/



































































































Теги: станки фрезерные станки
Год: 1977




Текст
и т Л
чГ
ь *
л
СТАНОК ФРЕЗЕРНЫЙ
f
СПЕЦИАЛИЗИРОВАННЫЙ ВЫСОКОЙ ТОЧНОСТИ
BMI3OB
ь
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
BMIЗОВ.61.СО.ООО РЭ
Содержание
едение
Назначение и область применения
Состав станка
станкй и его составных чаете::
*5
рооборудование
£
:ер безопасности
ш работы .
31
Is Рет
ния подшипников
Об
гтеркпе данные и характеристики
Л
оо
об изменениях в.станке
74
78
е Свидетельство
о консервации
об упаковке ;...
89
2.Сведения о содержании драгоценных металлов.. -
I
'ГМ. I
У с' W</A'<7 jT /
7
с.
v/zz/wz^4/
•-М;
г
i-
ЛОСТ;
спец/ал
I»
I ’Л
'*1
Л
Id
зирова*
•
.>;;*Х
I
f
£
Ш130В 61.00,000 РЭ
Подп
ата
<ц| и
:св
*
.'Ш
Ж
В настоящем руководстве приведена сведения по эксплуатаци А
. фрезерного специализированного станка модели ВЯЗОВ. Станок ♦ .
•I ♦
модели ВЯЗОВ относится к станкам высокоЗ точности.
*»
Руководство.предназначено для фрезеровщиков
ремонтных слесареЗ в электриков, а также мокет использоваться *
технологами и нормировщиками. И 1
г
Перед установкоЗ станка и перед работой на нем необходимо ¥
' подробно-ознакомиться о настоящим руководством.
Работа на станке и обслуживание его в строгом соответст-||
вии о руководством обеспечит безотказную работу и сохранение *
на длительныЗ период его первоначальноЗ точности. /
' Завод-изготовитель оставляет за собоЗ право вносить в и
конструкцию дальнейшие изменения и усовершенствования, не пре-
дусмотренные настоящим руководством, поэтому руководство х *
станку может не отражать незначительных конструктивных измене-ь
ниЗ,внесенных заводом-изготовителем.
А
4
1.2. Состав станка
частей станка
1.2.2. Перечень составных частей'станка (
гж-
Общий вид с обозначением составных
. I.I. Назначение г область применения, л
* T.I.I. Станок .фрезерный специализированный высокой точности; л
модели EMI3CB предназначен для чистового фрезерования деталей _
•ч
из черных, цветных металлов и сплавов цилиндрическими,торце”
. выми,дисковыми,угловыми и фасонными фрезами, ч
При применении сверлильно-фрезерной и фрезерно-расточной
головок можно производить операции сверления и растачивания *
•Отсчет координат в прямоугольной системе осуществляется с
1
Г ВТ
/и г E/Js
«И
г 1г TJ
"
К Чда
-J’Wi
• -В-?'
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Г
• помощью отсчетных микроскопов
: Наличие вспомогательных принадлежностей,входящих в комплект <
станка,значительно расширяет его технологические возможности.
||
Станок предназначен для использования в условиях опытного -
мелкосерийного и серийного производства. ’ . .
ж
3
Kf.,- л
ная
нов
Наименование
Обозначение
- Примечание
ЛИСТ
Суппорт
Стол основ
Ограждение
головка фра
зерно-расточ-
Попп.
Ш130В-61-03-000
Ш130Н-62-05-000
HH3GH-6I-08-000
ЕМ130В-61Л-14-000
Продолжение табл. I
ь
Поз.
Наименование
ИЛ ЗОН-61-01-000
Станина
Обозначение • Примечание
'4
А
10
Бабка горизонталь нал
Кожух винта
Коробка подач а
Электрооборудрва-ние
ИЛ30Н-61-02-000
ЕЛЗОН-61-07-000
ЕД30Н-61-О4-000
ЕЛ30Н-61-06-000
ВШ 30H-6I-09-000
Головка оверлильно-
-фрезерная
ЕЛ130Н-61П-15-000
по особому Заказу
ft
А
1.3. Устройство и работа станка и его составных частей
А
i.
I.3.I. Общий вид с обозначением органов управления (рис.2)
V
у
г
1.3.2. Перечень органов управления (табл.2).
Табл
ЛМ9
•V
Органы управления и их назначения
*
&
Выключатель ввода
Маховичок вертикального перемещения суппорта X
Рукоятка зажима суппорта на вертикальных направляющих станины
А
Рукоятка заззила салазок суппорта
Рукоятка включения подач суппорта Г
йаховияок продольного, перемещения стола'
Кнопка ускоренного перемещения стола(вверх,аВЯ^Ц
ЛЙ-.'
• гХ;;?
JL •
V: .
вдоль)
i-V ‘
$
ЛиСТ V* ДОКуМ.
Пода I Дата
Ш130В 61.00.000. Н
мм
Лиат
I*-"
I
13
Маховичок
19
21
-L
ата
инн
|»»1
10.
12.
14
15
Л
4
пой бабки
шпинделя
подачи
Маховичок
Продолжение табл» 2
Органы управления и их назначение
Кнопочная станция для пуска и останова станка Рукоятка отклхчения вращения горизонтального
Рукоятка зажима шпиндельной бабки
Кнопка ускоренного перемещения шпиадельно
Упоры автоматического выклхнения механической
сдельной бабки '
17
Л
Маховичок
бабки
ростеи
медленного перемещения
ельнсй
перемещения шпиндельной бабки
ручного поворота шестерен коробки ско-
Рукояткаустановки частота вращения 1
Рукоятка установки величины подачи -
* Выключатель насоса охлаждения
нделеи
‘Упоры автоматического выключения механической
подачи вертикального перемещения суппорта
Маховичок продольного перемещения стола
(дублирущий)
Упоры автоматического выключения механической
подачи продольного перемещения стола
Рукоятки фиксации нулевого пояснения голов!
Рукоятка перемещения вертикального
сверлильно-фрезерной головки
Маховичок медленного перемещения стола
Подл.
t
r/no/f
С/Г^,Г
ПерепеШ'С/шя с/пола при pa&tuwwx положениях рухоялпки ml 5,
Рдхаятка I
"<= Ф л *
52
3!
/ к
t
, * (
30
Рис/2. Расположение -.органов управления, и табличек о символами.
' И I. lit
.; $g«Mi.oo.,coo ж’:
: aiL'I. J 2&г»Ж4лЖ
т
7
- к • Ч
Символ
Г/
Г-л
£
ММ
!•-«
а
*
ЧЯ*
’ Поя»
Механическое зклгчевие выключение пинделя
*
f
ж
Перечень графических
дачках (тайлЛ)
Поз..
сх.рис. 2
символов,указываемых на таб-
ТабдаиаЗ
Наименование
Главный
•включатель
при остановке
и
Включение
Отключение
двяхенке вра^ятедьное в
направлении рабочего хода
Охлахдение
{
Лист № докум
вмхзсв.ет.оо.ооо рэ •
&
Местное ооведеиие
ва
Заземление <
Г
Число оборотов
раза .
п
I
1
i
I
«
i
Л
4
г
I
/
Г>'
t
с'
1
i
Дата
*’•'
4
. £
Г
♦< I
Опасно!' Под напряжением:
!
Д^У* /- г
. . м ’ • *
- , . * * ’
ВЙЕЗОВ’бГ.00*000 РЗ
1
.S1
»’» . V** г
3t
, л I
v I Диет.
Продоллекие 'таблЗ
Поз
ex. рис.2
Символ t <
н
' Наименование •
Указатель расположения ' . электродвигателя станке
Подп>
If
*
IRHj Я1 I. <^ | N ! <*» llj» U
WtMV***1****
*=
ItllM
1.3.4. Схема кинематическая (рис.З)
Привод шпинделей станка,суппорта и горизонтальной бабки осуществляется от асинхронного электродвигателя.
Движение от электродвигателя при помощи клиновых ремдей передается на приемный вал I коробки подач. С этого вала движение пер дается в двух направлениях: %
I. Через шестерни 4,5,6,7 на приемный вал Е коробки скоростей или непосредственно с вала I на вал Ш при перемещении шестерни 7 вправо.
2. Через коробку подач на выходной вал X коробки подач, о рого передается движение на суппорт и горизонтальную бабку.
со знаменателем ряда чисел
суппорту и горизонтально
тес
зубчатые колеса
Коробка скоростей позволяет сообщить шпинделям R различных скоростей от 45 до ^000 об/мин для горизонтального шпинделя и шпинделя фрезерно-расточной головки и шпинделя сверлильно-фрезерной головки оборотов ?= 1,4.
Коробка подач позволяет сообщить
бабке 9 различных подач от 10 до 400 мм/мин со 'знаменателем ря подач <р = 1,6. Движение на суппорт передается с вала X через обгонную муфту ЗЗ.соединя: пару 38,39 с предохранительной муфтой 72, карданный вал ческйе пары 40,41 и 42,43 на ходовой вал ХУ, ряд зубчатых к 44,46, 45,48,49,50,51,54 на ходовой винт 57 или 44,46,63,45,48,61 на ходовой винт 65.
При сцеплении муфты 6^ с зубчатыми колесами дет перемещаться соответственно вверх или вниз.
При сцеплении муфты 47 с зубчатыми колесами суппорта будут перемещаться соответственно влево или вправо.Кроме-9 рабочих подач суппорт, салазки и гортзонтадьная бабка имеют ускоренное перемещение, величина которого равна 80-3 мм/мин .Ускоренное перемещение монет производится только в тем случае,если включена механическая подача.
При нажатии на кнопку электромагнит,смонтированный на коробк^ подач,включает многодисковую муфту 34. Вэтом случае ускоренное движение передается через шестерни 4,5,35, муфту 34,коническую ру 38,39 на карданный вал ХП. Далее движение передается или на суппорт,или на салазки,или на бабку в зависимости от того как вал чены муфты 47-, 62 или 76. Блокировку передачи движения или на баба
Лист
А* докум.
Пола.
BMI30B 61.00^000 РЭ
II
к-;-/у • •.
• . <1 - ’ г.
•>
*
L или только на суппорт осуществляется двумя микропере^лючателяяж г Механическая подача горизонтальной бабки осуществляется ОТЖ
I. . ккарданного вала Х£ через шестерни 73,74.Реверс 75,77,81 на КО-s ническую пару 82,83.0. коническим колесом 83 жестко соединена , ; маточная галка 84,’которая передает движение на винт 85. к * ь г
L Ручная подача горизонтальной бабки осуществляется маховичком Точное и более плавное перемещение бабки осуществляется червячной !’ передачей 79,78.
V. Аналогичная передача применяется для точного перемещения салазок суппорта, ч
Ручная подача пиноли сверлильно-фрезерной головки ©существ-' ляется следующим образом.
Перемещая рукоятки 35 (см.рио.2) "от себя",поворотом рукояти против хода часовой стрелки пиноль опускается вниз, при этом реечная шестерня 96 (см.рис.3) сцеплена о пинолью 2?,
*
A
%'
Поворотом рукояток по ходу часовой стрелки пиноль поднимает-4
г*
л
*
. -7
Е4;
$
я?
*х
Я
ся вверх.
Механическая подача пиноли осуществляется по следующей кине-' магической цепи. Движение от коробки скоростей передается через шестерни 18,19,86, коническую пару 87 и 88, червячную пару 89 , и 92, предохранительную муфту 93 и червячную пару 94 и 95 ♦ Перемещая рукоятки "на себя", реечная шестерня 96, не выходя из зацепления с пинолью 97, вводится в зацепление с внутренним ‘зубчатым венцом червячного колеоа 95, при этом движение передается от колеса 95 на реечную шестерню 96 и пиноль 97. I
Перед включением подачи пиноли необходимо отключить рукояткой 12 (см.рис.2) подачу шпиндельной горизонтальной бабки. • '
й.
к»
у
1
* :
• - •*.<
&
Лист
№ докум.
Подл,
Дата
ВАЗОВ 61.00.000 РЭ
4
йй
Лист.
.* г .
2.
; V?
Таблица 4
*
>z.’ * -J
* л1 <1
Куда входит
Коробка подач то же
Коробка CKopocTei
то же .
Перечень к кинематической схеме
Число зубьев
Ппч зубчатых ко-
• лес пли за-
ем, рис. 3 родов червя»* ков,ходовых-винтов
Модуль или шаг.мм
Ширина обода зубчатого .1 колеса,мм
Коэффипи-Г ент сме-| исходного Материал контура I
Показатели свойств материала
5
10
II
13
14
19
37
Сталь
Сталь
40Х
40Х
Зубья
Зубья
50
19
19
49
37
42
47
14
13
13
14
12
II
12
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
40Х
20Х
40Х
40Х
20Х
40Х
4 ОХ
40Х
20 X
Зубья
50...54
54
икс
ИКС
Ь6
РИ
50...54
50...54
Зубья ПЕС 48...52
Зубья
Зубья
Зубья
Зубья
50...54
л
’ ft
*
<• > * v
Vfocri >я докуй, I Подп.
•>
МЫ
Поз
Кудл входит
*
Корее •> скорее те ’
15
лльная
90X0
Коробка подач
10 ба
18
19
*
4
/бьов ко-
Модуль
20
41
или Я' W .iX
\ОВ
19
43
25
вин-
яг,мм
у
4
№
Ширина ОбОП.-| зу. (ТОГО К .|СЛ,ММ
Козырной опт смещения исходного K0J1T”
показатели
•F
.армии
матjриала
12
*1.
12
Ю .
10
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
;таль
Сталь
Сталь
Сталь
Сталь
?0Х
40Х
40Х
40Х
40Х
40Х
ziOX
40Х
40Х
40Х
40Х
40Х
40Х
4 ОХ 40Х
1
Зубья ПЖ 50...54
Зубья
Зубья
Зубья
Зубья
Зубья
Зубья
Зубья
50
50...54
50
50...54
50...54
50...54
50
37
54
»’ бья
4G
Стань
40Х
KKC 45
$
Зубья
Зубья
Стагь 40Х
Стал&40Х'
39
40
41
43
44
HRC НЕС икс
Куда входах
Коробка подач
Коробка скоростей
Суппорт г то же
Поз.
