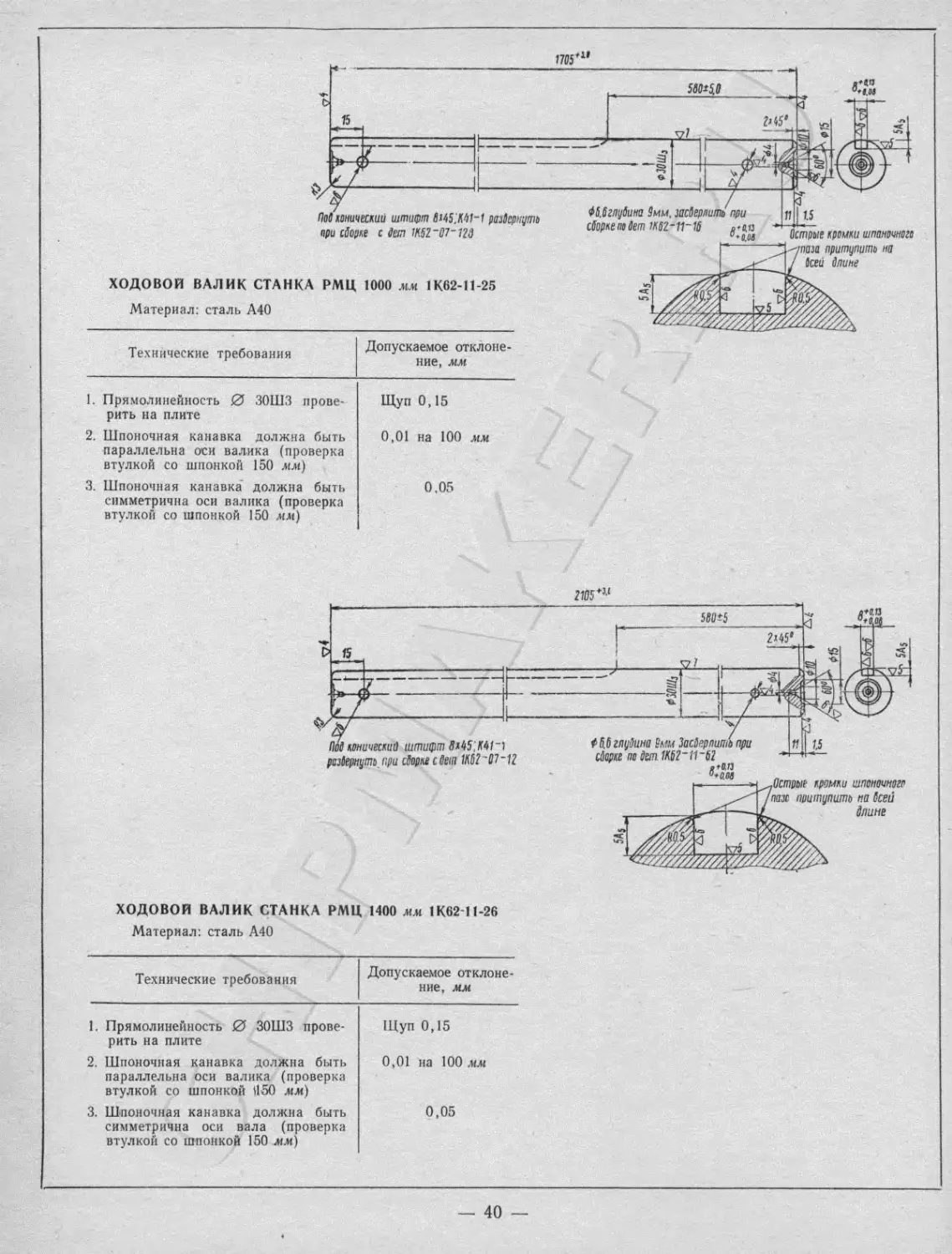
Технические требования
Допускаемое отклоне-
ние, мм
1. Прямолинейность 0 ЗОШЗ прове-
рить на плите
2. Шпоночная канавка должна быть
параллельна оси валика (проверка
втулкой со шпонкой 150 .ч.и)
3. Шпоночная канавка должна быть
симметрична оси валика (проверка
втулкой со шпонкой 150 -км)
Щуп 0,15
0,01 на 100 мм
0,05
ХОДОВОЙ ВАЛИК СТАНКА РМЦ 1400 мм 1К6211-26
Материал: сталь А40
Технические требования Допускаемое отклоне- ние, мм
1. Прямолинейность 0 ЗОШЗ прове- рить на плите 2. Шпоночная канавка должна быть параллельна оси валика (проверка втулкой со шпонкой (150 л(л<) 3. Шпоночная канавка должна быть симметрична оси вала (проверка втулкой со шпонкой 150 ж.и) Шуп 0,15 0,01 на 100 мм 0,05
— 40 —
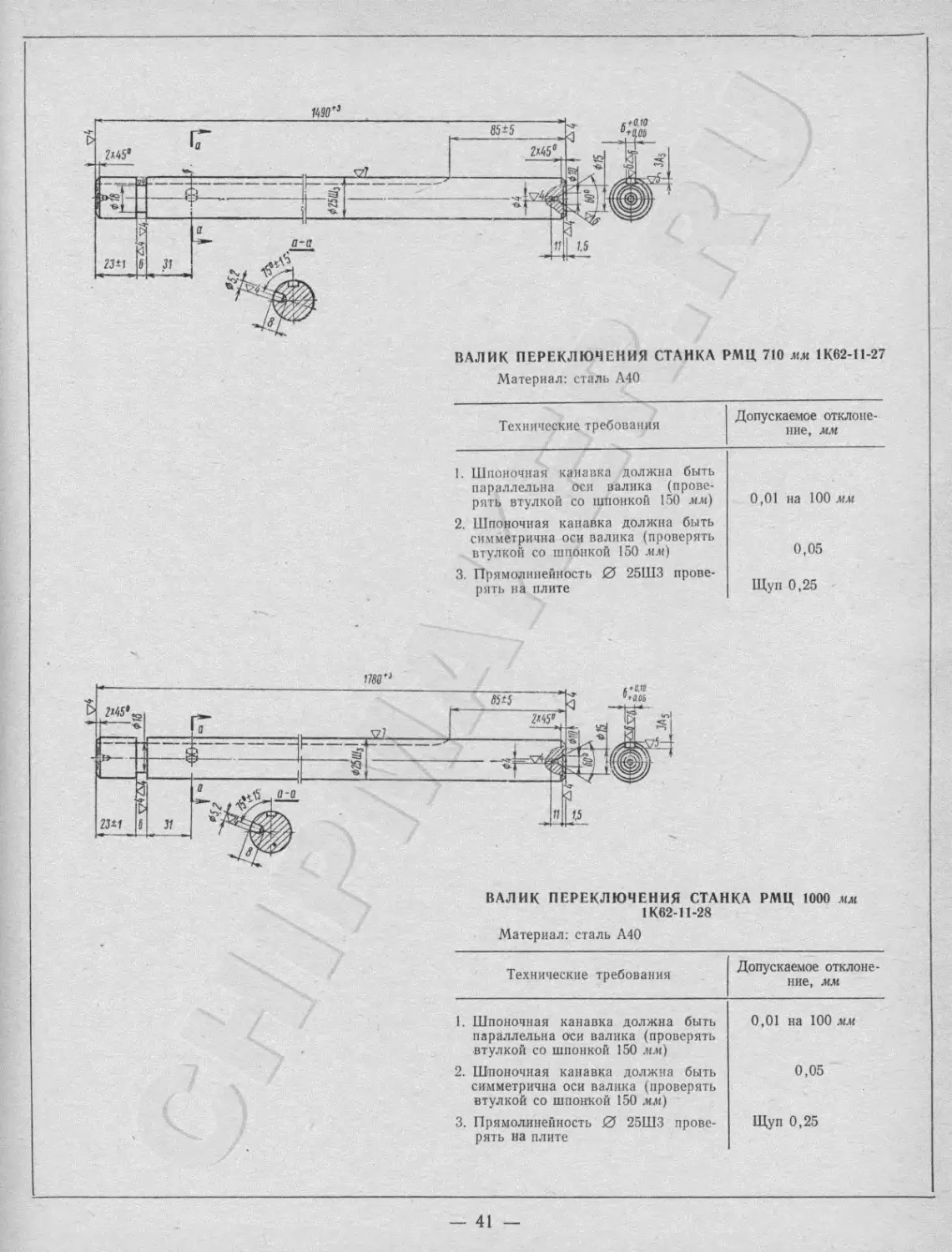
ВАЛИК ПЕРЕКЛЮЧЕНИЯ СТАНКА РМЦ 710 леи 1К62-11-27
Материал: сталь А4О
Технические требования Допускаемое отклоне- ние, мм
1. Шпоночная канавка должна быть параллельна оси валика (прове- рять втулкой со шпонкой 150 льм) 2. Шпоночная канавка должна быть симметрична оси валика (проверять втулкой со шпонкой 150 льи) 3. Прямолинейность 0 25ШЗ прове- рять на плите 0,01 на 100 лш 0,05 Щуп 0,25
ВАЛИК ПЕРЕКЛЮЧЕНИЯ СТАНКА РМЦ 1000 .«л
1К62-11-28
Материал: сталь А40
Технические требования Допускаемое отклоне- ние, мм
1. Шпоночная канавка должна быть параллельна оси валика (проверять втулкой со шпонкой 150 леи) 2. Шпоночная канавка должна быть симметрична оси валика (проверять втулкой со шпонкой 150 лш) 3. Прямолинейность 0 25ШЗ прове- рять на плите 0,01 на 100 мм 0,05 Щуп 0,25
— 41 —
<г
fl I It
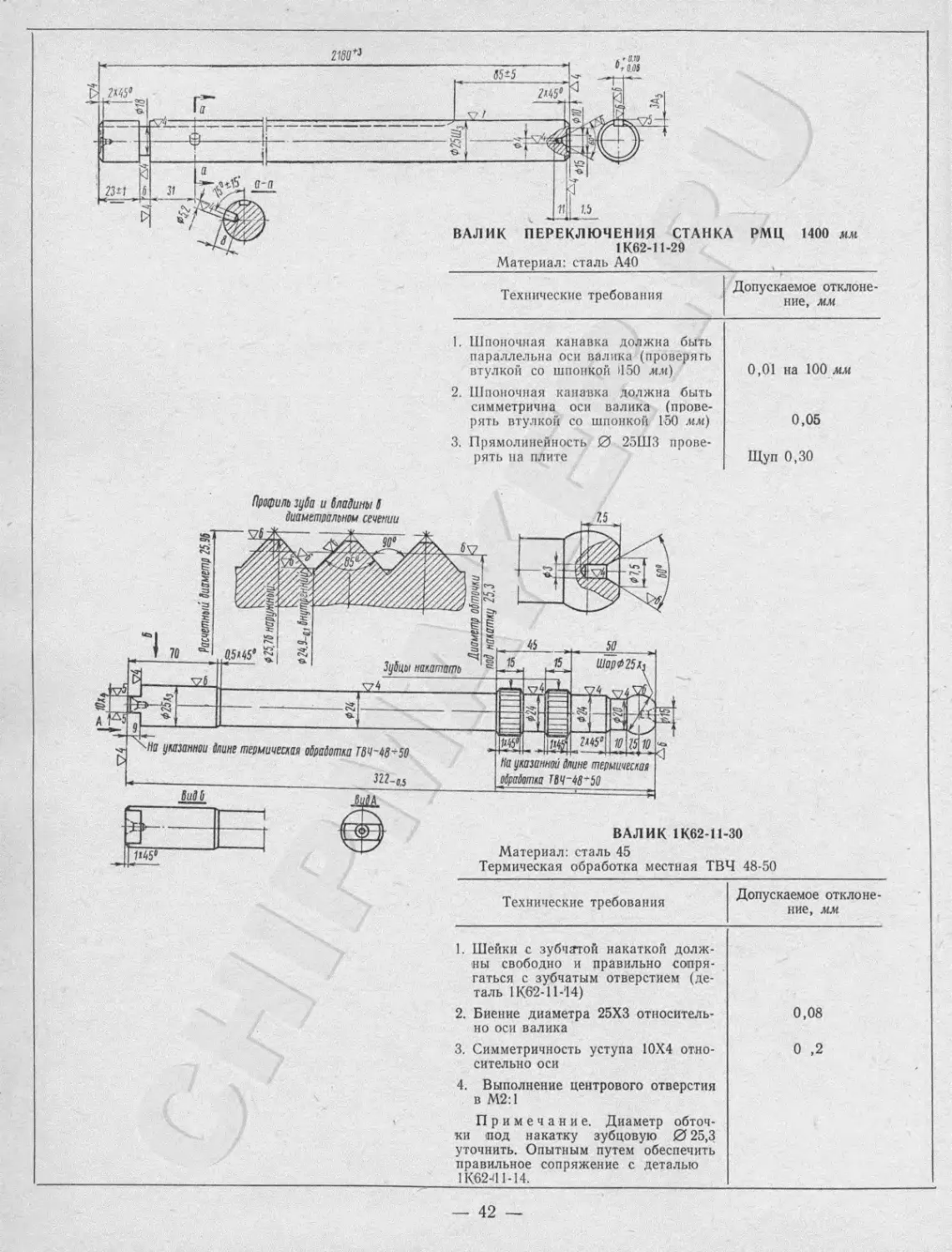
ВАЛИК ПЕРЕКЛЮЧЕНИЯ СТАНКА РМЦ, 1400 яле
1К62-11-29
Материал: сталь А40]
Технические требования
Допускаемое отклоне-
ние, мм
1, Шпоночная канавка должна быть
параллельна оси валика (проверять
втулкой со шпонкой И50 мм)
2. Шпоночная канавка должна быть
симметрична оси валика (прове-
рять втулкой со шпонкой 150 леи)
3. Прямолинейность 0 25ШЗ прове-
рять па плите
0,01 на 100 мм
0,05
Щуп 0,30
Профипи зуба и бладинь/!
3l2-liS обраРеты Твч~48^50
ВАЛИК 1К62-11-30
Материал: сталь 45
Термическая обработка местная ТВЧ 48-50
Технические требования Допускаемое отклоне- ние, мм
1. Шейки с зубчатой накаткой долж-
ны свободно и правильно сопря-
гаться с зубчатым отверстием (де-
таль 1К62-11-14)
2. Биение диаметра 25X3 относитель-
но оси валика
3. Симметричность уступа 10X4 отно-
сительно оси
4. Выполнение центрового отверстия
в М2:1
Примечание. Диаметр обточ-
ки под накатку зубцовую 0 25,3
уточнить. Опытным путем обеспечить
правильное сопряжение с деталью
1К62-И1-14.
0,08
0 ,2
— 42 —
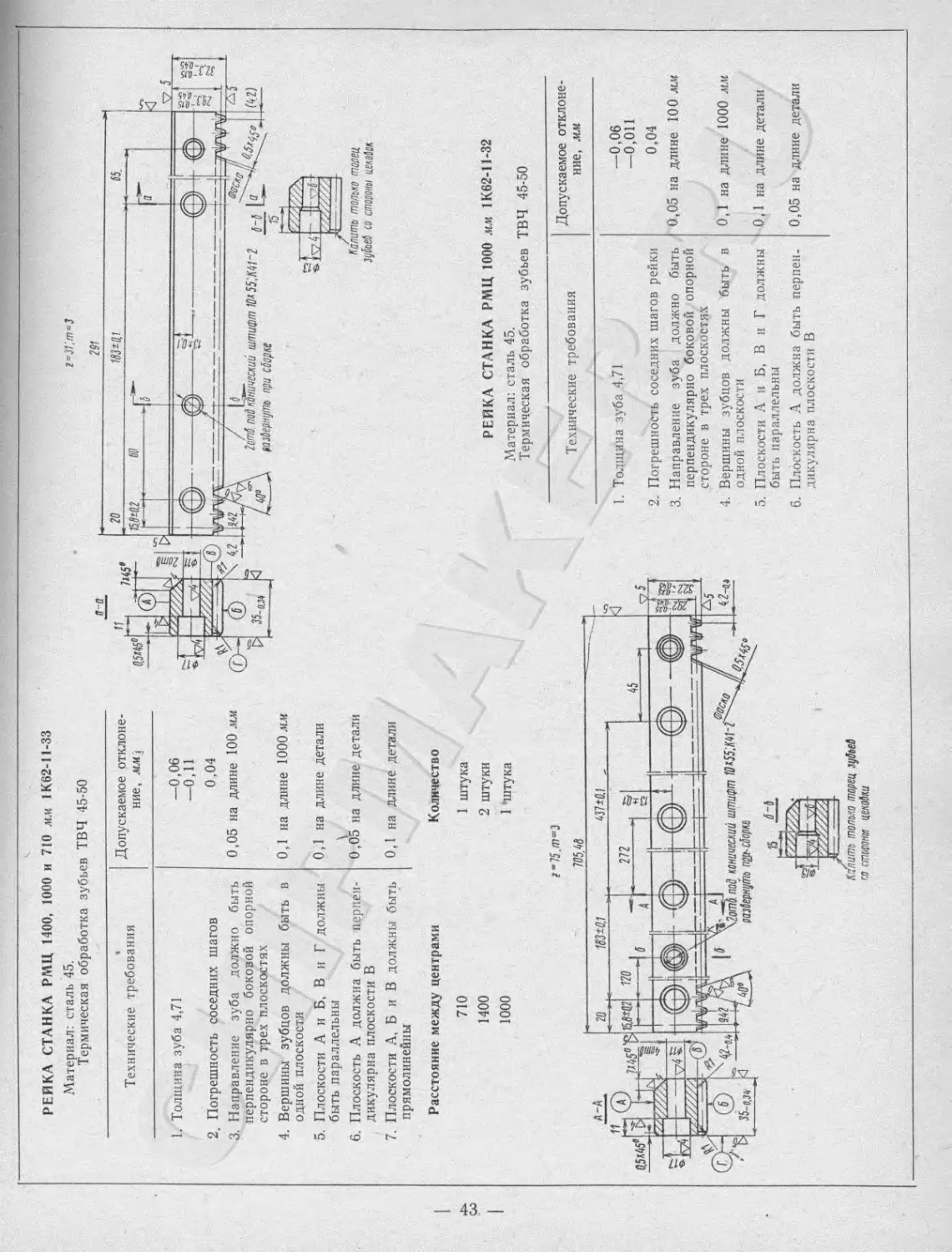
РЕЙКА СТАНКА РМЦ 1400, 1000 и 710 мм 1К62-11-33
Материал: сталь 45.
Термическая обработка зубьев ТВЧ 45-50
Технические требования Допускаемое отклоне- ние,
1. Толщина зуба 4,71 -0,06 —0,11
2. Погрешность соседних шагов 0,04
3. Направление зуба должно быть перпендикулярно боковой опорной стороне в трех плоскостях 0,05 на длине 100 .иле
4. Вершины зубцов должны быть в одной плоскости 0,1 на длине ЮОО.и.и
5. Плоскости А и Б, В и Г должны 0,1 на длине детали
быть параллельны 0,05 на длине детали
6. Плоскость А должна быть перпен- дикулярна плоскости В
7. Плоскости А, Б и В должны быть прямолинейны 0,1 на длине детали
Расстояние между центрами Количество
710 1 штука
1400 2 штуки
1000 1 •штука
РЕЙКА СТАНКА РМЦ 1000 .н.и 1К62-11-32
Материал: сталь 45.
Термическая обработка зубьев ТВЧ 45-50
та raw цмоЛш
Технические требования Допускаемое отклоне- ние, мм
1. 2. Толщина зуба 4,71 Погрешность соседних шагов рейки —0,06 —0,011 0,04
3. Направление зуба должно быть перпендикулярно боковой опорной стороне в трех плоскостях 0,05 на длине 100 мм
4. Вершины зубцов должны быть в одной плоскости 0,1 на длине 1000 .и.и
5. Плоскости А и Б, В и Г должны быть параллельны 0,1 на длине детали
6. Плоскость А должна быть перпен- дикулярна плоскости В 0,05 на длине детали
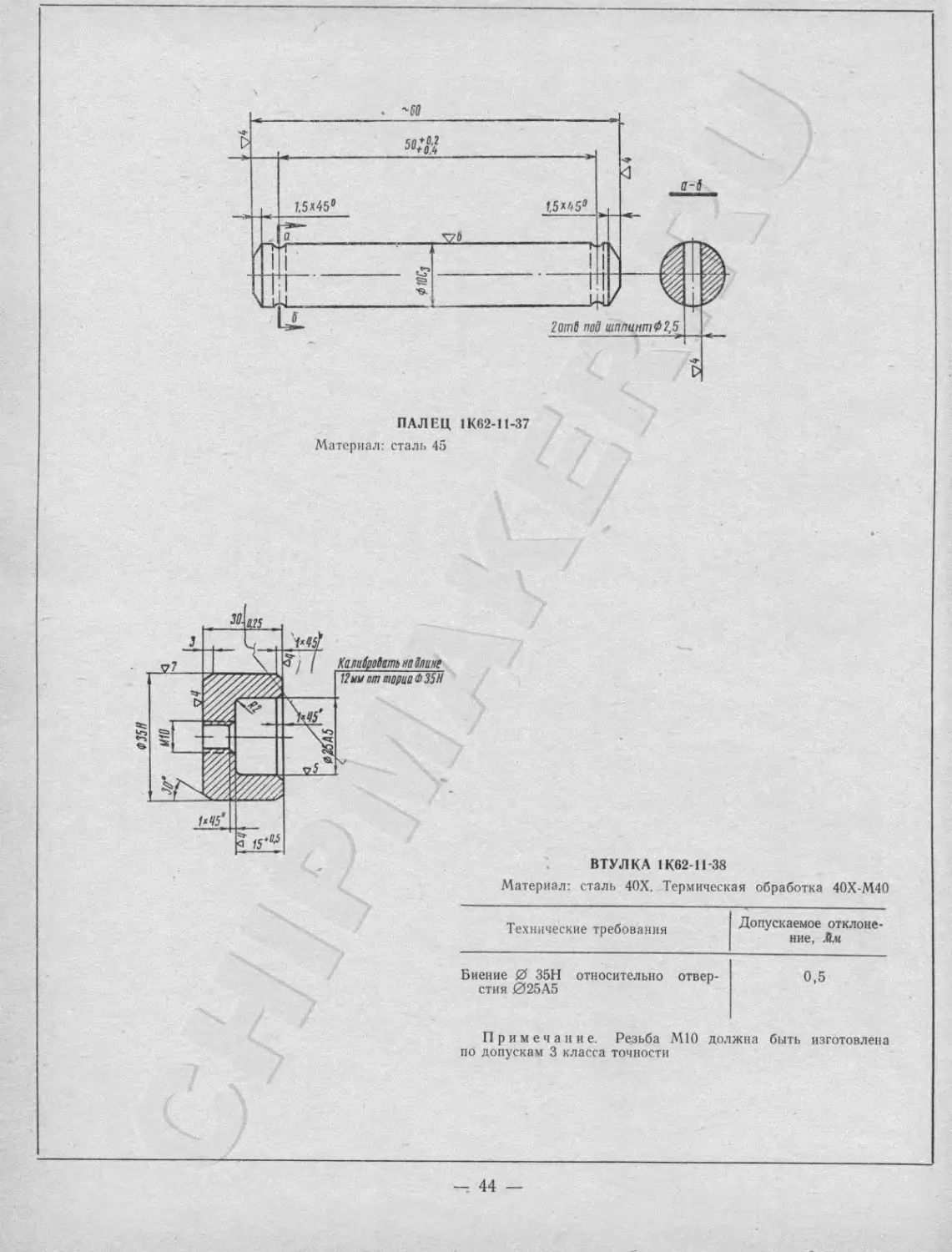
ПАЛЕЦ 1К62-11-37
ДАатериал: сталь 45
ВТУЛКА IK62-11-38
Материал: сталь 40Х. Термическая обработка 4ОХ-М4О
Технические требования Допускаемое отклоне- ние, Ям
Биение 0 35Н относительно отвер- стия 025А5 0,5
Примечание. Резьба М10 должна быть изготовлена
по допускам 3 класса точности
— 44 —
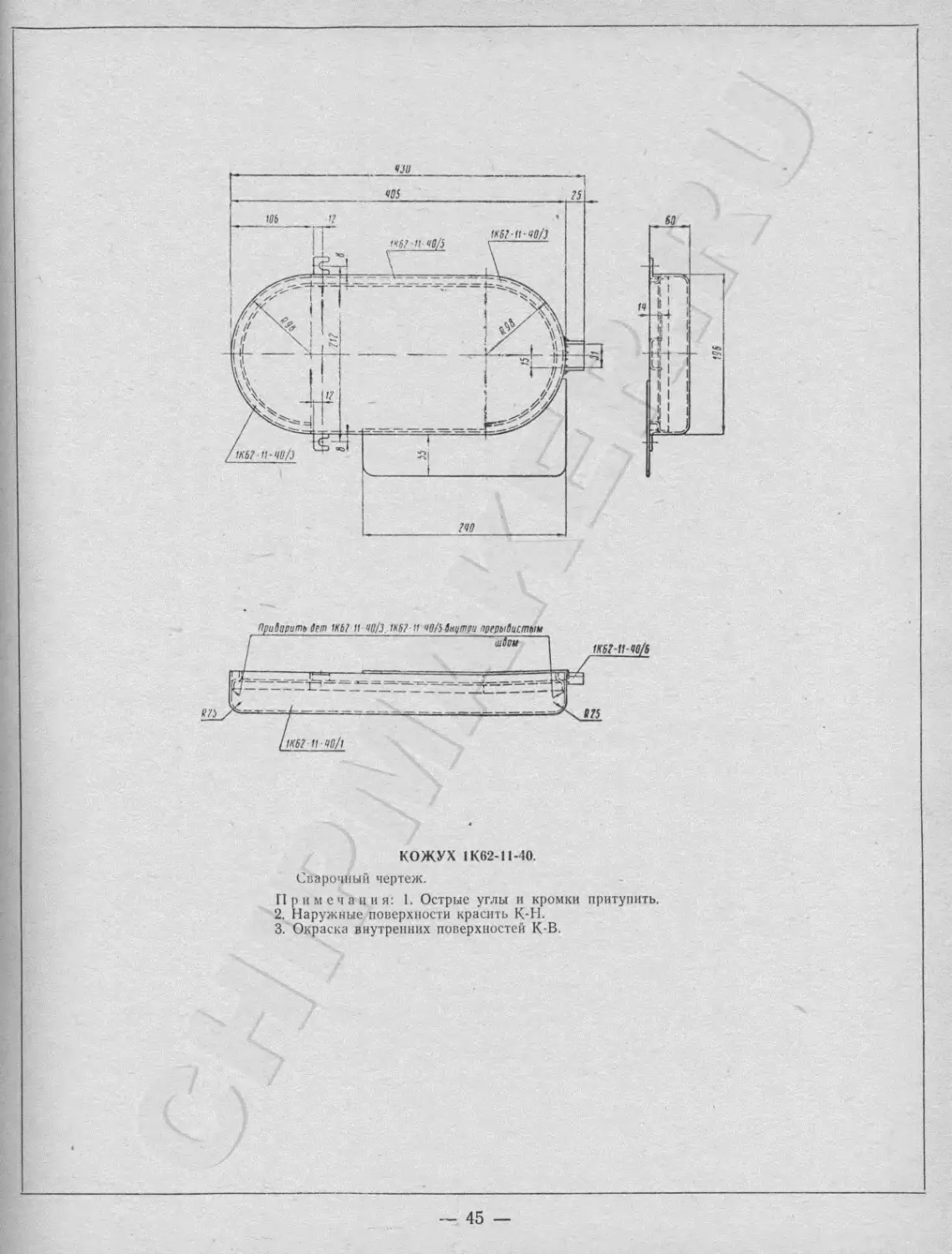
КОЖУХ IK62-11-40.
Сварочный чертеж.
Г1 р н меча и и я: I. Острые углы и кромки
2. Наружные поверхности красить К-Н.
3. Окраска внутренних поверхностей К-В.
притупить.
— 45 —
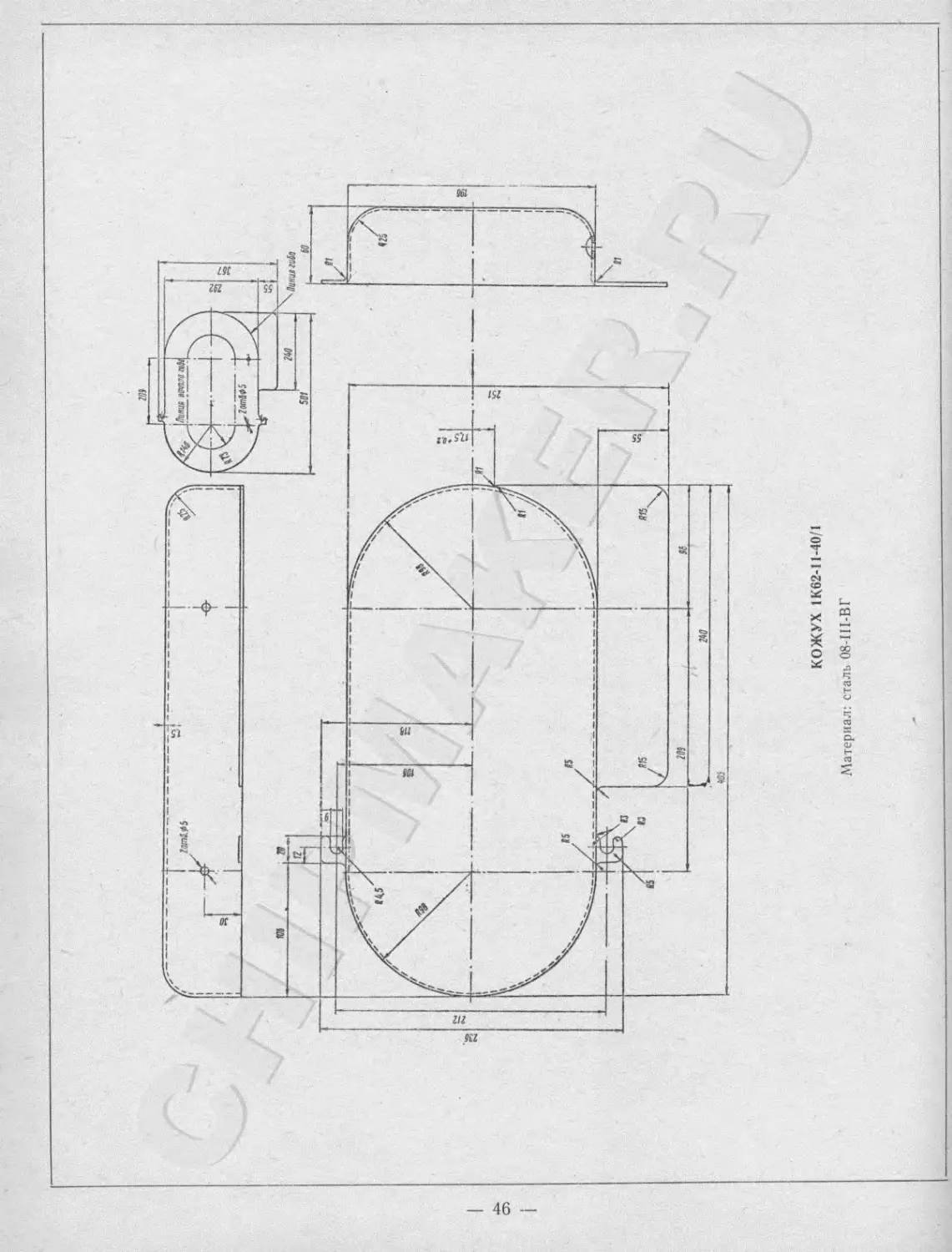
КОЖУХ 1К62-11-40/1
Материал: сталь 08-Ш-ВГ
пои-а
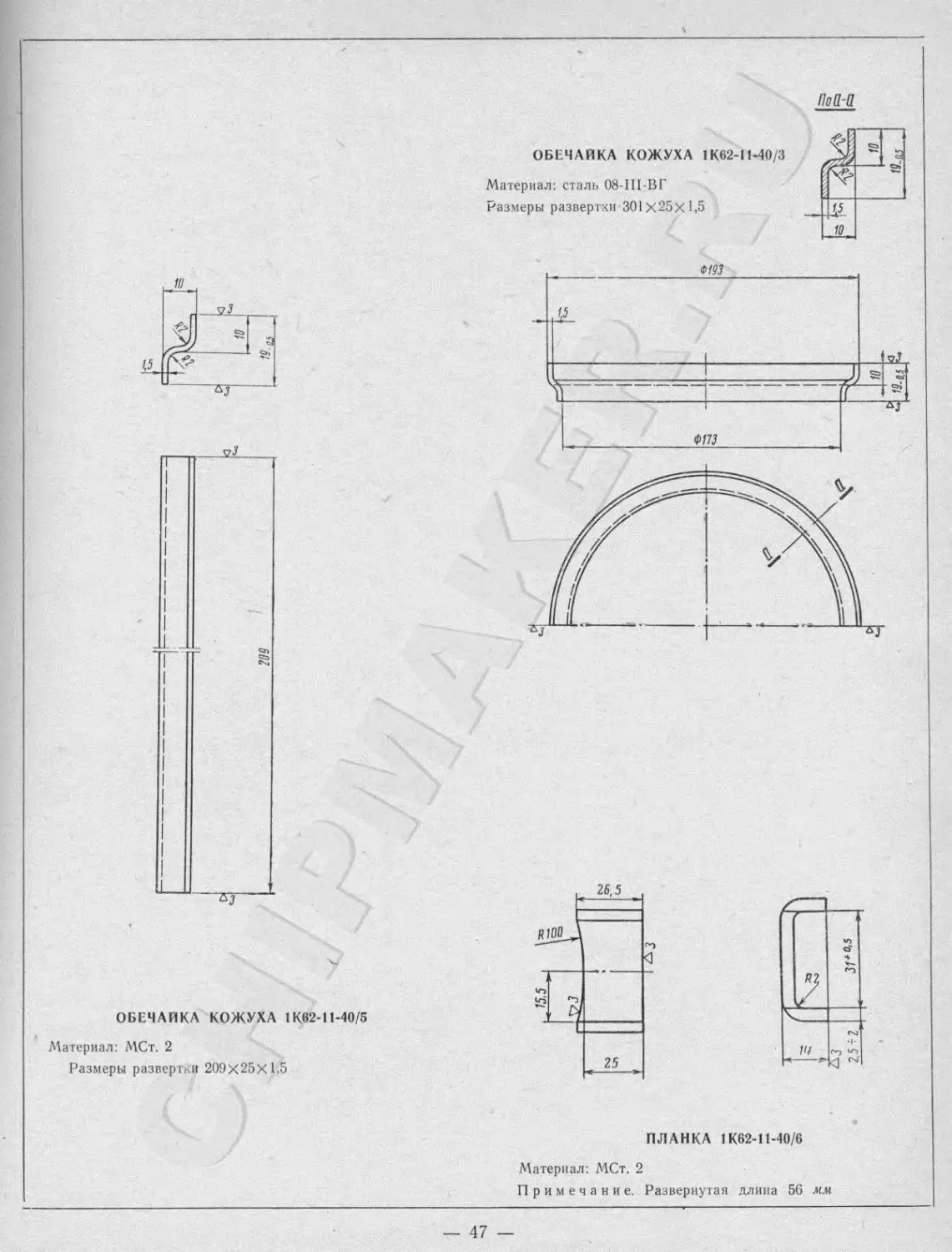
ОБЕЧАЙКА КОЖУХА 1К62-11-40/3
Материал: сталь 08-Ш-ВГ
Размеры развертки 301x25x1,5
ОБЕЧАЙКА КОЖУХА 1К62-11-40/5
<
Материал: МСт. 2
Размеры развертки 209X25X1,5
ПЛАНКА 1К62-11-40/6
Материал: МСт. 2
Примечание. Развернутая длина 56 мм
— 47 —
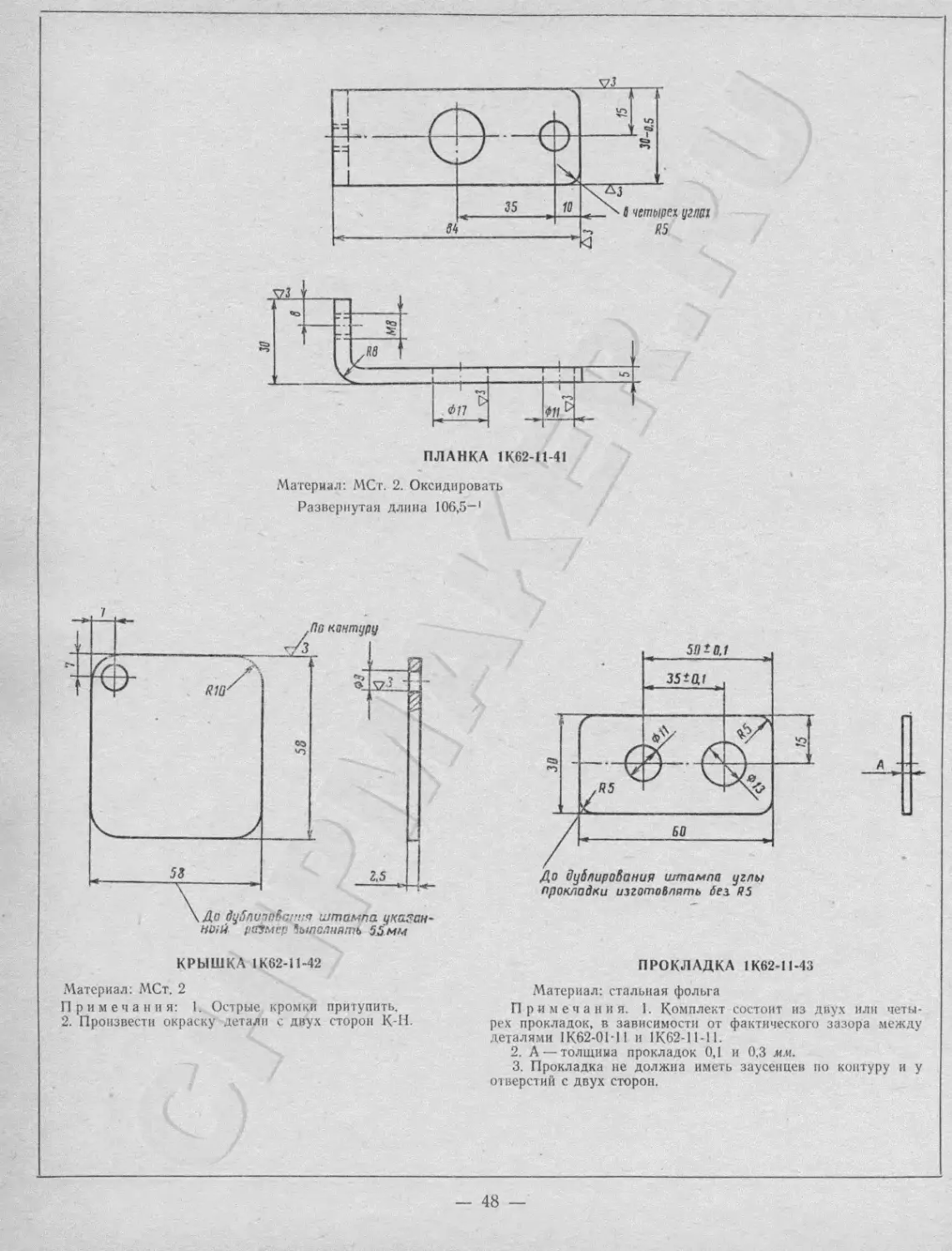
Материал: МСт. 2. Оксидировать
Развернутая длина 106,5—'
КРЫШКА 1К62-11-42
Материал: МСт. 2
Примечания: 1. Острые кромки притупить.
2. Произвести окраску детали с двух сторон К-Н.
ПРОКЛАДКА 1К62-П-43
Материал: стальная фольга
Примечания. 1. Комплект состоит из двух или четы-
рех прокладок, в зависимости от фактического зазора между
деталями IK62-0I11 и 1К62-11-11.
2. А —толщина прокладок 0,1 и 0,3 мм.
3. Прокладка не должна иметь заусенцев по контуру и у
отверстии с двух сторон.
— 48 —
вони
Ф11
SJ
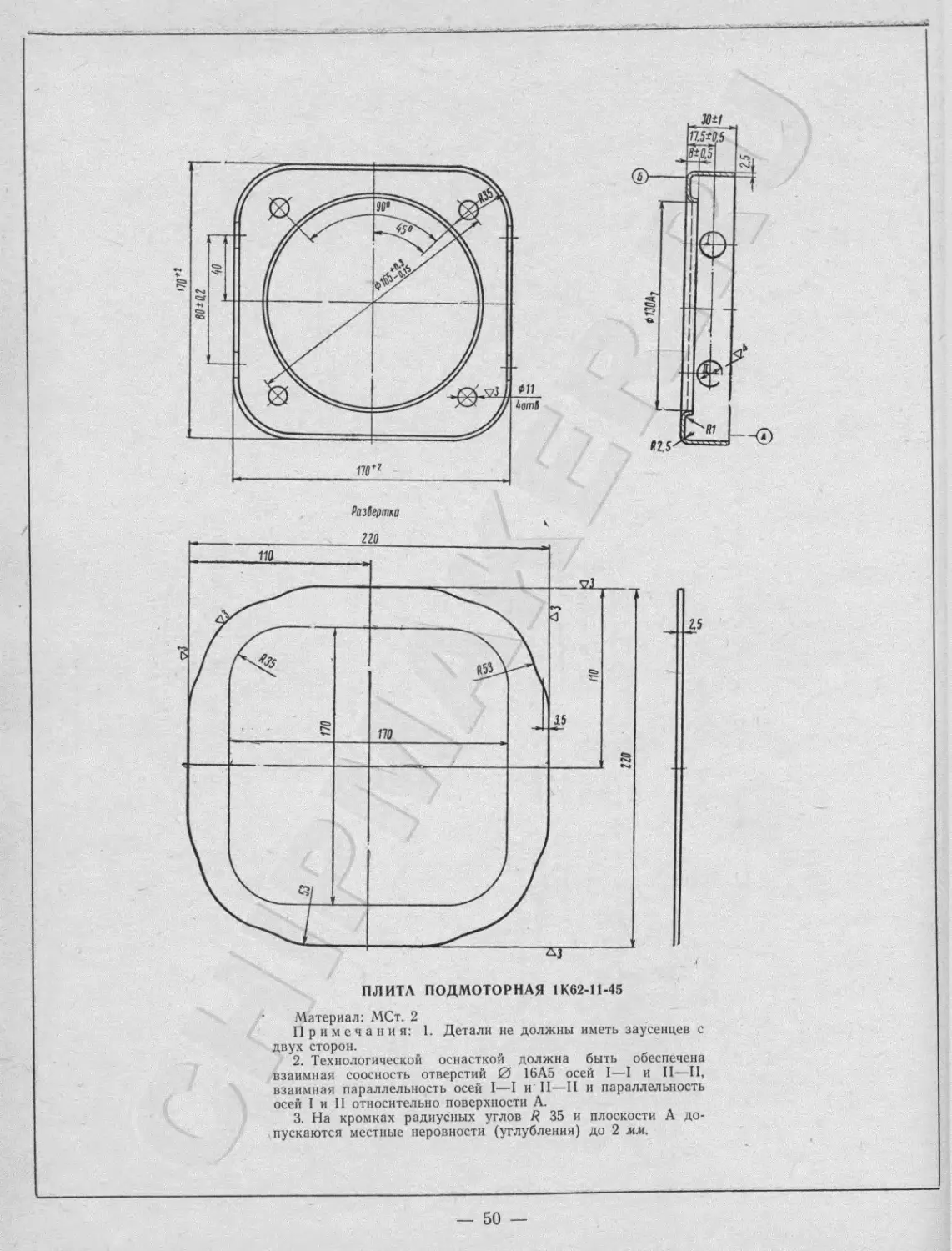
ПЛИТА ПОДМОТОРНАЯ 1К62-Н-45
, ЗОН
11.5*0.5
4 от!
