/

































Текст
С. А..Голованенко
СВАРКА
ПРОКАТКОЙ
БИМЕТАЛЛОВ
chipmaker.ru
НОВЫЕ
ПРОЦЕССЫ
СВАРКИ
ДАВЛЕНИЕМ
С. А. Голованенко
СВАРКА
ПРОКАТКОЙ
БИМЕТАЛЛОВ
Под редакцией
Э. С. Каракозова
Chipmaker.ru
&
МОСКВА '«МЕТАЛЛУРГИЯ» 1977
chipmaker.ru
УДК 621.791.4 :621.771
Рецензент канд. техн, наук В. А. Мастеров
УДК 621.791.4 : 621.771
Сварка прокаткой биметаллов. Голованенко С. А. М„ «Метал-
лургия», 1977. 160 с.
Рассмотрены физико-химические процессы, происходящие в зоне
соединения материалов при получении биметаллов горячей и холод-
ной сваркой прокаткой.
Описаны технологические процессы получения биметаллов
различных вида и назначения, а также принципы конструирования
коррозионностойкнх биметаллов и выбора материалов промежуточ-
ных слоев, основанные на термодинамическом анализе процессов пе-
рераспределения углерода в зоне соединения сталей различного
класса.
Книга предназначена для научных и инженерно-технических ра-
ботников, специализирующихся в области производства, применения,
разработки и исследования биметаллов и композиционных материа-
лов разнообразного назначения. Может быть полезна также студен-
там и аспирантам технических вузов. Ил. 69. Табл. 18. Список лит.:
148 'назв.
© Издательство «Металлургия», 197?
31206—196
Г -------— 84—77
040(01)—77
ОТ ИЗДАТЕЛЬСТВА
Сварное соединение при разнообразных способах
сварки давлением образуется в результате сложных фи-
зико-химических процессов, происходящих на контактных
поверхностях и в приконтакных объемах соединяемых
материалов.
Для получения качественного соединения при раз-
личных способах сварки давлением необходимо в зави-
симости от природы соединяемых материалов, характе-
ра их взаимодействия между собой и с окружающей
средой, интенсивности силового воздействия, температу-
ры при сварке и других факторов ограничивать одни
процессы и интенсифицировать другие.
Объяснение природы образования соединения меж-
ду материалами в твердой фазе возможно лишь с пози-
ций основных положений теории пластической дефор-
мации, термодинамики, химической кинетики, металло-
ведения и других смежных наук. Очевидна также необ-
ходимость целенаправленного управления процессами,
происходящими в зоне соединения при сварке, и прежде
всего структурными превращениями.
В настоящее время сварка давлением широко ис-
пользуется в промышленности и часто является наибо-
лее ответственной технологической операцией в произ-
водственном цикле. Поэтому разработка научных основ
соединения материалов при разнообразных способах
сварки давлением непосредственно связана с повышени-
ем эффективности и качества производства различных
изделий — основной задачей десятой пятилетки.
Издательство надеется, что выпуск серии книг «Но-
вые процессы сварки давлением» будет способствовать
дальнейшей разработке теоретических представлений о
процессах соединения материалов в твердой фазе и эф-
фективному внедрению в промышленность разнообраз-
ных способов сварки давлением.
chipmaker.ru
ВВЕДЕНИЕ
Развитие современной техники неразрывно связано >
увеличивающимся объемом использования металличе-
ских материалов, требования к которым с точки зрения
обеспечения надежности и долговечности, экономично
сти и технологичности неуклонно возрастают вследствие
интенсификации тепловых воздействий, повышения ме-
ханических нагрузок и агрессивности рабочих сред
и т. д.
Повышение эксплуатационных характеристик метал-
лических материалов может быть, в частности, обеспе-
чено разработкой и промышленным освоением биметал-
лических и композиционных (комбинированных) мате-
риалов [1—5].
Биметаллический и многослойный прокат—один из
наиболее прогрессивных и экономичных видов металлур-
гической продукции, находящей все более широкое при-
менение во многих отраслях народного хозяйства. Не-
обходимость увеличения объема его производства и рас-
ширения сортамента вытекает из задач, поставленных
перед металлургами XXV съездом КПСС по увеличению
выпуска эффективных видов металлопродукции.
За последнее десятилетие производство и потребле-
ние биметаллов в нашей стране возросло в 1,5 раза. Осо-
бенно резко увеличилось потребление двухслойной кор-
розионностойкой стали (более чем в два раза).
Потребление биметалла в настоящее время относи-
тельно невелико по сравнению с общим объемом выпус-
каемой стали (~0,1 %), но роль его огромна. При этом
биметалл может выступать и как экономичный замени-
тель сплошного металла, и как материал с новым ком-
плексом эксплуатационных или технологических харак-
теристик.
Примером создания нового комплекса свойств путем
соединения специально подобранных сталей является
самозатачивающийся листовой и профильный биметал-
лический прокат. Он используется в почвообрабатываю-
щих сельскохозяйственных и землеройных машинах
4
[С]. Самозатачивание при работе лемеха, плуга, лапы
культиватора, диска лущильника и т. п. обеспечивается
в результате резко различной интенсивности износа мяг-
кого и твердого слоев при абразивном воздействии на
режущий элемент почвы. Соотношение интенсивностей
износа компонентов биметалла должно быть строго оп-
ределенным, оно зависит от износостойкости сталей и их
толщин. Самозатачивание элементов почвообрабатываю-
щих машин позволяет снизить эксплуатационные расхо-
ды на заточку и смену деталей, а также требуемое уси-
лие, т. е. расход горючего при пахоте, культивации и
других земляных работах.
Другим примером нового комплекса свойств, реали-
зованного в слойных металлических материалах, явля-
ются так называемые термоупругие биметаллы — термо-
биметаллы [7]. Такие биметаллы состоят из двух слоев
сталей или сплавов, существенно различающихся коэф-
фициентом термического расширения. При нагреве это
приводит к значительному изгибу биметаллического эле-
мента, причем величина изгиба зависит от температуры
нагрева. Такие биметаллические элементы широко ис-
пользуются в приборах для измерения и регулирования
температуры, защиты электрических цепей от перегруз-
ки и в других подобных случаях.
В электротехнической промышленности постоянно
расширяется использование эффекта сверхпроводимости,
которым обладают ряд сплавов тугоплавких, редких ме-
таллов и их химические соединения — интерметаллиды.
Медь не является сверхпроводником, но, обладая высо-
кой теплопроводностью, в сочетании со сверхпроводя-
щим материалом представляет собой идеальный конст-
рукционный материал для создания сильных магнитных
полей.
Все эти примеры показывают, насколько разнообраз-
ны могут быть эксплуатационные свойства биметаллов.
Разработка биметаллов с совершенно новым комп-
лексом эксплуатационных свойств — перспективное на-
правление современного материаловедения, поскольку
появляется возможность получать совершенно новые
оригинальные конструктивные решения в машинах, ап-
паратах и приборах.
В данной книге обобщены результаты работ автора с
сотрудниками, выполненных Центральным научно-иссле-
5
chipmaker.ru
довательским институтом черной металлургии имени
И. П. Бардина (ЦНИИЧМ) в лабораторных и производ-
ственных условиях на ряде отечественных металлургиче-
ских заводов. В книге использованы также наиболее ин-
тересные результаты, опубликованные в периодической
печати.
Автор выражает благодарность кандидатам техниче-
ских наук А. А. Быкову, И. Ю. Конновой, а также инже-
неру А. М. Логвиновой за большую помощь в подготовке
рукописи и активное участие при обсуждении отдельных
ее разделов.
Автор признателен коллективу лаборатории биметал-
лов Центрального научно-исследовательского института
черной металлургии им. И. П. Бардина за помощь в про-
ведении экспериментов.
Глава I
ТЕОРИЯ И ТЕХНОЛОГИЯ
ПРОЦЕССОВ ПОЛУЧЕНИЯ СЛОЙНЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ И КЛАССИФИКАЦИЯ
МЕТОДОВ ПОЛУЧЕНИЯ СЛОЙНЫХ МАТЕРИАЛОВ
Слойный материал обычно состоит из двух и более раз-
личных металлов, прочно соединенных между собой по
всей плоскости соприкосновения, и представляет со-
бой единое целое. В двух- и многослойном прокате слои,
как правило, выполняют различные функции и в соответ-
ствии с этим называются основными и плакирующими
слоями или компонентами.
Основной слой обычно выполняет функцию силового
элемента и чаще всего имеет большую, чем плакирую-
щий, толщину и изготовляют его из более дешевого ма-
териала.
Плакирующий слой в зависимости от требований к
биметаллу может иметь высокую коррозионную стой-
кость, износостойкость, электропроводность или выпол-
нять функцию декоративного покрытия. Этот слой чаще
всего имеет меньшую толщину и используют для него
более дорогие и дефицитные металлы. В некоторых спе-
циальных биметаллах, например термоупругих, функции
слоев имеют свою специфику.
В основе технологических процессов получения слой-
ного материала (биметаллов и композиционных мате-
риалов) лежит сварка давлением. Теория сварки давле-
нием в настоящее время интенсивно развивается. Это
объясняется, с одной стороны, широким развитием про-
изводства биметаллов различного состава, а с другой,—
большим числом факторов, влияющих на структуру и
свойства соединений разнородных сталей или сплавов.
При этом изменяются состав и структура как зоны сое-
динения, так и самих соединяемых металлов или спла-
вов. Указанные изменения происходят при получении
биметалла, при его переработке на металлургический
полуфабрикат, при изготовлении из него изделий, в ряде
случаев при эксплуатации этих изделий. Например, кор-
розиоиностойкий биметалл в процессе изготовления и по-
следующей термической обработки нагревается до
7
chipmaker.ru
1000—1200°С, а при изготовлении из него аппаратов —
до 800—1000°С. Длительная эксплуатация таких аппара-
тов при 425—550°С может вызвать полное обезуглерожи-
вание основного слоя с образованием карбидной полосы
в плакирующем слое биметалла и ухудшение прочност-
ных и коррозионных его свойств.
При изготовлении изделий биметалл подвергается
термическому воздействию, горячей и холодной дефор-
мации, сварке и т. п.
При эксплуатации изделий биметалл может испыты-
вать воздействие высоких статических и динамических
нагрузок, положительных и отрицательных температур,
различных коррозионных и абразивных сред и др.
Таким образом, в процессе производства биметаллов
при изготовлении из них изделий и в процессе эксплуа-
тации действует множество факторов, существенно раз-
личающихся по характеру своего влияния. Так, при из-
готовлении биметаллов происходит схватывание различ-
ных по составу и свойствам металлических сплавов в
условиях значительной пластической деформации в го-
рячем и холодном состояниях. При этом наблюдаются
интенсивные диффузионные процессы, которые харак-
терны и для последующей термической обработки.
Многообразие воздействующих факторов обусловли-
вает необходимость их систематического изучения для
выявления закономерностей формирования и изменения
свойств биметалла как единого целого.
Как правило, биметалл представляет неравновесную
систему, и при рассмотрении движущих сил и кинетики
приближения ее к равновесию следует учитывать усло-
вия изготовления и службы конкретного биметалла.
Раздел науки, относящийся к теории построения би-
металлов, можно подразделить на следующие:
1) теория легирования компонентов биметалла;
2) теория и практика сварки (соединения) двух ме-
таллических материалов;
3) теория и практика термической обработки биме-
таллов для получения требуемого комплекса эксплуата-
ционных характеристик;
4) принципы построения технологических схем пере-
работки биметаллических материалов с учетом сохране-
ния основных эксплуатационных характеристик.
В настоящее время известно большое число методов
получения биметаллов, что объясняется большим их раз-
8
пообразпсм, а также различием оборудования на заво-
дах, производящих эти биметаллы.
Все методы можно разделить на пять основных групп
в зависимости от характера процессов, которые протека-
ют на границе раздела металлов при их соедине-
нии:
а) соединение компонентов при их совместной горя-
чей пластической деформации (пакетный метод);
0) соединение компонентов при их совместной холод-
ной пластической деформации (пакетный метод);
в) соединение компонентов в результате взаимодей-
ствия расплавленного металла с твердым, т. е. в процес-
се кристаллизации одного металла на подложке друго-
го, с последующей горячей прокаткой (литейный метод);
г) соединение в результате метания одного металла
на другой взрывной волной (взрывной метод);
д) соединение путем последовательного нанесения
плакирующего слоя электродуговой наплавкой.
Известны и другие методы, например диффузионная
сварка в вакууме, центробежная отливка и т. д. В на-
стоящей книге рассмотрены только те методы, которые
непосредственно связаны с пластической деформацией,
т. е. с прокатным производством и другими методами об-
работки давлением, широко используемыми в металлур-
гическом производстве.
2. ТЕОРИЯ СОЕДИНЕНИЯ МЕТАЛЛОВ
В ТВЕРДОЙ ФАЗЕ
В основе всех технологических способов получения би-
металлических, многослойных и композиционных мате-
риалов лежит процесс образования неразъемного сое-
динения разнородных компонентов с достаточно высокой
прочностью на отрыв или срез.
Изучение процессов, контролирующих образование
соединения при сварке давлением, а также влияния ос-
новных факторов на его прочность, пластичность и вос-
производимость свойств — важнейшая задача в области
совершенствования технологии получения биметаллов и
композиционных материалов совместной пластической
деформацией (прокаткой, ковкой, прессованием, волоче-
нием и др.) [8].
За последние 10—15 лет механизм образования сое-
динения при сварке давлением был предметом много-
9
chipmaker.ru
численных исследований советских ученых, внесших зна-
чительный вклад в решение этой проблемы — Н. Н. Ры-
калина, М. X. Шоршорова, Е. И. Астрова, Ю. Л. Красу
лина, Н. Ф. Казакова, Г. Д. Никифорова, Э. С. Карако-
зова, Б. С. Касаткина, А. С. Гельмана, М. Г. Лозинского,
А. И. Тананова и др. При этом сформировалось два ос-
новных направления исследований.
Первое направление — изучение механизма образова-
ния соединения при сварке давлением в условиях малых
деформаций и скоростей их накопления [9—19]. Это на-
правление развивает основы процессов соединения ме-
таллов в твердом состоянии при таких способах сварки
давлением, как холодная, термокомпрессионная, диффу-
зионная в вакууме и др. Для указанных способов свар-
ки характерны невысокие давления, вызывающие суще-
ственную микропластическую деформацию в приконтакт-
ных областях соединяемых металлов и незначительную
макропластическую деформацию изделий.
Второе направление — изучение механизма образова-
ния соединения при существенной макропластической де-
формации изделий. Это направление развивает научные
основы получения разнообразных биметаллов прокат-
кой, ковкой, штамповкой, экструдированием, волочением
и т. п. В этом направлении пока проведено недостаточно
тонких исследований кинетики и механизма образова-
ния соединения [2, с. 41; 3, с. 70; 20, с. 59; 21—23 с. 112].
Оба направления дополняют друг друга и их разви-
тие способствует созданию общей теории соединения ме-
таллов и сплавов в твердом состоянии.
В соответствии с преобладающей точкой зрения свар-
ка давлением относится к категории твердофазных топо-
химических реакций и является процессом, имеющим не-
сколько стадий. Основные стадии процесса соединения
разнородных металлов в твердом состоянии следующие
[9-П]:
1. Образование физического контакта за счет микро-
пластической деформации в зоне контакта под действи-
ем приложенного внешнего усилия сжатия, т. е. сближе-
ние атомов соединяемых поверхностей на расстояние
действия сил межатомного взаимодействия.
2. Активация контактных поверхностей. При сварке
разнородных материалов на этой стадии происходит об-
разование активных центров на поверхности более твер-
дого нз соединяемых материалов. При сварке однород-
10
ных материалов, или разнородных, но имеющих близкую
сопротивляемость пластическому деформированию, пер-
вая и вторая стадии практически сливаются в одну, так
как активация обеих контактных поверхностей начинает-
ся уже в процессе их сближения при смятии отдельных
микровыступов вследствие совместной пластической де-
формации.
3. Объемное взаимодействие. Эта стадия наступает с
момента образования активных центров на соединяемых
поверхностях. В течение этой стадии развивается взаи-
модействие соединяемых материалов как в плоскости
контакта с образованием прочных химических связей,
так и в объеме зоны контакта. В плоскости контакта
этот процесс заканчивается слиянием дискретных очагов
взаимодействия, а в объеме — релаксацией напряжений
(в той степени, которая необходима для сохранения об-
разовавшихся связей), а также другими процессами ре-
лаксационного характера. Чаще всего прочность сварно-
го соединения зависит от степени развития и характера
проявления релаксационных процессов на этой стадии
(образование общих зерен в зоне соединения, новых
хрупких фаз и т. д.).
Сварка металлов совместной пластической деформа-
цией при высоких температурах представляет собой
сложный процесс, который, по мнению М. Г. Лозинского
и А. И. Тананова [21], для случая горячей прокатки мо-
жет быть разделен на три этапа.
Для биметаллов или композиционных материалов,
состоящих из металлов, претерпевающих аллотропиче-
ские превращения или обладающих переменной раство-
римостью одного из элементов, целесообразно введение
четвертого и пятого этапов формирования сварного сое-
динения.
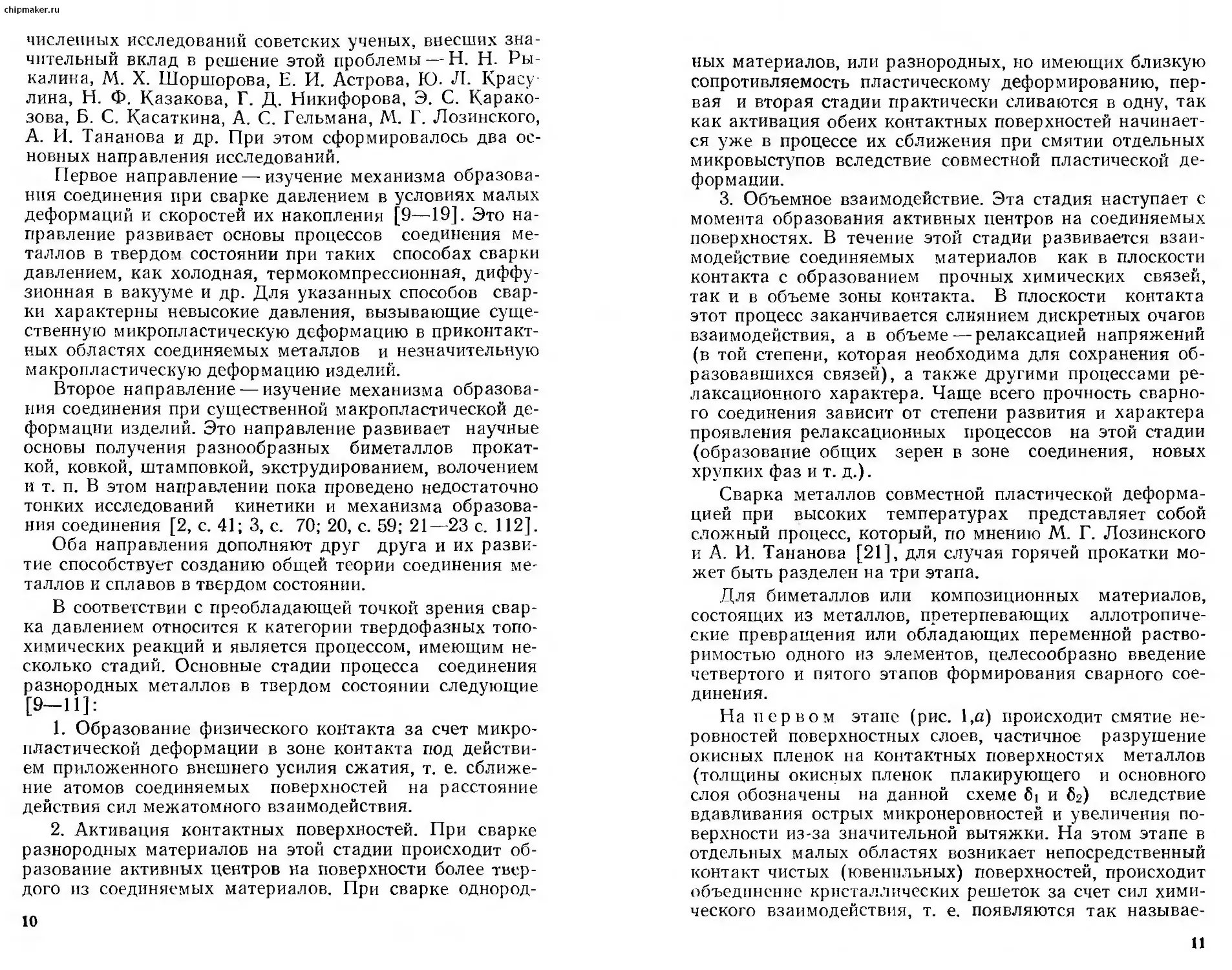
На первом этапе (рис. \,а) происходит смятие не-
ровностей поверхностных слоев, частичное разрушение
окисных пленок на контактных поверхностях металлов
(толщины окисных пленок плакирующего и основного
слоя обозначены на данной схеме 6] и 62) вследствие
вдавливания острых микронеровностей и увеличения по-
верхности из-за значительной вытяжки. На этом этапе в
отдельных малых областях возникает непосредственный
контакт чистых (ювенильных) поверхностей, происходит
объединение кристаллических решеток за счет сил хими-
ческого взаимодействия, т. е. появляются так называе-
11
chipmaker.ru
Рис. 1. Образование соединения
между разнородными металлами
(1, 2) при сварке прокаткой (за-
штрихованы контактирующие с вал-
ком зоны, в которых вследствие
более интенсивного охлаждения
размер и форма зерен отличается
о г основного металла)
мне узлы взаимодействия (Ki, Кг, Кз, - • •)• Между узла-
ми взаимодействия остаются замкнутые полости, содер-
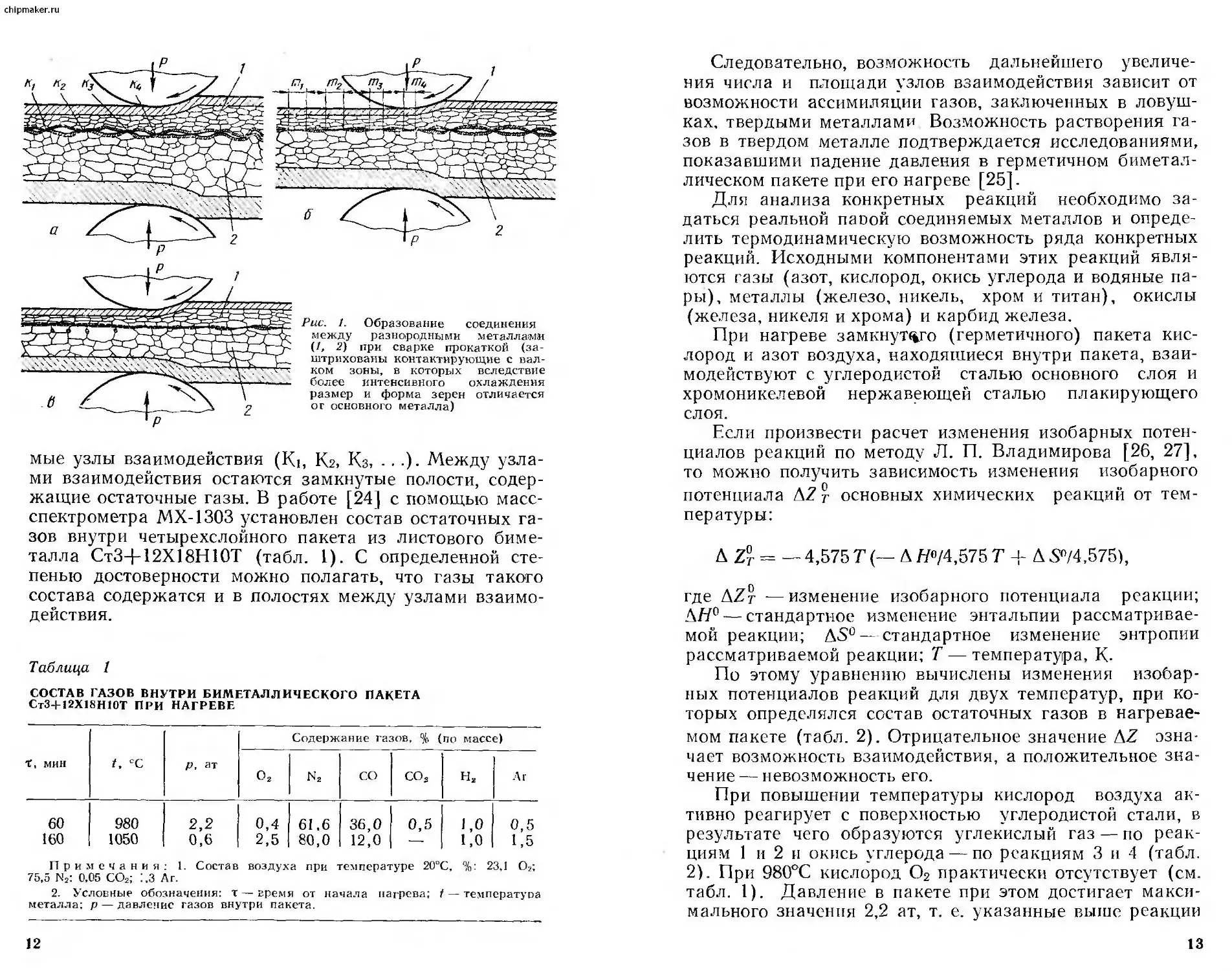
жащие остаточные газы. В работе [24] с помощью масс-
спектрометра MX-1303 установлен состав остаточных га-
зов внутри четырехслойного пакета из листового биме-
талла СтЗ+12Х18Н10Т (табл. 1). С определенной сте-
пенью достоверности можно полагать, что газы такого
состава содержатся и в полостях между узлами взаимо-
действия.
Таблица 1
СОСТАВ ГАЗОВ ВНУТРИ БИМЕТАЛЛИЧЕСКОГО ПАКЕТА
СтЗ+12Х18Н10Т ПРИ НАГРЕВЕ
t, мин t, 'с р, ат Содержание газов, % (по массе)
О2 N, СО СО2 н2 Аг
60 980 2,2 0,4 61.6 36,0 0,5 1,0 0,5
160 1050 0,6 2,5 80,0 12,0 — 1,0 1,5
Примечания: 1. Состав воздуха при температуре 20°С, %: 23,1 О2;
75,5 N2: 0,05 СО2; :,3 Аг.
2. Условные обозначения: т — время от начала нагрева; f — температура
металла; р — давление газов внутри пакета.
12
Следовательно, возможность дальнейшего увеличе-
ния числа и площади узлов взаимодействия зависит от
возможности ассимиляции газов, заключенных в ловуш-
ках, твердыми металлами Возможность растворения га-
зов в твердом металле подтверждается исследованиями,
показавшими падение давления в герметичном биметал-
лическом пакете при его нагреве [25].
Для анализа конкретных реакций необходимо за-
даться реальной павой соединяемых металлов и опреде-
лить термодинамическую возможность ряда конкретных
реакций. Исходными компонентами этих реакций явля-
ются газы (азот, кислород, окись углерода и водяные па-
ры), металлы (железо, никель, хром и титан), окислы
(железа, никеля и хрома) и карбид железа.
При нагреве замкнутого (герметичного) пакета кис-
лород и азот воздуха, находящиеся внутри пакета, взаи-
модействуют с углеродистой сталью основного слоя и
хромоникелевой нержавеющей сталью плакирующего
слоя.
Если произвести расчет изменения изобарных потен-
циалов реакций по методу Л. П. Владимирова [26, 27],
то можно получить зависимость изменения изобарного
потенциала AZ® основных химических реакций от тем-
пературы:
Д Z°T = — 4,575 Т (— Д №/4,575 Т Д Д S°/4,575),
где AZr —изменение изобарного потенциала реакции;
АД° — стандартное изменение энтальпии рассматривае-
мой реакции; А5с—ч стандартное изменение энтропии
рассматриваемой реакции; Т — температура, К.
По этому уравнению вычислены изменения изобар-
ных потенциалов реакций для двух температур, при ко-
торых определялся состав остаточных газов в нагревае-
мом пакете (табл. 2). Отрицательное значение AZ озна-
чает возможность взаимодействия, а положительное зна-
чение — невозможность его.
При повышении температуры кислород воздуха ак-
тивно реагирует с поверхностью углеродистой стали, в
результате чего образуются углекислый газ — по реак-
циям 1 и 2 и окись углерода — по реакциям 3 и 4 (табл.
2). При 980°С кислород О2 практически отсутствует (см.
табл. 1). Давление в пакете при этом достигает макси-
мального значения 2,2 ат, т. е. указанные выше реакции
13
chipmaker.ru
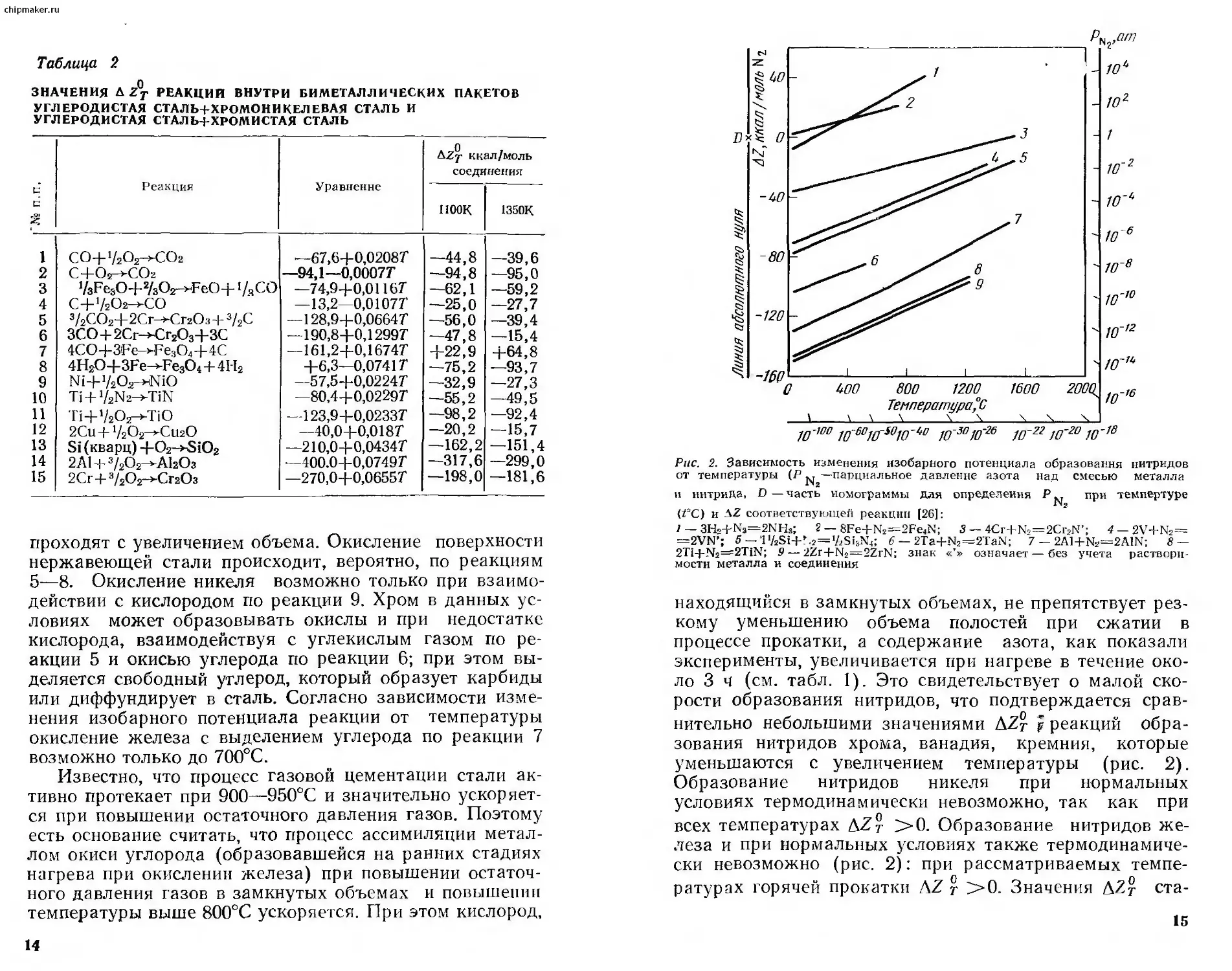
Таблица 2
ЗНАЧЕНИЯ A Z°T РЕАКЦИЯ ВНУТРИ БИМЕТАЛЛИЧЕСКИХ ПАКЕТОВ
УГЛЕРОДИСТАЯ СТАЛЬ+ХРОМОНИКЕЛЕВЛ% СТАЛЬ И
УГЛЕРОДИСТАЯ СТАЛБ+ХРОМИСТАЯ СТАЛЬ
С к % Реакция Уравнение AZy' ккал/моль соединения
HOOK 1350K
1 CO+V2O2-^CO2 --67,6+0,02087 —44,8 —39,6
2 С Ч-О^->-СО2 —94,1—0,00077 —94,8 —95,0
3 1/3FesO+2/3O2^FeO+ 1/,СО —74,9+0,01167 —62,1 —59,2
4 C+V2O2->CO —13,2—0,01077 —25,0 —27,7
5 3 '2СО2+2Сг—>Сг2Оз + 3/2С —128,9+0,06647 —56,0 —39,4
6 ЗСО 4- 2Сг->Сг2О3+ЗС —190,8+0,12997 —47,8 —15,4
7 4CO+3Fe->Fe364+4C —161,2+0,16747 +22,9 +64,8
8 4H2O+3Fe^Fe3O4+4112 +6,3—0,07417 —75,2 —93,7
9 Ni+V2O2-xNiO —57,5+0,02247 —32,9 —27,3
10 T»+V2N2->-TiN —80,4+0,02297 —55,2 —49,5
11 Ti+VsO^TiO —123,9+0,02337 —98,2 —92,4
12 2Cu+ V2O2->-Cu2O —40,0+0,0187 —20,2 —15,7
13 Si (кварц) +02->Si02 —210,0+0,04347 —162,2 —151,4
14 2А1 + 3/2О2-*А1гОз —400.0+0,07497 —317,6 —299,0
15 2Cr 3/^Ог-^СггОз —270,0+0,06557 —198,0 —181,6
проходят с увеличением объема. Окисление поверхности
нержавеющей стали происходит, вероятно, по реакциям
5—8. Окисление никеля возможно только при взаимо-
действии с кислородом по реакции 9. Хром в данных ус-
ловиях может образовывать окислы и при недостатке
кислорода, взаимодействуя с углекислым газом по ре-
акции 5 и окисью углерода по реакции 6; при этом вы-
деляется свободный углерод, который образует карбиды
или диффундирует в сталь. Согласно зависимости изме-
нения изобарного потенциала реакции от температуры
окисление железа с выделением углерода по реакции 7
возможно только до 700°С.
Известно, что процесс газовой цементации стали ак-
тивно протекает при 900—950°С и значительно ускоряет-
ся при повышении остаточного давления газов. Поэтому
есть основание считать, что процесс ассимиляции метал-
лом окиси углорода (образовавшейся на ранних стадиях
нагрева при окислении железа) при повышении остаточ-
ного давления газов в замкнутых объемах и повышении
температуры выше 800°С ускоряется. При этом кислород,
14
Рис. 2. Зависимость изменения изобарного потенциала образования нитридов
от температуры (Р —парциальное давление азота над смесью металла
и нитрида, D—часть номограммы для определения Р
(PC) и AZ соответствующей реакции [26]:
N2
при темпертуре
7 — 3H2+Na=2NH3; 2 — 8Fe4-N2=2Fe4N; 3 — 4Cr+N9==2Cr2N’; 4 — 2V+N2=
=2VN’; 5 —l1/2Si+r.2=1/2SisN4; 6 — 2Ta+N2=2TaN; 7 — 2A1+N2=2A1N; 8~
2Ti-FN2==2TiN; 9— 2Zr4-N2=2ZrN; знак «’» означает — без учета раствори-
мости металла и соединения
находящийся в замкнутых объемах, не препятствует рез-
кому уменьшению объема полостей при сжатии в
процессе прокатки, а содержание азота, как показали
эксперименты, увеличивается при нагреве в течение око-
ло 3 ч (см. табл. 1). Это свидетельствует о малой ско-
рости образования нитридов, что подтверждается срав-
нительно небольшими значениями AZ° - реакций обра-
зования нитридов хрома, ванадия, кремния, которые
уменьшаются с увеличением температуры (рис. 2).
Образование нитридов никеля при нормальных
условиях термодинамически невозможно, так как при
всех температурах AZ° >0. Образование нитридов же-
леза и при нормальных условиях также термодинамиче-
ски невозможно (рис. 2): при рассматриваемых темпе-
ратурах горячей прокатки \Z ° >0. Значения AZ° ста-
15
chipmaker.ru
новятся отрицательными лишь при температуре ниже
220 (—53°С) для соединения Fe^N' и ниже 50 К (—223°С)
для соединения Fe2N.
Сравнение значений AZr для реакций 10 и 11 пока-
зывает, что окисление титана является термодинамиче-
ски более предпочтительным процессом, чем образова-
ние нитридов. Необходимо, также учитывать, что коли-
чество титана в нержавеющей стали сравнительно неве-
лико.
Следовательно, азот является главным препятствием
для полного исчезновения замкнутых полостей на гра-
нице раздела двух металлов. Если остаточное давление
газов в полостях увеличится, то реакция образования
нитридов железа станет более вероятной, так как AZ
реакции по абсолютной величине увеличивается, как это
следует из рис. 2 для случая пониженного парциального
давления азота.
Таким образом, показана возможность при опреде-
ленных условиях резкого уменьшения парциальных дав-
лений газов, находящихся в замкнутых полостях между
узлами схватывания сплавов на основе железа с до-
бавками хрома и никеля.
На втором этапе (см. рис. 1,6) узлы взаимодей-
ствия при дополнительной пластической деформации
расширяются и превращаются в зоны взаимодействия
(ть т2, Шз,— )• Это приводит к увеличению общей пло-
щади взаимодействия, уменьшению свободной энергии
контактирующих поверхностей, а также к появлению
вблизи границы раздела зон с повышенной концентра-
цией вакансий, дислокаций и других структурных де-
фектов. Эти дефекты при высокой температуре создают
благоприятные условия для развития диффузионных
процессов, в результате чего в зоне соединения форми-
руется особая так называемая переходная (или свароч-
ная) зона переменного состава и сложного строения.
Окисные пленки, находящиеся между мостиками т2,
т3 и т4, стремятся превратиться в отдельные глобуляр-
ные включения с меньшей свободной энергией.
На третьем этапе (рис. 1,в) зоны взаимодействия
продолжают расширяться, в результате чего граница со-
единения превращается в непрерывную межфазную гра-
ницу. Различная термодинамическая активность диф-
фундирующего элемента в сплавах различного состава
существенно ускоряет диффузионные процессы. Однов-
16
ременно с этим происходит процесс дробления, вытяги-
вания и растворения окисных пленок, чему способствуют
рекристаллизационные процессы и другие структурные
превращения.
На четвертом этапе при охлаждении происходят
изменения структуры и свойств сварного соединения в
результате аллотропического превращения или выпаде-
ния избыточных фаз. Степень развития и кинетика этих
процессов существенно зависят от состава сплавов и ско-
рости охлаждения. При этом может происходить как
упрочнение, так и разупрочнение сварного соединения.
Внутренние напряжения в биметаллах являются ре-
зультатом сложения двух составляющих: напряжений,
возникающих при взаимодействии соединенных метал-
лов, и напряжений, возникающих в каждом металле в
результате пластической деформации и термического
воздействия независимо от воздействия другого слоя би-
металла. Напряжения первого типа удобно именовать
реактивными, второго — остаточными.
Реактивные напряжения реализуются в виде изгиба
биметалла после охлаждения. Степень изгиба доста-
точно толстых биметаллических листов (>10 мм) не-
значительна и без измерительных приборов не обнару-
живается. Она зависит и от соотношения толщин слоев в
биметалле — чем меньше доля плакирующего слоя, тем
меньше изгиб. Наибольший изгиб наблюдается при соот-
ношении толщин, близком к единице. При толщинах
биметаллического листа (СтЗ-}-12Х18Н10Т) менее 5 мм
и соотношении толщин слоев 1 :3 изгиб становится до-
вольно значительным и при длине 1000 мм составляет
~500 мм. Последующая технологическая обработка
таких биметаллов затруднена.