31
34
Число зубьег зубчатых ко-
ходов червяков, ходовых винтов .
37
55
46
31
18
30
18
16
18
28
2?
рина Модуль I обода . или зубчатого шаг,мм колеса,мм
КоэфУ>пци ент смешения исходног контура
Материал
Сталь 4ОХ
Сталь 4QX
Сталь ЗОХ
Сталь 20Х
10
В
10
10
8
12
12
Сталь Сталь Сталь Сталь Сталь Сталь Сталь Сталь
40Х
4 ОХ 4ОХ 40Х 40Х 40Х
40Х
40Х
Показатели оьойств материала
Зубья HSC 50
Зубья h 0.4
Зубья Зубья Зубья Зубья Зубья Зубья
54
40...45 40
45
45
45...50
Куда входит
Суппорт
ТО £
* > <
’Л1-
Поз
Число зубг.оп зубчатая колос или заходов червяков, ходовях винтов
Модуль
Ширина обода з у бч а 1.0-го колеса,мм
па г, мм
47
48
49
50
51
ент смо-1
ГО КОН- I тура
18
57
40
59
61
47
Сталь 40Х
Сталь 20Х
Сталь 40Х IСталь 40Х IСталь 40Х IСталь 40Х I Сталь 4 ОХ
Сталь 401
Бронза Бр.05Ц5С5 нза
Сталь 45
Сталь 45
Сталь 4ОХ
Сталь 20Х
Показатели свойств материала
Кулачки fa
Зубья Зубья Зубья Зубья
Кулачки НЕС 47
45...50
50...54
Зубья НЕС 50
н
240...260
220...260
Кулачки HRC 47.
Ьубья fa О (КС 56.4.
47
66
Станина
67
II
14
40Х
Сталь
14
10
34
40
Сталь
20Х
10
15
Сталь
Сталь
40Х
4 ОХ
то хе
то хе
74
75
76
Сталь
Сталь
Сталь
Сталь
40Х
40Х
40Х
45
69
70
71
73
или
нас 45
Sv бья 1
колеса
мы
то хе
НИЙ
Куда входит
Суппорт
Стенина
Суппорт
Коробка подач
механизм перемете мндельной
НИЯ
бабки
Поз
72
77
Число зубьев зубчатых колес или заходов червяков .ходовых винтов
м оду ль
шаг.мы
DL ирина
обода
Коэзфици-
ент сме
Показатели
СВОЙСТВ
зубчатого тения
исходного
контура
Материал
материала
Сталь 40Х
Сталь 40Х
Сталь 45
Бронза Бр>0515С5
Бронза
Сталт
40Х
Зубья НЕС 50...54
Зубья ИКС 50
Кулачки НЕС 48
Л'ОЬЯ U KVAлчки
«а
«Ь
• Куда входит
1Число зубьев Поз. Iеуочатых косм пис з1лос или за~ СМ.рИС.Д!ходов черпя-
I ков,ходовых /винтов
X
Д4-
Станина
й
КоэсМипхи-ент смо-
79
Сталь 20Х
Сталь 4ОХ
87
Модуль "ИЛИ шаг,нм
ходкого контроля .
Сталь 40Х
Сталь 40Х
Сверлильно-фрезерная головка
Мехаялэм перемещения шнивдельнод бабки
то ткэ
Бронза
Бр 051505
Сталь 45
Ширина обода зубчато- щения л го колеса, мм
Зубья
14
Сталь ох
Зубья
Зубья
Бронза Бр. 05'50 5
Сталь 40Х
Сталь 4ОХ
Сталь 40Х
84
89
14
II
Материал
•Показатели свойств материала
48
50
(ЙЙЙЙЙЯЙ!»
бья и ху.тачин С 45...50
45...50
50
50
Зубья h 0,4
30
-9.
Продолжение табл*
&>
Куда входит
Поз.
см.рис.3
Сворлплъно-фрезер- 95 ная головка
Фрозерно-'-расточндг 98 головка
99
Число зубьев зубчатых колес или заходов червяков, ходовых винтов
31
14
14
17
37
34
Модуль или шаг, mjj
Ширина обода зубчатого, колеса, мм
14
14
I Коэффициент смещения исходного контура
Материал
Показатели свойств материала
Сталь
Сталь
Сталь
Сталь
Сталь
А ОХ
40Х
40Х
40Х
НЕС 35...42
0.7... 1,0
ИКС 48
i
Примечание Сталь марок ^0Х,40Х,38ХА по ГОСТ 4543-71,45-по ГОСТ 1050-74 Бронза марки Бр.05Ц5С5 по ГОСТ 613-79» . ,
V -
г
<
I
I 1
и»
•fe
6
**
кала 6 о нанесенными на
кале подводится к указате- •
ч*
шт
Ш130В 61.00.000 РЭ
II
III
U
ЙЙЧМРМЖМЯМЙ
|f3,5, Станина (рис.4)
.Станина является базовым узлом,на котором монтируются ост ныа узлы и механизмы станка.’.Станина закреплена на основании
Коробка скоростей (рис.4) смонтирована непосредствен- | усе ’станины и позволяет сообщать шпинделям личных чисел оборотов в пределах от 45 до 2000 об/мин (Для срерлпльно-фрезеряой головки в пределах от 90 до 4000об/миз 1,3,7. Механизм управления коробкой скоростей (рис,5) • Управление коробкой скоростей-однорукояточное.Набор скорос-ссуществляется следующим образом:
рукоятка 3 поворачивается "на себя4 до упора, при атом диск 4 о отверстиями перемещается вместе с рукояткой 3} а
вращением рукояткой 3 диска 4 вокруг оси в ту или другую сто-отверотиями относительно <
у изменяется положение диска о
- одновременно о диском 4 вращается ней значениями чисел оборотов. Нудное значение числа оборотов на
ко 5, при этом положение шкалы фиксируется фиксатором I. Затем
рукоятка 3 поворачивается "от себя”, диск 4 нажимает на пальцы 8, и цоср-здством рычагов XI переводятся блоки зубчатых колес коробки скоростей д соответствующее положение. Положение диска 4 фиксируется штырем 7, а полевение рукоятки-фиксатором 2.
Разрыв кинематической цепи передачи и выведение блоков шесте-, роя в нейтральное положение осуществляется поворотом рукоятки 3 при выключенном станке("на себя" до упора). ’•
при этом тяги 9,'поворачиваясь и воздействуя на рычаги II че* винты 10, выводят блоки в нейтральное положение, гулпровка положения рычагов,необходимая для обеспечения пленил- передач при включении требуемой величины скорости•' ення шпинделей осуществляется винтами 12, а регулировка уот и блоков шестерен в нейтральное положение- винтами 10.
З.В.Еабиа горизонтальная (рис,6)
корпусе 3 горизонтальной бабки смонтирован
задней опорами шпинделя служат радиальные двухряднве
днлма 1/гся двумя упоряими шарикоподшипниками 4,смонти в песадней опопо. ,
в»--
ж
V.*’* л*
&
i^V £?i>-
/. •*’
SS:
*4
Ж-
V
f
* Xе
'•4
e\-;
*•
к
* л.
,4A
f-
Шпиндель разгружен от радиальных усилий,передающихся от вело-1 мой шестерни 7. две цилиндрические шестерни 6 и 7 смонтированы на подшипниках качения в кронштелне 9, который крепится к корпусу бабки 3.Шестерня 7 получает вращательное движение от коробки скоростей,а шестерней 6 вращение передается на приемный вал фрезерно-расточной или сверлильногуфрезерной головок.
Включение вращения шпинделя осуществляется посредством зубчатой муфты 5, перемещаемой по двум шлицам шпинделя рукояткой 10.
Смазка подшипников шпинделя производится при помощи фитилей от индивидуальных масленок,а смазка направляющих - при помощи сальников маслом,поступающим из коробки скоростей.Шестерни смазываются маслом, поступающим из коробки скоростей.
1.3.9. Механизм перемещения горизонтальной бабки (рис.7) Механизм перемещения горизонтально.: бабки предназначен для ручного перемещения Оабки посредством маховичка I и механического перемещения с приводом от коробки подач.
Точное и более плавное ручное перемещение бабки осуществляется маховичком 17 через падающий червяк 18 и косозубую шестерню 2. Выключение червяка осуществляется пружиной 19. Механическая подача горизонтальной бабки включается поворотом рукоятки 4 вправо или влево, при этом поворачиваются аалхк 3 совместно с барабаном 5, имеющим спиральный паз. В спиральный паз входит подшипник 12, который посредством рычага 13 перемещает-кулачковую муфту 10,после чего движение от коробки подач через зубчатые колеса 8,9,11(6) и 7 будет передаваться на гайку 4 (см.рис. 4), горизонтальной бабки через шестерню 5 (см.рис.4).
ВНИМАНИЕ! ВОЛНЕНИЕ МЕХАНИЧЕСКИ ПОДАЧИ ГОРИЗОНТАЛЬНО?! БАБКИ ПРИ ВЕШЕННОМ МЕХАНИЗМЕ ТОЧНО! ДОВОДКИ НЕ ДОПУСКАЕТСЯ.
Автоматическое выключение подачи осуществляется одним передвижным. : и однимиз неподвижных упоров, закрепленных на горизонтальной бабке, эти упоры 15 (см.рис.2), воздействуя на толкатели 14, переводят муфту 10 в нейтральное положение и разрывают кинемата-| ческую цепь между коробкой подач и бабкой, блокировка устранения возможности одновременного включения механического перемещения горизонтальной бабки и механического суппорта осуществляется микропереключателем 15, на который воздействует толкатель 14 через пружину 16. р
1.3.10. Суппорт (рис. 8,9) S" .
Суппорт предназначен для продольного вертикального переменная стола механической подачей и вручную.
н
m
r v,
H
Wp иойЧггхиосисГо! Kjlaaa^odan лсжявхэхЧ *ож1
lQliiiiih^.i . hi
Ы 000*00’19‘©CDia
i
ф
.'^
MN
%
ИЛР
4»
£ ||-
Механические подачи суппорта и салазок осуществляются от ходового валика 17, получающего вращение от коробки подач. Изменение направления подач суппорта и салазок осуществляется рукояткой 1ь. В эту же рукоятку вмонтирована кнопка ускоренного перемещения суппорта и салазок.
Для автоматического отключения продольной подачи предусмотрены передвижные упоры I и 2, с помощью которых можно регу* лировать величину хода салазок.
Для автоматического отключения вертикальной механической подачи на станине станка также предусмотрены передвижные упо-
fca
• i.
- 4 •
«$
&
л
Jf
2*
•г/.
W: •
Лист
№ до кум.
П«дп.
НМЙИК
Отсчет перемещений стола в горизонтальной и вертикальной плоскостях производится с помощью лимбов 7,9 и линеек.
Точное и более плавное перемещение салазок осуществляется
ВНИМАНИЕ* ВКЛЮЧЕНИЕ МЕХАНИЧЕСКОМ ПОДАЧИ СУППОРТА И САЛАЗОК ПРИ ВКЛЮЧЕННОМ МЕХАНИЗМЕ Tu4HU.i ДОВОДКИ НЕ ДОПУСКАЕТСЯ, зажим салазок на основании суппорта производится рукояткой 12, а суппорта на станине - рукояткой 21.
Зажим салазок на основании суппорта и суппорта на станине осуществляется с усилием 8...12 кгс, приложенными рукояткам
Зазоры в направляющих регулируются-с помощью клиньев 18 и 20. Смазка подшипников,зубчатых колес,маточной гайки 3 и направляющих осуществляется централизованно из масляной ванны, а такие с помощью шариковых масленок.
1.3.II. Коробка подач (рис. 10)
механиз коробки подач смонтирован в отдельном корпусе, который устанавливается в средней внутренней части станины.
Коробка подач сообщает суппорту и горизонтальной бабке девять различных рабочих подач и ускоренное перемещение.
Движение от электродвигателя через клино: ременную передачу передается на вал 7 коробки подач. От этого вала движение передается как на коробку скоростей, так и на вал 16 коробки подач. На этом валу установлены многодисковая фрикционная муфта 9 и обгонная муфта 15. При включении фрикционной муфты суппорту или горизонтальной бабке сообщается ускоренное перемещение без выключения рабочей подачи.
Для предохранения кинематической цепи суппорта и механизма перемещения горизонтальной бабки от поломок, в коробке подач
w
BM130B 61.00.000 РЭ
>•. •>
«м
!
21
'
^Мк*мМй«ЙйМ«М>
*. Ч*: *
л
Суппорт
BNtt30B.6IoC0.000 РЭ
Ждлхуп- Подо.
Д&га
*<
ч
13
к
19
f
17
f
В'-
>*
(V
I.
ч
£
А
J
Af 1
*
имеется предохранительная муфта I, установка предельного момен та которой осуществляется гайкой 3.
На валу 16 располагается зубчатое колесо 10, которое через шестерню 13 передает вращение шестерне 12 шестеренчатого масля ного насоса. Масло по трубке „4 поступает в насос.,а по трубке подается в коробку скоростей и к маслоуказателю.
до упора, при этом диск 5
на ней
указа-
1.3.12. Механизм управления коробкой подач (рис.II)
Управление коробкой псдач однорукояточное.Набор величины по дачи осуществляется следующем ооразом: - рукоятка 4 поворачивается "на себя
с отверстиями перемещается вместе с рукояткой 4;
-вращением рукояткой 4 диска 5 вокруг оси в ту или другую сторону, изменяется положение диска с отверстиями относительно пальцев 10;
- одновременно с диском вращается шкала 6 с нанесенными значениями величин подач.
Нужное значение величины поддачи на шкале подводится к тел» 7, при этом положение шкалы фиксируется фиксатором
Затем рукоятка 4 поворачивается "от себя". Диск 5 нажимает на 1 пальцы 10, и посредством рычагов 1^ переводятся блоки зубчатых колес коробки подач в соответствующее положение.положение диска 5 Фиксируется штырем 8, а полегяние рукоятки-ф-иксаторэм 3.
гззрыв кине.мат!гческой цепи подач и выведение блоков в нейтральное положение осуществляется поворотом рукоятки 4 в выключенное положение. При этом тяти 9, поворачиваясь и воздействуя на рычаги 12 через винты II, выводят блоки шестерен в нейтральное положение. . !
