/














Текст
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.2. СОСТАВ СТАНКА
1.2.I. Общий вид с обозначением составных
частей станка представлен на рис. 2.
л • *
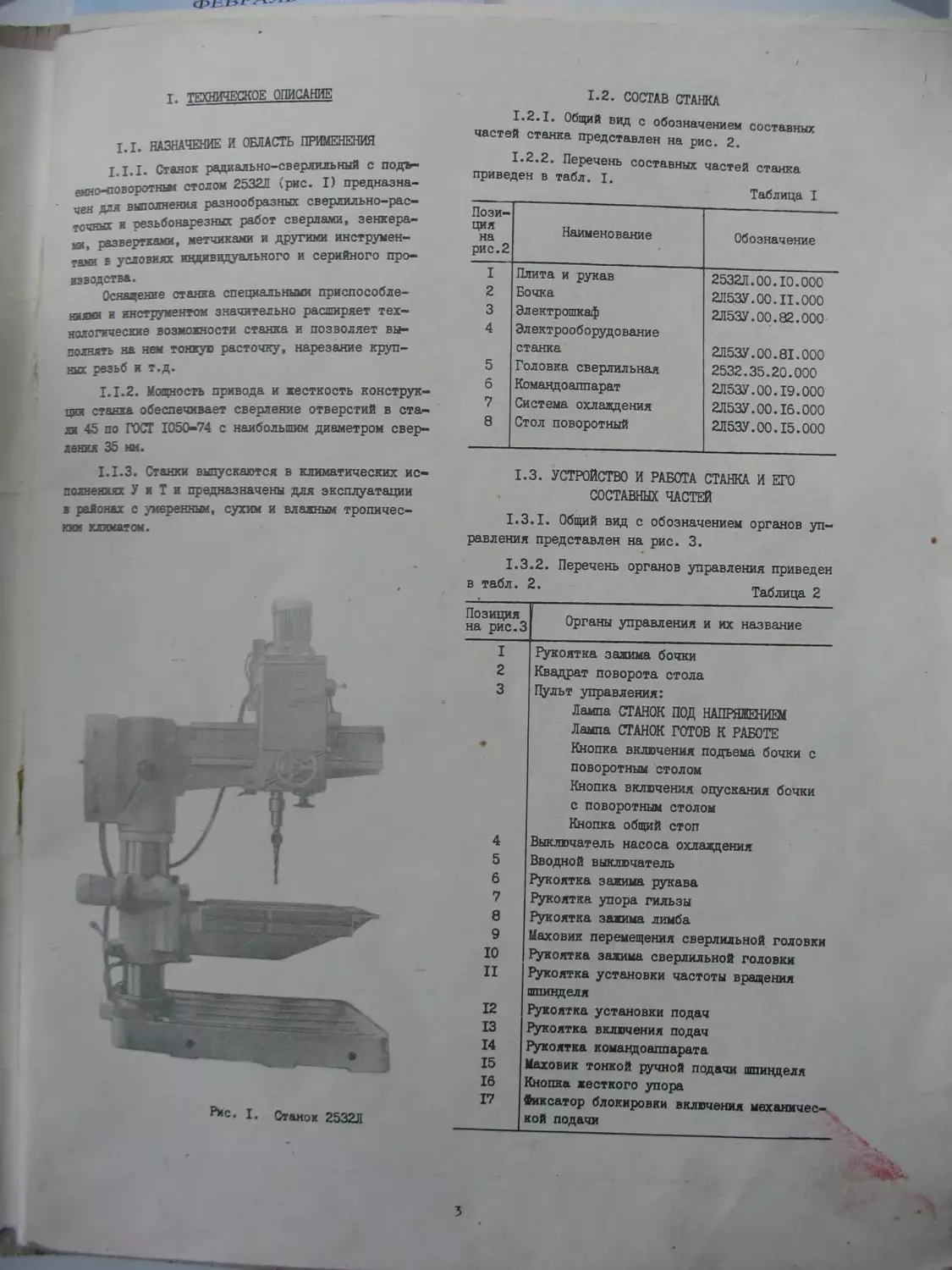
столом 2532Л (рис. I) предназна-
I I.I. Станок радиально—сверлильный с подь—
еино-поворэтн»< столом 2532Л (рис. I) предназна-
чен для выполнения разнообразных сверлильно-рао-
точных и резьбонарезных работ сверлами, зенкера-
ми, развертками, метчиками и другими инструмен-
-а.чи в условиях индивидуального и серийного про-
изводства.
Оснащение станка специальными приспособле-
ниями и инструментом значительно расширяет тех-
нологические возможности станка и позволяет вы-
полнять на нем тонкую расточку, нарезание круп-
I.I.2. Мощность привода и жесткость конструк-
ция станка обеспечивает сверление отверстий в ста-
ли 45 по ГОСТ 1050-74 с наибольшим диаметром свер-
ления 35 мм.
I.I.3. Станки выпускаются в климатических ис-
полнениях У ж Т и предназначены для эксплуатации
в районах с умеренным, сухим и влажным тропичес-
ким климатом.
1.2.2. Перечень составных частей станка
приведен в табл. I.
Таблица I
Пози- ция на рис. 2 Наименование • Обозначение
I Плита и рукав 2532Л.00.10.000
2 Бочка 2Л53У.00.11.000
3 Электрошкаф 2Л53У.00.82.000
4 Электрооборудование
станка 2Л53У.00.81.000
5 Головка сверлильная 2532.35.20.000
6 Командоаппарат 2Л53У.00.19.000
7 Система охлаждения 2Л53У.00.16.000
8 Стол поворотный 2Л53У.00.15.000
1.3. УСТРОЙСТВО И РАБОТА СТАНКА И ЕГО
СОСТАВНЫХ ЧАСТЕЙ
1.3.I. Общий вид с обозначением органов уп-
равления представлен на рис. 3.
1.3.2. Перечень органов управления приведен
в табл. 2.
Таблица 2
Позиция
на рис.З
I
2
3
4
5
6
7
8
9
10
II
12
13
14
15
16
Органы управления и их название
Рис. I. Станок 2532Л
Рукоятка зажима бочки
Квадрат поворота стола
Пульт управления:
Лампа СТАНОК ПОД НАПРЯЖЕНИЕМ
Лампа СТАНОК ГОТОВ К РАБОТЕ
Кнопка включения подъема бочки с
поворотным столом
Кнопка включения опускания бочки
с поворотным столом
Кнопка общий стоп
Выключатель насоса охлаждения
Вводной выключатель
Рукоятка зажима рукава
Рукоятка упора гильзы
Рукоятка зажима лимба
Маховик перемещения сверлильной головки
Рукоятка зажима сверлильной головки
Рукоятка установки частоты вращения
шпинделя
Рукоятка установки подач
Рукоятка включения подач
рукоятка командоаппарата
Маховик тонкой ручной подачи шпинделя
Кнопка жесткого упора
Фиксатор блокировки включения механичес-
кой подачи
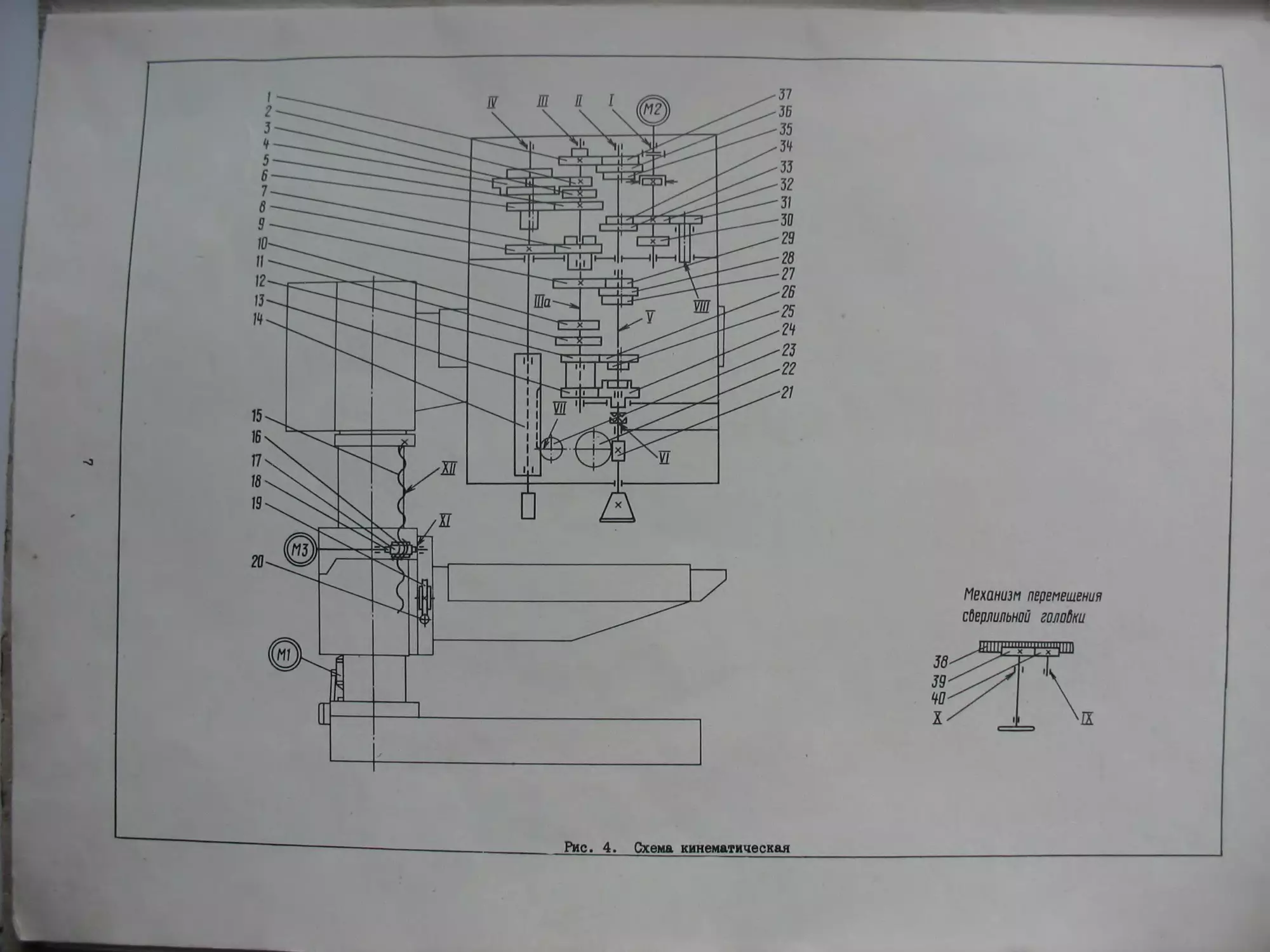
Рис. 4. Схема кинематическая
Механизм перемещения
сверлильной головки
Таб
лица 4
Число зубьев
Куда входит
позиция зубчатых^,
на рис.
4
лес или захо-
дов червяков
ходовых вин-
тов
Модуль
или шаг,
мм
Ширина
обода
зубча-
того
колеса,
мм
Материал
Показатели свп»л
“атериалов^1,8
Плита и рукав
Бочка
То же
ЛКЯЬИ&я
Головка
сверлильная
То же
Стол поворот-
ЯП»
2
Зубья ТВЧЬ 1,2.