Таким образом, при охлаждении биметалла в зоне
соединения возникает градиент остаточных напряжений,
способный оказать неблагоприятное влияние на проч-
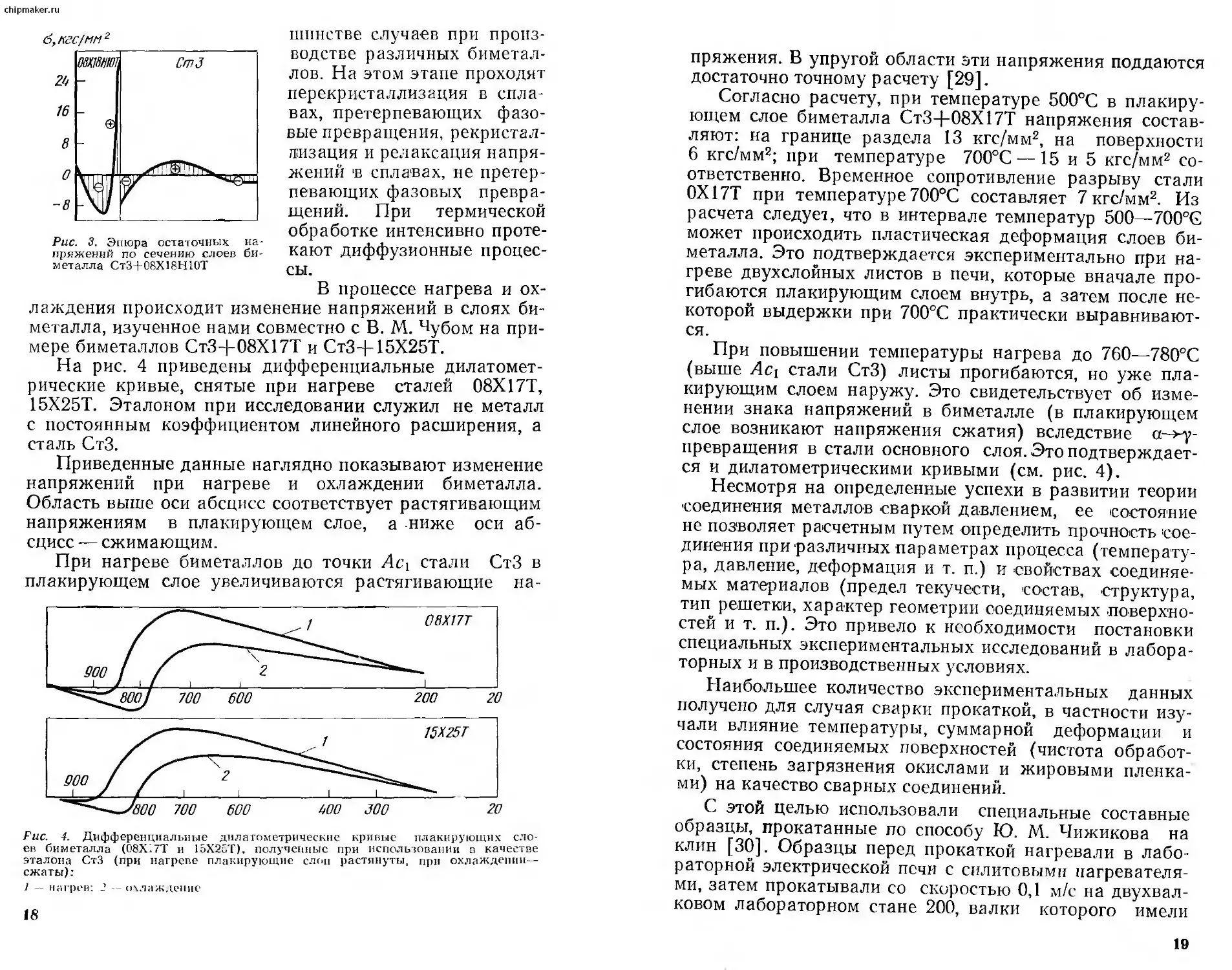
ность сварного соединения. На рис. 3 дана эпюра оста-
точных напряжений по сечению слоев, полученная экспе-
риментально с использованием метода двукратного по-
слойного разделения биметалла и измерения деформации
[28].
Г радиент напряжений может привести к появлению
микротрещин, которые при циклическом нагружении
снижают прочность.
Пятым этапом формирования сварного соединения
является термическая обработка, применяемая в боль-
17
chipmaker.ru
Рис. 3. Эпюра остаточных на-
пряжений по сечению слоев би-
металла СтЗ+08Х18Н10Т
шинстве случаев при произ-
водстве различных биметал-
лов. На этом этапе проходят
перекристаллизация в спла-
вах, претерпевающих фазо-
вые превращения, рекристал-
лизация и релаксация напря-
жений 'в сплавах, не претер-
певающих фазовых превра-
щений. При термической
обработке интенсивно проте-
кают диффузионные процес-
сы.
В процессе нагрева и ох-
лаждения происходит изменение напряжений в слоях би-
металла, изученное нами совместно с В. М. Чубом на при-
мере биметаллов Ст34~08Х17Т и СтЗ-|-15Х25Т.
На рис. 4 приведены дифференциальные дилатомет-
рические кривые, снятые при нагреве сталей 08Х17Т,
15Х25Т. Эталоном при исследовании служил не металл
с постоянным коэффициентом линейного расширения, а
сталь СтЗ.
Приведенные данные наглядно показывают изменение
напряжений при нагреве и охлаждении биметалла.
Область выше оси абсцисс соответствует растягивающим
напряжениям в плакирующем слое, а ниже оси аб-
сцисс — сжимающим.
При нагреве биметаллов до точки Aci стали СтЗ в
плакирующем слое увеличиваются растягивающие на-
Рис. 4. Дифференциальные дилатометрические кривые плакирующих сло-
ев биметалла (08Х17Т и 15Х25Т). полученные при использовании в качестве
эталона СтЗ (при нагреве плакирующие слои растянуты, при охлаждении—
сжаты):
7 — нагрев; 2 -- охлаждение
18
пряжения. В упругой области эти напряжения поддаются
достаточно точному расчету [29].
Согласно расчету, при температуре 500°С в плакиру-
ющем слое биметалла Ст34~08Х17Т напряжения состав-
ляют: на границе раздела 13 кгс/мм2, на поверхности
6 кгс/мм2; при температуре 700°С — 15 и 5 кгс/мм2 со-
ответственно. Временное сопротивление разрыву стали
0Х17Т при температуре 700°С составляет 7 кгс/мм2. Из
расчета следует, что в интервале температур 500—700°G
может происходить пластическая деформация слоев би-
металла. Это подтверждается экспериментально при на-
греве двухслойных листов в печи, которые вначале про-
гибаются плакирующим слоем внутрь, а затем после не-
которой выдержки при 700°С практически выравнивают-
ся.
При повышении температуры нагрева до 760—780°С
(выше Aci стали СтЗ) листы прогибаются, но уже пла-
кирующим слоем наружу. Это свидетельствует об изме-
нении знака напряжений в биметалле (в плакирующем
слое возникают напряжения сжатия) вследствие а->у-
превращения в стали основного слоя. Это подтверждает-
ся и дилатометрическими кривыми (см. рис. 4).
Несмотря на определенные успехи в развитии теории
соединения металлов сваркой давлением, ее состояние
не позволяет расчетным путем определить прочность сое-
динения при различных параметрах процесса (температу-
ра, давление, деформация и т. п.) и свойствах соединяе-
мых материалов (предел текучести, состав, структура,
тип решетки, характер геометрии соединяемых поверхно-
стей и т. п.). Это привело к необходимости постановки
специальных экспериментальных исследований в лабора-
торных и в производственных условиях.
Наибольшее количество экспериментальных данных
получено для случая сварки прокаткой, в частности изу-
чали влияние температуры, суммарной деформации и
состояния соединяемых поверхностей (чистота обработ-
ки, степень загрязнения окислами и жировыми пленка-
ми) на качество сварных соединений.
С этой целью использовали специальные составные
образцы, прокатанные по способу Ю. М. Чижикова на
клин [30]. Образцы перед прокаткой нагревали в лабо-
раторной электрической печи с силитовыми нагревателя-
ми, затем прокатывали со скоростью 0,1 м/с на двухвал-
ковом лабораторном стане 200, валки которого имели
19
chipmaker.ru
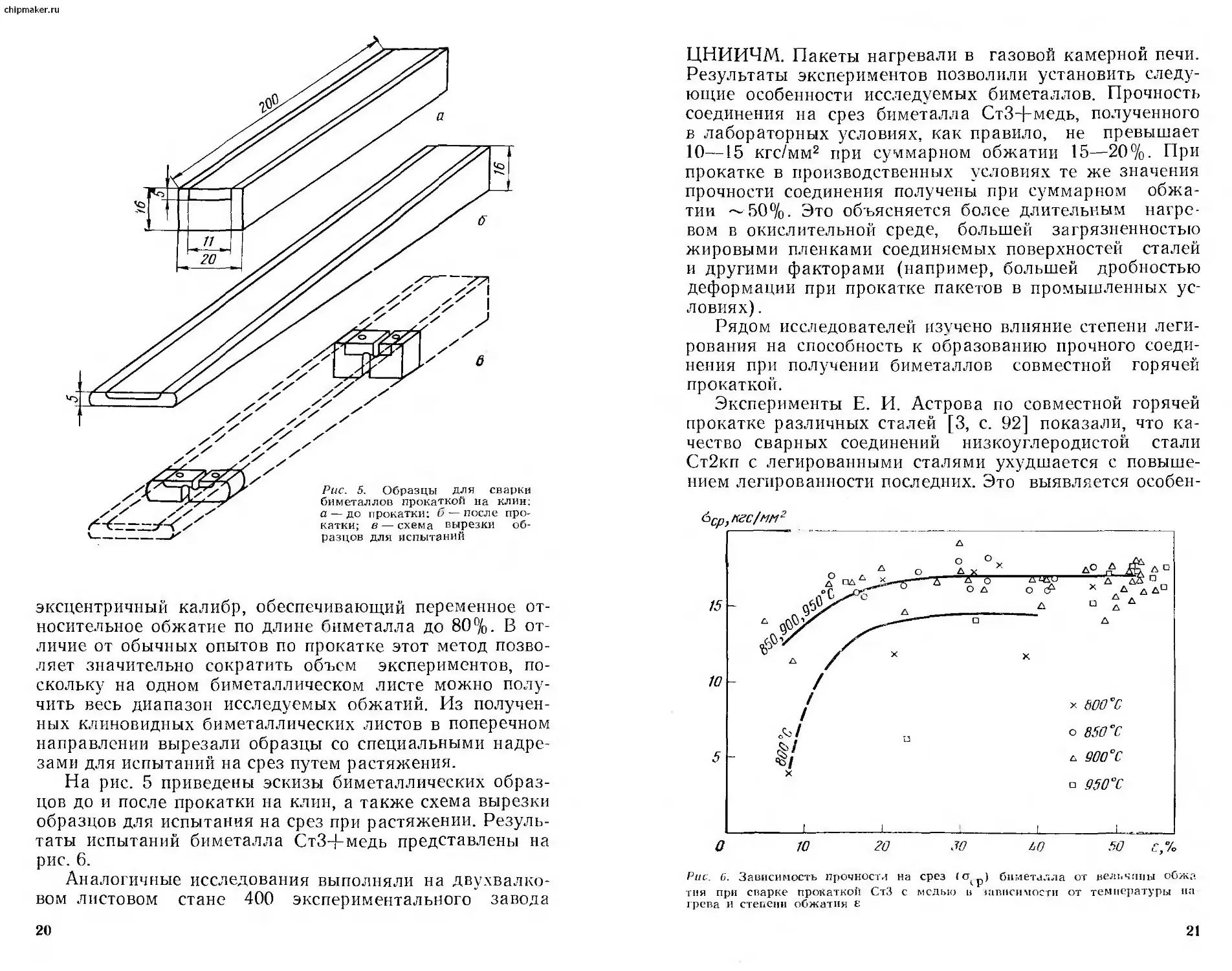
эксцентричный калибр, обеспечивающий переменное от-
носительное обжатие по длине биметалла до 80%. В от-
личие от обычных опытов по прокатке этот метод позво-
ляет значительно сократить объем экспериментов, по-
скольку на одном биметаллическом листе можно полу-
чить весь диапазон исследуемых обжатий. Из получен-
ных клиновидных биметаллических листов в поперечном
направлении вырезали образцы со специальными надре-
зами для испытаний на срез путем растяжения.
На рис. 5 приведены эскизы биметаллических образ-
цов до и после прокатки на клин, а также схема вырезки
образцов для испытания на срез при растяжении. Резуль-
таты испытаний биметалла СтЗ-|-медь представлены на
рис. 6.
Аналогичные исследования выполняли на двухвалко-
вом листовом стане 400 экспериментального завода
20
ЦНИИЧМ. Пакеты нагревали в газовой камерной печи.
Результаты экспериментов позволили установить следу-
ющие особенности исследуемых биметаллов. Прочность
соединения на срез биметалла СтЗ+медь, полученного
в лабораторных условиях, как правило, не превышает
10—15 кгс/мм2 при суммарном обжатии 15—20% При
прокатке в производственных условиях те же значения
прочности соединения получены при суммарном обжа-
тии ~50%. Это объясняется более длительным нагре-
вом в окислительной среде, большей загрязненностью
жировыми пленками соединяемых поверхностей сталей
и другими факторами (например, большей дробностью
деформации при прокатке пакетов в промышленных ус-
ловиях) .
Рядом исследователей изучено влияние степени леги-
рования на способность к образованию прочного соеди-
нения при получении биметаллов совместной горячей
прокаткой.
Эксперименты Е. И. Астрова по совместной горячей
прокатке различных сталей [3, с. 92] показали, что ка-
чество сварных соединений низкоуглеродистой стали
Ст2кп с легированными сталями ухудшается с повыше-
нием легированности последних. Это выявляется особен-
Рис. б. Зависимость прочности на срез К^р) биметалла от величины обжа
тия при сварке прокаткой СтЗ с медью в нишей мости от температуры на
грева и степени обжатия £
21
chipmaker.ru
но резко при пониженных температурах нагрева и ма-
лых степенях суммарного обжатия.
В работе Г. И. Бельченко и А. А. Баранова [31] изу-
чено влияние легирующих элементов в ннзкоуглероди-
стой стали на качество сварных соединений. Установлено,
что легирование стали снижает качество сварных соеди-
нений, причем легирующие элементы по степени отри-
цательного влияния можно расположить в следующий
убывающий ряд: Si, Ti, Cr, Мп (2%), Р, В, Мп (1 %).
Из практики производства биметаллов известно, что
для улучшения качества сварных соединений контактные
поверхности должны быть чистыми. В связи с этим пред-
ставляют интерес опыты по оценке влияния загрязнений,
а также окисных и масляных пленок на качество свар-
ных соединений в двухслойной нержавеющей стали. В
работе [32, с. 18] приведены следующие эксперименталь-
ные данные. На определенных участках контактных
поверхностей перед прокаткой оставляли ржавчину или
печную окалину, а также наносили тонкий слой окиси
хрома или масла. Наличие расслоя в биметаллических
листах после прокатки контролировали ультразвуковым
методом и визуально на образцах, вырезанных в шахмат-
ном порядке по всей площади листа.
Результаты экспериментов показали, что любые за-
грязнения контактной поверхности приводят к появле-
нию расслоя в биметаллическом листе. Наиболее отрица-
тельное влияние на качество сварного соединения оказы-
вают масляные пленки, которые при нагреве и последу-
ющей прокатке растекаются вдоль плоскости контакта
и тем самым увеличивают площадь расслоя.
Окись хрома, даже в небольших количествах, также
существенно ухудшает качество сварных соединений. В
реальных условиях производства биметалла СтЗД-
+08Х18Н10Т при нагреве происходит окисление поверх-
ности стали 08Х18Н10Т с образованием окислов хрома,
титана и железа. Образование этих окислов является
термодинамически разрешенным процессом, поскольку
во всем интервале температур от комнатной до 1250°С
AZ£ имеют отрицательное значение [25]. Окисление по-
верхностей служит одной из главных причин, снижаю-
щих качество сварных соединений при производстве би-
металлов, в которых плакирующим слоем является хром-
содержащая сталь. Для получения прочного сварного
соединения необходимо сварку прокаткой осуществлять
22
при таких условиях, когда не происходит окисления кон-
тактной поверхности стали, содержащей хром [33].
Одним из распространенных методов уменьшения
окисления является предварительное нанесение на кон-
тактную поверхность тонкого слоя металла, обладающе-
го по сравнению со свариваемыми металлами меньшим
сродством к кислороду.
В табл. 2 приведены значения AZ°r образования
окислов различных металлов. Можно видеть, что на-
именьшим абсолютным значением AZ° обладает реак-
ция окисления меди и никеля, а наибольшим — реакция
кремния и алюминия. Хром также имеет значительную
абсолютную величину AZ£ реакции окисления. Следо-
вательно, в качестве защитного покрытия больше всего
подходят медь и никель. Медь, однако, имеет низкую
температуру плавления (1083°С) и поэтому не может
быть рекомендована в качестве покрытия для сталей,
поскольку перед прокаткой их нагревают до 1200—
1250сС.
3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПОЛУЧЕНИЯ БИМЕТАЛЛОВ
Получение биметаллов
горячей сваркой прокаткой
Разнообразные способы получения биметаллов горячей сваркой про-
каткой получили широкое распространение во многих промышлен-
но развитых странах мира главным образом для производства тол-
стых и тонких листов, полос и лент. Применяются они также для
получения биметаллических фасонных профилей, прутков и прово-
локи.
В нашей стране горячей сваркой прокаткой получают толстоли-
стовые коррозионностойкие биметаллы (по ГОСТ 10885—75), тол-
столистовые износостойкие биметаллы для сельскохозяйственных
почвообрабатывающих и горнодобывающих машин, а также заготов-
ки для последующей холодной прокатки подшипникового, электро-
технического и других видов биметалла.
Исходной заготовкой является пакет, состоящий из двух раз-
личных слоев металла в виде слябов и пластин.
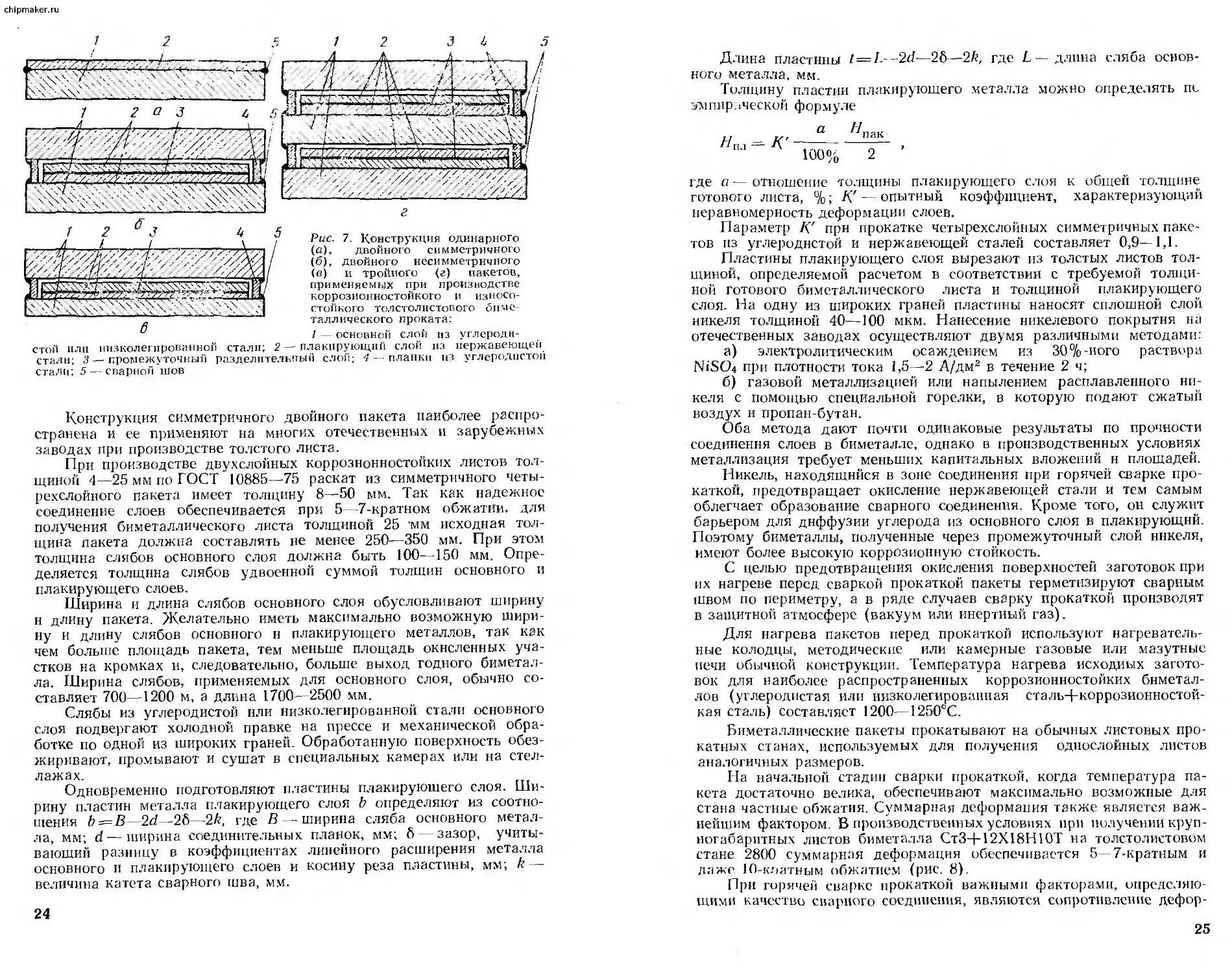
Обычно применяют одинарные пакеты — для получения одного
листа биметалла (рис. 7, а), двойные симметричные пакеты — для
получения двух листов биметалла одинаковой толщины (рис. 7,6),
двойные несимметричные пакеты — для получения двух листов би-
металла различной толщины (рис. 7, в) и тройные пакеты - - для
получения трех листов биметалла, два нз которых двухслойные, а
один трехслойпый (рис. 7. г).
23
chipmaker.ru
стой или низколегированной
стали; 3 — промежуточный
стали; 5 — сварной шов
стали;
разделительны
г
Рис. 7. Конструкция одинарного
(а), двойного симметричного
(б), двойного несимметричного
(в) и тройного (г) пакетов,
применяемых при производстве
коррозионностойкого и износо-
стойкого толстолистового биме-
таллического проката:
I — основной слой из углеродн-
2 — плакирующий слой из нержавеюще/!
й слой; 4 — планки из углеродистой
Конструкция симметричного двойного пакета наиболее распро-
странена и ее применяют на многих отечественных и зарубежных
заводах при производстве толстого листа.
При производстве двухслойных коррознонностойких листов тол-
щиной 4—25 мм по ГОСТ 10885—75 раскат из симметричного четы-
рехслойного пакета имеет толщину 8—50 мм. Так как надежное
соединение слоев обеспечивается при 5—7-кратном обжатии, для
получения биметаллического листа толщиной 25 -мм исходная тол-
щина пакета должна составлять не менее 250- -350 мм. При этом
толщина слябов основного слоя должна быть 100—150 мм. Опре-
деляется толщина слябов удвоенной суммой толщин основного и
плакирующего слоев.
Ширина и длина слябов основного слоя обусловливают ширину
н длину пакета. Желательно иметь максимально возможную шири-
ну и длину слябов основного н плакирующего металлов, так как
чем больше площадь пакета, тем меньше площадь окисленных уча-
стков на кромках и, следовательно, больше выход годного биметал-
ла. Ширина слябов, применяемых для основного слоя, обычно со-
ставляет 700—1200 м, а длина 1700—2500 мм.
Слябы из углеродистой нли низколегированной стали основного
слоя подвергают холодной правке на прессе и механической обра-
ботке по одной из широких граней. Обработанную поверхность обез-
жиривают, промывают и сушат в специальных камерах или на стел-
лажах.
Одновременно подготовляют пластины плакирующего слоя. Ши-
рину пластин металла плакирующего слоя b определяют из соотно-
шения b~B id—26—2/с, где В — ширина сляба основного метал-
ла, мм; d— ширина соединительных планок, мм; 6 — зазор, учиты-
вающий разницу в коэффициентах линейного расширения металла
основного и плакирующего слоев и косину реза пластины, мм; k —
величина катета сварного шва, мм.
24
Длина пластины l=L--2d—26—2k, где £—длина сляба основ-
ного металла, мм.
Толщину пластин плакирующего металла можно определять по
эмпирической формуле
и К’ ° ^пак
И пл — -А ' ~ »
100% 2
пл
где а — отношение толщины плакирующего слоя к общей толщине
готового листа, %; Л' — опытный коэффициент, характеризующий
неравномерность деформации слоев.
Параметр Л' при прокатке четырехслойных симметричных паке-
тов из углеродистой и нержавеющей сталей составляет 0,9— 1,1.
Пластины плакирующего слоя вырезают из толстых листов тол-
щиной, определяемой расчетом в соответствии с требуемой толщи-
ной готового биметаллического листа и толщиной плакирующего
слоя. На одну из широких граней пластины наносят сплошной слой
никеля толщиной 40—100 мкм. Нанесение никелевого покрытия на
отечественных заводах осуществляют двумя различными методами:
а) электролитическим осаждением из 30%-ного раствора
NiSOt при плотности тока 1,5—2 А/дм2 в течение 2 ч;
б) газовой металлизацией или напылением расплавленного ни-
келя с помощью специальной горелки, в которую подают сжатый
воздух и пропан-бутан.
Оба метода дают почти одинаковые результаты по прочности
соединения слоев в биметалле, однако в производственных условиях
металлизация требует меньших капитальных вложений н площадей.
Никель, находящийся в зоне соединения при горячей сварке про-
каткой, предотвращает окисление нержавеющей стали и тем самым
облегчает образование сварного соединения. Кроме того, он служит
барьером для диффузии углерода из основного слоя в плакирующий.
Поэтому биметаллы, полученные через промежуточный слой никеля,
имеют более высокую коррозионную стойкость.
С целью предотвращения окисления поверхностей заготовок при
их нагреве перед сваркой прокаткой пакеты герметизируют сварным
швом по периметру, а в ряде случаев сварку прокаткой производят
в защитной атмосфере (вакуум или инертный газ).
Для нагрева пакетов перед прокаткой используют нагреватель-
ные колодцы, методические или камерные газовые или мазутные
печи обычной конструкции. Температура нагрева исходных загото-
вок для наиболее распространенных коррозионностойких биметал-
лов (углеродистая или низколегированная сталь+коррозионностой-
кая сталь) составляет 1200—1250°С.
Биметаллические пакеты прокатывают на обычных листовых про-
катных станах, используемых для получения однослойных листов
аналогичных размеров.
На начальной стадии сварки прокаткой, когда температура па-
кета достаточно велика, обеспечивают максимально возможные для
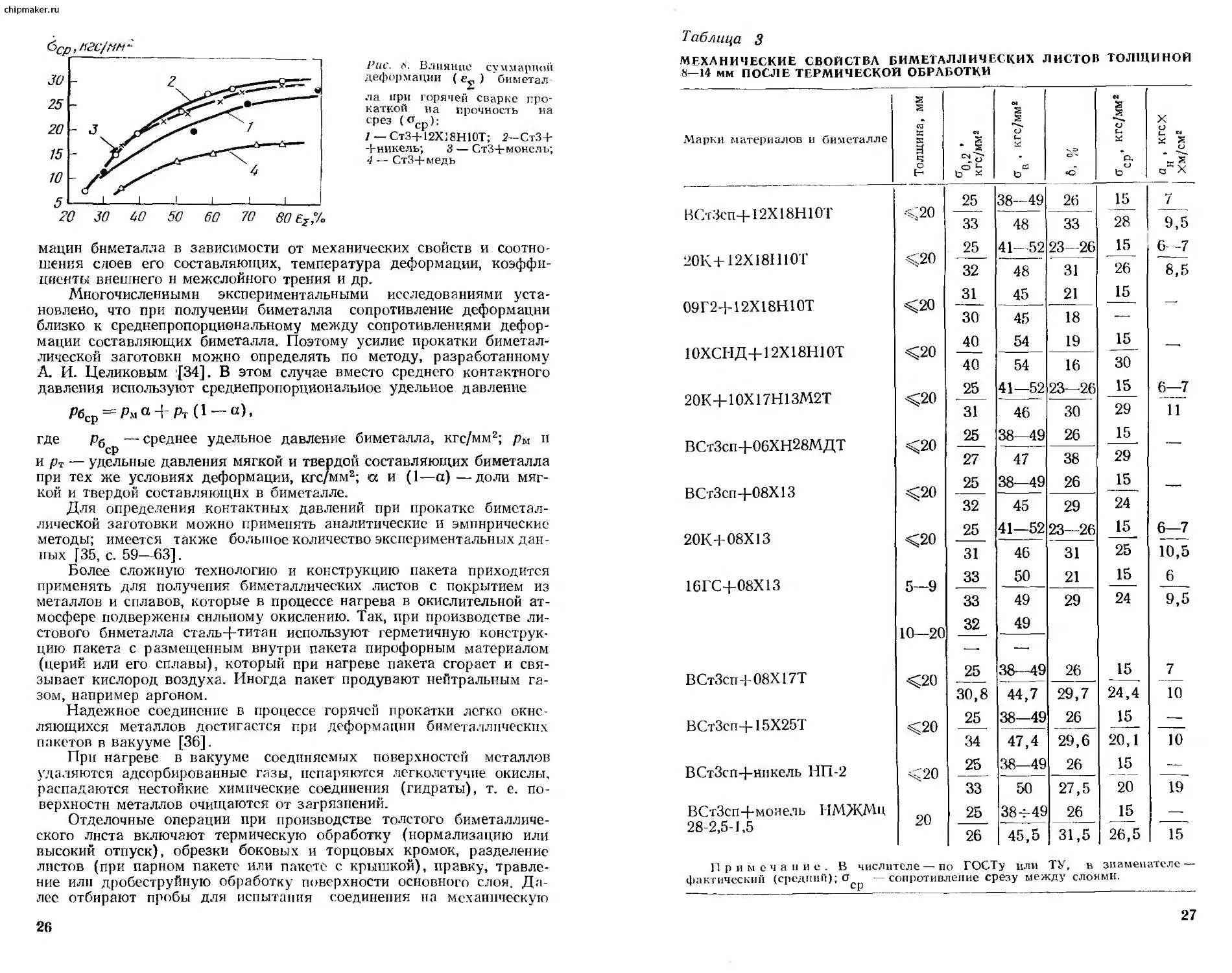
стана частные обжатия. Суммарная деформация также является важ-
нейшим фактором. В производственных условиях при получении круп-
ногабаритных листов биметалла СтЗ+12Х18Н10Т на толстолистовом
стане 2800 суммарная деформация обеспечивается 5—7-кратным и
даже 10-кяАтным обжатием (рис. 8).
При горячей сварке прокаткой важными факторами, определяю-
щими качество сварного соединения, являются сопротивление дефор-
25
chipmaker.ru
lJuc. <s. Влияние суммарной
деформации () биметал-
ла при горячей сварке про-
каткой на прочность на
срез ( сср):
1 _ СтЗ+12Х18Н10Т; 2~ СтЗ+
+никель; 3 — Ст34-монелъ;
4 — СтЗ+медь
мацин биметалла в зависимости от механических свойств и соотно-
шения слоев его составляющих, температура деформации, коэффи-
циенты внешнего н межслойного трения и др.
Многочисленными экспериментальными исследованиями уста-
новлено, что при получении биметалла сопротивление деформации
близко к среднепропорциональному между сопротивлениями дефор-
мации составляющих биметалла. Поэтому усилие прокатки биметал-
лической заготовки можно определять по методу, разработанному
А. И. Целиковым [34]. В этом случае вместо среднего контактного
давления используют среднепропорциональиое удельное давление
/’бср = Рма + Рт (1 —«),
где р<5 — среднее удельное давление биметалла, кгс/мм2; pN и
ср
и рт — удельные давления мягкой и твердой составляющих биметалла
при тех же условиях деформации, кгс/мм2; а и (1—а) —доли мяг-
кой и твердой составляющих в биметалле.
Для определения контактных давлений при прокатке биметал-
лической заготовки можно применять аналитические и эмпирические
методы; имеется также большое количество экспериментальных дан-
ных [35, с. 59—63].
Более сложную технологию и конструкцию пакета приходится
применять для получения биметаллических листов с покрытием из
металлов и сплавов, которые в процессе нагрева в окислительной ат-
мосфере подвержены сильному окислению. Так, при производстве ли-
стового биметалла сталь+титан используют герметичную конструк-
цию пакета с размещенным внутри пакета пирофорным материалом
(церий или его сплавы), который при нагреве пакета сгорает и свя-
зывает кислород воздуха. Иногда пакет продувают нейтральным га-
зом, например аргоном.
Надежное соединение в процессе горячей прокатки легко окис-
ляющихся металлов достигается при деформации биметаллических
пакетов в вакууме [36].
При нагреве в вакууме соединяемых поверхностей металлов
удаляются адсорбированные газы, испаряются легколетучие окислы,
распадаются нестойкие химические соединения (гидраты), т. е. по-
верхности металлов очищаются от загрязнений.
Отделочные операции при производстве толстого биметалличе-
ского листа включают термическую обработку (нормализацию или
высокий отпуск), обрезки боковых и торцовых кромок, разделение
листов (при парном пакете или пакете с крышкой), правку, травле-
ние или дробеструйную обработку поверхности основного слоя. Да-
лее отбирают пробы для испытания соединения на механическую
26
Таблица 3
МЕХАНИЧЕСКИЕ СВОЙСТВА БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ ТОЛЩИНОЙ
8—14 мм ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Марки материалов и биметалле Толщина, мм %,2 ’ кгс/мм2 S S о ьй сз t) <о S S CJ 'о. t) а , кгех ' н | Хм/см2
ВСтЗсп-J-12X18H10T <20 25 38—49 26 15 7
33 48 33 28 9,5
20К+12X18111 ОТ <20 25 41—52 23—26 15 6-7
32 48 31 26 8,5
09Г2+12Х18Н10Т <20 31 45 21 15
30 45 18 —
10ХСНД+12Х18Н10Т <20 40 54 19 15 —.
40 54 16 30
20К+ЮХ17Н13М2Т <20 25 41—52 23—26 15 6—7
31 46 30 29 11
ВСтЗсп+06ХН28МДТ <20 25 38—49 26 15
27 47 38 29
ВСтЗсп 4-08X13 <20 25 38—49 26 15
32 45 29 24
20К+08X13 <20 25 41—52 23—26 15 6—7
31 46 31 25 10,5
16ГС4-08Х13 5—9 33 50 21 15 6
33 49 29 24 9,5
10—20 32 49
ВСтЗсп 4-08Х17Т <20 25 38—49 26 15 7
30,8 44,7 29,7 24,4 10
ВСтЗсп 4-15Х25Т <Г20 25 38—49 26 15 —
34 47,4 29,6 20,1 10
ВСтЗсп4-нпкель НП-2 <20 25 38—49 26 15 —
33 50 27,5 20 19
ВСтЗсп4-моиель НМЖМц 28-2,5-1,5 20 25 384-49 26 15 —
26 45,5 31,5 26,5 15
Примечание. В числителе — по ГОСТу или ТУ, в знаменателе —
фактический (средний); а — сопротивление срезу между слоями.
27
iaker.ru
прочность п склонность нержавеющей стали к межкристаллитной
коррозии. Средние значения механических свойств после термиче-
ской обработки толстых биметаллических листов различных компо-
зиций приведены в табл 3.
Получение биметаллов
холодной сваркой прокаткой
Холодную сварку прокаткой применяют для получения двух- inn
трехслойных биметаллов, состоящих из стальной основы и плаки-
рующих слоев из цветных металлов или их сплавов. Непременными
условиями прочного соединения слоев в биметалле при холодной
сварке прокаткой является значительная деформация и чистота сое-
диняемых поверхностей металлов, причем особенно важно отсутст-
вие даже небольших количеств органических веществ, трудно испа-
ряющихся с поверхности металла. Метод совместной холодной про-
катки получил широкое применение в ряде стран, в том числе и в
нашей стране. Этим методом, в частности, в больших количествах
получают полосовой антифрикционный биметалл толщиной от 2,2
до 6,2 мм. Из биметаллических полос изготовляют вкладыши под-
шипников для двигателей тракторов и комбайнов. Основа биметал-
ла— низкоуглеродистая сталь марки 08кп по ГОСТ 1050—74, пла-
кирующий слой — сплав АСМ системы А1—Sb—Mg по ГОСТ 4784—
74 или алюминневооловянистый сплав [38].
Исходной заготовкой для прокатки служит несимметричный па-
кет из стальной сутунки толщиной 7—14 мм и полосы сплава АСМ
толщиной 4—5 мм. Технологическая схема получения биметаллов хо-
лодной сваркой прокаткой состоит из следующих основных операций:
1) подготовка контактных поверхностей составляющих биметал-
ла (травление, зачистка) и сборка биметаллических пакетов с по-
мещением между составляющими тонкой фольги из чистого алюми-
ния для облегчения процесса образования соединения;
2) холодная прокатка на двухвалковом стане с обжатием 45—
50% за один проход;
3) промежуточный отжиг биметаллического раската в электри-
ческих печах при 320—330°С в течение 1 ч;
4) холодная прокатка полос;
5j калибровка биметаллических полос для получения хорошей
планшетности и обеспечения требуемых допусков по толщине;
6) правка полос на правильных машинах;
7) окончательный отжиг биметалла в электрических печах при
450—460°С в течение 3 ч с последующим медленным охлаждением
с печью;
8) резка биметаллических полос на заданные размеры;
9) испытания биметалла на прочность соединения слоев и на
соотношение слоев, твердость и контроль качества поверхностей.
Метод совместной холодной прокатки применяют и для полу-
чения биметаллов из пластичных металлов, например Cu-f-Al, А1+
-f-Ti, Al-f-латунь, и изделий относительно малой толщины, например
тонких лент биметаллов сталь-]-алюминий (АЖ), алюминий-f-
-j-сталь+алюминий (АЖА) и алюминий+сталь+никель (АЖН), ис-
пользуемых в электровакуумной промышленности [39, 40], а также
для получения биметаллических лент сталь+медь и сталь-]-латунь.
При этом прокатку ведут рулонным способом.
28
Литейный метод
получения биметаллов
Этот метод производства биметаллов наиболее старый. В основе
его лежит получение двух- или многослойного слнтка, и последую-
щая его горячая деформация. Литейным методом получают круп-
ные слитки (массой до 13 т), а также небольшие слитки массой в
несколько килограммов.
В зависимости от требуемого состава слоев, сортамента гото-
вого проката, формы и массы слитка литейный метод имеет следую-
щие основные разновидности:
1. Заливка жидким металлом пластины или стержня из другого
металла, вертикально расположенных в изложнице, применяется
для получения многих видов биметаллов различного назначения:
коррозионностойких толстолистовых и сортовых биметаллов сталь-f-
+нержавеющая сталь, сталь+медь; проводниковых биметаллов
сталь+медь; инструментального биметалла сталь+сталь; износо-
стойкого и самозатачивающегося биметалла сталь+сталь и др.
[41-43].
2. Последовательная заливка двух различных металлов или
сплавов в одну и ту же изложницу; применяется для производства
термоупругих биметаллов в виде полос и лент [1].
3. Непрерывная разливка с получением биметаллической заго-
товки в виде плоских слитков (слябов) или круглых заготовок; это
наиболее перспективный метод. В настоящее время он находится в
стадии экспериментального опробования и конструирования специа-
лизированных разливочных установок [44]. В последнее время экс-
перименты в этом направлении проведены в производственном объ-
единении «Тулачермет» и методом непрерывной разливки получены
первые промышленные двухслойные заготовки для последующей
прокатки.
Литейным методом в нашей стране производят ежегодно не-
сколько десятков тысяч тонн различного листового биметалла:
I. Коррозионностойкнн толстолистовой для химической промыш-
ленности по ГОСТ 10885—75 марок СтЗ+12Х18Н10Т, 15К+
+ 12Х18Н10Т, 20К+12Х18Н10Т (сортамент: листы размерами
84-25Х 1500X50004-6000 мм массой до 980 кг) и СтЗ+08Х13,
20К+08Х13, 16ГС+08Х13 (сортамент: листы размерами 164-25Х
XI500X50004-6000 мм массой до 1100 кг).
II. Износостойкий листовой для отвалов плугов по ГОСТ 6765 —
75 марок Ст2+сталь 60, сталь 10 — сталь 60 (сортамент: полосы
7X380X1620 мм и листы 7X1200—1465X100004-11000 мм массой
от 35 до 850 кг).
II. Износостойкий фасонный для лемехов плугов по
ГОСТ 15891—70 марок Л53+Х6Ф1 (минимальная толщина 4,6 мм;
максимальная 10 мм, ширина 220 мм, площадь 2000 м2, масса от
30 до 300 кг).
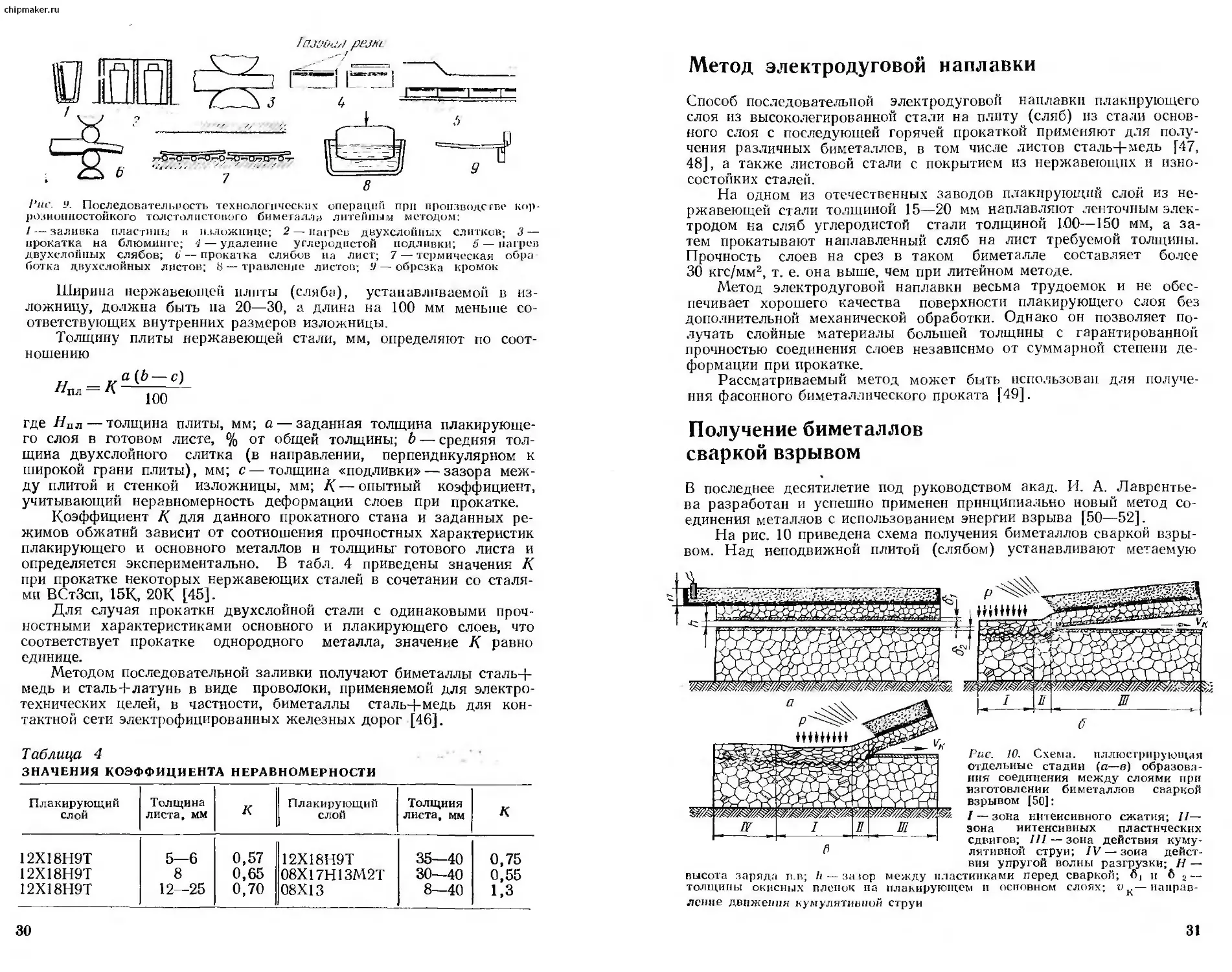
Последовательность основных технологических операций полу-
чения биметаллов литейным методом показана на рис. 9.