кегу.шаровка положения рычагов,необходимая для обеспечения I
зацепления передач при включении требуемой величины подачи, осуществляется винтами I, а регулировка установки блоков в ней- I тральное положение-винтами II, I
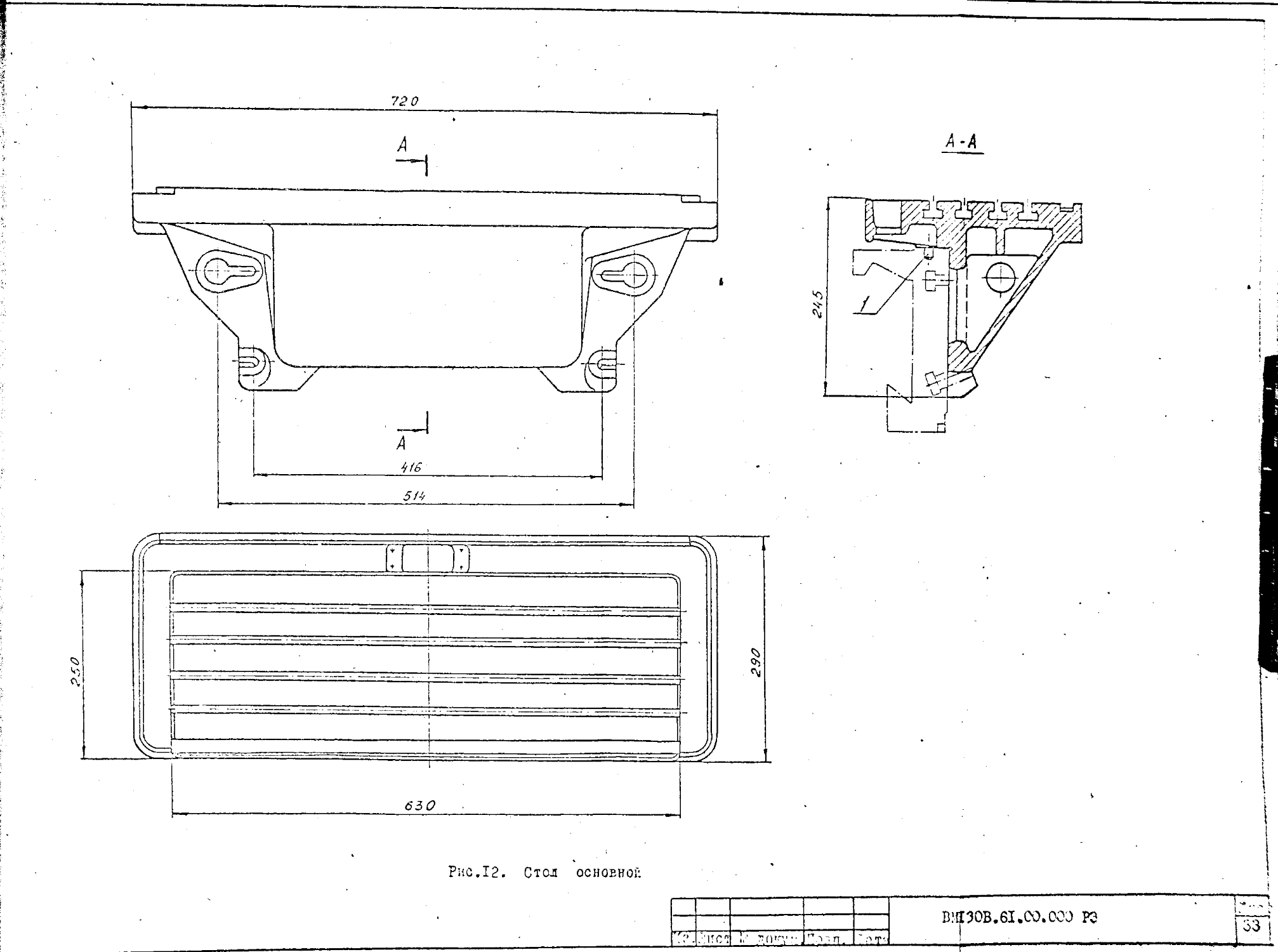
1.3.13. Стол основной (рис.1й)
Стол предназначен доя ооФчних фрезерных и сверлильных работ.' Стол базируется на верхнюю плату салазок суппорта и крепится ж.1 вертикальной плоскости салазок четырьмя болтами.
Для удобства установки стола на суппорт в нижней части стола запрэаов вне тупа
Затядку гаек,крепящих стол станку,производить плавно и умеренно.При выполнении работ,требующих высокой точности,
штифта I, которыми стол зацепляется за край при установке.
№ докум.
Полп
*«****^*w
: <
з-1
Дагд
- f: •
.4' < / ..
X
£
%
Рис.12. Стол основной
“I
В1ЯЗОВ.61.СО.ООЭ РЭ
V
контроль установки стола следует производить о помощью кндика
1.3,14, Головка сверлильно-фрезерная (рис. 13)
Головка сверлильно-фрезерная в основном предназначена
14
Епиндель I смонтирован в пиноли 3,имеющей осевое пе; в корпусе б,
Кинней опорой шпинделя является двухрядный родихонД
Верхней опорой шпинделя является сдвоенный р
Sr'
J:,
Корпус 5 крепится к хоботу 13 болтами,а нулевое полохеиие спруетоя двумя конусными фиксаторами 33 (рис.2),
осуществляется вручную рукоятками 20 и
ч*
шестер
коробк;
1'20. "на себя", при этом .перемещается валин 19 с реечно: эй IS, которая входит в зацепление с шестерней 17,иыею-’ренние зубья, после чего вращение будет передаваться с скоростей через зубчатые колеса 14,15,16,червячные пар ' р 17,реечную шестерню 18 к пиноли,
см механического перемещения пиноли имеет предохрани-
X’ ' F *
' S- ► ,’Ч
Смазка подшипников питии,деля производится через хз рад злую масленку 6. С- азка зубчатых колес разбрызгиванием.
Цодшипни,. ’ 10 смазываются от индивидуальной фитильной ласлен-
; 12„которая закрывается крышкой II., |
ifMHl
%.
Г
л
' Г ‘
^1
яс
1,3,15. Гол "а Фрезерно-расточная (рис.И)
Головка фре; с х'-рзс; очная предназначена для зерных и расточаь Особенностью г вает хесткооть и т
;СТЬ
•ван
М1»
В корпусе 2,ИМ8ЮЩвМ возможность
ь ?.
itH •
V
А-Г*
*14
»
Нижней опорой шйин, еля является двухрядный роликовый по ник с конусным отверст, ’ем.
Верхней опорой слуха 1 два радиально-упорных подлинника.
Ксрсус головки крепится к хоботу 8 4-мя болтами,а фиксация кулевого положения производи я двумя конусными фиксаторами 13. *
Ч/
Лист ySinoKVH.
Подл. Лата
61.00.000 гэ
*
лет
ВХПФ.61 ♦00*000 к i iw на । ।
Рис,13« Головка овер^ильно-фрезериая.
!ЖГ.
A d?'
t IJ t
И
16
17 !3
20
> pu-М.4»
i-Л
t
J
15 Стол угловой универсальный
тмхтм
Sxj3 A
Aucai >/! Закуп. ПаЗписАра
ЕД ЗОВ 61*00.000 РЭ
4"*"R
НИК
В хоботе на подшипниках качения смонтирован вал 9,которца ыерез зубчатое колеса 5,6 передает вращение на шпиндель голов- ей. Смазка подшипников шпинделя и конической зубчатой пар* ' производится через шариковые масленки 3 и ?. *
Уровень масла контролируется с помощью маслоукаэателя 4. Подшипник 12 смазывается от индивидуальной фитильной масленки II, которая закрывается крышкой 10.
1.3.16. Стол угловой универсальный (рис.15)
Стол угловой универсальный предназначен для крепления дата лей,обрабатываемые поверхности которых расположены наклонно относительно их базовой поверхности.Он состоит из плиты I, на которую крепится угольник 2. На угольнике установлены консоль
стола позволяет производить: относительно вертикальной и горизон-
в горизонтальной х наклонно располола
Конструкция углового - наклоны рабочего стола гальной осей;
- поворот рабочего отола ных плоскостях.
Отсчет угла поворота рабочего стола 4 определяется по шкалам нанесенным на основании стола и на угольнике 2,
крепится к сддазкам тремя болтами
I.4.Электрооборудование.
I.4.I. Общие сведения.
Станок изготовляется и отправляется о электрооборудованием, ; расчитанным на питание от сети 3-х фазного переменного тока , частотой 50 герц и рабочим напряжением 380в. Напряжение цепей управления 380в.
Напряжение цепей блокировок;освещения и сигнализации 12 в.
На станок установлены:
- электродвигатель привода шпинделя’ и подач типа 4A9CL4уЗ ч исп.ИЗСО; I-45O об/кин; 2,2 кВт; - '
- электронасос для охлаждения инструмента типа xi4-?2u по ТУ2-024-2994-75; 0,12 кВт; 2800 об/мин;\ 22 л/«ин;
- электромагнит включения ускоренного перемещения суппорта х цндельной бабки типа ?ЛИС—2100 с тяговым усилием 2,Икг$380в
- пусковая,сигнальная и предохранительная аппаратура; - местное освещение.
»«•
ВЯЗОВ 61.00.000 РЭ
ч
Отключение станка от сети при перегрузках двигателя MI х коротких замыканиях в электросхеме производится автоматическим выключателем Q * Выключение автоматического выключателя при | этом производится электромагнитными расцепителями с тядряягу- ; ческлм замедлением срабатывания,установленными внутри автоматического выключателя. Гидравлическое замедление срабатывания обеспечивает обратно зависимую от тока выдержку времени срабатывания расцепителя в зоне перегрузок. При коротком аамытгяята получается мгновенная отсечка тока.
Лампа местного освещения Е типа М5-Т2,трупп подсвета микроскопов HI, Н2, НЗ и сигнальная лампа питаются от трансформа-. тора Г- ’
: Включение и выключение лампы местного освещегпиг производит
ся выключателем 5 II; установленным на кронштейне местного осв
Лампы НГ + НЗ питаются от штепсельных розеток из розеток находится вместе с кнопкам "ПУСК" и
HIM
Трансформатор защищен от токов короткого зямыуятая продох телями Г1.. ’ типа ПК-45 на один ампер.
7
1.4.4. Указания по эксплуатации электрооборудования.
При установке станок долген быть надежно заземлен и под—-ключей, к общей'системе заземления. *
1 .Включение автоматического выключателя после автсыаТическо отключения - первое в - второе в
После отложения координаты,лампочки подсвета отсчетных ник свопов рекомендуется отключать. . ,
производится в два двигания ручки: сторону отключения для взвода; J
сторону включения на замыкание контактов
Прим ечание:
Ввод питания от цеховой электросети л заземление станка предусмотрены на задней стороне, его
основания
i ’**
J V
V . *•
HMM
1
г
ч
►
Г2
ФоЭЫД 1
К*'иц*'Лд1_.
К
г/ п
М2
• •РлСфТб* Принципиальная схема «электрическая.
докуч. ; Пот. ’Дата
Панели / нише Станина
&
№
ъ
1
МзрЛЦпсл'лл * теплела л aza ' ляце/нл
С2 |
i
<5
Г 32 -
С2. 2о\
Петля ьнише.
। ;•<1 !, М /Н«
г ’ * ' ••• .>
* ’ >
17, Электросхема., соединения J
/ -у 3 • 8 J; с? - ллз < <5_
хнербанал /т~л<а
пслш/мсрнс
Г&Ц-Х-Ю /
AW1
’"" ' LXJ-X—. ВМ13СВ.6Г. 00.000 рэ . Лсч*<*>
**Л»
И;> Ниа П^п. £Cmj
к
Зонт Обозначен
5I0-C
Поз. обоэв
«$9-Б
a
i
МЯ«ймвЙЙМ1М
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
Лампа местного освецения МО-12-40 ГОСТ 1182-77
Лагпа подсвета микроскопе СЦ-60-8В-9ВТ
пускатель магнптвик ПЕЕ-т
330В ОСТ 16.0535.001 - 72
пускатель магнитнил
380В ОСТ 16.0535.001
Е£7
Зл.двигатель типа 4A90L4y3 2.2 кВт 1450 об/клв лсп.У.300 ГОСТ 19523-74
ектоозас
2300 об/ган
ТУТ6-522.111-74
Кнопка "СТОЯ
л
т
<— %
кеаспого цвета НлО.ЗбО.ОИ
НА3.604.014 HA0.360.0II
Тумблер Т1 ИГ. ВР0.360.007ТУ
’ПТ-2102
Кнопка КЗ ВРЗ.604.005 ТУ
ТпакСуОгматор ОСК-0,053 ГОСТ I‘6710-76
Розетка степсельвая ГАО.364.СОЗ ТУ
I
i л«ст
Е i .'
докум.
Подп.
Дата
•1
I i
I
т;.бл. 5
* Поз. •г ОбОЗЕ
Наименование
Обозначение
Х4
Х5
Колодка ПР48П261Ш2
танка ШР48У26Н32
Из. }Лист| ,Vt докуй. | Подп. Дата
БЗН19-2531205Г00У2
Клеммник малогабаритный КМ-1005
ектромагиит МЯС-2100 ТЛб. 529.009-75'
Светильник тип HKCOIxIOO/ПОО-ОЗ
зизоэ. 6i;со. соо рэ
' В табл.7 указан перечень элементов системы и
Jj'
j
«I
г*
• Т ’ л if-гХ
работа системы станка и его до
1,5. Система смазки. К
I.5.1.Схема расположения точек смазки показана на рис.18, точек смазки.
*
г
Г-*"
л
f
1.5.2.Описание работы системы смазки.
Внимательное ожсэние к смазке .нормальная смазки является гарантией безотказной работы говзчности.
Смазка станка обеспечивается следующими системами: - циркуляционной системой смазки коробки скоростей.
Эта система включает в себя резервуар,которым служит станины и шестеренчатый насос.встроенный в коробку подач .Масло от насоса по трубкам поступает в коробку скоростей и масляным туманом смазываются коробка подач,механизм перемещения г оризон** тальной бабки.зубчатые колеса, шпиндель горизонтальной бабки.
Масло в резервуар заливается через верх станины до еерадинт маслоуказателя 18 при снятых крышке,хоботе»сверлильно-фрезерной (пли фрезерно-расточной) головках.