8t0.5
nr2
РазВертка
220
Материал: МСт. 2
Примечания: 1. Детали не должны иметь заусенцев с
двух сторон.
2. Технологической оснасткой должна быть обеспечена
взаимная соосность отверстий 0 16А5 осей I—I и II—II,
взаимная параллельность осей I—I и II—II и параллельность
осей I и II относительно поверхности А.
3. На кромках радиусных углов R 35 и плоскости А до-
пускаются местные неровности (углубления) до 2 леи.
— 50 —
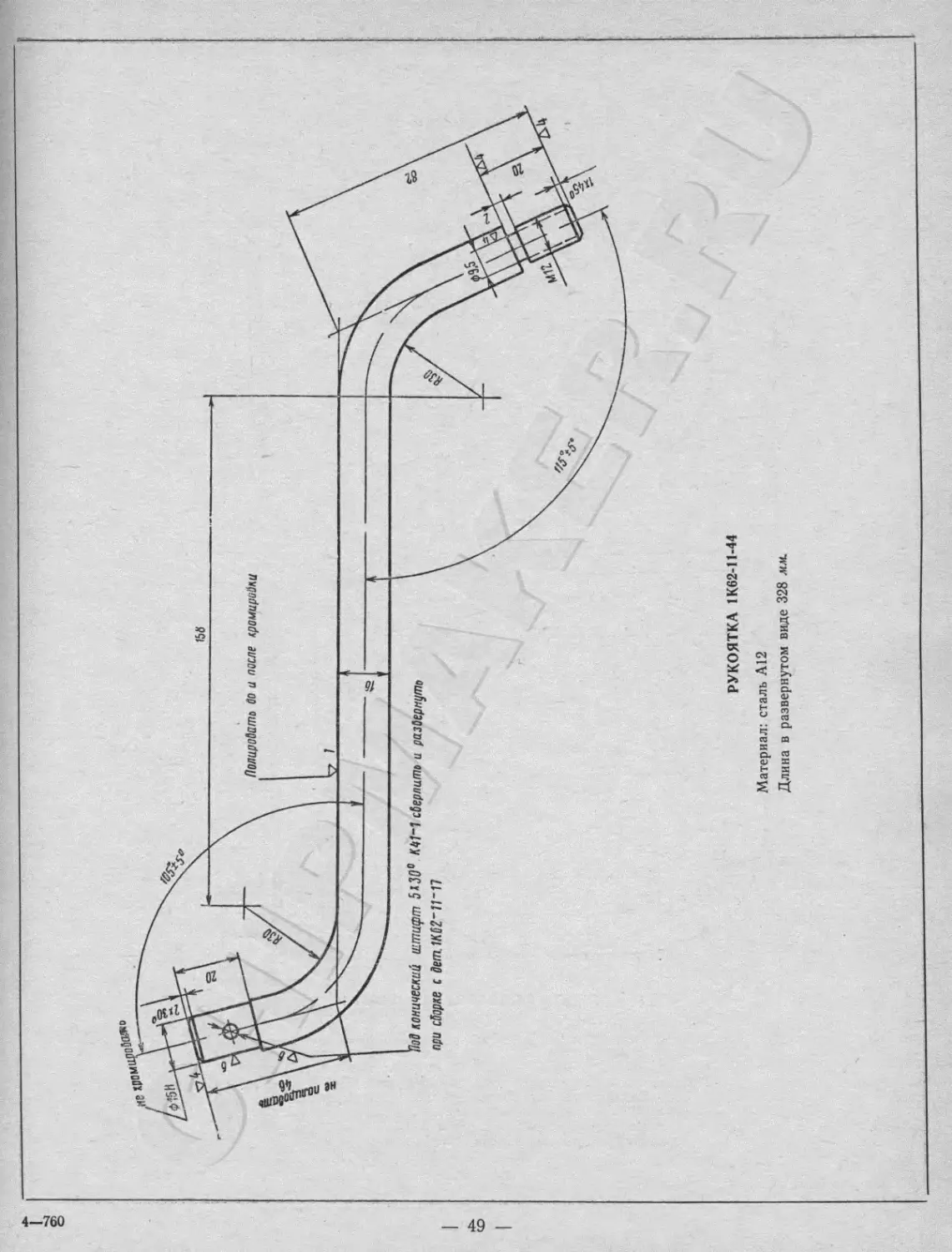
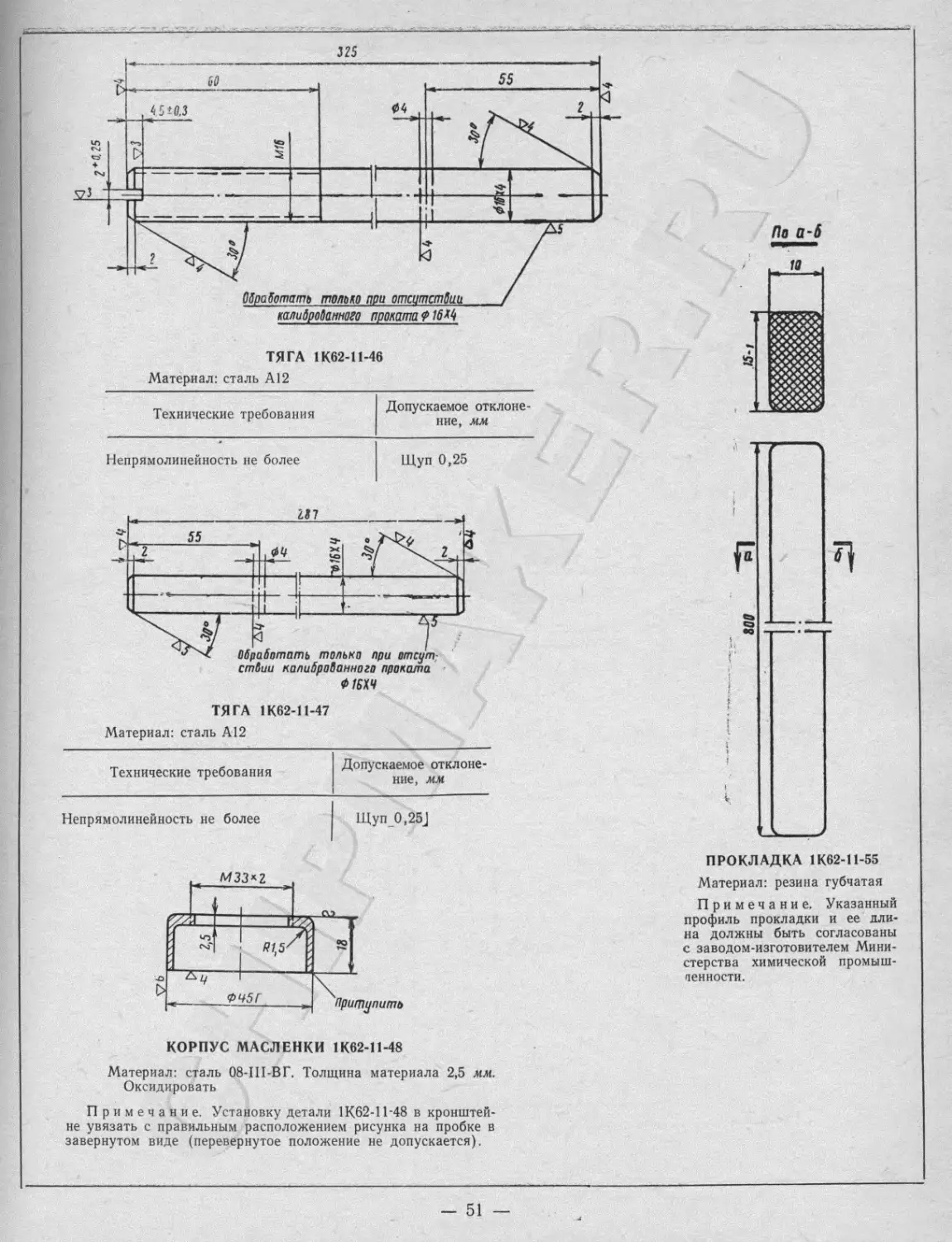
ТЯГА 1К62-11-46
Материал: сталь А12
т , Допускаемое отклоне
Технические требования ** 1 „„
НИс, ММ
По а-5
Непрямолипейность не более Щуп 0,25
ТЯГА 1К62-11-47
Материал: сталь А12
„ , Допускаемое отклоне
Технические требования * 1 ии
HHv, ММ
Непрямолинейность не более Щуп 0,25J
ПРОКЛАДКА 1К62-11-55
Материал: резина губчатая
Примечание. Указанный
профиль прокладки и ее дли-
на должны быть согласованы
с заводом-изготовителем Мини-
стерства химической промыш-
аенности.
КОРПУС МАСЛЕНКИ 1К62-11-48
Материал: сталь 08-Ш-ВГ. Толщина материала 2,5 мм.
Оксидировать
Примечание. Установку детали 1К62-11-48 в кронштей-
не увязать с правильным расположением рисунка на пробке в
завернутом виде (перевернутое положение не допускается).
- 51 —
Hf57
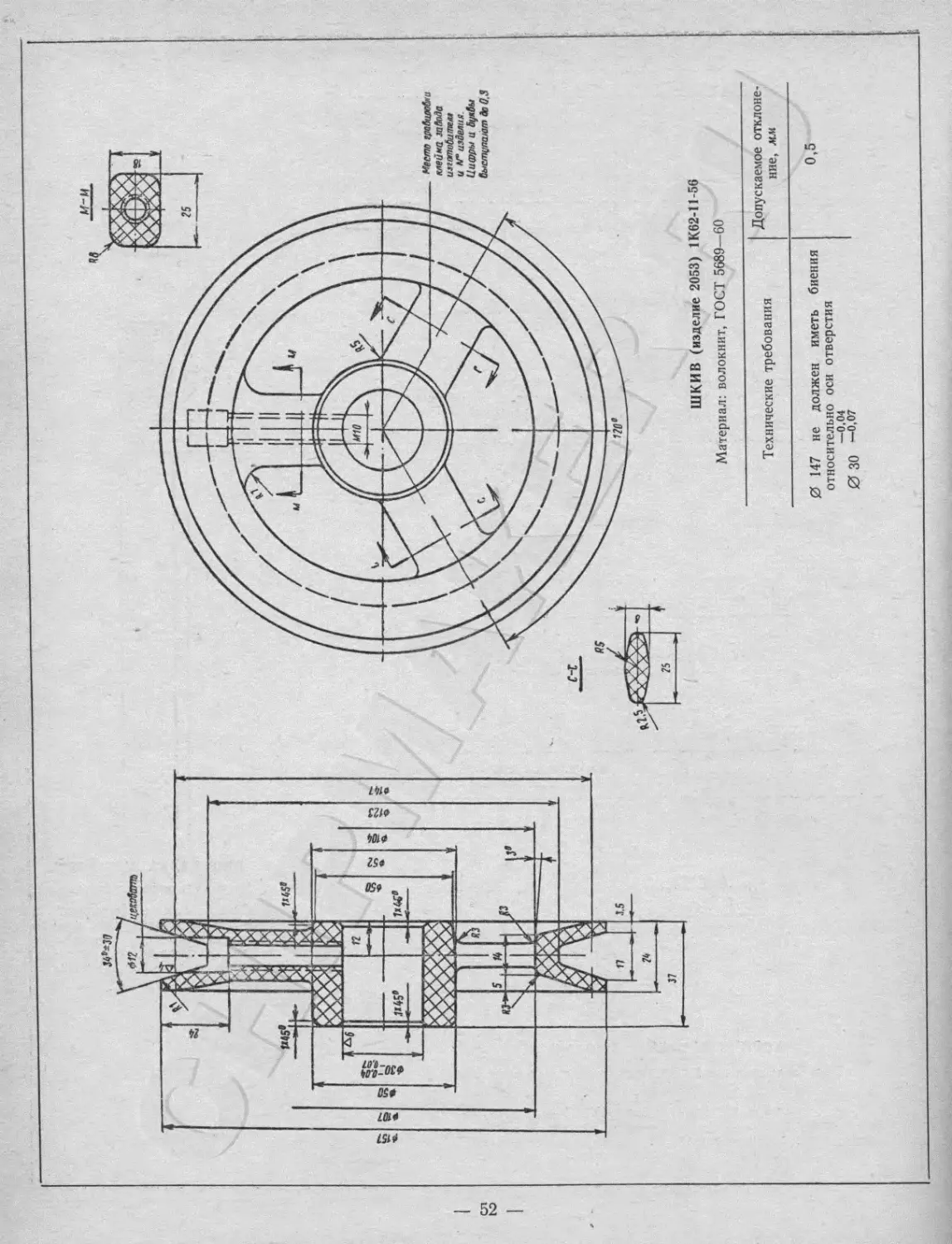
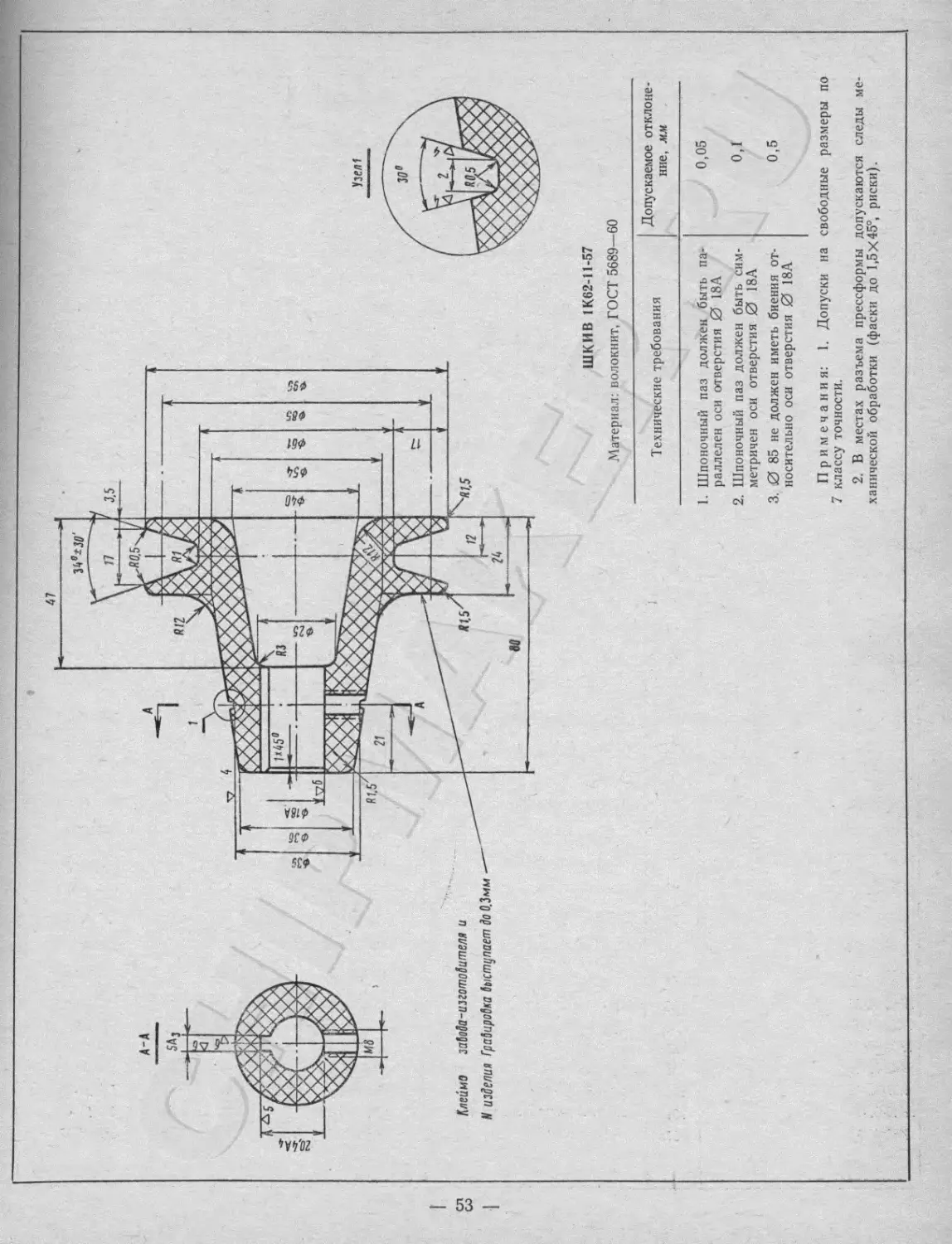
ШКИВ (изделие 2053) 1K62-11-56
Материал: волокнит, ГОСТ 5689—60
Технические требования
Допускаемое отклоне-
ние, мм
0 147 не должен иметь биения
относительно оси отверстия
-0,04
0 30 -°.07
0,5
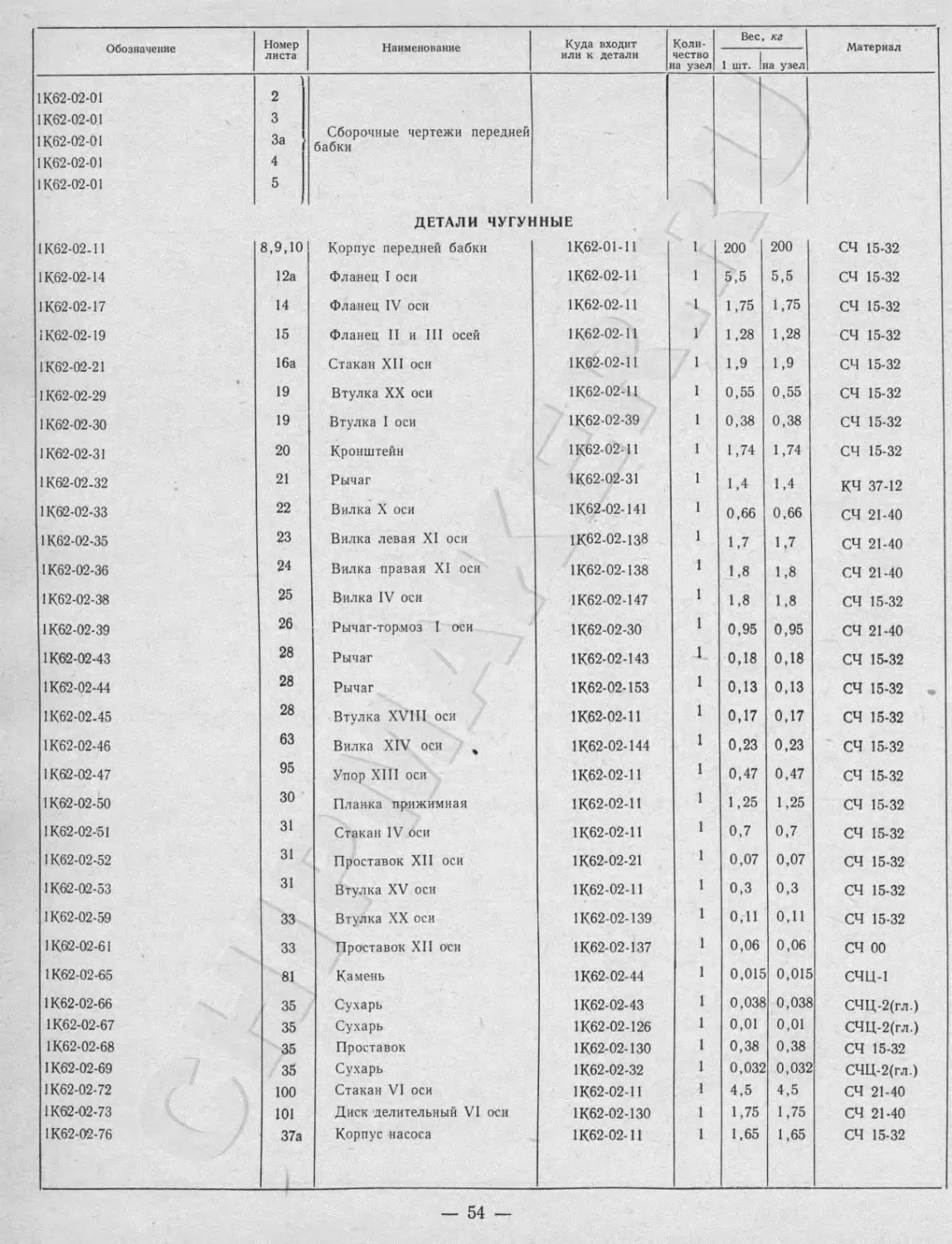
Обозначение Номер Наименование Куда входит Коли- Вес кг Материал
листа или к детали чество 4а узел 1 шт. 1 ia узел
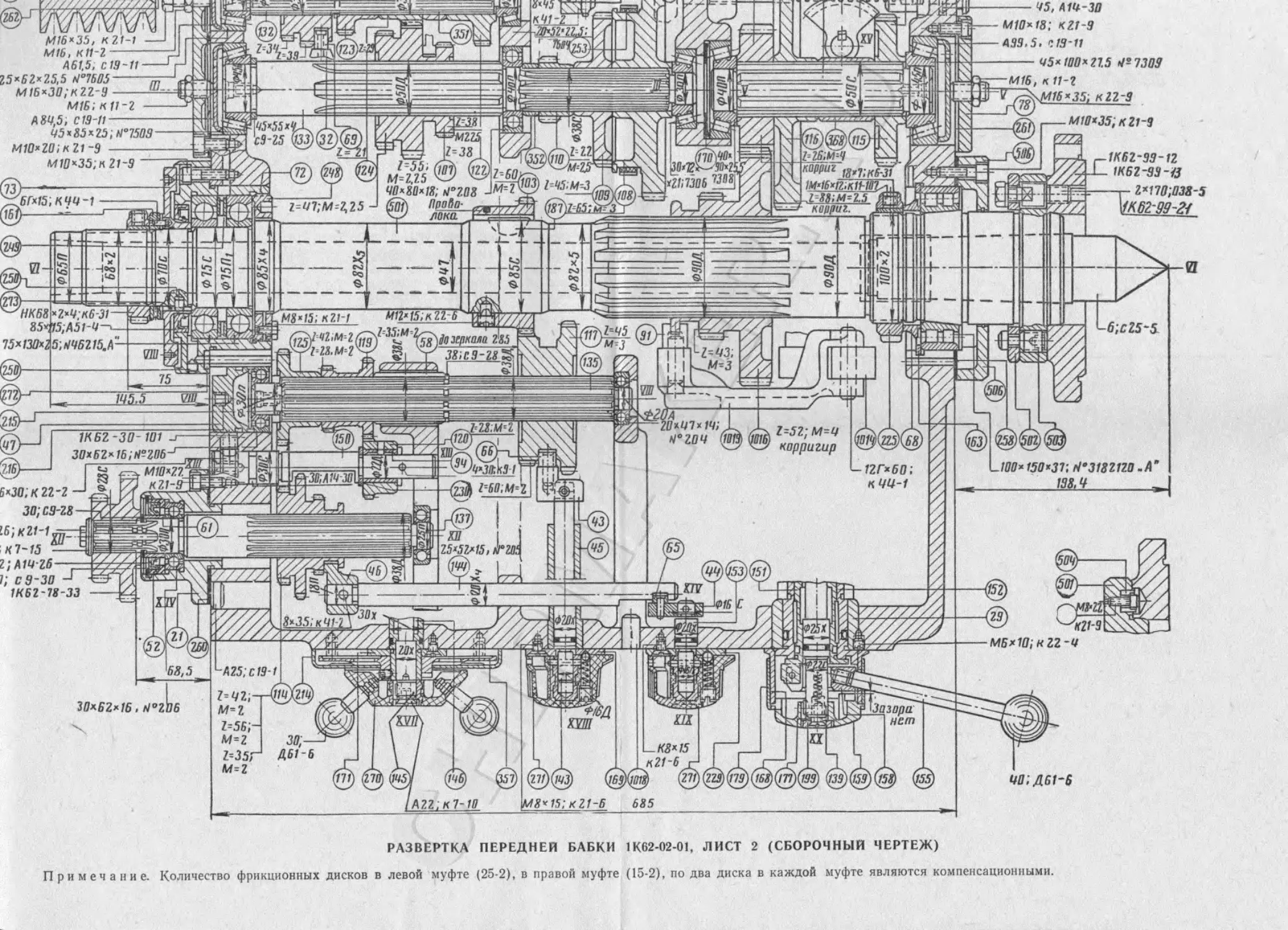
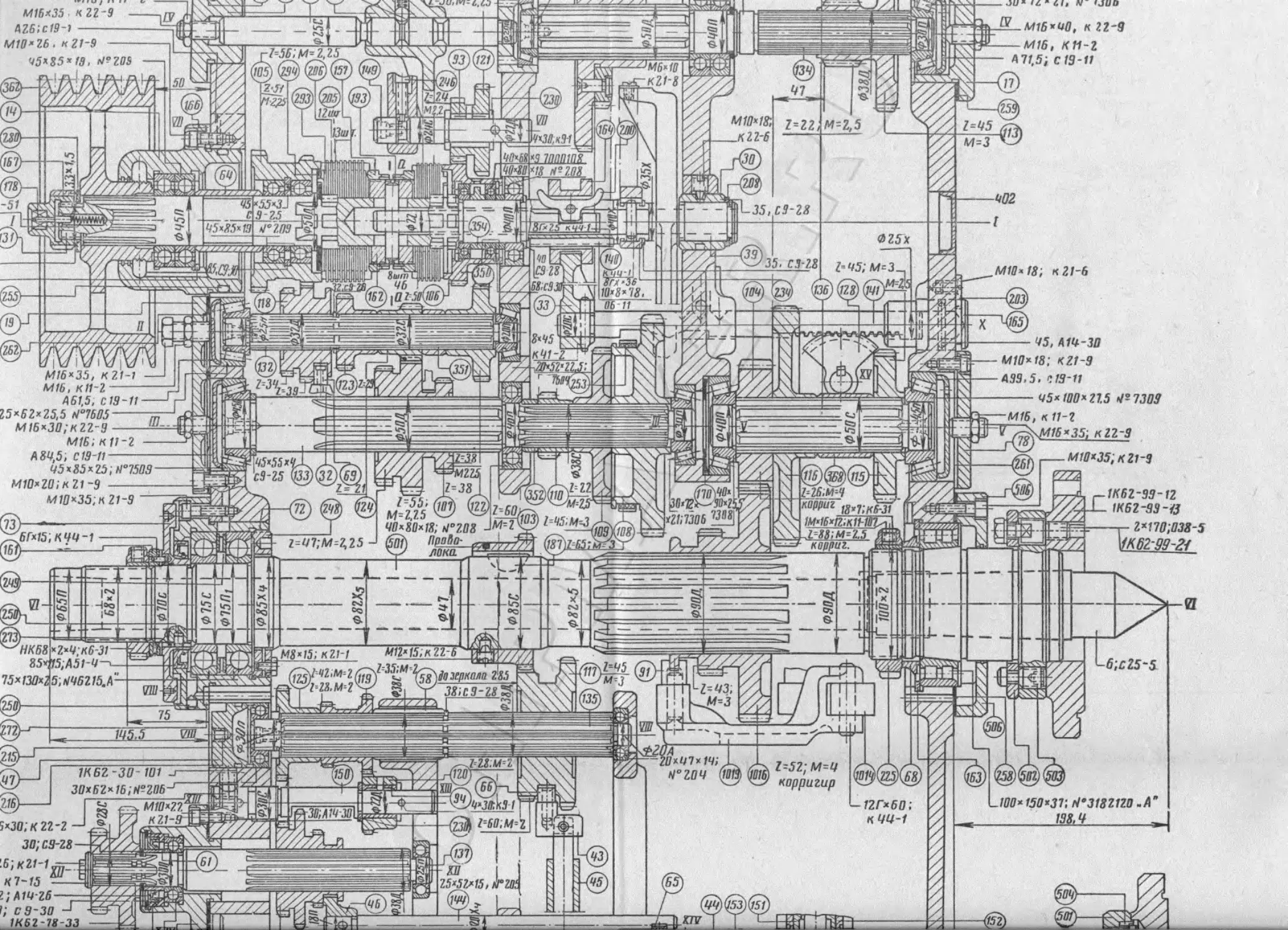
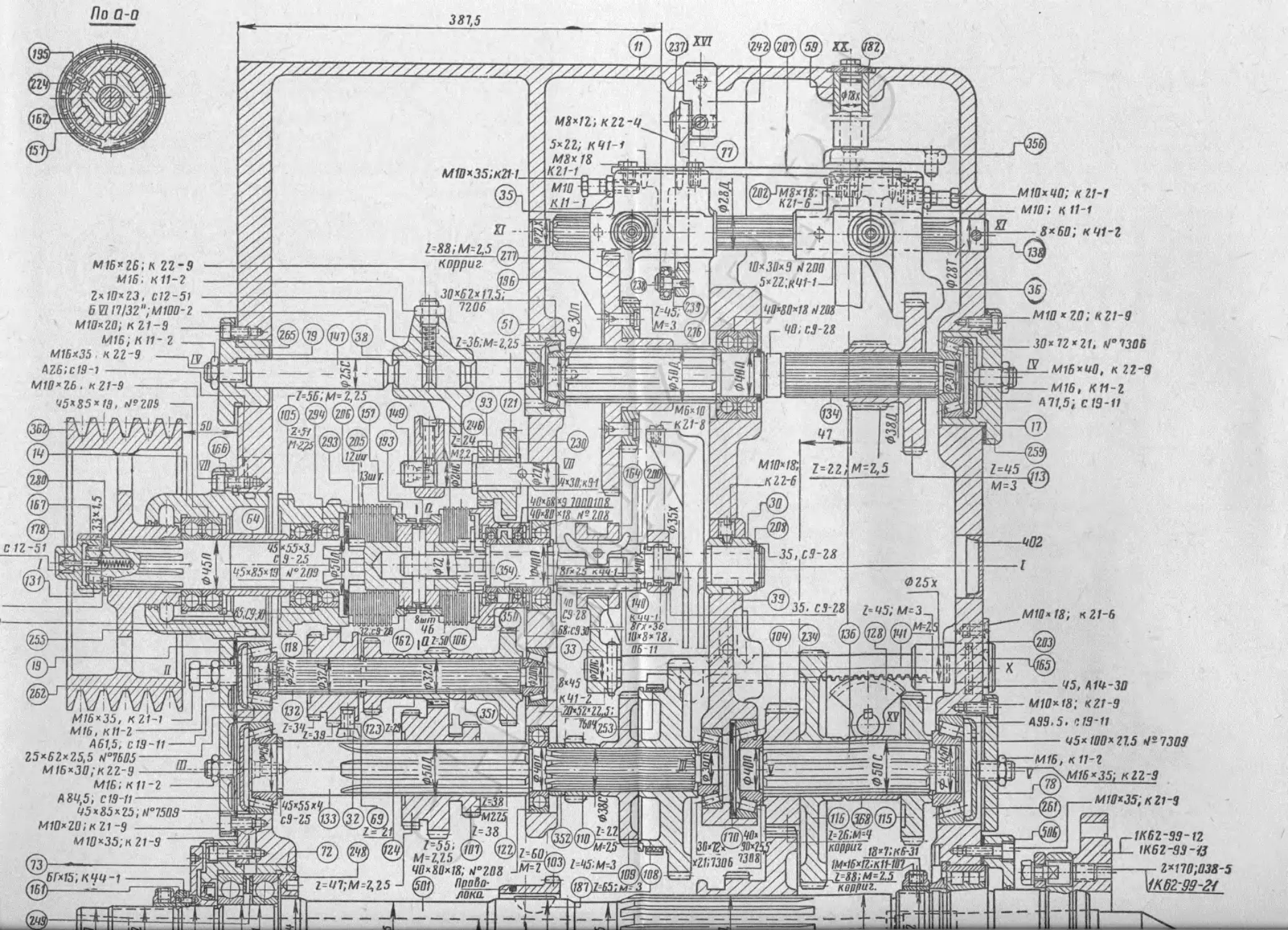
IK62-02-01 2
1К62-02-01 3
1K62-02-0I За Сборочные чертежи передней бабки
1K62-02-0I 4
IK62-02-01 5
ДЕТАЛИ ЧУГУННЫЕ
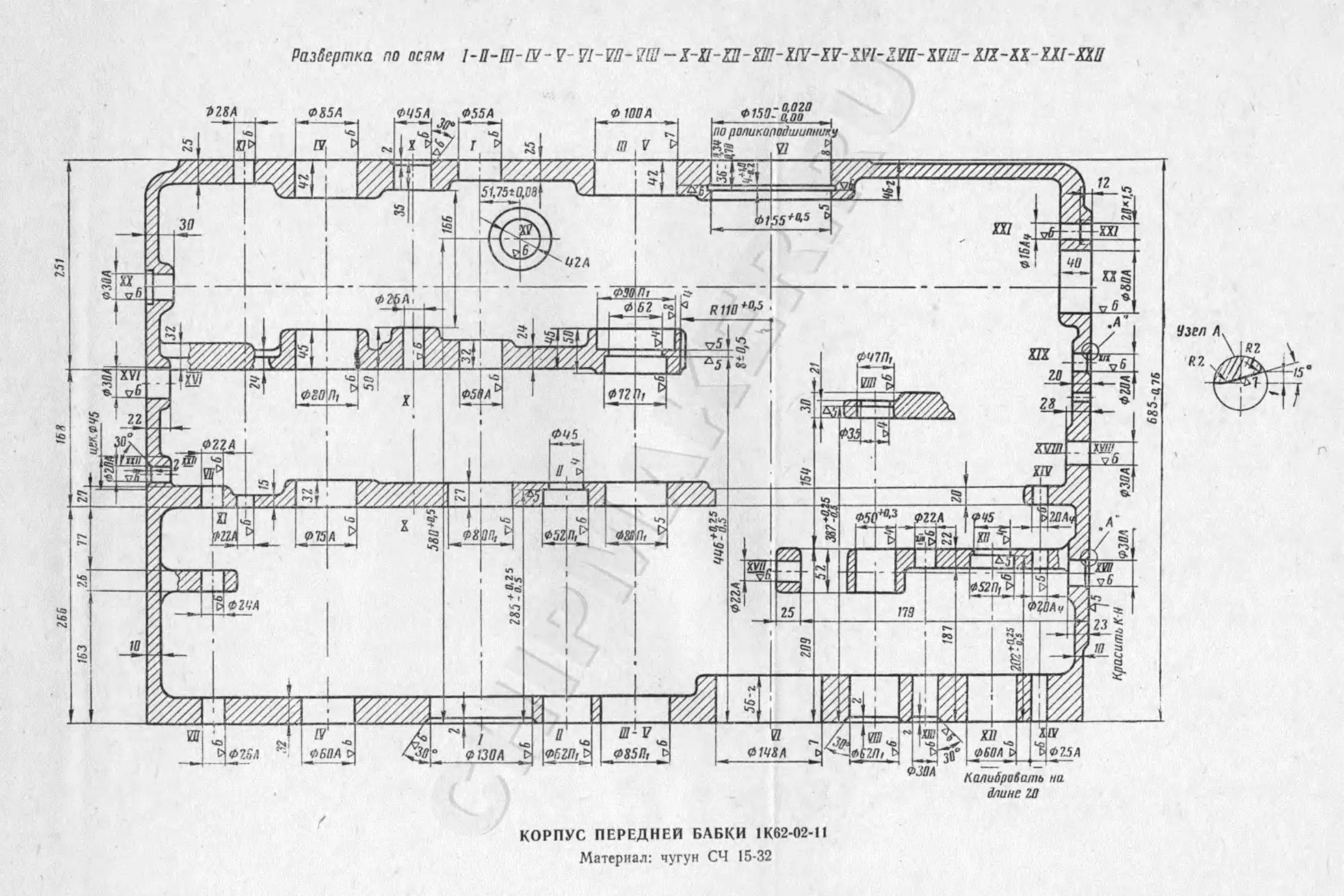
1K62-O2.il 8,9,10 Корпус передней бабки 1К62-01-11 1 200 200 СЧ 15-32
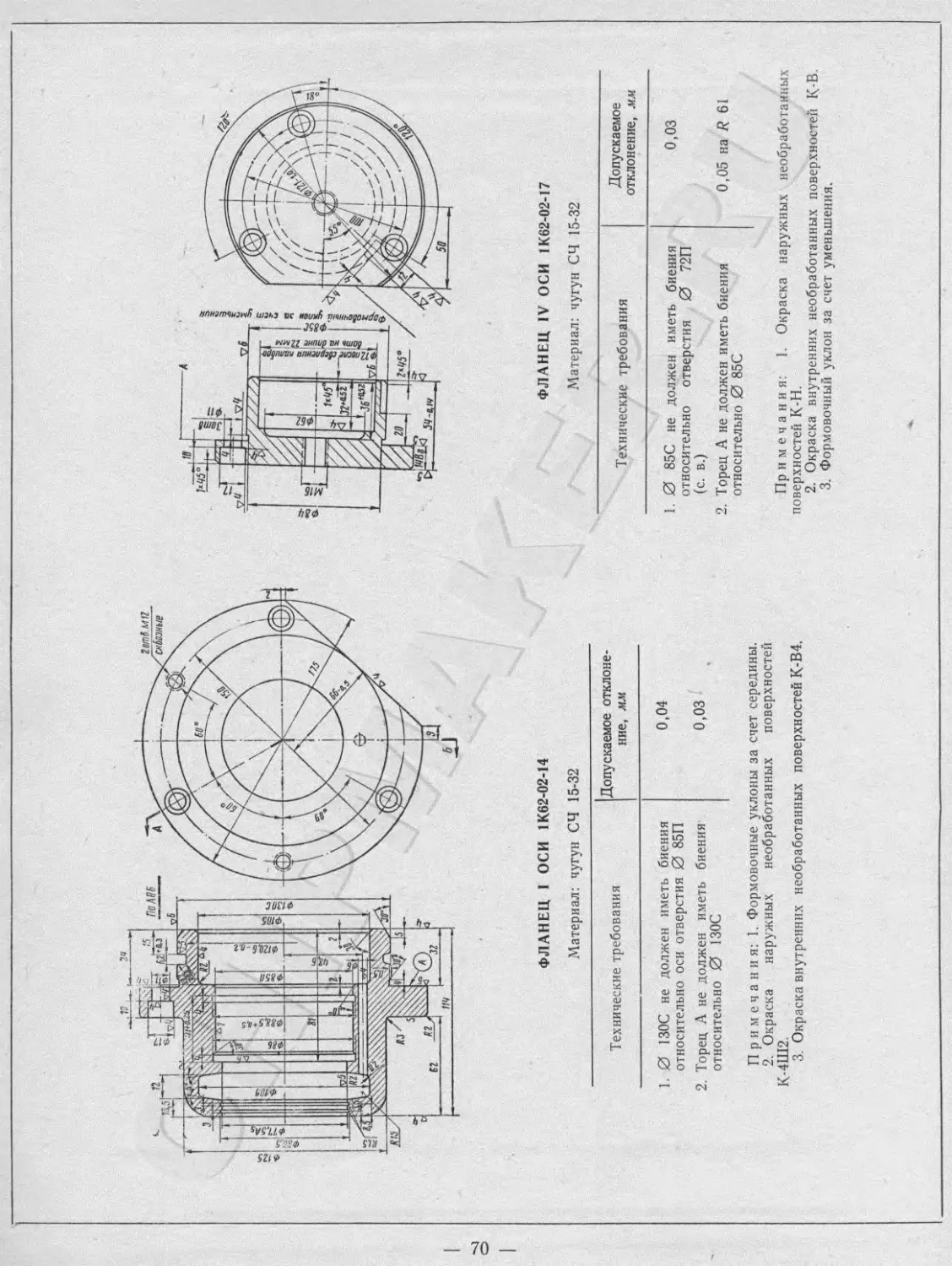
1К62-02-14 12а Фланец I оси 1К62-02-11 1 5,5 5,5 СЧ 15-32
IK62-02-17 14 Фланец IV осн 1К62-02-11 1 1,75 1,75 СЧ 15-32