Наиболее важная технологическая операция производства би-
металлов этим методом — получение двухслойного слитка. Тип слит-
ка н его размеры определяются возможностями прокатного обо-
рудования и парка изложниц в условиях конкретного металлурги-
ческого завода.
29
chipmaker.ru
iHJUifds/ peM
Рис. •< Последовательность технологических операции при производстве кор-
розионностойкого толстолистового биметалла литейным методом:
I — заливка пластины в изложнице; 2 — нагрев двухслойных слитков; 3 —
прокатка на блюминге; 4 — удаление углеродистой подливки; 5 — нагрев
двухслойных слябов; 6— прокачка слябов на лист; 7 — термическая обра-
ботка двухслойных листов; 8 — травление листов; 9 — обрезка кромок
Ширина нержавеющей плиты (сляба), устанавливаемой в из-
ложницу, должна быть на 20—30, а длина на 100 мм меньше со-
ответствующих внутренних размеров изложницы.
Толщину плиты нержавеющей стали, мм, определяют по соот-
ношению
И - к-а(<Ь~сУ
п 100
где //лл — толщина плиты, мм; а — заданная толщина плакирующе-
го слоя в готовом листе, % от общей толщины; b — средняя тол-
щина двухслойного слитка (в направлении, перпендикулярном к
широкой грани плиты), мм; с — толщина «подливки» — зазора меж-
ду плитой и стенкой изложницы, мм; К — опытный коэффициент,
учитывающий неравномерность деформации слоев при прокатке.
Коэффициент X для данного прокатного стана и заданных ре-
жимов обжатий зависит от соотношения прочностных характеристик
плакирующего и основного металлов н толщины готового листа и
определяется экспериментально. В табл. 4 приведены значения К
при прокатке некоторых нержавеющих сталей в сочетании со сталя-
ми ВСтЗсп, 15К, 20К [45].
Для случая прокатки двухслойной стали с одинаковыми проч-
ностными характеристиками основного и плакирующего слоев, что
соответствует прокатке однородного металла, значение К равно
единице.
Методом последовательной заливки получают биметаллы сталь+
медь и сталь+латунь в виде проволоки, применяемой для электро-
технических целей, в частности, биметаллы сталь+медь для кон-
тактной сети электрофицированных железных дорог [46].
Таблица 4
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА НЕРАВНОМЕРНОСТИ
Плакирующий слой Толщина листа, мм К Пл акиру ющий слой Толщиия листа, мм К
12Х18Н9Т 12Х18Н9Т 12Х18Н9Т 5—6 8 12—25 0,57 0,65 0,70 12Х18Н9Т 08Х17Н13М2Т 08X13 35—40 30—40 8—40 0,75 0,55 1,3
30
Метод электродуговой наплавки
Способ последовательной электродуговой наплавки плакирующего
слоя из высоколегированной стали на плиту (сляб) из стали основ-
ного слоя с последующей горячей прокаткой применяют для полу-
чения различных биметаллов, в том числе листов сталь+медь [47,
48], а также листовой стали с покрытием из нержавеющих и изно-
состойких сталей.
На одном из отечественных заводов плакирующий слой из не-
ржавеющей стали толщиной 15—20 мм наплавляют ленточным элек-
тродом на сляб углеродистой стали толщиной 100—150 мм, а за-
тем прокатывают наплавленный сляб на лист требуемой толщины.
Прочность слоев на срез в таком биметалле составляет более
30 кгс/мм2, т. е. она выше, чем при литейном методе.
Метод электродуговой наплавки весьма трудоемок и не обес-
печивает хорошего качества поверхности плакирующего слоя без
дополнительной механической обработки. Однако он позволяет по-
лучать слойные материалы большей толщины с гарантированной
прочностью соединения влоев независимо от суммарной степени де-
формации при прокатке.
Рассматриваемый метод может быть использован для получе-
ния фасонного биметаллического проката [49].
Получение биметаллов
сваркой взрывом
В последнее десятилетие под руководством акад. Н. А. Лаврентье-
ва разработан и успешно применен принципиально новый метод со-
единения металлов с использованием энергии взрыва [50—52].
На рис. 10 приведена схема получения биметаллов сваркой взры-
вом. Над неподвижной плитой (слябом) устанавливают метаемую
вия упругой волны разгрузки; Н —
высота заряда в.в; h— зазор между пластинками перед сваркой; 6| и 6 2 —
толщины окисных пленок па плакирующем п основном слоях; о к—направ-
ление движения кумулятивной струи
31
chipmaker.ru
пластину из материала плакирующего слоя. На эту пластину поме-
щают заряд взрывчатого вещества (в. в.); взрыв инициируется де-
тонатором, размещенным у края пластины. В момент взрыва верх-
няя пластина с большой скоростью соударяется с неподвижным
слябом. Вследствие того что фронт детонации перемещается вдоль
заряда в. в. с определенной скоростью, участки метаемой пластины
последовательно вовлекаются в движение и через некоторое время
(10-3- -10-6 с) соударяются с неподвижным слябом. В месте соуда-
рения развивается давление, во много раз превышающее динамиче-
скую прочность свариваемых металлов. Сваренную с помощью
взрыва двух- или многослойную заготовку можно использовать для
изготовления изделий либо непосредственно после взрыва, либо пос-
ле горячей или холодной прокатки заготовки на требуемые разме-
ры. Нагрев, прокатку и отделку производят на обычном оборудо-
вании.
Сваркой взрывом можно соединять металлы и сплавы в любых
сочетаниях. Наиболее целесообразно и экономически оправданно
применение такой сварки для соединения композиций, которые не-
возможно или весьма трудно получить другими методами. К таким
композициям относятся сталь+свинец, сталь+серебро, сталь+ги-
тан, сталь+медь и сталь+латунь в виде толстых крупногабаритных
листов и др.
4. КЛАССИФИКАЦИЯ СЛОЙНЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПО ВИДАМ
И ОБЛАСТЯМ ПРИМЕНЕНИЯ
Биметаллический прокат производят в большинстве промышленно
развитых стран. Сортамент такого проката широк как по видам п
размерам его, так и по сочетанию в нем различных металлов. До-
стоверные данные об объемах мирового производства биметаллов
отсутствуют, так как нет специального учета. По нашим оценочным
данным, суммарное мировое производство биметаллов составляет
1 млн. т в год и имеет постоянную тенденцию к росту. При этом
основная доля производства приходится в настоящее время на тол-
стый лист и проволоку.
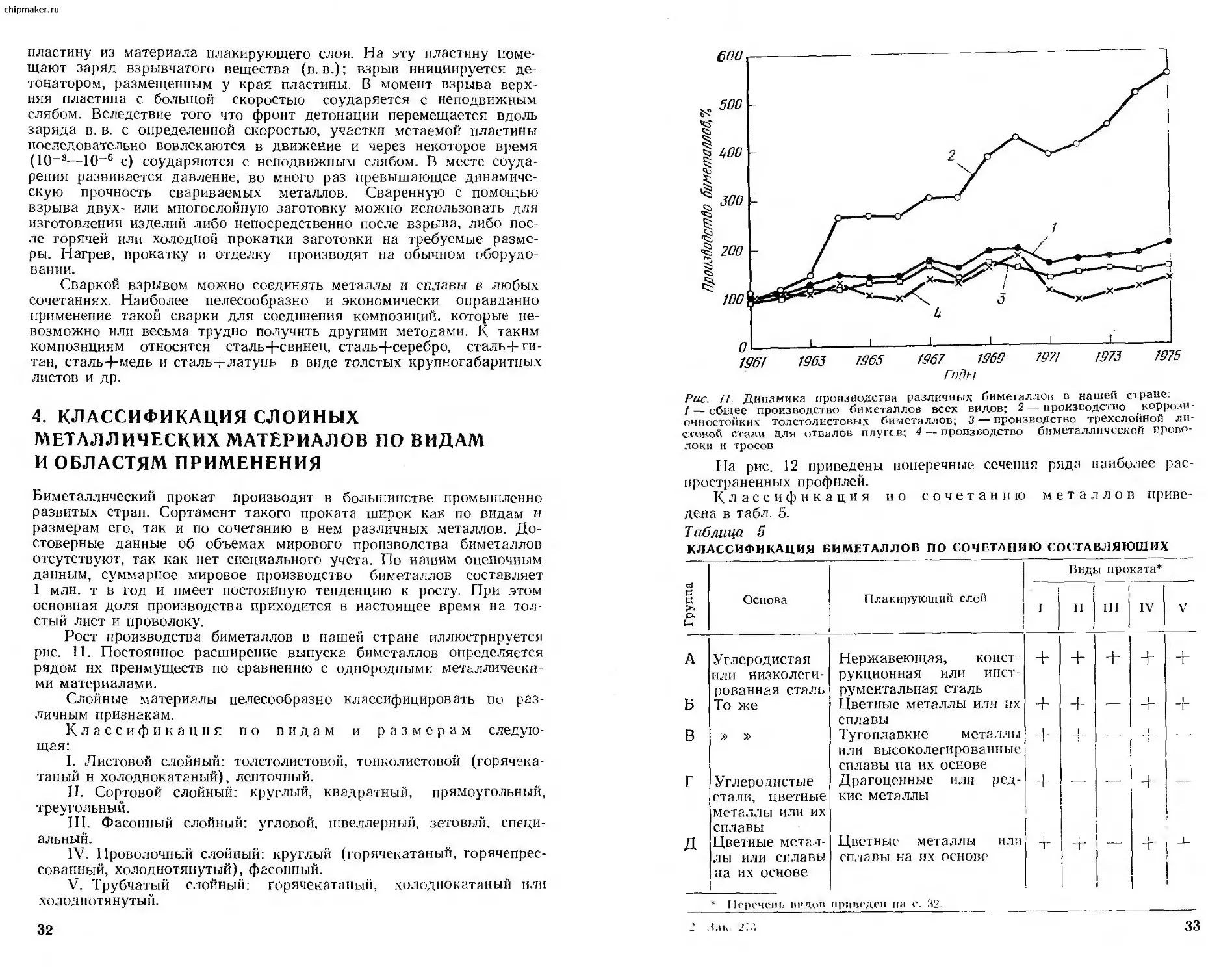
Рост производства биметаллов в нашей стране иллюстрируется
рнс. 11. Постоянное расширение выпуска биметаллов определяется
рядом их преимуществ по сравнению с однородными металлически-
ми материалами.
Слойные материалы целесообразно классифицировать по раз-
личным признакам.
Классификация по видам и размерам следую-
щая:
I. Листовой с.тойный: толстолистовой, тонколистовой (горячека-
таный и холоднокатаный), ленточный.
II. Сортовой слойный: круглый, квадратный, прямоугольный,
треугольный
III. Фасонный слойный: угловой, швеллерный, зетовый, специ-
альный.
IV. Проволочный слойный: круглый (горячекатаный, горячепрес-
сованный, холоднотянутый), фасонный.
V. Трубчатый слойный: горячекатаный, холоднокатаный или
.холоднотянутый.
32
600
(Ji------------1-----------1-----------1------------1-----------1-----------1------------
ffffff 1963 1965 1967 1969 1971 1973 1975
Гor)h!
Puc. 11. Динамика производства различных биметаллов в нашей стране:
1 — обшее производство биметаллов всех видов; 2— производство ^коррози-
очностойких толстолистовых биметаллов; 3 — производство трехслойной ли-
стовой стали для отвалов плугов; 4 — производство биметаллической прово-
локи и тросов
На рис. 12 приведены поперечные сечения ряда наиболее рас-
пространенных профилей.
Классификация но сочетанию металлов приве-
дена в табл. 5.
Таблица 5
КЛАССИФИКАЦИЯ БИМЕТАЛЛОВ ПО СОЧЕТАНИЮ СОСТАВЛЯЮЩИХ
Группа I Основа Плакирующий слой I Виды проката* V
II IV
А Углеродистая или низколеги- рованная сталь Нержавеющая, конст- рукционная или инст- рументальная сталь + + + +
Б То же Цветные металлы или их сплавы + -1- -— -Г -Г
В » » Тугоплавкие металлы пли высоколегированные сплавы на их основе + -1- •—• J— —
Г Углеродистые стали, цветные металлы или их сплавы Драгоценные или ред- кие металлы + — 4 —
Д Цветные метал- лы или сплавы на их основе Цветные металлы или сплавы на их основе 4- "Т" 4-
Перечень видов приведен па с. 32.
33
chipmaker.ru
Рис. 12. Сечение различных профилей биметаллического проката:
/—толстолистовой коррозионностойкий биметалл; '2 — толстолистовом трех-
слойиый износостойкий прокат; 3 — листовой прокат для режущего инстру-
мента с местной плакировкой; 4 — биметаллическая круглая проволока; 5 —
фасонный сталеалюминневый привод для контактных троллейбусных про-
водов; 6 — сдвоенный биметаллический профиль для сзмозатачнвающих
плужных лемехов; 7 — круглый биметаллический профиль; л — фасонный би-
металлический профиль для металлорежущего инструмента; 9 — полособуль-
бовый биметаллический профиль для судостроения; Й7—14 — фасонный кор-
розионяостоЙкий прокат; 15 — двухслойная лента железо-рникель; /6 — трех-
слойная лента алюминий-ужелезофникель
Класси ф и к а ц и я п о и а з и а ч е и и ю следующая: корро-
зионностойкие, износостойкие, антифрикционные, электропроводные,
инструментальные, жаростойкие, термоупругие, контактные, переход-
никовые, декоративные слойиыс.
5. МЕТОДЫ ИССЛЕДОВАНИЯ СТРОЕНИЯ
И СВОЙСТВ ПЕРЕХОДНЫХ ЗОН БИМЕТАЛЛОВ
В биметаллах зона сварного соединения формируется в условиях
пластической деформации, а иногда и высокой температуры. Оче-
видно, что состав и структура зоны соединения должны отличаться
от состава и структуры основного и плакирующего металлов.
Исследованиями установлено, что свойства переходной зоны в
комбинированных материалах определяют их важнейшую характе-
ристику-прочность соединения слоев [53-56].
Структурные изменения, происходящие в переходной зоне биме-
таллов, являются следствием диффузионного перераспределения хи-
мических элементов и фазовых превращений под влиянием раз.шч
34
пых факторов. Поэтому для изучения зоны сварного соединения
необходимо применение специальных методов исследования, в част-
ности металлографического, электронномикроскопического и микро-
рентгеноспектрального, измерения микротвердостн, метода радиоак-
тивных изотопов и др. Ниже приведена краткая характеристика тех
методов исследования структуры и механических свойств, использо-
вание которых целесообразно при нгученнп сварных соединений в
биметаллах.
Оптическая металлография
и электронная микроскопия
Оптическая металлография позволяет качественно определять из-
менение содержания углерода в доэвгекгоидных сталях; устанав-
ливать факты выделения крупных частиц избыточной фазы и образо-
вания структуры, которая отличается от исходной травимостью;
фиксировать изменение размеров и формы зерен и неметаллических
включений; качественно определять при цветном травлении неодно-
родность распределения элементов.
Электронная микроскопия (увеличение от 2000 до 10000) была
использована для изучения тонкой структуры темнотравящейся по-
лоски в переходных зонах биметаллов, а также структуры науглеро-
женных зон нержавеющих сталей. Электронная микроскопия в со-
четании с микродифракцией позволяет определять тип выделяющих-
ся фаз, В исследовании, как правило, используют метод угольных
реплик с экстрагированными частицами [57]. Для более детального
изучения переходной зоны широко применяли косые (под углом
~2°) шлифы.
Измерение микротвердости
Исследование процессов диффузии путем измерения микротвердости
базируется на существовании определенной зависимости между
твердостью и концентрацией элемента в твердом растворе.
Измерением микротвердостн в ряде случаев можно обнаружить
наличие промежуточных слоев в биметаллах [58].
Микрорентгеноспектральный анализ
Микроанализаторы широко применяют в практике лабораторий [59],
однако по исследованию диффузионных процессов в переходной зо-
не биметаллов опубликовано лишь несколько работ. В нашей стра-
не первая работа в этом направлении [35, с. 107—109] опублико-
вана в \965 г.
Использование микрорентгеноспектрального анализа весьма эф-
фективно при изучении переходных зон сварных соединений разно-
родных металлов, поскольку он позволяет количественно определять
содержание элементов в исследуемой зоне.
Содержание всех элементов, начиная с магния (кроме углерода,
если его количество меньше 0,2%), определяют па современных мик-
роанализаторах MS 46 (Франция) J.X'-ЗА (Япония) при содержании
их вплоть до 0,05—0,02%.
35
chipmaker.ru
Получаемые с помощью микрорентгеноспектрального анализа
данные о химическом составе диффузионных зон можно нанести
на диаграмму состояния соответствующей системы, что позволяет
прогнозировать возможные изменения свойств диффузионных зон на
основе имеющихся в литературе данных о структуре и свойствах
соответствующих сплавов.
Концентрационные кривые распределения диффундирующих эле-
ментов. построенные по данным микрорентгеноспектрального анали-
за, позволяют определять коэффициенты диффузии.
Метод радиоактивных изотопов
Метод авторадиографии для исследования биметаллов еще не по-
лучил достаточно широкого распространения. Работа [60] является
первой в этом направлении.
Исследование диффузии на границе раздела разнородных метал-
лов в сварном соединении с помощью радиоактивных изотопов рас-
смотрено в монографии [61].
Для изучения диффузии в биметаллах наиболее подходящим яв-
ляется введение радиоактивных изотопов в одни из металлов при
его выплавке. При этом обеспечивается равномерное распреде-
ление изотопов по сечению образца. Возможно также введение
радиоактивных изотопов путем диффузионного насыщения. Оба эти
приема были использованы в наших исследованиях, результаты ко-
торых приведены в гл. II.
Методом авторадиографии наиболее целесообразно изучать диф-
фузию углерода в биметаллах.
С использованием этого метода нами было проведено исследо-
вание влияния состава основного металла на характер распределе-
ния углерода в переходной зоне биметаллов с плакирующим слоем
из нержавеющих сталей двух классов — ферритной 0X13, Х25Т н
аустенитной 08Х18Н10Т.
Выплавку исследуемых сплавов производили в индукционной
печи емкостью 40 кг с разливкой в слитки массой 5 кг. Из слитков
ковкой (при 1150°С) получали полосу сечением 10X25 мм, нз кото-
рой строгали и фрезеровали «вставки». Вставки подвергали диффу-
зионному насыщению изотопом С14 при 950°С в течение 3 ч по мето-
дике, разработанной П. Л. Грузиным [62]. Далее проводили диф-
фузионный отжиг при 1150°С в течение 20 ч для выравнивания кон-
центрации углерода по толщине вставок. После снятия поверхност-
ного обезуглероженного слоя
вставки помещали в биметал-
лический пакет и прокатывали
в горячем состоянии (1150'4
на лист толщиной 4—5 мм
(рис. 13).
Рис. 13. Биметаллический образец
для исследования диффузии угле-
рода с помощью радиоактивных
изотопов:
1 — нержавеющая сталь (08Х18Н1ИТ,
08X13); 2— вставка с изотопом Сн;
3 — низколегированная сталь
36
Образцы подвергали термической обработке в вакууме
110 2 мм рт. ст. при 1150°С в течение 30 мин с последующим ох-
лаждением в воде. Так как коэффициент диффузии углерода на 4—
5 порядков больше коэффициентов других легирующих элементов,
то при термической обработке достаточно полное перераспределение
углерода не сопровождается существенным перераспределением ле-
гирующих элементов. Это подтверждено мнкрорентгеноспектраль-
ным анализом. Авторадиограммы снимали на торцовых шлифах. По
авторадиограммам фотометрпрованием снимали кривые изменения
интенсивности почернения, которые затем перестраивали по градуи-
ровочным графикам в кривые изменения концентрации углерода.
Параллельно методом снятия слоев определяли послойное измене
ние дозы излучения по сечению образца По полученным данным
строили кривые изменения концентрации углерода. Сопоставление
показало, что кривые фотометрировання дают вполне надежные ре-
зультаты.
Это подтверждается прямолинейной зависимостью почернения от
дозы облучения, полученной на одном и том же образце двумя раз-
личными методами.
Скачок концентраций по углероду в зоне соединения, характе-
ризуемый отношением СПл/СОсн, является следствием прошедшего
прн термической обработке выравнивания активности [63]. Следо-
вательно, по изменению концентрации можно судить об исходной
разности активности углерода, определяемой введением легирую-
щих элементов в стали основного слоя, приняв за эталоны градиен-
ты концентраций в биметаллах СтЗ+12Х18Н10Т и СтЗ+08Х13, так
как активности углерода в составляющих этих пар могут быть оп-
ределены достаточно надежно расчетным путем по формуле Шварц-
мана — Темкина >[64].
Механические испытания
Объем и методы испытания биметаллов в производственных услови-
ях нормируются соответствующими ГОСТами и ТУ на конкретный
биметалл. Механические испытания с определением характеристик,
временного сопротивления разрыву, предела текучести и относи-
тельного удлинения выполняют стандартными методами в соответст-
вии с ГОСТ 1497—73. Испытания коррозионностойких толстолнсто-
вых биметаллов на ударную вязкость основного слоя прн нормаль-
ной температуре проводят на образцах типа I н V с предварительно
удаленным коррозионностойким слоем по ГОСТ 9454—60 и
ГОСТ 9455—60, а после механического старения — по ГОСТ
7268—67.
При исследованиях проводят также ударные испытания биметал-
лов без удаления плакирующего слоя.
Прочность соединения слоев биметаллических листов опреде-
ляют испытанием на изгиб нли срез в плоскости соединения.
В ряде случаев биметаллы подвергают специальным испытани-
ям в зависимости от их назначения. Так, электротехнические биме-
таллы испытывают на электросопротивление, термоупругие — на тем-
пературную чувствительность, высокотемпературные материалы —
на жаропрочность и окалиностойкость, коррозионностойкие — на об-
щую и межкристаллитную коррозию плакирующего слоя и т. д.
37
chipmaker.ru
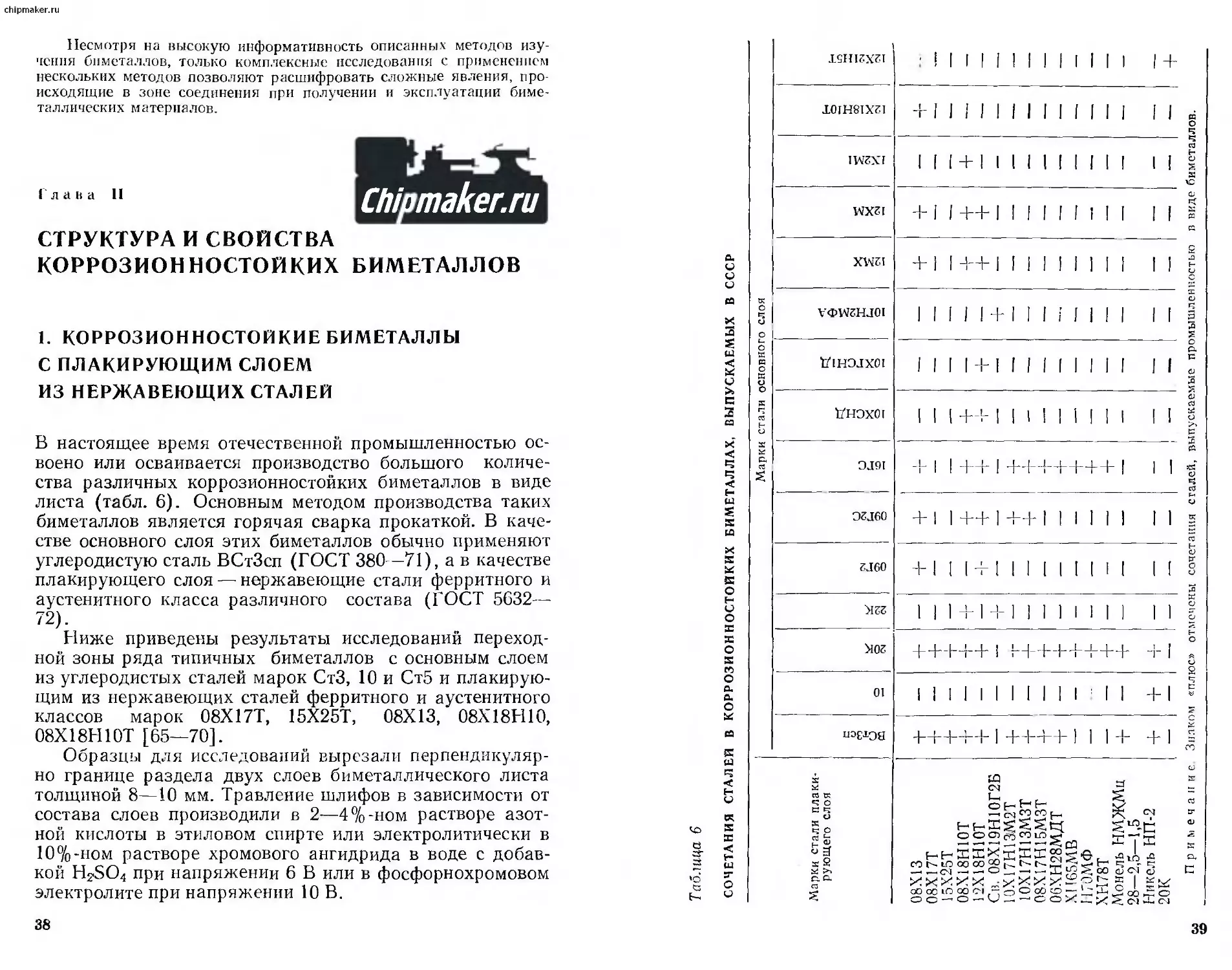
Несмотря на высокую информативность описанных методов изу-
чения биметаллов, только комплексные исследования с применением
нескольких методов позволяют расшифровать сложные явления, про-
исходящие в зоне соединения при получении и эксплуатации биме-
таллических материалов.
СТРУКТУРА И СВОЙСТВА
КОРРОЗИОННОСТОЙКИХ БИМЕТАЛЛОВ
1. КОРРОЗИОННОСТОЙКИЕ БИМЕТАЛЛЫ
С ПЛАКИРУЮЩИМ СЛОЕМ
ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ
В настоящее время отечественной промышленностью ос-
воено или осваивается производство большого количе-
ства различных коррозионностойких биметаллов в виде
листа (табл. 6). Основным методом производства таких
биметаллов является горячая сварка прокаткой. В каче-
стве основного слоя этих биметаллов обычно применяют
углеродистую сталь ВСтЗсп (ГОСТ 380—71), а в качестве
плакирующего слоя — нержавеющие стали ферритного и
аустенитного класса различного состава (ГОСТ 5632—
72).
Ниже приведены результаты исследований переход-
ной зоны ряда типичных биметаллов с основным слоем
из углеродистых сталей марок СтЗ, 10 и Ст5 и плакирую-
щим из нержавеющих сталей ферритного и аустенитного
классов марок 08Х17Т, 15Х25Т, 08X13, 08Х18Н10,
08Х18Н10Т [65—70].
Образцы для исследований вырезали перпендикуляр-
но границе раздела двух слоев биметаллического листа
толщиной 8—10 мм. Травление шлифов в зависимости от
состава слоев производили в 2—4 %-ном растворе азот-
ной кислоты в этиловом спирте или электролитически в
10 %-ном растворе хромового ангидрида в воде с добав-
кой H2SO4 при напряжении 6 В или в фосфорнохромовом
электролите при напряжении 10 В.
1SH13X31 : I 1 1 1 1 1 1 1 1 1 1 1 1 1 +
X0IH81XZ] +1111111111111 II
IW3XF 1 1 1 + 1 1 1 1 1 1 1 1 1 1 II
WXSI + 1 I++I 1 1 1 1 1 1 1 1 II
СССР хим + 1 I++I11111111 1 1
ых в g о о V<PWSHJ0I 1 1 1 1 1 + 1 1 1 1 1 1 1 1 II
5 ш < * о о к СП О К ЬТНЭЛХО! 1 1 1 1 + 1 1 1 1 1 1 1 1 1 II
к 3 еа х" < г; стали ( VHOXOI 1 1 1++1 1 1 1 1 1 1 1 1 1 I
X Р. OJ9I ! I 1++1+++++++I 1 1
< £ 1 1
ш S ьд 93J60 +1 1++1++111111 1 1
X S * S о ZJ60 + 1 1l+l11111111 1 1
о о жг 1 1 Mii + i 1 1 ] । । 1 1 ii
X с Мог +++++ 1 Т+++++++ 4- 1
S п
о а. а. о 01 11 I 1111111 1 ; 1 1 +1
са -I—т+4—k 1 ++++ 111 + +1
S
СОЧЕТАНИЯ СТАЛЕ Марки стали плаки- i рующего слоя 08X13 08X17Т СЧ I 1 г r О E—1Ь-' H kx moo co og p: t-t- £J < ii н ч ч XXX „-xXxxSpt = lO ОД O! - o ° GO CO — >+- + JE О —«О’— V ~ С C / X СЧ 2- O)
Примечание Знаком «плюс» отмечены сочетания сталей, выпускаемые промышленностью в виде биметаллов.
38
39
chipmaker.ru
Коррозионностойкие биметаллы
с плакирующими слоями из сталей 08X13
и 08Х18Н10(Т)
Микроструктура сварного соединения биметаллов, полу-
ченных методом заливки и последующей горячей про-
катки (рис. 14), имеет три зоны: обезуглероженную
зону 1 основного слоя из 5 глеродистой стали, зону соеди-
нения двух сталей 2 и науглероженнхю зону плакиру-
ющего слоя 3. Структура переходной зоны биметаллов
Ct3-J-08X13 и СтЗ-|-08Х18Н10Т показана на рис. 15, а, в.
Обезуглероженная зона углеродистой стали включает
области чистого феррита и смеси феррита с понижен
ным по сравнению с остальной частью основного слоя ко-
личеством перлита (рис. 15, а, в).
В биметаллах со сталью СтЗ ферритная область ши-
ре, чем в биметаллах со сталью Ст5, при одних и тех же
плакирующих слоях (см. рис. 14). Это объясняется боль-
шим количеством феррита в стали СтЗ, чем в стали Ст5.
Науглероженная зона плакирующего слоя 3 после со-
ответствующих стандартны* термических обработок
Рис. 14. Схема строения сварного соединения биметаллов углеродистая
сталь + нержавеющая сталь:
/—ферритная зона; 2 — зона сплошных карбидов; 3 науглероженная зола
плакирующего слоя; 4— феррнто-перлитиая структура углеродистой стали
40
Рис 15. Микроструктура переходной тоны биметаллов СтЗ+08Х13 (а. б) и
СтЗ+08Х18Н10Т (в, г), полученных литейным (а, с) и пакетным (б, г) спо-
собами (посте стандартных термических обработок). Х200Х1.5
(для стали 0X13—нормализация с 980°С и отпуск в тече-
ние 3 ч при 600°С, а для стали 08Х18Н10Т — нормализа-
ция с 980°С) характеризуется наличием большого коли-
чества карбидных выделений и повышенной травимостью
границ зерен (рис. 15). Она может включать область
сплошных карбидов (см. рис. 14, б, в, г) и область
41
chipmaker.ru
Рис. 16. Изменение микротвердости в переходной зоне биметалла Ст34-08Х13
после нормализации с 950°С и последующего отпуска в ’течение 4 ч при 700°С:
сплошные кривые — литейный способ, штриховые — пакетный
Ми на кривой микротвердости (рис. 16), не связана с не-
тальной частью нержавеющей стали.
Область сплошных карбидов образуется в результате
реактивной диффузии углерода по границам и по телу
зерен, а область с повышенным содержанием карбидов —
в результате преимущественной диффузии углерода по
границам зерен.
Общая ширина науглероженного слоя в исследован-
ных биметаллах после стандартных термических обра-
боток была различной, что определялось только коли-
чеством углерода в основном слое. При основном слое
из стали СтЗ ширина зоны науглероживания была при-
мерно в 2,5 раза больше по сравнению со сталью Ст5
(рис. 14). Большая протяженность науглероженной зо-
ны плакирующих сталей в биметаллах с меньшим содер-
жанием углерода в основном слое (СтЗ и Ст5) связана с
тем, что при диффузии из Ст5 углерод «задерживается»
в области сплошных карбидов.
42
В зоне соединения двух сталей 2 в процессе изготов-
ления и стандартной термической обработки происходит
перераспределение не только углерода, но и элементов
замещения. Область их диффузионного перемещения
составляет 10—20 мкм.
В биметалле СтЗ+08Х13 микроструктура науглеро-
женной зоны представляет собой узкую полоску карби-
дов (рис. 15). Это подтверждается резким возрастанием
микротвердости вблизи границы раздела (рис. 16). По
данным авторадиографического анализа, содержание уг-
лерода в этой зоне может доходить до 0,3% (рис. 17).
Обезуглероженная зона в углеродистой стали, отражен-
ная на кривой микротвердости (рис. 16) минимумом,
имеет ширину ~ 150 мкм.
Кривая распределения хрома (рис. 18,д) показывает,
что в процессе прокатки и последующей термической об-
работки происходит диффузия хрома в СтЗ и диффузия
железа в противоположном направлении. В результате
в переходной зоне образуется сплав системы Fe—Сг, от-
личный по составу от свариваемых сталей.
Полосчатость структуры стали 08X13, которая под-
тверждается чередующимися максимумами и минимума-
Рис. 17. Распределение углерода в биметаллах СтЗ-Ь08Х13 (а. в) и СтЗ+
Р08Х18Н10 (б, г) с прослойкой из никеля (в. г) и без нее (а, б):
Л — граница раздела, Б — прослойка из никеля; 1— после прокатки; 2 —
после нормализации для биметалла СтЗ+08Х13 и после нормализации и от-
пуска ДЛЯ биметалла Ст34-08Х18Н10Т; а — исходное содержание углерода в
Стали
43
chipmaker.ru
Рис. 18. Распределение элементов в сварном соединении промышленных би-
металлов:
а — СтЗ+08Х13 без прослойки; 6 — СтЗ-F08X18H10T без прослойки; в — то же,
с никелевой прослойкой; г — СтЗ+08Х18Н10Т с никелевой прослойкой в виде
фольги (получен в лабораторных условиях); сплошные криВЫе — пакетный
способ с никелевой прослойкой; штриховые — литейный способ
ади на кривой микротвердости (рис. 16), не связана с не-
однородностью в распределении хрома. Возможно, это
явление обусловлено бывшей ликвационной неоднород-
ностью стали по примесям, выявляющейся при диффузии
углерода. Такое явление было отмечено и в работе [71].
Микроструктура плакирующего слоя биметалла
СтЗ-)-08Х18Н10Т, полученного методом заливки, после
нагрева до 980°С — аустенит с карбидами по границам
зерен (рис. 19). Около границы раздела в стали
08Х18Н10Т наблюдается зона с большей травимостью и
повышенной твердостью по сравнению с основным ме-
таллом плакирующего слоя (рис. 15, в; 20).
44
Зона насыщения углеродом нержавеющей стали име-
ет следующие последовательно расположенные слои:
сильно обогащенный углеродом слой с большим количе-
ством карбидов (рис. 19,д) и менее обогащенный угле-
родом слой с меныпим количеством карбидов (рис. 19,е).
Содержание углерода в приграничной зоне стали
08Х18Н10Т может достигать 0,15% (рис. 17,6).
Со стороны СтЗ наблюдается обезуглероженная зона,
что подтверждается падением микротвердостн (рис. 20);
перлитные участки (рис. 19,6) появляются на расстоя-
нии 50 мкм.
Электронномикроскопические исследования показы-
вают, что зона соединения сталей в биметалле весьма
неоднородна (рис. 19, б, г). Эта зона представляет осо-
бый интерес, поскольку она характеризуется наиболь-
шим градиентом концентраций углерода и легирующих
элементов (.Ni, Сг). Светлая область в ней (рис. 19,в),
по-видимому, представляет собой остаточный аустенит,
а структура, приведенная на рис. 19,г, — легированный
перлит. Механизм его образования следующий. При ох-
лаждении с температуры нормализации легированный
аустенит в этой области устойчив при охлаждении до бо-
лее низких температур по сравнению с соседней зоной.
Следовательно, если в слоях, отвечающих составу СтЗ
у->~а-превращения пройдут при более высоких темпера-
турах, то в слоях, легированных никелем и хромом, —
при более низких. Электронномикроскопический анализ
темнотравящейся полоски показал, что она является
продуктом распада аустенита; степень дисперсности
структурных составляющих, температура распада и пе-
реохлаждения ниже температуры Аг{ зависят от содер-
жания никеля и хрома в этой зоне. Структура темнотра-
вящейся полоски шириной в несколько микронов в зави-
симости от содержания в ней никеля, хрома и углерода и
последующей термической обработки отвечает по соста-
ву перлиту, трооститу или продуктам их распада.
Для зоны соединения двух сталей характерно нали-
чие повышенной концентрации вакансий и микропор,
окислов. По данным микродифракционного анализа, в
зоне соединения присутствуют карбиды Ме2зС6 и Л1е7С3
(во всех исследованных плакирующих слоях).
Следует отметить более высокую интенсивность науг-
лероживания стали ферритного класса 08X13, по срав-
нению со сталью аустенитного класса 08Х18Н10
45
chipmaker.ru
(08Х18Н10Т). Это проявляется, во-первых, в более вы-
сокой максимальной концентрации углерода в пригранич-
ной зоне после изготовления и стандартной термической
обработки (рис. 17, а, б) и во-вторых, в большей ширине
чисто ферритной зоны в основных слоях. Этот факт мо-
жет быть объяснен перекристаллизацией стали 08X13 и
вследствие этого большим количеством дефектов струк-
Рис. 19. Микроструктура переходной зоны биметалла Ст5ф08Х^8Н10Т после
стандартной термической обработки; косой шлиф:
а — Х700; / — науглерожеиная зона плакирующего слоя; 2 — зона сопряже-
46
туры, способствующих развитию вн^трпзерснной диффу-
зии углерода. Следует также учитывать, что диффузия в
a-фазе происходит интенсивнее, чем в у-фазе.
Микроструктура и распределение элементов в пере-
ходной зоне биметалла, полученного пакетным методом
с никелевой прослойкой, после аналогичной термической
обработки существенно отличаются от микроструктуры
переходной зоны биметалла, полученного заливкой (см.
рис. 15,6).
При использовании никелевой прослойки в процессе
изготовления и высокотемпературной нормализации про-
исходит перераспределение легирующих элементов на
расстояния, соизмеримые с толщиной прослойки (5—
20 мкм). Это приводит к образованию градиента кон-
центраций легирующих элементов в биметалле (см.
рис. 18, а, в).
В биметалле СтЗ-)-08X13 вблизи границы с никелевой
прослойкой сталь 08X13 имеет повышенную травимость.
Судя по меньшему повышению микротвердости в этой
области (рис. 16) по сравнению с биметаллом, получен-
ным литейным способном, в ней намного меньше карбид-
ной фазы, образующейся в результате диффузии углеро-
да из стали СтЗ в сталь 08X13 через прослойку. Макси-
мальная концентрация углерода в приграничной зоне
пня слоев; 3 — обезуглероженная юна основного слоя; б— то же, что 1 на
рис. и. Х3500; в, г — то же, что 2 на рис. а. Х3500; </, е — то же, что 3 из
рис. a. X3.SOO; б—с — при репродуцировании Х2
47
chipmaker.ru
Рис. 20. Изменение микротвердости в сварной зоне биметалла
+G8X18H10T после нормализации с 980°С:
/ — литейный способ; 2— пакетный способ
СтЗ+
стали 08X13 почти не превышает марочного состава (см.
рис. 17,в). Глубина обезуглероженной зоны меньше, чем
в литейном биметалле (120 против 150 мкм).
Состав переходной зоны биметаллов при наличии од-
ной и той же никелевой прослойки различается в зависи-
мости от метода нанесения подслоя. В биметаллах лабо-
раторного изготовления, когда никелевую прослойку за-
кладывают в виде фольги, в переходной зоне сохраняет-
ся слой чистого никеля. Только в периферийной обла-
сти прослойка при прокатке и последующей стандартной
термической обработке исчезает (рис. 18, г). Это проис-
ходит вследствие диффузии железа в прослойку. Хром
обнаруживается в прослойке лишь на расстоянии 10 мкм
от первоначальной границы раздела; никель диффунди-
рует в оба компонента биметалла на глубину 5—10 мкм.
