/















































































































































































































Текст
/
Ji. ,
Hrjffj
К.А.Кочергин
гтяаЛглл
¦-мл ¦¦ п «¦! .Hi ч !*лу*гт
I«r.i,ii4i—.ц.т.
а он а
гнием
К. А. Кочергин
Сварна
давлением
Допущено Министерством высшего и среднего
специального образования РСФСР
в качестве учебного пособия для сварочных специальностей
высших технических учебных заведений
ИЗДАТЕЛЬСТВО „МАШИНОСТРОЕНИЕ'
ЛЕНИНГРАД 1972
Ко55
УДК 621.7ЭК»@75.8) ^
Сварка давлением. Кочсргин К- А. Л.,
«Машиностроение», 1972 г. 216 стр. Табл. 10. Илл. 106. Библ. 27 назв.
В книге изложены основные вопросы теории и элементы
технологии современных процессов сварки давлением: взрывом,
холодной, ультразвуковой, диффузионной, трением и
контактной. Для этих способов сварки рассмотрены металл офнзические,
деформационные и электротепловые явления и процессы в
металлических свариваемых контактах. Исследованы и показаны
в применении критерии подобия для расчета электрических
сопротивлений свариваемых контактов и для расчета режимов
некоторых способов сварки давлением.
Книга является учебным пособием "для студентов сварочных
специальностей по курсам технологии сварки давлением и
технологии контактной сварки. Она может быть использована
инженерно-техническими работниками сварочного производства.
3—12—6
68-72
ЩС*>
Рецензенты: кафедра сварных судовых конструкций
Ленинградского кораблестроительного института и
д-р техн. наук проф. Д. И. Навроцкий
Редактор д-р техн. наук проф. В. Я. Демянцееич
ПРЕДИСЛОВИЕ
Существующие в настоящее время способы сварки можно
разделить по технологическим признакам на две группы: сварка
плавлением и сварка давлением.
К первой группе относят способы сварки, в которых
формирование непрерывной кристаллической структуры происходит
в результате кристаллизации расплавленного металла в зоне шва
без воздействия на сварное соединение каких-либо статических
ударных или вибрационных давлений.
Ко второй группе относят способы сварки, при которых
металл непосредственно в зоне шва может иметь температуру ниже
или выше точки плавления, но сваривание происходит при
действии на свариваемое соединение статического, ударного или
даже высокочастотного вибрационного давления.
Такая простейшая условная, но пока что рациональная
классификация, принята в Ленинградском ордена Ленина
политехническом институте им. М. И. Калинина, как и во многих
других организациях.
В учебном плане сварочной специальности
физико-металлургического факультета существует поэтому дисциплина
«Технология сварки давлением». Настоящая книга создана согласно
программе этого курса.
Распределение материала в книге по отношению ко всем
процессам сварки давлением неравномерно. Явное преимущество
имеет контактная сварка. В настоящее время это справедливо:
по количеству эксплуатируемого в СССР оборудования для
сварки давлением на долю контактной сварки приходится не
менее 97%.
Нельзя однако утверждать, что такое соотношение будет
стабильным многие годы. Стремительное развитие могут получить
тюка что малопопулярные или новые процессы сварки
давлением. Например, перспективные в недалеком будущем сплавы,
прошедшие специальную электромагнитную или
термомеханическую обработку, не допускают высоких нагревов в зоне шва.
Сварка пластмасс с металлами потребует уже не электротепло-
1юго, а резко концентрированного атомно-энергетического
тепловыделения. Развитие вакуумной техники позволит расширить
объем применения процессов сварки с использованием только
одной механической энергии.
1*
3
В настоящее время наука о сварке развивается высокими
темпами. Отсюда следует, что учебное пособие может быть
современным в течение пяти-шести лет только при условии, если в
наибольшей степени теоретизировано и содержит минимум
описательного технологического материала. Именно так и стремился автор
написать это руководство.
Поскольку книга является учебным пособием, то в список
литературы включено ограниченное количество книг, полезных
для глубокой проработки отдельных тем или разделов. Работ
автора в этом списке нет, так как почти все они использованы
в книге.
Учебное пособие представляет собой расширенный конспект
лекций по курсу, который читается студентам сварочной
специальности ЛПИ им. М. И. Калинина. Автор использовал
теоретический и экспериментальный опыт ведущих сварочных
организаций: Института электросварки им. Е. О. Патона, Института
металлургии им. А. А. Байкова АН СССР, Московского высшего
технического училища им. Н. Э. Баумана, Всесоюзного научно-
исследовательского института электросварочного оборудования.
Однако книга создана в значительной мере на основе теоретических
разработок кафедры сварочного производства ЛПИ им. М. И.
Калинина. Это главным образом относится к теории электрических
свариваемых контактов, к вопросам выбора и расчета сварочных
режимов.
ВВЕДЕНИЕ
В контактах двух металлических поверхностей действие
межатомных сил притяжения начинается на расстояниях D -г5) 10"8 см.
При обработке с наивысшей точностью создаются микрошерохо-
натости размером 0,3—! мкм, т. е. @,3-т-1) 10"* см. Следовательно,
соприкосновение под малым давлением, без заметных
пластических деформаций, дает возможность атомного взаимодействия
лишь п отдельных микровыетупах. В зазорах устанавливаются
только адгезионные связи между металлом и газовыми или
жидкостными молекулами адсорбционных наслоений.
Для осуществления развитого схватывания, а в дальнейшем
и сваривания необходимо либо действие высокого давления, при
котором металл в некотором объеме вокруг плоскости контакта
должен быть доведен до пластических деформаций, либо такого
нагрева, который приводит к увеличению активности и
подвижности частиц кристаллической решетки при одновременном
действии и некоторого давления.
Оба процесса — и пластического деформирования, и нагрева—
иногда в равной, иногда в различной мере создают такую общую
концентрацию энергии в зоне свариваемого контакта, которая
обеспечивает, но формулировке акад. П. Л. Ребиндера,
«перестройку поверхностных слоев контактирующих твердых тел,
а также более медленные вторичные процессы взаимной
диффузии, рекристаллизации и другие процессы, которые протекают
уже самопроизвольно и во зсяком случае требуют значительно
меньшей энергии, чем работа деформирования для образования
площадок непосредственного контакта твердых тел».
При сварке давлением может одновременно проходить целый
ряд сложных мсталлофизических процессов: диффузия,
рекристаллизация, ползучесть, образование и движение дислокаций,
образование и движение вакансий и междуузельных атомов.
Каждый из перечисленных процессов с различной степенью
точности может быть рассчитан по известным математическим
формулам вида:
Л, - В/ * ; (I)
А, = В2 + С2е±_^. (И)
5
В формулах Еу и Ег — энергии активации для возбуждения
каждого рассматриваемого процесса (диффузии,
рекристаллизации, образования и движения дислокаций и т. д.); kQ — тепловая
энергия, сообщаемая исследуемому объему металла при данном
опыте. Отношение этих энергий входит во все формулы как
степенной показатель и является всегда безразмерной величиной,
которая может служить критерием подобия для каждого
исследуемого процесса.
Для характеристики процессов сварки давлением не могут
бить использованы только те тепловые показатели, которые
характерны для отдельно рассматриваемых металлофизических
процессов. Для нее должны учитываться два одновременно
действующих показателя — энергии механической и энергии
тепловой. При этом существенно отметить, что оба вида энергии друг
от друга неотделимы, так как действуют одновременно и в одном
и том же направлении—изменения исходной структуры.
Раздельные объемы металла в начале процесса превращаются в
непрерывную структуру сварного соединения вокруг плоскости
контакта. Если представить показатель механической энергии
деформирования некоторого объема V через давление а, то
отношение сообщаемой энергии к предельной при постоянстве объема
выразится через предел текучести ат, т. е.
Соответственно отношение тепловой энергии для того же объема
металла выразится через отношение температур (8 —
существующей в данном опыте и Ъ„л — температуры плавления)
BycV =N, (IV)
%А&
где -у и с — плотность и теплоемкость металла.
Допустим,.что оба эти энергетические показателя могут быть
суммированы. Тогда из равенств (III) и (IV) получим уравнение
прямой в отрезках:
°_ и ° = 1 лл
Такая связь между действующим давлением а и температурой
нагрева 0 для процессов сварки давлением не соответствует
действительности. На рис. 1 представлена реально существующая
зависимость а ¦--- f (В), единая для всех процессов стыковой
сварки давлением. Эта зависимость относится к условиям
приблизительно равной прочности соединений, сваренных при
различных температурах нагрева и давлениях, при различных
способах нагрева и при различном времени действия давления и
существования температуры. Характер таких кривых — гипербо-
6
лический, особенно в ветви, относящейся к малым нагревам я
большим давлениям.
Зависимость типа уравнений (V), показанная на рис. 1
штриховой линией, как видно, не отвечает действительности.
Если же рассматривать показатели механической и тепловой
энергии как единые и неразрывно связанные не только в их
действии, но и в математической формуле, то тогда они должны быть
представлены в виде произведения, т. е.
MN =
(VI)
Отсюда и получается гиперболическая связь между сив:
oG - ММтД,, - const. (VII)
На основе равенства (VII) можно провести некоторый
технологический обзор основных современных процессов и способов сварки
давлением и убедиться в неразрывности и единстве действия
в свариваемом контакте энергии механической и тепловой. Начиная
обзор от начала координат слева направо по гиперболе рис. 1,
в первую очередь следует рассмотреть
схему процесса сварки взрывом, для
которого характерна концентрация
в свариваемом контакте наибольших
практически возможных давлений.
Сварка взрывом (рис. 2, а)
осуществляется ударным давлением
взрывной золны, которая движется от
детонатора Д слева направо со
скоростью детонации взрывчатого вещества
ВВ. Для осуществления эффекта
кумуляции верхняя, привариваемая
пластина располагается от нижней на
некотором расстоянии h и под малым
углом а.
Ударное давление взрыва
составляет 10ltt Па (сотни тысяч атмосфер).
Однако, это давление ввиду кратко-
нре-мецности его действия A0~-10~'с)
распространяется на очень малую глубину от плоскости
контакта. Ударная звуковая волна действует подобно
электромагнитной. Для электромагнитной волны глубинные слои
оказывают при кругом ее фронте (высокая частота) бесконечно
большое сопротивление и она затухает в тонком поверхностном
слое. Точно так же и пластические деформации ударной
звуковой волны взрыва гаснут в тонком слое контактной поверхности,
особенно, если нижняя плита (рис. 2, а) большой толщины и
опирается на массивный фундамент.
Рис. 1. Зависимость между
сварочным давлением и
температурой нагреоа при
стыковой сварке
7
Следовательно, можно считать, что сопротивление
деформации, которое оказывают при сварке взрывом поверхностные слои
коптактируемых деталей, равно ударному давлению взрыва.
В дальнейшем будет показано, что такие сверхвысокие давления,
Р«*с- 2. Технологические схемы процессов: « пшркн в.фивоч; Л - холодней
стыковой; « - у-"ьт|)атуковой: г трением; <) - диффу'iiuni'oi'' в вакууме
какие имеют место при сварке взрывом, создают в поверхностных
слоях контакта мгновенные нагревы до температур, даже
превышающих точки плавления. Этот факт и подтверждает единство
действия а плоскости контакта механической и тепловой энергии.
Как видно, сварку взрывом можно считать холодной только
относительно макроскопических масштабов свариваемых деталей,
8
no ке в масштабах микроскопических объемов металла по пло<
скости контакта.
Холодная сварка (рис. 2, б) — процесс относи-
юлыю медленный, сопровождается весьма большими объемными
деформациями. В результате вся длина стержней или полос 1,
зажатая в губках 2, выдавливается в виде грата 3. Сваривание
обеспечивается глубинными слоями металла действительно юве-
нильной чистоты. Длительность всего процесса макрообъемной
деформации составляет обычно 1-г2 с. Средняя температура
в свариваемом контакте, которую можно зафиксировать
термопапой, незначительно превышает комнатную, поэтому для холодной
снарки предел текучести ат может быть отнесен к комнатной
температуре. Давления о, которые приходится прикладывать
(особенно для сварки внахлестку), достигают 4—5-кратиых
значений предела текучести.
Ультразвуковая сварка (рис. 2, в) по своей
технологической сущности резко отличается от холодной сварки.
Ультразвуковой вибратор / (рис. 2, в) посредством
концентратора 3 передает в свариваемый контакт деталей 6 с частотой 15—
20 кГц попеременно волны сжатия и разрежения. Однако
знакопеременная деформация осуществляется уже только в масштабах
микрообъемов размерами порядка нескольких микрометров
(микронов). Картина получается похожей на одновременное действие
•1ЫСНЧ микромолоточков, осуществляющих каждый мккродефор-
мацни в зоне своего удара. Такая вибрационная
микродеформация, разумеется, суммирует тепловой эффект, распространяя его
Hit некоторый уже макроскопический объем. Давления, которые
необходимо прикладывать к контакту, в среднем раины пределу
икучести при температурах пластического состояния
свариваемого металла.
Средние значения температуры в плоскости свариваемого
контакта ниже точки плавления.
Сварка трением (рис. 2, г) осуществляется при
температурах ниже точки плавления и относительно небольших
давлениях порядка B-г-5I07 Па, или 2—5 кГ/мм2. Подъем
температуры в контакте и нагрев некоторого слоя металла вокруг-
пего достигаются за счет трения вращающейся детали (правой),
относительно неподвижно закрепленной левой.
Диффузионная сварка в вакууме (рис, 2, д)
заключается в следующем. Свариваемые детали (верхняя —
керамическая и нижняя — стальная) под давлением @,2-2) 107 Па
нагреваются нысокочастотным индуктором / в вакуумирован-
пом пространстве под колпаком 2. Вакуум обеспечивает
возможность возгонки поверхностных окислов, облегчает выход
растворенных и адсорбированных газов и способствует более
активной поверхностной диффузии в плоскости контакта. Может
осуществляться сварка не только разнородных сплавов, но
металлов и керамических изделий.
9
Более распространенными процессами сварки давлением,
естественно, оказываются те, при которых контакт получает
концентрацию не механической, а тепловой энергии. Здесь
технологические возможности неограниченно разнообразны. Однако пока
что современная техника главным образом ориентируется на
электротепло в различных его модификациях.
На рис. 3 представлено несколько характерных
технологических схем с использованием электротепла.
Контактная стыковая сварка методом
сопротивления (рис. 3, а) происходит при температурах,
как правило, несколько ниже точки плавления. Однако
давления используют большие, чем предел текучести металла при
температуре в зоне контакта. Этот факт и определяет
бочкообразную форму сварного соединения, Скорость деформации при
приложении давления относительно невелика (порядка нескольких
миллиметров в секунду) и может считаться, особенно для больших
сечений, почти статической.
При стыковой сварке методом оплавления (рис. 3, б)
скорости деформации -при приложении давления значительно
большие и измеряются десятками миллиметров в секунду.
Температура поверхностных слоев металла в искровом промежутке
близка к точке кипения. Благодаря скоростному сдавливанию
вытесняется вся прослойка жидкого металла, и в формировании
свар:юго соединения участвуют кристаллы, нагретые до
температуры, меньшей точки плавления. Таким температурам
соответствуют и давления, равные или несколько более высокие, чем
предел текучести.
При ударной стыковой сварке (рис. 3, й),
контактной точечной сварке (рис. 3, г), рельефной
(рис. 3, д), высокочастотной (рис. 3, с) и сварке
вращающейся дугой (рис. 4) электрическая энергия,
вводимая в контакт, обеспечивает нагрев выше точки плавления.
При точечной и рельефной сварке даже и формирование
сварного соединения происходит при температурах выше
плавления.
На рис. 3, е показана одна из схем высокочастотного нагрева
тонкостенных труб. Здесь высокочастотный ток от генератора Г
подводится к индуктору, представляющему собой петлю из
прямого и обратного проводов /. На эти провода, сделанные из
трубок и охлаждаемые изнутри водой, надеваются слоистые
железные сердечники для концентрации магнитного потока. Индукторы
с магнитными сердечниками, играют роль своеобразного
трансформатора, у которого первичным витком является провод /,
а магнитной системой — сердечник 2, замыкающийся
нагреваемыми кромками. Роль вторичного витка играют опять-таки
свариваемые кромки, которые нагреваются благодаря магнитному
гистерезису (пока материал магнитен) и вихревыми токами Фуко
в течение всего времени сварки.
10
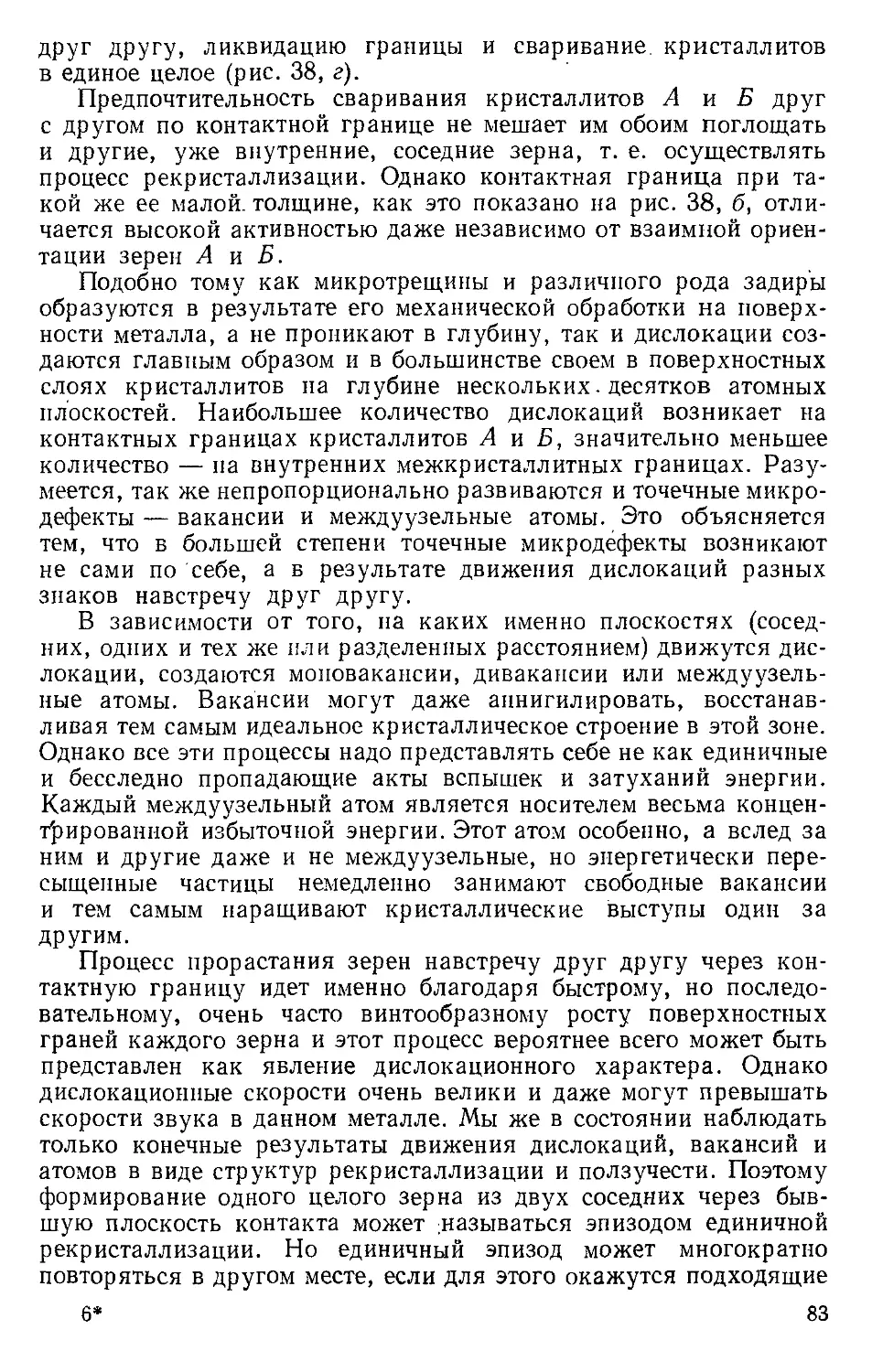
Pise. 3. Технологические схемы: а — стыковой контактной сварки методом
сопротивления; б — стыковой контактной сварки методом оплавления; в — ударной
стыковой сварки разрядом конденсатора; г ¦ - нормальной точечной контактной
сырки; д — рельефной контактной сварки; е и ж — сварка давлением с
высокочастотным нагревом
11
На рис. 3, ж дана другая возможная схема токоподпода —
посредством одного индуктора. Обратными проводами здесь
служат свариваемые кромки.
На рис. 4 показан так называемый способ сварки
вращающейся (или подвижной) дугой, пригодный для стыковой сварки
труб. На концах труб / размещают катушки 2, создающие в
зазоре между трубами магнитный поток, силовые линии которого
направлены все время радиалыш (рис. 4, а). От генератора
постоянного тока зажигается
электрическая дуга Л, которая в
данном случае может
рассматриваться как идеально подвижный
_проводник длиной / (рис. 4, б).
По закону электромагнитной
индукции
Е Hlv,
где Е — электродвижущая сила
в проводнике длиной /,
находящемся в магнитном поле
напряженностью Н (в воздушном зазоре
между трубами); v — скорость,
с которой будет перемещаться
проводник в сторону, показанную
на рис. 4, б.
Скорость перемещения дуги
по кромкам труб настолько
велика, что получается внешнее
впечатление сплошного кругового
огня. Бегающая дуга постепенно
нагревает торцы труб; по
достижении того же распределения температур металла, как и при
стыковой контактной сварке, трубы свариваются под действием
давления, направленного по оси труб. Существуют и другие
варианты подвода сварочного тока и возбуждения магнитного
потока. Однако практическое значение для успеха этого метода
сварки будет иметь создание в зазоре между трубами
газозащитной атмосферы, которая позволит получить высококачественные
сварные соединения.
Приведенный выше краткий обзор процессов и способов сварки
давлением показывает широкие возможности введения в
свариваемый контакт необходимой энергии. Как видно, наиболее
предпочтительными способами сварки являются те, при которых
преимущественно преобладает тепловая энергия.
Рис. 4. Технологическая схема
сварки давлением с нагревом
кромок электрической дугой
Глава I
СВАРИВАЕМЫЙ КОНТАКТ
ПОД ДЕЙСТВИЕМ ДАВЛЕНИЯ
§ 1. СТРУКТУРА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ
Идеально чистая (ювснильная) металлическая поверхность,
свободная от оксидных пленок и адсорбированных слоев
жидкостных и газовых молекул, может быть создана только в глубоком
накууме. Над металлической поверхностью в данном случае
существует облако непрерывно движущихся свободных электронов,
покидающих металл и снова возвращающихся в него. Благодаря
этому процессу поверхность металла покрывается двойным
электрическим слоем: минус — облако электронов и плюс—дырки
верхних слоев металла (за счет покинувших металл свободных
электронов). Плотность электрического заряда двойного
электрического слоя непостоянна по всей поверхности и зависит от ее
микрогеометрии. Наибольший потенциал концентрируется на
остриях микровыступов.
Идеально чистая металлическая поверхность может
создаваться не только в вакууме. Она существует короткие моменты
времени (малые доли секунды) в изломе металла или в первые
мгновения после его механической обработки. На воздухе все
микровыступы и впадины металлической поверхности мгновенно
покрываются оксидными пленками, а также слоями
адсорбированных молекул воды, газов и жировых веществ. Толщина и
последовательность расположения наслоений может быть
различной в зависимости от состава внешней среды. Однако первым
слоем на чистом металле обычно является оксидная пленка
(рис. 5, слой а).
Оксидный слой, непосредственно прилегающий к металлу,
представляет собой весьма рыхлое покрытие, структурно только
еще подстраивающееся под кристаллическую решетку металла.
По мере роста оксидного слоя упорядочивается его
кристаллическое строение и уменьшается скорость его образования, поскольку
сам оксидный слой служит преградой для движения
металлических катионов и кислородных молекул навстречу друг другу.
Оксидный слой сохраняет на границе с металлом
отрицательный потенциал против положительного потенциала самого
металла. Наружный слой оксидного покрытия становится
электроположительным; он адсорбирует на себя электроотрицательный
слой кислорода, который уже не находит химических связей ввиду
отсутствия свободных катионов металла. Таким образом,
окисленный металл (рис. 5) покрывается двумя двойными элект-
13
рическими слоями; такова его типовая электрическая структура.
Кроме оксидных плецок, металлические поверхности всегда
покрыты жировыми, газовыми молекулами и парами воды (рис. 5,
слой б). Толщина таких покрытий
различна. Например, пленка паров
воды составляет 50—100 молекул.
Жировые слои получаются еще
большей толщины. После промывки
замасленного металла бензином слой
органических молекул составляет
1—5 мкм и только при особо
тщательной обработке растворителями
сохраняется жировая пленка толщиной
10—100 молекул. Полностью удалить
масляные покрытия с металла
практически невозможно никакими
растворителями, поскольку
адсорбционная связь жировых молекул и
металла представляет собой связь
чисто электрическую. В этом случае
полярные жировые молекулы
образуют с металлом двойной
электрический слой, что и обеспечивает
весьма прочную связь металла и
пленки одномолекулярной толщины.
Жировые молекулы обладают еще
одним важнейшим свойством
глубоко проникать во все
микротрещины на поверхности металла. При
этом одномолекулярные жировые
слои внутри щелей оказывают
сильнейшее расклинивающее давление.
Например, в вершинах щелей
шириной порядка Ю-8 мм распорное
давление жировых молекул может
достигать величин, близких к
пределу текучести. М
После механической зачистки металлической поверхности
(шлифование камнем, шкуркой, токарная, фрезерная и т. п.
виды обработки) в атмосфере сухого воздуха на металле
образуется оксидная пленка (через определенный промежуток
времени) приблизительно следующей толщины:
Металл
Медь . . .
Алюминий
Железо
Молибден
Германий
Рис. 5. Поверхность металла на
воздухе: А -- глубинный слой
металла, не затронутый
пластическими деформациями; Б —
поверхностный слой полностью
раэориентированных
кристаллитов с прослойками окислов;
б — оксидный слой,
характерная полярность внутренних и
лишних границ, а. также
полярность верхних слоев металла
показаны знаками + и —;
Г — адсорбированный слой
кислородных анионов и
нейтральных молекул воздуха; Д —
слой водяных молекул; Е —
слой жировых молекул; Ж—
ионизированные пылевые частицы
Толщина
пленки в см
3-10 '
12-10е
2-Ю
B>3> 10
B-3) 10-'
Промежуток
времени в с
30
15
40
40
80
14
В дальнейшем оксидные наслоения рамут весьма медленно
только при условиях или непрерываемых механических
повреждений пленки, или нагрева металла, или какой-либо другой
активизации окружающей среды и самой поверхности металла.
Толщину оксидных пленок визуально определять невозможно. Однако
установлено, что толщина невидимых, т. е. вполне прозрачных,
оксидных пленок на механически обработанных поверхностях не
превышает 3-Ю"всм. Цвета побежалости на стальных деталях
составляют слой толщиной D-*-50) 10~8 см, а вполне заметная
окалина измеряется толщиной уже более 5*10* см.
§ 2. ГЕОМЕТРИЯ ИДЕАЛЬНО ЧИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ
В технологии машиностроения принято состояние
металлической поверхности определять ее волнистостью и шероховатостью.
Волнистость характеризует геометрию поверхности в
макроскопическом, а шероховатость — в микроскопическом масштабе.
Разделяя условно макро- и мнкропрофили идеально чистого металла
на две. профилограммы, можно представить геометрию
поверхности в виде двух кривых: кривой волны (рис. 6, о) и частотной
кривой шероховатости (рис. 6, б), которая накладывается на
волну. Шероховатость может быть весьма разнообразной по
форме, высоте микровыступов и расстояниям между их
вершинами. Волнистость и шероховатость принято моделировать в виде
пирамид, конусов или сферических (шаровых и эллипсоидальных)
гщетупов. Степень шероховатости в зависимости от способа
обработки металлической поверхности можно характеризовать
следующими приблизительными размерами (в мкм) средней
высоты микровыступов:
Обдирка наждачными кругами 40—120
Точение, строгание 20—40
Полирование 0,3—1
Измерительные плитки Иогансона 0,02
На рис. 7 показана схема микроструктуры поверхностного
слоя металла. Самые верхние слои отличаются не только тем, что
они шероховаты, но и тем, что элементарные кристаллы, из
которых построены все микровыступы, весьма активны, так как
все они подверглись сильнейшим пластическим деформациям,
в результате чего в них остается запасенной значительная
избыточная энергия, носителями которой являются дислокации,
вакансии, междуузельные атомы и другие микродефекты.
Шероховатость металлических поверхностей исследуют
посредством нрофнлограмм. Профнлограммы / (рис. 8) показывают
шероховатость алюминиевой (а) и стальной (б) точеных деталей
непосредственно после их обработки. Профнлограммы II—IV
показывают постепенное деформирование микровыступов
плитками Иогансона при различных давлениях. Сравнивая толщину
15
Рис. 6. Профилограмма
волнистой и шероховатой
поверхностей: а — профиль
волны; б — профиль микро-
шероховатости
$} лл^/^/W\л^ллллл/W^лллллл'v\
Рис. 7. Схема микроструктуры механически
обработанной идеально чистой металлической поверхности
"шшчт
¦ .-. у. ; '//.{¦ у /¦///<.. ¦¦¦¦
Рис. 8. Профилотрау.мы алюминиевой (а) и стальной |б) деталей, зачищенных
наждачной бумагой: а — // о" 20 Н мм2, /// -- 100 Ц<мм», IV - 200 Н/мм2;
0—П— 100 Н мм2, /// — 200 Н/мм3. IV — 350 Н/мм2 FJ
16
прозрачных оксидных пленок (не более 3-Ю'3 см) с высотой
микрошероховатостей, можно убедиться, что толщина
контурных линий на профилограммах (рис. 8) оказывается значительно
(в сотни раз) больше, чем толщина оксидной пленки на свежеза-
чнщенной поверхности. Для электрической контактной сварки
такие оптически прозрачные поверхности оказываются вполне
электропроводными. Это и даст основание в дальнейшем для
электрических контактов такого рода относительно чистые
поверхности считать идеально чистыми.
При сближении поверхностей деформируются как
микрошероховатости, так и волнистости. R зависимости от количества
оксидных I! адсорбционных наслоений в процессе сближения
уже могут создаваться непосредственные металлические связи
в масштабе немногих микроскопических островков. Однако в
целом сколько-нибудь заметная прочная связь не появляется.
§ 3. МЕХАНИЧЕСКИЙ КОНТАКТ
ЧИСТЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
Чистые металлические поверхности, приведенные а
соприкосновение давлением, образуют контакт. В отдельных
микровыступах, благодаря локализованным в них давлениям, превышающим
предел текучести, поверхностные кристаллы сближаются на
расстояния порядка размеров кристаллической решетки. Таким
образом, осуществляется контакт, который принято называть
физическим. Особенностью состояния металлических кристаллов
в физическом контакте является возможность мгновенного их
схватывания и образования тем самым непрерывной
кристаллической структуры вокруг границы физического контакта. Понятие
физического контакта довольно широкое, поскольку сближение
поверхностных кристаллов на расстояния порядка размеров
кристаллической решетки не обязательно формирует
неразъемную и непрерывную кристаллическую структуру, то и приходится
считать, что физический контакт может быть и разъемным, и
монолитным. В отличие от физического контакта механический
контакт представляет собой только разъемное соединение с
толщиной граничных слоев от долей микрометра до долей
миллиметра.
Электрический контакт — это любой механический, через
который пропускается электрический ток.
Свариваемый контакт — это любой механический,
[разъемный, превращенный в процессе сварки в неразъемный
физический.
Для механических контактов приняты следующие термины
и обозначения (рис. 9). j~~-—-—^.
Л/1,.— площадь элемецтарного^диничного) рикрокхщаЩят
(Обусловливается размераш^$^йрв1к^^алемента|)И>!Х эяикровъ?-
ступов (гребешков) вол^ф^^^^^т^тс. §', Д), - ,..
К-"• К0ЧС?П,Н ^Ж^^^) bv. ,'^fJf
Ar — фактическая площадь касания определяется
суммированием всех п-элемонтарных микроконтактов, т. е,
А, ^ пАА,. A)
Ас — контурная площадь контакта, в границах которой
размещаются все отдельные элементарные микроконтакты.
Контурная площадь по размерам макроскопична и обусловливается
действующим давлением и волнистостью поверхности (рис. \0,а--г).
Аа -- номинальная площадь,
определяемая размерами соприкасающихся деталей
(например, для стыкующихся стержней —
это площадь их поперечного сечения).
В отдельных (редких) случаях
контактирующие поверхности настолько
хороню пришлифовываются друг к другу,
что контакт осуществляется ровными,
не волнистыми, а только шероховатыми
поверхностями. В таком частном случае
может быть (рис. 10, а)
Ас - Аа. B)
Хорошо проверенные опытные данные
Н. Б. Демкина и И. В. Крагельского
показывают, что в холодном состоянии
при шероховатых поверхностях по мере
увеличения сдавливающей силы
значительно быстрее растет количество микроконтактов, но не
средние размеры площадок каждого из них.
Таблица 1. Показатели микрошероховатости поверхности
Рпс. 9
контакт
.Механический
металлических
деталей
Метод обработки
JOBCpiillOCTH
Обдирка наждачными
кругами (в зависимости
от зернистости круга)
Чистое точение и
сфотзние
Шлифование:
грубое
средяее
чистое
Зачистка наждачной
бумагой
Полирование
Коэффн
*
1 2
I -4
4-6
4-6
5 Ю
циеиты
V
1,5-2
2
3
.4
' 3
liwcoTa
мнкро-
гребеш-
ков Л
в мкм
40-120
20-40
8 14
Ч- 7
1,5—3
1,5-2
0,15-1
Размер
микропи-
римид я
в мкм
400-1200
120 400
40-220
30 - 200
[
12 100
Класс
чистоты
поверхности
ло ГОСТу
27*9.58
2-4
4
5 6
7
8
8 -9
10
18
Для условий свариваемого контакта, очевидно, необходимо
учитывать не только силу сдавливания, но и среднюю
температуру в плоскости контакта. Условимся в дальнейшем моделировать
микрошероховатость в виде пирамид с квадратным основанием.
Тогда согласно обозначениям на рис. 11, относительное сближение
микрошероховатых поверхностей
Рис. 10. Практически возможные схе- Рис. 11. Моделирование микрошеро-
мы контактировгния волнистых и ше- ховатостей в виде пирамид с ква-
роховатых металлических поверхностей дратным основанием
В работах Н. Б. Демкина, И. В. Крагельского и других
установлено, что для пластического холодною контактирования
сближение е можно вычислять по формуле
где Р — сила, действующая на контакт; ат — предел текучести
металла; с — опытный коэффициент, в среднем рекомендуемый
для практических расчетов равным 3; Ас — контурная площадь
контакта (для случая по рис. 10, а — номинальная); b, v —
опытные коэффициенты (табл. I).
2* 19
Формулу D) можно переписать так:
где о — давление, отнесенное к контурной площади контакта
нли к номинальной, если конструкция контакта такая, как на
рис. 10, а.
§ 4. РАСЧЕТ ПЛОЩАДЕЙ КОНТАКТИРОВАНИЯ
Обозначим мгновенный размер площади контакта через _Л
и предельное ее значение А„ррд.
Поскольку изменение А определяется одновременно действием
давления о и нагревом до температуры 0, то должна
существовать функция
гх - /(о, о),
определяющая изменение площадей контакта. Вполне уместно
предположить, что в общем случае
d^- = a(AnPef->-A). F)
Как видно из этой записи, скорость изменения площади по мере
изменения функции Z1 пропорциональна разности между
предельным ее значением и мгновенным при данном ?,. Поэтому
при весьма малом Z, скорость изменения площади контакта
относительно велика, и, наоборот, при больших значениях
функции Zx эта скорость стремится к нулю. Эти условия полностью
соответствуют реальному положению вещей.
Заметим, что равенство F) представляет собой линейное
дифференциальное уравнение с постоянными коэффициентами. Вве-'
дем коэффициент а под знак Zlt т. е. примем o.Zx Z. Тогда,
решая уравнение F), получим для контакта следующую
закономерность изменения его площади в зависимости от функции Z:
А - Лптд A - е z). G)
Предельным значением контурной площади Ас будет
номинальная площадь Аа. Таким образом, вычисление размера
контурной площади надо производить по формуле
Ас~- АЛ\ -е-2). (8)
В свою очередь, контурная площадь Ас оказывается предельной
по отношению к фактической площади контакта Аг. Для расчета
фактической площади следует в формулу G) ввести другую
переменную X, с.ходиную с Z по природе, но отличающуюся от нее
численно, так как переменная А' должна учитывать температуру
и деформационные свойства металла уже в масштабах
микроскопических. Тогда формула G) перепишется следующим образом:
Аг-=АеA-е-х). (9)
20
Раскроем содержание функции Z. Прежде всего этот
показатель должен быть безразмерным. Поскольку сама функция Z
состоит из переменных величин (давления, действующего на
ьонтакт а, и температуры контакта 0, то она может содержать
их только в виде произведения. Это объясняется тем, что
давление и температура действуют на изменение площади одинаково,
причем опыт показывает (см. рис. 1), что их произведение ближе
всего описывается равносторонней гиперболой.
Следовательно, входят они н функцию Z в первых степенях.
Но для того, чтобы их произведение оказалось безразмерным,
они сами должны входить d функцию Z в относительной, т. е.
безразмерной форме. Поэтому температуру надо вводить н
функцию 7. в качестве так называемой гомологической, а давление—
п относительных единицах. Таким образом, функция Z может
быть записана в виде
Z = *W <10>
где п - — так называемая гомологическая температура, равная
отношению температуры в плоскости контакта к абсолютной
температуре плавления данного металла; а — удельная нагрузка
на контакт, определяемая как отношение силы Р, осуществляющей
контакт, к контурной площади Лс; acg - сопротивление,
деформации металла в масштабе волнистости.
В. Н. Марочкин проделал основательные теоретические
расчеты по определению сопротивлений деформации различных
конических и шаровых моделей, опирающихся на плоскость.
Результаты его подсчетов показывают, что в зависимости от
геометрии моделей, сопротивление деформации следует принимать
в следующих пределах:
1) для деформации пластического конуса на жесткой плите
при углах у вершины конуса от прямого угла до близкого к ц •-¦-
18СГ (см. рис. 10, в)
°св - A +3,3) о>;
2) для внедрения жесткого конуса в пластичную плиту
псд . C,3 ч-5) о>;
3) для деформации сферы о жесткую плиту (угол между
касательными 65—82°)
ot9 - B,4 ч-З.З) о-г;
4) для внедрения жесткой сферы в мягкую плиту (см. рис. 10, б)
(угол между касательными 102—127")
агд - C,4 +3,7) о>.
21
Приведенные цифры показывают, что принятые в
машиностроении для механических контактов любой волнистости средние
соотношения „ /11Ч
*сд = 30> A1)
имеют основания сохраниться и для многих конструкций
свариваемых контактов. Тогда
Z-«^k' <12>
Остается определить в нем значение коэффициента <х.
По физическому смыслу формулы (8), в момент полного
смятия контакта контурная площадь Лс становится равной
номинальной Аа. Это происходит при показателе экспоненциальной
функции Z f=* 4. В момент равенства Ае — Аа действующее
давление равно сопротивлению деформации, т. е. а ~ осд — Зсгг.
Такое соотношение действительно и для холодной сварки, т. е.
для температуры свариваемого контакта, равной QXOjt — 288 К-
Тогда из равенства A2)
<* = -«--. A3)
Для различных металлов численный коэффициент а имеет
значения: 28 — для титана; 24 — для углеродистой стали; 19 —
для меди; 16 —дли латуни ЛП2; 13 — для дюралюмина.
Структура критерия X оказывается более сложной. В нем
коэффициент р зависит от размеров микрошероховатостей, т. е.
при грубом приближении — от способа механической обработки
металлической поверхности.
По аналогии с критерием 7, можно написать
:pV^
б/М<7
гЭД
Од
Здесь так же, как и в формуле A0), -к гомологическая
температура. Индекс Д у символа температуры указывает на то,
что иногда надо учитывать уже температуру микровыступов
в плоскости контакта, если в данном процессе сваривания в
какие-то моменты времени нельзя считать нагрев микровыступов
эквивалентным нагреву металла вокруг плоскости контакта.
Значение численного коэффициента E будет определено в § 11.
Величины действующего давления ад и сопротивления
деформации микровыступов аГ1}д должны быть отнесены к фактической
площади контакта.
Однако определение этой площади весьма затруднительно.
Наиболее достоверные опытные данные этих площадей для
свинцовых, кадмиевых, магниевых, алюминиевых, медных и
стальных образцов были получены Н. Б. Демкиным в Институте
машиноведения АН СССР.
Сопоставляя данные Н. Б. Демкина с расчетной формулой (9),
можно убедиться, что сходимость измеренных и расчетных ре-
22
зультатов получается полной, если в критерии X давление <?д
относить к контурной площади контакта и обозначать просто
знаком а, а вместо сопротивлгния деформации arfA учитывать
предел текучести металла. Тогда критерий X получает
окончательный вид
§ 5. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА
В СВАРИВАЕМОМ КОНТАКТЕ
В практике прочностных инженерных расчетов наиболее
часто используется величина предела текучести металла.
Предел текучести (физический), согласно стандартным
определениям, представляет собой напряжение, соответствующее
наименьшей нагрузке площадки текучести, когда деформация образца
происходит без увеличения нагрузки.
Если испытываются материалы, у которых площадка текучести
на диаграмме растяжения не фиксируется, то определяют
условный предел текучести, соответствующий той нагрузке, при
которой образец дает остаточную деформацию, равную 0,2%.
Однако все эти показатели относятся к деформациям
растяжения стандартных образцов, в то время как практические
задачи сводятся к расчету деформации моделей, деталей и
конструкций, значительно отличающихся от стандартных образцов и по
видам нагрузки, и по своей геометрии, и по масштабам, и по
размерам. Тем не менее обойтись без понятий и величин предела
текучести металла невозможно. Поэтому следует всякий раз
помнить, какие поправки на численные значения предела
текучести ладо использовать при деформациях расчетных моделей,
различающихся геометрией, масштабом, скоростями приложения
нагрузки и т. д.
В Институте машиноведения АН СССР проводились точные
измерения фактических площадей контакта различных металлов
при разных давлениях и разных степенях обработки поверхности.
По профилограммам легко подсчитывают я давления,
относящиеся к контурной площади контакта и к фактической.
Оказалось, что'при давлениях на контурную площадь пластин из стали
10, равных 2-Ю8 Па, давления, отнесенные к фактической
площади контакта, получаются порядка 10'° Па, Такая цифра
заставляет искать объяснений - действительно ли в масштабах
мнкровыступов металл способен выдерживать такие
перенапряжения. Разумеется, при пластической деформации каждого микро-
выступа в нем появляются во множестве, дополнительно к
имевшимся, дислокации и точечные дефекты (вакансии, междуузель-
ные атомы). Эти микродефекты значительно увеличивают
сопротивление деформации каждого микровыступа.
Однако, как показано в следующем параграфе, следует
учитывать, что все впадины между микроииступами заполнены оскол-
23
нами оксидных пленок и целым роем адсорбированных газовых
„и жидкостных молекул. Счедовательно, фактическая площадь,
фиксируемая ирофилограммой, не определяет площадь той
действительной подушки, на которую опирается приложенная сила.
Но и в вакууме не происходит полное смятие всех микровыступов,
несмотря на давления, даже превышающие предел текучести.
Надо иметь в виду, что микрогребешки не только опираются
один Па другой, но и внедряются в промежутки между собой,
переходя во множестве от сдвиговых пластических деформаций
к всестороннему сжатию. При такого рода напряжениях металл
может выдерживать и давления значительно более 1010 Па, хотя
свойства его при этом могут существенно измениться.
Энергия кристалла складывается из кинетической и
потенциальной. Кинетическая энергия — это колебательное движение
частиц кристаллической решетки. Потенциальная энергия -
это энергия связи каждого атома со своими соседями. При
сообщении какому-то мнкрооОъему металла всестороннего высокого
давления потенциальная энергия кристаллов растет и в связи
с этим развиваются силы отталкивания между атомами. Эти
силы преодолеваются тем большими давлениями, чем ближе
оказываются атомы расположенными друг к другу. Сближение
атомов, если оно произведено при давлениях порядка 101П Па,
уже коренным образом может менять не только
механические, но и химические свойства вещества, поскольку
можно добиться того, что внешние, валентные электронные
оболочки атомов будут вдавлены во внутренние. Вполне допустимо
предполагать, что при взрывных давлениях порядка I010 Па
такого рода процессы в некоторых микрообъемах могут
наблюдаться. Еще более вероятны два совершенно противоположных
процесса: залечивание всех микродефектов и создание идеальной
кристаллической структуры; создание и закрепление
сверхнормального количества дислокаций. Оба эти процесса, хотя и в
разной мере, но сильнейшим образом увеличивают сопротивление
металла любым нагрузкам.
Весьма существенно, что при всех практически возможных
ударных нагрузках способность поверхностных слоев оказывать
сопротивление деформации нарастает в процессе восприятия
удара и опережает скорость распространения ударного давления.
§ в. КАРТИНА ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ
СВАРИВАЕМЫХ ДЕТАЛЕЙ
Рассмотрим несколько типовых конструкций свариваемых
контактов.
Для практических расчетов принимают, что под абсолютно
жестким пуансоном (рис. 12, а) абсолютно жесткая плита
равномерно нагружается силой Р, т. е. полагают, что
24
В действительности распределение давления происходит по
закону
Л = " "S3-" /~^-5-- A5>
Формула A5) дает теоретически бесконечно большие значения
давления по образующей цилиндрическою пуансона.
Практически идеально жесткого пуансона не бывает, так же как не
Рис. 12. Различные схемы механических контактов и картина их
пластических деформаций
бывает пуансона хотя бы без самых малых закруглений но
опорному кругу /—/. При наличии таких закруглений кривая
распределения давлений превращается тоже в закругленную по типу
кривой 2 (рис. 12, б).
Ксли плита оказывается к тому же не абсолютно жесткой,
а обладающей пластичностью, то кривая давлении резко меняет
снос очертание, превращала, н кривую 3. Кривые /, 2 и .?
нарисованы с соблюдением некоторого масштаба. По ним, в согласии '
с формулой A5), нидно, что в центре, но осевой линии пуансона,
но всех случаях действует давление, равное
Р,-г4г Об)
или только несколько меньшее этой величины. На рис. 12, в
дана картина внедрения пуансона в металл (прошивка металла).
25
Стрелки показывают течение слоев металла радиалыо от осевой
линии пуансона.
Для определения действительных напряжений в металле о
при деформировании по схеме рис. 12, в существует известная
формула Е. П. Унксова
*-*[¦ +1пв^г-1пт]- <17>
Как видно по формуле A7), для прошивки металлической
болванки толщиной б и диаметром D, необходимо приложить
напряжения сдавливания, превышающие предел текучести на
некоторый коэффициент, зависящий от размеров заготовки и
глубины проникновения пуансона. Первые два члена этого
коэффициента Г1 j- -qjszIk) i показывают, каковы должны быть
приложены давления, чтобы деформировать цилиндрическую
заготовку abed (рис. 12, в) без окружающей ее массы металла.
Вторая часть коэффициента In ^- определяет увеличение доли
тех напряжений, которые действуют радиально, влияя на распор
металла.
Рассмотрим некоторые схемы пластической деформации
стыковых контактов.
Если сдавливается целый стержень из жесткого, непластичного
металла, то никаких пластических деформаций нет и эпюра
действующих напряжений сжатия представляется в виде
равномерно распределенной нагрузки (рис. 12, г).
Если стержень из такого материала (или два идеально
подогнанные друг к другу по плоскости контакта) образуют круговое
неприкосновение (рис. 12, д), то у краев этих вырезов
концентрируются пиковые напряжения.
Если целый стержень из пластического металла деформируется
между двумя плитами, в которых он жестко закреплен
(абсолютное трение), то распределение напряжений сдавливания
представляется эпюрой, изображенной на рис. 12, е. Уразнение этой
кривой определяется формулой
P'—YlSrV'^- A8)
При стыковой сварке двух стержней (рис. 12, ж) эпюра
действующих давлений практически оказывается более сложной,
чем для целого стержня (рис. 12, е). При значительных
деформациях с небольшими скоростями но краям сваренного контакта
появляются напряжения рг обратного знака, разрывающие
металл (рис. 12, ж).
На рис. 12, з—л показаны наглядные картины действия
сдавливающих усилий на образцы из металлов с различными
пластическими свойствами. Рис. 12, з и к показывают начальное
положение образцов и рис. 12, и и л — конечные результаты,
26
Рассмотренные модели позволяют сделать заключение о том,
что в свариваемых контактах только в редких случаях
получается равномерное распределение сдавливающих напряжений.
Неравномерность сдавливающих напряжений определяется и
размерами деталей и механическими свойствами металла при
температурах сваривания.
Все рекомендуемые в литературе нормы сдавливающих
напряжений исходят из условий не только равномерного распределения
напряжений, но и равенства приложенных напряжений пределу
текучести металла.
Теория пластических деформаций показывает, что средние
действующие напряжения сдавливания, при которых металл
течет, определяются равенством
<^°г(,+44-)- («в)
где S — сечение сдавливаемой детали; и - периметр сечения;
h — высота заготовки (расстояние между зажимными губками).
Для круглых заготовок формула A9) принимает вид
0 = 0,A f-?). B0)
О зависимости такого рода уже говорилось при рассмотрении
модели рис. 12, в. Полезно сравнить в связи с этим формулы B0)
и A7).
§ 7. МЕХАНИЧЕСКИЕ ЭФФЕКТЫ 8 ПЛОСКОСТИ КОНТАКТА
ПРИ ЕГО ДЕФОРМАЦИЯХ
Рассмотрим, какова распорная роль адсорбированных
жидкостных или газовых молекул, сконцентрированных во впадинах
между микрогребешками.
Отметим прежде всего, что давление газа на плоские участки
твердо'й или жидкой поверхности р всегда меньше давления на
криволинейную поверхность р° (рис. 13, а). Нас будет
интересовать условие взаимодействия внутреннего ptH и внешнего рвш
давлений, которые действуют при прессовании
микрошероховатых поверхностей А и Б (рис. 13, б). Если обозначить мгновенные
значения приращения давления через dp, а действующее в данный
момент полное давление через р, то изменение давления в
пределах между действующим внешним рвш и внутренним ряы равно
( dp
J р '
В результате взаимодействия внутреннего и внешнего давлений
поверхность 5 и объем V микропоры (рис. 13, б) изменяются.
27
Очевидно, это изменение будет пропорционально поверхностному
натяжению и скорости изменения поверхности 5 по объему V, т. е.