• При необходимости уровень масла должен пополняться. WAAffi-IE! ПРИ ЗАЛИВКЕ РЕЗЕРВУАРА ПРЯ.ЖЕЧТЬ ТОЛЬКО ЧИСТОЕ МАСЛО. - разбрызгиванием для смазки зубчатых колес и подшипников свер-
м Ч
lilt
V F
лильно-фрезерной и фрезерно-расточной головки, что обеспечивает ся наличием смазки в резервуаре головок,а уровень смазки хондро лируется маслоуказателями 14 и 20 соответственно.
- фитильной смазкой подшипников горизонтального шпинделя,под-
4 3
ч
Я
SJ.
«
£ J ?. «•
4
£
Х-.
к'Г
«4>
<
• ►г-
точкам смазки.
системой смазки наливом через отверстия в маточ
задних подшипников сверлильно/фразеряой и фрезерно-расточной головок.-
Система смазки этих частей станка включает в себя масленки 3 7,13,2и через которые производится заливка масла.Масло по фитилям поступает к - периодической
ной гайке винта вертикальной подачи суппорта,подшипников и хон ческой пары.
Также коническая пара и подшипники смазываются маслом,вытек з суппорта и стекающим по поверхности ходового валика, - периодической системой густой смазки,осуществляемой с-помосфф колпачковой масленки 5, для смазки втулки серьги.
- периодической системой смазки,осуществляемой с помодыо npefiS смясленоя,верхних направляющих салазок,маточной гайки ходового’ винта салазок,подшипника ходового винта салазок, червячяой пера
tttU'
Э11
И». UlkiCT
^докум-
Л одп.
Дата
дачи медл
енного перемещения горизонтальной бабки и салазок
суппорта.
осуществляется ручным
и*
лрицем
Указания по монтажу и эксплуатации системы смази
Перед пуском необходимо:
заполнить резервуар станины маслом И-ЗОА (см.п.1.5,2.)
- при работе со сверлильно-фрезерной головкой заполнить резервуар головки маслом И-8А.до сарединз?маслоуназатехя 14;
- При работе с фрезерно-расточной головкой заполнить резервуар головки маслом И-8А до середины маслоуказателя 20,
масло И-ЗОА в масленку 3 и маоло И-8А'в масленки 7
заполнить густую смазку Солидол Кировой заполнить через прессмасленки смазочные црп работе станка контролировать: уровень масла по указателям 14,18,20 работу шестеренчатого насоса по наличию гчя
"I" в масленку 5; наналы маслом И-ЗОА
масла в указателе 17 асла производить в резервуарах станины,сверлильяо-рре зорной и фрезерно-расточной головок первый раз 15 дней,второй
t
52 7747-63
Г< - 32 TI II87I
Подп. Дата
Масло И-ЗОА
ГОСТ 20799-75
Shell Vitrea 0<129
Shell Vitrei Oil31
Shell Tellos 29
Shell TuftO Oil 29
Shell Tcwm0429
периодичность смазки или заполнение резервуаров (см.табл,7)
Перечень применяемых-смазочных материалов и их аналогов указан в табл. б. • •
Таблица б
Марка смазочного материала
Солидол Кировой
ГОСТ 1033-73
Масло И-8А
ГОСТ 20799-75
ВЯЗОВ 61.00.000 РЭ
Shell RetiftaX RBrA i ’ Ct -H
imm
J
У
ь
iljCiitif
Цист I № докуй. I Подп, 1 Дата
I
Поз. см. рис .18
2
3
5
6
8
9
Наименование смазочно-г го устройства или операции процесса смазки
Маточная гайка винта вертикальной подачи.
Пресомасленка
Масленка
Преасмасленка
Масленка
Способ смазки
Вручную
Периодичность смаз-1 Смазываемая ки заполнения резеп точка.механизм вуара I
Смазочный мате-{Количество риал
I раз в смену
Шприц I раз в
Вручную По мере
Шприц Вручную Г раз в По мере
смену
надобности
смену
надобности
Маточная гайка вин та вертикальной подачи суппорта, подшипники и коническая пара. Маточная гайка ходового винта салазок.
- Масло И-ЗОА ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
зубчатые колеса, нижняя направляющая салазок.
Верхняя направляющая салазок.
Втулка серьги
Масло И-ЗОА ГОСТ 20799-75
Масло И-ЗОА ГОСТ 20799-75
Солидол жировое "Л" (УС-2) ГОСТ 1033-73
мае ла, заливаемого в резервуар
Указатель наличия масл; в горизонтальной бабке Масленки для заливки масла в горизонтальную бабку.
От коробки скоростей
Вручную
Автомат» чеокая
I раз в смену
Непрерывная без давления
Пресомасленка
Вручную
I раз в смену
Подшипники горизон тельного шпинделя
Маточная гайка и винт подачи горизонтальной бабки.
Червячная передача медленного перемещения горизонталь-
Масло И-вА ГОСТ 20799-75
Масло И-ЗОА ГОСТ 20799-75
Масло И-ЗОА ГОСТ 20799-75
масленки полностью
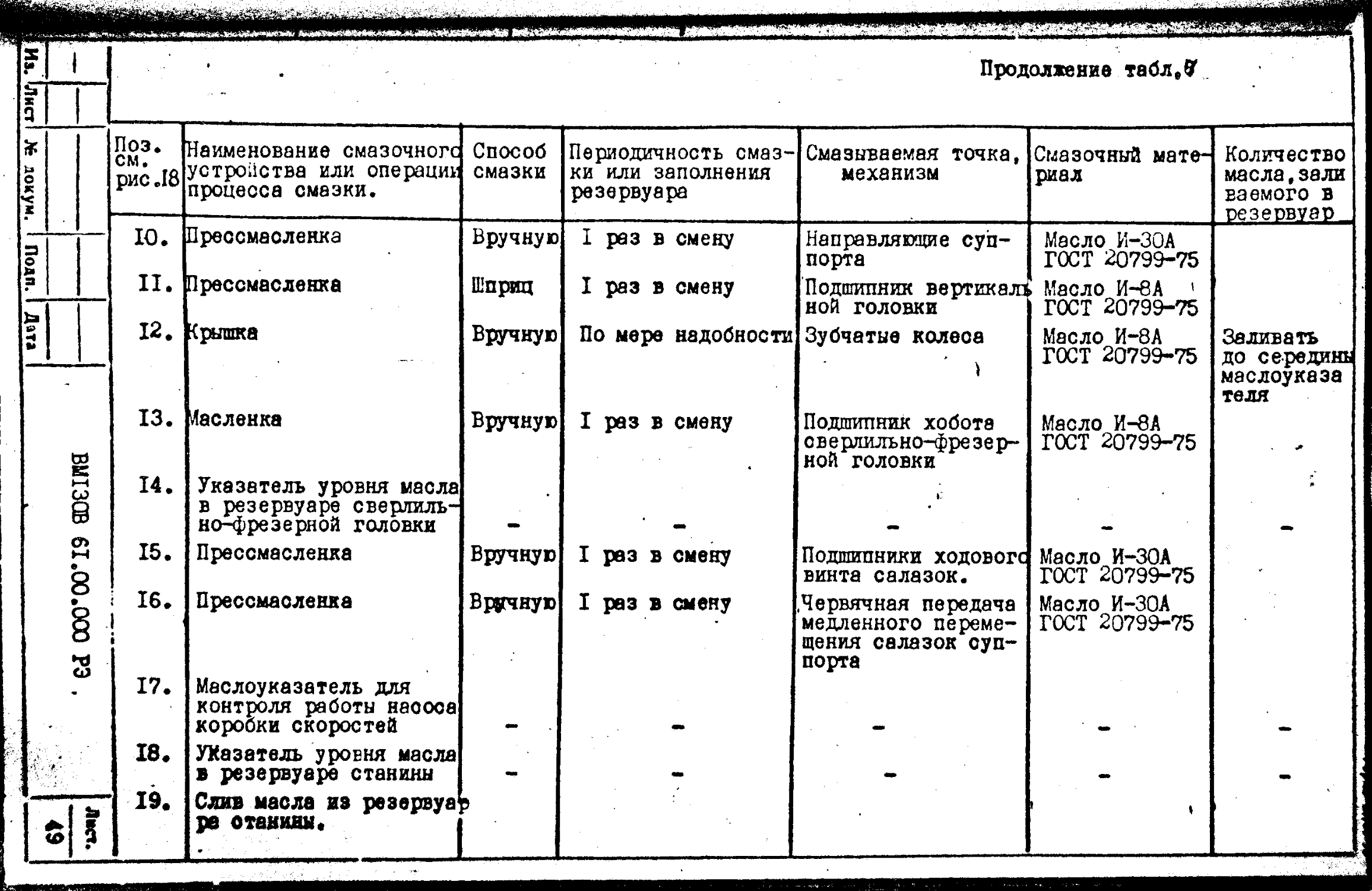
Продолжение табл,»
Поз. см. рис .18 Наименование смазочногс устройства или операции процесса смазки. Способ смазки Периодичность смазки или заполнения резервуара Смазываемая точка, механизм Смазочный материал Количество масла,зали ваемого в резервуар
10. Прессмасленка Вручную I раз в смену Направляющие суппорта Масло И-ЗОА ГОСТ 20799-75
II. Прессмасленка Шприц I раз в смену Подшипник вертикала НОЙ головки > Масло И-8А 1 ГОСТ 20799-75
12. {рышка Вручную По мере надобности Зубчатые колеса ) Масло И-8А ГОСТ 20799-75 Заливать до серединь маслоуказа теля
13. 14. Ласленка Указатель уровня масла в резервуаре сверлильно-фрезерной головки Вручную I раз в смену 4 Подшипник хобота сверлильно-фрезерной головки Масло И-8А ГОСТ 20799-75 Я
15. Прессмасленка Вручную I раз в смену Подшипники ходовогс винта салазок. Масло И-ЗОА ГОСТ 20799-75
i 16. 1 t 17. 18. 19. Прессмасленка Маслоуказатель для контроля работы насоса коробки скоростей Указатель уровня масла 9 резервуаре станины Слив масла на резервуа' ре отанинн. j Вручную ? I раз в смену •• .Червячная передача медленного перемещения салазок суппорта Масло И-ЗОА ГОСТ 20799-75 «Я» ' 1
Продолжение табл. 7 Г
Лист
Поз. см. рис .16 11 rsiri » СЧ Г» МТ«Г1 AWn ПЛГт(Т/\т»л — а а а Л Периодичное'. :, смаз ки или заполнения резервуара Смазываемая точка, механизм Смазочный материал Количество масла,зали ваемого в резервуаре
! № локум. 1 [к, I нд Albi С Г1 иЛС1 П 1 яС vluJCUiJlUl устройства или операции процесса смазки и ьиииии |смазки
20. 21. 2г. Указатель уровня масла в резервуаре фрезерно-расточной головки Кришна Масленка ♦ Вручную Вручную «» По мере надобности I раз в смену Зубчатые колеса Подшипники хобота Фре зе рно-рас точной ГОЛОВКИ Масло И-8А ГОСТ 20799-75 Масло И-8А ГОСТ 20799-75 Заливать до середины маслоуказа-теля 3 см3
1 Подп.
Дата
BMI3QB 61.00.000 РЭ *
8 Лист.
к первоначальному пуску п первоначальной 'р.'з
Проверяется отсутствие течи масла в соединениях.В случав работы на станке о охлаждением резервуар в основании станка заполняется охлаждающей жидкостью (см.раздел 2.4.)
2.2.и.Проверяется четкость фиксации рукояток включения продольной,вертикальной подачи суппорта,рукоятки включения вращения шпинделя,рукоятки включения перемещения горизонталь-ной бабки.
. 2.2.12.На вводные клеммы станка подается питание от сети.
2.2.13.Первоначальный пуск станка производится 8 следующем порядке:
- переключателем I (см.рис.2) станок включается в сеть;
- вращение шпинделя будет правильным в том случае,если направление вращения маховичка приемноговала коробки скоростей соответствует направлению, указанному стрелкой;
- при пробных включениях необходимо проверить исправность рабо-, ты системы
1
смазки;
пробные переключения подач;
>- произвести г- произвести - проверить работу установленных на станке переключателей, рукояток и кнопок на всех возможных режимах работы станка;
- по неполадкам,связаиным о неправильным подключением станка к сети, неправильной установкой или небрежной эксплуатацией станка,завод-изготовитель претензий не принимает.
2.3. Настройка,наладка и режимы работы,
2.3.1. Управление станком кнопочно-рукояточное.
’ Основными движениями в станке можно управлять о двух мест— - спереди ж сбору.
2.3.2. Расположение органов управления (сы.рио.2 и табл*2)
>* .*
А
11КГ/
2.3.4. Работающий на станке может пользоваться только первая©-! деталями,расположенными О наружной стороны электрошкафа* ; I ВНИМАНИЕ! ОТКРЫВАТЬ ЭЛЕКТРСЕКАФ РАЗРЕШАЕТСЯ ТОЛЬКО КВАЛИФИЦИРО I
кИ1
- <
Лист Поди. Дат!
II Hill ——^1
НДЗОВ.бЬООдООО РЭ
Л МП. I
По окончании работы или при продолжительном перерыве ста* J нок необходимо отключить от сети. 1
2.3.5. Включение шпинделя производится кнопкой "ПУСК", | отключение вращения шпинделя- кнопкой "СТОП".установленными’ I на кнопочкой станции 10 (см.рис.2). ]
2,3.6. Включение продольной,вертикальной подач суппорта и салазок,перемещение горизонтальной бабки (поперечной подачи) осуществляется рукояткам, '
Направление поворота рукояток соответствует направлению j перемещения узлов.Включение и выключение продольной,вертикальной подач салазок производится рукояткой 6,тлеющей пять фикси-j рованных положений: среднее (нейтральное), "к себе","от Себя"— перемещается суппорт,вправо,влево-перемещаются салазки (см. рис.2).
Управление перемещениями горизонтальной бабки производится рукояткой 16,имеющей три'фиксированных положения:среднее (нейтральное).влево и вправо»
На станке электрической блокировкой исключается возмох -кость одновременногоьвключения перемещения горизонтальной бабки и суппорта. Одновременное включение перемещения салазок и • перемещения суппорта исключается конструкцией механизма.
- Быстрое перемещение узлов происходит при яахатии кнопок 8 и 14 при включенном полохении рукоятки в направлении необходимого перемещения и прекращается,если отпустить кнопку.