В заводском биметалле, когда никелевый подслой на-
носят гальваническим никелированием или высокотемпе-
ратурным напылением, на месте никелевой прослойки
образуется сплав системы Fe—Ni—Сг с 37% Ni при пла-
кировании сталью 08Х18Н10Т и с 18% N'i — при плаки-
ровании сталью 08X13 (см. рис. 18, а, в). Низкое содер-
48
жание никеля в переходной зоне заводских биметаллов
связано с несплошиостыо и пористостью исходного нике-
левого подслоя, что облегчает диффузию железа и хро-
ма через прослойку.
Структура сварного соединения лабораторного биме-
талла с никелевой прослойкой имеет пять зон:
I) обезуглероженная зона углеродистой стали;
2) зона соединения основного слоя с прослойкой;
3) прослойка;
4) зона соединения прослойки с плакирующим
слоем.
5) науглероженная зона нержавеющей стали.
Отличительная особенность биметаллов с никелевой
прослойкой по сравнению с биметаллами без прослоек—
существенно меньшая протяженность науглероженной
зоны в плакирующем слое. Величина обезуглероженной
зоны в углеродистой стали также меньше, а в случае
стали Ст5 она отсутствует.
Микроструктура насыщенной углеродом зоны нержа-
веющей стали мало отличается от таковой в случае би-
металла без прослоек. По мере удаления от никелевой!
прослойки количество карбидов внутри зерен уменьшает-
ся и диффузия развивается преимущественно по грани-
цам зерен.
Структура никелевой прослойки состоит из полиэдри-
ческих зерен без выделений.
Зона соединения прослойки с нержавеющими сталя-
ми содержит цепочку выделений, отделенную светлой об-
ластью от науглероженной зоны плакирующих слоев. По
данным микрорентгеноспектрального анализа, участки
выделений содержат ~13% Ст. По-видимому, обогаще-
ние никелем и обеднение хромом участков, окружающих
выделения, ведет к подавлению превращения, и светлые
участки представляют собой остаточный аустенит.
При охлаждении и эксплуатации биметалла в зоне
соединения углеродистой стали с прослойкой образует-
ся многофазная структура, в частности перлит, дисперс-
ность которого определяется легированностью аустенита
в каждой точке этой зоны.
Мпкрорентгеноспектральный анализ показал, что в
темнотравящейся полоске на границах прослойки и угле-
родистой стали (рис. 21) всегда содержится никель в ко-
личестве 1—2% в отличие от зоны в углеродистой стали
на расстоянии 5 мкм от полоски, где содержание нике-
49
chipmaker.ru
Рис. 21. Структура сварной зоны биметалла СтЗ+08Х18Н10Т после термиче-
ской обработки при 1150°С в течение 10 ч и при 600°С в течение 2 ч с ох-
лаждением на воздухе. Х400
ля не превышает 0,4%. Таким образом, как и в случае
биметалла без прослойки, образование темнотравящейся
полоски связано со смещением критических точек стали
в этой области вследствие некоторого насыщения ее ле-
гирующими элементами. Электронномикроскопические
исследования подтверждают предположение о наличии
в этой области легированного перлита. Микрорентгено-
спектральные исследования диффузии хрома в биметал-
ле показали, что при толщине никелевой прослойки бо-
лее 15 мкм хром не диффундирует в сталь в заметных
количествах. Преобладающее влияние никеля на процесс
образования полоски с высоким содержанием углерода
в биметалле подтверждается также тем, что подобная
перлитная темнотравящаяся полоска наблюдается и в
биметалле СтЗ+никель после соответствующей термиче-
ской обработки.
Справедливость предложенного механизма образова-
ния темнотравящейся полоски подтверждают также ре-
зультаты исследования структур приконтактной зоны
биметалла СтЗ+08Х13, полученного разными мето-
дами.
В зоне соединения биметалла, полученного пакетным
методом с прослойкой никеля, наблюдается темная по-
лоска, а в зоне соединения того же биметалла, получен-
ного литейным методом (без промежуточной прослойки
никеля), темная полоска отсутствует.
50
Предложенный механизм образования высокоуглс-
родистой полоски позволяет также объяснить замеченную
некоторыми исследователями разницу в распределении
углерода в листовых биметаллах одинаковой компози-
ции, но разной толщины Больший градиент в содержа-
нии углерода в более толстых листах объясняется боль-
шими выдержками при нагреве и меньшей скоростью
охлаждения и, следовательно, большей длительностью
пребывания в области температур, при которых проис-
ходит диффузия в узкую полоску легированного никелем
железа.
Исследования никелевой промежуточной прослойки
показали, что в отличие от данных, приводимых в рабо-
те [72], эта прослойка не содержит углерода.
Используя данные о распределении элементов в би-
металлах, можно проанализировать возможный фазовый
состав и структуры в их переходных зонах. Для этого
Рис. 22. Горизонтальный разрез тройной диаграммы состояния системы Fe—
N’i—Сг при 650°С с линиями составов переходных слоев в биметаллах СтЗ 4-
4-08X13 и Ст34-08Х181 НОТ:
/ — Ст34-08Х18Н10Т. литейный способ: 2 — то же. пакетный: 3--Ст34-08Х13.
пакетный способ; 4— то же, литейный
51
chipmaker.ru
следует нанести концентрационные кривые на горизон-
тальный разрез тройной диаграммы Fe—Сг—N'i |73,
с. 226] и на структурную диаграмму Шеффлера [73,
с. 242], как показано на рис. 22 и 23. Из рис. 22 видно, что
переходные сплавы, соответствующие литейному биме-
таллу, не проходят через аустенитную область, что явля-
ется отличительной особенностью пакетного биметалла,
а имеют в структуре феррит, мартенсит, смесь этих со-
ставляющих и аустенитмартенсит. Микроструктура
переходной зоны не подтверждает это: со стороны стали
Х18Н10Т имеется темная зона мартенсита с избыточны-
ми карбидами. Это можно объяснить тем, что толщина
слоев сплава переменного состава измеряется микрона-
ми, поэтому установить их структуру, используя оптиче-
ский микроскоп, затруднительно.
Рис. 23. Изменение структур в сварном соединении биметалла СтЗ+
4-08Х18Н10Т по структурной диаграмме хромоникелевых спглС!1 (нормализа-
ция при 980°С), точки нанесены через 5 мкм):
/ — литейный метод; 2 — пакетный метод
52
Коррозионностойкие биметаллы
с плакирующим слоем
из сталей 08X17Т и 15Х25Т
Исследования проводили на образцах, полученных из
биметаллических листов толщиной 6, 8 и 10 мм произ-
водства Челябинского металлургического завода.
В состоянии после прокатки плакирующие стали
08Х17Т и 15Х25Т имели феррито-карбидную (ферритное
зерно балла 5) структуру. Сталь основного слоя имела
мелкозернистую феррито-перлитную структуру
(рис. 24,а), В зоне соединения наблюдалось незначи-
тельное обезуглероживание основного слоя, причем в би-
металле с плакирующей сталью 15Х25Т зона обезугле-
роживания основного слоя была несколько больше, чем
в биметалле со сталью 08X17Т.
В процессе последующей термической обработки обез-
углероженная зона значительно увеличивается и при-
обретает структуру крупнозернистого феррита, резко
отличающуюся от структуры основного слоя. Миграция
лах СтЗф-08Х17Т и СтЗф-15Х25Т подтверждается обра-
зованием в зоне соединения темнотравящейся (высоко-
углеродистой) полоски со стороны основного слоя и обо-
гащенной карбидами зоны со стороны плакирующего
слоя. Это установлено микрорентгеноспектральным ана-
лизом и измерением микротвердости по сечению образца
перпендикулярно линии раздела (рис. 24,6).
Рентгеноструктурным анализом установлено, что на-
блюдавшиеся карбидные включения соответствуют со-
ставу Сг7Сз.
Металлографическим исследованием установлено
влияние никеля на распределение углерода в переходной
зоне биметаллов с плакирующими сталями 08X17Т и
15Х25Т. На тех участках, где никелевая прослойка разор-
вана, ширина зоны обезуглероживания основного слоя до-
стигала 150 мкм. Твердость граничной зоны со стороны
плакирующего слоя из-за более высокой скорости диффу-
зии углерода на участках, где нет никелевой прослойки,
повышается до HV 360.
При наличии никелевой прослойки толщиной около
15 мкм зона обезуглероживания основного слоя в три ра-
за уже и составляет около 50 мкм. Твердость переходной
зоны со стороны плакирующего слоя составляет ~HV
53
260, т. е. она немного выше, чем в глубинных слоях стали
15Х25Т (/71/250).
Из диаграммы состояния видно, что составы зон свар-
ного соединения СтЗ 4- I5X25T проходят через область
возможного образования о-фазы [73]. Этот факт необхо-
димо учитывать при назначении режимов термической об-
работки и условий эксплуатации биметалла.
Для получения количественных данных о распределе-
нии углерода в переходных зонах биметаллов сталь
10+08Х17Т, Ст34-08Х17Т, сталь 10+15Х25Т и
СтЗ-]-15Х25Т использовали радиоактивный изотоп углеро-
да С14, который вводили в стали при переплавке специаль-
Рис. 24.^ Структура сварного соединения биметаллов СтЗ+08Х17Т н сталь
10-Ц5Х25Т (вверху — плакирующий слой, внизу — основной):
и — СтЗ+08Х17Т после горячей прокатки. Х100; б — сталь 10+15Х25Т с нике-
левой прослойкой переменной толщины после термической обработки по ре-
жиму: П5Н°С, .0 ч, охлаждение в воде +700°С, 2 ч; цифрами обозначена
микротвердость при нагрузке 50 г. Х300
34
ных стальных ампул [74]. Слитки металла с изотопом
углерода прокатывали в горячем состоянии на полосы
толщиной 1,5—6 мм. С поверхности полос снимали слой,
обезуглероженный в процессе нагрева под прокатку. Ис-
следование диффузии проводили методом снятия слоев и
измерения интегральной радиоактивности остатка об-
разца.
Для выяснения роли углерода плакирующего слоя
(хромистая сталь) и углерода основного слоя (углероди-
стая сталь) был проведен эксперимент с введением ра-
диоактивного изотопа углерода С14 попеременно в сталь
15Х25Т и сталь СтЗ со снятием концентрационных кри-
вых. На рис. 25 показано распределение углерода в би-
металле СтЗ-]-15Х25Т после отжига при 1150°С в течение
0,5 и 10 ч с охлаждением в воде. Кривая а (рис. 25) сви-
детельствует о том, что в образовании концентрационного
пика по углероду участвует и углерод нержавеющей ста-
ли, диффундирующий из глубинных слоев.
Исследование биметаллов с хромистыми сталями
08X17Т и 15Х25Т, использованными в качестве плакиру-
ющих слоев (без прослойки), позволило установить, что
переходная зона имеет следующее структурное строение:
основной слой — феррит с перлитом, его обезуглерожен-
ный слой —феррит, науглероженная зона основного слоя—
низколегированный мартенсит или троостпт, науглеро-
жепная зона плакирующего слоя — высоколегированный
мартенсит с карбидами. Обнаруженная при авторадио-
графическом анализе приграничная зона плакирующего
слоя с пониженным содержанием углерода состоит из
высоколегированного феррита или феррита с карбида-
ми. Зона с повышенным содержанием углерода в пла-
кирующем слое состоит из феррита с карбидами.
Рис. 25. Распределение уг-
лерода в сварном соедине-
нии биметалла СтЗ+15Х25Т
после термической обработ-
ки при 1150°С в течение
30 мин с охлаждением в
воде:
а — при введении изотопа
С14 в сталь 15Х25Т; и — то
же, в сталь СтЗ: в - сум-
марное распределение угле-
рода
55
Применение никелевой прослойки в биметаллах угле-
родистая сталь + высокохромистая нержавеющая сталь
существенно изменяет состав и строение переходной
зоны.
На рис. 26 показано распределение хрома, никеля и
углерода в переходной зоне биметалла сталь 10-|-ни-
кель + 15Х25Т после 10-ч отжига при 1150°С с охлажде-
нием в воде. В зоне никелевой прослойки в результате
диффузионных процессов образуется сплав системы Fe—
N'i—Сг—С. Он имеет переменный состав по никелю, хро-
му, железу и углероду и переменную микротвердость
кривая изменения микротвердостн аналогична кривой из
менения концентрации углерода, а минимум микротвер-
дости соответствует максимуму концентрации никеля. Со-
Рис. 2S. Распределение элементов в
спаргом соединении биметалла сталь
10-Н5Х25Т с никелевой прослойкой
после термической обработки при
П50°С в течение 10 ч с охлаждением
в воде
гласно структурной диа-
грамме Шеффлера, сплав,
образовавшийся на месте
никелевой прослойки, при
содержании 10% Сг и
свыше 18% Ni при ми-
нимальной концентрации
углерода, имеет аустенит-
ную структуру.
Таким образом, пере-
ходная зона биметаллов с
основным, слоем <из угле-
родистой стали и плаки-
рующим из высокохромис-
той стали ферритного
Рис. 27. Авторадиограммы сварно-
го соединения биметалла сталь
10+I5X25T после термической обра-
ботки прн 700°С в течение 10 ч с
охлаждением в воде:
.4 — 15Х25Т; Б — сталь 10
56
класса при наличии никелевой прослойки имеет аусте-
нитную структуру в зоне бывшей прослойки, высоколеги-
рованный феррит в приграничной зоне плакирующего
слоя, а далее — зону феррита с карбидами, в которой из-
меняется содержание углерода (рис. 17,в).
Биметалл без никелевой прослойки имеет обезуглеро-
женную зону в основном слое и зону повышенной концен-
трации углерода в плакирующем. Обезуглероженная зона
в основном слое отличается чисто ферритной структурой
и резко выраженной границей раздела с основным метал-
лом.
На рис. 27 приведена авторадиограмма биметалла
сталь 10+15Х25Т, подвергнутого 10-ч нагреву при 700°С.
Видна обезуглероженная зона в приграничной области
стали 10, имеющая с основным металлом довольно рез-
кую границу.
При наличии никелевой прослойки после нагрева при
850°С в зоне соединения наблюдается плавное падение
концентрации углерода в углеродистой стали и отсутст-
вует чисто ферритная зона.
Исследования перераспределения углерода, хрома и
никеля в переходной зоне биметалла углеродистая
сталь 4- хромистая нержавеющая сталь позволяют сде-
лать следующие заключения:
1. В зоне соединения слоев биметаллов сталь 10 +
+ 08Х17Т, СтЗ+08Х17Т, сталь 104-15Х25Т и СтЗ+
+ 15Х25Т в результате термического воздействия наблю-
дается существенное перераспределение углерода.
2. Переходная зона биметаллов с плакирующим сло-
ем из хромистой стали имеет сложное строение. В случае
выдержки в течение 2 и 10 ч при температуре 1150°С в
зоне соединения наблюдается неоднородное распределе-
ние хрома. Это приводит к усложнению картины рас-
пределения углерода вследствие появления дополни-
тельной зоны с пониженным содержанием углерода в
плакирующем слое.
3. Никелевая прослойка выполняет роль барьера для
миграции углерода из основного слоя в плакирующий.
Эффективность барьерного влияния никелевой прослой-
ки зависит от ее толщины и температурно-временного
фактора.
Введение никелевой прослойки между основным и
плакирующим слоями приводит к образованию зоны с
минимальной концентрацией углерода, находящейся меж-
57
chipmaker.ru
ду двумя пиками по углероду со стороны основного и
плакирующего слоев.
4. Образование зоны с повышенной концентрацией
углерода в плакирующем слое происходит вследствие
диффузии его не только из основного слоя, но и из пла-
кирующего.
Суммируя сведения, полученные в результате изуче-
ния сварных соединений в биметаллах СтЗ-|-нержавею-
щая сталь, необходимо отметить сложность их строения.
Так, несколько неожиданно проявилась темнотравящая-
ся полоска и была обнаружена исключительно быстрая
трансформация никелевой прослойки в сплав системы
Fe—Cr—N'i—С. Никель не образует карбидов и раство-
римость в нем углерода невелика, в результате углерод
не задерживается в этой прослойке. Диффузия углерода
протекает интенсивно даже при сравнительно низкой
температуре 425°С, причем она приводит не к равномер-
ному распределению углерода в системах Fe—С и Fe—Сг
или Fe—С и Fe—Сг—Ni, а к почти полному переходу всего
углерода в нержавеющую сталь с обратным градиентом
концентрации. Диффузионное перераспределение сопро-
вождается возникновением зон с концентрацией углеро-
да намного выше средней. Помимо того, что это услож-
няет метод подбора термической обработки, глубокое
проникновение углерода в нержавеющую сталь может
привести к падению ее коррозионной стойкости. Отсюда
вытекает необходимость изыскания промежуточных сло-
ев, способных выполнять роль барьера для диффузии
углерода, и регламентации соответствующей толщины
плакирующего слоя в зависимости от условий эксплуа-
тации биметалла. Никелевая прослойка, использованная
для облегчения процесса образования сварного соедине-
ния между сталями, оказывает существенное тормозя-
щее влияние на диффузию углерода в нержавеющую
сталь.
Современная химическая аппаратура должна быть
рассчитана на весьма длительный срок службы (100000ч).
Учитывая, что содержание углерода в нержавеющих
сталях близко к предельному и его перераспределение
приводит к интенсивной межкристаллитной коррозии,
проникновение углерода должно быть сведено к миниму-
му.
В связи с этим дальнейшие работы по изысканию пу-
тей предотвращения или резкого замедления диффузии
и определению оптимального состава сталей основного
и плакирующего слоев проводили в следующих направ-
лениях:
1. Исследование возможности уменьшения интенсив-
ности диффузии углерода в плакирующий слой путем
связывания его в основном слое в более устойчивые кар-
биды.
2. Изучение барьерных по отношению к углероду
свойств металлов и спчавов с целью изыскания наибо
лее эффективных из них для использования в качестве
промежуточных слоев в различных биметаллах.
3. Изучение диффузионной подвижности углерода в
нержавеющих сталях для изыскания сплавов таких
составов, которые наименее склонны и проникновению
в них углерода.
Результаты исследований в указанных направлениях
приведены в разделе 3.
2. СТРУКТУРА СВАРНЫХ СОЕДИНЕНИЙ
В БИМЕТАЛЛАХ С ПЛАКИРУЮЩИМИ СЛОЯМИ
ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ
Углеродистая сталь + медь
Переходная зона биметалла сталь+медь изучена лишь
на литейном биметалле [35, с. 110—114, 75—78].
При получении биметаллов сталь+медь сваркой про-
каткой или сваркой взрывом в зоне соединения не обна-
руживается развитых зон проникновения меди в сталь и
железа в медь.
В биметалле, полученном пакетном методом, глубина
проникновения железа в медь в два—три раза больше,
чем глубина проникновения меди в железо, что соответ-
ствует диффузионным константам этих элементов.
Изменение исходного содержания углерода в сталь-
ном слое в пределах от 0,16 до 0,83% и степени суммар-
ной деформации при горячей прокатке от 8 до 93% не
оказывает влияния на характер диффузионного перерас-
пределения железа и меди в переходной зоне горячека-
таного биметалла.
Термическая обработка, которой подвергается би-
металл СтЗ+медь для обеспечения необходимого ком-
плекса механических свойств (нормализация при 850°С,
59
pmaker.ru
выдержка 30 мин), не оказывает существенного влияния
на диффузионное перераспределение элементов в пере-
ходной зоне: глубина проникновения железа в медь и
меди в сталь увеличивается лишь на 5—10 мкм. Только
при обжатии ~90% последующая термическая обра-
ботка явно способствует диффузии меди в сталь. В этом
случае количество меди, продиффундировавшей в сталь,
увеличивается с ростом содержания углерода в послед
ней.
Степень диффузии меди в сгаль и железа в медь в
термически обработанном биметалле, как и в горячека-
таном, не зависит от содержания углерода в стали и
степени суммарной деформации при горячей прокатке,
если последняя не превышает 60%.
В результате термической обработки в углеродистой
стали (0,16 и 0,32% С) происходит скопление углерода
непосредственно у медного слоя (темная полоска), а
вблизи нее находится зона с пониженным содержанием
углерода. В образцах биметалла с основным слоем из
углеродистой стали эвтектоидного состава (~0,83% С)
непосредственно у медного слоя наблюдается зона с пер-
литом, видимым под микроскопом в виде белых участ-
ков.
Исследование биметалла СтЗ+медь, полученного
сваркой взрывом, показало, что в стальном слое зоны
соединения наблюдается темная полоска, примыкающая
к слою меди. Заметного обезуглероживания углероди-
стой стали вблизи темной полоски обнаружить не
удалось.
В зоне соединения биметаллов стальф-медь, получен-
ных сваркой прокаткой и взрывом, развитой диффузии
меди по границам зерен стали (в отличие от метода за-
ливки) не обнаружено ни после сварки, ни после терми-
ческой обработки.
Углеродистая сталь 4- никель
Исследование переходной зоны толстолпстового би-
металла сталь-)-никель, являющегося конструкционным
материалом для химической и алюминиево-магниевой
промышленности, проводили на образцах, полученных
пакетным методом.
Выполненные исследования позволили установить, что
при сварке горячей прокаткой железо проникает в нике-
60
левый слой, а никель в сталь на глубину лишь несколь-
ких микронов, причем диффузия железа в никель идет
несколько интенсивнее. Термическая обработка (900°С,
5 ч) приводят к развитию процесса взаимной диффузии,
причем глубина проникновения измеряется десятками
микронов (рис. 28).
Изменение содержания углерода в стали основного
слоя не оказывает существенного влияния на глубину
проникновения его в никель и никеля в сталь ни в горяче-
катаном, ни в термически обработанном состоянии.
Прочность сварного со-
единения термически обрабо
тайного (900—1000°С, вы
держка менее 5 ч) биметал-
ла выше, чем после горячей
прокатки.
В приконтактном слое ни-
келя после термической об-
работки наблюдается слабо-
травящаяся полоска повы
шенной твердости, по-види-
мому, свидетельствующая об
образовании соединения ти-
па Ni3Fe (рис. 29,а), и тем-
нотра'вящаяся перлитная по-
лоска (рис. 29,6), механизм
образования которой рас-
смотрен выше.
Ni,Fe,%
Рис. 29. Микроструктура сварного
соединения биметалла СтЗ+никель
после термической обработки при
12НГС. 10 ч + 650°С. 2 ч с охлаж
дснием на воздухе (а), XL00, н
темная перлитная полоска, Х2000
(б)
го w о ю го зо ио
Расстояние от границы раздела, нкн
Рис. 28. Распределение никеля н же-
леза в биметалле СтЗ+иикель:
1 — после горячей прокатки; 2 — тер-
мическая обработка при 900°С в тече
ние 5 ч
61
chipmaker.ru
Углеродистая сталь +
+никельмедный сплав (монель)
В зарубежной и отечественной литературе нет сведений
о структуре и свойствах биметалла углеродистая сталь-|-
-j-монель (30% Си, 70% N'i, ГОСТ 492 73). Освоение
промышленного производства этого биметалла в виде
толстого крупногабаритного листа [79] привело к необ-
ходимости исследовать структуру, состав и свойства пе-
реходной зоны [35, с. 107—109; 54, 56]. При пакетном
способе производства этого биметалла промежуточную
прослойку не применяли, поскольку монель не требует
такой защиты от окисления, как нержавеющие хроми-
стые и хромоникелевые стали, однако введение никеля,
как показали наши исследования, повышает прочность
сварного соединения слоев.
Исследования, проведенные на образцах биметалла
СтЗ+монель, полученного в лабораторных и заводских
условиях, позволили установить следующее.
В процессе горячей сварки прокаткой в монель-ме-
талл приникает железо, а в сталь — медь и никель. При
термической обработке (900—950°) переходная зона би-
металла расширяется, причем наблюдается преимущест-
венная диффузия железа в монель. Глубина проникнове-
ния железа составляет 50—100 мкм.
После термической обработки прочность соединения
слоев биметалла СтЗ-фмонель понижается, что, вероятно,
связано с переходом структуры монеля в двухфазную
область. Это можно видеть при нанесении линии пере-
ходных составов на диаграмму состояния Fe — Ni — Си
(рис. 30, кривые 1, 4).
Введение никелевой прослойки между сталью и мо-
нелем уменьшает глубину проникновения железа в мо-
нель.
При толщине прослойки 20—25 мкм проникновения
железа в монель при термической обработке (900°С,
5 ч) не происходит (рис. 30, кривая 3). Прочность соеди-
нения слоев после термической обработки возрастает.
После термической обработки в углеродистой стали
вблизи зоны соединения с никелевой прослойкой наблю-
дается темнотравящаяся полоска, по-видимому, перлита.
Аналогичная полоска наблюдалась в биметаллах с нс
ржавеющими сталями (рис. 31).
62
Изучение коррозионностойких биметаллов с плакиру-
ющим слоем из цветных металлов и их сплавов позволи-
ло установить следующее:
1. В биметаллах сталь+медь, полученных сваркой
прокаткой и взрывом, глубина проникновения меди в
сталь и железа в медь даже после термической обработ-
ки составляет лишь несколько десятков микронов. При
этом железо проникает в медь на глубину в 2—3 раза
большую, чем медь в сталь.
2. В биметаллах сталь+никель происходит взаимное
проникновение никеля и железа, причем железо в никель
диффундирует интенсивнее.
3. Термическая обработка биметаллов СтЗ+медь
(850—900°С, 0,5 и 5 ч) и СтЗ+никель (900 и 1000°С, 1 и
Рис. 30. Горизонтальный разрез тройной диаграммы состояния системы Fe—
Ni—Си при 20°С с линиями составов переходных зон биметалла СтЗ+монель
(штриховые линии—охлаждение в воде с 930°С, сплошные — то же + отжиг
при 900°С, 5 ч):
/ — без никелевой прослойки; 2 — никелевая прослойка толщиной 10—12 мкм;
3— то же, толщиной 20—25 мкм; 4 — промышленный биметалл без никелевой
прослойки
63
chipmaker.ru
Рис. 3f. Микроструктура биметалла СтЗ+монель с прослойкой никеля 'О—
12 мкм после охлаждения в воде с 930°С и выдержки при 425°С в течение
500 ч. Х200 (при репродуцировании Х1.5)
5 ч) не оказывает отрицательного влияния на прочность
соединения слоев.
4. В отличие от биметаллов с нержавеющими сталя-
ми в биметалле сталь-фникельмедный сплав (монель)
преимущественная диффузия железа в сплав (50 —
100 мкм) при термической обработке приводит к сниже-
нию прочности соединения слоев. Устранение этого не-
желательного явления достигается введением никелевой
прослойки между сталью и сплавом, в результате чего
резко уменьшается проникновение железа в сплав.
5. В исследованных биметаллах происходит преиму-
щественная диффузия железа в плакирующий слой. Это
может привести к появлению пористости и смещению
границы раздела (эффект Киркендалла), образованию в
приконтактном слое углеродистой стали после термиче-
ской обработки зоны с повышенным содержанием угле-
рода, выявляющейся в биметаллах сталь -(-никель и
стальфмонель в виде узкой темнотравящейся перлитной
полоски.
3. ВЫБОР СОСТАВА СТАЛЕЙ
ДЛЯ КОРРОЗИОННОСТОЙКИХ БИМЕТАЛЛОВ
Термодинамика и кинетика
перераспределения элементов
в переходном слое биметалла
Выше экспериментально было показано, что в процессе
изготовления и термической обработки биметалла в зоне
соединения металлов происходит перераспределение эле-
ментов. Наиболее интенсивно идет миграция углерода из
основной стали в плакирующую, поскольку его диффу-
зионная подвижность на 5 -10 порядков выше, чем эле-
ментов замещения. В результате этого происходит:
а) обезуглероживание приконтактных участков ос-
новного слоя, приводящее к снижению общей прочности
биметалла;
б) повышение концентрации углерода в приконтакт-
ных областях плакирующего слоя и его науглерожива-
ние по всей толщине, что приводит к снижению прочно-
сти соединения слоев, коррозионной стойкости и пластич-
ности нержавеющей стали, а также уменьшению эффек-
тивной толщины плакирующего слоя.
На рис. 32 схематично показано [55], что, когда кон-
центрация углерода в приконтактном участке плакирую
щего слоя выше марочного уровня, то происходит умень-
шение эффективной толщины плакирующего слоя с двух
сторон.
Поток атомов углерода 1с определяется соотношения-
ми диффузионных констант и градиентами химического
потенциала углерода между составляющими биметалла.
Рис. 32. Распределение уг-
лерода в биметалле сталь
I0+X17H13M2T после отжи-
га при 900 (/) и при 727°С
(2) в течение 3 ч: Xi и х?—
ширина обезуглероженной и
науглероженной зон соответ
ствеиио; ht — толщина основ-
ного слоя; Лз — толщина пла-
кирующего слоя в конце
срока эксплуатации; 1 — ис-
ходная концентрация угле-
рода; II — слой, подверг
шийся коррозии при экс-
плуатации
chipmaker.ru
Он характеризуется следующим уравнением:
/с=—BcNc(d^c/dx), (1)
где Вс — подвижность углерода, Nc— атомная доля;
цс — химический потенциал.
О” д In ас
Вс = —— I В>сф = Dr ~д, »
с kT с с dln7Vcl
(в приближении Даркена), где Ос —истинный коэффи-
циент диффузии углерода; £>сФ—эффективный коэф-
фициент диффузии; k — постоянная Больцмана; Т — тем-
пература, К.
Знак минус в выражении (1) означает, что поток
углерода направлен от стали, обладающей большим хи-
мическим потенциалом углерода, к стали, имеющей мень-
ший химический потенциал углерода:
Нс = р-^4-^Т1пас,
о
где [г с — химический потенциал углерода в стандарт-
ном состоянии, R — газовая постоянная; ас—активность
углерода
«с = /сбщ Nс (2)
где Nc — атомная доля углерода, /с"”— суммарный ко-
эффициент активности углерода, зависящий от темпера-
туры, концентрации углерода и легирующих элементов в
стали, а также от стандартного состояния [80, с. 186].
/сщ= fc/c’/cfc’-.-fc"’ (3)
где f с — коэффициент активности углерода, зависящий
от содержания углерода в стали, fc —коэффициент ак-
тивности углерода под воздействием легирующего ком-
понента лп.
Коэффициент активности углерода в аустените, когда
в качестве стандартного состояния принят графит, опре-
деляется по формуле [80, с. 145]
2105 317 Nc
lgfc= ~-0.6735 + +
+ ,g 1—5TVC
<41
66
Зависимость коэффициента f от содержания леги-
рующего компонента выражается уравнением [80, с.
206]
1п^ = ЛлМ,л, (5)
где А;лл — атомная доля легирующего элемента лп;
йл — параметр взаимодействия.
Равновесное распределение углерода устанавливает-
ся при условии равенства химических потенциалов угле-
рода между составляющими биметалла:
Г- осн пл
! НС = НС ,
(6)
где индекс «осн» обозначает основной слой, «пл»—плаки-
рующий.
Приведенные уравнения подтверждают известные по-
ложения о том, что чем больше градиент химического
потенциала углерода между составляющими и чем боль-
ше эффективный коэффициент диффузии углерода в них,
тем быстрее происходит установление равновесных кон-
центраций углерода в составляющих биметалла.
В зависимости от состава компонентов биметалла
можно представить четыре случая соотношения химиче-
ских потенциалов (или активностей) углерода в них.
Представим основной слой как систему Fe—С, а плаки-
рующий как систему Fe—Me—С.
Случай 1: Активность углерода а' в сплаве Fe — С
выше активности углерода а" в сплаве Fe — Me — С (а'^>
>а"), содержание углерода С' в сплаве Fe — С выше
содержания его (С") в сплаве Fe — Me — С. Выравнива-
ние активностей в зоне сварного соединения будет про-
исходить вследствие изменения содержания углерода в
обоих сплавах. В результате на границе стыка при а'=а"
получим С 1^"С р С”>С"; Ci <С', где С i и С[—
концентрации углерода, установившиеся в результате его
перераспределения (рис. 33, а).
Случай 2. Активность углерода а' в сплаве Fe — С
выше активности углерода а" в сплаве F — Me — С. Со-
держание углерода в обоих компонентах одинаково С/=
—С". Выравнивание активностей в зоне стыка будет
происходить вследствие изменения содержания углерода
в обоих сплавах, в результате чего в зоне сварного сое-
67
chipmaker.ru
Рис. 33. Схема изменения концентрации углерода в сварных соединениях
биметаллов для различных соотношений активностей углерода в слоях
68
динения при а'=а" получаем Ci >С"; Ci <CZ; Ci>
>Cj. Схематически этот процесс представлен на рис.
33,6-
Случай 3. Допустим, что а’>а" и С'<С". При
а'=а" получаем Ci<CCi; Ci>C"; Ci<C'.
Схематически этот процесс представлен на рис. 33, в.
Случай 4. Иная картина будет наблюдаться, если
сплав Fe — Me — С легировать элементом, повышающим
активность когда a! <ia" и С/<С". При а' — а" получим
Ci Схематически этот процесс показан на рис.
33, г.
Рассмотренные второй и третий варианты отвечают
случаям, когда в плакирующий слой введены элементы,
понижающие активность углерода в у-твердом растворе.
При этом можно видеть, что во всех рассмотренных слу-
чаях равенство активностей углерода в слоях устанавли-
вается вследствие повышения его содержания в легиро-
ванной части. Для достижения равенства активностей
без перераспределения углерода необходимо уже в ис-
ходном состоянии свариваемых металлов задать соотно-
шение концентраций углерода С'-СС", причем соотно-
шение этих концентраций определяется обратным соот-
ношением активностей углерода: С'1С"=а"1а'.
Поскольку для нержавеющих биметаллов содержание
углерода задается требованиями коррозионной стойко-
сти, равенство активностей может быть получено лишь
уменьшением содержания углерода в основном слое, что
приведет к значительному изменению его прочности и,
следовательно, уменьшению прочности биметалла как
конструкционного материала.
Из приведенных рассуждений ясно, что если исход-
ные активности равны, то при любом соотношении кон-
центраций углерода в составляющих биметалла перерас-
пределения углерода происходить не будет (при отсут-
ствии диффузии других легирующих элементов).
Если соотношение активностей изменится так, что
активность плакирующего слоя станет выше, чем основ-
ного, то произойдет обратный процесс, т. е. обезуглеро-
живание плакирующего и науглероживание основного
слоя.
Равенство активностей углерода составляющих биме-
талла и даже более высокая активность его в слое, чув-
ствительном к повышению концентрации углерода (нер-
69
chipmaker.ru
жавеющая сталь), может быть достигнуто либо легиро-
ванием нержавеющей стали элементами, повышающими
активность углерода, либо дополнительным легирова-
нием основного слоя элементами, понижающими актив-
ность углерода. Возможно также совместное легирова-
ние обеих составляющих биметалла. Наряду с этим для
уменьшения интенсивности миграции углерода в зоне
соединения биметалла необходимо понижать эффектив-
ный коэффициент диффузии в сталях.
Влияние легирования
на диффузию углерода в сталях
Известно, что в многокомпонентной системе диффузион-
ная подвижность углерода, как правило, выше, чем в чи-
стом металле (табл. 7).
Это, в частности, показано И. И. Ковенским [81], ко-
торый изучал диффузию углерода в твердых растворах
на основе металлов группы железа (железо-|-0,5% С, ко-
бальт+0,12% С, никель+0,10% С).
В работе [82] исследована диффузия углерода в же-
лезоникелевых сплавах с 0,1% С в зависимости от со-
держания никеля (от 0 до 100%) в интервале темпера-
тур 860—1100°С. Установлено, что коэффициент диффу-
зии изменяется не монотонно, а имеет максимум при
60% iNi: подвижность углерода в 1,3 раза выше, чем в
случае чистого железа. Немонотонное изменение коэф-
фициента диффузии углерода, по-видимому, связано со
склонностью сплавов этой системы к упорядочению при
составе, близком к iNisFe.
Диффузионная подвижность углерода в a-железе при
всех температурах (если экстраполировать кривую ко-
эффициента диффузии углерода в a-железе в темпера-
турную область существования у-железа) примерно на
два порядка выше, чем диффузионная подвижность в
у-железе (табл. 7).
Хром замедляет диффузию углерода. По данным
М. Е. Блантера [87], при 0,7% С хром в количестве 7%
уменьшает коэффициент диффузии углерода при 1200°С
в 93 раза по сравнению с нелегированным аустенитом.
Молибден в широком интервале температур замед-
ляет диффузию углерода [87].
Вольфрам, по данным М. Е. Блантера [87], в количе-
ствах до 1,95% понижает диффузионную подвижность уг-
70
Таблица 7
ПАРАМЕТРЫ ДИФФУЗИИ УГЛЕРОДА В НЕРЖАВЕЮЩИХ,
УГЛЕРОДИСТЫХ СТАЛЯХ И ЧИСТОМ ЖЕЛЕЗЕ
Сталь Литера- турный источник Температур- ный интервал, °C D„, см2/с Е, ккал/г- атом
a-Fe [62] 350-850 6,2-10~3 19,2
(831 514—875 1,4-10-2 19,0
y-Fe (83] 900—1050 6,7-10”2 31,5
(62] 900—1050 1,0-ю-1 32,4
СтЗ [84] 1000—1150 1-10-1 32,0
60 (8bJ 700—1080 7,4-10-2 33,1
60С2 |8Ь| 700—1080 2,5-10-2 30,0
ШХ15 [85] 700—1080 5-Ю-2 32,7
ХГ2 |86| 700—1080 1 - ю-1 28,6
ХГ2М |86| 700*1080 5,0 35,4
35ХГ2М |86| 700—1080 1,5-10-2 44,5
20Х [86] 700-1080 з, ю-2 25,4
18ХГТ [86] 700—1080 1-10-2 26,0
08Х18Н10Т |84| 1000—1150 3,7-Ю-1 39,01
08Х18Н10 * 500—870 2,95 36,1
15Х25Т [84] 1000—1150 2,5 -10-2 34,01
15Х25Т * 500—870 1,74-10-1 37,9
08X17Т (84 1000—1150 1,5-10-2 37,0
08X13 [70] 700—1150 7,51 44,8
08X13 * 500—870 6,6 38,2
06ХН28МДТ [70] 550—1150 42-10-1 43,0
0Х23Н28М2Т [70J 550—1150 1,3-10-1 37,9
(ЭИ628) 10X17H13M3T [70] 550—1150 7-Ю"2 36,6
03Х17Н14М2 * 500—870 2,29 37,0
10Х14Г14НЗ * 500 870 5.6-10-‘ 34,0
* Данные автора.
лерода в аустените, причем больше, чем молибден, но
меньше, чем хром.
Марганец при температурах ниже 1000°С замедляет
диффузию углерода, при более высоких — несколько ее
ускоряет, как и молибден при содержании его 0,9%
[87]. По-видимому, при повышенных температурах в
локальных участках нарушаются межатомные связи
между углеродом и этими элементами, а имеющееся ис-
кажение решетки вследствие замены атомов железа ато-
мами легирующих элементов остается, что и ускоряет
диффузию углерода.
Таким образом, все рассмотренные карбидообразую-
щие элементы при температурах ниже 1100°С (даже в
71
chipmaker.ru
количестве, не превышающем предел их растворимости)
в а- и у-железе замедляют диффузию углерода.
Кремний, по данным М. А. Криштала [88], увеличи-
вает диффузионную подвижность углерода ниже 1050°С,
а выше 1050°С ее замедляет. В работе [88] показано,
что при изменении содержания кремния от 0 до 2,6%
диффузия углерода в общем случае облегчается, осо-
бенно при 1,38% Si.
Никель до 18% и кобальт до 21% при любых темпе-
ратурах ускоряют диффузию углерода [87].
Кобальт при содержании до 1 % уменьшает диффу-
зионную подвижность углерода, а при содержании до
3% — резко увеличивает, при содержании до 4% пони-
жает и при содержании около 5% —несколько увеличи-
вает [89]. Влияние кобальта выражено тем резче, чем
выше температура.
Медь повышает коэффициент диффузии углерода в
аустените, но не столь значительно, как никель и ко-
бальт [87, 88]. Алюминий замедляет диффузию углерода
в интервале 920—1200°С [87, 88].
Из приведенных данных о влиянии некарбидообра-
зующих элементов на диффузию углерода в а- и у-же-
лезе видно, что все они, за исключением алюминия и
при определенных условиях кремния, ускоряют диффу-
зию углерода.
Содержание углерода влияет на эффективный коэф-
фициент диффузии его в железе: он повышается при
приближении к пределу растворимости углерода в твер-
дом растворе [87, 90, 91]. Влияние углерода на его эф-
фективный коэффициент диффузии в y-Fe позволяет
предположить, что в биметаллических соединениях, ха-
рактеризуемых преимущественной диффузией углерода
из одной составляющей в другую, при концентрациях,
не превышающих предела растворимости, скорость пе-
рехода будет постепенно понижаться при сохранении
градиента активностей.
В литературе имеются ограниченные данные о коэф-
фициентах диффузии углерода в низколегированных
сталях (табл. 7). По этим данным скорость диффузии
углерода в сталях примерно на два порядка ниже, чем
в нелегированном феррите, т. е. приближается к скоро-
сти диффузии в у-железе или в никеле.
Эти данные могут быть приняты в качестве ориенти-
ровочных при определении диффузионной подвижности
72
углерода в реальных биметаллах с учетом влияния не-
равновесных условии и структурной неоднородности
сплавов.
В настоящее время нет единого мнения о механизме
диффузии элементов внедрения, в частности углерода.