10
2,0
29
15; 10
4
10
51
5
30
2,5
б
2,0
2
8
10
31
9
10
2,0
17
10
10
2
2,0
24
2
10
47
13
25
2
10
2,0
14
2,5
HRC
16
65
36
18
2
2,5
50
19
2,5
50
3
3
30
13;8
41
14
2,5
2,5
10
18
Чугун СЧ 20
ГОСТ 1412-79
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Трапецеидаль-
ная 40x6
Трапецеидаль-
ная 40x6
НВ 241...285
Витки ТВЧ hl,2...2,0
HRC 52...56
HRC 24...30
НВ 229...280
Зубья TB4h 1,2...2,0
НРС 50...54
Зубья TB4h 1,2...2,0
НРС 24...30
Витки ТВЧ hl,2...2,0
НРС 50...54
Зубья НВ 170
Зубья ТВЧЬ 1,2...2,о
Зубья TB4h 1,2...2,0
Зубья TB4hI,2...2,0
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71 •
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 20Х
ГОСТ 4543-71
Сталь 45
ГОСТ 1050-74
Бронза Бр.А9 ЖЗЛ
ГОСТ 493-79
Бронза Бр.А9 ЖЗЛ
ГОСТ 493-79
Сталь 40Х
ГОСТ 4543-71
120
Нб ПОЛНОЙ ОК-
РУЖНОСТИ
Сталь 45
ГОСТ 1050-74
Чугун СЧ 20
ГОСТ 1412-79
Сталь 40Х
ГОСТ 4543-71
Зубья TB4hI,2...2,0
HRC 50...54
Зубья ТВЧ 1,2.. .2,0
HRC 50...54
Зубья ТВЧhl,2...2,0
НРС 50...54
Зубья ТВЧ h1,2
HRC 50...54
Зубья ТВЧ hl,2...2,0
58...62
50
HRC 50...54
Зубья ТВЧиТ,2...2,0
НРС 50...54
Зубья ТВЧ hl,2
HRC 50...54
Цементировать
8
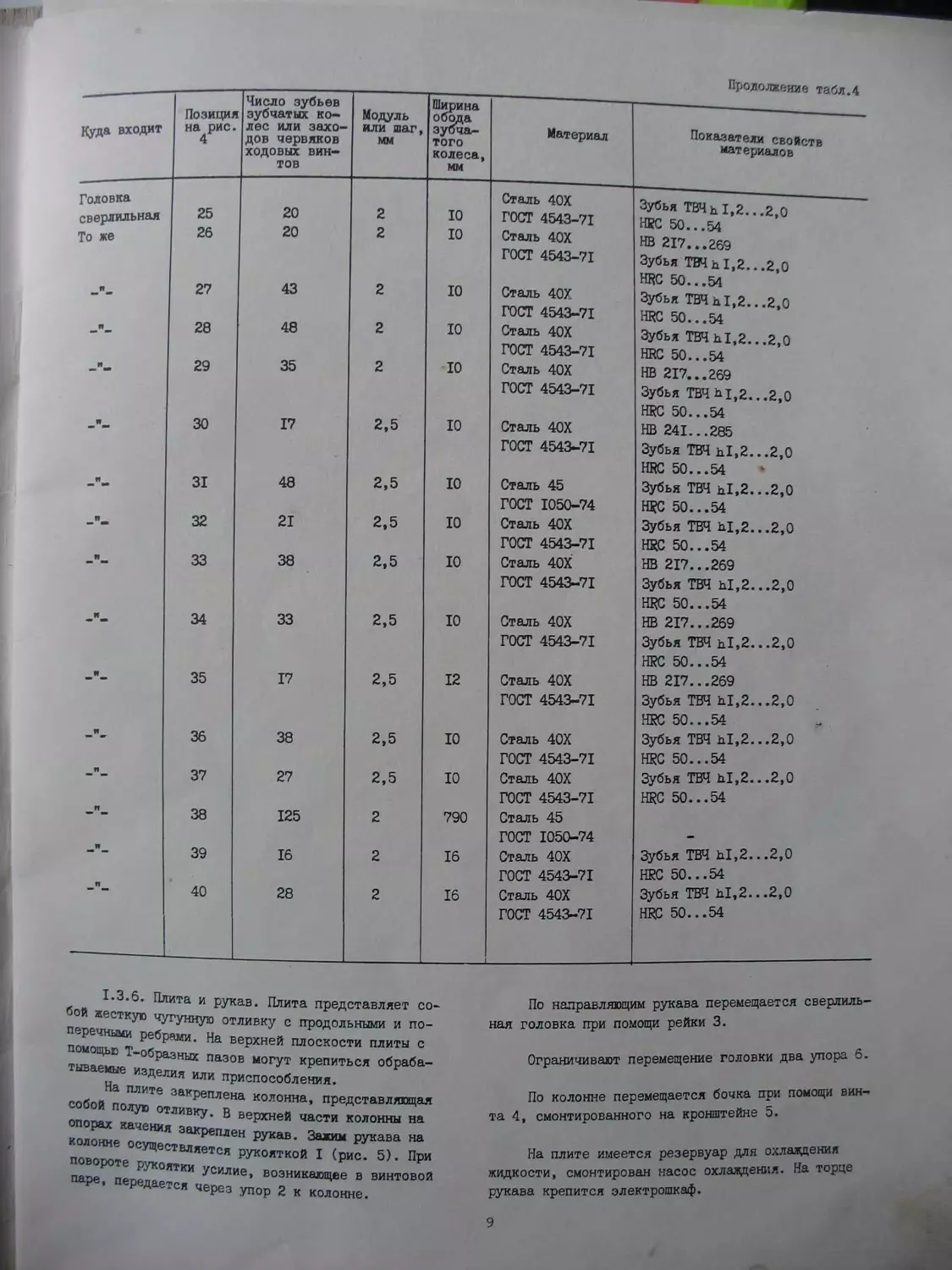
Продолжение табл.4
Куда входит
Зубья ТВЧ hl,2.. .2,0
Зубья ТВЧ hl,2...2,0
Зубья ТВЧ hl,2...2,0
Зубья ТВЧ hl,2...2,О
НВ 241...285
Зубья ТВЧ hI,2...2,0
HRC 50...54
Зубья ТВЧ hl,2...2,О
Показатели свойств
материалов
НВ 217...269
Зубья ТВЧ hl,2...2,0
HRC 50...54
НВ 217...269
Зубья ТВЧ hl,2...2,О
НВ 217...269
Зубья ТВЧ hl,2...2,О
Зубья ТВЧ hl,2...2,0
HRC 50...54
НВ 217...269
Зубья ТВЧ hl,2...2,0
Зубья ТВЧ h1,2...2,0
HRC 50...54
НВ 217...269
Зубья ТВЧ h1,2...2,0
27
28
н
W
34
И
35
И
37
п
38
п
Зубья ТВЧ Ы,2...2,0
40
и
Головка
сверлильная
То же
25
26
мм
Позиция
з
того
мм
По направляющим рукава перемещается сверлиль-
ная головка при помощи рейки 3.
Ограничивают перемещение головки два упора 6.
Число зубьев
на рис.
29
30
31
зубчатых ко-
лес или захо-
дов червяков
ходовых вин
тов
20
20
43
17
48
21
38
33
17
27
Модуль
Ширина
обода
или шаг
2
2,5
2,5
2,5
колеса,
10
10
10
10
10
10
10
10
10
10
10
10
790
16
1.3.6. Плита и рукав. Плита представляет со-
бой жесткую чугунную отливку с продольными и по-
перечными ребрами. На верхней плоскости плиты с
помощью Т-образных пазов могут крепиться обраба-
тываемые изделия или приспособления.
На плите закреплена колонна, представляющая
собой полую отливку. В верхней части колонны на
опорах качения закреплен рукав. Зажим рукава на
колонне осуществляется рукояткой I (рис. 5). При
повороте рукоятки усилие, возникающее в винтовой
паре, передается через упор 2 к колонне.
Материал
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 45
ГОСТ 1050-74
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Сталь 45
ГОСТ 1050-74
Сталь 40Х
ГОСТ 4543-71
Сталь 40Х
ГОСТ 4543-71
Зубья ТВЧ Ы,2.. .2,0
По колонне перемещается бочка при помощи вин-
та 4, смонтированного на кронштейне 5.
На плите имеется резервуар для охлаждения
жидкости, смонтирован насос охлаждения. На торце
рукава крепится электрошкаф.
Рис. 5. Плита и рукав
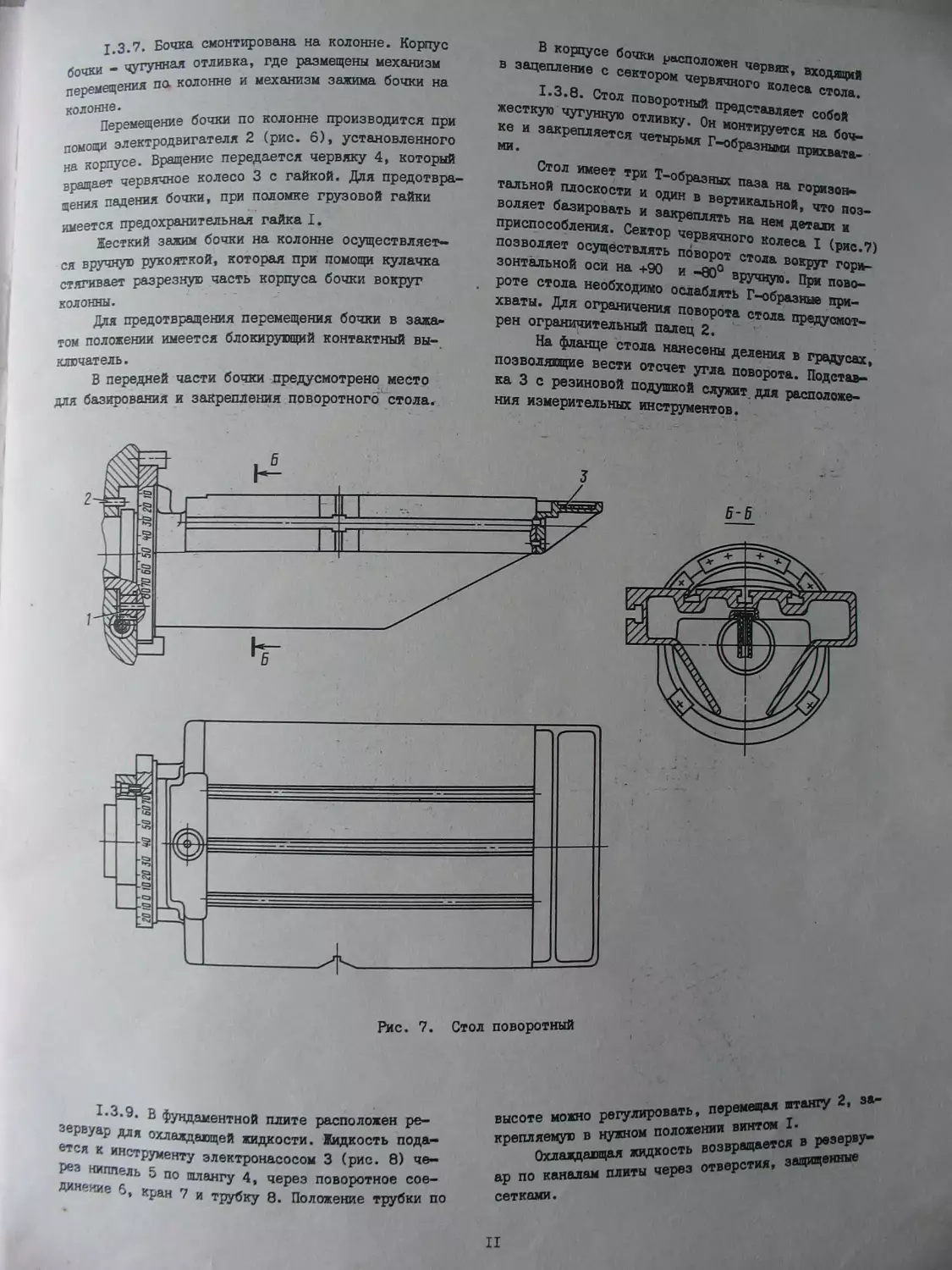
Бочка смонтирована на колонне. Корпус
иная отливка, где размещены механизм
по колонне и механизм зажима бочки на
бочки - ЧУ*,
перемещения
колонне.
Перемещение бочки по колонне производится пои
помощи электродвигателя 2 (рис. 6), установленного
на корпусе. Вращение передается червяку 4, который
вращает червячное колесо 3 с гайкой. Для предотвра-
щения падения бочки, при поломке грузовой гайки
имеется предохранительная гайка I.
Жесткий зажим бочки на колонке осуществляет-
ся вручную рукояткой, которая при помощи кулачка
ст.ягивает разрезную часть корпуса бочки вокруг
Для предотвращения перемещения бочки в зажа
том положении имеется блокирующий контактный ви
клочатель.
В передней части бочки предусмотрено место
для базирования и закрепления поворотного стола.
We.
% X,
В корпусе бочки расположен червяк, входящий
в зацепление с сектором червячного колеса ctZ
1.3.8. Стол поворотный представляет собой
жесткую чугунную отливку. Он монтируется на боч-
ке и закрепляется четырьмя Г-образными прихвата-
МИ.
Стол имеет три Т-образных паза на горизон.
тальной плоскости и один в вертикальной, что поз-
воляет базировать и закреплять на нем детали и
приспособления. Сектор червячного колеса I (рис.7)
позволяет осуществлять поворот стола вокруг гори-
зонтальной оси на +90 и -80° вручную. При пово-
роте стола необходимо ослаблять Г—образна при—
хваты. Для ограничения поворота стола предусмот—
рен ограничительный палец 2.