1
dp_ _ dS
р — а" dV m
B1)
а;
dS
где -?]- — скорость изменения поверхности сжатого
пространства относительно его объема; а„ — коэффициент поверхностного
натяжения; т — некоторый коэффициент, согласовывающий
размерности правой я левой частей
равенства B1).
Если пора шаровая ради\са г,
dS 1
то j.T
dV r
При более сложной кривизне,
определяемой двумя главными
радиусами R и г,
dS J_ j_ J_
dV ~ R r '
Как видно из равенства B1), для
того чтобы его правая часть была
также безразмерной, как и левая,
коэффициент т должен иметь
размерность давления
/ a„dS \ 1 /_М_ Ма \ М2
I, dV } т " \ М ' М» ) Н •
Рис. 13. Моделирование .\:ихро-
пор в контакте шероховатостей
Одновременно этот коэффициент
должен учитывать изменение
состояния газа, сжатого в поре,
где к постоянная Больцмана; 0 — абсолютная температура
внутри замкнутой поры и окружающей ее металлической
оболочки; V0 мольный объем идеального газа при О" С и
атмосферном давлении.
Равенство B1) переписываем
Г «Е-а (-¦ i-.-U0-
После интегрирования
Р««е
kli
i
B2)
28
Для практических условий прессования микрошероховатостей,
\оделируемых пирамидальными выступами (рис, 13, в),
величина г может быть заменена через/. Радиус R всегда несоизмеримо
велик по сравнению с радиусом г. Поэтому, принимая внутреннее
давление в начальный период (при / — со) равным атмосферному
v. ориентируясь на форму поры но схеме рис. 13, г, можно
написать формулу для определения внешнего давления р6ш,
уравновешивающего внутреннее давление воздуха в единичной норе,
Рш^Ра*****. . B3)
Внешнее давление, способное уравновесить (или преодолеть)
распорное действие всех микропор, расположенных по контакту,
определится следующим образом. Если Р — сила, создающая
контакт, то учитывая понятия, терминологию и обозначения,
принятые для площадей контактирования (§ 3), можно написать
л» - А"-'*, = i;—(Г=7*1" •*?** -' оЛ B4)
Как видно, для преодоления распорного действия воздуха, заклю-
чгнного в микропорах, надо сдавливать контактируемые детали
давлением о
R этом неравенстве коэффициент поверхностного натяжения для
твердого металла должен быть заменен другой величиной: М.
Полним дал рекомендацию считать для твердого металла
<х„ = ^, B5)
гле "„их — максимальная (теоретическая) прочность на разрыв
бездефектного монокристалла; d — расстояние между атомными
плоскостями. Для некоторых металлов приведем величины aIIId4
и d при комнатной температуре:
Материал "тл\ ь '''1 ^ п см
Алюминий . -11 -10Н 2,803-Ш*
Медь 84-10" 2,556' 10""
Железо 12,7-107 2,482 -Ю"9
Учитывая равенство B5), записываем окончательную
расчетную формулу для оценки распорного эффекта сжатого воздуха
в микропорах, расположенных в контакте,
ОршпЛ ¦"*«' е-х- B6)
29
В этой формуле
где о — напряжения сжатия, отнесенные к контурной площади
контакта; 0 — абсолютная средняя температура всех
микровыступов, т. е. средняя температура металла в плоскости контакта;
Ьпл — абсолютная температура плавления металла; |J —
численный коэффициент, характеризующий класс обработки
поверхности. Практически для трубой механической зачистки
(наждачные круги) коэффициент f$ оказывается равным 2—3 единицам.
Для других поверхностей коэффициент р может быть равным
единице.
Определяя порядок величины а в формуле B6), для
коэффициента р в критерии X примем значение $ — ]. Для других
констант при сдавливании алюминия положим; <w - 41 X
х 108Н/м2; d --- 2,863-Ю-12 мкм - 10"» м; о> -¦ 108 Н/м2; -п- «=
0,31. Для воздуха в замкнутой поре V0 —- 22,4 м*.'кмоль.
Постоянная Больцмана ft--8,3-Ю3 ДжДкельвин-кмоль). При
комнатной температуре &0«*50*105 Дж/кмоль.
Имея в виду все эти постоянные, по формуле B6) пол\чнм,
что при / — 5 мкм для уравновешивания распорного
противодавления воздуха, замкнутого в микропоре, необходимо приложить
внешнее давление порядка двух пределов текучести алюминия;
при уменьшении / до 3—4 мкм это внешнее давление возрастает
до восьми пределов текучести алюминия.
Подсчеты показывают, что даже сжатый воздух в микропорах,
не говоря уже о жировых молекулах, оказывает такой распорный
эффект, что скорее металл начинает течь в боковые стороны, чем
осуществится непосредственный металлический контакт
посредством раздавливания поры. Разумеется, высокие давления,
развивающиеся в объеме микроноры, нагревают весь этот
микрообъем так, что воздух окисляет металл, а жировые молекулы
разлагаются на свои составляющие.
§ 8. ТЕПЛОВЫЕ ЭФФЕКТЫ В ПЛОСКОСТИ КОНТАКТА
ПРИ ЕГО ДЕФОРМАЦИЯХ
В процессе быстрых и глубоких пластических деформаций вся
механическая энергия сил внутреннего трения Nmp превращпется
в тепло. .Можно считать
А^^р-тй-, B8)
где п — коэффициент динамической вязкости; V
деформируете
мый объем; е — относительная деформация; ~ — скорость
деформации.
30
Если обозначить через у — плотность металла, с— его
среднюю теплоемкость и Т — температуру нагрева металла за счет
его быстрой пластической деформации, то можно записать
равенство
dr.
r\Ve. -r- = ycVT.
B9)
Типовой характер изменения
коэффициента динамической вязкости
металлов в зависимости от температуры
представлен на рис. 14. Для
приближенных расчетов (см. штриховую
линию) можно считать
Т
Из равенства
C0) получаем
Т =
B9)
¦)•
C0)
с учетом формулы
1
2ус
«Jn
Рис. 14. Качественная
картина изменения
динамической вязкости металла в
зависимости от температуры
при различной скорости де-
Проделаем численный пример. Для алюминия и меди
динамическую вязкость в масштабе единичных зерен можно оценивать
величиной порядка
щ= ю7^-= 107 Па-с (или 108нуаз).
Для алюминия ,
у 2,7-10» кГ/м3 - 2,7-10* Н/м»;
с 1 Дж/(кг-град).
Полная деформация микропирамиды происходит до
превращения ее в параллелепипед с высотой Д/3 (рис. 11). Наиболее
вероятные случаи контактирования показаны на рис. И, б и в.
Относительная деформация
fc Л Л
C2)
Как видно, независимо от схемы контактирования для пира-
2
мидалыюго моделирования f -=-; е2 0,5.
Для принятых условий, по формуле C1), полагая к1 Тпя -
- • 1000" С, получим
Т г*
2-2,7.104-0,245-4,2]0!' 1
1
10-Ю7 0,5
' 1000
31
Примем значение / времени скольженнг одного зерна по другому
равным 1/1000 с. При среднем размере зерна 1 мкм A/104см)
скорость деформации будет всего только
МО8 1 .
"io«T _ То"СМ:С = * мм;с'
т. е. но выше скоростей деформации при холодной сварке.
Следовательно, возможная вспышка температуры в контакте двух
зерен может быть порядка
Т = -r-j—! ,- - ъ 500' С.
16бо т Тооо
Таким образом, вполне реальны предположения об
импульсных температурах, близких к точке плавления, внутри
деформируемого металла на поверхностях единичных зерен,
скользящих друг по другу.
§ S. ЭЛЕКТРИЧЕСКИЕ ЯВЛЕНИЯ В ПЛОСКОСТИ КОНТАКТА
ПРИ ЕГО ДЕФОРМАЦИЯХ
Пластическая деформация микровыступов в плоскости кон
такта создает исключительно большое количество различных
микродефектов: дислокаций, вакансий, междуузельных атомов,
микротрещин и упруго деформированных металлических блоков.
Поэтому металлические поверхности н контакте правильно
считать полностью структурно и энергетически неуравновешенной
фазой по сравнению с глубинными слоями металла. Появление
любого микродефекта в металле за счет чисто механических сил
(пластическая деформация) создает вокруг этого дефекта силовое
электрическое иоле, так иди иначе нарушая электрически
равновесную систему металла идеальной бездефектной
кристаллической структуры.
Выше уже было показано, что процессы деформации микро-
выступов даже идеально чистых металлических поверхностей
никогда не протекают в масштабах микрообъемов в холодном
состоянии. Вполне рационально для микромасштабов
механические деформационные картины иногда рассматривать не только
как тепловые, но и электрические. Это становится особенно оче
видным, если исходить из реальных условии наличия на металле
оксидных пленок, по природе своей чаще всего
полупроводниковых.
Рассмотрим в первую очередь, как могуг проявляться чисто
электрические процессы при неравномерной деформации соседних
групп металлических кристаллов. Это явление мы можем
моделировать на образцах, показанных на ркс. 15. Если взять
проволоку мягкой стали, полностью отожженную, и половину ее
длины прокатать до различных степеней обжатия, то окажется,
32
150
^у@
что граница зоны деформированной и исходной будет
представлять собой довольно чувствительный генератор терыоэлектро-
движущей силы. Величина термо-э. д. с, как видно из рис. 15,
прямо пропорциональна степени деформации. На рис. 15 самая
нижняя кривая показывает для сравнения значения термо-э. д. с.
между отожженной частью проволоки и всесторонне сжатой
давлением 12-Ю8 Па. Термопара из отожженных и пластически
деформированных кристаллитов
оказывается несоизмеримо более мощной.
Кривые рис. 15 и знаки полярности
на клеммах микровольтметра
показывают, что область, пластически
деформированная давлением, приобретает
преимущественно положительный по- ^.
тенциал.
Характерно, что сжатая и
растянутые области одного и того же
изогнутого стержня тоже создают
положительный потенциал на сжатой и
отрицательный на растянутой стороне
стержня. Такое распределение
потенциала в первом приближении можно
объяснить тем, что в сжатых областях
создаются в относительно большем
количестве междуузельные атомы, в
растянутых зонах оказывается
относительно большая концентрация
вакансий. Избыток первых микродефектов
создает преобладание положительно
наряженных частиц, избыток вторых,
наоборот, лишает этот район
равновесного положительного потенциала. Естественной разрядкой
между областными в металле с разными электрическими
потенциалами будет циркуляции круговых микротоков. Их роль
лшжет быть весьма существенной в изменении удельного
сопротивления и вообще сопротивления поверхностных слоев
металла. Вполне уместно допускать, что микрогоки, циркули-
рующие в микрообъеме, в переводе на макроскопические масштабы,
будут измеряться плотностями токов в десятки тысяч ампер
па квадратный сантиметр.
т ас
Рис. 15. Опытные графики
термоэлектродвкжущей силы
контакта пластически
деформированной и отожженной
стальной проволоки
3 К. Л. Коцер| нн
Глава II
СВАРИВАЕМЫЙ КОНТАКТ
ПОД ДЕЙСТВИЕМ ЭЛЕКТРИЧЕСКОГО ТОКА
§ 10. ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
МИКРОШЕРОХОВАТЫХ ПОВЕРХНОСТЕЙ В ПЛОСКОСТИ КОНТАКТА
Профилограммы, представленные на рис. 8, показывают
микрогеометрию идеально чистой металлической поверхности.
Индикаторы, ощупывая профиль, не фиксируют в должной мере
оксидные пленки и тем более адсорбированные наслоения. Процесс
деформирования микрошероховатостей по рис. 8 также
демонстрирует идеализированную схему. Если полностью ориентироваться
только на такой идеализированный процесс деформации, который
дается рис. 8, то можно при расчетах электрического
сопротивления контакта микрошероховатостей их удельное сопротивление
учитывать как чисто металлическое. Разумеется, в среднем оно
должно отличаться от удельного сопротивления металла в
макроскопических масштабах, поскольку микровыступы пересыщены
всеми видами микродефектов. Но не только это обстоятельство
следует иметь в виду в первую очередь. На рис. 16 схематически
показано, что проводимость даже каждой микропирамиды не
однородна. Ее опорные и средние слои, относительно менее
деформированные, еще обладают металлической проводимостью.
Полностью раздробленные вершинные участки, перемешанные
с оксидными осколками и адсорбированными молекулами, в
самом лучшем случае имеют полупроводниковую природу, а в
худших даже оказываются изолирующими прослойками. По этим
причинам вопрос удельного сопротивления микрошероховатостей
должен быть исследован подробнее.
Рассмотрим пока что идеализированный процесс деформации
микровыступа, моделируемого в виде пирамиды (см. рис. 11, а).
Будем считать, что несмотря на постепенное смятие пирамиды,
ее проводимость главным образом осуществляется ее срединной
частью (рис. 16), сохраняющей некоторую металлическую
монолитность. Это допущение дает основание в первом приближении
рассматривать микропирамиду как элементарный проводник.
При таких условиях электрическое сопротивление единичной
пирамиды (см. рис. 11, а) будет равно
Ы-]*?-. C3)
О
34
где рд — удельное сопротивление металла деформируемой
микропирамиды.
Из условия геометрического подобия находим
У = -
Д — х
Подставляя это условие в выражение C3), в результате
интегрирования получим
C4)
Рис. 16. Моделирование смятия единичного микрокоптакта
Действующие напряжения сжатия от силы Р:
на фактическую площадь контакта
_Р_Р
°Л -z Ar — пу2 '
где п — количество пирамид в пределах контурной площади Ас\
на контурную площадь контакта
Из двух последних равенств
Аг ¦
Соответственно
V~P
отсюда (l — х)
V Р V Аг
х - А ( 1 - ^=\ = А | 1
а у п
Vn ]/~а VAca '
V"Ar
VAc
3*
C5)
35
Подставив это в формулу C4), получим
Поскольку электрическое сопротивление всех п пирамид
представляет собой п параллельных единичных ветвей, то общее
сопротивление, обусловленное микрогеометрией поверхностной
шероховатости, оказывается равным
Если учесть равенство (9), получим окончательно
Следует отметить, что формула C6) далеко не отображает всей
сложной картины контактирования двух деталей в масштабе
поверхностных микрошероховатостей, т. е. как бы внутри самого
контакта. Будем и называть поэтому внутренним
сопротивлением контакта то электрическое сопротивление,
которое создается системой микровыступов, непосредственно
образующих металлический контакт, а также соприкосновения
через промежуточную среду, которая может быть твердой, жидкой
или газообразной и обладать свойствами полупроводника или
даже изолятора.
Представим себе, что между двумя элементарными
микровыступами в какой-то момент времени существует самое
минимальное напряжение которое вообще возможно при контактной
сварке, т. е. порядка 0,1 В. Если расстояние между этими
микровыступами оказалось приблизительно равным параметру
кристаллической решетки (в среднем 3,3-10~8 см), то градиент
потенциала получится
bi^i= Ю00 000 В/см.
Такой градиент как раз и характерен для возникновения так
называемого фриттинг-эффекта (от английского глагола to
fritter — крошить). Сущность этого эффекта сводится к тому, что
в момент достижения такого градиента потенциала происходит
мгновенный пробой изолирующей прослойки независимо от того,
разделяет ли микровыступы газовая среда, жидкая, или твердая
оксидная пленка. При этом пробой вначале возникает как
искровой, а заканчивается втягиванием в разрядный
высокотемпературный канал мостика жидкого металла, который, замыкая
микроконтакт и прекращая искровой разряд, застывает и образует уже
металлическую перемычку.
36
Уместно отметить, что высокий градиент потенциала создаётся
между микровыступами не только благодаря весьма малому
расстоянию между ними. На каждой вершине микровыступа
в зависимости от радиуса ее закругления получается различная
поверхностная плотность электрического заряда. Так, например,
для микровыступов поверхности, обработанной шлифованием
(наждачная бумага), радиусы закруглений составляют 1—15 мкм
для фрезерованных поверхностей — 30—60 мкм, для
полированных — 200—100 мкм. Имея в виду, что поверхностная плотность
заряда определяется как
Е
Д? =
4я/-а
Рис. 17. Распределение плотности тока по
микрошероховатостям
можно сделать заключение о том, что поверхностная плотность
заряда на вершинах микровыступов шлифованных поверхностей
может в тысячи раз пре- .
вышать ту же величину у у л
для полированных поверх- г** *1 *
ностей. Это дает основание
понять причину
относительно высоких значений
сопротивления холодных
контактов между
полированными поверхностями
сравнительно с теми же
неличинами (при прочих равных условиях) для контактов между
шлифованными поверхностями.
Как видно, более острые выступы значительно скорее и легче
осуществляют пробой промежутка и вслед за этим металлический
контакт, чем сильно закругленные, тупые полированные
микровыступы. Но отсюда следует и еще один вывод о неопределенности
электрических сопротивлений холодных контактов, если их
измерение производится при различной разности потенциалов, или,
что тоже самое, при различных силах тока, пропускаемых через
контакт. Это имеет место при измерении падения напряжения на
контакте и определения средней величины полного сопротивления
контакта.
Рассмотрим в связи с этим влияние силы тока на внутреннее
сопротивление контакта.
Для каждой пары микровыступов процесс образования
металлического контакта через фриттинг-эффект весьма кратковреме-
пен. Поэтому можно считать (рис. 17), что все количество тепла,
которое выделяется в плоскости микроконтакта, затрачивается
на увеличение теплосодержания этого микрообъема, т. е.
В этом равенстве индексы А для всех величин относятся только
к металлу в масштабе микровыступов и совершенно не соответ-
37
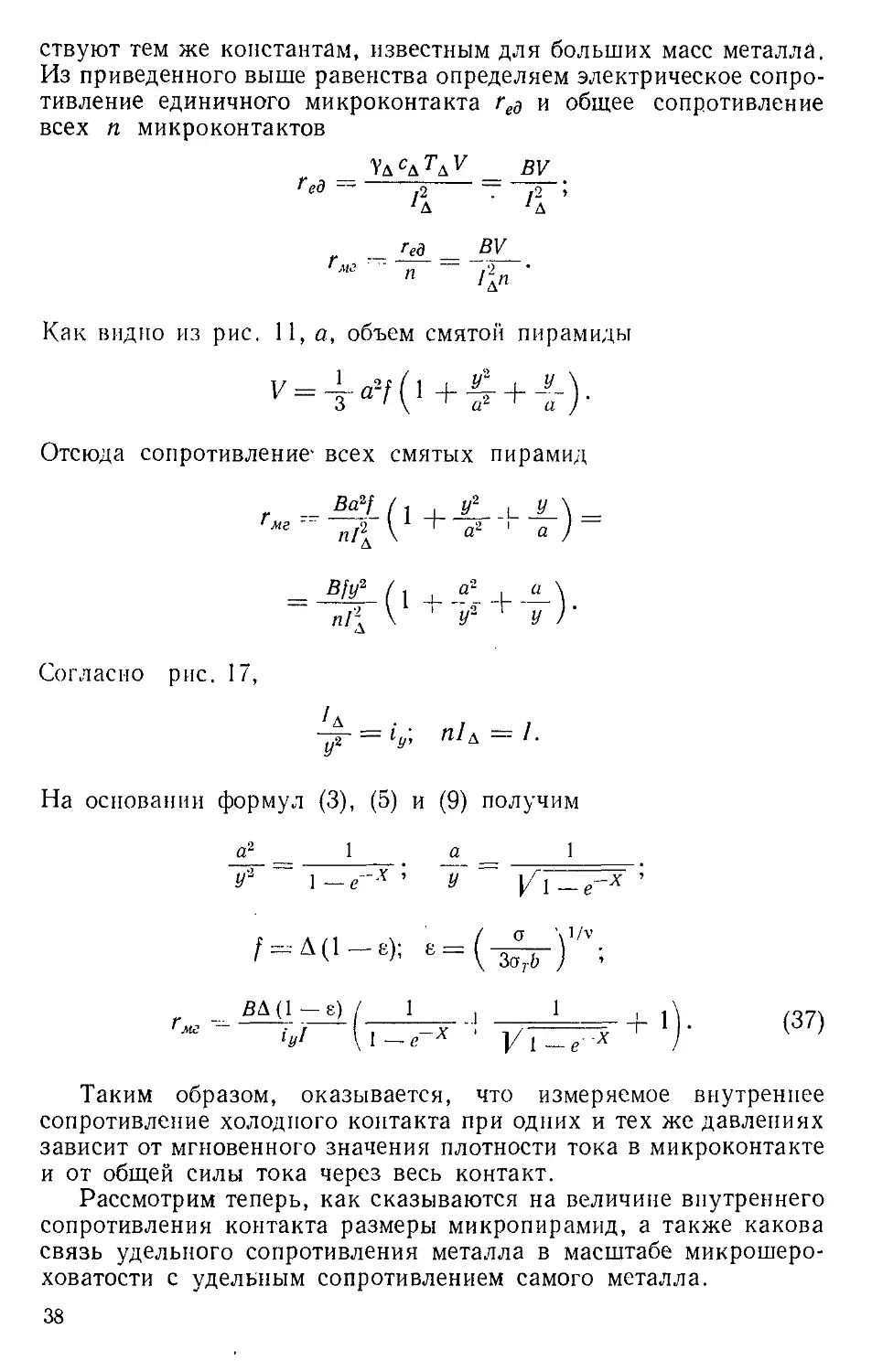
ствуют тем же константам, известным для больших масс металла.
Из приведенного выше равенства определяем электрическое
сопротивление единичного микроконтакта гед и общее сопротивление
всех п микроконтактов
Ч^C^T\V BV
Гед =
,2 . ,2
Как видно из рис. 11, а, объем смятой пирамиды
V = ± a-f ( 1 + 4 + J
Отсюда сопротивление- всех смятых пирамид
''_ 1 +Лг-г--^- =
п/{ \ а- а I
ni{ V У у )
Согласно рис. 17,
U
~г = iy, п!а — 1-
На основании формул C), E) и (9) получим
а2 1 а 1
у1 1 _е-* ' у \f\—e~x'
5ДA — е)
iyl \\-е-х • У 1-е*
C7)
Таким образом, оказывается, что измеряемое внутреннее
сопротивление холодного контакта при одних и тех же давлениях
зависит от мгновенного значения плотности тока в микроконтакте
и от общей силы тока через весь контакт.
Рассмотрим теперь, как сказываются на величине внутреннего
сопротивления контакта размеры микропирамид, а также какова
связь удельного сопротивления металла в масштабе
микрошероховатости с удельным сопротивлением самого металла.
38
§ 11. КРИТЕРИЙ ПОДОБИЯ
ДЛЯ ХОЛОДНЫХ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ
Используя обозначения рис. 11, а, определяем электрическое
сопротивление единичной деформированной пирамиды
'—-^- . <38>
Лдесь рд — удельное сопротивление металла в масштабе микро-
иирамиды. Если контакт осуществляется через п пирамид на
всей контурной площади, то
па2 — Ас.
Из условия равенства объемов пирамиды и параллелепипеда,
и который пирамида превращается после ее полного смятия,
находим
У
= -f(>/T~3-1)- C9)
Из определения C) получим
f = A A-е).
Подставим это выражение в формулу C9)
У
= т(Ут4г-3-1)- D0)
Учитывая формулы C8) и D0), находим внутреннее
сопротивление контакта
РлАС-Ч D])
*-НУ
Сравнивая эту формулу с ранее полученной формулой C6),
устанавливаем эквивалентность функций:
1-е 1 j
4(Ут
.3-11 Vl-e-x
<^гласно эквивалентности этих функций строится кривая е ••-••
f (X) (рис. 18), используя которую, можно определять
величину критерия X для холодного контакта различным образом
пГфаботаниых поверхностей.
Расчетный прием нахождения критерия X через сближение е
основан на том, что характеристики поверхности металла при
помощи коэффициентов b и v (см. табл. 1) в технологии
машиностроения весьма основательно отработаны и общеприняты. Для
39
свариваемых холодных контактов эти характеристики также
весьма полезны. Очевидно они могут получать в дальнейшем
уточнения по способам механической или химической обработки
металлических
поверхностей, принятых для
контактной сварки. Как
легко видеть из
приведенной выше таблицы,
опытный коэффициент Ъ
пока что устанавливается
не очень определенно.
Имея это
обстоятельство в виду, вполне
рационально искать связь
между сближением е и
критерием X не по точной
кривой, приведенной на
рис. 18, а по ее
приближенным (пунктирным и
штриховым) графикам.
Один из них представляет
собой кривую
0,7
0,5
0J-
0,1
-lUjfifrr-i*
?=
& -f
'a'
s
/
V
\/f
J?
X=3sJ
///
1
1 1
i
11
i
¦У/\ч5е>
0,1
0,3
0,5
Рис. 18. Расчетные кривые, связывающие
критерий X и сближение е
второй
X = 1,5е2
— кривую
X = Зе3.
D2)
D3)
Согласно этим приближениям можно написать для
относительно грубой обработки поверхностей, когда v — 2,
ГУ а \1/2121 K^R ° д>
'хол
ПА
и соответственно для чисто обработанных при v = 3
\ Зстг6 )
Из этих равенств находим значения коэффициента р в критерии X.
Он равен для грубообработанных поверхйостей (v — 2)
™- Ь Qxo,
D4)
для чистообработанных
' "пл
чист— b q
D5)
40
Н этих равенствах Ьхол — абсолютная комнатная температура,
которую удобно принимать равной 300К. Тогда, согласно ра-
иепствам D4) и D5), критерий X получает вид:
для грубой обработки (v = 2)
v 0,5 9д а
для чистой (v = 3)
'"'ХОЛ^Т
9да
И этих формулах 0Д — температура микровыступов в данный
момент исследования.
Для холодного контакта, естественно, можно считать 9Д =
0ХОЛ. Следовательно, для вычисления внутреннего
сопротивления холодных контактов критерий X получает весьма простой
ипд:
для грубой обработки (v -- 2)
*v = -t-tt; <48>
для чистой обработки (v = 3)
а
**=з = Т5-- D9)
Рассмотрим теперь вопрос об удельном сопротивлении
металла в масштабе микрошероховатости.
§ 12. УДЕЛЬНОЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
ПОВЕРХНОСТНЫХ СЛОЕВ КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ
В формулу C6), определяющую внутреннее сопротивление
контакта идеально чистых металлических поверхностей, входит
величина удельного сопротивления рд. Простой подсчет
показывает, что значения рд может в сотни и даже в тысячи раз
превосходить величины удельных сопротивлений металлов для его
макроскопических масштабов. Рассмотрим это подробнее. Прежде
всего отметим, что по закону Матиссена, удельное сопротивление
пси кого вещества сложной неоднородной структуры определяется
равенством
Рд =¦¦ Ре + Рмд- E0)
11срвый член суммы ре характеризует отражение волн
проводимости за счет теплового колебания частиц кристаллической
решетки. Второй член рма обусловливает отражение волн
проводимости всеми микродефектами (дислокации, вакансии,
41
междуузельные и примесные атомы и др.). Для
полупроводниковых материалов установлено, что
Е
Р*в = Ров м ¦ E1)
Здесь р„ — удельное сопротивление металла при комнатной
температуре; Е — энергия, необходимая для перевода свободных
электронов с основного уровня на уровень проводимости. Численно
эта величина в модели потенциального ящика отображает ширину
запрещенных зон.
Имеются основания полагать, что металлическая поверхность
в контакте при его деформациях структурно значительно ближе
подходит к полупроводниковому веществу, чем к металлу в его
глубинных слоях. Поверхность металла не только в самой
крайней степени насыщается различными микродефектами, но и
перемешивается с раздробленными частицами оксидных пленок и
продуктами распада адсорбционных наслоений. Для
полупроводников, в формуле E1), энергия Е пропорциональна количеству
микродефектов, в частности количеству посторонних примесных
атомов. При холодной деформации поверхностного слоя контак-
тируемых деталей вполне уместно предположить, что вместо
энергии Е может быть использована величина действующего
давления а. Такое предположение основано на том, что
действующее давление прямо пропорционально той механической
энергии, которую мы в холодном контакте концентрируем на
контактных поверхностях созданием множества дислокаций и точечных
микродефектов. Если же в числителе экспоненты мы считаем о
действующим давлением, то знаменатель экспоненты вместо kG
в формуле E1) должен быть принят равным пределу текучести.
Следовательно, в формуле E1) мы используем экспоненту .
Формула E1) показывает, что при полном отсутствии
микродефектов удельное сопротивление полупроводника величина
постоянная. Для случая поверхностных слоев контакта это не так.
Дело в том, что сама микрогеометрия поверхности уже
обусловливает совершенно особые явления в тех контактных мостиках,
которые оказываются на данный момент проводящими. Здесь
имеют место и туннельный эффект, и явление фриттинга.
Туннельный эффект — это свойство электронов проходить через
потенциальный барьер, превышающий их среднюю энергию.
Туннельный эффект наиболее вероятен при толщине оксидных
(«изолирующих») пленок не более 5-10~7см.
Процессы туннельного и фриттинг-эффектов очень сложны и
пока что не имеют уверенного расчетного обоснования.
Ограничимся поэтому масштабами не микрочастиц, а масштабами
микрошероховатостей и установим хотя бы в первом приближении
численные характеристики удельных сопротивлений тонких слоев
контактных поверхностей.
42
Представим на рис. 19 схему контакта двух деталей в
увеличенном виде. Допустим, что это будут стержни квадратного
сечения. Тогда в идеализированном виде можно принять, что
каждый микроконтакт есть квадратное пятно со сторонами у и с
размером шага этих пятен а.
Согласно известной формуле теоретической электротехники,
можно написать для электрического сопротивления каждого
такого микропятна в холодном
состоянии
Гед = Ро (~ -).
E2)
Здесь значение удельного
сопротивления р0 уже можно считать
относящимся к некоторому
макроскопическому объему металла глубинных
слоев. Эта величина численно уже
может считаться равной удельному
сопротивлению металла для больших
объемов металла. Обратим внимание,
что речь здесь идет только о
первоначальном контактировании с
самым минимальным давлением
вообще и на каждый микроконтакт в
частности. Такая оговорка необходима
потому, что мы можем в данном
случае вести правильные
вычисления до тех пор, пока элементарные
площадки уг значительно меньше
размеров а2. Это имеет место только
при весьма малых давлениях, т. е. таких, что микродефекты
пластическими деформациями в радиусе -к- еще не размножены. Из
равенства E2) находим общее сопротивление для п параллельных
ветвей
i~^
1
*у-
и
а
Щ^
т
Рис. 19. Схема прохождения
тока через идеализированный
единичный микроконтакт
Гед
п
Ро
\Гп \ Vny Vn,
= Ро—
VAr VAc
Поскольку фактическая площадь контакта Аг связана с
контурной соотношением
Л, = Д, A-е-*),
то получим окончательно
' М2 _ I
Ро
Vn VAo \V\-e-x
E3)
43
Сравнивая E3) с C6), устанавливаем:
УкуЦ—хТ' или У*=ТЖ' E4)
откуда
а
Рд = ро -д-- E5)
Это сопротивление относится, как было сказано, к нулевой
деформации и к холодному контактированию. По аналогии с
формулами E0) и E1), пользуясь тем, что количество микродефектов
пропорционально действующему давлению для начального
периода деформации, запишем расчетную формулу для определения
удельного сопротивления поверхностного слоя металла в контакте
Рд = Рт- -§ г Ро -д- е , E6)
где рг—удельное сопротивление металла в момент плавления.
Как видно, это соотношение согласуется и структурно и
качественно с законом Матиссена E0). Второй член показывает
гиперболическую зависимость удельного сопротивления
поверхностного слоя контакта от его толщины, т. е. обнаруживает
такую же связь с размером толщины, как это характерно и для
тонких пленок.
Однако количественные расчеты по формуле E6) затруднены
неопределенностью выбора размеров А и а. Здесь мы вынуждены
пока что мириться с теми данными, которые используются в тех
нолйгии машиностроения и представлены в табл. 1. В этой
таблице, кроме опытных коэффициентов b и v, для тех же способов
обработки даны известные результаты измерений не только
средней высоты микрогребешков (микропирамид), но и размеров их
оснований.
§ 13. ЭЛЕМЕНТЫ ТЕОРИИ ПОТОКОВ
В ПРИЛОЖЕНИИ К ТЕПЛОВЫМ ПРОЦЕССАМ
Тепловые, электрические и диффузионное процессы во многих
случаях практики могут рассматриваться как потоки вещества.
В связи с этим различные казалось бы явления подчиняются
единой математической теории.
Рассмотрим три характерных дифференциальных уравнения:
1) уравнение теплопроводности (Фурье)
дТ _ д*Т _ К &>Т __
dt ~~й дх2 ~ 'ус дх2 5 ^''
44
2) уравнение электромагнитного поля --(Максвелла)
дВ
dt
дЕ __
dt 4яи дх2 '
р
4л(г
Р
а2в
дх2
д*Е
E8)
E9)
3) уравнение диффузии (Фика)
¦ж = *>¦?¦• <60>
Если начальные и граничные условия для данной
конкретной задачи одинаковы, то любое из этих уравнений получает
одно и то же решение. Поэтому, имея решение, например,
тепловой задачи, можно это же решение распространить на подобную
же задачу магнитного поля, переставив соответственно
постоянные коэффициенты.
В уравнениях E7)—F0) приняты следующие обозначения:
Т — температура; t — координата времени; х — координата
пространства; 5 — площадь поперечного сечения стержня; В —
магнитная индукция; Е — электрический потенциал; С —
концентрация вещества; К — коэффициент теплопроводности; а —
коэффициент температуропроводности; у — плотность металла;
г — теплоемкость металла; р — удельное сопротивление; \х. —
магнитная проницаемость; D — коэффициент диффузии.
Следует отметить, что почти все тепловые задачи,
относящиеся к процессам сварки плавлением и давлением, решены
акад. Н. Н. Рыкалиным и могут быть найдены в его работах
(«Тепловые основы сварки», «Тепловые процессы при контактной
сварке» и др.).
Рассмотрим некоторые конкретные тепловые задачи.
В зависимости от начальных и граничных условий могут быть
получены различные решения уравнения теплопроводности.
Рассмотрим общую возможную методику решения и на ее основе
найдем некоторые характерные расчетные формулы для
конкретных задач контактной сварки.
Допустим, что существует некоторая функция сочетающая
координаты х и t в виде отношения степеней -у=. Эта функция
V t
должна удовлетворять уравнению E7). Введя обозначение
4 = ТГ' <6|>
45
получим
Г(Д)=Г(^Г
*Lg> = r (*)-±=. F3)
Как известно, если имеется сложная функция
У = f (*); У ^ Ф B)>
то по правилам дифференцирования первая производная
ду __ ду дг _ , , . дг _
дх дг дх ™ ^ ' дх '
вторая производная
д2у Г „ . . дг 1 дг , . . д2г
Так как в данном случае 4 - г ф (г) - Г (Д), то получаем
выражение для второй производной
Т? = ^)D)' + Г^. F4)
Согласно принятому обозначению F1)
Вторая производная от А по х очевидно равна нулю
-^- = 0
дх2
Следовательно, равенство F4) принимает вид
-???L-7-<A)-j-. F5)
Подставив равенства F2) и F5) в уравнение E7), получим
1 „, ,,/ х .„т 1
- 2 Т'(А)ф = аТ"(А)^-.
Отсюда отношение производных
Г'(А)_ 1 х _ 1
Г (А) 2о \ГТ 2а
46
= - -±- Д. F6)
Развертываем отношение производных этого равенства
&Ч (A) d fdr(A)]
Т" (А) _ dA2 _ dA L dA J
Т' (А) ~~ dT (A) ~ dT (A)
dA dA
Обозначим
dT(A)
dh
¦m=T' (A).
Тогда равенство F7) переписывается
dm
dA dm
m d Am
Согласно равенству F6)
dm 1 . dm 1 . ..
A; = 5— AdA.
mdts. 2a ' m 2a
Проинтегрируем последнее выражение
In m =¦ In 7" (A) = -0 -_- In e + In Л,
4 ' 2a 2
отсюда
A2
Г (А) = Ле 4о •
Разделив обе части последнего равенства на У t, полу
Д2
Г'(А) __ А - 17
КГ уте
Согласно F3)
Г'(А) _ дТ (А)
Согласно нашему обозначению F1), А = / (/, х),
тогда
Г'(А) _ ЭГ (*, 0 _
yj ~~ дх
следовательно,
дТ(х,<) _ А^--^
дх Yt
с дТ (х, t) л
Если же частная производная —д ' удовлетворяет урав
нению E7), то ему удовлетворяет и сама дифференцируемая
функция. Отсюда получаем частное решение уравнения
теплопроводности E7) в виде функции
Т =
A Aat
е
Vt
F8)
Итак, поставленная выше задача о подборе функции,
содержащей отношение —р=г и удовлетворяющей уравнению E7), решается
формулой F8).
S)
f
о,\ 1
1,
-х /
с
i 1
1" '
^-
k(d(?-x)
ГчГ
t 1
f' Рис. 20. Возможное распределение температур по^нагреваемым стержням
Предположим (рис. 20, а), что в бесконечно тонком слое
мы развили за счет внутреннего источника температуру Т.
Вычислим для всего объема все количество тепла q для случая
распределения температуры по формуле F8):
q = ycS \ Tdx = ycS \ -~ е~ ~^dx.
Из математической физики известно, что интеграл вида
--^=, поэтому \ е 4о' dx = 2 Vnat.
V а
ЧХ:
И, следовательно, количество тепла
ycS2 УШ А л Я
а — -1 —т= , отсюда А = -=?=
v Vt 2 У па ycS
Формула F8) получает окончательный вид
ус2 Vnat S
Aat
F9)
Здесь экспоненциальная функция представляет собой
распределение температуры по координате и времени.
48
Для сечения S = 1
Т = / е iat . G0)
где q — некоторый импульс тепла, сосредоточенный в точке х
в момент t = 0. Если импульс тепла был dq, то произойдет
увеличение температуры на
dT=z fq е~~*« . G1)
Если телу сообщается некоторое количество тепла,
распределяющегося в пространстве (рис. 20, б) по некоторой функции
F (х), то
Р л --?- 1 V -?L
Т = Т4 — в 4"< = / F(x)e~ шdx. G2)
J 2 Vnlyct 2 Vnkyct ' w v ;
Здесь F (x) — любая, ничем не ограниченная функция.
Рассматривая более общий случай расположения начала
координат вне точки приложения теплового импульса (рис. 20, в),
получаем:
ху = ? — х; dxy — dd — x)\
1
т- A-х)'
2 Vitkyct
1
F{l)e ы d{%—x).
Представим, что во всей области х < 0 (т. е. в области
отрицательных координат) сообщено количество тепла Q. Тогда в этом
случае F (—х) = Q и для области х < 0 можно записать
<1-*>2
VnXyct Vb '
Двойка в знаменателе здесь исчезает, так как вычисление
производится только для одной половины стержня. Пределы
интегрирования берем соответственно от —со до 0.
Заменяем
-~§ = Ч d(l-x) = drl2Val.
4 к. Л. Кочергин 49
Пределы соответственно будут:
при i = —со т) = —со;
при | = 0 т] =
2 1^0^ '
2 К at
Vn\yct ]
У]
Гк! -1=1 tr-*di\-J= e-i'dri . Здесь Тк = Q
о 'о
Из математической физики известно
e-r\*dr\ = -}~-. G3)
Поэтому
Или
2 *
^M^wl^H' G4)
Т -:TK\l-g(n)L G5)
Формула G4) представляет собой решение уравнения
теплопроводности для конкретного случая —• внезапно вспыхнувшей,
неизменяющейся в дальнейшем температуры Тк на конце бесконечно
протяженного стержня. В практике контактной сварки этот
случай может быть отнесен, например, к нагреву стержня разрядом
конденсатора.
Представляет значительный интерес другой случай нагрева,
когда на торце бесконечно протяженного стержня действует
постоянное количество тепла q в течение времени t. Согласно
формуле G1), можно написать
Т = Г dq — е~ ~Ш
J 2 ]/~якус \ft
Полагая q — const, придем к необходимости решения интеграла
Т = У \ е '"'J1. G6)
о
50
Зная, что коэффициент температуропроводности равен
X
~ 2 V"M
Дифференцируя это равенство, определим
*¦ . х х Vyc
а— ус > ^—2 Vat
G7)
dr\ =
xdr\
4 V а/3/2
; Vt
2 Van'
iar]2
Соответственно интеграл выражения G6) может быть заменен
другим
h x2 n
О
VT
¦dt = -
Va J il2
0
-dr\
e ^di] __ x I e ^2dy\
Va
Va J il2
Решая последний интеграл по частям и учитывая при этом
равенства G3) и G7), получим
со
-§(-^-)(-2Ц)е-пЧЦ
2 е-ъЩ
Va
X
Va
Т)
2
е-1*
Г)
9
¦п
оо
о
(
J
0
e—n*dr\— \ e~42dr\
о
После преобразований и подстановок получим окончательно
ш
VT
dt = 2 Vt Vn x
х
J 2_
2 Vn
e-i2
^U 1-
2 ]/a*
Кл
e~^dr\
51
Соответственно формула G6) для стержня сечением S
преобразуется в расчетное равенство
Т =
q Vt
iVnkycS
21ЛГ
X
_L_2_e-4-
2 /я
2 Vat
Или, обозначив для краткости
X
V:
ч \
я J
G8)
*<Л) = К*Нг у-
1 2
получим
е-^2— т] [1 —g" (т])] ,
qVt
Улкус S
Ф(ц).
G9)
Функции Ф (ц), g (r\) и е~^ приведены на рис. 21. Для
практических расчетов следует сделать уточнение понятия о
бесконечной протяженности нагреваемых деталей. Как видно из
расчетных кривых рис. 21, все перечисленные выше функции от
параметра г\ при у] > 1,2-4-1,5 стремятся к нулевому значению.
Таким образом, если время действия теплового источника таково,
1.0
0.6
0,2
О
VI 1 ' -"""" т*"-"*"-"
\ *Ь{ /
-X У /¦
V 'Vх
/ \s /'
/ • ^>*С
g^-ЗГГ -==?¦= = -
4Х
1.0
0.6
0.2
О
^Г"^ '-v* --r-M
v м """ i<^
\к \ / У ,}
\ ^
r^v7* ^
\' ч "^
zt/^i^N
Y ?^->f %-
' 1 1 ~""~ ~t: ~ ——¦- —
0.5
1.0
1.5
2.0 7
Рис. 21. Графики показательных и интегральных функций
что при г\ = 1,2-т-1,5, согласно равенству G7), глубина
распространения нагрева составляет некоторую величину х, то область
металла, большая х, может считаться уже не участвующей в
процессе и протяженность этой области оказывается практически
безразличной. Следовательно, несмотря на фактическую
конечность данного размера х для данного конкретного случая, вполне
справедливо вести расчеты по равенствам G4) и G8), несмотря
на то, что формально они выведены для условий математической
бесконечности.
52
§ 14. ЭЛЕМЕНТЫ ТЕОРИИ ПОТОКОВ
В ПРИЛОЖЕНИИ К КОНТАКТНОЙ СВАРКЕ
Используем теперь расчетную формулу G7) для решения
других, уже не тепловых задач.
Обратим внимание, что при выводе этой формулы теплофизи-
ческие величины (к, с) принимались постоянными и независимыми
от температуры. Практически в таких случаях выбирают средние
значения К и с для пределов расчетных температур. Если в
уравнениях Максвелла E8) и E9) электрические и магнитные
характеристики (р, ц) принимать также средними постоянными и
независимыми от потенциальных функций ? и Б, то для
электрического тока и магнитного потока решения уравнений E8) и E9)
будут теми же самыми, что и решения уравнения Фурье, если для
конкретных задач создаются те же самые начальные и граничные
условия.
На основе высказанных соображений о подобии процессов
теплового потока и электрического тока, напишем значение
параметра % для электрического тока в металле.
Сравнивая Коэффициенты в уравнениях E7) и E9), вместо
теплового параметра G7) напишем значение электрического
параметра
тк = —'——&- = —"-J-. (80)
Рассмотрим практическое применение этой формулы.
Представим себе, что к свариваемой детали мгновенно приложено
напряжение Е (потенциальная функция). Тогда электрический
юк (подобно тепловому потоку) будет распространяться по
металлу от его поверхности вглубь по закону, определяемому
формулой G4), которая, как мы видели, относится именно к случаю
внезапно приложенной потенциальной функции Т.
Согласно графикам рис.21, функция 1—g {ц) при г) «^ 2
становится равной нулю. Следовательно, положив такое именно
значение этой функции в формуле G4), мы можем определить ту
глубину х, на которую за время t проникает в металл
электрический ток. Получим
*--kV$- <81>
Как известно, в электротехнике принято определять не всю
глубину проникания тока, а так называемую эквивалентную,
равную приблизительно 0,63 от полной глубины х.
Численно эта величина определяется по формуле
6«. = 5000
Vy- : -MS*)
53
Эту формулу, широко известную в практической электротехнике,
мы могли бы написать непосредственно. Однако все
предшествующие рассуждения о подобии электрических и тепловых
процессов тем и очевидны, что известная электротехническая формула
получена из решения уравнения теплопроводности.
Если принимать р — удельное сопротивление металла в Ом -см,
t — время в с, ц — значение магнитной проницаемости считать
безразмерным, то при таких размерностях эквивалентная
глубина проникания по формуле (82) будет получаться в см.
Для синусоидального переменного тока вместо значения
времени в формуле (82) можно учитывать частоту. Тогда
8экв = 5000]/-^. (83)
Обратим внимание, что все решения уравнения теплопроводности
Фурье даются различными функциями от критерия Фурье
Fo = -g-. (84)
В нем координата х обозначает направление и расстояние действия
теплового источника или размер нагреваемого тела.
Очевидно, решения уравнений Максвелла также связаны с
критериальной величиной вида
Ма = ^. (85)
Для синусоидального переменного тока
Ма = -^. (86)
Для многих электротехнических расчетов поверхностного
эффекта Л. Р. Нейман ввел безразмерный критерий
rVf- <87>
200
108 и V р
Здесь 5 — площадь поперечного сечения проводника в см; и —¦
периметр этого сечения. Остальные величины имеют те же
единицы измерения, что и в формуле (82).
Уравнение Фурье E7) и Максвелла E8) и E9) относятся к
неустановившимся тепловым и электромагнитным процессам.
Если же речь идет о потоках стационарных, т. е. установившихся
во времени, то для этих случаев применимо уравнение Лапласа
-^ + -^ + ^ = 0- W
Здесь в отличие от уравнений E7) и E9) имеются в виду не
одномерные, а пространственные задачи. Поскольку эти задачи могут
быть тепловыми, электрическими и другими, то под знаком <р
подразумевается любая потенциальная функция, т. е. температура,
54
давление, электрический потенциал и т. д. Оставляя в стороне
известную технику решения уравнения (88) для конкретных задач,
представим несколько частных его решений и предусмотрим
подобие только теплового потока и электрического тока.
Схемы рис. 22 дают возможность производить вычисление
установившихся потоков тепла или установившегося электрического
тока, если в том и другом случае в качестве потенциальных
функций принимать соответственно температуру Т или электрический
потенциал Е.
Рис. 22. Модели подобия тепловых и электрических
потоков: а — для шаров; б — для пластин; в — для цилиндров
Рассмотрим несколько расчетных формул теплопроводности
и электрического сопротивления для некоторых характерных
геометрических фигур. Жирными стрелками на рис. 22 показано
поступление тепла или электрического тока, многими тонкими
стрелками отмечается направленность тепла или электрического
тока при их растекании от данной геометрической фигуры в
пространство.
Теплопроводность среды, окружающей данную геометрическую
фигуру, обозначена через коэффициент теплопроводности к,
электрическую проводимость и удельное сопротивление среды
соответственно обозначим через g и р.
На рисунках, относящихся к электрическому току,
сопротивления отдельных участков растекания для наглядности
вычислений представлены в виде условных реостатиков. Все диаметры
шаров, круглых пластин, цилиндров обозначены в формулах
буквой d и на рис. 22 не показаны.
55-
Обратим внимание на схему электрического сопротивления
рис. 22, б. Если ток подводится к бесконечно тонкой пластинке
и от нее расходится в пространство по обе стороны пластинки,
то получаются как бы две параллельных ветви с сопротивлением
Р
каждой
2d
Если же ток подводить так, чтобы он пронизывал пластинку
диаметром d (рис. 22, б и 23, а), то тогда сопротивление, которое
будет преодолевать ток, составится уже из двух последовательно
включенных ветвей с сопротивлением каждой -?-. Следовательно,
Р
суммарное сопротивление такой электрической системы равно-— .
а) , 5)
Рис. 23. Картина прохождения электрических
силовых линий через круглую контактную площадку
Геометрическую фигуру на рис. 23, а можно рассматривать
как идеальный физический контакт двух полубесконечных
объемов металла, образующих по кругу диаметром d непрерывную
кристаллическую структуру.
Схема рис. 23,а показывает искривление силовых линий
электрического тока относительно круга физического контакта.
Этот факт искривления линий тока и обусловливает эффект
концентрированного относительно круга контактирования
электрического сопротивления контакта. Такое именно толкование
локализованного электрического сопротивления дает и
теоретическая электротехника.
Если фигуры Л и Б (рис. 24) связаны электрическими
силовыми линиями, то сопротивление по пути единичной трубки равно
Гед
в
С pdx
~ J AS
Полная проводимость всего промежутка между Л и В
dS
(89)
(90)
56
В этих записях переменная величина сечения каждой трубки AS
является функцией ее длины, т. е.
AS = f1 (x),
гак же, как и удельное сопротивление среды,
Р = /г (*)•
Таким образом видно, что чем больше кривизна силовой трубки
тока, тем большим оказывается сопротивление и единичной трубки
и целой группы их в сечении 5.
Несколько характерных геометрических фигур,
представленных на рис. 22, тоже могут рассматриваться как модели
контактов, разнообразных по
конструкции.
Электрические
сопротивления при идеальном
физическом'
контактировании каждой из этих фигур
с окружающей средой
обусловливаются различным
(в зависимости от
геометрии фигуры)искривлением,
линий электрического
тока. Отсюда и различные
формулы для расчета этих
сопротивлений. Вполне
поэтому уместно и
называть геометрическим сопротивлением
контакта ту его составляющую, которая обусловливается
искривлением линий электрического тока относительно площади
физического контактирования.
Так, например, если два круглых стержня (рис. 23, б)
диаметром D импульсным включением тока сварены по кругу
диаметром d, то они образовали по площади этого круга физический
контакт. Искривление линий электрического тока относительно
круга физического контакта обусловливает геометрическое
сопротивление контакта. Для данной стыковой модели величина
Рис. 24. Расчетная схема прохождения тока
между любыми границами Л и В при
различном переменном сечении силовых трубок
тока
геометрического сопротивления
числена'по известной формуле
контакта г,. может быть вы-
рD-~7г)
(91)
где р — удельное сопротивление металла вокруг площади круга
физического контакта.