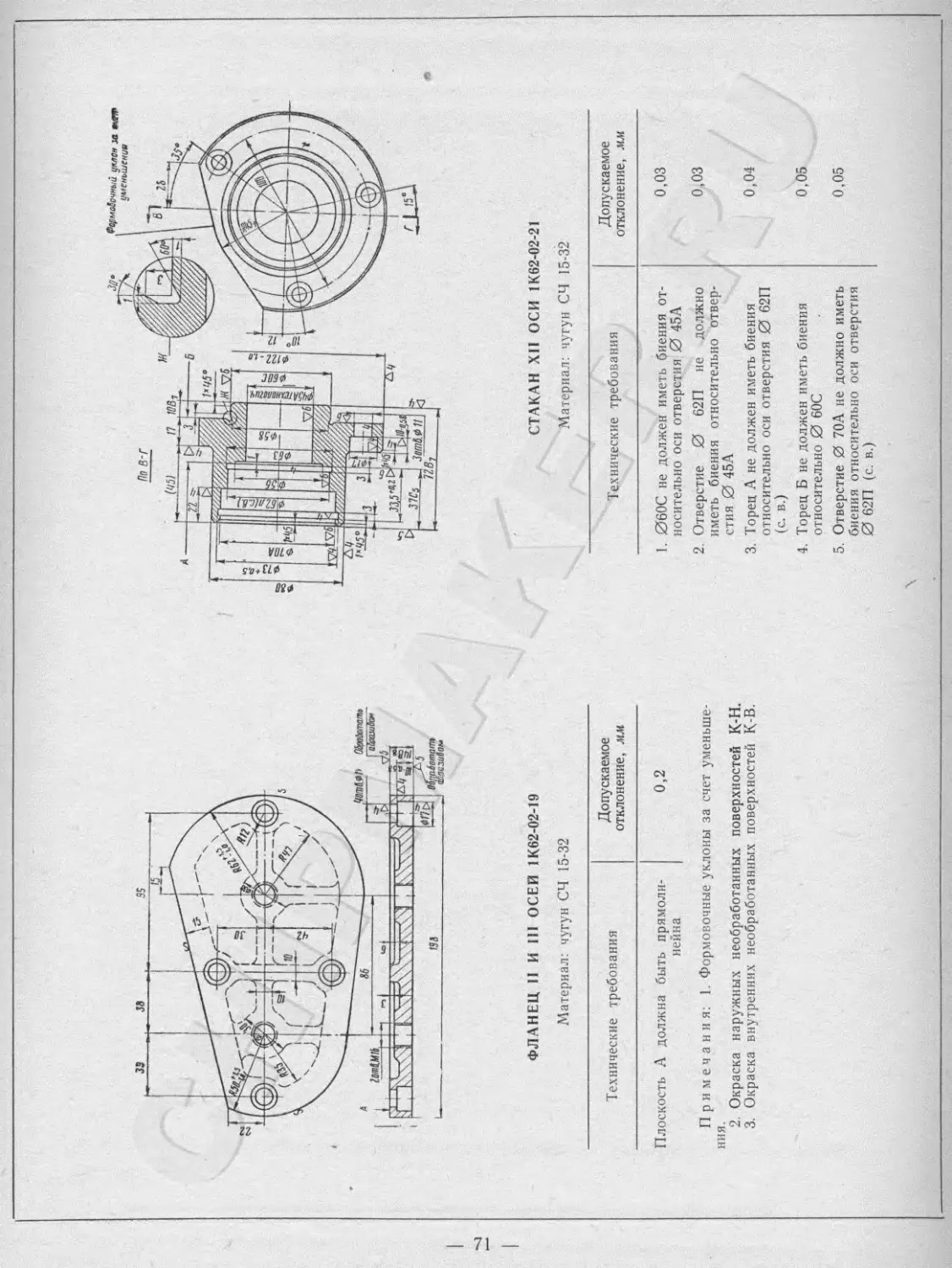
1К62-02-19 15 Фланец II и III осей 1К62-02-11 1 1,28 1,28 СЧ 15-32
1К62-02-21 16а Стакан XII оси 1К62-02-11 1 1,9 1,9 СЧ 15-32
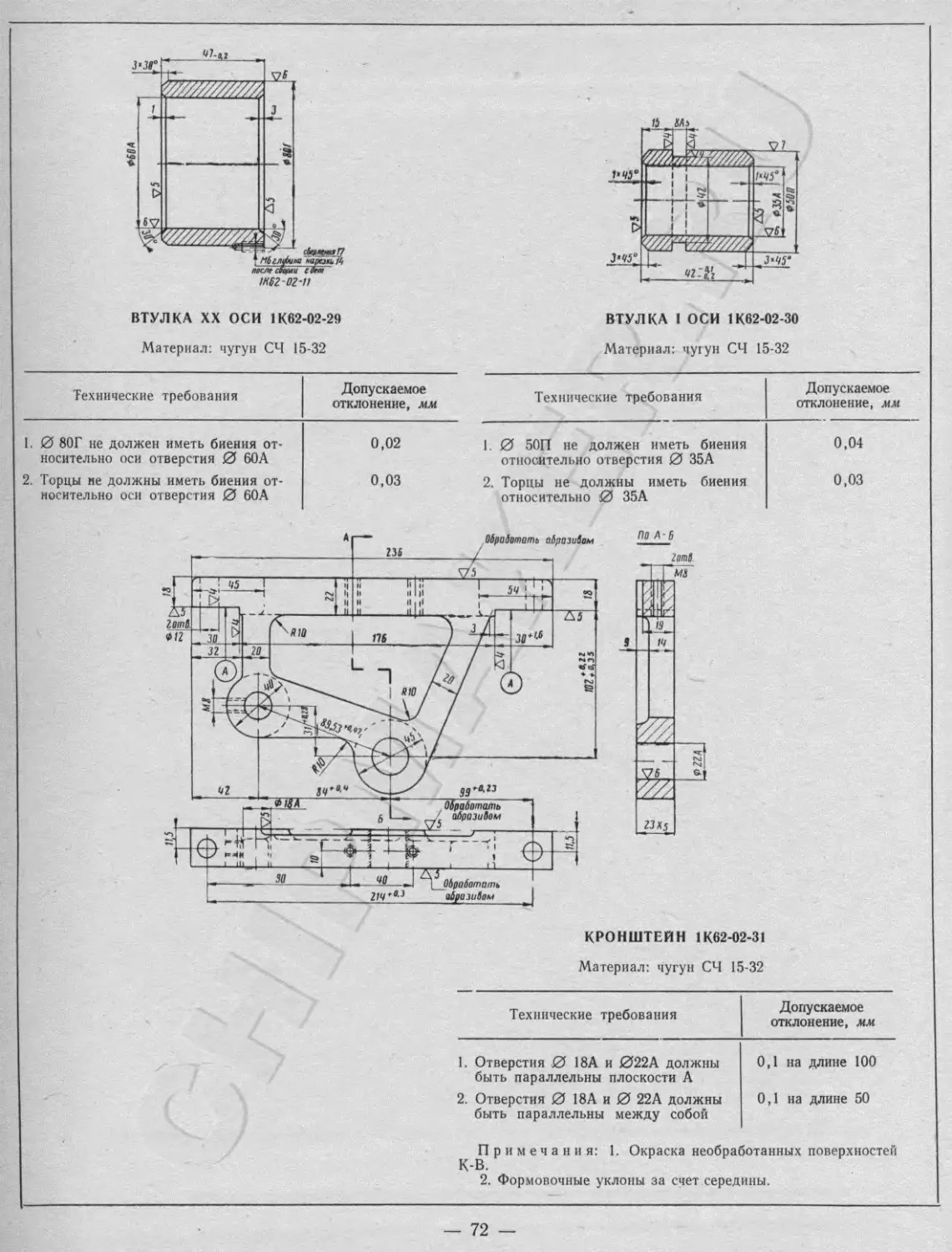
1К62-02-29 19 Втулка XX оси 1К62-02-11 1 0,55 0,55 СЧ 15-32
1К62-02-30 19 Втулка I оси IK62-02-39 1 0,38 0,38 СЧ 15-32
1К62-02-31 20 Кронштейн 1К62-02-11 1 1,74 1,74 СЧ 15-32
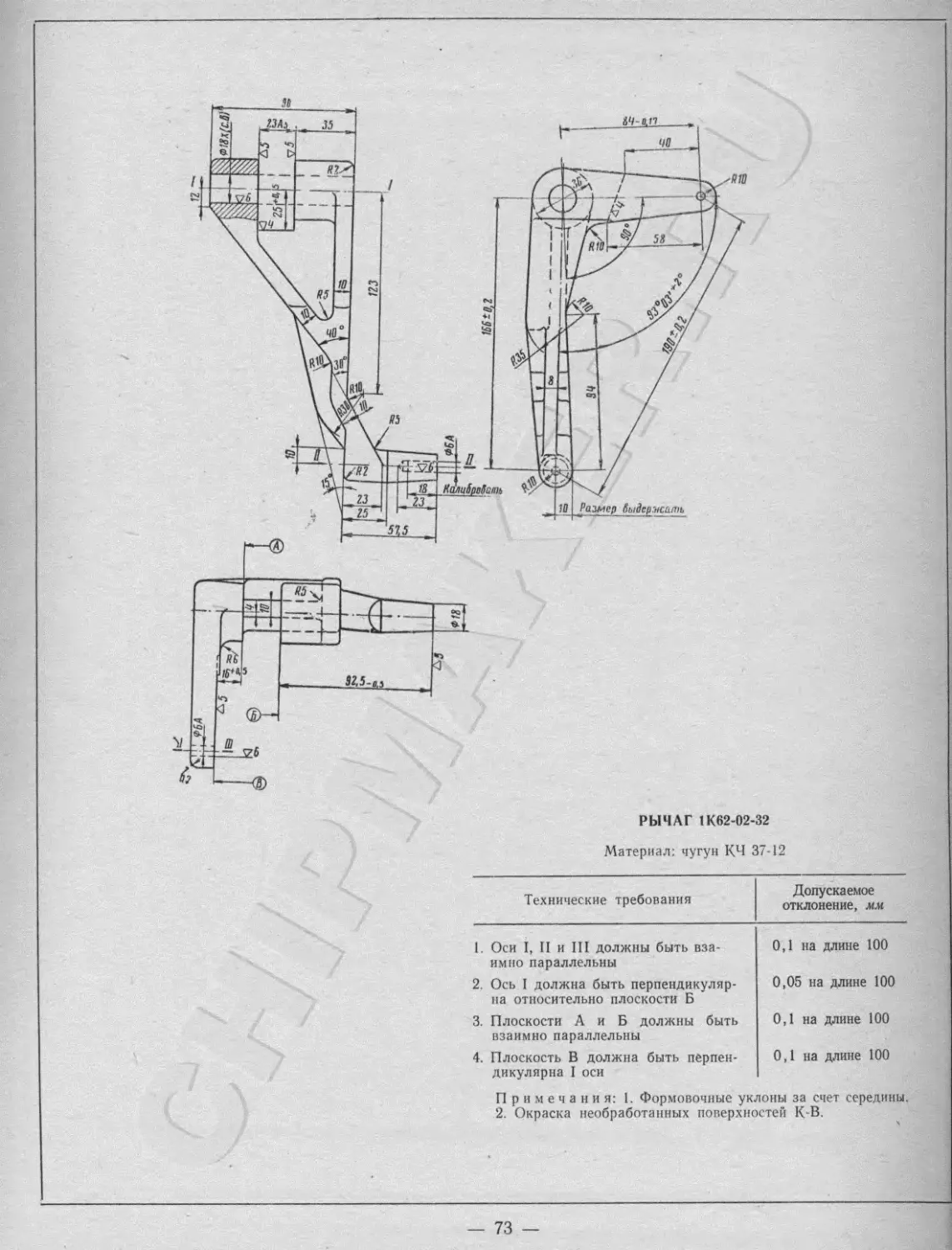
1К6Й-02-32 21 Рычаг 1К62-02-31 1 1,4 1,4 КЧ 37-12
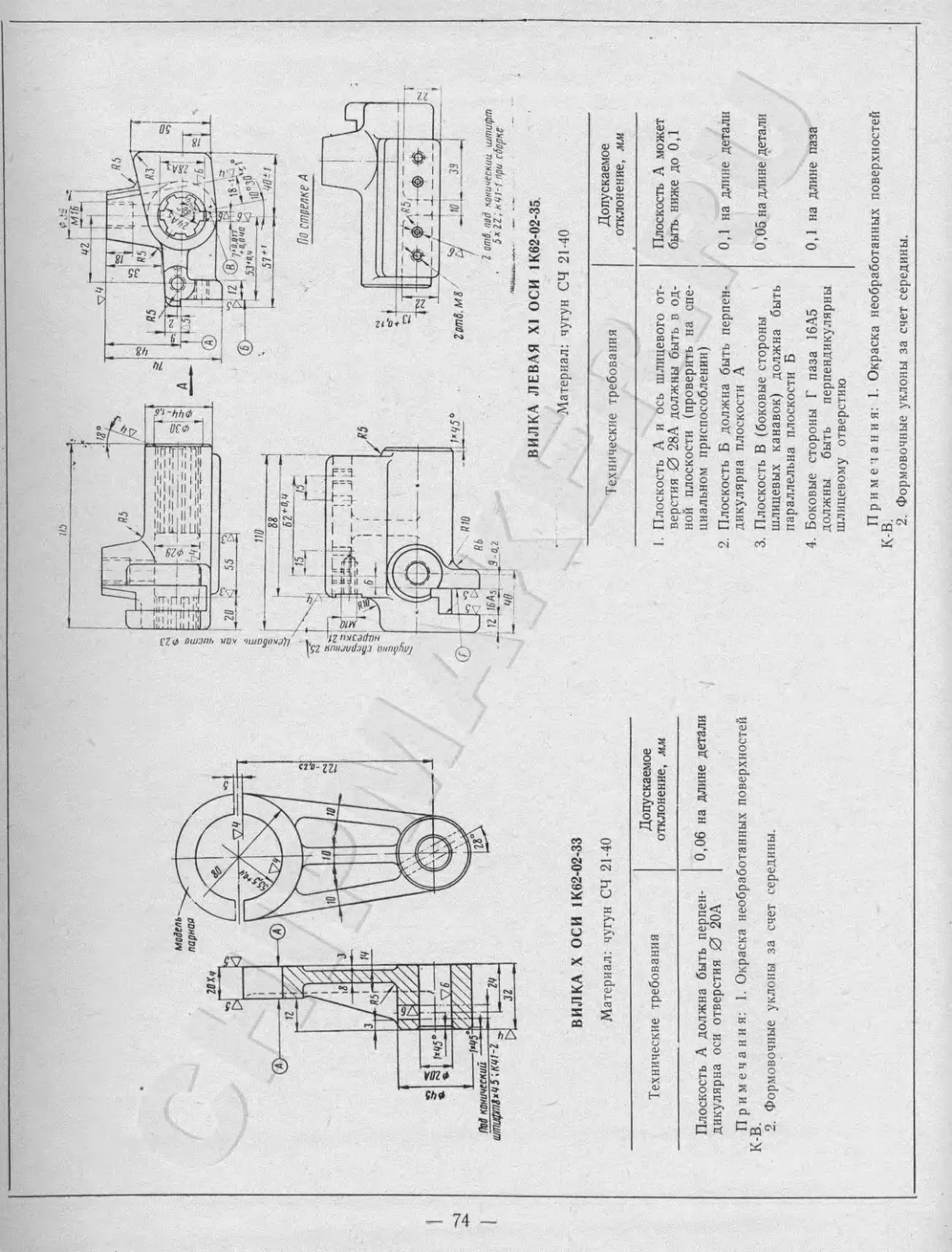
1К62-02-33 22 Вилка X осн 1К62-02-141 1 0,66 0,66 СЧ 21-40
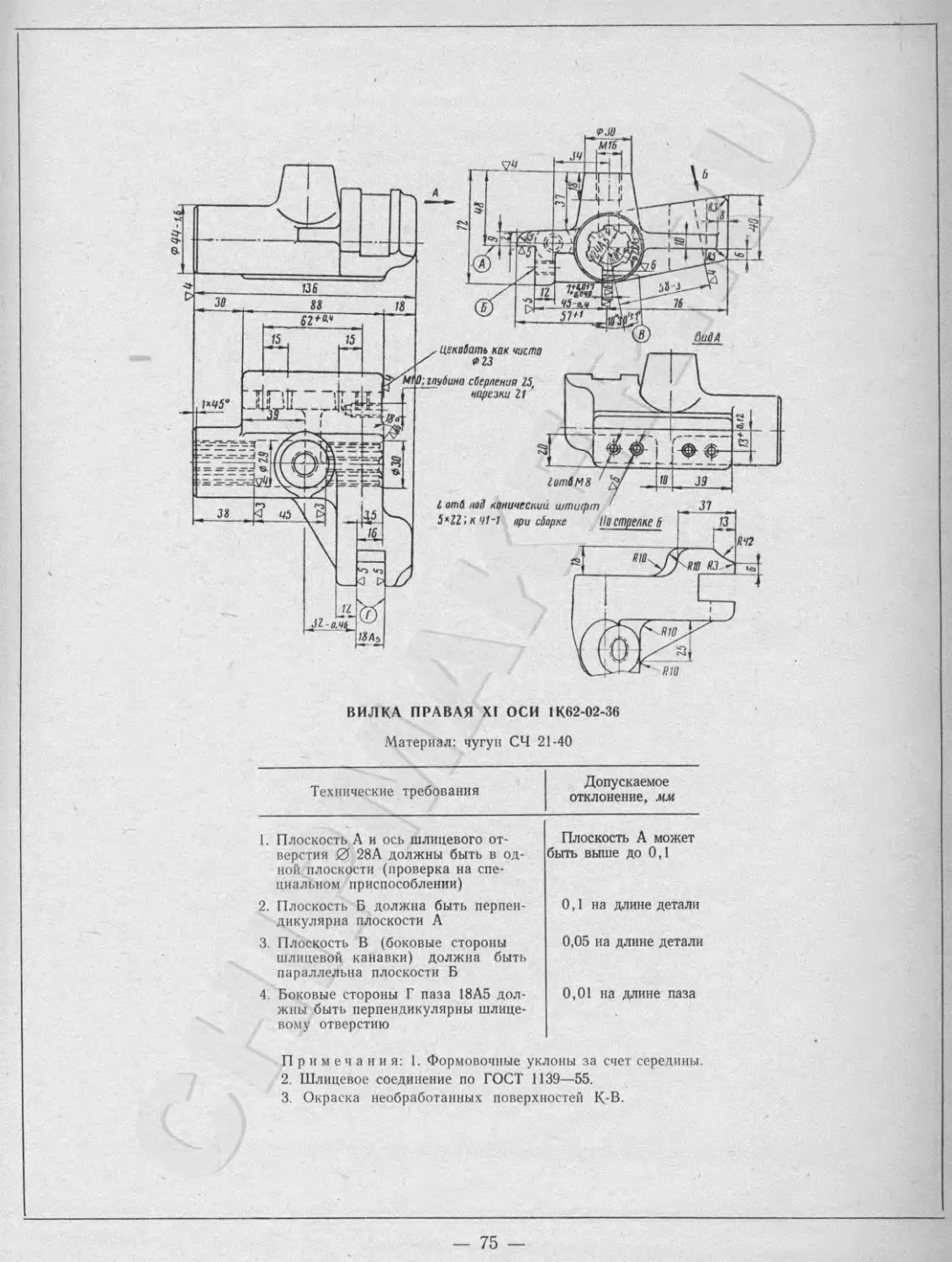
1К62-02-35 23 Вилка левая XI оси 1К62-02-138 1 1,7 1,7 СЧ 21-40
1К62-02-36 24 Вилка правая XI оси 1К62-02-138 1 1,8 1,8 СЧ 21-40
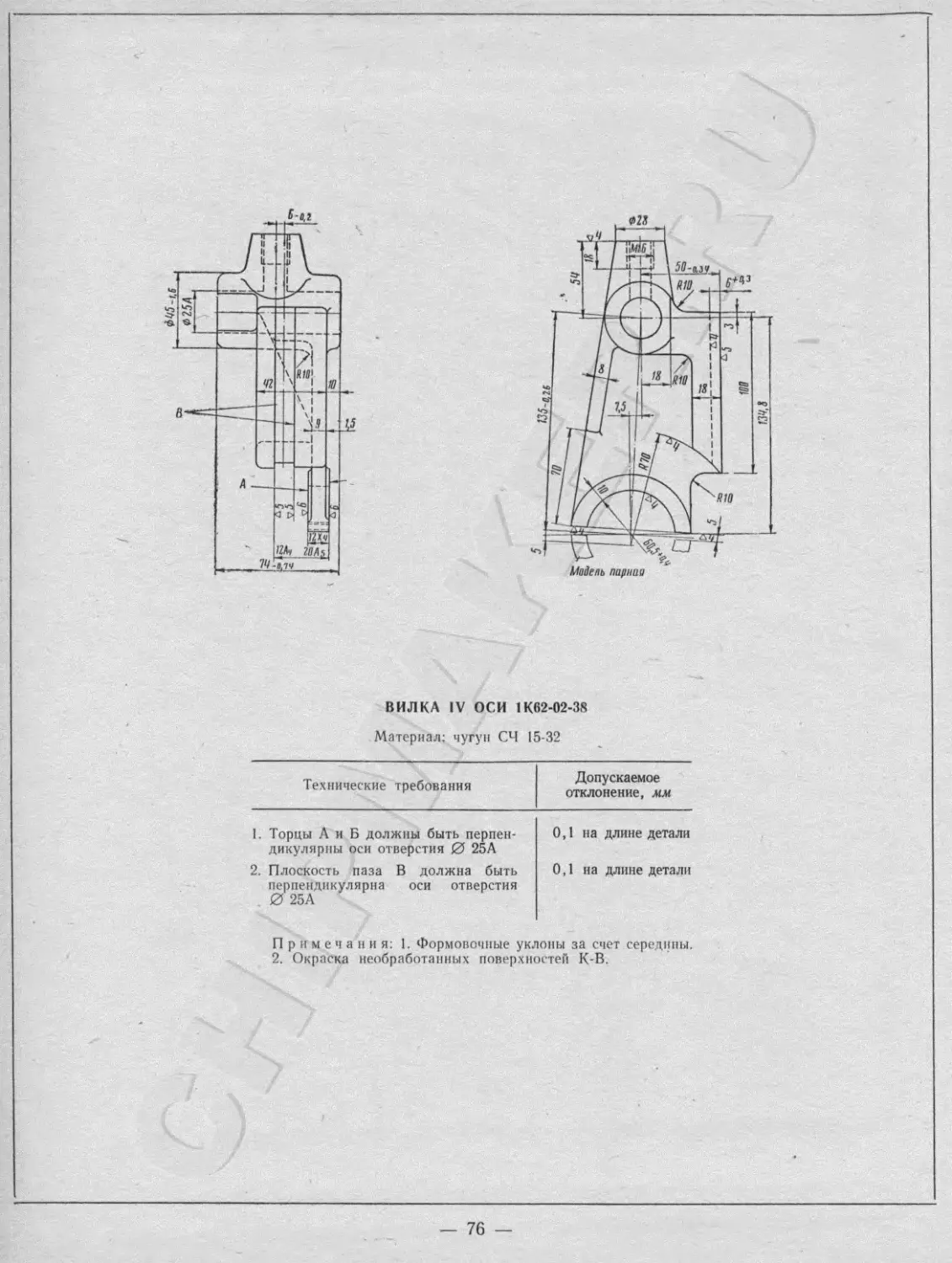
1К62-02-38 25 Вилка IV оси 1К62-02-147 1 1,8 1,8 СЧ 15-32
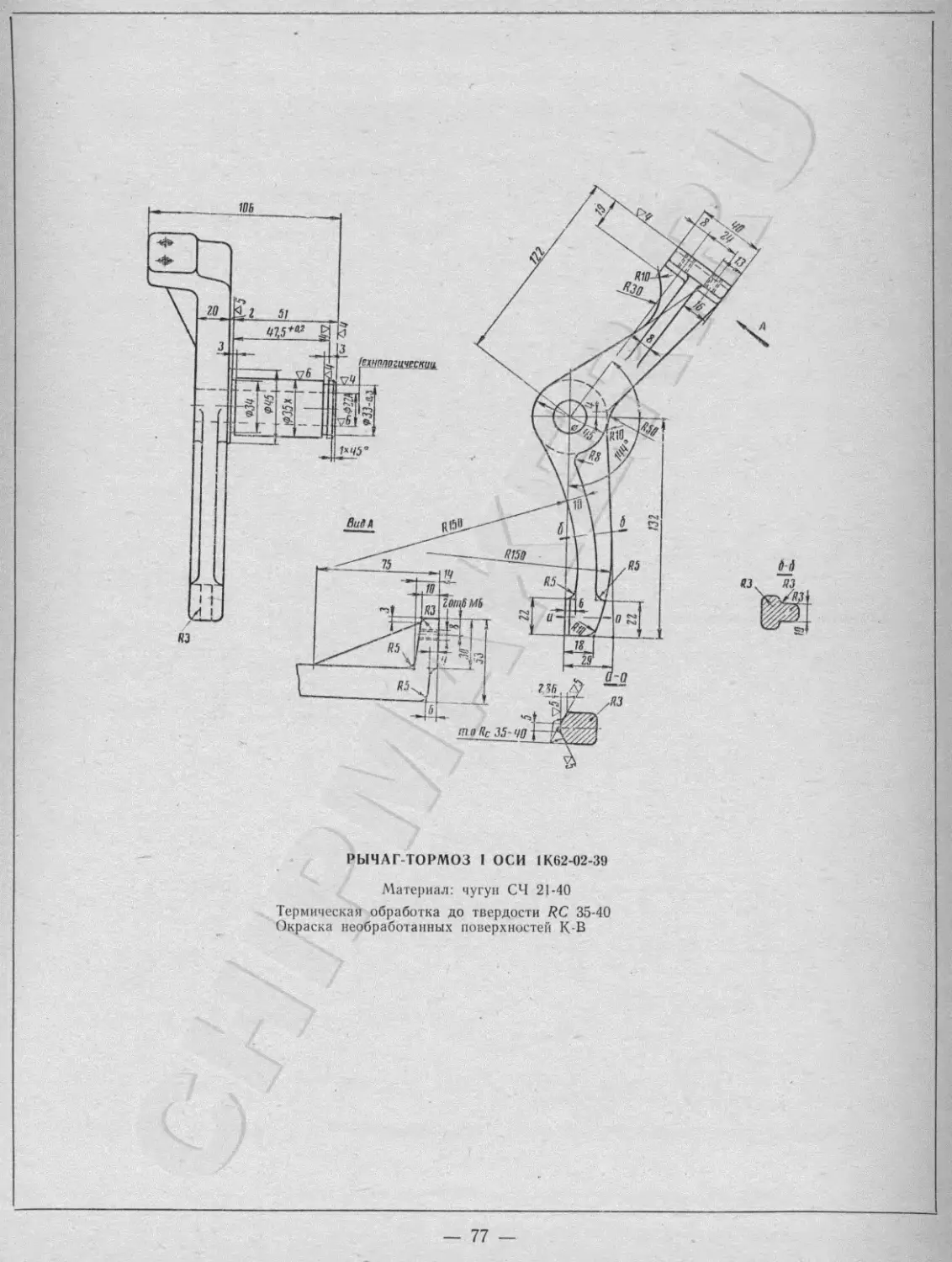
1К62-02-39 26 Рычаг-тормоз I оси 1К62-02-30 1 0,95 0,95 СЧ 21-40
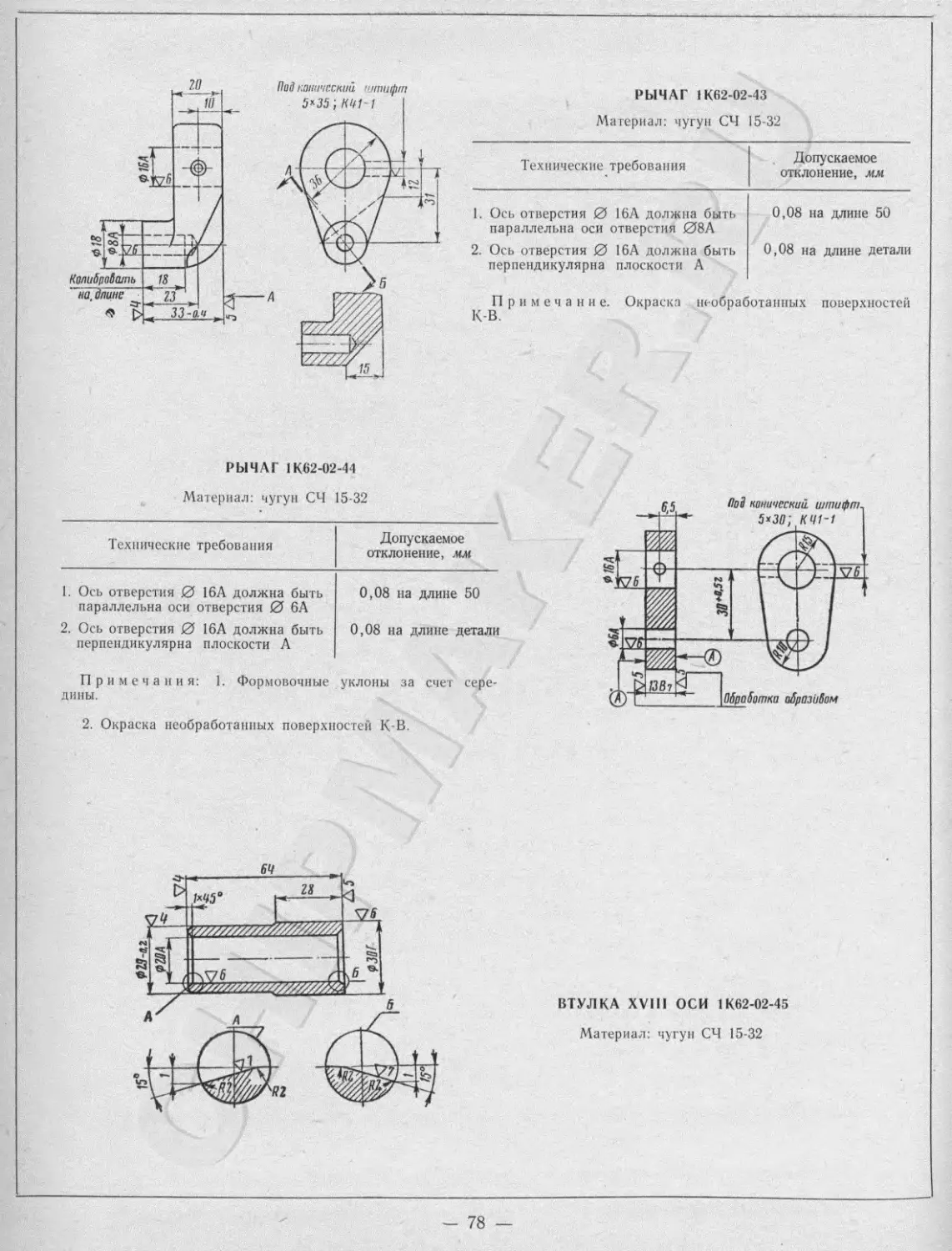
1К62-02-43 28 Рычаг 1К62-02-143 1 0,18 0,18 СЧ 15-32
1К62-02-44 28 Рычаг 1К62-02-153 1 0,13 0,13 СЧ 15-32
1К62-02-45 28 Втулка XVIII оси 1К62-02-11 1 0,17 0,17 СЧ 15-32
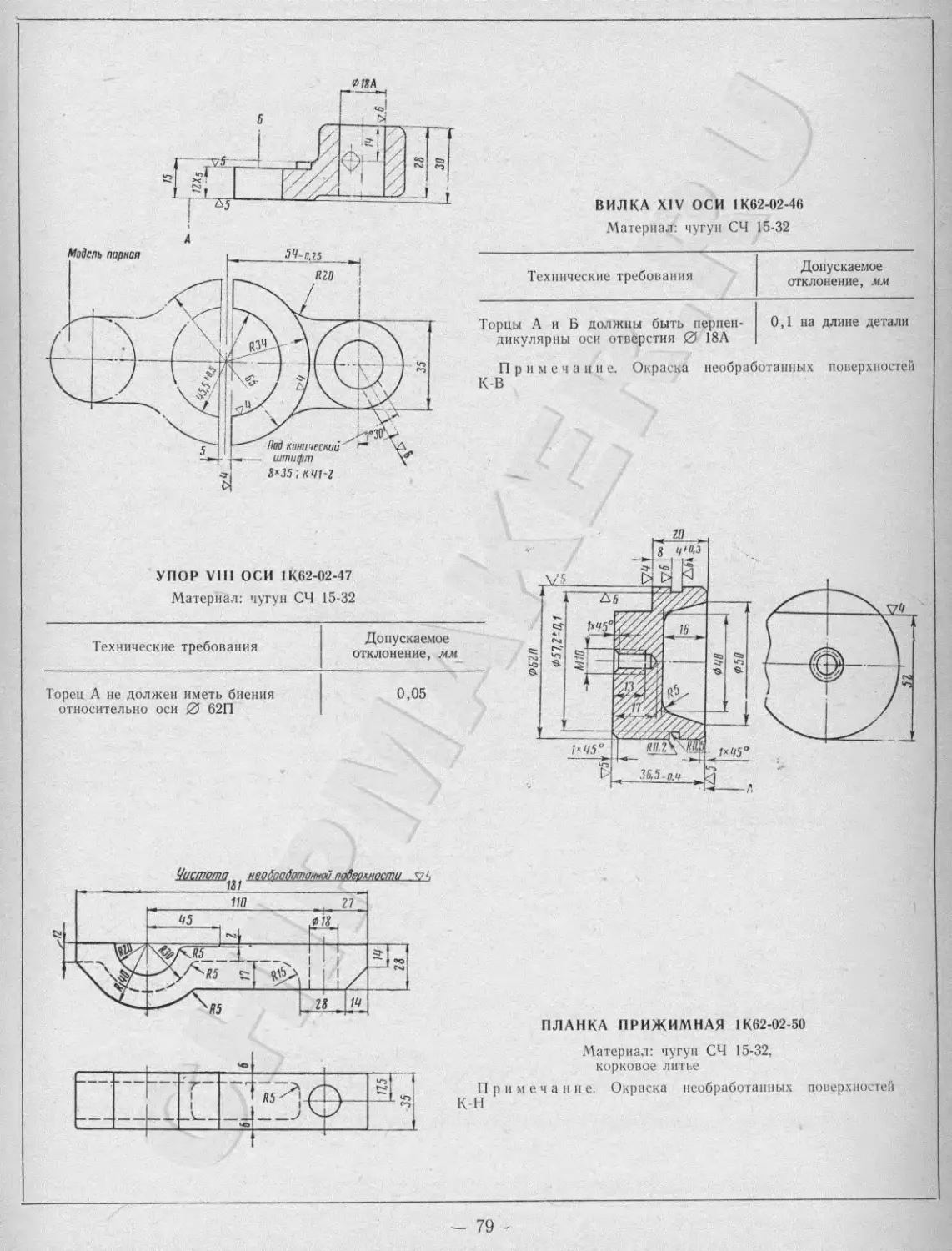
1К62-02-46 63 Вилка XIV оси w 1К62-02-144 1 0,23 0,23 СЧ 15-32
1К62-02-47 95 Упор XIII оси 1К62-02-11 1 0,47 0,47 СЧ 15-32
1К62-02-50 30 Планка прижимная 1К62-02-11 1 1,25 1,25 СЧ 15-32
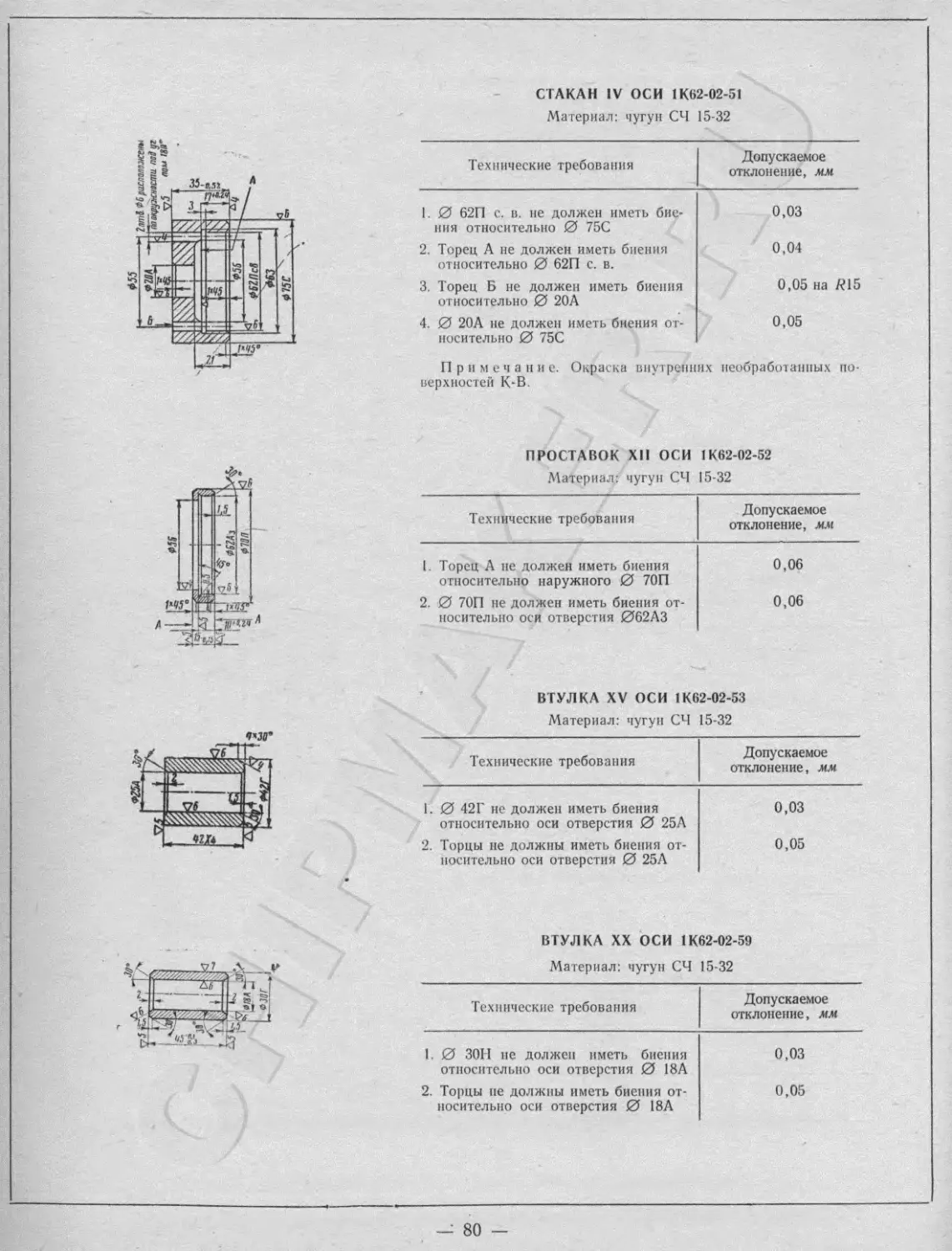
1К62-02-51 31 Стакан IV оси 1К62-02-11 1 0,7 0,7 СЧ 15-32
1К62-02-52 31 Проставок XII оси 1К62-02-21 1 0,07 0,07 СЧ 15-32
1К6Й-02-53 31 Втулка XV оси 1К62-02-11 1 0,3 0,3 СЧ 15-32
1К62-02-59 33 Втулка XX оси 1К62-02-139 1 0,11 0,11 СЧ 15-32
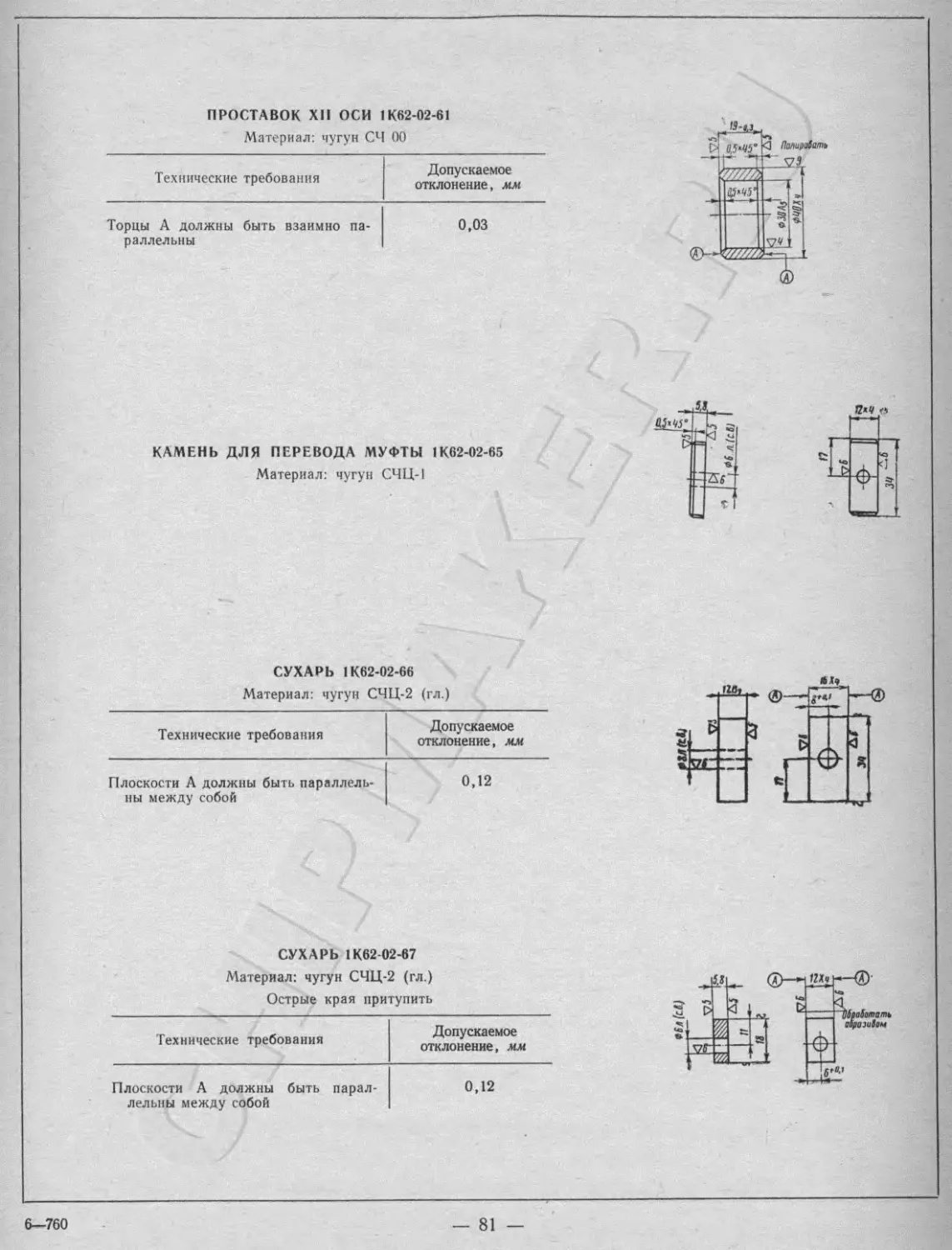
1К62-02-61 33 Проставок XII оси 1К62-02-137 1 0,06 0,06 СЧ 00
1К62-02-65 81 Камень 1К62-02-44 1 0,015 0,015 СЧЦ-1
1К62-02-66 35 Сухарь 1К62-02-43 1 0,038 0,038 СЧЦ-2(гл.)
1К62-02-67 35 Сухарь 1К62-02-126 1 0,01 0,01 СЧЦ-2(гл.)
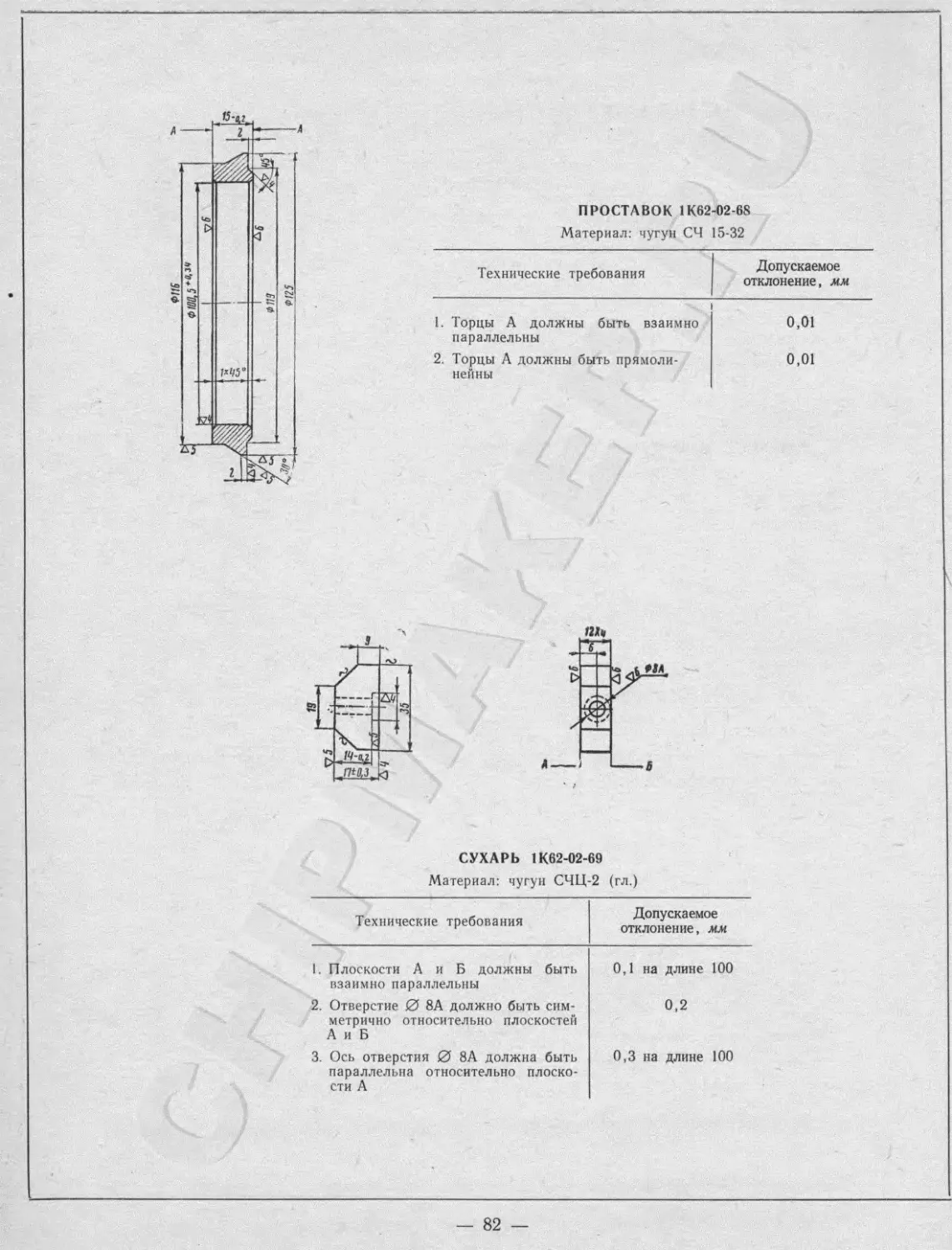
1К62-02-68 35 Проставок 1К62-02-130 1 0,38 0,38 СЧ 15-32
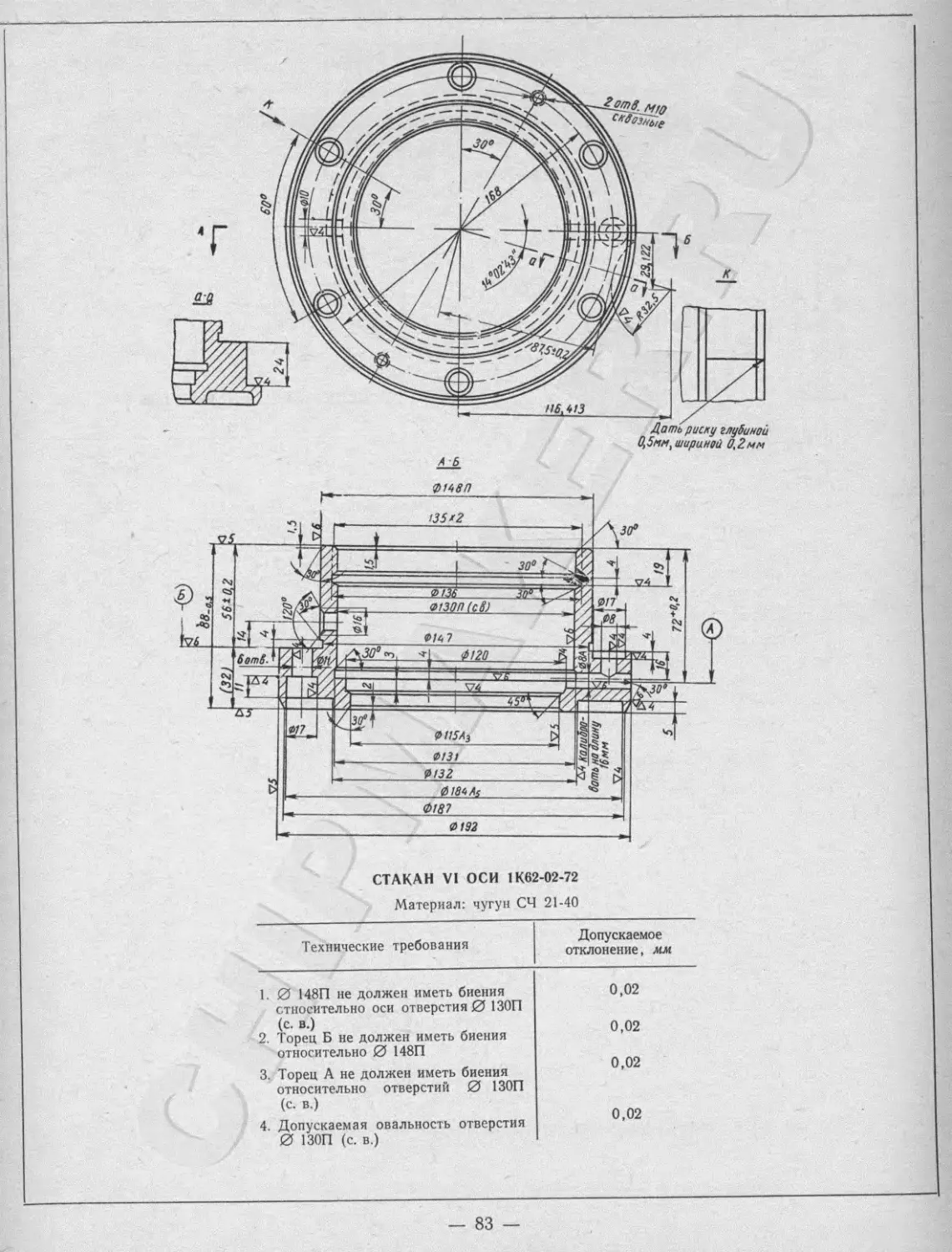
IK62-02-69 35 Сухарь 1К62-02-32 1 0,032 0,032 СЧЦ-2(гл.)
