/















































































































































Похожие




Текст
'
МШС1ЕРСТ30 СТАК0СТР0И1ШШ0И И ШС17У1ШШШ0И ПРОьЬШЕНа
V* ■С'
^ СССР
ЗПО С0ЮЗТ0ЧС ТАНЙШЕШ
К&МЕВСЖС сшкостройтеяьное производственное оещйненив
СТАНОК Ж)^^ИАТНЬй СВЕРЛИЛЬНО-
г-ФРЕЗЕРН0-РА|Т0ЧН1^1 ОдаЙЗХ)ЕЧНЫЙ
1ЮДШЙ 24К4ЙАФ4-01 ^4К40СФ4-01
ф огУ .
1»
1? ■ ■ '
1
и,,. ■■
V \ » »
1:} _ >
: г / 1 ^
' V"
-
Г
• ч;Т ‘ "
|;Ч
* I!
5
. ^ 'V Л •
' * ■’ .
РУКОВОДСТВА ЛО ЗлОШ/А|ЩЫ
4К40А04-01; ^л4СС^4-&: 00. СО. ООО РЭ
| Л г’ ' . . - ■ •.
—
•н& к
х9Ьа
% [V; ^
I . • •' *
_ •
1Г~
“ПТ
ТТТТу-
ООДЛР-АНЛЬ
стр.
V
V
Общие оведенил об изделии
Основные технические д^шше и
характеристики
аСомнлект поставки
Указания мэр безопасности
Состав изделия
Устройство, работа изделия и его
составных частей ...
о
.и
,/л
,гв
Лг
Порядок установки Б7
Порядок работа У)
ларактерные неисправности
и методы их устранения $1
Особенности разборка и сборэд при ремонте
Свидетельство о приемке .8%
М
Сведения о консорт-1 ы и уламевке
ЩГ'Г
Гароитишше ооягиП л ьства
Ш
Приложение: „цториили но зсдосиим частям -,;4п40Л^4-01
^40СФ4~их.оо.ои.аро рас
■— л . . 4 . р|
>ва
Станок' координатпш! оьоог
л!ыцо-, резерно-расточш»
ОДНОЛ'Х'ОСЧН^Г.
Г* * -О.(> до тво но О КС и. V ата-
11,1111 I
П
ТС’ * ’
л! -
Ллст
Л'ГСТОЕ
‘
/0/
1 ■!■■■■ 1 ■*
лС1Ю ОГд
х‘.
Станок коордднсгыый свердильночдоезерно-расточньг
одностоечный моделей 24К40А&4-01, 24К40СФ4-01
—
МООСМ4Х, 24К4006«Д.09’1с0.6(в П /
— ~ — 1 ^ -^Ч
И31Л
иист
Л&окум.
Иодп.
дата
А'ггр?
шшшшашшя
I. ОБЩЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ '
ВНИМАНИЕ!
Станки мод. 24К40АФ4-01, 24К40СФ4-01 требуют при эксплуатации и
обслуживании специальных знаний. К обслуживанию и работе на стан¬
ках с ЧПУ допускаются специалисты: механики, гидравлики, электрони¬
ки, программисты, операторы обученные и аттестованные на заводе-
'изготовителе.
При отсутствии у заказчика вышеперечисленных специалистов гарантий¬
ные обязательства снимаются. Ше^монтажные и пуско-наладочные работы
не входят в стоимость станка. При необходимости завод-изготовитель
может произвести ше§монтажнне и пуско-наладочные работы по договору
за отдельную плату.
Координатный с в ертиль но-фре з ерн о-ра сточный стачок моделей 24К40АФ4-
01, 24К40СФ4-01 (рис.1) предназначен для особо точной обработки ши¬
рокого диапазона деталей, отличающихся конфигурацией, размерами и
материалами.
Еа станке можно осуществлять следующие технологические операции:
обработку отверстий с точным расположением осей методом растачива¬
ния (получистовое и точное чистовое), развертывания, контурное и
прямоугольное фрезерование (получистовое и чистовое), сверления,
зенкерования, нарезку резьбы метчиками.
Применяя поставляемые со станком поворотные столы и другие принад¬
лежности можно производить обработку отверстий, заданных в полярной
системе координат, наклонных и взаимно-перпендикулярных отверстий.
Станок пригоден как для работ в инструментальных цехах, так и в
производственных цехах с мелкосерийным и серийным производством.
В условиях нормальной эксплуатации станок обеспечивает точность
установки межцентровых расстояний в прямоугольной системе координат,
для станка мод. 24К40СФ4г-01 - 0,005 мм
.для станка мод. 24К40АФ4-01 - 0,01 мм
1зм. Лист
Аэдокум,
Подп.
.Едта
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
~~ формат ~1
Лист
н
-=*2-
+
2. Основные технические данные и характеристики долхш
соответствовать таблице I
* Табшощ I
Нашленование параметров
I. Основные размеры
1
ж
$
$
I
*%
V
*
\
ч
«
*
%
1.1. Характеристика стола
1.1.1. Размеры рабочей поверхности стола, ш
ширина
длина
1.1.2. Коли1! ест во Т-образных пазов стола
1.1.3. Ширина пазов по ГОСТ 1574-75, т
направляющего
зажимных
1.1.4. Расстояние ыемду лазаш, мм
1.1.5. Наибольшая нагрузка на стол с учетом
сил резания, Н (кг)
1.2. Характернстглса рабочего пространства
1.2.1. Наибольшее программируемое перемеще¬
ние но координате, мм
X
У
2
1.2.2. Расстояние от торца шпинделя до рабо¬
чей поверхности стола, мм
наибольшее
наименьшее
1.2.3. Вылет шпинделя (расстояние от стойки
до оси вертикального шпинделя), мм
Изь
Диет
/.докуй.
Подл дата
данные
24К40А34-01 | Г..,-;;":
II "Тй!
0СТ2 Н62-1-Й5 и "Техни-!
ческое задание на
ботку аг; агата .
комплекса сь -;рл;!ль .
фрез эрно-расточных. ;а.ор-
динатных станков", ут-
верзденное начальнике: >
технического управление
йСиИП 29.03.70г.
400 /14
800^1-1
14НЗ
80 ± 0,37
8000 (100)
643
400
500
630
130
450 + Ю
24К40АФ4-01, 241С40СФ4-01.00.00.000.РЭ
— “ Зппмат АО
Лист
I—
Продолжение таблицу I
Наименование параметров
1.3. Характеристика главного привода
1.3.1. Конус конца шпинделя внутренний по
ГОСТ 15945-70
1.3.& Степень точности конуса по
ГОСТ 19860-74
Дашше
24К40ЛФ4-01 | 24К40С • 1-01
40
конусностью 7:24
АТ4
ГОСТ 18860¬
74
1.3.3. Наибольший размер конуса закрепляеш-
го инструмента
1.'Г.4. Пределы частот вращения шпинделя,
МИН-1
1.3.5. Количество частот вращения : тиделя
1.3.6. Наибольший крутящий момент на шпинде¬
ле НМ (КГМ)
1.4, Характеристика привода подач
1.4.1. Пределы рабочие подач по координатам
X, У, 21 мм/мин
1.4.2. Количество подач по координате
X, У, I
1.4.3. Скорость быстрого перемещения по
координате X, У, 21 мм/мин
Х'.4.4. Наибольшее усилие подачи по координа¬
те Ъ н (кге)
2. Характеристшса системы ЧПУ'
2Д. Тип
2.2, Режим управления
2.3, Код представления информации
ЛТ4 с одно¬
сторонним
отрицатель¬
ным отклоне¬
нием угла
конуса сог¬
ласно
ГОСТ 24644¬
81
я
I
1 зм.
Диот
Шот.
Подп
.Дай
Морзе 4
6,3.. .3150 + 10/о
55 ( У = 1,12)
210 (21)
I...6000 +10$
бесступенчатое
6000 + 10%
4000 (400)
ТЛ/С-145С
коитурно-позицконниН
Диалог не зашифровании?.1
текстом
| И
! '
I
24К40АФ4-0Х, 24К40СФ4-01.00.00.000 РЭ
' Форшт А4
~тг
. ист
6
Ж
• ;
Продолжение таблицы I
Данные
Наименование параметров
24К40АФ4-01
24К40СФ4-01 I
2.4. Ввод информации
Вручную с магнитной
ленты
2.5. Число управляемых координат
*
2,6. Число одновременно управляемых коорди-
* нат
при круговой интерполяции
2
при линейной интерполяции
2.7. Способ задания размеров
2.8. Пределы смещения нуля отсчета
1 '..9. Преобразователь измерительный по коор¬
динате X, У, 2.
с.Ю. Дискретность отсчета, од
• 1з. Характеристика электрооборудования
'3.1. Род тош питающей сети
Г>Г 3.2. Напряжение, В
V' 3.3. Частота Гд
3.4. Количество электродвигателей на станке
и приставном оборудовании
3.5. Электродвигатель главного движения
тип
мощность, кВт
номинпльная частота вращения,мин
3.6. Электродвигатель перемещения стола,
салазок
тип
мощность, кВт
Абсолютный и по при-
!
Не всей длине переме¬
щения
Зотоишульсный
0,001
Переменный,трехфазный
380
- 50
8
\ь
-I
-I
номинальная частота вращения,глин
*Ц— 3.7. Электродвигатель перемещения шпиндель¬
ной
тип
мощность, кВт
номинальная частота вращения, мин'
-I
^ Г1
'‘1 V ЛзьШгот 1 Лдокугл.
Подл
2ПФ-132ГУ4
4,2
1000
ПЕВ-П2Ш73
1,1
600
пбв-и2Ы17з
1Д
600
24К40АФ4-01, 24К40С|1)4-01.00.00.000 .РЭ
Лист
’ 7
Фог)ылт_Л4—
Продолжение таблицы I
т
Нашленование параметров
Данные
24К40ЛФ4-01 24К40СФ4-01
.-I
.-I
3.8. Электродвигатель насоса гидростанции
тип
мощность, кВт
номинальная частота вращения, мин
3.9. ^Электродвигатель вентилятора гидро¬
станции:
тип
мощность, кВт
номинальная частота вращения, мин
3.10. Электродвигатель насоса станции
охлаждения:
тип
мощность, кВт
номинальная частота вращения, мин
3.11. Электродвигатель вентилятора ехлавдения
* двигателя 2ПФ-132ГУ4:
тип
мощность, кВт
номинальная частота вращения, мин
; ЗД2. Суммарная мощность всех электродвига¬
телей / одновременно работающих, кВт
;г
4А71В4УЗ
0,75
1500
4АА50В2УЗ
0,12
30С0
-I
-I
и
4. Характеристика гидрооборудования
,4.1. Марка тела д;1Я гидросистемы и системы
смазки
встроенный, специальный
0,12
2800
4АА56А4УЗ
0,12
1380
4.2. Станция гидропривода
8,61/8,61
ИГНСП-2ОТУ38101798-79
СВ-М5А-4 0—Н—I, I —3—6, ЗУ ХК4
ТУ2-053-1703-71
4.3. Насос гидропривода
ь тип •
производительность, л/мин
номинальное давление МПа /кг/см /
4.4. Емкость бака, л
4.13. Наибольшее рабочее давление в гидро¬
системе, МПа /кг/ег.г/
4.6. Гвдроаккумулятор
наибольшее рабочее давление, Ш1а /кг/см~/
БГ! 2-416
3,3
6,3 /63/
40
6,3 /63/
АРХ-6,3/320
32 /320/
Диет ^.'уЧокумЛТодп Цата
24К40АФ4-С1, 24К40СФ4-01.00.000 РЭ
"ист
и
Продолжение таблицы I
Наименование параметров
-
7
Л
т-
1
I
1
1
§
I
§
Ь
емкость, л
4.7. Централизованная система смазки
тип
рабочее давление, МПа (кг/см^)
4.8. Насос системы охлаждения
тип
производительность, л/мин
рабочее давление, МПа (кг/см2)
5. Габаритные размеры и масса станка
5.1. Габаритные размеры станка без пристав¬
ного оборудования, мм не более
длина
ширина
высота
Площадь, занимаемая станком с пристав¬
ным оборудованием, м2 не более
. Масса станка без приставного оборудо¬
вания, кг не более
I 5.4. Ыасса станка с прггстазным оборудованием,]
кг не более
Данные
24К40АФ4-01
24К40СФ4-01
6,3
647СПГ0-100-0-А
1,2 (12)
П4-22М
22
0,05 (0,5)
2618
2552
3300
17,0
4355
5504
$
Примечание:
Допускается при*, энение других комплектующих
изделии отечественного и импортного произ¬
водства, не ухудшающих технических характе¬
ристик станков.
&
—1 '
1 24К40АФ4-01 24К40СФ4-01.00.00.ООО РЭ
Лист
1
•
Подп.
Дата|
4
.3
и
5
Р
3,
*
э
э
-1
ч
!
3
н
1г
1 Л
я
о
§
а> а>
&
а>
3
Еч
1
а>
О
N
о
03
«
Я
<Й
О
о
Н
а
Я 1—|
ч я*
ф ь
ф ф
о
Оч
О
>о
о
I
н
о
ф
^ о
я и
I
ф
о
п М
к> 3
о
I
ф
(3*
РЭ
о
о
о
о
ф
СО
!>
гг
00
м
Ы
9
ы
С4*
о
со
ы
8
С\2
о
го
•Ь
о
о
о
о
«к
НРЬ
о
о
о
о
«»
о
со со со
сг> <т> о
со со со
3 8 8
ООО
ООО
аь л •»
ООО
МММ
со
О со
счг м
3
10! О Ф
о
о
о
с\г со
Ен
1.1
с
I I
м
со
2з
СП со со
ООО
о и ш
О- Ю со
м м со
^ л «к
О со м
м
о
с- м
I—! Ю СО
» м со
О «СО
м со -
МММ
.1.1.1
5 С 2!
I I I
3
г>
со
5
ю
СО
СТ)
со
о
•»
•к
м
м
нн
I
1>-
со
о
ю
ж
О
02
§8
ю
н
О
м
ог
о
счг
м
3
е
о
о
о
о
•
о
о
о
4<
в
о
о
о
о
•
о
о
^ !>
ог со
М
А
Ю
ы
счг
о о
ц
сВ
«
0
1
I
со
§ § §
1
аст
$Ц0КУМ,
Пода
,Дата
24К40АФ4-01.24К40СФ4-01.00.00.000 РЭ
'лист
10
• >1
•
V
<
а
ф
ф
о
© ф
•
<3 Ен
ы
о а
ю
о
о
^ ьн
•ь
я
о
РЧ
ф
ф
<Х>
о
СМ СО
со со
>> >,
М (—I
ОС
ю
8
_ ю ю
о о •
о ом
ы ы
3 $
3 5
нН
м»
, с\г
ст> <ю
<т> ю
со о
со со
с\г
3
1
Лист
24К40АФ4-01.24К40СФ4-01.00.00.000 Рс
II
■1Т
^кдокум,
Подл,
Дата
г
3. КОМПЛЕКТ ПОСТАВКИ
Таблица 2
Обозначение
Наименование
Коли- Приме-
чество чание
ШУ24К40СФ4-01
24К40АФ4.91.00.ООО
№-145 С
24К40АФ4.55.00.ООО
Входят в
Станок 24К40АФ4-01
24К40СФ4-01
Ограждение 24К40АФ4.66.00.000
Приставное оборудование
Шкаф управления
ДС 738016 8300.1.ТИР
Гидростанция
Устройство ЧЕУ
Охлаждение
комплект и стоимость станка
[ Ь.|Изм1дисд
Инструмент
Клши гаечные с открытым зевом
двухсторонние ГОСТ 2889-80Е
7811-0021КС1 Хим.Окс.прм
78П-0023НС1 Хим.Окс.прм
78П-0026НС1 Хим.Окс.прм
78П-0043НС1 Хим.Окс.прм
7811-0045НС1 Хим.Окс.црм
7811-0047НС1 Хим.Окс.прм
Клши ГОСТ 11737-74:
7812-0374 40Х Хим.Окс.прм
7812-0375 40Х Хим.Окс.прм
7812-0377 40Х Хим.Окс.прм
7812-0378 40Х Хим.Окс.прм
7812-0381 40Х Хим.Окс.прм
Ключ
7811-0319.1 Хим.Окс.прм
ГОСТ 16984-79
Отвертка
7810-0319 ГрЗ Хим.Окс.прм
ГОСТ 17199-71
Лшжум ]Пош1 Лата
I
I
I
I
I
1
I
I
I
I
I
I
I
I
I
I
I
I
Постаёлягь по
ТР €
I Дсз/Кспчиксг лег
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
"Формат А4
Лист
12
Продолжение таблицы 2
Обозначение
Наименование
Коли¬
чество
Приме¬
чание
Принадлежности
24К40ЛФ4.75.00.ООО
Ложементы длл инструмента
I
2450.704.000
Резцедержатель с точной подачей
I
К/.0008.00.00.ООО
^мбочка инструментальная
I
с 7-ю
полками
КУ0400.00.00.000
Микроскоп-центроискатель
I
КУ0404.00.00.ООО
Центроискатель с индикатором
I
КУ.0406.00.00.ООО
Керн механический
I
РСК—П.104
Оправка с индикатором
I
КК-П.Ю6.301а
Центр установочный
I
КК-П.344.308
Державка для заточки инструмента
I
КК-П.401.002
Подставка регулируемая
4
КК-П.401.304
Прихват
4
КК-П.401.306
Прихват
4
КК-П.401.315
Шпилька •
4
КК-П.401.316
Шпилька
4
КК-П.401.318
Шпилька
4
КК-ЗП.345.000
Протир
Гайка М12.6.05
ГОСТ 5Э27-70
Клинья ГОСТ 3025-78:
I
4
7851-0012
7851-0013
7851-0014
Сухарь 7004-2045
ГОСТ 14730-69
Шайба 12.05.05
ГОСТ 11371-78
Запасные части
I
I
I
4
4
24К40АФ4.I5.01.ООО
Трос
I
24К40ЛФ4.30.30.303
Цанга
Кольца ГОСТ 9833-73:
015-020-30-2-2
2
I
Гч)
Г*
028-032-25-2-2
050-055-30-2-2
060-065-30-2-2
№докум
Подп,
Дата
I
1
2
24К40ЛФ4-0Т, 24К40СФ4-01.00.00.000 РЭ
Лист
ПГ
1
ч‘
1
1
ч
1 г
1
I
ч*
к
*
Обозначение
Продолжение табл. 2
[эмрГиф Лдо кум.
Наименование
ие0-070-58-2-2
090-100-58-2-2
135-140-30-2-2
Шаршш ГОСТ 3722-81:
66,000-5
В7,938-5
Пруяшш 0СТ2 Д81-5-73:
0,8x6x18
1x8x45
Лента ЗП-Ц-0,3x100
Ь =1700 ГОСТ 21996-76
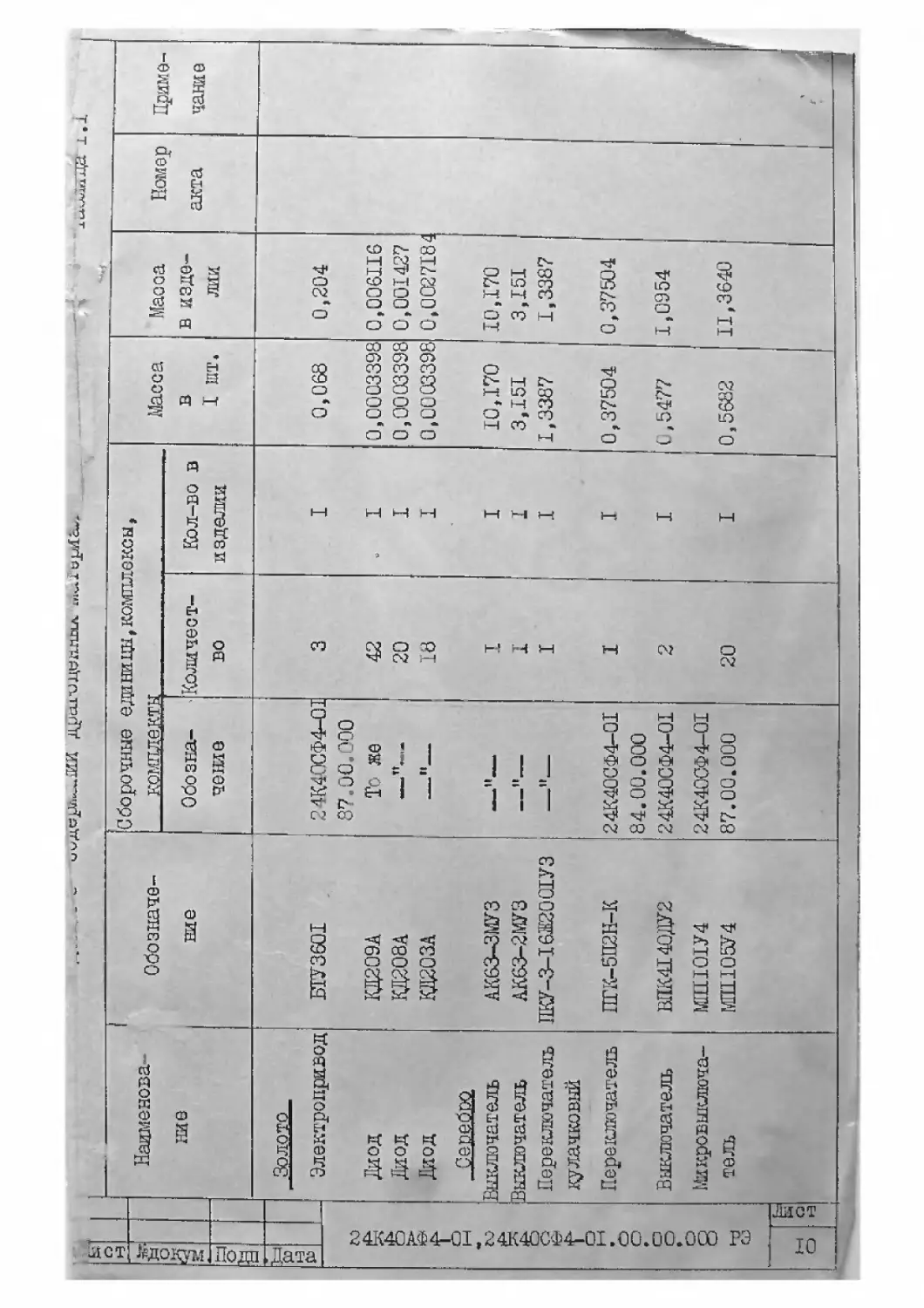
Запчасти к электродвигателю
2ПФ-132Л1У4
^Запчасти к электродвигателю
НШ-Ш ШЗ
Запчасти к электроприводу
Б1У 3001-3627 ДШ4
Запчасти к электроприводу
ЪТУ 3601-3617 1ШЛ4
Лампа „1024-40 Г0СТ1182-77
Лампа К..124-90 Г0СТ6940-74
Анод КД200А ТУ11-76
ТРЗ 362.082 ТУ
Диод 4И 209А. ТРЗ.362.141ТУ
„инфонерешшчатель
ЖШ05 исп I
ТУ16.526.329-78Е
Роло ТЛ6-523.361-76:
РИГ-0Ю222УЗ И=24В К23+2
РЩ-010411УЗ И=24В к4з
Р11Г-010421УЗ И=24В к4з
] юлп.
та
Количест¬
во
3
I
I
1
2
2
I
4
1 КОМПЛ.
2 КОМНЛ.
I комдл.
2 компл.
5
9
5
10
3
I
I
X
примеча¬
ние
Иост&ьдя! .т
ся компле¬
ктно с
ЭЛОКТ[;ОД—
ьигатолем
Поставляет
С Я КОМНЛО-
ктно с эле¬
ктродвига¬
телем
Ноотаили^т
ся компле¬
ктно с
элоктроири
водом
Поставляют
ся шднло-
ктно с
олектролри+
водой
-24К40АФ4-01, 24ШСФ4г01.и0.0С'.ихЗ РЗ
^ \А7
1 ?.?-/<?/ 1 г
т
Обозначение
24К40СФФ-01.00.
30.000.РЭ,?31
#
24К40АФ4.75.00.
ООО СБ
24К40АФ4.75.10.
ООО СБ
24К40ЛФ4.75.20.
ООО СБ
2 4К40АФ4.75.30.
ООО СБ
24К40АФ4.75.40.
ООО СБ
24К40АФ4.75.80.
ООО СБ
2 4К40АФ4.75.60.
ООО.СБ
24К40АФ4.75.70.
ООО.СБ
ОЛХ 140.087
!зм
лист
Продолжение тайл. 2
Наименование
Покуме.чтн
Станок координатный свер¬
лильно-фрезерно-расточной
модели 24К40СФ4-01
Руководство ло эксплуатации
Части I и П
Чертеж ^расположения полок
с ложементами в инструмен¬
тальной тумбочке.
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Ложементы для принадлеж¬
ностей и инструмента
Инструкция по монтажу и
стыковке устройства
ЧПУ ТА/С-145С со станком
Унифицированные модули
матричной логики серии
М. Техническое описание
Устройство управления ти¬
ристорное серии БТУ 3601
Техническое описание и
инструкция по эксплуатации
да'
лоличест-
во
I
I
I
I
I
I
I
I
Примеча¬
ние
га
24К40АФ4-01, 24К40СФ4-01.00.00. ОООРЗ
Лист
тиШип Д 4
/. г у
Продолжение таблицы 2
Обозначение
*
V
* '
Наименование
Коли- Приме-
чество чание
Машины постоянного тока серии 2П.
Техническое описание и инструкция
по эксплуатации
Электродвигатели постоянного тока
высокомоментные серии ГГВ.
Паспорт
Инструкция по монтажу и эксплуата¬
ции
" ГП 1п1К с! -300м инкрементального
путевого линейного преобразователя!
фирмы "Хайденхайн"
Руководство по эксплуатации
гидростанции СВ-М5А-40-Н-1,1-3-6,2
УХЛ4 ТУ2-053-1703-84
Руководство по эксплуатации
пневмогидроакку:-тулл ’ора
АРХ-6,3/320
Паспорт на блок дроссельный
смазочный 2-2 ГОСТ 19333-79Е
Входит в коглллв;'.т. но поставляется за отделыгуто плату
2450.719. ООН
2450.719.002А
2450.719.003А
2450.719.004А
2450.719.005А
Нам.
1иот1ЛдокумЛПппп]Пптя
Инструмент
Резцы ГОСТ 9795-84:
2142-0113
2142-0174
2142-0178
Резец расточный с пластинкой из
твердого сплава
То же
2
2
2
2
2
2
2
2
Для 2450.
704
Для КУ.
0433
Для КУ.
0434
Для КУ.
0411
Для КУ.
0411
Для 2450.
704
Для КУ.
0431
Для 2450.
704
24К40АИ-01, 24К40СФ4-01.00.00.000 РЭ
Тл'
Лист
\Ь
/7я2?/7 >/ 'яз/уд И^7/у /7лЗ?