На фланце стола нанесены деления в градусах,
позволяющие вести отсчет угла поворота. Подстав-
ка 3 с резиновой подушкой служит для расположе-
ния измерительных инструментов.
вручную. При пово-
Рис. 7. Стол поворотный
1.3.9. В фундаментной плите расположен ре-
зервуар для охлаждающей жидкости. Жидкость пода—
к инструменту электронасосом 3 (рис. 8) че-
роз ниппель 5 по шлангу 4, через поворотное сое-
дине^е 6, кран 7 и трубку 8. Положение трубки по
регулировать, перемещая
нужном положении винтом
<ая жидкость
высоте можно
крепляемуп в
Охлажда!
ар по каналам плиты через
сетками.
1'И
пггангу 2, за-
возвращается в реэерву-
отверстня, защищенные
II
со-
1.3. Ю. Комаццоаппарат (рис. 9)расположен в
нижней правой части сверлильной головки.
Он предназначен для включения и реверсирова-
ния вращения шпинделя. Команд ©аппарат состоит из
корпуса, трех микровыключателей и рукоятки.
I 3-II- Головка сверлильная представляет
бой самостоятельный силовой агрегат, служащий для
сообщения шпинделю различных скоростей вращения и
соевых подач при выполнении всевозможных техноло-
гических операций.
3 состав сверлильной головки входит ряд сбо-
рочных единиц:
коробка скоростей, коробка подач, вал червя-
ка, штурвальное устройство, шпиндель, механизм
зажима.
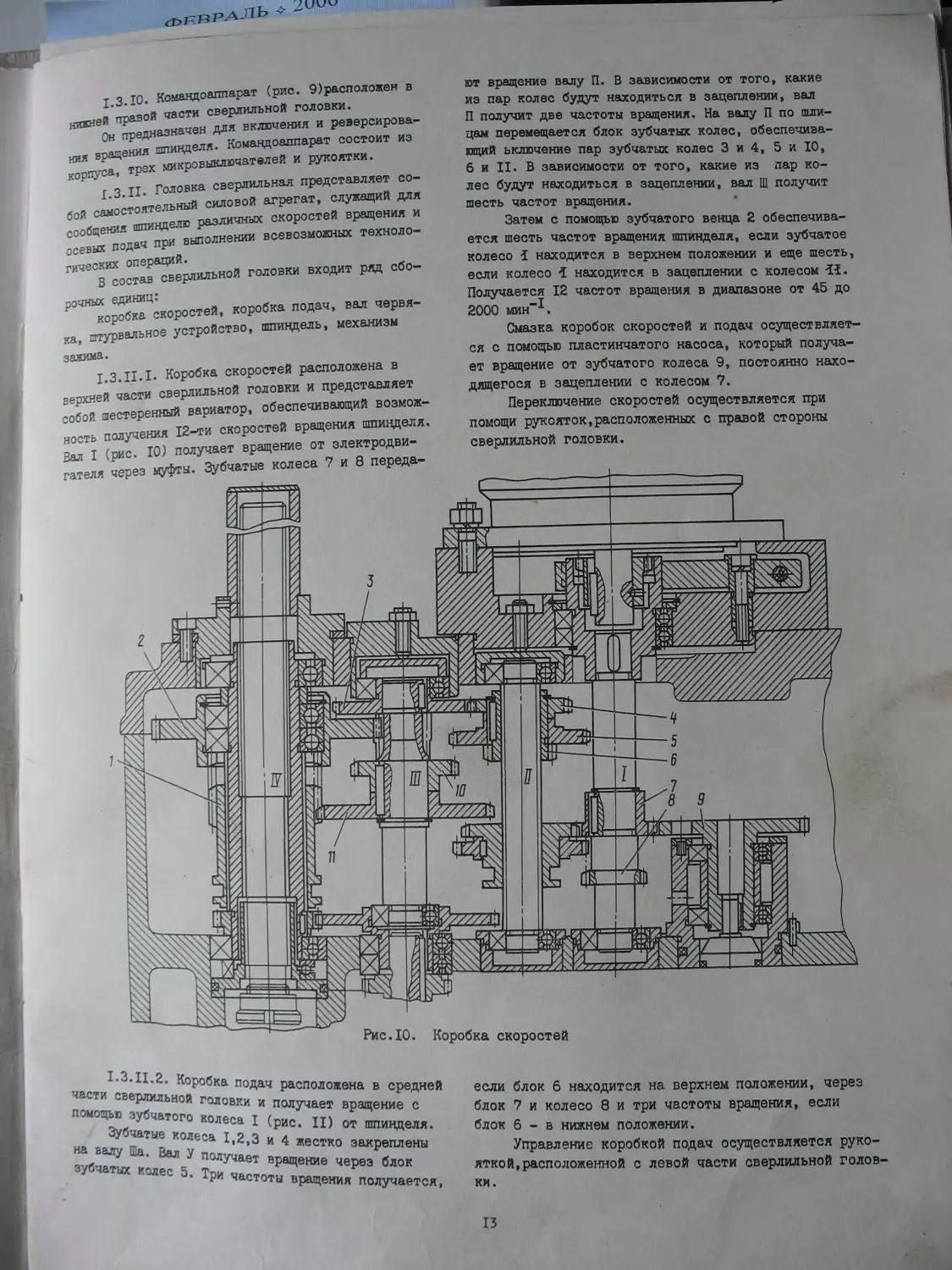
1.3.II.I. Коробка скоростей расположена в
верхней части сверлильной головки и представляет
собой шестеренный вариатор, обеспечивающий возмож-
ность получения 12-ти скоростей вращения шпинделя.
Зал I (рис. 10) получает вращение от электродви-
гателя через муфты. Зубчатые колеса 7 и 8 переда-
ядам
.10. Коробка скоростей
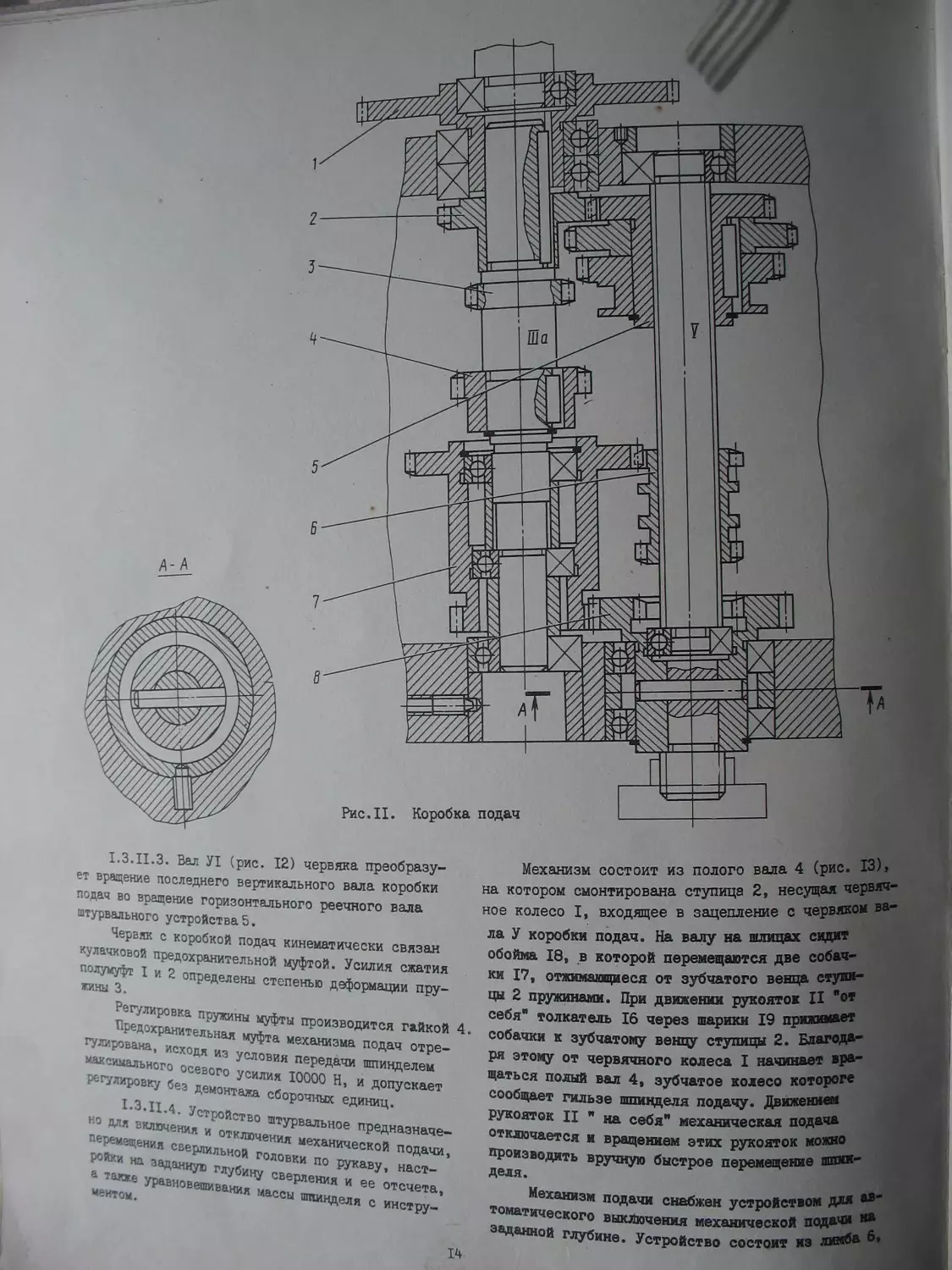
1.3.II.2. Коробка подач расположена в средней
части сверлильной головки и получает вращение с
помощью зубчатого колеса I (рис. II) от шпинделя.
Зубчатые колеса 1,2,3 и 4 жестко закреплены
на валу Ша. Вал У получает вращение через блок
зубчатых колес 5. Три частоты вращения получается,
1111
ют вращение валу П. В зависимости от того, какие
из пар колес будут находиться в зацеплении, вал
П получит две частоты вращения. На валу П по шли-
цам перемещается блок зубчатых колес, обеспечива-
щй включение пар зубчатых колес 3 и 4, 5 и 10,
би II. В зависимости от того, какие из пар ко-
лес будут находиться в зацеплении, вал Ш получит
шесть частот вращения.
Затем с помощью зубчатого венца 2 обеспечива-
ется шесть частот вращения шпинделя, если зубчатое
колесо 1 находится в верхнем положении и еще шесть,
если колесо -I находится в зацеплении с колесом И.
Получается 12 частот вращения в диапазоне от 45 до
2000 мин"1.
Смазка коробок скоростей и подач осуществляет-
ся с помощью пластинчатого насоса, который получа-
ет вращение от зубчатого колеса 9, постоянно нахо-
дящегося в зацеплении с колесом 7.
Переключение скоростей осуществляется при
помощи рукояток,расположенных с правой стороны
сверлильной головки.
если
блок 7 и колесо 8 и три частоты вращения, если
блок
блок 6 находится на верхнем положении, через
6 - в нижнем положении.
Управление коробкой подач осуществляется руко-
яткой, расположенной с левой части сверлильной голов-
ки.