1К62-02-72 100 Стакан VI оси 1К62-02-11 1 4,5 4,5 СЧ 21-40
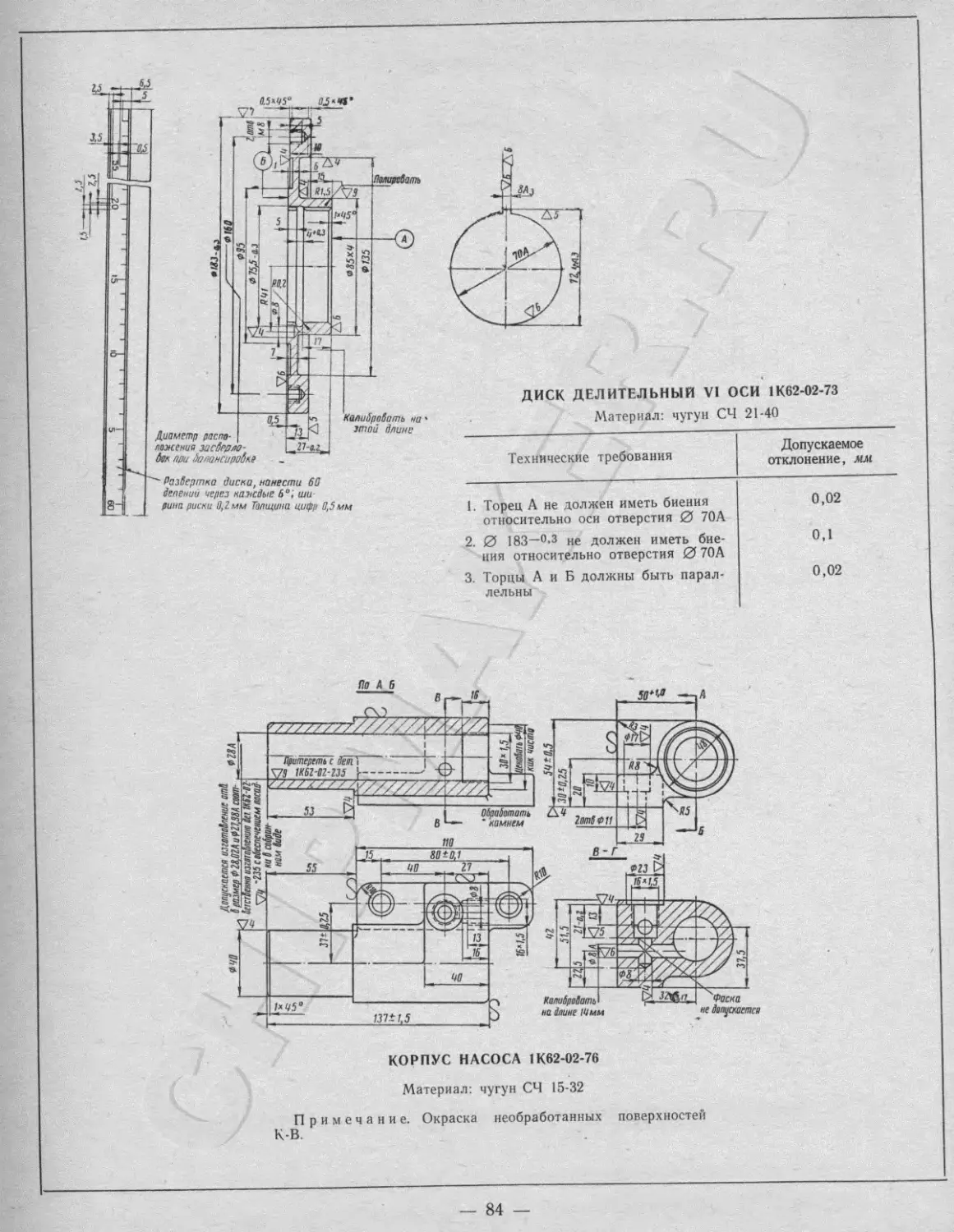
1К62-02-73 101 Диск делительный VI оси 1К62-02-130 1 1,75 1,75 СЧ 21-40
1К62-02-76 37а Корпус насоса 1К62-02-11 1 1,65 1,65 СЧ 15-32
— 54 —
Продолжение
Обозначение Номер листа Наименование Куда входит или к детали Коли- чество на узел Вес. кг Материал
1 шт. на узел
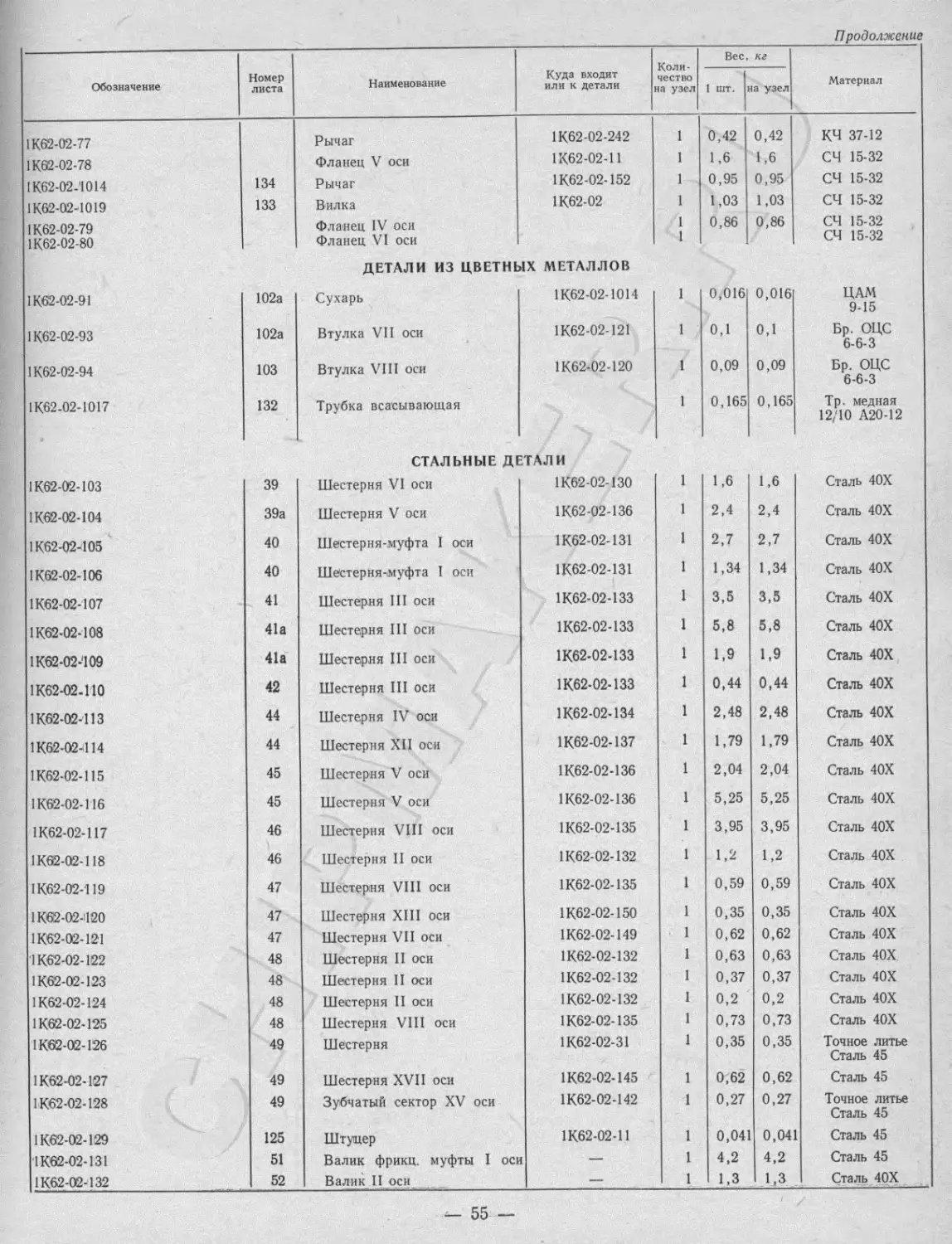
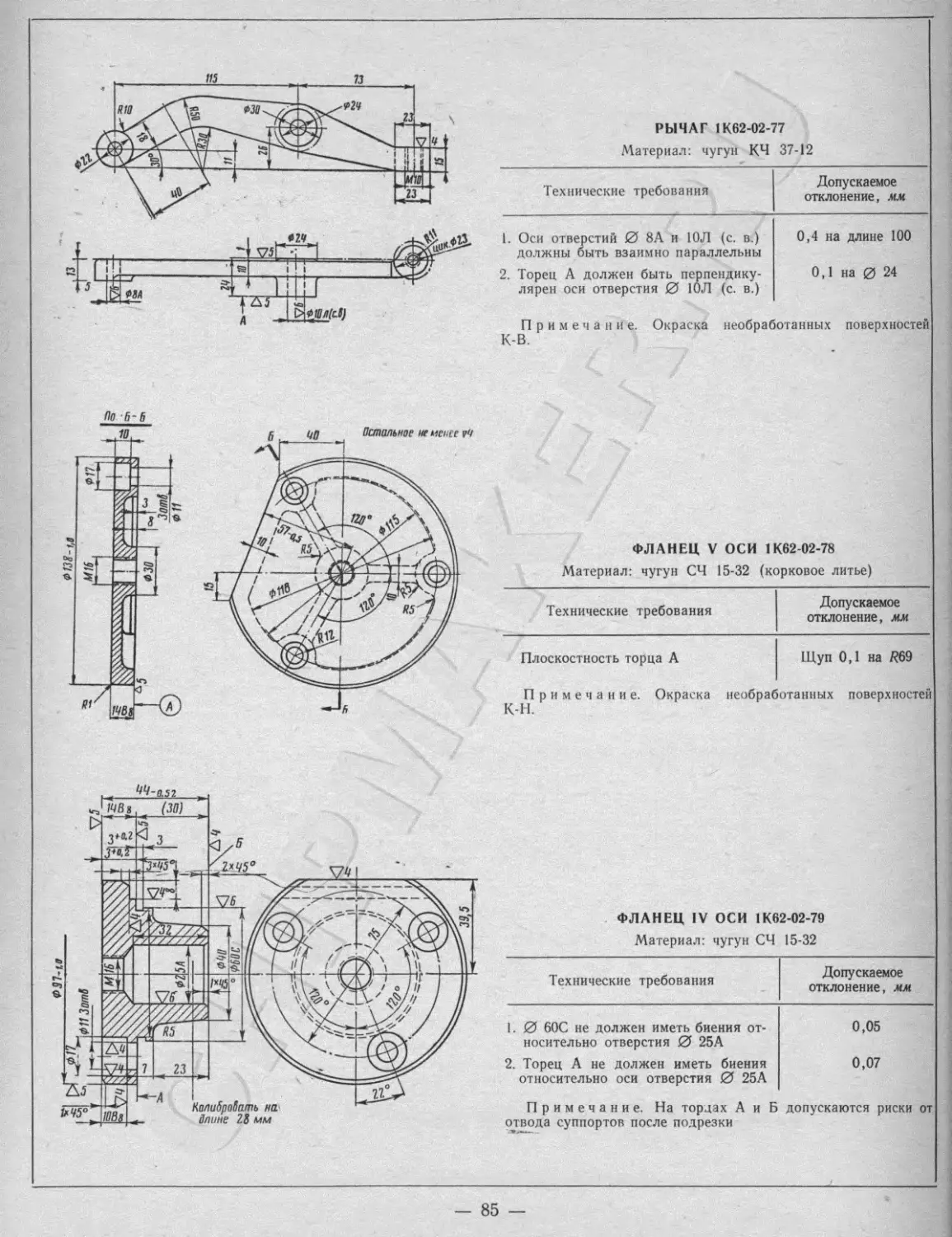
1К62-02-77 Рычаг 1К62-02-242 1 0,42 0,42 кч 37-12
IK62-02-78 Фланец V оси 1К62-02-11 1 1,6 1,6 СЧ 15-32
1К62-02-Ю14 134 Рычаг 1К62-02-152 1 0,95 0,95 СЧ 15-32
1К62-02-1019 133 Вилка 1К62-02 1 1,03 1,03 СЧ 15-32
1К62-02-79 Фланец IV оси 1 0,86 0,86 СЧ 15-32
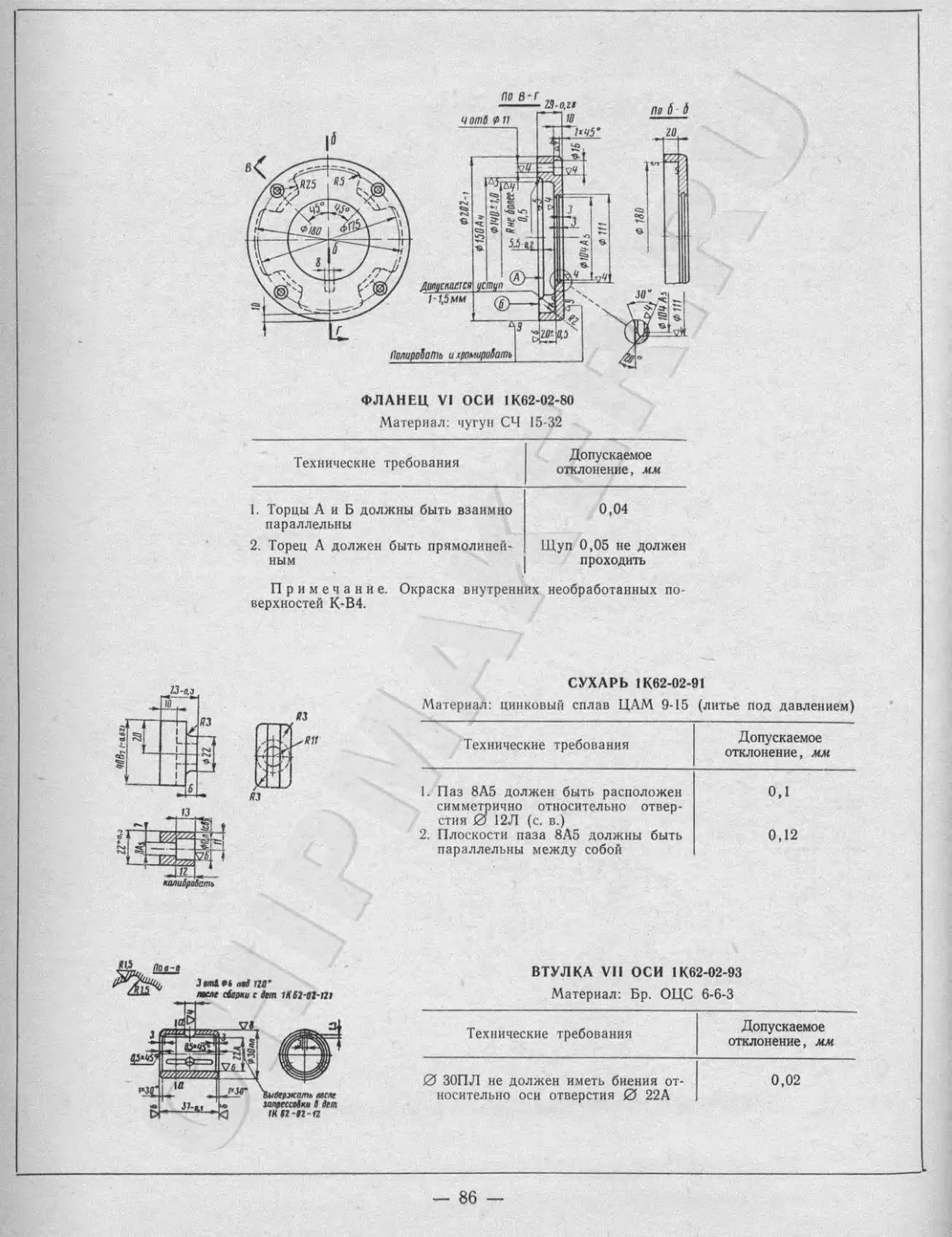
1К62-02-80 Фланец VI оси 1 СЧ 15-32
ДЕТАЛИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
1К62-02-91 102а Сухарь 1К62-02-1014 1 0,016 0,016 ЦАМ 9-15
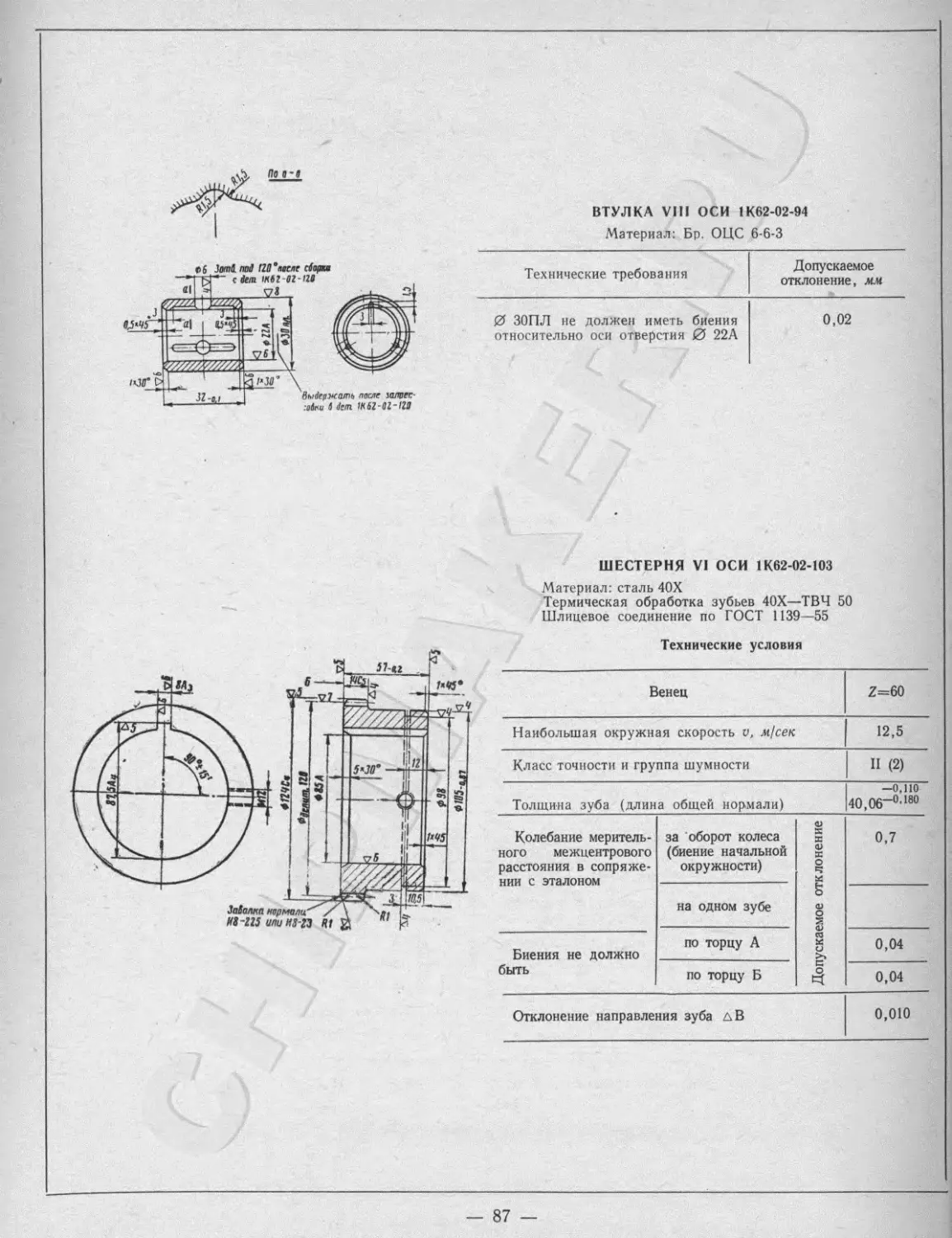
IK62-02-93 102а Втулка VII оси 1К62-02-121 1 0,1 0,1 Бр. ОЦС 6-6-3
1К62-02-94 103 Втулка VIII оси 1К62-02-120 1 0,09 0,09 Бр. ОЦС 6-6-3
IK62.02-1017 132 Трубка всасывающая 1 0,165 0,165 Тр. медная 12/10 А20-12
СТАЛЬНЫЕ ДЕТАЛИ
1К62-02-103 39 Шестерня VI оси 1К62-02-130 1 1,6 1,6 Сталь 40Х
1К62-02-104 39а Шестерня V оси 1К62-02-136 1 1 2,4 2,4 Сталь 40Х
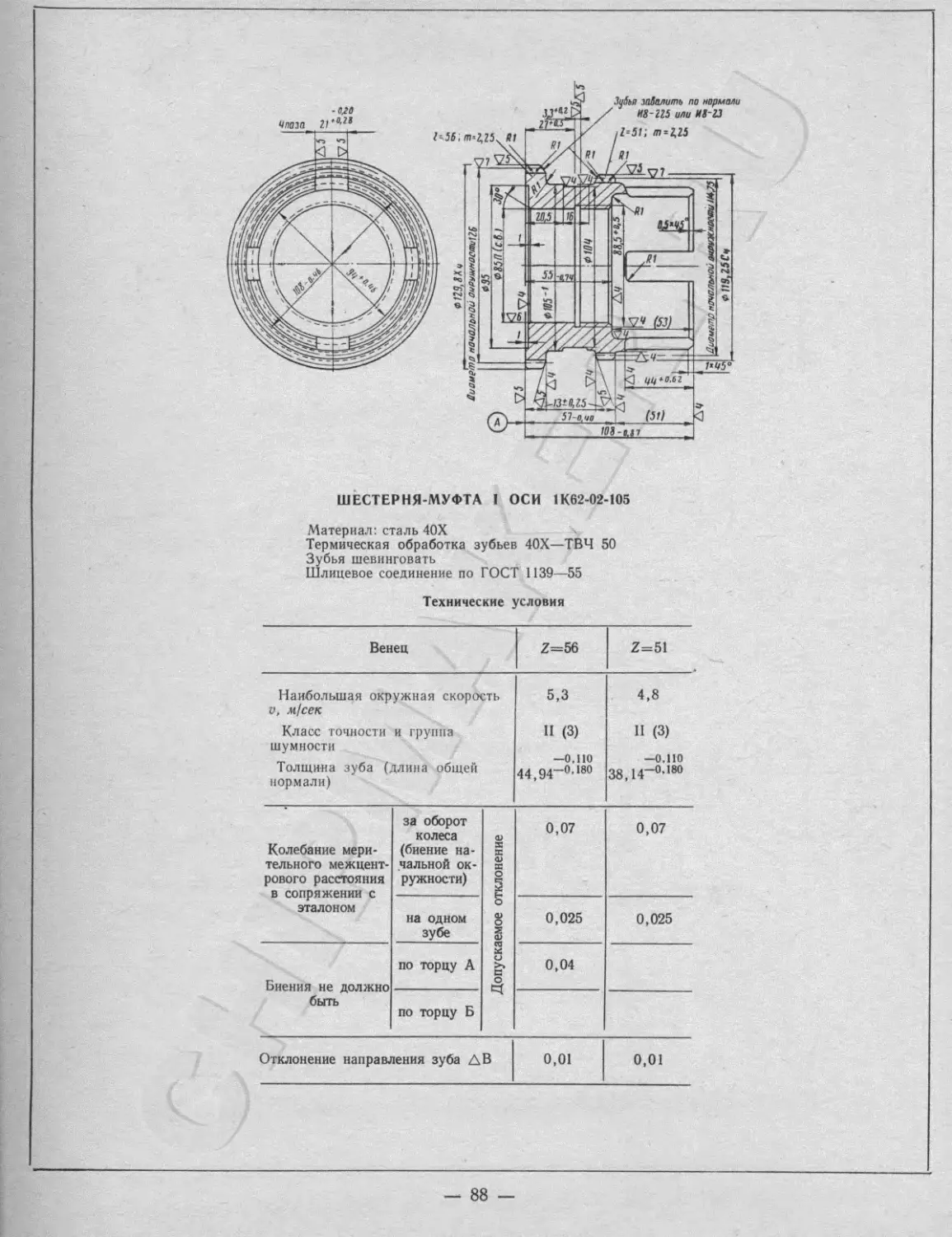
1К62-02-105 40 Шестерня-муфта I оси 1К62-02-131 2,7 2,7 Сталь 40Х
1К62-02-106 40 Шестерня-муфта I оси 1К62-02-131 1 1,34 1,34 Сталь 40Х
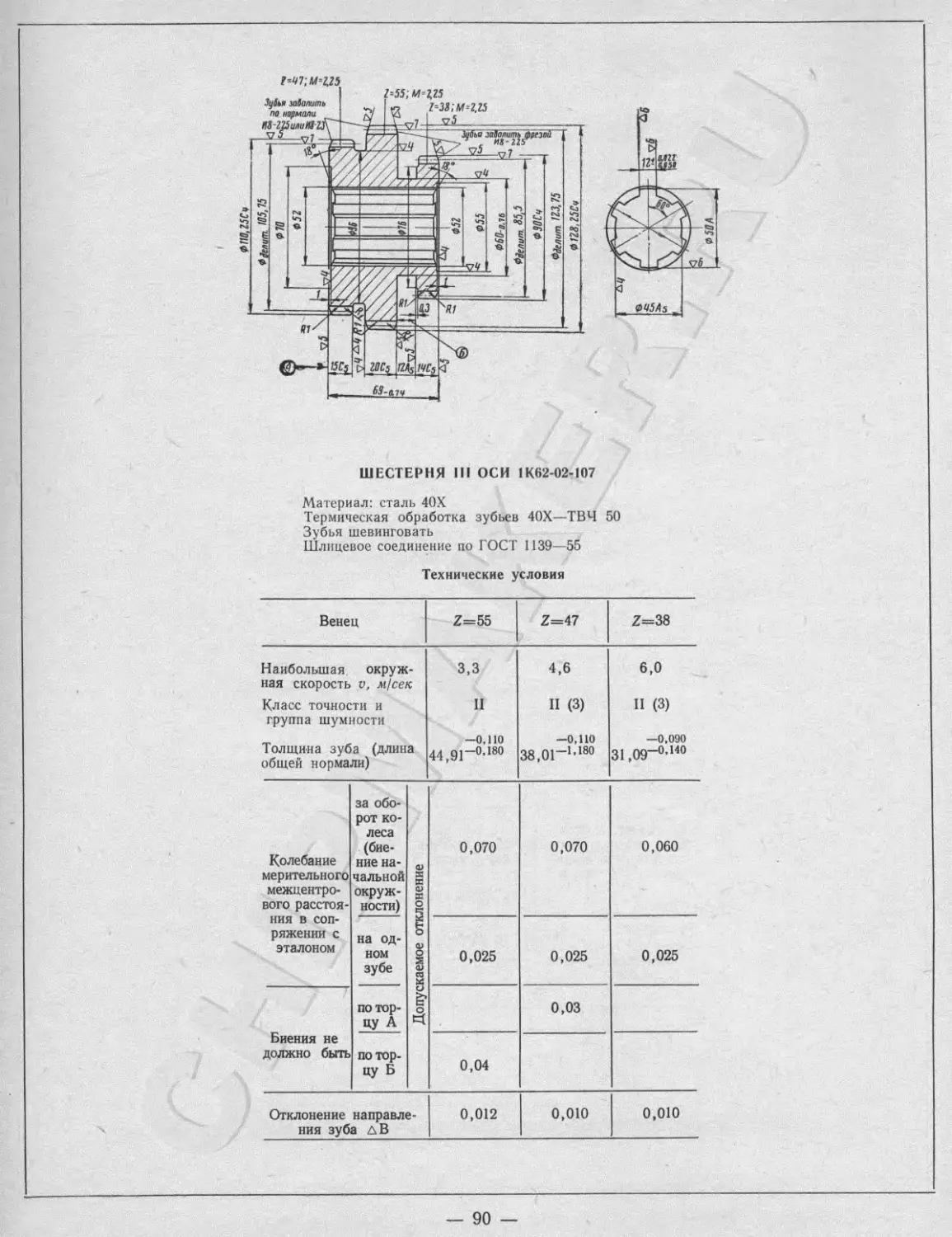
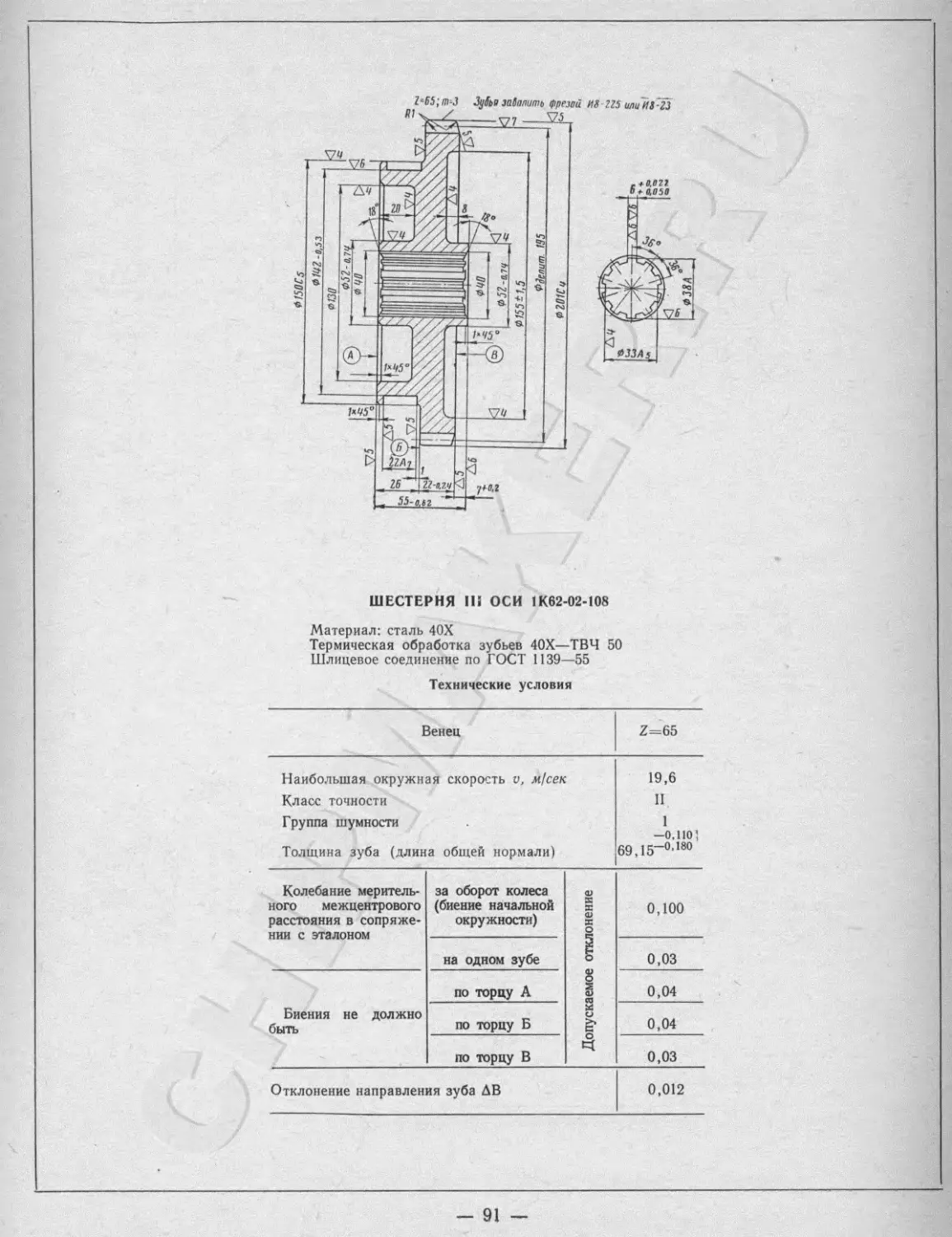
1К62-02-107 41 Шестерня III оси 1К62-02-133 1 3,5 3,5 Сталь 40Х
1К62-02-108 41а Шестерня III оси 1К62-02-133 1 5,8 5,8 Сталь 40Х
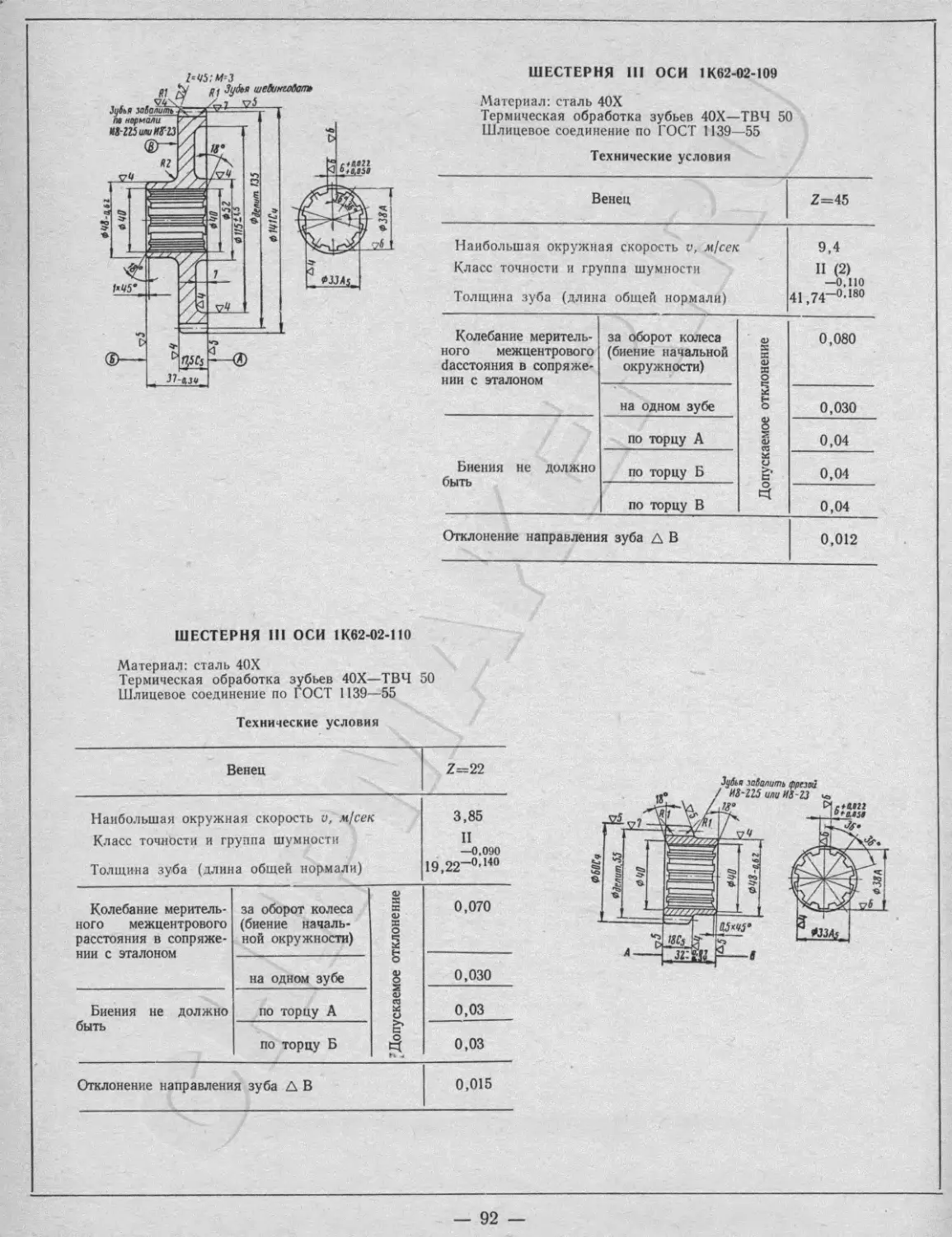
1К62-02-'109 41а Шестерня III оси 1К62-02-133 1 1,9 1,9 Сталь 40Х
1К62-02.110 42 Шестерня III оси 1К62-02-133 1 0,44 0,44 Сталь 40Х
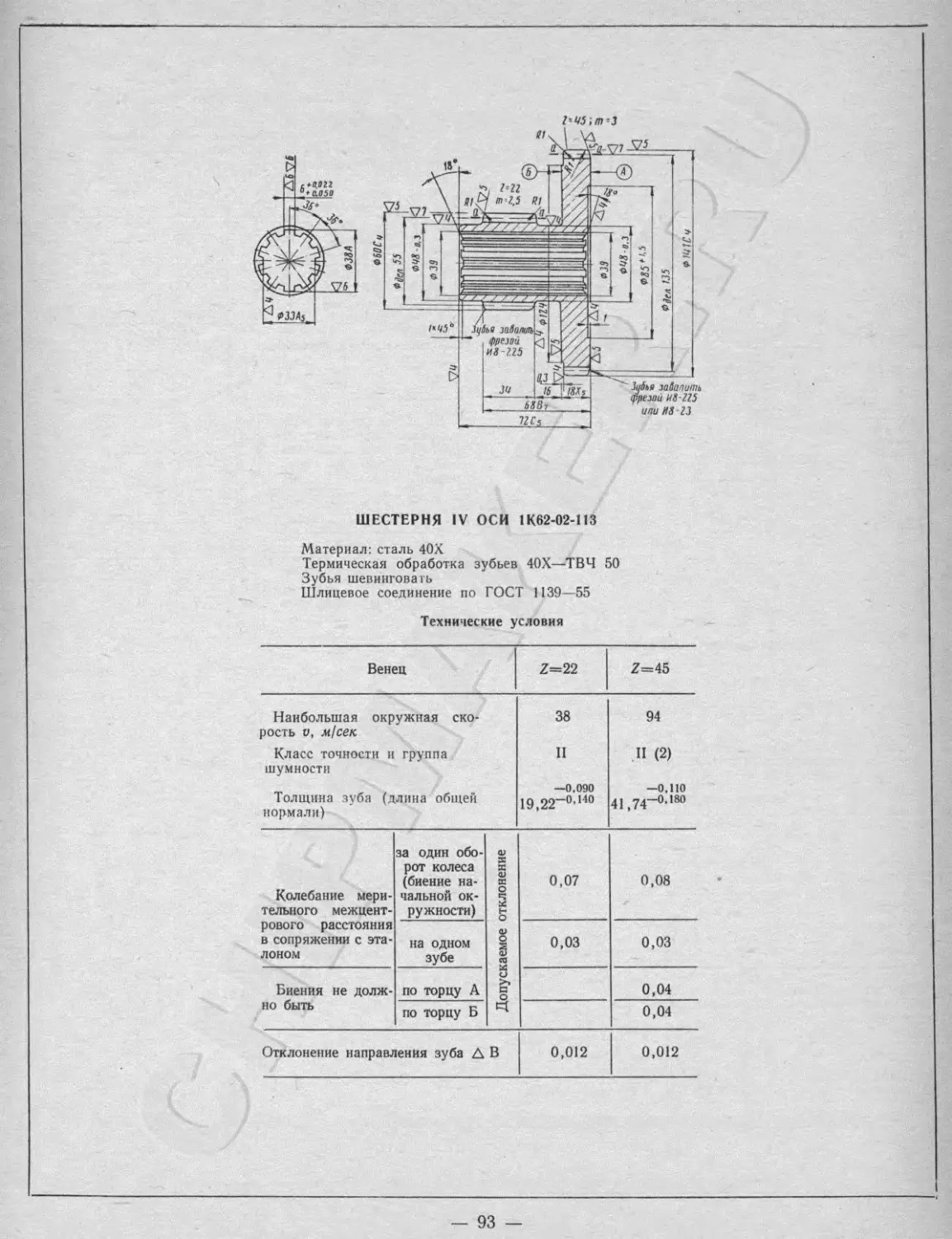
1К62-02-113 44 Шестерня IV оси 1К62-02-134 1 2,48 2,48 Сталь 40Х
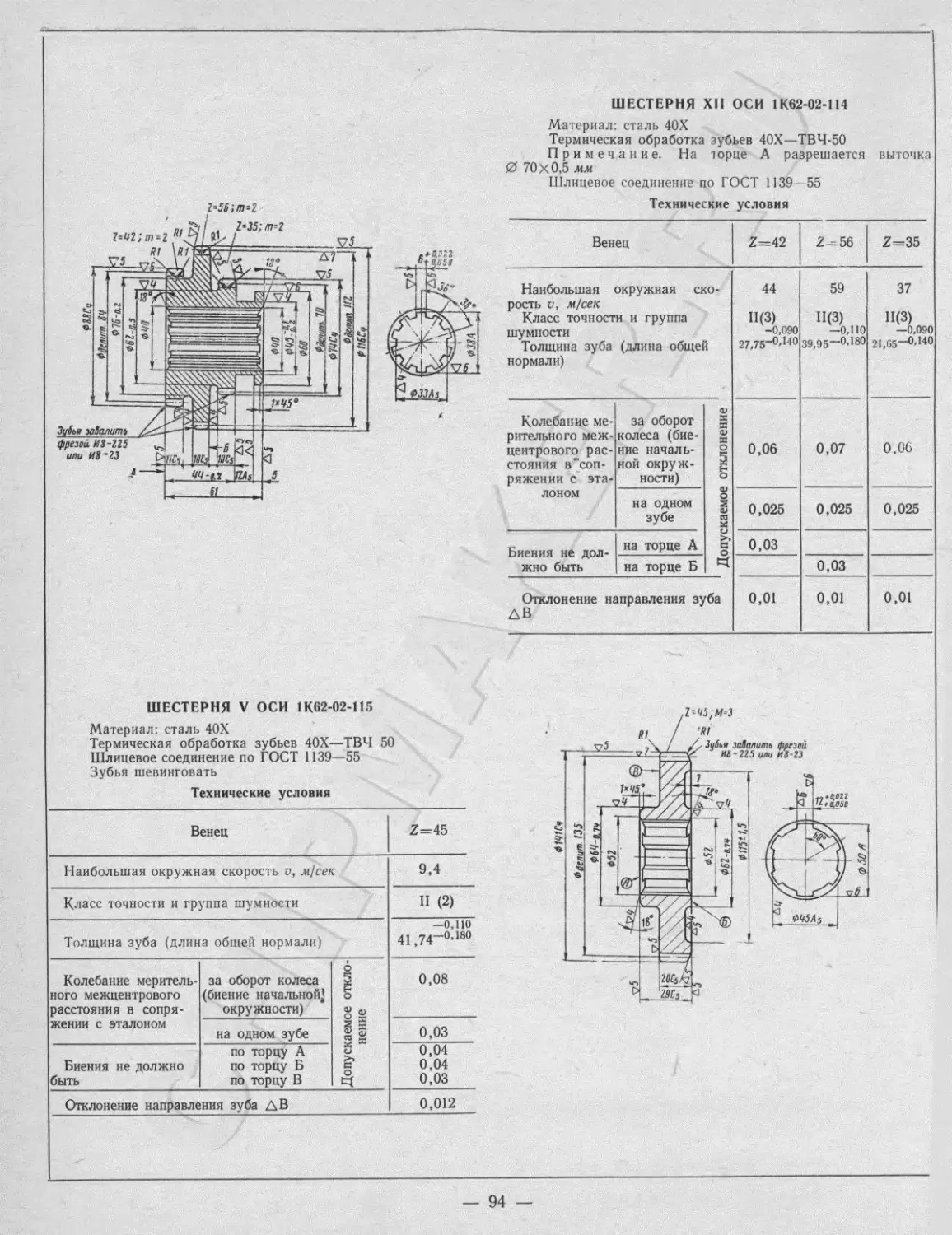
1К62-02-114 44 Шестерня XII оси 1К62-02-137 1 1,79 1,79 Сталь 40Х
1К62-02-115 45 Шестерня V оси 1К62-02-136 1 2,04 2,04 Сталь 40Х
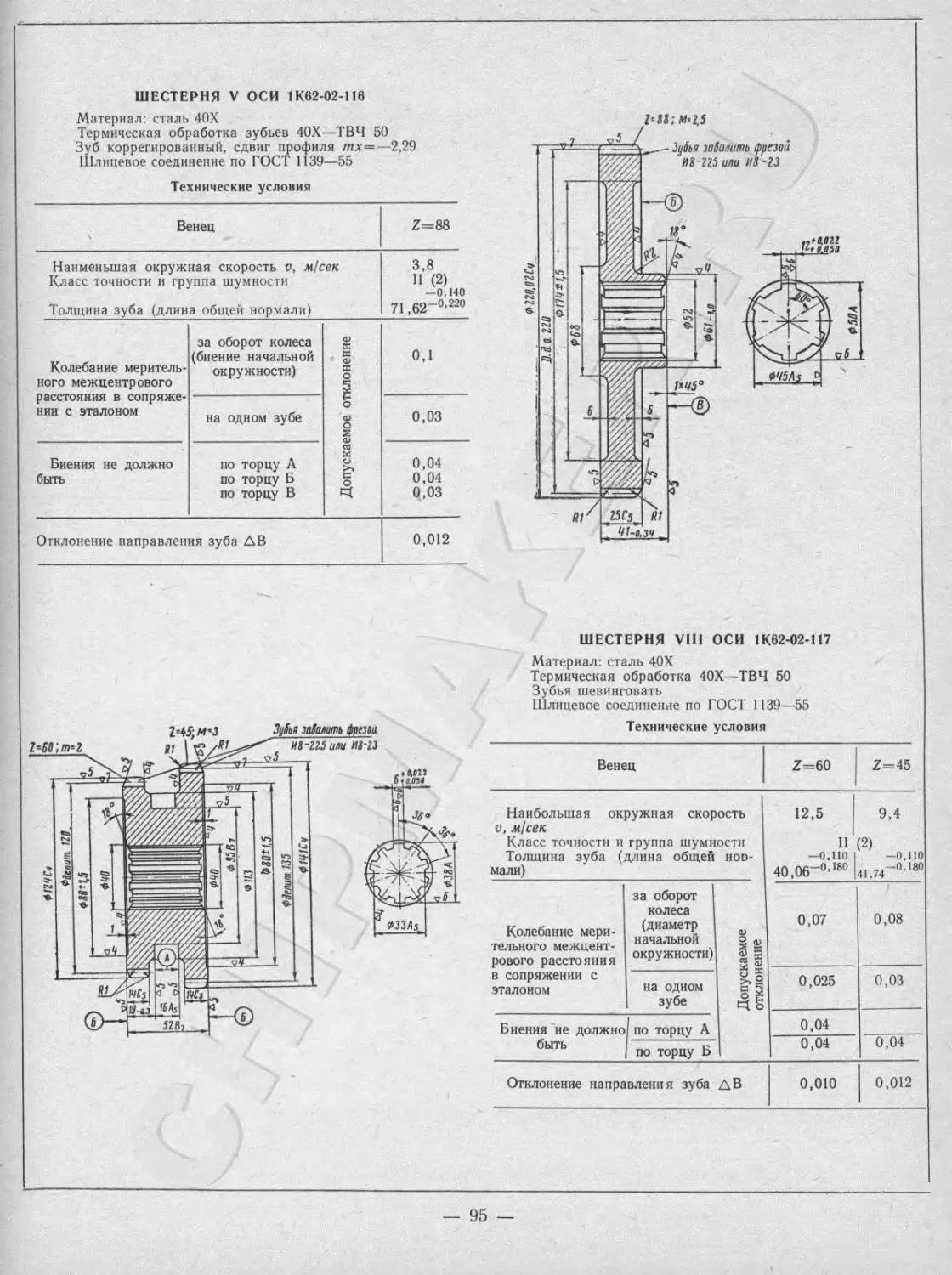
1К62-02-116 45 Шестерня V оси 1К62-02-136 1 5,25 5,25 Сталь 40Х
1К62-02-117 46 Шестерня VIII оси 1К62-02-135 1 3,95 3,95 Сталь 40Х
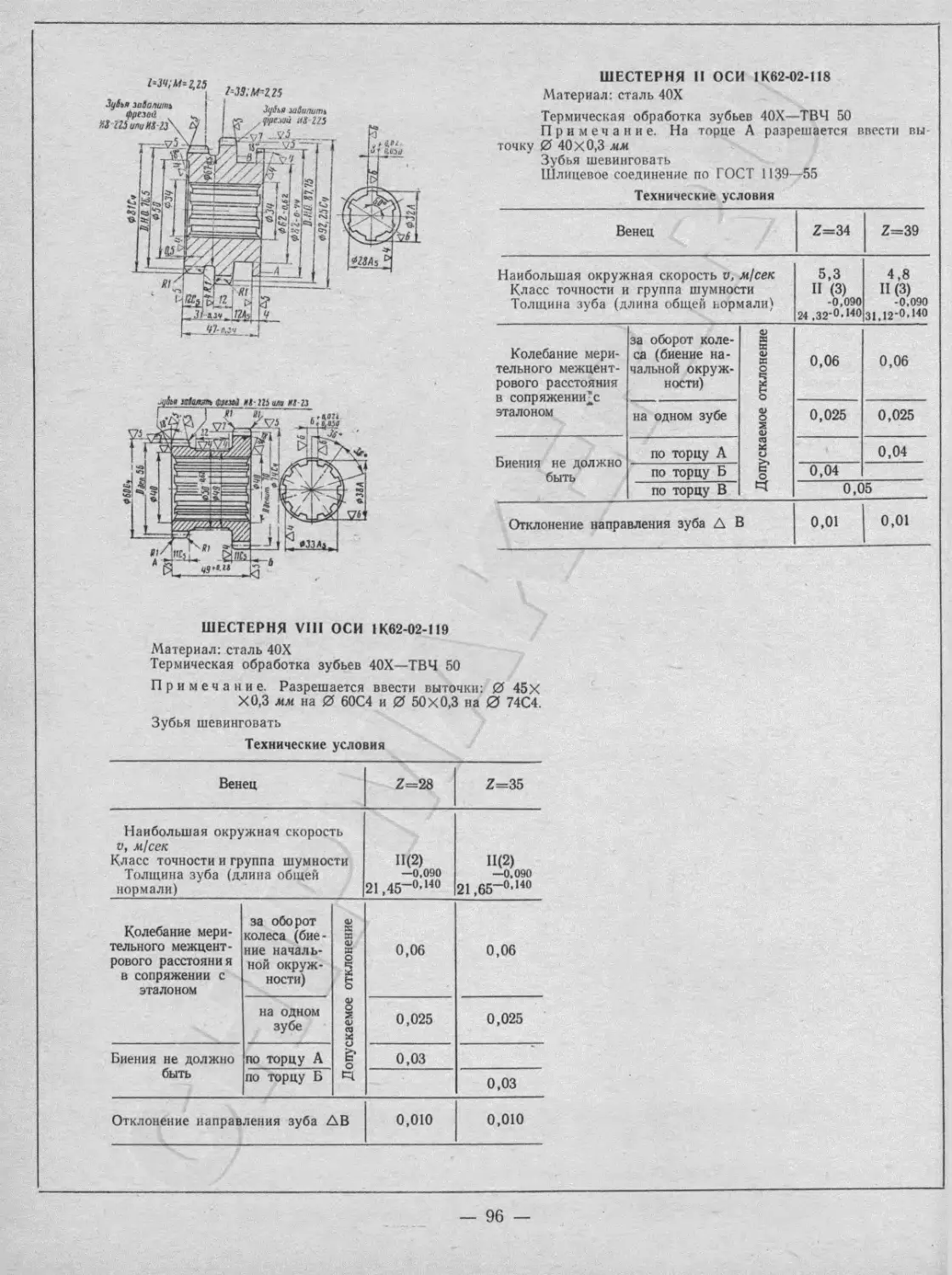
1K62-Q2-118 46 Шестерня II оси 1К62-02-132 1 1,2 1,2 Сталь 40Х
1К62-02-119 47 Шестерня VIII оси 1К62-02-135 1 0,59 0,59 Сталь 40Х
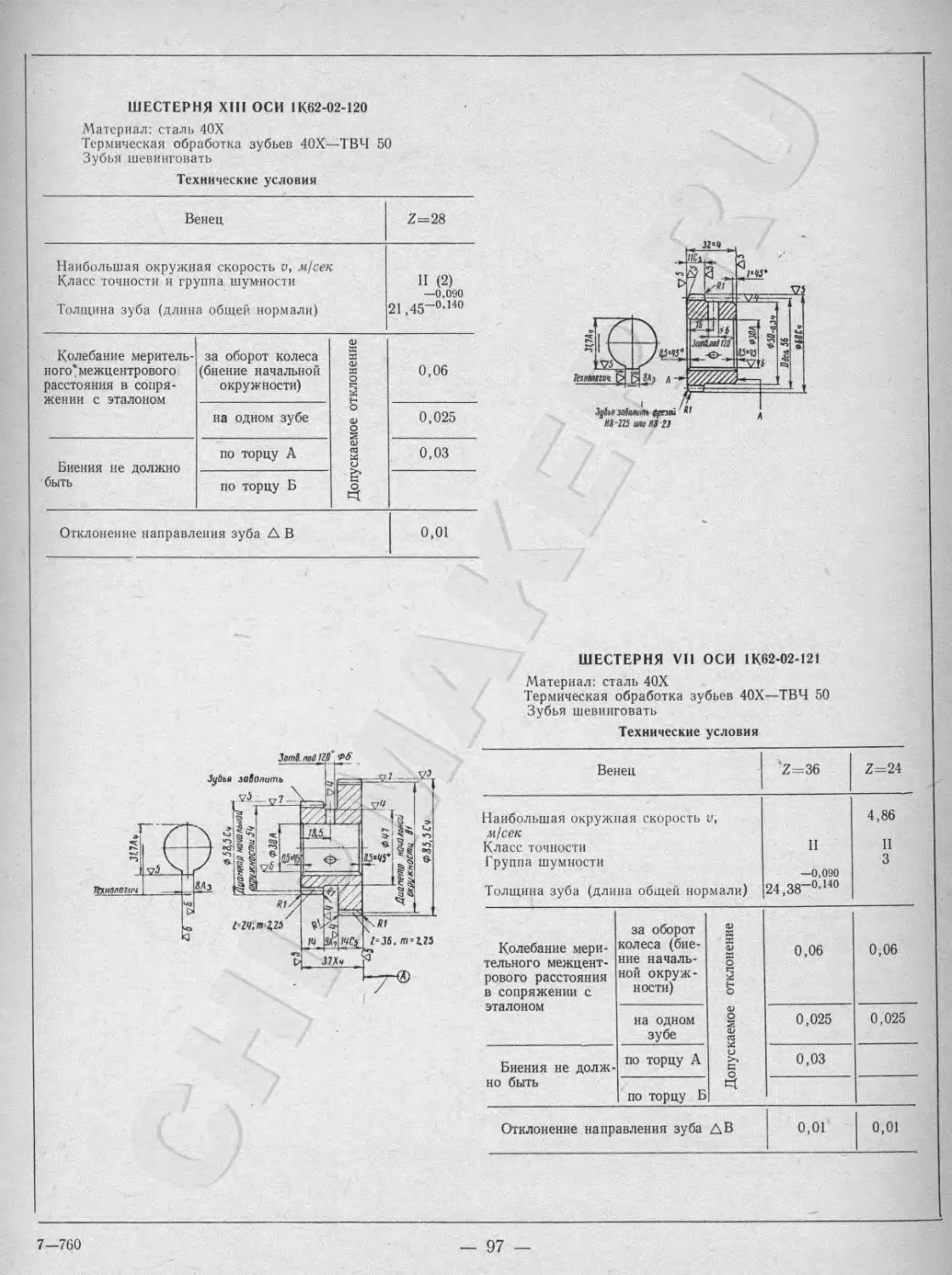
1К62-02-120 47 Шестерня XIII оси 1К62-02-150 1 0,35 0,35 Сталь 40Х
1К62-02-121 47 Шестерня VII оси 1К62-02-149 1 0,62 0,62 Сталь 40Х
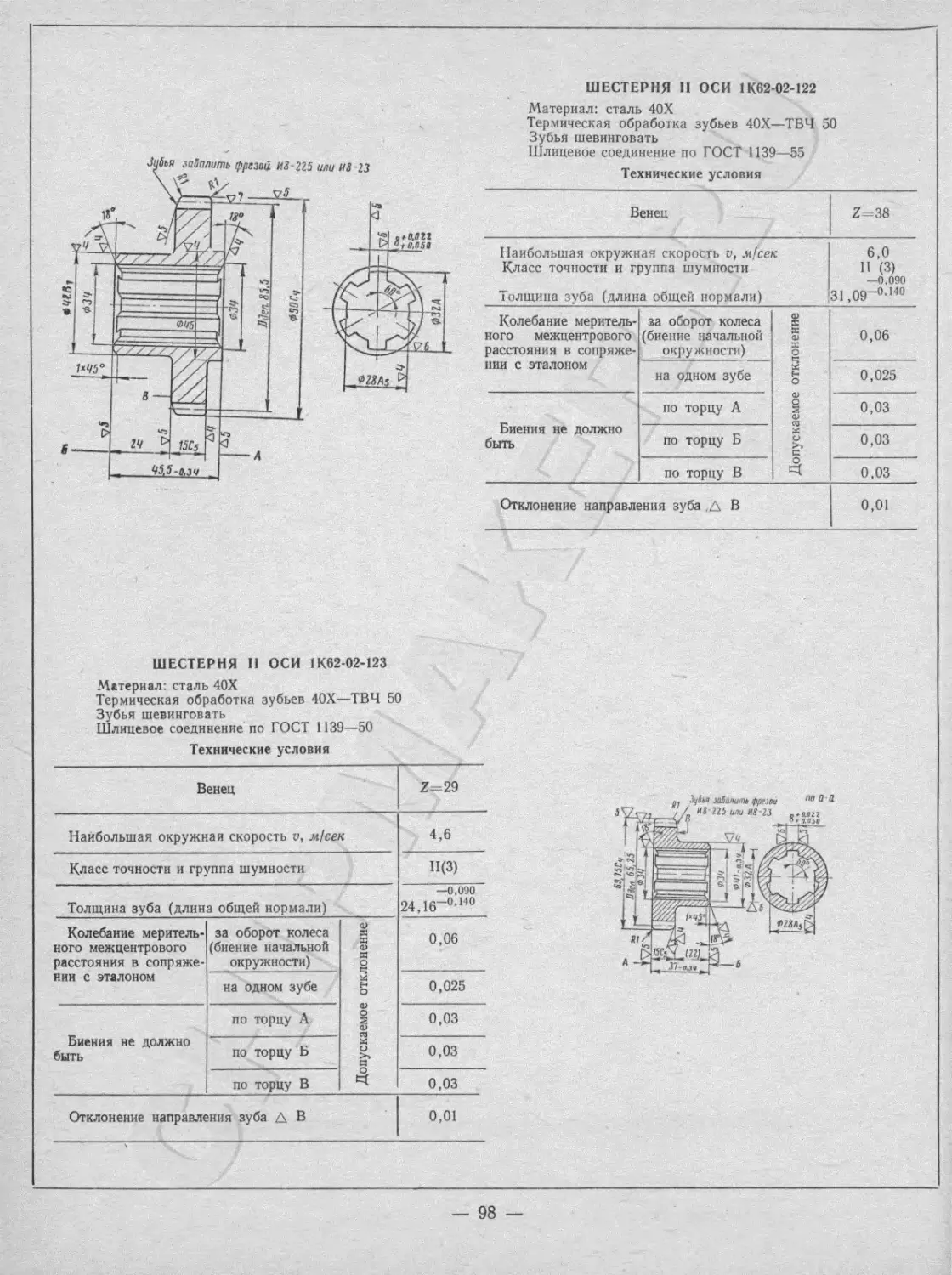
1К62-02-122 48 Шестерня II оси 1К62-02-132 1 0,63 0,63 Сталь 40Х
1К62-02-123 48 Шестерня II оси 1К62-02-132 1 0,37 0,37 Сталь 40Х
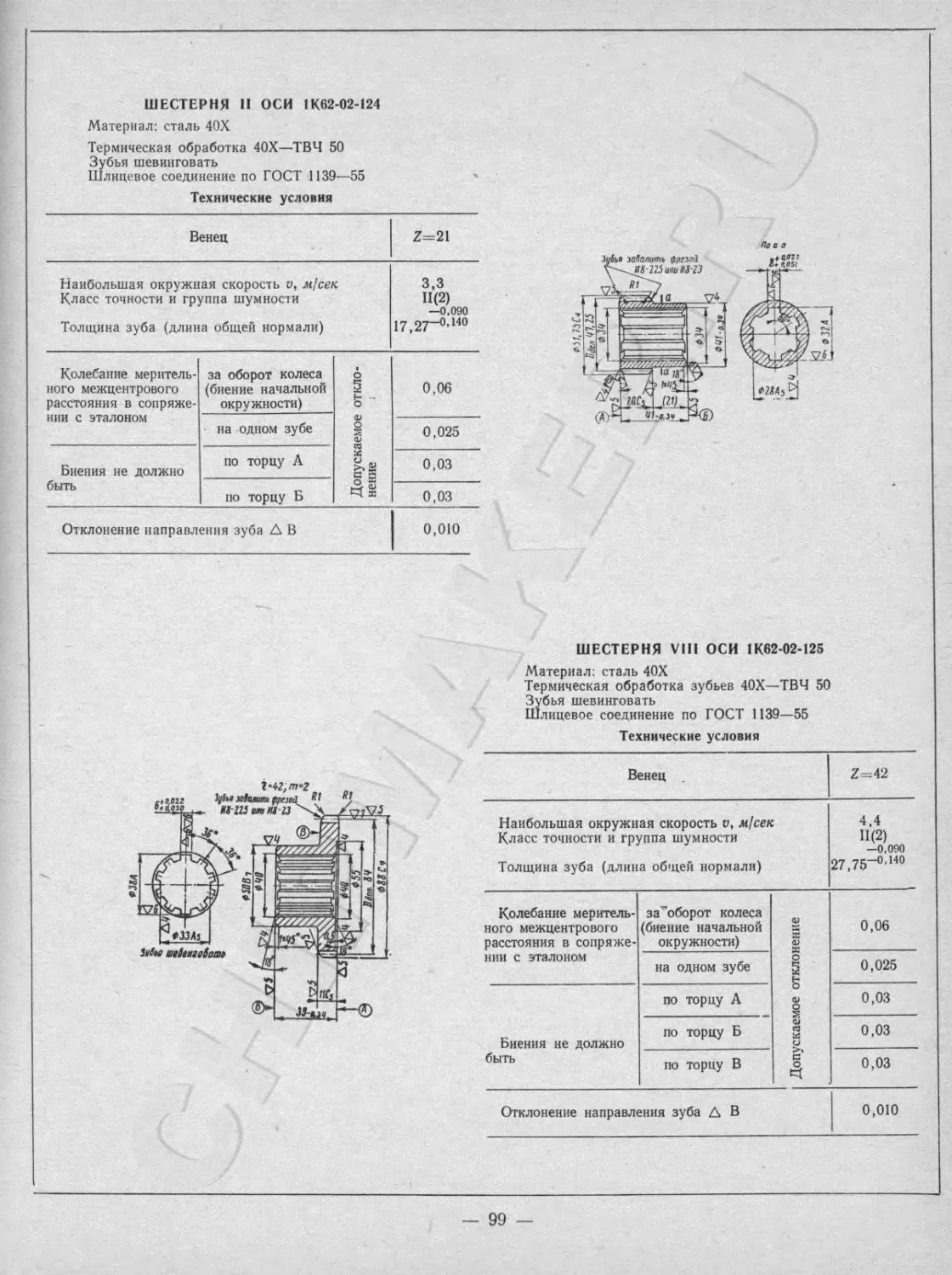
1К62-02-124 48 Шестерня II оси 1К62-02-132 1 0,2 0,2 Сталь 40Х
1К62-02-125 48 Шестерня VIII оси 1К62-02-135 1 0,73 0,73 Сталь 40Х
1K6G-02-126 49 Шестерня 1К62-02-31 1 0,35 0,35 Точное литье
Сталь 45
1К62-02-127 49 Шестерня XVII оси 1К62-02-145 1 0,62 0,62 Сталь 45
1К62-02-128 49 Зубчатый сектор XV оси 1К62-02-142 1 0,27 0,27 Точное литье
Сталь 45
1К62-02-129 125 Штуцер 1К62-02-11 1 0,041 0,041 Сталь 45
1К62-02-131 51 Валик фрикц. муфты I оси 1 4,2 4,2 Сталь 45
1К62-02-132 52 Валик II оси — 1 1,3 1,3 Сталь 40Х
— 55 —
П родолжение
Обозначение Номера листов Наименование Куда входит или к детали Коли- чество на узел Вес. кг Материал
1 шт. на узел
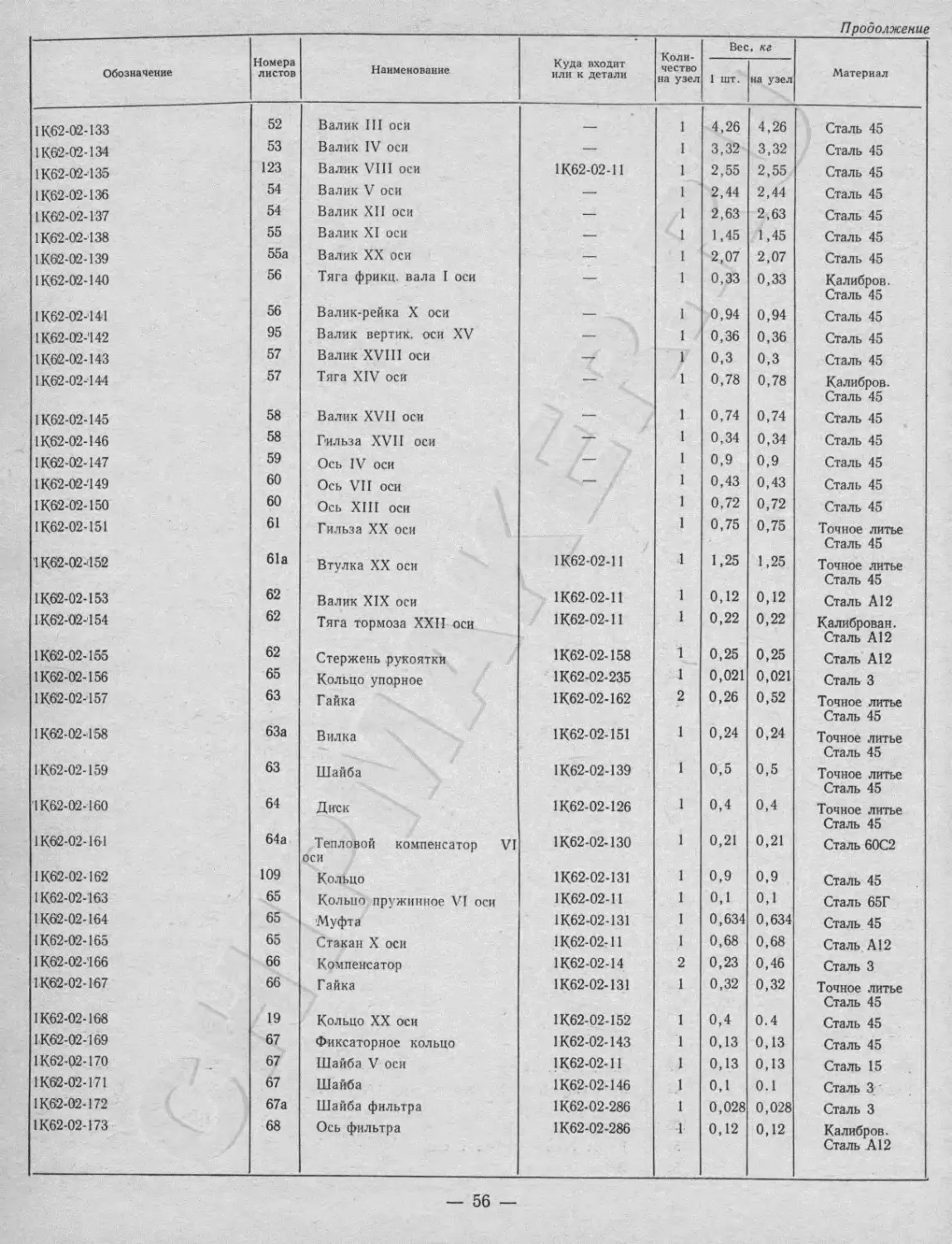
1К62-02-133 52 Валик III оси — 1 4,26 4,26 Сталь 45
1К62-02-134 53 Валик IV оси — 1 3,32 3,32 Сталь 45
1К62-02-135 123 Валик VIII оси 1К62-02-11 1 2,55 2,55 Сталь 45
1К62-02-136 54 Валик V оси — 1 2,44 2,44 Сталь 45
1К62-02-137 54 Валик XII оси — 1 2,63 2,63 Сталь 45
1К62-02-138 55 Валик XI оси — 1 1,45 1,45 Сталь 45
1К62-02-1Э9 55а Валик XX оси — 1 2,07 2,07 Сталь 45
IK62-02-140 56 Тяга фрикц. вала I оси — 1 0,33 0,33 Калибров. Сталь 45
1К62-02-141 56 Валик-рейка X оси — 1 0,94 0,94 Сталь 45
1К62-02-142 95 Валик вертик. оси XV — 1 0,36 0,36 Сталь 45
1К6Й-02-143 57 Валик XVIII оси — 1 0,3 0,3 Сталь 45
1К62-02-144 57 Тяга XIV оси — 1 0,78 0,78 Калибров. Сталь 45
1К62-02-145 58 Валик XVII оси — 1 0,74 0,74 Сталь 45
1К62-02-146 58 Гильза XVII оси — 1 0,34 0,34 Сталь 45
1К62-02-147 59 Ось IV оси — I 0,9 0,9 Сталь 45
1К62-02-149 60 Ось VII оси — 1 0,43 0,43 Сталь 45
1К62-02-150 60 Ось XIII оси 1 0,72 0,72 Сталь 45
1К62-02-151 61 Гильза XX оси 1 0,75 0,75 Точное литье Сталь 45
1К62-02-152 61а Втулка XX оси 1К62-02-11 1 1,25 1,25 Точное литье Сталь 45
1К62-02-153 62 Валик XIX оси 1К62-02-11 1 0,12 0,12 Сталь А12
1К62-О2-154 62 Тяга тормоза XXII оси 1К62-02-11 1 0,22 0,22 Калиброван. Сталь А12
1К62-02-155 62 Стержень рукоятки 1К62-02-158 1 0,25 0,25 Сталь А12
1К62-02-156 65 Кольцо упорное 1К62-02-235 1 0,021 0,021 Сталь 3
1К62-02-157 63 Гайка 1К62-02-162 2 0,26 0,52 Точное литье Сталь 45
1К62-02-158 63а Вилка 1К62-02-151 1 0,24 0,24 Точное литье Сталь 45
1К62-02-159 63 Шайба 1К62-02-139 1 0,5 0,5 Точное литье Сталь 45
IK62-02-160 64 Диск 1К62-02-126 1 0,4 0,4 Точное литье Сталь 45
1K62-02-I61 64а Тепловой компенсатор VI оси 1К62-02-130 1 0,21 0,21 Сталь 60С2
1К62-02-162 109 Кольцо 1К62-02-131 1 0,9 0,9 Сталь 45
1К62-02-163 65 Кольцо пружинное VI оси IK62-02-11 1 0,1 0,1 Сталь 65Г
1К62-02-164 65 Муфта IK62-02-131 1 0,634 0,634 Сталь 45
1К62-02-165 65 Стакан X оси 1К62-02-11 1 0,68 0,68 Сталь А12
1К62-02-166 66 Компенсатор 1К62-02-14 2 0,23 0,46 Сталь 3
1К62-02-167 66 Гайка 1К62-02-131 1 0,32 0,32 Точное литье Сталь 45
1К62-02-168 19 Кольцо XX оси 1К62-02-152 1 0,4 0.4 Сталь 45
1К62-02-169 67 Фиксаторное кольцо 1К62-02-143 1 0,13 0,13 Сталь 45
1К62-02-170 67 Шайба V оси 1К62-02-11 1 0,13 0,13 Сталь 15
1К62-02-171 67 Шайба 1К62-02-146 1 0,1 0.1 Сталь 3
1К62-02-172 67а Шайба фильтра 1К62-02-286 1 0,028 0,028 Сталь 3
1К62-02-173 68 Ось фильтра 1К62-02-286 1 0,12 0,12 Калибров. Сталь А12
— 56 —
Продолжение
Обозначение 1омера листов Наименование Куда входит или к детали Коли- чество а узел Вес, кг Материал
1 шт. ia узел
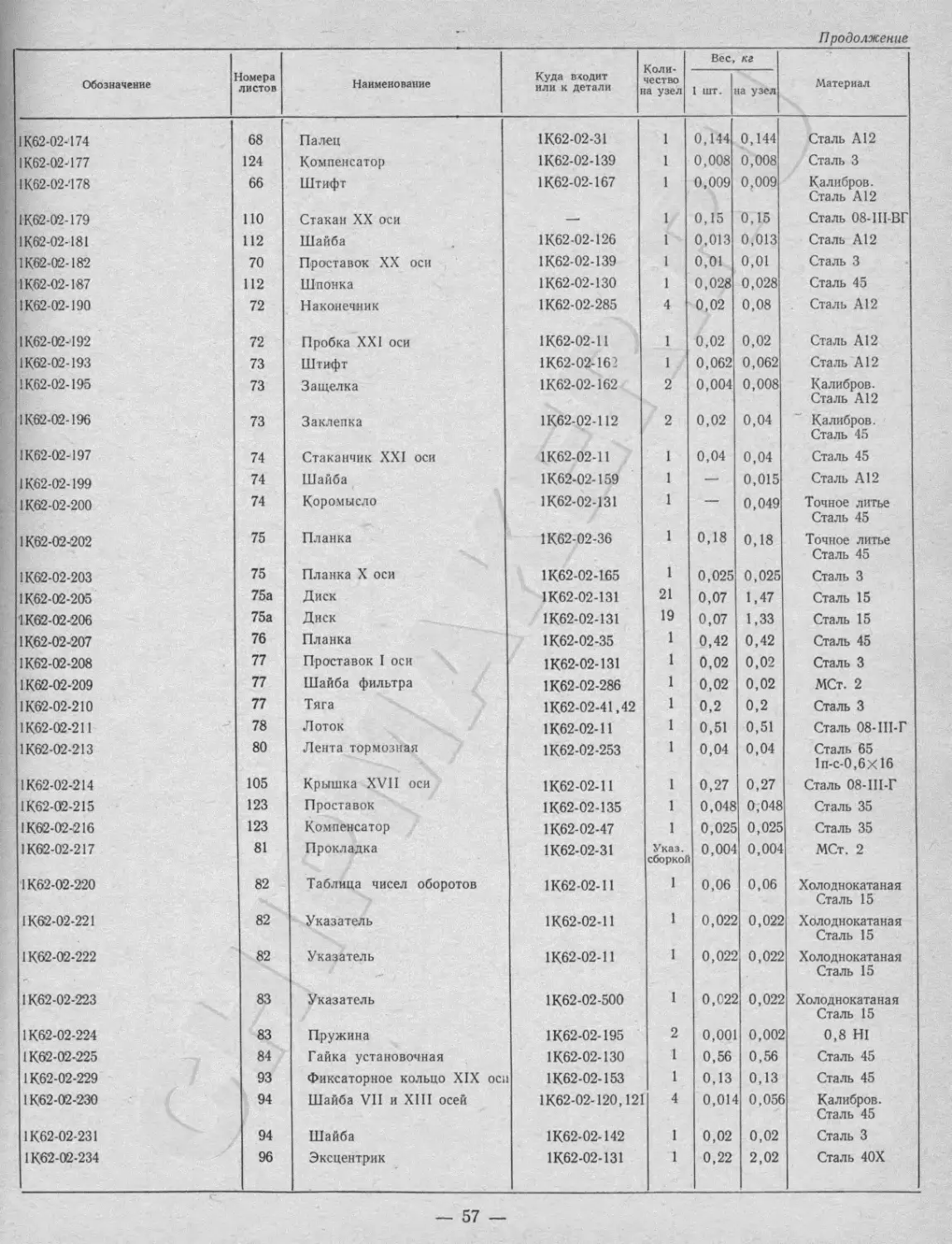
1К62-02-174 68 Палец 1К62-02-31 1 0,144 0,144 Сталь А12
IK62-02-177 124 Компенсатор 1К62-02-139 1 0,008 0,008 Сталь 3
1К62-02-178 66 Штифт 1К62-02-167 1 0,009 0,009 Калибров. Сталь А12
1К62-02-179 НО Стакан XX оси — 1 0,15 0,15 Сталь 08-Ш-ВГ
1К62-02-181 112 Шайба 1К62-02-126 1 0,013 0,013 Сталь А12
1К62-02-182 70 Проставок XX оси 1К62-02-139 1 0,01 0,01 Сталь 3
1К62-02-187 112 Шпонка 1К62-02-130 1 0,028 0,028 Сталь 45
IK62-02-190 72 Наконечник 1К62-02-285 4 0,02 0,08 Сталь А12
1К62-02-192 72 Пробка XXI оси 1К62-02-11 1 0,02 0,02 Сталь А12
1К62-02-193 73 Штифт 1К62-02-162 1 0,062 0,062 Сталь А12