Исходя из общих соображений, в твердых растворах
внедрения диффузия должна проходить сплошным
фронтом. В работе [92] высказано мнение о том, что
элементы внедрения диффундируют преимущественно в
объеме зерна. Однако в работе [93] показано, что в а- и
у-железе наблюдается преимущественное перемещение
атомов углерода не по зерну, а по границам.
Результаты экспериментальных работ [93, 94] пока-
зывают, что в твердых растворах внедрения диффузия
происходит преимущественно по границам зерен. При
этом установлено, что диффузия углерода по границам
зерен более ярко выражена в a-железе, чем в у-же-
лезе.
С. 3. Бокштейн и др. [93] считают, что вследствие
различной диффузионной подвижности внутри и по гра-
Схема I Схема П
ОвМдНЮТ
Cm3
08Х18Н10Т
Cm3
Рис. 34. Микроструктура сварного соединения биметалла СтЗ+08Х18Н10Т. по-
лученного диффузионной сваркой по схемам I и II. Х750 (при репродуциро
вании XI.5). Направление штрихов соответствует направлению прокатки
73
chipmaker.ru
ницам зерен поток атомов от границы не компенсирует-
ся притоком атомов к границе из объема зерна, что мо-
жет привести к образованию избытка вакансий вблизи
границ и даже пористости, подобно тому, как это про-
исходит при эффекте Френкеля [95, с. 113]. Так может
действовать любая граница раздела, где имеется повы-
шенная подвижность атомов.
Следовательно, на диффузионные процессы в биме-
таллах существенное влияние оказывают не только гра-
ницы зерен и фаз, но и структура зоны сварного соеди-
нения. В работе [94] показано, что в биметалле
СтЗ+08Х18Н10Т, полученном диффузионной сваркой, в
зависимости от направления предварительной прокатки
плакирующего слоя глубина проникновения углерода
была разная. Она была больше, когда вытянутые грани-
цы аустенитных зерен располагались перпендикулярно
поверхности соединения (рис. 34).
Таким образом, существует два пути уменьшения эф-
фективного коэффициента диффузии углерода в биме-
талле— это легирование карбидообразующими элемен-
тами и создание определенной структуры в переходной
зоне биметаллов.
Влияние легирования
на активность углерода в сталях
Как видно из соотношений (1) — (5), активность углеро-
да определяется его содержанием, содержанием каждо-
го легирующего элемента и параметром взаимодействия
k. Значения k для различных металлов приведены в
табл. 8. Элементы, стоящие правее железа в периодиче-
ской системе, увеличивают активность углерода в у-же-
лезе, а левее — уменьшают [80, с. 207]. Хром, использу-
емый для получения нержавеющей стали, сильно пони-
жает активность углерода в легированном хромом аус-
тените по сравнению с нелегированным. Никель, наобо-
рот, повышает активность углерода.
Уравнение (3), используемое в настоящее время для
подсчета коэффициента активности углерода, не учиты-
вает ряда явлений в реальных биметаллах. Для реше-
ния практических задач необходимо получение количе-
ственных соотношений для различных легирующих эле-
ментов.
74
Таблица 8
ЗНАЧЕНИЕ ПАРАМЕТРОВ ВЗАИМОДЕЙСТВИЯ и k ®
ДЛЯ РАЗЛИЧНЫХ МЕТАЛЛОВ
S О с По данным автора (при 1150сС) По литературным данным
Легирующий элемент eg я й> к о к с£ Я^ ф О) S о а» и г; пз k л 3NI 5Сг ИСТОЧ- НИК темпе• рату- ра» °C k л
Медь Алюминий Кремний Никель Хром Марганец Молибден Ванадий Вольфрам Титан Ниобий Цирконий <1,04 <0,54 <1,06 <3,10 <2,85 <1,00 <1,10 <0,80 <0,30 <0,62 <1,05 <0,07 +24,6 + 10,4 +10,2 +5,1 —12,6 —5,4 —24,5 —30,2 —44,2 —49,6 —78 —НО +0,0935 +0,967 +0,0879 +0,021 —0,0585 —0,237 —0,0617 —0,143 —0,0581 —0,249 —0,205 —0,291 4,46 4,60 4,18 1 1 0,407 1,055 2,45 0,99 4,27 3,47 4,98 196] [97] [98 [99 [100 [101 [97 [ЮГ [100 [101 [102 [97 [Ю0] [99 [98 [103 [104 [Ю5] 1000 1550 1000 1050 800 1000 1200 1050 950 1000 1050 1050 1000 1550 1000 950 1050 1000 >0 —1,5 >0 + 10,9 +5,5 +4,38 +4,22 +3,39 +1,8 —Г 3 —13,2 —12,9 —4,4 —4,15 <0 —25 <0 <0 —39 1 1
Нами выполнены экспериментальные исследования
влияния состава основного слоя на характер распреде-
ления углерода в переходной зоне биметаллов с плаки-
рующим слоем из типичных нержавеющих сталей двух
различных классов — 08X13 и 08Х18Н10Т. Основной
слой при одинаковом количестве углерода (0,18—
0,20%) содержал легирующие добавки: кремний, ни-
кель, хром, ванадий, ниобий, молибден, вольфрам, цир-
коний, марганец, медь. Состав исследованных сталей
приведен в табл. 9.
По методике, описанной в гл. I, изготовляли биме-
таллические образцы с радиоактивными изотопами уг-
лерода С14. После горячей прокатки в обоих слоях об-
разцов методом авторадиографии определяли содержа-
ние углерода.
78
chipmaker.ru
Рис. 35. Г
Раций углерода
СтЗ+08Х13 (С)
Влияние легирования стали основного слоя на соотношение концент-
в свг них соединениях биметаллов СтЗ+08Х18Н10Т (о) и
На рис. 35 приведены зависимости отношения кон-
центраций углерода в нержавеющей (Снс) и низколеги-
рованной сталях (Снлс) от характера легирования ста-
ли основного слоя различными элементами после отжи-
га при 1150°С.
Видно, что по степени изменения концентрации угле-
рода исследованные легирующие элементы для биметал-
ла сталь-|-08Х18Н10Т могут быть расположены в следу-
ющий ряд: цирконий, ванадий, вольфрам, молибден,
медь, хром. Для биметалла сталь + 08X13 этот ряд
имеет вид: цирконий, ванадий, молибден, вольфрам,
медь, марганец, хром. Никель и кремний повышают
градиент концентраций, причем кремний [1,05% (по
массе)] оказывает почти в два раза большее влияние,
чем никель [1,2% (по массе)].
Увеличение степени легирования в исследованном
интервале концентраций во всех случаях, кроме вана-
дия, приводит к плавному уменьшению скачка концент-
раций. В случае ванадия наблюдается заметное ослаб-
ление его действия при изменении содержания от 0,17
до 0,80% (по массе). Согласно диаграмме состояния,
содержание 0,8% V при 1150°С соответствует двухфаз-
76
Таблица 9
СОСТАВ ОПЫТНЫХ СТАЛЕЙ ОСНОВНОГО СЛОЯ БИМЕТАЛЛОВ
Условная марка Содержание элементов, % (по массе)
углерод легирующие раскислители постоянные примеси
Мп । Si Р S
18X1 0,20 Сг0,89 0,53 0,19 0,003 0,0018
18X3 0,20 Сг2,85 0,50 0,19 0,001 0,016
18Ф 0,20 V0.17 0,57 0,16 0,003 0,016
18Ф1 0,20 V 0,80 0,53 0,13 0,003 0,019
18М1 0,20 Мо1,1 0,55 0,21 0,004 0,014
18В 0,19 W0.3 0,58 0,23 0,004 0,012
18Ц 0,18 Zr0,07 0,52 0,20 0,003 0,016
18С1 0,16 Si 1,06 0,52 — 0,004 0,02
18Н1 0,18 Ni 1,18 0,50 0,24 0,004 0,011
18НЗ 0,19 Ni 3,1 0,57 0,22 0,003 0,012
18Д 0,20 Си 0,31 0,57 0,19 0,004 0,013
18Д1 0,16 Си 1,04 0,51 0,24 0,004 0,015
СтЗ 0,20 — 0,51 0,25 0,002 0,012
08Х18Н10Т 0,07 Сг 17,8 Ni 9,9 1,66 0,26 — 0,014
08X13 0,08 Ст 11,9 0,45 0,26 — 0,015
ной области а+у. Ванадий обогащает a-твердый рас-
твор и соответственно у-твердый раствор обедняется им.
В соответствии с уравнением (6) в зоне соединения
активность углерода в низколегированной стали (ан л-с)
равна активности углерода в нержавеющей стали (снс)
или, учитывая (2) и (3),
/с fc fc1 fc NHcn c = fc fc fc° fc fcr fc Ncc- (7)
В обоих частях уравнения (7) присутствуют коэффи-
циенты f^n и , которые при равенстве концентра-
ций кремния и марганца в соединяемых сталях можно
опустить. При разной концентрации кремния и марган-
ца их влияние можно рассчитать по имеющимся в лите-
ратуре коэффициентам.
Коэффициенты активности углерода / £, определяе-
мые его содержанием, можно не учитывать, так как они
в зоне сварного соединения нелегированных сплавов же-
лезо— углерод с разным содержанием последнего вы-
равниваются вследствие выравнивания концентрации
по углероду. В результате получаем fc^Vtli,IC==
= fcr fc fc Лс’ >
77
chipmaker.ru
откуда
<7<л с = fc/[crfc fc- (8)
Отношение атомных долей N^-c /N£n-C в зоне соеди-
нения мало отличается от отношения концентраций по
массе Снс/Сн л с=/? и равно отношению коэффициентов
активности слоев /"л с//с'с > определяемых легировани-
ем аустенита.
Изменение содержания углерода в зоне соединения
исследуемых сталей по сравнению с содержанием угле-
рода в эталонной паре вносит определенную погреш-
ность, приводящую к завышению степени влияния леги-
рующих элементов на активность углерода. Расчеты по-
казали, что наибольшая ошибка составляет — 4%- а
наиболее вероятная ±2%. Этими ошибками можно пре-
небречь.
Таким образом, приведенное на рис. 35 отношение
Сн-с/Сн л-с для зоны соединения является относительным
коэффициентом активности Д
Из уравнения (8) можно получить то оптимальное
соотношение коэффициентов активности, при котором
перераспределения углерода в зоне соединения не будет
происходить. Для этого возьмем отношение предельных
марочных концентраций углерода в реальных биметал-
лах. Для биметаллов СтЗ+08Х13 и СтЗ+08Х18Н10Т
это отношение находится в пределах от 0,40 до 0,6. Если
путем подбора легирования составляющих биметаллов
удастся достигнуть равенства активностей углерода, то
можно получить биметалл, в зоне соединения которого
не происходит перераспределения углерода. Такую пару
условно назовем «скомпенсированным биметаллом».
Эксперименты показали, что для исследуемых сталей
не удается достигнуть равенства активностей, а следова-
тельно, предотвратить миграцию углерода в нержавею-
щую сталь (рис. 35).
Для прогнозирования степени перераспределения уг-
лерода целесообразно сопоставление активностей ком-
понентов биметалла.
В работе [63] приведены данные о влиянии некото-
рых легирующих элементов на активность углерода в
реальных сталях. В процессе дальнейших исследований
эти данные были уточнены и дополнены путем расшире-
ния числа элементов. В табл. 10 приведены уточненные
78
экспериментальные значения параметров взаимодейст-
вия kn и k*.
Значение А® рассчитывали по формуле:
А£ = АЛ/4,14А,
где А —атомная масса элемента.
Значения эквивалентов никеля и хрома Эк1(Сг) рас-
считывали по формуле
^Ni (Сг) = (Сг)’
где AS— параметр взаимодействия элемента; ABNi(Cr) —
параметр взаимодействия никеля (хрома).
Для сравнения в табл. 8, по литературным данным,
приведены значения Ал для тройных систем Fe—Me—С.
Для кремния, никеля, хрома, марганца, ванадия и тита-
Таблица 10
ЗНАЧЕНИЯ ПАРАМЕТРОВ ВЗАИМОДЕЙСТВИЯ ЛЕГИРУЮЩИХ
ЭЛЕМЕНТОВ k „И k ®
Л л
Пери- од Группа IV Группа V Группа VI
эле- мент *s k л эле- мент k л эле- мент k л
Ti —0,25 —49,6
Zr —0,29—110
Hf - —
V —0,14—30,2
№ —0,2 —78
Та — —
Сг
Мо
W
—0,059—12,6
—0,062 —24,5
—0,058 —44,2
* Параметр k л дан для расчета концентрации
в процентах по массе, а
параметр k л —для расчета в граммах на моль.
на значения этого параметра в случае сталей близки к
значениям для чистых сплавов.
О влиянии алюминия имеются противоречивые дан-
ные. Согласно [97], алюминий несколько уменьшает ак-
тивность углерода в аустените. В работе [98] показано,
что в расплаве алюминий увеличивает активность угле-
рода. Из результатов исследований следует, что алю-
миний повышает активность углерода в аустените на-
равне с кремнием. Наиболее сильно активность углеро-
да повышает медь, наименее сильно — никель. Все кар-
бидообразующие элементы оказывают на активность уг-
лерода действие, обратное действию меди, алюминия,
кремния и никеля, т. е. понижают ее. По степени возра-
79
chipmaker.ru
Перцов Группа элементов
IV V V! VII VIII
4 4/7 О -40 —0
22 Ti ~~23 50,95 •"‘4л 52,01 •—гГ25 МП 54,93 26 Fe 55,85 27 Co 58,94 26 Ni 58,69
32 Ge 72,60 33 AS 74, St J4 Se 78,96 35 ВГ 79,916
5 -20 Кл -60 -100 60 -Zr 41 61 Nb У 92,91 / MO 95,95 43 ТС [99J 44 Ru 101,7 45 Rh 102,91 46 Pd 106,7
50 Sn 118,70 51 Sb 121,76 52 Те 127,61 53 I 126,92
Рис. 36. Изменение коэффициента в зависимости от расположения в пе-
риодической системе элементов. Д. И. Менделеева
стания указанного влияния из расчета на мольную до-
лю и в порядке возрастающей стойкости’ карбидов, об-
разуемых в стали, эти элементы располагаются в следу-
ющие ряды: по влиянию на активность углерода Мп, Сг,
Mo, V, W, Ti, Nb, Zr; по стойкости карбидов в стали Сг,
W, Mo, V, Ti, Nb, Zr [106, с. 259] и Мп, Сг, Mo, W, Nb,
Zr, Ti [107, с. 87].
Как видно, ряды в значительной степени совпадают.
На рис. 36 приведена зависимость параметра взаи-
модействия от положения элемента в периодической си-
стеме. Она согласуется с данными работы [80, с. 207].
Для практики легирования более важна другая за-
висимость. В табл. 10 приведены значения параметров
взаимодействия кл для титана, циркония, ванадия, нио-
бия, хрома, молибдена, вольфрама. Коэффициенты k„
для титана и циркония, находящихся в IV группе пе-
риодической системы элементов, но в разных (4-м и
5-м) периодах, отличаются на 16%, в то время как kZr в
2,2 раза больше &ti. Между ky и feBNb (V группа, 4-й и
5-й периоды) различия несколько больше, но feBcr, Аимо
80
и /ebw (VI группа, 4-, 5- и 6-й периоды) практически
равны. Из табл. 10 следует, что с точки зрения влияния
на термодинамические константы углерода легирование
хромом равносильно легированию равным количеством
молибдена и вольфрама. Добавка титана на 16% менее
эффективна, чем циркония. Только ниобий в 1,4 раза
эффективнее ванадия. Вольфрам, молибден, ниобий и
цирконий являются дефицитными элементами и поэтому
использовать их для легирования сталей основного слоя
биметаллов следует только в тех случаях, когда приме-
нение хрома, ванадия и титана не может обеспечить
требуемые свойства.
По полученным экспериментальным данным (пара-
метры взаимодействия Лвл и эквиваленты никеля и хро-
ма) нами построены номограммы для определения коэф-
фициентов термодинамической активности углерода fc в
сталях различного состава при 1150°С (рис. 37,а). Номо-
граммы построены из условия соблюдения во всей об-
ласти у-раствора зависимостей (3) и (5),
Эквивалент хрома, 7. (по массе)
Рис. 37. Номограммы для определения коэффициентов термодинамической
активности углерода в сталях для никеля н хрома в интервалах от 0 до
100% Ni и от 0 до 70% Сг (с), от 0 до 16% Ni и от 0 до 13% Сг (б) Экви-
валент никеля =% Ni + ЛХ% С+4,6Х% Al + 4,5Х% Cu+4,2X°/O Si. эквива-
лент хрома = % Сг + % Мо + % W + 5 X % Zr + 4,3 X % Ti + 3,5 X % Nb+
+2,5 X % V + 0,4 X % Ми; А — коэффициент при концентрации углерода
равный 5 при 0,5% С; 5,35 — при 0,5—1,0% С; 5,8 —при 1,0—1,5% С; 6,3 — при
1,5—2.0% С; / — коэффициент термодинамической аю иностн углерода
81
chipmaker.ru
Для никеля соотношение (5), согласно работе [108],
выполняется только при содержании его до 62%, что
отражено на номограмме (рис. 37,а), предназначенной
для определения коэффициентов активности углерода в
высоколегированных коррозионностойких сплавах. Но-
мограмма, представленная на рис. 37,6, более удобна
применительно к низколегированным сталям.
При пользовании номограммами следует учитывать,
что зависимости (3) и (5), на основании которых они
построены, справедливы только для гомогенных у-рас-
творов. Поэтому при больших количествах легирующих
элементов и углерода следует руководствоваться и диа-
граммами состояния. В случае низколегированных ста-
лей возможны ошибки в связи с различной точностью
определения значений параметров взаимодействия.
Для определения с помощью номограмм коэффици-
ентов активности углерода предварительно следует по
содержанию элементов в стали рассчитать эквиваленты
никеля и хрома (рис. 37).
После определения эквивалентов никеля и хрома
следует, как показано пунктирными линиями на
рис. 37,а, найти на номограмме точку пересечения пер-
пендикуляров, восстановленных с рассчитанных эквива-
лентных содержаний никеля и хрома, и на наклонной
шкале найти величину коэффициента термодинамиче-
ской активности углерода fc в данной стали при 1150°С.
Умножив найденное значение fc на концентрацию угле-
рода в стали (в мольных долях), получим величину тер-
модинамической активности углерода.
Сравнивая значения
активностей сталей основ-
ного и плакирующего сло-
ев, можно подбирать па-
ры, наиболее полно удов-
летворяющие условию
термодинамической сов-
местимости по углероду.
Рис. 38. Активность углерода в
сталях. легированных никелем,
кремнием и хромом в количестве
1—3% (/), цирконием, ванадием
молибденом, вольфрамом, хромом
в количестве 0,1—3% (2), а также
в нержавеющих хромистых и хро-
моникелевых сталях (3) н в спла-
ве Fe—С (4)
О 0,05 0,10 0,15 0,20 0,25
С,7.(по массе)
82
На рис. 38 приведены активности углерода сталей,
которые могут быть использованы в качестве плакирую-
щих и основных слоев. Наиболее распространенная в
качестве основного слоя сталь СтЗ с 0,20% С не удовлет-
воряет условию термодинамической совместимости. Ак-
тивность углерода в ней в среднем в 20 раз превышает
активность углерода в коррозионностойких сталях. Кар-
бидообразующие элементы в количестве 0 08—3% не
более чем в два раза понижают активность углерода в
СтЗ, тогда как для выравнивания активностей углерода
в основном и плакирующем слоях необходимо изменить
активность примерно в 10 раз (рис. 38).
Из применяемых в настоящее время наиболее подхо-
дящими для основного слоя являются стали 10ХСНД и
12МХ. Из низколегированных сталей, имеющих низкую
активность углерода, представляют интерес 14Х2ГМР и
12X1 МФ. Эти стали хорошо подходят для сплава
ХН78Т, активность углерода в котором при содержании
его более 0,08% превышает активность углерода
в этих сталях. Благодаря этому при 1150°С диф-
фузия углерода происходит из плакирующего слоя в ос-
Таблица 11
РАСЧЕТ ПРЕДЕЛЬНОГО ЛЕГИРОВАНИЯ СТАЛЕЙ ОСНОВНОГО СЛОЯ
ДЛЯ ВЫРАВНИВАНИЯ АКТИВНОСТИ УГЛЕРОДА В БИМЕТАЛЛЕ
СтЗ | (SX18III0T*1
Легирующий элемент , -Н.Л.С. hi fc if fc n л k N -100% л Лп,о/О (по* *массе) max J1 п
N л
Zr —710 0,00258 0,258 0,42 1,0
V —48,5 0,0377 3,77 3,43 1,2
Си —47,5 0,0385 3,85 4,35 8
Сг —17,8 0,106 10,6 9,9 12
Мп —4,15*2 0,43 43 42,5 75
Ti —39*3 0,0457 4,57 3,95 1
*! Условные обозначения; k — коэффициент эффективности легирования;
N —концентрация летрхющего элемента в атомных долях; N «100% —
л л
концентрация легирующего элемента в атомных процентах; — концентра-
тах
ция легирующего элемента в процентах по массе; Лд предельная кон-
центрация легирующего элемента с учетом соответствующей диаграммы со-
стояния % (по массе).
*2 По данным [99].
*3 По данным [105].
83
chipmaker.ru
новной металл или в крайнем случае отсутствует одно-
сторонне направленный поток атомов углерода, т. е.
получается скомпенсированный биметалл.
Параметр взаимодействия k.4 может быть назван ко-
эффициентом эффективности данного легирующего эле-
мента. Элементы, снижающие активность, располагают-
ся в следующий ряд: Zr, Nt>, Ti, W, V, Mo, Cr, Mn, a
элементы, повышающие активность — в ряд Си, Al Si,
М.
Воспользовавшись полученными коэффициентами
эффективности, можно производить расчеты необходи-
мого количества легирующих элементов для получения
скомпенсированного биметалла с плакирующим слоем
стали 08Х18Н10Т путем легирования стали основного
слоя.
В табл. 11 приведены результаты соответствующих
расчетов. Обычно в низколегированных сталях применя-
ется комплексное легирование несколькими элементами,
поскольку оно обеспечивает лучшее сочетание различ-
ных механических характеристик. Для случая комплекс-
ного легирования основного слоя биметалла с плакиру-
ющим слоем из нержавеющих сталей нами предлагает-
ся использовать следующую формулу:
^Zr UV ^Сг
или иначе через коэффициент эффективности можно за-
писать:
^zr——— Nzt ky---------Nv ~р
^Zr
+ TVcr + ki Ni = ln$-c ,
DCr Di
Chlpmaker.ru
где Azr, v,.... i — коэффициент эффективности легирующе-
го элемента; Д/г, v.i — предельная концентрация леги-
рующего элемента, % (по массе), обеспечивающая сба-
лансированность активностей; dzr, v..i — фактическая
концентрация вводимого элемента, % (по массе); при
84
этом dzr+rfv+.. .+di=\QO°/o; Nzt, v,.... i — предельная
концентрация элемента в атомных долях, обеспечиваю-
щая сбалансированность активностей; fHCc— коэффи-
циент активности углерода в нержавеющей стали при
содержании углерода и легирующих элементов согласно
ГОСТу.
Возможность использования найденных предельных
концентраций определяется соответствующими диаграм-
мами состояния Fe—Me и Fe—Me—С.
Рассмотренные в настоящем разделе исследования
позволяют сделать следующие выводы:
1. При выборе системы легирования основного слоя
необходимо обеспечить минимальную разность термоди-
намической активности углерода в слоях биметалла и
сохранить исходные механические и технологические
свойства (свариваемость, совместимость по термической
обработке и т. д.).
2. Степень легирования основного слоя, обеспечива-
ющая заданное снижение активности, может быть вы-
числена по найденным коэффициентам эффективности
ряда легирующих элементов с помощью предложенной
формулы.
3. Наиболее рационально легирование стали основ-
ного слоя цирконием, титаном, ниобием и ванадием,
сильно снижающими активность углерода даже при
сравнительно небольших содержаниях в углеродистой
стали (0,1—0,2% по массе). Наличие в стали основного
слоя меди, никеля, алюминия и кремния нежелательно,
так как эти элементы, повышая активность углерода,
приводят к науглероживанию плакирующего слоя и
сильному обезуглероживанию приграничной области ос-
новного слоя.
4. Содержание углерода в сталях основного слоя це-
лесообразно снижать, так как в его присутствии созда-
ется возможность науглероживания и, кроме того, ак-
тивность углерода значительно повышается с увеличе-
нием его концентрации.
5. Для всех широко применяемых в настоящее время
нержавеющих биметаллов характерна существенная
разность термодинамических активностей углерода в ос-
новном и плакирующем слоях, что в отсутствие барьер-
ных прослоек должно приводить к миграции углерода в
нержавеющую сталь.
86
naker.ru
6. Плакирующие слои биметаллов рационально из-
готовлять из коррозионностойких сталей, имеющих по-
вышенное содержание никеля и, если позволяют усло-
вия службы, легировать их дополнительно медью, крем-
нием и алюминием.
Выбор состава промежуточных слоев
для коррозионностойких биметаллов
Выше отмечалось, что диффузионная подвижность угле-
рода даже при температурах 425 и 550°С в феррите и
аустените достаточно велика, что в условиях длительной
изотермической выдержки приводит к изменению содер-
жания углерода в слоях биметалла: глубокому обезуг-
лероживанию углеродистой стали и значительному на-
углероживанию нержавеющей. Следствием диффузион-
ного перераспределения углерода являются изменения
структуры и свойств сварного соединения и биметалла
в целом.
Одним из способов предотвращения или замедления
диффузионного насыщения углеродом нержавеющих
сталей является введение в зону соединения сталей ме-
таллических прослоек препятствующих направленному
перемещению атомов углерода. Такие промежуточные
прослойки должны:
а) эффективно задерживать миграцию углерода в
нержавеющую сталь при повышенных температурах;
б) иметь высокую пластичность и давать качествен-
ное соединение с обеими сталями биметалла;
в) не охрупчиваться при насыщении соединяемых
сталей углеродом или другими элементами, входящими
в их состав;
г) не снижать механические свойства биметалла;
д) не оказывать отрицательного влияния на после-
дующие процессы сварки при изготовлении из биметал-
ла изделий и конструкций;
е) малоинтенсивно окисляться и по возможности
предотвращать окисление плакирующего слоя биметал-
ла при нагреве до температур прокатки биметалла.
В общем случае для замедления процесса перерас-
пределения углерода в биметалле прослойки должны
иметь такие коэффициенты активности углерода, кото-
рые уменьшают градиент химических потенциалов (или
активностей) углерода между слоями,
86
1200 1000 800 700 000550500 Ь25 t°C
Рис. 39. Температурная и
внсимость коэффициен го в
активности углерода в со-
ставляющих биметаллов
08Х18Н10Т, 08X13, в железе,
никеле, а также никеле +
+ 30% Си, меди с нанесен-
ными областями поиска
прослоек различных гн поп
(температура в градусах
Кельвина) [80, 109, ПО] /,
II, III — области поиска
прослоек соответствующих
типов
Кинетические факторы такие, как пониженная диф-
фузионная подвижность углерода в твердом растворе
сплава прослойки или образование карбидов в нем, так-
же могут замедлить перераспределение углерода. По-
этому в данной работе при подборе сплавов для про-
слоек учитывались коэффициенты активности и диффу-
зии углерода и их соотношение в слоях биметалла.
Исходя из этого, все рассматриваемые прослойки
были разделены на группы по уровням коэффициентов
активности углерода в них (рис. 39). К первой группе
прослоек были отнесены те, у которых коэффициент ак-
тивности углерода /3 максимальный, т. е. ко
второй группе — те, у которых он минимальный, т. е.
к третьей группе — те, у которых он практи-
чески равен коэффициенту активности в основном слое
(и, fz— коэффициенты активности углерода в основном
и плакирующем слоях соответственно).
Для определения эффективности действия различных
прослоек в лабораторных условиях были изготовлены
биметаллы с прослойками из фольг металлов и сплавов.
Первоначальная толщина прослоек составляла 0,16 мм,
а после прокатки 0,04—0,05 мм (табл. 12). В качестве
основного слоя биметалла были взяты углеродистые
стали СтЗ (0,20% С) и Ст5 (0,34% С), а в качестве пла-
кирующего— типичные нержавеющие стали 08X13 и
08Х18Н10 (в отдельных случаях 08Х18Н10Т).
После изготовления биметаллов методом пакетной
прокатки все образцы были подвергнуты термической
обработке, принятой для данного биметалла в промыш-
ленности (для биметалла СтЗ + 08Х18Н10 — нормали-
зация с 980°С, выдержка 15 мин; для биметалла СтЗ +
+ 08X13 — нормализация с 980°С и отпуск при 650°С в
течение 1 ч).
87
chipmaker.ru
Таблица 12
ХИМИЧЕСКИЙ СОСТАВ ПРОМЕЖУТОЧНЫХ ПРОСЛОЕК И КОМПОНЕНТОВ
Содержание элементов,
Компоненты с Si Мп Сг S р
Стали плакирующих слоев
08Х18Н10Т 0,09 0,78 1,48 17,61 0,009 0,001
08Х18Н10 0,04 0,80 1,54 18,35 0,010 —
08X13 0,05 0,44 0,44 11,76 0,015 —
СтЗ 0,20 0,18 0,47 — 0,002 •—
Ст5 0,34 0,04 0,40 — 0,050 0,048
Сплавы для прослоек
Группа I
Ni 0,03 0,09 — —. — —
Со 0,03 0,04 0,04 —. — 0,005
Си — — Bi0,0005 .—. —. Pb0,0014
Ni—Си Ni—Си 0,026 — 1,5 — —
Ni—Сг 0,009 — -—. 3,55 — —
Ni—V 0,012 — — — — —
Ni—iNb 0,013 —— — — — —-
Ni—INb 0,013 -—- •— — — —
Ni—W 0,011 -—- — — — —
Ni—W 0,011 — — .— 1 —. —
Ni—Zr 0,010 — — —. — .—.
Ni—Ti 0‘013 — — — — —
Группа II
Fe > 0,05 0,75 0,53 26,0 0,006 0,022
Ni—Cr 0,009 — — 19,50 — —
Группа I II
Fe—Si 0,038 3,10 0,10 .—. 0,006 0,010 1
Fe—V 0,065 0,16 0,30 — —
Fe—W 0,052 0,16 0,27 — —
На основе ранее полученных данных об эффективно-
сти барьерного действия прослоек из никеля в биметал-
лах [65], а также данных о структуре и свойствах би-
металлов СтЗ+монель [54] в качестве прослоек I
группы были выбраны и исследованы никельмедные
сплавы с содержанием меди от 0 до 100%. Исследовали
также сплав кобальта с 10% железа и бинарные спла-
вы на никелевой основе с небольшими добавками кар-
88
БИМЕТАЛЛОВ
% (по массе)
Ni Fe другие
10,0 Ост. Ti0,68
10,35 » —
— » —
Ост. 0,25
-— Ост. Со 90,5
— 0,10 Ост. Си
70,8 2,30 Си 2,75
Ост. — Си 47,70
» 0,09 —
» 1,11 V 3,73
» 0,68 Nb 5,20
» 0,13 Nb 1,96
» 0,40 W 1,0
» 0,63 W 10,85
» 0,50 Zr 0,08
» 0,50 Ti 2,83
0,20 Ост. Ti 0,15
Ост. — —
Ост.
—- » V 0,56
— » W 0,55
глубина науглероживания
бидообразующих элементов.
Наличие этих элементов в
количестве, не превышаю-
щем 4% (ат.), незначитель-
но изменяет активность уг-
лерода в никеле [111].
В качестве прослоек
II группы были исследованы
сплавы из железа с 25% Ст
и из никеля с 20% Ст.
Коэффициенты активности
углерода в этих сплавах
не определены, однако из-
вестна их способность эк-
страгировать углерод с об-
разованием карбидов хрома.
В качестве прослоек III
группы были исследованы
сплавы на основе железа с
небольшими добавками
кремния (3%), ванадия и
вольфрама (по 0,5%).
Эффективность действия
прослоек оценивали метал-
лографически по глубине
науглероженной зоны в пла-
кирующем слое. Эталоном
максимального проникнове-
ния углерода служил биме-
талл без прослоек.
Результаты оценки глу-
бины науглероживания пла-
кирующих слоев из сталей
08X13 и 08Х18Н10 приведе-
ны в табл. 13. Эксперименты
показали, что без прослоек
в обоих слоях составляет зна-
чительную величину: 260 мкм. При этом в стали 08X13
плотность карбидов этой зоны больше, чем в стали
08Х18Н10.
Сварные соединения сталей через прослойки имеют
следующие зоны:
1) обезуглероженная зона углеродистой стали основ-
ного слоя;
89
chipmaker.ru
2) зона соединения углеродистой стали с прослой-
кой;
3) прослойка;
4) зона соединения прослойки с нержавеющей
сталью плакирующего слоя;
5) науглероженная зона нержавеющей стали плаки-
рующего слоя.
Рассмотрим особенности структуры переходной зоны
биметаллов с различными прослойками.
Биметаллы СтЗ-\-08Х13 и СтЗ-\-08Х18Н10 с прослой-
ками III группы на основе железа с добавками крем-
ния, ванадия и вольфрама. В биметаллах с прослойкой
из кремнистой трансформаторной стали структура обе-
зуглероженной зоны (1) не отличается от структуры
аналогичной зоны в биметалле без прослойки.
Зона соединения углеродистой стали с прослойкой
представляет собой крупнозернистый феррит с цепочкой
карбидов в приграничной области прослойки (рис. 40,а).
Характерная особенность этой зоны — прорастание зе-
рен прослойки в глубь обезуглероженной зоны и обра-
зование общих зерен с градиентом концентраций крем-
ния в них (рис. 41,а). Структура прослойки представля-
ет собой чистый феррит (рис. 40,а, в).
Граница между прослойкой из трансформаторной
стали и плакирующими слоями выражена весьма четко
Таблица 13
ВЛИЯНИЕ МАТЕРИАЛА ПРОСЛОЕК НА ГЛУБИНУ ДИФФУЗИИ
УГЛЕРОДА В БИМЕТАЛЛАХ СтЗ+08Х13 И СТЗ+08Х18Н10 ПРИ ПРОКАТКЕ
И СТАНДАРТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Прослойка Глубина науглеро- жеииого слоя, мкм Прослойка Глубина науглерожен- кого слоя, мкм
08X13 08Х18Н10 08X13 08Х18Н10
Без про- 260 260 Fe+3%Si 190 250
СЛОЙКИ Со 240 80 Fe+O,5°/oV 250 190
Ni 240 90 Fe+0,5%W 260 250
Си Ni+50%Cu 5 20 5 15 Fe+25%Cr 0 0
Ni+30%Cu 125 120 Ni+20%Cr 210 60
90
Рис. 40. Микроструктура сварного соединения биметалла СтЗ+Ов’МвНЮТ
с прослойкой из трансформаторной стали:
а — Х750; прн репродуцировании Х1,5 (/ — обезуглероженная зона углероди-
стой стали; 2 — зона соединения углеродистой стали с прослойкой; 3 — про-
слойка; 4 — зона соединения прослойки с плакирующей сталью; 5 — наугле-
роженная зона плакирующего слоя); б—г — Х3500; при репродуцировании Х2
(6 — зона 4; в — зона 3; г — зона 2)
(рис. 40,а, б). В зоне соединения наблюдаются карбид-
ные выделения и светлая нетравящаяся область, анало
гичная такой области в биметалле без прослойки.
Введение прослойки из трансформаторной стали в
зону соединения биметалла практически не изменяет ни
91
chipmaker.ru
Рис. 41, Распределение элементов в биметаллах СтЗ (Ст5)+08Х18Н10Т
(а, в, г) н СтЗ+0Х13 (б) с различными прослойками
глубину проникновения углерода в плакирующие слои
(табл. 13), ни структуру науглероженной зоны плакиру-
ющего слоя.
Микроструктуры сварных соединений биметаллов с
прослойками из сплавов Fe-f-O,5% V и Fe+0,5% W ана-
логичны. Обезуглероженная зона стали СтЗ (рис. 42,а)
срастается с этими прослойками подобно прослойке из
трансформаторной стали (см. рис. 40,а). Прослойка
имеет структуру феррита с карбидами (рис. 42,а). Зона
соединения прослойки с плакирующим слоем состоит из
карбидных выделений. Эффективность барьерного дей-
92
93
chipmaker.ru
ствия этих прослоек очень мала, так как глубина про-
никновения углерода в плакирующий слой составляет
250—260 мкм.
Прослойки II группы из стали 15X25 и сплава никеля
с 20% Сг. Повышенное содержание хрома в прослойке
из стали 15X25 по сравнению с плакирующими слоями
обусловило насыщение ее углеродом из близлежащих
областей плакирующего и основного слоев (рис. 42,6).
Карбиды в прослойке расположены неоднородно: зона
прослойки, примыкающая к углеродистой стали, более
насыщена карбидами, чем остальная ее часть, в кото-
рой располагаются крупные, четко ограненные карбиды
Л4е2зСб. В биметаллах с ферритным плакирующим сло-
ем 08X13 общее количество карбидов в прослойке из
стали 15X25 больше и они заметно крупнее, чем в
случае плакирующего слоя из аустенитной стали
08Х18Н10. При использовании прослойки из стали
15X25 в сварных соединениях биметаллов всегда при-
сутствует обезуглероженная ферритная зона в основ-
ном слое из углеродистой стали, имеющая четкую гра-
ницу с прослойкой. Влияние этой прослойки на глубину
проникновения углерода не зависит от природы пла-
кирующего слоя. После стандартной термической обра-
ботки в плакирующей стали не наблюдается науг-
лероженного слоя (табл. 13), т. е. эффективность барь-
ерного действия прослойки максимальна.
Перераспределение углерода в процессе изготовле-
ния и стандартной термической обработки в биметалле
СтЗ-|-08Х18Н10 с прослойкой из никеля с 20% Сг при-
водит к образованию науглероженноп зоны с очень не-
большим количеством карбидов в плакирующем слое
(рис. 42,в). Ширина ее меньше, чем в случае никелевой
прослойки (табл. 13). Выделений в прослойке не обна-
ружено.
В случае биметалла СтЗ+(1++20%Сг) +08X13 уже
в процессе изготовления и стандартной термической об-
работки в прослойке происходит выделение карбидных
фаз (рис. 42,г). Зоны соединения прослойки с компо-
нентами биметалла представляют собой светлые, не-
травящиеся области, в центре которых располагаются
цепочки выделений (рис. 42,в). Для этих областей ха-
рактерен большой градиент концентраций по никелю
и железу (рис. 41,6, в). Вблизи выделений наблюдает-
ся пониженное содержание хрома.
94
Прослойки I группы из никеля, никельмедных спла-
вов, кобальта, никеля с небольшими добавками карбидо-
образующих элементов. Структура биметаллов из угле-
родистой и нержавеющих сталей с никелевой прослой-
кой подробно рассмотрена в гл. II. Было показано, что
никелевая прослойка значительно меняет состав и
структуру переходных зон этих биметаллов. Исследова-
ния позволили установить, что никелевая прослойка в
три раза уменьшает ширину науглероженной зоны в
стали 08Х18Н10 (табл. 13) и, не изменяя ширины,
уменьшает плотность выделений карбидов в науглеро-
женной зоне стали 08X13.
Строение переходной зоны биметалла с монелевой
прослойкой аналогично строению переходной зоны со-
ответствующих биметаллов с никелевой прослойкой, а
именно: нет чисто ферритных зон в стали СтЗ и в зоне
соединения этой стали с прослойкой образуется тонко-
дисперсный перлит. Диффузия углерода в нержавеющей
стали развивается главным образом по границам зерен
(рис. 42,д). Монелевая прослойка в два раза уменьша-
ет протяженность науглероженной зоны плакирующих
слоев (табл. 13). При содержании меди в прослойке от
30 до 50% резко возрастает эффективность ее воздей-
ствия на перераспределение углерода в обоих биме-
таллах [И2].
По данным металлографического и авторадиографи-
ческого анализов, медная прослойка практически пол-
ностью блокирует перераспределение углерода во всех
изученных биметаллах (рис. 42,ж). В зоне соединения
меди со сталями СтЗ и 08X13 обнаружена темная по-
лоска шириной 5 мкм, свидетельствующая о повышен-
ной концентрации углерода. Эта полоса соответствует
большому градиенту концентрации железа, меди. Диф-
фузии железа и хрома в медь не обнаружено (рис.
41,г).
Общая тенденция к снижению глубины науглеро-
живания плакирующего слоя с повышением концентра-
ции меди в никельмедной прослойке согласуется с дан-
ными о коэффициентах диффузии углерода в никель-
медных сплавах и о растворимости углерода в сплавах
этой системы [П2]. Медь в составе прослойки оказыва-
ет существенное влияние на глубину общего науглеро-
живания плакирующего слоя при содержаниях более
30%, когда растворимость углерода в никельмедных
95
chipmaker, ru
сплавах резко падает. Углерод обладает значительно
более низкой растворимостью в меди, чем в никеле, а
следовательно, более высокой активностью. Это опреде-
ляет высокие барьерные свойства медной прослойки.
Легирование никелевой прослойки хромом, ванади-
ем, вольфрамом, ниобием и цирконием в количествах,
не превышающих 4% (ат.) в биметалле с плакирую-
щим слоем из стали 08Х18Н10, практически не замедля-
ет перераспределения углерода. Некоторое уменьшение
науглероживания плакирующего слоя наблюдается
лишь в случае прослойки из никеля с 2% Nb или
10% W.
В микроструктуре биметаллов с прослойкой из спла-
ва Co-J-10% Fe имеются те же зоны, что и в биметал-
лах с никелевой прослойкой. Однако в этом случае
наблюдается множество линий скольжения в зернах
после исходной термической обработки. Эффективность
этой прослойки практически такая же, как и прослойки
из никеля.
Механические свойства биметаллов с прослойками.