13
подач
Рис.II. Коробка
4 (рис. 13),
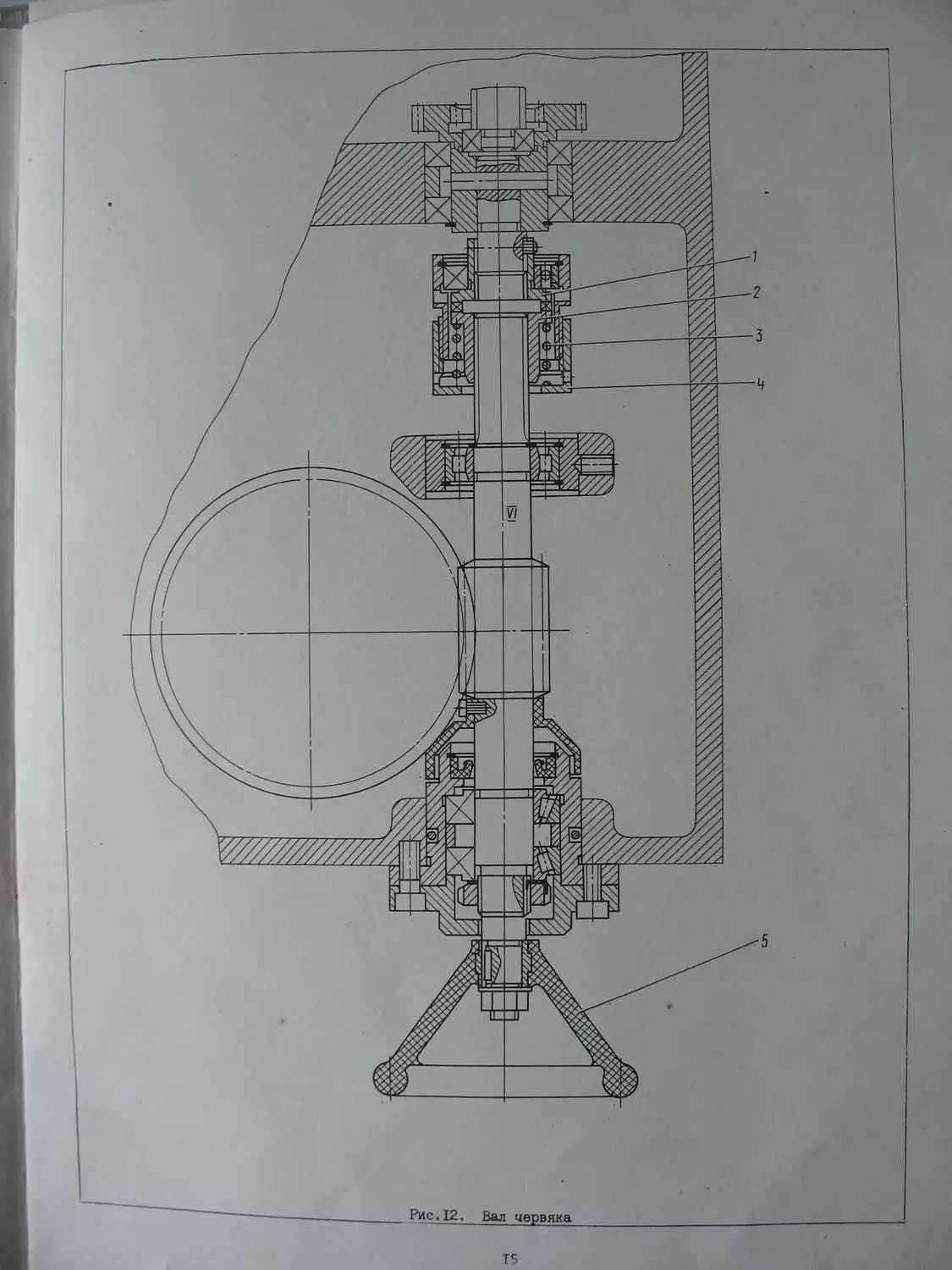
1.3.II.3. Вал У1 (рис. 12) червяка преобразу-
ет вращение последнего вертикального вала коробки
подач во вращение горизонтального реечного вала
штурвального устройства 5.
Червяк с коробкой подач кинематически связан
кулачковой предохранительной муфтой. Усилия сжатия
полумуфт I и 2 определены степенью деформации пру-
жины 3.
Регулировка пружины муфты производится гайкой -
Предохранительная муфта механизма подач отре-
гулирована, исходя из условия передачи шпинделем
максимального осевого усилия 10000 Н, и допускает
регулировку без демонтажа сборочных единиц.
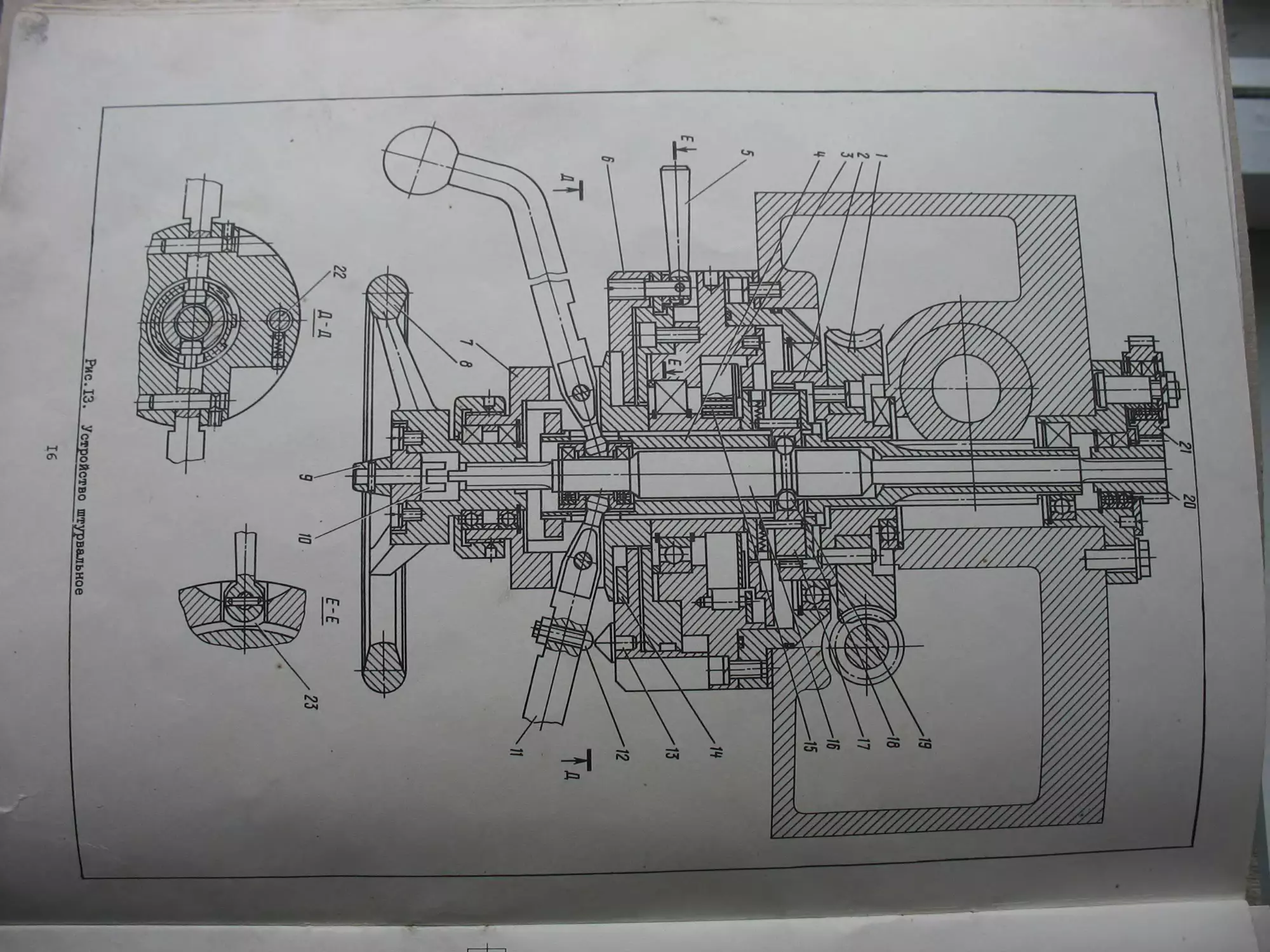
1.3.II.4. Устройство штурвальное предназначе-
но для включения и отключения механической подачи,
перемещения сверлильной головки по рукаву, наст-
рои™ на заданную глубину сверления и ее отсчета,
-ле /раеновешивания пассы шпинделя с инстру-
•-ИТ ОМ. **
Нида^. ______
которой перемещаются две собач-
сил v* зубчатого венца ступи-
При движении рукояток II "от
ЧУ ступицы 2. Благода-
Xxi'z* w колеса I начинает вра-
зубчатое колесо которого
~
Механизм состоит из ппттл-пл
ня из полого вала
ное колесо °ТуПИЦа 2’ HecW« червяч-
ла у иапаж ' - ДЯЩее в зацепление с червяком ва-
обойма 18, "в П°Дач* На вадУ на шлицах садит
” Р’ отжимаищиеся от
2/РЖшами. Up„
толкатель та „ *“
собачки к зубчатому веГ И пр"хивет
°т червХЛ
Чаться полый вад
сообщает гиль -
Рукояток Ц •» ^аШ^А^ЛЯ подачУ- Движением
отключается и впап * механическая додача
"Разводить BDy^Z™eM Этих РУКОЯТОК можно
Деля» ыстрое перемещение шпик-
тематического векХТ снаб*ен устройством для ав-
глубцн&. Панической подачи на
^тройство состоит из лкиба б,
IU
Вал червяка
Т5
«1
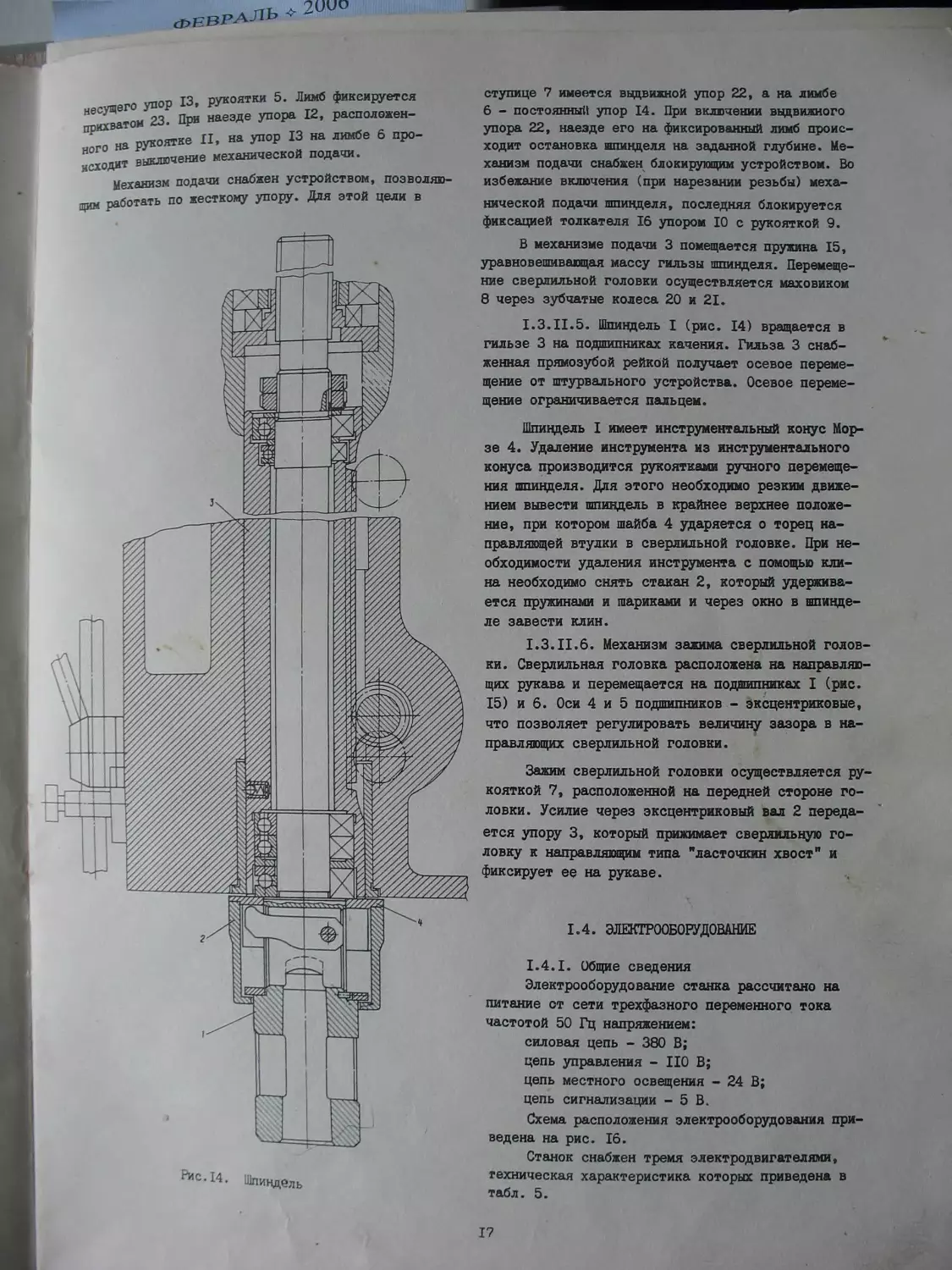
„вг0 упор 13, рукоятки 5. Лимб фиксируется
** ватой 23. При наезде упора 12, расположен-
“Р“ “ рукоятке П, на упор 13 на лимбе 6 про-
водит выключение механической подачи.