(Г
I *
ч
'I
->>
N
Продолжение табл. 2
Оборзначенпе
Наименование
1
Количество
Примечание
2450.719.008А
Резец расточный с пластинкой
из твердого сплава
2
Для КУ.0435
2450.719.009А
То же
2
Для К/.0430
2450.719. ОЮА
2
Для КУ.0411
2450.719.013А
— ,Т_
2
Для КУ.0431
2450.719.014А
11
2
Для КУ.0432
2450.719.015А
II
2
Для КУ.0411
2450.719.016А
Резец расточный для отв.
0 24 т1п
2
Для КУ.0411
2450.719.017аА
Резец расточный для отв.
0 18 т1к
2
Для КУ.0411
2450.719.018А
Резец расточный для отв.
0 15 тип
2
Для КУ.0411
2450.719.019А
Резец расточный для отв.
0 12 т-с/ь
2
2450.704
Для КУ.0411
2450.719.020А
Резец расточный для отв.
2450.704
Для КУ.0411
0 9 /п1/7.
2
2450.704
2450.719.021А
Резец расточной для отвер¬
2458.48.308
стия 0 6,5 пъйп
^езец.проходной
2
2
2458.48.309
Резец проходной
Зенковки ГОСТ 14953-80Е
2353-0133
О
д*
2
0 16
2353-0135
2
0 25
Развертки ГОСТ 1672-80
2363-3431Н7
*
2
0 12
2363-3451Н7
2
0 16
2363-3464Н7
2
0 20
Сверла ГОСТ 10902-77
2300-6173
3
0 5
2300-0166
2
0 6.7
2300-игоо
2
0 8,5
2300-0203
2
0 9
Ж .
1
у
’24К40АФ4-01, 24К40С04
4 Изгл
Хпст
^■докутл
.Подо.
Дата
Лист
сГо ГУЛЯТ А4_
//
1
Обозначение
Продолжение таблицы 2
Наименование
КУ.0000.00.00.702
-02
-04
-06
КУ. 0000.00.00.703
-02
-04
2300-0210
23000214
2300-0222
2300-0226
Сверла ГОСТ 10903-77
2301-0050
2301-0060
2301-0076
Фрезы ГОСТ 17026-71
2223-0292
2223-0296
2223-0019
Фреза 2214-000Т-Т5К10
60° ГОСТ 24359-80
Метчики 0СТ2 Н52-1-74
035-2620-0495
035-2620-0502
035-2620-0511
035-2620-0523
035-2620-0547
Принадлежности
ИзШлйст
Удлинитель
Удлинитель
Удлинитель
Удлинитель
Переходник
Переходник
Переходник
Ддокум,
Подл.
Коли¬
чество
2
2
2
2
2
2
2
I
I
I
2
2
2
2
2
Приме¬
чание
0 10,2
0 II
0 13
0 14
0 15
0 17,5
0 22
0 14
0 20
0 40
0 100
Дата
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
Фотмат А4
от
/8
48!
Продолжение таблицы 2
Обозначение
Наименование
КУ.0408.00.00.ОСЮ
-01
-02
-03
КУ.0410.00.00.ООО
КУ.0411.00.00.ООО
КУ.0414.00.00.000
-01
-02
КУ.0415.00.00.000
Державка модульная
Державка модульная
Державка модульная
Державка модульная
Приспособление для сборки
модульного инструмента
Резцедержатель универсальный
Оправка для торцовых фрез
Оправка для торцовых фрез
Оправка для торцовых фрез
Державка с цанговым патроно;.:
24К40АФ4-01,
Изм,
Диет
№покум.
Подп,
Дата
Коли¬
чество
КУ.0416.00.00.ООО
1
Втулка переходная с конусом •
Морзе под клин
I
-01
То же
I
—02
То же
I
КУ.0418.00.00.ООО
Втулка переходная с конусом
Морзе под клин
I
-01
То же
I
-02
То же
I
-03
То же
I
КУ.0430.00.00.ООО
Модуль расточной
0 20...27
I
КУ.0431.00.00.ООО
Модуль расточной
0 27...42
I
КУ.0432.00.00.ООО
Модуль расточной
•
,0 42...65
I
КУ.0433.00.00.ООО
Модуль расточной
0 60...90
Т
1
I
I
I
I
I
I
I
I
I
I
Приме¬
чание
Допуска¬
ется за- |
мена при-*
надлежноа
тями Ку-
лябского
инструмеН
тального
■завода:
6222-011
6222-011
6222-011
151¬
4025
151¬
4026
Лист
Продолжение таблицы 2
Обозначение
Наименование
КУ.0434.00.00.000
КУ.0435.00.00.ООО
191.221.051
КК-П.332.310
РЭ0.187.000
РЭ0.189.000
ИзмДист
Модуль расточной
0 90...140
Модуль расточной
0 140...190
Патрон 16-В18
ГОСТ 8522-79
Патрон резьбонарезной со вставка¬
ми для метчиков Мб...М16
ТУ2-035-681-79
Конус переходной
Поставляется по требованию
заказчика за отдельную плату
Коли¬
чество
Инструмент
Резцы расточные с пластинкой из
элъбора
То же
Резцы ГОСТ 18063-72:
2145-0046 2 ВК6М
2145-0048 2 ВК6М
Фрезы торцовые
0СТ2 Н61-6-79
035-2214-0271-01
035-2214-0272-01
Резцы расточные круглого сечения
для глухих отверстий из компози¬
та 01 0 18x170 ТУ2-035-605-77
Фреза торцовая насадная, оснащен¬
ная пластинами из минералокерамики
В0К-60
0 100 ТУ2-035-624-78
-^ДОКУМ.
Подд Дата
I
1
2
1
2
5
5
I
I
Приме¬
чание
0 80
0 100
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
Формат А4 _
1ЯПУ
■
Обозначение
КУ.ОООО.00.00.
702-01
-03
-05
—07
КУ.0000.00.00.
703-01
-03
-05
КУ.0000.00.00.704
КУ.0000.00.00.
704-01
-02
-03
КУ.0408.00.00.ООО
-01
-02
-03
КУ.0414.00.00.ООО
-01
—02
КУ.0415.00.00.ООО
Продолжение таблицы 2
Наименование
Принадлежности
Удлинитель
Удлинитель
Удлинитель
Удлинитель
Переходник
Переходник
Переходник
Удлинитель с конусом Морзе
под клин (модуль)
Удлинитель с конусом Морзе
под клин (модуль)
Удлинитель с конусом Морзе
под клин (модуль)
То же
Державка модульная
То же
То же
То же
Оправка для торцовых фрез
То же
То же
Цержавка с цанговым патроном
[СУ.0416.00.00. ООО
-01
-02
КУ.0418.00.00.ООО
Втулка с конусом Морзе под винт
То же
То же
Втулка с конусом Морзе под клин
1
И
Подп,
Дата
Коли¬
чество
Приме¬
чание
I
I
I
I
X
•*»
Т
-I-
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
тДопускает
ся замена
принадлежи
ностями
Кулябско-
го инстру
менталь¬
ного за¬
вода
6222-0114
; 16222-0118
222-0118
151¬
4025
КБ6151-
4026
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
< х
-ж'.-;
Лист
21
4
Продолжение таблицы 2
Обозначение
Наименование .
>
1
коли¬
чество
Приме¬
чание
-01
Втулка с конусом Морзе под клин
I
-02
То же
I
-03
То же
I
КУ.0419.00.00.ООО
Насадка для снятия фасок
I
-01
-02
-03
То же
То же
То же
I
I
X
КУ.0430.00.00.ООО
Модуль расточной 0 20...27
1
КУ.0431.00.00.ООО
Модуль расточной 0 27...42
X
КУ.0432.00.00.ООО
Модуль расточной 0 42...65
I
КУ.0433.00.00.000
Модуль расточной 0 60...90
I
КУ.0434.00.00.000
Модуль расточной 0 90...140
1
КУ.0435.00.00.ООО
Модуль расточной 0 140...190
“Г
1
Патрон 16-В18 ГОСТ 8522-79
I
191.221.051
Патрон резьбонарезной со вставками
для метчиков Мб ;№8 ;МЮ ;М12 ;1Ш6
ТУ2-035-681-79
I
КК-П.332.
310
Конус переходной
I
7400-0263
Стол поворотный делительный уни¬
версальный 0 250 с индуктивной
системой отсчетах
х Станок
комплек¬
туется
7400-0263. ФО
7400-4035
Стол поворотный делительный уни¬
версальный 0 250 с цифровой инди¬
кацией*
Стол поворотный делительный уни¬
версальный 0 250 с механической
системой отсчета55
одним из
указанных
столов по
усмотре¬
нию заво¬
да изгото
вителя
КК-2792-87-00.ООО
Блок питания*
I
При пос¬
тавке сто
ла 7400¬
0263
24К40АФ4.00.00.301
Подставка*'
2
■
7400-0263 РЭ
Документы3*
Стол поворотный делительный уни¬
версальный с индуктивной системой
х Должен
соответст
вовать
модели
стола
отсчета
Руководство по эксплуатации
I
7400-0263 ФОРЭ
Стол поворотный делительный уни¬
версальный с цифровой индикацией
>-
Руководство по эксплуатации
I
[\
<*3
г*-
Лист
Г24К40АФ4-01, 24К40СФ4-01.00.00.ЦШ гд
гг
Мзм.
Диет
Слокум,
Поди,
Дата
... - тгл-
Продолжение таблицы 2
Обозначение
7400-4035 РЭ
КК-2792.87.00.
000.РЭ
Стол поворотный делительный уни¬
версальный
Руководство по эксплуатации
Блок питания
Руководство по эксплуатации
Наименование
Коли¬
чество
Приме¬
чание
ИзмДист
№докум Лодп]Дата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Формат А4
Лиот
Ж
!
II
к
I
1
%
1
V
и-
4. УКАВШИЕ МЕР БЕЗОПАСНОСТИ
Безопасность труда на станке обеспечивается его изготовлени¬
ем в соответствии с требованиями ГОСТ 12.2.009-80.
ГОСТ 12.2.049-80. Требования безопасности труда прп эксплуатации
станка устанавливаются соответствующими разделами руководства, ру¬
ководством по эксплуатации электрооборудования и настоящим подраз¬
делом.
4.1. Для обслузизаэдего персонала.
Персонал, допущенный в установленном на предприятии порядке к ра¬
боте на станке, а также к его наладке и ремонту обязан:
4.1.1. Получить пнструктая по технике безопасности,в соответ¬
ствии с заводскими инструкциями, разработанными на основании руко¬
водства по эксплуатации и типовых инструкций по охране труда;
4.1.2. Ознакомиться с общими правилами эксплуатации и ремонта
станка и указаниями по безопасности труда, которые содержатся в
настоящем руководстве, руководстве по эксплуатации электрооборудова¬
ния и в эксплуатационной документации, прилагаемой к устройствам и
комплектующим изделиям, входящим в состав станка.
4.2. При транспортировании и установке станка.
4.2.1. Для каде.шого зачаливания и безопасного перемещения
станка и поставляемого к нему оборудования при монтаже, демонтаж
и ремонтных работах, необходимо презде ознакомиться с разделом
настоящего руководства "Порядок установки". В противном случае
работы вести запрещается.
4.2.2. При расконсервации станка следует руководствоваться
требованиями безопасности по ГОСТ 9014-78 "Временная противокор¬
розионная защита изделий. Общие технические требования".
4.2.3. При монтажных и ремонтных работах при снятии противо¬
веса необходимо, чтобы шпиндельная бабка находилась в крайнем
ншшем положении, т.к. при отсутствии противовеса бабка резко
121
Лист .'•■ЛОКУ1Л.
По дп. Дата
24К40А24-01, 24К40С14-01.00.00. ООО.РЭ
диет
:’Ьппг'Л,р А 4
1 //#04*ДЁ1А '//*#Л*ж&у. /%Я7*Г. ^'^Г/2Г
I 7№У\ т
перемещается вниз.
4.3. При подготовке станка к работе.
4.3.1. Тщательно изучить назначение органов управления стан¬
ком.
4.3.2. Проверить заземление станка.
4.3.3. Проверить работу всех механических и электрических
блокировок. -
4.3.4. Все детали, массой более 16 кг, устанавливать на ста¬
нок при помощи тельфера или крана. -
4.3.5. Станок имеет удобный отвод СОК из зоны обработки и
снабжен централизованной системой смазки.
4.3.6. Средством защиты рабочего-оператора от попадания эмуль¬
сии, при работе с охлаждением, и от случайного попадания отлетевшей
стружки служит ограждение, устанавливавшееся на столе станка.
4.3.7. Груз уравновешивания шпиндельной бабки подвешивается
в целях безопасности двуш тросами.
ШЩАНИЕ!
В случае обрыва одного из тросов второй трос выдерживает нагрузку
от веса груза. Работа на станке, когда груз уравновешивания шпин¬
дельной бабки висит на одном тросе, категорически запрещается.
4.3.8. ВНИМАНИЕ!
. *
В период эксплуатации станка тросы должны подвергаться техническо¬
му освидетельствованию не реже одного раза в год.
Отбраковку тросов производить согласно "Нормам отбраковки стальных
канатов".
4.4. При работе станка.
4.4.1. ВНИМАНИЕ!
Во время работы станка дверцу ограждения открывать запрещается.
4.4.2. При работе необходимо соблюдать все общие правила тех¬
ники безопасности работы на металлорежущих станках.
24К40АФ4-01;24К40СФ4-01.00.00.ООО РЗ
4 31-
Лис п
Яакжум.
Подп.
Нат
а М
Формат А4
ВНИМАНИЕ!
Запрещается включать механическое вращение шпинделя при установ¬
ленных в шпиндель центроискателэ с индикатором и микроскопа-цент-
роискателя.
В этом случае вращать шпиндель вручную или от кнопки толчкового
проворота. '
4.4.3. Пооле окончания работы на станке необходимо:
- вынуть инструмент из шпинделя;
- вставить в шпиндель защитную оправку;
- отключить станок от электросети.
4.4.4. Категорически запрещается снимать лли нарушать блоки¬
ровки, предусмотренные конструкцией станка.
4.4.5. Категорически запрещается пользоваться сжатым зоздухоы
4.4.6. Категорически запрещается р. 1о".а с охлаждением при ис¬
пользовании стола позоротного 74С0-С?63 и 7400-0263 ФО.
N
Л1тст ^оку^Т[§п}]дтс
24К40АФ4-01, 24К40СФ4-01.СО.00.ООО ВЗ
/Гист"'
О ^
5. СОСТАЗ изгаиа ■
5.1. Общий вид с обозначение:.' составных частей станка
(рис. 2, 3, 4)
5.2. Перечень составных частей станка (табл.З)
Таблица 3
*
I
К
Нг
1
&
'I
5*1
5
41,
X
в
ч
1
Поз.
С гл.
рис.
Наименование
Обозначение
Класс точности
А я
Пршле-
чание
I
2
Станина
24К40АФ4.Ю. 24К40АФ4.10.
00.000-02 00.000-03
3
2
Стойка
24К40АФ4.15 24К40АФ4.15
00.000-02 00.000-03
9
2
Кронштейн
24К40АФ4. 15.20.000
22
3
Стол-салазки
24Х40А24.20 24К40АФ4.20
00.000-02 00.000-03
4
2
Бабка шпиндельная
24К40А54.30 24К40АФ4.30
00.000-02 00.000-03
8
2
Кожух
24К40А24.30.40.ООО
7
2
Гидроцилиндр отшвла
инструмента
24К40АФ4.30.50.ООО
1
1
|
20
4
Электрооборудование
станка
24К40СФ4-01.80.00.000
21
4
Пульт управления %>
24К40АФ4-01.84.00.ООО
|
20
4
олектрооборудование
электрошкафа
24К40С04-01.85.00.ООО
1
—
Разводка гидравлики
на рис.нэ
и с'лазки
24К40АФ4.90.00.ООО
показана 1
18
4
Гидростанция
24К40АФ4.91.00.ООО
1
, 21
4
Система '-ГПУ с
Т//С-145С
1
1
пультогл* управления
1
• 1
}
12
3
Привод
24К40АФ4.10.10.ООО
24Х40А24.10.10.000-01
I
11
3
Передача винт-
1
гайка качения
24К40А34.10.11.ООО
1 .•
1
}
1
;1
. —з1
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЪ
а
-4.
1**ЗР.
Лисг
: Юдокутл.
Подп.
Дат
Жт,
27
А А ’
—I 1 I Г~ лглг*
дггагж ^ЕЛШ^
5
14
10
13
15
16
Продолжение таблицы 3
Поз.
См.
рис,
Наименование
Обозначение
гласс
гочноотг
10
3
3 *
4
Коробка скоростей
Шпиндельное устрой¬
ство
Механизм зажима
инструмента
Ролик
Охлаждение
Ограждение
Раскладка инстру¬
мента
Гидроцилиндр переклю¬
чения скоростей
Х7.0002.00.00.000-12
КУ.0003.00.00.000-08
КУ.0006.00.00.000
Стол универсальный
поворотной делитель-
нки
24К40А24.30.10.000
24К40АФ4.30.20.000
24К40ЛФ4.30.30.000
24К40АФ4.30.60.000
24К40АМ .55.00.000
24К40АО4.66.00.000
24К40АФ4.75.00.000
24К40АФ4.30.13.000
*
ыуфта
14уфта
Муфта
7400-0263
7400-4035
7400-026300
24К40АФ4-01, 24К40СФ4-01
Лт
Д ид
Т .'/ДОКУЫ
Подп
,Датг
■
1
Приме¬
чание
I
лг. рис.
не по¬
казан
на рис.
не по¬
ставок
ко:лплек
туется
одни:.:
из ука-|
занных;
столов
по т. пел Т):-:
■ — * м
. ОТV Т1Т --Л
V
-I \
■*- " V!. 1 1 .ль-.'-и ч,'-: >::.
*, * • . к . Т | • - * / . Л ’ *•'[ • Г ’ . •'» V* ‘ •
Ы-Щ >
■Я -г- • - : .у :.-- • /. V
8
• •• .*;•*,-иа.Ч';»'.:•; < - - - у
• • • . И I •. . • • . . •. •
* » • И ' .1 7 • * * . ...» — ■
V * ...» ^'’Г • ■ *
. ' *•:•■*г-Кг Г*.: \-« " ..*•“%>‘ -:'.ч• \Т * 4 -I;■; ■>*; .
• * 1 • ' *, ■ . • -» » .« •. * I Ч ' ■ V, * '•* * • I ' : *■’ Ч * • »' * * ' « ,
* а ш !• ' шь%
**■•!* • / * * * * • * % * I I ^ V•*. » */' ,
’ . • V ‘ '"\ '■■•Л.V V. :.* •.■•:' .?%:- -•••
г- •,~ ,.ч' * г' ; • • •• * > -
- • ^ **.-> Лт ' • . Л - У »*,' г»- * *а 1ч. - •» ' » I {.*,' ^■ • * . , '
.. ■ Ч . ;.• . • ’ I . ■ . 4‘ -• . -• , •-. ■
. .. . ■ . : I ■/ :• ; ;< • .<•. '■ ! • •
. I
"I
У ЛЛ1’ ' • .
• «V .*»; ‘*Л 1.\.4Г Т-г
I
-3— * • ; ' -V¬
- • т. ’ .* / * . ^ * • *4 * . •• * * ■ "• • # ^ ■
' >;г.7 . ^ :' -л-. 7Т "" • • 'V .-■• ./ |
. -*• » «* . . /•/ ^ , -■( > . 1 V* ^ V . . - .. . — II I • . . * ,. •
• . .-V •‘.7;-г « V лк;.:.: • •"; Гл»*" • V'* «>:••;•' ' 7..*-: / ■ ■
V -Л.- Г -У~.-г.‘/. ; ■ ,.л лу'У-, —:
'-- -у. 7 - ■■:'-. >1 :;7.. г.-„ .• ■... • .V--. \\! Л* .
г:;/ •_-.7- . 1.:7-'--'-. МЖ ■ •■ . ;
• Ч * и •/ ■ V, ' Г • •• ' • ' '• * * с- - ^ . •
. - • ‘ % • ’ • ' - * • . ,л* Ч 'г - * . ж' - - 1 4 * • * «* г *•
/:Л- -„Фг'ЛЛ*-/- ■■-Лу^А С 1;.-^ :Г
■ -V • '• ' 1 ■'■ •: <• Г 1*' •* 1 ' •“ -' '•."
* • . •. I * * • ‘ I 1 •. * > »ь» . ,»' »«* • _ *
| • I '1 ■■ ■ 1 .. , ■, 'г » . ■.; ■ ,,, *
•! •- - -•. ■)’■ -Г •
I у.-.,!:.-/ Л.,
<’.»■: •-,• ■''■••/. л.. •?* ••• ■'*/! ,. - О'.
■ , ?* */-»• * !. -/у .' / • •• ;» ■» .* V .
. ,. ,Ат:<:> - ■; ». . ,>"• • '■-. •-
’ I • * . * Ч * • ’ | . * ., •
« .% 1 • А* * • ' ’ * *>. ^ *• - • ■ * к ■ * . .* 11 • » Л ■
* 1 7'1 • V'-; • у- ,/ ^
• • • -V— *— |. У:':'- ■
'$ фмь
V— ’ •* ■ • *.- - , .у.':':- -.<■' •••.--> *У "и
• • •. {«/•/. ■*' % *’
< , ' 1 » », * * ‘ . ■ *»'• . ■ • -%*« -/■ ^ *• I ► . 7 ,
, ; .. V ;.*» .?»-•••..•« ./'; Л-
■ : ••••' * % .7^ • у,7 ..'-Л ' • Г •
. ' ^ ' • ч- ^ • у 'Г • * Т ' - * *■ «. » , *■ * » ’ ,г • •• •* “V - . •-
! * " ' ’* * . • - * к * •Г- »у’ • к ' # * '• • * «'* *• •
■ :-»ч '7 ‘. 77-7';.^ > :-М ?
I - :ч:-‘ :г\А'7\:^ ' .•
'^1}* г ;т;
■ . 4 ■ ■ - %. • -•••■'.» ’ ; - ' ; V > . Г 1 *
'» У * ».. • * " .У . •
• •' *у% .1 ''»«>•< / } .** •, < » • ■ .* •• - ,
. , .*/ .. . ,/ ,.1г 9 , • , « * , • * I •
■, " .•• •• . •:-Х > - ; ^ • . Г./' ' ■ ,■ - - .' '
V ^
>•*..- г - *“? V *• ?* • V* к г V "*
-г’ Г. ... 'Г - *?* * -
-* IV. * *
/•/л.
— » -« * *
■ г
^ Л
»у|
< / •
*
I
- 7
■ .
»“*
• *»
Г.,,
4,1
--
I. ^
►
,
.
- # ,
* ■
• *
з*-
, • 0
•• /:
* ►
г*
■1
■■ *
««• >
’
1
г’
. м«
. 11
'!
* ^
-1 ,
* >
, » •
' /
г
V
■"
• *
; Л
' • • ' 7,; Р&слолсн/с. Я/иг СОГ/7К/<&6/Х </&с/7)еи Сгпс/АГСс/\\
" V • •• * ■ рис.а-; - • • л I,. ,-
'ОзРг 6йГ1/т. Подп. \сУГо ’
“ с^оог'-ат А* ;
V
• - ; » * г. . * • - , * 1 * { • .. 1‘ , .• *- , - • I * I ■ 4 • •••
■ У .'■■■ .•'■• Ч]г*Л'"- *-•: »;>•> г*. ^/
- , 1.11 •' г- 11 * * - * - ? - •'V * ‘ -Л •
••*. 4 ,;*< '' / -• • ' *% V/!* *>•' {л:
. / ^ * * : 1 ~ * • Г 11 • * » Л V V* * * . - •'/ ..
г\•
1 • •. «
и •• ■
■•V.
Д,:
‘ / о • 1 А" !г
' . : - : .у;.' •. •/.;
;7 ' Л.' .‘IV* :1 А'-
Гг . **: ;‘ч/ ■ & -V < '‘^У .^*У V <;/’ :ЯУ '
Г. V, :V:; :•.? *; г: П. : О ^ - '• *
' * ' • »к I ^ г • к . • ‘ л % / . V » V . •* . /* • * 1 •« •' V* ( » ,
• , - .*.<•- • : •; .•-—■.•< .5 *. ■•: ■: ' - • ч • . • > .0 ■■■ • ■ • 1 * ^ > -У. • I
I ■ . : .*• ' . ~г * *• ‘ ■**4 . • Г . ' ^ I • 1 . » ‘ ^ . . * г
^ргг._
ч;,к'
-I II •
■ у. ; V- '/ ■ /: ' ' !Й* > -• - •> V-'' -л-*:.: ;•• •' ) ~4‘ !—]
V. "! й.И- IV; < ■ : ,• ' ". 4 . ч-.-> •- ‘-Р • 1
л.» . '■ - > 1 с ; I • •. ■ .**;•• с :•■■■ 1 * • - •• ;г'~ ■< ->■•,.■ •. 1ГТ X* а ^
V.**« ч:.-1. --;-ч ■ - ’
• I -Л • Г ^::Л 13/!! ГЙ :, .г,,ч- —
1 Ь 4Ьи^ =;1 •■ • ' ‘ -
! • : Л* г-4 : 1 *;к'\ ч? •; \ *:У* * ! ; Г. ^ •: {'■ •. .: ч‘ ^ ' ч* :-..4 ■ •*.;^
‘I ! - У А ^ Ч. •; 1 . ^ '■* 1 Л1* 5 .V ' ’ I | -I | • Ч . / ! { • ■ ;. . г 1» I .• \ \г •, * * • I
^8с.а*| га 1 - * % й^ййй ц#ш, ■ .
•• иЫВД^4ти§Йй«Щ|I-г.! : V' • т .Г.
- • .] 1* '• . '■• ■■'. м* . С I1 * . * 1 •г-I !• 1 •* < ' * 1 ...» *• I». I. < . ■ . ••' ■ • Ч • . ■
■ . •] } ^ < .I '.I./■ *'•'•'! у 1 ■■).'/■. \ •*» ■• .* V 11 ' . :»■*(» . * •••• *.'
V: ;:,*' •!1■» ‘: «;> #И! :’!V (.:",*: ■ » • г
• ••■ 1, •• •• г*-11 '* * I •• •: . 4 ! • 1 с 4■ . .
: ■•■•V.:-- V/ „:8-.Н:Г; гЛ Ж: ■»!' V V 1 * . V. ■ ■ . ' , . .
УУ-- Ц V{« • г 5 5
• ■ '■ *ч *.;< .•■• ; - *- ; >■• •;
?;й-
1 . Г- .• Ь ■... I *.|,. ■. •• \, • .■ -*л . •. у ... I ; •> »
V-' V-* .V* . - ->• • -V
1 I I ч Г>-;г1.>:.Л'§35,!-Х-!^-Е:Й{ г,- *
-л ■ * *„и :• • р .г.? м ]•; I ; < •
' - . '•-?• '0»и-'>,.ьгл ц7-Г»
• • ' •’ ■ !■ / !•,> ■: 'м'| . ‘ |
• ^и. |: 1V* \: •аГ!|..Н‘»'г*’■ * •' •
■гг-.-:,.. --—^7,^^ М ■ 1 ■■« л •- [• !