Качество соединения слоев биметаллов с различными
прослойками определяли по сопротивлению срезу меж-
ду слоями и по ударной вязкости. Ударную вязкость
устанавливали на образцах 10X10X60 мм с круглым
надрезом вдоль линии соединения слоев, полученных
диффузионной сваркой составляющих биметалла (ЮХ
XI0X30 мм), между которыми прокладывали прослой-
ку в виде фольги (рис. 43).
Ударные испытания образцов с прослойками прове-
дены впервые, поэтому по абсолютным значениям ра-
боты разрушения трудно делать заключение о каче-
стве сварного соединения биметалла. В этом отношении
более показательны данные относительного изменения
ударной вязкости.
Результаты испытаний биметаллов СтЗ-|-08Х18Н10
и СтЗ-(-08Х13 с различными прослойками на срез при-
ведены в табл. 14. Эти данные показывают, что проч-
ность на срез зависит от структуры переходных слоев
и отражает тот факт, что сопротивление срезу даже
Рис. 43. Биметаллический обра-
12 5 зец для испытаний на ударную
f \ L____ вязкость, полученный диффузн-
7 онной сваркой в вакууме:
------------------------------------------4- J 1 — нержавеющая сталь; 2 —
---------------------Ikf'-прослойка; 3 — углеродистая
сталь
96
Таблица 14
МЕХАНИЧЕСКИЕ СВОЙСТВА БИМЕТАЛЛОВ СТ34-08Х13 И СтЗ+OSXlRHlO
С РАЗЛИЧНЫМИ ПРОСЛОЙКАМИ ПОСЛЕ СТАНДАРТНОЙ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Прослойка СтЗ 4-08X13 Ст34-08Х18Н10
О , ср кгс/мм1 а , н КГС’М/СМ2 G , ср кгс/мм2 а , и кгс -м/см2
Без прослойки 21,9 2,3 19,5 15,9
Fe-t-3%.Si 10,7 2,7 24,2 5,5
Fe4-0,5%V 26,4 2,5 21,5 8,1
Fe+0,5%W 14,8 3,5 24,7 6,7
Fe+25%Cr(15X25T) Ni 6,0 11,3 0,25 5,0* 26,1 15,7 0,5 30*
Ni+30%Cu 14,4 0,6 14,0 4,1
Ni+50%Cu 12,8 0,3 12,9 —
Cu 11,2 1,3* 14,6 —
Co 16,8 9,1* 12,8 —
Ni+20%Cr 20,0 — 19,7 —
Ni+3%Cr 14,4 — 17,1 •—
Ni+10%W 17,9 — 23,8 -—
Ni+l%W 12,9 —• 20,2 —
Ni+5%Nb 14,3 — 22,8 —
Ni+2%Nb 20,1 — 23,9 —
Ni+3%V 13,5 — 21,8 —
Ni+3%Ti Н.4 — 27,8 —
N i 4-0,08 % Zr 22,7 — 18,3 —•
* На образце без надреза.
при толщине прослойки 50 мкм зависит не только от
ее свойств. Более высокая прочность биметалла СтЗ+
+08X18Н10, вероятнее всего, связана с большим запа-
сом пластичности, а следовательно, и способностью к
упрочнению в процессе испытания. Это наглядно видно
на примере прослоек железа с 25% Сг и с 3% Si. Ма-
лопластичные прослойки, окруженные пластичным
обезуглероженным слоем СтЗ и сталью 08Х18Н10,
обеспечивают более высокий уровень свойств. Разница
в прочности соединений с мягкими прослойками (ни-
кель, кобальт, медь, сплавы никеля с медью) незначи-
тельна.
Сопротивление срезу обоих композиций биметалла
с прослойками из никеля, меди, кобальтового и никеле-
медных сплавов ниже, чем без прослоек (табл. 14).
Это связано с грубой гетероф азностью структур по
краям прослойки, низкой прочностью самих прослоек,
97
chipmaker.ru
Рис. 44. Поперечное сечение образцов биметалла СтЗ + (Fe + 3% Si) 4-
+ 08X18HI0T после испытания на ударный разрыв. Х400:
а — разрушение по зоне соединения СтЗ с прослойкой; б — торможение тре-
щины аустенитной сталью 08X18HI0
повышенным содержанием неметаллических включений
в переходной зоне.
Сопротивление срезу обоих биметаллов с никелемед-
ными прослойками после стандартных термических об-
работок ниже допустимого по ГОСТ 10885—75 предела,
который составляет 15 кге/мм2. Заметна тенденция к
снижению сопротивления срезу соединений с увеличе-
нием содержания меди в прослойке.
Влияние прослоек на железной основе с малыми до-
бавками легирующих элементов на сопротивление сре-
зу биметаллов зависит от вида плакирующего слоя. В
случае плакирующего слоя из аустенитной стали соп-
ротивление срезу превышает допустимый ГОСТом
уровень (за исключением прослойки из трансформатор-
ной стали с 3%Si).
Прослойка из стали 15Х25Т в биметалле СтЗ+
+08X13 уменьшает сопротивление срезу, что свя-
зано с образованием корбидов на границе сталь СтЗ —
прослойка, а в биметалле СтЗ+08Х18Н10 хвеличи-
вает его, по-видимому, благодаря упрочнению
прослойки дисперсными карбидными включениями.
Сопротивление срезу биметалла СтЗ+08Х18Н10 с
никелевыми прослойками, легированными добавками
карбидообразующчх элементов, после стандартных тер-
98
мических обработок выше уровня, регламентированно-
го ГОСТом и в некоторых случаях выше, чем биметал-
ла с чисто никелевой прослойкой, особенно биметалла
Ст34-08Х13.
Условная ударная вязкость биметаллов понижается
при использовании любой из рассмотренных прослоек.
Это связано с тем, что биметалл имеет не одну, а две
зоны соединения и увеличивается количество дефектов
в зоне сварки. Введение прослойки из стали 15Х25Т в
оба биметалла наиболее значительно снижает их удар-
ную вязкость.
Испытания биметалла СтЗ+08Х18Н10 с различными
прослойками (табл. 14) показали, что условная удар-
ная вязкость во всех случаях выше, чем в биметалле
СтЗ+08Х13. Трещины, распространяющиеся в сторону
стали СтЗ, могут тормозиться обезуглероженным слоем.
Подтверждение тому, что хрупкая прослойка, окружен-
ная мягкими слоями, не разрушается от одной маги-
Рис. « Изломы биметалла СтЗ + (Ре + 3% Si) + 0“V 8Н1('Т при ударном
разрушении вдоль прослойки. Х3500 (при репродуцировании Х2):
а — участок хрупкого скола; б — участок вязкого разрушения
I* Зак. 213
99
chipmaker.ru
стральной трещины, можно найти при изучении поверх-
ности излома и поперечных шлифов разрушенных об-
разцов. На рис. 44, а хорошо видно, что разрушение
биметалла СтЗ-|-Ре+3% Si-f-08X18H10 при испытании
на удар происходит в основном по границе раздела
СтЗ—Fe-f-3%Si. Торможение развития хрупкой трещи-
ны аустенитной сталью, которая не склонна к хрупко-
му разрушению, иллюстрируется рис. 44,6, на котором
видно, как трещина, свободно прошедшая через струк-
туру металла с о.ц.к. решеткой, была заторможена на
границе раздела металлом с г. ц. к. решеткой. При
электронномикроскопическом исследовании на поверх-
ности разрушения обнаружены участки с хрупким и с
вязким «чашечным» видом излома (рис. 45).
При использовании вязкой прослойки, например из
сплава Ni-f-30% Си, наблюдается в основном вязкое
разрушение. Чашечный характер излома виден на по-
перечных шлифах.
Общие принципы легирования прослоек. В биметал-
ле с прослойкой равковеское распределение устанавли-
вается при равенстве химических потенциалов углерода
в каждой составляющей, т. е. в основном, промежуточ-
ном и плакирующем слоях [113].
В общем случае для однофазных систем и без уче-
та размытия прослойки равновесное содержание угле-
рода в плакирующем слое биметалла, установившееся
в процессе перераспределения между слоями (Сг),
можно представить, исходя из закона сохранения ве-
щества и равенства термодинамической активности
углерода в слоях:
Р Со, xi + С-о2 *2 + Cq3 х3
2 x +
х2 “Г - *1 “Г г Х3
/1 /8
где С о,, Со2, Со3 — начальные концентрация углерода
в основном, плакирующем и промежуточном слоях; хь х2,
х3~ толщины соответствующих слоев; fu f2, f3— коэффи-
циенты активности углерода соответствующих слоев.
Состояние полного равновесия при наличии барьер-
ной прослойки достигается лишь через очень большой
промежуток времени. Поэтому процесс установления
полного равновесия при наличии прослоек условно мож-
но разделить на два этапа:
100
1) установление квазиравновесия между основным
слоем и прослойкой;
2) установление квазиравновесия между прослойкой
и плакирующим слоем.
На первом этапе независимо от типа прослойки
уменьшение концентрации углерода в основном слое не-
значительно, так как толщина прослойки несоизмеримо
мала по сравнению с толщиной основного слоя (рис.
46). На втором этапе перераспределение углерода обу-
словлено термодинамическими характеристиками угле-
рода в прослойке и содержанием его в ней по оконча-
нии первого этапа, а также толщиной прослойки. Сле-
довательно, принимаем, что основной слой во втором
этапе установления равновесия не участвует, а лишь
обеспечивает определенную концентрацию углерода в
прослойке. Тогда для I группы прослоек концентрация
углерода в плакирующем слое С2 при установлении
квазиравновесия прослойка — плакирующий слой незна-
чительно отличается от начальной Со2 • т. е. С2»Со2 •
Для II группы прослоек, если принять, что соотноше-
ние толщин основного слоя и прослойки равно 40, а
f[— 1 и f3— 0,05, то
С2 = Со, + СО14-~ = Со, + 0,5 СО1.
fs *2
В данном случае науглероживание плакирующего
слоя коррозионностойкого биметалла больше, чем в слу-
чае прослоек I группы.
Таким образом, барьерное действие прослойки с
максимальным коэффициентом активности углерода
состоит в том, что равновесные концентрации углерода
на границе основной слой — прослойка: обеспечиваются
весьма небольшим его перераспределением. Именно
этот процесс задерживает миграцию углерода из основ-
ного слоя в плакирующий.
Барьерная роль прослоек с минимальным коэффи-
циентом активности углерода определяется в основном
кинетическими факторами, так как установление ква-
зиравновесия основной слой — прослойка обычно замед-
ленно из-за образования карбидов в прослойке. До-
полнительным фактором, замедляющим диффузию уг-
лерода в плакирующий слой, является разность между
коэффициентами активности углерода в прослойке и в
плакирующем слое.
101
Прослойки Ш группы, у которых коэффициенты ак
тивности углерода практически такие же, как и у основ
ного слоя, не оказывают влияния на перераспределени!
углерода в переходной зоне биметалла.
ф, со2 cico, с'г с'з Концентрация
Рис. 46. Распределение активности и концентрации углерода в сварных сое-
динениях биметаллов с различными соотношениями коэффициентов активно-
стей углерода в сталях и в материале прослойки:
1 — основной слой; 2 — плакирующий слой; 3 — прослойка
102
Данные рассуждения приведены в предположении,
что основной и плакирующий слой, а также прослойка
представляют собой твердые растворы.
Следовательно, прослойки I группы с максимальным
коэффициентом активности углерода и прослойки II
группы с минимальным коэффициентом активности уг-
лерода эффективно замедляют его перераспределение
из основного слоя в плакирующий.
Недостатком рассмотренных прослоек I группы яв-
ляется то, что ни медная прослойка, ни прослойка из
никеля с 50% Си не могут обеспечить удовлетвори-
тельных технологических и механических свойств биме-
таллов (в частности, сопротивление срезу).
Действие прослойки II группы из стали 15Х25Т ог-
раничено во времени из-за резкого падения прочности
соединения слоев, связанного с карбидообразованием в
зоне соединения при длительной эксплуатации биметал-
ла. Помимо того, сама прослойка не обладает необхо-
димыми технологическими свойствами.
Исследования влияния прослоек на характер разви-
тия диффузионных процессов в зоне соединения и на
ее свойства недостаточны для рекомендаций их в про-
изводство биметаллов. Необходимо также учесть еще
ряд свойств, материалов прослоек, которые могут оказать
существенное влияние на эксплуатационные и техноло-
гические характеристики биметаллов. К этим свойствам
относятся температура плавления, склонность к окис-
лению при температурах горячей сварки прокаткой,
характер взаимодействия с обоими компонентами би-
металлов и др.
В табл. 15 приведены основные технологические
свойства изученных прослоек. Эти данные показывают,
что оптимальными являются прослойки I группы, а
именно прослойки из никеля и сплава монель, примене-
ние которых не требует снижения температуры горя-
чей сварки прокаткой биметаллов СтЗ-ф (08X13,
Э8Х18Н10Т, 06ХН28МДТ).
Прослойки из сплава системы Ni — Си целесообраз-
но дополнительно легировать упрочняющими элемен-
тами.
Сплав 50% Cu+50% Ni может быть рекомендован
в качестве прослойки для биметаллов СтЗ-фО8Х17Т и
СтЗ-}-15Х25Т, горячую сварку прокаткой которых вы-
полняют при более низких температурах, чем сварку
103
g Таблица 15
a
СОПОСТАВЛЕНИЕ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ РАЗЛИЧНЫХ ПРОСЛОЕК
остав прослойки пр гг.пр Окисляе- мость*2 Сваривае- мость компо- нентов*3 Охрупчи- вание прослоек*1 Барьерные свойства*5 про- слоек при плакирующих слоях*6 Влияние на свойства шва*7
н.с •* *г.пр 08X13 08Х18Н10
Группа 1
Ni 0,95 Низкая Хорошая Нет Средние Средние (Положитель-
Средние Средние ное
Со 0,95 Понижен- » » Низкие Высокие Отсутствует
ная Средние Средние
Си 0,75 Высокая Удовлетво- » Высокие Высокие Отрицательное
рительная Высокие Высокие
Ni-r50%Cu 0,85 Низкая Хорошая в То же То же »
Ni-r30%Cu 0,90 » в Средние Средние л
Высокие Высокие
Ni+1-10% (Сг, V, W, 0,95 Пониженная » Высокие Высокие Положительное
Nb. Ti) Средние Высокие
Продолжение табл. 15
Состав прослойки ,пр Гг.пр Окисляемость*2 Свариваемость компонентов*3 Охрупчи- вание прослоек*4 Барьерные свойства*5 про- слоек при .плакирующих слоях*6 Влияние на свой ства шва*7
.Н.с *! гг.пр 08X13 08Х18Н10
Группа II
Fe-f-25%Cr 1,0 Высокая Хорошая Есть Высокие Средние Высокие Высокие Отсутствует
Ni+20%Cr 0,95 Понижен- ная » Г РУ> Неболь- шое гпа III То же То же Положитель ное
Fe+3%Si 1,0 Высокая Удовлетво- рительная Есть Низкие Средние Средние Средние Отрицатель- ное
Fe+0,5%V 1,0 Хорошая Нет То же Низкие Средние Положитель- ное
Fe+0,5%W 1,0 » » Низкие Высокие То же >
*' 'гРпр— температура горячей прокатки прослойки; tnnp“ т° же’ нержавеющей стали. •’ При температурах горячей прокат-
ки. « Биметаллов СтЗ+08Х13 и СтЗ+08Х18Н!0 (по <тср). *4 После термического воздействия. •« Относительно углерода. »’ В чис-
м лителе — при изготовлении, в знаменателе — прн эксплуатации. *7 Меха инческие и коррозионные свойства шва, полученного
© сваркой плавлением.___________________________________________________________________________________________________________________
chipmaker, ru
остальных биметаллов. Медная прослойка при весьма
благоприятном сочетании эксплуатационных качеств
имеет неблагоприятные технологические свойства (низ-
кая температура горячей сварки прокаткой, склонность
к окислению, отрицательное влияние на последующую
сварку плавлением) и поэтому может быть рекомендо-
вана лишь для специальных методов получения биме-
таллов (диффузионная сварка в вакууме, взрыв и т. д).
Прослойки II группы из сплавов систем Fe — Сг и
Ni — Сг могут быть использованы для биметаллов, эк-
сплуатируемых при сравнительно низких температурах
и малых временах выдержки, т. е. при малых скоростях
образования карбидов в зоне соединения. Более предпо-
чтительна прослойка на никелевой основе, так как она
обладает более высокими технологическими свойствами
и не образует в основном слое зоны с ферритной струк-
турой. Для биметалла СтЗ+08Х13 данная прослойка
оказывается единственной, удовлетворяющей требуе-
мым барьерным, технологическим и механическим
свойствам.
Использование прослоек III группы нецелесообраз-
но, так как они не обладают необходимыми барьерны-
ми свойствами.
Обобщая полученные данные о влиянии различных
прослоек на перераспределение углерода в биметаллах,
можно сформулировать принципы подбора наиболее
эффективных из них следующим образом’. Состав про-
слойки должен быть таким, чтобы коэффициент актив-
ности углерода в прослойке был или намного больше,
чем в основном слое (в этом случае углерод в прослой-
ку мигрировать не будет), или намного меньше, чем в
плакирующем слое (в этом случае не будет миграции
углерода из прослойки в плакирующий слой).
В обоих случаях желательно иметь наименьший эф-
фективный коэффициент диффузии углерода в про-
слойке.
Выбор состава сталей
плакирующего слоя
Выше было показано, что применение рациональной
системы легирования стали основного слоя и промежу-
точных барьерных слоев оптимального состава не во
всех случаях позволяет полностью предотвратить миг-
106
рацию углерода в нержавеющую сталь плакирующего
слоя. Для замедления перераспределения углерода
между слоями биметалла следует по возможности под-
бирать такой плакирующий слой, который имеет мини-
мальные коэффициенты термодинамической активности
и диффузии углерода.
Таблица 16
АКТИВНОСТЬ УГЛЕРОДА И ОТНОСИТЕЛЬНЫЙ КОЭФФИЦИЕНТ
АКТИВНОСТИ В СЛОЯХ КОРРОЗИОННОСТОЙКИХ БИМЕТАЛЛОВ
ПРИ 1000°С (ОТНОСИТЕЛЬНО ГРАФИТА)
Марки стали ГОСТ “с /ё
Плакирующий слой
08X13 5632 - 72 0,010 0,283
08X181II ОТ 5632—72 0,00578 0,163
10Х17Н13М2Т 5632—72 0,00634 0,1785
08Х14Г14НЗТ 5632—72 0,00409 0,1154
Никель НП-2 492—73 0,4704 -—
ХН78Т 5632—72 0,4526 1,600
Основной слой
10 1050—74 0,04067 1,0
СтЗ 380- 71 0,0880 1,0
09Г2 5058—65 0,04026 0,99
10Г2ФР ТУ-14-67 0,04034 0,992
12МХ 10500—63 0,1048 0,929
12Х1МФ 10500-63 0,0359 0,884
14Г2АФ 19282 73 0,0708 0,996
16ГС 19282—73 0,0773 1,06
Активность углерода плакирующих слоев. В литера-
туре имеются данные о влиянии легирующих элемен-
тов на активность углерода [80, с. 186; 114—115]. Эти
данные позволяют по уравнениям ориентировочно рас-
считать ее для аустенитной области коррозионностой-
ких биметаллов. Результаты расчета для некоторых
нержавеющих и углеродистых низколегированных
сталей, применяемых в качестве плакирующего и основ-
ного слоев, приведены в табл. 16. Они показывают, что
в нержавеющих сталях плакирующего слоя активность
углерода на порядок ниже, чем в сталях основного
слоя. Это обусловлено значительным содержанием хро-
ма, существенно снижающего активность углерода, а
также молибдена и марганца. Процесс установления
квазиравновесия по углероду в таком биметалле схе-
107
chipmaker.ru
магически показан на рис. 47,а. На границе слоев в
этом случае активность углерода ас одинакова для
двух слоев и ей соответствуют квазиравновесные кон-
центрации углерода в основном Nct и в плакирующем
Л^С1 слоях.
В эксперименте в этом случае фиксируется градиент
концентраций A Nc — Nc, — Мз,,
величину которого можно оценить из соотношения, по-
лучаемого из условия равенства активностей углерода
I на границе слоев NcJNc, = fcjfc,-
Здесь fc и fc — коэффициенты активности углерода
в основном и плакирующем слоях, и Nct и Nc,— его
концентрации в атомных долях. Согласно уравнению
(3), коэффициенты fc, и fc, учитывают влияние всех
I легирующих элементов в слое на активность углерода.
Поскольку зависимости активности углерода от его
концентрации одинаковы для легированного и нелеги-
рованного аустенита [80, с. 209], в рассматриваемых
биметаллах градиент концентраций углерода на грани-
। це в основном зависит от легирования слоев. Градиент
NNc уменьшается при приближении отношения коэффи-
циентов активности углерода под воздействием легиру-
ющих элементов fcjfc, к единице.
На рис. 47,а это соответствует сближению кривых
। I и II, которые в пределе сливаются в одну кривую.
Изложенное выше хорошо иллюстрируется эксперимен-
тальными данными, приведенными на рис. 48. Видно,
что с уменьшением в плакирующем слое содержания
карбидообразующих элементов (Сг, Mo, Ti), сущест-
венно снижающих активность углерода и, следователь-
но, уменьшающих величину fc2, перепад концентра-
ций углерода в переходной зоне заметно уменьшается.
Из сравнения площадей под кривыми 1, 2 и 3 на
। левой и правой частях рис. 47 следует, что с увеличе-
нием перепада концентраций на границе раздела воз-
растает и количество углерода, диффундирующего из
основного в плакирующий слой, несмотря на уменьше-
I ние глубины науглероживания.
Из даннных табл. 16 следует, что при температурах,
соответствующих аустенитной области сталей 12Х1МФ
основного слоя и стали 08X13 плакирующего слоя, ска-
108
чок концентрации углерода на границе меньше, чем
при остальных сочетаниях.
Рассмотрим более сложный случай, когда основной
слой представляет собой бинарный сплав, а плакирую-
щий— трехкомпонентный двухфазный сплав. При этом
с изменением концентрации углерода фазовый состав
стали основного слоя изменяется. На практике это на-
блюдается в биметалле углеродистая сталь-)-15Х25Т
при температурах ниже А3 для основного слоя. Уста-
новление квазиравновесия по углероду в этом случае
схематично показано на рис. 47,6. Согласно правилу
фаз в двухфазной области двухкомпонентного сплава
активность углерода постоянна при постоянной темпе-
ратуре. Следовательно, для установления квазиравно-
весия необходимо уменьшение концентрации ниже пре-
дела растворимости углерода в феррите. При этом
дальнейшая миграция углерода из основного слоя будет
сопровождаться увеличением ферритной зоны в нем.
В стали 15Х25Т часть углерода переходит в карбид
при установлении внутреннего равновесия между фаза-
ми а и Кд, что проявляется как кажущееся понижение
активности углерода. Следовательно, для сохранения
равновесия на границе слоев необходимо значительное
повышение концентрации 7Vce. Скачок концентрации
углерода при Тч в этом случае может быть значительно
больше, чем при Т\.
Рассмотрим далее случай, когда с изменением кон-
центрации углерода изменяется фазовый состав стали
плакирующего слоя. На практике это наблюдается в
биметалле углеродистая сталь-)-08Х13. Как видно из
рис. 47,в в трехфазной области трехкомпонентного спла-
ва, согласно правилу фаз, активность углерода посто-
янна. В этом случае квазиравновесная концентрация
Ас, должна лежать за пределами трехфазной обла-
сти a-f-Kt+Kz, что обусловливает еще большую величи-
ну скачка 3 (см. рис. 47) по сравнению с величинами
скачков 1 и 2. Это подтверждено экспериментально
[70]. После отжига биметалла СтЗ-)-08Х13 при темпе-
ратурах аустенитной области скачок концентраций уг-
лерода составил 0,15% (по массе) (рис. 48). После от-
жига ниже А3 для стали основного слоя скачок 3 соста-
вил 1,2% (по массе), т. е. увеличился почти на порядок.
Таким образом, химический и фазовый составы сло-
ев, определяющие активности углерода в них, могут
109
chipmaker.ru
Рис. 47. Схема установления квазиравновесия по углероду в зоне сварного
соединения биметалла углеродистая сталь-]-нержавеющая сталь при Т\, Т2п Т3:
I — углеродистая сталь; II — нержавеющая сталь (а — феррит, у — аустенит,
К\—Ме2зСб. Къ—MejCz)
Рис. 48. Распределение углерода в
биметаллах углеродистая — нержа-
веющая сталь nooie отжига выше
Ас3 при 1100°С в течение 0,5 ч:
1 — плакирующий слой из стали
Х23Н28МЗДЗ; 2 — X17Н1ЗМЗ; 3 —
08X13
существенно влиять на характер перераспределения уг-
лерода в биметалле. Поэтому соответствующим подбо-
ром материала плакирующего слоя можно создать ском-
пенсированный биметалл. В этом отношении перспекти-
вны обладающие высокой коррозионной стойкостью
сплавы на никелевой основе. Активность углерода в ни-
келе на порядок выше, чем в железе, при том же со-
держании углерода [110]. Легирующие элементы, та-
кие как хром, ванадий, медь, железо повышают актив-
ность углерода в никеле [11'1]. Рассчитанные, по чан-
ным работ [80, 111], активности углерода в никеле
НП-2 и сплаве ХН78Т приведены в табл. 16. Видно, что
в любом из рассмотренных основных слоев в области
твердого раствора активность углерода более, чем на
порядок ниже, чем в сплаве ХН78Т. Диффузия углеро-
да в этом случае направлена из плакирующего слоя в
основной.
Диффузионные константы углерода в плакирующих
слоях. Для разработки технологии получения биметал-
лов необходимы данные о диффузии углерода в реаль-
но
ных плакирующих слоях. В табл. 7 приведены парамет-
ры диффузии углерода в наиболее распространенных
сталях, применяемых в качестве плакирующих слоев.
Видно, что при температурах 700—1150°С значения
коэффициентов диффузии в сталях 08X13, 08Х18Н10Т
отличаются менее чем на порядок.
Коэффициенты диффузии углерода в нержавеющих
сталях 15Х25Т, 08Х17Т, 08Х18Н10Т в интервале темпе-
ратур 1000—1150°С различаются примерно в 10 раз,
причем наиболее проницаема для углерода сталь
08Х18Н10Т, а наименее проницаема — сталь 08Х17Т.
Меньший коэффициент диффузии углерода в стали
08X17Т, по сравнению со сталью 15Х25Т связан с тем,
что последняя имеет структуру легированного феррита,
а в стали 08X17Т может присутствовать и аустенит.
Коэффициенты диффузии углерода в сталях 06ХН28МДТ
и 06ХН28МТ и 10X17H13M3T при всех температу-
рах имеют практически одинаковые значения. Коэффи-
циент диффузии несколько ниже, а энергия активации
выше у первой из приведенных сталей. Это, вероятно,
связано с присутствием в стали до 3%Си.
Из полученных данных следует, что наибольшая глу-
бина науглероживания при равных условиях (темпера-
тура и время) будет в сталях 08X13, 08Х18Н10Т и
15Х25Т. Однако концентрация углерода на поверхности
раздела основного и плакирующего слоев может быть
максимальной в биметалле со сталью 08X17Т. Это опре-
деляется соотношениями активностей углерода у сталей
основного и плакирующего слоев.
Таким образом, из рассмотренных нержавеющих
сталей нельзя выделить какую-либо существенно отли-
чающуюся по эффективному коэффициенту диффузии
углерода. Поэтому стабильный скомпенсированный би-
металл можно создать применением барьерных просло-
ек, легированием основного и плакирующего слоя.
Приведенные выше результаты исследований биме-
талла позволили проанализировать главную причину и
движущую силу перераспределения углерода в переход-
ной зоне — разность его термодинамических активно-
стей. Помимо активности, на формирование переходной
зоны определенное влияние оказывает и кинетический
фактор. Таким фактором является коэффициент диффу-
зии углерода, определяющий скорость приближения
распределения углерода к равновесному.
111
chipmaker, ru
При этом, чем ниже диффузионные константы спла-
вов основного, промежуточного и плакирующего слоев,
тем медленнее будет происходить перераспределение
углерода. Однако в практике конструирования биме-
таллов в первую очередь необходимо исходить из оп-
тимального соотношения активностей и лишь затем уже
стремиться к уменьшению диффузионных параметров
сплава. При этом в общем случае возможны различные
сочетания активностей и коэффициентов диффузии в
системе основа — прослойка — плакировка. С позиций
уменьшения науглероживания при реальном сочетании
активностей углерода Посн1--->Цпл и Ппр Поен наи-
лучшим является условие £>Пр<£,пл<С£>0Сн-
Таким образом, анализ соотношений коэффициентов
диффузии углерода в системе основа — прослойка —
плакировка показывает, что наилучшими барьерными
свойствами отличается прослойка с минимальным ко-
эффициентом диффузии углерода.
4. ВЛИЯНИЕ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ
НА ПЕРЕРАСПРЕДЕЛЕНИЕ УГЛЕРОДА
И СВОЙСТВА
КОРРОЗИОННОСТОЙКИХ БИМЕТАЛЛОВ
В Центральном научно-исследовательском институте
черной металлургии проведено исследование влияния
перераспределения углерода при горячей сварке прокат-
кой и термической обработке на прочность основного
слоя и коррозионную стойкость плакирующего слоя би-
металлов углеродистая сталь — коррозионностойкая
сталь [116]. Перераспределение углерода изучали с
использованием изотопа СВ * * * * * 14.
Перераспределение углерода в коррозионностойких
биметаллах может быть описано следующими выраже-
ниями:
при температурах выше Л3
Сс,(х, O = CS1--i-[(Cg1-Cc,) +
+ -^(cS,-CS,)lerfcZ;
^11 J
erfc Z;
(9)
112
Ссг (х, t) = Cg2 + ^(Сс, — Ccs)
+ ^(cS.-CSjlerfcZ; (10)
i'll J
при температурах ниже Л3, но не ниже 500°С
Л 9 С
Л1= / Dat___________, (11)
1/ со ___2_ с
Г Сс> 3 °
Сс2 (X, t) = eg, 4- |[сс, (0, 0 - eg,] -
--^-CSJerfcZ, (12)
CO /-»0 /-i 0 ✓''O
с,» СЛ1 и С c2> 0л2 — исходные концентра-
ции углерода и легирующих элементов в основном и
плакирующем слоях соответственно; С с, (х, t) и Ссг
(х, t) — текущие концентрации углерода в основном
и плакирующем слоях; Сс2 (0, /)—концентрация уг-
лерода на границе раздела слоев; Са — концентрация
углерода, соответствующая его предельной растворимо-
сти в феррите; jDh и Di2 — парциальные коэффициенты
диффузии углерода в аустените; Da — коэффициент
диффузии углерода в феррите; х — расстояние от гра-
ницы раздела слоев; X] — ширина зоны с ферритной
структурой в основном слое; t — продолжительность
отжига; Z=x/(2prD11O-
Следует отметить, что переход точки А3 металлом
основного слоя определяется не исходной, а квазирав-
новесной концентрацией углерода С с, на границе
слоев, устанавливающейся в процессе прокатки (выше
Л3). Из уравнения (9) и термодинамических соотноше-
ний следует, что
Cg, = (Cg1-Cg,)/(2-^CU (13)
где кэ — эквивалентный параметр взаимодействия,
учитывающий влияние всех легирующих элементов в
плакирующем слое на активность углерода.
Выражения (9) — (13) могут быть использованы
для анализа перераспределения углерода в коррозион-
ностойких биметаллах при известных значениях коэф-
фициентов £)ц и Dl2 и параметра взаимодействия k^.
113
Рис. 49. Глубина обезуглероживания основного слоя (а) и науглероживания
плакирующего слоя (б, в) биметаллов СтЗ-Г08Х13 и СтЗ+08Х18Н'10Т в зави-
симости от температуры и длительности отжига. Исходные концентрации
углерода в плакирующих слоях для каждой температуры от 650 до 1150°С:
/ — 0,06% С; 2 — 0,07% С; 5 — 0,08% С
Для биметаллов углеродистая сталь+сталь 08X13,
08X17Т, 15Х25Т, 08Х18Н10, 10X17H13M3 эти коэффи-
циенты определены в работе [116], где показана также
возможность расчета параметра kl из термодинами-
ческих соотношений.
Из анализа выражений (9) и (11) следует, что при
температурах ниже А3 обезуглероживание основного
слоя может быть значительно большим; образующаяся
при этом практически полностью обезуглероженная
ферритная зона (рис. 32) будет характеризоваться низ-
кой прочностью. В этом случае временное сопротивле-
ние разрыву биметалла с учетом снижения прочности
вследствие обезуглероживания может быть вычислено
из соотношения
<Тв = <т° (1 — Xj/Tij) -i- о* (Xj/ft,), (14)
где о ° и о*—временное сопротивление стали основ-
ного слоя и ферритной зоны (железа) соответственно;
114
Xi — ширина обезуглероженной зоны; hi — толщина ос-
новного слоя.
Величину Xi для различных режимов сварки прокат-
кой и термической обработки можно определить из вы-
ражения (11). Номограмма для определения xt в ос-
новных слоях из сталей 10 и СтЗ, рассчитанная по
уравнению (11), показана на рис. 49.
Выражение (14) можно использовать также для оп-
ределения допустимой величины обезуглероженной зо-
ны при заданном значении снижения прочности основ-
ного слоя. Далее с помощью номограммы можно подо-
брать температурно-временные параметры режимов
сварки прокаткой и термической обработки, обеспечи-
вающие обезуглероживание основного слоя не более
допустимого.
Наличие корреляции между прочностью основного
слоя биметалла и его обезуглероживанием достаточно
убедительно иллюстрируется следующим. Согласно
уравнению (11), зависимость ширины обезуглерожен-
ной ферритной зоны от температуры имеет экстремум.
Максимум обезуглероживания достигается при темпе-
ратурах в области точки At, когда можно ожидать и
наибольшего снижения прочности основного слоя. Это
подтверждается результатами механических испытаний
биметалла 08Х18Н10Т-|-сталь 10-J-08X18Н1 ОТ (рис. 50).
Снижение коррозионной стойкости плакирующего
слоя в результате его науглероживания можно учесть
следующим образом, Как показано на рис. 32, в плаки-
рующем слое можно выделить зону х2, концентрация
рис. 50. Влияние перераспределения углерода на прочность биметалла
08Х18Н10Г + сталь 10 4-08Х18Н10Т после отжига в течение 1 ч (а) и удар-
ную вязкость биметалла Ст34-08Х18Ц10Т после отжига в течение 10 ч (б);
х — обезуглероженная зона
115
chipmaker, ru
углерода в которой выше допустимого марочного соста-
ва (заштрихованная зона), что обусловливает склон-
ность этой зоны к межкристаллитной коррозии. Для
обеспечения требуемой коррозионной стойкости плаки-
рующего слоя при эксплуатации биметалла необходи-
мо X2^fi2 (h 2—толщина плакирующего слоя в
конце срока эксплуатации). Величину х2 в зависимости
от режимов прокатки и термической обработки можно
определить из выражений (10) или ('121. Рассчитанные
по этим соотношениям номограммы для определения
науглероживания плакирующих слоев биметаллов СтЗ+
+08X13 и СтЗ+08Х18Н10 показаны на рис. 49. Наугле-
роженным считали слой, концентрация углерода в ко-
тором была выше предела, допустимого маркой, более
чем на 0,02%.
Снижение прочности основного слоя и уменьшение
толщины работоспособного плакирующего слоя (опре-
деляемого как h2 — х2) рассчитано в качестве примера
для трех биметаллов (табл. 17). Расчеты выполнены
для биметаллов толщиной 4 и 10 мм с плакирующими
слоями 1,5 и 2,0 мм соответственно (ГОСТ 10885—75).
Содержание углерода в плакирующем слое принимали
на 0,01% меньше верхнего предела, предусмотренного
маркой. Допустимую толщину работоспособного плаки-
рующего слоя определяли при условии, работы изделия
в течение 10 лет с коррозионной стойкостью, соответст-
вующей баллу 1. Как видно из табл. 17, после прокат-
ки и термической обработки биметалла в интервале
температур Aj—А3 понижение прочности основного
слоя может составлять более 2% в биметалле толщи-
ной 10 мм и более 5% в биметалле толщиной 4 мм.
Последующая термическая обработка в этом интервале
температур может еще более снизить прочность основ-
ного слоя. Учитывая это, при назначении режимов от-
пуска для снятия сварочных напряжений (600—760°С),
а также режимов прокатки и термической обработки,
особенно в случае тонких биметаллов, следует избе-
гать длительных выдержек в интервале At —J43. Умень-
шение толщины работоспособного плакирующего слоя
может быть существенным и даже ниже допустимого
предела, как в биметаллах СтЗ+08Х18Н10, СтЗ+ЮХ
17Н13М2Т толщиной 4 мм (табл. 17), особенно после
прокатки и термической обработки при температурах
выше А3. Это необходимо учитывать при назначении
116
режимов термической обработки и нагрева под штампов-
ку (850—1150°С) или при выборе необходимом мини-
мальной толщины плакирующего слоя.
Таблица 17
ПРОЧНОСТЬ И КОРРОЗИОННАЯ СТОЙКОСТЬ СЛОЕВ БИМЕТАЛЛОВ
ПОСЛЕ ПЕРЕРАСПРЕДЕЛЕНИЯ УГЛЕРОДА
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Режим термической обработки*' Обезугле- рожива- ние ос- новного слоя, % Снижение прочно- сти ос- новного слоя, % Наугле- рожива- ние пла- кирую- щего слоя, % Толщина работо- способ- ного пла- кирующе- го слоя*8, мм
Биметалл СтЗ-\-08Х13
Нормализация при 980°С, 0,25 ч 5,6*2 2,3 26,7 1,1
1,75 0,7 20,0 1,6
Высокий отпуск при 760°С, 20,0 7,5 23,3 1,15
2ч... 6,25 2,4 17,5 1,65
То же, при 630°С, 2 ч . 8,0 3,0 20,0 1,2
2,5 1,0 15,0 1,7
Биметалл СтЗ-\-08Х18Н10Т
Стабилизирующий отжиг при 875°С, 3 ч 18,0 6,9 45,4 0,87
5,6 2,3 34,0 1,37
Биметалл Ст3+1ОХ17Н13М2Т
Стабилизирующий отжиг при 950°С, 3 ч 7,4 2,9 48,6 0,77
2,3 0,9 36,6 1,27
*’ После прокатки при 1150°С в течение 0.1 ч.
*2 В числителе — для биметалла толщиной 4 мм. в знаменателе — для
биметалла толщиной 10 мм.
*3 Допустимая толщина работоспособного слоя не менее 1 мм.
Следует отметить, что приведенные на рис. 49 номо-
граммы предназначены для биметаллов без промежу-
точных прослоек. В биметаллах с промежуточными
прослойками, например никелевой, процесс перераспре-
деления углерода замедляется, однако отмеченные его
особенности сохраняются.
Исследованием установлено, что при прокатке и
термической обработке биметаллов, особенно тонких, в
117
chipmaker.ru
интервале At— А3 снижается прочность основного слоя
из-за его обезуглероживания. Нагрев и выдержка биме-
таллов при температурах выше А3 приводят к сущест-
венному уменьшению толщины работоспособного пла-
кирующего слоя вследствие его науглероживания. Поэ-
тому при назначении режимов прокатки и термической
обработки рекомендуется использовать приведенные
выражения и номограммы, учитывающие влияние пере-
распределения углерода на прочность основного слоя и
коррозионную стойкость плакирующего.
5. ОБЩИЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
БИМЕТАЛЛОВ С ПЛАКИРУЮЩИМ СЛОЕМ
ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ
При конструировании биметаллов вообще и коррозион-
ностойких в частности необходимо учитывать следую-
щие условия.
Первое условие. Биметалл должен иметь свойства,
определяемые условиями его эксплуатации, а именно:
а) коррозионная стойкость плакирующего слоя дол-
жна обеспечивать отсутствие значительной коррозии его
при длительной эксплуатации в различных агрессивных
средах;
б) прочность и вязкость биметалла в целом должны
отвечать заданным в соответствии с условиями нагру-
жения материала в конструкции;
в) качество соединения слоев биметалла должно
быть таким, чтобы не произошло расслоения его при
эксплуатации.
Второе условие. Материалы, образующие биметалл,
при сварке прокаткой должны образовывать между со-
бой или через промежуточный материал качественное
соединение.
Третье условие. Биметалл должен быть технологич-
ным при изготовлении из него изделий резкой, вальцов-
кой, штамповкой, сваркой и т. д.
Комбинированный материал при соблюдении пере-
численных выше трех условий целесообразен лишь в
том случае, если при этом достигается:
а) экономический эффект при выбранных соотноше-
ниях толщин слоев и технологических процессов его
получения;
118
б) новый комплекс служебных свойств, не обеспечи-
ваемый материалами и сплавами, взятыми отдельно;
в) новые технологические свойства, не обеспечивае-
мые в однослойных сталях.
Результаты исследований, представленные в гл II,
создают предпосылки для научно обоснованного конст-
руирования биметаллов, отвечающих перечисленным ус-
ловиям.
Глава III
ИЗНОСОСТОЙКИЕ
И ИНСТРУМЕНТАЛЬНЫЕ БИМЕТАЛЛЫ
И ИНСТРУМЕНТАЛЬНЫХ БИМЕТАЛЛОВ
1. ВИДЫ ИЗНОСОСТОЙКИХ
В машиностроении в последние годы получают распро-
странение износостойкие биметаллы, применяемые для
деталей машин, подвергающихся сильному изнашива-
нию [3, с. 80; 35, с. 5—9; 117—128].
На рис. 51 даны некоторые
виды износостойких и инструмен-
тальных биметаллов.
Износостойкие биметаллы по
предъявляемым к ним требовани-
ям и условиям эксплуатации ус-
ловно можно разделить на три
группы:
1. Биметаллы, самозатачива-
ющиеся в процессе эксплуатации.