57
§ 15. КОНЦЕНТРАЦИЯ ЭЛЕКТРИЧЕСКИХ СОПРОТИВЛЕНИЙ
В ЗОНАХ РЕЗКИХ ИСКРИВЛЕНИЙ ЛИНИЙ ЭЛЕКТРИЧЕСКОГО ТОКА
Формулы (89) и (90) показывают, что при любом местном
искривлении линий электрического тока неизбежно создается
эффект концентрации электрического сопротивления. Этот эффект
может иметь место при резком изменении сечения токопроводящей
системы (рис. 25, а); это обязательно наблюдается в каждом
стыковом контакте по контурной плоскости Ас, пока она меньше
номинальной Аа (рис. 25, б). Согласно известным положениям
теоретической электротехники, при резком изменении сечения
проводника распределение плотности тока из равномерного превращается
Рис. 25. Моделирование топографии тока: а—
в детали переменного сечения; б — в стыковом
контакте
в концентрированное по параболической эпюре (рис. 25, а). По
этой причине при измерениях электрического сопротивления
сложного проводника между точками А и Б получается такой результат,
как если бы действительная высота большого цилиндра lD
увеличилась на некоторую величину. Этот факт становится
очевидным из рассмотрения схемы топографии тока по сечению большого
цилиндра, где линии тока, искривляясь, проходят расстояние 1Х
даже в среднем большее, чем lD.
Следовательно, даже для постоянного тока при его
равномерном распределении по малому цилиндру диаметром d не будет
равномерного распределения тока по плоскости соединений двух
цилиндров. Это и создает дополнительную концентрацию
сопротивления по плоскости перехода одного сечения в другое.
В теоретической электротехнике известны точные решения
по определению величины 1Х (рис. 25, о), которая обусловливает
действительную величину омического сопротивления большого
цилиндра
Точные расчетные формулы для определения 1Х при любых
искривлениях линий электрического тока очень сложны. Если
ориентироваться на приближенную систему расчетов, то приме-
58
нительно, например, к стыковому контакту (рис. 25, б) можно
считать все 1Х по величине приблизительно равными. Такое
условие обеспечивается, если реально существующую кривизну
линий электрического тока заменить идеализированной —
прямолинейной, как это показано на рис. 25, б.
Тогда сложное теоретическое определение величины 1Х
упрощается и практически равенство (92) может быть представлено
в следующем виде:
Отсюда для стыкового контакта, когда
к -" Id -¦ * (94)
и соответственно
/ = -^> (95)
получаем величину дополнительного сопротивления за счет
концентрации тока
_ р 4р/д
Гщ — Kd я02 •
Или, учитывая формулы (94) и (95), находим
г —JBL (\ ' D \ ^1 -
_ 2p(D-d) D _ 2р / 1 1 \ ,qfi
Учитывая геометрическое сопротивление стыкового контакта,
согласно формуле (91), получаем сумму
г,., + г« = р(-]—тг) + -т-(-з—в-) =
= К'+4)(т-т)- (")
При d -- D вся сумма равна нулю; при D —>• со
2
Гг.с + Гщ = -?- (l +—).
При d -- 0 гг.с + гкц-^ со.
Формулы C6), E6), (91) и (96) представляют собой расчетную
систему для стыкового контакта при следующих условиях.
1. Контактирующие поверхности свободны от изолирующих
загрязнений, а оксидные пленки прозрачны, т. е. толщина их
менее 3-10~в см.
59
2. Контурная площадь контакта представляет собой круг,
центр которого расположен на оси стыкуемых цилиндрических
деталей. Следует отметить, что эксцентричность расположения,
контурного круга увеличивает геометрическое сопротивление
стыкового контакта не более чем ка 30%, если даже образующий
круг диаметром D и контурный диаметром d становятся
касательными. При смещении центра контурного круга на расстояние
четверти диаметра D геометрическое сопротивление стыкового
контакта возрастает всего на 10%.
§ 16. ПОЛНОЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
СТЫКОВЫХ И ТОЧЕЧНЫХ СВАРИВАЕМЫХ КОНТАКТОВ
Согласно положениям, развитым в § 10, внутреннее
сопротивление любого свариваемого контакта при идеально чистой его
поверхности может рассчитываться по формуле C6), при
допущении, что весь эффект
локализованного сопротивления по плоскости
контактирования определяется
соприкосновением и смятием
микрошероховатостей. Однако в
практических условиях иногда могут быть
заметны и другие эффекты,
увеличивающие сопротивление микрошерс-
ховатых поверхностей, которое мы
ранее обозначили через гт.
Действительно, если микрошероховатая
поверхность покрыта значительным
слоем естественной или
искусственной оксидной пленки, то появляются
следующие составляющие
внутреннего сопротивления контакта (рис.26):
Рис. 26. Полное электрическое
сопротивление стыкового
контакта i?K. c и его составляющие:
гмг — сопротивление идеально
чистых шероховатостей; гпл —
сопротивление оксидных
пленок; ггр- т — полярное
сопротивление границ между
оксидной пленкой и твердым
металлом; ггр. ж — полярное
сопротивление границы жидкого и
твердого металлов; гг, с —
геометрическое сопротивление
стыкового контакта; гкц —
сопротивление, обусловленное
концентрацией тока по контакту
'ер. т
и г.
ер. ж-
Две последние составляющие
(особенно ггр,ж) всегда относительно
малы по сравнению с основной г^.
Эти сопротивления полярны, так как
границы обладают свойствами элект-
роннодырочных переходов (п — р-
переход).
Внутренняя составляющая
полного контактного сопротивления
определяется равенством
гв == Гиг 4~ ?пл "Г ггр. т т 1"гр. ж- ("°)
При нормально принятой механической или химической
зачистке контактных поверхностей можно считать эти поверхности
идеально чистыми и именно к ним относить понятие /¦„,.
60
Составляющую гпл учитывают только в тех случаях, когда
оксидные пленки значительны и оказывают заметное влияние на
тепловыделение в контакте.
Составляющие ггР. г и ггР_ж приходится учитывать, как правило,
только при униполярных сварочных токах, когда граничные
области (оксидная пленка — металл или твердые и жидкие фазы
металла) отличаются родом проводимости (электронная или
дырочная), или величиной энергии Ферми.
Для стыкового контакта, согласно равенствам (91) и (8),
при круглых стержнях
В этой формуле;диаметр контурного круга d, согласно (8),
определен в зависимости от диаметра стержня D
d = D y\ — e~z.
Изменение удельного сопротивления в зависимости от
температуры для некоторых расчетов процессов контактной сварки
рационально учитывать по формуле
Р = Рт~г-, (ЮО)
где рт — удельное сопротивление металла в момент перехода его
из твердого состояния в жидкое; 9 — абсолютная температура
металла в зоне контакта; 6ЛЛ — абсолютная температура
плавления металла.
Теперь, учитывая формулы C6), (96) и (99), следует написать
общую расчетную формулу полного сопротивления стыкового
контакта для условий чистых поверхностей
Як,е = Гг.е + Гм + Гкц. A01)
Для стыкового контакта формула C6) может быть переписана
следующим образом:
Здесь значение рд определяется по формуле E6).
Переходя теперь к контактному сопротивлению для точечной
сварки, необходимо уточнить некоторые вопросы топографии
сварочного тока вокруг свариваемой точки.
Для точечной сварки полное сопротивление
контакта принципиально определяется такой же суммой,
как и для стыковой сварки. Равенство A01) в этом случае
переписывается следующим образом (рис. 27):
#*. т — Гг. т + Гв + Тщ. (ЮЗ)
61
Однако для точечной сварки расчет геометрической
составляющей сопротивления контакта значительно сложнее, если только
ставится задача получения результатов большой точности. Как
известно из теоретической электротехники, растекание линий
электрического тока по проводнику сложной формы и
переменного сечения определяется силами бокового распора, а их сжатие
обусловливается противоположно направленными силами
стягивания магнитным потоком.
Всю эту картину качественно
можно иллюстрировать схемами
рис. 28. На рис. 28, а показан
начальный момент после
включения тока, пока магнитные
силовые линии еще не
проникли в свариваемый металл.
Линии электрического тока
распространяются в металле до
размеров Ьк- Именно этот
размер и получают все
экспериментаторы на плоских моделях,
пропуская через них ток
малой силы. Через некоторое
время, чаще всего меньшее
длительности включения
сварочного тока, магнитная
индукция в металле В (рис. 28, б)
во много раз превышает
напряженность поля Я вокруг
электродов. Происходит сжатие
линий электрического тока до
диаметра Ьк, сравнительно мало
отличающегося от диаметра электрода.
При сварке немагнитных металлов магнитная индукция в
свариваемых листах В практически та же самая по величине, что
и напряженность ноля Н, поэтому размер Ьк за весь период
сварки мало отличается от размера диаметра электрода.
Топография тока по свариваемым листам при сварке
магнитного металла очень большой толщины, когда сквозное проникание
магнитного потока не достигается и к концу сварки, показана
на рис. 28, в.
Рассмотрим подробнее картину распределения линий
электрического тока для случаев, когда размер Ък (рис. 27) больше
диаметра электрода йэ и даже больше диаметра точки dT. Сложную
картину эллипсоидального искривления линий электрического
тока по свариваемым листам (верхний лист) вполне рационально
заменить упрощенной конической (нижний лист). Тогда для
условий сварки двух листов одинаковой толщины можно считать,
Рис. 27. Полное электрическое
сопротивление точечного контакта RK. т и
его составляющие (см. обозначения
рис. 26)
62
что геометрическое сопротивление вокруг плоскости контакта
определяется двумя усеченными конусами, стыкующимися друг
с другом по кругу контактирования. Высота каждого конуса
равна 6/2. Обрагим внимание на особенности технологических
расчетов геометрического сопротивления контакта при точечной
сварке.
Если вести расчеты тепловыделения вокруг плоскости
контакта, то следует, согласно рис. 27, определять геометрическую
составляющую гг- т по формуле
A04)
ndbK '
где d — диаметр контурного
круга контактирования.
Рис. 28. Схемы распределения сварочных токов и магнитных потоков в зоне
сварных точек; а — магнитный металл; б—немагнитный металл; в — магнитный
металл большой толщины
Очевидно, что расплавление ядра сварной точки происходит
именно за счет этого сопротивления, локализованного вокруг
плоскости свариваемого контакта. Конусы, примыкающие к
электродам, определяют уже сопротивление, переходное от электрода
к свариваемому металлу. Если же вести расчет не
тепловыделения вокруг плоскости свариваемого контакта, а рассчитывать,
например, падение напряжения на контакте, то весьма трудно
отделять сопротивление конусов, прилегающих к свариваемому
контакту, от сопротивления конусов, прилегающих к электродам,
особенно, если дело идет о сварке листов относительно большой
толщины. Уточнение вопросов измерения сопротивления этих
контактов будет произведено в дальнейшем.
Практически же следует рассчитывать геометрические
сопротивления контакта для точечной сварки листов одинаковой
толщины по формуле
_ 4рA + 2).
лйЬк
A05)
63
Как видно, коэффициент A—2) создает заведомую неточность,
которая и связана с тем, что конусы / (рис. 29) и конусы 2 мы
легко отличаем друг от друга только на рисунках и схемах.
В действительности отделять их друг от друга как электрические
сопротивления в лучшем случае мы можем только при тепловых
расчетах и то помня о возможных неточностях. Размер Ьк в
формуле A05) для условий свободного растекания линий
электрического тока (отсутствие магнитного поля в металле) можно
определять, используя теоретическую кривую А. С. Гельмана (рис. 30).
' Коэффициент ср представляет собой отношение омического со-
Ж
Щ\
Щц
т
н
Рис. 29. Схема распределения
сварочного тока при точечной сварке листов
одинаковой толщины
Рис. 30. Кривая, определяющая
сопротивление пластины при
расположении ее между медными электродами
(А. С. Гельман)
противления конусов 1 (рис. 29) к сопротивлению цилиндра
диаметром ' d и высотой б, т.е.
4p6.-td2 d
ndbKApt>
Ьк
A06)
Что же касается сопротивления за счет концентрации тока по
плоскости свариваемого контакта, то точное определение этой
величины весьма сложно. Практически можно считать, однако, что
эта составляющая представляет собой величину того же порядка,
что и при стыковом контакте. При таком допущении получим
Гк'<~ п \d bK)- nd\l bj'
или, принимая во внимание выражение A06),
2р
Гщ —
nd
A-Ф).
A07)
Таким образом, для точечной сварки полное сопротивление
контакта, написанное в виде суммы A03), представится в
развернутом виде так
4рб . 4рдА ( 1 ,\ р 2р
Ак, т —
ndbK
nd* \у~[
йг-Ч + -я-<1-ч*
64
или, с учетом соотношения A06),
d _ 4р5
Д«,1
да*2
ч + ЩутЬт-1)*^-*)
A08)
п d ¦
Практически возможные соотношения -т- не выходят за пределы
2—5. Используя кривую А. С. Гельмана, легко проверить, что
„ d
в последнем равенстве для таких соотношении -^ сумма
d
[ф+-^A-ф)]= 1-1,15.
Вполне поэтому допустимо сумму, заключенную в эту
квадратную скобку, приближенно считать для всех практически
возможных соотношений—g- равной единице. Тогда равенство A08)
превращается в формулу .
«"~-28-+^G=г-^ (,09>
t t
*v/c. г ^ 'г. г Т Г
мг
Эта формула позволяет сделать очень существенные выводы.
Концентрация тока по контакту настолько увеличивает
сопротивление двух конусов / (рис. 29), что становится вполне
допустимым считать геометрическое сопротивление контакта равным
сопротивлению цилиндра высотой б и диаметром d. Но не только
эффект концентрации тока создает дополнительное сопротивление.
Магнитный поток в свариваемых листах, порожденный
сварочным же током, сжимает линии тока так, что токопроводящие
конусы 1 и 2 (рис. 29). стремятся превратиться в токопроводящие
цилиндры диаметром d. Эффект магнитного сжатия может быть
настолько сильным, что при значительных сварочных токах
токопроводящие цилиндры между электродом и свариваемым
контактом стремятся превратиться в гиперболоиды. Формула A09)
может считаться расчетной для точечной сварки.
В ней следует приближенно полагать диаметр электродного
наконечника d3 предельным размером диаметра контурного круга
контактирования d. Согласно формуле (8),.
d = d,Vl — (r-z. (ПО)
Удельное сопротивление металла р вокруг свариваемого контакта
определяется средней температурой в пределах токопроводящих
конусов / (рис. 29).
Удельное сопротивление микрошероховатостей
рассчитывается согласно формуле E6) и табл. 1.
Используя эти данные, приведем численные примеры.
5 К. А. Кочергин
65
Пример 1. Материал — сталь Ст.З; б — 4 + 4 мм; йэ — 12 мм; ат -¦¦
— 22 000 Н/см2; Ри -0 мкОм-см; рт ----- 140 мкОм-см. Сила сдавливания
электродов Р = 8000 Н. Обработка поверхностей — наждачным кругом.
Соответственно этому из табл. 1 выбираются коэффициенты Ь= 1, v= 2;
Л •--= 60 мкм; — = 25.
Д
Критерий Z для комнатной температуры
7 _ 4Р0а _ 0,61
— хй2вплЗот ~ d2~~'
где d — диаметр контурного круга;
¦л/ ZMT
d = d3\ 1-е d2 .
Отсюда d — 0,88 см и соответственно контурная площадь Ас --¦ 0,6 см2.
Действующее давление
а=*~=13400 Н/см2.
и,о
0 13400
Экспонента А- е220Й" Л61- 1,84.
Удельное сопротивление, согласно формуле E6),
рд = 140 -^- -Ь 20-25-1,84 = 943 мкОм-см;
943-2-60 / 1
0,6-10*
VT
Критерий X определяем по формуле D8). Для данного случая
Следовательно,
_ 0,5а _ 0,5 13 400 _
Av " ~Ш ~ ~Г' 2~6оо ~ u'JUo-
= 0,92;
V
е
943-2-60
0,6-10*
х
0,92 = 17 мкОм.
Геометрическая составляющая, согласно формуле A05), полагая b <=a d,
т. е. Ас -- 0,6 см2,
20@,4-0,8)
— — 13—26 мкОм.
- ' 0,6
Полное сопротивление контакта
Rk. т - гме г /"г. т - ; 17 i- A3 ч- 26) ¦--••= 30-43 мкОм.
По опытным данным (см. рис. 34) Rk.t'~ 30-=- 45 мкОм.
Пример 2. Железо Армко; 6—0,1 + 0,1 мм; dT = = 0,4 мм; сила
сдавливания 100 Н. По формуле (8) получается Ас ^ Аа — 12,5-10~4 см2. Предел
текучести принимаем ат— 20 000 Н/см2. Давление электродов
100-104 =80000 Н/см2.
12,5
66
Как видно, действующее давление в четыре раза превышает предел текучести.
Этот факт и обусловливает равенство Ас — Аа. Поверхность близка к
полированной. Принимая в связи с этим Ь ~ 5; v — 3; высоту микропирамид Д — 0,5-ь
-=-1,5 мкм; 2Д = 1-ьЗ мкм. Отношение -г- -— 70. Удельное сопротивление р0 —
15 мкОм-см.
_ 80000 _
Av_" 20 000-5 ~и,в-
-, -1=0,35.
а
Рд = Р0-гРо-т- е Т = 15+ 15-70.54 = 56 500 мкО.м-см.
r^.^ff'J! 0,35= 1600^4800 мкО«.
г..гД 15-2-0.01.1СН =240мкОм.
RK.T-- A840-^-5040) мкОм.
Опытные данные показывают разброс значений в пределах 1800—7000 мкОм.
§ 17. ИЗМЕРЕНИЕ ЭЛЕКТРИЧЕСКИХ КОНТАКТНЫХ СОПРОТИВЛЕНИЙ
Для идеально чистых поверхностей весьма рациональным
является представление полного электрического сопротивления
контакта как суммы внутреннего и геометрического сопротивлений.
На целом ряде примеров можно убедиться, что для контактной
сварки принципиально неверно рассматривать в качестве
электрического сопротивления контакта только его внутреннюю
составляющую, а геометрическое сопротивление контакта считать
сопротивлением самой детали, самого стержня, самой пластины и т. д.
(в зависимости от конструкции свариваемых изделий).
На рис. 31 изображены только некоторые типовые
конструкции свариваемых деталей, которые показывают, что во всех
случаях практики топография тока вокруг контакта разнообразна
по кривизне силовых линий тока, а это обязывает всякий раз
использовать для расчета геометрического сопротивления контакта
формулы (90), (91), (99), но не элементарные формулы, относящиеся
к проводникам неизменной формы по всей их длине. Полезно
учесть, что формула (89) определяет не только сопротивление
единичной трубки, но и вообще сопротивление любой такой фигуры
между токоподводящими электродами Л и В (рис. 24), для
которой можно установить закономерность изменения сечения S
всех силовых трубок в зависимости от координаты х. К сожалению,
для очень многих конструкций свариваемых деталей
закономерности такого рода весьма сложны. Усложнение обусловливается
5*
67
часто еще и дополнительными электрическим^ эффектами,
например поверхностным эффектом, эффектом близости или действием
резко концентрированной плотности магнитных линий в
различных щелях или углах, которые образуют между собой группы
силовых линий электрического тока.
Рис. 31, а дает пример невозможности раздельного измерения
геометрической и внутренней составляющих сопротивления, если
только по кругу диаметром А стержни не сварены, а образуют
Рис. 31. Различные практически возможные конструкции свариваемых
и нагреваемых контактов
нормальный холодный контакт со всеми присущими ему
микрошероховатостями. Эпюры распределения плотности тока
показывают пиковые концентрации тока по двумя различным
сечениям. Концентрация по кругу диаметром d объясняется распором
силовых линий тока, а концентрация по поверхности самих
стержней обусловливается поверхностным эффектом.
Раздельное измерение геометрической и внутренней
составляющих контактных сопротивлений приближенно производят при
использовании моделей, показанных на рис. 31, б не. Выточку
длиной / на круглом образце (рис. 31, б) практически сделать такой же
остроугольной, как круговая щель по диаметру d (рис. 31, а),
довольно трудно. Вместе с тем пиковые значения тока по кругу
этого диаметра тем больше, чем острее угол а. В этом отношении
наблюдается полное подобие в концентрациях тока и
механических напряжений сжатия или растяжения по надрезам.
Измерение только внутренней составляющей контактного
сопротивления, обусловливаемого микрошероховатостью
поверхности, иногда производят при помощи столбика из тонких шай-
68
бочек (рис. 31, в), обработанных по соприкасающимся
поверхностям так же, как это предусматривается для реальных
свариваемых деталей. Однако и такое моделирование тоже только
приближенное, поскольку деформации шайбочек редко могут быть
совершенно такими же, как деформации контактных поверхностей
свариваемых изделий. Полное деформационное подобие может
быть только при полном геометрическом подобии детали и модели.
Показанные на рис. 31, г—ж различные типовые свариваемые
контакты демонстрируют самые разнообразные картины
топографии сварочного тока и тем самым еще раз подтверждают
высказанное выше положение о необходимости исследовать и рассчитывать
не сопротивление пластин, листов, стержней и других
контактирующих деталей, а полное сопротивление контакта, которое
учитывает одновременно и внутреннее его сопротивление и
геометрическую его составляющую. Последняя и определяет геометрию
линий электрического тока в непосредственной близости от
плоскости контакта.
Рассмотрим с помощью моделей рис. 32 некоторые
специфические вопросы токораспределения в свариваемых деталях.
Серия образцов, показанных на рис. 32, а—г, иллюстрирует
изменение распределения линий электрического тока в пластинах
при различной плотности тока в них и при разных соотношениях
диаметра токоподводящего электрода к толщине листа.
При больших плотностях тока через любой проводник
поверхностный эффект при переменном токе нормальной частоты
начинает утрачиваться. Распределение плотности тока по детали,
как это показано на рис. 32, а, может стать таким же
равномерным по сечению, как и при постоянном токе. Если диаметр шайбы,
зажатый между электродами, увеличить так (рис. 32, б), чтобы
плотность тока заметно снизилась, то появится явно выраженный
поверхностный эффект. Однако, подставив под электроды вместо
шайбы по рис. 32, б лист неограниченных размеров (рис. 32, г),
мы сразу получим эффект растекания плотности тока с
относительно повышенной плотностью его уже по оси электродов. Как
видно, должно существовать такое соотношение диаметра электрода
и толщины листа, что будет иметь место равномерное
распределение тока, как это показано на рис. 32, в. Особые картины
распределения тока будут наблюдаться при несимметричном
расположении свариваемых деталей относительно оси электродов.
Если толщина свариваемых деталей значительна, то, измеряя
падение напряжения в точках / (рис. 32, д и ё), мы получим
совершенно другие результаты сравнительно с измеренными в точках 4.
Разными будут и показания между точками 2 и 3, особенно если
точки 3 будут заметно передвигать вправо от электродов. Если
листы очень толстые, то разница измерений между точками 4
и 5 будет существенной. Но если дело касается очень тонких
листов, то практически совершенно безразлично, как измерять
падение напряжения на контакте между точками 3, 4 или 5.
69
Модель, показанная на рис. 32, е, представляет линии
электрического тока в виде элементарных реостатиков. Из этой схемы
видно, что разница падений напряжений на них фиксируется как
на многих параллельных нагрузках разного (в зависимости от
длины реостатика) сопротивления, если толщина листов
значительна. Если же свариваются тонкие листочки, то все реостатики
укорачиваются, становятся приблизительно равного
сопротивления и любые измерения между точками 3 или 5 дают один и
тот же усредненный результат.
Рис. 32. Схемы распределения сварочного тока по деталям
различных размеров и формы
Электрические сопротивления между электродом и
свариваемыми деталями будем называть переходными
сопротивлениями, в отличие от исследованных выше контактных.
Разумеется, между переходными и контактными сопротивлениями в их
холодном состоянии никакой принципиальной разницы нет.
Однако терминологическое различие весьма удобно. Для
обозначения переходных сопротивлений вместо индекса «/с» будем
использовать индекс «я» (рис. 33). Рассматривая опытные кривые этого
рисунка, убеждаемся, что при одинаковых площадях
контактирования переходное сопротивление (рис. 33, а) Си -\- Fe
значительно меньше контактного Fe + Fe. Если же медный электрод
(рис. 33, б) создает явно меньшую площадь контактирования
со стальной деталью (Си -•- Fe), то это переходное сопротивление
может быть заметно увеличенным по сравнению с контактным
(Fe + Fe), если площадь этого контактного сопротивления больше
площади переходного. Как видно по кривым RK и Rn (рис. 33, б),
принятое в практике расчетов контактной сварки половинное со-
70
отношение между RK и Rn соответствует реальной
действительности.
Как известно, наибольшая нестабильность контактных
сопротивлений оказывается при весьма малых давлениях.
Рассматривая исходное значение контактных сопротивлений, как это
рекомендуется в некоторых руководствах, при силе сдавливания,
равной 10 Н, можно путем простейших подсчетов придти к
следующим результатам.
При малых давлениях
1
~--х
¦ X; }/ \-e-x = VX.
a) R,mk0m
240
В)
R^mkOm
200
. \к
v\\^
1 1 1 1
г
\
*
ХР
//
1
/
Ire
-Fe
-Си
р L—_ _-—Л
WOO
3000 5000 Р,Н
woo
J000
5000 Р,Н
Рис. 33. Контактные и переходные сопротивления при плоском (а) и шаровом (б)
контактировании медных электродов
Для грубой обработки (наждачный круг), когда можно считать
коэффициенты Ъ — 1; v — 2, сближение численно немногим
отличается от критерия У X, т. е.
*Шп~у*-
Поэтому внутреннее сопротивление холодного контакта, согласно
формуле C7), представляется формулой
ВД(
VX)
iul
1_
ух
+1
М / 1
iyl \ X
ух
A11)
Отсюда видно, что при одних и тех же средних iu и / колебания
измеряемой величины гш определяются колебаниями размеров
высоты микровыступов. Практически они не выходят за пределы
±50% не только для грубо, но и для тонко обработанных
поверхностей. Следовательно, главной причиной разброса сопротивлений
является не колебание размеров микровыступов при данном
способе обработки поверхностей, а сила тока через контакт и плотности
71
тока в каждом микровыступе. Если измерения ведутся при
помощи электрических мостовых схем, то плотности тока в
контакте весьма малы. Соответственно оказываются недостаточными
для многих пар микровыступов и градиенты потенциала. Фриттинг-
эффект развивается весьма слабо и только сравнительно в редких
точках. Токопрохождение, а следовательно, и сопротивление
контакта, обусловливается главным образом небольшой группой
микровыступов, непосредственно образующих металлический
контакт.
а) 5)
Время t,c Температура°С
Рис. 34. Осциллограммы изменения полного сопротивления
контакта при точечной сварке во времени (а) и по температуре (б);
материал — сталь Ст.З; йэ -- 12 мм: 10000А;
— 14500А
В целом измерения дают относительно завышенные значения
по сравнению с теми, которые.получают непосредственным
измерением падения напряжения на. контактах, пропуская через них
токи относительно большой силы. Как видно, в самих
предварительных измерениях контактных сопротивлений заложена
значительная неопределенность. В результате получают
разноречивые опытные данные даже при одинаковых способах обработки
свариваемых поверхностей. Поэтому контактные сопротивления
наиболее рационально измерять в процессе сварки при помощи
одновременного осциллографирования сварочного тока, падения
напряжения на исследуемом контакте и температуры или в самом
контакте, или в непосредственной близости от него (процесс
оплавления). Для примера на рис. 34, а показаны кривые
изменения ЯКшТ в процессе сварки (во времени) и на рис. 34, б эти же
значения RK.T развернуты в функции от температуры на границе
ядра сварных точек.
Измерения полного сопротивления контакта при стыковой
сварке в зависимости от температуры в контакте (рис. 35)
производят одновременным осциллографированием тока, температуры и
падения напряжения непосредственно (рис. 35) на свариваемых
концах.
На рис. 36 представлены осциллограммы полного контактного
сопротивления для рельефной сварки. Штриховой линией дана
72
типовая осциллограмма для стыковой сварки методом
сопротивления. Сравнивая осциллограммы точечной (рис. 34, с), стыковой
(рис. 35) и рельефной (рис. 36) сварок, видим, что для рельефной
начальный период таков же, как и для стыковой, а конечный
аналогичен точечной сварке. Это объясняется тем, что
первоначальный период смятия рельефа идет в соответствии с
закономерностями формирования стыкового контакта, а конечный результат
Як i,«"Ом
200*
Н,мк1)м
ЮО
Л^
1 1"
j\
=sS
0
500 WOO 1500
Температурами
Рис. 35. Изменение полного
сопротивления стыкового
контакта в зависимости от
температуры его нагрева:
; — / = 6350А, t = 4,2 с; 2 —
I = G400A, t = 4 с; 3 ~ I —
= 6350А, (=2,3 с; 4 — I —
= 11500А, t = 0,75 с
Время t,c
Рис. 36. Изменение полного
сопротивления рельефного
контакта
(образование расплавленного
ядра) подобен образованию точеч-
носварного соединения.
Сравнивая формулы (91) и A04) геометрических
сопротивлений, кбнтактов стыковой и точечной сварок, видим, что при
стыковой полное сопротивление контакта RKC в момент окончания
сварки равно нулю. При точечной сварке в момент расплавления
ядра заданных размеров, т. е. в момент выключения тока, равна
нулю только внутренняя составляющая rM (re). Геометрическая
составляющая остается заметной величиной, поскольку в формуле
A04) вместо диаметра d контурного круга надо считать dT —
диаметр ядра сварной точки и величину р учитывать как удельное
сопротивление металла в момент перехода его из твердого
состояния в жидкое. Таким образом, независимо от того, будет ли
размер Ь заметно отличаться от размера d или нет, геометрическое
сопротивление сваренной точки в момент выключения тока
определится как
*-¦%• (»2>
где рг — удельное сопротивление металла в момент перехода его
и жидкое состояние; dT — диаметр ядра точки.
73
Глава III
ФОРМИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИИ
ПОД ДЕЙСТВИЕМ ДАВЛЕНИЯ И НАГРЕВА
§ 18. ЭНЕРГЕТИЧЕСКИЕ ПОКАЗАТЕЛИ
МЕТАЛЛОФИЗИЧЕСКИХ ПРОЦЕССОВ В КОНТАКТЕ
Все металлофизические процессы (плавление, диффузия,
рекристаллизация, образование и движение дислокаций и др.)
могут возникать при различных концентрациях энергии в
активированных микро- и макрообъемах. Для многих технически
чистых металлов различают целый ряд энергетических показателей
(табл. 2).
Носителем наибольшей запасенной энергии является металл
с наибольшей концентрацией в нем всякого рода микродефектов.
Самой энергетически уравновешенной системой является металл
с идеально построенной бездефектной кристаллической решеткой.
Вполне справедливо, по предложению академика П. А. Ребин-
Таблица 2. Энергетические показатели чистых металлов
Вид энергии (теплоты)
Связи (сцепления) при
комнатной температуре
Кинетическая
плавления
Испарения
(сублимации)
Образования
моновакансий
Движения
моновакансий
Активации
самодиффузии атомов
Образования между-
узельного атома
Движения между-
узелыюго атома
' Прямого обмена
местами двух атомов
Обозначение
Со
Шпл
U и сп
ДG
и
b.U -';¦ U
U ма
Ud. ма
Uq6m
Энергия в кдж/моль для металлов
Л1
230—310
8
285
—
—
165
—
.._
—
Си
340
11
305
90
НО
200
340
160
100
FeY
395-410
15
350
—
--
250-290
—
—
"
Ni
360-420
14
380
—
._.
—
—
—
74
дера, считать, что нормально существующий металл физически
состоит из двух фаз — идеальной и микродефектной. Эти фазы
в реальном металле соседствуют и взаимодействуют друг с другом.
Максимально микродефектная структура металла может
получаться за счет сильнейших пластических деформаций, как
статических, так и вибрационных и особенно ударных — взрывных.
Все перечисленные в табл. 2 энергетические показатели для
меди и трех других металлов не являются абсолютными
константами и могут иметь колебания в ту и другую сторону в зависимости
от чистоты металла и, самое существенное, скоростей деформации
и нагрева. Особенно непостоянны энергетические показатели для
контактных поверхностей, так как в этом случае может играть
существенную роль способ обработки поверхности и степень ее
загрязненности оксидными и адсорбционными наслоениями. По
этим причинам для расчетной практики приведенные выше
энергетические показатели следует брать только как весьма
приближенные, поскольку все они (в том числе и энергия активации
самодиффузии) получены для внутренних слоев макроскопических
масс металла.
Для процессов сварки давлением значительный интерес
представляет показатель энергии связи. Эта величина также не имеет
точных значений. Физический ее смысл сводится к тому, что она
показывает количество тепла, которое требуется одновременно
для испарения и ионизации атомов твердого металла.
Приведем возможные колебания величины энергии связи
(энергии сцепления в кДж/моль) для различных металлов,
отнесенные к комнатной температуре: 420—470 (титан); 360—500
(ванадий); 840—880 (вольфрам); 780 (тантал); 460—525 (цирконий);
650—670 (молибден); 770 (ниобий).
Поскольку все приведенные данные относятся к комнатной
температуре, то вполне справедливо рассчитывать величину
энергии связи для любой другой температуры по формуле
Uc^E0e Ткип, A13)
где Uс — энергия связи при температуре Т > 0° С; Е0 — энергия
связи при комнатной температуре; Ткип — температура
кипения металла в °С.
Величина энергии связи различна для плоских участков
поверхности, для выступов и впадин.
В зависимости от степени шероховатости энергия связи атомов,
расположенных во впадинах между микрогребешками, может
в десятки раз превышать энергию связи атомов, расположенных
на идеальной плоскости. Однако энергия активации
самодиффузии атомов во впадинах только в 1,5—2 раза превышает энергию
самодиффузии атомов на плоскости. Такую картину можно
объяснить следующими соображениями.
75
Всякая неровная, в том числе и микрошероховатая,
поверхность стремится к уменьшению своей поверхностной энергии.
Это значит, что при сообщении некоторой (толчковой) тепловой
энергии все атомы, расположенные на вершинах, начнут
«скатываться» во впадины и занимать там свободные вакансии. Во
впадинах всегда и наблюдается относительно большее количество
не только вакансий, но и дислокаций. Этот процесс «скатывания»
атомов с вершин в долины естественно приводит к выравниванию
микрорельефа и тем самым к уменьшению поверхностной
энергии. Практически для процессов сваривания контакта
приходится считать средние значения энергии, концентрированной в
поверхностных слоях каждой металлической поверхности.
Разумеется, эта энергия, носителями которой являются суммарно
все известные микродефекты, различна в зависимости от
механической, химической или даже электронно-ионной обработок.
Действуя на контакт давлением или нагревая его, мы тем самым
еще более концентрируем энергию в металлическом слое вокруг
плоскости контакта.
Можно убедиться в том, что критерий X [см. формулу A4)],
так же как и критерий Z [см. формулу A2)], представляет собой
безразмерные показатели тепловой и механической энергии,
которую мы вводим в контактную поверхность (критерий X),
или в некоторый объем металла вокруг плоскости контакта
(критерий Z). Действительно, как это было уже отмечено, для любой
конкретной детали сечением S и высотой h можно представить
критерий в виде следующей дроби:
Y о \св aSh
" усОпл aTSh'
В такой записи критерий X представляет собой по физическому
смыслу отношение энергий тепловой и механической, которые мы
вводим в металл, к тому количеству тепловой и механической
энергии, какое может содержать металл в некоторых предельных
состояниях. Это предельное состояние определяется температурой
плавления металла, т. е. его течением, и пределом текучести,т.е.
тоже началом течения. Таким образом, в критерии
v о сг 9
где а — некоторая механическая энергия, вводимая в контакт;
9 — энергия тепловая.
Отсюда следует, что всякое приращение суммарной энергии
в плоскости контакта эквивалентно приращению величины X.
Если относительные бесконечно малые приращения энергии
в плоскости контакта обозначить—, то полное-приращение
запишется равенством
г 1пов X
<7о О
76
и соответственно
Япов = q«ex = q0e °т пл , A14)
где qnoe — суммарная механическая и тепловая энергия, которая
вводится в контакт действием давления и нагревом поверхности
до температуры 0д; q0 — начальная концентрация энергии в
поверхностном слое в результате предшествующей обработки
поверхности. Этот показатель количественно определить пока что
весьма затруднительно, поскольку невозможно оценить энергию
всех отдельных микродефектов, созданных механической
обработкой, а также энергию связей оксидных наслоений.
Основательные опытные данные Мак Лина, подтвержденные
в работах И. А. Одинга, показывают, что при 100% деформации
металла с малыми скоростями в нем концентрируется
определенная энергия главным образом за счет скопления дислокаций,
вакансий и междуузельных атомов. При этом на каждые 100 000
атомов создается приблизительно 13 дислокаций, 50 вакансий и 5
мёждуузельных атомов. Если же действует ударное давление, то
количество таких микродефектов увеличивается в сотни и даже
тысячи раз.
Все микродефекты обладают потенциальной энергией.
Определено, что при 100% деформации с малой скоростью в металле
концентрируется энергия: в дислокациях порядка 14 Дж/см3 E6%);
в вакансиях 7 Дж/см3 B8%); в мёждуузельных атомах 4 Дж/см3
A6%).
Общая максимально возможная концентрация энергии, таким
образом, составляет около 25 Дж/см3. Следует отметить, что для
такой концентрации оказывается необходимым затрачивать
приблизительно 500 Дж/см8, т. е. в 20 раз больше, чем ее аккумулируется
в металле. Если допустить, что величина q0 в формуле A14) для
всех металлов представляет собой приблизительно одну и ту же
величину, равную 25 Дж/см3, то можно найти значение qnoe
по формуле
Р<?ед
дпов = 25ех = 25е<,т°пл, A15)
где qnoe — максимально . возможная концентрация энергии
в Дж/см3 на контактных поверхностях при действии на них
давления а и при нагреве их до температуры 0д.
Обратим внимание, что для критерия X мы не оговаривали
скорости приложения давлений и скорости подъема температуры.
Отсюда следует сделать вывод, что формула A15) может быть
применима для любых практически осуществляемых скоростей, в том
числе и взрывных. Формула A15) показывает, что мы можем
вводить в плоскость свариваемого контакта энергию в любом
количестве, без всяких ограничений.
77
Действительно, используя энергию взрыва, т. е. мгновенные
давления ст, измеряемые сотнями тысяч атмосфер, мы
концентрируем в контакте огромную механическую энергию, которая
частично переходит в тепловую.
В некоторых случаях мы способны концентрировать и чисто
тепловую энергию, осуществляя в плоскости контакта нагрев
микроскопически тонких слоев до температур, намного
превышающих даже температуру кипения. Как характерный пример
такого рода сварки давлением можно отметить сварку
фторопластовых композиций с металлом. Здесь тепловыделение происходит
в тончайшем слое боросодержащего покрытия, в котором под
действием облучения медленными нейтронами атомы бора
распадаются на литий и альфа-частицы (ядро атома гелия). Процесс
происходит за миллиардную долю секунды и развивает в
микрообъемах сверхвысокие температуры, не требуя приложения
значительных давлений. В результате давления и нагрева все
микровыступы оказываются смятыми и создается плоский физический
контакт. Дальнейшая концентрация механической и тепловой
энергии приводит уже к деформации контакта в макроскопическом
масштабе. Начинает действовать критерий
„ ад
в котором сопротивление деформации определяется конструкцией
контакта и скоростью приложения нагрузки. Для этого нового
этапа введения энергии в контакт, как видно, формула A15)
должна быть переписана:
qnoe-25ez. A16)
Эта формула относится к тому состоянию свариваемого контакта|
когда физический контакт сформирован и является плоским, т. е.
контурная площадь Ас контакта стала равной номинальной Аа.
Согласно формуле (8), деформация контакта с изменением
первоначальных размеров контактируемых деталей начинается уже
после того, как критерий Z становится большим 4 единиц.
§ 19. ОБЩИЕ ЗАКОНОМЕРНОСТИ ФОРМИРОВАНИЯ
СВАРНОГО СОЕДИНЕНИЯ ПОД ДЕЙСТВИЕМ НАГРЕВА И ДАВЛЕНИЯ
Формирование прочного сварного соединения происходит с
различной скоростью в зависимости от той энергии, которую мы
способны концентрировать непосредственно в контакте и в некотором
объеме металла вокруг плоскости контакта.
Рассматривая этот процесс в масштабе, относительно
растянутом во времени, можно представить себе по крайней мере три
условных этапа: сближение свариваемых поверхностей;
формирование физического контакта и начало организации единой кри-
78
сталлической структуры через контактную границу; создание
прочного сварного соединения.
Первый этап — сближение свариваемых поверхностей —
характеризуется деформацией как микрошероховатостей, так и
волнистостей. В зависимости от количества оксидных и
адсорбционных наслоений в процессе сближения уже могут создаваться
металлические связи в масштабе немногих микроскопических
островков. Однако не осуществляется сколько-нибудь заметная
прочная связь. Реальную поверхность металла со всеми
размерами наслоений изобразить весьма
затруднительно. Эту картину
можно представить только весьма
схематично, как это показано на
рис. 37. Здесь на микровыступе
показаны наслоения на чистом
металле. Первый (зачерненный)
слой — это оксидная пленка, на
ней слой адсорбированных газовых
молекул, затем пленка
адсорбированных водяных молекул и,
наконец, завершающий слой —
адсорбированные жировые
молекулы. Их размер относительно
весьма велик. Поперечник
молекул воды — 3-Ю""8 см, длина Рис. 37. Схема микрорельефа ше-
жировых молекул достигает роховатой поверхности на воздухе
1-Ю-5 см. Соответственно этим
размерам и толщина жировых наслоений самая значительная.
Все наслоения препятствуют образованию металлических
контактов, и за период сближения заметной прочностной связи не
возникает.
Рассмотрим идеализированную картину смятия волнистых и
шероховатых поверхностей контактирующих деталей, свободных
от посторонних наслоений. Смятие микрошероховатостей может
происходить по схеме рис. 11,6 или рис. 11, е. Разумеется,
могут быть рассмотрены и некоторые промежуточные положения.
Под действием одного давления возможно фактическое
соприкосновение отдельных микроконтактов (рис. 38, а). Вполне
вероятно, что непосредственно вслед за таким соприкосновением,
в этих физических точках последует вторичный (после первичного
сближения) процесс схватывания, если только расстояния между
граничащими кристаллами окажутся не более C-J-5) 10~8 см.
Однако для реального металла, деформируемого на воздухе, в
лучшем случае только десятитысячные доли общей плоскости
контакта приходят в такое близкое соприкосновение. На остальной
плоскости (рис. 38, а) зазоры между контактируемыми деталями
измеряются долями микрометра или даже микрометрами. При
этом, как было показано ранее [см. формулу B6)], даже очень
79
высокие давления не способны в холодном состоянии создать
через эти прослойки непосредственный контакт.
Обращаясь к формуле C6), можно сделать заключение, что
электрическое сопротивление идеально чистых микровыступов,
смятых в вакууме, будет равно:
для схемы по рис. 11,6
Т'м?.
РдА 1
Рис. 38. Процесс постепенного формирования единой
кристаллической структуры в области пластичного контакта
для схемы по рис. 11, в
Гмг~ Ас * 3 *
Другими словами полное смятие микровыступов происходит:
для схемы по рис. 11,6 при равенстве
V 1-е-
-X
:— 1
для схемы по рис. 11, в при
1
V 1
A17)
A18)
Отсюда находим,- что полное смятие микрошероховатостей
происходит при достижении критерием X значений X — 0,45-т-
-н-0,83. В среднем следует принять
х = р
ав
атвп.
= 0,65.
A19)
80
Для шлифованных (наждачная бумага) поверхностей
коэффициент р можно считать близким к единице.
Тогда из условия A19) получаем, что при медленной
деформации, когда средняя температура в плоскости контакта равна
комнатной, окажется необходимым приложить давления:
А
для алюминия при -к— = 0,31
а ^ 2аг;
для стали Ст.З при -а— — 0,165
о «» 4ог.
Профилограмма IV рис. 8 показывает однако, что для полного
смятия микровыступов на воздухе оказывается необходимым
прикладывать давление, равное не двойному пределу текучести, как
это вычислено для идеально чистой поверхности, деформируемой
в вакууме. Принимая предел текучести сильно наклепанного
алюминия равным 10000 Н/см2, по профилограмме можно убедиться,
что давление, равное двойному пределу текучести, неспособно
превратить микрошероховатость в контактную плоскость. Как
было ранее показано, адсорбированные молекулы во впадинах
между микровыступами создают сильнейший расклинивающий
эффект. Определим теперь, способны ли, например, для тех же
алюминиевых образцов те же давления порядка двух пределов
текучести выровнять шаровую волнистость и сделать тем самым
контурную площадь контакта равной номинальной.
Согласно формулам (8) и A2) для этого необходимо обеспечить:
z=ai?k=4- <120>
При а = 13 (для алюминия) получаем
7 _ 13-2-0,31 _ „ „
L~ з
—последовательно, двойной предел текучести еще недостаточен
для полного выравнивания волнистости.
На основе произведенных расчетов можно сделать выводы о
том, что холодный контакт деформируется одновременно в макро-
и в микромасштабах (по волнистости и шероховатости). Можно
определить, насколько следует подогреть контакт, чтобы
произошла полная деформация его волнистости, если использовать
то же давление порядка двух пределов текучести. Из равенства
A20) для алюминиевых образцов 0 = 0,469лл и для стальных
(при а = 24) 9 == О,250„л. Само собой разумеется, что при
расчетах такого рода предел текучести следует учитывать тот,
который соответствует данному значению температуры металла.
Например, если для диффузионной сварки в вакууме образцов
6 К. А. Кочергин
81
из стали Ст.З принять температуру нагрева 1000° С и давление
20 Н/мм2, то это давление оказывается весьма близким к пределу
текучести при температуре 1000° С. При таких условиях
^ 24 2000-1273 .
3-2000-1733
Это значит, что волнистость уже выровнялась давным давно,
задолго до достижения температуры 1000° С. Соответственно
У _ 2000-1273 ^ _
~ 2000-1733 ^и>ьа-
Это тоже значит, что все микровыступы не только полностью
деформировались, т. е. пирамиды не только превратились в
параллелепипеды, но и параллелепипеды уже стали расползаться,
образуя все более и более плотный физический контакт.
В процессе сближения, т. е. при одновременном
деформировании и шероховатостей и волнистости, начинается второй этап —
формирование физического контактам
начало организации единой кристаллической структуры. Этот
процесс можно проследить по схемам рис. 38, а--г. При первой стадии
формирования- физического контакта (рис. 38, б) кристаллиты А
и Б еще разделены пленкой сложного состава. Эта граница
решительно отличается по своей природе от межкристаллитных
прослоек. Как известно, межкристаллитные прослойки представляют
собой тоже сложную систему, но уже совсем другой структуры.
Здесь чередуются сравнительно компактно упакованные
микрообъемы разориентированных элементарных кристаллов,
микрозоны больших групп кристаллитов, насыщенных дислокациями
и точечными микродефектами, кристаллы с посторонними
примесями, металлические кристаллы правильного строения и, наконец,
кристаллы металлических соединений.
Таким образом, свободных адсорбированных жидкостных,
кислородных и тем более жировых милекул в межкристаллитных
границах нет и не может быть. Эти прослойки исчезают и между
кристаллитами А и Б, но только когда давление вызывает их нагрев.
Кислородные молекулы под большим давлением в микропорах
вступают в химические соединения и с металлом, и с жировыми
прослойками. Таким образом, только при сильном сближении и
нагреве в результате растворения этих химических соединений
в металле бывшие контактные границы становятся более или
менее сходными по структуре и природе с межкристаллитными
прослойками. Схема рис. 38,в показывает именно такое состояние
двух кристаллитов А и Б, когда они разделены контактной
границей такой же толщины, как и граница межкристаллитная.
Вероятность перемещения границ кристаллитов А н Б в этом
состоянии в любую сторону определяется прежде всего взаимной
ориентацией зерен у каждой границы. Согласная ориентация
обусловливает и предпочтительную ползучесть кристаллитов навстречу
82 .
друг другу, ликвидацию границы и сваривание кристаллитов
в единое целое (рис. 38, г).
Предпочтительность сваривания кристаллитов А и Б друг
с другом по контактной границе не мешает им обоим поглощать
и другие, уже внутренние, соседние зерна, т. е. осуществлять
процесс рекристаллизации. Однако контактная граница при
такой же ее малой, толщине, как это показано на рис. 38, б,
отличается высокой активностью даже независимо от взаимной
ориентации зерен А я Б.
Подобно тому как микротрещины и различного рода задиры
образуются в результате его механической обработки на
поверхности металла, а не проникают в глубину, так и дислокации
создаются главным образом и в большинстве своем в поверхностных
слоях кристаллитов на глубине нескольких, десятков атомных
плоскостей. Наибольшее количество дислокаций возникает на
контактных границах кристаллитов А и Б, значительно меньшее
количество — на внутренних межкристаллитных границах.
Разумеется, так же непропорционально развиваются и точечные
микродефекты — вакансии и междуузельные атомы. Это объясняется
тем, что в большей степени точечные микродёфекты возникают
не сами по себе, а в результате движения дислокаций разных
знаков навстречу друг другу.
В зависимости от того, на каких именно плоскостях
(соседних, одних и тех же или разделенных расстоянием) движутся
дислокации, создаются моновакансии, дивакансии или
междуузельные атомы. Вакансии могут даже аннигилировать,
восстанавливая тем самым идеальное кристаллическое строение в этой зоне.
Однако все эти процессы надо представлять себе не как единичные
и бесследно пропадающие акты вспышек и затуханий энергии.
Каждый междуузельный атом является носителем весьма
концентрированной избыточной энергии. Этот атом особенно, а вслед за
ним и другие даже и не междуузельные, но энергетически
пересыщенные частицы немедленно занимают свободные вакансии
и тем самым наращивают кристаллические выступы один за
другим.
Процесс прорастания зерен навстречу друг другу через
контактную границу идет именно благодаря быстрому, но
последовательному, очень часто винтообразному росту поверхностных
граней каждого зерна и этот процесс вероятнее всего может быть
представлен как явление дислокационного характера. Однако
дислокационные скорости очень велики и даже могут превышать
скорости звука в данном металле. Мы же в состоянии наблюдать
только конечные результаты движения дислокаций, вакансий и
атомов в виде структур рекристаллизации и ползучести. Поэтому
формирование одного целого зерна из двух соседних через
бывшую плоскость контакта может называться эпизодом единичной
рекристаллизации. Но единичный эпизод может многократно
повторяться в другом месте, если для этого окажутся подходящие
б*
83
условия. Следовательно, процесс сваривания может частично
выглядеть как процесс рекристаллизации.
Микроструктурный анализ показывает, что пограничные зерна
ползут, меняя свою форму, взаимно охватывают друг друга и
взаимно упаковываются. Эти процессы ползучести в' конечном
результате тоже обеспечивают упрочнение связи свариваемых
деталей через бывшую контактную поверхность. При всех этих
процессах' движения оксидные наслоения и межкристаллитные
пленки не следует рассматривать только как чисто механические
преграды или только как надежные оболочки, закрывающие и
оберегающие ювенильную чистоту кристаллита. Они играют и эту
роль, но они же являются носителями электрических неском^
пенсированных зарядов и концентраторами энергии электрической
связи.
Поэтому разрывы всех видов оксидных пленок, по природе
своей полупроводниковых, создают импульсы электрических
разрядов и импульсы замкнутых круговых токов. Эти электрические
явления безусловно оказываются в какой-то мере эквивалентными
нагревам микрообъемов металла до высоких температур.
Понятие температуры, кстати сказать, следует употреблять,
обращая внимание на масштаб исследования.