Механизм подачи снабжен устройством, позволяю-
работать по жесткому упору. Для этой цели в
ступице 7 имеется выдвижной упор 22, а на лимбе
6 - постоянный упор 14. При включении ввдвижного
упора 22, наезде его на фиксированный лимб проис-
ходит остановка шпинделя на заданной глубине. Ме-
ханизм подачи снабжен блокирующим устройством. Во
избежание включения (при нарезании резьбы) меха-
нической подачи шпинделя, последняя блокируется
фиксацией толкателя 16 упором 10 с рукояткой 9.
bic.14. Шпиндель
В механизме подачи 3 помещается пружина 15,
уравновешивающая массу гильзы шпинделя. Перемеще-
ние сверлильной головки
осуществляется маховиком
8 через зубчатые колеса 20 и 21.
1.3.II.5. Шпиндель I (рис. 14) вращается в
гильзе 3 на подшипниках качения. Гильза 3 снаб-
женная прямозубой рейкой получает осевое переме-
щение от штурвального устройства. Осевое переме-
щение ограничивается пальцем.
Шпиндель I имеет инструментальный конус Мор-
зе 4. Удаление инструмента из инструментального
конуса производится рукоятками ручного перемеще-
ния
1'1»
инделя. Для этого необходимо резким движе-
нием вывести шпиндель в крайнее верхнее положе-
ние, при котором шайба 4 ударяется о торец на-
правляющей втулки в сверлильной головке. При не-
обходимости удаления инструмента с помощью кли-
на необходимо снять стакан 2, который удержива-
ется пружинами и шариками и через окно в шпинде-
ле завести клин.
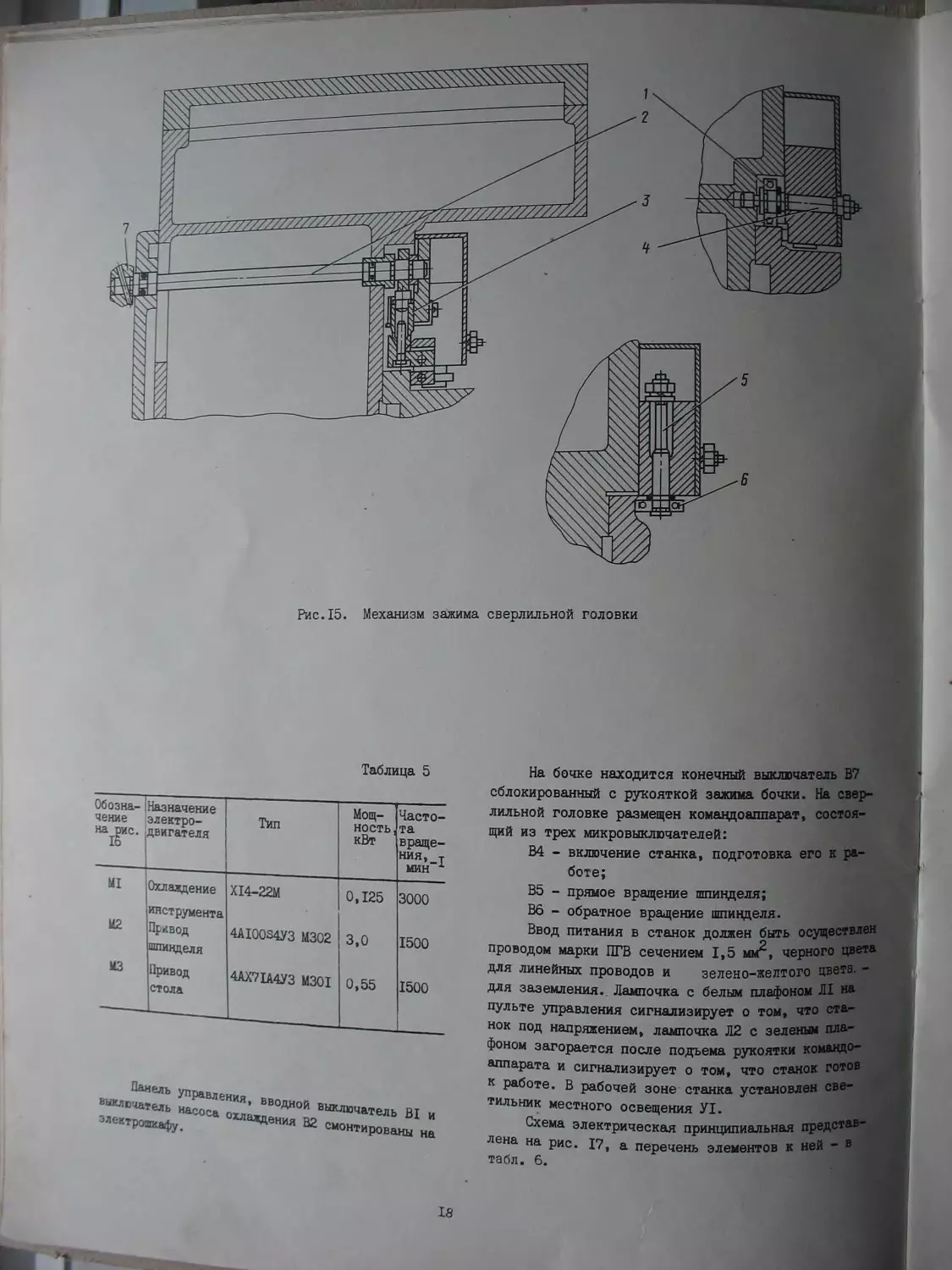
1.3.II.6. Механизм зажима сверлильной голов-
ки. Сверлильная головка расположена на направляю-
щих рукава и перемещается на подшипниках I (рис.
15) и 6. Оси 4 и 5 подшипников - эксцентриковые,
что
позволяет регулировать вели*
правляющих сверлильной головки.
iy зазора в на-
Зажим сверлильной головки осуществляется ру-
кояткой 7, расположенной на передней стороне го-
ловки. Усилие через эксцентриковый вал 2 переда-
ется упору 3, который прижимает сверлильную го-
ловку к направляющим типа "ласточкин хвост" и
фиксирует ее на рукаве.
1.4. ЭЛЕКТРООБОРУДОВАНИЕ
1.4.I. Общие сведения
Электрооборудование станка рассчитано на
питание от сети трехфазного переменного тока
частотой 50 Гц напряжением:
силовая цепь - 380 В;
цепь управления - НО В;
цепь местного освещения - 24 В;
цепь сигнализации - 5 В.
Схема расположения электрооборудования при-
ведена на рис. 16.
Станок снабжен тремя электродвигателями,
техническая характеристика которых приведена в
табл. 5.
17
Рис.15. Механизм зажима сверлильной головки
Таблица 5
Обозна- чение Назначение | электро- двигателя Тип Мощ- । ность. кВт Часто- та враще- ния, т мин”1
MI Охлаждение XI4-22M 0,125 3000
инструмента •
М2 Привод шпинделя 4А10034УЗ М302 3,0 1500
М3 Привод стола 4АХ71А4УЗ M30I 0,55 1500
Панель управления, вводной
выключатель насоса охлаждения В2.
злектрошкафу.
выключатель BI
смонтированы
и
на
сблокированныйНГС°ДИТСЯ конечный выключатель В7
’-ЬНоГ~ пГ°ЯТКОЙ 3™ б0ЧКИ-
ЩИЙ из трех миксов МеЩеН командоаппаРат. состоя-
ipex микровыключателей:
- включение станка, подготовка его к ра-
ооте; ”
В5 - прямое вращение шпивделя;
в“;
проводом марки ПГВ грТаН0К доляен Йыть осуществлен
для заземления. Лампой! ®елен°-’1елтого цвета' *
пульте уппаило^ ° Ка С Оелым плафоном Л1 на
нок подХ! СИГНализ"РУет о том, что ста-
Фоном эагораетсНИеМ> Лампочка с зеленым пла-
вппарата и сигХиэХтТХ ₽УК0ЯТКИ K0M<UW0'
к работе, в раб - ° Т0М’ 470 станок готов
тильник меофНлг,°ЧеЙ 3°Не станка установлен све-
Схема элект° °СВеЧения уЬ -W
лена на рис *Трическая принципиальная представ-
табл. 6. ’ а ПеРечень элементов к ней - в
18
Рис.16. Схема расположения электрооборудования
Таблица 6
Позиция 1 на рис.16, 17,18, 19 Наименование Коли- че- ство
BI Выключатель автоматический AE-2036-I0 на 6А 1</
Тумблер TB2-I
В4 | Микро выключат ель МПП01 I и
В5.В6 ! Микровыключатель МПП04 2^
В7 Выключатель путевой ВПК-1111 1 I*
Кн1
Позиция
на рис.16
17,18,19
М3
Кн2,КнЗ
Л1,Л2
MI
Кнопка красная КЕ-021УЗ,
исполнение 2
Кнопка черная КЕ-011УЗ,
исполнение 2
Лампа МН6,3-022 ГОСТ 2204-74
'Электронасос XI4-22; 0,125 кВт,
' 3000 мин”^
Электродвигатель 4А10024УЗ,
' исполнение М302; 3,0 кВт,
Пр1,ПрЗ
Пр2
PI, Р7
Р2, РЗ,
Р4, Р5
Р8
Наименование
1500 мин-1, 220/380 В, 50 Гц,
ГОСТ 19523-74
Электродвигатель 4АХ71А4УЗ,
исполнение M30I; 0,56 кВт,
1500 мин-1, 220/380 В, 50 Гц,
ГОСТ 19523-74
Коли-
че-
ство
Предохранитель ПРС-6П
ПВД-1-4 на 4 А 2
Предохранитель ПРС-бП
ПВД-1-1 на I А Iх
Пускатель магнитный ПМЕ-071,110 В 2
Пускатель магнитный ПМЕ-Ш, | 4
ио В
Реле тепловое TPH-IO на 1,25 А
Реле тепловое TPH-IOA на 0,32 А
19
Продолжение табл. 6
ст во
C.I6,
Tpi '
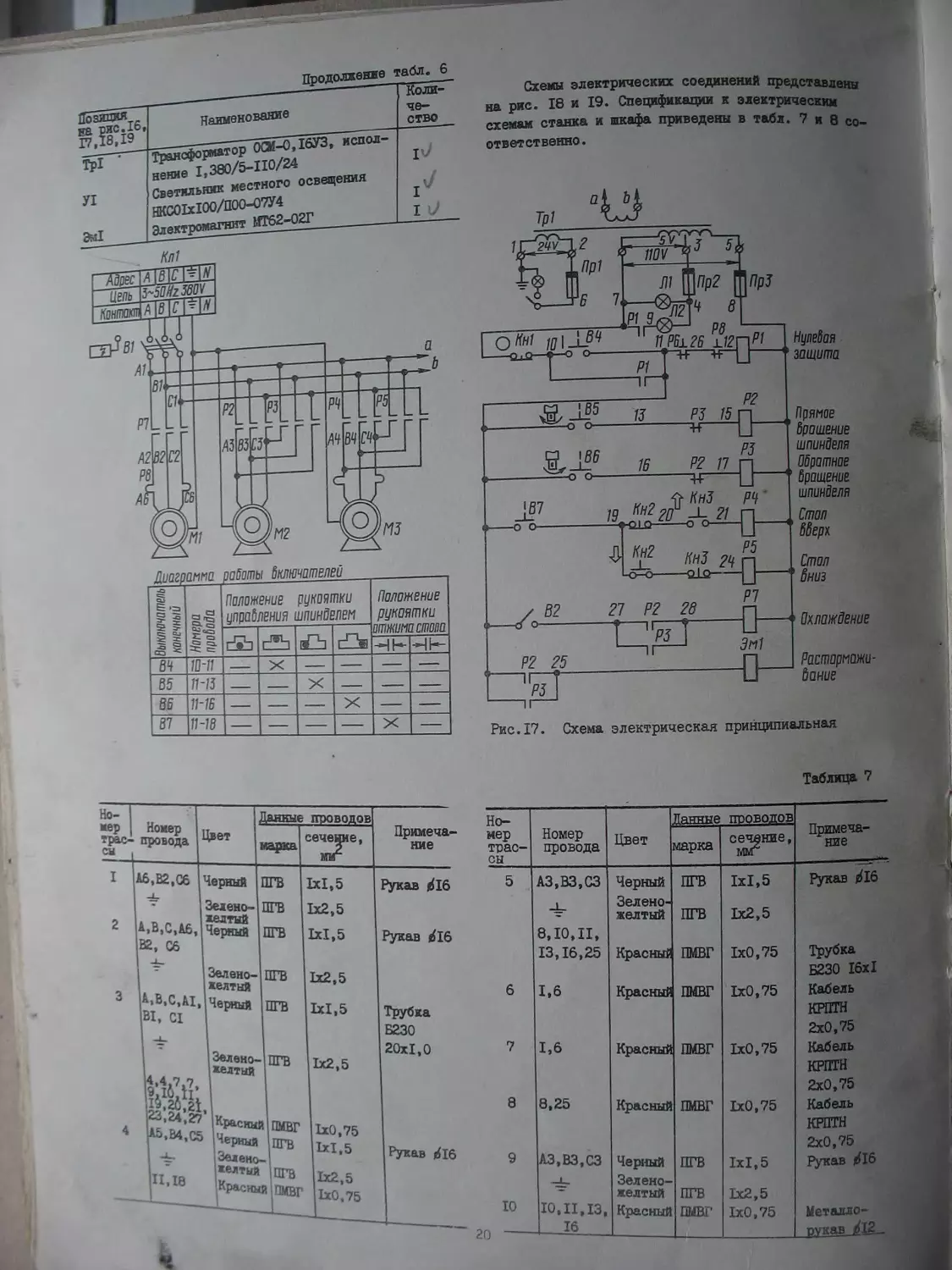
Схемы электрических соединений представлены
на рис. 18 и 19. Спецификации к электрическим
схемам станка и шкафа приведены в табл. 7 и 8 со
ответственно.