я Й-Я^№к4 ы:-1
1 •• 1 ‘у^гу- ЪрЪ(*г\ н
• •• Ы. : 'л-' •’•
. *
I \ . .'а ; ул-« •; •;
•: * * **. ^ »• V - • »-; * .
. ! • . > . : ^ * *• * « • ^ *.
• у •* > - * -V. * ' V,
г ' / •: •••: ь-
•; "•
;•:•>;; /Ч > •
.. V ' • " • г *•*,-»• - ^
Л # ' - ‘ • • • ,
1* / . . • • ^
' V
. -ЧГ Г
”. -. М .!I ;
г • • I ^ I
I . . , ‘г ,
' ‘ ; *; . ‘
’ у ;»
. '5'; : '-V/
м. ян* 'Й
Г-- '.*»;* 1 ! 1 *.
• . !.;'4 !' ;
I )'■ ; •!• =:> :-1>' г {■ ;
5 • 5 ‘ - ; . | ч-«: 1.! < !<*
( ^ 1* < '*■ , ... . , , .
! '-• ■' • - '
4 ™**. *■ *
■ с
:-1 ! ■!?
Г •• 4 .1
■ •• • • • - - • « * •
-I. ' ■
. I •
л • ■*
-.И ^ ' ;
* * ‘ « •••,
■ **»*«•-* I • • I* " , . .•
•л.>г' \ '
. < /} .« • л* * -!♦ '.' ОС . .
'.»* 4 . > • - ■«. ;• - '
•• * ;: 1 ч *
л •" .• ъ , , »
•*. - * •
4 .'л»>У
... ^Г..4. -..1^ :
■ . * V ■•'•. > .
,• " • .-'••'.'V :• 4
■ V. - V ;/
•• .-V V;. ■ • г ■ • „V.
; » г . , .V ' /,.<
. < *• »■/■;"> •<; !* '•!
Л- « • .****•, * V •*- V -
к .. - * . . ?; V * •. ;. * . .
. * / •♦».*••***. Ч \ 1. *■ *
• . ш -1 :• ■; - * ' I
• ' • - ■ : 1 ' -г 1 • .
К V.4'- : ■ • ’■ •*' 1 *
. • г Ч • ■**: -> *..'
I . .! 4* .
•,, • .
1-1
». . 1 . . • V -
-.Г р 5
. г /
- * 9
Л V
. т ■
*» 14
•'л *
Г “I
/г :г' -
'V-'
- » ' •¬
'4’
'Ж.. .
I'» •!* '■ '-У ( .
§ л*. •
-У •; К ’ г
'•* - • .* •
• ' Г! * X Г ■■ ■ '.:52г. , •- » ,
;-У ^ '
■ •. • : '•••■ ■ ■ 1 “* -.V. '
.* . •- > . и *•••* : ./ ■ I /л »1 ■ ‘
•. . ;'г/ • •*. ' 'с/ .:.
V ■ 5 г У) и’О:У К \ •
^ У - ; *г;- • XV''* *с Ь 'V — \9.*С*^
.* г /* %• ■** . > >' | ^ -.у.
*' *•’* . './> , V’• ; *
* . ' . » ‘-V . I,1 • 4 • • •
... ^ * ■*•••••.. • * 4 . 4 # V/ •
• • " I*/' .• , » »( »• ,%
< '.•с/:,
?#™мО)гсегс/$ состейюс ■ с^7о^сФУУ,
■ 11 - ■ .-.I . . - \ .
Т|Г
-ГТ,;Х :!:•. :! Н:".; : •: :.
( • .I щя !.1’1 > , • 1 • г.- • ■. ’■■■ .
Л ё ! !:;М : С’■:СЛ::: ■ ■ .• ■••; :
\ -Г . I ^ : 1 \ | 1 » / .* а 1 • ! I . к \ - г • л ' •
^ 1 ' ' 1 ’1. * , , • ' »• , • • •
, *>•; ". 1 . ^ < •.
■ V *Л 1 >*' 'У - • •■*.’ ■
; • г 1 ' •. *. ■ . • •
1 ':.. -• ••
. ’ Iх .> л, ;* .
: «-Л---л-1 у; - '.у .
1 ■■ ■ •
. \1П\Ц М ' •
;} -> '. .. V ' >.■
* »- I ” I* ’■■ ' . * .
Л:; '
1 I
V:’ . . Ц):::
УЬп^ист^^Досс/л.
ПоЗп,
1апГ
МсГ
гтаже^тосту-штооорэ зо
*
И
О
|
и
Оре&ны управления с/па^о'
Рис. 6
ш!т^Шолд^жа&мМ.00.00& з&
6. УСТРОЙСТВО, РАБОТА ИЗДЕЛИЯ И
ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1. Органы управления.
Органы управления станком расположены на пульте управления
(см.рис.6) и панели, расположенной на лицевой стороне станка
(рис.5)
6.2. Перечень органов управления приведен в табл. 4.
Таблица 4
I Пози¬
ция
Рису¬
нок
Наименование органов управления, сигнализации и
их назначение
\
|
1
1
г
о'
П\
Ъ{
I
о
6
7
8
9
10
11
12
13
14
15
16
17
5
5
5
5
5
6
6
6
6
6
6
6
6
6
6
6
6
Переключатель зажима и отжима инструмента
Сигнальная лампа нейтрали шпинделя
Кнопка медленного проворота шпинделя
Сигнальная лампа от;хима инструмента
Переключатель нейтрали шпинделя (когда с коробки скорос¬
тей нет передачи вращения шпинделю)
Кнопка аварлЬная "Стоп"
Сигнальная лампа включения в сеть
Пуск Т/УС (питание)
Инда:шторная лампа неисправностей станка
Сигнальная лампа "стопь программы
Кнопка "стоп" программы (отключаются все органы движения
и вращение шпинделя - программа не идет)
Сигнальная лампа смены инструмента
Кнопка "стоп" подачи (отключаются органы движения,
вращение шпинделя не отключено)
Кнопка пуска программы
Кнопка ускоренного хода программы
Регулятор скорости подачи органа
Сигнальная лампа перемещения стола
(Т><л-г\»та(г> Л А
, 1—
Лист
1 .
24К40АФ4-01, 24К40СФ4-01.00.00.ООО
■33 \
!Из;л1пст
’&ОКУМ
Подп
Дата
Продолжение таблицы 4
*
ч
ПОоа!’
ция
Г5ТГ- р7ТС7Н
18
6
19
6
20
6
21
6
22
6
23
6
24
6
25
6
26
6
"Ч
1
8
-
V
Г
^.1
Ж
Рису¬
нок
Наименование оргакоз управления, сигнализации и
назначение
Лист
Сигнальная лампа перемещения шпиндельной бабки
Сигнальная лампа перемещения салазок стола
Кнопка перемещения шпиндельной бабки вверх
Кнопка переглещения стола вправо
Кнопка перемещения салазок стола от нас
Кнопка перемещения стола влезо
Кнопка переглещения салазок стола к нам
Кнопка перемещения шпиндельной бабки вниз
Сигнальная лампа вклшекной программы (ппиндель
вращается)
Дож
Дата
24К4СА54-01, 24К40СФ4-01.00.00.ООО РЭ
Лист
Ж
?Я/г‘/ 1
Г' "
Поз.
см.рис
5,6
А»
6.3. Перечень графических символов, указываемых
на панелях
Таблица 5
Сш.зол
Л
Л
ж
Наименование
Отжим инструмента
Задом инструмента
Ыедлехшыи поворот
шпинделя
“Т
Аз::. Лист
)
..■докум.
, Подл 4.1 д та
Шпиндель
4-
24К40АФ4-01,24К40С'М-01.00.00.000 К)
ЛИСТ
;■*
СуПгмят Д.‘.
Продолжение тасЗл. 5
Поз.
см.рис
5,6
12
*
Ч
1
[Ч
I;
-/
к
%
н.
13
15
16
II
14
СИМВОЛ
^Ад>
\А^>
ю>
Лзм.'Диот «те
доиум
Подл
Дата
п
Наименование
Смена инструмента
„С топ** подачи органов
движения
Ускоренный ход
программы
Бесступенчатое
регулирование
.Стоп программы
Пуск программы
241(40АФ4-01, 24К40СФ4-01.00.00.ООО -Рс
<!5ПГЛЯЯФ АЛ.
6.4. Кинематическая схема (см.рис.7)
Кинематические цепи составных частей станка описаны
в последующих разделах данного руководства.
В табл.6 указан перечень к кинематической схеме.
*
йзц.Лис:
-ДОКУМ
Шюп1Дата
24К40АФ4-01, 24К40СФ4-01.00.00.ООО ?3
Лист
I
■1 1
■ м
Л :/0оо
У'1, ^1»! /7 ~ 600
Стойке
У- ^р: 60 0 0*/ми*
Л'** 1 /<Лт; /): 600 0б/ч(/V,
С/Г) о/Т. е&л&Зе и
Сх емс/ г и не мати ческа я
Рис. 7
ЦтМА удогу*.
Лугя
&КШЩ(М,24АШ<Р*4Ш00.а00РЭ
//Згг:*
'?ъ/*г/те?/М
-
* 1
> >
11.
мречонь к кинематической схе:.;е
Таблица 6
- . —
'ч* ' - —
Куда входит
поз.
см.рас.7
Число зубь¬
ев зубчатых
колес или
заходов чер
вяков,ходо¬
Модуль
или
шаг
> аж
Огрина
обода
зубчат. .
колеса
мм
■■ ^
Показатели
Материал ! свойств
ттерпалов
Коробка скоростей
2
вых БИНТОВ
21
3
55
Сталь 40Х
ГОСТ 4543-71
ТВЧ 0,8...1,0
НЕС 48...52
Коробка скоростей
3
47
3
15
Сталь 4ОХ
ГОСТ 4543-71
ТВЧ 0,8...1,0
НЕС 48...52
Коробка скоростей
! . . _ ...
4
21
3
12
Стать 40Х
ГОСТ 4543-71
ТВ1 0,8...1,0
НЕС 48...52
Г
Коробка скоростей
5
23
1Г*Ч
3
15
Сталь 40Х
ГОСТ 4543-71
ТВЧ 0,8...1,0
НЕС 48...52
1
Коробка скороет ей
л
о
45
3
13
Стать 40Х
ГОСТ 4543-71
ТВ-1 0,8...1,0
НЕС 48...52
Станина
Стойка
11,12,10
I
10
-
0СТ2Р31-1-8О
0СТ2 Р31-1-80 !
-
..
I
3
р]
<\3
й
и»
а
и*
о
&
ь
го
I» ’■
V *
5^
о
о
». •
|{»
<ь
к
*
О
О
♦
о
о
•
§
*-а
05
'Ч
///Я?/7. //Т&/7/& Л'*0*г?А /''Л&Х&
Г?У/2У 1 >1 1 ■■■_
6.5. Станина
*
А
Устройство станины показано на рис. 8 и 9.
ото базовая до голь коробчатой формы с внутренними ре браг ли жесткос—
ти. Ъ верхней части сташшн расположены направляющие. На ^-об¬
разной и плоской направляющих салазок стола наклеен фторопласт,
что обеспечивает плавность перемещения салазок стола по налравля-
ющигл о танины.
Направляющая станины.
Направляющие станины защищены от попадания грязи и стружки ленточ¬
ной защитой ( поз.2).
На станине, с одного из торцев, лента защиты закреплена жестко
винтами ( поз.II), другой конец ленты натягивается винтом поз. 13.
Лента огибает ролики, смонтированные в салазках стола.
В корпусе станины предусмотрены окна поз.4, через которые убирает¬
ся стружка. Утечки масла с направляющих стойки,опор ходового вин¬
та, направляющих салазок и стола сливаются через окно поз. 12 в
станине и собираются в вцдв^шой лоток.
Меяду направляющими станины установлен привод перемещения салазок
стола (по3.8). Привод состоит из пары винт-гайка качения, соеди¬
ненной безлюфтовой муфтой с выоокомоментным электродвигателем пос¬
тоянного тока ПЕВ-П2М,
Благодаря этому обеспочиваотся вооь диапазон подач подвижных уз¬
лов без применения редукторов. Ходовой винт установлен в двух опе¬
рах на подшипниках качения.
Для отсчета перемещения салазок стола применен инкрементальный
линейный преобразователь "^Линилид-ЗОО11. Линейка датчика закрепле¬
на на салазках стола, считывающая головка - ка станине ( лоз.5).
Координата фактического положения подвижного органа высвечивается ;
на экране устройства ЧПУ.
Станск устанавливается на фундаменте на 3х операх: одна не регу- ]
I
I
1
г!
1
лируе^дя (поз.З) и две регулируете (поз.6).
Для отключения перемещения салазок стола в крайних положешп>:,
установлены по 2 гликровыключателя:
I * - (поз.9) отюточение переглещения Б
крайних полог^ениях салазок •
о
2°" - (поз.15) аварийные.
Ьищювыключатель поз. 10 - выход в референтную точку. Если в
процессе обработки происходит отключение станка в результате
какой-либо неисправности оператор кнопками поз. 22 или 24 рис.6
выводит салазки стола в референтную (т.е. нулззуа) тс,—~ ; течет;
т.е. орган движения проходит микровыклгочатель поз.10 и останавг-
ливается. После этого включается прогрета с прерванного кадра
обработки.
В корпусе станины предусмотрены 2 сквозных отверстия для транс¬
портировки станка. Отверстия закрыты крышками (поз.1)
ч.
I
I
а?»
-ь-
Мзм
Лист! .‘■шоку?.|:.[ Пост
Дата
24К40АФ4-01, 24К40СФ4-01.00.СО.ООО РЭ
Лист
//5
т-.л:
I . . Л г- Г»: г- ,
■ ; ■ - г *-*- — — *- ■ -ь-. » „ . ь‘ - - *
• -Л.*.V • и- . -V.• :• ■ <*г;
Ч •, , • '? I * . V • •! . ■ I ■■ , ■ ■ .1,-. > ' -.4 г
•...л .••• ;»г ' , ■ .'Л. • ..«** > •» . '■ ...
■ . ■ ■
.» 1
• 1}.
*<• ’■ ' • /*•
7.
* ; 1.
^ .* • / \ * '• -
- '
V '■
; л; ‘,
‘.г- V. • ■
• > -/* у»
1 Л**/
■>*
ш
•1 . “ »'*, ■ — * *
• ••х '• -. .•
* • » *
* * 4
*и>/- • •
С 4 1 ' •
ь * ' 1 • * • • ■
* ' 4
> *’л » 1 .
’!
• *Л . 1 V I ,
■. ■■ ■ •
Т*Гг
•• ■‘-Л
'7/Л7&ЗГЖ&* Я"9
1%-/гч 1 ~* I 1
"V
6.6. Стойка (рис. 10)
СТОНКа ПрвДСТСШЛЛЭТ С0С)011 Коробчатую ОТЛИВКу С ВбрТИКсШЪНЦ—
ж У-образпой и плоской направляющими скольжения для перемещения
шпиндельной баб!пт. Для предотвращения попадания грязи на направля¬
ющие скольжения предусмотрена телескопическая защита.
Щитки защиты поз.6 скользят по пазам планок поз
В верхней части стойки установлен высокомоментный двигатель
ПБВ-1 121,1 поз.1 соединенный муфтой с ходэвыгл винтом, которым пе¬
ремещается шпиндельная бабка. Опоры винта закреплены на стоже.
Гайка закреплена на шпиндельной бабке.
Имеются два кронштейна поз. 3 с блока:,ш для скольжзния тросов, к
которым подвешивается противовес 7, предназначенный для уравнове¬
шивания шпиндельной бабки.
Противовес перемещается внутри стойки. Для получения равной длины
обоих тросов тлеются регулировочные винты поз.2.
Отключение движения шпиндельной бабки в крайних полозеениях уста¬
новлены микровыключатели.
Мпкроыжлючатели поз.ХС - отключение перемещения шпиндельной баб¬
ки з крайних верхкг.м и нижнем положениях.
Упгсровыключатели поз.З - аварийные.
Мшфовыключателк поз.14 - выход в референтную точку (нулевую).
Выход з референтную точку осуществляется оператором кнопками
поз.20 или поз.25 (рис.6).
Для отсчета перемещений шшшдельной бабки применяется инкремен¬
тальный линейный преобразователь ’Члинилид-ЗОО", линейка которого
(поз.12) закреплена на стойке.
Т
■Ламаист
'.Ьлоугг.: .
Подп ]Дата
I
I
-- Л
_ , лист
24К40А24-01, 24Х400М-01.00.00. ООО РЭ
Формат Л-_
ш2
)г-
\сиф1 ■Ь'А/Сул'
Я/ Щ/
руп^шу
—Ь-
/%' I
I
I
1
§
■я-
1
I1
V
Г>
V* ЧЧ
6.7. Стол-салазки (рис.II)
Устройство стола показано на рис.II.
Стол поз.7 имеет прямоугольную фор?,ту, на рабочей поверхности
стола прорезаны Т-образные пазы для закрепления детален.
Стол устанавливается на салазках поз.9.
Привод перемещения стола поз.1 аналогичен приводу перемещения
салазок стола (см. в разделе "станина").
Стол перемещается по направляющим салазок стола. Применяете в
станке направляющие скольжения дают возможность плавно, без рыв¬
ков перемещать стол и салазки.
Направляющие скольжения защищены лентой поз.2 от попадания грязи
и стружки. Принцип защиты направляющих стола гот же, что и нап¬
равляющих салазок стола и описан в разделе "станина".
Лента защиты имеет и другое назначение. Натяжкой ленты осуществ¬
ляется поджим стола к сатазкал стола.
Для отключения перемещения стола в крайних положениях установлены
ыикровыключатели.
УС.
Принцип работы микровыкличателей аналогичен работе мзфозыключа-
телей описанных в разделе "Станина".
Для отсчета перемещений стола применяется шшрементачышй линей¬
ный, измерительных преобразователь "шишшид-300".
Линейка датчика поз.З закреплена на столе, считывающая головка -
на салазках стола.
24К40А-4-01, 24X40014-01.00.00. ООО Р.-
Лист
• 1
48
рзм.
йчет
.Мокум.
-Подл.
дата
С/770/7- ССГ/7М/ГС/
Рс/С //
$&?. ШЕ.
; V, *
1
■ л
ч ■
!
|
!
I
I
1
I
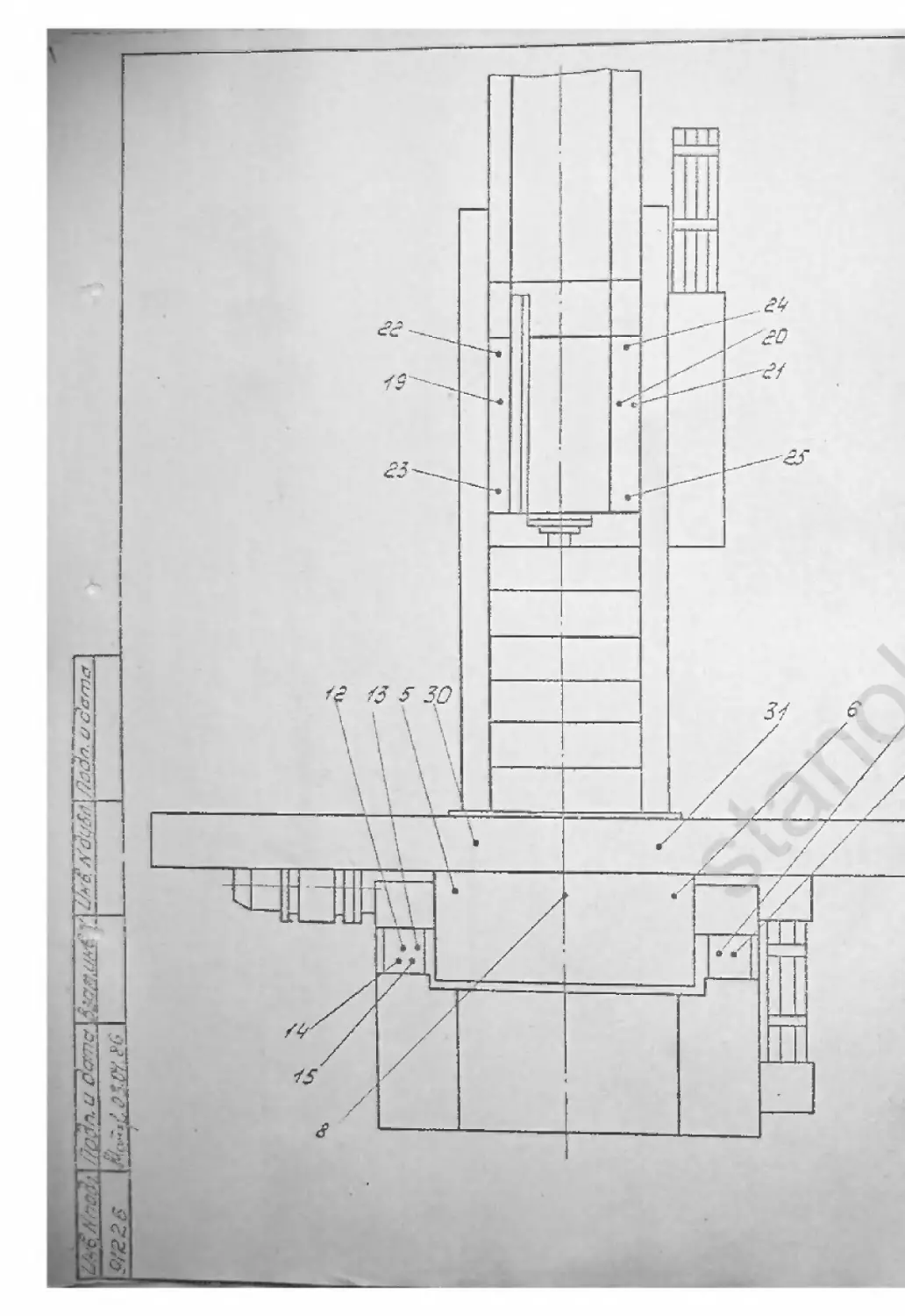
6.8. Шпиндельная бабка (рис.12)
Устройство шпиндельной бабки показано на рис .12. Шпиндельная
бабка переглвшается в вертикальном направлении по направляющим
сто-1ки с помощью передачи винт—гайка качения. Зинт в опорах укоег-—
лен на стойке, гайка на корпусе шпиндельной бабке.
Отсчет перемещений шпиндельной бабки производится датчиком
"ыинилид-300", линейка которого закреплена на стойке, головка -
на шпиндельной бабке (поз.22)
В шпиндельную бабку входят следующие основные узлы: шпиндельное
устройство поз.10, зажим инструмента поз.8, коробка скоростей
поз.7.
По роликам поз.З перемещаются тросы, на которых висит груз уравно¬
вешивания шпиндельной бабки. На лицевой стороне шпиндельной бабки
расположен пульт управления поз.2.
Для отключения перемещения шпиндельной бабки в крайних положениях
на корпусе шпиндельной бабк.*' закреплен кулачок поз.4. Микровыклю¬
чатели установлены на стойке.
Микровыключатели поз.23 и 25 предназначены для подачи сигнала об
отжатом или зажатом инструменте.
Если кулачок (поз.24), соединенный со штоком гидроцилиндра зажима
инструмента, нажимает на микровыключатель поз.23 - инструмент закат!
если на г.икрсвыключатель поз.25 - инструмент отжат.
Шпиндельное устройство соединяется с коробкой скоростей гибкой
безлюфтовой муфтой поз.9.
Привод главного движения осуществляется от электродвигателя посто¬
янного тока 2ПФ-132ЫГУ4 поз.II, установленного на опоре поз.15.
и - ■
24К40АФ4-01, 24К40С04-01.00.00.000 РЭ
Лист
‘['зм
[Лист
Дцокум.
Подл,
Дата
$0
ГГ/Лу/»а> 8ям-л^г с/
1 ■■
* (■•'■ • •
и5м
Лист
г'Ъдогум-
/?од/?.
4*го
г^кчояФЦ-о^шасФшмоо. 000.0$.
*
>■
ъ|
1
*
1
$
§
I
ч
Пэн
Ч-
^ОрООКс/ ско/>ос/7?си
Рис/3
Ж7Г
Подп.
Ди7а
24К4О/РР4-012№40С9#^бОМОООР±
Мцслг?
52
V
:*5»
гч>'
|
1
б1
|!
&
1
V
6.Ь.1. Коробка скоростей ( рис. 13).
Устройство коробки скоростей показано ка рис. 13 ц 13а
Коробка скоростей обеспечивает два диапазона чисел оборотов выход¬
ного вала, соединенного непосредственно со шпщделем. Переключе¬
ние с диапазона на диапазон осуществляется от гидросистемы с по¬
мощью гидроцилиндра поз. В. Подавая давление в нижнюю шщ верхнюю
часть гидро цилиндра получаем три положения штока поз. 13.
Эти положения фиксируются шариком поз. I
Верхний диапазон чисел оборотов шпинделя достигается введе¬
нием е зацепление зубчатого колеса поз. 3 с зубчатым колесом
поз. 4
диапазон чисел оборотов 6,3...800 достигается введением в зацеп¬
ление зубчатого колеса поз. 5 с зубчатым колесом поз. 6.
При среднем положении зубчатого колеса поз. 3, когда оно выведено
из зацепления с зубчатым колесом поз. * и не введено в зацепление
с зубчатым колесом поз. 6, передачи вращения на шпиндель нет.
В пределах каждого диапазона пз:.:енение чисел оборотов-бесступен-
чатое, от тиристорного привода постоянного тока.
Верхний, нижний диапазоны скоростей вращения шпинделя и среднее
положение (нулевое'' фиксируют с я микрозыключателш.ш соответствен-•
но поз. Н; 9-,10. Они подают сигнал в систему ЧГ1У о том, что пе¬
реключение произведено.
Смазка зубчатых колес и подшипников коробки скоростей осуществляет
ся централизовано поливом от системы смазки. Слив масла из короб¬
ки скоростей осуществляется через отверстие поз. 7 в полость кор¬
пуса шпиндельной бабки, откуда оно сливается в гидростанцию
Частота вращения шпинделя задается на пульте управления Ч11У.
Система ЧПУ дает сигнал на включение гидравлики и в соответствую¬
щую полость гидроцилиндра поз. 8 подается под давлением тело.
—ШльЛис т 1вдокум 11одд .дата
24К40&Ф4-01, 24К40СФ4-01.00.00.000 РЭ
Лист
№ I
.Формат _А-1.