Рассматривая процесс сваривания при условии
применимости критерия Z, мы имеем дело с обычным термодинамическим
понятием температуры, поскольку в данном случае речь идет о
больших объемах металла и, следовательно, об огромном
количестве одинаковых частиц, лишенных каких-либо
индивидуальных особенностей. Здесь температура вполне определяется как
мера средней энергии теплового движения частиц. Оперируя
с критерием X, относящимся уже к поверхностным
микрошероховатостям, мы оговаривали возможность температурных
градиентов между микровыступом и его массивным основанием. Если
теперь перейти к сравнительному рассмотрению температурного
состояния уже отдельных частиц кристаллических решеток,
расположенных на контактных границах, на межкристаллитных
границах и во внутренних зонах зерна, то придется определить
заметные различия между этими частицами.
Внутренние частицы прочно связаны друг с другом в
кристаллическую систему, частицы на межкристаллитных границах связаны
если и слабее, то незначительно. Ввиду такой монолитности
множества частиц их индивидуальные квантовые свойства не
различимы и не проявляются.
Что же касается поверхностных частиц по контактным
границам, то благодаря их сравнительно слабой связи с массой они
сохраняют квантовые свойства, что сказывается в том, что они
являются не только структурными единицами вещества, но
одновременно структурными единицами или энергии, или движения.
Для этих частиц термодинамическое понятие температуры вообще
уже утрачивается. Их состояние может определяться только кван^
84
тами энергии. Измерять эту энергию мы не умеем, видеть
движение частиц тем более.
В конечном итоге поэтому мы вынуждены описывать процессы
сваривания только по результатам различного рода перемещений
больших масс частиц, как это имеет место при ползучести,
рекристаллизации и диффузии. Вполне законченный процесс
сваривания мы оцениваем по показателям максимально возможной
прочности. Такой результат достигается не только взаимодействием-
самых первых зерен, расположенных по границе физического
контакта. Оказывается необходимым обычно обеспечить процессы
ползучести, рекристаллизации и диффузии на определенную
глубину, в обе стороны от плоскости контакта, затратив для этого
определенное время. Длительность третьего, последнего
этапа формирования прочного сварного соединения, пока что
почти для всех процессов сварки давлением определяется
опытным путем. Однако можно установить, что общий характер такой
закономерности будет иметь вид
х = УЖР, A21)
где х — расстояние от контакта, на которое распространяются
процессы диффузии, ползучести и рекристаллизации (рис. 38, г);
tnp — время, необходимое для создания прочного сварного
соединения; А — постоянная величина, имеющая размерность
коэффициента диффузии и коэффициента температуропроводности.
Следует еще раз обратить внимание на то, что все
рассмотренные в настоящем параграфе закономерности относятся, главным
образом, к таким процессам сварки давлением, при которых
с какой-либо точностью можно разделить этапы сближения,
формирования физического контакта и собственно создания прочного
сварного соединения. Речь, следовательно, может быть о
диффузионной сварке в вакууме, о некоторых способах контактной
сварки, о сварке трением. Но даже и для этих процессов общая
длительность процесса сваривания не определяется суммой
времени, необходимого на сближение, формирование физического
контакта и создание прочного соединения. Для сварки ударным
давлением все эти отдельные этапы вообще не различимы.
Различной оказывается и физическая картина сваривания при действии
импульсных давлений (взрыв, электромагнитный удар) и при
действии вибрационных давлений и колебаний. Эти особенности
рассмотрены в дальнейшем.
§ 20. КРИТЕРИЙ ПОДОБИЯ ДЛЯ ПРОЦЕССОВ СВАРКИ ДАВЛЕНИЕМ
Во введении было отмечено, что все наблюдаемые в процессах
сварки металлофизические явления подчиняются
экспоненциальным закономерностям вида (I) или (II). При этом показатели
степени представляют собой безразмерные критерии подобия,
выраженные отношением энергий. В частности, и для приближен-
85.
ного расчета диффузионного движения частиц кристаллической
решетки внутри целого металла Я- И. Френкель дал следующую
формулу:
AU+U
х=хае кв . A22)
В этой формуле т представляет собой, по образной
терминологии Я. И. Френкеля, «время оседлой жизни атома перед его
прыжком в соседнюю вакансию», т0 — период собственного
колебания атома в кристаллической решетке, численно
приблизительно равный для всех атомов всех металлов Ю-13 с; AU -\- U —
энергия активации самодиффузии атомов данного металла; Ш —
энергия, сообщаемая металлу в исследуемой зоне при нагреве
его до температуры .0; k — постоянная Больцмана.
Поскольку в показателе степени формулы A22) учитывается
энергия активации большого количества атомов, содержащихся
в моле вещества, то по этой формуле можно численно определить,
за какое время продвинется из начального положения в конечное
большая группа пограничных атомов, расположенных где-то
внутри целого куска металла, если вся эта группа атомов будет
нагрета до температуры 0. Имея в виду такое толкование
физического смысла формулы Я. И. Френкеля, можно обосновать
формулу приближенного расчета времени 1ф формирования единой
кристаллической структуры по границе физического
контактирования. Очевидно, придется уже учитывать не только тепловую, но
и механическую энергию, посредством которой мы активизируем
кристаллиты. Следовательно, вместо энергии активации
самодиффузии в формуле Я. И. Френкеля следует учитывать другую
энергетическую величину.
Так как сваривание давлением это в конечном счете процесс
сначала полного разрушения всех связей и затем организация
новых, то вполне логично в показатель степени ввести именно
значение энергии связи. Но и это не все. Формула Я. И.
Френкеля не учитывает введения в контакт механической энергии.
Эту энергию также надо принять в расчет. Таким образом,
создается критериальный показатель экспоненты
Тогда время формирования сварного соединения 1Ф определяется
по формуле
ис°сд
1ф = т,етал . A24)
Здесь т0 = 10~13 с; Uc — энергия связи при температуре 0
металла в зоне свариваемого контакта; ас,е — сопротивление
деформации металла при данной температуре 0, данной конструк-
86.
ции свариваемого контакта и данной скорости сдавливания;
о а — давление, отнесенное к номинальной площади контакта.
Скорости сдавливания контакта оказывают влияние на
величину сопротивления деформации ос.о в формуле A23). Например,
известны приближенные рекомендации А. С. Губкина учитывать
увеличение предела текучести металла при данной температуре
посредством коэффициента г|;. Значения этого коэффициента
приведены в табл. 3.
Т а б л и ц а 3. Поправочные коэффициенты для сопротивлений
деформации в зависимости от их скоростей
Увеличение
скорости
деформации по
сравнению с
нормальными
испытаниями
на
растяжение
10 раз
100 »
1000 »
Коэффициент ф при гомологических температурах
менее 0,3
1,05—1,1
1,1-1,22
1,16—1,34
0,3 0,5
1,1 — 1,15
1,22—1,32
1,34—1,52
0,5-0,7
1,15—1,3
1,32—1,7
1,52—2,2
более 0,7
1,3—1,5
1,7—2,25
2,2—3,4
Из этой таблицы видно, что для холодной сварки, для
сдавливания холодного контакта при электрической контактной сварке,
для диффузионной сварки в вакууме коэффициент -ф может
считаться равным единице. Уместно обратить внимание на то, что
величины энергии связи, представленные в табл. 2, относятся
к внутренним зонам целого металла, но не к контактным
поверхностям. Для контактных поверхностей данные табл. 4
можно понимать только как ориентировочные, поскольку в
зависимости от состояния поверхности (степень ее обработки,
характер и свойства поверхностных наслоений) они могут
сильнейшим образом изменяться (в десятки раз) по сравнению с
табличными значениями.
Таким образом, критерий Y может меняться в довольно
широких пределах не только из-за неточности в выборе величины
сопротивления деформации <тс.з, но и значений энергии
связи.
Несмотря на эти обстоятельства, для чистых металлических
поверхностей критерий У полезен не только как качественный
показатель, но и как количественная величина для приближенного
расчета времени формирования прочного сварного соединения.
Точность расчетов, разумеется, зависит от правильности выбора
числа энергии связи, которую следует определять, как уже отме.-
чалось, по формуле A13).
87
§ 21. ПОДОБИЕ И МОДЕЛИРОВАНИЕ
ФИЗИЧЕСКИХ ПРОЦЕССОВ В СВАРИВАЕМОМ КОНТАКТЕ
Рассмотрим еще раз три критериальные величины X, Y, Z,
относящиеся непосредственно к свариваемому контакту — см.
формулы A4), A23) и A0). Значение коэффициента р для критерия X
определено в § 11 —см. формулы D8) и D9).
У критериев X и Z наблюдается заметное не только внешнее,
но и физическое сходство. Однако о подобии этих критериев можно
говорить только в весьма ограниченных пределах.
Прежде всего обратим внимание на то, что решающую роль
в вопросах подобия играет масштаб исследования. Критерий Z
характерен для деформации такого объема металла, который может
считаться бесконечно большим сравнительно с размерами
микрошероховатостей. В свою очередь, критерий X может
использоваться для любой формы шероховатостей, если только их размеры
бесконечно велики сравнительно с размерами единичных
кристаллитов. По мере дальнейшего уменьшения масштаба от кристаллита
к единичному кристаллу будут постепенно утрачиваться сами
понятия давления, сопротивления деформации и даже температуры,
так как дальше начинается область действия принципов квантовой
механики. Таким образом, всегда следует четко определить те
границы, в пределах которых могут правильно использоваться
какие-либо формулы или теоретические представления.
В следующих параграфах будут исследованы теоретические
основы разнородных процессов сварки давлением; поэтому
полезно предварительно рассмотреть некоторые примеры подобия
или сходства различных физических явлений в свариваемых
контактах. Представим себе, что на поверхность металлической плиты
действуют весьма кратковременным импульсом: 1) механический
удар (взрыв); 2) внезапно приложенный электрический (или
магнитный) потенциалы; 3) мощный тепловой источник
(электрическая искра). Все перечисленные разнородные процессы имеют
сходство. Поскольку действие импульсное, то каждый импульс создает
в первое мгновение удар на поверхностный слой плиты, а затем
этот удар в виде соответственно звуковой (взрывной)
электромагнитной и тепловой волны распространяется в глубину, затухая
во времени. Несмотря на то что взрыв представляет собой
механический удар, он создает в поверхностном слое концентрацию
тепловой энергии, как и электромагнитная волна, не говоря уже
о непосредственном воздействии теплового источника —
электрической искры. Очевидно, можно подобрать параметры всех трех
импульсов такими, чтобы во всех случаях эквивалентная глубина
действия каждого импульса была одинаковой, т. е. на равной
глубине за равный промежуток времени обусловливали
одинаковую температуру.
Таким образом, подобие разнородных процессов можно
определять равенством энергий, сосредоточенных в единице объема
88
поверхностных слоев металла в свариваемом контакте. Разумеется,
толщина таких поверхностных слоев может быть различной, но
при сваривании не менее двойного слоя кристаллитов, создающих
между собой единую кристаллическую структуру и
обеспечивающих тем самым прочное сварное соединение вокруг плоскости
контакта. Как известно, в масштабе кристаллитов мы можем
оперировать с термодинамическим понятием температуры как мерой
средней энергии массы частиц. Это понятие начинает утрачиваться,
когда мы уменьшаем масштаб исследований и рассматриваем
механизм формирования металлических связей последовательно
между элементарными кристаллитами и их блоками. Здесь мы
вынуждены учитывать дислокационные процессы и
взаимодействие микродефектов, т! е. оперировать уже на границах перехода
от классической механики к механике квантовой; картины
моделирования и подобия усложняются и вместе с тем могут быть
идентичными, если правильно представлять атомно-электронные
процессы в металле.
Приведем некоторые характерные примеры.
Ф.. Боуден и Д. Тейбор убедительно показали, что при ударе
молота по медной заклепке на молоток переносится более 100 мкг
меди, а при завертывании винта — более 60 мкг металла с отвертки
на винт. Следует учесть при этом, что в 1 мкг металла содержится
примерно 1016 элементарных кристаллов. Могут ли такие
процессы срыва множества кристаллов проходить как совершенно
холодные? Разумеется, только в масштабе молотка или отвертки,
но не в масштабе сорванных элементарных кристаллов, где
разыгрываются такие же «высокотемпературные» процессы, какие
имеют место по границе разрушаемых разрывных образцов,
особенно при скоростных разрывах.
Рассмотрим еще один пример. Электрический разряд
характеризуется не только большой температурой, но и высоким
давлением в разрядном промежутке. Разряды могут быть не только ярко-
светящиеся, но и невидимые (разряд короны, тихий разряд).
В процессе деформации контакта, как уже отмечалось ранее,
области сжатых микрообъемов получают положительный
электрический потенциал сравнительно с микрообъемами растянутыми.
Разрывы этих связей, а также связей металлических кристаллитов
с оксидными полупроводниковыми пленками должны
сопровождаться электрическими микроразрядами. Если, однако, перевести
эти микроразряды на масштабы макроскопические, то они
представятся как высоковольтные и при том весьма мощные.
Правомерно предположить, что и круговые микротоки,
переведенные на масштабы плотностей токов, имеют такие высокие
значения, при которых эти процессы подобны процессам
электронагрева.
В качестве дополнительной иллюстрации весьма заметного
подобия воздействия на металл взрыва и электрического искрового
разряда можно привести следующие характерные формулы.
89
Давление на фронте взрывной ударной волны может быть
определено по формуле
Р„=Щ1-, A25)
где А — постоянная, характерная для каждого сорта
взрывчатого вещества; g — вес взрывчатого вещества в кг; г —
расстояние от фронта ударной волны.
Если учитывать теплоту взрыва для каждого взрывчатого
вещества, то формула A25) может быть переписана
р„ = А?Я-. A2б)
Q - gM, A27)
где М — теплота взрыва в Дж/кг; Q — количество тепла в Дж.
Для определения давления в пузыре искрового разряда существует
следующая формула:
_ 3,3-10» VW ,19m
Риск ; . A^о)
где ртк — давление в Па; Е — освобожденная энергия в Дж;
г — расстояние от центра искрового пузыря в см.
Формулы A26) и A28) подобны. Следовательно, и
электрический разряд, и взрыв могут создавать на металлической
поверхности одни и те же давления. Если же и длительность обоих
импульсов одинакова, тогда поверхностный слой металла получит
совершенно одинаковую термомеханическую обработку. Весьма
существенно уточнить вопрос о скорости приложения давлений.
Критерии X и Z в явном виде не зависят от времени. Однако
в действительности процессы формирования контактных площадей
развиваются во времени. Поэтому если величины сопротивления
деформации ас_д , температуры и давления могут быть выражены
какой-то вероятной временной функцией, то критерии X и Z
в пределах такой функции также могут служить критериями
подобия.
Что касается критерия У, то точность, которую он может
обеспечить, целиком определяется достоверностью выбора величин
Uс и ос.д. Обратим еще раз внимание на эквивалентность влияния
механической и тепловой энергии на результаты структурных
превращений в свариваемом контакте.
Как известно, пластическая деформация происходит в
результате перехода атомов из одного потенциального состояния в другое,
с изменением в расположении своих соседей. Поскольку такие
сдвиги никогда не бывают с полным сохранением симметрии
расположения, то и образуются отдельные дислокации и целые их
группы, а также другие микродефекты. О дислокациях принято
говорить, что вокруг каждой из них существует силовое поле.
90
Вероятно, точнее можно считать эти поля чисто электрическими,
поскольку каждая дислокация вносит асимметрию распределения
электрических зарядов в равновесную до этого нейтральную среду.
Эквивалентный тепловой эффект пластической деформации также
может быть объяснен воздействием импульсов круговых
микротоков или микроразрядов.
Вывод, который может быть сделан о конечном действии
пластических деформаций, сводится к следующему. Схватывание
в микрообъемах может быть развито в сваривание по всей площади
контакта. Процессы эти энергетические и идут обязательно с
затратой некоторой суммарной энергии, которая складывается из
той, которую только что сообщили контакту, и той, которая была
в нем концентрирована ранее в результате предшествующей
обработки.
^Если говорить об упругих деформациях, то они определяются
только изменением межатомных расстояний и сохраняют старые
расположения соседей, но тем не менее тоже повышают энергию
в зоне контакта. Однако такого рода подъем энергии для
формирования новых металлических связей недостаточен. Упругая
деформация обратима, так как создается энергией, которая
немедленно же отдается в виде тепла. Пластическая же деформация —
это уже внутренняя, запасенная, не способная произвести ту же
самую внешнюю работу, которая на нее была затрачена. Как это
и было ранее показано [критерий Y, формулы A23) и A24)], для
свариваемого контакта суммарная энергия, которую можно ввести
в металл, определяется произведением kOaA. Чем больше это
произведение, тем быстрее может быть осуществлен процесс сварки.
Значения температур и давлений довольно ограничены для
сварки диффузионной, контактной, трением. По этой причине и
длительность процесса сваривания измеряется секундами и даже
минутами. Если рассматривать не сварку плавлением, а сварку
давлением, то произведение ШоА можно увеличить весьма заметно
только путем использования высоких и сверхвысоких давлений.
Тогда длительность формирования сварного соединения может
быть снижена до малых долей секунды. Разумеется, такого рода
кратковременность выгодна не для увеличения
производительности, а для осуществления необходимых структурных
превращений в сварном соединении. Рассмотрим в связи с этим в первую
очередь один из самых кратковременных сварочных процессов —
сварку взрывом.
§ 22. СВАРКА ВЗРЫВОМ
Современная техника высоких давлений способна обеспечить
длительное всестороннее сжатие металлических изделий давлением
до 4 -108 Па D0 000 ат). При давлениях выше 2,5-109Па B5 000 ат)
чугун, бронза, сталь приобретают необыкновенно высокую
пластичность. Стальная проволока, например, может тянуться
91
подобно резине, удлиняясь во много раз по сравнениюс
первоначальным размером. Можно предполагать, что структура металла при
таком всестороннем сжатии становится близкой к идеальному
бездефектному кристаллическому строению, так как подавляющее
большинство точечных микродефектов залечивается, а дислокации
в значительной мере аннигилируют, восстанавливая идеальное
строение. Импульсные давления при взрыве могут достигать
5-10" Па E 000 000 ат). Но и при таких импульсных давлениях
металл приобретает совершенно особые
свойства текучести, во многом
уподобляясь жидкости.
Большинство технологических схем
сварки взрывом основано на
использовании направленного (кумулятивного)
взрыва.
Характерный пример кумуляции
может быть рассмотрен на модели
рис. 39. Представим себе, что некоторый
заряд взрывчатого вещества В В мы
изготовили в форме конуса с одной
стороны и вогнутой сферы с другой. На
острие конуса установим детонатор Д.
На вогнутую сферу наложим по форме
взрывчатого вещества металлическую
пластинку МП. Как только сработает
детонатор Д, заряд ВВ за время
стотысячной (или даже миллионной) доли
секунды превратится в газ
сверхвысокого давления. Поскольку этот
процесс так кратковременен, то давление
газов будет перпендикулярным первоначальной поверхности
заряда. Благодаря этому эффекту у вершины конуса в районе
детонатора Д вообще не будет заметно действие взрыва, но зато
с противоположной стороны в зоне сферы пластинки МП
направленность взрывной волны будет исключительно
концентрированной. Металлическая пластинка МП мгновенно в фокусе Л
превратится в струю металла под давлением 1 • 1011 Па (порядка
миллиона атмосфер).
В технологической схеме сварки взрывом (см. рис. 2, а) куму-
лятивность осуществляется тем, что свариваемые детали СД
располагаются под некоторым углом а ¦--- 2-н16°с начальным
расстоянием друг от друга в вершине угла h = 2-ь-З мм.
Предполагается, что процесс сварки взрывом протекает следующим образом.
Скорости детонации ВВ и скорость звука в данном металле
могут быть сравнимыми друг с другом. Так, например, скорости
звука в алюминии 5240 м/с; в меди 3580 м/с, скорости детонации
различных сортов аммонитов от 2500 до 6000 м/с при теплоте взрыва
соответственно от 3,8 до 5,3 кДж/кг; скорость детонации гексо-
Количестдо микродефектов
Рис. 39. Схема действия
кумулятивной струи при взрыве
и кривая влияния
микродефектов на прочностные
свойства металла
92
гена — 6600 м/с при теплоте взрыва""порядка 4,2 кДж/кг. Если
скорость детонации vden больше скорости звука им (рис. 40, а), то
отраженная звуковая волна vomp может разрушать только 'что
созданное сварное соединение. Поэтому взрывчатое вещество ВВ
подбирают такого типа (аммониты, грану литы и зерногранулиты)
чтобы скорости детонации получались от 2500 до 3500 м/с. Тогда
отраженная звуковая волна ударяется в свариваемую плоскость
(рис. 40, б) раньше, чем давление взрыва ударом соединит верхнюю
пластину с нижней.
Следует учесть, что воздушная
кумулятивная струя v во всех
случаях движется с большей
скоростью, чем звуковая и
детонационная. Эта воздушная
кумулятивная струя v, направленная
из острия угла а (см. рис. 2, а)
в сторону его раствора, обладает
давлением порядка 10й Па (от
нескольких сот до миллиона
атмосфер). Благодаря такому
огромному давлению и весьма большой
скорости F000—7000 м/с),
высокотемпературная кумулятивная
струя производит прежде всего
идеальную очистку поверхности
пластин от любого вида
загрязнений. Однако эта же струя создает
и весьма характерный волновой
профиль на поверхности металла
порядка десятых долей миллиметра.
Несмотря на огромные давления воздушной кумулятивной
струи и последующий за ней сильнейший удар детонационной
волны взрыва, зона пластических деформаций в свариваемом
контакте относительно невелика. Практически эта зона немного
превышает толщину фронта ударной волны, составляющей
приблизительно 30—300 параметров кристаллической решетки. Исходная
толщина свариваемых деталей почти не изменяется и после сварки.
Весь механизм сваривания протекает за время миллионных долей
секунды, что и определяет значительное структурное своеобразие
самого сварного соединения. Определим, какого порядка
температуры могут достигать верхние слои кристаллитов в плоскости
свариваемого контакта при сварке меди.
Поскольку сварка взрывом практически не изменяет
начальных размеров свариваемых деталей, можно считать, что
сопротивление деформации осд равнодействующему давлению. Разумеется,
это допущение действительно для макроскопических масштабов
свариваемых деталей, но не для масштабов кристаллитов.
Однако сваривание осуществляется именно в микромасштабах
7777-777
Рис. 40. Схема процесса сварки
взрывом при различных скоростях
детонации и звука
с высотой и длиной волны
93
кристаллитов и кристаллических блоков. Следует полагать
поэтому, что взрыв в этих масштабах вносит в металл энергию,
равную энергии связи.
Согласно табл. 2, для меди принимаем эту величину равной
340 000 Дж/моль. С учетом формулы A24) т0 —- 10~13 с. Время
взрыва, по опытным данным, составляет приблизительно \ф ~
— 10_6 с. По формулам A23) и A24) находим:
рУ_1п7- у- и^-д !340000 1
е — w , г — kQa^ - kQ '•
Из этого равенства получаем 'k0 --- 21 000 Дж/моль. Поскольку
k -- 8,3 Дж/(моль-град), то 6 ----- 2525 К, или Т - 2252° С, т. е.
металл в микромасштабе кристаллитов доводится почти до
температуры кипения.
Этот расчет полностью подтверждается микрофотографиями
сварных соединений.
Таким образом, сварной шов, изготовленный взрывом, вряд ли
может иметь такую же металлическую структуру, которая
создается посредством медленных нагревов и относительно малых
давлений. Взрывносварные соединения характеризуются наличием
нетравящихся белых прослоек по плоскости контакта, объяснить
которые обезуглероживанием невозможно хотя бы потому, что
они получаются и не только на сталях. Такого же рода белые
прослойки получаются и в результате искрового удара.
Взрывносварные соединения своеобразны и по
субмикроструктуре. Волнообразная поверхность пересыщена закрепленными
дислокациями. Более глубинный микроскопический слой,
наоборот, может быть значительно приближен к идеальной решетке,
поскольку он был подвергнут весьма высокому всестороннему
давлению, благодаря которому большинство микродефектов
залечивается.
На рис. 39 представлен качественный график изменения
прочности металла на разрыв и сдвиг в зависимости от степени
насыщенности металла всякого рода микродефектами. Область кривой
в точках /—2 относится к" отожженному металлу. Такой металл
содержит порядок 107—108 микродефектов на каждый кубический
сантиметр.
Любая пластическая деформация сильно увеличивает
количество микродефектов. Прочность возрастает по участку кривой 2—3.
Сверхвысокие ударные давления способны еще более увеличить
прочностные показатели согласно участку кривой 3—4. Однако
наиболее эффективное увеличение прочности с .приближением
к теоретической можно получать в металле с идеально построенной
бездефектной кристаллической решеткой (участок кривой 1—0).
Следует предполагать, что взрыв создает одновременно и
пересыщенную микродефектами структуру в поверхностных слоях, и
почти бездефектную в более глубинных, где взрывной удар еще
не утрачивает силы и вызывает сверхвысокое всестороннее сжатие.
94
В результате этих процессов происходит весьмазначительноеупроч-
нение металла. Например, известно, что взрывным ударом
твердость отожженной малоуглеродистой стали можно увеличить в
четыре раза и предел текучести — в шесть раз. Поэтому и качество
взрывносварных соединений обеспечивается весьма высоким, если
правильно подобраны режимы сварки (сорт ВВ, его толщина,
взаимное расположение деталей) для каждого сочетания металлов.
Сварные соединения выдерживают в последующем любую
механическую и термическую обработку.
• Детали значительных размеров свариваются обычно на
полигонах. Малогабаритные изделия могут свариваться в вакуумных
камерах.
§ 23. ИМПУЛЬСНАЯ ЭЛЕКТРОДИНАМИЧЕСКАЯ СВАРКА
Электрическая импульсная техника в настоящее время
начинает "использоваться для осуществления ударных давлений.
Если мощная конденсаторная батарея 1 (рис. 41, а) замыкается
на короткую цепь индуктора 2 с очень малым коэффициентом
самоиндукции, то, согласно формуле (81), за весьма короткий проме-
Рис. 41. Схема действия импульсного магнитного поля
на металлические детали: а — принципиальная
электрическая схема; б—сжатие цилиндра без
концентратов; в — сжатие диска с использованием
эффекта резкого искривления магнитных линий
жуток времени нарастания тока магнитный поток не успеет
проникнуть в глубину детали 3, как и в глубину самого индуктора 2.
Напряженность магнитного поля в воздухе Нв в это мгновение
значительно меньше, чем в узком зазоре между индуктором 2
и деталью 3. Распорный эффект магнитных силовых линий создаст
механический удар, направленный радиально от индуктора 2
к поверхности детали 3.
95
Практически импульсное ударное давление определяется
следующей формулой:
р = 4.105Я32, A29)
где р — ударное давление в Па (Н/м2); Н3 — напряженность
магнитного поля в зазоре в Т.
Практически наибольшее значение напряженности магнитного
поля, которое удается создавать в современных производственных
установках, пока составляет не более 7Т. Давление при такой
напряженности достигает величины порядка 2-Ю7 Па B00 кГ/см2),
т. е. явно недостаточно для сварки даже алюминия.
Для усиления магнитодинамического эффекта используются
различного рода технологические концентраторы.
Особенно резкий эффект усиления можно получать, если
удается значительно искривлять начальный путь замыкания
магнитных линий по воздуху. Так, например, в технологической схеме
рис. 41, б давление определяется формулой A29). Но если
использовать схему по рис. 41, в, то давление определяется уже формулой
4-10БЯ?
p=t=w- <13°)
Здесь коэффициент п меняется от 0 до 1, причем для вытянутого
цилиндра (рис. 41, б) п — 0, для шара п — 1/2 и для плоского диска
(рис. 41, в) п —-> 1. Практически для таких свариваемых деталей
удается получить ударные давления до.6-108 Па, т. е. вполне
достаточные для сваривания цветных металлов.
Питание индукторов обычно осуществляется от
конденсаторных батарей большой мощности. Наибольшая возможная величина
напряженности магнитного поля Н3 в зазоре (рис. 41, а)
определяется по следующей формуле:
Я,
/20С U /Тот\
—J -КХК.2, A31)
где Н3 — в Т; С — емкость батареи в мкф; U — напряжение
батареи в В; / — половина высоты индуктора в см (рис. 41, а);
а — внутренний радиус в см; кх — коэффициент, равный 0,8—
0,9 для индукторов из 1—3 витков; к2 — коэффициент затухания
(R — омическое сопротивление разрядного контура; L — его
коэффициент самоиндукции; t — время нарастания тока от нуля до
максимума):
0,9
0,8
0,8
1,6
0,7
2,5
0,54
4
0,32
7
0,2
10
0,05
20
Кг 1
Rt .,
-J- . . . . L
Пример. С ;••-= 3000 мкф; U — 2500 В; а----- 2,5 см; / - 2 см.
Полагая /акг — 0,6, получим
„ -у Г 20-3000 2500 Л „ 1n ^
Яэ== V 2 2j~*°'6 ° '
96
Давление на цилиндр 3 (рис. 41, а) при таком значении, согласно формуле A29),
получится всего только
р = 4^105Я| = 4.107 Па D00 кГ/см2).
Если же конструкция детали дает возможность сделать индуктор по схеме
рис. 41, в, то при п «rf 0,7, согласно формуле A30), давление на кольцо
Р =
4-10'
A—0,7J
4-108 Па.
Такое ударное давление уже вполне достаточно для сварки алюминиевых и медных
сплавов.
а)
/
/
J
4
5
5)
1
-f-тъ
. Время
Рис. 42. Использование для сварки энергии взрыва металла: а —
изменение тока при взрыве проволочки или фольги; б — схема стыковой
сварки
Полезно обратить внимание на то, что электродинамические и
электрические силы для создания больших давлений до
настоящего времени используются весьма недостаточно. Но можно
полагать, что в ближайшем будущем эта техника получит заметное
развитие.
В частности, в стадии лабораторных исследований и
ограниченного практического применения находится процесс
электрического взрыва проволочек или тонкой металлической фольги.
Этот процесс имеет свои особенности. Представим себе, что
конденсаторная батарея значительной мощности разряжается на
короткую тонкую проволочку. Такого рода опыты ставились
с медными проволочками диаметром 0,05 мм и длиной 25 и 100 мм,
при емкости батареи 1 мкф, заряженной до 30 000 В. Плотность
тока при разряде составляет необыкновенно большую величину —
примерно 3-Ю7 А/мм2. Естественно, что при такой сверхвысокой
плотности тока тепловой процесс взрыва проволочки протекает
необычно. На рис. 42, а показана характерная осциллограмма тока
для одного из подобных взрывов. Если бы сечение проволоки было
значительным, то при малой плотности тока разрядный ток
нарастал бы от нулевой точки до точки 1 и далее по штриховой линии.
В данном случае благодаря исключительно высокой плотности
тока скорость подвода тепла во много раз превышает скорость
превращения проволочки из твердого состояния в жидкое
7 К. А. Кочеогнн 97
i
1^. А. К.очергчн
и газообразное. Вокруг создается огромной силы сжимающее
магнитное поле, осуществляющее сдавливание металла проволочки.
В период времени от точки / до точки 2 происходит мгновенное
превращение металла из жидкого состояния в состояние
коллоидальной пены, которая представляет собой смесь паров металла
и жидких микрочастиц, плавающих в газообразной среде. Если
до этого момента (до точки 1) проволочка обладала свойствами
металлического проводника, то на участке 1—2 эти свойства
мгновенно утрачиваются и проводимость коллоидальной пены резко
падает (участок 2—3).
В период времени от точки 3 до точки -Г (его называют темным
временем) величина тока сохраняется неизменной. Это объясняется
тем, что в создавшейся коллоидальной массе давление весьма
велико и некоторое время сохраняется неизменным. Ток за этот
период поддерживается ограниченным количеством носителей тока
(ионы и электроны). Процесс ионизации затруднен, пока
свободный пробег электронов еще относительно мал из-за большого
давления.
Но за несколько микросекунд давление падает, свободный
пробег электронов возрастает, и в точке 4 возникает ударная
ионизация, характеризующаяся лавинообразным нарастанием
разрядного тока (от точки 4 к точке 5).
Рассмотренный процесс взрыва проволочки (или фольги)
практически используется для сварки по схеме, представленной на
рис. 42, б. Между свариваемыми деталями /, поверхности которых
хорошо пришлифованы друг к другу, закладывается тонкая
фольга 2. Батарея конденсаторов присоединяется к
электродам 3. По такой схеме сваривают друг с другом детали из
керамики или кварца. Для сварки кварцевых стержней диаметром
9,5 мм использовали танталовую фольгу толщиной 0,025 мм.
Для сварки кремния с медью применяют бронзовую фольгу
толщиной 0,05 мм. Поверхность кремния при этом полируют.
В зависимости от мощности разряда при взрыве проволочек
и фольги развиваются температуры, намного превышающие точки
кипения металла. Например, для алюминиевых и медных
проволочек диаметром 0,025 мм при разряде на воздухе от батареи
0,8 Дж при 4000 В достигались температурь* порядка 4000° С.
Имеются, однако, опытные данные, согласно которым,
расчетные значения температур получаются порядка сотен тысяч
градусов, а мгновенные давления взрывной волны достигают 1010 Па
(сотни тысяч атмосфер).
§ 24. ХОЛОДНАЯ СВАРКА
Первые успешные опыты по холодной сварке алюминиевых
изделий были осуществлены К. К. Хреновым в 1949 г.
Значительное развитие этот процесс получил в дальнейшем благодаря
работам И. Б. Баранова, Г. П. Сахацкого, А. П. Семенова и С. Б. Айн-
98
стыковой холодной
биндера. В настоящее время в электротехническом производстве
все алюминиевые, медные и медноалюминиевые шинные контакты
изготовляют посредством холодной сварки.
Наиболее известны две технологические схемы холодной
сварки: стыковая (рис. 43, а) и внахлестку (рис. 43, б). Как было
показано ранее, главнейшим условием для создания прочной
металлической связи является сближение абсолютно (ювенильно)
чистых кристаллических ~
сварке это достигается
тем, что при сдавливании
весь объем металлических
стержней / (см. рис. 2, б),
зажатых в губки 2,
выдавливается в виде грата 3.
Такая 'сильнейшая
пластическая деформация
обеспечивает на короткое
мгновение сближение друг
с другом кристаллитов,
расположенных перед
сдавливанием в глубинных
слоях металла.
Следовательно, первоначально
контактирующие
окисленные или даже
загрязненные ' поверхности
полностью удаляются. Весь
выдавленный в виде грата
объем металла 3 играет
роль защитной массы для
тех слоев металла,
которые в момент окончания
пластической деформации
оказываются сближенными
до расстояния, на котором
мгновенно создается стабильная металлическая связь и органи-'
зуется единая кристаллическая структура.
Как видно, процесс холодной стыковой сварки можно
представить следующим образом.
1. Сварка осуществляется между кристаллитами,
расположенными в начальный момент далеко от торцов, непосредственно в зоне
выступающих зажимных губок.
2. Весь остальной металл между губками по обе стороны от
первоначального контакта может рассматриваться ка"к масса,
играющая роль оболочки, идеально защищающая глубинные слои
металла от окисления и загрязнения.
3. В процессе пластической деформации выдавливаемый металл
не только осуществляет непрерывную защиту глубинных слоев,
7* 99
Рис. 43.
холодной
Технологические схемы
сварки: а—стыковой;
хлестку
процессов
б — вна-
но и создает некоторый нагрев поверхностных слоев "всех зерен,
участвующих в процессе деформации. '
4. Поскольку формирование сварного соединения
обеспечивается в момент окончания деформаций и при контактировании
только глубинных слоев металла, время сваривания, т. е.
формирования единой кристаллической структуры, очень коротко и
измеряется десятыми долями секунды.
5. Мгновенные значения температуры микрообъемов металла,
образующих сварное соединение, безусловно должны быть
высокими, хотя и бесспорно ниже точек плавления.
„Пользуясь ранее рассмотренными формулами B0), A13) и
A23), проделаем некоторые расчеты для холодной сварки медных
стержней.
Начальное расстояние между губками (см. рис. 2, 6) h = 2d.
В момент сваривания h = 0,ld. Тогда, согласно формуле B0),
в начальный момент, когда расстояние между губками h =« 2d,
должны быть приложены напряжения сдавливания
0>arA+l?)^ffr
В момент сваривания, при Ы 0,Id, должно быть
Время сваривания полагаем 1Ф = 0,1 с. Тогда, согласно
формуле A24), 0,1 == 103ег, откуда Y = 28. В данном случае,
в момент окончания деформаций, приложенное давление о"А равно
сопротивлению деформации ас_д ~ 2,67(тг. Поэтому
критериальный показатель степени
U а а II
у се. о __ ис 1 ой '
Y — /гвоА ~ /Я 1—*°-
По формуле A13) для меди
Uc = Eue """" =81000* W.
Из этих двух равенств находим мгновенное значение температуры,
в микрообъемах формирующегося контакта
Uc = 28?0 - 28-2G + 273);
(Т -f-273) = ^? в Ткип, отсюда Т = 420° С.
100
Пластическое Деформирование контактирующих Друг с Другом
разных металлов показано на рис. 12, з—л и на рис. 43, а. Здесь
также свариваются глубинные слои металла, но объем
выдавливаемого металла распределяется обратно пропорционально
пределу текучести данного металла. На рис. 43, а слева показан
эпизод, характерный для начального периода деформации, справа —
состояние стержней к моменту окончания деформаций.
На рис. 43, б показана схема сварки внахлестку. Листовые
детали J зажимаются между стальными стаканами 2. В
дальнейшем эти стаканы остаются неподвижными и полностью исключают
возможность выпучивания металла, когда стальные же пуансоны 3
глубоко внедряются в свариваемые детали. Стаканы 2 служат,
в частности, направляющими для пуансонов 3. Как видно из
формулы A7), для глубокого проникания пуансонов в металл
необходимо прикладывать весьма значительные давления.
Практически считается необходимым обеспечивать h = @,7-f-
-4-0,8) б. Пусть для примера свариваются шины толщиной б = 1 см
при d = 1 см и D = 5 см. Тогда при h = 0,86 необходимо
давление .
* = 0Г A + -щ? + In 5) = 3,4<тг.
Таким образом, и при сварке внахлестку необходимо прикладывать
давления, значительно превышающие пределы текучести. Сам
процесс формирования сварного соединения сводится снова к тому,
чтобы конечное контактирование осуществлялось между юве-
нильно чистыми кристаллитами. Это и происходит в
действительности, так как металл из-под пуансонов 3 течет радиально во все
стороны, раздирая все оксидные наслоения, которые оказываются
(или искусственно создаются) на свариваемых поверхностях перед
их сдавливанием. Наиболее рациональной подготовкой деталей
перед их холодной сваркой внахлестку считается зачистка
стальными вращающимися щетками. Такой прием обеспечивает не
только удаление жировых, самых опасных наслоений, но и создает
сложную по составу защитную оксидную пленку. Зачистка
щетками должна выполняться непосредственно перед сваркой.
Длительное хранение на воздухе зачищенных деталей
не-рекомендуется, а любое соприкосновение их с жировыми поверхностями
категорически недопустимо.
Наибольшее распространение холодная сварка получила в
шинных контактах алюминия с медью. Следует всегда иметь в виду,
что такого рода контакты обладают безупречной
электропроводностью и непревзойденной механической прочностью при
температурах не выше 80° С. При длительном более высоком нагреве в
контакте медь—алюминий интенсифицируются процессы диффузии и
электропереноса. В контакте в связи с этим начинают наслаиваться
хрупкие интермета л лиды, что в конечном итоге приводит к
разрушению сварного соединения.
101/
§ 25. СВАРКА ТРЕНИЕМ
Как было показано ранее, в механическом контакте в
отдельных микровыступах создаются необычайно высокие давления, во
много раз превышающие предел'текучести. При таких давлениях
не только полностью раздавливаются все оксидные и
адсорбированные наслоения на микровыступах, но и происходит мгновенное
схватывание ювенильно чистых кристаллов. Для схватывания
оказывается достаточным время от одной стотысячной до одной
миллионной доли секунды. Вполне поэтому понятно, что при сухом
трении (рис. 44)
вращающейся детали 2
относительно закрепленной
неподвижной / в плоскости
контакта А—В будет
происходить лавинный
процесс мгновенных
схватываний граничных групп
кристаллитов и столь
же быстрый разрыв этих
связей. Результатом
такого процесса трения будет
нагрев контакта.
Теоретические расчеты и
экспериментальные исследования
показывают, что при
взаимном сухом трении
двух металлических
деталей температура в
трущемся контакте растет
пропорционально скорости относительного перемещения деталей и
давлению, с которым создается контакт. Зависимости эти, однако,
непостоянны за период сварки, особенно при сварке трением
вращения.
Рассмотрим процесс тепловыделения при сварке трением.
В первый момент трения, когда заготовки еще холодные (рис. 44, а)
давление р можно считать почти равномерно распределенным.
В этот период слои металла, наиболее удаленные от оси вращения,
нагреваются весьма интенсивно (кривая температур Т, рис. 44, а).
Однако, согласно рис. 14, динамическая вязкость металла в этих
слоях резко уменьшается. По этой причине, согласно формуле C1),
несмотря на относительно высокую скорость перемещения
крайних волокон металла [малое время в формуле C1)], рост
температуры в этих слоях замедляется, а осевые слои металла нагреваются
(рис. 44, б) благодаря тому, что и вязкость металла относительно
высока, и эпюра давлений по мере разогрева приобретает
параболическую форму. Такая форма распределения давлений особенно
резкой становится в конце процесса, перед сдавливанием стержней,
в) П
?.±U.
д) Г
)
<lS
v п
>
Рис. 44. Схема распределения давления и
температуры при сварке трением: а —
холодный металл (начальный момент); б —
начало пластических деформаций; в—конец
процесса — сдавливание
102
когда разогрев произошел на определенную глубину в обе стороны
от трущегося контакта. Этот момент характеризуется тем, что
температура по плоскости трущегося контакта полностью
выравнивается (рис. 44, е).
Качество сварных соединений, благодаря тому, что контакт
в процессе трения непрерывно изолирован от воздуха, стабильно
получается весьма высоким.
Этот факт дает все основания' использовать сварку трением для
создания изделий самой высокоответственной службы.
Процесс сварки трением практически осуществлен впервые
в СССР А. И. Чудиковым. Однако основательные теоретические
исследования и отработка режимов сварки для самых
различных металлов и конструкций сварных соединений проведены
во ВНИИЭСО (В. И. Билль и Л. А. Штернин). В настоящее время
опыт СССР в области сварки трением начинает использоваться
в промышленности как социалистических, так и
капиталистических стран.
Основными технологическими параметрами режимов сварки
трением являются: скорость вращения, давление в процессе
нагрева рн и давление осадки рос . Начальное давление в процессе
нагрева определяет интенсивность тепловыделения, как и скорость
вращения. Образование сварного соединения обусловливается
давлением осадки.
Наиболее употребительные для широкого круга металлов
режимы сварки: удельное давление при нагреве 30—50 Н/мм2, при
осадке 80—120 Н/мм2, осевая пластическая деформация в
процессе нагрева 2—4 мм. Длительность процесса сварки колеблется
от 2 до 60 с в зависимости от свойств и размера сечения
свариваемых металлов.
При нагреве трением разнородных металлов температура в
плоскости свариваемого контакта оказывается близкой к точке
плавления менее теплостойкого образца. По этой причине его
пластическая деформация становится чрезмерной. Для устранения такого
явления на сильно деформирующуюся деталь предварительно
устанавливают съемную формирующую оправку.
При сварке некоторых металлов, значительно отличающихся
физическими свойствами (например, алюминий -р сталь; медь -г
г титан), в зоне контакта образуются металлические соединения
(интерметаллиды) толщиной порядка до 10 мкм. Уменьшение
толщины таких прослоек частично достигается при использовании
относительно больших давлений осадки. Весьма рациональна
операция торцования контактных поверхностей, выполняемая
путем протачивания их в зажимах самой сварочной машины. При
'сварке разнородных металлов следует избегать осевого биения
более 0,15 мм. В настоящее время исследован и разработан
процесс сварки трением быстрорежущих сталей с поделочными, аусте-
нитных с перлитными, жаропрочных сталей с поделочными,
алюминия и некоторых его сплавов со сталями разных марок, титаном,
L103
никелем, медью, латунью и др. Сварка трением большинства
перечисленных пар металлов и сплавов успешно внедрена в
промышленность.
В то же время часто не удается получить работоспособное
соединение некоторых разнородных металлов и сплавов, широко
применяемых в промышленности. К таким сочетаниям прежде всего
относятся легированные алюминиевые сплавы и стали, прочное
и плотное соединение которых позволит решить ряд серьезных
проблем в различных отраслях техники.
Предложено осуществлять сварку трением таких металлов
через прослойку из третьего металла, хорошо соединяющегося
с каждым из первых двух металлов. В частности, легированные
алюминиевые сплавь! успешно соединяются со сталями через
прослойку из технически чистого алюминия. Технология
получения таких соединений состоит из двух последовательных циклов
сварки: алюминиевый сплав с технически чистым алюминием и
технически чистый алюминий со сталью. При этом осевой размер
оставляемого перед вторым циклом сварки технически чистого
алюминия должен обеспечить требующуюся конечную толщину
прослойки и необходимое для сварки укорочение алюминия в
процессе его осевой пластической деформации.
Толщина прослойки оказывает существенное влияние на
работоспособность соединения. При значительной ее толщине
прочность соединения определяется прочностью материала прослойки.
В случае сварки легированных алюминиевых сплавов со сталями
обеспечение прочности сварного соединения, равной прочности
алюминиевого сплава, осуществляется за счет увеличения
радиального размера изделия в месте расположения прослойки из
технически чистого алюминия, что не всегда возможно по
конструктивным соображениям.
В связи с этим большой интерес представляют работы,
показавшие, что наличие в сварном соединении мягкой прослойки приводит
на определенной стадии нагружения к локализации в ней
пластических деформаций. При этом чем меньше отношение толщины
прослойки к диаметру соединения, тем быстрее растут напряжения
в прослойке в процессе деформации и тем больше становится ее
упрочнение.
При соответствующем уменьшении толщины прослойки удается
получить соединения, временное сопротивление которых при
растяжении достигает 170 Н/мм2, в то время как прочность технически
чистого алюминия равна 70—90 Н/мм2.
Таким образом, изменяя конструкцию детали или уменьшая
толщину прослойки, можно получить равнопрочное соединение
даже в случае использования в качестве материала прослойки
металла с низким временным сопротивлением. В настоящее время
осуществляется сварка трением круглых деталей диаметром от
10 до 70 мм, трубчатых^элементов диаметром до 150 мм.
J04
§ 26. ДИФФУЗИОННАЯ СВАРКА В ВАКУУМЕ
Процесс диффузионной сварки в вакууме открыт, исследован
и разработан для промышленного применения проф. Н. Ф.
Казаковым.
Отличительной особенностью диффузионной сварки является
применение относительно высоких температур нагрева и
сравнительно низких удельных давлений, меньших предела текучести
свариваемых металлов при температуре сварки. В связи с большой
длительностью процесса
диффузионной сварки и высокой
температурой нагрева среда,
в которой осуществляется
сварка, имеет важное
значение. В большинстве случаев
диффузионная сварка
производится в вакууме, однако
возможно применение
атмосферы инертных и защитных
газов.
На рис. 45 представлена
схема типовой установки для
диффузионной сварки.
Свариваемые детали укладывают
на подставки //.
Сдавливание свариваемого контакта
осуществляется
жаростойкими штоками 3, действую^
щими от гидравлических
цилиндров 2. Цилиндры 2
составляют одно-целое с
прочным стальным колпаком 1,
который укладывается на стол 12 с уплотнением из
вакуумной резины 7. Вакуум в камере достигается посредством системы
насосов 9. Давление в гидроцилиндры подается от масляного
насоса 8. Масло в гидроцилиндры подается от масляного насоса 8.
Нагрев заготовок осуществляется высокочастотным индуктором 5,
питающимся от лампового генератора 10. Подъем и опускание
колпака / производится винтом 4 по направляющим 6. Разумеется,
эта схема дает только принципиальное представление о различных
реальных конструкциях.
Процесс диффузионной сварки металлов может обеспечивать
высокую прочность, если свариваемые детали освобождены от
всякого рода загрязнений, включая и окисные пленки,
затрудняющие образование металлических связей. Одним из наиболее
распространенных способов очистки поверхностей является
химическое травление деталей непосредственно перед сваркой. Однако
полное удаление оксидных пленок происходит в процессе нагрева
ZVZ
v/}//////////////////)//////////?///:
Рис. 45. Схема устройства основных
типов машин для диффузионной сварки
в вакууме
105
деталей в вакууме. Вакуум в сильной степени определяет и
прочностные показатели сварных соединений. Например, для случая
сварки изделий из стали 45 разрывная прочность с 550 Н/мм2
при вакууме 133-10~2 Па повысилась до 700 Н/мм2 при вакууме
133-Ю-4 Па (Ю-4 мм рт. ст.).
Влияние удельного давления (отнесенного к номинальной
площади контакта) для тех же образцов сказалось следующим
образом. При давлении 10 Н/мм2 прочность на разрыв составляла
550 Н/мм2, а предельная прочность порядка 700 Н/мм2
обеспечивалась при давлении 50 Н/мм2.
Уместно отметить, что давления должны составлять не более
40% от предела текучести при данной температуре нагрева.
Практически рекомендуется давление для алюминиевых сплавов 2—
5 Н/мма, для сплавов меди 5—8 Н/мм2, для сталей 10—20 Н/мм2.
Значение предела текучести в зависимости от температуры
нагрева можно приближенно определять по формуле
Нагрев свариваемых деталей осуществляют до температур,
составляющих 0,78—0,88 от температуры плавления свариваемых
сплавов.
Длительность нагрева измеряется минутами и даже десятками
минут.
Проделаем некоторый примерный расчет с использованием
формулы A23). Рассмотрим для этой цели процесс диффузионной
сварки в вакууме двух медных цилиндров .встык. Для меди,
согласно табл. 2 и формуле A13), Е0 - 340 000 Дж/моль; Т --- 900° С;
AT 4-400
0-1173 К; Ткип -- 2300° С; ~- ¦¦= ^ - - 1,56.
По формуле A13)
Uc - 340 000 е-1*56 = 340 000-0,21 - 71 500 Дж/моль.
Сопротивление деформации (плоские торцы шлифованные) можно
считать равным пределу текучести: ас.д =~ ат- По существующим
опытным данным принимаем ал — 0,2от. Тогда
у _. 71500 _
' ~ 8,3-1173-0,2 — и-
По формуле A24)
t(j> = 103-e36 - 310 с^5 мин.
Длительность времени формирования физического контакта
получилась приблизительно такого же порядка, как и полное время
сваривания. Следует обратить внимание, что значение энергии
связи в действительности за процесс сваривания меняется в
пределах от 340 до 71,5 кДж/моль, а не постоянно, как это мы считали
в данном случае. Этот расчет еще раз обращает внимание на труд-
10G
ную различимость окончания этапов сближения и начала
формирования физического контакта и даже этапа полного
сваривания.