У1
Наименование
некие 1,380/5-110/24
Светильник местного освещения
НКС01х100/ПОО-07У4
Электромагнит МТ62-02Г_________
Кл1
Диаграмма работы Включателей
Выключатель * конечный J Номера прохода Положение рукоятки управления шпинделем Положение рукоятки отжима столп
1 р—1 1 1
—о| -2^—| |^s—
ВЧ ю-п — - — —
В5 11-15 — — - — — 1 ' " ——— —
ВБ 11-16 —- - - Ч
87 11-13 —— I! —
Нулевая
защита
Прямое
Вращение
шпинделя
Обратное
Вращение
шпинделя
Стал
вверх
Стол
вниз
Охлаждение
Растормажи-
вание
Рис.17. Схема электрическая принципиальная
Таблица 7
Но- мер трас- сы_ Номер провода Цвет Jf Я PJ £ > проводов || Примеча- ние
марка сечение,
5 АЗ.ВЗ.СЗ 8,10,11, Черный Зелено- желтый пгв НТВ 1x1,5 1x2,5 Рукав /16
13,16,25 Красный пмвг 1x0,75 Трубка Б230 16x1
6 1,6 Красный пмвг 1x0,75 Кабель КРПТН 2x0,75
7 1,6 Красный пмвг 1x0,75 Кабель КРПТН 2x0,75
8 8,25 Красный пмвг 1x0,75 Кабель КРПТН 2x0,75
9 АЗ.ВЗ.СЗ Черный Зелено- желтый ПГВ пгв 1x1,5 1x2,5 Рукав /16
10 10,11,13, 16 Красный ПМВГ’ 1x0,75 Металло- рукав /12—
Номер прово- да Цвет Соединение • Данные марка • проводов сечение, мм^
А В С ' AI BI CI А2 Черный Черный Черный Черный Черный Черный । Черный Черный Кл2(транзит) Кл2(транзит) Кл2(транзит) Р2,РЗ,Р4,Р5, Р7»Тр1»КлЗ 1Р2.РЗ,Р4,Р5, ^,Тр1эКлЗ Р^»РЗ»Р4,Р5, .Р7.КЛЗ 'Р7.Р8 _Р\КлЗ ПГВ ПГВ ПГВ ПГВ ПГВ ПГВ ПГВ 1 ПГВ “Тл 1,5 1,5 1,5 1,5 1,5 ф 1.5 1 1.5
Таблица 8
Номер прово- да Цвет Соединение Данные проводов
марка сечение,
Черный Р7,Р8 ПГВ 1,5
АЗ Черный Р2,РЗ,КлЗ ПГВ 1,5
ВЗ Черный Р2,РЗ,КлЗ ПГВ 1,5
СЗ Черный Р2,РЗ,КлЗ ПГВ 1,5
А4 Черный Р4,Р5,Рб ПГВ 1,5
В4 Черный Р4,Р5,КлЗ ПГВ 1,5
С4 Черный Р4,Р5,Рб ПГВ 1,5
А5 Черный Р6,КлЗ ПГВ 1,5
С5 Черный Р6,КлЗ ПГВ 1,5
Аб Черный Р8,КлЗ ПГВ 1,5
С6 Черный Р8,КлЗ ПГВ 1 1,5
21
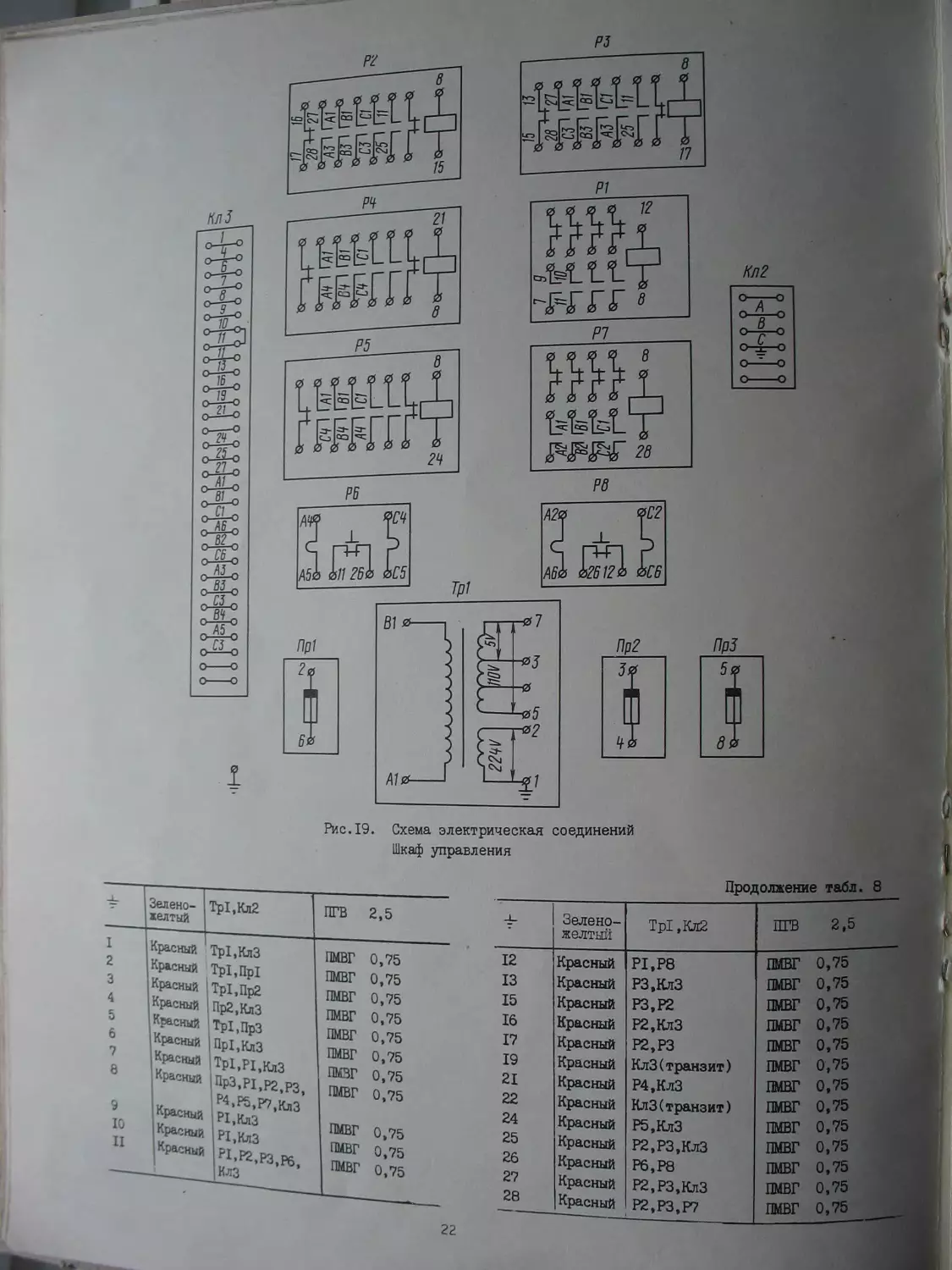
КлЗ
РЗ
Рис.19. Схема электрическая соединений
Шкаф управления
Тр1,Кл2
2
5
8
9
10
II
Тр1,КлЗ
Tpl.npl
ТрХ,Пр2
Пр2,КлЗ
Тр1,ПрЗ
Зелено-
желтый
0,75
0,75
0,75
0,75
0,75
0,75
0,75
0,75
0,75
0,75
0,75
пмвг
пмвг
пмвг
пмвг
пмвг
пмвг
пмвг
ПМВГ
пмвг
пмвг
пмвг
Красный
Красный
Красный
Красный
Красный
Красный Прх/ад
Красный Тр1,Р11Кл3
Красный iap3.PI.P2.p3
|Й:5зР7>Клз
РХ.КлЗ
₽асный PI.P2.P3.P6
Клз
табл. 8
Продолжение
• Зелено- желтый Тр1,Кл2 НТВ 2,5
12 Красный PI.P8 ПМВГ 0,75
13 Красный РЗ.КлЗ пмвг 0,75
15 Красный РЗ.Р2 пмвг 0,75
16 Красный Р2,КлЗ пмвг 0,75
17 Красный Р2.РЗ пмвг 0,75
19 Красный КлЗ(транзит) пмвг 0,75
21 Красный Р4,КлЗ пмвг 0,75
Красный КлЗ(транзит) пмвг 0,75
24 Красный Р5,КлЗ пмвг 0,75
25 Красный Р2,РЗ.КлЗ пмвг 0,75
26 Красный Р6,Р8 пмвг 0,75
27 Красный Р2,РЗ.КлЗ пмвг 0,75
28 Красный P2.P3.P7 пмвг 0,75
л ।
_ и указания о поряд-
1Л-2- подготовки станка к ра-
ке управления станком дд
боте необходимо: плотно закрыть;
дверку о^’Р^Хяатель BI, убедиться,
включить эма“ ,да Д1 загорелась;
что сигнальная белая кимавдоаппарата включить
подъемом РУ*0” загореться зеленая лам-
сганок, при этом должна заг
почка Л2. ^птрния стола осуществляются
Наладочные перемещ необходимо отжать
Uи? И КНи* НО ну*-*"*4»
кнопками ПН/ И гхл ,
Для включения прямого вращения шпинделя
необходимо рукоятку комаадоаппарата повернуть
□лево, для обратного вращения - вправо. Для
остановки шпинделя рукоятку командоаппарата
следует вернуть в нейтральное положение.
, обычное и аварийное,
грибовидной кнопкой Кн1
liiiC
выключатель BI под на-
не выключается. Это до-
только в аварийном слу-
Отключение станка
осуществляется красной
0.
ВНИМАНИЕ! Вводный
грузкой
пустило
чае!
1.4.3. Описание работы схемы электрической
принципиально й.
Защита силовых цепей электродвигателя М2
(см. рис. 17) шпивделя осуществляется автомати-
ческим выключателем BI, как от коротких замыка-
ний, так и от перегрузок. Одновременно осущест-
вляется защита от коротких замыканий электро-
двигателя подъема стола М3, а защита от пере-
грузок этого привода - тепловым реле Р6. Сиг-
нальная лампа защищена предохранителем Пр2. Тум-
блер-выключатель В2 включает и отключает элект-
родвигатель MI насоса охлаждения. Цепь управле-
ния защищена предохранителем ЦрЗ, а цепь освеще-
ния - предохранителем Пр1. Благодаря наличию в схе-
ме конечного выключателя В7, сблокированного с ру-
кояткой отжима, перемещение стола невозможно, по-
ХН*о™Г П₽0ИЗВеден °™“- в ^анке предусмот-
устаноме ’2П?а1;лаеиый электромагнитом Эм1. При
• стаиовке рукоятки комаццоаппарата в нейтюальное
положение размыкаются контакты^ и РЗ^отключа-
ТормоГсХХ “cpa6a™a- пружинный тормоз,
х, ^хм«теки п₽и всяких
ряжения. мочениях питающего нап-
1*4.4. Указание по монтажи »
Оуадок должен быть нале™ акс[и1уатации.
««ме заэеиления цехГ^» ПрисоеДи«ен к общей си-
техиики безопасности. ’ ° АействУ«ВДм нормам
гИЩЬЕ! При осмотр
^УРы моИ^РеШ>НТе электРоап-
в Станке orcw ""зательно выключен!