Эффект самозатачивания дости-
гается при определенном соотно-
шении толщин и величин износо-
Рис. 51. Новые биметалли-
ческие профили различного
назначения:
1 — ножи для ковшей экс-
каваторов; 2 — обдирный
деревообрабатывающий иож;
3 — токарный резец; 4 — но-
жи для наборных фрез; 5 —
бурильный инструмент; 6 —
призма для весов; 7 — трак-
торная шпора
стойкости плакирующего и основ-
ного слоев. Так, у плужных леме-
хов отношение износостойкости
слоев должно составлять (4-=-5): 1
при соотношении толщин слоев
твердого к мягкому 1 : 2 [119, 121,
124].
119
chipmaker.ru
2. Биметаллы, имеющие плакирующий слой большой
толщины с высокой износостойкостью, благодаря чему
они могут работать в условиях интенсивного изнашива-
ния длительный срок. Помимо высокой износостойкости
поверхностного слоя, эти биметаллы должны обладать
высокой вязкостью при ударных изгибающих и крутя-
щих нагрузках.
3. Биметаллы, сохраняющие геометрические разме-
ры и конфигурацию режущей кромки и имеющие высо-
кие вязкость, виброустойчивость и способность воспри-
нимать изгибающие нагрузки.
При производстве износостойких биметаллов приме-
няют стали различного состава. Основной слой биме-
талла обычно изготовляют из углеродистых сталей до-
эвтектоидного класса.
Содержание углерода в этих сталях определяется тре-
бованиями прочности биметалла в целом и дополнитель-
ными требованиями, например требованием сваривае-
мости при сварке плавлением.
При производстве самозатачивающихся
биметаллов применяют сталь с 0,5%С. Такое со-
держание углерода в стали обеспечивает ей необходи-
мые прочность, пластичность и свариваемость при свар-
ке плавлением.
Выбор плакирующего износостойкого слоя определя-
ется условиями эксплуатации биметалла в изделии.
Для самозатачивающихся биметаллов выбор основного
и плакирующего слоев определяется соотношением из-
носостойкости. Это приводит к необходимости исполь-
зования для плакирующих слоев высокоуглеродистых
сталей, содержащих 1,4—2% С; 5—6%Сг, и добавки
ванадия и других элементов.
Стали такого состава относятся к инструменталь-
ным сталям карбидного класса. Их высокая износо-
стойкость определяется большим количеством компле-
ксных карбидов, вкрапленных в вязкую и прочную
матрицу.
Типичные материалы этой группы: лемешный про-
фильный биметалл Л53-]-Х6Ф1, листовой биметалл для
лап СтЗ-{-Х6Ф1. Сталь Х6Ф1, первоначально применен-
ная в качестве режущей надставки в лемехах, имеет сле-
дующий состав: 1,4—1,7% С;^0,7% Si;^0,5% Мп; 5,5—
7,0% Сг; 0,8—1,2% V;5^0,030% S и Р каждого.
Стали карбидного класса с высоким содержанием
120
карбидообразующих элементов хорошо отвечают усло-
виям эксплуатации тракторных пальцев, буксовых на-
личников тепловозов, т. е. деталей, поверхность которых
должна обладать высокой стойкостью против изнаши-
вания. Для менее жестких условий службы подходят
стали эвтектоидного класса типа 65Г.
Типичными из износостойких материалов являются
листовые биметаллы сталь 45-{-Х6Ф1 (для тракторных
пальцев) и СтЗф-65Г (для тепловозных наличников).
Для инструментальных комбинированных
материалов в отличие от самозатачивающихся и износо-
стойких выбор стали плакирующего слоя определяется
условием сохранения геометрии режущей кромки, отсут-
ствия ее выкрашивания при заточке и эксплуатации, а
для металлорежущего инструмента — красностойкостью,
т. е. способностью сохранять твердость при повышении
температуры до 550°С. Это определяет необходимость
использования традиционно применяемых сталей; для
металлорежущего инструмента — сталей карбидного
класса Р18, Р9, Р6М5 и т. п., для дереворежущего — ста-
лей карбидного класса 85ХФ, 9Х5Ф, 9Х5ВФ, 6ХС и т. п.
Типичные биметаллические инструментальные мате-
риалы — фасонный биметалл для металлорежущих инст-
рументов (фрез, разверток, протяжек и т. п.) сталь
45-J-P18, листовой биметалл для дереворежущих инст-
рументов (стамесок, рубаночных ножей) сталь 30-|-
+85ХФ и сталь 30+9Х5Ф.
Из рассмотренных примеров видно, что для плакиру-
ющего слоя этой группы биметаллов применяются высо-
колегированные стали, эксплуатационные свойства ко-
торых реализуются после закалки с отпуском, а в каче-
стве основного слоя — среднеуглеродистые стали.
Биметалл может найти успешное применение для
изготовления осей, пальцев, шестерен, храповиков и
других деталей, в которых должны сочетаться поверх-
ностная твердость и вязкость сердцевины.
Биметаллические листы и полосы могут быть широко
использованы для изготовления ручного и механического
деревообрабатывающего инструмента. При применении
биметаллических инструментов облегчаются операции
механической обработки (заточки) в процессе изготовле-
ния и эксплуатации и повышается срок службы инстру-
мента при ударных и знакопеременных нагрузках, сокра-
щается расход легированных сталей.
121
chipmaker, ru
2. ПОЛУЧЕНИЕ ИЗНОСОСТОЙКИХ
И ИНСТРУМЕНТАЛЬНЫХ БИМЕТАЛЛОВ
СВАРКОЙ ПРОКАТКОЙ ИЭКСТРУДИРОВАНИЕМ
Фасонный биметаллический прокат
для самозатачивающихся плужных лемехов
В литературе имеются сведения о сварке давлением
инструментальных сталей 9ХС, 9Х5ВФ, Р18, Х12Ф с
углеродистой сталью Ст2 [3, с. 92]. Показано, что ка-
чественное соединение инструментальных сталей обра-
зуется при суммарной степени совместной деформации
не менее 50%, что объясняется высокой легированно-
стью сталей. Данных о сварке стали Х6Ф1 со среднеуг-
леродистыми сталями (0,45—0,55% С) в литературе
нет
Для изучения процесса образования соединения уг-
леродистой стали со сталью Х6Ф4 нами совместно с
С. И. Булатом исследована сварка прокаткой состав-
ных образцов на клин и по результатам испытаний на
срез при растяжении построена диаграмма, приведен-
ная на рис. 52. Были изучены также структура и свой-
ства стали Х6Ф1 [125].
Для создания новой конструкции плуга с самозата-
чивающимися лемехами ЦНИИЧМ совместно с ВИС-
ХОМом разработан новый профиль двухслойного прока-
та (рис. 53), представляющий собой сдвоенную сим-
метричную фасонную полосу с постоянным сечением по
длине из стали Л53 (Ст7 по
ГОСТ 380— 71), в средней
части которой находится
плакирующий слой из стали
Х6Ф1. При изготовлении ле-
мехов этот профиль разре-
зают вдоль.
В процессе полупромыш-
ленных экспериментов полу-
чена опытная партия двух-
слойного проката, из которой
изготовлены лемехи. Прове-
дены испытания при пахоте,
которые показали более вы-
сокую стойкость этих леме-
£,%
Рис. 52. Диаграмма свариваемости
стали Х6Ф1 с углеродистой сталью
(0,5—0,6% С) при HCMFC:
/ — зона сплошной свариваемости
слоев; 2 — зона их частичной сва-
риваемости; е — деформация; h —
толщина биметаллического проката
122
хов по сравнению с применяемыми в настоящее время
однослойными, а также с лемехами, наплавленными
твердым сплавом сормайт. Выработка достигала 30—
50 га на один лемех без ухудшения режущих свойств
в процессе всего срока службы, т. е. был достигнут эф-
фект самозатачивания.
Испытания показали, что качество двухслойных ле-
мешных полос — прочность соединений и износостой-
кость — не зависит от метода производства (литейный
или пакетный способ).
Результаты опробования полупромышленной техно-
логии позволили установить принципиальную возмож-
ность изготовления таких профилей в условиях совре-
менного металлургического завода, в частности на Куз-
нецком металлургическом комбинате (КМК).
Совместно с КМК была разработана промышлен-
ная технология и изготовлены опытные партии двух-
слойной лемешной полосы из сталей Л534-Х6Ф1 [35,
с. 23—44; 122].
Была принята следующая технологическая схема
производства лемешной полосы:
1) выплавка стали Х6Ф1 в электропечах и разливка
в слитки весом 6 т; 2) прокатка слитков стали Х6Ф1
на блюминге на заготовки сечением 200X200 мм;
123
chipmaker.ru
3) подготовка заготовок к заливке сталью Л53 (строж-
ка или травление); 4) отливка двухслойных слитков
сталей Л53-(-Х6Ф1; 5) горячая прокатка двухслойных
слитков на блюминге на заготовки сечением ПОХ
Х200 мм, в процессе которой осуществляется сварка
прокаткой в горячем состоянии; 6) подготовка загото-
вок к последующей прокатке (снятие подливки); 7) го-
рячая прокатка двухслойных заготовок в лемешную
полосу на сортовых станах, в процессе которой завер-
шается сварка прокаткой.
По данной технологической схеме в ходе освоения
было получено свыше 1000 т лемешной полосы. Основ-
ная задача, которая была поставлена на данном этапе
работы, — изыскание оптимальных размеров и формы
вставок в двухслойном слитке, режимов нагрева и про-
катки двухслойных слитков на блюминге, обеспечиваю-
щих прочное соединение сталей Л53 и Х6Ф1 и получе-
ние в готовом профиле требуемого соотношения тол-
щин — была успешно решена.
Двухслойная лемешная сдвоенная полоса включена
в специализацию сортового стана 500 Кузнецкого ме-
таллургического комбината и может регулярно произ-
водиться по заказам заводов сельхозмашиностроения.
На двухслойный лемешный профиль разработан ГОСТ
15891—70.
Листовые биметаллы для лап культиваторов
и дереворежущего инструмента
В настоящее время лапы культиваторов и диски лу-
щильников изготовляют из однослойного листового про-
ката толщиной 4—5 мм. В процессе обработки почвы
эти детали быстро затупляются, из-за чего ухудшается
обработка почвы. Для них целесообразно при-
менение биметаллического проката, так как можно
достигнуть самозатачивания деталей в результа-
те неравномерного износа слоев. Подобные эксперимен-
ты ни в нашей стране, ни за рубежом ранее не прово-
дились. Работу проводили совместно с ВИСХОМ. В
качестве компонентов были выбраны: для основного
слоя стали 30 и 50, для плакирующего — сталь Х6Ф1.
Технологию прокатки этих биметаллов разрабатывали
па Челябинском металлургическом заводе на толсто-
листовом стане 2300.
124
Термическую обработку проводили по режиму, ко-
торый обеспечивает минимальную твердость, что необ-
ходимо для получения хорошей обрабатываемости реза-
нием: нагрев до 850°С, выдержка 2 ч, медленное охлаж-
дение до 550°С со скоростью 30°С/ч и дальнейшее ох-
лаждение на воздухе. Испытания механических
свойств листов показали прочность на срез в пределах
14,6—18,6 кгс/мм2. Образцы биметалла после термиче-
ской обработки выдержали весьма жесткую технологи-
ческую пробу — закручивание вокруг продольной оси на
два оборота.
Промышленное опробование показало возможность
организации массового производства износостойкого
листового биметалла толщиной 4—5 мм на Челябин-
ском металлургическом заводе пакетным методом. Свой-
ства промышленного биметалла соответствовали требо-
ваниям заказчиков. Из биметаллического листа про-
мышленных партий на заводах сельскохозяйственного
машиностроения «Красный Аксай» и «Сибсельмаш» из-
готовлены культиваторные лапы и диски лущильников.
Машиностроительными заводами подтверждена доста-
точная технологичность слойного материала.
Опытные диски лущильников из двухслойной стали
испытывали на полях Сибирского филиала Всесоюзно-
го института механизации сельского хозяйства. При
испытании на лущильник устанавливали серийные ч
биметаллические диски. Агрегатирование производили
трактором ДТ-75. Рабочие скорости агрегата 6,5—
8 км/ч. Глубина обработки почвы 8—10 см. В процессе
испытания определяли характер и степень износа дис-
ков. Установлено, что двухслойные диски в отличие ог
серийных с углом заточки 50° и с двойным углом заточ-
ки в процессе работы самозатачиваются. Профиль двух-
слойного диска после выработки |11,85 га на диск мало
отличается от исходного (серийный диск требует обя-
зательной заточки после выработки 11 —14 га). Износ
однослойных дисков составил 4,2 мм (по диаметру), а
двухслойных 1—1,3 мм. При полевых испытаниях ус-
тановлено, что износостойкость двухслойных дисков в
3,5—4 раза больше, чем серийных. Исследования дис-
ковых рабочих органов лущильников и борон подтвер-
ждают перспективность создания самозатачивающихся
дисков путем изготовления их из двухслойного про-
ката.
125
chipmaker.ru
Фасонные прессованные биметаллы
для металлорежущего инструмента
и тракторных пальцев
Совместное горячее прессование (экструдирование)
двух металлов или сплавов для получения круглых или
фасонных биметаллических профилей — сравнительно
новый процесс, еще не получивший широкого промыш-
ленного применения.
Для выяснения принципиальной возможности полу-
чения фасонных биметаллов с плакирующим слоем из
быстрорежущей стали Р18, а также возможности изго-
товления из них инструмента ЦНИИЧМ и Всесоюзным
научно-исследовательским институтом инструменталь-
ной промышленности (ВНИИ) были проведены экспе-
риментальные исследования [127]. В их задачу входило
получение биметаллических круглых профилей диамет-
ром 40, 30, 24 и 18 мм и профилей, имеющих сечение в
форме развертки, с различной толщиной плакирующего
слоя из быстрорежущей стали Р18 и сердцевины из
стали 45.
Предполагалось, что такие профили могут служить
заготовками для изготовления режущего инструмента
Рис. 54. Схема прессования
биметалла:
1 — матрица; 2 — матрице-
держатель; 3 — внутренняя
втулка контейнера; 4 — прес-
сштемпель; 5 — основной
слой; 6 — плакирующий
слой
различного назначения (зенкеров,
разверток, протяжек, напильни-
ков, фрез и т. п.) механической
обработкой, горячей штамповкой
или прокаткой.
Прессование производили пря-
мым методом на вертикальном
гидравлическом прессе усилием
800 тс из контейнера с внутрен-
ним отверстием диаметром 80 мм
по схеме, которая приведена на
рис. 54.
При прессовании применяли
сборные заготовки диаметром
76 мм и длиной 160 мм, состоя-
щие из цилиндрических втулок из
стали Р18 со стенками толщиной
8,5 и 18 мм из сердечников диа-
метром 38 и 57 мм из стали 45,
которые изготовляли токарной
обработкой.
!26
Отпрессованные профили разрезали на образцы дли-
ной 250—300 мм, а затем подвергали высокому отпуску
по режиму: нагрев до 750°С, выдержка 4 ч, охлаждение с
печью до 500°С и далее на воздухе. После этого от каж-
дого образца отрезали поперечные темплеты, на которых
определяли диаметр сердечника и толщину плакирую-
щего слоя.
Измерения показали, что средняя толщина плакиру-
ющего слоя в готовых биметаллических прутках доста-
точно близка к расчетной и изменяется до 10% в сто-
рону уменьшения.
На биметаллических образцах после термической об-
работки металлографическими исследованиями опреде-
ляли величину балла карбидной неоднородности в ста-
ли Р18 до и после прессования и толщину переходного
слоя на границе раздела сталей. Установлено, что кар-
бидная неоднородность в стали Р18 после прессования
заметно уменьшается и в зависимости от толщины пла-
кирующего слоя в профиле оценивается баллом 1—2
(до прессования имела балл 6). Отмечено также, что с
уменьшением толщины слоя в прутках одинакового диа-
метра карбидная неоднородность также уменьшается.
В структуре переходного слоя у границы раздела со
стороны стали 45 образуется обезуглероженный слой
глубиной до 0,17 мм. Соединение сталей в целом харак-
теризуется достаточной пластичностью и отсутствием
микротрещин.
Часть образцов биметаллических профилей круглого
сечения была опробована в качестве заготовок для из-
готовления поковок режущего инструмента различны-
ми способами горячей штамповки, применяющимися
для этой цели в инструментальном производстве. Так,
образцы диаметром 30, 24 и 18 мм и длиной 30, 55 и
38 мм соответственно были осажены в торец на пнев-
матическом молоте с весом падающих частей 300 кгс
со степенями деформации, соответственно равными
50, 84 и 93%. Из биметаллических образцов диаметром
24 мм на радиальноковочной машине были отштампова-
ны поковки (с канавками) машино-ручного метчика
М27. На образцах диаметром 18 мм в ковочных паль-
цах за один проход была произведена оттяжка квадрат-
ного конического хвостовика напильника со средним об-
жатием 82,5%. Полученные указанными способами по-
ковки не имели трещин, отслоений плакирующего слоя
н других дефектов.
127
,ru
Рис. 55. Образцы фасонных биметаллических профилей сталь 45+Р18: сер-
дечник — сталь *45; плакирующий слой — Р18
Помимо круглых, прессовали также фасонные биме-
таллические прутки для изготовления из них фрез и
разверток (рис. 55). Эти эксперименты также оказались
успешными.
Из фасонного инструментального биметалла (прут-
ки круглого сечения) сталь 55%-Х6Ф1 были изготовлены
пальцы гусениц. При диаметре биметаллического прут-
ка 23—24 мм толщина плакирующего слоя принята рав-
ной 5 мм на сторону, что соответствует 67% по пло-
щади.
Прессование производили при 1150°С из контейнера
диаметром 80 мм, что обеспечивало степень деформа-
ции 92%, достаточную для надежного соединения слоев
данного биметалла.
Испытания образцов биметалла (срез при продавли-
вании сердечника,-—методику см. в гл. I) показали,
что прочность соединения стали 55 со сталью Х6Ф1 со-
ставляет 32—49 кгс/мм2.
Прессованные биметаллические прутки подвергали
смягчающей термической обработке по режимам, ос-
нованным на соответствующих диаграммах изотермиче-
ского превращения аустенита. Прутки после термиче-
ской обработки правили, обрезали, разрезали на мер-
ные длины (423 мм) и обтачивали до необходимого
размера. Пальцы из биметаллических прутков изготов-
ляли на Харьковском тракторном заводе. С этой целью
пруток подвергали горячей высадке головки и термиче-
ской обработке с использованием высокочастотного на-
грева. Технологическое опробование показало, что при
соблюдении рекомендованных режимов из биметалли-
128
ческих заготовок можно успешно изготовлять пальцы,
полностью соответствующие техническим требованиям.
Поверхностная твердость пальцев составляет HRC 62,
на глубине 3,5 мм — HRC 53 при твердости сердцевины
HRC 18.
Опытные биметаллические пальцы подвергали стен-
довым испытаниям на стойкость в мокрой абразивной
среде путем перемотки гусеничной цепи со скоростью
8,5 км/ч в течение 62 ч. Установлено, что опытная гусе-
ница с биметаллическими пальцами имела меньшие в
сравнении с серийными: увеличение шага на 72%, из-
нос проушин на 53,5%, износ пальцев на 56,5%.
Таким образом, показана техническая возможность
и экономическая целесообразность применения биме-
таллических заготовок стали 55+Х6Ф1 для изготовле-
ния пальцев гусениц. Биметаллическими пальцами бы-
ли укомплектованы два опытных трактора, которые
успешно прошли испытания.
Результаты экспериментов позволяют сделать сле-
дующие выводы:
1. Горячим прессованием можно получать биметал-
лические прутки круглого и фасонного сечения для ис-
пользования их в качестве исходных заготовок при из-
готовлении различных деталей машин и режущего инст-
румента.
2. При прессовании биметаллических профилей со-
отношение между толщинами плакирующего слоя в про-
филе и исходной заготовке удовлетворяет условию по-
стоянства объема металла.
3. Усилие прессования биметаллических профилей
сталь 45Н-Р18 для заготовок режущего инструмента в
в среднем на 20—30% меньше, чем усилия прессования
профилей той же формы и такого же поперечного сече-
ния, но только из стали Р18.
4. Горячепрессованные биметаллические профили мо-
гут служить заготовками для получения различных по-
ковок известными способами горячей объемной штам-
повки.
chipmaker.ru
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИЗНОСОСТОЙКИХ
И ИНСТРУМЕНТАЛЬНЫХ БИМЕТАЛЛОВ
Биметалл углеродистая сталь +
+хромованадиевая сталь
В связи с разработкой и освоением технологии произ-
водства самозатачивающихся и износостойких биме-
таллов с использованием в качестве плакирующего
слоя стали Х6Ф1 проведены исследования сварного сое-
динения [127].
Исследования выполняли на образцах биметаллов
сталь 50ф-Х6Ф1 и СтЗ+Х6Ф1 толщиной 4 мм, получен-
ные горячей сваркой прокаткой четырехслойного сим-
метричного пакета при 1120°С и суммарной деформации
85% на листовом прокатном стане 400.
Зона сварного соединения биметалла сталь 50%
+Х6Ф4 после сварки прокаткой не содержала инород-
ных включений. Плакирующий слой стали Х6Ф1 имел
структуру сорбитообразного перлита с мелкими равно-
мерно распределенными включениями карбида. Изме-
рение твердости по сечению образцов биметаллов пер-
пендикулярно поверхности соединения (рис. 56) показы-
вает, что на расстоянии 70 мкм зоны соединения плаки-
рующий слой имеет повышенную твердость. Основной
слой имеет небольшую зону обезуглероживания, состоя-
щую из мелких зерен феррита. Аналогично строение
зоны сварного соединения в биметалле СтЗ-|-Х6Ф1.
Диффузия углерода из сталей СтЗ и 50 с меньшим
его содержанием в сталь Х6Ф1 с большим содержани-
ем указывает на то, что несмотря на большую разницу
в количестве углерода в сталях термодинамическая ак-
тивность его в них разная, причем активность углерода
в стали Х6Ф1 ниже вследствие высокого содержания
карбидообразующих элементов — хрома и ванадия. Ис-
ходя из условия (2) и используя уравнения (3—
5) и данные табл. 8, можно оценить содержание угле-
рода в приграничном слое Х6Ф1, предположив, что при
высокой температуре оба слоя представляют собой у-
твердые растворы. Такая оценка показала, что содер-
жание углерода в приграничной зоне стали Х6Ф1 мо-
жет составлять до 4%.
130
Рис. 56. Распределение твердости в сварных соединениях биметаллов СтЗ+
+Х6Ф1 (а) н сталь 50 4- Х6Ф1 (б) после закалки с 750°С в течение 1, 2; 6
и 12 ч (цифры на кривых) и в горячекатаном состоянии (пунктирная кривая)
Для изучения характера распределения углерода в
зоне соединения слоев проводили термическую обра-
ботку горячекатаных образцов при температурах до
650°С (а-состояние), 750 и 800°С (а-ру-состояние) и
1000°С (у-состояние) с фиксацией полученных структур
закалкой. Установлено, что нагрев до 650°С не изменя-
ет структуры биметаллов, но происходит некоторое рас-
ширение обезуглероженной зоны. Нагрев до 750°С при-
водит к значительному расширению этой зоны (рис. 57).
Обезуглероживание в основном слое биметалла
СтЗ-рХ6Ф1 более существенно, чем в том же слое би-
металла сталь 50-РХ6Ф1. Это объясняется тем, что при
131
chipmaker.ru
одинаковых температурах сталь СтЗ содержит в струк-
туре значительно больше феррита и меньше аустенита,
чем сталь 50. При одинаковых скоростях охлаждения
длительность пребывания стали с большим содержа-
нием углерода в a-j-y-области меньше, чем стали с
меньшим содержанием углерода. С повышением темпе-
ратуры нагрева выше точки Act и увеличением скорости
охлаждения (закалка) уменьшается ширина обезугле-
роженного слоя.
Таким образом, процесс обезуглероживания в биме-
талле сталь 50+Х6Ф1 происходит при высоких темпе-
ратурах, когда в стали Х6Ф1 хром и ванадий находятся
в твердом растворе. При температурах 750—850°С,
когда углеродистая сталь имеет двухфазную структуру
а+у (критические точки стали 50 при нагреве Act и
Ас3 составляют соответственно 725 и 760°С), а сталь
Х6Ф1 однофазную a-структуру (точка Aci соответствует
830°С), происходит науглероживание стали 50.
При 800°С и выше обезуглероживания не происхо-
дит до тех пор, пока в стали Х6Ф1 не начинаются раст-
ворение карбидов и переход хрома и ванадия в твердый
раствор. Эти процессы интенсивно протекают при тем-
пературах выше 1000°С.
Микрорентгеноспектральным анализом биметалла
после закалки с температур 750 и 800°С установлено,
что при продолжительности выдержки от 1 до 12 ч
диффузии хрома и ванадия из плакирующего слоя
(Х6Ф1) в основной металл практически не проис-
ходит.
Механические испытания сварных соединений слоев
биметаллов СтЗ+Х6Ф1 и сталь 50+Х6Ф1 после сварки
прокаткой и после термической обработки показали,
что отрыв плакирующего слоя во всех случаях происхо-
дит по обезуглероженной зоне в углеродистой стали на
расстоянии не более 0,015 мм от границы раздела сло-
ев. Сопротивление срезу биметаллов после термической
О 1 2 J 4 5т,ч
Рис. 57. Зависимость глуби-
ны обезуглероженной зоны
(h) в основном слое биме-
таллов из инструментальной
н углеродистой сталей от
длительности выдержки под
закалку (т):
/ — СтЗ+Х6Ф1, закалка
750°С; 2 —сталь 50Ч-Х6Ф1,
закалка та же. что и в
n. 1; 3 — СтЗ+Х6Ф1. закал-
ка с 800°С
132
обработки выше, чем биметаллов, не прошедших тер-
мической обработки.
Диффузионные процессы в биметалле СтЗ-|-ХбФ1
при нагреве значительно повышают прочность соедине-
ния слоев и не оказывают отрицательного влияния на
эксплуатационные свойства биметалла в целом. Этим
износостойкие биметаллы отличаются от коррозионно-
стойких.
Повышение прочности соединения слоев износостой-
ких биметаллов подтверждается и данными исследова-
ний биметалла, полученного методом литейного плаки-
рования [128], когда диффузионные процессы протека-
ют значительно интенсивнее, чем при пакетном методе
плакирования. Прочность соединения слоев в этом слу-
чае составляет 25—30 кгс/мм2. Более высоким значени-
ям твердости диффузионной зоны соответствуют более
высокие значения сопротивления срезу.
Исследования зон сварных соединений биметаллов
сталь СтЗ-]-Х6Ф1 и сталь 50+Х6Ф1 позволили устано-
вить следующее:
1. Соединение слоев биметалла, полученное сваркой
прокаткой, в результате диффузионного перераспределе-
ния углерода содержит две зоны. Зона обезуглерожи-
вания углеродистой стали имеет структуру феррита, а
зона науглероживания хромованадиевой стали после
сварки горячей прокаткой (температура конца прокат-
ки ~850°С) структуру сорбитообразного перлита с по-
вышенным количеством мелких избыточных карбидов.
2. Более интенсивное обезуглероживание наблюдает-
ся в стали с меньшим содержанием углерода. Это объ-
ясняется большим содержанием феррита при одинако-
вых температурах сварки, а также необходимостью
обезуглероживания большего объема металла для пере-
носа одинаковой массы углерода в плакирующий слой.
3. Прочность соединений слоев в биметаллах СтЗ-|-
4-Х6Ф1 и сталь 504-Х6Ф1 в результате термической
обработки заметно повышается, причем у биметалла
сталь 504-Х6Ф1 эта прочность выше, чем у биметалла
СтЗ-|-Х6Ф1. Это объясняется не только большей проч-
ностью стали 50, но и меньшим влиянием обезуглеро-
женного слоя.
4. Поскольку перераспределение углерода в зоне сое-
динения не оказывает влияния на эксплуатационные
свойства биметалла, а определяющую роль в обеспече-
133
chipmaker.ru
или требуемых свойств инструментальных и износо-
стойких сталей играет термообработка, при выборе ста-
лей основное внимание следует обращать на совмести-
мость составляющих биметалла при этой обработке.
Термическая обработка износостойких
и инструментальных сталей
Создание самозатачивающихся биметаллов возможно
лишь путем разработки таких режимов термической
обработки, при которых достигается необходимое соот-
ношение свойств сталей. В частности, режим термичес-
кой обработки биметалла Л534-Х6Ф1 должен обеспечи-
вать твердость плакирующего слоя стали Х6Ф1 не менее
HRC 56, а твердость основного слоя стали — не более
НВ 240. Для этого скорость охлаждения биметалла
должна быть выше критической для стали Х6Ф1 и та-
кой, чтобы в углеродистой стали завершалось перлит-
ное превращение. Скорости охлаждения можно выби-
рать по диаграммам изотермического и анизотермичес-
кого превращения аустенита.
Для установления оптимальной скорости охлажде-
ния в различных температурных интервалах нами по-
строены совмещенные диаграммы превращений в ста-
лях, представляющие собой наложение двух диаграмм
на один график.
На рис. 58 приведены совмещенные диаграммы изо-
термического превращения для биметаллов сталь 50-}-
+Х6Ф1 и 35Г2+Х6Ф1.
Видно, что только углеродистая сталь (~0,50% С)
удовлетворяет требованиям, предъявляемым к основно-
му металлу самозатачивающегося биметалла. При ско-
ростях охлаждения в интервале температур от 800 до
500°С, необходимых для закалки стали Х6Ф1 (время
охлаждения <100 с), в стали 50 завершается перлит-
ное превращение, так как время охлаждения в интер-
вале температур 800—500°С превышает 3—5 с. Эти
соотношения сохраняются и для температуры аустени-
тизации стали Х6Ф1 900°С, и для температуры 1050°С,
Указанная длительность охлаждения в интервале
температур 800—400°С соответствует скоростям охлаж-
дения от 3 до 50°С/с. Меньшая скорость отвечает охлаж-
дению прутков диаметром 20 мм на воздухе или прут-
ков диаметром 100 мм в масле. Большая — охлаждению
134
135
chipmaker.ru
прутков диаметром 6 мм на воздухе или прутков диа-
метром 30 мм в масле.
При необходимости повышения прочности основного
слоя биметалла можно:
1) легировать углеродистую сталь так, чтобы проис-
ходило минимальное повышение устойчивости аустенита;
2) легировать и проводить термическую обработку
углеродистой стали так, чтобы повышение устойчивости
аустенита не сопровождалось значительным понижени-
ем температуры мартенситного превращения; это позво-
лит получить сталь с достаточно высокой вязкостью бла-
годаря образованию структуры мартенсита отпуска.
Известно, что, кроме кобальта, все легирующие эле-
менты особенно хром, марганец, никель и кремний, су-
щественно повышают устойчивость аустенита [129,
с. 136].
Совмещение диаграмм показывает, что даже относи-
тельно небольшое легирование кремнием сильно затруд-
няет возможность получения требуемого соотношения
твердостей слоев, а легирование марганцем вовсе исклю-
чает эту возможность.
Таким образом, для получения требуемых структур
в каждом слое биметалла целесообразно использовать
совмещенные диаграммы изотермического превращения,
они позволяют определить совместимость сталей в би-
металле при термической обработке, которая обеспечит
заданные свойства.
Более точные для практики сведения можно полу-
чить при построении совмещенных диаграмм анизотер-
мического превращения. На рис. 59 такие диаграммы
приведены для биметалла сталь 55-рХ6Ф1. Относятся
они к трем различным температурам аустенитизации.
Видно, что при скоростях охлаждения более 13°С/мин
сталь Х6Ф1 полностью закаливается в виде прутков диа-
метром до 50 мм на воздухе при температурах аустени-
тизации 1000, 1050, 1100°С. Более высокая твердость
при минимальных скоростях охлаждения обеспечивает-
ся при температуре аустенитизации 1100°С, а наиболее
высокая твердость HV 706 при максимальных скорос-
тях охлаждения — при 1000°С. В стали 55 при всех ис-
следованных скоростях и температурах происходит пер-
литное превращение.
Распределение твердости по сечению биметалла мож-
но оценить, используя имеющиеся в литературе данные
136
о прокалнваемости углеродистых или низколегирован-
ных сталей [129] или пользуясь соответствующими тер-
мокинетическими диаграммами [130]. Использование
данных, полученных на металле применительно к биме-
таллу, не вносит существенной погрешности в получае-
мые значения твердости по сечению углеродистой и
низколегированной стали, так как теплопроводность и
теплоемкость аустенита практически не зависят от его
состава.
Таким образом, анализ совместимости компонентов
по термокинетическим диаграммам показывает возмож-
ность использования такого метода в качестве основно-
го при выборе системы легирования слоев самозатачи-
вающихся, износостойких и инструментальных биметал-
лов, свойства которых реализуются лишь в термически
обработанном состоянии.
Условия совместимости двух сталей, одна из кото-
рых должна иметь высокую твердость (износостой-
кость) , а другая — низкую твердость и высокие вяз-
кость и прочность можно описать соотношением:
^2 = К
где т2 — время, необходимое для начала перлитного
превращения в стали плакирующего слоя при темпера-
туре наименьшей устойчивости переохлажденного аусте-
нита; п — время, необходимое для завершения перлит-
ного превращения в стали основного слоя при темпера-
туре наименьшей устойчивости переохлажденного
аустенита; К — эмпирический коэффициент.
Коэффициент К определяет такое соотношение п
и тг, при котором в условиях заданных способов охлаж-
дения для заданных сечений и с учетом возможного
разброса химического состава сталей и скоростей ох-
лаждения обеспечивается требуемое соотношение твер-
достей двух слоев. Этот коэффициент можно назвать
критерием изотермической совместимости.
Из анализа совмещенных С-образных диаграмм
(рис. 59) видно, что коэффициент К должен быть боль-
ше единицы, так как в противном случае невозможно
обеспечить закалку одного слоя без закалки другого.
Кроме того, с увеличением разброса по химическому
составу стали основного слоя и скоростей закалки, а
также с увеличением сечения плакирующего (закаливае-
мого слоя) коэффициент К должен расти. Для биметал-
ла Л53-[-Х6Ф1 коэффициент К составляет ~10. Опыт
137
chipmaker.ru
Рис. 59. Совмещенные термокинетические диаграммы биметалла сталь 55 +
+ Х6Ф1 при температурах аустенитизации 1000 (с). 1050 (б) и 1100°С (в):
Кривая Скорость охлаж- дения НВ после аустенитизации при температурах, °C
°С/мии ° С/с юоо 1050 1100
1 1 0,02 153/173* 149/191 128/173
2 6 0,1 174/212 174/235 149/217
3 7 0,12 183/262 185/269 159/295
4 13 0,2 187/287 192/321 163/434
б 43 0,7 187/437 202/615 170,'515
6 90 1,5 212/627 217/640 183/600
7 500 8 241/667 235/660 186/600
8 1000 17 248/706 241/606 192/615
* В числителе для стали 55, в знаменателе — для Х6Ф1.
138
термической обработки указанного биметалла показыва-
ет, что при К <10 результаты, получаемые в производ-
ственных условиях, нестабильны.
Приняв К>10, можно по имеющимся в литературе
диаграммам изотермического превращения аустенита
выбирать стали, совместимые по термической обработ-
ке, а также температуры аустенитизации закаливающе-
гося слоя биметалла.
Аналогичный анализ можно проводить по диаграм-
мам анизотермического превращения. Анализ диаграмм
для той же апробированной на практике пары показы-
вает, что коэффициент N, который в этом случае можно
назвать критерием термокинетической совместимости,
составляет ~ 100.
Таблица 18
КОЭФФИЦИЕНТЫ СОВМЕСТИМОСТИ ПО ТЕРМОКИНЕТИЧЕСКИМ
ДИАГРАММАМ ДЛЯ СОЧЕТАНИЯ СТАЛЕЙ В ИНСТРУМЕНТАЛЬНЫХ
И ИЗНОСОСТОЙКИХ БИМЕТАЛЛАХ
Марка стали т,, с Р18*‘ Х6Ф1*’ Х12»«
СтЗ 3 233 233 30
Стали 45—50 2 350 350 45
Л53(Ст7) 3 233 233 30
20X1—30X1 10 70 70 9
50X1 13 54 54 7
30X2 14 50 50 6,4
20Г—40Г 5 140 140 18
30Г2 8 88 88 11
55С2—60С2 12—10 58—70 58—70 7,5—9
60Ц
(0,6%С; 0,08%Zr 11 64 64 8
40Т
(0,36%С; 0,1 %Т1) 3 233 233 30
20ХГ 4 175 175 22,5
35ХГ2 17 41 41 5,3
ЗОХСА—40ХСА 13 54 54 7
35СГ—40СГ 4 175 175 22,5
ЗОХГСА—40ХГСА 12—6 58—120 58—120 7,5—15
18ХГТ—40ХГТ 8—4 88—175 88—175 11—22,5
Нагрев 980°С, Т, =700 с.
« Нагрев 105СГС, Т, =700 с.
♦3 2% С; Т, =90 с.
В табл. 18 приведены значения коэффициентов N для
различных сочетаний. По этим значениям можно выби-
рать легирующие элементы для повышения прочности
139 .
iaker.ru
основного слоя самозатачивающихся, износостойких и
инструментальных биметаллов.
Задавшись критерием термокинетической совмести-
мости равным Л/^^^100, можно на основании имеющихся
в литературе данных о влиянии легирующих элементов
сделать вывод, что легирование средиеуглеродистых
сталей марганцем при соединении их со сталями Х6Ф1
и Р18 не должно превышать 1%, а легирование хромом,
кремнием и цирконием недопустимо. Легирование тита-
ном, кремнием и марганцем в ограниченных пределах,
а также комплексное легирование (хром—марганец—
кремний и хром—марганец—титан) при пониженном
содержании углерода позволяет получить стали, сов-
местимые с указанными высоколегированными.
В случае биметаллов с плакирующим слоем из ста-
ли Х12 не удается подобрать легированную сталь для
основного слоя, удовлетворяющую данному критерию.
Наилучшее значение N имеют углеродистые стали.
Для других биметаллов, если не удается получить
необходимое значение коэффициента К из-за малой
устойчивости аустенита в плакирующем слое (т2 мало),
то целесообразно в качестве основного слоя применять
низкоуглеродистую сталь с высокой температурой мар-
тенситного превращения (>400°С). При этом можно
обеспечить достаточную пластичность . основной стали
благодаря присутствию высокоотпущенного мартенсита.
Рассмотренный анализ не учитывает оптимальных
температур закалки сталей основного и плакирующего
слоев. Температура закалки углеродистых и низколеги-
рованных сталей, как правило, не превышает 900°С, а
для высоколегированных износостойких и инструменталь-
ных сталей должна быть выше 1000°С. Так, для стали
Х6Ф1 эта температура составляет 1050°С, а для стали
Р18 она равна 1250°С.
Высокий нагрев может оказать отрицательное влия-
ние на свойства стали основного слоя, так как возможен
перегрев и пережог. Во избежание этих нежелательных
явлений существуют два пути:
а) легирование стали основного слоя элементами,
снижающими чувствительность стали к перегреву (ти-
тан, ванадий и др.);
б) применение высокочастотного поверхностного на-
грева, обеспечивающего необходимый градиент темпера-
тур по сечению.
140
Для анализа возможных результатов высокочастот-
ной закалки биметалла из сталей с различными магнит-
ными свойствами также целесообразно использовать
совмещенные термокинетические диаграммы, на которые
нанесены результаты анализа превращений двух состав-
ляющих биметалла с аустенитизацией при различных
температурах.
Таким образом, основным фактором при подборе
компонентов инструментальных или износостойких би-
металлов должна быть совместимость их по требуемому
комплексу свойств и по режимам термической обра-
ботки (с возможностью реализации режимов в промыш-
ленных условиях).
Совместимость сталей для биметалла может быть
определена путем построения совмещенных изотерми-
ческих и анизотермических диаграмм превращения
аустенита.
Исходя из требований совместимости по термичес-
кой обработке предлагается следующая схема конструи-
рования инструментальных или износостойких биметал-
лов с использованием совмещенных диаграмм и данных
по прокаливаемости:
1. Выбор или изыскание стали для плакирующего
слоя биметалла по режущим или износостойким свойст-
вам.
2. Выбор стали основного слоя по заданным требо-
ваниям к детали (конструктивная прочность, стойкость
к ударным нагрузкам и т. д.).
3. Определение прочности сварных соединений ста-
лей по данным экспериментальных исследований или по
имеющимся литературным данным.
4. Разработка режимов термической обработки би-
металла на основе совмещенных диаграмм превраще-
ния аустенита с учетом данных о прокаливаемости и
влияния температуры закалки на величину зерна и
свойства.
5. Корректировка составов выбранных сталей, если
диаграммы превращения аустенита показали несовмести-
мость данной пары (удобнее корректировать состав ста-
ли основного слоя).
6. Разработка режимов термической обработки уточ-
ненной композиции на основе диаграммы превращения
аустенита и данных о прокаливаемости на конкретных
изделиях в производственных условиях.
141
chipmaker.ru
Глава IV
МНОГОСЛОЙНЫЕ И АРМИРОВАННЫЕ
МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Развитие различных отраслей машиностроения характеризуется не-
прерывным повышением мощности, быстроходности и производи-
тельности, что требует постоянного повышения конструкционной
прочности и надежности металлических материалов.
Одним из путей достижения более высоких эксплуатационных
характеристик является разработка новых композиционных мате-
риалов.
В зависимости от формы поверхностей раздела композиционные
материалы условно можно разделить на две основные группы
[131]: материалы «матричного типа» (волокнистые, хлопьевидные,
каркасные и т. п.) и материалы «слоистого типа» (биметаллы и
многослойные материалы) (рис. 60).