Особым достижением диффузионной сварки в вакууме следует
считать возможность создания прочных соединений разнородных
металлов и сплавов друг с другом и даже металлов с керамическими
изделиями. Например, можно сваривать титановые сплавы со
сталями и медными сплавами, можно создавать сложные
композиции из сталей с вольфрамом через промежуточные никелевые
прослойки. Практически число таких сложных комбинаций может
быть неограниченным. Подбор режимов сварки при сочетании,
сложных сплавов производится чисто опытным путем.
Существующие расчетные методы проектирования технологии, как это видно
из рассмотренного примера, пока что весьма приближенны и не
во всех случаях удовлетворительно согласуются с опытными
результатами.
Капитальные теоретические исследования металлофизической
сущности процессов сваривания давлением при температурах ниже
точки плавления за последние годы проведены в АН СССР под
руководством Н. Н. Рыкалина, М. X. Шоршорова, Ю. Л. Кра-
сулина и в Московском авиационно-технологическом институте
под руководством Г. Д. Никифорова.
Имеется основание полагать, что в ближайшие годы на основе
теоретических исследований будут разработаны новые способы
сварки давлением в условиях нормальной атмосферы, в защитных
средах и в условиях космического вакуума.
§ 27. УЛЬТРАЗВУКОВАЯ СВАРКА
Металлический кристалл, пронизываемый переменным
магнитным потоком, синхронно с изменением напряженности магнитного
поля меняет свои размеры в каком-либо одном направлении. Это
явление, открытое Джоулем в 1847 г., известно под названием
магнитострикционного эффекта. Наибольшими магнитострикцион-
ными свойствами обладают железо, никель, кобальт и
разнообразные их сплавы (табл. 4).
Можно отметить и еще один пример непосредственной связи
электрической природы строения вещества с механическими
воздействиями на вещество. В этом отношении следует упомянуть
о механоэлектрическом эффекте, открытом братьями Жаном и
Пьером Кюри в 1880 г. Речь идет о пьезоэлектричестве, сущность
которого заключается в том, что неметаллические кристаллы
меняют свои размеры, если к противоположным сторонам кристаллов
прикладывать электрический потенциал. Это явление обратимо.
При упругих деформациях кристалла на его гранях появляется
разность электрических потенциалов. Разумеется, и магнитострик-
ционный эффект обратим, если механические деформации не
выходят за пределы упругих.
107
Таблица 4. Наиболее употребительные сплавы
для ультразвуковых вибраторов
Марка
материала
HI
Ю14
К49Ф2
К65
Название
Никель
Альфер
Пермендюр
Кобальтовый
сплав
Химический состав
Технически чистый никель
Железо + 14% алюминия
50% кобальта, 1,5—1,8%
ванадия, остальное железо
Железо + 65% кобальта
Наибольшая
магнито-
стрикция
35-Ю-»
40-10'в
70-Ю
90-Ю-6
Таким образом, все кристаллические структуры всех веществ,
особенно в масштабах микрообъемов, могут проявлять либо магни-
тострикционные, либо пьезоэлектрические свойства.
Количественно эти эффекты зависят от электрических и магнитных структур
элементарных кристаллов. Совершенно очевидно, что внутри
деталей, подвергаемых магнитострикционному или
пьезоэлектрическому воздействию, чисто механические колебания кристаллов
превращаются в конечном счете в тепло трения. Для сварки именно
это свойство ультразвука и представляет наибольший интерес.
Заметное использование ультразвука для сварки металлов
началось всего несколько лет назад, когда радиотехническая и
приборостроительная промышленность стала применять сложные
сплавы в различных сочетаниях их с друг другом. При этом
оказалось, что в ряде случаев контактная сварка не позволяла
формировать сварное соединение с заданными свойствами, особенно
миниатюрных деталей и изделий.
Рассмотрим схему установки для точечной ультразвуковой
сварки (см. рис. 2, в). Основным элементом машины являются
колебательный блок /—3, который состоит из нескольких
самостоятельных элементов. Цифрой 1 на рис. 2, в помечен магнитострик-
ционный вибратор (иначе еще его называют преобразователь),
который представляет собой сердечник с навитой на него
обмоткой 2, питаемой от высокочастотного генератора. Сердечник
изготовляют из сплавов, обладающих особенно заметным магнито-
стрикционным эффектом. К вибратору / крепится (чаще всего
посредством пайки) волновод 3 (по другой терминологии —
концентратор или трансформатор скорости).
Вибраторы по форме делаются чаще всего коническими или
криволинейно-коническими, когда изменение сечения происходит
по закону показательной функции (экспоненциальные волноводы).
Материалом для волноводов в большинстве случаев служит
инструментальная сталь, но иногда их делают и из других
металлов и сплавов (медь, дюралюминий, никель, пермендюр). Волновод
имеет наконечник 4, который ввинчивается, припаивается или
108
приваривается к волноводу. Наконечник изготовляют из самых
твердых инструментальных сталей или сплавов. Между
наконечником 4 и опорным электродом 5 зажимаются свариваемые
детали 6.
Сила сдавливания детали может быть передана посредством
рычажно-грузовой или рычажно-пневматической системы.
Физическую сущность движения и концентрации
ультразвуковой энергии в больших металлических массах, какими являются
вибратор с волноводом, можно представить себе следующим
образом.
При изменении магнитного потока, пронизывающего большие
металлические массы вибратора, изменяют свои размеры все
единичные кристаллиты в тех именно сечениях волновода, где в
данное мгновение оказывается максимум и минимум магнитной
индукции. В этих сечениях получаются, таким образом, чередующиеся
мгновенно сжатые и мгновенно растянутые кристаллические
решетки. Эти сжато-растянутые кристаллические слои движутся
как волны со скоростями (в см/с), различными для каждого
металла:
Алюминий 5,24-105
Медь 3,58- 10s
Железо 5,17-108
Сталь 5,05-105
Никель 4,76-105
Вольфрам 4,31-106
Таким образом, ультразвук в металле — это процесс волновой
и нельзя представлять себе ультразвуковые колебания волновода
подобными действию пневматического зубила, в котором
совершает гармонические колебания вся огромная металлическая масса
поршневой системы и инструмента.
Если представить себе, что на границе вибратора и волновода
в момент времени, зафиксированный на рис. 2, в, кристаллы сжаты
и многие из них повернуты на небольшие углы, то можно считать,
что суммарная ультразвуковая энергия, мгновенно возникшая
в этом сечении, равна ID —т-. В этом выражении следует под
символом ID понимать интенсивность ультразвука, т. е. степень общей
упругой деформации кристаллов в данном сечении.
Поскольку потери энергии по длине волнрвода ничтожны, то
для наконечника волновода
, itd2 , jiZ>a
Отсюда видно, что интенсивность ультразвука и, следовательно,
концентрация ультразвуковой энергии для зоны наконечника
значительно выше, чем для плоскости спая преобразователя и
волновода, т. е,
I -I °2
109
Однако амплитуда ультразвуковых колебаний | так же, как
и давление бегущей ультразвуковой волны р, усиливается только
пропорционально отношению первых степеней диаметра, т. е.
t t D D
id — lD-^; Pd-pD-^.-
Принимая во внимание эти общие понятия о движении
ультразвуковых волн, можно представить себе, что вибрирующий наконечник
волновода в первые мгновения после его контакта с неподвижными
свариваемыми деталями (рис. 2, в) развивает заметное
тепловыделение именно в этом контакте. В свариваемый контакт волновые
колебания передаются с некоторым сдвигом во времени. В
конечном итоге волновые процессы попеременного сжатия, поворота,
растяжения и нового поворота кристаллитов приводят к
внутреннему нагреву некоторых объемов металла вокруг свариваемого
контакта.
Предполагают, что в микрообъемах свариваемого контакта
могут вспыхивать и весьма высокие температуры, может быть
даже большие температур точек плавления, но средние
температуры, которые фиксировались термопарами, оказываются
сравнительно невысокими и всегда меньше температуры точек плавления.
Основными параметрами процесса ультразвуковой сварки
считают следующие: ? — амплитуда колебаний наконечника, которую,
принято измерять; Р — усилие сдавливания; t — время действия
ультразвуковых колебаний; R — радиус выступа наконечника.
Ультразвуковая сварка может успешно использоваться для
самых различных сплавов и их сочетаний. Сравнительная легкость,
с какой происходит сваривание разнородных сплавов,
по-видимому, определяется той особой активизирующей ролью
ультразвука, которая характерна для множества металлургических,
механических и химических процессов. Установлено, что
ультразвуковые колебания, введенные в металл, понижают его
поверхностное натяжение, значительно ускоряют процессы диффузии и
способствуют развитию рекристаллизации. Поэтому
формирование общей кристаллической структуры по плоскости сваривания
происходит при ультразвуковой сварке быстрее и при меньших
температурах, чем это могло бы быть при контактном нагреве в
аналогичных условиях.
Хорошо известно, что волноводы довольно часто и быстро
разрушаются (разламываются) по тем плоскостям, которые проходят
через надрезы или резьбовые контакты. Очевидно, в таких
случаях имеет место значительная концентрация чисто механических
напряжений от бегущих ультразвуковых волн, вызывающих
попеременное сжатие и растяжение всех слоев металла. Надо
полагать, что концентрация напряжений получается и в
микрообъемах, где имеют место дефекты строения кристаллов, посторонние
включения, микротрещйны и т. п. Концентрации напряжений
способствуют более быстрому разрыхлению плотной упаковки зерен
ПО
появляется множество вакансий, внутреннее трение зерен и блоков
относительно друг друга повышает их микротемпературу, что
вызывает более интенсивную диффузию. Таким образом,
ультразвуковые колебания не только повышают внутреннюю энергию металла
и тем активизируют процессы схватывания и сваривания,
ультразвук сообщает зернам металла и их осколкам такие «толчковые»
импульсы энергии, которые необходимы для начала
самопроизвольных и в микрообъемах даже лавинообразных процессов
схватывания и затем сваривания.
Опыт показал, что при холодной сварке давлением сваривание
может происходить только в том случае, если свариваемые
поверхности свободны от тончайших жировых пленок. При
ультразвуковой сварке жировые пленки уже н е играют такой важной
роли. Вероятно, при ультразвуковой сварке масляные пленки не
просто выдавливаются, а разрываются за счет явления кавитации.
Это явление, во многих случаях сопутствующее ультразвуку,
весьма характерно. Кавитацией называют явление закипания и
испарения жидкостей, возникающее при понижении давления.
Кавитация особенно сильно проявляется при резких и значительных
понижениях давления, какие имеют место в микрообъемах при
действии ультразвука.
Как известно, вода кипит при 100° С, если давление равно
105 Па. Если же давление уменьшить, допустим, до 2270 Па, то
вода закипит при комнатной температуре B0° С). Аналогичная
картина происходит и со всеми другими жидкостями. При
ультразвуковой сварке в каждой капельке, в каждом микрообъеме
жидкости, в частности масляной пленки, с высокой частотой
образуются попеременно высокие давления и высокие разрежения.
Это и есть кавитация, так как при каждом мгновенном понижении
давления происходит мгновенное испарение, т. е. отрыв частиц
жидкости и в конечном итоге разрыв пленок. Именно кавитация
при ультразвуковой сварке помогает осуществлять
непосредственный контакт металлических поверхностей друг с другом, несмотря
на наличие на них жировых слоев перед сваркой. Но все же
принято удалять заметные жировые пленки с деталей,
предназначенных для сварки, так как при. их наличии сварные точки, хотя и
получаются прочными, но всегда относительно меньших размеров,
чем при тех же режимах сварки обезжиренных деталей. У нас
в СССР весьма подробные и результативные работы по
ультразвуковой сварке проводились в двух научных коллективах: в АН СССР
под руководством Н. Н. Рыкалина и Ю. И. Китайгородского и
в МВТУ под руководством Г. А. Николаева.
Существенное влияние на процесс сварки и качество
сварных соединений имеет состояние поверхности свариваемых
деталей.
Исследованиями Н. А. Ольшанского и М. Н. Крумбольдт
(МВТУ) определено влияние на прочность сварных точек
состояния поверхности свариваемых деталей. Так, например, для медных
ill
пластинок в зависимости от состояния поверхности установлены
средние значения разрушающей нагрузки:
- ч
Состояние поверхности Разрушающая нагрузка
в Н в %
Медь в состоянии поставки 300 100
, На свариваемых поверхностях нанесены риски
вдоль ультразвуковых колебаний ..... 370 123
Риски под углом 45° к направлению колебаний 470 157
» поперек колебаний 480 160
Сетка рисок . . •. 540 180
Поверхности зачищены стальной щеткой . . . 430 143
Однако в практических условиях детали не могут подвергаться
такой сложной обработке, как нанесение сеток рисок. Наиболее
рациональной практически оказывается зачистка поверхностей
стальными щетками. Существенным преимуществом
ультразвуковой сварки по сравнению с контактной можно считать тот факт,
Ряс. 46. Технологические характеристики ультразвуковой сварки: а — подъем
температуры под наконечником и в свариваемом контакте; б — изменение
температуры в свариваемом контакте в зависимости от амплитуды колебаний; в —
влияние амплитуды колебаний на подъем температуры в свариваемом контакте;
г — скорость нагрева свариваемого контакта при полированном (прямая) и
шероховатом наконечниках; д — действие давления на подъем температуры в
свариваемом контакте
что ультразвук сваривает пластины, покрытые оксидными
пленками значительной толщины. Например, по данным Н. А.
Ольшанского, хорошо сваривается анодированный дюралюминий, в
такой же мере синтетический алюминиевый порошковый сплав
(САП), который содержит до 15% окиси алюминия.
Однако ультразвуковая сварка имеет по сравнению с
контактной особый недостаток. Поскольку основным очагом
тепловыделения при сварке ультразвуком является контакт наконечника и
детали, то наружная поверхность свариваемой детали всегда носит
112
заметные следы от трения наконечника по детали. Иногда даже
наконечник схватывается с деталью или, как говорят,
«прилипает» к ней.
Основные технологические характеристики процесса
ультразвуковой сварки рассмотрим с помощью графиков (рис. 46).
Поскольку ультразвуковая мощность прямо пропорциональна
амплитуде колебаний, температура в свариваемом контакте
нарастает во времени приблизительно так, как показано на рис. 46, б,
если сварочное давление для данной толщины листов сохраняется
неизменным. Как видно, для относительно малых амплитуд
колебаний установившаяся температура оказывается меньше
температуры в начальные моменты времени. Температурные максимумы
соответствуют времени не более 0,1 с.
Максимальные температуры, достигаемые в.свариваемом
контакте к концу сварки, зависят от амплитуды колебаний линейно
(рис. 46, в) в тех пределах, которые в настоящее время считаются
технологически необходимыми.
Состояние поверхности рабочей части наконечника весьма
заметно сказывается на подъеме температуры в свариваемом
контакте (рис. 46, г). Нормально принятые силы сдавливания
свариваемых деталей влияют на температуру в свариваемом контакте
приблизительно так, как это показано на рис. 46, д.
Ультразвуковая сварка позволяет создавать прочные
соединения разнородных металлов друг с другом, а также сваривать
.металл с керамическими композициями. Наконец, ультразвук
обеспечивает весьма высокое качество сварки пластмасс. Наиболее
эффективно ультразвуковая сварка применяется для создания
соединений малой толщины — от нескольких микрометров до 2 мм.
8 К. А. Кочергин
Глава IV
ЭЛЕКТРИЧЕСКИЙ ТОК В СВАРИВАЕМОМ МЕТАЛЛЕ
И В СВАРОЧНОМ КОНТУРЕ
§ 28. ЗАКОНЫ ЭЛЕКТРОТЕПЛА В МЕТАЛЛЕ
Для сплошной металлической массы закон Джоуля—Ленца
может быть записан следующим образом (рис. 47):
/ т
9м=\\ \i4t)P(V, T)dtdTdV,
О О V
где i — плотность тока; р — удельное сопротивление металла в
исследуемом объеме V; t и Т — координаты времени и температуры.
Если рассматривать общую
картину тепловыделения не в
сплошной массе металла, а в
свариваемом контакте и в непосредственной
близости от него, то окажется
необходимым иметь в виду целый
ряд самостоятельных и
независимых друг от друга очагов
тепловыделения. Перечислим их.
1. Тепловыделение в зоне
контакта, где линии электрического
тока претерпевают заметные
искривления так, что площадь
элементарной силовой трубки тока
AS меняется в зависимости от ее
длины dl
Рис. 47. Возможные тепловые
процессы в контакте и в металле,
окружающем контакт
t т
9('*) = П l/2@pG,)^-*dr,
О О S
где гг — электрическое сопротивление зоны металла вокруг
плоскости контакта, обусловливаемое геометрией (топографией)
силовых линий электрического тока.
2. Тепловыделение за счет электрического сопротивления
микровыступов, непосредственно образующих контакт,
t т
ЯЫ = \\ I*(t)r„{T)dtdr.
о о
114
3. Тепловыделение в естественных оксидных пленках или
(в некоторых случаях практики) в искусственных покрытиях
t т
qnjl=\\ P(t)Rna(T)dtdT,
о о
где Кпл — сопротивление пленки заданной толщины на
исследуемой площади контакта.
4. Теплота Пельтье по границам пленок с металлом, или по
границам жидкого металла с твердым, или по границам
разнородных металлов
t т
qm--=+ \\ n(T)I(t)dtdT.
о о
Здесь П — коэффициент Пельтье для данной границы. Теплота
Пельтье, как известно, полярна, так как пропорциональна только
первой степени тока. Как следует из приведенных общих
формулировок, необходимо учитывать изменение тока во времени. Это
значит, что во всех случаях электронагрева следует принимать во
внимание форму кривых электрического тока.
§ 29. ФОРМЫ КРИВЫХ СВАРОЧНОГО ТОКА
Во всех случаях технологических расчетов ориентируются на
действующее (эффективное) значение сварочного тока. Поэтому
интегралы предыдущего параграфа упрощаются, так как вместо
функциональной зависимости Р (t) можно оперировать с
постоянной величиной эффективного тока. Эта величина весьма просто
устанавливается при сварке переменным током длительностью не
менее полупериода. Для некоторых особых форм кривых
сварочного тока равенство действующих значений тока не обязательно
обеспечивает одинаковую картину тепловыделения в контакте.
Примером могут служить кривые рис. 48, а и б. Для таких кривых
тока, а также для иных, еще более сложных, вполне рационально
представлять изменение сварочного тока во времени в виде
степенных функций. Обозначим пиковое (максимальное) значение
тока через /„, мгновенную величину через i'1( t2. координаты
времени возрастания тока через tx и спада тока через t2. Тогда можно
написать, например, для любой из кривых рис. 48
«1 = /л(^-)"; ' A33)
»a = /„(i_Ay\ A34)
В этих равенствах пит — любые целые или дробные показатели
степени, определяющие кривизну нарастания и спада тока.
8* ' 115
Эффективный ток, соответственно равенствам A33) и A34),
определится следующим образом:
\о о
A35)
В современной практике контактной точечной сварки весьма
часто используется колебательный разряд конденсатора. Кривая
a) j
Рис. 48. Различные практически используемые формы кривых сварочного тока
разрядного сварочного тока в этом случае определяется известной
формулой
mnL
е>. sin at,
A36)
где U0 — напряжение батареи конденсатора в начале разряда;
со — угловая частота;
@:
V
1
LCn2
4L2
A37)
где С — емкость батареи конденсаторов в мкф; п — коэффициент
трансформации сварочного трансформатора (число первичных
витков при одном вторичном).
Отношение -~j дальше обозначено через Ь, т. е.
6 = тг>
2L
A38)
где г — активное сопротивление сварочного контура машины и
суммарное сопротивление всех контактов между электродами
точечной машины в мкОм; L — коэффициент самоиндукции
сварочного контура в мГ. При таких размерностях г и L величина Ь
получается в 1/с.
Согласно уравнению A36), эффективный ток первой
сваривающей волны (рис. 48, г)
/./^...й/Щ?-* »<** <139>
Функция ф (Ьх) имеет следующие значения:
In ... .
ФFт) . .
116
. 0
. . 0
1
0,27
2
0,37
3,5
0,4
5
0,37
10
0,3
15
0,25
23
0,2
30
0,17
Кривая тока по рис. 48, а, если период хг несравнимо мал
относительно т2, обычно характерна для импульсных
электромагнитных машин. Для такой кривой можно считать
и соответственно действующее значение тока
В этих формулах U2 — начальное напряжение вторичного
контура трансформатора.
Широко распространенные в СССР импульсные машины
конструкции ВНИИЭСО имеют кривую тока по рис. 48, в. Для этих
кривых действующее значение тока с достаточной точностью можно
считать равным пиковому значению 1п, но при таком расчете время
включения тока равно не (тх -f- т2), а только %.±.
§ 30. ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ НЕПЛОТНОГО КОНТАКТА
ПРИ ВЗРЫВН0-ИСКР0В0М ПРОЦЕССЕ ОПЛАВЛЕНИЯ
Отличительной особенностью процесса стыковой сварки
методом сопротивления является непрерывное и плотное
контактирование друг с другом свариваемых стержней в течение всего
процесса сварки — от включения тока до его выключения и осадки.
Благодаря непрерывному и плотному контакту, осуществляемому
иногда посредством значительного давления, процесс разогрева
свариваемого контакта и самих стержней идет спокойно, без
выплесков, искр и брызг.
Совсем другая картина наблюдается при стыковой сварке
методом оплавления. В этом случае (рис. 49) для возбуждения
процесса непрерывного оплавления разомкнутые стержни медленно
перемещают навстречу друг другу, чтобы они встретились при
очень малом давлении и соприкоснулись в одной-двух наиболее
выступающих точках. Вследствие малой величины площадки
контактирования плотность тока в точке соприкосновения оказывается
такой большой, что металл вокруг площадки мгновенно
(практически за 1/1000—1/3000 с) нагревается до температуры кипения
и даже испарения, а это приводит к взрыву металла перемычки.
В результате такого взрыва часть металла перемычки
выбрасывается из стыка в виде горячих брызг. Однако часть кипящего
металла остается на обеих поверхностях. Если бы никаких
взрывов больше не было, то металл, отдав свое тепло стержням, быстро
остыл бы. Но поскольку стержни продолжают медленно
перемещаться навстречу друг другу, то в соприкосновение вступают
все новые точки, которые также взрываются. При этом каждая из
117
них передает вглубь стержней часть теплоты, выделяющейся при
разрыве контакта.
Осуществляя и дальше непрерывное неплотное контактирова-'
ние стержней путем медленного перемещения их навстречу друг
другу, в конце концов можно получить установившийся взрывно-
а)
искровой или взрывно-дуговои процесс по
всей торцовой поверхности. Этот процесс,
называемый процессом
непрерывного оплавления, характерен тем,
что, во-первых, стержни с определенной
скоростью оплавляются; во-вторых, на
самих торцовых поверхностях
устанавливается некоторая средняя температура,
превышающая температуру плавления
металла; в-третьих, некоторая доля тепла,
выделяющаяся на торцах, передается
самим оплавляемым стержням.
Процесс оплавления представляет
собой сложное физическое явление взрывно-
искрового или взрывно-дугового
характера.
Рассмотрим с помощью рис. 49
короткую «жизнь» одной металлической
перемычки, замкнувшей оплавляемые стержни
на тысячные доли секунды. Здесь будут
действовать следующие силы.
Рпэ — сжимающая сила, так
называемая сила пинч-эффекта. Этот эффект,
незаметно действующий во всех
проводниках, по которым протекает
электрический ток, заключается в следующем.
Магнитное поле, существующее вокруг
проводника, всегда стремится его сжать,
что и происходит, если проводник
состоит из жидкого металла.
Рп.н — сила поверхностного натяжения
жидкого металла. Эта сила тоже стремится сжать перемычку и
придать ей форму с наименьшей поверхностью.
Рэд — сила электродинамического эффекта, под влиянием
которой каждый контур тока стремится принять форму кольца.
В данном случае все части контура (вторичный виток,
свариваемые детали) жестки и неподвижны. Единственным гибким и
подвижным участком является жидкая перемычка, которая и получает
движение главным образом во внешнюю сторону от
трансформатора. В жидкой перемычке действует сила движения ионов — Ра.«
(рис. 49, а).
Если плотность тока становится весьма высокой и превышает
некоторое критическое значение, то проводимость жидкого ме-
Рис. 49. Схема действия
сил, разрывающих
перемычку жидкого металла
в процессе сварки
стержней оплавлением (а) и
схема действия
электродинамических сил
отталкивания стержней в
процессе сварки
оплавлением (б)
118
талла становится ионной. Этот процесс наступает при таких высо-
ких температурах, при которых кристаллические решетки теряют
стабильность своего строения вследствие весьма энергичного
теплового колебания ионов. При таких высоких температурах весьма
интенсивные тепловые колебания ионов создают затрудненные
условия для движения свободных электронов. Одновременно ионы
приобретают направленное движение. Результатом такого
сложного электронно-ионного процесса является заметное перемещение
материала проводника от плюса к минусу.
Следует помнить, что время существования жидкой перемычки
очень мало по сравнению с временем одной волны переменного
тока. Поэтому всякая перемычка, по сути дела, всегда замыкает ток
одного направления. Для жидкой перемычки процесс ионной
диффузии имеет большое значение как фактор, действующий в том же
направлении разрыва перемычки, что и пинч-эффект.
Таким образом, в связи с действием эквивалентной силы
движения ионов Рд.и и сил пинч-эффекта перемычка не сохраняет
симметричную форму, а вследствие переноса металла к
минусовому концу обрывается непосредственно у плюсового электрода.
Такой несимметричный разрыв перемычки создает относительно
большие лунки на положительном полюсе.
При обычных условиях сварки на переменном токе на обеих
деталях остаются одинаковые следы от взрыва перемычки. В
результате разрыва перемычки происходит искровой разряд,
физическая природа которого вероя-тно та же, что и искровых
разрядов при электроискровой обработке.
Разница между оплавлением и электроискровой обработкой
заключается в том, что при оплавлении разряд получается менее
концентрированный, поскольку, разрядный контур в этом случае
имеет относительно большую индуктивность и очень малую
электрическую емкость. Как известно, при электроискровой обработке
искровой разряд получается наиболее коротким по времени и
наиболее концентрированным по энергии. Высокая концентрация
энергии в электрической искре вызывает особые последствия и
в искровом промежутке и на оплавляемых торцах. Прежде всего,
в искровом разрядном канале развиваются значительные
мгновенные давления, которые по степени концентрации и силе носят
несомненно взрывной характер. У высоковольтной искры, которая
получается при разряде конденсатора, взрывной эффект во много
раз более сильный, чем у любых существующих взрывчатых
веществ (разумеется, исключая ядерные) — см. формулу
A28).
Взрывной эффект искры при оплавлении также оказывается
значительным. Этот эффект возникает за счет мгновенно
развивающихся весьма высоких температур в искровом канале. Имеется
достаточное количество данных, чтобы считать температуру
искрового канала более высокой, чем максимальная температура
нормальной дуги. Благодаря высокой температуре все вещества,
119
входящие в сост&в мёжэлектродной среды и электродов,
Диссоциируют и дают атомарный спектр.
Взрывной удар, который получает одна из деталей в первый
момент за счет торможения электронного пучка, э затем обе детали
в зоне кратеров за счет заполнения вакуума при исчезновении
искровой плазмы оказывается таким сильным, что поверхностные
кристаллиты дробятся на мелкие блоки и все кристаллитные
осколки испытывают огромные пластические деформации. Все эти
явления приходится учитывать при рассмотрении вопросов,
связанных со структурой сварных соединений.
Кроме электродинамической силы РЭд — главной среди всех
остальных, обеспечивающих разрыв жидкой перемычки, в
искровом промежутке между торцами действует еще одиь весьма
характерный электродинамический эффект.
Как видно по пунктирным линиям тока на рис. 49, б, токи через
перемычку диаметром d имеют противоположные направления.
Следовательно, стержни должны получать в моменты образования
каждой единичной перемычки ударные противодавления F,
которые численно определяются следующей формулой: -
F = Я In -J- 1СГ7. (HI)
Здесь / — эффективное значение тока в А; размеры Dud —
согласно рис. 49; сила F — в Н.
По формуле A41) можно подсчитать, что при -j- — 10 и токе
20 кА ударные противодавления F составят приблизительно
100 Н. При ручном ведении процесса оплавления такого рода
удары, увеличенные в несколько раз рычажной системой машины,
сварщик всегда чувствует вполне отчетливо.
Как видно из описания процесса оплавления, контакт между
оплавляемыми стержнями следует рассматривать как неплотный
и нестабильный по его электрическим параметрам, т, е. току,
проходящему через контакт, и падению напряжения на нем.
Рассмотрим этот вопрос с помощью осциллограмм рис. 50. Здесь
последовательно показаны осциллограммы напряжения холостого хода
на разомкнутых стержнях Ux.x, затем падение напряжения Uon
на стержнях в процессе их оплавления и, наконец, падение
напряжения им.с на контакте в момент сдавливания стержней под
током. Для этих трех характерных моментов представлены и ос-
циллографические записи сварочного тока 1оп и тока IM_c нагрева
стержней методом сопротивления.
Все режимы работы стыковой машины показаны на ее внешней
характеристике. Если при установившемся процессе оплавления
измерение тока 1оп и напряжения Uon производится приборами
с инерционной подвижной системой, то вольтметр, так же как и
амперметр, будет показывать некоторые отчетливо фиксируемые
колебания стрелки прибора, соответствующие эффективному зна-
120
чению электрического сопротивления неплотного контакта между
оплавляемыми стержнями Ron. Это сопротивление иногда
называют сопротивлением искрового промежутка. Очевидно, следует
считать
Поп «
Ion
R0n =
Определим величину Ron из следующих условий.
Тепловыделение в свариваемых деталях при стыковой сварке
оплавлением заметно отличается от выделения тепла при сварке
сопротивлением.
Экспериментальные исследования Н. Я.
Кочановского и В. Я. Хазова
показали, что при оплавлении
до 90% тепловой энергии
выделяется на оплавляемых торцах
и, таким образом, весьма мало
тепла выделяется за счет
сопротивления самого металла
свариваемых деталей.
На этом основании
тепловой баланс для оплавления
можно записать следующим
образом (рис. 50):
Яоп = Ява + Ям,
где Цоп — все количество
тепла, выделяющееся при
оплавлении между свариваемыми
стержнями; qe3 —
теплосодержание горячего металла,
выбрасываемого при взрывно-
искровом процессе; qM —-
количество тепла, передаваемое оплавляемым деталям- посредством
теплопроводности.
Если полагать, что взрывно-искровой процесс непрерывного
оплавления устанавливается весьма быстро от момента первого
контакта и тепловая мощность постоянная, то
Яоп ~ Uon'ont>
где UoJon — эффективная мощность, выделяющаяся в зоне
оплавления; I — время оплавления;
Явэ = ycST^h,
где Тдз — средняя температура выбрасываемого металла, близкая
по значению к температуре кипения металла; у — плотность
металла; с — его средняя теплоемкость в жидком состоянии. Это
1?!
'an \j Im.c^
Рис. 50. Осциллограммы тока и
напряжения в процессе оплавления
стержней
V-
равенство представляет собой теплосодержание металла стержней
сечением S, оплавленных на общей длине h.
На основе законов теплопередачи тепло, передаваемое
благодаря теплопроводности обоим стержням со стороны оплавляемых
торцов, определяется равенством
**=XS(-|rLod'-
Значение -у- находим из равенства G9) и тогда
Ям - 2г„ унць V'ls.
Здесь X — коэффициент теплопроводности металла; Тп — средняя
температура на оплавляемой поверхности. Равенство qon — qe3 +
-|- qH может быть записано так:
UonhJ -~ ycSTe3h + 2Тп УИЩЬ V1S.
Обозначим скорость оплавления через v, заменим величину
припуска на оплавление h через h -- vt. Тогда
Uonlon = ycSTe3v + ^^A.
Отсюда скорость оплавления
Uonion 2Тп УЩ7 S
ycSTe3 ycSTe3VT
Или, обозначив
усТвз ' D усТвз '
получим
v = AU™,on ~. A42)
Как видно, последняя формула определяет прямо
пропорциональную зависимость между скоростью оплавления и удельной
мощностью—Щ-^, используемой на оплавление. Это и
подтверждается экспериментальными данными Н. Я. Кочановского.
Для условий установившегося, непрерывного и интенсивного
процесса оплавления второй член равенства A42) становится
относительно малым. Для этих именно условий и приходится
рассчитывать величину Ron. Из равенства A42)
/ *»*>-$-• A43)
л'оп
В некоторых учебниках и учебных пособиях величина Ron
определяется по формуле
„ _ 9500
• у&?« ' <144)
122
где Ron — мкОм, если S — в см2; v — см/с и i — плотность тока
в А/ммг. Округлив коэффициент до 104, получим величину i в А/см2,
a Ron в Ом
Аол — о
Умножив обе части на силу тока оплавления 1оп, получим
iS
* дп^оп — U on
откуда скорость оплавления
7~^*
иъ
on
Результат абсурдный. Максимальная скорость оплавления
получается при Uon—* О, т. е. на машине, отключенной от сети.
§ 31. ШУНТИРОВАНИЕ ТОКА ПРИ СТЫКОВОЙ СВАРКЕ
Внешняя часть каждого свариваемого кольца (рис. 51) обладает
активным и индуктивным сопротивлениями. При этом различают
индуктивность внешнюю и внутреннюю. Первая определяется
магнитным потоком, замкнутым по воздуху
вокруг кольца, вторая обусловливается
магнитным потоком, концентрирующимся
в массе металла самого кольца. Для
магнитных конструкционных сталей
внешняя индуктивность сравнительно с
внутренней несущественна. Внутреннюю
индуктивность, а также активное,
сопротивление кольца рационально рассчитывать
с помощью критерия Л. Р. Неймана — см.
формулу (87).
Магнитную проницаемость в критерии
(87) можно определять относительно
периметра проводника следующим образом.
По кривой намагничивания для
магнитных конструкционных сталей можно
считать для сильных магнитных полей
в среднем
В 1,8-101 ,,.-,
и = -тг^—л—- A45)
Н
Н
Рис. 51. Схема
электрических сопротивлений при
стыковой сварке
кольцевых деталей
Здесь, как видно, принимается среднее значение магнитной
индукции равным 1,87. Напряженность магнитного поля определяем
относительно периметра сечения проводника, т. е.
Н =
A46)
В этом равенстве / — ток, проходящий по проводнику.
123
Из уравнений A45) и A46) нахоДим
ц= 1'8/104ц1. - A47)
Используя это отношение, для нормальной частоты / = 50 Гц
определяем значение параметра х для свариваемого кольца
(рис. 51), когда по нему проходит ток шунтирования /ш,
и У р ~~ 10е и У /„
200 Si/n/ 200 S if 50-1,8-10*и 0.2S
х = ¦
W и У р ~~ 10е и V /шр _ VTJw
Отсюда находим
, __ 0,04,S2
ш— ирх2 -
A48)
Согласно исследованиям Л. Р. Неймана, для сильных
магнитных полей можно приближенно определять активное
сопротивление проводника Ra в зависимости от его омического
сопротивления R0M и критерия х по следующей формуле:
Ra <* Rom 0 + 0,6х V4) = R0Md. A49)
Соответственно внутреннее индуктивное сопротивление
Х*н = Яол0,84х = R0Mb. A50)
Для внешней части кольца (рис. 51), по которой проходит ток
шунтирования, получаем значение полного сопротивления ветви
шунтирования
Z!U = yR2ul + Xl = ROMY~a2 + b\ ; A51)
В данном случае
&„ = ¦??-, A52)
где 1Ш = nDcp — 24 — 21.
Здесь / — установочная длина; 1г — длина захвата кольца
губками машин.
Для параллельных цепей (сварочной и шунтирования)
записываем (рис. 51).
N 'ев (Км ~Г Кк.ср) ~ 'щЬщ, == иш.
С учетом равенств A4В) и A49), а также выражения A52)
25Сшыр ]/"а2-Ь62
smm х2 —
S Аш liuS 1
25(Ушир 2Ъиши М
124
/И;
A53)
Функция -jjj- = / (и) представлена графически на рис. 52.
Практические расчеты показывают, что токи шунтирования с
помощью формулы A53) и графика рис. 52 определяются с
достаточной для инженерных расчетов точностью, несмотря на то что в
рассмотренной системе расчета внешняя индуктивность не
учитывается. Это объясняется тем, что для стальных колец внутренняя
индуктивность за счет высоких значений магнитной проницаемости
оказывается во много раз большей, чем индуктивность внешняя.
L 1 Ь
м
/
/'
При z>0,8 ?<*0,55x ^S
<и
^1 IujS
М 251/ши
S
М
о,з
0,2
0,1
п
в
г
(ж-а
г, с - . , 1 Рис. 53. Схема расположения
Рис. 52. График для расчета функции -^ дросселя для устранения токов
в зависимости от параметра и
шунтирования при сварке колец
Для колец из немагнитных сталей внешняя индуктивность тоже
может не учитываться, так как хотя ц = 1, активное
сопротивление таких материалов весьма велико.
При необходимости сваривать кольца из цветных сплавов
с малым удельным сопротивлением токи шунтирования могут
быть снижены до любых малых значений при помощи разъемных
дросселей, надеваемых на внешнюю часть кольца (рис. 53).
Коэффициент самоиндукции любой катушки с железным сердечником
равен
т 4яП2(ХЗа»;
^др — f »
1ж
где п — число витков; Sx — сечение магнитопровода; 1Ж — длина
средней магнитной линии в сердечнике.
Полагая в данном случае 1Ж — и, согласно формуле A47),
fX =
1,8-10*м
Индуктивное сопротивление дросселя, составленного из железного
сердечника и одного витка (свариваемого кольца),
у _ 2nfUn?l,8-\0*uSx
125
Для нормальной частоты 50 Гц
72 0OOSa
Xdp '¦
10"
A54)
где SM — в см2; хдр — в Ом.
Если напряжение на оправляемых концах Uon, то следует
обеспечить посредством дросселя
,, , /ш72 0005„
Von = 1шХдР, тогда
Отсюда сечение магнитопровода дросселя
О-)». Л* 141/„я-
Von-
A55)
в В. Практически
В этой расчетной формуле 5Ж — в см2; U„,
оказывается, что для ликвидации токов шунтирования во внешнюю
часть кольца сечения железных сердечников дросселей
получаются относительно небольшими. Даже для больших мощностей
при оплавлении (Uon — 10 В) необходимы сердечники сечением
приблизительно 12x12 см2.
§ 32. ШУНТИРОВАНИЕ ТОКА ПРИ ТОЧЕЧНОЙ СВАРКЕ
Масштабы шунтирования не представляется возможным
установить путем измерения вторичного или первичного тока при
точечной сварке.
а) 1,кА
10
5
h
А ^[Т^Мт
/it/ • " — ,
100
200
Lmm
200
Lmm
Рис. 54. Соотношения сваривающих и шунтирующихся токов
для стальных пластин шириной 100 мм толщиной 2 (а) и
4 мм (б) в зависимости от расстояния между центрами
точек: а — d3 — 12 мм; б — d3
13 мм
Вторичный ток (рис. 54) практически не меняется по своей
величине. Меняется только соотношение сварочного и шунтирующихся
токов. Их сумма при всех случаях шунтирования сохраняется
приблизительно постоянной. При этом углы сдвига фаз между вто-
126
г—-
"Л,
(, 4
ричным током, сваривающим и шунтирующимся оказываются
настолько малыми, что вполне справедливо суммировать токи не век-
ториально, а арифметически, т. е. считать /2 я« /ce -f- 1Ш-
Проделаем элементарный расчетный пример для пояснения
факта почти полного постоянства вторичного тока при различных
режимах шунтирования. Пусть общая величина всех переходных
и контактных сопротивлений
между электродами машины
для точечной сварки Rs = 50
мкОм. Допустим, что ветвь
шунтирования не обладает
индуктивностью, а общее активное
сопротивление этой ветви
(рис. 55) Яш -= 100 мкОм. Эти
цифры показывают, что взят на
рассмотрение случай довольно
тяжелого шунтирования.
Для машин точечной сварки
средних мощностей, с вылетом
электродов порядка 600 мм
можно принять: активное
сопротивление вторичного
контура гк — 100 мкОм;
индуктивное хк --¦ 300 мкОм. Пусть напряжение холостого хода машины
на данной ступени U2 — 5 В. Тогда при сварке первой точки, т: е.
без шунтирования, сварочный (он же вторичный) ток будет равен
^L —•-* r¦¦ »—•—*—щ
& Хц1_ _^птПт
&ГТ ',
К ш —
Рис. 55. Электрическая схема
сварочной и шунтовой цепей для точечной
сварки листов одинаковой толщины
/2 =
и.
5-106
Yx\ + (rK + R3J 1^300* + A00 + 50J
15 000 А.
При сварке второй точки, когда появится ток шунтирования,
эквивалентная величина всех сопротивлений RaKe между электродами
станет равной
1
Я*
1
1
100
50
R»
33 мкОм.
В этом случае вторичный ток
h =
5-Ю8
У< + (гк + кэквГ ^3002 +
1332
15 200 А.
Практически в производственных условиях по приборам разницу
токов /2 и /2 не определить.
127
Однако несмотря на почти полное равенство вторичных токов
в обоих случаях, сварочный ток при наличии шунтирования
значительно снижается. В данном случае
а 15 000
1 i °з 1|5
1 ¦ D
/«-
ЛОООО А.
Можно убедиться в том, что снижение сварочного тока в 1,5 раза
дает уменьшение тепловыделения более чем в два раза.
Исследуем теперь подробнее систему расчета токов
шунтирования при точечной сварке.
Если рассматривать свариваемую пластину как бесконечно
протяженную плиту толщиной б, на которой расположены круглые
электроды диаметром d (рис. 56), то омическое сопротивление
металла между электродами определяется известной формулой
-»--тИх+уТ?П.
A56)
где — омическое сопротивление металла между электродами
для одной пластины; р — удельное сопротивление металла
пластины; б — толщина пластины; / — расстояние между центрами
электродов (в нашем случае
будем считать диаметры сварных
точек и электродов равными).
Для практических условий
точечной сварки, когда отношение
—г- > 3, формулу A56) можно
упростить
2
2/
яо а
A57)
Рис. 56. Расчетная кривая для
определения эквивалентной шири-
ветви шунтирования при
точечной сварке
ны Л»
Сделаем допущение, что
шунтирующийся ток распределяется
между точками по некоторой
прямой полосе толщиной, равной
толщине листа б, и шириной h3, которую будем называть
эквивалентной. Тогда омическое сопротивление такой эквивалентной
полосы будет равно
_ Р'
Сравнивая это соотношение с формулой A57), получим формулу
для определения ширины эквивалентной полосы
h3 =
nl
, 21
lnT
A58)
128
На рис. 56 представлена рассчитанная по формуле A58) кри-
'(i)- ¦
вая
i
по которой следует определять значение кэ для различных
отношений lid.
Очевидно, омическое сопротивление всей ветви шунтирования,
если пренебречь сопротивлением самой сваренной точки, получим
равным
_ JfiL
Гш * Ыгэ '
Это значение омического сопротивления ветви шунтирования
подставим вместо Яш в формулу A53)
1 i2l6h3
М ~ 25?/ши'
A59)
По правой части равенства A59) находим функцию ММ, и по этому
значению по графику рис. 52 определяем критерий к.
При расчете шунтирующихся токов следует обращать внимание
на величину ширины эквивалентной полосы h3 в формуле A58).
Если дело идет о сварке не бесконечно протяженных листов, а
ограниченных полос, то может получиться, что расчетное h3,
определяемое по формуле A58) или кривой рис. 56, окажется большим,
чем действительная ширина полосы. В этом случае, естественно,
следует учитывать в формуле A59) не расчетное значение, а
действительное.
Напряжение, подведенное к ветви шунтирования 1)ш (рис. 55),
мы должны считать во всех случаях равным падению напряжения
на свариваемом контакте UK.
§ 33. ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ СВАРОЧНЫХ КОНТУРОВ
Расчеты режимов контактной сварки не могут производиться
без связи с основными параметрами сварочных контуров, главным
образом с их индуктивными сопротивлениями. Благодаря тому, что
контактные машины всегда строятся со значительными
регулируемыми запасами мощности, почти никогда не возникает
необходимости в очень точных расчетах активного, индуктивного и полного
сопротивлений сварочных контуров. Поэтому для
ориентировочных расчетов можно руководствоваться следующими данными.
Для стыковых машин в среднем, независимо от их мощности,
полное сопротивление вторичного контура находится в пределах
zK «^ A50-Г-180) 10~6 Ом. Коэффициент мощности в среднем равен
cos фк = 0,45. Такое относительное постоянство параметров
вторичных контуров объясняется тем, что во всех конструкциях
машин для стыковой сварки стремятся делать размеры контура
наименьшими возможными.
9 К« А, Кочергин
129
Совершенно другая картина наблюдается в машинах для
точечной сварки и в машинах для шовной сварки, где вылеты электродов
и расстояния между токоведущими штангами могут быть по
размерам самыми различными.
Для самых ориентировочных расчетов можно использовать сле-
дущие формулы:
zK = 50 + 0,lS + 4VS; A60)
гк = 30 + 2 \/"S, A61)
где гк — полное сопротивление всего вторичного контура,
включая виток трансформатора в мкОм; гк — активное сопротивление
всего контура в мкОм; S — площадь контура в см2 в свету,
определяемая как произведение S — ав, где а — расстояние от корпуса
машины до электродов и b — расстояние между токоведущими
штангами.
В этих формулах не учитывается разница индуктивных (и
активных) сопротивлений контуров с одной и той же площадью, но
составленных из токоведущих деталей разного сечения.
Для более точных расчетов, когда устанавливается
конструкция контура, расчет коэффициентов самоиндукции сварочных
контуров можно производить по номограммам А. В. Трамбицкого
(рис. 57 и 58). Вычисления по этим номограммам выполняют
следующим образом.
Допустим, надо определить индуктивность контура,
составленного из круглых шин диаметром 6 см. Размеры а =- 60 см, в =
40 см. Отношение сторон (степень вытянутости контура) п -- —г- =
— 1,5. Полупериметр контура р — a -f b — 40 -г 60 = 100 см.
Отношение полу периметра к диаметру ~^~ ~ ~л~ ~~ 16,7.
После этих вычислений ставим линейку на точку 1,5 первой
шкалы и точку 16,7 второй шкалы , ' (штриховая линия на
рис. 57). Тогда линейка отсекает на третьей шкале значение
. . ,.-, равное в данном случае 9,2. Отсюда коэффициент
самоиндукции
L = 9,2р = 9,2400 =¦- 920 см.
Для перевода этой величины коэффициента самоиндукции из см
в генри (Г) надо ввести коэффициент 10~9. Тогда L -- 920- 10~'J Г.
Индуктивное сопротивление контура
х = ©L = 2я/-920-10"9.
При частоте f = 50 Гц х = 288- 10~в Ом. Если к этой величине
прибавить индуктивное сопротивление вторичного витка
трансформатора и токоподводящих шин от трансформатора до корпуса
130
a+b a+b il
"~f
-30
Ho
100000 ¦
5
J
2
10000
5
4
2
23
Ключ WOO i
номограммы:
10J_ a+b _L \-
8 b """ d ~а+Ьч3-
6 H
5
-f 100-
-3
5-
.^ 3
n
32-
30-
28-
26-
24-
22-
20-
18-
16-
14-
12-
¦---. to-
6-:-
ч^~
Рис. 57. Номограмма для
расчета коэффициента
самоиндукции сварочного
контура, составленного
из круглых проводников
Рис. 58. Номограмма для
расчета коэффициента
самоиндукции сварочного
контура, составленного
из проводников
прямоугольного сечения
машины (порядка 120- 10~в Ом), то получится величина х,
сравнимая с той, которая определяется по приближенным формулам
-A60) и A61).
§ 34. ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ СВАРИВАЕМЫХ ДЕТАЛЕЙ
Крупногабаритные изделия из магнитных конструкционных
сталей в сварочных контурах машин для точечной сварки и машин
для шовной сварки концентрируют в массе металла (рис. 59, а)
плоские Фп и кольцевые Фк (рис. 59, б) магнитные потоки.
Концентрация магнитных линий от оси электродов по радиусу А
падает по закону гиперболы.
Соответственно этому эквивалентная
глубина проникания
магнитного потока в металл непостоянна
Рис. 59. Магнитные потоки в сваривав- Рис. 60. Изменение двойной
эквивалентных стальных деталях A—2 — длина ной глубины проникания 2Ддасв и маг-
токоведущей штанги) нитной проницаемости ц, по толщине
стальных свариваемых листов:
/2 = 20 000А, /г = 10 000А
(см. штриховку на рис. 60). Непостоянна также и величина
магнитной проницаемости. Для практических расчетов рационально
принимать эту величину относительно радиуса наиболее
удаленной магнитной линии Д:
ц =
18000-2яЛ
2/
A62)
Коэффициент самоиндукции тороида, который создается одним
свариваемым листом толщиной б, при радиусе наиболее удаленной
магнитной линии А определится следующим образом:
LM, п = 2цб In
2/4
"^7
A63)
132
где dT — диаметр сварной точки. Индуктивное сопротивление
одного свариваемого листа за счет плоского поля
хм, п = 2я/2цб In |i Ю-9 = 2л/ 2'180/00яЛ б In -|i 10"9.
Для частоты / = 50 Гц
36 0006Л , 2Л fn_fi пал,
хм.п = т 1пЧГ° ( ^
В этой формуле хм-п — в Ом, сварочный ток / — в А.
Индуктивное сопротивление металла за счет кольцевого
магнитного потока Фк (рис. 59, б), согласно общей формуле A63),
LM. ж = 2ц/ In -^J-.
Учитывая, что гг = гх + 6, ввиду малых значений отношения б/гх,
можем написать (согласно формуле разложения в ряд)
'1
Поскольку в данном случае
18000.2я/1 г 2-18 000-2я/б
И = г—-; LM.K=—^—j см.
Индуктивное сопротивление цилиндра (рис. 59, б) за счет
кольцевого поля
*-,** 72Гб 10- <165)
Здесь / и б — в см; / — в А и хм, к — в Ом.
§ 35. ТРЕУГОЛЬНИКИ СОПРОТИВЛЕНИЙ СВАРОЧНЫХ КОНТУРОВ
Полную электрическую схему сварочных контуров можно
представить посредством моделей машин для стыковой (рис. 61, а)
и точечной сварок (рис. 61, б). На общих схемах обозначены:
активное сопротивление вторичного витка трансформаторов через гтр,
индуктивное через хтр. Сопротивления внешних вторичных
контуров обозначены: ге-к и хв,к Таким образом, сопротивления
коротких замыканий машин
г к — ге.к + rmp 1 . .....
х =х 4-х • A66)
лк — лв. к ) лтр I
Сопротивления нагрузок для стыковых и точечных машин
различны. В общем случае для машины точечной сварки между
электродами может оказаться включенным:
сумма активных сопротивлений
R, = R'n 4- Rn + гг. т + гв\ . A67)
133
f'H "V.C "rt
Рис. 61. Схема электрических сопротивлений в сварочных
контурах машин для стыковой (а) и точечной сварок (б)
134
сумма индуктивных сопротивлений
Х„
%м. п Т" хм.к-
A68)
В этих равенствах: RnRn — переходные сопротивления контактов
между электродами и свариваемыми деталями; rd, T; гв —
исследованные ранее геометрическое и внутреннее сопротивления
контактов.