При этом движение рабочей подачи продолжается до выведения рукоятки в нейтральное положение. ' '
2.3.7. Ручные продольные.поперечные я вертикальные переме-- щения осуществляются соответственно маховичками 7,18,3,31. ‘ ’
Установка лимбов отсчета перемещений в начальное положение производится следующим образом:
- винт, находящийся в центре маховичка, откручивается на несколь--; ' ко оборотов,лимб поворачивается до совмещения нулевой рискж
с указателем начала отсчета перемещений на кольце.В этом положении лимб фиксируется за счет закручивания винта .наха* дящегося в центре маховичка.
Усилия при ручных'перемещениях узлов в значительной exeat* ни зависят от правильности регулирования клиньев.Неправильное регулирование вызывает увеличение усилия перемещения. •
Ввиду этого необходимо периодически проверять регулировку
БМ130В 61.00.000 РЭ . ' л ... Лист
”55
Из- Лист Jfi док ум. Подл. Дата
клиньев. при наличии неплавного или тугого ходе необходимо регулирование.
Крайнее положение салазок,суппорта и горизонтальной, бабки ограничиваются с обеих сторон упорами,нажимающими на выступы толкателей,которые нажимают на соответствующие рычаги и выводят рукоятку в нейтральное положение.Выключайте упоры могут перемещаться в пазах планок и устанавливаются с расчетом выключения подачи.', в нужном месте.
ВН2.1АНИЕ! РАБОТА НА СТАНКЕ СО СНЯТА УПОРАМ ИЛИ НЕИСПРАВНА! yCTPO/^TEAMI.DEKJIWiaiSO ПОДАЧУ, НЕ ДОПУСКАЕТСЯ.
Станок может эксплуатироваться в следующих вариантах:
- с установленным хоботом.Наличие хобота с серьгой позволяет . поддерживать свободный конец оправки о инструментом:
- со снятым хоботом.Для защиты внутренних частей станка от загрязнения необходимо на верхнюю часть горизонтальной бабки установить крышку; ’ %
- установленной сверлильно-фрезерной или фрезерно-расточной головкой. <
Поворот головок осуществляется вручную. Перед'поворотом необходимо отжать 4 гайки. Необходимый угол поворота определяется по шкале,нанесенной на фланце поворотной головки,и нулевой рио-ке,нанесенной на фланце.Нулевое положение головок фиксируется
. двумя штифтами 33 (см.рис.2). При установке штифтов необходимо . строго соблюдать соответствие цифр на штифтах и отверстиях и устанавливать штифты так,чтобы рукоятка штифта была в вертикальном положении.
После поворота головка надежно закрепляется гайками. Выдвижение гильзы сверлильно-фрезерной головки производится рукоятками 35. Величина перемещения определяется по линейке. . '
При работе со сверлильно-фрезерной или фрезерно-расточной головкой необходимо отключить вращение горизонтального шпинделя рукояткой 12. .
2.3.8.Зажим узлов с целью повышения жесткости системы осу* ществляется:
- гильза шпинделя сверлильно-фрезерной головки-гаочным ключом -у за выступающую головку винта;
- салазки на направляющих суппорта-рукояткой 5;
I. -
Г"—1
^И5- Лист Л^дохум. Подп. Дата
ИЛЗОВ 61.00.000 РЭ
г.»
суппорт на направляющих станинн-рукояткой 4
- горизонтальная бабка на направляющих 2тан2яэтр?зоаткой 13.
ВНИТ.1АНИЕ! ВОГНАТЬ МЕХАНИЧЕСКИЙ ХОД УЗЛА ПРИ ЗА1АТЫХ РУКОЯТКАХ ЗАПРЕЩАЕТСЯ.
2.3.9.На станке имеется возможность осуществления медленных (точных);перемещений салазок и горизонтальной бабки,которые осуществляются соответственно вручную от маховичков 36 и 17.
Ввод в зацепление червячка о червячным колесом механизма
• точных перемещений должен производиться нажатием на маховичок плавно,без скачков и ударов.
‘ ВНИКАНИЕ! ВОКНЕНИЕ МЕХАНИЧЕСКОЙ ПОДАЧИ СУППОРТА,САЛАЗОК И ГОРИЗОНТАЛЬНОЙ БАБКИ ПРИ ВКЛЮЧЕННОМ МЕХАНИЗМ ТОЧНОЙ
- ДОВОДКИ НЕ ДОПУСКАЕТСЯ. .
Переключение чисел оборотов шпинделя см.в разделе 1.3.7.
ВНИМАНИЕ! ПЕРЕКЛЮЧЕНИЕ СКОРОСТЕЙ ШПИНДЕЛЯ НА ХОДУ ЗАПРЕЩАЕТСЯ. 1
2,3.11. Переключение подач см,в разделе 1,3.12
2.3.12.Установка и креплецие инструмента.Качество инструмента во многом определяют спокойную работу станка,точность и'чистоту обработки.
В зависимости от вида применяемого инструмента крепление егс может выполняться несколькими способами:
- непосредственно в конусе шпинделя,на оправке с применением , переходных втулок и др.
Оправка или инструмент вставляются в конус шпинделя и надех-• • но затягиваются шомполом,
2.4. Охлаждение инструмента.
Обработка чугуна при всех способах фрезерования и обработка стали твердосплавным инструментом производится беи охлаждения, режущего инструмента. Охлаждение рекомендуется применять при -< работе быстрорежущими фрезами по стали.
Подвод эмульсии непосредственно в зону резания обеспечивается трубопроводом,оканчивающимся соплом.Сопло можно поворачивать под'любым углом и устанавливать по высоте.При установке следите! чтобы сопло не попало под фрезу,
СТРАИВАТЬ УСТАНОВКУ СОПЛА В ПРОЦЕССЕ ФРЕЗЕРОВАНИЯ НЕ ДОПУСКАЕТСЯ.
- Л1ст.
EMI3OB бТ.ООфОООРЭ 57
ж». Лист М докуй, _ Подо. Дета —"1 ' ,|,,||||||ЯМВВ
|МММ
1
суппоо
Е2ССС0.’.' и стекает по пазам стола,ко в столе в канал салазок по со
1
4 к
ангу дело
^ПОГО ЗАСОРИЛ
ТКУ ГЕ РАЗРОЙ
ВУАРА И ПОРЧИ
И
1 I
сличение
I
Л
I
При б о
отключении эмульс
ески (через полгода
долина демо
• U < .Ух *.... JUxHcxtUxC « '
V ж
2.5.1.В процессе эксплуатации возникает необходимость в гулирогзкпи отдельных узлов и элементов с целью- восстановле-:: :::: н овм г льне” заботы. *
В связи с этим ниже приводятся некоторые элементы станка, ::бол-ге"часто требующие регулировок, а также способы регулиров->
.5.2. Елднор-зменная передача (рис.20)
ликеремеиная переда помешается в задней части станка под
крк ослаблении ремней следует снять кожух I и отжать четы-болта 3. Затем несколько вывернуть винты 2. При этом.двига-
ь, под дейстьием своего веса,будет опускаться вниз и натяги-
вали натяжение недостаточно,следует слегка нажать плиту 4.
ела установления нормального натяжения вновь затянуть болты 3,
ерпуть до упора в днище винты 2 и надеть кожух.
точная гайка ходового винта салазок суппорта (см
£
ВЯЗОВ 61.00.000 РЭ
♦. 2.W8-1
в окне кожуха 13,расположенного против окна в основании салазок Затем ключом отвернуть контргайку 5 и выбрать гайкой 4 осевой люфт. После устранения люфта,положение гайки 4 зафиксировать
2,5,4. Сопряжение направляющих станины с суппортом и суппор-
контргайкой б и установить крышку
рхностей соединения или ослаб
та с салазками (рис.см.8,9)
Вследствие износа трущихся пов ления клина может возникнуть вибрация суппорта. Для устранения этого явления следует вывернуть на 3~5 витков винт 16 и винтом 15 выбрать люфт и затянуть винтом 16. '
Аналогично для устранения люффач в соединении суппорта с салазками.Следует ослабить винт II и винтом 10 уменьшить зазор • между клином в направляющими, после чего затянуть винтН.
2,5.5. Предохранительная муфта механизма подач (см.рис. 10) Регулировка предохранительной муфты производится следующими образом:
- снять кржух,закрывающий заднюю часть станины;
- отвернуть контргайку 4 и гайкай 3 поджать или отжать пружину 2. После этого гайку 3 зафиксировать контргайкой 4.
Предохранительная муфта считается отрегулированной правильно если она обеспечивает перемещение суппорта с установленным столом, нагруженным грузом 80 кгс,на ускоренной подаче с поочередно включенными рабонами подачами 10 и 400 мм/мин .Предохранительная муфта должна срабатывать при создании сопротивления перемещению силой до 5 кгс, приложенной к рукоятке маховика ручного переменил на подаче 10 мм/мин.
1
III
2.5.6. Предохранительная муфта механизма подач пиноли (c.u.p.Is Регулировку предохранительной муфты производятоследующим образом, отвернуть винт 23 и через отверстие отверткой отжать или поднять винт 22, Предохранительная муфта считается отрегулн* » рованной правильно, если при сверлении отверстий в чугуне сверлом 0 16 мм при частоте вращения шпинделя п =250 об/мин и подаче 5= 0,05 мм/об муфта не будет срабатывать.Ыуфта должна сраба|> тывать при сверлении отверстий сверлом 0 20 ...25 мм.После окон^ чания регулировки устанавливается винт 23.
2.5.7. Фрикционная муфта коробки подач (см.рис.10) Регулировка фрикционной муфты 9 осуществляется следующим образом:
Лист
A J • - . - -
to.' |л ист Яс докум. IП одл. I Дата
ВМ1Э0В 61.00.000 РЭ
- отпустить галку 20 и ввернуть или вывернуть тягу 19,которая через колодку 18 переместит диски муфты,при этом сила между дисками уменьшится или увеличится. После регулировки тягу 19 зафиксировать гайкой 20. Фрикционная муфта считается отрегулированной правильно,если . при её включении осуществляется ускоренное перемещение суппорта ' о установленным на стола грузом 80 кго.
хг
2.5.8. ваточная гайка ходового винта вертикальной подачи стола (с.м.рис.4).
Люфтаосновкой гайке I устраняется следующим образом: ослабить винты 2;
вращением гайки I выбрать люфт, после чего через нажимную гайку 3 закрепить винтами 2 основную гайку I.
2.5.9. Перечень возможных нарушений в работе указан в табл.8 Таблица 5 8
<
Возможное нарушений Признаки
Смазка коробки ско-’ Поступление масла в глазок /а пере-’ контроля работы лзонталт.шестевенчатого нои оаоки,шпинделя насоса не наблю-горизонтальной баб-дается или совки не осуществляется.
ростей,коробки подач,механГ
нагрев
ля
сем незначитель
Вначале фрезерования прощелкивает предохранительная муфта механизма по-
Вероятная причина
В резервуаре нет масла.
Неисправность насоса или засорилась систе ма.
Подшипники пе тяну ты.
Па подшипники не поступает смазка.
етод устранения
Залить масло до
ь работу
демонтировать
нагрев корпуса в месте расположения пс/шип киков более 60--75 С (рука не-терпит продолжи тельного прикос новения).
Слышен треск вну|’ Ослабление под!Отрегулировать три коробки по- ~ дач.Условия Фрезерования (припуск,материал, ‘инструмент) обычные’ . i
1Ш1$Н
жима шариков предохранитель ной муфта.
лировку подшипнике в. За лить масло I
биться поступлении
нательную
сверл
внутри головки Условия сверле
Ослабление под| Отрегулировать предохранительную муфту (см. раздел 2.5.6.)
предохранительной муфты.
й
чень подшипников качения (табл.9) I 1
с
Перечень подшипников качения
Наименование
Класс точности
Куда входит
Поз. Vn, I ?? К О Л
Подшипник 7204
ГОСТ 333-71
Подшипник 7205
ГОСТ 333-71
Подшипник 36203Е
ГОСТ 831-75
Подшипник 36204
ГОСТ 831-75
Подепшник 36204Е -
ГОСТ 831-75
Подшипник 362Q6E
ГОСТ 831-75
Подшипник 362Q7E
ГОСТ 831-75
Подшипник 462Q3 .ГОСТ 831-75
Подшипник 46303
Р' Подшипник 463О4Е. .
Г: ; ГССТ 831-75-
| Подшил ник 23 62Q5JI
ГОСТ 83^-66
з. Шист
№ докум.
Подп.
5
• 5
6
О
5
5
О
6
'5
5
, 5
Дата
Коробка
скоростей
Коробка
Коробка
Головка ная сверлильнофрезерная
Суппорт.механизм перемещения горизонтальной бабки
подач скоростей
вертикаль
Коробка скоростей
Станина
Коробка скоростей
Головка вертикальная. сверлильно--фрезерная
Головка вертикальная фрезерно-расточная
Механизм перемещения горизонтальной бабки
Коробка подач •
Головка вертикальная сверлильно-фрезерная
Станина
9
35 -
25 .
8
5
16
39
. 15
Коробка скоростей
Головка вертикальная сверлильно-фрезерная
Головка вертикальная сверлильно-фрезерная
Головка вертикальная фрезерно-pacioi ная
.41
46
49
2
2
2
Л»««
г
ВЯЗОВ 61.00.000 РЭ
f •
Продолжение табл. 9
Нззлеяованлв Класо точное ги Куда входит Коробка подач Коробка подач Коробка подач Головка вертикальная , с в о рли ль но-фре з е рная Коробка подач • Коробка подач Суппорт Суппорт Суппорт. Суппорт Коробка подач Суппорт Коробка подач, ч • Суппорт• Бабка горизонтальная Головка вертикальная ^сверлильно-фрезерная Головка вертикальная фрезерно-расточная Станина Головка фрезерно- ' расточная Поз. см.рис ^1 II 10 * > 43 20,36 12 37 27 29 30.34’ .18. . 28,32 13 38 3 47 50 14 51 Кол. ’ I . 6 I ; । I i . 1. . ! 4 i I i 1 / I I I: t I k 6 ’ * з : • 1 1, ' 2 * '' i ' : I • .2 i , ' L. 2 l * 2* / C 2 С/ : i./R T, ► 4 . ' . i _ v..,\,, _ / ...... .