в
ч
*
Ч| г
^ тальную оправку. Последняя притягивается к конической поверхности
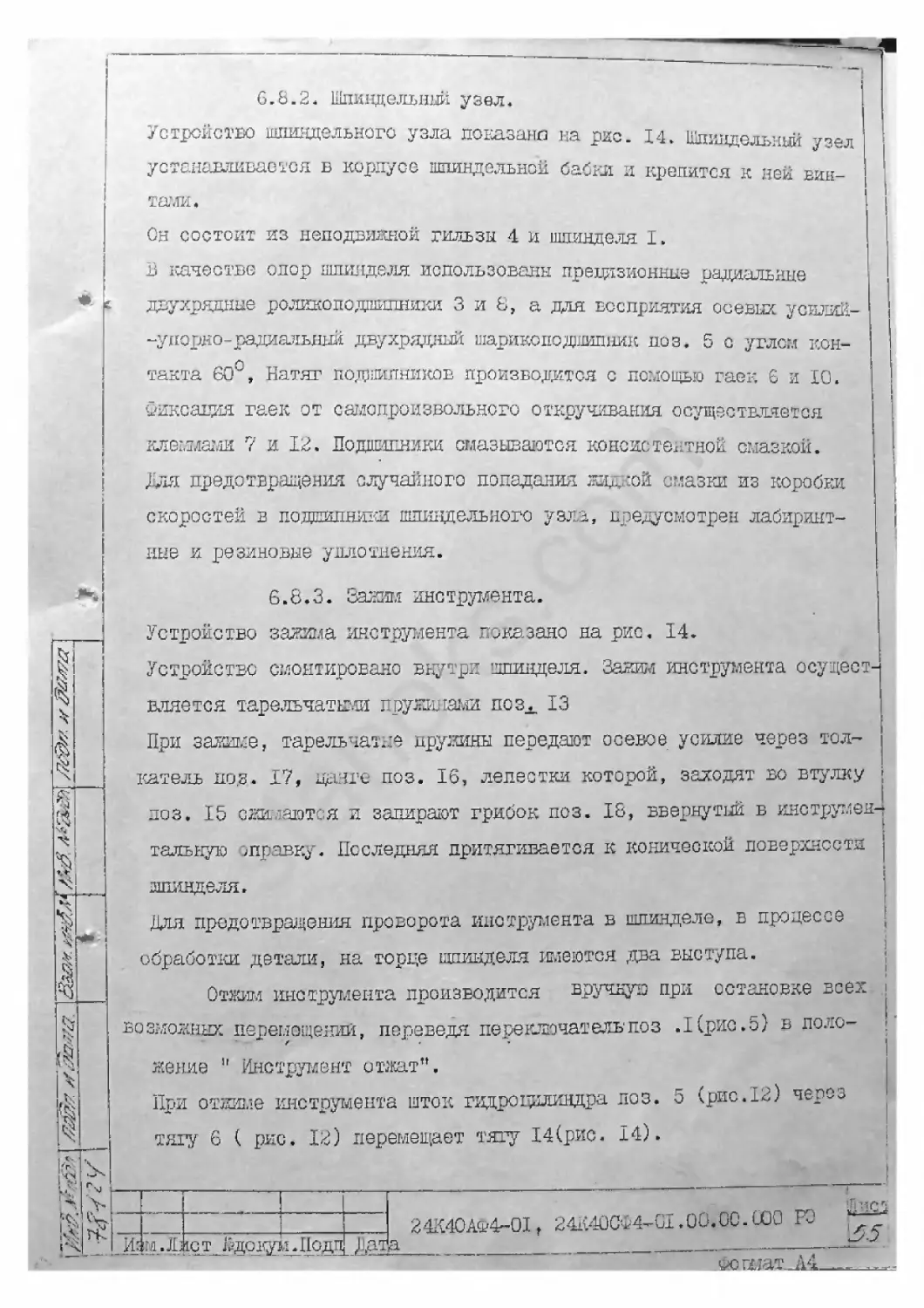
С.Б.2. Шпиндельный узел.
Устройство шпиндельного узла показана на рис. 14. Шпиндельный узел
устанавливается в корпусе шпиндельной бабки и крепится к ней Бин¬
тами.
Он состоит из неподвижной гильзы 4 и шпинделя I.
В качестве опор шпинделя использованы прецизионные радиальные
двухрядные роликоподшипники 3 и 8, а для восприятия осевых уснлий-
-упорно-радиальный двухрящшй шарикоподшипник поз. 5 с углем кон¬
такта 60°, Натяг подшипников производится с помощью гаек 6 и 10.
Фиксация гаек от самопроизвольного откручивания осуществляется
клеммами 7 и 12. Подшипники смазываются консистентной смазкой.
Для предотвращения случайного попадания жидкой смазки из коробки
скоростей в подшипники шпиндельного узла, предусмотрен лабиринт¬
ные и резиновые уплотнения.
6.8.3. Зажим инструмента.
Устройство зажила инструмента показано на рис. 14.
1|| Устройство смонтировано внутри шпинделя. Зажим инструмента осущест¬
вляется тарельчатыми пружш гами поз_*_ 13
^ При зажиме, тарельчаале пружины передают осевое усилие через тол-
^ катель по.з. 17, цанге поз. 16, лепестки которой, заходят во втулку
$ доз. 15 ежи аются и запирают грибок поз. 18, ввернутый в инструмен-
&
шпинделя
^ Для предотвращения проворота инструмента в шпинделе, в процессе
•X обработки детали, на торце шпинделя имеются два выступа.
Отжим инструмента производится вручную при остановке всех
^ возможных перемещений, переведя переключатель1 поз .1(рис.5) в поло¬
'
жение " Инструмент от;кат".
^ При отжиме инструмента шток гидроцилиндра поз. 5 (рис. 12) через
^ тягу 6 ( рис. 12) перемещает тягу 14(рис. 14).
Ча
а- ".
®&-, л
I; _Изм.Лист Дцоиуи.Подп! Дата
24К40А^4-01, 24К40СФ4-01.00.00.000 РЭ
1
'ЛЧС1
155
Догмат А4-
I
Й
*
1
I
л
I
'|Ы
1Й» ГЧ . I
Пакет тарельчатых пружш начинает сниматься. Через I мм хода
тяги поз. 14 ( рис.14), начинает перемещаться цанга поз. 16 и при
дальнейшем перемещении она выходит из втулки поз. 15
В это время толкатель 17, связанный жестко с тягой 14 выталкивает
инструмент из конуса шпинделя.
Инструмент зависает в цанге.
ВШГ.1АКИЕ!
Если ьес инструмента превышает 10 кГ, инструмент выпадает из цан¬
ги. 8 этом случае инструмент необходимо придерживать рукой.
При зажиме, в цангу, находящуюся в свободно:,! состоянии, встав-'
ляем грибок с инструментом.
Переключатель поз.К рис. 5) переключаем в положение " Инструмент
зажат". Подается сигнал на сброс даь.:ен.1Я в верхней полости гидро¬
цилиндра. Срабатывают тарельчатые пружины- инструмент зажат-*-
Контроль за положехшем"инструмент зажат", "инотрутлент отжат" осу¬
ществляется с помощью г-пкровыключателей ноз. 23 и 25 ( рис.12).
Со штоком поз.5 (рис.12) гидроцилиндра жестко связана планка
поз. 24 (рис. 12).
При отжиме инструмента, когда шток поз. о рис. 12 гидроцилин¬
дра находится в крайнем нижнем положении, срабатывает мшсровыключа
тель поз. гБ рис. 12. На пульте управления на шпиндельной бабке
загорается сигнальная лампочка поз. 4 ( рис.5)"инотрутлент отжат".
Когда шток гидроцилиндра находится в крайнем верхнем положении
срабатывает микровыключатель поз. 23 рис. 12.
I
ВНЛМАШЕ !
Периодичность замены омазки в подшипниках
шниндоля через 6...8 тыо. часов работы станка.
После замены омазки обкатать шпиндельное устройство
согласно раздела 10. 6, настоящего руководства
XI 71
нет .-деку;:
" ■ - . ■
УПодп.
ЬДТс
24К40А^4-01, :Ж400Ф4-О1.с0.00.000.р5 -
■56>
. „пг-.’-я ф Д 7Г
I
г|
1
^1
.ж
$
I
''ч,
$
Хл'доыл?
Рис. /4
и/лс/нд?м#б^
уз?У?
Яод/у.
&№кШФШ<&х#осФШ0О.0а0№Рэ
~хг
57
О°0Рлгал; /Л'
м
*
I
1
к
VI
%
1
1
!
л
ч
I
*
1
'V,
9»
131.
1
6.3. Описание принадлежностей.
Для вызерки изделий, т.е. для установки стола с закреплен¬
ные на нем изделием з положение, при котором базовая исходная
точка совпадает с осью шпинделя, служат различные центроискателл.
Со станком поставляются: центроискатель с индикатором, оправка-
центроискатель и оптический микроскоп-центроискатель.
6.9.1. Центроискатель с индикатором (рис.15) применяется
для:
- совмещения центра отверстия или цилиндрического выступа с осью
шпинделя;
- установки вертикальной плоскости или образующей изделия парал¬
лельно ходу стола и салазок. Максимальный диаметр устанавливае¬
мого отверстия 250 мм.
Индикатор многооборотный, с ценой деления 0,001 мм. Пределы изме¬
рения 0...1 мм.
6.9.2. Оправка с индикатором (рис.16).
- применяется для проверки на деталях параллельности или перпен¬
дикулярности плоскости стола.
Индикатор многооборотный с ценой деления 0,001 мм.
Пределы измерения 0...1 мм.
Уг т,т~
ист
-докум.
Подп.
Дата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Л «1
ж
г/.Я Л ^?;'Ч. Ы7..Ь'&С'/УС'
.!? Ш А ♦
/ЙГ
С4би/г>/оо1Усла'/г>ел4> о с?иЗи,<пу’/г>о/оо/*7
Рис У5
1/М1
,/алъ
///до.еулг.
/ЪЯ/7.
4<У7&
Ч
^^О^^Ж'С^-О/.ОО.ОО.ОСС^
Л с т>
^1
'Р
■ 4-
%
ъ
>
г'
'й-
*>
1
^1
1
1
>
Гч
4
чт>
• .V 4
• !'1
•I.
I
, I
• ■■ I. •
[
!. Г.
1
. < »
: <■
. *
I
■1
Ч
• , I *
О'уьз&хгс/ СГС/уУ0>С//ГС//Г)С^0<0/>7
/°сус./6'
/Ьс7
60
г
1
&
ч
*
1
К
к
к
-
|г
С
А
ч
V
1
[$
V
О
м
V
ч
г
6.9.3. !.1шфоскоп-центроискатель, (ркс.17) как и другие
центроискатели устанавливают в приемном конусе шпинделя. Для
установки кромки изделия по оси шпинделя пользуются прилагаемым
к микроскопу визирным угольником. Угольник накладывают на базо¬
вую кромку изделия. На полированной горизонтальной плоскости
угольника нанесена риска, точно совпадающая с вертикальной опор¬
ной плоскостью , т.е. базовой кромкой изделия.
При необходимости проварки юстировки микроскопа-центроискатеяя
следует руководствоваться ^^нстругсциеп по юстировке миктэоскопа.
Перед юстировкой необходимо проверить, не и?.:еют ли: конусы микро¬
скопа и шшшделя забоин и хрязи.
Я
I {Из.уЛисг ^докутл.
Подл .{Дата
241С40АФ4-01, 24К40024-01.00.00. ООО РЭ
Лис-1
'^ЛТМИГ
ли
.1
6.9.4. Резцедержатель с точной подачей предназначен для рас¬
точки отверстий диаметром 0 25...200 мм.
Оправкой резцедержатель, через переходную втулку, устанавливается в
конусе шпинделя.
Резцедержатель - съемная деталь и в I комплект входят 3 резцедер-
жавки:
*^-я - для расточки отв. 0 25...80 мм
2-я - для расточки отв. 0 80...150 мм
3_я - для расточки отв. 0 150...200 мм
Перемещение ползуна на одно деление лимба 0,01 мм.
6.9.5. Универсальный резцедержатель (рис.18) предназначен
для расточки отверстий диаметром до 2Ь0 мм.
Величина подачи резца в радиальном направлении устанавливается
нониусом с ценой деления 0,01 мм.
Подрезку торцов осуществлять фрезой в режиме контурной обработки.
г
к
~ИзьГЛьст
.Ущокутл
ИодпДатс
24К40АФ4-01, 24К40СФ4-01.00.00. ООО РЭ
Заад Д
Лист
63
^Аер^сбри л/одууть&б/е
с? У</у7С///(у/77<?у7 С/
3. /Уер&ю с?ни<и
У ЛсУса'^ су для снятие срасок
5/У ОС?у/7С/ рс/С/770
6 Удугини/ле/ги с конусом /Уо/к5<?
/7ОС? /ХЛС///.
7 /Ч<//77ро// его ерлс/ль мысу
&нип7сг/^с/ е /
Лля обеспе 1/е не/9 /греоусггои /по^ноогг? су
и Уис то/77 о/ />&с/гку//с/6сге мого о/лбе/ос/ыуя
с/угинсг собранной ^ори^тагг/гс/ *е <?а*яЬп
преёыша/п/, в ~ис?с/сг/>гс/т?/>о6 Оорштанги.
Г
—
0
*ч
Ж
*-
к1!У/
рис. /6
Схема сбэры
* -
а/ <9(' *Н'Л/ /7Р&7-
ым/&4-мяхус<&^ау№жгА 65
. '~/с
В
I
$
г!
*
!
I
ч
$
&
При изменении диаметра расточки отверстия ползун можно пере¬
мещать вручную, вращая винт поз. 5. Цена деления при перемещении
ползуна ( на рис. не показано) 0,02 ш. После установки ползун
закрепляется с помощью винта 8.
6.9.6 /Уодс/У?б/-/ь/е л/эи//<ус?леэ/с нос^лс/
Сборку модуль а/ых Лрмс/длеэ/сносАоеО бсдс/т &
согласно л>/эс/у?с/г<?е/уосу схеме /'рос 19^
ИзмЗЛйс'з
ТЩоТуГ
Л16ДЦ
да1?!
24К40А**4-С1, ^4К40С^4-01.00.СО.
А-1
*
V
&
1
7 . ПОРЯДОК УСТАНОВКИ
7.1. Распаковка.
При вскрытии упаковки следует проверить внешнее состояние
станка, наличие антикоррозионного покрытия на обработанных поверх¬
ностях деталей станка и комплект принадлежностей, руководствуясь
комплектом поставки.
7.2. Транспортирование (рис.20).
Станок потребителю поставляется в частично разобоанно:.: виде.
При транспортировании распакованного станка используются две сталь¬
ные штанги диаметром 90 мм, длиной не менее 1650 мм, которые про¬
пускаются через специальные отверстия в станине . Транспортирование ;
производится двумя канатами.
ВНИМАНИЕ! Необходимо следить за тем, чтоб!- длины ветвей канатов
от штанги до крюка были равны между собой и равнялись
4,5...5,5 м.
Б противном случав стропы могут повредить стол или кожуха'
ЕНШАНИЕ! Во избежании деформации кожуха поз.1 (рис..20) канатами
необходимо под них подложить деревянные брусья поз.2 (рис.20^
Салазки станка должны быть в крайнем заднем положении.
Для предотвращения повреждения лакокрасочного покрытия станка,под
канат,в местах касания, подкладывается войлок. При транспортирова¬
нии к месту установки и при опускании на фундамент станок не дол¬
жен подвергаться сильным толчкам.
ВНИМАНИЕ! При установке транспортировочных штанг в отверстие ста¬
нины под стойкой необходимо соблюдать осторожность во избежание
повреждения гидрооборудования и электрооборудования станка.
При транспортировке гидростанции использовать тлеющиеся на не.:
грузовые винты.
Эл.шкафы транспортируют с помощью рым-болтов ..116.
(Тзм
Лист
’чцок'М Подл .[Дата
Дне’.’!
24К40ЛФ4-01,24К40СФ4-01.00.00,000 РО —
‘ 07
_ Л4.. : ^
I
$
&
Перед установкой станка необходимо произвести его расконсервацию.
Обработанные поверхности наружных и частично внутренних деталей
покрыты антикоррозийным составом. Особое внимание необходимо обра¬
тить на расконсервацию конусного отверстия шпинделя.
Антикоррозийное покрытие рекомендуется удалять чистыми концами,
смоченными авиационным бензином или уайт-спиритом. Антикоррозн2ное
покрытие с оксидированных деталей следует удалять сухими концам,
оставляя на поверхности деталей тонкий слой смазки. Применение в
этом» случае бензина или уайт-спирита не допускается.
ЩзмШист &ДОКУМ.
Нодп.1ата
24К40АФ4-01,24К40СЙ4-01.00.00.ООО РЭ
п
П ТГЛф .
А. I
6Я\
щшт
Г-
■ак <
У
*
И
1
ъ
§
г4
Транспортировку станка производить когда
салазки стола находятся о крайнем положении
„ от нас"
Схема транспорт иро&хи станха.
Рис. 20
V
азмЛс'л
\—ш
л/'&оким.
7?сдп
~3'Г)0
2№ОА‘Р4-М,2 Г’ЮС'Рг-СИ.СО.СС.ОСС--
'"Ч
ЛцСГГГу
69>
7.3. Монтаж. Схему установки см.рис.21
Станок устанавливается на фундаменте. Глубина залегания фундамен¬
та зависит от грунта, но должна быть не менее 500 мм. фундамент
должен быть изолирован со всех сторон слоем шлака или песка толщи¬
ной около 50 мы. Для повышения жесткости и стабильности установки,
в фундамент рекомендуется заложить под все опорные точки станка
(рис. 21) с тал ыше балки.
Заливка станка цементным раствором не допускается.
Допускается установка станка на межэтажном перекрытии. При этом
станок устанавливается на вибропзолнрующие подкладки,а опоры станка
должны лежать на несущих балках. Перекрытие должно быть проверено
на допускаемую нагрузку и вибрацию.
Установка станка производится по уровню с точностью 0,02 на 1000 мм
0 длшш тремл опорами, две из которых регулируемые расположены в кар¬
манах станины. Опоры входят в комплектацию станка. Уровень устанав¬
ливается на рабочей поверхности стола.
ЕШ$ШМЕ!!!
После установки станка на фундамент отсоединить кронштейны крепле-
1
ния шшшдельной бабки и стола. Снять передний кожух салазок и от¬
соединить два уголка крепления салазок.
I
Снять верхний кожух на стойке, кожух шшшдельной бабки и через крон¬
штейны поз.З рис.10 подвесить противовес шпиндельной бабки таким
образом, чтобы длины тросов от оси болтов до осей роликов были оди¬
наковой длины.
На привод главного движения, привода перемещения шшшдельной бабки,
стола и салазок стола установить электродвигатели согласно
прилагаемой к документации схеме установки электродвигателей.
. Установить на станок пульт управления (рис.40, под¬
соединить провода пульта управления к разъемам, расположенным на
станине станка.
■ * *
:ЗМ
Лист
гёдокум.
Подл,
Дате
24К40АФ4-01, 24К40СМ-01.00.00.000 РЗ
Лис
70
Закрепить кожуха: салазок стола, стола,стойки и шпиндельной бабки.
Завод-изготовитель гарантирует точность работы станка при соблюде¬
нии следующих обязательных условии его эксплуатации:
работающими вблизи машинами и станками;
- температура помещения, где установлен станок, должна поддержи-
- относительная влажность воздуха должна быть в пределах 55+5$;
- режим с глазки станка должен соответствовать указаниям - ласти ,
_ Щ руководства ‘'Гидросистема'1'
- станок и помещение, где он установлен, должен содержаться в осо¬
бой чистоте.
Цри выборе места установки станка необходимо руководствоваться
V • «
следующими соображениями:
- доставка станка к месту установки должна быть обеспечена без
дополнительного демонтажа узлов. В крайнем случае демонтай и мон¬
таж станка должны производиться под наблюдением специалистов;
- обслуживание станка и в частности установка и съем делительных
столов и крупных деталей требуют наличия какого-либо подъемного
устройства;
- помещение, предназначенное для установки станка, должно быть дсс--
таточно просторным, сухим, чистым и светлым. Однако станок должен
вблизи радиаторов отопительной системы;
- недопустима установка станка вблизи машин ударного действия
(молоты, прессы) и машин, вызывающих вибрации (компрессоры, круп¬
ные вентиляторы, точила и прочие).
Гидростанцию установить на подставку высотой 100 мм.
- станок должен быть полностью изолирован от вибрации, вызываемых
О
ваться в пределах 20+1 "
/
быть защищен от прямых солнечных лучей, его не следует располагать
жагДист и&докум. ПодпЦата
Фотэмат А4
Л/Г.с?/
/, Ш&б-оууе^о РОС/ бс985 74'...
с?, й&сипс/лги. ’ ■ ' '!
^У>у7^П Мдргум
/702Г.
&7Г'.
гч/гчоА?,-/го/2Ш0с’ршжоо.оооРэ
. , ■ ‘ /Г-
-ЖХ
тт
7.4. Подготовка к первоначальному пуску и первоначальный
пуск.
Перед пробным пуском станка его следует не менее трех дней
выдержать в сухом помещении при нормальной температуре, чтобы уда¬
лить из обмоток электрических машин, аппаратуры влагу, воспринятую
при транспортировке.
Заземлить станок. Подключить его к общей цеховой системе заземле¬
ния.
ВНИМАНИЕ! .
Прежде чем производить подключение станка к электросети необходимо
тщательно ознакомиться с разделами руководства, относящихся к элек¬
трооборудованию станка. Подключить станок к электросети, проверив
соответствие напряжения сети электрооборудованию станка.
Выполнить указания, изложенные в части П руговодства "Электрообо¬
рудование” и части Ш руководства "Гидросистема" относящиеся к пуску]
После подключения станка к сети необходимо опробовать электродви¬
гатели без включения рабочих органов станка.
Ознакомившись с назначением кнопок управления (см.рис. 5 и 6) и
пультом управления ЧП7 следует проверить работу всех механизмов
станка на холостом ходу при малых оборотах шпинделя.
Убедившись в нормальной работе всех механизмов станка приступают
к проверке работы станка на надежность от системы ЧПУ на холостом
ходу по тест-программе/ см-, лист 15.!
Тест-программа поставляется со станком.
Проверку на надежность производят в течением часов согласно
методическим рекомендациям "Типовые методики и программы испытаний
металлорежущих станков" 1984г. стр.150 и МУ-2.27-84 "Приемосдаточ¬
ные испытания на надежность станков с ПУ и автоматизированных уча¬
стков , состоящих из станков с ПУ, стр.З п.2.2.2.
После обкатки приступают к проверке станка под нагрузкой по прог¬
рамме на образцах:
№докум.1подп.
Лдта
- 24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
- ФозадйТ А1-И
71иот"
73
т
■
>
—
♦
а/ точность формы проверяется по теот-программе /см.лист 7.$./
на образце. Чертеж образца 24К40АФ4.00.00.201
б/ точность межосевых расстояний проверяется по тест-программе
/см.лист. ^./ на образце.
Чертеж образца 24К40АФ4.00.1Я.000 СБ.
^Образцы для проверки станка изготавливает заказчик по прилагаемым
чертежам.
Чистовую обработку образца 24К40АФ4.00.00.201 из алюминиевого
сплава Д161 10СТ 21488-76 необходимо производить на следующих
режимах:
1. Чистовое растачивание отверстий 0 60 и 0 65
/резец с пластинкой из твердого сплава ВК8/
Пип= 1200 об/мин
^ = 27 мм/мин
^ =0,1... С), 15 мм
2. Чистовое фрезерование
2.1. Плоскость повернутого параллелепипеда /фрезы с пластинками
из эльбора - Р/
Пшп- 1801) об/мин
& = 120 мм/мин
^=0,1 ...0,15 мм
2. 2. Все остальные поверхности /фрезы с пластинками из сплава РбМЬ
Лшп~ 1800 об/мин
- 1ш мм/мин
^ =0,1 ... и,2 мм
{истовое растачивание образца на точность межцентровых расстояний
/резец с пластинкой из твердого сплава ВК8 ХОСТ 3882-74./
Пшп= 121111 об/мин
/? = ЗЫ . . . 611 мм/мин
^ =0,1 ... к,1Ь мм
24К41)АФ4-У1, 24К4ЦСФ4-01. Ш. Ш. ШУ РЭ
Лист
&
&
&
*
си
■©*
I
х
ГУ
е-
Ъ>1Л
ю о ©
21^*0-6- &
^ :?1х9<»
си.©и.€>
ц> «.сг
^.2:^2: и.
си>^ ^ ^
Б О
ф »0 »^
X •»»—ро
.--■Э *Л--**0 **5^У
_! + 1 1 1К“Л
о*м^*чгч-*сох
УУ-1 >—«»—< ►—< Г**.
•^^ТсЛ'О Р^ЖО" ^
О
+
>*
<*
е.*с
•—»
6- _»
т
$
1Л
$
1Л
€}«•
в
21
ев»
€>
■
^.СО
6>
в •
€. -0
« ‘
ГО
РОР^
1х
роги
IX +
СО
1х Ч-
&0^
ы
СС
©СГ
2С-)
со
ОС-1
61
*-|
X ■© и
в. -•
X
о
в
К)
и.
ос
Ъ*-Я»
ЗС
€>
&
п
01Г
СО 4*
со>~
м-э
С4^*
«н^
<^и-1Л_* • 1 IX ЮIX •
• _»_ О < СЗ *Ы^Ш<Х)
© с. г и _л> -I-* с. 2 с.'и~.'г~ *
Х1Л2
ГО ©© ©
1в2®г.в
«г®®»®
®©в*П^Ю
и_
гои_®^€ьв»
и.^сгсгсг ос
&&, •©■€>■©■ ф
в» в* в* <>^т о
* • • •
кгро>о €>
€-
€*
Пи
о:
го
€1
©
1Л
СУ
О
СО
со
N
ГУГ^~*
*н ГО
21
ъ>
в»
О
гО
и. и.
«> €*
^сг ос
«*
•^. РО Ф
^ «2Г€>2: «2.
1Л
^1Л
гу
+
сг
ьп
• 91
^ ^ аг
от >о о
€*-« I сто
*г--©х©&®2© • -• ’Г'? " .'Г 7Г ' * '&-*- **
— 1Л®1Л©<\)©1ЛК>ГМ г- г?’? ^ ^ ^ ® ^ •;? с 5ГК^
СО +■ ©10©^®1ЛЦи + СО® в® I © и. +■ + рм м ©О. 1-1 0_1л_
(ч.’>-1^.и_~п Iгли.ва: к®®®®® >-^ ® >- >- I ♦■ + ® ® и.-®
® 11.® 1л.хи.®о:гм®®®®® ©и_ ос © ® >- >- V® ® осос
гм© ©сс© ©о ос©гм гм *© * *®® ®® ® ® ® ® ® ©©^ © с4©
_1^а:эхэй:вогу -^г- ©ас_|©_1©_>©.^®_)©_;© •_) •_!—®
■ о , II, 1/1 | • &© ©© © ©©1о_(Л_|и.ГМ ‘©(“О *© —1© —1 •—1 •—I© —I® _1&® "3 ©_)_.©
и©<сЕи-1©*^о ♦ш^<ч-*1 I • » и. о-вк* •<г=у<х^г«^ «< *< »ои + <*сэ •
г^зг<_;_^о^оги& .«г-о .оо* иО€>^«*«^<с ^х^ов*ог*о=г о<\л_х\Ю«. + _1С>а:о_!^
I с©с;^гого=У1Л—1 •гч>0 + 01и101и1 ихо.
>-4- I • • • • *ссх4-у>>х>х>-х>-х>иа.>-соо^>-<-ь
»оигч:
^ го р^ ?пл 'О ^ оо О" О —*ги ГЛ ^ 1Л -с аз
1Э
X
о
РО
1л.
сг
от
©о
•21
©О
гО^Л
I в
>-т
в»Ць
€»0
НЛ
О
X
'Э
гл
о
з:
&
го
ОС
<&
о
о
•
о
т
и_
■э
ос
*
ГГ)
+
т
2.