Индуктивные сопротивления
металла^. „ и хМшК определяют по
формулам A64) и A65).
Для стыковой сварки методом
сопротивления общее активное
сопротивление между губками машины
Re = Rn + Rn + Rk. с + Rm, A69)
где Rn, Rn — переходные
сопротивления контактов между зажимными
губками и свариваемыми деталями;
Rk.c — полное сопротивление
свариваемого контакта; RM—
сопротивление металла самих стержней на
расстоянии от зажимных губок до зоны,
в которой начинаются искривления
линий электрического тока вокруг
контурного круга контактирования.
Величина RK_C в равенстве A69)
для сварки методом оплавления
заменяется величиной Ron по формуле
A43).
С учетом всех этих сопротивлений, входящих в сварочные
контуры, получаем треугольники рис. 62.
Вычисление сварочных токов, согласно этим треугольникам и
равенствам A66)—A69), следует производить по формулам:
для стыковой сварки
Рис. 62.
Треугольники-сопротивления сварочных контуров для
стыковой (а) и точечной (б)
сварок
/,=
U.
V*l + (rK + Rey
A70)
для точечной и шовной сварок
U,
\Г(Хк -г Хэ)* + (гк + Щ* '
A71)
В этих формулах ?/2 — напряжение холостого хода машины на
данной ступени включения.
135
§ 36. ЭЛЕКТРОДИНАМИЧЕСКИЕ ЭФФЕКТЫ В СВАРОЧНЫХ КОНТУРАХ
Электродинамический эффект отталкивания друг от друга
контактирующих деталей, рассмотренный согласно схеме рис. 49, б,
может суммироваться с еще более ощутимым электродинамическим
отталкиванием токоведущих штанг сварочного контура (рис. 63, а).
Этот эффект так же, как и в контакте, обусловливается
отталкиванием двух токов /, направленных противоположно друг другу.
Для упрощения вопроса будем рассматривать случай, когда
сварочный контур составлен
из жестких круглых
токоведущих штанг (рис. 63, а).
Если W — энергия в
любом проводе, то сила
взаимодействия между ними
определяется как
Р _ dW
дх
и)
rtT
?
Рис. 63. К расчету электродинамических
сил в контуре машины для точечной
сварки: а — размеры контура и
мгновенные направления токов; б —
расположение токоведущей штанги близ
магнитных масс; в — расположение токоведущей
шланги в щели магнитопроводного
металла
Для двух круглых
НИКОВ
ZJ2
провод-
Для них коэффициент
самоиндукции
Соответственно
dW
db
9. ' rlh > r)h ~~ h '
отсюда
г ~ 2 1 Ь
Здесь сила F — в дин. Переводя в Н, получим
.Р = 2.10-7/24-.
A72)
Допустим для примера / = 1000 мм; Ъ =- 500 мм;/ = 120 000 А.
Тогда
F =
2-144-108-1000
108-500
5800 Н.
Как видно, при значительных сварочных токах, например при
сварке алюминиевых сплавов, технологу следует обязательно
учитывать электродинамическое противодавление, весьма заметно
снижающее назначенное сварочное давление электродов. Уместно
136
также обратите внимание на то, что ударное действие
электродинамического эффекта иногда ошибочно относят к так называемому
дилятометрическому эффекту, связанному уже с тепловыми
деформациями нагреваемого металла.
Если в сварочном контуре имеются токоведущие детали,
расположенные вблизи стальных плит (рис. 63, б), то действующая
электродинамическая сила будет в два раза меньше, чем это следует
из формулы A72). Если токоведущая деталь располагается в щели
магнитопроводного металла (рис. 63, е), электродинамическая
сила определяется формулой (F — в Н):
F=6,3~10-\ A73)
Эту последнюю формулу полезно учитывать при конструировании
выводов токоведущих деталей из корпуса машины.
Допустим, например, что в машине для стыковой сварки шина
проходит через чугунную плиту. Для машин средней мощности
можно принять / — 50 кА. Если б = 10 см, / — 20 см, то силу F
получим порядка 3000 Н. Следовательно, гибкие выводные шины
будут нуждаться в солидном креплении.
Глава V
ЭЛЕКТРОТЕПЛОВЫЕ РАСЧЕТЫ ПРОЦЕССОВ И РЕЖИМОВ
КОНТАКТНОЙ СВАРКИ
§ 37. ОБЩАЯ СХЕМА ТЕПЛОВЫХ ПРОЦЕССОВ
ПРИ ФОРМИРОВАНИИ ТОЧЕЧНОСВАРНЫХ СОЕДИНЕНИЙ
В большинстве случаев производственной практики
свариваются точечные соединения из листов одинаковой толщины одного
и того же металла. При этих условиях переменный электрический
ток, проходя от электрода к электроду, встречает на своем пути
два переходных сопротивления (электрод—металл) 2Rn и полное
Рис. 64. Схема распределения тепловых потоков при точечной
сварке листов одинаковой толщины
сопротивление свариваемого контакта RK.T- При такой
концентрации сопротивлений секундное количество тепла Q, поступающее
от источника, суммируется (рис. 64, а)
Q = qK + 2qn. A74)
В отдельных частных случаях при неравенстве переходных
сопротивлений эта сумма видоизменяется:
Q = gK + g'n + g"n- A75)
В нормальных условиях, если технология не предусматривает
искусственной концентрации тепла в каком-либо переходном
сопротивлении, в свариваемом контакте всегда преобладает
тепловыделение. Это объясняется не только относительно большими
величинами контактных сопротивлений RK. т сравнительно с Rn, но и
138
весьма значительным теплоотводом q3 в сторону электродов от
плоскости переходного тепловыделения qn. Рис. 64, б показывает
схему общего теплового баланса. Как видно, можно написать
равенство
Q = qT + 2qa + qM,
A76)
где qT — теплосодержание расплавленного ядра сварной точки.
При различных конструкциях и различном металле электродов
и свариваемых листов
Q = Ят + Qs + q3 + qM + <?,.<•
A77)
Рассмотрим отдельные моменты процесса сваривания точки.
Допустим, что нам удается измерять температуру в плоскости
контакта, непосредственно в центре ядра точки. Тогда кривая
нагрева и охлаждения будет иметь вид, представленный на рис. 65.
Здесь последовательно показаны
холодные листы (позиция 1),
начало образования расплавленного
ядра (позиция 2), окончательное
его формирование (позиция 3) и,
наконец, готовая сварная точка
(позиция 4).
До момента 2, когда в
плоскости контакта образуется
некоторый слой расплавленного металла,
мгновенное значение температуры
отдельных контактирующих
выступов может быть и более
высоким, чем показывает кривая -на
рис. 65. Наибольшая температура
в центре расплавляемого ядра,
вероятно, во всех случаях
превышает точку плавления. Скорости
нагрева и охлаждения при
современных режимах сварки очень
велики и достигают нескольких
тысяч градусов в секунду.
Поэтому не только расплавленное ядро, но и некоторый слой металла
вокруг него претерпевают сложную термическую обработку.
На рис. 96 тонким светлым ободком вокруг сварной точки
показан слой металла, который называется зоной термического
влияния (з. т. в.). При травлении полированных шлифов эта зона
показывает границу всех возможных изменений строения и
размеров зерен, происшедших в результате структурных превращений
в металле, под влиянием перекристаллизации, рекристаллизации
или других процессов, которые могут пройти в металле при
нагреве и сдавливании.
ии
то
woo
BOO
200
^
ШШ,^
1 1
шшШш
А
А
р^ШшШш
, , 1
0,1 0,2 0,3 0,4 0,51,С
Рис. 65. Примерная картина
температуры в плоскости контакта при
сварке точки
139
Вокруг ядра точки в свариваемых деталях будет существовать
быстро меняющееся температурное поле, которое показано на
рис. 66 для тех же моментов, какие изображены на рис. 65.
Еще более сложное температурное поле оказывается в
металле в направлении оси электродов (рис. 67). Здесь приходится
считаться с тепловыми источниками qn, из-за которых
теплопередача в электроды будет значительно отличаться от той, которую
можно было бы определить расчетным путем при отсутствии этих
источников. После выключения тока, когда источники qn исчезнут,
Рис. 66. Картина распределения температуры
вокруг плоскости контакта при сваривании точки:
/— момент сдавливания перед включением тока; 2 —
начало плавления ядра; 3 — расплавленное ядро заданных
размеров, момент выключения тока; 4 —
кристаллизация и остывание всей зоны сварной точки
происходит весьма интенсивное охлаждение металла. Реальные
кривые нагрева и охлаждения ядра точки ввиду наличия и затем
исчезновения источников qn значительно отличаются друг от друга
и не являются зеркальными изображениями друг друга, что
бывает в других случаях нагрева внутренними источниками тепла.
Очевидно, что при точечной сварке основной технологической
задачей является получение стабильных размеров ядра точки и
определенной структуры зоны термического влияния.
Основными размерами ядра точки считаются диаметр dT и
высота К.
На рис. 68 приведены типовые кривые изменения температуры
в ядре точки Т, диаметра ядра dT и высоты ядра h в зависимости
от времени включения сварочного тока. При плоских (а не
шаровых) наконечниках электродов и достаточно высоком давлении
размер диаметра ядра точки стабилизируется уже в начальные
моменты после включения тока и дальше остается неизменным. При
шаровой заточке электродов диаметр ядра растет примерно так,
как показано на рис. 68 штриховой линией.
Влияние сварочного тока и давления электродов на величину
диаметра ядра точки при неизменном диаметре электродов
показано' на рис. 69. При малых давлениях размер dT диаметра ядра
точки нестабилен (рис. 69, б) и может быть меньше диаметра
140
т;с
two
woo
600
200 -
т
A$
/^ *z.\
[ЕЩ
dT
Г /'«>
/ • /
1 /
1 /1 I.I
dr.h
0,1 0,2 0,3 0,4 t,C
Рис. 68. Типовые кривые
изменения во времени температуры
ядра Т, диаметра dT и высоты
ядра h
Рис. G7. Кривые примерного
распределения температуры в зоне
свариваемой точки Тк и в переходном
контакте Тп (а, б — плавление ядра;
в — остывание расплавленного ядра)
°).
а,, у.м
dJtwM
-?*
*%
***
1
,/
у» •
•^-i •
1,кА
Рис. 69. Влияние силы сварочного тока и давления электродов
на величину диаметра сварной точки: а — i— 1,2с, Р— 10 000 Н,
da= Ю мм; б — Р- 1250 Н, йэ = 8 мм, б- 2,5 + 2,5 мм;
в — 0,69 с; X — 0,46 с
141
электрода d3. Большое давление (рис. 69, а) обеспечивает
постоянные размеры диаметра ядра точки, предельное значение которой
может составлять не более l,4d5. Сравнение графиков рис. 69, а и б
показывает, что при больших давлениях оказывается
необходимым использовать значительно большие сварочные токи, так как
контактное сопротивление уменьшается и тепловыделение в
контакте становится недостаточным для формирования ядра
необходимых размеров.
Для прочности точки имеют значение оба размера ядра — и
диаметр, и высота. Режимы точечной сварки подбираются так,
чтобы высота ядра составляла не менее 30%, но и не более 80%
двойной толщины свариваемых листов. При сварке листов
неодинаковой толщины стремятся получить проплавление в листе малой
толщины порядка 30%. В среднем при одинаковой толщине листов
высота ядра должна быть порядка толщины листа.
§ 38. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ИМПУЛЬСНОЙ ТОЧЕЧНОЙ СВАРКЕ
Длительность импульсных режимов точечной сварки составляет
десятые, сотые и даже тысячные доли секунды. При таких условиях
до 95% всего тепла, выделяющегося за счет полного
сопротивления контакта, идет на расплавление ядра сварной точки. Таким
образом, расчеты импульсных режимов вполне рационально вести,
пренебрегая тепловыми потерями в электроды и в массу
металлических листов, окружающих расплавленное ядро. Воспользуемся
этим фактом для того, чтобы возможно более полно выяснить
основные взаимосвязи между всеми показателями режимов сварки.
Свариваемые детали могут быть покрыты искусственными или
естественными оксидными или интерметаллидными наслоениями.
В зависимости от их природы тепловыделение в контакте будет
весьма разнообразным. Рассмотрим простейший пример сварки
стальных тонких листов, покрытых слоем окалины. На этом
примере можно будет выяснить вообще роль оксидных наслоений на
других металлах.
Удельное сопротивление оксидных пленок зависит от их
толщины и технологии нанесения. Для большинства оксидных пленок
можно приближенно считать
Ы => const, A78)
где %х — удельное сопротивление пленки; г|5 — ее толщина.
В процессах тепловыделения главную роль играет изменение
удельного сопротивления пленок в зависимости от температуры.
Эта закономерность может быть выражена в виде функции
где 8 — абсолютная температура пленки; 6ЯЛ — абсолютная
температура плавления металла подложки; q — показатель степени
142
для разных составов пленок; он может быть равным, большим
и меньшим единицы.
Равенство A79) предполагает, что большинство оксидных
покрытий (за исключением различных модификаций окиси
алюминия) при температурах плавления металла утрачивает свойство
повышенного электрического сопротивления, поскольку при этих
температурах оксидные пленки, если не разрушаются как
химические соединения, то полностью растворяются в металле. Изменение
удельного сопротивления металла в зависимости от температуры
примем согласно равенству E6). Геометрическое сопротивление
свариваемой точки определим как
, _ РтЛв
sTen
A80)
где ST — площадь сварной точки; h — высота ядра сварной точки.
Внутреннее сопротивление контакта определяется формулой
C6). Однако, если вести расчеты теплового баланса по этой точной
формуле, то'интегрирование может быть произведено только
численное и результаты получаются в виде таблиц или графиков.
Такие графики не дают наглядного представления о взаимных
связях главных переменных. Учитывая это, заменим точную
формулу C6) приближенной
о-ч-^-О-'^г)- <181>
Полагаем
A82)
и соответственно
dd =; впл dT. A83)
Форму кривой сварочного тока будем учитывать согласно
закономерностям A33) и A34).
Примем показатель степени в равенстве A79) q — 1. Тогда
тепловой баланс может быть представлен так
X
РДА / 1 о о \ ргА
ЬХ1-^Т) + ^Т+Ь1-Т^
ycST№nAdT. A84)
Если решать это уравнение с учетом равенства (8), т. е.
Лс- ST(\ —e-z),
то конечная формула, определяющая температуру в контакте, будет
представлена функцией интеграл логарифма. Эта функция
табулирована, но табличная зависимость не дает наглядности,
необходимой для понимания взаимосвязи всех переменных. Решаем
143
поэтому уравнение A84) для условий Ас
ные и интегрируя, получим
ST. Разделяя перемен-
pTh-
рдД0
-*6«
И
ехр-
рЛ РдАсг М>
F@
ус8тШп
A85)
РдД -I" ife
В этом решении /¦" (/) представляет собой интеграл от любой
временной функции, которой с заданной точностью отвечает кривая
импульса тока. Для степенных функций A33) и A34)
v2m+l
F(t) =
,2п\Л
+ Х,
Как видно, при tx ¦-- тх и /а — т2
04)*
+ 1
2т + 1
Р СЛ — Ti _l т2
*• > ~ 2n -J- 1 ^ 2т + 1 '
A86)
A87)
При tt — т2 и m -- п, т. е. при симметричной кривой тока
относительно оси ординат,
F{t):
2т
2л + 1
A88)
При л=1 F{t) = ~x
» ft :
» П = ¦
» Л :
2
X
4
F@ = t
F@= 1,3т
F(/) = 4-t
A89)
Проанализируем теперь решение A85), чтобы выяснить влияние
формы кривой тока и всех составляющих контактного
сопротивления на скорость и характер подъема" температуры ядра сварной
точки или, точнее, температуры в плоскости свариваемого контакта.
Примем с целью упрощения условия A88). Тогда по решению
A85) скорость подъема температуры в контакте
!-?г {??_ j- _*0 —^_ =
prh j In + 1
V dt /x+o
ус \ ргп '
г2Рг / Гиго -\~ гпл
ус \
Гт
)
2л-
1
A90)
где i — плотность тока, отнесенная к площади ядра сварной
точки; гмг0—согласно допущения A81), начальное
сопротивление контакта, обусловленное микрошероховатостью металлических
поверхностей.
144
Сопоставив выражение ^A90) с условием A88) и кривыми
рис. 70, приходим к выводу, что скорость подъема температуры
в контакте пропорциональна плотности сварочного тока,
начальному значению внутреннего сопротивления контакта и зависит от
формы кривой сварочного тока. Расчетные примеры, приведенные
в § 16, показывают, что площадь холодного контакта, особенно
для листов средней и большой толщины, всегда заметно меньше
площади ядра сваренной точки. Следовательно, плотность тока
в начальный период нагрева всегда значительно больше, чем
в конце, и соответственно этому скорость нарастания температуры
окажется большей, чем скорость, рассчитанная по неизменному
значению среднеквадратичного тока. Решающее влияние на форму
кривой температуры в контакте оказывают состояние поверхности
свариваемых деталей и форма кривой сварочного тока.
Как видно из сравнения кривых тока рис. 70, бив,
эффективное значение тока для обоих случаев одинаково. Однако
температурные кривые, как это наглядно показано на рис. 70, г, будут
совершенно различны. Таким образом, программируя сварочный
импульс, можно обеспечить практически любую форму кривой
температуры в контакте, в том числе даже комбинированные из
трех типовых, показанные на рис. 70, г.
Весьма значительно влияние и контактных сопротивлений. Как
видно из формулы A85), оксидные пленки и микрошероховатость
поверхностей действуют одинаково, так как их характеристики
входят в показатель экспоненциальной функции с отрицательными
знаками. Рассмотрим в связи с этим только относительную роль
геометрического и внутреннего сопротивлений контакта для свеже-
зачищенных листов, у которых толщина оксидной пленки ничтожно
мала. Тогда, вынося в показателе экспоненты за скобку величину
рд Д,получим
M—JhlL Ч. — __§JL a = ге.т {пл) . a ,jgj,
рдД ат ^дД_ ат г(мгхол) ат • *¦
Разность A91) безразмерна и представляет собой некоторую
критериальную величину. В ней представлена связь
геометрического сопротивления контакта в момент плавления гг. т (/ы) и
внутреннего сопротивления холодного контакта гмг (ХОл) • В этом легко
убедиться, рассматривая формулы A80) и A81). Критерий М
(формула 191) показывает, что при значительном преобладании
гмг (хол) (рис. 70, д) отношение давления о к пределу текучести от
может оказаться большим, чем отношение —г,--("л>—. Тогда крите-
гмг (хол)
рий М становится отрицательным и температура в контакте растет
по сильно выпуклой кривой 1 (рис. 70, е). При резком увеличении
давления (или при уменьшении микрошероховатости) критерий М,
если и сохранит отрицательный знак, но сильно уменьшится по
К- А. Кочергиц
И5
абсолютной величине. Значение гмг (хол) в этом случае показано
штриховой кривой на рис. 70, д. Такой же кривой обозначена
температура (кривая 2) для этого случая на рис. 70, е.
Формула A85) при отсутствии оксидной пленки представляется
в следующем виде:
/ pTh __ _?_
е
%А
9th
ехр
1Рдд
Рд W (О
ychOn
1
A92)
Рдд
Эта формула с достаточной наглядностью показывает, что в
зависимости от знака и абсолютной величины критерия М, а также от
вида функции F (t) кривая
температуры в плоскости
контакта может меняться по любой
закономерности в пределах от
типа е+х до типа 1 — е~х (см.
рис. 21). Следует учесть при
определении временной
функции F (t), что высота ядра h
растет во времени от момента
включения тока
приблизительно по зависимости
h л=* .тJ У^ах,
A93)
е) в
U •„¦„,,
/
11
/ У
/ /
\ /
/
г
' 2
1 У
У
\S,m
|
Рис. 70. Различные формы кривых
сварочного тока (а — г) и возможные
изменения контактных сопротивлений (д)
и температур в ядре сварной точки (ё)
где а — коэффициент
температуропроводности; ц —
отвлеченное число, при котором (см.
рис. 21) любая из функций,
определяющая изменение
температуры по координате и
времени, становится достаточно
близкой к нулевому значению.
Рассмотренные соотношения
позволяют сделать вывод о том,
что на регулирование
количества тепла и скорости его
введения в металл при точечной сварке оказывает влияние главным
образом форма кривой сварочного тока, величина внутреннего
сопротивления контакта и действующее давление электродов.
§ 39. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ НОРМАЛЬНОЙ ТОЧЕЧНОЙ СВАРКЕ
Термин нормальная точечная сварка применим ко всем тем
процессам, при которых нет оснований считаться с формой кривой
сварочного тока и речь может идти только об эффективном
значении сварочного тока. Нормальные процессы точечной сварки в
отличие от импульсных имеют относительно большую длительность
действия тока и применимы для листов средней и большой толщины
145
(практически больше 1 мм). При нормальной точечной сварке
недопустимо пренебрегать тепловыми потерями в процессе
формирования ядра. Следует учитывать потери тепла как в массу металла,
окружающую ядро, так и в массу охлаждаемых и охлаждающих
медных электродов.
Рассмотрим тепловой баланс при формировании сварной точки
между листами металла одинаковой толщины. Будем считать
вначале, что ядро сварной точки
представляет собой цилиндрик диаметром
dT (рис. 71, а) и высотой 26.
Практически это нереальное условие, так
как в действительности высота ядра
меньше 26 (рис. 71, б). К реальному
условию мы перейдем позднее.
Поставим задачу найти секундное
количество тепла Q, которое нужно
ввести в металл для расплавления
цилиндрика диаметром dT и
высотой 26
Q = q3+q»+qT, A94)
где q3 — потери тепла в электроды;
qM — потери тепла в окружающую
массу металла; qT —
теплосодержание цилиндра высотой 26 и
диаметром dT. Для первой ступени расчета
введем еще одно нереальное условие: нет потерь тепла в
электроды. Тогда тепловой баланс запишется равенством
Q - Цм + Ят,
или, в развернутом виде,
Рис. 71. Характерные кривые
распределения температур при
точечной сварке
Qdt = yc^28dT +
2лХ2б
йт |- 2х
Tdt.
Из этого уравнения для момента, когда Т
кундное количество тепла
2яШ
Тпл, определим се-
Q.
<¦('+!)
1 — ехр
1-лЫ
,„(„!)
ndi
ус -
2якТплЧЪ
4 J
'"(
in 1 Ь
2х
>
¦ехр
Aat
" ('-'-?)
10*
A95)
147
Эта формула определяет секундное количество тепла,
необходимое для нагрева цил'индра диаметром dT, высотой 26 до
температуры Тпл. Но в действительности мы нагреваем цилиндр высотой h.
Остальная часть (рис. 71, б) свариваемых листов 26 — h — 2m
нагревается до некоторой средней температуры Тх < Гш,
поскольку в реальных условиях благодаря охлаждающему
действию электродов температура поверхности металла под электродом
Тп,м (см. рис. 64, б) значительно меньше Тпл. Допустим, что от
ядра (рис. 71, б) температура падает с изменением расстояния m
линейно. Тогда можно считать Тх средней между Тпл и Г„.ж, т. е.
т т
Тх = пл"*" '¦*. Очевидно, среднее значение температуры может
быть найдено и для любого нелинейного падения температуры с
изменением расстояния т.
Учитывая среднее значение температуры Тх, перепишем
равенство A95)
Q =
2пК [НТпл + B6 - ft) Tx]
,„(
In 1 +
2х
>1
1 — ехр
4at
In
0+S)
A96)
Каким бы в действительности ни было распределение температуры
от расплавленного ядра в металл, расстояние х, на котором
температура будет близкой к нулевому значению, может быть
определено из условия
х = т|2 V~at, A97)
где а — коэффициент температуропроводности; ч\ — число,
представляющее собой (см. рис. 21) величину, обратную критерию
Фурье,
at
Fo =¦
A98)
-V-
ai_
Fo
A99)
Согласно точным решениям задач теплопроводности в процессах
сварки, для случая нагрева и охлаждения цилиндра в теплопро-
водящей массе металла можно считать, что при г\ = 1,25
температура на расстоянии х достаточно близка к нулю. Однако
независимо от этого конкретного значения ч\ формулу A96) можно
переписать так:
Q
148
2пХ [ЛГ„Л+ B6 — А) Г,]
In 1 + 2т)
2Vat\
•ехр
Ш 2 ^
Как видно, в этой формуле секундное количество тепла Q является
функцией критерия Фурье. Весь знаменатель безразмерен, а
поэтому и отношение
2n%[hTnA-\-Bb-h)Tx] _ф ,2щ
ч.
также безразмерно и получает тем самым свойство критерия.
Если построить кривую (рис. 72)
Ф = 1п{1 +2n-^j^)Jl—ехр
Aat
т In 1 + 2г|
2 Vat
2 Vat
в зависимости от числа —g—, при различных реальных значениях
11, то окажется, что кривая Ф ¦-= f\~i—) будет представлять
собой почти прямолинейную зависимость в практически возможных
пределах сварки для диаметров ядра
точки от 2 до 50 мм.
Полагая в отношении B00)
Тпл ~Ь 'п. м
X. ' с\
и опуская постоянные числа,
получаем первое критериальное число
технологического подобия
Q
А - X [(ft + m) Тпл + тТп. м] • B01)
Исследуем, что представляет
собой критерий А в реальных условиях
сварки листов одинаковой толщины.
Полагаем, как это имеет место
в производственной практике,
h = K& B02)
Тп.м - к2Тпл. B03)
Тогда
б(^)
т-
Рис. 72. График изменения
расчетной функции Ф —
_ 2лХ[(Г1-{-т)Тпл + тТп.м]
Q _
2 Vat
в зависимости от
и соответственно
А =
0
ХТплб[1 + ^ + ^-^-)к2\
B04)
149
Практически наблюдается коэффициент к2 в пределах
_ ' 3
В соответствии с этим фигурная скобка в знаменателе формулы
B04) получает значение в пределах
A,5+^)^A,75 + -^).
Как видно, величина кг составляет от 0,5 до 1,5, можно фигурную
скобку в знаменателе формулы B04) считать средним постоянным
числом, которое в критериальной записи исчезнет, и мы получим
из уравнения B04) следующий расчетный критерий подобия:
Уместно отметить, что этот критерий оказывается подобным
критерию М. В. Кирпичева
Ki — 1
Л' пл
в котором q — секундное количество тепла, отнесенное к единице
Q
расстояния, т. е. ц-^ —-.
Раскроем значение секундного количества тепла Q для условий
нормальной точечной сварки, когда в расчетах учитываются
действующая сила сварочного тока и тепловыделение одновременно
за счет внутреннего и геометрического сопротивлений контакта.
Величины контактных сопротивлений надо находить как
средние за период сварки точки. Задача может быть упрощена, если
обратить внимание на типовые изменения полного сопротивления
контакта в процессе сварки и на сопротивление сваренной точки гт
в момент выключения тока (рис. 73, 74 и 34). Проанализируем этот
вопрос несколько подробнее.
Для чистых листов в зависимости от нормальной силы
сдавливания Рн, относительно малой или относительно большой Рб (рис. 74)
начальное сопротивление контакта RK.T в известных пределах
меняется и, если сварочный ток также меняется в соответствии с
давлением, то размеры сварной точки и температурное поле вокруг нее
могут сохраниться стабильными, что и обеспечит постоянную
величину гт — сопротивления только что сваренной точки. Штрих-
пунктирная и двойная штриховая кривые рис. 74 показывают
характер изменения полного сопротивления контакта при наличии
оксидных наслоений относительно малой или большой толщины.
Должным образом подобранный сварочный ток и в этом случае
может обеспечить такую же окончательную тепловую картину
вокруг сварной точки и такие же ее размеры, как и при чистых
металлических листах.
150
Кривые рис. 73, а представляют собой осциллограммы
изменения полного сопротивления контакта при сварке листков
малоуглеродистой стали толщиной 0,7 -j- 0,7 мм.
a) Rkj,_i4k0m
120
WD
во
ВО
?)
20
} •
t
'
$
^
¦/
>
R
•
У
I
ч
N
/
^,
N
>
V
J
N
*r
"ч
¦-*\
\rr
\
\
ч
500 1000 "С
Температура на краю точка
S) Rkj,mkqm
120
100
во
го
d3-0j2cv
\
\
—7~i
d3-0,63 см
1г'2225/Г~*~-~-
, d,-0,?dc*
| |
!2-43в0; dj-0,42
I2-739l
^Jtr~0,6
, й,-0,7щ
0,05 t,C
0,1
S) Rfr,mOM
100
rn/r+ fog + гг.г
Рис. 73. Типовые осциллограммы и кривые изменения полного сопротивления
контакта при точечной сварке:
осциллограммы; — — — расчетные кривые
Осциллограммы рис. 73, б относятся к нержавеющей стали
толщиной 0,7 + 0J мм, осциллограммы рис. 73, в получены при
сварке дюралюминия на конденсаторной машине. Кривые 1, 2 и 3
относятся к толщине листов 1 +1 мм сваренных при сдавливающем
усилии 2900 Н. Кривая 1 —для листов без зачистки поверхности
перед сваркой, кривая 2 — для случая недостаточного или
избыточного химического травления. Как видно, оксидные пленки на
Ш
* const
контактных поверхностях весьма значительно увеличивают
начальное сопротивление контакта. При полном травлении оксидных
пленок (кривая 3) получается типовое изменение полного
сопротивления контакта. Такое же типовое изменение получено и на
кривых 4 и 5 для листов, зачищенных перед сваркой мягкими
вращающимися стальными щетками. Обе последние кривые относятся
к толщине листов 0,5 -j- 0,5 мм, сваренных при сдавливающем
усилии 1600 (кривая 4) и 4000 Н
(кривая 5). Рассматривая все
осциллограммы рис. 34 и 73, можно
сделать заключение, что в момент
выключения тока электрическое
сопротивление сваренной точки
(см. рис. 73, а) представляет собой
только геометрическую составл*яю-
щую полного контактного
сопротивления. Количественное
значение этого сопротивления, согласно
рис. 71, б и 73, а,
B06)
Время
где рг -
удельное сопротивление
металла в момент перехода его из
твердого состояния в жидкое; h —
высота ядра сваренной точки;
dT — диаметр ядра.
Определим секундное
количество тепла, которое выделяется
в свариваемой точке в момент выключения тока. Эта величина,
согласно выражению B06), может быть определена по следующей
формуле:
I4pTh
Рис. 74. Типовые осциллограммы
изменения полного сопротивления
контакта при точечной сварке
(Rk. ю — начальное сопротивление)
Q-
jidi
B07)
Здесь / — действующее значение сварочного тока.
Опуская постоянные коэффициенты из формулы B07) и
подставляя эту величину Q в критерий В, получим новый критерий
С = 4^- . B08)
Этот критерий представляет собой критерий М. В. Кирпичева,
в котором секундное количество тепла конкретно относится к
свариваемой точке.
Если учесть почти прямую пропорциональность между
функцией Ф и критерием Фурье (рис. 72), то с последним могут быть
соответственно связаны критерии В и С,
153
Производственный опыт и экспериментальные данные В. К.
Лебедева показывают, что секундное количество тепла Q линейно
зависит от силы сдавливания и, следовательно, давления
электродов. На этом основании может быть создан следующий сложный
критерий:
К = -^. - B09)
Учитывая, что в практике контактной точечной сварки принято
задавать не давления а, а силы сдавливания, относя давление к
площади ядра сварной точки, можем записать
С V?SdlaT
А = 5 •
Вводим в этот критерий значения С и Fo:
к - 12рл 1 Г*-
<Рт%тпль\/ <
at 4gr
Р
Отсюда окончательно получаем расчетный критерий
технологического подобия
К = /2 V"iPT<hb B10)
dTTnJl VhfcPb '
где / — эффективное значение сварочного тока; рг — удельное
сопротивление металла, отнесенное к моменту перехода металла из
твердого состояния в жидкое; / — время включения тока; dT —
диаметр ядра сварной точки; Тпл — температура плавления
металла; У Кус — коэффициент аккумуляции тепла, в котором К —
коэффициент теплопроводности, у — плотность металла и с —
средняя теплоемкость металла; <тг — предел текучести металла
в холодном состоянии; Р — начальная сила сдавливания
электродов.
В целом критерий К — величина безразмерная:
„ Дж. -с'/2 -Н-м2-кельвин-с^2
с'М2-кельвин-Дж. -Н
Обратимся теперь к критерию А [формула B01)] и заменим
в нем значение секундного количества тепла Q соответствующей
величиной по формуле B07), опуская постоянные коэффициенты.
Новому сложному критерию дадим другое обозначение:
L _ _ ¦f2Рг VtaTh /21 j4
dT Укус [(/г + от) Тпл + шТ П. Ml г
153
Если в этом критерии Тп.м^ -тг. что довольно часто
соответствует реальной действительности, то получим (рис. 71)
h = 26 — 2m; (ft + m) Тпл = B6 — m) Тпд;
Соответственно квадратная скобка в формуле B11) становится
равной
[(ft + m)Тпл + mTn,м] = 2 (б - ~) Тпл.
Здесь для всех практически возможных (и допустимых) размеров m
величиной-j- по сравнению с толщиной листа б можно
пренебречь и считать
2F-^O^267^.
Отсюда видно, что опуская коэффициент 2, мы из критерия L
получаем критерий К. В большинстве случаев практики стремятся
обеспечивать высоту ядра ft приблизительно равной толщине
листа 6. Что касается температуры на поверхности металла под
электродом, то она может быть весьма различной в зависимости от
металла электродов и состояния поверхностей, образующих
переходный контакт.
Для примера можно привести следующие опытные данные. При
сварке правильно зачищенных стальных листов толщиной 4 мм,
используя чистые медные электроды. В. К. Лебедев установил,
что температура поверхности металла под электродами колеблется
в пределах 500—700° С.
При электродах с заметно окисленной контактной поверхностью,
что характерно для производственной практики, температура
этого же самого металла под электродами составляет 700—1000° С.
Если обеспечить достаточно частую заточку и зачистку
контактных наконечников электродов, что при сварке стальных листов
толщиной даже 9,5 мм при длительности включения тока 7,5 с
температура под электродами получается в пределах 450—650е С.
§ 40. КРИТЕРИАЛЬНЫЙ МЕТОД РАСЧЕТА РЕЖИМОВ
КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Согласно теореме Ньютона, подобные процессы имеют
одинаковые критерии подобия.
По теореме М. В. Кирпичева и А. А. Гухмана для тепловых
процессов кроме одинаковости определяющих критериев подобия
необходимо иметь согласно направленные векторные величины
процесса, а их численные значения должны быть или одинаковыми,
или масштабно подобными. Скалярные величины (физические пара-
154
метры) должны быть также или одинаковыми или масштабно
подобными.
Для точечной сварки "векторными величинами являются
температура (и соответственно тепловой поток), а также сила
сдавливания электродов (и соответственно распределение давлений).
Все рассмотренные выше величины А, В, С, К и L представляют
собой безразмерные критерии подобия, удобные для практических
технологических расчетов. Однако прежде обратим внимание на
существование еще одной, но уже размерной величины.
JA
се к-см
го
10
__1__1 . 1 , 1 1 I ! 1 ! г . I I
О
о
по°°
о
ОС
°о
со •
III I I k I I
10
15
го а7,мм
Рис. 75. Практически наблюдаемые пределы тепловой
энергии, вводимой в металл при сварке точки (при h = б):
О— сталь; щ — дуралюмин;
С — латунь Л62; i
О — титан; О — сплав
— нержавеющая сталь
МА8;
На рис. 75 для различных значений диаметра ядра сварной
точки dT и различных металлов показано, в каких пределах
практически колеблется значение величины /2 Ц . Оказывается, эта
величина приблизительно постоянна для всех металлов и пределы
ее колебаний ограничены значениями от 14 000 до 30 000 Вт/см.
Как видно, величина /2 ~ по физическому смыслу будет пред-
т
ставлять собой секундную энергию для момента плавления
металлического цилиндра с диаметром, равным диаметру точки dT, и
высотой 1 см.
Величина Р —~ обеспечивает возможность ориентации при
выборе сварочного тока. Верхние ее значения относятся к
наибольшим, нижние — к наименьшим отношениям h/б. Запредельные
значения в современной практике не используются. Отсюда
можно получить равенство для ориентации в выборе сварочного
тока.
155
Поскольку определено, что при h = б
Р ~?z- = 14 000 -=- 30 000 Вт/см,
г
то, следовательно,
/«A20 ч-170)-^, B12)
где / — в A; dr — в см; рг — в Ом -см.
Для ориентации в выборе не только режимов сварки, но и
физических характеристик некоторых металлов, рассмотрим две
табл. 5 и 6. В табл. 5 сведены физические константы, в табл. 6
даны средние практически возможные режимы сварки для
диаметров точки dT — 1 см при высоте ядра h = 6.
Обращает на себя внимание тот факт, что не только постоянна
для всех металлов величина / ^ч}, но постоянен и критерий К.
т
Поскольку в табл. 6 приведены средние режимы сварки для всех
металлов, то одинаковость для них критерия К показывает
существование отработанного производственной ^практикой
технологического подобия, которое совсем не повторяет
подобия электрического и теплового и, следовательно, этим
подобиям не эквивалентно.
Покажем на конкретном примере, как пользоваться критерием
технологического подобия. *
Допустим, что для сварки листов дюралюминия толщиной
8—8 мм мы хотим сохранить технологическое подобие сварки
листов толщиной 2—3 см. Это значит, что мы обязаны обеспечить
и для толщины листов 8—8 мм одно и то же значение критерия
Таблица 5. Теплофизические и механические константы
для некоторых металлов
Металл
Титан
Нержавеющая
сталь 1X18H9T
Дюралюмин
Д1
Латунь Л62
Сталь Ст.З
Медь Ml (на-
гартованная)
Температура
плавления
О
о
С
1725
1450
650
900
1450
1083
1998
1723
¦ 923
1173
1723
1356
Удельное
сопротивление при Г р
мкОм- см
165
130
10
16
140
8
Средние значения
от 0» до Тпл
О
о
6
S
о
t
0,2
0,244
2,06
1,95
0,41
3,35
So
0,072
0,953
0,8
0,525
0,08 .
0,83
1*5
6
О
а
0,775
1,05
2,35
2,6
1,47
3,77
к
о
<и
и-
>>
ш
*» о
45 000
40 000
25 000
23 000
22 000
20 000
1350
1530
1530
2340
2140
4100
Коэффициент а
28
24
13
16
24
19
Гомологическая
температура в/впл\
0,144
0,165
0,31
0,245
0,165
0,212
156
Таблица 6. Средние режимы точечной сварки для диаметра
точки 10 мм при толщине листов 2—3 мм
Металл
Титан
Нержавеющая сталь
1Х18Н9Т
Дюралюмин Д1
(закаленный и естественно
состаренный)
Латунь Л62
Сталь Ст.З
Медь Ml (нагартованная)
Сварочный ток /
А
11000
12 500
45 000
35 500
12 000
50.000
Время
включения
тока t
с
0,28
0,30
0,30
0,32
1,00
0,2
Сила
ливания
ктродов Р
Н
10 000
8 000
5 000
3 000
5 750
1 250
Критерий
Z для
холодного
контакта
0,38
" 0,26
0,34
0,22
0,44
0,10
Критерий К
36
36
36
36
36
36
т
20 000
20 000
20 000
20 000
20000
20 000
К = 36. Одинаковое значение должно быть обеспечено и
критерия С. Тогда, согласно этому критерию, см. формулу B08),
сварочный ток для толщины листов 8 + 8 мм при диаметре точки
25 мм должен быть
/ =45 000-2,5 = 112 500 А.
Примем силу сдавливания электродов Р = 20 000 Н. Тогда, по
данным табл. 5 и 6, критерий К может быть записан в виде
следующего равенства:
Qfi_ H2,52-10"-)/7-10-25 000
°~ 2,5-1530-10в-20000 '
отсюда t = 0,65 с.
Учтем электродинамический эффект сварочного контура
согласно формуле A72).
Допустим, что размеры контура / = 1000 мм и Ь = 500 мм.
Тогда распорная сила Р уменьшит давление электродов на
г. 2-112,52-106-10 000 K1nnU
F== R5T500 = 5100 Н.
Учитывая это обстоятельство, следует силу сдавливания вместо
принятой 20 000 Н увеличить до 25 000 Н. -.,-а ,..-
Рассмотрим возможные в практике более сложные условия
программирования режимов и, следовательно, более сложные
случаи технологического подобия. Это относится к процессам сварки
металлических листов, на которых вынужденно или
предумышленно сохраняется оксидная пленка такой толщины или таких
157
свойств, что становится необходимым учитывать ее присутствие
при оценке секундного количества тепла.
Как было ранее показано, для всех случаев точечной сварки
тщательно зачищенных металлических листов можно вычислять
секундное количество тепла, выделяющееся в свариваемом
контакте, по формуле A80) и соответственно определять критерий С
по формуле B08). Начальная величина гм,г (см. рис. 34, 73, а, 73, б)
обычно мало отличается от сопротивления только что сваренной
точки.
Если же такое отличие имеет место, то средняя величина RK,T
(рис. 73, г)
п гт ~Т гмг о
соответственно этому критерий С примет вид
Cl -_ /2(Р^ + РдА)
Скобку в этом критерии можно представлять и так:
рт h + рдА = ktfrh. (*)
Тогда как критерий С, так и критерий К [формулы B08) и B10)]
сохраняют свой вид, поскольку коэффициент kx может быть опущен.
Но при заметном влиянии оксидной пленки на величину RK_T
(рис. 73, г, штриховые кривые) приходится иметь ввиду равенство
Ак. г г= ?пл ~Г Лиг ~т~ ггт
и соответственно получить критерий
с _ '"" (PTh + РДА -г Щ
Для такого сложного процесса тепловыделения, какое имеет
место при заметных и ощутимых оксидных пленках, вместо
критерия К следует ввести новый критерий
drTruVkycPb
Легко видеть, что этот критерий превращается в критерий К, если
пренебречь влиянием оксидной пленки и принять равенство (*).
§ 41. ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ РЕГУЛИРОВАНИЯ
ЭЛЕКТРОТЕПЛОВЫХ ПРОЦЕССОВ ПРИ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКАХ
Во многих случаях практики при помощи точечной сварки
приходится создавать соединения, конструктивно весьма
отличающиеся от показанных схематично на рис. 64. К таким более
сложным сочетаниям относятся, например, сварные конструкции по
рис. 31.
158
Как видно из рис. 31, г, плоский верхний электрод создает1
высокую плотность тока по переходному сопротивлению. Более
рационально для этого случая электрод делать фигурным, по
профилю привариваемой проволоки (или стержня), как это показано
пунктиром. Искусственная концентрация электрического
сопротивления по свариваемому контакту практикуется' весьма широко
и достигается при помощи различного рода рельефов (отсюда и
название рельефная сварка). Конкретные примеры такого рода
технологического регулирования тепловыделения показаны на
Рис. 76. ' Рациональные формы рельефов при
сварке нелистовых конструкций
рис. 31, е и ж и на рис. 76. Можно заметить, что во всех этих
случаях концентрация тепловыделения в свариваемом контакте
осуществляется за счет главным образом геометрической составляющей
контактного сопротивления.
Для рельефной сварки характерны жесткие режимы, т. е.
импульсные. Существует и другой технологический способ
регулирования тепловыделения. Этот способ типичен для сварки листов
неодинаковой толщины. На рис. 31, д в некотором масштабе
показано, что теплоотвод в верхний электрод q3 будет значительно
больше, чем теплоотвод q3 во второй электрод и в более толстый
нижний лист. Такое неравенство теплоотвода, особенно если
металл электродов и их размеры одинаковы, повлечет за собой
(рис. 77, а) такое смещение ядра сварной точки в глубину толстого
листа, что верхний тонкий лист может и не получить достаточного
проплавления. Сравнительно слабое регулирование
тепловыделения может быть достигнуто подбором разных размеров электродных
наконечников (рис. 31, д), более сильное — подбором электродов
с разными величинами теплопроводности.
Наиболее сильное регулирование может быть осуществлено
путем создания дополнительных очагов тепловыделения, которые
159
Создаются тонкими неприЁаривающимися (рис. 77, б) или
приваривающимися (рис. 77, в) или приваривающимися подкладками под
электроды. В качестве неприваривающихся прокладок могут
служить фольга из меди для стальных конструкций и фольга из
нержавеющей стали для алюминиевых сплавов.
Приваривающиеся прокладки (рис. 77, в) используют из того же
металла, что и свариваемый. При толщине таких прокладок,
сравнимых с размером тонкого листа, ядро сварной точки можно
выводить даже за пределы привариваемого тонкого листа.
Рис. 77. Технологические схемы точечной сварки листов неравной толщины:
а — смещение ядра вследствие неравенства q3 и q3\ б — компенсация смещения
при помощи неприваривающейся прокладки; в — достижение полного провара
при помощи приваривающейся прокладки; г — шовностыковое соединение
с использованием двух приваривающихся прокладок
Шовная сварка с такими подкладками может осуществляться
как шовностыковая (рис. 77, г), с полным проваром по всей
толщине стыкуемых листов.
Особую роль в несимметрии тепловыделения при точечной
сварке играют такие полярные явления как теплота Пельтье.
Сущность явления Пельтье поясняется следующим образом.
Средняя энергия свободных электронов в каждом металле различна.
Если направлен^ тока таково, что через контакт перемещаются
электроны из металла, в котором их энергия относительно больше,
то в контакте они передают избыток своей энергии частицам
кристаллической решетки. Происходит выделение тепла в контакте.
Если изменить направление тока и создать перемещение
электронов в металл с большей средней энергией электронов, то
электроны-пришельцы будут отнимать часть энергии у металла и тем
самым охлаждать его. Следовательно, теплота Пельтье в
зависимости от направления тока может складываться с теплотой Джоуля
или вычитаться из нее.
Численно теплота Пельтье-учитывается по формуле
QnT = +ПИ, B14)
где Я — коэффициент Пельтье в мВ; / — сила тока в A; I —
время в с.
160
Таблица 7.
Коэффициент Пельтье
для границ жидкого
и твердого металла и
абсолютные
температуры плавления
Таблица 8. Термоэлектродвижущая
сила в мкВ/кельвин
Металл
Алюминий
Цинк
Никель
Магний
Железо
Бериллий
Медь
Серебро
Коэффициент
Пельтье
в мВ
5,4
5,6
18,3
8,7
21,0
12,5
19,2
21,0
Абсолютная
температура
плавления в К
933
692
1728
923
1812
1553
1356
1233
Металл
Молибден
Вольфрам
Цинк
Медь
Серебро
Иридий
Тантал
Никель
Алюминий
Магний
Пе
с железом
6,5
11,0
11,0
11,4
11,5
12,0
14,5
34,0
—
—
ра
с медью
4,4
0,4
0,1
0
0,5
1,1
2,6
24,0
3,2
3,5
Для границы жидкой и твердой фазы некоторых металлов
коэффициент Пельтье приведен в табл. 7.
Для границы разнородных металлов коэффициент Пельтье
определяется по следующему равенству:
Я = ав,
где а —коэффициент термоэлектродвижущей силы; 0
ная температура границы металлов.
о) Переменный
M/WWV ток
B15)
абсолют-
Рис. 78. Зоны выделения тепла Пельтье (а/; |3/)
и Джоуля (Л/2; Ы2) при точечной сварке на
переменном и постоянном токе
Значения коэффициента термо-э. д. с. для некоторых пар
разнородных металлов приведены в табл. 8.
На рис. 78, б показаны очаги выделения тепла Джоуля и
Пельтье при сварке точки. Очевидно, что при переменном токе
тепло Пельтье никак не проявляется, поскольку при одном
направлении тока оно положительно, при другом отрицательно. Поэтому
11 К. А. Кочергин
161
на рис. 78, а показаны только очаги джоулева тепловыделения
в переходных и свариваемых контактах, пропорциональные току
во второй степени и во всех случаях положительные, т. е.
нагревающие металл.
При сварке постоянным током помимо тех же очагов джоулева
тепловыделения, что и в случае переменного тока, имеются
дополнительные положительные и отрицательные источники тепла
Пельтье а/ и р7. Как видно из рис. 78, б, распределение этих
источников нагрева и охлаждения таково, что в целом
тепловыделение будет несимметричным относительно плоскости свариваемого
контакта. В результате ядро сварной точки сместится к одному из
электродов. Несимметрия расположения ядра может получиться
такой значительной, что один из листов не достигнет даже
минимально необходимого провара. Такие картины наблюдаются при
сварке разнородных металлов, которые в паре имеют большие
коэффициенты а и Я (см. табл. 7 и 8), например никель и сталь.
§ 42. ЗАКОНОМЕРНОСТИ ТЕПЛОВЫХ ПРОЦЕССОВ ПРИ СТЫКОВОЙ СВАРКЕ
Из всех процессов контактной сварки стыковая в наибольшей
степени занимала многих исследователей. Особенный интерес
вызвали электротепловые явления, связанные с нагревом й
свариванием стержней. Наиболее известны теоретические расчеты
К. К. Хренова, Н. Н. Рыкалина, А. И. Пугина, А. Я- Рабиновича,
Ф. И. Кислюка и А. С. Гельмана.
Решения электротепловых задач особенно для стыковой сварки
методом сопротивления доведены до высокой степени
совершенства и позволяют определять не только режимы сварки, но и
структурные картины сварных соединений.
Общее количество тепла, которое выделяется в зоне
свариваемого стыкового контакта за период всего процесса нагрева,
согласно равенствам C6) и (99), определяется очень сложной
формулой:
о B16)
Обращаясь к опытным данным, замечаем (см. рис. 35), что в
процессе нагрева и сваривания полное сопротивление стыкового
контакта падает приблизительно линейно от начального значения
в холодном состоянии до нуля в момент сдавливания и сваривания
контакта.
¦ Таким образом, представляется вполне рациональным считать,
что полное сопротивление стыкового контакта ЯКшС меняется по
зависимости:
ДЯ>С = ЯК0A_-Х-), B17)
+
DQn
VT^,
dQ.
162
где RM — полное сопротивление стыкового контакта при
комнатной температуре.
Все тепловыделение в зоне контакта происходит одновременно
не только за счет полного контактного сопротивления RK. c, но и
за счет активного сопротивления самих стержней. Разделить,
однако, эти сопротивления друг от друга так, чтобы их изменение
в процессе сварки можно было бы рассматривать по отдельности —
задача нереальная.
Действительно, посмотрев на рис. 31, а, можно убедиться, что
зона А, в пределах которой происходит искривление линий
электрического тока, непостоянна. Она максимальна в начальный
момент и полностью исчезает в конце сварки. А ведь эта зона и
определяет геометрическую составляющую полного сопротивления
контакта. Вместе с тем зона В тоже подвижна и тоже влияет на
тепловую картину сваривания. Но эта зона, разделяемая от зоны
А подвижной поверхностью S, уже обусловливает активное
сопротивление самих стержней.
Для рассмотрения сложной картины тепловыделения в
стыковом контакте рационально считать, что действительно наблюдаемая
в контакте температура Т представляет собой сумму двух
составляющих: температуры Тк, развивающейся только за счет полного
сопротивления контакта; температуры Тс, которую создает
тепловыделение за счет только активного сопротивления самого металла.