1К62-02-195 73 Защелка 1К62-02-162 2 0,004 0,008 Калибров. Сталь А12
IK62-02-196 73 Заклепка 1К62-02-112 2 0,02 0,04 Калибров. Сталь 45
1К62-02-197 74 Стаканчик XXI оси 1К62-02-11 1 0,04 0,04 Сталь 45
1К62-02-199 74 Шайба 1К62-02-159 1 — 0,015 Сталь А12
1 К®-02-200 74 Коромысло 1К62-02-131 1 — 0,049 Точное литье Сталь 45
1К62-02-202 75 Планка 1К62-02-36 1 0,18 0,18 Точное литье Сталь 45
1К62-02-203 75 Планка X оси 1К62-02-165 1 0,025 0,025 Сталь 3
1К62-02-205 75а Диск 1К62-02-131 21 0,07 1,47 Сталь 15
1K62-G2-206 75а Диск 1К62-02-131 19 0,07 1,33 Сталь 15
1 К.62-02-207 76 Планка 1К62-02-35 1 0,42 0,42 Сталь 45
1К62-02-208 77 Проставок I оси 1К62-02-131 1 0,02 0,02 Сталь 3
1К62-02-209 77 Шайба фильтра 1К62-02-286 1 0,02 0,02 МСт. 2
1К62-02-210 77 Тяга 1К62-02-41,42 1 0,2 0,2 Сталь 3
1К62-02-211 78 Лоток 1К62-02-11 1 0,51 0,51 Сталь 08-Ш-Г
1К62-02-213 80 Лента тормозная 1К62-02-253 1 0,04 0,04 Сталь 65 1п-с-0,6Х 16
IK62-02-214 105 Крышка XVII оси 1К62-02-11 1 0,27 0,27 Сталь 08-Ш-Г
1К62-02-215 123 Проставок 1К62-02-135 1 0,048 0,048 Сталь 35
1К62-02-216 123 Компенсатор 1К62-02-47 1 0,025 0,025 Сталь 35
1К02-02-217 81 Прокладка 1К62-02-31 Указ. сборко( 0,004 0,004 МСт. 2
1К62-02-220 82 Таблица чисел оборотов 1К62-02-11 1 0,06 0,06 Холоднокатаная Сталь 15
1К62-02-221 82 Указатель 1К62-02-11 1 0,022 0,022 Холоднокатаная Сталь 15
1К62-02-222 82 Указатель 1К62-02-11 1 0,022 0,022 Холоднокатаная Сталь 15
1К62-02-223 83 Указатель 1К62-02-500 1 0,022 0,022 Холоднокатаная Сталь 15
1К62-02-224 83 Пружина 1К62-02-195 2 0,001 0,002 0,8 Н1
1К62-02-225 84 Гайка установочная 1К62-02-130 1 0,56 0,56 Сталь 45
IK62-02-229 93 Фиксаторное кольцо XIX oci 1K62-02-I53 1 0,13 0,13 Сталь 45
1К62-02-230 94 Шайба VII и XIII осей 1К62-02-120,121 4 0,014 0,056 Калибров. Сталь 45
1К62-02-231 94 Шайба 1К62-02-142 1 0,02 0,02 Сталь 3
1К62-02-234 96 Эксцентрик 1К62-02-131 1 0,22 2,02 Сталь 40Х
— 57 —
Продолжение
Обозначение Номера листов Наименование Куда входит или к детали Коли- чество па узел Вес, кг Материал
1 шт. на узел
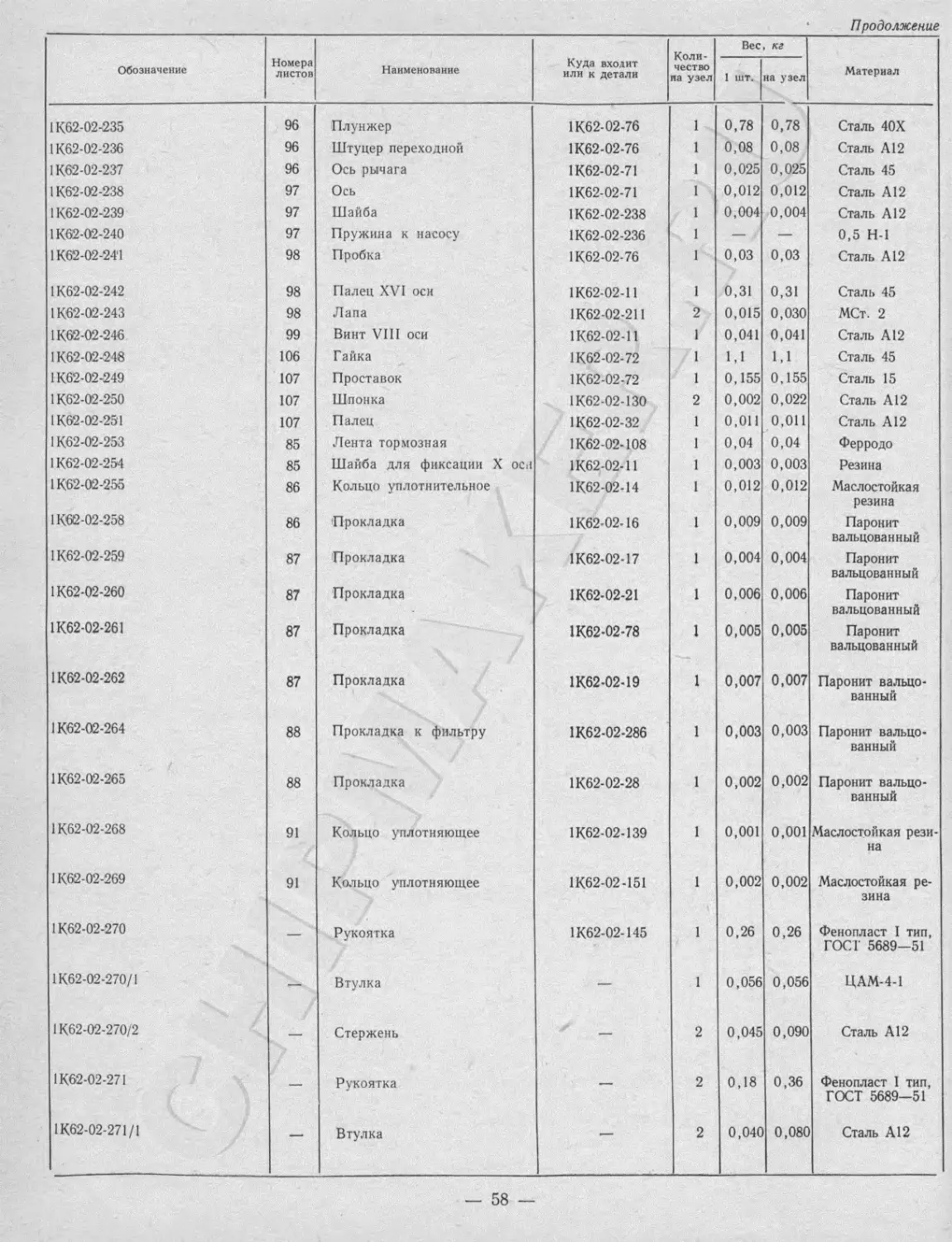
1К62-02-235 96 Плунжер 1К62-02-76 1 0,78 0,78 Сталь 40Х
1К62-02-236 96 Штуцер переходной 1К62-02-76 1 0,08 0,08 Сталь А12
1К62-02-237 96 Ось рычага 1К62-02-71 1 0,025 0,025 Сталь 45
1К62-02-238 97 Ось 1К62-02-71 1 0,012 0,012 Сталь А12
1К62-02-239 97 Шайба 1К62-02-238 1 0,004 0,004 Сталь А12
1К62-02-240 97 Пружина к насосу 1К62-02-236 1 — — 0,5 Н-1
IK62-02-241 98 Пробка 1К62-02-76 1 0,03 0,03 Сталь А12
1К62-02-242 98 Палец XVI оси 1К62-02-11 1 0,31 0,31 Сталь 45
1К62-02-243 98 Лапа 1К62-02-211 2 0,015 0,030 МСт. 2
1К62-02-246 99 Винт VIII оси 1К62-02-11 1 0,041 0,041 Сталь А12
1К62-02-248 106 Гайка 1К62-02-72 1 1,1 1,1 Сталь 45
1К62-02-249 107 Проставок 1К62-02-72 1 0,155 0,155 Сталь 15
1К62-02-250 107 Шпонка 1К62-02-130 2 0,002 0,022 Сталь А12
1К62-02-251 107 Палец 1К62-02-32 1 0,011 0,011 Сталь А12
1К62-02-253 85 Лента тормозная 1К62-02-108 1 0,04 0,04 Ферродо
1К62-02-254 85 Шайба для фиксации X оси 1К62-02-11 1 0,003 0,003 Резина
1К62-02-255 86 Кольцо уплотнительное 1К62-02-14 1 0,012 0,012 Маслостойкая резина
1К62-02-258 86 Прокладка 1К62-02-16 1 0,009 0,009 Паронит вальцованный
1К62-02-259 87 Прокладка 1К62-02-17 1 0,004 0,004 Паронит вальцованный
1К62-02-260 87 Прокладка 1К62-02-21 1 0,006 0,006 Паронит вальцованный
1К62-02-261 87 Прокладка 1К62-02-78 1 0,005 0,005 Паронит вальцованный
1К62-02-262 87 Прокладка 1К62-02-19 1 0,007 0,007 Паронит вальцо- ванный
1К62-02-264 88 Прокладка к фильтру 1К62-02-286 1 0,003 0,003 Паронит вальцо- ванный
1К62-02-265 88 Прокладка 1К62-02-28 1 0,002 0,002 Паронит вальцо- ванный
1К62-О2-268 91 Кольцо уплотняющее 1К62-02-139 1 0,001 0,001 Маслостойкая рези- на
1К62-02-269 91 Кольцо уплотняющее 1К62-02-151 1 0,002 0,002 Маслостойкая ре- зина
1К62-02-270 Рукоятка 1К62-02-145 1 0,26 0,26 Фенопласт I тип, ГОСТ 5689-51
1К62-02-270/1 — Втулка — 1 0,056 0,056 ЦАМ-4-1
1К62-02-270/2 — Стержень — 2 0,045 0,090 Сталь А12
IK62-02-271 — Рукоятка — 2 0,18 0,36 Фенопласт 1 тип, ГОСТ 5689-51
1К62-02-271/1 — Втулка — 2 0,040 0,080 Сталь А12
— 58 —
Продолжение
Обозначение Номера листов Наименование Куда входит или к детали Коли- чество на узел Вес, кг Материал
1 шт. на узел
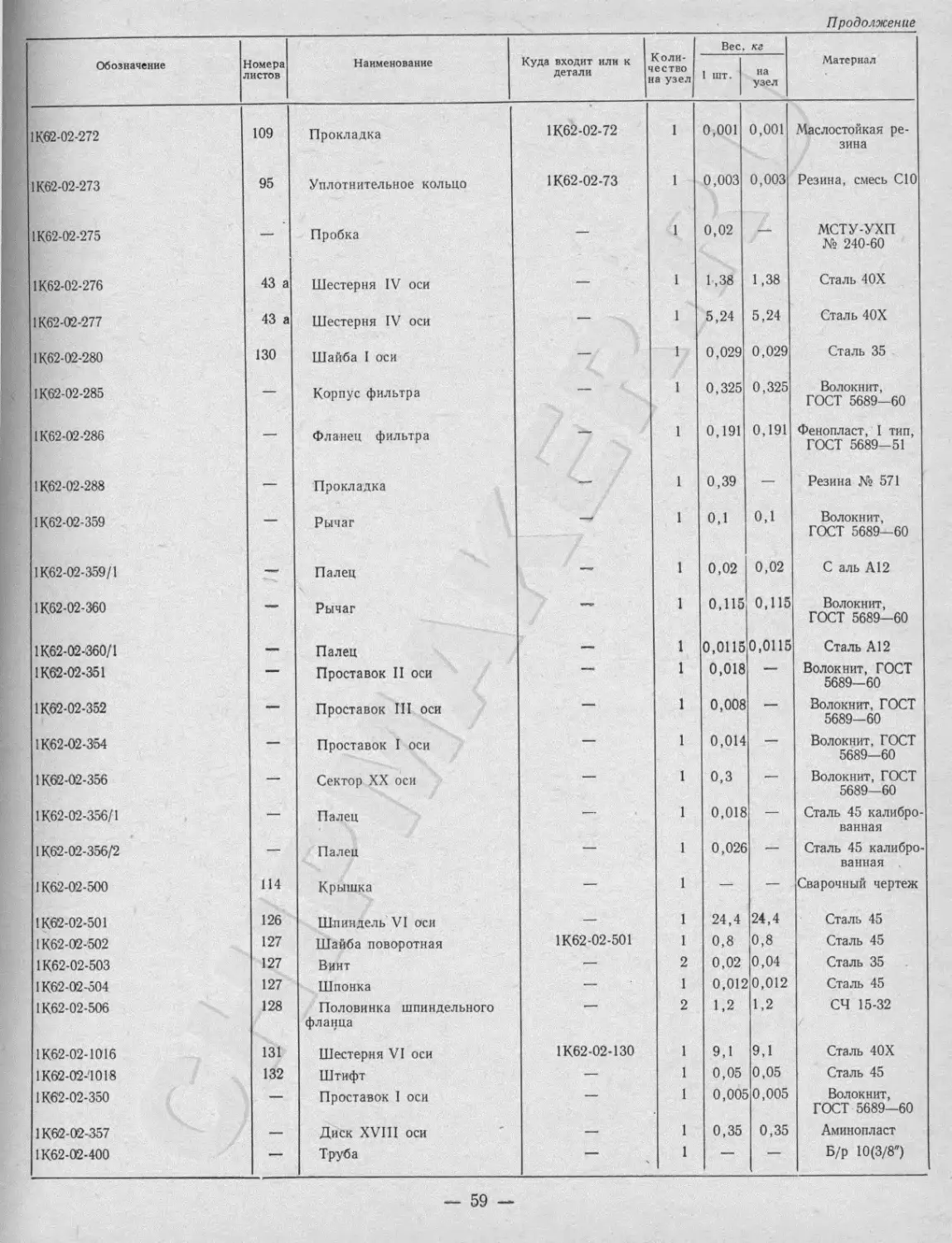
1К62-02-272 109 Прокладка 1К62-02-72 1 0,001 0,001 Маслостойкая ре- зина
1К62-02-273 95 Уплотнительное кольцо 1К62-02-73 1 0,003 0,003 Резина, смесь СЮ
IK62-02-275 — Пробка — 1 0,02 — МСТУ-УХП № 240-60
1К62-02-276 43 а Шестерня IV оси — 1 1,38 1,38 Сталь 40Х
IK62-02-277 43 а Шестерня IV оси — 1 5,24 5,24 Сталь 40Х
IK62-02-280 130 Шайба I оси — 1 0,029 0,029 Сталь 35
IK62-02-285 — Корпус фильтра — 1 0,325 0,325 Волокнит, ГОСТ 5689—60
1К62-02-286 — Фланец фильтра — 1 0,191 0,191 Фенопласт, I тип, ГОСТ 5689-51
IK62-02-288 — Прокладка —. 1 0,39 — Резина № 571
1К62-02-359 — Рычаг — 1 0,1 0,1 Волокнит, ГОСТ 5689—60
1К62-02-359/1 — Палец 1 0,02 0,02 С аль А12
1К62-02-360 — Рычаг 1 0,115 0,115 Волокнит, ГОСТ 5689—60
1К62-02-360/1 — Палец — 1 0,0115 0,0115 Сталь А12
1К62-02-351 — Проставок II оси — 1 0,018 — Волокнит, ГОСТ 5689-60
1К62-02-352 Г". Проставок III оси — 1 0,008 — Волокнит, ГОСТ 5689-60
1К62-02-354 — Проставок I оси — 1 0,014 — Волокнит, ГОСТ 5689-60
1К62-02-356 — Сектор XX оси — 1 0,3 — Волокнит, ГОСТ 5689-60
1К62-02-356/1 — Палец — 1 0,018 — Сталь 45 калибро- ванная
1К62-02-356/2 — Палец — 1 0,026 — Сталь 45 калибро- ванная
1К62-02-500 114 Крышка — 1 — — Сварочный чертеж
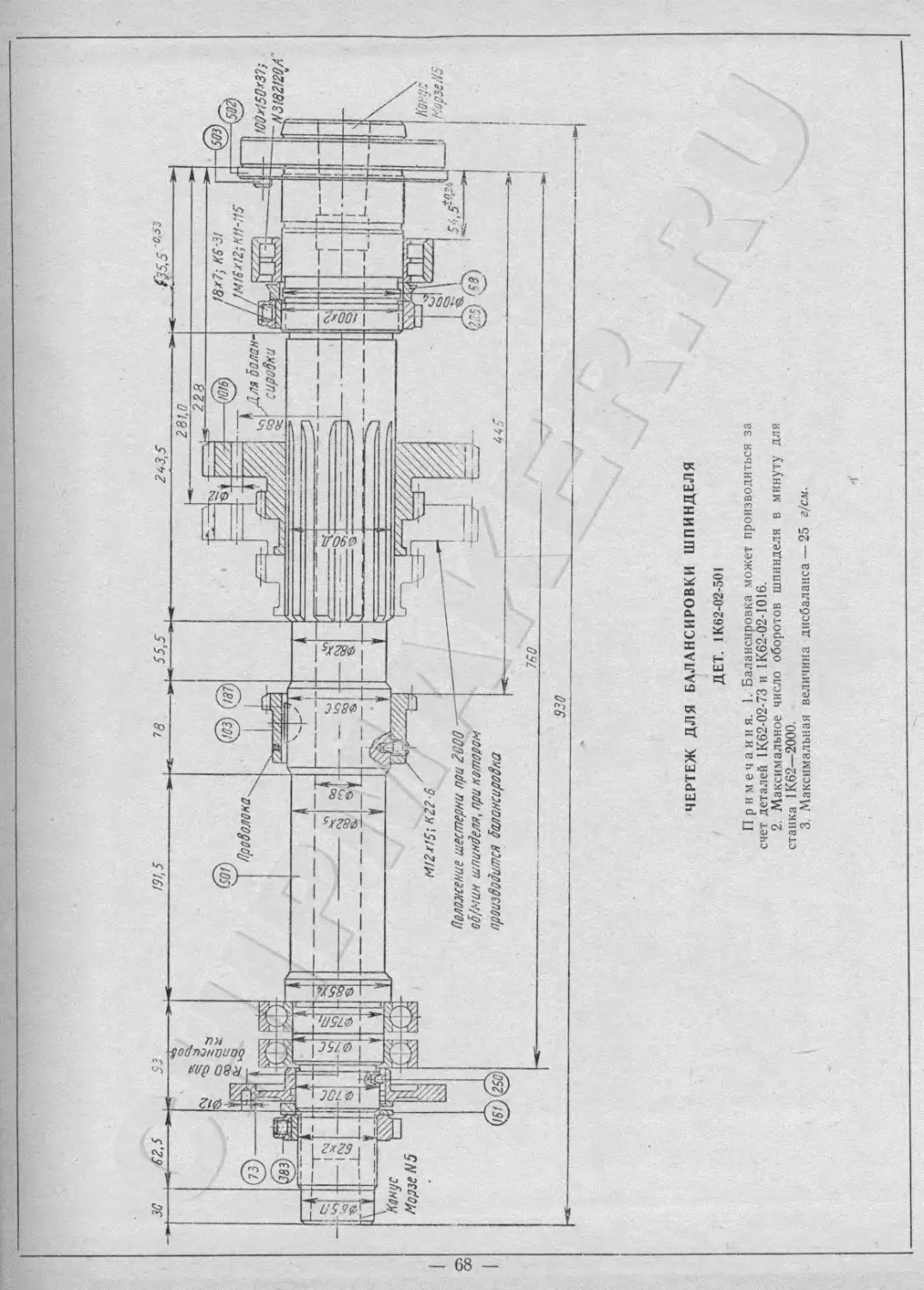
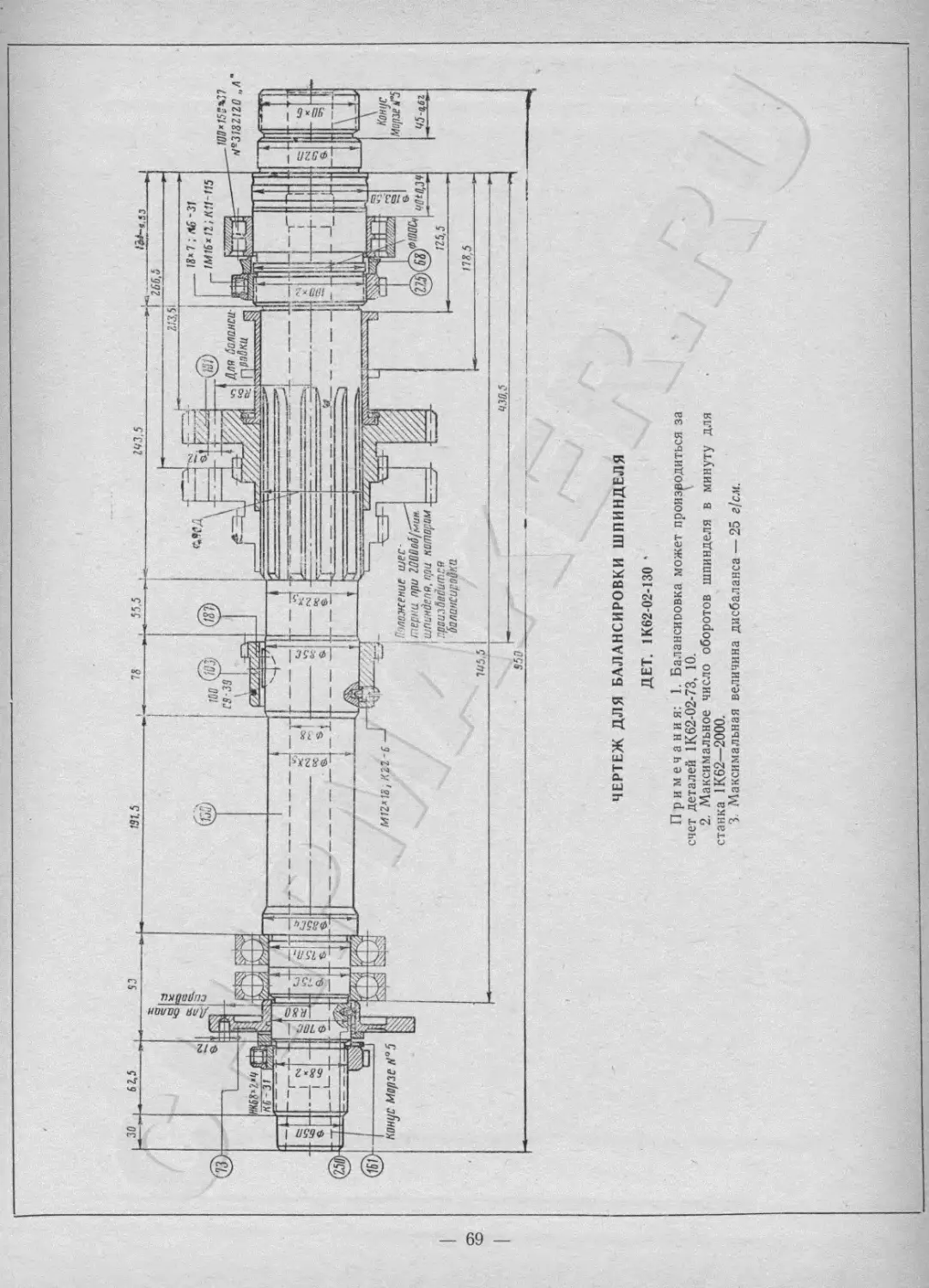
1К62-02-501 126 Шпиндель VI оси — 1 24,4 24,4 Сталь 45
IK62-02-502 127 Шайба поворотная 1К62-02-501 1 0,8 0,8 Сталь 45
1К62-02-503 127 Винт — 2 0,02 0,04 Сталь 35
1К62-02-504 127 Шпонка — 1 0,012 0,012 Сталь 45
1К62-02-506 128 Половинка шпиндельного фланца — 2 1,2 1,2 СЧ 15-32
1К62-02-1016 131 Шестерня VI оси 1К62-02-130 1 9,1 9,1 Сталь 40Х
1К62-02-'Ю18 132 Штифт — 1 0,05 0,05 Сталь 45
1К62-02-350 — Проставок I оси — 1 0,005 0,005 Волокнит, ГОСТ 5689-60
1К62-02-357 — Диск XVIII оси — 1 0,35 0,35 Аминопласт
1К62-02-400 — Труба — 1 — — Б/р 10(3/8")
— 59
Продолжение
Обозначение Номера листов Наименование Куда входит или к детали Коли- чество на узел Fee, кг Материал
1 шт. на узел
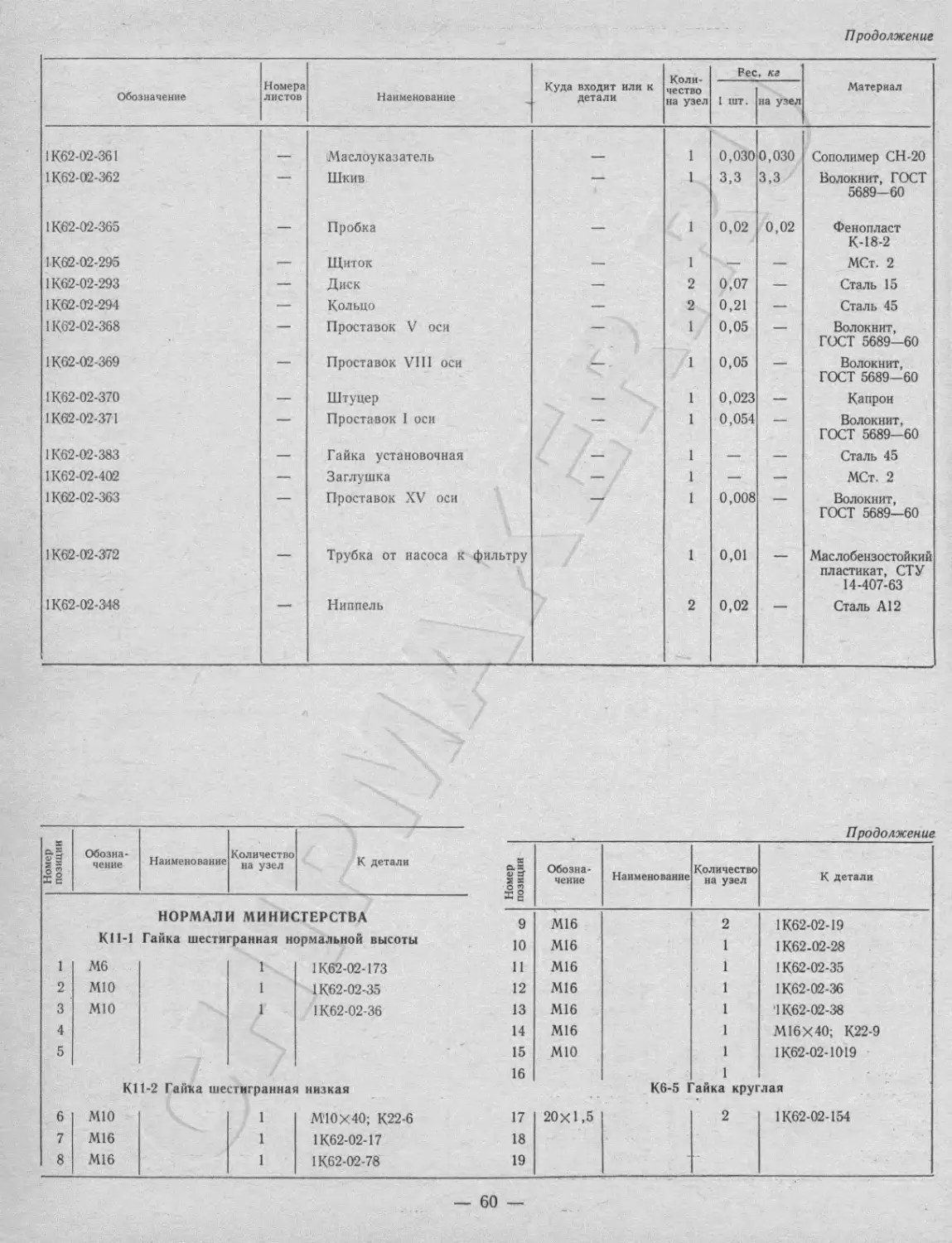
1К62-02-361 — Маслбуказатель — 1 0,030 0,030 Сополимер СН-20
1K62-Q2-362 — Шкив — 1 3,3 3,3 Волокнит, ГОСТ 5689-60
1К62-02-365 — Пробка — 1 0,02 0,02 Фенопласт К-18-2
1К62-02-295 •— Щиток — 1 — — МСт. 2
1К62-02-293 — Диск — 2 0,07 — Сталь 15
1К62-02-294 — Кольцо — 2 0,21 — Сталь 45
1К62-02-368 — Проставок V оси — 1 0,05 — Волокнит, ГОСТ 5689-60
1К62-02-369 — Проставок VIII оси — 1 0,05 — Волокнит, ГОСТ 5689—60
1К62-02-370 — Штуцер — 1 0,023 — Капрон
1K82-02-37I — Проставок I оси — 1 0,054 — Волокнит, ГОСТ 5689-60