Подлип.”?^ 50205 ГОСТ -893-73 Подлинник 672Q3 ГОСТ 3169-71 Псдпипнпк 67204 ГОСТ 3169-71 По-гипник 941/10 10^1 ‘lUCsj—оЭ Поддллн;п< 941/17 ГОСТ 4060-60 Подпипниз 942/8 ГОСТ 4360-60 Подлинник 4024103 ГОСТ 4657-71 Подлинник 4074105 ГОСС 4657-71 ПоДЙИЛНИК 8101 ГОСТ 6374-75 Подлинник 8103 ГОСТ 6674-75 Подлипни;-: 8Т05 ГОСТ 6874-75 Подлипну 8106 ГОСТ 6874-75 Подлипнии 8107 ГОСТ 6874-75 Подлинник 8III ГОСТ 6874-75 ♦ Подлинник 60104 ГОСТ 7242-70 Псд~ппинии 60204 ГОСТ 7-42-70 Поддппн;л- 3182109 ГОСТ 7634-75 0 0 0 0 0 0 0 0 0 0 0 0 0 4 6 6 0 4
Их Л iXT 1 i —-- - * । Л* докум, 1 Поди. ’ Дата ЕЛЗОВ 61.00.000 РЭ . • ! J г* • V о/ *> -— — ———
ЛЧ
Продолжение табл.9
Класс v Пп’ч то?аос-| c»?pic.2i Кол.
Бабка горизонтальная 1оловка сверлильно--фрезерная-
Бабка горизонтальная
40
Подшипник 101
О
но;
к 105
О
Механизм перемещения горизонтальной бабки
Суппорт
31
2
6
Станина
33
1Ш
^00
Есдептник 7000103
о
О
О
Коробка подач
Бабка горизонтальная
Головка вертикальная сверлильно-фрезерная:
Коробка подач
19
2
45
17,21
I
I
I
г
*v*.
йот*
В’ЛЗСВ 61.00.000 РЭ
дохум.
Подл,
Дата
3. П А С П О
, 3.1. Общие сведения.
Инвентарный номер ................. ... ......
. Модель......................... ... ............
оавод . .... **
Цех ....................... ... ......
Дата пуска станка в зкоплуатс гта
3.54. Основные технические данные дарах: _ .стх х
- 3.2.1. Класс точности В по ГОСТ 77
3.2.2. Основные данные станка и /грина' ле-^'
Стол основной
Размеры рабочей поверхности,^
дли-: а
।
2э0
Наибольшее перемещение стола,ид продольное механическое .
, , продольное от руки ....... вертикальное мехаглческоа вертикальное ручное .....
Ускоренное перемещение стола (продольное и . зртикальнте)
Г
।
Перемещение
Перемещение
продольное вертикальное на одно деление лимб мм
упоры
Выключающие
г' Горизонтальная бабка
Наибольшее поперечное перемещение (от руки и нехв мм
' Ускоренное поперечное перемещение, ым/мда .. Перемещение на один оборот лимбе,мм Перемещение на одно деление лимба,ми Выключающие упоры Расстояние от оси шпинделя до рабочей поверхност стола,мм, наименьшее,не более наибольшее,не менее ' . .
2СС
i
г-
ИЛЗОВ 61.00.000 РЭ
Лист
Подл.
Дата
t
Масса станка бабки5, кг
. Масса станка
виоота О ОСИОВН1Л4 СТОЛОМ Ж ГО
с пр^аллоглостл^^жг
".: 3.^.3. Установка станка
' • 3.^.4. Механика станка
Механика главного двжтегсая
Механика подач
(продольной,поперечной,вертикально?.) Блокировка раздельного включения под
г '
ектродвггатель главного
ik
. Частота вращения,об/ыин Мощность,кВт
Электронасос охла.тдащеЯ л
Тип по ТУ2-О24-2994-75 .
&
Мощность,кВт
Производительность,л/1СЩ
fete
hik
_ 3 i
W
1
3.2.6. Прпнадлоизоста
Головка свортллъно-фрсзораая
Наибольлее расстояние от торца
а?
плоскости>грод
в Лист Д оку.м. Лоди. Дата
Г?1
Bic.22 Шпиндель горизонтальной бабки и фрезерно-расточной головки
Рис.23 Шпиндель сверлильно-фрезерной головки .
'w Лисл) 7£ домны Подпись
BM30B.6LjOO.000 РЭ
(50
рис.24. Установочный черте;: станка
ВМ13Ф.61,00.000 РЭ
-Глубина залсисния фундамента принимается '.в зависимости СТ грунта.
950
. 1 1 • ) _
Лист ЛЬ доиу.ц. Поди, Дпа
Н __. Боят фундаментный
69
Наибольшее перемещение шпинделя,мм 60
Механическая подача шпинделя,мм/об Эскиз конца шпинделя • - Механика сверлильно-фрезерной головки 0,05 рис.23 табл.13
•• Ерадение шпинделя против часовой стрелки (при - . .• взгляде на шпиндель снизу) ' Механика сверлильно-фрезерной головки . рис.23
Головка фрезерно-расточная
Наибольшее расстояние от торца шпинделя
до плоскости стола,М?4 ,. Наибольший угол поворота в вертикальной плоскости,град. < 330 ±90°
Эскиз конца шпинделя Механика фрезерно-расточной головки рис.22 табл.14
Стол угловой универсальный
Размера рабочей поверхности стола,мм длина ширина ' 500 . 200
Наибольший угол поворота,град в горизонтальной?.плоскости ' в вертикальной плоскости от отанины и к станине ±30 ±45 ±30 .
Таблица 10
Кеханика главного движения (шпиндель горизонтальной бабки)
Ноиеп Число оборотов Наибольший допустимый Эффективная моднее’
ступе* В MZ** крутят л момент на на шпинделе по при
£2 нуту щпгядале,кто м ВОДУ, KL.T
I 45 ' 31,2 ; ' 1,38
& 63 21,8 (0 со
3 9-3 15,8 1,36
4 -125 по • 1,36
5 ISO 7 8 • 1,34
6 250 5.4 1,33
7 355 5,06 1,29
8 500 3 36 1,^6
9 . 710 2 35 1,20
10 юоо . I 48 1,09
II. 1400 • 0,87 0,90
12 2003 Ч Г- ... „ 0,4^* 0,63
Б’ЛЗОВ 61.00,000 РЭ
-
о «ум.
Подп. Дата
4>, XIOM
ft 1' , К *' * K4 % 4 Механика подач Таблица II ' / • ♦
г Номер сту- Подача стола , мм/мин Подача горизон-
| пени , : Продольная Вертикальная тальнол бабки
1 10 ю • 10
t 2 16 16 16
F 3 25 25 25
.• 4 40 40 40
1> к (Г. > J i-’ 63 63 63
г: 6 100 100 100
к 7. * 160 160 160
!• е 250 250 I 250
9 400 400 1 400
к » 1 4 ? Б с
V '. ’ - - ,1,11- 1 -1 II I - - jj.- WUmUi J!.aj
1? !• ' < Таблица 12
/ J
к ’ / 1
Наибольшее усилие .допустимое механизмом псдачн.кгс
Стола ^Горизонтальной бабки
< продольная | вертикальная | 1
| - 316 498 ' | 572
» ' J 1 -1Рь!_^Ч—L__.L _J J.... — , ... r-L- IJ.
Ж'-' ' ‘: *
i
i ' *
It'
1
4
^ЙМЙЬЙЙ««МЙ^
Г
“ , f . r ’ / ' f...
,. _ Таблица 13
Механика сверлильно-фрезерпой головки
Кбмер . Число оборотов шпин- Наибольший допусти- Эффективная мощности
teneCT* деля в минуту тимн крутящий МО- на шпинделе по при-
мечт шпинделя,кто воду,кВт
', I 90 5,66 0,494
|Д2< 125 ’ 3,97 0,494
fc' з 180 2,84 0,494
k? 4 '• чео ' 2,07 0,51
Э/ 5 355 1,66 0,56.
iy - б 500 I 0,59 \
Ь:. 7 710 0,90 0,59
.>• 8 1000 0,80 0,59 .
9 1400 0,565 0,58
110 ^000 0,38 0,56
п ^500 0,254 0,53
г к 4000 0,12 0,36
1 1
прЬзч АННЕ: Механическая подача пиноли ~ 0,05 мм/об
• Т а £лица X 4
* • Механика фрезерно-расточной головки
1
. Номер .. Г Число оборотов! шпин Наибольший допустим Эжектявная модное^
1 стумнл деля в милуту мбй крутящий момент' на шпинделе по прд-j
шпинделя,кгс ‘ j воду,кВт I
I ’ 45 30,4 । СП <* 1--Ч
2 63 21,2 J 1,32 {
3 90 Т5 4 j х 3 1,32
4 1^5 10,7 | 1,32
5 ; 180 1,зт !
6 ^о0 5,26 1,29
7 355 4,94 Т > Г* \
8 500 ti j 4уС- -J
9 710 г Т Try л.,Л/
10 1000 1,43 1,05
Хх 1400 0,85 0f S8
12 2000 0,41 0,61
S»T
Г^"1 В’ЛЗОВ 61,00,000 вэ >*—? ——"* " "» 11 " 1
^^4^1'1 Лист жУк -Лч
Подя |Л<ЗТ4
?A4;7
Лист
hz
г* о << Наименование и ооозначение составных частей станка Основание. для сдачи в ремонт
Подл.
Дата -
вмтзов 61.сю.ооо рэ
-J О >1
Таблипа 15
3.3. СВЕДЙВ'Я О РЕМОНТЕ
Дата Категория оло.тзюСти ремонта Ремонтный цикл работы станка в часах Вид ремонта Должность,(Тамилин ив. подпись ответственна лица . к
Поступление в ремонт Выход из ремонта
Производив щего ре -МОНТ Принявшей ремонт 1
’ 1 1 1
3.4. СВЕДЕНИЯ . ОБ ИЗМЕНЕНИЯХ. В. СТАНКЕ
Таблица 16
t» р
сь
вшзаз 6t.oo.ooo рэ
-т >р- I * г4 о И
Наименование и обозначение .составных частей станка
Основание (наименование документа)
Дата проведенных измс ионий
Характеристика работы станка посла проведения изменений.
Дол иное ть;факта ия и подпись ответст венного лица
i-wre •»
V
' 3.5.Комплект поставки (табл.17) .
, . * Таблица 17 ।
Обозначение Наименование Кол. f Примечание | i
ВЙЗОВ.бЗ.оэ.ооо Станок в сборе I »
Входит в комплект и стоимость станка_ ;
Инструмент i
61И.34.008 Клпч 41 I !
61И.34.012 Клеч I
Ключ 7811-0022 JI хим. I 1
окс.прм ГО Т 2835-71 - 1
Клвч 78II-CO23 II хим. . I
окс.прм ГОСТ 2835-71
Ключ 7811-0025 II хин. I
окс.прм ГССТ 2839-71
Клеч 7811—0041 Д1 хим. • I 1
окс.прм ГССТ 2839-71
' Клпч 7811-0043 II хим.' I 1
окс.прм ГОСТ 2839-71 1
/
Ключ 7812-0375 хим.оке? I £ I 1
при ГОСТ 11737-74
Отвертка 7810-0318 гр.2 I
хим.окс.прм ГОСТ I7I99-7I
BMI30H.-34.05i ' Клеч , I
- Принадлежности
. . 61П.14.ОСО Головка фрезсрно-расточ- I
61П.21.000 . Шкаф для пряналсежностеа I
61П.28.000 Патрон цанговых с комп- I
лектоы цанг /З...14мм
61И.34.002 Втулка переходная 4/3 I
611». 34. СОЗ Втулка переходная 4/2 I
61 И. 34.004 Втулка переходная 4/2 I
1 .61И.34.СО5 Втулка переходная 4/1 . I
aCT.
,^303.61.00.000 РЭ .
fa. Лист At докум. i Пол
I 75 1
£ : Продолжение таблица 1 17
Обозначение Наименование {ол. Примечание
> * . 61И.34.006 61И.34.007 62П.30.000 . • Obi 61.021005 61.02.074 61.02.059 6l.02.Cl4 . 61.02.016 61П.14.0Ю ВЯЗОВ. 61.09.000 РЭ 7200-ООЙОПО ; г- - Наконечник к затяг, ам для переходных втул. к ь,/у Наконечник к з&тяжка . для переходных втулок 4/2 Оправка 6224-0260 ГОС! 15069-69 с набором колгЦ Оправка 6224-0261 ГОСТ 15069-69 с Набором коле. -Оправка 6224-0254 ГОСТ 15069—69 с набором колец Сирии тип 2 ГОСТ 3643-75 Насадка Тиски 7200-0215 ГОСТ 14904-69 ^мнЫе детали станка._ . Втулка Крышка Винт Цангодержатель Гайка . . Затяжка Болт ’{20x90.83.45*06 ГОСТ 7805-70 Документы Станок фрезерный'СйеЦИа-', лизированный модели ВЯЗОВ. Руководство по эксплуь-тации. Тиски станочные.Паспорт ' Оптическое отсЧеТйое устройство ИГ-98i Описание и инструкций I 11 . I I I I I I ’ т г I I I I 4 I I ' I ? К шприцу к серьГе хобот к горизонтах, бабке tдля горизонт. J шп-’ндаля к ш тинделЕ фрез-тасточн. ГолОД К: для 1 ос:- ТИрО-.k: СТС1”-Л: Г
3MI30B.6I.00.000 PC
Лист
Н totyu.
л t ri
1 Обозначение Наженонети . 'о..0 ,
I" Пос 'аглтятся по оссОлп пи
|. 61П.15.ОСО Голой." л о у -о.1;,о-фрозерио;'
| , 6Ш.27.00Э Патрон для сверления С опрдйиоз 1
I 6In.l6.000 Стол углсяяо Л’У-УОЛ-салг.на:; т
: 61И..34.009 СТСТ).’~Ш13 -
61И.34.0Ю
КР450И об.7 Исрн автскопплосолП
> КР450И с6.04 J! ' ‘ L р h о , 0 2 I Л 0 г со 1 - > О О |-| '-• со > ; о П ю •< >.. 0- .1 J v.? । - о (г? О ":> » н lx; I--! о ГЛ гз 1-Д о„> с> ; о; о t - с?» c-i £' : Й Р 8 ч о H-i О о О со к-; С» СО .’Г; Р; jC-i М'*-' W И -Г I
3’0300.34.052 iu~f34 . Л
|| ЖГЗОН.34.053 IO о о р-.1 о и Р Р.П ь-; о >г< 1'0 О "') о 4 S >' я ' : , . j 13 1 О ?! О -J < J : .•1 г । । .0 с-> т
Ц" . 61П.15.3Э8 -Oci .L-j?’