О
т
и.
о
ас
о
РО
>:
а
^24
и,
о
ос
го
о
5:
о
о
€>
и.
ос
9
9
т
2:
ъ
о
ю
и_
ос
о
«5
©
О
О-
€1 ^
• 1Л
РО (М
гггггггггг
ЗЙ!г
' ' “■ ‘“‘ггггггггггггггггггггггггггггггггггггггггггггггггг
+ со
а; гч|
-I Ю
М ГМ
ГМ —I
и_1/1_!
Ш© 4
02.0
®_1<Х_(
_:©о©
аз©*—©
_1>-СО>-
О©—>"Ч1
Г-(О СО СО
гггггггггггггггггггггг.
О
з:
&
о
го
« »
и.
^го
в
РО 1Л
«»01
и_ +
-е»<г
б-оо:
ъ>осъ
•в
о-о®о
в «2
1Л1Л*®
го IX-О 1х
и© •
ГОгЛв.
и.^>1хе
о
«4-0
оа:$1
сх^ +
р^ >- ^7
СХОО: 0»
1
1-| #^и.
гэ> Ы *> О
1
& >-*^
•^1»
066$
-»ол:
^ «9 •
и_1г^
•в «6
©
х -с
© —«
© и.
® сг
~л гс
11. +
© ОС
а: о
©-О (Л -ст
© ©сг г:© с* ©
29 вС1 ©л©зь.
©© • •© ©®в •©
© • ©1~-© ©-0©!-->0
©© ©©© гЛ —1
н1ги и. и. о—и.
Ь- + со+-ь_ ©се + ^сь
©а м>-© сго:>->а:
Сг. —I ГМОСГ >С©Ь©-6.
—*©ги —©о а-©©©©
_1©г~ 5г©©©&
©_1в.и_>л_1 »(^ • • . . I
©сс -и^-ь-сл • гчлс»Г|©
®_!©С!^<_)зогогив«^-—1Л
_1й _)ГМ=»«^-|^-.Ч-—г^,©€-ГМ^_1
«1
ю
19
РО
&
1х
«чО
X
т*
ГО —<
•н
ос
1х1х
и.
о
€>ЭС
ас
1А
а
ОС ОС
ос
©2
г •«
ев
2
2 ©©©
5.06
©
© Э&^С
з:
е-оо
» •
нО
чС © >—.
•э
е© ♦
го
-О 30
гН
*-« «С74 IX
глгоги
го 1 и_
1х
1x0 СГ
Ч«“*
1х1х +
1х>-0
гО >->-
СГ
СС 4- +2?
ооа
г
©
©
©
ьп
и.
©©
©о:
© ©
*©
1Л
©
21©
©©
в
©
©
2.
©
'С
ь.
©
ПС
т
=з
5Х
©©
гм гм
и. и.
©©
снос
1Л®
'-Г*©
&© !х. и_©©ва.©а. >->-©© с:© а.ос _>
^ © чС *М ©© © © в ® 3 ЕЕ 61 «* ©ГЛ
© © (*-—ос & © © © © а © а © © © © © © *->
© ®2глв©
—> •©©© •
^ с. од;‘Л гм
-*-©<\!и_ +
М>-гОгп©СГ
^ е и. и. а _]
*ч а«&©=г
-№1
О- 2 1Г ©
втг .© * •
© ©©©1Г.ГМ-'©©
2:
2:
г:
2Х
6Э
2
О
©
в*
€1
ГУ ГУ
ГУ
ГУ
ГУ
ГУ
ГУ
1x11-
IX
IX
1х
1х
Ь-
©
€>
«
ОС ОС
ОС
СГ
ОС
СИ
сг.
1ЛРО
&
&
о
в
1ЛФ
&
«-
021иг'СГХ-©
©
1Л©
©©
•г^п. о: ч-си/ +1лг\. сг©сег
©©^©<*©в 1Л.ЛЛ>-г|
© 'С. 2 ОК'.ГМ^К! ©
•-'+-*-» I _1©_гм©о© »
+ ^ССй * ^ —IV ^< >-х с.л* к_ л. ^
мхвь-е.Ж+»_!_]_,_|~|г^им^^ !г^1“.11ХГ, .“'1'р.>; 1 ■* 1 х><г>гхохх2>-гх+«.ьйх+ I ♦©»-© +• I э-ххх
_|_н-1/-у|-_1К|_^ — (Чг'.^и -!^-1(-3(-)—^юс^осил^,чч|М1—ьо>-1-!->->
гу-.тцл^г-ха-- *г-соо-©-~^,==
гггггггггггг
в
&
51
€>
ЬП
в
ас_
—4 » • • КП ^
т
сг
*-« 9
РО о
со® ^ в.
СО
М
ГУ *^>осо^
—кхг »гл •го^^;
11_гостгт ор^_»/\лг_1ь.ги ——ги_)_к\*
ил I I I и.х^&<и I » I и.х<о
иО« Ю2Е1
О^Г\|РЛ^?1Л_№*0^ О^Г\.‘К> ^ _1^ О
>-•••• »<ОКв>* • • •
и? ^ ^ ^ с.? >— со I— ил; гч»п^ гм и р- со
РЛ=Т1Л >ОГ-СОО" ^ ~-*\}гО=Т 1Л>ОГ^ ® О ®
со со со оо со со со а* с* о* О' о* сг О4 о* & а* ^
НИИ»4м«4«4ИИИ»4ИИ «>4 •«««-«
г- »<_ 1& • Ги РЛ 2[ Ф ГУ
е I ^^и-си-Тв+^-е +^® +
. . г> ■<.' —» 1>- >- гг >- си >-сх >■ © б*€«и. —I
© *-м_|^ . . .в .,-^э-Л . .© .©©и^1Л_| .®&©й-'Л_;©®©-' • • ‘©е© о^ ^■ * *т г>.X ^Й
©1Л *х©©1ггм <п . . ^1г<©г\, * *и«-<оу>..и.&<.е© •=г^г~сс •••••• *
гч-*>-—,а—'Г\. • ♦ <г^^ ..... х-чюп
1111 +^®о
■ ‘ -1- 1 ^1-*'° 1 I О ю'| х! )’о+011^ ©0© ГаТ~{УМ©6©Гм’=1Г Г I 1 I I ‘ + ч'.'*;^ ' ’ ' ^ .
1со-><и>хсг; + х I <з I ххг>-гх(_)ххг>-2х-*-©|-ех + | ^| >-ххххххххххххххххх>-+е*-
юлг^а.0 в'Л^чи'.О'в'О'е —гм
«гггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггггг
2
©
©
®
(ЛМ
и.©|/>
©2®
а©22
©в®®
© ©=т©
©~0и. ©
•и.©^
©©сс и.
+■ сг ® ©
>в5-а
^ ^ ^ _ 6.<«ЫЬ
, 3©®© и.1Л_)_Л1_1П_( ©© •»
<х ©©© * и:©<(Г1^®** © в
о=а- •© •© охи_Ю201Л
и~© тм1П©_.а -!-)-|о—>-*®
& _1 +ГЧ ГМ—■ —I© о® —I ■*■ —• 1 ■*■
6СХ+ I +К»К6<©1-^СХ
►_ I _| гч! ^ _11— 00 ►- О Н- 1Л *- _1 -I >4^© *-
^ ^ г- сс о- © - ГМ Н1 «■ 1Л -С Г- сс о; в ©
ХЮЗДХхегОХО'О-Э'О'О'О'О'О-^^Г^
^гггггггггггггг2222
©
©
©
ш
[Г\
т
т
Г>1
1Г
з:
о
ГО
и.
ОРО 2
о:
•^гии.
>-^ас©
ОСГ^€.
в*
&
€1
©
1Л
•
СО
•
*
1Л
л
ГУ
1Л
1Л
»н
ьо
РО
ГО
Г^
+
СО
+-
СО
01
Гч|
М
^0
Г^*
>о
—^УР^
*И
•-Г
1—•*
—1
Озл
У/и-с"/
Л/- до*ЦА7
/7ос?<п А&7&
II
_и
и
«I
II
II
И
II
II
И
И
И
II
II
II
II
II
II
II
II
II
II
И
II
II
II
II
н
II
II
II
II
II
II
II
II
II
II
II
II
И
II
II
II
II
II
II
II
И
II
II
II
И
II
II
II
II
II
II
II
II
II
II
II
И
II
II
II
II
и
п
н
м
и
н
н
н
п
и
и
п
п
и
н
п
п
и
п
II
II
II
II
II
II
II
И
II
II
II
II
II
II
II
II
II
* в
II
1 &
И
IV
и
и
<
и
II >•
/)иС/77
2№№/}9Щ-04<2Ф&0с9Ч'~г?/00.а00Я00Э- I 75
г/<,л. ;-/*< */•"-* '«■' А'уг у>су1..«< с.
,л.у,-./.< **>■ *<>4 с ЧПУ ТЫ('■№'"
1Л
в
*-« «•
ОС
ОС
ж
о
X* «» з
*»<» «к *
о© го *
в • 1^ -
>Г>А % Ъ* и. + «*1ЛХ
и. гм ^ ас сг а а^и.
2^ СС О ©1«*
а«Ж *в>Х«* 6 ** с
^ «о
<* **>«»
•с<р.осс1/чо • • • 4Л^>«»
» •^гик1 • «* «• АЛк. •
4-сг
й: >■ ♦к» I & !•>- I • • ос ♦
О >- |С0 >- ОТ >-*■ ^ >-0 >- «* >-
О О IV ~№ О **6Ю
*ОС»«*1Я
кФЫ<О^Ф1Л «ОЮ» *0«*
*Л
«
N0
X Л
«• и.
О ОС
О %»1Х
чош^от
х о и.
х^« «ыхх^ххх»
оос •’Ь
& о гм еол! ** «-«^ >0 с» -*ь* ©
■Л64 -•^•Па.-Ли.
ь~ <гсо♦ и. а 4^ о: и. ас и. •
о*. оги»- о а о а:
(X +>_1^71*сгоаюос«аа:+’
О V СТ Ь^0€<,0^>-
«» «*€*«•€*
С» 4^ и I *С •«* »«а *СЬО*Л
*ои< — *о •<-• *& и&б
о
•&и.о
Хе«*^Х1ЛХ
ъс *асо<*о
с» •«* оо з; ®
^^гивчогдчо
и. *^Ц-и-
«ьпссое^о^**
а гч» ♦ ос ас а
о^о>-о«*^
СГ _ЮО о о
*и_1-<^
Ф
* *
,0«<*»Л
и.«*оо
х«« «х
V
от
&
ф
чб*
«и.
ас ас
«а
©о
ос ~
ос и.
№
*«* «*
IX
«
«х
1ЛХ1Л •
«ОС «-ОО© -0 0^0 1Л
♦(«♦о
«ИЬ »-*ССОО^€» <С 4
>«»*.♦-«.о •ос^сос^
и. •^(ли.с'-и.^ э:
е^N0 4-о ъбево«^«е
0>0Г\.*-»^ «О «6>-
О _] &< О 1Лй (/>•♦• •1ЛО О
«> О и 1С»ОГО
•€»Ш*( • •—* **—а) -*со*-«-^ *о^
«к
41
• сл.
• 1ЛХ^
ш >о*»ос
-О 4ЬЧ
♦ <«>**
* ССчО^
ОС Ои.
^ ЧЭ1-» • • •+€* •♦ »С1 •! сг с- «оии^виеги® •ил^ои •оо^хос* «оиос. 4о + 4 4 4 4 ♦«* *х
с*й>-«1—юооа: ^^агб4> «* _1—*—«1Я—*;л-*.л —*о&а.-+*; __]__}«»*гм х о о_ гмо о_1_л & + йсгъос.схоси.сс пс&ъа.
+<м 4 0—»^ 4о&4 I и» I +гм +&тлгчь>ъ + • —ха. I а. о_оа.оагм 4 о
I хгихгх^хнш^х^вмм^ыкм^^хню^^^хнм^нш^хв^^ьа маагс-га + хк
_»1Ч1^|сг,_)_«!__»спсо- као^ _1^^асосг: им«ко
х ог-соа &о»■*гмнч«уи%г-соо*о^-«гд^л^ил^ог^^о-о—«го гл-^т т ^г-^сооо —<го/-п^сг аь оо-& — ги^-ущ^г^ассго
ПиГ^ГиГОГдК^^^ 0990 9 сЮ1Г'1Г1Л1/^и"‘1/ч1ПЛ1Л1/»Х>ОчО «Х>>0 4> X -О X. Г^* ^ Г-Г- Г- Г- Г' » ^ СО СО СО 00 «С С. <0 СО «О 03 О*
г\ллг\1г^г>игмгч]гч1<мг^(\|гиг^гчлмги^ги г\| 'чл г\^ го гигуги гм го гм гыи га гчлчгилл гиги гого^^го 'о/\»гч]гчгигогмго<\1гч|гмгогчлмгм
^222^г:22г22г^:г2Г2г222^^222г2^2222 2^222222гг22г2г22 22г2ггг2
1Л
) *» X
X
оо &
<5*
О
О
|А^ • ®
О
1Г‘*0
и^^-«о и_К1
о и.
<
-<
V.
^С4'в6«>1/'3.0
ъсисс •а2.«*ь.ис
г>оь-6*г^»»а;<»<.
ььо^г.избв
ЛосГие.<-1\|>СИ>
ц • •*-* * о и. и. *
с.й.иЮ&и.с>с&
а 4 ♦Г'* 4оа:ос ♦
с; >- >-йсос>-
»- и «Л> О О Оо 1/~
». л ■ . 1 С+ «^ • О
о «ои
X
X
X
X
€»
«1
X
о
о
<ы
«
о
о
б»
©
X
с»
X
Х6
©
о
о
в X
&«*
к\
о
оо
4
о
—• о
О ^
и.
о
о *
и.
и.
и.
и. ^
о о
о
©
о
<?*
4м
бы О
«о а
1/>1ЛО
огм
ат
Сг
а 1Л «с
и.«ой>угЛ
о о и.
и. ♦■« -^«-со
о
соои.
1О+&ООХ
XX о
> «* о: © о х гм
охгмхо
©15»
X
&
&
о
4Э
и,
€1
X
1»
IX
ас
ОС
&
6
&ССОС
бььб «ОГМОГМО©
О в -06« 1/\^^ГМ—*СД о.
Хт*^.(Х^с
и. • •^■♦'О&и.Ои. •
©€»^<л)>“и.ог^осоо
0С4 I N6.1*6^: «>а ♦
О >- _ЛГ <»-110С&0>-
1» О иП^О 0Ь(.^0^
сии * «С *ь> 1Л
чЛ »&й
^О-бСГИ
Ь_.г-»€*&С< о
2&^601 •
^ОСйС *в^€»1Л
ее&в •€> * «о
Ф & ^ & 1ГЛ о 4
•<
• •-»-^и_ & СГ
XXX
66«2
1П
*4 *ч *-«0
X 4Л
и.и.и- —
о в
от о. о и.
б X
осссасос
«-• О
О ©€^0С
и. ©
$066
о о
0 0^0
СГ 4)
• » »о
еэ и.
1Л1Л1Л •
©1в
1Л СГгО 1Л
»ч^гЛ
•о <>
♦ 4 •**
1ЛОО
«1<«К
о >о о
0. 0-0.0-
—и- •
^7272 22 222222^222222227222 22222222 2 22 2 2222
ОССв»
вь&в 16 •*» >в >06
в0№в9вфв0'&(0&в
>06» «Ь СТ -С/\1Ь> О '0Ги^>6.
и_ ко^ I и. I «+11. )и. •
с. —(/<>-с-г-^и. >-<Г'М(«&
ас ♦ < (ч|*аогь»ов1СКв>х +
е>г. л_>«. б.оййС(/йо
€,0 и. _1 •& •€■ ‘4»й1Л
•С. ОЬ сЛ *1Л *С>6*
• *Г С. -5 *•<• *аСХи •Л-^Г Гив. .1 —в- »СсЛ 6Л; <^ 6-Г>-<- «Г Л(в *С1«-»Х1Г«« ^
Ь^А1Ьйй.<-".Ь _(_)——&-ЧЛ—ОЫ0-—'>й‘-'-*г2Т-1??:‘^а^о.1=>-»-ги •» О
^4-о^*ч.»^4.о_уу,4-«,«.♦» I 4*0. I » ♦и- * I I
*ХО»><Г>1М-*-Х>-И'»-Х«>й*><01Х>-><'*-Х»-Ш + >чь»«>ЖГ>4>Ч-МГ>|Х*Х»-<С-*- ХОв | , _1К._1<Л
Г^1 _.►-*— —»—1-1^ -1Ю -10.-1*-►-_}_! -1 -I -II_)Г>, -1>'»-_1-1-1^-»_'-<г^-“«^!^-^^^Г-‘г!Ь: ^ |ллкь^в^9
гууча гу\~-у ^ оклс*»ы л/-| л г~а, о <■-. г^гчгл^ ^ л х азэ-«» ^-/МгЛ^ ьЛ -О^-ЯЭ а:О-О «п.*о ^ 1Л •
Г- 1-г-^г- г-(^г-г-^оса: а. <ыса; (ЫХ>л.а:о^ & & о о ааа&оо-й««.бов«.«»^б.«*«-""Г!
„^^ О ~^ -^г» _— ^ —ГУ ГЧ1 ГУЛ1 (>-д ГУ (\|Л^ ^^^ ~~^ Ъ^ V ^
вйСИ + О +6в
о; + >. г^|>*а: хгмогигигагио »-о: ♦
*,>. _|^овьоы>оуа©^в>
,ц ств.«^Ь*«1Л
,<х • •
♦ ^ * + ^06 *х
^ сх^г^сг^в.*
I уаСй.й,о.йй+л< 4 0
_.гч1ио-2га.о,аа.2 х 4 х^-
^^^^Д _] -1^—» -100
СГ
-«
ьл
гм
пи |
7/»/*Л }иик
Д ; .уТГ
7/оапЩ^Т
:>жчОА'Г11-о/мьшчч-с'/'.я- ь( '-’ыч'У
ДиС'*)
76
.
Г-
2.
«V
X
5
«»
рЛ
1а.
1Л К1
К
1» и.
X
X
>: 6.
ъ*
&
о ос
1Э
■&
в ^
*
О
гО
К1
к»
гл &
=Т
п.
и_
и. •
♦
О-
ф-
й.
а
с*
О. О €■
>- ш а
ш
гг
л2
СИ
и; а: ■♦■
Ъ* (X
&
й:
о
(Г
©
СГ О V
1»
аь
&
э
сС
&
:С О О
_]
о
—1 в-
—1 в.
^ О
•
С2
*
сс
*
Ф
■
СО • о
-1
ь
_*
&
•ч—!
€.
—1 €. •
:е
гг
—1
—I
-У
1 в» О
1
-*
+
—I
1
_1
1
Г\] +
о
м
<
X
<
>-
<
X
< + X
О —1
и>
О -Л
«__з г*^; 1
«о
&
пи
к»
■л
N со а
е
-0
о
>0 >С 'С
г-
г-ф
«-4
*—*
«-* ^
2
2-
г
г
г
г
2
ггг
2
X
О «
в в
1
О О
1Г* • в» ГО
и.
1
о о ^ и_
х
>. ■♦- о «-
ГО
м
о о: • сг
О
1Л Н-
с & © о
г
е- ^
€*
1
е. ^ 1Л «>
&
г: —1
*
Ю & ГМ €
€-
в.
’Ь
и» * *-• •
О
Ю 2
€-
^ « СО
Ю
и. о
а. > >4 +
и.
в ^
•
_| Ю >-
в
Сг •
о.
^ ?л и о
си
«5> О"
—1
&
ей 16-
ь
в» и_
—)
&
• ш с о
о-
о ^
о С.- и; •
е
• с
тс
«
& —1 —»
X •
О —1
о
о
о
г\: «>■ о +
-1 Ги
ю о
Ч—»
и-
—
+ о о X 2Э +
1 >-
•
-»-
сз
1
N ►- К 1
-1 М
о
а
Ы —1
О* О — °0
1/> X
Г'—
Ф
г
С 1Л 1Г 1Г>
1Л 1Г 1Л 1Я
1Г1
Ц“«
ш
^ «-•
^4 в-н
•-»
ч-^
*—*
2 г г г
2 2
2 г
г
г г
II
II
II
II
II
II
II
II
II
11
II
II
II
II
II
II
II
II
II
II
И
II
II
II
И
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
н
II
II
II
II
II
II
II
И
И
11
II
И
I»
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
И
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
ЛисТ
//*' до*с//1
Подо
А о/о
—
г
II
I
I
I
§
*
;
%
-1
О&аНЦ Эл» испытаний с/панкс* *а точность рорнь/ издмия
Материал д№ ГОСтгШ- 75
Л» / I
V ( I)
!
?
ПИ
<$/\
Л.
*<2
%
&>
&у
5
/ Ша $рить
/ Размерь/ 3 с/гоЗ/хух оЛра&0/ъа/г><ь при исп±/та*ис/
Стс/н<.&
С=. НМ, Щ * ф
3. Допускаете я лоб/гюрА/ое исполбЭоЗ&иие &?разц&
для испытании станем Эо полуде^ия/>&злге/>оЗ
отЗерсп^ий $ОЛи/е уеазаннь/х 6 /’2рсгз<Уу Л&лэЗ
/чешите ул&-эа/А/м^/л /> ^$р&зсу.
Уертеэ/с-ММаЛФУ ОООО. 201
1
Ьи.
Лип
Л/- до/сум. I /7&с?п.
4&пг
ЦтАРМ.&КЬОСЩ-О^.ЮааОООРЭ
78
$
-
**
'л.
I
Ь
-?
§
гь
С|
С|
ОЗроъвЦ, Оля исль//Г)&Яс/а с/ъ&н&с/ н&
тоинос/пъ лгезсосгбь/х раОсгно 9не/о -..
2**0. .
\/ (V)
1
С* го госг'«''
200
'_ 7 0
I 0/гмиЗксу Лхл&сс<у грулль/,, 3"ло О С7с? 3
Р. класс /уютности изготобленояй*по Г0СТ/35'3'-5'5
3. Зого /поЗлс/ лос? 6е/> г/*<//г> 6 с/с*. у с с /у?$ ё/унО/^с/ С/>~>су/> е а/су/о
<- *
Це/этсэр. 24X40 Л<Р4. ОО 0/000 с О
А
'/Г
А су с 7
//Могу/*.
Л од р.
-Ус/ГО
Ммол&у-оу ото с ру- о/.роооооогр
Лист
'79
срорма/лАч
л г/$й
8. ПОРЯДОК РАЮТЦ
К работе на станках о ЧПУ допускаются специалисты-операторы
обученные и аттестованные на заводе-изготовителе.
Перед началом работы выполнить указания, изложенные во П и Ш час¬
тях руководства и в пункте 7.4 настоящего раздела руководства, от¬
носящиеся к пуску станка.
Убедившись в нормальной работе всех механизмов станка, можно прис¬
тупить к настройке станка на конкретную деталь. Установить деталь
на столе станка, закрепить прихватами.
Регулятором скорости подачи поз.16 (рис.6) устанавливаем минимальн
ную скорость подачи. Выбирая кнопки направления перемещения органов
перемещаем органы до совмещения базовой поверхности детали с осью
вращения шпинделя.
Если базовой поверхностью является отверстие, то с помощью центтюис--
кателя с индикатором совмещаем ось отверстия с осью вращения шпин¬
деля.
При обработке детали с применением СОН, регулирование давления
жидкости производится регулятором, расположенным между станцией
охлаждения и двигателем станции охлаждения. Насадкой, расположенной
на гильзе шпинделя, регулируется направление струи жидкости в зави¬
симости от дайны инструмента. Дальнейшее перемещение стола, салазок
стола, шпиндельной бабки осуществляется набором соответствующих
координат на пульте управления ЧПУ (см.раздел "Электрооборудование";
Программирование перемещений производится по осям:
по оси X - поперечное перемещение стола
по оси У - продольное перемещение салазок стола
по оси 2 - вертикальное перемещение шпиндельной бабки
ВНИМАНИЕ!
Работу на станке можно производить только при закрытом экране ог¬
раждения зоны резания, так как имеющаяся на ограждении блокировка
срабатывает при опускании экрана,(дверцы) отключая станок.
Изм. Лист
Дцокутл.
Подл.
24К40АФ4-01, 24К40СФ4-01.00.00. ООО РЭ
ФорЩТ^ДА
лист
во
I
1
I
1
Ж
9. ЛШСШЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ
ИХ УСТРАНЕНИЙ
Ремонт станка, неисправности в станке должны устраняться спе¬
циально обученными слесарями-ремонтшшами высокой квалификации.
В случае отсутствия таких на заводе-потребителе нужно вызывать
специалистов-наладчиков с завода-изготовителя.
,9.1. Регулирование механизмов переключения скоростей
вращения шпинделя.
В механизме переключения скоростей вращения шпинделя (рис.13а)
устанавливается 3 микропереключателя, один из которых контролирует
включение первого диапазона скоростей, Еторой- второго диапазона
и третий- нейтральное положение шпинделя. Регулировкой добиваются
четкой работы переключателей.
Регулировка производится в следующей последовательности:
а) снять конух 14 (рис. 12),
б) через выемку опоры 15 (рис.12) отрегулировать положение
микропереключателей таким образом, чтобы при каждом из 3-х
фиксированных положений штока срабатывали соответствующие микропе¬
реключатели.
Включение и выключение микропереключателей определяется на слух по
характерному щелчку.
В процессе эксплуатации станка в коробке скоростей рис.13а сла¬
бил звеном являются пружины поз. 14 и поз. 15. В случае их поломки
их нужно заменить.
Замена пружины поз. 14 производится след образом: через окно опоры
15 (рис.12) вывернуть втулку поз 18(рис. 13а), заменить пружину,
завернуть втулку.
Замена пружины поз. 15 производится следующим образом: отсоединить
муфту, соединяющую коробку скоростей со шпинделем, снять двигатель
главного движения, снять гидроцилиндр отжима инструмента, вывернуть |
винты крепящие коробку скоростей со шпиндельной бабкой. Снять короб-(
I
1
-Изг4»Лиот_ 1'докут;
1ЖТ|
24К40АФ4-01, 24К40С<М-01.СО.ОО.ОСО РЭ
..Додд] Дата _ 1¬
. ' / . г%г лот Л Л
1 'М~,я5г 1 &&/■/,'/*/}■ /Х'гйМ'. /Л&Л?.
|^>
V
Й51.
ку скоростей. Демонтировать крышку поз.17, крышку поз.19, вал
поз.20. Заменить ггэушгау собрать узел в обратной последовательнос¬
ти. Поставить кожух поз.14 на место.
9.2. Регулировка осевого лкгг/га в приводах перемещения шпин— I
дельной бабки, стола и салазок стола (рис.22).
. 9.2.1. Снять крышку поз.5. |
! 9.2.2. Затяжкой гайки поз.1 обеспечить момент холостого хода ■
передачи Мхх,22 кгс/см.
9.2.3. Установить крышку поз.5.
_9.3. Регулировка пришила шпиндельной бабки к стойке (рис.12).
В процессе эксплуатации станка возможно нарушение прямолинейности
обрабатываемой поверхности при чистовом растач.твании.