1К62-02-383 — Гайка установочная — 1 — — Сталь 45
1К62-02-402 — Заглушка — 1 — — МСт. 2
1К62-02-363 — Проставок XV оси —- 1 0,008 — Волокнит, ГОСТ 5689-60
1К62-02-372 Трубка от насоса к фильтру 1 0,01 — Маслобензостойкий пластикат, СТУ 14-407-63
1К62-02-348 Ниппель 2 0,02 — Сталь А12
Номер позиции Обозна- чение Наименование Количество на узел К детали Продолжение
X е.= о =Г 2 х ° а Обозна- чение Наименование Количество на узел К детали
НОРМАЛИ МИНИСТЕРСТВА X g 9 М16 2 1К62-02-19
К11-1 Гайка шестигранная нормальной высоты 10 М16 1 1К62.02-28
1 Мб 1 1К62-02-173 11 М16 1 IK62-02-35
2 мю 1 1К62-02-35 12 М16 1 IK62-02-36
3 мю 1 1К62-02-36 13 М16 1 1К62-02-38
4 14 М16 1 М16X40; К22-9
5 15 мю 1 1K62-02-10I9
16 1
К11-2 Гайка шестигранная низкая К6-5 Гайка круглая
6 МЮ 1 М'10Х40; К22-6 17 20X1,5 2 1К62-02-154
7 М16 1 1К62-02-17 18
8 М16 1 1К62-02-78 19
— 60 —
Продолжение
1'1 родолжениё
Номер позиции Обозна- чение Наименование Количество на узел К детали 1 1 1 Номер позиции Обозна- чение Наименование Количество на узел К детали
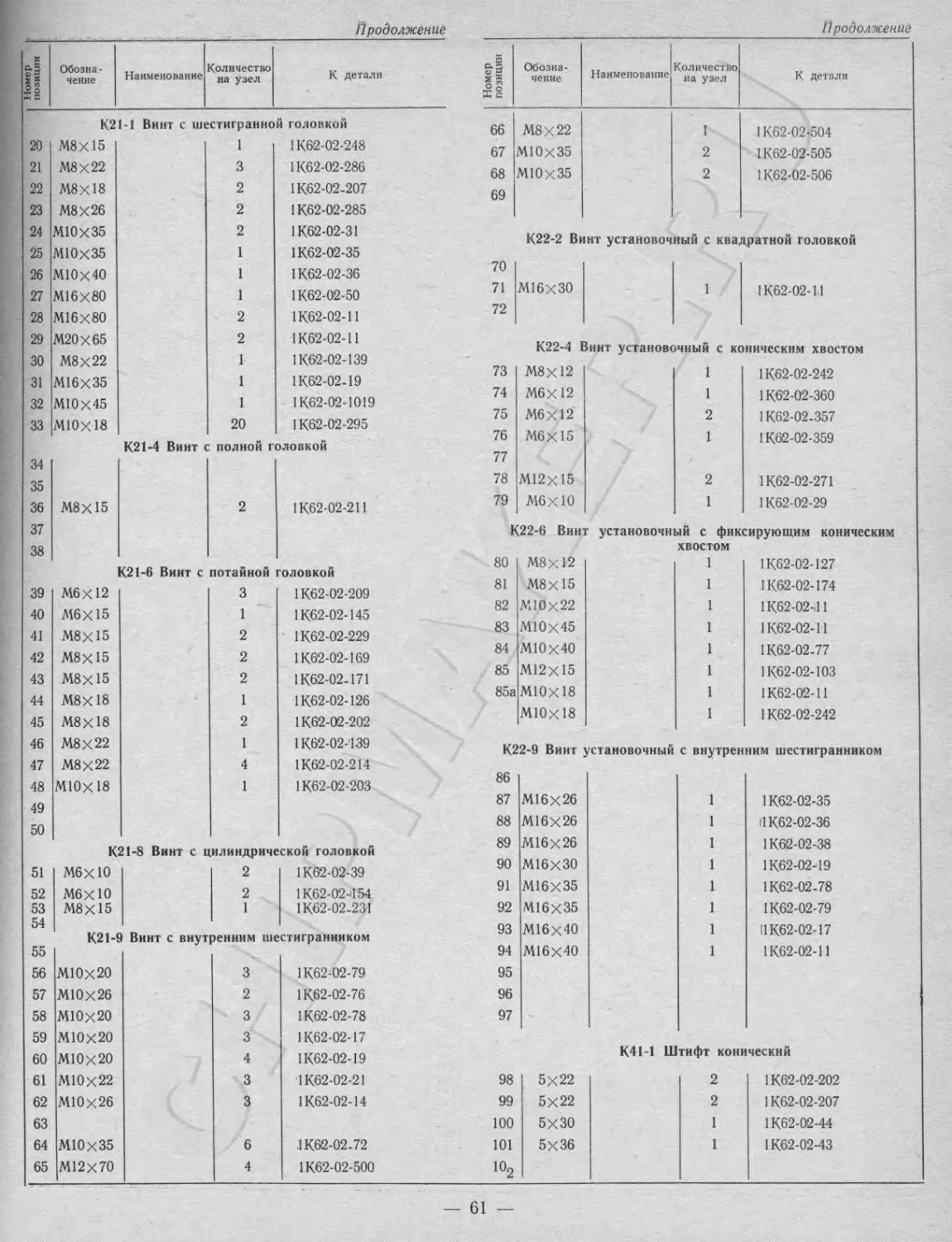
K21-I Винт с шестигранной головкой 66 М8Х22 1 1К62-02-504
20 М8Х15 1 1К62-02-248 67 М10Х35 2 1К62-02-5О5
21 М8Х22 3 1К62-02-286 68 М10Х35 2 1К62-02-506
22 М8Х18 2 1К62-02-207 69
23 М8Х26 2 1К62-02-285
24 М10Х35 2 1К62-02-31 К22-2 Винт установочный с квадратной головкой
25 М10Х35 1 1К62-02-35
26 М10Х40 1 1К62-02-36 70
27 М16Х80 1 1К62-02-50 71 М16Х30 1 1К62-02-11
28 М16Х80 2 1К62-02-11 72
29 М20Х65 2 1К62-02-11
винт установочный с коническим хвостом
30 М8Х22 1 1К62-02-139
31 М16Х35 1 1К62-02-19 73 М8Х12 1 1К62-02-242
32 М10Х45 1 IK62-02-1019 74 М6Х12 1 1К62-02-360
33 М10Х18 20 1К62-02-295 75 М6Х12 2 1К62-02.357
76 М6Х15 1 1К62-02-359
К21-4 винт с полной головкой
34 77
35 78 М12Х15 2 1К62-02-271
36 М8Х15 2 1К62-02-211 79 М6Х10 1 1К62-02-29
37 К22-6 Винт установочный с фиксирующим коническим
38 ХВОСТОМ
80 М8Х12 1 1К62-02-127
KZl-b винт с потайной оловкой
39 М6Х12 3 1К62-02-209 81 М8Х15 1 1 К.62-02-174
40 М6Х15 1 1К62-02-145 82 М10Х22 1 1К62-02-41
41 М8Х15 2 1К62-02-229 83 М10х45 1 1К62-02-11
42 М8Х15 2 1К62-02-169 84 М10Х40 1 1К62-02-77
43 М8Х15 2 1К62-02-171 85 М12Х15 1 1К62-02-103
44 М8Х18 1 1К62-02-126 85а М10Х18 1 1К62-02-11
45 М8Х18 2 1К62-02-202 М10Х18 1 1К62-02-242
46 М8Х22 1 1К62-02-139 К22-9 Винт установочный с внутренним шестигранником
47 М8Х22 4 1К62-02-214
48 М10Х18 1 1К62-02-203 86
49 87 М16Х26 1 1К62-02-35
50 88 М16Х26 1 ИК62-02-36
К 21-8 Винт с и илиндричсской головкой 89 М 16x26 1 1К62-02-38
51 М6Х10 2 1К62-02-39 90 М16Х30 1 1К62-02-19
52 МбхЮ 2 1К62-О2-454 91 М16Х35 1 1К62-02-78
53 М8Х15 1 1К62-02-231 92 М16Х35 1 IK62-02-79
54 93 М16Х40 1 I1K62-02-17
Винт с внутренним шестигранником
55 94 М16Х40 1 1К62-02-11
56 М10Х20 3 1К62-02-79 95
57 М10Х26 2 1К62-02-76 96
58 М10Х20 3 1К62-02-78 97
59 М10Х20 3 1К62-02-17
60 М10х20 4 1К62-02-19 К41-1 Штифт конический
61 М10Х22 3 1К62-02-21 98 5x22 2 1К62-02-202
62 М10Х26 3 1К62-02-14 99 5x22 2 1К62-02-207
63 100 5x30 1 1К62-02-44
64 М10х35 6 1К62-02-72 101 5x36 1 1К62-02-43
65 М12Х70 4 1К62-02-500 ю2
— 61
П родолжение
Продолжение
Номер позиции Обозна- чение Наименование Количестве на узел К детали I Номер позиции Обозна- чение Наименование Количестве на узел К детали
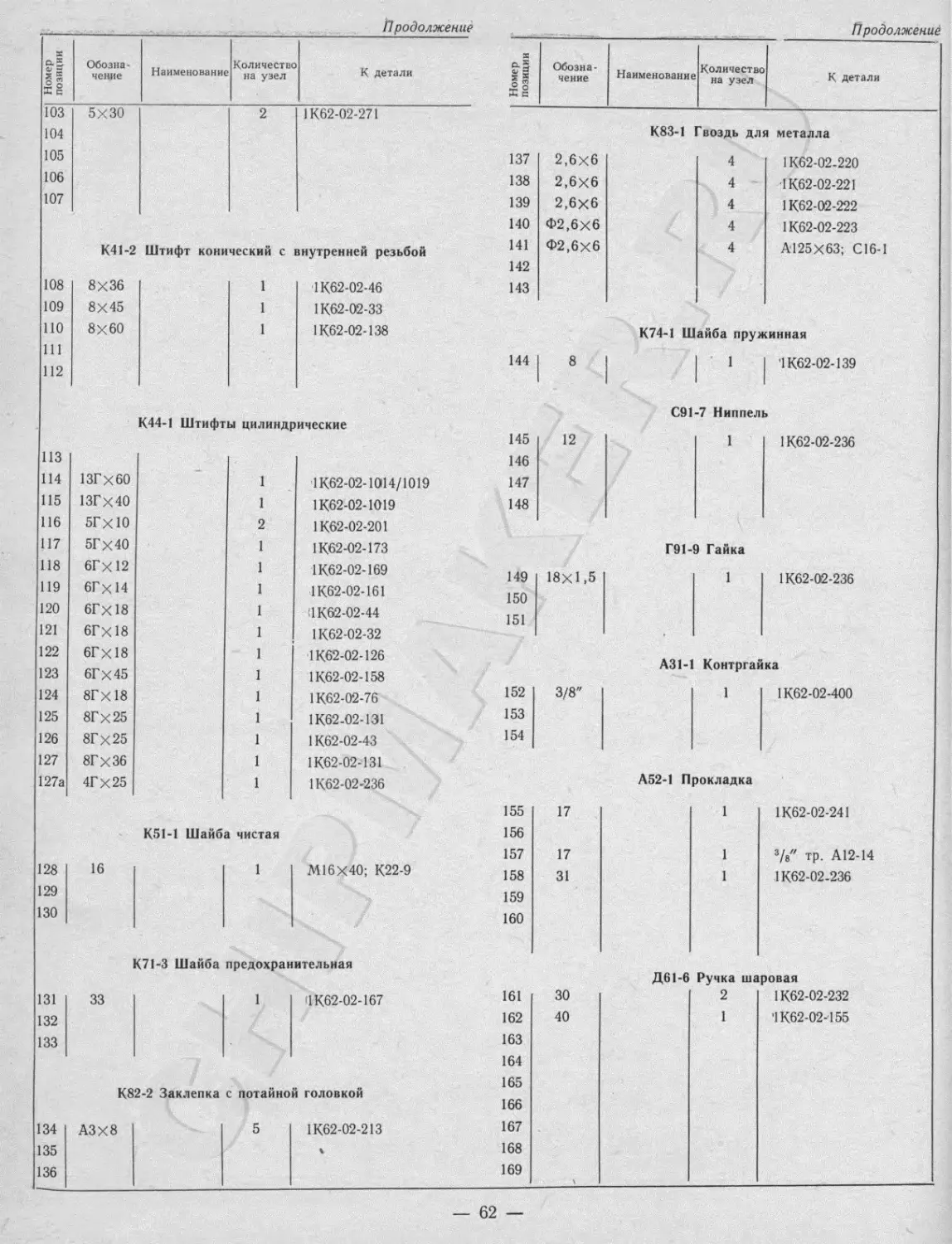
103 5X30 2 1К62-02-271
104 К83-1 Гвоздь для металла
105 137 2,6x6 4 1К62-02-220
106 138 2,6x6 4 1К62-02-221
107 139 2,6X6 4 1К62-02-222
140 Ф2,6Х6 4 1К62-02-223
К41-2 Штифт конический с внутренней резьбой 141 Ф2.6Х6 4 А125Х63; С16-1
142
108 8X36 1 1К62-02-46 143
109 8X45 1 1К62-02-33
110 8X60 1 1К62-02-138 К74-1 Шайба пружинная
111 144
112 8 1 Г 1 | '1К62-02-139
С91-7 Ниппель
К44-1 Штифты цилиндрические
145 12 1 1К62-02-236
113 146
114 13ГХ60 1 1К62-02-1014/1019 147
115 13ГХ40 1 1К62-02-1019 148
116 5ГХ10 2 1К62-02-201
117 5ГХ40 1 1К62-02-173 Г91-9 Гайка
118 6ГХ12 1 1К62-02-169 149 18X1,5 1 1К62-02-236
119 6Гх 14 1 1К62-02-161 150
120 6ГХ18 1 1К62-02-44 151
121 6ГХ18 1 1К62-02-32
122 6ГХ18 1 1К62-02-126 АЗЫ
123 Контргайка
6Гх45 1 1К62-02-158
124 8ГХ18 1 1К62-02-76 152 3/8" 1 1К62-02-400
125 8ГХ25 1 1К62-02-1Э1 153
126 8Гх25 1 1К62-02-43 154
127 8Гх36 1 1К62-02-131
127а 4Гх25 1 1К62-02-236 А52-1 Прокладка
155 17 1 1К62-02-241
К51-1 Шайба чистая 156
157 17 1 3/а" тр. А12-14
128 16 1 М16Х40; К22-9 158 31 1 1К62-02-236
129 159
130 160
К71-3 Шайба предохранительная
Д61-6 Ручка шаровая
131 33 1 '1К62-02-167 161 30 2 1К62-02-232
132 162 40 1 1К62-02-155
133 163
164
165
К82-2 Заклепка с потайной головкой 166
134 АЗХ8 5 1К62-02-213 167
135 V 168
136 169
— 62 —
11 родолжение
X g-S Обозна- Количество s х чение Наименование на у3ед К детали
Xg
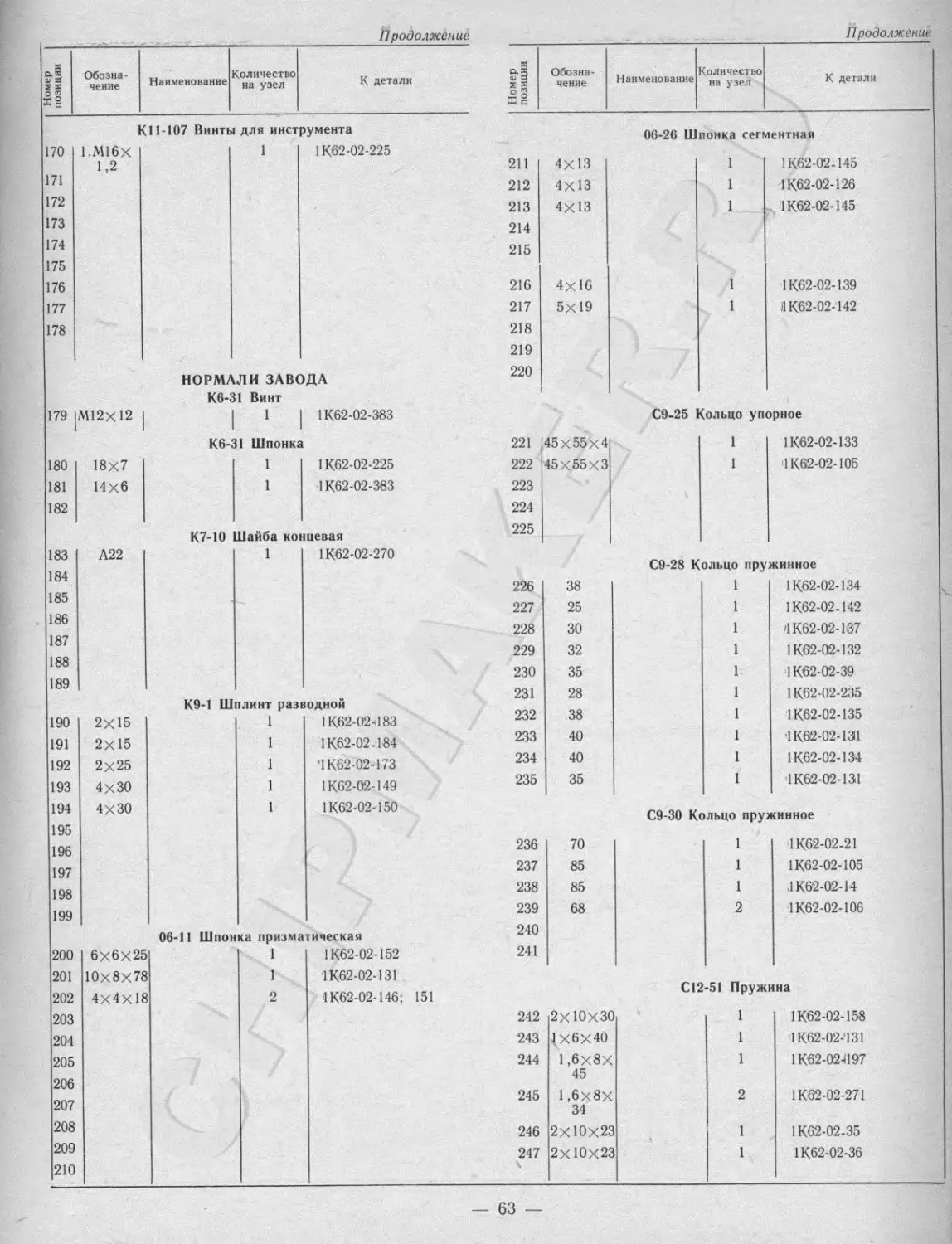
КН-107 Винты для инструмента
170 1.М16Х 1 1 К62-02-225
1,2
171
172
173
174
175
176
177
178
НОРМАЛИ ЗАВС )ДА
Кб-31 Винт
179 |М12х 12 | | 1 1К62-02-383
Кб-31 Шпонка
180 18X7 1 1К62-02-225
181 14x6 1 1К62-02-383
182
К7-10 Шайба концевая
183 А22 1 1К62-02-270
184
185
186
187
188
189
К9-1 Шплинт разводной
190 2x15 1 1К62-02-483
191 2x15 1 1К.62-02-184
192 2 x 25 1 '1К62-02-173
193 4x30 1 1К62-02-149
194 4x30 1 1К62-02-150
195
196
197
198
199
06-11 Шпонка призматическая
200 6 x 6x 25 1 1К62-02-152
201 10x8x78 1 1К62-02-131
202 4x4x18 2 1К62-02-146; 151
203
204
205
206
207
208
209
210
П родолжение
X Q.X Qi Я о" Обозна- чение Наименование Количество на узел К детали
X Е
06-26 Шпонка сегментная
211 4X13 1 1К62-02-145
212 4X13 1 1К62-02-126
213 4X13 1 1К62-02-145
214
215
216 4X16 1 1К62-02-139
217 5x19 1 .4 К62-02-142
218
219
220
С9-25 Кольцо упорное
221 45x55x4 1 1К62-02-133
222 45x55x3 1 1К62-02-105
223
224
225
С9-28 К ольцо пру жинное
226 38 1 1К62-02-134
227 25 1 1К62-02-142
228 30 1 '1К62-02-137
229 32 1 1К62-02-132
230 35 1 1К62-02-39
231 28 1 1К62-02-235
232 38 1 1К62-02-135
233 40 1 1К62-02-131
234 40 1 1К62-02-134
235 35 1 1К62-02-131
С9-30 Кольцо пружинное
236 70 1 1К62-02-21
237 85 1 1К62-02-105
238 85 1 1К62-02-14
239 68 2 1К62-02-106
240
241
С12-51 Пружина
242 2x10x30 1 1К62-02-158
243 1X6X40 1 1К62-02-131
244 1,6Х8Х 45 1 1K62-02-U97
245 1,6х8х 34 2 1К62-02-271
246 2хЮх23 1 1К62-02.35
247 2x10x23 1 1К62-02-36
— 63 —
-. ______________________________________Продолжение _____________________ _ Продолжение
Номер позиции Обозна- чение Наименование Количество на узел К детали 1 1 Номер позиции Обозна- чение Наименование Количество на узел К детали
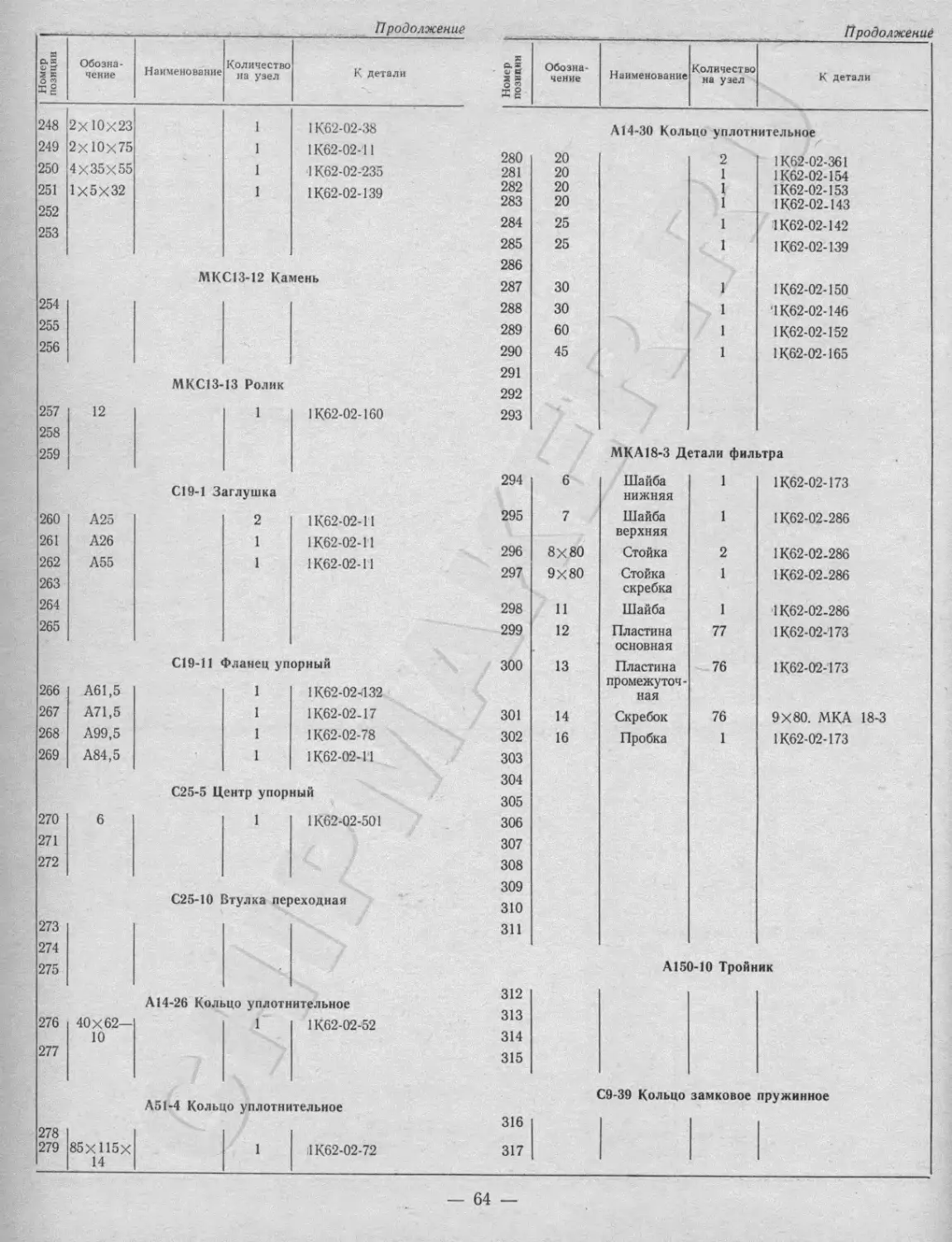
248 2x10x23 1 IК62-02-38 Л14-30 Кольцо уплотнительное
249 2X10X75 1 IK62-02-1I 280 281
250 4x35x55 1 1К62-02-235 20 20 2 1 IK62-02-361 1К62-02-154
251 1X5X32 1 1К62-02-139 282 20 1 1К62-02-153
252 283 20 1 1К62-02.143
253 284 25 1 1К62-02-142
285 25 1 1К62-02-139
286
МКС13-12 Камень 287 30
1 IK62-02-150
254 288 30 1 '1К62-02-146
255 289 60 1 1К62-02-Г52