Оощлип™кХк^ЧИМЬНОе ^РООбо-
алектродвигателей должны
Ин
смазываться не реже одного раза в шесть месяцев с
предварительной промывкой их бензином.
Пусковую аппаратуру следует регулярно очищать
от пыли. Обгоревшие контакты необходимо зачищать,
ослабевшие соединения проводов - подтягивать. Пе-
риодические осмотры пусковой аппаратуры должны
производиться не реже одного раза в два месяца.
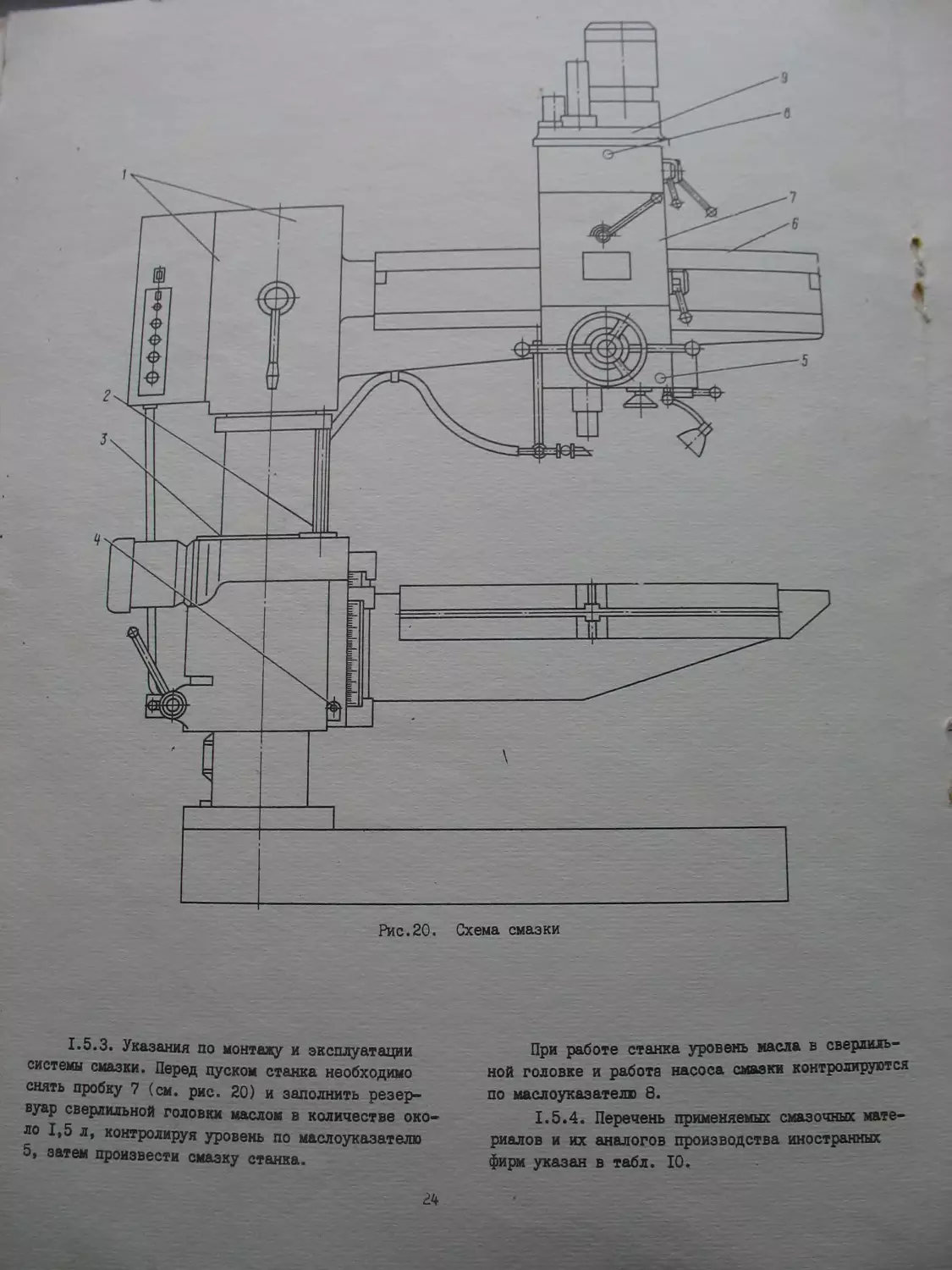
1.5. СИСТЕМА СМАЗКИ
1.5.I. Схема смазки представлена на рис.20, а
перечень точек смазки приведен в табл. 9.
Таблица 9
По- зи- Расход смазоч- Перио-Смазыва-Куда Смазочный
дич- емая вхо-
ция на рис 20 ного матери- ала ность смаз- ки точка Дит материал
I 0,5кг Раз в год Подшип- ники поворо- та ру- кава Плита и ру- кав Смазка ЦИАТИМ-201 ГОСТ 6267-74
2 0,03кг Раз в месяц Винт механи- зма подъема бочки Плита и ру- кав Смазка ЦИАТИМ-201 ГОСТ 6267-74
3 0,03л Раз в смену Направ- ляющие колон- ны Плита и ру- кав Масло турбинное Т22 ГОСТ 32-74
4 0,05кг Раз в Опоры Бочка Смазка
• • 1 1 • • месяц червяка поворо- та сто- ла ЦИАТИМ-201 ГОСТ 6267-74
6 0,05л Раз в смену Направ- ляющие рукава Плита и ру- кав Масло турбинное Т22 ГОСТ 32-74
9 0,35л Не- пре- рыв- но Свер- лиль- ная го- ловка Свер- лиль- ная го- ловка Масло турбинное Т22 -ГОСТ 32-74
1.5.2. Описание работы. Станок снабжен ком-
Минированной системой смазки. Механизмы, располо-
женные внутри сверлильной головки смазываются ав-
томатически от системы смазки сверлильной головки,
состоящей из пластинчатого насоса и системы кана-
лов, подводящих смазку на все валы. Направляющие
Рукава и колонны смазываются периодически вручную
при помощи лейки.
Нижние подшипники шпиццеля смазываются пеон-
-™- °— “
ва винт по сб°Рке. Подшипники поворота рука-
лаХывХТ б0ЧКИ> 0П0₽“ поворота^™-
адывшотся периодически вручную.
23
1.5.3. Указания по монтажу и эксплуатации
системы смазки. Перед пуском станка необходимо
снять пробку 7 (см. рис. 20) и заполнить резер-
вуар сверлильной головки маслом в количестве око-
ло 1,5 л, контролируя уровень по маслоуказателю
5, затем произвести смазку станка.
и *
При работе станка уровень масла в сверлиль-
ной головке и работа насоса смазки контролируются
по маслоуказате.
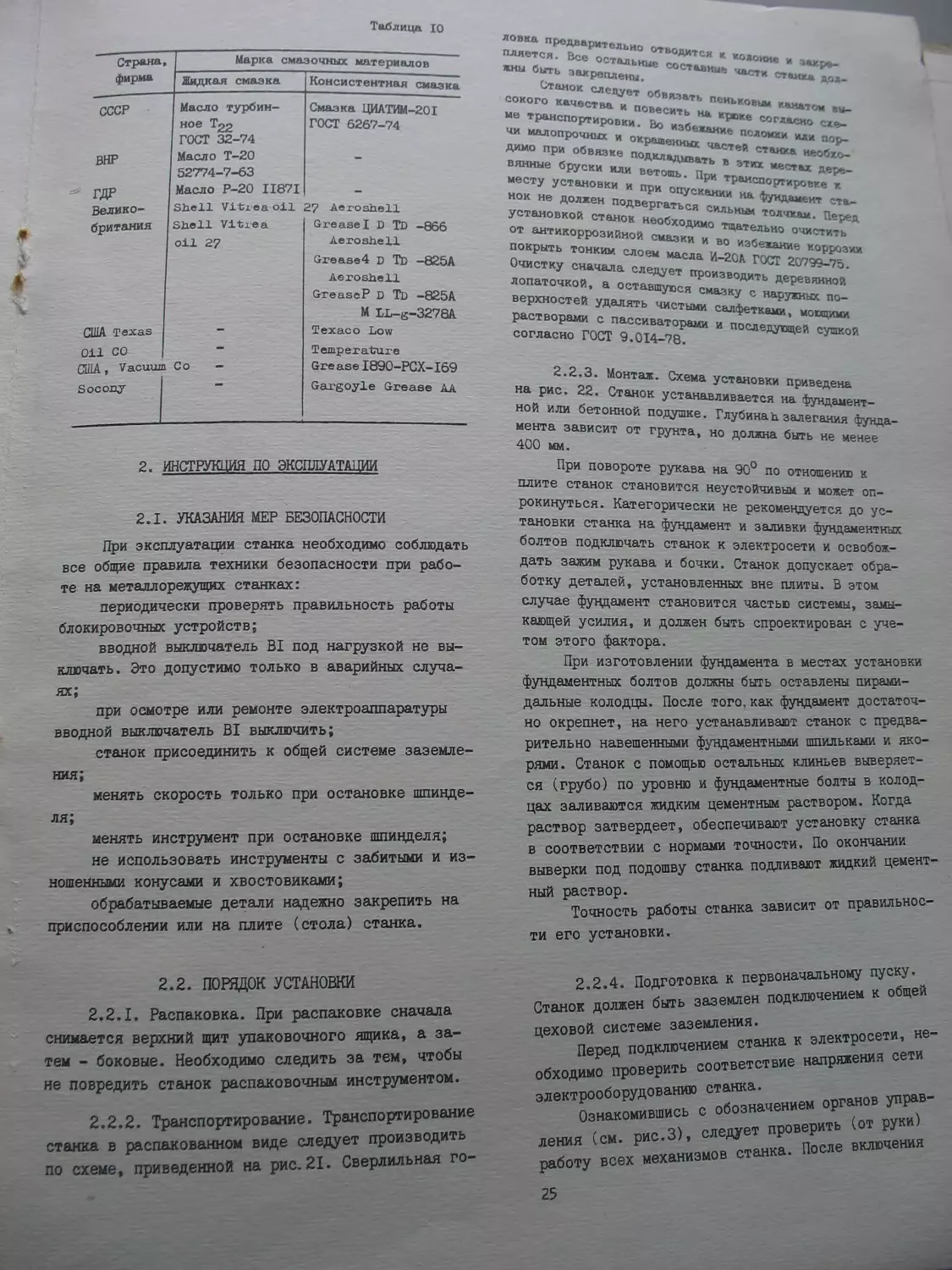
1.5.4. Перечень применяемых смазочных мате-
риалов и их аналогов производства иностранных
фирм указан в табл. 10.
24
Таблица Ю
Марка смазочных материалов
Страна,
фирма
СССР
ВНР
Со
Велико-
британия
Grease I D ТО —866
Aeroshell
Grease4 D То —825А
Aeroshe11
GreaseP D To -825A
M LL-g-3278A
Texaco Low
Temperature
Grease 1890-PCX-169
Gargoyle Grease AA
Смазка ЦИАТИМ-201
ГОСТ 6267-74
Жидкая смазка
Консистентная смазка
Масло турбин-
ное Tpp
ГОСТ 32-74
Масло Т-20
52774-7-63
Масло Р-20 II87I
Shell Vitrea oil 2? Aeroshell
Shell Vitrea
oil 27
ловка предварительно отводится к подокне и »ажр*-
пляется. Все остальные составные части стенка дол-
жны быть закреплены.
Станок следует обвязать пенькоыж канатом вы-
сокого качества и повесить -—
ме ------
чи малопрочных г
димо при обвязке i
вянные бруски или
месту установки
нок не должен г
установкой станок
--------------------------------------—ивим канатом вы—
и повесить на крюке согласно схе-
транспортировки. Во избежание поломки или пор—
: и окрашенных частей станка необхо-
подкладыватъ в этих местах дере-
I ветошь. При транспортировке к
и при опускании на фундамент ста-
подвергатъея сильным толчкам. Перед
__________.«г» станок необходимо тщательно очистить
от антикоррозийной смазки и во избежание коррозии
- масла 1А-20А ГОСТ 20799-75.
гот ——---
покрыть тонким слоем i
Очистку сначала следует производить деревянной
лопаточкой, а оставшуюся смазку с наружных по-
верхностей vnantmt. салфетками, моющими
и последующей сушкой
лопаточкой, а оставшуюся с,
верхностей удалять чистыми
растворами с пассиваторами
согласно ГОСТ 9.014-78.