Ц'' 61П.15.Э29 ГаПна жзтс
В 7Г04-000? ПС Стол по?о;лл..’от о;'-гоп-' Паспорт' Голот.:.о 'Л'т::”:;.т-Поило:-.
**ммм«*ММ*
3.6, СВИДЕТЕЛЬСТВО О ПРИЕМКЕ'
iV
Л
“, ставок фреаеркый опа уй В, заводской номер /
' 3.6.1. Иопнтаиие станке на соответствие нормам токкоотж со
техническим условиям ТУЗ ’4'С * '8р (табд, 18) «
' Таблица 18
ироланкмй модели ЕШЗОЛ,хлао<зг.тсчкоо-
чмммийе
pep, ,r •
Что провернется Схема проверки Метод проверки
•:.:. ' ' ! ’ /./; , • ., • •-
*Г7К чеокое "У.Хд этклон
мкм
i.
5
‘.'S-
г
ПЛОСКОСТНОСТЬ рабочей поверх* кости отолд
?
S
Плоскоотнсе?з> рабочей совер^ | кости
салаз-э$ :
б) в вертикаль» ном направлен
Параллельность приваленной . г верхности сздз’» г J! зон направленна их перемещения|
1
^ряяМямамтфщйм^фамнжвкиаммДОшк
Цо ГОСТ 17734 - 72
; ,Проверка
"Л
<
-. \-‘ <
A
•Л
15
•*
,U'Л F 1 •k
f
.'J
- ?
,
r. f
Лист jfr д^куЦ/ ЛрдПдата гпв|Л
Иадмкй^ "ТЛЯЮ? р'е ной w та и о 'v $
a
12 на длине столе в ггро|° дольном и диагональном напрев^] рениях S
10 1 ? I Is цопереч-|ном насрав-; UesnE |вазуклс«» IH8 доку-а
I
*
<
i
Sfi ЕЛ2Э»
У'J ^-.-J Г' V К 5 даатс-asaf
I
1 '
ш
£
' =к
i-
з
’ _ i ?< ен $лит ^•ла Xcaj v- 1 > 2^
*»
к ад г? $ s с а пс Я г• ~ v - 0 л *-
контрольной лвяаГШАгГможм ки,укрзвлеяяйй ;Хад?йя
пояержот балНу1'4кс х Р^9 Ьтсйке)'
jsiis®.6i ,00.000 рэ
Номер Ипро-< вер-ir-йи.
Что проверяется 4
Я, I
)< г
параллельность контрольной платщ салазок направлению их продольного перемещения.
тикально
На кепок части станк
укрепляют индика- на вс 1 ° / * J-
тор так,чтобы егс измерительны;! наконечник касался поверхности платы салазок. Салазки переделают, при закрепленною суппорте. ДЛ>1ь 7С1 -
I
1
ч
с
Параллельность рабочей поверх-^ пости стола направлению его продольного перемещения.
Й '
Параллельность перемещения горизонтальной бабки рабочей поверхности стола
О
Параллельность боковых сторон .среднего паза стола
<>. 2.ЮМГ I
Продолжение табл.18
Схема проверка
метод проверки
По ГОСТ 17734 - 72
проверка X 3
СТОЛЗ
По ГОСТ 17734 проверка JS
По ГОСТ 17734 ~ 72
проверка й 13
Дата
40 йм от ос” Одн;
Взаимная перпен{ |дикулярность продольного перемещения стола и горизонтальной бабки
На да боне: кости сто;: метрик но сю к тинделя ост ЛИБ2ЮТ VTCJ:.О
катор за:
Лгдокум. Поди.
ф.
и
Продолжение тебл. 8
4
Метод проверки
Что проверяется
Схема проверка
Номер про*" .вереи
й;
ft
10
ноет
Взаимная перпен
продольного и вертикального перемещен!:’: стола в вертикальной плоскости
нит горизонталь нон баски к наира зле кию перемещения стола в вертикальной плоскости.
\Щ
Ыз. г**— Лист Jfg докум. Подл. Дата
. j км
ТОТ. I ОТКЛОИ1
МИМ I
Бабку перемещают. Отклонение определяют как алгеб-1
показателен ияда
хахора__________
Па рабочей поверхности стол закрепляют оам: Одну .из юса не к
параллельно продольному или вертикальному перемещению стола. Измерение ппоизве дят по другой
индикатором,закрепленном в гори зонтэльно.; бабке Стол п совмещают в напсотлении
Отклонение определяют как разность показателе от л г катода,__
На рабочей повер
кр?
гран
дельно вс' ному перс:
ггоо
неподпиляо укреп ляют на шпинделе измерительной на конечнкк его ка-
НОИ ПС
ОтКЛОНСг келякт I
показание тора.
1.;
к
л
о на
6>
, r.iit. ...
В
Продолжение табл. 18
Номер
Что проверяется Схема проверки
Метод проверки
Допуск мкгл
отклод ним !
Осевое биение шпинделя
II
Радиальное биение конического отверстия шпинделя.:
а) у торца пшин
б) на расстоянии L =150мгл
$ s
Л.-
:V-fcc’ J
я
b
Перпендикулярность оси вра-
деля средним пяяям ётпла
ведения горизон тэльяой баЬки
По ГОСТ 17734 - 72 проверку 6
По ГОСТ 17734 - 72 проверяй Л 8
По ГОСТ 17734 - 72
проверка Д 10
оси ьрадения горизонтального Е
Ji* до к ум. Поди. Дат4
б)
и
6
В отверстие шпин- 8 I fc> деля плотно встаг на длине ляют контрольную 200 мм оправку.Стол за- ~ .
крепляэт .На Р^о-
конца оправки вверх*не допускается!
чей поверхности стола устанавливают индикатор так,чтобы его измерительный на коне^лик касался оправки.Бабку перем еда ют.Изме ре-ние производят в горизонтальной и вертикальной плоскостях.Рекомендуется напротив первого индикатора установить другой для исключения влияния измерительного усилия индикато-
определяют как среднее значение (алгебраическую полусумму) двух алгебраических разностей показаний индикатора,
BMI30B 61.00.000 P3
81
—
S|v.-at Г
tj1
Z.
V
V
*
ч
1омер
верки
15
и
I?;
Продолжение табл«18
Что проверяется
Схема провара
Параллельность оси вращения горизонтального шпинделя рабочей поверхности стола
Прямолинейность перемещения .го-риэодтальйой--бе&ан-
-ГОрИЗОПТОЛ •> -ной-плоскос ТИ у •б) в -вертикаль» -НОЙ—плоскости-Перпендикулярность направления вертикального перемещения суппорта рабо-сей поверхности стола в иродоль ном и поперечном направлениях
" - —Г'»™—~--- -
Соосность отверз тия серьги и шпинделя
Метод проверка
полученных сначала по одной образующей, а затем , повернутой на 90
ПО ГОСТ 17734
До Г0&Т--17734 в**
чфэверка # 19-
По ГОСТ 17734 -проверка # 13
пуск UK34
0TK20Z.
10 X на длина
^00 мм Отклонение свободного конца оправ
а-)—6-
Н8—
|б) 6 I
«а длине
^00 мм
ю 8 на длине
ЗЭО мм Наклон стола в стооо-
ки не Допускается
По ГОСТ 17734 -проверка'# 16
10 I # на длине
18*-
Г
Дата
Ш9М1
Точность перемещения на одно деление лимба а) стола в продольном надрав ленив;
б) горизонталь ной бабки
На неподвижной части станка устанавливается индикатор так, чтобы его измери' тельный наконечник касался поверхности местного упора,устанавливаемого на столе или бабке,которые перемещает на одно деление лимба.
BMI3CB 61.00.000 РЭ
Из. |Лист| W* докум. Подл.
а) 1/2 'А-
Продохиеяие табл. 18
т
Что проверяется
Схема проверки
Метод проверки
тора и
20...
Из.
Лист
Отклонение
Номер проверки
дольного переме щення стола
1
19,
•гатога
- 1 —
к и
ость ие~
о У. 0.1
б см
ВЯЗОВ 61.00.000 РЭ
Хедокум.
Подл.
Погоетясс
Параллельность ПЛОСКОСТИ ПОВО' рота головки к
Дата
па и уста ной длине
б очей стола у
наксн
Точность уста ноеки стола в заданное полосе ние относительно горизонтальной бабки.
4
Номер
верки
Что проверяется Схема проверки
Метод проверка
/А V— д zv _^4 э пуск ОТКЛОН.
изол
На столе станка
варку производя? аналогично проварке 2D,
прецизионную | втриховузт линейку в поперечном яа-|
Точность установки горизонтальной За Оки В заданное полевение относи тедьяо стола
i
10 на длине перемета.
4
О
1 I '
. '1
-1
К
I
t
Г
i
SMI3CB 6I.00.C00 РЭ
Из.
Лисп
Х»докум] Подл. [Дата
4
iT'-’ 3.6.3. Испытание принадлежностей на соответствие нормам точности , ; Таблица 20 |
Номер проверки Что проверяется Схема проверки Метод проверки До- , пуск ь MZM >акти4 теской этклой. мкм
• ( ; Головка сверлильно-фрезерная
I. Осевое биение шпинделя По ГОСТ 177 34 - 72 проверка 6 6 ч
t Радиальное биение конического отверстия шпинделя а) у торца шпинделя б) на расстоянии 150 мм По ГОСТ 17734 - 72 проверка 8 а) 6 6)10 6
3. Перпендикуляр * ность оси вращения шпинделя рабочей поверх -кости стола в продольном и поперечном направ лении По ГОСТ 17734 - 72 проверка 16 на дл 300 Откло стола с того стоЛк допу с JZ_ ине мм некие в ну от и не дается
[ 4. Перле ндику лирное ть назления вертикального перемещения гильзн шпинделя рабочей поверхности стола в продольном и поперечном на-ппавлениях По ГОСТ 17734 - 72 проверка 14 16 1 Ю на длине 60 мм Отклонение I стола в стопой? от стойки не i допускается? i 5
1 5* Паралелльность ОСИ вр :;С-НИЯ шпинделя стер— лилъно-! резерно/i головки к плоскости её поворота 1 В коническое отверстие шпинде ля плотно вставляют контрольную оправку.Головку поворачивают в вертикальной 0 плоскости на 45 J и закрепляют. Изменение производят индикаторе закрепленном на рабочей поверхности стола. 1 10 тна дл 150 м 1 ? 1 г не ! ММ ; » ! I 1 I
I t * t i i Ji ;
111 BMI30B 61.00.000 РЭ Лист ; ~8бП
1 Из. Лист Подл. Дата
. > 1 Г. Г./ Продолжение табл. 20 i f I
Номер прове! ки Тто проверяется Схема проверки Метод проверки допу с: мим |л г; ад с? о ео ср ад р* спад ад ад о < >
. ♦ _ < ч Измерительный наконечник индикато ра касаетгя цилинд ричеенси поверхности оправки сне чала у торца шпин деля,а затем на расстоянии 150м?.’ от него в повегоч ной плоскости.Пои этом стол с индикатором перемещаю. Погрешность определяют как алгебраическую разност показаний индииа-тора у торца шпин деля и на расстоя |нии 150 мм от нег Г ъ 0 > ! ! » 1 t 1
Головка фрезерно-расточная
I. Осевое биение гппиаделя По ГОСТ 17734-72 проверка 6 6 i
: ' 2. мм . Радиальное биение конического отверстия шпин+ деля а) у торца шпин деля б)на расстоянии 150 мм По ГОСТ 17734 - 1: проверка 8 а)6 6)10 V ) i i I i E i
__ 3. 1 t (,. г . L Й« !г • Перпендикулярность оси враще ния шпинделя ра бочей поверхнос ти стола в продольном и попе речном направле НИИ По ГОСТ 17734-72 проверка адг ? о ci г; о : (с J П Г‘Л : к ьч ГО ад о W О Г-! СП (Н 5* О Н О . ад. . о q Acj J. -Ч Р '4 « J “ m i 3 гг» <d ад ад <0 ад г>. <о '>• ' 1 <и о ад » -з адэ < j * 3 »D 4J in О i f I
ад- . 4 г, г < ' У к Параллельность оси вращения шпинделя фрезер но-pacточной го ловки к плоское ти её поворота "кЗетод*проверки аналогичен провер ке 5 сверлильно-ррезерной головки (см. лист 85 ) I ’Л <2 ТТ 150 : 1 £ <
‘1 t- к : Стол угловой универсальный г
Е I. г V X г / Плоскостность рабочей поверхности стола По ГОСТ 17734 - 72 проверка I сб ад t d vi сь ад о ад о И ЙМ о я 1 8 лесть пуска-:
» 1 Лис г'
ритчпи кт nnnm рч
к J-’ v
Лист JV*s докум. Пода. Дата Чад
3
9/вв
tso
. Образец 3
Образец 2
8
6
на
152^34
на
Ф»*М
длине
8 I
Перпендикулярность поверхностейг К к Н,Л Л к И, М к И, М’ к И. , .
Бабка горизонтальная (образец I).
Плоскостность поверхности К,обработанной горизонтальным шпинделем.
Параллельность поверхности И основанию Н
Образец
л
. Что проверяется 4 ДопуОН мкм Фактическое ОТКЛОНИ ние^лгл
Г ' ИЛЗОВ г
Лист Ждокум. Подп. Ла гл
61.00.000 РЭ
Лам»
87 ।
*
> '
, ‘ V . f / f 'Ту.
;<<• •-.;»
' < •< •;• Прилоксниа
Матерлади /по; быстролзнапшваемик деталям.-
i
do полного ttnent^ релобы.
4
«!•
fc
>
SSCc(a^)
/5;’.
r,4A,i I
SCfit
'ХМеперпендикуЛЯрность поверхности Я относительно
с pep omoepemuo S не долее 0.02пн.
к ^параллельность поверхностей ЙиБ не долее 0,02 мм.
Ь. Ъот§. <р 5As не ролжнь/ &оходить дорельды Слеу. трол30‘5кл2.