256 290 45 1 1К62-02-165
291
МКС13-13 Ролик 292
257 12 1 1К62-02-160 293
258
259 МКА18-3 Детали фильтра
294 6 Шайба 1 1К62-02-173
CI9-I Заглушка НИЖНЯЯ
260 А25 2 1К62-02-Г1 295 7 Шайба 1 1К62-02-286
261 А26 1 1К62-02-11 8x80 верхняя
262 Л55 296 Стойка 2 1К62-02-286
1 1К62-02-11 297 9x80 Стойка скребка 1
263 1К62-02-286
264 298 11 Шайба 1 1К62-02-286
265 299 12 Пластина 77 1К62-02-173
основная
С19-11 Фланец упорный 300 13 Пластина 76 1К62-02-173
266 А61.5 1 1К62-02-132 промежуточ- ная
267 А71.5 1 1К62-02-17 301 14 Скребок 76 9X80. МКА 18-3
268 А99,5 1 1К62-02-78 302 16 Пробка 1 1К62-02-173
269 А84,5 1 1К62-02-11 303
304
С25-5 Центр упорный 305
270 6 1 1К62-02-501 306
271 307
272 308
309
С25-10 Втулка переходная 310
273 311
274
275 А150-10 Тройник
А14-26 Кольцо уплотнительное 312
276 40x62- 1 1К62-02-52 313
10 314
277 315
С9-39 Кольцо замковое пружинное
А51-4 Кольцо уплотнительное
316
278
279 85X115х 1 1К62-02-72 317
14
— 64 —
Продолжение
Номер позиции Обозна- чение Наименование Количество на узел К детали
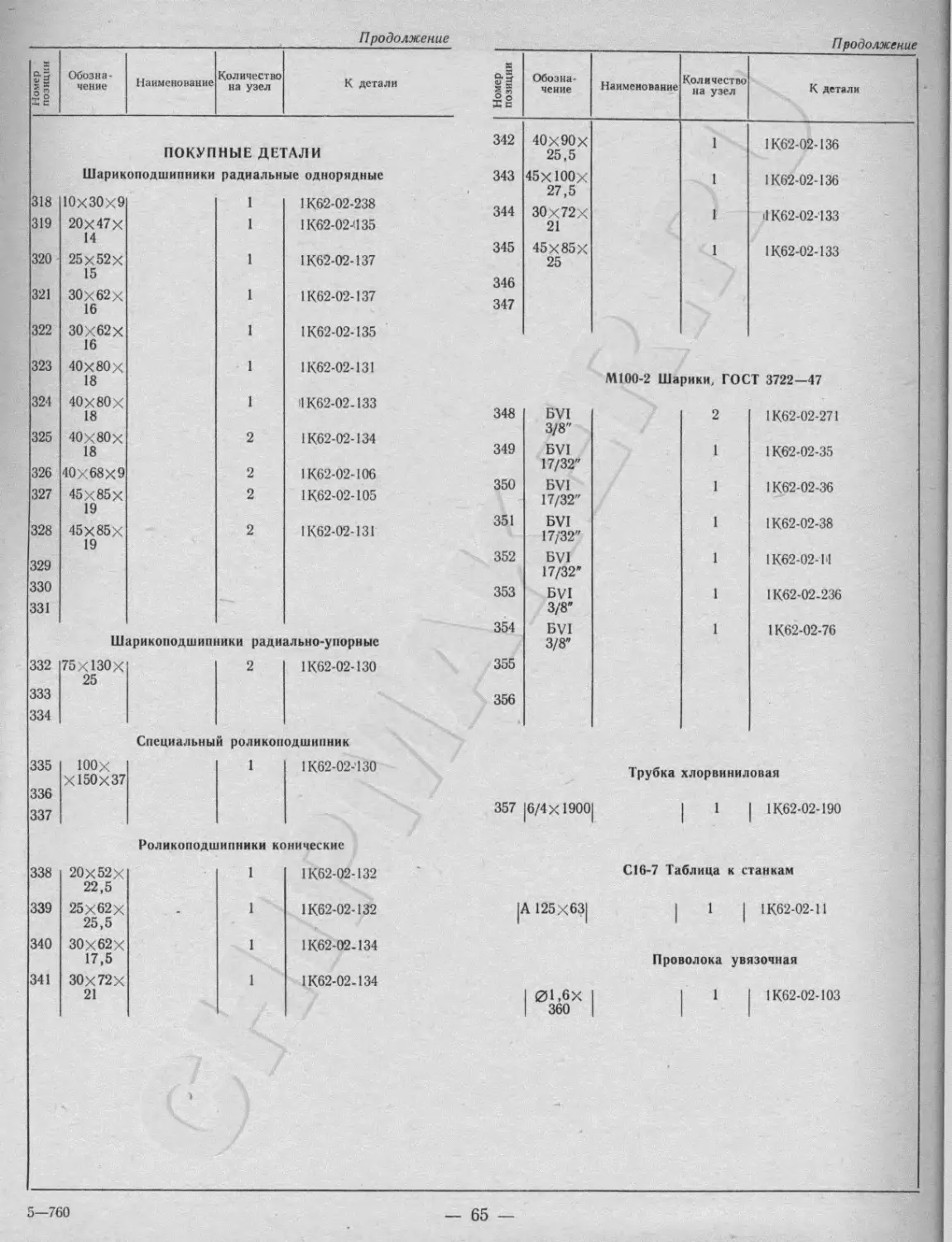
ПОКУПНЫЕ ДЕТАЛИ
Шарикоподшипники радиальные однорядные
318 10x30x9 1 1К62-02-238
319 20Х47Х 14 1 1К62-02Л35
320 25х52х 15 1 1К62-02-137
321 30Х62Х 16 1 1К62-02-137
322 30Х62Х 16 1 1К62-02-135
323 40Х80Х 18 1 1К62-02-131
324 40Х80Х 18 1 4К62-02-133
325 40Х80Х 18 2 IK62-02-I34
326 40x68x9 2 1К62-02-106
327 45Х85Х 19 2 1К62-02-105
328 45Х85Х 19 2 IK62-02-131
329
330
331
Шарикоподшипники радиально-упорные
332 333 75Х130Х 25 2 1К62-02-130
334
Специальный роликоподшипник
335 336 Ю0х X 150x37 1 IK62-02-130
337
Роликоподшипники конические
338 20Х52Х 22,5 1 1К62-02-132
339 25х62х 25,5 • 1 1К62-02-132
340 30Х62Х 17,5 1 1К62-02-134
341 30Х72Х 21 1 1К62-02-134
Продолжение
□мер >знции Обозна- чение Наименование Количество на узел К детали
X с
342 40х90х 25,5 1 1К62-02-136
343 45Х100Х 27,5 1 1К62-02-136
344 30Х72Х 21 1 4К62-О2-133
345 45Х85Х 25 1 1К62-02-133
346
347
М100-2 Шарики, ГОСТ 3722—47
348 BVI 3/8" 2 1К62-02-271
349 BVI 17/32" 1 1К62-02-35
350 BV1 17/32" 1 1К62-02-36
351 BVI 17/32" 1 1К62-02-38
352 BVI 17/32’ 1 1К62-02-14
353 BVI 3/8’ 1 1К62-02-236
354 BVI 3/8" 1 1К62-02-76
355
356
Трубка хлорвиниловая
357 |6/4х 1900 1 1 1 | IK62-02-190
С16-7 Таблица к станкам
|А 125Х63| 1 1 1 1К62-02-11
Проволока увязочная
1 01,бх 1 360 1 1 1 | 1К62-02-103
5—760
— 65 —
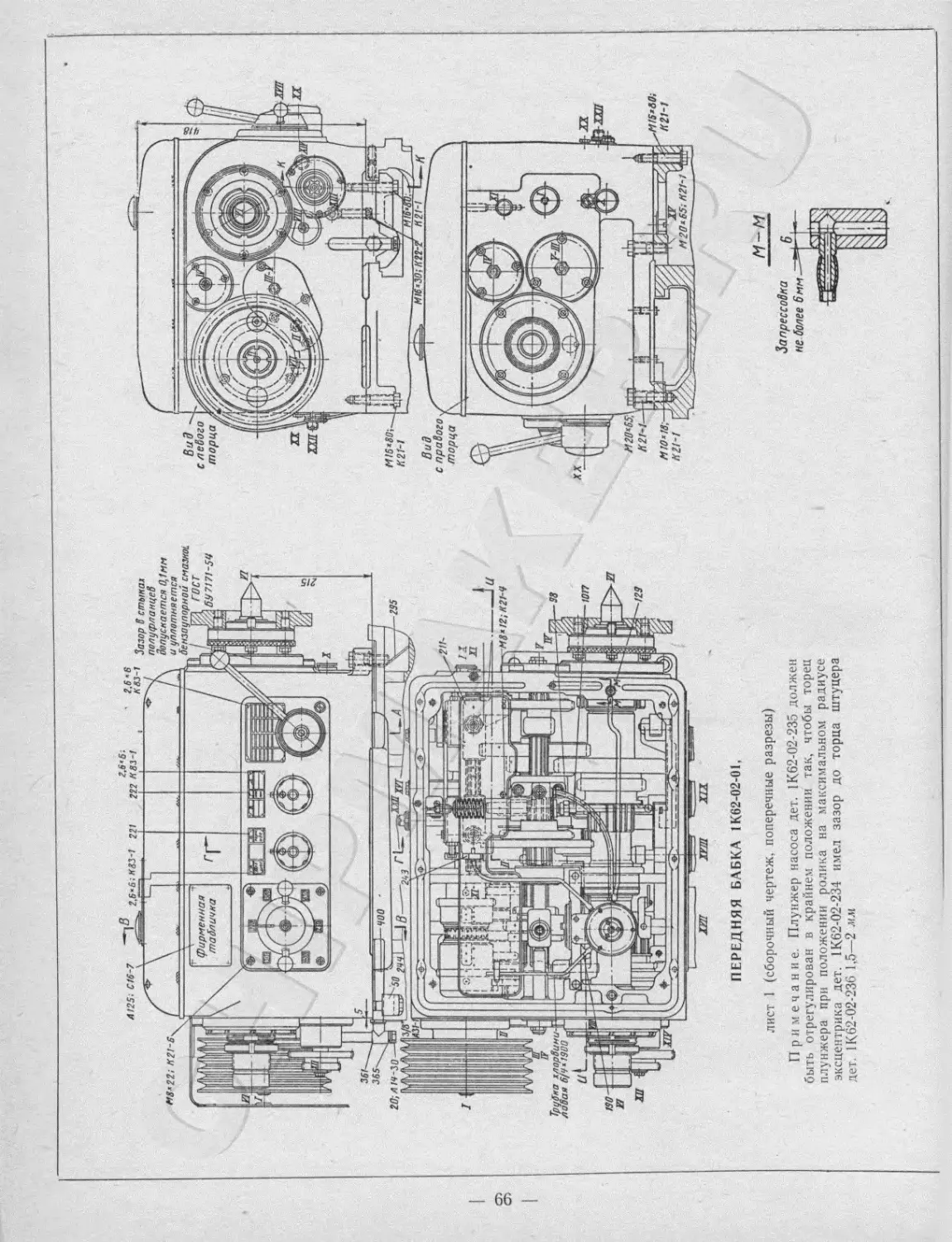
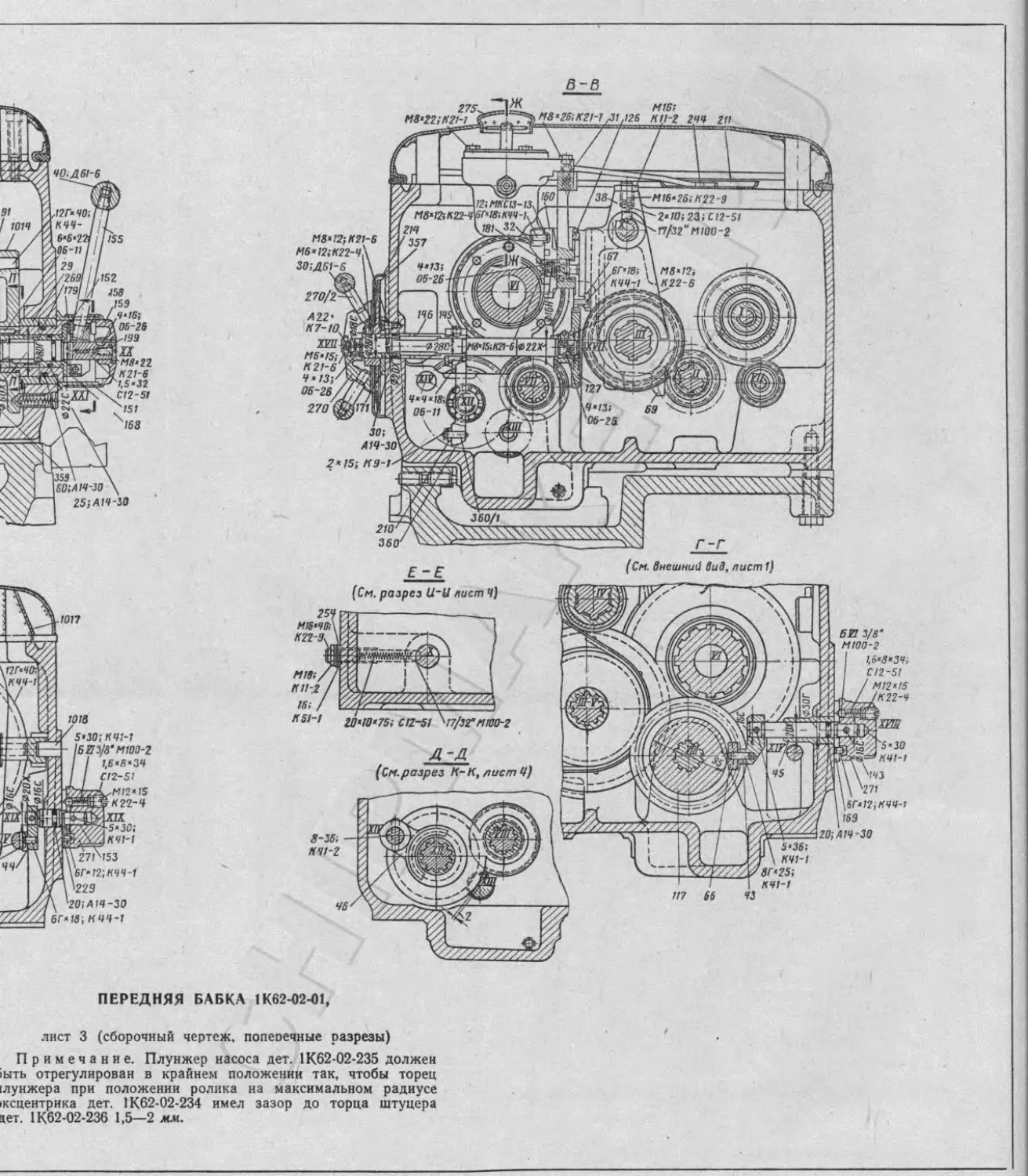
ПЕРЕДНЯЯ БАБКА 1К62-02-01,
лист 1 (сборочный чертеж, поперечные разрезы)
Примечание. Плунжер насоса дет. 1К62-02-235 должен
быть отрегулирован в крайнем положении так, чтобы торец
плунжера при положении ролика на максимальном радиусе
эксцентрика дет. 1К62-02-234 имел зазор до торца штуцера
дет 1К62-02-236 1.5—2 льи
U-Ц
о-о
МЮ‘40;
кгг-6 1014 359 1019 44 Э> Н10;кп~г НЮ-45; Htl-1 43 360
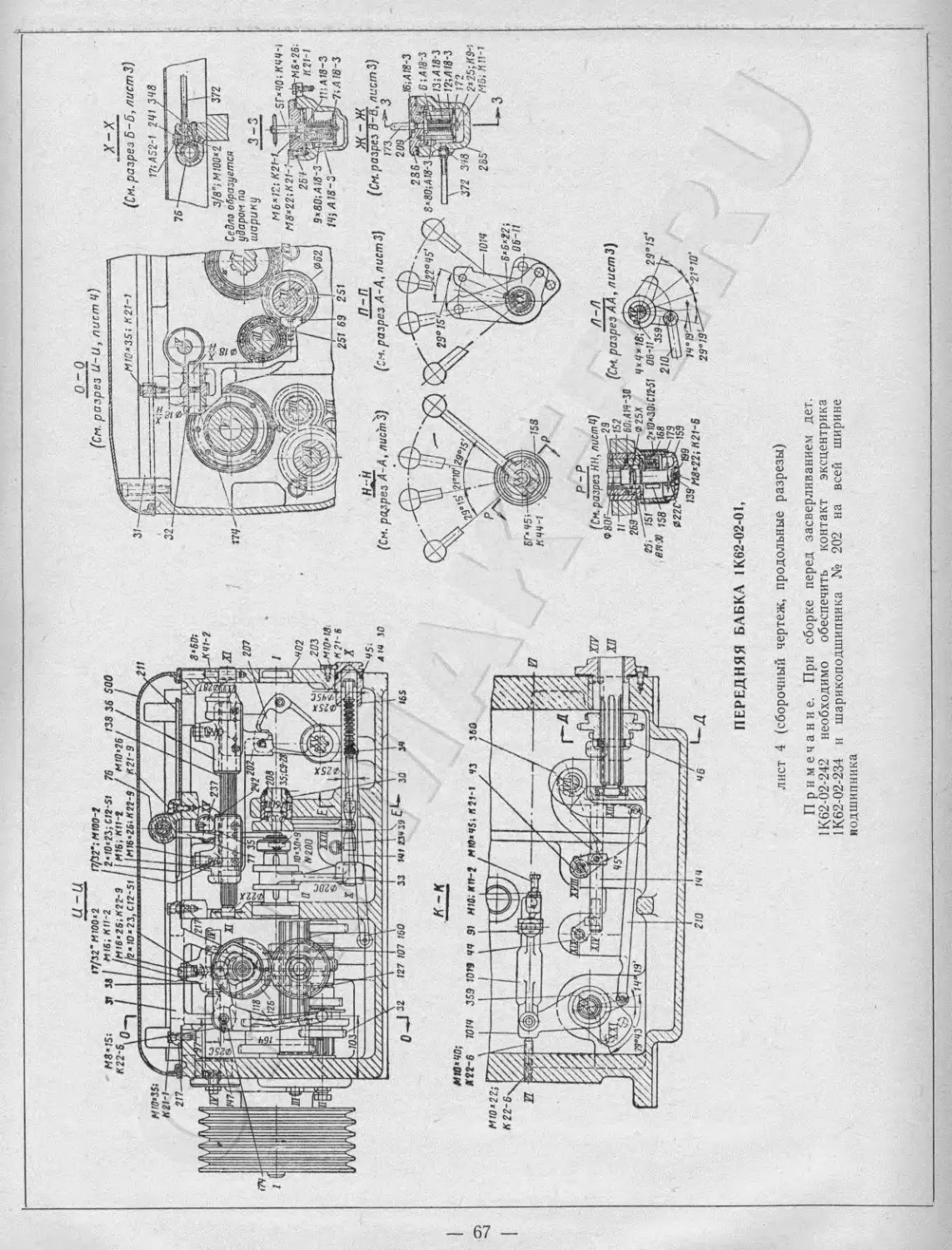
ПЕРЕДНЯЯ БАБКА 1К62-02-01,
лист 4 (сборочный чертеж, продольные разрезы)
Примечание. При сборке перед засверливанием дет.
1К62-02-242 необходимо обеспечить контакт эксцентрика
1К62-02-234 и шарикоподшипника № 202 на всей ширине
подшипника
A -A
40. A SI-6
500
MI6; KU-2
M16’26;K22-9
2-10-23; —
C12-51
п/з2"; МЮ0-2
It
ZZZZZZZZZ'Z
^sssssssssssssssssS&
М3-22
K21-6
1,5-32
012-51
151
168
359
60;At4-30
25;A14-30
2’15; К9-1
210 359
25;,A14-30
___) / 142 75
25;C9-28
М12’70;К12-9
ISS
M8-18; K21-6
202
176 П5
356
268
182
мв-гг^
K21-1
81874-! 5g.
M8-/5; К 21 -8
1200
925X
1Ч2Г
'39
152
tse
/53
v/6;
06-26
/93
1K62-0I-II
275
M8-22IK21-1
i‘it>
360/1
Я11Я
4’13;
/>6-26
12; m
М8Ч2;К22-Ч\6Г’18;
18K
352
M842;K21-6
M6-12;K22-4
30-.Д61-6
270/2
A22-
K7-t0
ТУП
М6Ч5;
К 21-6
4-13;
06-26
270
30;
A14-30
210
360
Д-Д
(См. разрез К-К, лис
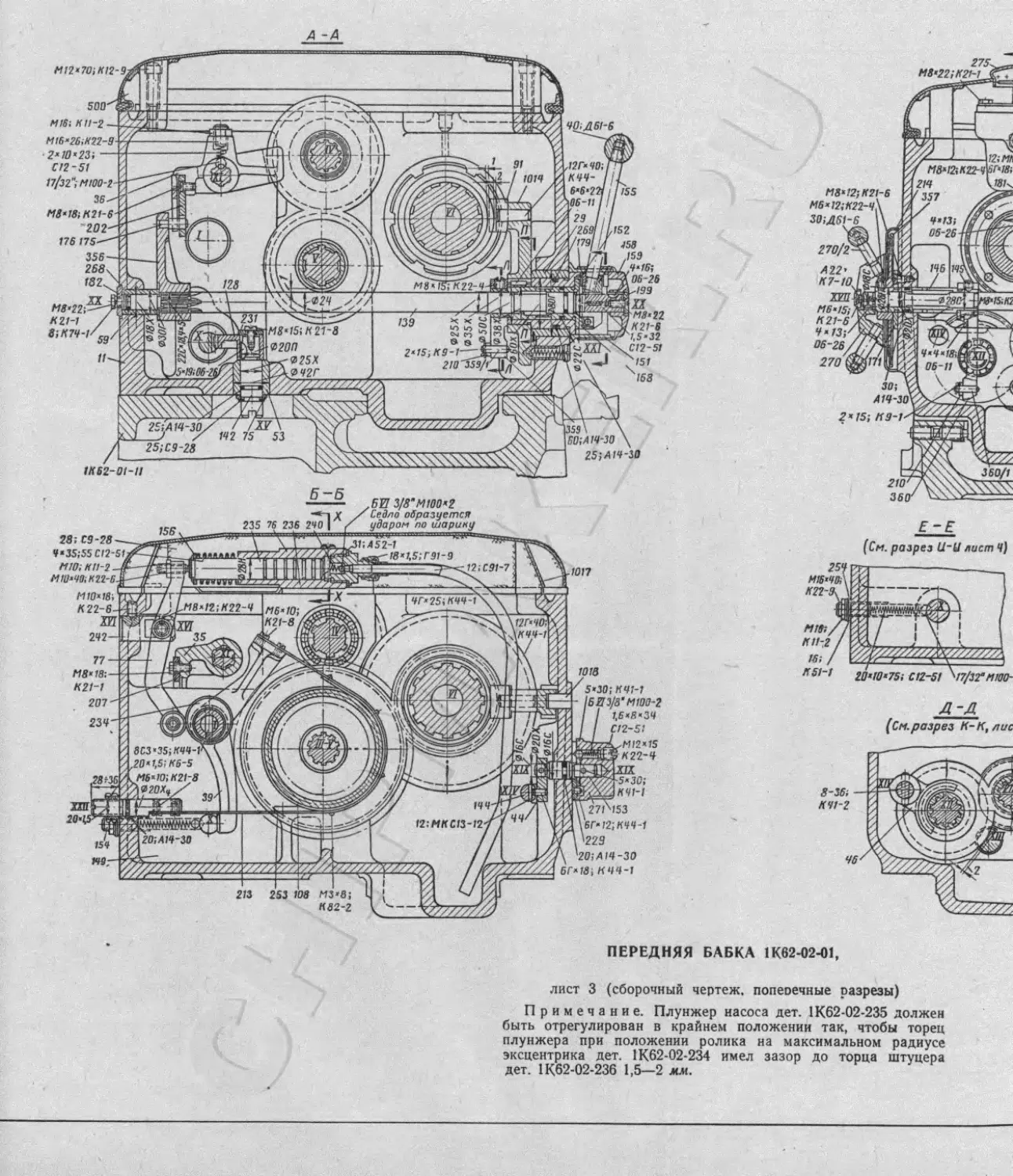
ПЕРЕДНЯЯ БАБКА 1К62-О2-О1,
лист 3 (сборочный чертеж, попеоечные разрезы)
Примечание. Плунжер насоса дет. 1К62-02-235 должен
быть отрегулирован в крайнем положении так, чтобы торец
плунжера при положении ролика на максимальном радиусе
эксцентрика дет. 1К62-02-234 имел зазор до торца штуцера
дет. 1К62-02-236 1,5—2 мм.
А -Д
Ч0.Д61-6
45g
09
S8ggBgB88SggSgB8^
353
so;a io-за
25; A to-30
M12‘70;KI2-9
500
M16; KU-2
Ml6-26;K22-9
2-10-23; —
C12-51
п/зг'-.нюо-г
36
H8-18;K21-6
'202
176 175
356
268
М8-22^
К 21-1
81К7Ч-!
M8-15;K21-8
120П
V25X
12Г- 40; I
6-6-2
ISS
FW' - "Л '•’•Il
9 S
2-15, K9-1-
210 353/t
9-W;
06-26
199
XI
M8-22
K21~6
1,5-32
612-51
151
168
1K62-OI-II
M8-t2;K2t-6
М6-12;К22-Ч
30;Д61-6
270/2
A22-
К 7-10
ХУЛ
М6Ч5;
К 21-6
4-13;
06-26
270
30;
А1Ч-30
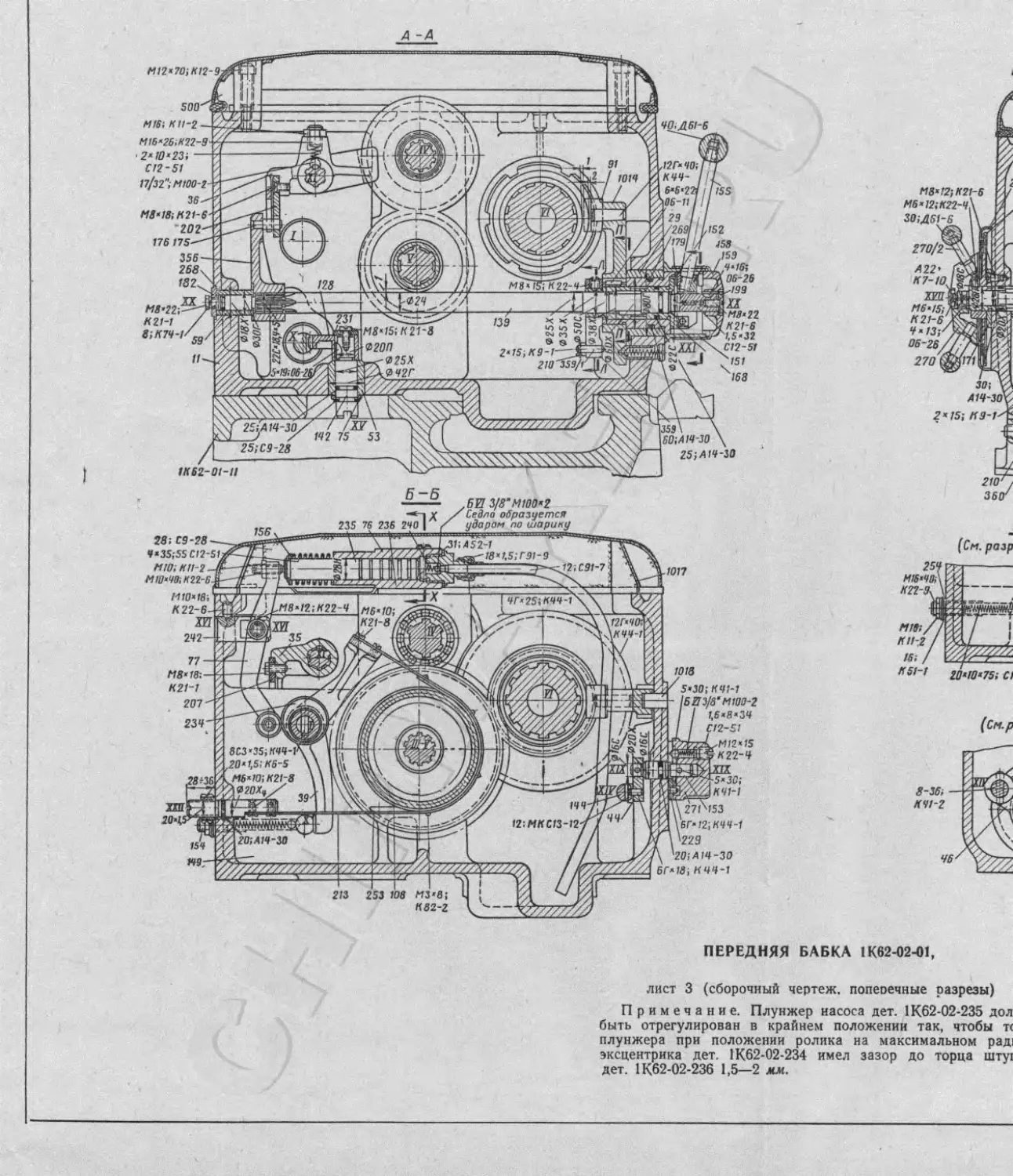
ПЕРЕДНЯЯ БАБКА 1К62-02-01,
лист 3 (сборочный чертеж, попеоечные разрезы)
Примечание. Плунжер насоса дет. 1К62-02-235 дол
быть отрегулирован в крайнем положении так, чтобы т<
плунжера при положении ролика на максимальном рад,
эксцентрика дет. 1К62-02-234 имел зазор до торца шту!
дет. 1К62-02-236 1,5—2 мм.
-A
В-В
Б 5 БИ 3/8’М100’2
Седло образуется
ударом по шарику
M8*12iK22-4\
•I5;K21‘6W22/
'06-28
\12;МКС13-13Х
МГ*18ННЧ-к
\18КЗКЛ
ЧЧЗ;
06-26
4*4*18
06-11
275-
М8’22;К21-1_А
/Г-18; \WS«(2;
КЧЧ-1 '\K22-6
Н8Ч2;К21-6
М6’12;К22-Ч\
30;Д61-6 \
<фЯ772Г~^У ]
360/1
s\\Ws\\W
OS-2«z
270\
27О/Г-
А22’
К7-1О^
TVQi
П6Ч5;,
30; V
А1Ч-30'
2* 15; КЯ-1"
М16;
М8"26;К21-1у31,126 K1J-2 2ЧЧ 211
М16-26;К22-3
'2«W; 23; 0(2-51
- 17/32“ М100-2
ion
1018
К 82-2
Ш-Ч
КЧЧ-1
SCO; КЧ1-1
ВеЗ/З'МЮО-2
I (,е«я«зч
/ C12-SI
*тгСм/2«(3
Ш/S К 27-4
V.A52-1
18 *1.5; Г 91-9
12; С 91-7
ЧГ<25', КЧЧ-1
14 ч
12МКС13-12
-SCO;
КЧ1-1
. 27Л(53
бгч2; кчч-1
'229
\ '20; А14-30
61*18; КЧЧ-1
2107
360‘
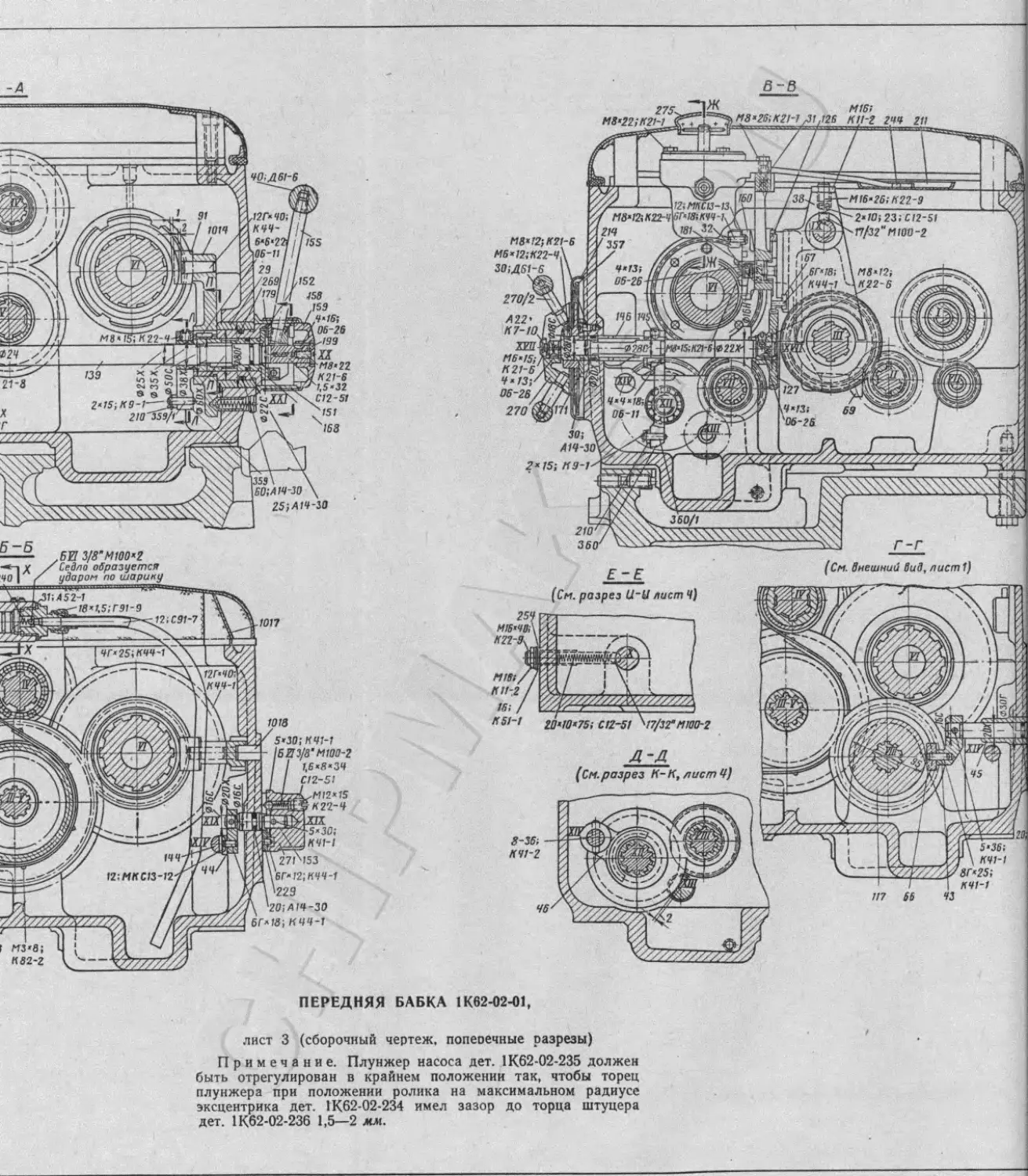
ПЕРЕДНЯЯ БАБКА 1К62-02-01,
лист 3 (сборочный чертеж, попеоечные разрезы)
Примечание. Плунжер насоса дет. 1К62-02-235 должен
быть отрегулирован в крайнем положении так, чтобы торец
плунжера при положении ролика на максимальном радиусе
эксцентрика дет. 1К62-02-234 имел зазор до торца штуцера
дет. 1К62-02-236 1,5—2 мм.
в-в
M8*22iK21-1
270/2
A22'
К 7-Ш
ХУЛ
M6-IS;
821-6
4*13;
06-26
270
Mf6;
M8*26;K21-1 JI,126 кп-г 244 211
nt
12;мтз-/з
Г-18;КЧЧ-1
I8K32
443;
06-26
*4*18;
06-1
1?.'!
M8*12;K22-4
2N
351
M8*!2;K2t-6
M6*l2;K22-4
301Д61-6
30;
A14-30
2*15; К 9-1
\4*13;
'06-26
M 16’26,822-9
2*10; 23; C12-51
17/32” H100-2
Н8Ч2;
К 22-6
210
360
ПЕРЕДНЯЯ БАБКА 1K62-02-01,
лист 3 (сборочный чертеж, поперечные разрезы)
Примечание. Плунжер насоса дет. 1К62-02-235 должен
1ыть отрегулирован в крайнем положении так, чтобы торец
,лунжера при положении ролика на максимальном радиусе
жсцентрика дет. 1К62-02-234 имел зазор до торца штуцера
дет. 1К62-02-236 1,5—2 леи.
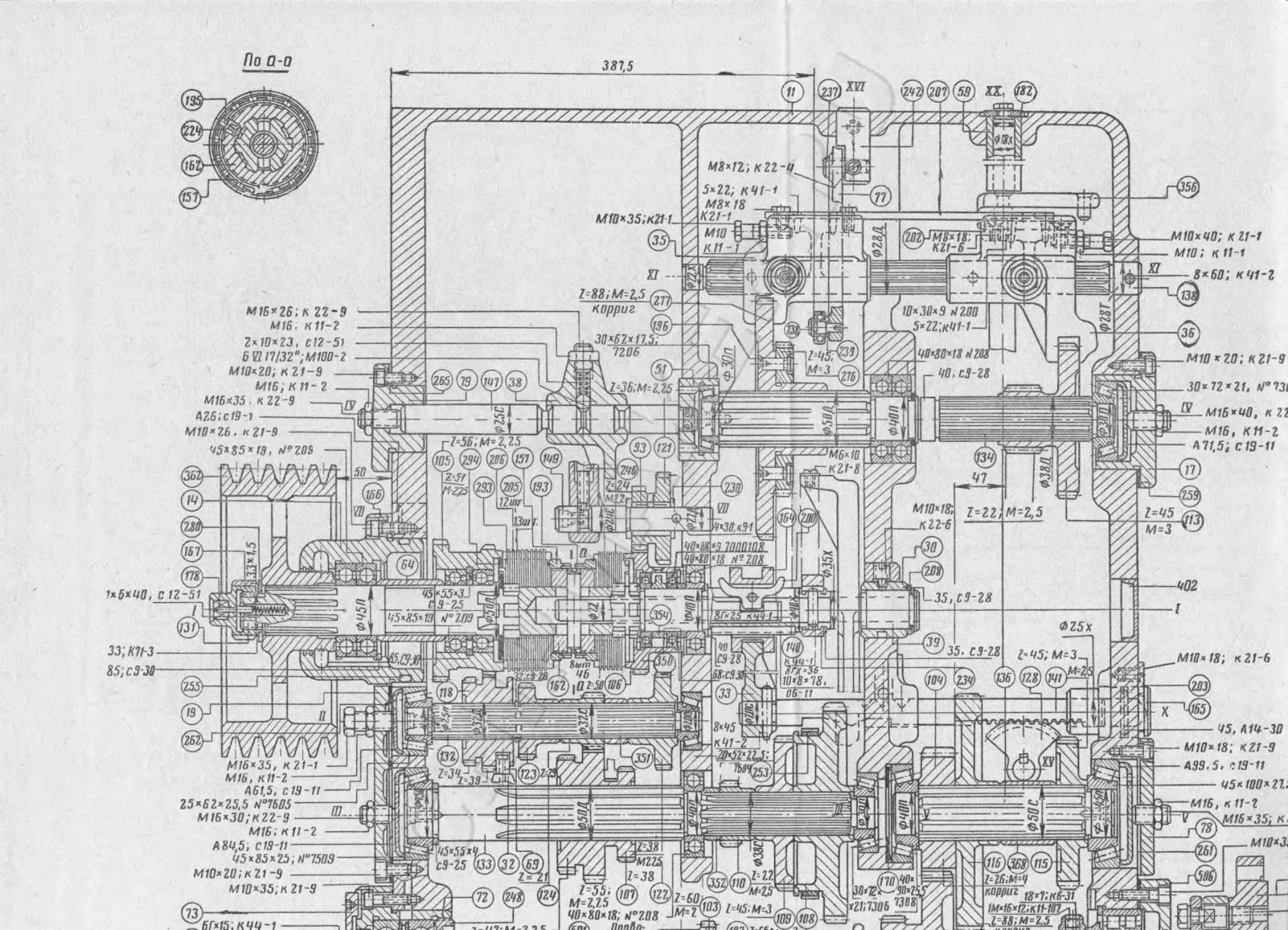
М1Б. К11-2
2*10*23. C12-5I
6VHl/32";M100-2
М10*20; к 21-9
MIO; К11- 2
М16*35к22~9
AZ6;cl9-i-------
М10*26. к21-9 ---
45*85*13, rJ-ZOS
1*6*40, С 12-51
М10*31
04
*2*4;к6-31~
5;946215.А
ЗЗ'КП-З
85, С 3-30
30*02* П.ЗТ
ПО6
С213)--
^НК68
85*15;А51-4
75*130*2;
М10*20; к 21-9
KZI-8
47
М2?