США Texas
Oil CO
США, Vacuum
Socory I
2.2.3. Монтаж. Схема _______
на рис. 22. Станок устанавливается
ной или бетонной подушке. Глубинаh
— —-
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
При эксплуатации станка необходимо соблюдать
все общие правила техники безопасности при рабо-
те на металлорежущих станках:
периодически проверять правильность работы
блокировочных устройств;
вводной выключатель BI под нагрузкой не вы-
ключать. Это допустимо только в аварийных случа-
ях;
при осмотре или ремонте электроаппаратуры
вводной выключатель BI выключить;
станок присоединить к общей системе заземле-
ния;
менять скорость только при остановке шпинде-
ля;
менять инструмент при остановке шпинделя;
не использовать инструменты с забитыми и из-
ношенными конусами и хвостовиками;
обрабатываемые детали надежно закрепить на
приспособлении или на плите (стола) станка.
установки приведена
' на Фундамент-
uaumn "------ залегания фунда-
мента зависит от грунта но пппжио
ну но должна быть не менее
400 мм.
При повороте рукава на 90° по отношению к
плите станок становится неустойчивым и может оп-
рокинуться. Категорически не рекомендуется до ус-
тановки станка на фундамент и заливки фундаментных
болтов подключать станок к электросети и освобож-
дать зажим рукава и бочки. Станок допускает обра-
ботку деталей, установленных вне плиты. В этом
случае фундамент становится частью системы, замы-
кающей усилия, и должен быть спроектирован с уче-
том этого фактора.
При изготовлении фундамента в местах установки
фундаментных болтов должны быть оставлены пирами-
дальные колодцы. После того, как фундамент
но окрепнет, на него устанавливают станок
рительно навешенными фундаментными шпильками и яко-
рями. Станок с помощью остальных клиньев выверяет-
ся (грубо) по уровню и фундаментные болты в колод-
цах заливаются жидким цементным раствором. Когда
раствор затвердеет, обеспечивают установку станка
в соответствии с нормами точности. По окончании
выверки под подошву станка подливают жидкий цемент-
ный раствор.
Точность работы станка зависит от правильное-
ти его установки.
достаточ-
с предва-
2.2. ПОРЯДОК УСТАНОВКИ
2.2.1. Распаковка. При распаковке сначала
снимается верхний щит упаковочного ящика, а за-
тем - боковые. Необходимо следить за тем, чтобы
не повредить станок распаковочным инструментом.
2.2.2. Транспортирование. Транспортирование
станка в распакованном виде следует производить
по схеме, приведенной на рис. 21. Сверлильная го-
2.2.4. Подготовка к первоначальному пуску.
Станок должен быть заземлен подключением к общей
цеховой системе заземления.
Перед подключением станка к электросети, не
обходимо проверить соответствие напряжения сети
электрооборудованию станка.
Ознакомившись с обозначением органов управ-
ления (см. рис.З), следует проверить (от руки)
работу всех механизмов станка. После включения
25
Д.-^-таз
27
„прпует обратить внимание на
вращения "™*“^ЯС"ТХ сверлильной головки по
работу смазочной си. 2о)_
маслоукязатс масла в маслоука-
ВЩЩЯЁ' ХлГ^бота на станке недопус-
тим а!
„ частотах вращения шпинделя необхо-
На мботу всех механизмов станка на
димо опробовать раооту
ХОЛОСТОМ ходу. рмальной работе всех механиз-
мов стХИМ«о-° приступить к настройке станка.
„ з НАСТРОЙКА, НАЛАДКА И РАБОТЫ
необходимой частоты вращения шпин-
Настройка нео в описании свер-
деля и величины п Д необходимо
лильной головки^ выооте, отобы вылет гиль_
УСТтаивделя был минимальным.
ЗЫ ШПИпДс?лл
При выборе режимов резания следует учитывать
динамические параметры станка.
2.4. РЕГУЛИРОВАНИЕ
Регулирование усилия подачи осуществляется
вращением гайки 4 (см. рис. 12) муфты.
При необходимости уменьшить зазор между на-
правляющими корпуса головки и рукава следует ос-
лабить гайки эксцентриковых осей 4 (см. рис.15)
и 5 и поворотом осей установить необходимый зазор.
При этом легкость перемещения головки по рукаву не
должна нарушаться. Повышенный осевой люфт шпинделя
устраняется подтяжкой гайки на оси шпинделя.
2.5. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ
Схема расположения подшипников качения пред-
ставлена на рис. 23, а перечень к ней приведен в
табл. II.
Рис.23. Схема расположения подшипников
Таблица Ц
Наименование (Класс!»• о точ— 1 **уда НОСТИ ВХОДИТ Пози- ция н^и= ' Ко- ли- . че- ство
j Подшипник 107 1 0 Коробка скоростей 47,51 р
ГОСТ 8338—75
Подшипник 108 1 0 1 Коробка скоростей 3,4,57 з
ГОСТ 8338-75 о
7 Подшипник III ' 0 1 Коробка скоростей 6,59, з
ГОСТ 8338-75 . 60
Подшипник 205 0 I Коробка скоростей 1,50, 4
ГОСТ 8338-75 1 53,56
Подшипник 210 ГОСТ 8338-75 | 0 Коробка скоростей 58 I
Подшипник 1 0 Коробка скоростей 54,55 2
I0009I2 •
ГОСТ 8338-75 Подшипник 0 Коробка скоростей 7 I
7 8110
ГОСТ 6874-75
5 Шпиндель
j Подшипник ли/ 11,12 2
ГОСТ 8338-75 7 Подшипник 107 6 Шпиндель । 8 I
ГОСТ 8338-75 Подшипник 6 Шпиндель 9 I
8107
ГОСТ 6874-75 5 Шпиндель
Подшипник I 13 I
J 8207
ГОСТ 6874-75
аРодолжвим
Наим,эновакне
Коли-
входит
ТОЧ-
НОСТИ
Пози-
ция
на ом
о
О
Бочка
7 О
10
Плита и рукав
14
Плита и рукав
15,16
О
О
О
Подшипник
80204
ГОСТ 7242-70
Плита И рукав
Подшипник
8104
ГОСТ 6874-75
Подшипник 104
ГОСТ 8338-75
Подшипник
2007128
ГОСТ 333-71
Подшипник
2007944
ГОСТ 333-71
Подшипник
8144
ГОСТ 6874-75
Подшипник
80203
ГОСТ 7242-70
о
7
ГОСТ 8338-75
V Подшипник 205
ГОСТ 8338-75
'i Подшипник
7000102 I
ГОСТ 8338-75
Подшипник
7000II0
ГОСТ 8338-75 I
7 Подшипник
1000903
ГОСТ 8338-75
Подшипник
4 1000905
ГОСТ 8338-75
Подшипник
1000907
ГОСТ 8338-75
Подшипник
о
О
0
0
О
0
ГОСТ 8338-75
j Подшипник
7211
ГОСТ 333-71
Устройство штур-
вальное
Устройство штур-
вальное
Устройство
вальное
Устройство
вальное
Устройство
вальное
Устройство
вальное
Устройство
вальное
Устройство
вальное
О Бочка
35
штур-
штур-
штур-
штур—
штур—
штур-
38,39
30,31
33
18,19
2
Подшипник 104
ГОСТ 8338-75
Подшипник 105
ГОСТ 8338-75
Подшипник 202
ГОСТ 8338-75
Подшипник 204
ГОСТ 8338-75
Подшипник
Механизм Переце—। 2 52
Щения и зажима 1
сверлильной го- I
ловки I
Механизм переме- 5,48
Щения и зажима '
сверлильной го- |
I ловки
Коробка подач 45
о
О
О
Коробка подач
Коробка подач
Коробка подач
43
О
Коробка подач
2
ГОСТ 8338-75 Подшипник 106 70 4 — Вал червяка 40 I
ГОСТ 8338-75 Подшипник 205 V 0 Вал червяка 25 I
ГОСТ 8338-75 Подшипник 720 Й 0 Вал червяка 23,24 2
ГОСТ 333-71
3. ПАСПОРТ
3.1. ОБЩИЕ СВЕДЕНИЯ
Наименование станка
Модель .
Заводской номер
Год выпуска
Станок радиально-сверлильн]
с пппъемно-поворотным ст од
29
3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И
ХАРАКТЕРИСТИКИ
3.2.1. Техническая характеристика (основные
параметры и размеры согласно ГОСТ 1222-80).
Класс точности Н по ГОСТ 8-77.
Расстояние между пазами стола по
ГОСТ 6569-75, мм ....................
Количество пазов стола ...............
Скорость перемещения стола по колонке.
100
3
Наибольший условный диаметр в стали 45
по ГОСТ 1050-74, мм .................. 32
Наибольший диаметр нарезаемой резьбы в
стали 45 по ГОСТ 1050-74, мм .......... М24x3
Расстояние от оси шпинделя до налравля-
(их колонны (вылет),
мм:
наибольшее ...................... 1000
наименьшее ...................... 280
Наибольшее расстояние от торца шпин-
деля, мм:
до плиты ......................... 1120
до стола ......................... 630
Диаметр колонны, мм .................. 240
Наибольший угол поворота рукава вокруг
колонны, град......................... 360
Зажим рукава на колонне ................ Ручной
Наибольший ход сверлильной головки по
направляющим рукава, мм ............... 720
Зажим сверлильной головки на направляю-
Наибольший угол поворота стола вокруг
колонны, град. .....................
Угол поворота стола относительно боч-
ки, град............................
Цена деления шкалы поворотного стола,
град. ..............................
Количество ступеней скоростей шпин-
деля ...............................
Частота вращения шпинделя, мин”Ч
наименьшая ..........................
наибольшая .....................
Количество ступеней механических по-
дач шпинделя .......................
Подача шпинделя, мм/об:
наименьшая ..........................
наибольшая .....................
Наибольшая эффективная мощность на
шпинделе, кВт ......................
Наибольший крутящий момент на шпинделе,
314
*90
45
2000
6
щих рукава ......................... Ручной
Ход шпинделя, мм:
наибольший ........................... 320
на один оборот лимба ............ 94,2
Цена деления шкалы лимба шпинделя, мм I
Наибольшее усилие подачи, Н ........
Противовес шпинделя ................
Габаритные размеры (длина х ширина х
х высота), мм ......................
200
10000
Пружинный
1850x80их
Размер конуса шпинделя ............... Морзе 4
Ширина фундаментной плиты, мм ......... 800
Ширина Т-образного паза плиты по
ГОСТ 1574-75, мм ...................... 18
Расстояние между пазами плиты по
ГОСТ 6569-75, мм ...................... 160
Количество пазов плиты ................ 3
Масса, кг
2100
Ширина рабочей поверхности стола, мм .. 450
Ширина Т-образного паза стола по
ГОСТ 1574-75, мм ..................... 18
3.2.2. Посадочные и присоединительные раз-
меры станка, а также эскиз конца шпинделя пред-
ставлены на рис. 24.
3.2.3. Установка станка. Схема установки
станка представлена на рис. 22.
3.2.4. Механика станка.
3.2.4.I. Механизм главного движения
(табл.12).
Таблица 12
Положение рукояток
Обозначение
рукояток
Частота вращения
шпицделя
прямое
враще-
ние
обратное
вращение
Наибольший допу-
стимый крутящий
момент на шпин-
деле, Н*см
Мощность на шпинделе, кВт
III
по приводу
по наиболее
слабому звену
Коэффициент
I полезного
действия
станка
3.2.4.2. Механизм подачи
(табл.13).
Напряжение в цепи управления, В .
Напряжение в цепи местного осве-
щения, В .........................
Количество электродвигателей на
ПО
24
Таблица 13
станке .........................
Электродвигатель главного движе-
ния:
тип .........................
мощность, кВт ...............
частота вращения, мин“1 ....
Электродвигатель механизма пере-
мещения бочки:
Ш0СВ4УЗ
исп. 0)2
3,0'
1500
тип ........................... 4АХ71Д4У2
исп.
мощность, кВт .................. 0,55
частота вращения, мин’^ .... 1500
Нейтральное
положение
Электродвигатель насоса охлажде-
ния:
3.2.5. Техническая характеристика
электрооборудования
тип ......................... XI4-22M
мощность, кВт ................ 0,125
частота вращения, мин“^ .... 3000
Общая установленная мощность, кВт 3,675
Род тока питающей сети ........... Переменный,
трехфазный
Частота тока, Гц ................. 50
Напряжение питающей сети, В ...... 380
Род тока электропривода станка .. Переменный,
трехфазный
Напряжение электропривода стан-
ка, В .........................
380/220
3.2.6. Техническая характеристика
системы смазки
Марка масла .......................... Масло турбин»
ное Т22
ГОСТ 32-74
Тип насоса пластинчатого ........... CI2-5I
Подача насоса, л/мин ............... 0,35