ж.Рея^у нарелоть посопрялаетолгу ходадоту динту
В?осевым iQbOpom не долее .0,02мм. ‘ •'
W.Wec00fPoc/77b поверхностей & и Г не долее 0,01мм,
Hit; ; . .
t .
’ ' ’• \*.' '. " .
Рис.25
f
райка основная.
•BNI3CB.6I..CO.OOO РЭ
7. .
^ZV (у/) Нйперп^кулл^с^ поверхностей В е Л относите. HQ оси отмсти» Д не foxee qotw, ' '
7/ 30*$ *л. 2 Hapejcunt по 'сопЬяеоен»ми .
<0 Otory («нту £ action jajopo* Hf оолее ^5нн
/7А
»' • >
I
4 i
'* 1
*1
• . SA?
Вид В
I
*1
4 * л
v *
1
fi
г
я
Рас. 26 Гайка нааккмм 61-01-047,
I
вдзсв.бюо.ооо рэ
к
f
b
Гайка
ицтоягая 61-01-078.
'n&/iMfa> 1'£№lL2 белы a.
£ Неуназамные -предельные отклонения размеров: отверстий - no Ajt . /д^Х- no 87, остальных - no CM7
t Снесение оси ислоиочного паза не оолее QOSHHt леченое — не &мее$0< Несосн/х/т лоосрхностей S и в не far ее £>о/ лгг.
А. Неперпендикулярность поверхностей Ги М, относительно оси отоер стая С не более fyfffHH.
Резьбу нарезать по с&прягаепопу винту е осеАь/п зазорен* не более
22 .
I[rt>
$nu^L
ВЫЗСВ.61.00.000 РЭ
Ласт
Подпись
t
J
t »
4
?c
d 6* 21'25Ди
г
4 t
M*^**««Mv*»
Уыо&ное ойозмачемие ‘ ретия no ПСТ if 53-5.
Sing .
G
Фй
ЬяпцВ,
Д
f&T2tf£g£
г*
I.
4
I
aJ
i
4^
4 .
1 I
^o,s"0,8 d*ctf*-5S
I £
£ a **<
^_ц5уатый Sv/eu Модуль Число ъу$ь&5 Углл {грырилд I Ними
Сгпецемь /пеууас/пц
*,
i9 to* ec
У '
*
* ’ о
* 4 ’
* V
* * -*-•* t 1
*
jJ—HsyJCCf^Z/fHiilf .
,~M Ajt.. faJaf no &7f .«» rt& C^7.
/ЮЗП8/&&:. nmpefcjnuu A
Puc. 28. tfaaeco .SyfoaJnoe Gf-Gf-Cg^
RMM4R
«
i
F
BMI3QB.61,00.000 РЭ
• ctox<
Подпись Дама
J*
40
?
♦'
< *
9
*
I
4
!
4
z
*:
1 > j
Л
tOA
*
p it •
20
• # ' Л - I ’
i\ Не^калалные .предельные
t
K-
>
»
L
W’
ХЛ
40
. QftMUQftetfaq fi<Z^^aS:^Q/72^^CmUL7 -AJS;;
S.-балоО-.ла.Лтг~..Рсте^мых.•.м.С/tj. _..r...:.. ,_...j;...'.• 2Z'~Henetin&/f3uKy'jjipHOCfnk лоЗе^/насти. Б слгн^ителъно асц'^лХ^'^'г -у. отверстия fUGntS м. (б#), не icjes а,ннл//^, „ _4^_„-...
3^ Н&гаршиельнос/пь .. ’ лоберхлослш Б ‘ ^л/ .
..^.Трап. <!6*S /сн. 3 je£aj). #е Более ЦО/ля. .- _. .. ...1-... .,.’. -^..feAi^tp .. Трал..2£а3^лл.З.леБ&г.о-Нар>еллл1А--ле Бинлгу .с:лееБмл ^залоыз/f
* » /
.. и •..- . •:
ж?. Балее~-. (Z&S-jior-• ♦
t » . 1
и * 4’ ‘ ,
о ’ Л . Л '
0
*
i
1 *
9 I
I
Pae. 29. . fa Ox a 'Ijna/nov^ctfi. - #* 95. ~ 9/7
1
5>- >
ir
B7H53& 6/.SD.dODP3 '
rw
. > f
r
1
«
*:
• I .
I .
I
ajf’ ’
Bit
4%?/waW4?
ния Oj/гжа м>$ь£ы
*
003
1
t
1
I*
4 <
J
t
?
к
I
5
• J
*-
Bud A
• I
P -
J
1
f •
I
I
1
I
(
* >
{
t ,
I.
' t Меукэзонныв лреЗел^ные отклонении рсцмеро^: отверстии ~ . ‘• пойу- &оло8 - no &?; остальных—no CM?.
>2. PeibSy трап. 2S*5кл.,3 neSap нарезать no !инту • \ 6/*03 -015 c oceSbin зазором недолге Цй^мм,; ' A ; i
I
• к
A
; у
I
5
c
V
I
Г
I
*
)
АиСП
V4?j<
*e#
Рис;зо
Гайка
I ,
I
1 J.
(
'эдгшсъ & a
В!Я30В.61,00.
РЗ
I
' •/ (/)
1
Модуль_________ ,
Цисло зубьеЪ
Тип зудьсд
Угор профиля
Рцбочии профиль по стрел по А
Степень точности по ТОСТ П5$-$Ь
m
HO 'O-fZfr
Фасю/ снять поте прсосрхи /
I. Зудья 784 8RC45...W
2,-Неуказанные предельные о/пклоненил размеров атберс/пий -поЯгг волей - по Вт остальных - по CM-j.
3. Смещение оса шпоночного паза не долее $05мм, перекос - не ослее
0,25нн.
4. Неперпендиполярность поверхности Ь относительно оси Ф ПА не Оол гл орзнм *
Рис.'31. Колесо зубчатое 61-04-059.
BMIЗОВ.61,00.000 РЭ
#63,94-
Модуль нормальный т 2 i f
МоОуль торцеВыи т* 222 J
Число Z
Uron наклона зу^ьеб Г- - 9 i
Направление ЗуОьев »v t к> о Ф
Угол Профиля Ul\ ;
Робоими просрись по сто Р. Си j
Степень точности noiW* ' 6-ь ‘
t URC 45...50 .g
2. Конусность и обальяостъ 035C< не белее 0,0С5л'м
5. Смешение оси шпоночного паьа не более 2.05; nccescc-
не 6or.ee 0,025. мм
Несимметричность паъоб относительно оси отверстий не более 0,02. мм '
5. Не соосность отб. ф35С< относительно е £2 Р не более 0,005. мм \
6. Снять сраски 1’^5° ;
7. А/еу«обоннь/е предельные отклонения размере^ i
отберстии’ло Д7 , 6оло6н?о , осюаль.чысипс С>:~ 5
^Окончательное? обработка -приработка. 1
I
i
i
*
> *
,/lnW-
BMIЗОВ.61.00,000 РЗ
—г
Л
* 1. ’ 1 Ч /":'•• •. ' '•* < • • * - -
- ' ... . 1 ' ' ; Лйк , ’ >. ' .
Л л Л •.;. _ •'..ч .' к ' Л'- ' . ‘ ' . -тК ' 4 • ' . W. ' 1 <4 S < L . 5.- .? ; -. ' -Л ’ К.;. /7" - Лфл •• 1 | l-'—k’. - Нодуль нормальный 2
Нодуль торцовый л?$ 2,22
Число i у5ьеб Z 38
Г' '. Угол наклона зудье§ 25eS7'
Угол просриля oLd 20 s
Степень точности по ГО С Г SM3 • 72 S-C
V ' :•• • • у Чл .£ 1Щ45...50. J 2 :' 2. Неуказанные предельные отклонения раьмероо: к ,.. . отоерстий “ па Яг; Sanofr-nod^ остальных, по См7, РлЛ;.< № к . <-* . Вч- Рис.33. Колесо зубчатое 61 П-15-030
зов,61..со. есо рг
uin\ йисвЛ ^ЗокумеЛ Подлив £, ото.
*
in
t,v
PU |t>, W Lvi
£
—
Модуль норма льнь)й т </15
Умело 3(/&ье£ Z ^8
Тио з^ТьеТ
Угол гродъил/ ж о^т yjb ct (X 20*
{/гол слс/рали ч И; 30'.
/апрм/лемме с/?г//>алм Лра
НиЛ IKiOffHOlO °. 1
/гтт«лемь mov^ocmu rto1 .ГОСТ ^7$в-/б 7-Д
обсг^а чсми* asn% ло ГОСТ d№‘2SA-U,
Умела лм/ье/- г. . - ... . S .
Л'
!
t
i
1 i
>1
i
ЕЛ ЗОВ. 61.00.000 РЭ
Q. PaTyvcfjt c/nqowa sySm - /ewymara.
::/.. /:'' Pzq.34 Коласо зубчатое 6IU-I5-050
\2/fiuwue мгууяшка rtuyca с/пшгилкммг ж/ ат/
З.£иелие ауйиатагл /слци:/п &мее..Д&Гнн. .:' ' : .. •ч i. //ыерлендихуляуюстУ ла/, A u/j длжлситимо OW ат/. ?<2/Д м Яме! Д//5лЖ. '. ' '^:_ ' .' " ’
S//ttfxasawiJtfamJt шше
л//,.*Ал’ л* аГЧ? J*^*. 'i*-:/
'К
а<
Модуль нормальным
/,75
30
1'1 п-
& &
I
г1
Й’
i
!
dS*0^2A U,
Л0*а><7? /i/f^srr сницННМ рслет &тс> *^о^^т»У/ад/ с/т>г г a* mov+tae/Tibt
^СТ f?S3~S£
МЛ.
1
\
1
SAZ-o,o* .
(
V
Qi*&r
й $ '.>1
Z ' :.'
А • ;
6V -1’< t'
с
лг "Л
>. ' ''
X
S
t ;
S
I
1 а
^3
«I; ; •’. Г .... . ' . .’ I
К ?..? -л
В/‘5^&л, '//££ 45.. .50,
Ч^Д&лу£ **хе/:г}сл 'злнсла. Mvne/wasa оа
^^^//епу)ле^ди^у/гл/)^с/ш /м/уэцнос/пегЗ Лр5рм*сшпврю . (^/0^ Of 5?/ier.; ;‘ \ '.
I' 4>fy>eiО&тмёс Ау5л9Л^~ fljot/Oofsn&oi. .
eri^Ло5о^ал ' c/t7o,P£>jw( Лу5а . i
Д J . * • «г-
В. ^ £иеяс/е жууимого. ормуса- wrwfifif/nf-MOP реи-
Рис. 35 Колесо зубчатое 6IHwI5-O5J
' ' ВП30В.61.00.000 рэ . ’ Л ’ ’ f f " '
Лист.
Пода.
.>v<
TSV MC4S...50.
J • «
2. JMyta &VW£lM}£JM0 MUm M fortt
i » *
> •
4? дё/$0х##£/яеи АI/Sм&
» Л
^2е^ге
X TaS^fst^ cmi
* Рис^6Лохесо зубчатое 61П-14-ОС6.
BMIЗОВ.61.00.000 P3
ts-fa JSV W45...51). ' ..
2. Jt/ewt яарухмн* stwjxae {/пмампмю ап o/nf /ЗЗА //( %>/ес.7/7724/*\
3. JH/t/zuc jj^ytisnoio //м/а /г/ fast* TfflSArf. ' ' • I •
A. J/co/p/7e//9u/'j/Ay/woC/rri jipte/WXvneJ JI и £e/nwrumeyi^P оси ок/. A33A
/ft Josec 7777/мм. ’ ‘ „ > '
S. /Jey.?irja/Wirf цое2гл/ше yn*so/r&w ^stf^t^es: ап/ус/тн'сг - /^> Ar, /паз/~Л9 £?,' ,ftC/naJt>WZ-0D '£JJj.. ’ ‘
S, Crtttiftfix/t и/ло*&4чхгг0 /касс //( /tAff J727£wf, jt^pt/toe /ts Jytt и 'i//-7. AaoovcJt c/nojroHg l^/at . , ’ .
Рис.57.колесо зубчатое 61П-14ЧЮ2
•ВЯЗОВ. 6Ь00. Oto РЗ ♦
Подп. | Дата
Обозначение
,61-01-038 -
61-03-019
61 П-14-008
61П-14-009
бГП-Т^-ОЗО 61 П-15-050 61 П-15-051
61-01-047 б1-01-078 61-01-093 61-03-017
f
, I I * ____I • - . - . -. . * . . • .
" Р—I I la VI *1 I I iwi«r IIP! ww я II IM । ц |Щ I II III |Н ш
4 "
.• • • • • * . • . • • • ’ д . ____... ___ .. -.
, • • ..... ' Таблица
Перечен». к быстроизнашиваемым деталям .
61-04-059 .
61П-15-021
Наименование Кол. Куда входит 1 Материал Примечание •
Гайка основная № 4 '“Тайка нажимная Гайка маточная Колесо зубчатое • Гайка маточная Гайка Колесо зубчатое Колесо зубчатое • • Колесо зубчатое Колесо - зубчатое Кол о зубчатое Колесо зубчатое . * Колесо зубчатое ж t . / / , * ' . .1 .V I I I I I . * I I I • I I I . I . I Станина то хе 1 то хе. * I * . [сталь 20Х ГОСТ 4543-“/ Суппорт Бронза 05П5С5 ГОСТ 613-79 Суппорт Бронза 05П5С5 - ГОСТ 613-79 Коробка подач Сталь 40Х ГОСТ 4543-7 Головка верти- то хе кальная свер- 1 лильно-фрезер-| .ная I то хе . • * * 1 . » . ’ и I W t 1 Головка фреэер.-J Сталь 40Х ГОСТ 4543-7 нограсточная . 1 Головка фрезерч Сталь ДОХ ГОСТ 4543-7: ло-расточная 4 • • . 5. » \ • " * • ♦ •* 1 1 • — -1
---------------------------------Форма
Сведения о содержании драгоценных материалов
Приложение 2
Наименование аппаратов Сборочные единицы Масса I шт в г Масса в изделии Номер акта Примечание i
Обозначение Кол-во Кол-вс в изд
Серебро ПМЕ-П1 I I. 4,242 4,242
HME-OII К2 I I 3,292 3,292 - •
ШР48У26НШ2 - 2 2,754 5,508 1 13,042 1 > *
1
* 1-
|Лисг докум. Поди. | Дата
BMI30B 61 00 ОООРЭ