0*80
402
925
I
М10*18; к 2Г6
П8
1/6-II
к 41-г
351
V-
/2
__ 3
т
аяуо зеркала 2.85
3
Ъ28;М=2
(5
'—ггг*бо;
«ww
сзгз
S8.C.4
в-
~20*41*1Ч/
и°гоч
1-52; М-4
корригир
V/I
140,*9-1
М1Б*30;к22-2
зо; 00-28
^100*150*31; fl‘318
___________198,4 _
т-зо
30*12*21, 9-13/
а_М1б*40, к 22
-М16, К11-2
А11.5; с 19-11
45*55*
сЭ-25
Г-45
м-з
39
Z5
>,M=2.Z5-fe^
40*80*18 f/ZOr
40. 03-28
5
М16*35, к 21-1
М16, к 11-2---
А61.5, с 19-11
25*62*25,5 9-1605---
М16*30;к22-9------
М1Б; к 11-2
А 84,5, С19-11-
45*85*25; 0°1509----
М10*20;к21-9 ----
МЮ*35;к21-9
33} ----
ZZ6r*15;K44-1
16^
S.
|1С
ИИ
ISilll
K 75 г
745.5
11^
1КБ2-30- 101 -г
ЗО*62*16;Н°-2О6-Г
M10*22
К 21-9
\12wL.
13шг.
М-1,5
1-45
М-3
40*68*9 1000108
*18 rl°-2Q8
Ьз5, СЯ-28
35. C3 Z8
8ГЦ-36
025х
1=45; М-3
----45, А14-30
М10*18; KZ1-9
А99.5. 119-11
-----45*100*213
-М16, к 11-2
У~^\М16*35, к.
1-4T.M-225
£
S-
М8Ч5; к 21-1
42;м=2
1=18. М--2
7-38
208 JM--V& 1-45-М--3
лТйМЛ
*21,1306
1M*16*iz;k1P1
Г-88; М-2.5
корриг.
М12Ч5;к21 6
г-35;м-
*2*4; к.6-31
5;/J46215.A
145.5
VID -
*41-2\
Г“ЙЙ
72
и-
|«
M-3
□
56
LW
8*35;кЧ1-7
zox
68,5
'~A25;c19-1
80*62*16, tJ°Zu6
ЩГ.Д61-6
A2Z;k7- 10
30,
ДБ1-6
l_K8*15
к21~6 j
5
1-21
М12*151к22-6
1-351М-
В
033)—
^НК68
85*15;А51-4
75*130*2
М8*15;к21-6 685
125
M16*35, к 21-1
M16, к 11-2---
25*62*25,5 /)°1605 т
М16*30;к22-9----------
М1Б; к 11-2 ----
А 84,5; с 19-11------
Ч5*85*25;И°1509---
М1О*2О;к21~9 -----
М10 *35; к 21-9
73)——-----
ЗлбГ*15, кчч-1
l=41;M*2,25 -J
$
s
0-
1K6Z -30- 101 -Г
30*Б2*16;И?2116-Г
М16*30;к22-2
30;С9-28
М10*26;к21-1
11; к 1-15
40*62; А1Ч-26
70; с з-зо -J
1К62-1В-33
M10*27J=£
К 21-0-
7^Ч2;-\
М-2
1-56-
М=2
1-35Г1
М-2
М8Ч5; kzi-i
П,М-2
Г-28. М-2
*3D;A14-30\
1-38
18; 4’208
Ю1) ПРоВо- „
Л* пока
SSSaaii
!*»ЕИИЙ1
^Ь28;М--1
то)
у<АЬ6)-х_
I?!
И
-т
25*52*15, И°М1
110)90*
30*72 0*2
1/261306 73flg|
Ыб^МЧ
чорриг
im*16*iz.kiho;
м-2.5
корриг.
—__I
41*141
204
1-52; М-4
корригир
'~12Г*60;
к 44-1
Зазора
нет
-----45, А14-30
-MW*18: К21-9
---А39.5, 113-11
--- 45*100*21.5
М16, к 11-2
~^М16*35; к2.
-100* 150*31; п’3182
198.4
мБ*1а;кгг-ч
РАЗВЕРТКА ПЕРЕДНЕЙ БАБКИ 1К62-02-01, ЛИСТ 2 (СБОРОЧНЫЙ ЧЕРТЕЖ)
Примечание. Количество фрикционных дисков в левой муфте (25-2), в правой муфте (15-2), по два диска в каждой муфте являются компенсационными.
5; ^62/5. А
сА?.5;с19 1
г-1К62-99-12
-L 1K62-99-V
----г- 2*170,038-5
1кбг-дд-г4
i-зч.
и
п
1«а
'-6;с25-5
м--3
3
56
8*35; к 41-
НИ
68,5
30х£2х/6, №2П6
Ш
ЦЦ;Д61-6
А22;к7-10
пИш№
за;
Д61-6
-100* 150*37; Н‘3182120 -А
198,4
\М8*15:к21-б 685
137
1=12
М=25
?j&,M8*15; kZI-i
41, м-2
1-28. М-2
га
М16*35, к 21-1 ---1
М16, К11-2----
А61.5, 019-11
25*62*25,5 На76О5----
M16*30;k2Z-9------
М1Б;к11-2
А 84,5, С19-11--
45*85*25,9°7509
М1О*2О;к21~9 -------
М10*35;к21-9 ~
73)—---------
)а6Г*15, КЧЧ~1
l-Q7;M*2,25 -1
£
е.
1*38Г
Ж
ъгомч
208
)jj\ Лробо- „
Zy пока
*21,7306
корриг
1M*l6*i2iKtHl
Л 88;м*2,5
7 к о и риг.
НК 68
85*15;А51-4~^
75*130*2
*2*4: кб-31—
1K6Z-30- 101
30*62*16; 8-206
ж 75
М10*27.
KZ1-9
6*ЗО;к22-2
30;С9-28
16,821-1
К7-15
г-,А1ЧИ
Г, 0 9-30
1КБ2-78-33
ZZZZZ
г-чг,
м^г
1*561-
м*г
г*35Г
М-2
М11*15;к22-б^
Ъ35;м--
№юм».
зеркала 2'85
^Ъ28;М-г
-20*47*14;
чегоч
г-52; М-4
корригир
1^60, м~-
'-12Г*6О;
К ЧЧ-1
т
25*5Z*15, fJ°Z05
\_К8*15
к21-6г)
Зазора
нот
--------45, А14-30
-—МЮ*18; к21-9
---А99.5, 019-11
-------- 45*100*27.5 4*7309
3^—М/6, к 11-2
^/416*35; к22-9
---М10*35,к2Г9
^ZZ3,
мБ*10;нгг-ч
РАЗВЕРТКА ПЕРЕДНЕЙ БАБКИ 1К62-02-01, ЛИСТ 2 (СБОРОЧНЫЙ ЧЕРТЕЖ)
Примечание. Количество фрикционных дисков в левой муфте (25-2), в правой муфте (15-2), по два диска в каждой муфте являются компенсационными.
По a-о
387,5
I8SIIL
l$l
---М10*35;к21-9
Е22
902
I
95*85*19
ЗЯ
1=38
/2
M10*90; К 27-1
MIO; к 11-1
5*22; к91-1 ..
М8*18
\K21-1
мюЦ
К11-1
Г-1К62-99-12
и±_ 1К62-99-73
------г г*170;038-5
\1K62-99-2l
М=3
8*45
к91-
0918
468.03
33
115
M10*35;k211.
(зЗ>
П -
M8*1Z; к22-Ц
8*60; к 91-2
M16*26; к 22-9
М1Б. K11-2
2*10*23, 012-51
6 7ai7l32";M1OO-2
M10*20; к 21-9
M16; К 11-2
M16*35 к 22-9 —
Л261С19-1 ----------
M10*Z6. «21-9 --------
С 12-51
'ЧЗ *55*.
_0 9J.l
fi
8
30*62*17.5,
7206
1=36;М--2.15
90*bi
*3 7000108
\*I8 К-708
'*30*9 0200
5*22',к91-1—
90. 09-28
47.
7=22
м-г,5
35, 09-28
35. 03-7.8
<2>25х
1-95; м=з
М10*7.0; К 27-9
.30*72*21, f/’ 7306
^—M16*9O, к 22-9
M16, KM-2
71,5; C19-11
М10*18; к 21-6
M16*35, к 21-1
М16. к 11-2---
А 61,5, с 19 -11
25*62*25,5 П°76О5---
M16*30;kZ2-9------
М16;к11-2
А 89,5, С19-11-
95*85*25;Н°7509
М10*20;к21-9 -------
МЮ*35;к21-9 ~
73)—-------
^60*15, K49~1
,!K!I
г'У'к39
95*55*9
09-25 (/,
ID208
l-U7;M-2,25 -
, 3.-11
^М--25
Ыбзмч
корриг fg,r. кб-31
1М*16*12;к1Н
1=88 :м=2.5
95, А19-30
М10*18; К 21-9
А99.5. 113-11
----- 95* 100* 27.5 9* 7309
-М16, « 11-2
TJ^M16*35; к22-9
Развертка по осям ЬП-Ш-Ш-Ч-УГЩ-'МН -Х-П-ХП-Ш-Ш-Х7~Х.У1-Ш-1УЗ~ XJX-XXXXI-XX11
t> 2g л
Ф85А
ФЧ5А
Ф55А
Ф 100 А
X Й
т v
12
—па
40
.А
ФЧ2П,
S'
28
XSHL.-
V 6
Хд 2
“О
slU.
гл 1ЧП~" 0,020
Ф150. цро
по роликоподшипнику
VI 4
Узел А
55
Ф22А
Ф2ЧА
25
23 *
Ф1Ч8А
«67.П! Ь
Ф7.6А
Фсгп, £5
ФЗОА
107
‘й 02.5 А
IV
Ф60А с
Ш- V
08511, с
Калибровать на.
длине 20
Ф130А .0
75=1
&
ОТ
уб
05
62 ^9
45
игл
е. ।
266
XX
_пА
szh
22
Ф2£А,
Ф72П,
Ф45
кт5
йХ
20
R2
15
Ф8\М, р
Ф52Пг
Ф50^3 02ZA
052П,С>
Ф^ОАи
10 Я
1(11
Ф60А р
.0М
й R110
А
КОРПУС ПЕРЕДНЕЙ
БАБКИ 1К62-02-11
Материал: чугун СЧ 15-32
Базnii при Сработке детали яОпяттся литые отверстия g оси /шпинделя), литое oml. /осиФ/ЗОА _
Бод омический amuipi
25t*2| Мерзкоть в лшпье
18
Нйа^
36
ио — ’
Я
314
Ш.
hzZ.
55
| iajttK
IV.
521
ПОЛ-М , „ „
(с/Лна!)
(]Ы)
5V
<ИБА
и берк стенки и отверстия Ф22А XI оси
По И-К
бодхцог /теинологич)
1р6
и
хга
и
21
« szi
из
40
25 &
^7 2<
545-1,0
|М!!^
Кап
чисто
S
е
ЛЭ
Ч ъь j °° xv
И-
U0-2 Вы{ерисР1пь t яо/яьс
42
^2
56-г
205
Z7
С’б
тх-г.Лч
wt!
Выдержать
а«8!ЙЙ
P-JJ
I 501
I lh5
41
ркГзи
RIO
У/М
уз
SZZZZZZZZZZZZZZ.
520
По а-б
по в-г
5«*W~
1)11 I
У I
х
ып
УйбУ!:о s
'у4
7ZZZZZZZZ2.
ЛоД-Е
XV//
v6 S
. 2^
кю.
wr
Прооерить
шаблоном
Пох-х
Базой при :.&аботке детали яВляются литые отВерстия 0 оси (шпинделя), литое oml 1 оси Ф130 А
Под с.йлсч
55
>5В2| Выдержать В литье
~Г
36
110 ~'
Выдержать
3Z4
Ш.
и бер» стенки и отОерстия а 22А XI оси
По И-К
coo f 0,0г (технологич)
1У.
П8Л-М .
(сШна!)
(ПИ) _____
54,
1БА
Ur,
||> Й
W
P30
a
ПоД-Е
40
v5 s
/tox-x
545-(Д
Как
чиста
«2
---"
? . нй
ХИ/
§
J5
____Z6S-1 Иы^ержряо 0 «пьс
42
та
И!
32 ;
55-2
-t£J
ЗВ1-т‘}
№z
^7 J2«
202-о.ь
7ZZZZZZZZZZZZZ
520
IWI
077
з«/ 5
mt
S
I 50\, .
I " iff'
1'35 !
l»3EB.
Дб/Z/Z «jZZZZZZ^--it
szL
e _v5
373_______
По A-6
no B-r
>К1
Проверить
шаблоном
§
uni I оси «130 A
ПоД-Е
Сл? кыаческий атифт S*SO; к 41- 2
По н-о
гмг% ItiiepiKcmb I лшпье
соль t ятьс
( с / на VI)
15
~,~ф~
^И!!
(18Л-М . т „
(сПГна!)
(158) t
35
12 13 10
По а-а По S- S
(см !и0 6 плане лист 1)
32ч
?б
и
vv t
285-6. i
5«*1
80
i5 a
кив
IM §
60
sJL
35
5(75?М|0
Л21'
чисто
По S-Я
(См !ид 6 noons лист 1)
Ht),Глубина сОерпсниа /7;
нарезки 14
после сборки с Ост
1кб2-ог-го
По ш-з
35
20
RI
45
10 13 7
5Z6 i
|32
XVII
zL
2 . и
Проверить
шаблоном
Bh
ПоЛ-Е
По x-x
"bi
' '
t-Wff
ботМЮ
Глувино сверления 21.
нарезки 23 t
иотв. м 10
Uотв <Р2,Ь
после сборки
в
1Кбг-аг-23з
п
У
МО
2
MIO
сквозное
27?,5*g,3
R10
2 отв
Ф22
•>л _ hub/lb UVU
nodem.
ШФ8
R15
3Z6*
R10
66
775+5.53
Я
RIO
RZO
I33*°'r
Калибровать
на Опине 20 мм
35
65
х/у
261
[рубина сверл;-уил
нарезки\-'2Х
ЗотвМГО
Зотв.МЮ'Ф'
Глубина сверления
нарезки 23
181 iD,3
R10
68
08,3
сквозное
130ti
ПО п-п
R10
S3
Вид по стрелке с
XVI
Г . \1 у
Глубиног'4^'.
г сверлений ^>2
'иаоезки20,мю
Зенковал,
' п/углом 110 °
чгг^о.ц
38UtO,i/
{уклон
R22
П
36
в Е
М10 сквозь
I '
К «
25
85*
S3
К
1КВ2-О2-233
A
181*0,3
R1D
«2?-
стрелке с
-Z3
О
нарезки
। Зот6М1
ЧотЬ 92, Ь
после сборки
___________271,5*0,3
'И R10
6£5-о,7б
7
•>о п IIUU/IC
^&н по дет.
Н
378 * 0,2
536__________
Ф16А сквозное
С
Ха
ff/5
47^7
!----------
п
XF
4
IT
32
4
УШ
R
МП! 555
л/Х
Ш
4от6
.СкВоз
£
16
25
КалиброВать
на блине 20 мм
КЗО
кг?
араки I2/s;Tmi Фпри ^прке
0
35
65
XIV
E6Z
1ои
XX
220
XVII
4огВ.Ф8_
Глубина сберления 17,
нарезки 13
326*^4
ЗотВ.МЮ^У
Глубина сверления
нарезки 23
z Глубина
ТсОевленияТ^ C5Z
'iiape3r.ii2D.Mio
3CHK0Barb<fi^<aa,
о/углом 120°~^^
422*0,4
П51-0.53
384*0,4
УКЛОН
R10
Й
3£
В IV
66
68
т386-о.71гж"*- - ----5?
6 8 Л Гп'гбино сберлёния И
игзу>
25
п^о.гз
ГП
S7
21?
2
XX
юи\
MjI
773-------’ffi’
Глибчна сберпения 23,
нарезки tS;
12отЦ 9~S
МиносверпенияЗО,
чараки 25, Mtltforf
l/iyiuuQ сверления ?,&
порезки 24; MID
ИЗ
R25
Ь[ 235. Р35™'
675
6^5-p,?fi
531
(401
v уклон
fl
122.
if)
181*0,3
с5грл?иия&1.
3Z6*«39
J3J
ZT?
775
KK
XP
У
32
У!
010
85’
If
-ЗЗо-олс
_ 68
25
М10 сквозное
21-R
95
65
150
XX
ИЗ
373*0,2
536_________
ч^76 Л сквозное
rmfiuHO сверления гч,
налезли 20. ЗотИ М10
36
66
В
2^
217
113
S?
4omb.M12
сквозные Пр 5-в '
(см.ВиО 6 плане)
г—36
' 0/6 13 1S
R20
R3G
Глубина сверления 22,
нарезки 18, МЮ
107
122*0.26
Кй
U
16
15
Ria
773
1ли6чно сРерпения 2?.,
напезки 13;
[[ 20тГ^
Глубина сверАКнияЗО.
нарам 25; MlMorf,
Глубина сверления Д
нарезки 24; MiB
§
гзо_
xvn
153
ZVIil 555 ________хм
675
Заклон
V уклон
мцбина слерления 22,
нарезки 24: 6отв м <о
б№
fa
!7/ i
235
532
п -w, глубина. сбфнениР Я
•> 1 нарезки 23. зотГ>м№
—Т—--------------- ———
V4
"tf
ZS 7
66.01
\(85)
-j Глубина
R10
нарезки
XV
Г~1
32
R20
015
Ш
030
п±
150
XX
ю
7.15*а,ь
113
XX
5
140
Uom6.M12
сквозные Поб-В ‘
(с.ч6иР в плане.)
' 1S
V/
Гпцбино сверлений ?v,
нарезки 20.3зтб MIO
нарезки 18. M10
101
i22i0.26
ffff+azs
' ЗотВМЮ
Глубина
R10
5—S
6EJ
Ш6
010
УКЛОН
Вид снизу
510___________
_________581Г0'
S7S
245
М15
екйозное\
R20-
R10
Глуби!
4
ЧЕРТЕЖ ДЛЯ БАЛАНСИРОВКИ ШПИНДЕЛЯ
ДЕТ. 1К62-02-501
Примечания. 1. Балансировка может производиться за
счет деталей 1К62-02-73 и 1К62-02-1016.
2. Максимальное число оборотов шпинделя в минуту для
станка 1К62—2000.
3. Максимальная величина дисбаланса—25 г/см.
62.5
гчз.5
«1«Д
— 100*155*3?
d-3i3Z120 „Л
18*7 : .16-31
1М1б*п;ки-115
__________________
Г 266,5____________
г:з,5\_____________________
M1ZM6,KZZ-6
конус Морзе Р°5
чою,зч
ЧЗ-цбг
125,5
178,5
7U5.5
430,5
S50
Ч
<SsS
Конус
Морзе Ю
то W
сз-зз\
Для баланса
кс-31
‘-ЕЗ-
. Положение шее
I перни при 2000об/
; шпинделя, при котором _Ег
лроизбодится
болансиройки
ЧЕРТЕЖ ДЛЯ БАЛАНСИРОВКИ ШПИНДЕЛЯ
ДЕТ. 1К62-02-130 '
Примечания: 1. Балансировка может произродиться за
счет деталей 1К62-02-73, 10.
2. Максимальное число оборотов шпинделя в минуту для
станка 1К62—2000.
3. Максимальная величина дисбаланса — 25 г/см.
ФЛАНЕЦ 1 ОСИ 1К62-02-14
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклоне- ние, леи
1. 0 130С не должен иметь биения относительно оси отверстия 0 85П 0,04
2. Торец А не должен иметь биения относительно 0 130С 0,03
Примечания: 1. Формовочные уклоны за счет середины.
2. Окраска наружных необработанных поверхностен
К-4Ш2.
3. Окраска внутренних необработанных поверхностей К-В4.
ФЛАНЕЦ IV ОСИ 1К62-02-17
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. 0 85С не должен иметь биения относительно отверстия 0 72П (с. в.) 0,03
2. Торец А не должен иметь биения относительно 0 85С 0,05 на R 61
Примечания: 1. Окраска наружных необработанных
поверхностей К-Н.
2. Окраска внутренних необработанных поверхностей К-В
3. Формовочный уклон за счет уменьшения.
ФЛАНЕЦ П И III ОСЕЙ 1К62-02-19
Материал: чугун СЧ 15-32
СТАКАН XII ОСИ 1К62-02-21
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
Допускаемое
отклонение, мм
Плоскость А должна быть прямоли-
нейна
0,2
Примечания: 1. Формовочные уклоны за счет уменьше-
ния.
2. Окраска наружных необработанных поверхностей К-Н.
3. Окраска внутренних необработанных поверхностей К-В.
Технические требования
1. 06ОС не должен иметь биения от- носительно оси отверстия 0 45А 0,03
2. Отверстие 0 62П не должно иметь биения относительно отвер- стия 0 45А 0,03
3. Торец А не должен иметь биения относительно оси отверстия 0 62П (с. в.) 0,04
4. Торец Б не должен иметь биения относительно 0 60С 0,05
5. Отверстие 0 70А не должно иметь биения относительно оси отверстия 0 62П (с. в.) 0,05
IKS2 02-II
ВТУЛКА I ОСИ 1К62-02-30
Материал: qyiyH СЧ 15-32
ВТУЛКА XX ОСИ 1К62-02-29
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм Технические требования Допускаемое отклонение, мм
1. 0 80Г не должен иметь биения от- носительно оси отверстия 0 60А 0,02 1. 0 50П не должен иметь биения относительно отверстия 0 35А 0,04
2. Торцы не должны иметь биения от- носительно оси отверстия 0 60А 0,03 2. Торцы не должны иметь биения относительно 0 35А 0,03
КРОНШТЕЙН 1К62-02-31
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Отверстия 0 18А и 022А должны быть параллельны плоскости А 2. Отверстия 0 18А и 0 22А должны быть параллельны между собой 0,1 на длине 100 0,1 на длине 50
Примечания: 1. Окраска необработанных поверхностей
К-В.
2. Формовочные уклоны за счет середины.
— 72 —
РЫЧАГ 1К62-02-32
Материал: чугун КЧ 37-12
Технические требования Допускаемое отклонение, мм
1. Оси I, II и III должны быть вза- имно параллельны 0,1 на длине 100
2. Ось I должна быть перпендикуляр- на относительно плоскости Б 0,05 на длине 100
3. Плоскости А и Б должны быть взаимно параллельны 0,1 на длине 100
4. Плоскость В должна быть перпен- дикулярна I оси 0,1 на длине 100
Примечания: 1. Формовочные уклоны за счет середины.
2. Окраска необработанных поверхностей К-В.
— 73 —
57"
Вид А
1*45
НЧ2
f® W
37
18Аь
Цекобать как чисто
0 23
сберления 25,
нарезки 21
I отб под конический штифт
5*Z2',K4t-l
при сборке Но стрелке б
кш
136
88
б?*®'
MW; глубина
33
37
ВИЛКА ПРАВАЯ XI ОСИ 1К62-02-36
Материал: чугун СЧ 21-40
Технические требования
Допускаемое
отклонение, мм
1. Плоскость А и ось шлицевого от-
верстия 0 28А должны быть в од-
ной плоскости (проверка на спе-
циальном приспособлении)
2. Плоскость Б должна быть перпен-
дикулярна плоскости А
3. Плоскость В (боковые стороны
шлицевой канавки) должна быть
параллельна плоскости Б
4. Боковые стороны Г паза 18А5 дол-
жны быть перпендикулярны шлице-
вому отверстию
Плоскость А может
быть выше до 0,1
0,1 на длине детали
0,05 на длине детали
0,01 па длине паза
П р и м е ч а н и я: I. Формовочные уклоны за счет середины.
2. Шлицевое соединение по ГОСТ 1139—55.
3. Окраска необработанных поверхностей К-В.
— 75 —
iQS-t.s
0 254 .
I3V.3
ВИЛКА IV ОСИ 1К62-02-38
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Торцы А и Б должны быть перпен- дикулярны оси отверстия 0 25А 2. Плоскость паза В должна быть перпендикулярна оси отверстия 0 25А 0,1 на длине детали 0,1 на длине детали
Примечания: 1. Формовочные уклоны за счет середины.
2. Окраска необработанных поверхностей К-В.
— 76 —
РЫЧАГ-ТОРМОЗ I ОСИ 1К62-02-39
Материал: чугун СЧ 21-40
Термическая обработка до твердости RC 35-40
Окраска необработанных поверхностей К-В
— 77 —
РЫЧАГ 1К62-02-43
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. Ось отверстия 0 16А должна быть 0,08 на длине 50
параллельна оси отверстия 08А
2. Ось отверстия 0 16А должна быть 0,08 на длине детали
перпендикулярна плоскости А
Примечание. Окраска необработанных поверхностей
К-В.
РЫЧАГ 1К62-02-44
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
I. Ось отверстия 0 16А должна быть 0,08 на длине 50
параллельна оси отверстия 0 6Л
2. Ось отверстия 0 16Л должна быть 0,08 на длине детали
перпендикулярна плоскости А
Примечания: 1. Формовочные уклоны за счет сере-
дины.
2. Окраска необработанных поверхностей К-В.
ВТУЛКА XVIII ОСИ 1К62-02-45
Материал: чугун СЧ 15-32
- 78 —
0/M
ВИЛКА XIV ОСИ 1К62-02-46
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
0,1 на длине детали
Торцы А и Б должны быть перпен-
дикулярны осн отверстия 0 18А
Примечание. Окраска необработанных поверхностен
К-В
УПОР VIII ОСИ IK62-02-47
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
Торец А не должен иметь биения
относительно оси 0 62П
0,05
ПЛАНКА ПРИЖИМНАЯ 1К62-02-50
Материал: чугун СЧ 15-32,
корковое литье
П р и меча и и е. Окраска необработанных поверхностей
К Н
- 79 -
СТАКАН IV ОСИ 1К62-02-51
Материал: чугун СЧ 15-32
Технические требования
I. 0 62П с. н. не должен иметь бие-
ния относительно 0 75С
2. Торец А не должен иметь биения
относительно 0 62П с. в.
3. Торец Б не должен иметь биения
относительно 0 20А
4. 0 20А не должен иметь биения от-
носительно 0 75С
Допускаемое
отклонение, мм
0,03
0,04
0,05 на Я15
0,05
Прим е ч а н и е. Окраска внутренних необработанных по-
верхностей К-В.
ПРОСТАВОК XII ОСИ 1К62-02-52
Материал: чугун СЧ 15-32
Технические требования
1. Торец А не должен иметь биения
относительно наружного 0 70П
2. 0 70П не должен иметь биения от-
носительно оси отверстия 062АЗ
Допускаемое
отклонение, мм
0,06
0,06
ВТУЛКА XV ОСИ 1К62-02-53
Материал: чугун СЧ 15-32
«’ЛГ
Технические требования
Допускаемое
отклонение, мм
1. 0 42Г не должен иметь биения 0,03
относительно оси отверстия 0 25А
2. Торцы не должны иметь биения от- 0,05
ноентельно оси отверстия 0 25А
ВТУЛКА XX ОСИ 1К62-02-59
Материал: чугун СЧ 15-32
Технические требования
I. 0 ЗОН не должен иметь биения
относительно оси отверстия 0 18А
2. Торцы не должны иметь биения от-
носительно оси отверстия 0 18А
Допускаемое
отклонение, мм
0,03
0,05
— 80 -
ПРОСТАВОК XII ОСИ IK62-02-61
Материал: чугун СЧ 00
Технические требования
Допускаемое
отклонение, мм
Торцы А должны быть взаимно па- 0,03
раллельны
КАМЕНЬ ДЛЯ ПЕРЕВОДА МУФТЫ IK62-02-65
Материал: чугун СЧЦ-1
СУХАРЬ 1К62-02-66
Материал: чугун СЧЦ-2 (гл.)
Технические требования
Допускаемое
отклонение, мм
Плоскости А должны быть параллель-
ны между собой
0,12
СУХАРЬ 1К62-02-67
Материал: чугун СЧЦ-2 (гл.)
Острые края притупить
Технические требования
Допускаемое
отклонение, мм
Плоскости А должны быть парал-
лельны между собой
0,12
6—760
— 81 —
9ЧФ
ПРОСТАВОК 1К62-02-68
Материал: чугун СЧ 15-32
Технические требования
1. Торцы А должны быть взаимно
параллельны
2. Торцы А должны быть прямоли-
нейны
Допускаемое
отклонение, мм
0,01
0,01
СУХАРЬ 1К62-02-69
Материал: чугун СЧЦ-2 (гл.)
Технические требования
Допускаемое
отклонение, мм
1. Плоскости А и Б должны быть
взаимно параллельны
2. Отверстие 0 8А должно быть сим-
метрично относительно плоскостей
А и Б
3. Ось отверстия 0 8А должна быть
параллельна относительно плоско-
сти А
0,1 на длине 100
0,2
0,3 на длине 100
— 82 —
СТАКАН VI ОСИ 1К62-02-72
Материал: чугун СЧ 21-40
Технические требования
Допускаемое
отклонение, леи
1. 0 148П не должен иметь биения
относительно оси отверстия 0 130П
(с. в.)
2. Торец Б не должен иметь биения
относительно 0 148П
3. Торец А не должен иметь биения
относительно отверстий 0 130П
(с. в.)
4. Допускаемая овальность отверстия
0 130П (с. в.)
0,02
0,02
0,02
0,02
— 83 —
Разбсртка диска, нанести 60
Репений через каждые 6°, ши
puna риски 0,2 мм Гапщииа цифр 0,5 мм
ДИСК ДЕЛИТЕЛЬНЫЙ VI ОСИ 1К62-02-73
Материал: чугун СЧ 21-40
Технические требования
Допускаемое
отклонение, мм
1. Торец А не должен иметь биения
относительно оси отверстия 0 70А
2. 0 183—°.3 не должен иметь бие-
ния относительно отверстия 0 70А
3. Торцы А и Б должны быть парал-
лельны
0,02
0,1
0,02
КОРПУС НАСОСА 1К62-02-76
Материал: чугун СЧ 15-32
Примечание. Окраска необработанных поверхностей
К-В.
— 84 —
РЫЧАГ 1К62-02-77
Материал: чугун КЧ 37-12
Технические требования
Допускаемое
отклонение, мм
1. Оси отверстий 0 8А и ЮЛ (с. в.) 0,4 на длине 100
должны быть взаимно параллельны
2. Торец А должен быть перпендику- 0,1 на 0 24
лярен оси отверстия 0 ЮЛ (с. в.)
Примечание. Окраска необработанных поверхностей
К-В.
ФЛАНЕЦ V ОСИ 1К62-02-78
Материал: чугун СЧ 15-32 (корковое литье)
Технические требования Допускаемое отклонение, мм
Плоскостность торца А Щуп 0,1 на /?69
Примечание. Окраска необработанных поверхностей
К-Н.
ФЛАНЕЦ IV ОСИ IK62-02-79
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. 0 60С не должен иметь биения от- носительно отверстия 0 25А 0,05
2. Торец А не должен иметь биения относительно оси отверстия 0 25А 0,07
Примечание. На тордах А и Б отвода суппортов после подрезки допускаются риски от
— 85 —
ФЛАНЕЦ VI ОСИ 1K62-02-80
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
I. Торцы А и Б должны быть взаимно
параллельны
2. Торец А должен быть прямолиней-
ным
Примечание,
верхностей К-В4.
MB, !-a.62i
0,04
Щуп 0,05 не должен
проходить
Окраска внутренних необработанных по-
СУХАРЬ 1К62-02-91
Материал: цинковый сплав ЦАМ 9-15 (литье под давлением)
Технические требования Допускаемое отклонение, мм
1. Паз 8А5 должен быть расположен симметрично относительно отвер- стия 0 12Л (с. в.) 2. Плоскости паза 8А5 должны быть параллельны между собой 0,1 0,12
ВТУЛКА VII ОСИ 1К62-02-93
Материал: Бр. ОЦС 6-6-3
Технические требования Допускаемое отклонение, мм
0 ЗОПЛ не должен иметь биения от- носительно оси отверстия 0 22А 0,02
— 86 —
ВТУЛКА VIII ОСИ 1К62-02-94
Материал: Бр. ОЦС 6-6-3
Технические требования
0 ЗОПЛ не должен иметь биения
относительно оси отверстия 0 22А
Допускаемое
отклонение, мм
0,02
ШЕСТЕРНЯ VI ОСИ 1К62-02-103
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=60
Наибольшая окружная скорость V, м/сек 12,5
Класс точности и группа шумности 11 (2)
Толщина зуба (длина общей нормали) -0,110 40,Об-0'180
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,7
на одном зубе
по торцу А 0,04
Биения не должно быть
по торцу Б 0,04
Отклонение направления зуба дВ 0,010
— 87 —
ШЕСТЕРНЯ-МУФТА I ОСИ 1К62-02-105
0 П9,25Со
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец 2=56 Z=51
Наибольшая окружная скорость V, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 5,3 И (3) —0.110 44,94-0. >8° 4,8 П (3) —0.110 38,14~0'180
Колебание мери- тельного межцент- рового расстояния в сопряжении с эталоном за оборот колеса (биение на- чальной ок- ружности) Допускаемое отклонение 0,07 0,07
на одном зубе 0,025 0,025
Биения не должно быть по торцу А 0,04
по торцу Б
Отклонение направления зуба ДВ 0,01 0,01
— 88 —
ШЕСТЕРНЯ-МУФТА I ОСИ 1К62-02-106
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец
Z=50
Наибольшая окружная скорость v, м/сек
Класс точности и группа шумности
Толщина зуба (длина общей нормали)
4,86
И (3)
-о.по
38,11—0,180
Колебание меритель-
ного межцентрового
расстояния в сопря-
жении с эталоном
на одном зубе
по торцу А
Биения не'должно
быть
по торцу Б
за оборот колеса
(биение начальной
окружности)
0,07
0,025
0,04
Отклонение направления зуба дВ
0,01
— 89 —
ШЕСТЕРНЯ III ОСИ 1К62-02-107
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=55 Z=47 Z=38
Наибольшая окруж- ная скорость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 3,3 II —0.110 44,91-0’180 4,6 II (3) —0,110 38,01—1,180 6,0 П (3) —0,090 31,09-°’и°
Колебание мерительного межцентро- вого расстоя- ния в соп- ряжении с эталоном за обо- рот ко- леса (бие- ние на- чальной окруж- ности) на од- ном зубе Допускаемое отклонение 0,070 0,070 0,060
0,025 0,025 0,025
Биения не должно быть потор- цу А по тор- цу Б 0,03
0,04
Отклонение направле- ния зуба А В 0,012 0,010 0,010
— 90 —
ШЕСТЕРНЯ II! ОСИ 1К62-02-108
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=65
Наибольшая окружная скорость v, м/сек Класс точности Группа шумности Толщина зуба (длина общей нормали) 19,6 II 1 -0,110’, 69,15—0,180
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) а г 3 с 3 С i а о 3 с 1 Е • > ! 3 5 1 0,100
на одном зубе 0,03
Биения не должно быть по торцу А 0,04
по торцу Б 0,04
по торцу В 0,03
Отклонение направления зуба ДВ 0,012
— 91 —
ШЕСТЕРНЯ III ОСИ 1К62-02-109
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=45
Наибольшая окружная скорость v, м]сек. Класс точности и группа шумности Толщина зуба (длина общей нормали) 9,4 П (2) —0,110 41,74-°. 18°
Колебание меритель- ного межцентрового басстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,080
на одном зубе 0,030
Биения не должно быть по торцу А 0,04
по торцу Б 0,04
по торцу В 0,04
Отклонение направления зуба д В 0,012
ШЕСТЕРНЯ Ш ОСИ 1К62-02-110
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=22
Наибольшая окружная скорость о, м{сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 3,85 II —0,090 19,22—0,140
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение началь- ной окружности) fДопускаемое отклонение 0,070
0,030
на одном зубе
0,03 0,03
Биения не должно быть по торцу А по торцу Б
Отклонение направления зуба Л В 0,015
ВД0
— 92 —
ШЕСТЕРНЯ IV ОСИ 1К62-02-113
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговагь
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=22 Z=45
Наибольшая окружная ско- рость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 38 II —0.090 19,22“ °'140 94 И (2) —0,110 41.74-0,180
Колебание мери- тельного межцент- рового расстояния в сопряжении с эта- лоном за один обо- рот колеса (биение на- чальной ок- ружности) Допускаемое отклонение 0,07 0,08
на одном зубе 0,03 0,03
Биения не долж- но быть по торцу А 0,04
по торцу Б 0,04
Отклонение направления зуба Л В 0,012 0,012
- 93 -
ШЕСТЕРНЯ V ОСИ 1К62-02-115
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Шлицевое соединение по ГОСТ 1139—55
Зубья шевинговать
Технические условия
Венец 2=45
Наибольшая окружная скорость v, м/сек 9,4
Класс точности и группа шумности П (2)
Толщина зуба (длина общей нормали) -0,110 41>74-°.180
Колебание меритель- ного межцентрового расстояния в сопря- жении с эталоном за оборот колеса (биение начальной’ окружности) Допускаемое откло- нение 0,08
на одном зубе 0,03
Биения не должно быть по торцу А по торцу Б по торцу В 0,04 0,04 0,03
Отклонение направления зуба ДВ 0,012
ШЕСТЕРНЯ XII ОСИ 1K62-02-1I4 Материал: сталь 40Х Термическая обработка зубьев 40Х—ТВЧ-50 Примечание. На юрце А разрешается выточка 0 70x0,5 мм Шлицевое соединение по ГОСТ 1139—55 Технические условия
Венец Z=42 2-56 2=35
Наибольшая окружная ско- рость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 44 П(3) -0,090 27,75-°’1‘10 59 П(3) -0,110 39,95“ 0380 37 П(3) —0,090 21,65“°'140
Колебание ме- рительного меж- центрового рас- стояния в’’соп- ряжении с эта- лоном за оборот колеса (бие- ние началь- ной окруж- ности) Допускаемое отклонение 0,06 0,07 0.06
на одном зубе 0,025 0,025 0,025
Биения не дол- жно быть на торце А 0,03
на торце Б 0,03
Отклонение направления зуба дв 0,01 0,01 0,01
/ 'К' Зибья завалить фаезвй гИЗ - 225 или И8-23
о
fr |«;Кй
— 94 —
ШЕСТЕРНЯ V ОСИ 1K62-02-I16
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зуб коррегированный, сдвиг профиля тх=- 2,29
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=88
Наименьшая окружная скорость о, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 3,8 II (2) —0,140 71,62-0’220
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,1
на одном зубе 0,03
Биения не должно быть по торцу А по торцу Б по торцу В 0,04 0,04 0,03
Отклонение направления зуба ДВ 0,012
ШЕСТЕРНЯ VIII ОСИ
Материал: сталь 40Х
Термическая обработка 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
1К62-02-117
2°5Д;п>-2
иг г
1.1S1
245; М'З
„ I
ЗуЛьн мЖиить фрпт
ив-ггзили т-23
Wfj
IM3
tS-дз
i2B,
Венец
Колебание мери- тельного межцент- рового расстояния в сопряжении с эталоном за оборот колеса (диаметр начальной окружности)
на одном зубе
Биения не должно быть по торцу А
по торцу Б
я
s
Я
V
X
Наибольшая окружная скорость
v, м/сек
Класс точности и группа шумности
Толщина зуба (длина общей ноо-
мали)
Z=60 Z=45
12,5 9,4
11' -0,110 4О,О6~°’180 (2) -0,110 4..74-0-’80
0,07 0,08
0,025 0,03
0,04
0,04 0,04
Отклонение направления зуба ДВ
0,010
0,012
— 95 —
ШЕСТЕРНЯ П ОСИ 1К62-02-118
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Примечание. На торце А разрешается ввести вы-
точку 0 40x 0,3 мм
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=34 Z=39
Наибольшая окружная скорость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 5,3 II (3) -0,090 24 ,32*0.140 4,8 11(3) -0.090 31,12*0340
Колебание мери- тельного межцент- рового расстояния в сопряжении^с эталоном за оборот коле- са (биение на- чальной окруж- ности) Допускаемое отклонение 0,06 0,06
на одном зубе 0,025 0,025
Биения не должно быть по торцу А 0,04
по торцу Б 0,04
по торцу В 0,05
Отклонение направления зуба Д В 0,01 0,01
ШЕСТЕРНЯ VIII ОСИ 1К62-02-119
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Примечание. Разрешается ввести выточки: 0 45Х
Х0,3 мм на 0 60С4 и 0 50x0,3 на 0 74С4.
Зубья шевинговать
Технические условия
Венец Z=28 Z=35
Наибольшая окружная скорость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 11(2) —0.090 21,45-о.но 11(2) —0.090 21,65“0,140
Колебание мери- тельного межцент- рового расстояния в сопряжении с эталоном за оборот колеса (бие- ние началь- ной окруж- ности) Допускаемое отклонение 0,06 0,06
на одном зубе 0,025 0,025
Биения не должно быть по торцу А 0,03
по торцу Б 0,03
Отклонение направления зуба ДВ 0,010 0,010
— 96 -
ШЕСТЕРНЯ XIII ОСИ 1К62-02-120
Материал: сталь ДОХ
Термическая обработка зубьев ДОХ—ТВЧ 50
Зубья шевииговать
Технические условия
Венец Z=28
Наибольшая окружная скорость и, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) И (2) —0.090 21 ,Д5—0,140
Колебание меритель- ного* межцентрового расстояния в сопря- жении с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,06
на одном зубе 0,025
Биения не должно быть по торцу А 0,03
по торцу Б
Отклонение направления зуба А В 0,01
ШЕСТЕРНЯ VII ОСИ 1К62-02-121
Материал: сталь ДОХ
Термическая обработка зубьев ДОХ—ТВЧ 50
Зубья шевииговать
Технические условия
JornS midtZB Фб
--- —. - t —
Венец Z=36 Z=24
Наибольшая окружная скорость V, м/сек Класс точности Группа шумности Толщина зуба (длина общей нормали) 11 —0,090 2Д,38~0,140 Д ,86 11 3
Колебание мери- тельного межцент- рового расстояния в сопряжении с эталоном за оборот колеса (бие- ние началь- ной окруж- ности) Допускаемое отклонение 0,06 0,06
на одном зубе 0,025 0,025
Биения не долж- но быть по торцу А 0,03
по торцу Б
Отклонение направления зуба ДВ 0,01 0,01
7—760
— 97 —
ШЕСТЕРНЯ II ОСИ 1К62-02-122
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z—38
Наибольшая окружная скорость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 6,0 11 (3) —0.090 31,09~0,140
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,06
на одном зубе 0,025
Биения не должно быть по торцу А 0,03
по торцу Б 0,03
по торцу В 0,03
Отклонение направления зуба ,Д В 0,01
ШЕСТЕРНЯ II ОСИ 1К62-02-123
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—50
Технические условия
Венец Z=29
Наибольшая окружная скорость v, м/сек 4,6
Класс точности и группа шумности П(3)
Толщина зуба (длина общей нормали) —0,090 24,16-0140
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое отклонение 0,06
на одном зубе 0,025
Биения не должно быть по торцу А 0,03
по торцу Б 0,03
по торцу В 0,03
Отклонение направления зуба Д В 0,01
— 98 —
ШЕСТЕРНЯ II ОСИ 1К62-02-124
Материал: сталь 40Х
Термическая обработка 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=21
Наибольшая окружная скорость о, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 3,3 П(2) —0,090 17,27“0,140
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за оборот колеса (биение начальной окружности) Допускаемое откло- нение 1 0,06
на одном зубе
0,025
Биения не должно быть по торцу А
0,03
по торцу Б
0,03
Отклонение направления зуба А В 0,010
ШЕСТЕРНЯ VIII ОСИ 1К62-02-125
Материал: сталь 40Х
Термическая обработка зубьев 40Х—ТВЧ 50
Зубья шевинговать
Шлицевое соединение по ГОСТ 1139—55
Технические условия
Венец Z=42
Наибольшая окружная скорость v, м/сек Класс точности и группа шумности Толщина зуба (длина общей нормали) 4,4 11(2) —0.090 27,75“ °’140
Колебание меритель- ного межцентрового расстояния в сопряже- нии с эталоном за’оборот колеса (биение начальной окружности) Допускаемое отклонение 0,06
на одном зубе 0,025
Биения не должно быть по торцу А 0,03
по торцу Б 0,03
по торцу В 0,03
Отклонение направления зуба Д В 0,010
— 99 -