Одной из причин является износ поверхности прижимных планок. Для
устранения зазора в соединении необходимо:
*
9.3.1. Вывести шпиндельную бабку в среднее положение и зафик¬
сировать от самопроизвольного опускания.
9.3.2. Снять кожух поз.14.
9.3.3. Открепить телескопическую защиту.
. 9.3.4. ПодшлжТювкой поверхности В планки поз.8 (рис.10) обес¬
печить натяг в направляющее шпиндельной бабкп и стойки- 0,008...
0,01 мм. (шлифовку планок необходимо производить комплектно).
: 2.3.5. Поставить кожух поз.14 на место.
9.4. Обрыв ленты защиты направляющих станины и салазок-стола.
Эта неисправность устраняется заменой ленты.
9.4.1. На станине (рис.9)
а) вывернуть винты поз.14;
б) вытянуть ленту поз.15 за крепежные отверстия;
в) снять корпус поз.18 (рис.11) с барабаном;
г) протянуть новую ленту поз.19 через барабан поз.20,
через корпус салазок стола и закрепить;
» | 1 1 &
ИзмЛГйст докум.’ТТодп,лата
24К40АФ4-01, 24К4ОСФ4-01.00.00.000 РЭ
^орглат М
■ 82
д) винтами поз.^3 (рис.9) обеспечить равномерный натяг лент
9.5. На столе (рис.II)
9.5.1. Спять кожуха поз.16; 15.
9.5.2. Вывернуть винты поз, 17
9.5.3. Вытянуть ленту за крепежные отверстия
9.5.4. Снять крышку поз.21, протянуть новую ленту через бара¬
баны и корпус стола.
9.5.5. Винтами поз. 13 (рис.II) обеспечить равномерный натяг
лент.
9.6. В период эксплуатации станка тросы уравновешивания шпин¬
дельной бабки должны подвергаться техническому освидетельствованию
не реже I раза в год. Отбраковку тросов произвести согласно "Нортам
браковки стальных канатов".
ВНИМАНИЕ! При обрыве одного из тросоь работа на станке категорически
воспрещается.
9.7. Для исправления нарушений отсчета перемещений подвижных
органов нужно иметь доступ к датчикам пМин2лид-30СГ .
9.7.1. для обслуживания датчика отсчета перемещений шпиндель¬
ной бабки нужно снять кожух поз.13 (рис.10).
9.7.2. Для обслуживания датчика отсчета перемещений салазок
стала снять кожух поз.26 (рис.II).
9. Л?. Для обслуживания датчика отсчета перемещений стола
снять кожух поз.40 (рис.II).
После производства ремонтных работ соответствующие кожухи поставить
на прежнее место.
ВНИМАНИЕ!
При обслуживании датчиков "Минилпд-300" необходимо соблюдать особую
осторожность с целью предотвращения их повреждения .
Цифры, высвечиваемые на пульте станка, обозначают неисправности,
возникающие на станке.
Иэм,
Лист
)рдокум
Подл.
Лата
24К40АФ4-01, 24К40СФ4-01.00.00. ООО РЭ
“ ” оорглт Ай
.ГТТС!
83
/.3 и у
О
3
4
5
6
7
8
9
Возможные неисправности станка
ТаПяица 6^-
Возможные неисправности
аварийный останов
привода стола (координата X)
привода салазок стола (координата У)
привода шпиндельной бабки (координата 2)
привода вращения шпинделя
питания блоков матричной логики
смазка
насоса гидростанции
СОЖ
наезд на аварияныз выключатели
Примечание
А
В случае наезда любого подвижного органа на аварийный конечный
выключатель необходимо:
- перевести ТА/С в ручной режим;
- вызвать электрика.
ВНИМАНИЕ!
Указания о мерах устранения возможных нарушений нормальной работы
электрооборудования, гидро- и смазочной систем даны в соответствующих
частях руководства.
Изм.
Лист
№докум.1
Поди
.Ндтс
34К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
'■ лп/а 1» Г7Г"
ЛИ
11
I
I
Ч]
чг
%
$
/V
I
гК
Л
I
ХО. ОСОБЕННОСТИ СБОРКА! И РАЗБОРКИ ПРИ РЕМОНТЕ
Категория сложности ремонта станка: механической части - 28
электротехнической части-2^
Указания по ремонту.
В данном разделе рассматриваются вопросы сборки и разборки узлов,
на которые нужно обратить особое вшивание слесахзо тземонтнику
10*1. 1ПарикоЕШ винтовые передачи (рис. 22).
Общие требования при сборке к шариковым винтовым передачам переме¬
щений стала, салазок стола и шпиндельной бабки:
- подолифовкой торца детали поз.З обеспечить натяг не менее
0,0085 мм;
- затяжкой гайки поз.1 обеспечить момент холостого хода подшипни¬
ка поз.2-1,1 нм.
Для фиксации муфт поз.4 затянуть винты муфты с моментом 29,4 нм.
10.2. Установку датчиков производить согласно "Инструкция
по монтажу и эксплуатации путевого датчика "Минилвд-300" фирмы
"}лйденхайн".
10.3. Станина, стол-салазки.
1.0.3.1. При установке привода перемещения салазок стола на
станине непараллел^юсть оси привода относительно л/"- образной
направляющей станины, измеряемая в вертикальной и горизонтальной
плоскостях, не более 0,01 мм в каждой плоскости.
1С.3.2. Винтами поз. 13 (рис.8) обеспечить равномерный
натяг ленты защиты направляющих станины (рис.8 поз.2).
.11»3.3. Винтами поз. 13 (рис.II) обеспечить равномерный натяг
ленты защиты направляющих сатазок стола (рис.II поз.2).
1С.4. Бабка шпиндельная.
При установке шпиндельной бабки па стойку обеспечить натяг на
направляющих 0,01 мм путем подшлифовки поверхности В детали поз.8
(рис.10).
1Изм.
Лист
г едок ум
Т1одп.[лата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
— сйц,1дт.. М , .
Лист
85
' ч
ц
к
$
1
1
Л
№
10. .5. Коробка скорости С рис. 13 ж 13а)
ВНИМАНИЕ!
При разборке коробки скоростей пометить все ко:д1енсалпэннне коль- I
да и соответствующие им гнезда.
Ю .6. Придельное устройство (рис.14).
На точность собранного станка больное влияние сказывает дпиндель-
еын узел. Поэто;.:у при разборке и сборке этого узла необходимо вни¬
мательно выполнить все илке перечисленные пункты.
ВНША1ПЕ?
При разборке подедпшднэб с коническими шейками л;':етдтъ ролики л
соответствующие :г>: гнезда.
Менять ролики местами в подлиннике строго воспрэцаетсл.
При сборке шпиндельного устройства г:—.л:-: лоз.5 л 10 обеспечить
в подшипниках поз.З л 6, соответственно, гарантированный нат.тг ло
I
ролика.” з пределах 0,000.. .0,033 :м. Ирл н
ке2 опоры присутствие подлинника упорно-радиального лоз. 5 псклд— ,
члть, используя лрл это*: технологическую деталь. После сбор:-::: под- \
шипники заполнить смазкой 1БС ТУ38.4.С1.63-80 в количестве:
о I
2,0 с:..°- для поддлгтпп-'л поз.З.
1,8
ТТТГ
ДЛЯ ПОДЛ
Ка 7103.8
3,7 си — для упорно-радиального подшипника доз.о.
После сборки шпиндельный узел обкатать на холостом ходу.
Обкатку производить с постепенны:.; увеличение:: частоты враденля
шпинделя до максимально!:.
Пои максимальной частоте воащения обкатывать в течение 50
Нагрев подлинников температурой окрунгипде2 среды не до,~_\г.о^
превышать 15°. Обкатку производить при право:.: и левом врашенли
ПГПШДвЛЯ«
Ш. 7. сади:.: инс трумента (рис .14).
При сборке этого узла пакет из тарельчатых прушш собрать таким
образо:.:, чтобы усилие закл:.:а инструмента Р= 70 ОС н.
г.- ттолг.ен
-з
, 1 1 ■■ ■
1^1 1ими1лсЬ. X додуд
Лддп.
24Х40А24-О1, >Л:С40№4-01.ОС.00.СС0 ?-
а??.
ЙИСТ
;15
Ллп'в» АЛ
I
I
I*
1
§
I
35¬
1
,г§
§
«- 4
ч-
Рис. 22
/УрибоЗ
,у?дрр</ъ
/7ос2л. Лага
и 'ис/п
27
ГПп> И
11. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
V
(заводской номер)
С *
п ^
(класс точности)
VI
в
Л
1
Ч
V
ч.
*
1
*
*
||
Результаты испытана:.
Испытание изделия на соответствие нормам точности и жесткости
по ГОСТ 18098-792 и табл. 7, 8- ■
II.I. Проверку производить при установившейся температуре
в помещении 20+|°
11.1 .2. Во время прозерки станок должен быть изолирован от
потоков Еоздуха, тепловой радиации прямых солнечных лучей, а так¬
же сотрясении.
Л.2.3. Проверку производить на предварительно разогретом
станке, режим обхатхи п=1000 об/глин в течение одного часа.
II.3.4. Отклонение л;гневных и фазовых напряжении электросети,
к которой подглшены станки, не должно превышать - ±.э% + 10% от
номинального.
.1*до у. тт
' ' ' '
24К40Аи|4—01, 24.'л0Сл4~01 .ОО.СО.цСО г ^^
ш
! ..цутризаводские приемосдаточные нормы точности на станок координат¬
ный свершгльяо-фрезерно расточный с числовш програмным управле¬
нием мод. 24гС40А04-01, 24К40СФ4—01.
Таблица '7
1’.0Г.; СП
МОРГ* <1)1
пс ОС 1^
И72-6-
Ь5
1.1.
Наименование нор^ы
допуск мкм тактическое от-
ло ОС? Н?2- 6л'5 глонеило шо.т.
I
*
I
! класс точности
Н Х7
..секунда
класс точности
I. Проверка точности станка
Шюскостность рабочей поверхностх
стола:
1) в поперечном направлении
2) в продольном направлении
3) в диагональном направлении
1.2. ! Прямолинейност^дерёмещенил шпин
I дельной баб!Ш в плоскости Х02
С
Ьыпцктсть не
4
6
5
4
6
6
допускается
3
! 4
4
1.3.Х Постоянство углового положения
стола, салазок шпиндельной баб¬
ки в двух взаимно перпендикуля]-
них плоскостях,параллельных нап¬
равлениям их перемещений
2угл.с
2 угл.с
У
I
1.3.4.Постоянство углового положения
стола, салазок в вертикальных
плоскостях,перпендикулярных нап¬
равления:; их перемещений
1.4.
радиальное биение ко1Шческого
отверстия шпинделя:
1) у торца шпинделя
2) на расстоянии 300 мм
2угл.с
2 угл
гл.Ь
2,5
5
I
Ч
1.Ь.! Осевое биение шпинделя
Г. 9.
ч
у
%
V
&
Параллельность рабочей поверх¬
ности стола траектории переме¬
щения:
1) стола
2) Салазок
2,5
2,5
5
45
!
|
2,0
3
20
б
4
6
А
у
3
1
. Лис
зт ЙДОКУМ
.Подл.
^ата
24К40АФ4-01, 24К40СФ4-01 .00.00.000 ГО * ;
"у .ы.
■
Продолжение табл.?
Помор
нормы
но "~"
Н72-6-
88.
Наименование норми
Допуск,мкм
1.10.
1.11.
слаос тбчнооти
|
-5)
1.13.
г у1
N
■ Ч
Л
■-3
%
>
'1
Параллельность боковых сторон
направляющего паза стола направ-
лешю перемещения стола.
Перпендикулярность направления
перемещения:
1/стола к траектории перемещения
салазок.
2/1ШШ1дельной бабки к траектории
перемещешя стола
3/шлиндельной бабки к траектории
перемещения салазок
Перпендикулярность оси вращения
шпинделя к направлению переме¬
щения:
1/ стола
2/ салазок
1.14. Точность линейного позициониро¬
вания
1.14.1 Л’очиость позиционирования при
(двухстороннем подходе
1/ стола
2/ салазок
3/ шпиндельной бабки
1.14.2.Стабильность позиционирования
при двухстороннем подходе
1/ стола
2/ салазок
3/ шли сдельной бабки
1.14.3.Наибольшая зона нечувствительнос¬
ти при реверсировании
X/ отола
2/ салазок
3/ шпиндельной бабки
1.14.4.ГГочиооть позиционирования при
односторошкзм подходе
/ стола
3
4
5
р
А.
*
№!«.
1:
№ докум
Подп
►Дата,
Фактическое
отклонение
мкм
класс точности
3
3
3
А__
6
3
3
3
8
8
8
8
20
10
4
4
4
4
10
5
3
3
3
3
6
4
6
6
6
0
24К40СФ4-01
г
г
я
я
ю
н
*
3"
3
У
4
6
6
Ли от
90_
1оглор
»юр МЫ
гм: 0012
Н72-0 ■
«Г5
1.14.5
РГ
ч
I
I¬
I
*»
Ч
|;
$ *
I
'С'
>
I
1
$
2.1.
2.1.1
Наименование нормы
Продолжение табл.7
Допуск- мКИ
класс Точности
* г: с
3/ шпиндельной бабки
20
8
стабильность позищонирования
при одностороннем подходе
1/ стола
5
3
2/ салазок
5
3
3/ шпиндельной бабки
9
4
2. Точность образца-изделия
Точность формы
Точность формы ОТВ.0 60.ЧМ
1) круглость поперечного сече¬
ния;
2) цилинйричность
2.1.3
Плоскостность торцовой поверх¬
ности повернутого параллелепи¬
педа
-/) общая
2) перепад меяду полосами от
проходов фрезы
2,5
4
Параллельность торцовой поверх--
ности повернутого параллелепи¬
педа к основанию образца-изде¬
лия
: Л .4.
■>
Прямолинейность боковых поверх¬
ностей повернутого параллелепи¬
педа _
Перпендикулярность боковых по-
верхиостей повернутого парал¬
лелепипеда
6
5
8
тактическое
отклонение мкгл,
секунда
клаос
2
3
4
3
5
точности
с
Л
3
3
И
г
з
н
&
е
24К40АФ4-01,24л400\*4-01. СО. 00. ООО РЭ
ИСО.1
| ,
91
11131 ’
Лиса
•1,’ДОКУМ
.Подл]
Дат*
1 ......
Г' ГУ 1ПШ г1 -У-
Номер
г бсТР.
Г*
4
'4.1. С
Т.1.7
::Л.Ь
ТТ.
Нродол;.:ош1© аабл.7
г
И.ис.’.сиовшше норм/,/
лСИУОК г-тм
^ ^актичеокоо
отклонение мм:
севших
^1СС ТОЧНО ОТЛ
Точнооть положения наклонной под
углом 5° поверхности
лруглость наружной щшшдри-
чоско;; псл^хности
$
Ч
№
Х ■
Ч
*
I
&
&
I
ч
*
к:
Соосность отнерстиИ 0 60 и
0 65
Точность ме.тюсевих расстояний
отверстий, обработанных на
отанке
-ц.
клппп
точпопт:;
и
Ж.
О
А.
12
12
ВДт 1.Д0КУМ
Поди. Дата
-с-
в
I
24К40АМ-01,24К40СЖ-01,00.00. ОООРЭ
Формат л4.
-
92|
II 2, 110РШ ШУШ
Таблица о
у*
*
«*•
/
Что
прове¬
ряется
Метод
проверки
Условия ггрИ'Э
I.Октав¬
ный и кор
ректпро-
ванный
уровень
звуковой
мощности
В соответ¬
ствии с
ГОСТ 12.1.
028-60
Октавные
частота,
Гц л кор¬
ректиро¬
ванный
уровень
. I
/лО**^ с .-.ае.'.ыэ
Н„ ГчОНОд »•
тл, дБ
I
I
I
63
125
250
500
1000
2000
4000
6000
Л
Ч
1
К
ч
N
?
1
<
13л
ЛзШ.
&ЮДШ
Подл.Дата
холостол
ход
НО
103
97
94
91
89
67
85
94
под наг¬
рузкой
112
105
99
96
93
ОТ
Сг х
69
67
96
А,
Пэраошп-
I нзоть ;окт4
А*Х>
19
Проверяет¬
ся Пр’1
периодичес¬
ких испыта¬
ниях
М
к л
#
/
1;. 3 .СВдаТЗЛЬС'ПЮ О ПРИИСКЕ ЗДЕКТРООБОРУДОВА1Ш
ь
Завод-изготовитель: КСПО
аводской номер У
Ос
Таблица 9
:1итеящая ость Напряженней^ Род тока/ГУ Частота Н 50
Доли управления Напряжение/^ Род тока/./ (астота II ^
Цепи сигнализации Напряженней Род тока.СС" Частота -I ^
Местное освещение Напряжение*^ Род тока/./ Частота Н 5С>
Электрооборудование выполнено по:
Таблица 10
Принципиальным
схе:.'Л1!
X
(К
л:
§
Ч
■г-
Й
\
к
*
V
ч
Гч.
Г'''
Л
"\>
Л"
24К40СМ-01.80.
30.000.33
Схемам соединения эле.:-
тропкафов управления
ж
■Лист
■уДОЗШ.-
24К40СФ4-01.80.00.000 041
24К4О0М-О1.80.00. ООО 04 .
24К40СФ4-01.80.00.
ООО.04.5
24К40СЙ4-01.80.00.000.04,6
24К4 ООЛ -01.80.00. ООО. 04.8
24Х/40С14-01.80.00.000.34 .Й 24К40СФ4-01.80.00 .ООО.
04.3
24К40СФ4-01.80.00.000.
04.4
241С4О0М-О1.80.00.000.
34. 7
24К40СФ4-01.80.00.000.
34.9
24К40СМ-01.80.00.00С.
34.10
;Ьлп.
Схемам соединения
станка
24К40СФ4-01.80.00.000 04
'4X40/^4-01, 24X400^4-01.00.00.ООО РО
г^-р;л:1Т /,/,
Обозна¬
чение
по схе-
,;е
I
ч
1
I
ЭЛЕКТРОДВ!1ГАТЕЛИ
Таблица II.
Назначение
Ы1
Вращение шпинделя
*:
>
1.12
Подача стола
Ч
/
М3
Подача салазок
М4
Подача шшшдельной
бабки
1.15
Электродвигатель
гидроагрегата
Мб
Электродвигатель
охлаждения г.пела
М7
Вентилятор двигате¬
ля шпинделя
*
Ш
Электродвигатель
насоса охлаждения
Тип
2ГЕ-1321 -2,2
Г/4
I
ПЕВ—112.. и./3| I
ПБВ-П21.ТУЗ
Мощно- Номинал} Ток а; гг;:-
сть ““
кВт
кип ток[ тлчески
А ПИлбС'75'
1.ХОД
ПЬВ-1121 (ЛГУ 3
4Л10С 473
4ЛА50В2УЗ
4АА56А4УЗ
Ш2211
24
■ с,
сс.
ТШГ—
-вуз1-а
1,1
3
0,12
23
Напр.'
Испытание повышенным
фшние^/^В
напряжением
|
1ВОЫЫПИЕННОИ чар:
0,12
тотн поаведекс,
-
ч
Ч-
■зм^от .^поку:.: .1 Попп
А-
I 24К40ЛМ-С1, 24К40С-И-0Х .00^0.000 Ро
1Мта г- гг—
АИС'
93
м
Максимальное сопротивление изоляция проводов относительно
земли.
Силовые цепи
Л Ыом.
Цепи управления . 4. Мом.
Электрическое сопротивление между винтом заземления и металлическими
частями, которые могут оказаться под напряжением 50 В и шиле, не пре¬
вышает ОД Ом.
1
Т
I
И*-*
.>
Попп
24К4ЭАН-01, 24К400-?4-01.00.00. ООО ?Э
лат:
7Т т*г\ т»
-
96
11 А. Испытание изделия на холостом ходу и под нагрузкой в
соответствии с внутризоводскимя приемно-сдаточными нормами точ¬
ности и ГОСТ 22267-76 показали, что станок отвечает предъявленным
к нему требования:-'.
11.5. Принадлежности и приспособления к изделию. Изделие уком¬
плектовано согласно комплекту поставки.
II. 6. Дополнительные замечания.
11.7. Общее заключение по испытанию изделия.
На основании осмотра и проведенных испытаний изделие признака
годным к эксплуатации.
Станок соответствует требованиям ГОСТ 7599-82, ГОСТ 12.2.009-80
(для металлорежущих станков) и техническим условиям на станок
Г/2.024.5825-84.
Штамп ОТК
7- 491Уъ.
I дата выпуска/
/ Начальник ОТК
( ( ГГТТ* -
(главный инженер)
/ подпись /
./:31.‘..лпст :>доку;.|.110Д1ПАата
12, СВЕДШИ О КОНСЕРВАЦИИ И УПАКОВКЕ.
Станок подвергается консервации я упаковке в соответствии
с ТУ.
12.1. Упаковка
Упаковка станка и прилагаемых к нему принадлежностей произ¬
водятся в два ящика, выполненных в соответствии с техдокументаци¬
ей. Следует проверить комплект принадлежностей, руководствуясь ком¬
плектом поставки.
Изм.Лист л’ДОКУМ
.Подп.ЬатЁ
24К40АФ4-01, 24К400Ф4-01.00.00.ООО РЭ
— оопыат А'1 ~
71 ист"
92
Е-
О
О
Й
в
о
нЧ
р;
о
н
о
а
о
*
м
ч
о,
Ф
8
п
о
со
1
Ф
И
О
■■;
1=С О
СО
1—1
О
•
СГ)
&-•
о
8
I
I
>1
I
$
л
о
о
и
к
Рч
О
О
а
О
О
О
О
ц
«
СО
н
&
о
Г)
о
о
о
о
о
9
8
о
§
С\?
-с
А
с
о
-г?
1 « Я!
■И
21
л
А ?/■]&
V.
№
т
13. ГАРАНТИЙНЫЕ ОШЗАТЕЛЬСТОЛ
Предприятие-изготовитель гарантирует соответствие сталка
координатного сведально-фрезерно-расточного модели 24К40СФ4-01
установленным требованиям ГОСТ 7599-82.
К работе на станке допускаются только специалисты: механики, гид¬
равлики , алектроники, программисты, операторы обученные и аттесто¬
ванные на заводе-изготовителе. При отсутствии у заказчика вышепе¬
речисленных аттестованных специалистов гарантийные обязательства
снимаются.
Шофюнтахные и пуско-наладочные работы не входят ь стоимость станка-
При необходимости завод-изготовитель может произвести шефлонтажные
и пуско-наладочные работы по договору за отдельную плату.
В случае, если запуск станка производится силами потребителя, то
завод-изготовитель снимает станок с гарантии.
Гарантийный срок эксплуатации станка 12 месяцев. Руководство по
эксплуатации не отражает незначительных конструктивных изменений
в станке и изменений в комплекте поставки, внесенных предприятием-
изготовителем в документацию после подписания данного руководства.
ВНИМАНИЕ!
Отклонение от па]<амсзтров технических требований, которые могут
быть приведены ь соответствие за счет регулировки, не являются
производственным дефектом и не служат основанием для претензий или
рекламаций.
Изм.
Лист
К-докум .[Поди. |Дчта
• 24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
тяяиппсг
МИНИСТЕРСТВО СШЖ0С1Т0ИТМЫЮЙ И ИНСТРУМШТАЛЪНОЙ ПР0Ш1ЛЕШ10СТИ
СССР
г л л В С Т А и к О П Р о м
Куйбышевское станкостроительное производственное объединение
СТАНКИ
КООРДИНАТНЫЕ СВШЖШО-ФРЕЗЕРНО-РЛСТООДШ
ОДНОСТОЕЧНИЕ МОДЕЛИ 24К40АФ1, 24К40С. 4-01
Руководство по эксплуатации
Часть 3
Хи.тфосистот^ Смазочная система
24К40АФ4-01
24К40СФ4-01.00.00.ООО РЭ
1986
\шгс ■&*«’. оич м ~ ~ 1 —
1
СОДЕРЖАНИЕ
1. Гидросистема
1.1. Принципиальная схема и перечень гидроаппаратуры
1.2. Описание работы гидросистемы
1.3. Указания по монтаяу и эксплуатации гидросистемы
2. Смазочная система
2.1. Принципиальная схема смазки и перечень
смазочной аппаратуры
2.2. Описание работы смазочной системы
стр.
2
2
2
9
13
13
13
Лзм1 Лист Ядокутл,
Разраб] Щонева.
Провер] Ка.у.1^1]пасов/:/'
пода
Г;/ ■/. Г
■Л- ■"
Принял 1 Втрое /■
Н.контр. . и,
Утв. I НЙКЙТчНшО' "
24К40АФ4тС1,24К40СФ4-01.00.00.000 РЭ
Дата
Станок сверлильно-фрезер-1 Лит_иЛП051
но-тзасточный координатные' | 2,
модели 24К40Лд4 Г —
Руководство по экспдуатач |^до ош
ции.
Листов
-М-
Ллпмяч» АД
&
V
'■Ь
I
'1
■л
Vч
I
а*
я
$
-
г.Ч
::
Ч)
3
I. ГДЦРОСИСТЕЛА
1.1. Схема гидравлическая принципиальная показана на рис.1.
13 таблице I приведен перечень аппаратуры гидросЕсте?.ты станка.
1.2. Описание работы.
Гидросистема станка предназначена для обеспечения отжима инструмен¬
та, пересечения шестерен коробки скоростей, смазки коробки ско¬
ростей, а также осуществляет центхялизованную смазку периодического
действия.
Гидросистема станка состоит из:
- гидростанции СВ'/А-40-Н-1,1-3-6,3 и гидроаппаратуры, Основные узлы
гидростанции рис. 2:насосная установка поз.1, .идроблок с аппарату¬
рой модульного типа поз.2, реле давления поз.З, 4, 5.
- исполнительных органов: гидроцилиндра ггерг/лючения шестерен Щ
рис.1, расположенного на коробке скоростей; гидрсци-тиндра отжима
инструмента Ц2 рис.1, расположенного в шпиндельной бабке.
- гидроблока шпиндельной бабки рис.З, управляющий переключением
скоростей, отжимом инструмента.
- гидроаппаратура, располож иной на стопке рис.4, в состав которой
входит гвдроблох поз.1, маслораспределитель поз.5.
Питэлше систем!- гидропривода вспомогательных перемещений и центра¬
лизованной смс зга: осуществляется от аккумулятора А1 рис. I,который
начинает заряжаться при включении насоса и электромагнита У10
распределителя Р5,когда давление в гидросистеме падает до минималь¬
ного значения, о чем сигнализирует реле давления РД2 рис.2 (поз.4).
Зарядка происходит до тех пор, пока давление не достигнет максималь¬
ного значения, контролируемого реле давления РЛЗ рис.З (поз.5).
Сброс давления из аккумулятора осуществляется при включения элек¬
тромагнита У 8 (производится в случае ремонта и разборки гидрообо¬
рудования). Система гидропривода предохраняется с помощью клапана
КП2 рис.1, контроль давления в гидросистеме осуществляется маномет-
. . .
24К40АФ4-01, 24К4ССФ4-01.00.00.000 РЭ
4зм
.Лис
т Гдокум,
Подп.,
Тдта
ю т
Йлст
1
№
I
-■
ч
►
-У
ч
V
1
I
41
">1
«1 ®5
рем !.!Н рис.1, при включении электромагнита У 7 распределителя РЗ.