При таком допущении все же следует помнить о некоторой
неточности, заключающейся в следующем. Повышение удельного
сопротивления металла в непосредственной близости от контакта
будет происходить не только за счет нагрева металла стержня
электрическим током, но и за счет тепла, развивающегося в
контакте и передающегося металлу в обе стороны от контакта.
Поэтому, измеряя температуру, развивающуюся за счет активного
сопротивления при нагреве целого стержня в губках стыковой
машины, мы получим меньшее значение температуры по сравнению
с тем случаем, когда будем измерять температуру Тс в
непосредственной близости от контакта двух свариваемых стержней того же
сечения.
При очень малых значениях RK, с, когда и температура Тк
относительно мала, температура для целого или температура Тс
для двух сваривающихся стержней будут приблизительно
одинаковы.
Если же температура Тк сравнима по величине с общей
температурой Т, действительно развивающейся в контакте, то
составляющая Тс будет получаться выше той, которую мы можем
рассчитать для нагрева целого стержня с учетом изменения его
удельного сопротивления в зависимости от температуры.
Несмотря на невозможность экспериментального разделения
составляющих температур Тс и Тк, весьма целесообразно
расчетным путем отдельно учитывать температуры Тс и Тк как слагаемые
Общей действующей температуры Т. Это позволяет более правильно
11*
163
представлять процесс тепловыделения в контакте и слоях металла
вокруг него. Влияние той, или иной величины сопротивления
контакта на характер изменения температуры выясняется при такой
точке зрения особенно отчетливо.
Температура нагрева стержня за счет только его активного
сопротивления, если пренебречь всеми тепловыми потерями, может
быть определена из равенства:
—$?• A + kTe) dt = ycSx dTc,
где х — некоторое расстояние от контакта, в пределах которого
мы и фиксируем среднее значение температуры Тс.
Решая это уравнение, получаем формулу
1 ( ~1" )
Те=±-\е-" -I). B18)
Температура нагрева стержня в пределах того же расстояния
от контакта х может быть определена из другого равенства:
PRm {\—I?^dt = 2ycSx dTK.
Каково бы ни было распределение температуры от плоскости
контакта по длине стержня х, согласно рис. 21 можно записать
' х = гJ У at .
Тогда решение для температуры Тк получим в виде следующей
формулы:
( «ко'г v~2_\
TK = TmV~e V^^sJ. BШ)
По формулам B18) и B19) построены кривые рис. 79. Здесь
кривая Т — температура, действительно развивающаяся в
контакте — опытная. Кривые Тс и Тк — расчетные. Скорости подъема
температур Тс и Тк весьма различны: •
= Tc=evc ±«Li*; B20)
dt c ус
& " 2t) \fkycS2 ]/"t
Отношение этих скоростей
*k°/LZX- + >0
Т' Po* 2
e __
164
T« rk° > e \Tn^Y}.ycs v j _
В начальный момент включения или вообще при импульсном
режиме, т. е. при t —> О,
(f) =Ъ- ¦ <2гз>
V с 1(->0 —о—
Это соотношение весьма существенно для выбора способа нагревй и
способа сварки при решении различных практических
производственных задач.
Сравнивая формулы B18) и B19), убеждаемся, что в контакте
может быть развита температура, равная точке плавления, только
за счет высокой концентрации тепла в самой контактной плоскости
(или на торцах свариваемых стержней). Произведем некоторое
преобразование показателя степени в формуле B19), учитывая, что
RK0I2 1/7
Тогда формула B19)
записана в виде
х х Vyc
~ 2]/"Ы ~ 2]/Tt '
„ 2xV"\cVWcS
* пл г—f=
2VU
может быть
ТплусхЯ ¦
B24)
Тк = Т„ А 1 -
. B25)
г
1500
1000
500
"С
1 1 ^
; 1гср=6200А у^
-
1
/ /
—
г
Г*Т
шт°
•Г,
h
I
ю
1
3 4 t,c
Очевидно, можно подобрать
режим сварки так, что составляющая
Тс по сравнению с составляющей
Тк будет весьма мала (например,
1/10, 1/20). Это может быть
осуществлено при очень малом значении
показателя экспоненты в формуле
B18). Но малость этой величины
может обеспечиваться только
благодаря сверхмалым значениям времени
t, так как плотность тока i и,
следовательно, ток / должны быть очень
высокими, для того чтобы
составляющая Тк достигла своего предельного
значения.
Таким образом, варьируя соотношения Тс и Тк, можно
подбирать любое электротепловое состояние в зоне свариваемого
контакта.
Как было показано ранее, при рассмотрении процесса
оплавления, контакт осуществляется весьма неплотным и динамичным.
Это и обеспечивает относительно более высокую концентрацию
1374. 165
Рис. 79. Типовые
осциллограммы изменения сварочного тока
и температуры при стыковой
сварке стальных стержней
диаметром 12 мм методом
сопротивления
а) оС
Z00O
1500
р 1000
тепловыделения на свариваемых торцах. Но и такая концентрация
может оказаться недостаточной. Тогда прибегают к
тепловыделению уже за счет импульсных разрядных процессов
(конденсаторная батарея, электромагнитная энергия). При таких процессах
свариваемые детали могут и не
образовывать перед включением тока какого-либо
контакта, а потому говорить о
контактном сопротивлении в таких
случаях не приходится. Мало того, на
торцах стержней под влиянием
дуговых или/искровых разрядов
развиваются температуры, в среднем близкие
к точке \ кипения металла. Поэтому
формула B25) соответствует только
процессам нагрева за счет джоулева
тепла, а для искровых или дуговых
разрядов следует написать
1-е" ~
Т —Т
' ими — ' кип
TcpycSx
Рис. 80. Схема действия
давления на процесс
тепловыделения вокруг стыкового
контакта: а — чрезмерно
большое давление, малое
сопротивление контакта,
недостаточный нагрев; б —
нормальное давление,
правильный разогрев; в —
недостаточное давление, в контакте
местные перегревы и
выплески; г — процесс
оплавления, неплотный контакт;
д — нулевое давление,
бесконтактный нагрев разрядом
конденсатора
' B26)
где Тимп — температура на торцах
свариваемых стержней при импульсных
разрядах; Ткип — температура кипения
металла; UI — мощность искрового или
дугового разряда на торцах
свариваемых стержней; х — расстояние от
торца в глубину стержня, на котором
можно считать температуру Гф средней
между точками кипения и плавления.
Для иллюстрации различных
процессов тепловыделения в свариваемых
стыковых контактах на рис. 80
показана качественная картина влияния
давления на характер тепловыделения
на свариваемых торцах. При большой
силе сдавливания (рис. 80, а) нагрев
в контакте почти незаметен. В этих
условиях за короткое время выдержки
при высокой температуре нельзя
получить прочного соединения. Уменьшая
давление и тем самым увеличивая
контактное сопротивление, можно в
плоскости контакта создать более концентрированный нагрев
(рис. 80, б, в), чем в первом случае (рис. 80, а).
Давление может быть уменьшено до такой малой величины,
при которой осуществляется только касание в отдельных
выступающих точках. Сопротивление контакта станет настолько
большим, а тепловыделение в связи с этим настолько интенсивным,
166
что в точках соприкосновения металл будет мгновенно
вскипать и выбрасываться из стыка в виде мелких раскаленных
брызг.
Это будет переход от нагрева методом сопротивления к взрывно-
искровому процессу оплавления. Цель перехода от спокойного
нагрева (рис. 80, б, в) к бурному процессу оплавления (рис. 80, г)
следующая. Достаточно вспомнить, что во многих случаях
производственной практики приходится сваривать изделия с развитым
сечением, например
трубки, полосы, листы и т. п. а' !
Насколько сравнительно
просто обеспечить
симметричное тепловыделение
при стержнях круглого
сечения, настолько же
трудно сделать это при
развитых сечениях.
На рис. 81, а показан
идеальный случай
контактирования двух круглых
стержней, когда
тепловыделение начинается в
середине и постепенно
распространяется в глубину и
вдоль этих стержней.
Совсем другая картина
получится, если будут
свариваться неровные
концы стержней (рис. 81, б).
В этом случае первое
соприкосновение М9жет
оказаться на краю торцов
и выравнивания
температур не произойдет даже
к тому времени, когда
в первых
соприкасающихся точках металл
выплавится, а полного контакта
по всему сечению все еще не будет. При взрывно-искровом
процессе оплавления средняя температура по всем оплавляемым
торцам устанавливается быстро и нагрев деталей получается
равномерный и концентрированный (рис. 81, в).
Но процесс оплавления применим не во всех случаях.
Представим себе, что необходимо сварить тонкие проволочки из
разнородных металлов, таких, например, как медь и сталь.
Нормальная сварка методом сопротивления в этом случае невозможна,
так как очень трудно будет добиться такого распределения
температуры в контакте и вдоль свариваемых проволок, при котором
Рис. 81. Процесс нагрева стержней: а —
методом сопротивления при шарообразной
подготовке торцов; б — методом сопротивления
при неровно обрезанных стержнях; в —
симметричное тепловыделение при нагреве
методом оплавления
167
проволоки сплавились бы и сравнительно немного
деформировались при сдавливании.
Однако сварить эти проволоки все же можно и притом весьма
прочно, если перед сваркой их не сдавливать друг с другом (см.
рис. 80, д), а создать между их концами достаточно мощный
искровой разряд.
При импульсной сварке за счет искрового разряда вся тепловая
энергия концентрируется исключительно на торцовых
поверхностях, температура которых независимо от свойств металла
доводится до температуры кипения. Интересно отметить, что
некоторые металлы имеют весьма различные температуры плавления,
но сравнительно мало'отличаются друг от друга по температуре
кипения:
Температура Температура
плавления в"С кипения в °С
Алюминий 660 2000
Серебро 960 2100
Олово 230 2275
Медь 1083 2300
Сталь @,27% С) . 1500 2500
Если в момент образования мощной искры свариваемые концы
ударно сдавить, то на поверхностных тонких слоях металла,
доведенных до температуры, превышающей температуру точки
плавления, образуется сплав из двух разнородных металлов.
Некоторые сплавы такого рода очень хрупки (например, сплав
алюминия с медью), но поскольку толщина слоя такого сплава
очень мала (менее 0,01 мм), эта хрупкость не оказывает влияния
на прочность сварногб соединения в целом.
Рассмотрим тепловую картину при стыковой сварке методом
оплавления. Она является едва ли не самой сложной из всех
процессов контактной сварки.
Академик Н. Н. Рыкалин еще 20 лет назад дал точное решение
распределения температуры по оплавляемым стержням. Это
решение записывается следующей формулой:
t
ох Г* хг v2t
Т = *СЛ е~ Ш е 4" ** B27)
2VsiKycS J Vt '
где q — постоянное секундное количество тепла, выделяющегося
на оплавляемых торцах; v — скорость оплавления; х —
расстояние от оплавляемого торца в глубину стержня; t — координата
времени; а — коэффициент температуропроводности.
На рис. 82 представлены опытные кривые распределения
температуры вдоль свариваемых стальных полос сечением 51 х 3,2 мм
при средней скорости оплавления 0,1 см/с. Штриховая кривая
рассчитана по формуле Н. Н. Рыкалина для времени
оплавления 8 с. '
168
Как видно по рис. 82, средняя температура торцов по времени
растет вначале быстро, потом замедленно. Точно так же по времени
и сами стержни все более прогреваются в глубину от торца.
Однако продвижение температуры в глубь металла оказывается
недостаточным, если толщина полосы или диаметр стержня
больше 15—20 мм. В таких случаях следует использовать
прерывистый подогрев, сущность которого показана на рис. 83.
Рис. 82. Опытные кривые распределения тем- Рис. 83. Схема подогрева
пературы вдоль оплавляемых стальных полос стержней методом прерыви-
сечением 3,2 X 51 мм (штриховая — расчетная стого включения, перед их
кривая): сваркой — непрерывным оп-
/ — 0,5 с; 2 — 1,25 с; 3 — 3,3 с; 4 — 5,6 с\ 5 — "'
8 с; 6 — 11,5 с
Если в самом начале стержни на короткий промежуток времени
A—2 с) замкнуть друг с другом так, как это делается для сварки
методом сопротивления, то через 1—2 с распределение температуры
на торцах будет соответствовать показанному на рис. 83, а.
Как только стержни будут разомкнуты (рис. 83, б), торцы
начнут остывать. При этом понижение температуры самих торцов
будет происходить главным образом не за счет потери тепла в
воздухе, а за счет теплопроводности металла. Кривая температур
(рис. 83, б) станет более пологой, а глубина распространения
температуры по стержням Xq большей, чем Хо-
Если теперь произвести такое же кратковременное повторное
замыкание стержней, то концы их получат еще один тепловой
169
импульс и таким образом еще некоторый подъем температуры
примерно по такой же кривой / (рис. 83, в), как и при первом
включении. Новая температурная кривая сложится с кривой 2,
полученной перед вторым замыканием стержней. Следовательно,
в результате второго замыкания получится кривая распределения
температур, представляющая собой сумму кривых / и 2.
За вторым замыканием вновь следует размыкание стержней,
во время которого кривая 3 температур принимает вид кривой 4.
Как видно из рисунка, глубина проникновения температуры
кривой 4 оказывается большей, чем по кривой 3. Следовательно,
в результате ряда повторных замыканий и размыканий стержней
их концы могут быть подогреты настолько, насколько это
требуется для необходимой пластической деформации после
кратковременного непрерывного оплавления. При этом на торцах
подогретых стержней появляется температура, превышающая
температуру точки плавления, т. е. создается одно из условий
качественного сваривания.
§ 43. РАСЧЕТЫ РЕЖИМОВ СТЫКОВОЙ СВАРКИ
Стыковая сварка методом сопротивления в настоящее время
используется сравнительно редко и наиболее характерной областью
ее применения следует считать стыковые соединения стальных
прутков диаметром 3—10 мм. Для прутков меньших размеров
более рациональна импульсная, для больших — сварка методом
оплавления или сварка трением.
Для получения наиболее качественного сварного соединения
необходимо достичь в контакте возможно более высокой
температуры. Например, для стали при сварке методом сопротивления
температура должна быть близкой к температуре плавления
металла (не ниже 1250—1300° С). Для цветных металлов температура
в контакте должна быть равна температуре точки плавления.
Однако для обеспечения высокого качества сварки еще
недостаточно одного достижения указанных пределов температур в
контакте. Следует получить такое распределение температуры вдоль
стержней по обе стороны контакта, которое позволит произвести
необходимое сдавливание разогретых стержней.
Если сварочный ток будет выбран слишком большим, то за
короткое время температура в контакте может достигнуть точки
плавления или даже превысить ее (см. правую часть рис. 84, а).
Концентрация температуры вдоль свариваемых стержней в этом
случае окажется настолько резкой относительно контакта (средняя
часть рис. 84, а), что разогретыми до пластического состояния
будут только самые поверхностные слои металла на торцах
стержней.
Картина получается обратной, если сварочный ток выбран
недостаточным. В этом случае разогрев контакта будет
происходить весьма медленно (правая часть рис. 84, в) и кривая распреде-
170
ления температуры вдоль стержней получится пологой (средняя
часть рис. 84, в).
В зависимости от распределения температуры вдоль стержней
и осадочного усилия сдавливания получается различная
внешняя форма сваренных стыков. Например, рис. 84, в показывает,
что температура нагрева контакта была недостаточна, но
давление велико. Длительное действие большого давления вызвало
значительную деформацию
сваренных концов.
Прочность сварки в данном
случае недостаточна.
Местами в стыке могут быть
непровары.
Недостаточной будет
прочность сварки и для
образцов, показанных на
рис. 84, а. В этом случае
вследствие слишком
крутого распределения
температур разогрелся только
тонкий слой металла
вокруг контакта. Поэтому
при сдавливании внешний
вид стыков будет
подобен изображенному на
рис. 84, а.
Для стальных
стержней наиболее правильный
внешний вид сваренных
стыков будет таким, как
это показано на рис. 84, б.
Из рассмотрения
готовых сваренных стержней
ясно, что в зависимости от
режимов сварки может получаться самая различная
деформация свариваемых концов. При этом оказывается, что
прочность стыковой сварки будет наиболее высокой (рис. 84, б)
при не очень большой (рис. 84, в), но и не очень малой (рис. 84, а)
деформации стыков. Если измерить расстояние от плоскости
контакта до той зоны, где деформации практически незаметны (зона
нулевой деформации), то получим различные значения этого
расстояния, которое обозначим через х0д.
Сопоставляя прочность сварки на разрыв с получающимися
данными х0а, можно установить, что при х0а, равном 30—50%
от величины диаметра стержней (или толщины полос), получается
наиболее доброкачественное сварное соединение. Следует заметить,
что это соотношение пригодно только для стальных деталей. Для
цветных металлов и сплавов достаточным условием для получения
пои
woo
500
—о
к
1
<w"
1500
1000
500
IL- 0
/
/
JZ
tz
f
/
to 20c
moo
да
——
¦ 0
!"L
-N
——
s
^—
woo
4j№
\ "
10 20 30c
Рис. 84. Влияние различных режимов
нагрева стержней методом сопротивления на
внешнюю форму и структуру сварных
соединений: а — чрезмерно высокая сила тока;
б — нормальная; в — слишком низкая
171
качественной сварки является достижение в плоскости контакта
температуры, равной температуре точки плавления (или несколько
выше).
Температура бесконтактного нагрева целого стержня, как
это видно из формулы B18), определяется произведением i2t.
Оказывается, однако, что и нагрев стержней при сварке методом
сопротивления также связан с этой величиной. Опыт показал,
что доброкачественное сварное соединение обеспечивается при
определенном соотношении плотности тока i и времени его
действия t, а именно:
/К^"=йЮ3, B28)
где i — выражено в А/см2 и t — в с. Коэффициент а для разных
металлов следующий:
Сталь:
диаметром до 10 мм 10
» более 10 мм 8
Медь 27
Латунь 20
Алюминий:
окисленные торцы 12—15
свежезачищенные торцы До 20
Важнейшей операцией процесса сварки является сдавливание
разогретых концов стержней. Для стыковой сварки методом
оплавления нагрев и сдавливание должны обеспечить такую форму
стыкового соединения, чтобы зона нулевой деформации
оказывалась на расстоянии приблизительно
ход = 1 + 0,26, B29)
где б — толщина свариваемых листов или полос (или диаметр
стержней) в мм.
При сварке оплавлением сдавливание стремятся осуществлять
с возможно большей скоростью. Такой способ сдавливания создает
наиболее равномерное распределение осадочного давления по
свариваемому контакту. Это легко понять с помощью эпюр (см.
рис. 12). При весьма твердом и непластичном металле давление
оказывается равномерно распределенным (рис. 12, г). При
пластичном металле давление на краях (рис. 12, е я ж) становится весьма
малым. Известно, однако, что при больших скоростях приложения
давления даже пластичные вещества оказываются жесткими.
Поэтому чем с большей скоростью будет прикладываться
осадочное давление при сварке, тем больше эпюра будет стремиться
принять форму, показанную на рис. 12, г. Таким образом, хотя при
горячем металле эпюра (рис. 12, г) полностью получена быть не
может, но весьма близкая к ней оказывается достижимой, особенно
при сварке деталей малой толщины (например, трубы).
172
Обжатие торцов следует производить при относительно
больших удельных давлениях. Например, считают нормальными
следующие давления осадки для стали (в Н/мм2):
Низкоуглеродистой 30—50
Высокоуглеродистой 60—80
Быстрорежущей 60—100
Аустенит'ной нержавеющей 100—120
При правильном подогреве принимают нижние пределы
давлений. Верхние пределы используют для деталей, свариваемых
методом непрерывного оплавления.
Вполне очевидно, что на машинах
с ручным приводом осадки невозможно
добиться даже нижних пределов
осадочных давлений. Поэтому следует
считать недопустимым использование
в современном производстве таких
машин.
Рассмотрим теперь технологический
расчет стыковой сварки методом
оплавления на конкретном примере сварки
труб из низкоуглеродистой стали сече-
1000
мм'
и толщиной стенки
то то
CSapuSae/weсечение, мм г
Рис. 85. Расчетные графики
для выбора припуска на
оплавление стальных
изделий
нием
4 мм.
По условию B29) должно быть обеспечено х0в — 1 + 0,2-4 —
= 1,8 мм. Примем осадочное давление р = 5000 Н/см2.
Очевидно, на расстоянии х0д должна быть Такая температура,
чтобы это давление не оказалось способным осуществить заметной
деформации. Это значит, что выбранное давление приблизительно
равно пределу текучести при температуре на расстоянии х0д, т. е.
р=та'{1—?:)*
B30)
Осадочное давление р будет только лриблизительно равно пределу
текучести аТ. В действительности в соотношении B30)
коэффициент m будет тем больше единицы, чем с большей скоростью
прикладывается осадочное давление. По опытным
производственным данным (рис. 85) выбираем общий припуск на оплавление
2х0„ = 15 мм. Руководствуясь также опытными данными (рис. 86),
примем время оплавления von = 5 с. Тогда средняя скорость
оплавления
v = -
15
= 3 мм/с = 0,3 см/с.
2а
На рис. 87 представлены графически функции Ф (х, t) и е
построенные по формуле Н. Н. Рыкалина B27). По этим графикам
173
можно находить в зависимости от скорости оплавления v для
любого времени t температуру
УХ
T(x,t) = Tn/l0(x,t)e~^r> B31)
полагая, что при установившемся процессе оплавления
температура на оплавляемых торцах равна температуре точки плавления.
Рис. 86. Рекомендуемые практи- Рис. 87. Расчетные кривые для
кой пределы плотности тока и определения температур при
времени оплавления ton для сварке стальных изделий методом
стальных деталей оплавления
Для данного конкретного случая при / = 5 с, v = 0,3 см/с
и Ход = 0,18 см
Т (х, t) - 1450-0,75-0,75 = 815° С.
Проверим по формуле B30), в какой мере будет близка эта
температура к той, которая должна быть на расстоянии х0з, при
выбранном давлении р = 5000 Н/см2. Полагаем ат ¦= 22 000 Н/см2.
Тогда
5000 _ г. т (х, t) ]2
22000_ L Тпл \ '
откуда Т (х, t) - 770° С.
Как видно, для того чтобы на расстоянии хоЭ = 1,8 мм была
нулевая деформация, достаточна температура несколько меньшая
815° С, фактически получающейся в результате оплавления
в конце 5-й секунды. Значит, никакой предварительный подогрев
174
свариваемых концов не нужен. Сварка может вестись методом
непрерывного оплавления. Согласно графикам рис. 86 плотность
тока для этого процесса достаточна порядка 1000 А/см2. Сила
тока
1т = ЮОО-10 = 10 000 А.
Сопротивление искрового промежутка, согласно формуле A43),
vS 0,3-10
Ron —
Alon —~ 10 0002
усТвз
Для стали при температуре ее кипения можно считать приближенно
с Тт -= 2100 Дж/г. Тогда Ron = 500 мкОм.
Определим необходимое вторичное напряжение сварочного
трансформатора. Допустим, что вторичный контур обладает
сопротивлениями хк — 150 мкОм; гк ¦--- 80 мкОм. Два переходных
сопротивления (от зажимных губок к трубам), по опытным данным,
можно считать того же порядка, что и активное сопротивление
вторичного витка. Примем 2Rn = 80 мкОм. Сопротивление
металла самой трубы, в данном случае, благодаря короткому времени
нагрева, сравнительно невелико. При установочной длине порядка
40 мм и удельном сопротивлении металла р400 — 50 мкОм-см
(для средней температуры приблизительно 400° С)
„ 2-4-50 лг, ~
RM == —jq— = 40 мкОм.
Напряжение холостого хода
Ui = Ion У 4 + (ГК + Ron + 2Rn + Rm)
10 000
К 150я + (80 + 500 + 80 + 40)" =
7,15 В.
106
10 000-715
~" 106
Сварка компактного сечения такого же размера может быть
произведена оплавлением, но при других технологических режимах.
Рассмотрим сварку круглых стержней диаметром 36 мм.
Площадь поперечного сечения таких стержней приблизительно
равна 1000 мм2. По графикам рис. 85, 86 и 87 устанавливаем и
принимаем: 2хоп — 15 мм; ton — 20 с; v ^ 0,075 см/с, тогда
хсд - 1 + 0,2-36 - 8,2 мм = 0,82 см;
Т (х, t) - 1450-0,53-0,75 - 575° С.
Для доброкачественной сварки должно быть обеспечено, согласно
<230),
^W-1-^;. ^) = 750°С.
175
Следовательно, или стержни должны быть перед оплавлением
подогреты по схеме рис. 83 прерывистым оплавлением, или можно
несколько увеличить время оплавления, например до 30 с.
§ 44. РАСЧЕТЫ РЕЖИМОВ ШОВНОЙ СВАРКИ
Если сравнивать процессы сварки одиночной точки между
коническими электродами и между двумя неподвижными роликами,
то можно убедиться, что нет никакой принципиальной разницы
между этими процессами. Шовная сварка может рассматриваться
как точечная для случая весьма близкого расположения точек,
т. е. для условий весьма значительного шунтирования
сварочного тока. Этот факт является основной причиной, по которой для
шовной сварки приходится использовать значительно большие
мощности, чем для точечной сварки деталей тех же толщин.
Рассмотрим некоторые вопросы подбора режимов для шовной
сварки.
Усилие сдавливания для роликов в зависимости от
свариваемого металла можно устанавливать в следующих пределах.
Для среднеуглеродистой конструкционной стали и дуралюмина
р = 500 + 20006, B32)
где Р — усилие сдавливания в Н и б — толщина свариваемого
металла в мм.
Для нержавеющей стали, жаропрочных сплавов и титана
усилие сдавливания должно быть в два раза большим.
В зависимости от качества сборки и общей жесткости
свариваемой конструкции усилия сдавливания могут быть изменены
на +10% по сравнению с теми значениями, которые могут быть
получены по формуле B32).
При прерывистой шовной сварке время включения тока
устанавливается различным в зависимости от свариваемого металла.
Например:
для среднеуглеродистых конструкционных сталей можно
принимать
tm = 0,04 A + б2); B33)
для нержавеющей стали
tm = 0,03 A + б2); B34)
для дуралюмина
1Ш = 0,02 A + б2), B35)
где ^ — в с, толщина свариваемого металла б в мм.
Чередование включения и выключения тока при шовной сварке
происходит в виде импульсов длительностью tm с и перерывов
между ними длительностью t„ с.
176
Отношение времени включения tm к общей сумме tm+ tn
для каждого металла соблюдается в определенных пределах.
Например:
для среднеуглеродистой стали
*Ш
= 0,5 ч-0,7;
tut + in
для нержавеющих, жаропрочных сталей и титана
*ш = 0,4-0,6;
для алюминиевых сплавов
<«
tM+ tn
¦ = 0,15 4-0,35.
B36)
B37)
B38)
Скорость сварки должна быть такой, чтобы каждая
последующая точка по крайней мере на V6—V4 перекрывала преды-
АУ1рУассмотрим конкретный пример шовной сварки стальных
листов 1 + 1 мм. Размер единичной точки или может быть задан
или определен так, как это рекомендовано в § 40. Допустим, что
диаметр единичной точки, которую могут создать роликовые
электроды в данном случае,
4г. «и = 5 мм.
Время включения,
согласно рекомендации B33),
*« = О-04 0 + 12) = °'08 с'
Принимаем согласно
формуле B36)
2L_ = 0,6.
tn
Рис. 88. Схема шовной сварки и
расчетные размеры сварного соединения
Отсюда время паузы между
импульсами включения tn ~
= 0,053 с.
Рассчитаем теперь, как будет формироваться сварной шов.
Если бы ролики были неподвижны, то, как видно по рис. 88,
была бы сварена единичная точка диаметром 4г.«. но.в
действительности ролики движутся со скоростью v и, следовательно,
фактически вместо круглой точки диаметром &т. ш будет
получаться продолговатая сваренная точка, ширина которой равна
(приблизительно) ширине ролика, а длина равна п:
n = dT.lu+vtM. B39)
Размер перекрытия точек в свою очередь можно определить по
равенству ,_*.._^ B40)
177
12 к. А. Кочергин
Если допустить, что к должно быть не менее к = -г-, то из
формул B39) и B40) можно определить, что скорость сварки при этих
условиях должна быть равной
V = l^' <241>
В данном случае получаем v ^ 3,55 см/с — 2,15 м/мин.
Для единичной точки сварочный ток, согласно § 40, может
быть принят равным 1св = 7000 А.
Ток шунтирования в соседнюю точку можно приближенно
определить по соотношению
B42)
/« =
В данном случае
/ш = 7000-
Общий вторичный ток
¦ 'свЗ л
3,1
5,35 ~ v
/я = 7000 + 3900 = 10 900 А.
На этот ток и должна быть в данном случае настроена новая
машина.
Глава VI
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ КОНТАКТНОЙ СВАРКИ
§ 45. ОСНОВНЫЕ ЭЛЕМЕНТЫ ТЕХНОЛОГИИ СТЫКОВОЙ СВАРКИ
При проектировании технологии для любого способа сварки
должны быть учтены следующие данные: требования,
предъявляемые к сварному изделию; свойства свариваемого металла
(электрические, тепловые, металлофизические); форма и размеры
свариваемых деталей; требуемая производительность;
существующие или предполагаемые производственные средства
(оборудование, энергетика, площади).
Рецептурные рекомендации по выбору режимов и технологии
сварки для всех случаев практики невозможны. Однако общие
принципы проектирования технологии могут быть
сформулированы.
Так, все технологические операции можно разделить на
четыре типовые группы:
подготовительные (механические, химические, тепловые);
тепловые (в различной газовой среде, с использованием
контактного или другого способа нагрева);
пластическая деформация (формирование сварного соединения)
путем создания статических, ударных, вибрационных или
комбинированных давлений;
заключительные (механические, термические,
комбинированные).
Подготовительные операции обеспечивают
такую обработку свариваемых концов перед включением сварочного
тока, которая способствовала бы наиболее правильному и
рациональному сварочному нагреву.
Механическая и химическая подготовка концов позволяет
получить хороший сварочный контакт с симметричным (относительно
оси деталей) расположением контактной площадки перед
включением тока. Такая обработка в большей степени оправдывается
для деталей, свариваемых методом сопротивления, и в значительно
меньшей — для сварки методом оплавления, когда все равно часть
металла будет выплавлена.
Тепловая подготовка имеет особое значение и используется
в следующих двух случаях:
1) если свариваются детали большого сечения (например,
шины толщиной более 12—15 мм или стержни диаметром более
20—25" мм — см. рис. 83);
12*
179
2) при сварке специальных сталей и сплавов (например,
быстрорежущих сталей), нуждающихся в медленном подъеме температуры
во избежание появления трещин из-за чрезмерных термических
напряжений.
Подготовительные операции могут выполняться и не на
сварочном оборудовании. Даже предварительный подогрев может
осуществляться в печах, как это и делается часто при сварке
инструмента. Прерывистый подогрев деталей с большим
свариваемым сечением перед оплавлением целесообразно производить на
машинах для стыковой сварки.
Тепловые операции тесно связаны с собственно
сварочным оборудованием. Для проведения этих операций может
оказаться рациональным применение самых разнообразных
способов нагрева и, следовательно, самых различных сварочных
установок.
Выбор способа нагрева и оборудования для сварки в первую
очередь диктуется двумя факторами: материалом свариваемых
деталей и их конструкцией. Для тонких прутков и проволочных
изделий независимо от материала, из которого они изготовлены,
наиболее рационально использовать импульсную стыковую сварку
на конденсаторных, электромагнитных или аккумуляторных
машинах. Однако существуют и специализированные установки
переменного тока, предназначенные для сварки тонких проволок,
например машины конструкции ВН-ИИЭСО типа МС-0,75
(свариваемые диаметры 0,4—1,3 мм) и МС-3 (для диаметров 1,5—3 мм).
Следует учитывать, что при сварке изделий из алюминия,
меди и меди с алюминием, начиная от проволок диаметром 2 мм,
непревзойденное качество получается при стыковой холодной
сварке. Для этой цели существуют машины конструкции
ВНИИЭСО типа МСХС-5 (для диаметров 2—5 мм), МХС-30 (для
диаметров до 15 мм) и др.
В настоящее время технология холодной сварки алюминия,
меди, меди с алюминием, а также некоторых алюминиевых и
медных сплавов настолько хорошо отработана, что, по сути дела,
круглые, полосовые (шинные) и листовые изделия всех размеров
должны свариваться холодной сваркой. Контактная стыковая
сварка стала для этих металлов нерациональной из-за потребления
больших электрических мощностей и значительно менее
стабильного качества сварных соединений.
Таким образом, для стыковой контактной сварки сталь является
самым характерным металлом. Все стальные изделия по форме
свариваемого сечения принято делить на две группы: компактные
(круглые, квадратные, прямоугольные с соотношением сторон
не более 1 : 3) и развитые (трубы, листы, тонкие полосы).
Существуют и комбинированные профили, например рельсы, полосо-
бульбы. Для изделий развитых сечений самым характерным
способом сварки является сварка оплавлением (непрерывным, без
прерывистого подогрева). Изделия компактных сечений свари-
180
ваются способом оплавления с предварительным подогревом,
чаще всего посредством прерывистых замыканий и размыканий
(так называемое прерывистое оплавление, показанное ранее на
рис. 83).
Для всех случаев стыковой сварки методом оплавления
компактных деталей машина по мощности и внешним характеристикам
должна быть способна вести нагрев методом сопротивления.
Переход с одного режима на другой может происходить
мгновенно.
Опыт Института электросварки им. Е. О. Патона и ЦНИИТмаш
показывает, что стыковые машины должны обладать возможно
меньшими значениями ге_к и хв,к, особенно хв_к (см. рис. 61, а).
Чем меньше полное сопротивление машины zK, тем более
устойчивым оказывается процесс оплавления, который идет в этом
случае с образованием мелких искр и брызг металла. При
оплавлении на машинах с малым гк размеры лунок от взрывов перемычек
относительно малы, так как каждый элементарный взрыв при
последующем искровом разряде протекает более кратковременно,
чем при больших значениях полного сопротивления гк. Качество
сварных соединений, полученных на машинах с малым zK,
оказывается высоким, поэтому всегда следует стремиться
обеспечивать возможно меньшие значения гк. Это удается достигнуть
тогда, когда не только выбирают (или строят) контактные машины
с возможно коротким внешним контуром, но и следят за чистотой
и хорошей проводимостью всех постоянных болтовых контактов
во вторичной цепи и чистотой зажимных губок.
Таким образом, для стыковой сварки стальных деталей вторая
операция (сварочный нагрев) в зависимости от размеров и формы
сечения может производиться или методом непрерывного
оплавления или оплавлением с предварительным подогревом.
Мощность при оплавлении определяется не только значением
вторичного напряжения холостого хода, но и наклоном
характеристик. Электрическая мощность при оплавлении и, следовательно,
скорость оплавления могут изменяться в широких пределах.
Чтобы произошло доброкачественное сваривание, т. е.
формирование общей и непрерывной кристаллической структуры,
производится операция сдавливания. Однако эта операция будет
эффективной только при соответствующем распределении
температуры по свариваемым деталям.
Как уже было сказано, оплавлением можно сваривать детали
только с развитым сечением. Для деталей с компактным сечением
необходим предварительный прерывистый подогрев, так как при
оплавлении только выравниваются свариваемые торцы и на них
создается средняя температура, несколько большая температуры
точки плавления.
Третья операция — пластическая деформаци я—
при сварке оплавлением обычно сводится к быстрому сдавливанию
разогретых торцов (см. стр. 187).
181
Если деталь обладает собственной конструктивной жесткостью,,
то не следует слишком быстро освобождать ее из зажимов стыковой
машины. Самым характерным примером такого рода являются
кольца больших сечений (рис. 53). Согласно законам теории
упругости^ величина наибольших напряжений ат в сечении тп
связана со значением упругой деформации Ьу следующей формулой:
4Eh
°т — 3ltD?„ 8У
где Е — модуль упругости.
Сила Р, разрывающая сварной шов, может быть определена
из формулы для потенциальной'энергии U, запасаемой кольцом
при его сжатии:
ТО
о
В этой формуле М — изгибающий момент в поперечном сечении,
координаты которого г и <р. В данном случае
М = Рг A — cos ф).
/г — момент инерции сечения относительно нейтральной оси.
В "данном случае
iz— 12 •
Подставляя значения М и /г в формулу потенциальной энергии
и интегрируя, получаем:
U = 2j
PV2A—cos(pJ/-d(p-12 _ 18яРУ3
2ЕЬ№ ~~ Eh3b
Частная производная потенциальной энергии по силе
представляет собой величину упругой деформации, т. е.
°у— др ~ Ehsb >
отсюда сила, разрывающая шов,
р Eh3bby
и напряжение в шве
гг —
bh 4,5яО:
Ч.-4-^S-. B43)
ср
Допустим для примера, что сваривается кольцо среднего
диаметра Ъср = 23 см, сечением h = 10 см, Ъ = 2 см. Если первона-
182
чальный зазор между концами был равен 0,5 см и в результате
оплавления и осадки концы укоротились на 0,4 см с каждой
стороны, то в данном случае 8У = 1,3 см. При модуле упругости Е =
= 2-107 Н/см2 по формуле B43) получим
2-10'-10М,3 1КПЛ „, ,
°ш = 4,5-3,14-233 = 1500 Н/СМ •
Это напряжение разрыва соответствует приблизительно
температуре 1350° С. Если в данном случае время сварки оплавлением
составляет около 40 с, то можно определить, через какое время
температура в стыке окажется равной 1350° С. Приближенно это
можно сделать по формуле
T^TnVj-tZj-, B44)
г ice т^ 'охл
где Тп — температура в стыке в момент выключения тока,
равная, вероятно, 1500° С; Тохл — температура через t0XJl
охлаждения стыка; tce — время сварки.
По формуле B44) получим, что t0XJl — 10 с. Это значит, что
в данном случае нельзя снимать давление со сваренного кольца
раньше чем через 10 с после выключения тока. На основе этих
подсчетов можно сделать технологический вывод о недопустимости
слишком торопливого снятия осадочного давления при сварке
колец больших сечений. При несоблюдении этого могут быть
саморазрывы (или надрывы) сварных соединений.
Заключительная операция зависит от свариваемого
металла, его размеров и будущей службы изделий.
Сварные соединения из высокоуглеродистых и легированных
сталей подвергают после сварки немедленной термической
обработке, которую часто производят в губках самой машины путем
повторных нагревов.
Термическую обработку изделий из сложных
высоколегированных сталей (например, инструментальных) осуществляют по
определенным циклам в соответствующих печах, куда сваренные
заготовки должны поступать немедленно после их освобождения
из губок машины.
При сварке изделий больших сечений, особенно если
осадочные давления получались меньше рекомендуемых, оказывается
весьма полезной комбинированная термомеханическая операция.
Например, для рельсов, тяжелых профилей проката и
железобетонной арматуры рационально немедленно после сварки
срубить грат и после охлаждения ниже точки Acs еще раз нагреть
сваренные детали до температуры 1000—1100° С и произвести
вторичную осадку кратковременным давлением, превышающим
в 1,5—2 раза предел текучести при данной температуре
нагрева.
183
§ 46. ВЫБОР СПОСОБА НАГРЕВА И ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ДЕТАЛЕЙ ПРИ СТЫКОВОЙ СВАРКЕ
При значительном расстоянии свариваемого контакта от
массивной болванки (рис. 89, а) теплоотвод от этой болванки
ничтожен, в этом случае может быть использован даже метод
сопротивления.
Как видно из рис. 89, б, масса болванки будет влиять на
контакт, отводя от него значительную часть тепла. Длинный правый
стержень и короткий отросток болванки нагреваются методом
сопротивления одинаково
уже при относительно
коротком времени
включения или, как говорят,
при жестком режиме
сварки. Чем короче отросток
у болванки, тем более
концентрированную
тепловую энергию нужно
выбирать для нагрева. В
первую очередь это
достигается процессом
оплавления, а еще в большей
степени импульсным
разрядом энергии, например
от конденсаторной
батареи.
Детали конструкции, показанные на рис. 89, в, целесообразно
сваривать при использовании конденсаторной батареи.
При соотношении диаметров, показанном на рис. 89, в, даже
процесс оплавления дает недостаточно концентрированный нагрев.
Однако концентрация тепловыделения в контакте в
значительной мере определяется величиной контактного сопротивления.
Следовательно, если это сопротивление искусственно увеличить,
например по рис. 89, г, то при сравнительно небольших диаметрах
правого стержня B—6 мм) нагрев методом сопротивления
обеспечит прочное приваривание.
Как видно из рис. 89, неравные массы металла вокруг
контакта следует нагревать при возможно более жестких режимах
с целью наибольшей концентрации тепла в самом контакте.
Однако нельзя при этом забывать и о другом — о распределении
температуры вокруг контакта в свариваемых стержнях.
Общий принцип правильного тепловыделения при любом
способе нагрева для стыковой сварки сводится к двум условиям.
Температура в самом контакте должна быть равна температуре
точки плавления или выше ее. Это условие необходимости. Оно
должно существовать одновременно со вторым условием —
условием достаточности. Последнее определяется тем, что при всяком
184 •/v
1 1! 1 1 ','
^-М
! <fl \ | \
-—i—К-
... j
У
г)
„-1
,-¦ i
/t4 i
М-
/
I
-г
Рис. 89. Технологическая подготовка
деталей неравных сечений к стыковой сварке:
а — нерекомендуемая подготовка; б —
нормальная (в масштабе) подготовка; в —
подготовка, допустимая только для
импульсной приварки тонких проволок посредством
разряда конденсатора; г — рекомендуемая
для приварки методом сопротивления
различного рода шпилек диаметром от 2 до 12 мм
способе нагрева в зависимости от размера б (рис. 90) перед
сдавливанием должно' обеспечиваться такое распределение температур,
которое позволяет пластически деформировать металл без
оставления по плоскости контакта оксидных пленок, без пустот, без
Рис. 90. Соотношение зоны нулевой деформации и
толщины (или диаметра) свариваемых стальных заготовок:
а —на конденсаторной машине; б — методом
оплавления; в—методом сопротивления
несплавлений и, даже еще лучше, без таких структурных прослоек,
которые снижают прочность соединения. Это последнее условие
достаточности в большинстве случаев и оказывает важнейшее
влияние на выбор не только способа, но и режимов нагрева.
Рис. 91. Технологическая подготовка трубчатых элементов к стыковой сварке;
а — нормальная сварка труб; б — подготовка, допустимая только для процесса
сварки посредством разряда конденсатора трубки малого диаметра с малой
толщиной стенок; в — методом оплавления; г—подготовка, не допустимая ни
в каких случаях, ни при каких процессах сварки
а потому и величина х0о (рис. 90) относительно мала.
Сваривать детали больших компактных сечений с нагревом искровым
разрядом конденсаторов нельзя не только потому, что требуются
батареи слишком больших емкостей. Этому препятствует и
невозможность прогрева деталей в глубину за короткий импульс
искрового разряда.
По этой же причине и применение нагрева методом непрерывного
оплавления ограничивается малыми размерами б, так^как
величина х'дд получается малой, что отмечалось ранее при рассмотрении
1374
185
вопроса о прерывистом подогреве стержней. В связи с этим сварка
труб непрерывным оплавлением возможна по определенной
технологической схеме (рис. 91, а и б). Для*соединения деталей,
показанного на рис. 91, б, применяется только конденсаторная сварка,
но и то для самых тонкостенных труб. Что касается конструкции
рис. 91, г, то такую'подготовку деталей можно считать
недопустимой ни в каких случаях. Такая конструкция создает резкие
концентрации механических напряжений вокруг сварного шва и
поэтому не может быть рекомендована.
§ 47. СТРУКТУРА СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ
Стыковая контактная сварка используется главным образом
для стальных изделий.
Если учесть, что существует огромное количество составов
стали и они характеризуются самыми разнообразными свой-'
ствами, то станет ясной невозможность рецептурного описания
технологических процессов сварки. Поведение металла при сварке
и свойства сварных стальных деталей рационально рассмотреть
только в общем
принципиальном виде.
В первую очередь
исследуем типовую структуру
стальных стержней,
сваренных методом оплавления.
Для этой цели на рис. 92
условно изображена полого
растянутая кривая
температур, которая существовала
в стержнях перед
выключением тока.
В результате
сдавливания стержней при сварке
жидкий окисленный металл
из плоскости контакта
выжат и распределился по всей
окружности стыка в виде
кольца А. Плоскость
контакта характеризуется белой
нетравящейся прослойкой Б, самой узкой посередине, с
утолщением к наружным волокнам. Если вспомнить рис. 12, е, то легко
понять, что разная толщина прослойки объясняется разным
давлением, которое испытал контакт при осадке. Об этой
нетравящейся полоске подробнее будет сказано дальше.
Следующая зона В характеризуется чрезмерно большой
величиной зерна. Здесь температура была выше 1100° С и потому
структура такого рода называется перегретой. Металл с таким
зерном обладает пониженной пластичностью; следовательно, этот
Рис. 92. Типовая структура сварного
соединения, изготовленного методом
.оплавления (все зоны сильно растянуты по
длине стержней)
186
Р,н/н
wo
300
200
too
—
. /
</2
>л.
i%
4^>
-.
-_
э~
7Ш
WOO
T
Слой желательно иметь возможно более тонким. Зона Г относится
к таким температурам, которые при выдержке, более длительной,
чем при сварке, и медленном охлаждении обеспечивают
постепенный переход к мелкозернистой структуре.
Металл в зоне Д нагревался до температур несколько выше
точек Ас3, а потому претерпел полную перекристаллизацию.
Здесь металл имеет наиболее мелкозернистое строение. Между
зоной Д и зоной Е металл нагревался до температур выше Асъ
но ниже Ас3 и поэтому претерпел только частичную
перекристаллизацию.
Зона Е относится уже к слоям
металла, нагревающимся до температуры
ниже точки Aclt поэтому никаких
изменений структуры строения зерен и
величины зерен в этой зоне нет.
Металл здесь сохранил исходные
свойства.
Как видно, свариваемые стержни
при осадке обладают пластическими
свойствами далеко не на всем
протяжении от контакта до губок, а только
в зоне В и частично зоне Г, если
осадочные давления значительны.
Именно где-то в этих пределах и
лежит величина х0д, которую отмечали
на рис. 90. Эта величина меняется не
только в зависимости от температуры
и давления, но и в зависимости от
скорости приложения давления и
величины осадки. Для пояснения этого на рис. 93 приведены
экспериментальные кривые 1 и 2 сопротивления деформации при
ударном сплющивании равномерно нагретых цилиндров из
инструментальной углеродистой стали. Для сравнения представлена
кривая 3, которая относится к случаю медленной осадки. Как
видно из рис. 93, разница необходимых давлений осадки в
большой степени зависит от скорости приложения осадочного
давления, поэтому и величина х0д может рассчитываться только весьма
приближенно.
Рассмотрим теперь структурное состояние стержней,
свариваемых из различных углеродистых и легированных, т. е.
закаливающихся сталей. На рис. 94 показана серия характерных
графиков изменения твердости сваренных заготовок.
Для всех углеродистых и легированных сталей (исключая
аустенитные) высокие нагревы металла в зоне сварки могут
создавать самую разнообразную и значительно более сложную
структуру, чем структура, показанная на рис. 92 для малоуглеродистой
стали. Здесь могут быть зоны резкой или умеренной закалки, т. е.
мартенситные или троостито-сорбитные прослойки, располага-
Рис. 93. Влияние скорости
приложения осадочного
давления на сопротивление
деформации (опытные данные
относятся к круглым
стальным цилиндрам)
187
ющиёся в зоне непосредственно близ контакта. Структура
закаленных слоев зависит от состава стали, температуры нагрева и
скорости охлаждения. В частности, можно отметить, что если
ставится задача совсем не получить закалки в зоне сварного шва,
то скорости охлаждения должны быть весьма малыми. Например,
в интервале температур 550—350° С для стали с содержанием
углерода порядка 0,3% скорость охлаждения должна быть не более
50° в секунду, для стали с содержанием углерода 0,8% — порядка
15° в секунду. Для глубоко закаливающихся хромистых и
марганцовистых сталей эта скорость не должна превышать нескольких
десятых долей градуса в секунду.
Следует отметить, что такие малые
скорости охлаждения при сварке не
получаются и потому свариваемые
стержни из высокоуглеродистых и
легированных сталей всегда
приобретают в зоне шва ту или иную
закаленную структуру.
Если эти структуры представить
в зависимости от показателей
твердости, то, используя графики рис. 94,
можно получить довольно
разнообразную структурную картину
стыковых сварных соединений.
Распределение твердости по
кривой 1—0—/ соответствует
случаю сварки стержней, закаленных на высокую твердость.
Как видно, в районе точки 0 закалка будет снята, т. е. в этой зоне
температура будет соответствовать температурам отжига. Падение
твердости в самом контакте для всех кривых объясняется
неизбежным обезуглероживанием оплавляемых поверхностей стержней.
Обезуглероженный слой располагается обыкновенно в пределах
нетравящейся полоски Б, показанной на рис. 92.
Кривая твердости типа 2—0—1 соответствует случаю сварки
холоднокатаной (нагартованной) и умеренно закаливающейся
стали. Сильный наклеп при нагреве в зоне точки 0 оказался
полностью снятым, но высокий нагрев близ контакта (точка 2) при
соответствующей скорости охлаждения создал структуру
умеренной закалки.на троостит или сорбит.
Кривая твердости 3—0—/ может получиться при сварке
сильно наклепанного металла, например малоуглеродистой стали
или нагартованного алюминиевого сплава АМг. В этом случае
нагрев до любых температур выше точки перекристаллизации
полностью снимает наклеп.
Возможны и другие структурные комбинации. Например, если
кривая твердости получилась 1—0—2 или даже /—0—3, то это
говорит о том, что стержень из металла, склонного к закалке,
поступил на сварку в отожженном состоянии и получил неизбеж-
~^Ж^
Рис. 94. Различные практически
возможные варианты
распределения твердости в зоне
стыкового сварного соединения
188
ную сильную (/—0—3) или умеренную (/—6—2) закалку в
зависимости от состава стали и скоростей охлаждения.
Рассмотрим теперь основные технологические параметры,
существенно влияющие на прочностные характеристики стыковой
сварки способом оплавления.
Сварные соединения ответственной службы, как правило,
должны иметь полную стабильность показателей ударной вязкости
или вибрационной прочности. Производственный опыт показывает,
что эти требования не всегда выполняются в полной мере, особенно
для развитых сечений (трубчатые конструкции). Как уже
отмечалось на рис. 85, припуск на оплавление задается в довольно
широких пределах, поскольку несущественно влияние этой величины
Рис. 95. Схема типовой макроструктуры контакта,
сваренного методом оплавления
на значение ударной вязкости. Например, при сварке труб
изменение величины припуска на 50% по сравнению с некоторым
средним значением дает изменение ударной вязкости всего лишь
около ±10%.
Еще меньшее влияние оказывает величина вторичного
напряжения холостого хода, если скорость оплавления сохраняется
неизменной. При сварке тонкостенных труб изменение вторичного
напряжения на ±50% по сравнению с некоторым средним
значением совсем не отражается на показателях ударной вязкости.
Скорость оплавления весьма заметно сказывается на
показателях ударной вязкости. Для каждого свариваемого изделия
существует некоторая наилучшая скорость оплавления. Она
определяется в зависимости от вторичного напряжения и наклона
внешней характеристики.