Для обеих групп материалов характерна возможность изменения
свойств их и поведения под нагрузкой путем варьирования объем-
ной доли и свойств компонентов.
Однако с точки зрения возможности управления механическими
свойствами слоистые материалы имеют ряд преимуществ перед во-
локнистыми [132]:
а) при армировании волокнами трудно создать желаемую на-
ружную поверхность изделия, в то же время состояние и свойства
поверхностных слоев играют решающую роль в поведении материа-
лов под нагрузкой; кроме того, изменяя последовательность чередо-
вания и толщину слоев, можно изменять механические свойства
слоистого материала применительно к различным видам нагруже-
ния;
б) при одной и той же объемной доле армирующей фазы у
слоистых материалов достигается большая однородность деформа-
ции;
в) технология изготовления слоистых 'материалов существенно
проще технологии изготовления волокнистых.
В нашей стране 'накоплен положительный опыт получения ли-
стовых трехслойных композиций, которые опробованы для изготов-
ления сосудов и труб, находящихся под виутреиннм давлением
[133], токопроводящих пружин [134], автомобильных рессор [135].
Рис Р0 Композиционные материалы матричного и слоистого типов:
а — матричного типа — упрочпители (/ — дисперсные частицы или нитевидные
монокристаллы; 2 — введенные методом порошковой металлургии твердые
фазы, например карбиды, окислы и т. д.; 3, 4 — короткие и относительно
минные волокна .или проволоки постоянного диаме,ра; 5 — ячеистая конст-
рукция; 6 — беспорядочно расположенные тонкие проволоки); б — слоистого
типа (/— биметалл ив углеродистой .-тали и плакирующего слоя из нержа-
веющей стали, цветных или редких металлов; 2 — то же, что 1, но с про-
слойкой, связывающей два слоя или барьерной; 3 — высокопрочная сталь с
вязкой плакировкой для уменьшения чувствительности к надрезу; 4 — вязкий
внутренний слой с высокопрочной плакировкой для повышения усталостной
прочности; 5 — высокопрочный промежуточный слой между двумя вязкими
слоями; 6 — многослойная композиция с чередованием вязких и высокопроч-
ных слоев)
142
Поведение слоистых материалов в условиях различного нагру-
жения рассматривается в работах В. Я. Келехсаева, В. С. ‘Иваново
[137], Е. И. Астрова [3], М. Г. Лозинского [138], В И. Катихина,
П. О. Пашкова [139] и в ряде работ зарубежных авторов.
143
chipmaker.ru
В ЦНИИЧМ выполнены работы по созданию конструкционных
и жаропрочных композиционных материалов. Основными проблема-
ми соответственно были следующие:
1. Выбор оптимальных соотношений составов и геометрической
формы для повышения прочностных ударных и усталостных свойств.
2. Исследование диффузии между матрицей и упрочняющей
фазой для повышения жаропрочных свойств.
1. МНОГОСЛОЙНЫЕ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Методом горячего прессования (экструдирования) изготовлены
конструкционные материалы круглого сечения. На трех- и пятислой-
ных прутках из стали 18ХНМФА [136] получены значительно более
высокие значения работы статического изгиба по сравнению с одно-
слойным прутком этого же диаметра (рис. 61,а), подвергнутым тер-
мической обработке на ту же твердость {HRC L'(—30). Это обус-
ловлено увеличением числа границ раздела слоев, в результате чего
возросло сопротивление развитию трещины при разрушении. Анало-
гичная картина повышения сопротивления хрупкому разрушению
Рис. 6/. Диаграмма изменения работы изгиба 4 (а) и ударной вязкости
(6) многослойной композиции из стали 18ХНМФА в зависимости от числа
слоев п
наблюдалась и при ударных испытаниях. По сравнению с однослой-
ными образцами ударная вязкость двух-, трех- и пятислойных образ-
цов увеличивается в 3—5 раз при комнатной и при отрицательных
температурах (рис. 61.6). Эти эксперименты свидетельствуют о
перспективности разработки многослойных конструкционных мате-
риалов круглого сечения для ответственных высокоиагруженных де-
талей машин, испытывающих ударные нагрузки.
2. ВЫСОКОТЕМПЕРАТУРНЫЕ
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В последние годы непрерывно расширяются исследования высоко-
температурных композиционных материалов [141]. Одним из пер-
спект твных направлений в этой области является разработка жаро-
прочных композиционных материалов на основе никелевых спла-
144
bob, армированных волокнами тугоплавких металлов [142, с. 55—69;
143], При получении таких материалов используются методы, вклю-
чающие совместную деформацию разнородных компонентов (воло-
кон и матрицы).
Нами изучены композиционные материалы с матрицей из жаро-
стойкого сплава ХН70Ю (ЭИ652) и ряда других сплавов, армирован-
ные волокнами вольфрама и молибденового сплава ЦМ2А (0,1%
Мо, 0,1% Ti—Zr) [140, 142—147]. Материалы получали в виде прут-
ков методом заливки арматуры расплавом матрицы с последующей де-
формацией литой заготовки. Схема процесса заливки показана на
рис. 62. Армирующие проволоки диаметром 2—4 мм устанавливали
в кассете, изготовленной из листовой нержавеющей стали, которую
помещали в изложницу диаметром 90 мм. Заливку изложницы ра-
сплавом матрицы, перегретым до соответствующей температуры,
проводили в вакуумной индукционной печи через специальную во-
ронку.
Полученные литые заготовки после обрезки и обточки до диа-
метра 77 мм подвергали горячей деформации на прутки диаметром
10—25 мм по двум технологическим схемам: прессованием (экстру-
дированием) и прессованием с последующей прокаткой.
Заготовки прессовали на гидравлическом прессе усилием
1500 тс в матрицах с углом входного конуса 120°. В качестве тех-
нологической смазки использовали стекло. Заготовки нагревали в
печи сопротивления в среде водорода до ИЗО—1150°С. Контейне-
ры перед прессованием подогревали до 300—350°С.
На рис. 63 показано изменение поперечного сечения волокон
при прессовании, определенное в результате непосредственного из-
мерения диаметра волокон в разных сечениях прессостатка. Видно,
что диаметр волокон уменьшается на небольшом участке очага де-
формации. При этом в центральной части пучка волокон диаметр
изменяется раньше, чем у его периферии. Из рис. 63 также видно,
что наряду с утонением волокон по мере их входа в очаг деформа-
ции происходит их искривление. На периферии пучка изгиб волокон
больше, чем в центральной части. Это указывает на сложную схе-
му напряженного и деформированного состояния волокон.
Рас. 62. Схема получения
питой армированной заго-
товки:
I — изложница; 2 — пучок
армирующих проволок; 3 —
кассета; 4—пробка для вы-
бивания слитка
Рис. 63. Формоизменение арми-
рующих волокон {0—4} при
прессовании (штриховые кри-
вые — границы очага деформа-
ции)
145
chipmaker.ru
Исследование прессованных прутков показало, что при опти-
мальных коэффициентах вытяжкн, когда отсутствует дробление
волокон, последние сохраняют форму, близкую к округлой, а диа-
метры сечения волокон по всему пучку практически одинаковы н
отвечают общей вытяжке всей заготовки. Некоторое изменение диа-
метра волокон наблюдается на концах прутка (на участках длиной
50—80 мм).
Изучение состояния волокон в прутках методами металлографы
веского анализа, рентгеновской дефектоскопии и вытравливания во-
локон в реактиве, растворяющем металл матрицы, показало, что
допустимые вытяжки при прессовании зависят от материалов компо-
нентов, диаметра и объемной доли волокон. Для заготовок из спла-
ва ХН70Ю, содержащего около 30% (по объему) волокон вольфра-
ма диаметром 2 и 4 мм, максимальные коэффициенты вытяжки
Ртах составляют ОКОЛО 7 И 10 соответственно. Прн Ц>р.тах про-
исходит дробление волокон, приводящее к резкому снижению проч-
ности материала.
Общий коэффициент вытяжки можно значительно увеличить
(до р=504-60), ие ухудшая свойств материала, если использовать
двукратное прессование. Как после однократного, так н после дву-
кратного прессования волокна сохраняют заданное расположение
в матрице и начальную форму поперечного сечения.
Прутки, полученные прессованием литой заготовки, были также
прокатаны в валках, калиброванных по системе овал — квадрат. Пе-
ред прокаткой и после каждого прохода прутки нагревали в газо-
вой печи до 1000—ПОО’С. Исследование изменения структуры прут-
ков в процессе прокатки показало, что в калибрах форма попереч-
ного сечення волокон существенно изменяется (рис. 64). По мере
Рис. 64. Макроструктура прутка из композиционного материала ХН70Ю +
+ 26% W (по объему) после прокатки в различных калибрах
146
Рис. 65. Температурные зависимости временного сопротивления н относитель-
ного сужения сплава ХН70Ю:
1 — неармпрованный сплав ХН70Ю; 2— ХН70Ю + 1,5% (по объему) ЦМ2А;
3 — ХН70Ю 4- 26% (по объему) ЦМ2А; 4 — ХН70Ю + 24% (по объему) W
увеличения числа проходов при прокатке различие волокон по фор-
ме поперечного сечеиия все более возрастает. Наблюдаются также
некоторые изменения взаимного расположения волокон, приводящие
к неоднородному распределению их в пучке. Следует отметить, что
изменение формы и размеров поперечного сечения волокон зависит
от того, из какого они материала. Менее прочные волокна из спла-
ва ЦМ2Л деформируются сильнее, чем волокна из вольфрама.
Таким образом, использование осесимметричной деформации
(экструдирования) композиционных материалов дает значительно
лучшие результаты по сравнению с деформацией по двум направ-
лениям (прокаткой).
Исследование механических свойств прессованных прутков из
композиционных материалов показало, что до 800°С армирование
слабо влияет на предел текучести никелевых сплавов и несколько
снижает временное сопротивление, особенно если материалы арми-
рованы волокнами вольфрама (рис. 65). Выше 800°С арми-
рование существенно повышает прочность сплавов, а при 1100—
1200°С материалы, содержащие около 25% (по объему) волокон,
в несколько раз прочнее неармированных сплавов. Пластичность ар-
мированных сплавов снижается с повышением температуры испыта-
ния и увеличением объемной доли волокон, но остается на достаточ-
но высоком уровне (рис. 65).
Уменьшение низкотемпературной прочности никелевых сплавов
в результате армирования волокнами вольфрама связано с охруп-
чиванием вольфрама при введении его в матрицу, что было под-
тверждено испытаниями на изгиб волокон, вытравленных из мат-
рицы
На рис. 66 показано изменение механических свойств сплава
ХН70Ю при 1100°С в зависимости от объемной доли волокон воль-
фрама V/. С увеличением V/ прочностные свойства (<тв, <тс,2) воз-
растают по линейной зависимости, соответствующей правилу сме-
сей, а характеристики пластичности (б, ф) и ударная вязкость (оп-
ределенная на круглых образцах диаметром 9 мм с надрезом ра-
диусом 1 мм и глубиной 1 мм) снижаются.
Результаты испытаний на длительную прочность (рис. 67) пока-
зали значительное повышение жаропрочности никелевых сплавов
при армировании волокнами вольфрама. Прочность материала
147
chipmaker.ru
Рис. 66. Изменение механических свойств сплава ХН70Ю при 1Ю0°С в зави-
симости от объемной доли волокон вольфрама
ХН70Ю+20% (по объему) W за 100 ч при 900—1200°С более чем в
10 раз превышает соответствующие значения для неармированного
сплава. Армирование сплава ХН70Ю волокнами молибденового
сплава ЦМ2А повысило длительную прочность прн 900°С. Однако
с повышением температуры испытаний относительное упрочнение
при армировании непрерывно уменьшается, так что при 1Ю0°С дли-
тельная прочность материала ХН70Ю+19% ЦМ2А превышает проч-
ность неармированного сплава лишь на 20—40%, а при 1200°С — на
10—15%.
Сравнение значений Оюо, полученных при различных темпера-
турах, и их сопоставление со значениями ов свидетельствует о бо-
лее интенсивном разупрочнении материалов, армированных волок-
нами ЦМ2Л с увеличением температуры и длительности испытания
Рис. 67. Длительная проч
носгь композиционных мате-
риалов при 11О0°С:
1 — неармированный сплав
ХН70Ю; 2 —ХН70Ю+19%
(по объему) ЦМ2А; 3 —
ХН70Ю + 14% (по объему)
W; 4 — ХН70Ю + 26% (по
объему) W; 5—ХН67МВТЮ+
+19% (по объему) ЦМ2А;
6 — ХН67МВТЮ+12% (по
объему) W
148
Ри\ 68. Микроструктура армированных прутков
в течение 1000 ч. Х100:
а — ХН?0Ю + ЦМ2А; б — ХЧ70Ю + W
после отжига при 1000°С
Металлографическое и микрорентгениспектральное исследова-
ния образцов композиционных материалов позволили связать ука-
занные изменения механических свойств со структурными измене-
ниями в материалах. Эти исследования показали, что с увеличением
температуры и длительности испытания в исследованных материа-
лах происходит рекристаллизация волокон, которая начинается у
поверхности и постепенно распространяется к центру волокна. При
длительности испытаний до 200 ч рекристаллизацию волокон ЦМ2А
наблюдали уже при 900°С; в волокнах вольфрама рекристаллизация
начиналась при 11WC и длительности испытаний около 100 ч. Со-
поставление с имеющимися данными о рекристаллизации проволоки
и прутков из этих материалов показало, что для волокон из нике-
левых сплавов типа ХН70Ю, ХН67МВТЮ и т. п., находящихся в
матрице, температура начала рекристаллизации снижается пример-
но на 200®С.
В материалах ХН70Ю-(-ЦМ2А при длительных высокотемпера
турных выдержках наряду с рекристаллизацией волокон происходят
существенные изменения в структуре и составе переходной зоны
на границе раздела волокно — матрица. Эти изменения характеризу-
ются образованием сплошной зоны хрупкой интерметаллидной фазы
(твердость около (7V750) и заметным уменьшением площади по-
перечного сечения волокна (рис. 68). С увеличением продолжитель-
ности выдержки прн высоких температурах существенно повыша-
ется концентрация хрома в волокнах ЦМ2А, в то время как диффу-
зия никеля в волокна весьма незначительна (рис. 69).
Данные микрорентгеноспектрального и рентгеиоструктурного
анализов интерметаллидной фаэь [1451 показали, что она соответ-
ствует p-фазе, образующейся в системе Ni—Сг—Мо.
В материалах XH70IO+W диффузионное взаимодействие ком-
понентов протекает значительно слабее, чем в системе ХН70ЮЦ-Мо
(рис. 68. 69). Образования интерметаллидной фазы на границе раз-
дела в системе XH70IO4-W не обнаружено, однако после длитель-
ных выдержек вокруг волокон наблюдается зона диффузионной по-
ристости (рис. 68, б), связанная с эффектом Киркендалла [95,
с. 113]. Отсутствие пористости в материалах ХН70Ю+ЦМ2А мож-
149
chipmaker.ru
Рис. 69. Распределение элементов вблизи границы раздела волокно—матрица
после отжига при П00°С в течение 1000 ч:
а — ХН70Ю + ЦМ2А; б — ХН70Ю + W
но объяснить наличием в матрице выделений второй фазы, которые
служат стоками вакансий, образующих поры.
Приведенные данные свидетельствуют о более высокой терми-
ческой стабильности волокон вольфрама в никельхромовой матрице
и необходимости использования барьерных покрытий для волокон
молибденовых сплавов. Физико-химическое взаимодействие вольфра-
мовых волокон с матрицей можно еще более уменьшить путем под-
бора оптимального состава матрицы ДД45Д.
Список литературы
1. Голованенко С. А., Меандров Л. В. Производство биметаллов.
М„ «Металлургия», 1966. 304 с. с ил.
2. Биметаллический прокат. М., «Металлургия», 1970. 263 с. с ил.
Авт.: П. Ф. Засуха, В. Д. Коршиков, О. Б. Бухвалов и др.
3. Астров Е. И. Плакированные многослойные металлы. М., «Ме-
таллургия», 1965. 239 с. с ил.
4. Каракозов Э. С. Соединение металлов в твердой фазе, М., «Ме-
таллургия», 1976. 264 с. с ил.
5. Король В. К-, I ильденгорн М. С. Основы технологии производ-
ства многослойных металлов. М., «Металлургия», 1970. 238 с.
с ил.
6. Голованенко С- А. — «Металловедение и термическая обработка
металлов», 1972, № 1, с. 42—47.
7. Кашпар Ф. Термобнметаллы в электронике. М. — Л., Госэнерго-
издат, 1961. 447 с. с ил.
8. Семенов А. П. Схватывание металлов. М., Машгиз, 1958. 280 с.
с ил.
9. Рыкалин Н. Н., Шоршоров М. X., Красулин Ю. Л. — «Изв. АН
СССР. Неорганические материалы», 1965, т. 1, № 1, с. 29—36.
10. Красулин Ю. Л., Шоршоров М. X. — «Физика и химия обра-
ботки материалов», 1967, № 1, с. 89—97.
11. Шоршоров М. X., Красулин Ю. Л., Дубасов А. М. и др. — «Сва-
рочное производство», 1967, № 7, с. 14—17.
12. Никифоров Г, Д, Дьяченко В. В., Орлов Б. Д. и др. — «Свароч-
ное производство», 1967, № 12, с. 4—7.
13. Касаткин Б. С. и Кораб Г. Н. — «Автоматическая сварка»,
1967, № 4, с. 33—38.
14. Гельман А. С. — «Сварочное производство», 1969, № 2, с. 46—
48.
15. Суганеев Ю. С., Шоршоров М. X., Якутович М. В. — «Физика
и химия обработки материалов», 1970, № 4, с. 99—106.
16. Каракозов Э. С., Петров В. А., Шоршоров М. X. и др. — «Тех-
нология, теплотехника и автоматизация металлургического про-
изводства». М-, «Металлургия», 1972 (МВМИ. Сб. № 12),
с. 155—157.
17. Казаков Н. Ф.—«Сварочное производство», 1973, № 9, с. 48—
50.
18. Каракозов Э. С., Мякишев Ю. В., Лебедев Н. В. — «Автомати-
ческая сварка», 1973, № 4, с. 15—18.
19. Алов А. А. — «Сварочное производство», 1975, № 1, с. 54—55.
20. Биметаллические трубы. М., «Металлургия», 1974. 224 с. с нл.
Авт.: М. И. Чепурко, В. Я. Остренко, Е. А. Резников н др.
21. Лозинский М. Г., Тананов А. И. — «Машиноведение», 1967
№ 3, с. 85—95.
22. Биметаллические соединения. М., «Металлургия», 1970. 278 с.
с ил. Авт.: К. Е. Чарухина, С. А. Голованенко, В. А. Мастеров,
Н. Ф. Казаков.
23. Маковский В. А., Ейльман Л. С. Основы норм и практики про-
изводства биметаллических прутков. М., «Металлургия», 1971.
192 с. с ил.
24. Червяков В. В., Голованенко С. А., Быков А. А. и др._«Ме-
талловедение и термическая обработка металлов», 1975 № 11
с. 32—34.
151
chipmaker.ru
25. Беседин А. И., Владимиров Л. П. — «Физика и химия обработ-
ки металлов». 1967, Ns 2, с. 56—62.
26. Справочник по расчетам равновесий металлургических реак-
ций. М., Металлургиздат, 1963. 416 с. с ил. Авт.: А. Н. Кре-
стовников, Л. П. Владимиров, Б. С. Гуляницкий и др.
27. Владимиров Л. П. — «Журнал физической химии», 1956, т. 30,
вып. 6, с. 1396—1399.
28. Кобрин М. М., Бируля А. А., Кудрявцева Л. В. — Заводская
лаборатория», 1971, Ns 9, с. 1131—1135.
29. Перепелица И. В., Гришков А. И. — «Сталь», 1971, Ns 11,
с. 1023—1025.
30. Чижиков Ю. М. Прокатываемость стали и сплавов. М., Метал-
лургиздат, 1961. 64 с.
31. Бельченко Г. И., Баранов А. А. — «Изв. вуз. Черная металлур-
гия», 1963, Ns 1, с. 97—105.
32. Двухслойные стали в химическом машиностроении. М-, «Маши-
ностроение», 1965. 152 с. с ил. Авт.: С. А. Гладыревская,
Л. В. Меандров, С. А. Голованенко, А. А. Быков.
33. Голованенко С. А., Якшина О. К-, Гуревич Я. Б. и др. — «Про-
мышленные биметаллы». Сб. Ns 2. М., 1970 (ВИЛС), с. 10—17.
34. Целиков А. И. Теория расчета усилий в прокатных станах. М.,
Металлургиздат, 1962. 494 с. с ил.
35. «Производство биметаллов». М., «Металлургия», 1965
(ЦНИИЧМ. Сб. Ns 42).
36. Долженков Ф. Е„ Кривоносов Ю. И., Волчек Ф. Р., Бать
Ю. Я. — «Бюл. ин-та «Черметинформация», 1963, Ns 16, с. 31—
33.
37. Раков К М., Буше Н. А., Гуляев А. С. Новые биметаллы для
подшипников. М., «Транспорт», 1967. 40 с. с ил.
38. Рудницкий Н. М„ Курицина А. Д„ Королев Ф. В., Корсун-
ская К- Н. — «Вестник машиностроения», 1960, № 12, с. 33—35.
39. Бехелев В. П. — Бюл. «Цветная металлургия», 1963, Ns 11,
с. 41—43.
40. Карасевич В. И., Приходько В. Б. — «Цветные металлы», 1959,
Ns 10, с. 68—75.
41. Пирязев Д. И. — «Труды НТО ЧМ». Т. XXXI. М., Металлург-
издат, 1962, с. 171—174.
42. Мазурик П. И. — «Металлург», 1962, Ns 4, с. 27—29.
43. Аркулис Г. Э. Совместная пластическая деформация разных
металлов. М., «Металлургия», 1964. 270 с. с ил.
44. Астров Е. И. и Дорошев Ю. Ф. — «Научно-технический сборник
проектно-технического и научно-исследовательского института
Горьковского СНХ». Вып. 3. Горький, 1'960, с. 44—47.
45. Филонов В. А., Подгородецкий А. А., Ксендзук Ф. А., Ло-
ла В. Н.— «Сталь», 1958, Ns 2, с. 188—191.
46. Биметаллическая проволока. М., Металлургиздат, 1963. 122 с.
с ил. Авт.: А. Л. Тарнавский, В. В. Гурылев, Б. Б. Щуровский
и др.
47. Лещинский Л. К-> Лаврик П. Ф., Цолоко Е. С. «Сталь», 1968,
Ns 8, с. 721.
48. Челноков Н. М.— «Новые вопросы сварочной техники». М.,
Машгиз, 1952 (МВТУ. Сб. № 20), с. 54—58.
49. Донцов П. М., Папуш А. Г., Аристов В. С. и др. — «Сталь»,
1964, Ns 2, с. 149—152.
152
50. Лозинский М. Г., Пашков П. О. — В кн.: Высокоскоростная де-
формация. М„ «Наука», 1971, с. 7—15.
51. Седых В. С., Бондарь М. П. — «Сварочное производство», 1963,
№ 2, с. 1—5.
52. Дерибас А. А. — «Вестник АН СССР», 1965, № 7, с. 80—82.
53. Строение н свойства биметаллических материалов. М-, «Наука»,
1975. 123 с. с ил. Авт.: А. И. Тананов, В. Д. Катихин, И. С. Гузь
и др.
54. Голованенко С. А., Масленков С. Б., Коннова И. Ю. — «Спе-
циальные стали и сплавы». М., «Металлургия», 1968 (ЦНИИЧМ.
Сб. № 65), с. 43—49.
55. Голованенко С. А., Суровцев А. П.— «Бюл. ин-та «Черметин-
формация», 1972, № 6, с. 55—58.
56. Устименко В. А., Коннова И. Ю., Ткачев А. В. и др. — «Метал-
ловедение и термическая обработка металлов», 1974, № 2,
с. 50—51.
57. Пиленкевич А. Н. Практика электронной микроскопии. Методы
препарирования. Москва — Киев, Машгиз, 1961. 175 с. с ил.
58. Лаборатория металлографии. М., «Металлургия», 1965. 440 с.
с ил. Авт.: Е. В.Панченко, Ю. А. Скаков, Б. И. Кример и др.
59. Масленков С. Б. Применение микрорептгеноспектрального ана-
лиза. М., «Металлургия», 1968. ПО с. с ил.
60. Гольдин М. А., Кривоносов Ю. И., Ковалев Г. Н. и др. — «За-
водская лаборатория», 1965, № 2, с. 202—203.
61. Брук Б. И. Авторадиографическое исследование металлов. Л.,
«Судостроение», 1966. 322 с. с ил.
62. Грузин П. Л., Бабикова Ю. Ф., Борисов Е. В. и др. — «Пробле-
мы металловедения и физика металлов». Сб. № 5. М„ Метал-
лургиздат, 1958 (ЦНИИЧМ. Ин-т металловедения и физики
металлов), с. 327—365.
63. Голованенко С. А. — «Металловедение и термическая обработка
металлов», 1971, № 1, с. 47—52.
64. Темкин М. И., Шварцман Л. А. — «Журнал физической химии».
1949, т. 23, № 6, с. 755—760.
65. Голованенко С. А., Масленков С. Б., Коннова И. Ю. — «Спе-
циальные стали и сплавы». М., «Металлургия», 1967 (ЦНИИЧМ.
Сб. № 52), с. 58—63.
66- Голованенко С. А.. Масленков С. Б., Коннова И. Ю- — В кн.:
Диффузия в металлах и сплавах (Сб. трудов III Всесоюзной
конференции в Тульском политехническом ин-те). Тула, 1968,
с. 401—409.
67. Щербединский Г. В., Голованенко С. А.. Шайдуров В. И. и др.—
«Защита металлов», 1968, № 3, с. 305—308.
68. Новиков Б. А., Коннова И. Ю., Щербединский Г. В. и др. —
«Физика и химия обработки материалов», 1972, № 5, с. 83—87.
69. Голованенко С. А., Якшина О. К-, Першина Н. Ф., Чуб В. М. —
«Сталь», 1968, № 3, с. 268—271.
70. Суровцев А. П., Щербединский Г. В., Голованенко С. А. — «Фи-
зика и химия обработки материалов», 1972, № 2, с. 119—125.
71. Голиков И. И. Дендритная ликвация в стали. М., Металлург-
издат, 1958. 206 с. с ил.
72. Bastien Р. — «Revue metallurgle», 1961, № 58, № 12, р. 1039-
1048.
73. Химушин Ф. Ф. Нержавеющие стали. М., «Металлургия», 1967.
798 с. с ил.
153
chipmaker.ru
74. Грузин П. Л. — «ДАН СССР. Техническая физика», 1952, т. 86,
2, с. 289—292.
75. Захарова М. И. — «Цветные металлы», 1932, № 4, с. 542—550.
76. Гарбуз Н. А.— «Цветные металлы», 1946, № 2, с. 59—61.
77. Майборода В. П„ Копань В. С. — «Изв. АН СССР. Металлы»,
1973, № 3, с. 132—136.
78. Левин Я- Н. — Ъ кн.: Тезисы докадов XXIX Научно-техниче-
ской конференции по итогам научно-исследовательских работ
за 1965 г. Магнитогорск, 1966 (Магнитогорский горнометаллур-
гический ин-т им. Г. И. Носова), с. 52—53.
79. Голованенко С. А., Устименко В. А., Масленков С. Б. и др.—
«Бюл. ин-та «Черметинформация», 1965, № 9, с. 36—39.
80. Могутное Б. М., Томилин И. А., Шварцман Л. А. Термодина-
мика железоуглеродистых сплавов. М., «Металлургия», 1972.
328 с. с ил.
81. Ковенский И. И. «Физика металлов и металловедение», 1963,
т. 16, № 4, с. 613—614.
82. Smith R. Р. — «Trans. А1МЕ», 1966, v. 236, № 8, р. 1224—1227.
83. Борисов В. Т., Голиков В. М., Савилов Е. С., Щербедин-
ский Г. В. — «Проблемы металловедения и физики металлов».
М., «Металлургия», 1965 (ЦНИИЧМ. Сб. № 36), с. 305—310.
84. Земский С. В., Голованенко С. А., Чуб В. М. — «Специальные
стали и сплавы». М., «Металлургия», 1970 (ЦНИИЧМ. Сб.
№ 77), с. 150—159.
85. Емельяненко Л. П., Новиков Б. А., Голиков В. М. и др.—
«Сталь», 1967, № 12, с. 1116—1118.
86. Грузин П. Л. — «Металловедение и термическая обработка ме-
таллов», 1960, № 10, с. 5—13.
87. Блантер М. Е. — «Заводская лаборатория», 1949, № 9, с. 1077—
1079.
88. Криштал М. А. Диффузионные процессы в железных сплавах.
М., Металлургнздат, 1963. 278 с. с нл.
89. Юрков В. А., Криштал М. А. — «ДАН СССР», 1953, т. 92, № 6,
с. 1171—1172.
90. Шъюман П. Диффузия в твердых телах. Пер. с англ. М., «Ме-
таллургия», 1966. 194 с. с нл.
91. Блантер М. Е. — «Заводская лаборатория», 1948, № 3, с. 296—
306.
92. Конторович И. Е„ Мермелыитейн Ю. А. — «Вопросы металлур-
гии и металловедения», М., «Металлургия», 1962 (МВМИ. Сб.
№ 4), с. 48—52.
93. Бакштейн С. 3., Кишкин С. Т„ Мороз Л. М. Исследование
строения металлов методом радиоактивных изотопов. М.,
Оборонгиз, 1959. 217 с. с ил.
94. Конкова И. Ю. — «Производство и свойства стали н сплавов».
М., «Металлургия», 1968 (ЦНИИЧМ. Сб. № 63), с. 95—99.
95. Гегузин Я. Е. Очерки о диффузии в кристаллах. М., «Наука»,
1974. 115 с. с ил.
96 Бурылев Б. П.— «Изв. вуз. Черная металлургия», 1968, № 2.
с. 5—11.
97. Schenk Н., Keiser Н. — «Arch. Eisenhiittenw.», 1960, Bd 31,
g 227______235
98. Heumann F., Schenk H. - «Arch. Eisenhiittenw.», 1959, Bd 30,
№ 8, S 477—484.
99. Smith R P. — «Amer. J. Chem. Soc.», 1948, v. 70, № 8, p. 2724—
2729.
154
100. Щербединский Г. В., Шайдуров В. И. — «Журнал физической
химии», 1968, т. XII, вып. 3, с. 660—662.
101. Hecker А. Winchell Р. G. — «Trans. AlME», 1963, v. 227,
р. 732—736.
102. Bungarat К, Preisendan Z. H., Lehnert G. — «Arch. Eisenhiit-
tenw.», 1964, Bd 35, № 10, S. 999—1007.
103. Zupp R. R„ Stevenson D. A. — «Trans. А1МЕ», 1966, v. 236,
p. 1316 1324.
104. Петрова E. Ф., Шварцман JI. A. — «Проблемы металловедения
и физики металлов». Сб. № 6. М., Металлургиздат, 1959
(ЦНИИЧМ. Ин-т металловедения и физики металлов», с. 259—
292.
105. Криштал М. А., Давыдов JO. И. — В кн.: Диффузионные про-
цессы в металлах. Киев, «Наукова думка», 1966, с. 112—120.
106. Гудремон Э. Специальные стали. Пер. с ием. Т. I. М., Метал-
лургииздат, 1959. 952 с. с ил.
107. Меськин В. С. Основы легирования сталей. М., «Металлургия»,
1964. 684 с. с ил.
108. Smith R. Р,— «Trans. А1МЕ», 1960, v. 218, р. 62—64.
109. Tuma Н., Grdbner Р., Lobl К. — «Arch. Eisenhiittenw.», 1969,
Bd 40, № 9, p. 727—733.
110. Голованенко С. А., Коннова И. Ю., Томилин И. А. — Завод-
ская лаборатория», 1973, № 2, с. 178—181.
111. Голованенко С. А., Томилин И. А., Коннова И. Ю. — «Изв. АН
СССР. Металлы», 1973, № 2, с. 72—75.
112. Коннова И. Ю., Голованенко С. А. — «Металловедение и терми-
ческая обработка металлов», 1972, № 10, с. 32—37.
113. Голованенко С. А., Коннова И. К). — «Металловедение и терми-
ческая обработка металлов», 1971, № 7, с. 38—43.
114. Zupp R. Р., Stevenson D. А. — «Trans. AIME», 1968, v. 242,
№ 5, р. 862—864.
115. Kase М. — «Kovove materialy», 1970, VIII, № 3, p. 238—247.
116. Суровцев А. П., Щербединский Г. В., Голованенко С. А. — «За-
щитные покрытия на металлах». Сб. Ns 7. Киев, «Наукова дум-
ка», 1972, с. 165—172.
117. Иоселевич М. Б. «Сельхозтехника», 1940, № 2, с. 22—23.
118. Mohsenin N., Womochel И., Harvey D., Carleton W.— «Agricul-
tural Engineering», 1956, № 12, p. 816—820.
119. Рабинович И. П., Ниоловский И. А., Розенбаум А. Н. — «Сель-
хозмашина», 1J157, № 11, с. 10—15.
120. Рожков А. 3. —«Бюл. ЦНИИЧМ», 1948, № 18, с. 9—15.
121. Рабинович А. Ш. Самозатачивающиеся плужные лемехи и дру-
гие почворежущие детали машин. М., БТИ ГОСИНТИ, 1962.
107 с. с ил.
122. Плеханов П. С., Голованенко С. А., Кобызев В. К н др.—
«Сталь», 1965, № 10, с. 922—927.
123. Кнаушнер А. — «Сталь», 1966, Ns 1, с. 68—72.
124. Рабинович И. П. — «Тракторное и сельскохозяйственное машино-
строение», 1961, № 2, с. 17—24.
125. Голованенко С. А., Масленков С. Б., Коннова И. Ю. — «Метал-
ловедение и термическая обработка металлов», 1967, Ns 9,
с. 43—45.
126. Голованенко С. А., Чернов А. Н., Сапожников В. Н. и др.—
«Кузиечно-штамповочное производство», 1963, № 10, с. 7—9.
155
chipmaker.ru
127. Голованенко С. А., Розенбаум А. Н„ Булат С. И., Шумский
В. С. — «Металловедение и термическая обработка металлов»,
1969, № 7, с. 47—50.
128. Астров Е. М., Чичканов А. И. — В кн.: «Металловедение и
термическая обработка. Горький, книжное изд-во, 1959, с. 39—
46.
129. Качанов Н. Н. Прокаливаемость стали. М., «Металлургия»,
1964. 252 с. с ил.
130. Попов А. А., Попова Л. Е. Справочник термиста. Москва —
Свердловск, Машгиз, 1961. 430 с. с ил.
131. М. G. Losinskij (М. Г. Лозинский), A. I. Tananow (А. И. Тана-
нов). — «Technik», 1969, № 11, S. 711—714.
132. Ботвина Л. Р„ Иванова В. С., Маръяновская Т. С. и др.—«Изв.
АН СССР. Металлы», 1970, № 3, с. 146—151.
133. Белорусов С. И., Иванов В. Д„ Келехсаев В. Я. и др.—
«Сталь», 1965, № 7, с. 647—649.
134. Никифоров В. К., Засуха П. Ф„ Ершов А. А., Северюхин А. А.—
«Сталь», 1972, № 6, с. 549—551.
135. Лозинский М. Г., Натанзон Е. И., Темянко В. Г. — «Металлове-
дение и термическая обработка металлов», 1966, № 5, с. 27—29.
136. Гуляев А. П., Зикеев В. Н., Скотников В. В. и др. — «Автомо-»
бильная промышленность», 1971, № 4, с. 37—39.
137. Иванова В. С., Ботвинина Л. П., Кудряшов В. Г. — «Итоги
науки и техники. Металловедение и термическая обработка,
1970», М„ ВИНИТИ, 1971, с. 54—102.
138. Лозинский М. Г. — В кн.: Проблемы хладостойкости конструк-
ционных сталей. Иркутск, Восточно-Сибирское книжное изд-во,
1971, с. 237—252.
139. Катихин В. Д., Пашков П. О. — «Физика металлов и металло-
ведение», 1967, т. 23, № 4, с. 711—714.
140. Bloom D. S., Grant М. G.-—«Trans. А1МЕ», 1954, v. 200,
р. 261—268, 401—406.
141. Современные композиционные материалы. Пер. с англ. М.,
«Мир», 1970. 672 с. с ил.
142. Структура и свойства жаропрочных металлических материа-
лов. М., АН СССР — ЦНИИТМАШ, 1970.
143. Glenny R. 1. Е. — «Proc. Roy. Soc., London, 1970, v. АЗ 19,
№ 1536, p. 33—44.
144. Голованенко С. А., Масленков С. Б., Клыпин Б. А. и др.—
В кн.: Структура и свойства жаропрочных металлических ма-
териалов. М„ АН СССР — ЦНИИТМАШ, 1970, с. 69—74.
145. Голованенко С. А., Клыпин Б. А., Маслов А. М., Маслен-
ков С. Б. — «Физика и химия обработки материалов», 1975,
№ 4, с. 144—146.
146. Клыпин Б. А., Маслов А. М., Масленков С. Б. — «Металлове-
дение и термическая обработка металлов», 1971, № 8, с. 2—6.
147. Клыпин Б. А., Маслов А. М.. Масленков С. Б. — «Специальные
стали и сплавы». М., «Металлургия», 1974 (ЦНИИЧМ. Сб.
№ 3), с. 128—136.
ОГЛАВЛЕНИЕ
Введение ..... - ...................... 4
Глава I. ТЕОРИЯ И ТЕХНОЛОГИЯ ПРОЦЕССОВ ПОЛУЧЕНИЯ
СЛОИНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
1. Общие положения и классификация методов получения елей-
ных материалов........................................... У
2. Теория соединения металлов в твердой фазе .... 9
3. Технологические схемы получения биметаллов .... 23
Получение биметаллов горячей сваркой прокаткой 23
Получение биметаллов холодной сваркой прокаткой 28
Литейный метод получения биметаллов.......... 29
Метод электродуговой наплавки.................31
Получение биметаллов сваркой взрывом .... 31
4. Классификация слойных металлических материалов по ви-
дам и областям применения............................32
5. Методы исследования строения н свойств переходных зон
биметаллов..............................................34
Оптическая металлография и электронная микроскопия 35
Измерение микротвердости .... 35
Микрорентгеноспектральный анализ..................35
Метод радиоактивных изотопов . 36
Механические испытания ...........................37
Глава II. СТРУКТУРА И СВОЙСТВА КОРРОЗИОННОСТОЙКИХ
БИМЕТАЛЛОВ
1. Коррозионностойкие биметаллы с плакирующим слоем из
нержавеющих сталей......................................38
Коррозионностойкие биметаллы с плакирующими слоя-
ми из сталей 98X13 и 08Х18Н10(Т)..................40
Коррозионностойкие биметаллы с плакирующим слоем
из сталей 08Х17Т и 15Х25Т.........................53
2. Структура сварных соединений в биметаллах с плакирую-
щими слоями из цветных металлов и их сплавов .... 59
Углеродистая сталь + медь.........................59
Углеродистая сталь + никель................... . 60
Углеродистая сталь + никельмедный сплав (монель) 62
3. Выбор состава сталей для коррозионностойких биметаллов 65
Термодинамика и кинетика перераспределения элемен-
тов в переходном слое биметалла ........................ 65
Влияние легирования на диффузию углерода в сталях 70
157
chipmaker.ru ---- ----- ---- ---
Влияние легирования на активность углерода в сталях 74
Выбор состава промежуточных слоев для коррозион-
ностойких биметаллов.............................. 86
Выбор состава сталей плакирующего слоя . 106
4. Влияние термического воздействия на перераспределение
углерода и свойства коррозионностойких биметаллов . 112
5. Общие принципы конструирования биметаллов с плакирую-
щим слоем из нержавеющих сталей . . 118
Глава III. ИЗНОСОСТОЙКИЕ И ИНСТРУМЕНТАЛЬНЫЕ
БИМЕТАЛЛЫ
1. Виды износостойких и инструментальных биметаллов . . 119
2. Получение износостойких и инструментальных биметаллов
сваркой прокаткой и экструдированием....................122
Фасонный биметаллический прокат для самозатачиваю-
щихся плужных лемехов . ...................... . 122
Листовые биметаллы для лап культиваторов и дерево-
режущего инструмента ... ................ 124
Фасонные прессованные биметаллы для металлорежу-
щего инструмента и тракторных пальцев.............126
3. Термическая обработка износостойких и инструментальных
биметаллов.......................................... . 130
Биметалл углеродистая сталь + хромованадиевая сталь 130
Термическая обработка износостойких и инструмен-
тальных сталей . . ............... . 134
Глава IV. МНОГОСЛОЙНЫЕ И АРМИРОВАННЫЕ
МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
1. Многослойные конструкционные материалы .144
2. Высокотемпературные композиционные материалы . . . 144
Список литературы....................................... 151
ИБ № 885
Сергей Александрович
Голованенко
СВАРКА
ПРОКАТКОЙ
БИМЕТАЛЛОВ
Редактор издательства Л. М. Гордон
Художественный редактор Г. А. Жегин
Технический редактор И. А. Сперанская
Корректоры Н. И. Шефтель, Р. К. Гаврилина
Сдано в набор 14/IV 1977 г. Подписано в печать 31/VIII 1977 г.
Т-16337 Формат бумаги 84X108732 Бумага типографская № 1
Усл. печ. л. 8,40 Уч.-изд. л. 9,28
Тираж 4900 экз. Заказ 213 Изд. № 3357 Цена 1 р. 20 к.
Издательство «Металлургия», 11903-1, Москва, Г-34,
2-й Обыденский пер., д. 14
Подольский филиал ПО «Периодика» Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
г. Подольск, ул. Кирова, д. 25