1.2.1. Переключение диапазонов скоростей привода главного
движения станка.
Переключение скоростей привода главного движения производится
подачей масла б полости трехпозиционного ги^дацплкндра Щ рис.1.
При включении электромагнита у 3 распределителя Р2 масло поступа¬
ет в левую полость цилиндра Щ, при этом масло из правей и средней
полостей поступает на слив - 2 скорость.
При включении одновременно электромагнитов У I распредалителя Р1
и У 3 распределителя Р2 млело поступает в левую и среднюю полости
цилиндра Ц1, из правой на слив - I скорость.
При включении одновременно электромагнитов У 2 и УЗ масло посту¬
пает в левую и правую полости цилиндра Щ,а из средней на слив -
нейтральное положение.
1.2.2. Отжим инструмента.
В исходном положении распределителя Р2 рис.1, млело поступает в
штоковую полость гидроцилищ -ра отжима инструмента Ц2, бесштоковая
полость соединена со сливом - инструмент захлт.
При включении электромлгнита У 4 распределителя Р2 масло под дав¬
лением подается в поршневую полость цилиндра Ц2, происходит пере¬
мещение поршня - инструмент отжат.
1.2.3. Смазка и охлаждение коробки скоростей.
Смазка и охлаждение коробки скоростей включается одновременно с
приводом главного движения станка. При включении главного привода
движения станка млело под давлением, определяема.: настройкой КИЕ,
подается через маслораспределитель ЫР рис. I на смазку коробки ско
росте!:. Регулировгл количества с?/лзки осуществляется маслораспредв'
лителем МР .
Из
йяоку?л.Полп
24К40АФ4-01, 24К40С04-01.00.00. ООО РЭ
Лиса
7
У-ел
Ол? ерсци*
. 9/гРАг/7)/00&аЛ#с//пб/
*
<г
Я{?
/Й?
/А
~П“
^ д» ^ ^ ^ ^ * /
%* Л ч- —
Зегерсе^ ь
1
-
1
*ей>'Г)ёс.лч>
+
1 1 1
,"*Г^С С •• О
4-!
н-
скобке
-Л.
1
1
-
с&яси* [
-Г
ЦРнГПрС№ЭР$С#*<& СА'Я'Ь^С?
Гидрсспс#-
ии&
г
с/лурр^^ эс&/
•М9 с #с0*у к&сЗ •
ГУ С'ЪЬЭСГГ.&й-
Л*
+
--. --
&=&?■
НИЛ ‘6гсьрссис-
г* 2 \»0' Г
(Т<С Г7 %ту
I
-г
с&сс ея&г#^я
г \ г?< г^ лг у/)870Рс,
+
%ардо.*сг
4-
сгмуХУЛЯ/ПОра
С/чаЗАо /гс/>с&/ги скоростей
Пере*лю чвние
скоростей
х
1 Г
У/
V
ч.
От&силг
имс/пру/че^/ьа
|'.0
1$
уз
%
г
Т Л/
4-
.5!
N
с
1/е#т/>&Ж&0>
СМ&ЗА'с?
Ц2
'ёО’ннаЯ
В3=го
п г д* 'А/
1
р Г № '&< \ • •
Рс/с / Схем# /^р&^шиест* фуфрттм#**
Шч
/кй**9
№С>сулг.
/7е&-
Азгр
жммФ&.гмюсрщвтт&з
1 ^
Таблица I
Поз.
Обозначение
1-
Наименование
Кол. I
1римечание
Я
СВ-ЛШ-&Ш-1,1-3-6,3
Станция
V =1,1 кВт
гидропривода
I (
7 =3,3 л/мш
Р =63 МПа | 1
дал
ДКМ С/З-К-ЛБ
Дроссель
I
1
— 1
д
Демпфер
I
ко
ком е/з
Клапан обратный
I
1
1
КП1
КПМ 6/3-К1
Клапан предохрани¬
тельный
I
1
КП2
КПМ 6/З-КЗ
Киаттан предохрани¬
тельный
I
КР
КРМ 6/3-К2Р
Клапан редукционный
I
Л'
МП
ЛШ1 60/1-100x4
Манометр
ГОСТ 8625-77
I
..
1
1
%
>1
1
МР
ДЦЙ-2
Масл©распределитель
ГОСТ 19333-79Е
I
Ш6,1..
ПМ6.3
•
Плита монтажная
1 з
■1
$
1
ПН6.,.
ПР6.01
Шита прорежут очная
4
Пластина раздели¬
тельная
I
'1
I
1
Г‘
Р1, Р2
ВЕ6-34.31/Г24Н
Гпдрораспре делит ель
2
РЗ
ВЕ6-44.31/Г24Н
Гидрораспредслитель
I
1
*
г!
*
'ч>
Ч
V
ч
Р4,Р6,Р
5 БЕ6-574А,31/Г24К
Гвдрораспределитель
3
РД2,..
РИЗ
Гб 2-21
Реле давления
й
1ч
% I
—
1
1
*
О)
>5
]
1
24К40АФ4-01, 24К40СФ4-01.00.ОС
Лист
Изы.Лис
т Лдокум.
Подп.Дата
.ООО РЭ
АД.
. Таблица Т
ч
г
Поз.
Обозначение
Наименование
Кол.
Примечание
Н
СВ-/^Щ-Н-1,1-3-6,с
Станция
А/ =1,1 кВт
гидропривода
I
О =3,3 л/мин
Р =63 МПа
да
ДКМ 6/3-К-ЛБ
Дроссель
I
д
Демпфер
I
ко
КОМ 6/3
Клапан обратный
I
1
КП1
КПМ 6/3-К1
Клапан предохрани¬
тельный
I
КП2
КПМ 6/З-КЗ
Клапан предохрани¬
тельный
I
КР
КРМ 6/3-К2Р
Клапан редукционный
I
ш
—■ ■ - .
?.Ш1 60/1-100x4
Манометр
ГОСТ 8625-77
I
1
1
МР
ДЦЙ-2
М?.слораспределитель
ГОСТ 19333-79Е
М
I
ПМ6.1. -
ПМ6.3
«
Плита монтажная
3
'1
!■>
1
ПН6#..
Плита промежуточная
4
ПР6.01
Пластина раздели¬
тельная
I
1
1
$
1
1*
Р1»
РЗ
Р2
ЕЕ6-34.31/Г24Н
Вэдрораспределитель
2
ВЕ6-44.31/Г24Н
Гидрораспредолитель
I
I
ч
*
л
Ч
:з
ч>-
V
4
Р4,Р6,Р5
3 ВЕ6-574А.31/Г24Н
Гздрораспредалитель
3
РД2
РДЗ
'
« • «
ГС2-21
Реле давления
й
I
X
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
Лист
6
'Лзи.Лио
г ЙДОКУМ.
Подп.Дата
Фотг/лт. А4
Рис-<? Г\/о}ростсгис/ия.
ЦЬ*\/1и~7\ /‘Засчм.
у/сг
/ГО,дцро.$'<& Хрд^ое’а. ~_
■
$
I
ф
I*
$1
ЧЛ
га
I г! *
4-»
I *
№А-‘%'С7 Г/Зо*гхм.
Рис.З /Ъдроблак и//?с/нд<?у?бА'0& &йги
Лфоя •Ауго
1Ж7
сЧкШФУ41гшосФ4.Ф& ядажща
лгагклэоДсцг
гг> ’ Л/ ‘
1
Л
1
Ч1
Л
I
$
&
ч.
я»
* 3
%
4
V»
<\1
'Ъ
1.3. Указания по монтажу и эксплуатации.
Гидростанция расположена сзади станка и присоединяется к станку
гибкими рукавами. Пород пуском станка необходимо залить в бак
гидростанции масло Т22 ГОСТ 32-74, отфильтрованное от частиц раз¬
мером болео 0,0.С5 мм в объеме 40 л.Уровень масла контролируется
по верхнему маслоуказателю бака.
Отрегулировать давление в гидросистеме, для этого настроить кла¬
паны: .
КП I рис.1 (поз.7 рис.2) на давление 0,5 МПа
КП 2 рис.1 (поз.8 рис.2) па давление 7,0 МПа
КР рис.1 — (настроить на давление, необходимое для срабатывания
штока-индикатора на 100-150 качков в мил) 425 МПа
рале давления:
РД2 (поз.4 рис.2) на давление 5,0 МПа
РДЗ (поз.5 рис.2) на давление 6,? МПа
Установить необходимое количество масла для смазки коробки ско¬
ростей путем вращения регулировочного винта маслораспредолителя
лоз.5 рис.4.,Для этого пользоваться тарировочным графиком зависи¬
мости расхода от наложения поплавка (график - в паспорте на мас-
лораспредалитсль). Учитывать разницу вязкости масла в гидросистеме
и масла, используемого при построении графика.
При работе станка необходимо:
- по меро засорения фильтра произвести замену фильтроэлемента;
- по мере необходимости доливать масло в бак;
В процоссе эксплуатации! станка необходимо периодически, не реже
одного раза в 6 - 8 месяцев, производить смену маала в баке.
Йзм
Л ист Г-докум. [По пп. дата
\шл
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
ц\5рмат А/1
Же7,
/О
'
Перечень возможных нарушений в работе
гидросистемы указан в таблице 2
Таблица 2
Возможное
Вероятная
Метод устранения
нарушение
причина
Насос но подает
Неправильное направ¬
Реверсировать направление вра¬
млело в гидро¬
ление вращения вала
щения ьала электродвигателя на¬
систему
насоса.
сосной установки.
Низкий уровень мас¬
Долить млело по маслоуказателю.
ла в баке.
Отсутствие тре¬
буемого давления
в системе
— Неравномерное
движение рабочих
"ч органов
Неисправность насо¬
са
Засорение фильтро-
элемента
Наличие воздуха в
системе
Низкий уровень мас¬
ла в баке
Отремонтировать насос
Сменить фильтроэлемент
Произвести затяжку штуцера на
всасывающем трубопроводе. Вы¬
теснить из системы воздух.
Долить млело по маслоуказателю
ч; ^ 1 {
1ИзАЛдрд.. #докум1 Подп.Шата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Фотэмат А4__
Лист
ал
Возможное
нарушение
Золотник с элек¬
трически?.: управ¬
лением не перек¬
лючается при вк¬
лючении электро¬
магнитов.
Продолжение таблицы 2
Вероятная
причина
Слишком низкое дав¬
ление в системе
Якоря электромагни¬
тов не перемещаются
на полную величину
хода
Метод устранения
Проверить давление в системе
Настроить при помощи предохра¬
нительного клапана, . • рд2
необходимое давление
Проверить напряжение на зажимах
электромагнита. Устранить зае¬
дание якоря при перемещении.
Не переключаются
блоки шесторен,
не происходит от¬
жим инструмента
I
1
и\
N
%
V
ч»
чЧ
0*.
*
Электромагниты
гудят и перегре
ваются
Мало давление,
Не отрегулирован ход
якоря электромагни¬
та золотника.
Не отрегулир зван©
положение микроперек4переключателей.
лючателей
I
■I
■V
Якоря электромагни¬
тов не перемещаются
ка полную величину
хода
Слишком сильны воз¬
вратные пружины
.3
V
V , •
л
Подп.Дата
Отрегулировать давление с по¬
мощью предохранительного клапа¬
на Ш2 (рисЛ), (рис.2 поз.8),
РД2.
Отрегулировать ход якоря элек¬
тромагнита.
Отрегулировать положение микро-
Проверить напряжение ка зажимах
электромагнитов, устранить зае¬
дание якоря при перемещении
Заменить пружины на более сла¬
бые
ЕВ
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Фодаат А4 “
1
Страна, г, 7.р-а
/
И
&
1Г'
V
Ч
С
I
Г-
й
.г
*<
-Ч¬
»
ТТ
I I
Г
I Ч«
С;
Ш
СССР
Англия
АНГЛИЯ
Среёъо#
ъ р г
в к Р
г Д Р
-I—
Перечень применяемых масел и их
аналогов указан в таблице
О
О
Хтт&ХЪжыйъ
Таблица 3
• г.
;,арка гфименяемого рдасла
Масло Т22 ГОСТ 32-74 или
НКСп-20 ТУЗЬ
ос^37
70 /,/л/?/
ил'миг#' 4тз5
Т-20
&?/7&~40 Тб'-/ /7?4& А?
&20 Тб-/у //<Г,7/
24К40А24-01, 24К40СО4-01.00.рС.000 РО
Д5ШДГ-АТ"~
ШСЯ
/5
".
>
$
.4
I
'Г?
4
ы
'4.1 ^
сЙ ^
I * I 2
■ч ^
СМ
-м
•„1^
2. С1ЛА30ЧНАЯ СИСТЕМ
2.1. Схема смазки принципиальная показана на рис.5. Перечень
элементов системы смазки указан в таблице 4. Схема расположения
точек смазки показана на рис. 6, перечень точек смазки указан в
табл. 5.
2.2. Описание работы смазочной системы.
Система предназначена для периодической централизованной смазки:
а) на стойке - подшипников ходового винта перемещения шпиндельной
бабки;
б) на станине - подшипников ходового винта перемещения салазок;
в) на шпиндельной бабке - гайки ходового винта перемещения шпин¬
дельной бабки, • направляющих и обрати-х планок;
г) ка салазках - подшипников ходового винта перемещения салазок,
направляющих салазки-станина;
д) на столе - гайки ходового винта перемещения стола, направляю¬
щих стол-салазки.
Питание системы смазки осуществляется от гидросистемы станка.
Система смазки вклю'лст в себя распределитель Р6 (рис.1), клапан
редукционный КР (рисЛ), центральный питатель П1 (рис.5) (поз.2
рис.4), в кемшест которого входит узел со штоком индикатора, поз¬
воляющий контролировать его работу визуально и автоматически,мик¬
ропереключатель МИ (поз. 3 рис Л), вторичные питатели, расположенные
П2 и П4 - на салазках, ПЗ - на столе, П5 - на шпиндельной бабке,
П6 - на стойке.
Система работает следующим образом: с помощью матричном, логики
системы ТУ С включается электромагнит VII гидрораспределителя ?6
рис.1. При этом масло от насоса поступает к центральному питате¬
лю П1 рис.5, секции которого подают смазку к вторичным питателям,
а от них к смазываемым точкам. При этом начинает работать счетчик
ИзгОиот А'докум
.Поли,
Нате
24К4Ш4-01, 24К40СФ4-О1.00.00.0с0 РЭ
— — Догмат ~Х4
0
л
>
импульсов. После отсчета необходимого количества ходов штока-
индикатора центрального питателя, т.е. числа импульсов, схаба-
тывает функцил сброса, при это?,! электромагнит у ц отключается
и подача масла прекращается. Одновременно с этил включается вре¬
менной модуль логики, который через необходимый интервал времени
опять включает электромагнит У II л вновь происходит смазка.
Если оток—индикатор делает недостаточное или чрезмерное число
ходов, то залягается цифра 6 "Авария смазки" лампы диагностики
аварийной ситуации станка, расположенной на пульте управления
станком.
А
м
1
!
■*
«г»
I
!
'I
«Ч
Изм.Ли6т~Елокум
Подп.Дата
24К40АФ4-01, 24К40СФ4-01.00.00. ООО РЭ
Плст
&
л
I
1
'3
о
§
О
§
С, 8,1
Ш I
I
§
4
л
1
I
-I
1*Ё1
ЖЕ
* сч- ^
№
§
*У
ё
1
л
сэ
^у
Ь
I
1
4¬
ч>
<м
1
%
<5
ь
’-с
г-ч
— ^
:Гс-^ сгу
' ^4
\
С;
С'
хС
УОу
ПЗ
//а с &,?&*+&
Из и/пцнд?льну*о осоп/
М& с
СЯСс/П/
у\
смсхи/гу
Рис. 5
Схема смазки
лршцилисмь на#
6 ксробху скоростей
//>
Лит.
/догум
ЛфЗп. Хсгд
^толршгшос&шммалрз
я
Таблица 4
Поз,
МИ
П1
Г'
П2
ИЗ
п4
П5
П6
Обозначение
Наименование
1,1112302 ИСП.
17-16-526222-78
^.'ккропереключат ель
М-3 ЗСЕВ15Е15Д Питатель
М-4.25Е15ЕЮЕЮД Питатель
МИ-3 1СЕ10Д5Е
I Питатель
МИ-3 5Д5Д5Д
Питатель
МИ-5 10Е5Е5Д5Д5Д
Питатель
Ш-3 5Е5Е5Д
II.. .31
Питатель
ТОЧКИ С1/ЛЗКИ
Ксл.
Примечание
I
Сг1
$
§
И
&
*
I
§
5ч'
К*
.а
Лзм.&ист #докум
Подл.
,^та
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Формат А4
*7Г7!Й
/7
Рис. 6. Схема расположения точек сл?оз<*а/.
ш
угт№'От*ое&омоо№я
7ио*
18
гд
I
'//ару-
9/гг <з
о
о
й
$
г\з
Й
о
8
лз
ё
■&
о
а
о
•
о
о
*т(
а?
;7Гг1-а6'&?7<?
Сэ.С */.?(?
й\'М&/шУг
X
Поз.
обозна¬
чение
рис.
й1
о
•-Э
[Расход
смазки
в г за
цикл
I
0,15
2
0,08
3
0,16
4
0,8
5
0,16
6
7
0,32
8
0,32
9
0,32
10
0,08
II
0,08
Периодич¬
ность
смазки
3 качка в
смену при
пуске ст-ка
3 качка в
смену при
пуске ст-ка
3 качка в
смену при
пуске
станка
3 качка в
смену при
пуске стан¬
ка
3 качка в
смену при
пуске стан¬
ка
3 качка в
смену при
пуске стан¬
ка
3 качка в
смену при
пуске ст-к;
Ш&. // Р&т/)
Перечень точек смазки
Смазываемая точка
Опоры ходового винта
Опоры ходового винта
Опоры ходового винта
1&йка ходового винта
Байка ходового винта
Пжка ходового винта
Плоская направляющая станины
о
Таблица 5
Куда
входит
Стойка
Станина
ъ
Салазки
Салазки
Стол
Стойка
Салазки
Сказочный
матерная
Масло Т22
ХОСТ 32-74 или
ЖНСп-20
ТУ38 101798-79
И1
<1
ч
I
I
I
%
&
|
I
I
§
с-
"'а
ю
та
й
м
о
0
Й
е
'о
I
О РЧ
гэ о
й ен
Й Й
О 2
11
к °
о
в
а>
03
§
р <
О
(Л
о л
й н ..
лей
К И 3
Чйй
омп
О § Рч
^| Р Я.
I,
§ о
• со Я •
п о к о
охэ аз N
И о ^ Р<
со
к)
>
о:
о
<м
1
О
&Н
с\г
Сч>
со ы
»
о
м
И
8 3
о
В
сА
сг>
I—I
ЕН
Е"<
О
§
с-1
о
и
о
т
й
п
К
О
гз
аЗ
о
о
ё
|
т
ет
&
■о
0
1
!>
>
к
й
§
о
а
к
ь
а
\э
о
пяТ
«&5
“ ьъ
ей К Й
МФО
соё&
ивЙ
РчЕ-*
«со
р* >=.0)
&ИК
К а> о
со о
я и I
Р< Е-*
СО С О
^ с?2
ЙЙЙ
Й0О
СО
в!е?
сГ
й!
Д К I
й&^
ей Я И
^оо
со & и
Й
Я
аз
«
^ ~ V-, 3
Й О И Й
2 &ЕЧ
СО О К О
00 СО 00 00
о о о о
й * * л
о о о о
ю
ы
V»
о
10 О
1-) I—I
•ь л
о о
со
м
«ь
о
со со
о о
со со со со
о о о о
*1
о" о о о а о
ехг со "Ч* ю
Ы м ы нн
СО
о со
нч и
СГ> ОМ 02 СО й
м с\г с\г с\г с\г оа счг
Изм.Либт !&докум
.ПоЦП.
Дата
24К40АФ4-01,
24К40СФ4-01.00.00.ООО РЭ
Фогыат А4Г
~Д5дст
<20
тР/7
...
//Р.^ .
5/226
. И^Олл 63. СУ. &&
л
ч
к
я
го
Й
>0
о
?0
й
в
е
Г
о
I—1
О
О
*
о
Т)
03
Продолжение таблицы 5
Поз.
обозна¬
чение
рис.
26
27
28
29
30
31
Расход
смазки
в г за
цикл
0,3-0,5
л/мин
9,6
Периодично
сть смазки
Л'
Смазкваемая точка
при включе-}
шш приво¬
да главного
движения
при
сборке
при
сборке
при
сборке
Короб:», скоростей
Опоры шшщдапьного узла
Опоры барабанов устройства защиты направ¬
ляющих салазок
Опоры барабанов устройств защиты направ¬
ляющих стала
Куда
входит
Сказочный
матерная
Шпиндельная
бабка
Салазки
Стол
Масло Т22
ГОСТ 32-74
Й1НСП-20
Т/38 101708-79
Сказка пластичная
КБС ТУ38.4.01.63-!
80
ЦИАТЙМ-20Х
ГОСТ 6267-74
ЩАТИМ-201
ГОСТ 6267-74
1
Перечень возможных нарушений в работе системы
смазки указан в таблице 6
Таблица 6
Возможное
нарушение
Вероятная
причина
Золотник с электричес4 Якорь злектромагки-
ким управлением не пе4 та не перемещается
реключается при вклю¬
чении электромагнита
Электромагнит гудит
и перегревается
Смазка в точки смаз¬
ки не поступает
-I
I
л
$
|
Сглазка в точки смазки
не поступает
на полную величину
хода
То же
Слишком сильны воз¬
вратные пружины
Мэло давление
Обрыв трубопровода
Засорение трубопро¬
вода
Метод устранения
Проверить напряжение * на
зажимов электромагнита,
устранить заедание якоря
при перемещении
I
$
&
N
I
I
Ов
сорен питатель
То Ж2
Заменить пружины на более
1 слабые
Отрегулировать давление
с помощью редукционного
клапана КР рис.1
Заменить трубопровод
Ликвидировать источники
загрязнения (исследоЕать
процесс фильтрации, заме¬
нить фильтр-элемент, про¬
мыть бак гидростанции;
исключить попадание загряз¬
нителей тела при заправке)
очистить трубопровод
Питатель разобрать и
очистить
ТзП.,яис,т Гглокум.
ДодпЛ&та
ЛИСТ
24К40АФ4-01, 24К400Ф4-01.00.00.ООО РЭ
' ‘ ' Форглат А4
&
Перечень применяемых масел и юс аналогов
указан в таблице 7
Таслица 7
Страна,
фирма
Марка применяемого масла
СССР
Англия
Англия
ФРГ
Ш$ига
ВНР
ГДР
Масло Т22 ГОСТ 32-72
ЖНСп-2.0 Л
ТУ38 101798-79
Ни&/>1п 7ЯРг^ес1с>
лг-зе
Т-20
$Нуо/*о2о/&-Ю
Т6-1 яыг- 6ё
ё)/?г/)7б- г
1
I
■Л»■
уо
США
У/7<?Р'ф
Л
I
ч.
5'
' 4
■4
I
с
'Ч
С(,
ШжМо.т.. .Щухжшэш «Дата
Циатим 2С
ГОСТ 6257-74
^еге//;ес^
&ъес/&-б<?-7<?
ОЩ-ЖММ-т
См-
Же-М-М
№//
Смазка пластичная КВС
ТУ 38.4.01.65-80
Кё У??сх//ис/
ЕР</ яла*
в №ря/<./?с/
43 &
Р>К-3~ - 65
24К40ЛФ4-01, 24К40СФ4-01.00.00.000 РЭ
— Фо|Шт А4
Иис^
&
г:;А.:.5,
Г '
у -•
гЛ'.:-7Я
*
-ПГ-'^УЛУ.У* 14':/;;;; '/
О&-Ц06-М
\Оа*о
То/м Темсо ?су-
^о{#1 | ^ ~ -/су
/л##/ ///гз
1
; —| ЗШ0А&4-01, 24К40024-С1.00.00.СХХ) РЭ
. '. «Ал »•''** жЮл!&. - - г^рй?~7 "
/+ Участии с иезе?хсуженной ^оиос>
2**Размерь/ о;~р спрс/°ок.
3. Нё&?е>эанн&8-—вреЗ- етя, ра^горо^.
& н/ч;±-ф? ,тЛР ^ '
г-*-- & 0 СТ/73У6~-А^
V. &'асс точности лсЗо Ёсго-РпсСГ/)^^“77.
ф Ъо#уа< аЛам/гее/ли 0
5 сг ко^усссбрознос/ы/ п-хгрэс*сс/т>еиГиЦ
че ее с, со^.
Родисмвиаг дивнее рбз&<5&
Ф ые9о/г*м?*рей*&07&
Си тельно олСр&вяс сиСех ГиД п<г^73:^х77.
т^й^ое—'^Ъе^и'З—&пс?р-
-*&■—-а*ее-хгт^сгрг- - .? С&$€*7{0 аягхасм'я^ш
^—с~
^с--е-=^г*
сл<? &А/А
\
ь
IV
Л
т<>4
й
—
2
ч
ч
$
V
м
<3
1
1
ч)
ш
■ш
яш
ШЕ Ш
/ #/№030, /?уР<?Я а/п*л ’Лък&Л/Р
0?/77&0/Х-
2. /7ох:/?л//г)Ь'е Хом Ясс.
'■ин/лпоЗ (~
Ставь &ШШ0- 7У
Х~СПО 0П\
ч
Ч
*
«■о
- «» ■»
••«>1
к
л
л
♦
г-
• <*
г-.-:
-I
-
^т , I
У* V
, <
V '■»
Л
> ,
Покрыт'е: Л2//* Сгс. п.&/*■
. -г1 ••
/^7°'
Д&Ж.» \^ег:_Ы
Тгс *7?\ Е^СС '?5
ГГгцУРл
-^*'
" С С* ~ \Г' у /4 ?
РгЮ
&//СЮА <№&■ газаг.
ьио
I | '^сПссг
н 'Рр7
У%,ХУ77 | */?*УС/7>С^ ■/
~лс.ъ‘<5Г0СГ1'0*С-?Ч \КСПО ОГК
до? 'ог'&'ЬФУомк
I \
чо
\ ■>
У V
XV,'..
,4- V
X
О.
о
^ V
1$
I §
§ V
II
^ Ль
V;
*&! РотЬ-ФЩ Ив
' Г А
Вид А
Д|
*
Ъ!
I1
§.|
-I
XI
1Н8 2</1...т;
с* рлЗУс’/})* д;7р с/уро^/7/к:
И-1.3 0п\$.///«у ремы '///У, ос/по(шше±
-§| | Ч Покрытие: Хим Яке. /?лу - '
&1
Ч>|
I!
ЯП
4-1
-с,1
* * !
I ~)
• т*т «А М^-
У
и\>!.
Ьл
(1шт
(/Ли У,?0
’.р-'О
Иг3.1
Т. контр ■
Принта
Н ко>>п>р
Ут
ГЛЛ
ш$.