Ударная вязкость в зависимости от колебаний скорости
оплавления понижается. Например, если колебания скорости
оплавления относительно оптимального значения изменяются на ±40%,
то ударная вязкость может снижаться на 50%.
На рис. 95 показана схема строения стыкового соединения,
сваренного методом оплавления. При глубоком травлении
полированного шлифа четко фиксируется волокнистое строение
прокатного металла /. Как было показано на рис. 12, ж, сдавлива-
189
ющёё усиЛие по сечению Деталей создает значительные.напряжения
всестороннего сжатия в осевых волокнах Ох—0± (рис. 95).
Давления в краевых волокнах оказываются настолько малыми,
что в зоне 2 металл получает рыхлую структуру. Здесь чистый
металл в значительной степени перемешивается с сульфидными
соединениями и окисленным металлом 4, который выплескивается
во время оплавления в результате сдавливания. Давления в зоне 2
настолько незначительны, что здесь появляются даже усилия
обратного знака, разрывающие металл. Искривления волокон
в зоне 2 настолько сильны, что при срезывании верхних слоев
металла по плоскости Ог—02 в районе стыка появляются точки
а—а, являющиеся границами волокон металла. Эти точки
представляют собой дополнительные концентраторы напряжений при
ударных испытаниях и на изгиб. Они в значительной степени
определяют известную для стыковой сварки нестабильность
показателей прочности на удар и изгиб механически обработанных
образцов.
Особо следует отметить в структурной схеме прослойку 3,
которая остается белой и нетравящейся. Ее ширина А
увеличивается к периферии образцов и уменьшается к осевой линии 0Х—0г.
Специалисты самых различных областей, обнаруживая эти
полоски на металле, долгое время были убеждены, что такие
структурные картины нигде больше не повторяются. Исследования
позволили отметить эту нетравящуюся структуру в различных
условиях и при различном воздействии на металл.-
Белая нетравящаяся полоска всегда получается на
поверхностях, обработанных электрической искрой. Однако и при полном
отсутствии электрических разрядов, например при скоростной
механической обработке металла, также фиксируется на
поверхности белая нетравящаяся структура. Мало того, аналогичные
слои обнаруживаются на поршневых кольцах двигателей
внутреннего сгорания, на стволах артиллерийских орудий, на трущихся
поверхностях автомобильных рессор.
Зафиксированы нетравящиеся белые полоски и на поверхностях
высокоуглеродистых пластин, сваренных друг с другом
посредством мощного ударного давления, осуществленного взрывом
шашки тола.
Сварщики обнаруживают белые нетравящиеся полоски при
газопрессовой сварке.
Наконец, нетравящаяся полоска является обязательной
прослойкой при стыковой сварке оплавлением не только для
различных марок конструкционных и легированных сталей, но и
для алюминиевых сплавов. При сварке сталей наиболее принятым
считается мнение о нетравящейся полоске как о чисто ферритной
прослойке, получающейся в результате обезуглероживания
металла.
Однако объяснить появление белой полоски только одним
обезуглероживанием нельзя.
190
Это же подтверждается опытом по сварке взрывом шашки тола
двух пластин, между которыми по плоскости их сваривания также
образовалась белая нетравящаяся полоска. В данном случае,
поскольку тол взрывался на верхней пластине, а обе они были
плотно пришлифованы друг к другу, не может быть речи о каком-
либо химическом взаимодействии или химическом воздействии.
Здесь существовали только сильнейшие пластические деформации
ударного характера.
Поверхностные слои металла, обработанные электрической
искрой, получают структуру белой полоски также, по-видимому,
за счет сильнейших взрывно-ударных пластических деформаций.
При оплавлении взрывно-искровой процесс производит в
поверхностных слоях металла такие разрушения, что они
оказываются эквивалентными сильнейшим пластическим деформациям —
см. формулу A28). Это уже само по себе должно обеспечивать
создание нетравящейся структуры. Окислительные процессы вносят
дополнительные, чисто химические изменения в состав металла,
что также резко изменяет структуру деформированного металла.
Механические свойства металла нетравящейся полоски
удивительны: разрывная прочность по величине приближается к
теоретической при сохранении весьма высокой вязкости. Имеются
основания полагать, что структура и свойства металла нетравящейся
полоски не могут быть созданы только одним нагревом при любых
скоростях охлаждения. Такого рода структуры характерны для
необычайно высоких скоростей ударных давлений.
Нетравящаяся полоска примечательна еще и тем, что в ней
находятся микротрещины 5 (рис. 95). В изломе они фиксируются
в виде округленных пятен, которые оказываются, таким образом,
островками несплавления. Микродефекты такого рода содержатся
только в пределах белой полоски и, видимо, органически с ней
связаны.
Ширина белой полоски А уменьшается по мере увеличения
осадочного давления. При давлениях, рекомендуемых как
верхние пределы, белая полоска почти не просматривается, в связи
с этим ударная прочность сварных соединений заметно
стабилизируется. Например, при осадке 2 мм разброс ударной вязкости
относительно среднего значения составил ±50%, при осадке
4 мм — уже ±33%, а при осадке 6 мм — всего ±20%.
§ 48. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СТЫКОВОЙ СВАРКИ
Наиболее типичными изделиями, изготовляемыми с помощью
стыковой сварки, являются элементы трубчатых конструкций,
колеса и кольца, инструмент, рельсы, железобетонная арматура.
Нестабильность прочностных показателей для сварных трубчатых
соединений заставляет в настоящее время проектировать новые
типы автоматических машин и использовать для некоторых малых
размеров труб новую технологию стыковой сварки. В частности,
19J
для самых тонкостенных труб (например, для велосипедных рам)
успешно применяется способ импульсной стыковой сварки на
конденсаторных машинах.
Для труб из аустенитных сталей можно использовать
стыковую сварку методом сопротивления. При этом характерны два
способа. Первый способ — это сварка на импульсных машинах
постоянного тока (типа МТИП), перестроенных из точечных
в стыковые. Второй способ сварки (прерывистым нагревом)
осуществляется на автоматических машинах переменного тока для
стыковой сварки, включение которых производится посредством
прерывателей типа ПИШ, обычно используемых в машинах для
шовной сварки.
В обоих случаях точным подбором режима нагрева и цикла
сдавливания могут быть выполнены сварные соединения
высокостабильного качества.
Другим типовым изделием, для производства которого
используется стыковая сварка, являются кольцевые конструкции,
например колеса, бандажи и т. п. Как было показано на рис. 51,
основной особенностью стыковой сварки таких деталей является
шунтирование сварочного тока во внешнюю часть кольца. Борьбу
с этим явлением можно вести двумя путями. Если диаметры колец
невелики (например, звенья цепей), заготовки делают из двух
полуколец и сваривают целое кольцо одновременно двумя стыками.
Для колец больших диаметров и больших сечений рационально на
внешнюю часть кольца надевать дроссель.
Еще одной типовой областью применения стыковой сварки
является изготовление инструмента. Нет такого
машиностроительного завода, где бы в том или ином масштабе не производился
сварной инструмент.
Технологическая схема стыковой сварки быстрорежущей и
углеродистой сталей отработана еще много лет назад и не
устарела до настоящего времени. Однако технологические параметры
процесса должны теперь обеспечиваться не так, как это было
хотя бы 10 лет назад.
К сожалению, в подавляющем большинстве случаев сварка
инструмента сейчас производится на старых стыковых машинах
с ручным приводом осадки. Осадочные давления на таких машинах
не превышают 5—10 Н/мм2. Чтобы при таких малых давлениях
достичь формирования непрерывной кристаллической структуры,
металл недопустимо перегревают, доводя температуру в
значительном объеме до точки плавления. В сваренном контакте при
этих условиях образуется весьма хрупкая структурная
составляющая — так называемая ледебуритная эвтектика, которая
благодаря малым давлениям не выдавливается из шва.
Сварные заготовки, прошедшие правильную термическую
обработку до и после сварки, вследствие неправильно
проведенной сварочной операции оказываются недостаточно прочными для
условий современных скоростных режимов резания.
192
Для инструмента из быстрорежущей стали марок Р18, Р9 и
им подобных наиболее рациональной можно считать следующую
технологию.
1. Подогрев заготовок в печи (или методом прерывистого
оплавления) таким образом, чтобы заготовки попадали в губки
машины со средней температурой подогрева 450—500° С.
2. Непрерывное оплавление, осадка с давлением не менее
50 Н/мм2, быстрая выемка сваренных изделий из губок машины и
немедленная закладка их в печь с температурой 820—850° С.
Выдержка при этой температуре не менее 3 ч.
3. Охлаждение заготовок вместе с печью со скоростью не
более 100° в час до 400—450° С.
4. Выемка из печи и полное охлаждение на воздухе.
Рекомендуемое выше минимальное давление осадки 50 Н/мм2
относится к заготовкам диаметром 20—30 мм. Для заготовок
больших размеров давление осадки может быть снижено до 30—
40 Н/мм2, поскольку такого рода заготовки получают
значительный разогрев при сварке.
Весьма значительный вклад в теорию и технологию стыковой
контактной сварки сделали ученые Института электросварки
им. Е. О. Патона.
В. К- Лебедев и С. П. Кучук-Яценко [11] разработали
технологию и специальное оборудование для стыковой сварки
железнодорожных рельсов, труб магистральных трубопроводов и
трубчатых элементов силовых парокотельных установок.
Сотрудники ЦНИИТмаш А. С. Гельман, Н. С. Кабанов и
Э. Ш. Слепак разработали основательную теорию и создали
технологию стыковой сварки для самых различных соединений из
разнородных металлов [4, 9].
§ 49. ПОДГОТОВКА ДЕТАЛЕЙ К ТОЧЕЧНОЙ И ШОВНОЙ СВАРКАМ
Состояние контактных поверхностей, как было показано
теоретическими расчетами, имеет решающее значение для процесса
тепловыделения. Можно убедиться по данным табл. 1, что
микрогеометрия металлических поверхностей меняется весьма заметно
в зависимости от толщины свариваемых листов, поскольку и
способы обработки поверхностей применяются более тонкие для малых
толщин листов и более грубые для больших (табл. 9).
Таблица 9. Показатели, характеризующие микрогеометрию
поверхностей
Толщина листов
в мм
Менее 0,3
Более 3
Д в мкм
0,4—1
40—100
а
100—200
10—20
рд в мкОм-см
10 000—70 000
500—2 000
2—4
0,3—0,5
гг. т
10—20
1—2
13 к. А. Кочергин
193
Приведенные ориентировочные показатели относятся к
поверхностям с прозрачной (оптически и электрически) оксидной
пленкой, т. е. к поверхностям, прошедшим только механическую
обработку. Для толстых листов это может быть шлифование
наждачными кругами или абразивами на мягкой основе, обработка
стальными щетками (для алюминиевых сплавов). Для тонких
листов, как известно, используется холодный прокат с химической
обработкой, или шлифование тонкими сортами наждачной бумаги.
Рецептура химического травления свариваемых деталей из
любых металлов и сплавов отлично отработана в производстве и
широко освещена не только в соответствующих книгах, но и в
промышленных инструкциях.
Использование операций химического травления взамен
механической обработки имеет некоторые особенности.
В большинстве случаев травления микрошероховатости
сглаживаются, вследствие чего отношение основания микровыступа
к его высоте-^- возрастает. Это возрастание приводит к
увеличению удельного сопротивления рд и, следовательно, к
увеличению внутреннего сопротивления контакта гм.. Кроме этого,
электролитический процесс удаления естественной оксидной
пленки не остается бесследным и заканчивается созданием другого,
нового химического наслоения на металле, по составу и структуре
иногда и более сложного, чем удаленная оксидная пленка. Однако
все химические травители и все операции травления таковы, что
получаемая пленка на металле остается электрически
прозрачной, равномерно распределенной и практически в течение
определенного срока сколько-нибудь заметно не увеличивает
внутреннего сопротивления контакта.
Некоторые сварные конструкции должны быть коррозионно
стойкими не только с внешней стороны, но и между листами в зоне
расположения сварных точек. Для обеспечения этих условий
A. И. Пугачев и Ф. И. Кислюк разработали специальную
технологию точечной сварки конструкций под названием «сварка по
сырому грунту». Название по сути дела прямо формулирует основу
технологии. На свариваемые детали наносится перед сваркой
такого состава грунт марки АЛГ-1, АЛГ-12 и др., который в
значительной мере выжимается из плоскости контакта давлением
электродов, а полностью затвердевает уже через некоторое время
после сварки. В настоящее время в качестве сырых грунтов
используют специальные клеющие составы (марок ФЛ-4С, ВК-1.
КС-609). Первые две марки разработаны в авиационной
промышленности, последняя — в судостроительной (В. П. Бочкарев,
B. В. Долгоруков).
Клеевые грунты после затвердевания создают даже при
точечной сварке монолитные соединения, лишенные концентраторов
напряжений и отличающиеся благодаря этому высокой
вибрационной прочностью.
194
§ 50. ТИПОВАЯ СТРУКТУРА ТОЧЕЧНОСВАРНОГО СОЕДИНЕНИЯ
Прочность и стабильность прочности единичной сварной точки
определяются в первую очередь размерами ее ядра (диаметр dT
и высота h). При неизменных диаметре и высоте ядра прочность
обусловливается структурой ядра и зоны термического влияния.
Как видно, имеет место полная аналогия между сварной
точкой и сварным дуговым швом. Принципиальная разница между
ними оказывается в конструкции соединения. Дуговой шов
получается плавно обтекаемым по отношению к свариваемым деталям,
сварная точка представляет собой
модель с резкими
концентраторами напряжений на границах ядра
(см. рис. 31, а, угол а).
Рассмотрим типовую структуру
сварных точек для различных
наиболее характерных металлов и
сплавов. Будем исходить при
этом в первую очередь из самых
общих положений. Ядро сварной
точки может быть получено с
расплавлением и при температурах
твердого состояния. Современная
техника точечной сварки для
всех металлов при сварке листов
большой толщины ориентируется
на создание расплавленного ядра.
Ядро без расплавления
характерно главным образом для
изделий радиоэлектроники, когда
толщина свариваемых деталей измеряется микронами или
десятками микронов, а для тепловыделения используются специальные
методы нагрева (расщепленным электродом).
Структурная схема сварной точки представлена на рис. 96.
Расплавленное ядро формируется из множества дендритных зерен
(зона /), рост которых направлен от холодного металла к центру
ядра //. Здесь столбчатые дендриты, растущие навстречу друг
другу, могут непосредственно стыковаться по плоскости контакта
и так создавать прямолинейно направленную кристаллизацию.
В средней зоне ядра кристаллизация может смениться на
мелкозернистую, разориентироаанную. Кристаллизация по первой из
этих двух схем происходит в металлах и сплавах, обладающих
относительно малым интервалом температур кристаллизации. Как
видно, это относится к подавляющему большинству
высоколегированных сталей и сплавов (жаропрочные, нержавеющие, сплавы
титана, циркония, магниевыесплавы). Для сплавов алюминия,
которые обладают относительно большим пределом температур
кристаллизации, структура средней зоны ядра из столбчатой может
13* 195
Рис. 96. Различные практически
возможные варианты распределения
твердости в зоне сварной точки и
эпюры распределения напряжений
при растяжении точечносварного
соединения
превращаться в мелкозернистую, разориентированную. Этому
способствует и высокая скорость охлаждения после выключения
тока.
Зона термического влияния /// может иметь самую различную
протяженность, в том числе и нулевую. Это определяется
скоростями охлаждения и свойствами свариваемого сплава.
Например, сплавы титана и циркония при всех используемых режимах
не фиксируют на макрошлифах переходных структур от ядра
к основному металлу. Алюминиевые сплавы и углеродистые стали,
наоборот, всегда показывают на макроснимках явно различимую
границу зоны термического влияния.
Само ядро сварной точки, как и было уже отмечено, определяет
прочностные показатели главным образом своим размером. Его
структурное состояние имеет на прочность уже только
второстепенное влияние.
В ядре сварной точки допускаются единичные поры, раковины
и даже трещины, если их размер не превышает х/3—V4 высоты
ядра. Такого рода дефекты не оказывают влияния не только на
статическую, но и вибрационную прочность. Это объясняется тем,-
что прочность сварной точки главным образом зависит от
концентрации напряжений, типовая эпюра которых показана на нижней
части рис. 96. Круговой концентратор К, который проходит по
зоне термического влияния (если она есть) или по границе
расплавления, и представляет собой самое опасное сечение сварного
соединения. Следовательно, поскольку неустраним сам
концентратор К, то, видимо, все внимание технолога должно
сосредоточиваться на том слое металла, в Котором расположен концентратор К.
Таким образом, первая задача технолога — это получить хорошо
сформированное расплавленное ядро определенных размеров.
Вторая, более сложная задача — обеспечить в зоне
концентратора К такую структуру металла, которая в наибольшей мере
оказалась бы способной выдерживать концентрации напряжений
без образования надрывов и трещин. Если иметь в виду, что при
точечной сварке металл в зоне сварного соединения подвергается
одновременно тепловому и механическому воздействию, то вполне
рационально рассматривать точечную сварку как
термомеханический процесс обработки металла. Но и это еще не все, что отличает
точечную сварку от классической схемы термической обработки
только в координатах температура — время. Через жидкую фазу
ядра и горячую зону термического влияния проходят токи
огромной плотности. Во многих случаях практики эти токи униполярны.
Нельзя поэтому упускать из вида возможность влияния
электрического тока — вначале на химическую однородность металла,
а затем в конечном итоге и на структуру не только ядра, но и
границы плавления.
Схема рис. 97 позволит рассмотреть некоторые полярные
электрические явления в зоне сварной точки. Сварочный ток 1Св
создает вокруг ядра магнитное поле напряженностью Я. В резуль.
196
тате нарастания тока 1св при включении и его спада при
выключении в ядре точки возникает вихревой ток iex. По законам
электродинамики, в ядре появляется механическая сила F,
определяемая по формуле,
F -= Hiexh. B45)
Сила F взаимодействует с силой электропереноса, совпадающей
с направлением сварочного тока.
Рис. 97. Картина полярных явлений в ядре сварной
точки: а — взаимодействие токов и магнитного потока,
действующих в расплавленном металле; б — движение
жидкого металла
Для приближенного подсчета общего эффекта действия этих
сил воспользуемся рис. 98. Согласно известным положениям
теоретической электротехники, напряженность внешнего поля
(рис. 98) определяется по формуле:
* г.а
нл
2пх '
Внешний поток вокруг свариваемой точки
R
Ч h //v- —
2я
Феш=\НвшкAх = -^\п-Я
Внутренний поток в ядре сварной точки
Н
Фвк =
Iceiyh
2 ТтП — 2ягт%
[ceh
4л
Суммарный магнитный поток в зоне сварки
Ф = Феш + Фен = ¦
2я
(Ш-1+0,5),
197
Вихревая электродвижущая сила внутри ядра (в В)
^ = 4,44/-^-(in A+0,5) 10-
С другой стороны, можно также написать
Eex = HrThv-\Q-\
Из двух последних равенств находим
о = 2,22/4Aп-^- + 0,5).
B46)
В этом равенстве v — скорость перемещения крайнего волокна а^б
ядра по направлению к центру,- если бы оно могло двигаться
без трения и только под влиянием силы F; f — частота тока.
Практически можно считать, что на расстоянии R > 10гг
величина Нш становится очень малой. Поэтому в формуле B46)
полагаем отношение -я- постоянным, равным 10. Следовательно,
выражение в скобке в формуле B46) превращается в
коэффициент 2,8.
Приведем результаты расчета для сварки дюралюминия на
импульсных машинах постоянного тока (табл. 10).
Как видно из последнего столбика табл. 10, под влиянием
равнодействующей силы F и силы электропереноса, частицы
кристаллической решетки могут
успеть переместиться на заметные
расстояния, пока металл в ядре
находится еще в жидком
состоянии. Правая часть рис. 97
показывает действительные траектории
движения частиц в жидком
металле за счет равнодействующей
силы. Перемешивание жидкого
металла по схеме правой части
рис. 97 объясняет наблюдаемое
иногда нерасплавление
алюминиевой плакировки не только по
краям ядра, но и в его середине.
Частицы кристаллической решетки в качестве трехзарядных
ионов не только перемещаются, но и оседают на алюминиевых
островках плакировки, не позволяя тем самым этим островкам
полностью «растаять».
Электрическое перемешивание металла создает в ядре
химическую неоднородность, а в некоторых случаях эта
неоднородность распространяется на небольшую глубину в виде прожилок
(«усов») от расплавленного ядра в зону термического влияния.
Этому последнему явлению, вероятно, в большой мере способ-
Рис 98. Распределение
напряженности магнитного поля вокруг
ядра сварной точки
198
i
Таблица 10. Расчет Движения частиц металла
в расплавленной сварной точке
Толщина
листов
6 + 6
В ММ
3 -|- 3
8 + 8
Диаметр
точки d
в мм
10
25
Высота
ядра h
в мм
3
8
Частота
тока f
1,66
1,25
Время
сварки 1
в с
0,3
0,4
Сварочный ток
'се в кЛ
45
120
V
в см/с
10
20
Время,
необходимое для
прохождения
расстояния
dT/2, в с
0,1
0,063
ствует высокое давление, развивающееся в жидком ядpe^зaмкнy-
том всей массой окружающего твердого металла.
Обращаясь теперь только к зоне термического влияния или,
еще более сосредоточенно, к круговому концентратору
напряжений К (рис. 96), можно сделать общий вывод о необходимости
при сварке любых металлов, и сплавов обеспечивать в зоне
концентратора наиболее высокие пластические свойства. Это для
некоторых' металлов удается сделать путем правильного выбора
режима сварки, для многих металлов и сплавов необходимо
специальное программирование режимов.
Очевидно, что наиболее крутое падение температуры от ядра
в глубину металла обусловливает наименее протяженную зону
термического влияния. Это обстоятельство следует учитывать для
таких металлов и сплавов, которые в определенных интервалах
температур способны резко менять исходную оптимальную
структуру на какую-либо нежелательную. К таким металлам
относятся аустенитные нержавеющие стали, алюминиевые и магниевые
сплавы.
При сварке аустенитных сталей быстрое охлаждение
расплавленного ядра создает дендритную структуру. Однако углерод
в твердом растворе остается весь в связанном состоянии и ядро не
теряет нержавеющих свойств. Опасными являются зоны нагрева
до 500—800° С, где углерод выпадает из твердого раствора и
связывается с хромом, образуя карбиды хрома по границам 'зерен.
Из-за такой химической и структурной неоднородности в этой
зоне нержавеющие свойства стали утрачиваются. Очевидно,
режимы сварки аустенитных нержавеющих сталей должны быть
импульсными, для того чтобы опасные зоны нагрева оказывались
возможно более тонкими. Типовая структура сварной точки такого
рода показана на рис. 99. Здесь представлены последовательно
начало плавления металла в плоскости контакта (рис. 99, а)
и готовое ядро (рис. 99, б). Импульсные (жесткие) режимы
характерны для сварки алюминиевых и магниевых сплавов по двум
причинам. Первая — это высокая теплопроводность сплавов.
Второе и главное — в зоне термического влияния при
температурах выше 250° С из твердого раствора выпадают упрочняющие
199
Металлические соединения CuAl2, Mg5Al8 и др., что нарушает
химическую и структурную однородность сплавов. Металл в этих
зонах становится склонным к повышенной коррозии и теряет
исходные прочностные свойства. Несмотря на казалось бы весьма
кратковременные нагревы, в зонах термического влияния и в
самом ядре все диффузионные процессы протекают очень быстро.
Этому способствует давление, которому подвергаются и ядро, и
зоны термического влияния.
Если обратиться к таблице режимов точечной сварки (табл. 6),
то можно убедиться, что отношение действующих давлений к
пределу текучести для
холодного контакта составляют
приблизительно 0,15—0,3 (не
считая меди). Для зоны
термического влияния при
температурах пластичного
состояния металла эти
соотношения становятся равными
8 — 10. Такие высокие
давления, прикладываемые по
сути дела динамически,
увеличивают скорости
диффузионных процессов в десятки
раз.
Как уже отмечалось,
всего вероятнее химическую
неоднородность в зоне
термического влияния («усы» и
др.) можно объяснять именно
этими скоростными
диффузионными процессами.
Структурное состояние ядра и зоны термического влияния для
некоторых металлов можно характеризовать кривыми распределения
твердости (см. рис. 96).
Сохранение одинаковой твердости ядра и зоны термического
влияния (примерно по кривой )—1) может наблюдаться у
нержавеющих аустенитных хромоникелевых сталей. Твердость по
кривой 2—2 характерна для незакаливающихся сплавов, упрочненных
холодной деформацией. В зоне термического влияния в этом случае
происходит отжиг (рекристаллизация), что и видно по заметному
снижению твердости. Кривые 1—3—1 или /—2—1 относятся к
легированным металлам, которые способны получать резкую или
умеренную закалку.
Все кривые твердостей, показанные на рис. 96, свойственны
сварной точке, не подвергавшейся дополнительной (после сварки)
термической обработке. Совершенно ясно, что термообработка
может полностью менять и распределение твердостей и структуру
металла. Естественно, что термическую обработку точечносварных
Рис. 99. Схематическая картина
'макроструктуры ядра и зоны термического
влияния сварной точки: а — начало
плавления ядра; б — готовое ядро точки
200
Соединений наиболее рационально проводить между электродами
точечной машины непосредственно после формирования ядра.
Это и достигается при определенном программировании режимов
сварки с использованием сложных специальных
термомеханических циклов работы точечных машин.
§ 51. ПРОГРАММИРОВАНИЕ РЕЖИМОВ ТОЧЕЧНОЙ СВАРКИ
Современная сварочная техника позволяет обеспечивать
любое изменение тока и давления в процессе нагрева и формирования
сварной точки. Программирование режимов точечной сварки
заключается в правильном выборе формы кривой сварочного
тока и изменения давления электродов во времени. Совместное
изображение тока, давления и температуры ядра, меняющихся
за цикл сварки точки, называют циклограммами.
С
Рис. 100. Типовые кривые сварочных токов то-
1 четных машин: а — нормальный переменный
Ч. ток; б — модулированная кривая переменного
тока; в — колебательный разряд конденсатора;
г — апериодический разряд конденсатора; д — разрядная кривая
электромагнитных машин; е — характерные кривые импульсных машин
ВНИИЭСО (конструкции Л. В. Зайчика и М. П. Зайцева); ж из — слож-
нокомбинированные формы кривых сварочного типа импульсных машин
ВНИИЭСО; и — кривая вторичного тока, выпрямленного кремниевыми
диодами
На рис. 100 показана серия некоторых характерных (но далеко
не всех возможных) кривых сварочного тока; на рис. 101 даны
несколько (тоже далеко не все возможные и рациональные)
циклограммы точечных машин.
Рассмотрим некоторые примеры выбора циклов работы
точечных машин и программирования режимов сварки.
При сварке стальных конструкций из деталей сравнительно
большой толщины (более 3—4 мм) не всегда удается полностью
обеспечить качественную зачистку контактных поверхностей от
окалины и ржавчины. Если при этом детали обладают еще и
некоторой конструктивной жесткостью, то при непрерывном
включении тока оказывается весьма затруднительным осуществлять
плавный подъем температуры в плоскости контакта. Нагрев по
контакту получается чрезмерный и только в отдельных точках.
201
Процесс нагрева сопровождается сильными выплесками жидкого
металла, взамен которого в ядре остаются недопустимо большие
раковины и трещины. Работа машины по циклу прерывистого
включения (рис. 101, а) обеспечивает равномерный разогрев контакта
и зоны термического влияния.
Второй цикл (рис. 101, б) также предназначен для сварки
конструкций из толстых листов и деталей. Здесь давление
осуществляет повышенное начальное (устранение конструктивной
жесткости и кривизны деталей) и повышенное конечное (проковка
в горячем состоянии).
Проковочное давление должно быть так синхронизировано
с нагревом,' чтобы осуществлялась подлинная термомеханическая
обработка. Во избежание зональных перегревов и больших
выплесков программируется ток двойной амплитуды.
Третий цикл (рис. 101, в) характерен дополнительными
операциями: подогрева Aпд) и отжига (/J, сочетаемыми с
дополнительным обжатием (пунктирная часть кривой давления). Этот
сложный цикл, как видно, рационален для сварки
высоколегированных сталей. Импульсные машины постоянного тока уже по
форме кривых тока обеспечивают плавное нарастание температуры
в контакте (рис. 101, г) и тем самым освобождают от ступенчатого
программирования. Однако, как показывают кривые рис. 100, ж, з,
при необходимости импульсы различной амплитуды и
длительности могут быть совмещены.
Весьма характерный и, вероятно, очень перспективный цикл
представлен на рис. 101, д. Сущность этого цикла сводится к
следующему. После сдавливания листов между электродами
точечной машины дается короткий импульс, энергия которого до-
202
статочна только для создания между свариваемыми листами
круга полного контактирования по диаметру, близкому к
диаметру будущей точки. Этот первый импульс может доводить до
точки плавления только микровыступы поверхностной
шероховатости — не более чем тончайший слой металла, на котором эти
микровыступы расположены.
Время между первым импульсом I„g и вторым 1ев, уже
формирующим само ядро сварной точки, может быть каким угодно.
Первый импульс только ликвидирует внутреннее сопротивление
контакта и тем самым устраняет самый главный источник
нестабильности тепловыделения. Второй, сваривающий импульс
тока 1се, выделяет тепло уже за счет только геометрической
составляющей контактного (сопротивления, которая по величине
своей определяется диаметром круга физического контакта,
созданного первичным импульсом тока.
Приведенные примеры сложных циклов точечной сварки
показывают, что в современных условиях для любых сплавов
правильное программирование режимов способно обеспечить самые
высокие прочностные показатели точечносварных конструкций.
§ 52. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ДЛЯ ТОЧЕЧНОЙ И ШОВНОЙ СВАРОК
Процесс тепловыделения при точечной и шовной сварке
определяется в значительной мере не только сопротивлением
свариваемого контакта, но и сопротивлениями, переходными от
электрода к металлу. По этой причине существенно обращать
внимание на конструкцию и состояние поверхности электродных
наконечников.
Величина переходного сопротивления в общем виде может
быть определена следующим равенством:
о _ РэА4 рмЫ , |^4 т7,
*»- nd0D + 2лйф -I" nd2 ' W)
где р3 — удельное сопротивление металла, электродного
наконечника; рм — удельное сопротивление свариваемого -металла;
| — удельное сопротивление оксидных пленок на электродном
наконечнике; -ф — толщина этих пленок.
Остальные обозначения в равенстве B47) — согласно рис. 102.
Соответственно по формуле (8)
d0 — d3 УI — e~z.
Примем для наибольшей наглядности последующих практических
выводов момент времени нагрева, когда уже d0 *=» d3. Для этого же
момента считаем Ъ я» &3. Из условия постоянства токопроводящего
сечения электродов необходимо, чтобы D «=< l,5d3. Тогда
равенство B47) перепишется так:
«¦-3-(JS-+-?+»)• <248>
203
Мы здесь, как видно, совсем не учитываем сопротивление гж,
обусловливаемое микрошероховатостью поверхностей
свариваемого металла и электродного наконечника. В данном случае это
вполне допустимо, так как сопротивления оксидных пленок,
совершенно неизбежных для
переходных контактов, практически
всегда значительно превышают
сопротивление гмг. Равенство B48)
позволяет сделать следующие
практические выводы. При
условии постоянной неокисленной
поверхности электродов третье
слагаемое в скобке равенства B48)
относительно невелико. Электроды
из меди и [медных сплавов создают
сравнительно малую величину и
первого слагаемого в скобке
равенства B48), если свариваются
изделия из сталей, сплавов титана и других высокоомных
металлов. Картина, однако, может совершенно измениться, если
свариваются сплавы меди или другие электропроводные металлы.
В таких случаях обычно желательно осуществлять в переходных
Рис. 102. Переходный контакт
электрод—деталь и расчетные
размеры переходной зоны
<• Время, с
Рис. 103. Осциллограммы (—;
— две различные
осциллограммы) температур свариваемого
металла непосредственно под
электродом (Тп) и вне его (Тл) для
условий чистых поверхностей и
плотного контакта электрода с
металлом (D --- 12 мм; / -= 10 кА; Р ^
-^ 8000 Н; 6=-- 4 f 4 мм)
Рис. 104. Картина вероятного
распределения температур на поверхности
металла вокруг электрода для тех же
условий, которым соответствуют
осциллограммы рис. 103
сопротивлениях заметное
тепловыделение, для того чтобы
уменьшить теплоотвод от
свариваемого контакта и тем самым дать ему необходимый нагрев.
В таких случаях для электродных наконечников подбирают вы-
сокоомные металлы и сплавы (например, вольфрам, молибден
или керамические композиции).
При сварке изделий из алюминиевых сплавов, плотность тока
в электродных наконечниках может достигать 150 000 А/см2
204
при механических напряжениях сжатия до 25 000 Н/см2. Такого
рода тяжелые электрические и механические нагрузки электроды
из меди и ее сплавов могут выдерживать только потому, что
эти нагрузки импульсные. Температура поверхностей
свариваемых деталей, как отмечалось выше, может достигать значений
Рис. 105. Типовые
конструкции токоподводя-
щих элементов
вторичных контуров машин
для точечной сварки
50—80% температуры точки плавления. Температура поверхности
электродного наконечника всегда несколько ниже. Таким образом
на переходном, несваривающеМся контакте, может происходить
падение температуры на 100—200°. Свободный от оксидных
наслоений, правильно заточенный и хорошо контактирующий
медный электрод может вполне ощутимо охлаждать поверхность
свариваемого металла, что наглядно показано двумя
осциллограммами на рис. 103. Очевидно, распределение температуры по
поверхности свариваемого металла не всегда получается по левой
кривой рис. 104, но может быть и таким, какое показано на
205
правом графике рис. 104. Это наиболее вероятно при
относительно больших давлениях и правильной заточке электродов.
В современном машиностроительном производстве наибольшее
применение находят следующие металлы и сплавы для
электродов: холоднокатаная медь марки Ml; кадмиевая медь марки МК
с содержанием кадмия порядка 1% (проводимость по сравнению
с медью марки Ml снижается на 10%); хромоцинковая бронза
марки ЭВ с 0,6% хрома и 0,4% цинка (проводимость снижается
Рис. 106. Типовые технологические схемы шовной сварки
на 20%); хромокадмиевая бронза марки МЦ5Б с 0,2% хрома и
0,25% кадмия (проводимость по сравнению с медью Ml снижается
на 10%). Данные химического состава здесь приведены средние,
приближенные.
Конструкция электродов может быть весьма разнообразной.
Однако общим для всех обязательным условием является
внутреннее водяное охлаждение. Исключение может допускаться
только в том случае, когда сварка идет с длительными
перерывами от точки к точке.
Для стабильного сохранения первоначальной заточки
электродных наконечников расстояние от рабочей поверхности до
охлаждающей воды не следует делать более 10—15 мм (размер а,
рис. 102) даже для больших диаметров электрода.
В зависимости от конструкции свариваемых деталей электроды
машин для точечной сварки и ролики машин для шовной сцарки
могут быть различным образом в сварочных контурах
приспособлены к свариваемым изделиям.
Характерные примеры такого рода устройств представлены
на рис. 105 и 106,
206
§ S3. РАСЧЕТНЫЙ МЕТОД ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ТОЧЕЧНОЙ СВАРКИ
Технологические процессы сварки проектируют для
конкретных изделий, когда известны металл и, следовательно, все его
свойства, толщина свариваемых листов б, диаметр dT ядра
сварной точки. Размеры ядра сварных точек конструкторы выбирают
согласно ГОСТ 15878—70 (см. Приложение 2).
Расчетными параметрами режима точечной сварки являются:
действующее значение сварочного тока, время его включения
и действующая сила сдавливания электродов.
Если же в процессе сварки точки меняется сварочный ток и
давление, то уже следует говорить о программировании режима.
Несколько типовых циклов точечной сварки с
программированными режимами представлены на рис. 100 и 101.
Рассмотрим характерные примеры расчета режимов точечной
сварки. При расчете режимов обычно задаются или силой
сдавливания электродов, или временем включения сварочного тока.
Сила сварочного тока может рассчитываться по формуле B12).
Все расчеты следует производить методом технологического
подобия. Поэтому в основу расчетов принимают какие-либо хорошо
проверенные опытные данные режима для любой толщины любого
металла. Эти проверенные режимные показатели являются
исходными ориентирами и уже по ним ведут расчеты для заданного
металла и размеров сварных точек.
Продолжая расчетный пример 1, рассмотренный на стр. 66,
можем получить по формуле B12) среднее значение сварочного
тока при диаметре ядра dT --= 1,2 см
I = '45-1'2_ = 14500А.
/140-10-»
Принимая среднее значение критерия К [формула B10) и табл. 5
h
и 6] К — 36, отношение -т- — 1,4, получим,
„„ _ 210-10а-140-|/-22 000-1,4
1,2-106-2140-8000
Здесь согласно табл. 5 ТплУ~у1с = 2140 „Дж,; - Р = 210- 106А2;
см -с '2 '
о> = 22 ОООН/см; Р = 8000/7.
При этих данных получаем время сварки t — 0,65 с.
Используя эти данные, рассчитаем методом подобия режим сварки листов
из стали Ст.З толщиной 20 -~ 20 мм.
Сила сдавливания определяется из условия равенства
критерия Z [формула A2)]. Полагая силу сдавливания Р ~: d2T,
207
из равенства критериев Z для толщин 4 + 4 мм и 20 -j- 20 мм,
устанавливаем
Pi _ Р2
dr a d2a
ТХ 71 T2 Tt
B49)
По опытным данным советских и французских заводов стальных
конструкций, диаметр ядра сварных точек на металле толщиной
20 мм рекомендуется порядка 40 мм. При этом условии, согласно
формуле B49), получаем
8000 Р я = 90000Н.
1,22 ~ 42
Высоту ядра для больших толщин следует взять относительно
меньшей, например, порядка-т- = 1,2. Из равенства критериев' С
[формула B08)]
/ _ 1450-1,2
4 ~ 1,2-1,4
/ = 41500А.
При среднем значении критерия К =~ 36 находим время включения
сварочного тока
1720-10e-40-j/F-22 000-1,2
36:
4-106-2140-90 000
* = 19с.
Следует заметить, что для толщин листов подобных размеров
используют обычно сложный программированный цикл сварки,
например, по типу рис. 101, б, или даже рис. 101, в. Приведенные
подсчеты поэтому для практических условий должны быть
скорректированы или по току, или по времени его включения, так
как сложный цикл предусматривает операцию подогрева.
Сила тока подогрева принимается обычно в пределах 0,6—0,7
от тока сварочного. Время подогрева и время сварки в сумме
приблизительно в 1,5—2 раза больше расчетного значения. В
данном случае при сложном цикле сварки ток подогрева может быть
взят порядка 25000—30 000 А, время подогрева 9—12 с и время
сварки соответственно такого же порядка.
Определим режимы для сварки титана толщиной 1,5 мм.
Диаметр точки принимаем dT — 7 мм. Отношение -т- для тита-
h
новых сплавов всегда получается не менее -у = 1,3 и иногда
достигает ~т- — 1,8. Находим силу сдавливания
6
8000
1,22-2200 — 0,72-45 000 >
Р = 5700 Н.
208
Среднее значение сварочного тока по формуле B12)
/ = ii5-;^10:i = 7800А.
При А г-= 1,4 /С — 36
36 =.- 6Ы08-165УгГ-45000-1,4
0,7-10°-1350-570б
**»0,1 С.
Рассмотрим случай импульсных программированных режимов
для примера 2 на стр. 66.
Из формулы A90) мы можем получить формулу
программирования в безразмерных критериях:
Пи B50)
усТпл гт 2д ;-1
У11 пл
М., = I™±Jj}±.. B52)
A*» = "srVr- <254>
Произведение этих критерив есть тоже критерий Пх.
Вычисляем его значение для формы кривой тока при п = -^
и плотности тока / — 5-105 Л/см2, тх — 4-10~4 с, рг == 130 мкОм-с
dT = 0,04 см.
.. 25-1010-130-4 , _„ .. 1 А а
3 +
Значения гмг0 -•- глл и /> примем согласно данным примера 2
на стр. 67. Здесь, в данном случае, допустим, что оксидных пленок
нет. Тогда числитель в критерии Мг будет равным RK. т0, которое
примем RK.To= 1840 мкОм.
К- А. Кочергин
209
Значение гт равно, согласно данным примера
рт 240-130 ОЛОА „
гт = ге. А- = —пг~ = 2080 мкОм;
го ld
м — ^«- то — 1840 — о 88
м* — Гт - 2080 -и'°°-
Произведение критериев
П, = МгМ2М3 - 1,73-0,88-0,6 = 0,91.
Если сопротивление контакта RK.ra изменится (см. стр. 67) с
минимального 1840 мкОм до максимального 5040 мкОм, то тогда
критерий М2 станет равным 2,32. Для того чтобы сохранить
то же самое значение всего произведения, т. е. в целом
критерия Я„ нужно уменьшить критерий Мг или М3. Можно
убедиться, что технологическое подобие будет сохранено посредством
изменения формы кривой тока или плотности тока. .
В данном случае это можно сделать, изменив показатель
1 , - "
степени с п — -тг- на /г == 1,7, т. е. вместо кривой тока по типу
рис. 48, а принять кривую типа рис. 48, б.
Если же форму кривой тока сохранить той же самой (п— -у),
то необходимо уменьшить плотность тока приблизительно на 20%.
По аналогии с формулой B50) критерий может быть
представлен для импульсных режимов в виде следующей формулы:
Как видно, Я2 превращается в критерий К, если тх = т2 — -^
и m = n = 0.
Аналогично может быть перестроен и критерий JV [формула
B13)]
3 ~ dTTnA VWcPb V% Ч 2n -I-1 +'Ш-ТТ)- V™>
Все обозначения в формулах B55) и B56) те же, что на рис. 70
и в формулах B10) и B13). Критерий К в табл. 6 [(стр. 157)
приведен в среднем его значении. В действительности, по опытным
данным, он может меняться приблизительно в пределах 25—50
единиц. Как видно из формул B55) и B56), это объясняется как
различием формы кривой тока импульсных режимов, так и
непостоянством микрошероховатости и оксидных наслоений-
ПРИЛОЖЕНИЕ i
Таблица единиц измерения в системе СИ
Наименование величины
Сила Р, F
Плотность y
Механическое
напряжение 0
Давление р
Поверхностное
натяжение а
Коэффициент
динамической ВЯЗКОСТИ Т]
Работа, энергия,
количество теплоты
Мощность N
Удельная .
теплоемкость с
Коэффициент
теплопроводности К
Коэффициент
температуропроводности а
Коэффициент
аккумуляции YXyc
Единица измерения в СИ
наименование
ньютон
килограмм на
кубический метр
ньютон на
квадратный метр
паскаль
ныотон на метр
ныотон-секунда
на квадратный
метр
джоуль-ньютон-
метр
ватт
джоуль на кило-
грамм-кельвин
ватт на метр-
кельвин
квадратный метр
на секунду
джоуль на
квадратный метр-
кельвин-секунда
в степени
половина
обозначение
н
кг/м3
Н/м2
Па
Н/м
Н-с/м2
Дж
Вт
Дж/(кг-К)
Вт/(м-К)
м2/с
Дж
(м2-К-с'/2)
Переводные
соотношения
1Н= ^жГ~
~tV кГ
1 кг/м3 =
= 10-з г/смз
1 Н/м2 =
= 10"8 кГ/см2
1 Па =
= Ю-5 кГ/см2==
1
133,3 ММРТ'СТ-
1 Н/м = 1 г/см
1 Н-с/м2 =
= 0,1 Па-с
1 Дж = 0,24 кал
1 кГ-м =
= 10Дж = 10Н-м
1 Вт= 1 Дж/с
1 Дж/(кг-К) =
1 кал
4,2-103' г-К
1 Вт/(м-К) =
"• 1 кал"
[4,2-100 см-К-с
1 м2/с-= 10*см2/с
1 Дж/(ма-КХ
XcV») =
1 кал
-4,2-10*см».К.с7.
14*
211
продолжение прилов.
Наименование величины
Напряженность
магнитного поля Н
Магнитная
индукция В
Магнитный поток Ф
Удельное
электрическое сопротивление р
Индуктивность
Единица измерения в СИ
наименование
ампер на метр
гесла
вебер
ом-метр
генри
обозначение
• А/м
Т
Вб
Ом • м
Г
Переводные
соотношения
1А/м= 1/100 А/см
1 ампер-виток/см—
= 0,8 Гс
1 Гс= 1,25
ампер-виток/см =
=•- ю-* т =
=- 10 Вб/м2
1 Мкс- lO"8 Вб
1 Ом-м ¦--
= 1/100 Ом-см
1 Г = 10» см =-=
= 1 Вб/А
ПРИЛОЖЕНИЕ 2
Нормальные диаметры ядра сварных точек
согласно ГОСТ 15878—70.
б в мм
0,3
0,4—0,6
0,7—0,8
0,9—1,1
1,2—1,4
1,5—1,6
1,8—2,2
2,5—2,8
3—3,2
3,5—3,8
4
4,5
5
5,5
6
d в мм
2,5
3
3,5
4
5
6
7
8
9
10
11
12
13
14
15
Допустимые
отклонения
в мм
+ 1
+ 1,5
+2
Примечание
1. При 6i ф б2 диаметр dT
выбирают в пределах Aч-1,25)
наименьшей толщины листа.
2. Для толщин листов менее
0,3 мм и более 6 мм размеры
ядра не регламентированы.
ЛИТЕРАТУРА
v 1. Л л о в А. А. Основы теории процессов сварки и пайки. М., изд-во
«Машиностроение», 1964.
2. Б а л к о в е ц Д. С, Орлов Б. Д., Ч у л о ш н и к о в П. Л.
Точечная и роликовая сварка специальных сталей и сплавов. М., Оборонгиз, 1957.
3. Гель м а и А. С. Основы сварки давлением. М., изд-во
«Машиностроение», 1970.
4. Г е л ь м а н А. С. Технология и оборудование контактной
электросварки. М., Машгиз, 1960.
5. Г л у х а н о в Н. П., Богданов В.Н. Сварка металлов при
высокочастотном нагреве. М.—Л., Машгиз, 1962.
6. Д е м к и н II. Б. Фактическая площадь касания твердых поверхностей.
М., АН СССР, 1962.
7. Епифанов Г. И. Физика твердого тела. М., изд-во «Высшая школа»,
1965.
8. 3 а й ч и к Л. В., О р л о в Б. Д.,'Ч у л о ш пиков П. Л. Контактная
электросварка легких сплавов. М.—Л., Машгиз, 1963.
9. К а б а и о в Н. С, С л е п а к Э. Ш. Технология стыковой контактной
сварки, М., Машглз, 1961.
10. К а з а к о в Н. Ф. Диффузионная сварка в вакууме. М., изд-во
«Машиностроение», 1968.
11. Кучук-Яценко С. П., Лебедев В. К. Контактная стыковая
сварка непрерывным оплавлением. Киев, изд-во «Наукова думка», 1965.
12. Л е б е д е в В. К., Яворский Ю. Д. Применением критериев
подобия при определении режимов контактной сварки. — «Автоматическая
сварка», 1960, № 8.
13. Моравский В. Э. Сварка аккумулированной энергией. Киев,
Гостехиздат УССР, 1963.
14. Назаров Г. В., Г р е в ц о в П. В. Сварка и пайка в
микроэлектронике. М., изд-во «Советское радио», 1969.
\^ 15. Н иколаев Г. А., Ольшанский Н. А. Новые методы сварки
металлов и пластмасс. М., изд-во «Машиностроение», 1966.
16. Н и к и ф о р о в Г. Д., Дьяченко В. В., Орлов Б. Д. и др.
механизме образования соединений при сварке и пайка. — «Сварочное
производство», 1967, № 12.
17. Николаев Г. А. Сварные конструкции. М., Машгиз, 1953.
18. П р о х о р о в Н. Н. Физические процессы в металлах при сварке.
М., изд-во «Металлургия», 1968.
19. П а т о н Б. Е., Лебедев В. К- Электрооборудование для контакт- .
ной сварки. М., изд-во «Машиностроение», 1969.
20. Рыкал и н Н. Н. Расчет тепловых процессов при сварке. М.,
Машгиз, 1951.
21. Рыка л и н Н. Н., Пугин А. И. и Адаси некий С. А.
Тепловые процессы при контактной сварке. Сб. трудов лаборатории сварки
металлов. М., АН СССР, 1959.
22. С е д ы х B.C., Дерибас А. А., Б и ч е и к о в Е. И. и др. Сварка
взрывом. — «Сварочное производство», 1962, № 5.
М
213
23. С е д ы х 6. С, бондарь М. П. Основные'нарамет^ы сварки
взрывом и прочностные характеристики сварных соединений. — «Сварочное
производство», 1963, № 2.
24. Силин Л. Л., Баландин Г. Ф., Коган М. Г.
Ультразвуковая сварка М., Машгиз, 1962.
25. У м а н с к и й Я- С, К и ш к и н СТ., Ф а с т о в Н. С. и др.
.Физическое металловедение. М., Металлургиздат, 1965.
О 26. Ш о р ш о р о в М. X., Красулин Ю. Л. О природе
физико-химических явлений в сварных и паяных соединениях. — «Сварочное производство;»,
1967, № 12.
27. Ш о р ш о р о в М. X., Каракозов Э. С. Расчеты режимов
сварки давлением. Л., изд-во «Знание», 1969.
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 5
Глава I. Свариваемый контакт под действием давления 13
§ 1. Структура металлической поверхности —
§ 2. Геометрия идеально чистой металлической поверхности ... 15
§ 3. Механический контакт чистых металлических поверхностей 17
§ 4. Расчет площадей контактирования 20
§ 5. Механические свойства металла в свариваемом контакте ... 23
§ 6. Картина пластических деформаций свариваемых деталей ... 24
§ 7. Механические эффекты в плоскости контакта при его
деформациях 27
§ 8. Тепловые эффекты в плоскости контакта при его деформациях 30
§ 9. Электрические явления в плоскости контакта при его
деформациях 32
Глава II. Свариваемый контакт под действием электрического тока 34
§ 10. Электрическое сопротивление микрошероховатых
поверхностей в плоскости контакта —
§ 11. Критерий подобия для холодных электрических контактов 39
§ 12. Удельное электрическое сопротивление поверхностных слоев
контактирующих деталей 41
§ 13. Элементы теории потоков в приложении к тепловым
процессам 44
§ 14. Элементы теории потоков в приложении к контактной сварке 53
§ 15. Концентрация электрических сопротивлений в зонах
резких искривлений линий электрического тока 58
§ 16. Полное электрическое сопротивление стыковых и точечных
свариваемых контактов 60
§ 17. Измерение электрических контактных сопротивлений ... 67
Глава III. Формирование сварных соединений под действием давления
и нагрева 74
§ 18. Энергетические показатели металлофизических процессов
в- контакте '. —
§ 19. Общие закономерности формирования сварного соединения
под действием нагрева и давления . . . 78
§ 20. Критерии подобия для процессов сварки давлением .... 85
§ 21. Подобие и моделирование физических процессов в сваривае-
мом контакте 88
Сварка взрывом 91
Импульсная электродинамическая сварка ......... 95
Холодная сварка 98
Сварка трением 102
Диффузионная сварка в вакууме 105
Ультразвуковая сварка 107
215