9./01
Подл
,агои
1/5С&
>:«&.«ЙЙ&
Коргрртоо
Циск
Верник'
О, ыиеррлгр
\Лс->/иссило
I
24 К40 А <РЧ. /*-. 20.303
Куйачок
Старь К ГОСТ №0-74
гГопироьио:
0и>, 1. | г>п:<а [ ж/ш'г-*
V М
&
10.571 •/ 7
_—1_>—_
(1ист | №*уэ±- <
ОГК кспо
то[>цч">: - ■/
"О
■А
&
V-
I4 е
II
« *
ъ *°
С1 о
§ с
I з
$ г
<
ъ
•ъ
\
N
ч>
■§
I
'о
*
Ч^
ч
ч
ч
V
Ч.
ь
о
Та:
<
7>
I
V)
-1
ен'оо'одыуот?
шшш^ш
1 Р!Г-3,5С +О.ЪС, Хгг-
'Уц
1 Пру ЖРИ О Эол^нр ^3 2с>гп а ёлиёсгъь СЯ С ПО Э#<о /г>Ь//ч С/ л0
Одному &итку С Кождого Конца и ш^нроВанныни НО
3/ц окружности по опорном пойер XНосъЯм^
2. Уисло ра$оццу &итко& Ъ - ^ 1
3. Ч'иело Ъолнь/х Ьигг^оё т-6,1
4 А^ина раз&ернутоо пру*инь/ Ь?320мм.
И.Мопра&ле.ние н о Вци - лра&ог
6? Раъыерь/ для Слра&ок
7. ме/>/??А/диАул$^о//0с/?7^ /яо/эцеДб/х
/1/) ос хост?су л" 0(Ур&зуао сц ей /ууужинь/ <? 4 а/а*
Я-Локрь/тие Хим. ОИС, прм.
-( /
<5^7755"
■Разрой.
Пр о8.
Т А
У'пЬ.
,Кол>и! V
~[<г&е >-ц-уч
Н'уиу г> а €/
лпшее/ш
*г
Ьгеил/г.ноь
А О/л; с е/г*1
№&У
?шг:
:?Ъ1\
К'Ш
Ш2
шь
2Ш0Аф4.20.даж
Пру ж
и но
Прь1ол*кя и-16.ГОСТ$589- 75
К О Г)Ч!'Об ил
Лит Мае с<7 Vоси;”>17!
и
&
0,0049
г.7
Лист -уя с п} об 1 I
КСГ/О ОГК
'^°/‘П г?/’» /\ч
А
?гЪО/
01хМ°
5" СТО А
УЫ/
Ю5
V'у ■
ШоШ
— № - - -
1 * ^
//|#ЙЯ-—^
' Ч СТ
ф /5. ИВре'Ъ&с/нмь/е пр&Эг/?&л&1° о/п^угомРиия
Р&3/Л&/00&: о СУУ7Э&>/}‘/4/ ОС2ГП&У74 м&сс 2 -Ц^ '^—ё
® ^ /?0со&//7~>и2 : /им- Ох:с. п^ом.
У&рсЭим
' ^ Гс$<?
1'*г\
Т7Г> | Г
у г..
24Н4Р#ф4. го. о о. за 1
к! ОЛЬ
■1*0
ДР&ГС
Х.о!Ц\
Массо
020
*
\
Ж
гч
Ъсгп 1 /]истс<1
С П.1, ■ Л/? -^.
ЦСга^й4&0СГ№Д-7ЖС/7О ОГК
Г.|№Ж
.. . -^г
&го.
О
До/5
«/0/3
и-
I*
ъ о
ч.Ъ4
ч|
С^С
*
«о
1юг
У)
80*0.!
<М Щ
Н/
^ !
сН
/У>У^-;
12 (раскч'
[о
от
» ■ 1
0,013\ |
Ш
X
1,6 х Ц5
2. броска
и
%
г
а
*
\
х
гч
/ а.01
1
© I 0,0 1
М5‘‘1
'Х
<*}
Ъч
>
Ч>
3
*п
%
т*0,1таъ ' ^
+с,г5
'Кг НО
. I
< !
\ (
1!
I л1
1. Ий 241... 23$ - ’
г.Лпб, НЦ ЬалЫ №, ос тольные±Ш1
ЗЛокрытие.; Л^м. Оке. прм.
1
к
К
§
К1
К!
г • .::
—
/
/
ь$&.УсЫ?
Л*
<Я) -
У/0#\
*Ь
П. _
*'|Л/*>
у-: о о* у га.
/7 о Зг>
пг~,П%'
&яяпК
ГРЛЛЦ/Х'с.'1
&>/* -
7.М
иу^к
\ Г^е6’с#и4ц«<
%и.
г;;,1
1гхси->
\С(ип'Ъ
. 1 • ‘ *•
1
2ЬКЧ01\9Ч. 20. 06.301
И
I Пит 1 Чяссл №с<^-~:.~' >
1
Ворован
^тл
К ^
) * 1 /Г]
| (У
[^7с
/^7 « -/ *
( С г~. о
2.7~А
:• « !—-ггг.—гр~—,
.У,/7// I Хсни<-- ('/■.'* ~
С тол ьб5Г0СТ1050-14 \,<СПО ОГК
>^о/- л/<? о/ А Ч
5
ч> ^
^ г
о V
ч '
г
*
0 ч
V ^
• I1
К!
> О-
?02'{Уог шоны
А'г.го
УЫ)
ч>
§ $1
<\5 I
**' <;
?
>*
^ |
I ^
I \.
8
-V
цТ
нее ■*,,!
/ЖС*#... 45.
2 8 <мо/ /? /4, &слг>с//>ь//б/е - ^2^
3. /?Окр 6/тие / Хо/и) О А: с. /?^о/^.
<>25
■ >
$
>.’
я
^т >
Си
с
Т5
г
й
I
№
а
/л*
з
/
/ исп
к/^Оа5
Прс&
\/.СОХГ/р
Лриыял
С*
и}с У/Л 1
М-дркум.
ПсЗп
лс.е.б’е-г
тяГ
Ш*
Иуш/77д($
'енисе#{р|
т>
Утб.
'нисеяю
■‘> *
1У/ "'У
БИЯЯ.
нщ
у;1
2ЧКЧ0№Ч 2.0.67. ъог
~ /ит Г,к7Г/ссс7\Мжю~;д
&С6
1 г
0
СМ>
ЩКруг ОГК
к.с*$\ 4^44 ГОС! 1061-73
цобо?:{
/с'ст [ /ис^.’цб У
Ф<ОдМ<.7..~П А -»
*
+<
44
%
к
чЧ
с
»
<У
§
<
3/Г..-269Н8 ®
Л С Р/У$у1 6
^^ лед & Ь/й К-Онгс/р
^ОЭдхрицц^/п
емесц е*с/$
О/пеле/ч'б го</иоеку
/?а ГО с г /&УЗ- 8 ■/
гглиыа п&щ ей
ЯгЮ /
\/Ш
т Т“
/7?
л
—4
^ГУ37^/
<2
гГ-с
И/
<* на СС/нЯанйе
ЗлумЬ/ с'Ги/ей но^^алц
сУолуС/С НС! НЯССЛЛРА+ус
Псг^ешнасгь и/л 2ф
Зу5чйгпого сслеса
Дел у с с на насол^ен-
"У+с логр+щиссть^тсто/
| /УреЗе/гамь/р егглене-
ни 9 и-'с 72 ЗяцеллмцР
Г
г
Г
V*
-4 с.*о
0,0/6
о,озг
$022
&слус< на яс2*еи/-
V*
н?егб Л/Сссриля Л/&4
Дояусс мя ~ЯЪ~ъевш-
мзегб мял/’я^ен*'# Зул
л,
с/
&'**’*%%%*>/>
"Ра&й&с ярибизнб/ _
О С Г СГ & НО 2О Л/Х>уЭ и/7 я Гр
З&Ла а Нл/Л-НР^ 704*1 ■
//
■А
0,&$5
О со?
#3
3 05 УЗ
С6ззхам#с/$ изргехр
ее л, ~п х емкого собеса у
?4{Ю.9уУ.30.0&4х
/. ИЗ N0 >>. &&&} Цромь места, оЪозначеного осо$о,
~ :ъ *0ОГ6 и /с&ниоэсА^ ?нос7б/х&. 4 и & *е <9 00Я а/*
з Д$и*'73/7#н&Аэ #/>Л<9РЛ6#&'*? 0/П&'>анге"‘^Я АСЗ.л&оа4;
Л/4'г №/7?д Л'бЛ'ъ,^ г
~ЛуГГ~ гТй ь ФУ. Ж
~Ы I ' '^4
-4угп у"?А?<~Уа
ТХ -
Гр}ЭуО ■
*/?п1
./ЛУЛГч'л* ' Г?'*. Л
Т&вШМмх- &* - шее/»Ф*я
&/Ы370&?ии*’&
ъни&ц
Г.^ЗГ^7 ’У^Х
рРгмЯ/.№4ХС~7 _ I У Л
ихе«г$ .; <^-г /0СГ Vб 4% "7/
У/я/ / 4Ь*а^# \Л'А '~?
-
КС/10 О/ а
гу) А
/Чдд&ЛА у
77
‘ \
Число 3с,0ьеб
г
■РЗ '
Р'ср* ал а ма/с/ с/с год-
НЬ/О хан тс/р
_
--±1 >;
'2ЯТ/
ь-оэффс/ци&м/гу
<? чец/еА/с/я
К
О
С гепгА, ь го</#осгц
по ГОСТ №3 - В/
' 1
&-с~~
^л с//* с? сЗсцеО
на рналс/
IV
<?310?
*'ЮУ-а-/о4
(Яоп^слг не? хогебомх.
с*лсу*&/ осРсцеб- мор#а/н/
Г
Ими
о, о/б I
/}й/1 с/ехг /40 *ГДА~О/1/)0#/ф4.
лагрешнссгА и/а ?а
З&Зиагога халеса
Рр
0,03с?
еФ& л/с- * о мй/?0/?/>е+'.
нуюпатреа* паса АР'ма:с6
%
0,022
/Р’РеРельмгл? агс/)Ояе~
кцр а/яге баиРллемс/$
■1%
0С00РЯ
гНопс/саг /*<з по греи/*
Н'ОСГЬ ЛрЭфУс^ля 3&ЗР
~ Зап\/с Р' ~Я5 7ЩР&&я&?а
*алра<4.>е*с/р з^Зя
0,00$
О, 00 у
/4в пи гель *А/с/д(Уд*е/р
а/
Яр
Р&до’Ь'с ср с/3и 1 #6/
остиЗмо 20 п.Аосриля
Зубе 3 милг*ес^ то^/се
4
^ //30/
03оз на и емс/е </&ргех-1
са/>/>^^.ммо2а *&песс
7 гф/уоАФу во.
> рр>.рса. сз
• 24Г...263Н& ■-
/ Н5 ёПтд~*роп9 г?*ота'0б0$»сгченнры осроо. ^
Р, НРУяа/ь&хнь'е предельные отхленени* рад/чероо:
_ _ Р ^ - .Г и ’ л- л ^ Р П1О лгтгг л с ил/ж ^
отВерстии НМ ёеме1ЛМ. асталн*/х*%р.
ТГПШМ*ФМ/ ке.& &
^ Т\сЩ№**%
7 71^^ \о
\
у.ш^^ 30 /о. за?
7*• /!ист ? ■'V ■ . •' • ;-"У/Ч' ( /Яг^7. Ь
^ ЭЗРскР \ СрГЯёУ'У
'V7ро’$~ №у/ызляА-Л<.у***
Т. КОНГО ! .У}' '-^ч
I*
Стд,?д ЧОХ
Л?СГ
коп с-'Р РА а/? ' V
Ч ЧЛ
?!
гчГ
*•
1-1
е о
о
* I
& 15
§ й
о й
Со ^
В
*
!
ч
ш \о,/ 09 ъф мы#?
А г 20
\/М
$8; 0,6x45°
М2:/
Г'.
\
$
1
|
4
л
■г-
5
/ Ш 35... 4 0.
г.ОЗсМбнос/пь су лжусооЗр. /7<э6./I о 3 хе &0/1 ее 0,0&<Ултл7.
Ъ.Уеушзач^б/е лределб^ь/е о/ъ/глохеж/я />сгз,”е/>о& ею бер¬
ета с!> ///^ остсулб^ь/х - .
Щ/УС7
Щ.:. уаис
Д/)0$.
&Т У.
*• с» ?• /”>- •1 ‘ ■ •“
тцЛ
Г.хонтр^
сУ<у>1*г(/л‘
Ау/>у<?/ьЛг
Ш. №.
••••
//>
гг, А
У/»?.
Лек?/}.
Ш:
&%/*-
7!’»»'.•
г.
Г/-Т—7/
%
у~лу
&МОАФ# 30. /О. 305
СС'ЛУ
•!/уД
«Г'*
Яо/мЛ/// с р>у
СЛ1&/16
ГОСТ А7о<9- 74
лис ль | /<.’С/п с
А су/у
1:2
КС/70 ОГК ,
АО/)<//) . /ГУ/О'/СГ .'О ^О- _
л'
• V
V Ч
> <>§
V
-
ч
ъ
О!
•ч
IV»
С
О
'4
к
‘ ^
Ч
X
V
■ч1^ч'
ваг о.* а ''ошеьШ
ЦСМИН'->Р?Р'^
ШС 50- 55
ясь
$ ро Т^уссо
Ф&т9 -
~Д
/
1/\н
4 * Обработать г.о &ет. 24 АФк 30. /0. 3^ в.
?- ОтЬ Н&, &с//о& Л /^ 0с/по/)ьНЫх - Яг
3 ПмрЫ/ги/е : Хин. С * с. по п.
“__! " - :
/. (гг
щёмо \Я- 2/.&Ш.
— ■ ”Н ^ И110ДФ1/. 30. /О. 309
у/С С К ч н
Рисг&ис&_
[!;/>_? ь
% Т^ю
N ^К' КСШЫ\ке(УН*и»С-
) • ^ -; | ■^.//7^ Ь I :'и!_
ре/у
/• У,
I: / :/ "• Г,
/;>■.(" (. Р^.
1М\
-у-5. -
Ось
%:. \Ы От м* гостш ■ я
У
/!^т
Пасе*
$
1
0,2?
Нлсиае}
г./
Т~У>"А: >~
ОГК НСпо
• >
У:
О
* г
К
Ч ^ '
о
\
г |
Л* '
Ч>
■С
тН
ч! г
-. I
:а!
>(
//
69 .
\
|
Г ’ •
1—
1 * 1
[ !
\
1 .
\ /
'о
-7 Л
Ш/ Ч! *>[
з±5_1
Р!Ш
т
{.М. 2М...Ж /т
2 0/лЕ> Н№, о с/л о & к №, остальные * ~]Г .
5 Покрытие : /мк. #кс прг/
"дтг:
±г
' А *\?и;-г'\гЛ :'Г>-и,,
. ~7Л- 77\ ?~у --V :
'-Хи^
\&03}/у7
I 1 /'-5<*лз ;//■> ^ )/'
—г- — -—Г — *Г —• —
У * ^
.'‘ ^ [У; ^ гс'ч-1
Я
• гс^п,;
Ъ *'■?." 14.
/
'л #
/.: Уг'1<
’ ‘ '" *_ * •
&г *ос?Ик1
1ЯЯш)ША
НС <7*7 ]
Г/4'^
/ .
О
Гг | |
а!Д ] /^сгр'а / /
• ч > '
V
.»*• >.
К и'
'фг
■У■//
■ •
Р*.
.' ^ -
й
/ >'^,г ~{Г/‘
ОГК КС ПО.
-г
сгл-р/<*,> :4У
Яо ОСО& '&? Я&'ЯяЯг
, а?.
Г
лт?
3
Уийо г^ддеЗ
2
*6
/Уаркфль * ъ/О ис-гЬеб.
АСО^г ГЬ'уСУ
-
Г0С7/3766-2?
/Г"<? Эсрс/циРл'ЛГ) с/у?-
С * и я
х
О
с ’ гг; е /г>о^о с/7>су
г>с ГОСП'б^З- #?
*
0-С
/%Лил*' ^ ес/*
/У(Г:/э^< сз^с/
И/
, . -ао?о
'' -а ууо
/?ОЛс/СГ АгО'**3:Я*гО'е
&Лс/^/ь/ о е и А'С/?л,0Щ
^Уц,
0; 0<2$
-о!7Р,'0УС<гп /*'&
*•<■ ООф < и/л/ос/Т7$ *4/агЛу
Л/оч&то Го <о лес &
&
О, о4б
пзге/сх *а #дсо/>ле#н$ь
г> о 2/>е си^асгд ^ и/020^
• •
Р/^<ЭРЛЬ *Ла/& 0/Т7Х-**0^е.
ни я и/яг& за Ц ел/тршя
О, ОУО
/^а/зу'сис^ Ло */>****«&
/?/Э&ЗЭгУУ?Ф 3
V,
0, <Р&6>
Л#»!/** "Я *аг/>*ш»сс/*
„а />,о а 4
&
0,00-9
/4мь'/77*гг**бй^~&лР/'9
б/
/36 '
с/С /г/>и д и 3 А*
ахггиб*аго л^Дф^''7*
зи&г? А /г'иэс+'ей ъэихгр
1$ РЗЯ6
002 з^ои е+ги'Р </0/>/6ж4
Ссл-эо эс е#^0/0 /еа*е?<7
&&&.0РХЗМР. ЗА?
* Рс/д/чё/Об/ для с/уэсубоС.
2^^/оЛсру. за /<?. 000 с<5
■Л-'ГП I ■Уг*Г<‘Г.'1'> ’-'•-
Гггг}?^.&г/?гу// & вру? - и/ёс/пе/>+'& Щ#
'ПеоЯ- кириутЗс.Сюь+иУым
г\ Ш-
пг иг:?:л л а /V'и сг су>* т г '., . ,
' 1 Л. гг. ч г> л'Л 'Д, д> *
I Ут$- №срр6ум\-7>г'А<Р^
/гопа - 7б~л' г-''
КСПО
с
пг
, о&нимеаного особо
/ $3 ~^§~ ; г
($)»*'г/0«°му&/р е /?б/Убщ р43//<*р#ос/)е. т€.р^гс>одр<7ао/г?^^
с. нЧеу^&з&Уг6+е—-,^5^Угу,у>~-с?.те,(с,<><<?><>1&#
о~у>т^ -у^;*л./ё>'>'6>;а • Зо//ж&^Яб/ть »
® ,*Ъд*<?*ч&л1&/7ь//шразмер /у^алп^^оДоо^ап^дялм'е*<Р22.* °^
п <Рн$Н$п+'‘#'^0?А л&с&?я?*б& цф/ум/ //с дялсе
ЩЖ^.по/>г7ь/ /$>оунс??ти обе спешить до разрезка о; а'иге/ /у<*3&'~ I
^ пи с? пл. ' -
~^у/- {‘Р'У/адпоу
С’/тжб65' /г0СТ/050' 74
" ’ // " ; • ----- ...««-•¬
А С?/.. ^ //:. ’■ •
- 1 ■ ■ -■■■ *■ «—/
//иСЛП | у __•
Ярло огк
с?" 0,?/■:;. ГП рЦ ^
%
1
&
ф Од’дслеч'ит 6 гп д х^О/?С7 Ъ ь'Ч'вСсс/.
/ Н5229,. 285. - \ .
2. Неуказанна# лре&гльшг от^РМш/ юзл&’я&о/п&кжйМЦ
6ало Д//-/4, ос/лш&шх’ ~
у| / 0Ч&?
3
иЗс\Р 5
зг- да.
Ш$к.
ЛиЛ?
Т0/!.<оте4Ь.
Ж
Гг/7(7 РГК
тг&гтз-я
М&сса 1 ,1/л-*аяА
0С4$ \ 2-’/
лС-'С/я \,'?^Л?о:о/
❖
Г
\
$1
\л 1
.
г*<!
• ч!
<*!
V* 1
ч
\
\ 1
1
3*
* I
Г- I
N
Г 1
*>
V»
г- V - !
‘.:К
$ ч1
1 <'
:г|5
; ч
1 г
;П'
;Ч)
1^1
; ^
! I
!-|
Й1
|\
гп I
ш
I\А\
4\
Л&%
Л5/
Ч54*
&
О !
^ 'V
/\ 2x45е I
дг± 1
С
\ГГ7~
у.' ^ //
■/
;М^!
I *
& Ър,05 А'г
\ I
4-
V;
' 1,
57^>/ I
———-— — *
67
1 №с 45’.*,, 50
I //еуказанябге лре<?е,и//ь/е о/пс^ме//^
утр сре/р&ё ///4; /]/4. *&??Р^б^р/х * Щг.
г
141 г7'
• * 1 ,
I •*
‘ V
< »
’\х
Чч
Л
' <УЮЩ- ’~зЖЦ?.
• * ! -.
^ *
, (Г'1. •" \-2У ;.-л //' эЭ*'ун ; /73 С?, у^/ы/\
' 4 | кГ; “пу.\ :.'/'
'Д< \Л/'°Л -’ЦО * I 1
• г-. | Т/г-—- /.У '.у.у,у»г/ С?;//
;*4 | Л ' 1 >\ ’;/■' I
I
1
. *—
сл
у -,
•~31 '
\/;л/п \ Гис/по^/
. . . ■ Й
&п°т-
г;_ • м С
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
СССР •
Куйбышевское станкостроительное производственное объединение
п
СТАНОК КООРДИНАТНЫЙ СВЕРЛШГЬНО-ФРЕЗЕРНО-
РЛСТОЧНЫЙ ОДНОСТОЕЧНЫЙ МОДЕЛЕЙ
24К40АФ4-01, 24К40СФ4-01
Руководство по эксплуатации
Приложение
Материалы по запасным частям -
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ1
К 1985
1
СОДЕРЖАНИЕ
1. Введение
2. Схема расположения подшипников
3. Перечень подшипников
4. Перечень к чертежам сборочных единиц,в которых
расположены запасные и быстроизнашиваемые детали
5. Перечень чертежей быстроизнашиваемых деталей
6. Чертежи быстроизнашиваемых деталей
Лист
2
3
4
5
6
Прилагаются:
к альбому
Изщ. Лис
Разраб.
т ],гдокум
Провер
’1ринял
п.контр
Утв.
Швле
сенко
ва
писен со
еимен
Кривоше^в
Подп,
Дата
ова
24К40АФ4-01, 24К40СФ4.00.00.ООО РЭ1
Станок сверяшсьно-фрезер^-
но-расточный одностоечный
руководство по эксплуата¬
ции. Приложение
Лит
Лист
ЙЩТ01
ОГК КСПО
гГлпмя т А 4
[*
$
ч
I
&
%
к
о
*
1
I
^Е_
I. ВВЕДЕНИЕ
Альбом материалов по запасным деталям предназначен для облег¬
чения работы персонала ремонтных служб при замене вышедших из строя
деталей станка и качественного проведения планового ремонта.
Порядок использования альбома станет ясным после ознакомления с
содержанием включенных в него материалов и особых указаний не тре¬
бует.
Материалы альбома распространяются на одностоечный вертикальный
координатный сверлильно-фрезерно-расточный станок модели 24К40
1985г. и последующих годов выпуска.
Расположение и комплектность материалов в альбоме соотвествует
содержанию (см.лист I) и перечня!.! (см.таблицы 1,2,3).
Сведения о запасных частях,поставляемых со станком, приведены в
комплекте поставки (руководство по эксплуатации раздел 3).
4зм
. ЛИС1
Ядокум.
Подо.
1&та
24К40АФ4-01, 24К40СФ4-01.00.00.ООО РЭ
Приложение
ГР й Л
Лист
5
АиН
Перечень подшипников
Условное обозначение
подшипника
$
?!
Подшипник 2-3182Ш
ГОСТ 7634-75
Подшипник 2-3182113
ГОСТ 7634-75
Подшипник 204
ГОСТ 8338-75
Подшипник 5-207
ГОСТ 8338-75
Подшипник 207
ГОСТ 8338-75
Подшипник 7000102
ГОСТ 8338-75
Подшипник 6-1000912
ГОСТ 8338-75
Подшипник 7000102
ГОСТ 8338-75
Подшипник 2-178813Л
ГОСТ 20821-75
Подшипник 4-504707
(по согласованию)
Гце приме¬
няется
см.схему
Кол.
4
6
1
2
. Ю
стол-сала:, |-
ки (опора)
5
7
Изгл
.Лист
Ядокум,
Подп.
Дата
I
I
6
5
8
32
I
3
1
Таблица I
Примечание
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Приложение
ЕГТН1
•Лист.
Перечень сборочных чертежей, в которых расположены
запасные непокупные детали.
Таблица 2
Обозначение
Наименование
24К40АФ4.10.00. ООО
24К40АФ4.10.II. ООО
24К40АФ4.15.00.ООО
24К40АФ4.15.20. ООО
24К40ЛФ4.20.00.ООО
24К40АФ4.20.06. ООО
24К40АФ4.20.07. ООО
24К40АФ4.30.00. ООО
24К40ЛФ4.30.10. ООО
24К40АФ4.30.12.ООО
24К40АФ4.30.30. ООО
24К40АФ4.30.60.ООО
СБ Станина
СБ Передача винт-гайка
качения
СБ Стойка
СБ Кронштейн
СБ Стол-салазки
СБ Барабан
СБ Опора
СБ Бабка шпиндельная
СБ Коробка скоростей
СБ 1йлчпестерня
СБ Зажим инструмента
С Б Ролик
.Лист
.\доку1л]Подп.
Дата
Номера листов
I, 2
I
1-2
I
1-2
I
I
1-3
I, 2
I
I
I
24К40АФ4-01, 24К40СФ4-01.00.00. ООО РЭ
Приложение
" Фошат А4Г
Лист"
Перечень чертежей запасных деталей
Таблица 3
Куда входит
(обозначение)
Номер ри
зунка по
руковод-
Позиция
на ри¬
сунке
Материал
Наименование
Обозначение
Сталь 8ХФ 3
ГОСТ 5950-73
Сталь 45
ГОСТ 1050-74 6
Сталь 45 Г0СТ1050-74 8
Сталь 45 Г0СТ1050-74 2
Сталь 45 Г0СТЮ5О74 16
к 18-За Р0СТ7417-75 8
^ 45А Г0СТ1051-73
Сталь 45 Г0СТ1050-74 24
Проволока П-16
ГОСТ 9389-75 8
Сталь 40Х Г0СТ4543-71 I
Сталь 40Х Г0СТ4543-7Д I
Сталь 40Х Г0СТ4543-71 I
Сталь 40Х ТОСТ4543-7Л) I
Сталь 45 Г0СТЮ50-74 I
Сталь 20Х Г0СТ4543-71 I
Сталь 45 Г0СТЮ50-74 I
Сталь 65 Г0СТ1050-74 I
Сталь 40Х Г0СТ4543-71 I
Сталь 40Х 10СТ4543-7] I
Винт ходовой
Ролик
15.20.000СБ
15.20. 000СБ
15.20.ОООСБ
20.06. ОООСБ
Кольцо
Кулачок
Барабан
20.07. ОООСБ
20, 00. ОООСБ
20.00. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.10. ОООСБ
30.30. ОООСБ
30.30. ОООСБ
30.30. ОООСБ
Кольцо
Пружина
Вал-шестерня
Вал-шестерня
Ксяесо зубчатое
Колесо зубчатое
Вал
Ось
Вилка
Цанга
Толкатель
Втулка